/
































































Автор: Штейнберг Б.И. Брайнман Б.М.
Теги: машиностроение проектирование конструирование химико-термическая обработка
Год: 1983



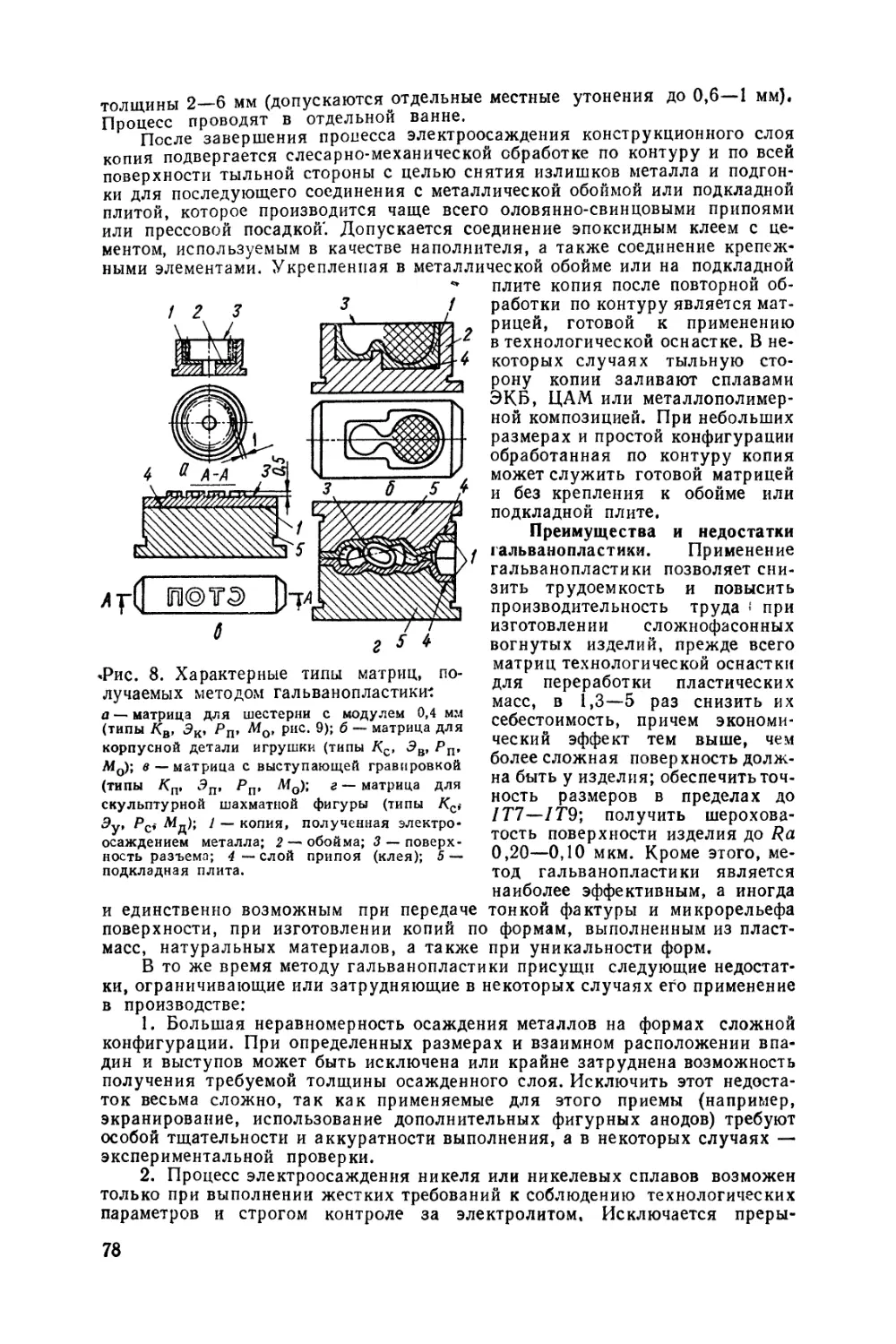
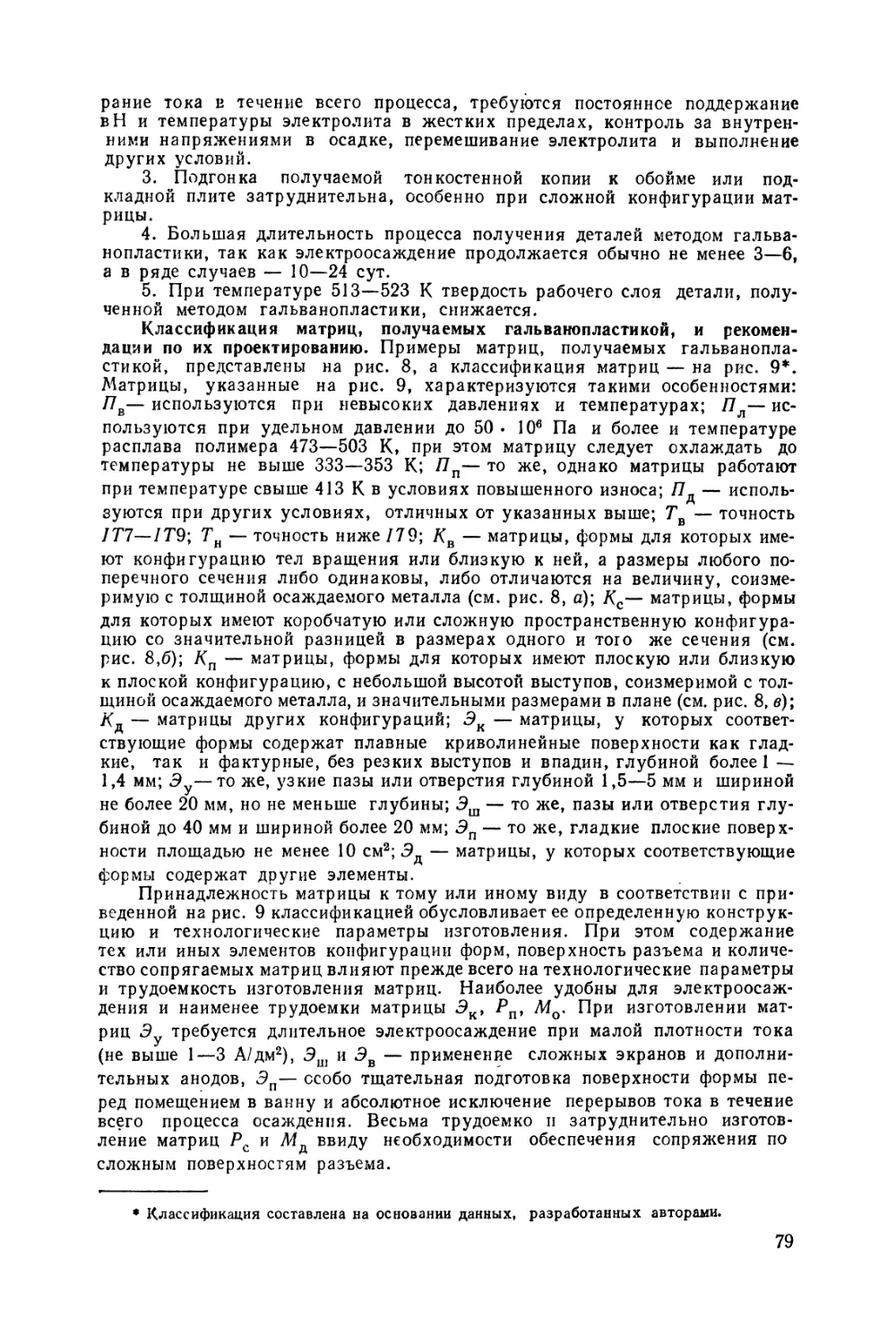
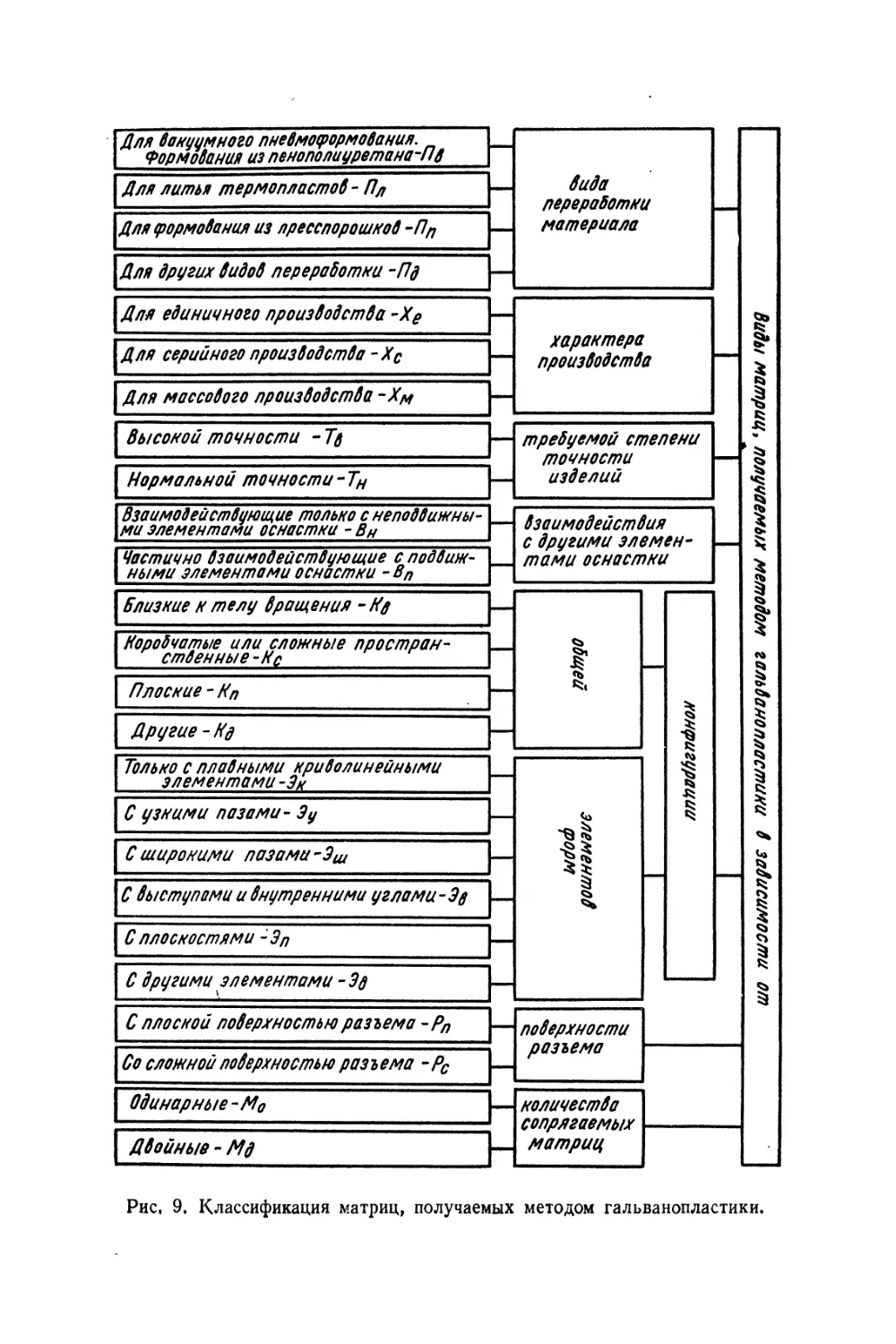
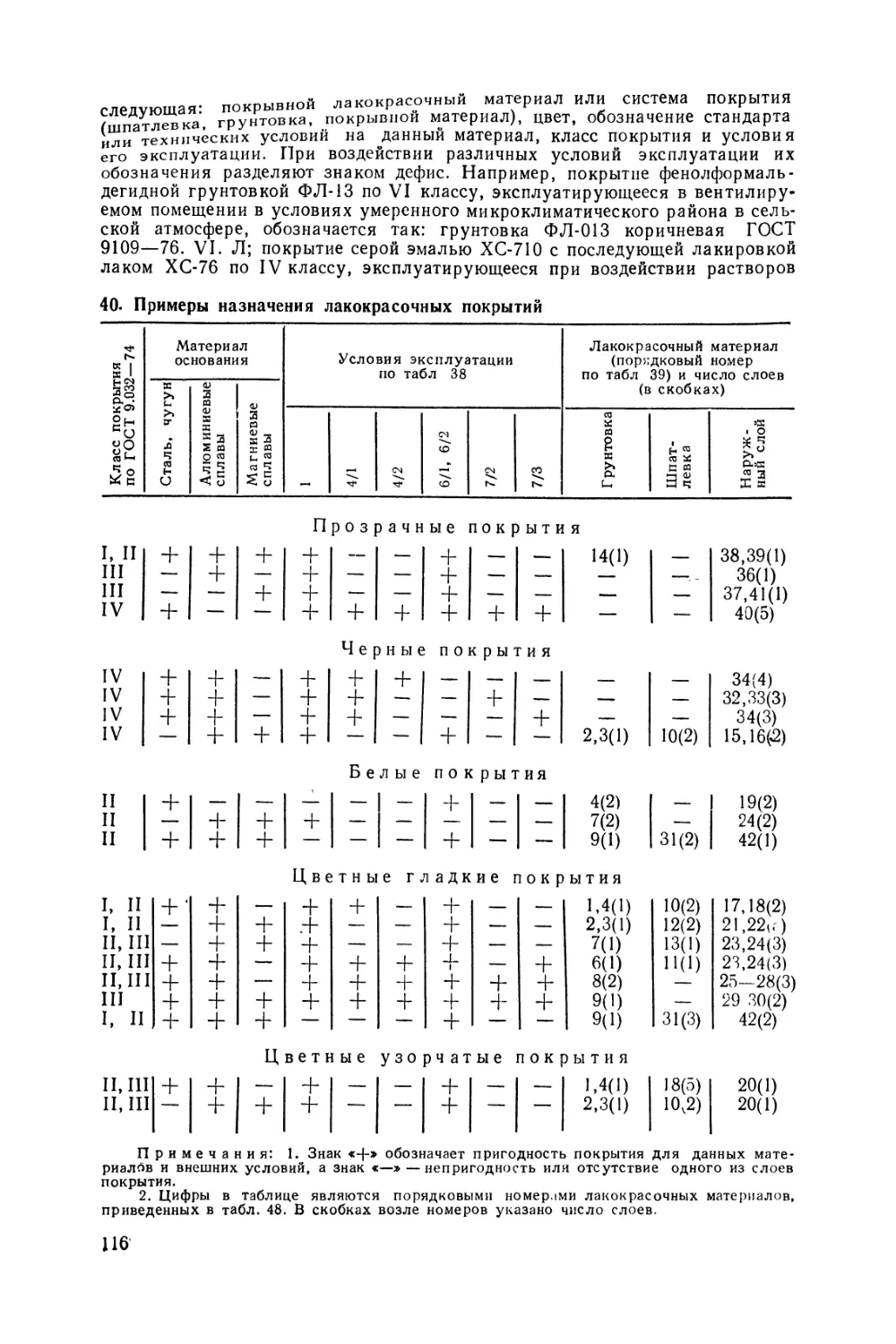
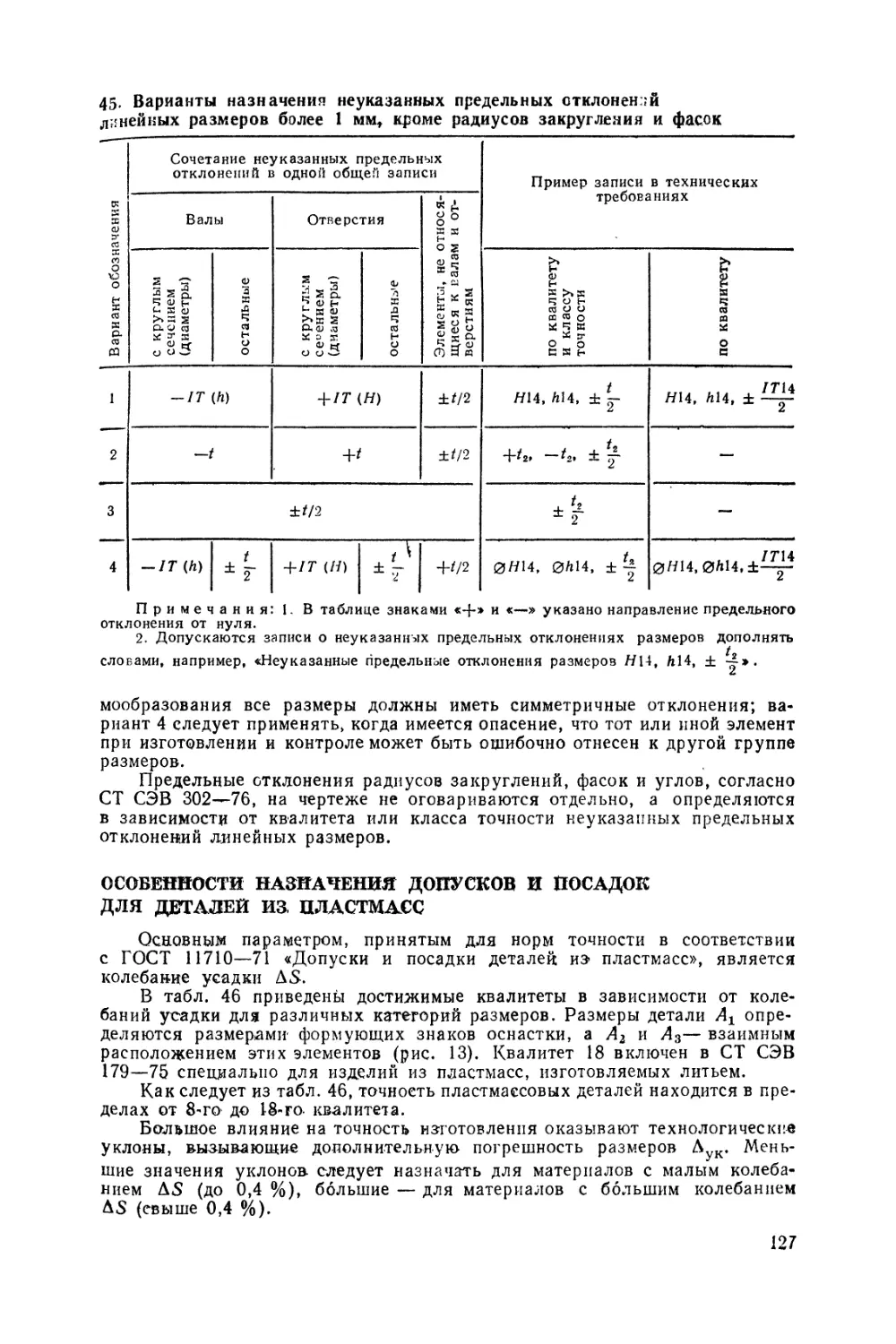
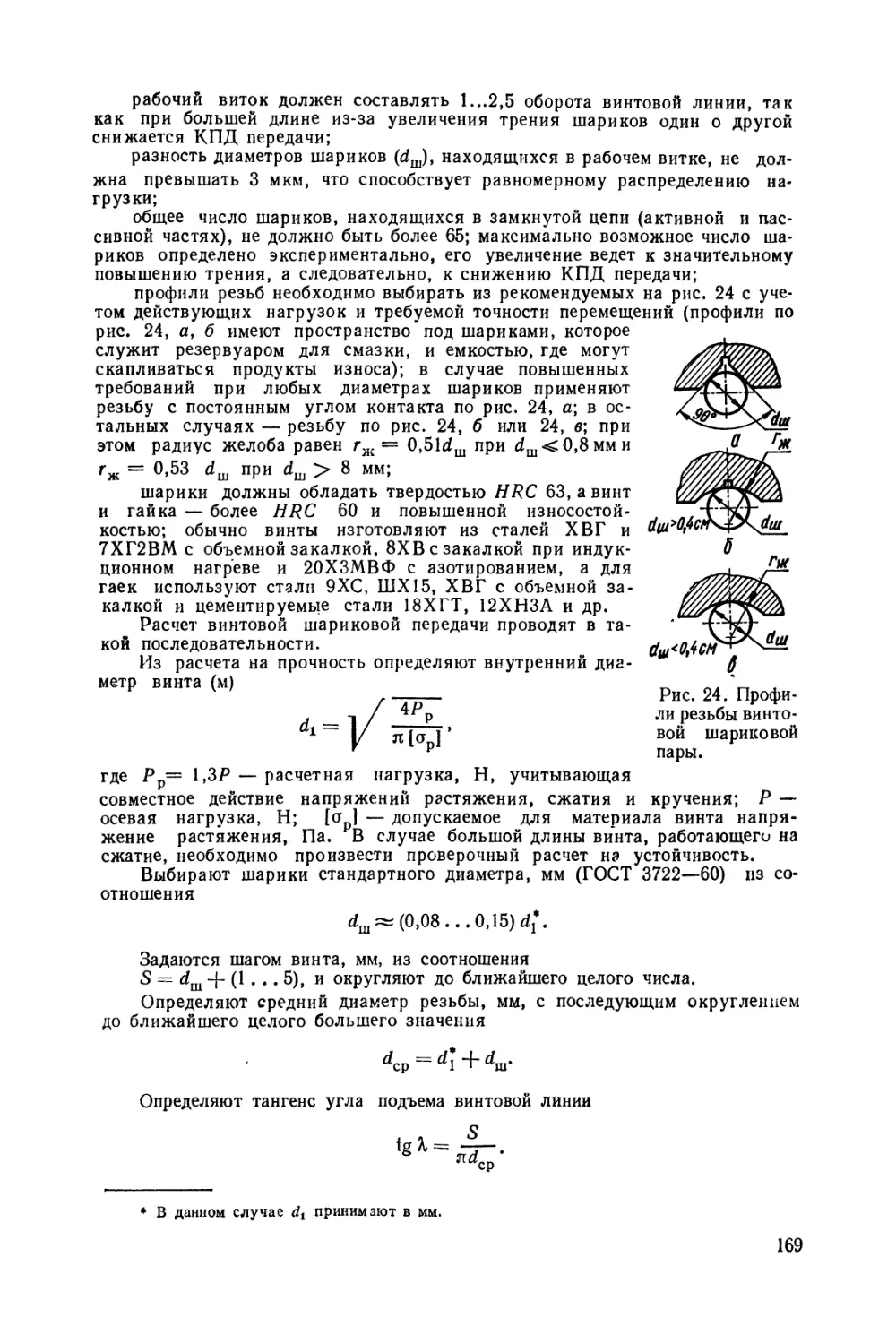
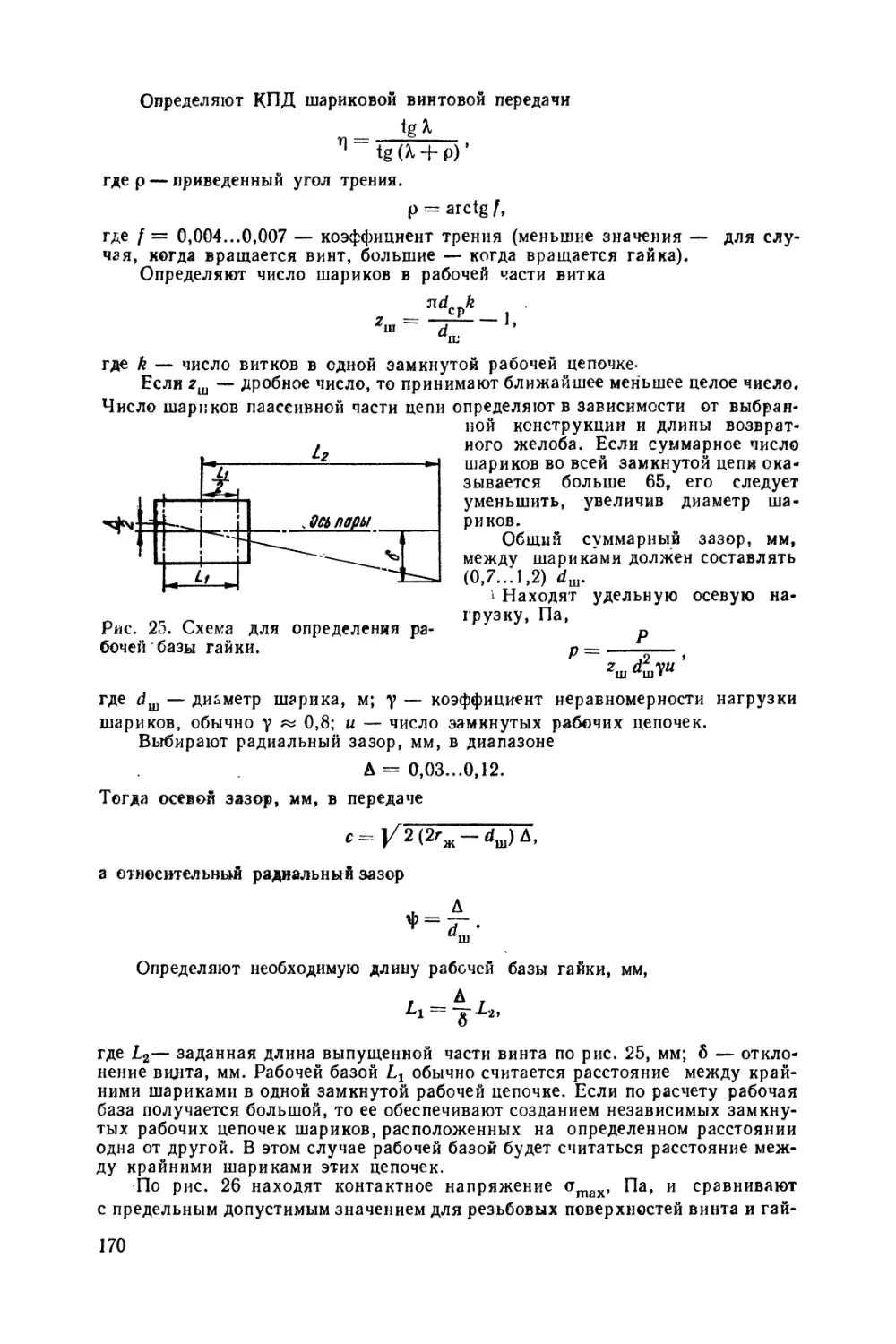
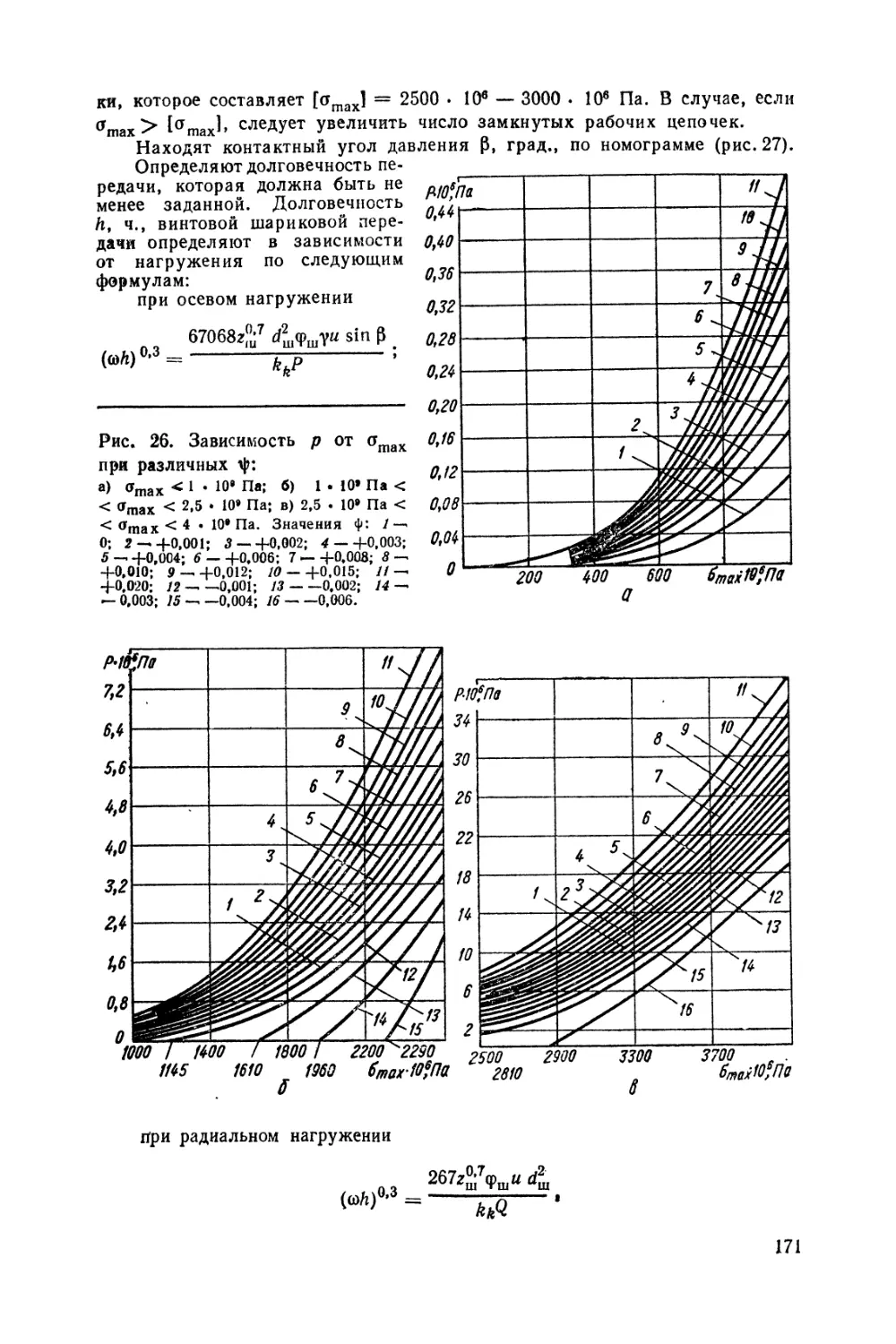
Текст
СПРАВОЧНИК
Б.И.ШТЕИНБЕРГ
Б.М.БРАЙНМАН
СПРАВОЧНИК
МОЛОДОГО
ИНЖЕНЕРА-
КОНСТРУКТОРА
Издание второе, переработанное и дополненное
Под редакцией канд. техн, наук Б. М. Брайнмана
КИЕВ «ТЕХШКА» 1983
34.42я2
Ш83
Штейнберг Б. И., Брайнман Б. М.
Ш83 Справочник молодого инженера-конструктора / Под
ред. Б. М. Брайнмана.— 2-е изд., перераб. и доп.— К.:
ТехнГка, 1983.— 184с., ил. — Библиогр.: с. 180—182.
В пер.: 90 к. 60000 экз.
В справочнике приведены краткие общие рекомендации по проектированию
изделий и технологической оснастки, применяемых в машиностроении, с учетом
физико-механических свойств и технологических особенностей различных конст-
рукционных материалов, помещены сведения по расчету элементов механизмов
и машин, термической и химико-термической обработке, защитно-декоративным
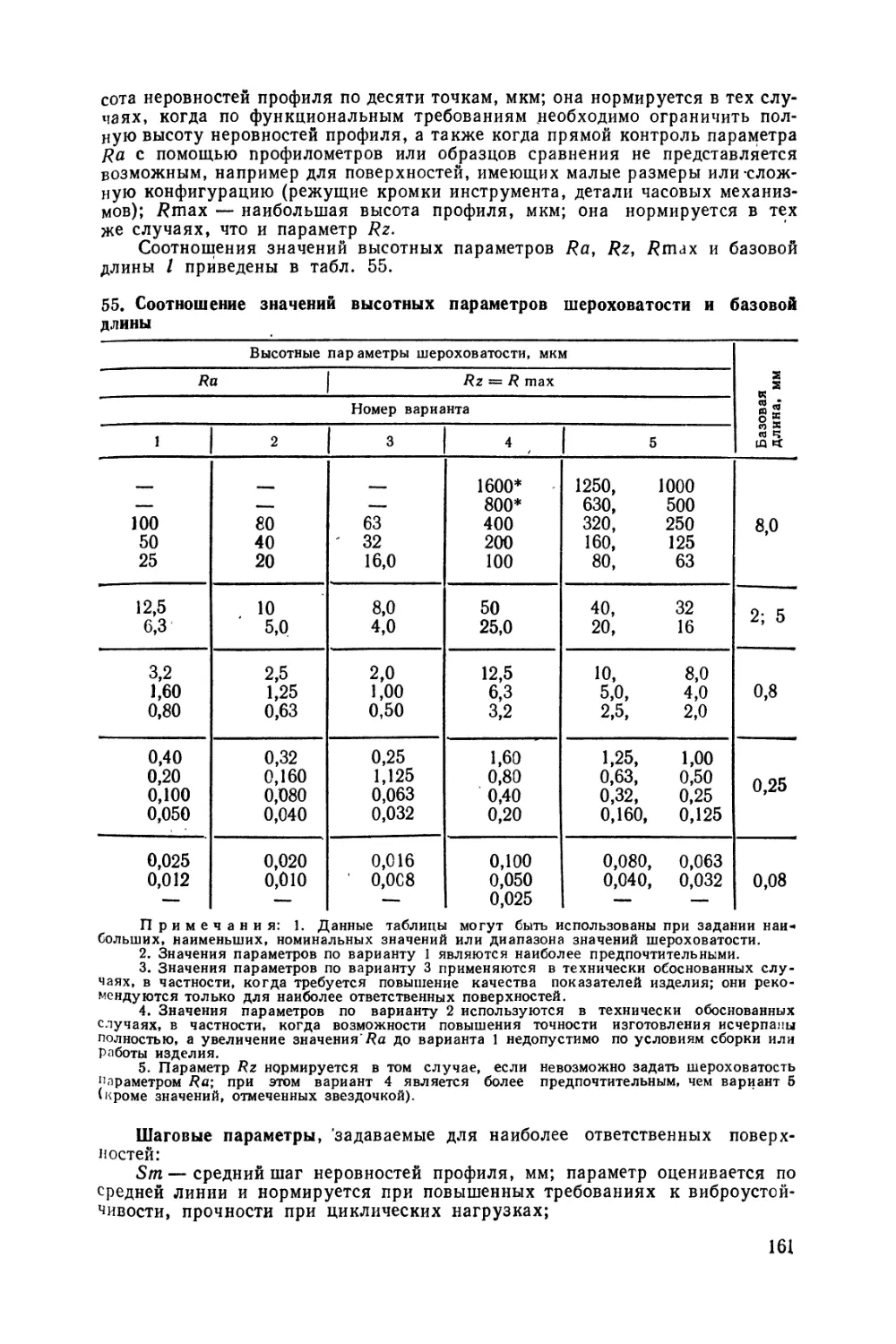
покрытиям, допускам и посадкам, взаимозаменяемости, шероховатости поверхностей.
Второе издание переработано с учетом данных новых ГОСТ по машиностроению^
существенно дополнено новыми сведениями о высокоэффективных процессах обра-
ботки. Рассчитан на молодых инженеров-конструкторов, а также может быть поле-
зен техникам и студентам вузов соответствующих специальностей.
m2702000000-130 оо 35.42я2
Ш—ПТГлТГТТГГГПпо— 57. оЗ
Рецензент канд. техн, наук М. Я. Левицкий
Редакция литературы по машиностроению и транспорту
Зав. редакцией М. А. Василенко
Борис Исаакович Штейнберг
Борис Михайлович Брайнман, канд. техн, наук
СПРАВОЧНИК МОЛОДОГО ИНЖЕНЕРА-КОНСТРУКТОРА
Редакторы В. С. Козаченко, Л.
Оформление художника Л. А.
Художественные редакторы В.
Технический редактор Н. А.
Корректор Т. Г. Герасименко
Е. Альпер
Дикарева
Г. Павлютин, И. В. Рублева
Бондарчук
Информ, бланк № 2241
Сдано в набор 14.С6.82. Подписано в печать 14.06.83. БФ 08286. Формат 60x9071». Бумага
тип № 2. Гарн. лит. Печ. выс. Усл. печ. л. 11,5. Усл. кр.-отт. 11,75. Уч.-изд. л. 14,13,
Тираж €0000 экз. Заказ № 2-229. Цена 90 к.
Издательство «Техника», 252601, Киев, 1, Крещатик, 5.
Книжная фабрика им. М. В. Фрунзе, 310057, Харьков-57, Донец-Захаржевского, 6/8.
Издательство «Техн1ка», 1983
ПРЕДИСЛОВИЕ
Широкая программа экономического и социального развития страны,
намеченная XXVI съездом КПСС, ставит перед конструкторами
сложные задачи по созданию новых, более совершенных и эффективных
механизмов, машин и других изделий, отличающихся высокими эксплуата-
ционными показателями, причем изготовление этих изделий должно осуще-
ствляться при минимальных затратах сырьевых, энергетических и трудовых
ресурсов. Решение этих задач возможно лишь при творческом подходе к про-
ектированию, а также использовании новейших достижений науки, техники
и прогрессивной технологии.
Для выбора наилучшего варианта конструкции специалист должен поль-
зоваться большим количеством информации, рассредоточенной иногда в мно-
гочисленной технической и справочной литературе, что усложняет его рабо-
ту. Еще с большими трудностями сталкивается начинающий конструктор,
который не имеет опыта работы с литературой. Поэтому авторы справочника
стремились обобщить, систематизировать, дополнить и разъяснить техни-
ческие данные, приведенные в различных источниках, и, кроме того, озна-
комить читателей с новыми прогрессивными материалами и технологичес-
кими методами обработки.
Второе издание справочника дополнено более подробным изложением
тех вопросов, которые недостаточно широко освещены в справочной лите-
ратуре, описанием новых элементов механизмов и машин, а также техноло-
гических процессов.
В справочнике сосредоточены основные сведения по комплексу вопросов,
решаемых при проектировании, и даны необходимые разъяснения по пра-
вильному их использованию.
В то же время справочник не может и не должен быть единственным
пособием при работе конструктора. По конкретным вопросам при их углуб-
ленном изучении следует пользоваться рекомендуемыми дополнительными
литературными источниками, перечень которых приведен в конце книги.
Отзывы и пожелания просим направлять по адресу: 252601, Киев, 1, Кре-
щатик, 5, издательство «Технька».
ОБЩИЕ ТРЕБОВАНИЯ, ПРЕДЪЯВЛЯЕМЫЕ
К КОНСТРУКЦИИ МЕХАНИЗМОВ И МАШИН
В ПРОЦЕССЕ ПРОЕКТИРОВАНИЯ.
ПУТИ УВЕЛИЧЕНИЯ РАБОТОСПОСОБНОСТИ
И ЭКОНОМИЧНОСТИ ПРОЕКТИРУЕМЫХ КОНСТРУКЦИЙ
ОБЩИЕ ПРИНЦИПЫ ПРОЕКТИРОВАНИЯ МЕХАНИЗМОВ И МАШИН.
МЕТОД ИНВЕРСИИ
Приступая к проектированию, конструктор должен глубоко изучить
и проанализировать эксплуатационные требования, предъявляемые
к данному изделию или его составной части, существующие конструкции
аналогов, патентно-информационные материалы, а также технологические
возможности изготовления требуемого изделия в условиях данного произ-
водства с учетом применения наиболее прогрессивных материалов и совре-
менных технологических процессов, обеспечивающих высокую технико-
экономическую эффективность производства и высшую категорию ка-
чества.
Эксплуатационные, технологические и экономические требования к про-
ектируемой конструкции часто носят противоречивый характер, и задача
конструктора заключается в том, чтобы из множества возможных решений
выбрать одно, с наибольшей полнотой отвечающее всему комплексу требо-
ваний в целом.
Для решения этой задачи рекомендуется:
обосновывать применение и конструктивное решение каждого механиз-
ма и его элементов с учетом эксплуатационных требований, технологии из-
готовления, экономного расходования материалов при сохранении необхо-
димой прочности;
обеспечивать удобство сборки, разборки и регулировки, по возможности ис-
ключать подбор и пригонку деталей, выверку и регулировку их при сборке;
в необходимых случаях предусматривать надежную смазку трущихся
поверхностей, учитывая, что консистентные (пластичные) смазки (ГОСТ
1033—79, 4366—76, 8773—73 и др.) применяют для подшипников, распо-
ложенных в труднодоступных местах, для работающих при температуре,
не превышающей 393К; в подшипниках закрытого типа, в которые смазка
закладывается в процессе сборки, при dcpw < 31,4, где dcp— средний диа.
метр подшипника, м; со — угловая скорость, рад/с; жидкие смазки (ГОСТ
1805—76, 11058—75,20799—75 и др.) применяют при dcpw > 31,4, темпера-
туре выше 393 К или значительно ниже 273 К, при циркуляционной смазке;
жидкие смазки более предпочтительны; выбор конкретной марки смазочного
материала и способа смазки следует производить по рекомендациям ГОСТ
и соответствующих источников [46, 53, 57];
не предусматривать трущихся поверхностей на корпусных деталях;
предупреждать коррозию деталей, учитывая условия эксплуатации;
в конструкциях, детали которых сделаны из различных материалов,
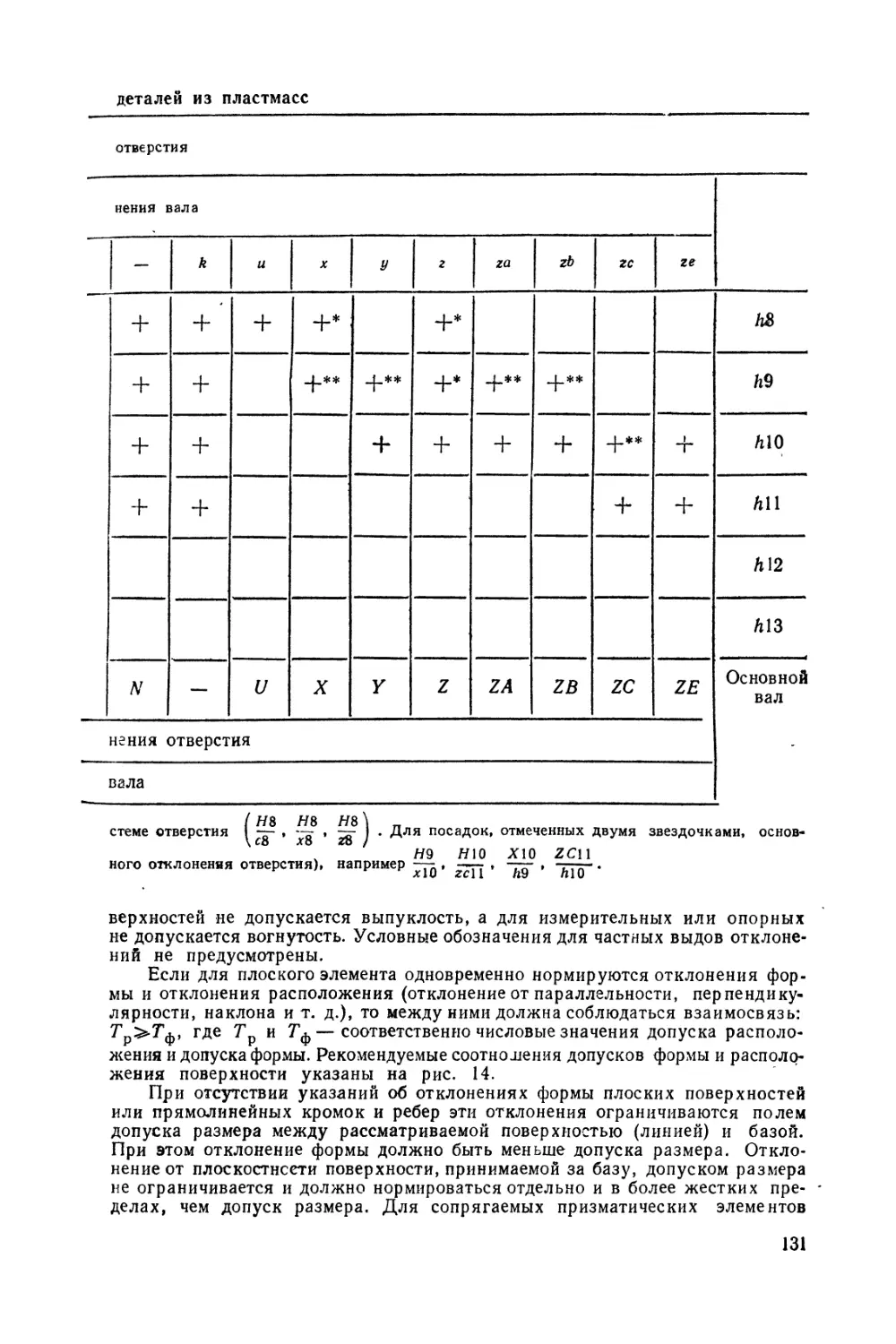
обеспечивать соблюдение требований ГОСТ 9.005—72 на допустимые кон-
такты разнородных в электрохимическом отношении металлов, сплавов
и неметаллических неорганических покрытий, а также на конструктивные
решения узлов соединений элементов;
учитывать изменения размеров деталей, возникающие при их нагреве
или охлаждении, так как они могут вызвать появление опасных напря-
жений и нежелательных деформаций; при этом увеличение начальной
длины Lo и начального объема Уо при повышении температуры от 7\ до Т2
определяют по уравнениям соответственно AL — aLQ (Т2— 7\) и ДУ =
4
= За Vo (Г2— Тг), где а — коэффициент линейного расширения, /С"1 (зна-
чения а при 293 К приведены в табл. 6—11;
избегать октрыты^ механизмов и передач, предотвращать проникнове-
ние грязи, пыли и влаги на трущиеся поверхности;
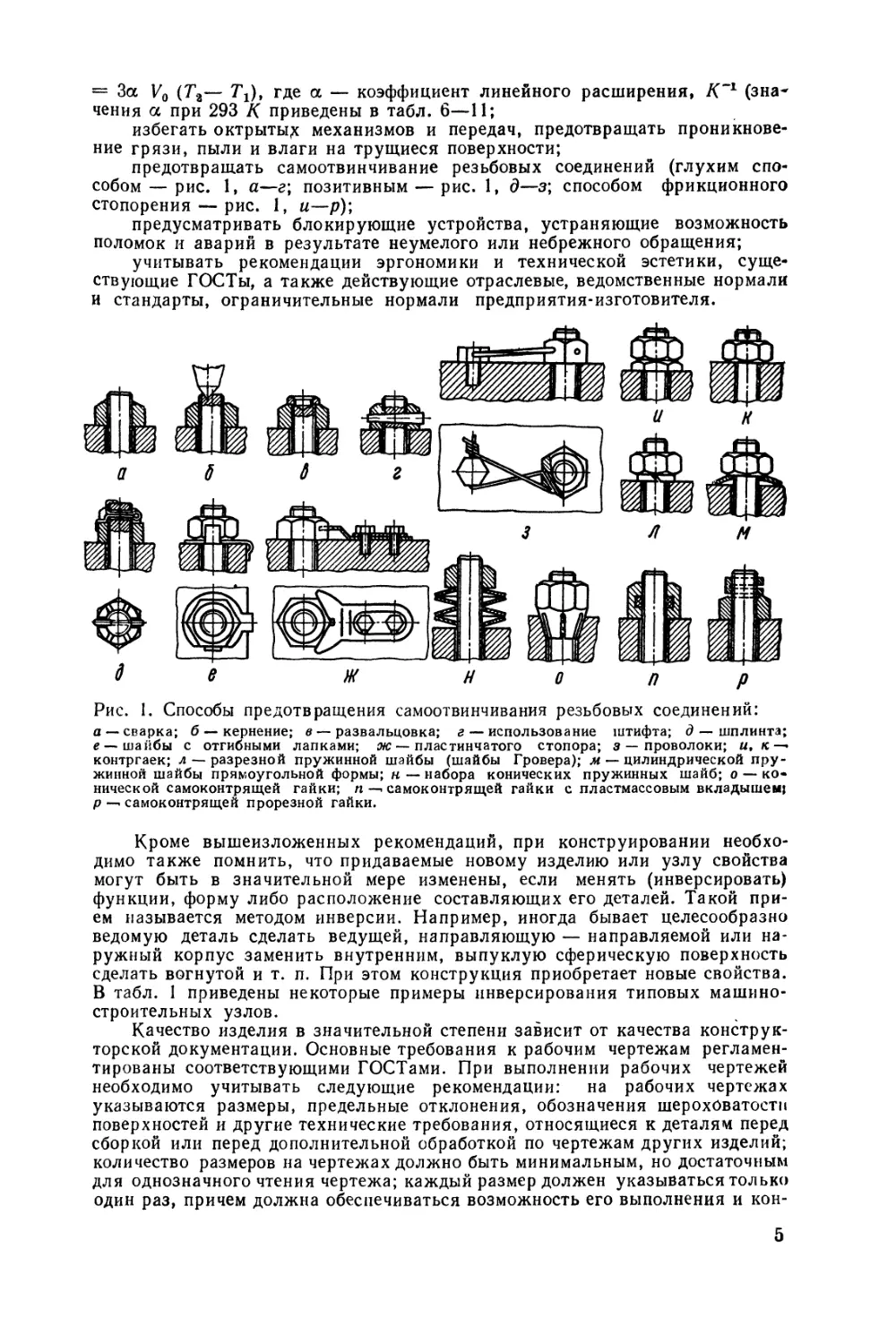
предотвращать самоотвинчивание резьбовых соединений (глухим спо-
собом — рис. 1, а—г\ позитивным — рис. 1, д—з; способом фрикционного
стопорения — рис. 1, и—р)',
предусматривать блокирующие устройства, устраняющие возможность
поломок и аварий в результате неумелого или небрежного обращения;
учитывать рекомендации эргономики и технической эстетики, суще-
ствующие ГОСТы, а также действующие отраслевые, ведомственные нормали
и стандарты, ограничительные нормали предприятия-изготовителя.
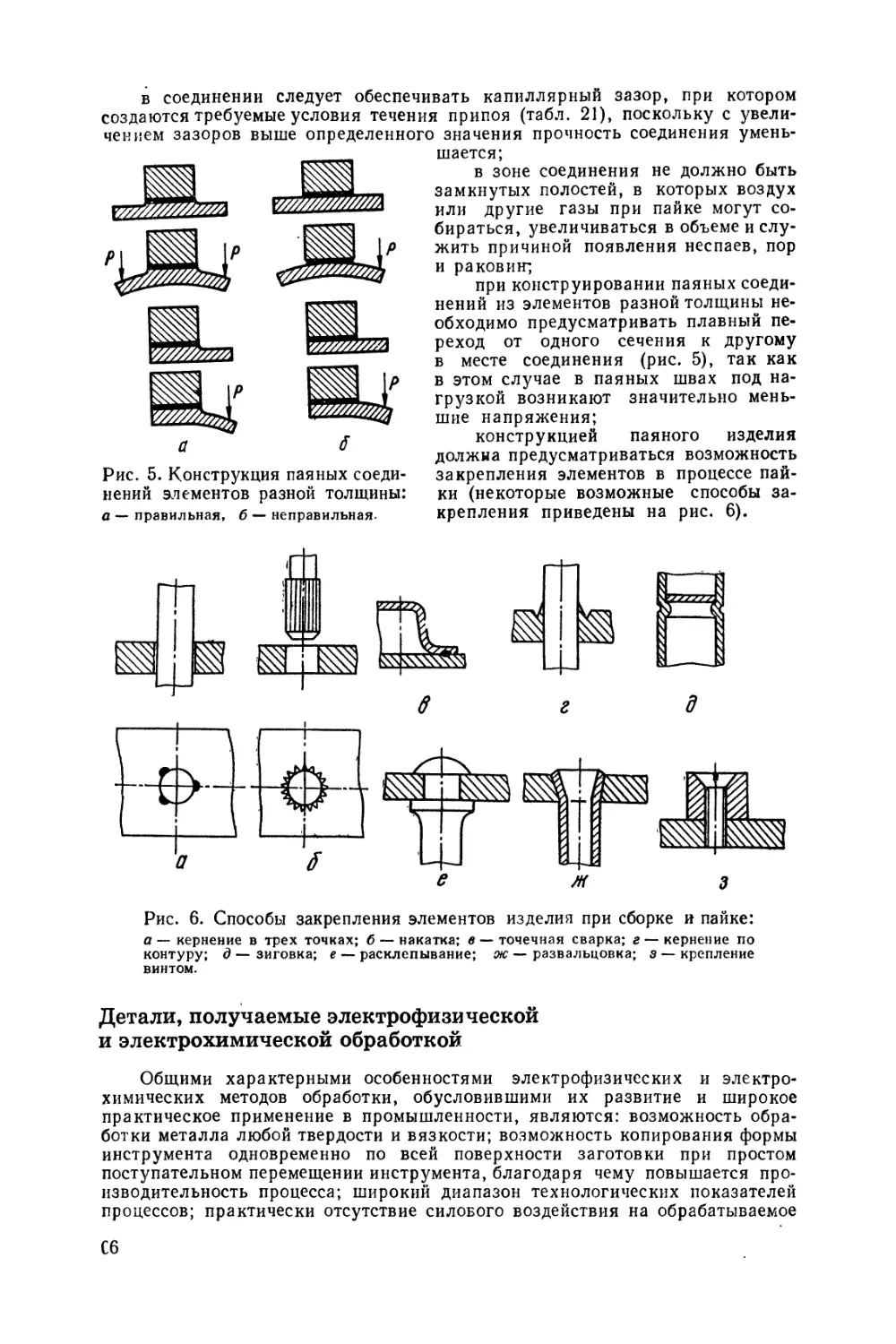
Рис. 1. Способы предотвращения самоотвинчивания резьбовых соединений:
а —сварка; б — кернение; в — развальцовка; г — использование штифта; д — шплинта;
е—-шайбы с отгибными лапками; ж — пластинчатого стопора; з — проволоки; и, к —
контргаек; л — разрезной пружинной шайбы (шайбы Гровера); м — цилиндрической пру-
жинной шайбы прямоугольной формы; н — набора конических пружинных шайб; о — ко-
нической самоконтрящей гайки; п — самоконтрящей гайки с пластмассовым вкладышем;
р — самоконтрящей прорезной гайки.
Кроме вышеизложенных рекомендаций, при конструировании необхо-
димо также помнить, что придаваемые новому изделию или узлу свойства
могут быть в значительной мере изменены, если менять (инверсировать)
функции, форму либо расположение составляющих его деталей. Такой при-
ем называется методом инверсии. Например, иногда бывает целесообразно
ведомую деталь сделать ведущей, направляющую — направляемой или на-
ружный корпус заменить внутренним, выпуклую сферическую поверхность
сделать вогнутой и т. п. При этом конструкция приобретает новые свойства.
В табл. I приведены некоторые примеры инверсирования типовых машино-
строительных узлов.
Качество изделия в значительной степени зависит от качества конструк-
торской документации. Основные требования к рабочим чертежам регламен-
тированы соответствующими ГОСТами. При выполнении рабочих чертежей
необходимо учитывать следующие рекомендации: на рабочих чертежах
указываются размеры, предельные отклонения, обозначения шероховатости
поверхностей и другие технические требования, относящиеся к деталям перед
сборкой или перед дополнительной обработкой по чертежам других изделий;
количество размеров на чертежах должно быть минимальным, но достаточным
для однозначного чтения чертежа; каждый размер должен указываться только
один раз, причем должна обеспечиваться возможность его выполнения и кон-
5
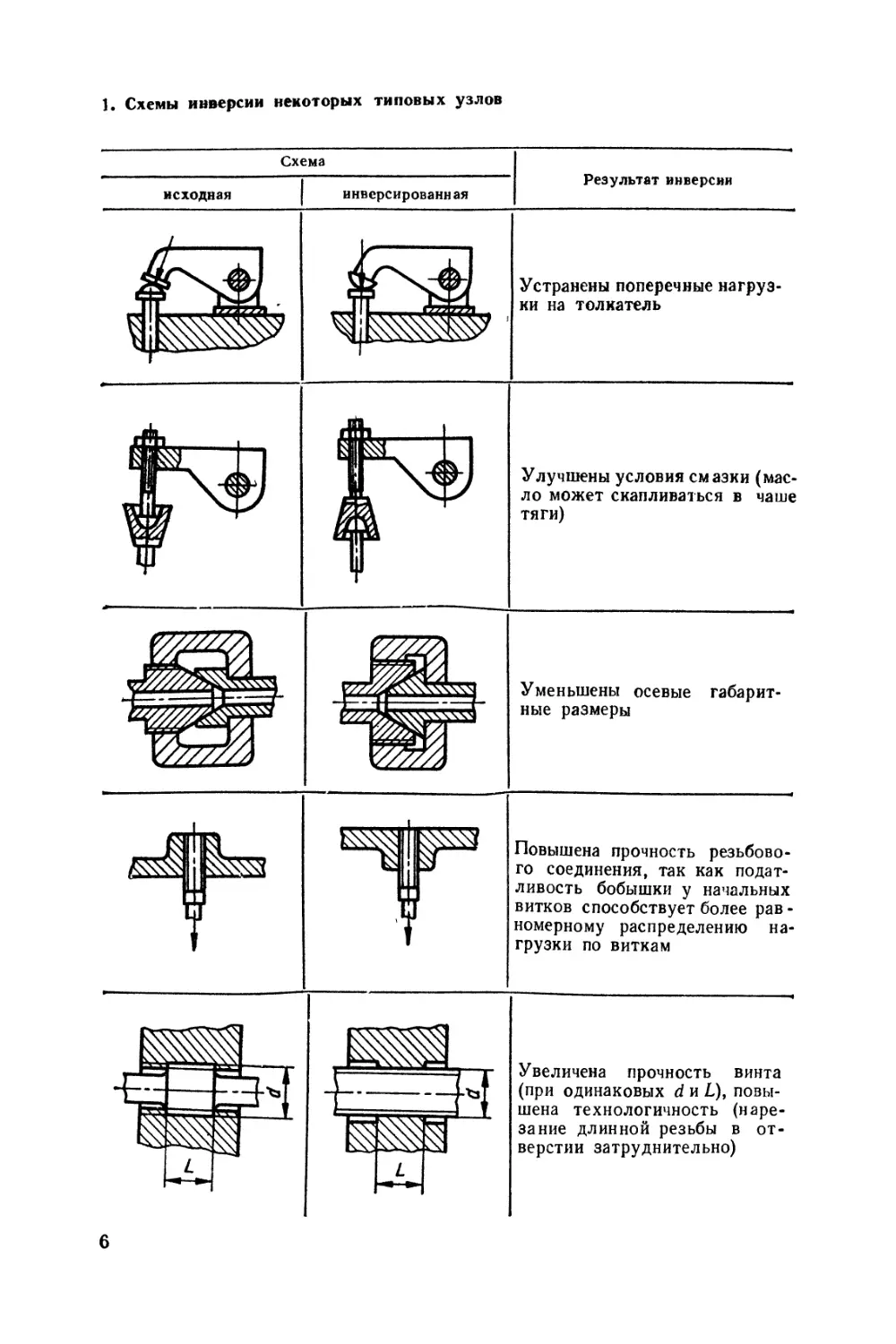
1. Схемы инверсии некоторых типовых узлов
Улучшены условия смазки (мас-
ло может скапливаться в чаше
тяги)
L
Уменьшены осевые габарит-
ные размеры
Повышена прочность резьбово-
го соединения, так как подат-
ливость бобышки у начальных
витков способствует более рав -
номерному распределению на-
грузки по виткам
Увеличена прочность винта
(при одинаковых d и L), повы-
шена технологичность (наре-
зание длинной резьбы в от-
верстии затруднительно)
6
Продолжение табл. /
Схема
исходная
инверсированная
Результат инверсии
Облегчено изготовление узла
и улучшены условия движения
вала
Улучшены условия работы под-
шипника скольжения, так как
увеличена его жесткость и по-
лучено более благоприятное
отношение длины подшипника
к диаметру
Значительно увеличена то i-
ность установки клапана, так
как направляющее отверстие
и седло обрабатываются с од-
ного установа
троля при изготовлении детали или изделия; для всех размеров должны быть
указаны (или оговорены в технических требованиях) предельные отклонения;
при простановке размеров необходимо учитывать, что наиболее точный из
них должен иметь наименьшую накопленную погрешность при изготовлении;
выбранная для простановки размеров конструктивная база должна обеспе-
чивать минимальные погрешности изготовления и быть удобной для контроля;
в деталях, имеющих оси симметрии, размеры рекомендуется проставлять не
от осей симметрии, а от поверхностей детали; дополнительные данные по из-
готовлению деталей указываются в технических требованиях.
ПУТИ УВЕЛИЧЕНИЯ ПРОЧНОСТИ, ЖЕСТКОСТИ
И НАДЕЖНОСТИ КОНСТРУКЦИИ. МЕТОД БОМБИРОВАНИЯ
На всех стадиях проектирования необходимо стремиться к созданию
максимально прочных и надежных конструкций, обладающих высокой рабо-
тоспособностью. Прочность детали определяется механическими свойствами
материалов и геометрическими размерами сечения и характеризуется способ-
ностью выдерживать нагрузку без разрушения. Основными механическими
характеристиками материала, определяющими его прочность, являются
7
предел прочности (временное сопротивление) ав, Па — напряжение, возни-
кающее в материале при максимальной нагрузке, предел пропорциональ-
ности оп, Па — наибольшее напряжение, до которого практически сохраня-
ется прямая пропорциональная зависимость между напряжениями и дефор-
мациями, вызванными ими, предел текучести ат, Па — наименьшее напря-
жение, при котором деформация материала растет без заметного увеличения
нагрузки. Показатели прочности для различных материалов приведены
на с. 16—17.
Предел прочности применяется при расчетах на прочность деталей
из хрупких материалов, предел текучести — из пластичных. Предел про-
порциональности используется при расчетах на деформирование.
В процессе выполнения расчетов на прочность деталей определяются
такие величины: допускаемая нагрузка, при которой обеспечивается проч-
ность конструкции; поперечные размеры деталей, при которых обеспечивается
прочность последних (проектный расчет); фактический коэффициент запаса
прочности для имеющейся конструкции при заданных нагрузках (провероч-
ный расчет).
Ряд деталей и конструкций испытывает действие переменных напряжений.
В этом случае разрушение может произойти при напряжениях ниже преде-
ла прочности. Напряжение в таких деталях изменяется во времени, как пра-
вило, циклично — от некоторого максимального значения пп>зх до, мини-
мального amin. Способность материала выдерживать без разрушения опре-
деленное число циклов нагружений характеризуется его циклической проч-
ностью, а наибольшая величина напряжений при таком нагружении — пре-
делом выносливости материала.
Циклическая прочность деталей зависит от местных напряжений, раз-
вивающихся вблизи так называемых геометрических концентраторов напряже-
ния: отверстий, выточек, шпоночных канавок, галтелей, резьбы, рисок,
лысок, а также в местах внутренних дефектов материала (технологических
концентраторов напряжений — трещин, включений и т. п.). Для повышения
циклической прочности рекомендуется устранить или свести к обоснован-
ному минимуму количество геометрических концентраторов напряжения,
а также искусственно усилить места, ослабленные из-за наличия концентра-
торов. Это достигается, например, путем применения плавных переходов
и галтелей, введения центрирования в резьбовых соединениях, увеличения
диаметра вала на участке резьбы, размещения концентраторов в различных
плоскостях сечения и т. п.
Для повышения циклической прочности можно также рекомендовать
термическую, химико-термическую и термо-механическую обработку сталей
(см. с. 86), в результате которой в поверхностных слоях появляются пред-
варительные напряжения сжатия; полирование, притирку, суперфиниши-
рование поверхностей детали с целью уменьшения высоты микронеровностей;
дробеструйную обработку, накатывание роликами, алмазное выглаживание,
ультразвуковое упрочнение, импульсный гидронаклеп с целью упрочнения
поверхностного слоя пластической деформацией. Прочность деталей из пласт-
масс может быть повышена в результате их термообработки, в процессе ко-
торой меняется структура полимерного материала и снимаются внутренние
напряжения, путем их армирования, введения волокнистого наполнителя,
совмещения с другими полимерами. Существенное влияние на прочность
пластмассовых деталей оказывает точность соблюдения технологических ре-
жимов при их изготовлении.
В проектируемых конструкциях действительные напряжения не должны
доходить до опасного предела. Отношение предела прочности или предела
текучести к наибольшему фактическому напряжению, в детали называется
фактическим коэффициентом запаса прочности. Значение этого коэффициента
зависит, прежде всего, от методики расчета, т. е. от степени соответствия
принятых в расчетной схеме предположений действительным условиям ра-
боты. Коэффициент запаса прочности должен учитывать неточность в экспе-
риментальном или расчетном определении величин напряжений и нагрузок,
8
неточность принятых методов расчета, неточность изготовления деталей,
степень однородности материала, его качество и другие факторы.
Прочность оценивается путем сравнения фактического значения коэффи-
циента запаса прочности с допускаемым для различных условий. При пред-
варительной оценке коэффициентов запаса прочности могут быть использо-
ваны данные табл. 2.
2. Ориентировочные значения коэффициентов запаса прочности
Условия Условия Требования к надежности и экономичности
изготовления расчета пониженные | средние | повышенные
Повышенные Пониженные Повышенные Средние Пониженные Повышенные Средние Пониженные (1,0—1,1) (1,2—1,4) (1,4-1,7) 2,2—2,9 2,4—3,2 2,6—3,5 оэ ьо ьэ >— Т— ОО СП 'сп 4^ *>— 1 1 1 1 1 1 Кэ О СП оЪ ю 1,2—1,4 1,5—1,8 1,8—2,3 (3,0—4,0) (3,3—4,5) (3,6—5,0)
Примечания: 1. Условия изготовления считаются повышенными, если стабиль-
ность механических свойств материала и уровень технологии высокие.
2. Условия расчета тем выше, чем более достоверны данные о нагрузках и напряже-
ниях и чем более расчетная схема соответствует действительному распределению нагрузок.
3. Данные в скобках по возможности не применять.
В процессе конструирования изделий из пластмасс рекомендуется для
определения допускаемых напряжений при кратковременных статических
нагрузках понижать пределы прочности для реактопластов в 1,2—1,5 раза,
для термопластов — в 1,8—2,0 раза. При крат-
ковременных ударных нагрузках допускае-
мые напряжения рекомендуется дополнитель-
но снижать для реактопластов на 50—60 %,
для термопластов — на 20 — 30 %.
