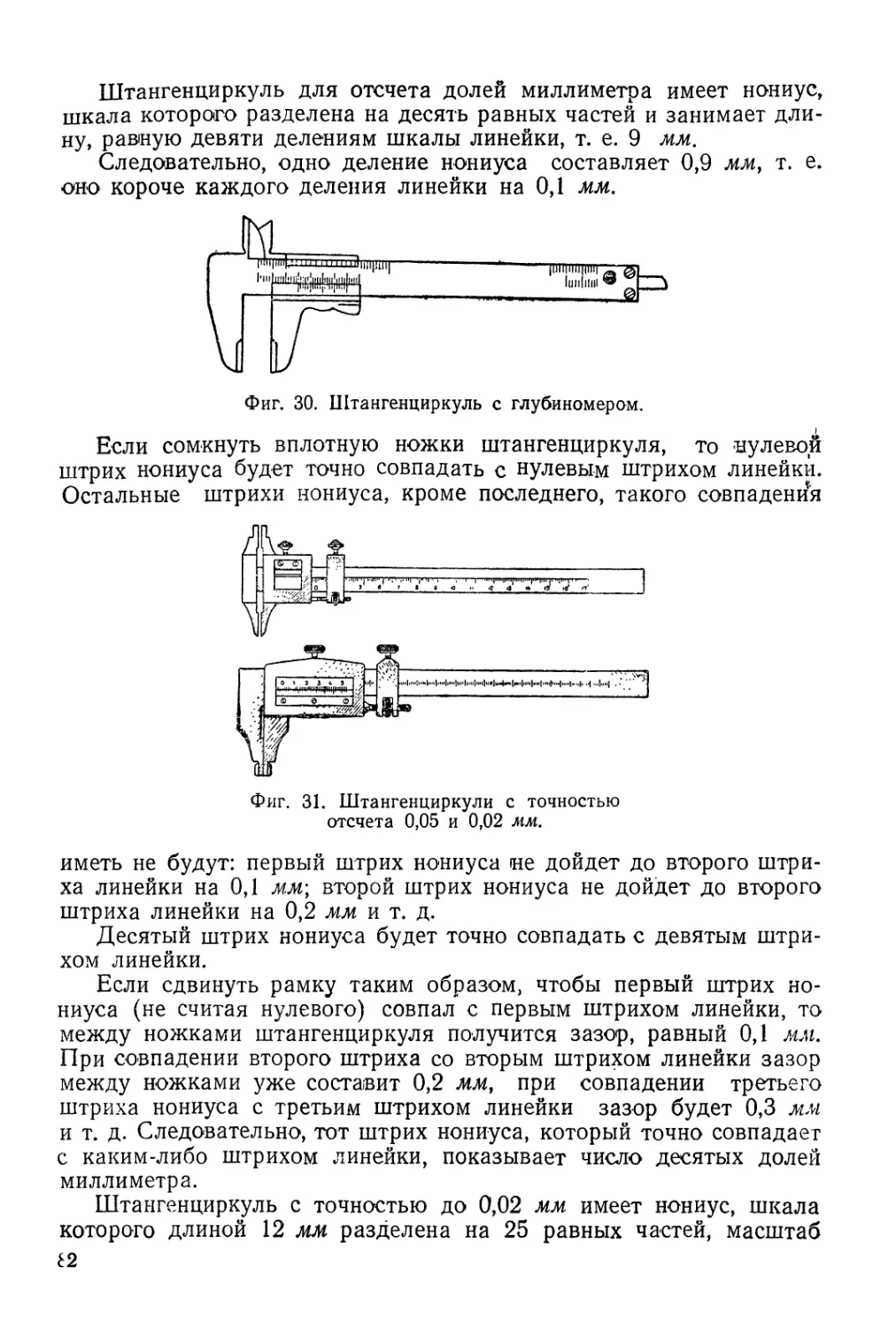
/












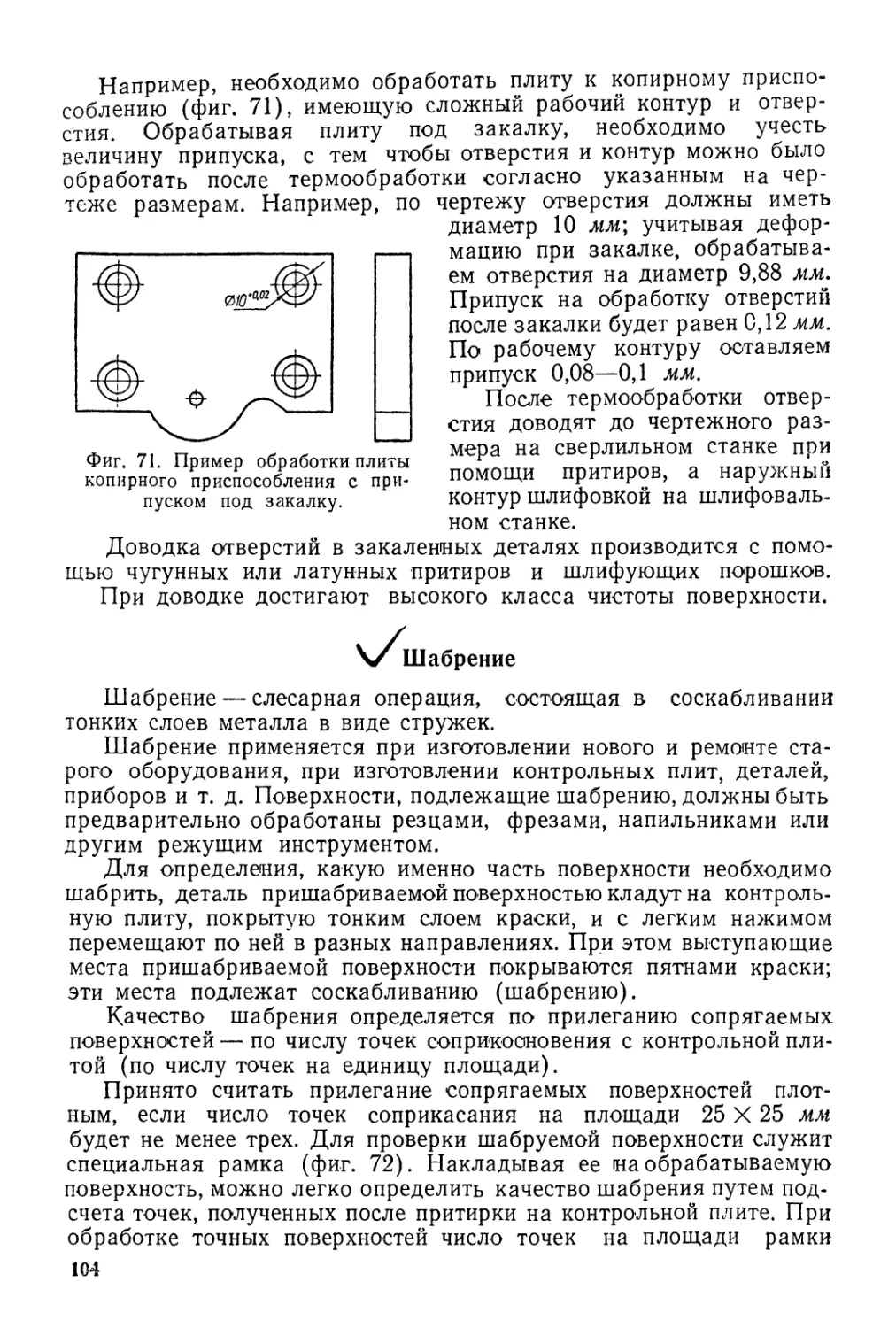

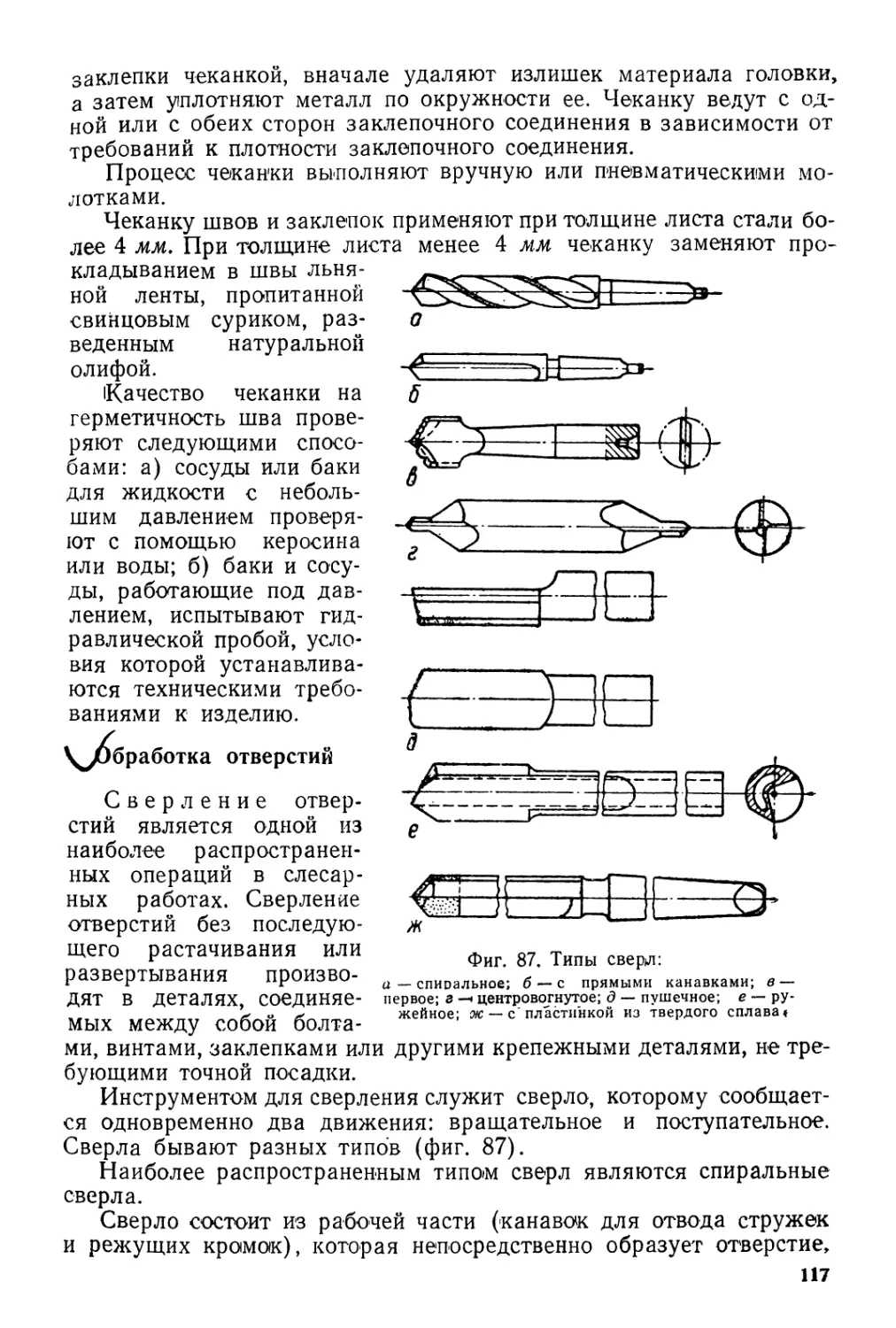
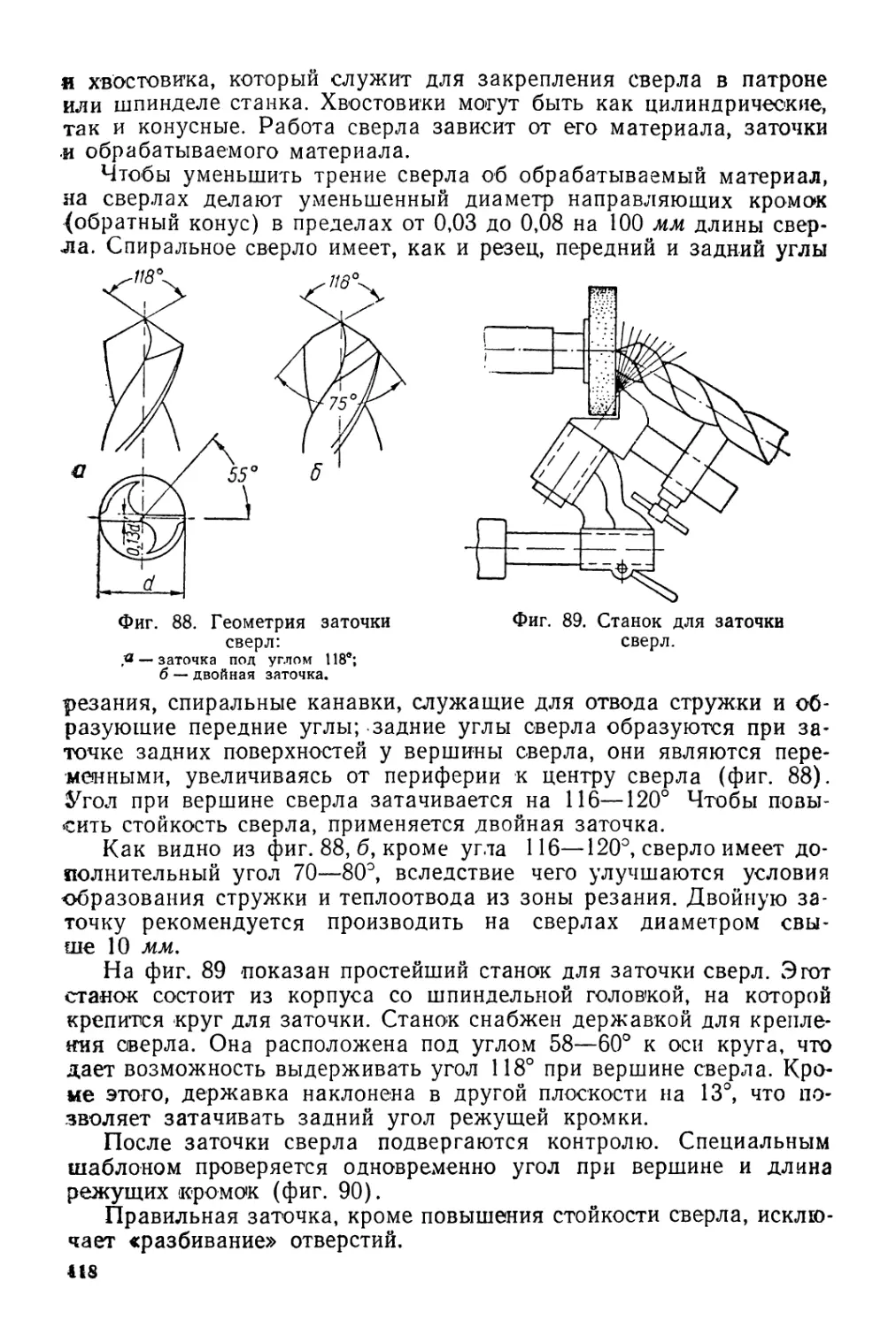

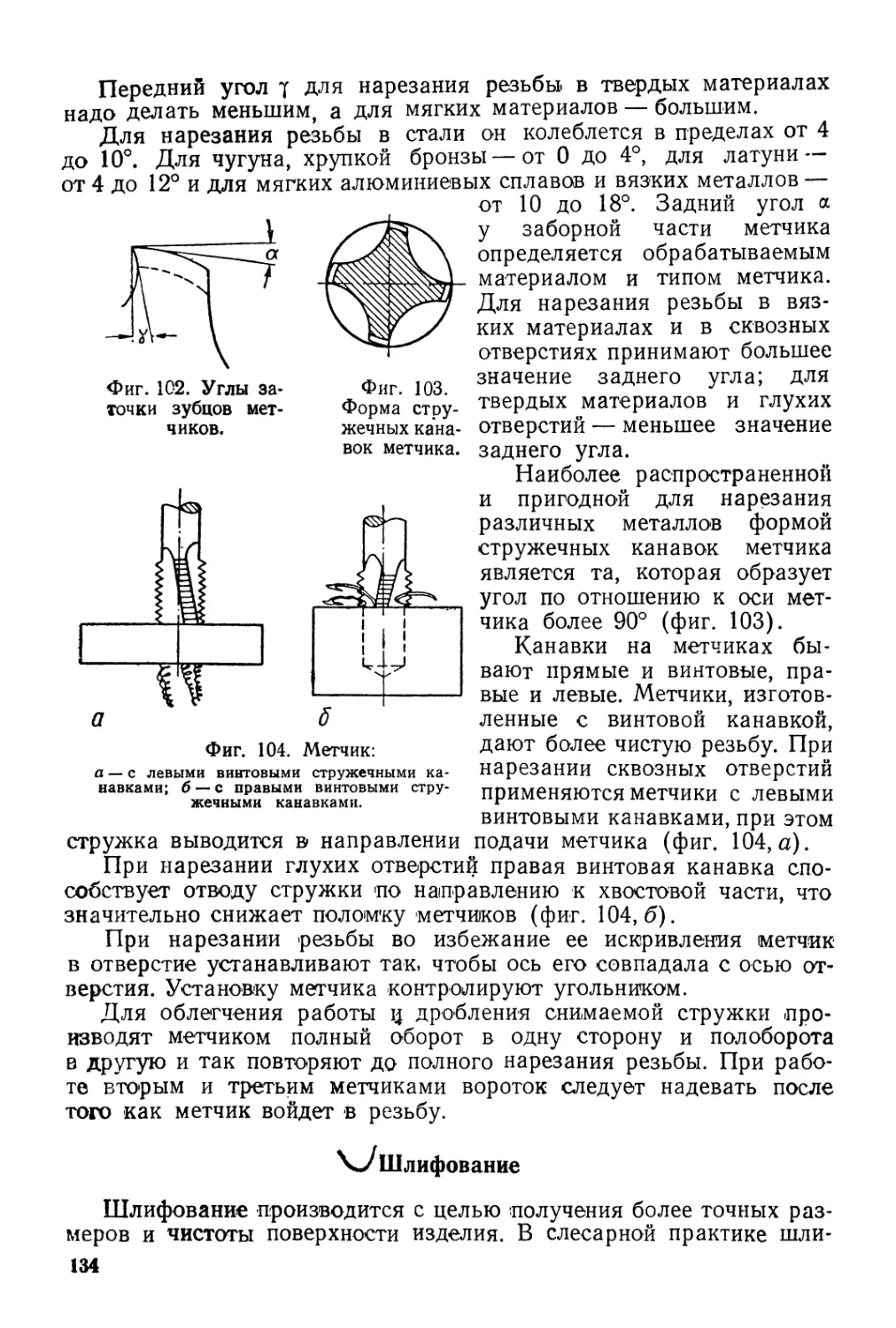
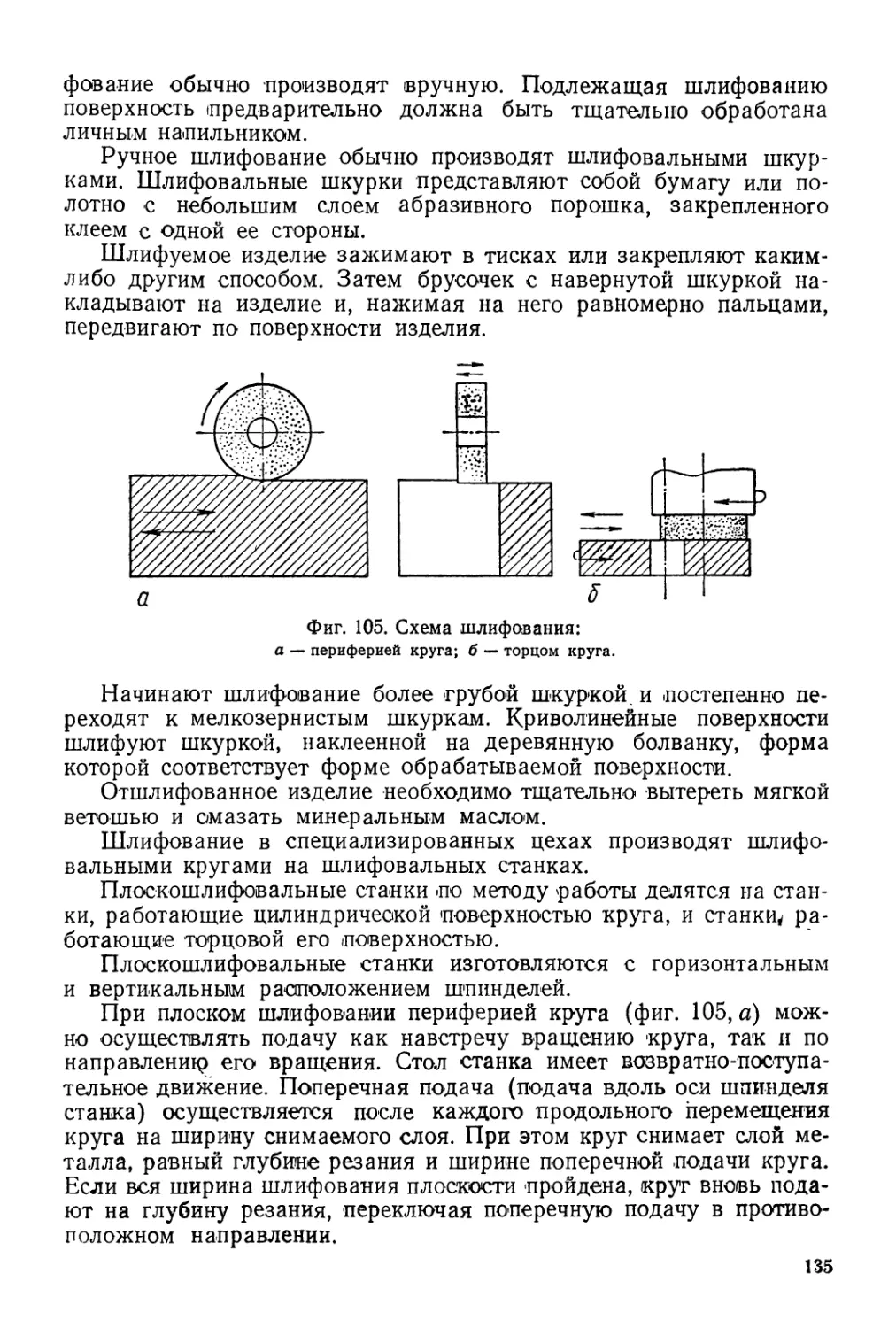















Текст
А. П. КОСЯЧЕНКО, И. А. МОЛ ЧАН
СЛЕСАРНОЕ
ДЕЛО
Издание второе^
исправленное и переработанное
ГОСУДАРСТВЕННОЕ
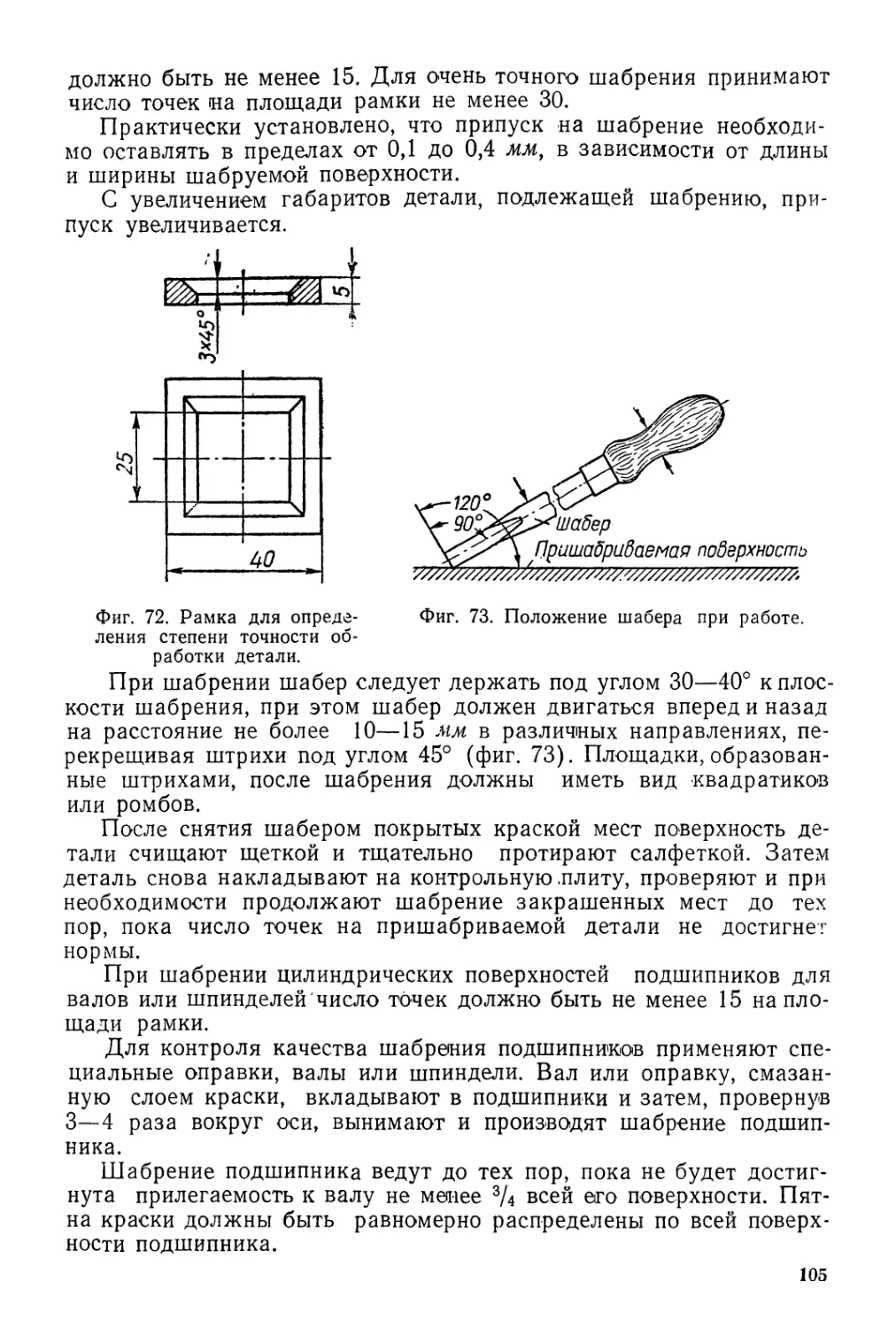
НАУЧНО-ТЕХНИЧЕСКОЕ ИЗДАТЕЛЬСТВО
МАШИНОСТРОИТЕЛЬНОЙ ЛИТЕРАТУРЫ
Москва 1961 Киев
В книге дано описание организации рабочего
места слесаря, слесарного инструмента и видов
слесарной обработки. Освещены вопросы механи-
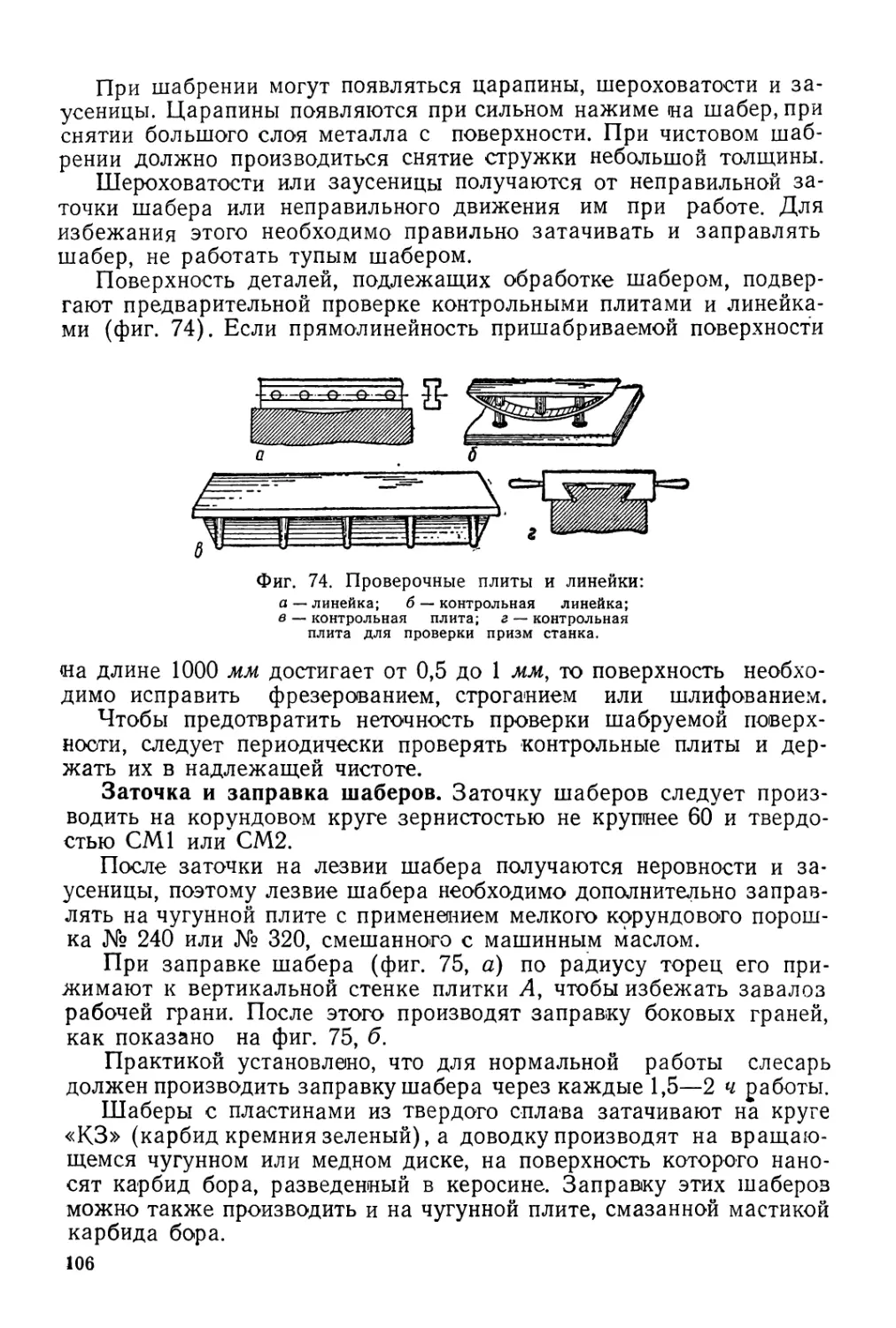
зации слесарных работ и механизации техноло-
гических процессов, описаны станочные операции,
выполняемые слесарем. Кроме того, приведены
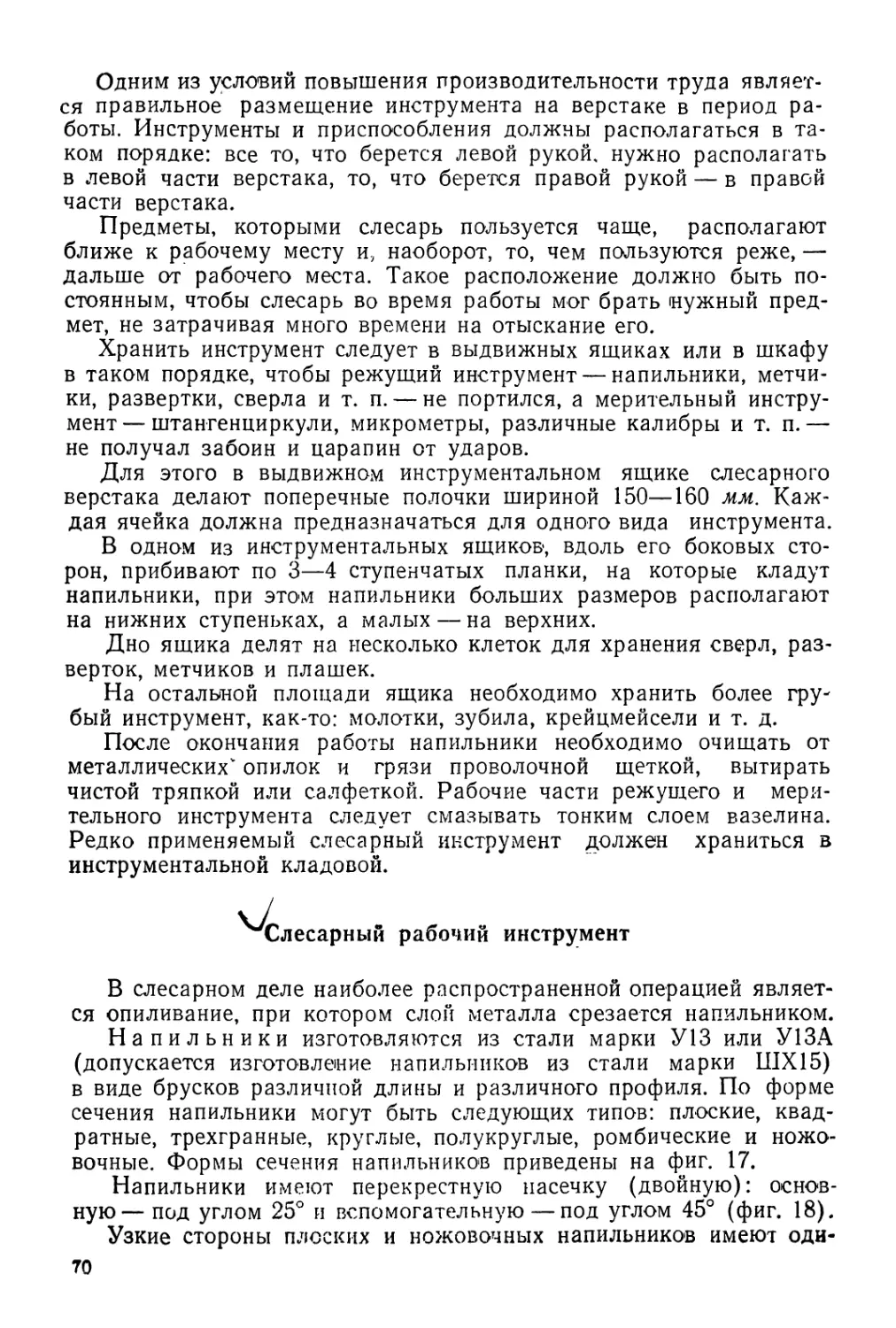
краткие сведения о металлах и их сплавах,
а также изложены основы машиностроительного
черчения.
Книга предназначается для слесарей 1—4 раз*
рядов как пособие для повышения квалификации.
ЮЖНОЕ ОТДЕЛЕНИЕ МАШГИЗА
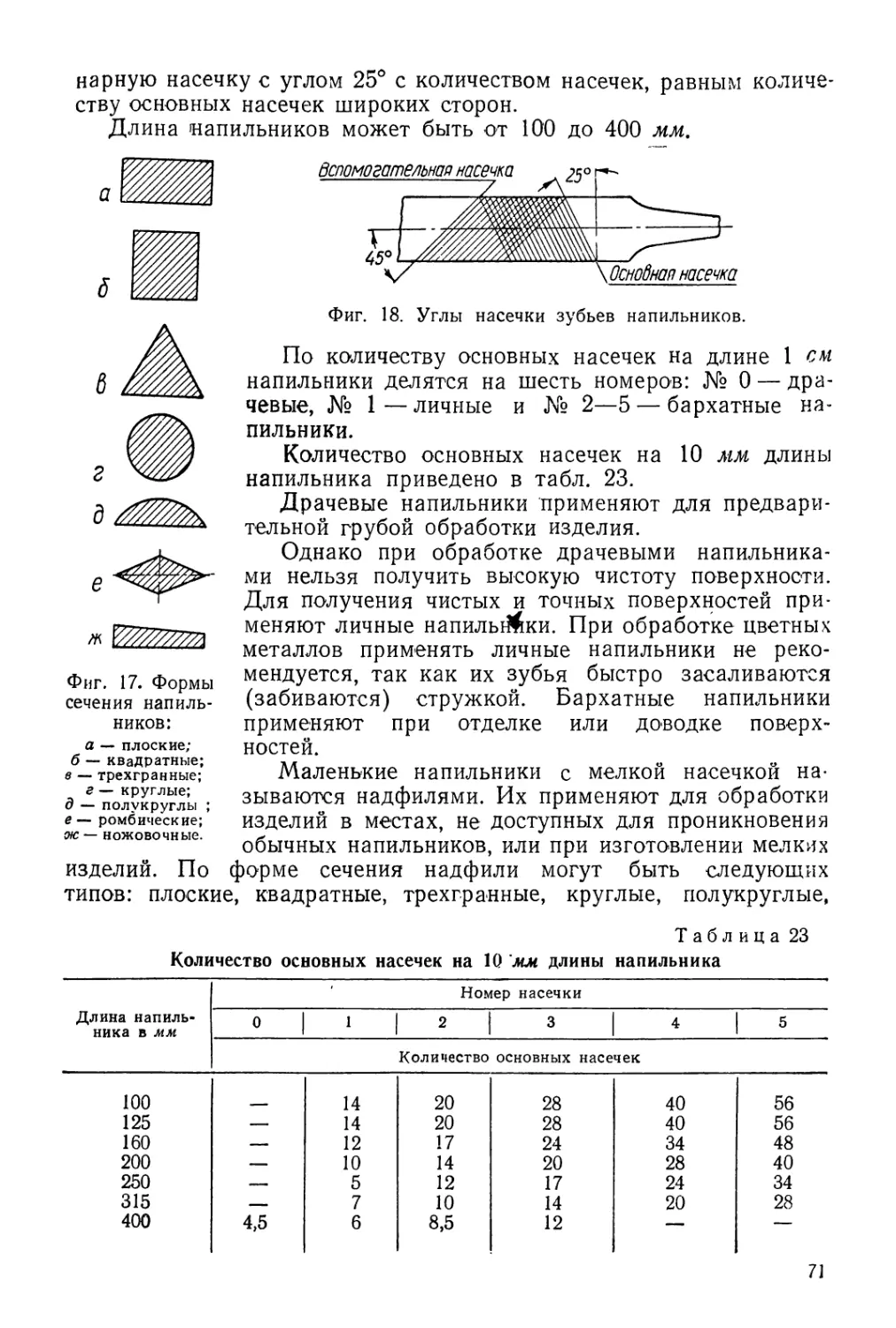
Главный редактор инж. В. К. Сердюк
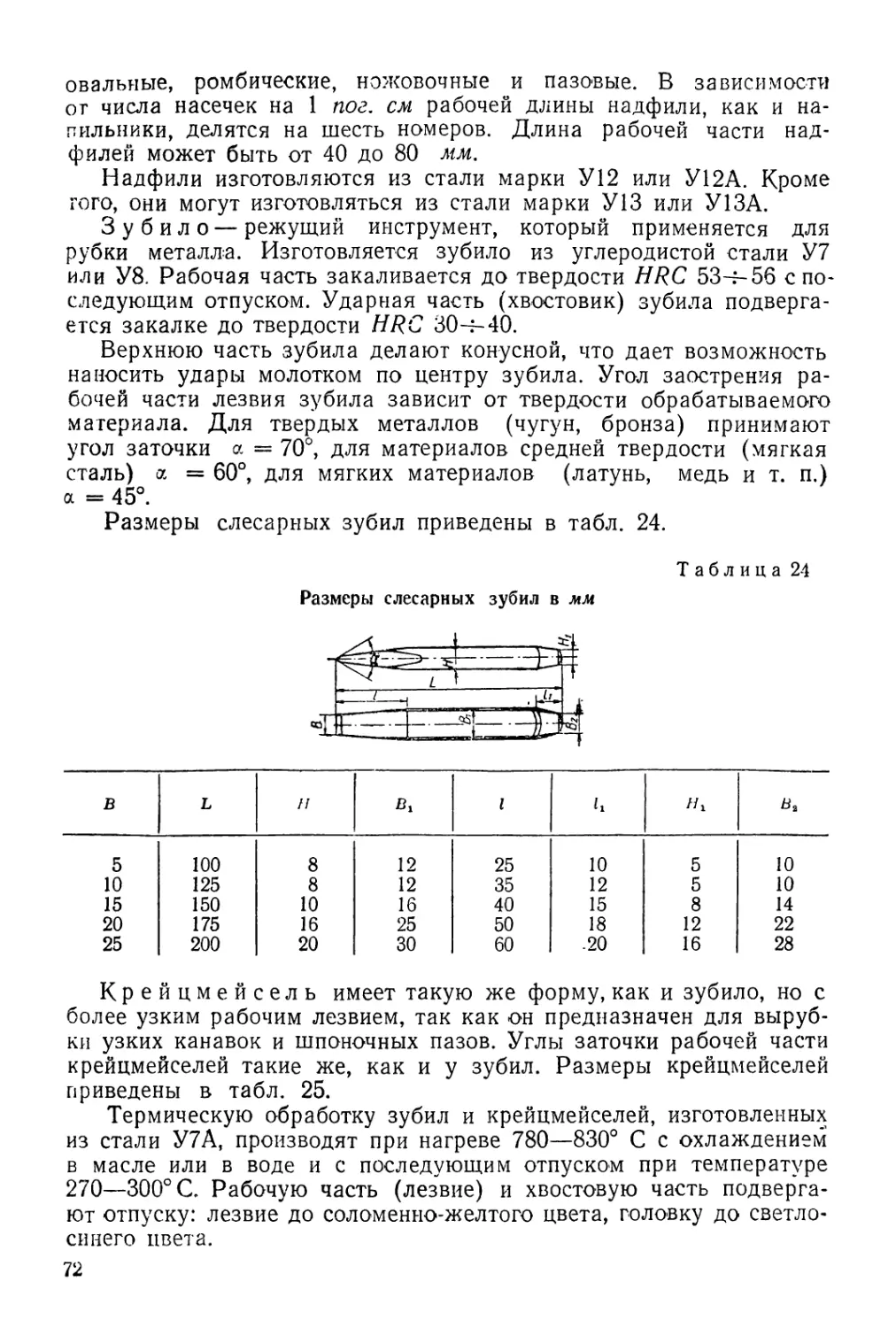
ПРЕДИСЛОВИЕ
Семилетним планом развития народного хозяйства СССР на
1959—1965 гг. предусматривается дальнейший мощный подъем на-
родного хозяйства нашей страны на базе комплексной механизации
и автоматизации производственных процессов.
В техническом прогрессе и дальнейшем подъеме народного хо-
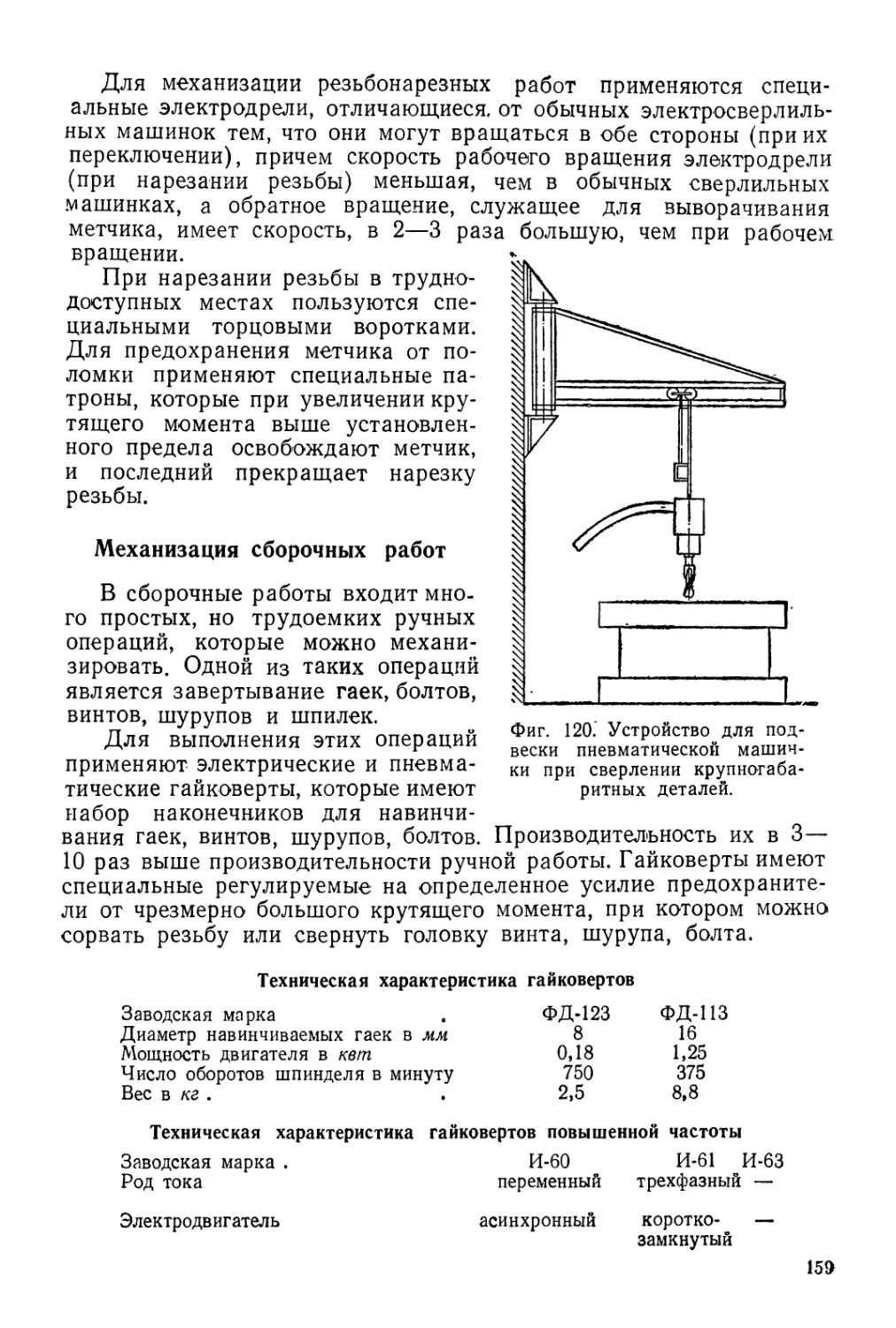
зяйства нашей страны ведущая роль принадлежит машиностроению.
Операции слесарной обработки занимают значительное место
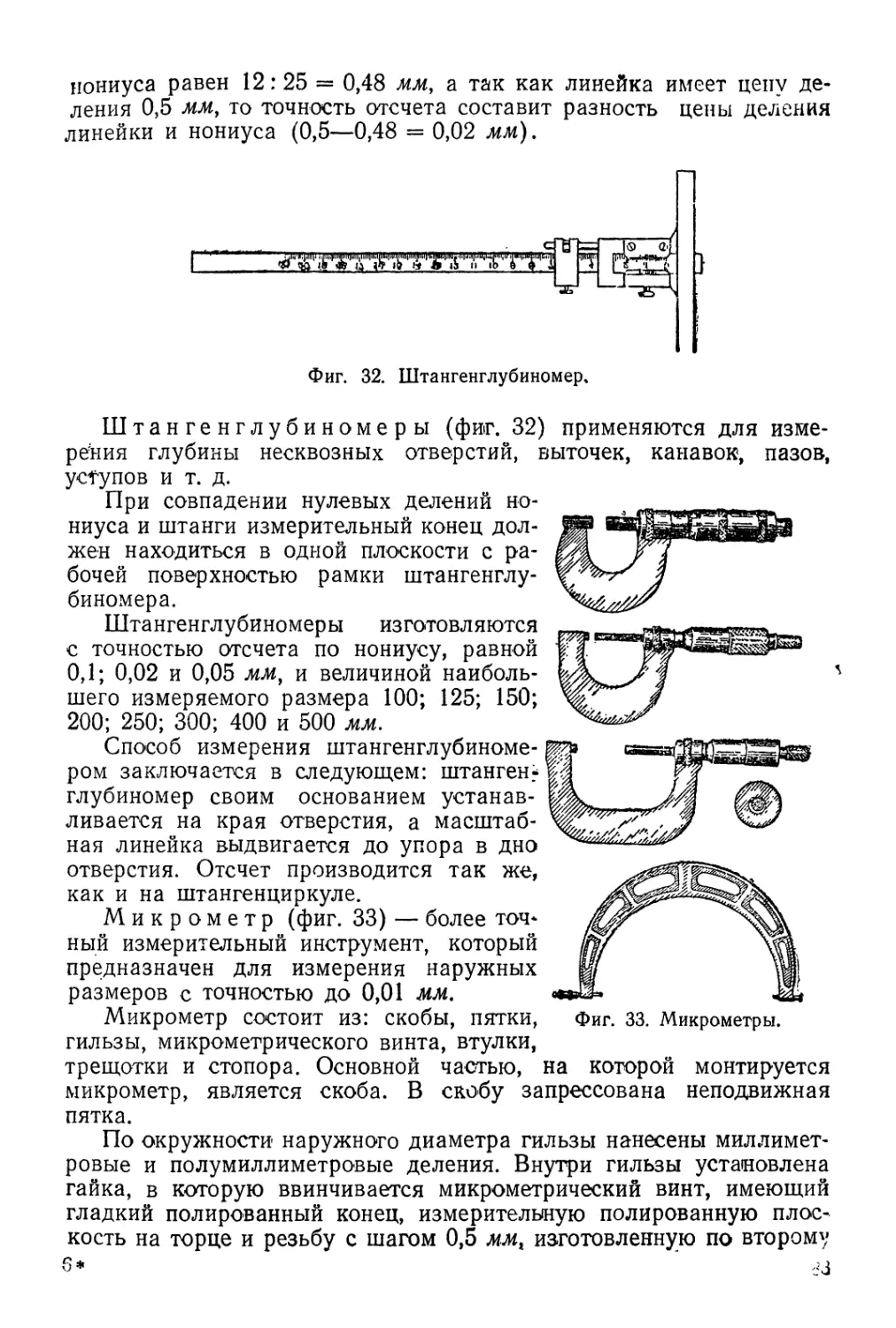
в технологических процессах машиностроения. Большое значение
слесарные операции имеют в инструментальном производстве, при
изготовлении специальной технологической оснастки и средств из-
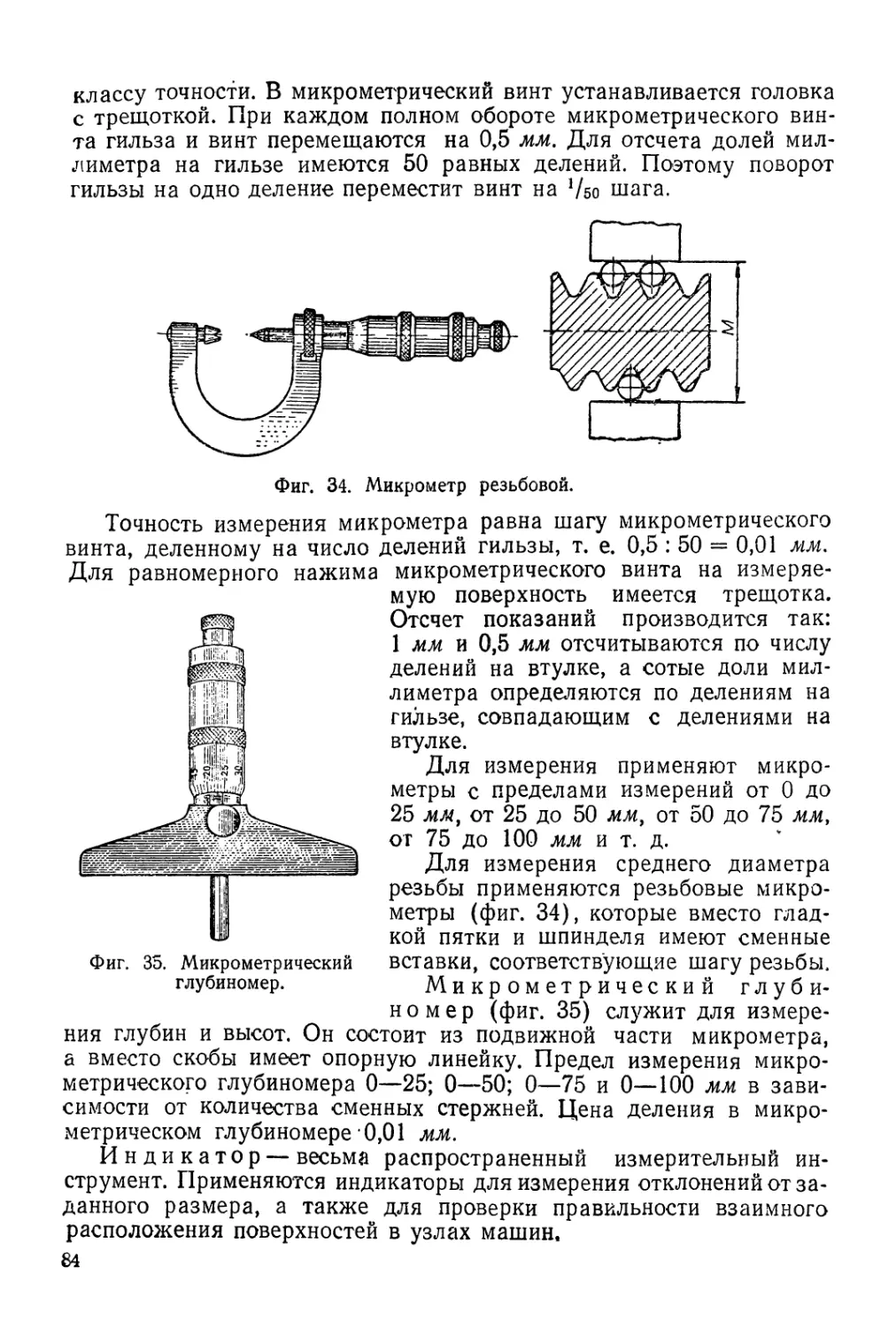
мерения.
Освоение, внедрение и эксплуатация сложной техники требуют
систематического повышения квалификации производственных ра-
бочих, в том числе и слесарей.
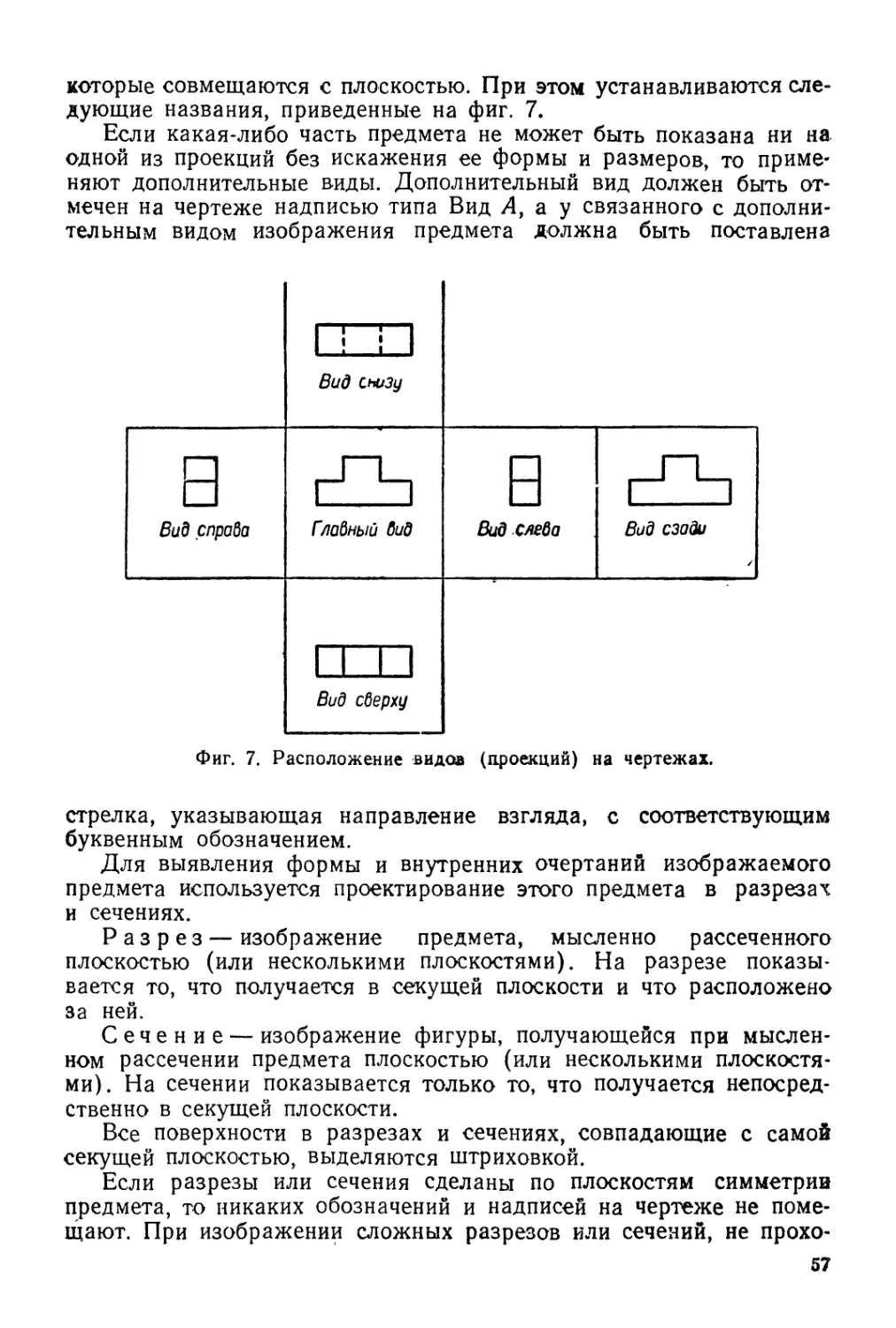
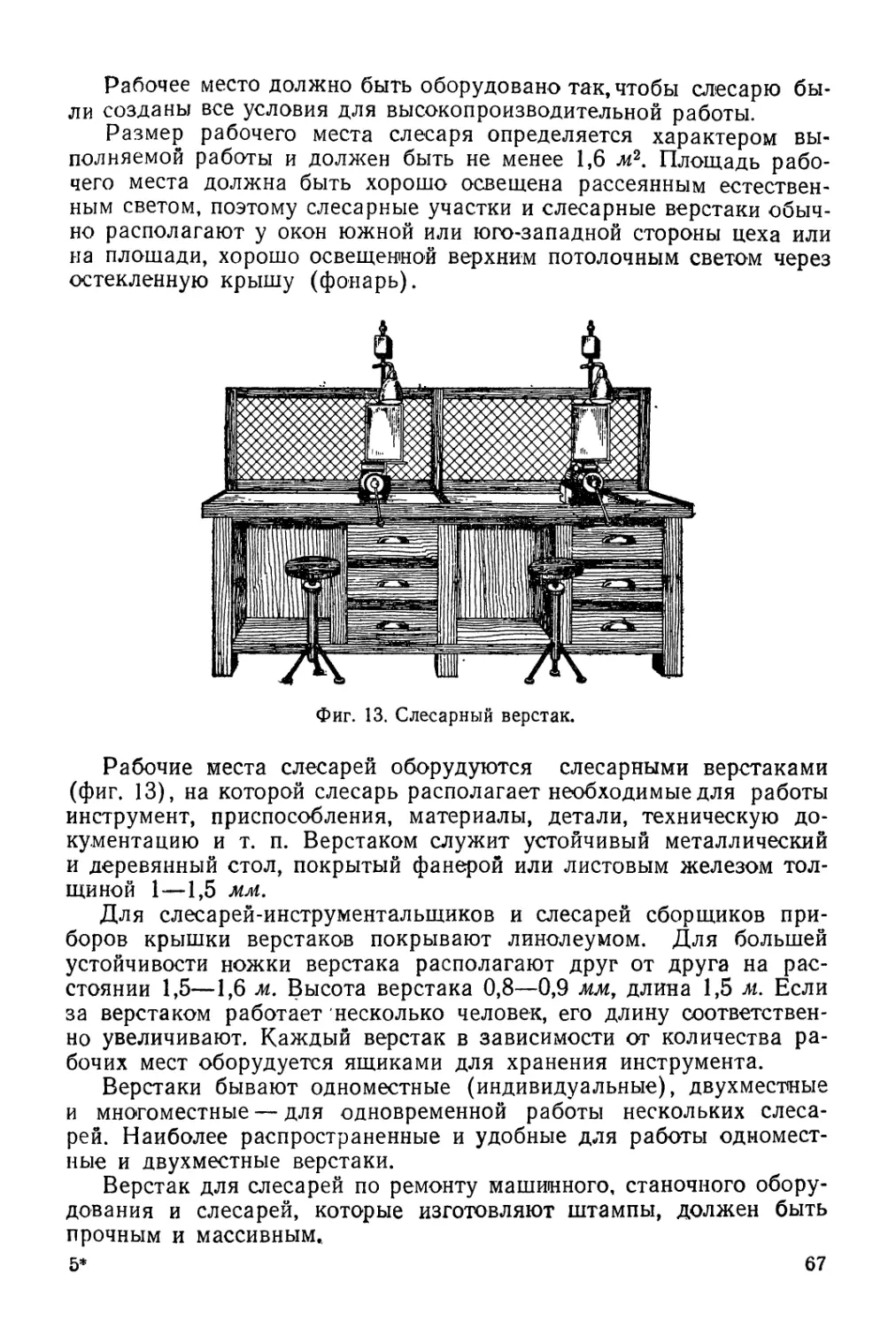
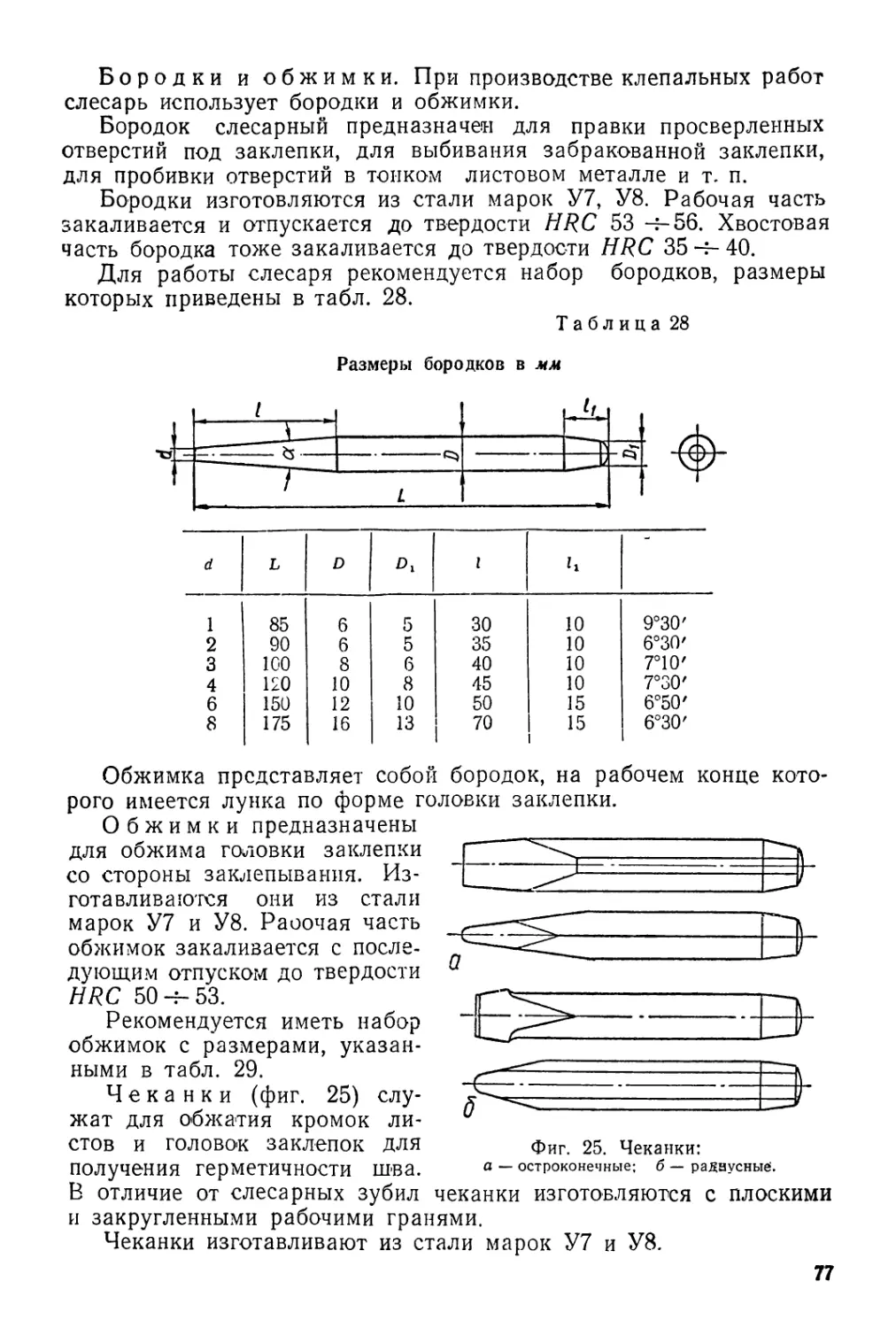
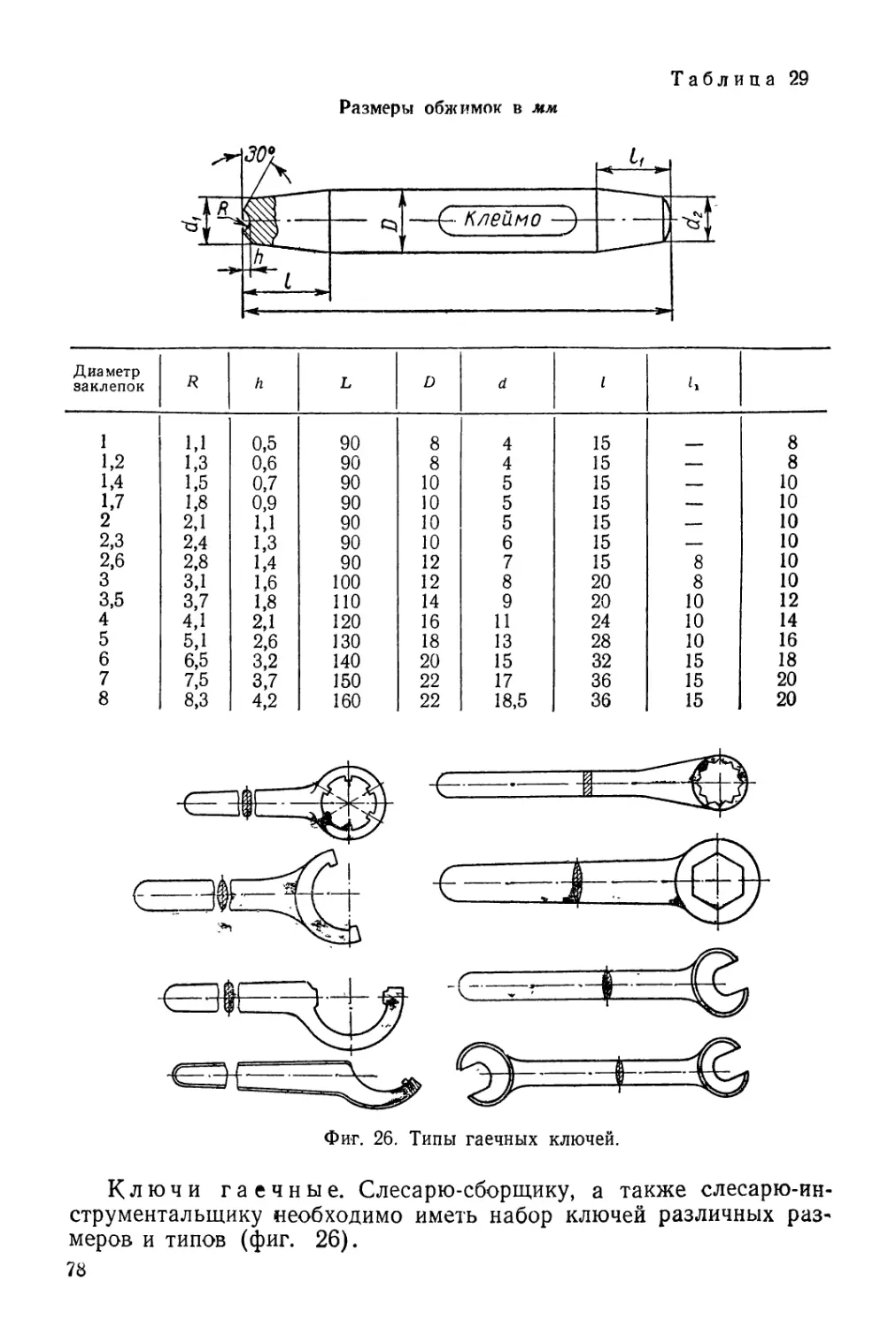
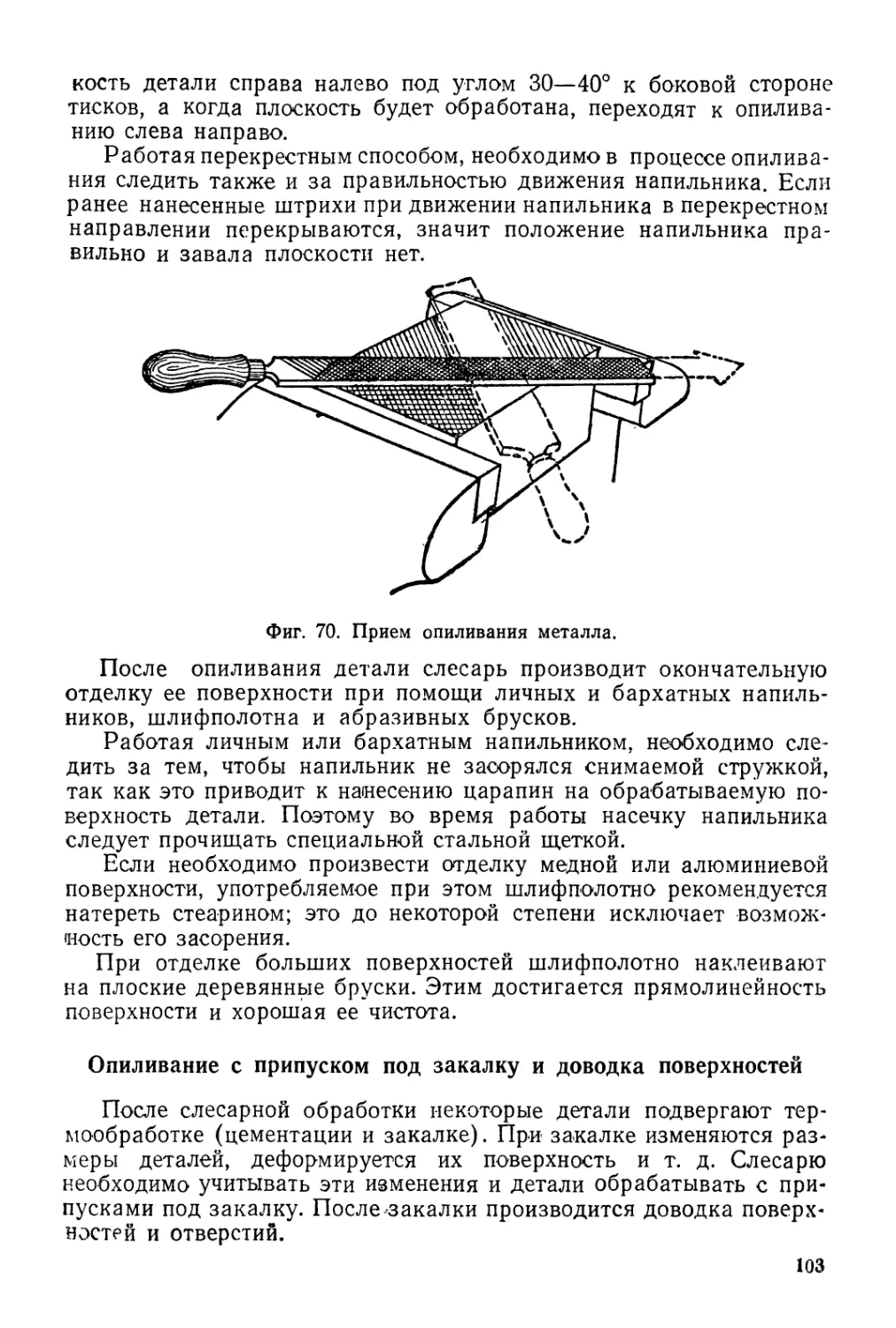
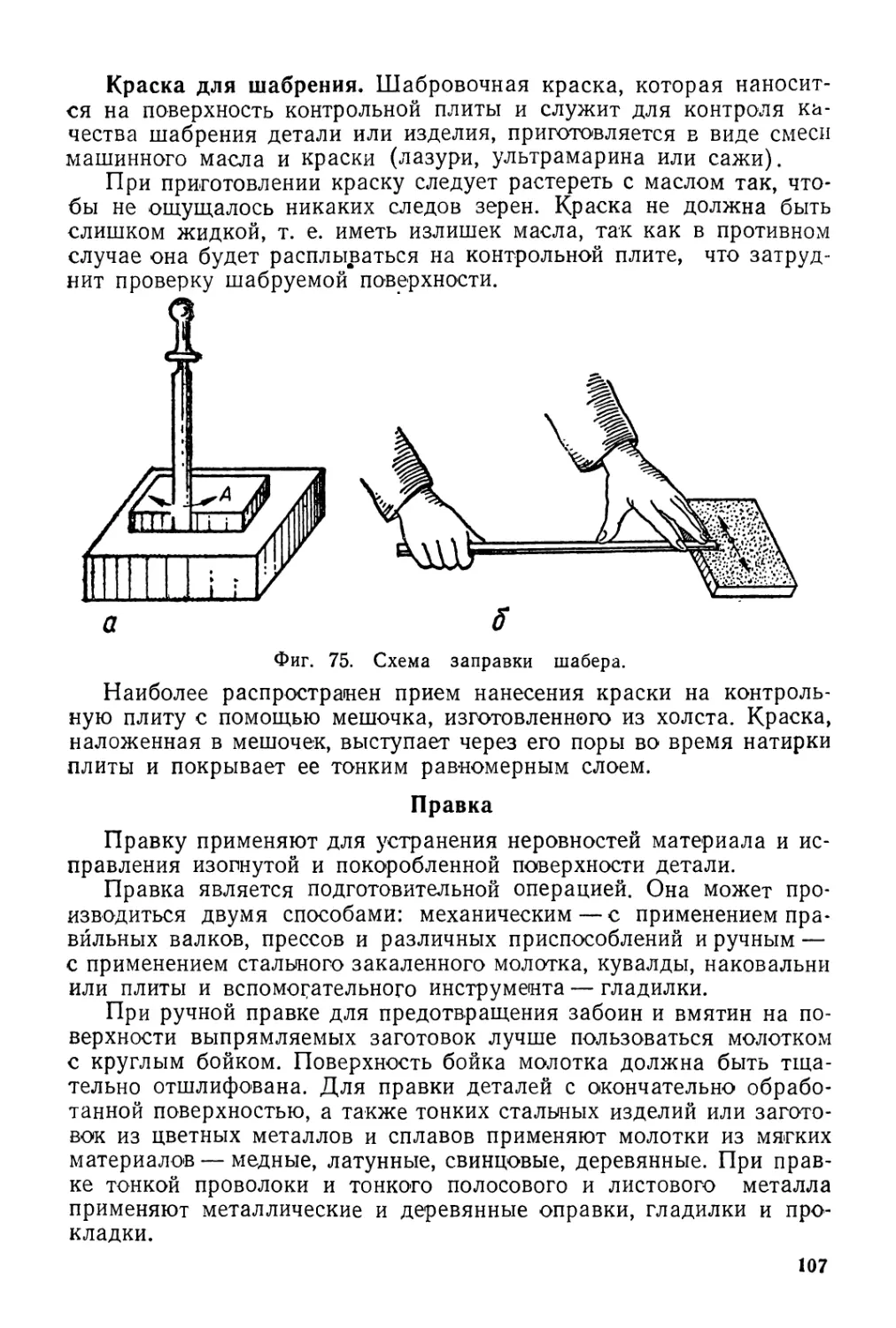
В условиях производства слесарю приходится выполнять целый
ряд различных ручных операций, как-то: разметку, рубку, опиловку,
шабровку, притирку и т. п. Для этого слесарь должен уметь правиль-
но выбирать необходимый инструмент и приспособления. Кроме то-
го, для облегчения своего труда и ускорения работы слесарь должен
уметь пользоваться механизмами, заменяющими ручной труд при
выполнении трудоемких операций.
Настоящая книга выходит вторым изданием. При подготовке
второго издания авторами были учтены пожелания читателей, текст
переработан и дополнен материалами по механизации слесарных
операций.
Авторы
I. КРАТКИЕ СВЕДЕНИЯ О МЕТАЛЛАХ
Металлами называются химические элементы, обладающие опре-
деленными характерными признаками: ковкостью, пластичностью,
теплопроводностью, электропроводностью и свариваемостью.
Наиболее распространенные металлы в природе — это алюминий
и железо, встречающиеся в виде соединений с различными другими
элементами, но чаще всего с кислородом в виде окислов (бокси-
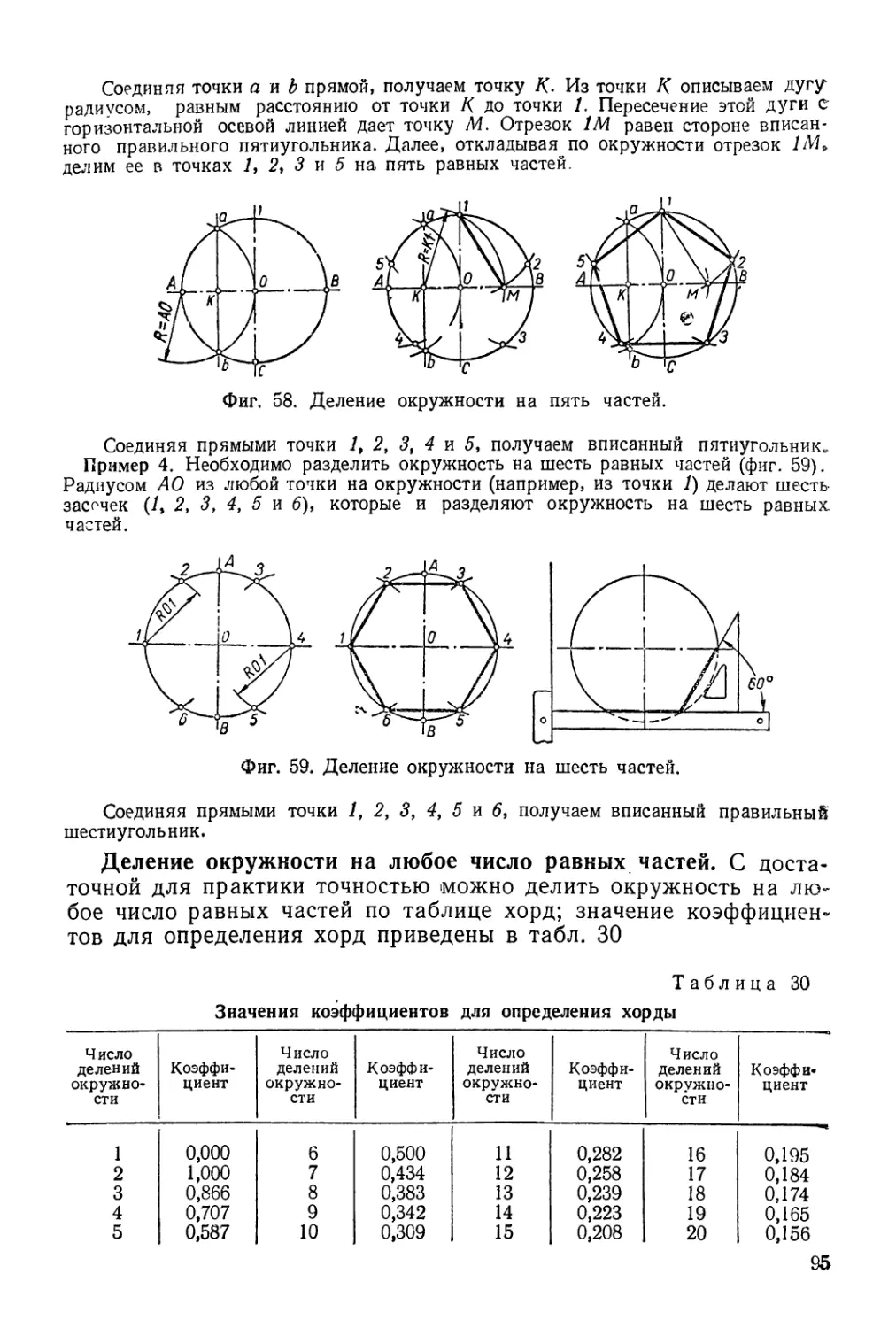
ты, глины, железные руды).
