/








Теги: руководство по эксплуатации станки станкостроение
Год: 1990
Текст
Министерство
станкостроительной и инструментальной промышленности
СССР
Средневолжский станкостроительный завод
СТАНОК НАСТОЛЬНЫЙ
УНИВЕРСАЛЬНЫЙ "УМЕЛЕЦ"
модели CH, СН-01
Руководство по эксплуатации
СН.000.000 РЭ
1990 г.
Г
3
Содержание
Лист
1. Назначение и область прииеления ....................... 5
2. Технические данные .................................. 5
3. Комплект поставки............................ • ••• 7
4. Правила эксплуатации и меры безопасности при работе 10
5. Устройство изделия ................................... 12
6. Дополнительные принадлежности ...................... 24
7. Подготовка станка к работе ........................... 24
8. Пуск станка .......................................... 33
9. Организация рабочего места ........................... 33
10. Основы резания материалов. Режимы резания............. 34
11. Порядок работы. Виды работ, выполняемые на станке 40
12. Техническое обслуживание станка ..................... 43
13. Возможные неисправности и методы их устранения ... 47
14. Электрооборудование ....... ...................... 4 9
15. Паспорт.............................................. 54
16. Свидетельство о приемке .............................. 55
17. Гарантийные обязательства ........................... 55
Зии нами» покупателей!
ПЕРЕД ЭКСПЛУАТАЦИЕЙ СТАНКА СЛЕДУЕТ ТЩАТЕЛЬНО ИЗУЧИТЬ
НАСТОЯЩЕЕ РУКОВОДСТВО.
РУКОВОДСТВО НЕ СОДЕРЖИТ ПОДРОБНЫХ УКАЗАНИЙ ОТНОСИТЕЛЬНО
МЕТОДОВ МЕХАНООБРАБОТКИ, ПОЭТО.’ГУ ПРИСТУПИТЬ К РАБОТЕ ЕА СТАНКЕ
МОЖНО, ЛИШЬ ИМЕЯ НИКОТОРЫЕ ЗНАНИЯ И НАВЫКИ В ЭТОЙ ОБЛАСТИ,
ЛИБО ПОД НАБЛЮДЕНИЕМ СПЕЦИАЛИСТОВ.
5
1. НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ
Станок настольный универсальный "Умелец" предназначен для
различных видов механической обработки изделий из металла, дре-
весины, пластмасс, станок изт-отааливастся а 2-х исполнениях: с
ручной продольной подачей суппорта без дополнительных приспо-
соблений н с приводен подач, с фрезерным и деревсобрабатывающим
устройствами. На станке первого исполнения можно выполнять то-
карные, сперлильные работы.
На станке второго испслиения можно выполнять токарные,
фрезерные, сверлильные, фуговальные, распиловочные операции.
С гтомсщьв несложних приспособлений, изготовленных на этом
станке самим потребителем, можно производить к другие работа.
Станок "Умелец" нежет быть использован в бытовых условиях для
изготовления различных изделий домаапего обихода, в шкальных
мастерских, в кружках При клубах к домах пионеров, станциях оных
техников.
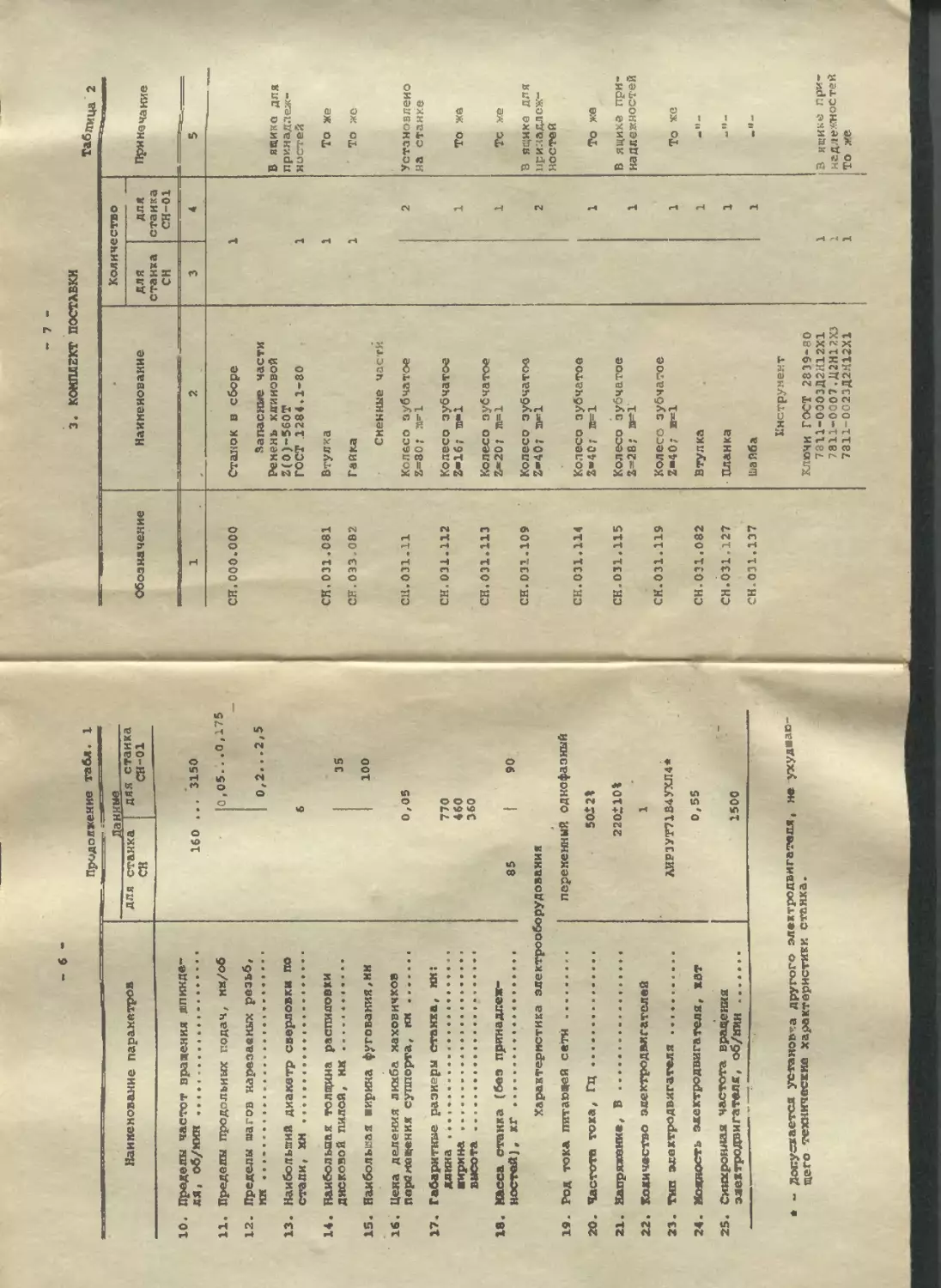
2. ТЕХНИЧЕСКИЕ ДАННЫЕ
таблица 1
Наименование параметров
Данные
для станка для стайка
CH СН-01
1. Наибольший диаметр устанавли-
ваемой заготовки, их:
над направляющей .............
над суппортом ................
2. Наибольшая длина детали, уста-
навливаемой в центрах, хм .........
3. Наибольшее перелецсцие суппорта,
гн:
продольное ...................
поперечное ...................
4. Диаметр отверстия » шпинделе
передней бабки, хн
5. Внутренний конус шпинделя перед-
ней бабки .......................
б > Внутренний конус пиноли .задней
бабки .............................
7. Наибольшее переисцание пиноли
задней бабки, мн ..................
8. Высота резца, нх ...............
9. Количество ступеней частот вра-
щения шпинделя ....................
175
90
215
215
90
1S
Иорэе 2 ГОСТ 25557-32
Морзе 1 ГОСТ 25557-82
40
10 ... 16
Продолжение табл. 1
Наименование параметров
для станка
СН
Данные________
дяя станка
СН-01
10. Пределы частот вращения япинде-
ля, об/мин..........................
11. Пределы продольных подач, мм/об
12. Пределы шагов нарезаемых резьб,
нм..................................
13. Наибольшие диаметр сверловки по
стали, хи ..........................
14. Наибольшая толщина распиловки
дисковой пилой, нм..................
15. Наибольшая иирииа фугования,им
16. Цела деления лкхба маховичков
перемещения суппорта, км ...........
17. Габаритные размеры станка, км:
длина ..............................
ирина .......................
высота .......................
18. Касса станка (без принадлеж-
ности}, кг .........................
85
160 ... 3150
0,05...0,175
0,2...2,5
б
35
100
0,05
770
460
360
| 90
Характеристика электрооборудования
19. Род тока питающей сети .............. переменный однофазный
20. Частота тока, Гц............................. 50121
21. Напряжение, В ...................
22. Количество электродвигателей
23. тми электродвигателя ...........
24. Мощность электродвигателя, жат
2S. Синхронная частота вращения
электродвигателя, об/мин ...........
220+101
1
АИРЗУТ71В4УХЛ4*
0,55
1500
* — Допускается установка другого электродвигателя, не ухудЩ^в“
щего технические характеристики станка.
1
3. КОМПЛЕКТ ПОСТАВКИ
Табвдцд 2
Обозначение Наименование Количество примечание
ДЛЯ станка СН ДЛЯ станка СН-01
1 2 3 4 5
СН.000.000 Станок в сборе 1
Запаснье части Ренень клиновой Z(0)-560T ГОСТ .1284,1-80 1 В ящика для принадлеж- ностей
СН.031.081 Втулка 1 То же
СН.033.082 Гайка 1 То же
Сненнне части
СН.031.11 Колесо зубчатое z=so; m=i 2 Устаяозлеио на станке
СН.031.112 Колесо зубчатое Z-16; ш»1 1 То же
СН.031.113 Колесо зубчатое 3=20; ш=1 1 Тс же
СН.031.109 Колесо зубчатое 3-40; а=1 2 В ящике для ири.чадлсж- постей
СН.031.114 Колесо зубчатое 3-40; зв=1 1 То же
СН.031.115 Колесо зубчатое 3=28; в=Г 1 В ящике при- надлежностей
СН.031.119 Колесо зубчатое 3-40; в=1 1 То же
СН.031.082 Втулка 1 _11-
СН.031.127 Планка 1 — II-
СН.031.137 Laflfia 1 !
Инструмент
Ключи ГОСТ 2839-80 7811-ОООЗД2Н12Х1 7811-0007.Д2Н12ХЗ 7811-0023Д2Я12Х1 1 1 В ящико при- надлежностей То же
8
Продолжение табл, 2
1 2 3 i * 5
Ключи ГОСТ 11737-74 7812-0374.ЧОХ.Н12Х1 7812-0375.ЧОХ.Н12Х1 1 1 1 1 г г
Отвертки ГОСТ 17199-88 7810-0303H12X1 7В10-0308Н12Х1 7610-0981Н12Х1 • 1 1 1 В ящике принадлеж- ностей Jo же
СН.003.104* СН.003.105* Резец проходной прямой Резец подрезной 2 2 . Г 1 к 1 1
СН.003.106* Резец отрезной 2 -и-
СН. С-03.107* СН.003.108* Резец проходной отогнутый Резец резьбовой 3 2
Сверг.а ГОСТ 10902-77 2300-7515 2300-7545 2300-6173 2300-0131 1 1 1 1 В ящике принад- лежностей То же
Сверла ГОСТ 14952-75 2317-01С4 2317-0106 1 1 1 X 3 ! 1
Фрезы ГОСТ 17025-71 2220-0003 2220-0007 2220-0009 2220-0011 1 1 1111 - X s S 1111
Принадлежности
Патрон 8-В12 ГОСТ 8522-79 1
СН.003.101 Оправка 1 То же
СК.003.102 Оправка 1 « и м
СЧ.003.109 Прокладка 2
ремень 2(О)-56ОТ ГОСТ 1284-1-80 2 Установ- лена на
Патрон 7100-0001 ГОСТ 2675-80 1 станке- То же
СН.023.000 Патрон ПОйодкобьй 1 ° ящике
принад- лежностей
9
Продолжение табл. 2
Количество
Обозначение Наименование ДЛЯ станка СН для станка СН-01 j Примечание 1 4
СН.033.107 СН.033.108 СН.035.000 СН.038.000 СН.071.000 СН.004.000 СН.005.000 СН.ООО.000 РЭ Резцедержатель с пинтами в сборе Болт Устройство фрезерное Приспособление де- реэообрабатываюдее Ограждение Тара Ящик упаковочный Яцик принадлеж- ностей Документы Станок настольный универсальный "Умелец" кед. СН, сн-01 "Руководство по эксплуатации" 1 1 1 1 L L J 1 То же W.H- 3 ящике упаковочном В одике принадлеж- ностей
Допускается замена на резцы аналогичные по Своему
функциональному назначению.
- 10 -
4. ПРАВИЛА ЭКСПЛУАТАЦИИ И ИКРЫ БЕЗОПАСНОСТИ
ПРИ РАБОТЕ НА СТАНКЕ
4.1. Для обеспечения длительной нормальной эксплуатации
станка необходимо соблюдать следующие основные пра: ила:
4.1.1. Вести обработку материалов без превышения макси-
мально допускаемых режимов (ск. раздел 10). Не допускать пере-
грева электродвигателя и подшипников шпинделя.
4.1.2. Контролировать ход каретки суппорта и- поперечных са-
лазок, фрезерного устройства, своевременно регулировать зазоры в
направляющих.
4.1.3. Оберегать станок и оснастку от ударов. В частности,
не применять молотки и другие инструменты при закреплении заго-
товок я патроне.
При установке заготовок'на фрезерной столе допускается при-
менять медные, деревянные или другие молотки с мягкой ударной,
частью.
4.1.4. Правильно и своевременно смазывать станок. При обра-
ботке древесины наружные трущиеся поверхности сказывать чаще,
так как масло легко впитывается и уносится стружкой.
4.1.5. Во время работы постоянно удалять накаплизаяпиеся
отходы. После окончания работы тщательно убирать станок и смазы-
вать трущиеся поверхности на инным маслом.
Внимание!
Запрещается использовать станок в качестве точильного.
Абразивная пыль, попадая во все узлы станка(Приведет к их
быстрому износу и потере работоспособности станка.
4.2. Безопасность работа на станке обеспечивается его из-
готовлением в соответствии с требованиями ГОСТ 12.2.009-30. Ос-
новной гарантией безопасной работы на станхе является вниматель-
ное ознакомление с его конструкцией н условиями эксплуатации,
изложенными в настоящем руководстве.
Для безопасности труда каждый работающий на станке обязан
знать и соблюдать следующие правила техники безопасности:
4,2.1. При подготовке к работе необходимо привести в поря-
док рабочую сдежку, которая Должна быть достаточно свободной, не
стесняющей движений, иметь плотно застегивающиеся рукава, ьукио
подобрать свисающие концы, волосы убрать под головной убор.
Запрещается работа на станке в рукавицах или перчатках, а
так же с забинтованными пальцами без резиновых напальчников.
4.2.2. Перед началом работы следует проверить надежность
закрепления кожуха привода вращения шпинделя. Запрещается рабо-
тать на станке со снятым хожухон ограждения привода.
4.2.3. Перец началом работы проверить наличие и исправ-
ность: защитного заземления станка; защитных экранов для защиты
от отлетающей стружки: крючда и ще.ки для уборки стружки.
4.2.4, Проверить исправность зажимных устройств, заднего
центра, патрона. Центр не должен иметь трещин, выбоин, а его ко-
нус не должен быть изношен или поломан.
4.2.5. Перед начален работы проверить исправность ключей
для зажина деталей. Ключи не должны иметь щечек с трещинами и
размеры их должны точно соответствовать размерам гаек и болтов..
4.2.6. Перед началом работы проверить осмотром электрошнур
с вилкой н исправность органов управления поворотом рукояток.
4.2.7. Ее приступать к работе до исправления замеченных че-
достаткон.
4.2.В. При работе следует пользоваться защитными очками;
для удаления стружки применять клочок или щетку-сметку.
11
4.2.9. Перед установкой обрабатывавкой детали на станок
протереть щеткой и обтирочным материален ев базовые поверхности
и закрепляющие устройства на станке, притереть и смазать центро-
вые отверстия.
4.2.10. При установке патрона навинчивать его на шпиндель
станка до отказа так, чтобы было исключено саиоотвинчиванне при
работе.
4.2.11. Закреплять обрабатываемую деталь в центрах и патро-
не прочно, чтобы не было выброса. При работе следить, чтобы цент-
ры не упирались в дно центровых отверстий деталей.
4.2.12. Резцы устанавливать по центру обрабатываемой дета-
ли, давать им иаименьпий вылет для обеспечения большей хваткос-
ти.
4.2.13. Использовать исправный н хорошо заточенный инстру-
мент.
4.2.14. Отводить суппорт с инструментом я заднее бабку на
безопасное расстояние в следующих случаях:
а) при смене патрона;
б) установке и снятии детали.
4.2.15. Особую осторожность соблюдать при выполнении на
станке ручных работ. При зачистке изделий напильником, шабером н
шкуркой становиться лицом к патрону, следить, чтобы не захватило
руку или одежду вращающимся патроном. Применять напильник и ша-
бер с плотно насаженной деревянной рукояткой.
4.2.16. Перед включением электродвигателя убедиться в на-
дежном закреплении заготовки, режущего инструмента.
4.2.17. Применяя приспособление, закрепленное на шпинделе,
перед пуском двигателя прокрутить ппиндель вручную и убедиться в
правильности и надежности установки приспособления.
4.2.13. Во врекя фрезерных работ на станке необходимо:
а)'при креплении детали за необработанные поверхности при-
менять тиски и приспособления с насечкой на прижимных губках:
б) деталь j! фрезе подавать тогда, когда фреза получит рабо-
чее вращение;
а) прежде чем вынуть деталь из тисков патрона или прижимных
планск, остановить станок, отвести режущий инструмент, чтобы нс
повредить руки о ₽ему_^ие кромки;
г) врезать фрезу в деталь постепенно, не допускать резчих
увеличений скорости н глубины резания;
д) при фрезеровании не вводить руки в опасную зону вращения
фрезы;
е) не тормозить станох нажатием на детали: рука может по-
пасть на фрезу.
4.2.19. Зо время сверлильных работ необходимо:
aj перед установкой сверла проверить его заточку;
6} сверло подводить осторожно к обрабатываемой детали,
включать подачу де соприкосновения инструмента с деталью;
nJ но допускать навивания сливной стружкн на сверло, удаляя
ее крючком;
г) при сверлении 'глубоких отверстий периодически выводить
сверло из отверстия для удаления стружки.
Вникание)
Категорически запрещается останавливать вгиндель руками,
а так же производить обсверловку заг товок,
- удерживая их руками.
