/













Автор: Мокрецов А.М. Елизаров А.И.
Теги: пункты в трудовом договоре, не касающиеся заработной платы отдельные машиностроительные и металлообрабатывающие процессы и производства машиностроение слесарное дело
ISBN: 5-217-00384-7
Год: 1989



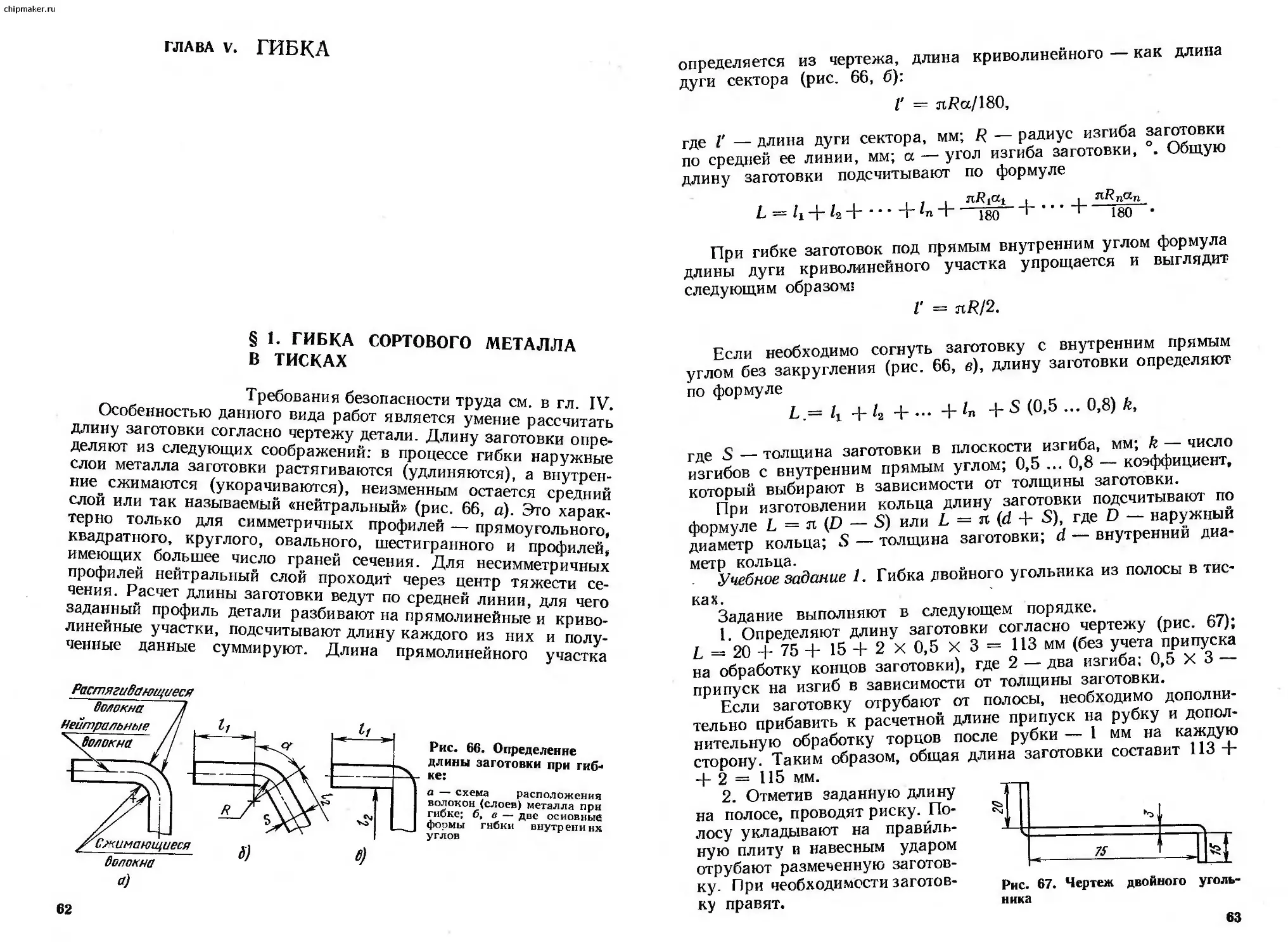
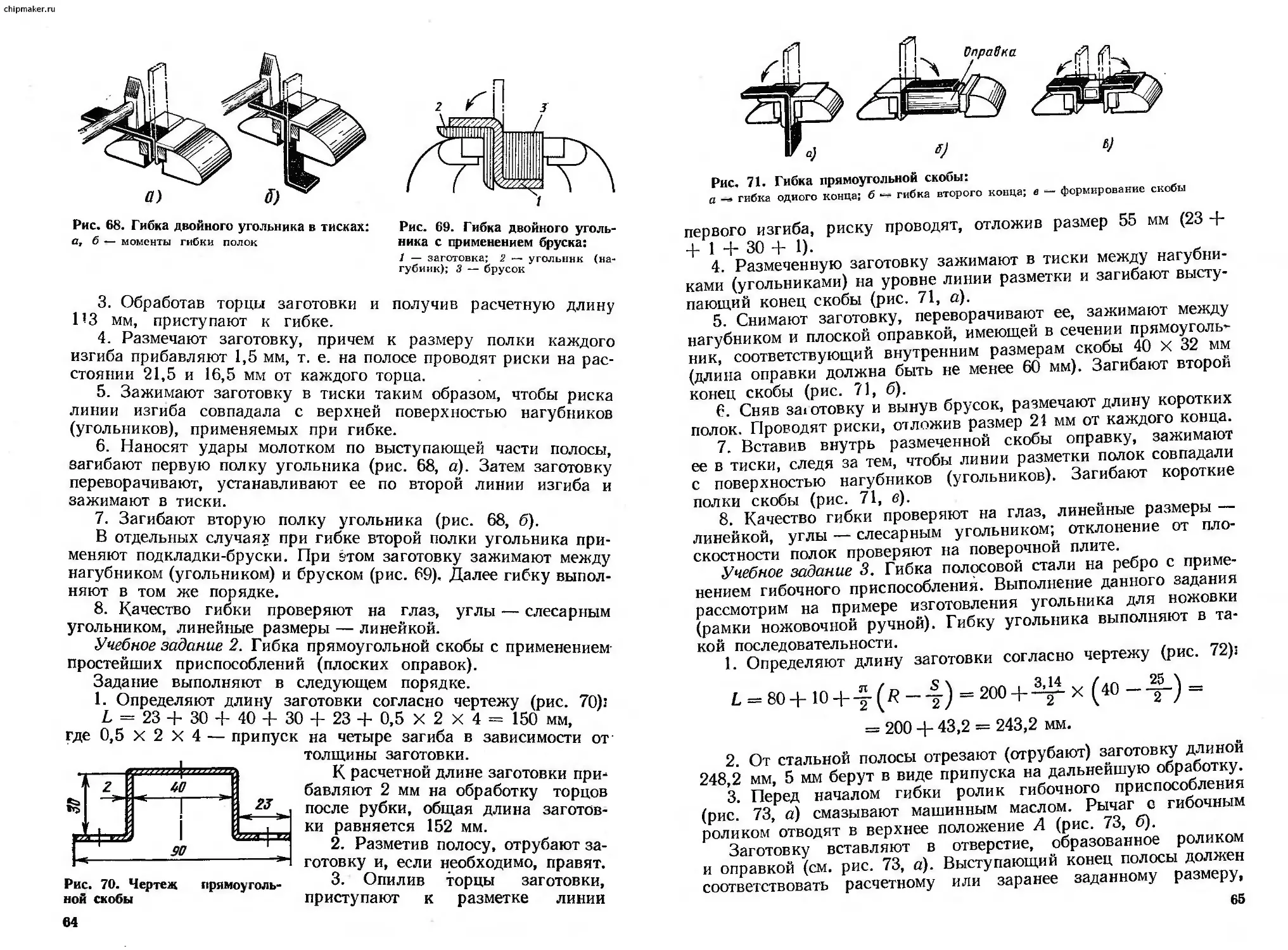
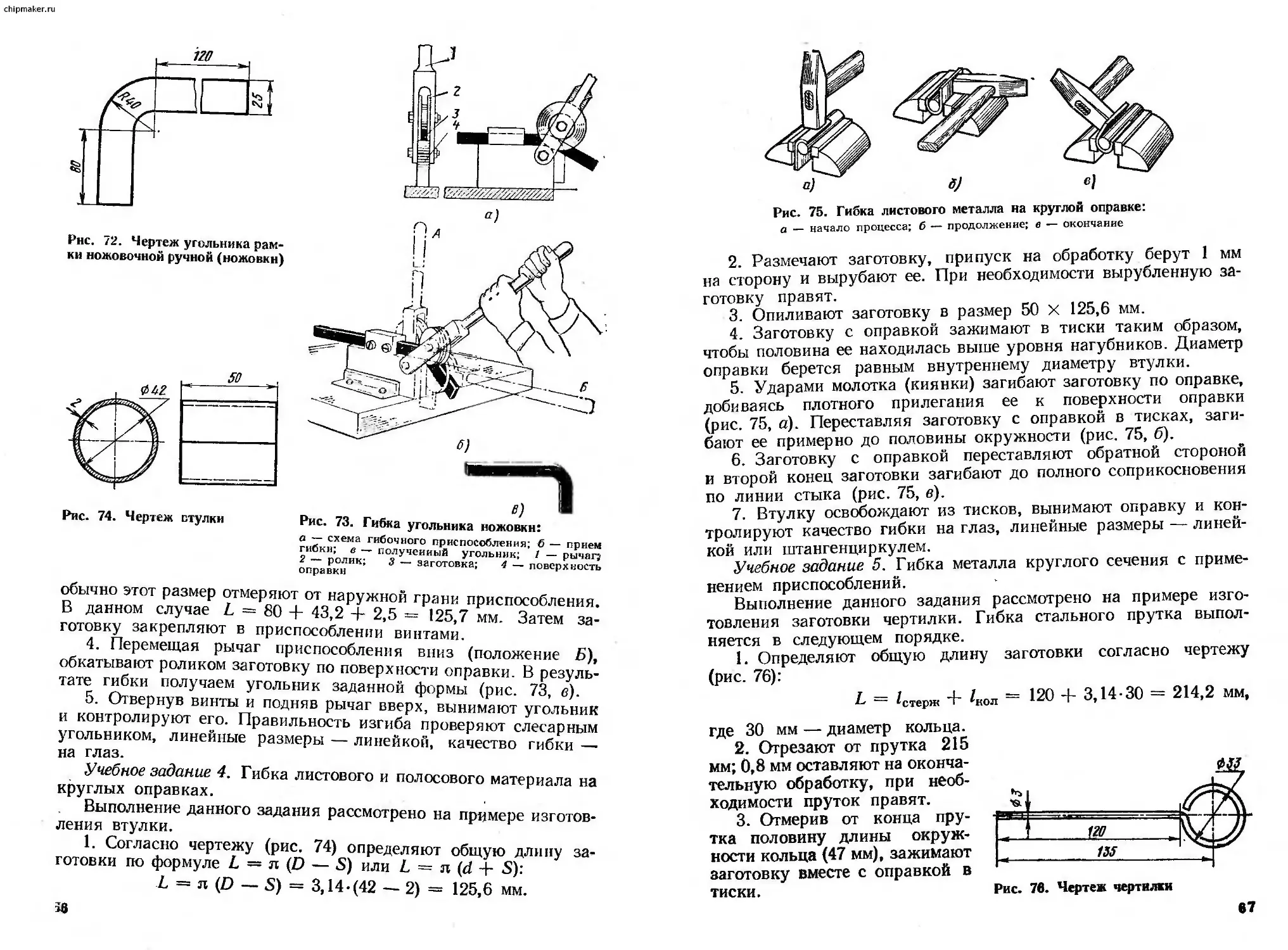
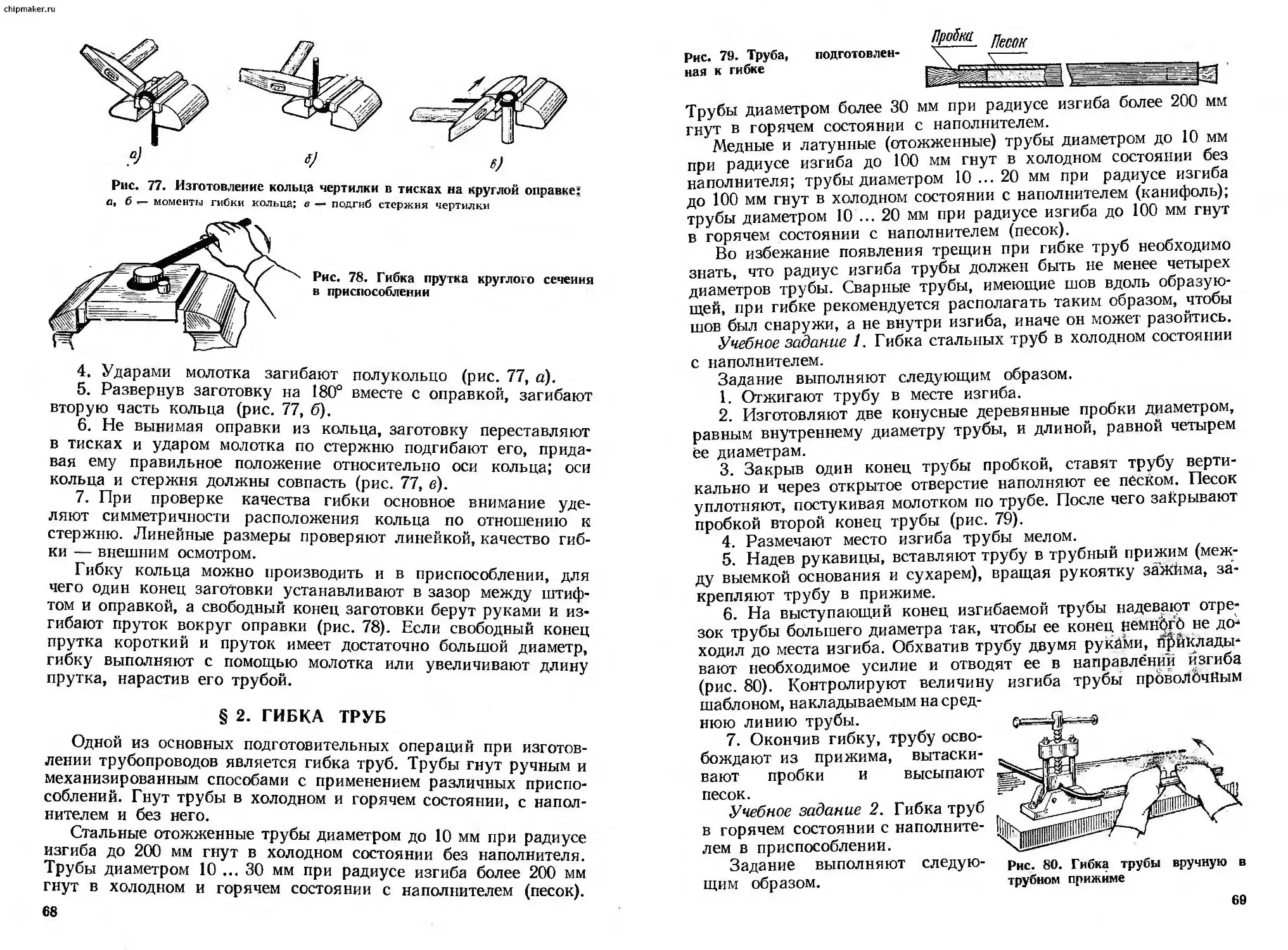
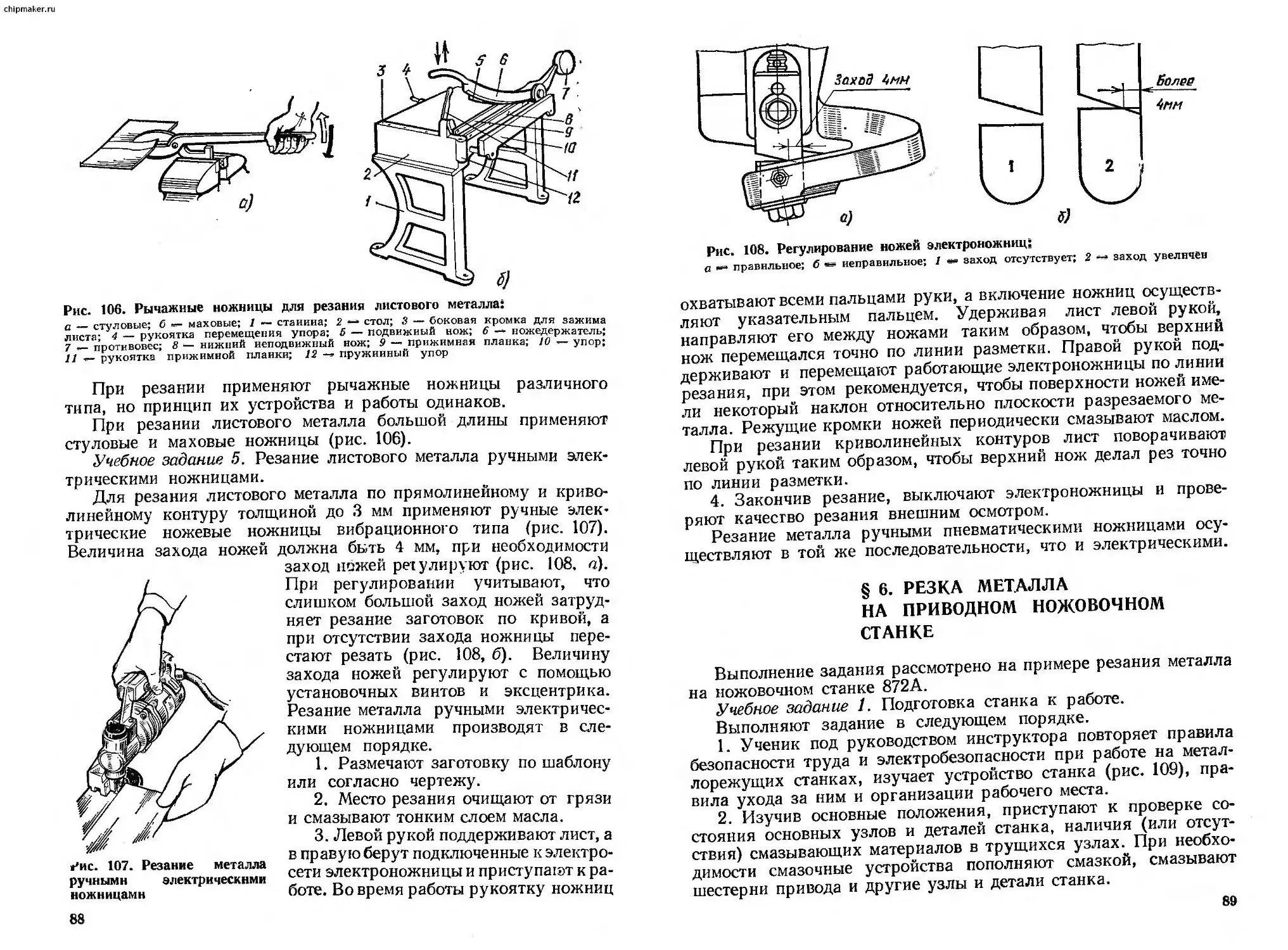
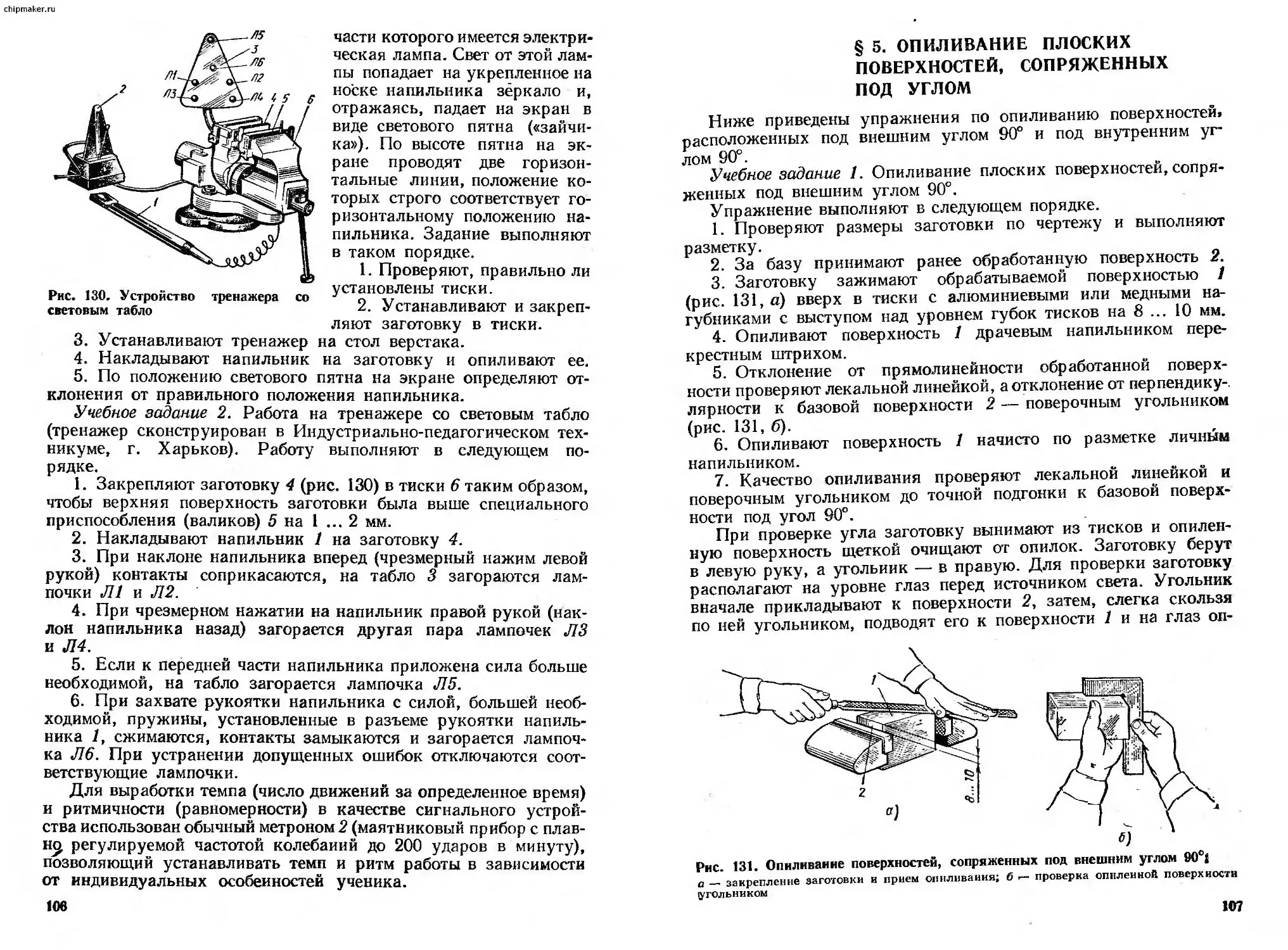
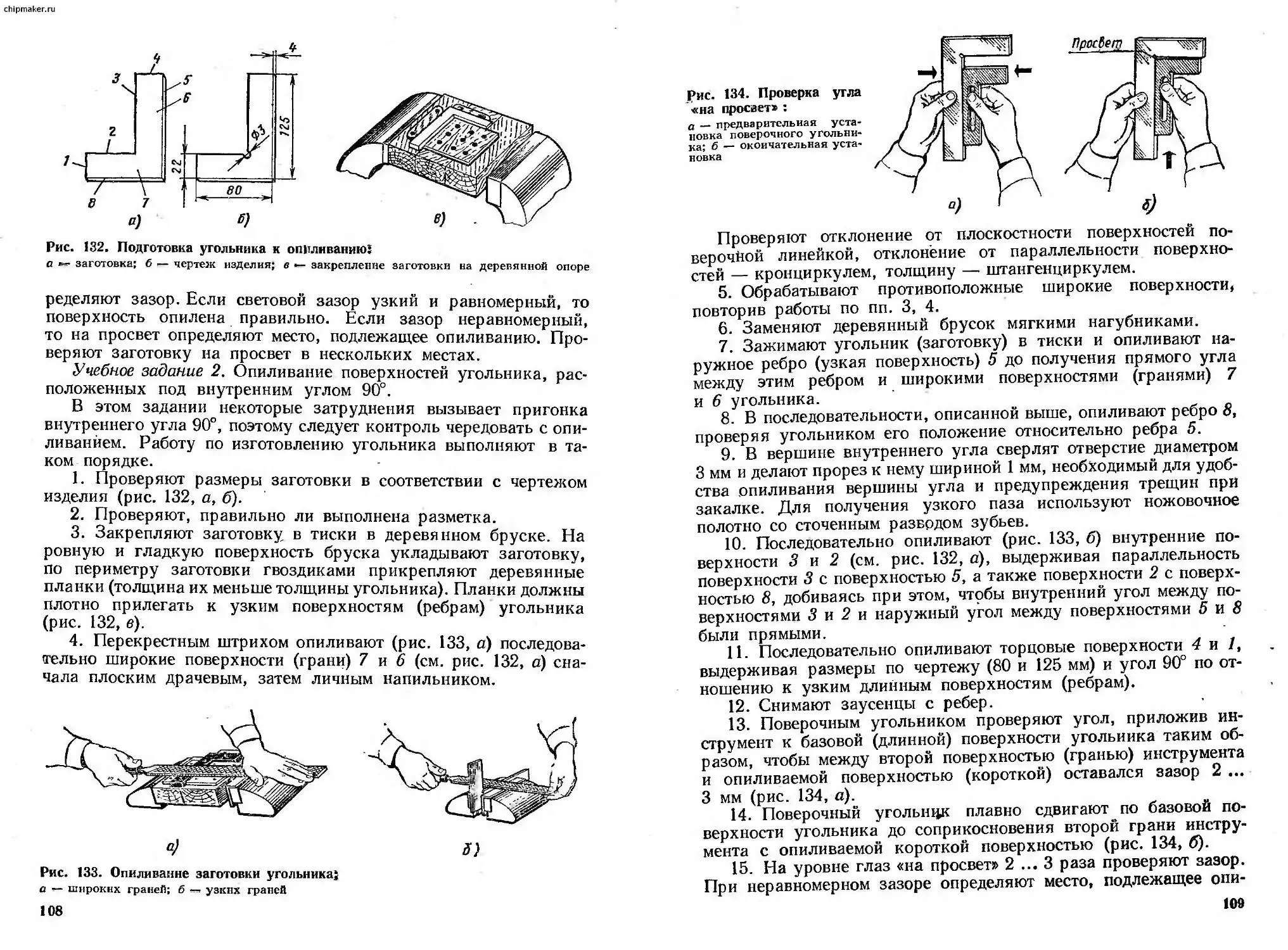
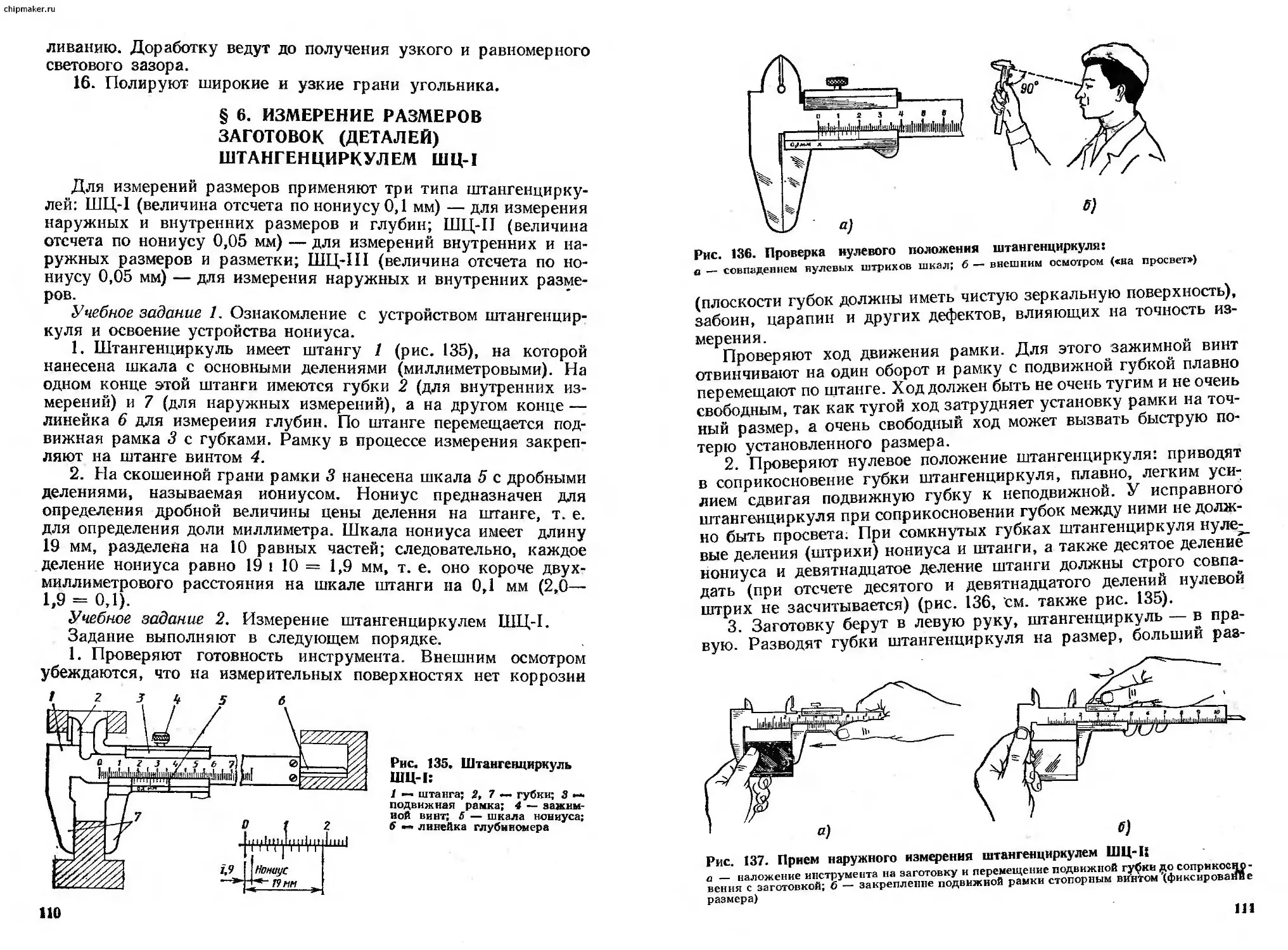
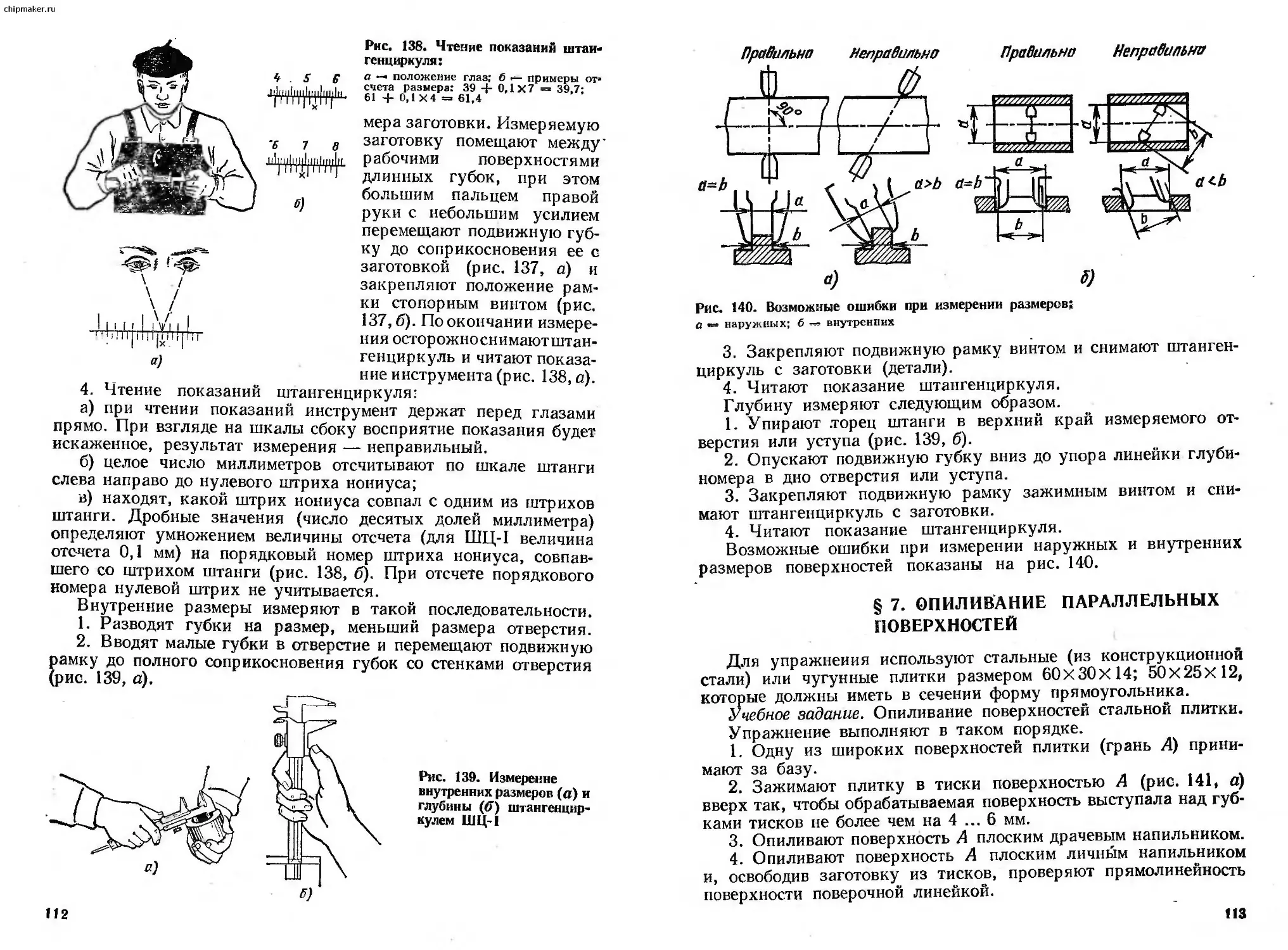
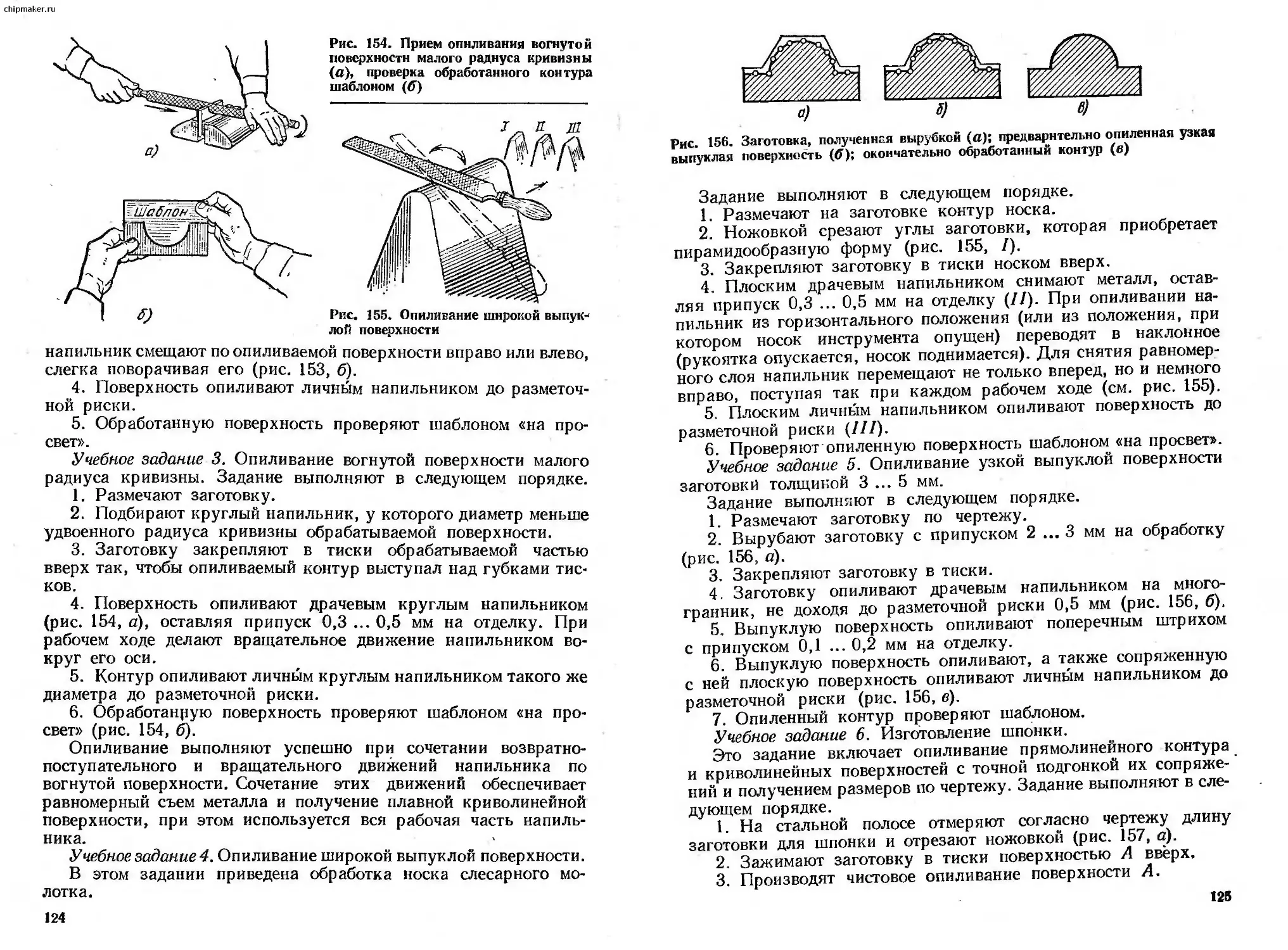
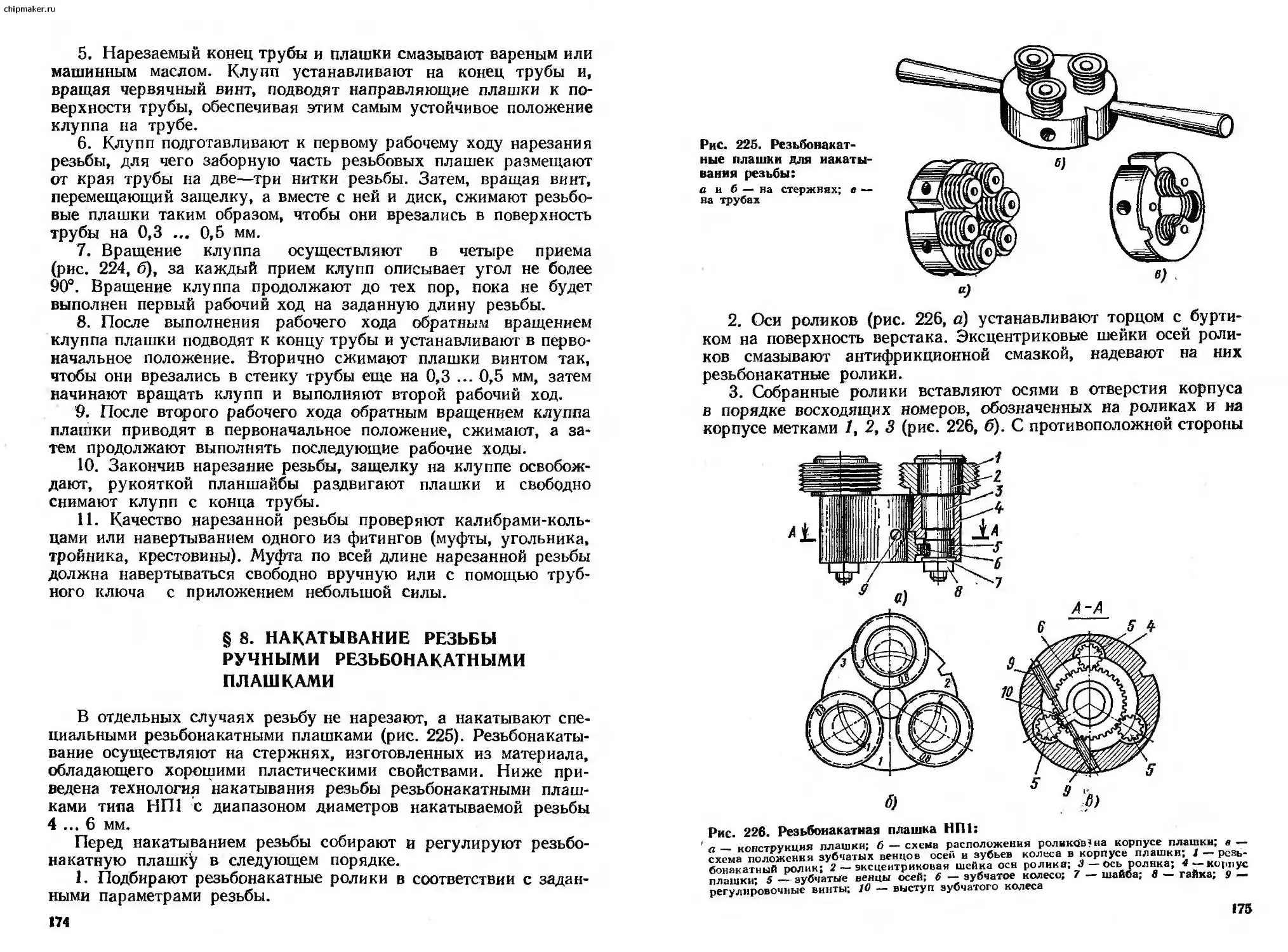
Текст
ПРАКТИКА
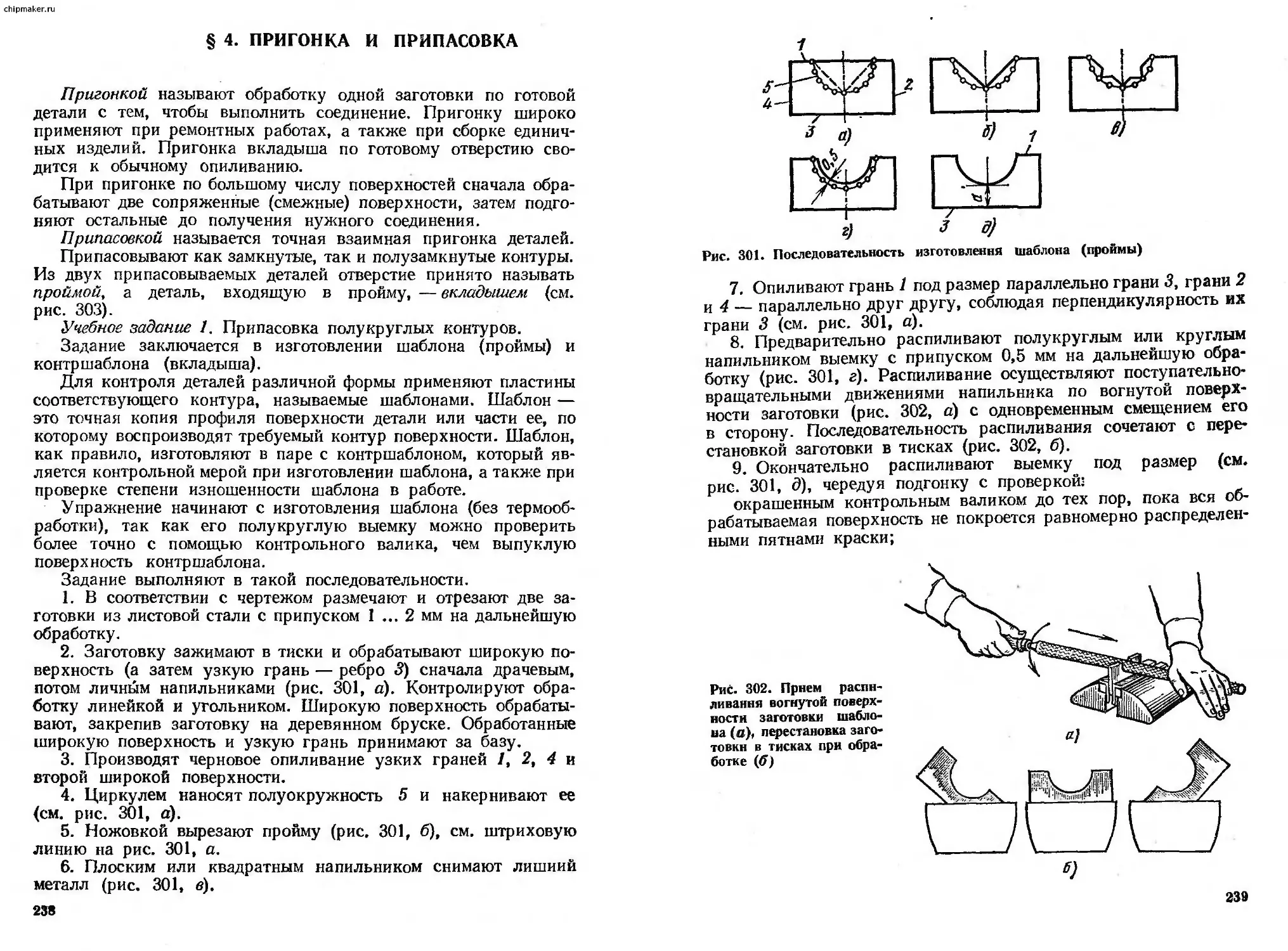
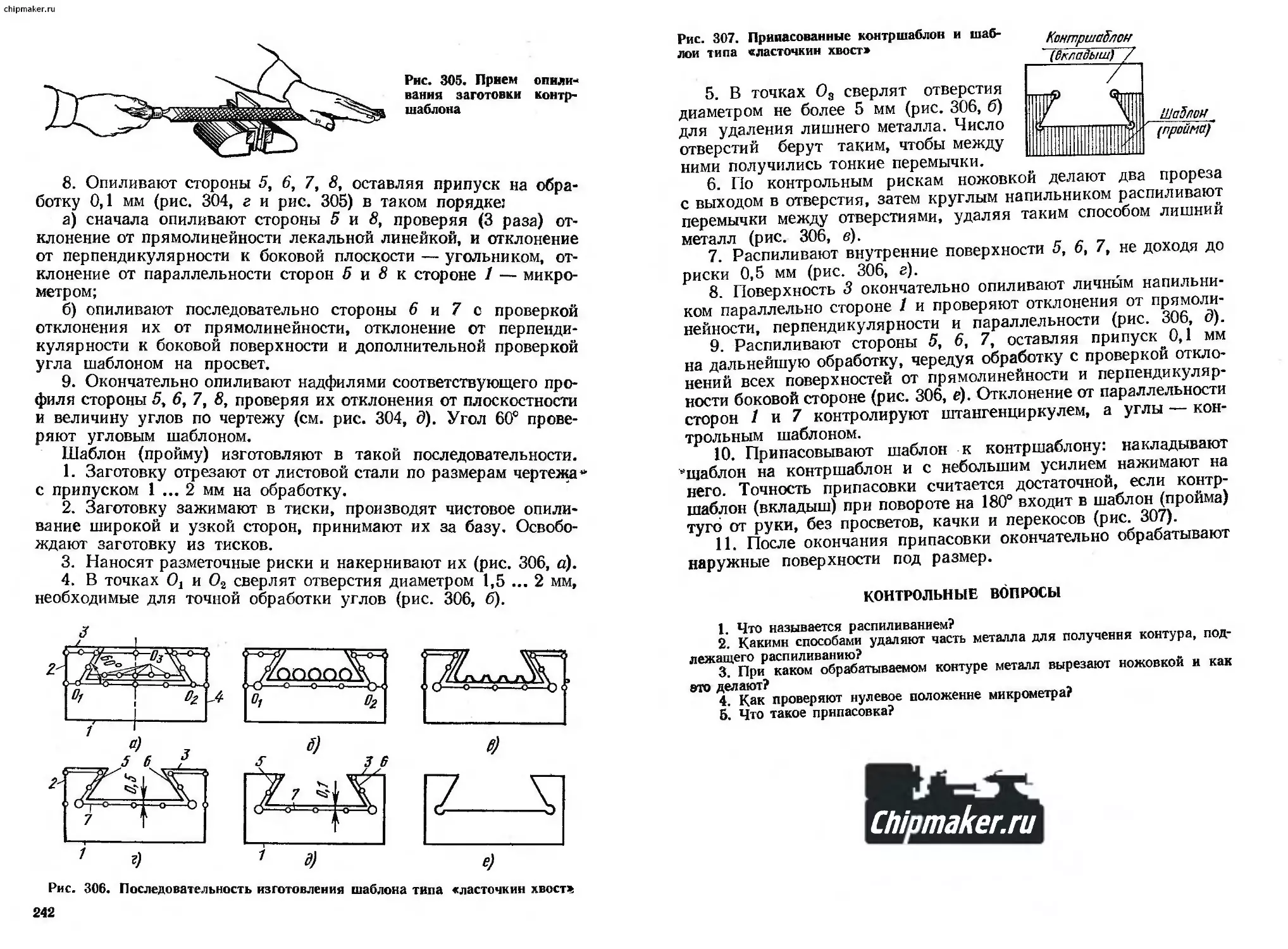
шмотаов СЛЕСАРНОГО
А.И.Ш13АР0В
ДЕЛА
I <
Chipmaker.ru
Chipmaker.ru
Chipmaker.ru
Chipmaker.ru
chipmaker.ru
А.М.МОКРЕЦОВ
Д.И.ЕЛИЗДРОВ
ПРАКТИКА
СЛЕСАРНОГО
ДЕЛА
Одобрено Ученым советом
Государственного комитета СССР
по профессионально-техническому образованию
в качестве учебного пособия
Для профессионального обучения
рабочих на производстве
Chitimaker.ru
Москва
«Машиностроение» 1989
chipmaker.ru
ББК 34.671 я 75
М74
УДК (683.3:331.362] (075.32)
Рецензенты; Заслуженный учитель РСФСР профтехобразования
И. И. Макиенко, Т. А. Богдасарова
Мокрецов А. М., Елизаров А. И.