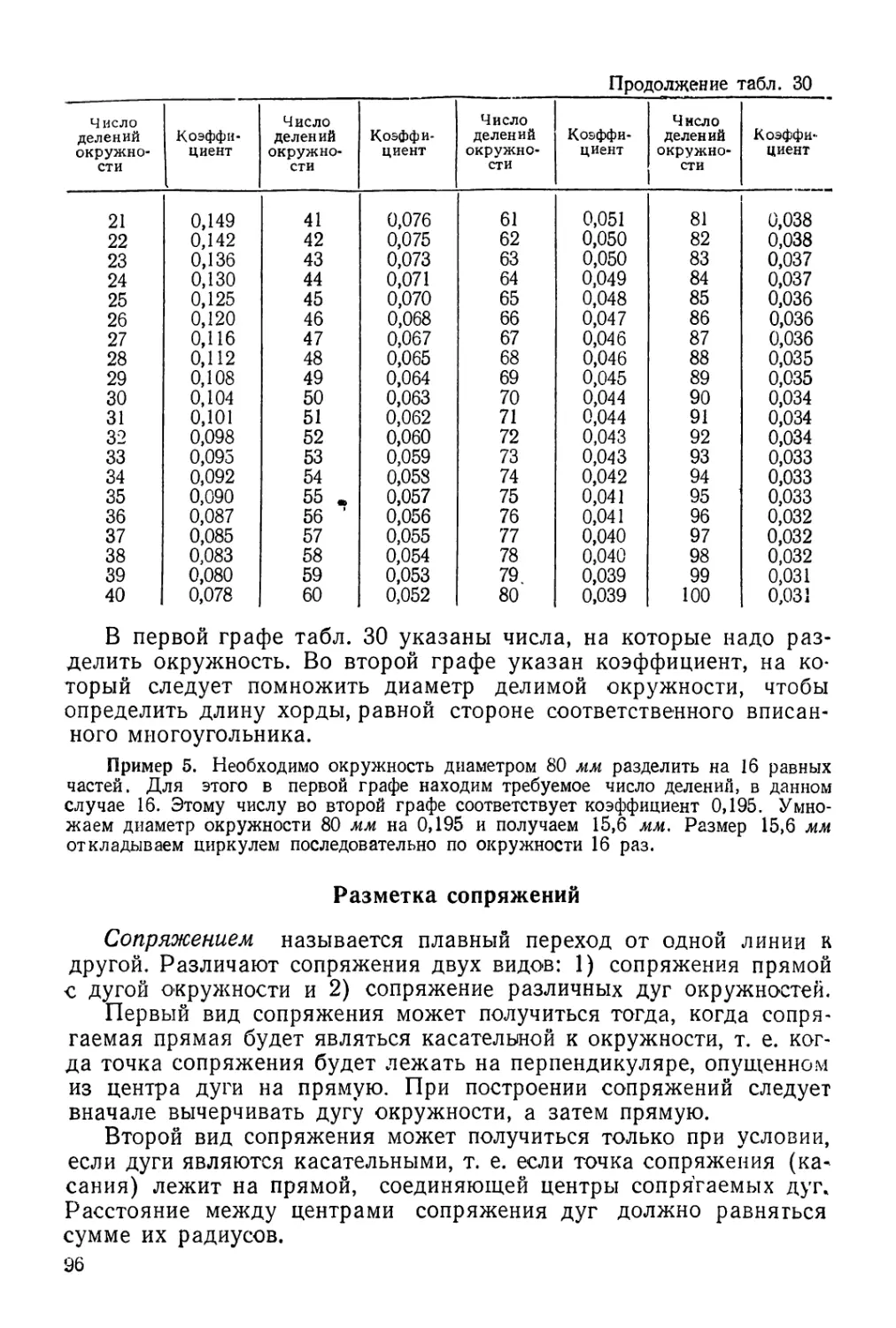
Подавляющее большинство металлов применяется в виде спла-
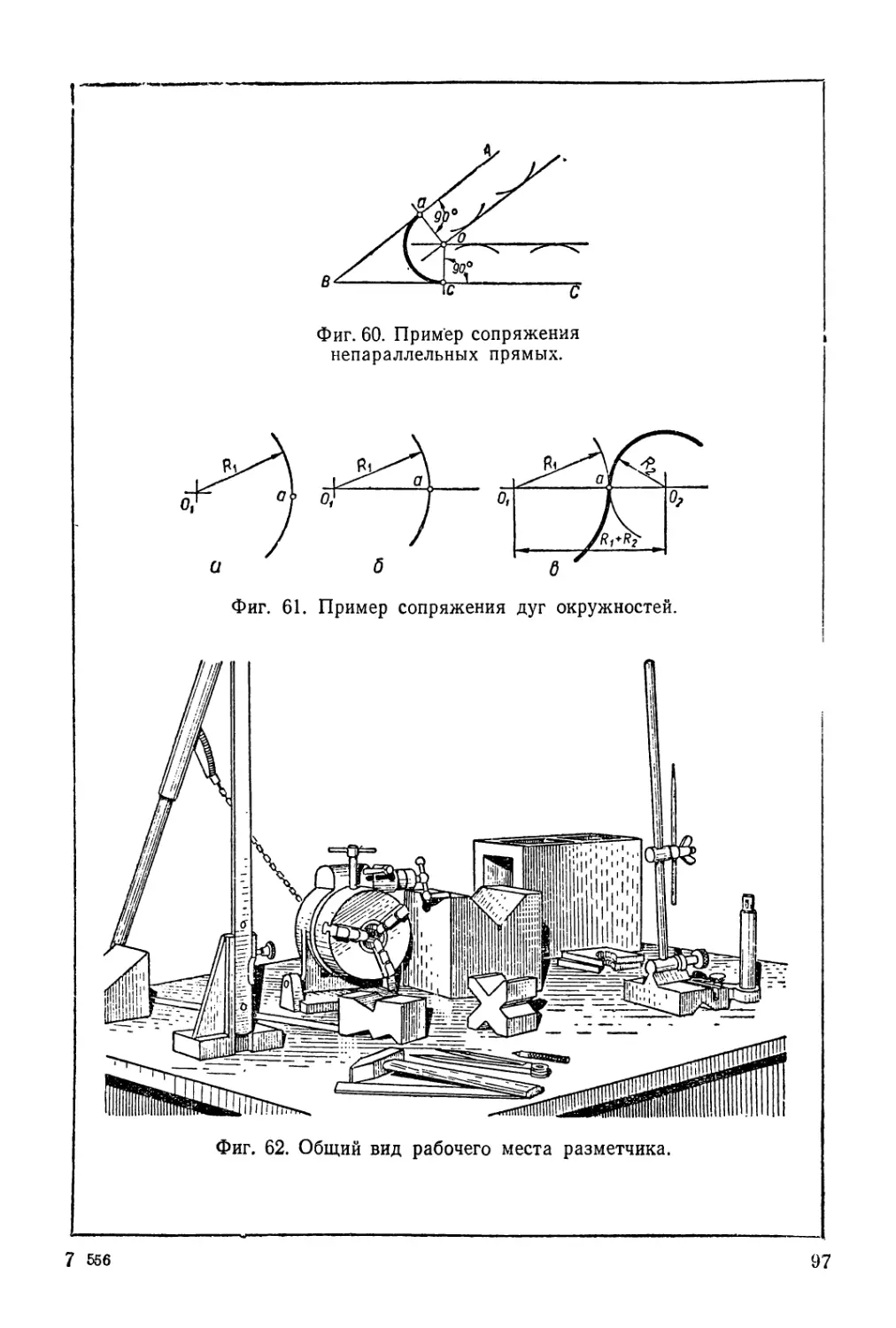
вов с другими металлами и 'неметаллами.
Железо в соединении с углеродом и другими элементами обра-
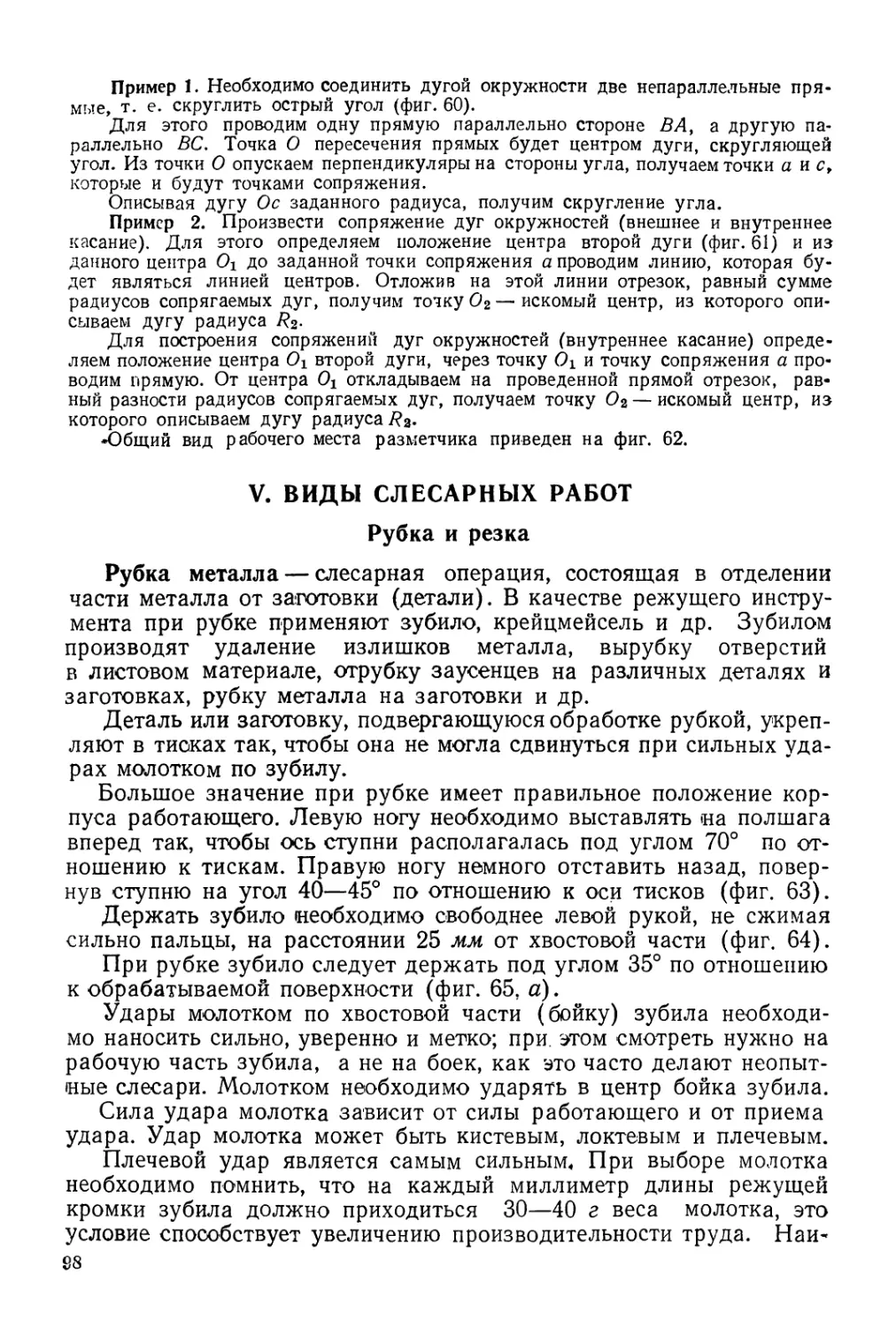
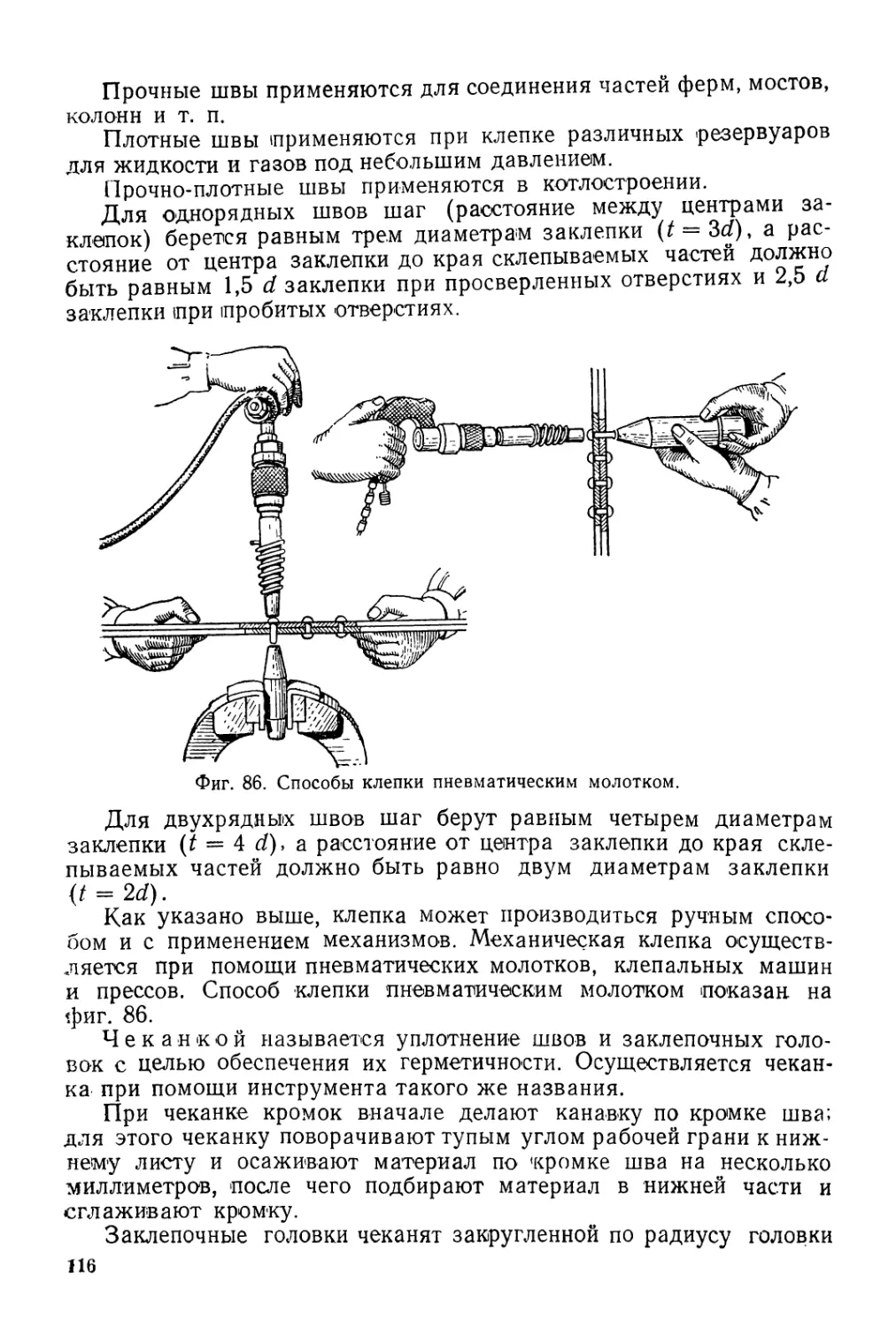
зует различные марки чугуна и стали. Эта группа сплавов относится
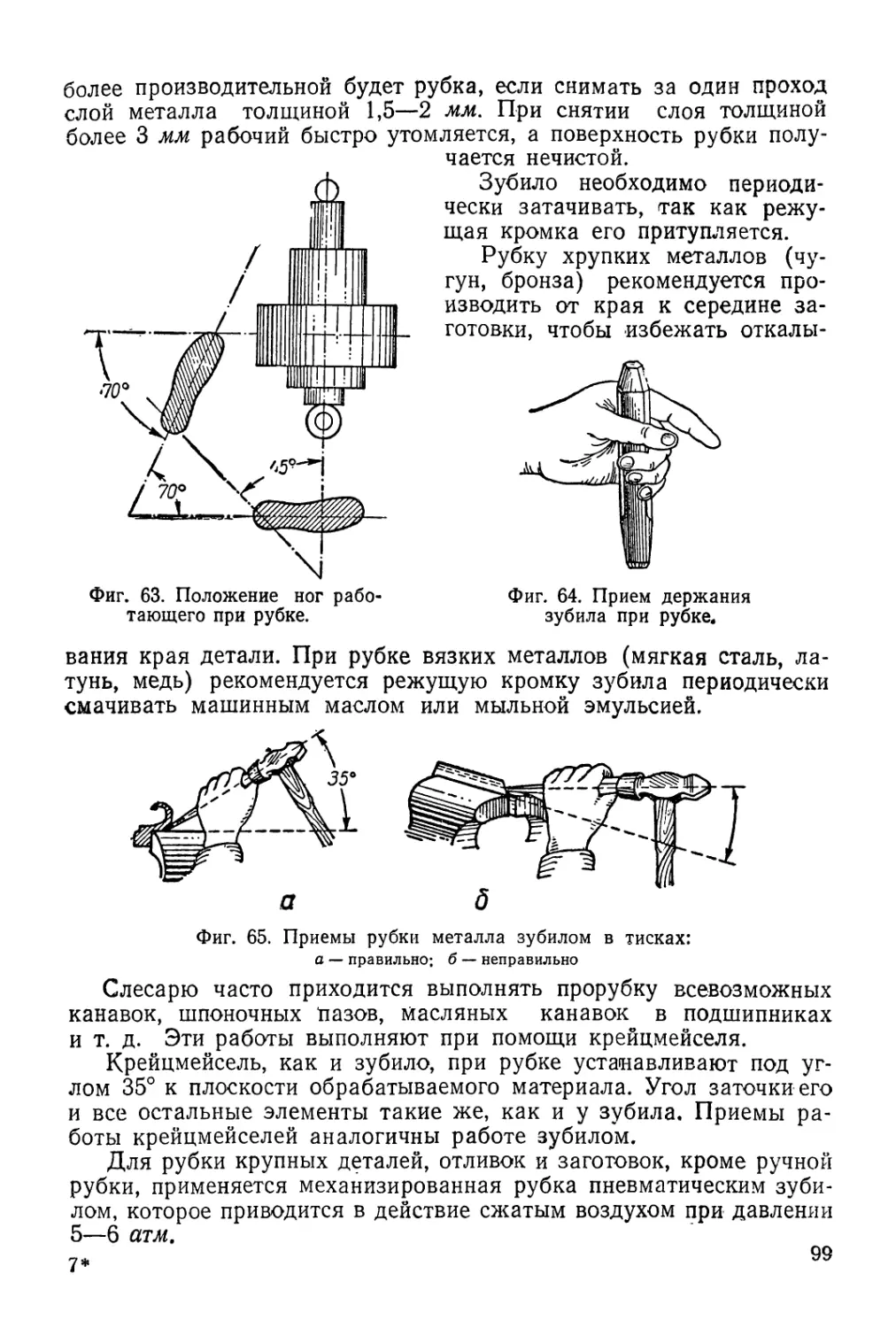
к черным металлам.
Чугун
Первичным продуктом черных металлов, получаемых из желез-
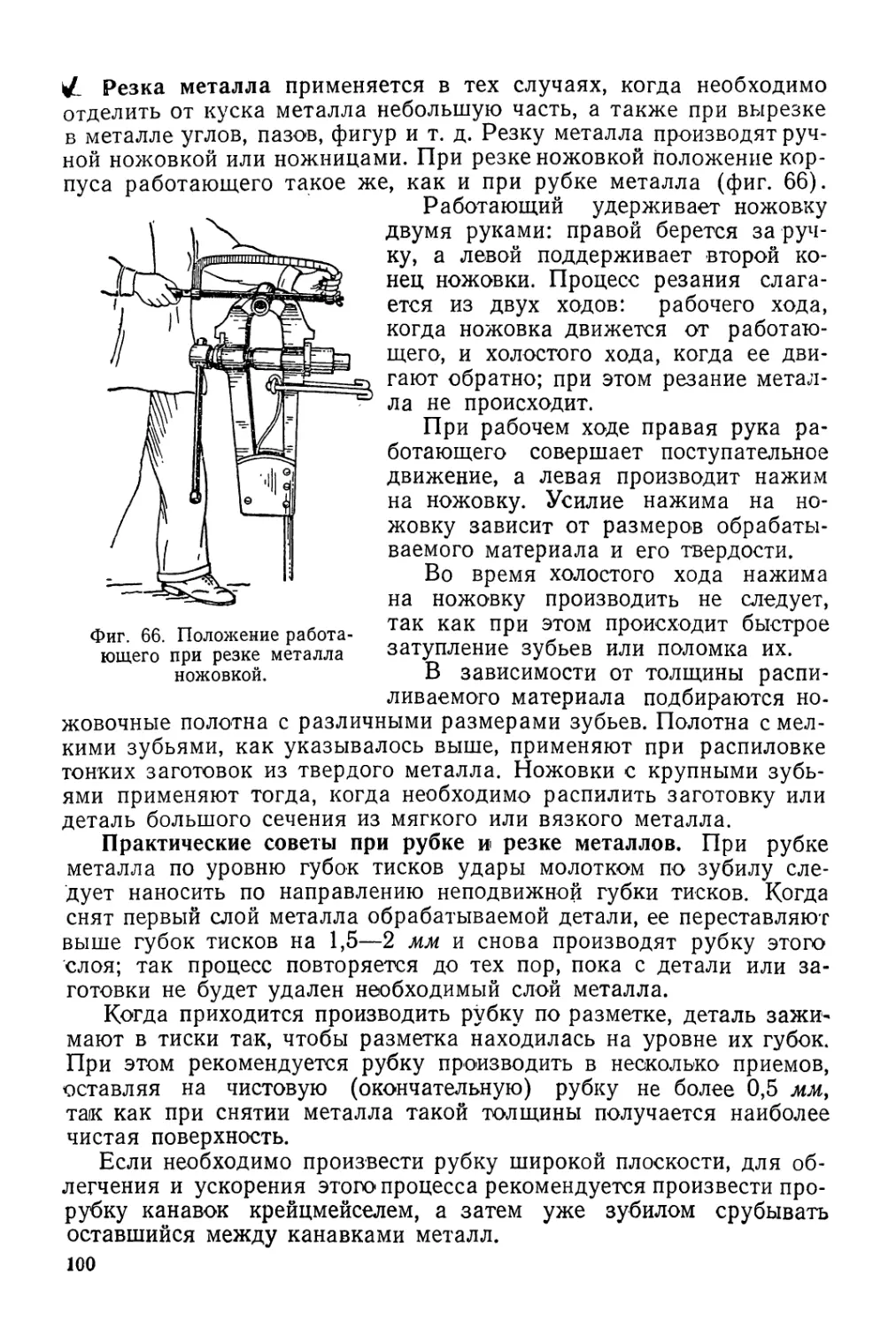
ных руд, является доменный чугун.
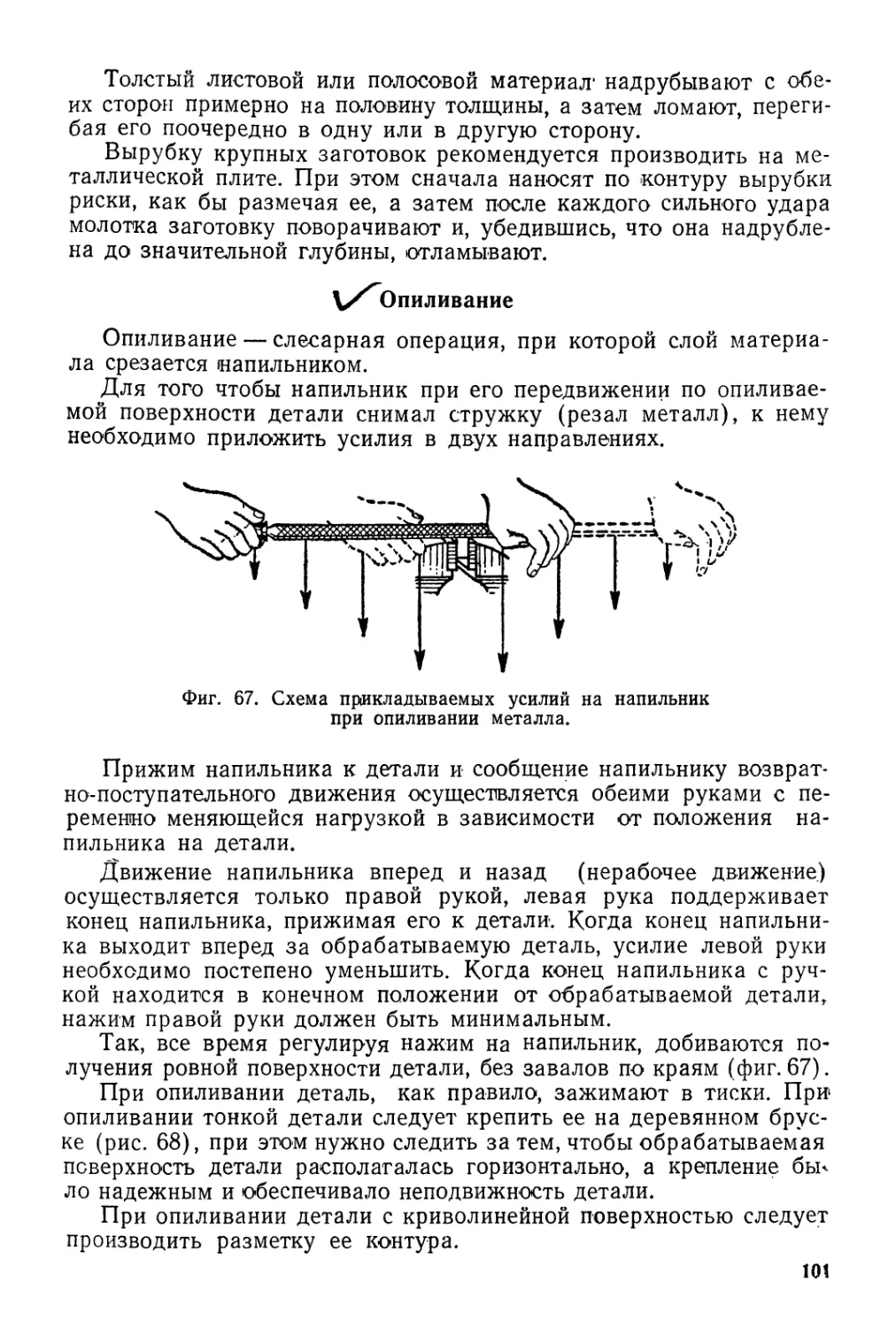
Доменный чугун является сплавом железа с углеродом (свыше
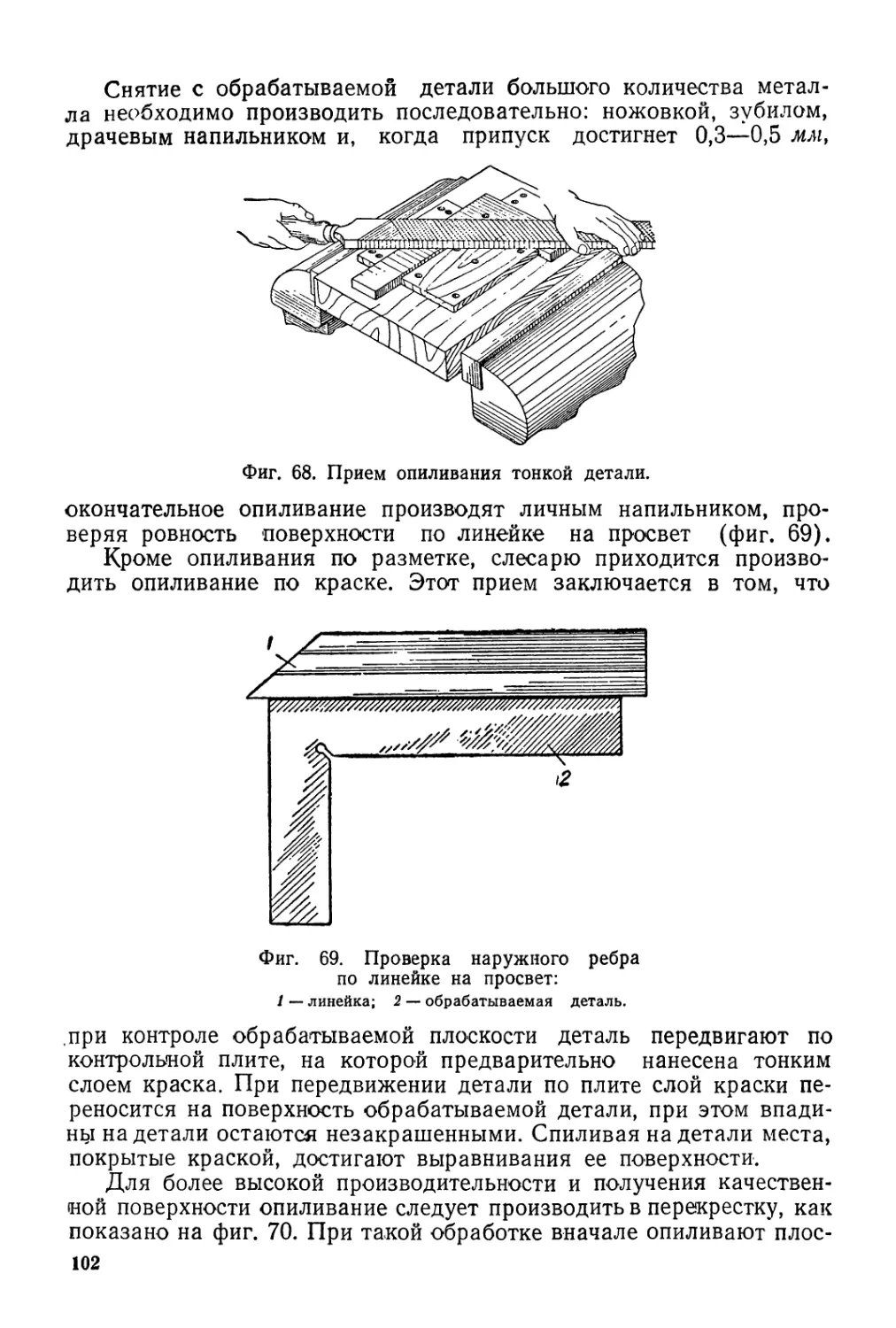
2%) и другими постоянными примесями (марганец, кремний, сера,
фосфор).
Существует несколько марок чугуна с различными свойствами.
Если в чугуне имеются специальные примеси — хром, никель, молиб-
ден и т. д., то такие чугуны образуют группу специальных чугунов.
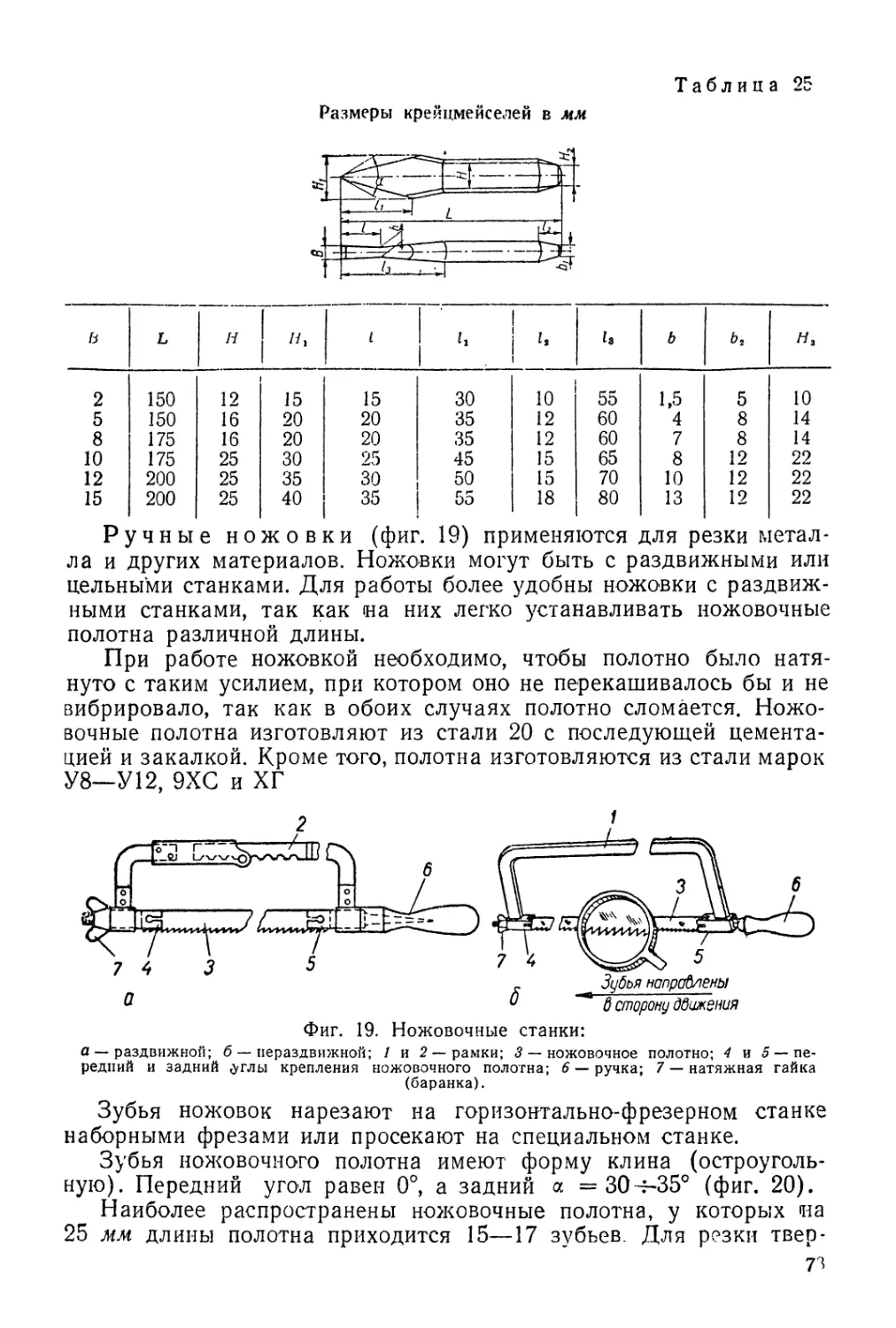
Чугун, идущий в переработку на сталь, называется передельным,
а чугун, идущий на переплавку в вагранках и других чугуноплавиль-
ных агрегатах для отливки чугунных деталей, называется литейным
чугуном.
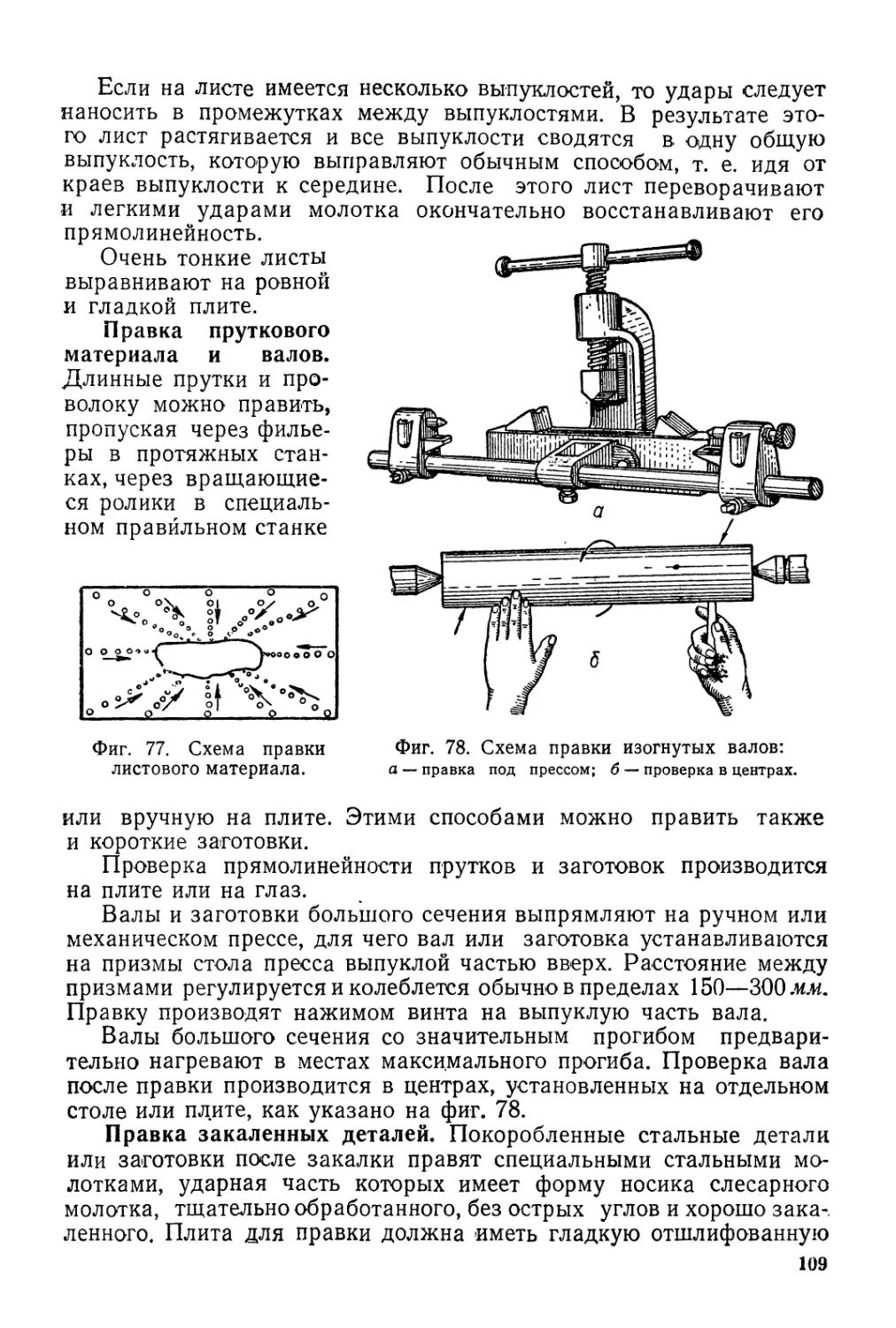
Чугун, весь углерод которого находится в химическом соедине-
нии с железом, называется белым (по механическим свойствам он
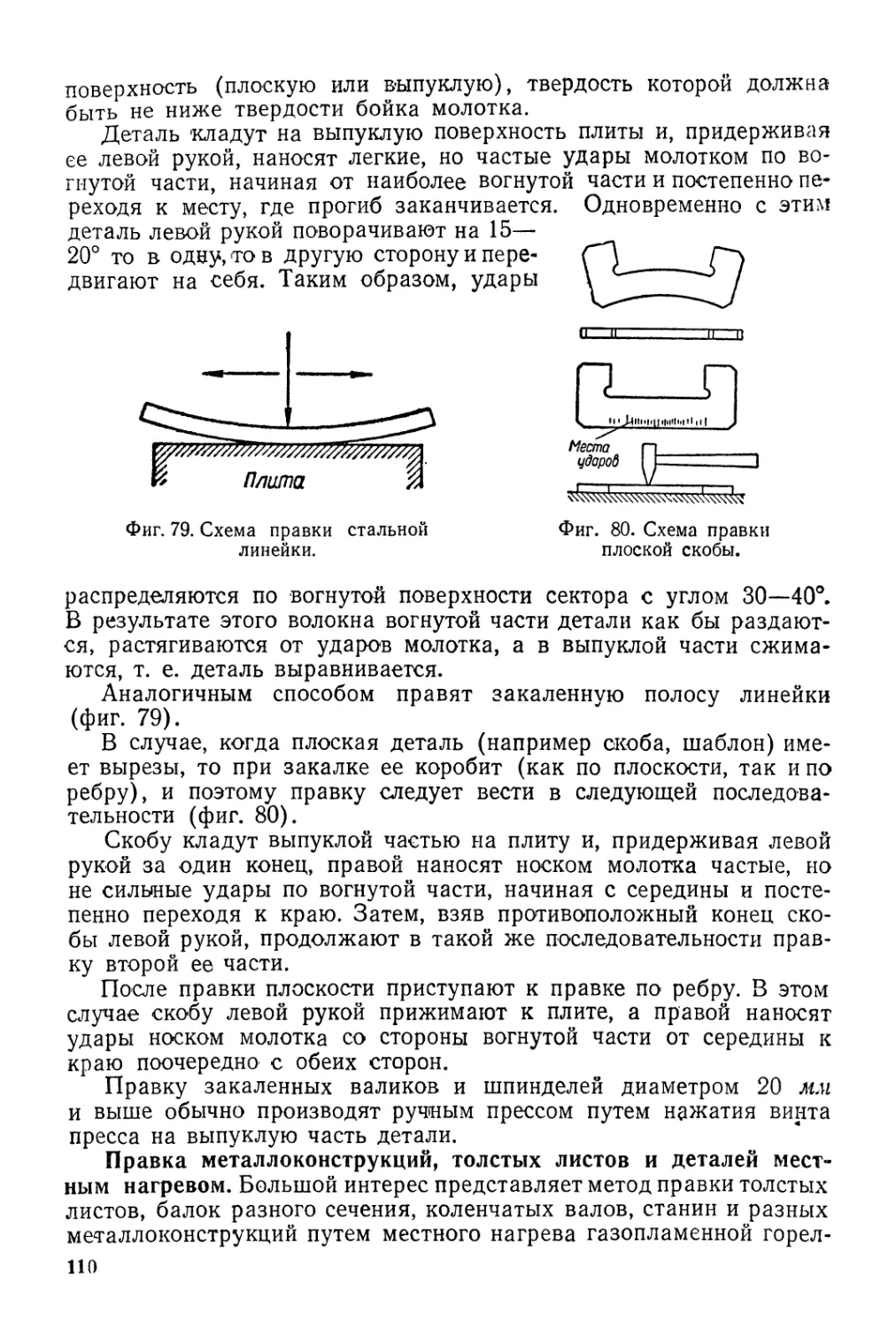
твердый и хрупкий, трудно обрабатываемый резанием).
В особых случаях углерод в чугуне может лишь частично соеди-
няться или совсем не соединяться химически с железом, и тогда по-
лучается серый чугун, в котором углерод находится в виде меха-
нической смеси — в виде лепестков графита, равномерно распреде-
ленного между частицами (кристаллами) железа.
В том случае, когда часть углерода в чугуне (не более 0,9%) хи-
мически соединилась с железом, образовав цементит, который
5
в свою очередь образовал с чистым железом особую смесь — пер*
лит, а остальной углерод выделился в виде механической смеси —
графита, получается серый перлитный чугун.
Серый перлитный чугун обладает лучшими механическими свой-
ствами, чем чугун, в котором весь углерод находится в виде графита
(ферритный чугун). Перлитный чугун хорошо сопротивляется исти-
ранию, хорошо обрабатывается резанием и применяется для от-
ветственных чугунных литых деталей в машиностроении и станко-
строении.
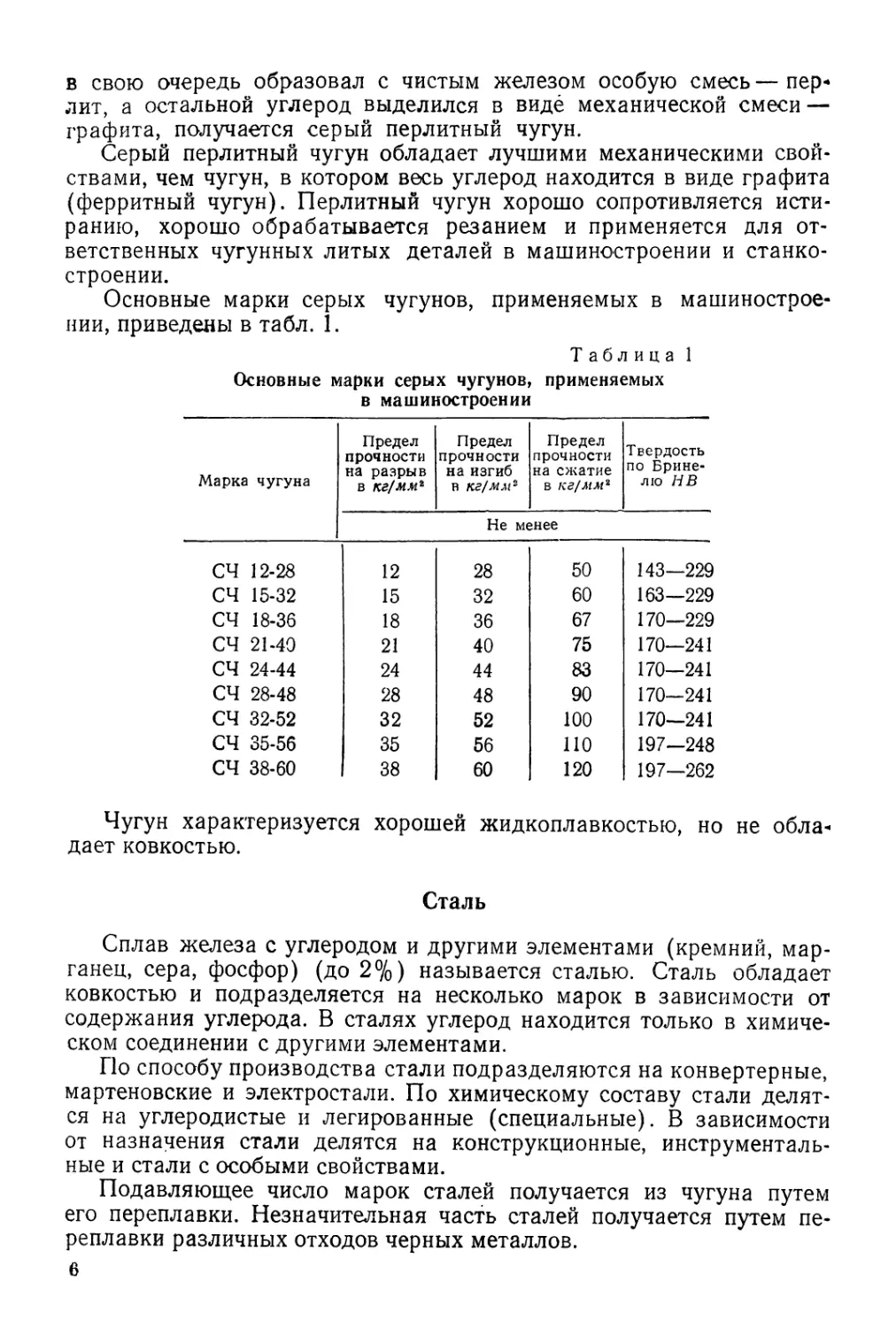
Основные марки серых чугунов, применяемых в машинострое-
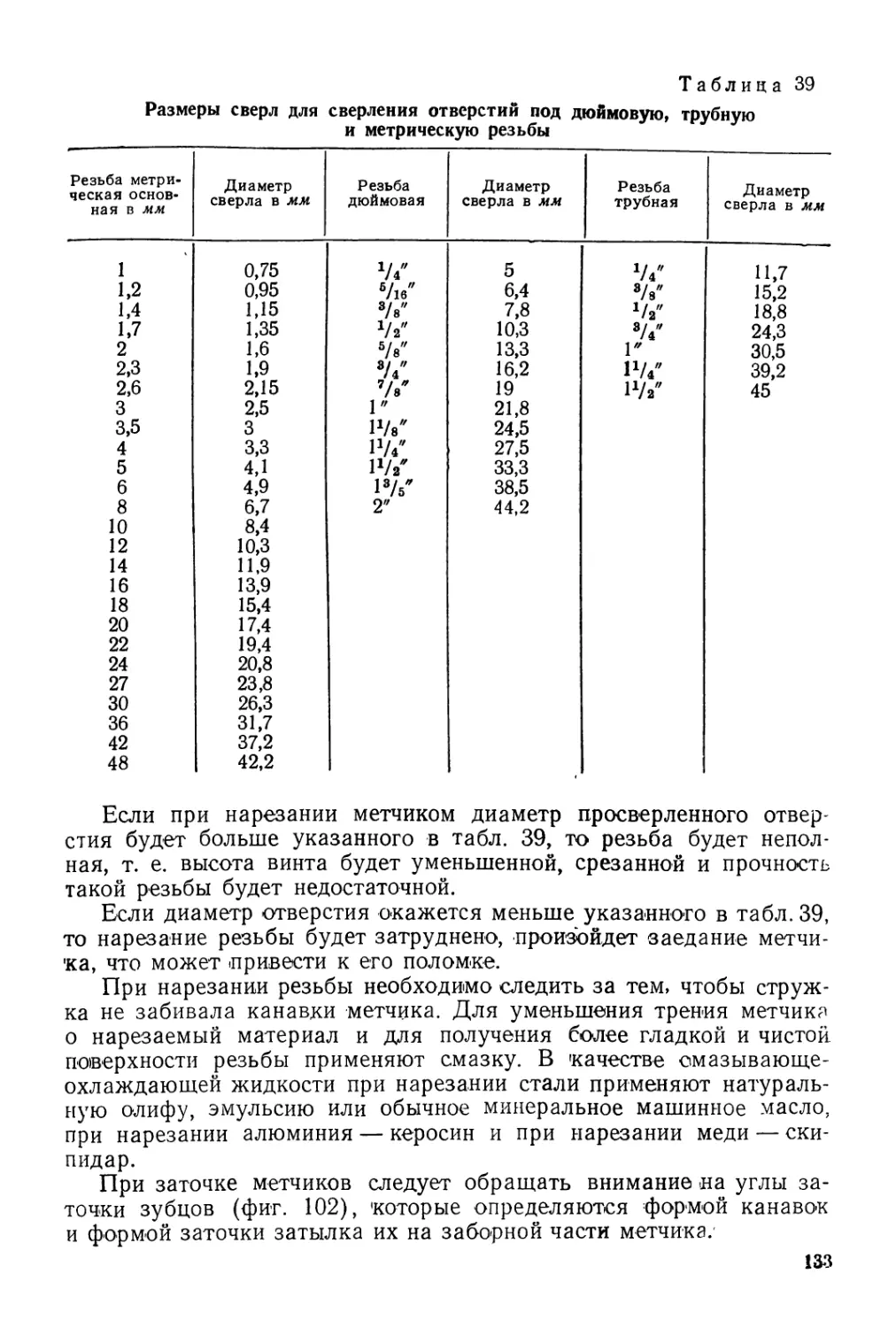
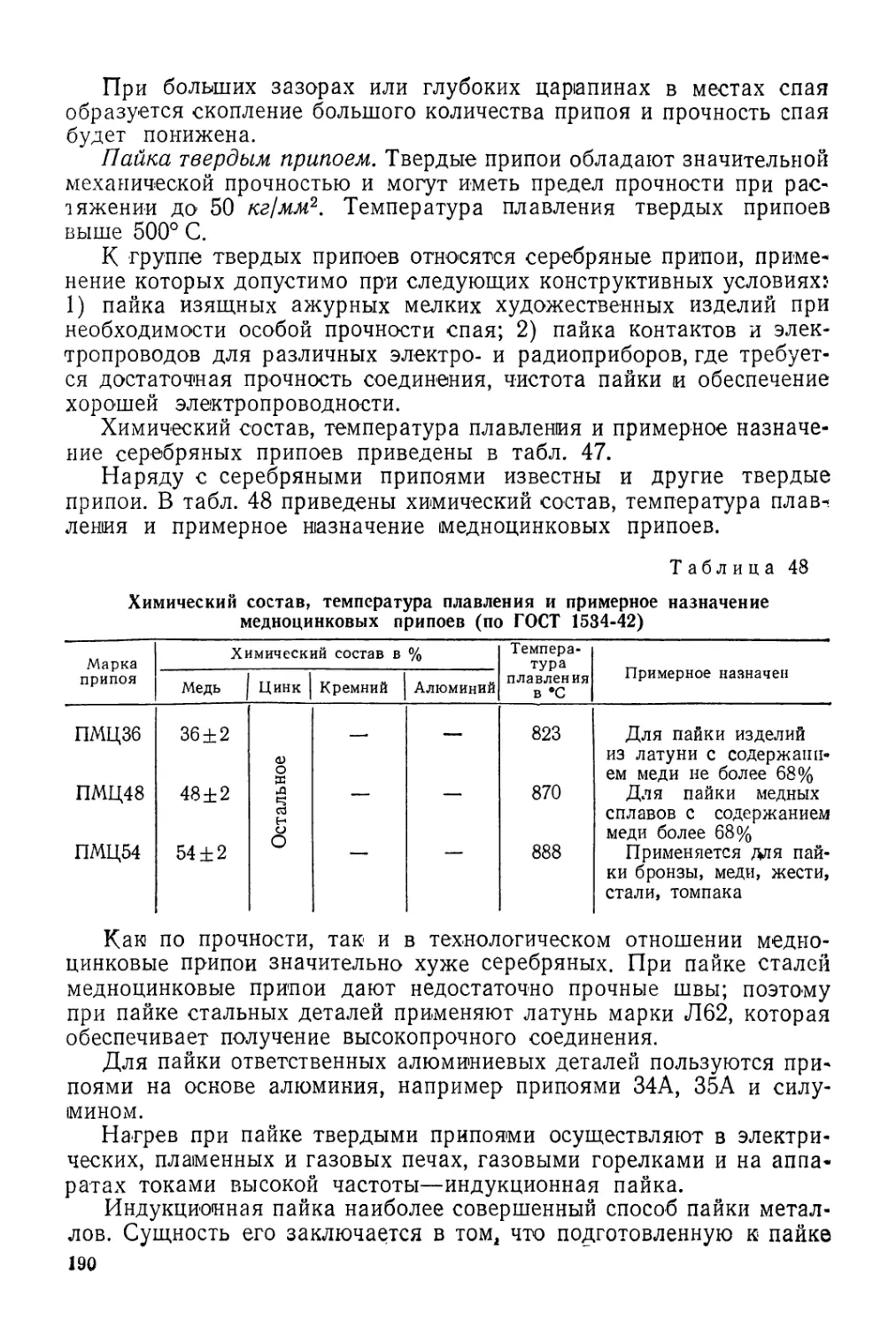
нии, приведены в табл. 1.
Таблица 1
Основные марки серых чугунов, применяемых
в машиностроении
Марка чугуна Предел прочности на разрыв в кг/лги2 Предел прочности на изгиб в кг/лог2 Предел прочности на сжатие в кг/мм* Твердость по Брине- лю НВ
Не менее
СЧ 12-28 12 28 50 143—229
СЧ 15-32 15 32 60 163—229
СЧ 18-36 18 36 67 170—229
СЧ 21-40 21 40 75 170—241
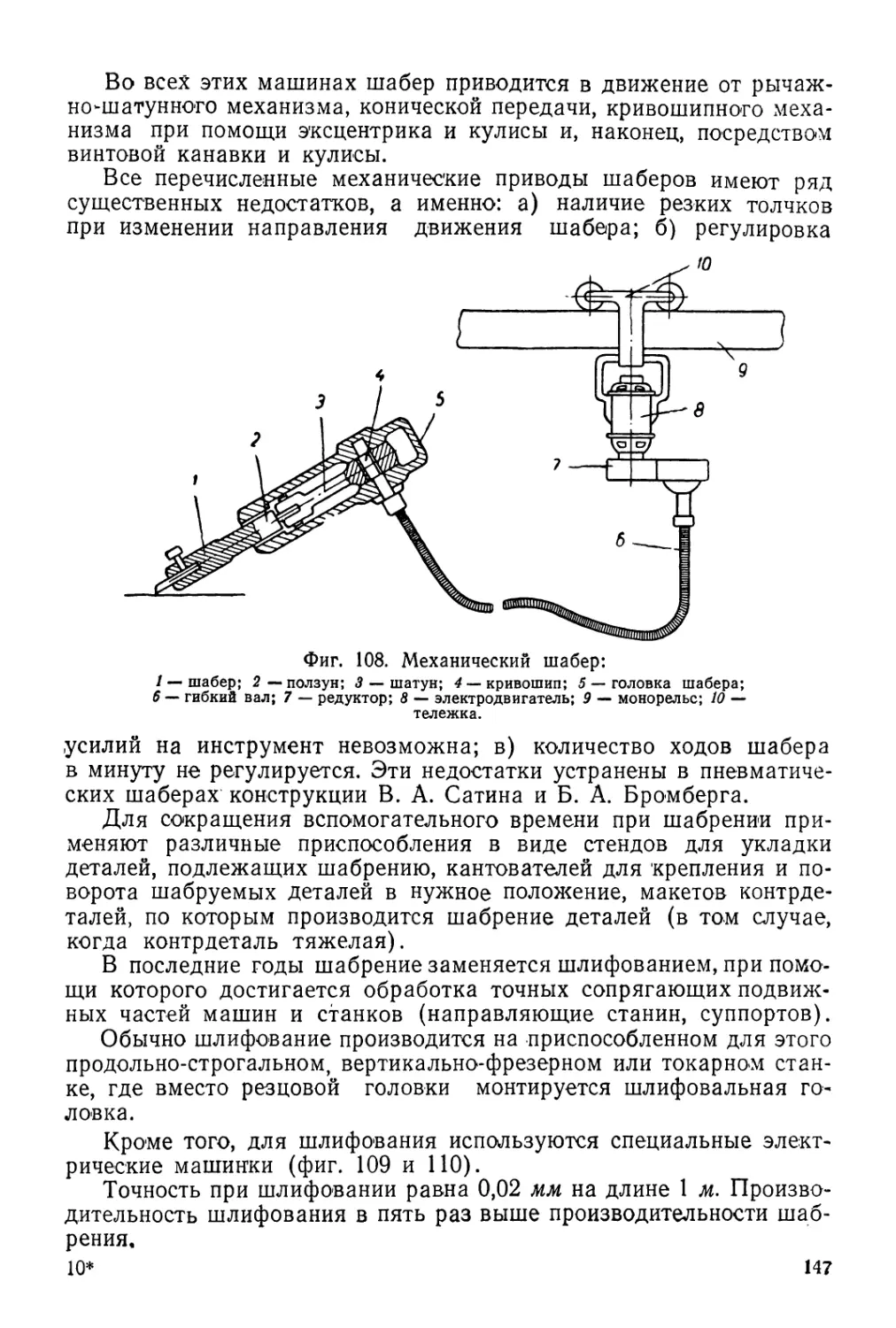
СЧ 24-44 24 44 83 170—241
СЧ 28-48 28 48 90 170—241
СЧ 32-52 32 52 100 170—241
СЧ 35-56 35 56 ПО 197—248
СЧ 38-60 38 60 120 197—262
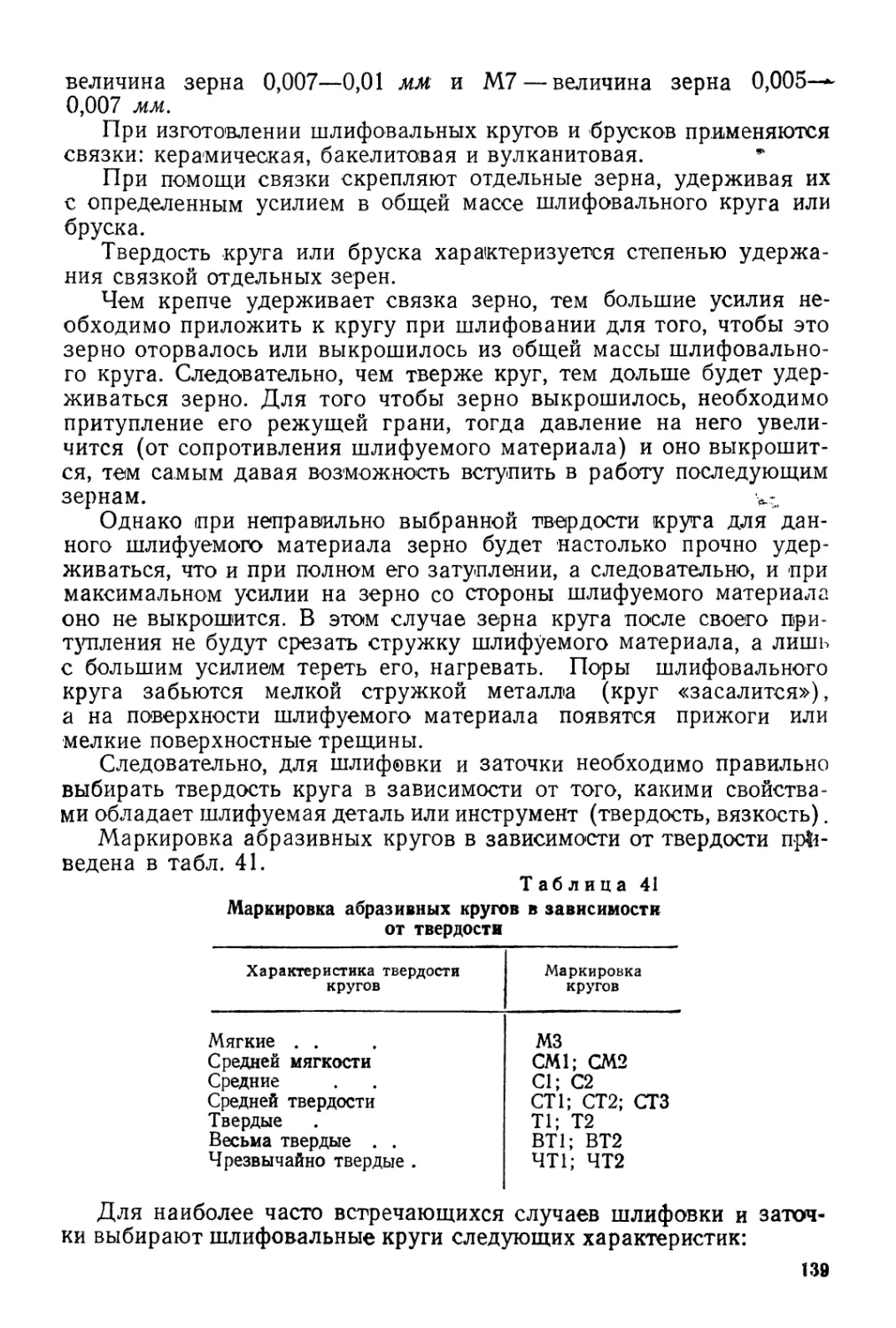
Чугун характеризуется
дает ковкостью.
хорошей жидкоплавкостью, но не обла*
Сталь
Сплав железа с углеродом и другими элементами (кремний, мар-
ганец, сера, фосфор) (до 2%) называется сталью. Сталь обладает
ковкостью и подразделяется на несколько марок в зависимости от
содержания углерода. В сталях углерод находится только в химиче-
ском соединении с другими элементами.
По способу производства стали подразделяются на конвертерные,
мартеновские и электростали. По химическому составу стали делят-
ся на углеродистые и легированные (специальные). В зависимости
от назначения стали делятся на конструкционные, инструменталь-
ные и стали с особыми свойствами.
Подавляющее число марок сталей получается из чугуна путем
его переплавки. Незначительная часть сталей получается путем пе-
реплавки различных отходов черных металлов.
6
Наиболее дешевый и высокопроизво4и1§^8<и^и^^ь
ния стали из чугуна — это конвертерный по методу Б'ессемера-гаи
Томаса.
Однако этими способами нельзя..подучить сталь высокого каче-
ства,. такдак она содержит, много вредных примесей/ Поэтому
конвертерная сталь не применяется для ответственных деталей и из-
делий.
Сталь, ...выплавляемая^ мартеновских,,печах, получается . более
высокого качества, чем конвертерная, так как в ней почти отсутству-
ют вредные примеси.
При плавке в мартеновских печах сталь не продувается воздухом
и находится в спокойном состоянии. Скорость варки и выдержка
стали в печи регулируются в широких пределах. Преимущество мар-
теновского способа заключается еще и в том, что этим способом
можно получить сталь как углеродистую, так и специальную,
а также получить сталь как непосредственно из жидкого чугуна, так
и путем переплавки металлического- лома.
Наиболее совершенный способ получения высококачественной уг-
леродистой и специальной стали осуществляется в электростале-
плавильных печах, где нагрев и плавление металла происходят при
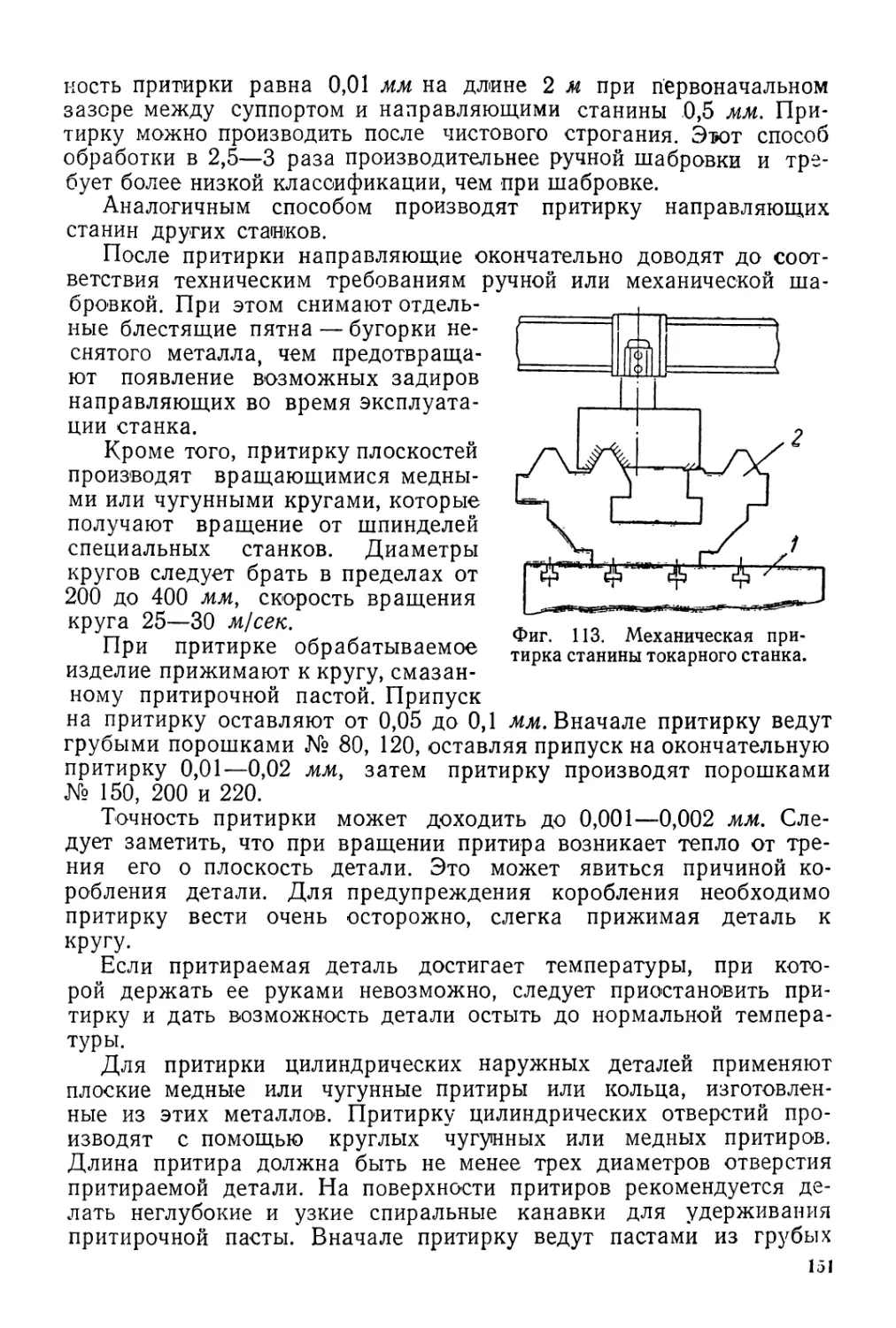
температуре до 3500° С при отсутствии газов топлива и воздуха,
загрязняющих и окисляющих металл.
В’любой стали и чугуне, кроме углерода, имеются постоянные
примеси — марганец, кремний, сера и фосфор.
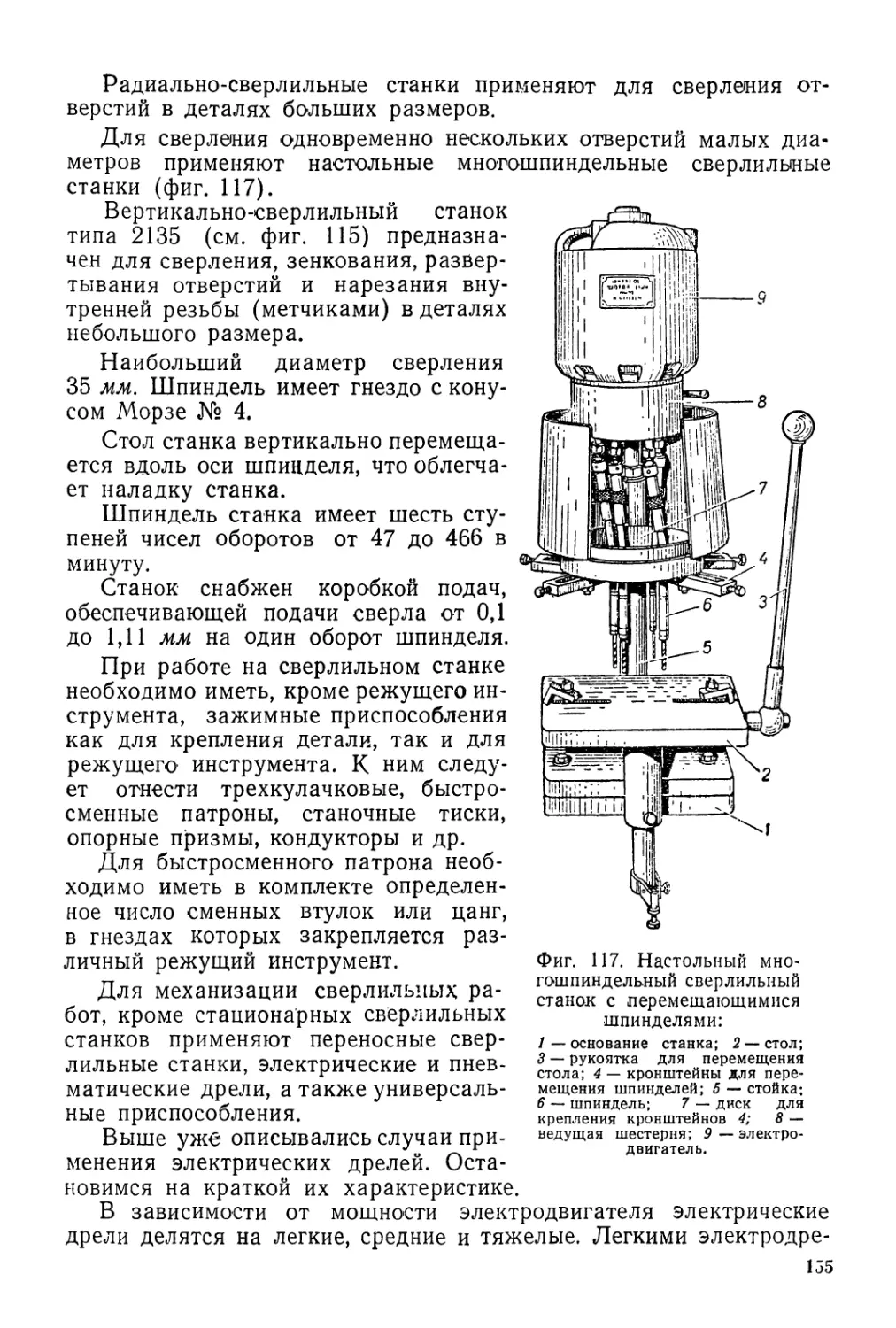
Марганец — наиболее важная и необходимая постоянная
примесь. Обычно в стали марганца содержится 0,3—0,8%.
В чугуне и в стали марганец хорошо обезвреживает серу, раскисляет
металл и придает некоторую плотность и прочность. В чугуне мар-
ганец препятствует графитизации.
Кремний является постоянным составным элементом стали и
чугуна. Кремний раскисляет сталь и способствует получению плот-
ного, беспузыристого слитка. В чугуне кремний способствует графи-
тизации. В обычных сталях кремния содержится 0,3—0,4%.
С е р а в большинстве случаев является вредной, но неизбежной
примесью стали и чугуна. В стали и в чугуне наличие серы допуска-
ется в пределах 0,025—0,04%. При повышенном содержании серы
последняя придает стали красноломкость, а чугуну густбплавкость
и жесткость.
В автоматных низкоуглеродистых сталях допустимо наличие
серы в пределах 0,08—0,15% для придания стали хорошей обраба-
тываемости резанием.
Фосфор придает стали холодноломкость, а чугуну жидкоплав-
кость и хрупкость. Наличие в стали фосфора допустимо в пределах
0,025—0,04%.
Конструкционная сталь бывает углеродистая и легированная.
Углеродистая сталь имеет широкое применение, однако во мно-
гих случаях инструментального производства, приборостроения
и машиностроения она не может быть применена, так как обладает
7
вполне ограниченными свойствами, во многих случаях не удовле-
творяющими требованиям эксплуатации того или иного изделия.
Углеродистая сталь обладает сравнительно невысокой прочно-
стью, которая не во всех случаях может быть повышена путем тер-
мической обработки, так как эта сталь не обладает глубокой прока-
ливаемостью (сквозную прокаливаемость можно получить в стерж-
не сечением не более 15—18 мм), а будучи полностью закалена до
твердости HRC 60-ь64 (мартенситная структ i.4), легко теряет эту
твердость (изменяется структура) при нагреве свыше 200—220° С.
Углеродистая сталь также не устойчива против кислот и различ-
ных окисляющих сред, не жаростойка и не обладает рядом других
специальных свойств, которые могут быть достигнуты только при-
бавкой в сталь специальных примесей.
Специальные примеси вводятся в сталь для придания ей опреде-
ленных свойств. К таким примесям относятся: хром, никель, молиб-
ден, вольфрам, ванадий, титан, кобальт и .др.
Если в стали нет специальных примесей, ко имеется в наличии
кремния более 0,5% или марганца более 1%, т. е. в количестве боль-
шем, чем это необходимо для металлургического производства стали,,
то эти примеси придают стали специальные свойства, и последняя
относится к группе легированных сталей.
Все легирующие элементы (за исключением марганца) препят-
ствуют росту зерна стали как при охлаждении из жидкого состоя-
ния, так и при нагреве в твердом состоянии (ковка, термическая
обработка). Особенно сильно препятствуют росту зерна хром, мо-
либден, вольфрам, ванадий и титан.
Все легирующие элементы, за исключением кобальта, снижают
скорость закалки, т. е. позволяют производить закалку в мягких
средах (масло, воздух), и способствуют увеличению глубины про-
каливаемое™ стали.
В сталях, содержащих несколько легирующих элементов, прока-
ливаемость намного глубже, чем при наличии одного элемента.
Глубокая прокаливаемость наблюдается в сталях, содержащих
хром и никель, еще более глубокая прокаливаемость — в стали,
содержащей хром, никель и вольфрам.
Большинство легирующих элементов препятствует распаду струк-
туры мартенсита при нагреве, т. е. препятствует снижению твердо-
сти стали после закалки при последующем нагреве (отпуск, нагрев
в эксплуатации). Следовательно, для получения одной и той же
твердости после отпуска в углеродистой и легированной стали необ-
ходимо последнюю нагревать до более высокой температуры, так как
при более высокой температуре отпуска сталь получается более вяз-
кой. Эта вязкость увеличивается еще и от того, что все легирую-
щие элементы (за исключением марганца) измельчают зерно стали
и этим резко увеличивают сопротивление стали ударным нагрузкам.
Особенно сильно измельчают зерно титан, вольфрам, молибден.
Поэтому многие марки конструкционных легированных сталей содер-
жат около 0,1% молибдена или титана.
8
Многие легирующие элементы частично химически соединяются'
с отдельными элементами стали, а частично растворяются в желе-
зе. Такие элементы, как никель, кремний и другие, полностью рас-
творяются в железе и этим улучшают механические свойства стали
даже без применения термической обработки (закалки).
В углеродистой стали с изменением содержания углерода изме-
няются и свойства стали — с увеличением углерода снижается вяз-
кость стали, но увеличивается твердость, прокаливаемость, проч-
ность до определенного предела и др.
Еще в большей степени изменяются свойства стали с изменением
процентного содержания того или иного легирующего элемента. На
этом принципе и основано металлургическое производство многих
видов марок специальных сталей и сталей особого назначения, в
полной мере обеспечивающих многообразные требования производ-
ства к металлическим сплавам.
Конструкционные стали применяются для деталей, изготовляе-
мых штамповкой, отбортовкой, загибом в холодном состоянии. В слу-
чаях, когда требуется штамповка с глубокой вытяжкой (материал
должен быть особо пластичен), применяют низкоуглеродистую сталь
(с содержанием углерода 0,08—0,25%) с минимальным содержа-
нием кремния (не более 0,05%).
Стали с содержанием углерода от 0,08 до 0,35%, но с повышен-
ным содержанием серы (0,08—0,15%) и фосфора (0,08—0,15%),
применяются как автоматные стали при обработке на станках-ав-
томатах. Повышенное содержание серы и фосфора обеспечивает хо-
рошую обрабатываемость резанием, получается гладкая поверх-
ность и чистая нарезка резьбы. Однако для деталей, подвергающих-
ся ударным нагрузкам, такую сталь применять не рекомендуется,
так как повышенное содержание фосфора придает стали холодно-
ломкость.
Механические свойства низкоуглеродистой стали можно улуч-
шить повышенным содержанием марганца — до 1,2—1,6%. Такая
сталь применяется для сварных и штамповочных нецементуемых де-
талей. Для цементуемых деталей при повышенной нагрузке приме-
няют малоуглеродистую сталь с примесью хрома.
Более высокими механическими свойствами обладает хромони-
келевая сталь. Для особо ответственных цементуемых деталей (пор-
шневые пальцы авиадвигателей и т. п.) применяют хромоникелевые
стали с прибавкой вольфрама, молибдена.
Среднеуглеродистые стали содержат в себе углерод в пределах
от 0,25 до 0,6%.
Сталь, содержащая углерода 0,25—0,30%, весьма пластична, но
прочность ее невысокая (предел прочности 40—45 кг)мм2). С повы-
шением содержания углерода пластичность понижаемся, а проч-
ность увеличивается и для стали марок 40—50 предел прочности до-
стигает 50 кг 1мм2. Поэтому в тех случаях, когда требуются высокие
пластические свойства, необходимо применять сталь с более низким
содержанием углерода.
Углеродистую сталь, из которой изготовляются детали, работа-
ющие с большой нагрузкой, подвергают термической обработке или
заменяют ее легированной сталью.
В результате термообработки сопротивление стали разрываю-
щим, ударным и крутящим усилиям резко повышается.
В машиностроении сталь марки 25 применяют для мелких дета-
лей— шайб, винтов и т. д. Из стали марки 35 изготовляют болты,
гайки и другие мелкие детали без применения термообработки.
Сталь 45 применяют для изготовления рычагов, корпусов и других
неответственных деталей с последующей закалкой и отпуском или
без применения термообработки.
В тех случаях, когда механические свойства углеродистой стали
не удовлетворяют требованиям, применяют легированные стали.
Наиболее частое применение имеют легированные стали, содержа-
щие хром, который резко улучшает механические свойства стали,
в особенности после термической обработки.
Для ответственных деталей, претерпевающих большие напря-
жения в эксплуатации, применяют хромоникелевые стали.