12
4.2.20. Во время работы ха деревообрабатывающем приспособ-
лении необходимо:
а) не передавать и не принимать каких-либо предметов через
работаюпий станок!
6) в случав обработки материала с трещинаки, сучками и косо-
слоем снижать скорость подачи!
в) не производить смазку, обтирку, очистку от опилок и
стружек до полной остановки механизмов станка
Г) запрещается тормозить вращающуюся пилу нажимом на диск
каким-либо предметом, необходимо дождаться полной его остановки;
д) неработающую часть пилы следует закрывать ограждением;
е) направляющий угольник как в закрепленном, так и в незак-
репленном положении должен быть параллелен плоскости пильного
диска, легко передвигаться к.прочно закрепляться э требуемом по-
ложении , исключавшем возможность заклинивания распиливаемого ма-
териала;
ж) при фуговании установить направляющий угольник и подвиж-
ный стол на заданный размер снимаемой стружки и перед пуском
станка провернуть вручную ножевой вал и убедиться в ток, что он
не задевает за стол станка.
4.2.21. По окончании всех видов работ на станке ьиключнть
станок (вынуть вилку из розетки’, и произвести уберку станка,
сиазать трущиеся части, убрать инструменты.
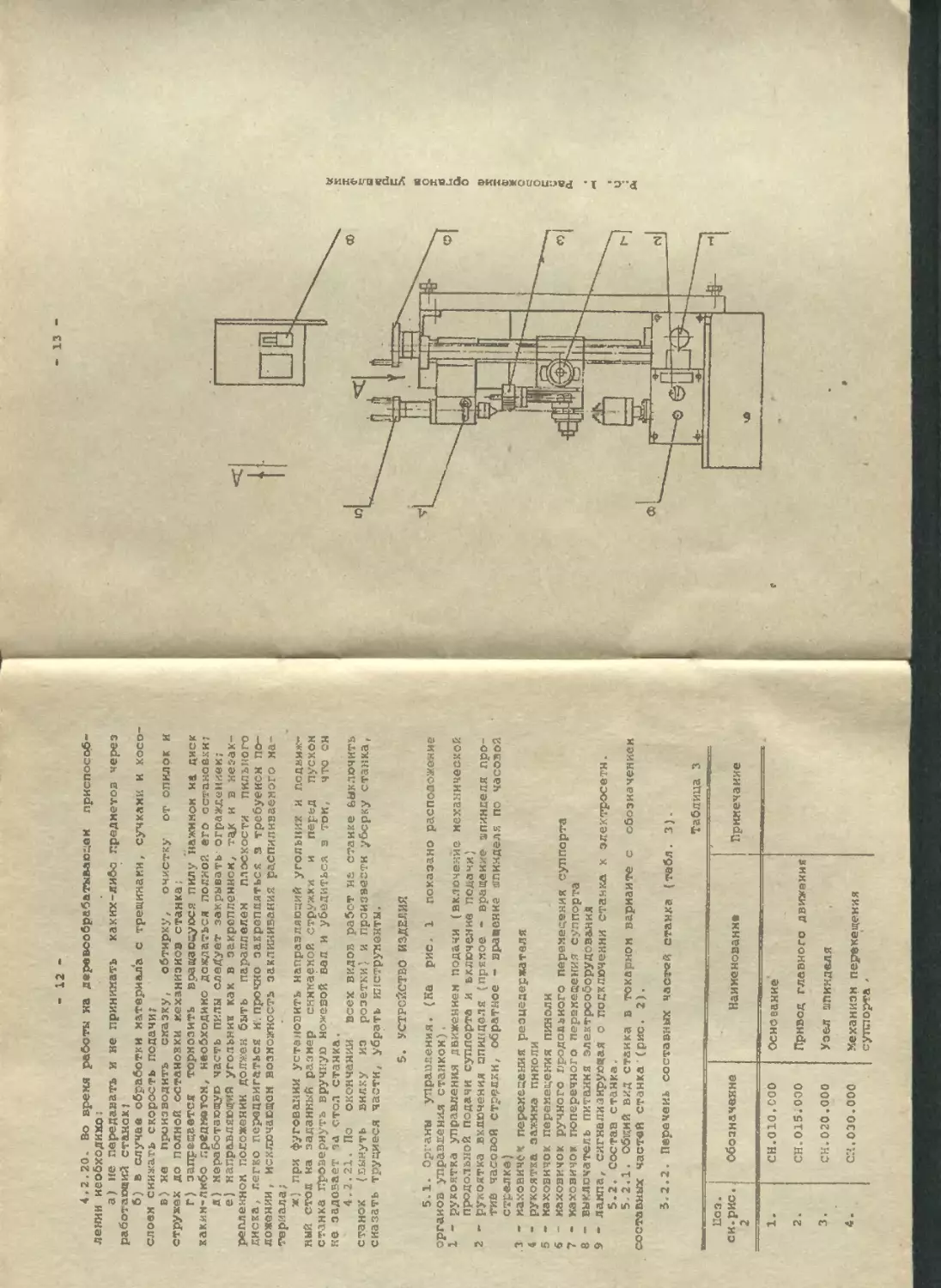
5. УСТРОЙСТВО ИЗДЕЛИЯ
5.1. Органы управления. (На рис. 1 показано расположение
органов управления станком).
1 - рукоятка управления движением подачи (включение механической
продольной подачи суппорта и включение подачи)
2 " рукоятка включения ппипдоля (прямое - вращение шпинделя про-
тий часовой стрелки, обратное - врацение шпинделя по часовой
стрелке)
3 - маховичок перемещения резцедержателя
4 - рукоятка зажима пннопи
5 - маховичок перемещения пиноли
б - маховичок ручного продольного перемещения суппорта
7 - маховичок поперечного перемещения суппорта
в - выключатель питаикя электрооборудования
9 - лампа, сигнализирующая о подключении станка к электросети.
5.2. Состав станка.
5.2.1. Общий вид станка в токарной варианте с обозначением
составных частей станка (рис. 2).
3.2.2, Перечень составных частей стайка (табл. 3).
Таблица 3
Поз. СК.рис. 2 Обозначение Наименование Примечание
1. СН.ОЮ.СОО Основание'
2. СН.015.000 Привод главного движения
3. СН.020.000 Узел шпинделя
4. СН,030.000 Механизм перемещения суппорта -
13
14 -
Рис. 2. Общий вид станка
15
Продолжение табл. 3
Поз СИ.рис. 2 Обозначение Наименование Примечание
5. СН.031.000 Привод подач для СН-01
б. СН.033.000 Суппорт
7. СН.040.000 Бабка задняя
8 СН 0*0.000 Кожух
9. СН.071.000 Ограждение
10. CH.OSO.OOO Электрооборудование
5.2.3. Символы, применяемые на станке (табл. 4)
Таблица 4
Символ Наименование
D Шпиндель
7VW Продольная подача
ф ХСаУ/ « Включение муфты сцепления (привода подач)
Отключение иуфты сцепления (Повода подач)
£Н Вращение шпинделя против чаооаой стрелки
Вращение впинделя
по часовой стрелке
Электросеть подключена
16
Продолжение табл. 4
Символ Наименование
^2^ Выключение
Заземление
5.3. Основные элементы кинека'гичвской цепи.
В таблицах 5 и 6 приведены параметры основных элемантов ки-
нематической схемы станка (см. рис. 3)
Таблица 5
Позиция зубчатого колеса по схеме Число зубьев Z (и-1) Кол. Позиция зубчатого колеса по схеме Число зубьев Z (ш=1) Хол.
5 45 1 А 28 1
6 90 1 А В 40 2
1, В 16 2 Б. Г, В 30 2
А, В 20 2 40 1
А, В 24 1 Д —
Примечание 1 Буквами на схеме обозначены скен.чьт зубчатые
колеса.
Таблица 6
Номер позиции ходового винта по схеме Резьба винтов War, КМ Направление БИНТОВЫХ пиний
Тип Дианетр, мм
13 19 20 21 Трапеце- идальная Метрическая Метрическая Метрическая 14 10 10 10 1,5 1,5 1.5 Лавое
“17
pvy
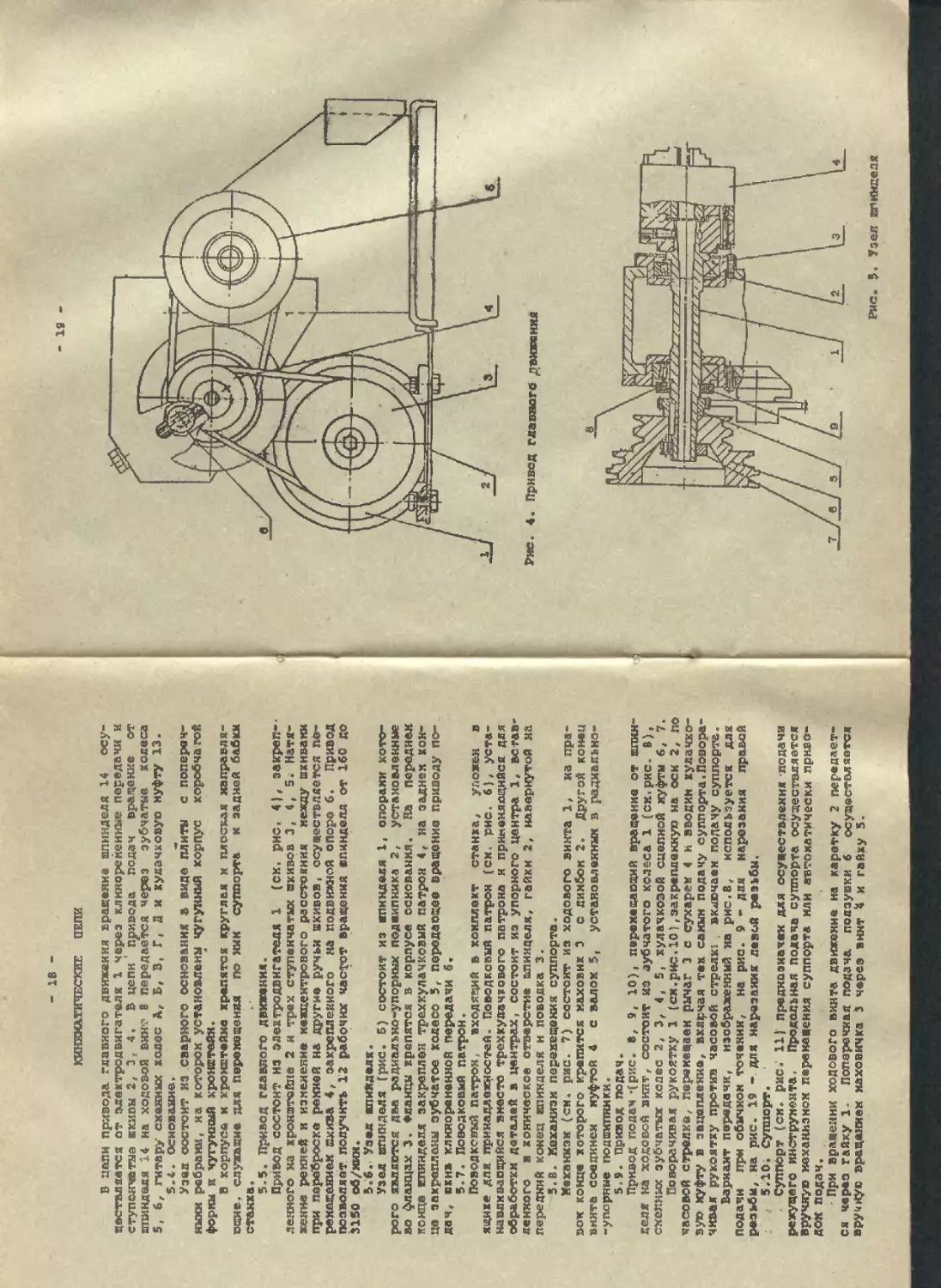
Рис. 3. Кинекатическпя cx^-ta ставка
18
КИНЕМАТИЧЕСКИЕ ЦЕПИ
В цепи привода главного движения вращение ппннделя 14 осу-
ществляется от электродвигателя 1 через клинорекеинье передачи и
ступенчатые шкивы 2, 3, 4. В цепи' привода подач вращение от
шпинделя 14 на ходовой винт 8 передается через зубчатые колеса
5, 6, гитару сменных колес А, В, В, Г, Ди кулачковую муфту 13.
5.4. основание.
Узел состоит из сварного основания в виде плиты с попереч-
ными ребрами, иа которой установлены чугунный корпус коробчатой
формы и чугунный кронштейн.
В корпусе и кронштейне крепятся круглая к плоская направля-
вшие. служащие для перемещения по ник суппорта к задней бабки
станка.
5-5. привод главного движения.
Привод состоит из электродвигателя 1 (см. рис. 4|, закреп--
ленного на жрокитойне 2 и трех ступенчатых шкивов 3, 4, S; Натя-
жение ремней и изменение межцентрового расстояния между шкивами
при переброске ремней на другие ручьи вкивоа, осуществляется пе-
ремещением Ехива 4, закрепленного на подвижной опоре 6. Привод
позволяет получить 12 рабочих частот вращения шпинделя от 160 до
3150 об/мин.
5.6. Узел шпинделя.
Узел шпинделя (рис. Б) состоит из шпинделя 1, опорами кото-
рого является два радиально-упорных подшипника 2, установленные
во фланцах 3. Фланцы крепятся в корпусе основания. На переднем
конце шпинделя закреплен трехкулачковый патрон 4, на заднем кон-
це закреплены зубчатое колесо 5, передавшее вращение приводу по-
дач, шкив клияорененной передачи б.
5.7. Поводковый патрон.
Поводковый патрон входящий в комплект станка, уложен в
ящике для принадлежностей. Поводковый патрон (см. рис. б), уста-
навливающийся вместо трехкулачкового патрона и применяющийся для
обработки деталей в центрах, состоит из упорного центра 1, встав-
пенного я коническое отверстие шпинделя, гайки 2, навернутой на
передний конец шпинделя и поводка 3.
5.8. Механизм перемещения суппорта.
Механизм (см. рис. 7) состоит из ходового винта 1, на пра-
вом конце которого крепится маховик 3 с лимбом 2. Другой конец
винта соединен муфтой 4 с валом 5, установленных в радиально-
-упорные подшипники.
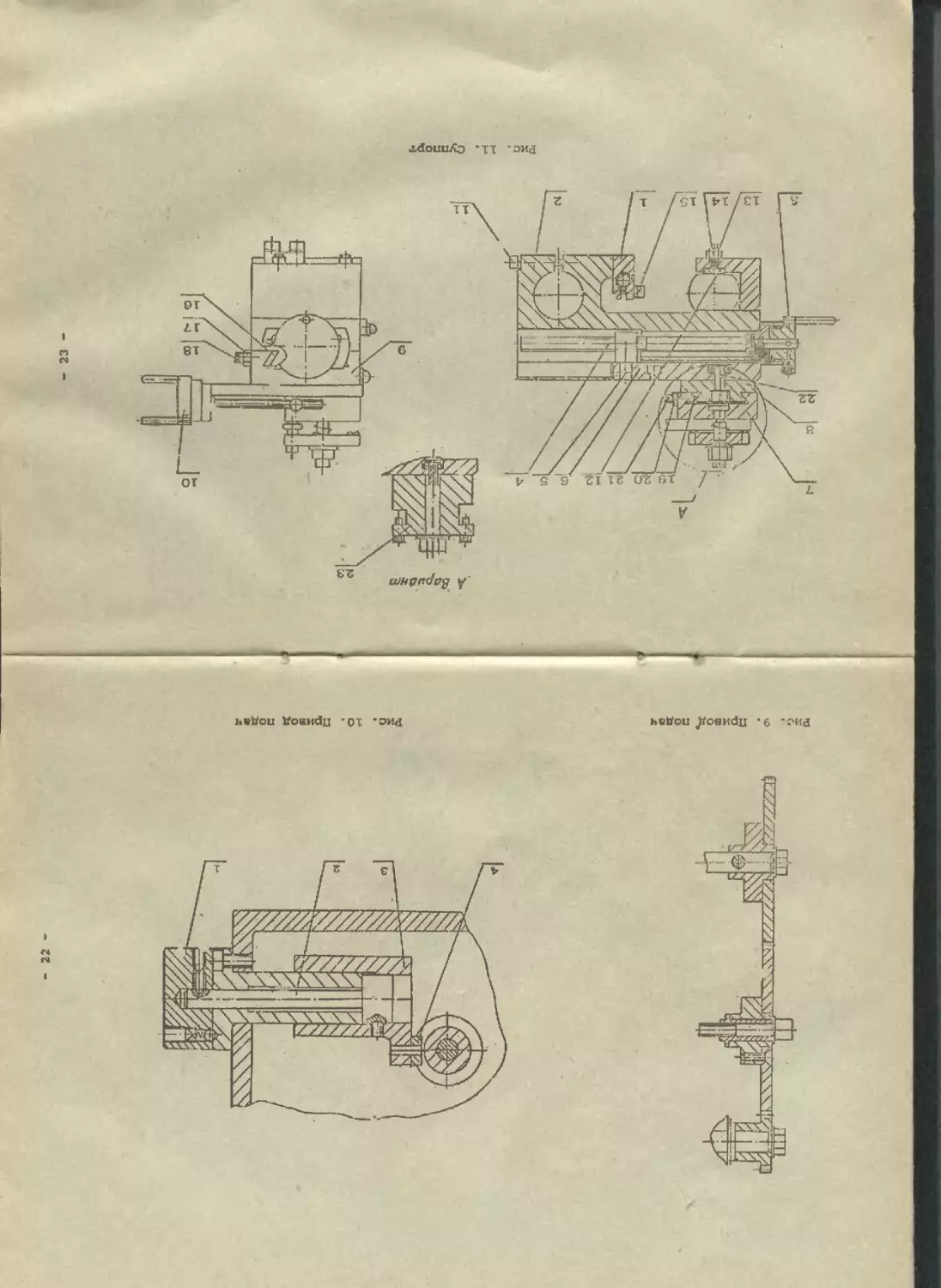
5.9. привод подач.
Привод подач-(рис. В, 9, 10), перемещающий вращение от шпин-
деля на ходовой винт, состоит из зубчатого колеса 1 (см.рис. В),
сменных зубчатых колес 2, 3, 4, 5, кулачковой сцепной муфты б, 7.
Поворачивая рукоятку 1 (см.рис.10),закреплеиную на оси 2, ПО
часовой стрелке, перемещаем рычаг 3 с сухарем 4 и вводим кулачко-
вую муфту в зацепление, включая тех самым подачу суппорта.Повора-
чивая рукоятку против 41 совой стрелк! . включаем подачу суппорте.
Вариант передачи, изображенный ив рис.8, используется для
подачи при обычном точении, на рис. 9 - для нарезания правой
резьбы, на рис. 19 - для нарезания левой резьбы.
. 5.10; Суппорт.