М74 Практика слесарного дела: Учебн. пособие для проф.
обучения рабочих на производстве. — М.: Машиностроение,
1989. — 288 с.: ил.
ISBN 5-217-00384-7
Описаны приемы выполнения слесарных работ от разметки плоских
поверхностей до пайки и лужения. Приведены общие требования по без-
опасности труда и организации рабочего места слесаря, даиы рекоменда-
ции по использованию контрольно-измерительных инструментов и при-
боров.
2704080000—181
М 181—89 ББК 34.671я75
voo (и 1 /—оУ
ISBN 5-217-00384-7 © Издательство «Машиностроение», 1989
ПРЕДИСЛОВИЕ
В «Основных направлениях экономического и социального
развития СССР на 1986—1990 годы ина период до 2000 года» на-
мечено: «В первоочередном порядке обеспечить коренную рекон-
струкцию и опережающее развитие машиностроительного комп-
лекса, прежде всего станкостроения, производства вычислительной
техники, приборостроения, электротехнической и электронной
промышленности ...
Увеличить выпуск продукции машиностроения и металлооб-
работки на 40—45 процентов».
Разработанная КПСС широкая программа осуществления эко-
номических и социальных преобразований, технического перево-
оружения и повышения эффективности общественного производ-
ства предъявляет высокие требования к уровню подготовки ра-
бочего.
Одной из самых массовых рабочих профессий является про-
фессия слесаря. Без выполнения слесарных работ не может обой-
тись ни одно современное производство, ни одна отрасль про-
мышленности. Круг работ, выполняемых слесарями, настолько
разнообразен и велик, что произошла их специализация: инстру-
ментальщики, сборщики, ремонтники, монтажники и др. Однако
слесарь любой специализации обязан уметь выполнять разметку,
рубку, правку, гибку, резку, опиливание, сверление, зенкование,
зенкерование и развертывание отверстий, нарезание резьбы,
шабрение, притирку и доводку, распиливание и припасовку,
клепку, пайку и лужение, склеивание, как вручную, так и с по-
мощью механизированного инструмента. Будущему слесарю для
овладения выбранной профессией необходимо много знаний.
Подготовка квалифицированных рабочих в нашей стране ве-
дется в профессионально-технических училищах, а также путем
профессионального обучения молодежи на производстве. Перед
системой профессионально-технического образования поставлена
задача подготовки для народного хозяйства рабочих широкого
профиля, обладающих глубокими знаниями, прочными профес-
сиональными навыками, широким техническим кругозором.
глава i. ПРОИЗВОДСТВЕННАЯ
САНИТАРИЯ.
БЕЗОПАСНОСТЬ ТРУДА.
ПРОТИВОПОЖАРНЫ Е
МЕРОПРИЯТИЯ
Chipmaker.ru
§ 1. ПРОИЗВОДСТВЕННАЯ
САНИТАРИЯ
Охрана труда в СССР — государственное дело. Коммунисти-
ческая партия и правительство Советского Союза уделяют боль-
шое внимание безопасности условий труда. На охрану и создание
высокой культуры труда тратятся огромные средства. Но без-
опасность условий труда в значительной степени зависит и от
того, насколько сами работающие соблюдают правила безопас-
ности.
Производственная санитария предусматривает создание наи-
более благоприятных санитарно-гигиенических условий нй произ-
водстве. К этим условиям относятся надлежащая температура в про-
изводственных цехах, хорошая вентиляция, достаточная освещен-
ность рабочих мест, отсутствие сквозняков, наличие необходимых
вспомогательных и бытовых помещений.
Температура зимой в цехе в зависимости от вида работ (тя-
желые, средние и легкие) должна быть 14 ... 20 °C. Отклонения
температуры в помещении от нормальной ухудшают условия труда,
способствуют снижению производительности и возникновению не-
счастных случаев.
Вентиляция производственных помещений осуществляется пу-
тем подачи свежего воздуха и удаления вредных газов, паров,
пыли из помещения.
Оптимальное освещение устраняет напряженность зрения и
тем облегчает работу, уменьшает опасность травматизма. При
плохом освещении рабочего места быстро устают глаза, внимание
притупляется, вследствие этого могут произойти несчастные слу-
чаи. Освещение может быть естественным (дневной свет) и иску-
ственным, когда применяют электрический свет. Предпочтитель-
нее использовать естественное освещение. Наибольшее утомление
вызывает освещенность 30 лк, наименьшее — 800 ... 1000 лк.
4
Правила личной гигиены требуют после рабочего дня принять
душ. Для восстановления сил и для борьбы с утомляемостью ре-
комендуется заниматься физической культурой. Ежедневная про-
изводственная гимнастика поддерживает работоспособность че-
ловека.
§ 2. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
ТРУДА
Основными условиями безопасной работы являются освоение
работающими производственных навыков, соблюдение правил
эксплуатации оборудования и инструментов, правильная органи-
зация рабочего места, строгое соблюдение правил безопасности
труда и внутреннего распорядка.
Транспорт железнодорожный, автомобильный, безрельсовый
электрический, ручные вагонетки, тележки являющей источником
опасности. Хождение рабочих по узким проходам или Йо путям,
где работают грузоподъемные машины, также требует особого
внимания.
Для движущегося транспорта установлены различные сигналы:
звуковые (сирены, звонки) и световые (цвета ламп — красный,
желтый, зеленый). Требования, соответствующие этим сигналам,
необходимо знать и выполнять.
Электрооборудование, его токоведущие части, или металличе-
ские предметы, случайно оказавшиеся под напряжением, при не-
посредственном прикосновении к ним могут привести к поражению
электрическим током.
В местах, где имеются электрические установки, вывешивают
предупредительные надписи, например: «Опасно!», «Под током!»
или ставят условные знаки.
Электрические инструменты должны присоединяться к элект-
рической сети при помощи шлангового кабеля со штепсельной
вилкой, на которой контакт для заземления корпуса инструмента
выполнен более длинным, чем остальные токоведущие контакты.
Одно гнездо розетки заземлено или соединено с нулевым проводом.
Таким образом, в целях безопасности сначала осуществляется
заземление (или зануление) электроинструмента, а затем вклю-
чаются токоведущие контакты.
При работе с электроинструментами применяют индивидуаль-
ные средства защиты: резиновые перчатки, калоши, резиновые
коврики, изолирующие подставки и др.
Вращающиеся части станков и механизмов, а также зона
обработки вращающейся заготовки должны иметь защитные ог-
раждения.
Спецодежда — один из элементов культуры на рабочем месте.
Комбинезон или халат должны быть подобраны по размеру и
росту работающего и не стеснять его движений. Во время работы
спецодежда должна быть застегнута на все пуговицы, на ней не
б
r. ru
должно быть висящих концов (тесемки, концы косынки), которые
могут быть захвачены вращающимися частями станков, механизмов
и привести к несчастному случаю. На голову необходимо надеть
берет (или повязать косынку), под который тщательно убирают
волосы.
До начала работы необходимо:
надеть спецодежду, застегнуть рукава или закатать их выше
локтя; надеть головной убор;
убедиться в исправности оборудования, наличии ограждения;
убедиться в исправности режущего инструмента, правильности
его заточки;
убедиться в исправности применяемых подъемных приспособ-
лений (блоков, домкратов и др.).
Требования к оборудованию, инструментам, приспособлениям
приведены в § 4 «Организация рабочего места слесаря» и соот-
ветствующих главах.
Во время работы необходимо:
прочно зажимать в тиски заготовку, при установке или снятии
заготовки не допускать ее падения;
при рубке зубилом учитывать, в какую сторону безопаснее
для окружающих направить отлетающие частицы и с этой сто-
роны установить защитную сетку или экран; работать в защитных
очках;
не использовать при работе в качестве подставки случайные
предметы, неисправные приспособления;
не допускать загрязнения одежды керосином, бензином, мас-
лом;
опилки с верстака или заготовки удалять только щеткой.
§ 3. ПРОТИВОПОЖАРНЫЕ
МЕРОПРИЯТИЯ
Источником возникновения пожаров могут быть токи корот-
кого замыкания; перегрев электрического оборудования и се-
тей; теплота, образующаяся при трении дисков, подшипников,
ременных передач; работа термических печей; искры; открытый
огонь и др. Производственные отбросы — промасленные тряпки,
бумага, пакля, используемые для чистки механизмов, могут
стать при неосторожном обращении с огнем также причиной воз-
никновения пожаров. Лежащие в кучах промасленные тряпки
в результате самовозгорания также могут привести к по-
жару.
Главное профилактическое, предупредительное мероприятие
против пожаров — постоянное содержание в чистоте и порядке
рабочего места, осторожное обращение согнем, нагревательными
приборами, легковоспламеняющимися веществами. Нельзя до-
пускать скопления у рабочего места легковоспламеняющихся
материалов, полуфабрикатов и других горючих веществ.
в
По окончании работы рабочее место приводят в полный поря-
док. Отходы производства, особенно горючие, складывают в от-
веденное для них место. Обтирочные материалы, промасленные
тряпки (концы) убирают в специальные ящики. Сосуды с легко-
воспламеняющимися жидкостями, баллоны с газами переносят
в места их постоянного хранения. Все электроприборы и освети-
тельные точки выключают, за исключением дежурных ламп.
К противопожарному оборудованию и инвентарю относятся
пожарный кран, насосы, огнетушители, бачки с водой, мешки или
ящики с песком, ломы, топоры, лопаты, багры, ведра. К средствам
тушения пожара относятся также гидропульты, различные покры-
вала (асбестовые одеяла, кошмы, брезенты). Противопожарный
инвентарь должен быть всегда исправным. Этот инвентарь окра-
шивают в красный цвет, его запрещено использовать на какие бы
то ни было хозяйственные нужды.
При обнаружении пожара необходимо выключить все электро-
установки, немедленно специальным сигналом или по телефону
вызвать пожарную команду и, сохраняя спокойствие, принять
меры к тушению пожара собственными силами.
Горящие металлы, небольшие количества горящей жидкости
тушат песком; горящие керосин, бензин, лаки, спирты, ацетон —
пеной; смазочные масла, олифу, скипидар — распыленной водой
или пеной. Следует помнить, что при пожаре нельзя выбивать
стекла в окнах, так как приток свежего воздуха усиливает горе-
ние.
§ 4. ОРГАНИЗАЦИЯ
РАБОЧЕГО МЕСТА СЛЕСАРЯ
Рабочим местом называют участок производственной площади,
цеха, мастерской, закрепленной за данным рабочим (или брига-
дой рабочих), предназначенный для выполнения определенной
работы и оснащенный в соответствии с характером этой работы
оборудованием, приспособлениями, инструментами и материалами.
Одним из основных элементов организации рабочего места
является его планировка, т. е. расположение его относительно
других рабочих мест в мастерской, относительно оборудования
оснастки, приспособлений, инструментов, местоположения рабо-
чего.
При организации рабочего места используют основные дости-
жения научной организации труда (НОТ).
Расстояния от тары с заготовками и готовой продукции и
от оборудования (верстака) до рабочего должны быть такими,
чтобы рабочий мог использовать преимущественно движение
рук, т. е. при этом не наклоняться сильно, не приседать, не тяну-
ться высоко.
При планировке рабочего места учитывают зоны досягаемости
рук в горизонтальной (рис. 1) и вертикальной плоскостях. Эти
chipmaker.ru
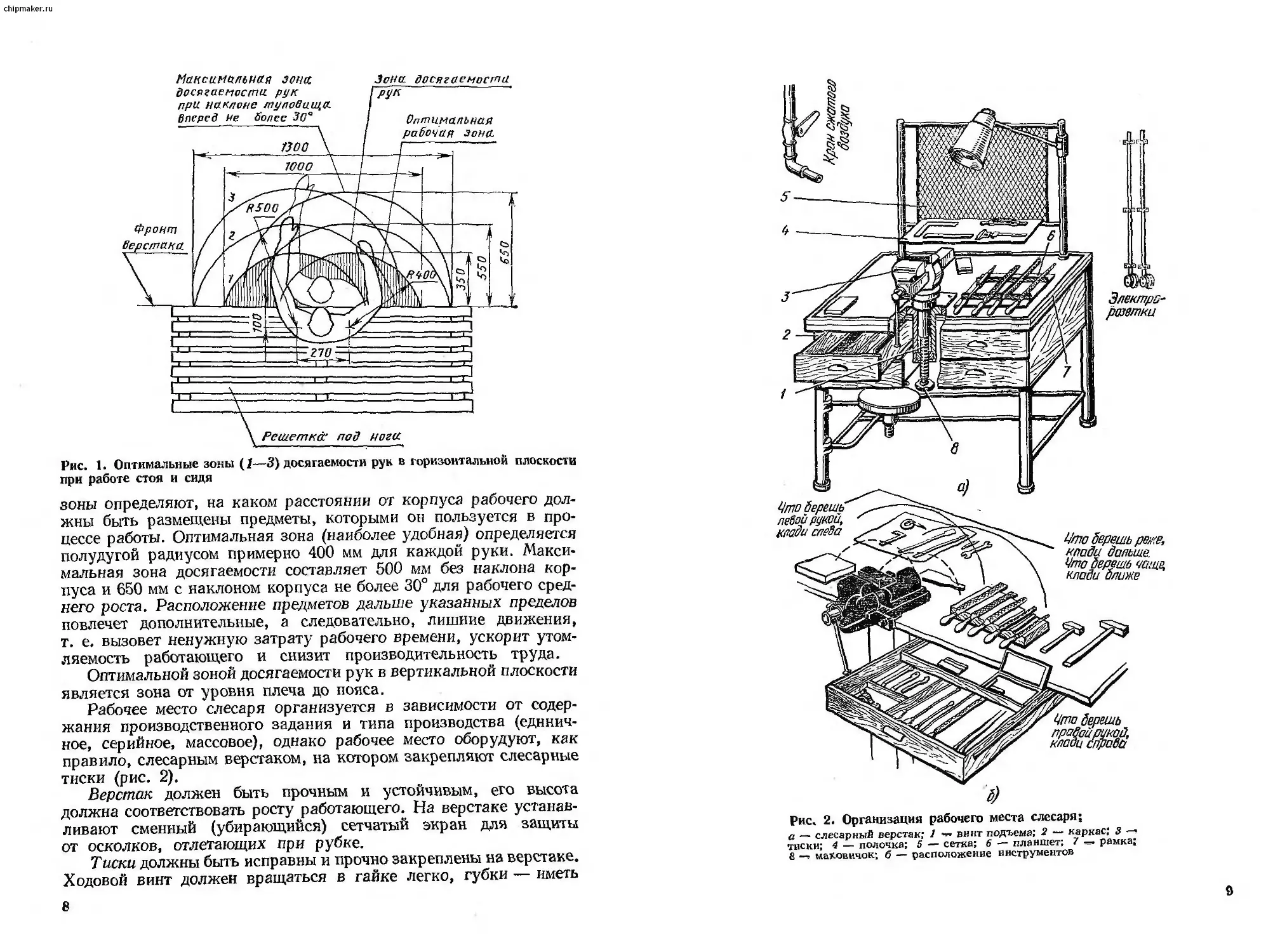
Рис. 1. Оптимальные зоны (/—3) досягаемости рук в горизонтальной плоскости
при работе стоя и сидя
зоны определяют, на каком расстоянии от корпуса рабочего дол-
жны быть размещены предметы, которыми он пользуется в про-
цессе работы. Оптимальная зона (наиболее удобная) определяется
полудугой радиусом примерно 400 мм для каждой руки. Макси-
мальная зона досягаемости составляет 500 мм без наклона кор-
пуса и 650 мм с наклоном корпуса не более 30° для рабочего сред-
него роста. Расположение предметов дальше указанных пределов
повлечет дополнительные, а следовательно, лишние движения,
т. е. вызовет ненужную затрату рабочего времени, ускорит утом-
ляемость работающего и снизит производительность труда.
Оптимальной зоной досягаемости рук в вертикальной плоскости
является зона от уровня плеча до пояса.
Рабочее место слесаря организуется в зависимости от содер-
жания производственного задания и типа производства (единич-
ное, серийное, массовое), однако рабочее место оборудуют, как
правило, слесарным верстаком, на котором закрепляют слесарные
тиски (рис. 2).
Верстак должен быть прочным и устойчивым, его высота
должна соответствовать росту работающего. На верстаке устанав-
ливают сменный (убирающийся) сетчатый экран для защиты
от осколков, отлетающих при рубке.
Тиски должны быть исправны и прочно закреплены на верстаке.
Ходовой винт должен вращаться в гайке легко, губки — иметь
8
Рис. 2. Организация рабочего места слесаря;
а — слесарный верстак; 1 винт подъема; 2 — каркас; 3 —•>
тиски; 4 — полочка; 5 — сетка; 6 — планшет; 7 — рамка;
8 —> маховичок; б — расположение инструментов
9
chipmaker.ru
четкую насечку, которая обеспечивает надежное закрепление за-
готовки.
Подставку (решетку) под ноги используют в том случае, когда
высота установки тисков не соответствует росту рабочего. Под-
ставка должна плотно прилегать к полу, не скользить.
Для экономии движений и устранения ненужных поисков пред-
меты на рабочем месте делят на предметы постоянного и временного
пользования, за которыми постоянно закреплены места их рас-
положения и хранения.
Основные правила организации рабочего места состоят в сле-
дующем.
1. Все необходимое для работы должно находиться под ру-
кой, чтобы можно было быстро найти нужный предмет.
2. Все предметы располагают примерно на высоте пояса.
Инструменты и материалы, требующиеся при работе чаще, раз-
мещают ближе к работающему, а используемые реже — дальше.
3. Инструменты и приспособления, которые берут правой.ру-
кой, располагают справа, те, что берут левой рукой — слева
(рис. 2, б).
4. Чертежи, технологические карты, наряды и другую доку-
ментацию держат в удобном для пользования и гарантированном
от загрязнения месте.
5. Недопустимо класть один предмет на другой или на от-
деланную поверхность изделия.
6. Заготовки и готовые детали хранят так, чтобы они не за-
громождали проходы и чтобы рабочему не приходилось часто
нагибаться, складывая или беря заготовку или деталь.
7. Легкие предметы кладут выше тяжелых.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Какие индивидуальные средства защиты применяют при работе с элек-
троинструментами?
2. В чем заключается главное профилактическое мероприятие против по-
жаров?
3. Расскажите об основных правилах организации рабочего места слесаря.
глава п. РАЗМЕТКА
ПЛОСКИХ ПОВЕРХНОСТЕЙ
Chipmaker.ru
§ 1. ТРЕБОВАНИЯ
БЕЗОПАСНОСТИ ТРУДА
Рукоятка молотка должна иметь овальное сечение с равно-
мерным утолщением к концу. Молоток должен быть прочно наса-
жен на рукоятку и расклинен в отверстии стальным клином. Масса
разметочного молотка 200 г, длина рукоятки его 250 ... 300 мм.
У молотка должны быть гладкие, ровные рабочие поверхности,
без отколов и трещин.
Поверхность ударной части кернера должна быть гладкой и
слегка выпуклой, не должна иметь вмятин и выбоин. Длина кер-
нера — не менее 70 мм, что обеспечивает при работе положение
ударной части выше пальцев на 20 мм. Острие кернера представ-
ляет собой конус с углом при вершине 60°, а у кернера для раз-
метки центров отверстий угол при вершине составляет 45°. При
разметке удары наносят вдоль оси кернера, выдерживая перпен-
дикулярное положение его к поверхности заготовки.
Особую осторожность необходимо соблюдать при обращении
с циркулем, чертилкой, кернером, так как их заостренные концы
могут нанести травму рукам. Эти инструменты запрещено класть
в карманы одежды.
Слесарь затачивает инструмент на заточном станке. Ниже
приведены основные правила безопасности при работе на станке.
1. Выполнять на станке только ту работу, которая поручена.
2. Запрещено работать на станке с забинтованными пальцами,
а также в рукавицах и перчатках.
3. Перед каждым включением станка убедиться, что пуск
станка никому не угрожает опасностью.
4. Привести в порядок спецодежду.
5. Убедиться в наличии и исправности ограждений шлифоваль-
ного круга и ременной передачи. Убедиться, что корпус станка
заземлен.
6. Проверитыпрочность и точность установки шлифоваль-
ного круга (не допускается использовать круги с трещинами
и выбоинами); зазор между кругом и подручником (он должен
составлять 2 ... 3 мм); прочность крепления подручника; наличие
И
chipmaker.ru
и прочность крепления защитного экрана; исправно ли местное
освещение.
7. Проверить работу станка на холостом ходу в течение 3 ...
5 мин, убедиться в отсутствии сверхдопустимого радиального или
осевого биения круга.
8. При обнаружении неисправности станка или возможной
опасности немедленно сообщить инструктору (мастеру).
9. При перерыве в подаче электроэнергии немедленно отклю-
чить электрооборудование станка.
10. При заточке обязательно пользоваться экраном или за-
щитными очками.
11. Заточку вести с охлаждением (затачиваемый инструмент
периодически опускают в воду).
12. При работе станка необходимо стоять в стороне от пло-
скости вращения шлифовального круга.
§ 2. ПОДГОТОВКА ПОВЕРХНОСТИ
К РАЗМЕТКЕ
Для выполнения разметки необходимо соответствующим обра-
зом организовать рабочее место (рис. 3, а—г): тщательно вытереть
разметочную плиту; выверить ее по уровню и линейке; подгото-
вить и протереть призмы и подкладки; очистить заготовку сталь-
ной щеткой от пыли, грязи, окалины, следов коррозии и пр.;
места разметки зачистить шкуркой; визуальным осмотром убе-
диться в отсутствии раковин, пузырей, трещин, заусенцев (неви-
димые трещины выявить по дребезжащему звуку обстукиванием
молотком); изучить размеры детали по чертежу, измерить заго-
товку с учетом удаления дефектов при обработке; наметить по-
рядок разметки, определить базовые поверхности, от которых сле-
дует откладывать размеры; проверить припуски в соответствии
с чертежом.
Подготовительные работы включают подготовку красителей,
подготовку поверхностей к окраске и окрашивание. Краситель
выбирают в зависимости от об-
работки поверхности: необрабо-
танные поверхности закраши-
вают молотым мелом, разведен-
ным в воде со столярным клеем
(600 г мела и 50 г столярного
клея на 4 л воды); обработанные
поверхности окрашивают раство-
ром медного купороса (2—3 чай-
Рис. 3. Рабочее место слесаря и при-
способления для разметки;
а — стол; б призма; в, г — подкладки;
1 — струбцина; 2 — груз; 3 — шаблону
4 — размечаемый материал; 5 — разметоч-
ная плита
12
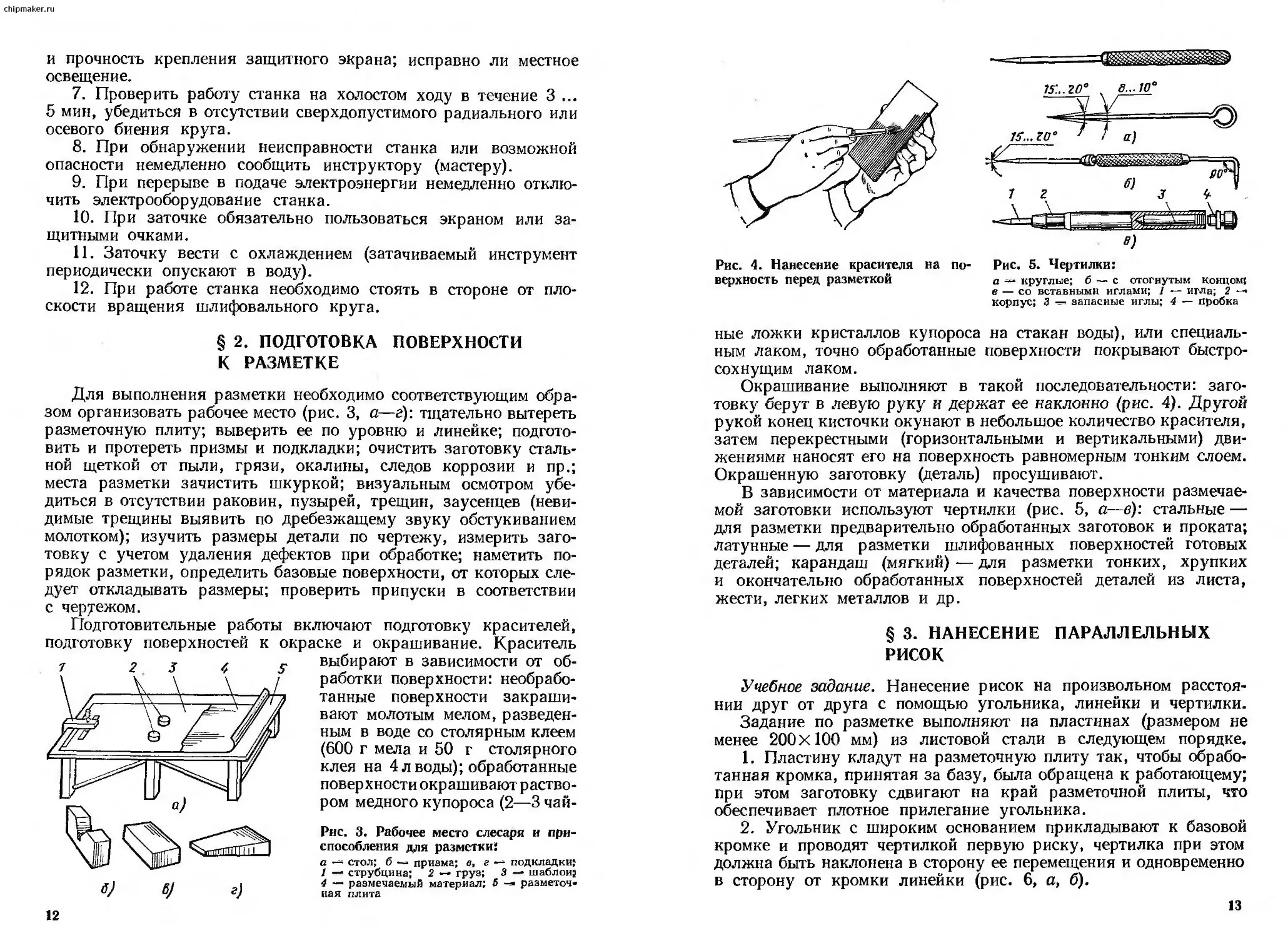
Рис. 4. Нанесение красителя на по-
верхность перед разметкой
Рис. 5. Чертилки'
а круглые; б — с отогнутым концом;
в — со вставными иглами; 1 — игла; 2 —
корпус; 3 -=^ запасные иглы; 4 — пробка
ные ложки кристаллов купороса на стакан воды), или специаль-
ным лаком, точно обработанные поверхности покрывают быстро-
сохнущим лаком.
Окрашивание выполняют в такой последовательности: заго-
товку берут в левую руку и держат ее наклонно (рис. 4). Другой
рукой конец кисточки окунают в небольшое количество красителя,
затем перекрестными (горизонтальными и вертикальными) дви-
жениями наносят его на поверхность равномерным тонким слоем.
Окрашенную заготовку (деталь) просушивают.
В зависимости от материала и качества поверхности размечае-
мой заготовки используют чертилки (рис. 5, а—в): стальные —
для разметки предварительно обработанных заготовок и проката;
латунные — для разметки шлифованных поверхностей готовых
деталей; карандаш (мягкий) — для разметки тонких, хрупких
и окончательно обработанных поверхностей деталей из листа,
жести, легких металлов и др.
§ 3. НАНЕСЕНИЕ ПАРАЛЛЕЛЬНЫХ
РИСОК
Учебное задание. Нанесение рисок на произвольном расстоя-
нии друг от друга с помощью угольника, линейки и чертилки.
Задание по разметке выполняют на пластинах (размером не
менее 200X100 мм) из листовой стали в следующем порядке.
1. Пластину кладут на разметочную плиту так, чтобы обрабо-
танная кромка, принятая за базу, была обращена к работающему;
при этом заготовку сдвигают на край разметочной плиты, что
обеспечивает плотное прилегание угольника.
2. Угольник с широким основанием прикладывают к базовой
кромке и проводят чертилкой первую риску, чертилка при этом
должна быть наклонена в сторону ее перемещения и одновременно
в сторону от кромки линейки (рис. 6, а, б).
13
chipmaker.ru
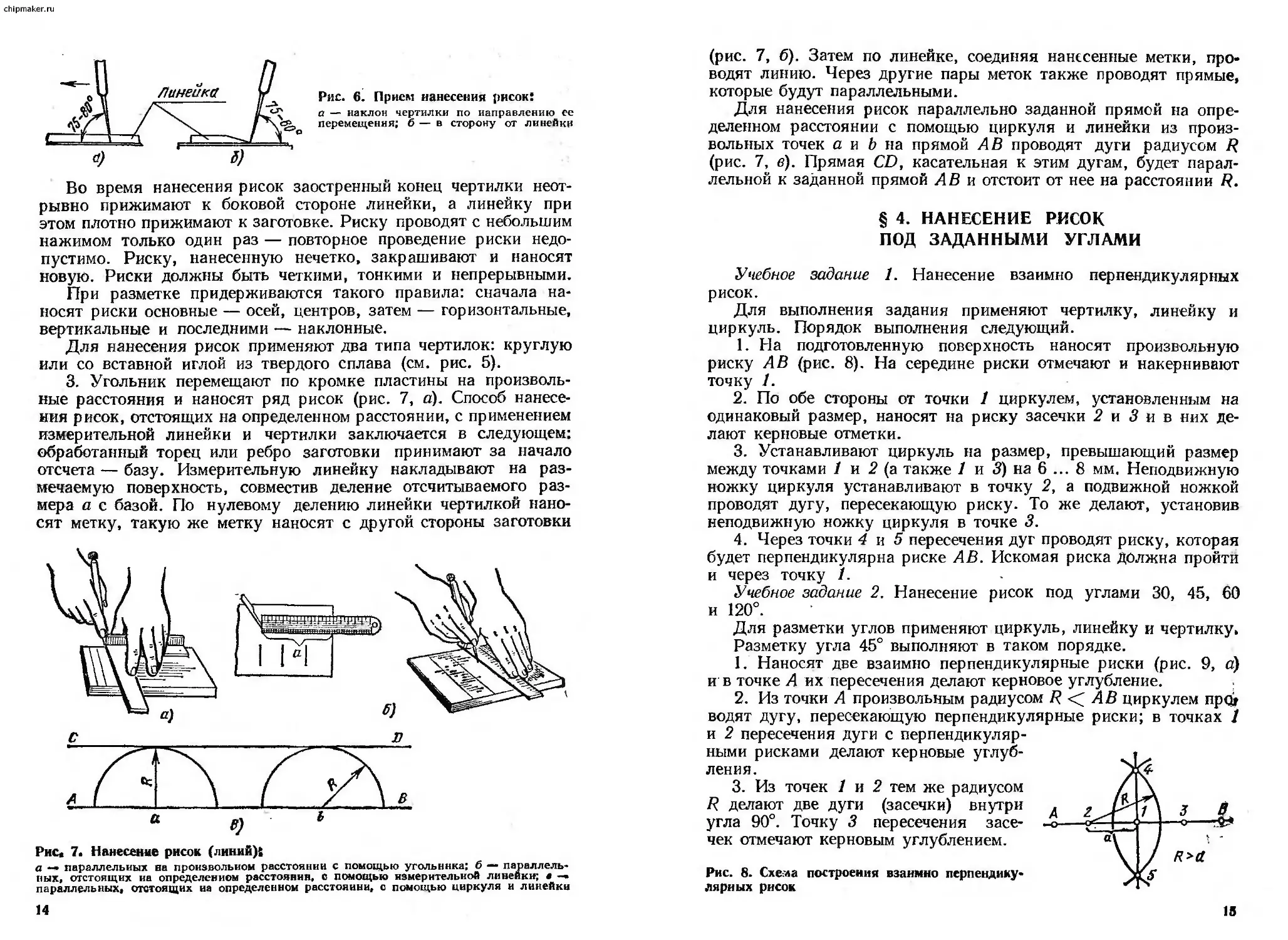
Рис. 6. Прием нанесения рисок;
а — наклон чертилки по направлению ее
перемещения; б — в сторону от линейки
Во время нанесения рисок заостренный конец чертилки неот-
рывно прижимают к боковой стороне линейки, а линейку при
этом плотно прижимают к заготовке. Риску проводят с небольшим
нажимом только один раз — повторное проведение риски недо-
пустимо. Риску, нанесенную нечетко, закрашивают и наносят
новую. Риски должны быть четкими, тонкими и непрерывными.
При разметке придерживаются такого правила: сначала на-
носят риски основные — осей, центров, затем — горизонтальные,
вертикальные и последними — наклонные.
Для нанесения рисок применяют два типа чертилок: круглую
или со вставной иглой из твердого сплава (см. рис. 5).
3. Угольник перемещают по кромке пластины на произволь-
ные расстояния и наносят ряд рисок (рис. 7, а). Способ нанесе-
ния рисок, отстоящих на определенном расстоянии, с применением
измерительной линейки и чертилки заключается в следующем:
обработанный торец или ребро заготовки принимают за начало
отсчета — базу. Измерительную линейку накладывают на раз-
мечаемую поверхность, совместив деление отсчитываемого раз-
мера а с базой. По нулевому делению линейки чертилкой нано-
сят метку, такую же метку наносят с другой стороны заготовки
Рис. 7. Нанесение рисок (линий)!
а параллельных на произвольном расстоянии с помощью угольника; б — параллель-
ных, отстоящих на определением расстояния, с помощью измерительной линейки; <
параллельных, отстоящих иа определенном расстоянии, с помощью циркуля и линейки
14
(рис. 7, б). Затем по линейке, соединяя нанесенные метки, про-
водят линию. Через другие пары меток также проводят прямые,
которые будут параллельными.
Для нанесения рисок параллельно заданной прямой на опре-
деленном расстоянии с помощью циркуля и линейки из произ-
вольных точек а и b на прямой АВ проводят дуги радиусом
(рис. 7, в). Прямая CD, касательная к этим дугам, будет парал-
лельной к заданной прямой АВ и отстоит от нее на расстоянии R.
§ 4. НАНЕСЕНИЕ РИСОК
ПОД ЗАДАННЫМИ УГЛАМИ
Учебное задание 1. Нанесение взаимно перпендикулярных
рисок.
Для выполнения задания применяют чертилку, линейку и
циркуль. Порядок выполнения следующий.
1. На подготовленную поверхность наносят произвольную
риску АВ (рис. 8). На середине риски отмечают и накернивают
точку 1.
2. По обе стороны от точки 1 циркулем, установленным на
одинаковый размер, наносят на риску засечки 2 и 3 и в них де-
лают керновые отметки.
3. Устанавливают циркуль на размер, превышающий размер
между точками 1 и 2 (а также 1 и 3) на 6 ... 8 мм. Неподвижную
ножку циркуля устанавливают в точку 2, а подвижной ножкой
проводят дугу, пересекающую риску. То же делают, установив
неподвижную ножку циркуля в точке 3.
4. Через точки 4 и 5 пересечения дуг проводят риску, которая
будет перпендикулярна риске АВ. Искомая риска Должна пройти
и через точку 1.
Учебное задание 2. Нанесение рисок под углами 30, 45, 60
и 120°.
Для разметки углов применяют циркуль, линейку и чертилку,
Разметку угла 45° выполняют в таком порядке.
1. Наносят две взаимно перпендикулярные риски (рис. 9, а)
и в точке А их пересечения делают керновое углубление.
2. Из точки А произвольным радиусом R < АВ циркулем про»
водят дугу, пересекающую перпендикулярные риски; в точках 1
и 2 пересечения дуги с перпендикуляр-
ными рисками делают керновые углуб-
ления.
3. Из точек 1 и 2 тем же радиусом
R делают две дуги (засечки) внутри
угла 90°. Точку 3 пересечения засе-
чек отмечают керновым углублением.
Рис. 8. Схема построения взаимно перпендику-
лярных рисок
1В
,ru
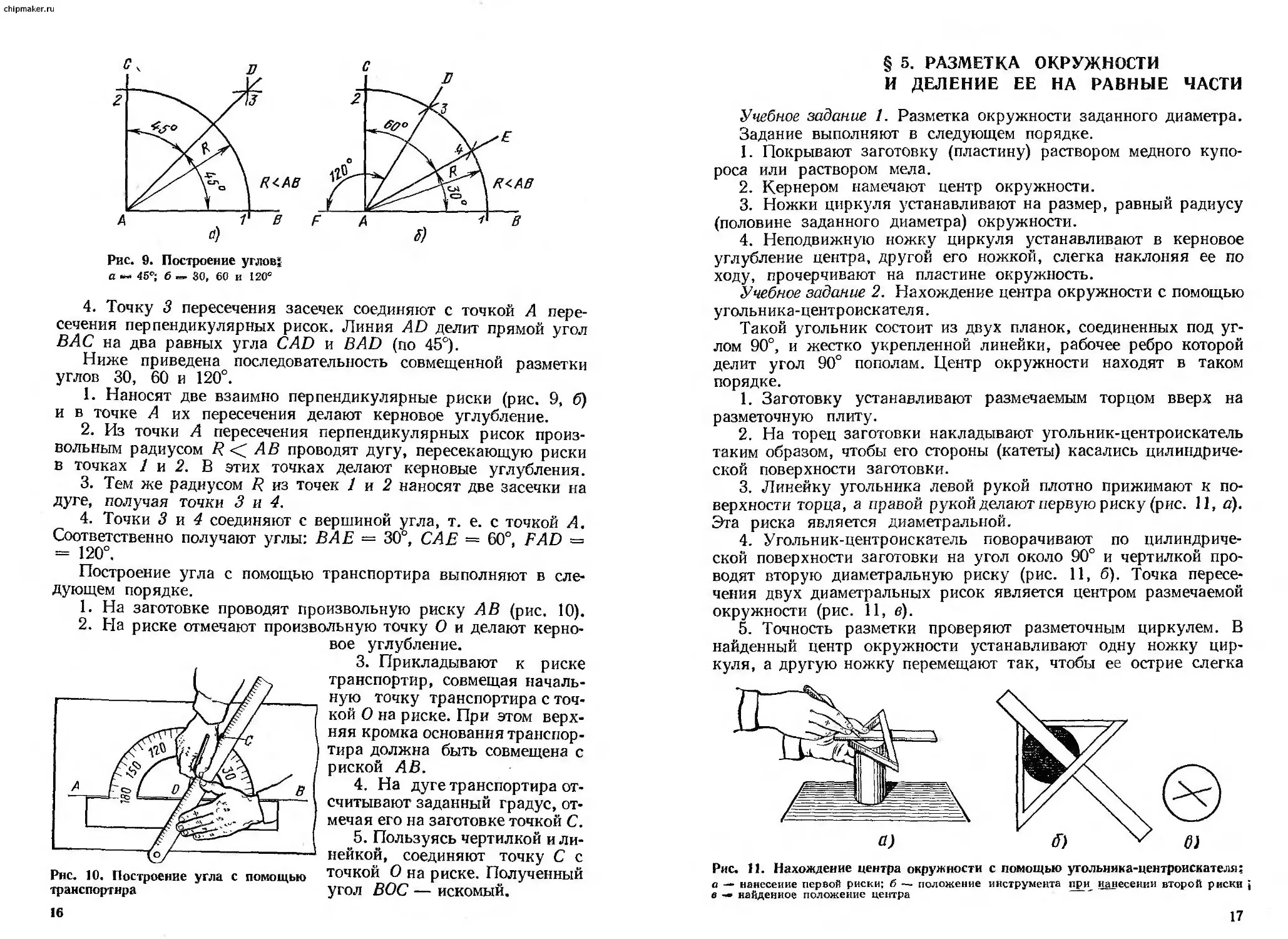
Рис. 9. Построение углов;
а — 45е; б — 30, 60 и 120°
4. Точку 3 пересечения засечек соединяют с точкой А пере-
сечения перпендикулярных рисок. Линия AD делит прямой угол
ВАС на два равных угла CAD и BAD (по 45°).
Ниже приведена последовательность совмещенной разметки
углов 30, 60 и 120°.
I. Наносят две взаимно перпендикулярные риски (рис. 9, б)
и в точке А их пересечения делают керновое углубление.
2. Из точки А пересечения перпендикулярных рисок произ-
вольным радиусом R << АВ проводят дугу, пересекающую риски
в точках 1 и 2. В этих точках делают керновые углубления.
3. Тем же радиусом R из точек 1 и 2 наносят две засечки на
дуге, получая точки 3 и 4.
4. Точки 3 и 4 соединяют с вершиной угла, т. е. с точкой А,
Соответственно получают углы: ВАЕ — 30°, САЕ = 60°, FAD ~
= 120°.
Построение угла с помощью транспортира выполняют в сле-
дующем порядке.
1. На заготовке проводят произвольную риску АВ (рис. 10).
2. На риске отмечают произвольную точку О и делают керно-
вое углубление.
3. Прикладывают к риске
транспортир, совмещая началь-
ную точку транспортира с точ-
кой О на риске. При этом верх-
няя кромка основания транспор-
тира должна быть совмещена с
риской АВ.
4. На дуге транспортира от-
считывают заданный градус,от-
мечая его на заготовке точкой С.
5. Пользуясь чертилкой и ли-
нейкой, соединяют точку С с
Рис. 10. Построение угла с помощью точкой О на риске. Полученный
транспортира угол ВОС — ИСКОМЫЙ.
16
§ 5. РАЗМЕТКА ОКРУЖНОСТИ
И ДЕЛЕНИЕ ЕЕ НА РАВНЫЕ ЧАСТИ
Учебное задание 1. Разметка окружности заданного диаметра.
Задание выполняют в следующем порядке.
1. Покрывают заготовку (пластину) раствором медного купо-
роса или раствором мела.
2. Кернером намечают центр окружности.
3. Ножки циркуля устанавливают на размер, равный радиусу
(половине заданного диаметра) окружности.
4. Неподвижную ножку циркуля устанавливают в керновое
углубление центра, другой его ножкой, слегка наклоняя ее по
ходу, прочерчивают на пластине окружность.
Учебное задание 2. Нахождение центра окружности с помощью
угольника-центроискателя.
Такой угольник состоит из двух планок, соединенных под уг-
лом 90°, и жестко укрепленной линейки, рабочее ребро которой
делит угол 90° пополам. Центр окружности находят в таком
порядке.
1. Заготовку устанавливают размечаемым торцом вверх на
разметочную плиту.
2. На торец заготовки накладывают угольник-центроискатель
таким образом, чтобы его стороны (катеты) касались цилиндриче-
ской поверхности заготовки.
3. Линейку угольника левой рукой плотно прижимают к по-
верхности торца, а правой рукой делают первую риску (рис. 11, а).
Эта риска является диаметральной.
4. Угольник-центроискатель поворачивают по цилиндриче-
ской поверхности заготовки на угол около 90° и чертилкой про-
водят вторую диаметральную риску (рис. 11, б). Точка пересе-
чения двух диаметральных рисок является центром размечаемой
окружности (рис. 11, в).
5. Точность разметки проверяют разметочным циркулем. В
найденный центр окружности устанавливают одну ножку цир-
куля, а другую ножку перемещают так, чтобы ее острие слегка
Рис. 11. Нахождение центра окружности с помощью угольника-центроискателя;
а -* нанесение первой риски; б положение инструмента при нанесении второй риски ।
в найденное положение центра
17
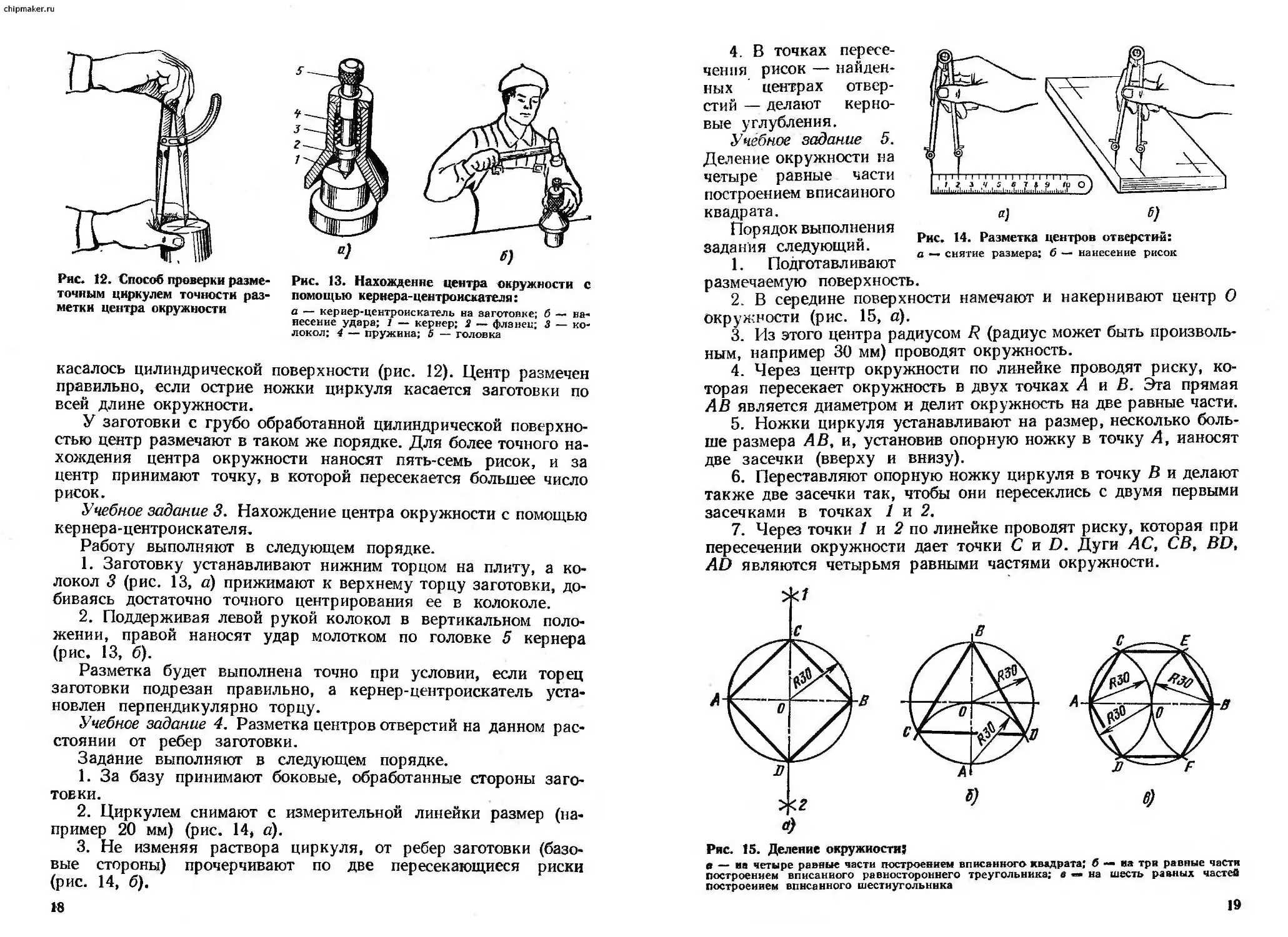
Рис. 12. Способ проверки разме-
точным циркулем точности раз-
метки центра окружности
Рис. 13. Нахождение центра окружности с
помощью кернера-центроискателя:
а — кериер-центроискатель на заготовке; б — на-
несение удара; 1 — кернер; 2 — фланец; 3 — ко-
локол; 4 — пружина; S — головка
касалось цилиндрической поверхности (рис. 12). Центр размечен
правильно, если острие ножки циркуля касается заготовки по
всей длине окружности.
У заготовки с грубо обработанной цилиндрической поверхно-
стью центр размечают в таком же порядке. Для более точного на-
хождения центра окружности наносят пять-семь рисок, и за
центр принимают точку, в которой пересекается большее число
рисок.
Учебное задание 3. Нахождение центра окружности с помощью
кернера-центроискателя.
Работу выполняют в следующем порядке.
1. Заготовку устанавливают нижним торцом на плиту, а ко-
локол 3 (рис. 13, а) прижимают к верхнему торцу заготовки, до-
биваясь достаточно точного центрирования ее в колоколе.