Многие детали механизмов и машин ра-
ботают в условиях линейного или плоскост-
ного контакта под большой нагрузкой при
наличии трения. Поверхности этих деталей
рекомендуется делать слегка выпуклыми,
в результате чего обеспечивается централь-
ное приложение нагрузки, устраняются повы-
шенные кромочные давления, возникающие
из-за неточностей изготовления и монтажа,
и повышается прочность деталей. Такой прием
называется бомбированием.
На рис. 2 для примера показано при-
менение этого принципа для ролика под-
шипника качения. Построенные эпюры показывают, что у ролика с ост-
рыми кромками (рис. 2,а) возникают повышенные кромочные давления,
особенно в случае перекоса или внецентрового приложения нагрузки (рис.
2,6). При снятии фасок на торцах (рис. 2,в) положение не исправляется, но
перемещается место приложения максимальной нагрузки. В результате
введения галтелей (рис. 2,г) снижаются кромочные давления, но при вне-
центровом приложении нагрузки все же возникает пик давления, хотя и мень-
ший, чем в предыдущих случаях. Конструкция бомбированного бочкообраз-
ного ролика (рис. 2,0) обеспечивает наиболее благоприятнее распределение
нагрузки при перекосах (рис. 2,е), а следовательно, и максимальную проч-
ность.
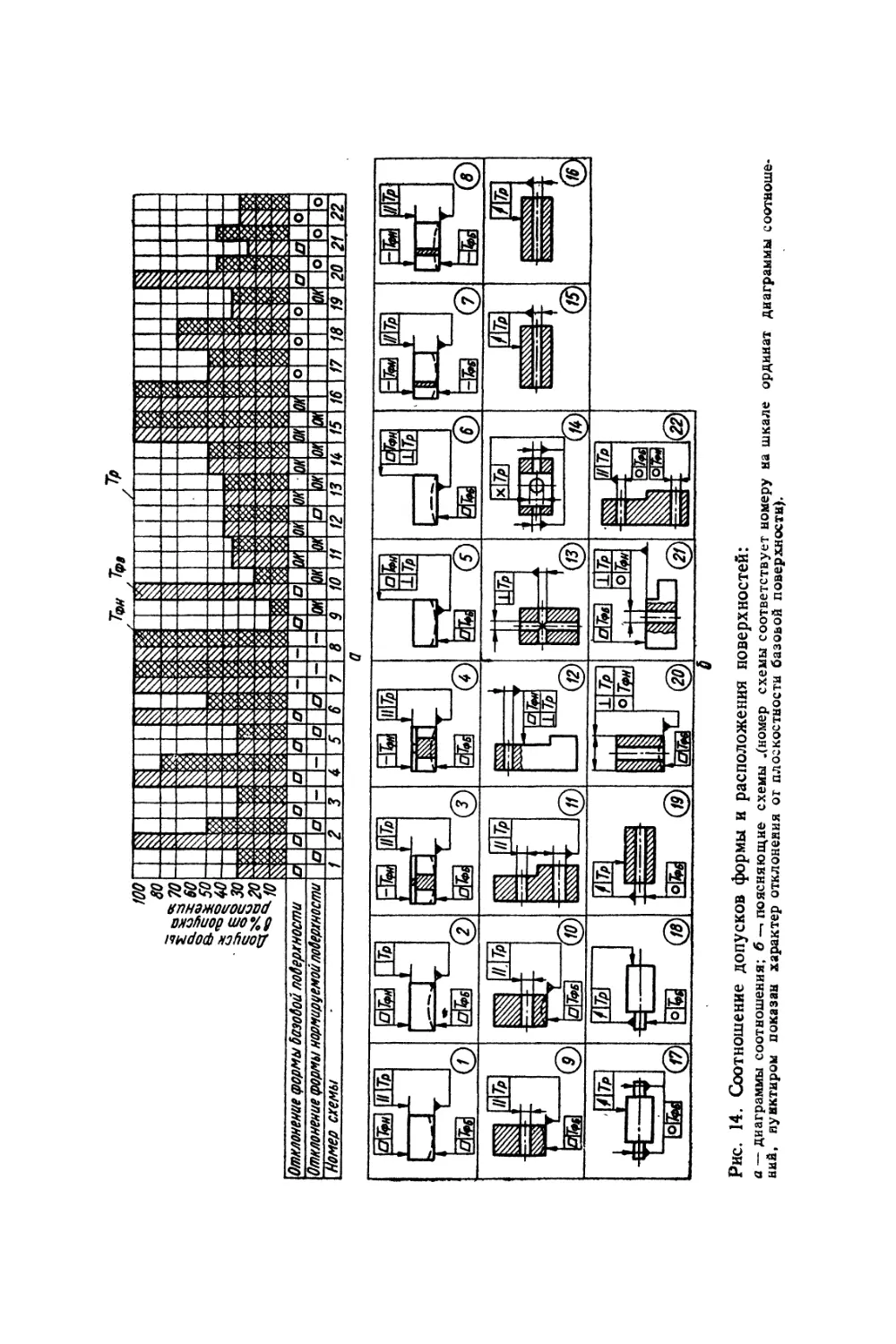
Одной из важных характеристик конструкций является жесткость,
т. е. способность сопротивляться образованию деформаций под действием
9
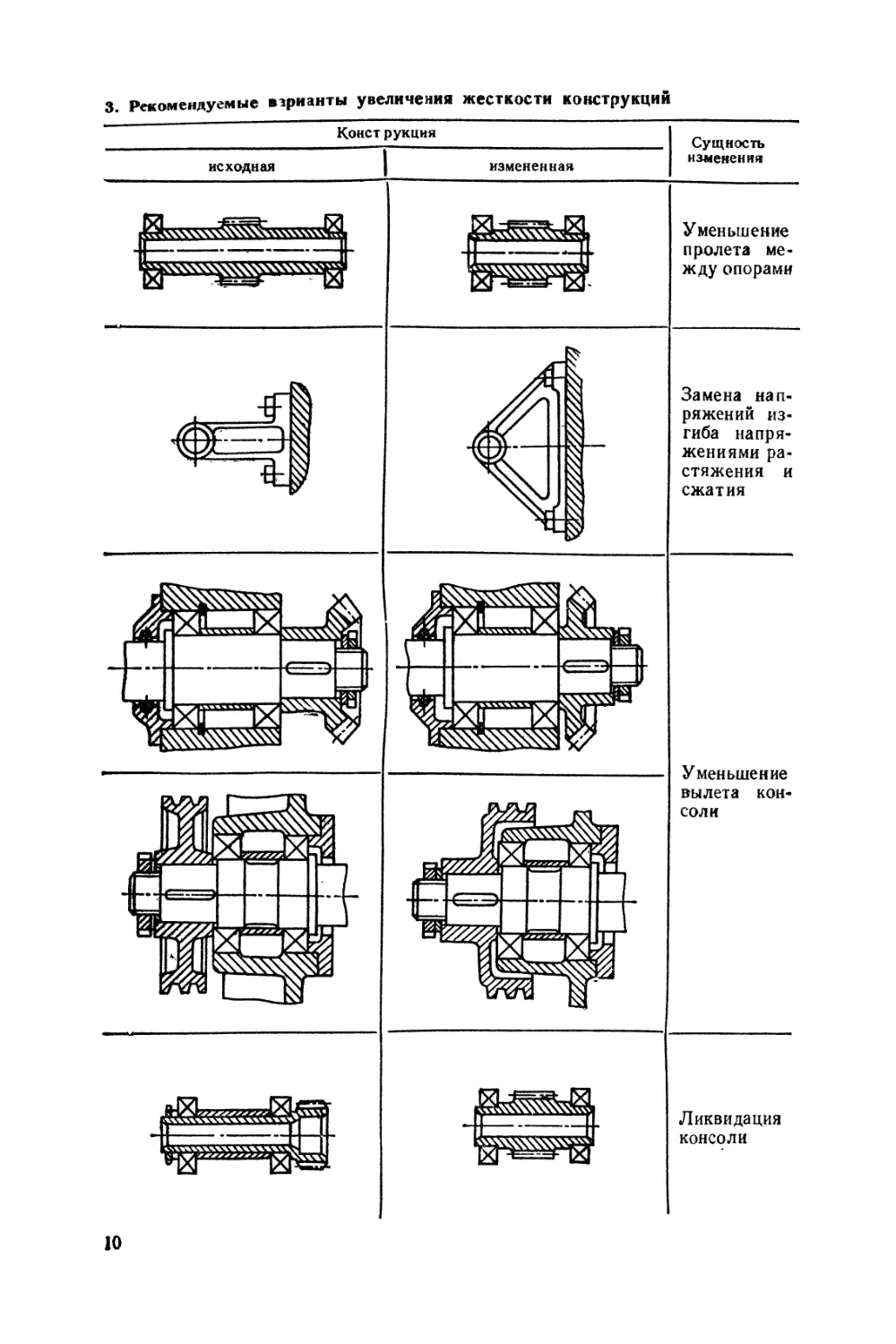
3. Рекомендуемые варианты увеличения жесткости конструкций
исходная
Конст рукция
измененная
Сущность
изменения
Уменьшение
пролета ме-
жду опорами
Замена нап-
ряжений из-
гиба напря-
жениями ра-
стяжения и
сжатия
Уменьшение
вылета кон-
соли
Ликвидация
консоли
10
нагрузок. При недостаточной жесткости в конструкции могут возникнуть
повышенные деформации, являющиеся причиной нарушения равномерного
распределения нагрузки и появления опасных местных напряжений, интен-
сифицируются трение и износ подвижных соединений, нарушаются нормаль-
ные условия эксплуатации. Вследствие недостаточной жесткости может воз-
никнуть фрикционная коррозия или произойти сварка контактирующих
поверхностей. Существуют такие основные пути повышения жесткости:
замена напряжений изгиба напряжениями сжатия и растяжения; оптималь-
ная расстановка опор для деталей, работающих на изгиб; исключение видов
нагружения, при которых возникают повышенные деформации; обоснованное
увеличение моментов инерции сечений; применение рациональных форм
сечений, фасонного проката, гнутых профилей; введение в конструкцию
ребер жесткости; усиление мест заделки; применение материалов, обладаю-
щих повышенной жесткостью.
Для некоторых материалов, в частности термопластических полимеров
кристаллической группы (полипропилен, полиформальдегид, полиамиды),
повышение жесткости отформованных деталей может быть достигнуто
в результате их термообработки. Увеличить жесткость пластмасс можно
также путем их армирования и введения волокнистых наполнителей. Рекомен-
дации по возможному увеличению жесткости конструкций представлены
в табл. 3.
Комплексным показателем, характеризующим изделие в целом, является
надежность. В соответствии с ГОСТ 13377—75, надежность определяется
как вероятность безотказной работы изделия с заданными функциями при
сохранении его эксплуатационных показателей в течение требуемого срока
службы. Надежность прежде всего зависит от конструктивных особенностей
машины или механизмов, правильности выбора технических решений. Повы-
шению надежности способствуют упрощение конструкции, автоматическая
смазка, защита от абразивного износа и вредных воздействий окружающей
среды, применение более совершенных материалов.
ПУТИ СНИЖЕНИЯ МАССЫ КОНСТРУКЦИИ
Наиболее действенными средствами снижения массы конструкций
и уменьшения расхода материалов, т. е. металлоемкости, являются рацио-
нальная компоновка изделия, выработка новых принципиальных решений
по упрощению кинематики машины или
механизма, обоснованное применение
пустотелых, ребристых, гнутых и дру-
гих облегченных профилей, проката
периодического профиля, сварных кон-
струкций, легированных конструкцион-
ных сталей, специальных сплавов и
пластмасс.
Снижению массы способствует так-
же рациональный выбор сечения. Для
сечений различной формы, имеющих
одну и ту же площадь, значения
прочности и жесткости различны. На-
пример, для круглого сечения диамет-
ром d — 0,2 м (рис. 3,а) с площадью F =
= nd2/4 = 3,14 . 10~2 м2 осевой момент
Рис. 3. Сечения одинаковой пло-
щади.
сопротивления Wx 0,1 d3— 0,8 • 10~3 м3, момент инерции 1Х ~ 0,05 d4 =
= 0,8 • 10~4 м4, полярный момент сопротивления U?p « 0,2d3 = 1,6. 10~3
м3, полярный момент инерции / 0,1 d4 — 1,6.10“4 м4.
Для кольцевого сечения (рис. 3,6) той же площади F = 3,14 ♦ 10“2 №
при
di -> Г 4 F
а = —0,9 значение d ~ |/ - = 0,46 м, ^0,1 d3 (1 — а4)
4. Некоторые рекомендуемые варианты снижения массы конструкций
Нерациональная форма детали
Рациональная форма
равнопрочной детали
d/D‘0,5
0,78
d/U-O^
0,39
«= 3,33 • 10-а м3, 1Х « 0,05 d* (1 — а*) = 7,68 • 10~« м4, Wp яе 0,2 d» (1 — а*) =
= 6,66 • 10-а м», Zp« 0,1 d* (1 — а4) = 15,36 • 10’4 см4.
Значения моментов инерции и сопротивления для второго сечения зна-
чительно больше, т. е, прочность и жесткость его выше жесткости сплошного
12
круглого. Но в случае применения кольцевого сечения увеличивается габа-
ритный размер сечения, что не всегда возможно по конструктивным сооб-
ражениям.
При одинаковых значениях моментов сопротивления и моментов инерции
можно подобрать сечения меньшей массы. Например, для круглого сплошного
3/TjzL
сечения при Wx — 2,7 • 10"? м3 диаметр d — у ^-у- = 0,3 м, площадь сече-
ния F ~ nd2/4 — 7,1 • 10"2 м2. Для кольцевого сечения при том же значении
момента сопротивления и а = 0,9 диаметр d^
3/
ГоТ(Г^)=0’43 м- F-
nd2
— ~4" 0 — °2) ~ ’ Ю”2 м2‘ В Данном случае при одной и той же проч-
ности масса снизилась, но габаритный размер увеличился.
Из приведенных примеров видно, что вопрос снижения массы конструк-
ций должен решаться в комплексе с другими вопросами, в том числе и с уче-
том компоновки деталей в йз-
делии.
В табл. 4 приведены неко-
торые рекомендуемые вариан-
ты снижения массы конструк-
ций за счет придания равно-
прочным деталям более раци-
ональной формы.
Как указывалось выше,
снижению массы конструкций
способствует применение спе-
циальных легких сплавов, на-
пример алюминиевых или маг-
ниевых. Характерную для лег-
ких сплавов пониженную проч-
ность и жесткость компенси-
руют увеличением сечений, мо-
ментов инерции и моментов со-
противления деталей, а также
рациональным расположением
ребер жесткости.
При проектировании дета-
лей из легких сплавов необ-
ходимо учитывать следующие
рекомендации:
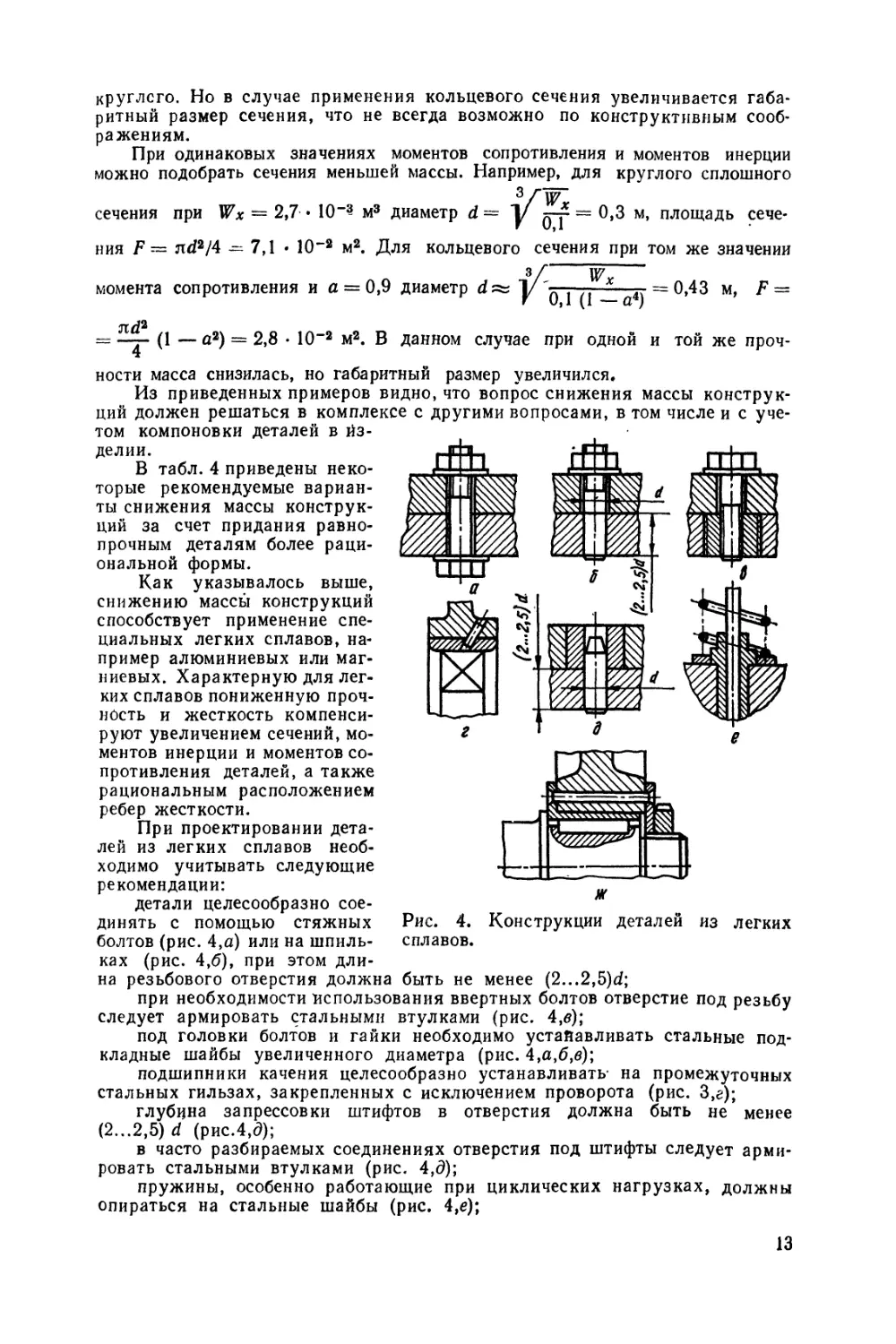
детали целесообразно сое-
динять с помощью стяжных
болтов (рис. 4,а) или на шпиль-
ках (рис. 4,6), при этом дли-
на резьбового отверстия должна
Рис. 4. Конструкции деталей из легких
сплавов.
быть не менее (2...2,5)0;
при необходимости использования ввертных болтов отверстие под резьбу
следует армировать стальными втулками (рис. 4,в);
под головки болтов и гайки необходимо устанавливать стальные под-
кладные шайбы увеличенного диаметра (рис. 4,а,б,в);
подшипники качения целесообразно устанавливать- на промежуточных
стальных гильзах, закрепленных с исключением проворота (рис. 3,е);
глубина запрессовки штифтов в отверстия должна быть не менее
(2...2,5) d (рис.4,0);
в часто разбираемых соединениях отверстия под штифты следует арми-
ровать стальными втулками (рис. 4,0);
пружины, особенно работающие при циклических нагрузках, должны
опираться на стальные шайбы (рис. 4,е);
13
детали, передающие крутящий момент, необходимо армировать стальной
втулкой (рис. 4,рю) с максимально возможным удалением элементов, переда-
ющих крутящий момент, от оси;
при сопряжении деталей из легких сплавов со стальными деталями
следует учитывать различие их коэффициентов линейного расширения.
В неподвижных сопряжениях в результате расширения детали из легкого
сплава, ограниченной смежными стальными деталями, могут возникнуть вы-
сокие термические напряжения;
в подвижных сопряжениях, где охватываемая деталь выполнена из лег-
кого сплава, а охватывающая — из стали, следует предусматривать увеличен-
ные зазоры.
УЧЕТ ТЕХНИКО-ЭКОНОМИЧЕСКИХ ФАКТОРОВ
ПРИ ПРОЕКТИРОВАНИИ
На всех стадиях проектирования необходимо стремиться к созданию
таких конструкций, которые могут быть изготовлены с наименьшими затра-
тами. Для этого особое внимание следует уделять правильному выбору ма-
териала и заготовки, конструктивных форм н размеров деталей, шерохо-
ватости поверхностей и точности обработки. Например, если материал без
ущерба для эксплуатационных качеств проектируемой конструкции может
быть заменен другим, то выбирают более дешевый материал, в результате
чего снижаются суммарные затраты на изготовление изделия. Одним из
перспективных путей повышения экономичности конструкций является
обоснованное и рациональное применение прогрессивных полимерных ма-
териалов, пластмасс. Экономический эффект от применения 1 т пластмасс
взамен металла в различных отраслях машиностроения и электротехнической
промышленности составляет от 160 до 2260 р. (в среднем 520 р). Коэффици-
ент использования материала в процессе переработки пластмасс составляет
0,95 — 0,98, в случае применения металлов — 0,2 — 0,6 при механической
обработке и 0,6 — 0,8 при литье. Поэтому там, где это возможно по условиям
прочности, надежности и другим эксплуатационным показателям, применение
пластмасс является целесообразным с экономической точки зрения.
Устанавливая размеры и форму деталей, конструктор должен учиты-
вать, какими методами они могут быть изготовлены. От принятой формы
л размеров деталей часто зависит метод их обработки и, наоборот, технологи-
ческие возможности данного предприятия могут предопределить ту или иную
форму деталей. Выбор рационального метода обработки деталей определяется
с учетом объема их выпуска и возможности применения наиболее прогрес-
сивной и экономичной технологии. Если объем выпуска изделия большой,
то может быть оправдано применение более сложных деталей, несмотря на
то что подготовка их производства потребует больших затрат. В каждом
конкретном случае нужен соответствующий технико-экономический расчет.
При проектировании изделий необходимо укладываться в пределы
лимитной цены, указываемой заказчиком на основе анализа существующих
ценников и прейскурантов. Порядок разработки, утверждения и введения
в действие технических условий и цен на продукцию машиностроения
производственно-технического назначения устанавливается инструкцией
РДИ 79—76 Госкомитета цен и Госкомитета стандартов Совета Министров
СССР.
Экономическое обоснование создания нового изделия на стадиях раз-
работки включает определение лимитной цены (на основе заявки заказчика),
проектную цену (на основе проектной себестоимости) и экономический эф-
фект. Экономический эффект, лимитная и проектная цены определяются
в соответствии с ГОСТ 20779—75. Если при разработке новой продукции
отсутствует основной заказчик (потребитель), то разработчик сам определяет
исходные требования к ней, в том числе лимитную и проектную цены.
Предел лимитной цены может быть превышен только в том случае,
если спроектированное изделие по своим эксплуатационным и техническим
показателям превосходит базовые образцы.
14
Качество проектирования и производительность труда конструктора
во многом зависят от организации его труда и оборудования рабочего места.
На рабочем месте конструктора должны быть установлены стол, подъемно-
поворотный стул, чертежный станок и чертежный прибор. Каждый конструк-
тор должен иметь для индивидуального пользования готовальню, трафа-
реты, лекала, приспособление для стирания карандашного изображения,
рапидографы, предназначенные для выполнения надписей на чертежах
тушью или чернилами, резинки, цанговые карандаши, карандаши «Светоко-
пия» и «Люмограф», используемые при бескалькировочном способе размно-
жения техдокументации и др. Более подробно с НОТ инженерно-техни-
ческого персонала можно ознакомиться по опубликованным литературным
источникам [16, 34].
КОНСТРУКЦИОННЫЕ И ИНСТРУМЕНТАЛЬНЫЕ
МАТЕРИАЛЫ
МЕТАЛЛЫ И СПЛАВЫ
В табл. 5 приведены условные обозначения основных химических
элементов, используемые при маркировке металлов и сплавав.
5. Обозначения основных химических элементов в марках материалов
Название элемента Принятое условное обо- значение эле- мента в марках металлов и . сплавов Название элемента Принятое условное, обозначение эле- мента в марках 1 металлов и | сплавов Название элемента Принятое условное обо- значение эле- мента в марках металлов и сплавов
черных цвет- ных черных цветных черных цвет- ных
Азот А Кобальт К Олово О
Алюминий Ю А Кремний с Кх Свинец — с
Бериллий Л Б Магний ш Мг Селен Е ст
Бор Р — Марганец г Мц(Мр) Титан Т тпд
Ванадий Ф Ван Медь д М Углерод У
Висмут Ви Ви Молибден м —— Фосфор П ф
Вольфрам В — Никель н н Хром X Х(Хр)
Железо — ж Ниобий Б Нп Цинк -— ц
Кадмий Кд Кд
Сталь
Этот материал классифицируется, по различным признакам: по назна-
чению (конструкционная и инструментальная); по химическому составу
(углеродистая, легированная и высоколегированная); по качеству (обыкновен-
ная, качественная и высококачественная).
Условные обозначения основных марок конструкционных сталей, их
физические, механические, технологические характеристики и области
применения приведены в табл. 6, примеры применения некоторых сталей
для отливок — в табл. 7, сведения по инструментальным сталям — в табл. 8.
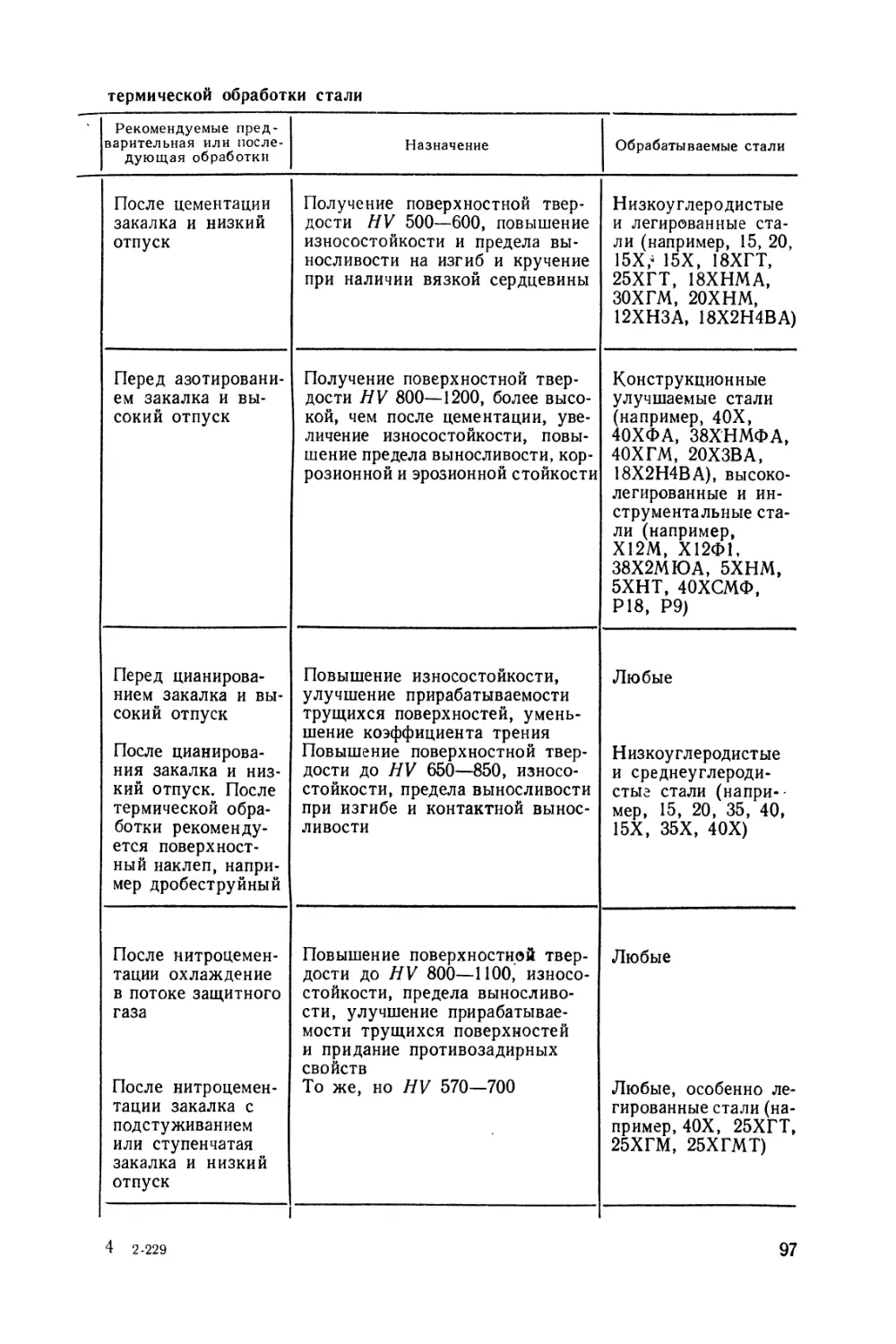
Примерное назначение сталей указано с учетом соответствующей термооб-
работки, описанной на с. 86 (там же приведены достигаемые в процессе
термообработки значения твердости).
В марках углеродистой стали обыкновенного качества (ГОСТ 380—71)
буквы «Ст» и цифры от 0 до 6 указывают условный номер марки. Строчные
J5
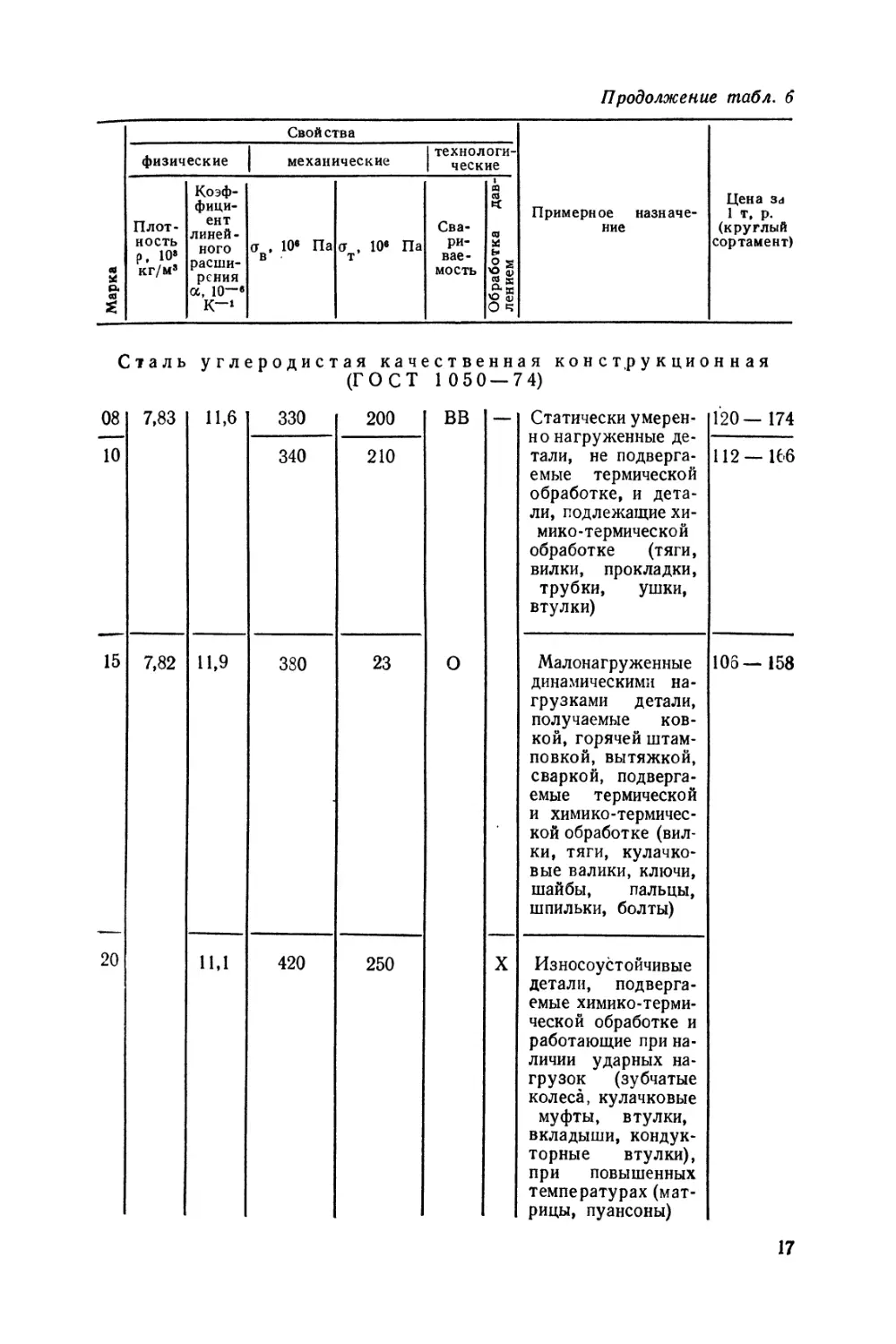
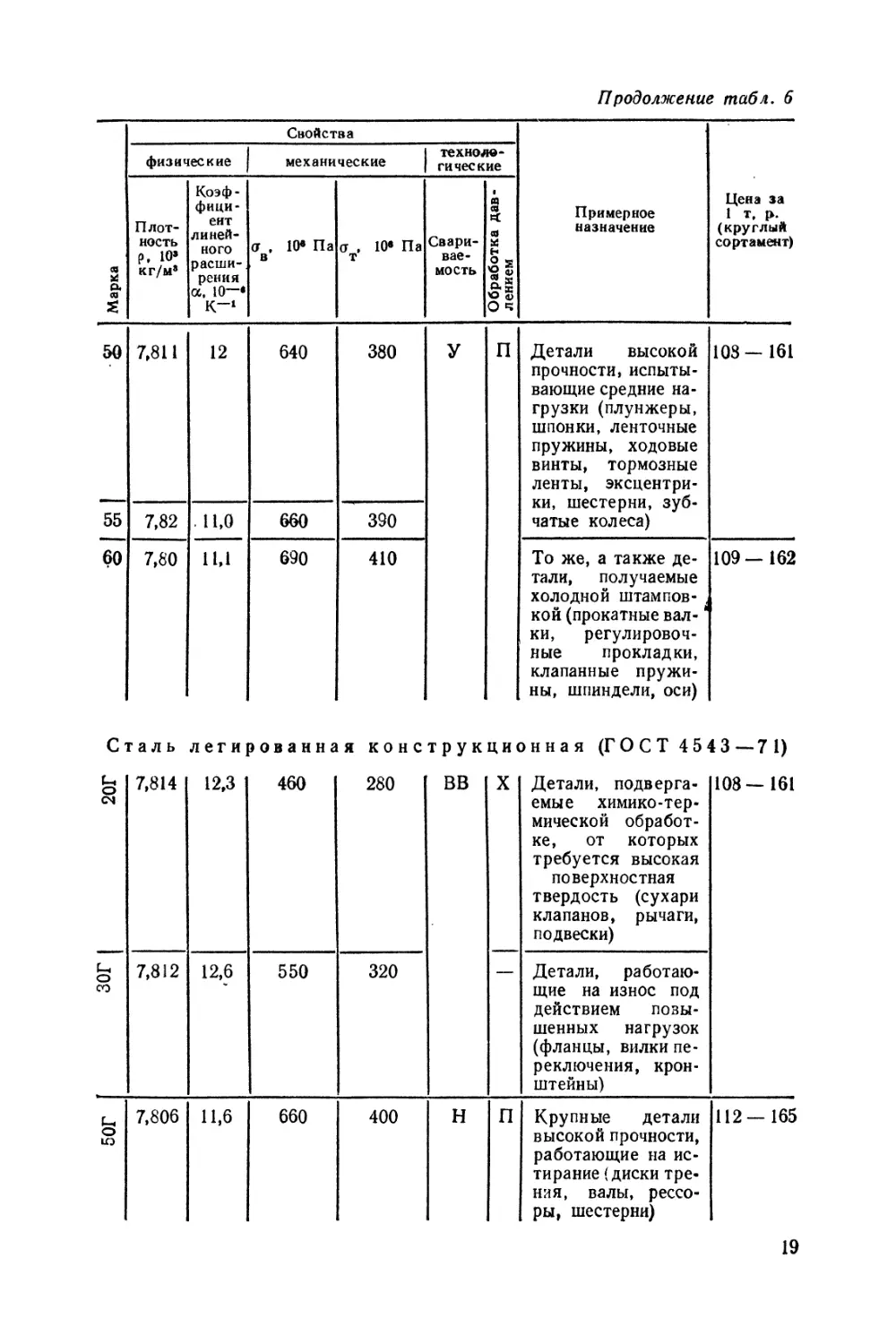
6. Физические, механические, технологические свойства и примерное
назначение некоторых сталей
Свойства
физические механические | технологи- ческие
Марка Плот- ность р, 103 кг/м8 Коэф- фици- ент линей- ного расши- рения а, 10-« к-? о , 10е Па в о , 10е Па т Сва- ри- вав - мость Обработка давле- нием 1 Примерное назначе- ние Цена за 1 т, р. (круглый сортамент)
Сталь углеродистая обыкновенног о качества (ГОСТ 380—71)*
' СтО >310 вв Йеответственные и малонагруженные детали (планки, угольники, тяги, шайбы, прокладки, рычаги, стопорные кольца) 87,8—130
Ст1 | 310 — 430 — — Детали высокой вязкости, не под- вергающиеся дей- ствию больших на- пряжений (крепеж- ные детали, крон- штейны, детали шатунов, заклепки) 95—141
1 го 324 — 441 190 — 230
СтЗ | 380 — 500 220—250 Малоответственные детали машин (хо- муты, болты, гай- ки, серьги, про- кладки, детали, подвергаемые циа- нированию, — вали- ки, шестерни, тол- катели, червяки) 94,20 — 140
Ст5| 460 — 600 260 — 280 н Умеренно нагру- женные детали ма- шин (валы, оси, детали строитель- ных конструкций, оправки, штифты) 96,2—142
1 Стб J >600 300 — 340 ~0 Детали машин по- вышенной твердос- ти (валы, оси, ко- ленчатые валы, шпиндели, червя- ки, крупные поков- ки, шпонки) 95,2 — 106
* См. примечание, п. 4, 5.
16
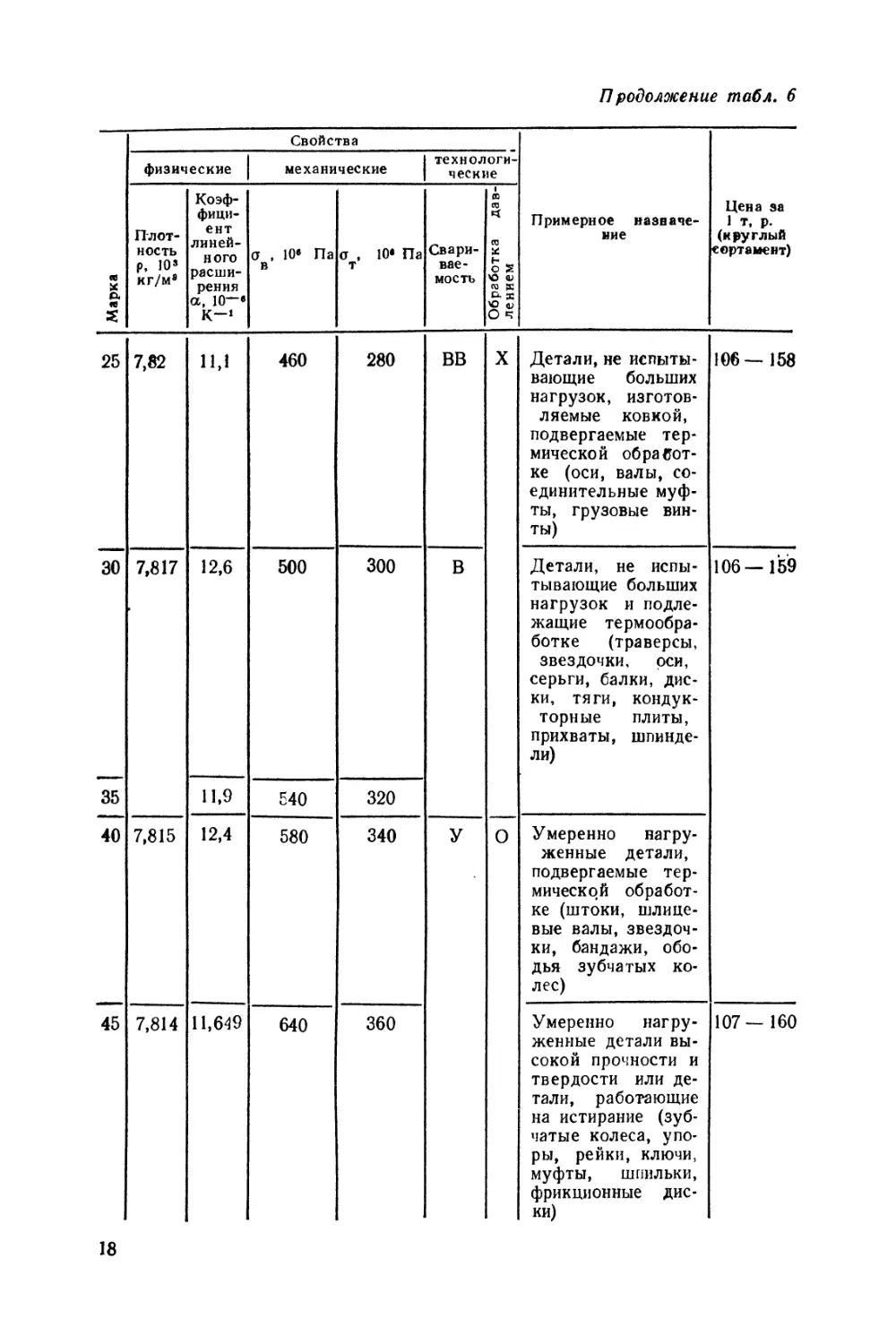
Продолжение табл, б
Марка
Свойства
физические 1 механические Iтехнологи- 1 ческие
Плот- ность р, 10’ кг/м’ Коэф- фици- ент линей- ного расши- рения а, 10—’ к-1 10® Па а , 10® Па т Сва- ри- вав - мость Обработка дав- лением 1 Примерное назначе- ние Цена за 1 т, р. (круглый сортамент)
Сталь углеродистая качественная конструкционная
(ГОСТ 1 050 — 74)
08 7,83 11,6 330 200 ВВ — Статически умерен- но нагруженные де- тали, не подверга- емые термической обработке, и дета- ли, подлежащие хи- мико-термической обработке (тяги, вилки, прокладки, трубки, ушки, втулки) 120— 174
10 340 210 112—166
15 7,82 11,9 380 23 О Малона груженные динамическими на- грузками детали, получаемые ков- кой, горячей штам- повкой, вытяжкой, сваркой, подверга- емые термической и химико-термичес- кой обработке (вил- ки, тяги, кулачко- вые валики, ключи, шайбы, пальцы, шпильки, болты) 103— 158
20 11,1 420 250 X Износоустойчивые детали, подверга- емые химико-терми- ческой обработке и работающие при на- личии ударных на- грузок (зубчатые колеса, кулачковые муфты, втулки, вкладыши, кондук- торные втулки), при повышенных температурах(мат- рицы, пуансоны)
17
П р одолжение табл. 6
Марка 1 Свойства Примерное назначе- ние Цена за 1 т, р. (круглый сортамент)
физические механические 1 | технологи- 1 ческие
Плот- ность р, 10s кг/м8 Коэф- фици- ент линей- ного расши- рения а, 10—• к-1 а , 10е Па в о , 108 Па т Свари- вае- мость Обработка дав- лением
25 7,82 И>1 460 280 вв X Детали, не испыты- вающие больших нагрузок, изготов- ляемые ковкой, подвергаемые тер- мической обработ- ке (оси, валы, со- единительные муф- ты, грузовые вин- ты) 106—158
30 7,817 12,6 500 300 в Детали, не испы- тывающие больших нагрузок и подле- жащие термообра- ботке (траверсы, звездочки, оси, серьги, балки, дис- ки, тяги, кондук- торные плиты, прихваты, шпинде- ли) 106—159
35 11,9 540 320
40 7,815 12,4 580 340 У О Умеренно нагру- женные детали, подвергаемые тер- мической обработ- ке (штоки, шлице- вые валы, звездоч- ки, бандажи, обо- дья зубчатых ко- лес)
45 7,814 11,649 640 360 Умеренно нагру- женные детали вы- сокой прочности и твердости или де- тали, работающие на истирание (зуб- чатые колеса, упо- ры, рейки, ключи, муфты, шпильки, фрикционные дис- ки) 107—160
18
Продолжение табл, 6
Марка Свойства Примерное назначение Цена за 1 т, р. (круглый сортамент)
физические механические техноло- гические
Плот- ность р, 10’ кг/м8 Коэф- фици- ент линей- ного расши- рения а, 10—8 к-1 (Г , 10е Па в а , 10е Па т Свари- вае- мость Обработка дав- лением
50 7,811 12 640 380 У п Детали высокой прочности, испыты- вающие средние на- грузки (плунжеры, шпонки, ленточные пружины, ходовые винты, тормозные ленты, эксцентри- ки, шестерни, зуб- чатые колеса) 103—161
55 7,82 . 11,0 660 390
60 7,80 ИЛ 690 410 То же, а также де- тали, получаемые холодной штампов- , кой (прокатные вал- * ки, регулировоч- ные прокладки, клапанные пружи- ны, шпиндели, оси) 109—162
Сталь легированная
конструкционная (ГОСТ 4543—7 1)
J03 7,814 12,3 460 280 ВВ X Детали, подверга- емые химико-тер- мической обработ- ке, от которых требуется высокая поверхностная твердость (сухари клапанов, рычаги, подвески) 108—161
ЗОГ | 7,812 12,6 550 320 Детали, работаю- щие на износ под действием повы- шенных нагрузок (фланцы, вилки пе- реключения, крон- штейны)
50Г 7,806 11,6 660 400 Н п Крупные детали высокой прочности, работающие на ис- тирание (диски тре- ния, валы, рессо- ры, шестерни) 112—165
19
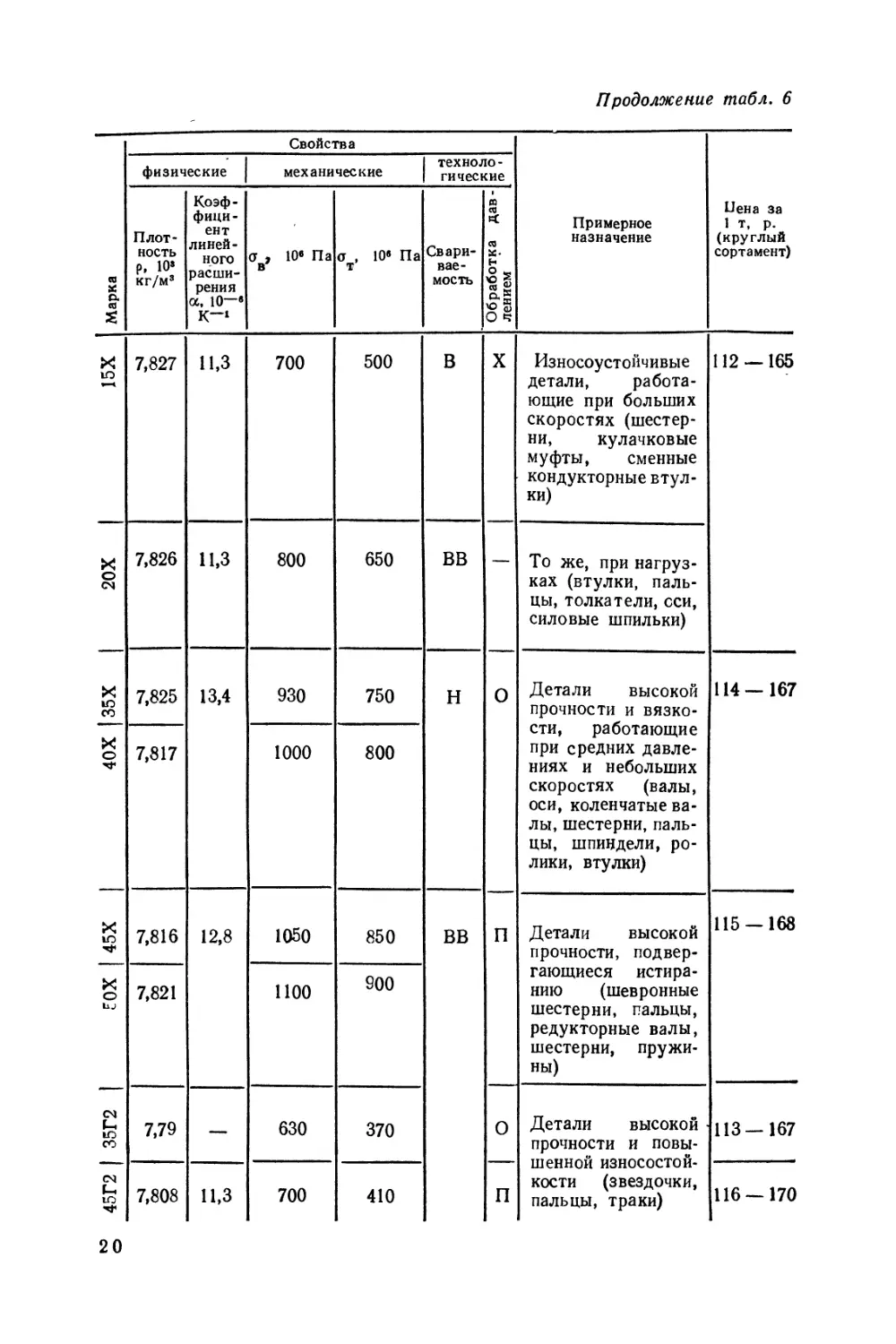
Продолжение табл. 6
45Г2 I 35Г2 I eOX I 45X I 40X 135X I 20X I 15X Марка
Свойства
физические | механические техноло- 1 гические Примерное назначение Пена за 1 т, р. (круглый сортамент)
Плот- ность р, 10» кг/м3 Коэф- фици- ент линей- ного расши- рения а, 10—• к-1 0 < 10е Па в о , 10е Па т Свари- вае- мость Обработка дав- лением * 1
7,827 11,3 700 500 В X Износоустойчивые детали, работа- ющие при больших скоростях (шестер- ни, кулачковые муфты, сменные кондукторные втул- ки) 112 — 165
7,826 11,3 800 650 вв — То же, при нагруз- ках (втулки, паль- цы, толкатели, оси, силовые шпильки)
7,825 13,4 930 750 н О Детали высокой прочности и вязко- сти, работающие при средних давле- ниях и небольших скоростях (валы, оси, коленчатые ва- лы, шестерни, паль- цы, шпиндели, ро- лики, втулки) 114 — 167
7,817 1000 800
7,816 12,8 1050 850 вв п Детали высокой прочности, подвер- гающиеся истира- нию (шевронные шестерни, пальцы, редукторные валы, шестерни, пружи- ны) 115 — 168
7,821 1100 900
7,79 — 630 370 О Детали высокой • прочности и повы- шенной износостой- кости (звездочки, пальцы, траки) 113 — 167
7,808 11,3 700 410 п 116 — 170
20
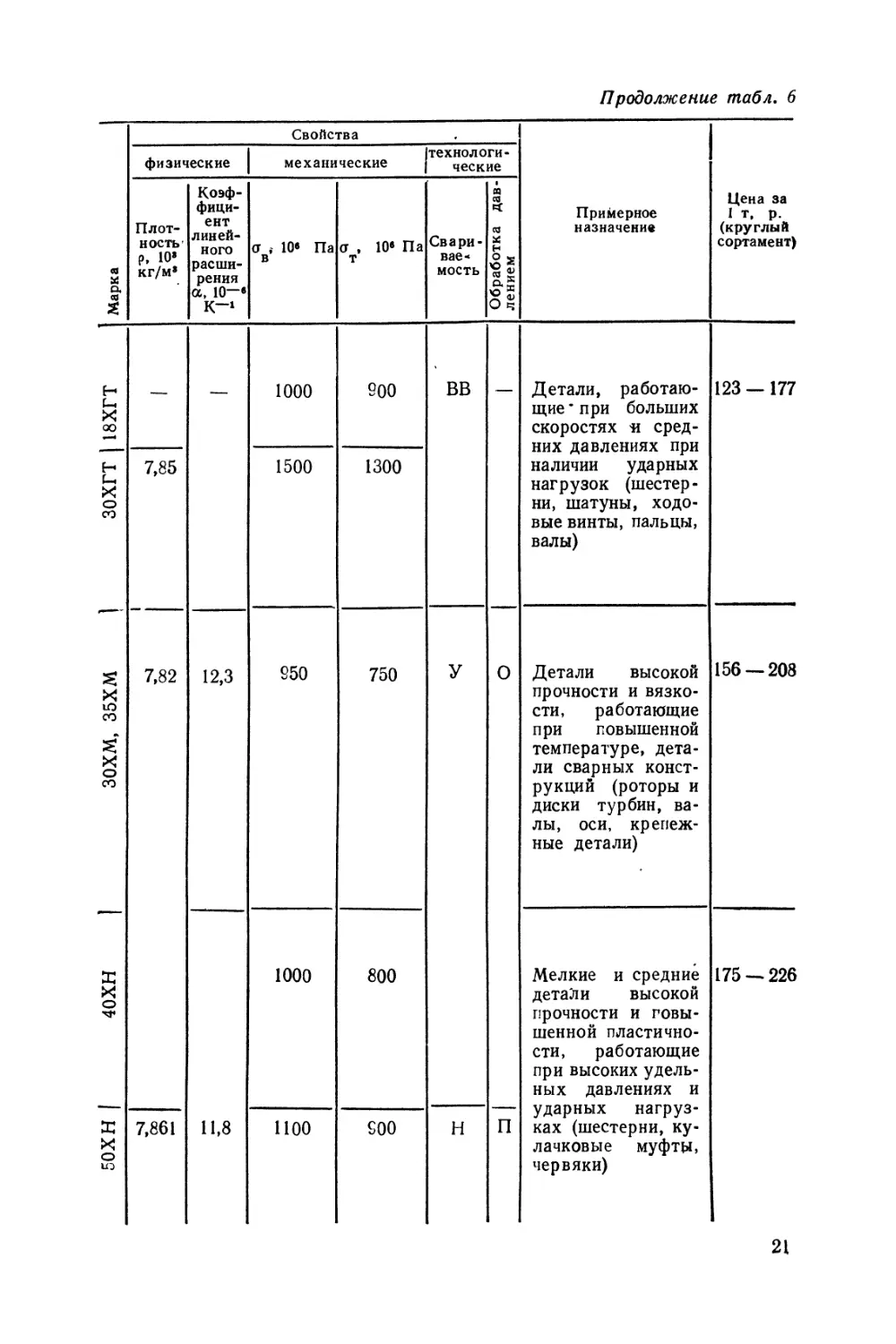
Продолжение табл. 6
Свойства
физические механические | |технологи- ! ческие
Марка Плот- ность р, Ю’ кг/м’ Коэф- фици- ент линей- ного расши- рения а, 10-’ к-1 а , 10’ Па в а , 10е Па т Свари- вав* мость Обработка дав- лением Примерное назначение Цена за 1 т, р. (круглый сортамент)
18ХГТ 1 — — 1000 900 вв — Детали, работаю- щие • при больших скоростях и сред- них давлениях при наличии ударных нагрузок (шестер- ни, шатуны, ходо- вые винты, пальцы, валы) 123 —177
ЗОХГТ ) 7,85 1500 1300
ЗОХМ, 35ХМ 1 7,82 12,3 950 750 У О Детали высокой прочности и вязко- сти, работающие при повышенной температуре, дета- ли сварных конст- рукций (роторы и диски турбин, ва- лы, оси, крепеж- ные детали) 156 — 208
| 40ХН ] 1000 800 Мелкие и средние детали высокой прочности и повы- шенной пластично- сти, работающие при высоких удель- ных давлениях и ударных нагруз- ках (шестерни, ку- лачковые муфту, червяки) 175 — 226
HXOS 7,861 11,8 1100 900 н п
21
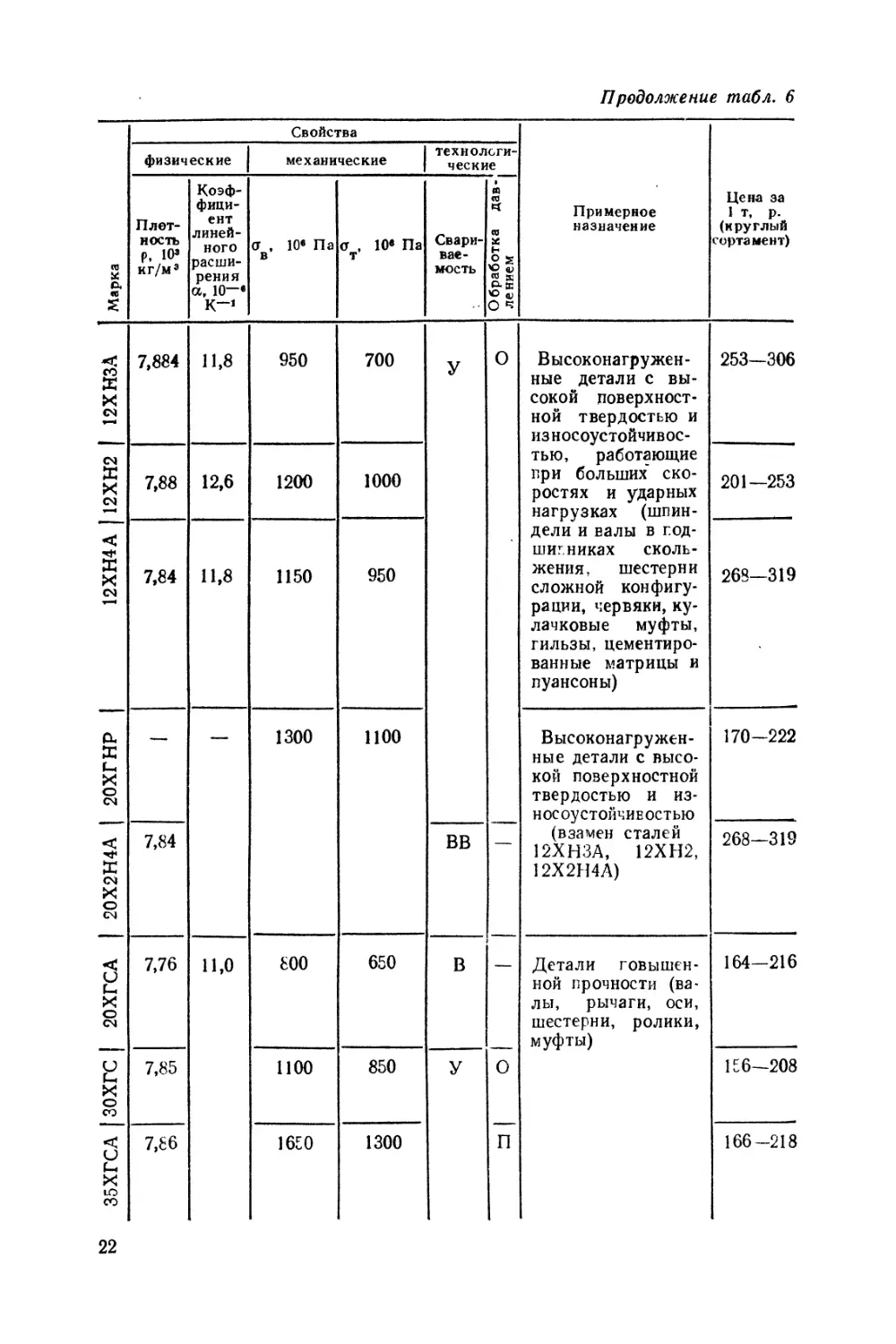
Продолжение табл. 6
Марка 1 Свойства Примерное назначение Цена за 1 т, р. (круглый сортамент)
физические механические | технологи- ческие
Плот- ность р, 10» кг/м3 Коэф- фици- ент линей- ного расши- рения а, 10—• к-1 а , 10е Па в <у , 10е Па т Свари- вае- мость Обработка дав- лением 1
| 12ХНЗА 7,884 11,8 950 700 У О Высоконагружен- ные детали с вы- сокой поверхност- ной твердостью и износоустойчивое- тью, работающие при больших' ско- ростях и ударных нагрузках (шпин- дели и валы в год- шиг. никах сколь- жения, шестерни сложной конфигу- рации, червяки, ку- лачковые муфты, гильзы, цементиро- ванные матрицы и пуансоны) 253—306
3HX31 7,88 12,6 1200 1000 201—253
12ХН4А | 7,84 11,8 1150 950 268—319
| dHJXOS — 1300 1100 Высоконагружен- ные детали с высо- кой поверхностной твердостью и из- носоустойчивостью (взамен сталей 12ХНЗА, 12ХН2, 12Х2Н4А) 170-222
I 20Х2Н4А | 7,84 вв — 268—319
20ХГСА | 7,76 11,0 800 650 в — Детали повышен- ной прочности (ва- лы, рычаги, оси, шестерни, ролики, муфты) 164-216
1 зохгс | 7,85 1100 850 У О 156-208
35ХГСА | 7,86 1650 1300 п 166-218
22
Продолжение табл. 6
Марка | Свойства Примерное назначение Цена за 1 т, р. (круглый сортамент)
физические механические I техноло- 1 гические
Плот- ность р, 10* кг/м* Коэф- фици- ент линей- ного расши- рения а, 10-8 к-1 а , 10* Па в а , 10* Па т Свари- вае- мость Обработка давлением
е 7,8 12 750 550
lO
Н2МА (40Х1НВА) | 40ХН2МА (40ХНВА) | 38ХГН | 40ХФА 7,81 11,0 £00 750
800 700
1100 950
40X2;
— О Детали, ьод вер га- ем ые термической и химико-термичес- кой обработке (ше- стерни, распреде- лительные валы, поршневые паль- цы) 125—179
н Детали ответствен- ного назначения, подвергаемые тер- мической обработ- ке (валы, шестер- ни, оси, втулки, траверсы) 139—193
п Детали ответствен- ною назначения (валы, оси, крепеж- ные детали) 161-213
Детали ответствен- ного назначения, подвергаемые тер- мической обработке (шестерни, валы, траверсы) 225—277
23
Продолжение табл. 6
Марка 1 Свойства Примерное назначение Цена за 1 т, р. (круглый сортамент)
физические механические техноло- гические
Плот- ность р, Юз кг/м8 Коэф- фици- ент линей- ного расши- рения а,~10—в к-1 о , 10® Па в о , 10® Па т Свари- вае- мость Обработка давлением
18Х2Н4МА (18Х2Н4ВА) | 7,94 14,5 1150 850 н Детали ответствен- ного назначения, подвергаемые тер- мической обработке (шестерни, валы, траверсы) 391-443
38Х2Ю (38ХЮ) | — — 900 750 НеС Детали с высокой поверхностной твердостью и изно- соустойчивостью (высоконагружен- ные червяки, копи- ры, эксцентрики, кулачки, втулки, матрицы и пуансо- ны сложных форм) 133—192
38Х2МЮА (38ХМЮА) | 7,71 12,3 850 1000 1S0—244
Сталь шарикоподшипниковая (ГОСТ 801 — 7 8)
si xml 7,811 14,0 210 730 Н П Детали с высокой износоустойчивос- тью и твердостью (копиры, ролики, шарики, стержне- вые пружины виб- робункеров, собач- ки храповых меха- низмов) 149-201
ШХ15СГ 7,75 — 250 168—220
24
Продолжение табл. 6
Марка 1 Свойства Примерное назначение Цена за 1 т, р. (круглый сортамент)
физические механические I техноло- 1 гические
Плот- ность р, IO’ кг/м8 Коэф- фици- ент линей- ного расши- рения а, 10“® К-: а , 10® Па в а , 10® Па т Свари- вае- мость Обработка давлением
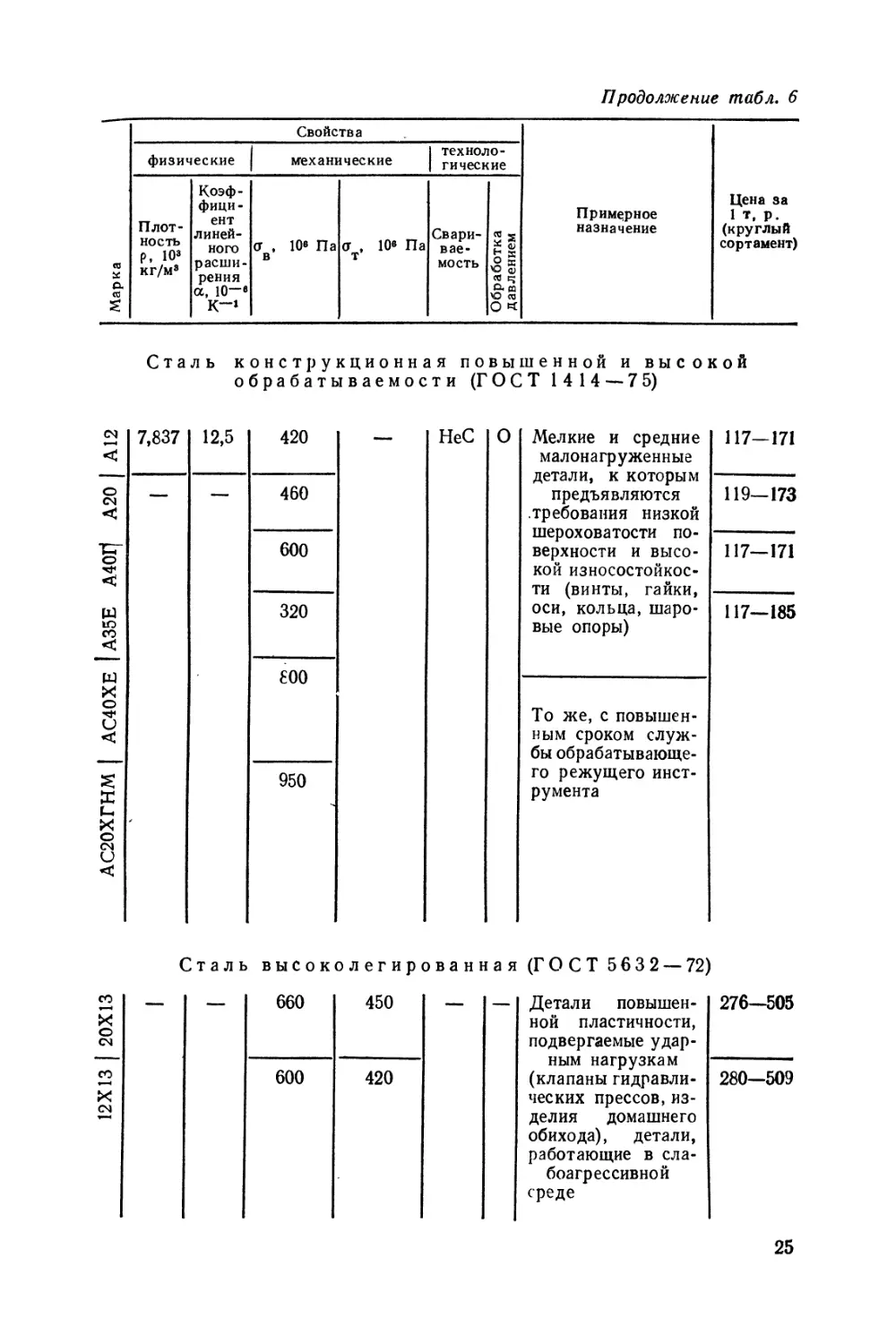
Сталь конструкционная повышенной и высокой
обрабатываемости (ГОСТ 1414 — 7 5)
НеС О Мелкие и средние малонагр уженные детали, к которым предъявляются требования низкой шероховатости по- верхности и высо- кой износостойкос- ти (винты, гайки, оси, кольца, шаро- вые опоры) 117-171
119—173
117—171
117—185
А12 7,837 12,5 420
А35Е A40lj А20 | 460
600
320
| АС40ХЕ 1 800
АС20ХГНМ | 950
То же, с повышен-
ным сроком служ-
бы обрабатывающе-
го режущего инст-
румента
Сталь высоколегированная (ГОСТ 5632 — 72)
12X13 | 20X13
660 450
600 420
Детали повышен-
ной пластичности,
подвергаемые удар-
ным нагрузкам
(клапаны гидравли-
ческих прессов, из-
делия домашнего
обихода), детали,
работающие в сла-
боагрессивной
среде
276-505
280—509
25
Продолжение табл. 6
1 Марка 1 Свойства Примерное назначениё Цена за 1 т, р. (круглый сортамент)
физические механические I техноло- | гические
Плот- ность р, 10’ кг/м’ Коэф- фици- ент линей- ного расши- рения а, 10—» K~i о , 10е Па в о , 10е Па т Свари- вае- мость Обработка давлением
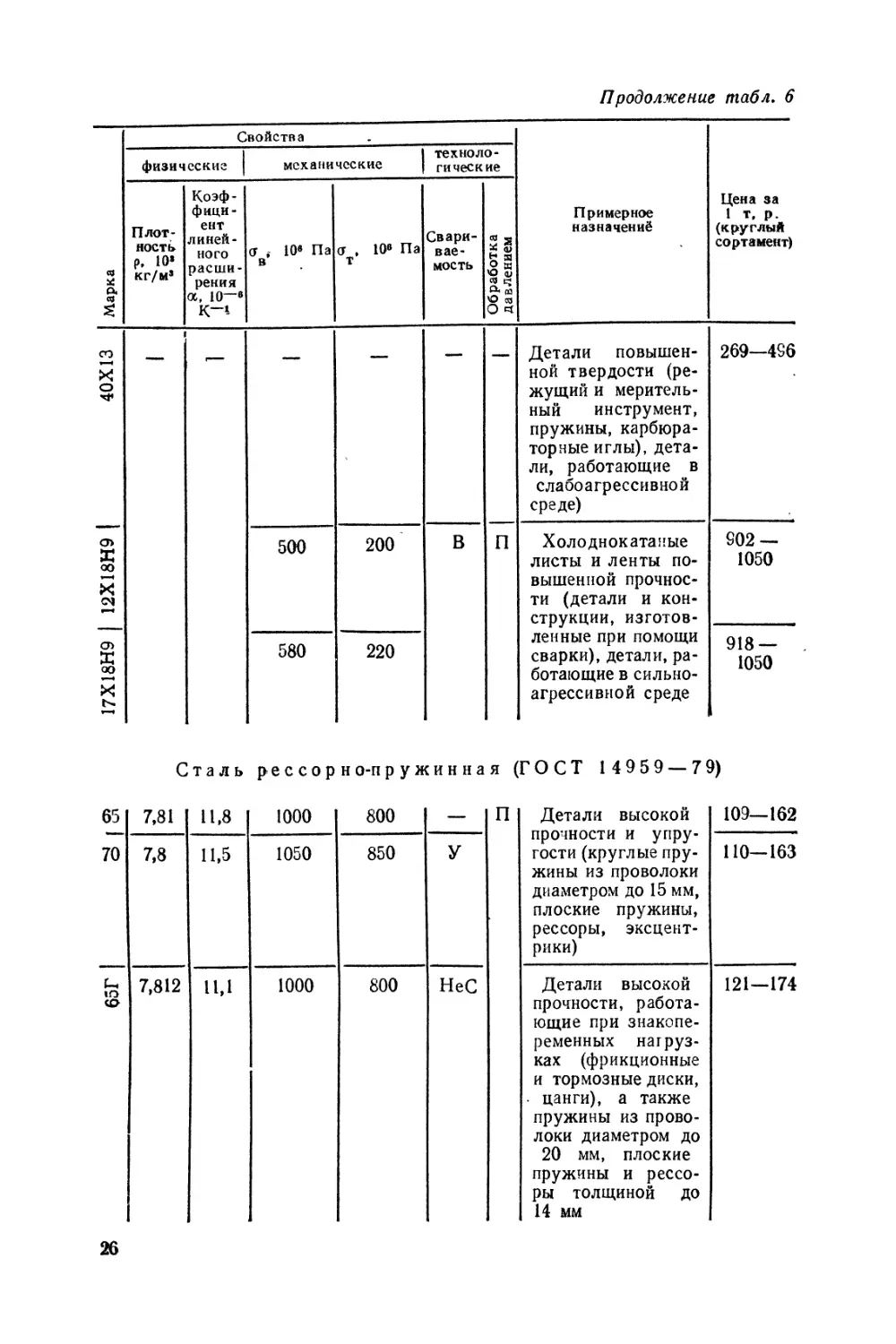
40X13 | — —— — Детали повышен- ной твердости (ре- жущий и меритель- ный инструмент, пружины, карбюра- торные иглы), дета- ли, работающие в слабоагрессивной среде) 269—4S6
| 12Х18Н9 | 500 200 В п Холоднокатаные листы и ленты по- вышенной прочнос- ти (детали и кон- струкции, изготов- ленные при помощи сварки), детали, ра- ботающие в сильно- агрессивной среде 902 — 1050
17Х18Н9 580 220 918 — 1050
Сталь рессорно-пружинная (ГОСТ 14959 — 7 9)
65 7,81 11,8 1000 800 —
70 7,8 11,5 1050 850 У
65Г 7,812 11,1 1000 800 НеС
П Детали высокой прочности и упру- гости (круглые пру- жины из проволоки диаметром до 15 мм, плоские пружины, рессоры, эксцент- рики) 109—162
110—163
Детали высокой прочности, работа- ющие при знакопе- ременных нагруз- ках (фрикционные и тормозные диски, • цанги), а также пружины из прово- локи диаметром до 20 мм, плоские пружины и рессо- ры толщиной до 14 мм 121—174
26
Продолжение табл, 6
Свойства
физические | механические i техноло- [ гические
|марка Плот- ность р, 108 кг/м8 Коэф- фици- ент линей- ного расши- рения а, 10—• к-» a i 10е Па в о 9 10« Па т Свари- вае- мость Обработка давлением Примерное назначение Цена за 1 т, р. (круглый сортамент)
| Е0С2 7,68 — 1200 1100 НеС п То же, толщиной до 18 мм, а также круглые пружины, работающие при температуре до 250 °C 130—183
| 50ХФА 7,8 12,4 1300 Ответственные де- тали высокой упру- гости (пружины из проволоки диамет- ром до 20 мм и рессоры, работаю- щие при температу- ре до 300 °C) 169—222
| 50ХГА 7,812 11,3 1300 1200 Ответственные пружины из прово- локи диаметром 'до 25 мм 139—193
60С2ХА 1800 1600 Крупные высоко- нагруженные от- ветственные детали высокой упругости (пружины из про- волоки диаметром до 25 мм, рессоры) 138—191
60C2BAI 1900 1700 То же, работаю- щие при темпера- туре до 350 °C 232—285
Примечания: 1. Марки сталей, указанные в скобках, даны по ранее действова-
вшим стандартам.