Суппорт (см. рис. 111 предназначен для осуществления-подачи
режущего инструмента. Продольная подача суппорта осуществляется
вручную механизмом перемещения суппорта или автоматически приво-
дом Подач,
При вращении ходового винта движение на каретку 2 передает-
ся через гайку 1. Поперечная подача ползунки б осуществляется
вручную вращением маховичка 3 через винт * и гайку 5.
Рис. J, Узел еликселя
- 20
Рис. б. Паводковый патрон
Рис.’ 7. Механизм пэрекецсния суппорта
- 21
Рис. 8. Привод подач,
Рис. 11. Суппорт
24
На суппорте могут быть установлены два резцедержателя под-
вижный и неподвижный. С псиошью подвижного резцедержателя, уста-
новленного на направляющей 8, можно обрабатыаа-ь конусные по-
верхности, повернув эдправлющую 6 с пслзущкоя 9 по лиибу на
нужный угол и осуществляя подачу вращением маховика 10.
Неподвижный резцедержатель 23 с винтами‘в сборе входит в
комплект станка и уложен в ящике для принадлежностей. Для уста-
новки на станок нужно открутить винт 22, снять подвижный резце-
держатель 3 и установить в один нз Т-образных г.азсв неподвижный
резцедержатель.
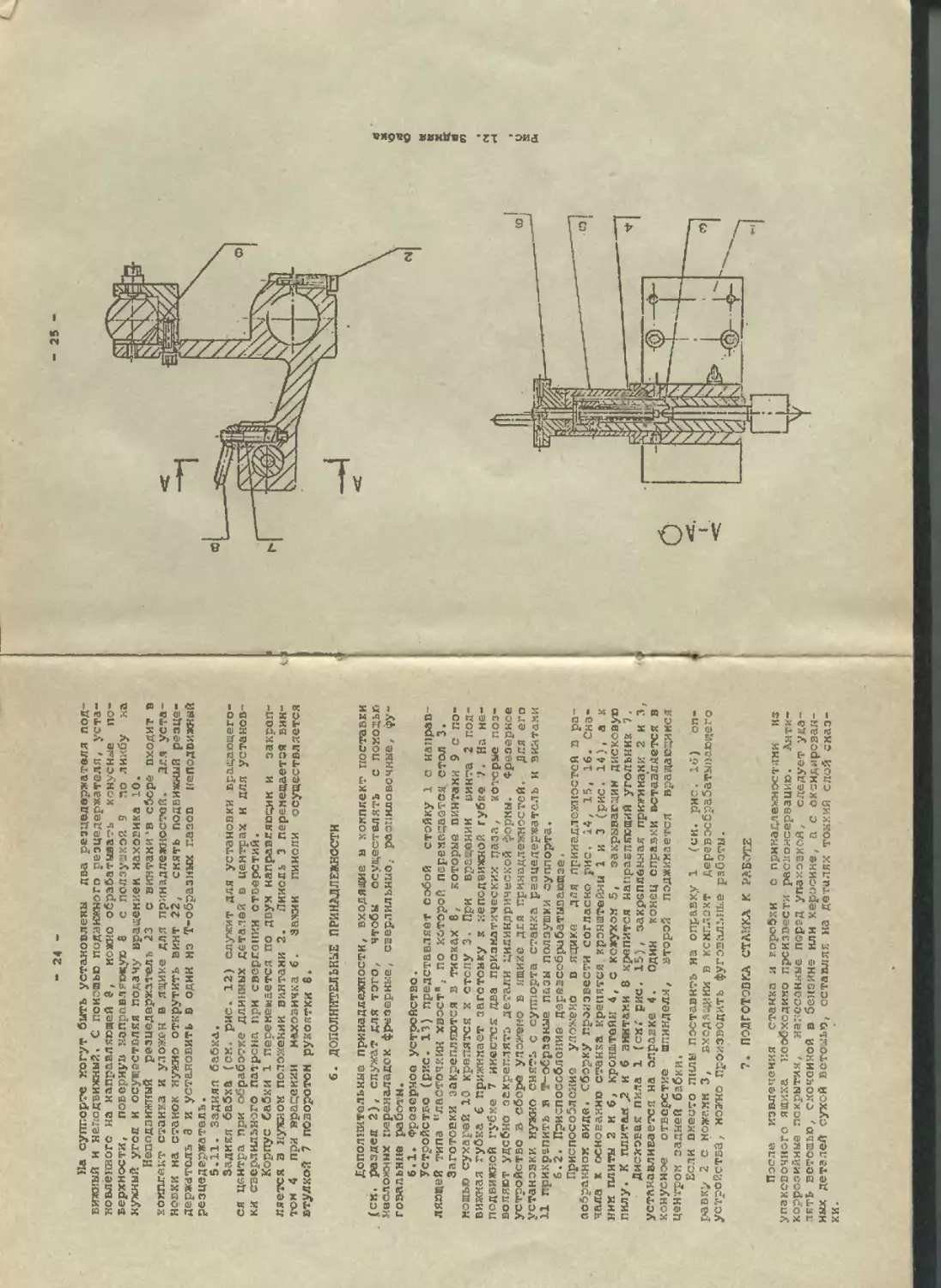
5.11. Задняя бабка.
Задняя бабка (ок. рис. 12) служит для установки вращающего-
ся центра при обработке длинных деталей в центрах и для установ-
ки сверлильного патрона при сверлении отверстий.
Корпус бабки 1 перемешается по двух направляющим и закреп-
ляется э нужном положении винтами 2. пиноль 3 перемещается вин-
том 4 при вращении маховичка б. Зажим пиноли осуществляется
втулкой 7 поворотом рукоятки 8.
6. ДОПОЛНИТЕЛЬНЕЕ ПРИНАДЛЕЖНОСТИ
Дополнительные принадлежности, входящие н комплект поставки
(ск. раздел 2), служат для того, чтобы осуществлять с помощью
несложных переналадок фрезерные, сверлильные., распиловочные, фу-
говальные работы.
6.1. фрезерное устройство.
Устройство (рис. 13) представляет собой стойку 1 с направ-
ляющей типа ’’ласточкин хвост", по которой перемащаатся стол 3.
Заготовки закрепляются в тисках 8, которые винтами 9 с по-
мощью сухарей 10 крепятся к столу 3. При вращении винта 2 под-
вижная губка б прижимает заготовку к неподвижной губке 7. На не-
подвижной губке 7 имеются два призматических паза, которые поз-
воляют удсбно закреплять детали цилиндрической формы. Фрезерное
устройство в сборе уложено в ящике для принадлежностей. Для его
установки нужно снять с суппорта станка резцедержатель и винтами
11 прикрепить в Т-обраэные пазы ползушки суппорта.
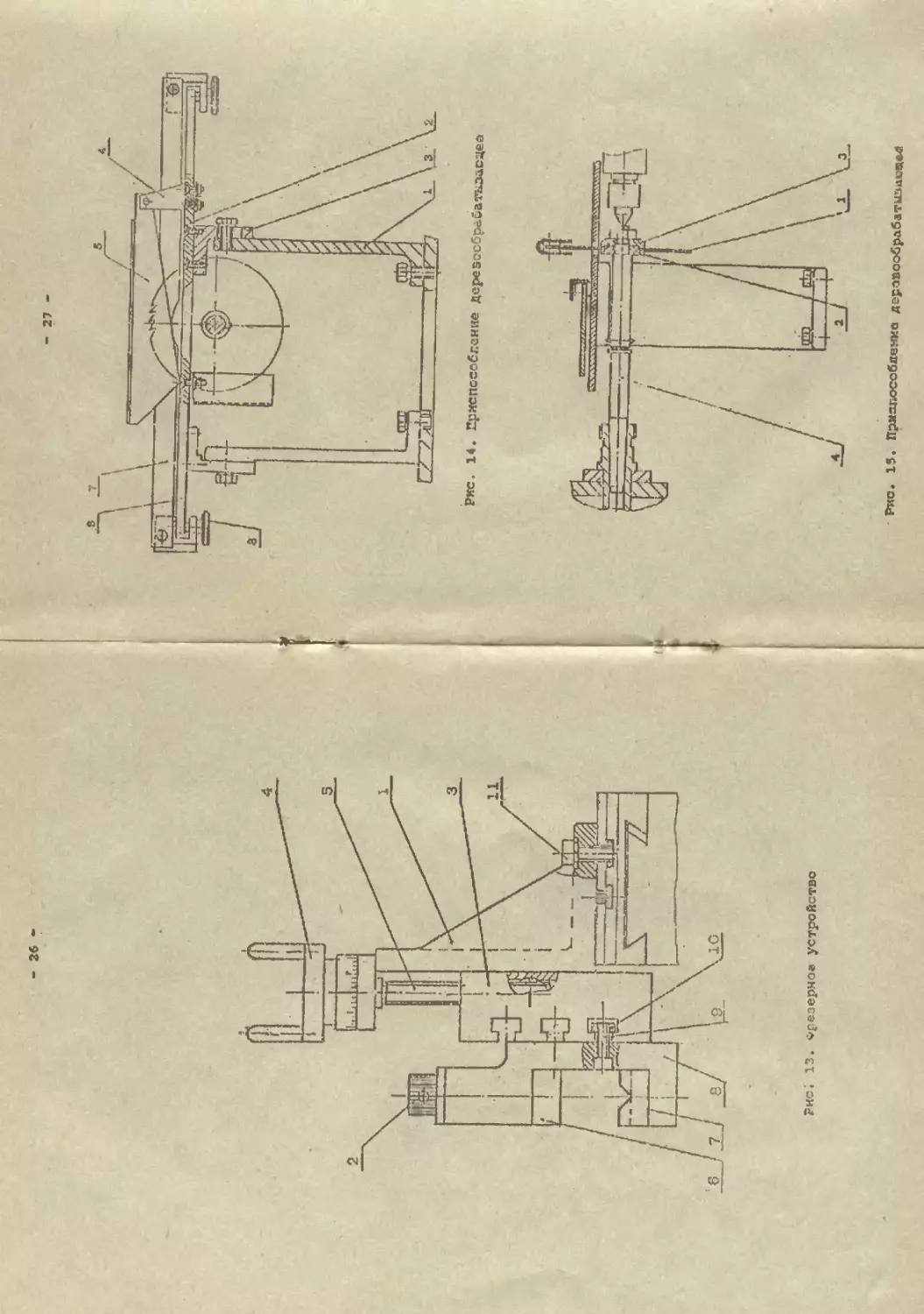
6.2. Приспособление деревссбрабатывающее.
Приспособление уложено в ящике для принадлежностей в ра-
зобранном виде. Сборку произвести согласно рис. 14, 15, 16. Сна-
чала к основанию станка крепятся кронштейны 1 и 3 (рис. 14), а к
ним плиты 2мб, кронштейн 4, с кожухон 5, закравагщин дисковую
пилу. К плитам ,2 и б винтами 8 крепится направляющий угольник 7.
Дисковая пила 1 (см.' рис. 15), закрепленная прижимами 2 и 3,
устанавливается на оправке 4. Один конец справки вставляется в
конусное отверстие шпинделя, второй поджимается вращающимся
центром задней бабки.
Если вместо пилы поставить на справку 1 (см. рис. 16) оп-
равку 2 с ножами 3, входящими в ксмпЖохт деревообрабатывающего
устройства, можно производить фуговальные работы.
7. ПОДГОТОВКА СТАНКА К РАБОТЕ
После извлечения станка и коробки о принадлежностями из
упаковочного ящика необходимо произвести расконсервацию. Анти-
коррозийные покрытия, нанесенные перед упаковкой, следует уда-
лять ветслыо, смоченной в бензине или керосине, а с оксидирован-
ных деталей сухой ветошью, оставляя на деталях тонкий слой смаз-
ки.
- 25 -
Рис. 12. Задняя бабка
- 26
?кс; 13. ❖резерног устройстве
- 27 -
Рис. 14. Приспособление ДерезосбраСатизасчеа
Рис. 15. Пря=лоссбле»ив деравсобрабатизасщвл
- 23 -
Рис. 16. Приспособление деровообрабатмваодее'
- 29
Внимание!
В соответствии с требованиями безопасности (ГОСТ 9.014-73)
раехенсервацип станка и принадлежностей следует производить
в хоросо проветриваемом помещении, вдали от нагревательных
приборов и нест хранения пищевых продуктов.
При этен но допускается пользоваться открыток огнен.
После расконсервации неэкраяснные поверхности станка и
принадлежностей надо смазать тонким слоен технического вазелина
или жидких мапихиын наслои. Температура помещения, в котором ус-
тановлен станок, должна быть в пределах 20x10°С.
Станок устанавливать на устойчивый стол или верстак. Перед
началом работы производят смазку всех труцнхея поверхностей (см.
раздел '"Техническое обслухшваиие"}.
Затем необходимо произвести наладку станка на предполагае-
мый вид обработки. Настроить цепь привода главного движения и,
если это необходимо, цепь привода псдач.
Для доступа к этим цепях необходимо снять кожух.
Вникание 1
Во избежание травм категорически запрещается
производить наладку или настройку станка,
а также какпе-лиСо' регулировочные работы
при включенном питании системы электрооборудования.
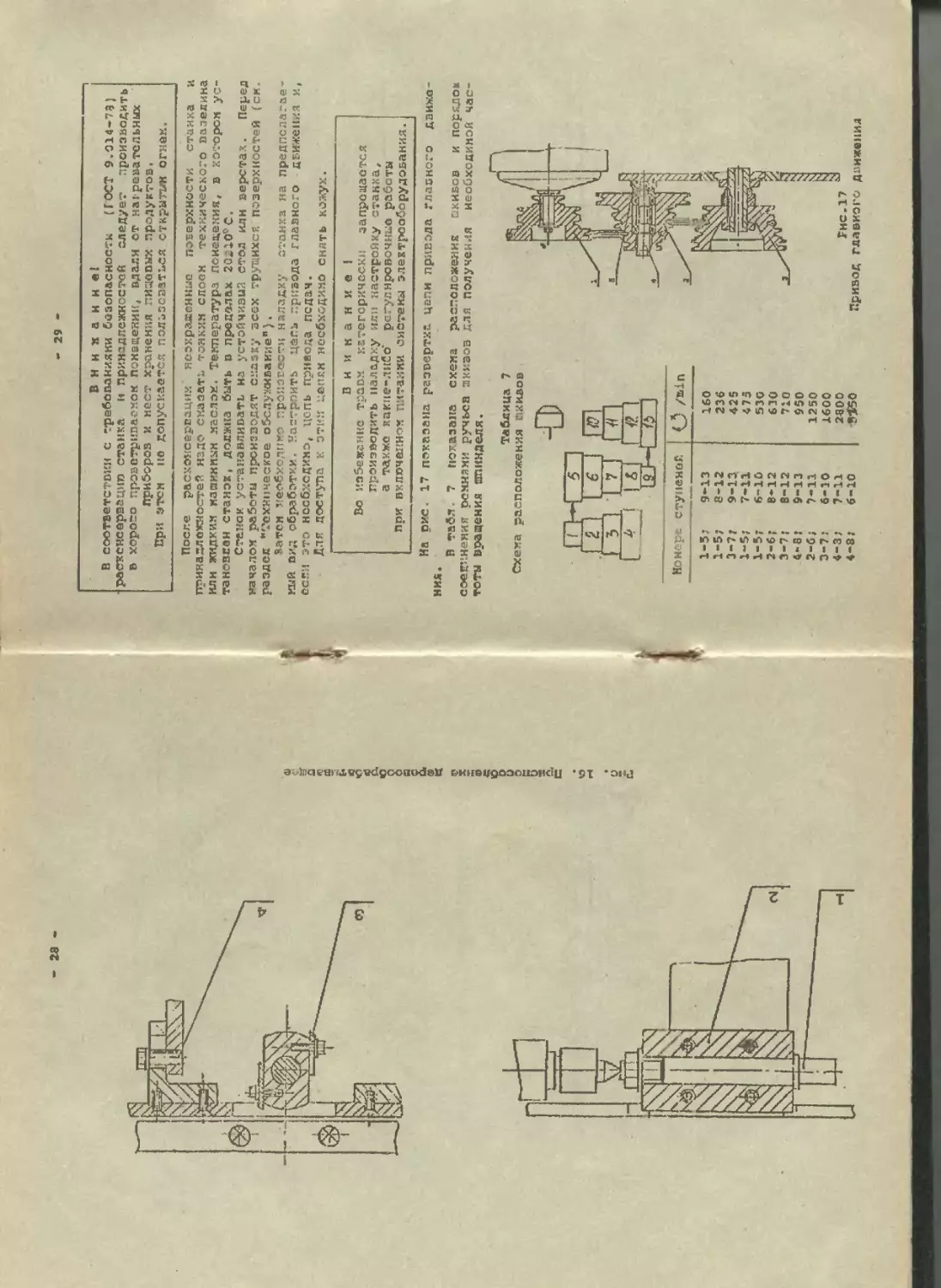
На рис. 17 показана развертка цепи привода гласного движе-
ния.
В табл. 7 показана схема расположения акивов и порядок
соег нения ремнями ручьса шкивов для получения необходимой час-
тоты вращения шпинделя.
30
Натяжение реммай вкивсв 1, 2. 3 (рис. 17) ссущестЕЛЯеуся
перемощением пкива 2, нмавсегс подэижнус ось 4, закрепленную s
опоре 5. Для этого необходимо отвернуть гайку 2 (рис. 13) и, по-
ворачивая клсчом тягу 3, перемещать ось по лаау в плите F. При
этой опора 1, перемещаясь е оеьс' ч поворачиваясь вокруг нее,
осуществит установку прокехгуточпсгс щкизв в нужное положение. По
окончаний настройки следует проверить вручную натяжение ремней,
после чег затянуть гайку 2.
Внимание 1
По окончании настройки щели привода глазного движения
необходимо вс избежании поломки убедиться,
что гайка 2 (рис. 18) надежно заткнута.