2. Поддерживая левой рукой колокол в вертикальном поло-
жении, правой наносят удар молотком по головке 5 кернера
(рис. 13, б).
Разметка будет выполнена точно при условии, если торец
заготовки подрезан правильно, а кернер-центроискатель уста-
новлен перпендикулярно торцу.
Учебное задание 4. Разметка центров отверстий на данном рас-
стоянии от ребер заготовки.
Задание выполняют в следующем порядке.
1. За базу принимают боковые, обработанные стороны заго-
товки.
2. Циркулем снимают с измерительной линейки размер (на-
пример 20 мм) (рис. 14, а).
3. Не изменяя раствора циркуля, от ребер заготовки (базо-
вые стороны) прочерчивают по две пересекающиеся риски
(рис. 14, б).
18
Рис. 14. Разметка центров отверстий:
а ~ снятие размера; б —* нанесение рисок
квадрата.
Порядок
4. В точках пересе-
чения рисок — найден-
ных центрах отвер-
стий — делают керно-
вые углубления.
Учебное задание 5.
Деление окружности на
четыре равные части
построением вписанного
выполнения
задания следующий.
1. Подготавливают
размечаемую поверхность.
2. В середине поверхности намечают и накернивают центр О
окружности (рис. 15, а).
3. Из этого центра радиусом R (радиус может быть произволь-
ным, например 30 мм) проводят окружность.
4. Через центр окружности по линейке проводят риску, ко-
торая пересекает окружность в двух точках А и В. Эта прямая
АВ является диаметром и делит окружность на две равные части.
5. Ножки циркуля устанавливают на размер, несколько боль-
ше размера АВ, и, установив опорную ножку в точку А, наносят
две засечки (вверху и внизу).
6. Переставляют опорную ножку циркуля в точку В и делают
также две засечки так, чтобы они пересеклись с двумя первыми
засечками в точках 1 и 2.
7. Через точки 1 и 2 по линейке проводят риску, которая при
пересечении окружности дает точки С и D. Дуги АС, СВ, BD,
AD являются четырьмя равными частями окружности.
Ряс. 15. Деление окружности?
в — на четыре равные части построением вписанного квадрата; б — иа три равные части
построением вписанного равностороннего треугольника; в на шесть равных частей
построением вписанного шестиугольника
19
chipmaker.ru
8. Соединив точки А и С, С и В, А и D, В и D, получают
квадрат, вписанный в окружность.
Учебное задание 6. Деление окружности на три равные части
построением вписанного равностороннего треугольника.
Задание выполняют в следующем порядке.
1. В середине размечаемой поверхности намечают и накерни-
вают центр О окружности (рис. 15, б).
2. Ножки циркуля устанавливают на размер 30 мм (радиус
может быть произвольным) и, поставив опорную ножку циркуля
в накерненный центр, проводят окружность.
3. Через центр О окружности по линейке проводят прямую
риску, которая пересекает окружность в точках А и В.
4. Опорную ножку циркуля устанавливают в точку А и при
растворе циркуля, равном радиусу проведенной окружности, т. е.
Z? 30, проводят дугу, которая пересекает окружность в точках С
и D. Длина полученной дуги CAD равна одной трети длины ок-
ружности. Дуги CAD, ВС и BD равны между собой.
5. Соединив точки В, С, D прямыми рисками, получают впи-
санный равносторонний треугольник.
Учебное задание 7. Деление окружности на шесть равных ча-
стей построением вписанного шестиугольника.
Задание выполняют в таком порядке.
1. В середине размечаемой поверхности намечают и накерни-
вают центр О окружности (рис. 15, в).
2. Ножки циркуля устанавливают на размер R 30 (радиус
может быть произвольным) и, установив опорную ножку в на-
керненный центр, проводят окружность.
3. Через центр окружности по линейке проводят прямую
риску, пересекающую окружность в точках А и В, которые на-
кернивают.
4. Из точки А, принятой за центр, радиусом, равным радиусу
проведенной окружности, т. е. /?30, наносят дугу, которая пере-
секаясь с окружностью, дает точки С и D. Такое же построение
делают из точки В, получая точки пересечения Е и F. Полу-
ченные дуги АС, СЕ, BE, BF, DF и AD равны между собой,
т. е. окружность разделена на шесть равных частей.
5. Последовательно соединив точки А, С, Е, В, F, D, полу-
чают вписанный шестиугольник.
§ 6. РАЗМЕТКА
КОНТУРОВ ЗАГОТОВОК
С ОТЛОЖЕНИЕМ РАЗМЕРОВ
ОТ КРОМОК И ОСЕВОЙ ЛИНИИ
При разметке различных контуров плоских заготовок за базу
принимают, как правило, наружные кромки или осевые линии.
Учебное задание 1. Разметка угольника с отсчетом размеров
от кромки заготовки.
20
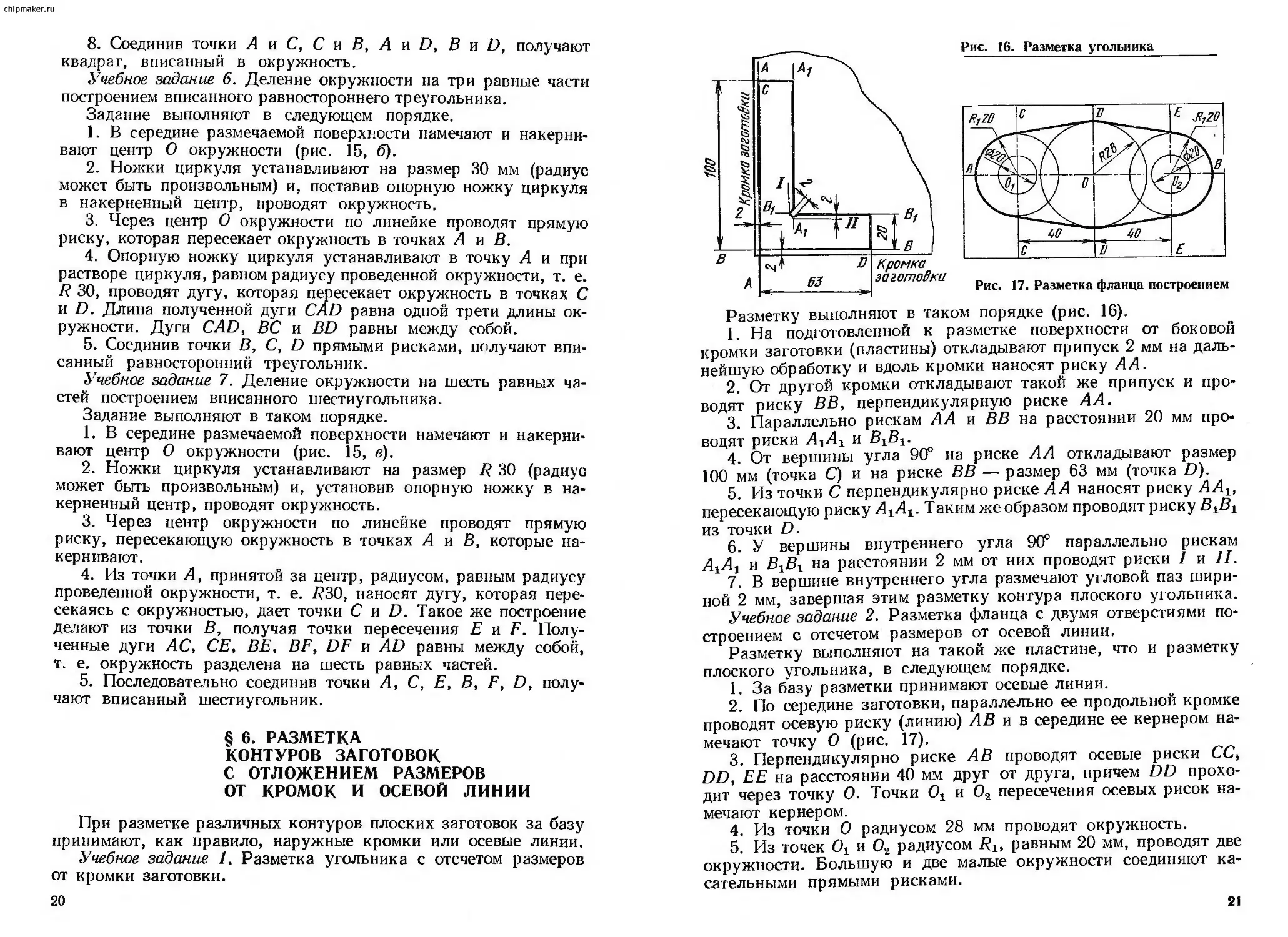
Рис. 16. Разметка угольника
Разметку выполняют в таком порядке (рис. 16).
1. На подготовленной к разметке поверхности от боковой
кромки заготовки (пластины) откладывают припуск 2 мм на даль-
нейшую обработку и вдоль кромки наносят риску АА.
2. От другой кромки откладывают такой же припуск и про-
водят риску ВВ, перпендикулярную риске АА.
3. Параллельно рискам АА и ВВ на расстоянии 20 мм про-
водят риски AxAi и BiBi.
4. От вершины угла 90° на риске А А откладывают размер
100 мм (точка С) и на риске В В — размер 63 мм (точка D).
5. Из точки С перпендикулярно риске АА наносят риску AAlt
пересекающую риску Л1Л1. Таким же образом проводят риску ВгВг
из точки D.
6. У вершины внутреннего угла 90° параллельно рискам
AxAt и BiBi на расстоянии 2 мм от них проводят риски 1 и II.
7. В вершине внутреннего угла размечают угловой паз шири-
ной 2 мм, завершая этим разметку контура плоского угольника.
Учебное задание 2. Разметка фланца с двумя отверстиями по-
строением с отсчетом размеров от осевой линии.
Разметку выполняют на такой же пластине, что и разметку
плоского угольника, в следующем порядке.
1. За базу разметки принимают осевые линии.
2. По середине заготовки, параллельно ее продольной кромке
проводят осевую риску (линию) АВ и в середине ее кернером на-
мечают точку О (рис. 17).
3. Перпендикулярно риске АВ проводят осевые риски СС,
DD, ЕЕ на расстоянии 40 мм друг от друга, причем DD прохо-
дит через точку О. Точки (\ и 02 пересечения осевых рисок на-
мечают кернером.
4. Из точки О радиусом 28 мм проводят окружность.
5. Из точек 01 и 02 радиусом Rlt равным 20 мм, проводят две
окружности. Большую и две малые окружности соединяют ка-
сательными прямыми рисками.
21
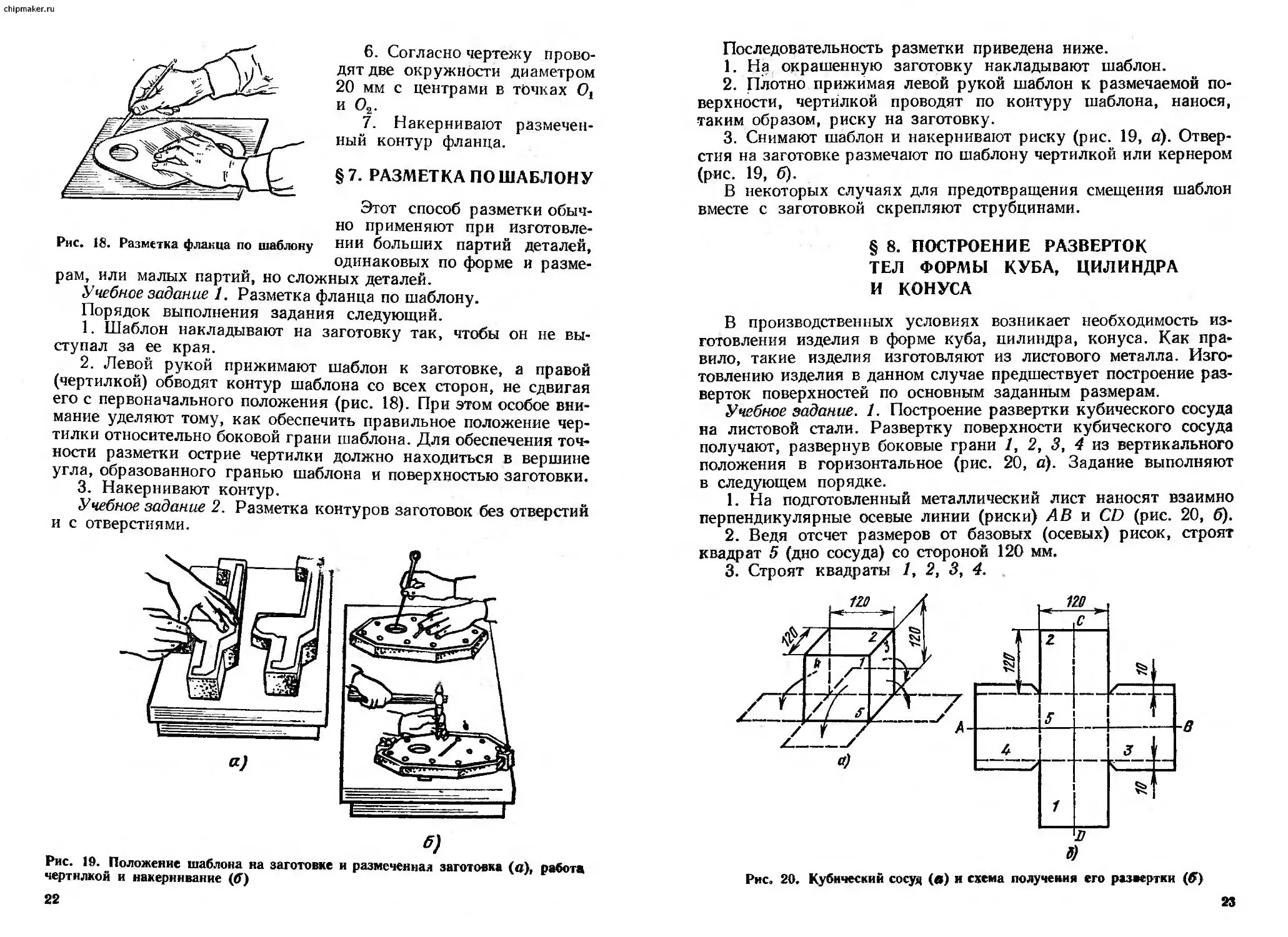
Рис. 18. Разметка фланца по шаблону
6. Согласно чертежу прово-
дят две окружности диаметром
20 мм с центрами в течках Ot
и Ог.
7. Накернивают размечен-
ный контур фланца.
§7. РАЗМЕТКА ПО ШАБЛОНУ
Этот способ разметки обыч-
но применяют при изготовле-
нии больших партий деталей,
одинаковых по форме и разме-
рам, или малых партий, но сложных деталей.
Учебное задание 1. Разметка фланца по шаблону.
Порядок выполнения задания следующий.
1. Шаблон накладывают на заготовку так, чтобы он не вы-
ступал за ее края.
2. Левой рукой прижимают шаблон к заготовке, а правой
(чертилкой) обводят контур шаблона со всех сторон, не сдвигая
его с первоначального положения (рис. 18). При этом особое вни-
мание уделяют тому, как обеспечить правильное положение чер-
тилки относительно боковой грани шаблона. Для обеспечения точ-
ности разметки острие чертилки должно находиться в вершине
угла, образованного гранью шаблона и поверхностью заготовки.
3. Накернивают контур.
Учебное задание 2. Разметка контуров заготовок без отверстий
и с отверстиями.
<9
Рис. 19. Положение шаблона на заготовке и размеченная заготовка (а), работа
чертилкой и накерннвание (б)
22
Последовательность разметки приведена ниже.
1. На окрашенную заготовку накладывают шаблон.
2. Плотно прижимая левой рукой шаблон к размечаемой по-
верхности, чертилкой проводят по контуру шаблона, нанося,
таким образом, риску на заготовку.
3. Снимают шаблон и накернивают риску (рис. 19, а). Отвер-
стия на заготовке размечают по шаблону чертилкой или кернером
(рис. 19, б).
В некоторых случаях для предотвращения смещения шаблон
вместе с заготовкой скрепляют струбцинами.
§ 8. ПОСТРОЕНИЕ РАЗВЕРТОК
ТЕЛ ФОРМЫ КУБА, ЦИЛИНДРА
И КОНУСА
В производственных условиях возникает необходимость из-
готовления изделия в форме куба, цилиндра, конуса. Как пра-
вило, такие изделия изготовляют из листового металла. Изго-
товлению изделия в данном случае предшествует построение раз-
верток поверхностей по основным заданным размерам.
Учебное задание. 1. Построение развертки кубического сосуда
на листовой стали. Развертку поверхности кубического сосуда
получают, развернув боковые грани 1, 2, 3, 4 из вертикального
положения в горизонтальное (рис. 20, а). Задание выполняют
в следующем порядке.
1. На подготовленный металлический лист наносят взаимно
перпендикулярные осевые линии (риски) АВ и CD (рис. 20, б).
2. Ведя отсчет размеров от базовых (осевых) рисок, строят
квадрат 5 (дно сосуда) со стороной 120 мм.
3. Строят квадраты 1, 2, 3, 4.
Рис, 20. Кубический сосуд (в) и схема получения его развертки (б)
23
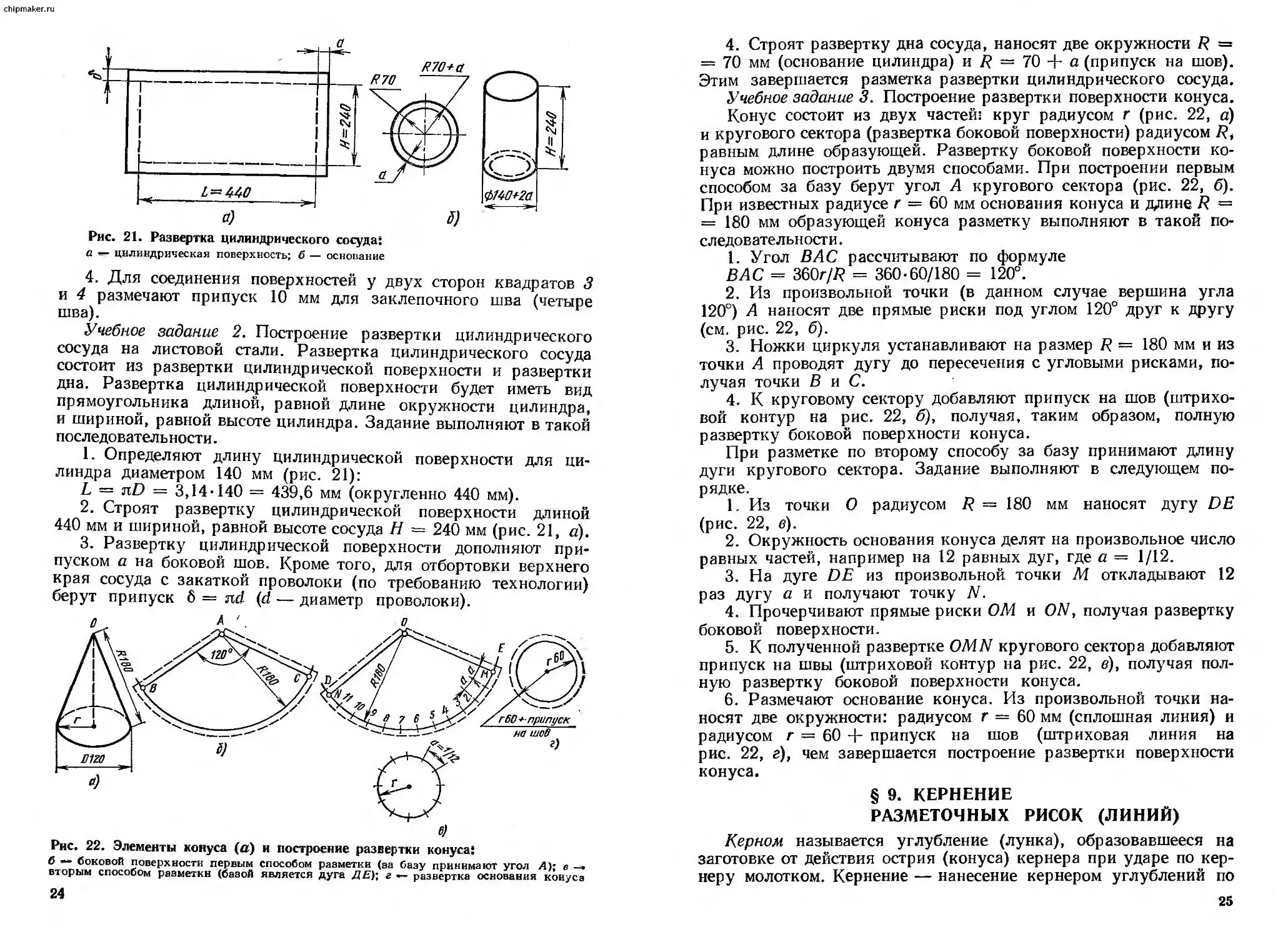
Рис. 21. Развертка цилиндрического сосуда:
а цилиндрическая поверхность; б — основание
4. Для соединения поверхностей у двух сторон квадратов 3
и 4 размечают припуск 10 мм для заклепочного шва (четыре
шва).
Учебное задание 2. Построение развертки цилиндрического
сосуда на листовой стали. Развертка цилиндрического сосуда
состоит из развертки цилиндрической поверхности и развертки
дна. Развертка цилиндрической поверхности будет иметь вид
прямоугольника длиной, равной длине окружности цилиндра,
и шириной, равной высоте цилиндра. Задание выполняют в такой
последовательности.
1. Определяют длину цилиндрической поверхности для ци-
линдра диаметром 140 мм (рис. 21):
L — nD = 3,14-140 = 439,6 мм (округленно 440 мм).
2. Строят развертку цилиндрической поверхности длиной
440 мм и шириной, равной высоте сосуда Н — 240 мм (рис. 21, а).
3. Развертку цилиндрической поверхности дополняют при-
пуском а на боковой шов. Кроме того, для отбортовки верхнего
края сосуда с закаткой проволоки (по требованию технологии)
берут припуск б = nd (d — диаметр проволоки).
Рис. 22. Элементы конуса (а) и построение развертки конуса:
б боковой поверхности первым способом разметки (за базу принимают угол Л); в —•
вторым способом разметки (базой является дуга Д£); г развертка основания конуса
24
4. Строят развертку дна сосуда, наносят две окружности /? =
— 70 мм (основание цилиндра) и R = 70 + а (припуск на шов).
Этим завершается разметка развертки цилиндрического сосуда.
Учебное задание 3. Построение развертки поверхности конуса.
Конус состоит из двух частей! круг радиусом г (рис. 22, а)
и кругового сектора (развертка боковой поверхности) радиусом R,
равным длине образующей. Развертку боковой поверхности ко-
нуса можно построить двумя способами. При построении первым
способом за базу берут угол А кругового сектора (рис. 22, б).
При известных радиусе г = 60 мм основания конуса и длине R =
— 180 мм образующей конуса разметку выполняют в такой по-
следовательности.
1. Угол ВАС рассчитывают по формуле
ВАС = ЗбОг/Р = 360-60/180 = 120°.
2. Из произвольной точки (в данном случае вершина угла
120°) А наносят две прямые риски под углом 120° друг к другу
(см. рис. 22, б).
3. Ножки циркуля устанавливают на размер R — 180 мм и из
точки А проводят дугу до пересечения с угловыми рисками, по-
лучая точки В и С.
4. К круговому сектору добавляют припуск на шов (штрихо-
вой контур на рис. 22, б), получая, таким образом, полную
развертку боковой поверхности конуса.
При разметке по второму способу за базу принимают длину
дуги кругового сектора. Задание выполняют в следующем по-
рядке.
1. Из точки О радиусом R = 180 мм наносят дугу DE
(рис. 22, в).
2. Окружность основания конуса делят на произвольное число
равных частей, например на 12 равных дуг, где а = 1/12.
3. На дуге DE из произвольной, точки М откладывают 12
раз дугу а и получают точку N.
4. Прочерчивают прямые риски ОМ и ON, получая развертку
боковой поверхности.
5. К полученной развертке 0MN кругового сектора добавляют
припуск на швы (штриховой контур на рис. 22, в), получая пол-
ную развертку боковой поверхности конуса.
6. Размечают основание конуса. Из произвольной точки на-
носят две окружности: радиусом г = 60 мм (сплошная линия) и
радиусом г = 60 + припуск на шов (штриховая линия на
рис. 22, г), чем завершается построение развертки поверхности
конуса.
§ 9. КЕРНЕНИЕ
РАЗМЕТОЧНЫХ РИСОК (ЛИНИЙ)
Керном называется углубление (лунка), образовавшееся на
заготовке от действия острия (конуса) кернера при ударе по кер-
неру молотком. Кернение — нанесение кернером углублений по
25
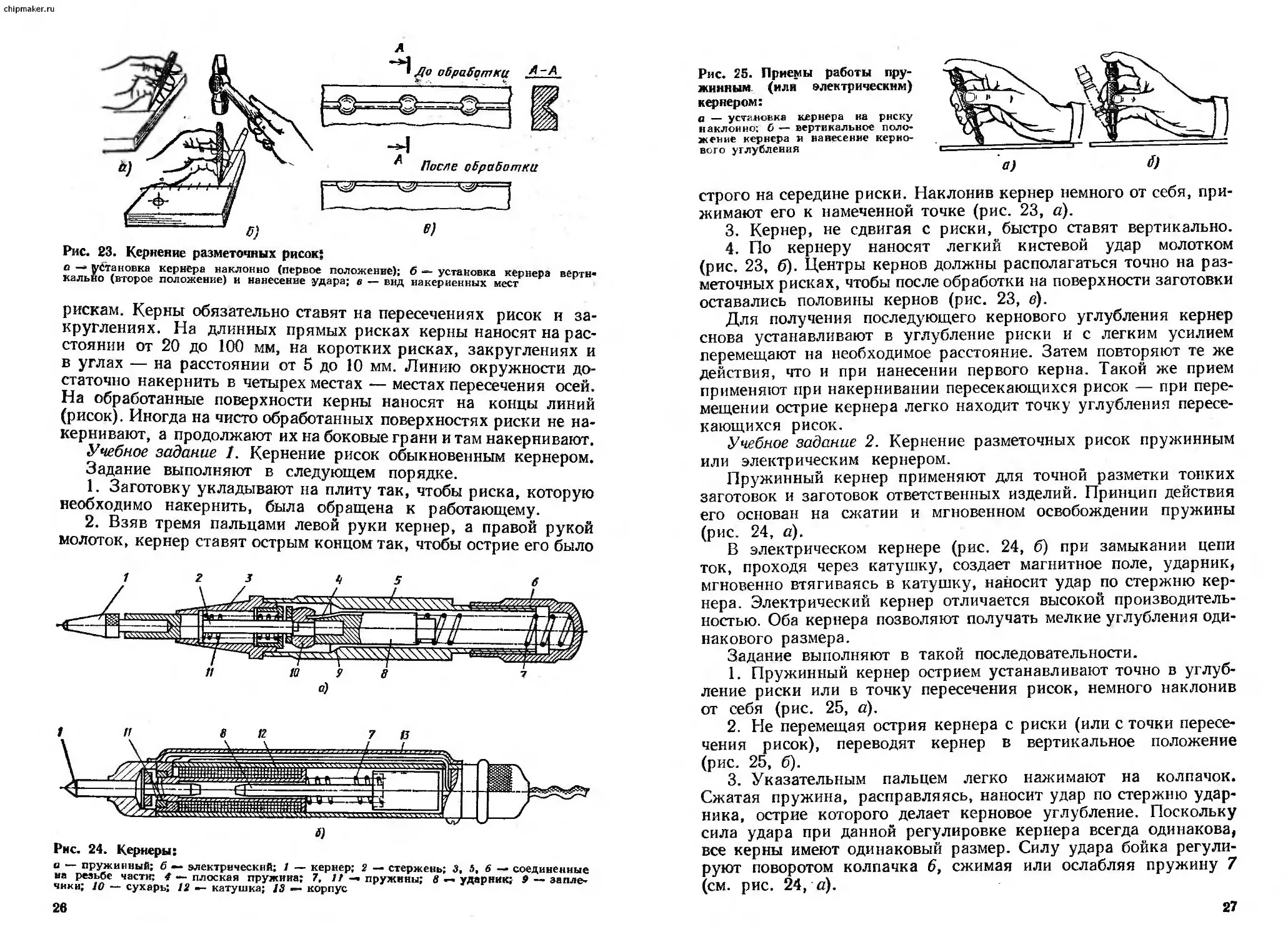
Рис. 23. Кернение разметочных рисок;
с —• установка кернера наклонно (первое положение); б — установка кернера верти-
кально (второе положение) и нанесение удара; в — вид иакериенных мест
рискам. Керны обязательно ставят на пересечениях рисок и за-
круглениях. На длинных прямых рисках керны наносят на рас-
стоянии от 20 до 100 мм, на коротких рисках, закруглениях и
в углах — на расстоянии от 5 до 10 мм. Линию окружности до-
статочно накернить в четырех местах — местах пересечения осей.
На обработанные поверхности керны наносят на концы линий
(рисок). Иногда на чисто обработанных поверхностях риски не на-
кернивают, а продолжают их на боковые грани и там накернивают.
Учебное задание 1. Кернение рисок обыкновенным кернером.
Задание выполняют в следующем порядке.
1. Заготовку укладывают на плиту так, чтобы риска, которую
необходимо накернить, была обращена к работающему.
2. Взяв тремя пальцами левой руки кернер, а правой рукой
молоток, кернер ставят острым концом так, чтобы острие его было
Рис. 24. Кернеры:
а — пружинный; б — электрический; 1 — кернер; 2 — стержень; 3, 5, 6 —• соединенные
на резьбе части; 4 — плоская пружина; 7, If — пружины; 8 — ударник; 9 — запле*
чики; 10 — сухарь; 12 — катушка; 13 — корпус
26
Рис. 25. Приемы работы пру-
жинным (или электрическим)
кернером:
а — установка юернера на риску
наклонно; б — вертикальное поло-
жение кернера м нанесение керно-
вого углубления
строго на середине риски. Наклонив кернер немного от себя, при-
жимают его к намеченной точке (рис. 23, а).
3. Кернер, не сдвигая с риски, быстро ставят вертикально.
4. По кернеру наносят легкий кистевой удар молотком
(рис. 23, б). Центры кернов должны располагаться точно на раз-
меточных рисках, чтобы после обработки на поверхности заготовки
оставались половины кернов (рис. 23, в).
Для получения последующего кернового углубления кернер
снова устанавливают в углубление риски и с легким усилием
перемещают на необходимое расстояние. Затем повторяют те же
действия, что и при нанесении первого керна. Такой же прием
применяют при накернивании пересекающихся рисок — при пере-
мещении острие кернера легко находит точку углубления пересе-
кающихся рисок.
Учебное задание 2. Кернение разметочных рисок пружинным
или электрическим кернером.
Пружинный кернер применяют для точной разметки тонких
заготовок и заготовок ответственных изделий. Принцип действия
его основан на сжатии и мгновенном освобождении пружины
(рис. 24, а).
В электрическом кернере (рис. 24, б) при замыкании цепи
ток, проходя через катушку, создает магнитное поле, ударник,
мгновенно втягиваясь в катушку, наносит удар по стержню кер-
нера. Электрический кернер отличается высокой производитель-
ностью. Оба кернера позволяют получать мелкие углубления оди-
накового размера.
Задание выполняют в такой последовательности.
1. Пружинный кернер острием устанавливают точно в углуб-
ление риски или в точку пересечения рисок, немного наклонив
от себя (рис. 25, а).
2. Не перемещая острия кернера с риски (или с точки пересе-
чения рисок), переводят кернер в вертикальное положение
(рис. 25, б).
3. Указательным пальцем легко нажимают на колпачок.
Сжатая пружина, расправляясь, наносит удар по стержню удар-
ника, острие которого делает керновое углубление. Поскольку
сила удара при данной регулировке кернера всегда одинакова,
все керны имеют одинаковый размер. Силу удара бойка регули-
руют поворотом колпачка 6, сжимая или ослабляя пружину 7
(см. рис. 24, а).
27
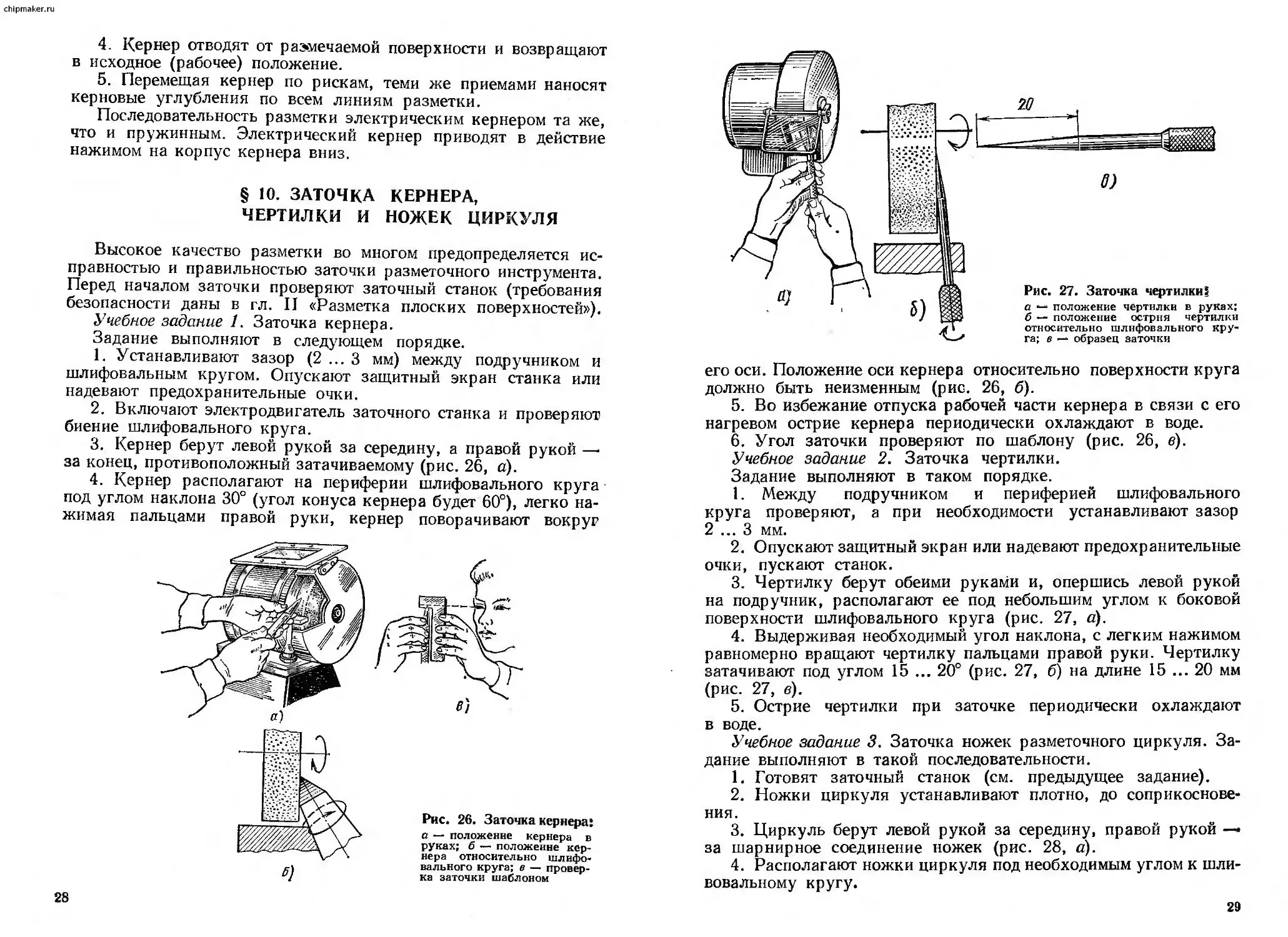
4. Кернер отводят от размечаемой поверхности и возвращают
в исходное (рабочее) положение.
5. Перемещая кернер по рискам, теми же приемами наносят
керновые углубления по всем линиям разметки.
Последовательность разметки электрическим кернером та же,
что и пружинным. Электрический кернер приводят в действие
нажимом на корпус кернера вниз.
§ 10. ЗАТОЧКА КЕРНЕРА,
ЧЕРТИЛКИ И НОЖЕК ЦИРКУЛЯ
Высокое качество разметки во многом предопределяется ис-
правностью и правильностью заточки разметочного инструмента.
Перед началом заточки проверяют заточный станок (требования
безопасности даны в гл. II «Разметка плоских поверхностей»).
Учебное задание 1. Заточка кернера.
Задание выполняют в следующем порядке.
1. Устанавливают зазор (2 ... 3 мм) между подручником и
шлифовальным кругом. Опускают защитный экран станка или
надевают предохранительные очки.
2. Включают электродвигатель заточного станка и проверяют
биение шлифовального круга.
3. Кернер берут левой рукой за середину, а правой рукой —
за конец, противоположный затачиваемому (рис. 26, а).
4. Кернер располагают на периферии шлифовального круга
под углом наклона 30° (угол конуса кернера будет 60°), легко на-
жимая пальцами правой руки, кернер поворачивают вокруг
Рис. 26. Заточка кернера*
а — положение кернера в
руках; б — положение кер-
нера относительно шлифо-
вального круга; в — провер-
ка заточки шаблоном
28
Рис. 27. Заточка чертилки!
а — положение чертилки в руках;
б — положение острия чертилки
относительно шлифовального кру-
га; в — образец заточки
его оси. Положение оси кернера относительно поверхности круга
должно быть неизменным (рис. 26, б).
5. Во избежание отпуска рабочей части кернера в связи с его
нагревом острие кернера периодически охлаждают в воде.
6. Угол заточки проверяют по шаблону (рис. 26, в).
Учебное задание 2. Заточка чертилки.
Задание выполняют в таком порядке.
1. Между подручником и периферией шлифовального
круга проверяют, а при необходимости устанавливают зазор
2 ... 3 мм.
2. Опускают защитный экран или надевают предохранительные
очки, пускают станок.
3. Чертилку берут обеими руками и, опершись левой рукой
на подручник, располагают ее под небольшим углом к боковой
поверхности шлифовального круга (рис. 27, а).
4. Выдерживая необходимый угол наклона, с легким нажимом
равномерно вращают чертилку пальцами правой руки. Чертилку
затачивают под углом 15 ... 20° (рис. 27, б) на длине 15 ... 20 мм
(рис. 27, в).
5. Острие чертилки при заточке периодически охлаждают
в воде.
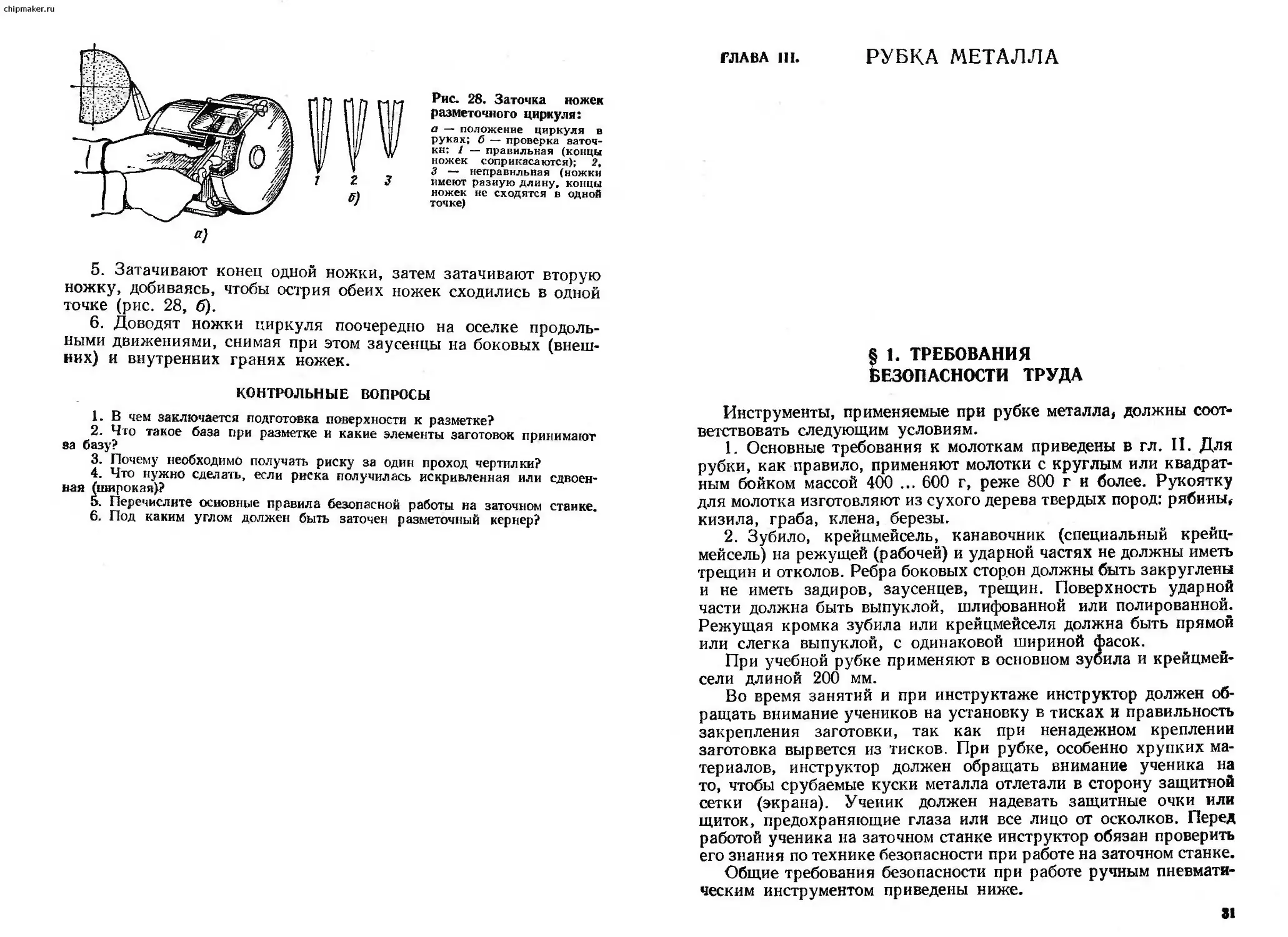
Учебное задание 3. Заточка ножек разметочного циркуля. За-
дание выполняют в такой последовательности.
1. Готовят заточный станок (см. предыдущее задание).
2. Ножки циркуля устанавливают плотно, до соприкоснове-
ния.
3. Циркуль берут левой рукой за середину, правой рукой —
за шарнирное соединение ножек (рис. 28, а).
4. Располагают ножки циркуля под необходимым углом к шли-
вовальному кругу.
29
chipmaker.ru
Рис. 28. Заточка ножек
разметочного циркуля:
а — положение циркуля в
руках; б — проверка заточ-
ки: 1 — правильная (концы
ножек соприкасаются); 2,
3 — неправильная (ножки
имеют разную длину, концы
ножек не сходятся в одной
точке)
5. Затачивают конец одной ножки, затем затачивают вторую
ножку, добиваясь, чтобы острия обеих ножек сходились в одной
точке (рис. 28, б).
6. Доводят ножки циркуля поочередно на оселке продоль-
ными движениями, снимая при этом заусенцы на боковых (внеш-
них) и внутренних гранях ножек.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. В чем заключается подготовка поверхности к разметке?
2. Что такое база при разметке и какие элементы заготовок принимают
за базу?
3. Почему необходимо получать риску за один проход чертилки?
4. Что нужно сделать, если риска получилась искривленная или сдвоен-
ная (широкая)?
5. Перечислите основные правила безопасной работы на заточном стайке.
6. Под каким углом должен быть заточен разметочный кернер?
ГЛАВА III.
РУБКА МЕТАЛЛА
§ 1. ТРЕБОВАНИЯ
БЕЗОПАСНОСТИ ТРУДА
Инструменты, применяемые при рубке металла, должны соот-
ветствовать следующим условиям.
1. Основные требования к молоткам приведены в гл. II. Для
рубки, как правило, применяют молотки с круглым или квадрат-
ным бойком массой 400 ... 600 г, реже 800 г и более. Рукоятку
для молотка изготовляют из сухого дерева твердых пород: рябины,
кизила, граба, клена, березы.
2. Зубило, крейцмейсель, канавочник (специальный крейц-
мейсель) на режущей (рабочей) и ударной частях не должны иметь
трещин и отколов. Ребра боковых сторон должны быть закруглены
и не иметь задиров, заусенцев, трещин. Поверхность ударной
части должна быть выпуклой, шлифованной или полированной.
Режущая кромка зубила или крейцмейселя должна быть прямой
или слегка выпуклой, с одинаковой шириной фасок.
При учебной рубке применяют в основном зубила и крейцмей-
сели длиной 200 мм.
Во время занятий и при инструктаже инструктор должен об-
ращать внимание учеников на установку в тисках и правильность
закрепления заготовки, так как при ненадежном креплении
заготовка вырвется из тисков. При рубке, особенно хрупких ма-
териалов, инструктор должен обращать внимание ученика на
то, чтобы срубаемые куски металла отлетали в сторону защитной
сетки (экрана). Ученик должен надевать защитные очки или
щиток, предохраняющие глаза или все лицо от осколков. Перед
работой ученика на заточном станке инструктор обязан проверить
его знания по технике безопасности при работе на заточном станке.
Общие требования безопасности при работе ручным пневмати-
ческим инструментом приведены ниже.
31
chipmaker.ru
1. К работе пневматическим инструментом допускаются лица,
достигшие 18-летнего возраста;
работу выполняют в рукавицах;
инструмент во время работы держат двумя руками — за
рукоятку и корпус;
при выполнении работ с применением лестницы она должна
быть закреплена;
при ремонте или частичной разборке пневмоинструмент от-
ключают от воздухопровода;
вставляют и вынимают рабочий инструмент (например, зу-
било) только после выключения пневмоинструмента.
2. Шланг не должен иметь изломов, разрывов, потертостей,
порезов. Следует избегать натяжения, петления и перекручивания
шланга. Попадание на шланг масла и других нефтепродуктов тоже
нежелательно.
3. Присоединение резинового шланга к воздухопроводу или
пневматическому инструменту разрешается только при закрытом
кране воздухопровода, установленного на подводящей линии.
4. Отсоединять шланг от воздухопровода или инструмента
следует только после закрытия крана, подающего сжатый воздух
в шланг, так как сжатый воздух может вырвать шланг из рук
и травмировать.
5. Перед работой необходимо убедиться в исправности пнев-
матического инструмента, надежности закрепления всех его ча-
стей, наличии смазочного материала в подшипниках и других
трущихся частях.
Кроме общих требований существуют и дополнительные тре-
бования безопасности труда при работе пневмоинструментом;
при работе рубильным молотком необходимо надевать защит-
ные очки или щиток;
место рубки необходимо оградить защитными щитами или мел-
кой металлической сеткой;
при регулировании числа ударов нельзя пробовать пневмомо-
лоток, придерживая боек руками, так как он может вылететь
из молотка и нанести травму;
подача воздуха в пневматический инструмент разрешается
только после того, как молоток будет установлен в рабочее по-
ложение.
