/
Теги: руководство по эксплуатации металлорежущие станки токарные станки
Год: 1987
Похожие



Текст
)pw« Iftj
МИНИСТЕРСТВО СТАНКОСТРОИТЕЛЬНОЙ И ИНСПУМЕНГАДНОЙ ШШДШИВЮСТИ
окп ЗЯ U62 3167
ОДЕССКИЙ СТАНКОСТРОИТЕЛЬНОЙ ЗАВОД
Ставок товаряо-винторезжай особо-высокой
точности с устройством цифровой кхдкхацкк
никто- eve - лшж* /с.-уг^Т'
Модель 16Б05АФЮ
РУКОВОДСТВО ID ЭКСПЛУАТАЦИИ
Часть I
16Б05АФ10.000.000 РЭ
10, .
й ТФА- Il
1987
ВНИМАНИЕ !
ВО ИЗБ]
ИЗДАНИЕ ПОВРЕЖДЕНИЙ СИСТЕМЫ
*0-41 ПОДКЛЮЧЕНИЕ ДАТЧИКОВ К Д9М9-
ПРОИЗВОДИТЬ ПРИ ОТКЛЮЧЕННОМ СТАНКЕ
108-ЛЯ Форм* S
Форма 6 ОСКВСС |."
I
2
3
4
СОЦс,РлАНЮ4
Общие сведения о станке.....................
Основные технические данные и характеристика
Комплектность
Указания мер безопасности
Состав стенка .......................
Устройство, работа станка и его составных частей
Электрооборудование .............................
Гидро- и смазочная системы..........
Порядок установки...............................
13 .Порядок работы.................................
л1.возможные неисправности и методы их ус5^нения...
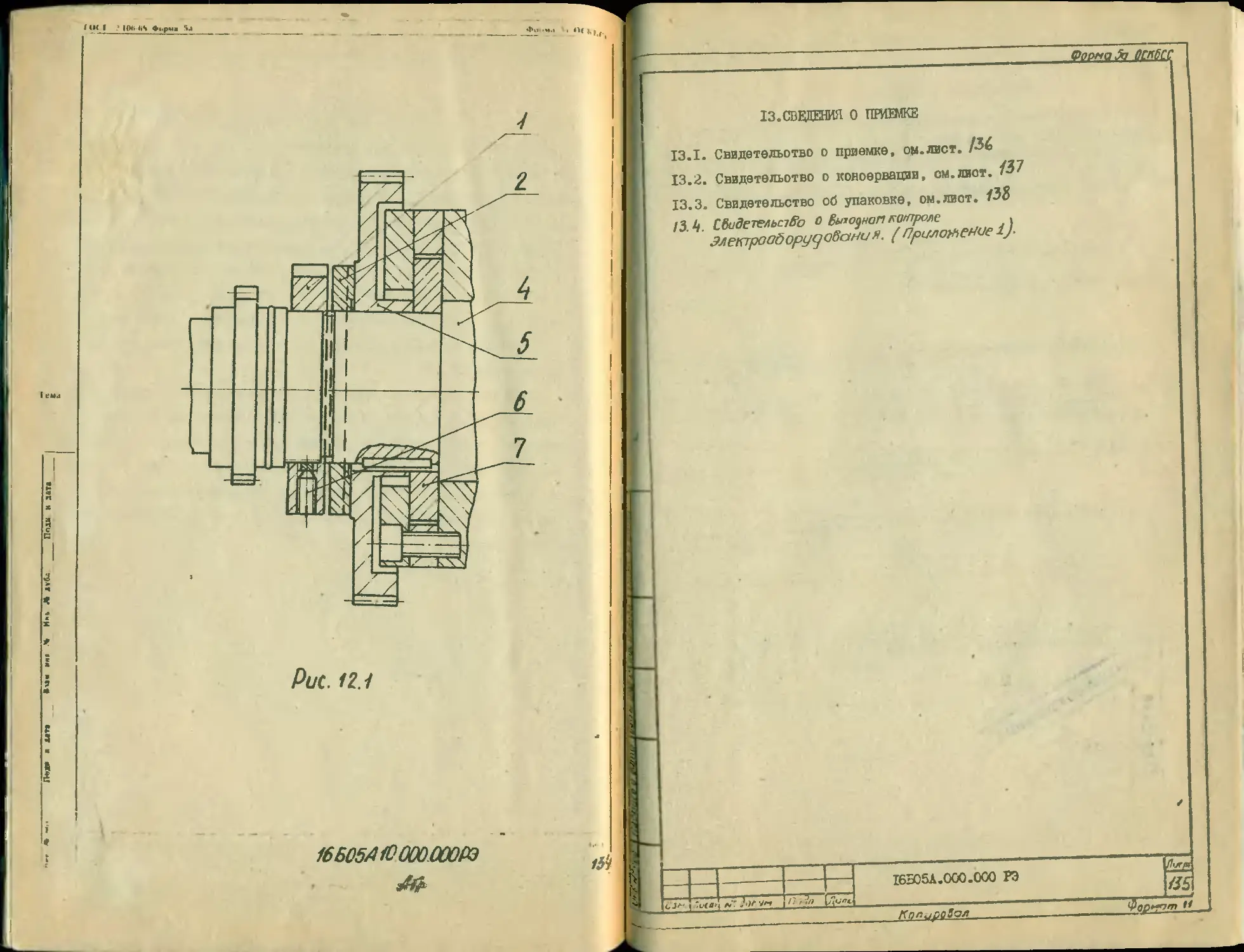
12.Особенности разборки и сборки при рамоате.......
13.Сведения о приёмке.......................
5
6
7
8
стр,
, 4
6
28
2в
yctj
ГО,
-эрагх
«а
шк частям
16БС6АФЮ.ЭОО.ООО Ра
119
125
at
аз
.135
.139
Чавть I. руководство по
- эксплуатации
Часть П. Сведения по запас-
190
/52
14...ранение...............................................
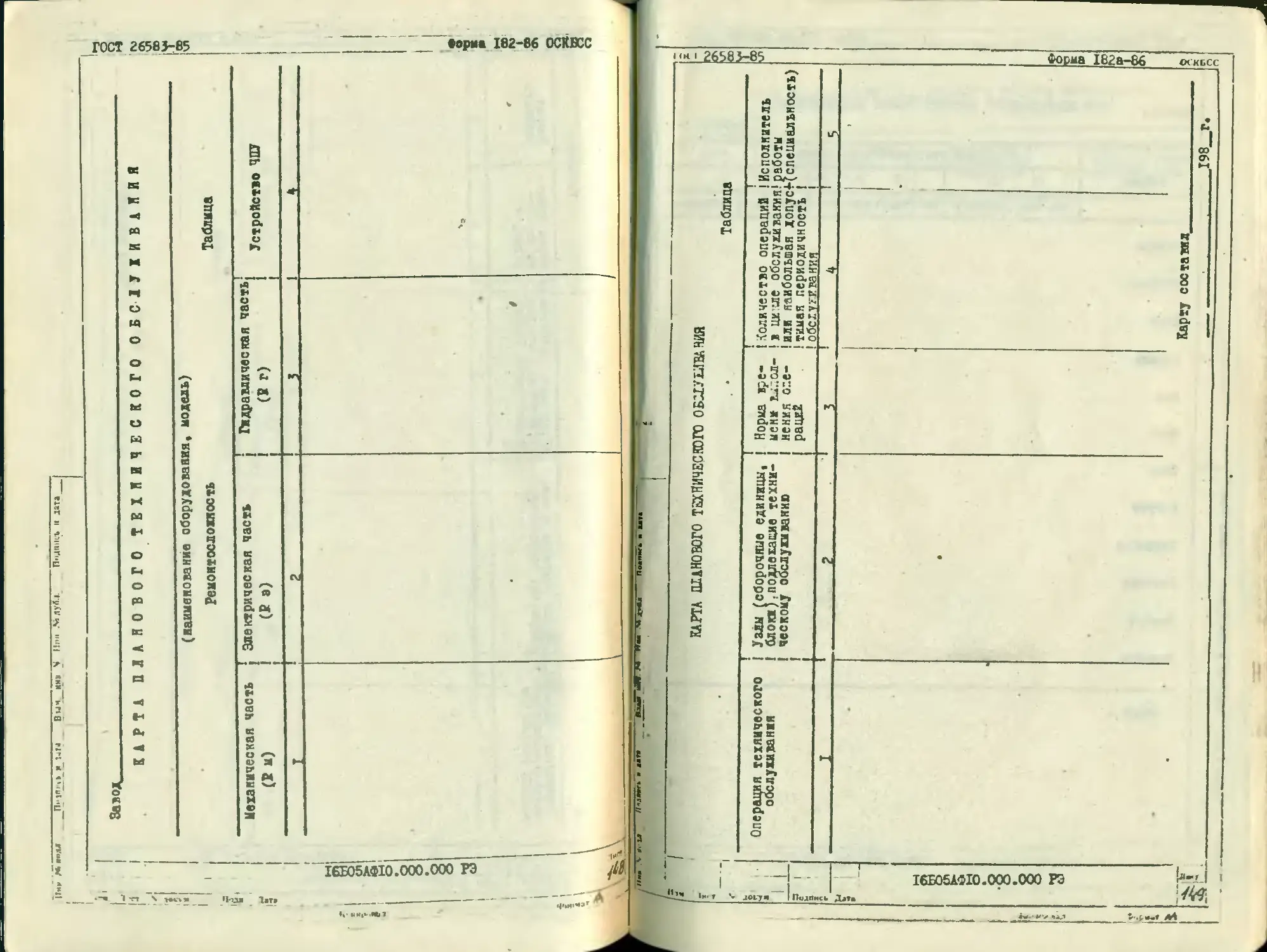
15.Указания по техническому обслуживанию, эксплуатации и
ремонту..............
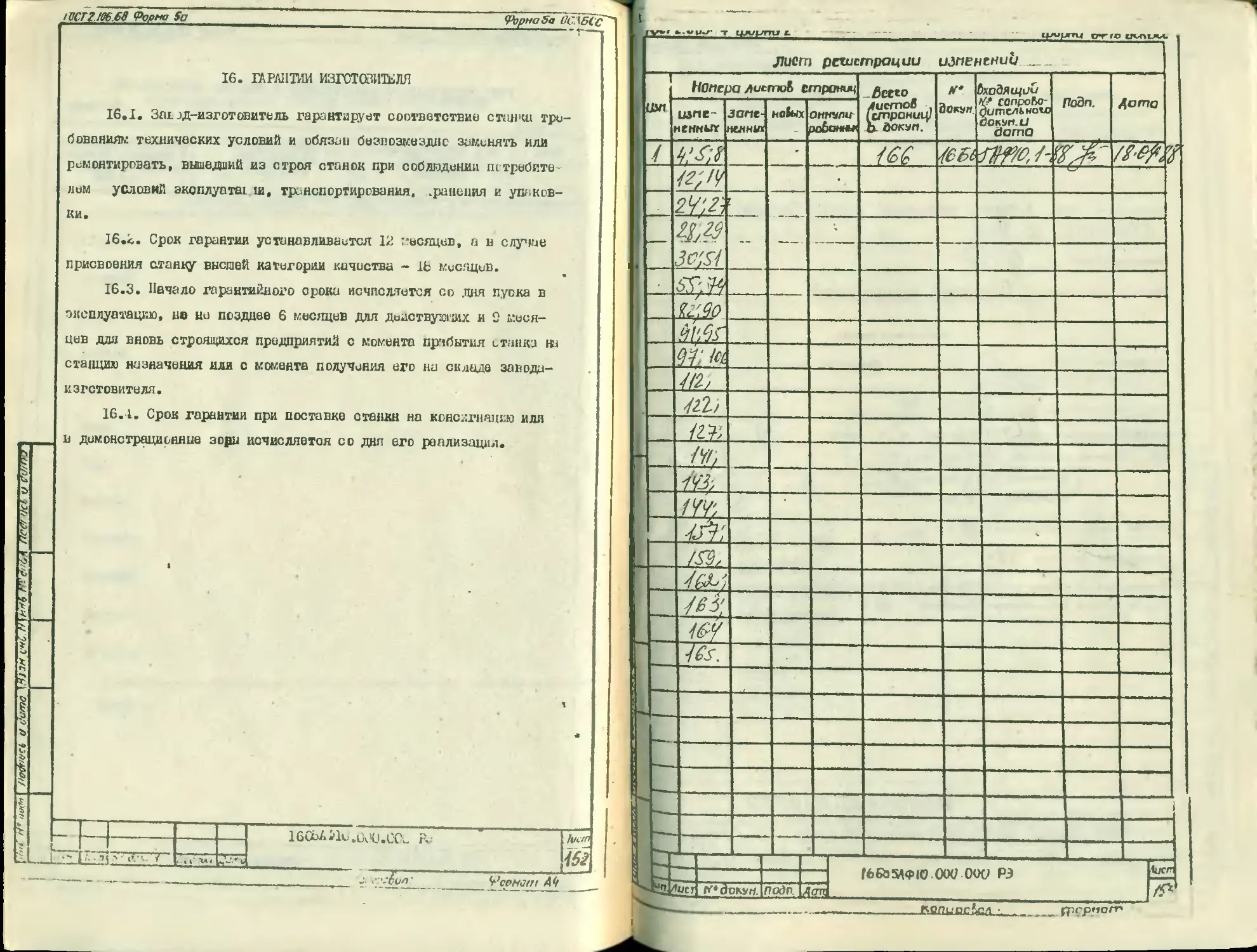
16.Гарантии изготовителя
Примечание; настоящее руководство состоит из следующих частей:
16Б05АФ10.л00.000 РЭ
16Б05АФЮ.000.000 P3I
Нм Лист М дог ум. Подл. Дата
₽->.р.с । ~ Станок токарйо-йщ|Т5реЭШ2 Г
пр,. ~ особо высокой точности о I
пр.„. ----. устройством Коревой индакач
—•-------— нии г\ i * мед. лтсгг
__________________161'05АС12. гуксводство по эй- ОСИЬСС
к„ сплу^тации. iacTb I
Формата ОСК
1.0НЦИЕ СВЕДЕНИЯ О СТАНКЕ
Руководство по експлуатации не огревает
незначительных конструкшиых змекниий
станке, внесенных изготовителем после
подписания к выпуску в свет данного руко-
водства, а также изменекд по ксмплектую-
иим наделили к документации,ноступаицей
с ниш.
ема
I.I. Токарно-винторезный станок особо высокой точности с
нтвом цифровой индикации ЬВКРО-^^-^^ШО-П" модель 16Б05АФ10, ,
выполненный на базе токарно-винторезного станка особо высокой ТХ4- .
и ости МОД.16БО6А, предназначен для выполнения различных токаршх
получкстовых и чистовых работ высокой точности, вь к,иняемах в s
центрах, цанге, патрона и планшайбе, а также для нарезания мв жчео-1
ккх, дюймовых и мо,дульных резво. 1
Станок мод. 16Б05АФЮ, являясь уникальным по своей конструкции, I
обеспечивает качество обрабатываемой поверхности и точность работы I
(точность размеров, геометрических форм) высокого класса.
В связи с особенностями конструкции станка и его назначением, |
связанными о применэнизм оригинальной конструкции высокоточных гидро
статических шпиндельных подлинников, запрещается его использование
для обдирочных к черновых операции.
В гидросистему станка заливать только очищенное масло индустри-
альное марки И5А (велосит). ГОСГ (D>
Применение других марок масел категорически запрещается, так кг
это приведет к выходу из строя шпиндельного узла.
Прежде , чем начать раоота на станке, во йзоежание выхода его
из строя, необходимо внимательно изучить правила его эксплуатации,
изложенные в настоящем руководстве, обратив особое внимание на
разделы "Гидро*» McwJawcw сисввны у ^лер/проа&орудвЬоние
1.2. иоласти применения станка - предприятия приборостроительной
радиотехнической , инструментальной промышленности и точного ма-
шмостроежкя.
Г.З.Клаос точности - А по ГОСТ В-82
1.4. Климатическое исполнение станка - УХЛ-4.1 по ГОСТ 15150-Ъу
^иакы«Епя!ша1?да
16ГО5ЛФЮ.ОО0 ООО РЭ
Прпирс&м-
форнал* 77
НмУистУ Н! $окун \fyrfn
Гдпиребал.
Лист
Х6Е05АФЮ.ООО.ООС РЙ
Чрсрнат //
ГОСТ^К.Вв Форме Sa
Форма 5а ОСКБСС
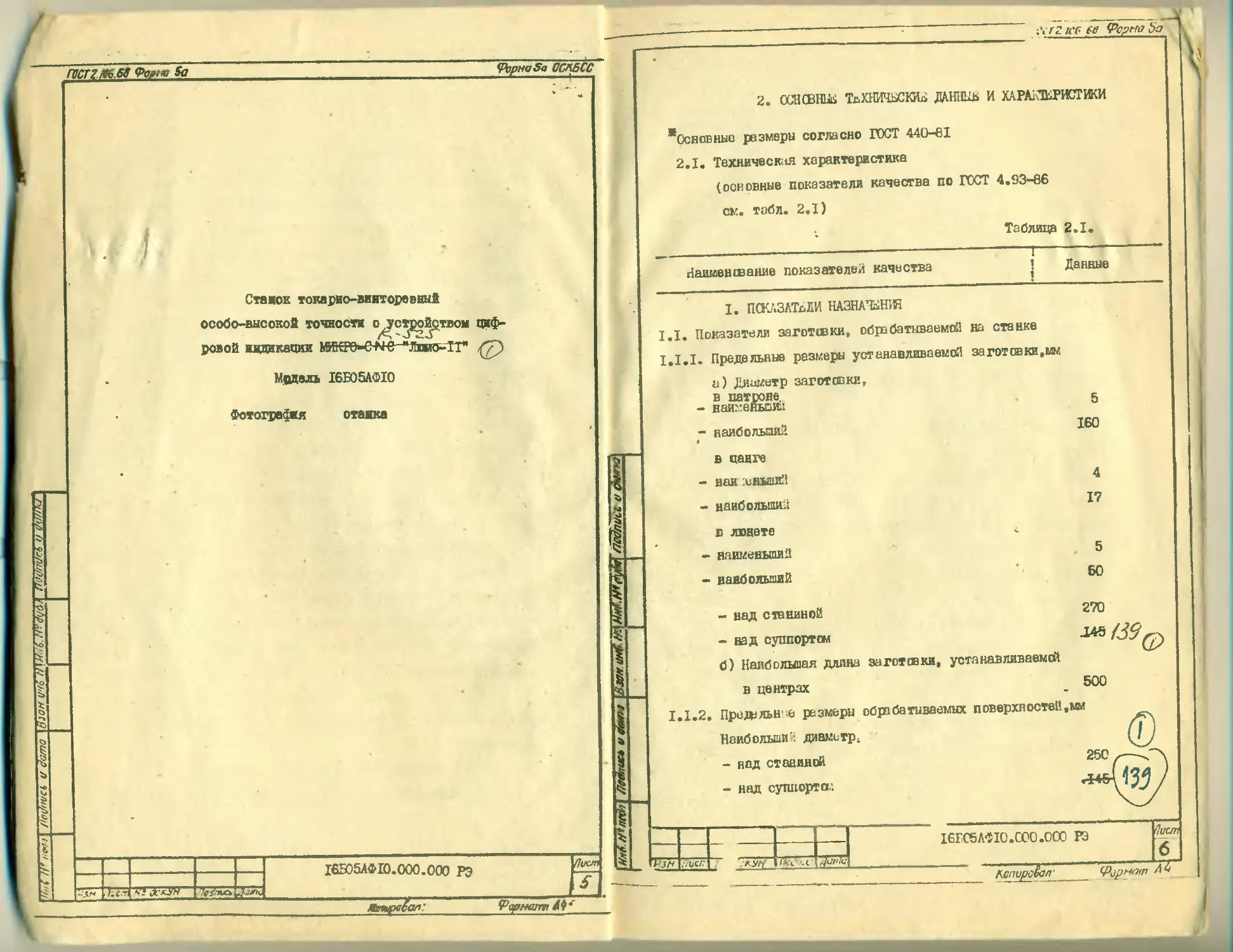
Стажои токарио-миторевннй
особо-высокой точности о^устрой твои циф-
Модель 16Б05АФ10
Фотогве^вя отаика
5
£
Я
=с
t
Si
S
1.С.71
у* .*<уу
16Б05АФ10.000.000 РЭ
Паст
Формат М‘
л гг нт- ее Ферна Ъа
2. ОСНСВНШ ТЕХНИЧЕСКИХ, ДАННЫЕ И ХАРАКТЕРИСТИКИ
Основный размеры согласно ГОСТ 440-81
2.1. Техническая характеристика
(основные показатели качества по ГОСТ 4.93-66
см. табл. 2.1)
Таблица 2.1
Наименование показателей качества
Данные
I. ПОКАЗАТЕЛИ НАЗНАЧЕНИЯ
I.I. Показатели заготдеки, обрабатываний! на станке
I.I.I. Предельные размеры устанавливаемой за гот гики,мм
а) Диаметр заготовки,
в патроне.
- наи?-ейьшил
5
- наибольший
160
в цанге
- наи :иньший
4
- наибольшие
17
в люнете
- наименьший
5
- наибольший
60
- над станиной
270
-вад суппортом
б) Наибольшая длина заготовки, устанавливаемой
в центрах
I.I.2. Предельнее резмеры обрабатываемых поверхностей,мм
Наиболыии': диаметр.
- над станиной '
500
Ч-'ЗР ;'ла:
- над суппорта.'.
250
16ГС5А'510.СОО.ОСО РЭ
луу I г с ^чЛ
Чист
6
Фчр.чепп Л Ъ
ГО Г £<06-69 Форма 5а_________________________________ формабаОСКбСС
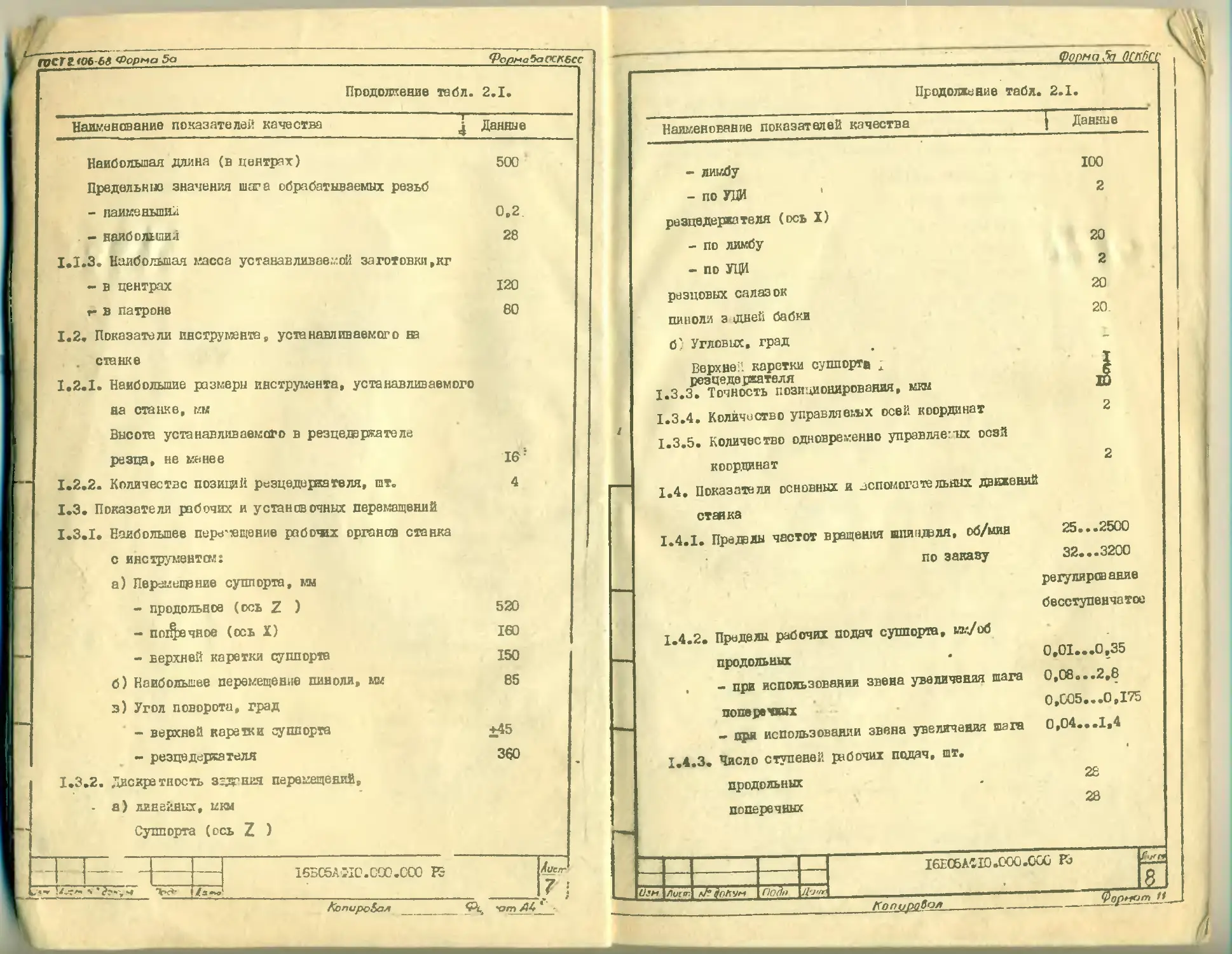
Проложение табл. 2.1.
Наименование показателей качества д Данные
Наибольшая длина (в центрах) 500
Предельные значения шага обрабатываемых резьб
- наименьшие 0»2
. - наибольший 28
I.I.3. Наибольшая касса устанавливаемой заготовки,кг
- в центрах 120
г- в патроне 80
1.2. Показатели инструмента, устанавливаемого из
станке
I.2.I. Наибольшие размеры инструмента, устанавливаемого
на станке, мы
Высота устанавливаемого в резцедержателе
резца, не менее 16'
1.2.2. Количестве позиций резцедержателя, шт. 4
1.3. Показатели рабочих и установочных перемощений
I.3.I. Наибольшее перемещение работах органов станка
с инструментал:
а) Перемещение суппорта, мм
- продольное (ось Z ) 520
- типичное (ось X) 160
- верхней каретки суппорта 150
б) Наибольшее перемещение пиноли, ыи 85
э) Угол поворота, град
- верхней каретки суппорта +45
- резцедержателя 360
1.3.2. Дискретность зздения перемещений,
) линейных, мюа
Суппорта (ось Z )
16Б0оАК0.С00.СС0 К
-«» \ уэ- |/3».
Аиегг
_____________________________7>
Копировал_________<*4 •от >.4 ‘
форма ft QCMCC
Продолжение табл. 2.1
Наименование показателей качества
] Давние
- лимбу
- по УДИ
резцедержателя (ось X)
- по лимбу
- по УЦИ
IOO
2
20
2
резцовых салазок
пиноли з дней бабки
20
20
б' Угловых, град
Верхнее каретки суппорта ;
резцедержателя
1.3.3. Точность позшдонированля, мкы
1.3.4. Количество управляемых осей координат
1.3.5. Количество одновременно управляе-ых осзй
2
координат
1.4. Показатели основных и дспомогательных движений
2
станка
I.4.I. Пределы частот вращения шпинделя, об/мин
по заказу
25...2500
32...3200
регулирование
бесступенчатое
1.4.2. Пределы рабочих подач суппорта, им/об
продольных
- при использовании звена увеличения шага
поперечных
— при использовании звена увеличения шага
1.4.3. Число ступеней рабочих подач, шт.
0,01...О,35
0,08...2,8
0,005...0,175
0,04...1,4
продольных
28
поперечных
(Jjm fivitr Сюда Jl'J’fr
I6EC6ACID.0G0.0G0 И)
8
Копурд8ол
Формат И
ГОСТ t<M-fB Форма За
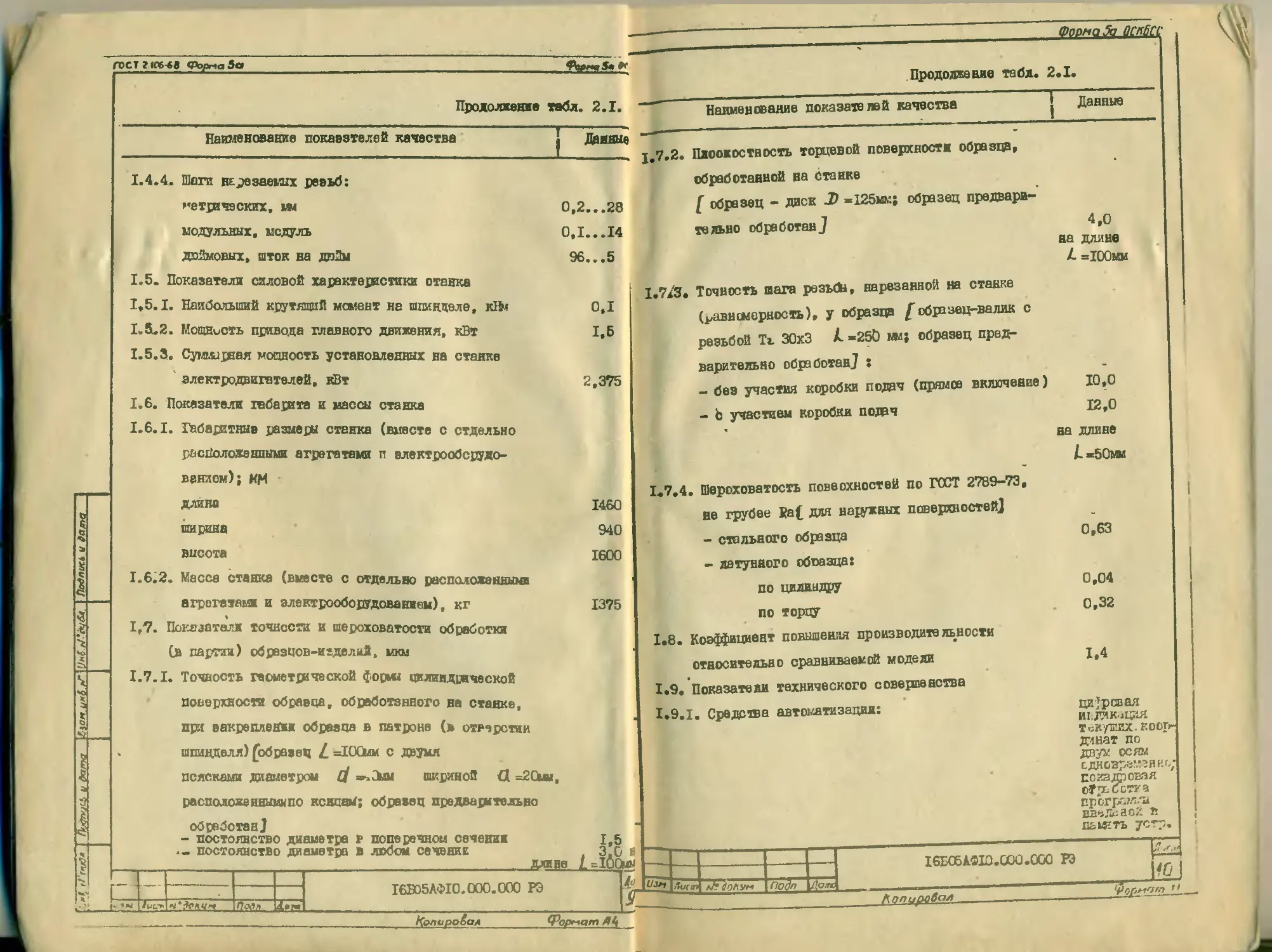
Продолжение табл. 2.1
, .. _ Г-. 1 Наименование показателей качества j ! Данные
1.4.4. Шаги нарезаема резьб:
метрических, ш
кВт
станке
[ft | fkrfrvjtb v tom | Подпись у tom
модульных, модуль
дюймовых, шток на дюйм
1.5. Показатели силовой характеристики отанка
1,5.1. Наибольший крутящий момент на шпинделе, кйл
1.5.2. Мощность привода главного движения,
1.5.3. Суммарная мощность установленных на
электродвигателей, кВт
1.6. Показатели габарита и массы
1.6.I. Габаритные размеры станка
расположенными агрегатами
ваниом); КМ
длина
станка
(вместе с
и злектрообсрудо-
отдельно
ширина
высота
1.6.2. Масса станка (вместе с отдельно расположенными
агрегатами и электрооборудованием), кг
1,7. Показатели точности и шероховатости обработки
Св партии) образцов-ихделий, мкм
1.7.1. Точность геометрической Форш цилиндрической
поверхности образца, обработанного на станке,
при закреплены образца в патроне (ь отверстии
шпинделя) (образец L =10Олм с двумя
поисками диаметром // =-,СМм шириной Д ^Сьы,
расположениямипо кскпаМ; образец предварительно
обработан]
- постоянство диаметра в поперечном сечении
постоянство диаметра в любом сечение
____________________________ ______________________ длине
,п<У11 k»fl
1.5
. 3.0 «
£Лб0мы
16Б05АФ10.000.000 РЭ
k
5
2,375
1460
940
1600
1375
ОД
1.6
0,2...28
0,1...14
Наименование показателей качества
0,63
1.4
16БС6АМО.ООО.ООО РЭ
fJ? (/ОЛУМ
Ц5ИЯ
0,04
0,32
10,0
12,0
на длине
1«50мм
4,0
на длине
L =100им
Прододаение табл. 2.1.
Данные
1.7.4. Шероховатость повеохностей по ГОСТ 2789-73
не грубее Ра( для наружных поверхностей]
- стольного образца
- латунного обоазца:
по цилиндру
1.7.2. Плоскостность торцевой поверхности образца,
обработанной на станке
[ образец - диск J) «125мл:; образец предвари-
тельно обработан ]
по торпу
1.8. Коэффициент повышения производительности
относительно сравниваемой модели
1.9. Показатели технического совершенства
I.9.I. Средства автоматизации:
1.7/3. Точность шага розьСЬ, нарезанной на ставке
(равномерность), у образца [образец-валик с
резьбой Тг. 30x3 1 «250 ил? образец пред-
варительно обработан] :
- без участия коробки подач (прямое включение)
- b участием коробки подач
цифровая
ш.дакицкя
ТсК/ТИЕС. КВОТ
данат по
двум осям
сднон?е”-й1
покадровая
of ро сетка
ПрСГрОЯЛ*
ВВеДчаоИ. в
ПЫЕТЪ уст
.ЕЕ '.'ЛЕ
IWJ
1^опиро&ал
Формат Atf
9орна5а оспбсс
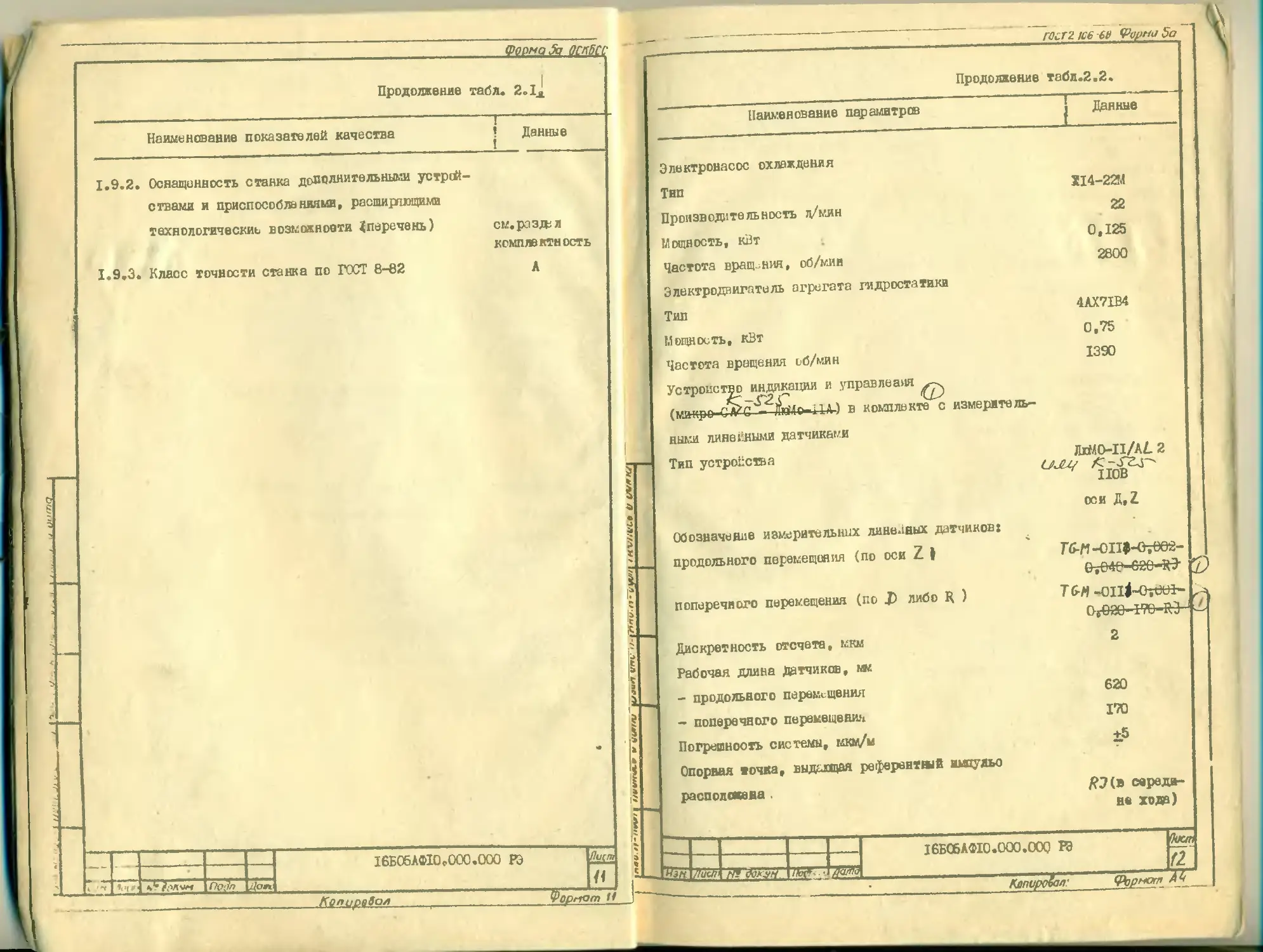
Продолжение табл. 2.1
Наименование показателей качества
1.9.2. Оснащенность станка дополнительными устрй-
ствами и приспособлениями, расширяющими
технологические возможности ^перечень)
1.9.3. Класс точности станка по ГОСТ 8-82
Доп
Данине
СМ. разд; л
комплектность
А
16Б06АФЮ.000.000 РЭ
и
УорпотН
ГОСТ 2 Ю6 6b Фирна Sa
Продолжение табл.2.2.