2 Принятые обозначения обрабатываемости давлением: П — плохая, О — ограниченная,
X — хорошая, ОХ — очень хорошая.
3. Принятые обозначения свариваемости: НеС — пе сваривается; Н — низкая (сталь
склонна к трещннообразованию, сварка производится обязательно с предварительной и
последующей термической обработкой); У — удовлетворительная (сталь склонна к трещино-
образованию, сварка производится с предварительной термической обработкой); В — высо-
кая (сталь не склонна к трещннообразованию в нормальных производственных условиях,
сварка выполняется с предварительным нагревом); ВВ — весьма высокая (сталь сваривает-
ся без подогрева, а также без предварительной или последующей термической обработки).
4. Механические свойства углеродистой стали обыкновенного качества указаны для
ггуппы А в горячекатаном состоянии после нормализации, а свариваемость и способ
сварки — для групп Б и В (сталь группы Б поставляется с гарантированной свариваемо-
стью только по требованию заказчика, при этом свариваемость оговаривается в серти-
фикате).
27
5. При использовании указаний о примерном назначении углеродистой стали обыкно-
венного качества следует учитывать, 'что сталь группы А поставляется только по механи-
ческим свойствам (используется для деталей, которые в процессе изготовления не прохо-
дят горячую обработку), группы Б — только по химическому составу (используется для
деталей, которые проходят горячую обработку), группы В — по механическим свойствам
и химическому составу (предназначена главным образом для сварных конструкций).
6. Прочерки в таблице обозначают отсутствие данных. '
7. В этой и в последующих таблицах указаны обобщенные ориентировочные оптовые
цены материалов, точная оптовая цена каждого конкретного сортамента того или иного
материала приведена в соответствующих прейскурантах.
7. Примерное назначение стальных отливок (ГОСТ 977—75)
Сталь Примерное назначение Цена за 1 т, р. (отливки - массой до 10 кг)
Название Марка
Нелегированная; малоуглеро- дистая 15Л, 25Л Детали железнодорожных вагонов, корпуса и детали электродвигателей постоян- ного тока 220—580
среднеуглеро- дистая ЗОЛ, 35Л, 45Л Детали железнодорожных ва- гонов, грузовых автомобилей, станков, прокатных станов, строительных машин, шестер- ни, задвижки
высокоуглеро- дистая 50Л, 55Л Гибочные, вырубные и отде- лочные штампы, детали, ра- ботающие в условиях абра- зивного износа
Легированная: низколегиро- 20ГЛ, ЗОГСЛ Детали элеваторов, транс- портеров, сельскохозяйствен- 225—585
ванная 45ФЛ, 32Х06Л ных машин и автомобилей, инструменты для обработки давлением 390—1065
зохнмл, 13ХНДФГЛ 470—1230
высоколегиро- ванная 20Х13Л, 110Г13Л Детали, к которым предъяв- ляются особые требования (жаростойкие, коррозионно- стойкие, окалиностойкие) 380—970
10Х18Н4Г4Л 720—1180
Примечание. Буква Л в марках, указанных в таблице, обозначает, что сталь
предназначена для отливок.
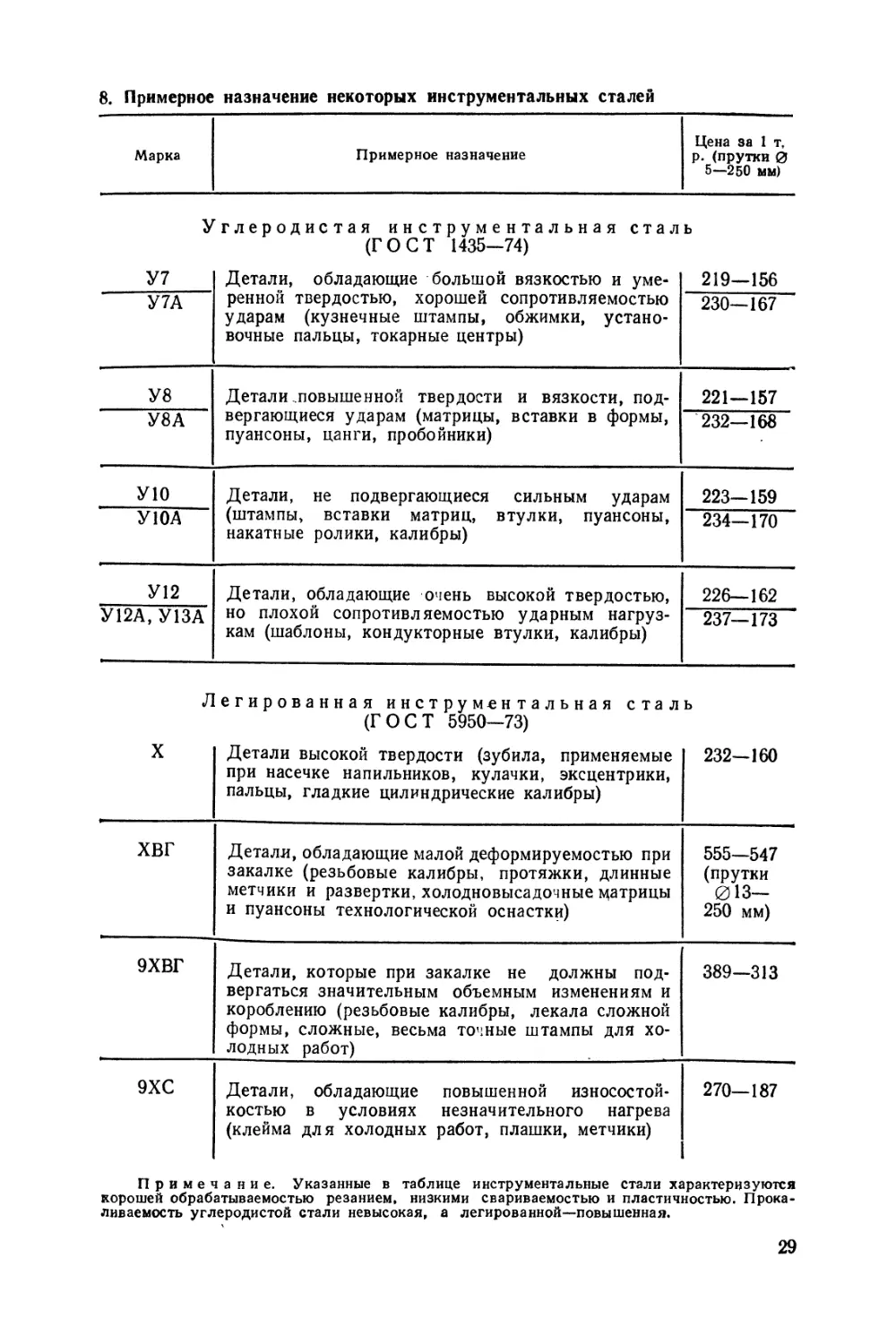
8. Примерное назначение некоторых инструментальных сталей
Марка Примерное назначение Цена за 1 т, р. (прутки 0 5—250 мм)
Углеродистая инструментальная сталь
(ГОСТ 1435—74)
У7 Детали, обладающие большой вязкостью и уме- ренной твердостью, хорошей сопротивляемостью ударам (кузнечные штампы, обжимки, устано- вочные пальцы, токарные центры) 219—156
У7А 230—167
У8 Детали .повышенной твердости и вязкости, под- вергающиеся ударам (матрицы, вставки в формы, пуансоны, цанги, пробойники) 221—157
У8А 232—168
У10 Детали, не подвергающиеся сильным ударам (штампы, вставки матриц, втулки, пуансоны, накатные ролики, калибры) 223—159
У10А 234—170
У12 Детали, обладающие очень высокой твердостью, но плохой сопротивляемостью ударным нагруз- кам (шаблоны, кондукторные втулки, калибры) 226—162
У12А.У13А 237—173
Легированная инструментальная сталь
(ГОСТ 5950—73)
X Детали высокой твердости (зубила, применяемые при насечке напильников, кулачки, эксцентрики, пальцы, гладкие цилиндрические калибры) 232-160
хвг Детали, обладающие малой деформируемостью при закалке (резьбовые калибры, протяжки, длинные метчики и развертки, холодновысадочные матрицы и пуансоны технологической оснастки) 555—547 (прутки 013— 250 мм)
9ХВГ Детали, которые при закалке не должны под- вергаться значительным объемным изменениям и короблению (резьбовые калибры, лекала сложной формы, сложные, весьма точные штампы для хо- лодных работ) 389—313
9ХС Детали, обладающие повышенной износостой- костью в условиях незначительного нагрева (клейма для холодных работ, плашки, метчики) 270—187
Примечание. Указанные в таблице инструментальные стали характеризуются
хорошей обрабатываемостью резанием, низкими свариваемостью и пластичностью. Прока-
ливаемость углеродистой стали невысокая, а легированной—повышенная.
29
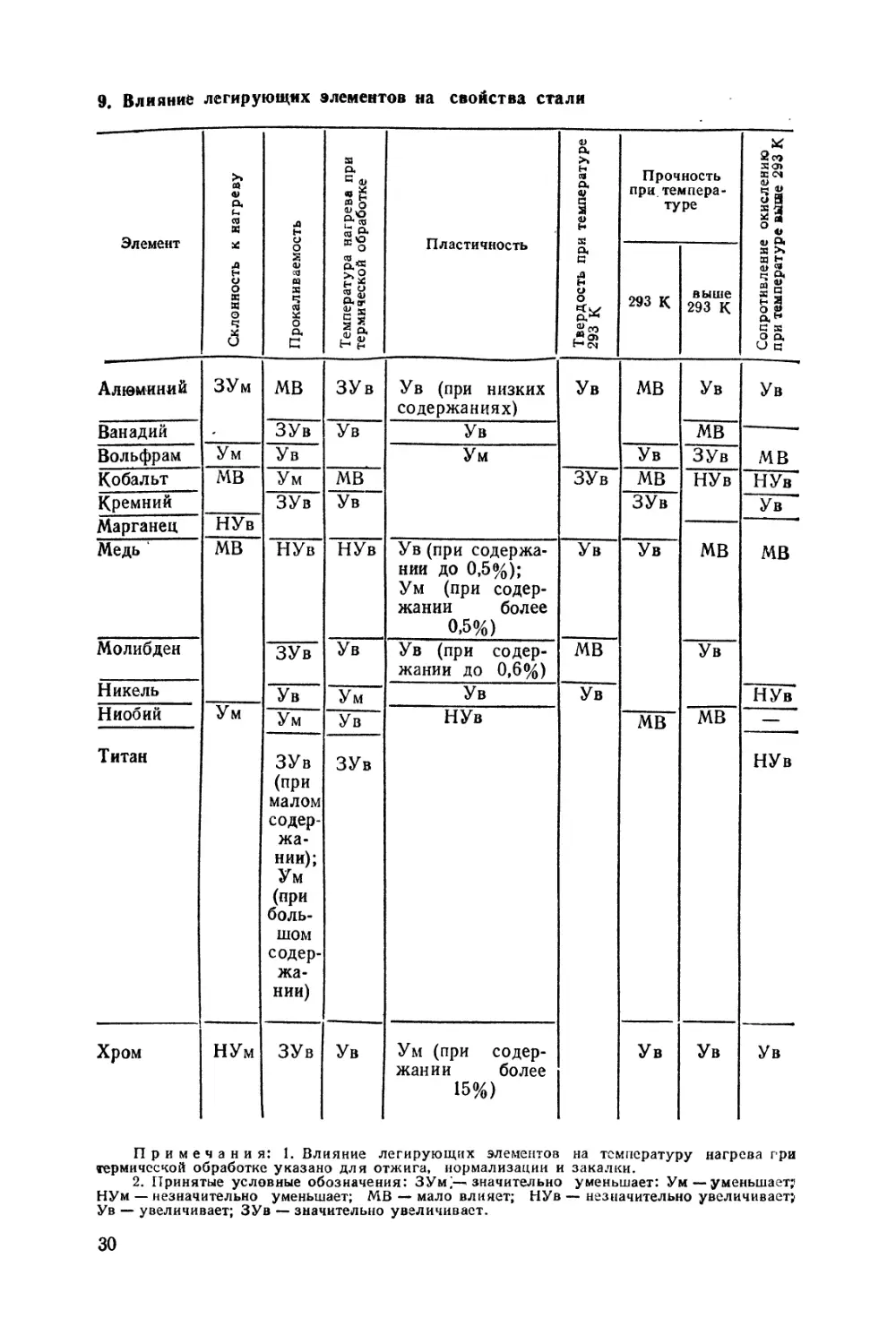
9. Влияние легирующих элементов на свойства стали
Элемент Склонность к нагреву Прокаливаемость Температура нагрева при термической обработке Пластичность Твердость при температуре Прочность при. темпера- туре 1 Сопротивление окислению при температуре выше 293 К
293 К выше 293 К
Алюминий ЗУм МВ ЗУв У в (при низких содержаниях) Ув МВ Ув Ув МВ
Ванадий ЗУв Ув Ув МВ
Вольфрам Ум Ув Ум Ув ЗУв
Кобальт МВ Ум МВ ЗУв МВ НУв НУв
Кремний ЗУв Ув ЗУв Ув
Марганец НУв МВ МВ
Медь МВ НУв НУв У в (при содержа- нии до 0,5%); Ум (при содер- жании более 0,5%) Ув Ув
Молибден ЗУв Ув Ув (при содер- жании до 0,6%) МВ Ув
Никель Ниобий Ув Ум Ув Ув ~ну7
Ум Ум Ув НУв МВ МВ —
Титан ЗУв (при малом содер- жа- нии); Ум (при боль- шом содер- жа- нии) ЗУв НУв
Хром НУм ЗУв Ув Ум (при содер- жании более 15%) Ув Ув Ув
Примечания: 1. Влияние
термической обработке указано для
температуру нагрева гри
на
закалки.
_ _____ _ , уменьшает: Ум — уменьшает;
НУм — незначительно уменьшает; МВ — мало влияет; НУв — незначительно увеличивает;
Ув — увеличивает; ЗУв — значительно увеличивает.
легирующих элементов
_______ __г_____„_______ отжига, нормализации и
2. Принятые условные обозначения: ЗУм — значительно
30
буквы, добавленные в конце марки, обозначают степень раскисления метал*
ла: кп — кипящая сталь (например, СтЗкп), пс — полуспокойная (например,
БСт1пс), сп — спокойная (например, Ст2сп). Буква Г после марки стали
указывает на повышенное содержание марганца (например, СтЗГ). Буквы
Б или В перед буквами Ст определяют группу стали по назначению. От-
сутствие этих букв указывает на то, что сталь относится к группе А.
> Для углеродистой качественной конструкционной стали (ГОСТ 1050—
74) цифры от 05 до 85 показывают среднее содержание углерода в сотых до-
лях процента. Строчные буквы, добавленные после обозначения, указы-
вают степень раскисления металла. Если сталь кипящая, после цифры ста-
вятся буквы кп (например, 08кп), полуспокойная — пс (например, 20пс),
спокойная — без индекса. Буква Г после цифры свидетельствует о наличии
марганца (например, 15 Г).
Для легированной конструкционной (ГОСТ 4543—71), высоколегирован-
ной (ГОСТ 5632—72) и рессорно-пружинной (ГОСТ 14959—79) сталей первое
двузначное число показывает среднее содержание углерода в сотых долях
процента, а буквы, расположенные справа от этих чисел,— входящие в состав
стали легирующие элементы. Цифры, стоящие после букв, показывают при-
мерное содержание элементов в целых процентах (например, 35 Г2). Если
содержание легирующего элемента менее 1 %, цифра отсутствует (например,
50Х, 15Х). Буква А в конце марки указывает на повышенное качество стали
(например, 20ХНЗА, 12Х2Н4А).
В марках шарикоподшипниковой стали (ГОСТ 801—78) буква Ш,
стоящая вначале, указывает, что сталь относится к данному классу. Буква X
и цифра после нее показывают среднее содержание хрома в десятых долях
процента (например, ШХ^). Если после цифр стоят буквы СГ, то сталь ле-
гирована кремнием и марганцем. Буква Ш в конце марки свидетельствует
о том, что сталь получена методом электрошланового переплава (например,
ШХ20СГШ).
В марках конструкционной стали повышенной и высокой обрабатыва-
емости (ГОСТ 1414—78) буква А обозначает, что сталь данной группы серни-
стая, АС — свинцовосодержащая. Первые две цифры показывают содержа-
ние углерода в сотых долях процента (например, А12, АС40), буквы справа
от этих цифр — входящие в состав стали легирующие элементы, а стоящая
после буквы цифра — примерное содержание легирующего элемента в целых
процентах (например, АС35Г2). Если легирующего элемента менее 1 %,
то цифра отсутствует (например, АС38ХГНМ, А40ХЕ).
В марках углеродистой инструментальной стали (ГОСТ 1435—74) бук-
ва У и цифры показывают среднее содержание углерода в десятых долях
процента (например, У7, У8).
В конце марок высококачественной углеродистой инструментальной
стали ставится буква А (например, У8А).
Для легированной инструментальной стали (ГОСТ 5950—73) цифра
слева от букв показывает среднее содержание углерода в десятых долях
процента, если его в стали меньше 1 % (например, 9Х, 4ХС, 5ХГН). Если
количество углерода больше 1 %, то оно не указывается (например, Ф,
X, ХВГ). Цифры после букв, обозначающих легирующий элемент, показывают
примерное содержание его в целых процентах (например, XI2, ХВ5, 8X3).
В процессе проектирования при выборе материала необходимо учиты-
вать его физико-механические и технологические свойства, которые часто,
особенно у легированных сталей, определяются химическим составом. Зная
влияние легирующих элементов (табл. 9), можно более обоснованно выбрать
марку стали, соответствующую эксплуатационным и технологическим требо-
ваниям.
Чугун
Благодаря хорошим технологическим свойствам (литейным, обрабаты-
ваемости резанием) и относительно невысокой стоимости чугун является наи-
более распространенным материалом для отливок. Недостаток чугуна —
31
10 Физические, механические свойства и примерное назначение чугунов
основных марок
Марка Свойства Примерное назначение Цена за 1 т, р. (отливки массой до 10 кг)
физические механические
Плотность р, 103 кг/м3 Коэффициент линей- ного расширения а, Ю-e к—1 CQ С о ВЦ 901 ‘ия*> Твердость НВ
Серый чугун (ГОСТ 1412—79)
СЧ 10 6,8-7,6 10—12 100 280 143—229 Умеренно нагружен- ные, работающие без трения детали, к ко- торым предъявляет- ся главным образом требование легкости, а не прочности (пли- ты, крышки, план- шайбы, корпуса, шкивы, стойки) 185- 460
СЧ 15 6,8—7,1 150 320 163—229 Умеренно нагружен- ные детали, работаю- щие при удельном давлении между тру- щимися поверхнос- тями 50»10® Па (поршневые кольца, салазки, шкивы, корпуса, основания, маховики)
СЧ 18 7,0—7.1 180 360 170—229 Умеренно нагружен- ные детали, рабо- тающие на износ, и отливки больших габаритных разме- ров (втулки под- шипников тихоход- ных передач, кор- пуса пневмоцилинд- ров, зубчатые коле- са, шкивы)
СЧ 20 7,2—7,3 200 4 00 170-241 Высоконагруженные детали, работающие на износ р узлах высокой герметич- ности (гидроцилинд- ры, гильзы, корпу- са, головки цилинд- ров) 195— 485
32
Продолжение табл. 10
Марка Свойства Примерное назначение Цена за 1 т, р. (отливки массой до 10 кг)
физические | механические
Плотность р, 103 кг/м3 Коэффициент линей- ного расширения а, io-® к-1 ВЦ э01 <dan вц Ooi ‘инв Твердость НВ
СЧ 25 7,25-7,4 10—12 Koi 10,5 250 460 180-250 Ответственные вы- соконагруженные де- тали, работающие на износ, а также детали с толщиной стенки 20—60 мм (тяжелонагруженные зубчатые колеса, ко- кильные формы, ста- нины, отливки слож- ной конфигурации) 195— 485
СЧ 30 7,3 —7,4 300 500 181—255
СЧ 35 350 550 197—269 Наиболее ответст- венные литые детали с массивными стен- ками, работающие при больших на- грузках (штампы, втулки, крупные ко- ленчатые валы, крупные зубчатые колеса) -79) Детали, работающие при низких стати- ческих и динамичес- ких нагрузках (хо- мутики, клапаны, муфты, пальцы, гай- ки, звенья цепей) 200— 490 205— 515
СЧ 40 7,4-7,6 7,2 400 600 207—269
СЧ 45 КЧ 30—6 450 J к и й 300 650 чугун (Г 600-1100 229—289 'ОСТ 1215 100-163
КЧ 33-8 7,21 10,3 з'зо Детали, работающие при умеренных дина- мических и статичес- ких нагрузках (со- бачки, держатели, коромысла, подклад- ки)
КЧ 35-Ю 7*22 10’2 350 Детали, работаю- щие при сложных переменных и удар- ных нагрузках, а также при изгибе (балансиры, тормоз- ные колодки, тормо- за, кронштейны, втулки, колодки)
2 2-229
33
Продолжение табл, 10
Марка Свойства Примерное назначение Цена за 1 т, р. (отливки массой до 10 кг)
физические механические
Плотность р, 103 кг/м3 Коэффициент линей- ного расширения а, ю—3 к—1 ВЦ э01 ‘dax> » *11 э01 <иаХ> Твердость НВ
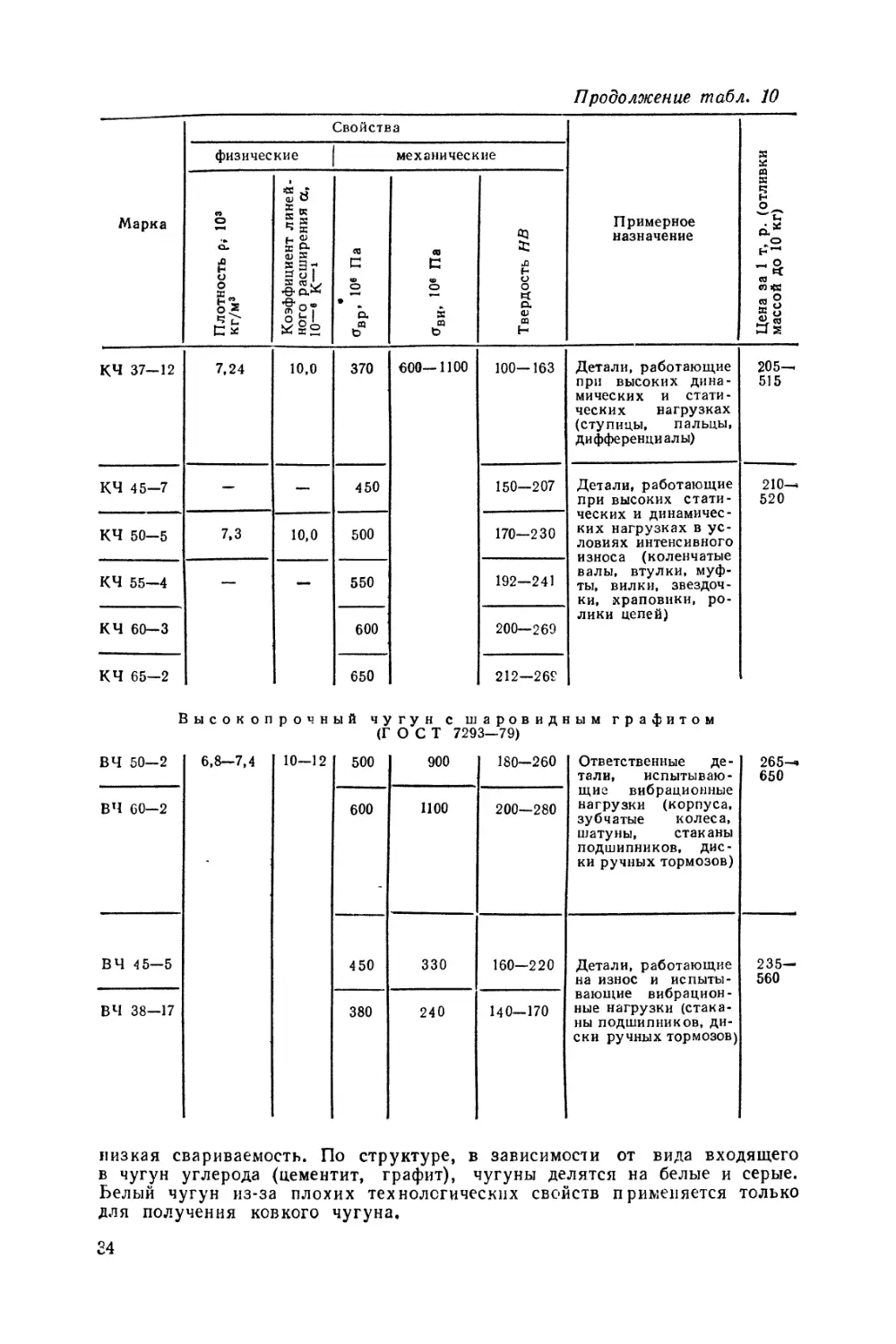
КЧ 37—12 7,24 10,0 370 600—1100 100—163 Детали, работающие при высоких дина- мических и стати- ческих нагрузках (ступицы, пальцы, дифференциалы) 205— 515
КЧ 45-7 — — 450 150—207 Детали, работающие при высоких стати- ческих и динамичес- ких нагрузках в ус- ловиях интенсивного износа (коленчатые валы, втулки, муф- ты, вилки, звездоч- ки, храповики, ро- лики цепей) 210— 520
КЧ 50-5 7,3 10,0 500 170—230
КЧ 55-4 — — 550 192—241
КЧ 60-3 600 200—269
КЧ 65-2 650 212—269
Высокопрочный чугун с шаровидным графитом
(ГОСТ 7293—79)
ВЧ 50—2 6,8—7,4 10-12 500 900 180—260 Ответственные де- 265- тали, испытываю- 650 щие вибрационные нагрузки (корпуса, зубчатые колеса, шатуны, стаканы подшипников, дис- ки ручных тормозов)
ВЧ 60-2 600 1100 200—280
ВЧ 45—5
450 330 160—220
ВЧ 38—17
380 240 140—170
Детали, работающие
на износ и испыты-
вающие вибрацион-
ные нагрузки (стака-
ны подшипников, ди-
ски ручных тормозов)
235—
560
низкая свариваемость. По структуре, в зависимости от вида входящего
в чугун углерода (цементит, графит), чугуны делятся на белые и серые.
Белый чугун из-за плохих технологических свойств применяется только
для получения ковкого чугуна.
24
Для деталей конструкций используются следующие виды чугуна: серый,
ковкий, высокопрочный с шаровидным графитом и легированный. Леги-
рованные чугуны, в свою очередь, делятся на антифрикционные (ГОСТ
1585—79), жаростойкие и коррозионностойкие (ГОСТ 7769—75). Свойства
чугуна определяются структурой основной металлической массы, а также
формой, количеством и расположением графитных включений.
Условные обозначения наиболее широко применяемых чугунов, их фи-
зические, механические характеристики и области применения приведены
в табл. 10.
Серый чугун обозначается буквами СЧ. Двузначное число обозначает
предел прочности при растяжении, кгс/мм2 (например, СЧ12).
Ковкий чугун обозначается буквами КЧ. Первое двузначное число
обозначает предел прочности при растяжении, кгс/мм2, а второе —относи-
тельное удлинение, % (например, КЧ 30—6).
Высокопрочный чугун с шаровидным графитом обозначается буквами
ВЧ. Первое двузначное число показывает предел прочности при растяжении,
кгс/мм2, второе — ударную вязкость, кгс/мм2 (например, ВЧ 50—2).
Цветные металлы и сплавы, антифрикционные
материалы
Основные сведения о цветных металлах и сплавах и областях их при-
менения приведены в табл. 11, данные об антифрикционных материалах —
в табл. 12.
Литейные алюминиевые сплавы обозначаются буквами АЛ, после ко-
торых указывается условный номер сплава (например, АЛ9); деформируе-
мые алюминиевые сплавы — буквами Д (дуралюмин), А К, АВ, АД, АМц,
АМг и В и условным номером сплава (например, АМгЗ, В95); литейные маг-
ниевые сплавы — буквами МЛ с последующим указанием условного номера
сплава (например, МЛ5); деформируемые магниевые сплавы — буквами МА,
за которыми следует номер сплава (например, МАИ).
Для медных сплавов приняты следующие обозначения: в марках лату-
ней первой буквой Л обозначена латунь, а другими буквами — добавоч-
ные элементы, при этом первое число показывает содержание меди в про-
центах, а остальные числа — содержание других обозначенных элементов
в той же последовательности, которая принята для буквенных обозначений
(например, ЛЖМц 59—1 — I); в марках бронз первыми буквами Бр обозначена
бронза, а далее указано буквенное обозначение добавочных элементов и со-
ответствующее процентное содержание их в бронзе (например, БрОЦС
4—14—17).
Обозначение цинковых сплавов начинается буквой Ц. Следующие за
ней буквы А и М указывают на наличие соответственно алюминия и меди,
а цифры —их процентное содержание (например, ЦАМ4—1, ЦА4).
Титановые сплавы обозначаются буквами ВТ, ОТ и ПТ, за которыми
следует номер сплава, (например, ВТ22).
Баббиты- — это сплавы олова, свинца и сурьмы с добавками других
элементов. Они обозначаются буквой Б и числом, показывающим содер-
жание сплава в процентах (например, Б89).
Антифрикционный чугун обозначается буквами АЧ. Следующая за ними
буква (С, К или В) указывает на принадлежность чугуна к одному из выше-
указанных видов (соответственно серый, ковкий и высокопрочный), а цифра
определяет условный номер марки (например, АЧС-1).
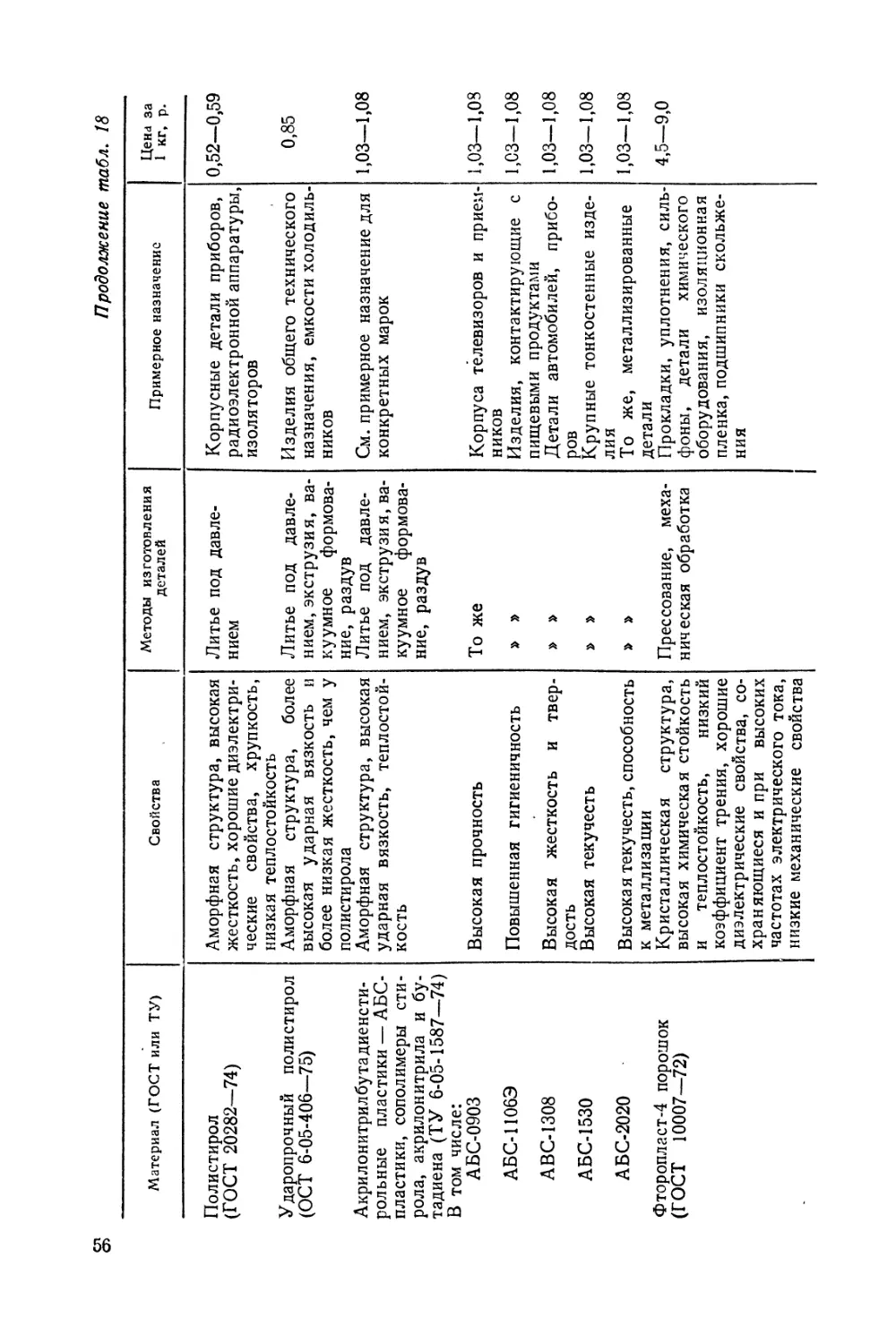
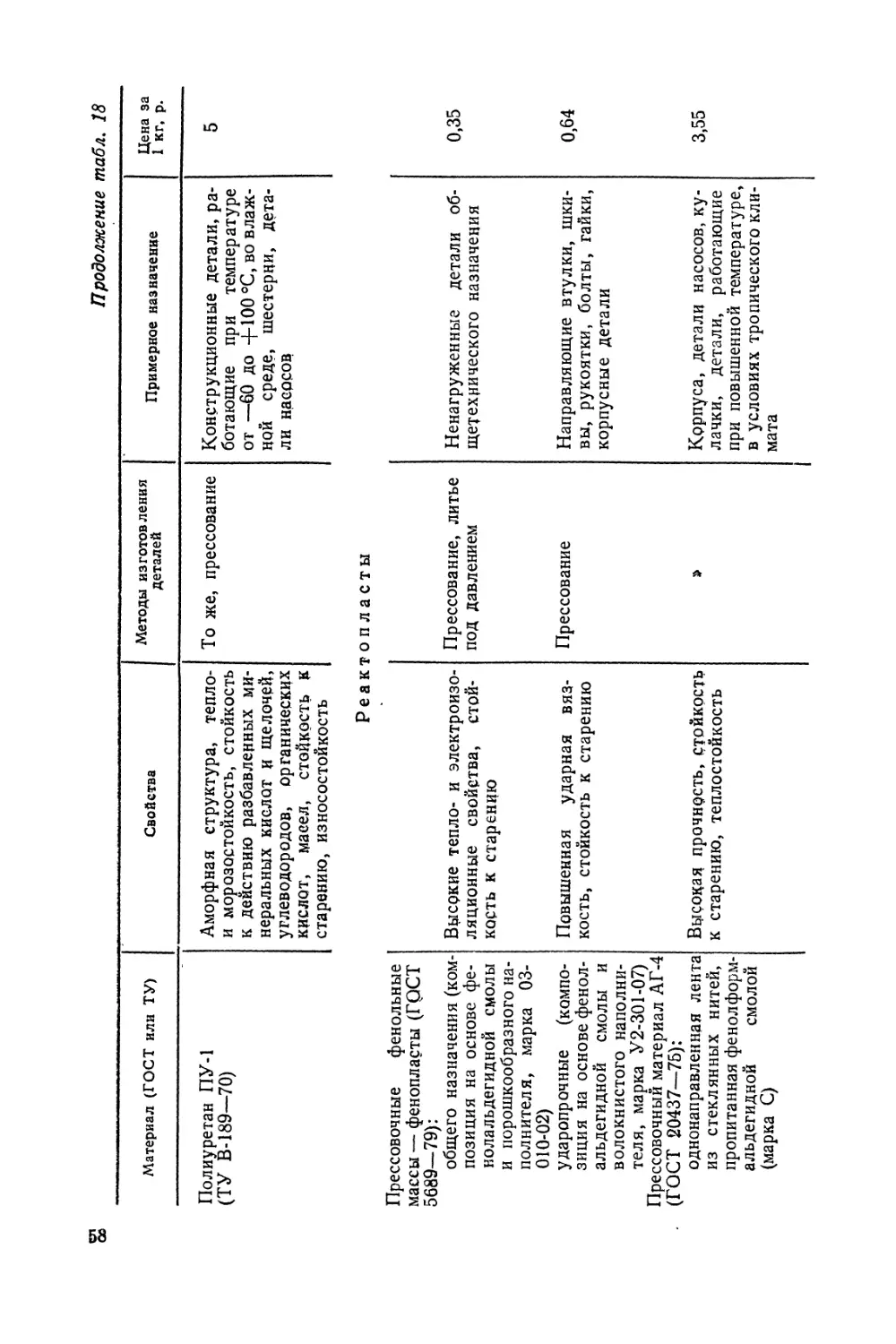
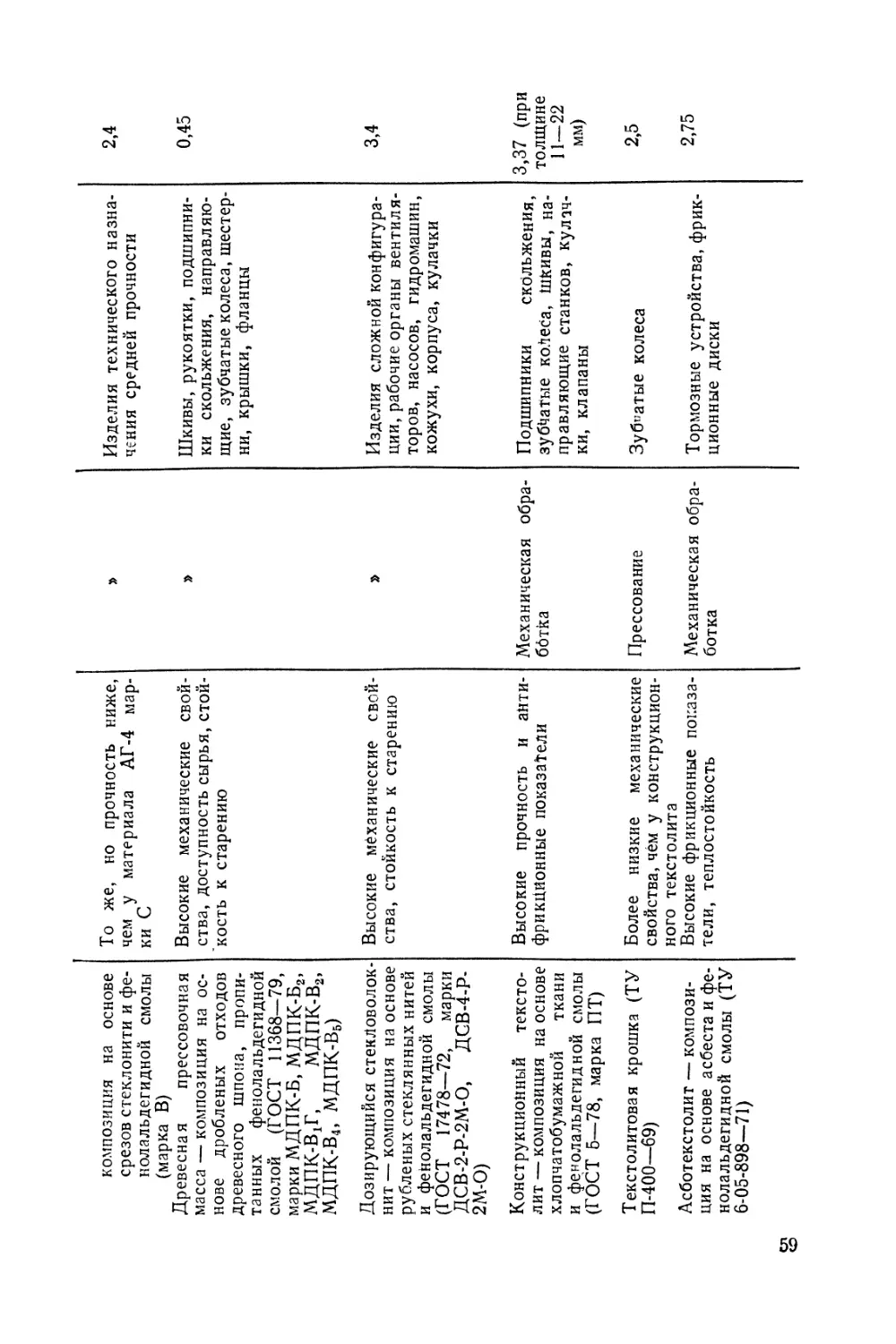
ПОЛИМЕРНЫЕ МАТЕРИАЛЫ И ПЛАСТМАССЫ
Полимерные материалы и пластмассы по характеру изменения свойств
при нагревании делятся на термопласты (термопластические материалы)
и реактопласты (термореактивные материалы). Термопласты при много-
кратном нагревании и охлаждении сохраняют способность размягчаться,
2*
35
о 11. Физические, механические, технологические свойства и примерное назначение некоторых цветных металлов и сплавов
Марка Свойства Примерное назначение Цена за 1 т, р . •
физические | механические | технологические
Плотность р, 103 кг/м3 Коэффициент линей- ного расширения а, ю-° к-1 ВЦ 901 Твердость НВ । Обрабатываемость резанием Свариваемость Обрабатываемость давлением
Алюминиевые литейные сплав ы (ГОСТ 2685—75)**
АЛ2 21,1 150 50 п В Ответственные отливки и детали, к которым предъявляются требования высокой коррозионной стойкости (планшайбы, шкивы, корпуса пнев- моцилиндров) 1090—1805
АЛ4 2,65 21,7 200 70 Крупные отливки, на которые дейст- вуют ударные нагрузки, и детали, к которым предъявляются требова- ния высокой коррозионной стойкости (корпуса, блоки цилиндров)
АЛ9 2,66 1 23,0 50 О Детали сложной конфигурации, а также детали, к которым предъяв- ляются требования герметичности, повышенной коррозионной стойкости или хорошей свариваемости
АЛП 2,94 24,4 220 80 X Детали, обладающие антифрикцион- ными свойствами (втулки подшипни- ков при сопряжении с термически об- работанными валами) 1185—1905
АЛ 13 2,6 20,0 170 65 У Умеренно нагруженные детали, рабо- тающие в контакте с химически ак- тивными средами, т. е. обладающие высокой коррозионной стойкостью 1080—1900
Алюминиевые деформируемые сплавы (ГОСТ 4784—74),
не упрочняемые термической обработкой
АМц 2,73 24,0 130 30 П В ОХ Сварные детали и малонагруженные изделия, изготовляемые гибкой и глу- бокой вытяжкой, а также детали, к которым предъявляются требования высокой коррозионной стойкости 840—1130
АМг2 2,67 23,8 170 45 Сварные и средненагруженные дета- ли, а также детали, обладающие вы- сокой коррозионной стойкостью в отож- женном состоянии 860—1150 960—1280
АМгЗ 23,5 190 —
Алюминиевые деформируемые сплавы (ГОСТ 4784—74),
упрочняемые термической обработкой**
В95
2,8 23,6 530 150 X н X Силовые элементы конструкций и вы- 930—1300
соконагруженные детали, работаю-
щие длительное время при темпера-
туре до 100 °C
♦ См. примечание, п. 7.
у ♦♦ См. примечание, п. 3.
Свойства
Марка Плотность Р> Ю3 кг/м3 -
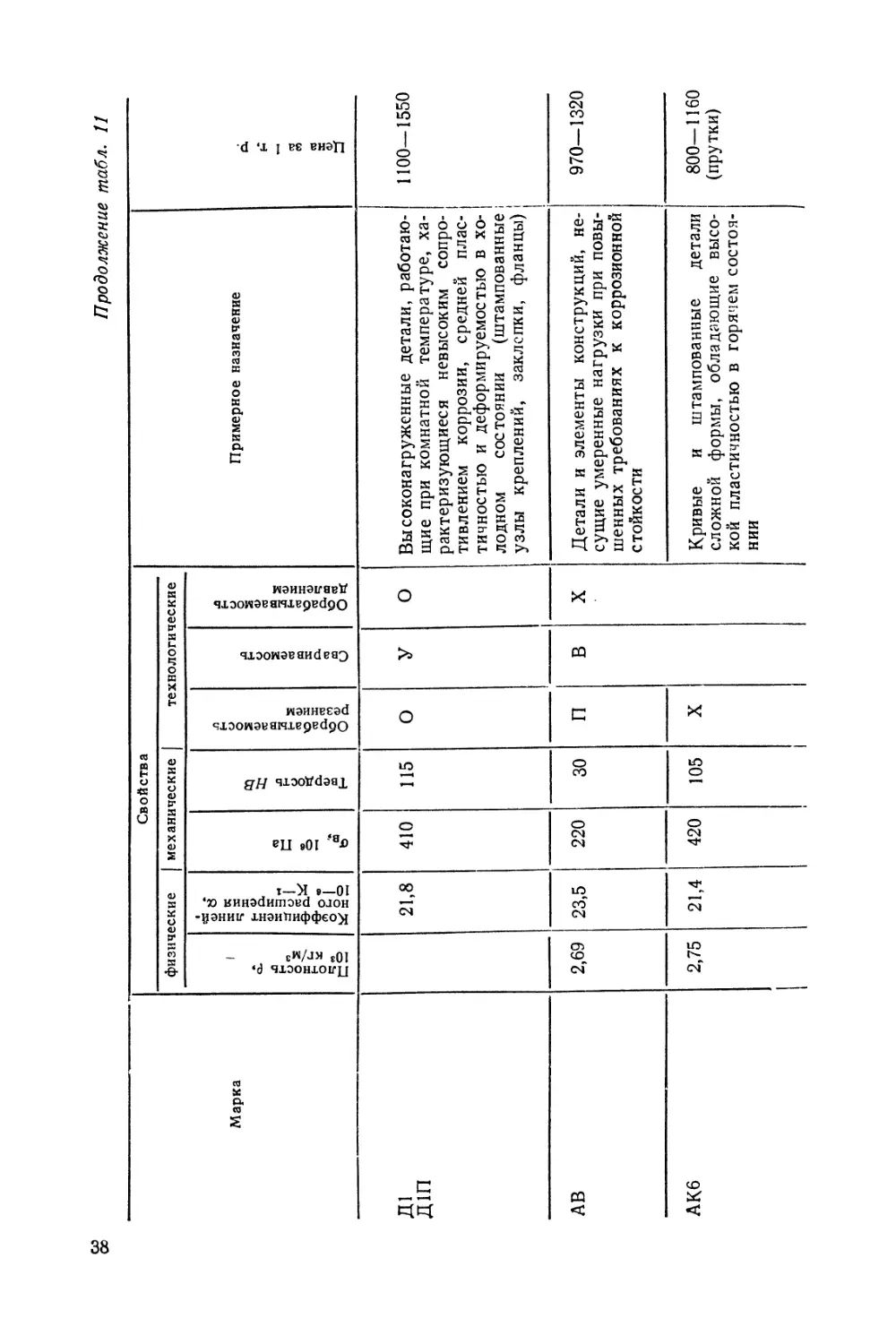
Д1 Д1П
АВ 2,69
физические | механические | те:
s
8
к
X
<и X
х а*
x|l
21,8
23,5
АК6
2,75
21,4
(Тв>. 10е Па Твердость НВ
410 115
220 30
420 105 1
Обрабатываемость
резанием
О
П
X
Продолжение табл. 11
Примерное назначение Цена за 1 т, р.
снологические
Свариваемость Обрабатываемость давлением
У О Вы соконагруженные детали, работаю- щие при комнатной температуре, ха- рактеризующиеся невысоким сопро- тивлением коррозии, средней плас- тичностью и деформируемостью в хо- лодном состоянии (штампованные узлы креплений, заклепки, фланцы) 1100-1550
в X Детали и элементы конструкций, не- сущие умеренные нагрузки при повы- шенных требованиях к коррозионной стойкости 970—1320
Кривые и штампованные детали сложной формы, обладающие высо- кой пластичностью в горячем состоя- нии 800—1160 (прутки)
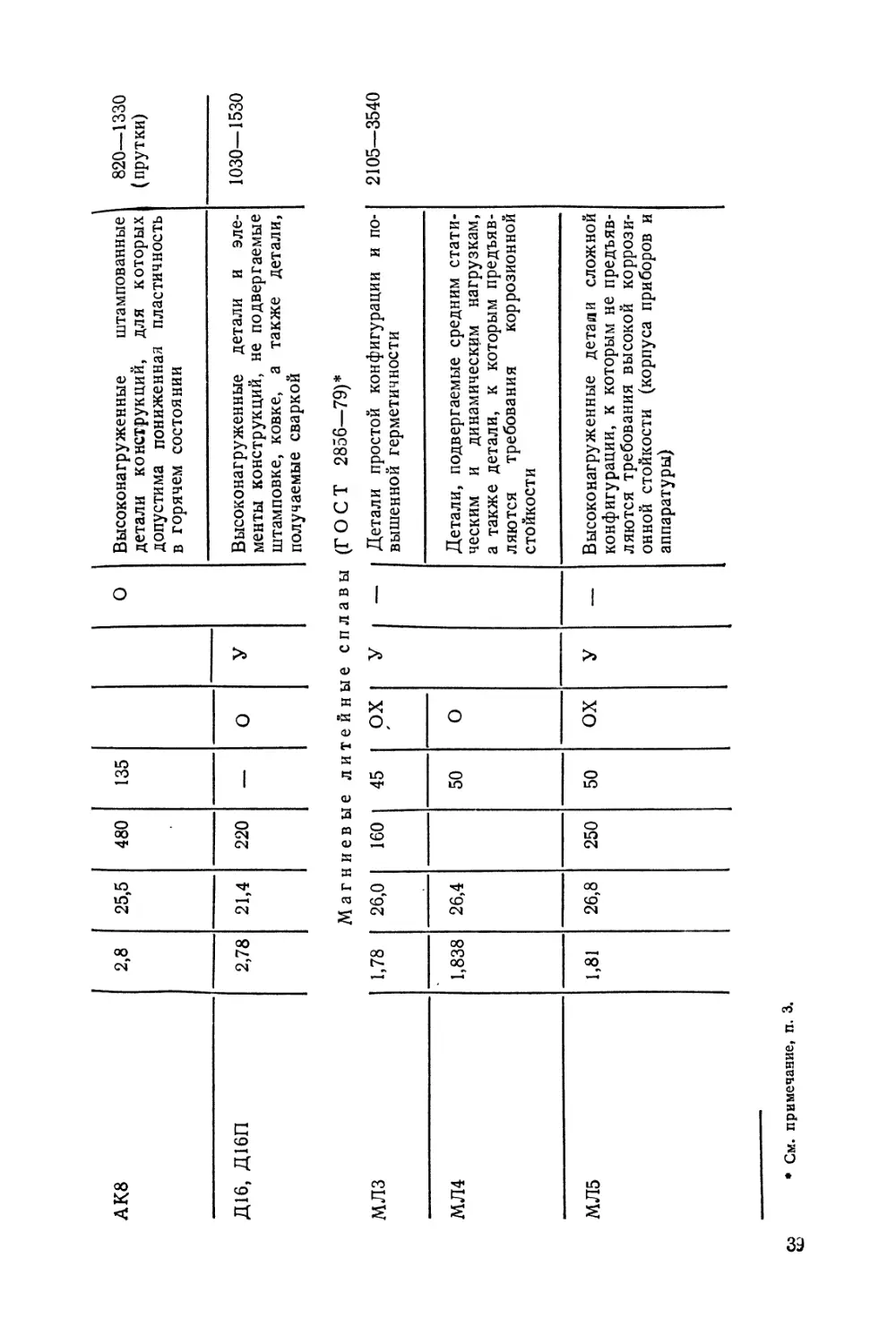
АК8 2,8 25,5 480 135
Д16, Д16П 2,78 21,4 220 — 0 У
Высоконагруженные штампованные детали конструкций, для которых допустима пониженная пластичность в горячем состоянии 820—1330 (прутки)
Высоконагруженные детали и эле- менты конструкций, не подвергаемые штамповке, ковке, а также детали, получаемые сваркой 1030—1530
Магниевые литейные сплавы (ГОСТ 2856—79)*
млз 1,78 26,0 160 45 рх У Детали простой конфигурации и по- вышенной герметичности 2105—3540
МЛ4 1,838 26,4 50 О Детали, подвергаемые средним стати- ческим и динамическим нагрузкам, а также детали, к которым предъяв- ляются требования коррозионной стойкости
МЛ5 1,81 26,8 250 50 ОХ У — Высоконагруженные детали сложной конфигурации, к которым не предъяв- ляются требования высокой коррози- онной стойкости (корпуса приборов и аппаратуры)
♦ См. примечание, п. 3.
Продолжение табл. 11
Марка Свойства Примерное назначение Цена за 1 т, р.
физические механические | технологические
Плотность р, 103 кг/м3 Коэффициент линей- ного расширения а, ю-e к-1 <я С о е> Твердость НВ Обрабатываемость резанием Свариваемость Об р а б атыв аемость давлением
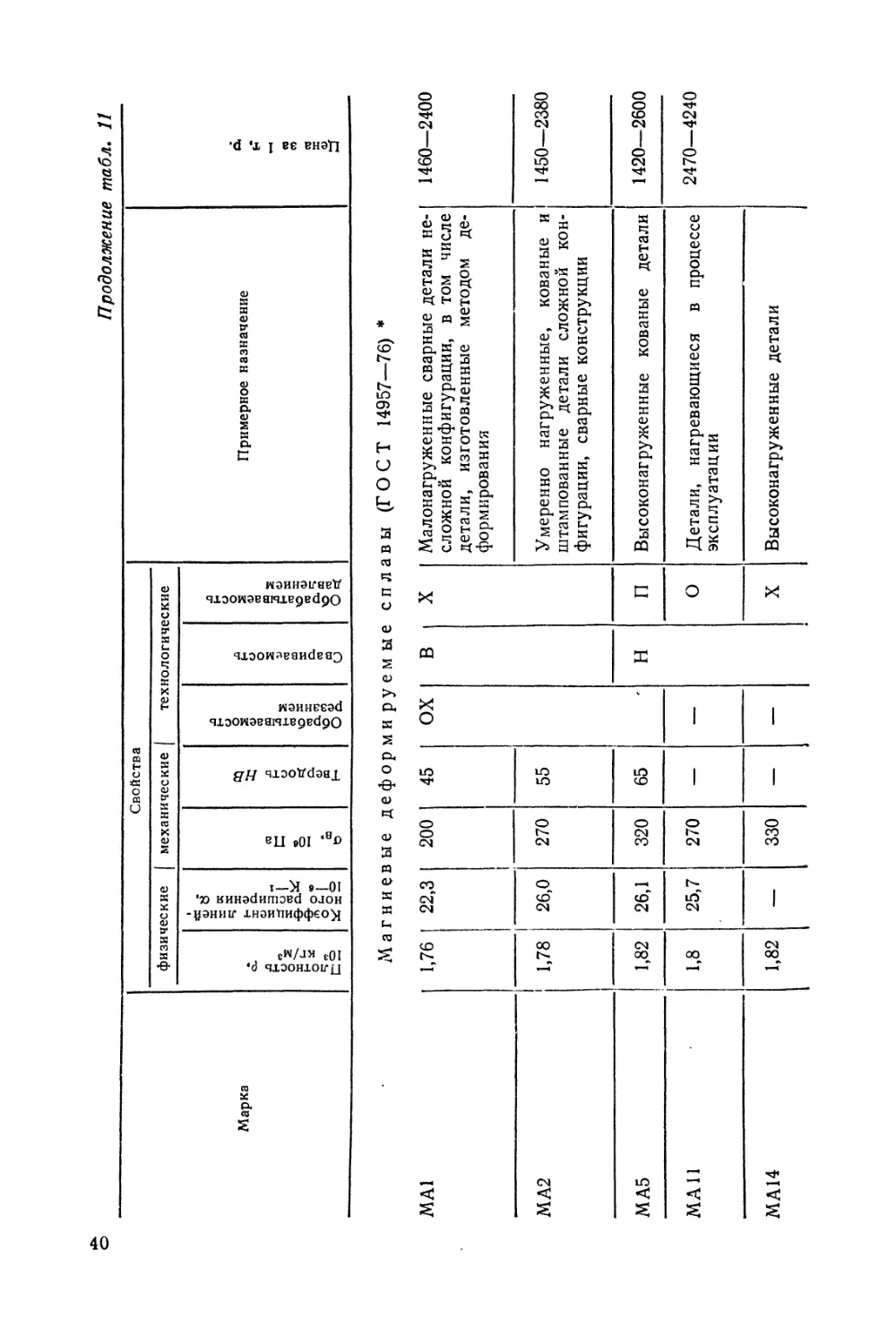
Магниевые деформируемые сплавы (ГОСТ 14957—76) *
МА1 1,76 22,3 200 45 ОХ В X Малонагруженные сварные детали не- сложной конфигурации, в том числе детали, изготовленные методом де- формирования 1460—2400
МА2 1,78 26,0 270 55 Умеренно нагруженные, кованые и штампованные детали сложной кон- фигурации, сварные конструкции 1450—2380
МА5 1,82 26,1 320 65 н п Высоконагруженные кованые детали 1420—2600
МАИ 1,8 25,7 270 — — о Детали, нагревающиеся в процессе эксплуатации 2470—4240
МА14 1,82 — 330 — — X Высоконагруженные детали
Цинковые сплавы для литья под давлением (ГОСТ 19424—74)
ЦАМ4-1 6,68 300 90 X Н Литые детали конструкций средней прочности (корпуса карбюраторов, на- сосов) 870—1100
ЦА4 6,7 250 75 Литые детали средней прочности с устойчивыми размерами
Цинковые антифрикционные сплавы (ГОСТ 21437—75)
ЦАМ10-5 6,3 — 400 110 X н О Моно- и биметаллические детали в конструкциях подшипников сколь- жения (вкладыши, втулки) 870—1100
ЦАМ9—1,5 Л63 6,21' 8,43 20,6 300 Дефо 400 90 1 рмируе 60 4 е д н 'мые л с О ы е с I гтуни 1 л а в ь (ГОСТ X То же, а также прокатанные полосы, предназначенные для направляющих скольжения металлорежущих станков I 15527—70)** Прокат (листы, ленты, полосы, тру- бы, прутки, фольга, проволока) 870—1240
Л68 8,6 19,0 320 55 ох Детали, изготовляемые штамповкой, листы, полосы, ленты
♦ См. примечание, п. 4.