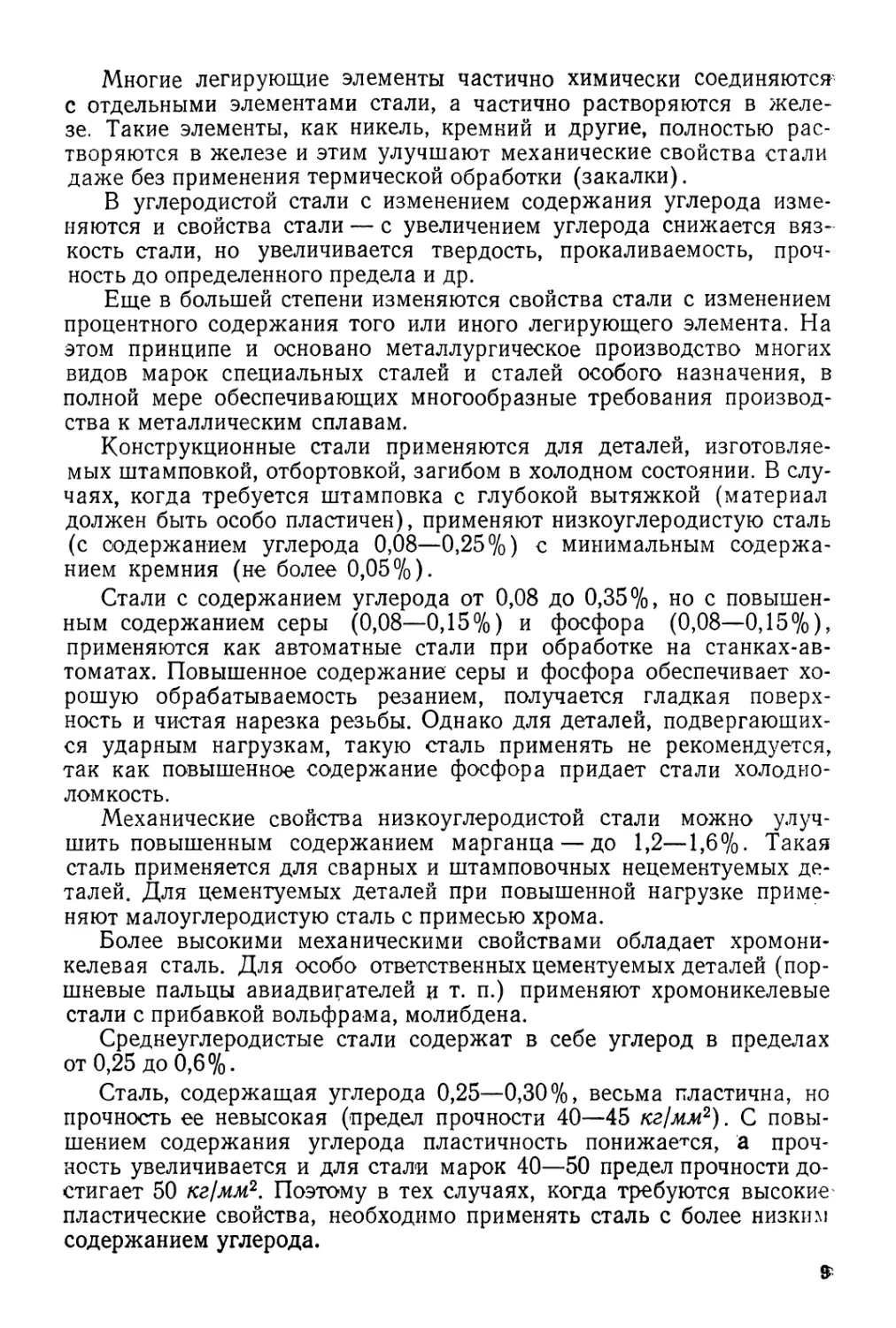
Характеристика и примерное назначение некоторых марок угле-
родистых и легированных сталей приводятся в табл. 2.
Таблица 2 Характеристика и примерное назначение некоторых марок углеродистых
и легированных сталей
Марка стали Общая характеристика Примерное назначение
.10; 15; 20 Малоуглеродистая сталь, хорошо штампуется в холодном состоянии с глубокой вытяжкой. Применяется для изготовления цементуемых неответ- ственных деталей. Хорошо сваривает- ся. Без предварительного наклепа или нормализации обрабатывается резани- ем неудовлетворительно (слишком вяз- кая) Применяется для изготовления дета- лей, испытывающих небольшие напря- жения. Сваривается хорошо. Иногда подвергается предварительной норма- лизации. Не цементуется. Подвергает- ся закалке редко. Тяги, вилки проклад- ки, шайбы. Неответствен- ные детали, подвергаю- щиеся трению (с последу- ющей цементацией и за- калкой)
30; 35 Болты, гайки, шпиль- ки, шайбы, подушки, про- кладки. Детали кондукто- ров, приспособлений. Дер- жавки калибров ит. д.
45 Применяется для деталей повышен- ной прочности. Часто подвергается за- калке и отпуску или улучшению Валики, втулки, муфты, оси, прокладки, корпуса кондукторов или приспо- соблений. Детали штам- пов, форм литья
50; 55 ^0 Сталь высокой прочности Шестерни, штоки, дер- жавки резцов, наварная часть режущего инстру- мента и т. д.
Продолжение табл. 2
Марка стали Общая характеристика Примерное назначение
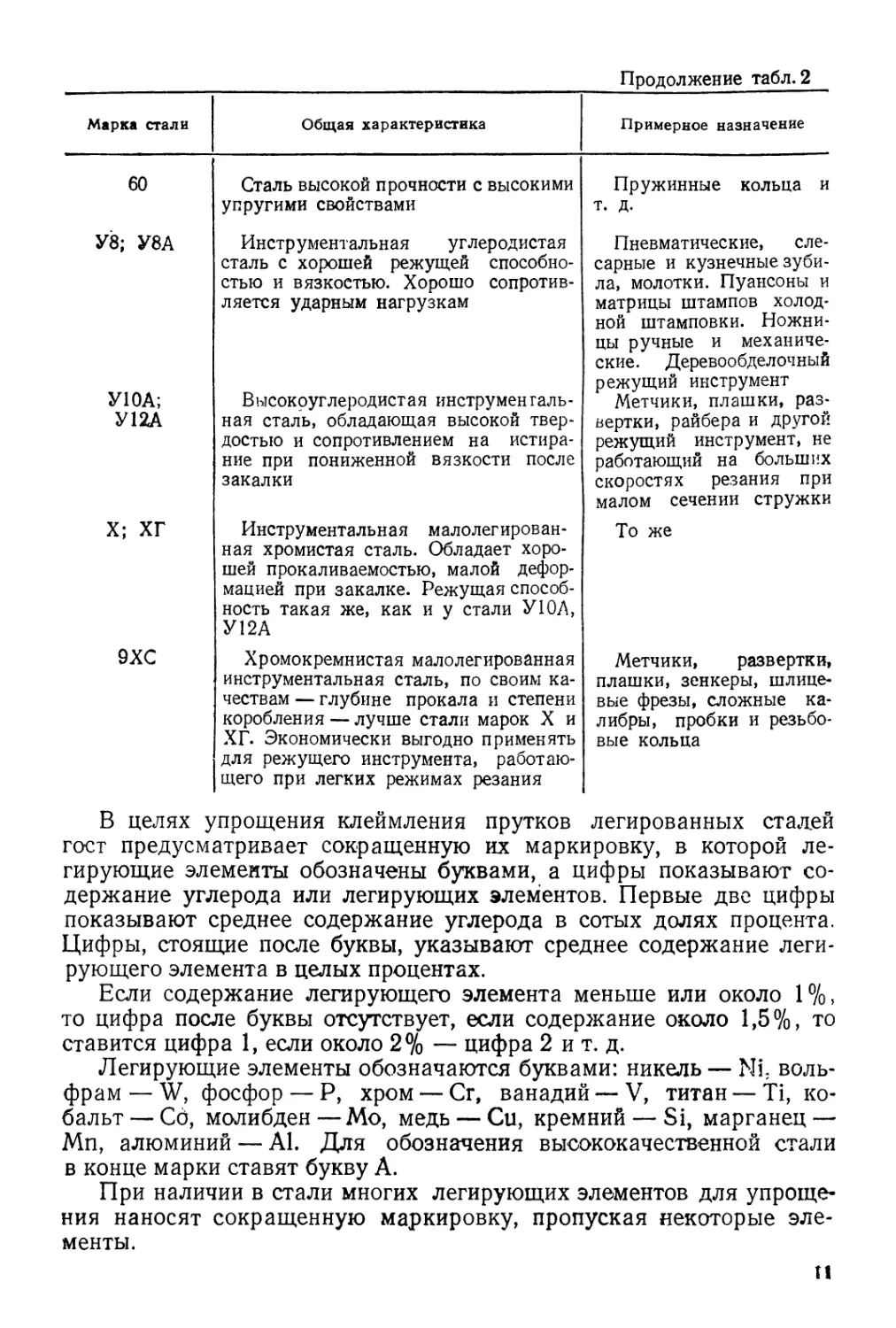
60 Сталь высокой прочности с высокими упругими свойствами Пружинные кольца и т. д.
У8; У8А Инструментальная углеродистая сталь с хорошей режущей способно- стью и вязкостью. Хорошо сопротив- ляется ударным нагрузкам Пневматические, сле- сарные и кузнечные зуби- ла, молотки. Пуансоны и матрицы штампов холод- ной штамповки. Ножни- цы ручные и механиче- ские. Деревообделочный режущий инструмент
У10А; Высокоуглеродистая инструменгаль- Метчики, плашки, раз-
У12А ная сталь, обладающая высокой твер- достью и сопротивлением на истира- ние при пониженной вязкости после закалки вертки, райбера и другой режущий инструмент, не работающий на больших скоростях резания при малом сечении стружки
X; ХГ Инструментальная малолегирован- ная хромистая сталь. Обладает хоро- шей прокаливаемостью, малой дефор- мацией при закалке. Режущая способ- ность такая же, как и у стали У ЮЛ, У12А То же
9ХС Хромокремнистая малолегированная инструментальная сталь, по своим ка- чествам — глубине прокала и степени коробления — лучше стали марок X и ХГ. Экономически выгодно применять для режущего инструмента, работаю- щего при легких режимах резания Метчики, развертки, плашки, зенкеры, шлице- вые фрезы, сложные ка- либры, пробки и резьбо- вые кольца
В целях упрощения клеймления прутков легированных сталей
гост предусматривает сокращенную их маркировку, в которой ле-
гирующие элементы обозначены буквами, а цифры показывают со-
держание углерода или легирующих элементов. Первые две цифры
показывают среднее содержание углерода в сотых долях процента.
Цифры, стоящие после буквы, указывают среднее содержание леги-
рующего элемента в целых процентах.
Если содержание легирующего элемента меньше или около 1%,
то цифра после буквы отсутствует, если содержание около 1,5%, то
ставится цифра 1, если около 2% — цифра 2 и т. д.
Легирующие элементы обозначаются буквами: никель — Ni. воль-
фрам— W, фосфор — Р, хром — Сг, ванадий — V, титан — Ti, ко-
бальт— Сд, молибден—Мо, медь — Си, кремний — Si, марганец —
Мп, алюминий — А1. Для обозначения высококачественной стали
в конце марки ставят букву А.
При наличии в стали многих легирующих элементов для упроще-
ния наносят сокращенную маркировку, пропуская некоторые эле-
менты.
и
Для чеканочных штампов наилучшие результаты по стойкости
имеет сталь ЗХ2В8, но так как она содержит остродефицитный воль-
фрам, то ее следует заменять сталью марки 7X3.
Для пневматического инструмента применяют^' хромокремни-
стую сталь марки 4ХС. Для форм литья под давлением рекоменду-
ется применять сталь марки ЗХ2В8 или ее заменитель 7X3. Для
пресс-форм следует применять стали марок 5ХНТ, 5ХНВ и 4ХВС.
Выбор, марки стали для штампа, формы литья или пресс-формы
полностью еще не определяет стойкости инструмента, так как суще-
ственную роль играет правильно выбранный технологический про-
цесс ковки и термической обработки.
При ковке заготовок матриц или пуансонов, а также для деталей
форм литья под давлением весьма важно выдержать температурный
режим ковки. Не менее важен правильный режим отжига заготовки
после поковки. При обработке детали штампа или формы литья пе-
ред закалкой слесарь, изготовляющий штамп, должен учитывать
возможную деформации) детали при закалке и производить об-
работку детали так, чтобы можно было после закалки довести ее
до окончательных размеров и требуемого класса чистоты с мини-
мальной затратой времени.
Если матрица, пуансон или деталь формы имеют места, трудно
обрабатываемые в закаленном виде шлифовкой на станке (углуб-
ления сложной формы, прорези, щели и т. д.), то эти места необходимо
обрабатывать перед закалкой почти до окончательных размеров
(оставляя припуск в несколько микрон), чтобы после закалки огра-
ничиться только зачисткой мелкозернистой наждачной шкуркой.
Инструментальная углеродистая закаленная сталь при нагреве
свыше 200° С начинает резко терять свою твердость, в результате
чего стойкость режущей кромки инструмента быстро снижается,
кромка изнашивается (садится).
Быстрорежущая сталь обладает способностью не изменять своей
структуры, твердости и износостойкости при высоких температурах.
Твердость быстрорежущей закаленной стали начинает снижать-
ся лишь при нагреве до 600—650° С.
Режущий инструмент, изготовленный из быстрорежущей стали,
будучи стоек при повышенных температурах, может работать на
больших скоростях и снимать больший объем стружки в единицу
времени. Красностойкость быстрорежущей стали объясняется тем,
что специальные элементы, входящие в состав стали, препятствуют
распаду структуры мартенсита. Такими элементами являются: хром,
вольфрам, молибден и ванадий. Эти элементы, образуя карбиды
с углеродом, препятствуют распаду мартенсита, так как они выде-
ляются (выпадают) из мартенсита при более высокой температуре,
чем выделяется углерод из мартенсита в углеродистых сталях.
Наибольшее распространение имеет быстрорежущая сталь марки
Р18и Р9.
Сталь Р18 менее чувствительна к перегреву, в ней нет замет-
ного роста зерна даже при длительной выдержке при температуре
14
1250—1280° С, тогда как сталь Р9 весьма чувствительна к перегреву
и требует строго температурного нагрева при ковке и закалке.
Обычно после закалки твердость стали Р18 HRC 54-4-56. По-
следующим отпуском при 560—580° твердость стали повышается..
Повторным двух- и трехкратным отпуском можно повысить твер-
дость до HRC 62-ь64. Выдержка при каждом отпуске устанавли-
вается 60—70 мин.
Еще в большей степени можно повысить твердость и стойкость
стали Р18 и Р9 обработкой холодом после повторных отпусков, ко-
торая широко внедрена в термическую обработку стали в настоящее
время.
В целях увеличения стойкости режущего инструмента из быстро-
режущей стали получило широкое распространение цианирование
закаленного и многократно отпущенного инструмента.
При закалке быстрорежущей стали и вообще высоколегированной
стали необходимо придерживаться особого режима, так как эти
стали имеют более пониженную теплопроводность, чем обычные уг-
леродистые или малолегированные стали, и склонны к термическим
напряжениям при быстром нагреве. Поэтому быстрорежущая сталь
при нагреве под закалку должна предварительно подогреваться в
отдельной печи или соляной ванне до температуры 600—650° С и за-
тем окончательно нагреваться до закалочной температуры 1250—
1280° С. В том случае, когда закалке подвергается инструмент‘боль-
ших размеров или сложной конфигурации, необходимо делать двой-
ной предварительный подогрев на 600—650° С, затем на 850—900° С
и после этого — до закалочной температуры. Скорость нагрева не-
обходимо также выдерживать.
Рекомендуется такая скорость нагрева на 1 мм диаметра или
сечения инструмента из стали Р18:
Для нагрева в печи до 650° С 60 сек
в в в 850° С ... 30 »
в в в 1200—1300° С . ... 10—12 в
в в соляной ванне до 1200—1300°С. 6—7 в
Б том случае, когда обработке подлежит инструмент больших
размеров и сложной формы, рекомендуется производить ступенчатую
закалку: первичное охлаждение в расплавленной соли (азотнокис-
лый калий KNO3) при температуре около 500° С и после непродол*
жителыюй выдержки — закалка в масле или на воздухе. Этим сни-
жается вероятность появления термических напряжений и коробле-
ния. Отпуск следует производить сразу же после закалки.
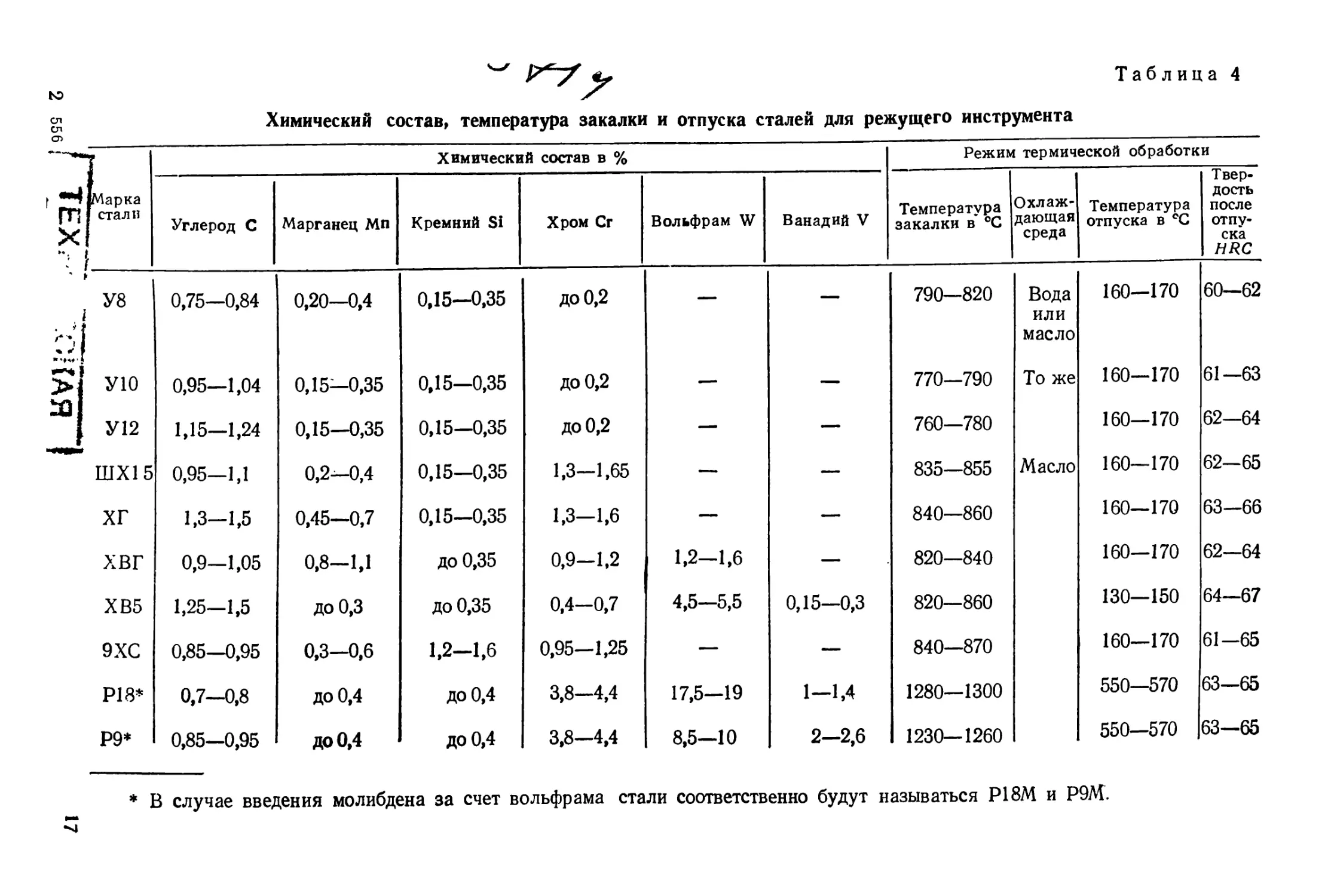
В табл. 3 и 4 приведены химический состав и условия термиче-
ской обработки инструментальных сталей.
Стали с особыми свойствами. К этому виду сталей относятся:
жароупорные и жаростойкие, нержавеющие, износоустойчивые и дру-
гие стали специального назначения.
Жароупорные и жаростойкие стали. Во многих от-
раслях производства применяются стали, обладающие особыми,
15
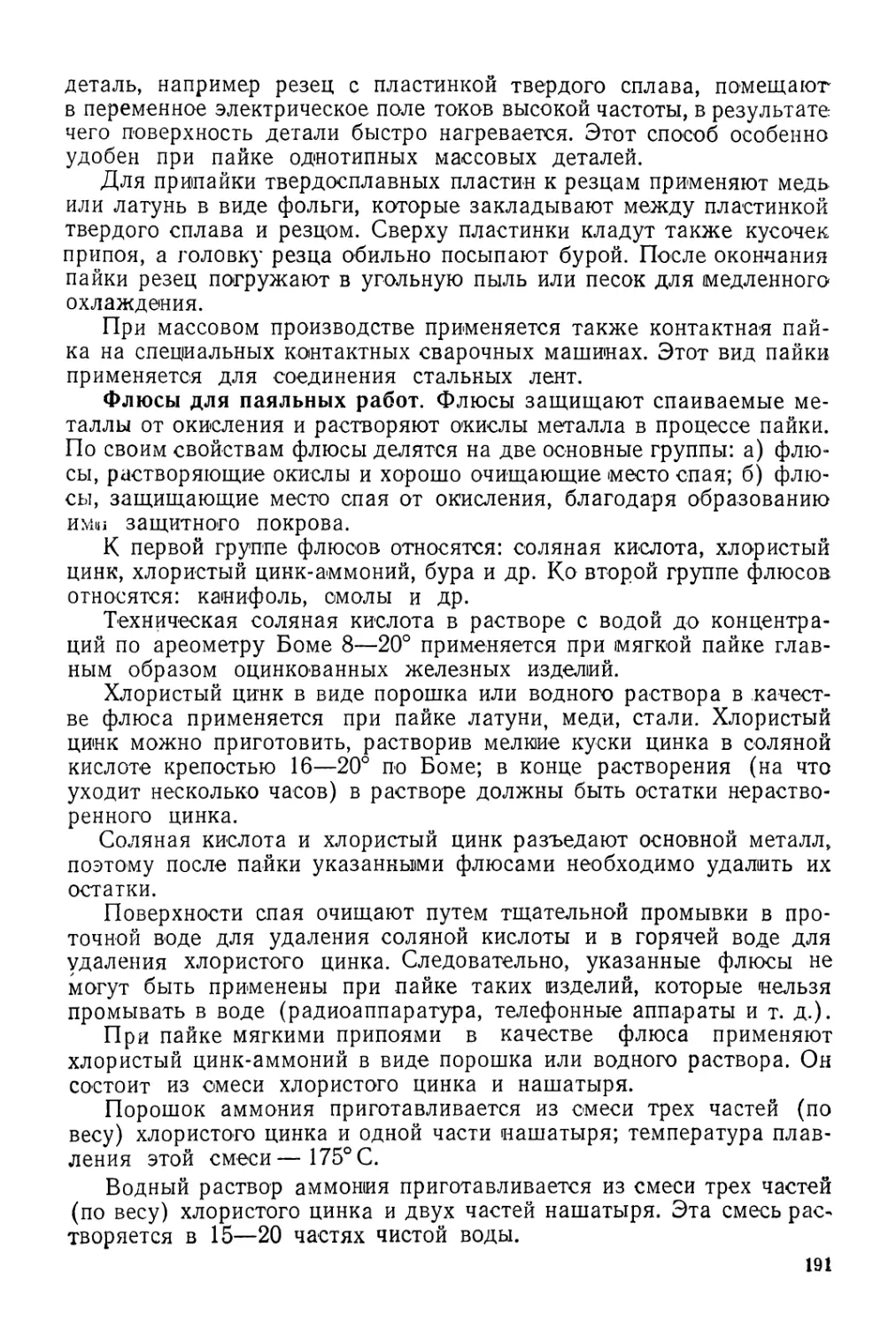
Таблица 3
Химический состав, температура закалки и отпуска сталей для штампов и инструмента, предназначенного для штамповки
и резки металлов в холодном состоянии
Марка стали Химический состав в % Режим термической обработки
Углерод С Марганец Мп Кремний Si Хром Сг Молибден Мо Вольфрам W Температура закалки в *С Охлаж- дающая среда Температура отпуска в *С Твер- дость после отпу- ска HRC
У10 0,95—1,04 0,15—0,35 0,15—0,35 до 0, 2 — — 780—800 Во- да- масло 180—200 56—59
ШХ15 0,95—1,1 0,2—0,4 0,15—0,35 1,3—1,65 — — 835—855 Масло 280—320 54—56
ХГ 1,3—1,5 0,45—0,7 0,15—0,35 1,3—1,6 — — 840—860 280—320 54—56
9ХС 0,85—0,95 0,3—0,6 1,2—1,6 0,95—1,25 — — 830—870 250—270 59-60
Х12 2,0—2,3 до 0,35 До 0,4 11,5—13,0 — — 950—1000 210 или 415
Х12М 1,45—1,7 до 0,35 до 0,4 11,0—12,5 0,4—0,6 0,65—0,3 975—1050 170 или 450 56-60
Х12Ф 1,3—1,5 до 0,35 до 0,4 11—12,5 — 0,7—0,9 975—1050 170 или 450 56—60
6ХС 0,6—0,7 0,3—0,6 0,6—0,1 0,95—1,15 — — 840—860 150—180 58—62
5ХВС 0,45—0,54 0,2—0,4 1—1,3 — — — 850—900 200—225 56—58
5ХВГ 0,55—0,70 0,9—1,2 0,5—0,8 0,5-0,8 — — 820—870 180—220 56—59
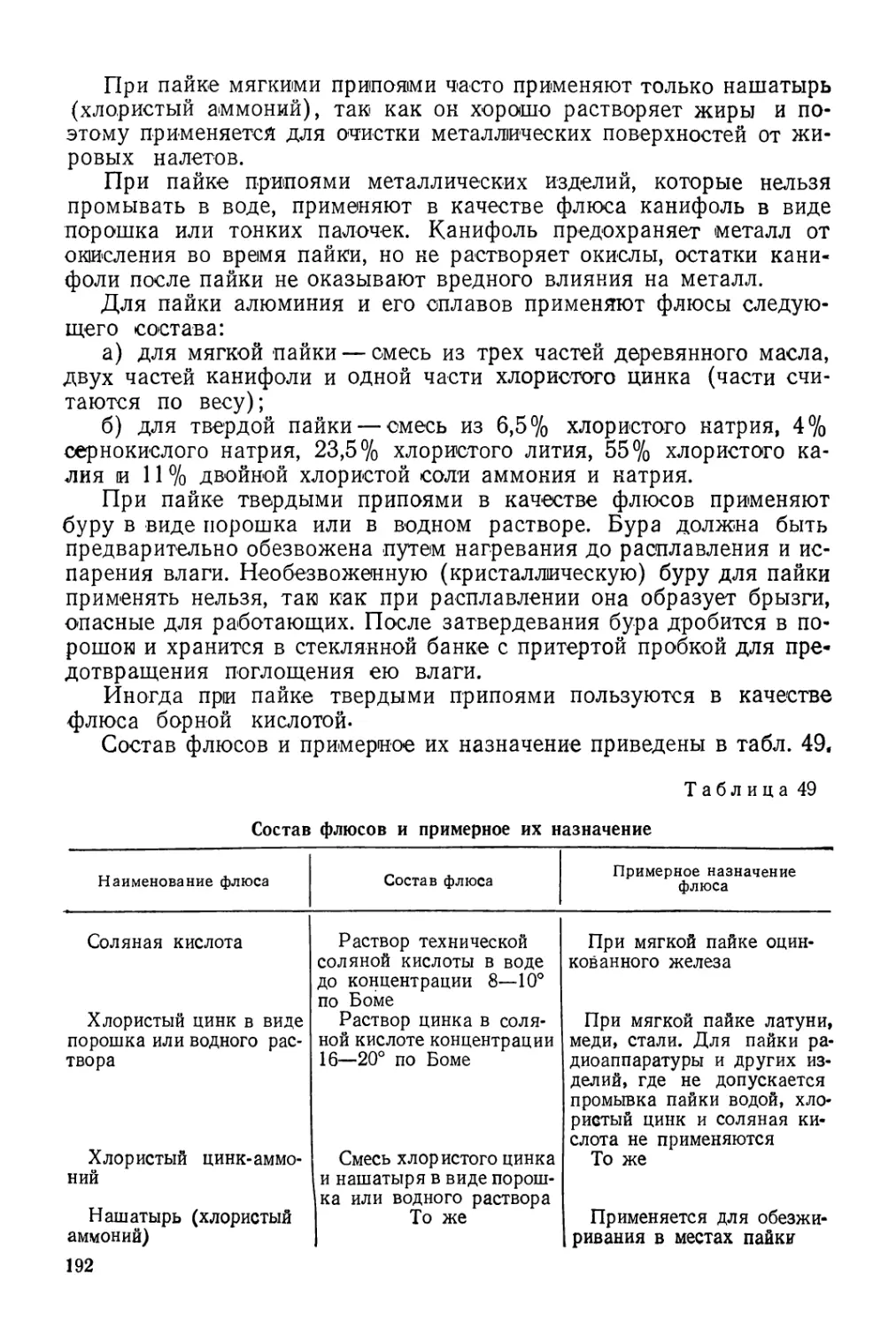
Таблица 4
Химический состав, температура закалки и отпуска сталей для режущего инструмента
•— Химический состав в % Режим термической обработки
ТЕХ/ Марка стали Углерод С Марганец Мп Кремний Si Хром Сг Вольфрам W Ванадий V Температура закалки в °C Охлаж- дающая среда Температура отпуска в СС Твер- дость после отпу- ска HRC
J У8 0,75—0,84 0,20—0,4 0,15—0,35 До 0,2 — — 790—820 Вода ИЛИ масло 160—170 60—62
>1 33] У10 У12 ШХ15 0,95—1,04 1,15—1,24 0,95—1,1 0,15—0,35 0,15—0,35 0,2М),4 0,15—0,35 0,15—0,35 0,15—0,35 до 0,2 до 0,2 1,3—1,65 — — 770—790 760—780 835—855 То же Масло 160—170 160—170 160—170 61—63 62—64 62—65
ХГ 1,3—1,5 0,45—0,7 0,15—0,35 1,3—1,6 — — 840—860 160—170 63—66
ХВГ 0,9—1,05 0,8—1,1 до 0,35 0,9—1,2 1.2—1,6 — 820—840 160—170 62—64
ХВ5 1,25—1,5 до 0,3 до 0,35 0,4—0,7 4,5—5,5 0,15—0,3 820—860 130—150 64—67
9ХС 0,85—0,95 0,3—0,6 1,2-1,6 0,95—1,25 — — 840—870 160—170 61-65
Р18* 0,7—0,8 до 0,4 до 0,4 3,8—4,4 17,5—19 1—1,4 1280—1300 550—570 63—65
Р9* 0,85—0,95 до 0,4 ДО 0,4 3,8—4,4 8,5-10 2—2,6 1230—1260 550—570 63—65
В случае введения молибдена за счет вольфрама стали соответственно будут называться Р18М и Р9М.
специальными, свойствами. В области теплотехники, например, для
изготовления подины электронагревательных печей, отдельных частей
топок, водонагревательных труб паровых котлов высокого давления,
лопаток паровых турбин, нагревательных элементов^ электропечей
и т. д. требуется сталь, обладающая достаточной прочностью и стой-
костью при высокой температуре. Для этих целей применяют стали,
обладающие жаростойкостью (окалиностойкостью) и жаропрочно-
стью (высоким сопротивлением механическим нагрузкам при высо-
ких температурах), в особенности при температуре свыше 580—
600° С.
Жаростойкая сталь должна обладать такими свойствами, кото-
рые препятствовали бы образованию окисла. Хром, алюминий и
кремний имеют большее сродство с кислородом, чем железо, поэтому
прибавка этих элементов в сталь препятствует соединению железа
с кислородом. Чем выше рабочая температура детали, тем больше
указанных элементов должна содержать сталь.
Так, например, при 5% хрома сталь жаростойкая до температу-
ры 700° С, при 7—8% до 800° С, при 15% до 900° С, а при 18—20%
до 1000* С.
Во многих случаях требуется, чтобы сталь не только хорошо
сопротивлялась окислению при высокой температуре, но и выдер-
живала механическую нагрузку (водонагревательные трубки паро-
вых котлов, лопатки паровых турбин и турбокомпрессоров и т. д.).
В обычной же стали при температуре свыше 250° С прочность быст-
ро падает.
Нержавеющие стали. Чистая углеродистая и низколегированная
стали не устойчивы против коррозии (ржавления) как в атмосфере,
так и в жидких средах ввиду того, что образующаяся пленка окиси
недостаточно плотна и не изолирует металла от химического воз-
действия среды. Однако прибавкой в сталь специальных элементов
в определенной пропорции можно создать сплав, практически не
окисляющийся почти в любой среде (за исключением некоторых
кислот).
Так, например, сталь, содержащая ,12% хрома, практически не
ржавеет в атмосфере и во многих других средах; сталь, содержащая
хрома 14% и больше, практически ведет себя как благородный ме-
талл и не ржавеет во многих кислотах, солях и щелочах; сталь, со-
держащая хрома меньше 12%, подвергается коррозии почти так же,
как обычная углеродистая сталь.
Хромистые нержавеющие стали подвергаются коррозии только
в соляной и серной кислотах. Хромоникелевые нержавеющие стали
подвергаются коррозии в соляной кислоте, но устойчивы в серной
кислоте.
Более высокими свойствами по коррозионной стойкости и жаро-
упорности обладает сталь с содержанием хрома 18% и никеля 8%,
так как эта сталь при всех температурах сохраняет аустенитную
структуру, что обеспечивает хорошую ее обрабатываемость и малый
рост зерна при нагреве.
18
Таблица 5
Химический состав нержавеющих и жаростойких сталей
Марка стали Химический состав в %
Углерод С Кремний Si Хром Сг Никель Ni Марганец Мп Сера S | Фосфор Р Прочие
Не более
1X13 Не более 0,15 Не более 0,6 12,0—14,0 Не более 0,6 Не более 0,6 0,030 0,035 —
2X13 0,16—0,24 Не более 0,6 12,0—14,0 Не более 0,6 Не более 0,6 0,030 0,035 —
3X13 0,25—0,34 Не более 0,6 12,0—14,0 Не более 0,6 Не более 0,6 0,030 0,035 —
4X13 0,35—0,45 Не более 0,6 12,0—14,0 Не более 0,6 Не более 0,6 0,030 0,035 —
Х17 Не более 0,12 Не более 0,8 16,0—18,0 Не более 0,6 Не более 0,7 0,030 0,035 —
Х28 Не более 0,15 Не более 1,0 27,0—30,0 Не более 0,6 Не более . 0,8 0,030 0,035 —
0Х18Н9 Не более 0,07 Не более 0,8 17,0—20,0 8,0—11,0 Не более 2,0 0,030 0,035 —
1Х18Н9 Не более 0,14 Не более 0,8 17,0—20,0 8,0—11,0 Не более 2,0 0,030 0,035 —
2X18Н9 0,15—0,25 Не более 0,8 17,0—20,0 8,0—11,0 Не более 2,0 0,030 0,035 —
15ХМ 0,12—0,18 0,17—0,37 0,8—1,1 — 0,4—0,7 — — Молибден 0,4—0,55
Х6С Не более 0,15 1,5—2,0 5,0—6,5 Не более 0,6 Не более 0,7 0,030 0,030 —
Х9С2 0,35—0,50 2,0—3,0 8,0—10,0 Не более 0,6 Не более 0,7 0,030 0,030 —
Х5М Не более 0,15 Не более 0,5 4,0—6,0 — Не более 0,6 0,030 0,030 Молибден 0,5—0,6
Х10С2М 0,35—0,45 1,9—2,6 9,0—10,5 Не более 0,5 Не более 0,7 0,030 0,030 Молибден 0,7—0,9
4Х14Н14В2М 0,4—0,5 Не более 0,8 13,0—15,0 13,0—15,0 Не более 0,7 0,030 0,030 Молибден 0,25—0,40 Вольфрам 2,0—2,75
Х14Н14СВ2М 0,4—0,5 2,75—3,25 13,0—15,0 13,0—15,0 Не более 0,7 0,030 0,035 Молибден 0,25—0,40 Вольфрам 1,75—2,75
В тех случаях, когда деталь должна работать длительное время
при температуре выше 650° С и в разъедающей среде, применяется
хромоникелевая сталь указанного выше состава с прибавкой до
0,4—0,8% титана.
В табл. 5 приведен химический состав нержавеющих и жаро-
стойких сталей.
Износоустойчивые стали. Такая сталь должна иметь высокую
поверхностную твердость, которая достигается специальной термо-
обработкой (цементация, закалка, азотирование). Однако имеется
сталь с небольшой поверхностной твердостью НВ 200-г- 250, но
обладающая высоким сопротивлением истиранию. Этим свойством
обладает высокомарганцовистая сталь (сталь Гадфильда) марки
Г13, содержащая 1—1,3% С, 10—14% Мп, до 0,5% Si, до 0,03 S
и до 0,03 Р. Эта сталь после закалки при температуре 1100° С в воде
получает аустенитную структуру и имеет большую способность к на-
клепу. В процессе работы рабочая поверхность детали, изготовлен-
ная из такой стали, подвергаясь ударам или давлению, наклепывает-
ся и тем самым увеличивает свое сопротивление истиранию. Этим
также объясняется и то, что эта сталь весьма трудно обрабатывает-
ся резанием (резцом, зубилом) несмотря на незначительную твер-
дость, так как при давлении резца или зубила поверхность стали по-
лучает высокий наклеп. Обычно детали из этой стали отливаются и
обрабатываются только шлифовкой. Применяется эта сталь для раз-
личных деталей камнедробилок, рабочих частей (зубья) ковшей зе-
млеройных машин и т. д.
Сплавы высокого электросопротивления. Для реостатов и нагре-
вательных элементов различных электронагревательных приборов
и печей требуется сплав, обладающий высоким электросопротивле-
нием, минимальным температурным коэффициентом электросопро-
тивления, а для нагревательных элементов сплав должен обладать
еще и окалиностойкостью.
Для нагревательных элементов применяют сплавы: на никелевой
основе — нихромы, на железной основе — фехраль, хромаль, мега-
нир и т. д., в зависимости от температурного режима работы нагре-
вательного прибора.
Сплавы, содержащие невысокий процент хрома и алюминия и об-
ладающие жаростойкостью до температуры 1100° С, изготовляются
в виде проволоки; сплавы с высоким содержанием хрома и алюми-
ния с жаростойкостью до температуры 1250—1350° С не пластичны,
из них изготовляются литые элементы сопротивления.
Химический состав сплавов для нагревательных элементов при-
веден в табл. 6.
В приборостроении часто требуется, чтобы отдельные детали
обладали определенным коэффициентом линейного расширения.
В некоторых случаях требуется, чтобы коэффициент линейного рас-
ширения был минимальным (близким к нулю) или, наоборот, макси-
мальным, имел определенное значение, или, наконец, имел опреде-
ленное значение в заданном интервале температур. Для удовлетво-
20
Таблица 6
Сплавы для нагревательных элементов
Наименование сплава Химический состав в % Удельное электро- сопротив- ление в ом мм*/м при 20°С Макси- мальная рабочая температу- ра в СС
Никель Ni Хром Сг Кремний Si Алюминий А1 Железо Fe
Нихром 85 15 1,05 1150
Нихром 65 15 — — 20 1,1 1100
Фехраль — 15 — 5 80 1,3 1100
Хромаль Новый мега- — 30 — 5 65 1,6 1250
пир . . . — 37,5 — 7,5 55 1,8 1350
Сплав № 1 — 17 1 5 77 1,4 1000
Сплав № 2 . — 25 1 6 68 1,5 1200
Сплав № 3 — 27 — 7 66 1,4 1300
рения этих разнообразных требований для каждого конкретного слу-
чая изготовляют сплавы строго определенного состава.
Обычно почти все металлы при нагреве расширяются по криволи-
нейному закону, и с повышением температуры коэффициент линей-
ного расширения а возрастает.
Этому же закону подчиняются и все сплавы металлов, за исклю-
чением сплавов Fe — Ni и Fe — Pt, в которых коэффициент линей-
ного расширения не подчиняется общему правилу.
Так, сплав железа с 25% никеля имеет почти в два раза больший
коэффициент линейного расширения, чем железо, а сплав железа
с 36% никеля имеет в восемь раз меньший коэффициент линейного
расширения, чем железо. Этот сплав имеет состав: 35—37% нике-
ля, до 0,25 углерода и остальное — железо; называется он инваром
(неизменный) и практически не расширяется при нагреве до темпера-
туры 100° С.
Применяется инвар во многих приборах для деталей, которые не
должны менять своих размеров с изменением температуры.
Сплав железа с 42% никеля имеет постоянное значение коэф-
фициента а в интервале от 0 до 300° С, а сплав железа с 50% ни-
келя — от 0 до 450° С.
В тех случаях, когда требуется, чтобы коэффициент линейного
расширения сплава равнялся коэффициенту линейного расширения
стекла (цоколь электрической лампочки и т. д.), применяют сплав,
содержащий 48% никеля, названный платинитом.
Детали, в которых требуется максимальный коэффициент линей-
ного расширения, изготовляют из сплава с 25% никеля, а детали
приборов, у которых необходимо иметь максимальную деформацию
при нагреве, делают из термобиметалла, представляющего собой
две сваренные пластинки из сплавов Н25 и Н36 (содержащих 25
и 36% никеля). При нагреве пластинка коробится, потому что поло-
вина ее, изготовленная из сплава Н36, почти не расширяется, а дру-
гая половина, изготовленная из сплава Н25, расширяется очень
интенсивно.
21
Для деталей с неизменным модулем упругости при изменении
температуры (пружины точных приборов) применяют сплав, нося-
щий название эльинвар (постоянная упругость), содержащий 36%
никеля и 12% хрома.
Магнитные сплавы делятся на две основные группы:
1. Углеродистую сталь марок У10—У12, которая применяется
для изготовления небольших по размеру (сечением 5—7 мм2) неот-
ветственных магнитов.
2. Хромистую сталь, которая применяется для изготовления боль-
ших магнитов.
Весьма высокие магнитные свойства имеют железоникельалюми-
ниевые сплавы с содержанием никеля от 15 до 30% и алюминия до
13%. Этот сплав применяется для сильных магнитов малых габари-
тов и веса.
Для магнитов с переменным намагничиванием (например, сердеч-
ники трансформаторов) применяют сплавы, обладающие малым зна-
чением коэрцитивной силы и высокой магнитной проницаемостью,
а если сплав в процессе работы подвергается намагничиванию пере-
менным током, то должны быть малые потери на гистерезис и
на возникающие токи Фуко.
Армко железо обладает низкой коэрцитивной силой с высокой
магнитной проницаемостью, но имеет большие потери на токи Фуко.
Поэтому применять его для изделий, подвергающихся переменному
намагничиванию, нерационально. При добавлении в железо кремния
коэрцитивная сила магнита изменяется мало, а электросопротивле-
ние сильно возрастает и потери на токи Фуко уменьшаются. В связи
с этим для сердечников трансформаторов, динамомашин и т. д. при-
меняют безуглеродистые сплавы с кремнием.
Трансформаторная сталь содержит около 4% кремния и мини-
мальное количество углерода.
Для получения наибольшей магнитной проницаемости эту сталь
отжигают при температуре 1000° С в атмосфере водорода для вы-
горания наличного в стали углерода. Трансформаторная сталь имеет
крупнозернистое строение и малую вязкость.
Динамная сталь, содержащая 1% кремния, имеет лучшую пла-
стичность, чем трансформаторная сталь, но уступает ей по магнит-
ным свойствам.
Для производства приборов (радио, телефон, телеграф и т. д.)
требуется сплав с весьма высокой магнитной проницаемостью. Для
этих целей применяют сплав пермалой, содержащий 78,5% никеля.
Этот сплав до применения предварительно подвергается сложной
термической обработке (двукратный нагрев до температуры 600
и 1200° С в атмосфере водорода и остывание со скоростью 206 в сек),
которая и обеспечивает высокую магнитную проницаемость этого
сплава.
Твердые сплавы
Высоколегированные инструментальные и конструкционные ста-
ли, несмотря на высокую их стойкость и сопротивляемость истира-
22
нию как при нормальной, так и при повышенной температуре, не
удовлетворяют всем требованиям производства. При обработке ме-
таллов на больших скоростях резания режущий инструмент из угле-
родистой и быстрорежущей стали быстро изнашивается, притуп-
ляется.
Твердые сплавы в этом отношении имеют значительные преиму-
щества. Режущие свойства инструмента, изготовленного из твердого
сплава, нарушаются лишь при температуре около 1000° С. Благодаря
этому режущий инструмент, оснащенный пластинками из твердого
сплава, может работать в несколько раз производительнее, чем та-
кой же инструмент из быстрорежущей стали. Современные твердые
сплавы позволяют доводить скорость резания при токарной обработ-
ке стали или чугуна до 1800—3000 м/мин, а фрезерование прово-
дить на скоростях 500—600 м/мин.
Твердые сплавы делятся на две основные группы: а) литые и на-
плавочные сплавы; б) металлокерамические сплавы — карбидоволь-
фрамовые и карбидовольфрамотитановые.
В металлообрабатывающей промышленности, в геологоразведке,
при бурении нефтяных скважин, широкое применение имеют метал-
локерамические сплавы, обладающие более высокой твердостью и
стойкостью, чем литые твердые сплавы.
Для обработки белого чугуна применяют сплав ВКб, для обра-
ботки серого чугуна и цветных сплавов с прерывистым, неравномер-
ным резанием — сплав ВК8.
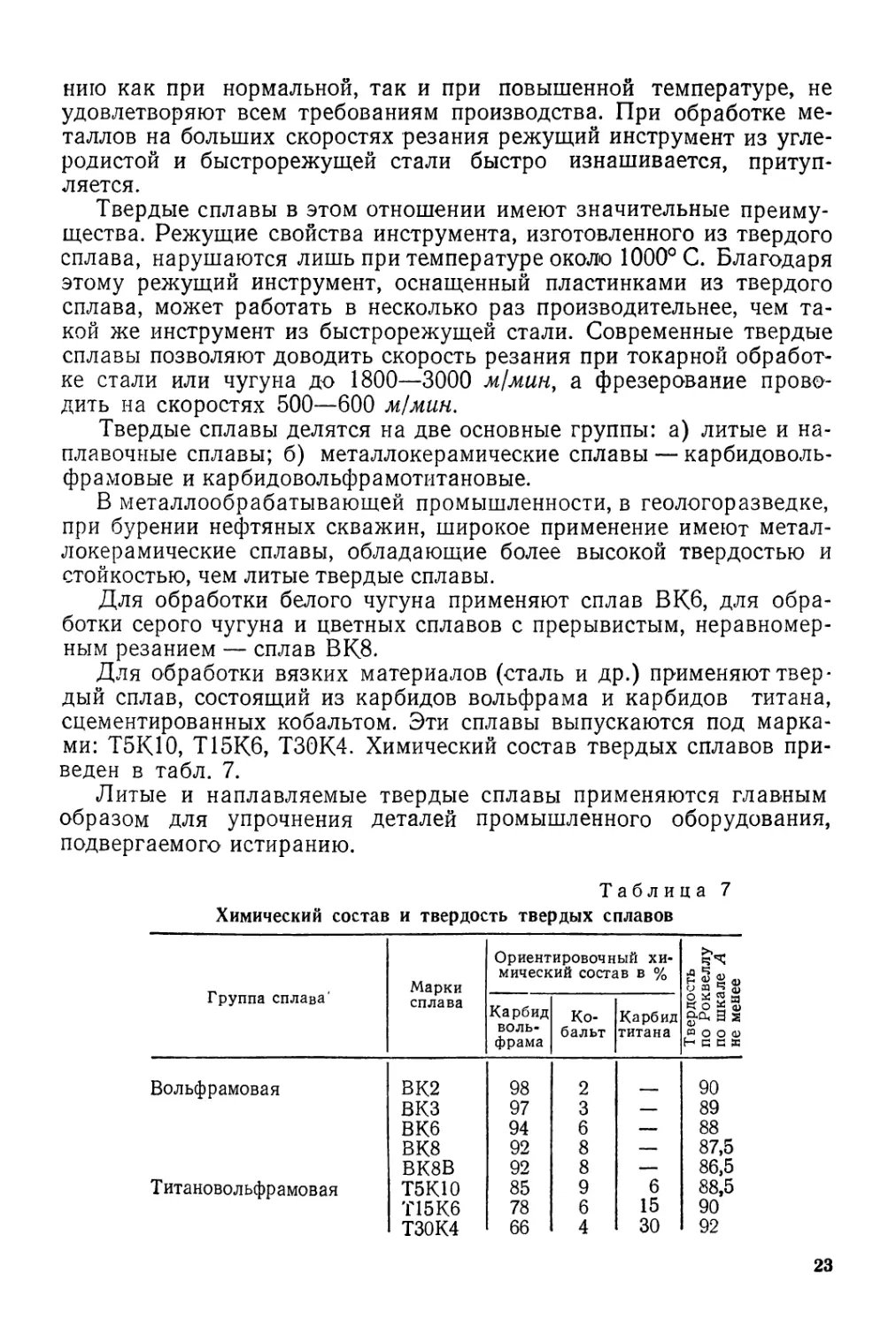
Для обработки вязких материалов (сталь и др.) применяют твер-
дый сплав, состоящий из карбидов вольфрама и карбидов титана,
сцементированных кобальтом. Эти сплавы выпускаются под марка-
ми: Т5КЮ, Т15К6, Т30К4. Химический состав твердых сплавов при-
веден в табл. 7.
Литые и наплавляемые твердые сплавы применяются главным
образом для упрочнения деталей промышленного оборудования,
подвергаемого истиранию.
Таблица 7
Химический состав и твердость твердых сплавов
Группа сплава' Марки сплава Ориентировочный хи- мический состав в % Твердость по Роквеллу по шкале А | не менее
Карбид воль- фрама Ко- бальт Карбид титана
Вольфрамовая ВК2 98 2 90
вкз 97 3 — 89
ВК6 94 6 — 88
ВК8 92 8 — 87,5
ВК8В 92 8 — 86,5
Титановольфрамовая Т5КЮ 85 9 6 88,5
Т15К6 78 6 15 90
Т30К4 66 4 30 92
23
Наплавочные твердые сплавы разделяются на зернообразные
твердые сплавы (вокар, сталинит), на литые твердые сплавы (сор-
майт), на трубчатозерновые твердые сплавы (релит).
Вокар — зернообразная масса, состоящая из вольфрама, сце-
ментованного паточным коксом. Величина зерен вокара до 3 мм
в поперечнике. Применяется для наплавки при помощи электриче-
ской дуги на рабочие поверхности бурового и другого инструмента.
Во время процесса наплавки вокара происходит диффузионное
сплавление его с основным материалом на глубину 2—3 мм, а в на-
плавленном слое образуются карбиды вольфрама, придающие вы-
сокое сопротивление истиранию детали. Твердость вокара при дву-
слойной наплавке — не менее 80 единиц по Роквеллу (шкала Л).
Сталинит Б — зернообразный сплав, представляет механиче-
скую смесь мелкоизмельченных феррохрома, ферромарганца, чугун-
ной стружки и нефтяного кокса. Сталинит Б не имеет в своем со-
ставе дефицитного металла вольфрама и выгодно отличается в этом
отношении от вокара. Однако твердость наплавленного слоя стали-
нита несколько ниже, чем вокара.
Сормайт № 1 — литой твердый сплав, основными свойствами
которого являются: износоустойчивость, твердость и относительная
легкоплавкость. Применяется для наплавки на детали, требующие
последующей обработки (штампы, ножи для резки металла, приспо-
собления) , и выпускается в виде прутков 0 7—8 мм.
Релит ТЗ — трубчатозерновой сплав, представляет собой из-
мельченный литой карбид вольфрама, засыпанный в железную труб-
ку. Используется для наплавки долот и шарошек для нефтяного бу-
рения, для покрытия деталей, не требующих последующей механи-
ческой обработки. Релит выпускается разных марок в зависимости
от величины зерна карбидов вольфрама.
Цветные металлы
Наиболее часто применяются в машиностроении цветные метал-
лы— медь, алюминий, мантий, свинец, цинк и олово. Эти металлы
применяются как в чистой-виде, так и в виде сплавов.
Руды цветных металлов в природе встречаются в ограниченном
количестве. Процентное содержание металла в этих рудах обычно
небольшое (1-т-3%), технологический процесс получения металла
из руд трудоемкий и дорогой, поэтому применение цветных метал-
лов в производстве должно быть ограничено.
Медь обладает высокой электропроводностью, теплопроводно-
стью и сопротивляемостью коррозии (окислению). Медь способна
коваться в горячем и холодном состоянии. Хорошо подвергается
волочению на тончайшую проволоку и штамповке в холодном состо-
янии. Твердость, жесткость и прочность меди резко повышаются
после наклепа.
После отжига медь приобретает мягкость и пластичность.
Температура плавления меди 1083° С, удельный вес 8,9.
24
В чистом виде медь применяется главным образом в электротех-
нике. Частично применяется в теплотехнике (трубы змеевиков на-
гревательных приборов) и в машиностроении (медные трубки масло-
проводов и т. д.). Из всего количества добываемой меди 75% идет
на приготовление различных сплавов.
Вредными примесями меди являются висмут и свинец.
Алюминий. В природе чистый алюминий не встречается, од-
нако в соединении с другими элементами он образует около 250 ми-
нералов. Алюминиевые руды содержат высокий процент глинозема
(А12О3), к ним относятся бокситы, алуниты и каолины. Наиболее
ценной алюминиевой рудой являются бокситы.
Алюминий — белый блестящий металл, мягок, более пластичен,,
чем медь. Удельный вес алюминия 2,7, температура плавления
659° С. По сравнению с медью электропроводность его составляет
60%; теплопроводность он также имеет несколько меньшую, чем
медь, хорошо сопротивляется коррозии. В чистом виде алюминий
применяется в электротехнике, а также применяется для покрытия
черных металлов от коррозии путем алитирования или электролиза;
кроме того, он применяется в виде листов для штамповки различных
деталей в приборостроении и посуды бытового назначения.
Сплавы алюминия — силумин и дюралюмин получили широкое
применение в авиационной, тракторной, автомобильной промышлен-
ности и приборостроении.
Магний в чистом виде в природе не встречается. В виде со-
единений магний так же, как и алюминий, широко распространен
в природе.
Магниевые соединения встречаются не только в твердых породах
в виде магнезита, доломита, карналита, но и в морской воде, в соле-
ных водах озер в виде так называемого биофита.
Чистый магний — легкий металл. Удельный вес магния 1,8. Тем-
пература плавления 650° С. Основные недостатки магния — слабое
сопротивление коррозии, малая пластичность, невысокие механиче-
ские свойства.
Магний при нагреве до 550—600° С вспыхивает ярким пламенем,
поэтому резку магния следует производить осторожно. Магний в ви-
де стружки (большая окисляющаяся поверхность) может воспламе-
ниться при обычной температуре.
В сплавы магний входит и как составная часть и в виде раскис-
лителя.
Цинк — белый с голубоватым оттенком металл, имеет удельный
вес 7,1, плавится при температуре 419° С. При нормальной темпера-
туре хрупок, при нагреве до 100—150° С пластичен и легко обраба-
тывается давлением. При нагреве свыше 250° С вновь становится
хрупким и может быть измельчен в порошок.
В расплавленном состоянии жидок и хорошо заполняет литей-
ные формы.
В чистом виде цинк применяется в промышленности в основном
для покрытия черных металлов (оцинкование) для защиты их от
21
коррозии. Основная масса вырабатываемого цинка применяется как
составная часть различных металлических легких сплавов.
Олово — мягкий и вязкий металл, при изгибе создает характер-
ный хруст. Удельный вес 7,3, температура плавления 232° С. В чис-
том виде олово применяется для изготовления фольги, для лужения,
а также для пайки (чаще всего в сплаве со свинцом). Основная мас-
са олова применяется как составная часть в сплавах цветных метал-
лов (бронзы). Олово при температуре ниже нуля (от —15 до
—18° С) превращается в хрупкий металл, легко рассыпающийся в
порошок. Этот процесс превращения называется «оловянной чу-
мой». Восстановить до нормального состояния такое олово можно
только вторичной переплавкой его. Поэтому пайку оловом или луже-
ние металлических деталей, работающих при низких температурах,
производить нельзя. Олово весьма дефицитно, так как руды его ред-
ко встречаются и запасы их ограничены.
Свинец — мягкий и тягучий металл, легко подвергаемый де-
формации в холодном состоянии, хорошо отливается и активно со-
противляется действию кислот. Удельный вес свинца 11,3, темпера-
тура плавления 327° С.
В чистом виде свинец применяется для изготовления сосудов
для кислотных растворов, аккумуляторных пластин и т. д.
В жидком виде свинец применяется при термической обработке
металлов, для местного быстрого нагрева деталей или инструмента
при их закалке или отпуске. Пары свинца весьма вредны для здо-
ровья, поэтому работа на свинцовых ваннах с высокой температу-
рой без специальной вытяжной вентиляции не допускается.
Свинец применяется как составная часть в сплавах: оловянных
припоях, бронзах, подшипниковых сплавах (баббиты). Свинцовые
руды редко встречаются в природе, запасы их не велики, поэтому
свинец весьма дефицитный металл.
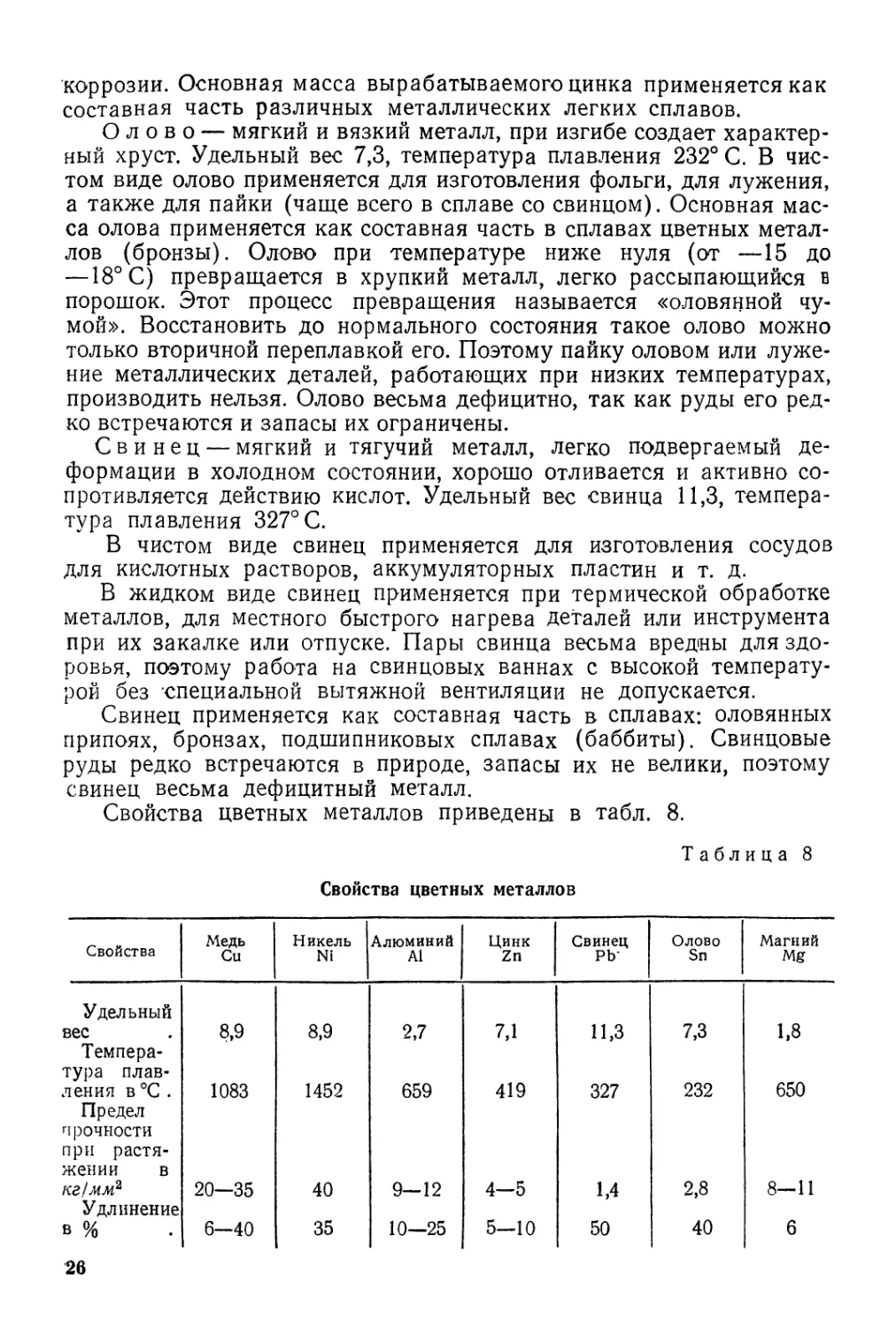
Свойства цветных металлов приведены в табл. 8.
Таблица 8
Свойства цветных металлов
Свойства Медь Си Никель Ni Алюминий А1 Цинк Zn Свинец РЬ‘ Олово Sn Магний Mg
Удельный вес 8,9 8,9 2,7 7,1 11,3 7,3 1,8
Темпера- тура плав- ления в °C . 1083 1452 659 419 327 232 650
Предел прочности при растя- жении в кг/мм2 20—35 40 9—12 4-5 1,4 2,8 8—11
Удлинение в % 6—40 35 10—25 5—10 50 40 6
26
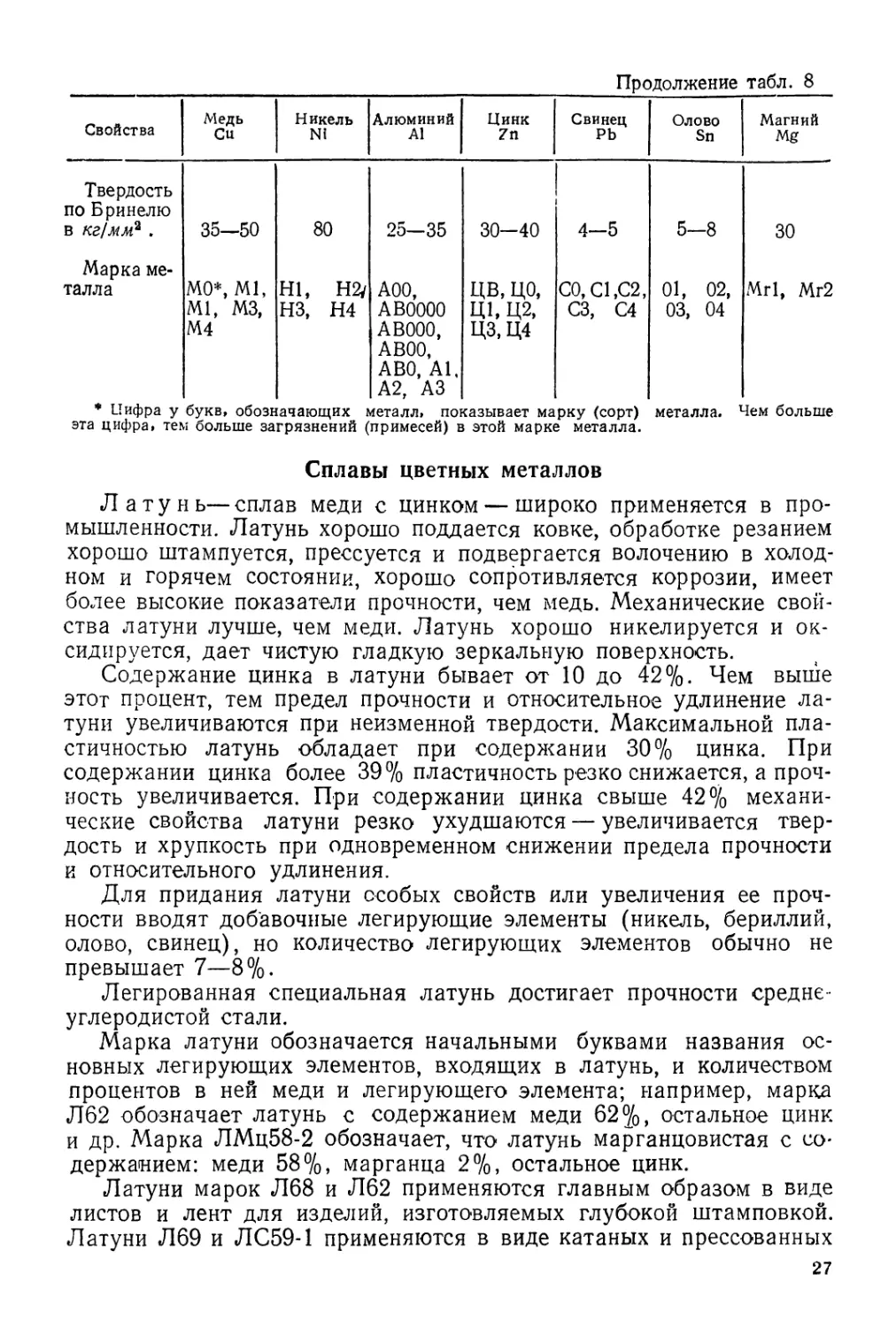
Продолжение табл. 8
Свойства Медь Си Н икель Ni Алюминий А1 Цинк 7п Свинец РЬ Олово Sn Магний Mg
Твердость по Бринелю в кг/мм* . 35—50 80 25—35 30-40 4-5 5-8 30
Марка ме- талла МО*, Ml, Ml, М3, М4 Hl, Н2/ НЗ, Н4 А00, AB0000 AB000, AB00, ABO, А1, А2, АЗ ЦВ, ЦО, Ц1, Ц2, ЦЗ.Ц4 СО, С1,С2, СЗ, С4 01, 02, 03, 04 Mrl, Mr2
* Шифра у букв, обозначающих металл, показывает марку (сорт) металла. Чем больше
эта цифра, тем больше загрязнений (примесей) в этой марке металла.
Сплавы цветных металлов
Латунь—сплав меди с цинком — широко применяется в про-
мышленности. Латунь хорошо поддается ковке, обработке резанием
хорошо штампуется, прессуется и подвергается волочению в холод-
ном и горячем состоянии, хорошо сопротивляется коррозии, имеет
более высокие показатели прочности, чем медь. Механические свой-
ства латуни лучше, чем меди. Латунь хорошо никелируется и ок-
сидируется, дает чистую гладкую зеркальную поверхность.
Содержание цинка в латуни бывает от 10 до 42%. Чем выше
этот процент, тем предел прочности и относительное удлинение ла-
туни увеличиваются при неизменной твердости. Максимальной пла-
стичностью латунь обладает при содержании 30% цинка. При
содержании цинка более 39% пластичность резко снижается, а проч-
ность увеличивается. При содержании цинка свыше 42% механи-
ческие свойства латуни резко ухудшаются — увеличивается твер-
дость и хрупкость при одновременном снижении предела прочности
и относительного удлинения.
Для придания латуни особых свойств или увеличения ее проч-
ности вводят добавочные легирующие элементы (никель, бериллий,
олово, свинец), но количество легирующих элементов обычно не
превышает 7—8%.
Легированная специальная латунь достигает прочности средне-
углеродистой стали.
Марка латуни обозначается начальными буквами названия ос-
новных легирующих элементов, входящих в латунь, и количеством
процентов в ней меди и легирующего элемента; например, марка
Л62 обозначает латунь с содержанием меди 62%, остальное цинк
и др. Марка ЛМц58-2 обозначает, что латунь марганцовистая с со-
держанием: меди 58%, марганца 2%, остальное цинк.
Латуни марок Л68 и Л62 применяются главным образом в виде
листов и лент для изделий, изготовляемых глубокой штамповкой.
Латуни Л69 и ЛС59-1 применяются в виде катаных и прессованных
27
прутков, идущих на мелкие детали — втулки, гайки, кольца, краны
и т. д. Для деталей, требующих высокой чистоты поверхности обра-
ботки, лучше применять латунь ЛС59-1. Специальные сорта лату-
ней, содержащих специальные дополнительные элементы — алюми-
ний, марганец, никель, — применяют главным образом в литом виде.
Бронза — сплав меди с оловом. Оловянистая бронза с содер-
жанием олова более 5—6% не прокатывается и не куется, приме-
няется исключительно в литом виде. Высокие литейные свойства
бронзы определяются малой усадкой (усадка оловянистой бронзы
меньше единицы).
Бронза с содержанием 10% олова и более является одним из
лучших антифрикционных материалов и широко применяется для
подшипников.
Для лучшей обрабатываемости в бронзу вводят 3—5% свинца.
Фосфор вводится в бронзу как раскислитель. При наличии в бронзе
около 1 % фосфора ее называют фосфористой. Фосфор повышает
антифрикционное свойство бронзы.
Кроме оловянистых, бронзы бывают алюминиевые, кремниевые,
бериллиевые и др.
Оловянистая бронза по малой усадке лучше алюминиевой, крем-
нистой и бериллиевой, но алюминиевая и кремнистая бронзы по ме-
ханическим свойствам лучше.
Кремнецинковая бронза обладает лучшей жидкотекучестью.
Бериллиевая бронза отличается от остальных высокой твердо-
стью и упругостью.
Алюминиевые бронзы применяются для изготовления главным об-
разом мелких, но ответственных деталей (фланцы, шестерни и т. д.).
Кремнистые бронзы применяются как заменители оловянистых.
Бериллиевая бронза марки Бр. Б2 с двумя процентами бериллия
обладает высокой прочностью и упругостью, хорошо сваривается,
химически устойчива, прекрасно обрабатывается резанием и являет-
ся прекрасным сплавом для пружин, мембран и т. д. Бериллиевая
бронза подвергается закалке и старению при 325° С. Однако наличие
в ней остродефицитного бериллия препятствует широкому ее при-
менению.
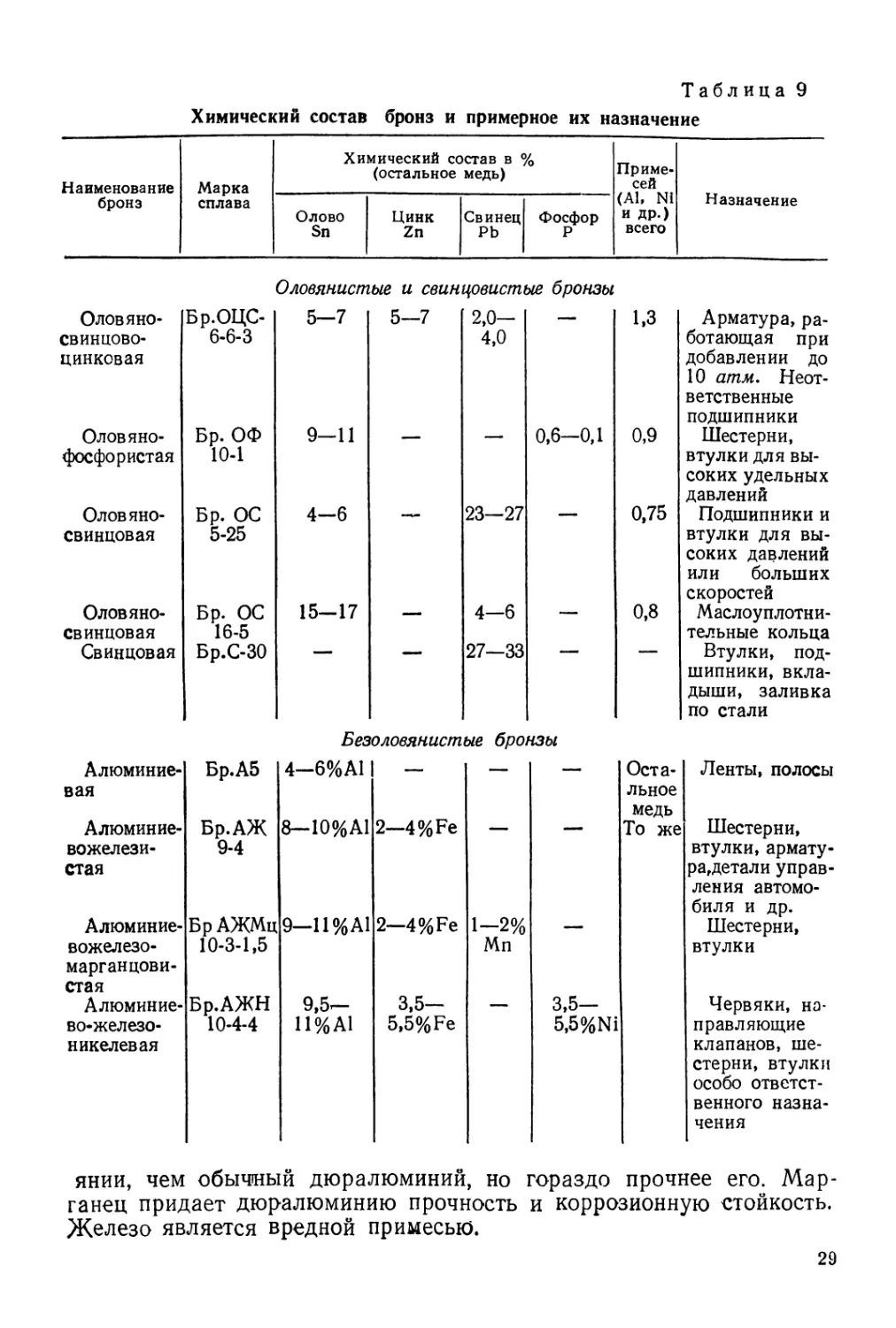
Химический состав бронз и их назначение приведены в табл. 9.
Алюминиевые сплавы делятся на деформируемые (прессованные,
катаные, кованые) и литые. Деформируемые сплавы в свою оче-
редь делятся на упрочняемые и не упрочняемые термообработкой.
Алюминиевомарганцевые сплавы превосходят чистый алюминий
более высокой коррозионной устойчивостью, они имеют меньший
удельный вес и более прочны, чем чистый алюминий.
К алюминиевым сплавам, применяемым в прессованном или ко-
ваном виде, упрочненным термообработкой, относится дюралюми-
ний, содержащий, кроме алюминия, 4—5% меди, 0,5% магния,
0,5% кремния, 0,5% марганца. Медь, кремний и магний способ-
ствуют упрочнению сплава при термообработке. Дюралюминий,
содержащий 1,5 и 1,7% магния, менее пластичен в горячем состо-
Таблица 9
Химический состав бронз и примерное их назначение
Наименование бронз Марка сплава Химический состав в % Приме- сей (Al, N1 и др.) всего Назначение
(остальное медь)
Олово Sn Цинк Zn Свинец Pb Фосфор р
Оловяно- Бр.ОЦС- Оловянист 5-7 ые и свин\ 5—7 'JfOeUCtnt 2,0— >ie бронзы 1,3 Арматура, ра-
СВИНЦОВО- цинковая Оловяно- 6-6-3 Бр. ОФ 9-11 4,0 0,6—0,1 0,9 ботающая при добавлении до 10 атм. Неот- ветственные подшипники Шестерни,
фосфористая Оловяно- 10-1 Бр. ОС 4-6 23—27 0,75 втулки для вы- соких удельных давлений Подшипники и
свинцовая Оловяно- 5-25 Бр. ОС 15—17 4-6 0,8 втулки для вы- соких давлений или больших скоростей Маслоуплотни-
свинцовая Свинцовая 16-5 Бр.С-30 — — 27—33 — — тельные кольца Втулки, под-
Алюминие- Бр.А5 Без 4-6%А1 оловянист ые 6poi чзы Оста- шипники, вкла- дыши, заливка по стали Ленты, полосы
вая Алюминие- Бр.АЖ 8—10%А1 2—4%Fe __ льное медь То же Шестерни,
вожелези- стая Алюминие- 9-4 БрАЖМц 9-11 % А1 2—4%Fe 1-2% втулки,армату- ра, детали управ- ления автомо- биля и др. Шестерни,
вожелезо- марганцови- стая Алюминие- 10-3-1,5 Бр.АЖН 9,5г— 3,5— Мп 3,5— втулки Червяки, на-
во-железо- никелевая 10-4-4 11%А1 5,5%Fe 5,5%Ni правляющие клапанов, ше- стерни, втулки особо ответст- венного назна- чения
янии, чем обычный дюралюминий, но
ганец придает дюралюминию прочность
Железо является вредной примесью.
гораздо прочнее его. Мар-
и коррозионную стойкость.
29
В целях повышения сопротивления коррозии дюралюминий по-
крывают тонким слоем чистого алюминия, т. е. плакируют его.
В тех случаях, когда требуется жароупорный сплав, работающий
при температуре 200—300° С (поршни головки цилиндров двигате-
ля и т. п.), применяют сплав с примесью никеля.
Силумины — алюминиевые сплавы с высоким содержанием
кремния. Эти сплавы применяются только для литья. Кремниевоалю-
миниевые сплавы благодаря образованию эвтектики обладают хоро-
шими литейными свойствами (плотность в литом виде, незначитель-
ные усадочные напряжения и т. д.). Благодаря этому силумин име-
ет широкое применение при литье в землю, прецизионном литье,
литье в кокили и литье под давлением. Плотность силумина, лито-
го под давлением, приближается к плотности кованого или штампо-
ванного алюминиевого сплава. Кроме того, уплотнение литых алю-
миниевых сплавов достигается закалкой с последующим искус-
ственным старением.
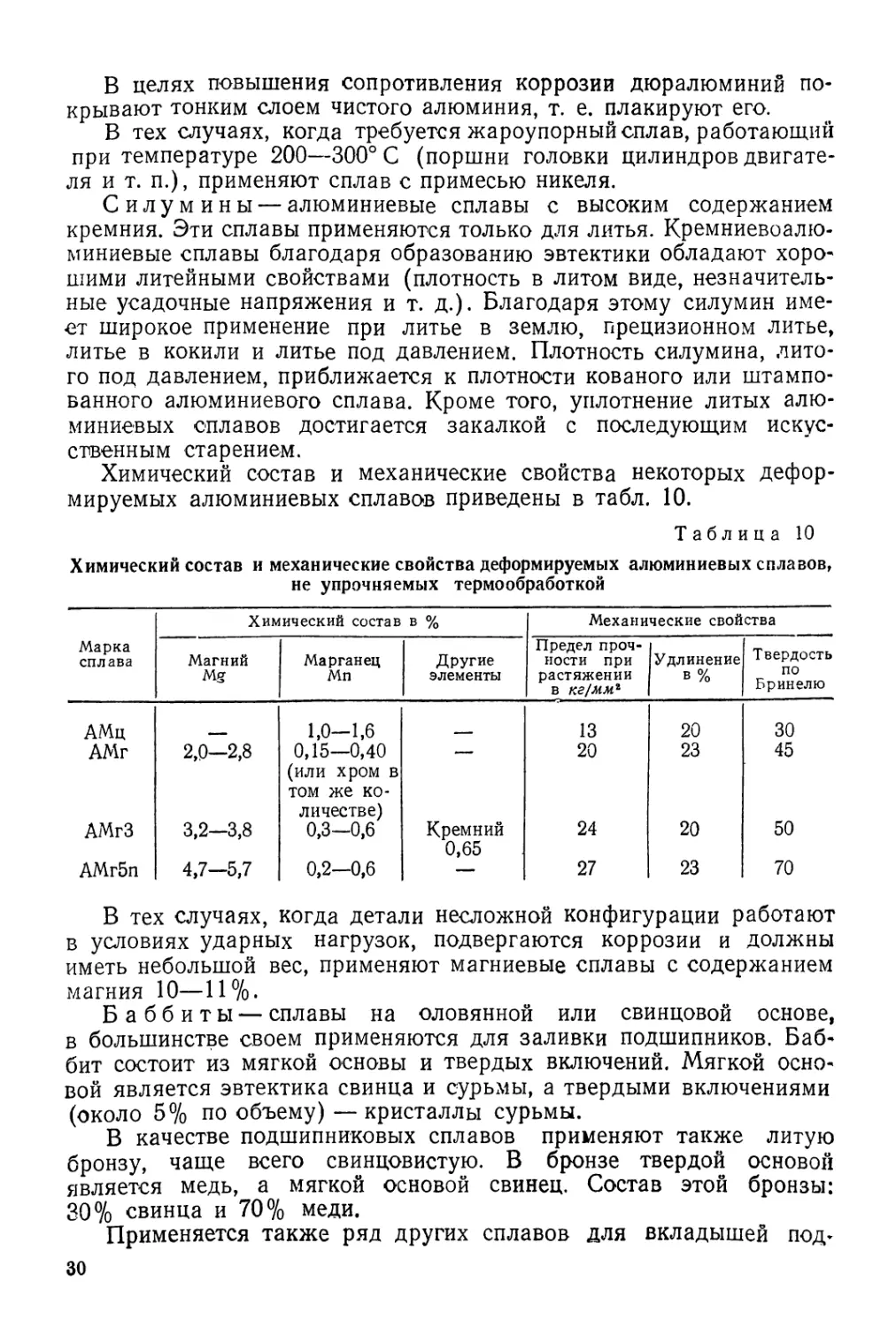
Химический состав и механические свойства некоторых дефор-
мируемых алюминиевых сплавов приведены в табл. 10.