Наименование парамвтраз Данные
Электронасос охлаждения Тип XI4-22M Производительность д/мин 22 Мощность, кВт 0,125 Частота вращения, об/мин 2800 Электродвигатель агрегата гидростатики Тип 4AX7IB4 Мощность, кВт 0,75 Частота вращения об/мин 1390 Устройство индикации и управления (микро-ОУСU-) в комплекте с измермтель- ными линесними датчиками Тип устройства JlrMO-H/AL 2 1 * (JJU/ нов оси д,2 Обозначение измерительных линейных датчиков: продольного перемещения (по оси Z 1 Т6-Н-OIIJ-0,002- fr;04(?-C20-R? поперечного перемещения (по Х> либо Д ) Т&М -OIli~0-,0Ul- otoao-i?o -ftp Дискретность отсчета, мкм 2 Рабочая длина датчиков, мм - продольного перемещения 620 - поперечного перемещения ITO Погрешность системы, мкм/“ +5 Опорная точка, выданная референшй импульс расположена . /?(?(» середи- не хода)
16БС6АФ10.000.000 PS
Чернот A4
Kpnvpoian'
j^rz^fZUbSgzrMttT»,
’kKtn
fl
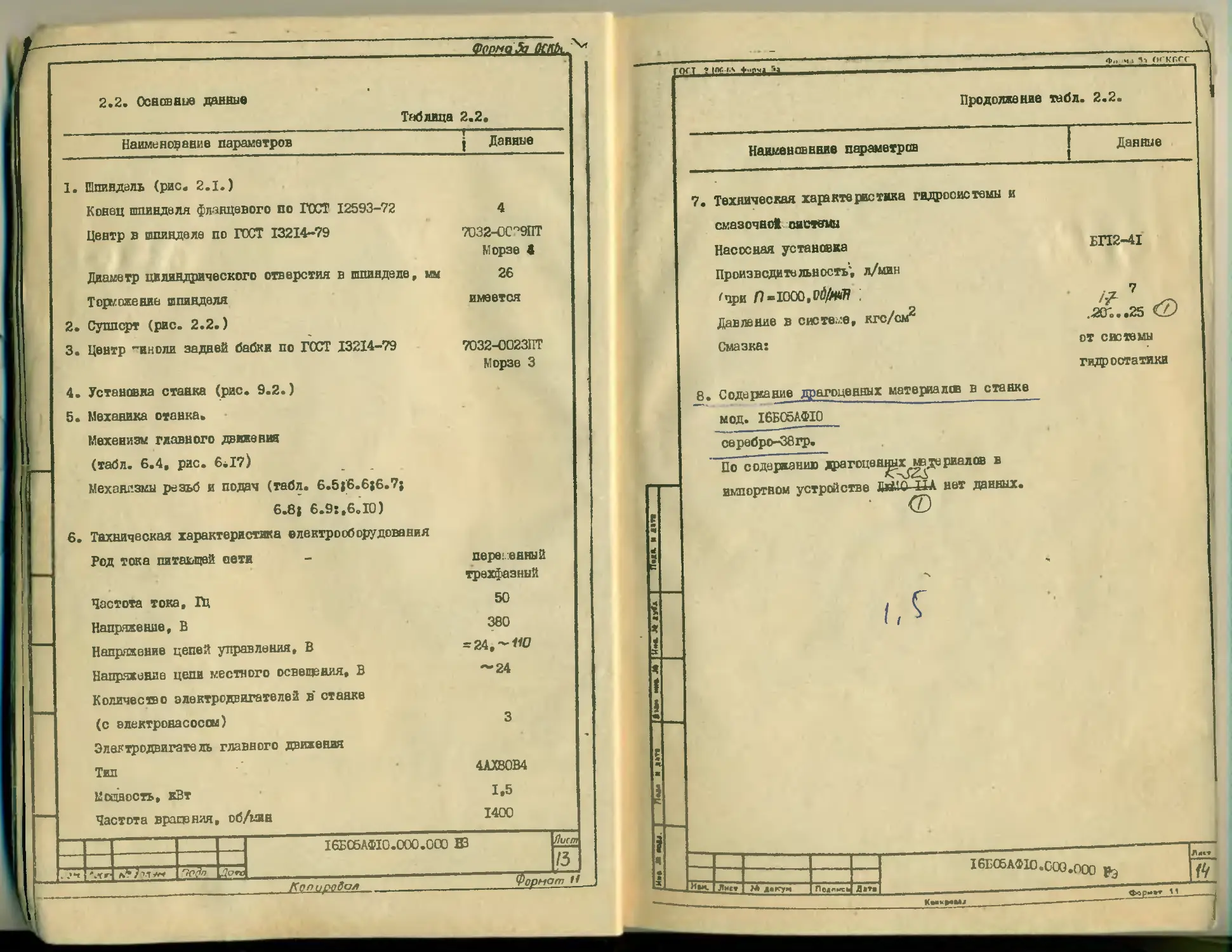
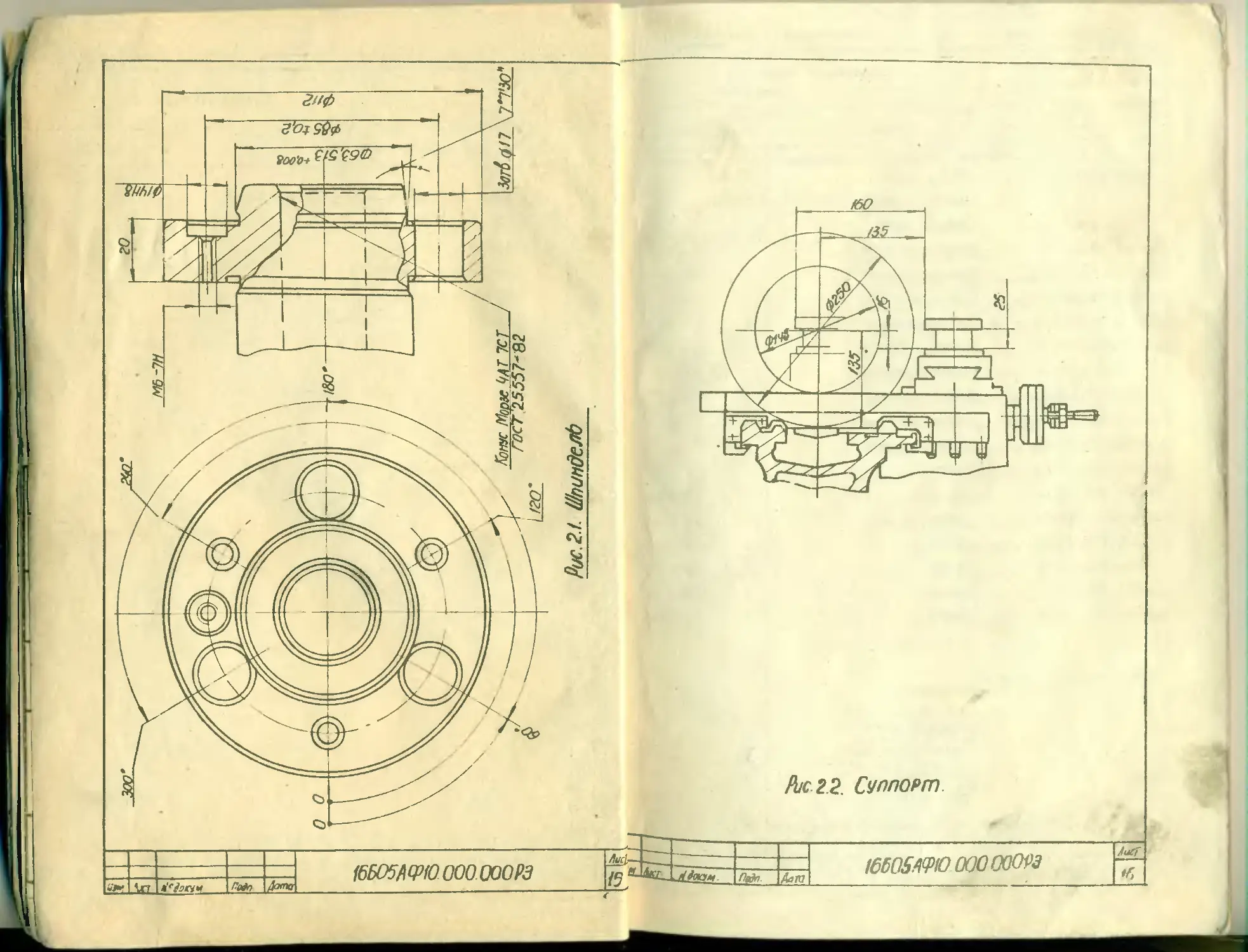
2.2. Основные данные Таблица 2.2.
Наименование параметров j Данные
I. Шпиндель (рис. 2.1.)
Конец шпинделя фланцевого по ГОСТ 12593-72
Центр в шпинделе по ГОСТ 13214-79
Диаметр цилиндрического отверстия в шпинделе, мм
Торложение шпинделя
2. Суппорт (рис. 2.2.)
3. Центр "Иноли задней бабки по ГОСТ 13214-79
7032-ОС°9ПТ
Морзе 4
26
имеется
7032-0023ПТ
Морзе 3
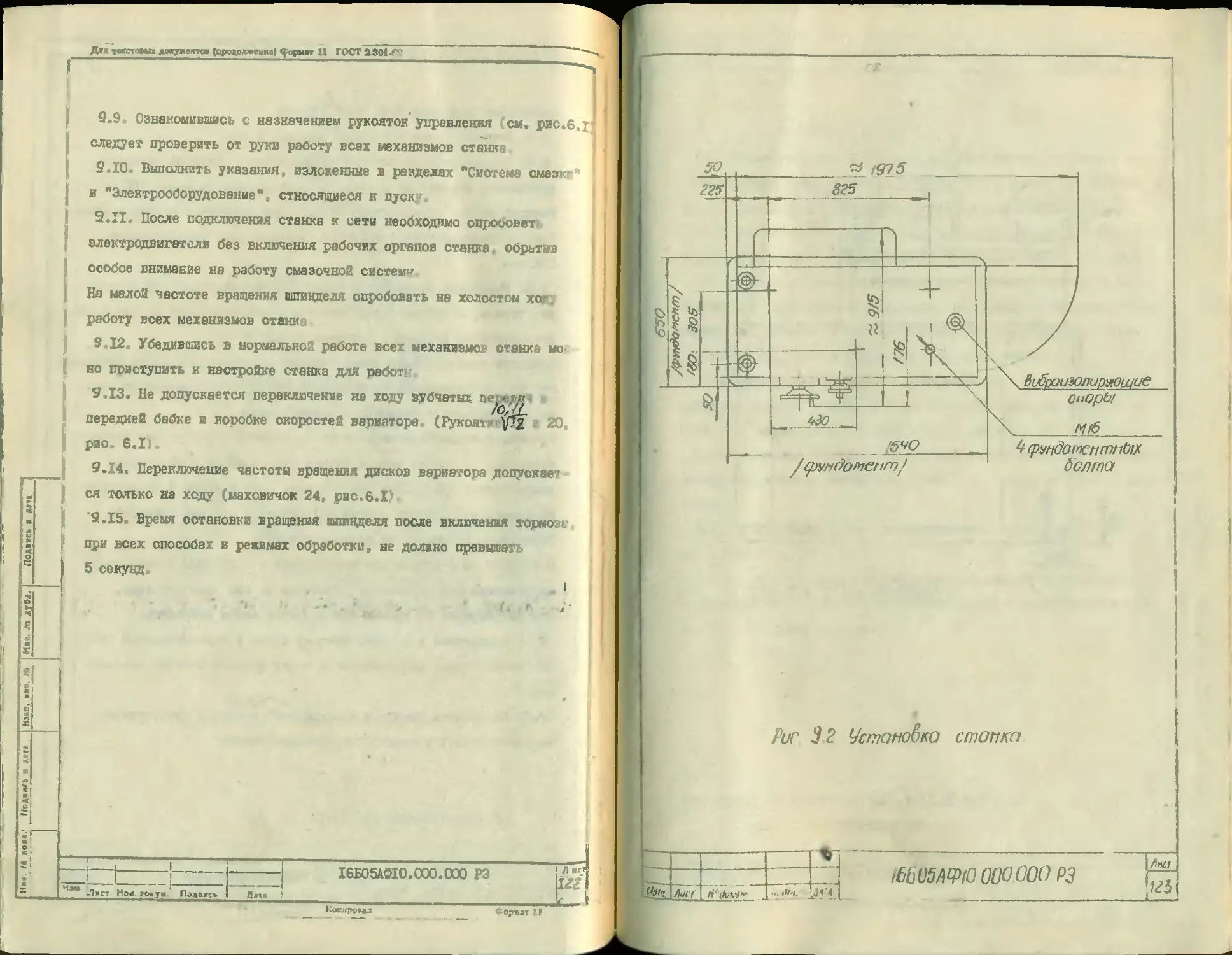
4. Установка ставка (рис. 9.2.)
5. Механика станка.
Мехенизм главного движения
(табл. 6.4, рис. 6.17)
Механизмы резьб и подач (табл. 6.5|6.6|6.7;
6.8» 6.9:,6.10)
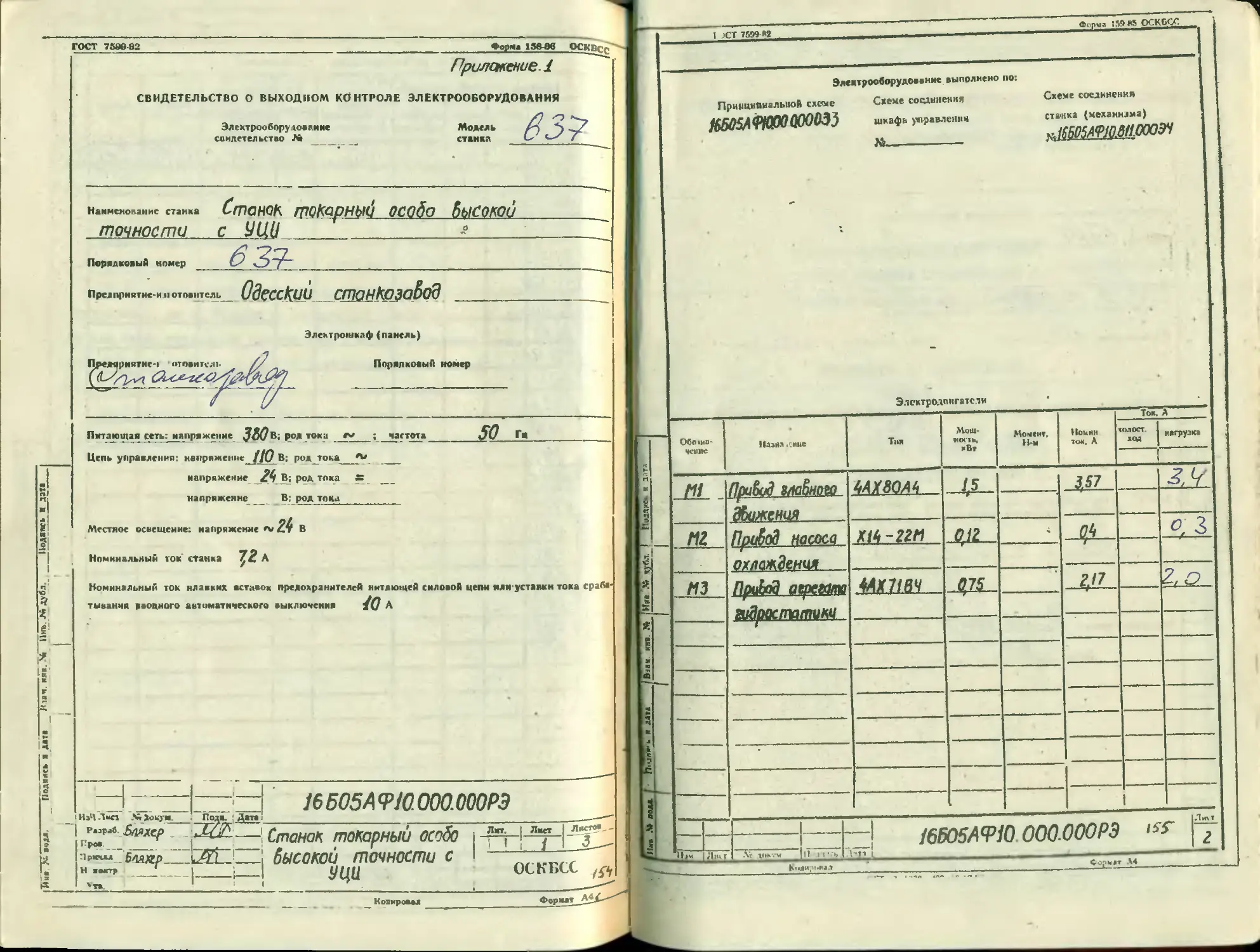
6. Техническая характеристика електрооборудования
Род тока питающей оети
переменный
трехфазный
50
цепей управления, В
цепи местного осведания, В
электродвигателей в' станке
380
-24,-W
~24
Частота тока, Щ
Напряжение, В
Напряжение
Напряжение
Количество
(с влектронасоссы)
Электродвигатель главного движения
Тип
Мощность, кВт
Частота враге над, об/мин
4АХ80В4
1.5
1400
Пост
15
4
3
16Б05АФ10.000.000 ВЗ
Копировал
Формат Н
___________________- ___________________________________________________________________д
-огт ям гл я ----------- ... -------
Продолжение табл. 2.2.
Наименование параметров Данные
7. Техническая характеристика гидросистемы и сказочно! системы Насосная установка Производительность', л/мин 'при Л=1000,р4Ы? : Давление в системе, кгс/см2 Смазка: 8. Содержание драгоценных материалов в станке БП2-41 /Z 7 .аг...25 О от системы гидростатики
мод. 16БО5АФЮ
серебро-38гр.
По содержанию драгоценных , риалов в импортном устройстве ДШО-ИА нет данных. О i
16БС5АФ10.СОО,ооо (к,
Форм»Г It
гнб r
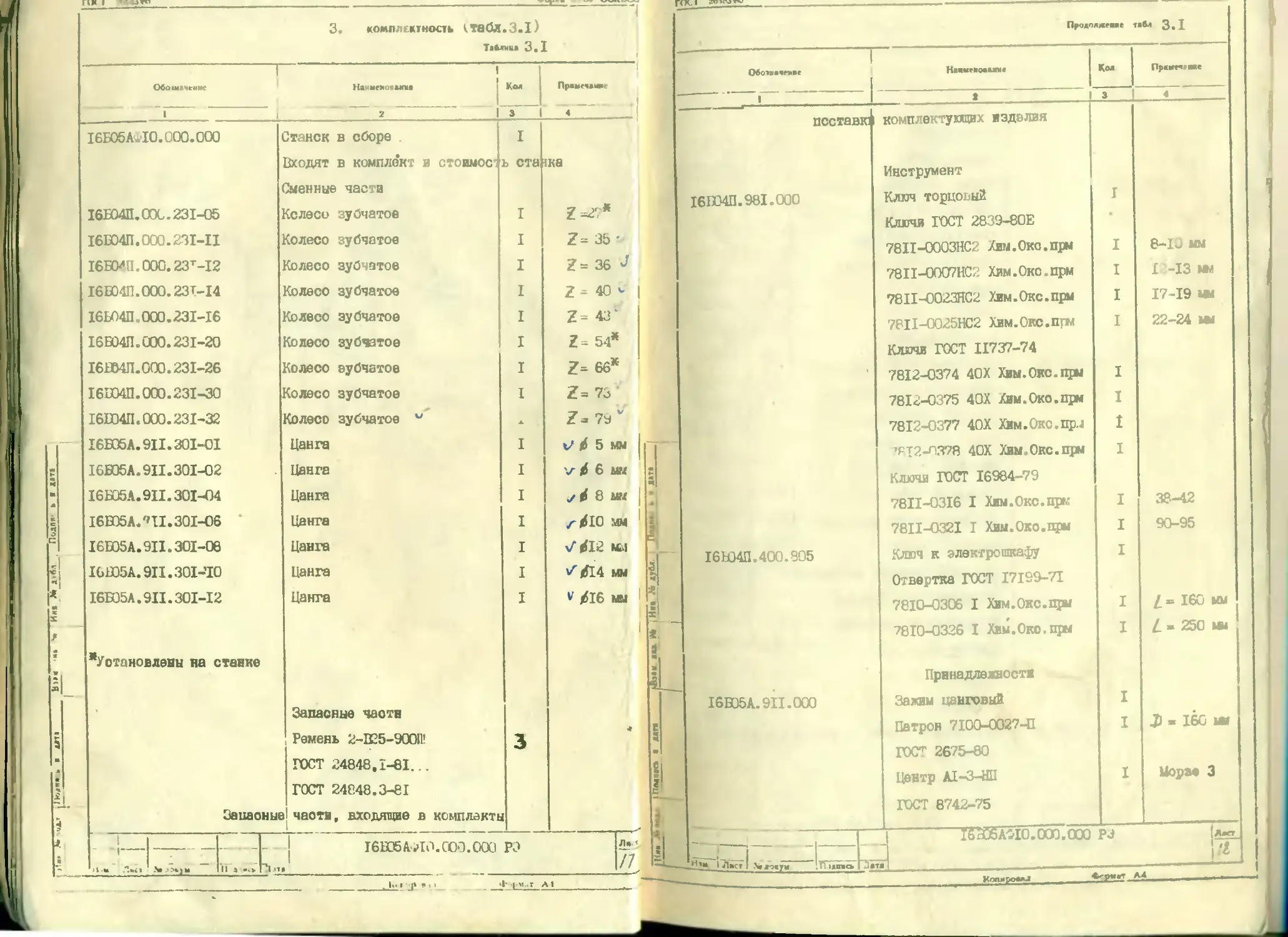
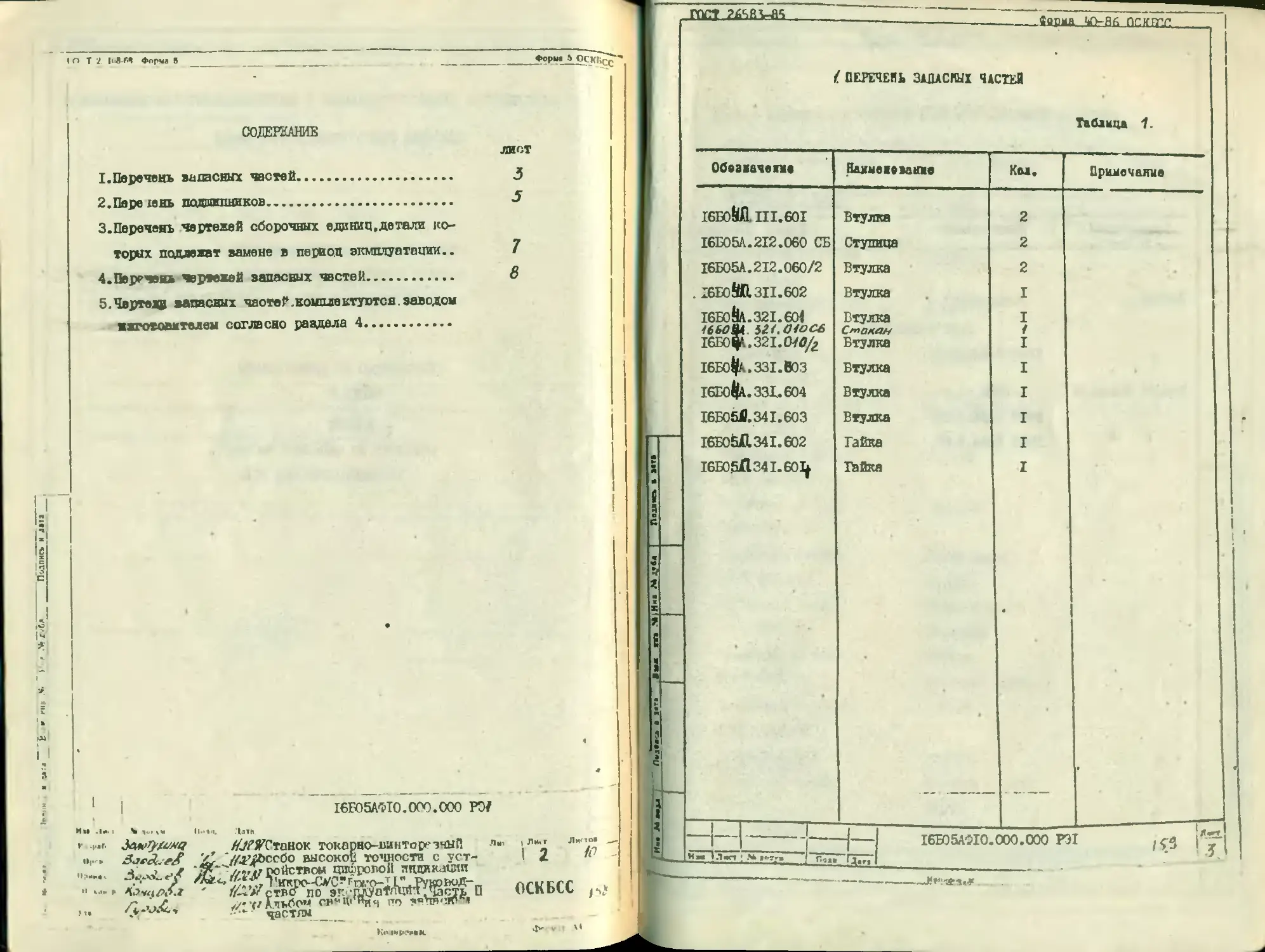
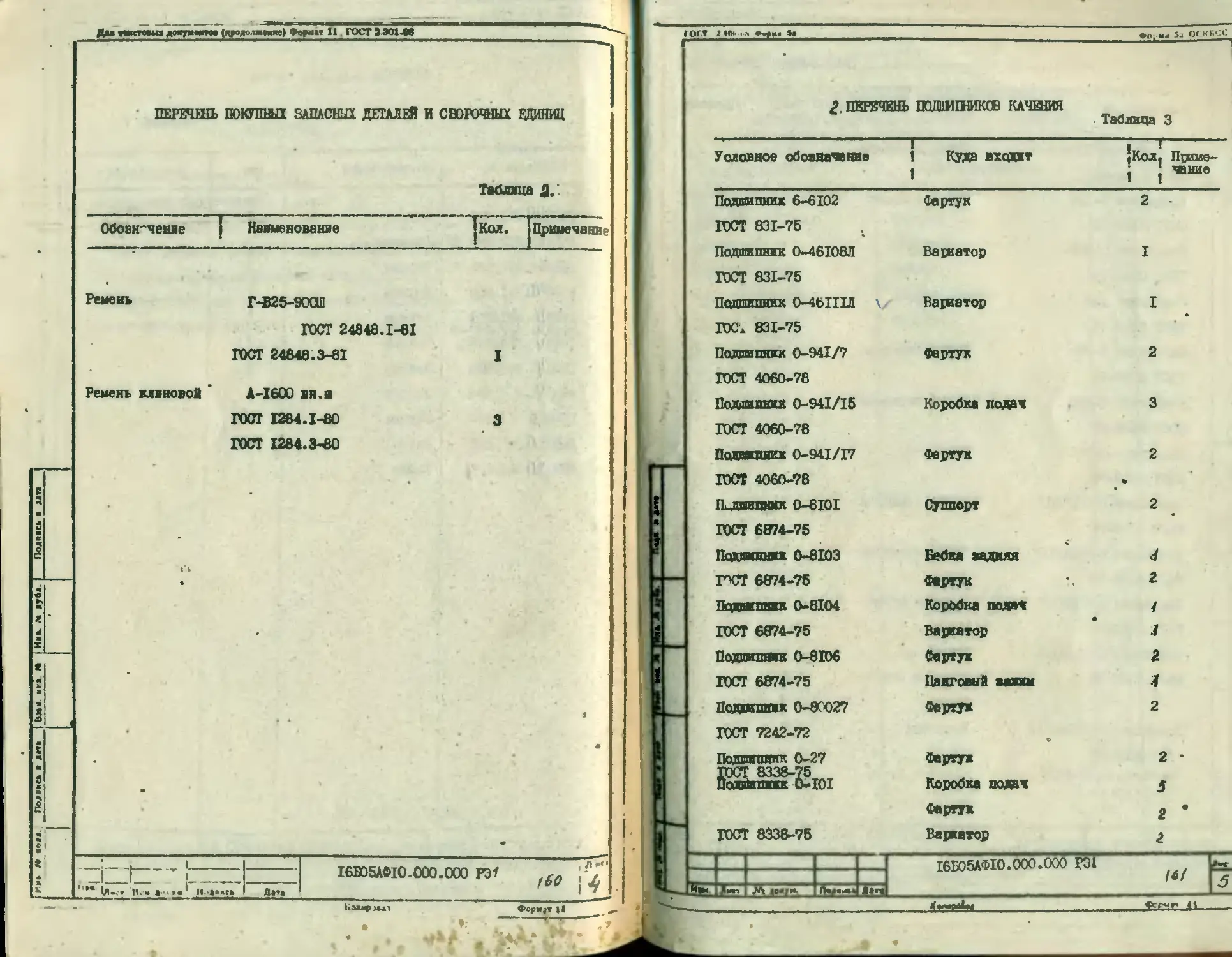
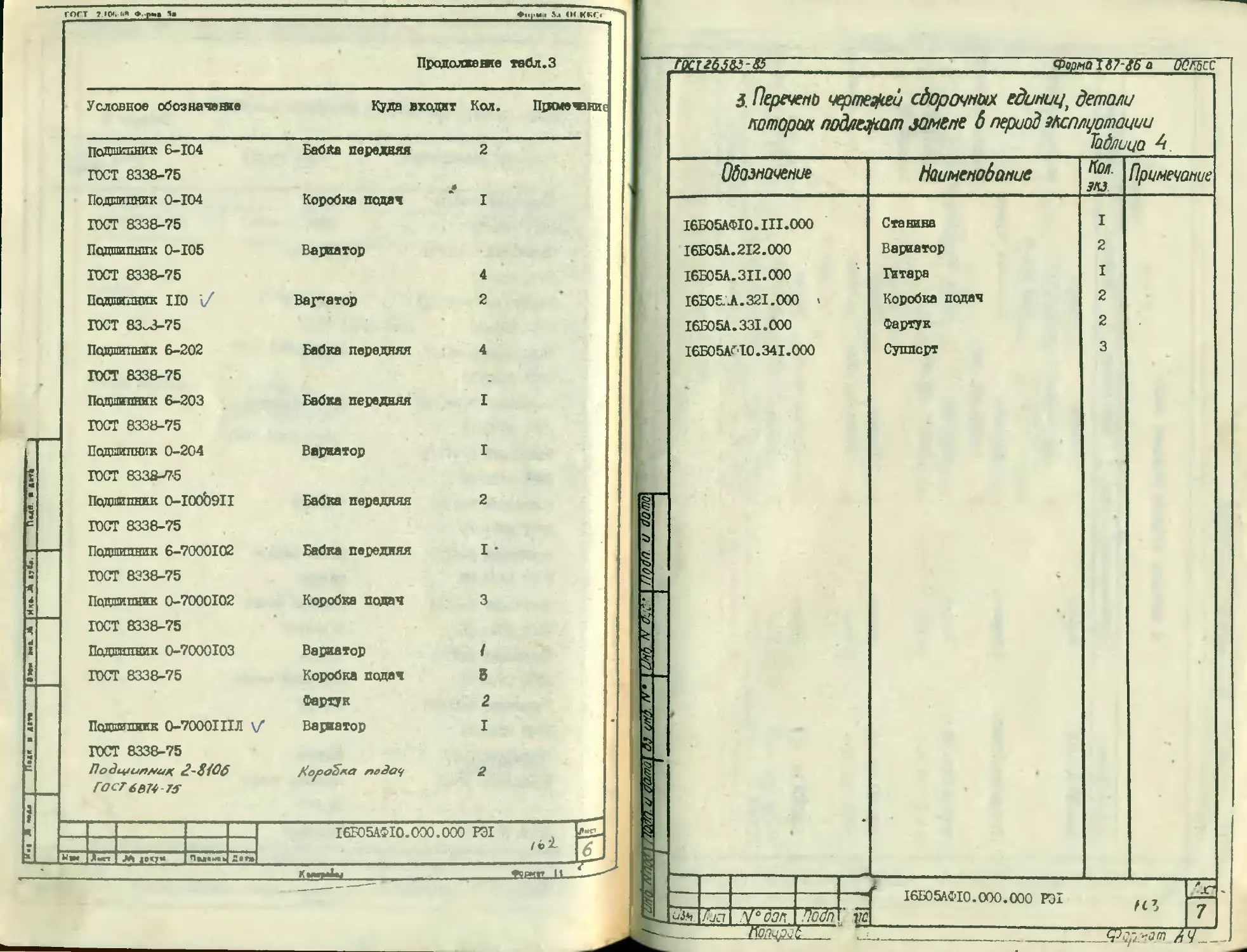
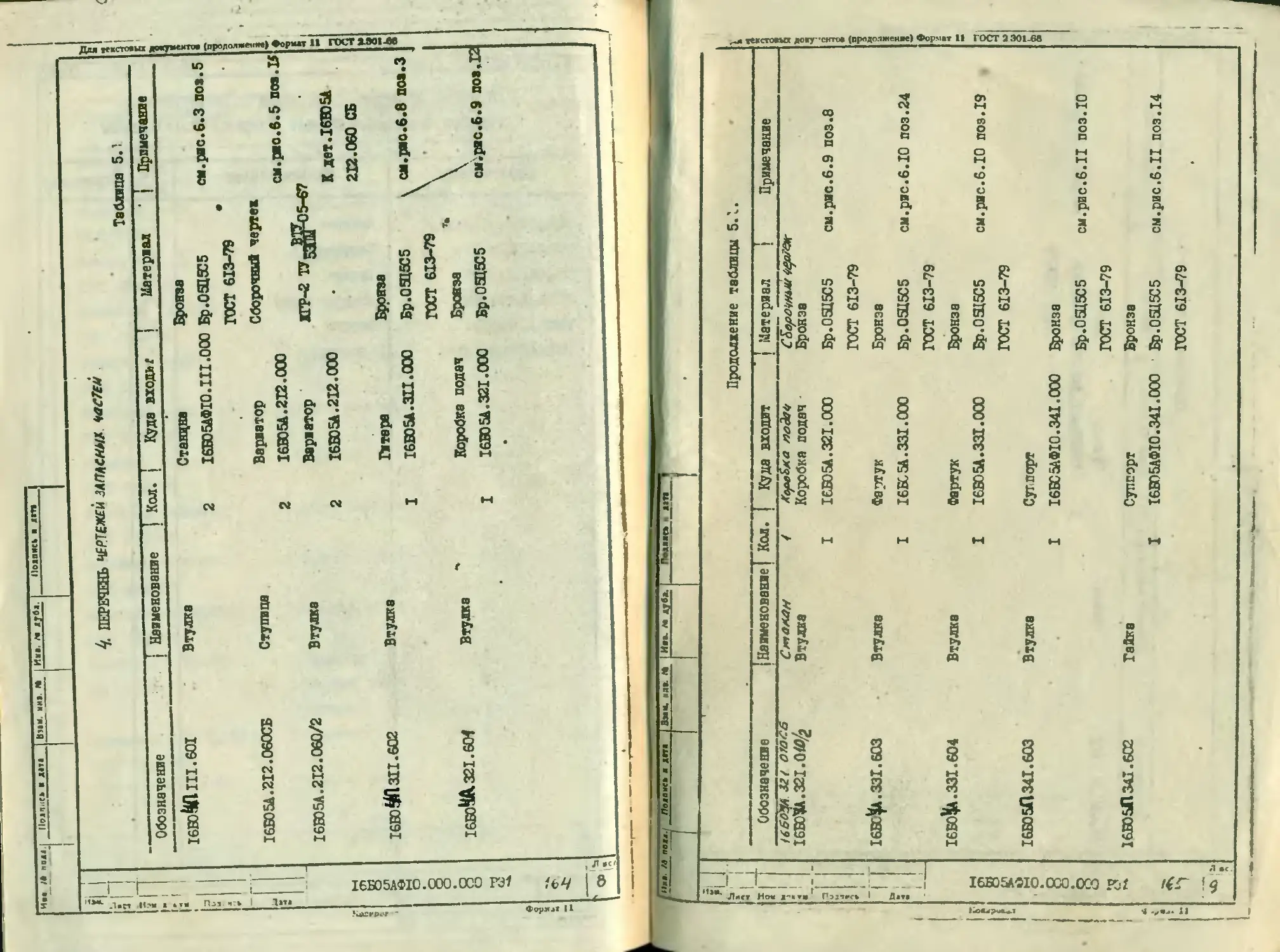
1 3. комплектность (табл.3.1) Таблица 3,1
1 Обсниачеине > 1 1 Наимен оаашв 2 1 Кал 3 1 Првыечвынт . J
и м Л С ,1 Л X f л 5 * 16Б05АФ10.000.000 16Е04П.ООО.231-05 16Б04П.000.231-П 16НУ11.000.23т-12 16Б04П.000.23Т-14 16Б04П.000.231-16 16Б04П.000.231-20 16ВВ4Л.000.231-26 16Е04П.000.231-30 16В04П.000.231-32 16Б05А.9П.301-01 16Б05А.9П. 301-02 16Б05А.9П. 301-04 16Б05АЛП. 301-06 16Б05А.9П. 301-06 16Ш5А. 911.301-40 I6E05A.9II.301-12 ^Установлены на станке Запасные Станек в сборе Входят в комплект в стоимос Сменные части Кслесо зубчатое Колесо зубчатое Колесо зубчатое Колесо зубчатое Колесо зубчатое Колесо зубчатое Колесо зубчатое Колесо зубчатое Колесо зубчатое u Цанга Цанга Цанга Цанга Цанга Цанга Цанга Запасные части Ремень 2-B25-900I1' РОСТ 24848,1-61. . ГОСТ 24848.3-81 чаоти, входящие в комплекты I ь ста I I I I I I I I I I I I I I I 3 5ка Z-2'* Z= 35 • Z= 36 Z- 40 v Z= 43' Z- 54* Z= 66* Z= 73 Zm 79 V' V» 5 MM V / 6 UM 8 HU мм 4 ^12 №1 lfl4 MM V /16 1Ш 4
1 16Б05АЯ0.СО0.000 РЭ — /7
к I" М-ш .1*41 1 .4» 11 1
Продояжеаие гибл 3 • I
1 Обо1*ичемие Нанмеиосигм* Код Пряит'сме
1 1 1 3 4
псставк 161304П.981.000 16Ш4П.400.805 16Б05А.9П.000 комплектующих изделия Инструмент Ключ торцовый Ключи ГОСТ 2839-80Е 78П-0003НС2 Хим.Окс.прм 78П-0007НС2 Хим.Окс.прм 78II-0023HC2 Хим.Окс.прм 78II-0025HC2 Хим.Оке.пун Ключи ГОСТ 11737-74 7812-0374 40Х Хим.Окс.прм 7812-0375 40Х Хим.Окс.прм 7812-0377 40Х Хим.Оке.при ’РТ2-Л378 40Х Хим.Окс.прм Ключи ГОСТ 16984-79 78П-0316 I Хим.Окс.прм 78II-O32I I Хим.Окс.прм Ключ к электрошкафу Отвертка ГОСТ I7I99-7I 7810-0306 I Хим.Окс.прм 7810-0326 I Хим.Окс.прм Принадлежности Зажим цанговый Патрон 7100-0027-П ГОСТ 2675-80 Центр А1-3-НП ГОСТ 8742-75 I I I I I I I i г г г I г г I г I 8-10 мм I -13 ми 17-19 ии 22-24 и< 38-42 90-95 / = 160 мм L » 250 мы J) « 160 и» Uopaa 3
И'« ~i л»77 — | I5505AlIO.OCb.OOO pj '1
1ft >дпио
ГОСТ 2tAK3«
Форам 33 а 44 OCKBCf
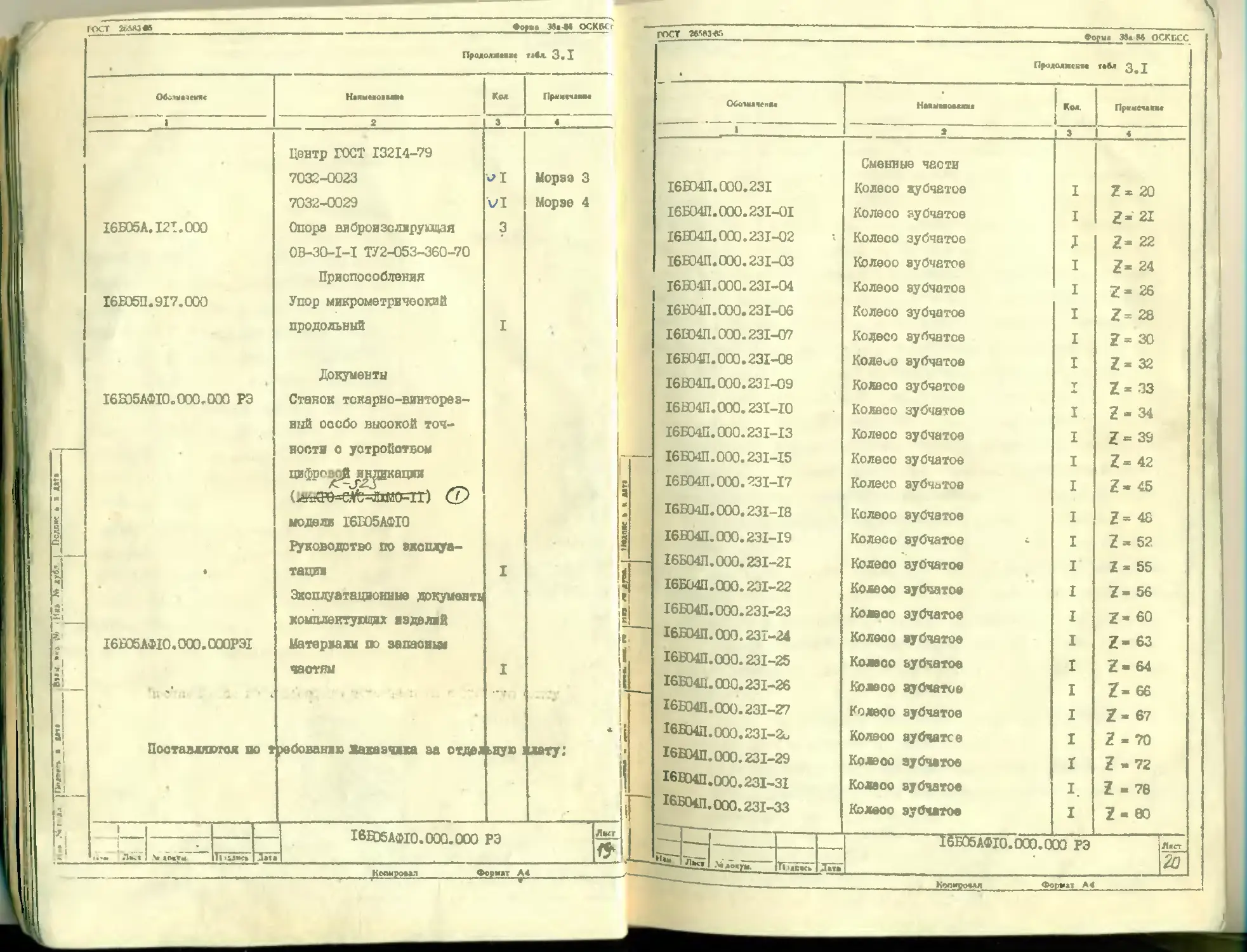
Продолжение и4л. 3.1
Оболшчемяе Наямеиомымм Кол Пркмкчамм
1 2 3 <
Центр ГОСТ 13214-79 7032-0023 VI Морзе 3
7032-0029 VI Морзе 4
16Б05А.121.000 Опора влброизслируицая 3
16Е05П.917.000 0B-3O-I-I ТУ2-053-360-70 Приспособления Упор микрометрический
16В05АФ10.000.000 РЭ • продольный Документы Станок тскарно-вин ореа- ный особо высокой точ- ности с устройством цифровойjyj^gKaipni (жочаЬ-лшо-т!) ф модели 16Б05АФ10 Туководотэо по эксплуа- тации I I . 1
16Е05АФЮ. ООО. ОООРЭ1 Эксплуатационные документа комплектувдиг изделий Материалы по аапаснш частям I
Поставляются но т «Сованию заказчика за отдел ьную лату:
а
1
I6H35AMO.OOO.OOO РЭ
Л*ст
1Щпк
Когшррмдл
ГОСТ 26*83*5___________________________________Форма 38а М ОСКЕСС
Продолжила табл J
Оботыачемм HaaMtfloaajoia Кол. Примечание
1 S 3 4
16БО4П.ООО.231 16БО4П.ООО.231-01 16Е04П.ООО.231-02 16Б04П.ООО.231-03 16Б04П.ООО.231-04 16Б04П.ООО.231-06 16В04П.ООО.231-07 16Б04П.ООО.231-08 16В04П.ООО.231-09 16Б04П.ООО.231-10 16Б04П.ООО.231-13 16Б04П.ООО.231-15 16Б04Л.ООО.231-17 16Б04П.ООО.231-18 16Б04П.ООО.231-19 16Б04Л.ООО.231-21 16Б04П.ООО. 231-22 16Б04П.000.231-23 16Б04П.ООО.231-24 16БО4П.ООО.231-25 КБ04П. ООО. 231-26 16Б04П.ООО.231-27 16Е04П.ООО.231-2» 16БО4П.ООО.231-29 16Б04П.0О0.231-31 16Б04П.ООО.231-33 Сменные чести Колесо аубчатое Колесо зубчатое Колесо зубчатое Колеоо аубчатое Колеоо аубчатое Колесо зубчатое Кодесо аубчатсе Колено аубчатое Колесо зубчатое Колесо зубчатое Колеоо зубчатое Колесо зубчатое Колесо зубчатое Колеоо зубчатое Колесо зубчатое ~ Колесо зубчатое Колеоо зубчатое Колесо зубчатое Колеоо аубчатое Колесо аубчатое Колесо зубчатое Колесо аубчатое Колеоо аубчатсе Колесо зубчатое Колесо аубчатое Колеоо зубчатое I I J I I I I I т I I I I I I I I I I I I I I I I. I Z- 20 £-21 £- 22 Z- 24 Z- 26 Z= 28 F= 30 Z- 32 Z- 33 Z - 34 Z= 39 Z=42 Z- 45 Z= 48 Z" 52 Z- 55 Z- 56 z» 60 Z- 63 Z-64 Z- 66 Z- 67 Z - 70 Z - 72 1 - 78 Z-90
16Б05АФ10.000.000 РЭ
_А* ло«ум. TTGiSST Дат! zO
Копировал
Фор» ат А 4
ГОСТ
Форма »а-М ОСКБСС
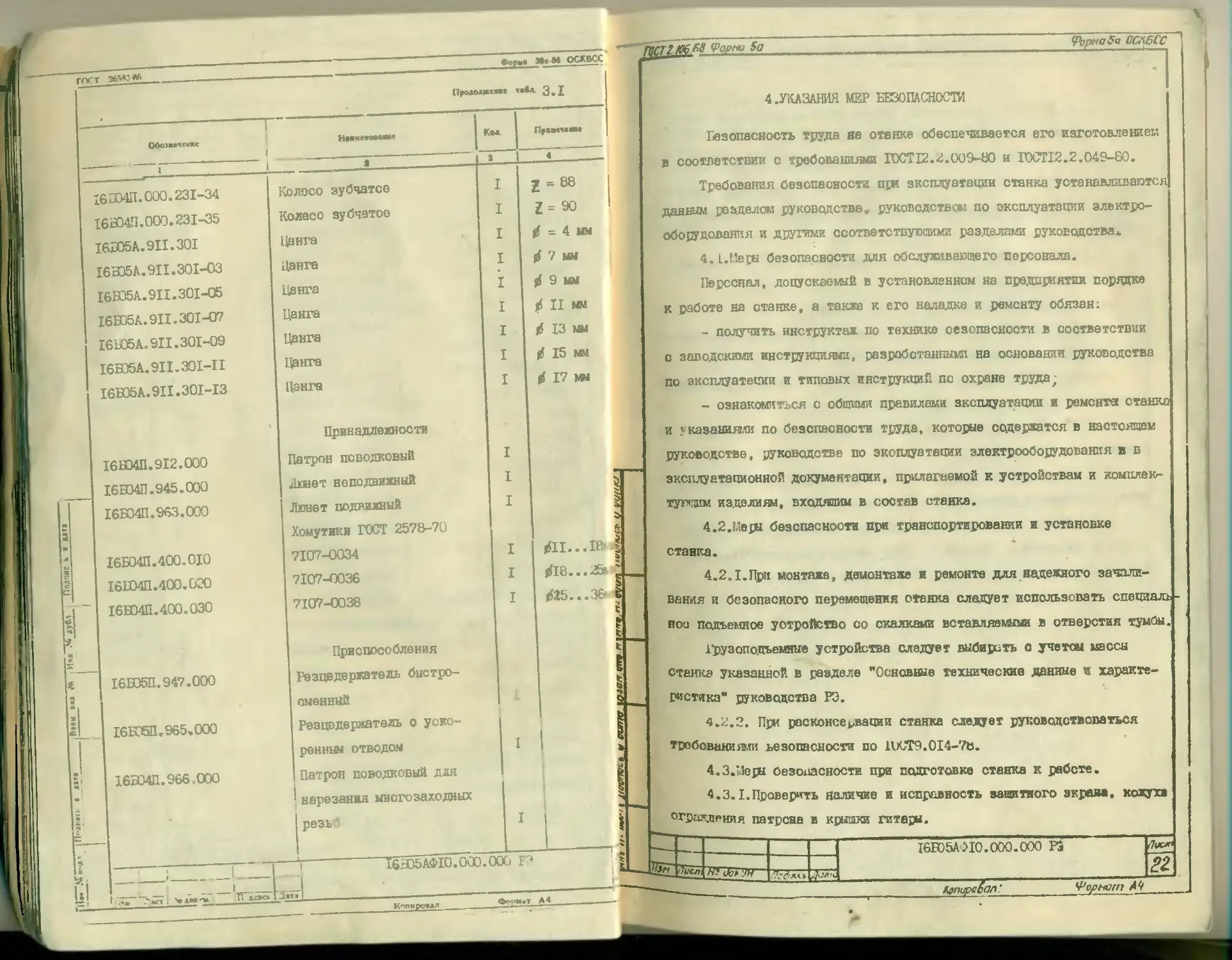
Продмжеиае та4д. 3.1
—— г Обозмвчеыке 1 Ннмташс Код- Пршмчами
" 1 1 1 1 _ Л
16304П.ООО.231-34 I6S04H.ООО.231-35 16Б05А.9П.301 I6HD5A.9II. 301-03 16Ю5А.9П. 301-05 16Б05А.9П. 301-07 16Ц05А.9П. 301-09 16Б05А.9П.301-П I6EO5A.9II.301-13 16Б04П.912.000 I6SD4n.945.000 16Б04П.963.000 16Б04П.400.0Ю 16В04П.400.020 16Б04П.400.030 16Б05П. 947.000 16Б05П. 965.000 1630411.966,000 Колесо зубчатое Колесо зубчатое Цанга Цанга Цанга Цанга Цанга Цанга Цанга Принадлежности Патрон поводковый Люнет неподвижный Люнет подвижный Хомутики ГОСТ 2578-70 7107-0034 7107-0036 7107-0038 Приспособления Резцедержатель быстро- сменный Резцедержатель о уско- ренным отводом Патрон поводковый для ' нарезания мнсгозаходных резь I I I I i I I I I г I г I I I I г I 2 = 88 Z = 90 / = 4 мм i 7 мм 9 мм / II мм / 13 мм / 15 мм 17 мм ^11...IP (JI8...25 #5...36 i i с t t 2 * • г i
; । 16305АФ10.000.000 Г'4 Д...1
I -7м Ласт l дм -м- ТГ"жддсь
Копировал Формат А 4
Формата ОСЛБСС
Tjf/ttffiS Форни Sa
4.УКАЗАНИЯ МЕР БЕЗОПАСНОСТИ
Безопасность труда не отанке обеспечивается его изготовлением
в соответствии с требованиями ГОСТ12.2.009-80 и ГОСТ12.2.049-80.