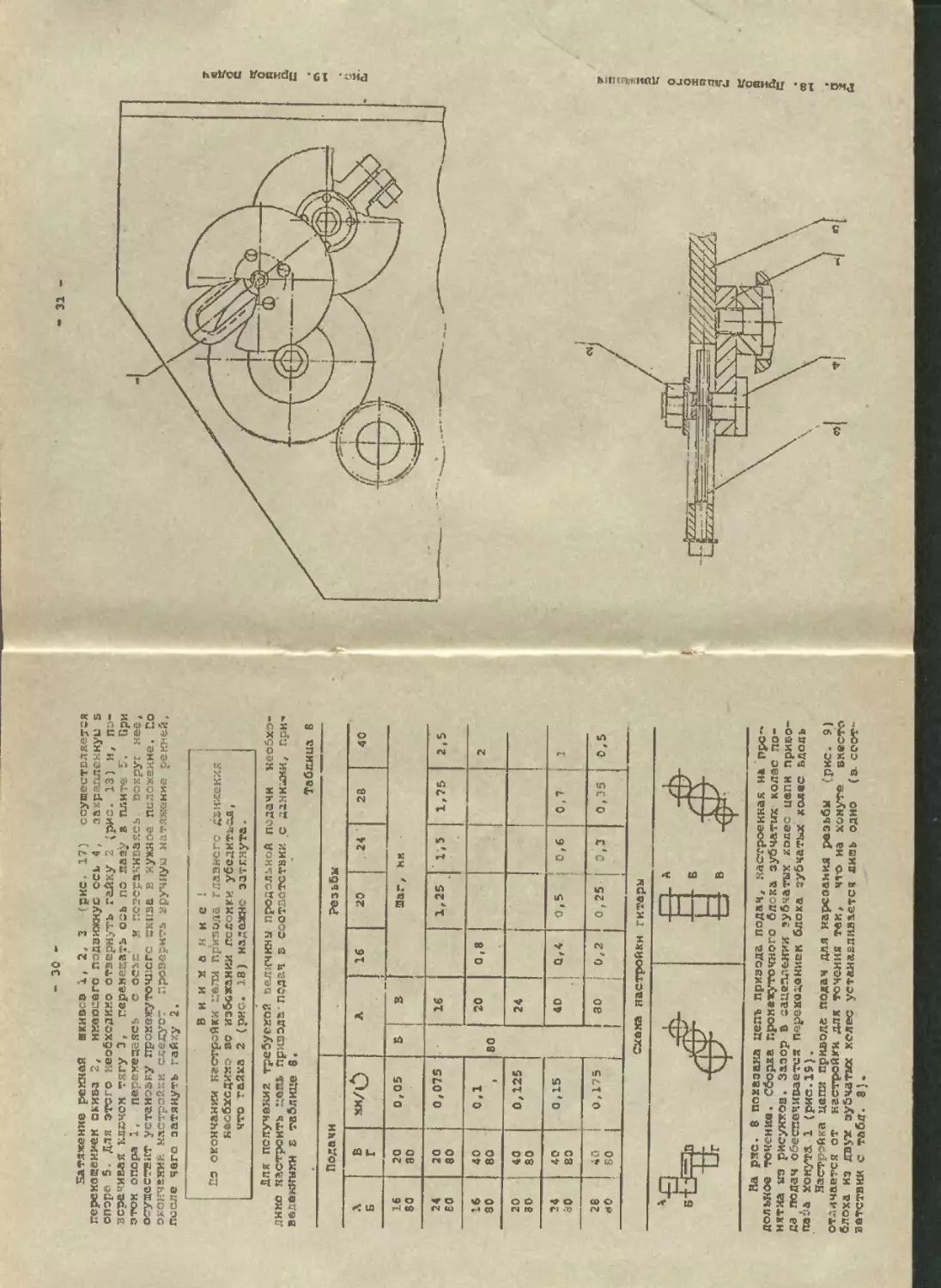
Для получения требуемой величины продольной подачи необхо-
димо настроить цепь привода-подач в соответствии с данными, при-
веденными в таблице 8.
Таблица В
Подачн Резьбы
.X Б В Г мн/О А 16 20 . 24 ' 2В 40
16 80 20 80 0,05 В В Лаг, ни
24 80 20 80 0,073 80 16 1,25 1,5 1,76 2,5
16 80 40 80 0,1 20 0,8 2
20 30 40 80 0,125 24
24 80 40 80 0,15 40 0,4 0.5 0,6 1
28 аО 40 80 0,175 80 0,2 0,25 0,3 0,35 — 0,5
Схема настройки гитары
На ряс. 8 показана цепь привода подач, настроенная на про-*
дольное точение, сборка промежуточного блока зубчатых колее по-
нятна »гз рисунков. Зазор в зацеплении зубчатых колес цепи приво-
да подач обеспечивается перемазанием блоха зубчатьл колес вдоль
паба хомута 1 (рис.19).
Настройка цепи привода подач для нарезания резьбы (рис. 9)
отличается от настройки для точения так, что на хомуте вместо
блоха из двух зубчатых колес устанавливается ливь одно (в. соот-
ветствии с табл. 8).
18. Привод главного движения Рие. 19. Привод подач
32
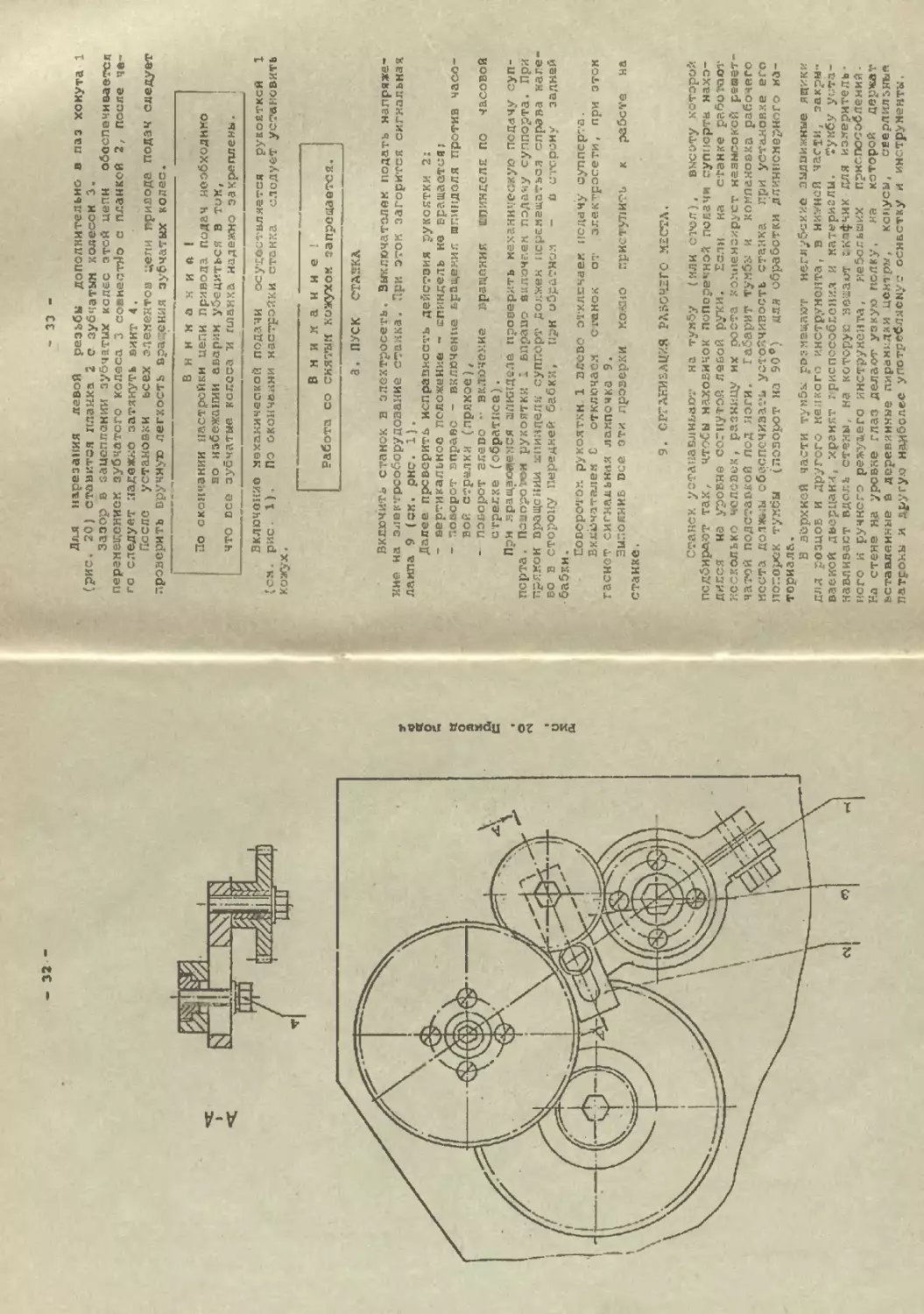
Рис. 20. Привод подач
33
Для нарезания лавой резьбы дополнительно а паз хомута 1
(рис, 20) ставится планка 2 с зубчатым колесам 3.
Зазор в зацеплении зубчатых колес этой цепи обеспечивается
перемещением зубчатого колеса 3 совместно с планкой 2, после че-
го следует надежно затянуть винт 4.
После установки ьсех элементов цепи привода подач следует
проверить вручную легкость вращения зубчатых колес.
Внимание !
По скончании настройки цепи привода подач необходимо
ао избежании аварии убедиться в том,
что все зубчатые колеса и планка надежно закреплены.
Включение механической подачи осуществляется рукояткой 1
(см. рис. 1). По окончелни настройки станка следует установить
кожух.
Внимание !
Работа со снятым кожухом запрещается.
а. ПУСК СТА2КА
Включить станок в электросеть. Выключателем подать напряже-
ние на электрооборудование станка. При этом загорится сигнальная
лампа 9 (см. рнс. 1).
Далее проверить исправность действия рукоятки 2:
- вертикальное положение - спиндель не вращается!
- поворот вправе - включение вращения ппинделя против часо-
вой стрелки (прямое),
- поворот влево включение вращения епиндсле по часовой
стрелке (обратнее).
При вращающемся шпинделе проверить механическую подачу суп-
порта. Повора1*ои рукоятки 1 вправо включаем подачу суппорта. При
прямой вращении спинделя суппорт должен перемещаться справа нале-
во в сторону передней бабки, при обратном - с сторону задней
бабки
Поворотом рукоятки 1 влево отключаем подачу суппорта.
Включателем С отключаем Станок от электросети, при зтон
гаснет сигнальная лампочка 9.
Выполнив все эти проверки можно приступить к работе на
станке.
9. ОРГАНИЗАЦИЯ РАБОЧЕГО МЕСТА.
Станек устанавливают на тумбу (или стол), высоту которой
подбирают так, чтобы наховичок поперечной полечи суппорта нахо-
дился на уровне согнутой левой руки. Если на станке работают
несколько человек, разницу их роста компенсирует неаысоксй решет-
чатой подставкой иод ноги габарит тумбу и компановка рабочего
места должны обеспечивать устойчивость станка при установке его
поперек тумбы (поворот на 90°) для обработки длинномерного ма-
териала.
В зйрхкей части тумбы размещают неглубокие эыднижные ящики
для резцов и другого мелкого инструмента, в нижней части, закры-
ваемой дверцани, хреият приспособления и материалы. Тумбу уста-
навливают вдоль стены, на которую ведают щкафчих для измеритель-
ного и ручного режущего инструмента, небольших прнспособлений
На стене на уровне глаз делают узкую полку, на которой держат
вставленные в деревянные пирамидки центры, конусы, сверлилзиье
патроны и другую надболес упогребляемуо оснастку и инструменты.
34
Часть поверхности тунбы должна оставаться свободной- На
свободных поверхностях держат заготовки и обработанные детали,
раскладывают необходимый для ближайших операций режущий и кзке-
рительный инструмент.
На отдельной небольшой тумбе устанавливают два точила для
грубой и тонкой заточки режущего инструмента. Точила можно рас-
положить одно под другин. Э туибе содержат абразивные круги и
акурку, сказочные масла, связующие и отделочные материалы. Рабо-
чее кесто должно включить элементы слесарной мастерской: верстак,
настольные тнекн, напильники н другой инструмент. Все рабочие
точки мастерской должны быть оборудованы олектросветильникани.
10. ОСНОВЫ РЕЗАНИЯ МАТЕРИАЛОВ. РЕЖИМЫ РЕЗАНИЯ.
10.1. Обработка резанием может производиться различными ре-
жущими инструментами: резцами, сверлами, фРезаии л Т-Д- Несмотря
на разнообразие инструментов в каждом из них можно выделить режу-
щий клии, определяющий возможность срезания слоя обрабатываемого
материала. Форка режущего клина может быть различной.
На основании понятий и определений геометрии обычного резца
изучают аометрио более сложного инструмента.
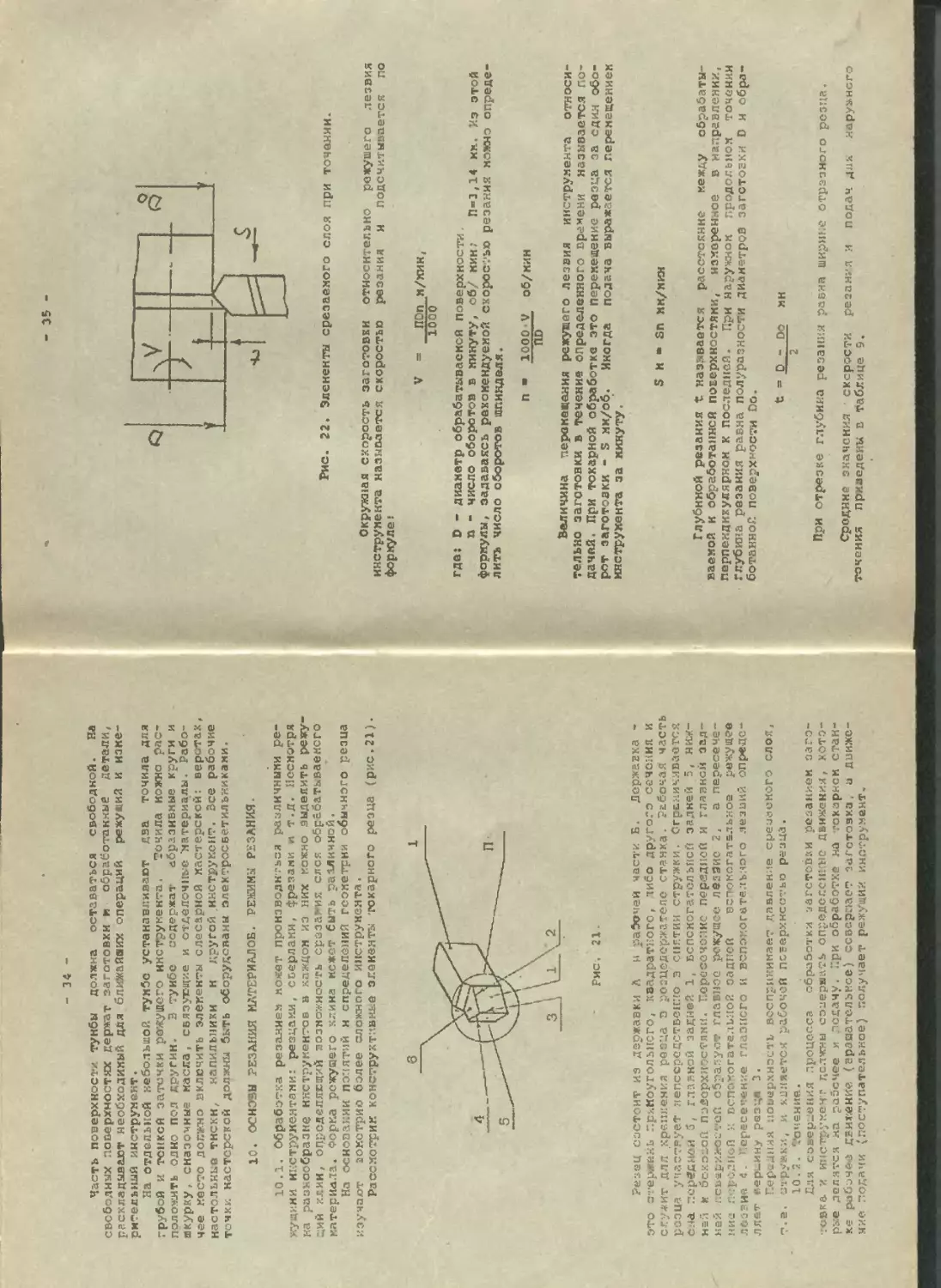
Рассмотрим конструктивные элементы токарного резца (рис.21).
Рис, 21.
Резец состоит из державки А и рабочей части Б. Державка -
это стержень прямоугольного, квадратного, чибо другого сечения и
служит длл крепления резца в резцедержателе станка. Рабочая часть
резца участвует непосредственно з снятия стружки. Ограничивается
сна передней’5, главной задней 1, вспомогательной задней 5, hiu-
ней и бокоаой поверхностями. Псросочопис передней и главной зад-
ней г.с варимо с'.'ей образуют главное режущее лвзЗис 2, а пересече-
нна г.гродней вспомогательной задней эспоногатЕльноэ режущее
лезвие- 4- Пересечение главного и вспомогательного лезвий опреде-
ляет «>ер_ину резцп 3 .
Передняя поверхность воспринимает давление срезаемого слоя,
т.е. стружки, и является рабочей поверхностью резца.
10.2. гсочение.
Для совершения процесса обработки заготовки резанием заго-
.евкв. и инструмент должны созерцать определенные движения, кото-
рые делятся на рабочее и .подачу. При обработке на токарном стан-
ке рабзче.з движение (вращательное) ссверг!ает заготовка, а движе-
ние подачи (поступательное) получает режущий инструмент.
35
Рис. 22. Элементы срезаемого слоя при точении.
Окружная скорость заготовки относительно режущего лезвия
инструмента называется скоростью резания и подсчитывается по
формуле!
V = ПРп м/хин,
1000
где: D - диаметр обрабатываемся поверхности
и - число оборотов в минуту, об/ кин; П-3,1< км. Из этой
формулы, задаваясь рекомендуемой скоростью резания можно опреде-
лить число оборотов шпинделя.
В " 1000 у об/мин
по
Величина перемещения режущего лезвия инструмента относи-
тельно заготовки в течение определенного времени называется по-
дачей. При токарной обработке это перемещение резца за един об -
рот заготовки - S ми/об. Иногда подача выражается перемещением
инструмента за минуту.
S и • Sn мн/мия
Глубиной резания t называется расстояние между обрабаты-
ваемой и обработанной поверхностями, измеренное в направлении,
перпендикулярной к последней. При наружном продольном точении
глубина резания равна полураэности диаметров заготовки D и обра-
ботанной поверхности Do.
t = D - DO MH
2
При отрезке глубина резания равна ширине отрезного резца.
Средние значения сксрости резания и подач дль наружного
точения приведены в таблице 9.
• 36 -
таблица 9
Материал реяца Обрабаты- Скорость резания V, х/мия Пода ча( S КМ/об
материал черновая обработка чистовая обработка черновая обработка чистовая обработка
Быстрорежущая сталь Р6М5 Твердый сплав ВК8 Твердый сплав Т15К6 Сталь Чугун Сталь 20-30 60-80 100-140 30-45 30-100 150-220 -• 0,5-1,2 0,05-0,4
Ражим резания для растачивания отверстий соответствует ре-
жимам для чистового наружного точения.