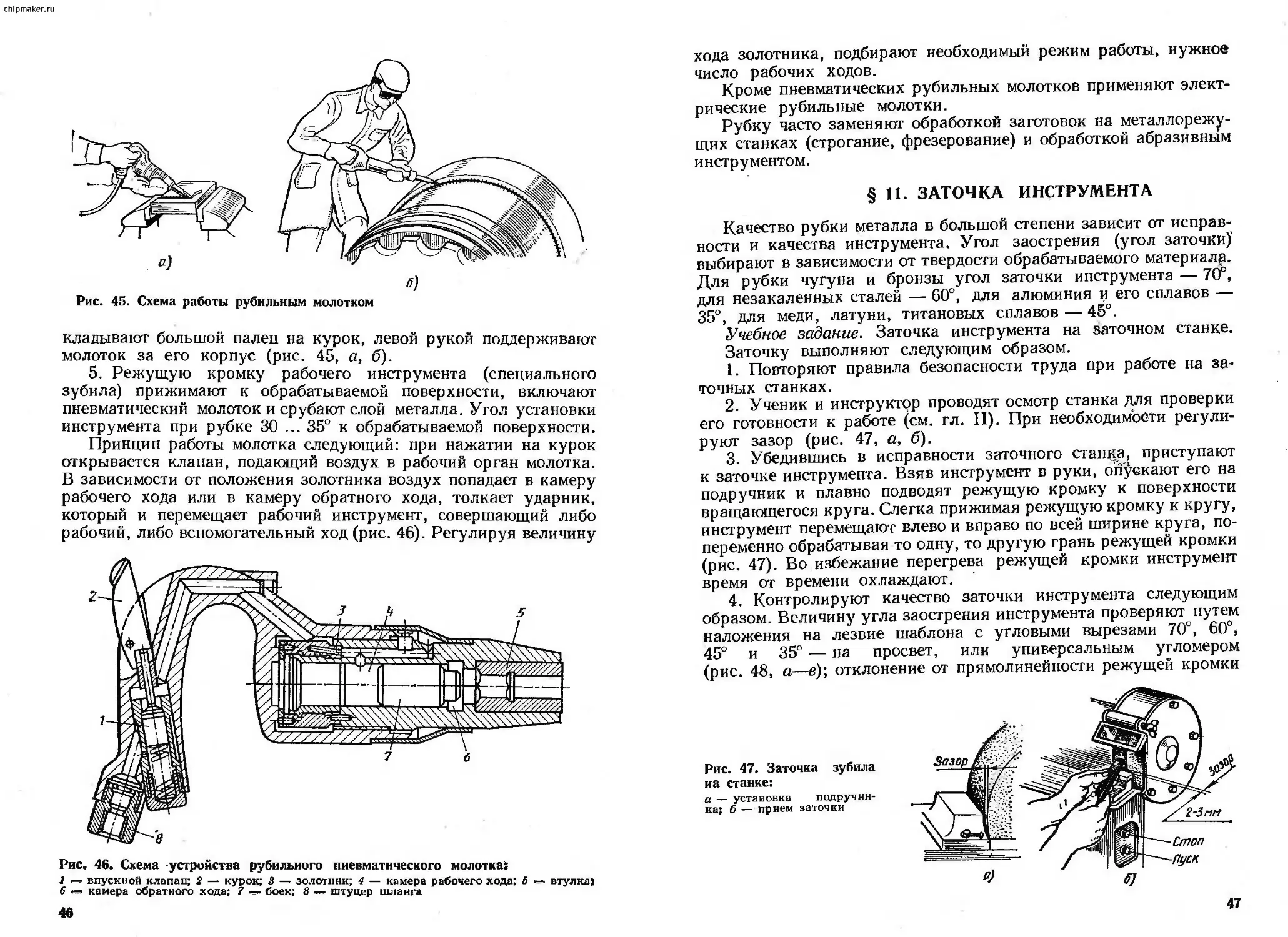
§ 2. ТИПЫ УДАРОВ
При ручной рубке применяют три типа удара молотком-
кистевой, локтевой и плечевой. Перед изучением типов ударов
организуют рабочее место. На рабочем месте (слесарном верстаке)
молоток должен лежать с правой стороны тисков и быть повернут
к ним бойком, тренировочные приспособления для отработки
ударов размещают с левой стороны тисков, зажимаемой частью
к работающему. Приспособление устанавливают в центре губок
32
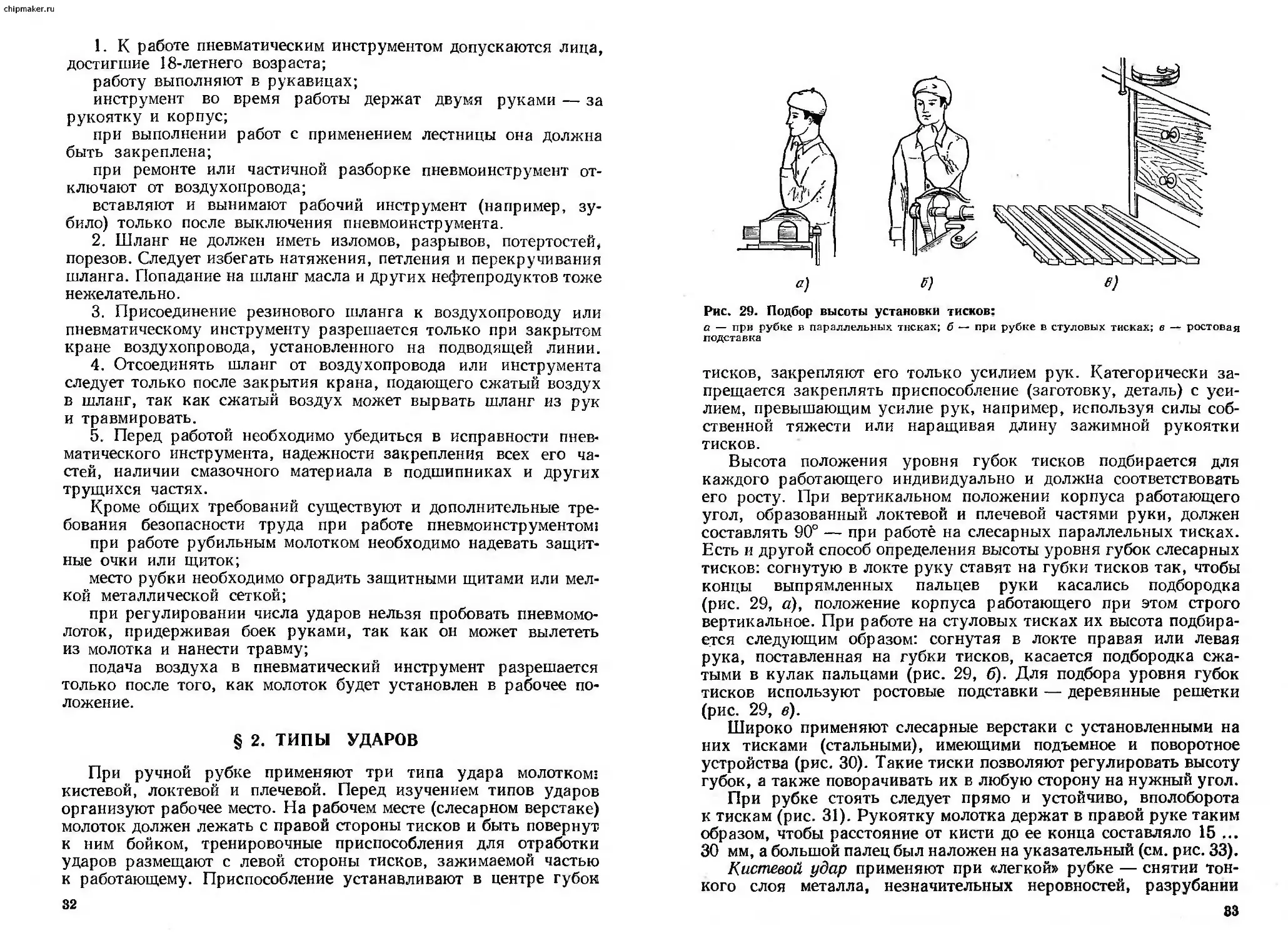
Рис. 29. Подбор высоты установки тисков:
а — при рубке в параллельных тисках; б — при рубке в стуловых тисках; в — ростовая
подставка
тисков, закрепляют его только усилием рук. Категорически за-
прещается закреплять приспособление (заготовку, деталь) с уси-
лием, превышающим усилие рук, например, используя силы соб-
ственной тяжести или наращивая длину зажимной рукоятки
тисков.
Высота положения уровня губок тисков подбирается для
каждого работающего индивидуально и должна соответствовать
его росту. При вертикальном положении корпуса работающего
угол, образованный локтевой и плечевой частями руки, должен
составлять 90° — при работе на слесарных параллельных тисках.
Есть и другой способ определения высоты уровня губок слесарных
тисков: согнутую в локте руку ставят на губки тисков так, чтобы
концы выпрямленных пальцев руки касались подбородка
(рис. 29, а), положение корпуса работающего при этом строго
вертикальное. При работе на стуловых тисках их высота подбира-
ется следующим образом: согнутая в локте правая или левая
рука, поставленная на губки тисков, касается подбородка сжа-
тыми в кулак пальцами (рис. 29, б). Для подбора уровня губок
тисков используют ростовые подставки — деревянные решетки
(рис. 29, в).
Широко применяют слесарные верстаки с установленными на
них тисками (стальными), имеющими подъемное и поворотное
устройства (рис. 30). Такие тиски позволяют регулировать высоту
губок, а также поворачивать их в любую сторону на нужный угол.
При рубке стоять следует прямо и устойчиво, вполоборота
к тискам (рис 31). Рукоятку молотка держат в правой руке таким
образом, чтобы расстояние от кисти до ее конца составляло 15 ...
30 мм, а большой палец был наложен на указательный (см. рис. 33).
Кистевой удар применяют при «легкой» рубке — снятии тон-
кого слоя металла, незначительных неровностей, разрубании
83
chipmaker.ru
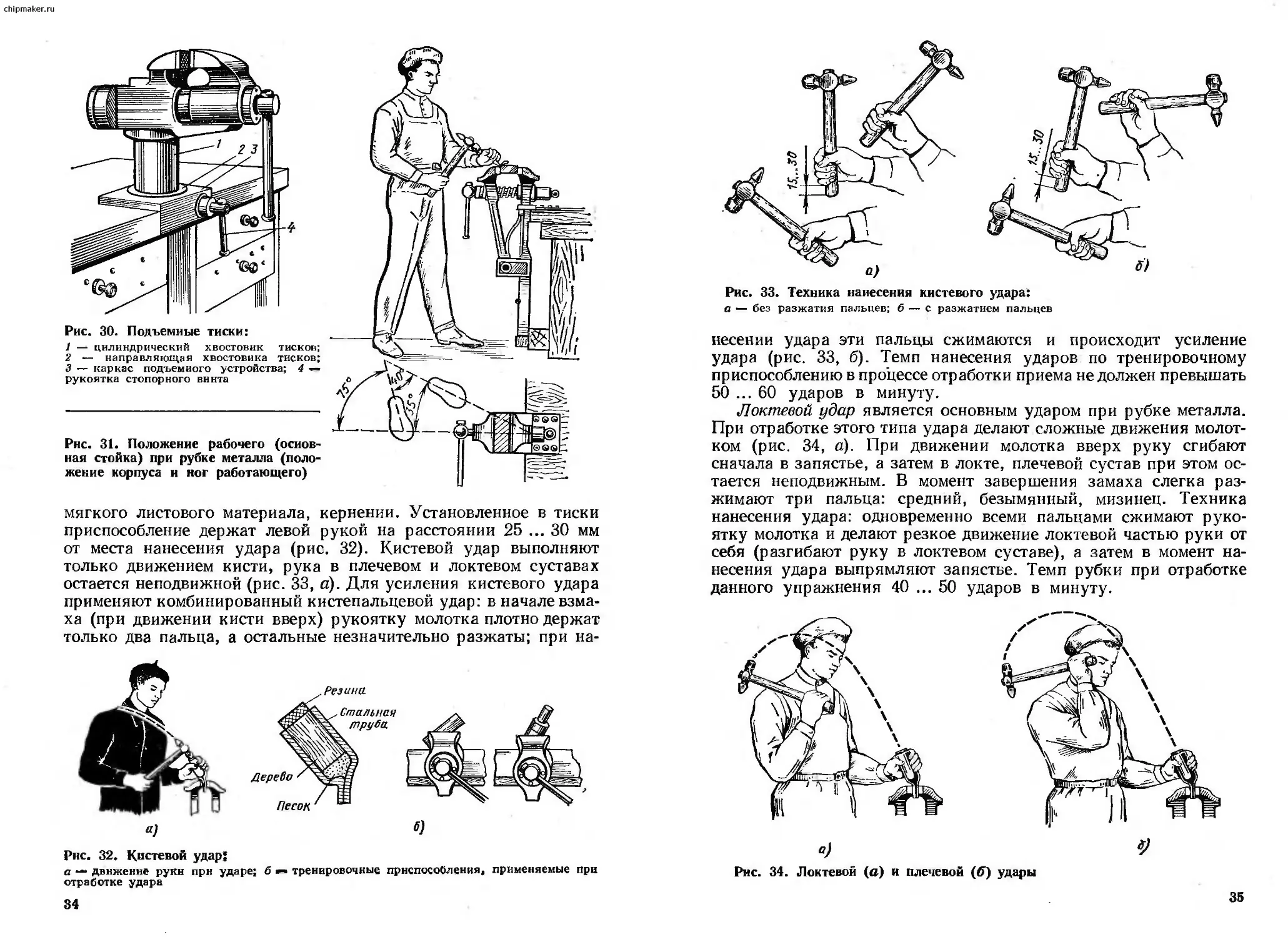
Рис. 30. Подъемные тиски:
1 цилиндрический хвостовик тисков;
2 — направляющая хвостовика тисков;
3 — каркас подъемного устройства; 4
рукоятка стопорного винта
Рнс. 31. Положение рабочего (основ-
ная стойка) при рубке металла (поло-
жение корпуса и ног работающего)
мягкого листового материала, кернении. Установленное в тиски
приспособление держат левой рукой на расстоянии 25 ... 30 мм
от места нанесения удара (рис. 32). Кистевой удар выполняют
только движением кисти, рука в плечевом и локтевом суставах
остается неподвижной (рис. 33, а). Для усиления кистевого удара
применяют комбинированный кистепальцевой удар: в начале взма-
ха (при движении кисти вверх) рукоятку молотка плотно держат
только два пальца, а остальные незначительно разжаты; при на-
6)
Рнс. 32. Кистевой удар:
а “ движение рукн прн ударе; б » тренировочные приспособления, применяемые при
отработке удара
34
Рис. 33. Техника нанесения кистевого удара:
а — без разжатия пальцев; б — с разжатием пальцев
несении удара эти пальцы сжимаются и происходит усиление
удара (рис. 33, б). Темп нанесения ударов по тренировочному
приспособлению в процессе отработки приема не должен превышать
50 ... 60 ударов в минуту.
Локтевой удар является основным ударом при рубке металла.
При отработке этого типа удара делают сложные движения молот-
ком (рис. 34, а). При движении молотка вверх руку сгибают
сначала в запястье, а затем в локте, плечевой сустав при этом ос-
тается неподвижным. В момент завершения замаха слегка раз-
жимают три пальца: средний, безымянный, мизинец. Техника
нанесения удара: одновременно всеми пальцами сжимают руко-
ятку молотка и делают резкое движение локтевой частью руки от
себя (разгибают руку в локтевом суставе), а затем в момент на-
несения удара выпрямляют запястье. Темп рубки при отработке
данного упражнения 40 ... 50 ударов в минуту.
Рнс. 34. Локтевой (а) и плечевой (б) удары
35
chipmaker.ru
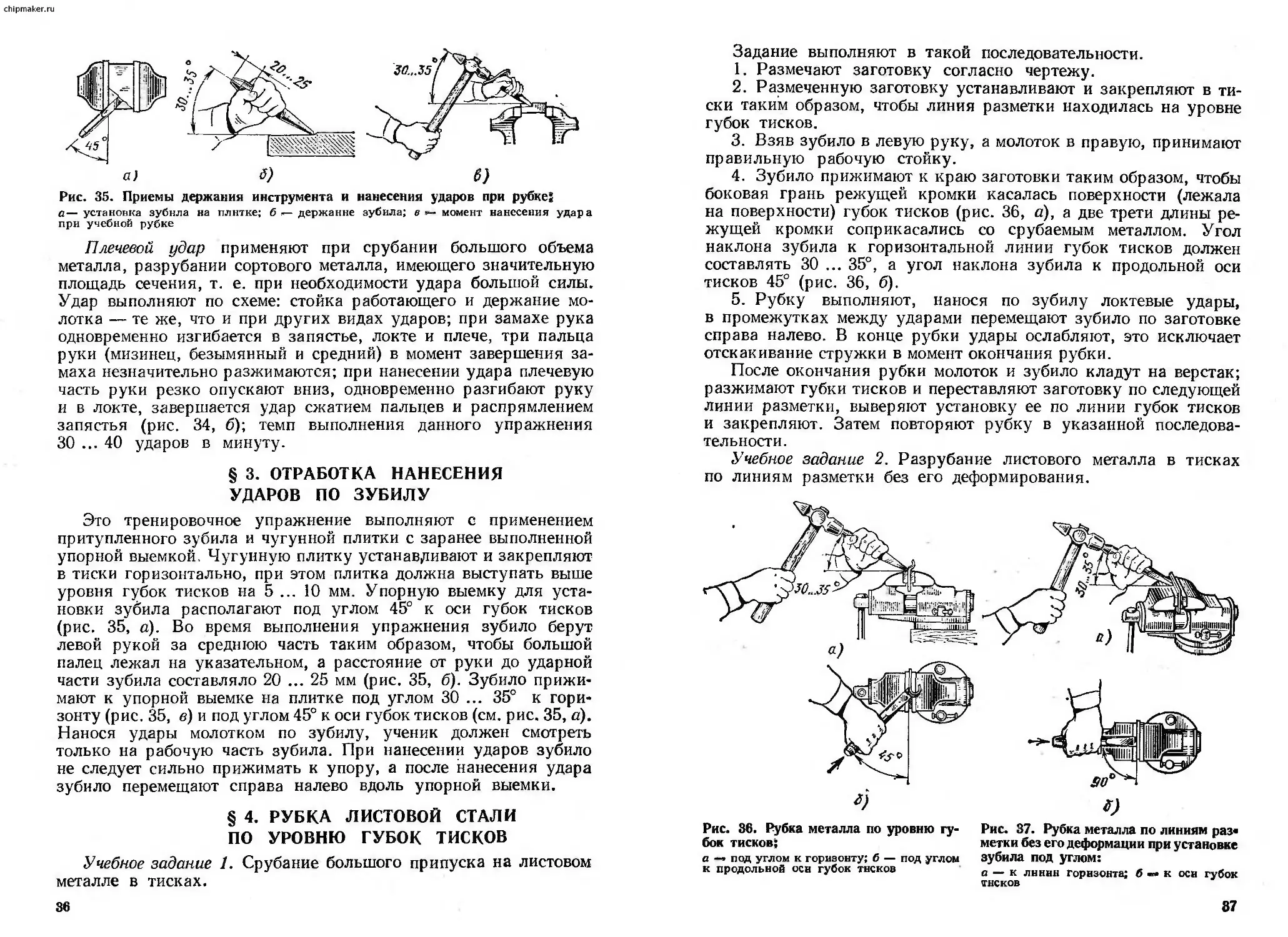
а) б) в)
Рис. 35. Приемы держания инструмента и нанесения ударов при рубкеI
а— установка зубила на плитке; б «— держание зубила; в момент нанесения удара
при учебной рубке
Плечевой удар применяют при срубании большого объема
металла, разрубании сортового металла, имеющего значительную
площадь сечения, т. е. при необходимости удара большой силы.
Удар выполняют по схеме: стойка работающего и держание мо-
лотка — те же, что и при других видах ударов; при замахе рука
одновременно изгибается в запястье, локте и плече, три пальца
руки (мизинец, безымянный и средний) в момент завершения за-
маха незначительно разжимаются; при нанесении удара плечевую
часть руки резко опускают вниз, одновременно разгибают руку
и в локте, завершается удар сжатием пальцев и распрямлением
запястья (рис. 34, б); темп выполнения данного упражнения
30 ... 40 ударов в минуту.
§ 3. ОТРАБОТКА НАНЕСЕНИЯ
УДАРОВ ПО ЗУБИЛУ
Это тренировочное упражнение выполняют с применением
притупленного зубила и чугунной плитки с заранее выполненной
упорной выемкой. Чугунную плитку устанавдивают и закрепляют
в тиски горизонтально, при этом плитка должна выступать выше
уровня губок тисков на 5 ... 10 мм. Упорную выемку для уста-
новки зубила располагают под углом 45° к оси губок тисков
(рис. 35, а). Во время выполнения упражнения зубило берут
левой рукой за среднюю часть таким образом, чтобы большой
палец лежал на указательном, а расстояние от руки до ударной
части зубила составляло 20 ... 25 мм (рис. 35, б). Зубило прижи-
мают к упорной выемке на плитке под углом 30 ... 35° к гори-
зонту (рис. 35, в) и под углом 45° к оси губок тисков (см. рис. 35, а).
Нанося удары молотком по зубилу, ученик должен смотреть
только на рабочую часть зубила. При нанесении ударов зубило
не следует сильно прижимать к упору, а после нанесения удара
зубило перемещают справа налево вдоль упорной выемки.
§ 4. РУБКА ЛИСТОВОЙ СТАЛИ
ПО УРОВНЮ ГУБОК ТИСКОВ
Учебное задание 1. Срубание большого припуска на листовом
металле в тисках.
36
Задание выполняют в такой последовательности.
1. Размечают заготовку согласно чертежу.
2. Размеченную заготовку устанавливают и закрепляют в ти-
ски таким образом, чтобы линия разметки находилась на уровне
губок тисков.
3. Взяв зубило в левую руку, а молоток в правую, принимают
правильную рабочую стойку.
4. Зубило прижимают к краю заготовки таким образом, чтобы
боковая грань режущей кромки касалась поверхности (лежала
на поверхности) губок тисков (рис. 36, а), а две трети длины ре-
жущей кромки соприкасались со срубаемым металлом. Угол
наклона зубила к горизонтальной линии губок тисков должен
составлять 30 ... 35°, а угол наклона зубила к продольной оси
тисков 45° (рис. 36, б).
5. Рубку выполняют, нанося по зубилу локтевые удары,
в промежутках между ударами перемещают зубило по заготовке
справа налево. В конце рубки удары ослабляют, это исключает
отскакивание стружки в момент окончания рубки.
После окончания рубки молоток и зубило кладут на верстак;
разжимают губки тисков и переставляют заготовку по следующей
линии разметки, выверяют установку ее по линии губок тисков
и закрепляют. Затем повторяют рубку в указанной последова-
тельности.
Учебное задание 2. Разрубание листового металла в тисках
по линиям разметки без его деформирования.
Рис. 37. Рубка металла по линиям раз*
метки без его деформации при установке
зубила под углом:
а — к лннин горизонта; б «• к оси губок
тисков
Рис. 36. Рубка металла по уровню гу-
бок тисков;
а —• под углом к горизонту; б — под углом
к продольной осн губок тисков
87
chipmaker.ru
Порядок выполнения этого задания следующий.
1. Размеченную заготовку закрепляют в тиски, линия раз-
метки должна находиться на уровне губок тисков.
2. Взяв в руки зубило и молоток, принимают рабочую стойку.
3. Зубило устанавливают на край заготовки таким образом,
чтобы режущая кромка полностью соприкасалась с плоскостью
заготовки по линии разметки, а ось зубила составляла с осью
губок тисков прямой угол. Угол наклона зубила к горизонту
обычно составляет 30 ... 35° (рис. 37, а, б).
4. Наносят кистевые удары молотком по зубилу, перемещая
зубило вдоль заготовки после каждого удара на две трети длины
режущей кромки. Выполнив предварительное надрубание за-
готовки по всей длине, рубку продолжают, нанося более сильные
локтевые удары, перемещая зубило по всей длине заготовки.
В конце рубки силу ударов опять уменьшают. Кистевые удары
наносят до полного разделения заготовки на части. Листовой ме-
талл толщиной 3 ... 5 мм обычно разрубают в два приема. Уста-
новив заготовку в тиски, делают глубокое надрубание по всей
ее длине на глубину не менее половины толщины листа. Затем
переворачивают заготовку другой стороной и разрубают оконча-
тельно.
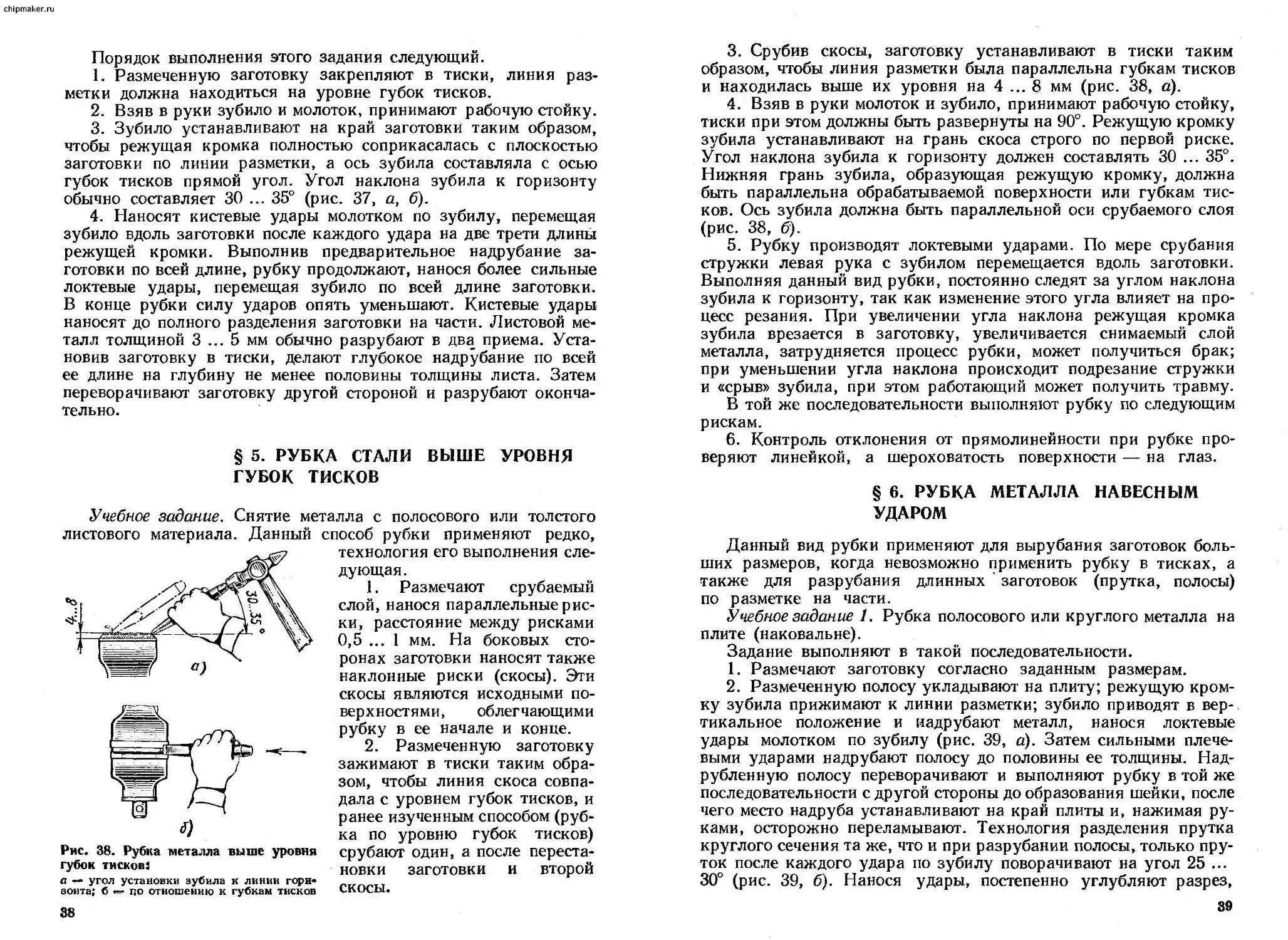
§ 5. РУБКА СТАЛИ ВЫШЕ УРОВНЯ
ГУБОК ТИСКОВ
Учебное задание. Снятие металла с полосового или толстого
листового материала. Данный способ рубки применяют редко,
Рис. 38. Рубка металла выше уровня
губок тисков:
а — угол установки зубила к линии горн*
зонта; б — по отношению к губкам тисков
технология его выполнения сле-
дующая .
1. Размечают срубаемый
слой, нанося параллельные рис-
ки, расстояние между рисками
0,5 ... 1 мм. На боковых сто-
ронах заготовки наносят также
наклонные риски (скосы). Эти
скосы являются исходными по-
верхностями, облегчающими
рубку в ее начале и конце.
2. Размеченную заготовку
зажимают в тиски таким обра-
зом, чтобы линия скоса совпа-
дала с уровнем губок тисков, и
ранее изученным способом (руб-
ка по уровню губок тисков)
срубают один, а после переста-
новки заготовки и второй
скосы.
38
3. Срубив скосы, заготовку устанавливают в тиски таким
образом, чтобы линия разметки была параллельна губкам тисков
и находилась выше их уровня на 4 ... 8 мм (рис. 38, а).
4. Взяв в руки молоток и зубило, принимают рабочую стойку,
тиски при этом должны быть развернуты на 90°. Режущую кромку
зубила устанавливают на грань скоса строго по первой риске.
Угол наклона зубила к горизонту должен составлять 30 ... 35°.
Нижняя грань зубила, образующая режущую кромку, должна
быть параллельна обрабатываемой поверхности или губкам тис-
ков. Ось зубила должна быть параллельной оси срубаемого слоя
(рис. 38, б).
5. Рубку производят локтевыми ударами. По мере срубания
стружки левая рука с зубилом перемещается вдоль заготовки.
Выполняя данный вид рубки, постоянно следят за углом наклона
зубила к горизонту, так как изменение этого угла влияет на про-
цесс резания. При увеличении угла наклона режущая кромка
зубила врезается в заготовку, увеличивается снимаемый слой
металла, затрудняется процесс рубки, может получиться брак;
при уменьшении угла наклона происходит подрезание стружки
и «срыв» зубила, при этом работающий может получить травму.
В той же последовательности выполняют рубку по следующим
рискам.
6. Контроль отклонения от прямолинейности при рубке про-
веряют линейкой, а шероховатость поверхности — на глаз.
§ 6. РУБКА МЕТАЛЛА НАВЕСНЫМ
УДАРОМ
Данный вид рубки применяют для вырубания заготовок боль-
ших размеров, когда невозможно применить рубку в тисках, а
также для разрубания длинных заготовок (прутка, полосы)
по разметке на части.
Учебное задание 1. Рубка полосового или круглого металла на
плите (наковальне).
Задание выполняют в такой последовательности.
1. Размечают заготовку согласно заданным размерам.
2. Размеченную полосу укладывают на плиту; режущую кром-
ку зубила прижимают к линии разметки; зубило приводят в вер-
тикальное положение и надрубают металл, нанося локтевые
удары молотком по зубилу (рис. 39, а). Затем сильными плече-
выми ударами надрубают полосу до половины ее толщины. Над-
рубленную полосу переворачивают и выполняют рубку в той же
последовательности с другой стороны до образования шейки, после
чего место надруба устанавливают на край плиты и, нажимая ру-
ками, осторожно переламывают. Технология разделения прутка
круглого сечения та же, что и при разрубании полосы, только пру-
ток после каждого удара по зубилу поворачивают на угол 25 ...
30° (рис. 39, б). Нанося удары, постепенно углубляют разрез,
39
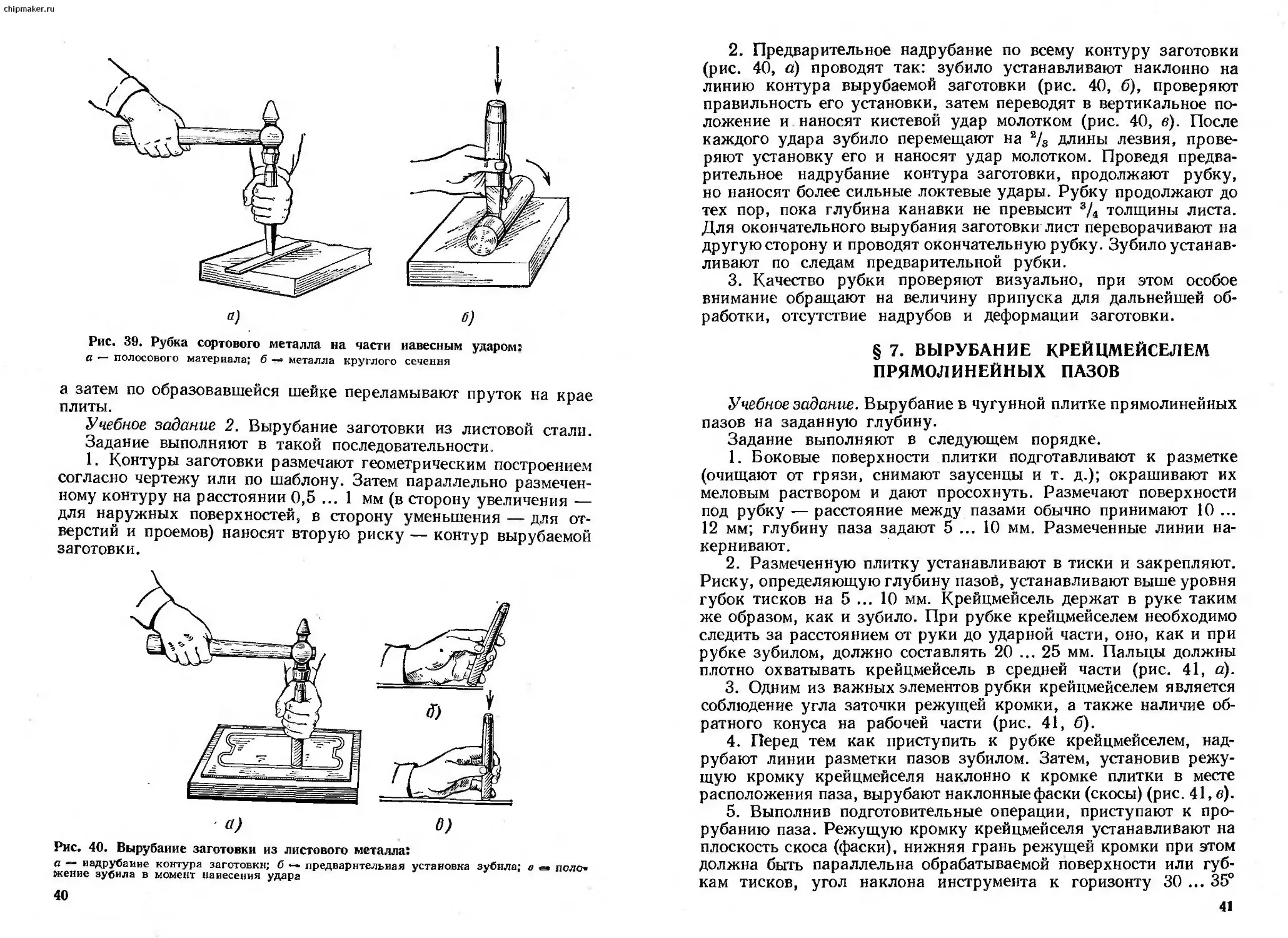
Рис. 39. Рубка сортового металла на части иавесным ударом:
а — полосового материала; б металла круглого сечения
а затем по образовавшейся шейке переламывают пруток на крае
плиты.
Учебное задание 2. Вырубание заготовки из листовой стали.
Задание выполняют в такой последовательности,
1. Контуры заготовки размечают геометрическим построением
согласно чертежу или по шаблону. Затем параллельно размечен-
ному контуру на расстоянии 0,5 ... 1 мм (в сторону увеличения —
для наружных поверхностей, в сторону уменьшения — для от-
верстий и проемов) наносят вторую риску — контур вырубаемой
заготовки.
Рис. 40. Вырубание заготовки из листового металла:
а иадрубаиие контура заготовки; б предварительная установка зубила; о & поло*
вкение зубила в момент нанесения удара
40
2. Предварительное надрубание по всему контуру заготовки
(рис. 40, а) проводят так: зубило устанавливают наклонно на
линию контура вырубаемой заготовки (рис. 40, б), проверяют
правильность его установки, затем переводят в вертикальное по-
ложение и наносят кистевой удар молотком (рис. 40, в). После
каждого удара зубило перемещают на 2/3 длины лезвия, прове-
ряют установку его и наносят удар молотком. Проведя предва-
рительное надрубание контура заготовки, продолжают рубку,
но наносят более сильные локтевые удары. Рубку продолжают до
тех пор, пока глубина канавки не превысит 3/4 толщины листа.
Для окончательного вырубания заготовки лист переворачивают на
другую сторону и проводят окончательную рубку. Зубило устанав-
ливают по следам предварительной рубки.
3. Качество рубки проверяют визуально, при этом особое
внимание обращают на величину припуска для дальнейшей об-
работки, отсутствие надрубов и деформации заготовки.
§ 7. ВЫРУБАНИЕ КРЕЙЦМЕЙСЕЛЕМ
ПРЯМОЛИНЕЙНЫХ ПАЗОВ
Учебное задание. Вырубание в чугунной плитке прямолинейных
пазов на заданную глубину.
Задание выполняют в следующем порядке.
1. Боковые поверхности плитки подготавливают к разметке
(очищают от грязи, снимают заусенцы и т. д.); окрашивают их
меловым раствором и дают просохнуть. Размечают поверхности
под рубку — расстояние между пазами обычно принимают 10 ...
12 мм; глубину паза задают 5 ... 10 мм. Размеченные линии на-
кернивают.
2. Размеченную плитку устанавливают в тиски и закрепляют.
Риску, определяющую глубину пазов, устанавливают выше уровня
губок тисков на 5 ... 10 мм. Крейцмейсель держат в руке таким
же образом, как и зубило. При рубке крейцмейселем необходимо
следить за расстоянием от руки до ударной части, оно, как и при
рубке зубилом, должно составлять 20 ... 25 мм. Пальцы должны
плотно охватывать крейцмейсель в средней части (рис. 41, а).
3. Одним из важных элементов рубки крейцмейселем является
соблюдение угла заточки режущей кромки, а также наличие об-
ратного конуса на рабочей части (рис. 41, б).
4. Перед тем как приступить к рубке крейцмейселем, над-
рубают линии разметки пазов зубилом. Затем, установив режу-
щую кромку крейцмейселя наклонно к кромке плитки в месте
расположения паза, вырубают наклонные фаски (скосы) (рис. 41, в).
5. Выполнив подготовительные операции, приступают к про-
рубанию паза. Режущую кромку крейцмейселя устанавливают на
плоскость скоса (фаски), нижняя грань режущей кромки при этом
должна быть параллельна обрабатываемой поверхности или губ-
кам тисков, угол наклона инструмента к горизонту 30 ... 35°
41
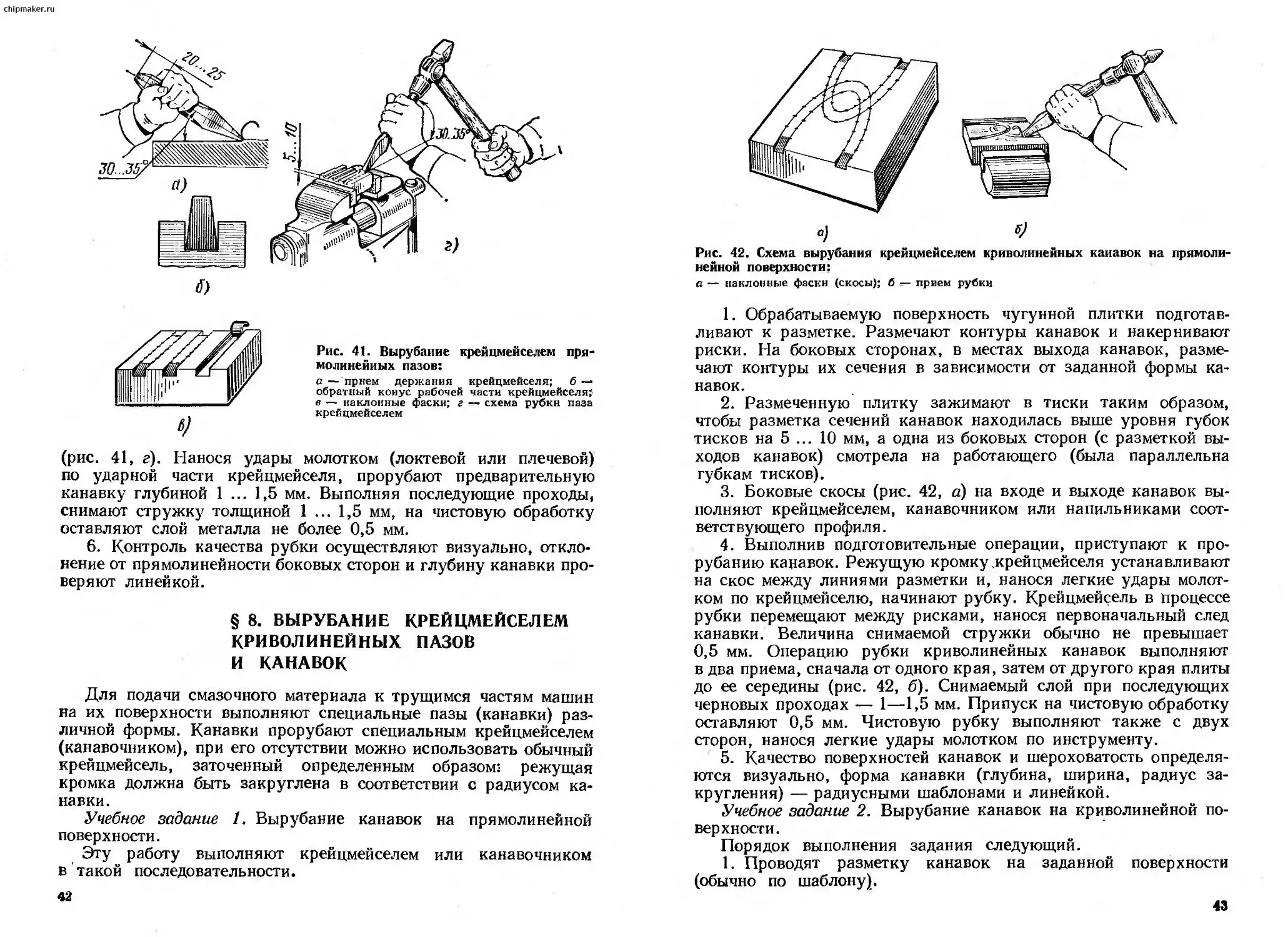
chipmaker.ru
В)
Рис. 41. Вырубание крейцмейселем пря-
молинейных пазов:
а — прием держания крейцмейселя; б —
обратный конус рабочей части крейцмейселя?
в — наклонные фаски; г схема рубкн паза
крейцмейселем
(рис. 41, г). Нанося удары молотком (локтевой или плечевой)
по ударной части крейцмейселя, прорубают предварительную
канавку глубиной 1 ... 1,5 мм. Выполняя последующие проходы,
снимают стружку толщиной 1 ... 1,5 мм, на чистовую обработку
оставляют слой металла не более 0,5 мм.
6. Контроль качества рубки осуществляют визуально, откло-
нение от прямолинейности боковых сторон и глубину канавки про-
веряют линейкой.
§ 8. ВЫРУБАНИЕ КРЕЙЦМЕЙСЕЛЕМ
КРИВОЛИНЕЙНЫХ ПАЗОВ
И КАНАВОК
Для подачи смазочного материала к трущимся частям машин
на их поверхности выполняют специальные пазы (канавки) раз-
личной формы. Канавки прорубают специальным крейцмейселем
(канавочником), при его отсутствии можно использовать обычный
крейцмейсель, заточенный определенным образом; режущая
кромка должна быть закруглена в соответствии с радиусом ка-
навки.
Учебное задание 1. Вырубание канавок на прямолинейной
поверхности.
Эту работу выполняют крейцмейселем или канавочником
в'такой последовательности.
42
Рис. 42. Схема вырубания крейцмейселем криволинейных каиавок на прямоли-
нейной поверхности:
а — наклонные фаскн (скосы); б =- прием рубки
1. Обрабатываемую поверхность чугунной плитки подготав-
ливают к разметке. Размечают контуры канавок и накернивают
риски. На боковых сторонах, в местах выхода канавок, разме-
чают контуры их сечения в зависимости от заданной формы ка-
навок.
2. Размеченную плитку зажимают в тиски таким образом,
чтобы разметка сечений канавок находилась выше уровня губок
тисков на 5 ... 10 мм, а одна из боковых сторон (с раз,иеткой вы-
ходов канавок) смотрела на работающего (была параллельна
губкам тисков).
3. Боковые скосы (рис. 42, а) на входе и выходе канавок вы-
полняют крейцмейселем, канавочником или напильниками соот-
ветствующего профиля.
4. Выполнив подготовительные операции, приступают к про-
рубанию канавок. Режущую кромку .крейцмейселя устанавливают
на скос между линиями разметки и, нанося легкие удары молот-
ком по крейцмейселю, начинают рубку. Крейцмейсель в процессе
рубки перемещают между рисками, нанося первоначальный след
канавки. Величина снимаемой стружки обычно не превышает
0,5 мм. Операцию рубки криволинейных канавок выполняют
в два приема, сначала от одного края, затем от другого края плиты
до ее середины (рис. 42, б). Снимаемый слой при последующих
черновых проходах — 1—1,5 мм. Припуск на чистовую обработку
оставляют 0,5 мм. Чистовую рубку выполняют также с двух
сторон, нанося легкие удары молотком по инструменту.
5. Качество поверхностей канавок и шероховатость определя-
ются визуально, форма канавки (глубина, ширина, радиус за-
кругления) — радиусными шаблонами и линейкой.
Учебное задание 2. Вырубание канавок на криволинейной по-
верхности.
Порядок выполнения задания следующий.
1. Проводят разметку канавок на заданной поверхности
(обычно по шаблону).
43
chipmaker.ru
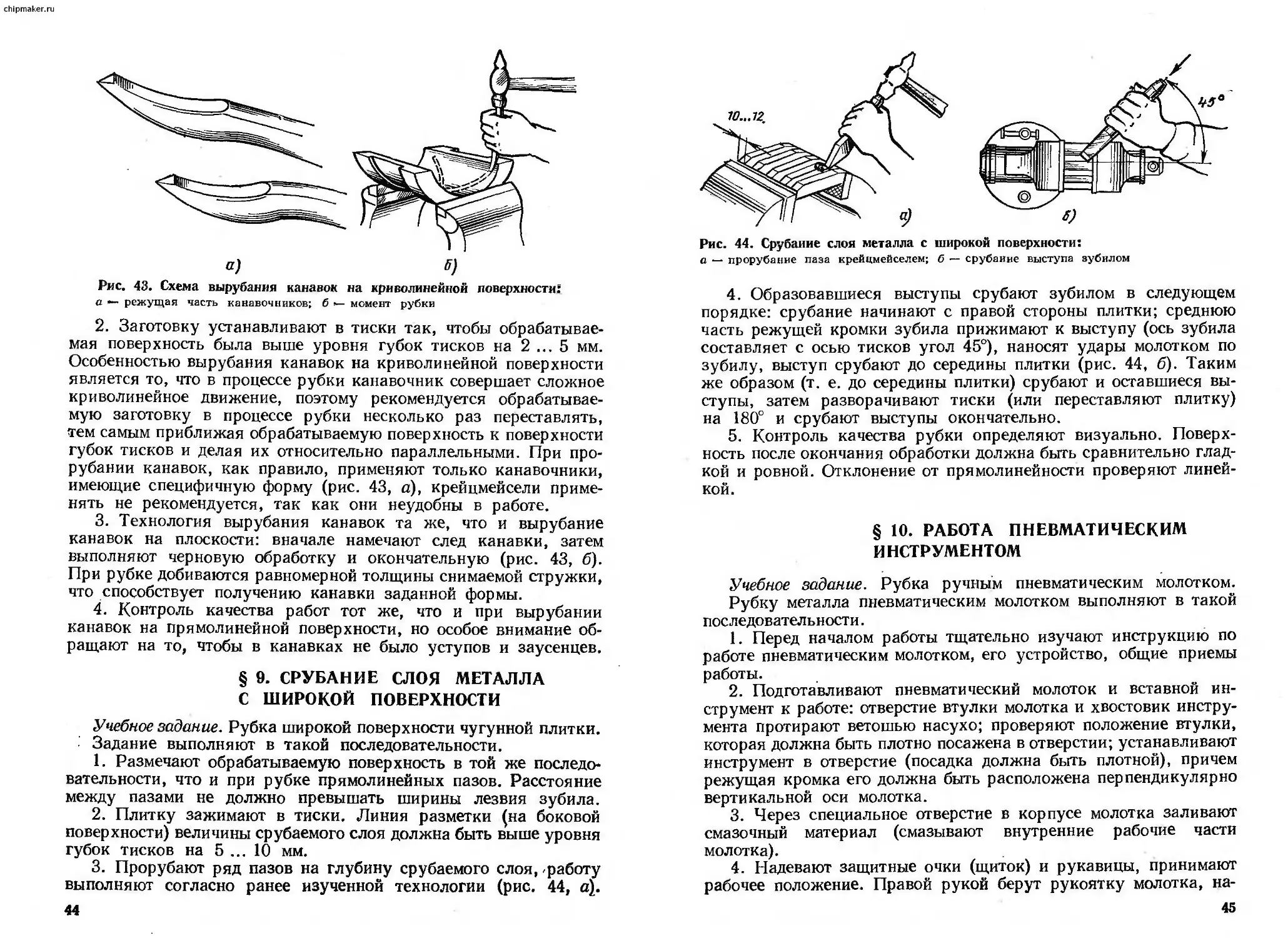
aj б)
Рис. 43. Схема вырубания канавок на криволинейной поверхности:
а **- режущая часть канавочников; б *— момент рубки
2. Заготовку устанавливают в тиски так, чтобы обрабатывае-
мая поверхность была выше уровня губок тисков на 2 ... 5 мм.
Особенностью вырубания канавок на криволинейной поверхности
является то, что в процессе рубки канавочник совершает сложное
криволинейное движение, поэтому рекомендуется обрабатывае-
мую заготовку в процессе рубки несколько раз переставлять,
тем самым приближая обрабатываемую поверхность к поверхности
губок тисков и делая их относительно параллельными. При про-
рубании канавок, как правило, применяют только канавочники,
имеющие специфичную форму (рис. 43, а), крейцмейсели приме-
нять не рекомендуется, так как они неудобны в работе.
3. Технология вырубания канавок та же, что и вырубание
канавок на плоскости: вначале намечают след канавки, затем
выполняют черновую обработку и окончательную (рис. 43, б).