Требования безопасности npt эксплуатации станка устанавливаются
данным разделом руководства, руководством по эксплуатации электро-
оборудования и другими соответствующими разделами руководства*
4. М'.ери безопасности для обслуживавшего персонала.
Персонал, допускаем^ в установленном на предприятия порядке
к работе на станке, а также к его наладке и ремонту обязан.
- получить инструктаж по технике безопасности в соответствии
с заводскими инструкциями, разработанными на основании руководства
по эксплуатации и типовых инструкций по охране труда,
- ознакомиться с обшили правилами эксплуатации и ремонта станка
и указания.® по безопасности труда, которые содержатся в настоящем
руководстве, руководстве по эксплуатации электрооборудования в в
эксплуатационной документации, прилагаемой к устройствам и комплак-
тующим изделиям, входящим в состав стенка.
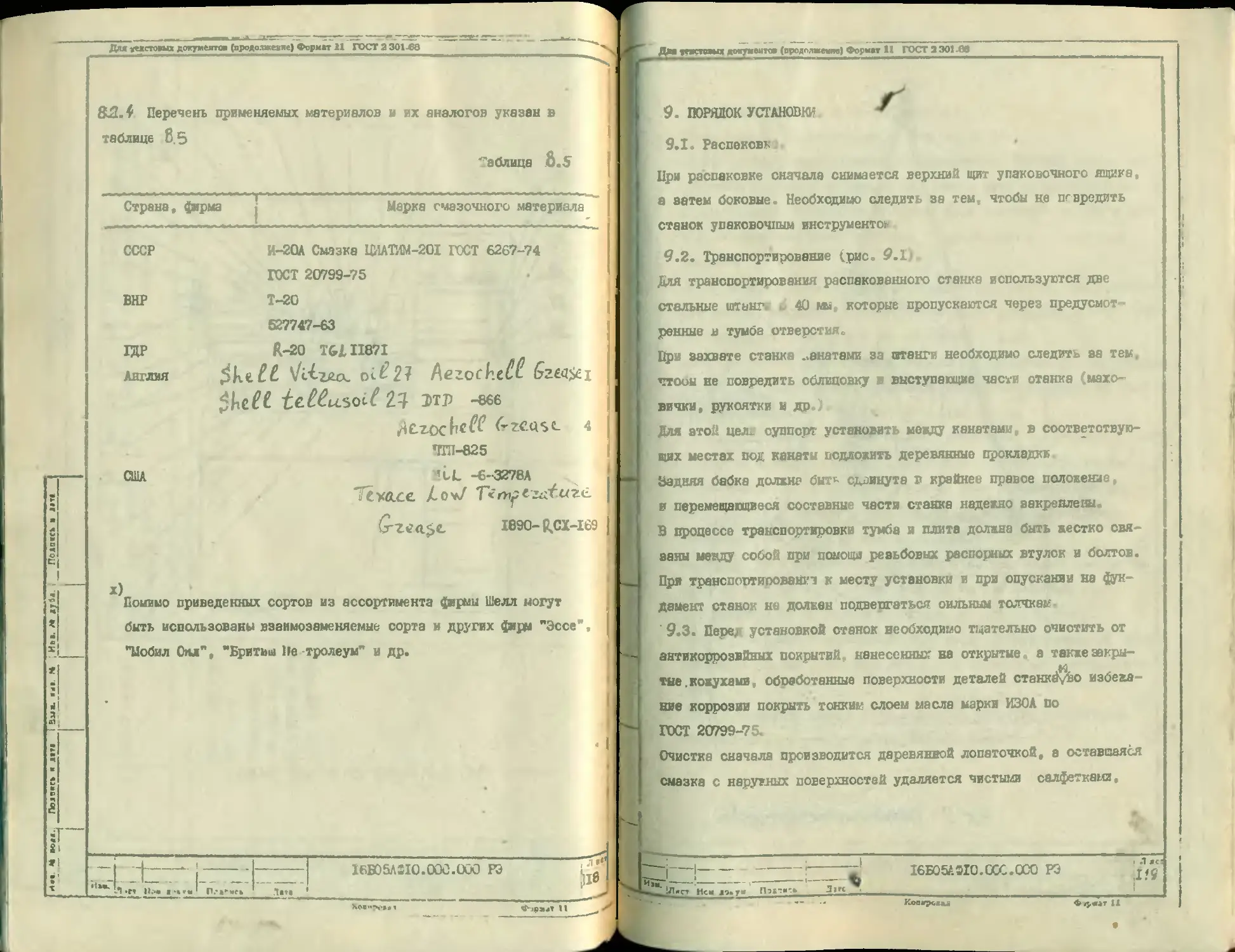
4.2. Меры безопасности при транспортировании и установке
станка.
4.2.1. При монтаже, демонтаже и ремонте для надежиого зачали-
вания и безопасного перемещения стенка следует использовать специаль-
ноа подъемное устройство со скалками вставляемыми в отверстия тумбы.
Аруэоподъемяые устройства следует выбирсть с учетом массы
станка указанной в разделе "Основные технические данные и характе-
ристика" руководства РЭ.
4.2.2. При расконсервации станка следует руководствоваться
требования!.® ьезопасности по 1UCT9.014-78.
4.3. Моры безопасности при подготовке станка к рабств.
4.3.1. Проверить наличие и исправность защитного экрава, кожух»
ограждения патрона и крышки гитары.
^йсп 1 16Ю5АЛ0.000.000 РЭ '1UCJO гг
И” 4 РопироЕол Формат А 9
Уорна За ССК.БСС
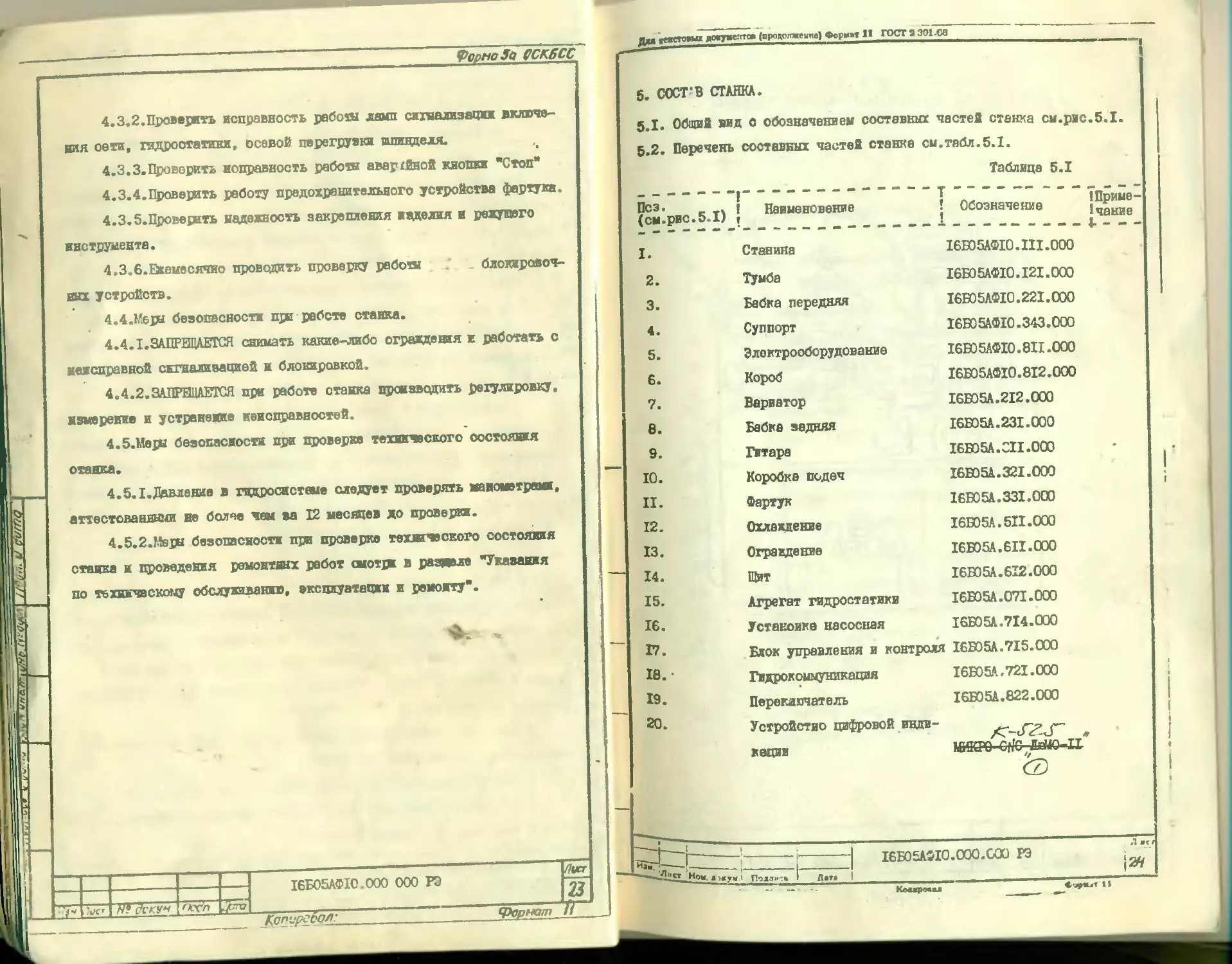
4.3.2. Провели» исправность работа ламп сигнализации включе-
ния сети, гадростатяки, Осевой перегрузки пшиццеля.
4.3.3. Проверить исправность работа аварийной кнопки "Стоп"
4.3.4. Проверить работу предохранительного устройства фартука.
4.3.5. Проверить надежность закрепления изделия и рехутего
инструмента.
4.3.6. Екемесячио проводить проверку работа блокировоч-
ных устройств.
4.4. Меры безопасности при работе станка.
4.4.1.3АПРЩАЕГСЯ снимать какие-либо ограждения к работать с
неисправной сигнализацией и блокировкой.
4 Л. 2. ЗАПИШЕТСЯ при работе станка производить регулировку.
измерение и устранение неисправностей.
4.5. Мера безопасности при проверке технического состояния
отанка.
4.5.1. Давление в гидросистеме следует проверять манометрами,
аттестованными не более чем за 12 месяцев до проверни.
4.5.2. Меры безопасности при проверке теиичесвого состояния
станка и проведения ремонтных работ смотри в размоле "Указания
по техническому обслуживанию, эксплуатации и ремонту".
16БО5АФ1О.ООО ООО ГО
Капиреоол:
Поп
___________2?
<Pt7 кат п
да> ТСТСТОЦД докуже-'пх» (продолжение) Формат 11 ГОСТ Э 301.08
- — 5. СОСТ'В СТАНКА. 5.1. Общий вид о обозначением составных частей станка см.ряс.5.1. 5.2. Перечень составных частей станке см.табл. 5.1. Таблица 5.1 &рвс.5.1) ! Наименование ! Обозначение Наше" I, Станина 16Б05АФЮ.П1.000 2. Тумба 16Б05АФЮ.121.000 3. Бабка передняя 16Б05АФЮ.221.000 4. Суппорт 16Б05АФЮ.343.000 5, Электрооборудование 16Б05АФ10.811.000 6. Короб 16Б05АФ10.812.000 7. Вариатор I6E0SA.212.000 в. Бабка задняя 16Б05А.23Х.000 9. Гитара Х6Б05А.СХ1.000 10. Коробка подеч 16Б05А.321.000 II. Фартук Х6Б05А.331.000 12. Охлаждение Х6Б05А.5Х1.000 13. Ограждение Х6Б05А.611.000 14. Щит Х6Б05А.6Х2.000 15. Агрегат гидростатики 16Б05А.071.000 16. Устаноике насосная 16Б05А.714.000 17. Блок управления и контроля 16Б05А.715.000 18. - Гвдрокоммуникация Х6Б05А,721.000 19. Переключатель 16БЭ5А.822.000 Устройство цифровой инди- xr-J’ZJ”’ кеции МИКРО- CfrO ,ЛхМО—IX CD :
^-j—I Х6Б05АФ10.000.000 РЭ
Кмармал И
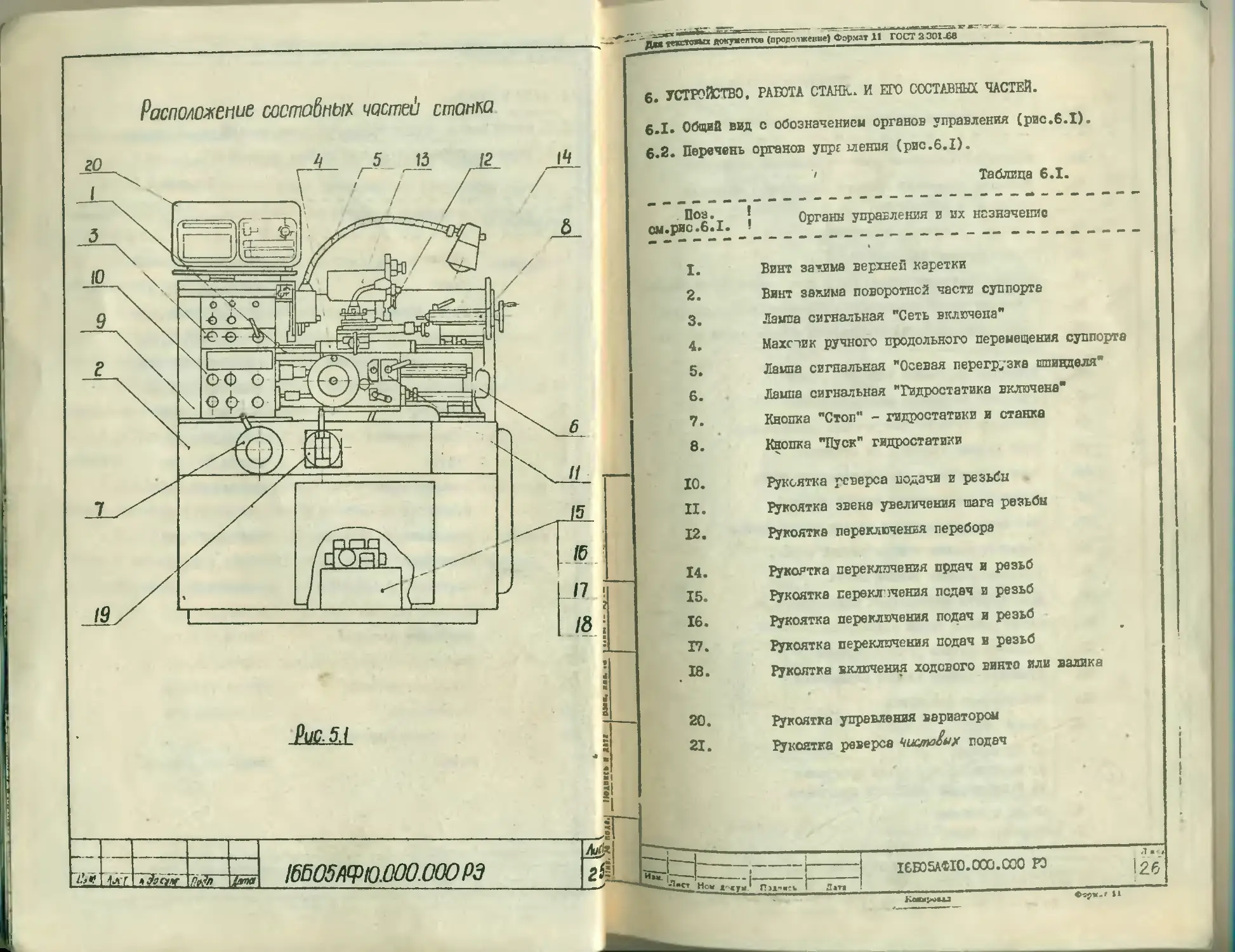
Расположение составных частей станка
~~ди fCKdrona документов (продолжение) Формат 11 ГОСТ 2 301-68
6. УСТРОЙСТВО. РАБОТА СТАНЕ. И ЕГО СОСТАВНЫХ ЧАСТЕЙ.
6.1. Общий вид с обозначением органов управления (рис.6.1).
6.2. Перечень органов упрь меняя (рис.6.1).
' Таблица 6.1.
см ри61 • Органы управления и их назначение
I. Винт зана верхней каретки
2. Винт займа поворотной части суппорта
3. Лампа сигнальная "Сеть включена"
4. Махсюик ручного продольного перемещения суппорта
5. Лампа сигнальная "Осевая перегрузка шпинделя"
6. Лампа сигнальная "Гидростатика включена"
7. Кнопка "Стоп" - гидростатики и станка
8. Кнопка "Пуск" гидростатики
10. Рукоятка реверса подачи и резьбы
II. рукоятка звена увеличения шага резьбы
12. рукоятк переключения перебора
14. Рукоятка переключения прдач и резьб
15. рукоятка переключения псдач и резьб
16. рукоятка переключения подач и резьб
17. Рукоятка переключения подач в резьб
18. Рукоятка включения ходового винта или валика
20. Рукоятка управления вариатором
21. Рукоятка реверса чистоты* подач
16Б05АФЮ.ОСО.СОО РО
\2.6
Ковмроыл
pit fqtCTomc документов (продолжение) Формат II ГОСТ 3 301-Са
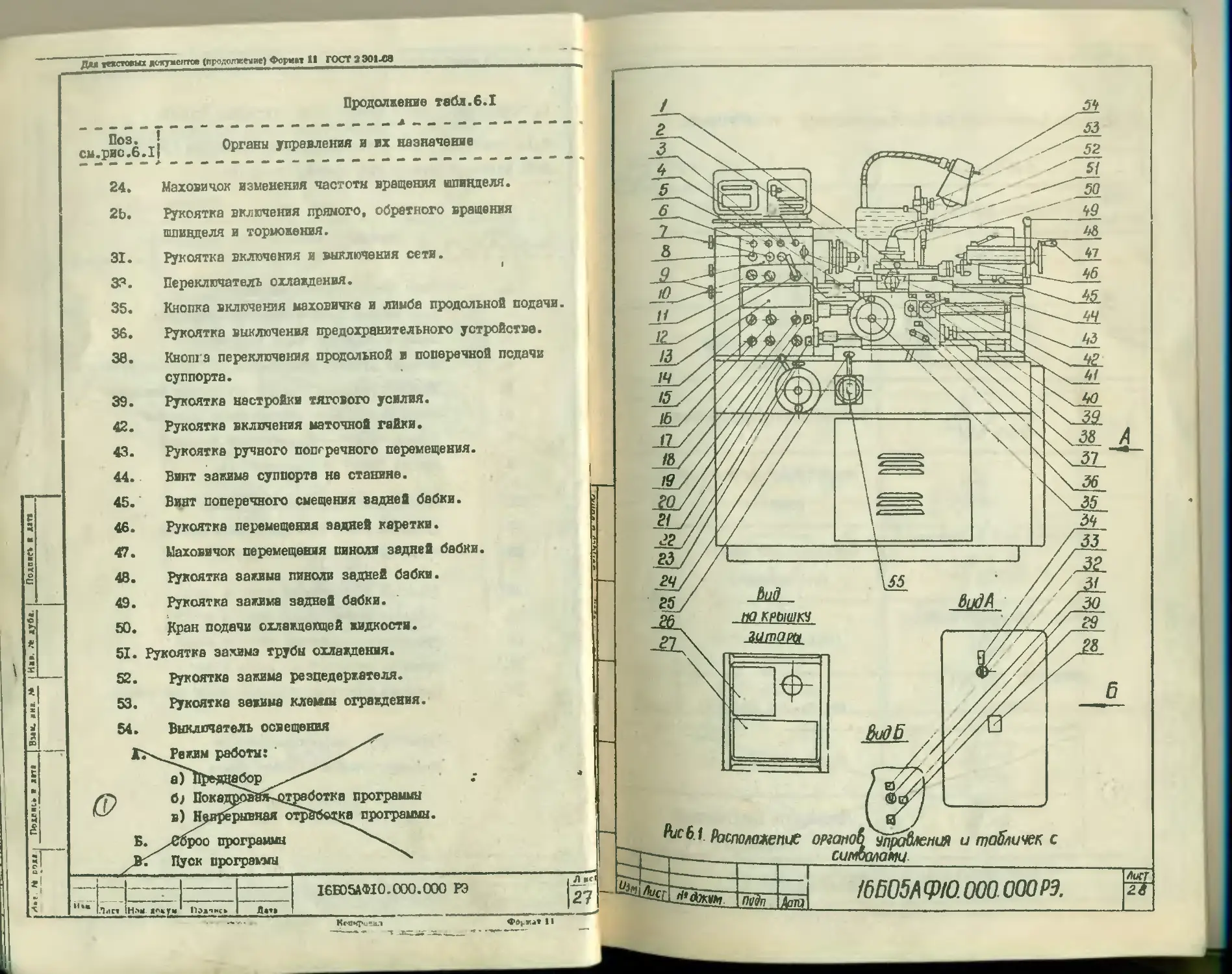
Продолжение табл.6.1
Поз. |
см.рис.6.1|
Органы управления и их назначение
24. Маховичок изменения частоте вращения шпинделя.
2Ь. Рукоятка включения прямого, обратного вращения
шпинделя и торможения.
31. Рукоятка включения и выключения сети.
33. Переключатель охлаждения.
35. Кнопка включения маховичка и лимба продольной подачи.
36. Рукоятка выключения предохранительного устройстве.
36. Кноша переключения продольной и поперечной псдачи
суппорта.
39. Рукоятка настройки тягового усилия.
42. Рукоятка включения маточной гайки.
43. Рукоятка ручного поперечного перемещения.
44. Винт зажима суппорта на станине.
45. Винт поперечного смещения задней бабки.
46. Рукоятка перемещения задней каретки.
47. Маховичок перемещения пиноли задней бабки.
48. Рукоятка зажима пиноли задней бабки.
49. Рукоятка зажима задней бабки.
50. Кран подачи охлаждающей жидкости.
51. Рукоятка зажима трубы охлаждения.
52. Рукоятка зажима резцедержателя.
53. рукоятка зажима клешн ограждения.
КгОЧри’ЛЛ
ФдрИлТ 1 1
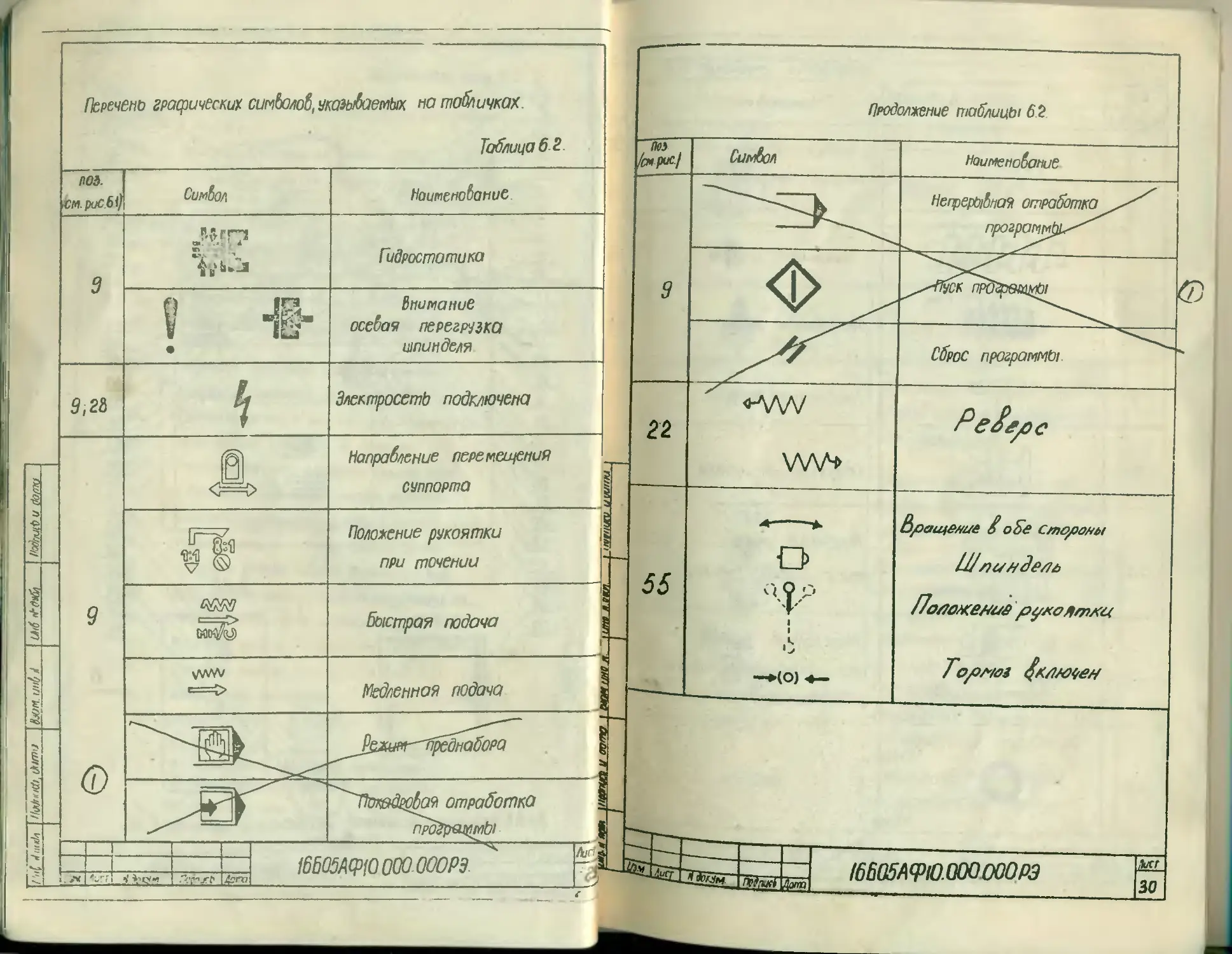
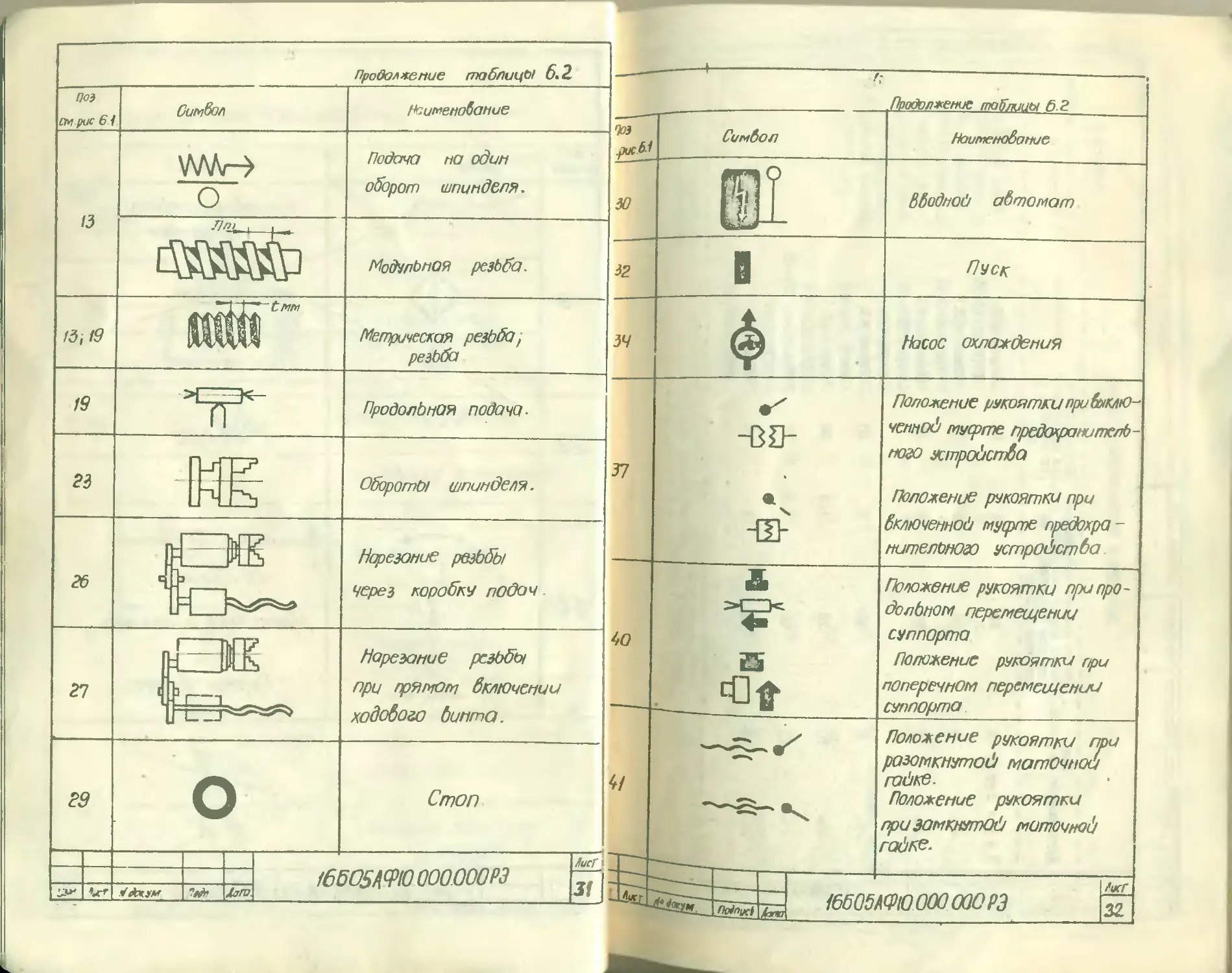
Перечень графических символов, Указь/баетЬ/х на табличках. Таблица 62.
РОЗ CM.puC.6i) Символ Наименование.
3 •лл V Гидростатика
У • та Внимание осебая перегрузка шпинделя
9,2& Электросеть подключена
9 J L Направление перемеиуения г суппорта |
Х1й V Положение рукоятки । при точении
W oWy Ьыстрая подача ।
у/ЧЧЧЧ , , I Медленная подача
~5Г=Г ь ^J^um-^преднабора |
^-^=== ~^ТЬк&дерЬая отработка npoSpaj^mbi |
s
ЖА(Р10000.000РЭ.
Продолжение таблицы 62
Продолжение таблицы 6.2
По) см рис 61 Символ Наименование
13 М\г-> Подача на один оборот шпинделя.