РЕЖИМЫ РЕЗАНИЯ ДЛЯ ПОПЕРЕЧНОГО ТОЧЕНИЯ (ПОДРЕЗКА ТОРЦЕВ)
Таблица 10
Матариал обра ба тыэае мой детали Материал режущего инструмента Скорость резания V, н/хин Подача S, об/мин
Сталь Чугун Сталь Т15К6 ВКб * Р6М5 80...120 во.,.80 30.,.40 Ручная
РЕЖИМЫ РЕЗАНИЯ ДЛЯ ОТРЕЗКИ И ПРОТОЧКИ КАНАВОК
Таблица 11
Материмл обрабатываемой детали Материал режущего инструмента Скорость резания V, МН/МИН Подача S, кк/об
Сталь Чугун Сталь Т15К6 ВК6 Р6М5 30...50 20,..30 20. 30 ручная
РЕЖИМЫ РЕЗАНИЯ ДЛЯ РЕЗЬБОЕАРЕЗАНИЯ НАРУЖНОЙ
МЕТРИЧЕСКОЙ РЕЗЬБЫ РЕЗЦОМ
Табл кца 12
Материал обрабатываемой детали Материал режущего инструмента Скорость резаниь V, нм/кин [ i Подача S, им/об
Сталь Чугун Т15К6 БК6 50..,9Q 40...50 т по табли- це 8
37
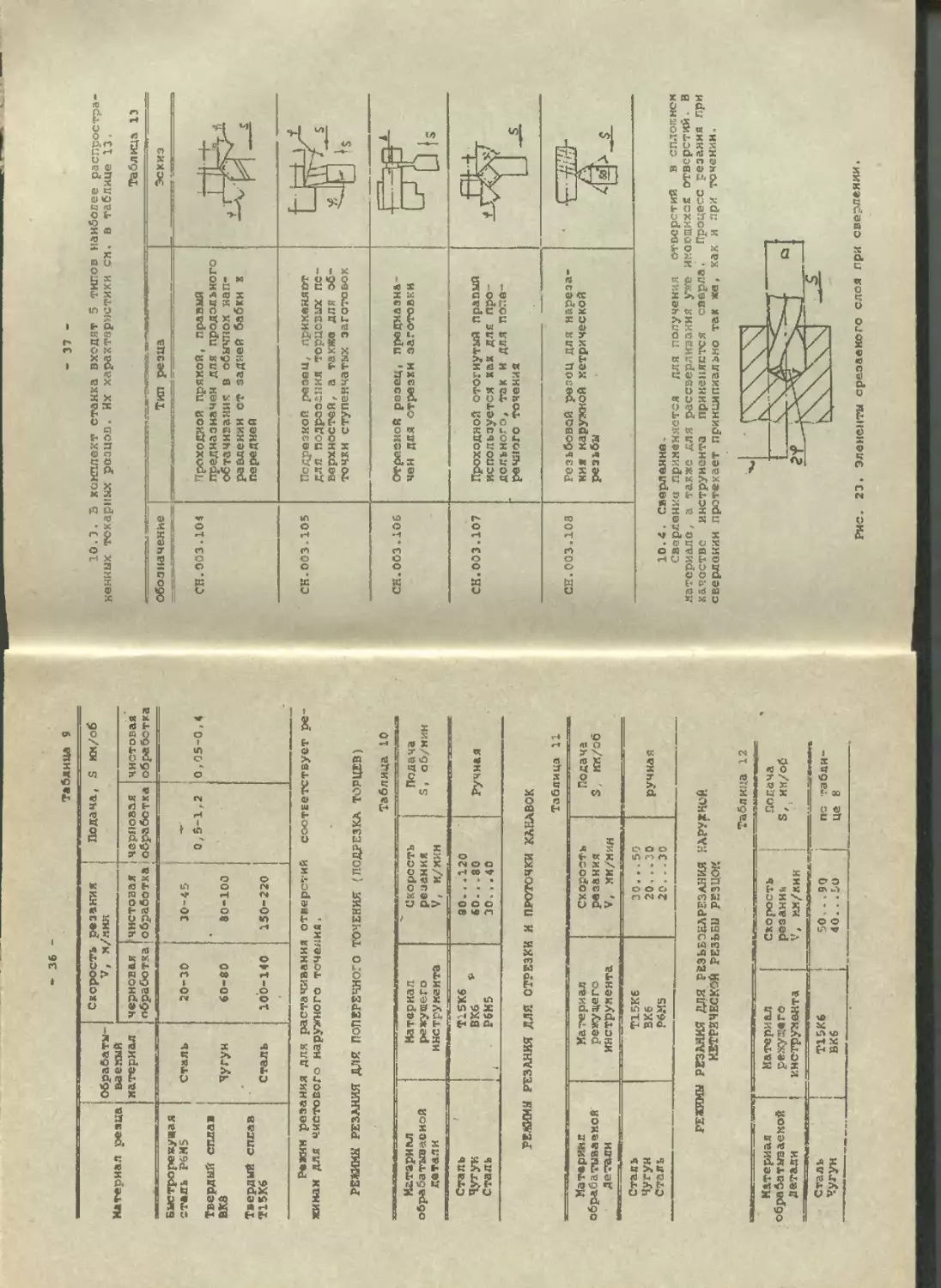
10.3. 3 комплект станка входят 5 типов наиболее распростра-
ненных токарных резцов. Их характеристики см. в таблице 13.
Таблица 13
Обозначение Тип резца Эскиз
СН.003.104 Проходной прямой, правый предназначен для продольного обтачивания в обычном нап- равлении от задней бабки к передней _ 1 f L-t_ П —£
СН-003.105 Подрезной резец, применяет для подрезания торцовых по- верхностей, а также для об- точки ступенчатых заготовок 3 + i 'f
СН.003.106 ОтрезнеЯ резец, предназна- чен для отрезки заготовки ^r-l I Dis
СН.003.107 Проходной отогнутый правый используется как для про- дольного, так и для попе- речного точения •f s
сЕ.ооз.юа Резьбовой резец для нареза- ния наружной метрической резьбы 1
10.4. сверлений
Сверлении применяется для получения отверстий в сплошном
материала, а также для рассверливания ухге ямооиихся отверстий В
качестве инструмента приценяется сверла. Процесс резания при
сверлении протекает принципиально так же, как и при точении.
Рис. 23, Элементы срезаемого слоя при сверлении.
38
Главное движение при сверлении осуществляется за счет вра-
цения сверла или детали, «движение подачи - перемещением сверла
или детали вдоль оси инструмента.
скорость резания определяется по той же формуле.
V - ПРп м/юш,
1000
где: 0 - диаметр сверла, хм
п - частота вращения сверла (детали], об/мин.
В центре сверла скорость резания V = О.
Так как у сверла два главных режущих лезвия, на каждое из
них приходится подача, равная
Зх » So хм/зуб.
Минутная подача будет равна
Sm “ Son мх/ккн
Глубина резания при сверлении определяется диаметром сверла
t « D НМ,
2
а при рассверливании отверстия диаметром
t ” D-d мн
2
Скорость резания при сверлении углеродистой стали средней
твердости, чугуна и бронзы сверлами из быстрорежущей стали можно
принимать в пределах 20 ... 40 м/мии, а при сверлении сверлами,
оснащенными пластинами твердого сплава, 60 ... 80 и/хин.
В Зависимости от обрабатываемого материала рекомендуется
принимать следующие значения угла 24*.
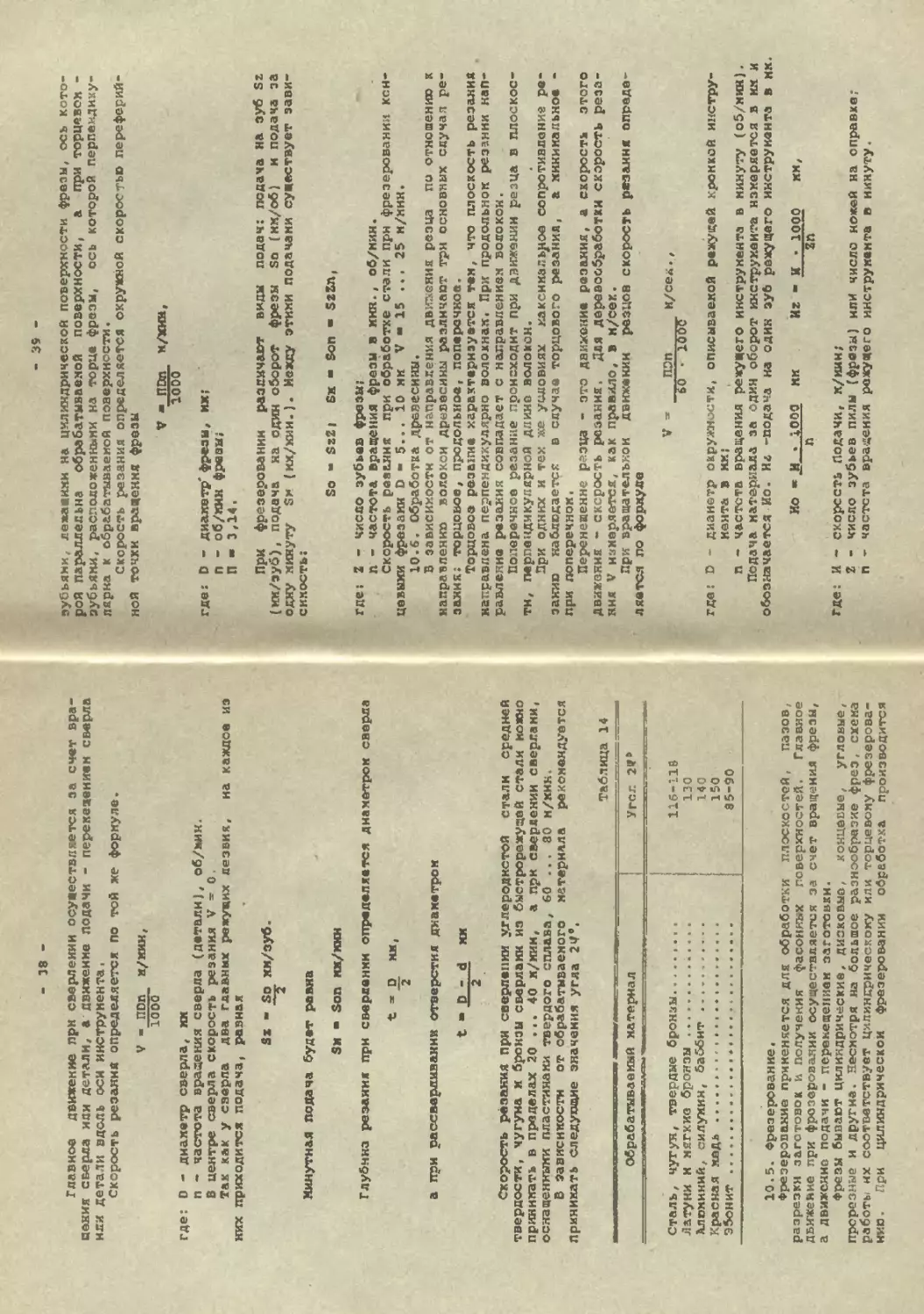
Таблица 14
Обрабатываемый материал Угол 2»»
Сталь, чугун, твердые бронзы 116-118
Латуни и мягкие бронзы 130
Алюминий, силумин, баббит 140
Красная медь 150
Эбонит 85-90
10.5. Фрезерование.
Фрезерование применяется для обработки плоскостей, пазов,
разрезки заготовок и получения фасонных поверхностей. Главное
движение при фрезеровании осуществляется за счет вращения фрезы,
а движение подачи - перемещением заготовки.
Фрезы бывают цилиндрические, дисковые, концевые, угловые,
прорезные и другие. Несмотря на большое разнообразие фрез, схема
работы их соответствует цилиндрическому или торцевому фрезерова-
нию. При цилиндрическом фрезеровании обработка производится
- 35 -
зубьями, лежавими на цилиндрической поверхности фрезы, ось кото-
рой параллельна обрабатываемой поверхности, а при торцевой -
зубьями, расположенными на торце фрезы, ось которой перпендику-
лярна к обрабатываемой поверхности.
Скорость резания определяется окружной скорость» периферий-
ной точки вращения фрезы
V " ПРп и/хин,
1000
где: D - диаметр'фрезы, их;
п - об/мин фразы;
П - 3,14.
При фрезеровании различает виды подач: подача на зуб Sz
(им/эуб), подача на один оборот фрезы So (км/об) и подача за
одну минуту 5и (их/кии.). Между этими подачами существует зави-
симость:
So “ Sz2; Sk “ Son “ SzZn,
где; Z - число зубьев фрезы;
n - частота вращения фрезы в мня., об/мин.
Скорость реяания при обработке стали при фрезеровании кон-
цевыми фрезами D " 5... 10 мм V “ 15 ... 25 м/мнн.
10.6. Обработка древесины.
В зависимости от направления движения резца по отношению к
направлению волокон древесины различает три основных случая ре-
зания: торцовое, продольное, поперечное.
Торцовое резание характеризуется тем, что плоскость резания
направлена перпендикулярно волокнам. При продольном резании нап-
равление резания совпадает с направлением волокон.
Поперечное резание происходит при движении резца в плоскос-
ти, перпендикулярной длине волокон.
При одних и тех же условиях максимальное сопротивление ре-
занию наблюдается в случав торцового резания, а минимальное -
при поперечном.
Перенеаенне р^эца - это движение резания, а скорость этого
движения - скорость резания. Для деревообработки скорость реза-
ния V измеряется, как правило, в м/сек.
При вращательной движении резцов скорость резання опреде-
ляется по формуле
V = ПЗп н/сел.,
То““бб5
где; О - диаметр окружности, описываемой режущей кройкой инстру-
мента в мм;
п - частота вращения режущего инструмента в мину"у (об/мин).
Подача материала за один оборот инструмента измеряется в им и
обозначается ио. На -подача на один зуб режущего инструмента в мм.
Ио « И. • 1000 км Иг - и • 1000 мм,
п зп
где: И - скорссть Подачи, к/иии;
3 - число зубьев пилы (фрезы) или число ножей на оправке;
п - частота вращения режущего инструмента в минуту.
40
Рекомендуемые частоты врацеиия апинделя при распиловке дре-
вес ими - 1250...2800 об/мин.
Рекомендуемые частоты вращения шпинделя при работе фуго-
вальными устройствами - 2800 до 3X30 об/мин.
11. ПОРЯДОХ РАБОТЫ. ВИДЫ РАБОТ, ВЫПОЛНЯЕМЫЕ НА СТАНКЕ.
На станке "Умелец® с применением различного инструмента и
приспособлений, прилагаемых к станку, можно выполнять операции:
наружную обточку, расточку отверстий, нарезание резьбы резцом,
фрезерование, сверление., фугование, распиловку заготовок из де-
рева, металла, пластмасс и других материалов.
Операции: фугование и распиловка предназначены только для
обработки древесины.
11.1. Наружная обточка по металлу производится следующим,
образен: деталь зажинается в треххулачкопый патрон, устанавли-
вается проходной резец в резцедержатель и зажимается винтами,
включают* станок, маховичками суппорта резец подводят к вращаю-
щейся заготовке г. производят обточху. Деталь при установке в
патроне не должна иметь недопустимого вылета из патрона биений,
перекоса. При токарной обработке деталей без поджима центром
задней бабки отношение длины части детали, выступающей из пат-
рона к ее диаметру не должно быть более 5. Для наладки станка
на обработку в центрах на передний .конец итчнделя (см.рис. 6)
назорачивают гайку 2, с закрепленив-н на ней поводком 3. В кони-
ческое отверстие шпинделя устанавливают упорный центр 1, в коми-
ческое отверстие пиноли задней бабки -вращаищн":я центр. Заднюю
бабку устанавливает в нужное положение в соответствии с длиной
обрабатываемой детали и фиксирует з этом положении винтами 2
*см. рис. 12).
При этом необходимо обеспечить минимальный вылет пиноли.
Резец в резцедержателе должен быть надежно закреплен, не
допускается пилот резца из резцедержателя преиыяаощий удвоенную
высоту головхи резца, т.е. не бо«ее20 ... 30 мн. Проходной резец
устанавливают так, чтобы его вершина совпадала с вершиной центра,
закрепленного в задней бабке станка.
Деталь зацентрованная с двух сторон устанавливается в повод-
ковый патрон и поджинается вращающийся центрон задней бабки.
11.2. Нарезание резьбы резцом требует оппеделонных навыков
и производится следующим образок:
а) установить на станке минимальную скорость вращения шпинделя
и произвести настройку гитары подач на необходимый шаг резьбы;
6} установить резец как можно точнее по отношению х оси центров
станка как по высоте, так и на перпендикулярность;
в} в зависимости от глубины реэьби и злсткостн заготовки задать-
ся числом проходов резца.
Глубину резьбы Н, приблизительно можно подсчитать по следую-
щей формуле н 0,54 ₽,
где р - кгаг нарезаемой метрической резьбы;
г) после эавервения первого прохода необходимо быстро отвести
резец от заготовки м вернуть его в исходное правое положение
с помощью реверса электродвигателя.
Внимание!
Во время нарезания резьбы нельзя отключать
механическую подачу расцеплением кулачковой муфты
до получения полного профиля резьбы.
41
11.3. Прорезка наружных канавок и отрезание.
При прорезке канавок и отрезании необходимо собладать сле-
дусцие правила: резец устанавливают как можно точнее относитель-
но осн центров станка, если режущая кромка нижа осн центров, то
при приближении резца к оси отрезаемой детали образуется стерже-
нек, при установке зы-е оси центров резец, приближаясь к оси за-
готовки, может упереться задней поверхностью в оставшийся стер-
женек ;
державку прямого отрезного резца устанавливают строго пер-
пендикулярно оси заготовки, чтобы боковая поверхность головки
резца не терлась о стенки прорезаеиой канавки; отрезание выпол-
няют на расстоянии 3 ... 5 им от кулачков патрона - при отреза-
нии заготовок большого диаметра резец не доводят до оси заго-
товок на 2 ... 1 им, и, остановив станох, отламывают отрезанную
часть.