♦♦ См. примечание, п. 5.
Продолжение табл. 11
Марка Свойства Примерное назначение Цена за 1 т, р.
физические механические | технологические
Плотность р, 103 кг/м3 Коэффициент линей- ного расширения а, ю—« к-1 05 К о а to Твердость НВ Обрабатываемость резанием Свариваемость Обрабатываемость давлением
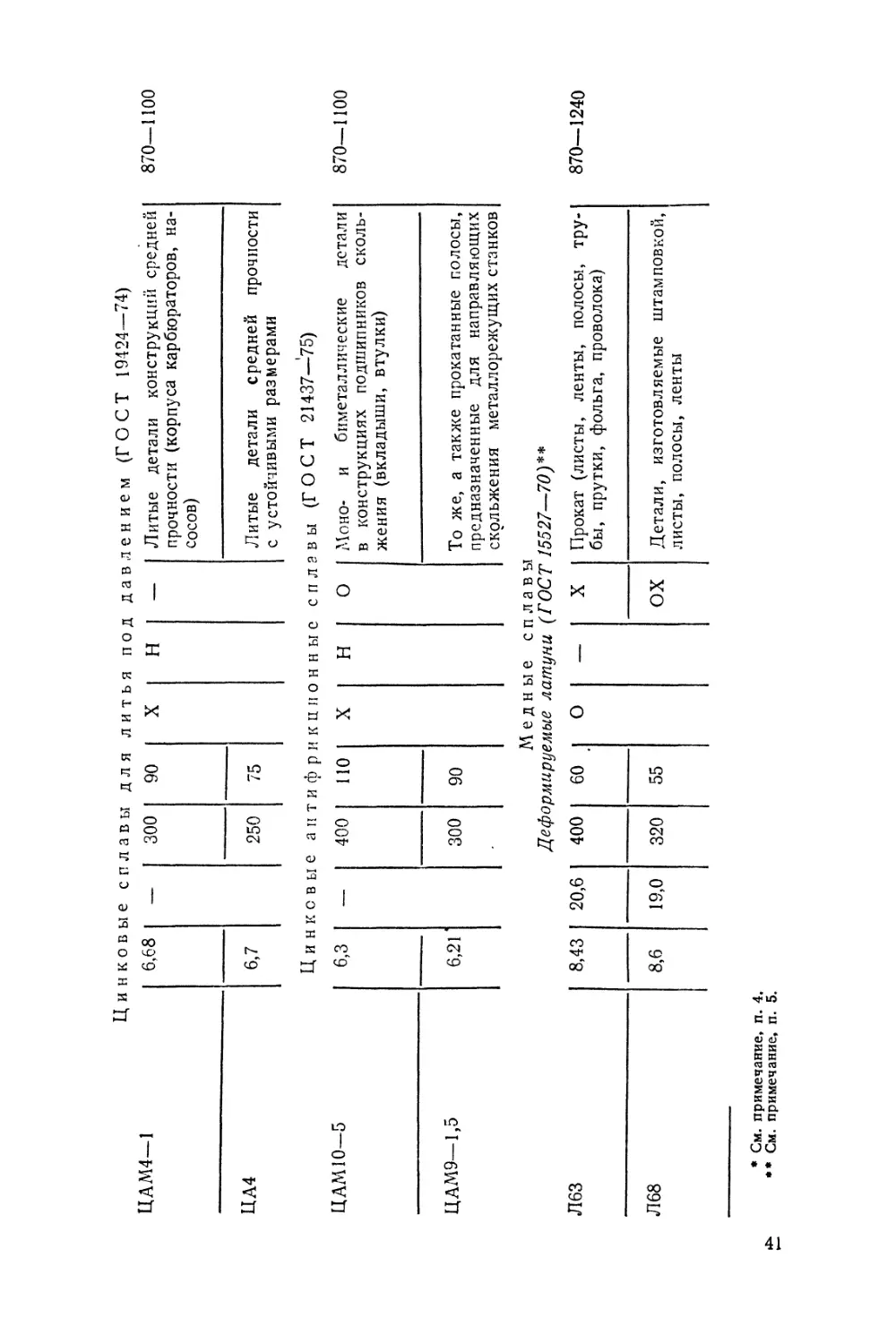
Л70 8,61 18,9 320 55 О X Полосы и ленты специального назна- чения, детали химической аппаратуры 870—1240
ЛЖМц59—1—1 8,5 22,0 450 88 п Обрабатываемые давлением детали морских судов и самолетов, вкладыши подшипников 890—1260
ЛМц58—2 8,4 21,2 400 85 Детали простой конфигурации, а так- же детали машин, обрабатываемые давлением (гайки, болты, арматура) 840—1210
ЛС59—1 ЛЖС58-1—1 8,5 20,6 90 ох Детали, изготовляемые путем механи- ческой обработки 750—1120
Литейные латуни (ГОСТ 17711—80) *
ЛАЖМц 66—6—3—2 8,5 19,8 1 650 i 160 О — Высоконагруженные детали (гайки нажимных винтов, работающих в тя- желых условиях, массивные червяч- ные винты) 1085—1275
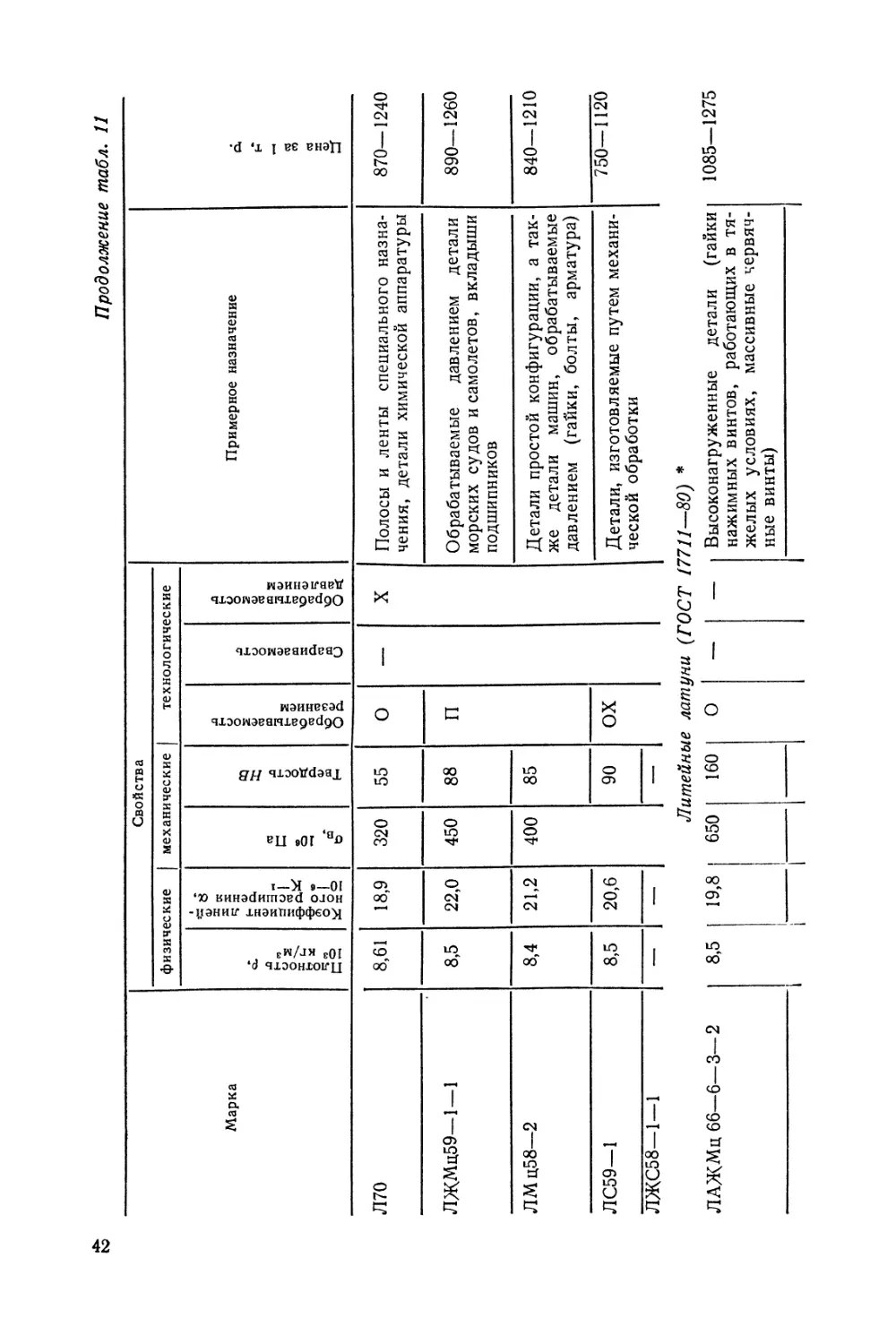
ЛА67— 2,5 1 350 90 ГОСТ 1 В т8175— X 1 Коррозионностойкие детали
ЛАЖ 60—1—1Л 21,0 400 Арматура, втулки, подшипники
ЛС 59—1Л 20,1 85 ОХ Фасонное литье, втулки, сепараторы
ЛМцОС 58-2-2—2 — 300 95 О Зубчатые колеса
ЛМцЖ 55—3—1 22,0 500 ПО Несложные по конфигурации детали ответственного назначения, работаю- щие при температуре до 300 °C
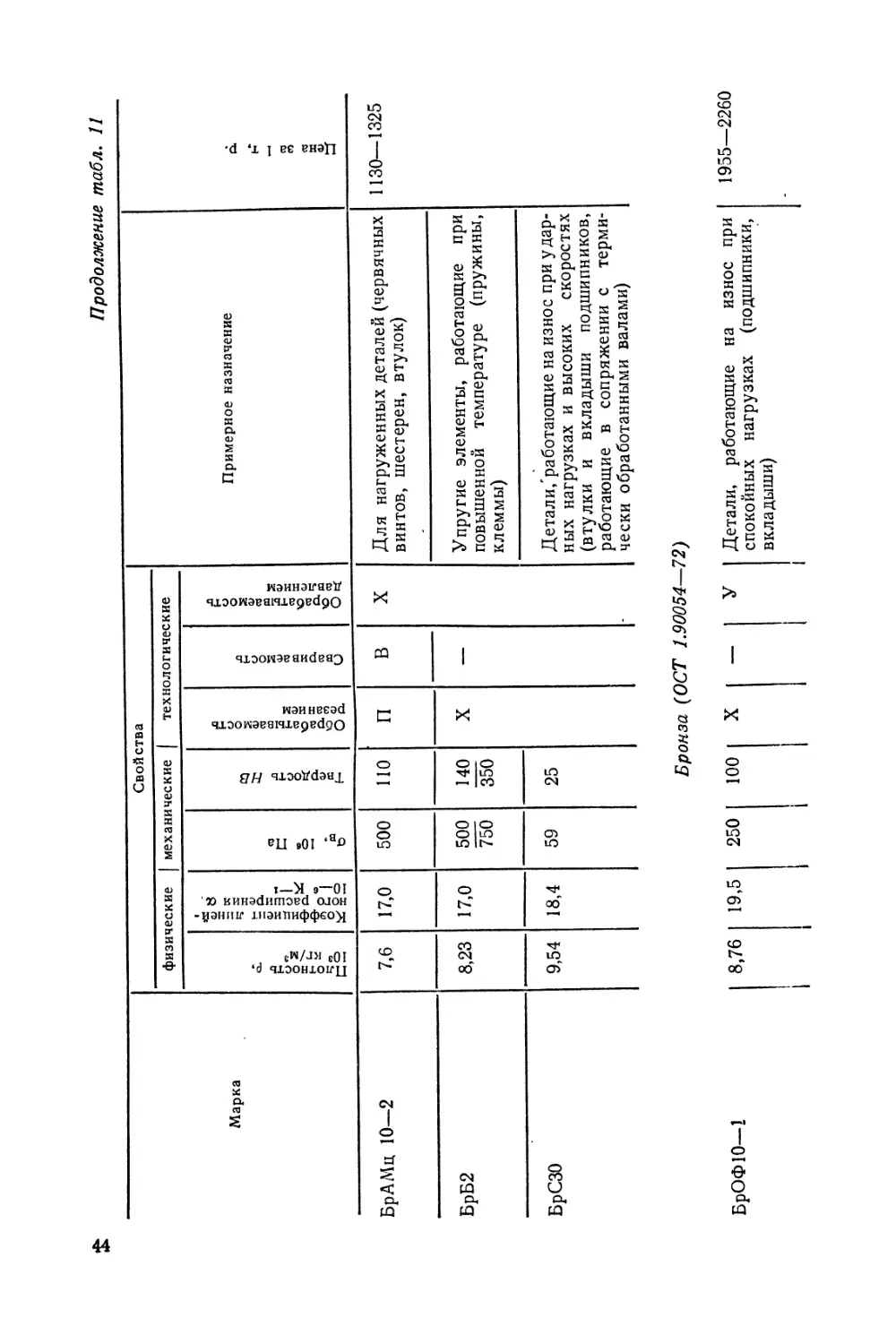
ЛК80—ЗЛ БрАЖ9-4 8,3 7,5 17,0 16,2 350 400 100 100 ЭНЗЫ (i П Детали арматуры и детали, работаю- щие в морской среде 78)** Детали, работающие на износ (втул- ки и вкладыши подшипников, рабо- тающие в сопряжении с термически обработанными валами при средних скоростях, червячные колеса в сопря- жении с термически обработанными червяками, трущиеся детали насо- сов, фрикционные диски, упорные кольца) 1140—1335 1130—1325
БрАЖМц 10—3—1,5 7,55 20,0 500 120
БрАЖН 10-4—4 8,2 17,1 600 150 Детали ответственного назначения, работающие на износ (направляю- щие ' втулок, клапаны, шестерни)
* См. примечание, п. 5.
** См. примечание, п. 6.
GO
Продолжение табл. 11
Марка Свойства Примерное назначение Цена за 1 т, р.
физические | механические | технологические
Плотность р, 103 кг/м3 Коэффициент линей- ного расширения а, 10—6 к-1 ец »01 ,а£ Твердость НВ Обрабатываемость резанием Свариваемость Обрабатываемость давлением
БрАМц 10—2 7,6 17,0 500 ПО п В X Для нагруженных деталей (червячных винтов, шестерен, втулок) 1130—1325
БрБ2 8,23 17,0 500 750 140 350 X Упругие элементы, работающие при повышенной температуре (пружины, клеммы)
БрСЗО 9,54 18,4 59 25 Детали,'работающие на износ при удар- ных нагрузках и высоких скоростях (втулки и вкладыши подшипников, работающие в сопряжении с терми- чески обработанными валами)
Бронза (ОСТ 1.90054—72)
БрОФЮ—1 8,76 19,5 250 100 X — У Детали, работающие на износ при спокойных нагрузках (подшипники, 1955—2260
1 вкладыши) 1
Бронзы (ГОСТ 613—79)
БрОЦС 5—5—5 8,84 17,1 180 60 ОХ Н X Детали, работающие на износ (под- шипники шпинделей, венцы червячных колес в сопряжении с незакаленным червяком) 1480—1690
БрОЦС4—4—17 8,8 18,7 150 То же, а также втулки подшипников, гайки ходовых винтов
Титановые сплавы (ГОСТ 19807—74)
ВТ—5 4,5 8,0 900 — О В п Детали, работающие в агрессивных средах, а также испытывающие повы- шенные нагрузки (каркас и обшивка самолетов и судов, топливные баки), детали протезов, медицинские инстру- менты 8750—12 860
ВТЗ—1 8,6 1100 36 — н 5820—60 890
ОТ4 4,55 8,0 750 70 в О 5900—8740
ОТ4—1 4,5 670 — 4820—7060
Примечания: 1. Условные обозначения технологических свойств указаны в табл. 6.
2. Условные обозначения обрабатываемости резанием соответствуют обозначениям обрабатываемости давлением, указанным в табл. 6.
3. Механические свойства алюминиевых и магниевых литейных сплавов, а также алюминиевых деформируемых сплавов В95, Д1, Д1П, АК6,
АК8 указаны для закаленного и искусственно состаренного материала.
4. Механические свойства магниевых деформируемых сплавов указаны для пруткового материала.
5. Механические свойства деформируемых и литейных латуней указаны для мягкого сплава.
6. В числителе указаны механические свойства для мягкого сплава, в знаменателе — для твердого.
7. Цена литейных алюминиевых и магниевых сплавов, цинковых сплавов для литья под давлением, а также антифрикционных, литейных
латуней и бронз дана для отливок массой до 10 кг; деформируемых алюминиевых сплавов — для листов и плит (кроме АК6 и АК8, цена кото-
4* рых указана для прутков); магниевых деформируемых сплавов и деформируемых латуней—для'прутков; цены титановых сплавов — для листов
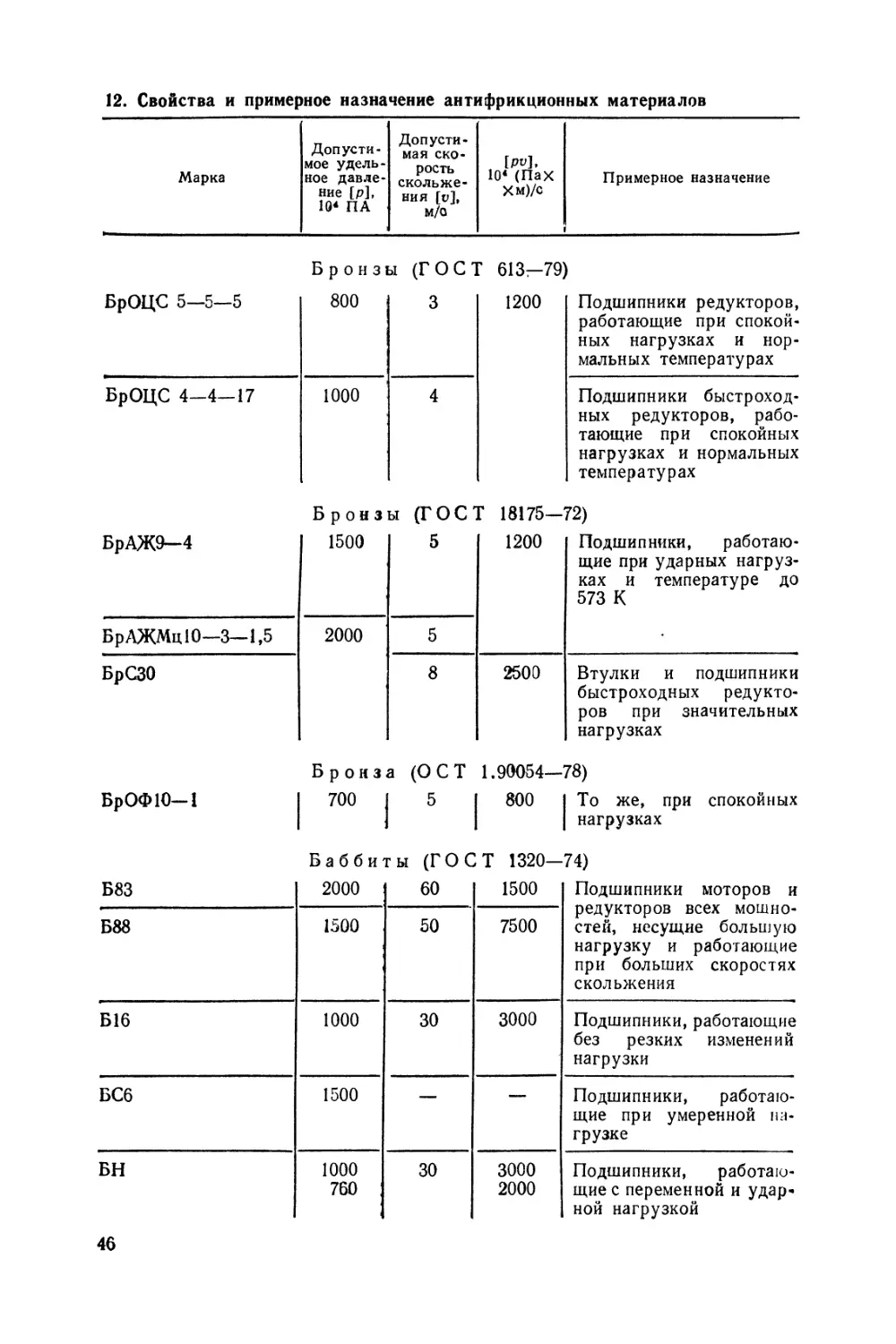
12. Свойства и примерное назначение антифрикционных материалов
Марка Допусти- мое удель- ное давле- ние [р], 10* ПА Допусти- мая ско- рость скольже- ния [и], м/о [pv]» Ю4 (Пах Хм)/с । Примерное назначение
Бронзы (ГОСТ 613—79)
БрОЦС 5—5—5 800 3 1200 Подшипники редукторов, работающие при спокой- ных нагрузках и нор- мальных температурах
БрОЦС 4-4—17 1000 4 Подшипники быстроход- ных редукторов, рабо- тающие при спокойных нагрузках и нормальных температурах
Бронзы (ГОСТ 18175—72)
БрАЖ9- 4 1500 5 1200 Подшипники, работаю- щие при ударных нагруз- ках и температуре до 573 К
БрЛЖМцЮ—3—1,5 2000 5
БрСЗО 8 2500 Втулки и подшипники быстроходных редукто- ров при значительных нагрузках
Бронза (ОСТ 1.90054—78)
БрОФЮ—1 I 700 I 5 I 800 I То же, при спокойных
I ] I I нагрузках
Баббиты (ГОСТ 1320-74)
Б83 2000 60 1500 Подшипники моторов и редукторов всех мощно- стей, несущие большую нагрузку и работающие при больших скоростях скольжения
Б88 1500 50 7500
Б16 1000 30 3000 Подшипники, работающие без резких изменений нагрузки
БС6 1500 — — Подшипники, работаю- щие при умеренной на- грузке
БН 1000 760 30 3000 2000 Подшипники, работаю- щие с переменной и удар- ной нагрузкой
46
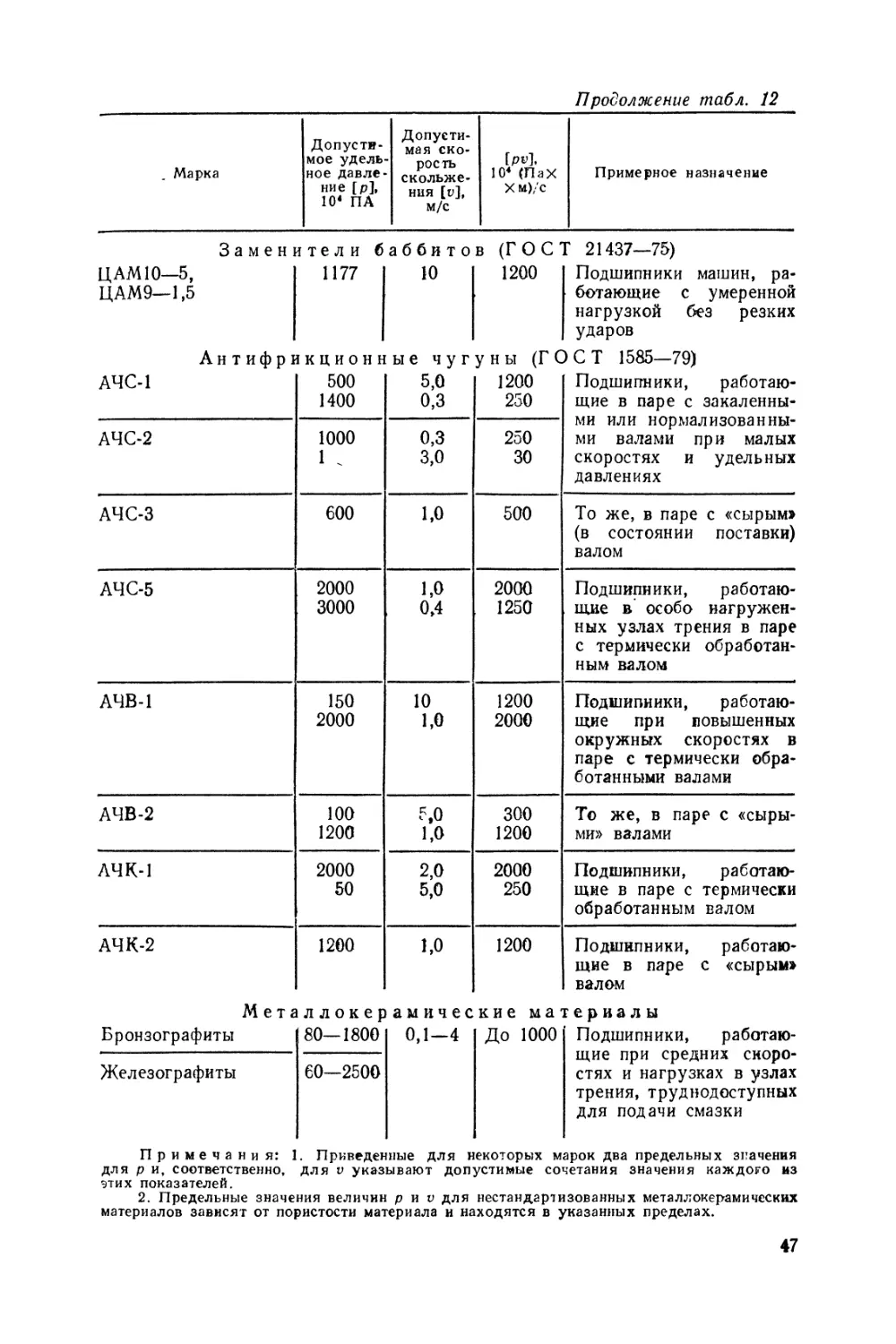
Продолжение табл. 12
Марка Допусти- мое удель ное давле ние [р], 104 ПА Допусти- мая ско- рость скольже- ния [н], м/с [pv], 104 (ПаХ X м),'с Примерное назначение
Замен! ЦАМ10—5, ЦАМ9—1,5 Ан т иф рI АЧС-1 АЧС-2 пели б 1177 I К Ц И 0 н н 500 1400 1000 1 . а б б и т о 10 ы е ч у г 5,0 0,3 0,3 3,0 в (ГОС' 1200 у н ы (ГС 1200 250 250 30 Г 21437—75) Подшипники машин, ра- ботающие с умеренной нагрузкой без резких ударов )СТ 1585—79) Подшипники, работаю- щие в паре с закаленны- ми или нормализованны- ми валами при малых скоростях и удельных давлениях
АЧС-3 600 1,0 500 То же, в паре с «сырым» (в состоянии поставки) валом
АЧС-5 2000 3000 1,0 0,4 2000 1250 Подшипники, работаю- щие в особо нагружен- ных узлах трения в паре с термически обработан- ным валом
АЧВ-1 150 2000 10 1,0 1200 2000 Подшипники, работаю- щие при повышенных окружных скоростях в паре с термически обра- ботанными валами
АЧВ-2 100 1200 5,0 1,0 300 1200 То же, в паре с «сыры- ми» валами
ЛЧК-1 2000 50 2,0 5,0 2000 250 Подшипники, работаю- щие в паре с термически обработанным валом
АЧК-2 Мета Бронзографиты Железографиты 1200 । л л о к е р 80—1800 60—2500 1,0 । а м и ч е с 0,1—4 1200 кие ма ' До 1000 Подшипники, работаю- щие в паре с «сырым» валом гериалы Подшипники, работаю- щие при средних скоро- стях и нагрузках в узлах трения, труднодоступных для подачи смазки
Примечания: 1. Приведенные для некоторых марок два предельных значения
для р и, соответственно, для v указывают допустимые сочетания значения каждого из
этих показателей.
2. Предельные значения величин р и v для нестандартизованных металлокерамических
материалов зависят от пористости материала и находятся в указанных пределах.
47
g 13. Отличительные признаки пластмасс
Наименование пластмассы Реакция на воздействие пламени
Полиэтилен Горит умеренно, обычно без копоти, светло- желтым пламенем с синей каймой у краев; при горении появляется запах парафина, материал плавится, вне пламени горит, ма- териал некоторых марок самопроизвольно гаснет
Полипропилен По характеру горения напоминает полиэти- лен, но запах при этом более резкий
Полистирол (и пласт- массы на его основе) Горит умеренно, с копотью и появлением запаха гиацинтов, материал плавится, вне пламени горит
Поливинилхлорид,ви- нипласт Горит умеренно, с копотью и появлением резкого запаха хлористого водорода, вне пламени гаснет
Полиамиды, капрон Горит слабо, осмоляется, при горении по- является запах паленого рога, вне пламени гаснет
Полиметилметакри- лат, оргстекло Горит умеренно, без копоти, с потрескива- нием, желтым пламенем с синей каймой у краев образца, при горении появляется резкий сладковатый запах мономера, в про- цессе горения плавится, вне пламени горит
Растворимость Дополнительные признаки
Набухает в ацетоне, серном эфире, ароматических углеводородах, бен- зине На ощупь напоминает парафин, цвет—раз- личный
Набухает в ароматических угле- водородах Цвет — различный
Растворяется в дихлорэтане и аро- матических углеводородах Ударопрочный, не- прозрачный, цвет-- различный
Набухает в дихлорэтане Цвет — различный
Растворяется в концентрирован- ных органических кислотах и фе- ноле Цвет — различный
Растворяется в хлористых угле- водородах (например, в дихлор- этане), ацетоне и других органи- Прозрачный
ческих растворителях
Целлулоид Горит быстро, без копоти, желтым пламе- нем, с появлением резкого запаха, вне пла- мени горит
Сополимеры полифор- мальдегида Горят умеренно с появлением резкого запаха формальдегида, вне пламени горят
Смола поликарбонат- ная (дифлон) Загорается с трудом, вне пламени гаснет
Фторопласт Не горит
АминЪпласты Загораются с трудом, горят умеренно, без копоти, с появлением резкого запаха, вне пламени гаснут
Фенопласты Горят умеренно, без копоти, с появлением запаха карболовой кислоты, вне пламени гаснут
Растворяется в ацетоне, аромати- ческих, хлористых углеводородах Цвет — различный
— Цвет — различный
Растворяется в хлористых угле- водородах, диоксане, метакрезоле Прозрачна, цвет — от бесцветного до свет- ло-желтого и светло- коричневого, поверх- ность — блестящая
Не растворяется ни в каких рас- творителях Белого цвета, не- прозрачен
Не растворимы Цвет — различный, поверхность — бле- стящая
То же Цвет — темный (обыч- но черный или корич- невый)
14. Свойства
Материал (ГОСТ или ТУ) Плот- ность, 10’ кг/м3 Предел прочности, 10е Па, при Относительное удли- нение при разрыве, % Удельная удар- ная вязкость, 102 Дж/м3, образцов
растя- жении стати - ческом изгибе • сжа- тии
без над- реза с над- резом
Полиэтилен низкой плот- ности (ГОСТ 16337 — 77) 0,913—0,929 9,5—14,С 12-17 — 100— 600 Не бьется Не бьется
Полиэтилен высокой плотности (ГОСТ 16338-77) 0,949 — 0,955 11—25 20—38 50 200— 800 То же —
Полипропилен (ТУ 6-05-1105—73) 0,90-0,91 28 50—60 70 300- 700 Более 300 50-80
Ударопрочный полисти- рол (ОСТ 6-05-406 — 80) 1,06 20—25 35—45 50 12—35 300—500 30—110
Акрилонитрилбутадиен- сги рольные пластики (ТУ 6-05-1587—74): АБС-0,903, АБС-1Ю6Э АБС-1308 АБС-1530 1,3 35 65-75 25 750—900 110
1,04 45 — — 15 — 130
1,04 32 — — 18 — 150
АБС-2020 АБС-0804Т, АБС-1002Т 1,04 30—35 40—50 — 20 — 150— 200
1,05 35—40 80—100 — 20 800—1000 —
Листовой винипласт (ГОСТ 9639—71) 1,38 50—55 90—120 85 10-15 500—1000 —
Сополимеры формальде- гида (ТУ 6-05-1543—72), Mu pi и СФД, СТД 1,39-1,42 55—60 100—110 105— 115 15—20 800 50—60
Пол карбонатная смола (дифлои) (ТУ 6-05-1668-74) 1,2 60—65 77—120 90—95 Не ме- нее 50 1200—1400 200
Полиамид 610 литьевой (ГОСТ 10589—73) 1.1 50—60 45 70—90 100— 150 1000 50
Капроновая первичная смола—капрон (ОСТ 6-06-14-70) 1,13 60—70 90—100 85—100 20—40 1000—1300 49—80
Стеклонаполненные полиамиды (ГОСТ 17648—72), марка П68С-30 1,28—1,30 100—110 160—175 НО Не бо- лее 8 250 —
Литьевые сополимеры полиамида (ГОСТ 19459 — 74): А К-93/7 АК-85/15,- АК-80/20 1,14 60—70 — — 80—100 — Не ме- нее 30
1,13 60—70 — — 200— 300 — То же
Фторопласт-4 (ГОСТ 10007—72) 2,19—2,20 21—24 11—14 10,0— 18,5 350 1000 -
Фторопласт, модифи- цированный в блоке (ТУ 6-05-1447 — 71), мар- ка Ф4МБ 2,14-2,16 22—28 20—30 — 280— 4 00 1250
♦ Показатель получен при растяжении.
♦ * То же, при сжатии.
♦ ** Показатель по Мартенсу.
♦ Наименьший экплуатационный показатель 4К.
50
550—600 470-830 1 1 *♦0009 700—1000 1500—1700 2200—2400* 2200—2500 До 4000 2300—2400 0051 1 2000 1 2000—2500 670—1190 650—850 СЛ г to СЛ о Модуль упругости при изги- бе. 10® Па
со to 4^ J—
о CD о о о о 4^ о со ~р ►— и— о 4^ О -ч
1 1 CO To £ to £ to о £ £ £ с> £ 1 *7 сп bi bi То £ со £ 1 ел СП 1 р
со со со top?
£ T ОО т <D г 443- 153* х т to со 1 to со £ со £ о со со eg со со оо £ СЛ оэ 1 CD СО 1 ел £ ПЛ ОС' ОСТЬ >ика,
со Ci со со § * J со со to ОС ел Ci ОО со со СО <D 00 Oi со — я о Z^o so
оо ос 00 ел со со оо со СО со CD оо Ci плав л?
1 ел о о 1 1 £ £ £ CD со £ 1 <D 00 со со оо со 00 со £ £ £ 1 со г
сл с© 00 00 я а
оо СО со со СО ел 3 •а У
о to to <2^ х о
* 1 1 1 to to to to Ci to to to to to to 7 f ел со х о << 7
СО * * 1 1 1 to со to со СО со со со со со й со со со to Ci оо 1 со со to оо КОСТИ 030- <ость) &
о р о р w о еЯ
0,256 0,233 1 1 1 0,233— 0,349 0,233— 0,256 0,198 1 ел 7 р о 1 1 1 1 1 93—0,14 40—0,20 р 0,256— 0,326 оэффи- [ент теп провод ности, т/(м.К)
со о CD 1 •
i— >— . л> — <т> —г ел — Сл _ 3* о» ел — — — Г Удельное объемное
о О о «Я л> о Д гтО I “иО ехОГ “ziO о 5 2- о <2 « - 1 FlOI “ziO о ь о 1 1 о о О X £ ] о * 5 1 О <£ электрическое тивление, Ом« сопро- м
л> <т> 8 1
Т to т т Я СО Ci 1 Г р Ci 1 со to р 1 р р 00 1 р bi 1 р р со I р 7о | Диэлектрическая проницаемость при
to F— ел ел Ро' 1 ел СО СО о 03 р / Р р частоте 10® Гц
to СО • Н** <о 00 4^* со
ом о >— CD р О р р р р р
1 1 7 00 т оо т р ел ел 1 р ел оо £ ел г р 00 ,5—3,5 1 7 р 00 7 р 90 7 р 7 р 00 7 о 90 7 to р к- ел ел 1 1—3,5 Усадка при литье, %
термопластов
15. Свойства
Материал (ГОСТ или ТУ) Плотность, 108 кг/м8 Предел прочности, 10е Па, при Удельная ударная вязкость образцов без над- реза, Ю2 Дж/м2
растяжении стати- ческом изгибе сжатии
Фенопласты (ГОСТ 5689—79): 03-010-02 У2-301-07 (волокнит) Ж2-010-60 1,40 37,5 70 160 60
1,45 30 80 100 90
1,75 28 55 105 40
Прессовочный материал ЛГ-4 (ГОСТ 20437-75); В С 1,7—1,9 80 150 130 500
1,7—1,9 550 450 250 2500
Аминопласты (ГОСТ 9359—73) 1,6—2,0 — 35—75 100 40—300
Древесная прессовочная масса- пресс-крошка (ГОСТ 11368—79), марки МДПК-Б, МДПК-Б,, мдпк-в^, мдпк-в2 мдпк-в4, мдпк-вв 1,30—1,38 — 60—120 80—100 100—150
Дозирующийся стекловолокнит (ГОСТ 17478—72), марки ДСВ-2-Р-2М-О, ДСВ-4-Р-2М-О 1,70—1,85 — 200—240 130 700
Стеклотекстолит (ГОСТ 10292 — 74), марка КАСТ-В 1,85 215-300* ♦ 110—140*** 130— 135** 55—65 600— 1150** 500— 900***
Гетинакс (ГОСТ 2718—74) 1,35—1,45 70-115 100-125 — 80—200
Декоративный бумажно-слоис- тый пластик (ГОСТ 9590—76) 1,4 70 100—120 — —
♦ Показатель получен при испытании на растяжение вдоль волокон.
♦ ♦То же, по основе.
♦ ♦ ♦ То же» по утку.
52
реактопластов
Модуль упругости при изги- бе, Ю« Па Твердость по Бри- неллю, 107 Н/м® Тепло- стойкость по Мар- тенсу, К Моро- зостой- кость, к Коэффи- циент теплопро- провод- ности, Вт/(м«К) Удельное объемное электри- ческое сопротив- ление, Ом’М Диэлект- рическая проницае- мость при 10е Гц Усадка при прес- совании, %
7500—8000 25—30 403 213 0,209—0,233 1.10» 4,5—8,0 0*4—0,8
6000 25 413 — 0,209—0,233 1 - 10е — 0,3—0,6
7000—9000 40 423 223 — Ы0’ 6,2 0,2—0,5
— 30—50 553 213 — Ы01в 7 0,15
35 000* 30-50 553 213 0,605 МО10 7 0,15
— 35—55 373—473 213 — 1.10»—Ы010 — 0,2—0 8
— 17,8—24,0 393—433 213' 0,174—0,349 МО®—МО1® — 0/5—0,5
— — 553 93 0,361— 0,395 — 7 '0,15
— 24—35 — — — 3-101® 5,3 —
— 25 423 — — МО8—Ы01» 8 —
— 25 — — — — —
53
16. Свойства антифрикционных пластмасс
Материал Коэффициент трения по стали Среднее значение износа, кг/(м2 • м)
со смазкой без смазки
маслом | [ водой
Капрон, наполненный 0,009 0,140
графитом Древесная прессовочная 0,015 0,120 0,340 1,33 • 10"8
масса — пресс-крошка Фторопласт-4 0,027 0,020 0,049 0,54- 10-’
Текстолит, волок нит 0,030 0,050 0,330 1,12 • 10_?
Поликарбонат 0,034 — — —
Полиуретан ПУ-1 0,040 — — —
Текстолитовая крошка 0,050 0,070 0,340 —
Древеснослоистый пла- 0,060 0,070 — 3,0 • 10-«
стик Полиамид: АК-7 0,080 0,095 0,240 0,14 • 10"3
610 0,080 0,095 0,240 0,15 • IO"3
Капрон — — — 0,22 • IO”3
Сополимеры формальде- 0,103 — 0,2-0,3 1,5- IO"3
гида Винипласт 1,6 • 10-з
Полипропилен — — — 1,8 - 10"3
Прим ечание. Данные о среднем значении износа
по латунной сетке при удельном давлении р = 0,5 • 10е Па.
получены в процессе трения
17. Стойкость пластмасс в различных средах
Материал Кислота Щелочь Бензин Минеральное масло Раствори- тель
неоргани- ческая органическая концентрированн ая разбавленная
алифатический ароматический 1
концентриро- ванная разбавленная концентриро- ванная разбавленная
Фторопласт-4 С С С С С С С С С С
Полиэтилен НП О с О с с с с с с О
Полиэтилен ВП О с О с с с с с с О
Фаолит с с с с н н с с с О
Винипласт О с О с с с с с О н
Полипропилен О с О с О О н н о о
Полиизобутилен О с о с О О н н н н
Примечание. В таблице приняты следующие обозначения; С — стойкие, О — от*
носителыю стойкие, Н — нестойкие (растворяются, разрушаются).
54
18. Примерное назначение пластмасс
Материал (ГОСТ или ТУ) Свойства
Терме
Полиэтилен: низкой плотности — ПЭНП (ГОСТ 16337—77) высокой плотности — ПЭ5П (ГОСТ 16338-77) Кристаллическая структура, низкое водрцргдощецие, ста- бильность размеров во влаж- ной среде, невысокая проч- ность, стойкость к растрески- ванию ! Кристаллическая структура, более вькркая прочность и теплостойкость, чем у ПЭНП
Полипропилен (ТУ 6-05-1105—73) Поливинилхлорид (ПВХ): винипласт — непласти- фицированный ВПХ (ГОСТ 9639—71, ТУ 6-01-737—72) Кристаллическая структура, более высокая жесткость по сравнению с ПЭВП, неморо- зострйкий Аморфная структура, более высокая жесткость ц брдее низкая теплостойкость, чем у полипропилену, высокая хими- ческая стойкость
пластикат — пластифи- цированный ПВХ с 30...40% пластифика- тора (ГОСТ 14332—78) гидро'пластпластифпци- рованный ПВХ с 70... 80% пластификатора (ТУ МХП 2742—53, марки СМ, ДМ) Аморфная структуру, высокая эластичность и химическая стойкость Студнеобразная масса (при тем- пературе около 293 К), равное мерно передающая давление во всех направлениях
Методы изготовления
деталей
Примерное назначение
Цена за
1 кг, р.
пласты
Литье под давле- нием, экструзия, раз- дув, напыление Детали общетехнического на- значения, малонагруженные детали, пленочные изделия, трубу, защитные антикорро- зионные покрытия 0,36-0,45
То же Детали общетехнического на- значения, несиловые детали машин, трубы, емкости, дета- ли ндсосов 0,68— 0,815
То же Трубы, фиттинги, детали вен- тиляторов, пленки, ролики, подшипники скольжения 0,85
Экструзия, прессо- вание, снарка? меха- ническая обработка Футеровка металлической ап- паратуры, воздуховоды, хими- ческие аппараты, трубы 0,5—0,9
Экструзия, сварка Футеровка ванн, гибкие трубы, профильные детали 0,5-0,9
Заливка с предвари- тельным подогревом Масса для заполнения поло- стей приспособлений, станков, зажимов 0,7
Материал (ГОСТ или ТУ) Свойства
Полистирол (ГОСТ 20282—74) Ударопрочный полистирол (ОСТ 6-05-406—75) Аморфная структура, высокая жесткость, хорошие диэлектри- ческие свойства, хрупкость, низкая теплостойкость Аморфная структура, более высокая ударная вязкость и более низкая жесткость, чем у
Акрилонитрилбутадиенсти- рольные пластики — АБС- пластики, сополимеры сти- рола, акрилонитрила и бу- тадиена (ТУ 6-05-1587—74) В том числе: АБС-0903 полистирола Аморфная структура, высокая ударная вязкость, теплостой- кость Высокая прочность
АБС-1106Э Повышенная гигиеничность
АВС-1308 АБС-1530 Высокая жесткость и твер- дость Высокая текучесть
АБС-2020 Фторопласт-4 порошок (ГОСТ 10007—72) Высокая текучесть, способность к металлизации Кристаллическая структура, высокая химическая стойкость и теплостойкость, низкий коэффициент трения, хорошие диэлектрические свойства, со- храняющиеся и при высоких частотах электрического тока, низкие механические свойства
Продолжение табл, 18
Методы изготовления деталей Примерное назначение Цена за 1 кг, р.
Литье под давле- нием Корпусные детали приборов, радиоэлектронной аппаратуры, изоляторов 0,52—0,59
Литье под давле- нием, экструзия, ва- куумное формова- ние, раздув Литье под давле- нием, экструзия, ва- куумное формова- ние, раздув Изделия общего технического назначения, емкости холодиль- ников 0,85
См. примерное назначение для конкретных марок 1,03—1,08
То же Корпуса телевизоров и прием- ников 1,03—1,08
Изделия, контактирующие с пищевыми продуктами 1,03—1,08
» » Детали автомобилей, прибо- ров 1,03—1,08
» » Крупные тонкостенные изде- лия 1,03—1,08
» » То же, металлизированные детали 1,03—1,08
Прессование, меха- ническая обработка Прокладки, уплотнения, силь- фоны, детали химического оборудования, изоляционная пленка, подшипники скольже- ния 4,5—9,0
Органическое конструкцион- ное стекло (ГОСТ 15809—70, марки СОЛ, СТ-1, 2-55) Аморфная структура, хоро- шая прозрачность, высокая жесткость
Первичная капроновая смо- ла—капрон (ОСТ 6-06-14—70) Кристаллическая структура высокой полярности, высокие механические и антифрикци- онные свойства, нестабиль- ность линейных размеров во влажной среде
вторичное капроновое сырье (ОСТ 63-78-5—72) То же, но более низкие меха- нические и антифрикционные свойства, чем у капрона
Полиамид 610 литьевой (ГОСТ 10589—73) То же, но более высокая ста- бильность линейных размеров во влажной среде
Литьевые сополимеры поли- амида (ГОСТ 19459—74) Кристаллическая структура, высокие механические и анти-
Сополимеры формальдегида (ТУ 6-05-1543—72, марки СФД, СТД) фрикционные свойства Кристаллическая структура, высокие жесткость и проч- ность, устойчивость к ползу- чести
Поликарбонат-дифлон (ТУ 6-05-1668—74) Кристаллическая структура, высокие тепло- и морозостой- кость, устойчивость к ползу- чести, низкая усадка, про-
Стеклонаполненный поли- амид (ГОСТ 17648—72, мар- ки П68С-30) зрачность Кристаллическая структура, более высокие физико-механи- ческие характеристики, чем у капрона, низкий коэффициент трения
Вакуумное и пнев- матическое формова- ние, механическая обработка, склеива- Стекла машин и приборов,' светопрозрачные корпуса и ко- жухи, экраны в гальванотех- нике 1,11-3,6
ние, сварка Литье под давлением Подшипники скольжения, се- параторы подшипников каче- ния, зубчатые колеса, кор- пусные детали, лопасти вен- тиляторов 1,95
То же Менее ответственные детали, чем из капрона 1,48
» » Ответственные антифрикцион- ные и конструкционные де- 2,5
тали
» » Вкладыши подшипников, зуб- чатые колеса, втулки 4,2
» » Подшипники скольжения, зуб- чатые колеса, седла клапа- нов, болты, гайки 3,0
» » Корпусные детали, трубы, вен- тили, зубчатые колеса, подшип- ники скольжения, рабочие ор- 8,0
ганы насосов, прозрачные детали
» » Корпуса топливных насосов, крыльчатки вентиляторов и фильтров масляных насосов, крышки карбюраторов, ста- торы и роторы турбобура 11,8
Продолжение табл. 18
Материал (ГОСТ или ТУ) Свойства Методы изготовления деталей Примерное назначенце Цена за 1 кг, р.
Полиуретан ПУ-1 (ТУ В-189—70) Прессовочные фенольные массы — фенопласты (TQCT 5689—79): Аморфная структура, тепло- и морозостойкость, стойкость к действию разбавленных ми- неральных кислот и щелочей, углеводородов, органических кислот, масел, стойкость к старению, износостойкость Реа к' То же, прессование гопласты Конструкционные детали, ра- ботающие при температуре от —60 до +100 °C, во влаж- ной среде, шестерни, дета- ли насосов 5
общего назначения (ком- позиция на основе фе- нолальдегидной смолы и порошкообразного на- полнителя, марка 03- 010-02) Высокие тепло- и электроизо- ляционные свойства, стой- кость к старению Прессование, литье под давлением Ненагруженные детали об- щетехнического назначения 0,35
ударопрочные (компо- зиция на основе фенол- альдегидной смолы и волокнистого наполни- теля, марка У2-301-07) Прессовочный матеэиал АГ-4 (ГОСТ 20437—75)? Повышенная ударная вяз- кость, стойкость к старению Прессование Направляющие втулки, шки- вы, рукоятки, болты, гайки, корпусные детали 0,64
однонаправленная лента из стеклянных нитей, пропитанная фенолформ- альдегидной смолой (марка С) Высокая прочность, стойкость к старению, теплостойкость » Корпуса, детали насосов, ку- лачки, детали, работающие при повышенной температуре, в условиях тропического кли- мата 3,55
композиция на основе
срезов стеклонити и фе-
нолальдегидной смолы
(марка В)
Древесная прессовочная
масса — композиция на ос-
нове дробленых отходов
древесного шпона, пропи-
танных фенолальдегидной
смолой (ГОСТ 11368—79,
марки МДПК-Б, МДПК-Б2,
МДПК-В^, МДПК-В2,
МДПК-В4, МДПК-В5)
Дозирующийся стекЛоволок-
нит — композиция на основе
рубленых стеклянных нитей
и феНолальдегидной смолы
(ГОСТ 17478—72, марки
ДСВ-2-Р-2М-О, ДСВ-4-Р-
2М-О)
Конструкционный тексто-
лит — композиция на основе
хлопчатобумажной ткани
и фенолальдегидной смолы
(ГОСТ б—78, марка ПТ)
Текстолитовая крошка (ТУ
П-400—69)
Асботекстолит — компози-
ция на основе асбеста и фе-
нолальдегидной смолы (ТУ
6-05-898—71)
То же, но прочность ниже,
чем у материала АГ-4 мар-
ки С
Высокие механические свой-
ства, доступность сырья, стой-
кость к старению
Высокие механические свой-
ства, стойкость к старению
Высокие прочность и анти-
фрикционные показатели
Более низкие механические
свойства, чём у конструкцион-
ного текстолита
Высокие фрикционные показа-
тели, теплостойкость
» Изделия технического назна- чения средней прочности 2,4
Шкивы, рукоятки, подшипни- ки скольжения, направляю- щие, зубчатые колеса, шестер- ни, крышки, фланцы 0,45
Изделия сложной конфигура- ции, рабочие органы вентиля- торов, насосов, гидромашин, кожухи, корпуса, кулачки 3,4
Механическая обра-
ббтка
Прессование
Механическая обра-
ботка
Подшипники скольжения,
зубчатые коЛеса, Шкивы, на-
правляющие станков, кулач-
ки, клапаны
Зубчатые колеса
Тормозные устройства, фрик-
ционные диски
3,37 (при
толщине
11—22
мм)
2,5
2,75
Продолжение табл. 18
Материал (ГОСТ или ТУ) Свойства Методы изготовления деталей Примерное назначение Цена за 1 кг, р.
Антегмит — композиция на основе графита и фенол- альдегидной смолы (ТУ 35X11-715—64) Антифрикционные свойства Прессование Поршневые кольца, сальни- ковые устройства 4
Стекловолокнистый анизо- тропный материал — компо- зиция на основе стеклян- ных волокон и фенолаль- дегидной смолы (МРТУ 6-11-129—69, марка СВАМ-ЭР) Высокие механические и элек- троизоляционные свойства, стабильность размеров, стой- кость к старению То же Детали, работающие при по- вышенных температурах и больших нагрузках (зубчатые колеса, шкивы, детали венти- ляторов, насосов, кулачки) 10,9
Гетинакс (ГОСТ 2718—74) Высокая электрическая проч- ность, стойкость к старению Механическая обра- бртка Панели, щитки и другие элек- троизоляционные детали, а также малонагруженные из- делия, работающие в средах с различными условиями, при различных температуре, на- пряжении и частоте тока
Примечание. Цифровые значения физико-механических свойств основных пластмасс приведены в табл. 14, 15.
плавиться, вновь затвердевать и растворяться. Реактопласты при нагревании
необратимо переходят в неплавкое и нерастворимое состояние. Термопласти-
ческие материалы (например, полиэтилен, полипропилен, поливинилхлорид,
полистирол, полиформальдегид, полиамиды, поликарбонат) перерабатыва-
ются в изделия методами литья под давлением, вакуумного и пневматичес-
кого формования, экструзии, сваривания. Термореактивные материалы
(например, фенопласты, аминопласты, стекловолокниты)' перерабатываются
в изделия в основном путем прессования, некоторые из них — также и ме-
тодом литья под давлением.
В состав пластмасс, кроме полимера, обычно входят наполнители,
пластификаторы, красители и пигменты, стабилизаторы, смазывающие ве-
щества и другие добавки, влияющие на физико-механические и технологи-
ческие свойства материала.
Пластичность и прочность пластмассовых деталей существенно зависят
от напряжения и температуры при эксплуатации, а также от периода, в те-
чение которого эксплуатируется деталь. При постоянной температуре с уве-
личением напряжения время до разрушения материала уменьшается (и на-
оборот, при возрастании времени эксплуатации образец полимерного ма-
териала разрушается при меньшем напряжении). При постоянном напряже-
нии с увеличением температуры эксплуатации время до разрушения мате-
риала уменьшается.
Анализ основных свойств пластмасс как конструкционных материалов
показывает, что по многим показателям они превосходят металлы, дерево
и другие конструкционные материалы. Пластмассы могут быть жесткими
и эластичными, плотными и газонаполненными. Плотность пластмасс колеб-
лется от 0,02 . 103 — 0,1 • 103 кг/м3 у пено- и поропластов до 0,9 • 1б3 —-
— 2,2 X Ю3 кг/м3 у полипропилена и фторопластов. В среднем пластмассы
в 5—7 раз легче стали, меди и в 2 раза легче алюминия.
Большинство пластмасс значительно превосходят сталь и ряд других
металлов по устойчивости к атмосферной коррозии и к воздействию раз-
личных кислот, щелочей, солей, растворителей.
Из множества пластмасс можно выделить ряд материалов (например,
капрон, фторопласт, текстолит, древеснослоистые пластики), обладающих
низким коэффициентом трения и высокой износостойкостью. Такие матери-
алы применяют для подшипников как с применением смазки, так и без нее.
Например, износостойкость капрона в 10—20 раз выше, чем износостой-
кость бронзы и баббита при использовании смазки.
Некоторые пластмассы (например, асботекстолит) обладают высоким
коэффициентом трения и могут применяться в тормозных устройствах и фрик-
ционных передачах.
Благодаря ^исключительно высоким диэлектрическим свойствам, мно-
гие пластмассы^широко применяются в электрических и радиотехнических
приборах, в высокочастотных устройствах.
Поликарбонат, полиметилметакрилат, полистирол и некоторые другие
полимеры прозрачны, бесцветны и способны пропускать световые лучи в
широком диапазоне волн, в том числе ультрафиолетовые. Этим они выгодно
отличаются от силикатных стекол. Так, органическое стекло полиметил-
метакрилат пропускает около 73 % ультрафиолетовых лучей, а обычное
силикатное — только 1 —3 %. Достоинством многих органических стекол
является также высокая прочность. Все это обусловило широкое примене-
ние их в оптической промышленности.
Изделия из пластмасс могут иметь различную поверхность: твердую
и мягкую, блестящую и матовую, гладкую и фактурированную, в зависимо-
сти от вида материала и характера обработки поверхности оснастки, с помо-
щью которой изготовляются пластмассовые изделия. Оснастка, изготов-
ленная методом гальванопластики, позволяет получать пластмассовые из-
делия с весьма тонкой и сложной фактурой.
Помимо перечисленных достоинств пластмасс, а также доступности
сырья для их производства и простоты его переработки, полимерные мате-
риалы имеют и недостатки, к которым относятся низкая теплостойкость,
61
низкая твердость, недостаточно высокая прочность (для многих пластмасс),
а также ползучесть и склонность к старению.
Наиболее устойчивыми к ползучести как при нормальных, так и при по-
вышенных температурах являются реактопласты, а также полиформальде-
гид и его сополимеры. Хорошо противостоят ползучести поликарбонат,
АБС-пластики. Сопротивление пластмасс ползучести повышается при ар-
мировании их неорганическими материалами (стеклотканью, стекловолок-
ном).
При проектировании изделий из пластмасс, особенно изделий, подвер-
женных атмосферным воздействиям, обязательно следует учитывать склон-
ность пластмасс к старению. Резко снижаются физико-механические свойства
в результате старения у таких пластмасс, как, например, ударопрочный
полистирол, винипласт, полипропилен. Процесс старения пластмасс
замедляется (но не устраняется) при введении в пластмассу светостабили-
заторов (например, сажи). Из всех полимерных материалов наиболее стой-
кими к старению являются композиции на основе фенопластов и некоторых
других реактопластов, поликарбонат, а также полиформальдегид и его сопо-
лимеры.
Выбирая пластмассу для изготовления изделий, с которыми соприка-
сается человек при их эксплуатации, а также контактирующих с пищевыми
продуктами, конструктор должен учитывать санитарно-гигиенические пока-
затели материала. Некоторые полимерные материалы способны выделять
в различные среды вещества, которые могут неблагоприятно сказаться на
качестве пищевых продуктов и здоровье человека. Допустимость применения
той или иной марки пластмассы для подобных изделий оговорена в ГОСТ
или технических условиях на данный материал. При отсутствии таких сведе-
ний необходимо получить разрешение соответствующих органов здраво-
охранения. В целом большинство термопластов, особенно ударопрочный
полистирол, АБС-пластики, поликарбонат, полипропилен, полиэтилен
и аминопласты, обладают достаточно высокими санитарно-гигиеническими
свойствами и могут использоваться для изделий, контактирующих с пище-
выми продуктами, а также для изделий, с которыми соприкасается человек
в процессе их эксплуатации.
В табл. 13 указаны характерные отличительные признаки, по которым
можно легко определить тип пластмассы. В табл. 14 и 15 представлены ос-
новные свойства пластмасс, наиболее широко применяемых в различных
отраслях промышленности. Значения показателей для каждой марки по-
лимерного материала приведены в соответствующих ГОСТ и технических ус-
ловиях. Специальные свойства пластмасс указаны в табл. 16, 17. В табл. 18
даны рекомендации по применению наиболее широко используемых пласт-
масс. Коэффициент линейного расширения при 293 К для полистирола
и полиметилметакрилата составляет 6 • 10~5 К~х, для полиамидов —
(6...7) • 10~5 К"1, для каучука — (20...23) . 10"5 К"1, для полипропилена,
полиэтилена высокой плотности — (II...13) . 10“5 К"1.
ПРОЕКТИРОВАНИЕ ДЕТАЛЕЙ,
ПОЛУЧАЕМЫХ ПРОГРЕССИВНЫМИ СПОСОБАМИ
ПРОЕКТИРОВАНИЕ ДЕТАЛЕЙ ИЗ МЕТАЛЛОВ И СПЛАВОВ
Детали, получаемые при помощи пайки
Пайка — это процесс соединения деталей в твердом состоянии сравни
тельно легкоплавким припоем, который в жидком состоянии сма-
чивает соединяемые поверхности, заполняя капиллярный зазор между ними,
а застывая, образует шов. Этим способом соединяют однородные и разно-
62
19. Наиболее распространенные типы паяных соединений
Тип
соединения
оскиз
Примерное назначение
Внахлестку
Дли равнопрочных паяных соединений
(достигается путем изменения величи-
ны перекрытия деталей L)
Встык
Вскос
В тавр
Телескопи-
ческое
Для получения соединений с неизмен-
ной толщиной стенки, если равнопроч-
ность конструкции не требуется
То же, но при более высокой требуе-
мой прочности соединения
Только в технически обоснованных
случаях с целью рациональной компо-
новки изделия, когда к прочности со-
единения не предъявляются повышен-
ные требования
То же, но при более высоких требо-
ваниях к прочности шва
Если не требуется сохранение диаметра
трубы неизменным
При необходимости сохранить неизмен-
ным внутренний или внутренний и на-
ружный диаметры трубы
63
20. Назначение припоев
Припой Примерное назначение
Тип (ГОСТ) Марка
О лов я н но- св ин цовы й (ГОСТ 21930—76, ГОСТ 21931—76) ПОС 61 Для ответственных деталей с высоко- герметичными швами в электро- и ра- диотехнике, приборостроении, когда соединяемые детали нельзя нагревать выше 473 К
ПОС 40 Для деталей с герметичными швами
ПОСК 50-18 Для пайки ответственных деталей, чувствительных к перегреву
ПОССУ 5-1 Для пайки деталей, работающих при повышенных температурах
Серебряный (ГОСТ 19738—74) ПСрЗ Для деталей из цветных металлов и сплавов, работающих при температуре до 423 К
ПСр72 В тех случаях, когда место спая долж- но обладать высокой электропровод- ностью
ПСрбэ В тех случаях, когда предъявляются повышенные требования к прочности шва
ПСр45 Припой общего назначения
ПСр25
Серебряный (ГОСТ 19738-74) ПСр40 В тех случаях, когда паяные детали нельзя нагреть до высоких темпера- тур и одновременно требуется высокая прочность соединения, когда необхо- дима повышенная коррозионная стой- кость соединения
ПСр37,5 Для деталей, работающих при повы- шенных температурах
ПСр25КН Для ответственных деталей, к кото- рым предъявляются требования кор- розионной стойкости в атмосферных условиях
Медно-цинковый (ГОСТ 23137—78) ПМЦ 36 Для деталей из латуни, содержащей до 68% меди
ПМЦ 48 Для деталей из латуни, содержащей свыше 68% меди
64
Продолжение табл. 20
Припой Примерное назначение
Тип (ГОСТ) Марка
ПМЦ 54 Для деталей из меди, бронзы и стали
На основе меди — ла- тунь (ГОСТ 15527—70) Л63 Для получения прочных и пластич- ных паяных соединений деталей из стали, работающих при ударных и знакопеременных нагрузках
На основе меди (не стандартизованный) ЛО К 62-0,5-04, ЛНМц-9-5 Для нагруженного металлорежущего инструмента
родные материалы, а также стекло и графит. Пайка может применяться для
изготовления ответственных конструкций во всех областях техники.
Наиболее распространенные типы паяных соединений в соответствии с
ГОСТ 19249—73 приведены в табл. 19. Кроме приведенных типов, этот ГОСТ
предусматривает соединения в угол, соприкасающиеся, а также комбиниро-
ванные.
При конструировании паяных изделий необходимо учитывать такие
рекомендации:
число паяных соединений в конструкции должно быть ограниченным,
если это не противоречит требованиям экономичности или другим заданным
условиям;
паяные соединения следует равномерно располагать по изделию, по
возможности, в менее нагруженных местах;
необходимо правильно назначать основной металл, учитывая реальные
условия работы проектируемой конструкции и требования в отношении гер-
метичности, прочности и других показателей;
следует правильно выбирать припой (рекомендации по назначению при-
поя приведены в табл. 20);
при необходимости проведения сварки после пайки необходимо приме-
нять припои, представляющие собой пластичные сплавы, не подвержен-
ные растрескиванию (например, припои на никель-хромовой основе);
21. Рекомендуемые значения зазоров при пайке, мм
Припой Соединяемый материал
Медь Медные сплавы Углеродистая ^низколегиро- ванная сталь Нержавею- щая сталь Алюминий и алюми- ниевые сплавы
Оловянно-свинцо- 0,07—0,20 0,007—0,20 0,05—0,50 0,20-0,75 0,05—0,15
вый Медный 0,041—0,20 0,001—0,005 0,01—0,10
Медно-цинковый 0,04—0,20 0,04—0,20 0,05—0,25 0,02—0,12 —
Медно-фосфори- 0,04—0,20 0,04—0,20 — — —
стый Серебряно-медно- 0,02—0,15 0,02—0,15 — — —
фосфористый Серебряный 0,04—0,25 0,04—0,25 0,02-0,15 0,05—0,10 —
Алюминиевый — —-. — —— 0,12—0,25
Цинковый — — — — 0,10—0,25
3 2-229
65
в соединении следует обеспечивать капиллярный зазор, при котором
создаются требуемые условия течения припоя (табл. 21), поскольку с увели-
чением зазоров выше определенного значения прочность соединения умень-
Рис. 5. Конструкция паяных соеди-
нений элементов разной толщины:
а — правильная, б — неправильная.
шается;
в зоне соединения не должно быть
замкнутых полостей, в которых воздух
или другие газы при пайке могут со-
бираться, увеличиваться в объеме и слу-
жить причиной появления неспаев, пор
и раковин;
при конструировании паяных соеди-
нений из элементов разной толщины не-
обходимо предусматривать плавный пе-
реход от одного сечения к другому
в месте соединения (рис. 5), так как
в этом случае в паяных швах под на-
грузкой возникают значительно мень-
шие напряжения;
конструкцией паяного изделия
должна предусматриваться возможность
закрепления элементов в процессе пай-
ки (некоторые возможные способы за-
крепления приведены на рис. 6).
Рис. 6. Способы закрепления элементов изделия при сборке и пайке:
а — кернение в трех точках; б — накатка; в — точечная сварка; г — кернение по
контуру; д — зиговка; е — расклепывание; ж — развальцовка; з — крепление
винтом.