Таблица 10
Химический состав и механические свойства деформируемых алюминиевых сплавов,
не упрочняемых термообработкой
Химический состав в % Механические свойства
Марка сплава Магний Mg Марганец Мп Другие элементы Предел проч- ности при растяжении | в кг 1мм* Удлинение в % Твердость по Бринелю
АМц АМг АМгЗ АМг5п 2,0—2,8 3,2—3,8 4,7—5,7 1,0—1,6 0,15—0,40 (или хром в том же ко- личестве) 0,3—0,6 0,2—0,6 Кремний 0,65 13 20 24 27 20 23 20 23 30 45 50 70
В тех случаях, когда детали несложной конфигурации работают
в условиях ударных нагрузок, подвергаются коррозии и должны
иметь небольшой вес, применяют магниевые сплавы с содержанием
магния 10—11%.
Баббиты — сплавы на оловянной или свинцовой основе,
в большинстве своем применяются для заливки подшипников. Баб-
бит состоит из мягкой основы и твердых включений. Мягкой осно-
вой является эвтектика свинца и сурьмы, а твердыми включениями
(около 5% по объему) —кристаллы сурьмы.
В качестве подшипниковых сплавов применяют также литую
бронзу, чаще всего свинцовистую. В бронзе твердой основой
является медь, а мягкой основой свинец. Состав этой бронзы:
30% свинца и 70% меди.
Применяется также ряд других сплавов для вкладышей под-
30
шипников: оловянносурьмомедгный баббит (Б83), оловянносурьмя-
ной и др.
Лучшими баббитами являются оловянносурьмяные, затем оло-
вянносвинцовосурьмяные, худшим является баббит свинцовосурьмя-
ной, который наиболее дешев и не имеет в себе дефицитного ме-
талла — олова.
В машиностроении широкое применение имеют баббиты марки
Б16 и Бб.
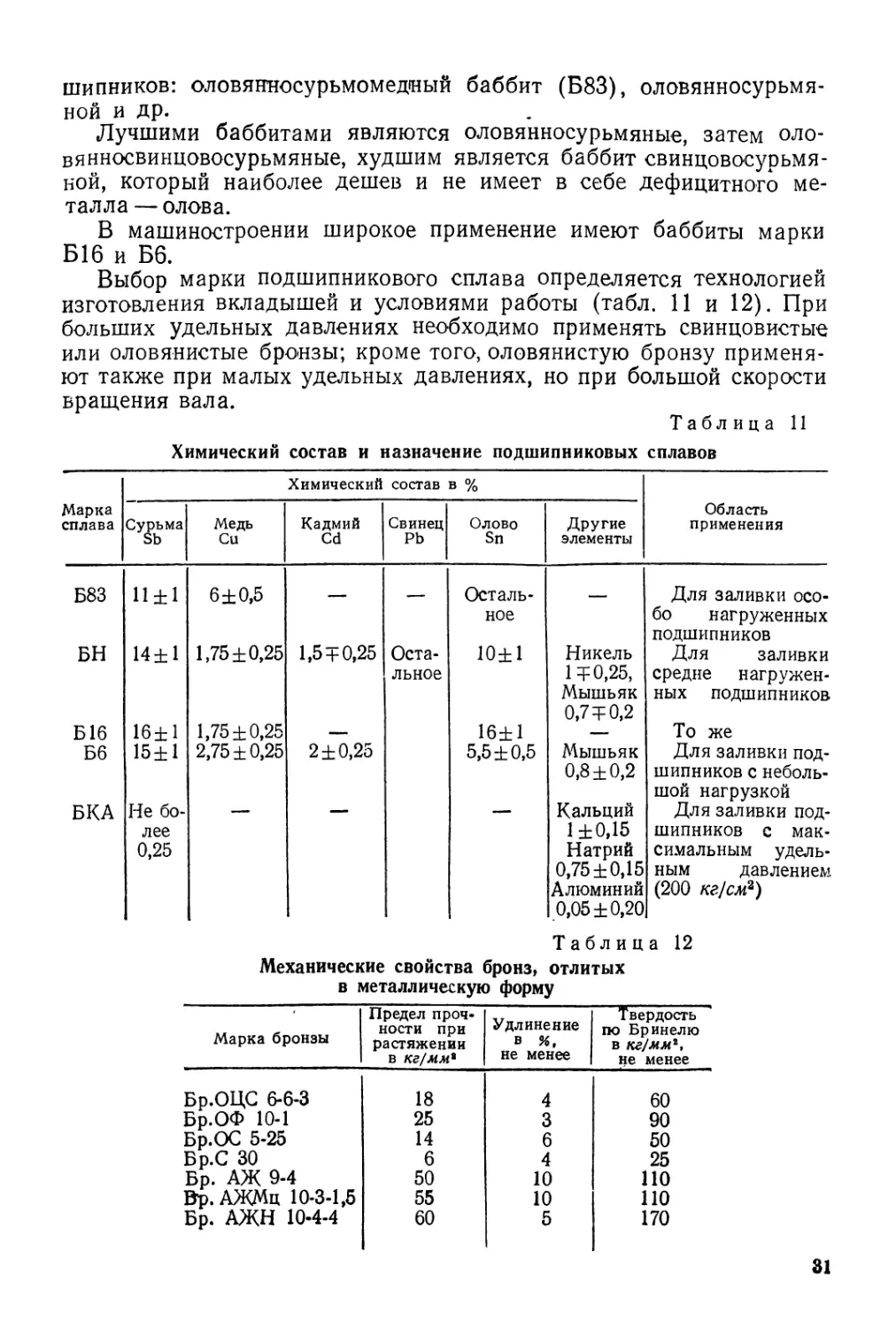
Выбор марки подшипникового сплава определяется технологией
изготовления вкладышей и условиями работы (табл. 11 и 12). При
больших удельных давлениях необходимо применять свинцовистые
или оловянистые бронзы; кроме того, оловянистую бронзу применя-
ют также при малых удельных давлениях, но при большой скорости
вращения вала.
Таблица 11
Химический состав и назначение подшипниковых сплавов
Марка сплава Химический состав в % Область применения
Сурьма Sb Медь Си Кадмий Cd Свинец РЬ Олово Sn Другие элементы
Б83 П ±1 6 ±0,5 — — Осталь- ное — Для заливки осо- бо нагруженных подшипников
БН 14± 1 1,75 ±0,25 1,5 + 0,25 Оста- льное 10±1 Никель 1 +0,25, Мышьяк 0,7+ 0,2 Для заливки средне нагружен- ных подшипников
Б16 16±1 1,75 ±0,25 —— 16±1 — То же
Б6 15±1 2,75 ±0,25 2 ± 0,25 5,5 ± 0,5 Мышьяк 0,8 ±0,2 Для заливки под- шипников с неболь- шой нагрузкой
БКА Не бо- лее 0,25 Кальций 1 ±0,15 Натрий 0,75 ±0,15 Алюминий 0,05 ±0,20 Для заливки под- шипников с мак- симальным удель- ным давлением (200 кг]см2)
Таблица 12
Механические свойства бронз» отлитых
в металлическую форму
Марка бронзы Предел проч- ности при растяжении в кг/мм* Удлинение в %, не менее Твердость по Бринелю в кг/лл2, не менее
Бр.ОЦС 6-6-3 18 4 60
Бр.ОФ 10-1 25 3 90
Бр.ОС 5-25 14 6 50
Бр.С 30 6 4 25
Бр. АЖ 9-4 50 10 ПО
Вр.АЖМц 10-3-1,5 55 10 ПО
Бр. АЖН 10-4-4 60 5 170
31
Испытание металлов
Металлы и их сплавы, используемые во всех отраслях народно-
го хозяйства, могут подвергаться самым разнообразным условиям
эксплуатации.
Детали и изделия могут подвергаться постоянно действующей
или переменной нагрузке, действию крутящих или изгибающих уси-
лий. Они могут работать в условиях высокой температуры или в сре-
де, разрушающей металл (кислоты, щелочи и т. д.).
Чтобы определить, какие металлы и их сплавы могут работать
в тех или иных условиях, какой марки сплав необходимо выбрать
для той или иной детали или изделия, какую форму и размеры дол-
жна иметь деталь, чтобы выдержать определенные усилия в экс-
плуатации, необходимо знать, какими физикомеханическими свой-
ствами обладает тот или иной сплав.
Механическими свойствами металлов называется совокупность
всех свойств, определяющих сопротивление металлов воздействию
механических усилий (нагрузок). Основные виды нагрузок следу-
ющие:
а) постоянно действующая статическая нагрузка — растягиваю-
щая, сжимающая, изгибающая или, наконец, крутящая;
б) динамическая (ударная, мгновенная) нагрузка;
в) переменная нагрузка, например сжатие и растяжение;
г) сложная (смешанная) нагрузка, когда деталь или изделие
(например, коленчатый вал двигателя) претерпевает одновременно
несколько видов нагрузки: постоянную и переменную, изгибающую,
крутящую и т. д.
Кроме того, некоторые детали могут подвергаться действию этих
нагрузок в сочетании с силами трения и воздействием высоких тем-
ператур, например, поршневые пальцы двигателя и т. д. Металли-
ческие изделия могут также подвергаться разъедающему воздей-
ствию различных солей (морская вода), кислот и щелочей.
Сопротивление металлов и сплавов всем этим ведам нагрузок
и воздействиям среды определяется многими факторами.
1. Физико-механическими свойствами элементов, входящих в дан-
ный сплав.
2. Свойствами сплава в зависимости от составляющих его эле-
ментов и их количества.
3. Внутренним строением сплава: однородностью, наличием вну-
тренних дефектов, вредных примесей и т. д.
4. Структурой сплава и влиянием горячей и термической обра-
ботки на свойства и изменения структурных составляющих.
5. Твердостью и изменением твердости в различных сечениях из-
делия.
6. Формой (конфигурацией) и чистотой обработки поверхности
изделия и т. д.
'Для изучения внутреннего строения металлов и сплавов поль-
зуются микроскопическим и макроскопическим анализами.
32
Микроскопический анализ применяется для определения внеш-
него вида кристаллов, из которых состоит сплав, т. е. их величины
и формы; для обнаружения изменений внутреннего строения спла-
ва, происходящих при различных режимах горячей, термической и
химико-термической обработки; для выявления микропороков—
трещин, раковин, плен и неметаллических включений (оксиды,
сульфиды); для определения химического состава некоторых струк-
турных составляющих по их характерной форме и характерному
окрашиванию специальными реактивами.
Микроскопический (анализ заключается в следующем.
Из материала, подлежащего исследованию,изготовляется неболь-
шой образец (шлиф). Путем последовательной обработки шлифа
опиловкой, шлифовкой и полировкой доводят поверхность шлифа до
зеркального вида без наличия каких-либо штрихов. После этого
подготовленную поверхность травят специальным реактивом. Для
углеродистых и легированных сталей и чугунов чаще всего приме-
няют 2—4-процентный спиртовый раствор азотной кислоты или
4-процентный спиртовый раствор пикриновой кислоты (реактив
Ижевского).
После травления микрошлиф рассматривается под микроско-
пом. Травленая микроструктура шлифа, увеличенная в несколько
сот раз, фотографируется на фотопластинку.
Макроструктурой называется строение металла, видимое без
увеличения или при небольшом увеличении (до 30 раз).
Таким образом, макроскопический анализ дает возможность
сравнительно быстро выявлять большинство пороков, встречаемых
в металлах и сплавах после отливки, ковки, сварки и т. д. При
выявлении направления волокон после ковки, при определении глу-
бины и характера цементации и прокала макроанализ является не-
заменимым методом исследования.
Испытание на растяжение. При испытании на растяжение мож-
но определить предел прочности металла или материала, относи-
тельное удлинение, относительное сужение, предел упругости, пре-
дел пропорциональности, предел текучести и модуль упругости.
Однако практически чаще всего ограничиваются определением
основных величин:, предела прочности при растяжении,'относитель-
ного удлинения и относительного сужения.
Если обозначить действующую на образец силу (нагрузку) Р кг,
а площадь сечения образца F мм2, то напряжение
а = 4 кг/мм2,
Г
нагрузка
т. е. напряжение
Напряжение^ при котором материал при растяжении разру-
шается, называется пределом прочности при растяжении и обозна-
чается .
Если растягиваемый образец имел первоначальную площадь
3 556 33
сечения Fo мм2 и разрывающую нагрузку Р кг, то предел прочности
при растяжении
°в~Г0
кг/мм2.
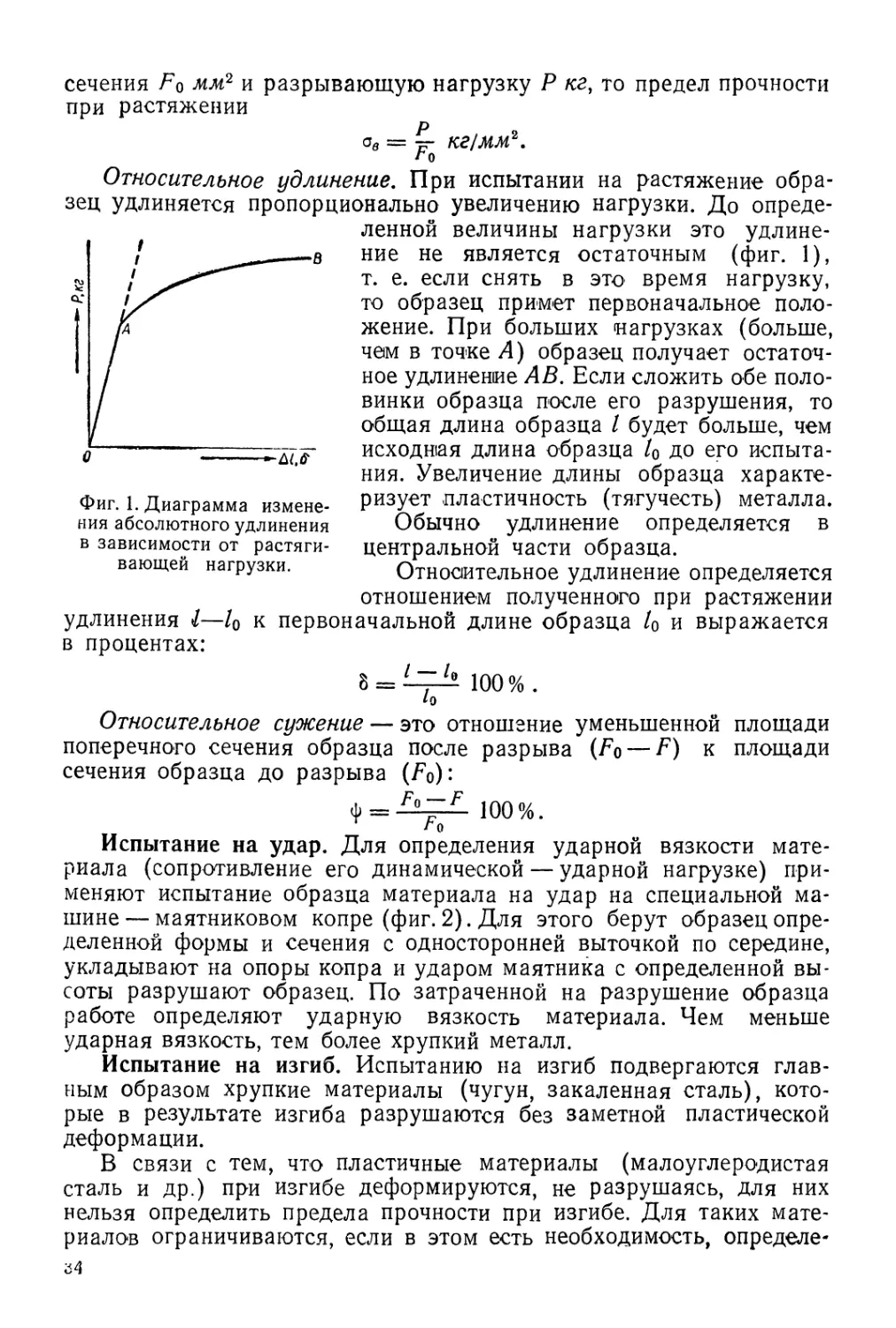
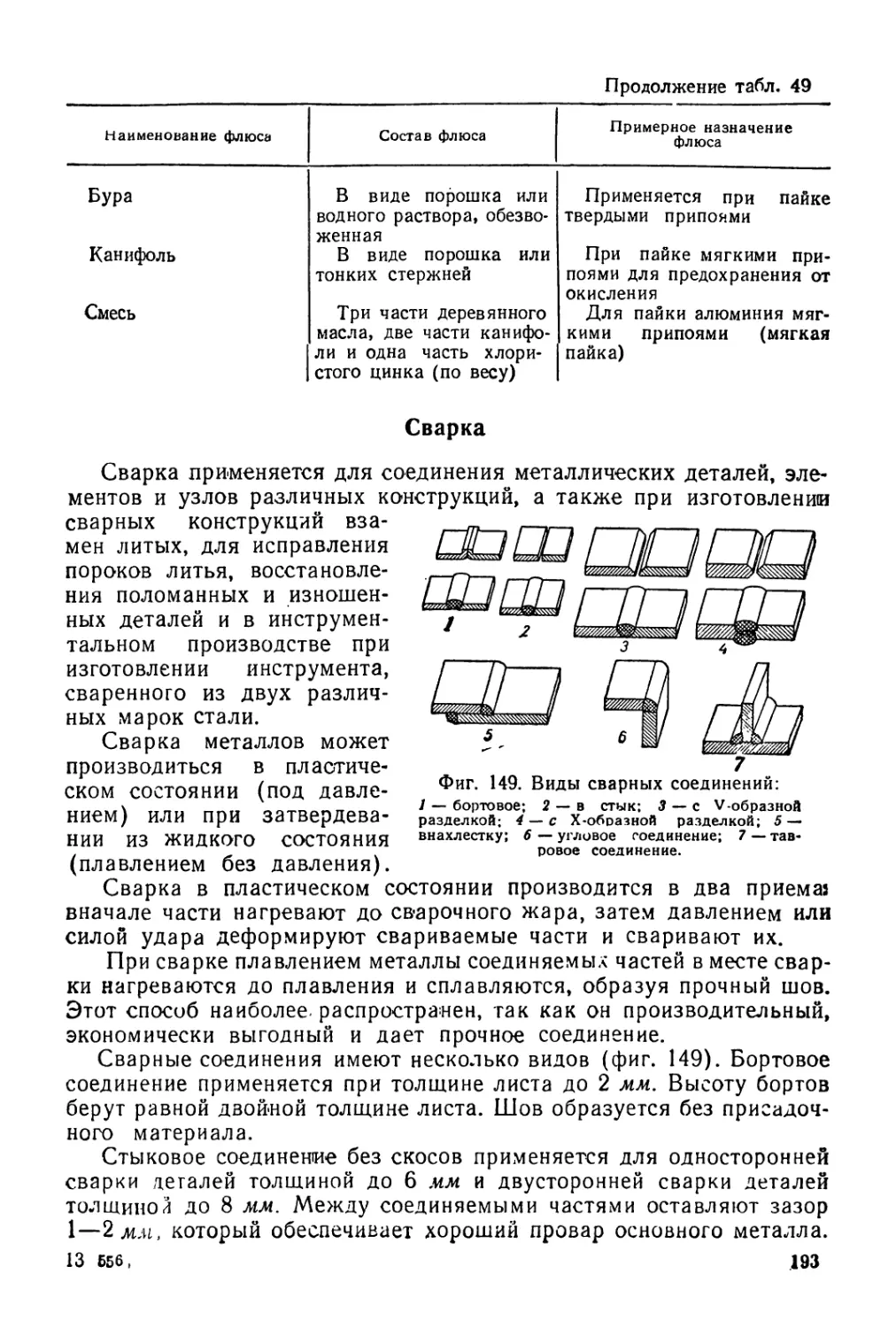
Относительное удлинение. При испытании на растяжение обра-
зец удлиняется пропорционально увеличению нагрузки. До опреде-
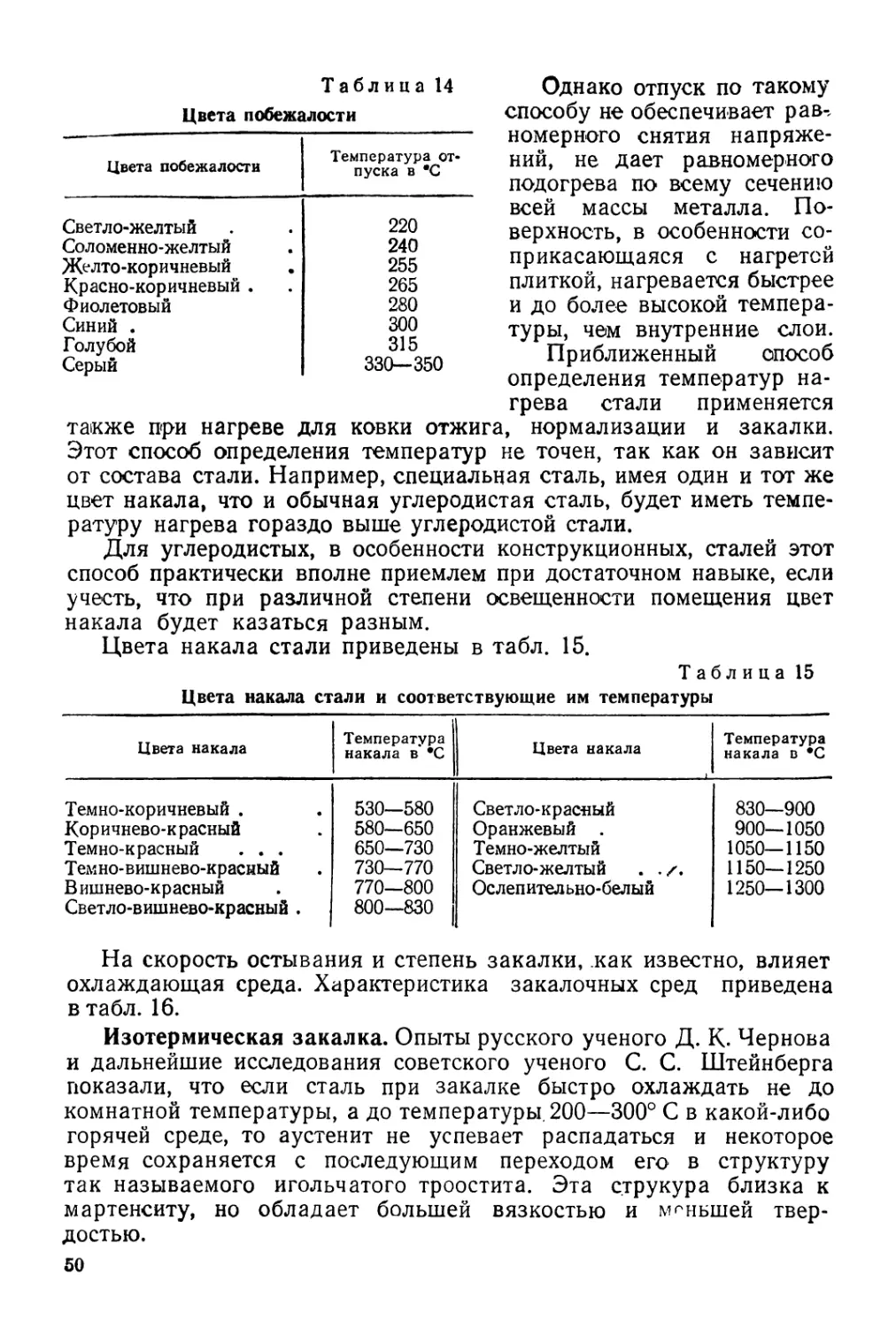
Фиг. 1. Диаграмма измене-
ния абсолютного удлинения
в зависимости от растяги-
вающей нагрузки.
ленной величины нагрузки это удлине-
ние не является остаточным (фиг. 1),
т. е. если снять в это время нагрузку,
то образец примет первоначальное поло-
жение. При больших нагрузках (больше,
чем в точке Л) образец получает остаточ-
ное удлинение АВ. Если сложить обе поло-
винки образца после его разрушения, то
общая длина образца I будет больше, чем
исходная длина образца /0 до его испыта-
ния. Увеличение длины образца характе-
ризует пластичность (тягучесть) металла.
Обычно удлинение определяется в
центральной части образца.
Относительное удлинение определяется
отношением полученного при растяжении
удлинения I—10 к первоначальной длине образца /0 и выражается
в процентах:
8 = Ц-А 100 % .
to
Относительное сужение — это отношение уменьшенной площади
поперечного сечения образца после разрыва (Fo— F) к площади
сечения образца до разрыва (Fo):
ф= 100 %.
Г О
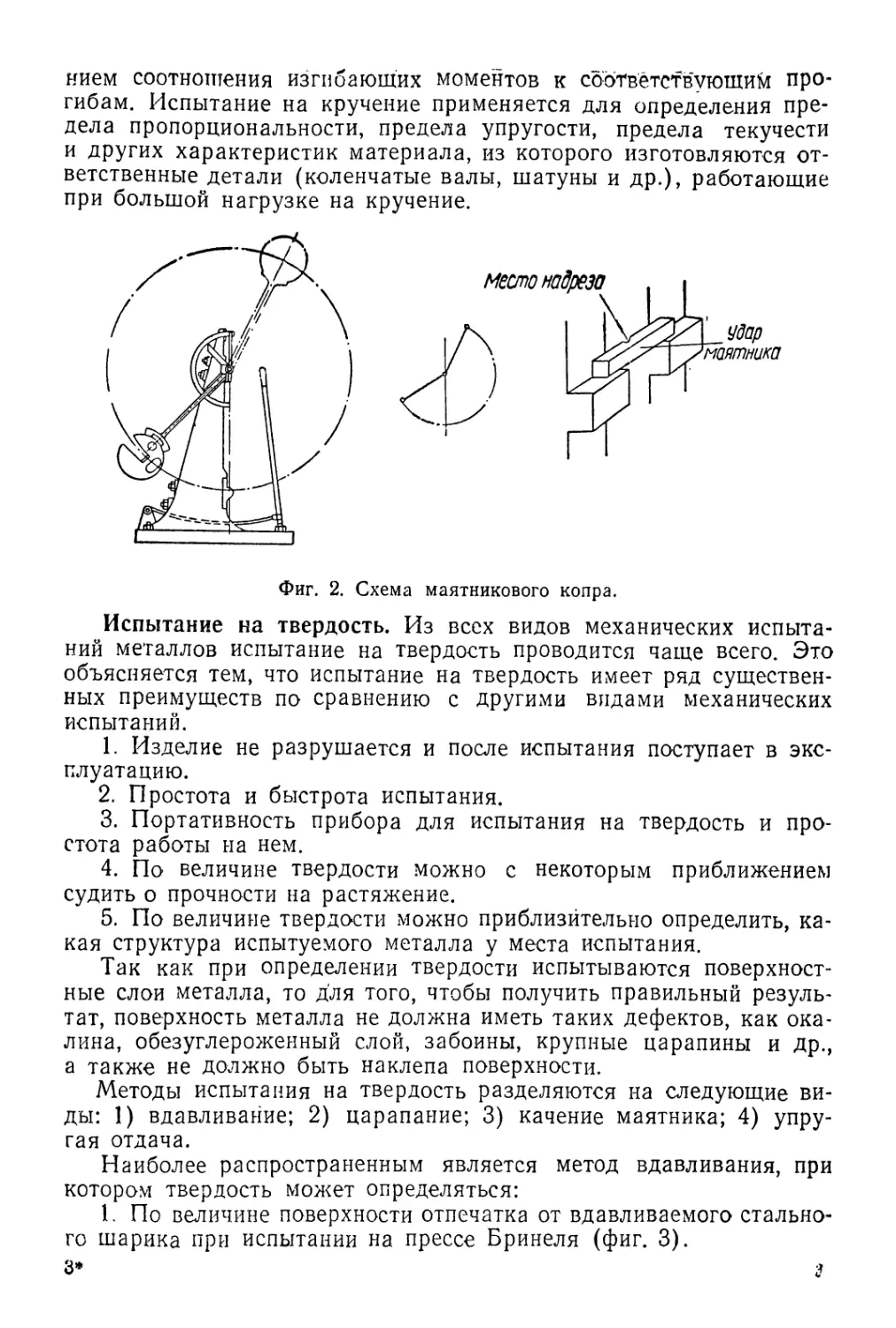
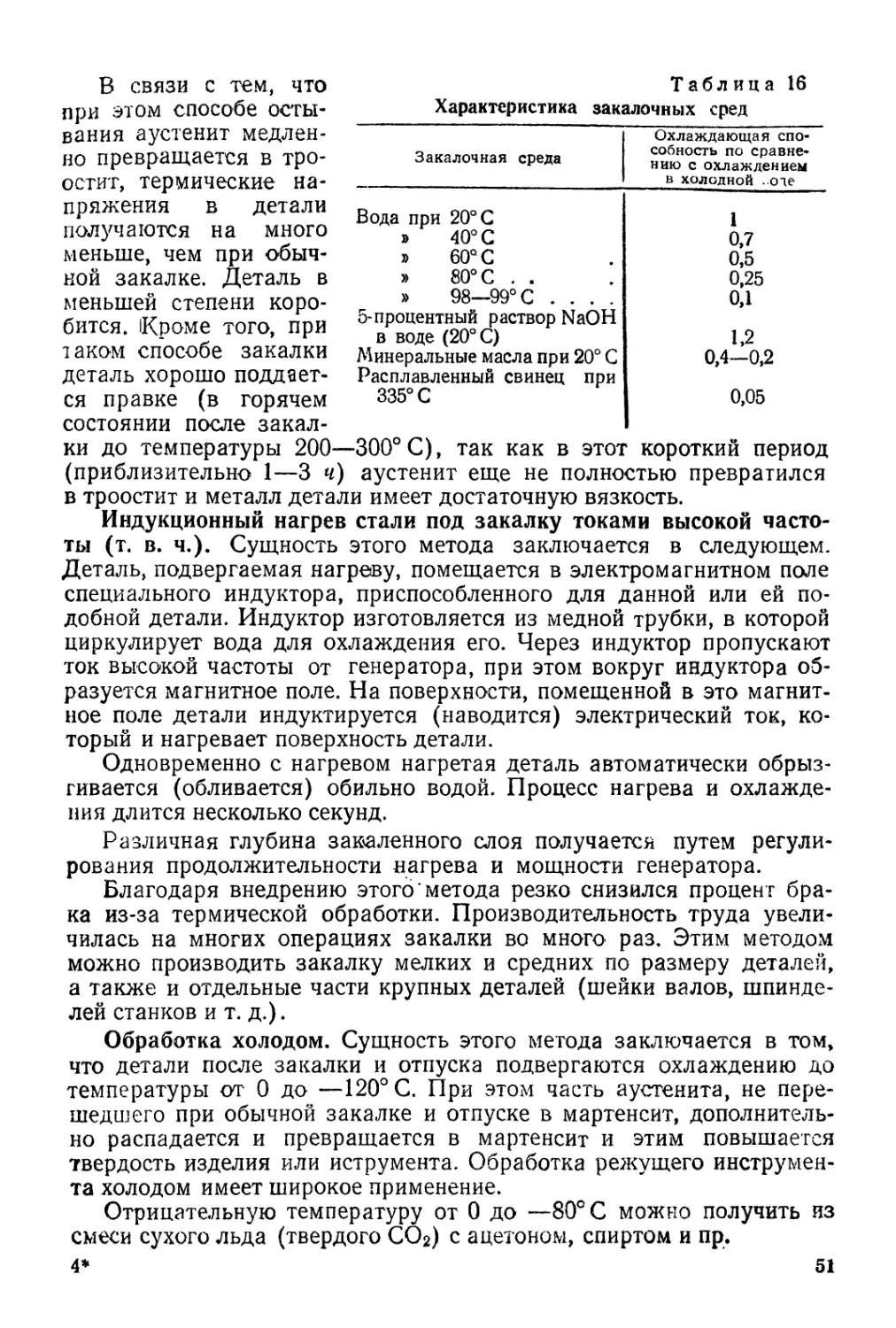
Испытание на удар. Для определения ударной вязкости мате-
риала (сопротивление его динамической — ударной нагрузке) при-
меняют испытание образца материала на удар на специальной ма-
шине— маятниковом копре (фиг. 2). Для этого берут образец опре-
деленной формы и сечения с односторонней выточкой по середине,
укладывают на опоры копра и ударом маятника с определенной вы-
соты разрушают образец. По затраченной на разрушение образца
работе определяют ударную вязкость материала. Чем меньше
ударная вязкость, тем более хрупкий металл.
Испытание на изгиб. Испытанию на изгиб подвергаются глав-
ным образом хрупкие материалы (чугун, закаленная сталь), кото-
рые в результате изгиба разрушаются без заметной пластической
деформации.
В связи с тем, что пластичные материалы (малоуглеродистая
сталь и др.) при изгибе деформируются, не разрушаясь, для них
нельзя определить предела прочности при изгибе. Для таких мате-
риалов ограничиваются, если в этом есть необходимость, определе-
нием соотношения изгибающих моментов к соответствующий про-
гибам. Испытание на кручение применяется для определения пре-
дела пропорциональности, предела упругости, предела текучести
и других характеристик материала, из которого изготовляются от-
ветственные детали (коленчатые валы, шатуны и др.), работающие
при большой нагрузке на кручение.
Фиг. 2. Схема маятникового копра.
Испытание на твердость. Из всех видов механических испыта-
ний металлов испытание на твердость проводится чаще всего. Это
объясняется тем, что испытание на твердость имеет ряд существен-
ных преимуществ по сравнению с другими видами механических
испытаний.
1. Изделие не разрушается и после испытания поступает в экс-
плуатацию.
2. Простота и быстрота испытания.
3. Портативность прибора для испытания на твердость и про-
стота работы на нем.
4. По величине твердости можно с некоторым приближением
судить о прочности на растяжение.
5. По величине твердости можно приблизительно определить, ка-
кая структура испытуемого металла у места испытания.
Так как при определении твердости испытываются поверхност-
ные слои металла, то для того, чтобы получить правильный резуль-
тат, поверхность металла не должна иметь таких дефектов, как ока-
лина, обезуглероженный слой, забоины, крупные царапины и др.,
а также не должно быть наклепа поверхности.
Методы испытания на твердость разделяются на следующие ви-
ды: 1) вдавливание; 2) царапание; 3) качение маятника; 4) упру-
гая отдача.
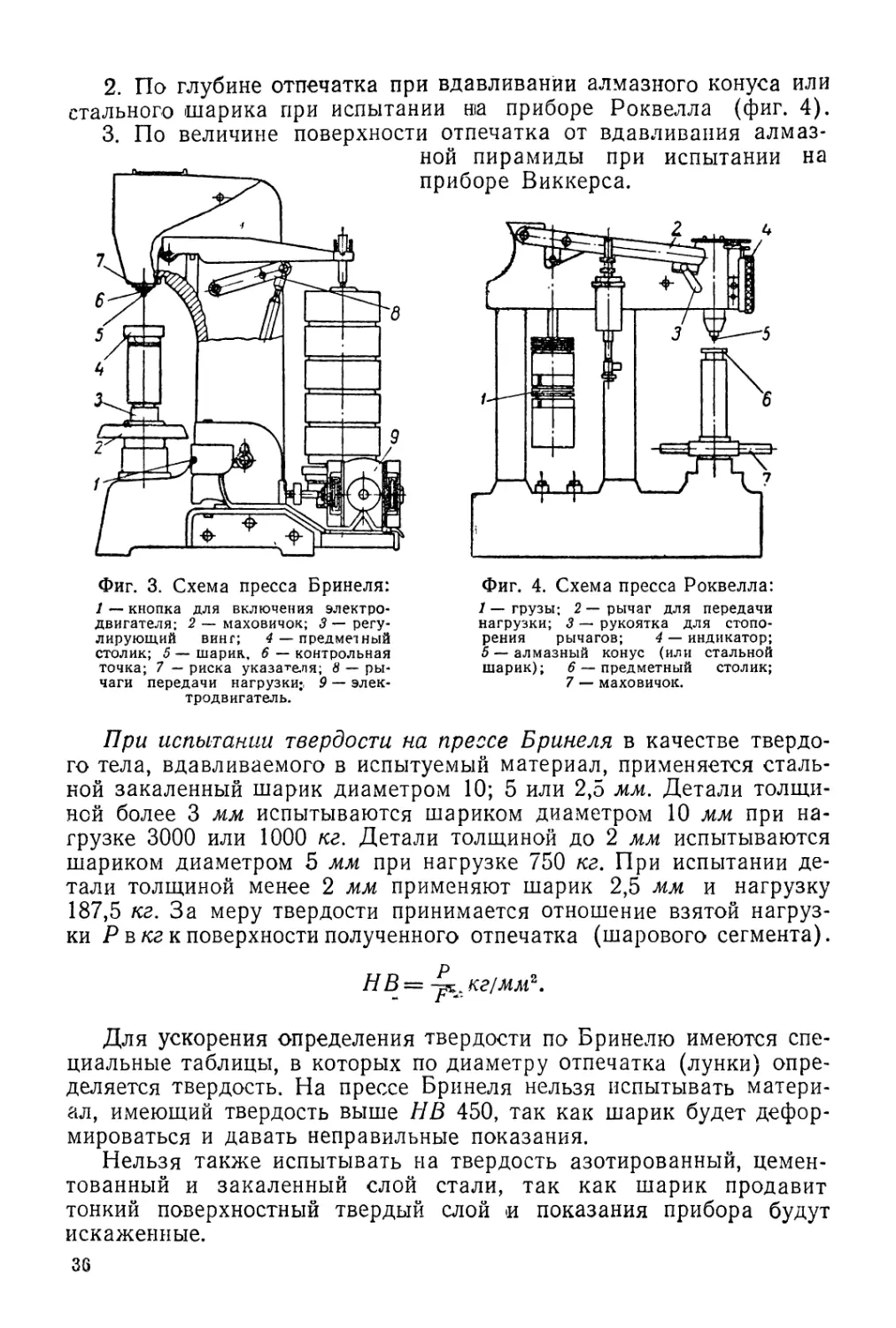
Наиболее распространенным является метод вдавливания, при
котором твердость может определяться:
1, По величине поверхности отпечатка от вдавливаемого стально-
го шарика при испытании на прессе Бринеля (фиг. 3).
3* 3
2. По глубине отпечатка при вдавливании алмазного конуса или
стального шарика при испытании нва приборе Роквелла (фиг. 4).
3. По величине поверхности отпечатка от вдавливания алмаз-
ной пирамиды при испытании на
Фиг. 3. Схема пресса Бринеля:
1 — кнопка для включения электро-
двигателя: 2 — маховичок; 3 — регу-
лирующий винг; 4 —предметный
столик; 5 — шарик, 6 — контрольная
точка; 7 — риска указателя; 8 — ры-
чаги передачи нагрузки;, 9 — элек-
тродвигатель.
Фиг. 4. Схема пресса Роквелла:
1 — грузы; 2 — рычаг для передачи
нагрузки; 3 — рукоятка для стопо-
рения рычагов; 4 — индикатор;
5 — алмазный конус (или стальной
шарик); 6 — предметный столик;
7 — маховичок.
При испытании твердости на прессе Бринеля в качестве твердо-
го тела, вдавливаемого в испытуемый материал, применяется сталь-
ной закаленный шарик диаметром 10; 5 или 2,5 мм. Детали толщи-
ной более 3 мм испытываются шариком диаметром 10 мм при на-
грузке 3000 или 1000 кг. Детали толщиной до 2 мм испытываются
шариком диаметром 5 мм при нагрузке 750 кг. При испытании де-
тали толщиной менее 2 мм применяют шарик 2,5 мм и нагрузку
187,5 кг. За меру твердости принимается отношение взятой нагруз-
ки Р в кг к поверхности полученного отпечатка (шарового сегмента).
НВ = кг/мм2.
Для ускорения определения твердости по Бринелю имеются спе-
циальные таблицы, в которых по диаметру отпечатка (лунки) опре-
деляется твердость. На прессе Бринеля нельзя испытывать матери-
ал, имеющий твердость выше НВ 450, так как шарик будет дефор-
мироваться и давать неправильные показания.
Нельзя также испытывать на твердость азотированный, цемен-
тованный и закаленный слой стали, так как шарик продавит
тонкий поверхностный твердый слой и показания прибора будут
искаженные.
36
При испытании на твердость на приборе Роквелла в качестве
твердого тела, вдавливаемого в испытуемый материал, применяет-
ся алмазный конус с углом у вершины 120° или конус из твердого
сплава или стальной закаленный шарик диаметром 1,59 мм СЛе")-
Величина твердости представляет собой разность между глуби-
ной впадин, получаемых на испытуемом предмете от вдавливания
алмазного конуса под двумя нагрузками определенной величины:
большей нагрузкой — основной и меньшей — предварительной.
Предварительная нагрузка равняется 10 кг, а общая нагрузка, т. е.
предварительная плюс основная, равняется при вдавливании сталь-
ного шарика 100 кг (шкала В) и при вдавливании алмазного кону-
са— 150 кг (шкала С) или 60 кг (шкала Л).
Измерение твердости шариком по шкале В применяется в том
случае, когда твердость невелика (не закаленная или слабо зака-
ленная сталь, бронза и т. д.). Алмазным конусом при нагрузке
60 кг по шкале А проверяют твердость цементованного и закален-
ного слоя (не глубокого), азотированного слоя, а также в тех слу-
чаях, когда нежелательно оставлять большого следа на изделии от
наконечника, или, наконец, в тех случаях, когда измеряемая поверх-
ность находится близко от рабочей кромки (режущие кромки раз-
вертки и т. д.).
Твердость по Роквеллу обозначается HRB, HRC и HRA в зави-
симости от того, при какой нагрузке производится испытание, т. е.
по какой шкале — В, С или А.
Показания твердости на приборе Роквелла являются условными,
они не имеют той размерности, какую имеет прибор Бринеля.
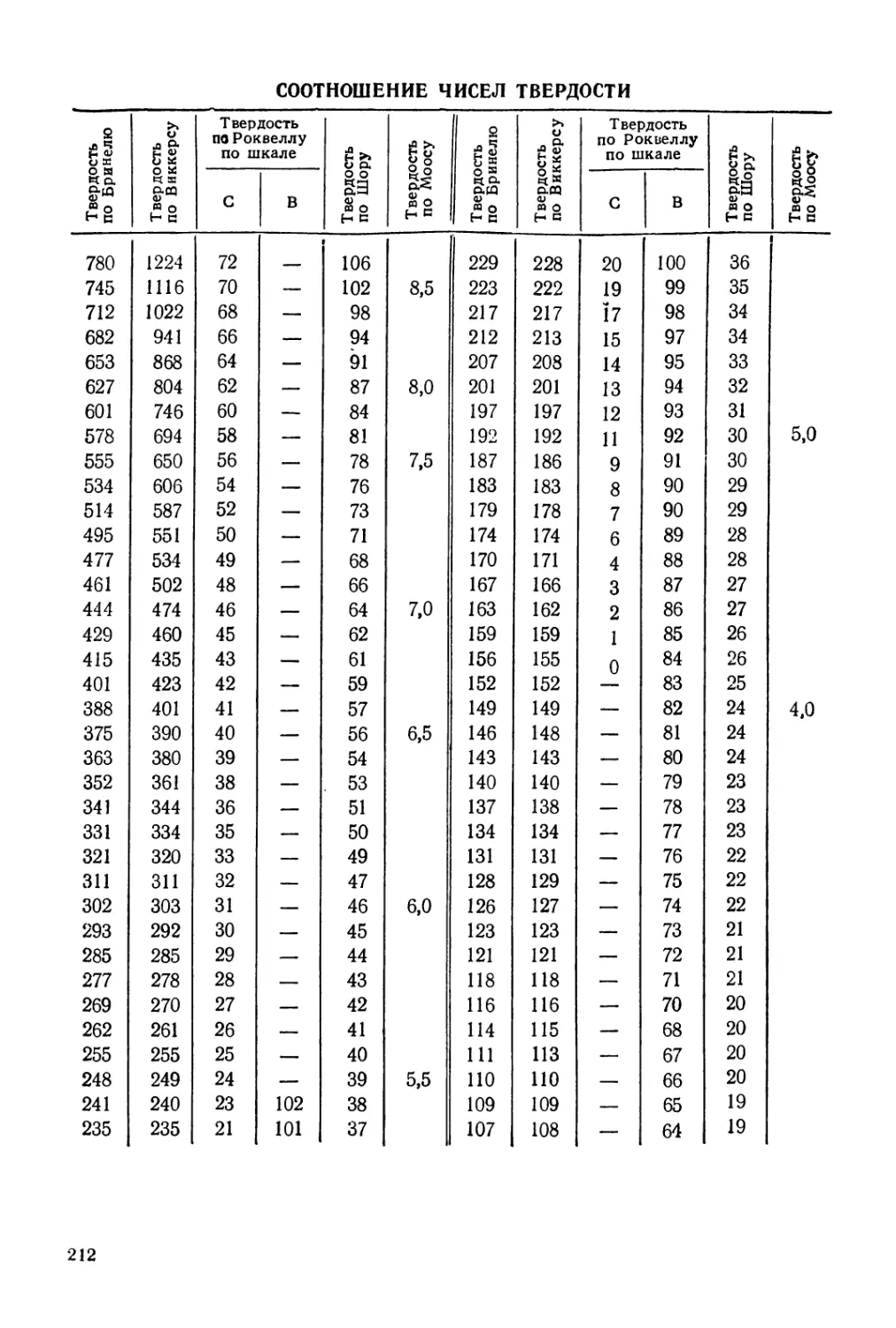
Для перевода твердости по Роквеллу на твердость по Бринелю
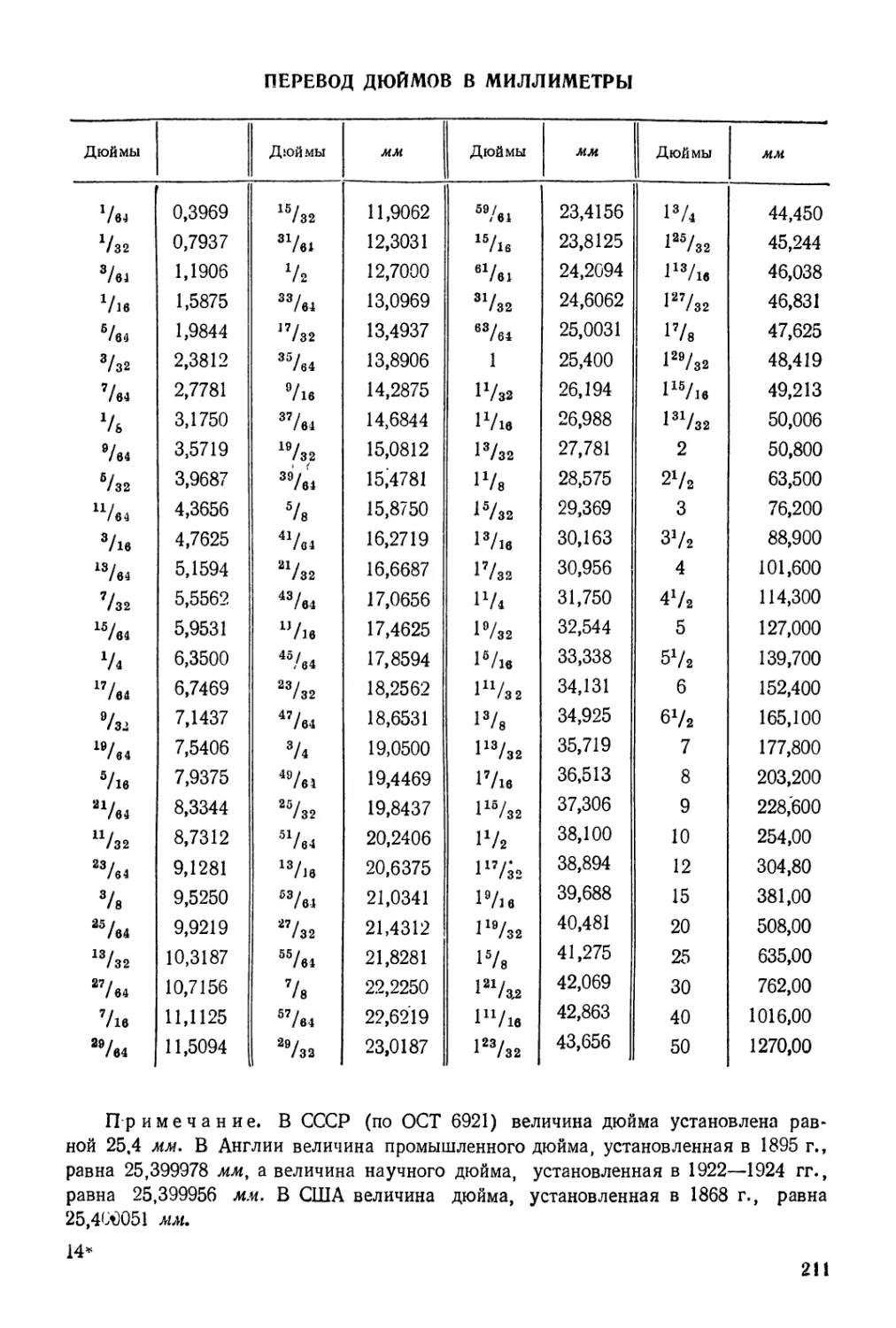
имеются переводные таблицы (см. приложение 3).
Испытание твердости на приборе Виккерса. Во многих случаях
необходимо определить твердость тонких предметов толщиной ме-
нее 0,3 мм, например, твердость тонкого азотированного слоя, твер-
дость стержней малого сечения (спиральные сверла диаметром
1 мм и менее, режущие кромки разверток и т. п.). В таких случаях
применяют прибор Виккерса. В этом приборе испытание ведут че-
тырехгранной алмазной пирамидой с углом при вершине 136°. На-
грузка применяется в 5; 10; 20; 30; 50 и 100 кг. Малые нагрузки
применяют для измерения твердости азотированного слоя тонких
пли мелких предметов. Во всех остальных случаях применяют по-
вышенную нагрузку. Мерилом твердости на приборе Виккерса
служит размер диагонали углубления пирамиды на испытуемом
изделии.
Размеры отпечатка пирамиды определяются при помощи
специальной лупы с неподвижной и подвижной линейками. По разме-
ру диагонали по специальной переводной таблице определяют твер-
дость по Виккерсу. Число твердости, измеренное алмазной пирами-
дой, во всех случаях сопровождается символом HV Это обозначе-
ние дополняется индексом, указывающим величину нагрузки Р и
продолжительность ее приложения (при условии, если последняя
37
Фиг. 5. Прибор
Польди:
/—прибор; 2—эталон
твердости.
отличается от выдержки 10—15 сек). Например, HV 10/25—400
означает число твердости (400), полученное под нагрузкой Р —
Ю кг, приложенной в течение 25 сек.
Испытание на твердость динамическим вдавливанием шарика.
Во многих случаях требуется определить хотя бы ориентировочно
твердость металла крупных деталей, например вала прокатного ста-
на, шейки вала мощного двигателя, стани-
ны и других, которые не могут быть практи-
чески подведены под прибор Бринеля, Рок-
велла и Виккерса. В этом случае твердость
определяют ориентировочно ручным прибо-
ром Польди (фиг. 5) следующего устройства.
В специальной обойме находится шток
(боек) с буртиком, в который упирается пру-
жина.
В щель, находящуюся в нижней части
штока, вставляются стальной шарик и эталон
твердости — пластинка определенной твер-
дости.
Такой переносный прибор устанавливают
на деталь в том месте, где надо проверить
твердость, и по верхней части бойка ударяют
ручным молотком со средней силой один риз.
После этого, сравнивая размер лунки отпе-
чатка на эталонном образце и на измеряемой
детали, полученной одновременно от шарика
при ударе в боек, по специальной таблице
определяют число твердости детали.
В тех случаях, когда требуется определить твердость твердого
закаленного металла без какого-либо следа от замера или опреде-
лить твердость крупной закаленной детали, или, наконец, прибли-
женную твердость закаленных шлифованных готовых деталей мас-
сового выпуска, применяют прибор Шора, основанный на принципе
упругой отдачи (фиг. 6).
Принцип работы прибора Шора заключается в следующем: оп-
ределенного веса боек с алмазным наконечником падает с высоты
на измеряемую поверхность и благодаря упругости испытуемого ме-
талла отскакивает на определенную высоту, визуально фиксируе-
мую на градуированной стеклянной трубке.
Точность показаний прибора Шора приближенная. Особенно не-
точно показывает прибор при испытании тонких пластинок или тон-
костенных трубок, так как степень упругости тонкой пластинки или
трубки и массивных деталей, имеющих большую толщину, при од-
ной и той же твердости не одинакова.
Технологические испытания (пробы). Во многих случаях тре-
буется определить, как будет вести себя тот или иной материал при
его обработке, предусмотренной технологическим процессом изго^
товления изделия.
зз
состоянии (по
и
нагретом
Фиг. 6. Прибор Шора.
В этих случаях проводится технологическая проба, предусматри-
вающая те операции, какие металлы будут претерпевать при изго-
товлении детали.
Чаще всего производятся следующие технологические испытания.
Проба на загиб в холодном
ОСТ 1683) для определения способ-
ности металла принимать заданный
по размерам и форме загиб. Загиб
может производиться на определен-
ный угол, вокруг оправки до парал-
лельности сторон или вплотную, т. е.
до соприкосновения сторон образ-
цов как в холодном, так и в горя-
чем состоянии.
Проба на перегиб (по
ОСТ 1688 и ГОСТ 1579-42) для опре-
деления способности металла выдер-
живать повторный загиб. Эта проба
применяется для проволоки и прут-
ков диаметром от 0,8 до 7 мм и для
полосового и листового материала
толщиной до 5 мм. Загиб образца
производится попеременно в пра
вую и левую стороны на 90° с равно-
мерной скоростью (около 60 переги-
бов в 1 мин) до излома образца.
Проба на выдавлива-
ние. При проведении этого испы-
тания определяют способность ме-
талла к холодной штамповке и вытяжке (обычно тонкого листового
металла). Проба состоит в выдавливании углубления в листовом
металле до появления первой трещины под пуансоном, рабочий ко-
нец которого имеет полусферическую форму. Для проведения испы-
тания применяют простые по конструкции ручные винтовые прессы.
Кроме указанных проб, материал может подвергаться и другим
видам технологического испытания: расплющиванию, загибу свар-
ных швов, загибу трубы и т. д. в зависимости от требований произ-
водства.
Определение марки стали по искре. Приближенно марку стали
можно определить по искре на точильном станке. Для этого реко-
мендуется применять шлифовальные круги со следующими характе-
ристиками.
I. Для проверки прутков, отливок и поковок:
Диаметр круга в мм
Ширина круга в мм .
Зернистость
Твердость ....
Скорость вращения в об/мин
300—350
40—60
36—46
СТ1
2000
39
II. Для проверки готовых деталей:
Диаметр круга в мм 150—200
Ширина круга в мм 25—40
Зернистость 60—80
Твердость ...................... СТ1
Скорость вращения в об/мин 1500
Изменять характеристику шлифовальных кругов не следует, так
как круги различных характеристик дают при испытании одной
и той же марки стали различный вид искры.
Желательно иметь набор эталонов сталей всех марок, применяе-
мых для изготовления деталей машин и инструмента. Эталоны слу-
жат для облегчения работы в том случае, если на проверку посту-
пит сталь, дающая искру, по характеру которой трудно определить
марку стали. В этом случае, сравнивая искру, полученную от прове-
ряемой детали или образца стали, с искрой, получаемой от эталона,
можно разрешить возникшее затруднение. Размер эталонов: диа-
метр 10—20 мм, длина 105—200 мм.
При проверке на искру прутков, поковок или отливок необходи-
мо снять слой окалины, так как определение марки стали при на-
личии окалины не дает правильных результатов.
При определении марки стали по искре важен не только цвет
искры, но форма и длина нитей, форма и густота разветвлений, ко-
личество, форма и размер звездочек, форма кончиков нитей, на ко-
торых при испытании некоторых сталей образуются стрелочки.
В табл. 13 приведена характеристика искр для некоторых марок
сталей.
Таблица 13
Характеристика искр (нитей)
Марка стали
Форма искр
Характеристика искр
Искры светло-желтые, разветвления
несколько более развиты и тоньше,
чем сама нить. Звездочек нет
Искры светло-желтые, разветвления
тоньше, чем нити, гуще, чем у сталей
Ст. 2 и Ст. 3. Звездочек нет
Искры светло-желтые с малым ко-
личеством разветвлений. Небольшое
количество звездочек, кончики нитей
острые
Искры светло-желтые, разветвлений
и звездочек больше, чем у стали 10
40
Продолжение табл. 13
Марка стали
Форма искр
Характеристика искр
25 и 30
40 и 45
12ХНЗА
Искры светло-желтые, разветвлений
и звездочек больше, чем у сталей 15
и 20
Искры светло-желтые, разветвления
сильно развиты, на разветвлениях
крупные звездочки, концы нитей
острые
Искры желтые, по форме похожи
на искры стали 15. На концах искр
стрелочки. Звездочек нет
Коррозия металлов и борьба с ней
Коррозией называется разрушение металлов и сплавов под дей-
ствием окружающей среды.
’Коррозия может происходить: 1) под воздействием газов или
жидкостей, не проводящих электрического тока (м1асло, бензин,
смола); 2) под воздействием среды, проводящей электрический
ток, т. е. электролитов, например, в растворах солей, кислот, щело-
чей, а также во влажной атмосфере и в почве.
На поверхности некоторых металлов и сплавов при воздействии
окисляющей среды появляется защитная пленка, состоящая обычно
из окислов металла или солей. Окислы металлов — хрома, алюми-
ния и других, образовавшиеся в атмосферных условиях, обладают
хорошей устойчивостью в воде, растворах солей, поэтому металл
становится пассивным к коррозии.
Однако один и тот же металл может быть пассивным к корро-
зии в одной среде и активно разрушаться коррозией в другой среде.
Самый распространенный вид коррозии — атмосферная корро-
зия металлов, которая является одним из видов электролитической
коррозии. Если поверхность металла чистая, то процесс коррозии
начинается только при относительной влажности воздуха, равной
100%, т. е. когда образуется конденсат.
Если же металл уже покрылся пленкой коррозии или покрыт
другим гигроскопическим материалом (пыль, грязь и т. д.), то кор-
розийный процесс проходит и при влажности, меньшей чем 100%.
Однако, если металл уже покрылся пленкой коррозии, и последняя
затвердела, то процесс коррозии замедляется, так как образовав-
шаяся корка частично препятствует коррозийному процессу. Нали-
чие в атмосфере различных газов (углекислый газ, сернистый газ,
азот) сильно ускоряет процесс коррозии.
В промышленных центрах, где скопляется много газа от сгора-
ния каменного угля и других продуктов горения, коррозия металла
41
происходит более интенсивно, чем, например, в сельских мест-
ностях.
Кроме обычной коррозии, может происходить еще коррозия при
контакте двух разнородных металлов. Известно, что при погруже-
нии в электролит двух разнородных металлов, находящихся в кон-
такте, образуется электролитическая пара, при которой один из ме-
таллов постепенно разрушается. То же явление происходит и в обыч-
ной атмосфере.
Поэтому не рекомендуется, например, соединять алюминиевые
детали латунным болтом, так как детали будут быстро разрушать-
ся вследствие коррозии. Недопустим также контакт алюминиевых
сплавов с нержавеющими и специальными сталями, с медными
и никелевыми сплавами, а также с благородными металлами. Дета-
ли из магниевых сплавов не следует соединять со сталями, алюми-
ниевыми, медными, никелевыми сплавами и благородными метал-
лами. Стальные детали не рекомендуется соединять с медными,
никелевыми сплавами и благородными металлами.
Разрушение коррозией может быть равномерное по всей поверх-
ности или местное. Поверхностные дефекты — царапины, задиры,
риски — вызывают местную коррозию потому, что на дефектных
участках разрушена окисная пленка.
Процесс коррозии зависит от состава и строения корродирую-
щего металла и состояния его поверхности, а также от природы
среды, температуры и других внешних факторов. Различные метал-
лы и сплавы имеют различное сопротивление коррозии. Так, метал-
лы натрий, калий, литий — весьма не устойчивы против коррозии
даже в обычной среде и для технических целей не пригодны. И на-
оборот, металлы: хром, молибден, алюминий, никель, кобальт и дру-
гие— весьма хорошо сопротивляются коррозии. Алюминий, цинк
и свинец устойчивы в нейтральных средах и не устойчивы в кислых
и щелочных.
Железо, никель, магний, кадмий устойчивы в щелочах и не устой-
чивы в кислотах.
Наиболее опасна местная коррозия, так как она не всегда за-
метна и часто является причиной разрушения детали под действием
механических нагрузок. При переменной нагрузке на деталь процесс
местной коррозии ускоряется. Появляется так называемая коррози-
онная усталость, деталь покрывается сетью микроскопических тре-
щин, которые постепенно увеличиваются и приводят к разрушению
детали.
Существует много методов защиты изделий и конструкций от
коррозии, каждый из которых пригоден для одних условий и не при-
годен для других. Поэтому необходимо прежде всего установить
причину и условия коррозии, форму и размеры защищаемых изде-
лий, а также экономическую выгоду применения того или иного ме-
тодов защиты.
В зависимости от перечисленных факторов и выбирают наибо-
лее выгодный и целесообразный метод. Основные методы защиты
42 >
металлов от коррозии такие: а) защита легированием; б) защита
путем обработки внешней среды; в) защита окисными пленками;
г) защита металлическими покрытиями; д) протекторная защита;
е) защита неметаллическими покрытиями.
Защита легированием производится в процессе плавки
сплава путем добавки специальных легирующих элементов (хром,
никель, марганец и т. д.), которые повышают сопротивление сплава
коррозии.
Защита путем обработки внешней среды заклю-
чается в том, что в замкнутой системе, заполненной питаемой водой
или другими средами, проводят ряд профилактических мер, способ-
ствующих увеличению стойкости металлической системы (удаляют
из среды вредные примеси или вводят специальные добавки, сни-
жающие коррозионную активность данной среды на систему).
Искусственно созданная окисная пленка на поверхности метал-
ла предохраняет от проникновения коррозии вглубь металла. Одна-
ко поверхностная пленка должна быть плотной и без пор, в против-
ном случае коррозия будет активно проникать в металл.
Защита окисными пленками широко применяется для
стальных, алюминиевых сплавов.
Существует два способа получения окисных пленок: 1) травление
в сильных окислительных средах (оксидирование); 2) анодная
обработка в окислительных средах (анодирование).
При оксидировании на поверхности изделия создается слой
окислов. Для сталей главной составляющей окисного слоя является
магнитная окись железа, вследствие чего детали приобретают си-
ний, фиолетовый или черный цвет (отсюда название воронение).
Оксидирование обеспечивает стойкость стали только в атмосфер-
ных условиях при отсутствии сильной влажности.
Более высокую стойкость против коррозии дает пленка, получен-
ная путем фосфатирования. При фосфатировании на поверхности
изделий образуется пленка, состоящая из фосфорнокислых солей
марганца и железа. Эта пленка хорошо предохраняет металл от
коррозии даже в атмосфере высокой влажности. Кроме этого, фос-
фатирование является прекрасным грунтом под лакокрасочные по-
крытия.
Для алюминиевых сплавов защита окисными пленками является
наиболее распространенным видом защиты. В практике применяют
как химический метод оксидирования, так и электролитический
(анодное оксидирование).
При химическом оксидировании толщина пленки получается от
0,5 до 1 мк. Анодирование позволяет получить толщину пленки от 3
до 12 мк и более. Пленка эта состоит из гидратов окиси хрома и
алюминия, так как оксидирование производится в растворе хроми-
стых солей.
Анодное оксидирование создает более высокое сопротивление
коррозии, чем химическое оксидирование. Анодное оксидирование
чаще всего производят в хромовой и серной кислотах (магниевые
43
сплавы оксидируют химически в растворах хромпика и азотной
кислоты). Лучшие результаты защиты от коррозии дает покрытие
оксидированных деталей лаками или красками^
. Защита металлов и сплавов металлическими
покрытиями производится путем погружения изделия в рас-
плавленный металл, путем гальванического или диффузионного по-
крытия, путем набрызгивания и покрытия методом плакирования.
Покрытие металлических деталей путем погружения в расплав-
ленный металл применяют для деталей, для которых температурные
воздействия не имеют значения. Детали покрывают цинком (оцин-
ковка), оловом (лужение), свинцом, алюминием.
Метод этот весьма высокопроизводительный, но имеет ряд недо-
статков: а) его нельзя применять для закаленных деталей и деталей,
не подвергающихся температурным воздействиям; б) им нельзя ре-
гулировать точно толщину слоя покрытия; в) толщина слоя полу-
чается неодинаковой во всех местах детали.
Гальваническое покрытие деталей имеет ряд преимуществ перед
другими покрытиями и широко применяется. Этим способом можно
получить равномерный защитный слой необходимой толщины (от
0,005 до 0,030 мм). Кроме того, пленка этого вида покрытия имеет
мелкозернистое строение, хорошо сцепляется с основным металлом
и в ней почти полностью отсутствуют поры. Она не влияет на ме-
ханические свойства изделий и применяется не только для предохра-
нения от коррозии, но и для декоративных целей.
— Цинк и кадмий применяются главным образом как защитное по-
крытие. Никель, хром, серебро и золото применяются как декора-
тивное покрытие, одновременно они являются прекрасным защит-
ным слоем, а хром, кроме того, хорошо сопротивляется истиранию
и широко применяется для покрытия деталей и инструмента, под-
вергающихся в эксплуатации истиранию. Покрытие хромом также
применяют при восстановлении изношенных рабочих частей деталей
и инструмента.
Для стали лучшим защитным покрытием является цинк и кад-
мий. При покрытии оловом, свинцом, медью, никелем и хромом
образование пор или отслаивание пленки будет способствовать
быстрому коррозионному воздействию основного металла у границ
этих пор или трещин в слое пленки.
При диффузионном покрытии изделие нагревают в порошке ме-
талла (или газообразных соединениях этого металла), которым тре-
буется покрывать деталь. Этим методом производят покрытие дета-
лей цинком, алюминием, хромом.
Покрытие алюминием (алитирование) также широко применя-
ется для стальных изделий, в особенности работающих при повы-
шенных температурах. Этот метод заключается в том, что на по-
верхность детали, изделия или конструкции наносят расплавленный
металл, и применяется тогда, когда другие методы покрытия не
приемлемы. Для разбрызгивания применяют цинк, кадмий и их
сплавы.
44
Плакирование применяется для покрытия дюралюминия чистым
алюминием, в результате чего повышается стойкость дюралюминия
против коррозии как в атмосферных условиях, так и в морской воде.
Методом плакирования получают биметаллы — железо, плакиро-
ванное медью, томпаком, нержавеющей сталью, алюминием и т. д.
Сущность плакирования заключается в том, что перед нагревом
под прокатку основного металла заготовку обворачивают в лист
плакирующего металла и после нагрева прокатывают. После про-
катки образуется тонкий слой плакирующего металла на поверхно-
сти основного.
Протекторная защита металлов применяется для защи-
ты частей сооружений и механизмов, работающих в сильно корро-
зионных средах, например, в морской воде (подводные части ко-
рабля, насосы, трубопроводы и т. д.). В качестве металла при про-
текторной защите применяют обычно цинк.
Неметаллически.е покрытия (лаки, краски, смолы)
являются самым распространенным защитным покрытием, пред-
охраняющим поверхность изделий от действия атмосферы. Лако-
красочные покрытия благодаря своей жидкотекучести хорошо по-
крывают все поры и углубления. Они просты в употреблении и не-
дороги. Недостаток их заключается в том, что они в той или иной
мере пропускают влагу и под температурным воздействием посте-
пенно растрескиваются.
Термическая обработка металлов
Термическая обработка металлов заключается в нагреве до опре-
деленной температуры, выдержке и охлаждении металлов и спла-
вов с разной скоростью с целью изменения их структуры и свойств.
Скорость нагрева зависит от химического состава, конфигурации
и величины изделий.
Термической обработке подвергаются как железоуглеродистые
сплавы, так и некоторые сплавы цветных металлов. В настоящей
главе будет рассмотрена термическая обработка стали.
Отжиг стали применяется для уменьшения твердости, снятия
напряжений, исправления структуры, устранения наклепа, улучше-
ния обрабатываемости.
Отжиг, применяемый для устранения наклепа (рекристаллиза-
ция), заключается в нагреве, стали в интервале температур 600—
700° С с остыванием в печи или на воздухе.
Отжиг, преследующий цель исправления структуры перегретой
стали, уменьшения твердости и снятия напряжений, заключается
в нагреве стали выше верхней критической точки на 30—50° С с по-
следующим медленным остыванием с печью.
Низкоуглеродистые стали подвергаются нормализации, которая
отличается от отжига тем, что после прогрева сталь охлаждается
на воздухе.
Нормализация применяется для исправления структуры пере-
гретой стали, снятия внутренних напряжений, придания структуре
45
однородности, а также взамен отжига низкоуглеродистой стали для
улучшения обработки резанием.
Нагрев стали производят на 25—50° С выше критической точки
(выше температуры закалки), затем делают небольшую выдержку
при этой температуре и охлаждают на воздухе.
Закалка применяется для придания стали наивысшей твердости.
Сталь, нагретая выше верхней критической точки, будет иметь
структуру аустенита, в котором углерод находится в растворенном
состоянии.
При медленном остывании ниже 723° С аустенит превращается
перлит — эвтектоидную смесь цементита с ферритом. В этой струк-
туре частицы цементита сравнительно уже велики. Если углероди-
стую сталь, имеющую температуру выше верхней критической точ-
ки, быстро охладить, т. е. закалить, то аустенит не успеет превра-
титься в перлит и, переохладившись примерно до 200° С, перейдет
в новую структуру—мартенсит, который имеет твердость HRC60-+-
64, тогда как перлит имеет твердость до HRC 24.
Мартенсит хорошо сопротивляется истиранию. В простых угле-
родистых сталях при нагреве выше 200° С мартенсит начинает
распадаться и переходить в следующую структуру — троостит.
Структура мартенсита неустойчива: при нагреве выше 200° С
мартенсит стремится перейти в более устойчивую структуру — тро-
остит-сорбит и, наконец, при температуре выше 720° С — в самую
устойчивую структуру — перлит.
Если нужно сохранить мартенсит в закаленной углеродистой
стали, то отпуск следует делать при температуре не выше 200—
220° С.
Необходимо отметить, что мартенсит после отпуска обладает
лучшими свойствами, чем мартенсит неотпущенный, вследствие че-
го деталь делается более упругой и менее склонной к короблению
при естественном старении. Кроме того, мартенсит отпуска имеет
несколько меньший удельный объем, чем мартенсит закала.
Этим пользуются в практике для исправления изношенного ин-
струмента кольцеобразной формы. Например, если деталь кольце-
образной формы, закаленная на мартенсит, имеет размер отвер-
стия больше на 0,005—0,01 мм против номинального размера, то
повторным отпуском на 200—220° С (соломенный цвет побежа-
лости) можно уменьшить диаметр отверстия за счет превращения
мартенсита закала в мартенсит отпуска, уменьшив объем детали.
Мартенсит закала углеродистых сталей в свою очередь имеет боль-
ший удельный объем против первоначальной структуры перлита
приблизительно на 1%. Это значит, что деталь после закалки на
мартенсит увеличивается в объеме почти на 1 % (для разных угле-
родистых сталей и различных способов термической обработки уве-
личение объема различно, но не выше 1%).
Поэтому детали кольцеобразной формы из углеродистой стали
после закалки на мартенсит изменяют размеры: диаметр отверстия
и общий объем детали увеличиваются.
46
Увеличение объема при закалке сказывается также на короб-
лении детали и возникновении термических напряжений. При за-
калке в первую очередь остывают поверхностные слои детали (углы,
шейки, выточки), а затем уже более глубокие слои металла.
Более глубокие слои металла, остывая, фиксируют структуру мар-
тенсита, удельный объем которого больший, чем удельный объем
аустенита и перлита, но увеличенному объему нет места для расши-
рения, потому что поверхностные слои уже затвердели и, в свою
очередь, создали давление (за счет расширения) на внутренние
слои. В результате этого создаются большие внутренние напряже-
ния в металле, которые не только являются причиной коробления
детали, но и часто образуют трещины или совсем разрывают на
несколько частей закаленную деталь. Эти явления наблюдаются
особенно тогда, когда первоначальная структура до закалки — пер-
лит был грубопластинчатый, а свободный цементит (в стали, со-
держащей углерода более 0,8%) был в виде сетки и перед закалкой
эти структуры не исправлялись.
В легированных сталях, в отличие от углеродистых, аустенит
при остывании стали от закалочной температуры не требует столь
быстрого охлаждения для превращения в мартенсит. И чем больше
содержится в стали специальных примесей (вольфрама, ванадия,
никеля, хрома и т. д.), тем при более медленном охлаждении про-
исходит этот переход. Этим и объясняется, что в специальной стали
(при одинаковом содержании углерода по сравнению с углероди-
стой сталью) при охлаждении в более слабой охлаждающей среде,
чем вода (например, в минеральном масле), мартенситная структу-
ра фиксируется на большую глубину, чем в углеродистой стали при
закалке в воде.
В углеродистой стали мартенситная структура может быть за-
фиксирована на глубину не более 8—12 мм, а в более глубоких сло-
ях успевают образоваться последующие структуры — троостит, сор-
бит, а при большом сечении в сердцевине образуется первоначаль-
ная структура до закалки — перлит, так как скорость остывания
сердцевины была достаточна для образования структуры перлита.
Таким образом, более медленный переход аустенита в мартен-
сит в специальных сталях создает условия более равномерного (во
времени) перехода структур как на поверхности, так и в глубоких
слоях детали. Внутренняя теплота детали не дает возможности
быстро остыть поверхностным слоям, а скорость отдачи тепла эти-
ми слоями охлаждающей среде — маслу также не велика.
В результате этого термические напряжения в специальной стали
в несколько раз меньше, чем в углеродистой стали, а следова-
тельно, и коробление детали будет меньше. Кроме этого, в специаль-
ных сталях с высоким содержанием специальных примесей (напри-
мер, быстрорежущая сталь марки Р18) аустенит даже при остыва-
нии на воздухе не успевает переходить в мартенсит и 15—20% его
остается после полного охлаждения стали при закалке. Но аустенит
имеет удельный объем меньший, чем объем первоначальной струк-
47
туры до нагрева — перлита, и благодаря этому частичное увеличе-
ние объема детали при закалке от образовавшегося мартенсита
уменьшается за счет оставшегося (остаточного) аустенита.
Под закалку специальные стали нагревают до более высокой
температуры, чем углеродистые, так как переход в твердый рас-
твор— аустенит — в специальных сталях происходит в более ши-
роком диапазоне температур. Кроме*того, специальные стали не в
такой степени чувствительны к перегреву, как углеродистые стали,
и рост зерна при длительной выдержке при температуре закалки
в легированных сталях происходит в несколько раз медленней, чем
в углеродистой стали.
Если температура закалки для стали марок У10 и У12 — 760—
770° С, то для легированных сталей она колеблется от 800 до 900° С,
а для специальных сталей марок Р18 и Р9 достигает 1250—1300° С.
Распад мартенсита после закалки при отпуске в специальных
сталях также начинается при более высоких температурах, чем
в углеродистых сталях, и колеблется от 300 до 700° С.
В стали Р18 мартенсит начинает переходить в троостит только
при температуре 650—680° С, поэтому эта сталь подвергается от-
пуску при температуре 550° С. Быстрорежущую сталь подвергают
отпуску не только для устранения напряжений, но и для увеличения
твердости за счет перехода остаточного аустенита в мартенсит. Вы-
ше было указано, что в быстрорежущей стали 15—20% аустенита
не успевает перейти при закалке в мартенсит, в результате этого
твердость стали после закадки достигает всего HRC 56-Н-60, и стой-
кость режущего инструмента получается невысокая, т. е. режущая
кромка будет быстро притупляться.
Если нагреть такой инструмент после закалки на 520—560° С и
дать выдержку при этой температуре 1—2 ч, то часть остаточного
аустенита перейдет в мартенсит. Если повторить такой отпуск 2—3
раза, то каждый раз часть аустенита будет переходить в мартенсит.
В результате повторного отпуска количество мартенсита увеличится
и твердость инструмента поднимется до HRC 61 —-64.
Таким образом, мартенсит в специальных сталях более устой-
чив, чем в углеродистых. Вместе с тем он более прочный, более уп-
ругий и менее хрупкий благодаря наличию специальных примесей.
Как указывалось, мартенсит при определенной температуре на-
чинает переходить в структуру троостит, представляющую собой
переходную структуру. Твердость троостита HRC 40 ч- 50, а вязкость
выше, чем у мартенсита. Получение троостита при отпуске путем
распада мартенсита происходит в диапазоне температур 220—320° С
для углеродистых сталей и 300—700° С для специальных сталей.
Если подвергнуть сталь, закаленную на мартенсит, отпуску при
более высокой температуре (для углеродистой, хромистой и хро-
моникелевой стали 500—550° С), троостит перейдет в следующую
структуру — сорбит. Эта структура является более приемлемой для
деталей, работающих на кручение и разрыв (шатунные болты дви-
гателей, растяжки и т. д.).
48
Твердость сорбита HRC 31 -г-40. Сопротивление скручиванию
и разрыву сорбита значительно выше, чем в любой другой струк-
туре. В изломе деталь, обработанная на сорбит отпуска, имеет
ярко выраженное волокнистое строение.
Закалка крупных заготовок или деталей (имеющих сечение бо-
лее 120 мм) из углеродистой стали практически не улучшает меха-
нических свойств и является экономически не выгодной. При таких
сечениях следует применять специальные стали, так как они воспри-
нимают глубокую прокаливаемость и более прочны в связи с нали-
чием специальных примесей.
Отпуск — процесс термической обработки, заключающийся в на-
греве стали до определенной температуры (в зависимости от сте-
пени отпуска) с последующим быстрым или медленным охлажде-
нием (в воде, масле и других средах).
Отпуск применяют для уменьшения или полного снятия напря-
жений, уменьшения твердости закаленной стали и увеличения пла-
стичности.
Отпуск закаленных деталей производят: а) в масляных ваннах
(низкий отпуск до 220—240° С); б) в электрических печах шахтного
типа (вертикальных) с принудительной циркуляцией горячего воз-
духа; в) в соляных электрических ваннах отпуска и, наконец, в обыч-
ных закалочных печах при остуживании печи до определенной тем-
пературы (350—400° С).
Местный отпуск (например, хвостовиков стержневого режущего
инструмента—метчиков, разверток и т.. п.) производят в закалоч-
ных соляных или свинцовых ваннах.
Наиболее равномерный и качественный общий (не местный)
отпуск производят в электропечах шахтного типа с принудительной
циркуляцией горячего воздуха.
Почти такие же результаты дает отпуск в низкотемпературных
соляных ваннах отпуска.
При низких температурах хорошие результаты дает отпуск в мас-
ляных ваннах.
Наиболее неоднородный и некачественный отпуск получается в
обычных закалочных печах на низких температурах.
В мелкосерийном производстве, а также в отдельных случаях
при определении температуры отпуска пользуются цветами побежа-
лости. Такой метод применяется при отпуске деталей или инструмен-
та в закалочной печи при низкой ее температуре (400—500° С) или
при отпуске на нагретой стальной плитке.
Отпуск по цвету побежалости заключается в следующем. Очи-
стив закаленную без отпуска деталь или инструмент от окалины, гря-
зи и накипи масла подогревают ее на нагретой плитке. При нагреве
поверхности детали на 200—220° С появится цвет побежалости (тон-
кий слой окиси .металла) светло-желтый. При повышении темпера-
туры до 240° С цвет побежалости станет соломенно-желтым, при на-
греве до 265° С появится красно-коричневый цвет, а при нагреве до
300° С — синий цвет побежалости и т. д. (табл. 14).
4 556 1 49
Таблица 14 Однако отпуск по такому Цвета побежалости способу не обеспечивает рав-
Цвета побежалости пимсршли снятии нанри/лс- Температура^от- НИЙ, не дает раВНОМврНОГО пуска ° подогрева по всему сечению
Светло-желтый Соломенно-желтый Желто-коричневый Красно-коричневый . Фиолетовый Синий . Голубой Серый всей массы металла. По- 220 верхность, в особенности со- 255 прикасающаяся с нагретой 265 плиткой, нагревается быстрее 280 и до более высокой темпера- ЭД0 туры, чем внутренние слои. 330--350 Приближенный способ определения температур на- грева стали применяется
также при нагреве для ковки отжига, нормализации и закалки.
Этот способ определения температур не точен, так как он зависит
от состава стали. Например, специальная сталь, имея один и тот же
цвет накала, что и обычная углеродистая сталь, будет иметь темпе-
ратуру нагрева гораздо выше углеродистой стали.