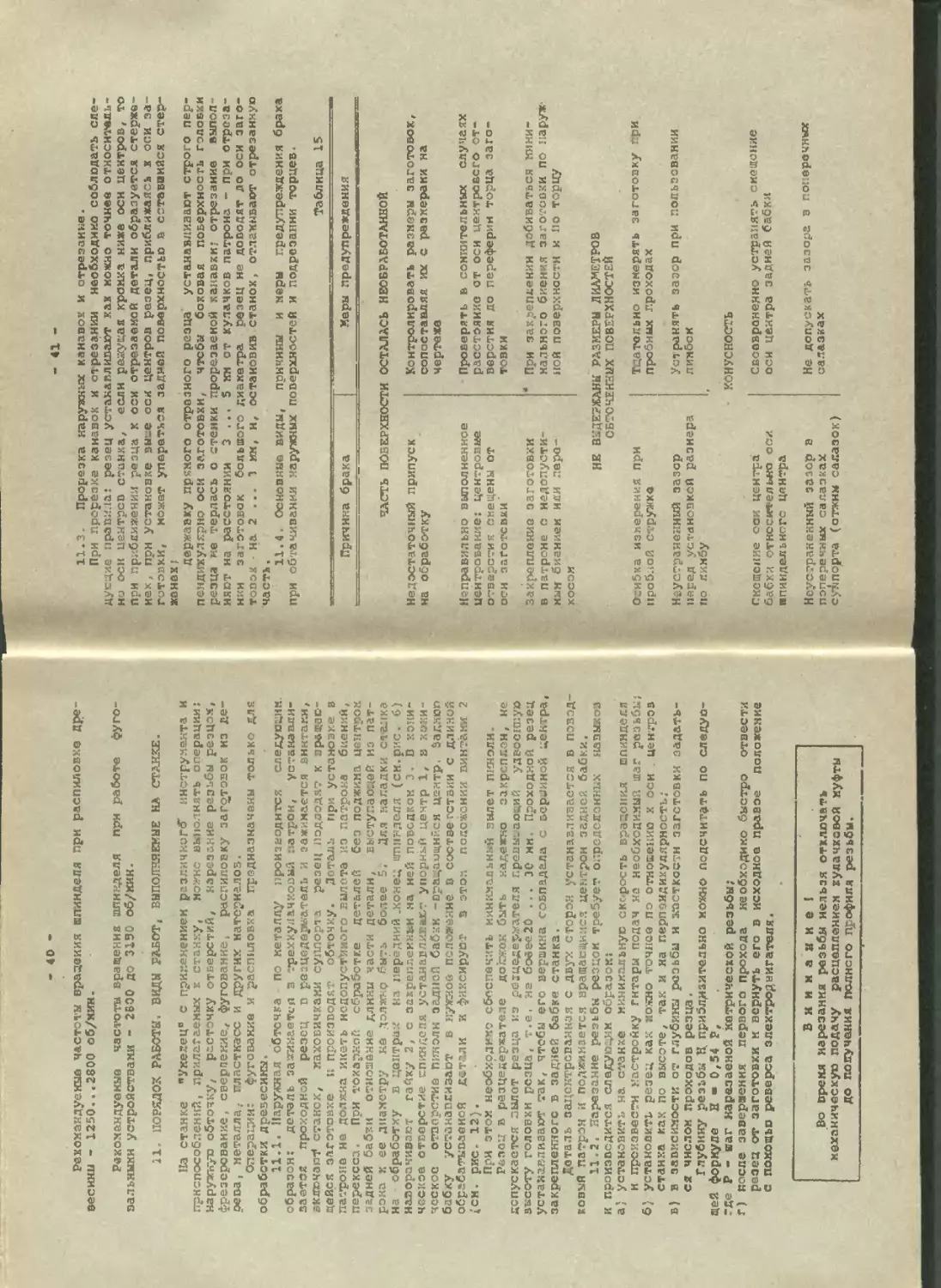
11.4. Основные виды, причины и меры предупреждения браха
при обтачивании наружных поверхностей и подрезании торцев.
Таблица 15
Причина брака
Меры предупреждения
ЧАСТЬ ПОВЕРХНОСТИ ОСТАЛАСЬ НЕОБРАБОТАННОЙ
Недостаточный припуск
на обработку
Неправильно выполненное
центрование: центровые
отверстий смещены от
осн заготовки’
Закрепление заготовки
в патроне а недопусти-
мым биением или пере-
косом
Контролировать размеры заготовок,
сопоставляя их с размерами на
чертеже
Проверять в сомнительных случаях
расстояние от оси центрового от-
верстия до переферин торца заго-
товки
• При закреплении добиваться мини-
мального биения заготовки по наруж-
ной поверхности и По торцу
НЕ В1.* *ДЕ?ЖАНЫ РАЗМЕРЫ ДИАМЕТРОВ
ОБТОЧЕННЫХ ПОВЕРХНОСТЕЙ
Ошибка измерения при
проб. :й стружке
Неустраиеяный зазор
перед установкой размера
по лимбу
смещение оси центра
бабки отнссичельио ос/,
ипиндельнсгс центра
Неустраненный зазор в
поперечных салазках
суппорта (отжнм салазок)
Тщательно измерять заготовку при
пробных проходах
Устранять зазор при пользовании
лимбек
КОНУСНОСТЬ
Своевременно устранять смещение
оси центра задней бабки
Не допускать зазора в поперечных
салазках
42
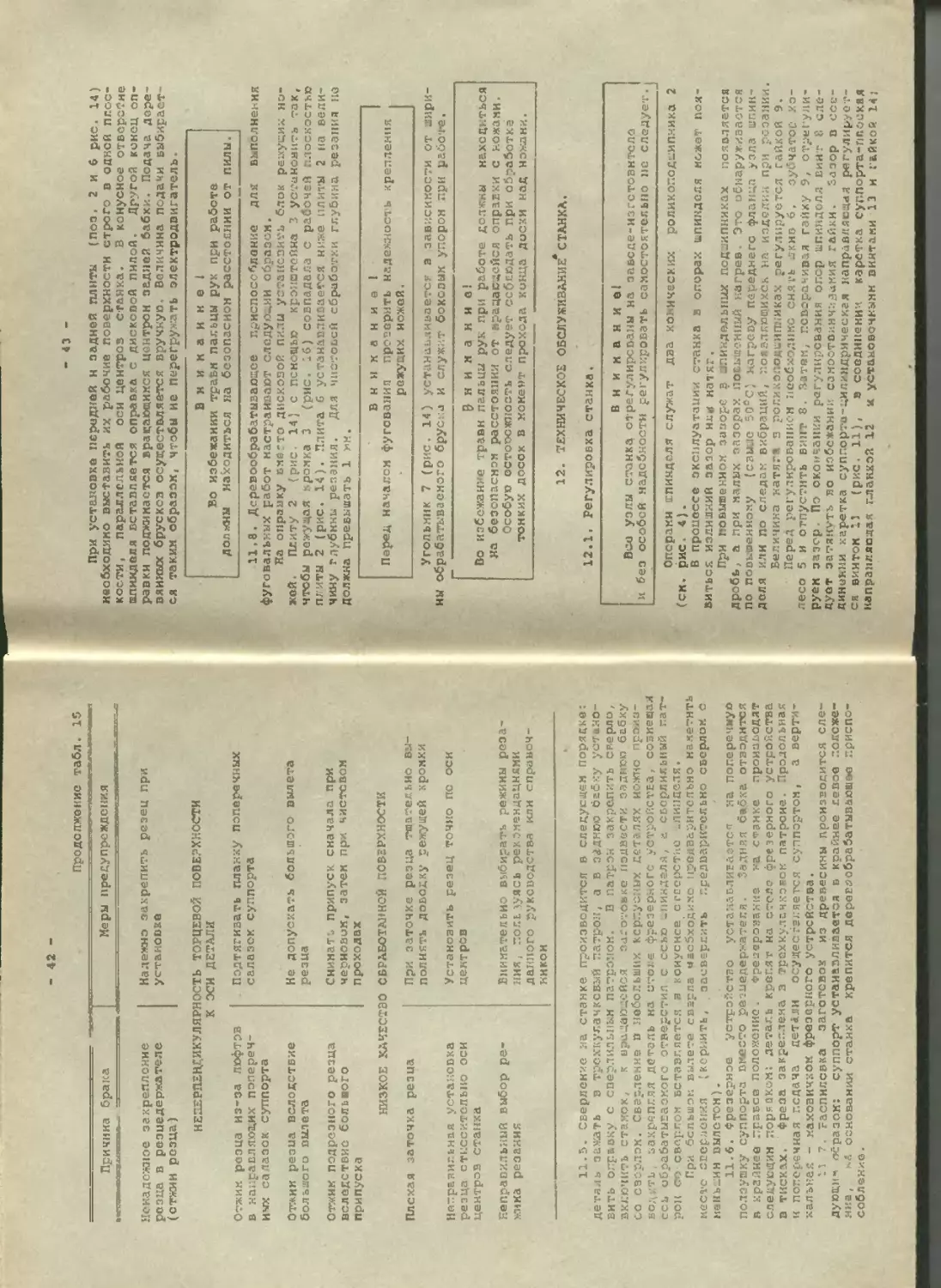
Продолжение табл. 15
Причина брака
Меры предупреждения
Ненадежное закрепление
резца в резцедержателе
(етжии резца)
Надежно закрепить резец при
установке
НЕПЕРПЕНЛИКУЛЯРНОСТЬ ТОРЦЕВОЙ ПОВЕРХНОСТИ
К ОСИ ДЕТАЛИ
Отжик резца из-за люфтов
в направляющих попереч-
ных салазок суппорта
Отжик резца вследствие
бол&лого вылета
Отжим подрезного резца
вследствие больного
припуска
Подтягивать планку поперечных
салазок суппорта
Не допускать большого вылета
резца
Снимать припуск сначала при
черновом, затеи при чистовом
проходах
НИЗКОЕ КАЧЕСТВО ОБРАБОТАННОЙ ПОВЕРХНОСТИ
Плохая заточка резца
Непревиг.ьная установка
резца стиссительно оси
центров станка
Неправильный выбор ре-
жима резания
При заточке резца тщательно вы-
полнять доводку режущей кромки
Установить резец точно пс оси
центров
Внимательно выбирать режимы реза-
ния, пользуясь рекомендациями
данного руководства или справоч-
ником
11.5. Сверление на станке производится в следующем порядке:
деталь зажать в трехкулачкевяй патрон, а в заднюю баску устано-
вить оправку с сверлильным патронок. В патрон закрепить сверло,
включить станок, к вращающейся заготовке подвести заднюю бабку
со сверлом. Сверление в небольших керпуоных деталях можно произ-
водить,. закрепляя деталь на столе фрезерного устройства, созкецая
ссь о бра ба тыл а око го отверстия с осью .пинделя, е. сверлильный пат-
рон со сварном вставляется н ксиуснсе с гсе{>ст'пе .липделя.
При большом вылете сверла чеебходихо предварительно наметить
месте сверления ;кериить, засверлить предварительно сверлом о
мекьыин вылетом).
11.в. Фрезерное устройство устанавливается на поперечную
ползуику суппорта вместо резцедержателя. Задняя бабка отводится
в крайнее правее положение. Фрезерование на стзнке производят
следующим поря оком: деталь крепят на отеле фрезерного устройства
в тисках. Фреза закреплена э трехкулачкэжом патроне. Продольная
и поперечная г.сдача детали осуществляется суппортом, а верти-
кальная - маховичком фрезерного устройства.
1 ?. гаспилсвка заготовок из древесины производится сле-
дующие образок: суппорт устанавливается в крайнее левое положе-
ние, нА основании станка крепится доpepsобрабатывающее приспо-
собление .
43
При установке передней н задней плиты (поз. 2 и 6 рис. 14)
необходимо выставить их рабочие поверхности строго в одной плос-
кости, параллельной осн центров станка. 3 конусное отверстие
шпинделя вставляется оправка с дисковой пилой. Другой конец оп-
равки поджинается вращающимся центром задней бабки. Подача дере-
вянных брусков осуществляется вручную. Величина подачи выбирает-
ся таким образом, чтобы не перегружать электродвигатель.
Вникание 1
Во избежании травм пальцы рук при работе
должны находиться на безопасном расстоянии от пилы.
11,8. Деревообрабатывающее приспособление для выполнения
фуговальных работ настраивают следующий образом.
На оправку вне-то дисковой пили установить блок ре:хущих но-
жей. Плиту 2 {рис. 14) с пснощью кроиитойна 3 установить так,
чтобы режущая кромка 3 (рис. 16) совпадала с рабочей плоскостью
плиты 2 (рис. 14). Плита 6 устанавливается ниже плиты 2 на вели-
чину глубины резания. Для чистовой обработки глубина резания не
должна превышать 1 ын.
Внимание I
Перед началом фугования проверить надежность крепления
режущих ножей.
Угольник 7 (рис. 14) устанавливается э зависимости от шири-
ны обрабатываемого брус а и служит боковым упором при работе.
Внимание!
Во избежание травк пальцы рук при работе должны находиться
на безопасном расстоянии от вращающейся оправки с ножами.
Особую осторожность следует ссбпюдать при обработке
тонких досок в момент прохода конца доски над’ножани.
12. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ*СТАНКА.
12.1. Регулировка станка.
Вникание!
Blxj узлы станка отрегулированы на завсде-изгстовнтсла
и без особой надобности регулировать самостоятельно не следует.
Опорами шпинделя служат два конических роликоподшипника 2
(СК. рис. 4).
В процессе эксплуатации станка в опорах шпинделя может поя-
виться излишний зазор нл*< натяг.
При повышенном зазоре в шпиндельных подшипниках появляется
дробь, а при малых зазорах поЕыйе.ниый нагрев. Это обнаруживается
по повышенному (свыше 50еС) нагреву переднего фланца узла шпин-
деля или по следам вибраций, пояэляющихсь на изделии при резании
Величина натяга в роликзпод ипниках регулируется гайкой 9.
Перед регулированием необходимо снять шкив 6, зубчатое ко-
лесо 5 и отпустить винт 8. Затем, поворачивая гайку 9, отрегули-
руем зазор. По окончании регулирования опер шпинделя винт 8 сле-
дует затянуть во избежании самоотвинч^аамия гайки. Зазор в сое-
динении каретка супг.ор.и-цилиндрическ.ея направляю да я регулирует-
ся винтом 1J (рис. 11), в соединении каретка суг.порта-пг.оекяя
иапрапляпдая планкой 12 х установочными винтами 13 и гайкой 14:
44
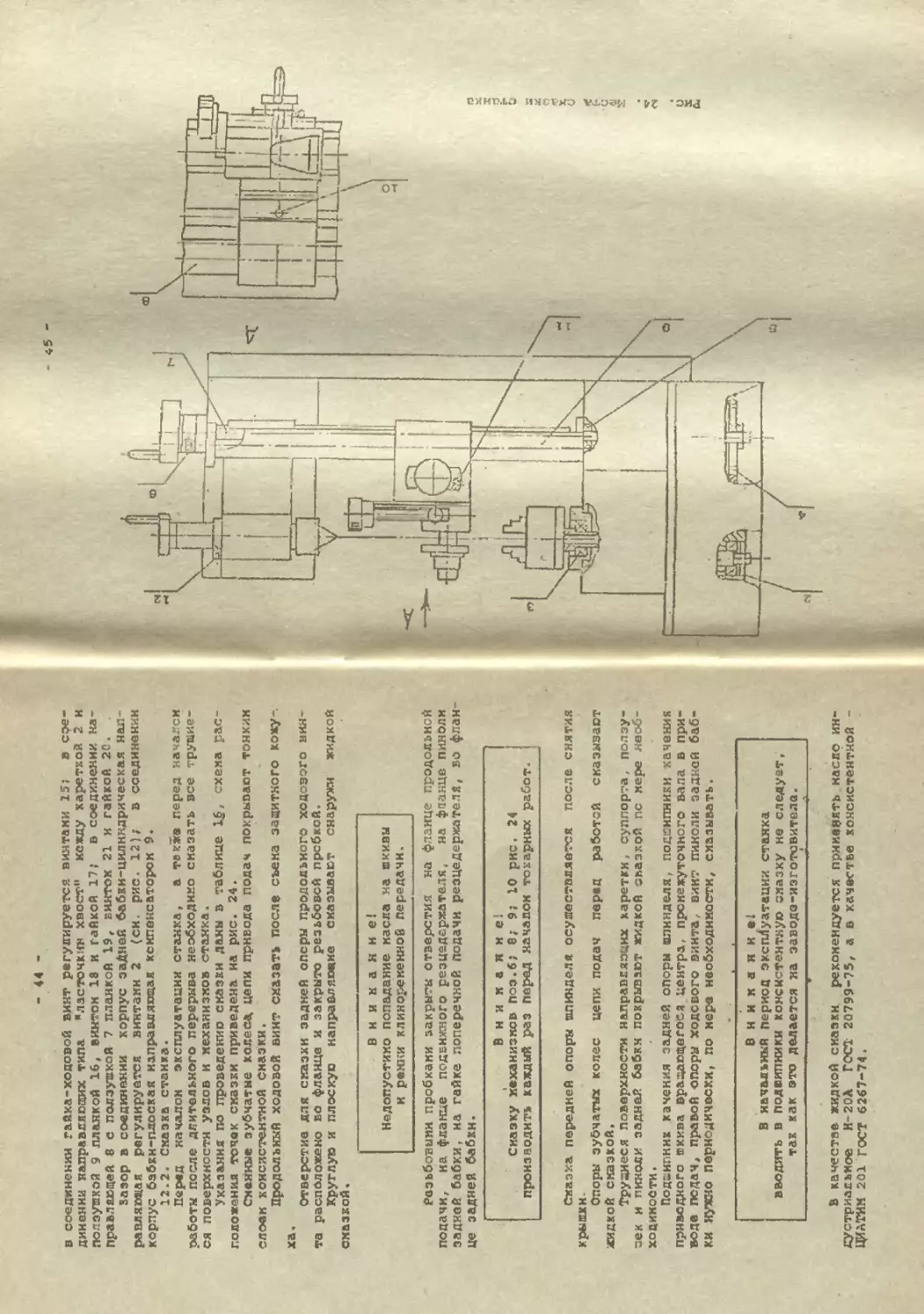
в соединения гайка-ходовой винт регулируется винтами 15! в сое-
динении направляющих типа "ласточкин хвост" между кареткой 2 н
ползушхой 9 планкой 16» винтом 18 и гайкой 17>' в соединении на-
правляющей 8 с ползушкой 7 планкой 19, винтом 21 и гайкой 20.
зазор в соединении корпус эаДнай бабкн-цилнндрическая нап-
равляющая регулируется винтами 2 (си. рис. 12); в соединении
корпус бабкн-плоская направляющая компенсатором 9.
12.2. Смазка станка.
Перед началом эксплуатации станка, а также перед начален
работ» после длительного перерыва необходимо сказать все трущие-
ся поверхности узлов и механизмов станка.
Указания по проведение сказки дани в таблице 16, схема рас-
положения точек сказки приведена на рис. 24.
Сменные зубчатые колеса цепи привода подач покрывает тонких
слоем консистентной смазки.
Продольный ходовой винт смазать после съема защитного кожу-,
ха.
Отверстие для сказки задней оперы продольного ходового вин-
та расположено во фланце и закрыто резьбовой пробкой.
круглую и плоскую направляющие смазывают снаружи жидкой
смазкой.
Внимание!
Недопустимо попадание масла на шкивы
к рении клинорекеняой передачи.
Резьбовыми пробками закрыты отверстия на фланце продольной
подачи, на фланце подвижного резцедержателя, на фланце пиноли
задней бабки, на гайке поперечной подачи резцедержателя, во флан-
це задней бабки.
, Вникание!
смазку механизмов поз.6; 8; 9; 10 рис. 24
производить каждый раз перед начален токарных работ.
Смазка передней опоры шпинделя осуществляется после снятия
крышки.