При рубке добиваются равномерной толщины снимаемой стружки,
что способствует получению канавки заданной формы.
4. Контроль качества работ тот же, что и при вырубании
канавок на прямолинейной поверхности, но особое внимание об-
ращают на то, чтобы в канавках не было уступов и заусенцев.
§ 9. СРУБАНИЕ СЛОЯ МЕТАЛЛА
С ШИРОКОЙ ПОВЕРХНОСТИ
Учебное задание. Рубка широкой поверхности чугунной плитки.
Задание выполняют в такой последовательности.
1. Размечают обрабатываемую поверхность в той же последо-
вательности, что и при рубке прямолинейных пазов. Расстояние
между пазами не должно превышать ширины лезвия зубила.
2. Плитку зажимают в тиски. Линия разметки (на боковой
поверхности) величины срубаемого слоя должна быть выше уровня
губок тисков на 5 ... 10 мм.
3. Прорубают ряд пазов на глубину срубаемого слоя, -работу
выполняют согласно ранее изученной технологии (рис. 44, а\.
44
Рис. 44. Срубание слоя металла с широкой поверхности:
а — прорубание паза крейцмейселем; б — срубание выступа зубилом
4. Образовавшиеся выступы срубают зубилом в следующем
порядке: срубание начинают с правой стороны плитки; среднюю
часть режущей кромки зубила прижимают к выступу (ось зубила
составляет с осью тисков угол 45°), наносят удары молотком по
зубилу, выступ срубают до середины плитки (рис. 44, б). Таким
же образом (т. е. до середины плитки) срубают и оставшиеся вы-
ступы, затем разворачивают тиски (или переставляют плитку)
на 180° и срубают выступы окончательно.
5. Контроль качества рубки определяют визуально. Поверх-
ность после окончания обработки должна быть сравнительно глад-
кой и ровной. Отклонение от прямолинейности проверяют линей-
кой.
§ 10. РАБОТА ПНЕВМАТИЧЕСКИМ
ИНСТРУМЕНТОМ
Учебное задание. Рубка ручным пневматическим молотком.
Рубку металла пневматическим молотком выполняют в такой
последовательности.
1. Перед началом работы тщательно изучают инструкцию по
работе пневматическим молотком, его устройство, общие приемы
работы.
2. Подготавливают пневматический молоток и вставной ин-
струмент к работе: отверстие втулки молотка и хвостовик инстру-
мента протирают ветошью насухо; проверяют положение втулки,
которая должна быть плотно посажена в отверстии; устанавливают
инструмент в отверстие (посадка должна быть плотной), причем
режущая кромка его должна быть расположена перпендикулярно
вертикальной оси молотка.
3. Через специальное отверстие в корпусе молотка заливают
смазочный материал (смазывают внутренние рабочие части
молотка).
4. Надевают защитные очки (щиток) и рукавицы, принимают
рабочее положение. Правой рукой берут рукоятку молотка, на-
45
chipmaker.ru
Рис. 45. Схема работы рубильным молотком
кладывают большой палец на курок, левой рукой поддерживают
молоток за его корпус (рис. 45, а, б).
5. Режущую кромку рабочего инструмента (специального
зубила) прижимают к обрабатываемой поверхности, включают
пневматический молоток и срубают слой металла. Угол установки
инструмента при рубке 30 ... 35° к обрабатываемой поверхности.
Принцип работы молотка следующий: при нажатии на курок
открывается клапан, подающий воздух в рабочий орган молотка.
В зависимости от положения золотника воздух попадает в камеру
рабочего хода или в камеру обратного хода, толкает ударник,
который и перемещает рабочий инструмент, совершающий либо
рабочий, либо вспомогательный ход (рис. 46). Регулируя величину
Рис. 46. Схема устройства рубильного пневматического молотка:
/ впускной клапан; 2 — курок; 3 — золотник; 4 — камера рабочего хода; 5 •=* втулка;
б камера обратного хода; 7 боек; 8 *=* штуцер шланга
46
хода золотника, подбирают необходимый режим работы, нужное
число рабочих ходов.
Кроме пневматических рубильных молотков применяют элект-
рические рубильные молотки.
Рубку часто заменяют обработкой заготовок на металлорежу-
щих станках (строгание, фрезерование) и обработкой абразивным
инструментом.
§ 11. ЗАТОЧКА ИНСТРУМЕНТА
Качество рубки металла в большой степени зависит от исправ-
ности и качества инструмента. Угол заострения (угол заточки)'
выбирают в зависимости от твердости обрабатываемого материала.
Для рубки чугуна и бронзы угол заточки инструмента — 70°,
для незакаленных сталей — 60°, для алюминия и его сплавов —
35°, для меди, латуни, титановых сплавов — 45°.
Учебное задание. Заточка инструмента на заточном станке.
Заточку выполняют следующим образом.
1. Повторяют правила безопасности труда при работе на за-
точных станках.
2. Ученик и инструктор проводят осмотр станка для проверки
его готовности к работе (см. гл. II). При необходимости регули-
руют зазор (рис. 47, а, б).
3. Убедившись в исправности заточного станка, приступают
к заточке инструмента. Взяв инструмент в руки, опускают его на
подручник и плавно подводят режущую кромку к поверхности
вращающегося круга. Слегка прижимая режущую кромку к кругу,
инструмент перемещают влево и вправо по всей ширине круга, по-
переменно обрабатывая то одну, то другую грань режущей кромки
(рис. 47). Во избежание перегрева режущей кромки инструмент
время от времени охлаждают.
4. Контролируют качество заточки инструмента следующим
образом. Величину угла заострения инструмента проверяют путем
наложения на лезвие шаблона с угловыми вырезами 70°, 60°,
45° и 35° — на просвет, или универсальным угломером
(рис. 48, а—в); отклонение от прямолинейности режущей кромки
Рис. 47. Заточка зубила
иа станке:
а — установка подручни-
ка; б — прием заточки
47
Рис. 48. Проверка заточки инструмента:
а — шаблон для проверки угла заточки; б — проверка шаблоном угла заточкн зубила;
е ***• проверка угла заточки зубила угломером
проверяют линейкой, а радиус закругления — шаблоном; откло-
нение от симметричности расположения боковых граней по от-
ношению к оси инструмента определяют на глаз, отклонение от
перпендикулярности режущей кромки к боковой поверхности —
угольником или угломером (угол 90°), другие дефекты — визу-
альным осмотром,
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Назовите углы заточки инструмента для обработки различных материалов. -
2. Как правильно держать режущий и ударный инструменты при рубке?
3. Расскажите о порядке заточки режущего инструмента.
4. Расскажите о порядке вырубания заготовки из листового материала.
5. Каковы основные требования безопасности труда при рубке и заточке
инструмента?
глава iv. ПРАВКА И РИХТОВКА МЕТАЛЛА
Chipmaker.ru
§ 1. ТРЕБОВАНИЯ
БЕЗОПАСНОСТИ ТРУДА
Основные требования безопасности труда, которые необхо-
димо соблюдать при выполнении правки и гибки, следующие.
1. Работу разрешается выполнять только исправным инстру-
ментом и на исправном оборудовании.
2. Основные требования к молоткам приведены в гл. II.
Деревянные молотки должны изготовляться из твердых пород
дерева — березы, дуба, бука, клена.
3. Оборудование и приспособления должны быть установлены
на прочные основания и надежно закреплены.
4. При работе на гибочных станках и прессах необходимо стро-
го соблюдать правила безопасности труда, установленные для
данного вида оборудования.
5. Работу выполняют в рукавицах.
6. При гибке необходимо надежно закреплять заготовку или
оправку в тиски или приспособление.
7. В процессе правки заготовка должна иметь как минимум
две точки опоры.
8. Запрещается править заготовки, особенно закаленные,
имеющие трещины.
§ 2. ПРАВКА
ПОЛОСОВОГО МЕТАЛЛА
Учебное задание 1. Отработка приемов точности нанесения
ударов.
Это тренировочное упражнение выполняется в такой последо-
вательности.
1. Берут отрезок (кусок) стальной полосы и размечают на нем
условные места нанесения ударов (рис. 49, а). На полосу наносят
49
chipmaker.ru
Рис. 49. Приемы нанесения ударов при правке:
а — разметка мест нанесения ударов на полосе; б — прием держания молотка при ударе
мелом или разметочным циркулем кружки разных диаметров с по-
следующим кернением размеченных окружностей.
2. Надевают рукавицы (или одну рукавицу на левую руку),
берут в правую руку молоток, а в левую руку — полосу и при-
нимают рабочее положение перед плитой. Стоять при этом необ-
ходимо свободно, устойчиво, корпус должен быть прямым.
3. Размеченную полосу кладут на плиту таким образом, чтобы
условная метка, по которой будет наноситься удар, находилась
на плоскости плиты.
4. Технология выполнения тренировочного упражнения сле-
дующая. Боек молотка ставят в центр большого круга, затем от-
водят молоток и локтевым ударом начинают наносить удары по
намеченному кругу (рис. 49, б), стараясь попасть точно в его
центр.
5. По мере овладения первыми навыками нанесения ударов
на одном круге переходят к нанесению ударов по следующему
кругу — метке меньшего размера.
Учебное задание 2. Правка полосового металла, изогнутого
в плоскости.
Это упражнение обычно выполняют на правильной плите
(стальной или чугунной), наковальне или рихтовальной бабке.
Рис. 50. Правка полосового металла, изогнутого по широкой плоскости;
а — определение границ кривизны на плите; 6 *=» прием правки
60
Для правки применяют раз-
личные молотки: деревянные (ки-
янки), стальные с мягкими встав-
ками — для правки тонколисто- V
вого и мягкого материала; сталь-
ные обычные и стальные с твер-
дыми вставками (рихтовочные)
— для правки полос, прутков,
уголков и термообработанных из-
делий. При правке рекомендует-
СЯ применять МОЛОТКИ С круглым Рис. 51-. Определение качества
бойком, хорошо отшлифованным правки полосы
или отполированным. Молотки
с квадратным бойком применять не рекомендуется, так как в
случае нанесения неточного удара (срыва молотка) на поверхнос-
ти заготовки остаются забоины.
Правку полосы выполняют в такой последовательно-
сти.
1. Взяв полосу (заготовку) в руки, предварительно на глаз
определяют места кривизны, затем по зазору между поверочной
плитой (линейкой) и заготовкой определяют границы кривизны
и отмечают их мелом (рис. 50, а).
2. Надев рукавицы (рукавицу), берут в правую руку
молоток, а в левую полосу, подходят к правильной плите
(наковальне) и принимают рабочую стойку (рабочее поло-
жение).
3. Полосу располагают на правильной плите выпуклостью
(изгибом) вверх таким образом, чтобы контакт ее с плитой про-
ходил по двум линиям (точкам), расположенным на концах из-
гиба (рис. 50, б).
4. Удары молотком начинают наносить от краев выпуклости
к середине. Силу удара регулируют в зависимости от толщины
полосы и величины изгиба: чем больше кривизна и толще материал
полосы, тем сильнее должен быть удар. По мере выправления
полосы силу ударов уменьшают, а полосу начинают поворачивать
с одной стороны на другую, добиваясь полного и плотного при-
легания полосы к плите.
При наличии на полосе нескольких выпуклостей правку на-
чинают с крайних, а затем переходят к правке выпуклостей,
расположенных ближе к центру.
5. Предварительный контроль качества правки определяют
на глаз (рис. 51), окончательный проводят на поверочной плите
(линейке) на просвет. Прилегание полосы должно быть плотным
по всей длине, величина просвета — одинаковой. Величину зазора
между поверочной плитой и полосой (заготовкой) можно проверить
и с помощью щупа: отклонение от прямолинейности не должно
превышать 0,1 мм на 100 мм длины. Выправленные поверхности
не должны иметь забоин и вмятин.
51
chipmaker.ru
Рис. 52. Определение
кривизны на плите (а);
правка полосы со спираль-
ным изгибом (С)
Учебное задание 3. Правка полосового металла со спиральным
изгибом (кривизной).
Задание выполняют следующим образом.
1. Определяют границы кривизны на плите (рис. 62, а).
2. Один конец заготовки зажимают в тиски, а другой — руч-
ными тисками.
3. Для увеличения силы разворота между ножками ручных
тисков вставляют вороток (стержень, пруток, полосу). Равномер-
ной силой, прикладываемой к плечам воротка, раскручивают
(развертывают) кривизну до полного выправления спирального
изгиба (рис. 52, б). Вместо ручных тисков и воротка часто ис-
пользуют различные приспособления и инструменты (рычаги,
ключи, зажимы).
4. Окончательную правку заготовки производят на правиль-
ной плите тем же способом, каким правят полосовой материал,
изогнутый в плоскости (см. предыдущее задание).
5. Контроль качества правки полосового металла со спираль-
ным изгибом осуществляют в той же последовательности, как и
при правке полосового металла, изогнутого по плоскости.
Рис. 53. Правка полосы, изогнутой по ребру;
а — определение кривизны на плите; б схема иаиесения ударов при правке полосы
по ребру; в = прием правки
62
Учебное задание 4. Правка полосового металла, изогнутого
по ребру.
Выполняют такую правку следующим образом.
1. Взяв полосу в руки, определяют при помощи поверочной
плиты (линейки) или на глаз границы кривизны и отмечают их
мелом (рис. 53, а).
2. Надевают рукавицы (рукавицу), берут полосу в левую
руку, а молоток в правую, подходят к правильной плите (нако-
вальне) и принимают рабочую стойку. Кладут полосу на плиту
широкой плоскостью и наносят удары носком молотка поперек
полосы рядами, начиная с вогнутой стороны (рис. 53, б, в).
Удары наносят равномерно по всей плоскости, причем у вогнутой
части удары должны быть сильнее и чаще, а по мере перехода
к выпуклой стороне они должны ослабевать и наноситься реже.
В процессе правки за счет «разгона» (растяжения) металла вогну-
тая часть вытягивается больше и полоса постепенно выпрямляется,
принимая прямолинейную форму.
3. Контроль качества правки проводят внешним осмотром,
а отклонение от прямолинейности проверяют на поверочной плите
или поверочной линейкой. Отклонение от прямолинейности не
должно превышать 0,2 мм на 100 мм длины ребра.
§ 3. ПРАВКА ЛИСТОВОГО МЕТАЛЛА
Различают два основных вида правки листового материала —
молотком и бруском.
Учебное задание 1. Правка листового металла на плите молот-
ком.
Выполняют правку в следующем порядке.
1. Внешним осмотром и с помощью линейки определяют виды
неровностей, места и границы выпуклостей, обозначают их мелом.
2. Разрабатывают схему нанесения ударов при правке. Схема
нанесения ударов может изменяться в зависимости от числа вы-
пуклостей, их расположения и величины (рис. 54, а, б).
3. Для правки лист кладут на правильную плиту выпукло-
стью вверх и, придерживая его левой рукой (в рукавице), нано-
Рис. 54. Схемы правки заготовок из листового металла:
о — с выпуклостью в центре листа; б с несколькими выпуклостями
53
Рис. 55. Правка листового металла:
а слесарным молотком; б — киянкой
сят удары молотком (киянкой) по выбранной ранее схеме
(рис. 55, а). Удары наносят частые, точные, но несильные, по
мере приближения к центру выпуклости их ослабляют. В ре-
зультате этого ровная часть листа вытягивается и выпуклость
постепенно исчезает.
4. После устранения выпуклости лист переворачивают и лег-
кими кистевыми ударами молотка окончательно восстанавливают
его прямолинейность.
При правке листового материала различной толщины приме-
няют молотки, изготовленные из различных материалов. Листо-
вой металл толщиной до 1 мм правят деревянными молотками
(киянками) (рис. 55, б) или молотками с мягкими вставками.
5. Качество правки проверяют на глаз, а отклонение от пло-
скостности — линейкой. Допустимое отклонение не должно пре-
вышать 0,1 мм на 200 мм длины.
Рис. 56. Правка тонкого листо-
вого металла гладилкой
Учебное задание 2. Правка тонкого листового металла на плите
бруском.
Незакаленный листовой материал толщиной до 0,3 мм можно
править деревянным или металлическим бруском (гладилкой)
с ровной и гладкой поверхностью. Этот вид правки выполняют
следующим образом.
1. Лист металла укладывают на
плиту выпуклостями (неровностя-
ми) вверх так, чтобы его края не
выходили за края плиты. Левой
рукой плотно прижимают лист к
поверхности плиты. В правую ру-
ку берут брусок (гладилку), на-
кладывают его с небольшим нажи-
мом на выравниваемый лист
(рис. 56).
64
2. Брусок перемещают вдоль плоскости листа слева направо
до края плиты. В конце правки нажим на брусок уменьшают,
а затем брусок перемещают (без нажима вниз) в первоначальное
положение. Эти движения повторяют до полного выпрямления
листа. При правке лист следует периодически переворачивать,
так как при выравнивании листа с одной стороны бруском на
его поверхности образуется вогнутость, которую необходимо
будет править.
3. Качество правки проверяют визуально, а отклонение от
плоскостности листа — линейкой
§ 4, ПРАВКА МЕТАЛЛИЧЕСКИХ
ПРУТКОВ КРУГЛОГО СЕЧЕНИЯ
Правку металлических прутков круглого сечения вручную
осуществляют тремя основными способами: на правильной плите
(наковальне), на призмах и с помощью ручного пресса.
Учебное задание 1. Правка стального прутка круглого се-
чения на правильной плите (наковальне). Выполняют задание
следующим образом.
1. Определяют границы изгибов и отмечают их мелом.
2. Надев рукавицы, пруток укладывают на правильную плиту
выпуклой частью вверх (рис. 57). Удары наносят от краев изгиба
к центру выпуклой части. Силу ударов регулируют в зависимости
от величины изгиба (кривизны прутка), диаметра прутка и мате-
риала заготовки. По мере выправления кривизны силу ударов
уменьшают, заканчивают правку легкими кистевыми ударами
молотка, поворачивая при этом пруток вокруг его оси. При
наличии нескольких изгибов править начинают крайние, а закан-
чивают правку изгибов, расположенных в центре прутка (заго-
товки).
3. Качество правки предварительно проверяют на глаз. Осмот-
ром убеждаются в отсутствии (наличии) заметной кривизны,
вмятин и забоин. Окончательно проверяют качество правки
перекатыванием прутка по поверочной плите, наблюдая при этом
Рис. 57. Правка прутка круглого сечения;
а на правильной плите; б » иа наковальне
Б5
chipmaker.ru
Рис. 58. Правка прутка круглого сечения (валика) на призмах?
а » киянкой; б — молотком с применением прокладки
за плотностью прилегания прутка к поверхности плиты по всей
его длине, просвет при этом должен быть одинаковым. Допустимое
отклонение от плоскостности не должно превышать 0,1 мм на
100 мм длины.
Учебное задание 2. Правка стального прутка круглого сече-
ния на призмах.
Задание выполняют в следующем порядке.
1. Определяют границы кривизны на глаз или перекатив?»
нием прутка по плите и отмечают их мелом.
2. Устанавливают на плите две призмы (рекомендуемое рас-
стояние между призмами 50 ... 200 мм), укладывают в угловые
выемки пруток выпуклостью (изгибом) вверх.
3. Надев рукавицы (рукавицу), приступают к правке. Удары
молотком (киянкой) наносят от краев изгиба к центру (рис. 58, а).
Силу ударов регулируют в процессе правки. При правке данным
способом применяют различные молотки и прокладки
(рис. 58, б).
4. По мере выправления прутка контролируют качество правки
ранее изученным способом.
Учебное задание 3. Правка валов и труб на ручном прессе.
Данный вид правки применяют в тех случаях, когда заготовку
выправить вручную сложно или просто невозможно, так как
сила, создаваемая молотком в момент удара, недостаточна. Правку
вала на ручном винтовом прессе выполняют в такой последова-
тельности.
1. Вращая вал в центрах или перекатывая его по поверочной
плите, определяют места и величину изгиба вала. Найдя наивыс-
шую точку отклонения (вершину изгиба), отмечают ее мелом.
2. Вал необходимо установить на призмы, помещенные на
столе ручного пресса таким образом, чтобы центр изгиба совпа-
дал с центром призматического наконечника, закрепленного на
штоке (рис. 59, а). При необходимости между валом и призмати-
ческим наконечником устанавливают мягкие прокладки.
56
Рис. 59. Правка валов и труб на ручном винтовом прессе:
а — расположение призм и наконечника в момент правки; б — момент правки вала:
в — контроль вала на биение в‘ центрах
3. Плавно вращая маховик винтового пресса, подводят приз-
матический наконечник к месту изгиба вала. Постепенно увели-
чивая нагрузку на наконечник, выправляют вал (рис. 59, б).
Усилие не снимают до полного исправления вала. При этом сле-
дят за тем, чтобы чрезмерным усилием не вызвать обратной де-
формации (изгиба) вала, так как это осложнит дальнейшую правку.
4. Контроль качества правки осуществляют следующими спо-
собами: визуально на равномерный просвет — путем перекаты-
вания вала по поверочной плите; вращением вала в центрах при
помощи неподвижного мелка (рис. 59, в) или с применением ин-
дикаторной головки.
Рис. 60. Правка и контроль валов на ручном прессе специальной конструкции;
а -* момент правки; б — момент контроля; 1 —* центра для контроля вала; 2 =• вал;
3 винт пресса; 4 =• призмы; 5 «=» стойка индикатора; 6 « индикатор
57
r.ru
Правя трубу на прессе, необходимо следить, чтобы не до-
пустить обратного ее изгиба, править обратный изгиб трубы слож-
нее, чем обратный изгиб валов, а поэтому необходимо следить
за величиной прогиба (стрелой прогиба) трубы.
При правке заготовок валов диаметром 12 ... 20 мм ис-
пользуют ручной винтовой пресс с контрольным устройством
(рис. 60, а, б).
§ 5. ПРАВКА СТАЛЬНОГО
УГЛОВОГО ПРОФИЛЯ
Учебное задание. Правка углового профиля на ручном прессе.
Выполняют задание в следующем порядке.
1. Определяют места деформации заготовки профиля и от-
мечают их мелом.
2. Деформированный профиль помещают в установленную на
стол призму. Во внутреннюю часть уголка (между полками)
укладывают закаленный стальной валик (рис. 61, а).
3. Подводят призматический наконечник винтового пресса
к валику. Наконечник давит на валик, валик воздействует на
полки угольника в местах деформации, прижимает их к угловым
поверхностям призмы, и тем
самым восстанавливается фор-
ма угольника (рис. 61, б).
4. При наличии деформации
в ряде мест или при большой
кривизне изгиба уголок с ва-
ликом несколько раз переме-
щают по выемке призмы и
периодическим давлением на-
конечника восстанавливают
правильную форму угольни-
ка.
5. Качество правки прове-
ряют внешним осмотром; от-
клонение от прямолинейности
полок — на поверочной плите
или поверочной линейкой на
просвет; взаимное расположе-
ние полок — слесарным или
поверочным угольником.
Рис. 61. Правка углового профиля на
ручном прессе:
а — положение углового профиля и вали-
ка в призме; б — момент правки
68
§ 6. ПРАВКА ЗАКАЛЕННЫХ
ДЕТАЛЕЙ
В ряде случаев термически обработанные (закаленные) де-
тали деформируются (коробятся). Правка термически закаленных
деталей называется рихтовкой. Рихтовку выполняют на правиль-
ной плите, наковальне или рихтовальной бабке молотком специ-
альной конструкции (рис. 62, а—в). Хорошо зарекомендовали
себя рихтовальные молотки с бойками, изготовленными из твердо-
сплавного материала.
Учебное задание 1. Правка стальной закаленной полосы (ли-
нейки).
Задание выполняют в такой последовательности.
1. Надев рукавицу и положив деформированную полосу на
плиту выпуклостью вниз (рис. 63, а), плотно прижимают ее ле-
вой рукой к поверхности плиты.
3. Рихтовальным молотком с острым бойком (радиус закругле-
ния 0,05 ... 0,5 мм) наносят несильные, но точные и частые ки-
стевые удары по всей поверхности впадины (рис. 63, б). Удары
наносят поперек полосы в местах соприкосновения ее с плитой.
Силу ударов регулируют в зависимости от толщины полосы и
величины изгиба. Рихтовку рекомендуется начинать с середины
впадины с постепенным переходом к ее краям. Рихтовку закан-
чивают, убедившись в полном восстановлении прямолинейности
полосы (линейки). Приемы правки на рихтовальной бабке
(рис. 63, в) те же, что и на плите.
4. Отклонение от прямолинейности полосы контролируют
на поверочной плите или поверочной линейкой на просвет.
Учебное задание 2. Правка деформированного ребра плоской
скобы.
Задание выполняют в следующем порядке.
Рис. 62. Оборудование и инструмент, применяемые при рихтовке;
а — правильная плнта; б рихтовальные бабки; в — рихтовальные молотки различной
конструкции: 1 =» штифт; 2 » боек; 3 рукоятка рихтовального молотка; 4 « корпус
молотка
69
chipmaker.ru
Рис. 63. Рихтовка закаленной
полосы (линейки):
а — схема ианесения ударов; б —।
момент рихтовки полосы на плите;
в — рихтовка полосы иа рихтоваль-
ной бабке
1. Скобу плотно прижимают левой рукой к поверхности плиты.
Рихтовальным молотком наносят (со стороны вогнутой части)
несильные частые удары по скобе, двигаясь от середины изгиба
к краям, поочередно с обеих сторон (рис. 64).
2. Убедившись, что деформированное ребро стало прямолиней-
ным, правку заканчивают.
3.. Отклонение от прямолинейности ребра полосы контроли-
руют поверочной линейкой на просвет, а общий вид — внешним
осмотром.
Учебное задание 3. Правка закаленного угольника.
Правку закаленного стального угольника, у которого вслед-
ствие термообработки изменился по величине наружный или внут-
ренний угол, выполняют следующим образом.
Рис. 64. Правка плоской скобы, деформированной по ребру:
а — деформированная скоба и схема нанесения ударов при правке; б —> момент правки
и выправленная скоба
60
Рис. 65. Правка закаленного угольника!
а, б ** схемы на несения ударов; в, г •=* моменты правки
1. Проверяют отклонение от прямолинейности поверхностей
и ребер угольника, величину внутреннего и наружного углов,
определяют характер деформации и ее расположение.
2. Если на угольнике имеются деформации по широкой пло-
ской поверхности или по ребру, то их выправляют ранее изучен-
ными способами, а затем приступают к правке углов.
3. Если в результате термообработки угольника уменьшился
внутренний угол (рис. 65, а), удары рихтовальным молотком
наносят по поверхности со стороны внутреннего угла (рис. 65, г),
начиная от вершины угольника и постепенно перемещая в стороны.
Если угольник после термической обработки имеет увеличен-
ный внутренний угол (рис. 65, б), удары наносят со стороны внеш-
него угла (рис. 65, в), начиная с его середины и постепенно пере-
мещая в стороны. Удары наносят с обеих сторон угольника во
избежание отклонений от плоскостности.
4. Правку угольника заканчивают, когда его плоскости и
ребра примут правильную форму, а оба угла станут равными 90°.
5. Отклонение от плоскостности проверяют поверочной ли-
нейкой, а углы — поверочным угольником.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Как производят правку прутка круглого сечения (вала) на ручном прессе?
2. Какими приемами правят листовой материал с несколькими выпукло-
стями?
3. В чем заключаются особенности рихтовки (правки) закаленных деталей?
01
I chipmaker.ru
глава v. ГИБКА
§ 1. ГИБКА СОРТОВОГО МЕТАЛЛА
В ТИСКАХ
Требования безопасности труда см. в гл. IV.
Особенностью данного вида работ является умение рассчитать
длину заготовки согласно чертежу детали. Длину заготовки опре-
деляют из следующих соображений: в процессе гибки наружные
слои металла заготовки растягиваются (удлиняются), а внутрен-
ние сжимаются (укорачиваются), неизменным остается средний
слой или так называемый «нейтральный» (рис. 66, а). Эго харак-
терно только для симметричных профилей — прямоугольного,
квадратного, круглого, овального, шестигранного и профилей,
имеющих большее число граней сечения. Для несимметричных
профилей нейтральный слой проходит через центр тяжести се-
чения. Расчет длины заготовки ведут по средней линии, для чего
заданный профиль детали разбивают на прямолинейные и криво-
линейные участки, подсчитывают длину каждого из них и полу-
ченные данные суммируют. Длина прямолинейного участка
Рис. 66. Определение
длины заготовки при гиб-
ке:
а — схема расположения
волокон (слоев) металла при
гибке; б, в — две основные
формы гибки внутренних
углов
62
определяется из чертежа, длина криволинейного — как длина
дуги сектора (рис. 66, б):
Г = л/?а/180,
где Г — длина дуги сектора, мм; R — радиус изгиба заготовки
по средней ее линии, мм; а — угол изгиба заготовки, °. Общую
длину заготовки подсчитывают по формуле
Ь==/1 + /2+...+/п + -^-+...+^Ь.
При гибке заготовок под прямым внутренним углом формула
длины дуги криволинейного участка упрощается и выглядит
следующим образом!
/' = nR/2.
Если необходимо согнуть заготовку с внутренним прямым
углом без закругления (рис. 66, в), длину заготовки определяют
по формуле
L = R 4- /а + ... -J- 1п 4- S (0,5 ... 0,8) k,
где S — толщина заготовки в плоскости изгиба, мм; k — число
изгибов с внутренним прямым углом; 0,5 ... 0,8 — коэффициент,
который выбирают в зависимости от толщины заготовки.
При изготовлении кольца длину заготовки подсчитывают по
формуле L = л (D — S) или L = п (d + S), где D — наружный
диаметр кольца; S — толщина заготовки; d — внутренний диа-
метр кольца.
Учебное задание 1. Гибка двойного угольника из полосы в тис-
ках.
Задание выполняют в следующем порядке.
1. Определяют длину заготовки согласно чертежу (рис. 67);
L = 20 + 75 4- 15 + 2 X 0,5 X 3 — 113 мм (без учета припуска
на обработку концов заготовки), где 2 — два изгиба; 0,5 X 3 —
припуск на изгиб в зависимости от толщины заготовки.
Если заготовку отрубают от полосы, необходимо дополни-
тельно прибавить к расчетной длине припуск на рубку и допол-
нительную обработку торцов после рубки — 1 мм на каждую
сторону. Таким образом, общая длина заготовки составит 113 +
+ 2 = 115 мм.
2. Отметив заданную длину I
на полосе, проводят риску. По-
лосу укладывают на правйль- J
ную плиту и навесным ударом
отрубают размеченную заготов- - +
КУ- При необходимости заготов- Рис. 67. Чертеж двойного уголь-
ку правят. ника
63
chipmaker.ru
Рис. 68. Гибка двойного угольника в тисках:
а, б — моменты гибки полок
Рис. 69. Гибка двойного уголь-
ника с применением бруска:
1 — заготовка; 2 — угольник (на-
губиик); 3 — брусок
3. Обработав торцы заготовки и получив расчетную длину
1’3 мм, приступают к гибке.
4. Размечают заготовку, причем к размеру полки каждого
изгиба прибавляют 1,5 мм, т. е. на полосе проводят риски на рас-
стоянии 21,5 и 16,5 мм от каждого торца.
5. Зажимают заготовку в тиски таким образом, чтобы риска
линии изгиба совпадала с верхней поверхностью нагубников
(угольников), применяемых при гибке.
6. Наносят удары молотком по выступающей части полосы,
загибают первую полку угольника (рис. 68, а). Затем заготовку
переворачивают, устанавливают ее по второй линии изгиба и
зажимают в тиски.
7. Загибают вторую полку угольника (рис. 68, б).
В отдельных случаях при гибке второй полки угольника при-
меняют подкладки-бруски. При ьтом заготовку зажимают между
нагубником (угольником) и бруском (рис. 69). Далее гибку выпол-
няют в том же порядке.
8. Качество гибки проверяют на глаз, углы — слесарным
угольником, линейные размеры — линейкой.
Учебное задание 2. Гибка прямоугольной скобы с применением
простейших приспособлений (плоских оправок).
Задание выполняют в следующем порядке.
1. Определяют длину заготовки согласно чертежу (рис. 70):
L = 23 + 30 + 40 + 30 + 23 + 0,5 X 2 X 4 = 150 мм,
где 0,5 X 2 X 4 — припуск на четыре загиба в зависимости от
толщины заготовки.
К расчетной длине заготовки при-
бавляют 2 мм на обработку торцов
после рубки, общая длина заготов-
ки равняется 152 мм.
2. Разметив полосу, отрубают за-
готовку и, если необходимо, правят.
3. Опилив торцы заготовки,
приступают к разметке линии
64
Рис, 71. Гибка прямоугольной скобы:
а гибка одного конца; б гибка второго конца; в — формирование скобы
первого изгиба, риску проводят, отложив размер 55 мм (23 +
+ 1 + 30+1).
4. Размеченную заготовку зажимают в тиски между нагубни-
ками (угольниками) па уровне линии разметки и загибают высту-
пающий конец скобы (рис. 71, а).
5. Снимают заготовку, переворачивают ее, зажимают между
нагубником и плоской оправкой, имеющей в сечении прямоуголь-
ник, соответствующий внутренним размерам скобы 40 X 32 мм
(длина оправки должна быть не менее 60 мм). Загибают второй
конец скобы (рис. 71, б).
6. Сняв заютовку и вынув брусок, размечают длину коротких
полок. Проводят риски, отложив размер 21 мм от каждого конца.
7. Вставив внутрь размеченной скобы оправку, зажимают
ее в тиски, следя за тем, чтобы линии разметки полок совпадали
с поверхностью нагубников (угольников). Загибают короткие
полки скобы (рис. 71, в).
8. Качество гибки проверяют на глаз, линейные размеры —
линейкой, углы — слесарным угольником; отклонение от пло-
скостности полок проверяют на поверочной плите.
Учебное задание 3. Гибка полосовой стали на ребро с приме-
нением гибочного приспособления. Выполнение данного задания
рассмотрим на примере изготовления угольника для ножовки
(рамки ножовочной ручной). Гибку угольника выполняют в та-
кой последовательности.
1. Определяют длину заготовки согласно чертежу (рис. 72):
£ = 80+10 + -^(т?-~4) ==200 + -^Х (40--^-) =
= 200 + 43,2 = 243,2 мм.
2. От стальной полосы отрезают (отрубают) заготовку длиной
248,2 мм, 5 мм берут в виде припуска на дальнейшую обработку.
3. Перед началом гибки ролик гибочного приспособления
(рис. 73, а) смазывают машинным маслом. Рычаг с гибочным
роликом отводят в верхнее положение А (рис. 73, б).
Заготовку вставляют в отверстие, образованное роликом
и оправкой (см. рис. 73, а). Выступающий конец полосы должен
соответствовать расчетному или заранее заданному размеру,
65
. chipmaker.ru
Рис. 72. Чертеж угольника рам-
ки ножовочной ручной (ножовки)
Рис. 74. Чертеж втулки
В)
Рис. 73. Гибка угольника ножовки:
а — схема гибочного приспособления; б — прием
гибки; в — полученный угольник; / — рычаг?
2 — ролик; 3 — заготовка; 4 — поверхность
оправки
обычно этот размер отмеряют от наружной грани приспособления.
В данном случае L = 80 + 43,2 + 2,5 = 125,7 мм. Затем за-
готовку закрепляют в приспособлении винтами.
4. Перемещая рычаг приспособления вниз (положение Б),
обкатывают роликом заготовку по поверхности оправки. В резуль-
тате гибки получаем угольник заданной формы (рис. 73, в).
5. Отвернув винты и подняв рычаг вверх, вынимают угольник
и контролируют его. Правильность изгиба проверяют слесарным
угольником, линейные размеры — линейкой, качество гибки —
на глаз.
Учебное задание 4. Гибка листового и полосового материала на
круглых оправках.
Выполнение данного задания рассмотрено на примере изготов-
ления втулки.
1. Согласно чертежу (рис. 74) определяют общую длину за-
готовки по формуле L — л (D — S) или L = л (d + S):
L = л (D — S) = 3,14-(42 — 2) = 125,6 мм.
58
Рис. 75. Гибка листового металла на круглой оправке:
а — начало процесса; б — продолжение; в — окончание
2. Размечают заготовку, припуск на обработку берут 1 мм
на сторону и вырубают ее. При необходимости вырубленную за-
готовку правят.
3. Опиливают заготовку в размер 50 X 125,6 мм.
4. Заготовку с оправкой зажимают в тиски таким образом,
чтобы половина ее находилась выше уровня нагубников. Диаметр
оправки берется равным внутреннему диаметру втулки.
5. Ударами молотка (киянки) загибают заготовку по оправке,
добиваясь плотного прилегания ее к поверхности оправки
(рис. 75, а). Переставляя заготовку с оправкой в тисках, заги-
бают ее примерно до половины окружности (рис. 75, 6).
6. Заготовку с оправкой переставляют обратной стороной
и второй конец заготовки загибают до полного соприкосновения
по линии стыка (рис. 75, в).
7. Втулку освобождают из тисков, вынимают оправку и кон-
тролируют качество гибки на глаз, линейные размеры — линей-
кой или штангенциркулем.
Учебное задание 5. Гибка металла круглого сечения с приме-
нением приспособлений.
Выполнение данного задания рассмотрено на примере изго-
товления заготовки чертилки. Гибка стального прутка выпол-
няется в следующем порядке.
1. Определяют общую длину заготовки согласно чертежу
(рис. 76):
Z. == /сте[)и{ Аюл ~ 120 -f- 3,14*30 = 214,2 мм,
где 30 мм — диаметр кольца.
2. Отрезают от прутка 215
мм; 0,8 мм оставляют на оконча-
тельную обработку, при необ-
ходимости пруток правят.
3. Отмерив от конца пру-
тка половину длины окруж-
ности кольца (47 мм), зажимают
заготовку вместе с оправкой в
тиски.
Рис. 76. Чертеж чертилки
67
Рис. 77. Изготовление кольца чертилки в тисках на круглой оправке!
д, б — моменты гибки кольца; в — подгиб стержня чертилки
Рис. 78. Гибка прутка круглого сечения
в приспособлении
4. Ударами молотка загибают полукольцо (рис. 77, а).
5. Развернув заготовку на 180° вместе с оправкой, загибают
вторую часть кольца (рис. 77, б).
6. Не вынимая оправки из кольца, заготовку переставляют
в тисках и ударом молотка по стержню подгибают его, прида-
вая ему правильное положение относительно оси кольца; оси
кольца и стержня должны совпасть (рис. 77, в).
7. При проверке качества гибки основное внимание уде-
ляют симметричности расположения кольца по отношению к
стержню. Линейные размеры проверяют линейкой, качество гиб-
ки — внешним осмотром.
Гибку кольца можно производить и в приспособлении, для
чего один конец заготовки устанавливают в зазор между штиф-
том и оправкой, а свободный конец заготовки берут руками и из-
гибают пруток вокруг оправки (рис. 78). Если свободный конец
прутка короткий и пруток имеет достаточно большой диаметр,
гибку выполняют с помощью молотка или увеличивают длину
прутка, нарастив его трубой.
§ 2. ГИБКА ТРУБ
Одной из основных подготовительных операций при изготов-
лении трубопроводов является гибка труб. Трубы гнут ручным и
механизированным способами с применением различных приспо-
соблений. Гнут трубы в холодном и горячем состоянии, с напол-
нителем и без него.
Стальные отожженные трубы диаметром до 10 мм при радиусе
изгиба до 200 мм гнут в холодном состоянии без наполнителя.
Трубы диаметром 10 ... 30 мм при радиусе изгиба более 200 мм
гнут в холодном и горячем состоянии с наполнителем (песок).
68
Рис. 79. Труба,
ная к гибке
подготовлен-
Пробка
Трубы диаметром более 30 мм при радиусе изгиба более 200 мм
гнут в горячем состоянии с наполнителем.
Медные и латунные (отожженные) трубы диаметром до 10 мм
при радиусе изгиба до 100 мм гнут в холодном состоянии без
наполнителя; трубы диаметром 10 ... 20 мм при радиусе изгиба
до 100 мм гнут в холодном состоянии с наполнителем (канифоль);
трубы диаметром 10 ... 20 мм при радиусе изгиба до 100 мм гнут
в горячем состоянии с наполнителем (песок).
Во избежание появления трещин при гибке труб необходимо
знать, что радиус изгиба трубы должен быть не менее четырех
диаметров трубы. Сварные трубы, имеющие шов вдоль образую-
щей, при гибке рекомендуется располагать таким образом, чтобы
шов был снаружи, а не внутри изгиба, иначе он может разойтись.
Учебное задание 1. Гибка стальных труб в холодном состоянии
с наполнителем.
Задание выполняют следующим образом.
1. Отжигают трубу в месте изгиба.
2. Изготовляют две конусные деревянные пробки диаметром,
равным внутреннему диаметру трубы, и длиной, равной четырем
ее диаметрам.
3. Закрыв один конец трубы пробкой, ставят трубу верти-
кально и через открытое отверстие наполняют ее песком. Песок
уплотняют, постукивая молотком по трубе. После чего закрывают
пробкой второй конец трубы (рис. 79).
4. Размечают место изгиба трубы мелом.
5. Надев рукавицы, вставляют трубу в трубный прижим (меж-
ду выемкой основания и сухарем), вращая рукоятку зажима, за-
крепляют трубу в прижиме.
6. На выступающий конец изгибаемой трубы надевают отре-
зок трубы большего диаметра так, чтобы ее конец цемнОгб не до-
ходил до места изгиба. Обхватив трубу двумя руками, гфиклады-
вают необходимое усилие и отводят ее в направлении изгиба
(рис. 80). Контролируют величину изгиба трубы провоЛбчйым
шаблоном, накладываемым на сред-
нюю линию трубы.
7. Окончив гибку, трубу осво-
бождают из прижима, вытаски-
вают пробки и высыпают
песок.
Учебное задание 2. Гибка труб
в горячем состоянии с наполните-
лем в приспособлении.
Задание выполняют следую-
щим образом.
Рис. 80. Гибка трубы вручную в
трубном прижиме
69
chipmaker.ru
Рис. 81. Гибка трубы в
горячем состоянии с на-
полнителем в приспособ-
лении:
а — подготовленная к гиб-*
ке труба; б — подогрев тру*
бы перед гибкой
1. Размеченную трубу наполняют песком и закрывают дере-
вянной пробкой со специальными отверстиями для выхода воз-
духа, вытесняемого песком при нагреве трубы (рис. 81, а).
2. Место изгиба трубы нагревают пламенем газовой горелки,
паяльной лампы или в горне до вишнево-красного цвета, темпера-
тура в зоне нагрева 850 ... 1200 °C. Зона нагрева обычно состав-
ляет шесть диаметров трубы, по три диаметра в обе стороны от
центра изгиба (рис. 81, б).
3. Нагретую трубу устанавливают (вдвигают) в приспособле-
ние, а затем гнут по копиру вручную.
4. Закончив гибку, снимают трубу с приспособления, охлаж-
дают на воздухе, затем вынимают пробки и высыпают песок.
5. Качество гибки трубы контролируют ранее изученным
способом.
Учебное задание 3. Гибка стальных труб в холодном состоя-
нии без наполнителя на ручном гибочном станке.
Задание выполняют в такой последовательности.
1. Мелом отмечают на трубе место начала изгиба.
Рис. 82. Гибка трубы без наполнителя в холодном состоянии на трубогибочном
станке (приспособлении):
а — устройство ручного трубогибочного стайка; б — прием гибки трубы; / — плита;
2 — подвижной ролик: 3 — рычаг; 4 скоба подвижного ролика; 5 труба; 6 — непод-
вижный ролик-шаблон; 7 — хомутик
70
Рис. 83. Гибка труб из цветных металлов в холодном состоянии с наполнителем:
а — в тисках; б — иа ручном трубогибочном приспособлении
2. Подготавливают станок к гибке, для чего рычаг переводят
в исходное положение А (ближе к хомутику) (рис. 82).
3. Закладывают конец трубы между подвижным и неподвиж-
ным роликами так, чтобы линия разметки на трубе совпала с рис-
кой (выступом), нанесенной на поверхности неподвижного ролика.
Положение трубы фиксируется хомутиком.
4. Взяв рычаг двумя руками, поворачивают его по часовой
стрелке на заданный угол (по шаблону). Для увеличения силы
рычаг удлиняют, надев кусок трубы.
5. Вернув рычаг в первоначальное положение, вынимают
трубу и контролируют качество гибки ранее изученным способом.
Учебное задание 4. Гибка труб из цветных металлов в холодном
состоянии с наполнителем.
Задание выполняют в такой последовательности.
1. Закрыв пробкой один конец трубы, расплавляют канифоль и
заливают ее в вертикально установленную трубу. Трубу оставляют
в вертикальном положении до полного затвердевания канифоли.
2. Гибку трубы производят двумя способами. При первом
способе трубу, наполненную канифолью, зажимают в тиски между
деревянными прокладками (нагубниками) и усилием рук произ-
водят гибку (рис. 83, а), проверяют угол гибки шаблоном. Вто-
рым способом гибку трубы производят с помощью ручного ги-
бочного станка или роликового приспособления (рис. 83, б).
Технология гибки на ручном гибочном станке описана в предыду-
щем задании.
3. Качество гибки определяют внешним осмотром, точность
гибки угла — по шаблону или образцу.
4. Освободив трубу из тисков или приспособления, нагревают
ее по всей длине, начиная с открытого конца, и выливают рас-
плавившуюся канифоль в заранее приготовленный сосуд.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Как рассчитывают длину заготовки скобы, угольника, кольца при гибке?
2. Расскажите об основных правилах безопасности труда при правке и
гибке заготовок.
3. Каким должен быть радиус изгиба трубы, чтобы при гибке не появились
трещины?
TI
chipmaker.ru
глава vi. РЕЗКА
§ 1. ТРЕБОВАНИЯ
БЕЗОПАСНОСТИ ТРУДА
Инструмент, приспособления и оборудование, применяемые
при резке металлов, должны удовлетворять следующим требова-
ниям.
1. Работу разрешается выполнять только исправным инстру-
ментом и на исправном оборудовании.
2. Слесарная ручная ножовка должна быть исправной, по-
лотно не должно иметь трещин, выкрошенных зубьев и других
механических повреждений. Закрепляют полотно в ножовке тща-
тельно, надежно.
3. Ручные ножницы должны быть в хорошем состоянии, от-
регулированы и заточены.
При разрезании листового металла ножницами работают в ру-
кавицах во избежание травм рук о заусенцы или лезвия ножниц.
Следят также за положением левой руки, которой обычно поддер-
живают разрезаемую заготовку, во избежание попадания пальцев
под лезвия ножниц.
Работать на механических ножницах разрешается только при
наличии защитных устройств и ограждений, устраняющих воз-
можность попадания пальцев рук под ножи в момент подачи
листа.
4. Работы электрифицированным инструментом разрешается
выполнять без наличия защитных устройств только при напря-
жении 36 В.
При работе электроинструментом запрещается: выполнять ра-
боты неисправным инструментом; проводить частичную разборку
и ремонт электроинструмента; работать в условиях повышенной
влажности; держать подключенный к сети электроинструмент за
электропровод или режущий инструмент; оставлять электроин-
72
струмент подключенным к сети во время перерывов или при от-
сутствии электрического тока; перемещаться с одного участка
работы на другой с включенным электроинструментом.
Работы по резанию хрупких материалов разрешается прово-
дить только в защитных очках или защитной маске.
5. Перед работой на приводном ножовочном станке необхо-
димо его осмотреть, убедиться в исправности защитных устройств,
отдельных узлов и деталей, пускового устройства и электрообору-
дования, наличии заземления, смазочных материалов в трущихся
частях, при необходимости станок смазать.
Во время работы на ножовочном станке запрещается: чистить
и смазывать станок, сдувать стружку воздухом или удалять ее
руками; изменять режимы резания; облокачиваться на станок,
класть на него заготовки и инструмент; ремонтировать станок;
оставлять работающий станок без надзора, даже при кратковре-
менном перерыве станок необходимо выключить.
6. При других видах механической резки металла особое
внимание уделяют исправности оборудования и режущего ин-
струмента, наличию защитных устройств и ограждений.
7. Категорически запрещается допускать к работе на металло-
режущем оборудовании лиц, не прошедших дополнительный ин-
структаж по технике безопасности и электробезопасности при ра-
боте на данном виде оборудования.
§ 2. РЕЗКА РУЧНОЙ СЛЕСАРНОЙ
НОЖОВКОЙ
Для резки металла применяют ножовки: с цельной или раз-
движной рамкой, с передвижным держателем, а также лобзики
и шлицевые ножовки (рис. 84). Режущей частью слесарной но-
жовки является полотно (рис. 85, а). Для ручной резки слесар-
ной ножовкой чаще применяют полотна длиной I = 250 ... 300 мм,
высотой b = 13 и 16 мм, толщиной h = 0,65 ... 0,8 мм и шагом
зуба 0,8; 1,0; 1,25 и 1,6 мм. Зубья ножовочного полотна подобно
режущей части любого инструмента имеют форму клина
(рис. 85, б). Основными углами зуба являются: передний (у =
= 0 ... 12°), задний (а = 35 ... 40°), угол заострения Р и угол
резания 6. Чтобы полотно не заклинивало в пропиле, его зубья
разводят (рис. 85, в). Различают два вида разводки: по полотну
(волновая разводка), при котором К = 1,25 ... 1,5 h; по зу£)у,
при этом К = 1,15 ... 1,25 h.