ЛП^ Моду.nb ноя резьба.
13,19 f ~ tMM Метрическая резЬба ; резЬба
19 Продольная подача-
23 —г З-*3 Обороты шпинделя.
26 . — Нарезание резЬбы через коробку подач.
27 „ г- 4Z Нарезание резьбы при гряпют включении кодового бинта.
U L-
29 о Стоп
йисГ i
31
Лаги
/6БО5АЯ>Ю000.000РЗ
Продолжение mofawtx 0 2
Чоз рис (И Симбол Наименобоние
30 в о Модной автомат
32 54 в ф Пуск Насос охлаждения
37 -BD Положение рукоятки при &>мю- чепцоб опусрте предохрани телЬ- еозо хтробстба Положение рукоятки при бключенноб тусрте предохра - нителонозо устройства
40 4/ $в »> Положение рукоятки при про- ПолЬном перетещении суппорта Положение рукоятки при поперечном перемещении суппорта
1 (( (' 1 На Ш5> Положение рукоятки при разомкнутой маточной гайке. Положение рукоятки при замкнутой моточной гайке. ПкГ тоооооорз 22.
' и₽с м тем. Пмм«ев в im 1 Вмв. ивв. * яубл. Помвев лит в
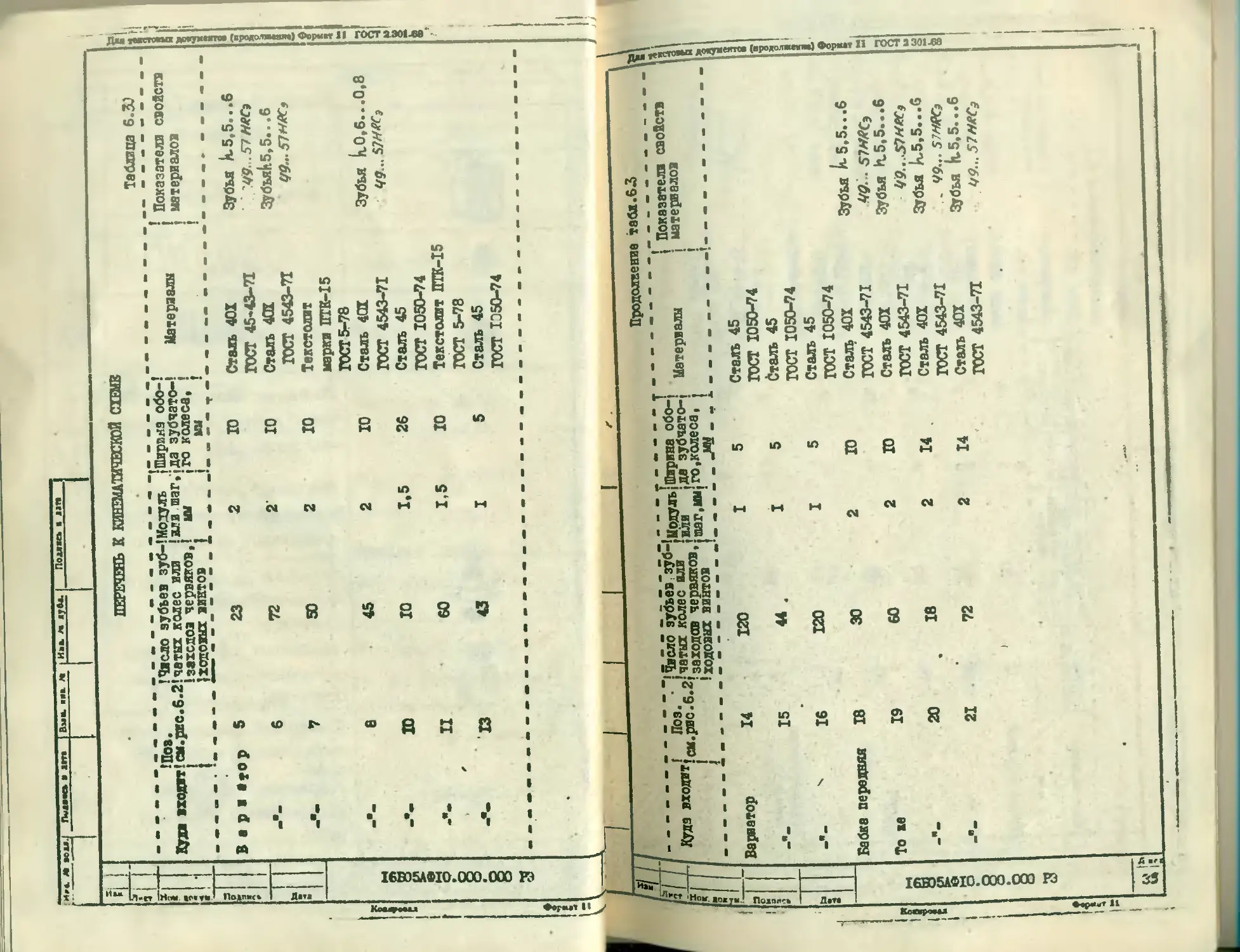
JL.. . ПЕРЕЧЕНЬ К КИНЕМАТИЧЕСКОЙ СХЕМЕ э Таблица 6 1? i в -Поз. !Число зубьев зуб-!Молу ль {Ширина обо-! • Показатели свойств . Куда входит!см.рис.6.2 чаткх колес или или mar.iaa зубчато-! Материалы ! !; свойств • I !захсдоэ червяков,! ш ;го колеса, ! ь «риалов « I } лотовых винтов { i mi ! ! = Т : - - f Вар«»тор 5 23 2 10 Сталь 401 Зубья к5,5...6 ’ ГОСТ 45*43-71 '49.57НИСз 6 72 2‘ 10 Сталь 4СВ Зубьяк5,5.. .6 ? ГОСТ 4543-71 49...57НК» -"- 7 50 2 10 Текстолит марки ПТК-15 ГОСТ 5-78 ? м 8 45 2 10 Сталь 40Х Зубья ко,6...О,8 I § ГОСТ 4543-71 49- ОН«г с g Ю 10 1,5 26 Сталь 45 g ТОСТ 1050-74 Р II 60 1,5 10 Текстолит ПТК-15 § ' ГОСТ 5-78 о “*• 13 43 I 5 Сталь 45 ° ГОСТ 1350-74 3 - 5 / П 1 L 1 1 ,
ш / £. хпз II] 1 *> Вариатор 14 © L _ 15 Г 4 16 . Бабка передняя 18 То же 19 § - 20 о ° -"- 21 § § 3 а!? Число зубьев зуб-!м — jstht колес или заходов червяков,!^1” годовых винтов |“ar,ini 120 I 44 . I 120 I 30 2 60 2 18 2 • 72 2 । Продолкение табл .63 Ширина обо-[ Показателя сзо&ств да зубчато-i Материалы материалов го.колеса, j • 1 5 Сталь 45 | ГОСТ 1050-74 ’ 5 Сталь 45 | ГОСТ 1050-74 | 5 Сталь 45 ГОСТ 1050-74 f 10 Сталь 40Х Зубья к5,5...6 | ГОСТ 4543-71 49... 57»fiC3 » 10 Сталь 40Х Зубья h_5,5...6 а ГОСТ 4543-71 49.. .Я»#f 14 Сталь 40Х Зубья k5,5...G ГОСТ 4543-71 .. 49...S7HfiC) 14 Сталь 40Х Зубья к.5,5...6 ГОСТ 4543-71 49...57НИСЭ
| Вым, ля». Л*
I и»», м дуа».
г~
Подвис» «w
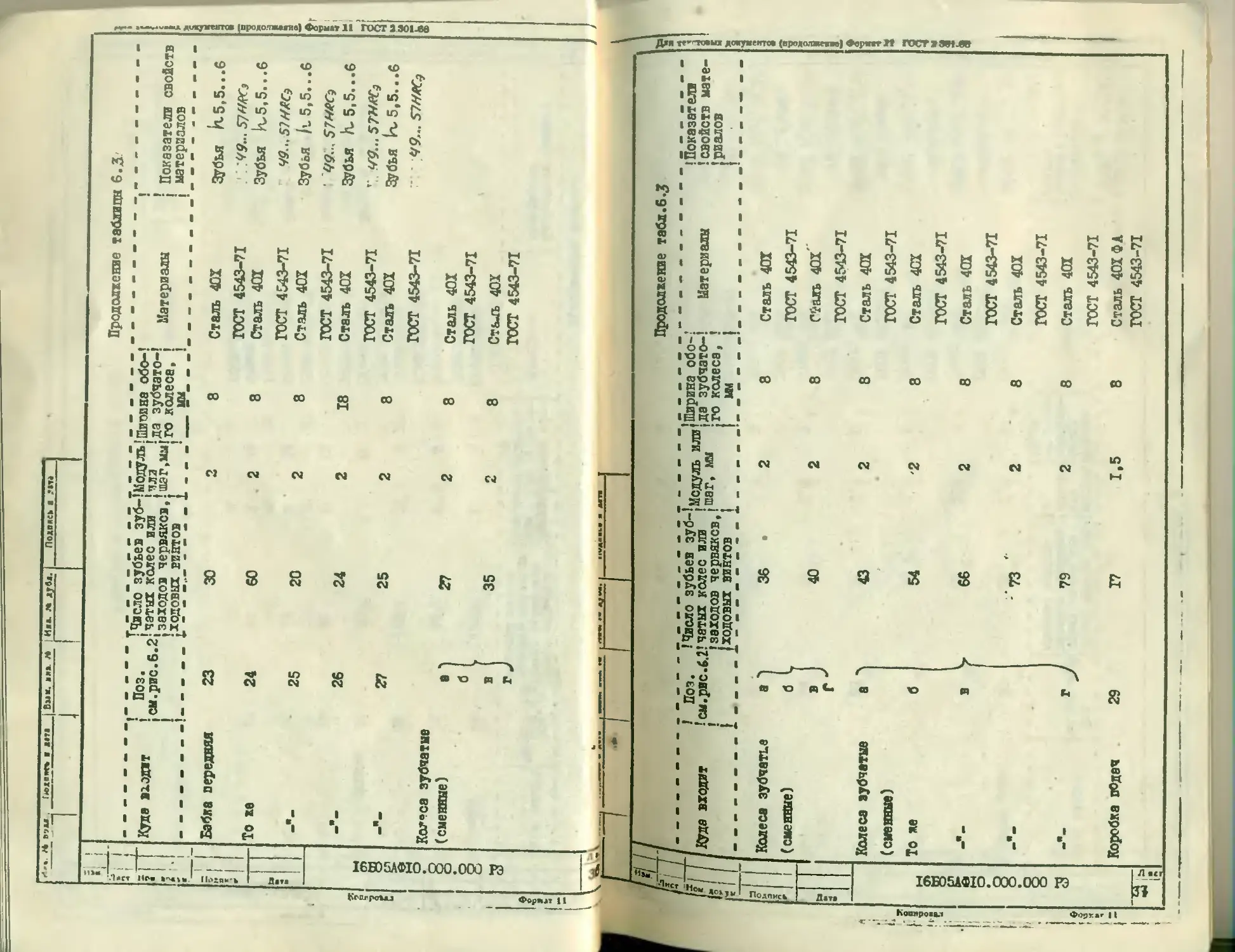
Продолжение таблица 6.3
Куда входит
Материалы
е
Показатели
Г Поз.” ” [чйсло“зубьев зуб-Тмодуль’йипИна”обсй
см.рио.6.2 колесили I™ ю да зубчато^
I ралодпл черялкси,: Ubdi ,MJ! PQ колесе. 1
: । ;ходовых винтов • 1 . 1 - _ ' мм ’ i j материалов
——- —
- 1 " 1 Й 1 Бабка передняя 23 30 2 8 Сталь 40Х Зубья к 5,5...6
1 ГОСТ 4543-71 ЯНК*
То же 24 60 2 8 Сталь 401 Зубья к-5,5...6
ia ГОСТ 4543-71 Ч9..,5?НЛС)
25 20 2 8 Сталь 401 Зубья 1' 5.5. ..6
ГОСТ 4543-71 №... 57WC9
26 24 2 18 Сталь 40Х Зубья К-5,5...6
СП Ш ГОСТ 4543-71 Г. ЧЧ...57№С3
о е 27 25 2 8 Сталь 40Х Зубья к5,5...6
ГОСТ 4543-71 99... S7H8C)
Колвса зубчатые
§ (сменные) 8 ) 27 2 8 Сталь 401
О S 6 1 ГОСТ 4543-71
3 в 1 35 2 8 Сталь 40Х
г J ГОСТ 4543-71
3
8
§
?
S
е
—1 ” ГТ-,*" 4^1
Д’/ 15 / Продолжение табл.6.5
л ... |,7- 16Б05АФ10.000.000 РЭ ^S!J£.Подпись д„, Р* /худе молит I Колеса зубчатое 1 (сменные) Колеса зубчатые (сменные) То же we Коробка подач ! Поз. !см.рис. i 8 ") 6 1 в Г J а > б в Г J 29 .’Число зубьев 3y6~!Mejrv_ „— Ширина обо-! Шоказателв 4.2!чатых колес или Гк. |Д8 зубчато-! Материалы ! свойств мате- Jзаходов червяков,!ша1’ ;го кслесэ, ! ’риалов (ХОДОВЫХ винтов | 1 ш | | 36 • 2 8 Сталь 401 ГОСТ 4543-71 40 2 8 (Чаль 40Х' ГОСТ 4543-71 43 2 8 Сталь 4GX ГОСТ 4543-71 54 '28 Сталь 4СХ ГОСТ 4543-71 >66 28 Сталь 401 ГОСТ 4543-Я ' 73 * 2 8 Сталь 401 ГОСТ 4543-71 79 28 Сталь 401 ГОСТ 4543-71 17 1,5 8 Сталь 401 ФА ГОСТ 4543-71
5
5
3
3
а
»
3
У
И*» М П9дл.| Подпись и дата Вл*. ин». Н Ив», J* дуО*.
Подпись в дата
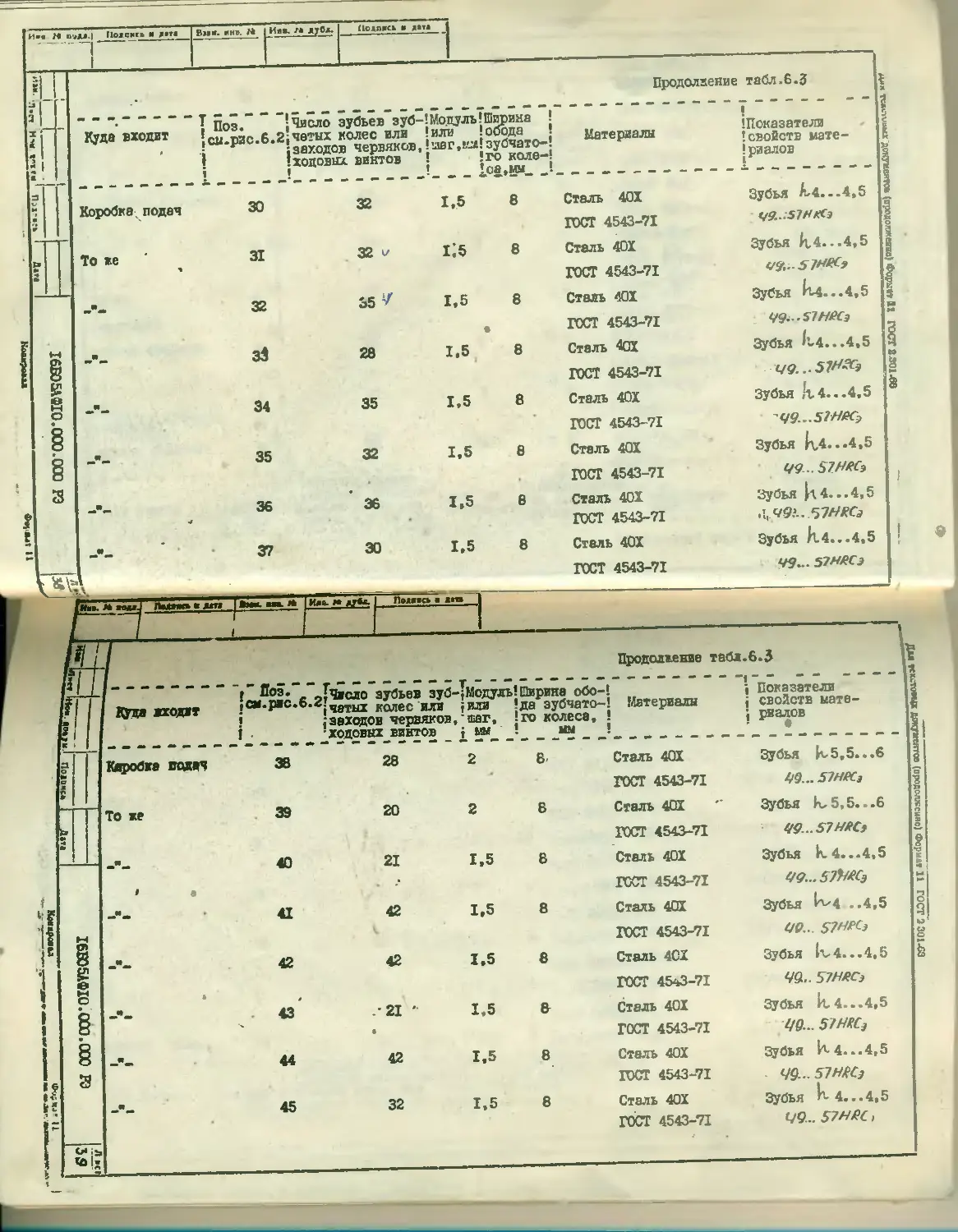
г 3 ![ я ° 3 м » » Г t V Продолжение табл.6.3 -- „ • J Поэ. :Число зубьев зуб-!Моцуль!Шприяа ! ! Куда входит !си.т>ис.6.2;четнх колес или !или !обода ! мятяпиалы Показатели . ’ р заходов червяков, !швг,ка|!зубчато-! материалы !свойств мате- ! ! ходовых винтов ! !го коле-! 'риалов ! ! ! !са,мм ! 1 Коробка подач 30 32 1,5 8 Сталь 40Х Зубья А.4...4,5 ГОСТ 4543-71 vfZ-.57//A<? То же 31 32 1^5 8 Сталь 40Х Зубья R.4.-.4,5 ГОСТ 4543-71 V9...S7HK» 32 35 1,5 8 Сталь 401 Зубья 1г4...4,5 . ГОСТ 4543-71 Ч9...$1Н7Н:з В 33 28 1,5 8 Сталь 40Х Зубья Ь-4...4,5 | ГОСТ 4543-71 49...577^3 g 34 35 1,5 8 Сталь 40Х Зубья /г4...4,5 3 ГОСТ 4543-71 '49...51HDC3 э 35 32 1,5 8 Сталь 40Х Зубья К,4...4,5 „ ГОСТ 4543-71 Ч9...57НЯСз 36 36 1,5 8 Сталь 40Х Зубья И 4. ..4,5 ГОСТ 4543-71 ч^НКа 37 30 1,5 8 Сталь 40Х Зубья J14...4.5 й Д ГОСТ 4543-71 У9... S7HK3
м «м>4 липа ят Амк. т. М Иая. м дт&с. Лодявсь а дат»
Г 1 1
Коияроиад _ 11 — — Лист LStrr- - 16Б05АФ10.000.000 РЗ jg Куда входит Кяробга вадач То же • Продолжение табл.6.5 •’м/тас 6 г»410”0 зубьев зуб-)Модулъ!Ширина обо-! i Показатели .' ь- |Чатых колес или ;или ’да зубчато-! Материалы j свойств мате- ’ ;заходов червяков,’шаг, !го колеса, ! *. риалов ! -ходовых винтов i ьш ! мм ! 38 28 2 8 Сталь 40Х Зубья к5,5...6 ГОСТ 4543-71 99...57НКз 39 20 2 8 Сталь 4QX " Зубья к5,5. .6 ГОСТ 4543-71 t/9...$7HK> 40 21 1,5 8 Сталь 40Х Зубья к 4...4,5 ГОСТ 4543-71 Q9...57№3 41 42 1,5 8 Сталь 401 Зубья 1^4 ..4,5 ГОСТ 4543-71 99... $7НК3 42 42 1,5 8 Сталь 4СХ Зубья I-V4...4.5 ГОСТ 4543-71 49... S7HfiCt 43 .’21 ' 1,5 8 Сталь 40Х Зубья к 4...4,5 • ГОСТ 4543-71 9Q... 57НЧС3 44 42 1,5 8 Сталь 40Х Зубья К 4...4,5 ГОСТ 4543-71 Ч9...57НкСз 45 32 1,5 8 Сталь 40Х Зубья К 4...4,5 ГОСТ 4543-71 Q9... 5777РС,
г
?
£
!
I
о
S
8
i
*»
i
to
3
fe
Дьи Ttmrowg докужелтоо (рродо/иссияо) Формат 11 ГОСТ 3 3014Э
i i i j i i 1 •л Hut. itvtt.i Поди яс ь дата Бзам. им* А* Ина .м дубя. Подпись м дата I
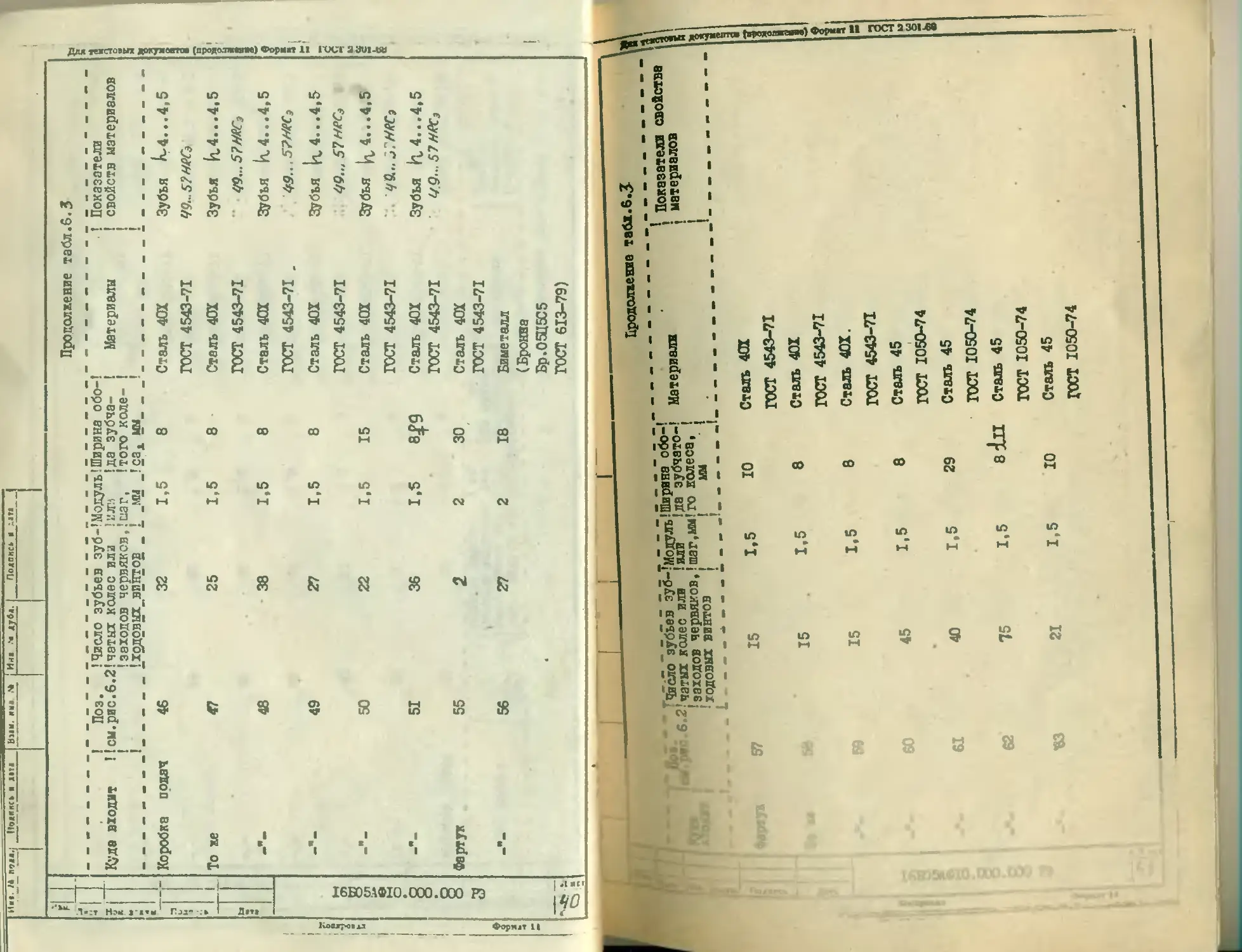
| ' -rrj > .CH i:.U , Продолжение табл.6.3 1 Поз. !Число зубьев зуб-!Модуль!Ширина обо-! •! Показателя Куда входит !!см.рис.6.2!чатых колес иля !или !да зубча- ! Материалы ! свойств материалов ! !эаходов червяков, .'шаг, !того коле- ! ! ! !ходовых винтов ! мм ’са, мм ! ! Коробка подач 46 32 1,5 8 Сталь 40Х Зубья L4...4.5 ГОСТ 4543-71 То же 47 25 1,5 8 Сталь 40Х Зубья h,4...4.5 ГОСТ 4543-71 Ч9...5?М1С3 48 38 1,5 8 Сталь 4CU Зубья к 4...4,5 ГОСТ 4543-71 . 49...5?№С3 49 27 1,5 8 Сталь 401 Зубья к 4...4,5 ГОСТ 4543-71 «5... 5Т нес3 50 22 1,5 15 Сталь 401 Зубья к 4.»«4,5 ГОСТ 4543-71 Ч9...^?НКС3 51 36 1,5 8/9 Сталь 401 Зубья к 4...4,5 ГОСТ 4543-71 ' Ц,д...57НК3 Фартук 55 2 2 30 Сталь 40Х ГОСТ 4543-71 56 27 2 18 Биметалл (Бронна Бр.О5Ц5С5 ГОСТ 613-79) Для тежстовш дожумввии (продолжение) Формат 11 ГОСТ 3 UVl-bd
16Б051Ф10.000.000 РЭ
, -1 \\ бг'^ЖВилб"!м57ЛЬ!^^бчат?-! Материала ' мат^рГал^ ' 'заходов червяков, шаг,мм го кслеса, j 1 м 15 1,5 Ю Сталь 401 , ГОСТ 4543-71 15 1,5 8 Сталь 401 | ГОСТ 4543-71 j 15 1.5 8 Сталь 40Х. ’ ГОСТ 4543-71 □ 45 1.5 8 Сталь 45 3 ГОСТ 1050-74 1 8 40 1.5 29 Сталь 45 ГОСТ 1050-74 75 1,5 81П Сталь 45 ГОСТ 1050-74 21 1,5 Ю Сталь 45 ГОСТ 1050-74
Полдмеь ч ита
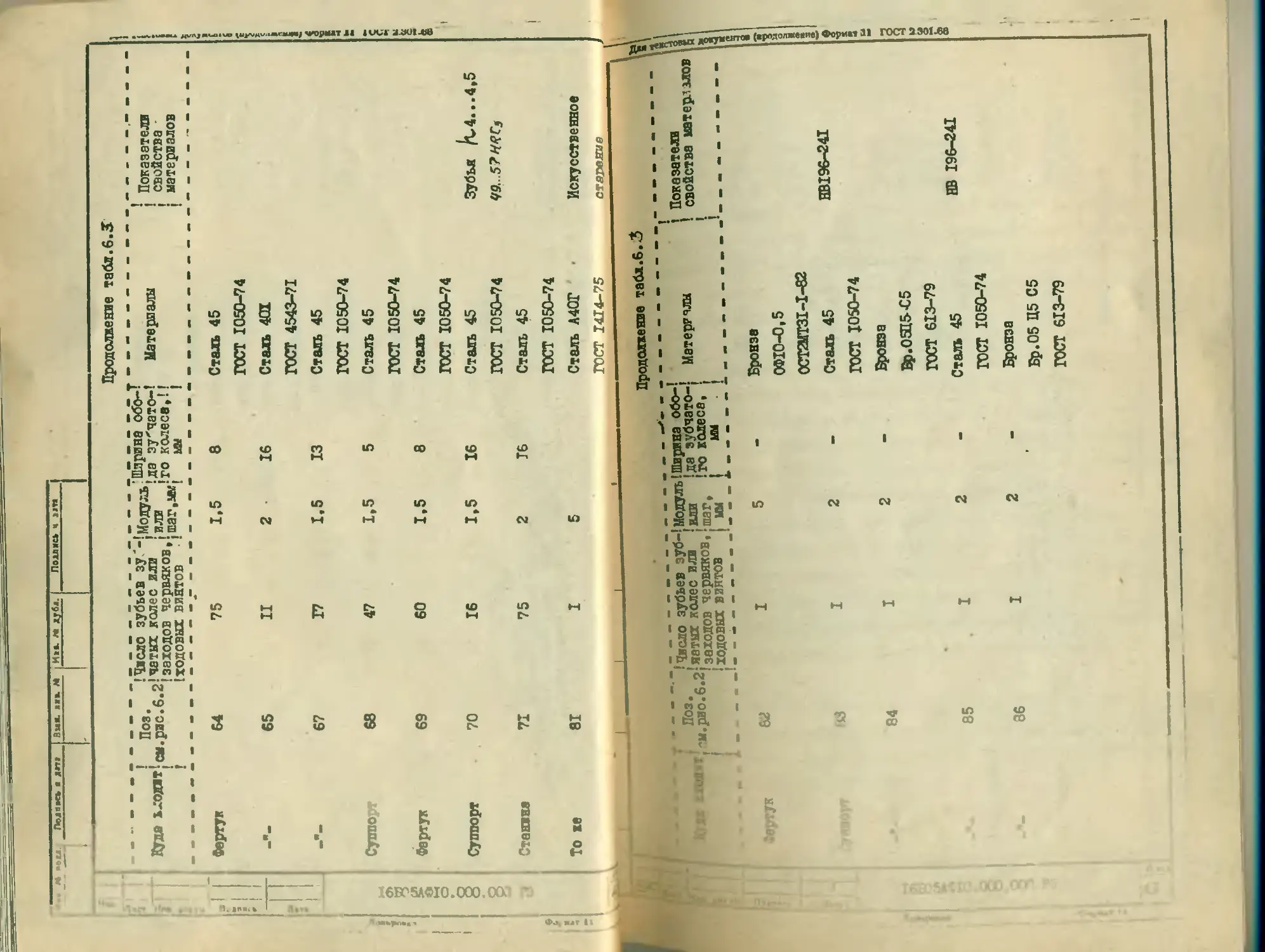
Продолжение табй.6.5 Т Поз. -'Число зубьев зу'-!Моят-.'Ширина обо-Т ! _ ь-одвт!а(.вис.6.2|,,£ты1 яояес или w -яа зубчато-! Материалы i Показатели ! * .'заходов червяков,им-1 го колесе,!! i свойства ! [ходовых винтов . i®3-»1®; мм j ; материалов Фартук 64 75 1,5 8 Сталь 45 ГОСТ 1050-74 65 II 2 16 Сталь 401 ГОСТ 4543-71 67 17 1,5 13 Сталь 45 ГОСТ 1050-74 Суппо 68 47 1,5 5 Сталь 45 ГОСТ 1050-74 ( Фартук 69 60 1,5 8 Сталь 45 ГОСТ 1050-74 Сутюрт 70 16 1,5 16 Сталь 45 Зубья /ъ4...4,5 ГОСТ 1050-74 V9...57WCJ Станина 71 75 2 16 Сталь 45 ГОСТ 1050-74 5 Сталь А40Г Искусственное ГОСТ 1414—75 етямяие п 1 ~ 1 1 1
Продагаенве табл. 6. <5
Пп, -Число зубьев зуб- модуль Ширина обо-
' I -и пип 6 2 Я0ТЫХ колео или |или ” -”ЛИЯфа_!
' “•Рио,°*!заходов червяков, шаг
{ХОДОВЫХ ВИНТОВ I мм
। Показателя
' свойства материалов
да зубчато-- Материалы
го колеса,
мм
тук 62 I 5 — Бронза ОФТО-0,5 0CT2MT3I-I-82
КЗ I 2 - Сталь 45 ГОСТ 1050-74
84 I 2 ^онэа Бр.О5Ц5-С5 ГОСТ 613-79
85 I 2 - Сталь 45 ГОСТ 1050-74
36 I 2 - Бронза Бр.05 Ц5 С5 ГОСТ 613-79
HBI96-24I
ВВ 196-241
3
£
8
fijx текстовых дохумеятвв (продолжено) Формат 11 ГОСТ 2.301-68
iW-wob (дродолжеаке) Формат Д1
ГОСТ 2 301-68
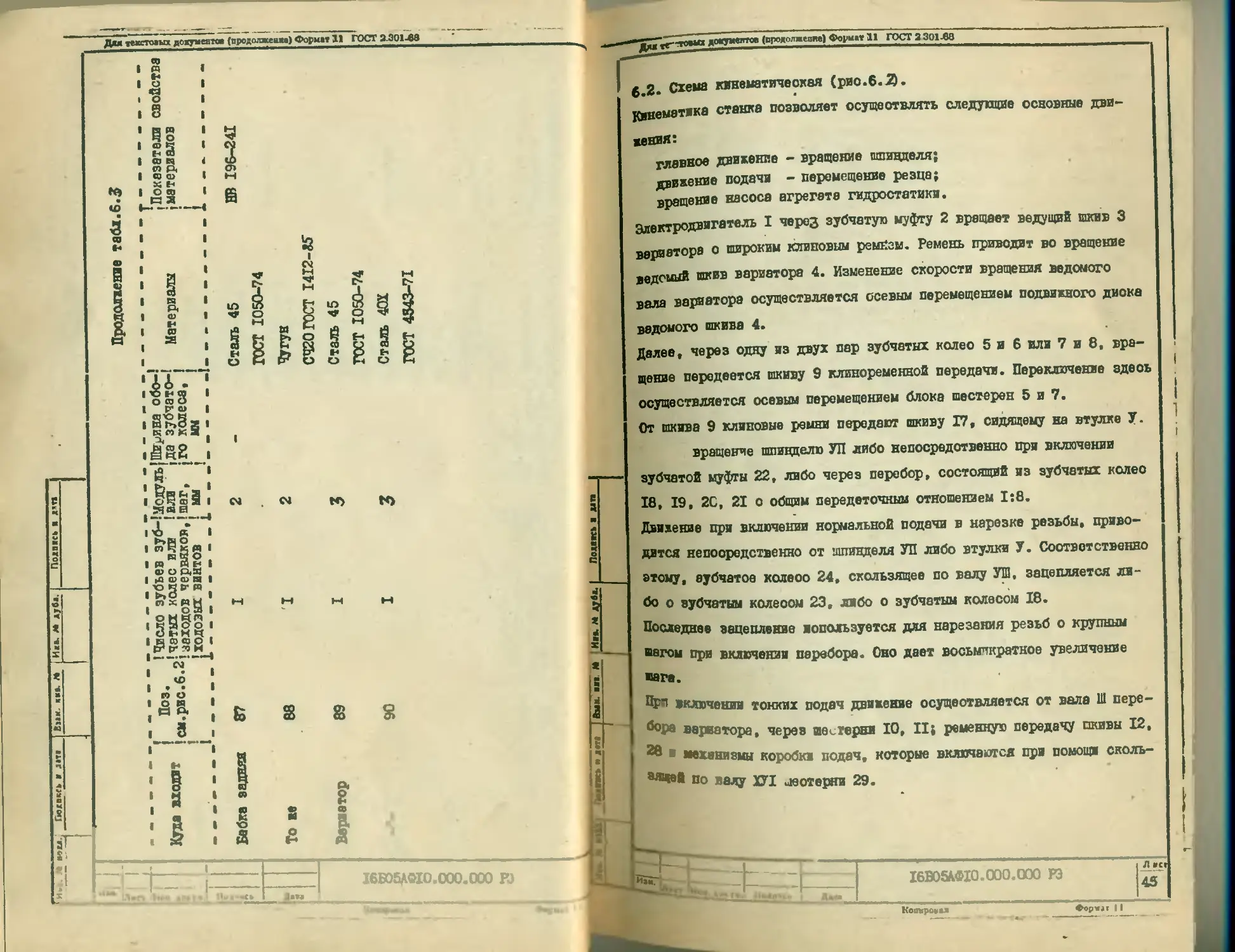
6 2. Схема кинематическая (рис. 6.2).
Кинематика станка позволяет осуществлять следующие основные дви-
жения:
главное движение - вращение шпинделя;
движение подачи - перемещение резца;
вращение насоса агрегата гидростатики.
Электродвигатель I через зубчатую муфту 2 вращает ведущий шкив 3
ве автора о широким клиновым ремйзм. Ремень приводит во вращение
вэдомый шкив вариатора 4. Изменение скорости вращения ведомого
вала вариатора осуществляется осевым перемещением подвижного диока
ведомого шкива 4.
Далее, через одну из двух пар зубчатых колео 5 и 6 или 7 и 8, вра-
щение передается шкиву 9 клиноременной передачи. Переключение здесь
осуществляется осевым перемещением блока шестерен 5 и 7.
От шкива 9 клиновые ремни передают шкиву 17, сидящему на втулке У.
вращение шпинделю УП либо непосредственно при включении
зубчатой муфты 22, либо через перебор, состоящий из зубчатых колео
18, 19, 2С, 21 о общим передаточным отношением 1:8.
Движение при включении нормальной подачи в нарезке резьбы, приво-
дится непосредственно от шпинделя УП либо втулки У. Соответственно
этому, зубчатое холеоо 24, скользящее по валу УШ, зацепляется ли-
бо о зубчатым колесом 23, либо о зубчатым колесом 18.
Последнее зацепление вопользуется для нарезания резьб о крупным
шагом при включении перебора. Оно дает восьмикратное увеличение
шага.
Прп включении тонких подач движение осуществляется от вала Ш пере-
бора вариатора, через шестерни 10, II; ременную передачу шкивы 12,
механизмы коробки подач, которые включаются при помощи сколь-
аяией по ваду ХУ1 иеотерни 29.
16Б05МЦ0.000.000 РЭ
Л,с,
45
Копировал
Фор мл I I
Для текстовых дежумаггоо (продояжеине) Формат 11 ГОСТ 3.301-60
Включение коробки пода” от ременного или шестеренчатого привода
сблокировано механизме управления коробки подач.
От вала УШ вращение передается через зубчатые колеса трензеля 25,
26, 27 и зубчатые колеса гитары, а,б,в,г на валы коробки подач.
Механизмы подач: механизм смещения ряда (зубчатые колеса 30, 32,
31, 33), механизм основного ряда юезьб и подач, зубчатые колеса
33, 34, 31, 35, 38, ЗЭ, 36, 37), множительный механизм зубчатые
колеса 40, 41, 42, 43, 44, 45, 46) - позволяет при неизменной наст-
ройке гитары получить 28 ступеней нормальных подач (4 ступени пов-
торяются) или ряд стандартных шагов резьбы и от ременного приводя
16 тонких подач.
Осевым перемещением шестерни-полумуфты 47 включается вращение ходо-
вого валика XIX (через шестерни 48, 49, 51, трензель тонких подач
шестерни 49, 50, 51 и муфту 53) или ходового винта 81. Полумуфта,
жестко связанная со скользящим блоком 44-46, служит для прямого
соединения ходового винта о гитарой. Это сохраняет кинематическую
ноль резьбы. Настройка на шага нарезаемых резьб в етом случае про-
изводится подбором колес гитары.
При включении маточной гайки 82 вращение ходового винта 81 преобра-
зуется в продольное перемещение суппорта, используемое для нареза-
ния резьб.
При точении, вращение ходового валика XIX плавящей муфтой 54 пе-
редается червячной паре 55, 56 и далее планетарному механизму 60,
59, 57, 58 и шестерне 61.
Зубчатый блок 62, 63 служит для настройки при переключении продо?ь-
ной п поперечной подачи. В первом случае зу тое колес 63 зацеп-
ляется о колесом 64, на одном валу с которым дцит речная шестер-
ня 65, зацепляющаяся с рейкой 71; во .торим :гч«е -у то«
Ж<жумеито» (продолжедяе) Формат 11
ГОСТ 2 301-60
62 зацепляется о колесом 70, приводящим во вращение винтпопег'”'-
во2 подачи 83.