Опоры зубчатых колес цепи подач перед работой сказывают
жидкой сказкой.
Труциеся поверхности направляющих каретки, суппорта, ползу-
шек и пиноли задней бабки покрывают жидкой сказкой пс мере необ-
ходимости.
Подшипник качения задней опоры шпинделя, подшипники качения
приводного шкива вращающегося центра, промежуточного вала в при-
воде подач, правой -опоры ходового винта, винт пиноли задней баб-
ки нужно периодически, по мере необходимости, смазывать.
........-— ---------‘
Вникание!
В начальный период эксплуатации станка
вводить в подшипники консистентную смазку не следует,
так как это делается на заводе-изготовителе.
------ ----- ' > 11 --------------------------------
В качестве жидкой смазки рекомендуется применять масло ин-
дустриальное И-20А ГОСТ 20799-75, а в качестве консистентной -
ЦИАТИМ 201 ГОСТ 6267-74.
45 -
Рис. 24. !4еста сказки станка
46
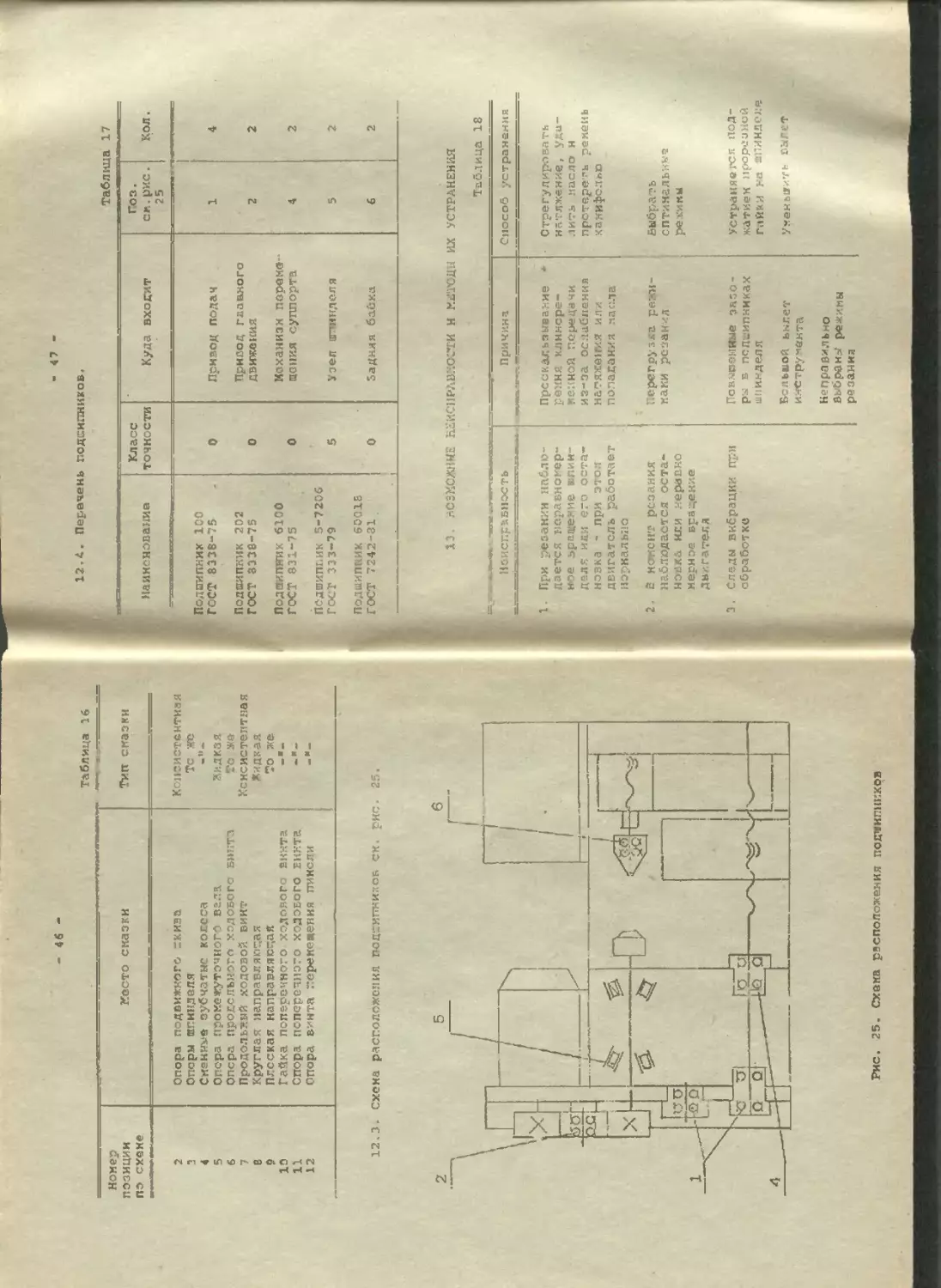
Таблица 16
номер позиции по смене Место смазки Тип смазки
2 Опора подвижного гкиэа Консистентная
з Опоры впннделя Тс же
4 Сменные зубчатые колеса
5 Опора промежуточного вала жидкая
6 Опера продельного ходового внгта го же
7 ПрОДОЛЬГ-.ЫЙ ходовой виит Консистентная
В Круглая направляющая Жидкая
й Плеская направляемая То ж&
15 Гайка поперечного ходового винта * —
11 Спора поперечного ходового винта -И-
12 Опора винта перемещения пиноли -И-
12.3. Схена расположения подшипников ск. рис. 25.
Рис. 25. Схема расположения подшипников
47
12.4. Перечень подшипников.
Таблица 17
Наименование Класс точности Куда входит Гоз. см.рис. 25 КОЛ.
Подшипник 100 ГОСТ 8338-75 0 Привод подач 1 4
ПОДШИПНИК 202 ГОСТ 8338-75 0 Привод главного движения 2 2
Подшипник 6100 ГОСТ 831-75 0 Механизм перемв цония суппорта 4 2
ПОДШИПНИК 5-7206 ГОСТ 333-79 5 Узел шпинделя 5 2
ПОДШИПНИК 6 001Б ГОСТ 7242-31 0 Задняя бабка 6 2
13. ВОЗМОЖНЫЕ НЕИСПРАВНОСТИ И М£ТЫШ ИХ УСТРАНЕНИЯ
Таблица 18
Л-ЧЬ*** Ш- -.WIL4I
Н&ИСГ.р&БНОСТЬ
Причина
Способ устранения
1- При резании наблю-
дается неравномер-
ное ьраще-ие шпин-
деля или его оста-
новка - при этом
двигатель работает
нормально
2. В нэкент резания
наблюдается оста-
новка или неравно
мерное врвцекие
дв/.гателя
3. Следы вибрации при
обработке
Проскальзывание *
рения клнноре-
иеиной передачи
из-за ослабления
натяжения или
попадания .пасла
перегрузка режи-
мами резанчл
Пон.ыиенкые зазо-
ры в подшипниках
шпинделя
Большой ьылет
инструмента
неправильно
выбрана режимы
резания
Отрегулировать
н атяже н ие, уда-
лить масло и
протереть ремень
канифолью
Выбрать
оптимальные
режимы
Устраняется под-
жатием прорезной
гайки на апиндол!
Уменьшить вьгет
- 48
Продолжение табл. 18
Неисправность
Причина
Способ устранения
ПоЕыиекный зазор
в направляющих
4. Перегрев передней
бабки
5. Самопроизвольно
отключается
вводной выключа-
тель (поз.8 рис.1)
Уменьшенный за-
зор в подяипяи-
ках
Перегрузка дви-
гателя режимами
резания
Устраняется под-
жатием экптоэ
поджинающих пла-
не к
Отрегулировать
прорезной гайкой
на шпинделе
После паузы
5... 6 кинут
включить станок.
При работе уста-
новить оптималь-
ные режимы реза-
ния.
- 49
14. ЭЛЕКТРООБОРУДОВАНИЕ
Вникание!
Не допускается вклепать станок в электросеть,
на ознакомившись с разделани "Общие сведения11
и "Защита и блокировки".
14.1. ОБЩИЕ СВЕДЕНИЯ
Электрооборудование предназначено для управления однефаэным
асинхронным двигателем, установленным на станке.
Основная часть элементов управления расположена в электро»
шкафу, а переключатель направления вращения двигателя и сигналь-
ная лампочка "деть" - на лицевой стороне шпиндельной Бабки.
Степень защищенности электрооборудования 1Р31; поэтому ус-
танавливать станки в сырых и сильно запиленных помещениях недо-
пустимо.
Подключение. станка к электросети осуществляется с помощью
.треххонтахгной нилки и соответствующей розетки, оди.1 из контак-
тов которых является заземляющим. Напряжение питающей сети долж-
но быть з пределах 22СВ110ч; номинальный ток двигателя 3,БА.
14.2. ЗАЩИТА И БЛОКИРОВКИ
14.2.1. Станок должен быть обязательно зазеклей путем подклю-
чения медного прсвс'да сечением не менее 1,5 мм2 к болту заземле-
мил ствнха и болту на заземляющем контуре помещения. Б случае
однофазной трехпроходнэй сети с заземляющим проводом я розетке,
достаточно заземления, ссутиествл,"емо~о через эту сеть.
Запрещается заземлять станок путем подключения провода за-
земления к трубам отопительной ;< водопроводной системы, а также
к другим элементам, не предназначенным специально для заземления
электрооборудования.
14.2.2. Эадита ст коротких замыканий двигателя осуществляется
вводным выхлючачелен QFI (см. принципиальную схему). Этот же
выключатель осуществляет защиту электродвигателя станка ст пере-
грузок. Автоматическое выключение при перегрузках происходит за
счет теплового расцепителя поминал ансго тока.
Регулировка номинального тока производится на заводе-изго-
товителе, а в ’ро-.ессе эксплуатации станка, при необходимости,
должна производиться специалистом Для регулировки номинального
тока на вводном ав,эяате установлен регулировочный винт. Во
время работы fie следует производить частые :;ереклкчеиия направ-
ления вращения электродвигателя, так хак это может привести к
отключению висднсгс автомата по тепловой защита.
14.2.3. На станке установлена нулевая защита, осуществляемая
контактором КК1. . Эта эадита по позволяет самопроизвольное вклю-
чение станка после кратковременных отключений напряжения сети.
14.2.4. О готовности станка к работе при вхлечснин его в
электрическую сеть сигнализирует ликионка "сеть", устанээленнан
на ипимдег.ьнэй бабке, если сигнальная лампочка из включается,
аключеии.е двигателя недопустимо.
14.2.5. Для защиты ст поражения электрическим ток*м вся элект-
роаппаратура станка помечена в апе к трог-хи фу и в корпусе шпин-
дельной бабки. Снимать защитные кожуха олехтродкада? ц.-.яьдельней
бабки н крышку электродвигателя разрешается*только при отклоче
нии станка от электросети вилкой ХР1 при выключением вводной
50
выключателе. Работа с открытыми защитными кожухами категорически
запрещается.
14.3. ОПИСАНИЕ РАБОТЫ ЭЛЕКТРИЧЕСКОЙ СХЕМЫ СТАНКА
(см. лист 51}
14.3.1. Подключение станка к электросети осуществляется вилкой
ХР1, один иэ провгдов которой является заземляющий.
14,3.2. Автомат QF1 служит вводный выключателем и одновременно
средством защиты от коротких замыканий токовых перегрузок.
14.3.3. Переключатель УА1 установлен на шпиндельной бабке и
предназначен для изменения направления вращения электродвигателя-
На принципиальной схеме переключатель SA1 изображен в сред-
нем (нейтральной) положении. При этом электродвигатель отключен
от электрической саги.
Цифры, сюяшие на схеме переключателя SA1 в скобках, указы-
вают номера контактов переключателя, к которым подсоединяются те
иди иные провода.
14.3.4. Магнитный пускатель КМ1 обеспечивает нулевую защиту.
При подключении станка к сети пускатель включается, если переклю-
чатель SA1 находится в средней нейтральней положении (контакты
SA1 (9)+(10) Закинуты;. После включения [.уекатель встает на са-
моблокировку и остается включенным при переключении SA1 В любое
рабочее положение
При произвольной отключении напряжения в момент работы
электродвигателя пускатель КН1 отключается. При последующей
включении напряжения пускатель не включится до тех пор, пока пе-
реключатель SA1 не будет установлен в нейтральное положение.
Подобная схема предотвращает самопроизвольное включение шпинделя
при произвольных отключениях и последующих включениях напряжения
сети.
14.3.5. Конденсаторы С1, С2 и лампочка HL1 служат для уменьше^
ния действия токов самоиндукции в катушке КМ1 при ее отключении.
Аналогичные функции выполняет цепочка R3, СЗ в цепи катушки
пускателя КМ2.
Лампочка НЫ - "Сеть" служит сигнализатором того, что к
станку подключено напряжение питания и он готов к работе. Эта
лампочка установлена на шпиндельной бабке станка.
14.3.6. Магнитный пускатель КМ2 подключает пусковые конденса-
торы С21-СЗО в момент пуска электродвигателя.
14.3.7. Резистор Рв служит для уменьшения начального тока при
подключении пусковых кондепсаторов.
14.3.8. Цепь R4। С4 предназначена для искрогашения на контак-
тах КМ2. Для уменьшения искры на отдельном контакте, контакты КМ2
включены последовательно.
14.3.9. Резисторы Кб; R7 служат для разряда конденсаторных ба-
тарей при их отключении.
14.3.10. Конденсаторы СЦ7С14 - рабочие, они включены постоянно
в цепь двигателя. Для изменения направления вращения д игателя
конденсаторы Cl1-С14 переключателей SA1 подключаются к той или
другой фазе сети.
14.3.11. Реле КА1 - репе максимального тока. Оно определяет
время подключения пусковых конденсаторов С21-СЗО, включая И вык-
лючая пускатель КМ2. Так как начальный, пусковой ток двигателя
максимален, репе КА1 включается. По мере разгона двигателя ток в
его цепи уменьшается и при приближении тока к номинальной вели-
чине реле КА1 отключается.
14.3.12. Цель R5; Со служит для подавления радиопомех при
включении и отключении двигателя.
51 -
rb*! C21-C30 - подбираются при регулировке
СН.080.000 ЭЗ Схеиа электрическая прин.г1игтиал>яая
52
14.4. ПЕРЕЧЕНЬ ЭЛЕМЕНТОВ ЭЛЕКТРООБОРУДОВАНИЯ
Обозна- чение Наименование Количество
ХР1 Вилка ВИ-ц-20-0-01-10/220 1
QF1 Выключатель ВА51Г 25-3400100 УХЕ . 1
БАЛ. Переключатель ПКУ-3-11С-305п, 10А 1
КМ1, Пускатель ПМЛ11ОЗО4Б; звав; 10А 2
КМ2 и кат. 220В,‘ 50 Гц
КА1 Репе максимального тока 1
ньг Пакта МН26-012-1; цоколь Е10/13 1
м Двигатель АИРЗУТ71ВЧУХЛ
0,55 кВт; 220 В 1
С1-С5 Конденсатор МВГЧ-3-2А-250В-0,5 к* 5
СИ С14 Конденсатор МБГЧ-1-2Б-25ОВ-1О кФ 4
С21-С30 Конденса.-ср нбго-2-зоов-ю нФ 10
R3-R5 Резистор МЛТ2-200 OntlOt 3
R6-R7 Резистор МЛТ0,5-220 КОНЛО» 2
R3 Резистор ПЭВ-7,5-3,0 ОМ 1
Так хак конструкция электрооборудования постоянно совершен-
ствуется заэодон-нзготовителех, в эпектросхеме станка могут бить
установлены другие элененты, не ухудзающие качества работы стан-
ка..
14.5. ВОЗМОЖНЫЕ НЕИСПРАВНОСТИ И МЕТОДЫ ИХ УСТРАНЕНИЯ
Возможная неисправность Вероятная причина Метод устранения
1 2 3
При первоначальном включении станка не включается пан- ночка "Сеть" 1. Нет напряжения* в сети 2. Неисправен пи- тающий кабель 3. 'Перегорела пан- г.очха “'Сеть1' Проверить нали- чие напряжения. Проворить сетевую вилку и кабель питания. Заменить лампочку.
В'процессе работы отключается ввод- ной выключатель Больная нагрузка на режущий инстру- мент Уменьшить нагрузку
После отключения, вводного выключа- теля из-за пере- грузки повторно вводной выключа- тель но включает- ся (не фиксирует- ся в крайних поло- жениях; Нагрев теплового расцепителя выклю- чателя Отключить сетевую вилку от сети. Вы- держать несколько кинут для охлажде- ния выключателя. Переключить ввод- ной выключатель, убедившись в его нормальной работе.
- 53 -
„ Продолжение табл.
1 2 3
При выключенном выключателе вклю- чить сетевую вилку в сеть и продол- жать работу.
При более сложных неисправностях проверку н ремонт электро-
оборудования станка должен производить соответствусдий спедиа-
54
15. ПАСПОРТ
Станок настольный универсальный "Умелец"
Модель - СН; СН-01
Изготовитель -
Средневолжский станкостроительный задод
г. Куйбыаев
Напряжение питаюяей'сети - 220 В
Станох укомплектован согласно ведомости "Комплект поставки"
Дата продажу
Подпись
продавца
Цена за комплект станка_______. руб.
Артикул ----------------------------
При Продаже станка продавец в присутствии покупателя должен
проверить комплектацию станка по ведомости "Комплект поставки".
Заполнить паспорт и заверить печатью магазин^.
55
16. СВИДЕТЕЛЬСТВО О ПРИЕМКЕ
Станок настольный универсальный "Умелец" модели CHi СН-О1
заводской номер
соответствует техническим условиям
ТУ2.024.574835 9.040-00 и
признан годным к эксплуатации.