Выбор полотна зависит от материала заготовки, ее формы и
толщины в месте реза.
Учебное задание 1. Приобретение навыков работы ручной сле-
сарной ножовкой.
Задание выполняют в таком порядке.
1. Внешним осмотром проверяют состояние полотна и кор-
пуса ножовки.
73
chipmaker.ru
I
I
I
Рис. 84. Ручная слесар-
ная ножовка:
г)
2. Полотно устанавливают и закрепляют в прорезях натяж-
ного винта и хвостовика. Устанавливая полотно, необходимо сле-
дить за тем, чтобы зубья полотна были направлены по ходу дви-
1
1
1
I
I
Рис. 85. Ножовочное по-
лотно (а), основные эле-
менты зуба (<Т), виды раз-
водни зуба (в)
74
Правильно
а)
Рис. 8в. Установка ножовочного полотна (а), натяжение полотна (б)
жения слесарной ножовки в момент резания, т. е. от рукоятки
к натяжному винту (рис. 86, а).
3. Натягивание полотна осуществляют завинчиванием бараш-
ковой гайки (барашка) руками, прилагая небольшое усилие
(рис. 86, б). Натягивая полотно, ножовку держат на удалении
от лица, чтобы в случае разрыва полотна избежать травмы.
4. Высоту тисков устанавливают в соответствии с ростом
работающего, соблюдая следующие условия: правая рука с но-
жовкой, установленной полотном на губки тисков, должна в локте
образовывать прямой угол (рис. 87, а). Стоят у тисков при ре-
зании ножовкой свободно и устойчиво, вполоборота по отноше-
нию к губкам тисков, выставив вперед левую ногу (рис. 87, б).
в) г)
Рнс. 87. Положение рабочего (основная стойка) при резке;
.. — корпуса работающего и ножовки; б — ног; в — правой руки; г — левой руки
75
chipmaker.ru
Рис. 88. Приемы работы ручной слесарной ножовкой:
а «“ установка полотна на риску; б прием в начале резания? в •=> прием в процессе
резания
Берут в правую руку ручку ножовочного станка таким образом,
чтобы ручка упиралась в ладонь, охватывают ее четырьмя паль-
цами, а большой палец накладывают сверху (рис. 87, в), паль-
цами левой руки охватывают передний угольник рамки, натяж-
ной винт и барашек (рис. 87, г).
5. Разметив деревянный брусок, закрепляют его в тиски та-
ким образом, чтобы линия реза располагалась справа от губок
тисков на расстоянии 10 ... 30 мм и строго вертикально.
6. Полотно ножовки устанавливают на поверхность бруска
по линии резания. В начальный период обучения рекомендуется
для получения точного направления линии резания использовать
в качестве направляющей большой палец левой руки (рис. 88, а).
Поставив у линии разметки ноготь большого пальца левой руки,
прижимают к нему полотно ножовки, а правой рукой, чуть при-
подняв ножовку, осуществляют резание (рис. 88, б). Сделав пред-
варительный пропил, берут ножовку двумя руками и продол-
жают резание, постепенно переводя полотно в горизонтальное
положение (рис. 88, в).
Движения рук при резании должны быть плавными, ритмич-
ными, нажим на полотно — равномерным и должен быть только
в момент резания. Следят за тем, чтобы в процессе резания участ-
вовали все зубья полотна. Темп движения рук при резании за-
висит от материала и профиля заготовки и составляет 30 ... 60
двойных ходов в минуту (для твердых материалов 30 ... 40, для
мягких материалов — 60).
7. В конце резания нажим на полотно ослабляют, уменьшают
темп движения. Темп движения и величину нажима на полотно
уменьшают во избежание поломки полотна и получения травмы.
Учебное задание 2. Резание ножовкой стального прутка круг-
лого сечения без поворота полотна.
Выполняют задание в такой последовательности.
1. Размечают место резания прутка, риску наносят мелом,
чертилкой или разметочным штангенциркулем.
2. Зажимают пруток в тиски горизонтально. Отрезаемую часть
заготовки лучше всего располагать с левой стороны, так как в конце
резания ее следует поддерживать рукой. Линию резания распола-
гают на расстоянии 10 ... 30 мм от губок тисков, если это рас-
76
стояние будет меньше, то в процессе резания работающий будет
задевать ножовкой за губки тисков, а если это расстояние будет
больше, то возможна вибрация прутка — все это отрицательно
сказывается на качестве резки, а порой ведет к травмам.
3. На заготовке (по линии резания) делают пропил трехгран-
ным напильником, это исключает в начальный момент резания
скольжение полотна по прутку.
4. Полотно устанавливают в пропил и начинают резать заго-
товку (рис. 89, а). Для уменьшения возникающих при резании
сил трения и частичного охлажения полотно смазывают мине-
ральным маслом. В начальный момент резания нажим на полот-
но должен быть незначительным, а по мере приближения к
центру прутка нажим увеличивают.
5. В конце резания нажим на полотно уменьшают, левой ру-
кой поддерживают отрезаемую часть заготовки, а правой закан-
чивают резание.
6. Качество резания определяют на глаз, линейные размеры
проверяют линейкой или штангенциркулем.
В процессе резания полотно порой «уводит» в сторону от ли-
нии разметки. Если полотно начинает «уводить», резание пре-
кращают, пруток поворачивают на 180°, проверяют состояние
полотна и его натяжение и начинают резание вновь.
Учебное задание 3. Резание стального прутка квадратного се-
чения ножовкой без поворота полотна.
Выполняют задание в такой последовательности.
1. Размечают место резания, используя чертилку, измеритель-
ную линейку и слесарный угольник с широким основанием.
Линейкой отмеряют длину заготовки, а по угольнику проводят
риски на трех сторонах прутка (верхней и двух боковых).
2. Размеченный пруток зажимают в тиски. Делают пропил
трехгранным напильником по динии резания.
3. Полотно смазывают маслом и принимают рабочее положе-
ние. Для сохранения зубьев полотна резание начинают с неболь-
Рис. 89. Положение полотна прн резании заготовок различных профилей;
а — круглого; б —> квадратного; в — прямоугольного; г — трубы; д — уголка
77
chipmaker.ru
шим наклоном ножовки вперед (рис. 89, б) и малым нажимом на
полотно. Постепенно уменьшая наклон и увеличивая нажим, по-
лотно переводят в горизонтальное положение и продолжают ре-
зание в таком положении до конца, постоянно контролируя на-
правление и положение полотна относительно рисок на боковых
поверхностях прутка, а также использование в работе всей длины
полотна. В конце резания нажим на полотно ослабляют, левой
рукой поддерживают заготовку.
4. Качество резания проверяют внешним осмотром, линей-
ные размеры — линейкой, углы — угольником.
Учебное задание 4. Резание стальной полосы ножовкой без
поворота полотна.
Полосу, как правило, режут тремя способами. При толщине
полосы, превышающей три шага зуба полотна, режут по узкой
стороне так же, как и пруток квадратного сечения (рис. 89, в),
соблюдая единственное условие; чем меньше зубьев одновременно
участвует в работе, тем меньше должен быть нажим на полотно.
Если толщина полосы меньше трех шагов зуба, полосу режут
по широкой стороне в такой последовательности.
I. Размеченную полосу зажимают в тиски. Делают пропил
трехгранным напильником по линии резания.
2. Полотно смазывают маслом и принимают правильное ра-
бочее положение.
3. Резание осуществляют с небольшим наклоном ножовки
вперед и малым нажимом на полотно. Темп резания не должен
превышать 30 двойных ходов в минуту, в резании должны участ-
вовать все зубья полотна.
Учебное задание 5. Резание труб ножовкой без поворота по-
лотна.
Задание выполняют в такой последовательности.
1. Размечают место резания на трубе кольцевой риской.
2. Зажимают трубу в тиски горизонтально. Во избежание
смятия трубы используют деревянные бруски или нагубники
из мягкого материала.
3. Трехгранным напильником делают пропил по линии раз-
метки.
4. Полотно смазывают маслом и принимают правильное ра-
бочее положение. Резание труб выполняют полотном с шагом
зуба не более 1,0 мм. В процессе резания ножовку держат с не-
большим наклоном на себя или строго горизонтально (рис. 89, г).
Прорезав трубу на толщину стенки, ножовку вынимают и
кладут на верстак, а трубу поворачивают вокруг оси на 30 ... 60°
(в зависимости от толщины стенок трубы и ее диаметра) от себя
и продолжают резание. Время от времени поворот заготовки пов-
торяют. В конце резания отрезаемый кусок трубы поддерживают
левой рукой.
5. Закончив резание, освобождают трубу из тисков и прове-
ряют качество резания.
Учебное задание 6. Резание уголка ножовкой без поворота
полотна.
В зависимости от толщины полок уголка резание осуществ-
ляют двумя способами. При толщине полок, равной или превы-
шающей три шага зуба полотна, уголок режут по узкой грани
в такой последовательности.
1. Размечают на наружных поверхностях полок линии ре-
зания.
2. Зажимают уголок в тиски узкой поверхностью полки
вверх (рис. 89, д). Трехгранным напильником делают пропил.
3. Полотно смазывают маслом. Резание производят с неболь-
шим наклоном ножовки на себя и малым нажимом на полотно.
Темп резания не должен превышать 30 ... 40 двойных ходов в ми-
нуту.
4. Прорезав первую полку уголка до внутренней поверхности
второй полки, резание прекращают, уголок поворачивают и уста-
навливают узкой поверхностью второй полки вверх. Резание
второй полки производят в той же последовательности, что и
первой.
В конце резания отрезаемую часть угольника поддерживают
левой рукой.
5. Закончив резание, уголок вынимают из тисков и контроли-
руют качество резания внешним осмотром, линейкой и слесар-
ным угольником.
Если толщина полок угольника меньше трех шагов зуба по-
лотна, резание уголка осуществляют по широкой поверхности
ранее изученным способом.
Резание тонкого листового материала (тонкой полосы) осу-
ществляют, зажав его между двумя деревянными брусками из
твердого дерева (рис. 90). Резание листового материала требует
повышенной внимательности и осторожности, так как твердость
металла и дерева не одинакова, а поэтому возможность поломки
полотна увеличивается, а следовательно, увеличивается возмож»
ность получения травмы. Поэтому листовой металл чаще режут
другими способами и инструментами.
Учебное задание 7. Резание заготовок ножовкой с поворотом
Рис. 90. Резаиие тонкого ли-
стового металла
Рис. 91. Резание заготовки ножовкой
с поворотом полотна на 90°
7»
chipmaker.ru
полотна на 90Q. Задание выполняют в такой последовательно-
сти.
1. Подготавливают ножовку к работе, для чего, освободив
полотно, устанавливают его перпендикулярно к плоскости но-
жовки, фиксируют штифтами, затем натягивают.
2. Размеченную заготовку устанавливают в тиски таким об-
разом, чтобы место резания находилось чуть выше губок тисков.
Трехгранным напильником делают пропил.
3. Полотно смазывают маслом и приступают к резанию
(рис. 91). Для устранения вибрации заготовки в процессе реза-
ния ее несколько раз переставляют в тисках, поднимая вверх.
Резание производят с небольшим наклоном ножовки на себя,
плавно, без рывков. Темп резания не должен превышать 30 ...
40 двойных ходов в минуту. При малейшем перекосе полотна
работу прекращают, устраняют причину перекоса, только затем
продолжают резание. В конце резания темп и силу резания
уменьшают, отрезаемую часть заготовки поддерживают левой
рукой.
4. Освободив заготовку из тисков, проверяют качество ре-
зания внешним осмотром, линейные размеры и углы — уголь-
ником и мерительной линейкой.
Учебное задание 8. Прорезание шлицев в головках винтов
ножовкой.
Выполняют задание в такой последовательности.
1. Зажимают винт в тиски, используя разрезную гайку или
мягкие нагубники из свинца, дерева, кожи. Трехгранным напиль-
ником делают предварительный пропил по линии разметки.
2. Полотно ножовки смазывают маслом и приступают к про-
резанию паза (рис. 92). При достижении глубины пропила (паза),
равной 0,5 ... 0,7 высоты головки винта, резание прекра-
щают.
Широкие шлицы прорезают ножовкой с двумя установленными
вместе полотнами.
Рис, 92. Прорезание шлица в головке винта Рис. 93. Вырезание фасонного от-
верстия лобзиком
80
3. Закончив резание, винт освобождают из тисков и про-
веряют качество резания внешним осмотром и линейкой.
Учебное задание 9. Вырезание криволинейных контуров лоб-
зиком.
Задание выполняют в такой последовательности.
1. В размеченной заготовке сверлят (прорубают) отверстие
диаметром, равным ширине полотна (пилы) лобзика.
2. Пропустив в отверстие полотно (пилу) лобзика, закрепляют
его в рамке и смазывают маслом.
3. Установив заготовку на опору и прижав ее левой рукой,
приступают к резанию (рис. 93). Движения правой руки с лобзи-
ком должны быть строго перпендикулярными плоскости резания,
плавными, без рывков. Темп резания не должен превышать 40
двойных ходов в минуту, нажим на полотно лобзика должен быть
равномерным. Для удобства резания заготовку в процессе работы
несколько раз переставляют. В конце резания нажим на по-
лотно лобзика уменьшают, темп сокращают до 20 двойных ходов
в минуту.
4. Закончив резание, освобождают полотно из рамки лоб-
зика и вынимают из заготовки. Контроль качества резания про-
веряют внешним осмотром, линейные размеры — штангенцир-
кулем или линейкой.
§ 3. РЕЗКА ТРУБ ТРУБОРЕЗОМ
Для резки труб вручную кроме слесарных ножовок приме-
няют труборезы, режущими элементами которых являются сталь-
ные закаленные диски специальной конструкции (ролики) или
резцы. Для резания труб с наружным диаметром до 100 мм при-
меняют роликовые труборезы (рис. 94). Трубы диаметром более
100 мм режут хомутиковыми, цепными и резцовыми труборе-
зами (рис. 95).
Учебное задание. Резание труб роликовым труборезом.
Задание выполняют следующим образом.
1. Перед началом работы проверяют состояние (исправность)
трубореза, осматривают режущие кромки роликов, проверяют
посадку роликов на оси (ролики не должны иметь качки), правиль-
ность установки роликов (они должны находиться в одной плос-
кости). Смазывают оси роликов маслом.
Рис. 94. Роликовый тру-
борез:
1 режущие ролики; 2
корпус; 3 —* подвижной ро-
лик; 4 —> рукоятка прижим-
ного винта; 5 рукоятка
81
| chipmaker.ru
Рис. 95. Труборезы для резания труб большого диаметра:
а — хомутиковый; б — цепной; в — резцовый: 1 — винт подачи резца; 2 — призмати*
ческий резец; 3 — виит прижимного ролика
Рис. 96. Резание трубы роликовым
труборезом
2. Размеченную трубу закрепляют в тиски или в трубный
прижим горизонтально, линия резания должна находиться на
расстоянии 60 ... 100 мм от губок тисков (прижима).
3. На трубу надевают труборез, вращением рукоятки под-
водят подвижной ролик к линии разметки на трубе и слегка вдав-
ливают его в металл. Взявшись правой рукой за рукоятку, а ле-
вой за трубу, труборез повора-
чивают на один оборот вокруг
оси. Ролик, врезаясь в металл,
оставит след в виде глубокой
риски (рис. 96). Если риска по-
лучилась замкнутой, ролик уста-
новлен верно. Убедившись в пра-
вильности установки трубореза,
приступают к резанию трубы.
4. Ролики и место резания
на трубе смазывают маслом. По-
вернув рукоятку трубореза по ча-
совой стрелке на четверть обо-
рота, врезают ролик (ролики)
в тело трубы. Вращая труборез
вокруг оси, начинают резать тру-
бу. Перемещение ролика и вра-
щение трубореза продолжают до
тех пор, пока стенки трубы не
будут перерезаны полностью.
82
5. Качество резания про-
веряют внешним осмотром,
линейные размеры — линей-
кой.
§ 4. РЕЗКА ПРОВОЛОКИ
Рнс. 97. Резание проволоки острогубцами
Проволоку режут различными способами: рубят зубилом, ре-
жут кусачками, ножницами, бокорезами, комбинированными пас-
сатижами, механизированными инструментами и т. д.
Учебное задание 1. Резка проволоки острогубцами.
Задание выполняется в такой последовательности.
1. Перед резкой проволоку правят и размечают.
2. Выправленную и размеченную проволоку берут в левую
руку, а в правую берут острогубцы (рис. 97). Установив лезвия
острогубцев на линию разметки, пальцами правой руки сдвигают
ручки, приближая лезвия друг к другу и осуществляя резание.
3. Отрезанную заготовку контролируют.
Учебное задание 2. Резка проволоки ручными рычажными
ножницами.
Выполняют задание в такой последовательности.
1. Для резания проволоки используют ручные рычажные
или малогабаритные силовые ножницы. Отрезаемый кусок про-
волоки вставляют в отверстие в неподвижном ноже ножниц
(рис. 98).
2. Перемещая рычаг подвижного ножа вниз, режут прово-
локу.
3. Точность отрезаемой заготовки проверяют линейкой.
Малогабаритные силовые ножницы предназначены для резки
листовой стали толщиной до 2,5 мм. Кроме того, они имеют прис-
пособление для резки прутка диаметром до 8 мм (рис. 99). Прис-
пособление представляет собой два диска с отверстиями (гнездами),
Рис. 98. Схема резания проволоки
ручными рычажными ножницами:
f —» подвижный нож; 2 — неподвиж-
ный нож; 3 разрезаемый пруток;
4 ** отверстие в ножах
Рис. 99. Малогабаритные силовые нож-
ницы:
1 — режущие ножн (лезвия); 2 —• соединитель-
ный винт; 3 — рычаги усиления; 4 — рукоят-
ка, зажимаемая в тисках; 5 — силовая ру-
коятка; 6 — шарнир; 7 — плечо рычага; 8
диски с отверстиями
83
chipmaker, ru
8)
Рис. 100. Типы ручных ножниц;
а пряморежущме; } ~~ левый рычаг; 2 — правый рычаг;
3 — узел оси шарнира; б •— для вырезания отверстий (в том
числе с загнутыми режущими элементами); в — для фигур-
ной резки
84
Рис. 101. Положение пальцев руки на ручках /
ножниц при резании металла
в которые вставляются закаленные \/
втулки (ножи). Отрезаемый пруток,
болт, шпильку вставляют в отверстие /
втулки, затем перемещают не закре-
пленную в тиски рукоятку вниз. / 7
§ 5. РЕЗКА ЛИСТОВОГО МЕТАЛЛА
РУЧНЫМИ НОЖНИЦАМИ a) J /
Для резания листового и поло- //
сового металла толщиной до 1,5 мм
применяют три основных типа -Я4 *
ручных ножниц; пряморежущие,
для вырезания отверстий и для s)
фигурной резки (рис. 100).
Для вырезания отверстий применяют также ножницы с за-
гнутыми режущими элементами.
В зависимости от характера и условий выполняемых работ
подбирают тип и длину ножниц. Наиболее удобными в работе
считаются ножницы длиной 250 и 320 мм.
При резании вручную ножницы держат правой рукой, охва-
тывая ручки четырьмя пальцами и прижимая их к ладони, ми-
зинец при этом располагается между ручками (рис. 101, а). Во
время резания мизинцем раздвигают ручки ножниц. Некоторые
слесари предпочитают это делать указательным пальцем
(рис. 101, б), но этот прием неудобен. Левой рукой поддерживают
разрезаемый лист или полосу и управляют процессом ре-
зания.
Учебное задание 1. Резание листового металла по прямым ли-
ниям.
Выполняют задание пряморежущими ножницами в такой по-
следовательности .
1. Размечают заготовку.
2. Левой рукой (в рукавице) берут лист, а правой рукой —
ножницы.
3. Разжав пальцы руки, мизинцем отводят нижнюю ручку
ножниц, левой рукой вставляют разрезаемый лист в раствор ре-
жущих кромок ножниц и устанавливают верхнее лезвие точно
по линии разметки (рис. 102, а). Сжимая ручки ножниц, пальцами
правой руки производят резание. Повторяя манипуляции руками,
отрезают заготовку.
4. Отрезанную заготовку контролируют внешним осмотром.
Иногда при резании листового металла одну из ручек прямо-
режущих ножниц зажимают в тиски (рис. 102, б).
Учебное задание 2. Резание листового металла по внешним кри-
волинейным линиям разметки.
85
। chipmaker.ru
Рис. 102. Резание заготовки:
а — по прямым линиям разметки; б — ручными ножницами, закрепленными в тиская
Выполняют задание пряморежущими ножницами или нож-
ницами для фигурной резки в такой последовательности.
1. Размечают заготовку.
2. Левой рукой (в рукавице) берут лист, правой — ножницы
и приступают к резанию (рис. 103, а). Особенностью резания
внешних криволинейных контуров является то, что постоянно
приходится доворачивать заготовку левой рукой, чтобы ножницы
резали ее точно по линии разметки.
Резание внешних контуров осуществляют как правыми, так
и левыми ножницами. При резании изменяют только наклон за-
готовки и направление ее вращения (рис. 103, б).
Закончив резание, проверяют качество резания и контроли-
руют линейные размеры.
Учебное задание 3. Резание листового металла по внутренним
криволинейным линиям разметки.
Рис. 103. Резание листового металла по внешним криволинейным линиям раз-
метки:
а — правыми ножницами; б — левыми ножницами
86
Рис. 164. Вырезание круглого отвер-
стия
Рис. 105. Ручные рычажные ножницы:
J — корпус; 2 — рычаг; 3 — верхний шар-
нирно закрепленный нож; 4 — заготовка
Выполняют задание ручными ножницами для резки отверстий
или ножницами для фигурной резки в следующем порядке.
1. Размечают заготовку.
2. Зубилом вырубают в заготовке отверстие для прохода
лезвий ножниц. И по разметке вырезают заготовку (рис. 104).
3. По окончании резания контролируют качество резания
внешним осмотром.
Учебное задание 4. Резание листового металла ручными рычаж-
ными ножницами. Выполняют резание в следующем порядке.
1. Перед началом резания проверяют состояние ножниц,
наличие (или отсутствие) смазочного материала в трущихся час-
тях, зазор между режущими кромками ножей, при необходимос-
ти регулируют его.
2. Правой рукой охватывают рукоятку рычага и отводят ее
в верхнее положение (рис. 105), при этом верхний нож также
поднимается.
3. Взяв в руки размеченный лист, укладывают его на режу-
щую кромку нижнего ножа. Поддерживая левой рукой лист в го-
ризонтальном положении, правой опускают рычаг вместе с верх-
ним ножом вниз, осуществляя резание листа. В момент резания
лезвие верхнего ножа должно совпадать с линией разметки. Про-
резав часть листа, рычаг поднимают, левой рукой перемещают
лист вперед и повторяют процесс резания. Выполняя эти приемы
резания и перемещения, лист разделяют на части.
4. Качество резания проверяют внешним осмотром, обращая
при этом внимание на точность резания по риске и отсутствие на
заготовке вмятин, заусенцев, зарезов. Линейные размеры про-
веряют измерительным инструментом.
87
I chipmaker.ru
I
|
|
I
Рис. 106. Рычажные ножницы для резания листового металла:
а — стуловые; б маховые; 1 — станина; 2 — стол; 3 — боковая кромка для зажима
листа; 4 — рукоятка перемещения упора; 5 — подвижный нож; 6 — ножедержатель;
7 — противовес; 8 — нижний неподвижный нож; 9 — прижимная планка; 10 — упор;
11 рукоятка прижимной планки; 12 —« пружинный упор
При резании применяют рычажные ножницы различного
типа, но принцип их устройства и работы одинаков.
При резании листового металла большой длины применяют
стуловые и маховые ножницы (рис. 106).
Учебное задание 5. Резание листового металла ручными элек-
трическими ножницами.
Для резания листового металла по прямолинейному и криво-
линейному контуру толщиной до 3 мм применяют ручные элек-
трические ножевые ножницы вибрационного типа (рис. 107).
Величина захода ножей должна быть 4 мм, при необходимости
»*ис. 107. Резание металла
ручными электрическими
ножницами
заход ножей регулируют (рис. 108. а).
При регулировании учитывают, что
слишком большой заход ножей затруд-
няет резание заготовок по кривой, а
при отсутствии захода ножницы пере-
стают резать (рис. 108, б). Величину
захода ножей регулируют с помощью
установочных винтов и эксцентрика.
Резание металла ручными электричес-
кими ножницами производят в сле-
дующем порядке.
1. Размечают заготовку по шаблону
или согласно чертежу.
2. Место резания очищают от грязи
и смазывают тонким слоем масла.
3. Левой рукой поддерживают лист, а
в правую берут подключенные к электро-
сети электроножницы и приступают к ра-
боте. Во время работы рукоятку ножниц
88
Рис. 108. Регулирование ножей электроножниц:
а "» правильное: б — неправильное; 1 заход отсутствует; 2 —г заход увеличен
охватывают всеми пальцами руки, а включение ножниц осуществ-
ляют указательным пальцем. Удерживая лист левой рукой,
направляют его между ножами таким образом, чтобы верхний
нож перемещался точно по линии разметки. Правой рукой под-
держивают и перемещают работающие электроножницы по линии
резания, при этом рекомендуется, чтобы поверхности ножей име-
ли некоторый наклон относительно плоскости разрезаемого ме-
талла. Режущие кромки ножей периодически смазывают маслом.
При резании криволинейных контуров лист поворачивают
левой рукой таким образом, чтобы верхний нож делал рез точно
по линии разметки.
4. Закончив резание, выключают электроножницы и прове-
ряют качество резания внешним осмотром.
Резание металла ручными пневматическими ножницами осу-
ществляют в той же последовательности, что и электрическими.
§ 6. РЕЗКА МЕТАЛЛА
НА ПРИВОДНОМ ножовочном
СТАНКЕ
Выполнение задания рассмотрено на примере резания металла
на ножовочном станке 872А.
Учебное задание 1. Подготовка станка к работе.
Выполняют задание в следующем порядке.
1. Ученик под руководством инструктора повторяет правила
безопасности труда и электробезопасности при работе на метал-
лорежущих станках, изучает устройство станка (рис. 109), пра-
вила ухода за ним и организации рабочего места.
2. Изучив основные положения, приступают к проверке со-
стояния основных узлов и деталей станка, наличия (или отсут-
ствия) смазывающих материалов в трущихся узлах. При необхо-
димости смазочные устройства пополняют смазкой, смазывают
шестерни привода и другие узлы и детали станка.
89
chipmaker, ru
Рис. 109. Приводной ножовочный станок 872Л:
3 —. станина; 2 — упор; 3 — ножовочное полотно; 4 — пильная рама; 5 рукав пиль-
ной рамы; 6 — выключатель; 7 — кнопки «Стоп» и «Пуск»
3. Подбирают необходимое число двойных ходов пильной
рамы путем перестановки клиновидных ремней на ведущем и ве-
домом шкивах привода. Для резания твердых материалов исполь-
зуют передачу — 75 двойных ходов в минуту; при резке более
мягких материалов используют передачу—111 двойных ходов
в минуту.
4. На станину станка устанавливают тиски и закрепляют.
Тиски рекомендуется устанавливать таким образом, чтобы верти-
кальная ось разрезаемой заготовки пересекала центр хода пиль-
ной рамы. В комплект станка, как правило, входят два типа тис-
ков. Тиски с v-образными губками (рис. НО, а) предназначены
для крепления заготовок круглого сечения диаметром 18 ...
01В.„120
V
Рис. ПО. Способы крепления заготовок в тисках;
fl — единичных заготовок круглого сечения в тисках с v-образнымн губками; б — одно-
временно нескольких заготовок в тисках с v-образнымн губками; в — единичных загото-
вок в тисках с плоскими губками
00
]20 мм или для крепления заготовок,
имеющих в сечении шесть и более гра-
ней, а также для одновременного креп-
ления нескольких заготовок меньше-
го диаметра (сечения), сложенных
вместе (рис. 110, б). Тиски с плоскими
губками (рис. ПО, в) используют для
крепления заготовок, имеющих в сече-
нии квадрат или прямоугольник с раз-
мером сторон 40 ... 250 мм.
5. Скопившийся в гидросистеме воз-
дух выпускают через пробку, установ-
ленную вмасляномрезервуаре (рис. 111).
Рис. 111. Масляный резер-
вуар для спуска воздуха из
гидросистемы
Для этого устанавливают рукоятку крана управления механизма
подачи в положение «Бездействие» (рис. 112, а), нажимают кнопку
«Пуск», и станок начинает работать в холостом режиме. Прове-
ряют работу системы охлаждения, для чего открывают кран на
трубе подачи охлаждающей жидкости и проверяют равномер-
ность поступления эмульсии.
Поочередно переключая рукоятку крана управления в поло-
жения «Подъем», «Спуск», «Медленное действие», «Быстрое дей-
ствие» (рис. 112, б, в, г, д), проверяют работу станка на холостом
ходу. Электродвигатель выключают, остановив пильную раму
в крайнем верхнем положении и зафиксировав ее упором.
6. Выключив станок, приступают к установке ножовочного
полотна. Полотно устанавливают одним концом на штифт непод-
вижно закрепленной планки пильной рамы (рис. 113, а) так, чтобы
зубья полотна были направлены в сторону электродвигателя
(рабочего хода), второй конец полотна надевают на штифт под-
вижной планки, оба конца ножовочного полотна фиксируют нак-
ладными планками с помощью винтов на подвижной и неподвиж-
ной планках пильной рамы. Натяжение полотна производят с по-
мощью натяжного устройства — шпильки с гайкой и скобы
(рис. 113, б). После установки и регулирования полотна его окон-
чательно закрепляют в пильной раме.
После выполнения этих операций станок готов к работе.
Учебное задание 2. Резание заготовки на ножовочном станке.
Рис. 112. Положения рукоятки управления механизмом подачр;
а — «Бездействие»; б «Спуск»; в «Подъем»; г «Медленное действие»; д «Быстрое
действие»
91
chipmaker.ru
Рис. 113. Установка ножовочного полотна:
а — схема установки; б — схема натяжения полотна; 1 — пильная рама; 2 — штифт
подвижной планки; 3 — штифт неподвижной планки; 4 — неподвижная плаика; 5 —
натяжная гайка; 6, 8 — болты крепления накладных планок; 7, 9 — накладные планки
Задание выполняют в такой последовательности.
1. Размеченную заготовку закрепляют в тиски. При резании
большого числа заготовок одинаковой длины используют упор,
заранее установленный на размер заготовки.
Если необходимо разрезать заготовку под углом меньше 90°,
то вначале под заданный угол устанавливают поворотные тиски,
затем закрепляют в них заготовку.
2. Выполнив подготовительные операции, приступают к ре-
занию заготовки. Рукоятку крана управления устанавливают
в положение «Спуск», освобождают пильную раму от упора и
включают электродвигатель станка. После того как ножовочное
полотно коснется заготовки, рукоятку крана переводят в поло-
жение «Медленное действие» для предварительного врезания
ножовочного полотна в металл.
3. Убедившись, что полотно точно режет заготовку по линии
разметки, рукоятку крана переводят в положение «Быстрое дей-
ствие» и устанавливают необходимую величину подачи резания.
В дальнейшем резание заготовки проходит в автоматическом ре-
жиме. После окончания резания пильная рама автоматически
поднимается вверх, это обеспечивается кинематикой станка, пере-
ключающей рукоятку крана в положение «Подъем».
4. В верхнем положении пильная рама выключателем, уста-
новленным на рукаве, нажимает кнопку «Стоп» и выключает
электродвигатель. Верхнее положение пильной рамы фиксируется
упором (защелкой). Закончив резку, заготовку освобождают из
тисков и снимают со станка.
5. Отрезанную заготовку контролируют: качество поверхности
реза проверяют внешним осмотром, линейные размеры — измери-
тельным инструментом.
02
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Перечислите основные способы резки металла. Назовите инструменты
и оборудование, применяемые при резке.
2. Каковы основные приемы работы слесарной ножовкой? Расскажите
на примерах резки заготовок различного профиля.
3. Расскажите об основных приемах работы ножницами на примере резки
листового металла по внешним и внутренним криволинейным контурам разметки.
4. В чем заключается подготовка ножовочного станка к работе и как на нем
режут заготовки?
5. Расскажите о требованиях безопасности груда к режущим инструментам
и оборудованию.
chipmaker.ru
глава vn. ОПИЛИВАНИЕ МЕТАЛЛА
§ 1. ТРЕБОВАНИЯ
БЕЗОПАСНОСТИ ТРУДА
Для опиловочных работ рабочее место должно быть организо-
вано соответствующим образом. Требования к верстаку, тискам,
ростовой решетке приведены в гл. 1, § 4.
1. Недопустимо работать напильниками без рукояток или
с негодными (расколотыми, деформированными) рукоятками. По-
верхность рукоятки (клен, ясень, береза, прессованная бумага)
должна быть гладкой, отполированной, а чтобы она не раскалы-
валась, на ее конец насаживают стальное кольцо.
2. Для насадки хвостовик напильника вставляют в отвер-
стие рукоятки и, взяв напильник за насеченную часть правой
рукой, не очень сильно ударяют головкой рукоятки о верстак
(рис. 114, «) или наносят удар
молотком по рукоятке (рис.
Рис. 114. Насадка рукояток напиль-
ника:
а — ударом о верстак; б ударом ио*
лотка
114, б).
Заслуживает внимания бы-
стросменная рукоятка для на-
пильников с коническим хвос-
товиком (рис. 115, а). Внутрь
пластмассового корпуса (соб-
ственно рукоятки) 5 запрессо-
ван металлический стакан 3,
донышком которого являются
гайки 4 с термообработанной
резьбой. В стакан помещены
пружина 2 и втулка 1 с па-
зом. От проворачивания и выпа-
дания из рукоятки втулку пре-
дохраняет штифт, завернутый
в стакан. Относительно стакана
04
в)
Рис. 116. Рукоятки напильника:
а — быстросменная; б — долговечная; в — безопасная
втулка может иметь только поступательное движение. Для на-
садки рукоятку надевают на хвостовик и вращают, при этом
гайки 4 навинчиваются на хвостовик. Второй точкой опоры хво-
стовика является втулка, поджимаемая пружиной.
Используют также долговечную деревянную рукоятку для
напильников (рис. 115,6), в которой одновременно сверлят от-
верстие для хвостовика и отверстие для втулки. Сверлят комби-
нированным сверлом с кольцевой фрезой. В отверстие, сделанное
кольцевой фрезой, вставляют втулку, изготовленную из трубки.
Втулка предохраняет рукоятку от раскалывания даже при силь-
ных ударах в момент закрепления .напильника.
Безопасны в работе напильники с рукояткой, навинчиваемой
на хвостовик (рис. 115, в). Устройство такого напильника до-
пускает использование сменных полотен, имеющих на двух сто-
ронах различные насечки.
3. Чтобы снять рукоятку с напильника, левой рукой крепко
обхватывают рукоятку, а правой рукой молотком 2 ... 3 раза
ударяют по верхнему краю кольца (рис. 116, о). Можно снять
рукоятку напильника, взяв его за насеченную часть правой ру-
кой и, заведя его в зазор между губками тисков, несколько раз,
предварительно подняв, дернуть вниз (рис. 116,6). Нарушение
правил насадки рукояток ведет к травмам рук.
4. При опиливании нельзя поджимать пальцы левой руки
под напильник, потому что при обратном ходе можно задеть
за заготовку и поранить пальцы.
5. При чрезмерном продвижении напильника вперед рукоятка
может ударить в край заготовки, тогда хвостовик выйдет из ру-
коятки и может нанести травму.
99
chipmaker.ru
а)
6)
Рис. 116. Снятие рукоятки с напиль-
ника;
а — ударами молотка по кольцу; бх в
тисках
Рис. 117. Чистка напильника кордо-
вой щеткой (а); скребком из мягкого
металла (б)
6. Стружку удаляют волосяной щеткой. Нельзя удалять ее
голыми руками или сдувать, так как при этом возможно ранение
рук или засорение глаз.
7 Работать следует в головном уборе, потому что стружка
может попасть в волосы.
8. Не следует обрабатывать новыми напильниками поверх-
ности с окалиной или литейной коркой. Такие твердые поверх-
ности обдирают на наждачном точиле, стальной щеткой или на-
сеченным ребром старого напильника.
9. Не следует использовать новые напильники для опилива-
ния мягких (вязких) металлов (свинца, олова, красной меди),
так как стружка этих металлов забивает впадины между зубьями.
66
10. Забитый стружкой напильник чистят металлической щет-
кой вдоль насечек или скребком из мягкого металла (алюминия,
латуни) (рис. 117, а, б).
Общие правила безопасности при работе электрической ма-
шинкой с гибким валом приведены ниже.
1. Перед пуском машинки проверяют:
наличие смазочного материала в гибком валу;
контакты заземляющего проводя с корпусом машинки и за-
земляющим устройством;
исправность гибкого вала вращением вручную при отключен-
ном электродвигателе (гибкий вал должен вращаться без заеда-
ний);
установку ремня на заданную частоту вращения (соответствую-
щий шкив);
исправность машинки пробным пуском вхолостую в течение
2 ... 3 мин, предварительно убедившись, что пуск никому не угро-
жает опасностью;
состояние шлифовального круга для выявления возможных
трещин, выбоин; при наличии этих дефектов пользоваться кругом
нельзя;
крепление шлифовального круга, которое должно быть на-
дежным.
2. При работе электрической машинкой с гибким валом наде-
вают предохранительные очки. Работать электрической машинкой
в рукавицах, перчатках, а также, с забинтованными пальцами
запрещено.
3. При эксплуатации электрической машинки запрещено:
передвигать машину за токоведущий кабель; прикасаться руками
к режущему инструменту; оставлять машинку включенной при
перерывах в работе.
§ 2. ОСВОЕНИЕ ТЕХНИКИ
И ПРИЕМОВ ОПИЛИВАНИЯ
Опиливание — слесарная операция, заключающаяся в среза-
нии слоя материала с заготовки напильником вручную или на
стайках.
С помощью напильника слесарь придает заготовкам требуе-
мые форму и размеры, осуществляет пригонку деталей друг
к другу, подготовляет кромки деталей под сварку, выполняет
другие работы.
Припуски на опиливание обычно небольшие — от 0,5 до
0,025 мм. Точность обработки при опиливании 0,2 ... 0,05 мм,
в отдельных случаях до 0,001 мм.
Ручная обработка напильником малопроизводительна, поэ-
тому опиливание выполняют на специальных станках, но пол-
ностью ручное опиливание эти станки вытеснить не могут, так
97
chipmaker.ru
г)
Рис. 118. Напильники
по форме сечения:
а, б плоские; е —» квад-
§атный; г —* трехгранные?
— круглые; е — полу-
круглый; ж — ромбический;
з — ножовочные
как пригоночные работы при сборке и монтаже оборудования не-
редко приходится выполнять вручную.
При отработке навыков опиливания одним из основных рабо-
чих инструментов является напильник, которому уделяют осо-
бое внимание.
Напильники по назначению подразделяют на группы: общего на-
значения, специального назначения, надфили, рашпили, машинные.
По числу насечек (нарезок) на 1 см длины напильники делят
на шесть номеров: 0, 1 (драчевые) — для грубого опиливания;
2 и 3 (личные) — для чистового опиливания; 4 и 5 (бархатные) —
для окончательной отделки изделий. Напильники различаются
также и по форме сечения (рис. 118).
Используя напильник, сначала работают одной его стороной,
а затем другой. Напильники следует оберегать от попадания на
них масла, воды, пыли, грязи. Нельзя класть напильники друг
на друга или на другой инструмент, так как при этом забивается
насечка (притупляются зубья). Хранят напильники на деревян-
ных подставках в положении, исключающем соприкосновение
их между собой.
88
рис. 119. Заготовки, подготовленные
к опиливанию:
а — пластины в бруске; б — отрезок швел-
лера
Замасленный напильник
чистят твердым древесным уг-
лем или мелом, натирая поверх-
ность напильника в направле-
нии насечек до полного исчез-
новения следов масла. Сильно
замасленные напильники моют
в керосине или бензине.
При обработке алюминиевых
заготовок напильники натирают
стеарином. Напильники, заби-
тые опилками дерева, резины,
эбонита, фибры, капрона, по-
гружают на 15 ... 20 мин в
горячую воду, а затем очищают щеткой. Напильники уклады-
вают на специальные подставки справа от тисков. Измеритель-
ные инструменты хранят в футлярах в правом дальнем углу вер-
стака.
По завершении работы измерительный и поверочный инстру-
мент (штангенциркуль, кронциркуль, поверочную линейку, уголь-
ник) сначала протирают сухой чистой тряпкой, а затем ветошью,
слегка смоченной в масле. В ящиках инструменты хранят в гнез-
дах или на полочках. Чаще используемые инструменты распола-
гают в верхних гнездах.
Учебное задание 1. Усвоение рабочего положения при опили-
вании. Для выполнения этого и последующего заданий в каче-
стве обрабатываемой заготовки берут пластины, расположенные
в пазах деревянного бруска, или отрезок швеллера (рис. 119).
Задание выполняют в такой последовательности.
1. Устанавливают соответствующую высоту тисков.
2. Пластины приспособления располагают в пазах деревян-
ного бруска без перекосов, параллельно губкам тисков так,
чтобы пластины (или ребра швеллера) выступали над губками
на 8 ... 10 мм.
3. Прочно закрепляют тренировочное приспособление (или
швеллер) в тиски.
4. Принимают рабочее положение у тисков: стоять необходимо
прямо и устойчиво, вполоборота к тискам (корпус развернут
к оси тисков под углом 45°, правое плечо — против винта тисков)
(рис. 120, а, б).
5. Ступни ног ставят под углом 60 ... 70° одна к другой, рас-
стояние между пятками 200 ... 300 мм (рис. 120, в).
6. Берут напильник в правую руку: конец рукоятки должен
упираться в середину ладони, четырьмя пальцами охватывают
99
Рис. 120. Положение рабочего (основная стойка) при опиливании;
а, б — корпусу, развернутого под углом 45°; в_ ног
рукоятку снизу, большой палец располагают сверху вдоль ру-
коятки (рис. 121, а).
7. Напильник средней частью накладывают на приспособле-
ние (или швеллер). Ладонь левой руки располагают поперек
напильника (но не перпендикулярно) на расстоянии 20 ... 30 мм
от его носка (рис. 121, б). Пальцы слегка сгибают, но не свеши-
вают. Локоть левой руки слегка приподнимают.
Рис. 121. Положение рук при опиливании (а — левой, б — правой)
100
рис. 122. Распределение усилий
при опиливании:
о — в начале рабочего хода; б —*
в середине рабочего хода; е — в
конце рабочего хода
Учебное задание 2. Ра-
бочие движения и балан-
сировка напильником при
опиливании.
Рабочие движения на-
пильником выполняют по
пластинам приспособле-
ния (или по ребрам швел-
лера). Задание выполняют
в такой последователь-
ности.
1. Обеими руками на-
пильник двигают строго
горизонтально вперед (ра-
бочий ход) и назад (вспо-
могательный ход) плав-
но, так чтобы он касался
обеих пластин приспособления (или ребер швеллера) всей по-
верхностью.
2. Нажимают на напильник только при рабочем ходе, строго
соблюдая распределение сил нажима на него правой и левой ру-
ками (балансировку):
а) в начале рабочего хода основной нажим делают левой ру-
кой, правой — поддерживают напильник в горизонтальном по-
ложении (рис. 122, а);
б) в середине рабочего хода сила нажима обеими руками ца
напильник должна быть одинаковой (рис. 122, б);
в) в конце рабочего хода основной нажим выполняют пра-
вой рукой, а левой поддерживают напильник в горизонтальном
положении (рис. 122, в).
При отработке движений следят за тем, чтобы правая рук.а
от локтя до кисти в интервале всего рабочего хода составляла
с напильником прямую линию, а напильник находился в горизон-
тальном положении.
Корпус в конце рабочего хода слегка наклоняют в сторону тис-
ков, упор делают на левую ногу.
При движении назад (вспомогательном ходе) напильник не
отрывают от обрабатываемой поверхности. При работе выдержи-
вают темп 40 ... 60 движений в минуту.
Правильность координации горизонтальных движений и ба-
лансировки напильником определяют по высоте опиливаемых
пластин (или ребер швеллера). Если слой металла снят равно-
мерно, то обе пластины будут иметь одинаковую высоту. Если
Ю1
chipmaker.ru
высота кромок (пластин) неодинакова, значит при опиливании
были неправильно распределены силы.
§ 3. ОПИЛИВАНИЕ ШИРОКИХ
ПЛОСКИХ ПОВЕРХНОСТЕЙ
Для выполнения заданий используют чугунные (или стальные)
прямоугольные плитки размером 80x100 или 30 x 80 мм.
В зависимости от того, в каком направлении движется на-
пильник, штрихи, оставляемые им, могут быть продольными, по-
перечными, косыми (слева направо, справа налево) и перекрест-
ными.
Учебное задание 1. Опиливание плоской поверхности чугун-
ной плитки драчевым напильником продольным штрихом. При
опиливании заготовки продольным штрихом размер напильника
выбирают с таким расчетом, чтобы он был длиннее заготовки не
менее чем на 150 мм. Задание выполняют в таком порядке.
1. Плитку закрепляют в тиски таким образом, чтобы опили-
ваемая поверхность выступала над губками тисков на 8 ... 10 мм.
2. Тиски устанавливают (поворачивают) так, чтобы напиль-
ник двигался вдоль заготовки.
3. Рабочее положение у тисков: стоять необходимо правым
боком к верстаку, корпус поворачивают на угол 45° вправо от
линии движения напильника.
Опиливание начинают с левого края обрабатываемой поверх-
ности. При движении назад (вспомогательный ход) напильник
передвигают вправо примерно на 1/3 его ширины, чем достигают
снятия одинакового слоя металла со всей поверхности (рис. 123).
После снятия первого слоя со всей поверхности опиливание
повторяют в обратном порядке — справа налево. При опилива-
нии добиваются того, чтобы напильник при движении всегда
оставался в горизонтальном положении и при рабочем ходе при-
легал ко всей поверхности заготовки. Нарушение условия гори-
зонтальности напильника ведет к «заваленным краям»: при ослаб-
лении силы нажима правой рукой и увеличении силы нажима
левой может произойти «завал» вперед (рис. 124, а), при увеличе-
нии силы нажима правой рукой и ослаблении силы нажима левой
рукой получится «завал» назад
(рис. 124, б).
Учебное задание 2. Опиливание
плоской поверхности поперечным
штрихом.
Задание выполняют в сле-
дующем порядке.
1. Закрепляют заготовку так,
чтобы опиливаемая поверхность
выступала над губками тисков на
5 ... 8 мм.
Рис. 123. Опиливание продольным
102
Рис. 124. Неправильное распределение сил нажима и получ иный брак при опи-
ливании:
а >— «завал» вперед; б — «завал» назад
2. Устанавливают (поворачивают) тиски таким образом, чтобы
напильник двигался поперек заготовки.
3. Соблюдая условия балансировки, ведут опиливание, сме-
щая после каждого рабочего хода (при вспомогательном движе-
нии назад) напильник вправо (или влево) на величину, примерно
равную его ширине (рис. 125).
Опиливание поперечным штрихом выполняют и другим спо-
собом: напильник смещают на величину, равную его ширине,
не после рабочего хода, а во время рабочего хода.
Учебное задание 3. Опиливание косым штрихом. При опили-
вании косым штрихом слева направо напильник перемещают по
схеме, показанной на рис. 126, а. При опиливании этим способом
инструмент передвигают одновременно вдоль заготовки и вправо,
чтобы со всей поверхности снимался равномерный слой металла.
Опиливание косым штрихом справа налево показано на
рис. 126, б.
Учебное задание 4. Опиливание перекрестным штрихом с про-
веркой поверхности ле-
кальной линейкой.
Задание выполняют в
следующем порядке.
1. Устанавливают тис-
ки так, чтобы напильник
двигался под углом 30 ...
40° к заготовке. Опиливают
поверхность косым штри-
хом слева направо.
Рис. 125. Рабочий прием и схе-
ма движения напильника при
опиливании поперечным штри-
хом
103
chipmaker.ru
Рис. 126. Рабочий прием и схема Движения напильника при опиливании косым
штрихом:
а слева направо; б —« справа налево
2. Поворачивают тиски таким образом, чтобы напильник дви-
гался под углом 30 ... 40° к заготовке (начало рабочего хода
будет с другого угла плитки). Опиливают поверхность косым штри-
хом справа налево (рис. 127).
3. Качество опиливания драчевым напильником проверяют
по штрихам: если штрихи от предыдущих рабочих ходов пол-
ностью исчезают при повторных рабочих ходах, то поверхность
Рис. 127. Опиливание перекрестным
штрихом
Рис. 128. Проверка опиленной поверх-
ности лекальной линейкой «на про-
свет* ;
а — наложение линейки на обработанную
поверхность; б — схема наложения ли-
нейки вдоль, поперек и по диагоналям кон-
тролируемой поверхности
104
опилена правильно; если от предыдущих рабочих ходов остались
штрихи, это означает, что в этих местах впадины (поверхность
опилена неправильно).