Для углеродистых, в особенности конструкционных, сталей этот
способ практически вполне приемлем при достаточном навыке, если
учесть, что при различной степени освещенности помещения цвет
накала будет казаться разным.
Цвета накала стали приведены в табл. 15.
Таблица 15
Цвета накала стали и соответствующие им температуры
Цвета накала Температура накала в *С Цвета накала Температура накала в *С
Темно-коричневый . Коричнево-красный Темно-красный . . . Темно-вишнево-красыый Вишнево-красный Светло-вишнево-красный . 530—580 580—650 650—730 730—770 770—800 800—830 Светло-красный Оранжевый . Темно-желтый Светло-желтый . . /. Ослепительно-белый 830—900 900—1050 1050—1150 1150—1250 1250—1300
На скорость остывания и степень закалки, как известно, влияет
охлаждающая среда. Характеристика закалочных сред приведена
в табл. 16.
Изотермическая закалка. Опыты русского ученого Д. К. Чернова
и дальнейшие исследования советского ученого С. С. Штейнберга
показали, что если сталь при закалке быстро охлаждать не до
комнатной температуры, а до температуры. 200—300° С в какой-либо
горячей среде, то аустенит не успевает распадаться и некоторое
время сохраняется с последующим переходом его в структуру
так называемого игольчатого троостита. Эта струкура близка к
мартенситу, но обладает большей вязкостью и меньшей твер-
достью.
50
В связи с тем, что
при этом способе осты-
вания аустенит медлен-
но превращается в тро-
остит, термические на-
пряжения в детали
получаются на много
меньше, чем при обыч-
ной закалке. Деталь в
меньшей степени коро-
бится. Кроме того, при
1аком способе закалки
деталь хорошо поддает-
ся правке (в горячем
состоянии после закал-
Таблица 16
Характеристика закалочных сред
Закалочная среда Охлаждающая спо- собность по сравне- нию с охлаждением в холодной .оте
Вода при 20° С 1
в 40° С 0,7
в 60QC 0,5
в 80°С . . 0,25
» 98—99°С .... 0,1
5-процентный раствор NaOH
в воде (20° С) 1,2
Минеральные масла при 20° С Расплавленный свинец при 0,4—0,2
335° С 0,05
ки до температуры 200—300°С), так как в этот короткий период
(приблизительно 1—3 ч) аустенит еще не полностью превратился
в троостит и металл детали имеет достаточную вязкость.
Индукционный нагрев стали под закалку токами высокой часто-
ты (т. в. ч.). Сущность этого метода заключается в следующем.
Деталь, подвергаемая нагреву, помещается в электромагнитном поле
специального индуктора, приспособленного для данной или ей по-
добной детали. Индуктор изготовляется из медной трубки, в которой
циркулирует вода для охлаждения его. Через индуктор пропускают
ток высокой частоты от генератора, при этом вокруг индуктора об-
разуется магнитное поле. На поверхности, помещенной в это магнит-
ное поле детали индуктируется (наводится) электрический ток, ко-
торый и нагревает поверхность детали.
Одновременно с нагревом нагретая деталь автоматически обрыз-
гивается (обливается) обильно водой. Процесс нагрева и охлажде-
ния длится несколько секунд.
Различная глубина закаленного слоя получается путем регули-
рования продолжительности нагрева и мощности генератора.
Благодаря внедрению этого метода резко снизился процент бра-
ка из-за термической обработки. Производительность труда увели-
чилась на многих операциях закалки во много раз. Этим методом
можно производить закалку мелких и средних по размеру деталей,
а также и отдельные части крупных деталей (шейки валов, шпинде-
лей станков и т. д.).
Обработка холодом. Сущность этого метода заключается в том,
что детали после закалки и отпуска подвергаются охлаждению до
температуры от 0 до —120° С. При этом часть аустенита, не пере-
шедшего при обычной закалке и отпуске в мартенсит, дополнитель-
но распадается и превращается в мартенсит и этим повышается
твердость изделия или иструмента. Обработка режущего инструмен-
та холодом имеет широкое применение.
Отрицательную температуру от 0 до —80° С можно получить из
смеси сухого льда (твердого СО2) с ацетоном, спиртом и пр.
4*
51
Для точного мерительного инструмента обработка холодом при-
меняется для стабилизации и завершения структурных превращений
с тем, чтобы в процессе эксплуатации инструмент не изменял своих
размеров за счет естественного старения.
Выбор стали для изготовления инструмента и его термическая об-
работка. Выбор стали для изготовления инструмента и термическая
его обработка зависят от условий, при которых инструмент будет
эксплуатироваться.
Для ударного инструмента с целью обеспечения достаточной вяз-
кости и твердости после закалки выбирают марку инструментальной
стали с меньшим содержанием углерода. Инструмент, изготовленный
из такой стали, во время работы не притупляется.
Зубила для рубки металла в холодном состоянии изготавливают
из стали марки У8А, кузнечые зубила — из стали У7А.
Слесарь должен уметь сам изготовлять простой инструмент, на-
пример зубило, крейцмейсель и т. д.
При ковке зубила или крейцмейселя нельзя допускать перегрева
стали выше светло-красного каления, а также производить ковку
инструмента после того, как металл приобрел бурый цвет (едва за-
метный темно-красный, цвет). При перегреве металла образуется
крупное зерно, в результате чего после закалки инструмент будет
хрупкий и при работе режущая часть зубила будет отламываться.
Если окончание ковки производилось при слабом нагреве инструмен-
та, то образуется наклеп, который часто приводит к образованию
на поковке мелких трещин, незаметных на глаз.
После опиловки, зачистки и предварительной заточки инструмент
подвергают закалке и отпуску. Зубило или крейцмейсель нагревают
ДО' температуры 780—800°С (светло-вишневый цвет). Охлаждение
ведут в воде, температура которой 20—30° С. Рабочую часть зубила
погружают в воду на глубину 20—35 мм.
При потемнении охлаждаемой части зубила его быстро выни-
мают и погружают боек в воду на глубину 20—25 лш.ДЛока охлаж-
дается боек зубила, рабочая часть отпускается за счет передачи
тепла от неохлажденной массы металла.
Степень отпуска инструмента надо доводить до такого состояния,
при котором режущая кромка имела бы темно-соломенный цвет.
Чтобы заметить этот цвет побежалости, зубило зачищается в процес-
се отпуска кусочком наждачного полотна или на обычном камне.
В процессе отпуска боек зубила также отпускается за счет тепла
неохлажденной части инструмента, при этом твердость бойка дол-
жна быть ниже твердости рабочей части. Необходимо, чтобы на
бойке пропали все цвета побежалости и виден был только серый
цвет (450—500°С).
Затем инструмент кладут в бачок с минеральным маслом для
окончательного охлаждения.
После термической обработки зубило должно иметь твердость
рабочей режущей кромки HRC 53 ~ 56, у бойка HRC 30-ь40.
52
Такое распределение твердости обеспечит стойкость инструмента
в эксплуатации.
Слесарный молоток изготовляется из стали марок У7 и У8. При
закалке рабочая часть и хвостовая часть молотка охлаждаются по-
переменно в воде так, чтобы твердость рабочей части составляла
HRC 49 --56. Твердость у отверстия молотка (для ручки) не должна
превышать HRC 30-е-36.
Во избежание резких переходов структур и твердости, а следова-
тельно, коробления и появления трещин инструмент в охлаждающей
среде держать на одном уровне нельзя, а следует перемещать все
время вверх и вниз.
Подготовка к термической обработке деталей штампов, форм
литья под давлением и пресс-форм. При подготовке деталей штам-
пов, форм литья и прессгформ для термообработки необходимо пре-
жде всего учитывать условия работы этих деталей и марку стали, из
которой они изготовлены.
Рабочие части штампов изготовляются из стали марок У7 и У8А
или из специальной стали. После ковки детали подвергаются отжи-
гу, а затем механической обработке.
После механической обработки слесарь производит доводку де-
талей штампов вручную или при помощи электрической машинки
с гибким валом, обрабатывает их специальными фрезами и шлифо-
вальными кругами.
При доводке деталей под закалку слесарь должен строго учиты-
вать влияние термообработки и предусмотреть всевозможные из-
менения в форме и размерах детали после закалки.
Трудно доступные для механической обработки места необходимо
обрабатывать начисто, а места, которые после закалки подвергают-
ся шлифовке — с припуском 0,1—0,3 мм.
В целях снижения термических напряжений и предотвращения
коробления деталь должна иметь как можно меньше резких перехо-
дов, выточек, а также несимметрично расположенных отверстий
или сочетания большой массы металла (большое сечение) с малым
сечением.
При закалке деталей с резкими переходами, неравномерными
сечениями и выточками необходимо принять меры для уменьшения
термических напряжений при закалке. Для этого такие места (места
выточек границы перехода большого сечения детали в малое сече-
ние) предохраняют от быстрого остывания путем предварительной
обмотки асбестовым шнуром или обмазкой огнеупорной глиной с
последующей просушкой.
В случаях изготовления инструмента весьма сложной конфигура-
ции (сложный вырубной пуансон или матрица) рекомендуется при-
менять специальные стали марок ХВГ, 9ХС и ХГ, которые при за-
калке мало деформируются.
Детали форм литья, под давлением непосредственно соприкаса-
ющиеся с расплавленным металлом, изготовляют из специальной
стали, хорошо сопротивляющейся истиранию и жаростойкой.
53
Лучшая марка стали для этих деталей — ЗХ2В8.
Для изготовления форм, в которые льют алюминиевые или маг-
ниевые сплавы, можно допустить применение стали марок 5ХНТ или
5ХНВ; эти стали можно также применять для изготовления пресс-
форм для прессовки различных пластмасс.
Деформация и изменение объема после закалки в сталях ЗХ2В8,
5ХНТ, 5ХНВ незначительные, и детали под закалку можно готовить
с весьма малыми припусками на окончательную шлифовку, доводку
и полировку.
Плоские скобы и шаблоны обычно изготовляются из цементуемой
стали марой 15 и 20.
Химико-термическая обработка стали
Химико-термическая обработка стали заключается в нагреве из-
делия до заданной температуры в специально выбранной химичес-
ки активной среде (например, в древесном угле с добавкой солей,
в среде, выделяющей атомарный азот, в расплавленных химически
активных солях и т. п.). В результате взаимодействия со средой по-
верхность изделия изменяет свой химический состав.
Изделия, которые были подвергнуты химико-термической обра-
ботке, в зависимости от вида обработки приобретают поверхност-
ную твердость, повышенную сопротивляемость коррозии, жаростой-
кость, износостойкость, а также способность закаливаться.
Цементация. Цементацией называется процесс насыщения угле-
родом на глубину 0,3—2,5 мм поверхностного слоя малоуглероди-
стой стали с содержанием углерода до 0,3% с целью повышения из-
носостойкости и поверхностной твердости после закалки при сохра-
нении вязкой сердцевины.
Цементации подвергают как углеродистые стали с содержанием
углерода не более 0,3%, так и легированные стали с низким про-
центом содержания углерода.
Цементация может производиться в различных средах (твердых,
жидких и газообразных), называемых карбюризаторами, которые
при температуре 850—920° С разлагаются и выделяют активный
углерод, проникающий в поверхностный слой металла.
Наилучшим твердым карбюризатором является такой, в котором
содержится углекислого бария 20—25%, углекислого кальция
3,5—5,0%, летучих веществ 10%, остальное — березовый или дубо-
вый уголь.
В результате химического взаимодействия углекислых солей
с углем образуется газ — окись углерода (СО). При последующем
разложении окиси углерода выделяется углерод в виде атомов, ко-
торый проникает в металл.
Средняя скорость науглероживания слоя равна 0,1 мм в час. Со-
держание углерода в цементационном слое постепенно уменьшается
от поверхности вглубь слоя.
54
Газовая цементация — более совершенный способ науглерожи-
вания. При газовой цементации углерод получается из газов, содер-
жащих окись углерода и углеводород.
Для газовой цементации могут применяться естественные газы
(саратовский, дашавский и др.), светильный газ, а также газооб*
разные продукты разложения нефтепродуктов.
Газовая цементация, по сравнению с цементацией в твердом кар-
бюризаторе, более экономична, так как общая длительность процесса
сокращается.
Кратковременный процесс цементации не дает возможности рас-
ти зерну стали, в результате этого при газовой цементации детали
без нормализации (непосредственно из цементационной печи) под-
вергают закалке. Этот метод цементации имеет широкое распростра-
нение в массовом производстве.
Жидкая цементация применяется для мелких деталей с целью
получения небольшого слоя цементации.
Жидкая цементация производится в ваннах из расплавленных со-
лей, содержащих 75—85% МаСОг; 10—15% NaCl; 6—10% SiO. Пре-*
имуществом жидкой цементации является равномерность нагрева
и возможность закалки непосредственно из цементационной ванны.
Цианирование — процесс одновременного поверхностного насы-
щения стали углеродом и азотом с целью повышения поверхностной
твердости и износостойкости при сохранении вязкой сердцевины.
Цианирование может производиться в жидкой, газовой и твер-
дой средах. Для жидкого цианирования применяют в основном ван-
ны с цианистым натрием. Цианирование применяется чаще всего
для мелких деталей из стали марок 15, 35 и 40Х, прошедших окон-
чательную механическую обработку (шестерни, валики и др.).
Температура цианирования деталей из конструкционных сталей
колеблется в пределах 815—850° С. Продолжительность цианирова-
ния 15—45 мин. Глубина слоя 0,1—0,3 мм^
При более высокой температуре процесса в насыщенном слое
увеличивается содержание углерода и уменьшается содержание
азота. При снижении температуры получается обратный процесс, т. е.
уменьшается содержание углерода и увеличивается содержание азо-
та в цианированном слое.
Иногда цианистая ванна служит средой для нагрева под закал-
ку цементованных деталей при температуре 770—780° С. В этом
случае цементованная поверхность частично насыщается азотом,
и стойкость на истирание ее увеличивается.
Основным преимуществом цианирования является большая ско-
рость процесса, высокая стойкость поверхностного слоя и незначи-
тельное коробление деталей.
Газовое цианирование проводится в смеси газов, состоящей из
одной части аммиака и четырех частей цементующего газа. Га-
зовому цианированию подвергаются многие детали машин, изготов-
ленные из стали марок ЗОХ, 35Х, 40Х и др.
Температура цианирования 800—850° С, выдержка 3—4 ч,
55
глубина цианированного слоя 0,1—0,6 мм. Закалку производят
сразу же после цианирования.
Цианирование применяется также для быстрорежущей стали, но
при низкой температуре. Для этого режущий инструмент из
быстрорежущей стали после окончательного изготовления (заточ-
ки) подвергают жидкостному или газовому цианированию при 540—
560° С в течение 20—60 мин с охлаждением на воздухе. В резуль-
тате этой операции стойкость инструмента заметно повышается.
При цианировании быстрорежущей стали производят только два
отпуска.
Азотирование. Сущность азотирования заключается в том, что
в специальной герметически закрытой печи в атмосфере распадаю-
щегося аммиака при температуре 500—650° С детали, изготовлен-
ные из специальной стали, содержащей хром и алюминий (марки
38ХМЮА и 35ХЮА), подвергаются азотированию поверхности, т. е.
атомарный азот диффундирует в верхний слой металла. В результа-
те такого процесса, длящегося 15—50 ч, получается азотированный
слой глубиной 0,25—0,65 мм. Твердость этого слоя выше, чем це-
ментованного. Полученная твердость не снижается и при нагреве до
600—650° С.
Перед азотированием детали полностью механически обрабаты-
вают (до чертежных размеров), так как впоследствии детали под-
вергают только окончательной шлифовке (доводке) со снятием при-
пуска 0,03—0,08 мм.
Лучшие результаты после азотирования получаются, если дета-
ли предварительно подвергнуть закалке и высокому отпуску. Азоти-
рованный слой хорошо сопротивляется коррозии.
Азотированию подвергают: гильзы цилиндров двигателей, кла-
паны, коленчатые валы и др.
Недостаток азотирования заключается в том, что сам процесс
довольно длительный и требует специальной, дорогостоящей стали
с содержанием алюминия. Эта сталь благодаря мелкозернистости
(хром, а особенно алюминий, препятствуют росту зерна) чрезмерно
вязкая. Поэтому закалку и высокий отпуск следует делать перед
механической обработкой.
II. ОСНОВЫ МАШИНОСТРОИТЕЛЬНОГО ЧЕРЧЕНИЯ.
ПОНЯТИЯ О ДОПУСКАХ, ПОСАДКАХ И ЧИСТОТЕ
ПОВЕРХНОСТИ
Чертежи в машиностроении
Для того чтобы изготовить станок, машину, прибор или различ-
ного рода инструмент, пользуются чертежом.
Изображения предметов (изделий или его составных частей)
должны выполняться по методу прямоугольного проектирования.
За основные плоскости проекции (принимаются шесть граней куба,
56
которые совмещаются с плоскостью. При этом устанавливаются еле»
дующие названия, приведенные на фиг. 7.
Если какая-либо часть предмета не может быть показана ни на
одной из проекций без искажения ее формы и размеров, то приме-
няют дополнительные виды. Дополнительный вид должен быть от-
мечен на чертеже надписью типа Вид Л, а у связанного с дополни-
тельным видом изображения предмета должна быть поставлена
Фиг. 7. Расположение видав (проекций) на чертежах.
стрелка, указывающая направление взгляда, с соответствующим
буквенным обозначением.
Для выявления формы и внутренних очертаний изображаемого
предмета используется проектирование этого предмета в разрезах
и сечениях.
Разрез — изображение предмета, мысленно рассеченного
плоскостью (или несколькими плоскостями). На разрезе показы-
вается то, что получается в секущей плоскости и что расположено
за ней.
Сечение — изображение фигуры, получающейся при мыслен-
ном рассечении предмета плоскостью (или несколькими плоскостя-
ми). На сечении показывается только то, что получается непосред-
ственно в секущей плоскости.
Все поверхности в разрезах и сечениях, совпадающие с самой
секущей плоскостью, выделяются штриховкой.
Если разрезы или сечения сделаны по плоскостям симметрии
предмета, то никаких обозначений и надписей на чертеже не поме-
щают. При изображении сложных разрезов или сечений, не прохо-
57
дяших по плоскостям симметрии, применяется разомкнутая линия
с указанием стрелками направления взгляда с обозначением ее оди-
А-Д
Фиг. 8. Обрыв детали.
наковыми буквами русского ал-
фавита, а само сечение или раз-
рез сопровождается надписью
по типу А—А (фиг. 8).
Для частичного выявления
внутреннего устройства пред-
мета применяют вырывы, а при
вычерчивании предметов, од-
нородных по видам, допускает-
ся изображение их на черте-
жах в изломах и разрывах.
Обрывы (фиг. 8) приме-
няют при изображении частич-
ных видов, при размещении
видов на ограниченной площа-
ди листа, при изображении
длинных деталей однообразной формы и т. д.
Размеры на чертежах должны указываться размерными числа-
ми и размерными линиями. Линейные размеры указываются в мил-
Фиг. 9. Нанесение, размеров по госту.
лиметрах, без обозначения единицы измерения. Каждый размер
должен указываться на чертеже только один раз.
58
При указании размера прямолинейного отрезка размерную ли-
нию проводят параллельно этому отрезку.
При указании длины дуги окружности раз-
мерную линию приводят концентрично дуге.
При указании размера угла размерную ли- 7
нию приводят в виде дуги с центром в вер- .
шине этого угла. 3 ^****-—
Стрелки, ограничивающие размерные ли- z
нии, должны упираться острием в соответ- 4 “
ствующие линии контура, выносные, осе-
вые и т. п.
Размерные числа наносятся над размер-
ной линией параллельно ей (фиг. 9).
На фиг. 10 показаны типы линий, приме-
няемых на чертежах, а в табл. 17 приводит-
ся их название и назначение.
5 ——
6-------
7-------
Фиг. 10. Линии чертежа.
Линии
Таблица 17
Обо- значе- ние на фиг. Ю Назван Соотношение толщин Назначение
1 Сплошная основная Ь & Линии видимого контура; линии пере- хода видимые; контур вынесенного сече- ния; контур сечения, входящего в состав разреза
2 Сплошная тонкая у и менее Контур наложенного сечения; линии размерные и выносные; линии штриховки; линии выноски
3 Сплошная волнистая и и менее h h Линии обрыва (кроме линий обрыва дерева); линии разграничения вида и раз- реза
4 Штриховая и и От 2 д° з Линии невидимого контура; линии пе- рехода невидимые
5 Разомкнутая 1 От b до b Линии разрезов и сечений
6 Штрих-пунк- тирная тонкая b -g- и менее A h Линии осевые и центровые
7 Штрих-пунк- тирная утол- щенная О О От -J до J Линии для изображения элементов, расположенных перед секущей плоскостью (наложенная проекция); линия для изобра- жения механизма или отдельных его ча- стей в крайнем или промежуточном по- ложении
59
Точность изготовления деталей
Точность изготовления различных деталей зависит от их назна-
чения и технических требований, обусловленных чертежом.
При изготовлении деталей возникают погрешности, вынужден-
ные ошибки в размерах. Величина погрешности зависит от величи-
ны обрабатываемой детали, ее отдельных размеров и веса. Если де-
тали изготовляются с точностью, при которой они могут быть уста-
новлены при сборке каждой одноименной машины без какой-либо
дополнительной обработки или пригонки, то они называются взаи-
мозаменяемыми.
Самым распространенным видом соединения деталей в машино-
строении являются соединения стержня со втулкой. Стержень на-
зывают валом, втулку—отверстием.
Общий для деталей соединения основной размер называется но-
минальным размером. Для того чтобы указать границы, в которых
может колебаться номинальный размер, устанавливаются наиболь-
ший и наименьший размеры. Эти размеры называются предельными.,
Разность между наибольшим предельным размером и номиналь-'
ным называется верхним предельным отклонением.
Разность между наименьшим предельным размером и номи-
нальным называется нижним предельным отклонением.
Разность между наибольшим и наименьшим предельными раз-
мерами называется допуском.
Допуск дает возможность изготовлять детали с отклонениями
от номинального размера.
Значение размера, полученное измерением с наивысшей практи-
чески достижимой точностью называется действительным размером.
Действительные размеры должны лежать между наименьшим и наи-
большим предельными размерами. В состав допусков на неточность
обработки входят в неточности измерений. На фиг. 11 представлено
графическое изображение допусков вала и отверстия.
Рассмотрим пример изготовления вала диаметром 60 мм
(фиг. 12). Наибольший допустимый размер этого вала по заданию
может быть равен 60,05 мм, наименьший — 59,9 мм.
В данном случае наибольший предельный размер будет 60,05 мм,
а наименьший — 59,9 мм. Разность между ними 60,05 — 59,9 =
= 0,15 мм составляет допуск.
Верхнее отклонение равно 60,05 — 60 = +0,05 мм (со знаком
плюс). Это показывает, что верхнее отклонение лежит над линией
номинального размера. Нижнее отклонение 59,9 — 60 = —0,1 мм
(со знаком минус); в даном случае минус показывает, что нижнее
отклонение лежит под линией номинального размера.
Фактический размер данного изготовляемого вала может иметь
любые промежуточные размеры между 60,05 и 59,9 мм, что опреде-
ляется непосредственно измерением.
На чертеже данный размер с указанными отклонениями обозна-
чается так: 60±од5-
60
В зависимости от условий работы деталей в машинах или при-
борах, сопряжения отдельных деталей друг с другом могут быть
разнообразными.
Допуск бала
Допуск
Фиг. 11. Схема допусков вала и отверстия.
Характер соединения двух вставленных одна в другую деталей
называется посадкой. Существует две группы посадок: неподвиж-
ная и подвижная (табл. 18). Различают допуски двух систем:
системы отверстия и системы вала.
В системе отверстия предельные размеры отверстия остаются
постоянными для всех посадок одного и того же класса точности.
Различные посадки осуществляются за счет изменения предель-
ных размеров вала.
Таблица 18
Обозначения посадок
Подвижные посадки Неподвижные посадки
Фиг. 12. Обозначение отклонений размера на чертеже. Наименование Услов- ное обозна- чение Наименование Услов- ное обозна- чение
Скользящая Движение Ходовая Тепловая ходовая С д X тх Прессовая Легкопрессовая Глухая Тугая Напряженная Плотная Пр Пл Г т
_ 067 у ом Леткоходовая Шнрокоходовая Горячая л ш Гр н П
61
\/ Отверстие имеет одно верхнее отклонение размера, нижнее от-
клонение его равно нулю. Здесь номинальный размер является наи-
меньшим предельным размером отверстия. Поэтому допуск разме-
ра отверстия в системе отверстия всегда направлен в сторону уве-
личения отверстия (идет в тело детали).
В системе вала предельные размеры вала остаются постоянными
для всех посадок одного и того же класса точности.
Различные посадки осуществляются за счет изменения предель-
ных размеров отверстия. При этой системе вал имеет одно нижнее
отклонение размера, верхнее отклонение равно нулю.
Номинальный размер является наибольшим предельным разме-
ром. Поэтому допуск вала в системе вала направлен в сторону
уменьшения вала (идет в тело детали).
Наиболее выгодной и экономической системой допусков являет-
ся система отверстия. Эта система получила наибольшее распрост-
ранение в нашей промышленности. Основания систем обозначаются:
отверстие — буквой А, вал — буквой В.
Посадки в системе отверстия и в системе вала группируются по
классам точности.
По стандартам на допуски и посадки установлены следующие
классы точности посадок в порядке убывания точности: 1; 2; 2а; 3;
За; 4 и 5.
1-й класс точности имеет большое распространение. Он применя-
ется при изготовлении точных изделий в точном машиностроении,
приборостроении, станкостроении и пр. Точность размеров дости-
гается шлифованием, доводкой и тонкой расточкой.
2-й класс точности применяется тогда, когда требование к одно-
родности посадок меньшее, чем по первому классу точности. Он
применяется в точной механике, общем машиностроении, автотрак-
торостроении, в сельскохозяйственном машиностроении. Точность
размеров достигается расточкой и развертыванием.
3-й класс точности применяется для изготовления деталей
с большими допусками: в паровозостроении, общем машинострое-
нии и др. Получить деталь этого класса точности можно чистовым
сверлением, растачиванием, обточкой и т. д.
4-й и 5-й классы точности применяются для изготовления гру-
бых соединений. Детали этих классов можно получить холодной
штамповкой, сверлением или обточкой.
Отверстие в системе вала и вал в системе отверстия обознача-
ются буквами и цифрами соответствующих им посадок и классов
точности. Классы точности обозначаются арабскими цифрами в ви-
де индексов к обозначениям валов или отверстий (посадок) (А2а,
С5, Шд и т. д.).
Допустимые отклонения формы и расположения поверхностей, в
случае необходимости их контроля, могут либо оговариваться в тех-
нических условиях и на свободном поле чертежа, либо указываться
на изображении детали при помощи условных знаков и пояснитель-
ных надписей (ГОСТ 3457-46).
62
Чистота поверхности
Любая машина или механизм состоит из целого ряда взаимно
связанных деталей, из которых одни соединены неподвижно, а дру-
гие перемещаются одна относительно другой. В зависимости от
условий работы и характера соединений деталей, те или иные по-
верхности их должны быть обработаны с различной степенью
чистоты.
При изготовлении деталей на их поверхности остаются следы
от обработки режущим инструментом, которые представляют собой
различные по величине и форме поверхностные неровности.
Под чистотой поверхности подразумевается размерная характе-
ристика микронеровностей, обуславливающих шероховатость по-
верхности, независимо от способа ее получения.
Шероховатость поверхности определяется одним из следующих
параметров:
а) средним арифметическим отклонением Ra\
б) высотой неровностей /?2.
Установлено 14 классов чистоты поверхности (табл. 19). •Классы чистоты по-
верхности 6—14 допол- Таблица 19
нительно разделяются на разряды, приведен- ные в табл. 20. Классы чистоты поверхности
Класс чистоты поверхности Среднеарифмети- ческое отклонение Высота
Все классы чистоты профиля неровностей
поверхности обознача- в мк, не более
ются одним знаком — равносторонним тре- 1 80 320
угольником V , рядом 2 о 40 160 80
с которым указывается о 20
номер класса или но- 4 10 40
мер класса и разряд. 5 5 20
Например v 5, v 8, v 86. б 2,5 10
В тех случаях, когда 7 1,25 6,3
требуется огр ан ич ить 8 0,63 3,2
максимальную и мини- 9 1 л 0,32 0,16 0,08 0,04 1,6 0,8 0,4 0,2
мальную величины ше- роховатости в обозна- 10 11 12
чении указываются два 13 0,02 0,01 0,1 0,05
номера классов или 1и 14
разрядов. Например V.9—8.
На чертеже проставляется требуемая чистота обработки, даются
указания о термической обработке детали, о необходимости в от-
делке или покрытии, а также другие технические условия, предъ-
являемые к детали.
63
Таблица 20
Разряды чистоты поверхности
Среднеарифметическое 1 отклонение профиля | | Высота неровностей
Разряды *
Классы чистоты а 1 б 1 в 1 а | б | в
поверхности а | о । в ।
в мк, не более
6 2,5 2,0 1,6 10 8 —
7 1,25 1,0 0,8 6,3 5,0 4,0
8 0,63 0,5 0,4 3,2 2,5 2,0
9 0,32 0,25 0,20 1,6 1,25 1,0
10 0,16 0,125 0,10 0,8 0,63 0,50
11 0,08 0,063 0,05 0,4 0,32 0,25
12 0,04 0,032 0,025 0,2 0,16 0,125
13 0,02 0,016 0,012 0,1 0,08 0,063
14 0,01 0,008 0,006 0,05 0,04 0,032
Таблица 21
Чистота поверхности деталей при различных способах обработки
Обозначение Характеристика поверхностей Примеры поверхностей, обозначаемых данным знаком Примерные способы получения данной поверхности
— Зачищенные поверх- Зачистка зубилом,
ности отливок, поко- напильником, абра-
вок, проката, штам- повки, отрезки зивными кругами, очи- стка в барабане, пес-
коструйная очистка
VI Грубая: грубые Проходные отвер- Обработка обдироч-
V2 следы обработки стия, поверхности при- ным резцом, обдироч-
V3 • легания защитных ко- ной фрезой, сверление,
жухов обработка драчевым напильником, абразив- ным обдирочн. кругом
V4 Получистая: ма- лозаметные следы обработки Отверстия под под- Обработка чистовым
V5 V6 шипники качения и под втулки подшипни- ков скольжения, на- правляющие отверсти> в ыезакаленных дета- лях, плоскости на- правляющих резцом, чистовой фре- зой, разверткой, зен- кером, протяжкой, личным напильником, шлифовальным кругом Шлифование, поли- рование, обточка ал-
V7 Чистая: без ви- Шейки и цапфы ва-
V8 лов и шпинделей, ци-
V9 димых невооружен- ным глазом следов обработки линдрические направ- мазным резцом, чисто-
ляющие, центрирую- вое развертывание,
щие и базовые шейки чистовая протяжка,
для инструмента, шей- ки и цапфы под под- шевинг-процесс
шипники качения
vio Весьма чистая: Поверхности трения Особо тонкое шли-
высшая степень чистоты и гладко- сти особо ответственных деталей, рабочие по- верхности точ юго ме- фование, ручная до- водка, обработка на притирочных или до-
рительного инстру- мента водочных станках
64
Таблица 22
Применение классов чистоты поверхности
Обрабатываемые поверхности
К .пасс чистоты
поверхности
Обработка сопрягаемых поверхностей
Отверстия
•Отверстия посадочные цилиндрические . .
Отверстия в цилиндрах под поршневые кольца
Отверстия в цилиндрах под манжеты
•Отверстия под пиноль задней бабки
Отверстия конические под штифты
Отверстия конические в кернах под пробки
Отверстия в шпинделях и втулках под инструмент и оправки
цилиндрические и конические
Отверстия под плунжеры и золотники
V4—8
V9
V9
V8
V7
V 8 притирка
V8
V9 притирка
Валы
Посадочные цилиндрические поверхности валов . . .
Штоки пневматических и гидравлических цилиндров, шейки вала
под уплотнение
Конические штифты
Пробки кранов
Цилиндрические и конические поверхности концов оправок,
патронов и т. п.
Рабочие поверхности в плунжерах, золотниках и т. п.
Шейки валов, торцы вала, торцы корпуса в упорных шарико-
подшипниках, роликоподшипниках и шарикоподшипниках ради-
альных
V4—9
V8
V7
\78 притирка
V8—10
V9—11
V6-9
Шпоночные соединения
Гребни и пазы шлицевых соединений .
Шпоночные канавки
Шпонки .
V5—8
V6
V6
Плоскости
Направляющие плоскости скольжения
Направляющие поверхности качения
Поверхности платиков станин под крышки; плоскости прилегания
крышек .
V7—8
V7—Ю
V5
Боковые поверхности профиля зубьев колес и резьб
Цилиндрические зубчатые колеса с прямыми и косыми зубьями .
Рейки . ....
Конические зубчатые колеса, червячные колеса, звездочки
для бесшумных цепей, звездочки для роликовых цепей,
шкивы клиноременных передач
Червяки
Винты и гайки с трапецеидальной резьбой
Резьбы метрические и трубная .
5 Б-г6
V6—8
v6—8
V6
V7—8
V6—8
V6
65
Продолжение табл. 22
Обрабатываемые поверхности
Класс чистоты
поверхности
Обработка нерабочих поверхностей
Отверстия
Поверхности отверстий (отверстия на проход под винты, гнезда
под головки винтов и т. д.) .........
Нерабочие поверхности отверстий шпинделей
Валы
Открытые поверхности шпинделей, оправок...............
Все нерабочие поверхности шпинделей быстроходных станков
Закрытые нерабочие поверхности точных деталей
Торцовые поверхности
Открытые поверхности шпинделей, оправок, валов, фланцев и тому
подобных деталей ..........................
Торцовые поверхности зубчатых колес, муфт, втулок и др.
Закрытые торцы валиков, торцы планок
Плоскости
Открытые поверхности корпусных деталей . I
Подошвы станин и т. п. . .1
V4
V5—6
V7
V7
V5—6
V6—7
V5—6
V3—4
V5-6
V3
Поверхности, подвергающиеся декоративно-защитной отделке
V8
V8
V9
Полированные, хромированные поверхности рукояток, звездочек
и т. п. .................
Поверхности лимбов и шкал........................
Поверхности принадлежностей прихватов и других деталей
под воронение (с предварительным полированием)
полипов,
хромир.
полиров.
V7 воронение
Если вся поверхность детали обрабатывается под один класс,
то в правом верхнем углу чертежа наносится общий знак чистоты.
Если же поверхность детали необходимо обработать с разными
классами чистоты, то на каждой поверхности наносятся соответ-
ствующие обозначения.
В табл. 21 приведены краткие сведения о чистоте поверхностей
деталей, которая достигается различными способами механической
обработки, а в табл. 22 приведены сведения о применении классов
чистоты для некоторых наиболее распространенных деталей машин.
III. ОБОРУДОВАНИЕ РАБОЧЕГО МЕСТА СЛЕСАРЯ
И СЛЕСАРНЫЙ ИНСТРУМЕНТ
\/ Оборудование рабочего места
Под рабочим местом подразумевается та часть производственной
площади цеха, на которой расположены оборудование, инвентарь,
инструмент и материалы, необходимые для выполнения производст-
венного задания.
66
Рабочее место должно быть оборудовано так, чтобы слесарю бы-
ли созданы все условия для высокопроизводительной работы.
Размер рабочего места слесаря определяется характером вы-
полняемой работы и должен быть не менее 1,6 лЛ Площадь рабо-
чего места должна быть хорошо освещена рассеянным естествен-
ным светом, поэтому слесарные участки и слесарные верстаки обыч-
но располагают у окон южной или юго-западной стороны цеха или
на плошади, хорошо освещенной верхним потолочным светом через
остекленную крышу (фонарь).
Фиг. 13. Слесарный верстак.
Рабочие места слесарей оборудуются слесарными верстаками
(фиг. 13), на которой слесарь располагает необходимые для работы
инструмент, приспособления, материалы, детали, техническую до-
кументацию и т. п. Верстаком служит устойчивый металлический
и деревянный стол, покрытый фанерой или листовым железом тол-
щиной 1—1,5 мм.
Для слесарей-инструментальщиков и слесарей сборщиков при-
боров крышки верстаков покрывают линолеумом. Для большей
устойчивости ножки верстака располагают друг от друга на рас-
стоянии 1,5—1,6 м. Высота верстака 0,8—0,9 мм, длина 1,5 м. Если
за верстаком работает несколько человек, его длину соответствен-
но увеличивают. Каждый верстак в зависимости от количества ра-
бочих мест оборудуется ящиками для хранения инструмента.
Верстаки бывают одноместные (индивидуальные), двухместные
и многоместные — для одновременной работы нескольких слеса-
рей. Наиболее распространенные и удобные для работы одномест-
ные и двухместные верстаки.
Верстак для слесарей по ремонту машинного, станочного обору-
дования и слесарей, которые изготовляют штампы, должен быть
прочным и массивным..
5* 67
Крышки верстаков имеют с трех сторон борта высотой 60—
80 мм, которые предназначены для удержания деталей и инструмен-
та от падения на пол. Как правило, крышки верстаков покрывают
линолеумом, что предохраняет детали от повреждения.
При выполнении точных лекальных работ общего освещения
бывает недостаточно, поэтому на каждом рабочем месте слесаря
должна быть установлена переносная электрическая лампа.
На верстаках устанавливаются слесарные тиски, предназначен-
ные для закрепления обрабатываемых деталей. Для обработки
крупных деталей применяют параллельные поворотные (фиг. 14) и
неповоротные тиски с губками длиной 120—150 мм, а для обработ-
ки мелких деталей применяют параллельные поворотные тиски
Фиг. 14. Тиски поворотные.
с губками длиной 90 мм. Для прецизионно-лекальных работ при-
меняют параллельные тиски с длиной губок 60 мм.
В отдельных случаях при обработке деталей весьма малых габа-
ритов (деталей часового механизма и различных приборов) при-
меняют ручные тиски (фиг. 15, а и б).
Корпусы параллельных тисков (как поворотных, так и непово-
ротных) отливают из серого чугуна. К губкам тисков привинчивают
закаленные пластины, которые имеют перекрестную насечку, слу-
жащую для увеличения трения между губками и зажатой в них об-
рабатываемой деталью.
Винты тисков, предназначенные для перемещения подвижной губ-
ки, изготовляются из конструкционной углеродистой стали с пря-
моугольной (ленточной) резьбой и закаливают до твердости
HRC35-7-40. Гайки для винтов изготовляются из ковкого чугуна или
серого литейного перлитного чугуна.
Основная причина выхода из строя параллельных тисков — по-
ломка гайки винта или разрыв винта. Поэтому для устранения по-
ломок тисков слесарю необходимо:
а) следить за тем, чтобы винт и гайка всегда были чистые и
смазаны солидолом или смесью солидола и машинного масла, в про-
тивном случае резьба гайки быстро сработается или произойдет
заедание резьбы винта и гайки;
68
б) при зажатии детали в тисках не прикладывать больших уси-
лий для зажатия (не применять рычагов для зажима), так как это
может привести к срыву резьбы в гайке или винте или к разрыву
винта;
0150
Фиг. 16. Пневмопружинные
тиски.
зубилом за-
селения, не
тиски:
б — для
Фиг. 15. Ручные
а — обыкновенные;
мелких работ.
в) не производить рубки
готовок, имеющих большие
ударять сильно молотком сверху по заго-
товке при загибе ее в тисках, произво-
дить в тисках загибки больших сечений.
Эту работу необходимо выполнять не в
тисках, а на наковальне или других при-
способлениях.
Повышению производительности и об-
легчению условий труда слесаря способ-
ствует применение пневмо-пружинных ти-
сков (фиг. 16).
Основной особенностью пневмопружинных тисков является то,
что рабочее усилие для зажатия детали создается в них пружинами,
а кратковременно действующее усилие для освобождения детали
(отвод подвижной губки) осуществляется сжатым воздухом.
При помощи рычажного устройства тисков можно получить за-
жимное усилие до 1000 кг при давлении воздуха в сети в 3 атм.
В конструкции тисков предусмотрено регулирование величины
зажимного усилия, что дает возможность зажатия обрабатываемых
деталей с широким диапазоном размеров, включая тонкостенные и
весьма ажурные детали.
69
Одним из условий повышения производительности труда являет-
ся правильное размещение инструмента на верстаке в период ра-
боты. Инструменты и приспособления должны располагаться в та-
ком порядке: все то, что берется левой рукой, нужно располагать
в левой части верстака, то, что берется правой рукой — в правой
части верстака.
Предметы, которыми слесарь пользуется чаще, располагают
ближе к рабочему месту и, наоборот, то, чем пользуются реже, —
дальше от рабочего места. Такое расположение должно быть по-
стоянным, чтобы слесарь во время работы мог брать нужный пред-
мет, не затрачивая много времени на отыскание его.
Хранить инструмент следует в выдвижных ящиках или в шкафу
в таком порядке, чтобы режущий инструмент — напильники, метчи-
ки, развертки, сверла и т. п. — не портился, а мерительный инстру-
мент— штангенциркули, микрометры, различные калибры и т. п.—
не получал забоин и царапин от ударов.
Для этого в выдвижном инструментальном ящике слесарного
верстака делают поперечные полочки шириной 150—160 мм. Каж-
дая ячейка должна предназначаться для одного вида инструмента.
В одном из инструментальных ящиков, вдоль его боковых сто-
рон, прибивают по 3—4 ступенчатых планки, на которые кладут
напильники, при этом напильники больших размеров располагают
на нижних ступеньках, а малых — на верхних.
Дно ящика делят на несколько клеток для хранения сверл, раз-
верток, метчиков и плашек.
На остальной площади ящика необходимо хранить более гру-
бый инструмент, как-то: молотки, зубила, крейцмейсели и т. д.
После окончания работы напильники необходимо очищать от
металлических1' опилок и грязи проволочной щеткой, вытирать
чистой тряпкой или салфеткой. Рабочие части режущего и мери-
тельного инструмента следует смазывать тонким слоем вазелина.
Редко применяемый слесарный инструмент должен храниться в
инструментальной кладовой.
^Слесарный рабочий инструмент
В слесарном деле наиболее распространенной операцией являет-
ся опиливание, при котором слой металла срезается напильником.
Напильники изготовляются из стали марки У13 или У13А
(допускается изготовление напильников из стали марки ШХ15)
в виде брусков различной длины и различного профиля. По форме
сечения напильники могут быть следующих типов: плоские, квад-
ратные, трехгранные, круглые, полукруглые, ромбические и ножо-
вочные. Формы сечения напильников приведены на фиг. 17.
Напильники имеют перекрестную насечку (двойную): основ-
ную— под углом 25° и вспомогательную — под углом 45° (фиг. 18).
Узкие стороны плоских и ножовочных напильников имеют оди-
70
парную насечку с углом 25° с количеством насечек, равным количе-
ству основных насечек широких сторон.
Длина 'напильников может быть от 100 до 400 мм.
Фиг. 17. Формы
сечения напиль-
ников:
а — плоские;
б — квадратные;
в — трехгранные;
г — круглые;
д — полукруглы ;
е — ромбические;
ж — ножовочные.
изделий. По
Фиг. 18. Углы насечки зубьев напильников.
По количеству основных насечек на длине 1 см
напильники делятся на шесть номеров: № 0 — дра-
чевые, № 1—личные и № 2—5 — бархатные на-
пильники.
Количество основных насечек на 10 мм длины
напильника приведено в табл. 23.
Драчевые напильники применяют для предвари-
тельной грубой обработки изделия.
Однако при обработке драчевыми напильника-
ми нельзя получить высокую чистоту поверхности.
Для получения чистых и точных поверхностей при-
меняют личные напильй^ки. При обработке цветных
металлов применять личные напильники не реко-
мендуется, так как их зубья быстро засаливаются
(забиваются) стружкой. Бархатные напильники
применяют при отделке или доводке поверх-
ностей.
Маленькие напильники с мелкой насечкой на-
зываются надфилями. Их применяют для обработки
изделий в местах, не доступных для проникновения
обычных напильников, или при изготовлении мелких
форме сечения надфили могут быть следующих
типов: плоские, квадратные, трехгранные, круглые, полукруглые,
Таблица 23
Количество основных насечек на 10 мм длины напильника
Длина напиль- ника в мм Номер насечки
0 1 1 1 2 | 3 1 4 1 5
Количество основных насечек
100 125 160 200 250 315 400 4,5 14 14 12 10 5 7 6 20 20 17 14 12 10 8,5 28 28 24 20 17 14 12 40 40 34 28 24 20 56 56 48 40 34 28
71
овальные, ромбические, ножовочные и пазо-вые. В зависимости
от числа насечек на 1 пог. см рабочей длины надфили, как и на-
пильники, делятся на шесть номеров. Длина рабочей части над-
филей может быть от 40 до 80 мм.
Надфили изготовляются из стали марки У12 или У12А. Кроме
гого, они могут изготовляться из стали марки У13 или У13А.
Зубило — режущий инструмент, который применяется для
рубки металла. Изготовляется зубило из углеродистой стали У7
или У8. Рабочая часть закаливается до твердости HRC 53ч-56 с по-
следующим отпуском. Ударная часть (хвостовик) зубила подверга-
ется закалке до твердости HRC 30ч-40.
Верхнюю часть зубила делают конусной, что дает возможность
наносить удары молотком по центру зубила. Угол заострения ра-
бочей части лезвия зубила зависит от твердости обрабатываемого
материала. Для твердых металлов (чугун, бронза) принимают
угол заточки а = 70°, для материалов средней твердости (мягкая
сталь) а = 60°, для мягких материалов (латунь, медь и т. п.)
а = 45°.
Размеры слесарных зубил приведены в табл. 24.
Таблица 24
Размеры слесарных зубил в мм
в L // Вх 1 //х ва
5 100 8 12 25 10 5 10
10 125 8 12 35 12 5 10
15 150 10 16 40 15 8 14
20 175 16 25 50 18 12 22
25 200 20 30 60 .20 16 28
Крейцмейсель имеет такую же форму, как и зубило, но с
более узким рабочим лезвием, так как он предназначен для выруб-
ки узких канавок и шпоночных пазов. Углы заточки рабочей части
крейцмейселей такие же, как и у зубил. Размеры крейцмейселей
приведены в табл. 25.
Термическую обработку зубил и крейцмейселей, изготовленных
из стали У7А, производят при нагреве 780—830° С с охлаждением
в масле или в воде и с последующим отпуском при температуре
270—300° С. Рабочую часть (лезвие) и хвостовую часть подверга-
ют отпуску: лезвие до соломенно-желтого цвета, головку до светло-
синего цвета.
72
Таблица 25
Размеры крейцмейселей в мм
в L /У 1 G 1 i !* 1 1з b Ьг ^2
2 150 12 15 15 30 10 55 1,5 5 10
5 150 16 20 20 35 12 60 4 8 14
8 175 16 20 20 35 12 60 7 8 14
10 175 25 30 25 45 15 65 8 12 22
12 200 25 35 30 50 15 70 10 12 22
15 200 25 40 35 55 18 80 13 12 22
Ручные ножовки (фиг. 19) применяются для резки метал-
ла и других материалов. Ножовки могут быть с раздвижными или
цельными станками. Для работы более удобны ножовки с раздвиж-
ными станками, так как на них легко устанавливать ножовочные
полотна различной длины.
При работе ножовкой необходимо, чтобы полотно было натя-
нуто с таким усилием, при котором оно не перекашивалось бы и не
вибрировало, так как в обоих случаях полотно сломается. Ножо-
вочные полотна изготовляют из стали 20 с последующей цемента-
цией и закалкой. Кроме того, полотна изготовляются из стали марок
У8—У12, 9ХС и ХГ
Фиг. 19. Ножовочные станки:
а — раздвижной; б — иераздвижной; / и 2 — рамки; 3 — ножовочное полотно; 4 и 5 — пе-
редний и задний .углы крепления ножовочного полотна; 6 — ручка; 7 — натяжная гайка
(баранка).
Зубья ножовок нарезают на горизонтально-фрезерном станке
наборными фрезами или просекают на специальном станке.
Зубья ножовочного полотна имеют форму клина (остроуголь-
ную). Передний угол равен 0°, а задний а = 30->35° (фиг. 20).
Наиболее распространены ножовочные полотна, у которых на
25 мм длины полотна приходится 15—17 зубьев. Для резки твер-
73
дых металлов рекомендуется применять ножовочные полотна с чис-
лом зубьев 15—18 на 25 мм длины полотна. Для разрезки листо-
вого материала рекомендуется применять полотнй с 20—30 зубьями
на 25 мм длины полотна.
Во избежание заедания ножовочных полотен в разрезаемом ма-
териале зубья их разводят, т. е. смежные зубья отгибают в проти-
воположные стороны.
Габаритные размеры ножовочных полотен: длина от 150 до
350 мм, ширина от 10 до 25 мм и толщина от 0,6 до 1,2 мм.
Труборез (фиг. 21). Для резки труб различного сечения при-
меняются труборезы. Труборез состоит из стальной скобы и трех
дисковых резцов.
Для регулировки при резке труб различных диаметров один из
дисковых резцов делается передвижным.
Лобзик (фиг. 22). Для вырезки деталей из листового мате-
риала служит лобзик. Зубья режущей части лобзика должны быть
наклонены в сторону ручки станка. Поэтому лобзиком производят
резку материала при движении его на себя.
Ручные ножницы (фиг. 23). Резку тонкой листовой стали,
меди, латуни и других металлов толщиной до 1 мм производят руч-
ными ножницами. Режущую часть ножниц затачивают под углом
65—85° в зависимости от разрезаемого металла: для резки мягкого
материала угол заточки должен быть равен 65°, а для резки твер-
дого материала — 85° Резку более толстого материала производят
ножницами, показанными на фиг. 24. Резку материала на этих
ножницах производит один человек.
\ZM олотки являются ударным инструментом и служат для на-
несения ударов при рубке, правке, гибке и других операциях. Они
изготовляются из стали марок У7, У8.
Рабочие части (боек и хвостовик) подвергают закалке на дли-
ну не менее чем 15 мм с последующим отпуском; твердость этих
частей должна быть в пределах HRC 49-Z-56.
Размеры и вес молотков (табл. 26 и 27) зависят от характера
выполняемой работы; так, например, для разметочных инструмен-
тальных работ применяют молотки весом от 50 до 200 г, для раз-
личных слесарных работ применяют молотки весом от 200 до 1000 г.
Вес молотка выбирается в зависимости от рода выполняемой
работы. Практикой установлено, что при рубке на каждый мил-
лиметр ширины режущей кромки зубила должно приходиться 30—
40 г веса молотка, а для крейцмейселя — 80 г.
Молотки бывают легкого веса—от 50 до 200 г, среднего веса —
от 400 до 500 г и тяжелого веса —от 600 до 1000 г.
Ручки для молотков рекомендуется изготовлять из кизиля, ряби-
ны, клена, березы, дуба и других пород дерева, отличающихся проч-
ностью и упругостью. Длина ручки зависит от веса молотка; так,
например, для легких молотков длина ручки должна быть 250—
300 мм, для молотков среднего веса — 350 мм и для тяжелого мо-
лотка— 380—450 мм.
74
iHiniuiiMuiiiiiii;
зубьев ножовочного
полотна.
Фиг. 21.
Труборез-
Фиг. 23. Ручные ножницы для резки
листового металла.
Фиг. 24. Рычажные ножницы
для резки листового металла.
76
Таблица 26
Размеры слесарных молотков (с круглым бойком) в мм
Вес в г н А । в D b h
200 80 26 25 21 20 24 10 20
400 100 34 31 26 26 31 12 25
500 105 37 36 30 28 33 15 30
600 ПО 40 37 30 30 36 15‘ 30
800 120 43 41 33 32 40 18 32
1000 130 45 42 34 34 44 18 32
Таблица 27
Размеры слесарных молотков (с квадратным бойком) в мм
Вес в г н А в b h
50 70 12 12 7 12
100 80 15 15 9 16
200 100 19 19 10 20
400 115 25 25 12 25
500 120 27 27 15 30
600 125 29 29 15 30
800 130 33 33 18 32
1000 135 35 35 18 32
76
Бородки и обжимки. При производстве клепальных работ
слесарь использует бородки и обжимки.
Бородок слесарный предназначен для правки просверленных
отверстий под заклепки, для выбивания забракованной заклепки,
для пробивки отверстий в тонком листовом металле и т. п.
Бородки изготовляются из стали марок У7, У8. Рабочая часть
закаливается и отпускается до твердости HRC 53 -и 56. Хвостовая
часть бородка тоже закаливается до твердости HRC 35 <- 40.
Для работы слесаря рекомендуется набор бородков, размеры
которых приведены в табл. 28.
Таблица 28
Размеры бородков в мм
1
2
3
4
6
8
85
90
100
120
150
175
5
5
6
8
10
13
10
10
10
10
15
15
9°30'
6°30'
7°10'
7°30'
6°50'
6°30'
бородок, на рабочем конце кото-
Обжимка представляет собой
рого имеется лунка по форме головки заклепки.
Обжимки предназначены
для обжима головки заклепки
со стороны заклепывания. Из-
готавливаются они из стали
марок У7 и У8. Раоочая часть
обжимок закаливается с после-
дующим отпуском до твердости
HRC 50 <-53.
Рекомендуется иметь набор
обжимок с размерами, указан-
ными в табл. 29.
Чеканки (фиг. 25) слу-
жат для обжатия кромок ли-
стов И ГОЛОВОК заклепок для фиг> 25. Чеканки:
получения герметичности шва. а — остроконечные: б — радиусные!.
В отличие от слесарных зубил чеканки изготовляются с плоскими
и закругленными рабочими гранями.
Чеканки изготавливают из стали марок У7 и У8.
77
Таблица 29
Диаметр
заклепок
Размеры обжимок в мм
1 1,1 0,5 90
1,2 1,3 0,6 90
1,4 1,5 0,7 90
1,7 1,8 0,9 90
2 2,1 1,1 90
2,3 2,4 1,3 90
2,6 2,8 1,4 90
3 3,1 1,6 100
3,5 3,7 1,8 110
4 4,1 2,1 120
5 5,1 2,6 130
6 6,5 3,2 140
7 7,5 3,7 150
8 8,3 4,2 160
8
8
10
10
10
10
12
12
14
16
18
20
22
22
4
4
5
5
5
6
7
8
9
11
13
15
17
18,5
15
15
15
15
15
15
15
20
20
24
28
32
36
36
8
8
10
10
10
15
15
15
8
8
10
10
10
10
10
10
12
14
16
18
20
20
Фиг. 26. Типы гаечных ключей.
Ключи гаечные. Слесарю-сборщику, а также слесарю-ин-
струментальщику необходимо иметь набор ключей различных раз-
меров и типов (фиг. 26).
78
Ключи бывают гаечные, рожковые, торцовые, рычажные, коло-
воротные и др.
В слесарном деле очень часто применяются раздвижные ключи
(фиг. 27).
Фиг. 28. Предельный (тарированный) ключ.
гранями, куда входят зубья стакана 9.
При работе ключами необходимо, чтобы зевом ключа хорошо
охватывалась головка винта или гайки, это предохранит работаю-
щего от травматизма и сохраняет от повреждения грани головки
болта или гайки.
При сборке различных
станков и приборов
иногда применяют пре-
дельный (тарированный)
ключ (фиг. 28), который
не допускает приложения
усилия для завинчивания
гаек выше установленного
предела, что предотвра-
щает срыв резьбы или
разрыв стержня болта.
Этот ключ состоит из
шпинделя 5, на котором
крепится сменная голов-
ка Л На противополож-
ном конце шпинделя при
помощи винта 8 крепится
стакан 9 с рукояткой 10.
В корпус шпинделя за-
прессован штифт 7, кон-
цы которого заходят в про-
рези гильзы 6, гильза
имеет пазы с наклонными
Гильза 6 удерживается в зацеплении пружиной 4, которая регули-
руется гайкой 3 с контргайкой 2.
Принцип работы этого ключа заключается в том, что, когда
усилие затяжки гайки превышает усилие пружины 4t зубья стака-
на 9 выходят из пазов гильзы 6.
79
Шаберы (фиг. 29) в зависимости от формы обрабатываемой
ими поверхности делятся на плоские, трехгранные, фасонные и др.
Шаберы изготовляются из углеродистой стали марок У10, У12
или из хромистой стали марок ХГ и 9ХС. Рабочая часть шабера
калится до твердости HRC 62-ь65.
Фиг. 29. Шаберы:
а — плоские; б — со вставной пластинкой; в — трехгранный; г — фигурны
Если необходимо производить шабрение поверхности детали
из белого чугуна или другого твердого материала, применяется ша-
бер, который оснащен пластинкой из твердого сплава марок ВКб
или Т15К6.
Плоские шаберы применяются для обработки плоских поверх-
ностей. Длина их 200—400 мм, ширина 15—30 мм, толщина режу-
щей части 2—4 мм.
Угол заострения плоского шабера равен 90°. Для грубого шаб-
рения применяется шабер с углом заострения 75—80°. Для шабре-
ния цилиндрических и вогнутых поверхностей применяют трехгран-
ные шаберы как прямые, так и изогнутые, с углом заострения 60°.
Для шабрения различных сложных поверхностей применяют
фасонные шаберы, форма которых подбирается в зависимости от
профиля шабруемой поверхности детали.
кХИзмерительный инструмент
Детали изготовляют с различными отклонениями от номиналь-
ных размеров, указанных на чертеже, в зависимости от требуемой
точности. Многие причины и обстоятельства при измерении приво-
дят к тому, что действительный размер детали отличается от раз-
мера, показываемого измерительным прибором.
Разность между результатом измерения и действительным раз-
мером детали называется погрешностью измерения. Величина этой
погрешности характеризует точность производимого измерения.
ВО
Погрешность при измерении может быть положительной или отри-
цательной, т. е. результат измерения может быть больше или мень-
ше действительного размера детали.
Точность измерения деталей зависит от измерительного прибора
или измерительного инструмента, которым производят измерения.
Кроме того, на точность измерения также влияет чистота поверх-
ности и температура детали.
Для получения одинаковых условий измерения общесоюзным
стандартом установлено, что измерение следует производить при
температуре 4-20° С.
В зависимости от конструкции измерительного инструмента
и способа измерения измерительные приборы и инструменты делятся
на штриховые, рычажно-индикаторные, концевые меры длины, при-
боры для измерения углов и конусов, оптические и интерференци-
онные.
К штриховым инструментам относятся: масштабные линейки,
штангенциркули, штангенглубиномеры, штангенрейсмусы, угломеры
с нониусом, микрометры, микрометрические глубиномеры и штих-
масы. Штриховыми они называются потому, что на одной из их
частей нанесены деления (штрихи), а на другой — риски указателя.
К рычажно-индикаторным инструментам относятся индикаторы
часового и рычажного типа, чувствительные микрометры и мини-
метры.
На рычажно-индикаторных инструментах имеется неподвижная
шкала и движущаяся стрелка, которая указывает размер измеряе-
мой детали.
К концевым мерам относятся плоскопараллельные концевые ме-
ры длины и щупы.
Для измерения углов и конусов служат угловые плитки, синус-
ные линейки, угольники и угломеры.
К оптическим приборам относятся: оптиметры, микроскопы, про-
екционные компараторы.
Для измерения по методу интерференции применяют наборы спе-
циальных плоскопараллельных стекол.
Масштабная линейка предназначена для разметки, измерения
длины и т. п. На ней нанесены шкала с ценой деления миллиметр и
пол миллиметра, поэтому точность измерения равняется 0,5 мм. Из-
готовляют масштабные линейки из углеродистой стали марок У7
или У8.
^Штанге нциркуль — измерительный инструмент, состоящий
из двух щек (губок): одной, неподвижно соединенной с масштаб-
ной линейкой (штангой), и другой, скользящей вдоль линейки и
снабженной нониусом.
Имеется два типа штангенциркулей: с точностью измерения до
0,1 мм (фиг. 30) и с повышенной точностью до 0,05 и 0,02 мм
(фиг. 31), которые применяются для более точных наружных и вну-
тренних измерений. Штангенциркуль с точностью измерения до
0,1 мм имеет глубиномер,
6 >656 81
Штангенциркуль для отсчета долей миллиметра имеет нониус,
шкала которого разделена на десять равных частей и занимает дли-
ну, равную девяти делениям шкалы линейки, т. е. 9 мм.
Следовательно, одно деление нониуса составляет 0,9 мм, т. е.
оно короче каждого деления линейки на 0,1 мм.
Фиг. 30. Штангенциркуль с глубиномером.
Если сомкнуть вплотную ножки штангенциркуля, то -нулевой
штрих нониуса будет точно совпадать с нулевым штрихом линейки.
Остальные штрихи нониуса, кроме последнего, такого совпадения
Фиг. 31. Штангенциркули с точностью
отсчета 0,05 и 0,02 мм.
иметь не будут: первый штрих нониуса не дойдет до второго штри-
ха линейки на 0,1 мм; второй штрих нониуса не дойдет до второго
штриха линейки на 0,2 мм и т. д.
Десятый штрих нониуса будет точно совпадать с девятым штри-
хом линейки.
Если сдвинуть рамку таким образом, чтобы первый штрих но-
ниуса (не считая нулевого) совпал с первым штрихом линейки, то
между ножками штангенциркуля получится зазор, равный 0,1 мм.
При совпадении второго штриха со вторым штрихом линейки зазор
между ножками уже составит 0,2 мм, при совпадении третьего
штриха нониуса с третьим штрихом линейки зазор будет 0,3 мм
и т. д. Следовательно, тот штрих нониуса, который точно совпадает
с каким-либо штрихом линейки, показывает число десятых долей
миллиметра.
Штангенциркуль с точностью до 0,02 мм имеет нониус, шкала
которого длиной 12 мм разделена на 25 равных частей, масштаб
£2
нониуса равен 12:25 — 0,48 мм, а так как линейка имеет цепу де-
ления 0,5 мм, то точность отсчета составит разность цены деления
линейки и нониуса (0,5—0,48 = 0,02 мм).
Фиг. 32. Штангенглубиномер.
Штангенглубиномеры (фиг. 32) применяются для изме-
рения глубины несквозных отверстий, выточек, канавок, пазов,
уступов и т. д.
При совпадении нулевых делений но-
ниуса и штанги измерительный конец дол-
жен находиться в одной плоскости с ра-
бочей поверхностью рамки штангенглу-
биномера.
Штангенглубиномеры изготовляются
с точностью отсчета по нониусу, равной
0,1; 0,02 и 0,05 мм, и величиной наиболь-
шего измеряемого размера 100; 125; 150;
200; 250; 300; 400 и 500 мм.
Способ измерения штангенглубиноме-
ром заключается в следующем: штанген?
глубиномер своим основанием устанав-
ливается на края отверстия, а масштаб-
ная линейка выдвигается до упора в дно
отверстия. Отсчет производится так же,
как и на штангенциркуле.
Микрометр (фиг. 33) — более точ*
ный измерительный инструмент, который
предназначен для измерения наружных
размеров с точностью до 0,01 мм.
Микрометр состоит из: скобы, пятки,
Фиг. 33. Микрометры.
гильзы, микрометрического винта, втулки,
трещотки и стопора. Основной частью, на которой монтируется
микрометр, является скоба. В скобу запрессована неподвижная
пятка.
По окружности наружного диаметра гильзы нанесены миллимет-
ровые и полумиллиметровые деления. Внутри гильзы установлена
гайка, в которую ввинчивается микрометрический винт, имеющий
гладкий полированный конец, измерительную полированную плос-
кость на торце и резьбу с шагом 0,5 ммх изготовленную по второму
классу точности. В микрометрический винт устанавливается головка
с трещоткой. При каждом полном обороте микрометрического вин-
та гильза и винт перемещаются на 0,5 мм. Для отсчета долей мил-
лиметра на гильзе имеются 50 равных делений. Поэтому поворот
гильзы на одно деление переместит винт на 7бо шага.
Фиг. 34. Микрометр резьбовой.
Точность измерения микрометра равна шагу микрометрического
винта, деленному на число делений гильзы, т. е. 0,5 : 50 = 0,01 мм.
Для равномерного нажима микрометрического винта на измеряе-
мую поверхность имеется трещотка.
Отсчет показаний производится так:
1 мм и 0,5 мм отсчитываются по числу
делений на втулке, а сотые доли мил-
лиметра определяются по делениям на
гильзе, совпадающим с делениями на
втулке.
Для измерения применяют микро-
метры с пределами измерений от 0 до
25 мм, от 25 до 50 мм, от 50 до 75 мм,
от 75 до 100 мм и т. д.
Для измерения среднего диаметра
резьбы применяются резьбовые микро-
метры (фиг. 34), которые вместо глад-
кой пятки и шпинделя имеют сменные
Фиг. 35. Микрометрический вставки, соответствующие шагу резьбы,
глубиномер. Микрометрический глуби-
номер (фиг. 35) служит для измере-
ния глубин и высот. Он состоит из подвижной части микрометра,
а вместо скобы имеет опорную линейку. Предел измерения микро-
метрического глубиномера 0—25; 0—50; 0—75 и 0—100 мм в зави-
симости от количества сменных стержней. Цена деления в микро-
метрическом глубиномере 0,01 мм.
Индикатор — весьма распространенный измерительный ин-
струмент. Применяются индикаторы для измерения отклонений от за-
данного размера, а также для проверки правильности взаимного
расположения поверхностей в узлах машин,
84
Фиг. 36. Общий вид индикатора
с рычажным механизмом и стойкой.
На фиг. 36 изображен общий вид индикатора со стойкой. Он
состоит из измерительного штифта, который при помощи червячной
нарезки сцепляется с червячным колесом. При опускании или под-
нятии штифта червячное колесо передает вращение оси стрелке. Для
устранения мертвого, хода служит колесо, которое сцепляется с ма-
лой шестерней, закрепленной на оси стрелки, и,поджимает ее в од-
ну сторону при помощи винтовой
пружины, которая давит на изме-
рительный штифт в одну сторону.
Чтобы установить стрелку в ну-
левое положение, необходимо ци-
ферблат повернуть в нужное на-
правление. Цена деления цифер-
блата равна 0,01 мм.
Угломеры существуют двух
типов: транспортирные и универ-
сальные.
Транспортирный угломер со-
стоит из транспортира, к которо-
му прикреплена подвижная ли-
нейка. В прорези транспортира
имеется приспособление для ми-
крометрической подачи рычага
с нониусом.
Для того чтобы произвести из-
мерения угла обрабатываемой
детали, подвижную линейку пред-
варительно устанавливают на
нужный угол по нулевому деле-
нию нониуса. Далее закрепляют винт микрометрической подачи
нониуса и угломер при помощи микрометрического винта оконча-
тельно устанавливают по нониусу.
Отсчет показаний угломера производят по шкале на транспор-
тире и нониусу. Сначала замечают, какой штрих шкалы полудис-
ка прошел нулевой штрих нониуса; числовое значение этого штри-
ха даст нам величину угла в градусах. Для определения числа ми-
нут замечают, с каким штрихом полудиска совпадает штрих нони-
уса. Порядковый номер этого штриха нониуса покажет число минут
в измеряемом угле.
Этим угломером можно измерять величины углов от 0 до 180°
Универсальным угломером можно измерять величину углов от
0 до 320°.
Нониус универсального угломера устроен так, что деления
его нанесены от нулевого положения в обе стороны (вправо и
влево).
На фиг. 37 изображен универсальный угломер системы Семе-
нова. По сектору 7, на котором нанесена основная градусная шка-
ла, перемещается пластинка 2, на которой закреплен нониус 3. На
85
пластинке 2 с помощью державки 4 крепится угольник 5 с закреп-
ленной линейкой 6. Пластинка 7 жестко прикреплена к сектору 1.
Несмотря на то, что основная шкала угломера нанесена на ду-
ге 130°, все же путем различных комбинаций в установке деталей
угломера можно производить измерение углов от 0 до 320°
—Величина одного деления
Фиг. 37. Универсальный угломер
системы Семенова.
нониуса составляет 2'. Соответ-
ствующей установкой инстру-
мента размещают стороны из-
меряемого угла детали между
пластинкой 7 и линейкой 6
и при помощи сектора 1 и но-
ниуса 3 производят необходи-
мые измерения.
Микрометриче с к и й
штихмас (фиг. 38) приме-
няется для измерения внутрен-
них размеров деталей, отвер-
стий, пазов и т. д. Он состоит
из микрометрического винта,
барабана, гильзы со стопором
и наконечника. При измерении
штихмас вводят в отверстие
строго по его диаметру и постепенно раздвигают наконечники микро-
метрической головки до соприкосновения со стенками отверстий.
Фиг. 38. Микрометрический штихмас.
Штихмасом можно производить измерения отверстий диаметром
от 35 мм и более.
Щупы (фиг. 39) применяются для определения величины зазора
между сопрягаемыми деталями. Набор щупов состоит из пластинок
толщиной от 0,04 до 2 мм (20 шт.), собранных в обойму.
Резьбомер (фиг. 40) представляет собой набор пластинок с
точно нанесенными профилями резьб и шагом. Резьбомеры встре-
чаются двух типов — для измерения метрической резьбы и для из-
мерения дюймовой резьбы.
Для проверки шага резьбы подбирают пластинку резьбомера,
профиль которой совпадает с проверяемой резьбой болта или гай-
ки. На пластинках резьбомера указаны шаг или число ниток.
86
Калибры изготовляют в виде пробок (фиг. 41)—для измере-
ния размеров отверстий и в виде скоб (фиг. 42) — для измерения
наружных размеров.
При проверке отверстия .пробкой проходная ее сторона должна
иметь наименьший допустимый размер отверстия. Проходная сто-
рона скобы должна быть равна наибольшему допустимому размеру.
ZZ/7P диаметров от Згбмм
с С -
Фиг. 41. Предельные калибры-пробки:
а—плоская; б—круглые.
Непроходная сторона пробки должна иметь размер, равный
наибольшему допустимому размеру отверстия, а непроходная сто-
рона скобы — наименьшему размеру вала.
Пробки с наименьшим предельным размером называются прием-
ными и обозначаются ПР (проходная). Пробки с наибольшим пре-
дельным размером называются браковочными и обозначаются НЕ
(непроходная).
Если отверстие изготовлено правильно, проходная сторона ка-
либра-пробки должна входить в отверстие свободно под действием
собственного веса. Непроходная сторона калибра-пробки в отвер-
стие входить не должна.
Для проверки резьбы применяются резьбовые калибры-пробки
и калибры-кольца (фиг. 43).
Плоскопараллельные плитки (фиг. 44) применяются
для контроля точных линейных размеров измерительных инстру-
87
ментов и точных деталей. Плитки изготовляются из инструменталь-
ной легированной стали марок ХГ и X в виде брусочков или пла-
стинок.
Фиг. 42. Предельные калибры-скобы:
а, б — цельные; в — составная.
Противоположные стороны плиток являются измерительными по-
верхностями, имеющими точные размеры.
Фиг. 43. Резьбовые калибры:
а — кольцо; б — пробки.
Плоскопараллельные плитки изготовляются наборами по 9; 10;
32; 42; 87 и 103 шт. Путем различных комбинаций плиток большо-
го набора можно получить любые размеры с интервалом 0,001 мм.
Угольники (фиг. 45) применяют для проверки углов. Точ-
ность деталей проверяется на просвет, который образуется между
88
угольником и деталью; при этом достигается точность измерения
до 0,01 мм.
Фиг. 44. Плоскопараллельные плитки.
Угольники изготовляют из стали 20
обработке — цементации и закалке.
Шаблоны применяются для про-
верки профиля обрабатываемой де-
тали в открытых, закрытых и глу-
хих местах. Сущность проверки за-
ключается в следующем: проверяе-
мую деталь покрывают тонким
слоем краски (ультрамарин или са-
жа, разведенные в минеральном
масле) й шаблоном водят по про-
веряемой поверхности. На шаблоне
останутся следы краски, по которой
и определяют погрешность поверх-
ности. Проверку открытого места
профиля можно производить на про-
свет, без покрытия деталей слоем
краски.
и подвергают термической
Фиг. 45. Угольники:
а — с пяткой; б — без пятки.
IV. РАЗМЕТКА ДЕТАЛЕЙ
Разметочный инструмент
При обработке деталей сложной конфигурации приходится вы-
полнять большое число различных операций. Чтобы не допустить
ошибки в размерах в процессе обработки, на поверхность заготовки
89-
наносят точно по чертежу размеры в виде контурных линий (рисок),
обозначающих границы, до которых необходимо снять припуски
металла при обработке. Операция нанесения размерных рисок на
деталь называется разметкой.
Слесарь часто встречается с изготовлением деталей, которые
для удобства обработки необходимо разметить по чертежу. Поэтому
слесарь должен хорошо разбираться в чертежах.
Разметка бывает плоскостная и про-
странственная. При плоскостной разметке*
наносят риски только на одной плоскости
детали, например разметка по шаблону
гаечного ключа и др. При пространствен-
Фиг. 47. Рейсмус.
Фиг. 46. Разметочная плита
ной разметке наносят риски в разных плоскостях под разными
углами.
Разметочные плиты. Разметка выполняется при помощи
разметочного инструмента на специальной разметочной плите
(фиг. 46).
Разметочные плиты отливают из серого чугуна и после искус-
ственного старения подвергают точной механической и слесарной
обработкам.
Плиты бывают различных размеров, например: 1200 X 1200 мм;
1500 X 3000 мм; 3000 X 5000 мм.
Устанавливают плиты на деревянных столах или на кирпичном
фундаменте; плиты больших размеров устанавливают точно по
уровню так, чтобы рабочая поверхность была строго горизонтальна.
При разметке деталей пользуются следующими инструментами.
Рейсмус (фиг. 47) служит для нанесения рисок на деталях.
Он состоит из основания, изготовленного из чугуна, стойки, хому-
тика для крепления чертилки и винта, при помощи которого закреп-
ляют чертилку в нужном положении.
Чертилка изготовляется из инструментальной стали, конец ее
закаливают для того, чтобы она имела достаточную твердость и не
притуплялась во время работы.
Циркуль (фиг. 48) применяется для нанесения линейных раз-
меров на обрабатываемую деталь, деления линий на части, для
разметки окружностей, деления углов и т. д.
00
Масштабная линейка с подставкой (фиг. 49) предназна-
чена для определения расстояния от конца чертилки до плиты.
Разметочный штангенциркуль (фиг. 50) применяют
для разметки окружностей больших размеров. Он состоит из штан-
Фиг. 48. Разметочные циркули:
а — пружинный; б — со скобой.
ги с миллиметровым делением и двух
ножек — неподвижной и подвижной
с нониусом.
Шт а н г е н р е й с м у с (фиг. 51)
служит для более точной проверки цен-
тров, высот и других разметочных
линий.
Фиг. 49. Масштабная
линейка с подставкой.
Кернер (фиг. 52) служит для нанесения углублений на рисках.
Изготовляется кернер из инструментальной стали марок У7 иУ8.
Рабочая часть после закалки должна иметь твердость HRC 53н-58
а хвостовая часть HRC 30—40.
При использовании кернеров обычной конструкции, вследствие
неодинаковой силы удара молотком по бойку, кернер углубляется
в размечаемую деталь на разную глубину.
Кроме того, при неправильном ударе кернер соскакивает (сме^
щается) с намеченной риски.
Применение автоматического кернера устраняет приведенные
недостатки. Для нанесения углублений автоматическим кернером
достаточно только установить его на проведенную риску и нажать
91
на верхний торец; в результате взаимодействия отдельных частей
автоматического кернера острие его ударится в металл и оставит
в нем керно определенной глубины.
Фиг. 50. Разметочный штангенциркуль.
Призмы (фиг. 53) служат базой для установки на плиту ци-
линдрических деталей. Изготовляются они из стали 20 или ХГ с по-
следующей цементацией и закалкой. После закалки их шлифуют
и тщательно доводят.
Призмы изготовляют различных типов и форм. На них чаще
всего размечают валы, втулки, оси, муфты и т. д.
Домкраты (фиг. 54) — приспособления, при помощи которых
устанавливают на разметочной плите детали различных форм.
Струбцина (фиг. 55) предназначена для крепления деталей
к призмам, угольникам, столу и т. п.
Перед разметкой следует произвести следующую подготовитель-
ную работу.
Заготовки или детали, подлежащие разметке, тщательно очи-
щают от грязи, окалины, исправляют неровности и т. п.
92
Ознакомившись с чертежом, определяют порядок разметки и
установку деталей или заготовок на плите. Для того чтобы прово-
димые линии на размечаемых поверхностях были хорошо видны,
производят окраску деталей.
Фиг. 52. Кернер:
а — обыкновенный;
б —автоматический.
Фиг. 54. Домкраты.
Фиг. 55. Струбцина.
Для приготовления краски берут один килограмм мела и раз-
водят его в 7—8 л воды, после кипячения раствора в него добав-
ляют 50 г столярного клея.
Окраску поверхностей можно также производить раствором
медного купороса; на один стакан воды берут три чайные ложки
купороса. При помощи кисти раствором купороса покрывают раз-
меточные поверхности заготовки, вследствие чего на ее поверхно-
93
сти оседает тонкий слой окиси меди. В данном случае риска,
проведенная чертилкой, отчетливо и ясно видна на заготовке или
размечаемой детали.
На размечаемой заготовке (детали) необходимо в первую оче-
редь провести оси и основные линии, которые определяют положе-
ние базы. За базу принимают поверхность, от которой можно про-
изводить разметку других поверхностей заготовки.
Примеры разметки деталей
Пример 1. Дана окружность радиуса /?. Необходимо разделить ее на три раз-
ные части. Для этого из любой точки пересечения осевых линий с окружностью
(на фиг. 56 точка D) описываем дугу радиусом R до пересечения с данной окруж-
ностью в точках А и В.
Фиг. 56. Деление окружности на три части.
Точки С, В и А делят окружность на три равные части. Соединив прямыми ли-
ниями точки А, В и С, получим вписанный равносторонний треугольник.
Фиг. 57. Деление окружности на четыре части.
Пример 2. Дана окружность с центром О. Необходимо разделить ее на четы-
ре равные части. Для этого проводим через центр окружности две взаимно пер-
пендикулярные осевые линии. Точками 1, 2, 3 и 4 пересечения осевых линий с
окружностью последняя делится на четыре равные части. Соединяя прямыми
точки 7, 2, 3, 4, получаем вписанный квадрат (фиг. 57).
Пример 3. Необходимо разделить окружность на пять равных частей (фиг. 58).
Проводим две взаимно перпендикулярные линии и из точки О их пересечения
описываем окружность заданного диаметра. При этом получаем точки А и В пе-
ресечения горизонтальной осевой и точки 1 и С—вертикальной осевой линии
с окружностью. Из точки А описываем дугу радиусом, равным радиусу окружно-
сти и получаем точки а и b пересечения этой дуги с окружностью.
94
Соединяя точки а и b прямой, получаем точку К. Из точки К описываем дугу
радиусом, равным расстоянию от точки К до точки 1. Пересечение этой дуги е
горизонтальной осевой линией дает точку М. Отрезок 1М равен стороне вписан-
ного правильного пятиугольника. Далее, откладывая^ по окружности отрезок 1М>
делим ее в точках 1, 2, 3 и 5 на пять равных частей.
Фиг. 58. Деление окружности на пять частей.
Соединяя прямыми точки 1, 2, 3, 4 и 5, получаем вписанный пятиугольник.
Пример 4. Необходимо разделить окружность на шесть равных частей (фиг. 59).
Радиусом АО из любой точки на окружности (например, из точки 1) делают шесть
засечек (/, 2, 3, 4, 5 и 6), которые и разделяют окружность на шесть равных
частей.
Фиг. 59. Деление окружности на шесть частей.
Соединяя прямыми точки 1, 2, 5, 4, 5 и 6, получаем вписанный правильный
шестиугольник.