Детали, получаемые электрофизической
и электрохимической обработкой
Общими характерными особенностями электрофизических и электро-
химических методов обработки, обусловившими их развитие и широкое
практическое применение в промышленности, являются: возможность обра-
ботки металла любой твердости и вязкости; возможность копирования формы
инструмента одновременно по всей поверхности заготовки при простом
поступательном перемещении инструмента, благодаря чему повышается про-
изводительность процесса; широкий диапазон технологических показателей
процессов; практически отсутствие силового воздействия на обрабатываемое
С6
22. Характеристика электрофизических и электрохимических методов
обработки
Обработка Производи- тельность, 10~"# м3/с* Выполняемые операции Точность обработки (квалитет Шерохова- тость поверх- ности Ra. ’ мкм
Электрозрози- онная (электро- импульсная и электроискро- вая): черновая 100-33 Прошивка сквозных и глухих отверстий, фи- гурных полостей и ка- налов, шлифование ко- нических и цилиндри- ческих отверстий, изго- товление тонкостенных деталей, сеток, прорез- ка щелей 15-13 Свыше 80
25-33 13-10 50—12,5
чистовая 3,3—0,5 10—7 10—2,5
отделочная Менее 0,5 7—6 2,5—0,32
Электроконтакт- ная 50000—8333 Заготовительные опера- ции: обдирка — 50—25
133—17 разрезание 11—10 50—12,5
167—17 точение 10-7 3,2-0,40
25—8 прошивание 8—7 25—12,5
Ультразвуковая: черновая 30—20 Прошивка круглых и фасонных сквозных и глухих отверстий раз- мерами более 0,3 мм, шлифование, гравирова- ние, прорезка пазов, щелей 10—6 1,6—0,40
чистовая — 10—6 0,40—0,025
Лучевая — Прошивка отверстий диаметром 0,02 ivm и более, прорезка пазов, щелей 11—7 0,80—0,20
Магнитоимпульс- ная — Прошивка отверстий, вырубка, опрессовка или раздача заготовок — —
Электрохими- ческая анодно-абра- зивная 0,333—0,033 Очистка внутренних сложных полостей в алюминиевых деталях — 1,6—0,80
электроалмаз- ная 3,3-1,7 Шлифование 7-6 0,10
3*
67
Продолжение табл, 22
Обработка Производи- тельность, 10—8 м3/с* Выполняемые операции Точность обработки (квалитет) Шерохова- тость поверх- ности Ra, мкм
в проточном электролите 833—33 Копировально-проши- вочная обработка фасон- ных полостей и криво- линейных поверхностей, скругление острых уг- лов, хонингование 11—8** До 0,012
Анодно-механи- ческая: черновая 267-33 Разрезание заготовок вращающимся диском толщиной 0,1—0,2 мм или лентой, шлифова- ние, фасонное долбле- ние профильным инст- рументом 10-8 25—6,3
чистовая 2,5—0,42 7—6 6,3—0,8
отделочная 3,333—0,017 7—6 0,4—0,025
♦ Данные, приведенные в таблице, относятся к процессу обработки стали.
»♦ При хонинговании размерная точность не изменяется.
изделие, что позволяет обрабатывать тонкостенные и ажурные детали; воз-
можность автоматизации процесса обработки.
Характеристика основных электрофизических и электрохимических
методов обработки и их технологические возможности представлены ’
в табл. 22.
Ранее электроэрозионную обработку в зависимости от длительности
и формы электрических разрядов, частоты их следования и характера разряда
(искровой или дуговой) было принято подразделять на электроискровую,
электроимпульсную и высокочастотную. Операции производились на специ-
ализированных установках. Однако с появлением широкодиапазонных ге-
нераторов возникла возможность все разновидности электроэрозионной об-
работки выполнять на одной установке (как по технологическим показате-
лям, так и по параметрам импульсов). Поэтому такое подразделение электро-
эрозионной обработки на виды можно считать условным и устаревшим.
Большой практический интерес представляет применение метода электро-
эрозионной обработки при изготовлении сложной технологической осна-
стки. Электроэрозионная обработка позволяет получить монолитные фасон-
ные матрицы и пуансоны из металлов любой твердости, в том числе из твер-
дых сплавов. Требуемый для обработки электрод-инструмент изготовляется
из меди, латуни, графитированных материалов марок ЭЭГ, ЭЭПГ, МПГ-7
или специальных композиций типа МНБ, АВМ и др. Его изготовить обычно
легче, чем оснастку из стали или твердых сплавов. Для изготовления слож-
ных фасонных полостей (матриц) применяется электрод-инструмент выпук-
лой чрормы, т. е. более легко поддающийся механической обработке, чем
вогнутая полость матрицы.
Вместе с тем следует учитывать и недостатки данного метода. При элек-
троэрозионной обработке обычно достигается шероховатость поверхности
не менее Ra 2,5 мкм. Получение более качественной поверхности (Ra 2,5—
0,32 мкм) сопряжено со значительными трудностями, резким падением про-
изводительности обработки, уменьшением возможной площади обрабатыва-
емой детали. После электроэрозионной обработки, как правило, производятся
дошлифовка и полировка поверхности, что требует дополнительных трудо-
68
затрат, тем более, что образующийся на детали поверхностный слой обладает
несколько большей твердостью, чем нижележащие слои. В связи с тем что
электрод-инструмент подвержен износу (обычно не ниже 0,5— 1% от из-
носа основной заготовки), а также из-за наличия межэлектродного зазора
и действия других факторов, достижение необходимой точности сопряжено
с определенными трудностями, в частности с последовательным примене-
нием нескольких электродов-инструментов и специальных режимов, при ко-
торых получается малая производительность. Уточнение этих режимов для
каждой матрицы в зависимости от ее размеров и конфигурации может вы-
звать необходимость проведения экспериментальных работ. В силу указан-
ных причин передача тонкой фактуры поверхности при данном методе мо-
жет быть либо весьма затруднительна, либо практически невозможна.
Таким образом, техническая возможность и экономическая целесооб-
разность применения электроэрозионной обработки при изготовлении мат-
риц и других деталей должны анализироваться в каждом конкретном случае
в зависимости от назначения, размеров, конфигурации, требуемых качеств
и фактуры поверхности, точности изготовления матрицы.
Электрохимическая обработка основана на процессе электролиза,
т. е. способности металлов растворяться в электролите под действием посто-
янного электрического тока. В настоящее время электрохимическая обра-
ботка применяется для выполнения как простых (например, отрезка заго-
товок из труднообрабатываемых сталей и сплавов), так и сложных операций
(например, формообразование сложнопрофильных деталей).
Достоинства электрохимической обработки по сравнению с электроэро-
зионной заключаются в том, что электроинструмент (катод) при первом спо-
собе практически не подвергается износу, кроме того, достигается меньшая
шероховатость поверхности.
Детали, получаемые выдавливанием мастер-пуансоном
Сущность процесса заключается во вдавливании закаленного инстру-
мента (мастер-пуансона) в заготовку с помощью пресса. Схема процесса
выдавливания мастер-пуансоном представлена на рис. 7.
Метод выдавливания применяется в основном для получения сложных
матриц и других фасонных стальных
путем механической обработки. При
выдавливании металла обеспечива-
ется наиболее высокая производи-
тельность по сравнению с другими
прогрессивными методами изготовле-
ния фасонных деталей. В случае ис-
пользования выдавливания мастер-
пуансоном обеспечивается снижение
трудоемкости в 5—12 раз по сравне-
деталей, которые трудно изготовить
Рис. 7. Схемы выдавливания мастер-
нию с трудоемкостью при механи-
ческой обработке, гарантируется по-
стоянство размеров при изготовлении пуансоном:
партии деталей. Поверхности выдав-
ливаемых полостей в результате на-
клепа, происходящего в процессе
обработки, имеют повышенную из-
а, б, в — соответственно открытое, полуза-
крытое с облегчающей камерой, закрытое
с приемным кольцом; 1 — мастер-пуансон;
2 — заготовка; 3 — обойма; 4 — облегча-
ющая камера; 5 — приемное кольцо.
носостойкость и прочность по срав-
нению с полостями, изготовленными методом резания. Особенно эта
разница существенна для изделий, не подвергаемых термообработке. С по-
мощью указанного метода обеспечивается получение изделий с заданной ше-
роховатостью поверхности (до Ra 0,05 мкм, в зависимости от шероховато-
сти поверхности заготовки и мастер-пуансона). К недостаткам этого метода
относятся повышенная трудоемкость изготовления мастер-пуансонов по срав-
нению, например, с трудоемкостью изготовления электродов или моделей,
применяемых в электроэрозионной обработке и в гальванопластике; боль-
69
шие трудности, возникающие при изготовлении тонкого рельефа, узких
глубоких пазов или узких выступов, опасность поломки мастер-пуансонов
при их значительной длине или несимметричности.
Выдавливание , мастер-пуансонами можно осуществить несколькими
технологическими способами, выбор которых в каждом случае зависит от
конфигурации и размеров полости, подлежащей выдавливанию, требуемой
точности размеров и допусков, требуемой шероховатости поверхности.
Холодное выдавливание заключается в том, что закаленный инструмент
(мастер-пуансон) вдавливается в отожженную заготовку при комнатной тем-
пературе с помощью тихоходного гидравлического пресса (скорость вдавли-
вания 0,05 — 0,07 мм/с). Существует три основные схемы выдавливания:
открытая, полузакрытая и закрытая. При холодном выдавливании могут
быть применены все три схемы.
Открытое, или свободное, выдавливание — наиболее простой техноло-
гический процесс, не требующий специальной оснастки. При открытом вы-
давливании заготовка матрицы свободно лежит на столе пресса, а металл
заготовки при вдавливании мастер-пуансона может вытесняться в любом
направлении, кроме направления движения мастер-пуансона, если не преду-
смотрена облегчающая камера в нижнем торце заготовки, позволяющая
металлу вытесняться и в этом направлении (см. рис. 7,в). Данная схема
применяется обычно при изготовлении полостей малой глубины и невысо-
кой точности (порядка /7Т2—/Т14.). При этом искажается выдавливаемый
рельеф и образуется повышенная конусность полости в результате свобод-
ного перемещения металла в радиальном направлении. При такой схеме
в процессе дальнейшей обработки большое количество металла уходит в
в стружку.
Большая точность и четкость рельефа достигается, если заготовку
перед выдавливанием помещают в закаленную обойму (закрытое и полуза-
крытое выдавливание). При закрытом выдавливании радиальное вытеснение
металла заготовки исключается, металл может вытесняться вверх, в зазор
между мастер-пуансоном и обоймой, а при наличии в нижнем торце заготовки
облегчающей камеры при применении приемного кольца — также и вниз.
Заготовка при этом испытывает всестороннее неравномерное сжатие, обеспе-
чивающее наибольшую пластичность деформируемого материала, что позво-
ляет получать весьма глубокие полости (с отношением глубины полости
к диаметру 3—4) без опасности разрушения заготовки. Достигаемая точность
в случае использования этих схем может доходить до IT7, шероховатость
поверхности — до Ra 0,10 — 0,05 мкм. Однако закрытое формование может
осуществляться только при весьма больших давлениях (до 3500 • 106 Па),
в результате чего фактические нагрузки могут превысить допустимые на-
грузки на мастер-пуансон и вызвать его поломку. Несмотря на указанные
трудности, закрытое выдавливание получает все более широкое распростра-
нение, так как при его использовании обеспечивается самая высокая точность
рельефа полости.
В случае применения приемных колец или облегчающих камер в нижнем
торце заготовки усилие выдавливания снижается на 15 %. При закрытом
выдавливании допускается твердость заготовки более НВ 150.
Полузакрытое выдавливание характеризуется тем, что обойма ограни-
чивает радиальное вытеснение металла заготовки только на высоте на 20—
30 % большей, чем глубина полости. В нижней части металл заготовки мо-
жет вытесняться в радиальном направлении. Заготовки при этом могут быть
как сплошными, так и с облегчающими камерами. Этот способ целесообразен
при изготовлении больших полостей с наклонными стенками и позволяет
обеспечить точность поперечных размеров до IT8. Удельное давление при
полузакрытом выдавливании на 15 — 20% меньше, чем при закрытом. Твер-
дость заготовки, как правило, не должна превышать НВ 140—150.
При холодном выдавливании для заготовок применяются электротех-
ническая сталь марки А, малоуглеродистые стали марок 10 и 20. Особенно
высокой пластичностью обладает железо АРМКО, в котором можно выдавли-
вать полости глубиной до 100 мм. Для матриц со сложной конфигурацией
70
полостей применяют легированные стали, например 12ХНЗА, ЗХ2В8, 5ХНВ,
5ХНМ, 7X3, 40X13. Матрицы менее сложной конфигурации изготовляют
также из углеродистой инструментальной стали марки У10А.
Заготовки матриц отжигают до заданной твердости, а заготовки из ле-
гированных и углеродистых инструментальных сталей перед отжигом под-
вергают ковке, обеспечивающей ориентацию волокон перпендикулярно
к движению мастер-пуансона. Перед выдавливанием рабочую поверхность
заготовки шлифуют до Ra 0,2 — 0,1 мкм и полируют до зеркального блеска.
Область применения холодного выдавливания ограничивается величи-
ной требуемого удельного давления на мастер-пуансон.
Необходимое усилие выдавливания Р = qFkOi где q — удельное давление,
Па; F — площадь проекции выдавливаемой полости, м2; kQ— коэффициент,
равный 0,8—0,9 (в зависимости от формы облегчающей камеры).
Требуемое удельное давление зависит от материала заготовки, отноше-
ния глубины выдавливания h к диаметру полости d, геометрической формы
и рельефа торца мастер-пуанссна, схемы выдавливания и других факторов.
Значения удельных давлений приведены в табл. 23.
23. Значения удельных давлений q, МПа, при выдавливании без обличающих
камер
Материал
Железо АРМКО Сталь 10, 15, СтЗ Сталь 20 Сталь 35,12X1В А
h/d Э, А (НВ 80-105) (НВ 100—120) (НВ 120—150) (НВ 150-180)
Выдавливание
откры- полуза- откры- полуза- откры- полуза- откры- полуза-
тое крытое тое крытое тое крытое тое крытое
0,2 1000 1200 1200 1400 1300 1600 1500 1800
0,3 1100 1300 1300 1600 1400 1600 1600 1900
0,4 1200 1400 1400 1600 1600 1700 1700 2000
0,5 1300 1500 1500 1700 1600 1800 1800 2100
0,6 1400 1600 1600 1800 1800 2000 1900 2200
0,7 1500 1700 1700 1900 1900 2100 2000 2300
0,8 1600 1800 1800 2000 2000 2200 — —
0,9 1700 1600 1900 2100 2100 2300 —
1.0 1800 2000 2000 2200 2200 2400 — —
1,2 1900 2100 2100 2300 —- —
1,4 2000 2200 — — — — —
Примечания: 1. Для длинных и узких полостей вместо отношения h/d принимает-
ся отношение h/c, где с — средняя ширина полости.
2. Если сечение полости — многоугольник, то за d принимается диаметр описанной
окружности.
3. Указанные значения удельного давления относятся к пуансонам с плоским торцом.
При наличии на торце пуансона сложного рельефа табличные значения удельного давле-
ния следует увеличить на 20—30%.
Мастер-пуансоны изготовляют из сталей, обладающих малой деформа-
цией при термической обработке и способностью выдерживать высокие на-
пряжения сжатия (до 3000 • 10е Па), а также твердостью и вязкостью.
Для неглубоких полостей простой формы используют мастер-пуансоны
из стали У10А, для больших, глубоких и сложных полостей — из стали
Х12, Х12Ф1, Х12М, Х6ВФ, ХВГ. Заготовки мастер-пуансонов рекомен-
дуется подвергать многократной проковке. Твердость их после закалки
и отпуска должна быть в пределах HRC 59 — 62. Плоские рабочие поверх-
ности мастер-пуансона обрабатываются до шероховатости Ra 0,04 — 0,025,
сферические — до Ra 0,16 — 0,1 мкм. С целью предохранения от налипания
71
металла и снижения действия силы трения на рабочие поверхности мастер-
пуансонов на них наносят смазку, представляющую собой раствор медного
купороса в соляной кислоте. Хорошие результаты обработки получаются
при использовании молибдено-сульфидной смазки. При ее использовании
усилие выдавливания снижается на 10—15 %. Стойкость мастер-пуансонов
колеблется в пределах 10 — 200 ходов в зависимости от формы плоскости,
а также материалов заготовки и мастер-пуансона.
При проектировании Изделий, изготовляемых холодным выдавливанием
мастер-пуансоном, необходимо учитывать следующие рекомендации:
1. Заготовки для выдавливания следует изготовлять в соответствии
с габаритными размерами и конфигурацией требуемого изделия. Ориенти-
ровочно диаметр заготовки круглой матрицы в 1,8—2,5 раза больше диаметра
полости. Площадь в плане заготовки прямоугольных матриц в 3,5—4,5 раза
больше площади проекции выдавливаемой полости.
Соотношение между глубиной выдавливаемой полости и ее линейными
размерами в плане приведено в табл. 24.
24. Соотношение между глубиной полости и ее линейными размерами в плане
Соотношение Выдавливаемый материал
Железо Армко, Э, А Сталь 10 Сталь 20 12ХНЗА У10А ЗХ2В8, 7X3
h/d, не более 1 1,6 1,2 1 0,6 0,3
h/У ab, не более 1,5 1,2 0,9 0,6 0,4 0,2
Примечание. В таблице приняты следующие обозначения: h — глубина выдавли-
ваемой полости, d — диаметр полости в плане, а и b — размеры прямоугольной полости
в плане.
2. Необходимо исключать поднутрения элементов полости. Все острые кром-
ки и места переходов в сечении полости закругляют радиусом 0,3—0,5 мм, что
улучшает условия течения металла и предотвращает образование трещин.
3. Боковые поверхности полости следует назначать конусной формы, при-
чем вершина конуса должна быть направлена в сторону погружения мастер-
пуансона в металл (конусность не менее 1 : 100).
4. Выдавливаемые полости целесообразно располагать симметрично отно-
сительно вертикальной оси, так как несимметричность полости вызывает не-
равномерность напряжений, что может привести к поломке мастер-пуансона,
а также к искажению выдавливаемой полости.
5. В полости не должно быть тонких и длинных пазов, поверхностей с рез-
кими перепадами по высоте; не рекомендуется утопающая гравировка ввиду
трудности обработки выступающей гравировки на мастер-пуансоне.
6. В полостях «больших размеров и сложного профиля выдавливается
только самый сложный элемент, остальной профиль выполняется в процессе
механической обработки.
Пэлугорячее выдавливание. Основное отличие полугорячего выдавли-
вания от холодного заключается в том, что заготовка перед началом про-
цесса нагревается до температуры рекристаллизации (623—1073 К), в резуль-
тате чего прочность материала резко падает. Это позволяет уменьшить удель-
ное давление (для углеродистых и легированных инструментальных сталей,
нагретых до температуры выше 773 К, почти в 2 раза).
Так как время контакта мастер-пуансона с нагретой заготовкой должно
быть минимальным, то процесс выдавливания проводят со скоростью, в не-
сколько десятков раз выше, чем при холодном выдавливании, используя
для этого быстроходные механические прессы.
72
Заготовка при полугорячем выдавливании устанавливается в специаль-
ные обоймы, которые препятствуют деформированию ее в радиальном на-
правлении и способствуют более медленному охлаждению заготовки.
Указанный метод используется для полузакрытого и закрытого выдав-
ливания относительно глубоких полостей в заготовках из сталей марок
X12, 5ХНМ, ЗХ2В8, 7X3, 40X13, 9ХМ, ХВГ.
Последовательность и приемы полугорячего выдавливания такие же,
как и холодного закрытого. Если заготовка предварительно нагревается до
температуры ниже 973 К, то на ее поверхность наносится слой меди, а затем—
молибдено-сульфидная смазка. При нагреве выше 973 К на поверхность за-
готовки наносится графит.
Импульсное (высокоскоростное) выдавливание. Основное отличие им-
пульсного выдавливания от холодного заключается в том, что скорость дви-
жения мастер-пуансона в начальный момент импульсного выдавливания
в несколько десятков тысяч раз превышает скорость пуансона при холод-
ном выдавливании. Процесс формоизменения длится доли секунды. При таком
малом времени контакта мастер-пуансона с заготовкой ее можно предвари-
тельно нагреть до 1273 К без опасения, что во время выдавливания про-
изойдет отпуск инструмента.
При импульсном выдавливании заготовка устанавливается в такие же
обоймы, как при холодном закрытом выдавливании. Процесс выдавливания
производится на высокоскоростных машинах, в которых источником энер-
гии служит сжатый азот или воздух. При отсутствии высокоскоростных
машин выдавливание осуществляют на вертикальных пороховых копрах
калибром 47, 60 и 87 мм.
Импульсное выдавливание широко применяется в настоящее время,
так как при его использовании снижается удельное давление при обработке
заготовок из малопластичных сталей, например марок Х12, 5ХНМ, ЗХ2В8,
9ХМ, повышается производительность труда, обеспечивается получение по-
лостей высокой точности в условиях массового производства.
Детали, получаемые металлизацией
и плазменным напылением
Металлизация заключается в расплавлении металлической проволоки
или порошка в пистолете-металлизаторе и напылении расплавленного метал-
ла на Основу. В зависимости от источника тепла, применяемого для расплав-
ления металлов, различают металлизацию газопламенную, электродуго-
вую, высокочастотную. В Советском Союзе широкое распространение полу-
чила электродуговая металлизация, применяемая для различных целей:
восстановления изношенных деталей, нанесения износостойких, жаропроч-
ных и коррозионностойких покрытий, изготовления деталей сложной кон-
фигурации. Использование металлизации весьма целесообразно для быстрого
изготовления сложных формующих деталей технологической оснастки. При
получении форм металлизацией применяются в основном следующие напы--
ляемые материалы: мягкий припой, баббит, цинк, алюминий, бронза, латунь,
нелегированные и легированные стали. Эти материалы напыляют на дере-
вянные, пластмассовые и гипсовые модели. Для обеспечения хорошего от-
деления напыленного слоя на модель наносят разделительный слой из сили-
конового лака, суспензии графита, гипса (если, модель выполнена из этою
материала). Металлизация производится с расстояния 400—600 мм от модели,
в результате чего модель не прогревается, температура напыленного слоя
находится в пределах 343 К. Однако запыленный слой при этом получается
пористый, низкой прочности, с шероховатостью поверхности до Ra 3,2—
1,6 мкм. Матрицы, полученные таким способом, могут применяться лишь
при литье восковых деталей, вакуумном формовании и выполнении других
процессов, для осуществления которых не используются высокие давления.
С уменьшением расстояния от металлизатора до модели улучшаются физико-
механические свойства напыленного слоя, однако при этом нагревается
73
И деформируется модель. Этот недостаток устраняется в случае использования
стальных моделей, однако на таких моделях не обеспечивается необходимое
закрепление металлизационного слоя, что зачастую приводит к его отслаи-
ванию, растрескиванию и короблению.
С промышленным освоением низкотемпературной плазмы как источника
высоких температур расширились возможности напыления деталей с более
высокими физико-механическими свойствами, была обеспечена хорошая
сцепляемость напыляемого слоя с металлической основой.
Металлизацию с использованием плазмы в качестве источника нагрева
принято называть плазменным напылением. Это прогрессивный метод полу-
чения прочных покрытий, изготовления сложных матриц, применяемых для
литья пластмассовых и резинотехнических изделий, изделий из стекла,
алюминия, воска и парафина.
Сущность процесса изготовления матриц плазменным напылением за-
ключается в следующем. На модель, представляющую собой негатив изго-
товляемой матрицы, напыляют в плазменной струе слой металла толщиной
5—15 мм. Затем модель удаляют, а напыленный слой закрепляют в обойме
и используют в качестве матрицы.
Методом плазменного напыления можно наносить слой из жаростойких,
высокопрочных материалов, например порошков из самофлюсующихся
твердых сплавов марок СНГН по ВТУ ВНИИТС, ПГХН80-СР2 (СРЗ, СР4)
по РТУ 1179—67, никеля марки ПНЭ-1 по ГОСТ 4722—71, а также из бо-
лее пластичных и менее дорогостоящих железных порошков марок ПЖ4М,
ПЖ4ВМ по ГОСТ 9849—74, медных порошков марки ПМС-Н по ГОСТ 4960—
68 и др. Напыленные материалы обладают повышенной твердостью и хруп-
костью, поэтому их механическая обработка производится только с приме-
нением твердосплавного инструмента.
Модели изготовляются из керамики, гипса (модели однократного исполь-
зования) или металла (модели многократного использования).
Для получения точных формообразующих деталей с высокой чистотой
поверхности применяются в основном стальные модели (сталь 45) с хромиро-
ванной полированной поверхностью. Для получения гладкого беспористого
напыленного рабочего слоя эти модели предварительно нагревают до темпе-
ратуры 773—973 К. Расстояние от сопла до поверхности модели составляет
100—200 мм. С увеличением расстояния повышается пористость, а с умень-
шением — перегревается покрытие, появляются трещины, происходит от-
слаивание. При использовании плазменного напыления для нанесения по-
крытий покрываемая деталь предварительно подвергается дробеструйной
обработке.
Оптимальный угол напыления (между покрываемой поверхностью
и направлением потока частиц) для медного порошка составляет 30—90°,
железного — 40—90, никелевого — 45—90, СНГН — 50—90°. С уменьше-
нием угла напыления резко возрастают пористость и выкрашивание на по-
верхности покрытия.
При использовании плазменного напыления производительность труда
повышается в несколько десятков раз по сравнению с производительностью
механической обработки при изготовлении оснастки. Наращивание слоя
толщиной 5—7 мм на установке УПУ-2/М на модель площадью около 1 • 10-2 м2
длится 20—30 мин. При этом шероховатость поверхности может быть пример-
но Ra 0,20 мкм, точность размеров — до IT7.
К недостаткам метода плазменного напыления относятся следующие:
напыленный материал, особенно тугоплавкий и твердый, очень хрупкий
и склонен к растрескиванию под действием внутренних напряжений, поэто-
му плазменное напыление не применяется для изготовления оснастки, рабо-
тающей при высоких динамических нагрузках и давлениях (наиболее пла-
стичными являются напыленные слои никеля); плазменным напылением
нельзя получить матрицы с глубокими пазами, выступами, труднодоступ-
ными местами, так как в этих элементах конструкции не выдерживаются
оптимальные углы напыления, понижаются механические свойства напылен-
ных материалов, снижается шероховатость рабочей поверхности (отноше-
74
ние’глубины, паза к ширине не должно превышать 1/2); при плазменном на-
пылении нельзя использовать пластмассовые модели ввиду высокой темпера-
туры их нагрева (773—973 К). Кроме того, процесс плазменного напыления
осуществляется в тяжелых производственных условиях.
Метод плазменного напыления рекомендуется для изготовления матриц
замкнутого контура, не имеющих глубоких пазов, больших углублений
и выступов (типа чашек, стаканов и т. п.), так как при изготовлении деталей
открытого контура возможно сильное коробление напыленного слоя, для из-
готовления матриц их жаропрочных, тугоплавких и износостойких материа-
лов, а также для нанесения на металлические детали высокопрочных по-
крытий.
Целесообразно применять двухслойное напыление. При этом рабочий
слой матриц 1—3 мм наносится порошком высокопрочного материала (твер-
досплавным, никелевым), а конструкционный наружный слой — порошком
железно-медной композиции. Для уменьшения внутренних напряжений
рекомендуется напыленную деталь с моделью выдержать при 873—923 К
в течение 2 ч и медленно охладить вместе с печью. Эффективно также приме-
нение комбинированного способа напыления. В этом случае рабочий слой
наносится плазменным напылением, а конструкционный наружный — эле-
ктродуговой металлизацией алюминиевой, латунной или стальной мало-
углеродистой проволокой с применением металлизатора ЭМ-3.
Для уменьшения внутренних напряжений в металлизационном стальном
слое деталь вместе с моделью подвергают отпуску при температуре 453—473 К
с последующим медленным охлаждением.
Детали, получаемые формованием
из металлополимерной композиции
Формование из металлополимерной композиции является одним из
высокопроизводительных методов изготовления сложных элементов техно-
логической оснастки и других сложных деталей.
Применение эластичных моделей позволяет снизить трудозатраты при
изготовлении оснастки сложной конфигурации и рельефа, улучшить ка-
чество поверхности, многократно использовать модель без ее разрушения.
Металлополимерные композиции состоят из полимерного связующего
и наполнителя. В качестве связующих применяются эпоксидные, экоксидно-
фурановые смолы и ряд других смол. Для увеличения теплостойкости осна-
стки применяют такие теплостойкие полимерные связующие, как, например,
полиглицидилизоциануратная смола ЭЦ (ЭЦН), совмещенная с фурфу-
рольно-ацетоновым мономером ФА (ФАМ), эпоксисилоксановые смолы
Т-10. Для увеличения теплопроводности и прочности в состав металлополимер-
ней композиции вводят различные наполнители: железные восстановленные
порошки типа ПЖ, железный сферический порошок АРМКО, алюминиевый
порошок, графит и др.
Процесс изготовления металлополимерных формующих элементов ос-
настки заключается в заливке приготовленной композиции в опоку с уста-
новленной в ней моделью. Модель может быть выполнена из дерева, гипса,
металла и других материалов. Широкое распространение получили эластич-
ные модели, изготовленные по образцу-оригиналу из заливочного тер-
мостойкого компаунда КТЗ (МРТУ6-02-359—66-БМС) с катализатором^ К-1
(МРТУ6-9-858—66). Вначале по образцу-оригиналу методом свободной за-
ливки компаунда получают эластичную форму. После отверждения на по-
верхность формы наносят разделительный слой из раствора полиизобутилена
(ГОСТ 13303—67) в бензине «Калоша» (ГОСТ 443—76) и производят
повторную заливку компаундом, в результате чего получают эластичную
модель, являющуюся точной позитивной копией оригинала.
Перед заливкой металлополимерной композиции эластичная модель
монтируется на подмодельной плите и заключается в обечайку (опоку). Щели
75
в обечайке уплотняются бутакрилом ТШ(МРТУ 64-2-9-68) для предотвра-
щения вытекания композиции.
Металлополимерные композиции могут быть горячего или холодного
отверждения. Композиция горячего отверждения имеет следующий состав
Смола ЭЦН(ЭЦ) (МРТУ6-05-1252—69).................. 50 мае. ч
Мономер ФА (ФАМ) (МРТУ 6-05-9452—64).............. 50 мае. ч
Отвердитель-малеиновый ангидрид МА, ГОСТ 11153—65 1,14К
Железный порошок ПЖ 2М2 (ГОСТ 9849—61) или
АРМКО............................................. 600—800 мае. ч
Примечание. К — число эпокси-групп смолы.
Предварительно железный порошок просушивается при температуре
373 К в течение 2 ч в условиях вакуума. Смола и мономер помещаются
в емкость и нагреваются в термостате до 353 К. Затем в емкость вводится
мешалка и в течение 5—8 мин компоненты перемешиваются при частоте
вращения мешалки 16,7 с-1. Затем в охлажденную до 343 К смесь при по-
стоянном перемешивании постепенно вводится расплавленный при 326 К
малеиновый ангидрид, после чего небольшими порциями при работающей
мешалке вводится охлажденный до 353 К железный порошок. Полученная
композиция в течение 10 мин тщательно перемешивается при частоте вра-
щения мешалки 3,4 с-1. Для удаления воздуха композиция помещается на
15 мин в вакуумный шкаф (остаточное давление & 2000 Па). Заливка компо-
зиции осуществляется под вакуумом. Допускается вакуумирование произ-
водить после заливки в течение 15 мин при 323—333 К. Это способствует
получению более гладкой поверхности без дефектов. Залитая композиция
выдерживается при комнатной температуре в течение 24 ч, затем произво-
дится ее первичная термообработка при 333 К в течение 5 ч и вторичная при
353 К в течение 1,5 ч, после охлаждения матрица отделяется от модели.
Окончательная термическая обработка матрицы из композиции горячего
отверждения производится по следующему режиму: увеличение температуры
со скоростью 1 К в минуту до 393 К с выдержкой в течение 1 ч, затем на-
грев до 413 К с выдержкой в течение 1 ч и до 453 К с выдержкой в тече-
ние 6 ч. Охлаждение и нагрев матриц производятся вместе с печью.
Матрицы, изготовленные из металлополимерной композиции горячего
отверждения, имеют следующие физико-механические свойства: предел
прочности при сжатии — (120—150) • 106 Па, теплостойкость — 453 К,
объемная усадка — 0,3—0,6 %.
Металлополимерные композиции холодного отверждения имеют следу-
ющий примерный состав:
Эпоксидная смола ЭД-20 (МРТУ, 10537—72).......... 100 мае. ч
Отвердитель-полиэтиленполиамин (ТУ6-02-594—70) ... 10 мае. ч
Железный порошок ПЖ2М2, ПЖ2МЗ или АРМКО 300—450 мае. ч
Смешение предварительно просушенного железного порошка со смолой
и отвердителем производится без их подогрева, при комнатной температуре.
Остальные операции и режимы, в основном, такие же, как и при использо-
вании композиции горячего отверждения. Первичная термообработка в этом
случае не производится, а через 24 ч после заливки осуществляется оконча-
тельная термообработка по следующему режиму: выдержка при 333 К в те-
чение 1 ч, затем при 353 К — в течение 1 ч и при 373 К в течение 2 ч.
Металлополимерные композиции холодного отверждения имеют следу-
ющие физико-механические свойства: предел прочности при сжатии —
(60—80) • 106 Па, теплостойкость — 333 К, объемная усадка — 1—2 %.
Теплостойкость этих композиций ниже теплостойкости композиций горячего
отверждения, однако процесс их заливки более прост и они менее токсичны.
Они используются при высокопроизводительном изготовлении сложных
матриц для вакуумного формования, формования изделий из пенополиурета-
на, т. е. в тех случаях, когда матрицы не испытывают больших нагрузок и
воздействия высоких температур.
76
Металлополимерные композиции горячего отверждения можно исполь-
зовать в тех же целях, а также еще и при изготовлении матриц для опыт-
ного или мелкосерийного литья изделий из термопластов. Для промышлен-
ного производства такие матрицы применять нецелесообразно, так как их
теплопроводность значительно ниже, чем у металлических, хоть и выше,
чем у пластмасс. Поэтому при их применении удлиняется цикл литья. Кроме
того, они недостаточно теплостойки и недолговечны. Матрицы из металло-
полимерных композиций имеют шероховатость поверхности Ra 0,63—0,32 мкм.
Детали, получаемые гальванопластикой
Сущность метода гальванопластики. Гальванопластика является одним
из самых прогрессивных и экономичных методов изготовления деталей
сложной конфигурации с рельефной и фактурированной поверхностью,
представляющий собой процесс получения точных негативных металличес-
ких копий путем элсктроосаждения металла или сплава металлов на соответ-
ствующую форму (модель), выполненную из токопроводного материала или
из диэлектрика, покрытого токопроводным слоем, и служащую катодом.
При этом в качестве анода используются пластины осаждаемого металла или
сплава. После завершения процесса осаждения металла полученную кзпию
отделяют от формы. Преимущества метода гальванопластики наиболее полно
проявляются при изготовлении вогнутых изделий, особенно матриц техно-
логической оснастки для переработки пластических масс, так как необхо-
димые для них формы выпуклые, т. е. более простые в изготовлении.
Электроосаждение металла на формы осуществляется в специальных
гальванических ваннах, где одновременно при автоматическом режиме
может наращиваться слой металла на несколько форм, что повышает произ-
водительность. Режим, а значит, и длительность электроосаждения зависят
от сложности конфигурации формы, так как металл на поверхности форм
осаждается неравномерно (с большой скоростью на кромках и выступаю-
щих участках и со значительно меньшей — во впадинах). С течением вре-
мени неравномерность осаждения усиливается из-за экранирования сосед-
них выступающих участков.
Формы, используемые в гальванопластике, могут быть изготовлены из
металла, пластмассы или натуральных материалов (например, дерева, кожи).
В качестве формы можно также использовать готовое изделие. Форму можно
делать составной из нескольких частей, соединенных крепежными элемен-
тами, посадкой с натягом, на клею или сваркой, причем отдельные части
можно выполнять из различных материалов.
Металлические формы выполняют из нержавеющей стали или хроми-
руют для предотвращения сращивания с копией. С одной металлической
формы можно снять от нескольких десятков до нескольких сотен копий.
Если форму выполняют из диэлектрика, то на ее поверхность наносят токо-
проводный слой химическим осаждением серебра, меди, никеля или графитиро-
ванием. В случае уникальности оригинала или опасности его повреждения це-
лесообразно изготовить подобную ему эластичную форму двойным формовани-
ем из заливочного термостойкого компаунда КТЗ (МРТУ 6-02-359—66-БМС)
с катализатором К-1 (МРТУ 6-9-858—66). Этот материал, имеющий незна-
чительную усадку, с высокой степенью - точности воспроизводит конфигу-
рацию, размеры и микрорельеф поверхности оригинала, обеспечивает много-
кратное снятие копий и легкое их отделение от формы. При повторной за-
ливке компаунда КТЗ на форму из этого же материала на поверхность по-
следней наносится разделительный слой из раствора низкомолекулярного
полиизобутилена (ГОСТ 13303—67) в бензине «Калоша» (ГОСТ 443—76).
При изготовлении матриц повышенной износостойкости методом галь-
ванопластики вначале осаждают твердый рабочий слой из сплава никель—
кобальт (HRC 46—51) толщиной 0,5—2 мм. Для увеличения толщины метал-
лического слоя, предотвращения растрескивания копии и облегчения ее об-
работки на рабочий слой с тыльной стороны электроосаждением наращи-
вают более эластичный конструкционный слой никеля или меди до общей
77
*Рис. 8. Характерные типы матриц, по-
лучаемых методом гальванопластики*:
а — матрица для шестерни с модулем 0,4 мм
(типы Кв, Эк, Рп, мо, рис. 9); б — матрица для
корпусной детали игрушки (типы Кс, Эв, Рп,
А4О); в —матрица с выступающей гравировкой
(типы Кп, «9П, Рп, Мо); г — матрица для
скульптурной шахматной фигуры (типы /Сс,
#у, Рс, Мд); 1 — копия, полученная электро-
осаждением металла; 2—обойма; 3 — поверх-
ность разъема; 4 — слой припоя (клея); 5 —
подкладная плита.
и единственно возможным при передаче
толщины 2—6 мм (допускаются отдельные местные утонения до 0,6—1 мм).
Процесс проводят в отдельной ванне.
После завершения процесса электроосаждения конструкционного слоя
копия подвергается слесарно-механической обработке по контуру и по всей
поверхности тыльной стороны с целью снятия излишков металла и подгон-
ки для последующего соединения с металлической обоймой или подкладной
плитой, которое производится чаще всего оловянно-свинцовыми припоями
или прессовой посадкой. Допускается соединение эпоксидным клеем с це-
ментом, используемым в качестве наполнителя, а также соединение крепеж-
ными элементами. Укрепленная в металлической обойме или на подкладной
плите копия после повторной об-
работки по контуру является мат-
рицей, готовой к применению
в технологической оснастке. В не-
которых случаях тыльную сто-
рону копии заливают сплавами
ЭКБ, ЦАМ или металлополимер-
ной композицией. При небольших
размерах и простой конфигурации
обработанная по контуру копия
может служить готовой матрицей
и без крепления к обойме или
подкладной плите.
Преимущества и недостатки
гальванопластики. Применение
гальванопластики позволяет сни-
зить трудоемкость и повысить
производительность труда • при
изготовлении сложнофасонных
вогнутых изделий, прежде всего
матриц технологической оснастки
для переработки пластических
масс, в 1,3—5 раз снизить их
себестоимость, причем экономи-
ческий эффект тем выше, чем
более сложная поверхность долж-
на быть у изделия; обеспечить точ-
ность размеров в пределах до
IT7—/T9; получить шерохова-
тость поверхности изделия до Ra
0,20—0,10 мкм. Кроме этого, ме-
тод гальванопластики является
наиболее эффективным, а иногда
тонкой фактуры и микрорельефа
поверхности, при изготовлении копий по формам, выполненным из пласт-
масс, натуральных материалов, а также при уникальности форм.
В то же время методу гальванопластики присущи следующие недостат-
ки, ограничивающие или затрудняющие в некоторых случаях его применение
в производстве:
1. Большая неравномерность осаждения металлов на формах сложной
конфигурации. При определенных размерах и взаимном расположении впа-
дин и выступов может быть исключена или крайне затруднена возможность
получения требуемой толщины осажденного слоя. Исключить этот недоста-
ток весьма сложно, так как применяемые для этого приемы (например,
экранирование, использование дополнительных фигурных анодов) требуют
особой тщательности и аккуратности выполнения, а в некоторых случаях —
экспериментальной проверки.
2. Процесс электроосаждения никеля или никелевых сплавов возможен
только при выполнении жестких требований к соблюдению технологических
параметров и строгом контроле за электролитом. Исключается преры-
78
рание тока в течение всего процесса, требуются постоянное поддержание
вН и температуры электролита в жестких пределах, контроль за внутрен-
ними напряжениями в осадке, перемешивание электролита и выполнение
других условий.
3. Подгонка получаемой тонкостенной копии к обойме или под-
кладной плите затруднительна, особенно при сложной конфигурации мат-
рицы.
4. Большая длительность процесса получения деталей методом гальва-
нопластики, так как электроосаждение продолжается обычно не менее 3—6,
а в ряде случаев — 10—24 сут.
5. При температуре 513—523 К твердость рабочего слоя детали, полу-
ченной методом гальванопластики, снижается.
Классификация матриц, получаемых гальванопластикой, и рекомен-
дации по их проектированию. Примеры матриц, получаемых гальванопла-
стикой, представлены на рис. 8, а классификация матриц — на рис. 9*.
Матрицы, указанные на рис. 9, характеризуются такими особенностями:
/7В— используются при невысоких давлениях и температурах; Пл— ис-
пользуются при удельном давлении до 50 • 10е Па и более и температуре
расплава полимера 473—503 К, при этом матрицу следует охлаждать до
температуры не выше 333—353 К; Пп— то же, однако матрицы работают
при температуре свыше 413 К в условиях повышенного износа; /7Д — исполь-
зуются при других условиях, отличных от указанных выше; Тв — точность
1Т1—1Т§\ Тн — точность ниже /79; Кв — матрицы, формы для которых име-
ют конфигурацию тел вращения или близкую к ней, а размеры любого по-
перечного сечения либо одинаковы, либо отличаются на величину, соизме-
римую с толщиной осаждаемого металла (см. рис. 8, а); Кс— матрицы, формы
для которых имеют коробчатую или сложную пространственную конфигура-
цию со значительной разницей в размерах одного и тою же сечения (см.
рис. 8,6); Кп — матрицы, формы для которых имеют плоскую или близкую
к плоской конфигурацию, с небольшой высотой выступов, соизмеримой с тол-
щиной осаждаемого металла, и значительными размерами в плане (см. рис. 8, в);
Кд — матрицы других конфигураций; Эк — матрицы, у которых соответ-
ствующие формы содержат плавные криволинейные поверхности как глад-
кие, так и фактурные, без резких выступов и впадин, глубиной более 1 —
1,4 мм; Эу—то же, узкие пазы или отверстия глубиной 1,5—5 мм и шириной
не более 20 мм, но не меньше глубины; Эш — то же, пазы или отверстия глу-
биной до 40 мм и шириной более 20 мм; Эп — то же, гладкие плоские поверх-
ности площадью не менее 10 см2; 5Д — матрицы, у которых соответствующие
формы содержат другие элементы.
Принадлежность матрицы к тому или иному виду в соответствии с при-
веденной на рис. 9 классификацией обусловливает ее определенную конструк-
цию и технологические параметры изготовления. При этом содержание
тех или иных элементов конфигурации форм, поверхность разъема и количе-
ство сопрягаемых матриц влияют прежде всего на технологические параметры
и трудоемкость изготовления матриц. Наиболее удобны для электроосаж-
дения и наименее трудоемки матрицы Эк, Рп, MQ. При изготовлении мат-
риц Эу требуется длительное электроосаждение при малой плотности тока
(не выше 1—3 А/дм2), Эш и Эв — применение сложных экранов и дополни-
тельных анодов, Эц— особо тщательная подготовка поверхности формы пе-
ред помещением в ванну и абсолютное исключение перерывов тока в течение
всего процесса осаждения. Весьма трудоемко и затруднительно изготов-
ление матриц Рс и Л1д ввиду необходимости обеспечения сопряжения по
сложным поверхностям разъема.
♦ Классификация составлена на основании данных, разработанных авторами.
79
Для Вакуумного пнедмоуормования. Формования из пенополиуретана"! 1 S вида переработки материала —
Для литья термопластов - Пл
Для формования из лресспорошкоВ ~Пп
Для других ВидоВ перерадотки -Пд
Для единичного производства -Хе
Для серийного производства -Хс характера производства —
Для массового производства -Хм
Высокой точности -Те требуемой степени тпиипгтп
Нормальной точности-Тн изделий
Взаимодействующие только с неподвижны- ми элементами оснастки - Вн взаимодействия с другими элемен- тами оснастки
Частично Взаимодействующие с подвиж- ными элементами оснастки - 8п —
Близкие к телу вращения - Не
Коробчатые или сложные простран- стбенные-Кс I
Плоские-Кп
Другие-Кд
Только с плавными криволинейными элементами-Эк 1
С узкими пазами- Эу § §
С широкими пазами-9ш я
С выступами и внутренними углами-Эе 1
С плоскостями - Эп
0 другими элементами -Эд —
С плоской поверхностью разъема -Рп поверхности
Со сложной поверхностью разъема -Рс разъема
Одинарные-Мо количества сопрягаемых матриц
ДВойные - Мд
Виды матриц» получаемых методом гальванопластики В зависимости от
Рис, 9, Классификация матриц, получаемых методом гальванопластики.
При выборе осаждаемого металла и конструкции матриц следует учи-
тывать вид переработки материала, характер производства, требуемую
степень точности, взаимодействие с другими элементами оснастки и общую
конфигурацию матриц (табл. 25).
25. Рекомендации по проектированию матриц
Вид перера- ботки мате- риала Характер производства Осаждаемый металл Конструктивные особенности матрицы типа
г» 1 г"| Вн Вп *в | Кс |
Вакуумное Единичное Медь; никель /, 3 /, 2 4 4 6 7 8
пневмофор- мование, формование из пенопо- лиуретана Серийное То же /, 3 /, 2, 3 4 4 6 7 8
Массовое » 3 2, 3 4 4* 6 7 8
Литье тер- мопластов Единичное Медь; никель; сплав никель—кобальт никель или медь /, 3 /, 2. 3 4 4 6 7 8
Серийное Никель; едлав никель—кобальт никель или медь 3 2, 3 4 4* 6 7 8
Массовое Сплав никель—кобальт никель или медь 3 2, 3 4 4* 6 7 8
Формование из пресс-по- рошков Единичное Никель; сплав никель—кобальт никель или медь 3 3 5 5 6 7 8
Серийное Сплав никель—кобальт никель или медь 3 3 5 5* 6 7 8
Массовое То же 3 3 5 5* 6 7 8
Примечания: 1. Буквенные обозначения типов матриц соответствуют обозначе-
ниям, принятым на рис. 9.
2. В таблице приняты следующие цифровые обозначения: 1 и 2 *— тыльная сторона
копии заливается соответственно металлополимерной композицией и сплавами ЭКБ, ЦАМ
или другими подобными; 3 — тыльная сторона копии после подгонки соприкасается со
стальной обоймой или подкладной плитой; 4 — крепление копии к обойме или подклад-
ной плите может осуществляться по посадке с натягом, пайкой, резьбовым соединением
либо на клею; 5 — крепление осуществляется только по посадке с натягом либо резьбо-
вым соединением; 5 —соединение копии с обоймой или подкладной плитой осуществ-
ляется по цилиндрической поверхности (в основном — прессовой посадкой); 7 — соедине-
ние осуществляется по сложной поверхности, при подгонке возможно заполнение впадин
на тыльной стороне копии отдельными вставками; 8 — соединение осуществляется по
плоскости.
3. Звездочка обозначает, что толщина копии в месте контакта с подвижными элемен*
тами (толкателями, знаками и т. п.) не менее 1,5 мм.
4. В числителе указан осаждаемый металл для рабочего слоя, в знаменателе — для
конструкционного (для тех случаев, когда к матрице предъявляются требования повышен*
ной износостойкости).
81
ПРОЕКТИРОВАНИЕ ДЕТАЛЕЙ ИЗ ПЛАСТМАСС
Сварные соединения пластмассовых деталей
Сварка широко применяется для соединения термопластичных матери-
алов, в основном пленок и листов. Преимуществом сварного соединения
по сравнению с клепаным или клеевым является высокая прочность (50—
26. Температура сварки термопластов
Материал Удельная теплоемкость, 10» Дж/(кг»К) Коэффициент линейного расширения, 10е-к-1 Температура сварки, К Газовый теплоноситель
Полиамиды — — 493—513 Азот
Винипласт 1,34—2,14 65-80 493-513 Сжатый
Полиэтилен 2,22—2,93 220 413-493 азот
Полиизобутилен 1,88 12—30 423—443 —
Полистирол 1,30—2,09 48—60 393—433
Полиметилметакрилат Полихлорвиниловый 1,47 40 473-493
пластикат 1,51-2,01 80 433—473
Рис. 10. Разделка кромок
под сварку.
100 % прочности основного материала). Кроме того, сварка характеризу-
ется более высокой производительностью и меньшей трудоемкостью, чем
клепка и склеивание.
При сварке пластмассовые детали в месте контакта нагревают до вяз-
котекучего состояния различными источниками тепла (нагревательными
элементами, газовыми теплоносителями,
экструдируемыми присадками) или при по-
мощи энергии ультразвуковых колебаний,
трения, нейтронного облучения (табл. 26). С
помощью нагревательных элементов можно
сваривать винипласт, фторопласт-4, поли-
стирол, полиэтилен. Наиболее распростра-
ненный метод — сварка газовыми тепло-
носителями (подогретыми воздухом, азо-
том, аргоном или продуктами сгорания го-
рючих газов — водорода, ацетилена и др.).
Этим методом сваривают винипласт, поли-
амиды, полистирол, полиэтилен, оргстекло
(полиметилметакрилат), полипропилен.
Сварка обычно применяется для со-
единения пленок внахлестку, в том числе
по скошенным кромкам. Разделка кромок
под сварку стыковых соединений показана
на рис. 10.
Если толщина листов 8 не превышает 2 мм, разделку кромок не произ-
водят; провар обеспечивается при зазоре в стыке до 1,5 мм. V-образная раз-
делка кромок применяется при 8=2...8 мм (при 8 = 2...6 мм угол разделки
кромок а= 55...60°, при 8> 6 мм а= 70...90°; с увеличением угла а
прочность соединения возрастает). Х-образная разделка кромок более проч-
на и экономична, чем V-образная. При V-образной разделке и а = 90° проч-
ность шва на растяжение составляет 25 • 106 Па, а при Х-образной —
40 . 106 Па.
82
27. Основные виды клеев
№ п/п Клей ГОСТ или ТУ | Марка Свойства клеевого шва
1 Фенолполи- винилаце- тальный ГОСТ 12172—74 БФ-2 БФ-4 Водо- и кислотостойкий Водостойкий
2 Полиурета- новый АМТУ 342—54 ПУ-2 Устойчив к ударным нагрузкам, водостойкий
3 Полиамидный МРТУ 6-М-800—61 МПФ-1 Неводостойкий, эластичный
4 Эпоксидный МРТУ 6-05-1100-68 ФЛ-4С Устойчив в кислых и щелочных ваннах анодирования, водостой- кий
5 Акриловый ТУ ПВН 453-66 Циакрин-ЭО Ограниченно водостойкий (при эксплуатации во влажной среде рекомендуется герметизировать шов герметиком У-3096)
6 Эпоксидный компаунд ТУ 6 -05-1584 —72 К-153 Стойкий к действию переменных температур ±60 °C в течение 30 сут, водостойкий
7 Фенолфор- мальдегидный ГОСТ 22345—77 ВС-ЮТ Стойкий к действию органичес- ких растворителей, ограниченно водостойкий
8 Фенолокаучу- ковый МРТУ 6-17-223—67 ВК-32-200 Водостойкий
9 Эпоксидный Ту 6-05-251-02—73 КЛН-1 Водостойкий
10 Фенолфор- мальдегидный ТУ 6-05-1368—70 ВИАМ-БЗ »•
11 Резорцино- формальде- гидный ТУ-ГХП № М-160—59 РАФ-10 Не вызывает изменения поверх- ности на оргстекле, водостойкий
1? Полиэфирный ТУ 81-23—68 ПФЭ-2/10 Водостойкий
13 Полиу рета- новый Инструкция ВИАМ* Ха 822—66 ПУ-2М Имеет высокую прочность при склеивании полиэтилена и поли- пропилена между собой и с ме- таллом
14 Эпоксидно- фурановый В ТУ № П-240—61 БОВ-1 Водостойкий, устойчив в среде органических растворителей, имеет высокую прочность при отрыве в случае склеивания ме- таллов (3000X 10е-—4500* 10е Па)
15 Псрхлорви- ниловый Инструкция ВИАМ № 822—66* ПК-10 88Н Водостойкий
ТбГ Хлоропре- новый (наиритовый) МРТУ 38-5-880—66 88НП Водо- и светостойкий Водостойкий
17 Синтетичес- кий ТУ 38-5-5-227—67 78БЦС Стойкий в среде слабых раство- ров кислот и щелочей, водо- стойкий
18 Мочевино- формальде-» гидный МРТУ 6-05-11С6—66 МРТУ 13-06-5-67 МФ-17 М60 Ограниченно водостойкий
19 Перхлорви- ниловый ТУ 6-15-135-68 — Водостойкий
• ВИАМ — Всесоюзный институт авиационных материалов.
83
22 28. Рекомендации по выбору клеев в зависимости от склеиваемых материалов*
Склеиваемые материалы Сталь Алюминий и его сплавы Полистирол Полиметил- метакрилат Полиамид Поливинил- хлорид Фторопласт Пенопласт Прессмате- риал (фено- и аминопла- сты ) Стеклопла- стик Асботексто- лит Древесные материалы Кер амика, силикатное стекло Резина на основе НК, скн, СКВ
Сталь 1---8 1...8 1, 2, 14 6 2, 3 6, 10, 16 2, 6, 8 1, 2, 6, 7 8, 10, 14 1, 5, 7 1, 2, 6, 7, 8 1, 2, 11 1, 2, 5, 11. 1, 5, 6, 8 5, 16
Алюминий и его сплавы 1---8 1---8 1, 2, 14 6 2, 13 2, 10, 13 2, 6, 8 1 2, 6, 7, 8, 10, 14 2, 5, 6 ОО О> 6, 7 1, 2, 5, 11 1, 5, 6, 8 5, 16
Полистирол 1,14 1,14 2, 6, 14 2, 6, 14 — — 2, 6, 8 2, 6, 14, 16 2, 6, 14 14 14 — 14 16
Полиметилмета- крилат 6 6 2, 6, 14 2, 8, 11, 12 — — — — 6, 11, 14 1, 2 1, 2 — 2, 6 5, 16
Полиамид 1, 2, 14 13 — — з, 11, 12 — — — — 1, 13 1, 13 13 13 —
Поливинилхлорид 2, 10, 16 2, 10, 13, 16 — — 1 15, 19 2 15 — 1 1 2, 13 — —
Фторопласт-4 2, 6, 8 2, 6, 8 2, 6, 8 — — 2 — — 2 — — — — —
1
Пенопласт 1, 2, 6, 7, 8, 10, 11, 14 СЧОО*-^ 1, 2, 6, 14, 16 — — 15 — 2, 7, 14, 16 2, 14 1, 6, Н, 14 L 6, 11, 14 2, 11 1, 6, 14 16
Прессматериал (фено- и амино- пласты) 1, 5, 6 2, 5, 8 2, 6, 14 6, 14 13 — 2 2, 14 1, 2, 6, 10, 11, 14 6 6 1. 6 1, 6 —
Стеклопластик 1, 2 00 14 1, 2 1, 13 1 — 1, 6, 11, 14 6 1, 2, 6, 14 1, 2, 6 11 6, 14 16
Асботекстолит 1, 2 6 6, 7 14 1, 2 1, 13 1 — 1,6. 11, 14 6 1, 2, 6 1, 2, 6 11 6, 14 16
Древесные мате- риалы 1, 2, 5, 11 1, 2 — — — 2, 13 — П, 2 1, 6 11 11 1, 10, 14, 18 — 5, 16
Керамика, сили- катное стекло LO оо —? со 1, 5, 6, 8 14 2, 6 13 — — 1,6, 14 1, 6 6, 14 6, 14 — 1, 5, 6, 14 —
Резина на основе синтетических кау- чуков 5, 16 5, 16 16 5, 16 — — — 16 — 16 16 5, 16 — 16, 17
♦ Цифрами указаны порядковые номера клеев согласно табл. 27. Прочерк обозначает, что данные о возможности склеивания материа-
ле лов отсутствуют.
Клеевые соединения пластмассовых деталей
Основным преимуществом клеевых соединений является возможность
склеивания при помощи синтетических полимерных материалов различ-
ных пластмасс между собой, а также пластмасс с металлом, деревом, тканью,
стеклом, керамикой и другими материалами. Клеевые соединения отличаются
хорошей герметичностью, сопротивляемостью вибрационным нагрузкам,
но имеют невысокую прочность, особенно при повышенных температурах.
Термопластичные полимерные материалы (полистирольные пластики,
оргстекло и др.) можно склеивать раствором того же материала.
Процесс склеивания состоит обычно из трех этапов: подготовки поверх-
ностей (обезжиривание, а для некоторых материалов — химическая обработ-
ка), нанесения клея и выдержки клеевого соединения под давлением.
В клеевых соединениях зазор между склеиваемыми поверхностями со-
ставляет 0,1—0,2 мм.
В процессе проектирования клеевых соединений следует стремиться
к тому, чтобы при нагрузке в них возникали лишь равномерные напряжения
сдвига. В случае неравномерного приложения нагрузки прочность для боль-
шинства клеев не превосходит 5 • 106 Па. Высокой прочностью обладают
соединения вскос, с двусторонней накладкой и внахлестку. Для увеличения
прочности клеевые соединения часто комбинируют с соединением на за-
клепках.
Многие пластмассы (например, полиэтилен, полипропилен, поливинил-
хлорид) являются химически инертными материалами, поэтому перед скле-
иванием их следует подвергать специальной химической и химико-терми-
ческой обработке. Так, перед склеиванием полиэтилена и полипропилена
эпоксидными клеями производят обработку склеиваемых поверхностей
хромовой кислотой при 348 К в течение 1 мин; в случае применения резино-
вых клеев предварительную обработку производят раствором синтетического
каучука в четыреххлористом углероде, трихлорэтилене или бензине.
Рекомендации по применению клеев для соединения различных ма-
териалов приведены в табл. 27 и 28.
НАЗНАЧЕНИЕ СПОСОБА ТЕРМИЧЕСКОЙ
И ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ
ПРИ КОНСТРУИРОВАНИИ
ХАРАКТЕРИСТИКА ОСНОВНЫХ ВИДОВ ТЕРМИЧЕСКОЙ
ОБРАБОТКИ МЕТАЛЛОВ И ОБЛАСТИ ИХ ПРИМЕНЕНИЯ
'Т'ермическая обработка заключается в изменении структуры и, следова-
’ тельно, механических, физических и химических свойств металлов и
сплавов в результате превращений, протекающих при их нагреве и охлаждении.
Температуры, при которых происходят структурные превращения (кри-
тические точки Асх и Лс3), зависят от процентного содержания углерода в
данном металле или сплаве. Эта зависимость описывается диаграммой
железо—углерод (рис. 11), на которой верхняя критическая точка Лс3 опреде-
ляется по кривой GSE, а нижняя критическая точка Ас±— по прямой
PS К(996 К).
Изменение температуры обрабатываемого изделия в процессе терми-
ческой обработки во времени можно изобразить графически в координатах
температура — время (рис. 12).
Регулируя температуру нагрева и скорость охлаждения, можно в очень
широких пределах изменять свойства материала, подвергаемого термиче-
ской обработке. Этот вид обработки можно назначать для полуфабрикатов
(слитков, заготовок, проката) с целью изменения их свойств, определяемых
требованиями последующих стадий технологического процесса (предвари-
86
29. Основные виды термической обработки стали
Вид термической
обработки
Сущность процесса
Назначение
Отжиг I рода:
диффузион-
ный (гомоге-
низация)
рекристалли-
зационный
уменьшающий
напряжения
Быстрый нагрев до темге-
ратуры 1423 К,' длительная
выдержка и последующее
медленное охлаждение
Нагрев до температуры
873—973 К, длительная вы-
держка и последующее мед-
ленное охлаждение
Нагрев до темгературы
473—673 К и последующее
медленное охлаждение
Отжиг 11 рода:
полный
Нагрев до температуры вы-
ше точки Ас3 на 20—30 К»
выдержка и последующее
охлаждение
неполный
Нагрев до температуры меж-
ду точками Ас± и Ас3, вы-
держка и последующее
охлаждение
изотермичес-
кий
сфероидизи-
рующий
Нагрев до температуры на
30—ЮК выше точки Ас3
(для доэвтектоидной стали)
или выше точки Асх (для
заэвтектоидной стали), вы-
держка и последующее сту-
пенчатое охлаждение
Нагрев до температуры вы-
ше точки Асг на 10—25 К,
выдержка и последующее
ступенчатое охлаждение
светлый
Нормализация
(нормализашюн-
ный отжиг)
Нагрев в контролируемой
среде до температуры выше
точки Лс3 на 20—30 К, вы-
держка и I ©следующее ох-
лаждение в контролируемой
среде
Нагрев до температуры вы-
ше точки Ас3 на 20—50 К,
выдержка и последующее
охлаждение на спокойном
воздухе
Выравнивание химической
неоднородности материала в
крупных фасонных отлив-
ках из легированной стали
Уменьшение твердости и
увеличение пластичности
после холодного деформиро-
вания (обработка является
межоперационной)
Снятие остаточных напряже-
ний I осле литья, сварки,
пластической деформации
или механической обработки
Снижение твердости, улучше-
ние обрабатываемости, снятие
внутренних напряжений в до-
эвтектоидной и эвтектоидной
сталях перед закалкой (см.
примечание к таблице)
Снижение твердости, улуч-
шение обрабатываемости,
снятие внутренних напряже-
ний в заэвтектоидной стали
перед закалкой (см. приме-
чание к табл.)
Ускоренная обработка не-
больших прокатных изделий
или поковок из легирован-
ной и высокоуглеродистой
сталей с целью снижения
твердости, улучшения обра-
батываемости, снятия внут-
ренних напряжений
Уменьшение твердости,
улучшение обрабатываемос-
ти, снятие внутренних на-
пряжений в инструменталь-
ной стали перед закалкой,
повышение пластичности низ-
колегированной и средне-
углеродистой сталей перед
холодным деформированием
Защита поверхности стали
от окисления и обезуглеро-
живания
Исправление структуры пе-
регретой стали, снятие
внутренних на! ряжений в
деталях из конструкцион-
ной стали и улучшение их
87
Продолжение табл. 29
Вид термической
обработки
Сущность процесса
Назначение
Закалка: непрерывная полная Нагрев до температуры вы- ше точки Ас3 на 30—50 К, выдержка и последующее резкое охлаждение
неполная Нагрев до температуры между точками Асг и Ас3, выдержка и последующее резкое охлаждение
прерывистая Нагрев до температуры вы- ше точки Ас3 на 30—50 К (для доэвтектоидной и эвтек- тоидной сталей) или между точками Act и Ае3 (для за- эвтектоидной стали), вы- держка и последующее ох- лаждение в воде, а затем в масле
изотермичес- Нагрев до температуры вы-
кая ше точки Ас3 на 30—50 К, выдержка и последующее охлаждение в расплавлен- ных солях, а затем на воз- духе
ступенчатая То же (отличается от изо- термической закалки мень- шим временем пребывания детали в охлаждающей сре-
де)
поверхност- Нагрев поверхностного слоя
ная до температуры закалки и последующее быстрое ох- лаждение
с самоотпус- Нагрев до температуры вы-
ком ше точки Ас3 на 30—50 К, выдержка и последующее неполное охлаждение. Со- хранившееся внутри детали тепло обеспечивает отпуск закаленного наружного слоя
с обработкой Глубокое охлаждение после
холодом закалки до температуры 253-193 К
обрабатываемости, увеличе-
ние глубины прокаливаемос-
ти инструментальной стали
перед закалкой
Получение (в сочетании с
отпуском) высокой твердости
и износостойкости деталей
из доэвтектоидной и эвтек-
тоидной сталей
Получение (в сочетании с
отпуском)' высокой твердос-
ти и износостойкости дета-
лей из заэвтектоидной стали
Уменьшение остаточных на-
пряжений и деформаций в
деталях из высокоуглеродис-
той инструментальной стали
Получение минимальной де-
формации (коробления), по-
вышение пластичности,
предела выносливости и со-
противления изгибу деталей
из легированной инструмен-
тальной стали
Уменьшение напряжений, де-
формаций (коробления) и
предупреждение образования
трещин в мелком инструмен-
те из углеродистой инстру-
ментальной стали, а также
в более крупном инструмен-
те из легированной инстру-
ментальной и быстрорежу-
щей стали
Повышение поверхностной
твердости
Местное упрочнение удар-
ного инструмента неслож-
ной конфигурации из угле-
родистой инструментальной
стали, а также при индук-
ционном нагреве
Повышение твердости и по-
лучение стабильных разме-
ров деталей из высоколеги-
рованной стали'
88
Продолжение табл. 29
Вид термической обработки Сущность процесса Назначение
с подстужи- ванием Нагретые детали перед по- гружением в охлаждающую среду некоторое время ох- лаждаются на воздухе или выдерживаются в термоста- те с пониженной температу- рой Сокращение цикла термичес- кой обработки стали (при- меняется обычно после це- ментации)
светлая Нагрев в контролируемой среде до температуры выше точки Ас3 на 20—30 К, вы- держка и последующее ох- лаждение в контролируемой среде Защита от окисления и обез- углероживания сложных деталей пресс-форм, штам- пов и приспособлений, не подвергаемых шлифованию
Отпуск: низкий Нагрев в интервале темпе- ратуры 423—523 К и после- дующее ускоренное охлаж- дение Снятие внутренних напряже- ний и уменьшение хрупкос- ти режущего и мерительно- го инструмента после по- верхностной закалки; для цементируемых деталей пос- ле закалки
средний Нагрев в интервале темпе- ратур 623—773 К и после- дующее медленное или уско- ренное охлаждение Повышение предела упру- гости пружин, рессор и дру- гих упругих элементов
высокий Нагрев в интервале темпе- ратур 773—953 К и после- дующее медленное или бы- строе охлаждение Обеспечение высокой пла- стичности деталей из конст- рукционной стали, как пра- вило, при термическом улуч- шении
Термическое улучшение Закалка и последующий вы- сокий отпуск Полное снятие остаточных напряжений. Обеспечение сочетания высокой прочности и пластичности при оконча- тельной термической обра- ботке деталей из конструк- ционной Стали, работающих при ударных и вибрацион- ных нагрузках
Термомехани- ческая обработ- ка Нагрев, быстрое охлаждение до 673—773 К, многократное пластическое деформирова- ние, закалка и отпуск Обеспечение для проката и деталей простой формы, не подвергаемых сварке, повы- шенной прочности по сравне- нию с прочностью, получен- ной при обычной термичес- кой обработке
89
Продолжение табл. 29
Вид термической обработки Сущность процесса Назначение
Старение Нагрев и длительная вы- держка при повышенной температуре Стабилизация размеров де- талей и инструментов
П римечание. Доэвтектоидной является сталь с содержанием углерода менее
0,83 %, эвтектоидной — 0,83, заэвтектоидной — более 0,83 %.