Зубчатые колеса 68 и 69 вращает лимб отсчета продольного перемеще-
ния суппорта.
Зубчатые колеса 13, 14, 15, 16 образуют планетарную передачу, че-
рез которую при управлении вариатором приводится во вращение лимб
отсчета скорости шпинделя.
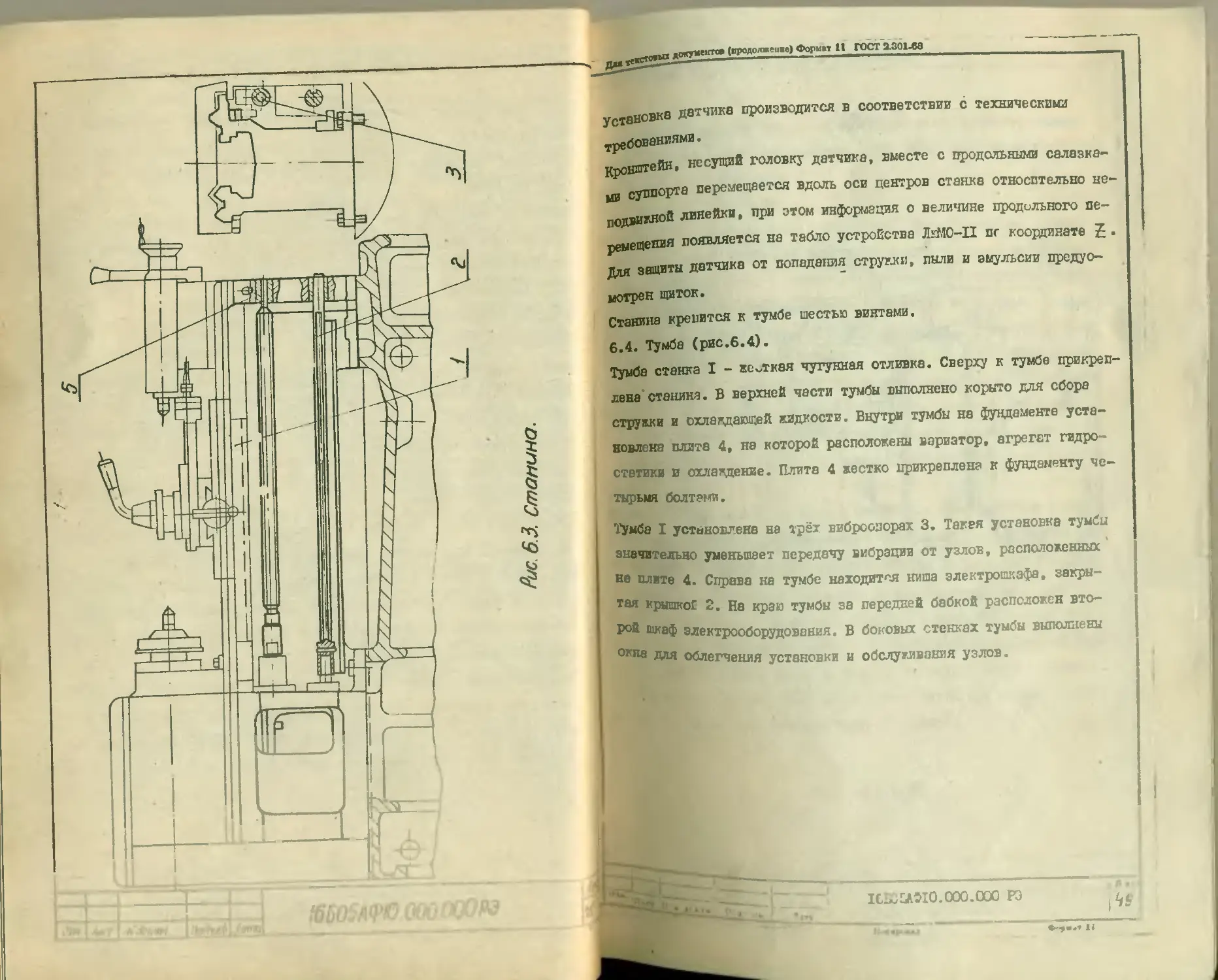
6.3. Станина (рис. 6.3).
Станина станка представляет собой жесткую отливку с поперечными
П-образными ребрами в средней части, разделенными окнами для ссы-
пания стружки. Сверху на станине расположены две пары направляющих:
крайние (две призмы) - для суппорта и средние (призма и плоскость)-
для задней бабки. Под полкой передней направляющей закреплена рейка
I продольного перемещения суппорта.
Слева на верхней плоскости станины установлена передняя бабка,
справа - задняя бабка.
На передне-’t стенке станины, слева закреплена коробка подач, спра-
ва - колодка 5, с опорами ходового винта 3 и ходового валика 2.
Под передней бабкой в станине имеются окна для пропуска приводных
ремней и шлангов гидрокоьшуникации. На передней стенке станины ус-
тановлены планка углового сечения 4, служащая дополнительной нап-
равляющей для опоры фартука.
На обработанном платике станины монтируется планка, несущая линей-
"У датчика продольных перемещений. Головка датчика продольных пере-
мещений крепится через компенсатор к кронштейну, установленному
плоскости продольных салазок суппорта.
16Б05АФ10.000.000 РЭ
4?
Кошфошал форон т И
Для текстовых докумелтоо (продолжение) Формат 11 ГОСТ 3.301-68
Включение коробки пода" от ременного ити шестеренчатого привода
сблокировано в механизма управления коробки подач.
От вала УШ вращение передается через зубчатые колеса трензеля 25,
26, 27 и зубчатые колеса гитары, а,б,в,г на валы коробки подач.
Механизмы подач: механизм смещения ряда (зубчатые колеса 30, 32,
31, 33), механизм основного ряда пезьб и подач, зубчатые колеса
33, 34, 31, 35, 38, 39, 36, 37), множительный механизм зубчатые
колеса 40, 41, 42, 43, 44, 45, 46) - позволяет при неизменной наст-
ройке гитары получить 28 ступеней нормальных подач (4 ступени пов-
торяются) или ряд стандартных шагов резьбы в от ременного привода
16 тонких подач.
Осевым перемещением иестерни-полумуфгы 47 включается вращение ходо-
вого валика XIX (через шестерни 48, 49, 51, трензель тонких подач
шестерни 49, 50, 51 и муфту 53) или ходового винта 81. Полумуфга,
жестко связанная со скользящим блоком 44-46, служит для прямого
соединения ходового виньа о гитарой. Это сохраняет кинематическую
ноль резьбы. Настройка па шаги нарезаемых резьб в атом случае про-
изводится подбором колес гитары.
При включении маточной гайки 82 вращение ходового винта 81 преобра-
зуется в продольное перемещение суппорта, используемое для нареза-
ния резьб.
При точении, вращение ходового валика XIX плаванией уфтой 54 пе-
редается червячной паре 55, 56 и далее планетарному механизму 60,
59, ЭТ, 58 и шестерне 61.
Зубчатый блок 62, 63 служит для настройки при переключении продоль
ной и поперечной подачи. В первом случае зуб тое колесо 6? вцеп-
ляется о колесом 64, на одном валу с жотррым сидит реечная ши стер-
ня 65, зацепляющаяся с рейкой 71; во j > ором .лучае - чт >• те
тенте!
’*^я77теясто>*« документов (предояжеине) Формат 11 ГОСТ 2 S01.68
— '• ——— —, ' !,- I , ~ "1 »1
62 зацепляется с колесом 70, приводящим во вращение вингпопер-”'-
НОЙ подачи 83.
Зубчатые колеса 68 69 вращает лимб отсчета продольного перемеще-
ния суппорта.
Зубчатые колеса 13, 14, 15, 16 образуют планетарную передачу, че-
рез которую при управлении вариатором приводится во вращение лимб
отсчета скорости шпивделя.
6.3. Станина (рис. 6.3).
Станина станка представляет собой жесткую отливку с поперечными
П-образннми ребрами в средней части, разделенными окнами для ссы-
пания стружки. Сверху на станине расположены две пары направляющих:
крайние (две призмы) - для суппорта и средние (призма и плоскость)-
для задней бабки. Под полкой передней направляющей закреплена рейка
I продольного перемещения суппорта.
Слева на верхней плоскости станины установлена передняя бабка,
справа - задняя бабка.
На передней стенке станины, слева закреплена коробка подач, спра-
ва - колодка 5, с опорами ходового винта 3 и ходового валика 2.
Под передней бабкой в станине имеются окна для пропуска приводных
ремней и шлангов гидрокоммуникации. На передней стенке станины ус-
тановлены планка углового сечения 4, служащая дополнительной нап-
равляющей для опоры фартука.
Не обработанном платике станины монтируется планка, несущая линей-
"У датчика продольных перемещений. Головка датчика продольных пере-
мещений крепится через компенсатор к кронштейну^ установленному
88 задней плоскости продольных салазок суппорта.
Д1Т>
Л ж
41
16Б05АФ10.000.000 РЭ
Кощфч)ил
ФОрзМТ 11
I---------------------
Рис. 6.3. Стопина.
документе» (яродолженвс) Формат
11
гост 2.301-ва
уст8Н°вка Детчик8 производится в соответствии с техническими
Требованиями.
Кронштейн, несущий головку датчика, вместе с продольными салазка-
суппорта перемещается вдоль оси центров станка относительно не
подвитлой линейки, при этом информация о величине продольного пе-
ремещения появляется на табло устройства ЛкМО-П пг координате 2
Для защиты датчика от попадания стружки, пыли и эмульсии предус-
мотрен щиток.
Станина крепится к тумбе шестью винтами.
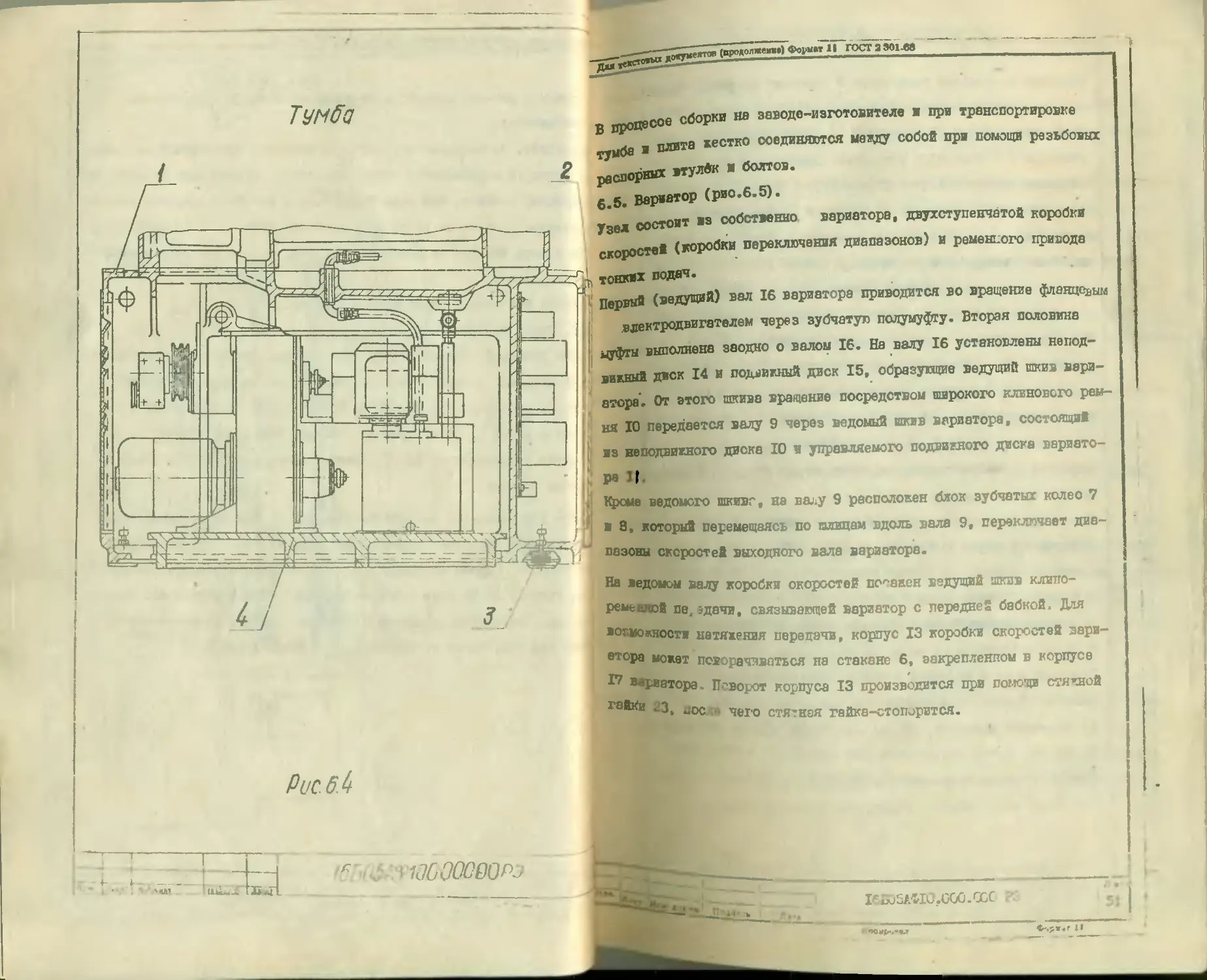
6.4. Тумба (рис.6.4).
Тумба станка I - жесткая чугунная отливка. Сверху к тумбе прикреп
лена станина. В верхней части тумбы выполнено корыто для сбора
стружки и охлаждающей жидкости. Внутри тумбы на фундаменте уста-
новлена плита 4, на которой расположены вариатор, агрегат гидро
статики и охлаждение. Плита 4 жестко прикреплена к фундаменту че-
тырьмя болтами.
Тумба I установлена на трёх виброозорах 3. Такая установка тумбы
значительно уменьшает передачу вибрации от узлов, расположенных
не плите 4. Справа на тумбе находится ниша электрошкафа, закры-
тая крышкоС 2. На краю тумбы за передней бабкой расположен вто-
рой шкаф электрооборудования В боковых стенках тумбы выполнены
°КВа Д®* облегчения установки и обслуживания узлов.
НАСЛОЮ.000.000 РЭ
___,»<^ыг1гто8 (рродолжемве) Формат II ГОСТ Д 301-66
-------—-----------------------------
Тумба
_.пй сборки не заводе-изготовителе ж при транспортировке
В проП0сис *
а плита жестко соединяются мавду собой при помощи резьбовых
распорных втулвк и болтов.
6.5. ВариптоР (рио.6.5).
Узел состоит вз собственно вариатора, двухступенчатой коробки
скоростей (коробки переключения диапазонов) и ременг.ого привода
тонких подач.
Первый (ведущий) вел 16 вариатора приводится во вращение фланцевым
влектродвигателем через зубчатую полумуфту. Вторая половина
муфты выполнена заодно о валом 16. На валу 16 установлены непод-
вижный диск 14 и подвижный диск 15, образующие ведущий шкив вари-
атора'. От этого шкива вращение посредством широкого клинового рем-
ня 10 передается валу 9 через ведомый шкив вариатора, состоящий
неподвижного диска 10 и управляемого подвижного диска вариато-
аз
X*
Кроме ведомого шкивг, на валу 9 расположен блок зубчатых колео 7
в 8, который перемещаясь по плицам вдоль вала 9, переключает диа-
пазоны скоростей выходного вала вариатора.
На ведомом валу коробки скоростей пощажен ведущий шкив клипо-
ремеахой пе, 5дачи, связывающей вариатор с передней бабкой. Для
возможности натяжения передачи, корпус 13 коробки скоростей вари-
атора может поворачиваться на стакане 6, закрепленном в корпусе
в'’риатора. Поворот корпуса 13 производится при помощи стяжной
гайки . 3, пос чего стяжная гайка-стопорится.
Рис 6А
Г I КЮООСООК
I6Bj5AWC.G0Cl.0GC
f II
...и» |ородолжеиве) Формат II ГОСТ 2 301 -68
Механизм управления вариатором и коробкой скоростей расположен
сверху на корпусе вариатора. Маховичок 26 управляет перемещена^
скользящего диска II, рукоятка 21 слупит для переключена*1 бло?9
шестерен 7 и 8 коробки скоростей. Планетарная передача 18-19-22
связывает маховичок 26 с диском 25, на котором установлено кол^
24 с лимбом 20. На лк лбе 20 нанесены две школы скорости враще,Ц|
шпинде. я, одна - для прямого включения шпинделя, другая - для
включения шпинделя через перебор.
Для отсчета показаний шкал служат две пары указательных штрихов
нанесенных на прозрачном щитке, расположенном над лимбом.
При
переключении
скоростей вариатора щиток
перемещается
вместе (
рукояткой 21.
Для отсчета
следует
пользоваться
той
парой
указам
них штрихов,
которая в данный момент находится в
верхнем
положе!
Ременной привод тонкой подачи осуществляется ст последнего вала
коробки скоростей вариатора. Шестерня, нарезанная на конце вала
передает вращение текстолитовой шестерня 4,
на
валу
которой
УСТ!
коплен шкив I привода тонких подач.
BMW КМ» I Им». J4 Луб1. | ПОЛГТИС!
Натяжение ременной передачи привода тонких подач производится
поворотом корпуса 2 с последующим его стопорением при помощи
гайки.
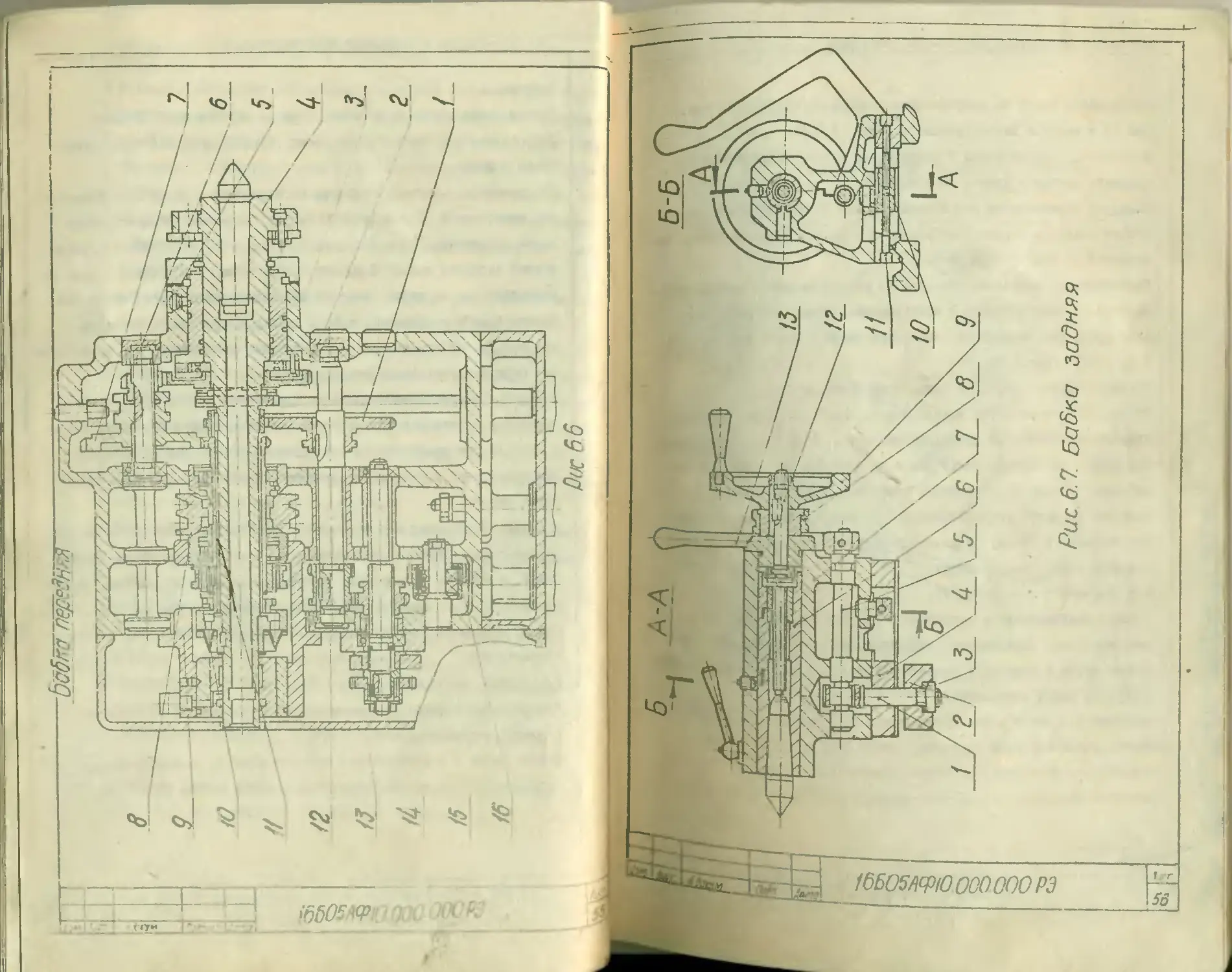
6.6. Бабка передняя (рис.6.6).
В корпусе передней бабки собраны шпиндель, перебор, привод резм
и подач о трензелем и механизм управления.
Приемный шкив 8 передней бабки установлен на щсстсрнс-вгулке II
соосной со шпинделем 4. Слова от шкива расположена му^та 10 пр®
го включения шпинделя, справа - зубчатые колеса перебора 2, 6,
7, II.
Шпивдель станка вращается в гидростатиче :одшипчлках, пере*
няя опора воспринимает радиальные и соевые нагрузки, задня. '
ASI0.000 '« Р
Для текстовых декумнгтов (прод жжение) Формат 11 ГОСТ 2 301.60
рЭДИЭЛЬНУВ«
Задняя опора шпинделя и левая опора шестерни-втулки II шкива 8
расположены в стакане 9. При замене приводных ремней атст стакан
нужно снимать.
Передаточное отношение перебора передней бабки равно 1/8. Управле-
ние перебором 6, 7 и муфтой 10 прямого включения осуществляется
одной рукояткой. Радом с шестерней-втулкой II на шпивделе 4 распо-
ложено зубчагое колесо 3 привода резьб и подач. Зубчатое колесо I,
расположенное на первом валу 12 привода резьб и подач, может сое-
диняться либо с зубчатым колесом перебора II, либо о зубчатым
кол сом В, сидящим на шпинделе, что дает возможность при включенном
переборе получить увеличенные шаги резьб.
Изменение направления подачи или нарезаемой резьбы осуществляется
трензелем, состоящим из двойного зубчатого колеса 13, скользящего
колеса 15 и паразитного колеса 16. Колесо 15 посажено на шлице
выходного вала 14, на конец которого надевается одно из сменных
колец гитары.
Рукоятки управления механизмами передней бабки расположены на пе-
редней стенке бабки. Спереди к корпусу бабки 5 прикреплен литой
кожух, в котором установлены кнопки управления главным электродви-
гателем. Сзади к корпусу бабки прикреплен кронштейн под УЦИ.
Смазка механизмов передней бабки - централизованная - от агрегата
гидростатики.
6-7. Бабка задняя (рис.6.7).
Задняя бабка состоит из основания 4 и корпуса 7. в котором смон-
тированы механизмы бабки.
Корпус бабки 7 в поперечном направлении может смещаться по выс-
омовения 4 при помощи регулировочных винтов II и гайки 10.
16^)5X4.10.рпп.ооо РЭ
Ouc 66
Рис 6.7 Бабки задняя
Для текстодыл документов (продолжение) Формат 11 ГОСТ 3.301.68
Закрепление бабки на направляющих станины, производится рукоят-
кой 13 с помощью эксцентрикового зажима 1,2,5.
В расточке корпуса бабки 7 расположена пиноль 6 для установки
опорного центра и других инструментов.
Ппноль 6 перемещается при вращении винта 12 маховичком 9.
Отсчет величины перемещения пиноли 6 - производится по шкале, на-
несенной на пиноли и по лимбу 8.
Регулирование положения рукоятки 13 эксцентрикового зажима произ-
водится на бабке, снятой с направляющих, поворотом рейки 3 на
одну грань (до совмещения плоскостей гайки с пазом планки).
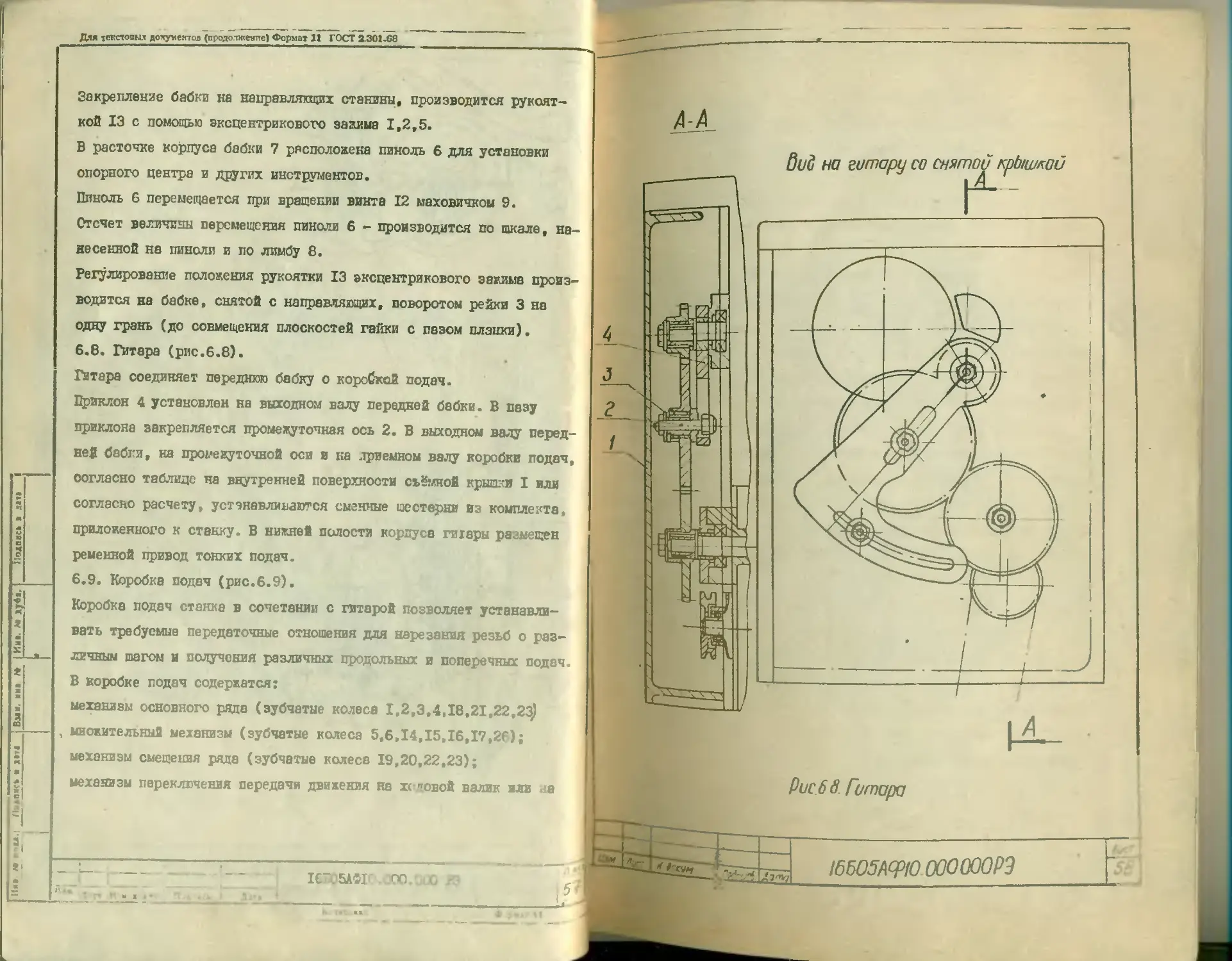
6.8. Гитара (рис.6.8).
Гитара соединяет переднюю бабку о коробкой подач.
Приклон 4 установлен на выходном валу передней бабки. В пазу
приклона закрепляется промежуточная ось 2. В выходном валу перед-
ней бабги, на промежуточной оси и на приемном валу коробки подач.
согласно таблице на внутренней поверхности съёмной крыши I или
согласно расчету, устанавливаются сменные шестерни из комплекта,
приложенного к станку. В нижней полости корпуса гитары размещен
ременной привод тонких подач.
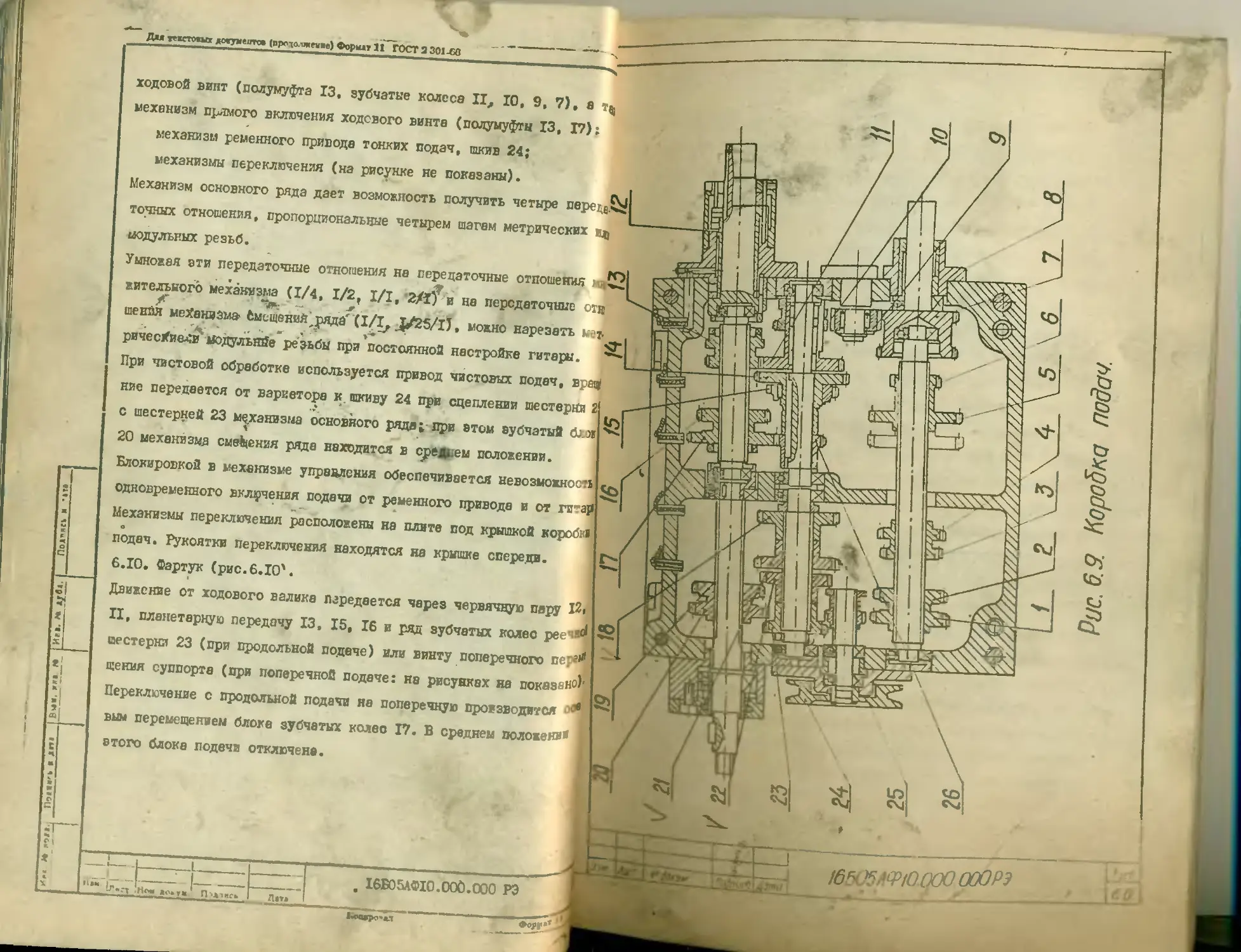
6.9. Коробка подач (рис.6.9).
Коробка подач станка в сочетании с гитарой позволяет устанавли-
вать требуемые передаточные отношения для нарезания резьб о раз-
личным шагом и получения различных продольных и поперечных подач.
В коробке подач содержатся:
механизм основного рада (зубчатые колеса 1,2,3,4,18,21,22,23^
, множительный механизм (зубчатые колеса 5,6,14,15,16,17,20;
механизм смещения рада (зубчатые колеса 19,20,22,23);
механизм переключения передачи движения на хс"овой валик или на
ICT05AM ПО. iC ' < $ :
Рис 6 8 Гитара
16Б05МРЮ ООО 000Р9
Pju rtKtonu довумеигс» (ррсюлжемве) Форшу И ГОСТ 3 301-СО
/6505ЛФ/О ООО 000РЭ
16Б05АФ10.000.000 РЭ
1«ООДО-Ж.Т
Рис. 0.9. Ко редка подай.
ходовой винт (полумуфга 13. зубчатые колеса II, 10, 9, 7), а т^
механизм прямого включения ходового винта (полуыуфгн 13, 17);
механизм ременного привода тонких подач, шкив 24;
механизмы переключения (на рисунке не показаны).
Механизм основного ряда дает возможность получить четыре переда,
точных отношения, пропорциональные четырем шагам метрических ц
модульных резьб.
Умножая эти передаточные отношения не передаточные отношения
жителъяого механизма (1/4, 1/2, I/I, 2/1) и на передаточные отв
/О *тВ*г г* ъ . * .
шенйя механизма бмещениЯ ряда' (I/I, J/25/l), можно нарезать wed
ричесХие^и модульнйе резьбы при постоянной настройке гитары.
При чистовой обработке используется привод чистовых подач, в eqi
ние передается от вариатора к шкиву 24 при сцеплении шестерни 2
с шестерней 23 механизма основного ряда; при втом вубчатый &>.и
20 механизма смешения ряда находится в среднем положении.
Блокировкой в механизме управления обеспечивается невозможное -л
одновременного включения подачи от ременного приводе и от ги ар
Механизмы переключения расположены на плите под крышкой коробк!
подач. Рукоятки переключения находятся на крышке спереди.
6.10. Фартук (рис.6.10'.
Движение от ходового валика передается через червячную пару 12,
II, планетарную передачу 13, 15, 16 и рад зубчатых колес рее;**
шестерки 23 (при продольной подаче) или винту поперечного пе
щекия суппорта (при поперечной подаче: на рисунках на показан®
Переключение с продольной подачи на поперечную производится
вым перемещением блока зубчатых колес 17. В среднем положена*
этого блока подечи отключена.
.L
!и
•ofr'TJ
Для текстовых дгжумыгго» (продо чжеиие) Фортт И ГОСТ 3 301-66
При нарезании резьб подача суппорту сообщается от ходового виь?
через мэточнуп гайку 10; 22. Встроенная в механизм фартука 6taog
ровка исключает возможность одновременного включения гайки
10-22 и движения как продольной, так и поперечной подачи.
Во избежание заедания гайки на ходовом винте, сближение полу га,
ограничивается регулируемым упором 9.
Для предохранения механизмов фартука от поломки при перегрузке
служит рычаг 6, ролцк которого, под действием подсружижнной д
щелки 7, удерживает от вращения зубчатый диск 5, а с ним и солд
ное колесо 13 планетарной передачи.
При перегрузке ролик выходит из впадины диска 5, рычаг 6 повор»
чивается и фиксируется защелкой 7 в отведенном положении. Пода-
ча прекращается. Возврат предохранительного устройства во вклю-
ченное положение производится рукояткой 36 (рис.4).
Предохранительное устройство может быть использовано для работа
по упору.
Величине предельного тягового усилия регулируется вращением *
&чн/дегггн.‘ рькьи О''.шги№ ? &ривхсй .4"фладцЧ 29 С0&6 £
/юксипальнаги) мочению дитя лродмной подачи роенопу НОм.
Ручное перемещение суппорта осуществляется вращением маховичка
20 при среднем положении блока 17 и вытянутой кнопке 21. Отсчет
перемещения производится по лимбу 19.
При механиче'ской подаче кнопку 21 следует подать вперед, чтобы
исключить вращение маховичка 20.
Корпус фартука прикреплен к салазкам 28, установленным на пер*
ней призматической направляющей станины. .
Продольное перемещение суппорту передается винтами 27 и сфери’Ч
кими подпятниками 26. На нижней крышке фартука 4 на эксцентр”4"]
ких осях 3 установлены шарикоподшипники 2, перекатывающиеся гл ' I
пленке станины.
рмдтоц | igZk w ни I W i.»r «
16Б05ШО.ООЭ.ООО РЭ
гостг /св ее Уорна Sa
6.11. Суппорт (рис. 6.II
Суппорт состоит из продольных 13 и поперечных 2 салазок верхней
поворотное каретги 12, поворотного читырехлозиционного резцедврка-
тедя 3, датчика поперечных перемещений 25.
Поворот и фиксация’ резцедержателя осуществляется рукояткой,
фиксатор 1ь Фиксирует полозение резцелзр.-итиля 3 через 90°.
В резцедириатело размещена верхняя подуму^та 19 с [зшиным
зубом, которая вззимодеСетуя с нижней подумуфтой 20, закрепленной
к поворотно.: каретке 12 позволяет осуществлять фиксированное поло-
жение резцедержателя через к ядао 6°.
На винте 8 поперечной подачи верхнее каретки устаназлены
лимбы и механизм точной поперечно, подачи (22-23-24); на винте
I верхней каретки установлен лимб 5.
Продольные (нижние) салазки 13 перемещаются по направляющим
станины. Поперечные салазки 2 перемещаются по ьерхним направляю-
щим салазок 13 пергьндоу ЛИрно их продольному перемещению, совмест-
но с закрепленно.' на н:жх верхней поворотной кареткой 12. Поворотная
каретка 12 устанавливается на требуемый угол по шкале, нанесенной
на поперечных салазках 2. По направляющим поворотной каретки
пер_ ещается (вручную) каретка резцедарщатедя 3. Перенесение
поперечных салазок может быть ручное либо механическое (от ’артука).
При поперечной обработке продольные салазки 13 могут стопорить-
ся на станине винтом 4.
Датчик поперечных перемещений 25 расположен так, что его
лнне.да з креплена на веподаижней поперечной каретк со стороны
передни абкн, а гвловка датчика 26 крепится на продольной
KjpuTKL и недодажжда в поперечном направлении. Таким обрезом
ом пережидании суппорта линейка 25 перемещается
: j.. ,тс головки датчика поперечных перемещений 26 и на табло
ординате Д (R. ) поваляется
IRf СЕ.-’: ?.ХоС< .OCG РЭ Ь'С’
Формам OCf'fil'j
информация о величине поперечного перемещения. Для защиты датчика
от попадания стружки, пыли и емульсии предусмотрев щиток, закры-
вающий датчик.
К.
Погг>
'Г
16Б05АМО.ООО.ОСО Rj
Охлаждение
WficpiOOOO.OOOPd
fljui (продолжение) Формат 11 ГОСТ Д.301-6g
с колпачковым наконечником
эону обработки.
5 на нужной высоте зажимается
суппорте.