Деление окружности на любое число равных частей. С доста-
точной для практики точностью можно делить окружность на лю-
бое число равных частей по таблице хорд; значение коэффициен-
тов для определения хорд приведены в табл. 30
Таблица 30
Значения коэффициентов для определения хорды
Число делений окружно- сти Коэффи- циент Число делений окружно- сти Коэффи- циент Число делений окружно- сти Коэффи- циент Число делений окружно- сти Коэффи- циент
1 0,000 6 0,500 11 0,282 16 0,195
2 1,000 7 0,434 12 0,258 17 0,184
3 0,866 8 0,383 13 0,239 18 0,174
4 0,707 9 0,342 14 0,223 19 0,165
5 0,587 10 0,309 15 0,208 20 0,156
95
Продолжение табл. 30
Число делений окружно- сти Коэффи- циент Число делений окружно- сти Коэффи- циент Число делений окружно- сти Коэффи- циент Число делений окружно- сти Коэффи- циент
21 0,149 41 0,076 61 0,051 81 0,038
22 0,142 42 0,075 62 0,050 82 0,038
23 0,136 43 0,073 63 0,050 83 0,037
24 0,130 44 0,071 64 0,049 84 0,037
25 0,125 45 0,070 65 0,048 85 0,036
26 0,120 46 0,068 66 0,047 86 0,036
27 0,116 47 0,067 67 0,046 87 0,036
28 0,112 48 0,065 68 0,046 88 0,035
29 0,108 49 0,064 69 0,045 89 0,035
30 0,104 50 0,063 70 0,044 90 0,034
31 0,101 51 0,062 71 0,044 91 0,034
32 0,098 52 0,060 72 0,043 92 0,034
33 0,095 53 0,059 73 0,043 93 0,033
34 0,092 54 0,058 74 0,042 94 0,033
35 0,090 55 * 0,057 75 0,041 95 0,033
36 0,087 56 ’ 0,056 76 0,041 96 0,032
37 0,085 57 0,055 77 0,040 97 0,032
38 0,083 58 0,054 78 0,040 98 0,032
39 0,080 59 0,053 79. 0,039 99 0,031
40 0,078 60 0,052 80 0,039 100 0,031
В первой графе табл. 30 указаны числа, на которые надо раз-
делить окружность. Во второй графе указан коэффициент, на ко-
торый следует помножить диаметр делимой окружности, чтобы
определить длину хорды, равной стороне соответственного вписан-
ного многоугольника.
Пример 5. Необходимо окружность диаметром 80 мм разделить на 16 равных
частей. Для этого в первой графе находим требуемое число делений, в данном
случае 16. Этому числу во второй графе соответствует коэффициент 0,195. Умно-
жаем диаметр окружности 80 мм на 0,195 и получаем 15,6 мм. Размер 15,6 мм
откладываем циркулем последовательно по окружности 16 раз.
Разметка сопряжений
Сопряжением называется плавный переход от одной линии к
другой. Различают сопряжения двух видов: 1) сопряжения прямой
о дугой окружности и 2) сопряжение различных дуг окружностей.
Первый вид сопряжения может получиться тогда, когда сопря-
гаемая прямая будет являться касательной к окружности, т. е. ког-
да точка сопряжения будет лежать на перпендикуляре, опущенном
из центра дуги на прямую. При построении сопряжений следует
вначале вычерчивать дугу окружности, а затем прямую.
Второй вид сопряжения может получиться только при условии,
если дуги являются касательными, т. е. если точка сопряжения (ка-
сания) лежит на прямой, соединяющей центры сопрягаемых дуг.
Расстояние между центрами сопряжения дуг должно равняться
сумме их радиусов.
96
Фиг. 60. Пример сопряжения
непараллельных прямых.
Фиг. 62. Общий вид рабочего места разметчика.
7 556
97
Пример 1. Необходимо соединить дугой окружности две непараллельные пря-
мые, т. е. скруглить острый угол (фиг. 60).
Для этого проводим одну прямую параллельно стороне В А, а другую па-
раллельно ВС. Точка О пересечения прямых будет центром дуги, скругляющей
угол. Из точки О опускаем перпендикуляры на стороны угла, получаем точки а н с,
которые и будут точками сопряжения.
Описывая дугу Ос заданного радиуса, получим скругление угла.
Пример 2. Произвести сопряжение дуг окружностей (внешнее и внутреннее
касание). Для этого определяем положение центра второй дуги (фиг. 61) и из
данного центра Ох до заданной точки сопряжения а проводим линию, которая бу-
дет являться линией центров. Отложив на этой линии отрезок, равный сумме
радиусов сопрягаемых дуг, получим точку О2 — искомый центр, из которого опи-
сываем дугу радиуса Т?2-
Для построения сопряжений дуг окружностей (внутреннее касание) опреде-
ляем положение центра Ох второй дуги, через точку О± и точку сопряжения а про-
водим прямую. От центра Ох откладываем на проведенной прямой отрезок, рав-
ный разности радиусов сопрягаемых дуг, получаем точку О2— искомый центр, из
которого описываем дугу радиуса /?2.
•Общий вид рабочего места разметчика приведен на фиг. 62.
V. ВИДЫ СЛЕСАРНЫХ РАБОТ
Рубка и резка
Рубка металла — слесарная операция, состоящая в отделении
части металла от заготовки (детали). В качестве режущего инстру-
мента при рубке применяют зубило, крейцмейсель и др. Зубилом
производят удаление излишков металла, вырубку отверстий
в листовом материале, отрубку заусенцев на различных деталях и
заготовках, рубку металла на заготовки и др.
Деталь или заготовку, подвергающуюся обработке рубкой, укреп-
ляют в тисках так, чтобы она не могла сдвинуться при сильных уда-
рах молотком по зубилу.
Большое значение при рубке имеет правильное положение кор-
пуса работающего. Левую ногу необходимо выставлять на полшага
вперед так, чтобы ось ступни располагалась под углом 70° по от-
ношению к тискам. Правую ногу немного отставить назад, повер-
нув ступню на угол 40—45° по отношению к оси тисков (фиг. 63).
Держать зубило необходимо свободнее левой рукой, не сжимая
сильно пальцы, на расстоянии 25 мм от хвостовой части (фиг. 64).
При рубке зубило следует держать под углом 35° по отношению
к обрабатываемой поверхности (фиг. 65, а).
Удары молотком по хвостовой части (бойку) зубила необходи-
мо наносить сильно, уверенно и метко; при. этом смотреть нужно на
рабочую часть зубила, а не на боек, как это часто делают неопыт-
ные слесари. Молотком необходимо ударять в центр бойка зубила.
Сила удара молотка зависит от силы работающего и от приема
удара. Удар молотка может быть кистевым, локтевым и плечевым.
Плечевой удар является самым сильным. При выборе молотка
необходимо помнить, что на каждый миллиметр длины режущей
кромки зубила должно приходиться 30—40 г веса молотка, это
условие способствует увеличению производительности труда. Наи-
98
более производительной будет рубка, если снимать за один проход
слой металла толщиной 1,5—2 мм. При снятии слоя толщиной
более 3 мм рабочий быстро утомляется, а поверхность рубки полу-
Фиг. 63. Положение ног рабо-
тающего при рубке.
чается нечистой.
Зубило необходимо периоди-
чески затачивать, так как режу-
щая кромка его притупляется.
Рубку хрупких металлов (чу-
гун, бронза) рекомендуется про-
изводить от края к середине за-
готовки, чтобы избежать откалы-
Фиг. 64. Прием держания
зубила при рубке*
вания края детали. При рубке вязких металлов (мягкая сталь, ла-
тунь, медь) рекомендуется режущую кромку зубила периодически
смачивать машинным маслом или мыльной эмульсией.
Фиг. 65. Приемы рубки металла зубилом в тисках:
а — правильно; б — неправильно
Слесарю часто приходится выполнять прорубку всевозможных
канавок, шпоночных пазов, масляных канавок в подшипниках
и т. д. Эти работы выполняют при помощи крейцмейселя.
Крейцмейсель, как и зубило, при рубке устанавливают под уг-
лом 35° к плоскости обрабатываемого материала. Угол заточки его
и все остальные элементы такие же, как и у зубила. Приемы ра-
боты крейцмейселей аналогичны работе зубилом.
Для рубки крупных деталей, отливок и заготовок, кроме ручной
рубки, применяется механизированная рубка пневматическим зуби-
лом, которое приводится в действие сжатым воздухом при давлении
5—6 атм.
99
Фиг. 66. Положение работа-
ющего при резке металла
ножовкой.
Резка металла применяется в тех случаях, когда необходимо
отделить от куска металла небольшую часть, а также при вырезке
в металле углов, пазов, фигур и т. д. Резку металла производят руч-
ной ножовкой или ножницами. При резке ножовкой положение кор-
пуса работающего такое же, как и при рубке металла (фиг. 66).
Работающий удерживает ножовку
двумя руками: правой берется за руч-
ку, а левой поддерживает второй ко-
нец ножовки. Процесс резания слага-
ется из двух ходов: рабочего хода,
когда ножовка движется от работаю-
щего, и холостого хода, когда ее дви-
гают обратно; при этом резание метал-
ла не происходит.
При рабочем ходе правая рука ра-
ботающего совершает поступательное
движение, а левая производит нажим
на ножовку. Усилие нажима на но-
жовку зависит от размеров обрабаты-
ваемого материала и его твердости.
Во время холостого хода нажима
на ножовку производить не следует,
так как при этом происходит быстрое
затупление зубьев или поломка их.
В зависимости от толщины распи-
ливаемого материала подбираются но-
жовочные полотна с различными размерами зубьев. Полотна с мел-
кими зубьями, как указывалось выше, применяют при распиловке
тонких заготовок из твердого металла. Ножовки с крупными зубь-
ями применяют тогда, когда необходимо распилить заготовку или
деталь большого сечения из мягкого или вязкого металла.
Практические советы при рубке и резке металлов. При рубке
металла по уровню губок тисков удары молотком по зубилу сле-
дует наносить по направлению неподвижной губки тисков. Когда
снят первый слой металла обрабатываемой детали, ее переставляют
выше губок тисков на 1,5—2 мм и снова производят рубку этого
слоя; так процесс повторяется до тех пор, пока с детали или за-
готовки не будет удален необходимый слой металла.
Когда приходится производить рубку по разметке, деталь зажи-
мают в тиски так, чтобы разметка находилась на уровне их губок.
При этом рекомендуется рубку производить в несколько приемов,
оставляя на чистовую (окончательную) рубку не более 0,5 мм,
так как при снятии металла такой толщины получается наиболее
чистая поверхность.
Если необходимо произвести рубку широкой плоскости, для об-
легчения и ускорения этого процесса рекомендуется произвести про-
рубку канавок крейцмейселем, а затем уже зубилом срубывать
оставшийся между канавками металл.
100
Толстый листовой или полосовой материал* надрубывают с обе-
их сторон примерно на половину толщины, а затем ломают, переги-
бая его поочередно в одну или в другую сторону.
Вырубку крупных заготовок рекомендуется производить на ме-
таллической плите. При этом сначала наносят по контуру вырубки
риски, как бы размечая ее, а затем после каждого сильного удара
молотка заготовку поворачивают и, убедившись, что она надрубле-
на до значительной глубины, отламывают.
Опиливание
Опиливание — слесарная операция, при которой слой материа-
ла срезается напильником.
Для того чтобы напильник при его передвижении по опиливае-
мой поверхности детали снимал стружку (резал металл), к нему
необходимо приложить усилия в двух направлениях.
Фиг. 67. Схема прикладываемых усилий на напильник
при опиливании металла.
Прижим напильника к детали и сообщение напильнику возврат-
но-поступательного движения осуществляется обеими руками с пе-
ременно меняющейся нагрузкой в зависимости от положения на-
пильника на детали.
Движение напильника вперед и назад (нерабочее движение)
осуществляется только правой рукой, левая рука поддерживает
конец напильника, прижимая его к детали. Когда конец напильни-
ка выходит вперед за обрабатываемую деталь, усилие левой руки
необходимо постелено уменьшить. Когда конец напильника с руч-
кой находится в конечном положении от обрабатываемой детали,
нажим правой руки должен быть минимальным.
Так, все время регулируя нажим на напильник, добиваются по-
лучения ровной поверхности детали, без завалов по краям (фиг. 67).
При опиливании деталь, как правило, зажимают в тиски. При
опиливании тонкой детали следует крепить ее на деревянном брус-
ке (рис. 68), при этом нужно следить за тем, чтобы обрабатываемая
поверхность детали располагалась горизонтально, а крепление бьь
ло надежным и обеспечивало неподвижность детали.
При опиливании детали с криволинейной поверхностью следует
производить разметку ее контура.
101
Снятие с обрабатываемой детали большого количества метал-
ла необходимо производить последовательно: ножовкой, зубилом,
драчевым напильником и, когда припуск достигнет 0,3—0,5 мм,
Фиг. 68. Прием опиливания тонкой детали.
окончательное опиливание производят личным напильником, про-
веряя ровность поверхности по линейке на просвет (фиг. 69).
Кроме опиливания по разметке, слесарю приходится произво-
дить опиливание по краске. Этот прием заключается в том, что
Фиг. 69. Проверка наружного ребра
по линейке на просвет:
1 — линейка; 2 — обрабатываемая деталь.
.при контроле обрабатываемой плоскости деталь передвигают по
контрольной плите, на которой предварительно нанесена тонким
слоем краска. При передвижении детали по плите слой краски пе-
реносится на поверхность обрабатываемой детали, при этом впади-
ны на детали остаются незакрашенными. Спиливая на детали места,
покрытые краской, достигают выравнивания ее поверхности.
Для более высокой производительности и получения качествен-
ной поверхности опиливание следует производить в перекрестку, как
показано на фиг. 70. При такой обработке вначале опиливают плос-
102
кость детали справа налево под углом 30—40° к боковой стороне
тисков, а когда плоскость будет обработана, переходят к опилива-
нию слева направо.
Работая перекрестным способом, необходимо в процессе опилива-
ния следить также и за правильностью движения напильника. Если
ранее нанесенные штрихи при движении напильника в перекрестном
направлении перекрываются, значит положение напильника пра-
вильно и завала плоскости нет.
Фиг. 70. Прием опиливания металла.
После опиливания детали слесарь производит окончательную
отделку ее поверхности при помощи личных и бархатных напиль-
ников, шлифполотна и абразивных брусков.
Работая личным или бархатным напильником, необходимо сле-
дить за тем, чтобы напильник не засорялся снимаемой стружкой,
так как это приводит к нанесению царапин на обрабатываемую по-
верхность детали. Поэтому во время работы насечку напильника
следует прочищать специальной стальной щеткой.
Если необходимо произвести отделку медной или алюминиевой
поверхности, употребляемое при этом шлифполотно рекомендуется
натереть стеарином; это до некоторой степени исключает возмож-
ность его засорения.
При отделке больших поверхностей шлифполотно наклеивают
на плоские деревянные бруски. Этим достигается прямолинейность
поверхности и хорошая ее чистота.
Опиливание с припуском под закалку и доводка поверхностей
После слесарной обработки некоторые детали подвергают тер-
мообработке (цементации и закалке). При закалке изменяются раз-
меры деталей, деформируется их поверхность и т. д. Слесарю
необходимо учитывать эти изменения и детали обрабатывать с при-
пусками под закалку. После-закалки производится доводка поверх-
ностей и отверстий.
ЮЗ
Например, необходимо обработать плиту к копирному приспо-
соблению (фиг. 71), имеющую сложный рабочий контур и отвер-
стия. Обрабатывая плиту под закалку, необходимо учесть
величину припуска, с тем чтобы отверстия и контур можно было
обработать после термообработки согласно указанным на чер-
теже размерам. Например, по
Фиг. 71. Пример обработки плиты
копирного приспособления с при-
пуском под закалку.
чертежу отверстия должны иметь
диаметр 10 мм\ учитывая дефор-
мацию при закалке, обрабатыва-
ем отверстия на диаметр 9,88 мм.
Припуск на обработку отверстий
после закалки будет равен С, 12 мм.
По рабочему контуру оставляем
припуск 0,08—0,1 мм.
После термообработки отвер-
стия доводят до чертежного раз-
мера на сверлильном станке при
помощи притиров, а наружный
контур шлифовкой на шлифоваль-
ном станке.
Доводка отверстий в закаленных деталях производится с помо-
щью чугунных или латунных притиров и шлифующих порошков.
При доводке достигают высокого класса чистоты поверхности.
\Z Шабрение
Шабрение — слесарная операция, состоящая в соскабливании
тонких слоев металла в виде стружек.
Шабрение применяется при изготовлении нового и ремонте ста-
рого оборудования, при изготовлении контрольных плит, деталей,
приборов и т. д. Поверхности, подлежащие шабрению, должны быть
предварительно обработаны резцами, фрезами, напильниками или
другим режущим инструментом.
Для определения, какую именно часть поверхности необходимо
шабрить, деталь пришабриваемой поверхностью кладут на контроль-
ную плиту, покрытую тонким слоем краски, и с легким нажимом
перемещают по ней в разных направлениях. При этом выступающие
места пришабриваемой поверхности покрываются пятнами краски;
эти места подлежат соскабливанию (шабрению).
Качество шабрения определяется по прилеганию сопрягаемых
поверхностей — по числу точек соприкосновения с контрольной пли-
той (по числу точек на единицу площади).
Принято считать прилегание сопрягаемых поверхностей плот-
ным, если число точек соприкасания на площади 25 X 25 мм
будет не менее трех. Для проверки шабруемой поверхности служит
специальная рамка (фиг. 72). Накладывая ее на обрабатываемую
поверхность, можно легко определить качество шабрения путем под-
счета точек, полученных после притирки на контрольной плите. При
обработке точных поверхностей число точек на площади рамки
104
должно быть не менее 15. Для очень точного шабрения принимают
число точек ма площади рамки не менее 30.
Практически установлено, что припуск на шабрение необходи-
мо оставлять в пределах от 0,1 до 0,4 мм, в зависимости от длины
и ширины шабруемой поверхности.
С увеличением габаритов детали, подлежащей шабрению, при-
пуск увеличивается.
120'.
90°
Пришабриваемая поверхность
Фиг. 73. Положение шабера при работе.
Фиг. 72. Рамка для опреде-
ления степени точности об-
работки детали.
При шабрении шабер следует держать под углом 30—40° к плос-
кости шабрения, при этом шабер должен двигаться вперед и назад
на расстояние не более 10—15 мм в различных направлениях, пе-
рекрещивая штрихи под углом 45° (фиг. 73). Площадки, образован-
ные штрихами, после шабрения должны иметь вид квадратиков
или ромбов.
После снятия шабером покрытых краской мест поверхность де-
тали счищают щеткой и тщательно протирают салфеткой. Затем
деталь снова накладывают на контрольную .плиту, проверяют и при
необходимости продолжают шабрение закрашенных мест до тех
пор, пока число точек на пришабриваемой детали не достигнет
нормы.
При шабрении цилиндрических поверхностей подшипников для
валов или шпинделей число точек должно быть не менее 15 на пло-
щади рамки.
Для контроля качества шабрения подшипников применяют спе-
циальные оправки, валы или шпиндели. Вал или оправку, смазан-
ную слоем краски, вкладывают в подшипники и затем, провернув
3—4 раза вокруг оси, вынимают и производят шабрение подшип-
ника.
Шабрение подшипника ведут до тех пор, пока не будет достиг-
нута прилегаемость к валу не менее 3Д всей его поверхности. Пят-
на краски должны быть равномерно распределены по всей поверх-
ности подшипника.
105
При шабрении могут появляться царапины, шероховатости и за-
усеницы. Царапины появляются при сильном нажиме на шабер, при
снятии большого слоя металла с поверхности. При чистовом шаб-
рении должно производиться снятие стружки небольшой толщины.
Шероховатости или заусеницы получаются от неправильной за-
точки шабера или неправильного движения им при работе. Для
избежания этого необходимо правильно затачивать и заправлять
шабер, не работать тупым шабером.
Поверхность деталей, подлежащих обработке шабером, подвер-
гают предварительной проверке контрольными плитами и линейка-
ми (фиг. 74). Если прямолинейность пришабриваемой поверхности
Фиг. 74. Проверочные плиты и линейки:
а — линейка; б — контрольная линейка;
в — контрольная плита; г — контрольная
плита для проверки призм станка.
на длине 1000 мм достигает от 0,5 до 1 мм, то поверхность необхо-
димо исправить фрезерованием, строганием или шлифованием.
Чтобы предотвратить неточность проверки шабруемой поверх-
ности, следует периодически проверять контрольные плиты и дер-
жать их в надлежащей чистоте.
Заточка и заправка шаберов. Заточку шаберов следует произ-
водить на корундовом круге зернистостью не крупнее 60 и твердо-
стью СМ1 или СМ2.
После заточки на лезвии шабера получаются неровности и за-
усеницы, поэтому лезвие шабера необходимо дополнительно заправ-
лять на чугунной плите с применением мелкого корундового порош-
ка № 240 или № 320, смешанного с машинным маслом.
При заправке шабера (фиг. 75, а) по радиусу торец его при-
жимают к вертикальной стенке плитки Л, чтобы избежать завалоз
рабочей грани. После этого производят заправку боковых граней,
как показано на фиг. 75, б.
Практикой установлено, что для нормальной работы слесарь
должен производить заправку шабера через каждые 1,5—2 ч работы.
Шаберы с пластинами из твердого сплава затачивают на круге
«КЗ» (карбид кремния зеленый), а доводку производят на вращаю-
щемся чугунном или медном диске, на поверхность которого нано-
сят карбид бора, разведенный в керосине. Заправку этих шаберов
можно также производить и на чугунной плите, смазанной мастикой
карбида бора.
106
Краска для шабрения. Шабровочная краска, которая наносит-
ся на поверхность контрольной плиты и служит для контроля ка-
чества шабрения детали или изделия, приготовляется в виде смеси
машинного масла и краски (лазури, ультрамарина или сажи).
При приготовлении краску следует растереть с маслом так, что-
бы не ощущалось никаких следов зерен. Краска не должна быть
слишком жидкой, т. е. иметь излишек масла, так как в противном
случае она будет расплываться на контрольной плите, что затруд-
нит проверку шабруемой поверхности.
Фиг. 75. Схема заправки шабера.
Наиболее распространен прием нанесения краски на контроль-
ную плиту с помощью мешочка, изготовленного из холста. Краска,
наложенная в мешочек, выступает через его поры во время натирки
плиты и покрывает ее тонким равномерным слоем.
Правка
Правку применяют для устранения неровностей материала и ис-
правления изогнутой и покоробленной поверхности детали.
Правка является подготовительной операцией. Она может про-
изводиться двумя способами: механическим — с применением пра-
вильных валков, прессов и различных приспособлений и ручным —
с применением стального закаленного молотка, кувалды, наковальни
или плиты и вспомогательного инструмента — гладилки.
При ручной правке для предотвращения забоин и вмятин на по-
верхности выпрямляемых заготовок лучше пользоваться молотком
с круглым бойком. Поверхность бойка молотка должна быть тща-
тельно отшлифована. Для правки деталей с окончательно обрабо-
танной поверхностью, а также тонких стальных изделий или загото-
вок из цветных металлов и сплавов применяют молотки из мягких
материалов — медные, латунные, свинцовые, деревянные. При прав-
ке тонкой проволоки и тонкого полосового и листового металла
применяют металлические и деревянные оправки, гладилки и про-
кладки.
107
Правка полосового и листового материала. При правке ис-
кривленной полосы последнюю удерживают левой рукой и на нако-
вальне или на плите наносят удары молотком по выпуклым ме-
стам широкой стороны полосы, переворачивая по мере необходи-
мости полосу с одной стороны на другую.
Сила удара регулируется в зависимости от величины искривле-
ния и толщины полосы.
После окончания правки широкой части полосы приступают к
правке ребра, вначале сильными ударами, а затем слабыми, пово-
рачивая полосу после каждого удара с одного ребра на другое.
Проверка выпрямленной полосы производится на глаз, а более
точно — линейкой или на разметочной плите.
Фиг. 76. Схема правки тонкой стальной полосы:
а — схема правки; б — выпрямленная полоса.
Правку тонкой полосовой стали производят иным способом, так
как от ударов молотком по выпуклому ребру тонкая полоса будет
изгибаться в стороны, а соприкасающиеся с плитой места будут
сминаться. Поэтому тонкую изогнутую полосу берут с края левой
рукой,- кладут на правильную плиту выпуклостью кверху и правой
рукой накосят удары молотком по всей длине полосы, постепенно
переходя от нижней кромки к верхней, как указано на фиг. 76.
Вначале удары должны быть сильными, а по мере перехода
к верхнему краю они должны быть слабее, но наноситься чаще.
Такая правка способствует вытягиванию нижней кромки, и полоса
становится ровной.
Правка листового материала — более сложная операция, так
как выпуклости на листах в большинстве случаев бывают в сере-
дине или же разбросаны по всей поверхности листа, в результате
чего при ударе молотком по выпуклым частям последние не толь-
ко не будут уменьшаться, а даже увеличатся по своим размерам.
Поэтому правку листового материала надо вести так.
Лист кладут на плиту и выпуклости обводят мелом или каран-
дашом. Затем, поддерживая лист левой рукой, правой наносят уда-
ры молотком от края листа по направлению к выпуклости, как по-
казано на фиг. 77 стрелками. Удары следует наносить частые, но
не сильные. Под действием таких ударов ровная часть листа будет
увеличиваться, а выпуклость постепенно выпрямляться.
По мере приближения к выпуклости удары следует делать чаще
и слабее. Одновременно надо следить, улучшается ли поверхность
листа, не остаются ли на нем следы от ударов молотком и устра-
няется ли выпуклость.
108
Если на листе имеется несколько выпуклостей, то удары следует
наносить в промежутках между выпуклостями. В результате это-
го лист растягивается и все выпуклости сводятся в. одну общую
выпуклость, которую выправляют обычным способом, т. е. идя от
краев выпуклости к середине. После этого лист переворачивают
и легкими ударами молотка окончательно восстанавливают его
прямолинейность.
Очень тонкие листы
выравнивают на ровной
и гладкой плите.
Правка пруткового
материала и валов.
Длинные прутки и про-
волоку можно править,
пропуская через филье-
ры в протяжных стан-
ках, через вращающие-
ся ролики в специаль-
ном правильном станке
Фиг. 78. Схема правки изогнутых валов:
а — правка под прессом; б — проверка в центрах.
Фиг. 77. Схема правки
листового материала.
или вручную на плите. Этими способами можно править также
и короткие заготовки.
Проверка прямолинейности прутков и заготовок производится
на плите или на глаз.
Валы и заготовки большого сечения выпрямляют на ручном или
механическом прессе, для чего вал или заготовка устанавливаются
на призмы стола пресса выпуклой частью вверх. Расстояние между
призмами регулируется и колеблется обычно в пределах 150—300мм.
Правку производят нажимом винта на выпуклую часть вала.
Валы большого сечения со значительным прогибом предвари-
тельно нагревают в местах максимального прогиба. Проверка вала
после правки производится в центрах, установленных на отдельном
столе или плите, как указано на фиг. 78.
Правка закаленных деталей. Покоробленные стальные детали
или заготовки после закалки правят специальными стальными мо-
лотками, ударная часть которых имеет форму носика слесарного
молотка, тщательно обработанного, без острых углов и хорошо зака-
ленного. Плита для правки должна -иметь гладкую отшлифованную
109
поверхность (плоскую или выпуклую), твердость которой должна
быть не ниже твердости бойка молотка.
Деталь 'кладут на выпуклую поверхность плиты и, придерживая
ее левой рукой, наносят легкие, но частые удары молотком по во-
гнутой части, начиная от наиболее вогнутой части и постепенно пе-
реходя к месту, где прогиб заканчивается. Одновременно с этим
деталь левой рукой поворачивают на 15—
20° то в одну, то в другую сторону и пере- ( \________Гл
двигают на себя. Таким образом, удары \ /
Фиг. 79. Схема правки стальной
линейки.
|М
I И 'J4llui<t|i|iii|i.|tl и | л
Места pi___________
ддароб I I- ZZJ
Фиг. 80. Схема правки
плоской скобы.
распределяются по вогнутой поверхности сектора с углом 30—40°.
В результате этого волокна вогнутой части детали как бы раздают-
ся, растягиваются от ударов молотка, а в выпуклой части сжима-
ются, т. е. деталь выравнивается.
Аналогичным способом правят закаленную полосу линейки
(фиг. 79).
В случае, когда плоская деталь (например скоба, шаблон) име-
ет вырезы, то при закалке ее коробит (как по плоскости, так и по
ребру), и поэтому правку следует вести в следующей последова-
тельности (фиг. 80).
Скобу кладут выпуклой частью на плиту и, придерживая левой
рукой за один конец, правой наносят носком молотка частые, но
не сильные удары по вогнутой части, начиная с середины и посте-
пенно переходя к краю. Затем, взяв противоположный конец ско-
бы левой рукой, продолжают в такой же последовательности прав-
ку второй ее части.
После правки плоскости приступают к правке по ребру. В этом
случае скобу левой рукой прижимают к плите, а правой наносят
удары носком молотка со стороны вогнутой части от середины к
краю поочередно с обеих сторон.
Правку закаленных валиков и шпинделей диаметром 20 мм
и выше обычно производят ручным прессом путем нажатия винта
пресса на выпуклую часть детали.
Правка металлоконструкций, толстых листов и деталей мест-
ным нагревом. Большой интерес представляет метод правки толстых
листов, балок разного сечения, коленчатых валов, станин и разных
металлоконструкций путем местного нагрева газопламенной горел-
110
кой без применения динамических и статических усилий (молот,
пресс, домкраты). Сущность этого метода основана на использова-
нии общеизвестного положения о том, что при неравномерном на-
гревании и остывании стальных деталей в них возникают большие
местные напряжения, приводящие к остаточным деформациям.
Изучив основные закономерности распространения этих мест-
ных напряжений в зависимости от формы и размеров детали, ме-
тода и степени нагрева и остывания, можно, при определенном
практическом навыке, производить правку покоробленных или
изогнутых деталей и узлов металлоконструкций различных разме-
ров (например, коленчатых валов длиной в несколько метров и т. п.).
В подобных случаях производительность правки указанным
способом в несколько раз выше правки обычным способом с при-
менением прессов или домкратов. К тому же, качество правки спо-
собом местного нагрева значительно выше по сравнению с качест-
вом правки обычным способом.
Впервые этот метод разработан в Чехословакии. За последние
годы он освоен и с успехом применяется на Московском автомо-
бильном заводе им. Лихачева, Горьковском автозаводе, Днепро-
петровском вагоноремонтном и других заводах нашей страны.
Гибка
В слесарной практике приходится часто встречаться с гибкой
полосового, круглого и других профилей металла. При этом боль-
шое значение имеет правильное определение длины заготовки, не-
обходимой для получения нужных размеров детали после гибки.
Гибка полосового металла. При определении необходимой дли-
ны заготовки изгибаемой детали следует профиль детали на чер-
теже разбить на равные участки, затем подсчитать длину закруг-
лений и длину прямолинейных отрезков и все полученные величины
сложить. Сумма покажет общую длину заготовки.
При гибке деталей под прямым углом (без закруглений с вну-
тренней стороны) припуск на загибку берется от 0,5 до 0,8 толщи-
ны изгибаемого материала. Складывая длину внутренних сторон
угольника или скобы, получим длину заготовки детали.
Гибку двойного угольника производят следующим образом
(фиг. 81). Вырубленную заготовку для угольника правят на пли-
те; затем опиливают ее по ширине в размер по чертежу, зажима-
ют в тисках между двумя угольниками — нагубниками, загибают
первую полку угольника, заменяют один нагубник бруском—под-
кладкой и загибают вторую полку угольника. После этого опили-
вают концы полок угольника в размер и удаляют заусеницы с ост-
рых ребер. _
Последовательность переходов операций различных форм скоб
такая же, как в примере, показанном на фиг. 82.
Гибка труб. Гибка труб производится многими способами в за-
висимости от их диаметра, размера угла загиба и материала, из
которого они изготовлены.
Ml
Трубы небольшого диаметра (примерно до 25 мм) при радиусе
загиба не менее 50 мм можно гнуть в холодном состоянии без
Фиг. 81. Прием изготовления двойного изогнутого угольника:
/ — загиб первого угла; 2 — подкладной угольник; 3 — вкладыш.
Фиг. 82. Прием изготовления прямоугольной скобы:
1 — загиб первого угла; 2 — подкладной угольник: 3 — вкладыш.
Фиг. 83. Приспособление
для гибки труб:
1 — упорный ролик: 2 — опор-
ный ролик; 3 — направляющий
ролик; 4 — скоба;5 — упор.
наполнителя на оправке в тисках или при помощи роликового при-
способления (фиг. 83).
Трубы диаметром более 25 мм гнут
как в холодном, так и в горячем состоя-
нии, предварительно наполнив их песком
или канифолью.
При гибке труб в холодном состоянии
место изгиба трубы отжигают и один
конец плотно забивают деревянной проб-
кой длиной, равной 2—3 диаметрам тру-
бы. Затем насыпают сухой песок в тру-
бу, постукивая по трубе для его уплот-
нения. После наполнения трубы песком
в другой конец также забивают деревян-
ную пробку. После этого конец трубы
закладывают в приспособление так, что-
бы сварной шов (если труба не цельно-
тянутая) находился сверху, и производят осторожно гибку на тре-
буемый угол. Изогнутую трубу освобождают от песка.
112
При гибке трубы с наполнителями в горячем состоянии необ-
ходимо в пробках делать небольшие сквозные отверстия для выхо-
да газов при нагреве.
Нагрев трубы производят только в местах загиба и продолжа-
ют до тех пор, пока песок в трубе хорошо не прокалится, иначе
труба быстро остынет и гибка будет некачественной.
Клепка и чеканка
Клепка — (процесс получения неразъемных соединений с по-
мощью заклепок.
Сварка как более экономичный и более совершенный способ со-
единения листов, деталей и узлов механизмов в большинстве слу-
чаев заменила клепку. Однако клепка еще находит свое применение
во многих случаях.
Клепка подразделяется на холодную, горячую и смешанную.
Холодную клепку применяют для заклепок диаметром до 10 мм.
Горячую клепку, при которой заклепка нагревается до опре-
деленной температуры, применяют для заклепок диаметром более
10 мм. При этом для того, чтобы заклепка легко входила в отвер-
стие в нагретом состоянии, ее диаметр должен быть на 0>3—1 мм
меньше диаметра заклепочного отверстия.
Смешанная клепка применяется при постановке длинных за-
клепок, когда ведут нагрев не всего стержня заклепки, а только
концевой части, из которой высаживается вторая (замыкающая)
головка.
'Клепка может осуществляться ручным и механическим спосо-
бами.
При ручной клепке применяется следующий инструмент и при-
способления: слесарный молоток или кувалда, поддержка под за-
кладную головку заклепки, натяжка для уплотнения и прижима
склепываемых деталей друг к другу и к головке заклепки, обжимка
для оформления замыкающей головки.
При плотных и прочно-плотных швах применяют еще чеканку.
Вес молотка выбирают в зависимости от диаметра заклепки.
Удобнее пользоваться молотком с квадратным бойком.
Поддержка служит как бы наковальней при расклепывании
стержня заклепки. Чтобы поддержка не отскакивала от головки
заклепки при ударе молотком, вес ее должен быть в 4—5 раз боль-
ше веса молотка.
Приемы клепки показаны на фиг. 84.
Форма головок заклепок бывает нескольких видов: с полукруг-
лой головкой, потайной, конической и др. Наиболее часто применя-
ются заклепки с полукруглой головкой.
Цилиндрический стержень заклепки имеет на одном конце голов-
ку (ее называют закладочной), а на другом — небольшую конус-
ность для удобства введения заклепки в отверстие. Вторая головка
(замыкающая) получается при расклепывании.
8 556 ИЗ
Длина стержня заклепки должна быть такой, чтобы материала
заклепки хватило как на образование замыкающей головки, так и
на заполнение зазора между стержнем заклепки и стенками отвер-
стия.
Стержень заклепки--------A’TfflffZ L25i во' L5‘d
I---11 3 ' 'J
Замыкаю, тая головка
ii»
а
Закладная голодка
Фиг. 84. Ппиемьт клепки:
а — образование замыкающей головки; б — обжатие металла; виз —
процесс образования замыкающей головки; д — обжимка замыкающей
головки.
Длина стержня заклепки между двумя головками (после клеп-
ки) не должна превышать пяти диаметров стержня.
Если это условие невыполнимо, заклепочное соединение не при-
меняют и заменяют его болтовым или сварочным.
Для образования полукруглой замыкающей головки необходи-
мо, чтобы длина выступающего конца стержня заклепки равнялась
1,25—1,5 диаметра стержня.
114
Для потайной головки эта длина должна быть в пределах 0,8—
1,2 диаметра заклепки.
В зависимости от диаметра заклепки диаметр отверстия выби-
рают по табл. 31.
Таблица 31
Размер сверл для сверления отверстий под заклепки (ГОСТ 885-41)
Диаметр заклепки ъмм 2,6 3 4 5 6 8 10 13 16
Диаметр сверла в мм 2,8 3,3 4,2 5,5 6,5 8,5 10,5 13,5 16,5
сверлят или пробивают на дыропробив-
Отверстия под заклепку
ных прессах.
а — типы заклепочных швов; б, в и г — расположение зеклепок в швах.
При несовпадении отверстий их обрабатывают зенкером или раз-
верткой: внешние края отверстий раззенковывают под утолщение*,
которое имеется на стержне заклепки под закладной головкой.
Заклепочные соединения бывают однорядные, двухрядные и мно»
горядпые.
Два листа (или две детали) могут соединяться тремя способами:
внахлестку, в стык с одной накладкой и в стык с двумя накладками,
(фиг. 85).
По своему назначению клепаные швы делятся на прочные^
плотные и прочно-плотные.
8*
Прочные швы применяются для соединения частей ферм, мостов,
колонн и т. п.
Плотные швы применяются при клепке различных резервуаров
для жидкости и газов под небольшим давлением.
Прочно-плотные швы применяются в котлостроении.
Для однорядных швов шаг (расстояние между центрами за-
клепок) берется равным трем диаметрам заклепки (t = 3d), а рас-
стояние от центра заклепки до края склепываемых частей должно
быть равным 1,5 d заклепки при просверленных отверстиях и 2,5 d
заклепки при пробитых отверстиях.
Фиг. 86. Способы клепки пневматическим молотком.
Для двухрядных швов шаг берут равным четырем диаметрам
заклепки (1 = 4 d), а расстояние от центра заклепки до края скле-
пываемых частей должно быть равно двум диаметрам заклепки
(t = 2d).
Как указано выше, клепка может производиться ручным спосо-
бом и с применением механизмов. Механическая клепка осуществ-
ляется при помощи пневматических молотков, клепальных машин
и прессов. Способ клепки пневматическим молотком показан на
фиг. 86.
Чеканкой называется уплотнение швов и заклепочных голо-
вок с целью обеспечения их герметичности. Осуществляется чекан-
ка при помощи инструмента такого же названия.
При чеканке кромок вначале делают канавку по кромке шва;
для этого чеканку поворачивают тупым углом рабочей грани к ниж-
нему листу и осаживают материал по 'кромке шва на несколько
миллиметров, после чего подбирают материал в нижней части и
сглаживают кромку.
Заклепочные головки чеканят закругленной по радиусу головки
116
заклепки чеканкой, вначале удаляют излишек материала головки,
а затем уплотняют металл по окружности ее. Чеканку ведут с од-
ной или с обеих сторон заклепочного соединения в зависимости от
требований к плотности заклепочного соединения.
Процесс чеканки выполняют вручную или пневматическими мо-
лотками.
Чеканку швов и заклепок применяют при толщине листа стали бо-
лее 4 мм. При толщине листа менее 4 мм чеканку заменяют про-
кладыванием в швы льня-
ной ленты, пропитанной
свинцовым суриком, раз-
веденным натуральной
олифой.
Качество чеканки на
герметичность шва прове-
ряют следующими спосо-
бами: а) сосуды или баки
для жидкости с неболь-
шим давлением проверя-
ют с помощью керосина
или воды; б) баки и сосу-
ды, работающие под дав-
лением, испытывают гид-
равлической пробой, усло-
вия которой устанавлива-
ются техническими требо-
ваниями к изделию.
Сверление отвер-
стий является одной из
наиболее распространен-
ных операций в слесар-
ных работах. Сверление
отверстий без последую-
щего растачивания или
развертывания произво-
дят в деталях, соединяе-
мых между собой болта-
ми, винтами, заклепками или другими крепежными деталями, не тре-
бующими точной посадки.
Инструментом для сверления служит сверло, которому сообщает-
ся одновременно два движения: вращательное и поступательное.
Сверла бывают разных типов (фиг. 87).
Наиболее распространенным типом сверл являются спиральные
сверла.
Сверло состоит из рабочей части (канавок для отвода стружек
и режущих кромок), которая непосредственно образует отверстие,
117
я хвостовика, который служит для закрепления сверла в патроне
или шпинделе станка. Хвостовики могут быть как цилиндрические,
так и конусные. Работа сверла зависит от его материала, заточки
.и обрабатываемого материала.
Чтобы уменьшить трение сверла об обрабатываемый материал,
на сверлах делают уменьшенный диаметр направляющих кромок
(обратный конус) в пределах от 0,03 до 0,08 на 100 мм длины свер-
ла. Спиральное сверло имеет, как и резец, передний и задний углы
Фиг. 88. Геометрия заточки
сверл:
а — заточка под углом 118е;
б — двойная заточка.
Фиг. 89. Станок для заточки
сверл.
резания, спиральные канавки, служащие для отвода стружки и об-
разующие передние углы; - задние углы сверла образуются при за-
точке задних поверхностей у вершины сверла, они являются пере-
менными, увеличиваясь от периферии к центру сверла (фиг. 88).
Угол при вершине сверла затачивается на 116—120° Чтобы повы-
сить стойкость сверла, применяется двойная заточка.
Как видно из фиг. 88, б, кроме угла 116—120°, сверло имеет до-
полнительный угол 70—80°, вследствие чего улучшаются условия
образования стружки и теплоотвода из зоны резания. Двойную за-
точку рекомендуется производить на сверлах диаметром свы-
ше 10 мм.
На фиг. 89 показан простейший станок для заточки сверл. Этот
станок состоит из корпуса со шпиндельной головкой, на которой
крепится круг для заточки. Станок снабжен державкой для крепле-
ния сверла. Она расположена под углом 58—60° к оси круга, что
дает возможность выдерживать угол 118° при вершине сверла. Кро-
ме этого, державка наклонена в другой плоскости на 13°, что по-
зволяет затачивать задний угол режущей кромки.
После заточки сверла подвергаются контролю. Специальным
шаблоном проверяется одновременно угол при вершине и длина
режущих кромок (фиг. 90).
Правильная заточка, кроме повышения стойкости сверла, исклю-
чает «разбивание» отверстий.
418
Заточка сверл от руки требует навыка от слесаря, так как ие
всегда удается заточить режущие кромки абсолютно одинаково. За-
точенное сверло, имеющее неодинаковые длины режущих кромок,
будет сверлить отверстие большего диаметра. При этом сверло бу-
дет отклоняться от первоначаль-
ного направления, т. е. уводить
отверстие от оси.
Стойкость спирального сверла
зависит от материала сверла,ско-
рости резания, подачи и обраба-
тываемого материала детали. Из-
нос сверла больше всего наблю-
дается по задней грани и по-лен-
точкам. Так как на диаметре
сверла режущая кромка имеет
наибольшую окружную скорость,
сверло истирается прежде всего
у калибрующей ленточки.
При появлении признаков за-
тупления Необходимо ПеретаЧИ- Фиг- 90. Проверка режущих кромок
вать сверло. сверла шаблоном.
Данные стойкости спиральных сверл между двумя переточками
приведены в табл. 32.
Таблица 32
Стойкость спиральных сверл между двумя переточками
Диаметры сверл в мм Сверла из углеродистой и легиро- ванной стали Сверла из быстрорежущей стали
Подача в мм/об Скорость ре- зания в м/мин Глубина про- сверливаемого отверстия , в мм Число отвер- стий Подача в мм/об Скорость ре- зания в м/мин Глубина про- сверливаемого отверстия в мм Число отвер- с-ий 1
От 0,25 до 0,4 Ручная 8 1 25 Ручная 10 1 25
> 0,4 > 0,7 » 8 2 25 > 15 2 25
> 0,7 » 1 » 10 3 25 > 22 3 40
>1 » 1,5 10 4 25 > 28 4 50
> 1,5 > 2 10 6 25 > 28 6 50
> 2 » 2,5 10 7 25 > 28 7 50
» 2,5 » 3 10 9 25 > 28 9 50
> 3 » 3,5 12 10 25 » 28 10 50
» 3,5 » 4 » 13 12 22 » 30 12 45
>4 » 4,5 0,07 14 14 22 0,07 33 14 45
> 4,5 » 5 0,1 15 16 20 0,1 35 16 40
> 5 » 6 0,1 16 20 15 0,14 35 20 40
» 6 » 8 0,1 16 25 15 0,17 35 25 30
>8 » 10 0,1 16 25 15 0,2 35 25 30
>10 >12 0,12 16 30 12 0,23 35 30 25
>12 » 14 0,15 16 30 12 0,28 35 30 25
» 14 IB 0,15 16 30 12 0,3 35 30 25
11J
Продолжение табл. 32
Диаметры сверл в мм Сверла из углеродистой и легиро- ванной стали Сверла из быстрорежущей стали
Подача в мм(об Скорость ре- зания в м/мин Глубина про- сверливаемого отверстия в мм Число отвер- стий ! Подача в мм!об 1 Скорость ре- зания в MjMUH Глубина про- . сверливаемого отверстия в мм Число отвер- стий
От 16 до 18 0,15 15,5 35 10 0,33 34 35 25
>18 » 20 0,18 15 40 10 0,38 34 40 20
» 20 » 22 0,2 14,5 40 10 0,4 32 40 20
> 22 » 25 0,21 14 45 8 0,42 32 45 20
>25 >28 0,22 13,5 45 8 0,45 31 45 15
» 28 >30 0,24 13 50 8 0,48 30 50 15
>30 >32 0,25 12,5 50 7 0,5 30 50 15
>32 >34 0,26 12 50 7 0,52 29 50 15
>34 » 40 0,27 11,5 50 6 0,54 28 50 12
>40 >45 0,3 И 50 5 0,6 26 50 10
» 45 » 50 0,32 10,0 50 5 0,63 25 50 10
» 50 >55 0,34 10 55 4 0,67 23 55 8
>55 >60 0,34 9,5 55 4 0,71 22 55 7
» 60 » 70 0,37 9 55 3 0,74 20 55 7
» 70 >80 0,40 9 55 3 0,81 20 55 5
» 89 и более 0,45 9 55 3 0,85 20 55 5 1
Движение сверла осуществляется с помощью -переносных при-
способлений и стационарных станков.
Ручная дрель (фиг. 91) применяется для сверления отверстий
диаметром до 6 мм. Вращающаяся часть дрели, в которой закреп-
ляется сверло при помощи патрона, называется шпинделем. Вра-
щение шпинделя осуществляется при помощи ручки и зубчатой пе-
редачи.
Кроме ручных дрелей, для сверления отверстий применяются
пневматические и электрические (фиг. 92) дрели.
Пневматическая дрель приводится в действие сжатым воздухом
под давлением 4—6 ат. Сжатый воздух подается к пневматической
дрели по резиновому шлангу. При нажатии на курок сжатый воздух
поступает в камеру, приводит во вращение ротор, который через
редуктор передает вращение шпинделю.
Производительность пневматических дрелей в 3—4 раза выше
производительности обычных ручных дрелей.
Электрическая дрель состоит из небольшого мотора и зубчатой
передачи, помещенных в корпусе. Мотор может работать от сети пе-
ременного и постоянного тока. Электродрели применяются в слу-
чаях невозможности поместить изделие на сверлильный станок, при
ремонте крупного оборудования и приспособлений и т. п.
Сверление более точных отверстий в деталях производят на свер-
лильных станках (см. гл. VI).
120
Развертывание после сверления применяют для получения
точного размера отверстий с чистой их поверхностью.
Фиг. 92. Электрическая дрель:
/ — выключатель; 2 — кожух; 3 — большая
шестерня; 4 — стержень; 5 — патрон; 6 — малая
шестерня; 7 —якорь; 8— мотор.
Фиг. 91. Ручная дрель;
/—неподвижная ручка;
2—зубчатая передача;
3 — нагрудник; 4 — по-
движная ручка.
Развертывание отверстий производит--*
ся развертками на сверлильном станке
или вручную. Типы разверток показаны
на фиг. 93.
Развертка состоит из рабочей части
(заборной и калибрующей), хвостовика,
при помощи которого она крепится к стан-
ку, и шейки, соединяющей рабочую часть
и хвостовик.
На рабочей части развертки, главным
образом калибрующей, имеется цилинд-
рическая ленточка, которая создает на-
правление отверстию и сглаживает его
стенки. Допустимая ширина этой лен-
точки находится в пределах 0,1—0,3 мм. Наиболее качественными
считаются развертки со спиральным зубом. Это дает возможность
получать отверстия правильной геометрической формы с весьма
чистой поверхностью.
Наивыгоднейшими являются прямозубые развертки с перемен-
ным шагом зубьев.
Развертка должна иметь передний угол около 0°, а для развер-
ток со вставными пластинками твердого сплава рекомендуется да-
вать отрицательный передний угол от —3 до —5°, это улучшает
качество обрабатываемой поверхности. Задний угол принимается
до 8°. Угол заборной части развертки для обработки стали уста-
навливается равным 15—20° и для обработки чугуна 4—5°.
Для расточки просверленного отверстия и подготовки отверстия
под развертывание применяются зенкеры (фиг. 94).
По своей конструкции зенкеры бывают трехзубые, четырехзубые
и др. Кроме того, зенкеры могут иметь цилиндрические направля-
ющие и торцовые зубья, расположенные под углом 90° к направ-
ляющим, что дает возможность производить подрезку торцов в от-
верстиях.
121
Зенкеры бывают двух типов: зенкер № 1 — для предварительно-
го зенкерования отверстий с исполнительными размерами меньше
Фиг. 93. Типы разверток:
/ — ручная; 2 — машинная; а — цилиндрическая; б — цилиндрическая раздвижная
с пластинками из твердого сплава; в и г — раздвижные машинные со вставными ножами;
д— конусные.
номинального размера обрабатываемого отверстия, что дает гарать
тию оставления припуска под развертку, зенкер № 2 — дляокон-
Фиг. 94. Зенкеры:
а — спиральный цельный; б—насадной; в — цилиндрический’ г — со
сменной направляющей; д — сборный; е — двусторонний.
нательной отработки отверстий по 4 и 5-му классам точности.
Зенкеры изготовляются со следующими углами: передний угол
5—10°; задний угол 6°. Зенкеры, образующие конические, цилинд-
122
рические и плоские поверхности, прилегающие к основному отвер-
стию и расположенные концентрично с ним, называются зенковками.
На фиг. 95 изображены типы зенковок. Зенковки конические при-
меняются для изготовления конических отверстий, зенковки цилин-
дрические с направляющей применяются для образования углубле-
ний под цилиндрические головки винтов.
Припуск на развертывание отверстия зависит от величины диа-
метра отверстия. Так, например, для отверстия диаметром до 5 мм
следует оставлять припуск на диаметр 0,1 мм, для отверстия диа-
метром до 10 мм — 0,12 мм и для отверстия диаметром свыше
10 мм — 0,15—0,3 мм.
Фиг. 95. Типы зенковок:
о — однозубая двусторонняя; б — однозубая с цилиндрическим хвостовиком; в — конусная
многозубая; г — зенковка с направляющей.
В процессе развертывания отверстия снятие припуска материа-
ла производится заборной (конусной) частью развертки, а цилин-
дрическая часть ее производит калибрование отверстия.
Обрабатывать отверстия большого диаметра и высокого класса
точности необходимо в такой последовательности: после сверления
отверстие растачивают зенкером,снимая припуск, равный 1,5—Змм.
Расточка отверстия зенкером устраняет увод отверстия по отноше-
нию к оси. Затем производят развертывание одной или двумя раз-
вертками в зависимости от требуемой точности диаметра отверстия.
Отверстия 1-го класса точности рекомендуется развертывать не
менее чем двумя развертками, оставив припуск на окончательное или
чистовое развертывание не более 0,05 мм на диаметр. Припуск на
окончательное или чистовое резвертывание выбирается в зависимо-
сти от диаметра отверстия.
Подача шпинделя при развертывании зависит от обрабатываемо-
го материала и диаметра развертки.
Так, например, для развертывания отверстия диаметром 5 мм
при обработке стали 45 рекомендуется применять подачу шпинделя
0,3 мм{об, для развертывания отверстия диаметром 20 мм при об-
работке этой же стали — 0,5 мм!об, для диаметра 60 мм— 0,6 мм/об
При развертывании латуни, алюминия и мягкой бронзы для от-
верстия диаметром 10 мм рекомендуется применять подачу 0,6 мм/об,
для развертывания отверстия диаметром 30 мм — 1,3 мм/об, диамет-
ром 60 мм — 2,2 мм/об.
В табл. 33 приведены диаметры сверл под развертывание
отверстий.
123
Таблица 33
Диаметры сверл под развертывание отверстий в мм
Диаметр отверстий после раз- вертывания Диаметр сверла Диаметр отверстия после раз- вертывания Диаметр сверла Диаметр отверстия после раз- вертывания Диаметр сверла Диаметр отверстия после раз- вертывания Диаметр сверла
3 2,9 12 11,7 24 23,6 36 35,5
3,5 3,4 13 12,7 25 24,6 38 37,5
4 4,5 3,9 4,4 14 16 13,7 15,7 26 27 25,6 26,6 40 42 41,5
5 4,9 17 16,7 28 27,5 44 43,5
6 5,8 18 17,6 29 28,5 45 44,5
7 6,8 19 18,6 30 29,5 46 45,5
8 7,8 20 19,6 32 31,5 48 47,5
9 8,8 21 20,6 33 32,5 50 49,5
10 9,7 22 21,6 34 33,5
11 10,7 23 22,6 35 34,5
Режимы резания при обработке отверстий. Основными элемен-
тами режима резания при сверлении являются скорость резания, по-
дача и глубина резания.
Скоростью резания называется окружная скорость наиболее уда-
ленной от центра сверла точки режущей кромки, измеряемая в мет-
рах в минуту (м/мин).
Скорость резания v определяется по формуле
r.Dn
V = 1000 м1мин’
где D—диаметр сверла;
п — число оборотов шпинделя в минуту;
тс = 3,14 — постоянное число.
Число оборотов режущего инструмента определяется по формуле
v 1000
п =-----------------------Г— об/мин.
При сверлении или развертывании отверстий важно правильно
выбрать скорость резания, при которой инструмент будет работать
нормально, т. е. наиболее эффективно.
Таким образом, скорость резания режущего инструмента и по-
дача его на один оборот составляют режим резания.
Режим резания необходимо выбирать таким, чтобы сохранить
инструмент от преждевременного износа с учетом максимальной
производительности.
Режимы резания можно выбрать по табл. 34 и 35.
Зная диаметр сверла и материал обрабатываемой детали, нахо-
дим по табл. 34 и 35 скорость резания, а по скорости резания и
диаметру сверла определяем по переводной таблице (или по фор-
муле) число оборотов сверла в минуту. Найденное число оборотов
и значение подачи сопоставляют с фактическим числом оборотов
124
Таблица 34
Скорости резания при сверлении (работа с охлаждением) конструкционных сталей
Диаметр сверла в мм
Подача в 2 4 1 6 10 1 14 1 20 1 24 1 1 30 1 1 40 1 50 | 60
Л<АС/Об Скорость резания в м/мин
0,0 46 — — — — — — — — — —
0,08 32 — — — — — — — — — —
о,1 26 42 49 — — — — — — — —
0,12 23 36 43 — — — — — — — —
0,15 31 36 38 — — — — — — —
0,18 26 31 35 —. — — — — — —
0,2 — 28 33 38 — — — — — —
0,25 — 30 34 35 37 — — — —
0,3 27 31 31 34 33 — — —
0 35 — 28 29 31 30 — — —
04 . — 26 27 29 29 30 — —
0,46 — — 26 27 27 28 29 27
0,5 — — — 26 26 26 27 26
0,6 — — — 24 24 25 25
0,7 — — — — — — — 23 23 23
0,8 — — — — — — — — — 21 22
0,9 — — — — — — — — — — 21
Таблица 35
Переводная таблица скоростей резания и чисел оборотов сверл в минуту
Диа- Скорость резания в м/мин,
метр 10 । 1 15 1 20 25 30 I 35 40 45 I 50 1 60 | 100
сверла 1 1 1 ! 1 1 1 1 1 1 1
в мм Число оборотов : в минуту
1 3180 4780 6370 7960 9550 11150 12730 14330 15920 19100 31840
2 1590 2390 3190 3980 4780 5580 6880 8060 7960 9560 15920
3 1061 1590 2120 2660 3180 3720 4250 4780 5320 6360 10640
4 796 1195 1595 1990 2390 2790 3185 3595 3980 4780 7960
5 637 955 .1275 1590 1910 2230 2550 2865 3180 3820 6360
6 530 796 1061 1326 1590 1855 2120 2387 2622 3180 5304
7 455 682 910 1135 1365 1590 1820 2045 2270 2730 4340
8 398 597 796 996 1191 1392 1590 1792 1992 2338 3984
9 353 530 708 885 1061 1238 1415 1593 1770 2122 3540
10 318 478 637 796 955 1114 1273 1433 1592 1910 3184
12 265 398 530 663 796 929 1061 1193 1326 1592 2652
14 227 341 455 568 682 796 910 1010 1136 1364 2272
16 199 298 398 497 597 696 795 895 994 1194 1988
18 177 265 353 442 531 619 709 795 884 1062 1768
20 159 239 318 398 478 558 637 716 796 956 1592
22 145 217 290 362 432 507 580 652 724 870 1148
24 132 199 265 332 398 465 531 597 664 796 1328
26 122 184 245 306 368 429 490 551 612 736 1224
27 113 171 227 284 341 398 455 511 568 682 1136
30 106 159 213 265 318 371 425 478 530 636 1160
32 99 149 199 249 298 348 398 448 498 596 996
34 93 140 187 234 280 327 374 421 468 560 936
36 88 133 177 221 265 310 354 398 442 530 884
38 84 126' 168 210 252 294 336 378 420 504 840
40 80 119 159 199 239 279 318 358 398 478 796
42 76 113 152 189 227 265 307 341 ‘ 378 458 756
46 71 106 142 177 212 248 283 319 354 424 708
50 64 96 127 159 191 223 255 286 318 382 636
125
шпинделя станка. На каждом станке имеется таблица оборотов
шпинделя и подач, которая прикреплена к станку.
При работе сверла из углеродистой стали величины скорости ре-
зания и подачи следует уменьшить на 30—40%.
Для уменьшения трения и нагрева инструмента при сверлении
применяют охлаждающую жидкость. При обильном применении ох-
лаждающей жидкости при сверлении стали можно увеличить ско-
рость резания примерно на 30—35%. Кроме этого, обильное охлаж-
дение облегчает удаление стружки из отверстия. Для нормального
охлаждения необходимо к месту сверления подать не менее 10 л
охлаждающей жидкости в минуту.
При сверлении различных металлов и сплавов рекомендуется при-
менять охлаждающие жидкости, приведенные в табл. 36.
Таблица 36
Рекомендуем >1 с охлаждающие жидкогти для различных металлов и сплавов
Обрабатываемый материал Охлаждающая жидкость
Сталь конструкционная и ин- струментальная Мыльная эмульсия или смесь минерального и жирных масел (касторовое, сурепное)
Чугун Мыльная эмульсия или всухую
Медь Мыльная эмульсия или сурепное масло
Алюминии Мыльная эмульсия или всухую
Дюралюминий Керосин с касторовым или сурепным маслом Мыльная эмульсия
Силумин Мыльная эмульсия или смесь спирта со скипи- даром
Если во время работы режущая кромка сверла быстро затупляет-
ся, то это признак того, что скорость резания выбрана слишком
большой и ее надо уменьшить.
При выкрашивании режущих кромок следует уменьшить вели-
чину подачи.
Для предупреждения затупления и поломки сверла на выходе
из отверстия рекомендуется уменьшать подачу в момент выхода
сверла. Для получения отверстий высокого класса точности раз-
вертки в шпинделе станка крепят на специальных качающихся
оправках, которые дают возможность развертке занимать требуемое
положение в отверстии. Этим устраняется «разбивание» отверстия.
Для получения высокой чистоты обработки отверстия при работе
развертку следует смазывать растительным маслом.
126
Скорость резания при развертывании отверстий в стали прини-
мается равной от 5 до 10 м!мин, подача — от 0,3 до 1,3 мм!об,
В табл. 37 приведены величины скорости резания при разверты-
вании отверстий в различных металлах.
Таблица 37
Средние скорости резания развертками на сверлильных станках в м/мин
Материал развертки Обрабатываемый материал
Сталь 30 и 40 Сталь 50 Леги- рован- наЯ сталь Ч угуи мягкий 1 ч 1 Чугун тв'ер- | дый i Бронза |мягкая Бронза твердая Латунь Алю- миний
Сталь жущая быстроре- 5 6 5 7 5 15 7 20 30
Сталь стая углероди- 5 4 3 5 3 10 5 12 18
При сверлении отверстия диаметром более 25 мм рекомендует-
ся производить предварительное сверление сверлом диаметро-м 3—
12 мм, а затем рассверлить отверстие до требуемого диаметра.
Разделение обработки отверстия на два перехода — сверление
и рассверливание способствует получению более точного по диа-
метру отверстия, а также уменьшает износ инструмента.
При сверлении глубокого отверстия необходимо своевременно
удалять стружку из отверстия и спиральных канавок сверла. Для
этого периодически выводят сверло из отверстия, чем облегчают
условия сверления и улучшают чистоту обрабатываемого отверстия.
При сверлении деталей из твердых материалов применяют свер-
ла, оснащенные пластинками из твердого сплава.
Пластинки твердого сплава закрепляют пайкой на медь к дер-
жавке, изготовляемой из углеродистой или легированной стали.
Скорость резания такими сверлами достигает 50—70 м/мин.
Калибрование отверстий пуансонами и шариками. Обработка
отверстий сверлением, растачиванием или развертыванием не всег-
да удовлетворяет требованиям точности и чистоте обрабатываемой
поверхности. Так, например, обработка точных отверстий в деталях,
изготовленных из силумина, представляет ряд трудностей, связанных
с плохой обрабатываемостью силумина резанием, низкой стойкостью
инструмента, нестабильностью получения точных диаметров отвер-
стий.
Широкое применение в приборостроении деталей, изготовленных
из силумина, и трудность обработки отверстий в них привели к при-
менению калибрования отверстий методом лорнирования.
Сущность процесса заключается в том, что пуансон прогоняется
с некоторым натягом через предварительно подготовленное отвер-
сгие, имеющее меньший диаметр, чем диаметр пуансона. Вследствие
упругих свойств металла диаметр пуансона должен быть несколько
127
больше требуемого диаметра отверстия. Величина деформации за-
висит от материала детали, ее конфигурации и толщины стенок.
Пуансоны (фиг. 96 и 97) изготовляются как из легированных
сталей марок ХВ5, Х12М, ШХ15, 9ХС, так и из твердого сплава Т15К6.
(Калибрование отверстий можно произво-
дить на ручном реечном и винтовом прессах,
протяжном станке и другом оборудовании.
При калибровании отверстий пуансонами
необходимо смазывать отверстия детали ма-
шинным или веретенным маслом.
Натяг или припуск под калибрование от-
Фиг. 96. Пуансон
из легированной
стали для калибров-
ки отверстий.
верстий в деталях из силумина колеблется
в пределах от 0,05 до 0,12 мм на диаметр.
Чтобы определить натяг, изготовляют ком-
плект пуансонов из 3—4 шт. с разницей диа-
метров от 0,05 до 0,12 мм (табл. 38). При калибровании подбирают
один-два пуансона, размеры которых позволяют получить отверстие
требуемого диаметра.
Фиг. 97. Пуансон из твердого сплава.
Чистота поверхности отверстия после калибрования достигает-
ся V 7—9 по ГОСТ 2789-59.
Таблица 38
Исполнительные размеры комплекта пуансонов
№ пуансонов Диаметр исполнительных размеров Величина натяга в мм
1 Максимальный 0,03—0,075
2 Максимальный 4- 0,005 0,05—0,1
3 Максимальный + 0,01 0,05—0,12
4 Максимальный + 0,15 0,08—0,15
Точность геометрической формы отверстия после калибрования
пуансонами зависит от формы детали. Если толщина стенок детали
на всем протяжении отверстия одинакова (фиг. 98,а), то отверстие
-получается правильной формы.
Если деталь имеет конфигурацию, показанную на фиг. 98,6, то
128
прошитое пуансоном отверстие на участках ребер или фланцев полу-
чается по диаметру на 2—4 мк меньше.
Пуансонами можно производить калибрование как сквозных, так
и глухих отверстий.
Прошивка отверстий методом электроэрозии. Электроискровым
(электроэрозионным) методом можно прошивать отверстия или по-
лости различной конфигурации (прямолинейные, цилиндрические,
круглые, фасонные и криволинейные)
и размеров в металлических деталях лю-
бой твердости.
Применяют электроэрозионную обра-
ботку металлов при изготовлении штам-
пов сложных профилей. Кроме того, элек-
троэрозионная обработка широко приме-
Фиг. 98. Прошивка пуан-
соном отверстия в де-
тали с сечением стенок:
а — постоянным;
б — переменным.
няется для извлечения из деталей сло-
манных сверл, метчиков, разверток и дру-
гих режущих инструментов и каленых де-
талей. В инструментальном производстве
этим методом обрабатывают также ин-
струменты из твердого сплава (фильеры, фасонные твердосплавные
резцы, втулки и др.).
Процесс электроэрозионной прошивки отверстий заключается
в последовательном выбросе малых расплавленных частиц обраба-
тываемого металла. Действующие между торцом электрода-
инструмента и изделием многократно возбуждаемые искровые
разряды приводят к образованию на поверхности обрабатываемого
изделия выемки по профилю, соответствующему форме электрода-
инструмента. При этом электрод-инструмент изнашивается.-
Производительность процесса электроискровой обработки опре-
деляется частотой следования разрядов электрической искры и ко-
личеством металла, выброшенного за один разряд.
В зависимости от электрического режима можно получить раз-
личные чистоту поверхности, точность обработки и различную про-
изводительность процесса.
На процесс электроэрозионной обработки металлов оказывает
существенное влияние среда, в которой протекает процесс прошивки.
В качестве рабочей среды применяют минеральное масло, керосин
или смесь керосина с минеральным маслом.
По мере углубления электрода в обрабатываемое изделие про-
изводительность процесса понижается, так как образующиеся при
обработке частицы металла собираются в зазоре между электродом
и изделием, в результате чего возникают искровые разряды между
изделием и боковой нерабочей частью электрода-инструмента.
Для повышения производительности процесса применяют прину-
дительную подачу рабочей жидкости через отверстие электрода. При
этом поток рабочей жидкости способствует интенсивному выносу
продуктов разрушения металла из рабочей зоны. На производитель-
ность прошивки отверстий оказывает также влияние материал
9 556
129
электрода-инструмента. Электроды изготовляются из латуни, крас-
ной меди, бывают также медно-графитные. Одним из существенных
недостатков процесса электроискровой прошивки является большой
износ электрода-инструмента, что понижает точность обработки.
На фиг. 99 изображена простейшая схема электроискрового стан-
ка для прошивки отверстий.
Деталь 2, в которой необходимо прошить отверстие, крепится
в тисках 7, установленных в ванне 3 с керосином или минеральным
Фиг. 99. Схема электроискрового станка.
маслом. Электрод 4 укрепляется в шпинделе 5, имеющем верти-
кальное перемещение. Электрод присоединен к отрицательному за-
жиму 6 генератора постоянного тока, а обрабатываемая деталь к
положительному зажиму 7.
Электрод и ванна должны быть изолированы от корпуса станка.
Регулировку тока в цепи производят при помощи реостата 8. Для
получения сильных электрических искровых разрядов в цепь под-
ключают батарею конденсаторов 9.
При приближении электрода к детали между ними возникает
искровой разряд и происходит разрушение поверхности, детали (ано-
да), т. е. на детали образуется небольшое углубление. Каждый по-
следующий разряд оплавляет и выбрасывает небольшую частицу
металла детали (анода), образуя при этом углубление. Для того
чтобы промежуток между электродом и деталью был постоянным,
применяется специальное регулирующее (следящее) устройство.
Наиболее примитивным устройством для регулировки искрового
промежутка является соленоид с сердечником. К верхнему концу
шпинделя 5 прикреплен стальной стержень-сердечник 10, на
который насаживают катушку (соленоид) 11, Катушка подключена
в цепь питания установки. Соленоидный регулятор автоматически
осуществляет подачу электрода.
Промышленностью выпускаются специальные станки для элек-
троискровой прошивки различных отверстий. Питание станков про-
130
изводится от мотора-генератора постоянного тока, вмонтированного
в станину станка.
Электроискровой метод обработки металлов — новый метод- По
производительности съема металла он значительно уступает любому
известному методу обработки металлов снятием стружки. Поэтому
его применение в производстве еще крайне ограничено,
^/^Нарезание резьбы
В машиностроении применяются резьбы: метрическая, дюймовая,
трубная, прямоугольная, трепецоидальная, упорная и круглая.
Метрическая, дюймовая и трубная резьбы применяются для
крепежных деталей (шпилек, болтов, гаек и др.).
Прямоугольная и трапецеидальная резьбы применяются для де-
талей, предназначенных для передачи движения (в ходовых вин-
тах и винтах суппортов металлорежущих станков и т. п.).
Упорная резьба применяется для механизмов, работающих под
большим давлением и действующих в одном направлении (в гидрав-
лических и механических прессах и т. п.).
Круглая резьба отличается сравнительно продолжительным сро-
ком службы даже при работе в загрязненной среде. Она применя-
ется для вагонных сцепок, водопроводной арматуры и др. Некото-
рые виды резьб приведены на фиг. 100.
Резьба бывает правая и левая (фиг. 101). По числу заходов
резьбы бывают: одноходовые, двух-, трех- и многоходовые.
Для того чтобы определить число заходов резьбы, необходи-
мо посмотреть в торец винта или гайки и подсчитать, сколько кон-
цов витков имеется на нем.
По углу профиля различают метрическую резьбу с углом подъ-
ема 60°, которая характеризуется шагом и диаметром в миллимет-
рах, и дюймовую с углом подъема 55°, которая характеризуется
числом витков на длину в один дюйм и диаметром, измеряемым в
дюймах.
К главным элементам резьбы относятся наружный, средний
и внутренний диаметры и шаг резьбы (фиг. 100).
Наружным диаметром резьбы называется наибольший диаметр
резьбы винта, который измеряется по вершинам резьбы перпенди-
кулярно к ее оси.
Средним диаметром резьбы называется расстояние между двумя
линиями, проведенными посредине профиля резьбы между дном
впадины и вершиной нитки, параллельной оси винта.
Внутренним диаметром называется расстояние, равное диаметру
цилиндра, на который навернута нитка резьбы.
Шагом резьбы называется расстояние между двумя соседними
нитками, измеренное по образующей винта.
Метрическая резьба имеет шесть видов, отличающиеся размером
шага, — основная и мелкие от 1-й до 5-й включительно.
При нарезании резьбы в гайках отверстия под резьбу следует
сверлить согласно табл. 39.
9* 131
Треугольная
Фиг. 101. Резьба правая (а) и левая (б).
132
Таблица 39
Размеры сверл для сверления отверстий под дюймовую, трубную
и метрическую резьбы
Резьба метри- ческая основ- ная в мм Диаметр сверла в мм Резьба дюймовая Диаметр сверла в мм Резьба трубная Диаметр сверла в мм
1 0,75 V/ 5 V/ Н,7
1,2 0,95 6/1в" 6,4 8/s« 15,2
1,4 1,15 8/в" 7,8 V/ 18,8
1,7 1,35 V," 10,3 8/4" 24,3
2 1,6 5/в" 13,3 1" 30,5
2,3 1,9 3/1" 16,2 IV/ 39,2
2,6 2,15 ’/в" 19 Р/а" 45
3 2,5 1" 21,8
3,5 3 р/в" 24,5
4 3,3 р/4" 27,5
5 4,1 Р// 33,3
6 4,9 I8// 38,5
8 6,7 2" 44,2
10 8,4
12 10,3
14 11,9
16 13,9
18 15,4
20 17,4
22 19,4
24 20,8
27 23,8
30 26,3
36 31,7
42 37,2
48 42,2
Если при нарезании метчиком диаметр просверленного отвер-
стия будет больше указанного в табл. 39, то резьба будет непол-
ная, т. е. высота винта будет уменьшенной, срезанной и прочность
такой резьбы будет недостаточной.
Если диаметр отверстия окажется меньше указанного в табл. 39,
то нарезание резьбы будет затруднено, произойдет заедание метчи-
ка, что может привести к его поломке.
При нарезании резьбы необходимо следить за тем, чтобы струж-
ка не забивала канавки метчика. Для уменьшения трения метчика
о нарезаемый материал и для получения более гладкой и чистой
поверхности резьбы применяют смазку. В качестве смазывающе-
охлаждающей жидкости при нарезании стали применяют натураль-
ную олифу, эмульсию или обычное минеральное машинное масло,
при нарезании алюминия — керосин и при нарезании меди — ски-
пидар.
При заточке метчиков следует обращать внимание на углы за-
точки зубцов (фиг. 102), которые определяются формой канавок
и формой заточки затылка их на заборной части метчика.
133
Фиг. ЮЗ.
Форма стру-
жечных кана-
вок метчика.
Фиг. 102. Углы за-
точки зубцов мет-
чиков.
Передний угол т для нарезания резьбы в твердых материалах
надо делать меньшим, а для мягких материалов — большим.
Для нарезания резьбы в стали он колеблется в пределах от 4
до 10°. Для чугуна, хрупкой бронзы — от 0 до 4°, для латуни —
от 4 до 12° и для мягких алюминиевых сплавов и вязких металлов —
от 10 до 18°. Задний угол а
у заборной части метчика
определяется обрабатываемым
материалом и типом метчика.
Для нарезания резьбы в вяз-
ких материалах и в сквозных
отверстиях принимают большее
значение заднего угла; для
твердых материалов и глухих
отверстий — меньшее значение
заднего угла.
Наиболее распространенной
и пригодной для нарезания
различных металлов формой
стружечных канавок метчика
является та, которая образует
угол по отношению к оси мет-
чика более 90° (фиг. 103).
Канавки на метчиках бы-
вают прямые и винтовые, пра-
вые и левые. Метчики, изготов-
ленные с винтовой канавкой,
дают более чистую резьбу. При
нарезании сквозных отверстий
применяются метчики с левыми
винтовыми канавками, при этом
подачи метчика (фиг. 104, а).
При нарезании глухих отверстий правая винтовая канавка спо-
собствует отводу стружки по направлению к хвостовой части, что
значительно снижает поломку метчиков (фиг. 104,6).
При нарезании резьбы во избежание ее искривления метчик
в отверстие устанавливают так, чтобы ось его совпадала с осью от-
верстия. Установку метчика контролируют угольником.
Для облегчения работы ц дробления снимаемой стружки про-
изводят метчиком полный оборот в одну сторону и полоборота
в другую и так повторяют до полного нарезания резьбы. При рабо-
те вторым и третьим метчиками вороток следует надевать после
того как метчик войдет в резьбу.
а
Фиг. 104.
Метчик:
а — с левыми винтовыми стружечными ка-
навками; б — с правыми винтовыми стру-
жечными канавками.
стружка выводится в направлении
Шлифование
Шлифование производится с целью получения более точных раз-
меров и чистоты поверхности изделия. В слесарной практике шли-
134
фование обычно производят вручную. Подлежащая шлифованию
поверхность предварительно должна быть тщательно обработана
личным напильником.
Ручное шлифование обычно производят шлифовальными шкур-
ками. Шлифовальные шкурки представляют собой бумагу или по-
лотно с небольшим слоем абразивного порошка, закрепленного
клеем с одной ее стороны.
Шлифуемое изделие зажимают в тисках или закрепляют каким-
либо другим способом. Затем брусочек с навернутой шкуркой на-
кладывают на изделие и, нажимая на него равномерно пальцами,
передвигают по поверхности изделия.
Фиг. 105. Схема шлифования:
а — периферией круга; б — торцом круга.
Начинают шлифование более грубой шкуркой, и постепенно пе-
реходят к мелкозернистым шкуркам. Криволинейные поверхности
шлифуют шкуркой, наклеенной на деревянную болванку, форма
которой соответствует форме обрабатываемой поверхности.
Отшлифованное изделие необходимо тщательно вытереть мягкой
ветошью и омазать минеральным маслом.
Шлифование в специализированных цехах производят шлифо-
вальными кругами на шлифовальных станках.
Плоскошлифовальные станки по методу работы делятся на стан-
ки, работающие цилиндрической поверхностью круга, и станки^ ра-
ботающие торцовой его поверхностью.
Плоскошлифовальные станки изготовляются с горизонтальным
и вертикальным расположением шпинделей.
При плоском шлифов-ании периферией круга (фиг. 105, а) мож-
но осуществлять подачу как навстречу вращению круга, так и по
направление его вращения. Стол станка имеет возвратно-поступа-
тельное движение. Поперечная подача (подача вдоль оси шпинделя
станка) осуществляется после каждого продольного перемещения
круга на ширину снимаемого слоя. При этом круг снимает слой ме-
талла, равный глубине резания и ширине поперечной подачи круга.
Если вся ширина шлифования плоскости пройдена, круг вновь пода-
ют на глубину резания, переключая поперечную подачу в противо-
положном направлении.
135
Кроме указанного метода, существует еще метод шлифования
установленным 'кругом, при этом круг подается на глубину резания
за каждый ход стола. После снятия припуска круг перемещают вдоль
оси шпинделя на 4/б его ширины. Так повторяются переходы до
полного снятия припуска на плоскости. При этом окончательный
проход осуществляется поперечной подачей круга.
Шлифованием периферией круга достигается высокая точность
плоскостей шлифуемых деталей. Незначительный нагрев деталей,
возникающий при этом, не вызывает деформации детали.
Наиболее производительным методом шлифования является шли-
фование торцом круга (фиг. 105,6), так как при этом шлифуется
большая поверхность. Стол станка получает возвратно-поступатель-
ное или вращательное движение в зависимости от типа шлифоваль-
ного станка. Крепление обрабатываемых деталей может произво-
диться непосредственно на столе станка прижимными планками.
Для быстрого закрепления деталей применяются станочные тиски
или электромагнитные плиты.
Величины скоростей шлифовальных кругов при плоском шлифо-
вании приведены в табл. 40.
Таблица 40
Скорости шлифовальных кругов при плоском шлифовании
Метод шлифования Шлифуемый материал Скорости шлифовальных кругов в м/сек
При предвари- тельном шлифо- вании При- окончатель- ном шлифовании
Шлифование периферией круга Чугун Сталь 20—22 23—25 22—25 25—30
Шлифование торцом круга Чугун Сталь 15—18 18—20 18—20 20—25
Правка шлифовальных кругов. При продолжительной работе
шлифовальным кругом обрабатываемая поверхность детали или ин-
струмента становится грубее, появляются цвета побежалости (при-
жоги). Это явление объясняется тем, что шлифуемое зерно круга
притупилось или сработалось. Часто можно наблюдать загрязнение
или «засаливание» круга, поры круга забиваются металлической
пылью, при этом абразивные зерна его перестают резать, обраба-
тываемая деталь греется больше нормального. Это можно объяс-
нить тем, что круг был выбран неправильно или неправильно были
подобраны режимы шлифования. Засаливание круга чаще всего
наблюдается при обработке цветных металлов и их сплавов (латунь,
бронза, алюминий). Чтобы устранить эти явления, необходимо про-
извести правку шлифовального круга, изменить скорость резания,
а если это не поможет, то заменить шлифовальный круг на более
мягкий или с более крупной зернистостью.
136
Правкой достигают выравнивания профиля круга и его затачи-
вания, т. е. удаления затупившихся абразивных зерен. Если для дан-
ной работы подобран круг правильно, то при работе наблюдается
самозатачивание круга. Затупившиеся зерна круга в процессе шли-
фования скалываются, обнажая новые острые абразивные зерна.
б
Фиг. 106. Схема установки алмаза (а) и шарошки (6)
при правке круга.
Правку шлифовальных кругов производят алмазами, алмазо-
металлическими карандашами, карборундовыми кругами и другими
заменителями алмаза.
Фиг. 107. Схема процесса ан одно-механической
резки металла.
Алмазом производится правка шлифовальных кругов при шли-
фовании точных деталей, а также в случаях необходимости профи-
лирования круга при чистовом фасонном шлифовании. Для правки
кругов алмаз закрепляется, (зачеканивается) в специальную оправку.
При правке необходимо, чтобы толщина снимаемого с круга слоя
за один проход была не более 0,01—0,03 мм. Алмаз устанавливает-
ся на столе станка ниже центра круга на 2—3 мм с наклоном под
углом 15—20° (фиг. 106). Крупные зерна алмазов из-за высокой
стоимости заменяют мелкими зернами или алмазной крошкой, из
которой изготовляются алмазо-металлические карандаши. Алмаз-
ные зерна в алмазо-металлическом карандаше расположены по не-
скольку штук в слое и сцементированы тугоплавкими металлами
137
(кобальт, никель, вольфрам в виде цилиндра). Алмазо-металличе-
ским карандашом можно править круги всех категорий твердости,
любой зернистости и размеров.