ПсЛЛНС^ 1нц, G’,W'TCTfie»inux за приемку
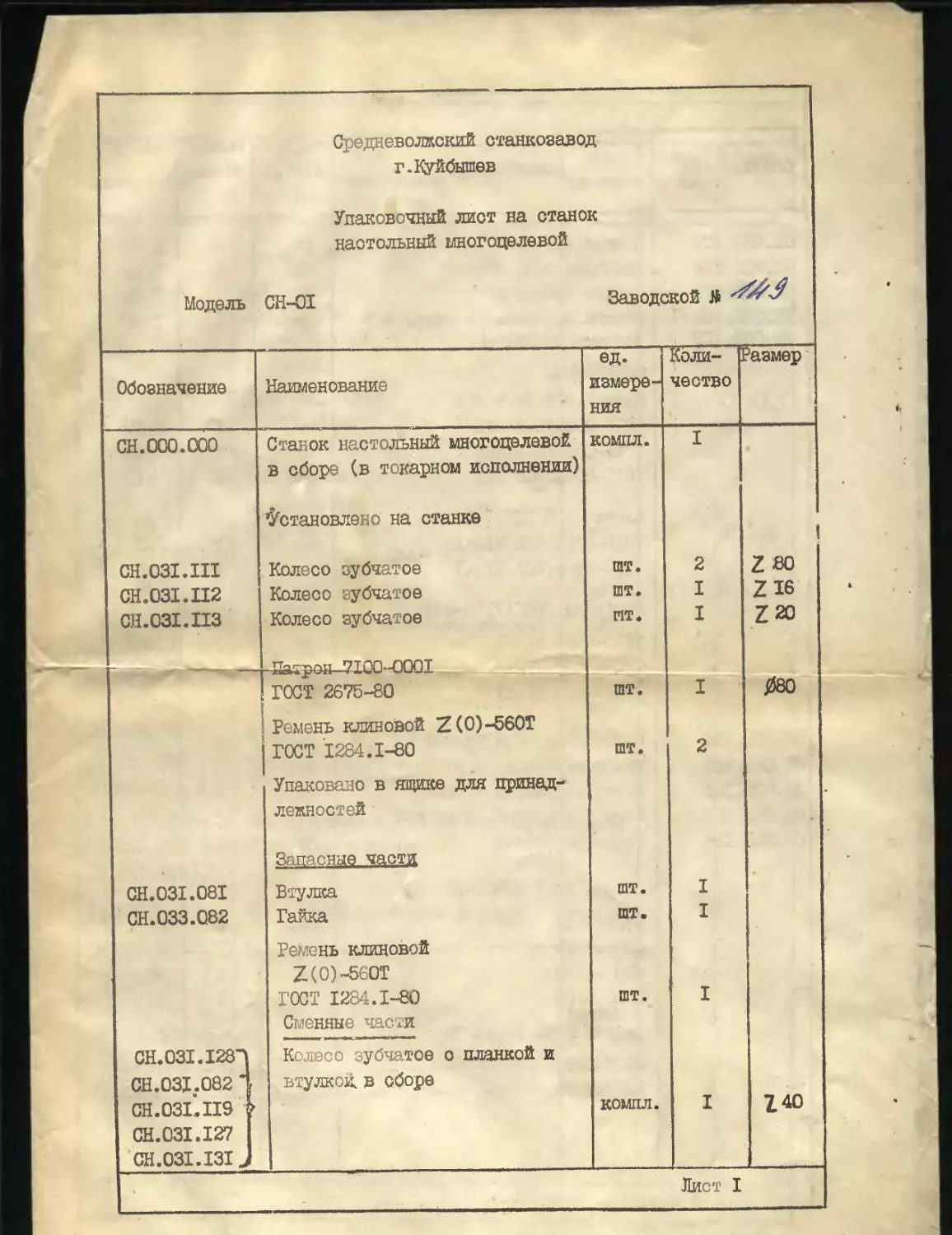
Средневолжский станкозавод г. Куйбышев Унак ©очный лист на станок настольный многоцелевой Модель CH-OI Заводской Л
Обозначение СН.000.000 СН.031.Ш CH.03I.II2 CH.03I.II3 CH.03I.08I СН.033.082 CH.03I.I28”> СН.031.082 j CH.03I.II9 | CH.03I.I27 I CH.03I.I3lJ Наименование Станок настольный многоцелевой в сборе (в токарном исполнении) Остановлено на станке Колесо зубчатое Колесо зубчатое Колесо зубчатое -йирон-7100-0001 ГОСТ 2675-80 Ремень клиновой Z(0)-560T ГОСТ 1284.1-80 Упаковано в ящике для принад- лежностей Запасные черти ед. измере- ния компл. шт. шт. пт. шт. шт. шт. шт. шт. компл. Коли- чество I 2 I I I 2 I I I I Размер Z -80 ZI6 Z 20 Ж 7.40
Втулка Гайка Ремень клиновой Z(0)-560T ГОСТ 1284.1-80 Сменные части Колесо зубчатое о планкой и втулкой, в сборе
Лист I
ед. ! Коли- Размер
Обозначение Наименование измере- чество
< НИЯ
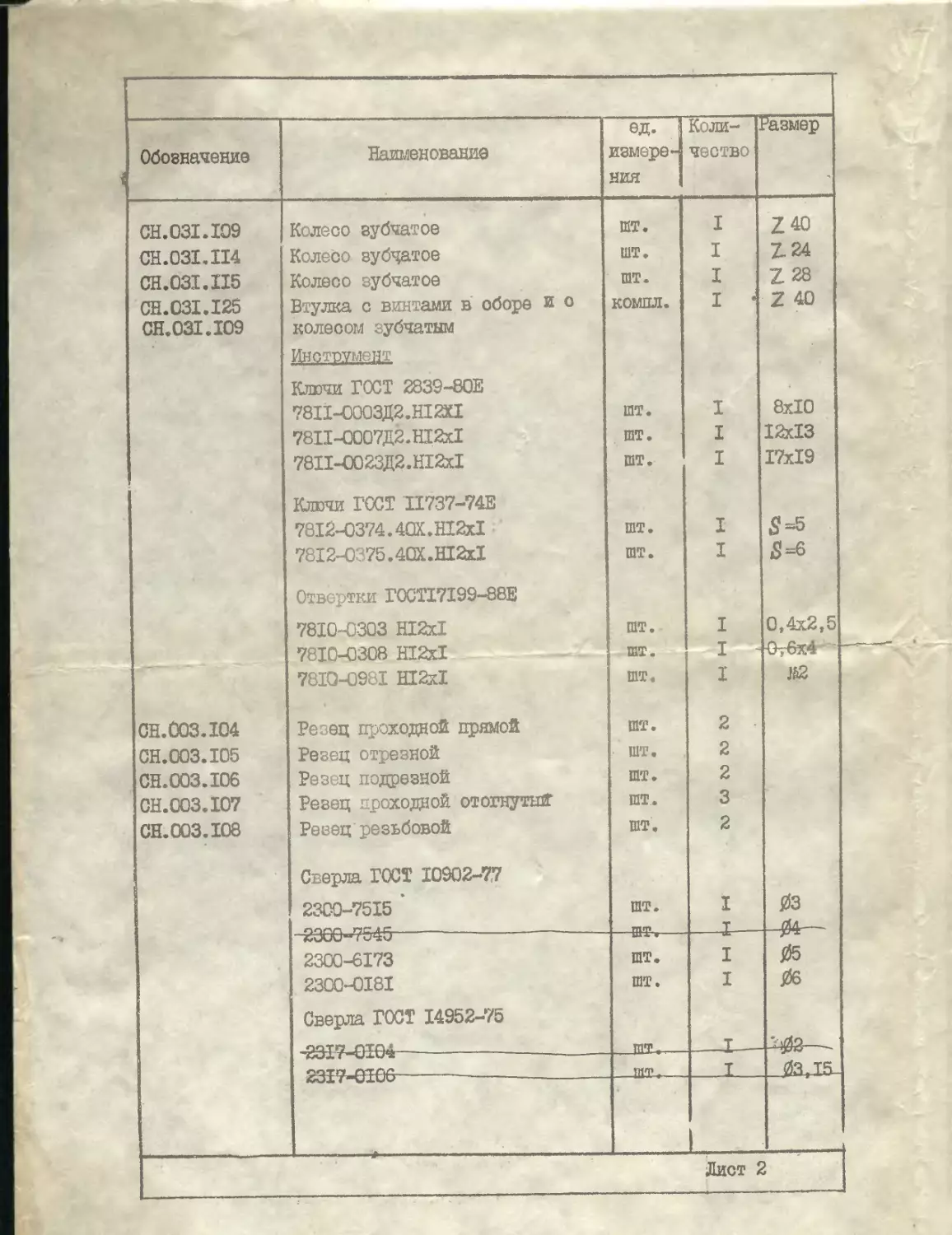
СН.031.109 Колесо зубчатое шт. I Z 40
<JH.03I.II4 Колесо зубчатое шт. I Z.24
СН.031.П5 Колесо зубчатое шт. I Z 28
СН.031.125 Втулка с винтами в оборе и о компл. I • Z 40
СН. 031.109 колесом зубчатым Инструмент
Ключи ГОСТ 2839-80Е 78П-ОООЗД2.Н12Х1 шт. I 8x10
7811-0007д£.Н12х1 шт. I 12x13
7811-0023Д2.Н12Х1 шт. I 17x19
Ключи ГОСТ U737-74E 78X2-0374.4СК.Н12х1 шт. I 5=5
7812-0375.4 ОХ.HI 2x1 шт. I 5=6
Отвертки Г0СТ17199-88Е 7810-0303 HI2XI шт. I 0,4x2,5
•7ЯТП-Г13Г)8 НТ2тТ шт. I -0у6х4
7810-0981 Ш2х1 шт. I J62
CH.003.I04 Резец проходной прямой шт. 2
CH.003.I05 Резец отрезной шт. 2
CH.003.I06 Резец подрезной шт. 2
CH.003.I07 Резец проходной отогнутый шт. 3
СН.003.108 Ревец резьбовой шт. 2
Сверла ГОСТ 10902-77 2300-7515 ’ шт. I 03
т —04—
236uw754j НгХ «
2300-6173 шт. I 05
2300-0181 шт. I 06
Сверла ГОСТ 14952-75
ТПФ - ___I «• \(лО _
6ОХг“UXV4 —
PQT’T-Pf'Ffifi [НФ , I _0ад5_
1
Лист 2
ед. Коли- Размер
Обозначение Наименование измере- ния чество
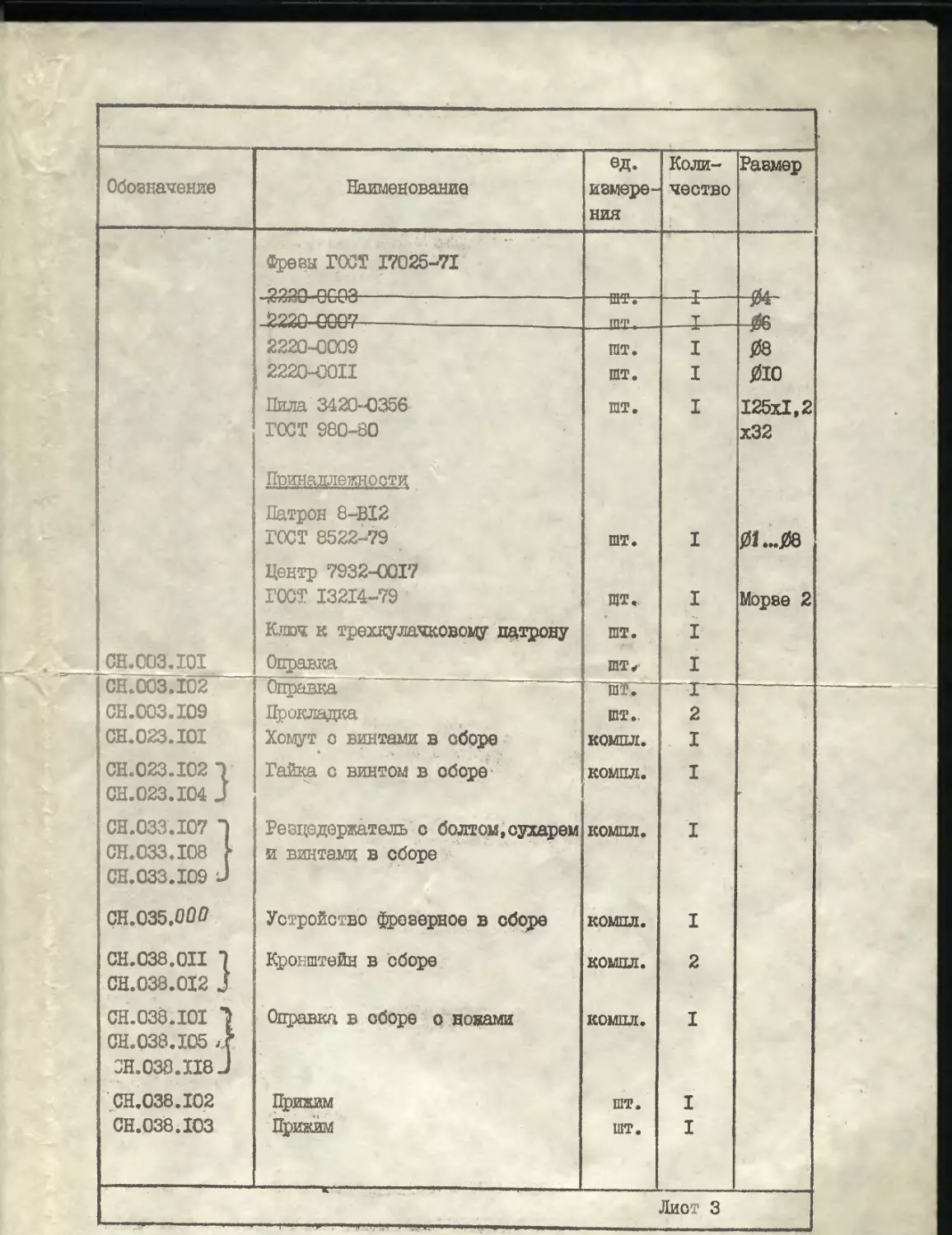
Фрезы ГОСТ 17025-71 оооп ПГПА т —Лл~
' ' ШТ* 1
^?20 0007 _____ гпт т
2220-0009 шт. I 08
2220-0011 шт. I 010
Пила 34И)-0356 шт. I 125x1,2
ГОСТ 980-80 х32
Принадлежности
Патрон 8-BI2 ГОСТ 8522-79 шт. I 0L..J38
Центр 7932-0017 ГОСТ 13214-79 шт. I Морзе 2
Ключ к трехкулачковоцу патрону шт. I
•GH.063.I0I_ Оправка шт,- I
CH.003.I02 Оправка шт,. I
CH.003.I09 Пр< кладка шт.. 2
CH.023.I0I Хомут о винтами в обор© компл. I
CH.023.I02 Э CH.023.I04 J Гайка с винтом в оборе- компл. I
CH.033.I07 " CH.033.I08 CH.033.I09 t Резцедержатель с болтом, сухарем и винтами в оборе компл. I
СН.035,000 Устройство фрезерное в оборе компл. I
CH.038.0II Э CH.038.0I2 J Кронштейн в сборе компл. 2
CH.038.I0I 4 CH.038.I05 Оправка в оборе о ножами компл. I
3H.038.II8J
‘CH.038.I02 Прижим шт. I
CH.038.I03 Прижим шт. I
Лист 3
Обозначение Наименование ед. измере- ния Коли- чество Размер
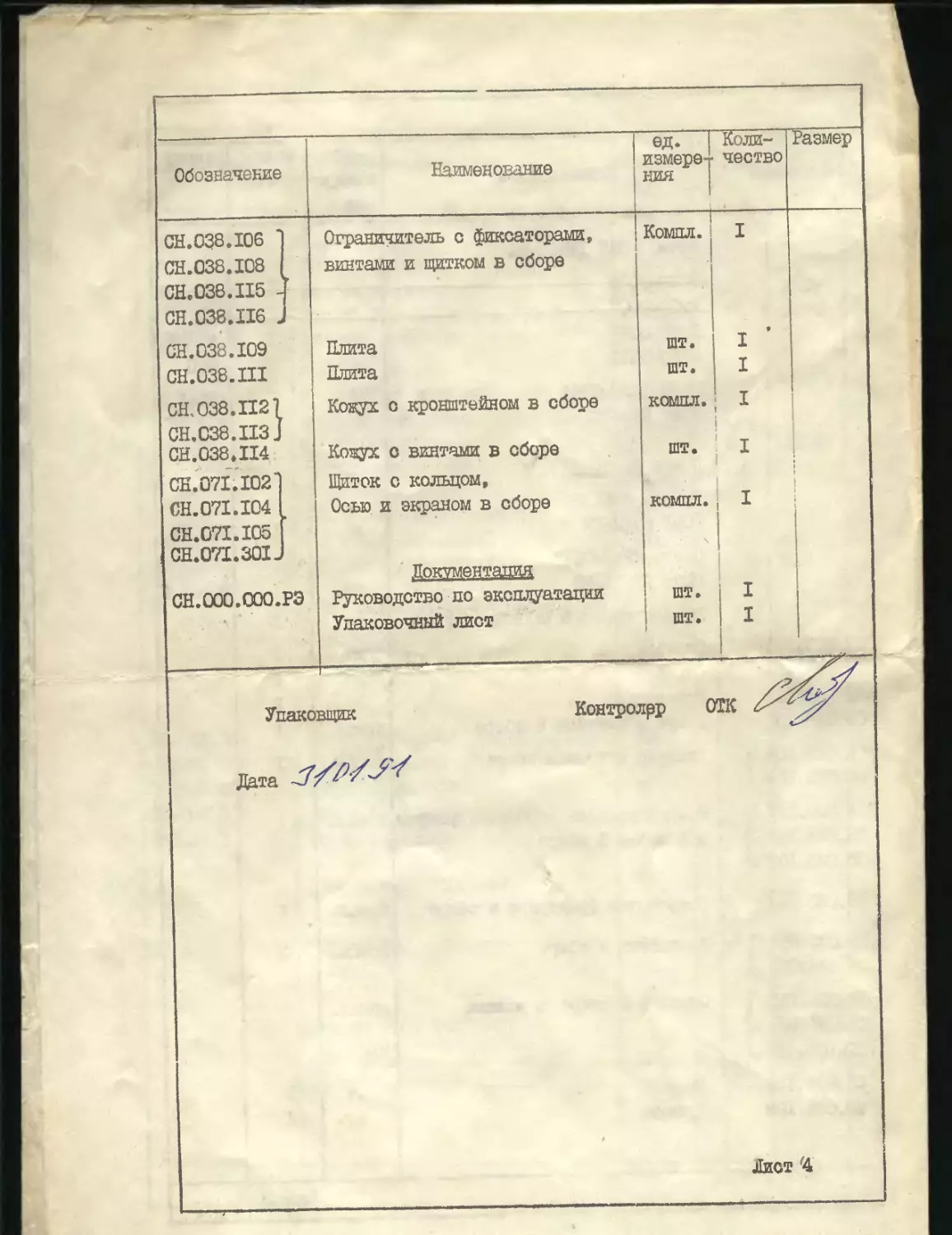
CH.038.I06 CH.038.I08 CH.038.II5 - CH.038.II6 . СН.038.109 СН.038.Ш СН. 038.1121 CH.C38.II3j СН.038,114 СН.071.102" СН.071.104 CH.07I.I05 CH.07I.30IJ СН.ООО.ООО. РЭ Ограничитель с фиксаторами, винтами и щитком в сборе Плита Плита Кожух с кронштейном в сборе Кожух о винтами в сборе Щиток с кольцом, Осью и экраном в сборе Дркжентадаа Руководство по эксплуатации Упаковочный лист Компл. шт. шт. компл. шт. компл. шт. шт. I • I I I 1 I I I i
Упаковщик
Контролрр ОГК
Дата
Лист '4