Числа твердости назначают по одной из следующих шкал: по Бринеллю (НВ) — для
нормирования твердости всех материалов (ГОСТ 9012—59)*; по Виккерсу (HV) — для нор-
мирования твердости тонких образцов толщиной 0,3—0,5 мм или поверхностных слоев
толщиной 0,03—0,05 мм (ГОСТ 2999—75); по Роквеллу (HRC, HRA и HRB) — для норми-
рования твердости соответственно твердых материалов, например термообработанной стали,
в том числе и закаленной (ГОСТ 9013—59), очень твердых, например твердых сплавов
(ГОСТ 9013—59) и мягких материалов, например незакаленной стали (ГОСТ 9013—59); по
Шору (HSh) — для нормирования твердости массивных деталей (например, прокатных вал-
ков), а также мелких деталей из различных материалов (например, резиновых колец)
(ГОСТ 23273—78).
♦ С достаточной степенью точности для большинства ста пей можно считать, что ав *
« 0,35 НВ.
тельная или промежуточная термическая обработка), или для готовых из-
делий с целью придания им свойств, определяемых условиями эксплуатации
изделия (окончательная термическая обработка).
Рис. 11. Нижняя
часть диаграммы
железо— углерод.
Рис. 12. Схема термической обработки.
Виды термической обработки стали
и получаемая при этом твердость
В соответствии с классификацией академика А. А. Бочвара и рекомен-
дациями по терминологии термической обработки комиссии по стандарти-
зации СЭВ основными видам термообработки, при использовании которых
изменяются структура и свойства стали, являются отжиг, нормализация,
закалка, отпуск и старение. В табл. 29 приведены некоторые основные виды
термической обработки и стали.
В зависимости от вида термической обработки можно получить различ-
ные механические свойства материала, в том числе и его твердость. Для каж-
дого вида стали существует максимальная твердость, которая может быть
получена после термической обработки. Однако не всегда она задается на
рабочем чертеже. Назначаемая твердость зависит от формы детали: чем
сложнее конфигурация и тоньше элементы сечения, тем должна быть ниже
назначаемая твердость. Например, при изготовлении пружин из стали 65Г
90
tooo СО СО 4*. Ф» 4*. сл СЛ Oi М <> СО СО СО со о — КЗ СО 4х СЛ О “О 00 СО О —‘ Ю М г с Л- I | | t I 1 1 I" 1 1 Т 1 1 | I | | ! 1 ! | | 1 1 ООАСЛО-ОООСЛООЧИОУЧМК>“ №— tocot^cnooco’—cnoce-^^lllll 1 1 1 1 1 1 ' 1 1 1 1 1 I 1 1 1 1 1 1 tC to по Бринеллю (ГОСТ 9012—59)
1076 1004 942 894 854 820 789 763 739 715 695 675 655 636 617 598 580 562 545 528 513 498 485 471 458 446 435 413 393 373 353 334 317 301 285 271 257 246 236 по Виккерсу (ГОСТ 2999—75)
70 69 68 67 66 65 64 63 62 61 60 59 58 51 56 55 54 53 52 51 50 49 48 47 46 45 44 42 40 38 36 34 32 30 \ 28 ' 26 24 22 20 | ЭХН Со 2„
1 1 si gl 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 > 1 1 1 1 1 1 1 1 1 1 1 1 1 ’оквеллу Г 9013—59)
чЧ*1ЧЧ*4ЧЧЧМЧ(»а<»09(»Ю09(»О900(»О!>а 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 -° 1 1 Г- | 1 -W 1 > со 00 со СО о О - - ьэ СО СО Л сл СЛ СП о Си СЛ СЛ СЛ СЛ СЛ СЛСЛСЛСЛСЛСЛСЛСЛСЛСЛ СЛ 5 —
102 98 94 91 87 84 81 78 76 73 71 68 66 64 62 61 59 57 56 54 53 51 50 49 47 46 45 44 43 42 41 40 39 38 37 36 HSh И по Шору (ГОСТ 23273—78) Твердость
228 223 222 217 216 212 210 207 205 201 200 197 195 192 190 187 185 180 179 176 174 172 170 167 165 163 162 159 156 153 152 150 149 147 144 143 141 140 139 137 135 131 130 128 126 125 123 121 118 117 116 114 111 НО 109 107 НВ | по Бринеллю (ГОСТ 9012—59)
1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 I I 1 I I I 1 1 J | 1 | 1 I | 1 1 I ] HV । по Виккерсу (ГОСТ 2999 — 75)
1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 I I I I I I | 1 I 1 1 I ! 1 1 1 1 1 1 1 1 HRC
81 81 £ 1 а 1 1 131 181 2331 У 1331§1 1 Sll8l8ISg|£18lSI2lSl8liSIS | HRB о Оп ri
1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 I 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 I I \hra иЧ О
35 34 34 33 32 31 30 30 29 29 28 28 27 27 26 26 25 24 24 24 23 23 23 22 22 22 21 21 21 20 20 20 20 20 19 91 1 HSh по Шору (ГОСТ 23273-78)
30. Ориентировочные сравнительные значения чисел твердости
31. Достижимая максимальная твердость сталей
Марка Твердость HRC Рекомендуемый вид термообра- ботки Марка Твердость ' HRC 1 Рекомендуемый шд термообра- ботки
К о н с т р у Д и 10 20 25 40 45 50 65 65Г К о н с т р у ванная в а 15Х 38ХА ЗОХ 15Г 20Г 35Г2 45Г2 18ХГ 20ХГР 40ХГТР 25ХГТ 25ХГМ 38ХС 40ХС 15ХМ 35ХМ 20ХН 40ХН 12ХНЗА 20Х2Н4А 12ХН2 ЗОХГС 30ХГСН2А (ЗОХГСНА) 38ХГН 30ХГСН2А (ЗОХГСНА) (38ХМЮА) КЦИОН1 стая с 1 56 — 62 56 — 62 27—33 40 — 45 48 — 52 50 — 55 50 — 58 57-62 К Ц И О н н и высот иная с 58 — 62 45 — 50 50 — 54 (ЯГ610*) 56 — 62 56 — 62 48 — 56 43 — 49 56 — 60 58 — 63 40 — 45 58 — 62 58 — 62 52 — 55 50 — 55 45 — 50 45 — 50 28—32 50 — 54 56 — 62 58 — 63 52 — 58 45 — 50 44—47 33 — 38 35 — 39 HV 850 — 1000* тая углеро- га л ь Ц,3,0 Ц,3,0 3,0 3,0 3,0 3,0 3,0 3,0 1 а я л .е г и р о- т о л е г и р о- г а л ь Ц,3,0 3,0 3,0 Ц,3,0 ц,з,о 3,0 3,0 ц,з,о Ц,3,о 3,0 ц,з,о Ц,3,0 3,0 3,0 3,0 3,0 3,0 3,0 Ц,3,0 Ц,3,0 Ц,3,0 3,0 3,0 3,0 3,0 3,0 К о н с т р у ванная и 40ХН2МА (40X1 НВ А) 40ХН2МА (40ХНМА) Ин струм» ДИ У,7 У7А У8, У8А У9, У9А У10, У10А УН, У НА У12, У12А У13, У13А Инструме в а Х12 Х12М X 12X1 9ХС 8ХФ 11ХФ (1IX В2Ф ЗХ2В8Ф 4Х2В5МФ (ЭИ959) ХВ4 (ХВ5) 4ХВ2С 6ХВ2С 8Х6НФТ (85Х6ФТ) ХВГ 9ХВГ 6ХВГ 5ХНМ 5ХГМ Х12Ф1 к ц и о н н а В Ы С 0 К 0 л н а я стал 35 — 39 (77V640*) 35 — 39) (ЯГ600*) в н та л ь н г ста я с т г 61 — 63 61—63 62 — 64 62 — 64 62 — 63 62 — 63 62 — 63 нтальна; иная ст. 58 — 62 62 — 63 (7/V1200*) 61—64 62 — 64 63 — 64 62 — 64 50 — 60 58—60 49—52 (HVI100*) 40 — 48 (/7V1200*) 60 — 64 51 —53 53 —58 58 — 62 62 — 63 60—62 52 — 55 50 — 58 52 — 57 59 — 63 я легиро- егирован- ь 3,0 3,0 1 я у г л е р о- 1 л ь От, 3,0 От, 3,0 От, 3,0 От, 3,0 От, 3,0 От, 3,0 От, 3,0 я легир о- аль От, 3,0 От, 3,0 От, 3,0 От, 3,0 От, 3,0 От, 3,0 От, 3,0 От, 3,0 От, 3,0 От, 3,0 От, 3,0 От, 3,0 От, 3,0 От, 3,0 От, 3,0 От, 3,0 От, 3,0 От, 3,0 От, 3,0 От, 3,0
Примечания} 1. Для инструментальных сталей твердость после закалки на 2 —
3 единицы выше указанной в таблице.
2. Значения твердости, приведенные в скобках со звездочкой, относятся к основному
материалу и достигаются после азотирования.
3. В скобках указаны соответствующие марки по ранее действовавшим стандартам.
4. Принятые обозначения: От — отжиг, Ц — цементация, 3 — закалка, О — отпуск.
92
назначается твердость HRC 42—48, а при изготовлении цанг из той же
стали — HRC 57—62.
Ориентировочные сравнительные значения чисел твердости по основ-
ным шкалам представлены в табл. 30. Кроме указанных способов норми-
рования твердости, в практике используются также и другие способы ее из-
мерения (ГОСТ 9450—76, ГОСТ 18835—73, ГОСТ 22761—77, ГОСТ 22762—77,
ГОСТ 22975—78).
На рабочих чертежах твердость термически обработанных деталей за-
дается в виде диапазона, включающего от 5 до 12 единиц твердости по шкале
HRC, причем чем менее ответственной является деталь, чем большие габарит-
ные размеры, тем больше нормируемый чертежом рабочий диапазон чисел
твердости.
В табл. 31 указаны рекомендуемые виды термической обработки и зна-
чения достижимой максимальной твердости при условии обеспечения опти-
мальных свойств металла для наиболее широко используемых сталей. Упомя-
нутый в этой таблице процесс цементации рассмотрен ниже.
Рекомендации по термической обработке чугуна
и цветных металлов
Основные виды термической обработки, которые целесообразно назна-
чать при конструировании деталей из чугуна, приведены в табл. 32, цветных
металлов и сплавов — в табл. 33.
32. Рекомендации по термообработке чугуна
Чугун Вид термиче- ской обработ- ки Сущность процесса Назначение
Серый Низкотем- Медленный нагрев до Снятие внутренних на-
ператур- 773 — 623 К и после- пряжений, повышение
ный отжиг дующее медленное ох- лаждение до 473 К вязкости, стабилизация размеров
Нормали- Медленный нагрев до Повышение прочности и
зация 1123 — 1223 К и после- дующее ускоренное ох- лаждение износостойкости
Ковкий ан- Графитизи- Нагрев до 873 — 1023 К Улучшение обрабатыва-
тифрикци- рующий и последующее мед- емости, снижение твер-
онный низкотем- ленное охлаждение до дости, повышение плас-
пературный отжиг 523 К тичности и ударной вяз- кости
Серый, ков- Графитизи- Нагрев до 1123 — 1223 К Улучшение обрабатыва-
кий анти- рующий и последующее мед- емости, снижение твер-
фрикцион- высокотем- ленное охлаждение дости, повышение плас-
ный пературный отжиг тичности
Серый, Закалка Нагрев до 1103 — 1153 К Повышение твердости
ковкий с последующим ох- лаждением в воде и масле серых чугунов до НВ 500 — 600, ковких — до HRC 52 — 58, повыше- ние прочности и изно- состойкости
Изотерми- Нагрев до 1103 — 1173 К Повышение твердости,
ческая за- с последующим ох- прочности и износостой-
калка лаждением в расплав- ленной соли при 473 — 673 К кости при минимальном короблении
93
Продолжение тсбл. 32
Чугун Вид термиче- ской обработки Сущность процесса Назначение
Высоко- Отпуск Снятие Нагрев до 523 — 773 К с последующим охлаж- дением на воздухе Медленный нагрев до Снятие закалочных на- пряжений, повышение вязкости,-пластичности, предела выносливости Снятие внутренних на-
прочный внутренних 823 К, выдержка и по- пряжений в отливках
напряже- ний Отжиг Нормализа- ция и от- пуск Изотерми- ческая за- калка Поверхно- стная за- калка следующее медленное охлаждение до 473 К Нагрев до 1173 К, вы- держка и последующее ступенчатое охлаждение Нагрев до 1223 К, вы- держка, охлаждение на воздухе, нагрев до 823— 873 К и последующее охлаждение с печью Нагрев до 1153 К, по- следующее охлаждение в расплавленной соли до 623 К и выдержка при этой температуре Нагрев поверхностного слоя до 1223 — 1373 К токами высокой часто- ты сложной формы То же, для отливок из чугуна ВЧ 40 — 10 Повышение прочности и износостойкости Повышение износостой- кости мелких деталей простой конфигурации, работающих в тяжелых условиях Повышение износостой- кости высоконагружен- ных деталей сложной конфигурации
33. Рекомендации по термической обработке цветных металлов и сплавов
Цветной металл или сплав Вид термической обработки Назначение
Алюминиевые сплавы:
литейные (например, АЛ2, АЛ9) и деформируемые, со- держащие марганец (напри- мер, АМц, АМцС) литейные Отжиг Снятие нагартовки или повышение пла- стичности
(например АЛ2, АЛ9) и дур- алюмины* (например, Д1, Д16) Магниевые литейные и дефор- мируемые сплавы всех марок Закалка и старе- ние Упрочнение
Отжиг Снятие внутренних напряжений, устра- нение наклепа, повы- шение пластичности
Цинковые сплавы всех марок Отжиг Стабилизация разме-
Медные сплавы: Низкотемператур- ров Уменьшение остаточ-
латунь всех марок ный отжиг ных напряжений
латунь ЛАНКМц 75 — 2 — 2,5 —0,5 Закалка и старе- ние Упрочнение
оловянные бронзы (БрОЦС Низкотемператур- Повышение упруго-
4 — 4—17, БрОЦС 5 — 5 — 5 и др.) ный отжиг сти
94
Продолжение табл, 33
Цветной мета лл или сплав Вид термической обработки Назначение
безоловянные бронзы (БрАЖ9 — 4, БрАЖМц 10 — 3— 1,5 и др.) Титан и сплавы на его основе:*** всех марок сплавы марок ВТ6, ВТ8, ВТ14 , ВТЗ, ВТЗ — 1 Закалка и старе- ние Отжиг Закалка и старе- ние Повышение твердо- сти** Устранение наклепа и повышение плас- тичности Упрочнение
♦ Дуралюмины после закалки в течение ограниченного времени обладают высокой
пластичностью.
** В частности, бериллиевая бронза Бр. Б2 после оптимальной термической обработ-
ки (закалка до 1073 — 1093 К и отпуск при 593 К) имеет при обычной температуре твер-
дость, прочность и упругость, превосходящие соответствующие показатели высокока-
чественной стали.
**♦ Титан и сплавы на его основе подвергаются также химико-термической обра-
ботке, например цементированию, азотированию и селенированию, с целью повышения
износостойкости. Зти процессы химико-термической обработки рассмотрены ниже.
ХАРАКТЕРИСТИКА ОСНОВНЫХ ВИДОВ
ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛИ
И ОБЛАСТИ ИХ ПРИМЕНЕНИЯ
Химико-термическая обработка — это поверхностное насыщение стали
тем или иным элементом (например, азотом, углеродом, бором и др.) путем
нагрева изделия до заданной температуры в твердой, газообразной или
жидкой среде, легко выделяющей диффундирующий элемент, выдержки
при этой температуре и последующего охлаждения.
В результате химико-термической обработки изменяется не только струк-
тура, но и химический состав поверхностного слоя материала, что позволяет
в довольно широких пределах изменять свойства стали.
В зависимости от эксплуатационных требований, предъявляемых к из-
делию, поверхностный слой в процессе обработки может насыщаться как
неметаллическими элементами, так и металлами. В последнем случае процесс
обычно называют термодиффузионным поверхностным легированием.
Наличие легирующего металла в поверхностном слое придает изделию
комплекс требуемых особых свойств (например, наличие титана обеспечивает
высокую твердость).
В настоящее время разработаны и находят все более широкое приме-
нение в технике процессы легирования поверхностного слоя одновременно
несколькими элементами, такие как, например, хромоалитирование, хро-
момарганцевирование, боралитирование.
Характеристика основных видов химико-термической обработки стали
приведена в табл. 34. При выборе вида химико-термической обработки пред-
почтение, при прочих равных условиях, необходимо отдавать более эконо-
мичным видам обработки, а также тем процессам, при выполнении которых
не используются ядохимикаты. Например, при необходимости повышения
твердости и износостойкости поверхностного слоя изделия из стали .40Х
следует (по возможности) назначать нитроцементацию вместо цианирова-
ния, так как цианирование выполняется с применением ядовитых цианистых
солей.
95
34. Основные виды химико-
Вид, химико-термической обработки* Сущность обработки Глубина слоя, мм
Цементация (наугле- роживание) Насыщение поверхностного слоя угле- родом при температуре 1113—1193 К в соответствующей среде 0,5—2,0
Азотирование Насыщение поверхностного слоя азотом при температуре 773—833 К в среде, содержащей аммиак 0,1—0,8 (0,01-0,25**)
Цианирование: низкотемператур- ное (тенифер- процесс) высокотем ператур- ное (азото-наугле- роживание) Насыщение поверхностного слоя азотом и углеродом при температуре 833— 853 К в расплаве, содержащем циани- стые соли Насыщение поверхностного слоя азотом и углеродом при температуре 1073— 1223 К в расплаве, содержащем циа- нистые соли 0,15—0,5 0,5—2,0
Нитроцементация: низкотемпературная (никотрирование) Насыщение поверхностного слоя азотом и углеродом при температуре 833—853 К в среде, содержащей аммиак 0,2—1,0
высокотемператур- ная (карбонитриро- вание) Насыщение поверхностного слоя азотом и углеродом при температуре в газо- вой среде 1073—1223 К 0,2—1,5
96
термической обработки стали
Рекомендуемые пред- варительная или после- дующая обработки Назначение Обрабатываемые стали
После цементации закалка и низкий отпуск Получение поверхностной твер- дости HV 500—600, повышение износостойкости и предела вы- носливости на изгиб и кручение при наличии вязкой сердцевины Низкоуглеродистые и легированные ста- ли (например, 15, 20, 15Хг 15Х, 18ХГТ, 25ХГТ, 18ХНМА, ЗОХГМ, 20ХНМ, 12ХНЗА, 18Х2Н4ВА)
Перед азотировани- ем закалка и вы- сокий отпуск Получение поверхностной твер- дости HV 800—1200, более высо- кой, чем после цементации, уве- личение износостойкости, повы- шение предела выносливости, кор- розионной и эрозионной стойкости Конструкционные улучшаемые стали (например, 40Х, 40ХФА, 38ХНМФА, 40ХГМ, 20ХЗВА, 18Х2Н4ВА), высоко- легированные и ин- струментальные ста- ли (например, Х12М, Х12Ф1, 38Х2МЮА, 5ХНМ, 5ХНТ, 40ХСМФ, Р18, Р9)
Перед цианирова- нием закалка и вы- сокий отпуск После цианирова- ния закалка и низ- кий отпуск. После термической обра- ботки рекоменду- ется поверхност- ный наклеп, напри- мер дробеструйный Повышение износостойкости, улучшение прирабатываемости трущихся поверхностей, умень- шение коэффициента трения Повышение поверхностной твер- дости до HV 650—850, износо- стойкости, предела выносливости при изгибе и контактной вынос- ливости Любые Низкоуглеродистые и среднеуглероди- стые стали (напри- мер, 15, 20, 35, 40, 15Х, 35Х, 40Х)
После нитроцемен- тации охлаждение в потоке защитного газа После нитроцемен- тации закалка с подстуживанием или ступенчатая закалка и низкий отпуск Повышение поверхностной твер- дости до HV 800—1100, износо- стойкости, предела выносливо- сти, улучшение прирабатывае- мости трущихся поверхностей и придание противозадирных свойств То же, но HV 570—700 Любые Любые, особенно ле- гированные стали (на- пример, 40Х, 25ХГТ, 25ХГМ, 25ХГМТ)
1
4 2-229
97
Вид химико-термической обработки* Сущность обработки Глубина слоя, мм
Борирование Насыщение поверхностного слоя бором при температуре 1073—1273 К в боро- содержащей среде До 0,4
Силицирование Насыщение поверхностного слоя крем- нием при температуре 1073—1273 К в среде, содержащей кремний 0,15—0,8
Сульфидирование Насыщение поверхностного слоя серой при температуре 773—873 К в расплаве сернокислых солей До 2,0
Алитирование (алюминирование) Насыщение поверхностного слоя алю- минием при температуре 973—1373 К в смесях, содержащих алюминий 0,2—1,0 (0,05— 0,07***)
Хромирование Насыщение поверхностного слоя хро- мом при температуре 1073—1473 К в среде летучих хлоридов хрома До 0,2 (до g,Q****J
Титанирование Насыщение поверхностного слоя тита- ном при температуре 1373—1473 К в соответствующей среде До 0,2
Бериллизация Насыщение поверхностного слоя берил- лием при температуре 1173—1373 К в соответствующей среде до 0,4
Селенирование Насыщение поверхностного Слоя селе- ном при обработке раствором селени- стой кислоты —
* В скобках приведены наименования видов химико-термической обработки, рекомен
♦♦ При обработке быстрорежущих инструментальных сталей.
♦♦♦ При обработке изделий, деформируемых в холодном или горячем состоянии.
*** При обработке низкоуглеродистых сталей в вакууме в среде феррохрома.
98
Продолжение табл. 34
Рекомендуемые пред- варительная или после- дующая обработки Назначение Обрабатываемые стали
После борирования изотермическая закалка и отпуск Повышение поверхностной твер- дости до HV 1500—1800, износо- стойкости (прежде всего абра- зивной), коррозионно-, окалино-, и жаростойкости Любые
— Повышение износостойкости, коррозионной стойкости в мор- ской воде, жаростойкости и кислотостойкости (наблюдается понижение поверхностной твер- дости до 200—250) »
— Обеспечение высокой износо- стойкости, придание противо- задирных свойств, повышение стойкости против спекания (из- менение поверхностной твер- дости практически не происходит) »
После алитирова- ния отжиг Обеспечение поверхностной твер- дости до НВ 500, повышение коррозионностойкости в атмо- сфере и морской воде, окалино- стойкости до 1173 К и жаро- стойкости (наблюдается сильное понижение износостойкости) Низкоуглеродистые стали (например, 10, 15, 20, 25)
После хромирова- ния допускается нормализация или улучшение Повышение коррозионностой- кости, окалиностойкости и жаро- стойкости Любые
То же, повышение поверхност- ной твердости до HV 1200—1500 и износостойкости Стали с содержани- ем углерода более 0,3 % (например, 35, 40, 50Х, 35ХМА)
— Повышение поверхностной твер- дости до HV 1600—2000, корро- зионно- и эрозионностойкости Любые
— Повышение поверхностной твер- дости до HV 1100—1200 и кор- розионносто йкости »
— Повышение износостойкости и придание противозадирных свойств »
дуемые Институтом СЭВ по стандартизации.
4*
99
ТЕРМИЧЕСКАЯ ОБРАБОТКА ДЕТАЛЕЙ ИЗ ПЛАСТМАСС
В результате температурного воздействия можно изменить надмоле-
кулярную структуру полимерных материалов, увеличить или уменьшить
содержание кристаллической фазы, снять внутренние напряжения, повы-
сить прочность, увеличить жесткость или эластичность, стабилизировать
размеры деталей.
Нагрев и быстрое охлаждение кристаллизующихся термопластов спо-
собствует получению преимущественно эластичной аморфной структуры,
а медленное охлаждение — образованию более жесткой кристаллической
структуры. Рекомендации по термической обработке деталей из термопла-
стичных полимерных материалов приведены в табл. 35.
35. Термическая обработка деталей из термопластов
Среда Темпера- тура, к Время обработки Достигаемый эффект
Нагрев | Охлаждение
Парафин 423—433 Полна м 5—8 мин на каждый мил- лиметр толщи- ны иды Со скоростью (1,7 • IO'3 — 17 • IO'3) К • c-i Уменьшается хладотекучесть
Парафин, затем нейтральное минеральное масло 433 2—2,5 ч В воде Повышается из- носостойкость
7 ч На воздухе
Пар Дистиллирован- ный глицерин Кремнийорга- ническая жидкость № 5 373 383—403 1—2 ч Пол иэти/ 2 мин на каж- дый милли- метр толщины » » [ ен В П В воде Повышается стойкость к динамическим нагрузкам Повышается стойкость к ди- намическим на- грузкам, элас- тичность
383—403 403 2 мин на каж- дый милли- метр толщины Полипрог 2 мин на каж- дый милли- метр толщины На воздухе или вместе с глицери- ном I и л е н В воде Повышается жесткость Повышается стойкость к ди- намическим на- грузкам Повышается жесткость
2 мин на каж- дый милли- метр толщины На воздухе
100
Продолжение табл. 35
Среда Темпера- тура, к Время обработки Достигаемый
Нагрев | 1 Охлаждение эффект
Глйцерин 403 1—2 ч На воздухе Повышается на 20—30 % твер- дость и жест- кость литых из- делий
Полиформальдегид
Нейтральное минеральное 428 1 мин/мм + + 5 мин На воздухе Повышается механическая
масло прочность
Полистирол
Вода или ми-
неральное мас-
ло
338—343 Постоянный На воздухе
нагрев в тече-
ние 4—5 ч
Повышается
механическая
прочность
Примечание. Дополнительно к указанному достигаемому эффекту во всех
случаях в результате термической обработки снимаются внутренние напряжения и ста-
билизируются размеры.
Химико-термическая обработка пластмасс, применяемая обычно перед
склеиванием и нанесением лакокрасочных покрытий, рассмотрена в соот-
ветствующих разделах справочника.
НАЗНАЧЕНИЕ ПОКРЫТИЙ ПРИ ПРОЕКТИРОВАНИИ
ПОКРЫТИЯ для деталей из металлов
На металлические поверхности покрытия наносятся с целью защиты
от коррозии, для изменения размеров, повышения твердости и изно-
состойкости, придания нужного внешнего вида, антифрикционных и фрик-
ционных свойств, а также с целью защиты веществ, соприкасающихся с ме-
таллами, от пор.чи продуктами его коррозии. Существует два типа покрытий.
К первому типу относятся металлические и неметаллические (неорганические)
покрытия, ко второму — лакокрасочные.
Металлические и неметаллические
(неорганические) покрытия
Виды, ряды толщин и обозначения покрытий указаны в ГОСТ 9.073—77.
Основные требования к выбору покрытий приведены в ГОСТ 14623—69.
Группы условий эксплуатации нормированы в ГОСТ 14007—68. По степени
коррозионного воздействия условия эксплуатации деталей, защищенных
металлическими и неметаллическими (неорганическими) покрытиями, делятся,
в соответствии с ГОСТ 14007—68, на четыре группы: легкие условия — Л,
средние — С, жесткие — Ж и очень жесткие — ОЯС Принадлежность
к той или иной группе определяется загрязненностью атмосферы серни-
стым газом и хлористыми солями, микроклиматическими условиями (кли-
мат умеренный, холодный, тропический сухой или влажный) и условиями
101
размещения деталей (в закрытом отапливаемом или неотапливаемом поме-
щении, под навесом, на открытом воздухе). В соответствии с ГОСТ 9.073—77
в обозначении защитных, защитно-декоративных и специальных покрытий
указывают вид покрытия и его минимальную толщину (при необходимости
указывают минимальную и максимальную толщину через дефис). Обозначе-
ние вида покрытия производят в следующей последовательности призна-
ков: способ получения; материал покрытия; признак, характеризующий
физико-механические свойства покрытий; толщина; декоративные свой-
ства; вид дополнительной обработки. Допускается указывать не все пере-
численные признаки. Декоративные свойства покрытий указаны в ГОСТ
21484—76. Толщину покрытий, мкм, из металлов и сплавов (за исключением
драгоценных и редких) назначают из следующего ряда: 1, 3, 6, 9, 12, 15,
18, 21, 24, 30, 36, 42, 48, 60, а при толщине более 60 мкм — назначают крат-
ной 10. Для неметаллических (неорганических) покрытий толщину не норми-
руют.
Остальные нормируемые признаки покрытий кратко изложены в табл. 36.
38. Обозначение покрытий
Наименование Обозначение Наименование Обозначение
Способы нанесения Декоративные признаки
покрытий (ГОСТ 21484- -76)
Электрический Химический Анодное окисление Горячий Диффузионный Хим Ан Гор Диф Матовое Блестящее Зеркальное Черное Цветное м б зк ч ЦВ
Метал лизацио нны й Мет
некоторые материалы
Признаки, характеризую- покрытий
щие ф и з и к о - м е х а н и ч е с к и е Алюминий А
свойства покрытий Железо Ж
Кадмий Кд
Твердое ТВ Медь М
Микропористое пор Никель Н
«Молочное» мел Свинец С
Олово О
Виды дополнительной Серебро Ср
обработки покрытий Хром X
Цинк ц
Гидрофобизирование гфж Сплав олово — висмут О—Ви
Фосфатирование фос Сплав медь — олово
Хроматирование хр (бронза) М—О
Оксидирование оке Сплав медь — цинк (ла-
Пропитка маслом прм тунь) м—ц
Пассивирование пас Окислы Оке
Нанесение лакокрасоч- Фосфаты Фос
ного покрытия лкп Пассивные покрытия Пас
При необходимости в обозначении материала покрытий указывают
признак раствора, из которого получено покрытие, например из хро-
мовых — хром, из содержащих фториды — фтор и т. д.
Для правильного обозначения покрытий необходимо также учитывать
следующее:
102
в обозначении покрытий, состоящих из сплава, в скобках указывают
максимальное процентное содержание первого или первого и второго (в слу-
чае трехкомпонентного сплава) компонентов, отделяя их точкой с запятой,
например медно-оловянно-свинцовое покрытие с содержанием меди 70—78%
и свинца 4—20 % обозначаются М—О—С (78; 18);
в многослойных покрытиях, в том числе состоящих из слоев одного и того
же материала, отличающихся по свойствам, указывают вид покрытия по-
слойно в порядке нанесения, а также толщину каждого слоя, например двух-
слойное хромовое покрытие обозначается Хмол.Хтв.
' в многослойных никелевых покрытиях допускается применять сокра-
щенное обозначение с указанием суммарной толщины покрытия, например
двухслойное никелевое покрытие с суммарной толщиной 30 мкм обознача-
ется Нд30;
окисные покрытия на стали, меди и ее сплавах, полученные химичес-
ким способом из кислых растворов, обозначаются Хим.Пас.; при этом ма-
териал покрытия не указывают;
в обозначении материала покрытий, получаемых горячим способом из
припоев, указывают марку припоя, например ПОС-40 ГОСТ 21996—76;
- обозначения покрытий записывают в строку;
в обозначении покрытия нормируемые признаки разделяются точками;
исключение составляют рядом расположенные признаки материала, физико-
механических свойств и толщины, которые в пределах одного слоя точками
не разделяются, например Хим.МЗ.Нмол.б.Хч.
Ниже приведены характеристики некоторых видов покрытий и спосо-
бов их нанесения.
Цинковое покрытие защищает сталь от коррозии в атмосферных усло-
виях при температуре до 343 К. Для повышения коррозионной стойкости
покрытие подвергают хроматированию или фосфатированию. Для деталей
с прочностью более 1400 • 10^ Па электролитическое цинковое покрытие
не допускается. Покрытие выдерживает развальцовку и гибку и не выдер-
живает запрессовку. Допустимая температура эксплуатации изделий с цин-
ковым покрытием до 573 К.
Кадмиевое покрытие по своим защитным свойствам похоже на цинковое..
Благодаря повышенной пластичности оно используется при защите от кор-
розии ответственных резьбовых и сопрягаемых деталей, узлы которых тре-
буют плотной сборки. Для повышения коррозионной стойкости кадмиевое
покрытие подвергают хроматированию или фосфатированию. Покрытие
хорошо выдерживает развальцовку, запрессовку, штамповку, свинчивание.
Допустимая рабочая температура до 523 К-
Никелевое покрытие имеет низкую коррозионную стойкость, поэтому
его рекомендуется дополнительно гидрофобизировать. Для защиты от по-
тускнения на никелевое покрытие обычно дополнительно наносят хромовое.
При толщине никелевого покрытия более 12 мкм предел выносливости ста-
лей уменьшается в 2 раза. Покрытие плохо выдерживает развальцовку.
Допустимая рабочая температура до 873 К.
Никелевое покрытие, полученное химическим способом (химическое
никелирование), обладает высокой твердостью. Его рекомендуется назна-
чать для деталей технологической оснастки (матриц, пуансонов и т. п.) вместо
хромирования, так как при этом толщина осаждаемого слоя никеля оди-
накова на всех участках детали, в том числе на глубоких впадинах, чего
нельзя или очень трудно добиться при нанесении электролитических покры-
тий, например -при хромировании.
Оловянное покрытие обладает значительной пористостью, но хорошо
выдерживает развальцовку, штамповку, запрессовку, хорошо сохраняется
при свинчивании и хорошо поддается пайке. В атмосферных усло-
виях способность к пайке теряется. Допустимая рабочая температура
до — 433 К.
Латунное покрытие обладает низкой химической стойкостью, рекоменду-
ется в качестве подслоя. Покрытие хорошо поддается пайке.
103
37. Рекомендации по
Область применения Назначение покрытия Вид покрытия Группы условий
Легкие (Л)
Обозначение покрытия по ГОСТ 9.073-77 По- слой - на я толщи- на по- кры- тия, мкм
Детали типа корпусов приборов, кронштей- нов, втулок, пластин, не имеющие контакта с морской водой Д е т а л Защитное и из угле Цинковое род ИСТЫХ, 1 Ц6. хр*1 1ИЗКО- 6—12'
Ц6. фос.*1
Кадмиевое — —
То же, при контакте с морской водой Защитно-декора- тивное Цинковое черное Цчб 6—12
Никелевое М9.Н6...*2 9—15
Хромовое М9.Н6.Х...*2 6—12
Защитное Кадмиевое — —
Детали с диаметром или толщиной до 5 мм, выполненные с точностью по ITS—/ПО Цинковое Ц6—9.хр 6—9
Ц6—9. фос
Хромовое не—9.x
Детали, имеющие ре- зьбу с шагом 0,5— 0,75 мм Кадмиевое
То же, с шагом бо- лее 0,8 мм
Цинковое Ц9.хр 9—15
Защитно-декора- тивное Хромовое Ц9.фос
Н9.Х...*2
104
выбору покрытий
эксплуатации по ГОСТ 14007 — 68 1 Дополн ительные указания
Жесткие (Ж) Очень жесткие (ОЖ)
Обозначение покрытия по ГОСТ 9.073—77 Послойная толщина покрытия, мкм Обозначение покрытия по ГОСТ 9.073-77 Послойная толщина покрытия, мкм
и среднелегированных сталей
Ц15.хр.лкп 15—21 Ц15.хр.лкп 15—21 —
Ц15.фос.лкп Ц15.фос.лкп Для сложнопрофилиро- ванных деталей
Кд15.хр*х 15—21 КдЗО.хр КдЗО.фос*1 30-42 —
Кд^.фос*1 Для сложнопрофилиро- ванных деталей
— — — —
М24.Н9...*2 24—36 М36.Н15...*2 36—48
М24.Н9.Х...*2 9—15 М36.Н15.Х...*2 15—21
Кд15.хр.лкп 15—21 КдЗО.хр.лкп 30—42
— — — На несочленяемые поверх- ности деталей с точными размерами, а также на нерезьбовые поверхности деталей с внутренними резьбами наносить лако- красочные покрытия
Н6—9.Х 6-9 Н6—9.Х 6—9
Кдб—9.хр Кдб—9.хр
Кдб—9.фос 9-15 Кдб—9.фос
Кд9.хр КдЭ.хр 9—15
Кд9.фос Кд9.фос
— — — —
Н9.Х...*2 9—15 Н9.Х...*2 9—15
105
Область применения Назначение покрытия Вид покрытия Группы условий
Легкие (Л)
Обозначение покрытия по ГОСТ 9.073-77 По- слой- ная тол- щина покры- тия, мкм
Детали с цементиро- ванной, азотированной, полированной поверх- ностью (например,зуб- чатые колеса) Защитное Фосфатное Хим. фос +
Детали типа осей, втулок, цилиндров, работающие в усло- виях трения Для повышения износостойкости Хромовое Хтв9 9—15
— —
Химическое никелевое Хим. Н9 9—15
Детали оснастки ти- па матриц и пуансо- нов, соприкасающие- ся с расплавом поли- мера *3 Для повышения износостойкости при повышенных температурах Хромовое — —
Химическое никелевое Хим. Н18 18—24
Детали из высоко
Детали типа осей, втулок, цилиндров, поршней, работающие в условиях трения Защитно-декора- тивное Хромовое черное Хч 3—6 3—6
Для повышения износостойкости Хромовое Хтв 6 6—12
Химическое никелевое Хим. Н6
Детали, контакти- рующие с алюминие- выми сплавами Защитное Кадмиевое — —
Дет али из алюминия
Детали, работающие в условиях трения Для повышения износостойкости Анодно- окисное Ан.Оке.тв.хр. 30-80
Ан.Оке.тв**
106
Продолжение табл. 37
эксплуатации по ГОСТ 14007—68 Дополнительные указания
Жесткие (Ж) Очень жесткие (ОЖ)
Обозначение покрытия по ГОСТ 9.073-77 Послойная толщина покрытия, мкм Обозначение покрытия по ГОСТ 9.073- 77 Послойная толщина покрытия, мкм
Хим. фос/смаз- ка + — — —
ХтвЗО 30—42 ХтвЗО 30—42 При средних нагрузках
Хтв 18/смазка 18—24 Хтв 30/смазка
Хтв 18 гфж Хтв 30.гфж При небольших нагрузках
Хим. Н24 24—36 Хим. Н24/смаз- ка 24—36 —
Хтв 186 18—24 Хтв 21 21—30 До и после покрытия полировать
Хим. Н21 21—30 Хим. Н24 24—36 Для деталей с глубоки- ми впадинами
легированы ых сталей
Хмол 9Хч 9—15 Хмол 21X4 21—30 —
Хтв 9 Хтв 21 При повышенных требо- ваниях к твердости по- крытия
Хим. Н9 Хим. Н15 15—21 —
Кд15.хр*х 15—21 Кд15.хр*х Детали без точных раз меров и резьб
КдЗ—С.хр 3—6 КдЗ—б.хр 3—6 Резьбовые детали
и его сплавов
Ан.Оке.тв.хр. 30-80 — —
107
Область применения Назначение покрытия Вид покрытия Г руппы Легкие (J Обозначение покрытия по ГОСТ 9.073-77 условий 1) По- слой- ная тол- щина покры - тия, мкм
Детали, работающие в условиях трения Для повышения износостойкости Хромовое Хтв 18 18—24
Химическое никелевое Хим. Н18
Детали, паяемые мяг- кими припоями Под пайку Хим. Н9 9—15
Оловянное Н12.06 12—18 6—12
Оловянно- висмутное Н12.0—Виб
Детали из деформи- руемых сплавов типа Д1, Д16, В95, АК8 Защитно-декора- тивное Анодно- окисное Ан. Оке. краситель Ан. Оке. упл. + 1 т и т а 6-12 3-9
Защитное Ан. Оке. хр.
То же, и детали из литейных сплавов типа АЛ2, АЛ9 Окисное Хим.Оке
Анодно- окисное Ан. Оке. хром
Детали из деформи- руемых сплавов типа АВ,АД1, АМг1, АМц Детали различных ти- пов Ан. Оке. хр
Окисное Хим. Оке
Защитно-декора- тивное Защитно-декора- тивное Анодно- окисное Хромовое Ан. Оке. краситель Ан. Оке. упл Детали иг Хмолб.Хч Мб.Хч Хим.НЗ.МЗ Хч
103
Продолжение табл. 37
эксплуатации по ГОСТ 14007 — 68 Дополнительные указания
Жесткие (Ж) Очень жесткие (ОЖ)
Обозначение покрытия по ГОСТ 9.073—77 Послойная толщина покрытия, мкм Обозначение покрытия по ГОСТ 9.073-77 Послойная толщина покрытия, мкм
Детали из деформируе- мых сплавов
Детали из неплакирован- ных сплавов *4
Ан. Оке. хр. лкп. + Ан. Оке. хр. лкп. + То же, для мелких де- талей с ограниченной возможностью контакта
Хим.Окс.лкп*5 — — Деформируемые спла- вы — плакированные*4, а литейно — армированные нержавеющей сталью
Ан. Оке. хром лкп*5 Ан. Оке. хром лкп +
Ан. Оке. хр лкп*5 Ан. Оке. хр лкп
Хим. Оке. лкп Хмол.б.Хч 6-12 Детали из неплакирован- ных сплавов*4 Для сложнопрофилиро- ванных деталей
Ан. Оке. кра- ситель лкп
новых спла Хмол.бХч ВОВ 6—12
Мб.Хч Мб.Хч
Хим. НЗ. МЗ.Хч 3—9 3—9 Хим.НЗ.МЗ.Хч 3—9 3—9
109
Область применения Назначение покрытия Вид покрытия Группы условий
Легкие (Л)
Обозначение покрытия по ГОСТ 9.073—77 По- слой- ная тол- щина покры- тия, мкм
Детали типа осей, втулок, цилиндров, поршней, работающие в условиях трения Для повышения износостойкости Хромовое ХмолЗ. Хтв9 3—9 9-15
Химическое никелевое Хим. Н9 9—15
Детали из меди
Детали типа толкате- лей, втулок, тяг, шайб, пластин, кор- пусов приборов Защитное Химическое никелевое Хим. Н6 6-12
Хромовое черное ХчЗ Н6. Хч 3-9 6—12
.Защитно-декора- тивное Никелевое Н6...*2 6—9 6—12
Хромовое Н6.Х..Л-2
Детали с диаметром или толщиной до 5 мм, выполнены с точно- стью ZT8—/Г 10 Н6—9.Х Н6.Х
Защитное Никелевое Нб.гфж
Для исключения контактной кор- розии Цинковые Цб.хр*1
Кадмиевое — —
Защитное под пайку Оловянное 06.НЗ—6.06—9 6—12 3—6 6—9
Детали типа осей и втулок, работающие в условиях трения Для повышения износостойкости Хромовое Хтв9 9—15
Химическое никелевое Хим. Н6 6—12
Примечания: 1. Во всех столбцах, кроме последнего, знак «—> означает недо
покрытия не нормируется. В последнем столбце прочерк свидетельствует об отсутствии
2. Звездочки означают следующее: *1 — детали, подлежащие точечной сварке, пай
места с нарушенным покрытием необходимо наносить лакокрасочное покрытие; *2 — вмес
ническим свойствам (ГОСТ 9.073—77); *3 — группы условий эксплуатации в данном слу
литья не выше 523 К; колонка Ж — для литья термопластов при температуре выше 523 К
при давлении более 30-10® Па; *4 — плакированным сплавом называется сплав на основе
слой технически чистого алюминия. Обычно плакируют листовой прокат; — в техни
не влияет на работоспособность изделий или не изменяет требуемых декоративных качеств
по
Продолжение табл. 37
эксплуатации по ГОСТ 14007—68 Дополнительные указания
Жесткие (Ж) Очень жесткие (ОЖ)
Обозначение покрытия по ГОСТ 9.073—77 Послойная толщина покрытия, мкм Обозначение покрытия по ГОСТ 9.073—77 Послойная толщина покрытия, мкм
ХмолЗ. Хтв9 3—9 9—15 ХмолЗ. Хтв9 3—9 9—15 —
Хим. Н9 и ее сплаво Хим. Н9 9-15 в 9—15 Хим. Н9 Хим. Н15 9—15 15—21 При небольших нагруз- ках Для сложнопрофилиро’ ванных деталей
— — — —
Н9. Хч 9-15 Н15. Хч 15—21 —
Н9...*2 6-9 Н15...*2
Н9.Х...*2 Н15.Х...*2
Н6-9.Х Н6—9.Х 6-9 Для обеспечения соби- раемости производить за- нижение размеров на толщину покрытия
Н9.Х 9—12 Н9.Х 9—15
Г19. гфж Н9.гфж
— — —
Кд9. хр*1 9-15 Кд9.хр 9—15
09.НЗ. 6.06—9 9-15 3—6 6—9 09 9—15 Нерезьбовые части дета- лей (болтов, гаек) покры- вать лакокрасочным по- крытием
Хтв9 9—15 Хтв21 21—30
Хим. Н9 Хим. Н15 15—21 При небольших нагруз- ках
пустимость применения покрытия в данных условиях, знак «+» означает, ч то толщина
Дополнительных указаний.
ке, притирке, не следует фосфатировать или хроматировать. После сварки и пайки»на
то многоточия в обозначении покрытия указываются признаки покрытия по физико-меха-
чае следующие: колонка Л — для формования и литья термопластов при температуре
и прессование реактопластов при давлении до 30* 10е Па; колонка ОЖ — для прессования
алюминия, у которого для защиты от коррозии на наружные поверхности нанесен тонкий
чески обоснованных случаях, когда появление незначительных коррозионных поражений
покрытия, допускается применение покрытия без лакокрасочной защиты.
Ш
Хромовое покрытие используется для защиты от коррозии, для повыше-
ния износостойкости и как защитно-декоративное. Для повышения коррози-
онной стойкости хромовое покрытие подвергают фосфатированию с последу-
ющим гидрофобизированием. Покрытие снижает предел выносливости ста-
ли почти в 2 раза. Использование хромирования для повышения износостой-
кости обусловлено исключительно высокой твердостью осадков хрома
(HV 1200—1500), малым коэффициентом трения и высокой прочностью
сцепления хрома с основным металлом. Хромовое покрытие, стойкое против
действия влаги, азотной кислоты и растворов щелочей, длительное время
сохраняет цвет и блеск, хорошо выдерживает равномерно распределенную
по поверхности нагрузку (под действием ударной нагрузки быстро разруша-
ется), хорошо шлифуется.
Медное покрытие для защиты от коррозии самостоятельно не приме-
няется, оно используется как подслой. Покрытие обладает высокой электро,-
проводностью, пластичностью, выдерживает глубокую вытяжку, разваль-
цовку, хорошо полируется, облегчает приработку, притирку и свинчивание.
Применяется для восстановления размеров деталей и уменьшения зазоров.
Кроме того, оно может наноситься перед оксидированием. Покрытие под-
дается пайке. Допустимая рабочая температура — до 573 К.
Железное покрытие применяется для восстановления изношенных деталей
машин и для повышения износостойкости.
Металлизация распылением и плазменное напыление применяются
для защиты от коррозии, наращивания толщины изношенных деталей
а плазменное напыление — для тех же целей, и, кроме того, для получения*
высокопрочных покрытий. Способ, благодаря своей простоте, применим для
покрытия различными материалами крупных деталей плоской конфигурации,
а также крупных конструкций и изделий в собранном виде. Покрытие,
нанесенное в процессе металлизации, имеет невысокую прочность сцепления
с основным металлом, значительно зависящую от способа подготовки поверх-
ности, характеризуется большими потерями напыляемого материала, а также
пористостью. Покрытие, нанесенное плазменным напылением, обладает более
высокой прочностью (подробнее о металлизации плазменным напылением
см. выше).
В табл. 37 приведены рекомендации и примеры выбора покрытий в зави-
симости от назначения и группы условий эксплуатации поГОСТ 14007—68.
При проектировании изделий с покрытием необходимо учитывать следу-
ющее:
минимальная толщина покрытия должна обеспечивать его требуемую
защитную способность или другие специальные свойства;
для деталей, на которые по условиям сопряжения невозможно нане-
сти покрытия требуемой толщины, допускается наносить покрытия меньших
толщин при условии дополнительной защиты этих деталей;
для обеспечения требуемого сопряжения деталей в сборочных единицах
допускается уменьшение размеров деталей до нанесения покрытий с учетом
необходимой толщины последних;
наносить покрытия на разъемные сборочные единицы в собранном виде
не допускается;
при конструировании деталей, на которые будут наноситься покрытия,
необходимо учитывать, что после покрытия наибольшая величины шеро-
ховатости Ra (до покрытия обычно Ra — 0,8 мкм) понижается на 1—2 единицы
по предпочтительному ряду табл. 55, вариант 1 (например, до покрытия
Ra = 0,4...0,8, после — Ra = 1,6...3,2), кроме случая, когда после покрытия
поверхность дополнительно полируется (например, блестящее хромирова-
ние);
для защиты от коррозии литых деталей из любых металлов и сплавов
при всех условиях эксплуатации в первую очередь рекомендуется наносить
лакокрасочные покрытия;
электролитические и химические покрытия на изделия, имеющие свар-
ные или паяные швы, допускается наносить только в случае исключения воз-
можности затекания электролита в шов;
112
резьбы под металлические покрытия должны выполняться с основными
отклонениями g, е, С, Н\ калибрование резьбы после покрытия не допуска-
ется;
детали из алюминия и его сплавов толщиной менее 0,8 мм не рекоменду-
ется подвергать глубокому анодному окислению.
Лакокрасочные покрытия
Покрытия лакокрасочными составами предназначены для защиты
от коррозии, для придания поверхности специальных свойств, например
электроизоляционных, и декоративного внешнего вида.
Лакокрасочные составы содержат: пленкообразователи; пластификато-
ры; пигменты, придающие покрытию цвет; наполнители, снижающие усадку;
растворители, разжижающие состав. В зависимости от состава пленкообра-
зователя лакокрасочным материалам по ГОСТ 9825—73 присвоены условные
обозначения, некоторые из которых приведены в табл. 38. Классификация
и обозначение покрытий нормируются ГОСТ 9.032—74, который предусмат-
ривает их разделение на классы по показателям внешнего вида (классы
I —VII в порядке уменьшения ровности, гладкости и однотонности поверх-
ности после покрытия) и на группы по условиям эксплуатации.
Стойкость некоторых лакокрасочных материалов при различных усло-
виях эксплуатации приведена в табл. 38.
Обозначение покрытий состоит из записанных в строку условных обо-
значений показателей, отделяемых точками, кроме показателя цвета, который
точками не отделяется. Последовательность записи обозначения покрытий
38. Стойкость некоторых лакокрасочных материалов
Условия эксплуата- ции по характеру воздействующей среды Обозначение условий эксплуатации по ГОСТ 9.032—74 Лакокрасочные материалы и их обозначение по ГОСТ 9825—73
Битумные (БТ) Масляные (МА) Глифталевые (ГФ) Пентафталевые (ПФ) Фенолформальдегидные (ФЛ) Перхлорвиниловые (ХВ) Меламиновые (МЛ) Нитроцеллюлозные (НЦ) Кремнийорганические (КО) Эпоксидные (ЭП)
Атмосфера: средних широт 1 Н У ВВ ВВ ВВ ВВ У X X ВВ
тропических широт 1 н н X X ВВ ВВ н X У ВВ
Вода: пресная 4/1 X У У У X ВВ У У X ВВ
морская 4/2 У н У У У X н У У X
Минеральное масло 6/1 н н X X X X ВВ У ВВ X
Бензин 6/2 н н У У X X X X X ВВ
Углеводороды 7/1 н н У У X У X X н ВВ
Кислота 7/2 У н У н X ВВ У У У X
Щелочь 7/3 н н н н X У У У н ВВ
Примечание. В таблице приняты следующие обозначения: Н— низкая, У —
Удовлетворительная, X — хорошая, ВВ — весьма высокая стойкость.
V2 5 2-229
113
39. Лакокрасочные материалы
№ п/п Марка материала ГОСТ или ТУ Цвет Способ нанесе- ния Рас- твори- тель
Г р у н т ы
1 ГФ-020 ГОСТ 4056-63 к
2 ГФ-031 ТУ ЯН-360—63 ж р, к р, к 1 .
3 ГФ-032ж, АДГ-14 ТУ ЯН-272—63
4 ФЛ-ОЗк, ФЛ-013 ГОСТ 9109—76 к
5 МЧ-042 ГОСТ 10982—75 Б 2
6 ЭП-09Тк ТУ ЯН-268—61 к 3
7 ЭП-09Тж ж
8 ХС-010 ГОСТ 9355—60 к 4
9 10 АГ-10С ПФ-00-2, КФ-00-3 ТУМХП 4366—55 Шпатлев ки ГОСТ 10277—62 ж 5 1
11 ХВ-00-4, ХВ-00-5 ГОСТ 10277—62 ч 4
12 НЦ-00-7, НЦ-00-8 р, к 3
13 ЭП-00-10
14 15 КФ-1 ГФ-245, ПФ-163, МЧ-240 ТУ 35ХП409—62 Эмали ГОСТ 5971—78 к, т р, к, о 1 1
16 ФЛ-76 ТУ ян-198-60
17 ПФ-115 ГОСТ 6465—76 р
18 МЛ-12 ГОСТ 9754—76 2
19 МЛ-242 ГОСТ 10982—75 Б
20 МЛ-165 ГОСТ 12034—77 Р р
21 НЦ-11 ГОСТ 9198—76 3
22 НЦ-132 ГОСТ 6631—74 Р, к, о, н
114
Продолжение табл. 39
№ п/п Марка материала ГОСТ или ТУ Цвет Способ нане- сения Рас- твори- тель
23 ЭП-51 ГОСТ 9640—75 С
24 ЭП-74-Т ТУ ЯН-141—59 К, Р
ЭП-148 ГОСТ 10982—75 Б
25 ХВ-1100 ГОСТ 6993—73
26 ХВ-124, ХВ-125 ГОСТ 10144—74 Р 4
27 ХСЭ-3, ХСЭ-23, ХСЭ-26 ГОСТ 7313—75
28 ХС-710 ГОСТ 9355—СО С Р, к, о
29 ВЛ-515 ТУ УХП 138—59 TZ 2
30 ЭКЖс-40 ТУ МХП 1267—57 к 1
31 АС-72 ТУ УХП-241 — 60 с 5
Лаки
32 БТ-783 ГОСТ 1347—77 р, к 1
33 БТ-5100 ГОСТ 312—73 ч Р, о,н
34 Каменноугольный А, Б ГОСТ 1709—75 к, о
35 ГФ-024 ТУ35ХП 626—63 1
33 ПФ-170, ПФ-171 ГОСТ 15907—70 с Р, к, о
37 ЛБС-1, ЛБС-2, ЛБС-3 ГОСТ 901—78 к 6
38 ПЭ-290, ПЭ-29к ТУ ЯН-215—60 Б, С Р, н 3
39 ПЭ-220 ГОСТ 5.495—70 н —
40 Этиноль ТУМХП3877—54 Т р, к, О, В 2
41 ВЛ-725 ТУ35-ХП-481—62 Б 1
42 АС-82 ТУКУ-508—57 Б, С 5
Примечания: Принятые обозначения для цвета: Б — белый, БС — бесцветный,
Ж — желтый, К — коричневый, С — серый, Ч— черный, Р — различные.
2. Принятые обозначения для способа нанесения покрытия: Р — распылением, К —
кистью, О — окунанием, Т —тампоном, Н — наливанием на горизонтальную поверхность,
В — валками, валиком.
3. Принятые обозначения для растворителей: 1 —• ксилол, сольвент, толуол, уайт-
спирит; 2-РКБ-1 (ксилол -j- бутанол в соотношении 1 : 1); 3 — ацетон, 646, 647; 4 —Р—4
(бутилацетат — 12 %, ацетон — 26 %, толуол — 62 %), Р-5 (бутилацетат — 30 %, ацетон —
30 %, ксилол —• 40 %); 5 —• смесь уайт-спирита и ксилола в соотношении 4:1; 6 —• этило-
вый спирт 90 %-ный.
4. Лакокрасочные материалы ГФ-024, этиноль, ВЛ-725 используются для получения
серебристой эмали при смешивании с 10^15 % алюминиевой пудры ПАК-3 или ПАК-4
1/а 5* 115
следующая* покрывной лакокрасочный материал или система покрытия
( атлевка’, грунтовка, покрывной материал), цвет, обозначение стандарта
или технических условий на данный материал, класс покрытия и условия
его эксплуатации. При воздействии различных условий эксплуатации их
обозначения разделяют знаком дефис. Например, покрытие фенолформаль-
дегидной грунтовкой ФЛ-13 по VI классу, эксплуатирующееся в вентилиру-
емом помещении в условиях умеренного микроклиматического района в сель-
ской атмосфере, обозначается так: грунтовка ФЛ-013 коричневая ГОСТ
9109—76. VI. Л; покрытие серой эмалью ХС-710 с последующей лакировкой
лаком ХС-76 по IV классу, эксплуатирующееся при воздействии растворов
40. Примеры назначения лакокрасочных покрытий
Прозрачные i покрытия
I, II + + + + — — + — — 14(1) — 38,39(1)
III — + — + — — + — — — _ 36(1)
III — — + + — — + — — — — 37,41(1)
IV + + + Ч е [ + ) Н Ы € + ! П О 1 + <рьг + г и я — — 40(5)
IV + + — + + + — — — — — 34(4)
IV + + — + + — —— + — — — 32,33(3)
IV + + — + + — — — + — — 34(3)
IV — + + + Б е л ы е + пои : р ы 1 ИЯ 2,3(1) 10(2) 15,16(2)
II + — — — — — + — — 4(2) — 19(2)
II — + + + — — — — — 7(2) — 24(2)
II + + + — — — + — — 9(1) 31(2) 42(1)
Цветные гладкие покрытия
I, II + ' + — + + — + — — 1,4(1) Ю(2) 17,18(2)
I, II — + + .+ — — + — — 2,3(1) 12(2) 21,22ь)
II, III — + + + — — + — — 7(1) 13(1) 23,24(3)
II, III + + — + + + — + 6(1) П(1) 23,24(3)
II,III + + — + + + + + + 8(2) 25-28(3)
III + + + + + + + 4- + 9(1) — 29 30(2)
I, II + + + — — — + — 9(1) 31(3) 42(2)
Цветные узорчатые покрытия
II,III + + — + — — + — — 1,4(1) 18(5) 20(1)
II, III — + + + — — + — — 2,3(1) Ю.2) 20(1)
Примечания: 1. Знак «+» обозначает пригодность покрытия для данных мате-
риалов и внешних условий, а знак «—» — непригодность или отсутствие одного из слоев
покрытия.
2. Цифры в таблице являются порядковыми номерами лакокрасочных материалов,
приведенных в табл. 48. В скобках возле номеров указано число слоев.
116
кислот — Эмаль ХС-710 серая ГОСТ 9355—60. Лак ХС-76 ГОСТ 9355—60.
IV. 7/2.
Если лакокрасочному покрытию предшествует металлическое или не-
металлическое неорганическое покрытие, то их обозначения разделяются
косой чертой, причем на второе место ставится обозначение лакокрасочного
покрытия. Например, кадмиевое покрытие толщины 6 мм с последующим
окрашиванием красно-коричневой поливинилбутиральной эмалью ВЛ-515
по III классу, эксплуатируемое при воздействии нефтепродуктов, обознача-
ется следующим образом: Кд 6/эмаль ВЛ-5В красно-коричневая ТУ УХП
138-59. III. 672.
В табл. 39 приведены марки некоторых лакокрасочных материалов,
а в табл. 40 — примеры их использования в различных условиях.
ПОКРЫТИЯ ДЛЯ ДЕТАЛЕЙ ИЗ ПЛАСТМАСС
В тех случаях, когда пластмассовым деталям необходимо придать деко-
ративные свойства металлов, повысить поверхностную твердость, прочность
и стойкость к старению, конструктор может предусмотреть нанесение на них
металлизационных покрытий. Известны различные виды металлизации пласт-
масс: вакуумная, химико-гальваническая, металлизация распылением ме-
талла струей сжатого воздуха (шоопирование) и др. В отечественной и зару-
бежной промышленности для изготовления различных технических де-
талей и товаров народного потребления наибольшее распространение полу-
чили два вида металлизации: вакуумная и химико-гальваническая.
Вакуумная металлизация
Сущность метода заключается в нанесении на подготовленную поверх-
ность пластмассы, покрытую грунтовочным составом, тонкого (толщиной
примерно 0,1 мкм) слоя металла путем испарения его в вакууме и последу-
ющей защиты металлизационного покрытия лаком.
Достоинства вакуумной металлизации — простота технологического
процесса, состоящего из небольшого числа операций, небольшой расход
металла при хорошем качестве и блеске покрытия; недостатки — очень
малая толщина и невысокая прочность собственно металлического покрытия,
высокая стоимость оборудования (вакуумных установок), большая трудоем-
кость операций подготовки поверхности, меньшая возможность механизации
и автоматизации процесса, чем, например, при химико-гальваническом ме-
тоде нанесения покрытия.
Xимико -гальваническая металлизация
Этот метод заключается в том, что на поверхности пластмассовых деталей
вначале химическим способом получают токопроводящий слой, а затем на-
носят на нее гальванические металлические покрытия (медь, никель, хром).
Толщина получаемого при этом методе слоя составляет не менее 30 мкм.
При металлизации пластмассовых деталей с целью придания им декоратив-
ных свойств латуни после блестящего меднения осуществляется электро-
химическое окрашивание под цвет латуни, сушка и лакированнее последу-
ющей сушкой лакового покрытия. Наиболее износостойкие ^лаки, приме-
няемые в этом случае, полиуретановые УР-268, УР-256 и эпоксидные Э-4100.
Хорошая адгезия металлизационного покрытия к пластмассе обеспе-
чивается в результате специальной химико-термической обработки, повы-
шающей активность поверхности пластмассы, ее смачиваемость.
Для металлизации АБС-пластиков применяют травление в растворе,
содержащем хромовый ангидрид и серную кислоту, при температуре 333—
343 К.
К достоинствам химико-гальванической металлизации относятся воз-
можность получения большой толщины, высокой прочности слоя металла,
повышенная износостойкость при никелировании и хромировании, отсут-
117
гтпие необходимости в специальном дорогостоящем оборудовании, а при ни-
келировании и хромировании — также и в процессе лакирования, к недо-
статкам — большое число процессов, а соответственно и большое число ванн,
необходимость применения некоторых дефицитных реактивов (солей дра-
гоценных металлов, блескообразователей).
К конструкции изделий, подлежащих химико-гальванической метал-
лизации, предъявляются специальные требования. Важнейшие из них
следующие: изделие не должно иметь больших плоских поверхностей; на
изделиях не допускаются острые кромки, глухие отверстия, щели; выступы
и соседние углубления не должны сильно отличаться по высоте; изделия
должны быть жесткие, компактные.
При конструировании изделия и оснастки необходимо рационально
располагать литник и плоскость разъема формы. Литник металлизируемой
детали не следует располагать под тонким плоским элементом лицевой по-
верхности, так как в этом случае утяжнны над литником после металлизации
будут видны особенно отчетливо. Литник на нелицевой поверхности детали
желательно располагать так, чтобы его можно было использовать для удоб-
ного монтажа деталей на подвесных монтажных рамках с пружинными кон-
тактами, применяемых при нанесении гальванического покрытия. Плоскость
разъема формы обычно совмещают с кромкой, выходящей на нелицевую по-
верхность детали.
Оптимальной для химико-гальванической металлизации является криво-
линейная поверхность с плавным рельефом, не имеющим резких перепадов
на высоте.
На больших плоских поверхностях трудно достичь равномерности бле-
ска покрытия, на них могут проявиться дефекты литья (утяжины, следы
стыка массы). На острых кромках может образоваться пригар металла,
ухудшающий внешний вид; в глухих щелях покрытие может отсутствовать.
Недостаточно жесткие изделия больших габаритных размеров после метал-
лизации могут покоробиться из-за внутренних напряжений.
Для декоративной обработки пластмассовых изделий применяют также
окрашивание, печатание, тиснение и другие процессы.
ДОПУСКИ И ПОСАДКИ. КРАТКАЯ ХАРАКТЕРИСТИКА
И ОБЛАСТИ ПРИМЕНЕНИЯ ПОСАДОК
ЕДИНАЯ СИСТЕМА ДОПУСКОВ И ПОСАДОК СЭВ
С1 января 1980 г. отечественная промышленность перешла на новую
международную систему допусков и посадок, обязательную для всех
стран—членов СЭВ,— ЕСДП СЭВ*. Внедрение этой системы кроме упрощения
решения вопросов, связанных с расширением внешней торговли и междуна-
родного научного и технико-экономического сотрудничества, обеспечивает
для промышленности СССР ряд технических преимуществ по сравнению
с системой ОСТ, действовавшей в стране с 1929 г. Эти преимущества опреде-
ляются большим диапазоном и более равномерной градацией числовых зна-
чений допусков, зазоров и натягов, которые можно получить по ЕСДП СЭВ.
Краткая характеристика и области применения
ЕСДП СЭВ предусмотрены допуски в 19 квалитетах (рядах точности)—
01, 0,1, 2, ..., 17 — для размеров до 3150 мм, которые могут быть использо-
ваны при нормировании точности, начиная от самых точных концевых мер
* В соответствии с решением, принятым Постоянной комиссией СЭВ по стандартиза-
ции, наименование «Единая система допусков и посадок СЭВ» относится лишь к системе
допусков и посадок для гладких соединений. Остальные стандарты СЭВ, регламентирующие
ряды номинальных размеров, номинальный геометрический профиль, а также допуски
и посадки для типовых соединений относятся к «Основным нормам взаимозаменяемости»
(ОНВ), также введенным в стране с 1 января 1980 г.
па
и кончая самыми неответственными размерами. Квалитет обозначается бук-
вами IT и порядковым номером квалитета (например, /Гб, 1Т§).
В общих чертах можно указать следующие области применения наи-
более распространенных квалитетов:
4-й и 5-й квалитеты — в особо точных соединениях, требующих высокой
однородности зазора или натяга (например, точные шпиндельные и приборные
подшипники в корпусах и на валах, высокоточные зубчатые колеса на валах
и оправках). В отдельных случаях при наивысших требованиях к однород-
ности соединения следует назначать дополнительную сортировку деталей
перед сборкой (например, плунжерные пары, посадки подшипников качения
наивысшей точности). Если по условиям сборки и эксплуатации нет необ-
ходимости в обеспечении полной взаимозаменяемости деталей, то вместо по-
садок указанных квалитетов следует прибегать к селективной сборке и при-
менять менее точные допуски на изготовление деталей.