Анодно-механическая резка. При анодно-механической резке
металлов электродом служит железный диск, который имеет враща-
тельное движение. На фиг. 107 показана схема процесса анодно-
механической резки. Анодно-механический отрезной станок (пила)
питается электрическим током от генератора постоянного тока, при-
чем диск присоединяется к отрицательному полюсу, а деталь — к по-
ложительному.
Между диском и деталью подается рабочая жидкость, состоя-
щая из водного раствора жидкого стекла.
Производительность анодно-механического отрезного станка вы-
ше производительности распиловочных станков с круглыми пилами
со вставными сегментами.
Производительность анодно-механической резки зависит от диа-
метра отрезаемой заготовки. Для заготовки диаметром 40 мм время
резки составляет 1,5 мин; для заготовки диаметром 60 мм — Змин;
для заготовки диаметром 100 м/и— 6 мин-, для заготовки диаметром
200 мм — 19 мин.
Износ распиловочных дисков составляет 15—20% от веса метал-
ла, удаленного из разреза.
Распиловочные диски изготовляются из листового железа тол-
щиной 1—2,5 мм, их стоимость во много раз меньше стоимости пил
для механических распиловочных станков.
Выбор абразивного инструмента для заточных и шлифовальных
работ. Качество шлифования деталей и заточки инструмента во
многом зависит от выбора шлифовального инструмента и режима
заточки.
Для шлифования и заточки применяют шлифовальные круги,
изготовляемые из различных абразивных порошков с различными
связующими материалами (связками).
Для изготовления шлифовальных кругов применяются порошки
из следующих абразивных материалов: а) естественного корунда
(обычно серого цвета); б) электрокорунда белого и нормального
(серого цвета); в) карбида кремния черного; г) карбида кремния
зеленого.
Абразивные порошки имеют различную величину зерен и подраз-
деляются на три основных группы:
1. Шлифзерно от № 12 с размером зерна в поперечнике 1 —
1,6 мм до № 80 с зерном 0,12—0,18 мм с подразделением на № 16,
20, 24, 36, 46, 60.
2. Шлифпорошки от № 100 с размером зерна 0,1—0,14 мм
до № 325 с величиной зерна 0,03—0,04 мм с подразделением на
№ 120, 140, 170, 200, 230, 270.
3. Для доводочных работ применяются следующие микропорош-
ки: М28 — величина зерна 0,02—0,03 мм, М20 — величина зерна
0,014—0,020 мм, М14 — величина зерна 0,01—0,014 мм, М10 —
138
величина зерна 0,007—0,01 мм и М7 — величина зерна 0,005-^
0,007 мм.
При изготовлении шлифовальных кругов и брусков применяются
связки: керамическая, бакелитовая и вулканитовая. *
При помощи связки скрепляют отдельные зерна, удерживая их
с определенным усилием в общей массе шлифовального круга или
бруска.
Твердость круга или бруска характеризуется степенью удержа-
ния связкой отдельных зерен.
Чем крепче удерживает связка зерно, тем большие усилия не-
обходимо приложить к кругу при шлифовании для того, чтобы это
зерно оторвалось или выкрошилось из общей массы шлифовально-
го круга. Следовательно, чем тверже круг, тем дольше будет удер-
живаться зерно. Для того чтобы зерно выкрошилось, необходимо
притупление его режущей грани, тогда давление на него увели-
чится (от сопротивления шлифуемого материала) и оно выкрошит-
ся, тем самым давая возможность вступить в работу последующим
зернам.
Однако при неправильно выбранной твердости круга для дан-
ного шлифуемого материала зерно будет настолько прочно удер-
живаться, что и при полном его затуплении, а следовательно, и при
максимальном усилии на зерно со стороны шлифуемого материала
оно не выкрошится. В этом случае зерна круга после своего при-
тупления не будут срезать стружку шлифуемого материала, а лишь
с большим усилием тереть его, нагревать. Поры шлифовального
круга забьются мелкой стружкой металла (круг «засалится»),
а на поверхности шлифуемого материала появятся прижоги или
мелкие поверхностные трещины.
Следовательно, для шлифовки и заточки необходимо правильно
выбирать твердость круга в зависимости от того, какими свойства-
ми обладает шлифуемая деталь или инструмент (твердость, вязкость).
Маркировка абразивных кругов в зависимости от твердости при-
ведена в табл. 41.
Таблица 41
Маркировка абразивных кругов в зависимости
от твердости
Характеристика твердости кругов Маркировка кругов
Мягкие . . Средней мягкости Средние Средней твердости Твердые Весьма твердые . . Чрезвычайно твердые . М3 СМ1; СМ2 Cl; С2 СТ1; СТ2; СТЗ Tl; Т2 ВТ1; ВТ2 ЧТ1; ЧТ2
Для наиболее часто встречающихся случаев шлифовки и заточ-
ки выбирают шлифовальные круги следующих характеристик:
139
1. Окончательная шлифовка стекла — КЗ (карбид кремния зе-
леный), зерно 220—240, СМ1 — СМ2 (керамическая связка).
2. Распиловка стекла — КЗ, зерно 60—80, СМ1—СМ2 (баке-
литовая связка).
3. Шлифовка резины—КЧ (карбид кремния черный), зерно
24—36, СМ1 (бакелитовая связка).
4. Шлифовка фибры — КЧ, зерно 24—36, СМ1—СМ2 (керами-
ческая связка).
5. Шлифовка отливок из ковкого чугуна — Э (электрокорунд)
зерно 24—36, СТ1—СТЗ (керамическая связка).
6. Шлифовка поверочных плит, отлитых из серого чугуна, — Э,
зерно 46, СМ2—СМ1 (керамическая связка) или зерно 36, С2—С1
(бакелитовая связка).
7. Шлифовка плиток мерных, мерительного инструмента, из-
готовленных из закаленной стали, плоская шлифовка предвари-
тельная— Э (электрокорунд), зерно 36—46, СМ2 — СМ1, керами-
ческая связка; плоское шлифование окончательное— ЭБ, зерно 60—
80, СМ1 —СМ2 (керамическая связка).
8. Шлифовка угольников и другого инструмента (сталь закален-
ная), плоское шлифование перифирей круга — Э, зерно 46—60,
СМ1—СМ2 (керамическая связка).
9. Шлифовка шаблонов профильных — инструментальная сталь:
шлифовка предварительная — Э, зерно 46—60, С1 — С2 (керамиче-
ская связка); окончательная шлифовкакаленых шаблонов — ЭБ,
зерно 120—200, CI — СМ2 (керамическая связка).
10. Заточка зенкеров — сталь инструментальная и быстрорежу-
щая— ЭБ, зерно 46—60, СМ1 — СМ2, (керамическая связка).
11. Заточка зубил и крейцмейселей—Э, зерно 36—46, СТ1—С2
(керамическая связка).
12. Заточка пил круглых и ленточных по дереву — Э или ЭБ,
зерно 46—60, СМ1 —СМ2 (керамическая связка) или С2 — С1 (ба-
келитовая связка).
13. Заточка разверток—Э, зерно 46—60, СМ1—СМ2 (керами-
ческая связка). Заточка разверток с пластинками твердого спла-
ва— КЗ, зерно 60—80, Ml —М3 (керамическая связка).
14. Заточка токарных фасонных резцов из быстрорежущей ста-
ли—Э, зерно 46—60, С1 — СМ1 (керамическая связка). Заточка
этих же резцов, но с последующей ручной доводкой — ЭБ, зерно
200—230, С2—С1 (керамическая связка).
15. Заточка сверла из быстрорежущей стали 0 0,5—5 мм— ЭБ,
зерно 100—140, СМ2 — СМ1 (керамическая связка). Заточка сверл
из быстрорежущей стали 0 5—15 мм — Э, зерно 46—60, С2 — С1
(керамическая связка).
16. Заточка сверл с пластинками твердого сплава — КЗ, зерно
60—80, М3 — Ml (керамическая связка).
17. Заточка шаберов — Э, зерно 46—60, С2 — СМ2 (керамиче-
ская связка).
140
18. Шлифовка штампов вытяжных и вырубных периферией
круга — ЭБ, зерно 46—60, СМ2 — СМ1 (керамическая связка).
Вулканитовая связка применяется обычно для тонких прорезных
кругов толщиной 0,5; 1,5 и 2 мм.
Для доводки стального закаленного инструмента выбирают мел-
козернистые оселки, зерно 270—325 или М20—М10, на керамиче-
ской связке твердости СТ2—ВТ из электрокорунда белого.
Шлифовальные круги имеют разнообразную форму в зависимос-
ти от назначения. Все плоские круги обозначают буквами ПП; чаш-
ки цилиндрические — ЧЦ; чашки конические для заточки инстру-
мента— ЧК: для заточки канавок метчиков, разверток — Tl, Т2
и т д.
Шлифовальные круги 0 120 мм и более, прежде чем выдать в
цех для эксплуатации, подвергают испытанию на прочность на спе-
циальном испытательном стенде с прочным закрытым кожухом,
где круг получает скорость вращения в Р/2 раза большую, чем его
рабочая скорость в эксплуатации. Продолжительность испытания
2—5 мин.
При креплении шлифовального круга на шпиндель шлифоваль-
ного станка следует обратить особое внимание на балансировку
круга и надежное его крепление. При этом хвостовик шпинделя
станка должен заходить в отверстие круга с некоторым люфтом.
Люфт используется при слабом зажатии круга шайбами для балан-
сировки его.
Шлифовальные станки с диаметром круга более 200 мм имеют
специальные шайбы, снабженные балансировочными сухарями.
Между металлическими зажимающими шайбами и кругом прокла-
дывают из тонкой резины (толщиной 2—2,5 мм) или картона шай-
бы с тем, чтобы неровности шлифовального круга вдавливались в
мягкую прокладку и зажимающее усилие круга распространялось
равномерно по всей площади соприкасания планшайбы.
Перед началом работы шлифовальный круг правится алмазоза-
менителем— набором гофрированных стальных'роликов на специ-
альной оправке или керамическими алмазозаменителями в виде
дисков (колец) диаметром 32—75 мм, закрепленных на свободно
вращающемся валике специального приспособления. Мелкие шли-
фовальные круги для внутренней шлифовки или для заточки режу-
щего инструмента можно предварительно править обломком шлифо-
вального круга зернистости 16—24 и твердости ВТ.
VI. МЕХАНИЗАЦИЯ СЛЕСАРНЫХ РАБОТ
Разметка
Разметка — одна из трудоемких и сложных операций. При при-
менении различных нормальных и специальных приспособлений и
шаблонов для разметки резко сокращается время на разметку и
увеличивается точность размечаемых деталей.
141
При разметке круглых деталей (оси, вала и т. д.) применяют
нормальные чугунные или стальные призмы. При разметке ступен-
чатых валов или эксцентриков применять призмы не рационально,
так как они требуют длительной установки и применения различ-
ных подкладок.
Для ускорения установки ступенчатых деталей при разметке при-
меняют регулируемые призмы, домкраты, а также призмы с при-
жимами.
Регулируемые призмы при помощи поперечного винта, имеюще-
го левую и правую ленточную нарезку, могут раздвигаться в опре-
деленных пределах и этим изменять свою высоту.
Для разметки применяются также призмы с передвижными
щечками в вертикальной плоскости. Такие призмы имеют крон-
штейн и винт для крепления размечаемой детали. Кроме нормаль-
ного штангенрейсмуса с точностью измерения 0,05 мм, применяю-
щегося для разметки, в практике встречаются специальные
рейсмусы с нониусом для разметки крупных деталей и разметки
отверстий. Для очерчивания окружностей и дуг применяют цирку-
ли простые, пружинные и специальные.
Специальные циркули применяются главным образом при раз-
метке окружностей или дуг на детали, в центре которой имеется
отверстие или выступ.
Для нахождения центра обработанного отверстия применяют
обычно заглушку, на которой наносится центр. Целесообразно при-
менение специальных центроискателей различной конструкции, по-
зволяющих ускорить эту операцию разметки.
Простейший центроискатель состоит из воронки и подвижного
кернера, удерживаемого специальной пружиной в приподнятом со-
стоянии. При ударе молотком по кернеру последний оставляет углуб-
ление в центре торца заготовки. Определение центров на квадрат-
ных и прямоугольных деталях (при -массовой разметке однотипных
деталей) производят специальными центроискателями с подвижны-
ми планками, крестообразно расположенными одна относительно
другой. Для повышения производительности кернения применяют
вместо обычного электрический кернер.
При разметке, кроме универсального измерительного инструмен-
та, находят применение различного рода приспособления и шабло-
ны. Так, для разметки детали с отверстием применяют специальную
регулируемую планку, вставляемую в отверстие детали и служа-
щую опорой для ножки циркуля.
Повышение производительности труда разметчика может быть
достигнуто применением различных магнитных поворотных плит,
ускоряющих установку детали.
Резка
Для резки листовой стали толщиной до 6 мм применяют обыч-
ные гильотинные или эксцентриковые ножницы с механическим при-
142
водом. При отсутствии механических ножниц применяют ручные
рычажные ножницы с упорами. Однако для работы такими ножни-
цами требуется прикладывать значительное усилие.
Кроме того, применяются ручные электроножницы, которые по-
зволяют производить разрезку листовой стали и других металлов
толщиной до 4 мм без значительных усилий.
Харьковским заводом выпускаются электроножницы марки
И-31, имеющие следующую техническую характеристику:
Тип электродвигателя
Род тока
Мощность электродвигателя .
Число оборотов двигателя
универсальный кол-
лекторный одно-
фазный
перехМеНный, посто-
янный
370 вт
7000—12 000 об/мин
Число ходов ножа в минуту:
на холостом ходу на максимальной нагрузке Максимальная толщина разрезаемого металла в мм: 1650 970
сталь мягкая алюминий медь . 2,7 4,0 3,5
Резку металла этими ножницами можно -производить в подве-
шенном состоянии, можно закрепить их в тисках или держать в
руках.
Для резки по различным контурам применяются вибрационные
электроножницы, позволяющие производить резку металла толщи-
ной до 1,5—2 мм. Для удаления заусенцев на кромках отрезан-
ного листа металла применяют различной конструкции, специаль-
ные скребки, которые позволяют быстро снимать заусенцы без
большой затраты ручного труда. Резку проволоки диаметром до
3—5 мм производят рычажными ножницами с регулируемым
упором.
Резку труб производят обычным рычажным труборезом. При
массовой резке труб диаметром от 80 до 110 мм применяют, кроме
механической резки на специальных стационарных труборезных
станках, ручную резку рычажным труборезом, по форме напомина-
ющим обычный труборез.
В отличие от обычного трубореза он снабжен роликами и имеет
специальный призматический резец.
Резка труб рычажным труборезом ускоряется в 2—3 раза по
сравнению с обычным ручным роликовым труборезом.
Резка труб и металлов прямоугольного и круглого счений наи-
более производительна на приводных ножовках, производительность
которых в 8—10 раз выше производительности обычных ножовок
и труборезов.
143
Рубка
Взамен ручной рубки зубилом рационально применять пневма-
тический или электрический рубильные молотки, производитель-
ность которых в 5—6 раз выше производительности ручной рубки.
Пневматические и электрические портативные ручные рубильные
молотки выпускаются различных типов.
Опиливание
При подгонке деталей друг к другу или при обработке деталей
до заданных размеров и чистоты поверхности применяют (кроме
ручной припиловки стандартными напильниками) механизирован-
ный ручной инструмент — опиловочные электрические станки,
электрические шлифовальные машинки с жестким и гибким
валами, а также различные пневматические шлифовальные ручные
машинки.
Наиболее широкое применение имеет электрическая шлифоваль-
ная машинка с гибким валом типа И-54. Эта машинка применяется
при самых разнообразных слесарных работах, так как имеет большое
количество сменных наконечников-головок. Прямая шлифоваль-
ная головка служит для зачистки 'кромок деталей, зачистки сварных
швов, пригонки плоскостей и т. п. Угловая шлифовальная головка
предназначена для пригонки плоскостей при помощи «мокрого»
шлифования.
Техническая характеристика наконечников для универсальной машинки И-54
Характеристика Прямая шлифо- вальная головка Угловая шлифо- вальная головка для сухо- го шлифо- вания Угловая шлифо- вальная головка для мок- рого шли- фования Сверлиль- ная головка Ножницы по металлу Центро- бежный насос
Число оборотов шпинделя в 1 об/мин. 2850 4000 825 825 2850
Передаточное число редуктора . . — 1.4 3,45 3,45 1,7 —
Число ходов в мин. — —— —— —. 1656 —
Максимальный диа- метр сверла в мм 15 -
Максимальный диа- метр чашечного аб- разивного круга в мм 125 125
Максимальный диа- метр абразивного круга в мм . . 200 200 200
Производительность — — — 0,03 мм/об 3 м/мин 100 л!мин
Давление в метрах водяного столба . . . 10
Вес головки в кг . 2,5 3,0 3,5 3,0 4,5 5,5
144
Голов'ка-ножницы предназначена для резки листового металла
толщиной до 2,5 мм.
Сверлильная головка предназначена для сверления отверстий
диаметром до 15 мм.
Техническая характеристика универсальной машинки И-54
(с гибким валом и со всеми к ней наконечниками) следующая:
Мощность электродвигателя 1 кет
Род тока . переменный трех-
фазный
Напряжение . . 220 в
Длина гибкого вала ......... 3200 мм
Числовоборотов электродвигателя и гиб-
кого вала . . . ... 2850 об/мин
Вес двигателя с подставкой и кабелем 15 кг
Вес гибкого вала 10,2 кг
При производстве некоторых видов слесарных работ, а также
при монтаже машин и установок больших габаритов применять
шлифовальные машинки с гибким валом не рационально, так как
гибкий вал при крутых изгибах имеет низкий коэффициент полез-
ного действия.
В этих случаях удобнее пользоваться электрической шлифоваль-
ной машинкой без гибкого вала, в которой шлифовальный круг
посажен непосредственно на ось электродвигателя и вращается со
скоростью 3000 об/мин. Вес такой машинки достигает 25 кг. Высоко-
частотные шлифовальные машинки более экономичны в работе,
имеют значительно меньший вес, даже при наличии редуктора, сни-
жающего обороты двигателя с 12000 обIмин до необходимых для
работы.
Для эксплуатации высокочастотной шлифовальной машинки тре-
буется установка преобразователя частоты электрического тока.
Преобразователи частоты электрического тока выпускаются Харь-
ковским заводом.
Техническая характеристика электрических машинок И-82 и
И-66 с двигателями повышенной частоты следующая:
Заводская марка И-82 И-66
Электродвигатель асинхронный коротко-
замкнутый
Род тока.... переменный трехфазный
Напряжение в в. .36 или 220 (по особому
заказу)
Частота тока в пер/сек. 200 200
Мощность двигателя в вт................... 200 800
Число оборотов шпинделя в минуту . . . 12000 3500
Максимальный диаметр абразивного круга
в мм.............. . 50 175
Вес без кабеля в кг........... 1,8 6,2
Максимальная производительность в г/мин. 1,5 7,0
При наличии на заводе сжатого воздуха применяются пневма-
тические шлифовальные ручные машинки, которые предназначены
10 556 *45
как для работы периферией шлифовального круга, так и его тор-
цом (тарельчатые шлифовальные круги).
Техническая характеристика пневматической шлифовальной ма-
шинки И-44 следующая:
Максимальный диаметр абразивного
шлифовального круга формы чашки
в мм . 125
Вес в кг...................... 5,6
Потребное давление воздуха в атм . 5
Число оборотов шпинделя в минуту 4500
Электрические и пневматические машинки повышают производи-
тельность <по сравнению с ручной пригонкой деталей в 5—20 раз.
Кроме указанных- электрических и пневматических шлифоваль-
ных машинок, промышленностью выпускается много других типов
машинок, предназначенных для выполнения различных операций
слесарной обработки. Так, например, выпускаются роторные пнев-
матические шлифовальные машинки для зачистки заусенцев, свар-
ных швов и неровностей на деталях, электрические настольные
шлифовальные головки и портативные настольные или подвесные
машинки.
Шабрение
Одной из самых трудоемких операций слесарной обработки яв-
ляется шабрение. Поэтому эту операцию стремятся механизировать
или заменить другим видом обработки.
Шабрение заменяют следующими процессами: а) тонким стро-
ганием плоскостей широкими резцами при глубине резания не более
0,1 мм\ б) шлифованием одной из сопрягаемых поверхностей с при-
шабриванием второй по первой; в) шлифованием обеих сопрягае-
мых поверхностей; г) притиркой поверхностей; д) тонкой алмазной
расточкой отверстий втулок и вкладышей; е) расточкой втулок
с учетом их усадки при запрессовке в шестерни, корпуса, рычаги
и т. п.; ж) развертыванием втулок до запрессовки нормальными
и специальными развертками.
Развертывание отверстий — более производительная операция,
чем шабрение и притирка отверстий. Поэтому в тех случаях, когда
есть возможность заменить шабрение или притирку развертыванием
(втулки в шестернях, шкивы, гнезда подшипников и т. д.), следует
производить развертывание.
Однако в тех случаях, когда по тем или иным причинам требует-
ся шабрить поверхность, эта операция выполняется вручную шабе-
рами различной формы, а также с помощью различных приспособле-
ний и механических шаберов.
Механические шаберы применяются нескольких типов. Для
шабрения больших площадей (контрольные плиты, направляющие
станин станков и т. п.) применяют специальные передвижные на ро-
ликах шаберные машины или механические шаберы с приводом от
гибкого вала (фиг. 108).
146
Во всех этих машинах шабер приводится в движение от рычаж-
но-шатунного механизма, конической передачи, кривошипного меха-
низма при помощи эксцентрика и кулисы и, наконец, посредством
винтовой канавки и кулисы.
Все перечисленные механические приводы шаберов имеют ряд
существенных недостатков, а именно: а) наличие резких толчков
при изменении направления движения шабера; б) регулировка
Фиг. 108. Механический шабер:
1 — шабер; 2 — ползун; 3 — шатун; 4 — кривошип; 5 — головка шабера;
6 — гибкий вал; 7 — редуктор; 8 — электродвигатель; 9 — монорельс; 10 —
тележка.
усилий на инструмент невозможна; в) количество ходов шабера
в минуту не регулируется. Эти недостатки устранены в пневматиче-
ских шаберах конструкции В. А. Сатина и Б. А. Бромберга.
Для сокращения вспомогательного времени при шабрении при-
меняют различные приспособления в виде стендов для укладки
деталей, подлежащих шабрению, кантователей для крепления и по-
ворота шабруемых деталей в нужное положение, макетов контрде-
талей, по которым производится шабрение деталей (в том случае,
когда контр деталь тяжелая).
В последние годы шабрение заменяется шлифованием, при помо-
щи которого достигается обработка точных сопрягающих подвиж-
ных частей машин и станков (направляющие станин, суппортов).
Обычно шлифование производится на приспособленном для этого
продольно-строгальном, вертикально-фрезерном или токарном стан-
ке, где вместо резцовой головки монтируется шлифовальная го-
ловка.
Кроме того, для шлифования используются специальные элект-
рические машинки (фиг. 109 и ПО).
Точность при шлифовании равна 0,02 мм на длине 1 м. Произво-
дительность шлифования в пять раз выше производительности шаб-
рения,
10* 147
Фиг. 109. Шлифование зубьев фрезы электрической машинкой,
Фиг. ПО. Шлифование отверстий электрической машинкой.
148
Таблица 42
Группы и номера зернистости абразивов
Группы зернистости Номера зерни- стости Группы зернистости Номера зерни- стости
Шлиф-
Шлифзерно 10 порошки 100
» 12 » 120
» 14 » 150
» 16 » 180
» 20 в 220
» 24 » 240
» 30 280
» 36 » 320
» 46 Микрошлиф-
» 54 порошки М28
» 60 То же М20
» 70 М14
» 80 » М10
90 » М7
» М5
возвратно-поворотное
шпинделю
приспосабливая для
Притирка
Обработка поверхностей металлических деталей при помощи
абразивных порошков и паст называется притиркой, применяет-
ся как^чистовая операция для получения плотности сопрягаемых
деталей. Притирку- производят шлифпорошками, микрошлифпо-
рошками (табл. 42) или
пастой ГОИ.
Ручная притирка — весь-
ма трудоемкая операция,
поэтому ее стремятся заме-
нить механической притир-
кой,
этого различное механиче-
ское оборудование, напри-
мер сверлильные станки и
притирочные ручные ма-
шинки.
Для механической при-
тирки цилиндрических по-
верхностей применяют при-
способление, которое сооб-
щает притиру возвратно-
поворотное и возвратно-по-
ступательное перемещение.
Это приспособление состоит
из шкива с кривошипным
механизмом, обеспечивающим
движение на угол 120°. При этом притир совершает те же движе-
ния, что и при ручной притирке. Притир изготовляется из ковко-
го чугуна (а при отсутствии последнего — из серого чугуна) или
из меди и закрепляется на стальной оправке, установленной в шпин-
деле сверлильного станка.
Притир, предназначенный для наружной притирки цилиндра или
конуса, изготавливается в виде разрезного регулируемого или пру-
жинящего кольца, охватывающего притираемую деталь. Для вну-
тренней притирки цилиндрического или конического отверстия при-
тир имеет форму разрезной втулки или стержня, вставляемого
в притираемое отверстие детали. Для притирки вкладышей под-
шипников токарных и других станков применяют специальное при-
способление, приводящее в движение притир в горизонтальном
его положении. Привод обычно осуществляют от электродвигате-
ля через червячную передачу, кривошипный механизм и шарнир-
ное соединение (фиг. 111).
Притирку клапанов и пробок кранов производят вручную.
В данном случае клапан и седло его притираются друг к другу.
Притирочным материалам. служит мелкий наждак, толченое стек-
ло и паста ГОИ. 1Клапан^прикрепляют к коловороту, которым со-
вершают возвратно-поворотное движение от руки на угол 30—45°.
149
Для повышения производительности труда и улучшения каче-
ства притирки клапанов и пробок применяют специальную элект-
рическую машинку (фиг. 112), которая по своей конструкции на-
поминает электрическую дрель. Она состоит из корпуса с вмонти-
рованным в него электродвигателем и зубчатой передачи. На
Фиг. 111. Механическая притирка вкладышей подшипника токарного
станка:
1 — привод; 2 —червячная пара; 5 — шарнирное соединение; 4 — притираемый
вкладыш.
шпиндель машинки, который совершает вращение в ту или дру-
гую сторону на угол 90°, надевается поводок для захвата клапана
во время притирки. Применение машинки для притирки клапанов
Фиг. 112. Электрическая машинка для притирки
клапанов двигателей внутреннего сгорания.
повышает производительность в 3—4 раза по сравнению с ручной
притиркой дрелью.
Широкое распространение получила механическая притирка
взамен шабровки, особенно в области станкостроения и при ре-
монте станков. Этот вид обработки экономичнее шабровки при
том же качестве притираемых поверхностей.
На фиг. ИЗ показана притирка станины направляющих токар-
ного станка по сопряженному суппорту. Станина 2 установлена на
столе 1 продольно-строгального станка. На направляющие стани-
ны кладется сопрягаемый суппорт, предварительно пришабрен-
ный по плите, и при помощи стержня соединяется с суппортом
продольно-строгального станка. Пружины создают равномерный
нажим на притираемые направляющие.
Для притирки применяют грубую пасту ГОИ (40 жк), которую
разводят керосином. По мере срабатывания паста удаляется, по-
сле чего поверхность промывается керосином или бензином. Точ-
150
кость притирки равна 0,01 мм на длине 2 м при первоначальном
зазоре между суппортом и направляющими станины 0,5 мм. При-
тирку можно производить после чистового строгания. Этют способ
обработки в 2,5—3 раза производительнее ручной шабровки и тре-
бует более низкой классификации, чем при шабровке.
Аналогичным способом производят притирку направляющих
станин других станков.
После притирки направляющие окончательно доводят до соот-
ветствия техническим требованиям ручной или механической ша-
бровкой. При этом снимают отдель-
ные блестящие пятна — бугорки не-
снятого металла, чем предотвраща-
ют появление возможных задиров
направляющих во время эксплуата-
ции станка.
Кроме того, притирку плоскостей
производят вращающимися медны-
ми или чугунными кругами, которые
получают вращение от шпинделей
специальных станков. Диаметры
кругов следует брать в пределах от
200 до 400 мм, скорость вращения
круга 25—30 м/сек.
При притирке обрабатываемое
изделие прижимают к кругу, смазан-
Фиг. 113. Механическая при-
тирка станины токарного станка.
ному притирочной пастой. Припуск
на притирку оставляют от 0,05 до 0,1 мм. Вначале притирку ведут
грубыми порошками № 80, 120, оставляя припуск на окончательную
притирку 0,01—0,02 мм, затем притирку производят порошками
№ 150, 200 и 220.
Точность притирки может доходить до 0,001—0,002 мм. Сле-
дует заметить, что при вращении притира возникает тепло от тре-
ния его о плоскость детали. Это может явиться причиной ко-
робления детали. Для предупреждения коробления необходимо
притирку вести очень осторожно, слегка прижимая деталь к
кругу.
Если притираемая деталь достигает температуры, при кото-
рой держать ее руками невозможно, следует приостановить при-
тирку и дать возможность детали остыть до нормальной темпера-
туры.
Для притирки цилиндрических наружных деталей применяют
плоские медные или чугунные притиры или кольца, изготовлен-
ные из этих металлов. Притирку цилиндрических отверстий про-
изводят с помощью круглых чугунных или медных притиров.
Длина притира должна быть не менее трех диаметров отверстия
притираемой детали. На поверхности притиров рекомендуется де-
лать неглубокие и узкие спиральные канавки для удерживания
притирочной пасты. Вначале притирку ведут пастами из грубых
абразивных порошков, а окончательную доводку производят бо-
лее мелкими абразивами.
Вращение притира осуществляется от шпинделя токарного или
сверлильного станка.
Притирку плоских поверхностей производят на неподвижных
чугунных плитах, форму и размеры которых выбирают в зависи-
мости от величины и формы притираемых деталей (шаблонов, ка-
либров) .
Для равномерного износа притира следует работать всей его
плоскостью.
Притирку пробок и кранов производят непосредственно в их
гнездах.
В качестве абразива для притирки стальных деталей применя-
ют наждак или корунд.
Для притирки сплавов меди применяют толченое стекло, сме-
шанное с машинным маслом. Процесс притирки происходит в та-
кой последовательности: смазывают пробку крана маслом, а за-
тем посыпают ее со всех сторон тонким слоем порошка и притира-
ют, поворачивая ее в отверстии в одну и в другую сторону. Для
проверки качества притирки пробку вынимают из гнезда, насухо
протирают ее поверхность, затем проводят по ней мелом несколь-
ко линий, вставляют ее в гнездо и вращают влево и вправо. Если
притирка произведена хорошо, то меловые линии сотрутся равно-
мерно по всей длине пробки. Если же мел сотрется частями,
то это укажет на неплотную и неправильную притирку.
Притирка клапанов производится как вручную, так и меха-
ническими дрелями.
Электролитическая доводка и полирование металла. В произ-
водственную практику окончательной обработки деталей и инст-
румента начал внедряться весьма эффективный способ доводки до
окончательных размеров и полирования поверхностей деталей
электролитическим способом.
Сущность электролитического способа доводки и полирования
металла заключается в следующем: в электролитическую ванну,
состоящую из 40% серной кислоты, 44% фосфорной кислоты,
3% хромового ангидрида и 13% воды, вставляют свинцовые пла-
стины, служащие анодами. Катодом служат погруженные детали.
Режим работы: температура ванны 60—70° С; плотность тока 20—
40 а/дм2; напряжение 6—12 в; выдержка детали от 1 до 10 мин.
За этот период времени снимается равномерный слой металла тол-
щиной 0,01—0,02 мм.
При применении этого способа хорошо сглаживаются «гребеш-
ки» от предыдущей механической, обработки (опиловки, шлифов-
ки). Поверхность после обработки детали из углеродистой стали
становится матовой, а из нержавеющей и других легированных
сталей — блестящей белой.
Этот способ может быть применен при доводке калибров метчи-
ков и другого измерительного и режущего инструмента.
152
Обработка отверстий и нарезание резьбы
Наиболее совершенным и производительным способом получе-
ния отверстий является сверление на специальных сверлильных
станках. Существует довольно большое количество различных по
размерам и конструкции сверлильных
Рассмотрим некоторые виды свер-
лильных станков, на которых прихо-
дится работать слесарю:
а) вертикально-сверлильные одно-
шпиндельные. Сюда относятся настоль-
ные станки (фиг. 114) для обработки
малых отверстий и станки с жесткой
станиной (фиг. 115);
б) радиально-сверлильные станки
(фиг. 116);
станков.
Фиг. 115. Вертикально-свер-
лильный станок с жесткой
станиной:
/ — стол; 2 —. сверло; 3 — пуско-
вые кнопки; 4 — шпиндель; 5 —
рукоятки для переключения ско-
ростей; 6 — привод; 7 — электро-
двигатель; 8 — штурвал для руч-
ной подачи шпинделя; 9 — руч-
ка для подъема стола.
Фиг. 114. Настольный сверлильный
станок:
1 — стол; 2 — стойка; 3 — кронштейн; 4 —
шпиндель.
в) переносные сверлильные машины (пневматические и элек-
трические) .
Настольные станки применяются для сверления мелких отвер-
153
стий диаметрами до 3; 6; 9 и 12 мм и изготовляются нескольких
типоразмеров. Шпиндели настольных станков могут вращаться со
скоростью от 1400 до 6000 об/мин.
Фиг. 116. Радиально-сверлильный стандк?
При необходимости сверления малых отверстий в 'громоздких
деталях или в недоступных местах для сверления настольными свер-
лильными станками применяются воздушные (пневматические)
турбинки или ручные электрические машинки.
В пневматических турбинках шпиндель приводится во враще-
ние сжатым воздухом. При этом скорость вращения сверла дости-
гает 12000 об/мин и более.
Вертикально-сверлильные станки на колонке или с жесткой
станиной применяются для сверления отверстий диаметром от 10
до 45 мм. Они изготовляются с различным числом оборотов шпин-
деля, с ручной или механической подачей.
Радиально-сверлильные станки дают возможность производить
сверление и растачивание различных диаметров отверстий с при-
менением механической и ручной подачи. Станки имеют коробку
скоростей для изменения чисел оборотов шпинделя в большом диа-
пазоне.
.154
Фиг. 117. Настольный мно-
го-шпиндельный сверлильный
станок с перемещающимися
шпинделями:
/ — основание станка; 2 — стол;
3 — рукоятка для перемещения
стола; 4 — кронштейны для пере-
мещения шпинделей; 5 — стойка;
6 — шпиндель; 7 — диск для
крепления кронштейнов 4; 8 —
ведущая шестерня; 9 — электро-
двигатель.
Радиально-сверлильные станки применяют для сверления от-
верстий в деталях больших размеров.
Для сверления одновременно нескольких отверстий малых диа-
метров применяют настольные многошпиндельные сверлильные
станки (фиг. 117).
Вертикально-сверлильный станок
типа 2135 (см. фиг. 115) предназна-
чен для сверления,зенкования, развер-
тывания отверстий и нарезания вну-
тренней резьбы (метчиками) в деталях
небольшого размера.
Наибольший диаметр сверления
35 мм. Шпиндель имеет гнездо с кону-
сом Морзе № 4.
Стол станка вертикально перемеща-
ется вдоль оси шпинделя, что облегча-
ет наладку станка.
Шпиндель станка имеет шесть сту-
пеней чисел оборотов от 47 до 466 в
минуту.
Станок снабжен коробкой подач,
обеспечивающей подачи сверла от 0,1
до 1,11 мм на один оборот шпинделя.
При работе на сверлильном станке
необходимо иметь, кроме режущего ин-
струмента, зажимные приспособления
как для крепления детали, так и для
режущего инструмента. К ним следу-
ет отнести трехкулачковые, быстро-
сменные патроны, станочные тиски,
опорные призмы, кондукторы и др.
Для быстросменного патрона необ-
ходимо иметь в комплекте определен-
ное число сменных втулок или цанг,
в гнездах которых закрепляется раз-
личный режущий инструмент.
Для механизации сверлильных ра-
бот, кроме стационарных сверлильных
станков применяют переносные свер-
лильные станки, электрические и пнев-
матические дрели, а также универсаль-
ные приспособления.
Выше уже описывались случаи при-
менения электрических дрелей. Оста-
новимся на краткой их характеристике.
В зависимости от мощности электродвигателя электрические
дрели делятся на легкие, средние и тяжелые. Легкими электродре-
155
лями можно сверлить отверстия от 0,2 до 10 мм; средними — от 0,8
до 25 мм и тяжелыми — до 50—70 мм.
Электрические дрели могут работать на постоянном или пере-
менном токе нормальной частоты (50 пер!сек) или на токе повы-
шенной частоты (обычно 200 пер/сек).
Электрические дрели небольших габаритов иногда применяют
в виде сверлильной головки с гибким валом. Электрические дрели
тяжелого и среднего типа имеют на корпусе две ручки для удержа-
ния и направления их при работе; малых габаритов выпускаются
цилиндрической формы с выемкой в торце для удержания их одной
рукой.
В настоящее время выпускается много типов электросверлиль-
ных машинок различной мощности и веса от 1,2 до 35 кг.
Техническая характеристика некоторых электродрелей,
выпускаемых промышленностью
Заводская марка ....................
Максимальный диаметр сверления в мм .
Число оборотов шпинделя в минуту
Электродвигатель
Мощность электродвигателя в квпг
Напряжение в в
Вес в кг . .
Конус Морзе шпинделя
И-38 И-28
15 20
600 350
универсальный,
коллекторный,
однофазный
0,275 0,375
220/127 220/127
3,8 8,0
№ 1 № 2
Электродрели И-28 снабжены упорными нагрудниками, а также
имеют две рукоятки.
Подводка тока от сети производится через розетку кабелем из
трех проводов, из которых один предназначен для заземления кор-
пуса электродрели. Электродрели с гибким валом применяют для
сверления отверстий в местах, куда затруднен доступ обычной
электродрелью.
Высокочастотные электродрели характеризуются следующими
данными:
Заводская марка . И-74 И-53 И-58
Род тока . переменный трех-
фазный
Напряжение в в. 36 или 220
(по особому заказу)
Частота в пер/сек .... 50 200 200
Потребляемая мощность в вт . . ... 50 200 200
Число оборотов шпинделя в минуту без нагрузки
(при нагрузке снижается на 10—15%) 2200 1300 750
Максимальный диаметр сверла в мм 5 8 12
Вес в кг. . 1,7 1,8 3,6
156
Пневматические дрели (фиг. 118) могут быть
поршневого типа и выпускаются как для прямого
и сверления под углом.
роторного или
сверления, так
Фиг. 118. Пневматическая дрель:
1 — ротор; 2 — статор; 3 — патрон; 4 — шпиндель; 5 — редуктор;
6 — лопатки; 7 — курок.
Техническая характеристика некоторых пневматических машинок
Заводская марка .... И-34-А И-68
Наибольший диаметр сверла в мм . 32 26
Давление воздуха в атм . . 5 5
Мощность (на шпинделе) в л. с. . . 2 1,6
Число оборотов шпинделя в мин,'.
на холостом ходу 350 450
под нагрузкой 270 340
Диаметр отверстия воздушного шланга в мм 16 16
Вес в кг . 14 14
Характеристика угловой пневматической сверлильной
машинки И-69
Заводская марка .............
Наибольший диаметр сверла в мм
Наибольший диаметр развертки в мм
Рабочее давление воздуха в атм .
Мощность на шпинделе в л. с.
Число оборотов шпинделя в минуту:
на холостом ходу ....
при номинальной нагрузке .
Диаметр шланга в свету в мм .
Вес в кг..........
Габаритные размеры в мм .
И-69
32
26
5
1,8
350
270
16
13,5
622x119x210
Поршневые пневматические машинки выпускаются 2-, 3- и 4-ци-
линдровые. По весу они тяжелее роторных при одной и той же
мощности и менее производительны.
157
Угловые пневматические машинки применяются в тех случаях,
когда обычной сверлильной машинкой нельзя выполнить ту или
иную операцию (сверление, зенкование, развертывание отверстий)
в узких малодоступных местах.
В практике слесарной обработки и сборки требуется произво-
дить сверление, зенкование, развертывание или нарезание резь-
бы в мелких деталях. В этих случаях используют настольный свер-
лильный станок, а при отсутствии его—обычную сверлильную
Фиг. 119. Специальная стойка для сверления элек-
трической или пневматической машинкой.
машинку, закрепленную в специальной стойке. Стойки эти бывают
различной конструкции. Наиболее удобная из них схематически
показана на фиг. 119.
Стойка позволяет перемещать сверлильную машинку вместе с
кронштейном, к которому она прикреплена. При сверлении или об-
работке отверстий в крупных деталях сверлильные пневматиче-
ские или электрические дрели подвешиваются на поворотных на-
правляющих в горизонтальной и вертикальной плоскостях (фиг. 120).
Кроме указанных приспособлений, при сверлении применяют
различные струбцины, скобы (в том числе и электромагнитные),
которые значительно повышают производительность труда и об-
легчают труд рабочего.
При сверлении отверстий в труднодоступных местах иногда
применяют удлиненные сверла (к нормальному сверлу приварива-
ют при помощи электросварки или припаивают твердым припоем
удлинительный стержень). Для малых диаметров сверла, в связи
с тем, что они быстро выходят из строя, применяют специальные
насадки (удлинители),
158
Фиг. 120. Устройство для под-
вески пневматической машин-
ки при сверлении крупногаба-
ритных деталей.
Для механизации резьбонарезных работ применяются специ-
альные электродрели, отличающиеся, от обычных электросверлиль-
ных машинок тем, что они могут вращаться в обе стороны (при их
переключении), причем скорость рабочего вращения электродрели
(при нарезании резьбы) меньшая, чем в обычных сверлильных
машинках, а обратное вращение, служащее для выворачивания
метчика, имеет скорость, в 2—3 раза большую, чем при рабочем
вращении.
При нарезании резьбы в трудно-
доступных местах пользуются спе-
циальными торцовыми воротками.
Для предохранения метчика от по-
ломки применяют специальные па-
троны, которые при увеличении кру-
тящего момента выше установлен-
ного предела освобождают метчик,
и последний прекращает нарезку
резьбы.
Механизация сборочных работ
В сборочные работы входит мно-
го простых, но трудоемких ручных
операций, которые можно механи-
зировать. Одной из таких операций
является завертывание гаек, болтов,
винтов, шурупов и шпилек.
Для выполнения этих операций
применяют электрические и пневма-
тические гайковерты, которые имеют
набор наконечников для навинчи-
вания гаек, винтов, шурупов, болтов. Производительность их в 3—
10 раз выше производительности ручной работы. Гайковерты имеют
специальные регулируемые на определенное усилие предохраните-
ли от чрезмерно большого крутящего момента, при котором можно
сорвать резьбу или свернуть головку винта, шурупа, болта.
Техническая характеристика гайковертов
Заводская марка . ФД-123 ФД-113
Диаметр навинчиваемых гаек в мм 8 16
Мощность двигателя в кет 0,18 1,25
Число оборотов шпинделя в минуту 750 375
Вес в кг . . 2,5 8,8
Техническая характеристика гайковертов повышенной частоты
Заводская марка .
Род тока
Электродвигатель
И-60 И-61 И-63
переменный трехфазный —-
асинхронный коротко- —
замкнутый
15Э
И—60 И-61 И—63
Мощность двигателя в вт 200 800 800
Напряжение в в Частота тока в пер/сек 36 или 220 (по особому заказу) 200 200 200
Число оборотов шпинделя в минуту без нагрузки (при нагрузке снижа-
ется на 10—15%) . . • 985 630 М70
Максимальный диаметр болта или
шпильки в мм 6 12 12
Вес кабеля в кг 2,2 8,7 7,3
Кроме указанных электрических и пневматических гайковертов,
для завинчивания болтов, шпилек и гаек применяются различной
-формы ключи специального назначения и универсальные ключи.
Специальные ключи применяются для навинчивания гаек и за-
винчивания шпилек в труднодоступных местах. Для этих целей наи-
более часто применяются торцовые прямые и изогнутые ключи
Фиг. 121. Механическая отвертка.
с воротком или с трещоткой, шарнирные ключи, ключи с пере-
движной рукояткой и многогранные ключи. Для завинчивания
гаек применяются коловоротные ключи со сменными наконечни-.
ками (головками), что резко увеличивает производительность труда.
Для завинчивания шурупов и винтов применяют механическую
отвертку, показанную на фиг. 121.
Для завинчивания гаек с определенным усилием применяют
предельные гаечные ключи, в корпусе которых имеется пружина,
регулируемая и устанавливаемая на требуемое усилие.
Большой удельный объем в сборочных работах занимает мон-
таж и демонтаж подшипников.
При монтаже (посадке) шариковых и роликовых подшипни-
ков на шпиндели, валы и валики применяют различное оборудова-
ние и приспособления, в зависимости от характера производства
и объема выпускаемой продукции.
На производстве, где удельный вес монтажа и демонтажа под-
шипников велик, пользуются ручным или механическим прессом,
а также упрощенной оснасткой — оправками, упорными кольцами
и т. п.
Наиболее совершенным приспособлением для монтажа под-
шипников качения является пресс, так как при его применении
обеспечивается плавный, безударный нажим на монтируемый под-
шипник и нет опасности повреждения сопрягаемых с ним дета-
лей (уплотнений и маслоуловительных шайб).
При небольших габаритах вала монтаж подшипников посредст-
вом пресса производится двумя способами: вал устанавливается
160
неподвижно и на него напрессовывается подшипник (фиг. 122) ли-
бо неподвижно устанавливается подшипник и в него запрессовы-
вается вал (фиг. 123).
При запрессовке вала в подшипник последний следует упереть
внутренним кольцом в подкладное кольцо с отверстием, несколь-
ко большим, чем отверстие подшипника.
Фиг. 124.
Схема на-
прессовки
подшипника
на вал при по-
мощи монтаж-
ной трубы
с заглушкой
и молотка.
Фиг. 122.
Схема на-
прессовки
подшипника
на вал при
помощи прес-
са и монтаж-
ной трубы.
Фиг. 123.
Схема за-
прессовки ва-
ла в подшип-
ник
Особое внимание при этом следует уделять обеспечению соос-
ного расположения подшипника и вала, так как перекосы внутрен-
него кольца относительно вала затрудняют посадку и приводят
к образованию задиров и к искажению формы посадочной шейки,
а иногда и к разрывам внутренних колец подшипников.
Усилие запрессовки следует прикладывать только к тому коль-
цу подшипника, которое монтируется с натягом, не допуская при
этом передачи усилия запрессовки через шарики или ролики.
В случае отсутствия пресса или невозможности его использова-
ния наиболее рационально монтировать подшипники при помощи
специальной монтажной трубы с заглушкой 4 и молотка 5
(фиг. 124). Сферическая форма заглушки обеспечивает более пра-
вильное распределение усилия запрессовки по торцовой поверхности
кольца.
Внутренний диаметр монтажной трубы должен быть немного
больше диаметра посадочной шейки вала /, а торец трубы ровно
подрезан.
Для защиты подшипника 2 от засорения частицами металла и
грязью, которые при ударах молотка могут попадать на него
11 556 161
со стенок трубы и заглушки, к монтажной трубе приваривают за-
щитное кольцо 3.
Для облегчения монтажа подшипников на вал весьма желатель-
но нагревать их в горячем минеральном масле. Температура масла
не должна превышать 100° С.
При монтаже подшипника с неподвижной посадкой в корпус
(при подвижной посадке на валу) могут быть применены все спо-
собы монтажа, описанные выше. Чаще для посадки подшипника
в корпус применяют специальные монтажные трубы
Фиг. 125.
Схема при-
варки флан-
ца к открыто-
му торцу мон-
тажной
трубы.
или оправки, аналогичные по конструкции монтаж-
ным трубам, применяемым при монтаже подшипни-
ков на вал, с соответственно измененными раз-
мерами.
Если подшипник должен монтироваться с натя-
гом на вал и в корпус, то для передачи усилий от
монтажной трубы на оба кольца подшипника к от-
крытому торцу трубы приваривают фланец
(фиг. 125) или применяют специальную массивную
оправку.
Для облегчения монтажа и предотвращения по-
вреждения посадочных мест при тугих посадках на-
ружных колец подшипников в корпус подшипники
желательно подвергать нагреву в масляной ванне
или в муфельной печи (при больших размерах) до
температуры не выше 100° С.
При посадке необходимо следить за тем, чтобы подшипник был
вплотную доведен до торца заплечика вала и между ними не оста-
вался зазор. Для этого в процессе остывания подшипник следует
подбивать к заплечику молотком через монтажную трубу.
Демонтаж подшипников, посаженных на вал или в корпус с
натягом, как правило, следует производить при помощи пресса и
винтовых или гидравлических съемников.
Форма съемника зависит от места расположения подшипника
и удобства его захвата. Конструкция одного из съемников подшип-
ников качения приведена на фиг. 126.
На фиг. 127 приведен пример демонтажа подшипника с вала
при помощи вертикального пресса.
В этом случае оба кольца подшипника своими торцами
укладываются на две плоские подкладки одинаковой толщины. Вал
выдавливается прессом из внутреннего кольца подшипника
вниз.
На фиг. 128, а показана наиболее простая конструкция двухтя-
гового винтового съемника, а на фиг. 128,6— трехтягового винто-
вого съемника. Для установки лап съемника на упорном заплечике
вала предусматривается кольцевая проточка или пазы. Тяги съем-
ника при работе не должны деформироваться.
В некоторых случаях вместо тяг с лапами применяются болты
(фиг. 128, в) и специальные демонтажные кольца.
162
В целях облегчения демонтажа подшипников, смонтированных
на валах с натягом, а также во избежание повреждений посадоч-
ных мест подшипники перед демонтажем подогревают минеральным
маслом, нагретым до температуры 90—100° С.
Фиг. 126. Съемник для снятия
подшипника.
Фиг. 127. Схема демон-
тажа подшипника с ва-
ла при помощи верти-
кального пресса.
При этом необходимо следить за тем, чтобы большая часть го-
рячего масла попадала на внутреннее кольцо подшипника, а не на
Фиг. 128. Винтовой съемник:
а — двухтяговый; б — трехтяговый; в—с болтами.
вал. В связи с этим поливку удобно вести из сосуда с лейкой, а
места вала, на которые может попасть горячее масло, следует закры-
вать асбестом или картоном. Это позволит уменьшить нагрев вала
и создаст большую разность температур между кольцами подшип-
ника и валом.
И* 183
Чтобы безошибочно определить момент наибольшего ослабления
посадок подшипника на валу, рекомендуется до поливки горячим
маслом захватить подшипник съемником и завернуть с усилием его
винты, создав предварительный натяг. При достижении указанного
момента ослабления посадки упругие силы нагруженных деталей
съемника сдвинут с места кольцо подшипника.
Запрессовку втулок, шестерен, звездочек и других аналогичных
деталей можно производить:
1) с помощью ручных прессов гидравлических и пневматических;
2) при помощи приспособлений (оправок, стаканов и т. п.) с
применением молотка;
3) воздействием статической нагрузки (груза);
4) при помощи различных винтовых приспособлений;
5) путем нагрева детали (втулки), подлежащей запрессовке
на вал;
6) путем охлаждения запрессовываемой детали;
7) при помощи нагрева одной детали (втулки) и охлаждения
другой детали (валика).
Применение того или иного способа запрессовки зависит от ус-
ловий и объема производства. При большом объеме производства
нагрев деталей производится токами высокой частоты на специаль-
ной установке.
Если при запрессовке требуется охлаждение охватываемой де-
тали, то это производится в жидком воздухе, жидком азоте или
в твердой углекислоте (сухой лед). Температура охлаждения для
жидкого воздуха и азота 190—196° С ниже нуля, а температура
твердой углекислоты 75—80° С ниже нуля.
Способ запрессовки детали с предварительным охлаждением
имеет следующие преимущества:
1) высокую прочность соединения сопрягаемых деталей;
2) деформация запрессовываемых деталей меньшая, чем при
других способах;
3) в процессе посадки на детали не образуются задиры;
4) структура металла улучшается;
5) время на посадку сокращается в 5—6 раз по сравнению с дру-
гими способами.
Этот способ позволяет производить запрессовку длинных тонко-
стенных втулок (до 1500 мм) большого диаметра.
В случаях, когда посадка деталей производится с большим натя-
гом, применяют комбинированный способ, т. е. подогревают охва-
тывающую деталь и охлаждают охватываемую деталь.
Выпрессовка деталей (в случае необходимости) производится
специальными приспособлениями, по конструкции аналогичными
приспособлениям для выпрессовки подшипников.
На фиг. 129 показано приспособление для выпрессовки шесте-
рен, шкивов и втулок.
Для механизации ручного труда слесаря-монтажника широко
используются пневматические молотки (фиг. 130), которые приме-
184
няются для пробивки сквозных отверстий, при клепке, чеканке,
очистке литья и других работах.
Простота конструкции, небольшой вес, большая энергия ударов
(при значительной их частоте) обеспечивают преимущество пнев-
матических молотков по сравнению с электрическими молотками.
Пневматические молотки изготовляются пяти размеров, отличаю-
щихся друг от друга по длине ударника и величине ствола.
Главными частями пневматиче-
ского молотка являются: ствол с
ударником, распределительный ме-
ханизм с золотниковой коробкой
и пусковым механизмом, рукоятка
со шлангом для сжатого воздуха.
В отверстие ствола вставляется ра-
бочий инструмент (зубило, пуансон
и др.), непосредственно производя-
щий работу. Внутри ствола и руко-
ятки имеются каналы для подвода
и удаления сжатого воздуха.
Принцип работы пневматическо-
го молотка заключается в следую-
щем. Когда нажимают на курок,
вентиль открывает доступ сжатому
Фиг. 129. Съемник для вы-,
прессовки шестерен, шкивов
и втулок.
воздуху из шланга в распредели-
тельный механизм молотка. В зависимости от положения ударника
и золотника в момент пуска сжатый воздух проходит либо в каме-
ру рабочего хода, либо в камеру обратного хода.
Фиг. 130. Пневматический молоток.
В том случае, когда золотник находится в. крайнем положении,
воздух поступает в камеру рабочего хода (слева от ударника) и
движет ударник вправо до момента удара о хвостовик инструмента.
В этот момент происходит рабочий ход ударника. В конце рабочего
хода ударник открывает выхлопные каналы в стволе, давление
в камере рабочего хода резко падает и вследствие этого золотник
автоматически перебрасывается в крайнее левое положение. При
165
этом открывается доступ сжатого воздуха в камеру обратного хо-
да (справа от ударника) и происходит обратный ход ударника.
В конце обратного хода ударник сжимает отработавший воздух
в камере рабочего хода и уравновешивает золотник.
Когда в камере обратного хода произойдет выхлоп и резко упа-
дет давление, золотник, теряя равновесие, перебрасывается обратно
в крайнее правое положение, т. е. вновь начинается рабочий ход.
Рабочий инструмент молотка рекомендуется изготовлять из ста-
ли марок У7, У8 и У8А.
Твердость рабочей части инструмента должна быть в пределах
HRC 56-ь59, твердость хвостовика HRC 40 ~ 50.
VII. ИЗГОТОВЛЕНИЕ ШТАМПОВ И ПРЕСС-ФОРМ
Штампы
Изготовление различных штампов осуществляется главным об-
разом индивидуально, поэтому организация процессов их изготов-
ления отличается от организации процессов в серийном или массо-
вом производстве. При изготовлении штампов взаимозаменяемость
деталей предусматривается только для небольшой их группы.
Штампы состоят из следующих деталей: пуансона, матрицы,
блока (плит верхней и нижней), съемника, хвостовика, крепежных
болтов, винтов и шпилек.
Блоки. Верхняя и нижняя плиты блока являются базой, на ко-
торой монтируются все детали штампа. Они бывают разнообраз-
ной формы и размеров. Плиты изготовляются обычно из чугуна.
Технологический процесс их обработки однотипный.
Отливка заготовки плиты должна пройти искусственное старе-
ние, что улучшает структуру металла, устраняет внутренние на-
пряжения, вызывающие деформацию.
Литую заготовку подвергают механической обработке в такой
последовательности: 1) строгание нижней и верхней плоскостей
плиты; 2) шлифование плоскости; 3) разметка отверстий под ко-
лонки; 4) сверление и расточка отверстий под колонки с допуском
между центрами до 0,02 мм; 5) подгонка колонок (шлифование
отверстий), притирка.
Колонки-направляющие. От точности изготовления ко-
лонок зависит надежность работы штампа. Колонки изготовляют
из инструментальной стали У8 или из стали 20 с последующей тер-
мической обработкой (цементацией и закалкой до твердости HRC
58н-60). Колонки запрессовывают в нижнюю плиту блока под на-
пряженную посадку. В верхней части колонка должна иметь сколь-
зящую посадку первого класса точности (С), т. е. посадку без люф-
та. Это достигается тщательной доводкой или притиркой по месту.
Пуансоны и матрицы — рабочие части штампа, которыми
непосредственно производят штамповку деталей. Пуансоны обычно
монтируются в верхней части штампа, которая перемещается с пол-
166
зуном пресса. Матрицы монтируются в нижней части штампа, ко-
торая крепится к столу пресса прижимами и болтами.
Пуансоны и матрицы изготовляются из легированных сталей ма-
рок XI2, ХВ5, 9ХС, ШХ15, ХВГ и других и из углеродистых сталей
У8А, У10А.
Сложность изготовления пуансонов и матриц заключается в пра-
вильном исполнении зазоров и допусков с учетом толщины и свой-
ства штампуемого материала.
В табл. 43 даны рекомендуемые зазоры между пуансонами и
матрицей.
Таблица 43
Рекомендуемые зазоры между пуансоном
и матрицей
Толщина штампуемого материала в мм Зазор на диаметр или две стороны в мм
Для меди, латуни и стали марок 10 и 15 Для стали марок 20, 25 и 35 Для стали марки 45 и выше
0,1—0,5 0,005 0,006 0,007
0,6—1,0 0,006 0,007 0,008
1,1—2 0,14 0,16 0,18
2,2—3,4 0,21 0,24 0,3
3,6—4 0,32 0,36 0,4
4,2—5,5 0,55 0,6 0,7
6—6,5 0,78 0,9 1
7—7,5 0,97 1 1,2
8—8,5 1,2 1,3 1,4
9—12,0 1,8 2 2,4
Слишком большой зазор между пуансоном и матрицей приводит
к образованию заусенцев на .отштампованной детали, и, наоборот,
если зазор очень мал, то поверхность среза получается рваной, пу-
ансоны и матрицы изнашиваются быстрее. Для облегчения процесса
вырубки в приемной части матрицы делают небольшой уклон от
30' до 1°.
Чтобы избежать поводки после термической обработки матриц
и пуансонов особо сложной конфигурации, производят предвари-
тельную термическую* обработку после черновой механической еб;
работки.
Хвостовики служат для крепления верхней части штампа к
ползуну пресса и бывают разных типов; изготовляют их из стали 50.
Съемники предназначены для снятия с пуансона материала,
из которого штампуется деталь; изготовляют их из стали 50.
Толкатели служат для выталкивания готовой детали из
матрицы; изготовляют из сталей 40 и 45.
Упоры предназначены для направления штампуемого мате-
риала.
167
При каждом ударе пресса материал подается в одном и том
же направлении и находится в одинаковом положении по отноше-
нию к пуансону. Изготовляются упоры из стали У8 с последующей
термообработкой до твердости HRC 50-4-55.
Наиболее часто применяе-
мые типы штампов следующие:
вырубной, пробивной, гибоч-
ный, компаундный штамп, сов-
мещающий две-три операции,
формовочный, вытяжной и от-
бортовочный.
Вырубной штамп.
Сущность операции вырубки
Фиг. 131. Вырубной штамп.
заключается в полном отделе-
нии части материала по замк-
нутому контуру. Пуансон штам-
па, вдавливаясь в материал,
производит срез по контуру и
разъединение материала на де-
Фиг. 132. Компаундный штамп.
таль и отходы. На фиг. 131 показан простой вырубной штамп, ко-
торый состоит из пуансона 1 и матрицы 2. Матрица имеет по рабо-
чему контуру поясок высотой 5—6 мм, а далее идет расширение
по всему контуру, что обеспечивает свободное выпадание отштампо-
ванной детали.
Рабочие поверхности пуансона и матрицы после механической и
слесарной обработки подвергаются закалке до твердости HRC 56 -4-60.
При продолжительной работе штампа матрица и пуансон сра-
батываются, режущие кромки притупляются. Для продления сро-
ка службы штампа производят заточку рабочего торца пуансона А
и рабочей плоскости матрицы 5.
Компаундный штамп (комбинированный или совмещен-
ный). При помощи этого штампа можно производить за один ход
пресса вырубку и формовку или вырубку и пробивку отверстий. На
фиг. 132 показан компаундный штамп, который имеет пуансон для
163
контура и пуансон для пробивки отверстий. Верхняя часть штам-
па состоит из хвостовика 1, верхней плиты 2, плиты пуансонодержа-
теля 5, дыропробивного пуансона 4 и матрицы 9.
Нижняя часть штампа состоит из плиты 7, матрицы 8 для вы-
рубки заготовки, выталкивателя 10 с пружинами 6, винтами 5 и на-
правляющими колонками 11.
Фиг. 133. Вытяжной штамп.
Плита служит основанием для крепления деталей нижней части
штампа. Матрица компаундного штампа состоит из двух отдель-
ных частей, которые крепятся к плите болтами. Для надежности
в работе штампа и правильного монтажа в процессе сборки плита
и матрица фиксируются цилиндрическими штифтами.
Верхняя и нижняя плиты (блоки) изготовляются из чугуна. Все
остальные рабочие детали изготовляются из инструментальных
и конструкционных сталей различных марок.
Принцип работы компаундного штампа заключается в следую-
щем. При рабочем ходе ползуна пресса матрица 8 входит в выруб-
ное отверстие матрицы 9, при этом матрица 8 выжимает выталкива-
тель 10, а матрица 9 отжимает его вниз. Вследствие этого матри-
ца S, действуя на вырубной пуансон, вырубает заготовку по контуру.
Одновременно с этим пуансон 4 входит в просечное отверстие
матрицы 8 и пробивает отвестие в вырубленной детали. При дви-
жении пуансона вверх выталкиватель 10, отжатый пружиной 6, сни-
мает готовую деталь с матрицы.
Вытяжной штамп предназначен для вытяжки деталей са-
мой разнообразной формы: цилиндрических, прямоугольных и фа-
сонных.
Простейшим, типом вытяжного штампа является штамп для вы-
тяжки цилиндрического стакана из заготовки, имеющей форму
169
диска (фиг. 133). Штамп состоит из вытяжного пуансона /, вытяж-
ной матрицы 2, прижимного кольца 5, которое связано с пружи-
ной, прижимающей его к матрице. Как видно из фигуры, во время
рабочего хода пресса прижимное кольцо 3 соприкасается с заготов-
кой раньше пуансона.
Когда пуансон начинает давить на заготовку, кольцо 3 прижи-
мает заготовку к матрице и не дает ей возможности деформиро-
ваться вне матрицы. Вытяжной пуансон 1 посылает заготовку в
матрицу 2, в которой и оформляется деталь. При обратном ходе
пресса выталкиватель подает заготовку кверху и снимает ее с пуан-
сона нижней частью матрицы 2.
В штамповом производстве встречается операция вытяжки с
утонением стенок или протяжки. При этом изменяется внутренний
диаметр детали и толщина стенок. Основной же деформацией ме-
талла является утонение стенок.
Гибочный штамп (фиг. 134) предназначен для гибки заго-
товок, полученных из вырубленного штампа. Штамп состоит из пуан-
сона /, матрицы 2 и трафарета 3, куда укладывают деталь.
Технологический процесс изготовления штампов необходимо
строить с учетом особенностей конструкции и работы штампа.
Практически установлен ряд приемов изготовления деталей и
сборки штампов. Важнейшие из них следующие.
1. Предварительную обработку матриц и пуансонов сложной
конфигурации (необходимо производить по шаблонам, а оконча-
тельную подгонку матрицы — по оттиску готового пуансона.
2. Расточку отверстий в блоках под колонки и втулки необходи-
мо производить после предварительной сборки штампа.
3. Сверление отверстий в плитах под контрольные штифты про-
изводить через отверстия каленых деталей.
Стойкость штампов в работе определяется количеством от-
штампованных деталей до полного износа штампа или до замены
изношенной матрицы и пуансона. Основными факторами, влияющи-
ми на стойкость штампов, являются: а) марка стали рабочих дета-
лей штампа и их термическая обработка; б) точность изготовления
деталей и сборка штампа; в) состояние пресса; г) смазка штампуе-
мого материала; д) качество штампуемого материала.
Повышение стойкости штампов достигается путем хромирования
рабочих частей, наплавкой твердым сплавом и другими способами.
Хромирование рабочих поверхностей вырезных, гибочных, фор-
мовочных и вытяжных штампов повышает их стойкость на 30—35%,
предохраняет от налипания частиц штампуемого материала на по-
верхности матриц и пуансонов. При наплавке твердым сплавом —
сормайтом или сталинитом рабочих поверхностей деталей гибочных,
вытяжных и формовочных штампов повышается их износоустойчи-
вость в 1,2—1,5 раза.
Стойкость штампов прецизионной штамповки деталей с малыми
допусками практически находится в таких пределах:
1) стойкость вырубного штампа, изготовленного из углеродистой
170
стали, находится в пределах от 20000 до 25000 заготовок (в за-
висимости от толщины обрабатываемого материала);
2) стойкость дыропробивного штампа составляет 10000—50000
заготовок, гибочного — 17000 — 45000, вытяжного — 15000 — 30000.
В табл. 44 приведены данные стойкости отдельных типов штам-
пов в зависимости от толщины штампуемого материала и материа-
ла рабочих частей обычного штампа.
Таблица 44
Ориентировочная стойкость различных типов штампов
(в тысячах ударов) до полного их износа
Тип штампа Толщина материала в мм Материал рабочих частей штампа
углеродистая сталь легированная сталь
0,25—0,5 700—900 1100—1400
Вырезной 1,0 450—650 680-980
с направляющими 1,5 355—550 550—800
колонками 2,0 250—450 400—680
3,0 250—400 400—600
6,0 150-300 250—450
Пробивной До 5 150—250 250—400
Гибочный простой До 3 900—1100 1400—1700
Гибочный сложный До 3 450—600 700—900
Вытяжной простой До 3 1200—1600 1800—2400
Формовочный До 3 250—400 400—600
Чеканочный — 100—150 150—250
Примечания: 1. Наименьшее значение стойкости относится
к штамповке более твердых материалов, а наибольшее — к штамповке
более мягких материалов. 2. Нормы езяты из книги В. П. Романовского,
Справочник по холодной штамповке, Машгиз, 1954.
Ремонт штампов делится на текущий и капитальный.
Текущий ремонт чаще всего сводится к заточке пуансонов и
матриц на плоскошлифовальном станке. В матрице шлифуют верх-
нюю рабочую плоскость, в пуансоне — рабочий торец.
К текущему ремонту относится также замена сломанных или
изношенных съемников, упоров, хвостовиков, ловителей и т. д.
Необходимость в капитальном ремонте штампов вызывается их
повреждением (поломка или износ основных частей штампов: пуан-
сонов, матриц, блоков). После капитального ремонта штамп под-
вергается проверке. К нему предъявляются такие же требования,
как и к новому штампу.
При установлении норм стойкости штампа, выполняющего одну
или несколько совмещенных операций, нельзя исходить из общих
статистических данных, которые приводятся в некоторых справоч-
никах по штамповке. Эти данные нужно корректировать в соот-
ветствии с условиями производства.
171
В крупносерийном и массовом производстве стойкость штампа
играет чрезвычайно важную роль, так как чем большая стойкость
штампов, тем меньше потребуется изготовлять дублеров, тем ни-
же будет себестоимость выпускаемой продукции.
При изготовлении и ремонте штампа важно не только выдержать
все размеры, обеспечивающие получение годной детали, но и обес-
печить необходимую степень чистоты рабочих частей штампа. Чем
чище рабочие поверхности матрицы, пуансона и других деталей,
подвергающихся трению в эксплуатации, тем меньшая вероятность
появления задиров на штампуемых деталях, а также налипания ме-
талла на пуансон и матрицу.
На долговечность работы штампа оказывают существенное влия-
ние следующие факторы: а) качество отделочных операций, выпол-
няемых слесарем; б) термическая обработка деталей штампа (пуан-
сон, матрица); в) условия эксплуатации.
Для получения годной детали необходимо изготовленный штамп
отработать. Поэтому участкам, где изготовляются штампы, прида-
ются прессы, на которых проводят испытания и отработку всех
изготовляемых штампов. Если при испытании обнаруживаются де-
фекты и неточности штампуемых деталей, штамп подвергается ис-
правлению. При получении годных деталей, соответствующих техни-
ческим условиям и размерам чертежа, штамп считается принятым.
Мастер технического контроля в присутствии производственного
мастера заполняет на данный штамп карту обмера и паспорт.
Штамп направляется цеху-заказчику вместе с паспортом.
К изготовленным штампам предъявляются такие требования:
1. Отштампованные детали должны соответствовать чертежным
размерам и техническим условиям.
2. Рабочие части штампа должны быть достаточно прочными и
стойкими.
3. Штамп должен обеспечивать высокую производительность тру-
да, удобство и безопасность в работе.
Формы для литья под давлением
За последние годы в промышленности широко применяется литье
под давлением — высокопроизводительный способ отливки деталей
различного назначения. Детали или изделия, отлитые этим спосо-
бом, в основном не требуют дальнейшей механической или слесар-
ной обработки.
Отливку деталей производят в стальные формы на специальных
машинах. По конструкции формы бывают одноместные и много-
местные.
При массовом производстве наиболее выгодно отливку произво-
дить в многоместные формы. В результате быстрой кристаллизации
металла он приобретает мелкозернистость, гладкие наружные по-
верхности отлитых деталей хорошо противостоят коррозии.
Способ литья под давлением заключается в том, что расплав-
172
ленный металл или сплав под большим давлением и с большой ско-
ростью из камеры сжатия подается поршнем в стальную форму.
Фиг. 134. Гибочный штамп.
Качество отливаемых деталей зависит от температуры и свойств
металла и формы, в которую производится отливка.
Фиг. 135. Форма для литья под давлением.
Формы для литья под давлением (фиг. 135 и 136) конструиру-
ются так, чтобы их можно было легко разнимать. Каждая форма
состоит из двух частей, образуя полое рабочее пространство. Одна
173
половина формы, на которой расположен литник при отливке, за-
крепляется на литейной машине и называется передней матрицей.
Другая половина называется задней или подвижной матрицей.
Высокая точность изготовления форм*дает возможность полу-
чать отлитые детали без припусков на механическую или слесар-
ную обработку. Форма для литья под давлением состоит из таких
основных частей: матриц, стержней, вкладышей и устройства для
выталкивания деталей.
Фиг. 136. Четырехместная форма для литья под давлением.
Подвижные рабочие части формы называются стержнями. Они
предназначены для образования полых пространств в отливке.
На подвижной матрице при раскрытии формы остается отлитая де-
таль, которая удаляется при помощи выталкивателей ручных или
автоматических.
В матрице закреплены все неподвижные части, в них же нахо-
дятся направляющие отверстия для подвижных стержней. Непо-
движная матрица крепится на специальной опорной плите машины.
Подвижная — на подставке, на которой расположены сборные пли-
ты для стержней, выталкивателей и других деталей.
Форма для литья под давлением работает в сложных условиях.
Она воспринимает на себя удары струи заливаемого в нее метал-
ла, который кроме теплового и механического воздействия оказыва-
ет еще и химическое. Поэтому для изготовления деталей формы
применяют жаростойкие легированные стали. Наиболее приемлемой
сталью для этого является сталь марки ЗХ2В8 по ГОСТ 5950-51.
Все рабочие детали формы подвергают закалке до твердости
HRC 45-7-46. Кроме этого, для увеличения стойкости форм приме-
няют азотирование, которое придает поверхностному слою рабочей
174
части формы повышенную твердость при сохранении пониженной
твердости сердцевины деталей формы.
Для предохранения от налипания и приварки на рабочие поверх-
ности формы жидкого металла производят оксидирование поверх-
ностей форм. Во избежание заклинивания при нагреве формы по-
движные части изготовляют с соответствующим зазором в плитах
формы. Величина зазора определяется в каждом случае на основе
опыта.
Для продления срока службы формы необходимо строго придер-
живаться определенной температуры нагрева формы, которую регу-
лируют в процессе эксплуатации.
Все, что было изложено о стойкости штампов, в равной степени
относится и к формам для литья под давлением и пресс-формам.
Чистота обработки рабочих частей форм для литья и пресс-форм
влияет на стойкость их еще в большей степени, чем в штампах. На
стойкость пресс-форм и Особенно форм для литья под давлением
большое влияние оказывает теплостойкость стали рабочих частей
формы и выбор режима термической обработки их.
Стойкость форм для литья под давлением для различных цвет-
ных металлов приводится в табл. 45.
Таблица 45
Стойкость форм для литья под давлением *
Сплавы Стойкость форм (количество отливок — ходов)
Средняя Максимальная
Цинковые 10000 250000
Магниевые 30000 60000
Алюминиевые 30000 60000
Медные 3000 10000
* Данные взяты из книги В- М. Пляцкого» Технология литья
под давлением, Машгиз, 1949.
В формах для литья под давлением в процессе эксплуатации
появляется усталостное и термическое поверхностное напряжение
в деталях, соприкасающихся с расплавленным металлом, в резуль-
тате чего на поверхности этих деталей появляются сетчатые мел-
кие трещины, постепенно расширяющиеся и углубляющиеся.
Для предотвращения этого явления необходимо не только со-
блюдать строгий температурный режим работы формы (подогрев
формы, температура заливаемого жидкого металла и т. д.), но пе-
риодически подвергать форму отпуску (искусственному старению)
для снятия термических и усталостных напряжений. Необходимо
отметить, что стремление к высокой твердости деталей форм литья,
соприкасающихся с жидким металлом, не всегда целесообразно.
Практикой установлено,^то рабочие детали формы, будучи из-
готовленными из стали марок ЗХ2В8, 5ХНТ или другой высоко-
175
легированной стали, имея твердость после термообработки HRC
55 4-60, быстрее выходят из строя из-за появления сетки трещин,
чем те же детали, имеющие твердость порядка HRC 40-Г-48. По-
этому целесообразнее такие детали закаливать на твердость HRC
58 4-60 с последующим отпуском при повышенной температуре для
снижения твердости до HRC 40-4-48. Этим устраняются термиче-
ские напряжения деталей форм литья.
VIII. СЛЕСАРНО-ЛЕКАЛЬНЫЕ РАБОТЫ
Слесарно-лекальные работы в инструментальном производстве
находят широкое применение при изготовлении жестких предельных
скоб, различных плоских шаблонов, лекал, пройм, сложных мери-
телей, а также при прецизионной обработке и доводке сложных
штампов, приспособлений и специальной измерительной аппаратуры.
Изготовление (жестких предельных скоб
Скобы преимущественно изготовляют из штампованных загото-
вок. В массовом производстве скоб все операции обработки, вклю-
чая доводку, механизированы. Для нужд завода скобы обычно из-
готовляют из заготовок, вырезанных на фрезерных станках или
вырубленных штампами из листовой стали на прессе.
Заготовки для скоб штампуют из листовой углеродистой или
легированной стали марок У10, У12А, 10, 15, 15Х, 20Х и др. тол-
щиной от 2 до 10 мм. Скобы с размером зева от 2 до 20 мм изго-
товляют из листовой стали толщиной 3—4 мм, с размером зева
от 25 до 40 мм — из листовой стали толщиной 4—5 мм, а с разме-
ром зева 45—60 мм — из стали толщиной 5—6 мм и т. д.
Скобы изготовляют односторонние и двусторонние.
Габаритные размеры штампованных заготовок скоб делятся на
группы, например: скобы для деталей диаметром от 2 до 10 мм —
один размер заготовок, скобы для деталей диаметром от 10 до
20 мм — другой размер заготовок и т. д. Это дает возможность со-
кратить количество штампов для изготовления заготовок скоб.
Штампованные заготовки рихтуются под прессом. Для выпол-
нения механической обработки скоб заготовки складывают по 5—
15 шт. и склепывают двумя заклепками диаметром 2—4 мм или
склеивают специальным клеем, после чего набор заготовок размеча-
ют и фрезеруют зев на вертикально-фрезерном станке концевой
фрезой, оставляя припуск на шлифовку 0,3—0,4 мм.
Затем заготовки поступают к слесарю-лекальщику для дальней-
шей обработки. Заготовки скоб обрабатывают личным напильни-
ком — снимают заусенцы, опиливают острые грани и на гравер-
ном станке наносят размеры и шифр скоб. Дальше скобы поступа-
ют в термический цех, где их цементуют, подвергают закалке и
отпуску. После термообработки скобы поступают в лекальное от-
176
деление, где их проверяют на коробление и рихтуют, затем на
плоскошлифовальном станке шлифуют две плоскости. После этого
скобы снова склепывают по 5—15 шт. и производят шлифовку и
окончательную доводку зева (вручную или на специальном обору-
довании) до требуемых размеров и чистоты поверхности. Доводку
производят специальными абразивными брусками (оселками) зер-
нистостью № 320 или М28, М20, а также доводочными пастами на
специальных чугунных притирах. Проверку рабочих исполнитель-
ных размеров производят набором мерных плиток.
Скобы размером менее 2 мм изготовляют составными (см. фиг.
42, в). Как видно из фигуры, особенность такой скобы заключает-
ся в том, что независимо от измеряемых скобой размеров все де-
тали ее можно обрабатывать механическим способом (включая
и доводку), а при износе рабочих размеров скобу легко восстано-
вить до прежних размеров путем шлифовки одной или обеих по-
ловинок.
Изготовление профильных шаблонов
Плоские калибры для проверки профиля контура фасонной де-
тали называют профильными шаблонами. Измерительный профиль
шаблона представляет собой негативный профиль проверяемого
контура детали.
В большинстве своем шаблоны изготовляют нормальными, и
только часть из них изготовляют как предельные. Нормальным шаб-
лоном изделие проверяют на просвет, образующийся между кон-
туром детали и контуром шаблона. Предельными шаблонами про-
веряют детали в пределах допусков, указанных на чертеже.
Проверку точности изготовляемого профильного шаблона про-
изводят контршаблоном. Профиль контршаблона является негатив-
ным изображением профиля шаблона. Шаблон и контршаблон при-
пасовываются между собой так, чтобы по всей линии соприкосно-
вения не было просвета. Таким образом, контршаблон является как
бы эталоном профиля детали. Пригонка шаблона к контршабло-
ну— самая трудоемкая операция, для выполнения которой требует-
ся высокая квалификация.
При изготовлении контршаблона слесарь-лекальщик пользуется
выработками, т. е. вспомогательными калибрами для проверки на
просвет отдельных элементов данного профиля шаблона (например,
дуги, окружности, углы между прямолинейными участками, места
сопряжения кривой и касательной и т. д.).
В особых случаях (при массовом применении и изготовлении
однотипных шаблонов) изготовляют еще образцовый эталонный
контршаблон повышенной точности, который хранится в измери-
тельной заводской лаборатории для проверки рабочих контршабло-
нов и шаблонов.
Контршаблон, являющийся основным мерителем шаблона, обыч-
но изготовляют с допуском, равным около 0,1 допуска точности
проверяемого изделия. Этот допуск располагается в рабочем кон-
12 .556 177
туре контршаблона симметрично в обе стороны от номинального
профиля, т. е. может быть со знаком плюс и минус.
Для разметки шаблона выбирают две взаимно-перпендикуляр-
ные плоскости заготовок, которые должны быть точно и чисто об-
работаны под углом 90°. Затем определяется последовательность
обработки шаблона по отдельным участкам профиля. Каждый из
участков, на которые разбивается профиль шаблона, должен со-
стоять из минимального числа простейших геометрических элемен-
тов; это ускоряет изготовление выработок для этих участков и про-
верку выработок универсальными измерительными средствами.
/к Следовательно, чем сложнее профиль шаблона,
тем больше выработок требуется для его изго-
товления. В тех случаях, когда выработку
^^z/zz/z/zz нельзя проверить универсальным инструмен-
том, для нее изготовляют вспомогательный
I контркалибр, который можно проверить унй-
I версальными средствами.