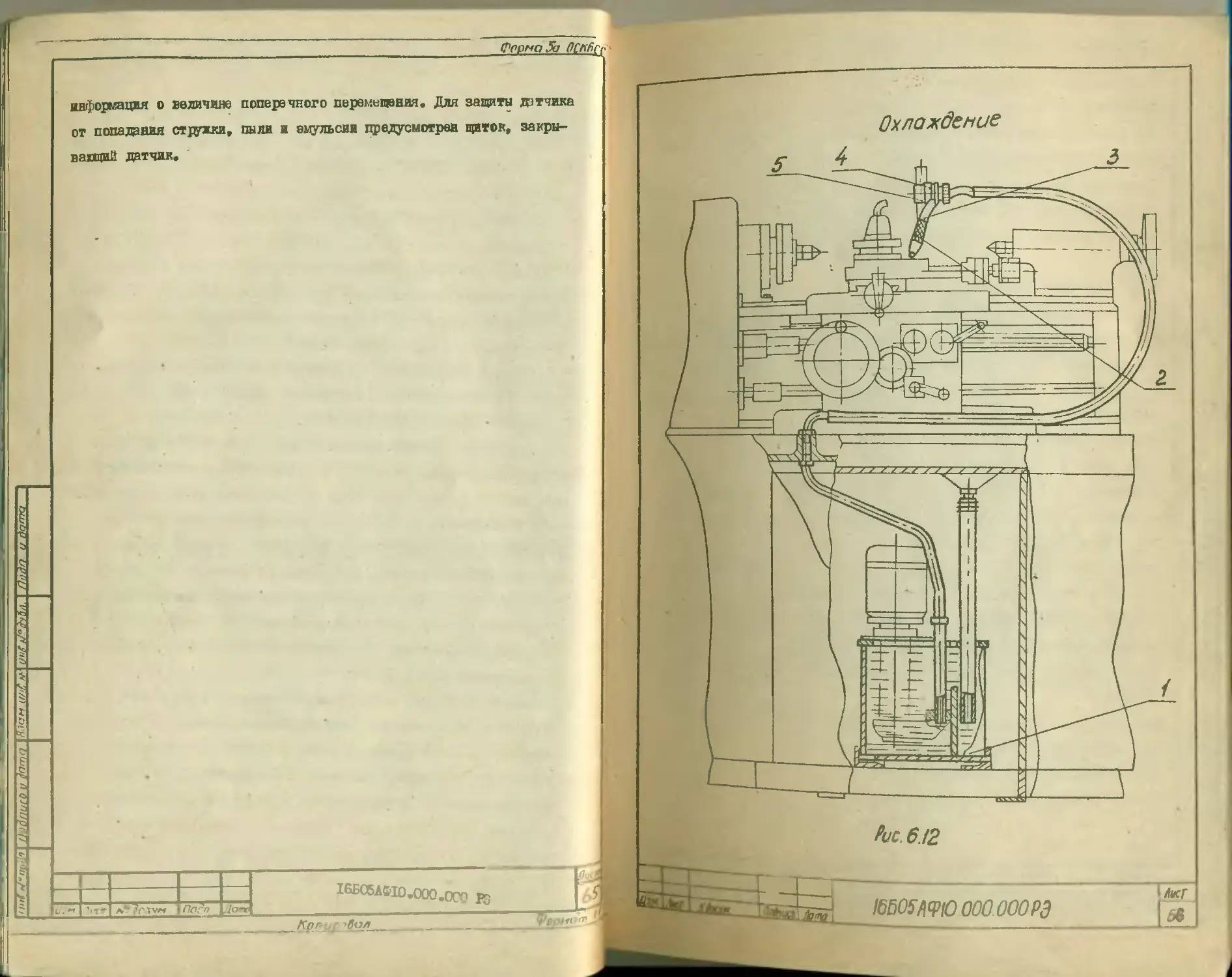
6.12. Охлаждение (рис.6.12).
Охлаждение состоит из бачка I с центробежным электронасосом, шлан-
гов подачи и слива эмульсии, трубки 3
2 для регулирования подачи эмульсии в
Трубка 3 с помощью клеммы 4 и ползуна
на штанге ограждения, закрепленной на
Эмульсия сливается в корыто тумбы и через воронку с сеткой с ба-
чок I.
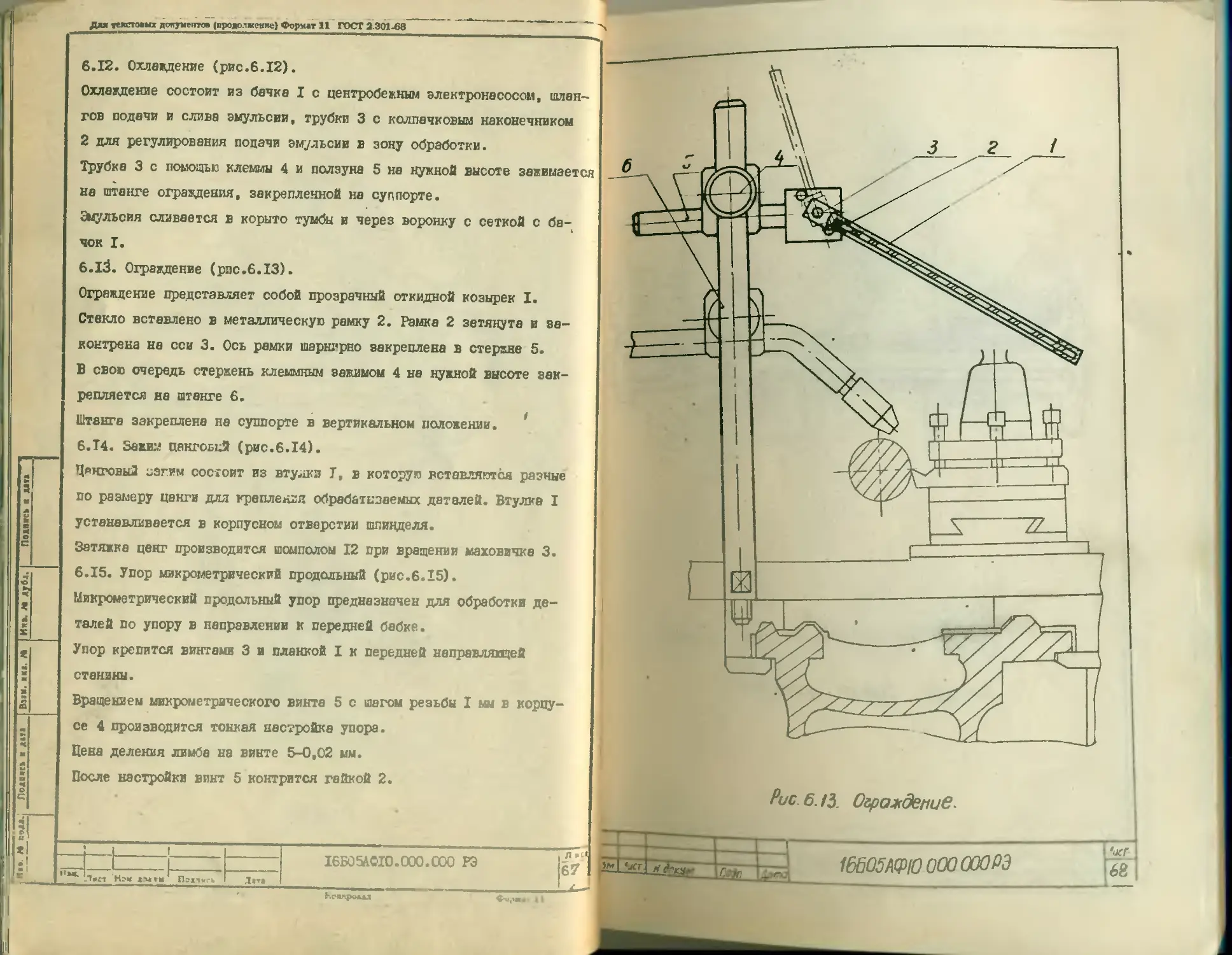
6.13. Охлаждение (рпс.6.13).
Ограждение представляет собой прозрачный откидной козырек I.
Стекло вставлено в металлическую рамку 2. Рамка 2 затянута и за-
контрена на оси 3. Ось рамки шарнирно закреплена в стержне 5.
В свою очередь стержень клеммным зажимом 4 на нужной высоте зак-
репляется на штанге 6.
Штенге закреплена на суппорте в вертикальном положении. *
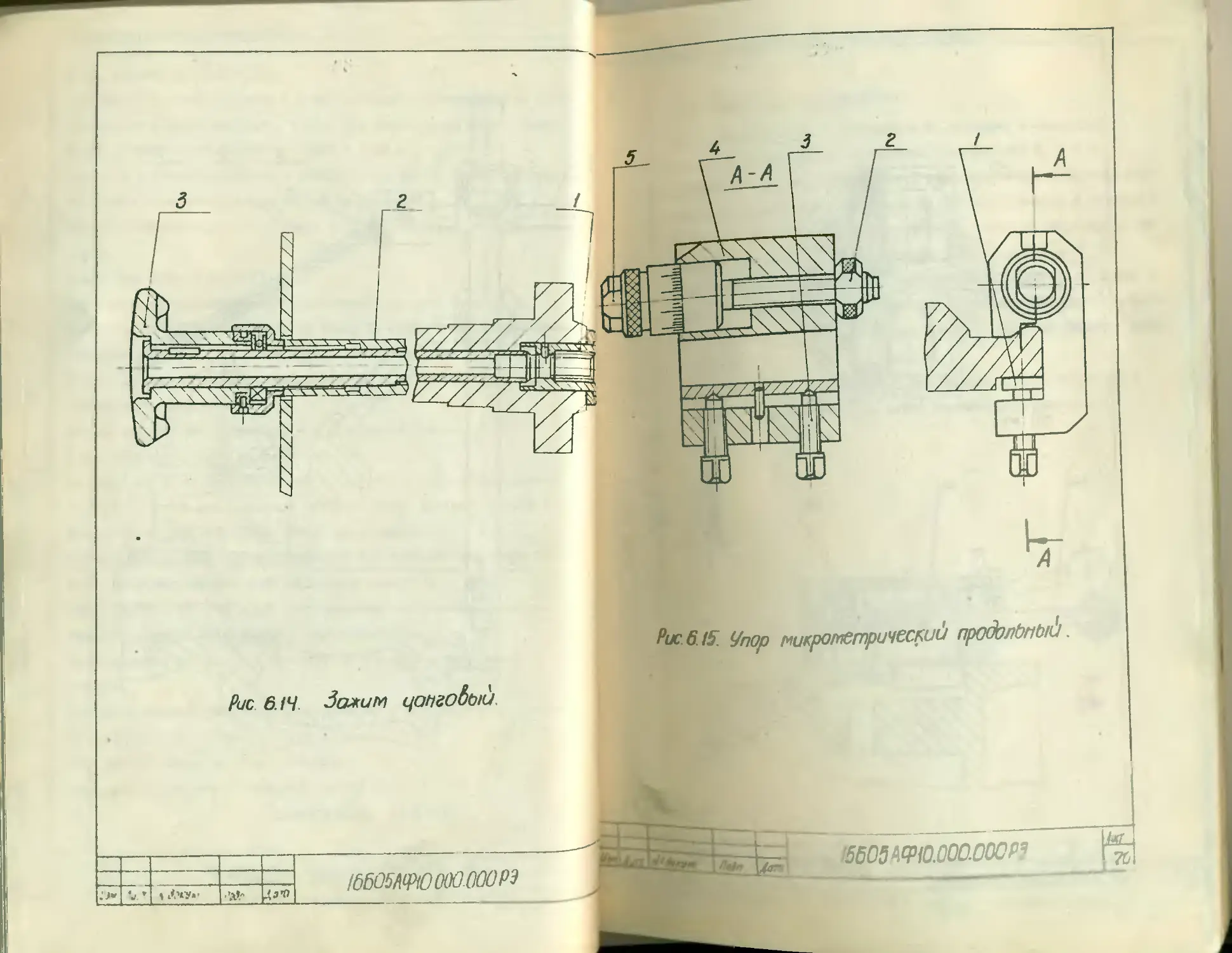
6.Т4. Зажим цакгоыЛ (рис.6.14).
Центовый пэгим состоит из втулки Т, в которую вставляются разные
по размеру цанги для крепления обрабатываемых деталей. Втулка I
устанавливается в корпусном отверстии шпинделя.
Затяжке цент производится шомполом 12 при вращении маховичка 3.
6.15. Упор микрометрический продольный (рис.6.15).
Микрометрический продольный упор предназначен для обработки де-
талей по упору в направлении к передней бабке.
Упор крепится винтами 3 и планкой I к передней направлявшей
станины.
Вращением микрометрического винта 5 с шагом резьбы I мм в корпу-
се 4 производится тонкая настройка упора.
Цена деления лимба на винте 5-0,02 мм.
После настройки винт 5 контрится гайкой 2.
Пгп.г.
16Б05АС10.000.000 РЭ
_Л.с'
67
Крпяршдл
Рис 6.14 За*им чапгобыи
!Ь6О5Щ>Ю000.000РЭ
A
Puc6.fr Упор микрометрический продолЬ/чЬ/й.
'5605m.000.000p?
,—jr'»"* жжумеитст (продолжал») Форш» 11 ГОСТ 3 301X8
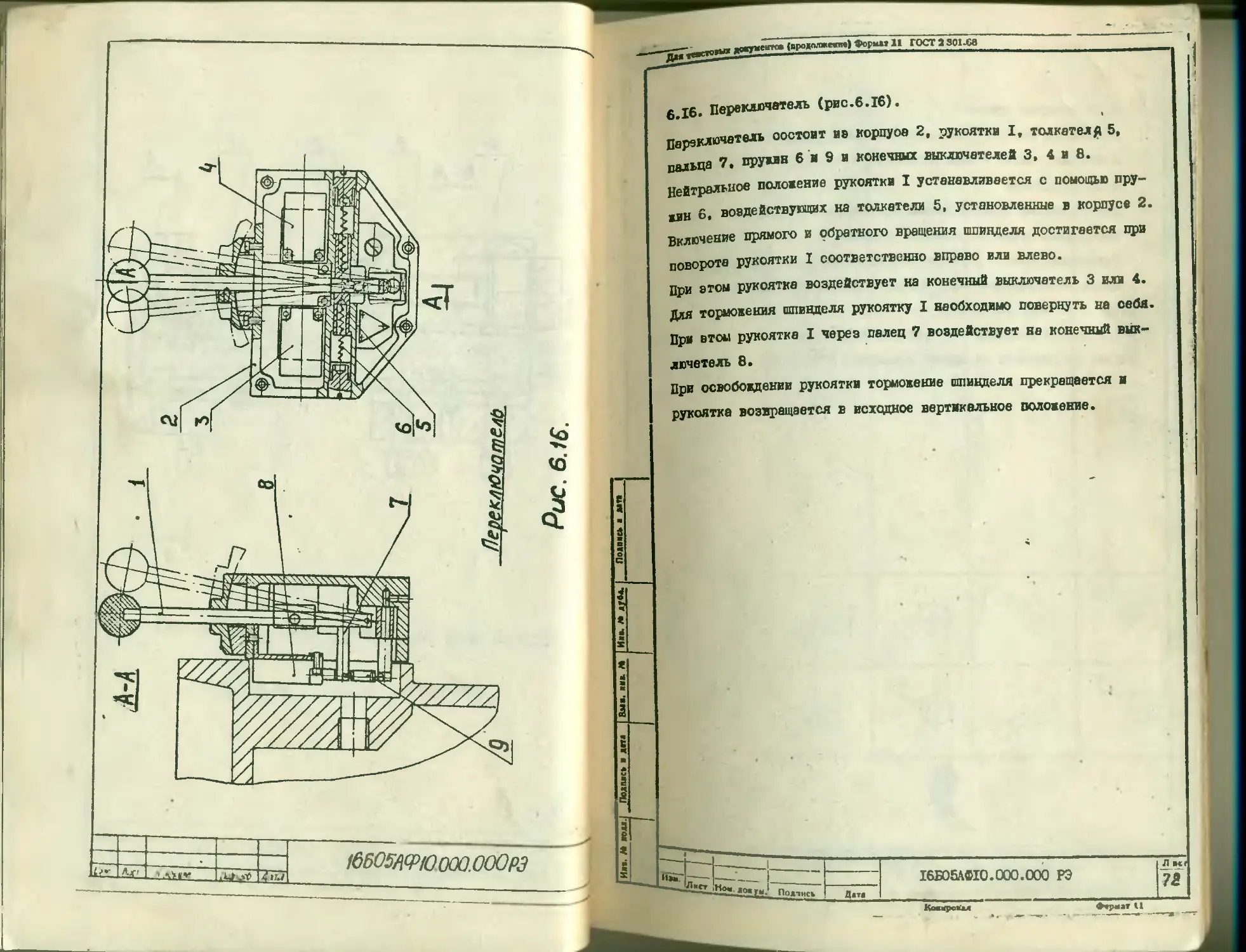
6.16. Переключатель (рис.6.16).
Переключатель состоит из корпуса 2, рукоятки I, толкателе 5,
пальца 7, пружин 6 и 9 и конечных выключателей 3, 4 и 8.
Нейтральное положение рукоятки I устанавливается с помощью пру-
жин 6. воздействующих на толкатели 5, установленные в корпусе 2.
Включение прямого и обратного вращения шпинделя достигается при
поворота рукоятки I соответственно вправо или влево.
При атом рукоятка воздействует на конечный выключатель 3 или 4.
Для торможения шпинделя рукоятку I необходимо повернуть на
При этом рукоятка I через палец 7 воздействует на конечный
лючетель 8.
При освобождении рукоятки торможение шпинделя прекращается
рукоятка возвращается в исходное вертикальное положение.
себя.
вик-
„ГТ----
Дай
16Б05Ав10.000.000 РЭ
Л < f
?г
Копфошлл
•Popup So CCK.6C
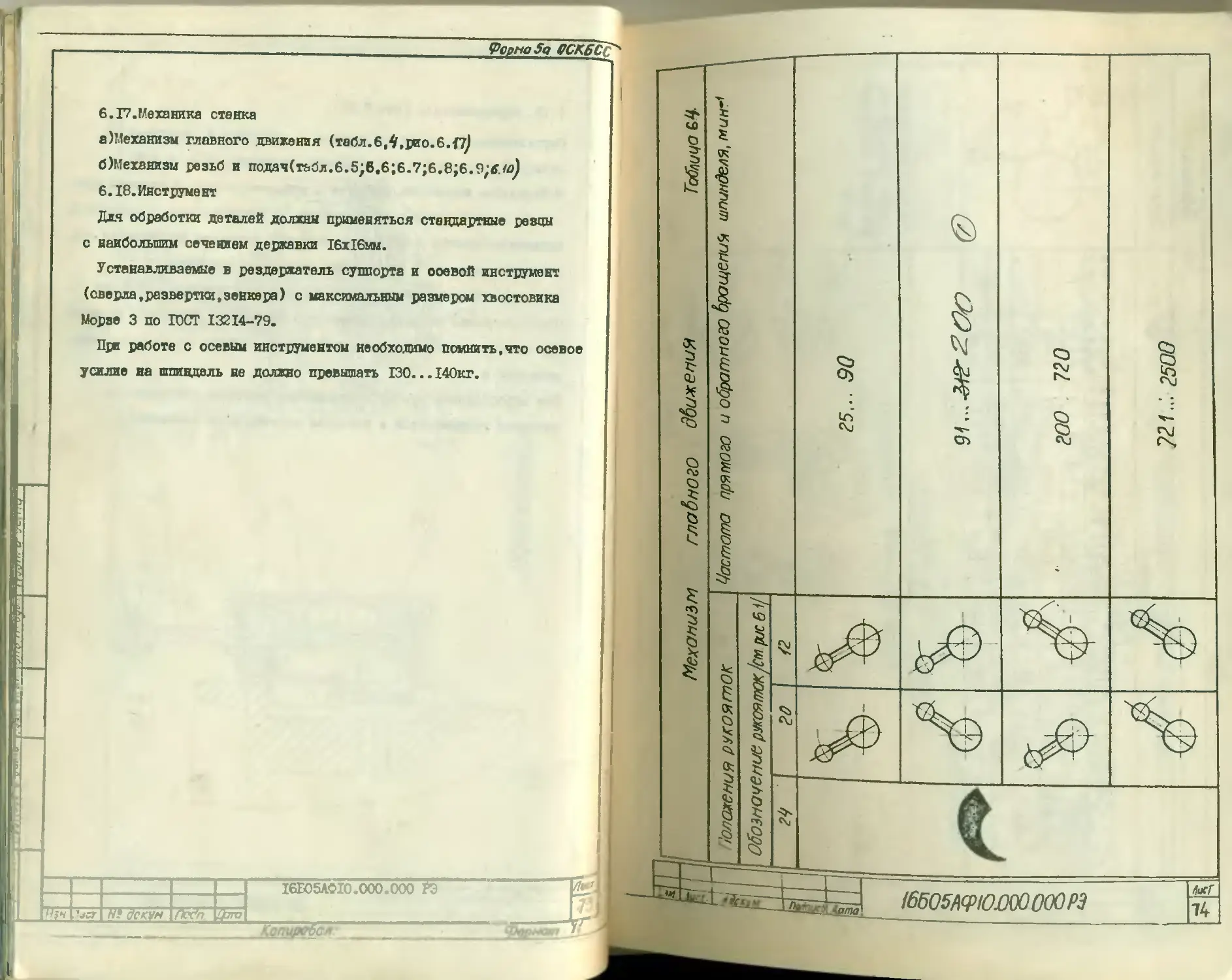
6.17. Механика стенка
а Механизм главного движения (табл.6,^,рио.6.Г^
б)Механизм резьб и подач(тьбл.6.5;В,6;б.7;6.8;б.9;й/^
6.18. Инструмент
Для обработки деталей должны применяться стандартные резцы
с наибольшим сечением державки 16x16мм.
Устанавливаемые в рездаржатель суппорта и соевой инструмент
(сверла.развертки,зенкера) с максимальным размером хвостовика
Морзе 3 по ГОСТ 13214-79.
При работе с осевым инструментом необходимо помнить,что осевое
усилие на шпиндель не должно превышать 130...140кг.
16Б05АФ10.000.000 ft
шд еед кынзял ьдл уда I
\апцр(гбс*
Механизм главного дбихепиЯ Таблица
1оло*ения рукояток Частота прямого и обратного Ьраицепия шпинделя, мин-1
Обозначение рукояток/см рис б //
ч
1
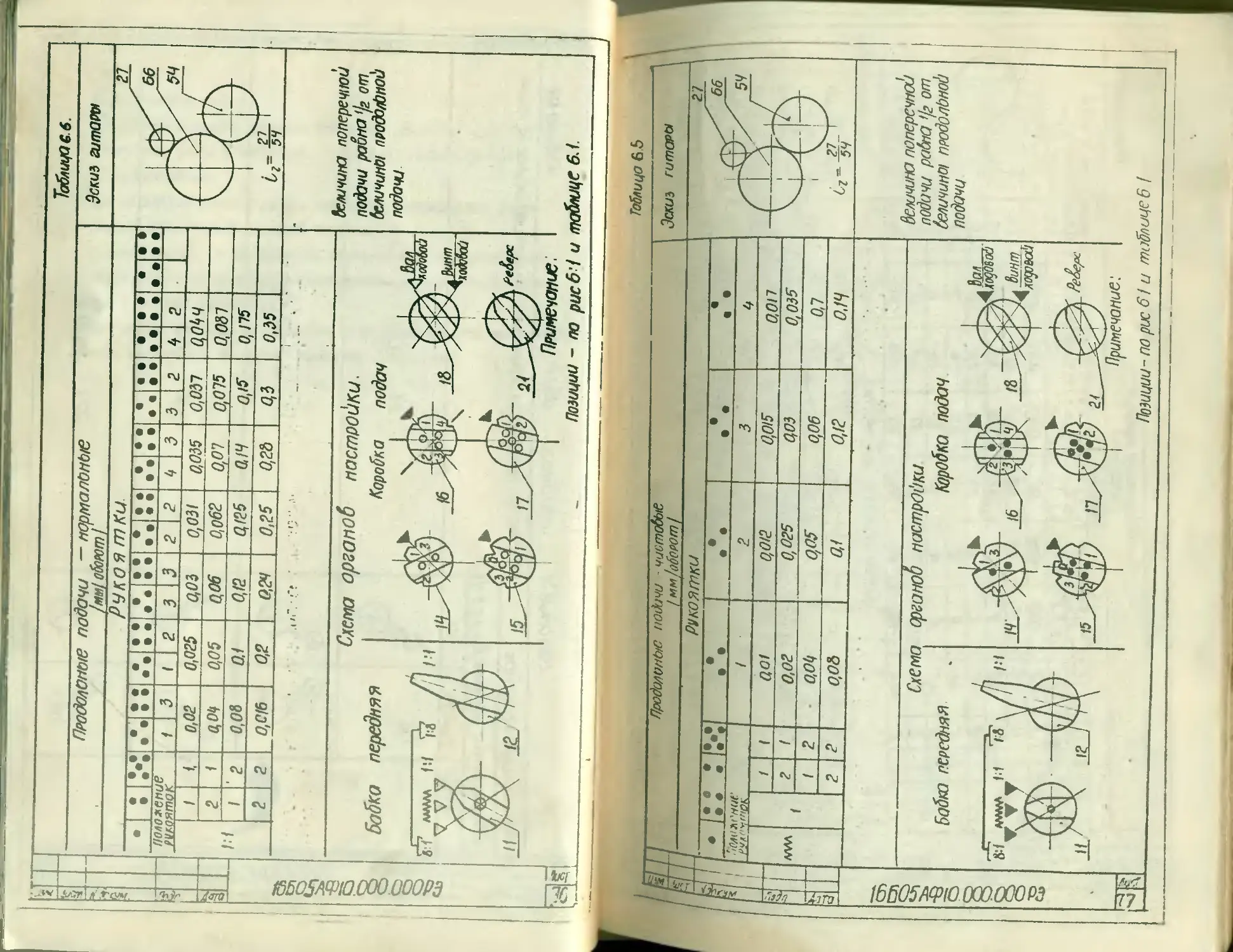
Продолоные подачи —портальные /мм/оборот/
Рчкон тки.
• • • • ' • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • « • • • • • • • • • • • • • V • •
положение МЮятуК 1 3 1 2 3 3 2 2 4 3 3 2 4 2
1 0,02 0,025 0,03 0,031 0,035 0,037 0044
г / о,оц 0,05 0,06 0,062 0,07 0,075 0,087
1 ' 2 0,08 0.1 0J2 0, /25 а/ч 0,15 0,175
2 г 0,0/6 0,2 0,24 0,25 0,2?) 0,3 J 0,35
’ J/Г. fr -
Слета оргапоб постройки.
Коробка подач
Таблица €6
Эскиз гитат
27
7----—
54
66
54
т
24
Примечание.
величина поперечной
подачи раопа '/2 от
беличипО! продо/йпои
подачи
Позиции - по рис6'! и таблице 6.1
Таблица 65
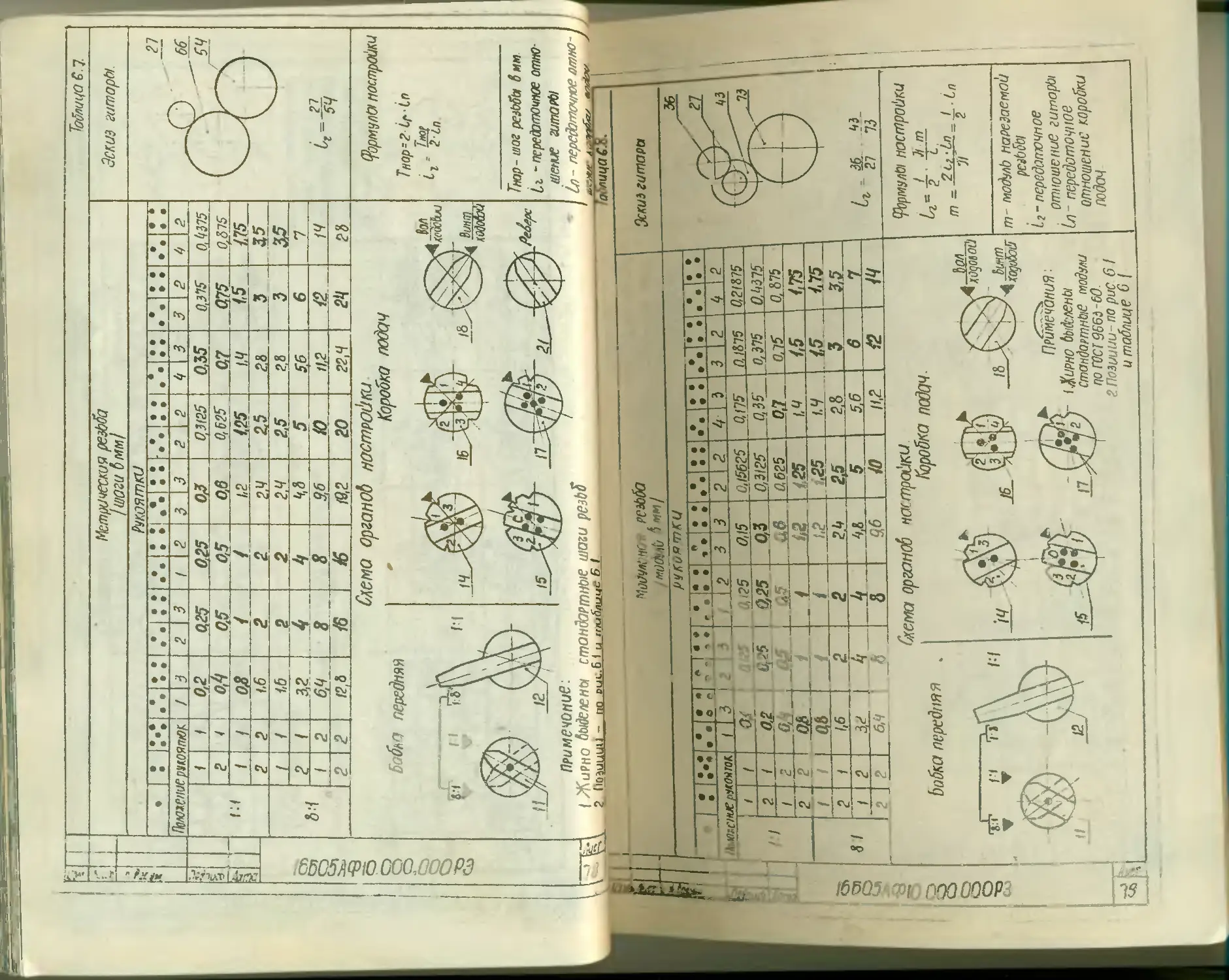
ТоКюца g, 7
Эскиз гитары
Метра честя резьба
/шоги б мм/
Рукоятки
Полокешериояпюк / 3 2 3 / 2 3 3 2 2 4 3 3 2 2
r.i 1 1 OJ Q25 0.25 0^ 0.3125 0,35 0,375 0,1/375
2 i o7T 0.5 0,5 0,8 0,525 0,7 Q75 0J75
1 1 OJB 4 4 1,2 _£25 1,4 1.5 JJ5
2 2 1.6 2 2 2.4 Z5 2.& 3 3,5
84 1 / 1,6 2 2.4 2.5 2.8 3 345
2 1 ^3,2 4 4 V 5 5.6 6 7
I 2 6,4 8 8 9.6 40 11,2 \42 14
2 2 4S 46 IQ,2 20 22,4 24 28
Схема органов
бабка передня»
Я?
сл
постройки
Коробка подач
Ребгрс
3
2
,_ЛМ
ЧюЗМии
Винт
Wsw нс резьба
мОЛ ,1) 1 мм/
рЧКиРтки
3
0,15
юя'ние руррчмк
1
1
/ —г-2
6г“ 54
Q
J4
15
Примечание.
I Жирно выделены стандартные шаги резЬб
\ 2 Позиции - ПО PUt-6 I и.чляОлицсб I
,i?5
<5>
О1
О
а
2_
I
2
1
~2
2
2
1
2
2
2
2
2
_ ___r—
al । _Q3
ОЬ
1,6
-1-
2
С
Ёй Ji
1
L
г
8
i/2 4,25
гл
96
21
66
54
формула постройки
Тцар=2 Lp Ln
L -
6г Z-Ln
Эскиз гитара
1.2
Тюр- шаг резьбы 6мм
h - передаточное отпо
шение гитары
In - передаточное птно-
1 Ллица С. г.
0,3125
0.875
6625
<75
ЛЪ_
. 4,5.
1.4
3,5
2.8
г
5,6
44
42
40
П.2
/ з& чз_
съ 27
ъ_
6
2 2
0,15625
-JL
5_
4.
_а/7£
JZ352
-Ой-
1.4
4_±г
0,21315
0,4315
Схема органов на тройки
0,15
4,5
Коробка подач
Ьобка передняя
/4
<л Р»
ПРимёчаниЯ:
1-Хирно 6bidcnenbi
стандартные модули
П0ГССГ9663-60-
2 Позиции-по рис б /
и таблице б /
_ж_,
XOgUOlJ
“годоТсЗ
| формулы настройки
I 1. Ti т_
иг= 2 L
т = 2с.^п = С.-Ьп
т- модуль нарезаемой
рсзЬды
Сг~ передаточн ое
отношение гитары
Ln- передаточное
отношение корооки
подач
ГайицаЫ
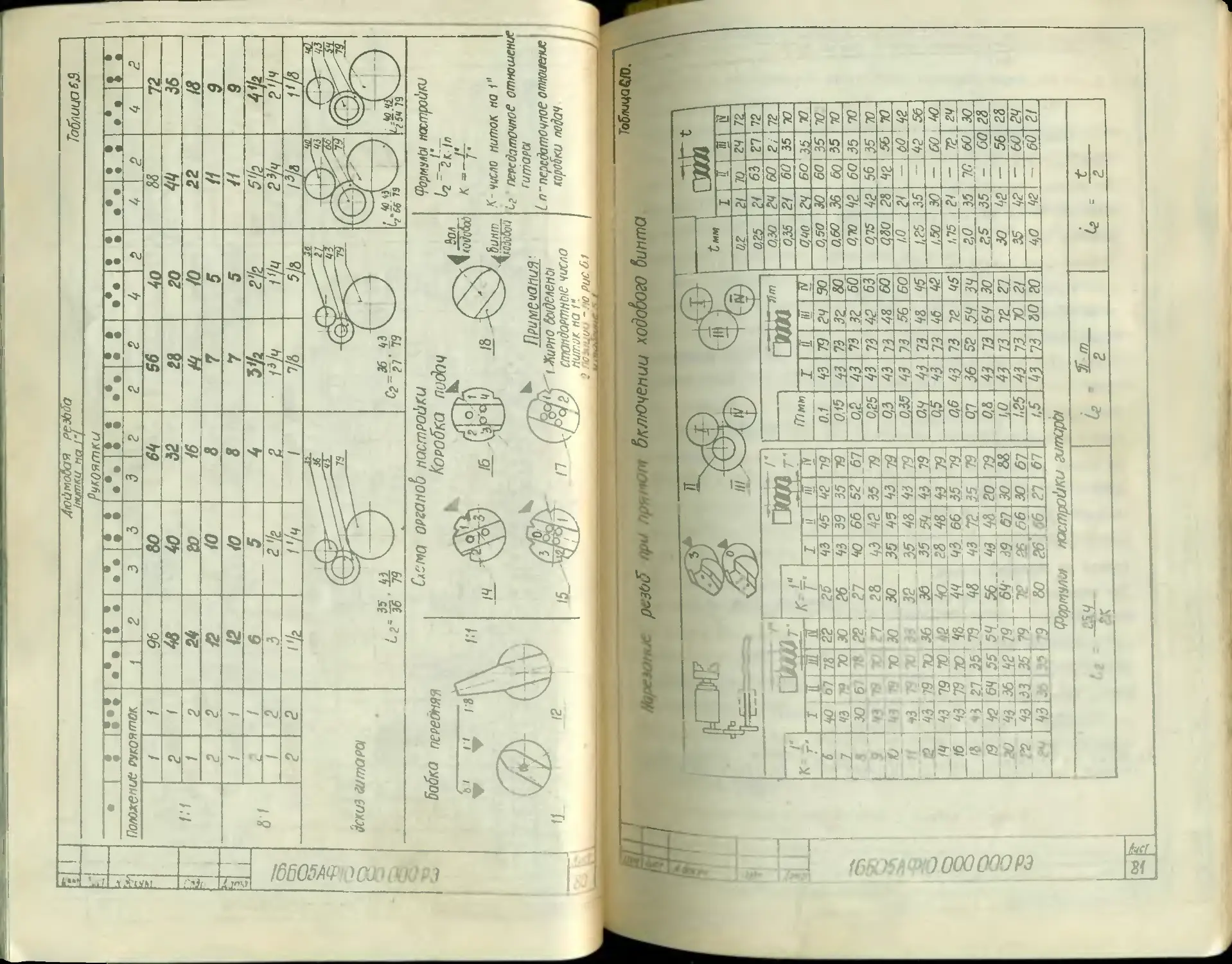
рукоятки
• »*♦ • • • • • • • 9 • • • • • • • • • : : • • • : : •*• • • • • • • • о • • • • • • ГТ
Положение рукояток 1 2 3 1 3 3 г 2 2 4 2 4 2 4 2
f:i / / 96 80 34 66 40 88 72
2 48 40 32 88 20 44 36
1 г 24 80 46 44 40 22 48
г г 12 40 8 7 5 41 3
St 1 < 42 40 8 7 5 44 9
/ б 5 4 У/2 2'/2 542 4,!2
/ 2 3 гЧг 2 13/ч 1‘/и 2*/ч 2'/4
2 г 142 _ /'Л / 7/6 5/3 /4 1{/8
Эскиз гитар® ( /** г — 79 4-^—w ,.41A J сг'5чц^~^
г -Ж 43 \ сг-г7 уд 143
, - 3?. 31 ' L*' 36 79 —а—_ / 4_з\ 73
формулЬ) настройки
^~~2кТп
* -У’.
Л- число ниток на 1"
i-г передаточное отношение
runiapot
L п передаточное отиепие
коробки подач
Таблица СЛ).
>t с- ... резъ5 при . 'ю Ьключениц ходооого бинта
Для текстовых документов (продолжение) Формат 11 ГОСТ 2 301.68
7. ЭЛЕКГРООБОГУДОВАКИЕ
7.1. Общие сведения
(рис,7.1; 7.2; 7.3}
На станке установлены три трехфазных есинхронных электродвига-
теля MI; М2 и М3. На станке имеются следующие напряь _д.я пере-
менного тока;
силовая цепь 3 ^50 Гц 380 В ;
цепь управления 50 Гц ПО в; =246.
цепь местного освещения 50 Гц. 24 В.
Управление станком осуществляется рукояткой на тумбе и oprai
управления, расположенными на передней бабке и на двери элект;
шкафа.
в ниже
। управ пия
танка
г
Электрошкаф с электроаппаратурой станка размещается
правой стороны тумбы
На стенке установлен; v< тройство цифрово индикацш
ЛхМ0-П с линейными дет чинами Т<&^~И
Органы управления устройством установлен! на пульт»
аппаратура управления отдельное оробке расположен >1 сзадт-
станка за передней бабкой.
Для питания устройства используете напряжение НОВ о? -гран
форматера TI.
Для исключения влияни мех от члектроо.кд уованих
работу устройств в и алектрашкефа у ’члены
плите помехоэаш» ны* i
1 «пси на ’ нйгатв' иетушю ат
боты устройства
срабатывающих во ре.
Освещ ние Ч’ч*”' и* ..роизволь’гся свет >.яиком с и.
ЛкТСгНие М сИеТйЛОнИК икается f)f>n качении gfoiMto ugTei^ata
стоь распо». ыш пер да’> оабке ька>/Вво! ’люи
3
аш/ ооэ рэ
^«^^стсвьд докумснго* (продолжение) Ф^^ат М ГОСТ 3 301.68
цроводов в электрошкефе выполняется проводом марки ПВЗ сеч.!.* мм2
черного цвета черев угольник 1/2".
^рехфазныЗ автоматический выключатель с максимальным расцепите-
лем ЧЛД подключения станка к сети установлен на задней стороне
тумбы.
дри уходе за электрооборудованием необходимо периодически прове-
рять состояние аппаратуры, обращая особое внимание на надежное
замыкание в размыкание контактных мостков.
Во время эксплуатации электродвигателей нужно систематически
производить их технические осмотры и профилактические ремонты.
Периодичность техосмотров устанавливается в зависимости от произ-
водственных условий, но не реже одного раза в два месяца. При про-
филактических ремонтах должна производиться разборка электродвига-
теля, внутренняя и наружная чистка и заливка смазки подшипников.
Смену смазки подшипников при нормальных условиях работы следует
производить через 4000 чесов работы.
Перед набивкой свежей смазки подшипники должны быть тщательно
промыты бензином. Камеру заполнить смазкой на 2/3 ее объёма. Реко-
мендуемая смазка I-I3 жировая ГОСТ I63I-6I. Не применять этилиро-
ванный бензин.
•2. Первоначальный пуск. '
При. первоначальном пуске стенка необходимо прежде всего проверить
надежность заземления и качество монтажа электрооборудования внеш-
ни»» осмотром. После осмотра на клеммных наборах в электрошкафу от-
КЛвчи’ь провода питания электродвигателей: MI; М2 в М3. При помощи
вводнсго автомата станок подключить к цеховой сети. При помощи
КНопон переключателя проверить четкость срабатывания магнитных
“Ускетр. -я. ’
7<3.
ясенле работы.
Схема >
•ектрическая принципиальная показана на рис.7.1.