4. После обработки драчевым напильником поверхность опи-
ливают личным напильником по той же схеме.
5. Качество чистового опиливания проверяют лекальной ли-
нейкой в таком порядке:
а) опилки с заготовки сметают щеткой;
б) левой рукой берут заготовку, правой — линейку, повора-
чиваются к источнику света, поднимают заготовку на уровень
глаз и ставят линейку на проверяемую поверхность перпендику-
лярно к ней (рис. 128, а). Если просвета между линейкой и по-
верхностью нет или если он равномерный, поверхность опилена
правильно, а если просвет неравномерный, поверхность опилена
неправильно;
в) проверку опиленной поверхности в других направлениях
(рис. 128, б) осуществляют таким же образом.
6. Опиливают выступающие места на поверхности, выявлен-
ные при проверке, добиваясь узкого равномерного просвета
между линейкой и опиленной поверхностью.
При проверке линейкой соблюдают правила: линейку не пере-
двигают по поверхности, а переставляют; держат линейку верти-
кально.
§ 4. ИСПОЛЬЗОВАНИЕ ТРЕНАЖЕРОВ
ПРИ ОПИЛИВАНИИ
Эти устройства создают возможность непрерывно проводить
контроль и самоконтроль за выполнением рабочих движений,
выявлять ошибки и принимать соответствующие меры для их
устранения. В данном пособии показана работа на двух трена-
жерах.
Учебное задание 1. Упражнение на тренажере с зеркальным
отображением (автор тренажера И. Н. Яровой, г. Москва). Тре-
нажер (рис. 129) представляет собой вогнутый экран, в верхней
Рис. 129. Тренажер с зеркальным отображением:
1 зеркало; 1 — электрическая лампа; 3 — экран; 4 — световое пятно («зайчик)»
105
Рис. 130. Устройство тренажера со
световым табло
3. Устанавливают тренажер
4. Накладывают напильник
5. По положению светового
chipmaker.ru
части которого имеется электри-
ческая лампа. Свет от этой лам-
пы попадает на укрепленное на
носке напильника зеркало и,
отражаясь, падает на экран в
виде светового пятна («зайчи-
ка»). По высоте пятна на эк-
ране проводят две горизон-
тальные линии, положение ко-
торых строго соответствует го-
ризонтальному положению на-
пильника. Задание выполняют
в таком порядке.
1. Проверяют, правильно ли
установлены тиски.
2. Устанавливают и закреп-
ляют заготовку в тиски,
а стол верстака.
ia заготовку и опиливают ее.
ятна на экране определяют от-
клонения от правильного положения напильника.
Учебное задание 2. Работа на тренажере со световым табло
(тренажер сконструирован в Индустриально-педагогическом тех-
никуме, г. Харьков). Работу выполняют в следующем по-
рядке.
1. Закрепляют заготовку 4 (рис. 130) в тиски 6 таким образом,
чтобы верхняя поверхность заготовки была выше специального
приспособления (валиков) 5 на I ... 2 мм.
2. Накладывают напильник 1 на заготовку 4.
3. При наклоне напильника вперед (чрезмерный нажим левой
рукой) контакты соприкасаются, на табло 3 загораются лам-
почки Л1 и Л2.
4. При чрезмерном нажатии на напильник правой рукой (нак-
лон напильника назад) загорается другая пара лампочек ЛЗ
и Л4.
5. Если к передней части напильника приложена сила больше
необходимой, на табло загорается лампочка Л5.
6. При захвате рукоятки напильника с силой, большей необ-
ходимой, пружины, установленные в разъеме рукоятки напиль-
ника 1, сжимаются, контакты замыкаются и загорается лампоч-
ка Л6. При устранении допущенных ошибок отключаются соот-
ветствующие лампочки.
Для выработки темпа (число движений за определенное время)
и ритмичности (равномерности) в качестве сигнального устрой-
ства использован обычный метроном 2 (маятниковый прибор с плав-
на регулируемой частотой колебаний до 200 ударов в минуту),
позволяющий устанавливать темп и ритм работы в зависимости
от индивидуальных особенностей ученика.
106
§ 5. ОПИЛИВАНИЕ ПЛОСКИХ
ПОВЕРХНОСТЕЙ, СОПРЯЖЕННЫХ
ПОД УГЛОМ
Ниже приведены упражнения по опиливанию поверхностей,
расположенных под внешним углом 90° и под внутренним уг-
лом 90°.
Учебное задание 1. Опиливание плоских поверхностей, сопря-
женных под внешним углом 90°.
Упражнение выполняют в следующем порядке.
1. Проверяют размеры заготовки по чертежу и выполняют
разметку.
2. За базу принимают ранее обработанную поверхность 2.
3. Заготовку зажимают обрабатываемой поверхностью 1
(рис. 131, а) вверх в тиски с алюминиевыми или медными на-
губниками с выступом над уровнем губок тисков на 8 ... 10 мм.
4. Опиливают поверхность 1 драчевым напильником пере-
крестным штрихом.
5. Отклонение от прямолинейности обработанной поверх-
ности проверяют лекальной линейкой, а отклонение от перпендику-.
лярности к базовой поверхности 2 — поверочным угольником
(рис. 131, б).
6. Опиливают поверхность / начисто по разметке личным
напильником.
7. Качество опиливания проверяют лекальной линейкой и
поверочным угольником до точной подгонки к базовой поверх-
ности под угол 90°.
При проверке угла заготовку вынимают из тисков и опилен-
ную поверхность щеткой очищают от опилок. Заготовку берут
в левую руку, а угольник — в правую. Для проверки заготовку
располагают на уровне глаз перед источником света. Угольник
вначале прикладывают к поверхности 2, затем, слегка скользя
по ней угольником, подводят его к поверхности 1 и на глаз оп-
Рнс. 131. Опиливание поверхностей, сопряженных под внешним углом 90°|
а — закрепление заготовки и прием опиливания; б >— проверка опнлеиноЙ поверхности
угольником
107
chipmaker.ru
Рис. 132. Подготовка угольника к опиливанию:
а заготовка; б -— чертеж изделия; в *- закрепление заготовки на деревянной опоре
ределяют зазор. Если световой зазор узкий и равномерный, то
поверхность опилена правильно. Если зазор неравномерный,
то на просвет определяют место, подлежащее опиливанию. Про-
веряют заготовку на просвет в нескольких местах.
Учебное задание 2. Опиливание поверхностей угольника, рас-
положенных под внутренним углом 90°.
В этом задании некоторые затруднения вызывает пригонка
внутреннего угла 90°, поэтому следует контроль чередовать с опи-
ливанием. Работу по изготовлению угольника выполняют в та-
ком порядке.
1. Проверяют размеры заготовки в соответствии с чертежом
изделия (рис. 132, а, б).
2. Проверяют, правильно ли выполнена разметка.
3. Закрепляют заготовку в тиски в деревянном бруске. На
ровную и гладкую поверхность бруска укладывают заготовку,
по периметру заготовки гвоздиками прикрепляют деревянные
планки (толщина их меньше толщины угольника). Планки должны
плотно прилегать к узким поверхностям (ребрам) угольника
(рис. 132, в).
4. Перекрестным штрихом опиливают (рис. 133, а) последова-
тельно широкие поверхности (грани) 7 и 6 (см. рис. 132, а) сна-
чала плоским Драчевым, затем личным напильником.
°)
Рис. 133. Опиливание заготовки угольника}
а — широких граней; б узких граней
108
S)
Рис. 134. Проверка угла
«на просвет» :
а — предварительная уста-
новка поверочного угольни-
ка; б — окончательная уста-
новка
Проверяют отклонение от плоскостности поверхностей по-
верочйой линейкой, отклонение от параллельности поверхно-
стей — кронциркулем, толщину — штангенциркулем.
5. Обрабатывают противоположные широкие поверхности,
повторив работы по пп. 3, 4.
6. Заменяют деревянный брусок мягкими нагубниками.
7. Зажимают угольник (заготовку) в тиски и опиливают на-
ружное ребро (узкая поверхность) 5 до получения прямого угла
между этим ребром и широкими поверхностями (гранями) 7
и 6 угольника.
8. В последовательности, описанной выше, опиливают ребро 8,
проверяя угольником его положение относительно ребра 5.
9. В вершине внутреннего угла сверлят отверстие диаметром
3 мм и делают прорез к нему шириной 1 мм, необходимый для удоб-
ства опиливания вершины угла и предупреждения трещин при
закалке. Для получения узкого паза используют ножовочное
полотно со сточенным разводом зубьев.
10. Последовательно опиливают (рис. 133, 6) внутренние по-
верхности 3 и 2 (см. рис. 132, а), выдерживая параллельность
поверхности 3 с поверхностью 5, а также поверхности 2 с поверх-
ностью 8, добиваясь при этом, чтобы внутренний угол между по-
верхностями 3 и 2 и наружный угол между поверхностями 5 и 8
были прямыми.
11. Последовательно опиливают торцовые поверхности 4 и 1,
выдерживая размеры по чертежу (80 и 125 мм) и угол 90° по от-
ношению к узким длинным поверхностям (ребрам).
12. Снимают заусенцы с ребер.
13. Поверочным угольником проверяют угол, приложив ин-
струмент к базовой (длинной) поверхности угольника таким об-
разом, чтобы между второй поверхностью (гранью) инструмента
и опиливаемой поверхностью (короткой) оставался зазор 2 ...
3 мм (рис. 134, а).
14. Поверочный угольнцк плавно сдвигают по базовой по-
верхности угольника до соприкосновения второй грани инстру-
мента с опиливаемой короткой поверхностью (рис. 134, б).
15. На уровне глаз «на просвет» 2 ... 3 раза проверяют зазор.
При неравномерном зазоре определяют место, подлежащее опи-
109
chipmaker.ru
I
ливанию. Доработку ведут до получения узкого и равномерного
светового зазора.
16. Полируют широкие и узкие грани угольника.
§ 6. ИЗМЕРЕНИЕ РАЗМЕРОВ
ЗАГОТОВОК (ДЕТАЛЕЙ)
ШТАНГЕНЦИРКУЛЕМ ШЦ-1
Для измерений размеров применяют три типа штангенцирку-
лей: ШЦ-1 (величина отсчета по нониусу 0,1 мм) — для измерения
наружных и внутренних размеров и глубин; ШЦ-П (величина
отсчета по нониусу 0,05 мм) — для измерений внутренних и на-
ружных размеров и разметки; ШЦ-Ш (величина отсчета по но-
ниусу 0,05 мм) — для измерения наружных и внутренних разме-
ров.
Учебное задание 1. Ознакомление с устройством штангенцир-
куля и освоение устройства нониуса.
1. Штангенциркуль имеет штангу 1 (рис. 135), на которой
нанесена шкала с основными делениями (миллиметровыми). На
одном конце этой штанги имеются губки 2 (для внутренних из-
мерений) и 7 (для наружных измерений), а на другом конце —
линейка 6 для измерения глубин. По штанге перемещается под-
вижная рамка 3 с губками. Рамку в процессе измерения закреп-
ляют на штанге винтом 4.
2. На скошенной грани рамки 3 нанесена шкала 5 с дробными
делениями, называемая нониусом. Нониус предназначен для
определения дробной величины цены деления на штанге, т. е.
для определения доли миллиметра. Шкала нониуса имеет длину
19 мм, разделена на 10 равных частей; следовательно, каждое
деление нониуса равно 19 i 10 = 1,9 мм, т. е. оно короче двух-
миллиметрового расстояния на шкале штанги на 0,1 мм (2,0—
1,9 = 0,1).
Учебное задание 2. Измерение штангенциркулем ШЦ-1.
Задание выполняют в следующем порядке.
1. Проверяют готовность инструмента. Внешним осмотром
убеждаются, что на измерительных поверхностях нет коррозии
Рис. 135. Штангенциркуль
ШЦ-1:
1 —. штанга; 2, 7 — губки; 5 *-*
подвижная рамка; 4 — зажим-
ной винт; 5 — шкала нониуса;
б •=« линейка глубиномера
но
Рис. 136. Проверка нулевого положения штангенциркуля:
а — совпадением нулевых штрихов шкал; б — внешним осмотром («на просвет»)
(плоскости губок должны иметь чистую зеркальную поверхность),
забоин, царапин и других дефектов, влияющих на точность из-
мерения.
Проверяют ход движения рамки. Для этого зажимной винт
отвинчивают на один оборот и рамку с подвижной губкой плавно
перемещают по штанге. Ход должен быть не очень тугим и не очень
свободным, так как тугой ход затрудняет установку рамки на точ-
ный размер, а очень свободный ход может вызвать быструю по-
терю установленного размера.
2. Проверяют нулевое положение штангенциркуля: приводят
в соприкосновение губки штангенциркуля, плавно, легким уси-
лием сдвигая подвижную губку к неподвижной. У исправного
штангенциркуля при соприкосновении губок между ними не долж-
но быть просвета; При сомкнутых губках штангенциркуля нуле-
вые деления (штрихи) нониуса и штанги, а также десятое деление
нониуса и девятнадцатое деление штанги должны строго совпа-
дать (при отсчете десятого и девятнадцатого делений нулевой
штрих не засчитывается) (рис. 136, см. также рис. 135).
3. Заготовку берут в левую руку, штангенциркуль — в пра-
вую. Разводят губки штангенциркуля на размер, больший раз-
Рис. 137. Прием наружного измерения штангенциркулем ШЦ-1:
а — наложение инструмента на заготовку и перемещение подвижной гуфки £о соприкосно-
вения с заготовкой; б — закрепление подвижной рамки стопорным винтом'(фиксирование
размера)
111
I chipmaker.ru
I
4 S 6
'6 7 8
Рис. 138. Чтение показаний штан-
генциркуля:
а положение глаз; б примеры от-
счета размера: 39 + 0,1X7 = 39,7;
61 + 0,1 Х4 == 61,4
мера заготовки. Измеряемую
заготовку помещают между
рабочими поверхностями
длинных губок, при этом
большим пальцем правой
руки с небольшим усилием
перемещают подвижную губ-
ку до соприкосновения ее с
заготовкой (рис. 137, а) и
закрепляют положение рам-
ки стопорным винтом (рис.
137, б). По окончании измере-
ния осторожноснимаютштан-
генциркуль и читают показа-
ние инструмента (рис. 138, о).
4. Чтение показаний штангенциркуля:
а) при чтении показаний инструмент держат перед глазами
прямо. При взгляде на шкалы сбоку восприятие показания будет
искаженное, результат измерения — неправильный.
б) целое число миллиметров отсчитывают по шкале штанги
слева направо до нулевого штриха нониуса;
в) находят, какой штрих нониуса совпал с одним из штрихов
штанги. Дробные значения (число десятых долей миллиметра)
определяют умножением величины отсчета (для ШЦ-I величина
отсчета 0,1 мм) на порядковый номер штриха нониуса, совпав-
шего со штрихом штанги (рис. 138, б). При отсчете порядкового
номера нулевой штрих не учитывается.
Внутренние размеры измеряют в такой последовательности.
1. Разводят губки на размер, меньший размера отверстия.
2. Вводят малые губки в отверстие и перемещают подвижную
рамку до полного соприкосновения губок со стенками отверстия
(рис. 139, а).
Рис. 139. Измерение
внутренних размеров (а) и
глубины (<7) штангенцир-
кулем ШЦ-1
112
Правильна Неправильно
Рис. 140. Возможные ошибки при измерении размеров:
а ** наружных; б внутренних
Правильна Неправильна
3. Закрепляют подвижную рамку винтом и снимают штанген-
циркуль с заготовки (детали).
4. Читают показание штангенциркуля.
Глубину измеряют следующим образом.
1. Упирают .торец штанги в верхний край измеряемого от-
верстия или уступа (рис. 139, б).
2. Опускают подвижную губку вниз до упора линейки глуби-
номера в дно отверстия или уступа.
3. Закрепляют подвижную рамку зажимным винтом и сни-
мают штангенциркуль с заготовки.
4. Читают показание штангенциркуля.
Возможные ошибки при измерении наружных и внутренних
размеров поверхностей показаны на рис. 140.
§ 7. ОПИЛИВАНИЕ ПАРАЛЛЕЛЬНЫХ
ПОВЕРХНОСТЕЙ
Для упражнения используют стальные (из конструкционной
стали) или чугунные плитки размером 60x30x14; 50x25x12,
которые должны иметь в сечении форму прямоугольника.
Учебное задание. Опиливание поверхностей стальной плитки.
Упражнение выполняют в таком порядке.
1. Одну из широких поверхностей плитки (грань А) прини-
мают за базу.
2. Зажимают плитку в тиски поверхностью А (рис. 141, а)
вверх так, чтобы обрабатываемая поверхность выступала над губ-
ками тисков не более чем на 4 ... 6 мм.
3. Опиливают поверхность А плоским драчевым напильником.
4. Опиливают поверхность А плоским личным напильником
и, освободив заготовку из тисков, проверяют прямолинейность
поверхности поверочной линейкой.
<13
chipmaker.ru
Рис. 141. Поверхности
стальной плитки, подвер-
гаемой опиливанию (а);
проверка отклонения от
параллельности опилен-
ных поверхностей крон-
циркулем (€), штанген-
циркулем (в)
5. Устанавливают плитку в тиски и зажимают поверхностью В -
вверх.
6. Опиливают поверхность Б плоским драчевым напиль-
ником.
7. Опиливают поверхность Б плоским личным напильником
и проверяют отклонение от прямолинейности поверхности пове-
рочной линейкой, а отклонение от параллельности поверхно-
стей А и Б — кронциркулем, с большей точностью — штангенцир-
кулем (рис. 141, б, в).
Закончив обработку широких поверхностей, переходят к опи-
ливанию узких поверхностей плитки.
8. Надев на губки тисков нагубники из мягкого металла,
зажимают в тиски плитку поверхностью 1 вверх.
9. Опиливают поверхность 1 плоским драчевым напильником.
10. Опиливают поверхность 1 плоским личным напильником,
проверяют отклонение от прямолинейности поверхности линей-
кой, а перпендикулярность ее к поверхности А — уголь-
ником.
11. Плитку поверхностью 2 вверх зажимают в тиски и опили-
вают поверхность 2 плоским драчевым, затем личным напиль-
ником, проверяя отклонение от прямолинейности обрабатывае-
мой поверхности поверочной линейкой, перпендикулярность к по-
верхности А — угольником и параллельность ее поверхности 1 —
штангенциркулем.
12. Зажимают в тиски плитку поверхностью 3 вверх, опили-
вают поверхность 3 сначала плоским драчевым напильником и
проверяют угольником, затем опиливают плоским личным на-
пильником и проверяют ее перпендикулярность к поверхности А
и поверхности / угольником.
13. Плитку поверхностью 4 вверх зажимают в тиски.
14. Опиливают поверхность 4 плоским драчевым напильником
и проверяют угольником отклонение ее от перпендикулярности
сначала к поверхности А, затем к поверхности 1.
114
15. Опиливают поверхность 4 плоским личным напильником
и проверяют угольником отклонение ее от перпендикулярности
к поверхностям А и 1
16. Снимают заусенцы с ребер плитки.
17. Окончательно проверяют все размеры (трех- четырех-
кратно в разных точках) и качество обработки плитки линейкой,
угольником, штангенциркулем.
Для более точного изготовления детали может быть применен
следующий порядок обработки:
за базу принимают грань А\ обрабатывают поверхность /
и пооверяют качество обработки;
обрабатывают поверхность 2 и проверяют качество обработки;
обрабатывают поверхность Б (при базировании на поверх-
ность 1 к неподвижной губке) и проверяют качество обработки;
обрабатывают поверхности 3 и 4 (при базировании на поверх-
ность А к неподвижной губке) и проверяют качество обработки.
В данном варианте сначала обрабатывают одну широкую поверх-
ность, затем обрабатывают две длинные узкие поверхности,
за ними — вторую широкую поверхность, последними обрабаты-
вают две узкие короткие поверхности.
§ 8. ОПИЛИВАНИЕ ПОВЕРХНОСТЕЙ,
СОПРЯЖЕННЫХ ПОД ОСТРЫМИ
И ТУПЫМИ ВНЕШНИМИ УГЛАМИ
Навыки отрабатывают, как правило, при изготовлении мо-
лотка с квадратным бойком. Заготовку размечают: на боковых
гранях наносят наклонные риски, образующие клинообразный
носок молотка (рис. 142, а).
Учебное задание 1. Опиливание поверхностей, расположен-
ных под тупыми внешними углами.
liSi1 / ИГ Ml / Рис. 142. Прием опиливания поверхностей, сопряженных под тупыми внешними углами (в), контроль шаблоном (б) не
chipmaker.ru
Рис. 143. Прием опиливания по-
верхностей, сопряженных под
острым внешним углом:
напильником; в — контроль шаблоном; 1, 2 «
в) LJ
а — заготовка зубила; б — прием работы
опиливаемые поверхности
Задание выполняют в следующем порядке.
1. Заготовку зажимают в тиски с алюминиевыми или медными
нагубниками так, чтобы обрабатываемая поверхность выступала
над уровнем губок тисков на 8 ... 10 мм и была расположена гори-
зонтально (см. рис. 142, а).
2. Опиливают перекрестным штрихом плоским драчевым на-
пильником поверхность /, оставляя припуск 0,1 мм на дальней-
шую обработку.
3. Опиливают поверхность 1 личным напильником, проверяя
отклонение от плоскостности грани поверочной линейкой, пря-
мые углы — угольником, а тупой угол — шаблоном (рис. 142, б).
4. В такой же последовательности опиливают поверхность 2.
При контроле тупого внешнего угла шаблон с заготовкой
держат на уровне глаз. При правильной подгонке поверхности
световой зазор должен быть узким и равномерным. Если зазор
неравномерный, то определяют место, подлежащее опиливанию.
Шаблон накладывают на заготовку в нескольких местах. Шаблон
переставляют по заготовке, а не передвигают.
Учебное задание 2. Опиливание поверхностей, расположенных
под острым внешним углом.
Задание выполняют теми же инструментами и в такой же
последовательности, как и предыдущие (рис. 143, а—в).
§ 9. ОПИЛИВАНИЕ ТОНКИХ
ПЛАСТИН
Обработка тонких заготовок напильником обычными приемами
нецелесообразна, так как при рабочем ходе напильника пластина
изгибается и возникают «завалы». Не рекомендуется опиливание
тонких пластин зажатыми между двумя деревянными брусками,
116
потому что при этом насечка напильника быстро забивается
металлической и древесной стружкой, инструмент приходится
часто чистить.
Для повышения производительности при опиливании тонких
пластин заготовки склепывают по 3 ... 10 шт. в пакет. Приемы
опиливания ребер в пакете те же, что и при опиливании узких
граней плитки.
Тонкие заготовки опиливают не только в пакете, но и отдельно
каждую с помощью приспособлений. К таким приспособлениям
относятся рамка, универсальная наметка, плоскопараллельная
наметка, копир. Использование этих несложных устройств по-
вышает не только производительность труда, но и точность об-
работки.
Учебное задание 1. Опиливание в рамке.
Это простейшее приспособление представляет собой металли-
ческую рамку, лицевая сторона которой тщательно обработана
и закалена до высокой твердости. Заготовку зажимают в рамке
винтами. Задание выполняют в следующем порядке.
1. Размечают заготовку в соответствии с чертежом детали.
2. Вставляют заготовку 2 (рис. 144) в рамку 1 и слегка зажи-
мают ее винтами <3.
3, Уточняют установку заготовки, добиваясь совпадения
риски на заготовке с внутренним ребром, рамки.
4. Окончательно закрепляют винты 3.
5. Закрепляют рамку с заготовкой в тиски.
6. Предварительно опиливают пластину Драчевым напильни-
ком, не доходя до риски 0,3 ... 0,5 мм.
7. Окончательно опиливают пластину личным напильником
до того момента, когда напильник начнет скользить по поверх-
ности рамки.
8. Освобождают рамку из тисков^
9. Ослабляют винты 3 и вынимают пластину.
Рис. 144. Опиливание в рамке
Рис. 145. Заготовка в плоскопарал-
лельной наметке для опиливания
117
r.ru
Точность обработки поверочной линейкой не проверяют,
потому что пластина опилена по точно обработанной и закален-
ной поверхности рамки.
Учебное задание 2. Опиливание в плоскопараллельной наметке.
Эго приспособление является наиболее распространенным,
оно имеет точно обработанные поверхности и выступы 4 (рис. 145),
позволяющие обрабатывать поверхности, расположенные под
прямым углом, без контроля угольником во время опиливания.
На опорной поверхности 3 наметки имеется несколько резьбо-
вых отверстий. К этой поверхности винтами прикрепляют на-
правляющие линейки или угольник, которые позволяют опили-
вать заготовки с заданным углом. Задание выполняют в такой
последовательности.
1. Размечают заготовку, перенося с чертежа весь контур
детали.
2. Устанавливают в тиски наметку, которая должна лечь
выступом 4 на неподвижную губку тисков.
3. Помещают заготовку 1 между подвижной губкой тисков
и поверхностью 2 наметки.
4. Слегка зажимают заготовку и совмещают разметочную
риску с верхней кромкой наметки (легким постукиванием молот-
ком).
5. Выверяют установку заготовки, добиваясь точного сов-
падения разметочной риски с рабочей .поверхностью приспособ-
ления.
6. Окончательно зажимают наметку с заготовкой.
7. Предварительно опиливают выступающие части заготовки
драчевым напильником, не доходя до рабочей поверхности при-
способления 0,3 ... 0,5 мм.
8. Окончательно опиливают заготовку личным напильником
заподлицо с поверхностью наметки (опиливают до того момента,
когда напильник начнет скользить по поверхности заготовки
и приспособления).
Применение плоскопараллельной наметки обеспечивает вы-
сокую точность обработки. Контроля обработки не требуется.
Учебное задание 3. Опиливание в универсальной наметке.
Приспособление имеет два бруска 1 (рис. 146, а) прямоуголь-
ного сечения, скрепленных между собой двумя направляющими
планками 3. Один из брусков жестко соединен с направляющими
планками, другой может передвигаться вдоль этих планок парал-
лельно неподвижному бруску. Задание выполняют^ следующем
порядке.
1. Размечают заготовку в соответствии с чертежом.
2. Устанавливают раздвижную рамку (рис. 146, б) в тиски,
рамка должна при этом упереться в губки тисков штыря-
ми 4.
3. Совмещают разметочную риску с верхней поверхностью
раздвижной рамки.
118
Рис. 146. Прием опиливания в уни-
версальной наметке (а); раздвижная
рамка (0
Рис. 147. Заготовка в копире (кондук-
торе) для опиливания
4. Зажимают заготовку 2 совместно с раздвижной рамкой
в тисках (расстояние между направляющими планками должно
быть больше, а между штифтами — меньше ширины губок тис-
ков).
5. Заготовку предварительно опиливают драчевым напиль-
ником, не доходя до разметочной риски 0,2 ... 0,3 мм.
6. Заготовку окончательно опиливают личным напильником
до того момента, когда напильник начнет скользить по поверхно-
стям заготовки и рамки.
7. Освобождают раздвижную рамку из тисков.
8. Освобождают заготовку из рамки.
Контроль качества обработки не требуется- применение уни-
версальной наметки обеспечивает необходимую точность.
Учебное задание 4. Опиливание по копиру.
Для заготовок с криволинейным профилем наиболее производи-
тельным является опиливание по копиру. Копир представляет
собой приспособление, рабочие поверхности которого обработаны
в соответствии с контурами изготовляемой детали с точностью
от 0,05 до 0,1 мм, закалены и отшлифованы. Задание выполняют
в следующем порядке.
1. Устанавливают заготовку 2 в копир 1 (рис. 147).
2. Зажимают копир 1 вместе с заготовкой 2 в тиски. При из-
готовлении большого числа одинаковых деталей из тонкого листо-
вого металла в копир (кондуктор) закрепляют одновременно не-
сколько заготовок (пакет).
3. Опиливают выступающую часть заготовки до уровня рабо-
чей поверхности копира.
4. Освобождают копир (кондуктор) из тисков и вынимают
заготовку.
Применение копира при опиливании исключает необходи-
мость контроля.
но
Рис. 148. Заготовка круглого
стержня (в); конец стержня,
опиленный на квадрат (6)', кон-
троль опиленных поверхностей
штангенциркулем (в)
§ 10. ОПИЛИВАНИЕ
КОНЦА СТЕРЖНЯ
НА КВАДРАТ
Этот вид обработки
служит для получения
первоначальных навыков
перед выполнением услож-
ненных заданий.
Учебное задание 1.
Опиливание цилиндричес-
кого стержня на-квадрат.
Задание выполняют в
таком порядке.
1. На торце заготовки размечают квадрат со стороной а
(рис. 148, а).
2. Зажимают заготовку в тиски горизонтально так, чтобы
обрабатываемый конец стержня был вне губок.
3. Опиливают верхнюю часть конца стержня, получая грань 1
(рис, 148, б).
4. Освобождают заготовку из тисков, поворачивают ее гра-
нью / вниз и снова зажимают в тиски, следя, чтобы конец стержня
был вне губок.
5. Опиливают верхнюю часть заготовки, получая грань 3.
6. Размер между гранями измеряют штангенциркулем и срав-
нивают его с размером а.
7. Опиливая грань 2, добиваются, чтобы она была перпендику-
лярна граням / и 3 (проверяют угольником).
8. Опиливают грань 4. Ширина всех четырех граней должна
быть одинакова и равна а.
§ 11. ОПИЛИВАНИЕ
ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ
Учебное задание 1. Опиливание цилиндрического стержня,
закрепленного в горизонтальном положении.
Задание выполняют в такой последовательности.
1. Закрепляют стержень в тиски так, чтобы обрабатываемая
часть выходила из тисков справа или слева.
2. Плоским драчевым напильником опиливают стержень сле-
дующими приемами (рис. 149):
начало рабочего хода — носок напильника опускают вниз,
рукоятку поднимают вверх;
120
середина рабочего хода — напильник держат горизонтально;
конец рабочего хода — носок напильника поднимают вверх,
рукоятку опускают вниз (показано стрелками).
При обработке стержень периодически освобождают из тис-
ков, поворачивают на 1/5 ... 1/6 оборота и вновь закрепляют.
3. Окончательно зачищают цилиндрическую поверхность лич-
ным напильником и проверяют диаметр штангенциркулем в. не-
скольких местах.
Учебное задание 2. Опиливание цилиндрического стержня,
закрепленного в вертикальном положении.
Задание выполняют в следующем порядке.
1. Закрепляют стержень в тиски обрабатываемой частью
вверх перпендикулярно губкам тисков.
2. Стержень опиливают плоским драчевым напильником, вы-
держивая такое положение инструмента (рис. 150):
начало рабочего хода — носок напильника направляют влево;
конец рабочего хода — носок напильника направляют вперед
(движения показаны стрелками).
Стержень при обработке периодически освобождают из тис-
ков, поворачивают на 1/5 ... 1/6 оборота и снова закрепляют.
3. Зачищают цилиндрическую поверхность личным напиль-
ником й проверяют диаметр штангенциркулем в нескольких
местах.
Учебное задание 3. Опиливание конца стержня на цилиндр
меньшего диаметра. Задание выполняют в такой последователь-
ности.
1. Заготовку зажимают в тиски, опиливают торцовую поверх-
ность под угольник.
2. Размечают центр будущей окружности и накернивают его.
3. Из центра проводят окружность диаметром 12 мм
(рис. 151, /).
4. Размечают длину обрабатываемой части стержня (30 мм).
5. Стержень обрабатывают драчевым напильником, получая
квадрат II (в размер его сторон должен входить припуск на по-
следующую обработку).
Рнс. 149. Опиливание цилиндриче-
ского стержня, закрепленного горизон-
тально
Рис. 150. Опиливание цилиндрическо-
го стержня, закреплениого вертикально
121
I chipmaker.ru
Рнс. 151. Опиливание
цилиндрической Поверх-
ности:
I — чертеж деталей, полу-
ченных опиливанием; II —*
квадрат; III — восьмнгран*
ник; /V — шестнадцати-^
гранннк
6. Углы квадрата опиливают драчевым напильником и полу-
чают восьмигранник III.
7. Углы восьмигранника опиливают личным напильником,
получая таким образом шестнадцати гр ан ни к (IV).
8. Многогранник опиливают личным напильником, превращая
его в цилиндр.
9. Размеры проверяют штангенциркулем в нескольких ме-
стах.
§ 12. ОПИЛИВАНИЕ
КРИВОЛИНЕЙНЫХ ПОВЕРХНОСТЕЙ
Многие детали машин имеют выпуклую и вогнутую форму.
При распиливании и опиливании криволинейных поверхностей
выбирают рациональный способ удаления лишнего металла. При
каких-то условиях необходимо предварительное выпиливание
ножовкой, при других — вырубка, при иных — высверливание
и т. д. Чрезмерно большой припуск на опиливание ведет к боль-
шой потере времени на выполнение задания, а оставленный слиш-
ком малый припуск может привести к браку детали.
Вогнутая и выпуклая поверхности могут быть широкими или
узкими, а также большого или малого радиуса кривизны.
Учебное задание 1. Опиливание широкой вогнутой поверх-
ности.
Задание выполняют в таком порядке.
1. На заготовке размечают контур детали.
2. Большую часть металла удаляют выпиливанием ножовкой,
придав впадине в заготовке треугольную форму (рис. 152, а),
или высверливанием (рис. 152, б).
122
Рис. 152. Схема опиливания широкой вогнутой поверхности;
а удаление металла выпиливанием заготовки ножовкой; б —* высверливание заготовки;
в •— схема движения напильника
3. Драчевым круглым (или полукруглым) напильником опи-
ливают грани и спиливают выступы, не доходя 0,3 ... 0,5 мм
до риски (рис. 152, в).
4. Личным круглым или полукруглым напильником произво-
дят чистовое опиливание вогнутой поверхности. При перемеще-
нии напильника от себя его немного поворачивают вокруг оси
и смещают в сторону, а при движении к себе те же движения
выполняют в обратную сторону. Такой прием обеспечивает равно-
мерный съем металла и получение плавной вогнутой поверх-
ности. Радиус закругления напильника должен быть меньше ра-
диуса опиливаемой поверхности.
Учебное задание 2. Опиливание вогнутой поверхности боль-
шого радиуса кривизны.
Задание выполняют в следующем порядке.
1. Размечают заготовку.
2. Заготовку закрепляют в тиски вогнутой поверхностью
вверх.
3. Вогнутую поверхность опиливают закругленной частью
полукруглого драчевого напильника, оставляя припуск на от-
делку 0,3 ... 0,5 мм (рис. 153, а). При рабочем ходе (ходе вперед)
Рис. 153. Опиливание вогнутой поверхности большого радиуса кривизны;
а =- рабочий прием; б — положение напильника в разных местах обрабатываемого контура
123
chipmaker.ru
Рис. 154. Прием опиливания вогнутой
поверхности малого радиуса кривизны
(а), проверка обработанного контура
шаблоном (С)
напильник смещают по опиливаемой поверхности вправо или влево,
слегка поворачивая его (рис. 153, б).
4. Поверхность опиливают личным напильником до разметоч-
ной риски.
5. Обработанную поверхность проверяют шаблоном «на про-
свет».
Учебное задание 3. Опиливание вогнутой поверхности малого
радиуса кривизны. Задание выполняют в следующем порядке.
1. Размечают заготовку.
2. Подбирают круглый напильник, у которого диаметр меньше
удвоенного радиуса кривизны обрабатываемой поверхности.
3. Заготовку закрепляют в тиски обрабатываемой частью
вверх так, чтобы опиливаемый контур выступал над губками тис-
ков.
4. Поверхность опиливают драчевым круглым напильником
(рис. 154, а), оставляя припуск 0,3 ... 0,5 мм на отделку. При
рабочем ходе делают вращательное движение напильником во-
круг его оси.
5. Контур опиливают личным круглым напильником такого же
диаметра до разметочной риски.
6. Обработанную поверхность проверяют шаблоном «на про-
свет» (рис. 154, б).
Опиливание выполняют успешно при сочетании возвратно-
поступательного и вращательного движений напильника по
вогнутой поверхности. Сочетание этих движений обеспечивает
равномерный съем металла и получение плавной криволинейной
поверхности, при этом используется вся рабочая часть напиль-
ника.
Учебное задание 4. Опиливание широкой выпуклой поверхности.
В этом задании приведена обработка носка слесарного мо-
лотка.
124
a) 5) в)
Рис. 156. Заготовка, полученная вырубкой (а); предварительно опиленная узкая
выпуклая поверхность (б’); окончательно обработанный контур (в)
Задание выполняют в следующем порядке.
1, Размечают на заготовке контур носка.
2. Ножовкой срезают углы заготовки, которая приобретает
пирамидообразную форму (рис. 155, /).
3. Закрепляют заготовку в тиски носком вверх.
4. Плоским драчевым напильником снимают металл, остав-
ляя припуск 0,3 ... 0,5 мм на отделку (II). При опиливании на-
пильник из горизонтального положения (или из положения, при
котором носок инструмента опущен) переводят в наклонное
(рукоятка опускается, носок поднимается). Для снятия равномер-
ного слоя напильник перемещают не только вперед, но и немного
вправо, поступая так при каждом рабочем ходе (см. рис. 155).
5. Плоским личным напильником опиливают поверхность до
разметочной риски (III).
6. Проверяют опиленную поверхность шаблоном «на просвет».
Учебное задание 5. Опиливание узкой выпуклой поверхности
заготовки толщиной 3 ... 5 мм.
Задание выполняют в следующем порядке.
1. Размечают заготовку по чертежу.
2. Вырубают заготовку с припуском 2 ... 3 мм на обработку
(рис. 156, а).
3. Закрепляют заготовку в тиски.
4. Заготовку опиливают драчевым напильником на много-
гранник, не доходя до разметочной риски 0,5 мм (рис. 156, б).
5. Выпуклую поверхность опиливают поперечным штрихом
с припуском 0,1 ... 0,2 мм на отделку.
6. Выпуклую поверхность опиливают, а также сопряженную
с ней плоскую поверхность опиливают личным напильником до
разметочной риски (рис. 156, <?).
7. Опиленный контур проверяют шаблоном.
Учебное задание 6. Изготовление шпонки.
Это задание включает опиливание прямолинейного контура
и криволинейных поверхностей с точной подгонкой их сопряже-
ний и получением размеров по чертежу. Задание выполняют в сле-
дующем порядке.
1. На стальной полосе отмеряют согласно чертежу длину
заготовки для шпонки и отрезают ножовкой (рис. 157, а).
2. Зажимают заготовку в тиски поверхностью А вверх.
3. Производят чистовое опиливание поверхности А.
125
chipmaker.ru
Рис. 157. Изготовление шпонкн:
с — заготовка; б размеченная заготовка; в *=» изготовленная опиливанием деталь
4. Размечают заготовку — наносят контур шпонки, выдер-
живая заданные размеры (длину, ширину, радиусы закругления —
рис. 157, б).
5. В тисках ножовкой обрезают углы заготовки, оставляя
припуск на опиливание.
6. Заготовку зажимают в тиски так, чтобы поверхности 1
и 2 были вне губок тисков.
7. Опиливают поверхности 1 и 2 и проверяют отклонение их
от перпендикулярности к плоскости А угольником.
8. Заготовку зажимают в тиски, оставляя вне губок тисков
поверхности 3 и 4.
9. Опиливают поверхности 3 и 4 и проверяют отклонение их
от перпендикулярности к поверхности А угольником, а размеры —
штангенциркулем.
10. Шпонку подгоняют опиливанием к соответствующему
пазу. Она должна входить в паз легко, без нажима и садиться
плотно, без качки.
11. Поверхность Б опиливают по высоте, выдерживая задан-
ный размер 12 мм. Получают готовую деталь (рис. 157, в).
§ 13. МЕХАНИЗАЦИЯ ОПИЛОВОЧНЫХ
РАБОТ
Механизация слесарных работ является одним из основных
путей повышения производительности труда и культуры произ-
водства. Труд механизируют в основном применением ручного
электрического и пневматического инструмента, а также опило-
вочных машинок и станков.
Учебное задание 1 Опиливание пневматической опиловочной
машиной (с возвратно-поступательным движением инструмента).
Задание выполняют в следующем порядке.
1. Внимательно изучают правила безопасности при работе
пневматическими инструментами.
2. В соответствии с правилами организуют рабочее место.
3. Проверяют состояние шланга, который не должен иметь
изломов, разрывов, потертостей.
4. Напильник 1 устанавливают в цанговый патрон 2 и надежно
зажимают (рис. 158).
126
5. Открывают кран на воздухопроводе, нажимают пусковой
крючок 8 и проверяют работу машины на холостом ходу.
6. Удерживая правой рукой за рукоятку, левой рукой под-
держивая поршневую коробку 5 ближе к поворотной втулке 4,
направляют напильник на обрабатываемую поверхность и опи-
ливают ее.
7. По окончании опиливания закрывают кран на воздухо-
проводе и отсоединяют пневматический инструмент от шланга,
затем — шланг от воздухопровода.
8. Вынимают напильник из цангового патрона.
9. Протирают цанговый патрон, поршневую коробку и ру-
коятку чистой ветошью.
10. Протирают шланг и аккуратно сматывают его. Пневмати-
ческую опиловочную машинку хранят в сухом, отапливаемом
помещении.
Учебное задание 2. Работа электрической-опиловочной машиной
с гибким валом.,
Задание выполняют в следующем порядке (рис. 159).
1. Внимательно изучают правила безопасности труда при ра-
боте электрической машиной с гибким валом (см. § 1. «Требова-
ния безопасности труда»).
2. Выбирают необходимый режущий инструмент!
а) стальные щетки (рис. 160, а, б) для очистки заготовок (от-
ливок и поковок) от коррозии, краски, окалины;
б) фасонные напильники (рис. 161, а, б) для грубой обдирки
поверхностей;
в) шлифовальные головки (рис. 162, а, 6) для опиливания
и зачистки поверхностей;
4. В патрон устанавливают
режущий инструмент и надеж-
но его закрепляют.
Рис. 159. Электрическая опиловочная
машина с гибким валом:
1 — патрон; 2 — борнапильник; 3, S —•
ступенчатые шкивы; 4 — ремень; 6 — гиб-
кий вал; 7 — электродвигатель; 8 — крон-
штейн; 9 — стойка
Рнс. 158. Пневматическая опиловоч-
ная машинка в работе;
1 — напильник; 2 — цанговый патрон; 3 —
поршень; 4 — поворотная втулка; 5 —
поршневая коробка; € — шланг; 7 —
крышка; 8 — пусковой крючок; 9 — тиски
127
chipmaker.ru
а)
Рис. 160. Круглые стальные щетки (а); очистка поверхности стальной щеткой {б)
5. Организуют рабочее место, на котором должно быть только
то, что необходимо для выполнения работы.
6. Надевают предохранительные очки.
7. Включают электродвигатель.
Гибкий вал 1 берут пальцами правой руки снизу (см.
рис. 162, б); левой рукой сверху берут головку 2.
9. Поверхность зачищают напильником 3 осторожными, плав-
ными движениями.
Опиловочные машинки с гибким валом, особенно легкие под-
весные головки, имеют преимущество перед стационарными стан-
ками: набор сменных прямых и угловых головок позволяет вы-
полнять опиливание, шлифование в труднодоступных местах
и под разными углами.
Учебное задание 3. Обработка поверхностей пневматической
шлифовальной машинкой (с вращающимся инструментом).
Задание выполняют в такой последовательности.
1. Внимательно изучают правила безопасности труда при
работе ручными пневматическими инструментами, изложенные
в гл. III.
Рис. 161. Круглые фасонные напильники (а); обработка поверхности напиль-
ником (б)
128
Рис. 162. Абразивные шлифовальные головки (в); обработка поверхности голов-
кой (б)
2. Надевают защитные очки.
3. Корпус машинки располагают в горизонтальном положе-
нии по отношению к обрабатываемой поверхности (рис. 163).
4. Подносят шлифовальный круг к месту обработки и краном
включают подачу воздуха в двигатель.
5. Поверхность обрабатывают периферией шлифовального
круга, совершая поступательно-вращательные движения машинки
и поддерживая контакт между обрабатываемой поверхностью и
шлифовальным кругом. Шлифование заканчивают при достиже-
нии необходимой шероховатости поверхности.
Используют также машинки, у которых шлифовальные опера-
ции выполняет торцовая поверхность круга (рис. 164). Эту ма-
шинку во время работы удерживают за рукоятки двумя руками
и перемещают вперед и назад.
Шлифование плоской поверхности машинкой с гибким валом
показано на рис. 165.
Учебное задание 4. Опиливание заготовок на стационарном
опиловочно-зачистном станке.
Рис. 163. Обработка поверхности пе-
риферией шлифовального круга пневма-
тической шлифовальной машинки
Рис. 164. Обработка поверхности
торцовой поверхностью шлифовально-
го круга пневматической шлифоваль-
ной машинки
129
chipmaker.ru
< f Рис. 165. Обработка поверхности шлм^о-
I / / у вальным кругом с приводом от гибкого
I У / вала
I Для повышения производи-
ли ЙГ I®, I I ( тельности опиливание заготовок,
не требующих высокой точнос-
/ kfcSrV _ / у ти> выполняют на опиловочных
станках. Эти станки позволяют
’ обрабатывать заготовки различ-
ной формы (круглые, трехгранные, квадратные и др.), а также
поверхности, расположенные под разными углами. Напильники
к станку имеют различное сечение и коническую заточку на конце.
Задание выполняют в следующем порядке.
1. Пробным кратковременным пуском проверяют, исправен ли
станок (рис. 166).
2. Протирают станок и отверстия в кронштейнах 3 и 5.
3. Подбирают напильник с конической заточкой на конце
необходимого сечения (в зависимости от формы обрабатываемой
заготовки).
4. Устанавливают заготовку 8 на стол 9 станка.
5. Через отверстие в центре стола устанавливают напильник 7
хвостовой частью в патрон кронштейна 5, а противоположный
конец — в конусное углубление нижнего кронштейна 3.
Рис. 166. Опиливание поверхностей на стационарном опиловочно-зачистном
стайке:
1 — станина; 2 — кожух, закрывающий шкивы; 3, 5 — кронштейны; 4 — стойка; 6 —.
шток; 7 — напильник; 8 — заготовка; 9 — стол; 10 — винт установки стола на нужный
угол; 11 педаль; 12 винт закрепления напильника
130
Рис. 167. Схема устройства ленточно-
шлифовального станка
1
Рис. 168. Опиловочный станок с беско-
нечной лентой:
1 — верхний кронштейн; 2 — лампа; 3 —
бесконечная лента; 4 — стол; 5 — основа-
ние; 6 — кнопка включения
6. Регулируют расстояние между кронштейнами 3 и 5 по длине
напильника 7.
7. Предварительно закрепляют напильник 7.
8. Проверяют установку напильника относительно стола
угольником 90° и закрепляют окончательно.
9. Включают станок нажимом ноги на педаль 11.
10. Удерживая заготовку руками, плавно перемещают ее до
соприкосновения обрабатываемой поверхности с напильником и,
несильно нажимая на рабочую поверхность напильника, равно-
мерно снимают лишний слой металла.
11. По окончании опиливания' освобождают педаль и отклю-
чают станок.
Для опиловочных работ используют также ленточно-шлифо-
вальный станок, в котором режущим инструментом является бес-
конечная абразивная лента (рис. 167); а также несколько сложнее
устроенный, но обладающий более широкими возможностями
станок с бесконечной лентой, скорость перемещения которой
можно изменять от 25 до 54 м/мин (рис. 168).
У ленточно-шлифовального станка (см. схем)' устройства
рис. 167) вращение от электродвигателя 1 ременной передачей 2
передается валику с ведущим роликом. Бесконечная абразивная
лента 4, к которой прижимается заготовка 5, проходит через ве-
дущий 3, ведомый 6 и натяжной 7 ролики.
Высокопроизводительную обработку поверхностей (вместо опи-
ливания) выполняют на плоскошлифовальных (например станок
ЗБ71М) и поперечно-строгальных станках. Режущим инструмен-
том на шлифовальном станке является шлифовальный круг, на
строгальном — резец. Применяют и высокопроизводительный ме-
131
chipmaker, ru
тод обработки — контурное травление заготовок (деталей). Этот
метод заключается в глубоком травлении на заготовках из алю-
миния, его сплавов, из стали, титана тех участков, которые под-
лежат опиливанию. Травление осуществляют в специальном рас-
творе.
Контурное травление применяют для обработки труднодо-
ступных мест, узких щелей, фасонных вырезов, спиральных ка-
навок и др. Преимуществом этого метода является высокая точ-
ность обработки, не требующая дополнительной зачистки.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. В какой последовательности обрабатывают прямоугольный брусок
(плитку)?
2. Какие условия должны выполняться прн балансировке напильником
в начале рабочего хода, в середине и в конце?
3. Какова разница между драчевым и личнйм напильниками?
4. Каким образом определяют размер с помощью штангенциркуля?
5. Расскажите о последовательности опиливания конца стержня на цилиндр
меньшего диаметра.
6. Какие машинки и станки используют для механизации опиловочных работ?
глава viii. СВЕРЛЕНИЕ. ЗЕНКЕРОВАНИЕ.