____s'* Последовательность обработки шаблона
® следующая:
__________ J 1. Вырезка заготовки из листовой стали на
Фиг 137 Схема гильотинных ножницах или пресс-ножницах.
расположения про- 2. Правка заготовок под прессом или сле-
пиленных подрезов сарным молотком на плите.
в углах шаблонов.
3. Обработка плоскостей заготовок на
станке для последующего соединения их в пачку.
4. Обработка под углом 90° двух сторон заготовок для получе-
ния базовых граней при разметке профиля шаблона. Эта операция
выполняется на горизонтально-фрезерном станке набором фрез в
тисках по 10—20 заготовок одновременно.
5. Разметка на одной заготовке из пачки контура шаблона, ког-
да базовыми являются две взаимно-перпендикулярные плоскости.
6. Соединение шаблонов в пачку путем склеивания карбиноль-
ным клеем или склепывания двумя заклепками.
7. Предварительная обработка измерительного профиля и чет-
вертой габаритной стороны пачки заготовок шаблонов на попереч-
но-строгальном или горизонтально-фрезерном станке.
8. Опиливание профиля шаблона драчевым, личным и бархат-
ным напильниками и надфилями.
Профили напильников должны соответствовать геометрической
форме обрабатываемых участков шаблона. Для выхода инструмен-
та в местах пересечения прямолинейных и криволинейных участков
шаблона ножовкой прорезают шлицы (фиг. 137). Опиловка профи-
ля шаблона перед термообработкой производится с точностью по-
рядка сотых долей миллиметра, при этом оставляют минимальный
припуск для доводки после закалки.
9. Термическая обработка шаблона — цементация, закалка и от-
пуск.
10. Правка шаблона под прессом или вручную молотком на плите.
178
11. Зачистка боковых поверхностей шаблона на диске с накле-
енной наждачной шкуркой или на бесконечной ленте зачистного
станка.
12. Доводка профиля шаблона чугунными притирами вручную
с применением доводочных паст. Профиль притиров применяется в
соответствии с геометрией доводимых участков профиля шаблона.
13. Сглаживание и притупление острых краев шаблона вручную
абразивными брусками.
14. Нанесение маркировочных знаков на одной из боковых сто-
рон шаблона электрографом или путем травления.
При ручном способе изготовления шаблонов наиболее трудоем-
кой операцией является опиливание его контура под термообработ*
ку и окончательная доводка его после термообработки.
Приспособления для лекальных работ
В целях устранения трудоемкой операции ручного опиливания
профиля шаблонов применяют шлифование на шлифовальных стан-
ках с использованием специальных приспособлений. Это дает воз-
можность не только избавиться от ручного опиливания и доводки
профиля шаблона, но и упразднить вспомогательные калибры (вы-
работки), а во многих случаях и контршаблоны, заменив их уни-
версальными измерительными средствами как в процессе обработ-
ки шаблонов на станках, так и при окончательной проверке готовых
шаблонов. При полной механизации обработки сложные шаблоны
больших габаритов изготовляют не цельными, а составными, что
позволяет все элементы и переходы профиля шаблона обрабатывать
на станках, а измерения -производить универсальными измеритель-
ными средствами. Шаблоны малых габаритных размеров обрабаты-
вают по всему профилю или на специальных шлифовальных стан-
ках (копировально-шлифовальных и оптикошлифовальных), или на
обычных плоскошлифовальных станках повышенной точности с при-
менением специальных приспособлений и специальной профилиров-
кой шлифовального круга. Этот способ наиболее распространен,
так как он не требует специального и дорогостоящего станочного
оборудования, которое может быть загружено полностью только
при массовом изготовлении шаблонов.
Специальные приспособления и измерительная аппаратура по-
зволяют с достаточной точностью выполнить почти все операции
обработки профиля шаблона на плоскошлифовальном станке с
профилированным шлифовальным кругом.
В ряде случаев на особо точных плоскошлифовальных станках
при применении точных приспособлений и измерительного инстру-
мента с высокой точностью (мерные плитки, миниметры, индикатор-
ные головки и т. д.) шлифованием профиля шаблонов упраздняется
их доводка. В этих случаях шлифование профиля разбивается на
две операции—предварительную и окончательную с применением
тонкозернистых шлифовальных кругов.
12* 179
Для шлифования шаблонов применяют два типа плоскошлифо-
вальных станков:
а) шлифовальный станок с магнитным столом и вертикальным
шпинделем для шлифования боковых сторон шаблонов, которые
укладываются непосредственно на магнитном столе;
б) шлифовальные станки с горизонтальным шпинделем для об-
работки габаритных граней и рабочего профиля шаблонов.
Для выполнения этих операций применяют специальные при-
способления.
Фиг. 138. Лекальные тиски.
Лекальные тиски отличаются от обычных станочных тис-
ков меньшими габаритными размерами и более высоким качеством
обработки отдельных деталей.
На фиг. 138 показана конструкция лекальных тисков и приве-
дены их размеры.
В основании тисков просверлены резьбовые отверстия для за-
крепления тисков винтами на различных приспособлениях. В непо-
движной губке просверлено отверстие для посадки измерительного
штифта, который может служить базой при измерении длины на-
клонных участков профиля шаблона. Лекальные тиски изготовля-
ются из стали, подвергаются закалке, отпуску и последующему
шлифованию. Основание тисков, боковые грани, направляющие опор*
ные плоскости неподвижной и подвижной губок должны быть от-
шлифованы так, чтобы боковые грани были строго перпендикуляр-
ны к основанию тисков и параллельны друг другу.
Опорная плоскость неподвижной губки должна быть перпенди-
кулярна по отношению к основанию и боковым граням тисков. Пер-
пендикулярность всех указанных плоскостей должна быть в пре-
делах 90°+ Г.
Магнитная призма (фиг. 139) применяется для шлифова-
ния наклонных участков профиля шаблонов, расположенных под
углами 15, 30, 45, 60 и 75° к базисным граням.
Магнитная призма состоит из латунного корпуса с большим ко-
личеством отверстий, в которые запрессованы отожженные сердеч-
180
ники из низкоуглеродистой стали, являющиеся проводниками маг-
нитного силового потока. Такая призма может быть изготовлена
в виде сборной конструкции из чередующихся стальных и латунных
пластин, соединенных медными заклепками. В обоих случаях долж-
но быть обеспечено совпадение торцов круглых сердечников или
стальных пластин с полюсами магнитного стола.
Фиг. 139. Магнитная уг-
ловая призма.
Фиг. 140. Рабочее
положение регули-
руемого установи
на базовой грани.
Регулируемый установ (фиг. 140) применяется для кон-
троля размеров готовых шаблонов или в процессе их шлифования.
Две грани призмы установа строго взаимно-перпендикулярны.
В третьей грани имеется Т-образный паз, по которому скользит
продольный щит измерительного ползуна. Ползун может быть за-
креплен в любом месте грани.
Рабочие плоскости ползуна а, б, в должны быть доведены на-
столько точно, чтобы к ним можно было притирать мерные плитки.
Плоскости айв параллельны между собой и перпендикулярны
к плоскости АС.
Плоскости а и в должны быть параллельны грани призмы АВ,
а плоскость б — параллельна грани АС.
В подвижном ползуне просверливаются три нарезанных отвер-
стия, в которые ввинчивается измерительный стержень. Этот стер-
жень (на фигуре он показан в вертикальном положении) приме-
няется вместо измерительных плиток.
На фиг. 141 показан пример настройки установа на заданный
размер.
Синусная линейка применяется не только для точного из-
мерения углов, но и как точное приспособление к плоскошлифо-
вальным станкам при шлифовании прямолинейных участков профи-
ля шаблонов под различными углами наклона.
181
На фиг. 142 показан общий вид синусной линейки, а на фиг. 143
показана конструкция синусной линейки, состоящей из плиты, двух
роликов, привинченных к ней двумя винтами каждый, и двух вза-
имно-перпендикулярных опорных планок, привинченных к торцо-
вой и боковой граням плиты. В плите просверливаются гладкие и
Фиг. 143. Конструкция синусной
линейки:
L — расстояние между центрами
роликов; Н — высота от основания
до рабочей плоскости; В — ширина
линейки,
Фиг. 141. Схема настрой-
ки регулируемого уста-
нови на заданный раз-
мер.
Все детали синусной линейки изготовляются из стали. Плита,
ролики и опорные планки закаливаются и тщательно шлифуются.
Ролики и касательные к ним плоскости плиты доводятся. Роликй
изготовляются диаметром 20 мм с точностью+0,002 мм для лине-
ек 2-класса точности и с точностью ±0,001 мм для линеек 1-клас-
са точности. Расстояние между осями роликов делают чаще всего
равным 100 мм. Однако имеются линейки и с расстоянием между
осями роликов, равным 150, .200 и 250 мм. Чем больше расстояние
между осями роликов, тем точнее угол установки синусной линейки.
Высокая точность установки синусной линейки на заданный угол не
является постоянной. Погрешность угла установки с увеличением
его от 0 до 90° прогрессивно возрастает.
Поэтому при шлифовании углов профиля шаблонов, больших
182
30—45°, следует пользоваться синусной линейкой в сочетании с
угловой призмой, благодаря чему угол уклона шлифуемого участка
получается в результате суммирования угла 30- или 45-градусной
магнитной призмы с углом установки синусной линейки. Установку
синусной линейки на угол свыше 45° можно осуществить и другими
приемами, например установкой тисков с зажатыми в них шаблона-
ми на синусной линейке не основанием, а торцовой плоскостью, тог-
да угол установки синусной линейки получится равным не задан-
ному углу уклонам0, а дополнительному углу (90 а0 ).
Фиг. 144. Синусный кубик.
Синусный кубик применяется в лекальном деле; он пред-
ставляет собой комбинацию, заменяющую тиски, угловую призму
и синусную линейку. Синусный кубик весьма устойчив на магнитном
столе. Однако точность в работе синусный кубик дает несколько
меньшую, чем при работе с синусной линейкой.
Синусный кубик позволяет шлифовать прямолинейные участки
профиля шаблонов под любым углом наклона с точностью для уг-
лов до ±3' и для линейных размеров до ±0,02 мм.
Недостатком, связанным с обработкой профиля шаблона при по-
мощи синусной линейки и синусного кубика, является то, что при
работе необходимо производить много вычислений.
В тех случаях, когда требуется шлифовальный круг спрофилиро-
вать (заправить) под определенным углом, эту операцию также
производят при помощи синусной линейки или синусного кубика. Для
этого алмаз в оправе крепится на специальном ползуне синусной
линейки или синусного кубика.
На фиг. 144 показан синусный кубик, корпус которого' изготов-
ляется из чугуна в виде прямоугольного параллелепипеда; все грани
кубика отшлифованы так, что пересекающиеся между собой плос-
кости взаимно-перпендикулярны, а противолежащие параллельны
друг другу.
В корпусе синусного кубика просверливают шесть отверстий с
точными расстояниями между их осями, В эти отверстия запрессо-
183
вывают стальные закаленные втулки, в которые плотно вставляют*
ся цилиндрические штифты, соответствующие роликам синусной ли-
нейки.
Линии, соединяющие
Фиг. 145. Схема профи-
лирования шлифовально-
го круга под заданный
угол а при помощи си-
нусного кубика:
а — синусный кубик; б —
шлифовальный круг; в — ал-
маз.
центры отверстий 1—2, 3—4 и 5—6, рас-
положены параллельно основной базовой
грани АВ синусного кубика.
Отверстия 4, 2 и 6 имеют общую вер-
тикальную ось. На расстоянии 70, 711 мм
от нее проходит вертикальная ось, общая
для отверстий 3 и 5.
Линии, соединяющие центры отвер-
стий 3—6 и 4—5, образуют с той же ба-
зовой плоскостью углы 45°, а линия 2—3
образует угол 30°.
В корпусе синусного кубика, кроме
указанных отверстий, сверлятся еще от*
верстия для закрепления на кубике точ-
ной плоскопараллельной линейки и пачки
шаблонов.
Плоскопараллельная линейка уста-
новлена под углом к базовой плоско-
сти.
На фиг. 145 показана схема профи-
лирования шлифовального круга под за-
данный угол при помощи синусного кубика.
Контроль шаблонов
Для контроля профильных шаблонов применяют в основном три
метода измерений: а) проекционно-контурный; б) проекционно-ви*
зирный и в) контактный.
Проекционно-контурный способ контроля за-
ключается в проверке профиля шаблона с помощью проектора, на
экране которого оптический прибор с большим увеличением (10-,
20-, 50-кратным и т. д.) отображает рабочий профиль шаблона.
На экране проектора помещают чертеж данного шаблона, вычер-
ченный с максимальной точностью тонкими линиями в масштабе,
соответствующем увеличению проектора.
Контроль при помощи этого метода основан на совмещении и
сличении выполненного из металла профиля шаблона с профилем
шаблона, вычерченного на бумаге, который является своего рода
эталоном. В настоящее время проекторы широко применяются в
инструментальном производстве как при изготовлении различных
шаблонов, так и при нарезке и шлифовании различных профилей
резьб и зубьев шестерен. Современные проекторы обеспечивают
точность измерения до 0,015—0,020 мм\ точность проекторов сред-
него качества 0,02—0,03 мм. Кратность увеличения профиля у со-
временных проекторов лежит в широких пределах от 10 до 200,
184
соответственно этим увеличениям поле зрения проекторов изменяет-
ся от 60 до 3,5 мм.
Преимуществом проекционно-контурного способа измерения яв-
ляется высокая производительность, наглядность и простота контро-
ля. Этот способ не требует напряжения зрения, не требует каких-
либо вспомогательных расчетов.
Недостатком проекторов являются слишком малые размеры поля
зрения проектора по сравнению с ходовыми размерами профилей
шаблонов и недостаточная точность измерения.
Малые размеры поля зрения обусловливаются тем, что для уве-
личения точности контроля желательно повышение кратности уве-
личения проектора, а это неизбежно влечет за собой сужение поля
зрения. Так, при увеличении в 200 раз поле зрения получается рав-
ным всего 3,5 мм. Кроме того, от степени увеличения непосредствен-
но зависит резкость изображения изделия на экране. Чем больше
увеличение, тем менее отчетливо обозначаются на экране границы
контура шаблона, а вследствие этого заметно снижается точность,
измерения.
Удовлетворительную резкость изображения на проекторах мож-
но получить при увеличении в 25 и 50 раз.
Поле зрения у проектора при малом увеличении всего в 10 раз.
равняется 40—60 мм, тогда как измеряемые шаблоны бывают зна-
чительно больших размеров. В этих случаях проверку профиля про-
изводят по частям.
Однако при таком способе контроля точность измерения сни-
жается.
В связи с этим иногда практикуют комбинированный способ из-
мерения, при котором на проекторе проверяют только те элементы
контура, которые плохо поддаются измерению контактным методом,,
все же остальные участки измеряют контактным способом.
Проекционно-визирный способ контроля выполня-
ется универсальным или инструментальным микроскопом. С помощью
этих приборов можно измерить прямолинейные отрезки профиля
шаблонов, углы, образованные отрезками с базовыми гранями и
между собой, определять координаты центров дуг окружностей,
входящих в измеряемый профиль, и размеры радиусов этих дуг.
На универсальном микроскопе удойно проверять профиль шабло-
нов, заданный в системе прямоугольных координат. В этом случае
даже сложный контур , может быть проверен точно и быстро. Этим
способом пользуются особенно в тех случаях, когда в профиль ша-
блона входят более сложные кривые, чем дуги окружностей, напри-
мер парабола эвольвента, спираль и пр. Вообще измерение таких
криволинейных участков, как правило, осуществляется по точкам
в системе прямоугольных или полярных координат.
Контактный метод измерения. При этом методе изме-
рения пользуются приборами и инструментами, принцип работы ко-
торых основан на прикосновении их измерительных поверхностей
к поверхностям измеряемых деталей.
18$
Этим методом измеряют линейные и геометрические элементы.
.Для измерения линейных размеров применяют измерительные плит-
ки, лекальные линейки, штангенинструменты, микрометры, штих-
масы, индикаторы, миниметры, все приборы с чувствительными на-
конечниками механического и электромагнитного действия и т. д.
Для измерения углов контактным способом применяют угловые
плитки, угольники, угломеры, синусные линейки и синусные кубики.
В лекальном деле особенно рационально применять угловые
плитки, так как при наличии их во многих случаях нет необходимости
изготовлять выработки для контроля внутренних и наружных углов
профилей шаблонов. Набор угловых плиток выпускается для 1-го
класса с точностью ±10" и для 2-го класса ±30"
Из угловых плиток можно составлять блоки для замера углов.
Таким образом, современный уровень техники лекального дела
позволяет механизировать подавляющее большинство операций об-
работки и измерения не только простых измерителей, но и сложных
профилей шаблонов. Шлифование профильных шаблонов на плоско-
шлифовальных станках с применением специальных приспособлений
позволяет шлифовать с припуском под доводку от 0,01 до 0,02 мм.
Незначительный припуск на доводку при высокой чистоте шлифова-
ния дает возможность производить доводку ручным способом с ма-
лой затратой времени, а во многих случаях доводку заменить толь-
ко полировкой.
IX. ПАЙКА, СВАРКА И РЕЗКА МЕТАЛЛОВ
Пайка
Соединение металлов пайкой производится с помощью присадоч-
ного металла, называемого припоем. При пайке основной металл на-
ходится в- твердом состоянии, а припой — в расплавленном. Следо-
вательно, температура плавления припоя должна быть ниже темпера-
туры плавления основного металла.
Пайка металла может быть произведена только таким припоем,
который смачивает основной металл; например, свинец не смачивает
меди, т. е. не пристает к ней, и поэтому не может служить для нее
припоем.
Спаиваемые поверхности основного металла должны быть чисты-
ми от грязи и окислов. В процессе пайки поверхность припоя и ос-
новного металла должна быть очищена от окислов. Для удаления
окислов и для защиты от окисления при пайке применяют флюсы.
Пайкой могут соединяться углеродистые и легированные стали
всех марок, твердые сплавы, цветные металлы и их сплавы, благо-
родные металлы.
Существует два вида пайки: пайка мягким припоем и пайка твер-
дым припоем.
Пайка мягким припоем. Мягкие припои имеют невысокую механи-
ческую прочность (аб = 5 — 7 кг/мм2) и температуру плавления
186
ниже 400° С. Шов, спаянный мягким припоем, не может выдеожп-
вать больших нагрузок, поэтому пайку этими припоями применяют
главным образом для обеспечения герметичности соединения в тех
Фиг. 146. Паяльники:
а — обыкновенный; б — бензиновый; в — электрический.
и величины соединяемых
Фиг. 147. Паяльная трубка
и спиртовая лампа.
деталях, которые не испытывают значительных напряжений. Наи-
большее распространение имеют оловянносвинцовые припои (ПОС).
Для пайки легкоплавких металлов (свинец, олово и их сплавы) при-
меняют легкоплавкие припои.
Инструментом для плавки служит паяльник (фиг. 146). Форма
и величина паяльников зависят от вида
деталей.
Вес паяльника обычно не превы-
шает 1,5—2 кг. Нагревать паяльник
можно в горне, печке при помощи
бензиновых или газовых горелок.
Электрические паяльники наиболее
удобны и распространены в работе;
их применяют для пайки мягким при-
поем, так как они обеспечивают температуру нагрева до 400° С.
Для пайки мелких деталей или в случае, если ее нужно произ-
вести в труднодоступных местах, пользуются паяльной трубкой
(фиг. 147).
Пайку также производят погружением изделий в расплавленный
припой. Этот способ экономичен при массовом производстве пайки.
Химический состав, температура плавления и примерное назначение
мягких оловянносвинцовых припоев приведены в табл. 46.
Пайка твердым припоем дает прочный шов, выдерживающий зна-
чительные напряжения. Поэтому она применяется для пайки деталей
машин и механизмов.
Соединение спаиваемых частей может быть в стык, внахлестку
и в ус (фиг. 148).
187
Таблица 46
Химический состав, температура плавления и примерное назначение
мягких оловянносвинцовых припоев
(по ГОСТ 1499-54)
Марка припоя Химический состав в % Темпе- ратура плав- ления в *С Примерное назначение
Олово Сурьма Свинец Висмут
ПОС 90 90—89 Не более 0,15 — 222 Для пайки пищевой посуды и внутренних швов хозяйственной по- суды. В особых случаях, обусловленных гигиени- ческими и медицинскими требованиями
ПОС 40 39—40 1,5—2 [ о е Не более 0,1 235 Электро- и радиоаппа- ратура, физико-техничес- кие приборы
ПОС 30 29—30 1,5-2 тальк Не более 0,1 256 Для пайки цинка и оцинкованного железа, пайки железа и латуни в изделиях ширпотреба и приборах Изделия из цинка, оцинкованного железа, меди и ее сплавов, луже- ние подшипников
ПОС 18 17—18 2,0—2,5 О с Не более 0,1 277
ПОСС 4—6 3—4 5—6 Не более 0,1 265 Для пайки белой же- сти, железа, латуни и ме- ди при наличии закатан- ных и склепанных швов
Наиболее частое соединение, применяемое при пайке — соедине-
ние внахлестку. Прочность такого соединения может быть повышена
за счет увеличения перекрытия.
Фиг. 148. Соединение металла при пайке:
а — в стык; б — внахлестку; в — в ус.
Пайка при соединении в стык затруднительна, но зато отсутствие
на изделии уступов делает их более удобными в эксплуатации. Со-
единение в ус совмещает преимущества обоих указанных видов пай-
ки, но требует большей затраты времени для подготовки кромок.
При подготовке кромок для пайки необходима точная их при-
гонка, обезжиривание горячей щелочью и хорошее скрепление ча-
стей. Величина зазора между скрепляющимися частями должна быть
в пределах0,01—0,02 лш (максимальнодопустимый зазор — 0,1 мм).
188
Таблица 47
Химический состав, температура кристаллизации и примерное назначение серебряных припоев
(по ГОСТ 8190-56)
Марка припоя Химический состав в % Примеси, не более Температура Кристал’ лизации в *С Примерное назначение
Серебро Медь Цинк Всего |В том чис- 1 ле свинец Начало Конец
ПСр 10 10,0 ±0,3 53,0 ±1,0 37,0i^ 0,5 0,15 850 815 Для пайки медных сплавов, требующих повышенного ка- чества и прочности спая
ПСр 25 25,0 ±0,3 40,0 ±1,0 35,0+’;5 0,5 0,15 775 745 Пайка электропроводов, кон- тактов и радиоаппаратуры, требующей хорошей электро- проводимости спая
ПСр 45 45,0 ±0,5 30,0 ±0,5 25,0+};° 0,5 0,15 725 660 Для пайки медных и бронзо- вых деталей тонкой работы
ПСр 65 65,0 ±0,5 20,0 ±0,5 15,0+ }^ 0,5 0,15 — — Для пайки ленточных пил и проводов электроприборов
ПСр S CD 72 72,0 ±0,5 28,0±{$ — 0,25 0,005 779 779 Для пайки медных проводов и деталей приборов, где место спая должно обладать высо- кой электропроводностью.
При больших зазорах или глубоких царапинах в местах спая
образуется скопление большого количества припоя и прочность спая
будет понижена.
Пайка твердым припоем. Твердые припои обладают значительной
механической прочностью и могут иметь предел прочности при рас-
тяжении до 50 кг!мм2. Температура плавления твердых припоев
выше 500° С.
К группе твердых припоев относятся серебряные припои, приме-
нение которых допустимо при следующих конструктивных условиях:-
1) пайка изящных ажурных мелких художественных изделий при
необходимости особой прочности спая; 2) пайка контактов и элек-
тропроводов для различных электро- и радиоприборов, где требует-
ся достаточная прочность соединения, чистота пайки и обеспечение
хорошей электропроводности.
Химический состав, температура плавления и примерное назначе-
ние серебряных припоев приведены в табл. 47.
Наряду с серебряными припоями известны и другие твердые
припои. В табл. 48 приведены химический состав, температура плав-
ления и примерное назначение медноцинковых припоев.
Таблица 48
Химический состав, температура плавления и примерное назначение
медноцинковых припоев (по ГОСТ 1534-42)
Марка припоя Химический состав в % Темпера- тура плавления в ФС Примерное назначен
Медь Цинк | Кремний Алюминий
ПМЦ36 ПМЦ48 ПМЦ54 36 + 2 48±2 54±2 Остальное 823 870 888 Для пайки изделий из латуни с содержани- ем меди не более 68% Для пайки медных сплавов с содержанием меди более 68% Применяется для пай- ки бронзы, меди, жести, стали, томпака
Как по прочности, так и в технологическом отношении медно-
цинковые припои значительно хуже серебряных. При пайке сталей
медноцинковые припои дают недостаточно прочные швы; поэтому
при пайке стальных деталей применяют латунь марки Л62, которая
обеспечивает получение высокопрочного соединения.
Для пайки ответственных алюминиевых деталей пользуются при-
поями на основе алюминия, например припоями 34А, 35А и силу-
мином.
На-грев при пайке твердыми припоями осуществляют в электри-
ческих, пламенных и газовых печах, газовыми горелками и на аппа-
ратах токами высокой частоты—индукционная пайка.
Индукционная пайка наиболее совершенный способ пайки метал-
лов. Сущность его заключается в том, что подготовленную к пайке
190
деталь, например резец с пластинкой твердого сплава, помещают
в переменное электрическое поле токов высокой частоты, в результате
чего поверхность детали быстро нагревается. Этот способ особенно
удобен при пайке однотипных массовых деталей.
Для припайки твердосплавных пластин к резцам применяют медь
или латунь в виде фольги, которые закладывают между пластинкой
твердого сплава и резцом. Сверху пластинки кладут также кусочек
припоя, а головку резца обильно посыпают бурой. После окончания
пайки резец погружают в угольную пыль или песок для медленного
охлаждения.
При массовом производстве применяется также контактная пай-
ка на специальных контактных сварочных машинах. Этот вид пайки
применяется для соединения стальных лент.
Флюсы для паяльных работ. Флюсы защищают спаиваемые ме-
таллы от окисления и растворяют окислы металла в процессе пайки.
По своим свойствам флюсы делятся на две основные группы: а) флю-
сы, растворяющие окислы и хорошо очищающие место спая; б) флю-
сы, защищающие место спая от окисления, благодаря образованию
имт защитного покрова.
К первой группе флюсов относятся: соляная кислота, хлористый
цинк, хлористый цинк-аммоний, бура и др. Ко второй группе флюсов
относятся: канифоль, смолы и др.
Техническая соляная кислота в растворе с водой до концентра-
ций по ареометру Боме 8—20° применяется при мягкой пайке глав-
ным образом оцинкованных железных изделий.
Хлористый цинк в виде порошка или водного раствора в качест-
ве флюса применяется при пайке латуни, меди, стали. Хлористый
цинк можно приготовить, растворив мелкие куски цинка в соляной
кислоте крепостью 16—20° по Боме; в конце растворения (на что
уходит несколько часов) в растворе должны быть остатки нераство-
ренного цинка.
Соляная кислота и хлористый цинк разъедают основной металл,
поэтому после пайки указанными флюсами необходимо удалить их
остатки.
Поверхности спая очищают путем тщательной промывки в про-
точной воде для удаления соляной кислоты и в горячей воде для
удаления хлористого цинка. Следовательно, указанные флюсы не
могут быть применены при пайке таких изделий, которые нельзя
промывать в воде (радиоаппаратура, телефонные аппараты и т. д.).
При пайке мягкими припоями в качестве флюса применяют
хлористый цинк-аммоний в виде порошка или водного раствора. Он
состоит из смеси хлористого цинка и нашатыря.
Порошок аммония приготавливается из смеси трех частей (по
весу) хлористого цинка и одной части нашатыря; температура плав-
ления этой смеси—175° С.
Водный раствор аммония приготавливается из смеси трех частей
(по весу) хлористого цинка и двух частей нашатыря. Эта смесь рас-
творяется в 15—20 частях чистой воды.
191
При пайке мягкими припоями часто применяют только нашатырь
(хлористый аммоний), так как он хорошо растворяет жиры и по-
этому применяется для очистки металлических поверхностей от жи-
ровых налетов.
При пайке припоями металлических изделий, которые нельзя
промывать в воде, применяют в качестве флюса канифоль в виде
порошка или тонких палочек. Канифоль предохраняет металл от
окисления во время пайки, но не растворяет окислы, остатки кани-
фоли после пайки не оказывают вредного влияния на металл.
Для пайки алюминия и его сплавов применяют флюсы следую-
щего состава:
а) для мягкой пайки — смесь из трех частей деревянного масла,
двух частей канифоли и одной части хлористого цинка (части счи-
таются по весу);
б) для твердой пайки — смесь из 6,5% хлористого натрия, 4%
сернокислого натрия, 23,5% хлористого лития, 55% хлористого ка-
лия и 11 % двойной хлористой соли аммония и натрия.
При пайке твердыми припоями в качестве флюсов применяют
буру в виде порошка или в водном растворе. Бура должна быть
предварительно обезвожена путем нагревания до расплавления и ис-
парения влаги. Необезвоженную (кристаллическую) буру для пайки
применять нельзя, таи как при расплавлении она образует брызги,
опасные для работающих. После затвердевания бура дробится в по-
рошок и хранится в стеклянной банке с притертой пробкой для пре*
дотвращения поглощения ею влаги.
Иногда при пайке твердыми припоями пользуются в качестве
флюса борной кислотой.
Состав флюсов и примерное их назначение приведены в табл. 49,
Таблица 49
Состав флюсов и примерное их назначение
Наименование флюса Состав флюса Примерное назначение флюса
Соляная кислота Раствор технической соляной кислоты в воде до концентрации 8—10° по Боме При мягкой пайке оцин- кованного железа
Хлористый цинк в виде Раствор цинка в соля- При мягкой пайке латуни,
порошка или водного рас- ной кислоте концентрации меди, стали. Для пайки ра-
твора 16—20° по Боме диоаппаратуры и других из- делий, где не допускается промывка пайки водой, хло- ристый цинк и соляная ки- слота не применяются
Хлористый цинк-аммо- ний Смесь хлористого цинка и нашатыря в виде порош- ка или водного раствора То же
Нашатырь (хлористый аммоний) 192 То же Применяется для обезжи- ривания в местах пайки
Продолжение табл. 49
Наименование флюса Состав флюса Примерное назначение флюса
Бура В виде порошка или водного раствора, обезво- женная Применяется при пайке твердыми припоями
Канифоль В виде порошка или тонких стержней При пайке мягкими при- поями для предохранения от окисления
Смесь Три части деревянного масла, две части канифо- ли и одна часть хлори- стого цинка (по весу) Для пайки алюминия мяг- кими припоями (мягкая пайка)
Сварка
Сварка применяется для соединения металлических деталей, эле-
ментов и узлов различных конструкций, а также при изготовлении
сварных конструкций вза-
мен литых, для исправления
пороков литья, восстановле-
ния поломанных и изношен-
ных деталей и в инструмен-
тальном производстве при
изготовлении инструмента,
сваренного из двух различ-
ных марок стали.
Сварка металлов может
производиться в пластиче-
ском состоянии (под давле-
нием) или при затвердева-
нии из жидкого состояния
(плавлением без давления).
7
Фиг. 149. Виды сварных соединений:
/ — бортовое; 2 — в стык; 3 — с V-образной
разделкой; 4 — с Х-образной разделкой; 5 —
внахлестку; 6 — угловое соединение; 7 — тав-
ровое соединение.
Сварка в пластическом состоянии производится в два приема:
вначале части нагревают до сварочного жара, затем давлением или
силой удара деформируют свариваемые части и сваривают их.
При сварке плавлением металлы соединяемых частей в месте свар-
ки нагреваются до плавления и сплавляются, образуя прочный шов.
Этот способ наиболее-распространен, так как он производительный,
экономически выгодный и дает прочное соединение.
Сварные соединения имеют несколько видов (фиг. 149). Бортовое
соединение применяется при толщине листа до 2 мм. Высоту бортов
берут равной двойной толщине листа. Шов образуется без присадоч-
ного материала.
Стыковое соединение без скосов применяется для односторонней
сварки деталей толщиной до 6 мм и двусторонней сварки деталей
толщиной до 8 мм. Между соединяемыми частями оставляют зазор
1—2 мм, который обеспечивает хороший провар основного металла.
13 556,
193
V-образное стыковое соединение со скосами применяется для Свар-
ки деталей толщиной 6—20 мм.
При большей толщине изделий применяют Х-образное соеди-
нение.
Соединение внахлестку применяется для деталей толщиной не
более 12 мм. Величина перекрытия свариваемого листа берется рав-
ной 3—5-кратной толщине свариваемого листа.
Угловое соединение делают с наружным расположением шва, для
увеличения прочности шов делают выпуклым.
Тавровое соединение может выполняться без скоса кромок и со
скосами при сварке ответственных конструкций.
По роду источников тепла для нагрева металла сварка делится
на электрическую и газовую.
Электрическая сварка изобретена русским ученым академиком
В. В. Петровым в 1802 году. В последующие годы русские ученые
Н. Н. Бенардос, Н. Г. Славянов и другие развили и усовершенство-
вали изобретение В. В. Петрова, благодаря чему электрическая
сварка получила широкое распространение как способ прочного
и быстрого соединения металлических частей.
Самый распространенный способ электрической сварки — элек-
тродуговая сварка металлическим электродом по способу Славянова.
Электродуговой сваркой можно сваривать сталь, чугун серый и
ковкий, литье и твердые сплавы, медь, алюминий и его сплавы и т. д.
При электродуговой сварке электродом служит металлическая
проволока. Электрическая дуга, образуемая между электродом и ос-
новным металлом, плавит основной металл и электрод. В результате
получается общая масса металла в зоне сварки, которая при осты-
вании прочно соединяет свариваемые части. Электрод является одно-
временно и присадочным материалом.
Электродная проволока выпускается диаметром от 1 до 12 мм.
Марки стальной сварочной проволоки разделяются на группы:
углеродистую, легированную и высоколегированную.
Углеродистая сварочная проволока является наиболее распрост-
раненной. В большинстве случаев она применяется для сварки изде-
лий из малоуглеродистых и низколегированных конструкционных
сталей. Легированная сварочная проволока находит применение для
сварки легированных сталей сходного состава; Высоколегирован-
ная проволока из сталей ферритного и аустенитного классов необ-
ходима для сварки изделий из сталей тех же классов, нержавею-
щих, жароупорных, кислотоупорных и пр.
При ручной сварке пользуются электродами, обмазанными спе-
циальным составом. Применяют также и голые («непокрытые) элек-
троды, однако шов при этом получается менее прочным.
Во всех случаях, когда шов должен быть прочным, применяют
только покрытые электроды (фиг. 150).
Сварочные швы могут быть однослойными н многослойными
(фиг. 151).
При электрической сварке вследствие неправильной технологии,
194
применения несоответствующих электродов и других причин возмож-
но возникновение в швах дефектов, снижающих работоспособность
конструкции. Основными из них являются: а) непровар — местное
отсутствие сплавления между проваренным и основным металлом;
б) пористость металла швов; в) шлаковые включения; г) трещины.
Кроме того, качество сварного шва также зависит от правильного
выбора электрического тока и диаметра электрода.
Кроме указанного способа электросварки, применяется электро-
сварка в струе водорода, который хорошо защищает расплавлен-
ный металл от окисления и создает шов более лучшего качества, чем
Фиг. 150. Схема сварки покрытым
электродом.
Фиг. 151. Порядок нало-
жения проходов в много-
слойном шве.
яри обычной электросварке. Благодаря высокой температуре атомно-
водородного пламени (3000° С) этот способ позволяет сваривать
специальные стали сложного химического состава без существенного
изменения химического состава свариваемого шва при хорошей плот-
ности и чистой поверхности его.
Однако широкого распространения этот способ сварки не получил
ввиду его сложности, высокой стоимости специальных вольфрамо-
вых электродов и опасности работы токами повышенного напря-'
жения.
При массовом производстве широко применяется метод автомати-
ческой электродуговой сварки, разработанный Институтом электро-
сварки АН УССР. Этот метод резко повышает производительность
сварки и улучшает качество сварного шва.
При электрической контактной сварке нагрев свариваемых частей
осуществляется пропусканием электрического тока достаточной силы
через место сварки с использованием тепла, освобождающегося при
прохождении тока по проводнику. После этого разогретые детали
механически сдавливаются.
Существуют три вида контактной сварки: точечная, стыковая и
шовная.
Точечная сварка легко поддается автоматизации и широко при-
меняется в массовом производстве.
На фиг. 152 показана схема точечной сварки. Свариваемые части 1
зажимаются между электродами 2, к которым подводится ток боль-
шой силы от вторичной обмотки специального трансформатора.
195
Вследствие большого сопротивления место контакта 3 свариваемых
частей разогревается до сварочного жара и под давлением уси-
лия F происходит сварка.
Стыковая сварка имеет три разновидности: а) сварка сопротив-
лением без искрообразования; б) сварка непрерывным оплавлением;
в) сварка с прерывистым
оплавлением.
При сварке сопротив-
лением свариваемые час-
ти сначала приводят в
плотное соприкосновение,
затем пропускают ток. По
достижении сварочного
жара ток выключают, а
свариваемые части сдав-
ливают.
При сварке непрерыв-
ным оплавлением той
Фиг. 152. Схема точечной сварки:
а — схема; б — сваренные листы металла.
включают до соприкосновения свариваемых частей и затем их
сближают. Соединение частей происходит при последующем их
сжатии. Способ оплавления дает возможность сваривать легиро-
ванную сталь, ковкий чугун,
медь, алюминий и его сплавы,
чего нельзя достигнуть при свар-
ке сопротивлением.
На фиг. 153 показана схема
стыковой сварки. Соединяемые
части 1 зажимают в клеммах —
электродах 2 сварочной машины
и через них пропускают ток боль-
шой силы, причем в месте кон-
такта частей вследствие повы-
шенного сопротивления выделяет-
ся большое количество тепла и
происходит разогрев их до сва-
рочного жара. Затем эти части фиг* ^хема стыковой сварки,
сдавливают и в месте их контак-
та происходит сварка.
При сварке прерывистым оплавлением производится чередование
плотного и неплотного контакта свариваемых частей. После нагрева
на нужную глубину части сдавливаются. Этот способ применяется
в том случае, когда наличного оборудования недостаточно для сварки
непрерывным оплавлением.
Стыковой сваркой можно соединить детали сечением до 500 см2.
Прочность шва стыковой сварки не уступает прочности основного
металла.
Шовная сварка применяется для соединения листов толщиной
до 2 мм.
196
Газовая сварка разделяется на два в^да: сварка плавлением и га-
зопрессовая сварка.
При сварке плавлением кромки свариваемых частей и приса-
дочный металл расплавляются и сливаются в общую ванночку; после
затвердевания металл ванночки образует шов. Плавление металла
происходит за счет теплоты пламени, образующегося при сгорании
горючего газа в струе кислорода.
В качестве газа применяют ацетилен, водород, светильный газ,
метан и др.
Фиг. 154. Сварочные горелки типа ГС-53.
При газовой сварке применяют горелки (фиг. 154), которые слу-
жат для смешивания кислорода и горючего газа и их дозировки
с целью получения постоянного хорошего пламени. Горелки делятся
на инжекторные (низкого давления) и безынжекторные (среднего
или высокого давления).
Сварочное пламя служит для расплавления металла, а также для
восстановления, науглероживания или окисления ванны. Получение
того или иного характера пламени достигается регулировкой смеси
в горелке.
Присадочным металлом служит стальная малоуглеродистая про-
волока, аналогичная той, которая применяется при электросварке.
При сварке цветных металлов применяют проволоку, по химическому
составу близкую к основному свариваемому металлу.
Газовая сварка чугуна производится с предварительным подогре-
вом свариваемых частей до 400—600° С для предотвращения возник-
новения местных термических напряжений и образования трещин
вблизи сварочного шва.
Другие виды сварки. Кроме электрической и газовой сварки су-
ществует ряд других способов сварки.
Термитная сварка производится с помощью термита — порош-
кообразной смеси алюминия с окалиной железа.
Реакция горения термита протекает весьма бурно, с выделением
большого количества теплоты, температура достигает при этом
197
свыше 3000° С. Этим способом сваривают стыки железнодорожных
и трамвайных рельсов.
Сварка с жидким присадочным материалом. Этот способ сварки
широко применяется при наплавке разнородных металлов (при на-
плавке быстрорежущей стали и твердых сплавов на изношенный
инструмент и детали и пр.).
Сущность этого метода заключается в том, что теплота электри-
ческой дуги или газового пламени используется только для оплавле-
ния основного металла, а присадочный металл расплавляется отдель-
но и поступает в жидком виде непрерывной струей в шов. Этот метод
весьма производительный.
Резка
Использование пламени для резки металлов дает возможность
с большой скоростью производить такие работы, которые трудно или
невозможно выполнить ручной или механической резкой.
Огневая резка металлов производится путем использования теп-
лоты газового пламени или электрической дуги.
Газовая резка основана на сгорании металла в струе кислорода.
Следовательно, газовая резка применима только для таких метал-
лов, которые имеют температуру воспламенения ниже температуры
плавления. Такими металлами и сплавами являются железо, угле-
родистая сталь с содержанием углерода до 0,7%, некоторые сорта
легированной стали. Чугун, алюминий, а также медь и ее сплавы
струей кислорода не режутся.
Резка железа и стали производится горелками-резаками. Резан
отличается от сварочной горелки наличием специального канала для
подводки струи кислорода.
Газовую резку применяют также для образования отверстий,
пользуясь при этом специальным резаком-копьем.
Газовая резка разделяется на ручную и машинную.
Электродуговая резка происходит вследствие расплавления ме-
талла в зоне реза, а не вследствие сгорания, поэтому электродуговая
резка применима как для стали, так и для чугуна и цветных металлов.
Электродуговая резка осуществляется графитовыми или угольны-
ми электродами. При резке графитовыми электродами получается
более чистая поверхность реза. Для стока расплавленного металла
из места реза деталь надо наклонять.
Резка металлическим электродом менее экономична и менее про-
изводительна, поэтому применяется в основном для разделки лома,
отделения прибылей и литников в отливках.
X. КРАТКИЕ СВЕДЕНИЯ ПО ТЕХНИКЕ БЕЗОПАСНОСТИ
Охрана труда является первоочередным условием для повышения
производительности труда и культуры производства.
Полное знание технологического процесса данного производства,
оборудования, приспособлений, инструмента и умение правильно
168
организовать свое рабочее место обеспечивают безопасные условия
для высокопроизводительного труда. Поэтому слесарь должен хо-
рошо знать правила техники безопасности, изучив меры предосто-
рожности при всех слесарных работах, с которыми ему приходится
сталкиваться, хорошо знать причины, которые могут вызвать не-
счастные случаи при работе, и строго соблюдать меры пре-
досторожности в процессе производства работ.
Только при продуманном отношении к выполнению порученной
работы, при соблюдении всех правил техники безопасности и внут-
реннего распорядка предприятия можно достичь высокой произво-
дительности и избежать несчастных случаев.
Основные правила и меры по предупреждению
несчастных случаев
Рабочее место слесаря и ручной инструмент. Основным обору-
дованием рабочего места слесаря являются верстак и слесарные
тиски.
Верстак должен быть прочным и устойчивым во время работы.
Высота его должна соответствовать росту слесаря.
Если установленный верстак низкий, то под его ножки следует
подложить подкладки. Возле высокого верстака необходимо уложить
решетчатые деревянные подмостки.
Слесарные тиски должны быть вполне исправны, винт—вра-
щаться в гайке легко и плавно, губки тисков — иметь хорошую на-
сечку. Тиски нужно прочно укреплять на верстаке и располагать
так, чтобы на них можно было удобно работать.
Правильное и достаточное освещение рабочего места способ-
ствует повышению качества и производительности труда и пред-
отвращает несчастные случаи.
Освещение рабочего места должно быть равномерное, без резких
теней и бликов.
Лампы накаливания должны иметь осветительную арматуру, ко-
торая дает нужное направление и распределение светового луча и
защищает глаза работающих от резкого света.
Местное освещение должно быть расположено так, чтобы им
удобно было пользоваться при любом положении работающего у
рабочего места. Для этого лампу монтируют на подвижном крон-
штейне, который позволяет перемещать ее в любом направлении.
Естественный дневной свет должен быть ярким и равномерным.
При работе с переносными лампами нужно пользоваться без-
опасным напряжением 12 в.
Правильная организация рабочего места, расположение приме-
няемого инструмента и приспособлений, чистота и порядок на ра-
бочем месте играют исключительно важную роль как в повышении
качества и производительности труда, так и в предотвращении
несчастных случаев.
199
Обрабатываемые детали и инструмент необходимо располагать на
верстаке так, чтобы все то, что берется левой рукой, находилось
слева от работающего и, наоборот, то, что берется правой рукой,—
справа от работающего.
При выполнении слесарных ручных работ наиболее опасна руб-
ка металла, во время которой куски отрубленного и отлетающего
металла могут ранить как самого работающего, так и людей, кото-
рые работают поблизости. Для защиты от отлетающего металла не-
обходимо устанавливать с задней и боковых сторон верстака экра-
ны из стальной сетки, смонтированные на петлях, благодаря чему
они могут у стана вливаться под различным углом и сниматься при
окончании рубки.
Если верстаки расположены в два ряда вплотную друг к другу,
то между ними также устанавливается стальная сетка.
Окна, вблизи которых производится рубка металла, необходимо
защищать сетками.
Травма при рубке может быть получена также при пользовании
неисправными зубилом и молотком.
Зубило не должно быть закалено «сухо», в противном случае при
работе будет выкрашиваться режущая кромка. Боек зубила не
должен деформироваться при ударах молотком, так как при силь-
ном ударе молотком на бойке зубила появляются заусенцы, кото-
рые могут поранить руку работающего или, отлетая, поранить
вблизи находящихся рабочих.
Молоток должен быть хорошо насажен на ручку и заклинен.
Лучшие породы дерева для ручек молотков — кизил и клен, несколь-
ко хуже дуб.
Боек молотка должен иметь гладкую слегка выпуклую поверх-
ность. При ударе молотком по зубилу следует следить за направле-
нием. движения режущей части зубила, а не смотреть на боек зу-
била.
При рубке вязких металлов (медь, латунь, мягкая сталь) лезвие
зубила следует периодически смачивать минеральным маслом или
мыльной эмульсией, что облегчает рубку и дает более гладкую по-
верхность. Аналогичных правил следует придерживаться и при руб-
ке крейцмейселем.
При рубке хрупких металлов следует помнить, что в конце рубки
заготовки могут выломиться значительные кусочки металла, а это
явится причиной порчи контура обрабатываемой детали. Кроме того,
отлетающие кусочки могут быть причиной несчастного случая.
При правке молотком листового металла листы следует удержи-
вать кузнечными клещами или струбцинами.
Применение кузнечных клещей или струбцин позволяет повы-
сить производительность труда и исключает возможность ушиба
пальцев рабочего.
При резке металла ручной ножовкой следует обращать внима-
ние на исправность ножовочного станка, который должен прочно
удерживать ножовочное полотно. Разрезаемую заготовку следует
200
надежно закреплять в тисках. В конце резки нужно уменьшить на-
жим на ножовку и поддерживать отрезаемую часть, чтобы она не
упала на ноги и не причинила ушиба. Образовавшуюся стружку
от распила не следует сдувать ртом, так как стружка может легко
попасть в глаз.
При пользовании гаечными ключами нельзя применять ключи,
имеющие зев большего размера, чем гайки. Не допускается также
применение двух ключей для получения более длинного рычага. Не
рекомендуется работать замасленными ключами, так как в подобных
случаях можно легко получить травму.
При работе с отверткой нельзя ударять по ее ручке, так как она
может расколоться и поранить руку.
При разрезании листового металла ручными ножницами необ-
ходимо следить за тем, чтобы лезвия ножниц были хорошо и пра-
вильно заточены, болтик (ось) для крепления половинок ножниц да-
вал возможность легко регулировать зазор между лезвиями в зави-
симости от толщины разрезаемого металла, а гайка скрепляющего
болтика не отвинчивалась.
При гибке труб в горячем состоянии для предохранения рук от
ожога нужно работать в рукавицах.
При засыпке труб песком, перед нагревом их для загиба, следует
обязательно в одной из пробок (заглушке) сделать небольшое отвер-
стие для выхода газов, иначе при нагреве трубу могут разорвать
скопившиеся в трубе газы и пар.
При пайке, лужении и работе с кислотами следует пользоваться
резиновыми перчатками и защитными очками.
Для нейтрализации действия кислоты, пролитой при работе, не-
обходимо применять кальцинированную соду. Чтобы нейтрализовать
разрушающее действие кислоты, попавшей на открытые части тела,
необходимо протереть следы кислоты ватой, смоченной в нашатыр-
ном спирте, после чего пораженные места хорошо промыть водой
с мылом.
Все химические вещества, применяемые при пайке, необходимо
держать в стеклянной посуде с притертыми стеклянными или резино-
выми пробками. На каждой посуде должна быть надпись с назва-
нием вещества.
Травление изделий перед лужением и травление кислоты для при-
готовления хлористого цинка следует проводить под вытяжкой или
в специально отведенном для этого помещении.
Заправку паяльных ламп горючим необходимо производить
в безопасном от пожара месте; заливать горючее следует только
из посуды, имеющей тонкую сливную трубку, или через малую во-
ронку, не допуская перелива горючего.
Заправка не остывшей полностью паяльной лампы категорически
запрещается.
Заправлять лампу разрешается только тем горючим, которое
предназначено для данного вида ламп.
556 201
Розжиг паяльной лампы следует производить горючим, залитым
в чашечку под горелкой. Чашечку нужно заливать только из отдель-
ного флакона при закрытом вентиле.
Горячую паяльную лампу не допускается переносить на боль-
шие расстояния во избежание пожара и ожогов.
Гасить паяльную лампу, работающую под давлением, можно
только закрытием вентиля горелки. После остывания лампы из нее
необходимо выпустить воздух, отвинтив воздушный клапан.
На случай воспламенения различного горючего необходимо вбли-
зи рабочего места иметь сухой песок для тушения огня.
Наиболее часто слесарь производит опиловку металла. Приме-
няемые для этой цели напильники не должны иметь затуплен-
ных и загрязненных поверхностей.
Очищать напильник от приставших стружки и грязи следует
только металлической щеткой.
Ручки для напильников нужно подбирать по размеру найиль-
Н1ика.
Ручки для напильников должны быть изготовлены из мягких по-
род дерева, они не должны раскалываться при насаживании на на-
конечник напильника.
Пользование напильниками без ручек и с неисправными ручками
(расколотыми или без насадных колец) не допускается.
Соблюдение правил техники безопасности способствует повыше-
нию культуры производства слесарных операций, повышению высо-
кой производительности труда и значительно сокращает случаи трав-
матизма.
Техника безопасности при работе с механическим
оборудованием
Труд слесаря в значительной степени является ручным, однако
слесарю в его работе приходится соприкасаться с механическим
оборудованием при его ремонте, обслуживании, при наладке и мон-
таже или непосредственно при выполнении той или иной операции.
Наиболее часто слесарю приходится производить сверление от-
верстий, а иногда и нарезание резьбы, развертывание отверстий, при-
тирку и доводку при помощи стационарного сверлильного станка
или переносной сверлильной машинки.
Значительно реже слесарю приходится работать на шлифоваль-
ном, заточном и строгальном станках (за исключением ремонта
этого оборудования), но на небольшом производстве слесарь час-
то вынужден лично выполнять несложные операции по строганию,
шлифованию и заточке на указанном оборудовании. Таким образом,
знать основные правила техники безопасности при работе на этом
оборудовании для слесаря необходимо. По этой же причине слесарь
должен разбираться в элементарных вопросах техники безопасности
при работе электросварочными аппаратами, так как слесарь не толь-
ко подготавливает места для сварки в той или иной детали, но ино-
гда вынужден производить сварку сам.
202
Обслуживание сверлильного станка и работа на нем. Причины
травматизма при работе на сверлильном станке в большинстве слу-
чаев обусловливаются незнанием или несоблюдением основных пра-
вил техники безопасности.
Перед началом работы на сверлильном станке необходимо осмот-
реть состояние его и исправность электрической аппаратуры, а так-
же состояние ограждения движущихся частей станка; проверить
исправность машинных тисков, кондуктора прижимов и т. д., прове-
рить, смазаны ли движущиеся части станка.
Замеченные недостатки необходимо лично устранить или поста-
вить о них в известность мастера и бригадира.
В процессе работы на сверлильном станке необходимо обращать
особое внимание на крепление обрабатываемой детали, состояние
инструмента—сверла, особенно его лезвия и углов заточки.
При ручной и механической подаче необходимо учитывать диа-
метр сверла и свойства обрабатываемого материала. Сверла диа-
метром от 0,5 до 3 мм могут легко сломаться при чрезмерно боль-
шой подаче или вязком обрабатываемом материале.
При выходе сверла в случае сверления напроход оно может
легко сломаться, так как режущая кромка сверла при выходе мо-
жет захватить стружку большого сечения, и сверло не выдержит ее
сопротивления. Поэтому при ручной подаче в момент выхода сверла
из отверстия подачу уменьшают. Поломка сверла может явиться
причиной несчастного случая.
При заедании режущего инструмента (сверла, развертки) необ-
ходимо выключить электродвигатель и затем освободить инструмент,
в противном случае может сломаться инструмент, а обрабатываемая
деталь будет вырвана из крепления, что может явиться причиной
несчастного случая.
Причиной травмы может быть также невнимательное отношение
к своей одежде—незаправленные рукава, спадающий галстук. Не-
заправленные волосы могут быть при работе захвачены сверлом или
патроном.
Таким образом, слесарю необходимо помнить правила предосто-
рожности как при непосредственной работе на сверлильном станке,
так и при его обслуживании и ремонте.
Работа на электросверлильной машинке. Необходимо знать и
соблюдать основные правила техники безопасности при работе на
переносных ручных элёктросверлильных и шлифовальных машинках.
Неисправная электрическая часть или небрежное обращение со
сверлильной машинкой могут быть причиной несчастного случая.
Включать в электросеть электроинструменты может только ра-
бочий, получивший инструктаж у мастера или электромонтера.
Электроинструмент перед пуском в работу необходимо тщательно
осмотреть. Кроме того, нужно осмотреть электропроводку и электри-
ческие контакты и устранить все неисправности в изоляции, в пре-
дохранительных устройствах. Штепсельная вилка должна быть
заземлена.
20J
Выступающие вращающиеся пасти электроинструмента необхо-
димо хорошо оградить. При наличии неисправности в электроинстру-
менте или его электропроводке работа на нем не должна произво-
диться. Не допускается также работа электроинструментом на от-
крытом воздухе во время дождя.
При пользовании электроинструментом необходимо надевать
спецодежду, резиновые перчатки, а при работе в сырых помеще-
ниях— и галоши. Перед началом работы необходимо проверить за-
земление корпуса электроинструмента, правильность закрепления ре-
жущего инструмента, исправность выключателя и ограждений вра-
щающихся частей. До включения электроинструмента в электросеть
проверить, выключен ли его электродвигатель.
Во время работы с электроинструментом нельзя допускать пере-
кручивания проводов. При переноске электроинструмента необходи-
мо обязательно выключить электродвигатель, а электроинструмент
держать за корпус, а не за провод или рабочую часть. Провод
(электрокабель) для предотвращения повреждений должен быть
подвешен или прикрыт досками.
При перерывах в работе электроинструмент необходимо выклю-
чать и класть или вешать на специально предназначенное место.
После окончания работы при сдаче электроинструмента в кладо-
вую предупредить мастера или бригадира о замеченных неисправ-
ностях в работе электроинструмента.
Обслуживание шлифовальных и заточных станков и работа
на них. Перед установкой шлифовального круга на станок проверяют,
нет ли в нем трещины (делают это легким постукиванием молотком
по кругу)» и испытывают на разрыв на специальном станке при по-
вышенной скорости.
Круг должен легко надеваться на конец шпинделя или направля-
ющие выступы зажимных фланцев и установлен так, чтобы боковые
плоскости (стороны) были перпендикулярны к оси шпинделя или
вала. Зазор между стенками отверстия круга и шейкой шпинделя
или вала должен быть в пределах от 0,1 до 1,5 мм в зависимости от
размера круга.
Между зажимными фланцами и плоскостями круга обязательно
должны быть с обеих сторон эластичные прокладки (плотную бу-
магу, картон, резину и т. п.) толщиной от 0,5 до 3 мм, в зависимо-
сти от размеров круга. Диаметр прокладок должен быть несколько
больше (на 3—8 мм) диаметра фланцев, а диаметр зажимных
фланцев должен быть не менее 7з диаметра шлифовального круга.
Если шлифовальный круг имеет отверстие значительно большее,
чем диаметр вала, то применяют переходные фланцы втулки. Выве-
рив предварительно круг, его подвергают окончательной баланси-
ровке и центрированию на специальном столе с призматическими
опорами, перемещая балансиры (сухари) в пазах фланцев до тех
пор, пока круг не остановится в нейтральном положении после его
легкого поворачивания. Точная балансировка шлифовального круга
производится согласно ГОСТ 3060-55. После этого затягивают окон-
204
чательно зажимные гайки. При затяжке гаек на валу не следует
прикладывать чрезмерного усилия, так как это может вызвать тре-
щины в круге.
Работа на плоскошлифовальном и заточном станках. Одна из
причин возможного травматизма при работе на плоскошлифовальном
станке — неправильное крепление шлифуемой детали на магнитной
плите или при помощи крепежных приспособлений.
При неправильном закреплении обрабатываемых деталей послед-
ние могут быть вырваны из зажимных приспособлений или сорваны
с магнитной плиты в начале или в процессе шлифования. Это может
также произойти при чрезмерно большой глубине резания и подаче,
когда усилие резания намного превышает силу притяжения магнит-
ной плиты или зажимных приспособлений. Кроме того, при большой
глубине резания и подаче шлифовальный круг может разорваться
и нанести тяжелую травму работающему или находящимся вблизи
рабочим.
Несоблюдение правил обращения с электрооборудованием стан-
ка также может привести к несчастному случаю. При работе с маг-
нитной плитой или с магнитными патронами включать надо вначале
умформер, а затем станок.
Перед пуском станка в ход необходимо осмотреть и проверить
исправность электрической части станка (электроаппаратуры управ-
ления).
При неосторожном обращении с токопроводящими устройствами
могут произойти электрические травмы. Не разрешается прикасаться
к незащищенной или плохо защищенной силовой электрической це-
пи электродвигателя и пусковой электроаппаратуре, так как они на-
ходятся под высоким напряжением 220 в и выше, что опасно для
жизни человека.
Не меньшее внимание необходимо обращать и на состояние
предохранительных устройств станка — кожухов, экранов, подруч-
ников и т. д.
Кожух должен закрывать всю нерабочую часть шлифовального
круга, конец шпинделя и фланцы.
Прочность кожуха должна быть достаточной, чтобы выдержать
удар кусков разорвавшегося шлифовального круга. Зазор между
кругом и внутренней цилиндрической поверхностью защитного ко-
жуха должен быть в пределах 20—30 мм, а зазор между кругом
и боковой стенкой кожуха — в пределах 10—15 мм.
Предохранительные экраны, установленные на заточных станках
в точилах, должны изготовляться из прозрачного небьющегося
стекла.
Подручники или заменяющие их приспособления, установленные
на заточных и точильных станках для удобства ручной заточки
режущего инструмента или шлифовки деталей, должны быть уста-
новлены так, чтобы зазор между краем подручника и рабочей по-
верхностью шлифовального круга был менее половины толщины или
диаметра затачиваемого или шлифуемого изделия, но не более 3 мм.
205
в противном случае изделие может заклиниться в этом зазоре, вслед-
ствие чего рука работающего может попасть на абразивный круг,
а сам шлифовальный круг может разорваться.
Подручники должны быть регулируемыми и по мере износа шли-
фовального круга перемещаться для соблюдения минимального
зазора. Они должны быть установлены так, чтобы прикосновение из-
делия к шлифовальному кругу происходило в горизонтальной плос-
кости, проходящей через центр круга или не выше 10 мм от центра.
Подручники должны иметь гладкую опорную поверхность без
выбоин. Они не должны иметь вилкообразной формы, т. е. подруч-
ник не должен охватывать шлифовальный круг с боковых его по-
верхностей (сторон).
Обслуживание строгального станка и работа на нем. Наиболее
частые травмы при работе на строгальном станке вызываются струж-
кой (попадание отлетающей нагретой стружки на открытые части
тела при работе станка или при уборке стружки со станка).
Иногда вследствие ударной нагрузки режущая кромка резца от-
ламывается и, отлетая, может ранить работающего. Для предотвра-
щения подобных несчастных случаев устанавливают предохранитель-
ные приспособления — экраны и щитки, которые размещают на пути
движения стружки.
У поперечно-строгальных станков необходимо устанавливать
стружкосборники, препятствующие разбрасыванию стружки вокруг
станка, а работающий на станке должен пользоваться специальными
предохранительными очками, особенно если стружка образуется на
уровне груди рабочего.
Уборку стружки вокруг станка необходимо производить систе-
матически несколько раз в смену.
Большую опасность для окружающих представляют незакрытые
движущиеся части станка—ползун поперечно-строгального станка
и стол продольно-строгального станка.
Для предотвращения несчастных случаев участок, в котором дви-
жутся эти части станка, должен быть огражден барьером.
Не меньшее значение, с точки зрения техники безопасности, име-
ет правильный выбор крепежных приспособлений и метод крепле-
ния обрабатываемых деталей.
При работе с подачей справа налево упорные колодки для при-
нятия усилия резания должны размещаться слева и спереди, а при-
жимные колодки — справа. При работе с подачей слева напоаво
упорные колодки нужно размещать справа и спереди, а прижим-
ные— слева.
Все упорные планки по своей высоте должны быть ниже обраба-
тываемой поверхности. Крепежные болты необходимо размещать
как можно ближе к месту прижима детали.
Качество резьбы крепежных болтов и прижимные планки должны
обеспечивать прочность крепления обрабатываемой детали.
Машинные тиски должны быть вполне исправными, иметь хоро-
шую насечку крепежных губок.
206
Перед тем как остановить станок, необходимо выключить подачу
и отвести инструмент от обрабатываемого изделия, так как при пуске
станка он может сломаться.
оПри ремонте, чистке или смазке станка, для предотвращения слу-
чайного пуска станка, необходимо вывешивать у пусковых приспо-
соблений надпись «не включайте — ремонт».
Меры предосторожности при обслуживании электросварочного
агрегата и работе на нем. Основные причины, приводящие к не-
счастным случаям при электросварке, следующие:
а) ушибы и порезы при подготовке изделия к сварке;
б) поражение электрическим током при прикосновении к токове-
дущим частям электрической цепи, находящейся под рабочим напря-
жением;
в) ожоги от разбрызгивания расплавленного металла и шлака;
г) пожары от расплавленного металла и шлака;
д) отравление вредными газами, выделяющимися при электро-
сварке;
е) взрывы при сварке вблизи легко воспламеняющихся и взрыво-
опасных веществ и при сварке сосудов, находящихся под давлением,
или тары из-под горючего вещества;
ж) поражение лучами вольтовой дуги открытых поверхностей
кожи.
Для предотвращения возникновения указанных причин необхо-
димо соблюдать следующие основные правила техники безопасности:
1. Работать только в сухой обуви и на резиновом коврике. Сидеть
при работе нужно на деревянной сухой табуретке.
2. Провода от сварочной машины к щитку и от щитка к рабочим
местам должны быть хорошо изолированы и защищены от действия
температуры и механических повреждений.
3. Рукоятка электрододержателя должна быть хорошо изолиро-
вана. Козырек электрододержателя должен быть исправным.
4. Корпус сварочной машины и кожух трансформатора должны
быть заземлены. В случае ощущения удара тока от прикосновения
к частям сварочной машины и аппарата, которые не являются токо-
ведущими, нужно немедленно прекратить работу, выключить из сети
аппарат и сообщить электромонтеру о неисправности аппарата.
5. Нельзя прикасаться голыми руками к токоведущим частям
сварочной установки, так как она присоединена к электрической се-
ти, напряжение которой опасно для жизни.
6. Особо осторожным следует быть при работе- в сырых поме-
щениях, так как в этих условиях напряжение тока даже 24 в опасно
для жизни. Не меньшую опасность представляет напряжение тока
40 в при работе в сухом помещении.
7. При работе внутри металлических конструкций (котлы, резер-
вуары и т. п.) ни в коем случае нельзя прикасаться непосредственно
к конструкции и к неизолированным частям сварочной цепи. При
работе внутри металлических резервуаров нужно применять электро-
207
додержатель особой конструкции, не позволяющий сменять электрод
при невыключенном токе. Внутри резервуара разрешается работать
только в галошах и на резиновом коврике.
8. При перерывах в работе или по окончании работы нужно обя-
зательно выключить ток. Если сварка ведется на постоянном токе,
то необходимо вначале выключать постоянный, а затем переменный
ток, питающий двигатель сварочной машины.
9. Прикосновение обеими руками одновременно к прямому и об-
ратному проводам смертельно.
10. При поражении человека электрическим током необходима
немедленная первая помощь. Малейшее промедление в оказании
помощи может привести к смертельному исходу.
ЛИТЕРАТУРА
1. Кириенко Е. Г. и др., Холодная штамповка, Машгиз, 1958.
2. Романовский В. П., Справочник по холодной штамповке, изд. 2-е.
Машгиз, 1954.
3. Молозовский К. И. и др., Слесарь-лекальщик, Машгиз, I960.
4. Христич 3. Д. и др., Заточка режущего инструмента, Машгиз, 1960.
5. Лазаренко Б. Р.» Лазаренко Н. И., Электроискровая обработка
металлов, Госэнергоиздат, 1950.
6. Алексеев А. В. и др., Электроупрочнение инструмента, Машгиз, 1957.
7. Дубинин А. Д., Приемы слесарных работ, изд. 3-е, Машгиз, 1960.
8. Козлов И. С.» Сологуб Н. А., Практика слесарного дела, Машгиз,
1957.
9. Комиссаров В. И., Общий курс слесарного дела, изд. 5-е, Профиз-
дат, 1960.
10. Муравьев К. Н. и др., Слесарно-сборочное дело,. Машгиз, 1958.
11. Черток Б. Е., Скрыпник И. П., Технология металлов, Машгиз, 1958,
12. Брюханов А. Н. и др., Технология металлов, Машгиз, 1958.
13. Розин И. А., Слесарь-инструментальщик, Машгиз, 1959.
ПРИЛОЖЕНИЯ
МЕТРИЧЕСКИЕ МЕРЫ
Единицы измерени Сокращенные обозначения Соотношение единиц измерения
Меры длины
Ангстрем . А 0,1 МКМК
Микромикрон мкмк 0,001 ммк
Миллимикрон ммк 0,001 мк
Микрон мк 0,001 мм
Миллиметр мм 1000 мк
Сантиметр см 10 мм
Дециметр дм Ю см =100 мм
Метр м 100 см =1000 мм
Километр км 1000 м
Меры поверхности
Квадратный миллиметр мм2 0,01 см2
Квадратный сантиметр см2 100 мм2
Квадратный дециметр дм2 100 см2
Квадратный метр . м2 10 000 см2
Меры объема
Кубический миллиметр мм3 0,001 см3
Кубический сантиметр см3 1000 мм3
Кубический дециметр дм3 1000 см3 =1 л
Кубический метр . м3 1000 л =10 гл
Меры емкости
Микролитр МКЛ 0,001 мл =1 мм3
Миллилитр МЛ 0,001 л =1 см3
Сантилитр СЛ 0,01 л =10 см3
Децилитр дл 0,1 л =100 см3
Литр . л 0,01 гл =1 дм3
Декалитр дкл 10 л
Гектолитр гл 100 л
Килолитр кл 1000 л
Меры веса
Микрограмм мкг 0,001 мг
Миллиграмм мг 0,1 сг
Сантиграмм сг 10 мг
Дециграмм . дг 100 мг
Грамм г 1000 мг
Декаграмм дкг 10 г
Гектограмм гг 100 г
Килограмм кг 1000 г
Центнер Ц 100 кг
Тонна т 1000 кг = 10 ц
14 556 209
НЕКОТОРОЕ СООТНОШЕНИЕ МЕР
1 ватт (вт) = 0,001 кет = 0,102 кгм/сек = 0,00136 л. с.
1 киловатт (кет) = 101,972 кгм/сек = 1000 вт = 1,36 л. с.
1 метрическая лошадиная сила (л. с.)—7^ЬЗ в/п=0,736 квт=7Ъ кгм/сек=Л76 кал/сек
1 киловатт-час (квт-ч) = 367. 103 кгм = 1000 вт-ч
1 атмосфера техническая (ат) = 735,5 мм рт. ст. = 1 кг/см* = 0,9678 атм
1 атмосфера старая = 760 мм рт. ст. = 1,033 кг/см2
1 см/сек = 0,01 м/сек = 0,6 м/мин = 0,36 км/час
1 м/сек = 100 см/сек = 60 м/мин = 3,6 км/час
1 м/мин = 1,67 см/сек = 0,0167 м/сек = 0,06 км/час
1 км/час = 27,78 см/сек = 0,2778 м/сек = 16,67 м/мин
ПЕРЕВОД МЕР В МЕТРИЧЕСКИЕ
Меры длины
1 миля =0,1 точки = 0,001 дюйма = 0,0254 мм
1 точка = 0,1 линии = 0,01 дюйма = 0,254 мм
1 линия = 0,1 дюйма = 2,54 мм
1 дюйм = 10 линиям = 25,4 мм
1 фут = 12 дюймам = 304,8 мм
1 ярд = 3 футам = 36 дюймам = 914,4 мм
1 миля сухопутная = 5280 футам = 1,609 км
1 миля морская = 1 узлу = 6080 футам = 1,853 км
1 миля географическая = 7,42 км
Меры поверхности
1 кв. дюйм = 6,4516 см*
1 кв. фут =144 кв. дюймам = 0,0929 м2
1 кв. ярд = 9 кв. футам = 0,8361 м2
1 акр = 4046,85 м2 = 0,4047 га
1 кв. миля = 640 акрам = 2,589 км2
Меры объема
1 куб. дюйм = 16,387 см2
1 куб. фут= 1728 куб. дюймам = 28,3168 дм2
1 куб. ярд = 27 куб. футам = 0,76455 м2
1 регистровая тонна = 100 куб. футам = 2,832 м 2
Меры веса
1 фунт английский = 16 унциям = 453,59 г
1 английский центнер = 112 фунтам = 50,802 кг
1 американский центнер = 100 фунтам = 45,36 кг
ио
ПЕРЕВОД ДЮЙМОВ В МИЛЛИМЕТРЫ
Дюймы Дюймы мм Дюймы мм Дюймы мм
7.. 0,3969 ‘7.2 11,9062 37в4 23,4156 13А 44,450
Х/з2 0,7937 37в. 12,3031 1716 23,8125 125/з2 45,244
3/eJ 1,1906 72 12,7000 61/б4 24,2094 113/16 46,038
7i. 1,5875 33/в4 13,0969 31/32 24,6062 l27/32 46,831
7в'1 1,9844 *’/.2 13,4937 63/б4 25,0031 178 47,625
3/32 2,3812 37в4 13,8906 1 25,400 129/з2 48,419
7.4 2,7781 71в 14,2875 17зз 26,194 115/16 49,213
7s 3,1750 37б4 14,6844 1716 26,988 131/32 50,006
7.4 3,5719 *732 15,0812 17з2 27,781 2 50,800
б/з2 3,9687 37б4 15,4781 17з 28,575 2^2 63,500
П/64 4,3656 7. 15,8750 Р/32 29,369 3 76,200
71. 4,7625 47«4 16,2719 1716 30,163 3^2 88,900
*7.4 5,1594 27з2 16,6687 1732 30,956 4 101,600
7з2 5,5562 13/б4 17,0656 17. 31,750 4^2 114,300
15/в4 5,9531 *’/1. 17,4625 1732 32,544 5 127,000
74 6,3500 45/б4 17,8594 1S/1B 33,338 51/2 139,700
*7.4 6,7469 23/з2 18,2562 1П/3 2 34,131 6 152,400
7« 7,1437 47б4 18,6531 17з 34,925 672 165,100
*7.4 7,5406 3/4 19,0500 113/32 35,719 7 177,800
71в 7,9375 47б1 19,4469 1716 36,513 8 203,200
27в4 8,3344 27з2 19,8437 1*7з2 37,306 9 228,600
*7.2 8,7312 51/б4 20,2406 172 38,100 10 254,00
33/в4 9,1281 13/16 20,6375 ii7;2 38,894 12 304,80
7. 9,5250 33/б1 21,0341 1716 39,688 15 381,00
aS/«4 9,9219 "/32 21,4312 1*732 40,481 20 508,00
*7з2 10,3187 55/б* 21,8281 17з 41,275 25 635,00
27/ /64 10,7156 7в 22,2250 12*/з,2 42,069 30 762,00
7и 11,1125 37б4 22,6219 1*71. 42,863 40 1016,00
а7«4 11,5094 27зз 23,0187 127з2 43,656 50 1270,00
Примечание. В СССР (по ОСТ 6921) величина дюйма установлена рав-
ной 25,4 мм. В Англии величина промышленного дюйма, установленная в 1895 г.,
равна 25,399978 мм, а величина научного дюйма, установленная в 1922—1924 гг.,
равна 25,399956 мм. В США величина дюйма, установленная в 1868 г., равна
25,4С<Ю51 мм.
212
CO^^U1QQ^IGO(DOh- tOW^OlCDNOOO’-tOAQ^iOh- ИСЛЧОЮШОО*- ^00 Olh— ООСЛЬОСО-ЧСЛООЮ»— »— •—* — ЮСОСЛОО^СЛО^*- 'sl01>^^OTCO'-SWK2tOCriO Твердость по Бринелю
tOWtOtOMWWtOtOWCOWWWWWW^^^^^(^UiUl(710a)QNCOOOOO^t3 С0^>иСЛСЛ^'ч)00£)О'-ЬЭи^СЛ00(£)ОЬ5С0СЛЧОУСЛ00ОСЛС>>^ОСЛ^Ю'-(О СЛОФСЛ’-ОООСЛ(ОМь-о^фкк_ О О ►—1 WUlO^tO^— - кэ сг> -u Твердость по Виккерсу
tONJtOtOMN2N2tOWWWWCOWWW^^^^^^^^UlCrUlCnUlOQ00Cr-44 1— W^OlCDNOOOOb- NDWCnOOOCDO»— COWCnQQOCDOM^QOOOtO^OOOOK) О а йОН ° S’ 8 >5 ® О йэ Ф 2 & Ь н а> & ?
oo I I I I I I 1 I I I I I I I I I I I I I I I I I I I I I I I I I I I W
W W W Д СЛ СЛ сл СЛ СЛ СЛ СЛ Q О) СЛ О СЛ 4 -N) Ч 4 00 CO OO CD' CO CD О О ^OOCDOb-h5W^UiQ^cDO^W^0N^D^-CO^0OO)-W0OO-4x-qH-^Qotoco Твердость по Шору
СЛ 05 05 00 00 O1 О СП О СП О СП Т вердость по Моосу
►— ►— Н- ►— ►— Ь- — h— h— ►— ►— ►— к-w- _L _L ►— >— NO ND bO NO NO NO OO»— — b— ^NONONONOOOCOOO^^^rf^CnCnCn05 05^4*q-xJOOOOCDCDOO>— — NONO *4CDO^-^05 00^-00 05 00b— ^SOWQCDbOQOWNO^CDWNlCN1- -MNO-MCOCD Т вердость по Бринелю
►— kh—i— t—l ►— ►— и- ►— i— ►— ►— h—i— ►—* ►— •-1 NO NO NO NO NO NO OO>-'->-'-'-bObObONOWWCO^^^^CnUlUlCT5O)4N4OOOO0OOO^*-tONO 00 CD О 00 СЛ 05 00 ►—* W Ч О ь- 4^0000000CDNOCnCDN0 05>— ^OOW0tO^H-QOW4WOO Т вердость по Виккерсу
1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 lo-NOW^O^OOCD^t3w^^^‘SS О Т вердость по Роквеллу по шкале
05 05 05 05 05^^x)-4^)^]^]^]^]-4*x)00 00 00 00 00 00 00 00 00 00CDCDCDCDCDC0CDCDCDCDO 4^ СЛ O) S OO О >- tOW^CnQNOOOO1- MW^UlQNOOOOO^-tOW^Cn^lOOOO
•— ^-NObONObONONONOtONONONONONONONONObOtONONONONONONONOCOOOOOCOOOCOCOCOCO CD CD О О О О •— — — NONDNOCOCAOC04^^4^CnO)05-x)^JOOOOCDCDOO’— N0W4^>UOlO5 Твердость по Шору
5,0 4,0 l Твердость по Моосу
СООТНОШЕНИЕ ЧИСЕЛ ТВЕРДОСТИ
ПОДСЧЕТ ВЕСА ДЕТАЛЕЙ
Для подсчета веса детали необходимо умножить объем ее на удельный вес мате-
риала, из которого изготовлена данная деталь. Объем детали подсчитывается по
формулам. Чтобы подсчитать вес детали, имеющей сложную геометрическую форму,
следует разбить ее на возможно более простые по форме геометрические элементы,
удобные для подсчета объема, а затем сложить найденные величины.
Ниже приводятся удельные веса наиболее распространенных твердых веществ-
УДЕЛЬНЫЙ ВЕС ТВЕРДЫХ ВЕЩЕСТВ
Вещество Удельный вес в г/сл3 или в т/л3 Вещество Удельный вес в г/сл8 или в т/м*
Стальной прокат . 7,85 Латунь литая 8,4—8,6
Стальное литье . 7,8 Вольфрам . . 19,1
Чугун серый 6,6—7,8 Бронза безоловянистая 8,2
Никель 8,8 Бронза оловянистая 8,9
Олово 7,3—7,5 Алюминий 2,7
Свинец катаный 11,4 Дуралюминий 2,85
Цинк литой . 6,86 Текстолит 1,3—14
Медь катаная 8,8—8,9 Фибра 1,3
Медь литая . . 8,3—8,4 Резина листовая 1,1—1,2
Латунь катаная 8,5—8,6
СОДЕРЖАНИЕ
Стр.
Предисловие 3
I. Краткие сведения о металлах 5
Чугун . 5
Сталь ... 6
Твердые сплавы 22
Цветные металлы . 24
Сплавы цветных металлов 27
Испытание металлов ......................................... 32
Коррозия металлов и борьба с ней 41
Термическая обработка металлов . 45
Химико-термическая обработка стали 54
11. Основы машиностроительного черчения. Понятия о допусках, посадках
и чистоте поверхности
Чертежи в машиностроении
Точность изготовления деталей
* Чистота поверхности
111. Оборудование рабочего места слесаря и слесарный инет руме
Оборудование рабочего места .
Слесарный рабочий инструмент
Измерительный инструмент
IV. Разметка деталей......
Разметочный инструмент .
Примеры разметки деталей .
Разметка сопряжений
V. Виды слесарных работ
Рубка и резка .
Опиливание...........
Опиливание с припуском под закалку и доводка поверхностей
Шабрение
Правка
Гибка . .
Клепка и чеканка .
Обработка отверстий
/Нарезание резьбы
ХУ Шлифование
VI. Механизация слесарных работ
Разметка
Резка
56
56
60
63
66
66
70
80
89
89
94
96
98
98
101
103
104
107
111
113
117
131
134
141
141
142
Рубка . . .
Опиливание
Шабрение
Притирка
Обработка отверстий и нарезание резьбы
Механизация сборочных работ
VII. Изготовление штампов и пресс-форм
Штампы . . . ...
Формы для литья под давлением
VIII. Слесарно-лекальные работы .
Изготовление жестких предельных скоб
Изготовление профильных шаблонов
Приспособления для лекальных работ
Контроль шаблонов
IX. Пайка» сварка и резка металлов
Пайка .
Сварка
У Резка
X. Краткие сведения по технике безопасности
Основные правила и меры по предупреждению несчастных случаев
^Техника безопасности при работе с механическим оборудованием
Литература
Приложения.
Стр.
144
144
146
149
153
159
166
166
172
176
176
177
179
184
186
186
193
198
198
199
202
208
209
Алексей Петрович Косяченко, Иван, Андреевич Молчан
Слесарное дело
Редактор Д. Б. Рикберг, Техн, редактор М. С. Горностайпольская. Корректор О. С. Ковальчук»
Подписано к печати 7/X1I-60 г. Формат 60х921/1в. Печ. л. 13,5. Уч.-над. л. 15,37
Тираж 125 000 (90 001 — 125 000). БФ 18198. Зак. № 556 . Цена 64 коп.
Южное отделение Машгиза. Киев, ул. Парижской Коммуны, 11.
Харьковская типография Госгортехивдата. Харьков, ул. Энгельса, 11.