.Поап :
Дата
Кояироэая
Лас
35
PUMf 11
16Е05А410.000.000 РЭ
Напряленпе в схему'вчлючениен вводного выключателя.
Пуск электродвигателя гидростатики М3 осуществляется кнопкой SBj
Кнопка 4BI в точках 1-6 вкл чает-реле времени KTI. Реле KTl.nJ
ботлв,становится на самопитапие в течках 1-6,а в точках 1-9 bkjhJ
чает катушку пускателя ЯП!. Пускатель КТ’1,сработав включает эл^
двигатель гидростатики ’З.а в точках 1-4 вхтачэет сигнальную лед,
почку HL 2.
При достижении нудасго давления в системе гидростатике орабатц-
ваот реле давления SPI, которое подготавливает цепь включения
электродвигателя 1’1. Пуск электродвигателям! может бить осушэста.
лен только в тем случае,если реле давленияSP2 стилючонс. Зключе-
ние электродвигателя MI осуществляется поворотом рукоятки пера j®.
чателя (ряо.6.19).При повороте рукоятки вправо срабатывает микро-
переключатель 3Q1 к в точках 16-17 включает катушку пускателя
1С.’2. Пускатель КМ? становится на санопитание в точках 16-17 и сзо»
ми силовыми контактами включает '.’I, - осуществляется прямое вощение
шпинделя. При повороте рукоятки переключателя влево срабатывает
микропереключатель SQ2 в точках 16-21 включает катушку пусчате-1
ля КМЗ. Пускатель КМЗ становится на сагопитание в течках 16-21 п
своими силовыми контактами включает MI - осуществляется обратнее
вращение шпинделя. Пуск электродвигателя JZ2 подготавливается кон-
тактами КТЛ2 или КМЗ в точках 24-25 и осуществляется включением
выключателя SAI в течках 16-24.
При повороте рукоятки переключателя на себя срабатывает микро-
переключатель S 03. Его размыкающий контакт в точках 15-16 от
чает катушки пускателей КМ2 и КМЗ,а эамыкаяаяй контакт в точках
1-27 включает пускатель торможения Ж5. Включение последнего воз-
можно только при отключенных пускателях КМ2 и ’З.'З.что контролирУ'
ется-размыкающими контактами этих пускателей в течках 27-28-30.
I6E65AvIO.000.000 РЭ
евшийся пускатель КМ5 запараллеливает две обмотки электродви-
®i0<B я HI и подключает их к источнику псс”ояпнсгс тока в точках BI0
тт осуществляется диналческое ториояапие электродвигателя bl
11 си*
давнего движения. После остановки шпинделя рукоятку переключателя
отпустить. (Электросхсма возвращается в исходное полокопио.
слеЛУ0
осушествления общего останова станке необходимо пьлать па
этом вращение шпинделя отключается мгновенно в
точках 1-27 включается катушка пускателя тормскеипя
электродвигателя гидростатики М3 осуществляется
КК0ПКУ5В2. При
точке 6-7.
Кнопкой SB2 в
Й’5. Останов яе
в точках 1-9 контактом реле времени KTI. Времени размыкания этого
контакта при отключении катушки реле КГ1 достаточно для полного
останова впшндаля.при работающей гидростатике.
Устройство цифровой индикации обеспечивает работу в трех реаимах:
а) бср'
б)покадровб
в)непрерывной от
Рении
ии.
ется
тработки программы
шествля
работы вы
ся п
кнопкой SB 10. Кроме пе
кнопка SBII,осуществляющая сброс
телем SAIO.a цуок устройства ссу-
еленкых органов управления
16Е05АЯ0.000.600 К>
и»» Jt> I Пс<я ни'
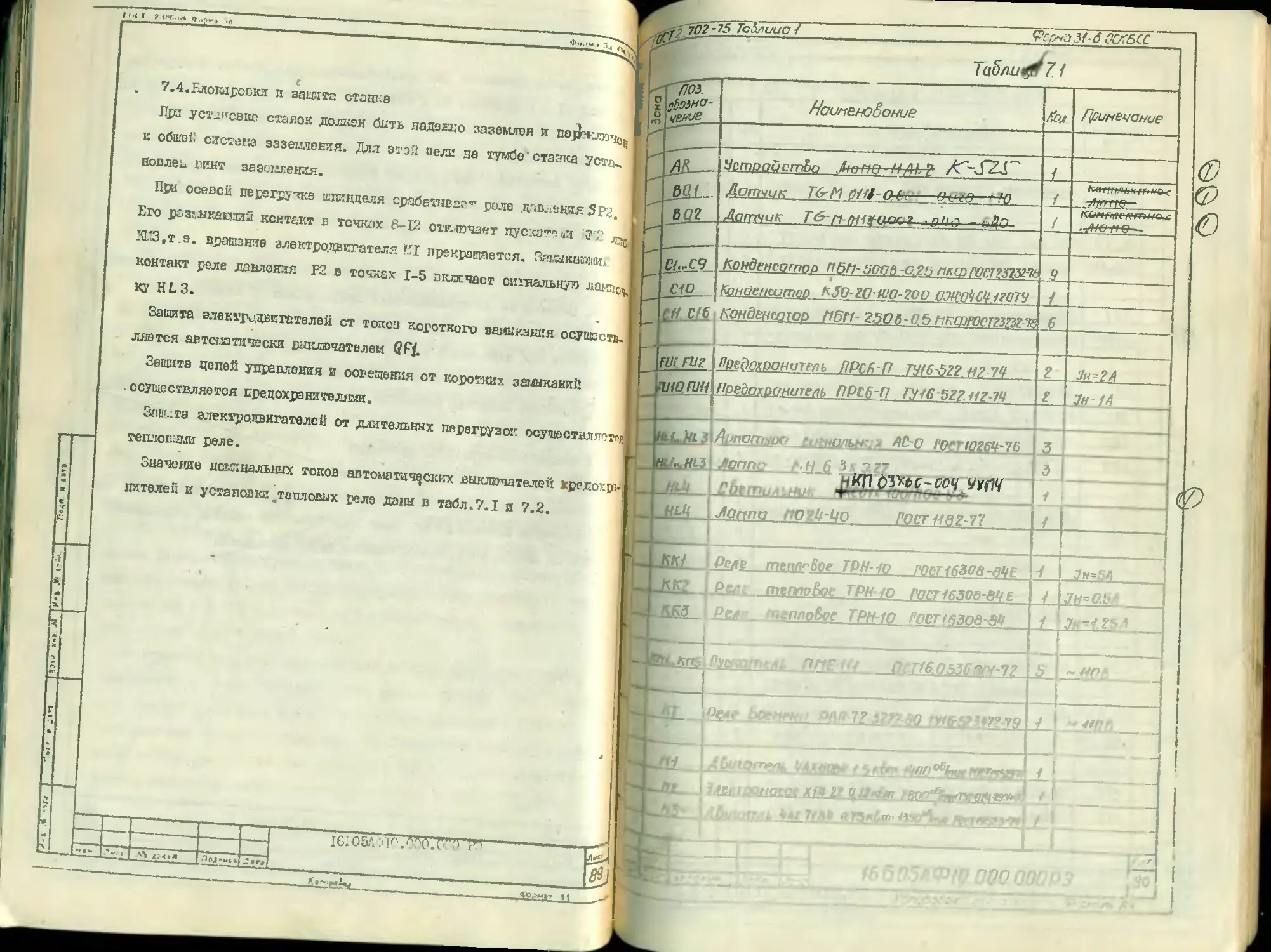
7.4.Бло1ыропки и защита станка
При установке станок долдан бить надакно заземлен и шцЬелюч^ I
к обшей система заземления. Для этой пели па тумбе станка уста» I
повлеь винт заземления.
При осевой перегрузке шпинделя срабатывает роле давления 5Р2. I
Его розм/даидий контакт в течках 8-12 отключает пускатели :3'2 л»Д
ХЗ,т е. врашэниа электродвигателя ’’I прекращается. Зймакаюпм
контакт реле давления К в точках 1-5 включает витальную лагец^
КУ HL3.
Зашита электродвигателей ст токсз короткого замыкания осушоств.
ляется автоматически выключателем QFj.
Зенита цепей управления и освещения от коротких замыканий
.осуществляется предохранителями.
Зашита электродвигателей от длительных перегрузок, осуществляет^
тепловэии реле.
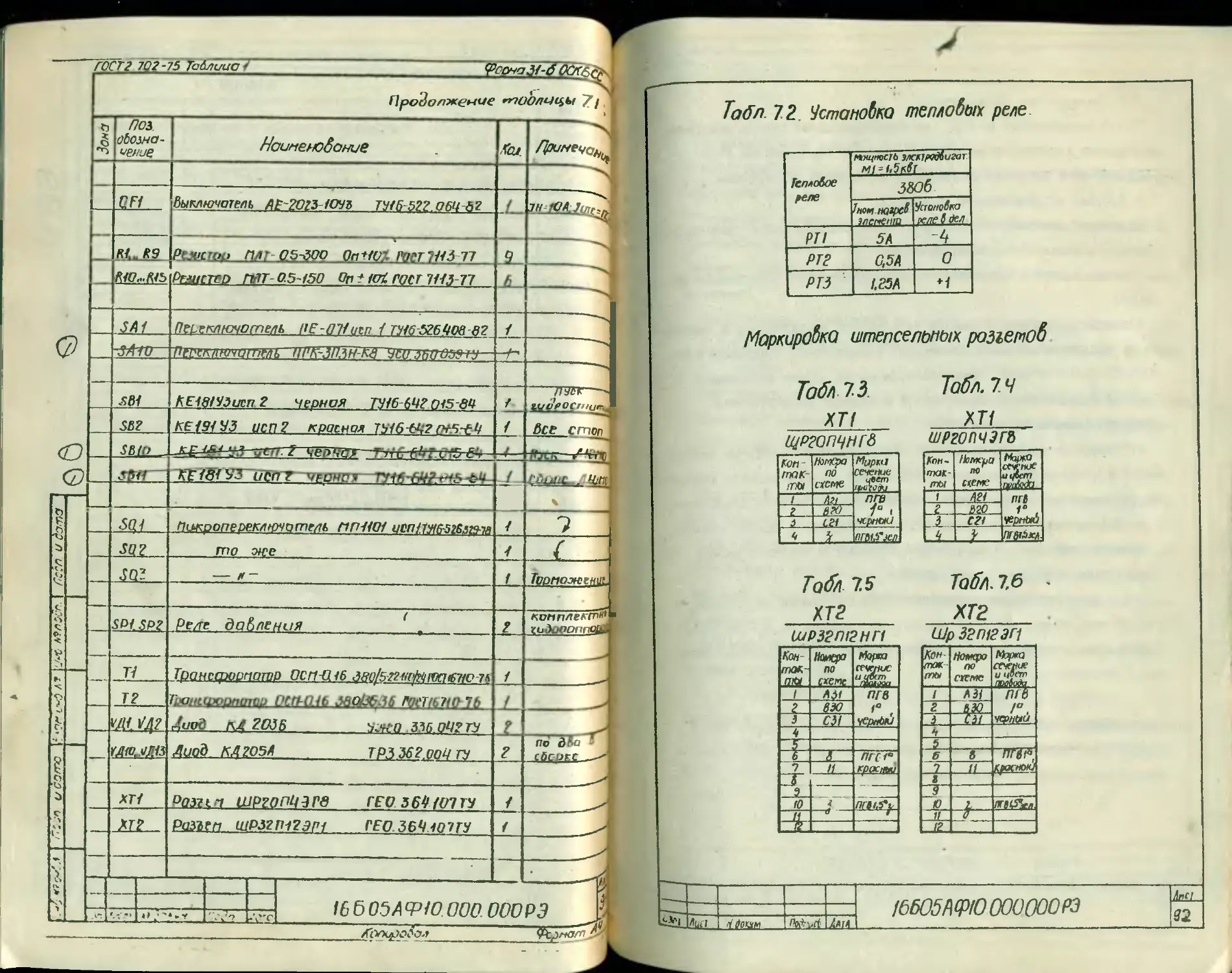
Значение номинальных токов автоматических выключателей кредохцв-,
нителей к установки_тепловых реле даны в табл.7.1 и 7.2.
Дгл'кАч.
Ф°?МГ И
Т2-75 Tolwuua 1
фдюМ-д оскьсс
/да.
D X О cboiHO- “иение Наименование Кол Примечание
дк ЫстоойстЬо Jhofio-HAi-& /Г\Г2Л f
Датчик Т6-Р1 (НИ-Ып в^не—-ю 1 TTQf9fb4PKffti^Z uftrrtto •
Вд2 Датчик T&-n-oiat-o,ac-l -.рна—оДо- I .am но ~
С{...С9 Конденсатор Пбн-500в -о,25 пка>Гост?К1&п ,9
сю КонОенсатоо КЯ) 20-ЮО-200 ОЖоЧбЧ 1207У 1
{// СЮ Конденсатор ПБп- 250В-0.5 пксогоотгзвг те, 6
—
fui шг Оредокранитепь ПРСИ П 7416-522 И? 74 ? 3hz2A
ЯНОШИ Предохранитель ПРС6 П 7X16-522.112-74 2 g»-1A
Дрпатчио МЮ ?OCTtQ?64-76
> Н^НСЗ Допои - Н 6 ? ??.“ 3
i /ДЛ м-MW даиаьга.^ 1 I
Я №4 Данна под-Цо Роста в 2-77 1
Реле menfi'-'Boe ТРН-ю гост 16508-Q4E 1 1n=5A
Ру. (оептоЬче три-ю госпбзое-вчс / ЗН=О.Ы
Рел- rwuwtoc ТРн-10 POCTT63O8-8U /
вакш,. ,Р7е. 1" • ; ПГ^Т'-т ОсП6.ОЬЗбап7-72 e
\Реле Ьоепенс РйП 77 32^. 90 Wg3»?? V9 r
U2£/j> 1
.щ W 2? o_!J</n
'tflMtiiw1 HfWH J-
7.5.Указания мор безопасности.
7.5.1.Еезопаснссть работы электрооборудования станка обеспечи-
вается его изготовлением в соответствии о требованиями* ГОСТ
12.2.009-80 и выполнением указаний настоящего руководства. ,
7.5.2. Для обслуживавшего персонала.
Персонал, заняты!- обсдаиивзниол электрооборудования станка, «
также его наладкой и ремонтом,обязан:
а)иметь допуск к обслуживании электроустановок напряжением до
10003;
б)знать действующие "Правила технической эксплуататаи и безопас-
ности обслуживания электроустановок промышленных предприятий пс
ГОСТ 12.1.019-79иССБТ. Электробеэопасность. Общие требования" и
ГОСТ 12.3.019-80"ССБТ. Испытания н измерения электрические.
Обшив требования безопасности"
в)Руководствоваться указаниями мер безопасности,которые содер-
жатся в настоящем руководстве,руководстве по эксплуатации механи-
ческой части станка и в эксплуатационной документации,прилагаемой
к устройствам в к комплектным изделиям,входящим в состав станка.
г)знать принципы работы электрооборудования станка работу его
схемы автоматического управления.
7.5.3. Для обеспечения безаварийной работы станка напряжение пи-
тающей сети на его вводе ложно быть в пределах от ft? до ЦО */•
вагинального значения,а отклонение частоты от номинального знач
кия отелелог+гХ 4
V; Sil Станок и устройства,входящие в его состав, которое могут
оказаться под опасным напряжением должны иметь надяияое заземле
KHl.
т
I6B05' -I0.iX'0.Gi” PS
К заземляющему зажиму, установленному на вводе к станку в низе
с электрооборудованием, должен быть подведен от сети заземлявший
проводник оечэниеы 2,5мм^_
Качество заземления должно быть проверено внешнимосийтром и
измерением сопротивления мезау металлическими частями станка и
каждого устройства и зажимом дая заземления,находящимся на вводе
к станку.
Сопротивление заземления не должно превышать 0,1 Ом.
7.5.5. КАТЕГОРИЧЕСКИ ЗАПРИ [АЕТСЯ ПРОИЗЗОДЛТЬ РАЕОТП ПОД НАПИМС-
НИЕМ
При ремонте и перерывах г работе вводной выключатель должен бйть
обязательно отключен и заперт специальным устройством,предусмот-
ренным конструкцией ниши с электрооборудованием.
ВНИМАНИЕ!
При отключенном вводном выключателе в кише с электрооборудова-
нием остаются под опасным напряжением цепи питания станка.
7.5.6. На пульте управления установлена кнопка "аварийный стоп"
с грибовидным толкателем красного цвета, которая обеспечивает
отклонение всего электрооборудования станка независимо от реки-
*
га работы.
Действие кяошоГаварпйннй стоп" должно проверяться при периона-
чальном пуске станка.
7.5.7. КАТЕГОРИЧЕСКИ ЗАПРЕЩАЕТСЯ РАЗЪЕДИНЯТЬ И СОЕДИНЯТЬ
СОСТАВНЫЕ НАСТИ ШТЕГОЕДЬЯНХ РАЗЪЕМОВ, НАХОДЯЩИХСЯ ГОД НАПРЯШИЕМ.
7.5.В. Ддя обеспечения безопасной работы .предупреждения поломок
механизмов и брака на станке предусмотрены электрические блоки-
РОВЕН.
„У| АСХ1И,
16ГО5АМ0.000.000 РЭ
Я«<
94
7,В.Основные неисправности эдснТрооборудования
Таблица 1. ?
±j! Воямохное нарушение ! j Вероятная причина । "Г "" " ! Метод устранения !
I. Не включается сдан на Выбило тепловое Включить тепловое
двигателей реле(определить) роле причину перегрузки) Обрыв пени управления Устранить обрыв, либо силовой цепи
2. Двигатель не развивает Обрыв одной ив фаз Найти обрыв и
требуемой мощности силовой цепи восстановить цепь
3. Увеличение времени Пробой одного ив Заменить неисп-
торможения шпинделя тормозных диодов равный диод
4. № работает УШ Отсутствие питате- ля на -йзМО Заменить сгоревши предохранители Остальные неисп- равности соглас- но инструкции УШ
И и ж. м лу€1.
16Б05А«510.000.000 РЭ
95
~pgfi текстовых документов (продолжение) Формат И ГОСТ 2 301-68
8. гшкро и смААогная cuctemS^
SJ-ШР'КИСПМА.
ЗЛ4-0бщие сведения.
Гидросистема в стенке осу: ;ствляет:
питание гидростатических спор шпинделя;
смазку шестерен переднее бабки, коробки скоростей вариатора и
коробки подач.
8.1.2. Конструкция.
Система состоит из следующих узлев и группы:
агрегат гидростатики,
гидрокоммуникация,
блок контроля нагрузки шпинделя.
В группу "Агрегат гидростатики" входят узлы:
блок управления и контроля;
установка насосная
аЛЗ/'Агрегат гидростатики" представляет собой комплексную
установку, включаяуэ неессоую установку, аппаратуру фильтрации,
регулирования и контроля давления.(смрис -&.l)
На верхней плите 4 бака 3 установлена насосная установка 10,
связанная гибким рукавом 15 с блоком управления и контроля 7.
Блок 7 управления и контроля трубами 13 и 16 связан с фильтрами
6 предварительной и 8 тонкой очистки масла. На выходе фильтра 8
тонкой очистки закреплен коллектор 9, отводы от которого связа-
ны непосредственно с передней и задней спорой шпинделя.
Фильтры 6 и 8 закрепляются на кронштейнах 5 при помощи клеммной
стяжки. Расположение фильтров обеспечивает замену фильтроэлемен-
тов без демонтежа.
На верхней плите 4 установлен воздушный фильтр II (сапун),
ввернутый в заливочную горловину 12. В баке Предусмотрен кол-
Г~~1-1----—|----------i | ieS05AiIO.OGO.CDO РЗ
Ими 1-Т.(Г Нс. If. Г «---с. I Пг, ।___________________________
Для текстовых донуиоят иг ГРГОДО-чжпте) Формат 31 ГОСТ 2 301-Св
Гкияжгь в д»т1 | Вы* ими. М i Йж».~м луба. | Потно a jut»
лектор 17, к которому подведены все сливы на станке.
Слив рабочей жидкости из коллектора производится через заливочщ^
горловину, т.е. через фильтрующую сетку и магнитный ул витель,
что предотвращает попадание элементов износа шестерен в бак 3.
На передней стенке бока встроены два маслоукаэателя 14, по
которым контролируется уровень масла в баке. Для слива масла из
полости бака предназначена маслоспускная пробка 2.
Агрегат крепится в нише тумбы станка на отдельно стоящей плите
черев пл„нки I, приваренные к баку 3.
Установка насосная (рис.8.2).
Насосная установка состоит из приводного электродвигателя I в
насоса 4, связанных между собой упругой муфтой 2
Электродвигатель I и насос 3 крепятся к кронштейну 5. Кронштейн
5 черев резиновую прокладку крепится к верхней плите бака. На
входе в насоо 4 установлен всасывающий патрубок 7, а на выходе -
угольник 3.
Утечки ив корпуса насоса отводятся черев штудер 6.
8.'/.5". Блок управления и контроля (рис.8.3).
Елок управления и контроля предназначены для регулирования и
контроля давления питания гидростатических опор шпивделя.
Блок состоит ив подпанельной плиты I, на которой установлены:
обратный клапан 3 (ПГ51-22), гидроклапаны давленая 8 и 12
(ПБГ54-32М) и волотник включения маноыетрг 4. на котором на шту-
цере 3 закреплен манометр 6 .
□ццвод давления к блоку выполнен через отверстие 13. По
каналам в блоке оно подводите ч к гидроклыану 12, золотнику .
16БЭ5АС10.000.000 РЗ
Л
3^
Копкронал
Формат 11
^^’“ду~1гексто»ыж документе» (продояхемие) Формат 11 ГОСТ 2.301-СЗ
мапоме ра 4 и выводится на заднюю сторону панели для отвода к
фильтру предварительной очистки - отверстие II.
Через отверстие 10 к блей/ подводится давление после фильтра
тонкой очистки. По каналам в плите это давление подводится к
гидроклапану 8, которым настраивается давление в системе пита-
ния опор шпицделя, к реле контроля давления 7 и к зс.ютнзку
включения манометра 4. Таким образом, обеспечивается визуальный
контроль давления до фильтров и после них, а также автоматичес-
кий контроль за давлением на выходе из агрегата.
Сливы из гидроаппаратов объединены сверлеными каналами в плите
в отводятся в бак через сливной патрубок 9. Блок крепится к верх-
ней плите бака при помощи уголков 2 через резиновую прокладку.
8.Л6. Гидрокоммуникация (рио.8.4).
Гидрскоммуникация станка предназначена для соединения агрегата
гидростатики с операми шпинделя, картерными полостями передней
бабки, коробкой подач и вариатором, куда отводятся часть слива
из опер шпицделя.
По рукаву I подается давление к передней спора, а по рукаву 2 -
к задней опоре.
По трубе 3,
подается на
шлангу 6 из передней картерной полости бабки масло
смазку коробки скоростей вариатора, а пс рукаву 10
бак.
отводится в
По рукаву 4 отводится масло из передней картерной полости в
бак-.
Отвод масла из коробки псдач производится по рукаву 8. По тру-
бе 5 подается давление из осевой опори шпинделя к реле контроля
нагрузки шпинделя. Дренаж из блока отводится в бак по рукаву 9.
I6BGSAiI0.CC0.0(X) РЭ
i %
Для текстовых дояумеитоя (продолжение) Формат It ГОСТ 3-301-68
8./.Z Описание схемы гидравлической принципиальной (рис.8.5).
» * wu.i fteiw* ж irra i Вмм. ли». M I Ива, m lyOi. f Г.сапжо i дата
Питание системы гидростатических опор шпинделя и централизован,
ной смазки производится от насоса НП, приводимого электродвига-
телем М2.
Давление по магиотр'ли 21 через обратный клапан KOI и магист-
раль 22 поступает к блоку фильтров, включающему фильтр Ф2 пред-
варительной очистки в фильтр ФЗ тонкой фильтрации.
После фильтров давление по магистрали 24 поступает к гидростати-
ческим опорам шпинделя (к передней и задней опоре одновременно).
Слив из передней опоры поступает в переднюю картерцуй полость
передней бабки и служит для смазки шестерен и подшипников каче-
ния, расположенных в ней.
Из передней картерной полости бабки рабочая жидкость поступает
по двум магистралям соответственно в вариатор и в бяк.
Слив из задней опоры попадает в заднюю картерную полость бабки
и из нее в коробку подач, где используется для смазки ев меха-
низмов, из коробки подач масло поступает в бак.
Слезы из механизмов станка поступают в бак через сливной кол-
лектор, на выходе которого установлен магнитный уловитель и
фильтрующая сетка. -
Давление в системе настраивается напсрнш. золотником ВД2 пспока-
заниям манометра М.
Подключение манометра к соответствующей точке производится кре-
ном манометра ЗМ.
Автоматический контроль давления в системе производится реле
давления рц. .
Напорный золотник КД1 настраивается на давление, превышающее дав-
ление в системе (настраиваемое напорным золотником КД2) на
7+9 кгс/см^.
16Б05АФ10.000.000 РЭ
Кржмромл
Форм*» 11
— «истовых довумеятов (продолжение) Формат Д1 ГОСТ 3.301-68
/У f>, £ ,%
Это удлиняет срок использования фильтрующих эдеме нтов^при
их частичном засорении. Q ГС/С. о >
Для предотвращения выхода вз строя передней гидростатической
опоры из-за значительной осевой перегрузки в системе предусмот-
рено реле давления РД2. К этому реле подведено по магистрали 30
давление из осевого заднего кармана гидростатической оперы
шпинделя.
При увеличении осевой нагрузки уменьшается зазор между опорными
поверхностями осевой опоры, что вызывает подъём давления в кар-
мане.
При достижении давления в кармане определенной величии, соот-
ветствующей минимальному допустимому зазору между опорными по-
верхностями оперы и шпинделя, срабатывает реле давления РД2 и
блокирует вращение шпинделя.
8.1(4. Первый пуск и наладка агрегата гидростатики (рис.8.1, 8.5).
Перед пуском агрегата гидростатики, являющегося одновре-
менно источником питания централизованной системы смазки, необ-
ходимо:
- тщательно продуть все подводящие рукава;
- промыть картерные полости передней бабки, коробки скоростей
вариатора;
- максимально расслабить регулировочными винтами пружины напор-
ных золотников ВД1 и К22 (рис.8.1, 8.5).
- в полость бака залить тщательно отфильтрованное масло марки
И-5А ГОСТ 20799-75 в количестве 50 л;
- отводящие металлорукава I и 2 (рис.8-4) подсоединить к залив-
ной горловине, вывернув при этом воздушный фильтр II
(рио.8.1).
i/lpCT !ноы. доьум.1 ПбЖПМбЬ j
KoaMpotaj
I6E05AQI0.000.000 РЭ
1/00
Для теястовыж документов (рродолжевио) Формат 11 ГОСТ 3 301-66
н опорам шпинделя в пе-
4 слать масло из бака
отфильтрованное той же
Ие• М мо«.| _ Подпись и дт« I Вмм. мн». Л» j Ижв. Л> лубл.
Кратковременно включить приводной электродвигатель гид-
роагрегата в проверить правильность направления его вращения.
После правильного подключения приводного электродвига-
теля включить последний на 2-3 часа. При этом регулировочный
винт напорного золотника ВД1 зажать до предела. При таком сое-
динении магистралей промывается гидроаппаратура, корпусные де-
тали и отводящие магистрали гидроагрегата.
.. После выполнения п.З подключить отводные магистрали I и
2 (рис.8.4) к соответствующим точкам передней бабки и включить
приводной двигатель насоса гидроагрегата на I * 1,5 часа.
При этом промываются подводящие каналы
редней бабке.
После выполнения работ по п.З в
гидроагрегата и залить новое тщательно
марки.
Заменить фильтроэлементы в обоих фильтрах.
Максимально расслабить пружину напорного золотника КД1
(12), а пружицу напорного золотника ВД2 (8) зажать до предо-;
ла (рис.8.3). w
Включить приводной электродвигатель гидроагрегата и по показа-
ниям манометра 6 (золотник манометра 4 поставить в положение "I”)
настроить давление в система поредка 25 ♦ 27 кго/см^).
После выполнения п.6, расслабляя пружину напорного золот-
ника КД2 (8), настроить давление в системе порядка 17...18 кгс/см?
При этом давлении настроить срабатывание реле давления РД (7)
(рис.8.3).
16Б05АСЮ.СОО.СОО РЭ
&О1
Кгежтк»ал
Формат II
Дм тагстхдаа документе» (продолжение) Формат 11 ГОСТ 3.301-66
. Регулировкой напорного золотника КД2 (8) настроить
давление в системе порядка 20 кгс/сы^.
' Проверить "включение" шпинделя и включить его вращение
со окоростыо порядка 1500 об/мин на 30 мип.
После этого подрегулировать выходное давление (давление пита-
ния опор шпинделя) до 20 кгс/ciZ.
ВНИМАНИЕ)
ПЕРЕД НАЧАЛОМ РАБОТЫ НА СТАНКЕ ВКЛЮЧИТЬ
ГИДРОАГРЕГАТ ГИДРОСТАТИКИ И ВРАЩЕНИЕ
ШПИНДЕЛЯ СО СКОРОСТЬЮ 1500 ЬМГ1 НА
30-^0 МИН. да СТАБИЛИЗАЦИИ ТЕМПЕРАТУРЫ
СИСТЕМЫ.
Ковмрааде
. л...
|УО2
Оогимт И
16БС5АФ10.000.000 РЭ
Форма Sa ОСЛБ(^
УКАЗАНИЯ ПО ПИТЛЦЙНИЙ НАСЕЛ В 1ИДРОСИСТЕЛЕ.
В качестве рабочей кдаости для питания гидростатических опор
шпинделя рекомендуется применять масла .указанные в таблице 8.1.
Таблица 8.1.
"у.. — Ь.-г{Смаэоч1ке гатэриалы шг пр-ва СССР f Смазочные материали инофирм
Jhell Mobil Calcex.
I. Индустриальное t И-5А ГОСТ 20799-75 Idllus 11 Velositc 3 opincsso >2
2. Индустриальное гидравлическое ИПМ ИГП-6 ТУ38-Ю1413-78 Tellus 15 Veloeite 10 Spinesso 56 «
S -’ iX'Ay.y
16Б05А010.000.000 РЭ
KanapaSa/K
flv£.
/ *
Формат А<11 -п
£/Jfl.B03M0 HUE НЕИСПРАВНОСТИ И 1.ЕТ0Д1 ИХ УСТРАНЕНИЯ.
Перечень возмогших нарушений в работе указан в таблице 8.2.
Таблица fl..2
Ве»°®ная п^!Еа
• ..
; Метод устранения
•Пря
!ме-
I. Отсутствие ^Недостаточный уровень
давления в масла в баке
системе
2.Полосе воздуха на вса-
сывании насоса •
। ,нге
I .Долить масло до верх-
него уровня по риске
маслоукаэателя.
2 .Уплотнить резьбово
соединение всасывающего
патрубка и насоса.
3.Заклинал в открытом
положении один из гидро-
клапанов давления КИ или
КД2 из-за:
а)эаоорепия демпфирующего Разобрать и промыть ила-
отверстия
б)эасореиия отверстия
подвода давления управле-
ния
в)попадания посторонних
включений на
поверив ости
4.3ас<рплся фильтр тон-
кой очистки или оба фальт-менять его на новый. Промыть
ра , корпус фильтра
I Заклинил плунжер давле-
ния из-за:
' а)попадания посторонних
включений на поверхность
пан
посадочные
клапана
После прогшвания всего
клапана притереть плун-
жер в корпусе
Снять фильтроэлемент и за-
Отсутст-
вие сиг-
нала бло-
кировки
вра ения
при паде— плунжера
нии давле- .
ния в сие- б)малый натяг регулиро-
теме вочнсй пружина
Т.Разобрать реле,про-
мыть, притереть плунаар
реле в корпусе.
2.Увеличить натяг пру-
жины.
16Б05А^*О.СЮС.СОО PG
1G'+\
текстовых документов (ирсдолжеете) Формат 11 ГОСТ 3 301-65
8 2. СМАЗОЧНАЯ СИСТОЛА.
g,2.I. Схема точечной смазки показана на рис.'5.6.
В таблице 8.3 указан перечень элементов смазки.
£>2.2. Описание работы.
Смазка механизмов передней бабки, коробки скоростей вариатора
и коробки подач осуществляется от системы гидростатики и опи-
ли м
сана в.4'разделе ^/"ГидросистемА •
Смазка механизмов фартука осуществляется при помощи вспомога-
тельных шестерен, погруженных в маслованну 2.
Смазка ходового винта, ходового валика и их спор, направляющих
станины и суппорта, спор винтов суппорта, пиноли задней бабки
и др. производится при помощи масленки или лейки.
Смазка электродвигателей и другого электрооборудования
см.раздел 7 "Электрооборудование".
8.2.3. Указания по монтажу и эксплуатации системы смазки.
Перед пуском станка необходимо:
-промыть все маслинные резервуары керосином, заполнить резер-
вуар фартуке 2 маслом Марки И-20А по ГОСТ 2С799-75 в количест-
ве 0,5 литра. Контроль за уровнем производится по маслоуказа-
те.из 3;
- оыазать вое точки, увезенные в таблице.
При работе станка контролировать по маслоуказателям наличие и
уровень масла.
Ручцув смазку производить согласно таблица 6.3.
Смазываемые точки указаны в таблице 83.
Доливать смазку по мере необходимости. Смену смазки в корпусе-
производить при ремонте.
01.tr !ном.у»,1
I65C^SIG.CCC.OGO РЭ
Подпав » д»т> | Ьяк. ямв М | И ив. М лубл. | Подпись и д«п
Ддл текстовых дркументоо (продотпкеиив) Формат 11 ГОСТ 3-301.66 Таблице 3 ПЕРЕЧЕНЬ ЭЛЕМЫ1Т0В СИСТЕМЫ СМАЗКИ
Поз. ! ! |Кол.!Приыёч?‘ обозна-? Обозначение ! Наименование ( |ние чение ! | | |
I Слив масла из корпуса фартука 2 16Б05А.331.101 Резервуар (корпус фартука) I 3 Маслоуказатель 14 ОСТ 2 C5I-I-B7 I 5 Пресс-масленка 3.2.2.Ц6 ГОСТ 19853-74 Преос-масленка 3.2.2.Ц6 I ГОСТ 19853-74 П Пресс-масленка 3.2.2UI6 ГОСТ Т9853-74 12 Пресс-масленка 3.2.2.Ц6 ГОСТ IS853-74 14 Преос-масленка 3.2.2.Ц6 ГОСТ 19853-74 I 15 , Заливное отверстве 2 К Заливное отверстие I 18 ' Пресс-масленка 3.2.2.Ц6 ГОСТ 19853-74 2 20 Ручная масленка I 21 Пресс-масленка 3.2.2.Ц6 ГОСТ 19853-74 I л 23 Пресс-масленка 3.1.1.Ц6 ГОСТ 19853-74 I 25 Ручная масленка р
** 1-.-. К « чч 1 П.ч -.» 16Е05.АФ10.000.000 РЗ j /0? Чага 1
Кся>рс»|Ц
Форши» II
т
Тучная
I раз в
То же
То же
То же
-iii.
19
Набивка
24
26
28
Солидол "С"
ГОСТ 4366-76
Масло инлустриальнте
И-2ОА ГОСТ 20799-75
МАРТА СМАЗКИ
Солидол "С"
ГОСТ 4366-76
цнлт-ам»!.
ГОСТ 6267-74
точек
во Схеме 0МвЯЯ I
1 1 * —
3
t от rrJ £ о о ь g М
’ Б
7
м doo'oar отзудэзэт
Завод Одесский станкостроптельный
Стздок топорно-винторезный особо-высокой тот пости с ПИ "~'икро-С VC-J!n’<0 II"
{яажмоковакже оборудотаяия, модель) код, I6EC5A5I0 ~
Габиц* Р»4
5Ь
ои
г
। СмазочаыИ материал j
I (кажмеаомпе, марка, [Спосов омазкж • । Пермоджчяость
। * стандарте иж ТУ) } | емдздж
5
Опоры реечной
шестерни фар-
тука
Напрэв япиэдтв
станины..
Задние опоры
ходового вин-
та и ходового
валика
8
В
Пиноль и вин-
товая пара
задней бабки
Опоры винта
задней бабки
। Раоход смазоч-
I кого материала за
। уотаяомвяяыа
ДОРИОЛ
о
2 см4
5см5
гем7
2СМ3
8
1см3
Продолхекие табл. 8.4._ф
• точек во охвмв Объект смазкя СмазочЕыЯ материал (наименование, марка, fe стандарта ш ТУ) Способ смаакл Пвряедкчяость омаакл Расход смазоч- ного материала за установленны! период
J 2 4 5~ 6
СМ3
13
Опоры винта по-
воротной карет-
ки суппорта
Споры винта по-
перечных оала-
зок суппорта
Ici?
Направлявшие
продольных и по-
воротных сала-
зок суппорта
Споры лимба
фартука
Ось сменных
шестерен гита-
ры
Зубчатые коло-
са гитара
Подшипники ле-
во- опоры вход-
спаду
Зс!?
2см3
2см3
Набивка I раз в сутки
То же I раз в б ме- сяцев
Зс?Р
<•
8
£
Я
И-a М •м Индж» дата Н-ич ине Ч Пн* Ч яуАл. Полпкъ я лат»
• t 4 Прохолхеям табл. S.4,_t -ХОСТ 26582-85 Форка 35а-&6 ОСКБС(
1 3 в В точек ДО ОГОМЭ Объект смазка Смазочкы! материал (каякекование, марка, В стандарта кл« ТУ) Способ сказа Периодичность омааа Расход смазоч- ного материала за установлена! период
3 i I 2 ”ПГ" * ... ~5
30...32 кого вала короб- ки подач Поверхность соп- ряжения вален с подвижными дис- ками вариатора То же I раз в сутки IC1?
5
L w 8 о В i § ; g О 3 if I
j
Ддя ^теговых документов (продояжедие) Формат 11 ГОСТ 3 301-68
£2.4 Перечень применяемых материалов и их аналогов указан в
таблице 6.5
блица J.5
Страна, фирма
Марка смазочного материала
СССР И-20А Смазка ЦИАТИМ-201 ГОСТ 6267-74 ГОСТ 20799-75
ВНР Т-20 527747-63
1ДР R-20 TGJLII87I
Англия Vc^-zao. oi^2? AezockeM te.Uu.wt 24 itp -see ^ZCQS«- 4 ЧТП-825
США 'i.L -6-3278A iexace 4o*/
(rz*a$e. 1890- «СХ-169
Помимо приведенных сортов из ассортимента фирмы Шелл могут
быть использованы взаимозаменяемые сорта и других фирм "Эссе”,
"Мобил Ойл", "Бритиш Не тролеум" и др.
16Б05Л310.000.000 РЭ
Хлв ,
ХГ'зЮЯлТ 11
Д— fwcraw документа» (продолжение) Формат 11 ГОСТ 3 30! ,0в
9. ПОРЯДОК УСТАНОВИ
9.1. Распексвк
При распаковке сначала снимается верхний щит упаковочного ящика,
а затем боковые. Необходимо следить за тем, чтобы не повредить
станок упаковочным инструментов
9.2. Транспортирование (рис 9.1J.
Для транспортирования распакованного станка используются две
стальные штанг 40 ш, которые пропускаются через предусмот
ренные в тумба отверстия.
Пр захвате станка манатами за штанги необходимо следить за тем.
чтооы не повредить облицовку выступающие части ставка (махо-
вички рукоятки и др.)
Для этой целх суппорт установит между канатами в соответствую-
щих местах под канаты подложить деревянные прокладки
Задняя бабка должна быть сдвинута в крайнее правое положение,
и перемещающиеся составные частя станка надежно закреплены
3 процессе транспортировки тумба и плита должна быть жестко свя-
заны между собой при помощи резьбовых распорных втулок и болте .
При транспоптиооваш’э к месту установки и при опускании на фун-
дамент станок не должен подвергаться сильным толчкам
9.3. Пере, установкой станок необходимо тщательно очистить от
антикоррозв покрытий нанесенных на открытые а такжезакры-
и
тне.кожухами обработанные поверхности деталей станкдуъо избежа-
ние коррозии покрыть тонки слоем масла марки ИЗОА по
ГОСТ 20799-75..
Очистка сначала производится деревянной лопаточкой, а оставшаяся
смазка с наружных поверхностей удаляется чистили салфетками.