6-й и 7-й квалитеты — для ответственных соединений в механизмах,
где к посадкам предъявляются высокие требования в отношении опре-
деленности зазоров и натягов, для обеспечения механической прочности
деталей, точных перемещений, плавного хода, герметичности соединения
и других служебных функций, а также для обеспечения точной сборки де-
талей (например, подшипники качения нормальной точности в корпусах
и на валах, зубчатые колеса высокой и средней точности на валах), обычные
переходные посадки и посадки с натягами средней величины (например, под-
шипники жидкостного трения, соединения деталей гидравлической и пневма-
тической аппаратуры).
8-й и 9-й квалитеты —для посадок, обеспечивающих передачу усилий,
перемещение или выполнение других функций при относительно меньших
требованиях к однородности зазоров или натягов, и для посадок, обеспечива-
ющих среднюю точность сборки (сопрягаемые поверхности в посадках с
большими натягами, отверстия в переходных посадках пониженной точности,
посадки с зазорами для компенсации значительных погрешностей формы
и расположения сопрягаемых поверхностей, опоры быстровращающихся
валов средней точности, опоры скольжения средней точности в условиях
полужидкостного трения и др.).
10-й квалитет — в посадках с зазором в тех же случаях, что и 9-й,
если условия сборки или эксплуатации допускают некоторое увеличение
колебания зазоров в соединении; при использовании данного квалитета сни-
жается стоимость обработки деталей.
11-й и 12-й квалитеты — в соединениях, где допустимы значительные
колебания зазора, т. е. при неточной сборке (например, в неответственных
соединениях машин — крышках, фланцах, дистанционных кольцах, в со-
единениях штампованных деталей и деталей нз пластмасс).
В ЕСДП СЭВ (СТ СЭВ 145—75) поле допуска образуется различ-
ным сочетанием основного отклонения, т. е. верхнего или нижнего отклоне-
ния, ближайшего к номинальному размеру, и допуска любого квалитета.
Величина допуска (величина поля) зависит только от квалитета и номиналь-
ного размера, а положение поля допуска определяется основным отклоне-
нием, зависящим только от номинального размера. Положение поля допуска
обозначается буквами латинского алфавита (строчными — для валов, и про-
писными — для отверстий). Основное отверстие в системе отверстий обозна-
чается //, а основной вал в системе вала — h.
Для практического пользования ЕСДП СЭВ на всю совокупность полей
допусков установлены ограничительные отборы (СТ СЭВ 144—75), различ-
ные для диапазонов номинальных размеров до 1 мм, от 1 до 500 мм и свыше
500 до 3150 мм.
Так как в ЕСДП СЭВ посадки образуются сочетанием любых полей до-
пусков отверстий и валов, то для предотвращения необоснованного много-
образия в посадках во всех трех диапазонах номинальных размеров пред-
усмотрены рекомендуемые посадки, а для наиболее широко используемого
в общем машиностроении диапазона от 1 до 500 мм (СТ СЭВ 144—75) из чис-
ла рекомендуемых выделены посадки предпочтительного применения.
119’
41. Рекомендуемые посадки в системе отверстия
Основные откло-
Основ- ное отвер- стие а b С d е I g h As k m
Посадки с зазором Переходные no-
Н5 Н5 £4 НЬ hA H5 H8 k4 H5 mA
Н8 не Н6 HQ h5 H6 Is 5 H6 k5 H6 m5
Н7 Н7 с& Н7 d8 Н7 Н7' е7 ’ е8 Н7* 17 Н7* gf> Н7* /гб H7- is 9 H7* кб H7 m6
Н8 Н8 с8 Н8 d8 Н8* е8 на на ’ fa Н8* Н8* h7 ’ h8 H8 Is7 H8 k7 H8 m7
Н8* dQ Н&2 ~е9 наг 19 Н8* hQ
HQ HQ* dQ HQ HQ е8 ’ eQ Н9 Н9 18 ’ (9 HQ* HQ h8 ’ hQ
НМ) НЮ dlO НЮ НЮ hQ ’ Л10
НИ Н1В all Н\М fell НИ1 сП НИ*1 НШ fell
dll
Н\2 Н122 fe!2 H12 /112
А Ш А Л _Л_ тх Л_ Ш Л X А Л А X А Д A C A П A H A T
Посадки по системе ОСТ (класс точности здесь условно не обозначен)
Примечания: 1. Звездочкой отмечены предпочтительные посадки.
2- Посадки, отмеченные цифровыми индексами, близко (индекс 1), приближенно (ин-
а посадки без цифрового индекса полностью или весьма близко соответствуют указанным
3. Для сопоставления посадок ЕСДП и системы ОСТ в нижней части таблицы и спра-
классов точности посадок, при этом данные числителя относятся к отверстию, а знаме-
120
при номинальных размерах от 1 до 500 мм
нения валов
деке 2) и грубо приближенно (индекс 3) соответствуют указанным посадкам системы ОСТ,
посадкам системы ОСТ.
ва даны соответственно шапка и боковик с обозначениями посадок в системе ос 1 я
нателя — к валу.
6 2-223 121
42. Рекомендуемые пссадки в системе вала
Основные отклонения
3
h4
66
67
68
69
610
611 ЛИ2 611 В1Р 611
612 В12 612
ш в X в
Посадки с зазором
D81 £8*
66 66
D8 Л7 Е6 67
D8 D9 68 ’ 68 £8 ЕЪ* L3 ’ 68
D9 DJ0 69 ’ 69 £9 69
D10 610
СИ2 611 D111 611
л в Ш В л В
G5 h4" /75 64
£7 65 Об fca /76 65
£7 F8J2 Лб’ 66 G7J 66 Н7* 66
F8 67 /78* 67
£8, £9 68 68 Яб* Я92 68 ’ 68
£9 69 В82 /79 Я10 69 ’ 69 ’ 69“
/710 hlQ
Hit*1 ftll
/712 612
Посадки по системе ОСТ (класс точности здесь условно не обозначен)
* См. примечания к табл. 41.
122
при номинальных размерах от 1 до 500 мм *
отверстий
N Р R S Т и
Js к
Переходные посадки Посадки с натягом
Л4 К5 Л4 М5 Л4 2V5 Л4 09 08
Js6 О Л5 Ж h5 2V6 А5 Ро h5 1 Г
w Л6 К7* Л6 М7 Л6 2V7* /гб Р7* hQ R7 Л6 S7* ~h6 Т7 h6 2_ 2
J$8 ft? К8 Н7 ш h7 W8 Л7 из Л7 2а 2а
3_ 3
За За
£ 4
£ Г
п ъ Я В L В Г В Пл В В Гр В Пр2 В Класс точно* сти посадки
6*
123
43. рекомендации по применению посадок предпочтительного применения
Обозначение посадки по ЕСДП СЭВ* Краткая характеристика и рекомендуемая область применения
Посадки с натягом
Я7 Обеспечивает передачу небольших крутящих моментов при тяже-
s6 лых и ударных нагрузках. Используется для чугунных и брон- зовых ступиц толщиной не менее 0,5 диаметра вала и при длине поверхности соприкосновения не менее диаметра вала, например, для втулок, помещаемых в шестерни, шкивы, шатуны, рычаги, для постоянных втулок, устанавливаемых в кондукторах
Н7 Обеспечивает передачу небольших крутящих моментов при ударных
Гб нагрузках. Используется для червячных колес на валу редуктора (крепление шпонкой), бронзовых зубчатых венцов червячных колес на чугунных ступицах с дополнительным креплением винтами
Н7 /Р7\ Обеспечивает относительное расположение деталей без дополни-
рб \Я6/ тельного крепления при небольших крутящих моментах или осевых силах. Применяется для насадных бронзовых венцов чер- вячных колес, сборных шестерен, для втулок, помещаемых в шестерни и шкивы Переходные посадки1'*
Н7 (Nl\ Обеспечивает прочное соединение при передаче больших усилий
пб \h6 / и наличии вибраций и ударов. При очень больших усилиях не- обходимо дополнительное закрепление с целью предотвращения проворачивания и продольного смещения. Гарантированный процент натяга** PN = 99,1...99,6 %. Применяется, например, для зуб- чатых венцов, насаживаемых на шестерни, постоянных втулок в подшипниках и шестернях, шкивов на валах
Н7 /Я7\ Обеспечивает хорошее центрирование. Применяется в сочетании
/гб \Й6/ с дополнительным кр плснием от проворачивания и осевого сдви- га для деталей, туго насаживаемых на шпонках и редко снимае- мых (например, шестерни, маховики, рукоятки). Гарантированный процент гатяга /^ = 24...34 %
Н7 lJs7\ Обеспечивает менее точное центрирование, чем посадка . При-
is7 \h6 / меняется в часто разбираемых соединениях с повышенными тре- бованиями к точности центрирования. Используется также для неподвижных сопряжений длинных деталей при длине / > (3...4) d (например, для зубчатых колес шпиндельной головки шлифоваль- ных станков, для подшипников качения). Гарантированный про- цент натяга PN = 5...6 % Посадки с зазором
//7 Допускает относительное перемещение деталей вручную после
йб смазки. Применяется для сменных шестерен на валах, шпинде- лей задних бабок, передвигающихся на- валах муфт, установоч- ных колец с винтами
778 Я8 Допускает относительное перемещение деталей вручную после тл Я7 смазки. Используется вместо посадки при большей длине сопрягаемых поверхностей и более низких требованиях к точно- сти сопряжения
Ь7 9 hS
♦ В скобках указаны соответствующие рекомендуемые посадки по ЕСДП СЭВ
в системе вала.
Под процентом натяга Рдг подразумевается вероятность (частота) получения натя*
гов в соединении. Процент зазоров Ps = 100 — Рдп
124
Продолжение табл. 43
Обозначение
посадки по
ЕСДП СЭВ*
Краткая характеристика и рекомендуемая область применения
/711
Ml
Н7
&
H7[FS\
f7 \h6 /
Не обеспечивает центрирования. Используется для относительно
грубо центрированных неподвижных соединений и для неответ-
ственных шарниров (например, при установке фланцевых крышек,
фиксации накладных кондукторов)
Обеспечивает центрирование высокой точности. Используется
для ответственных подвижных соединений с небольшим гаранти-
рованным зазором, например, для подшипников скольжения, на-
правляющих втулок, подвижных шестерен
Обеспечивает перемещение одной детали в другой с заметным
зазором при достаточном центрировании. Применяется для под-
шипников скольжения, распорных колец, направляющих втулок,
Н7
е8
/78//?9\
е8 \Л8 /
/78 7/9
d9 ’ d9
направляющих ползунов, цапф эксцентриков
Обеспечивает менее точное центрирование, чем посадка
/77
/7 •
При-
меняется для подшипников жидкостного трения, в ходовых вин-
тах, блоках зубчатых колес
Обеспечивает значительный гарантированный зазор. Применяется
в разнесенных опорах, многоопорных валах, при увеличенной
длине соединения
№ ГТ
Обеспечивает менее точное центрирование, чем посадка . При-
меняется для эксцентриков, валов, прессов в опорах, для валов
в длинных или далеко расставленных подшипниках, для пере-
движных зубчатых колес и сцепных муфт при высоких скоро-
стях вращения валов и больших нагрузках
44. Влияние некоторых факторов на выбор посадок
Конкретные условия работы Зазоры долж- ны быть Натяги долж- ны быть
Меньшее допустимое напряжение материала Уменьшены Уменьшены
Частный демонтаж Без измене- ния
Ударная нагрузка Уменьшены Увеличены
При эксплуатации температура отверстия выше, чем температура вала (материалы деталей одинаковы) »
То же, температура вала выше Большая длина соединения Увеличены Уменьшены
» »
Большие отклонения формы и расположения сопря- гаемых поверхностей > »
Возможны перекосы в сборке и деформации дета- лей » >
Большие скорости вращения » Увеличены
Осевое перемещение » —
Большая вязкость смазочгого масла >
Более шероховатая поверхность Уменьшены Увеличены
Повышенная точность монтажа » Уменьшены
Пониженная точность монтажа Увеличены Увеличены
Примечание. Прочерк в последнем столбце указывает на отсутствие натяга в
указанном соединении.
125
Рекомендуемые посадки в системе отверстия приведены в табл. 41,
а в системе вала — в табл. 42. В этих же таблицах даны ориентировочные
сопоставления с посадками и классами точности по системе ОСТ. Цифры
справа от строчных и прописных букв латинского алфавита соответствуют
номеру квалитета.
Выбор конкретных посадок для подвижных и неподвижных соедине-
ний при проектировании можно производить на основании предварительных
расчетов, экспериментальных исследований или ориентируясь на аналогич-
ные соединения, условия работы которых хорошо известны. В табл. 43 при-
менительно к методу выбора посадок по аналогии приведены краткие
характеристики посадок и области их применения в различных отраслях
машино- и приборостроения.
В случаях, когда в проектируемых конструкциях реальные условия
работы отличны от приведенных в табл. 43 или от условий работы хорошо
проверенных в эксплуатации конструкций, следует учитывать рекомендации
табл. 44, в которой указано влияние некоторых факторов на выбор посадок.
Предельные отклонения линейных размеров указывают непосредственно
после номинальных размеров одним из трех способов: условными обозначе-
ниями полей допусков (например, 187/7, 12е8), числовыми значениями пре-
дельных отклонений (например, 18+0,0!8; условными обозначени-
ями полей допусков с указанием справа в скобках числовых значений пре-
дельных отклонений, например, 18//7(+0’01^., 12е8^о,о59)-
Назначение предельных отклонений размеров
с неуказанными допусками
Предельные отклонения размеров относительно низкой точности допу-
скается непосредственно у размеров не указывать, а оговаривать общей за-
писью в технических требованиях чертежей, при условии, что эта запись
однозначно определяет величины и направления предельных отклонений
(табл. 45).
Предельные отклонения размеров с неуказанными допусками (отно-
сительно низкой точности) оговорены в СТ СЭВ 302—76*, по которому пре-
дельные отклонения нормируются четырьмя классами точности, обозначен-
ными буквой t с индексом 1,2, 3 и 4, соответствующим условному наименова-
нию классов (точный, средний, грубый и очень грубый). В каждом классе
точности предельные отклонения получены грубым округлением числовых
значений по квалитетам соответственно 12-, 14-, 16- и 17-му при укрупненных
интервалах поминальных размеров.
Согласно СТ СЭВ 302—76, допускается четыре варианта назначения
неуказанных предельных отклонений линейных размерсв (табл. 45). При
каждом из этих вариантов в общей записи может быть оговорен любой уровень
точности, предусмотренный квалитетами или классами точности для неука-
занных отклонений. Но в одной записи должна быть ссылка только на один
квалитет, один класс точности или один квалитет и соответствующий ему класс
точности. Для размеров металлических деталей, обработанных путем резания,
рекомендован 14-й квалитет и средний класс точности. Все предельные от-
клонения, отличающиеся от общей записи в технических требованиях, а
а также отклонения по 13-му и 15-му квалитетам должны указываться непо-
средственно у размеров.
Примеры общих записей в технических требованиях указаны в табл. 45
(для 14 квалитета и класса точности средний). Выбор одного из вариантов
общей записи зависит от конструктивных и технологических требований.
Предпочтительным является' вариант 1; вариант 2 применять не рекомен-
дуется; вариант 3 следует использовать лишь в обоснованных случаях, на-
пример, когда из расчета размерной цепи или по условиям обработки или фор-
* СТ СЭВ 302—76 относится к <Основным нормам взаимозаменяемости».
126
45. Варианты назначения неуказанных предельных отклонений
линейных размеров более 1 мм, кроме радиусов закругления и фасок
отклонения от нуля.
2. Допускаются записи о неуказанных предельных отклонениях размеров дополнять
словами, например, «Неуказанные предельные отклонения размеров //14, Л14, ±
мообразования все размеры должны иметь симметричные отклонения; ва-
риант 4 следует применять, когда имеется опасение, что тот или иной элемент
при изготовлении и контроле может быть ошибочно отнесен к другой группе
размеров.
Предельные отклонения радиусов закруглений, фасок и углов, согласно
СТ СЭВ 302—76, на чертеже не оговариваются отдельно, а определяются
в зависимости от квалитета или класса точности неуказанных предельных
отклонений линейных размеров.
ОСОБЕННОСТИ НАЗНАЧЕНИЯ ДОПУСКОВ И ПОСАДОК
ДЛЯ ДЕТАЛЕЙ ИЗ, ПЛАСТМАСС
Основным параметром, принятым для норм точности в соответствии
с ГОСТ 11710—71 «Допуски и посадки деталей из» пластмасс», является
колебание усадки AS.
В табл. 46 приведены достижимые квалитеты в зависимости от коле-
баний усадки для различных категорий размеров. Размеры детали Лх опре-
деляются размерами формующих знаков оснастки, а А2 и Л3— взаимным
расположением этих элементов (рис. 13). Квалитет 18 включен в СТ СЭВ
179—75 специально для изделий из пластмасс, изготовляемых литьем.
Как следует из табл. 46, точность пластмассовых деталей находится в пре-
делах от 8-го до 18-го. квалитета.
Большое влияние на точность изготовления оказывают технологические
уклоны, вызывающие дополнительную погрешность размеров Аук. Мень-
шие значения уклонов, следует назначать для материалов с малым колеба-
нием AS (до 0,4 %), большие — для материалов с большим колебанием
AS (свыше 0,4 %).
127
46. Квалитеты для размеров деталей из пластмасс
Квалитет IT при AS, %
Интервалы До 0,06 Свыше 0,06 ДО 0,10 Свыше 0,010 До 0,16 Свыше 0,16 До 0,25 Свыше 0,25 До 0,40 Свыше 0,40 До 0,60 Свыше 0,60 ДО 1,00 Свыше 1,00
размеро в, мм
Раз меры типа At
До 3 8 9 10 11 12 13 14 15
Свыше 3 ДО 30 8 9 10 11 12 13 14 15
» 30 120 9 10 11 12 13 14 15 16
» 120 » 250 10 11 12 13 14 15 16 17
> 250 » 500 11 12 13 14 15 16 17 18
Р а з м е р ы тип а А2 и . «з
До 3 10 И 12 13 14 15 16 17
Свыше 3 ДО 30 9 10 11 12 13 14 15 16
» 30 » 120 10 11 12 13 14 15 16 17
» 120 » 250 11 12 13 14 15 16 17 18
» 250 » 500 12 13 14 15 16 17 18 —
Примечание. В таблице приведены данные для деталей простой геометрической
формы, изготовляемых в условиях промышленного производства. При изготовлении дета-
лей сложной формы достигается меньшая точность (обычно принимается на один квалитет
ниже).
47. Рекомендуемые пол$Г допусков для деталей из пластмасс
Примечание. Звездочкой отмечены основные отклонения, обычно не предназна*
ченпые для посадок.
128
Для сопрягаемых ответственных размеров пластмассовых деталей
устанавливаются 8-й — 13-й квалитеты, а погрешность от уклона должна
располагаться в поле допуска, если угол уклона а < 1°, и за гределамн
поля допуска (сопряжение рассматривается как коническое), если а > 1°.
Точность несопрягаемых размеров находится в пределах 14-го—17-ю
квалитетов. Для этих размеров погрешность Дук определяется по формуле
Дук= 2//tga, где Н — высота элемента детали, имеющего уклон.
Для достижения заданного уровня взаимозаменяемости деталей из
пластмасс необходимо руководствоваться соответствующими стандартами.
Так, гладкие соединения назначаются по стандарту СТ СЭВ 179—75 «Поля
допусков деталей из пластмасс».
Приведенные в табл. 47 ряды полей допусков являются ограничитель-
ным отбором по СТ СЭВ 144—75, а также включают новые поля допусков,
Рис. 13. Типы размеров литых дета-
лей из пластмасс.
полученные по рекомендации
СТ СЭВ 145—75. В отдельных
технологически обоснованных
случаях могут быть применены
и другие поля допусков. Для
образования таких дополнитель-
ных полей допусков устанавли-
ваются следующие основные от-
клонения, не предусмотренные
СТ СЭВ 145—75: для валов — ау,
az, 2с, для отверстий — AY,
AZ, ZC.
Для соединения пластмассо-
вых деталей с пластмассовыми
или металлическими следует при-
менять посадки по СТ СЭВ 179—
75, приведенные в табл. 48.
Для металлических деталей, сое-
диняемых с пластмассовыми, по
СТ СЭВ 144—75 рекомендуются поля таких допусков: для валов—/г 7,
й8, Я9, АЛО, /ill и А12; для отверстий — Н7, Н8, //9, /710, /711 и Н\2.
ДОПУСКИ ФОРМЫ И РАСПОЛОЖЕНИЯ ПОВЕРХНОСТЕЙ.
КРАТКАЯ ХАРАКТЕРИСТИКА И ОБЛАСТИ
ПРИМЕНЕНИЯ
ОТКЛОНЕНИЯ ФОРМЫ ПОВЕРХНОСТЕЙ
Отклонение формы — это несоответствие между формой реальной по-
верхности (профиля), получаемой в результате обработки, и формой
геометрической поверхности, заданной чертежом. Основные термины и опре-
деления отклонения формы поверхностей предусмотрены в ГОСТ 24642—81.
При определении отклонений формы волнистость и шероховатость по-
верхности не учитываются-. Если не сделано особых указаний, волнистость
ограничивается допуском формы. При функциональной необходимости вол-
нистость нормируют согласно рекомендации СЭВ по стандартизации PC
3951—73 путем задания в технических требованиях средней арифмети че-
ской высоты из пяти значений высоты волнистости (Wz) в миллиметрах. При
этом допуск волнистости должен быть меньше, чем допуск формы. Откло-
нение рассматривается в пределах нормируемого участка, а если он не за-
дан — в пределах всей поверхности (профиля).
Числовые значения допусков (предельных отклонений) формы поверх-
ностей по степеням точности назначаются в соответствии с ГОСТ 24643—81.
При этом номинальным размером, по которому производится выбор числовых
129
48. Рекомендуемые посадки
Система
Основ- ные отвер- стия Основные откло-
ау аг а ь с d I е 1 f h
Н8 + + + + +
Н9 + + + +
Я10 + +
ян + + + + + + +
Я12 + +
Я13 +
AY AZ А в с D Е F я
Основные откло-
Система
Примечание. Посадки, обозначенные одной звездочкой, относятся только к си-
ное отверстие (основной вал) на один квалитет точнее основного отклонения вала (основ-
значений допусков формы, считается наибольший из размеров, определяю-
щих нормируемый элемент.
В табл. 49 приведена классификация отклонений формы поверхностей
и примеры их указания на чертежах. В табл. 50 даны рекомендации по на-
значению степеней точности отклонений формы и способы их обеспечения.
Отклонения формы плоских поверхностей
К этому виду отклонений относятся отклонения от плоскостности и пря-
молинейности, являющиеся комплексными показателями. Плоскостность
нормируется при необходимости ограничить отклонения формы всей по-
верхности или ее участка, прямолинейность — если достаточно ограни-
чить отклонения в сечении поверхности заданного или любого направ-
ления.
Частные виды отклонений формы — выпуклость и вогнутость — норми-
руются только в обоснованных случаях. Например, для установочных по-
130
деталей из пластмасс
/ Н8 Н8 Н8\ „
стеме отверстия I -т- , I . Для посадок, отмеченных двумя звездочками, основ-
\ Со Хо 2о /
Н9 J710 ХЮ ZCW
кого отклонения отверстия), например — , —— , .
хЮ гсН Л9 ЛЮ
верхностей не допускается выпуклость, а для измерительных или опорных
не допускается вогнутость. Условные обозначения для частных выдов отклоне-
ний не предусмотрены.
Если для плоского элемента одновременно нормируются отклонения фор-
мы и отклонения расположения (отклонение от параллельности, перпендику-
лярности, наклона и т. д.), то между ними должна соблюдаться взаимосвязь:
Тр^Тф, где Тр и Тф—соответственно числовые значения допуска располо-
жения и допуска формы. Рекомендуемые соотношения допусков формы и располо-
жения поверхности указаны на рис. 14.
При отсутствии указаний об отклонениях формы плоских поверхностей
или прямолинейных кромок и ребер эти отклонения ограничиваются полем
допуска размера между рассматриваемой поверхностью (линией) и базой.
При этом отклонение формы должно быть меньше допуска размера. Откло-
нение от плоскостности поверхности, принимаемой за базу, допуском размера
не ограничивается и должно нормироваться отдельно и в более жестких пре-
делах, чем допуск размера. Для сопрягаемых призматических элементов
131
Рис. 14. Соотношение допусков формы и расположения поверхностей:
а — диаграммы соотношения; б поясняющие схемы .(номер схемы соответствует номеру на шкале ординат диаграммы соотноше-
ний, пунктиром показан характер отклонения от плоскостности базовой поверхности). РА диаграммы соотноше-
49. Классификация отклонений формы поверхностей и примеры
их указания на чертежах*
Отклонение
(по
ГОСТ 24642—8!)
Схема в методы измерения
Примеры задания
на чертежах
От ПЛОСКОСТНОСТИ
От прямолиней-
ности кромок,
ребер
От прямолиней-
ности образую-
щей цилиндра
От прямолиней-
ности образую-
щей конуса
От прямолиней-
ности оси цилинд-
ра ‘ (изогну-
тость)1-*
* См. примечание, п. 2.
♦ * См примечание, п. 3.
133
Продолжение табл, 49
Отклонение (по
ГОСТ 24642—81)
Схема и методы измерения
Примеры задания
на чертежах
Профиля про-
дольного сечения
От цилиндрично-
сти
Примечания: 1. Частные виды отклонений при необходимости указываются текс-
том в технических требованиях.
2. Приведенные в табл. 49, 52, 53 методы и схемы измерения не являются единственно
возможными и указаны для пояснения сущности соответствующих отклонений. В практике
допускаются любые методы и средства прямого или косвенного измерения отклонений#
если они обеспечивают соблюдение допусков в соответствии со стандартными определе-
ниями (ГОСТ 24642—81).
3. В табл. 49, 52, 53 на схемах измерения приняты следующие условные обозначения?
а — угол; L — нормируемая длина; Д — отклонение; О/ — диаметр в f-ом сечении; стрел-
кой указано направление передвижения; цифрами обозначено: 1, II, III—позиции, в кото-
рых осуществляется контроль; 1 — проверяемая деталь; 2 — измерительная головка; 3 —
подкладка; 4 — поверочная плита; 5 — упор; б — ножевая опора; 7 — центр; 8 — оправка}
9 — угольник; J0 — призма.
4. Для отклонений, отмеченных в табл. 49, 52, 53 знаком1, примеры нанесения до-
пусков на чертежах даны в диаметральном выражении, что более предпочтительно. Можно
также указывать эти отклонения в радиусном выражении с соответствующей заменой
условного знака Т на Т/2, при этом числовая величина допуска должна быть уменьшена
в 2 раза. Если допуск задан в радиусном выражении, численная величина допуска соот-
ветствует одностороннему отклонению, а в диаметральном выражении — двустороннему
симметричному отклонению
134
50. Рекомендации по назначению степеней точности отклонений формы
и расположения и способы обработки, используемые для их достижения
Степень точности * Пример применения Способ обработки
Отклонение от пл ос костности и прямолинейности
1—11 Направляющие особо высокой точ- ности Доводка, су пер фи ниши- рование, тонкое шлифо- вание, тонкое шабрение Доводка, шлифование, шабрение повышенной точности
111—IV Направляющие повышенной точности; рабочие поверхности высокой точ- ности
V-VI Направляющие нормальной точности; рабочие поверхности повышенной и нормальной точности Шлифование, обтачива- ние повышенной точности
VII—VIII Базовые поверхности кондукторов и других технологических приспо- соблений; опорные поверхности кор- пусов подшипников; разъемы корпу- сов редукторов; упорные подшип- ники машин малой мощности Грубое шлифование, фре- зерование, строгание, протягивание, обтачива- ние
IX-X Кронштейны и основания вспомога- тельных и ручных механизмов; опор- ные поверхности корпусов, устанав- ливаемых на клиньях и амортизи- рующих прокладках; присоедини- тельные поверхности арматуры, флан- цев (с использованием мягких про- кладок) Грубое фрезерование, строгание, обтачивание, долбление
XI—XII Неответственные рабочие поверхности механизмов пониженной точности; базовые поверхности столов, рамок, рольгангов, планок в литейных ма- шинах Грубая механическая об- работка всех видов
Отклонение формы цилиндрических и конических
поверхностей
1—11 • Для особо ответственных сопряже- Доводочные операции,
ний с допусками меньше 5-го квали- тета (гироскопические устройства; шарики и ролики для подшипников) суперфиниширование, весьма тонкое шабрение
III—IV Посадочные поверхности подшипни- ков качения классов точности 4 и 5 и отверстия в корпусах под эти под- шипники Тонкое точение, шлифо- вание, алмазное растачи- вание, хонингование
V-V1 Посадочные поверхности подшипни- ков качения классов точности 0 и 6, а также валов и корпусов под них; поверхности соединений втулок с ци- линдрами и корпусами в гидравличе- ских системах высокого давления Шлифование, точение, хо- нингование, растачивание повышенной точности, развертывание, протяги- вание
♦ В числителе указаны степени точности при непараллельности оси поверхности вра-
щения относительно плоскости, в знаменателе — при непараллельности оси относительно
оси
135
Продолжение табл. 50
Степень точности Пример применения Способ обработки
VII—VIII IX-X Поршни и гильзы, кондукторные втулки, отверстия под постоянные втулки, подшипники скольжения, ре- дукторы Подшипники скольжения гри легких условиях работы; поршни и цилиндры насосов низкого давления с мягкими уплотненними Грубое точение, шлифо- ваниег развертывание, протягивание, растачива- ние, сверление повышен- ной точности Грубое точение, растачи- вание, сверление
Отклонения от параллельности плоскостей
I—11 Основные рабочие поверхности пре- цизионных станков и измерительных приборов высокой точности Доводка, суперфиниши- рование, шабрение повы- шенной точности
II1-1V Особо точные направляющие, основ- ные рабочие поверхности станков вы- сокой и повышенной точности Доводка, тонкое шлифо- вание, шабрение
V-V1 Направляющие высокой точности, опорные торцы крышек и дистанцион- ные кольца под подшипники классов точности 4 и 5; базовые поверхности приспособлений Шлифование, тонкие фре- зерование и строгание, шабрение
VII—VIII Рабочие поверхности кондукторов средней точности, опорные торцы крышек и колец подшипников каче- ния классов точности 0,6 и 5 Шлифование, фрезерова- ние, строгание, опиловка, протягивание, литье ,под давлением
IX—X Стыковые поверхности без взаимного Фрезерование, строгание.
XI-XII перемещения при невысоких требова- ниях к герметичности и точности сое- динений; нерабочие поверхности долбление (другие спо- собы грубой обработки)
Отклонение от параллельности осей поверхностей
вращения
IV-V
V-V1
VI—VII
VII—VIII
Для деталей в подвижных сопряже-
ниях, обеспечивающих высокую точ-
ность перемещения, регулирования
и отсчетов (рабочие поверхности
станков нормальной точности, точные
измерительные приборы и точные
кондукторы)
Для деталей, обеспечивающих точ-
ное базирование при изготовлении
и контроле, точную установку рабо-
чих подвижных поверхностей (точ-
ные машиностроительные детали и
кондукторы средней точности)
Шлифование, координат-
ное растачивание
Шлифование, , растачива-
ние на расточных стан-
ках, протягивание
136
Продолжение табл. 50
Степень точности Пример применения Способ обработки
VIII—IX '1Х-Х Для де1алей, обеспечивающих нор- мальную точность перемещения, цен- трирования или направления (маши- ностроительные детали средней точ- ности) Растачивание, сверление и развертывание по кон- дуктору
О т к л о некие от перпендикулярное биения ти и торцевого
1—11 Основные направляющие и базовые, поверхности станков высокой точ- ности; поверхности прецизионных инструментов и приборов Доводка, тонкое шлифо- вание
III-IV Основные направляющие и базовые поверхности станков нормальной и повышенной точности; точные ин- струменты и измерительные приборы, заплечики валов под подшипники качения классов точности 4 и 5 Доводка, тонкое шлифо- вание, шабрение повы- шенной точности
V—VI Ответственные детали точных стан- ков, измерительных инструментов и приборов средней точности; запле- чики валов под подшипники качения классов точности 0,6 и 5 и корпусов под подшипники качения классов точности 4 и 5; фланцы валов и со- единительных муфт Чистовое шлифование, шабрение, фрезерование, строгание, растачиванйе повышенной точности
VII-VIII Ответственные машиностроительные детали; направляющие и базовые по- верхности корпусов, торцы станоч- ных втулок; заплечики валов, кор- пусов под подшипники качения клас- сов точности 0 и 6; торцы ступиц и распорных втулок Шлифование, фрезерова- ние, строгание» долбле- ние, растачивание
IX—X Машиностроительные детали средней точности; торцы подшипников валов в механизмах с ручным приводом; оси отверстий корпусов конических редукторов Обтачивание, грубое фре- зерование, растачивание
XI—XII Поверхности неответственных соеди- нений; свободные поверхности, гру- бые машиностроительные детали Все способы обработки
Отклонение от соосности и радиального биени я
1-П Рабочие поверхности колец преци- зионных подшипников, шпинделей станков высокой точности Доводка, весьма тонкое шлифование
137
Продолжение табл. 50
Степень точности Пример применения Способ обработки
III—IV Рабочие поверхности шпинделей и корпусов повышенной и нормальной точности, посадочные шейки валов под зубчатые колеса Доводка, тонкое шлифо- вание, тонкое обтачива- ние, суперфиниширова- ние, хонингование
V—VI Втулки станочные повышенной точ- ности; посадочные поверхности ва- ликов, осей валов под зубчатые ко- леса; быстроходные валы повышен- ной точности Чистовое шлифование, тонкое обтачивание и растачивание
VII—VIII Посадочные шейки валов под зубча- тые колеса; быстроходные валы нормальной точности Грубое шлифование, об- тачивание, растачивание
IX—X Машиностроительные детали грубой точности; посадочные шейки валов под зубчатые колеса Обтачивание, растачива- ние пониженной точно- сти, зеякерование, вы- тяжка в штампах
51. Рекомендации по выбору неуказанных допусков формы и расположения
поверхностей
Отклонение Квалитет допуска размера (по СТ СЭВ 145—75 и СТ СЭВ 177-75)
До 13 1 14 | 15 |-16 | 1 17
Степень точности неуказанных допусков формы или расположения поверхностей [47]
От плоскостности и прямо- линейности От перпендикулярности * От симметричности От соосности, от пересече- ния осей и радиальное бие- ние Торцовое биение XI хш
— хи — XIV XVI
хш XIV XV XVI
X ,Х11 XIV
X XI хш
♦ Степени точности указаны в зависимости от квалитета на неуказанные угловые
размеры (по СТ СЭВ 178—75).
138
с параллельными плоскостями допуск размера ограничивает отклонение
от плоскостности обеих поверхностей на длине соединения.
Неуказанные допуски плоскостности и прямолинейности для несопряга-
емых поверхностей рекомендуется принимать по табл. 51 в зависимости от ква-
литета, по которому назначен допуск толщины или диаметра.
Отклонения формы цилиндрических поверхностей
К этому виду отклонений относятся комплексные показатели — откло*
нение'от цилиндричности, отклонение от круглости и отклонение от профиля
продольного сечения. Цилиндричность нормируется при необходимости
ограничить совокупность отклонений формы номинально цилиндрической
поверхности, круглость и профиль продольного сечения — если достаточно
ограничить отклонения формы отдельных ее сечений.
В обоснованных случаях, например когда необходимо оговорить откло-
нение определенного характера или установить для'него дифференцированное
числовое значение, нормируются частные виды отклонений формы в сече-
ниях поверхности — овальность, огранка, конусообразность и седлообраз-
ность. Для этих отклонений условные обозначения не предусмотрены; их
числовое значение должно быть меньше или равно величине комплексного
отклонения. Их взаимосвязь с отклонениями расположения представлена
на рис. 13.
Допуски формы цилиндрических поверхностей должны указываться
на чертежах только в тех случаях, когда их числовое значение меньше до-
пуска размера*.
Если в чертеже отсутствуют указания о допусках формы, то для сопря-
гаемых поверхностей отклонение от цилиндричности и отклонение от про-
филя продольного сечения ограничиваются полем допуска диаметра на длине,
равной длине соединения.
Для несопрягаемых поверхностей, а также сопрягаемых, но на длине,
превышающей длину соединения, нечеткая огранка и отклонение от пря-
молинейности оси (изогнутость) полем допуска диаметра не оговариваются
и должны нормироваться отдельно (см. табл. 49).
При выборе допусков цилиндричности или профиля продольного сече-
ния следует учитывать длину нормируемого участка или ее полную длину,
если допуск относится ко всей поверхности. Рекомендуется допуск формы
принимать следующим: при Lid = 2...5 — на одну степень точности грубее,
а при L/d > 5 — на две степени точности грубее, чем для обычных случаев,
когда Lid < 2. Однако во всех случаях допуск формы на длине соединения
не должен превышать допуск диаметра.
Степень точности отклонений формы цилиндрических поверхностей при
Lid < 2 обычно задается равной квалитету точности диаметра. Например,
при диаметре 12Н7 (номер квалитета 7) допуск цилиндричности принима-
ется по VII степени точности. Когда в сопряжении требуется повышенная
стабильность зазоров и повышенная точность натягов, отклонение формы
принимается на 1—3 степени точности точнее, причем чем выше требования
к сопряжению, тем жестче задаются отклонения формы.
Отклонения формы конических поверхностей
Точность формы конических поверхностей характеризуется отклоне-
ниями прямолинейности, образующей конуса и круглости в поперечном се-
чении.
Если для конуса задаются раздельные допуски диаметра TD в задан-
ном поперечном сечении и допуски угла конуса AT D, то рекомендуется ука-»
• В отдельных случаях, например для легкодеформируемых деталей, допуски формы
Могут превышать допуск диаметра и должны быть огоьорены особо.
139
вывать допуски прямолинейности образующей Тпр и круглости Г соблю-
дая при этом следующие соотношения:
Л<р
Если для конуса допуск диаметра TD задан в любом сечении конуса, то
отдельные допуски прямолинейности образующей или круглости назнача-
ются в тех случаях, когда они должны быть меньше половины допуска ди-
аметра.
ОТКЛОНЕНИЯ РАСПОЛОЖЕНИЯ ПОВЕРХНОСТЕЙ
Отклонение расположения — это смещение от номинального располо-
жения поверхности, ее оси или плоскости симметрии относительно баз или
смещение от номинального (заданного чертежом) взаимного расположения
рассматриваемых поверхностей. Основные термины и определения отклоне-
Рис. 15. Деталь с зависи-
мыми допусками.
ний расположения поверхностей оговорены
в ГОСТ 24642—81.
При определении отклонений расположе-
ния поверхности, если нет особых оговорок,
отклонения формы нормируемых и базовых
элементов не учитываются.
Количественно отклонения расположения
поверхностей оцениваются на всей длине нор-
мируемого элемента или в пределах норми-
руемого участка, если он задан. При этом
числовые значения допусков (предельных от-
клонений) по степеням точности назначаются
по ГОСТ 24643—81.
Допуски расположения поверхностей мо-
гут быть двух видов — зависимые и незави-
симые.
Зависимый — это допуск расположения, величина которого зависит не
только от заданного предельного отклонения расположения, но и от дейст-
вительных отклонений размеров рассматриваемых поверхностей. Зависи-
мые допуски расположения назначают для деталей, которые сопрягаются
с контрдеталью одновременно по двум или нескольким поверхностям и для
которых требования взаимозаменяемости сводятся к обеспечению собира-
емости, т. е. к соединению деталей по всем сопрягаемым поверхностям с со-
блюдением заданных условий сборки (например, гарантированного зазора).
Зависимые допуски рассчитывают, исходя из наименьших зазоров со-
пряжения (диаметр отверстия — min, вала — max).
Применение зависимых допусков дает возможность при изготовлении
и приемке продукции превышать проставленные на чертеже предельные
отклонения расположения на величину, компенсируемую действительными
отклонениями размеров, что удешевляет изготовление и упрощает при-
емку продукции. Например, для планки с двумя отверстиями 0 6,Й+03 мм
под крепежные детали 0 6 мм (рис. 15) предельные отклонения располо-
жения осей отверстий заданы ± 0,2 мм (допуск зависимый). Эти отклонения
рассчитаны с учетом наименьшего зазора сопряжения, равного 6,2 — 6 ==
= 0,2 мм. При наибольших предельных диаметрах отверстий (6,5 мм) зазоры
увеличиваются на 0,3 мм, и в этом случае без ущерба для собираемости де-
талей можно допустить отклонение расстояния между их осями в пределах
± (0,2 + 0,3) = ± 0,5 мм. Зависимые допуски расположения осей отвер-
стий для крепежных деталей приведены в ГОСТ 24643—81.
Независимый — это допуск расположения, величина которого опреде-
ляется только заданным предельным отклонением расположения (назначен-
ным из условий правильной работы деталей и узла) и не зависит от действи-
тельных отклонений размеров рассматриваемых поверхностей. Применяется»
140
например, когда необходимо выдержать соосность посадочных гнезд под под-
шипники качения, ограничить колебание межосевых расстояний в корпусах
редукторов и т. п.
В табл. 52 приведена классификация отклонений расположения и при-
меры их указания на чертежах.
В табл. 50 даны рекомендации по назначению степеней точности откло-
нений расположения поверхностей и способы йх обеспечения.
Отклонения от параллельности
Отклонение от параллельности прямых (или осей), которые по усло-
вию всегда лежат в одной плоскости, оценивается в этой же плоскости, на-
пример отклонение от параллельности образующих номинально цилиндри-
ческой поверхности в плоскости сечения, проходящей через ее ось. Если рас-
сматриваемые номинально параллельные элементы могут иметь отклонения
расположения в различных направлениях пространства, то отклонение от
паралелльности оценивается в двух взаимно перпендикулярных плоскостях,
одна из которых является общей плоскостью элементов (осей). Отклонение
в плоскости, перпендикулярной к ней, называется перекосом, осей и норми-
руется в обоснованных случаях (см. табл. 52).
При комплексной оценке отклонения от параллельности в пространстве
нормируется один показатель, являющийся геометрической суммой откло-
нений в двух взаимно перпендикулярных плоскостях (см. табл. 53).
На чертежах допуски параллельности назначаются при условии, что
они должны быть меньше допуска размера между рассматриваемыми эле-
ментами. Если отклонение от параллельности может быть больше, чем до-
пуск размера, то на чертеже оно отдельно не оговаривается и ограничива-
етсят полем допуска размера между рассматриваемыми элементами или по-
лями допусков размеров от каждого из рассматриваемых элементов до общей
базы, а перекос осей ограничивается: в несимметричных деталях полями
допусков размеров, координирующих расположение общей плоскости осей,
в симметричных — допуском симметричности осей относительно контура.
Отклонения от перпендикулярности
Нормирование расположения номинально перпендикулярных элемен-
тов может осуществляться путем задания отклонения от перпендикулярности
или указанием предельных отклонений от прямого угла (90°) в угловых еди-
ницах по СТ СЭВ 302—76 и СТ СЭВ 178—75.
При назначении допуска перпендикулярности оси относительно плос-
кости ограничивается отклонение в любом направлении. В обоснованных
случаях могут быть заданы разные допуски перпендикулярности в двух
взаимно перпендикулярных плоскостях заданного направления или только
в одной плоскости заданного направления (см. табл. 52).
Нормирование допуска перпендикулярности торцовой поверхности
деталей вращения относительно базовой оси вместо указания торцового или
полного торцового биения (см. далее) следует проводить, если необходимо
установить отдельно допуски перпендикулярности и плоскостности, а так-
же если допуск перпендикулярности может быть задан зависимым за счет
учета действительных отклонений диаметра базового элемента.
Отклонения от перпендикулярности непосредственно полями допусков
размеров не ограничиваются и, в общем случае, должны быть указаны на
чертеже. Для неответственных элементов их можно регламентировать в техни-
ческих требованиях неуказанными допусками перпендикулярности по гру-
бым степеням точности. При этом выбор степеней точности необходимо согла-
совать’с неуказанными допусками угловых размеров (см. табл. 51).
141
£ 52. Классификация отклонений расположения поверхности и примеры их указания на чертеже*
Отклонение (по
ГОСТ 24642—81)
Схема или способ измерения*
Примеры указания на чертежах
Примечание
От параллельнос-
ти плоскостей
От параллельности'
оси и плоскости
От параллельности
осей (прямых) в
пространстве1
Проверяется отклонение от параллель-
ности в общей плоскости (см. ниже) и
перекос осей (см. ниже)
Указание на чертеже
применяется в слу-
чаях, когда допуск
параллельности оди-
наков во всех направ-
лениях, в противном
случае проставляют
отклонение от парал-
лельности в общей
плоскости и перекос
осей (см. ниже)
См. примечания к табл. 49.
Норглируется в основ-
ном в сопряжениях,
чувствительных к пе-
рекосам, в цилиндри-
ческих зубчатых пере-
дачах, шатунах, точ-
ных кинематических
парах
Отклонение (по
ГОСТ 24642—81)
Схема или способ измерения
От перпендикуляр
ности плоскостей
От перпендику-
лярности осей
Продолжение табл. 52
Примеры указания на чертежах
Примечание
От перпендикуляр-
ности оси относи-
тельно плоскости
в пространстве1
То же
Наклона плоскости!
I
Указание на чертеже
применяется в слу-
чаях, когда допуск
перпендикулярности
одинаков во всех на-
правлениях ,
Допуск перпендику-
лярности в двух
взаимно перпендику-
лярных направлениях
имеет разную вели-
чину, задается только
в обоснованных слу-
чаях
$ ___________________
Отклонение (по
ГОСТ 24642—81)
Схема или способ измерения
Наклона оси (пря-
мой)
От соосности от-
носительно оси ба-
зовой поверхнос-
ти1
От соосности от-
носительно общей
оси*
Продолжение табл. 52
Примеры указания на чертежах
Примечание
Ранее использовалс?
условный знак _____|~
(ГОСТ 2.308—68)
От симметричнос-
ти относительно
плоскости симмет-
рии базового эле-
мента1
От симметричности
относительно об-
щей плоскости
симметрии1’
Комплексным калибром
4
Ранее по ГОСТ
2.308—68 использо-
вался условный знак
<*, |х|т^И|
Отклонение (по ГОСТ 24642—81) Схема или способ измерения
Позиционное1 Комплексным калибром
Позиционное > >
Продолжение табл. 52
Примеры указания на чертежах
Примечание
Ранее по
ГОСТ 10356—63 ис-
пользовался термин
«предельное смещение
оси (или плоскости
симметрии) от номи-
нального расположе-
ния», которому по
ГОСТ 2.308—68 соот-
ветствовал условный
знак +
53. Классификация суммарных отклонений формы и оасположенш^поверхностей и примеры их указания на чертежах'
Примечание
Отклонения (по
ГОСТ 24642—81)
Торцовое биение
Полное торцовое
биение
Радиальное биение
Биение в заданном
направлении
Нормирует отклонение от перпендику-
лярности и часть отклонений от плос-
костности для точек, лежащих на конт-
ролируемой окружности (диаметр окруж-
ности может быть и наибольшим диамет-
ром торца)
Задается на чертеже при необходимости
установить суммарный допуск перпенди-
кулярности и плоскостности всего торца
Косвенно нормирует соосность; включает
^акже отклонения формы нормируемой
поверхности
То же. Заданное направление должно
соответствовать направлению воздейст-
вия отклонения на функциональные ха-
рактеристики поверхности или соедине-
ния
«5
• См. примечания к табл. 49.
Продолжение табл, 53.
Отклонения (по
ГОСТ 24642—81)
Методы и схемы измерения
Примеры указания на чертежах
Примечание
Полное радиальное
биение
То же. Назначается в случаях, когда
необходимо обеспечить равномерность
радиального зазора во всех точках со-
прягаемых поверхностей и когда откло-
нения от цилиндричности могут быть
того же порядка, что и отклонения от
соосности
Формы заданного
профиля1
Профильные калибры или
специальные измерительные
устройства
1ДЕЕЗЕИ1
Нормирует отклонения размеров, формы
профиля и отклонения расположения его
относительно заданных баз
Формы заданной
поверхности1
То же
Нормирует отклонения размеров, формы
поверхности и отклонение расположения
ее относительно заданных баз
Отклонения наклона
Допуски, ограничивающие отклонения наклона, могут назначаться
при любых номинальных углах между элементами, за исключением углов,
равных 0°, 90° и 180°. Эти допуски целесообразно назначать в тех случаях,
когда по конструктивным условиям должны быть ограничены отклонения
угла, выраженные в линейных единицах, например когда эти отклонения
связаны с зазором между сопрягаемыми элементами. По заданному допуску
отклонения наклона можно установить лишь симметричные предельные
отклонения относительно номинального угла.
Для углов с неуказанными допусками отклонения наклона ограничи-
ваются неуказанными предельными отклонениями углов по СТ СЭВ 302—76.
Отклонения от соосности, симметричности
и пересечения осей
Отклонения от соосности применяются при нормировании точности рас-
положения поверхностей с номинально совпадающими осями. Допуск со-
осности учитывает как параллельное, так и угловое смещение осей и пред-
полагает исключение влияния отклонений формы реальных поверхностей.
Понятие о симметричности сходно с понятием о соосности, но приме-
няется для характеристики точности совпадения либо плоскостей симметрии
двух призматических элементов (или групп элементов), либо плоскости сим-
метрии элемента с осью поверхности вращения.
Понятие об отклонении от пересечения применяется для осей, которые
номинально должны лежать в одной плоскости и пересекаться под любым
заданным углом.
Допуски соосности, симметричности и пересечения осей могут быть за-
даны как независимые (по ГОСТ 24643—81) или как зависимые (исходя
из расчета наименьших зазоров в соединении). Назначение зависимости до-
пусков, в том числе равных нулю, в общем случае более предпочтительно,
так как позволяет еще на стадии разработки технической документации
при необходимости расширить допуски расположения путем сокращения до-
пусков на диаметры сопрягаемых поверхностей.
Отклонения от соосности, симметричности и пересечения осей полями
допусков размеров рассматриваемых поверхностей не ограничиваются.
Если эти отклонения на чертеже не указаны, они ограничиваются: в несим-
метричных деталях — полями допусков размеров, координирующих оба
рассматриваемых элемента относительно третьих элементов; в симметричных
деталях (если координирующие размеры не указаны) — неуказанными до-
пусками соосности, симметричности и пересечения осей по степеням точ-
ности, назначаемым в зависимости от наиболее грубого квалитета, принятого
для допусков размеров рассматриваемых элементов (см. табл. 51). Пере-
численные неуказанные допуски в этом случае должны рассматриваться как
независимые допуски расположения.
Позиционное отклонение
Указание допусков позиционного отклонения, является одним из спо-
собов задания точности расположения элементов * оговоренных проставлен-
ными на чертежах линейными и угловыми координирующими размерами.
Позиционные допуски обеспечивают комплексное нормирование рас-
положения элементов, так как позволяют ограничить отклонения распо-
ложения каждого из элементов как от общей базы — номинального располо-
жения, так и в любом из направлений.
Нормирований позиционных допусков рекомендуется, если необходимо
обеспечить точность взаимного расположения более чем двух элементов, объе-
диненных общими точностными требованиями, например требованием
собираемости с парной деталью одновременно по нескольким сопрягаемым
элементам. Метод позиционных допусков особо рекомендуется использовать
при назначении зависимых допусков для деталей серийного и массового про-
изводства.
Для различных элементен, входящих в одну группу, могут быть назна-
чены одинаковые или разные позиционные допуски. Для отдельных элемен-
тов в группе они могут быть равны нулю — такие элементы являются базами
для позиционных допусков других элементов группы. Действительное распо-
ложение базовых элементов в реальной детали принимается за номинальное,
относительно которого определяется номинальное расположение других
элементов группы.
Выбор числовых значений позиционных допусков осуществляется на
основании расчета точности расположения элементов с учетом влияния
позиционных отклонений на собираемость, точностные или иные функцио-
нальные показатели изделия. Пример расчета позиционных допусков из ус-
ловий собираемости приведен в СТ СЭВ 637—77.
Если позиционные допуски не указаны, то позиционные отклонения огра-
ничиваются полями допусков (указанными или неуказанными) на коорди-
нирующие размеры.
СУММАРНЫЕ ОТКЛОНЕНИЯ ФОРМЫ
И РАСПОЛОЖЕНИЯ ПОВЕРХНОСТЕЙ
Суммарное отклонение формы и расположения — это отклонение, яв-
ляющееся результатом совместного проявления отклонения формы и откло-
нения расположения рассматриваемого элемента (поверхности или про-
филя) относительно заданных баз. Количественно суммарные отклонения
оцениваются по точкам реальной нормируемой поверхности относительно
прилегающих базовых элементов или их осей. Отклонение рассматривается
в пределах нормируемого участка, а если он не задан, отклонение относят
ко всей поверхности или, соответственно, к профилю любого сечения.
Краме рассматриваемых ниже и приведенных в табл. 53 суммарных
отклонений, в практике конструирования могут, при необходимости, допол-
нительно назначаться допуски на суммарные отклонения, для которых по
СТ СЭВ 368—776 отдельные условные знаки не предусмотрены. Например:
суммарный допуск параллельности и плоскостности нормируемой поверх-
ности (например, для нормирования измерительных поверхностей конце-
вых мер длины); суммарный допуск перпендикулярности и плоскостности
нормируемой поверхности (например, для нормирования измерительных
поверхностей угольников для контроля перпендикулярности); суммарный
допуск наклона и плоскостности нормируемой поверхности;
В табл. 53 приведены классификация суммарных отклонений формы и рас-
положения и рекомендуемый способ их задания.
Торцовое и полное торцовое биение
Эти отклонения указывают при нормировании перпендикулярности тор-
цовых поверхностей деталей вращения. Задание допуска торцового биения —
это наиболее распространенный способ нормирования. Им ограничивают
отклонение от перпендикулярности и часть отклонений от плоскостности
(только для точек, лежащих на контролируемой окружности, отклонения типа
выпуклости или вогнутости торцовым биением не выявляются и, при необ-
ходимости, должны нормироваться отдельным допуском). Численно вели-
чина торцового биения соответствует отклонению от перпендикулярности
на длине, равной диаметру окружности, контролируемой при задании тор-
цового биения. .
Допуск полного торцового биения назначается, если необходимо уста-
новить суммарный допуск перпендикулярности и плоскостности торца (для
всех точек торца).
152
Торцовое и полное- торцовое биение непосредственно полем допуска
размера не ограничиваются. Если на чертеже торцовое биение не оговорено,
то оно определяется неуказанными допусками торцового биения, выбор
которых производят в зависимости от квалитета допуска размера, коорди-
нирующего торец (см. табл. 51). Для полного торцового биения неуказанные
допуски не устанавливаются. Во всех случаях, когда необходимо ограничить
эту характеристику, допуски должны указываться на чертеже.
Радиальное и полное радиальное биение
Понятие о радиальных биениях сходно с понятием о соосности. До-
пуски радиального или полного радиального биения назначаются при нор-
мировании поверхностей вращения относительно других соосных поверх-
ностей вращения. Они включают также отклонения формы нормируемой
поверхности. Чаще всего допуски радиального биения назначают в тех слу-
чаях, когда оно непосредственно влияет на функциональные свойства поверх-
ности. Допуск радиального биения, если он не задан в определенном сечении,
должен соблюдаться в любом сечении поверхности вращения, перпендику-
лярном к базовой оси.
Допуск полного радиального биения следует назначать только для
номинально цилиндрических поверхностей в функционально обоснованных
случаях, например когда необходимо обеспечить равномерность радиального
зазора во всех точках сопрягаемых поверхностей и когда отклонения от
цилиндричности могут быть того же порядка, что и отклонения от соосности.
Для поверхностей, образующие которых непрямолинейны или непа-
раллельны относительно базовой оси (например, для конусов), может норми-
роваться биение в заданном направлении. Заданное направление должно
соответствовать направлению воздействия отклонения на функциональные
характеристики поверхности или соединения и чаще всего определяется по
перпендикуляру к поверхности.
Биение непосредственно полями допусков размеров рассматриваемых
поверхностей не ограничивается. В случае же, когда допуски биения не ука-
заны, эти отклонения ограничиваются аналогично отклонениям соосности,
симметричности и пересечения осей (см. с. 151).
Степень точности неуказанных допусков радиального биения выбира-
ется в зависимости от наименее точного квалитета, принятого для допус-
ков размеров рассматриваемых элементов по табл. 59.
Для полного радиального биения и биения в заданном направлении
указанные допуски не устанавливаются. Во всех случаях, когда необходи-
мо ограничить эти характеристики, допуски на них должны указываться
на чертеже.
Отклонения формы криволинейных поверхностей
К этому виду отклонений относятся отклонения формы заданного про-
филя и заданной поверхности, являющиеся результатом совместного прояв-
ления отклонений размеров и формы профиля (поверхности), а также откло-
нений расположения профиля (поверхности) относительно заданных баз.
Нормирование геометрической точности профилей сложной формы
(криволинейных или состоящих из нескольких простых элементов) произ-
водится двумя способами:
допуском формы заданного профиля (см. табл. 53 и рис. 16,а); при этом
способе все размеры, координирующие профиль, берутся в рамки;
предельными отклонениями координат отдельных точек профиля (рис.
16,6); при этом способе размеры в одном координатном направлении берутся
в рамки, а в другом — проставляются с предельными отклонениями.
Первый способ нормирования более предпочтительный, но предпола-
гает только симметричное расположение поля допуска формы нормируемого
профиля относительно номинального. Второй способ дает возможность
7 2-229
153
задания любого расположения поля допуска нормируемого профиля относи-
тельно номинального.
Нормирование геометрической точности поверхностей сложной формы
производится аналогично описанному нормированию сложных профилей.
УКАЗАНИЕ ОТКЛОНЕНИИ ФОРМЫ
И РАСПОЛОЖЕНИЯ ПОВЕРХНОСТЕЙ НА ЧЕРТЕЖАХ
Допуски отклонений формы и расположения поверхности указываются
на чертежах в соответствии с ГОСТ 2.308—79 (СТ СЭВ 368—76) одним из
двух способов: условными обозначениями или текстом в технических тре-
брваниях. Первый способ предпочтительнее.
Условное обозначение состоит из прямоугольной рамки, разделенной на
две, три или более частей. В первой части указывают знак нормируемого
отклонения или условные знаки нескольких нормируемых отклонений,
являющихся составляющими суммарного отклонения, для которого не пре-
дусмотрен отдельный условный знак. При этом первым указывается услов-
ный знак отклонения расположения, например для одновременного задания
допуска плоскостности и параллельности — Ца
Во второй части указывают числовое значение предельного отклонения
(допуска) в мм и, при необходимости, через черту дроби длину участка,
к которому относится допуск формы или расположения. Если длина не за-
дана, то допуск относится ко всей длине или поверхности нормируемого
элемента.
Рамку и контурную линию (или ее продолжение) элемента, к которому
относится допуск, соединяют прямой или ломаной линией, заканчивающей-
ся .стрелкой. Если допуск относится непосредственно к поверхности (про-
филю), то соединительная линия не должна лежать на одной прямой с размер-
ной линией элемента. Если допуск относится коси или плоскости симметрии
элемента, то соединительная линия является продолжением размерной ли-
нии элемента. Стрелка соединительной линии должна иметь то же направление,
что и линия измерения нормируемого элемента (как правило, по нормали
к поверхности). Рамку с допуском расположения соединяют также с базо-
вым элементом, который обозначают знаком А- Допускается базу обозна-
чать прописной буквой, указываемой в третьей части рамки. Если несколько
элементов образую'! одну базу (например, общую ось) и их последователь-
ность не имеет значения, то они также записываются в третьей части рамки
в алфавитном порядке (см. табл. 51), если для детали принят комплект баз,
то каждая из них обозначается прописной буквой и онй записываются в тре-
тью и последующие части рамки (в каждую часть по одной букве) в порядке
убывания числа степеней свободы, лишаемых ими (рис. 16).
Для указания пространственной формы полей допусков нормируемых
отклонений установлены следующие дополнительные знаки, записываемые
во вторую часть рамки перед числовым значением допуска (примеры за-
писи см. табл. 49): 0 — при указании кругового или цилиндрического по-
ля допуска его диаметром; R — то же, его радиусом; Т —- при поле допуска,
ограниченном параллельными плоскостями в диаметральном выражении
(означает, что указывается полная ширина соответствующего поля допу-
ска); 772 — то же, в радиусном выражении (означает, что указывается половина
ширины соответствующего поля допуска); сфера 0 — при указании поля
допуска, ограниченного сферой. Соотношение между числовыми значе-
ниями допусков в диаметральном и радиусном выражении равно 2:1*.
Все допуски формы и расположения поверхности, если не сделано
особых указаний, считаются независимыми. Зависимые допуски указываются
♦ На чертежах, выпущенных в соответствии с ГОСТ 10356—63 и ГОСТ 2.308—68,
числовые значения допусков соответствуют радиусному выражению.
154
знаком , помещаемым во втором, во втором и третьем или только в тре-
тьем поле рамки в зависимости от того, с чем связано числовое значение за-
висимого допуска: только с действительным размером нормируемого эле-
мента, с действительными размерами нормируемого и базового элемента
или только базового элемента. Если на чертеже указаны координирующие
размеры нормируемого элемента, то при назначении зависимого допуска
эти размеры берутся в рамку (см. рис. 15).
В случае, если длина нормируемого участка, к которому относится до-
пуск, по условиям сборки и работы механизма выходит за пределы протя-
женности элемента, необходимо контур выступающей части нормируемого
элемента указать сплошной тонкой линией, а длину и расположение высту-
пающего поля допуска — размерами с условным знаком f Pj Этот же
Рис. 16. Примеры нормирования гео- Рис. 17. Выступающее поле допу-
метрической точности сложного про- ска:
фиЛЯ (буквой 6 обозначено числовое а — конструкция с выступающим полем
значение допуска): допуска; б —задание выступающего
J . поля допуска на чертеже.
а — нормирование допуском формы задан-
ного профиля; б — нормирование предель-
ными отклонениями координирующих раз- знак необходимо внести во вторую
меров- часть рамки после числового значе-
ния допуска (рис. 17, б).
Задание выступающего поля допуска необходимо, например, при норми-
ровании отклонений расположения осей резьбовых отверстий под шпильки,
так как после завинчивания шпилек в деталь эти отклонения будут прояв-
ляться как отклонения расположения выступающих концов шпилек и для
обеспечения правильной сборки с парной деталью они должны быть ограни-
чены именно в той зоне, где будут располагаться сквозные отверстия под
шпильки в сопрягаемой детали.
НЕКОТОРЫЕ ЭЛЕМЕНТЫ ВЗАИМОЗАМЕНЯЕМОСТИ
ДЕТАЛЕЙ, УЧИТЫВАЕМЫЕ
ПРИ ПРОЕКТИРОВАНИИ
РАСЧЕТ ЛИНЕЙНЫХ РАЗМЕРНЫХ ЦЕПЕЙ
Проектирование конструкций деталей, наиболее полно удовлетворяю-
щих требованиям взаимозаменяемости, обеспечивается применением
зависимых допусков, рациональным назначением допусков и посадок раз-
личных соединений, а также точностью взаимного расположения деталей
в любой машине, механизме или другом изделии.
Размерная взаимосвязь деталей устанавливается размерными цепями
(ГОСТ 16319—80) — совокупностью размеров, образующих замкнутый
155
контур и характеризующих данную конструкцию. «Любая размерная цепь
состоит из одного замыкающего звена, получающегося при обработке детали
или сборке узла, и двух или более составляющих, которые влияют на точ-
ность замыкающего звена (на рис. 18 замыкающее звено в каждой размер-
ной цепи очерчено прямоугольником). Звенья размерной цепи могут быть
увеличивающими, если с их увеличением увеличивается размер замыкаю-
щего звена, и уменьшающими, если с их уменьшением он уменьшается. До-
пуск замыкающего звена зависит от допусков всех составляющих звеньев,
цепей устанавливается ГОСТ
16320—80.
При расчете для упроще-
ния размерные цепи изобра-
жают в виде размерных схем,
на которых указывают только
допускаемые отклонения всех
входящих в цепь звеньев без
указания номинальных раз-
меров.
Для полной взаимозаме-
ЮГ9**
5*0,025
50*0,f
1w-otoa
0
5*0,025
+0,М^ лл
. J 0,025
Г-0,025
L,
П V+0,37\
+0,025
-0,025
+0,025 +0,025 \
^0,025 -о,огТ
-0,08
•0,15
+0,894
•0,814
д
2
Рис. 18. «Линейные размерные цепи и их
схемы.
няемости деталей размерные
цепи должны удовлетворять
двум условиям: допуск замы-
кающего звена размерной цепи
должен быть равен алгебраи-
ческой сумме допусков состав-
ляющих звеньев этой же цепи
(см. далее); допуски всех
звеньев размерной цепи долж-
ны находиться в пределах эко-
номической точности данного
производства. Первое условие
размерных цепей определяется
с помощью их расчета, вто-
рое — устанавливается при со-
поставлении экономичной точ-
ности обработки с расчетной
по каждому звену в отдель-
ности.
Однако на практике не
всегда можно выполнить ука-
занные требования. В тех слу-
чаях, когда их выполнить
нельзя, необходимо применять
более экономичный метод рас-
чета размерной цепи, напри-
мер, если это необходимо, ввес-
ти в размерную цепь звено, преднамеренное изменение размера которого
можно, использовать для компенсации отклонений всех остальных составля-
ющих звеньев цепи с целью достижения требуемой точности замыкающего
звена.
Существуют два основных способа расчета размерных цепей: расчет
на максимум-минимум и вероятный расчет, основанный на теории вероят-
ности и математической статистике.
При расчете размерных цепей на максимум-минимум обеспечивается
полная взаимозаменяемость деталей и узлов. Но так как в этом случае пред-
полагается, что предельные отклонения всех звеньев размерной цепи будут
происходить в худшую сторону, а это встречается крайне редко, то требу-
ются более жесткие абсолютные величины допусков размеров деталей, что
зачастую трудно выполнимо. Поэтому расчет на максимум-минимум приме-
няется лишь для машин или других изделий цевысокой точности или для
156
цепей, состоящих из малого количества звеньев. Применение его возможно
лишь в условиях индивидуального и мелкосерийного производств.
Применение вероятностного расчета размерных цепей позволяет сокра-
тить производственные затраты при изготовлении деталей путем увеличения
абсолютных величин допусков размеров, входящих, в размерную цепь. По-
этому такой расчет применяется обычно в условиях крупносерийного и мас-
сового производств деталей и машин.