I----1-------------!-----16Ю5).ИО.ССС.ОСО РЭ
-----‘-------------’-----ф
Ш«ег Нем лэ» у в Jin- _
U
fap* чяжма докушана (вродояжепе) Форма* 11 ГОСТ 2301-вЗ
смоченными бензином В-70 ГОСТ 1012-72.
2.4. Монтах. Схема установки (см.рис.9.2).
Л.5. Станок устанавливается на фундаменте. Глубина залегания
фундамента зависит от грунта, но должна быть не менее 150 мм.
Выверка станка прои водится после съёма распорных втулок и бол-
тов, соединяющих тумбу о плитой, закрепленной фундаментными
болтами.
9.6. Колебание температуры рабочего пространства, где установ-
лен станок, не должно превышать значений, указанных в ГОСТ 8-82.
Относительная влажность в помещении 65% - 15%.
Точность работы станка также зависит от правильности его установки.
Станок, установленный на фундамент должен быть выверен по уров-
ню в продольном и поперечном направлениях.
Уровень устанавливается на верхнюю плоскость поперечных салазок
суппорта, вблизи ее задней кромки (при выверке в продольном
неправд нии) или вблизи левой кромки (при выверке в поперечном
направлении). Суппорт должен находиться в среднем положении,
Отклонение по уровню не должно превышать:
0,02/1000 мм в продольном направлении и 0,02/1000 в поперечном
направления при геремещении суппорта на всю величину хода.
Для регулировки по уровню используются винты виброопор.
.9,7. Подготовка
Заземлить станок
к первоначальному пуску и первоначальный пуск,
подключением к общей цеховой системе ааземле-
ния.
5.8. Подключить
напряжения сети и электрооборудования станка
станок к электросети^ проверив соответствие
И>*~ Lfl.cT Иом. ,о.
16Б05АФ10.000.000 РЭ
jit/
Ьоадроаал
Дяя кастета докужеятов (продолжении) формат 11 ГОСТ 3.301^°
9.9, Ознакомившись с назначением рукояток управления 'см. рис.6.1
следует проверить от руки работу всех механизмов станкi
9.10. Выполнить указания, изложенные в разделах "Система смазкг
и "Электрооборудование" относящиеся к пуску.
9.II. После подключения станка к сети необходимо опрооовет
влектродвигатели без включения рабочих органов станка обратив
особое внимание на работу смаэочно систем-
на малой частоте вращения шпивделя опробовать на холостом хот.
к
а
а 20,
работу всех механизмов станк
9.12. Убедившись в нормально работе всех механизме станке мо>
но приступить к настройке станка для работу
9.13. Не допускается переключение на ходу зубчатых nej
передней бабке и коробке окоросте вариатора. (Рукоят
рио. 6.1).
9.14. Переключение частоты вращения дисков вариатора допускает
ся только на ходу (маховичок 24, рис.6.1)
9.15 Время остановки вращения шпинделя после включения тормозь
при всех способах и режимах обработки, не должно превыше
5 секунд.
-1мст Нон жожум Подалсь
16Б05АФ10.000.000 РЭ
Аортит If
1__
_ /975
825
£>
50
225
640
J(рупс/омепт/
Ьиброизолирмщие
ОчОрЬ/
Mf6_______
4 (py^da/nemr/hbiK
Ьолта
5 Ui
5 §
Рис 32 Установка стопка
Л7^1? Лис г rf'rtw
li?'£
/6605АФЮ 000000 РЗ
ГОСТ ? inn (Л .Г,.рма ->.1
Фд» >мл >» |>ГКК< г
Рис.9.3 Подключение станка
к Электросети
46 Б 05А СР/0000000РЭ
ГОСТ! Ю6-ft Ферна 5о
lO.nDFUOK рлгота
ЮЛ.Управление работой станка осуществляется при помощи кнопок
и рукояток,назначения которых приведено в разделе 6"Устройство и
работа станка и его составных частей”(рис.6.1,таблица 6.1).
10.2.Нужная частота вращения шпинделя выбирается по шкале лимба
вариаторе (маховик 24 рис.6.1) и приведена в разделе 6(табл.6
Ю.З.Давные для настройки различных подач при точении и шагов
нарезаемых ревьб,приведены в разделе 6,а также в таблицах.укреп-
ленных на передней стенке коробки подач и на внутренней стенке
крышки татары. Там же приведены формулы настройки.
Ю.4.При обработке конусной поверхности в центрах производится
смещение корпуса задней бабки на требуемую величину винтами 45
(рис. 6.1),расположенные с двух сторон основания бабки.
Замер величины смешения бабки относительно основания осуществ-
ляется по риасам на $ако&а сторона.* корпуса бабки и осно-
вания.
Нулевое положение бабки устанавливается совмещением указан-
ию. рисок.
I0.5.B процессе эксплуатации станка возникает необходимость
в регулировании отдельных составных частей с целью восстановле-
ния их нормальной работы.
I6£jD5AvIO.OOO.OCO РЭ
'var] но
'cc'rci
extea'
ранг.
рг5
9tpnan Ач
ПИСГгКбБЗ Урони 5а
Форни 5 а CCo
10.б.Регулирование натяжения ремней привода главного движения
и привода тонких подач производится поворота! корпуса 13 коробочки
скоростей вариатора и корпуса 2 ременного привода подачи (рис.ь.ь;
Цге натяжении ремней главного привода необходимо предварительна
освободить натяжение ремня привода тонких подач за счет ослабления
гайки зажима фланца корпуса 2. Бинты зажима корпуса 13 вариатора
должны быть пр! этом также ослаблены. После окончания натяжения
ремней главного привода корпус 13 необходимо зажать и затем натянул
ремень приседа тонких подач с последующим зажимом фланца корпуса ?.
К).7.наложение рукоятки 13 (рис.6.7), соответствующее наиболь-
шему усилию зажима задней бабда на направляющих станины, регули-
руется последовательным поворотом гайки 2 и на 1/6 часть ооорота,
таким образом, чтобы противоположные грани гайки входили в пзз
планки 2.
Регулирование производится на бабке, снятой с направляющих
fj&JrUCl U llCC'!i]JCbJJ_^dfJ2^L
станины.
10.8.Клинья поперечных 2 и поворотных 11 салазок суппорта
(рис.6Л) регулируются винтами.
1и.19.Зазор в гайках 14 и 16 винта ь поперечных салазок суппор-
та (рис.6. II) устраняется затяжкой клина 15 винтом M6XI6.
10.1D.Зазор в гайке 6 поворотных салазок суппорта (ptc.fe.ll)
устраняется псдаатием гайга винтом 7, расположенным на лицевой
стороне суппорта. После регулировки ышг 7 следует законтрить.
10.11.Зазор в маточной гайке фартука 10, 22 (рщо.6.10)
конового винта регулируется посредством ванта 9.
10.12.Предохранительное устройство Фартука регулируется враще-
нием лимба 8 (pic.6.10) до получения тягового усилия (от ходово- '
го валика), равного ЦО кто.
Тяговое усилив измеряется посредством динамометра, установлен-
ного мовду корпусом фартука и коробкой подал.
JfinK
oft: i
mcrZKK SS Форма Sg
Форни 5a OCKtjCC
- включить агрегат гидростатики
- в шпиндель и пиноль задней бябки установить оправки с
Ю.В.Для Hacrpoibo! реле давления контроля осевой нагрузки
шпинделя:
плоскими торнами
- при помощи пиноли задней бабки через шарики к шпинделю
принять динамометр
- вцдпижением пиноли задней бабки нагрузить через динамометр
шпинделе в осевом направлении усилием J^b^.-^кг. При этом усилии
настроить срабатывание реле контроля осевой нагрузки шпинделя.
L€3?5A1-IO. 000.073 ИЗ
flcCWA \^'Jf[K.
ft!
Гап’.ра^а~
J—f Я г, ~ Л . и . — XO^L/> ZO
Wz/ /л" 7^61^*42.6 G
Кадр Цистр Коорди- нат биичина КООр ди- ноты Кадр Цистр Коорди- ната бешчиж коорди- наты
Н Т К Т
00 1 0 43 09 1 г 25
01 1 Z 0 Ю 1 Z 50
0? 1 0 И 1 1 32
Од 1 Z -од _J2_ 1 Z ~^6Г
04 1 Л 13 1 л 20
05 t Л 5/.g_ !Ч / Z _J0_
06 1 Z 62 15 _J_ _ JL. 25,3
07 1 л 1(2,3 16 1 Z -50
0&- 1 Z -05
Рис. <0.1
<6605АЫО ООО 000P3
кодР fjncip. i Величина MOP0U itambl s Uncrp i Величина KOOPOU' HUlntX
л/ Т fi T
00 1 D 52 14 l D 50.5
01 1 Z 0 15 1 Z 5
ог 1 1 19 id 1 0 W
оз 1 z -05 17 I 0 50,5
оч 1 D 52 IB 1 z -too
05 1 S 50 19 2 J 25
об 1 z 15,5 20 2 z 0
07 1 1) 50.5 21 2 z 30
08 1 z -0.3 22 2 J) 19
09 1 JJ 44 23 2 z -0,5
Ю Ц z 4,5 24 2 Л 30
II 1 z -0.3 25 2 z 20
/г i J) 40 26 2 D 24
в 1 z 4.5 27 2 г -Ю0
—
U»f fiii'i nctniKi
шзтооошрз.
Рисль.г
21
3/
St К*,
П.В03М02ШЕ НЕИСПРАВНОСТИ И МЕТОДО ИХ
УСТРАНЕНИЯ
Перечень возможных неисправностей в работе и метода их устра-
нения приведены в разделах "Электрооборудование" и "Гидро-сма-
н
эочная система", в инструкции по эксплуатации jLajO-II, а также
в эксплуатационных документах комплектующих изделий отанка.
roct г юб-бв Фор~ю Sa
Форг.д5« ОСХБСС
12 . ОСОЖННССТИ ИЗБОИМ И СБОРКИ ПРИ РЕМОНТЕ
12.1. При переустановке гтвика необходимо до его транспортировки
освободить закрепленную на Фундаменте подаоторцую плиту 4 '™' рис.
6.4), а затем зажать транспортные ви ты крепла ния плиты 4 л ^мбе I.
12.2. Для замены клиновых ремнеi, соедингвдих вариатор о передней
бабкой необходимо (см. рис. 6.6.) снять фланец 9, прикрепленный к
корпусу передней бабки и ремни (по одному) шкива 8 провести сверху
в зазоре между отверстиями в корпусе и деталями, сидащиии на шпин-
деле, снаружи обогнуть шпиндель и вновь провести в зазор снизу.
Выполняя указанные действия в обратной последовательности уста-
новить новые ре./ни.
12.3. При разборке и последующей сборке шпинделя 4 (см.рис.12.1.)
подаик кольца 7 упорного гидростатического подлинника к бурту
шпинделя 4 осуществить путем затяжки гайки I моментом Л7 = 2Нм до
плотного контакта с упругой шайбой 2 и шестерней перебора 5.
В зтал положении гайка I стопорится на шпинделе 4 винтом 6.
Упругая шайба 2 обеспечивает необходимое усилие прихима кольца 7
к бурту шпинделя.
I6LC5ACI0.G0C. ОСС РЗ
ОЛм \Аыи*\>1*догц/ч
Псдп
135
Копировал
BIBS Н пГоц
Фо pngЪ ескКС
13 .СВЕДЕНИЯ О ПРИЕМКЕ
13.I. Свидетельство о приемке, ом.лист. £
13.2. Свидетельство о кояоервации, ом. лист, №
13.3. Свидетельство об упаковке, ом.лист. /33
/3.4. Свидетельство о Втлоунопкатлроле
Электрооборудования. (Приложение !)
Ж Лм У**
I6S05A.0Ci0.000 РЭ
Крп^п^Вил
/У'Л-Я
/J5
т. 1 т л
'r op^'n U
ГОСТ 26583-85
Форма 18*-86 ОСКБСС
СВИДЕТЕЛЬСТВО О ПРИЕМКЕ
Ставок токарно-винторезный особо-выоокой точности о цифровой
индикации (ЬИ4ЕОг£ЛЪ-«вМе=ТТТ ytf-&
' (каммейбваиие ооорудования, ~~
КБОбАИО £ 37-______________________________________________
Иодвлъ, Заводской ноиер]
На основании осмотра и проведенных испытаний оборудование
признана годным дли эксплуатации t
Оборудование соответствует требованиям ГОСТ 7599-82
(ГОСТ на общие тех-
ГОСТ 12.2.009-80,СТ СЭВ 538-77, СТ СЭВ 539-77, СТ СЭВ 540-77
иичеокие условия оборудовании; ССБТ и СТ СЭВ яа ССБТ)
и техническим ходовиям ТУ2,024,5837-85____________________________
(номер технических условий)
Оборудование укомплектовано согласно T/2.Q24.5837-85
(ГОСТ, ТУ или догевора на
ГОСТ 26585-65
19рма. 127=86JK ИКС
СВИДЕТЕЛЬСТВО О КОНСЕРВАЦИИ х
Станок токарно-винторезньШ особо-высокой точности с цифровой
индикациэй (М1ЮЧ^С-Лт&У11) мод.16С05А'Л0
(каиненование оборудования, модель, ааводокой номер)
подвергнуто консервации согласив требованиям, предусмотренным
действующими нормативно-техническими документами и настоящего
руководства.
, I
Дата консервациисЗД 198 Л г.
Срок защиты боа переконсервации 1 гед
цо ГОСТ 9.014-76:
вариант врзмеиной вадиты и <^-Ю
ВУ-4
вариант внутренней упаковки______
nCTZ ICS 68 Усрна Sa
фпрнаЗа ACTS
СВИДЕТЕЛЬСТВО ОБ УПАКОВКЕ
Станок токарно-вин-
торезный особо-вы-
сокой точности о ПИ
наименование изделия
согласно ГОСТ 2.601-68
I6W5A5I0
обозначение
заводской номер
упакован согласно требованиям, преду-
наимонование или шифр
прэдпринт.произведи.упаковку
смотренным конструкторской документацией
подпись
Примечание: Форму заполняют на предприятии, производившем уТюковку
Дата упаковки ___
Упаковку произвел
Изделие после упаковки
I
।
I
станка
\Hnl /I1 | Ноё/uucl U Barria
16ВЭ5АФ10.000.000 РЭ
_____________/38
Капирвоал: Фярнат М *
/4 ХРАНЕНИЕ
консервация станка должна выполняться во внутренней упаковка
ВУ-4, .для категорий условий хранения и транспортирования "У!" о
предельным ороком защиты без переконсервации I год в соответствии
с требованиям TOCT9.0I4-78 ЕСЗКС.
(атегория условий хранения и транспортирования - "Е" по
ГОС’ГТ5150-69. Хранить станок допускается в сухом, защищенном от
ветра и влага погашении с температурным режимом по IDCTI5150-69.
Не допускается хранение станка в упакованном виде свыше
срока действия консервации, указанного на упаковочном ящике.
f части воздействия климатических факторов внешней среда
станок изготовлен в исполнении ЛИ категории 4.1 условия зксплуатацк
УЧ по HJCTl 5150-68.
I6C05AMO ООО 000 РЭ
/33
ФорноЗд CC^sp,^
15.УКАЗАНИЯ ПО ТЕХНИЧЕСКОМУ ОЬСЛЛИВАНИЮ,
ЭКСПЛУАТАЦИИ И РЕМОНТУ
15. I.При эксплуатации станка в соответствии с требованиями,изло-
женными в предшествующих разделах, и соблюдении профилактических
мероприятии настоящего раздела его межремонтный цикл (срок рабо-
ты до первого капитального ремонта)равен 13 годам при .двухсменной
работе, за период межремонтного цикла отанок должен быть подверг
нут осмотрам, малым и средним ремонтам.
Следует учитывать,что наиоолыную эффективность использования
станка шожет обеспечить рациональное чередование и периодичность
осмотров и ремонтов, выполняемых с учетом конкретных для каждого
отдельного отанка условий эксплуатации.
Фсрнат Н
Крпирсеол:
WfA ВЗДЯУДИ ^STXEESr. r^T'Jh ж mum
Рекомендуемый график плановых ремонтных работ.
15.2. пятовые ремонтные работы, выполняемые при плановых ремонта
15.2.1.Осмотр,
Наружный осмотр без разборки для выявления дефектов станка
вцелом по узлам.
Проверка прочности и плотности неподвижных жестких соединений
(плата тумбы с фундаментом станины с тумбой,передней бабки оо
станиной,кронштейнов привода продольной подачи со станиной),шти-
вов с валами и т.п.).
Открываете крышек узлов для осмотра и проверка состояния мехв-
кизмов.
Подтягивание прижимных планок каретки и клина поперечных сала-
зок суппорта
16Б05АФ10.000.000 РЭ
Лиа
। ост я;» |,«
Проверка состояния направляющих,зачистка забоин,царапин,зади-
Очистка и промывка иа каретке. О)
Подтягивание или замена слабых и изношенных крепежных деталей-
пшялек.винтов.гаек.а также пружин.
Чиотка,натяжение,ремонт или
Проверка
Проверка
Проверка
состояния
состояния
состояния
заиена
реыней главного привода.
мелкий
мелкий
мелкий
ремонт
ремонт
ремонт
системы охлаждения.
системы сиазки.
хидросистеьи, замена фильтро-
и
и
и
элементов и масла.
Проверка состояния,мелкий ремонт и
очистка ограждающих кожухов
щитков и т.п.
Выявление изношенных деталей, требующих восстановления или замены
при ближайшем плановом ремонте.
Примечание: При проведении осмотров выполняются те из перечислен-
ных видов работ,неосхсда-.ость в которых обусловлена состоянием стаи-
t
ка
15.2.2. Малнй ремонт
Частичная разборка-передней бабки,коробки подач, фартука,а также
других загрязненных узлов.
Открывание крышек снятие кожухов для внутреннего осмотра и про-
f
мывки остальных узлов.
Зачистка посадочных поверхностей под приспособления на шпинделе
и пижоли задней бабки без демонтажа последних.
Замена изношенных втулок,регулирование подшипников качения,заме-
на изношенных.
Зачистка заусенцев на зубьях шестерен и шлицах.
Замена или восстановление изношенных крепежных винтов резаедержа-
теля.
$
ТББОбА-ЛО.ООО.ООО РЭ
гост г fiipM» s
fap— 5nOCKI.CC
Пришабриваете или зачиотка регулировочных клиньев,прижимных пла-
нок и т.п.
Замена наношенных деталей,которые предпслояителъно не ввдержат
эксплуатации до следующего планового ремонта.
Зачиотка забоин,вау"енцев,задиров и царапин на трущихся поверх-
ностях направляющих станины,каретюк,поперечных салазок и задней
бабки.
Ремонт ограждающих кожухйв,щитков и экранов и т.п.
Ремонт н промывка системы смазки и ликввдирование утечек. Регу-
лирование плавности перемещения каретки, поперечных салазок, под-
тяхнвание клиньев прижимных планок.
Проверка ремонт систем гвдрооборудования со сменой Зильроэле-
ментов.масла к охлаждения, ликвидирование утечек.
Выявление деталей,требующих замены или восстановления нри бли-
жайшем плановом ремонте.
Проверка точности установки станка к выборочно других точностных
параметров.
Испытанне станка нг;. холостоМ ходу на предельных значениях ско-
ростей И подач,проверка на шум,нагрев и по обрабатываемой детали
на точность,и чистоту обработки.
Примечание: При малом ремонте выполняются те иэ указанных работ,
которые вывиваются состоянием ремонтируемого станка,за исключением
работ, вредусмогреинПТтрёх^последних пунктах,которые должны вы-
полняться во всех случаях.
15.2.3. Среджий ремонт.
Проверка на точность тред разборкой.
Намерение износа трушхоя поверхностей перед ремонтом базовых
деталей.
Лм«.
ХбБОбШО.000.000 РЭ
Вы»*. «J3
9 |<И1 ЬЯ
осквсс
Частичиая разборка станка.
Промавка,проверка деталей раеобранных узлов,промавка.очистка
от грязи неразобранных узлов.
Контроль зазоров шпиндельного узла. Замена или восстановления
нзношеншх втулок и подшипников качения.
Замена изношенных зубчатых колес и муфт.
Восстановление или замена изношенных винтовых шариковых пар
продольной и поперечноЙ/^нтовой пары пиноли задней бабки.
замене изношенных крепежных деталей.
Замена или восстановление и пригонка регулировочных клиньев и
щжжимных планок.
Проверка и зачистка неизношенннх деталей, оставляема в механиз-
мах отани.
Ремонт насоса подачи охлаждающей жидкости и арматуры.
Ремонт системы смазки,аппаратуры и арматуры, ремонт или замена
маслоуказателей,прокладок,пробок к других элементов систеьн смаз-
ки, замена насосов гидросистемы,ревизия и прсыывка всей гидроап-
паратуры и полостей бака гидроагрегата,замена вышедших из строя
уплотнений стыковых поверхностей,зячена фильтрозлементов,затяжка
всех соодиисний.ликввдация утечек.
Исправление шлифованием или шабрением нуждающихся в ремонте
направляющих поверхностей,если их, износ превышает допустивй.
Ремонт или замена«протекторов на каретке.
Ремонт или замена ограждавших витков,кожухов,экранов к т.п.
Сборка отремонтированных у зло в, проверка правильности взаимодейст-
вия узлов и всех механизмов станка.
Окрашивание наружных нерабочих поверхностей е подппаклевкой.
Обкатка станка на холостом ходу на предельных значениях скоростей
подач.
Гиг, дожуй. Под»***
16ЕС5АФ10.000.000 РЭ
i
м
i
ж
4
t
I
5
%
Проверка на щуп и нагрев.
Проверка станка на соответствие нормам точности.
15.2.4. Капитальный ремонт.
Проверка станка на точность перед разборкой.
Измерение износа трущихся поверхностей перед ремонтом базовых
деталей.
Полноя разборка станка и всех его узлов. Промывка,протирка всех
деталей, Осмотр всех деталей.
Уточнение предварительно составленной(при осмотрах н ремонтах)
ведомости дефекты* деталей, требующих восстановления или замены.
Ремонт системы охлаждения. 4
Замена насосов гидросистемы,ревизия и промывка опотемш.воей
гидроаппаратуры и полсотей бака, дополнительная окраска поверхно-
стей беса гидроагрегата,замена вышедших из строя уплотнений отыкс
вых поверхностей,замена фильтреэлементов,затяжка всех соединений
к ликвидация утечек.
Шлифование или шабрение направляющих поверхностей сгамилы,каретки,
ползушки, задней бабки,
Замена^прожекторов на каретке.
Сборка узлов станка,проверка правильности взаимодействия узлом
к механизмов.
Шпаклевка к окраска всех необработанных поверхностей в соответст-
вии о требованиями по отделке нового оборудования.
Обкатка отанка на холостом ходу на предельных значениях скоростей
и псдач.
Прове рка^далум. я-иетрвяГ
Проверка состояния фундамента,исправление его и установка отанка'
в соответствии о разделом 9 наотояяего руководства.
J
<
1
Ax'»
2SE!
Ямсе
_________/4{
и______
16Б05АФ10.000.000 РЭ
l ' (Роана 5a ОабСС
15.3. Дополнительные требования, предъявляемые н эксплуатации,
техническому уходу и ремонту станка.
15.3.1. Работоспособное состояние станка обеспечивается овое-
и
временно прово димьага профилактическими мероприятиями высококачест-
венный ежедневным обслуживанием.
Станки следует периодически подвергать проверкам на соответствие
нормам точности.
15.3.2. Вблизи станка не должно быть источников вибрации и
интенсивного пылеобразования.
15.3.3. Станок должен быть изолирован от потоков воздуха и теп-
лового излучения.
15,3.4. Колебание температуры рабочего пространства, где
установлен станок, ве должно превышать значений, указанных в
ГОСТ 8-82. Относительная влажность воздуха в помещении
15.3.5. Нужно избегать лишней разборки станка, в особенности
узлов,’ определявших выходную точность (шпиндельной группы).
15.3.6. Демонтированные при ремонте узлы и ответственные детали
должны храниться на специальных мягких подкладках.
15.3.7. Ремонт должны выполнять специально подготовленные
олесари высокой квалификации.
15.3.8. Применяемые измерительные инструменты в приборы должны
быть проверены в измерительной лаборатории в аттестованы.
16805АФ10.ССП.000 РЭ Аист
/К
U3H Лист i lacto /form
Копировал____ . _________ Формат Н
Пин Л* яолл
П>*ал» I» я tdtu
Вмя____ина V Нн« 5йдуЙ.1.
П'цпниь it дата
। Завод______________—.-----------------------------
I КАРТА ПЛАНОВОГО ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ
(наименование оборудования, модель)
Ремоитосложяость Таблица
1 г " ' КАРТА ПЛАНОВОГО ТЕХНИЧЕСКОГО 0БЛУШАНИЯ . * Таблица rv CD Г OD
1L ? । 3 ' Операция технического обслуживання 1 Узлы (сборочные единицы, ! блоки).подлегаете техни- 1 ческому обслуживанию ! Норка вре- ' мени и.;ол- ' нения опе- раций — j (Количество операций (Исполнитель (в шетьяе обслуживания!работы или наибольшая допус-!-(специальность) (тимая периодичность 1 I обслуживания ।
г —_ I г 3 Г" ‘ 4 5
I6E0 ДлТв
г г 5' О i 5A-5IO.OOO.OOO РЭ k--'J • Карту составил 198 г. Форма 182а-86 оскбсс
ГОСТ 7S9O-B2
_____Форма 138-06 ОСКБсо^
Приложение. 1
СВИДЕТЕЛЬСТВО О ВЫХОДНОМ КОНТРОЛЕ ЭЛЕКТРООБОРУДОВАНИЯ
Электрооборудование
свидетельство Nt
Модель
станка
Наименование станка
точности
Порядковый номер
Станок тоКарньщ особо высокой
с УЦЦ __________________-°
Пред приятие-ил отовнтель
Одесский станкозавод
Электрошкаф (панель)
Питающая сеть: напряжение $$0 В; род ток а л* ; частота 50 г,
Цепь управления: напряжение _//(?В; родтока___
напряжение ^4 В; род тока S
напряженно_____В; род тока
Местное освещение: напряжение ~ 2ft В
Номинальный ток станка ^2? А
Номинальным ток плавких вставок предохранителей питающей силовой цепи мли устаякк тока ср; ба-
тыванчя > води ого автоматического выключения fQ А
J
*
S
ИэЦЛысз Ай Д о кум. Пода. ; Дата '
Рим £i»/ep .Z(i7'
П|х» _ __________
•1р«ч Swzp________\.Afl '
Н жомтр ___I
i6605A<P10.mMP3
• Станок токарный особо
J высокой точности с
•I УЧ»
Лит. I Лист
। ! !.../
Листов _
31
ОСКБСС
Фор!
I >СТ 7599 *2
Ферма 159 MS ОСКБ<Х",
Электрооборудование выполнено по:
Принципиальной схеме
JKS^WWQOOW
Схеме соединения
Схеме соединения
шкафь управления
№_------------
Ставка (механизма)
^Ш5А<РЮ£Н.000У1
Электродвигатели
Обо 1нз* ченис Пазил лице Тил Мощ- ность, мВт Момент, Н-м Ном нн тон. А ' Тох, холост. ход А нагрузка
til Приём) маёного 1,5 3,57
движения
М2 Привод насоса хм-ггм С12 04 3
охлаждения
М3 ПрМ atpcwno 4АХ7)8Ч 075 2,17
BuSpQcrmimw
>Ьм
шклФЮ.ооаооорэ
г
I При ченлгрт жсином .ставке (механизме)
2 Пти максимальной нагрулке
Испытание повышенным напряженном |яромышлейной
частотЬ 4400 --------В проведено »
Сопротивление изолинии прополов относительно земли
Силовые пнпи МОм.
Цепи спрямления* //ОО МОм
Электрическое сопротивление меж ту пиитом та км.клин и металлическими плетями, которые мог\
оказаться пот напряжением свыше 12 В, нс превышает C.I Ом
нив .‘w UiifB. .V» лот:
Испытаний провел:
Дата
Вьгэод Электродоматели. аппараты, монтаж злскгрообор)*.тти1<1ник и его испытания соответствуй
ет общим техническим требованиям и электрооборудованию синкоп (механизмов!.
Число .1 метон
Подпись
16505А ФЮ. ООО. 000 РЭ 1%
(Х<Я1и-*огзл
<Ьосн*эт Д4 —
'll Г ЗРСШО । ><>...
ОДЕССКИЙ СТАЧЮСТРОИТШИЫЙ ЗАВОД
СТАНОК ТОКАРНО-ВИНТОРЕЗШИ ОСОБО
ВЫСОКОЙ ТОЧНОСТИ С УСТРОЙСТВОМ
даровой индикации мжрв-с^удмо-д*.
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
ЧАСТЬ П
АЛЬБОМ
СВЕДЕНИЯ ПЭ ЗАПАСНЫМ ЧАСТЯМ
16Б05АФЮ.000.000 РЭ1
Wdrwtb U Juma ftc& Utl У&У/Пй
HJCT2IK.68 Форма Sa _________Форма Sa ОСЛбСс
16. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
16.1. Заг эд-изготовитель гарантирует соответствие станки тре-
бованиям технических условий и обязан безвозмездно заменять или
ремонтировать, вышедший из строя станок при соблюдении потребите-
лем условий эксплуата! ш, транспортирования. .ранения и упаков-
ки.
16.2. Срок гарантии устанавливается 12 месяцев, а в случае
присвоения станку высшей категории качества - 1Ь месяцев.
16.3. Начало гарантийного срока исчисляется со дня пуока в
эксплуатацию, но нс позднее 6 месяцев для Действующих и 2 меся-
цев для вновь строящихся предприятий с момента прибытия станка на
станцию назначения или с момента получения его на склада завода-
изготовителя.
16.1. Срок гарантии при поставке станки на консигнацию или
в демонстрационные зори исчисляется со дня его реализации.
IGOoAilv.tXKj.iXX. re
Лл/л
___________№
'(’сонат А</
i
ГУ*»* _ T — _ - _ DTfOUVOUM. Лист регистрации изменении
Г ЦУГ Нопера листов стронщ Баю /ет°ивиц?г X йокап. к* t OKVH. ( ходящий 'Я сопроЛо- 1ител1но«з ioKsrt. и Нота ПоЭп. Дото
изпе- ttHHUY > шпе- лннух но(ых - ЗННУЛи- юбоил*
ш. щ/у • {^€ 'i гт/'/г 'МУЛ
Щ2-. - ——
Зс'М — — —
L^-0
Ж
//2,
/22/
/2?;
— л_
м
/W
/Гтг<
/33,
У
№з>\
Ж.
l£s\
~~
— — -» .- - ..--
ш Лист пг’домн. позп — tfe6G5A<₽lO.0W 0W РЭ 3^2- Зотд
ДопидсЬсл fprp'wm
in Т 1 l<«M флрча в
______«Х’Г“,_Д2СКГ,СС
СОЛЕРИАНИВ
лист
I .Перечень загвсннх частей.......................... 3
2 .Пере инь подшипников.............................. 5
3 .Перечень чертежей сборочных еданиц.детали ко-
торых подлежат аамене в период эксплуатации.. 7
4 .Перечень чертежей запасных честей................. 8
5 . Чертежа аапасных частей.комплектуются.заводом
нжготовмтелем согласно раздала 4...............
16Б05АФ10.000.000 РО?
Ив» .1*. > Чип» llxtii. .Чата
> ЛСй’ЯТ’танок токарно-винторгзчнй -
ll|-» Ajx-cLa/’ '£ '//fibccCo высокой точности с уст- 12 «'
ЗлиСе-Х '//гм/ройством Цифровой пцпдюнми
- ОСКБСС
п ,‘,Z //’(/Альбом СВ«Ш'НИЧ ПО 3«ПН'-К’Е<
”• частлм_____________________________
К.ммр'овк 4- V 1 "
Е
1. ПЕРЕЧЕНЬ ЗШСИЫ1 ЧЛСТЕЯ Таблица 1.
Odeaiaaena HaMueitaane Км. Примечание
I6EoMl.III.6OI 16Б05Л.212.060 СБ I6E05A.212.060/2 . 16БОЙ0.3И.6О2 I6E0M.32I.601 /640в4 ьи.оюсь 16БОЦА.321.О/<7/г 16Б0М> 331.603 I6E0M.33L.604 16Б05Д. 341.603 " 16Б05Л341.602 16Б0.5М341.60If Втулка Ступица Втулка Втулка Втулка СтОМН Втулка Втулка Втулка Втулка Гайка ГЪйка 2 2 2 I I 1 I I I I I I 1 1 1 1 1 , «Г lT
I6E05A0I0.000.000 РЭГ
I
Ijl
------~JSV'.~,fur
ж
t'
а
2
жт 11 ГОСТ 3-301-60
Дм Астрид дояум— яж
ПЕРЕЧИЛ, ПОКУПНЫХ ЗАПАСНЫХ ДЕТАЛЕЙ И СБОРОЧНЫХ ЕДИНВД Таблица Д.'
Обоан^чение Наименование Кол. Примечани
Ремень Г-В25-90ОП ГОСТ 24848.I-8I ГОСТ 24848.3-81 I Ремень клиновой * A-I600 вн.л ГОСТ 1284.1-00 3 ГОСТ 128. 3-80 t'4 • S « а •
I6B05AMO.000.000 РЭ*
и.-.
tW j -Ij
Форист Н
2. ПЕРЕЧЕНЬ ПШИПЖСВ КАЧНИЯ
Таблица 3
S ! * ч 4 < I " ' ' Т т Условное обовначвние 1 Куда входит [Кол. Приме- ! j 1 1аме Подшипник 6-6102 Фартук 2 ГОСТ 831-75 Подшипник 0-46Ю8Л Вариатор I ГОСТ 831-75 Подшипник 0-46П1И \ Вариатор I ГОСх 831-75 Подлинник 0-941/7 Фартук 2 ГОСТ 4060-78 Подшипник 0-94I/I5 Коробка подач 3 ГОСТ 4060-78 Подлинник 0-941/17 Фертук 2 ГОСТ 4060-78 Подшипник 0-8I0I Суппорт 2 ГОСТ 6874-75 Подшипник 0-8103 Бебка аадкяя J ГОСТ 6874-75 Фартук 2 Подджпкжк 0-8104 Коробка подач / ГОСТ 6874-75 Вариатор J Подимтак 0-8106 Фартук 2 ТХХЛ 6874-75 Цанговый аажш 1 Подрапшик 0-80027 Фартук 2 ГОСТ 7242-72 Подшипник 0-27 Фартук 2 - ГОСТ 8338- 5 _ _ Пояйиппк O-IOI Коробка подач 5 Фартук 2 ’ ГОСТ 8338-75 Вариатор
16Б05АФ10.000 ООО ?Э1 /4/ 5
55П Диг»
___________________ К»'ч»|»<м_________»F~.r 41
ГОСТ 2.101.-<Л ♦..рыв Яа S.» О<ККГ|'*^
Продолжав» табл.З
Условное обозначается Куда входит Кол. Примечание
Подшипник 6-104 БабКа передняя 2 ГОСТ 8338-75 Подшипник 0-104 Коробка подач * I ГОСТ 8338-75 Подшипник 0-105 Вариатор ГОСТ 8338-75 4 Подшипник 110 \/ Вариатор 2 ГОСТ 83-3-75 Подшипник 6-202 Бабка передняя 4 ГОСТ 8338-75 Подшипник 6-203 Бабка передняя I ГОСТ 8338-75
IUg.'ATU- 1 Подшипник 0-2 ГОСТ 8338-75 Подшипник 0-1 ГОСТ 8338-75 04 Вариатор I ’ООЬЭП Бабка передняя 2
I Г *С Ч*« -* — । ОПМ1И и ни к и— лллмиь свила иаридлпп х ГОСТ 8338-75 Подшипник 0-7000102 Коробка подач 3 ГОСТ 8338-75 Подшипник 0-7000103 Вариатор / ГОСТ 8338-75 Коробка подач В
|V.i Jk «м J Неся в цч — Фартук 2 Подшипник 0-7000П1Л V Вариатор I ГОСТ 8338-75 Пodi+iurwtiK 2-8106 /<оро5*а педач 2 ГОСГбВК-TS
16Б05АФ10.000.000 РЭ1
3
Ы*и М 10 <7*
~ . КманАч ftPWV И
Форма ТД7-<Г5 а OCWC
3 Перечень чертежей сборочных единиц(детали которых подлежат замене 6 период эксплуатации Таблица -4.
Обозначение НйименоЬание Пол. зкз Примечание
16Б05АФ10.П1.000 16Б05А.212.000 16Б05А.ЗП.000 16Б05АА.321.000 > 16БО5А. 331.000 16Б0БЛМ0.341.000 Ставина Вариатор Гитара Коробка подач Фартук Суппорт I 2 I 2 2 3
**
№ 16Б05АФ10.000.000 РЭГ ,,, —— "1 J *J
ZjC7 M°0M nodn
. (р, }-^ат ДУ
Ив«_/б near Подине» W _ Ими, мм». » Ика. /• »Г«» Подпись жт 1
4. НЕРКтаП. ЧЕРТЕЖЕЙ ЗАПАСКМ частей
3 J
1- ! Обозначение j Наименование Кол.
1* R X г к 1 , 1 ХбБОЙЛХП.бОХ Х6Б054.2X2.060СБ Втулка Ступица 2 2
Х6БО5А.212.060/2 Втулка 2
£ Х6Б05АФЮ.0С Х6Во4Й1зХ1.602 Втулка I
ЕРЛ ООО‘ОС I6B0HA.32I.6Qf Втулка I
ФсфМ.1Т 11 ‘.ьЧ 1
00 (? »
Таблица 5.1 — —
Куда входы 1 Материал । Примечание
Станции Бронза j
16Б05АФХ0.1Х1.000 Бр.05Ц5С5 см.рас.6.3 пои.5 • 8
ГОСТ 6X3-79 1
Вариатор Сборочный чертах а 1
I6B05A.2I2.000 см.рас.6.5 пои 15 :
Вариатор ХГР-2 17 дДд ^05-67 S
I6S05A.2I2.000 • К дет.Х6ВЭ5А а
2X2.060 СБ 3 н
Гитара Бронза 8 £
Х6Б05А.ЗХ1.000 Бр.ОЩКБ i см.рао.6.8 поа.З
ГОСТ 6X3-79 \
КОробка подач Брс ja
I6B05A.32I.000 Бр.ОЩбСб см.рис.6.9 поз,12
/л п°*‘1 По л а чел к д«тд Адам. аяа. М Ида. лд дуба. п^ддяс* ат ’
IT f,
**>M* Лист Ном д-’ати^ Пэзтмс» 1 Дата 1 Продолжение таблицы 5.1. ।
м § о э § -* N 5 Обозначение Наименование Кол. Куда входит j g материал । Примечание
HL Ca?»i£> СпОМН 1 Xofteina подо/, С8орыньшi£a/&r 5 ХбБОиА.321.044g Втулка Коробка подач Бронза * 3 I ХСБ05А.32Х.000 Бр.05Ц5С5 см.рис.6.9 поз.8 ГОСТ 6X3-79 | ХбБС^А.ЗЗХ.бОЗ Втулка Фартук Бронза | I Х6БС5А.ЗЗХ.000 Бр.О5Ц5С5 см.рис.6.10 поз.24 | ГОСТ 6X3-79 | ХЕБоХа.ЗЗХ 604 Втулка Фартук Бронза _ I I6S05A.33I.000 Бр.0Щ5С5 см.рис.6.10 поз.19 3 ГОСТ 6X3-79 0 Х6Б05Л34Х.603 Втулка Сугпорт | I 16БС5АФ10.34Х.000 Бронза Бр.05Ц5С5 см.рис.6.II поз.10 ГОСТ 6X3-79 16Б05Г1341.602 Гайка Суппорт Бронза I Х6Б05АФХ0.34Х.000 Бр.05Ц5С5 см.рис.6.II поз.14 ГОСТ 6X3-79
4
3
s
е
о
8
§
3
П«5| ffWCh Л1Т<
Поди! ct м I it»
Ьз<4. »'М>. ** | Им», 'Ли Д/в*-*
♦ Продолжение таблицы 5.. •
Обозкачение Наименование Кол. Куда входит | Материал Примечание
I6E05A.34i.60I * и Гайка I Суппорт Бронза 16Б05АФ10.341.000 Зр.0Щ5С5 • ГОСТ 613-79 см.рис.6.II поз.16 «
5
n
s
I
g
й