При вероятностном расчете предполагают, что случай, когда звенья
размерной цепи выполнены с предельными отклонениями в наихудшем
сочетании, маловероятен. Исходя из этого, с некоторым допустимым про-
центом риска (который также маловероятен) вычисляют допустимое расши-
рение полей допусков составляющих размеров, учитывая возможное рассе-
яние размеров деталей, получаемых в результате обработки.
При расчете размерных цепей возможны две задачи: прямая — опре-
деление допусков всех звеньев размерной цепи по их номинальным разме-
рам и по известному допуску замыкающего звена и обратная — определение
размера замыкающего звена по известным допускам звеньев данной размер-
ной цепи. Прямую задачу решают одним из следующих методов (подробный
расчет содержится в ГОСТ 16320—80):
полной взаимозаменяемости — рассчитывают среднюю величину до-
пуска, по которой на основе технико-экономических данных устанавливают
допуск на размер каждого из составляющих звеньев;
неполной взаимозаменяемости — устанавливают допустимый процент
риска, затем выбирают предполагаемый закон рассеяния каждого из
звеньев, рассчитывают среднюю величину допуска, по которому на основе
технико-экономических данных устанавливают допуск на размер каждого
из составляющих звеньев;
групповой взаимозаменяемости — рассчитывают среднюю величину про-
изводственного допуска путем увеличения в п раз средней величины допуска,
подсчитанного по предыдущему методу, устанавливают расширенные до-
пуски на размер каждого из составляющих звеньев с соблюдением условия
равенства сумм допусков в каждой из ветвей размерной цепи;
пригонки — выбирают компенсирующее звено, устанавливают эко-
номичные в данных производственных условиях допуски на размеры всех
составляющих звеньев, рассчитывают наибольшую возможную компенса-
цию, корректируют координату середины поля допуска компенсирующего
звена;
регулирования — выбирают подвижный компенсатор или группу не-
подвижных компенсаторов, устанавливают величины допусков на размеры
всех составляющих звеньев, экономически приемлемые в данных производ-
ственных условиях, рассчитывают величину компенсации, количество не-
подвижных компенсаторов и их размеры.
Обратную задачу решают с помощью расчета на максимум-минимум или
вероятностного расчета. При расчете на максимум-минимум отдельно
складывают допуски составляющих звеньев, увеличивающих и уменьшаю-
щих замыкающее звено. Для размерной цепи, показанной на рис. 18,а, но-
минальный размер замыкающего звена
А - 50 + 100 + 50 + 40 = 240 мм;
предельные отклонения размера замыкающего звена:
верхнее
ВПО = 0,0 + 0,2 + 0,0 + 0,1 = + 0,3 мм;
нижнее
НПО = —0,2 —0,0 — 0,2 — 0,1 = — 0,5 мм.
Окончательно
Л = 240 +g;f мм.
Схема размерной цепи представлена на рис. 18,6.
157
Для размерной цепи, представленной на рис. 18,в, размер замыкающего
ввела составит
А <= (101 + 50) — ( 5 + 140 + 5) = 1 мм;
ВПО = 0,14 + 0,1 + 0,25 4- 0,08 + 0,025 = 0,37 мм;
НПО = —(0,1 + 0,025 + 0,025) = — 1,15 мм;
Л = 1+°$мм.
Схема размерной цепи представлена на рис. 18,г.
При вероятностном расчете обратную задачу решают в такой последо-
вательности:
строят графическое изображение размерной цепи;
определяют номинальное значение замыкающего звена;
определяют координаты середины полей допусков звеньев А/;
рассчитывают величину поля допуска замыкающего звена по формуле
=
где I — коэффициент, характеризующий процент выхода расчетных откло-
нений за пределы допуска, величина коэффициента зависит от принимае-
мого процента риска (р):
р. % 0,01 0,05 0,1 0,27 0,5 1 2 3 5 10 32
t 3,89 3,48 3,29 3 2,81 2,57 2,32 2,17 1,96 1,65 1
X/.— коэффициент относительного рассеяния, зависящий от принятого за-
кона распределения; Х' = 1/3 — если при расчете ничего не известно о ха-
рактере кривой рассеяния размеров детали — для изделий мелкосерийного
и индивидуального производства; Х'= 1/6 — если предполагается, что рас-
сеяние размеров близко к закону треугольника; Х'= 1/9 — если предпо-
лагается, что кривая рассеяния будет иметь нормальный характер — (для
изделий крупносерийного и массового производства); б/—поле допуска на
размер 1-го звена;
определяют верхнее и нижнее предельные отклонения замыкающего
звена по формулам
НПО = 2 Д i - AOs - 2 Д0/) - 4 j/,
где AOs, А0/ — координаты середины полей допусков увеличивающих и
уменьшающих звеньев.
Данные для расчета размерной цепи, показанной на рис. 29,в, приведе-
ны в табл. 54.
Значения t принимаем для р = 0,27 %, а X'-— для нормального закона
распределения (ГОСТ 16320—80). Тогда половина поля допуска замыкаю-
щего звена 6А /2 составит
6 А 3
= — у 1/9 (0,082 + о,142 + 0>22 + 0)052 + 0,052) ~ о, 124мм.
£ £
158
Верхнее и нижнее предельные
отклонения замыкающего звена:
ВПО = [0,07 + 0 — (0,04 + 0 +
4- 0)] 4- 0,124 = 0,234 мм;
НПО = [0,07 + 0 — (0,04 +
+ 0 +0)] — 0,124 = 0,014 мм.
Схема размерной цепи представ-
лена на рис. 29,д.
Здесь допуск замыкающего зве-
+0,234 +0,37
на равен j_q’oi4 вместо __о 15 при
расчете на максимум-минимум, т. е.
имеется возможность увеличения аб-
солютных значений допусков со-
ставляющих звеньев, причем эту
возможность можно увеличить, при-
няв при расчете больший процент
риска.
54. Данные для расчета размерной'цепи
.Звенья Допуски Координаты середины полей допусков
140 —0,08 ^±-° = -0,04
101 +0,14 ++ = 0,07
50 ±0,1 -04 + 0,1. д 2 и
5 ±0,025 —0,025 + 0,025 __ 2 0
5 ±0,025 —0,025 + 0,025 _ 2 ” U
РАСЧЕТ ПЛОСКИХ РАЗМЕРНЫХ ЦЕПЕЙ
При расчете размерных цепей, звенья которых расположены произволь-
но в одной плоскости или в нескольких параллельных плоскостях (плоская
размерная цепь), составляют цепь из проекций этих звеньев на выбранное
Рис. 19. Плоская размерная цень сборочного со-
пряжения (а) и ее схемы в плоском (б) и линей-
ном (в) видах.
направление, обычно сов-
падающее с направле-
нием замыкающего звена,
т. е. приводят плоскую
цепь к виду линейной.
Ниже приведен рас-
чет плоской размерной
цепи, представленной на
рис. 19. Для составляю-
щих звеньев размерной
цепи (рис. 19, б) необхо-
димо подсчитать их про-
екции на направление
размера А и полученные
значения проставить на
размерной схеме (рис.
19,в). При этом получа-
ется линейная размер-
ная цепь, расчет кото-
рой рассмотрен выше.
В данном случае
размеры замыкающего
’звена определяют сле-
дующим образом.
Номинальный размер
А = 98,99 + 156,56 —
— 113,14 — 3,54 —
— 137,87 мм.
Предельные отклонения:
при расчете на максимум-минимум
ВПО = 0,035 + 0,141 + 0,074 + 0,085 = 0,335 мм;
НПО = — (0,035 + 0,074) = — 0,109 мм;
А = 137,87±g;^ мм;
15J
при вероятностном расчете (принято t = 2,57 при р = 1 %; X' = 1/9 %)
S—0,035 + 0,035 , 0 + 0,141 /—0,074 + 0,074 , —0,085+0\ ....
Л; ---:----------F ---------------2~ ----------Г"/ = °-113 мм'
= 1/9 [(0,035 + 0,035)2 + 0,1412+(0,074 + 0,074)2 + 0,0852=0,0595мм;
ВПО = 0,113 + 2,57/2 / 00595 = 0,426 мм;
НПО = 0,113 — 2,57/2 /67)595 = 0,200 мм;
А = 137,87+g$$MM.
РАСЧЕТ ПРОСТРАНСТВЕННЫХ РАЗМЕРНЫХ ЦЕПЕЙ
Расчет размерной цепи, звенья которой расположены в непараллель-
ных плоскостях (пространственная цепь), аналогичен описанному и сводится
к приведению ее к виду линейной размерной цепи. Для этого заданную
цепь необходимо спроектировать на три взаимно перпендикулярные оси,
получить три линейные цепи, каждая из которых дает замыкающий размер:
Лд;, Ау и Д2.
Общий номинальный размер и полные отклонения затем рассчитывают
по формулам
Д = Л* + Д2 + Д2 ;
ВПО = (ВПО)2Х + (ВПО)2 + (ВПО)2-,
НПО = ]/(НПО}2 + (НП0)2у + (НПО)2 ,
где индексы х, у и г обозначают проекции на соответствующие оси»
Одно координатное направление удобнее совмещать с номинальным на-
правлением замыкающего звена.
ШЕРОХОВАТОСТЬ ПОВЕРХНОСТЕЙ
ОСНОВНЫЕ ПАРАМЕТРЫ И ИХ ХАРАКТЕРИСТИКИ
I I !ероховатостью поверхности называют совокупность микронеровно-
ЬЫСТей с относительно малыми шагами, образующих рельеф поверх-
ности деталей и рассматриваемых в пределах базовой длины /, мм.
Базовой длиной / называется длина участка поверхности, используемая
для выделения неровностей, характеризующих шероховатость поверхности
без учета других видов неровностей (например, волнистости*), имеющих
шаг более /.
Основные параметры шероховатости поверхности регламентированы
ГОСТ 2789—73, по которому поверхность в зависимости от функционального
назначения оценивается одним или несколькими из приведенных ниже па-
раметров, определяющих неровность профиля, полученного путем сечения
реальной поверхности плоскостью (чаще всего в нормальном сечении).
высотные параметры: Ra — среднее арифметическое отклонение про-
филя, мкм; он является предпочтительным из высотных параметров, наибо-
лее полно отражающим отклонение профиля и наиболее близко соответству-
ющим международным стандартам, а также условиям контроля шерохова-
тости по образцам сравнения (ГОСТ 9378—75); определяется по всем точкам
(или достаточно большому числу точек — более десяти) профиля; Rz — вы-
* Волнистость •— это совокупность повторяющихся неровностей поверхности, которые
обрг зуются в процессе обработки главным образом из-за вибраций или относительных
колебательных движений в системе станок — инструмент — деталь, определяемая в сече-
нии, перпендикулярном к поверхности. При этом шероховатость поверхности не учиты-
вается.
160
сота неровностей профиля по десяти точкам, мкм; она нормируется в тех слу-
чаях, когда по функциональным требованиям необходимо ограничить пол-
ную высоту неровностей профиля, а также когда прямой контроль параметра
Ra с помощью профилометров или образцов сравнения не представляется
возможным, например для поверхностей, имеющих малые размеры или-слож-
ную конфигурацию (режущие кромки инструмента, детали часовых механиз-
мов); Яшах — наибольшая высота профиля, мкм; она нормируется в тех
же случаях, что и параметр Rz.
Соотношения значений высотных параметров Ra, Rz, Rmax и базовой
длины I приведены в табл. 55.
55. Соотношение значений высотных параметров шероховатости и базовой
длины
Высотные параметры шероховатости, мкм S S к
Ra Rz ~ R max
Номер варианта S« о ®
1 2 3 4 5 со S « ч 1Д к
1600* 1250, 1000
— — — 800* 630, 500
100 80 63 400 320, 250 8,0
50 40 ' 32 200 160, 125
25 20 16,0 100 80, 63
12,5 10 8,0 50 40, 32 2; 5
6,3 5,0 4,0 25,0 20, 16
3,2 2,5 2,0 12,5 ю, 8,0
1,60 1,25 1,00 6,3 5,0, 4,0 0,8
0,80 0,63 0,50 3,2 2,5, 2,0
0,40 0,32 0,25 1,60 1,25, 1,00
0,20 0,160 1,125 0,80 0,63, 0,50 0,25
0,100 0,080 0,063 0,40 0,32, 0,25
0,050 0,040 0,032 0,20 0,160, 0,125
0,025 0,020 0,016 0,100 0,080, 0,063
0,012 0,010 0,008 0,050 0,040, 0,032 0,08
— — — 0,025 — —
Примечания: 1. Данные таблицы могут быть использованы при задании наи-«
больших, наименьших, номинальных значений или диапазона значений шероховатости.
2. Значения параметров по варианту 1 являются наиболее предпочтительными.
3. Значения параметров по варианту 3 применяются в технически обоснованных слу-
чаях, в частности, когда требуется повышение качества показателей изделия; они реко-
мендуются только для наиболее ответственных поверхностей.
4. Значения параметров по варианту 2 используются в технически обоснованных
случаях, в частности, когда возможности повышения точности изготовления исчерпаны
полностью, а увеличение значения Ra до варианта 1 недопустимо по условиям сборки или
работы изделия.
5. Параметр Rz нормируется в том случае, если невозможно задать шероховатость
параметром Ra; при этом вариант 4 является более предпочтительным, чем вариант б
(кроме значений, отмеченных звездочкой).
Шаговые параметры, 'задаваемые для наиболее ответственных поверх-
ностей:
Sm—средний шаг неровностей профиля, мм; параметр оценивается по
средней линии и нормируется при повышенных требованиях к виброустой-
чивости, прочности при циклических нагрузках;
161
5 _средний шаг местных выступов профиля, мм; параметр оценива-
ется по вершинам выступов профиля и нормируется в тех же случаях, что
и параметр Sm.
Комплексной параметр /р—относительная опорная длина профиля, %,
т. е. отношение опорной длины профиля к базовой длине, где р — числовое
значение уровня сечения профиля, % от R max; параметр нормируется при
повышенных требованиях к износостойкости, контактной жесткости, герме-
тичности соединений.
НОРМИРОВАНИЕ ШЕРОХОВАТОСТИ ПОВЕРХНОСТЕЙ
В соответствии с ГОСТ 2789—73, требования к шероховатости поверх-
ности должны устанавливаться путем указания значения нормируемого
параметра (параметров) и значения базовой длины (базовых длин), на которой
происходит его определение, по правилам, устанавливаемым ГОСТ 2.309—79.
При выборе нормируемых параметров шероховатости в каждом конк-
ретном случае следует исходить из функционального назначения детали и ее
конструктивных особенностей. Рекомендации по выбору параметров приведе-
ны ниже:
Эксплуатационное свойство поверхности
Износоустойчивость при всех видах
трения ...........................
Виброустойчивость ...........
Контактная жесткость..............
Прочность соединений..............
Прочность конструкций при цикличе-
ских нагрузках ...................
Герметичность соединений..........
Сопротивление в волноводах......
Нормируемые параметры
и характеристики
Ra(Rz), ip, направление неров-
ностей
Ra (Rz), Sm, S, направление не-
ровностей
Ra (Rz), tp
Ra(Rz)
R max, Sm, S, направление не-
ровностей
Ra (Rz), R max, tp
Ra, Sm, S
x Кроме вышеизложенного, при выборе шероховатости поверхности ре-
комендуется учитывать следующие общие положения:
если в технических требованиях не указано направление измерения ше-
роховатости, то она считается заданной в том направлении, где имеются
наибольшие неровности (при механической обработке резанием этому усло-
вию соответствует направление, перпендикулярное к главному движению
при резании);
эксплуатационные свойства сопрягаемых поверхностей прямо пропор-
циональны опорной площади их контактов, зависящей от tp; при этом уве-
личение параметра tp требует более трудоемких процессов обработки;
коэффициент трения и износ трущихся деталей минимальный в том слу-
чае, если направление движения деталей не совпадает с направлением неров-
ностей;
при назначении шероховатости сопрягаемых деталей шероховатость от-
верстий должна быть несколько выше, чем вала.
При назначении шероховатости поверхности для деталей гладких соедине-
ний рекомендуется использовать данные табл. 56, разработанной М. Я. Ле-
вицким и В. И. Шелестом.
56. Шероховатость поверхности деталей гладких соединений ЕСДП СЭВ
(в предпочтительных значениях JRa)
Квалитет при отношении 2Тф IT Группа соедине- ний На, мкм, не более для интервалов размеров, мм
От 1 до 3 Свыше 3 ДО 6 Свыше 6 До 10 Свыше 10 До 18 Свыше 18 до 30 Свыше 30 до 50 Свыше 50 до 80 Свыше 80 до 120 Свыше 120 До 180 Свыше 180 до 250 Свыше 250 до 315 Свыше 315 до 400 Свыше 400 до 500
1,0 0,5 0,25
— — . 5 I 0,1 0,2
11 0,1 0,2
— 5 6 I 0,1 0,2 0.4
11 0,2 0,4
5 6 7 I 0,2 0,4
II 0,2 0,4 0,8
6 7 8 I 0,2 0,4 - 0,8
II 0,4 0,8
7 8 — I 0,4 0,8
II 0,4 0,8 1,6
8 9 I 0,8 1,6
II 0,8 1,6
9 10 — I 0,8 1,6 3,2
II 1,6 3,2
10 — — I 1,6 3,2
II 1,6 3,2 6,3
11 — — I 3,2 6,3
II 3,2 6,3
12 — — I 3,2 6,3 12,5
II 6,3 12,5 25
Примечания: 1. В таблице приняты следующие обозначения: Тф — допуск
Формы, мкм; IT допуск размера, мкм. 2. К I группе соединений относятся соединения,
работающие в условиях износа при трении скольжения; ко П — посадки с натягом, пе-
реходные, посадки с зазором, применяемые для центрирования или обеспечения свобод-
ной сборки, а также подвижные, работающие при низгих скоростях и нагрузках, не
вызывающих значительного износа.
163
НЕКОТОРЫЕ ЭЛЕМЕНТЫ МЕХАНИЗМОВ И МАШИН,
ПРИМЕНЯЕМЫЕ В МАШИНОСТРОЕНИИ
ЗУБЧАТЫЕ ПЕРЕДАЧИ
Наиболее распространенными в машиностроении элементами механиз-
мов являются зубчатые передачи*. Их можно классифицировать по
следующим признакам:
взаимному расположению валов сопряженных колес — цилиндрические пе-
редачи с параллельными осями; конические передачи с пересекающимися ося-
ми; винтовые, гипоидные, червячные и глобоидные со скрещивающимися
осями; передачи для преобразования вращательного движения в поступа-
тельное или наоборот (реечные); .
по типу зацепления—с эвольвентным профилем зуба (наиболее распро-
страненный профиль) и с неэвольвентными профилями зуба (циклоидным
и М. Л. Новикова), применяемыми в случае повышенных требований к не-
сущей способности передачи по прочности поверхностных слоев зуба;
по расположению зубьев и относительному вращению колес — передачи
с внешним и внутренним зацеплением;
по типу зубьев—прямозубые, применяемые при окружных скоростях
v < 15 м/с, в открытых передачах, а также при необходимости осевого пе-
ремещения для переключения скоростей (коробки передач); косозубые, ис-
пользуемые для быстроходных передач при v> 15 м/с и для ответственных
передач при v < 15 м/с; шевронные, работающие при особо тяжелых нагруз-
ках и позволяющие разгрузить подшипники от осевых нагрузок; с криволи-
нейными зубьями, используемые в передачах, требующих повышенной
плавности зацепления и большой несущей способности зубьев;
по конструктивному оформлению: открытые, обеспечивающие переда-
точное отношение i= 3...7**, и закрытые (редукторные), в которых каждая
ступень в среднем дает i = 3...6 — для цилиндрических колес и i = 2...3 —
для конических. Число ступеней обычно не более 4. Червячные закрытые
передачи обеспечивают i = 10...40.
В настоящее время все более широкое применение получают передачи
планетарного типа, используемые при необходимости особо малых габарит-
ных размеров передачи и очень больших передаточных чисел, а также волно-
вые передачи, обладающие, помимо всех достоинств планетарных передач,
возможностью передачи повышенных моментов и очень высокой кинема-
тической точностью.
Во всех случаях проектирования зубчатых передач выбор того или ино-
го типа необходимо производить на основании тщательной оценки требуе-
мых эксплуатационных характеристик и имеющихся технологических воз-
можностей изготовления. Необходимо также учитывать, что все основные
параметры передачи и методы их расчета стандартизированы,
ВИНТОВЫЕ ПЕРЕДАЧИ
Винтовые передачи (передачи винт — гайка) применяются для преобразо-
вания вращательного движения в поступательное, а в некоторых случаях —
и для преобразования поступательного движения во вращательное.
Различают передачи кинематические, используемые в механизмах на-
стройки и измерительных приборах, и силовые, используемые в грузоподъем-
ных механизмах, натяжных устройствах и т. п. Применяются также винтовые
передачи, являющиеся одновременно кинематическими и силовыми, напри-
мер в механизмах перемещения суппортов металлорежущих станков.
♦ При конкретной разработке зубчатых передач следует обратиться к другим
источникам [3, 24, 41, 45, 55, 59, 60].
♦♦ Иногда используются открытые червячные передачи, имеющие среднее передаточ-
ное отношение i = 10 ... 60.
164
Передачи винт—гайка обеспечивают высокую точность и равномерность
перемещений, а также плавность и бесшумность работы, самоторможение,
возможность передачи очень больших усилий.
Угловая скорость в таких передачах связана со скоростью поступатель-
ного движения следующей зависимостью:
п V
со = 2л — э
где со— угловая скорость вращающегося звена, рад/с; v — скорость посту-
пательно движущегося звена, м/с; S — шаг резьбы, м; zp — число заходов
резьбы.
Передача винт — гайка с трением скольжения
В передачах винт—гайка с трением скольжения применяется, как пра-
вило, трапецеидальная резьба (ГОСТ 9484—73), воспринимающая осевое
усилие любого направления. В случаях высокоточных передач допустимо
использовать резьбу прямоугольного профиля, но необходимо учитывать,
что при этом резко понижается технологичность изготовления. Если ссевсе
усилие постоянно направлено в одну сторону, рекомендуется применять упор-
ную резьбу по ГОСТ 10177—62.
Материалы, из которых изготовляют винт и гайку, должны обладать
повышенной износостойкостью, хорошо обрабатываться, а готовые детали
должны быть свободны от внутренних напряжений, которые могли бы выз-
вать их постепенное формоизменение. Для уменьшения потерь на трение в пе-
редачах применяют обычно пару сталь — бронза, а в ненагруженных и г.е
очень точных передачах — пару сталь—чугун.
В первом случае винты подвергаются термообработке с целью получе-
ния высокой твердости, во втором — не подвергаются. В табл. 57 указаны
марки материалов, применяемые для изготовления гаек, их коэффициенты
трения f в паре со сталью, а также соответствующие им приведенные углы
трения р (р — arctg/).
57. Угол трения и коэффициент трения в передачах виит — гайка
Материал пары Коэффициент трения f Приведенный угол трения р
Винт Гайка
Сталь У10, У12, ХВГ, ХГ(ЯЯС 50 ... 56), 65Г, 40Х,40ХГ (Я/?С40... 45) Бронза оловянно-фос- форная (Бр.ОФЮ—1) 0,1 5° 43'
Бронза оловянная (Бр. 0ЦС4—4—17; (Бр. 0ЦС5—5—5) 0,12 6° 51'
Сталь 45, 50, А40Г Антифрикционный чу- гун (АЧС-1, АЧС-2) 0,13 7° 25'
Серый чугун (СЧ 15; СЧ 18) 0,15 8° 37'
Гайки передач с постоянным по направлению осевым усилием выполня-
ют в виде втулок с одним опорным фланцем (рис. 20,а). При переменном на-
правлении осевого усилия применяют конструкцию, показанную па рис. 20,6.
Гайки точных передач выполняются сдвоенными, благодаря чему боковой
зазор можно устранить перемещением одной гайки относительно другой
(рис. 20,в). Вместо сдвоенной гайки можно использовать одинарную под-
пружиненную (рис. 20,г).
165
В станкостроении применяют гайки, периодически сцепляющиеся и рас-
цепляющиеся с винтом (маточные гайки). Их делают из двух половин с ра-
зъемом в диаметральной плоскости. Обе половины гайки при сцеплении
и расцеплении с винтом перемещаются по направляющим, установленным
перпендикулярно к оси пары, и управляются кулачком с фигурными проре-
Рис. 20. Способы выполнения гаек.
вями, в которые входят штифты, запрессованные в половины гаек (рис. 20, а).
На полугайках в плоскости разъема резьба должна быть снята или закруг-
лена, как показано на рис. 21,6, для того чтобы путь перемещения их при
расцеплении был минимальным.
Коэффициент полезного действия (КПД) в винтовой передаче с трением
скольжения при ведущем вращающемся звене с учетом потерь в резьбе
(из-за ошибок шага, радиального
Рис. 21. Маточная гайка.
биения и т. п.) и потерь в опорах
составит
>-<°'9'-»'95»еть.
где X — угол подъема винтовой
линии.
КПД при ведущем поступа-
тельном звене (такая передача
возможна при X > 2р) составляет
т) = (0,9... 0,95)tg (,х . Р).
tg Л
В случае, если X < р, получим л < 0, т. е. передача движения невоз-
можна (самотормозящая передача).
Размеры передачи определяют из расчета, что смазка между поверх-
ностями винта и гайки не выдавливается. При этом средний диаметр резьбы
винта, м, рассчитывают по формул^
dcp
1/ P-s
V л/ф й ’
где Р — осевая нагрузка на передачу, Н; [р] — допускаемое удельное дав-
ление между рабочими поверхностями резьбы винта и гайки, Па; [р] <
166
< 12 • 106 Па для стали по бронзе и антифрикционному чугуну; [р] <6 X
X 106 Па для стали по серому чугуну; t — рабочая высота профиля резьбы,
м; V — коэффициент, равный 1,2...2,5 для целых гаек и 2,5...3,5 для ма-
точных гаек.
По найденному значению 4ср подбирают ближайшие большие стандарт-
ные значения параметров резьбы, а затем проводят требуемые проверочные
расчеты. В случае, если винт передает большие крутящие моменты и соответ-
ственно большие осевые нагрузки, его проверяют на прочность:
где ®пр — действующие на винт приведенные напряжения, Па; от— предел
текучести материала винта, Па; — внутренний диаметр резьбы винта, м.
Если винт работает на сжатие, то во избежание продольного изгиба
проводят проверочный расчет на устойчивость (требуемый запас устойчиво-
сти — не менее 4).
Тело гайки (рис. 20, а) рассчитывают на растяжение (или на сжатие)
с учетом напряжений кручения:
4&р
°’ - *1’’1'
где ор и (dpi—напряжения (возникающее и допускаемое) при растяжении,
Па, 1,25. . . 1,3.
Размеры опорного фланца гайки (рис. 20, а) проверяют на изгиб и на
смятие:
4Р
есм “ /П2 7Т < 1асмЬ
где <уи, осм, [ои] и [осм] — возникающие и допускаемые напряжения изгиба и
смятия, Па; D2 и h — размеры фланца, м.
Винтовая шариковая передача
Винтовые шариковые передачи по сравнению с винтовыми передачами
с трением скольжения характеризуются значительно большим КПД в резуль-
тате использования трения качения (г) = 80...90 %), меньшим износом, а сле-
довательно, большей точностью хода и повышенной долговечностью, чем и обу-
словлено их все более широкое применение в промышленности. В винтовых
шариковых парах между рабочими винтовыми поверхностями гайки и винта
помещают стальные шарики (рис. 22). Скорость перемещения этих шариков
отличается от скоростей ведущего и ведомого звеньев, поэтому для обеспече-
ния непрерывной циркуляции шариков концы рабочей части резьбы соединя-
ют возвратным желобом, образующим пассивную часть замкнутой цепи ша-
риков. Рабочие витки нарезки образуют активную часть цепи.
На рис. 22 представлена конструкция шариковой винтовой передачи
с возвратным желобом на винте. Между резьбовыми поверхностями винта
и гайки 1 заложены шарики 2. Винт состоит из обоймы 3 и вкладыша 4.
При вращении винта шарики 2, пройдя весь путь по резьбе обоймы 3 и вкла-
дыша 4, попадают во внутреннюю полость винта через возвратный желоб 5,
перекатываются по винтовой канавке и снова входят в рабочие витки между
обоймой 3 и гайкой /.
В конструкции винтовой пары, показанной на рис. 23, возвратный же-
лоб 1 выполнен в гайке 2, состоящей из двух половин. Для перемещения ша-
риков 3 из рабочих витков винта 4 в возвратный желоб служат упоры 5.
167
л
Рис, 22. Вицтовая шариковая пара с возвратным желобом в винте.
При проектировании винтовых шариковых передач необходимо учиты-
вать следующие рекомендации:
винтовые шариковые пары целесообразно выполнять одноходовыми с ми-
нимально возможным шагом, так как угол подъема почти не влияет на КПД
передач;
168
рабочий виток должен составлять 1...2,5 оборота винтовой линии, так
как при большей длине из-за увеличения трения шариков один о другой
снижается КПД передачи;
разность диаметров шариков (б/ш), находящихся в рабочем витке, не дол-
жна превышать 3 мкм, что способствует равномерному распределению на-
грузки;
общее число шариков, находящихся в замкнутой цепи (активной и пас-
сивной частях), не должно быть более 65; максимально возможное число ша-
риков определено экспериментально, его увеличение ведет к значительному
повышению трения, а следовательно, к снижению КПД передачи;
профили резьб необходимо выбирать из рекомендуемых на рис. 24 с уче-
том действующих нагрузок и требуемой точности перемещений (профили по
рис. 24, а, б имеют пространство под шариками, которое
служит резервуаром для смазки, и емкостью, где могут
скапливаться продукты износа); в случае повышенных
требований при любых диаметрах шариков применяют
резьбу с постоянным углом контакта по рис. 24, а\ в ос-
тальных случаях — резьбу по рис. 24, б или 24, в; при
этом радиус желоба равен гж = 0,51dm при с£ш<0,8мми
гж = 0,53 dm при dw > 8 мм;
шарики должны обладать твердостью HRC 63, а винт
и гайка — более HRC 60 и повышенной износостой-
костью; обычно винты изготовляют из сталей ХВГ и
7ХГ2ВМ с объемной закалкой, 8ХВ с закалкой при индук-
ционном нагреве и 20ХЗМВФ с азотированием, а для
гаек используют стали 9ХС, ШХ15, ХВГ с объемной за-
калкой и цементируемые стали 18ХГТ, 12ХНЗА и др.
Расчет винтовой шариковой передачи проводят в та-
кой последовательности.
Из расчета на прочность определяют внутренний диа-
метр винта (м)
Рис. 24. Профи-
ли резьбы винто-
вой шариковой
пары.
где Рр= 1 ,ЗР — расчетная нагрузка, Н, учитывающая
совместное действие напряжений растяжения, сжатия и кручения; Р —
осевая нагрузка, Н; [ор] — допускаемое для материала винта напря-
жение растяжения, Па. РВ случае большой длины винта, работающего на
сжатие, необходимо произвести проверочный расчет на устойчивость.
Выбирают шарики стандартного диаметра, мм (ГОСТ 3722—60) из со-
отношения
(0,08... 0,15) df.
Задаются шагом винта, мм, из соотношения
S — dm + (1 . .. 5), и округляют до ближайшего целого числа.
Определяют средний диаметр резьбы, мм, с последующим округлением
до ближайшего целого большего значения
dcp = dj + dm.
Определяют тангенс угла подъема винтовой линии
♦ В данном случае принимают в мм.
169
Определяют КПД шариковой винтовой передачи
tgX
Л ~ tg (X + р) ’
где р — приведенный угол трения,
р = arctg Л
где f = 0,004...0,007 — коэффициент трения (меньшие значения — для слу-
чая, когда вращается винт, большие — когда вращается гайка).
Определяют число шариков в рабочей части витка
гш d ’
IE
где k — число витков в одной замкнутой рабочей цепочке-
Рели аш — дробное число, то принимают ближайшее меньшее целое число.
Число шариков паассивной части цепи определяют в зависимости от выбран-
ной конструкции и длины возврат-
ного желоба. Если суммарное число
шариков во всей замкнутой цепи ока-
зывается больше 65, его следует
уменьшить, увеличив диаметр ша-
риков.
Общий суммарный зазор, мм,
между шариками должен составлять
(0,7...1,2) dm.
‘ Находят удельную осевую на-
грузку, Па,
р
бочей базы гайки. р — -------
гш 4?" ’
где — диаметр шарика, м; у — коэффициент неравномерности нагрузки
шариков, обычно у 0,8; и — число замкнутых рабочих цепочек.
Выбирают радиальный зазор, мм, в диапазоне
А = 0,03.. .0,12.
Тогда осевой зазор, мм, в передаче
а относительный радиальный зазор
Рис. 25. Схема для определения ра-
Определяют необходимую длину рабочей базы гайки, мм,
L — ~L
L1 - ё L*'
где L2— заданная длина выпущенной части винта по рис. 25, мм; 6 — откло-
нение винта, мм. Рабочей базой обычно считается расстояние между край-
ними шариками в одной замкнутой рабочей цепочке. Если по расчету рабочая
база получается большой, то ее обеспечивают созданием независимых замкну-
тых рабочих цепочек шариков, расположенных на определенном расстоянии
одна от другой. В этом случае рабочей базой будет считаться расстояние меж-
ду крайними шариками этих цепочек.
По рис. 26 находят контактное напряжение атах, Па, и сравнивают
с предельным допустимым значением для резьбовых поверхностей винта и гай-
170
ки, которое составляет [<ттах1 = 2500 . 10е — 3000 . 10б Па. В случае, если
°тах> 1атахЬ следует увеличить число замкнутых рабочих цепочек.
Находят контактный угол давления р, град., по номограмме (рис. 27).
Определяют долговечность пе- _____________________________________
редачи, которая должна быть не p.fos'[]a менее заданной. Долговечность ' 11 /
Л, ч., винтовой шариковой пере- » дачи определяют в зависимости 0,Ь0 от нагружения по следующим формулам: 0936 при осевом нагружении 67O68z,ou’7 sin Р OtZS (®Л)0>3 = kP - — _ _ _ л о fl f9-lj
oHj
7% 8jJf/
S
5
4 У
Рис. 26. Зависимость р от amax 0,16 при различных ф: а) атах < 1 • Ю» Па; б) 1 . 10» Па < < <Ъпах < 2>5 • Ю» Па; в) 2,5 • 10» Па < 0,08 < атах < 4 • 10» Па. Значения ф: 1 —> 0; 2 — 4-0,001; 3 — +0,002; 4 — +0,003; ОМ 5 — +0,004; 6 — +0.006; 7 — +0,008; 8 — +0,010; 9-^ +0,012; 10 — +0,015; 11 — 0 +0,020; 12 — —0,001; 13 0,002; 14 — — 0,003; /5 ——0.004; 16 0,006. 2^ 3j//j
200 400 600 бтаЦ9‘Па а
При радиальном нагружении
267?(Уф и d?
. - Л Q Ш « Ш ш
171
Рис. 27. Зависимость р от отах при
различных ф (значения ф см. на
рис. 26).
при совместном действии осевой
и радиальной нагрузок
пч 267г*7 4<рш
(оЛ) ----------0Гп----
^пр
где Qnp = ^к<? + зо^----приведенная
радиальная нагрузка, Н (здесь Q — ра-
диальная нагрузка, Н; т ~
1
2,6 tg р
коэффициент приведения нагрузки;
Л”к — коэффициент, равный 1 для вра-
щающейся гайки, или 1,35 для вра-
ч 1
щающегося винта); <рш = т— — •
1 -j- аш
co — угловая скорость вращения гай-
ки рад/с; — в мм.
58. Параметры и характе
Модуль т, мм tpt мм S, мм h, мм | Н, мм 1 б, мм 1 г = R, мм
Номинальный Предельные отклонения Номинальный Предельные отклонения Номинальный Предельные отклонения Номинальный Предельные отклонения Номинальный Предельные отклонения Номинальный Предельные отклонения
1,0 3,14 ±0,02 1,0 ±0,10 0,8 ±0,15 1,6 ±0,20 0,4 ±0,06 0,2 —0,10
1,5 4,71 ±0,08 1,5 ±0,15 1,2 ±0,20 2,2 ±0,30 0,3
2,0 6,28 ±0,04 1,8 1,5 3,0 0,6 ±0,03 0,4
3,0 9,42 ±0,05 3,2 ±0,20 2,0 ±0,25 4,0 ±0,40 0,5
4,0 12,57 ±0,06 4,4 2,5 5,0 0,8 ±0,10 1,0 ±0,20
5,0 15,71 ±0,07 5,0 3,5 6,5 1,2
7,0 21,99 ±0,08 8,0 ±0,30 6,0 ±0,30 11,0 ±0,50 1,5 ±0,30
10,0 31,42 ±0,10 12,0 9,0 15,0 2,0
Примечав и я: 1. Обозначения размеров даны в соответствии с рис. 28.
2. Предельные отклонения на размеры 5, г, R, tp даны для расче
3. При контроле размеры S, h и у проверяются комплексно.
4. Ширина ремня b выбирается из следующего ряда: 3,0; -4,0; 5,0;
5. Число зубьев ремня zp выбирается из следующего ряда: 4 0; 42;
170; 180; 190; 200; 210; 220; 235; 250.
6. Допускаемое окружное усилие, передаваемое ремнем, указано
Передача с зубчатым ремнем
Передача с зубчатым ремнем (рис. 28) передает крутящий момент посред-
ством сцепления зубьев ремня с зубьями шкивов. По сравнению с клиновыми
и плоскоременными передачами данная передача обладает следующими пре-
имуществами, обусловливающими ее широкое применение в технике: она
обеспечивает компактность привода, особенно при больших крутящих момен-
тах, работает, не вызывая нагревания сопряженных поверхностей ремня
и шкива в результате отсутствия проскальзывания, зубчатый ремень не вы-
тягивается, что позволяет работать при постоянном межцентровом рассто-
янии, передача не требует большего натяжения, благодаря чему уменьша-
ется нагрузка на валы шкивов и повышается КПД передачи (до 97 %); она
допускает повышение передаточного числа до 10, а в некоторых случаях
даже до 30 благодаря уменьшению угла обхвата, может работать в масле и при
малых межцентровых расстояниях. Эти передачи создают меньше шума,
чем плоскоременные, поскольку здесь отсутствуют шумы, связанные с попе-
речными колебаниями разгруженной ветви ремня. Передача с зубчатым рем-
нем обеспечивает широкий диапазон передаваемой мощности — до 200 кВт
и скорости — до 80 м/с при наибольшей угловой скорости в 1047 рад/с.
К недостаткам описанной передачи относятся расход мощности на дефор-
мацию зубьев ремня под нагрузкой, что снижает ее КПД, большая масса зуб-
чатых ремней по сравнению с плоскими (1,56 • 163 кг/м3 против (0,8 — 1,2) X
ристики зубчатых ремней
Т» град I Ь, мм Число зубьев, zp Допускаемое усилие, пере- даваемое ремнем, 108[Ро]» Н/м Оптимальная скорость движения ремня, м/с Начальное натяжение 10« • 2SO, Н/м
Номинальный Предельные отклонения 1 Номинальный Предельные отклонения при расчетной длине ремня, мм
о 00 о Свыше 180 до 1000 Свыше 1000 до 2000 Свыше 2000 до 3200
50 ±1 3,0—12,5 +0, 2 —0,4 + 0,4 -0,5 +0,8 — 1,2 +0,8 —1,2 40—160 — 10 0,2
3,0—20,0 20 0,3
5,0—20,0 5 10 25 35 45 60 25 0,4
40 12,5—50,0 +0,5 -0,8 35 0,6
20,0—100 48—250 40 0,8 1,0 1.4
25,0—100 48—200
40-125 + !,2 -1,5 +1,4 -1,6 + 1,6 —2,0 56-140
50—200 56-100 50 2,0
та оснастки.
8,0; 10; 12,5; 16; 20; 25; 32; 40; 50; 63; 80; 100; 125; 160; 200. t Л
45; 48; 50; 53; 56; 60; 63, 67; 71; 75; 80; 85; 90; 95; 100; 105; 112; 115; 125; 130; 140; 150; 160;
для ремней шириной 1 см.
173
X 103 кг/м3 для быстроходных плоских ремней), повышающая напряжение
от действия центробежных сил, и более сложная конструкция шкивов.
Зубчатый ремень, используемый в передаче (рис. 28,) представляет со-
бой, бесконечную ленту с зубьями на внутренней поверхности. Он состоит
из несущего слоя, представляющего собой навитый по спирали металлотрос
Рис. 28. Передача с зубчатым ремнем.
с эластичным связущим материа-
лом — резиной или пластмассой
(обычно используют резину средней
твердости, 80—90 единиц по Шору).
Металлотрос навивают с равным
шагом и одинаковой силой и распо-
лагают в слое связующего материала,
который предохраняет его от масла,
коррозии и исключает непосредствен-
ный контакт с зубьями шкива. Основ-
ное назначение металлотроса — пере-
дача растягивающей нагрузки и
обеспечение высокой продольной
жесткости, необходимой для правиль-
ного распределения нагрузки между
зубьями ремня. В пределах допус-
тимых рабочих нагрузок металло-
трос практически не удлиняется и со-
храняет шаг ремня.
В настоящее время разработан
стандарт (ОСТ38 05114—76 нефтепе-
рерабатывающей и нефтехимической
основные размеры зубчатых рем-
промышленности СССР), оговаривающий
ней и шкивов для них, а также методику расчета передачи. Стандарт
распространяется на передачи мощностью до 40 кВт.
59. Параметры шкивов
Модуль т, мм Число зубьев г Минимальный диаметр по сред- не! линии Do, мм мм Аш, мм Т, град г, мм R, мм
Номинальный Предельные отклонения Номинальный Предельные /отклонения Номинальные 1 Предельные отклонения | Номинальный i Предельные отклонения Номинальный Предельные отклонения
1,0 12...100 12 1,0 ±0,10 1,3 ±0,10 50 0,3 ±0,10 0,3 ±0,10
1,5 10...100 15 1,5 ±0,15 1,8 ±0,15 0,4 0,4
2,0 10...115 20 1,8 2,2 0,5 ' 0,5
3,0 10...120 30 3,2 ±0,20 3,0 ±0,20 40 0,7 1,0
4,0 14...120 56 4,0 4,0 1,0 ±0,15 1,3 ±0,15 ±0,20
5,0 70 4,8 5,0 1,5 2,0
7,0 17...120 119 7,5 ±0,30 8,5 ±0,30 2,5 ±0,20 3,0
10,0 17...85 170 11,5 12,5 3,0 ±0,30 3,5 ±0,30
Примечания: 1. Обозначение размеров дано в соответствии с рис. 42.
2. При необходимости уменьшения бокового зазора между ремнем и шкивом ширина впади-
ны может быть уменьшена.
174
За исходный расчетный параметр зацепления ремня со шкивом принят
модуль (т) по средней линии троса. Форма зубьев ремня — трапецеидальная.
Основные парамеры и характеристики зубчатых ремней указаны в табл. 58.
Шкивы для зубчатых ремней имеют на наружной поверхности зубцы
трапецеидальной формы с углом
впадины, равным углу выступа
ремня, с размерами, обеспечиваю-
щими при зацеплении с ремнем
наличие бокового f и радиально-
го е зазоров (рис. 28).
Рекомендуемые конструкции
шкивов представлены на рис. 29.
Шкивы могут быть с фланцами
и без них. Если меньший шкив пе-
редачи изготовляют с фланцами
с двух сторон для устранения сбе-
гания ремня, то в этом случае
больший шкив передачи может не
иметь фланцев. Возможно также
изготовление шкивов-, имеющих
Рис. 29. Шкивы для передач с зубчатым
ремнем:
а — с фланцами; б — без фланцев; в—конст-
рукция впадин под зубья ремня.
односторонние фланцы, располо-
женные на накрест лежащих сторонах шкивов передачи. Высота фланца
берется из расчета, чтобы он выступал над наружной поверхностью ремня на
1,5...2 мм.
60. Предельные отклонения размеров шкивов, задаваемые на чертеже, мкм
Нормируемые параметры Обоз- наче- ние Мо- дуль, мм Диаметр шкивов DH, мм
До 50 Свыше 50 до 80 Свыше 80 до 125 Свыше 125 до 200 Свыше 200 до 315 Свыше 315 до 500 Свыше 500 до 630 Свыше 630 до 1000
Допуск на наруж- ный диаметр ADH 1...10 -50 —60 —70 —80 —90 —120 —140 —160
Накопленная по- грешнссть окруж- ных шагов 50 56 67 80 95 110 125 160
Отклонения шага (разность сосед- них окружных ша- гов) fptr 1; 1,5; 2,0 ±20 ±21 ±22 ±24 ±26
3,0; 4,0 ±22 ±23 ±25 ±27 ±30
5,7; 10 — ±30 ±32 ±34 •
Радиальное бие- ние зубчатого вен- ца Prr 1...10 40 50 65 80 95
Допуск на направ- ление зуба % Длина зуба шкива 6, мм
До 40 Свыше 40 до 100 Свыше 100 до 160 Свыше 160 до 250
20 25 32 38
175
Размеры профиля впадин шкива, числа зубьев и допускаемые минималь-
ные диаметры шкивов приведены в табл. 59, а нормируемые предельные
отклонения — в табл. 60.
Шкивы могут выполняться из чугуна, стали, пластмасс и других мате-
риалов в зависимости от допускаемой максимальной скорости:
Материал шкива Окружная скорость шкива, м/с
Чугун СЧ 10 ..............................До 25
Чугун СЧ 15...............................До 30
Сталь 25Л...................................До 45
Сталь СтЗ (сварной).........................Более 45
Текстолит....................................До 25
Шкивы, работающие со скоростью свыше 5 м/с, должны подвергаться ста-
тической балансировке. Данные о допустимом дисбалансе приведены ниже:
Окружная скорость Дисбаланс,
шкива, м/с Н • м
До 10...........................6 • IO"2
Свыше 10 до 15...............3 . 10"2
» 15 » 20................2 • IO"2
» 20......................1 • IO"2
Конструктивные параметры шкивов (посадка на вал, диаметр ступицы,
размеры и количество спиц и т. д.) принимаются такими же, как и для пере-
дач с плоскими ремнем.
При проектировании передач с зубчатым ремнем необходимо учитывать
следующие общие указания:
для обеспечения нормальной работы передачи перекос осей шкивов
должен быть не более ±0°27' при (о < 150 рад/с или ±0°15' при со > 150 рад/с
(где со — угловая скорость меньшего шкива);
при работе с натяжным роликом, установленным внутри контура пере-
дачи, ролик выполняется зубчатым с диаметром не менее диаметра меньшего
шкива;
при работе с натяжным роликом, установленным снаружи контура пе-
редачи, ролик выполняется гладким с диаметрам не менее 1,3 диаметра мень-
шего шкиьа;
по возможности следует использовать натяжные ролики, установленные
внутри контура передачи;
с повышением скорости ремня КПД передачи снижается, а с увеличением
диаметра шкива — повышается;
повышение натяжения ремня вызывает снижение КПД передачи, что бо-
лее резко выражено при меньшем диаметре шкива;
с увеличением натяжения ремня значительно повышается мощность хо-
лостого хода и снижается КПД передачи.
Расчет передачи с зубчатым ремнем рекомендуется производить в такой
последовательности.
Выбирают модуль ремня в зависимости от передаваемой мощности и ча-
стоты вращения быстроходного вала передачи (табл. 61).
Определяют расчетный диаметр шкива /)0, м, по средней линии метал-
лотроса (см. рис. 28)
Do= mzlt
где zr— число зубьев малого шкива, которсе должно быть не менее макси-
мального рекомендуемого числа для данного модуля (табл. 59) и принима-
ется при условии Dq [Do], где [Do] — допустимый минимальный диаметр,
мм (табл. 59).
Определяют наружный диаметр малого шкива,мм (см. рис. 29)
DH = DQ — 26 + k = mz — 26 + kt
176
61. Рекомендации по выбору модуля ремня, мм
Мощ- ность, переда- ваемая ремнем, кВт Угловая скорость вращения быс- троходного вала передачи, рад/с Мощ- ность, переда- ваемая ремнем, кВт Угловая скорость вращения быс- троходного вала передачи, рад/с
365 182 125 89 68 365 182 125 89 68
0,05 2 2 2;3 2;3 3 4,0 4 4 4 4 4;5
0,08 2;3 3 3 5,5 4;5
0,12 3 7,5 5;7 5;7 5; 7 5;7
0,27 3 3;4 10,0 7
0,40 3;4 13,0 7
0,80 3;4 3;4 4 17,0 5;7 7
1,5 4 4 4 22,0 ~ 7;10
2,2 3;4 30,0 7 7; 10
где б — расстояние от впадины зуба ремня до средней линии металлотроса,
мм (табл. 58); k — поправка, учитывающая удлинение ремня при работе,
которая выбирается из ряда, приведенного ниже:
Du, мм До 50 50... 80 80 . ..120 120.. .200 200... 320 320... 500
ky мм 0,08 0,1 0,12 0,13 0,15 0,18
Находят передаточное отношение передачи где п± и п2— частота
вращения ведущего (меньшего) и ведомого валов.
Рассчитывают число зубьев и диаметральные размеры большего
шкива, мм
г2 = z^;
Dq2 = Dq i~ mz2t
DHz mz2 — 26 + k-
Определяют окружной шаг зубьев шкивов, мм, по средней линии зубьев
(см. рис. 29), где /р— шаг ремня, мм (табл. 58); hm — высота зуба шкива,
мм (табл. 59).
Находят расчетное окружное усилие Р, Я, передаваемое ремнем,
Р=РНА,
где Рн — номинальное окружное усилие, Н; k — поправочный коэффициент,
учитывающий характер нагрузки, передаточное отношение, число смен ра-
боты и применение натяжного ролика; выбирается из следующего ряда:
i 1—1,24 1,25—1,74 1,75—2,49 2,5—3,49 3,5 и более
k 1,4—1,6 1,5—1,7 1,6—1,8 1,7-1,9 1,8—20
Примечание. Меньшие значения коэффициента k даны для односменной, а боль-
шие — для трехсменной работы. При двухсменной работе принимают среднее значение /г.
177
При работе с натяжным роликом приведенные значения k следует увели-
чивать на 0,2.
При работе с нагрузкой, составляющей 150—250 % от номинальной,
значения k увеличивают на 0,1, а при нагрузке, составляющей более 250 %,—
на 0,2.
Рассчитывают потребную ширину ремня, мм,
6=10’р~,
Го
где Ро— удельное окружное усилие, Н/м (табл. 58).
Определяют число зубьев ремня, находящихся в зацеплении с малым
шкивом:
г° ~ 21 360’
где аг— угол обхвата ремня на малом шкиве, град. Число зубьев ремня,
находящихся в зацеплении с меньшим шкивом, рекомендуется принимать
не менее 6. Если по расчету z0< 5, то необходимо увеличить ширину ремня,
т. е.
где &5— коэффициент, учитывающий число зубьев ремня, находящихся в за-
цеплении с малым шкивом. При расчетах можно принимать для z0= 5 65=
= 0,8; для zoj= 4 = 0,6.
Определяют длину зуба шкива, мм (см. рис. 29)
В — b + т.
При заданном расстоянии между центрами находят расчетную длину
ремня, мм:
п (D9 — D9 )2
L» = 2АЙ + -J (О0г + Do J + г4Лд ’ ,
где Ло— межцентровое расстояние, мм.
Находят требуемое число зубьев ремня
Корректируют число зубьев ремня по данным табл. 58, назначая ближай-
шее из приведенных число зубьев zp.
Вычисляют скорректированную длину ремня
L =- {ргр-
Рассчитывают скорректированное межцентровое расстояние, мм
л==т[£т(/>о»+£Ч)+
Допуск на межцентровое расстояние принимают симметричный по 11-му
квалитету точности.
Проводят проверочный расчет зубьев ремня на рабочее удельное дав-
ление, Па, по формуле:
178
где b — ширина ремня, м; h — высота зуба ремня, м (табл. 58); ф — коэф-
фициент неравномерности распределения окружной силы между зубьями ре-
мня по дуге обхвата, принимаемый 1,7 — 2,0; [Рг]—допускаемое удельное
давление, Па, принимаемое при расчетах из следующего ряда:
со, рад/с 20 40 100 200 500 1000
10«[Р2], Па 2 1,5 1,0 0,75 0,5 0,35
Определяют по табл. 58 начальное натяжение ремня, Па.
СПИСОК ЛИТЕРАТУРЫ
1. Авдулов А. Н. Контроль и оценка круглости деталей машин. М.:
Изд-во стандартов, 1974. 174 с.
2. Альшиц И. Я., Благов Б. Н. Проектирование деталей из пластмасс:
Справочник. 2-е изд. М.: Машиностроение, 1977. 215 с.
3. Анурьев В. И. Справочник конструктора машиностроителя: В 3-х
т. 5-е изд. М.: Машиностроение, 1978. Т. 1. 728 с.; Т. 2. 559 с.; Т. 3. 557 с.
4. Артамонов Б. А. и др. Размерная электрическая обработка металлов.
М.; Высш, школа, 1978. 336 с.
5. Байсупов И. А. Электрохимическая обработка металлов. М.: Высш,
школа, 1981. 229 с.
6. Бейзельман Р. Д., Цыпкин Б. В., Перль Л. Я. Подшипники качения
6-е изд. М.: Машиностроение, 1975. 574 с.
7. Белый В. А., Довгяло В. А., Юркевич О. Р. Полимерные покрытия.
Минск:Наука и техника, 1976. 415 с.
8. Вайнер Я. В., Досаян М. А. Технология электрохимических по-
крытий. 2-е изд. Л.: Машиностроение. Ленингр. отд-ние, 1972. 464 с.
9. Воробьев И. И. Передачи с гибкой связью в приводах станков. М.:
Машиностроение, 1971. 144 с.
10. Воскресенский В. А., Дьяков В. И. Расчет и проектирование опор
скольжения. М.: Машиностроение, 1980. 223 с.
11. Гальванопластика в промышленности: Сб. статей. М.: МДНТП,
1981. 69 с.
12. Гольдберг М. М., Корюкин А. В., Кондрашов Э. К. Покрытия для
полимерных материалов. М.: Химия, 1980. 287 с.
13. Гуль В. Е. Структура и прочность полимеров. 3-е изд., М.: Химия,
1978. 327 с.
14. Дунаев П. Ф. Конструирование узлов и деталей машин. 3-е изд.,
М.: Высш, школа, 1978. 352 с.
15. Заблонский К. И., Мак С. Л. Влияние конструктивных форм деталей
машин на их долговечность. К.: Техн1ка, 1971. 184 с.
16. Зеленский В. А. НОТ в проектных организациях. Львов: Каменяр,
1972. 117 с.
17. Земляков И. П. Прочность деталей из пластмасс. М.: Машиностро-
ение, 1972. 159 с.
18. Инструментальные стали: Справочник/ Л. А. Позняк, С. И. Пи-
шаев, Ю. М. Скрынченко и др. М.: Металлургия, 1977. 168 с.
19. Каданер Л. Н. Справочник по гальваностегии. К.: Техшка, 1976.
254 с.
20. Ковалевский А. А. Изготовление технологической оснастки мето-
дом плазменного напыления: Обзор. Рига: ЛатИНТИ, 1977. 40 с.
21. Ковалевский А. А, Поплавский Г. Ю., Грейман Я. А. Техноло-
гия изготовления пресс-форм плазменным напылением. Рига: ЛатИНТИ, 1971.
51 с.
22. Коваленко В. С. Электрофизические и электрохимические методы
обработки металлов. М.: Высш, школа, 1975. 236 с.
23. Краткий справочник металлиста / Под ред. А. Н. Малова. 2-е изд.
М.: Машиностроение, 1972. 767 с.
24. Кудрявцев В. Н., Державец Ю. А., Глухарев Е. Г. Конструкция
и расчет редукторов: Справочное пособие. Л.: Машиностроение, Ленингр.
отд-ние, 1971. 328 с.
25. Лахтин Ю. М. Металловедение и термическая обработка металлов.
2-е изд. М.: Металлургия, 1976. 407 с.
26. Лашко Н. Ф., Лашко С. В. Пайка металлов. 3-е изд. М.: Машино-
строение, 1977. 328 с.
180
27. Лоцманов С. Н., Петруник И. Е. Пайка металлов. 2-е изд. М.: Ма-
шиностроение, 1973. 281 с.
28. Майзель В. С., Навроцкий Д. И. Сварные конструкции. М.; Л.:
Машиностроение, 1973. 302 с. .
29. Марковец М. П. Определение механических свойств металлов по
твердости. М.: Машиностроение, 1979. 191 с.
30. Материалы в машиностроении: Выбор и применение. Справочник
в 5-ти т. / Под общ. ред. И. В. Кудрявцева. М.: Машиностроение, 1967—
1969. Т. 1—5.
31. Мирзоев Р. Г., Кугушев П. Д., Брагинский В. А. Основы конструи-
рования и расчета деталей из пластмасс и технологической оснастки для их
изготовления. М.; Л.: Машиностроение, 1972. 415 с.
32. Мягков В. Д. Допуски и посадки: Справочник. 5-е изд. Л.: Маши-
ностроение, Ленингр. отд -ние, 1978. 1032 с.
33. Назаров Г. И., Сушкин В. В., Дмитриев Л. В. Конструкционные
пластмассы: Справочник. М.: Машиностроение, 1973. 191 с.
34. Организация рабочих мест ИТР и служащих на промышленных
предприятиях и в организациях: Тематич. подборка № 32/3. К.: УкрНИИТИ,
1979. 14 с.
35. Орлов П. И. Основы конструирования: Справ.-метод, пособие
в 3-х кн.', изд. 2-е, М.: Машиностроение, 1977.
36. Палей М. А. Отклонения формы и расположения поверхностей.
2-е изд. М.: Изд.-во стандартов, 1973. 244 с.
37. Поляков В. С., Барбаш И. Д. Муфты. Конструкции и расчеты.
4-е изд. М.; Л.: Машиностроение, 1973. 336 с.
38. Поляков В. С., Барбаш И. Д., Раховский О. А. Справочник по
муфтам. 2-е ийд. Л.: Машиностроение. Ленингр. отд -ние, 1979. 343 с.
39. Попилов Л. Я. Справочник по электрическим и ультразвуковым
методам обработки материалов. 2-е изд. М.; Л.: Машиностроение, 1971.
40. Приданцев М. В., Давыдова Л. Н., Тамарина И. А. Конструкционные
стали: Справочник. М.: Металлургия, 1980. 288 с.
41. Проектирование механических передач: Учебно-справочное пособие
по курсовому проектированию механических передач / С. А. Чернавский,
Г. М. Ицкович, В.А. Киселев и др. 4-е изд. М.: Машиностроение, 1976.
608 с.
42. Проектирование сварных конструкций в машиностроении/ Под ред.
С. А. Куркина. М.: Машиностроение, 1975. 376 с.
43. Расчет и выбор подшипников качения: Справочник/ Н. А. Си-
ницын, Б. А. Яхин, В. Н. Перегулов и др. М.: Машиностроение, 1974.
57 с.
44. Реймерс А. Н. Основы конструирования машин: Справ, пособие.
2-е изд. М.; Машиностроение, 1971. 228 с.
45. Решетов Д. Н. Детали машин. 3-е изд. М.; Машиностроение, 1975.
406 с. ***
46. Розенберг Ю. А. Влияние смазочных масел на надежность и дол-
говечность машин. М.: Машиностроение, 1970. 315 с.
47. Ротрекл Б., Дитрих 3., Тамхина И. Нанесение металлических покры-
тий на пластмассы: Пер. с англ.— Л.: Машиностроение. Ленингр. отд-ние,
1968. 167 с.
48. Сальников Г. П. Краткий справочник машиностроителя. 3-е изд.
К.: Техн1ка, 1971. 547 с.
49. Самохвалов Я. А., Левицкий М. Я., Григораш В. Д. Справочник
техника-конструктора. 3-е изд. К.: Техшка, 1978. 591 с.
50. Семенов А. П., Савинский Ю. Э. Металлофторопластовые подшип-
ники. М.: Машиностроение, 1976. 192 с.
51. Справочник металлиста. В 5-ти т. 3-е изд. М.: Машиностроение,
1976—1978. Т. 1—5.
52. Справочник по пайке / Под ред. С. П. Лоцманова, И. Е. Петру-
нина, В. П. Фролова. М.; Машиностроение, 1975. 407 с.
181
53. Справочник по применению и нормам расхода смазочных материалов.
4-е изд., М.: Химия. 1977. Кн.1 / Под ред. Е. А. Эминова. 383 с.
54. Справочник по производственному контролю в машиностроении
/Под ред. А. К. Кутая. 3-е изд. Л.: Машиностроение, Ленингр. отд.-ние,
1975. 975 с.
55. Тайц Б. А. Точность и контроль зубчатых колес. М.: Машинострое-
ние, 1972. 367 с.
56. Тищенко О. Ф., Валендинский А. С. Взаимозаменяемость, стандар-
тизация и технические измерения. М.: Машиностроение, 1977. 358 с.
57. Трение, изнашивание и смазка: Справочник. В 2-х кн., Кн.1/ Под
ред. И. В. Крачельского и В. В. Алисина. М.: Машиностроение, 1978.
400 с.
58. Филинов С. А., Фигер И. В. Справочник термиста. 4-е изд. М.:
Машиностроение, 1975. 352 с.
59. Цилиндрические эвольвентные зубчатые передачи внешнего зацеп-
ления. Расчет геометрии: Справ, пособие / И. А. Болотовский, Б. И. Гурьев,
В. Э. Смирнов и др. М.: Машиностроение, 1974. 172 с.
60. Цилиндрические эвольвентные зубчатые передачи внутреннего за-
цепления: Расчет геометрии. Справ, пособие/' Болотовский И. А. Гурьев Б. И.,
Смирнов В. Э. и др. М. : Машиностроение, 1972. 160 с.
61. Энциклопедия полимеров. В 3-х т. М.: Советская энциклопедия,
1972—1977. Т. 1—3. |
62. Яковлев А. Д. Технология изготовления изделий из пластмасс.
3-е изд. Л.: Химия. Ленингр. отд.-ние, 1977. 360 с.
63. Якушев А. И. Взаимозаменяемость, стандартизация и технические
измерения. 5-е. изд. М.: Машиностроение, 1979. 344 с.
64. Ямпольский А. М. Декоративные и защитно-декоративные гальвани-
ческие и химические покрытия. Л.: ЛДНТП, 1973. 94 с.
65. Ямпольский А. М. Краткий справочник гальванотехника. Л.: Ма-
шиностроение. Ленингр. отд-ние, 1972. 224 с.
СОДЕРЖАНИЕ
Стр.
Предисловие ...................................•••••••••••••*
Общие требования, предъявляемые к конструкции механизмов и машин
в процессе проектирования. Пути увеличения работоспособности и эко-
номичности проектируемых конструкций....................... . .
Общие принципы проектирования механизмов и машин. Метод ин-
версии ..................................................
Пути увеличения прочности, жесткости и надежности конструк-
ций. Метод бомбирования .................................
Пути снижения массы конструкций..................... .
Учет технико-экономических факторов при проектировании • .
Конструкционные и инструментальные материалы ........
Металлы и сплавы ........................♦..............
Сталь.................................................
Чугун.................................................
Цветные металлы и сплавы, антифрикционные материалы . .
Полимерные материалы, пластмассы и другие конструкционные не-
металлические материалы..................................
Проектирование деталей, получаемых прогрессивными способами . . .
Проектирование деталей из металлов и сплавов.............
Детали, получаемые при помощи пайки .................
Детали, получаемые электрофизической и электрохимической
обработкой ...........................................
Детали, получаемые выдавливанием мастер-пуансоном . . .
Детали, получаемые металлизацией и плазменным напылением
Детали, получаемые формованием из металлополимерной компо-
зиции ............................-...................
Детали, получаемые гальванопластикой.................
Проектирование деталей из пластмасс ..........
Сварные соединения пластмассовых деталей .......
Клеевые соединения пластмассовых деталей................
Назначение способа термической и химико-термической обработки де-
талей при конструировании ..............................
Характеристика основных видов термической обработки металлов
и области их применения..................................
Виды термической обработки стали и получаемая при этом
твердость ............................................
Рекомендации по термической обработке чугуна и цветных ме-
таллов ...............................................
Характеристика основных видов химико-термической обработки
стали и области их применения............................
Термическая обработка деталей из пластмасс . . ..........
Назначение покрытий при проектировании ..... ..................
Покрытия для деталей из металлов.....................
Металлические и неметаллические (неорганические) покрытия
Лакокрасочные покрытия................................
Покрытия для деталей из пластмасс . .....................
Вакуумная металлизация................................
Химико-гальваническая металлизация....................
Допуски и посадки. Краткая характеристика и области применения по-
садок .........................................................
Единая система допусков и посадок СЭВ....................
Краткая характеристика и области применения .........
Назначение предельных отклонений размеров с неуказанными
допусками...............
3
4
4
7
11
14
15
15
15
31
35
35
62
62
62
66
69
73
75
77
82
82
86
86
86
90
93
95
100
101
101
101
113
118
118
118
126
183
Особенности назначения допусков и посадок для деталей из пласт-
масс: .....................................................127
Допуски формы и расположения поверхностей. Краткая характеристика
и области применения.............................................129
Отклонения формы поверхностей.............................» 129
Отклонения формы плоских поверхностей.................130
Отклонения формы цилиндрических поверхностей . . . .139
Отклонения формы конических поверхностей..............139
Отклонения расположения поверхностей.......................140
Отклонения от параллельности......................... . 141
Отклонения от перпендикулярности........................141
Отклонения наклона .................................... 151
Отклонения от соосности, симметричности и пересечения осей 151
Позиционное отклонение ................................ 151
Суммарные отклонения формы и расположения поверхностей , .152
Торцовое и полное торцовое биение ................... • 152
Радиальное и полное радиальное биение.............. . • 153
Отклонения формы криволинейных поверхностей................153
Указание отклонений формы и расположения поверхностей на чер-
тежах .....................................................154
Некоторые элементы взаимозаменяемости деталей, учитываемые при про-
ектировании .....................................................155
Расчет линейных размерных цепей............................155
Расчет плоских размерных цепей..........................159
Расчет пространственных размерных цепей.................160
Шероховатость поверхностей.......................................160
Основные параметры и их характеристики % . 160
Нормирование шероховатости поверхностей....................162
Некоторые элементы механизмов и машин, применяемые в машинострое-
нии .............................................................164
Зубчатые передачи ..................................164
Винтовые передачи..........................................164
Передача винт — гайка с трением скольжения.................165
Винтовая шариковая передача...............................167
Передача с зубчатым ремнем................................173
Список литературы ...............................................180