ЗЕНКОВАНИЕ. РАЗВЕРТЫВАНИЕ
Chipmaker.ru
§ 1. ТРЕБОВАНИЯ
БЕЗОПАСНОСТИ ТРУДА
При выполнении сверления, зенкерования, зенкования и
развертывания необходимо соблюдать следующие требования без-
опасности труда.
1. Инструмент и приспособления должны быть исправными. Ру-
коятки ключей должны быть гладкими, без зазубрин и заусенцев.
2. До начала работы на станке необходимо тщательно его ос-
мотреть, проверить его состояние и убедиться в исправности,
а также наличии смазки, при необходимости — смазать. Прове-
ряя состояние сверлильного станка, в первую очередь обращают
внимание на наличие, исправность и надежность крепления
защитных устройств (ограждений) вращающихся частей станка;
исправность и надежность в работе пусковых и блокирующих
приспособлений и распределительных устройств, наличие у них
защитных устройств, исключающих непосредственное соприкосно-
вение работающего с токопроводящими элементами станка; на-
личие и надежность заземления станка и его частей.
3. Во время работы на сверлильном станке запрещено: про-
водить работы по обслуживанию станка, чистить и смазывать дви-
жущиеся части. Категорически запрещено сдувать стружку или
удалять ее руками, так как это может привести к травме глаз
и рук. Предварительно остановив станок, витую стружку удаляют
крючком, а мелкую стружку — щеткой. Не рекомендуется до-
пускать образования длинной витой и особенно сливной стружки,
так как это приводит к травмам. Запрещено подавать охлаждаю-
щую жидкость в зону резания с помощью тампона или ветоши,
так как ткань может намотаться на режущий инструмент и при
этом захватить пальцы работающего. Запрещается прикасаться
руками к вращающемуся сверлу, патрону, зенкеру, развертке,
шпинделю и другим движущимся частям станка. Категорически
запрещается останавливать (тормозить) руками вращение шпин-
133
chipmaker.ru
деля, патрона, сверла. При сверлении запрещается использовать
деревянные подкладки и прокладки.
4. Перед сверлением заготовку надежно закрепляют в тиски,
приспособление или на столе станка. Запрещено облокачиваться
на станок, класть на него инструмент, заготовки, детали и другие
предметы.
5. При работе на сверлильном станке ученику запрещено устра-
нять возникшие неполадки. При неисправности станка ученик
обязан немедленно остановить станок и доложить об этом инструк-
тору. Запрещается оставлять работающий станок без надзора,
при отлучке ученик обязан выключать станок.
6. Перед началом работы ученик должен повторить правила
безопасного труда и электробезопасности при работе ручным пнев-
матическим и электрифицированным инструментом.
7. При использовании переносных осветительных приборов их
проверяют, убеждаются в их исправности, отсутствии замыкания
сетки и корпуса с токоведущими частями.
§ 2. НАЛАДКА, НАСТРОЙКА
СВЕРЛИЛЬНОГО СТАНКА.
ОСНОВНЫЕ ВИДЫ
ОБРАБОТКИ ОТВЕРСТИЙ
Перед началом работы ученик под руководством инструктора
изучает устройство сверлильного станка (рис. 169), взаимодей-
Рис. 169. Станки сертнкально-сверлильный (настольный) 2М112 (а); радиально-
сверлильный 2Н55 (б):
1 — колонка; 2 — привод; 3 — механизм подъема шпиндельной бабки; 4 — кронштейн;
Ь — стол; 6 — рукоятки ручной подачи; 7г 15 — шпиндели; 8 —• шпиндельная бабка}
S’ — фундаментная плита; 10 — тумба; 11 — неподвижная колонна; 12 гильза поворот-
ная; 13 шпиндельная головка; 14 «• траверса
134
Рис. 170. Инструментальная оснастка
сверлильного станка:
а — инструмент в шпинделе: б — переход-
ные втулки обычного типа; в — инстру-
мент в переходной втулке; г — переходная
втулка пружинного типа
ствие его частей, узлов и меха-
низмов, правила эксплуатации
и ухода за ним, организацию ра-
бочего места.
Учебное задание 1. Подготов-
ка станка к работе.
Выполняют задание в такой
последовательности.
1. Проверяют заземление стан-
ка, надежность крепления защит-
ных ограждений механической
части станка.
2. Проверяют и убеждаются в наличии смазочных материалов
во всех смазывающих устройствах согласно карте смазки, при
необходимости проводят смазывание узлов и деталей.
3. Включив насос и открыв кран, проверяют и убеждаются в по-
даче охлаждающей жидкости через сливную трубу. Включив элект-
ролампу, убеждаются в наличии и исправности местногоосвещения.
4. Проверяют набор необходимого инструмента, приспособ-
лений и оборудования.
5. Перед пуском станка проверяют и убеждаются в плавности
вращения шпинделя, проверяют положение устройства (рукоятки)
включения автоматической подачи шпинделя (при ее наличии на
станке).
6. Пуск станка осуществляют включением электродвигателя:
нажимают кнопку «Пуск» кнопочного пускателя или поворачи-
вают рукоятку пакетного выключателя, при этом включение
должно быть кратковременным. Станок останавливают отключе-
нием электродвигателя от сети нажатием кнопки «Стоп» или пово-
ротом рукоятки пакетного выключателя.
Учебное задание 2. Установка сверла в шпиндель сверлильного
станка.
В связи с тем, что сверла изготовляют с коническим и ци-
линдрическим хвостовиками, существуют два способа крепления
режущего инструмента в шпинделе станка. Сверло с коническим
хвостовиком устанавливают в такой последовательности.
1. Сопоставляют номер конуса сверла с номером конуса шпин-
деля станка, если они совпадают, то сверло вставляют конической
частью хвостовика в отверстие шпинделя (рис. 170, а), а если ко-
нус сверла меньше, применяют переходные втулки (рис. 170, б).-
2. На хвостовик сверла, если это необходимо, насаживают
переходные втулки таким образом, чтобы их лапки вошли в спе-;
циальные отверстия (окна) (рис. 170, в).
135
chipmaker.ru
Рнс. 171. Сверлильные патроны:
а — трехкулачковый самоцентрирующий;
б ~ с наклонными кулачками; 1 —* хво-
стовик; 2 — резьбовая втулка; 3 —» пру-
жина; 4 — кулачки; 5 — корпус патрона*
6 — наклонные кулачки; 7 — гайка; 8 —
наружная обойма; 9 — отверстия для спе-
циального ключа
Рнс. 172. Цанговый патрон:
1 —* хвостовик; 2 — корпус; 3 — резьбо-
вая часть корпуса; 4 — конус; 5 — цанга;
6 ** гайка
3. После насадки втулки (втулок) сверло осторожно вводят
в отверстие шпинделя (шпиндель должен находиться в верхнем
положении), затем сильным резким толчком руки вверх досылают
сверло в отверстие шпинделя до полной посадки хвостовика
в гнездо.
Для обеспечения более плотной посадки сверла в шпиндель
на стол станка кладут деревянный брусок, шпиндель опускают
вниз и поджимают сверло вместе со втулкой в конус шпинделя.
Это действие обеспечивает более плотную посадку сверла в шпин-
дель.
4. После установки сверла включают станок и проверяют
сверло на биение. Оно возможно в двух случаях: при неплотной
посадке сверла во втулке или шпинделе, а также в результате
износа конусов шпинделя, втулки (втулок), сверла или подшип-
ников шпинделя.
Если сверло бьет, выясняют причину и устраняют ее, затем
еще раз проверяют сверло на биение.
Сверло с цилиндрическим хвостовиком устанавливают в такой
последовательности.
1. Для установки сверла с цилиндрическим хвостовиком
в шпиндель сверлильного станка применяют специальные при-
136
способления — патроны. Чаще применяют трехкулачковые само-
центрирующие или патроны с наклонными кулачками (рис. 171),
реже — цанговые патроны (рис. 172), обеспечивающие более
надежное и точное крепление. В массовом производстве, с исполь-
зованием большого числа разнообразного режущего инструмента,
применяют быстросменные патроны.
2. Подобрав соответствующий патрон (в зависимости от точ-
ности сверления и диаметра хвостовика сверла), специальным
ключом или вращением корпуса патрона разводят кулачки так,
чтобы хвостовик сверла свободно вошел в патрон (рис. 173, а).
3. Левой рукой вставляют сверло в патрон и зажимают его
с помощью кулачков (рис. 173, б).
4. Устанавливают патрон с закрепленным сверлом в шпин-
дель станка (рис. 174) ранее изученным способом (см. установку
сверла с коническим хвостовиком в учебном задании 2).
5. Включив станок, проверяют сверло на биение. Для устра-
нения биения обычно применяют способ перестановки сверла
в патроне или способ перестановки патрона в шпинделе станка
в другое положение. Убедившись в правильности установки сверла,
станок останавливают.
Сверло или патрон со сверлом удаляют из шпинделя станка
в такой последовательности.
1. Для удаления сверла (патрона) из шпинделя станка
(рис. 175, а) используют клин (рис. 175, б), вставив его узким
концом в окно на боковой поверхности шпинделя таким образом,
чтобы его грани находились между торцом лапки хвостовика
и верхней поверхностью окна.
2. Левой рукой поддерживают сверло (патрон), а правой
наносят легкие удары молотком по широкому концу клина до
тех пор, пока сверло (патрон) не отделится от шпинделя.
3. При снятии сверла (патрона), установленного в переход-
ную втулку, сначала выбивают сверло (патрон) вместе с втулкой,
а затем, взяв сверло (патрон) в левую руку, вставляют клин в окно
на боковой поверхности втулки (рис. 176) и, ударяя по нему мо-
Рис. 173. Установка сверла в патрон:
а •— разведение кулачков патрона ключом; б —> зажатие сверла в патроне
137
chipmaker.ru
Рис. 174. Установка патрона в Рис. 175. Удаление сверла (патрона) из шпин-
шпиндел:. станка деля станка (а) с помощью клина (б)
лотком, разделяют втулку и сверло (патрон). Для облегчения
работы втулку можно положить на мягкую опору, затем наносить
удары молотком.
Безопасным способом удаления инструмента из шпинделя
станка является применение клина с пружиной (рис. 177, а).
Достаточно, вставив конец клина в окно шпинделя, резко толк-
нуть рукоятку (рис. 177, б), и клин освободит инструмент из
шпинделя.
Учебное задание 3. Установка и крепление заготовки на столе
сверлильного станка.
Рнс. 176. Разделение втулки и сверла
(патропа)
Рис. 177. Удаление сверла (патрона) —»
из шпинделя с помощью пружинного
клина:
о — пружинный клин; б •» прием удале-
ния
138
Для обеспечения точности
при сверлении заготовку надеж-
но крепят. Существует ряд спо-
собов крепления. Выбор спосо-
ба зависит от конструкции дета-
ли, ее размеров и расположе-
ния отверстий. Крупногабарит-
ные и тяжелые заготовки прос-
той конфигурации крепят непо-
средственно на столе станка в
такой последовательности.
1. Перед установкой заготовки стол станка тщательно проти-
рают, удаляя смазочный материал, стружку, эмульсию.
2. Регулируют положение стола или шпиндельной бабки в за-
висимости от размеров заготовки, глубины отверстий и хода
шпинделя.
3. Подбирают и укладывают на стол подкладки, на них уста-
навливают заготовку.
4. Перемещая незакрепленную заготовку на столе, добиваются
совпадения оси сверла и центра отверстия, затем крепят ее с по-
мощью прижимных планок, опор и болтов к столу станка
(рис. 178).
Заготовки средних размеров, как правило, крепят в машинные
тиски в такой последовательности.
1. Протерев поверхности стола сверлильного станка и основа-
ния тисков, устанавливают тиски на стол сверлильного станка.
2. Разводят губки тисков на ширину заготовки. При сквозном
сверлении отверстий под заготовку устанавливают прокладку,
чтобы сверло после просверливания заготовки не касалось по-
верхностей тисков. Установив заготовку в тиски, губки тисков
слегка сжимают.
3. С помощью угольников выверяют положение осей отверстия
и сверла. Незначительные перемещения заготовки в тисках осу-
ществляют нанесением легких ударов киянкой или молотком
с мягкими вставками.
4. Выверив положение заготовки, надежно закрепляют ее.
В инструментальном производстве часто используют тиски
с комбинированными губками, позволяющими быстро, точно и
надежно крепить заготовки различной конфигурации (рис. 179).
Заготовки, имеющие сложную конфигурацию, и валы, как
правило, сверлят, используя различные приспособления — уголь-
ники, призмы, кондукторы в следующем порядке.
1. Установив иа столе сверлильного станка угольник, пред-
варительно крепят его.
2. Заготовку устанавливают на боковую поверхность уголь-
ника. С помощью подкладок и прижимных планок крепят заго-
товку к угольнику таким образом, чтобы ось отверстия находи-
лась строго под прямым углом к поверхности стола.
139
chipmaker.ru
Рис. 179. Крепление в тисках заготовок (деталей) различной формы:
а прямоугольной; б — цилиндрической в вертикальном положении; в — цилиндри-
ческой в горизонтальном положении; г — угловой
3. Закрепив заготовку на угольнике, перемещают его по по-
верхности стола таким образом, чтобы вершина сверла точно сов-
пала с центром намеченного отверстия, и окончательно крепят
Рис. 180. Установка детали на
угольнике
угольник (рис. 180).
4. Заготовки цилиндрической фор-
мы чаще всего устанавливают на
призмах (призме). Закрепляют их с
помощью прижимных планок или
зажимных приспособлений. Прижим-
ные планки используют при сверле-
нии отверстий диаметром более 10 мм
(рис. 181, а), а при сверлении отвер-
стий диаметром до 10 мм применяют
зажимные приспособления (рис. 181,
б). Крепление призм к поверхности
стола необязательно.
При сверлении отверстий в мел-
ких неответственных заготовках в
качестве зажимного (крепежного).
140
Рис. 181. Крепление цилиндрической заготоаки:
а — на призме с применением прижимных планок; б — на призме с применением зажим-
ного приспособления; 1 — плаика; 2 — призма; 3 — зажимное приспособление
устройства используют ручные тисочки. Крепят заготовки руч-
ными тисочками следующим образом.
1. На протертый стол сверлильного станка устанавливают
опору в виде металлических подкладок или призмы.
2. Зажимают заготовку в ручные тисочки. Барашек затягивают,
применяя только усилия пальцев руки.
3. Заготовку устанавливают на опору и плотно к ней прижи-
мают, предварительно совместив ось сверла с центром отверстия
(рис. 182), и приступают к сверлению.
При сверлении отверстий у большой партии одинаковых за-
готовок применяют кондукторы, шаблоны и универсально-сбороч-
ные приспособления (рис. 183).
Учебное задание 4. Наладка и управление сверлильным
станком.
Задание выполняют в такой последовательности.
1. Перемещение сверла в вертикальном положении осуществ-
ляют вращением рукоятки ручной подачи или штурвала подъема
и опускания пиноли — ручная
подача, или автоматически
включением механизма автома-
тической подачи. При ручной
подаче рукоятку (штурвал) по-
ворачивают плавно, без рывков,
от верхнего до нижнего упо-
ров, ограничивающих верти-
кальный ход шпинделя (рис. 184)
При подаче сверла вниз его
вершина не должна касаться
поверхности стола станка или
поверхности тисков.
2. Ограничение перемещения
сверла осуществляют следу-
Рис. 182. Крепление заготовки в
ручных тисочках
141
chipmaker.ru
Рис. 183. Кондукторы и приспособления, применяемые для сверления деталей?
а — кондуктор коробчатой формы; б — уннверсально-сборочное приспособление; 1 —
важимные винты; 2 — сверло; 3 — направляющие втулки; 4 — крышка кондуктора;
6 — корпус кондуктора; 6 — опорная плита; 7 — опоры; 8 — направляющие планки;
Р, 10 — планки с кондукторными втулками; //, 15, 17 — гайки; 12 — кондукторные
втулки; 13 — шпилька; 14 — планка; 16 — втулка
ющими способами: вертикальным перемещением шпиндельной
бабки (станок 2М112) (см. рис. 169), для чего ослабляют устрой-
ство зажима шпиндельной бабки, и вращением механизма подъ-
ема перемещают (опускают, поднимают) шпиндельную бабку на
нужную высоту, после установки шпиндельной бабки на неиб-
Рис. 184. Вертикальное перемещение
пиноли станка вручную
Рис. 185. Вертикальное перемещение
стола сверлильного станка вручную
142
Рис. 186. Сверление глухих отверстий иа заданную глубину;
а — по упору на сверле; б — по упору на линейке; в —- по линейке (лимбу); / ~ упор!
2 — линейка
хедимую высоту ее закрепляют; вертикальным перемещением
стола (рис. 185) у станков, где это предусмотрено конструкцией.
3. Наладку сверлильного станка на заданную глубину свер-
ления при ручной подаче осуществляют двумя способами; по
втулочному упору, установленному на сверле (рис. 186, а), или
установкой ограничителя на измерительной линейке (лимбе)
сверлильного станка (рис. 186, б). В этом случае для наладки
сверло подводят к обрабатываемой поверхности заготовки, сверлят
на глубину заборного конуса сверла, отмечают по указателю на
линейке (лимбе) начальное положение. Затем к полученному раз-
меру прибавляют заданную глубину сверления и получают раз-
мер, до которого следует сверлить. Устанавливают упор на ли-
нейке (лимбе) на полученный размер и приступают к сверлению.
Упором можно и не пользоваться, тогда при сверлении необхо-
димо постоянно следить за указателем глубины сверления
(рис. 186, в) и при достижении расчетного размера прекратить
подачу сверла.
Учебное задание 5. Выбор режимов резания при сверлении
различных материалов.
Зная марку обрабатываемого материала, диаметр отверстия,
материал режущего инструмента, можно подобрать необходимые
режимы резания по таблицам, имеющимся на предприятии, или по
справочнику.
Ниже рассмотрен порядок выбора режимов резания для свер-
ления углеродистой конструкционной стали сверлом диаметром
143
chipmaker.ru
Рис. 187. Схема сверлильного стайка
2118 (частота вращения шпинделя 153,
310, 420, 735, ИЗО, 1890, 2975 мин'*)
Рис. 188. Предварительное сверление от-
верстия по разметке
10 мм, изготовленным из быстрорежущей инструментальной стали
Р18. Сверление ведется с применением охлаждения на сверлиль-
ном станке 2118, имеющем автоматическую подачу 0,2 мм/об.
Определяют рекомендуемые пределы скорости резания по
таблицам или по справочнику (v — 20 ... 30 м/мин). Расчетным
путем определяют частоту вращения шпинделя, приняв v =
= 23 м/мин:
мин-1.
по паспорту станка
выбирая ближайшую
наименьшую (корректировка по кинематическим данным) п =
— 735 мин'1. Иногда частоту вращения шпинделя рассчитывают
по схеме станка (рис. 187).
Определяют скорость движения подачи:
vs = Sn = 0,2 X 735 = 147 мм/мин = 0,147 м/мин.
п ~ nD ~ 3,14-10 —732
Уточняют частоту вращения шпинделя
или по таблице, закрепленной на станке,
2. На основании полученных данных настраивают станок
на выбранную частоту вращения шпинделя, для чего, освободив
кронштейн крепления электродвигателя, с помощью винта по-
дают его на себя, чтобы ослабить натяжение ремня. Затем пере-
водят ремень на третью ступень шкива на приводе шпинделя,
а также на третью ступень шкива электродвигателя. Ремень со
ступени на ступень переводят только при выключенном электро-
двигателе. Затем натягивают ремень, перемещая кронштейн
с электродвигателем от себя, и крепят его.
3. Включение автоматической подачи осуществляют следу-
ющим образом. Установив рукоятку ручной подачи в среднее по-
ложение, закрепляют упорный винт на боковом диске, тем самым
144
блокируют шестерни ручной и автоматической подачи. Автомати-
ческая подача осуществляется через коробку подач, шестерни
которой приводятся в движение посредством ременной передачи
от шкива, установленного на шпинделе.
4. Во время работы сверло нагревается, что снижает его
режущие свойства, нарушает геометрию и ведет к преждевремен-
ному износу. Для увеличения стойкости сверла его охлаждают
различными смазочно-охлаждающими жидкостями (СОЖ), в за-
висимости от обрабатываемого материала:
сталь — эмульсия, составные масла, водный раствор соды;
чугун—эмульсия, керосин;
латунь, бронза — эмульсия;
медь—эмульсия, сурепное масло;
алюминий и его сплавы — эмульсия, керосин, с составным
маслом;
силумины — эмульсия.
Чугун и латунь иногда обрабатывают и без СОЖ.
Учебное задание 6. Сверление отверстий по разметке и рассвер-
ливание отверстий.
Сверление по разметке выполняют в два приема в такой по-
следовательности .
1. Устанавливают сверло в шпиндель станка и проверяют на
биение.
2. Размеченную заготовку устанавливают и закрепляют на
столе сверлильного станка (одним из ранее изученных способов).
3. Настраивают станок на выбранный режим резания и вклю-
чают электродвигатель.
4. К месту сверления подводят СОЖ. Ручной подачей сверло
подводят к заготовке и сверлят отверстие на глубину, равную
1/4 диаметра отверстия. Затем, выключив станок и подняв сверло,
проверяют положение полученной окружности относительно раз-
меченного отверстия (рис. 188). В случае смещения отверстия по
отношению к разметке его необходимо выправить. Для этого
канавочником или крейцмейселем с закругленной режущей кром-
кой прорубают канавки в сторону, противоположную смещению
сверла (рис. 189). Повторно размечают центр отверстия и еще раз
его сверлят.
5, Убедившись в правильности расположения засверленного
отверстия, сверлят его окончательно.
При сверлении отверстий диаметром более 20 мм применяют
предварительное сверление отверстия сверлом меньшего диа-
метра, затем расверливают его под размер сверлом большего диа-
метра (рис. 190). При этом точность сверления значительно повы-
шается, а шероховатость поверхности уменьшается, чем при
сверлении отверстий одним сверлом. Рассверливание проводят
в такой последовательности.
1. Просверлив сверлом меньшего диаметра отверстие ранее
изученным способом, вынимают его из шпинделя станка и вместо
145
chipmaker.ru
2
Рис. 189. Выправление неправильно
засверленного отверстия:
1 — контрольная риска; 2 — контур раз-
меченного отверстия; 3 — неправильно
засверленное отверстие; 4 — канавки, про-
рубаемые канавочником Рис. iso, Рассверливание отверстия
него вставляют сверло заданного диаметра. Для обеспечения
большей точности рассверливание ведут с одной установки.
2. Используя ручную подачу, сверло плавно подводят к от-
верстию. Рассверливание производят, используя ручную или
автоматическую подачу.
3. После рассверливания или сверления заготовку снимаю!)
со станка и контролируют: диаметр отверстия проверяют штан-
генциркулем или калибром-пробкой, глубину сверления глухих
отверстий — глубиномером, межосевые расстояния и другие раз-
меры — штангенциркулем.
Учебное задание 7. Сверление отверстий по кондуктору и шаб-
лону.
Подготовку к работе и сверление по кондуктору проводят
в такой последовательности.
1. В шпиндель станка устанавливают сверло требуемого диа-
метра, включают электродвигатель и проверяют сверло на биение.
2. На предварительно протертый стол сверлильного станка
устанавливают и, если это необходимо, закрепляют кон-
дуктор .
3. Налаживают станок на заданные режим резания и глубину
сверления (если это необходимо).
4. Заготовку устанавливают в кондуктор и закрепляют ее
с помощью крепежных приспособлений.
5. Включив электродвигатель, кондуктор перемещают на столе
станка таким образом, чтобы при подводе сверла к втулке кондук-
тора оно точно входило в нее. Придерживая левой рукой кондук-
тор, сверло через направляющую втулку подводят к заготовке
(рис. 191) и сверлят отверстие. При глубоком сверлении перио-
дически выводят сверло из отверстия для удаления стружки из
канавок сверла.
6. После окончания сверления выключают станок, сверло
отводят в верхнее положение, освобождают заготовку из кондук-
тора. Кондуктор очищают от стружки и охлаждающей жидкости,
140
устанавливают следующую заготовку и повторяют сверление
в той же последовательности.
7. Контроль полученного отверстия осуществляют ранее изу-
ченным способом (см. учебное задание 6).
При сверлении отверстий, расположенных в одной плоскости,
вместо кондуктора применяют шаблон (рис. 192). Сверление по
шаблону выполняется в такой последовательности.
1. Накладывают шаблон на заготовку, фиксируют в опреде-
ленном положении и закрепляют струбцинами или ручными ти-
сочками.
2. Устанавливают заготовку на призму или подставку, уста-
новленную на столе сверлильного станка.
3. Сверлят через шаблон одно отверстие в заготовке и фикси-
руют ее и шаблон контрольным штифтом. Затем на другом конце
заготовки сверлят второе отверстие и также фиксируют его штиф-
том, устраняя возможность смещения шаблона по отношению
к заготовке. После установки контрольных штифтов сверлят
остальные отверстия.
4. Закончив сверление, останавливают станок, снимают шаб-
лон, с заготовки удаляют заусенцы сверлом большего диаметра
или напильником и производят контроль сверления.
Рис. 191. Прием сверления отверстий
в заготовке по кондуктору (а); кондук-
тор и заготовка (<7):
1 — корпус кондуктора; 2 — зажимное
устройство; 3 — заготовка (корпус плаш<
кодержателя); 4 — чека
Рис. 192. Сверление отверстий в заго-
товке по шаблону:
/ — сверло; 2 — шаблон; 3 — струбцина;
4 — заготовка; 5 — призма
147
ctiipmaker.ru
Контроль качества отверстий и точность их расположения
проводят ранее изученным способом.
Учебное задание 8. Сверление отверстий в заготовке цилиндри-
ческой формы.
Существуют два основных способа сверления отверстий в за-
готовках такой формы: сверление по кондуктору (см. учебное
задание 7) и сверление на призмах. Сверление на призмах выпол-
няется в следующем порядке.
1. Размечают центры будущих отверстий и накернивают их.
Разметку проводят одним из трех способов: вначале с помощью
цептроискателя находят центр на торцовой поверхности заготовки
(валика), кернят его. Устанавливают валик на призму, находя-
щуюся на столе сверлильного станка. Выставляют чертилку
рейсмуса по центру на торцовой поверхности валика, затем,
перемещая рейсмус по столу станка, наносят риски на торцовой
и боковой поверхностях валика (рис. 193, а). Поворачивают ва-
лик на 90°, проверяют установку по угольнику, размечают и
накернивают центры будущих отверстий согласно чертежу; уста-
новив валик на призму, определяют расстояние от поверхности
стола станка до верхней точки валика, затем из полученного
размера вычитают половину диаметра валика и полученный
результат выставляют на рейсмусе, и продолжают разметку
ранее изученным способом; найдя центроискателем на торцовой
поверхности центр валика, устанавливают его на призму. С по-
мощью слесарного угольника с широкой полкой н чертилки
наносят диаметральную риску на торце валика (рис. 193, б).
После этого на валик накладывают угловую линейку и проводят
риску на боковой поверхности и размечают центры отверстий.
2. Устанавливают сверло в шпиндель сверлильного станка,
проверяют его на биение. Подбирают и устанавливают необходи-
мые режимы резания, величину подачи и глубину сверления ранее
изученными способами.
Рис. 193. Разметка валика:
а *- рейсмусом; б — угольником и угловой линейкой
148
Рис. 194. Установка и креп-
ление валика на столе свер-
лильного станка
Рис. 195. Проверка установки заготовки (де-
тали) рейсмусом
3. Закрепляют валик на столе сверлильного станка в такой
последовательности (рис. 194): подготавливают необходимые ин-
струменты, оборудование и приспособления. Укладывают на
призму (призмы) валик, с помощью угольника выверяют верти-
кальное расположение осей будущих отверстий — линия раз-
метки на торцовой поверхности должна быть строго параллельна
боковой грани угольника. Перемещая призму по поверхности
стола сверлильного станка, совмещают центр отверстия на валике
с вершиной сверла, накладывают прижимную планку на валик
и соответствующую ступень опоры (планку) и, заворачивая гайку,
прижимают планку к валику и опоре; проводят окончательный
контроль точности установки валика угольником и убеждаются
в совпадении вершины сверла с центром отверстия.
4. Убедившись в точности установки, включают электродви-
гатель и приступают к сверлению. Операцию повторяют столько
раз, сколько отверстий на валике.
5. Контроль качества и точности сверления проводят ранее
изученным способом.
Учебное задание 9. Сверление отверстий под резьбу, зенкерова-
ние и развертывание.
Одним из самых важных элементов при сверлении отверстий
под резьбу, зенкерование и развертывание является умение подо-
брать нужный диаметр сверла.
Сверление отверстий под резьбу выполняют в такой последо-
вательности.
1. По таблицам, имеющимся на предприятии, или по справоч-
нику подбирают необходимый диаметр сверла. Диаметр сверла dCB
под резьбу можно определить и по формуле
dCB = D — Р,
где D — номинальный диаметр резьбы; Р — шаг резьбы.
149
r.ru
При сверлении отверстий под резьбу в вязких материалах и для
нарезания резьбы с номинальным диаметром более 10 мм реко-
мендуется диаметр сверла определить по формуле dCB = D —
— Р X 1,1.
2. Устанавливают заготовку на стол сверлильного станка,
проверяют точность ее установки и крепят.
3. Вставив выбранное сверло в шпиндель сверлильного станка,
устанавливают необходимые режимы резания, включают станок,
проверяют сверло на биение и приступают к сверлению. При
сверлении глухих отверстий под резьбу учитывают, что расчетная
глубина отверстия должна быть больше длины нарезаемой части,
указанной в чертеже, на величину заборной части калибрующего
метчика. В этом случае резьба на нарезаемой (заданной по чер-
тежу) части отверстия получится полной.
4. Закончив сверление и выключив станок, освобождают за-
готовку из зажимного устройства и контролируют качество
сверления.
Сверление отверстий под зенкерование и развертывание про-
водят следующим образом.
1. По таблицам, имеющимся на предприятии, или по справоч-
нику подбирают необходимый диаметр сверла.
При отсутствии таблицы диаметр сверла, мм, можно подо-
брать расчетным путем:
под зенкерование dCB — D (0,95 — 0,9);
под развертывание dCB — D — (0,1 — 0,5).
2. Закрепив заготовку на столе сверлильного станка, прове-
ряют точность ее установки (рис. 195).
3. Вставив выбранное сверло в шпиндель сверлильного станка,
устанавливают необходимые режимы резания, включают станок,
проверяют сверло на биение и приступают к сверлению.
4. Закончив сверление и выключив станок, освобождают за-
готовку из зажимного устройства и проводят ее контроль.
Учебное задание 10. Сверление отверстий ручной дрелью.
Ручную дрель применяют при сверлении отверстий неболь-
шого диаметра в неответственных заготовках и при отсутствии
сверлильного станка. В зависимости от положения оси отверстия
положение дрели может быть горизонтальным, вертикальным
или под углом к горизонту.
Сверление отверстий в горизонтальном положении выполняют
в такой последовательности.
1. Перед началом работы проверяют состояние дрели, убеж-
даются в плавности ее хода, надежности крепления ее частей
и наличии смазки в трущихся частях.
2. Размеченную заготовку зажимают в тиски или крепят
на плите, если она имеет достаточно большие размеры. Закреп-
ляя заготовку в тиски, следят за тем, чтобы граница отверстия
была расположена выше губок тисков более чем на половину
диаметра патрона.
150
Рис. 196. Сверление отверстий ручной дрелью:
а *»• горизонтальных; б «• вертикальных (иа высоком и на низком основаниях)
3. Закрепив сверло в патроне, приступают к сверлению отвер-
стия. Дрель располагают в горизонтальном положении строго
по оси отверстия. Поддерживая дрель левой рукой за неподвиж-
ную рукоятку или корпус, правой рукой вращают рукоятку
привода, а грудью упираются в нагрудник дрели (рис. 196, а).
Подведя вершину сверла к центру отверстия, производят пробное
сверление, рукоятку привода вращают плавно, без рывков, не
допуская качания дрели.
4. Если в результате пробного сверления отверстие не увело
в сторону, усиливают нажим на нагрудник и окончательно сверлят
отверстие. При выходе сверла из заготовки нажим на нагрудник
уменьшают и заканчивают сверление с малой подачей. В случае
заедания (заклинивания) сверла в отверстии сообщают ему обрат-
ное вращение и аккуратно вытаскивают из просверленного отвер-
стия. Устраняют причину заедания, затем заканчивают сверление.
5. Производят контроль отверстия.
Сверление отверстий с вертикально расположенной осью
выполняют в той же последовательности, что и при горизонталь-
ном сверлении, но способы держания ручной дрели отличаются’
при сверлении отверстия в заготовке, закрепленной в тиски (на
высоком основании), дрель берут левой рукой за нагрудник,
а правой — за рукоятку привода (рис. 196, б) и, слегка нажимая
на нагрудник, выполняют пробное сверление. Если отверстие
не смещено, увеличивают нажим на нагрудник и продолжают
сверлить, на выходе сверла из заготовки нажим уменьшают и
заканчивают сверление. Иногда нажим на нагрудник увеличивают
надавливанием на левую руку подбородком; при сверлении за-
готовок, расположенных на низком основании или полу, дрель
держат левой рукой, грудью осуществляют нажим на нагрудник,
а правой рукой вращают рукоятку привода (см. рис. 196, б).
При сверлении дрель держат строго вертикально, без покачива.
1SI
chipmaker.ru
ния, иначе сверло может сломаться, увести отверстие в сторону
или «разбить» отверстие.
Учебное задание 11. Сверление отверстий электрическими и
пневматическими сверлильными машинами.
Для обработки отверстий применяют три типа электрических
и два типа пневматических сверлильных машин — тяжелые,
средние и легкие.
Электрические н пневматические машины легкого типа при-
меняют для сверления, зенкерования и развертывания отверстий
диаметром до 10 мм (рис. 197, а).
Электрические сверлильные машины среднего типа приме-
няют для обработки отверстий диаметром до 15 мм (рис. 197, б).
Электрические и пневматические сверлильные машины тяже,
лого типа применяют для обработки отверстий диаметром До
32 мм (рис. 197, в).
Рис. 197. Ручные сверлильные машины:
а — легкого типа (электрическая и пневматическая); б среднего типа (электрическая)3
в — тяжелого типа (электрическая и пневматическая)
152
Рис. 198. Способы удержания машин тяжелого типа в процессе работы;
а — подвесными устройствами (/ — на пружине: 2, 3 — иа тросах); б винтовым упо-
ром; в — усилием человека
Сверлильные машины легкого и среднего типа во время ра-
боты держат руками за рукоятку и корпус. Включение и выклю-
чение машины осуществляют правой рукой нажатием на курок
или поворотом рукоятки.
Машины тяжелого типа, как правило, в процессе работы
удерживаются при помощи различного типа подвесных устройств
(рис. 198, а), винтовых упоров (рис. 198, б) и скоб. Реже их
удерживают руками и корпусом работающего (рис. 198, в).
Сверление электрическими и пневматическими машинами вы-
полняют следующим образом.
153
chipmaker.ru
1. Перед тем как приступить к работе, ученик под руковод-
ством инструктора повторяет правила безопасности труда при
работе с электро- или пневмоинструментами.
2. Затем осматривают сверлильную машину и готовят ее
к работе. Устанавливают сверло в шпиндель машины, предвари-
тельно протерев ветошью хвостовик сверла (патрона) и конусное
отверстие (наконечник) шпинделя.
3. Подключив машину к источнику питания, проверяют ее
работу на холостом ходу, убеждаются в отсутствии биения сверла.
4. Подведя сверло к центру отверстия, включают машину
и приступают к пробному сверлению. Проверив точность сверле-
ния и не обнаружив смещения оси центра отверстия, продолжают
сверление.
5. В конце сверления уменьшают подачу сверла и внимательно
следят за выходом сверла из заготовки.
6. Контроль отверстия осуществляют ранее изученным спо-
собом.
Учебное задание 12. Заточка сверла.
Высокая производительность труда, качество и точность свер-
ления во многом зависят от правильной заточки сверла и вели-
чины угла при вершине. Выбор угла при вершине во многом
зависит от материала обрабатываемой заготовки. Для сверления
различных материалов рекомендуется применять следующие углы
заточки сверл, °:
Сталь, чугун средней твердости ............................. 116—118
Стальные поковки .............................................. 125
Марганцовистая сталь........................................135—150
Латунь, бронза, твердые чугуны..............................130—140
Медь........................................................ 125
Алюминий и его сплавы, баббит..............................130—140
Силумин..................................................... 90—100
Магниевые сплавы............................................110—120
Эбонит...................................................... 85—90
Мрамор......................................................... 80
Пластмассы ................................. 50—80
Сверла затачивают на заточных станках мелкозернистым
шлифовальным кругом в такой последовательности.
1. Перед началом работы повторяют правила безопасности
труда на заточных станках. Осматривают станок, убеждаются
в наличии и соответствии норме зазора между кругом и подручни-
ком, наличии защитного экрана (применяют также защитные
очки, маски), проверяют работу блокирующих устройств.
2. Включив электродвигатель станка, левой рукой берут
сверло ближе к рабочему концу, а правой за хвостовик. Опи-
раясь левой рукой на подручник, правой подводят сверло к шли-
фовальному кругу и слегка прижимают, следя за тем, чтобы ре-
жущая кромка располагалась горизонтально и плотно прилегала
задней поверхностью к периферийной поверхности круга
(рис. 199, а). Затем плавным движением правой руки (не отнимая
154
Рис. 199. Заточка и подточка сверла:
а — положение сверла в руках; б — положение сверла относительно шлифовального
круга; 6 головка сверла после заточки; г подточка перемычки
сверла от круга) поворачивают сверло вокруг его оси, соблюдая
правильный угол наклона (рис. 199, б), затачивают сверло по
задней поверхности. Затачиваемое сверло периодически охлаж-
дают, погружая в воду. Заточив одну режущую кромку, переходят
к заточке второй кромки. В результате заточки сверла режущие
кромки должны быть прямолинейными и равными, угол их на-
клона к оси сверла также должен быть одинаковым (рис. 199, в).
3. Качество и точность заточки сверла контролируют внеш-
ним осмотром и с помощью специальных шаблонов или угломера
(рис. 200).
Рис. 200. Шаблоны для проверки углов заточки сверла:
а простой; б — универсальный
165
chipmaker.ru
Рис. 201. Основные формы за-
точки сверла:
а — одинарная; б — одинарная с
подточкой перемычки; в — одинар-
ная с подточкой перемычки и лен-
точки; г — двойная с подточкой
перемычки; д — двойная с подточ-
кой перемычки н ленточки; е —
тройная по методу Б. И. Жирова
4. Для облегчения процесса резания применяют ступенчатую
заточку сверла, двойную или тройную, а также подточку (см.
рис. 199, г) и даже прорезание перемычки (рис. 201).
Учебное задание 13. Зенкерование отверстий.
Эту операцию проводят после сверления, штамповки, литья
для получения более точного отверстия в такой последователь-
ности.
1. Устанавливают и закрепляют заготовку на столе сверлиль-
ного станка одним из ранее изученных способов.
2. Подбирают режимы резания и устанавливают их на станке.
3. Устанавливают зенкер в шпиндель сверлильного станка,
включают электродвигатель и проверяют зенкер на биение, затем
приступают к зенкерованию. Зенкерование осуществляют, при-
меняя ручную или машинную подачу и охлаждение.
4. Плавно подведя зенкер к отверстию, осуществляют пробное
зенкерование, потом окончательно обрабатывают отверстие.
5. Выключив станок, снимают обработанную заготовку и
контролируют отверстие калибром-пробкой.
Зенкерование конических отверстий осуществляют с помощью
малой подачи, так как в процессе резания участвуют не только
режущие кромки зенкера, но и его боковые поверхности. При
зенкеровании конических отверстий контроль осуществляют не-
сколько раз в процессе обработки отверстия.
В зависимости от точности и назначения отверстий для их
обработки изготовляют зенкеры двух номеров: № 1 — для пред-
варительной обработки отверстий (под развертывание) и № 2 —
для окончательной обработки. Конструктивно зенкеры бывают
двух типов: цельные — для обработки отверстий диаметром от
10 до 40 мм (рис. 202, а) и насадные — для обработки отверстий
156
от 32 до 80 мм (рис. 202, б). Насадные зенкеры оснащают пласти-
нами из твердого сплава, вставными или напаянными.
Учебное задание 14. Зенкование отверстий.
Обработку входной части отверстий под головку винта, болта,
заклепки осуществляют зенковками в такой последовательности.
1. Зная диаметр и материал зенковки, а также марку обра-
батываемого материала, по таблицам, имеющимся на предприятии,
или справочнику подбирают режимы резания.
При отсутствии таблицы режимы резания для цельных зен-
керов и зенковок рассчитывают по формуле
v = л/?и/1000,
где п — частота вращения шпинделя, мин'1 (не должна превы-
шать 250 мин"1).
2. По кинематической схеме станка подбирают необходимую
частоту вращения шпинделя и подачу и настраивают станок.
3. В зависимости от формы и размеров головки винта, болта
или заклепки подбирают необходимую зенковку (угол конуса
при вершине у зенковки может быть 60, 75, 90, 120 и 180°) (рис. 203).
Углы конуса зенковки и головки винта (болта, заклепки) должны
совпадать. Выбрав зенковку, проверяют ее состояние: наличие
всех зубьев, качество заточки режущих кромок и т. д.
4. Установив зенковку в шпиндель станка, включают элек-
тродвигатель сверлильного станка и проверяют зенковку на
биение.
5. Закрепив заготовку на станке, контролируют точность ее
установки.
6. Включив электродвигатель станка, плавно подводят зен-
ковку к отверстию и выполняют пробное зенкование (рис. 204, а).
Рис. 202. Зенкеры: цельный (а), на- Рис. 203. Зенковки конические (а), ци-
садиой (б) линдрические (б)
157
chipmaker.ru
Рие. 204. Зенкование отверстий:
а — конических; б — цилиндрических
7. Убедившись в точности установки зенковки, продолжают
обработку отверстия на глубину, равную величине головки винта,
болта, заклепки. Глубину зенкования контролируют ограничите-
лем или по шкале измерительной линейки (лимбу). Зенкование
осуществляют с применением СОЖ-
8. Закончив зенкование, выключают станок и контролируют
зенкованные отверстия. При закладывании в конусное углубление
потайной головки винта (заклепки) плоскость головки должна
совпадать с плоскостью заготовки и плотно прилегать к гнезду.
Зенкование цилиндрических отверстий (рис. 204, б) выпол-
няют в той же последовательности, что и конических, но оно имеет
некоторые особенности: диаметр цилиндрической зенковки должен
быть на 0,2 ... 0,5 мм больше диаметра цилиндрической головки
болта (винта). Направляющая часть зенковки должна соответ-
стговать диаметру отверстия, при меньшем диаметре направля-
ющей зенковку может увести в сторону. Точность выполнения
цилиндрических углублений проверяют калибром-пробкой, а глу-
бину — глубиномером или головкой винта. Винт должен плотно
входить в отверстие, плоскость головки должна совпадать с пло-
скостью заготовки.
Разновидностью цилиндрического зенкования является цеко-
вание — обработка торцовых поверхностей (бобышек) цековками
(рис. 205).
Учебное задание 15. Развертывание отверстий.
Развертывание применяют для получения отверстий более
точк:ой формы (7—9 квалитетов) и малой шероховатости (Ra =
= 1,25 ... 0,63 мкм). Развертывание отверстий проводят вручную
или на сверлильном станке специальным многолезвийным инстру-
168
ментом — разверткой. В зависимости от формы обрабатываемых
отверстий развертки изготовляют двух типов — цилиндрические
и конические (рис. 206), по способу применения — ручные и
машинные, по конструкции — цельные, насадные, раздвижные
(регулируемые) и комбинированные, с прямым или винтовым
(спиральным) зубом, правые и левые.
Развертывание отверстия вручную осуществляют в такой
последователь ности.
1. Сверлят или зенкеруют отверстие в заготовке с припуском
под развертывание, величину которого определяют по таблицам,
имеющимся на предприятии, или по справочнику.
2. Просверленную или зенкованную заготовку снимают со
станка и закрепляют в тиски или приспособление. Выбирают
необходимый инструмент.
3. Внешним осмотром проверяют состояние развертки, нет ли
выкрошенных или поломанных зубьев, забоин и трещин на ре-
жущих кромках.
4. Взяв в руки черновую развертку и смазав заборную часть
минеральным маслом, устанавливают ее в отверстие без перекоса
(точность установки проверяют угольником). На квадрат хвосто-
вика развертки надевают вороток. Плавно вращая развертку по
часовой стрелке и равномерно подавая ее вдоль оси отверстия по
ходу вращения (рис. 207), выполняют черновое развертыва-
ние.
5. После окончания развертывания черновую развертку, про-
должая вращать вороток, выводят из отверстия (обратное враще-
ние развертки запрещается).
Рис. 205. Цекование торцовых по-
верхностен
Рис. 206. Развертки;
а — цельная ручная прямозубая; 6 -•
цельная машинная прямозубая; в — цель-*
пая ручная косозубая; г — прямозубая
насадная; д ручная коническая пря*
мозубая
ш
chipmaker.ru
Рис. 207. Развертывание отвер-
стия вручную
а) б)
Рис. 208. Контроль развернутого отверстия
калибром-пробкой
6. Заменив черновую развертку полу чистовой, а затем и
чистовой, повторяют процесс развертывания.
7. Качество развертывания проверяют внешним осмотром,
а соответствие полученного размера отверстия данным чертежа —
калибром-пробкой (рис. 208).
При развертывании ряда отверстий одного диаметра, распо-
ложенных на одной оси, и для развертывания глубоких отвер-
стий, а также отверстий, расположенных на большом расстоянии
от поверхности заготовки, применяют специальные удлинители
(рис. 209), надевающиеся на хвостовик развертки.
Развертывание конического отверстия, как правило, выпол-
няют после конического зенкерования. Развертывание выполняют
комплектом конических разверток (рис. 210) в той же последова-
тельности, что и развертывание цилиндрического отверстия.
Конические отверстия контролируют конусными калибрами-
пробками (рис. 211). Геометрическую форму конического отвер-
стия проверяют соприкосновением конических поверхностей
пробки и отверстия, для чего на конусной поверхности калибра,
вдоль его оси, наносят мягким карандашом ряд линий (пять-
шесть на равном расстоянии друг от друга), затем калибр встав-
ляют в проверяемое отверстие и с легким нажимом поворачивают
на треть оборота в обе стороны. Вы-
нув калибр из отверстия, смотрят на
карандашные линии; если они стерлись
по всей длине конуса, то отверстие раз-
вернуто правильно. Соблюдение разме-
ров отверстия определяется глубиной
прохода калибра-пробки. Допустимое
осевое перемещение калибра ограниче-
но двумя кольцевыми рисками на ко-
нусе калибра. Если верхняя часть отвер-
Рис. 209. Развертывание отверстия вручную с
применением удлинителя:
1 — вороток; 2 — удлинитель; 3 — развертка; 4
заготовка (деталь)
160
Рис. 211. Конусный калибр-пробка
для проверки конических отверстий:
1 — калибр; 2 — заготовка (деталь)
а) б) в)
Рнс. 210. Комплект ручных кониче-
ских разверток: для черновой (а), по-
лучнстовой (б) и чистовой (в) обра-
ботки
стия располагается между этими рисками на калибре, значит
размеры отверстия соблюдены.
Машинное развертывание отверстий выполняют в такой после-
довательности.
1. Зная размеры отверстия, материал развертки и марку
обрабатываемого материала, по таблицам, имеющимся на пред-
приятии, или по справочнику подбирают режимы резания.
Рис. 212. Развертывание отверстия
машиииой разверткой
Рнс. 213. Качающаяся оправка с раз-
верткой
161
chipmaker, ru
2. Устанавливают на сверлильном станке выбранные режимы
резания. Устанавливают на стол станка заготовку и закрепляют ее.
3. Вставляют в шпиндель сверлильного станка черновую
развертку ранее изученным способом.
4. Включив электродвигатель станка, плавно подводят раз-
вертку к отверстию и начинают черновое развертывание (рис. 212).
Подача при развертывании может быть ручной или автоматиче-
ской. При развертывании руководствуются правилом: чем вязче
материал заготовки, тем меньше скорость резания. Развертывание
проводят с применением СОЖ-
5. Развернув отверстие черновой разверткой, заменяют ее
чистовой и развертывают отверстие окончательно.
6. Выключив станок, снимают заготовку и контролируют
обработанное отверстие.
При массовом производстве развертывание на станках осу-
ществляют с применением плавающих патронов или шарнирных
(качающихся) оправок (рис. 213). Качающаяся оснастка позво-
ляет развертке самоустанавливаться (центрироваться) по оси
предварительно обработанного отверстия и исключает влияние
биения шпинделя на качество и точность развертывания.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Расскажите о способах установки и закрепления режущего инструмента
в шпиндель сверлильного стайка.
2. В чем состоят особенности сверления отверстий большого диаметра?
3. Дайте определение зенкерования отверстий. Какой инструмент применяют
при зенкеровании?
4. В чем суть развертывания отверстий? Какой инструмент применяют при
развертывании?
5. По каким факторам подбирают режимы резания при сверлении отверстий?
6. Расскажите о порядке установки и крепления заготовки на столе свер-
лильного станка.
глава ix. НАРЕЗАНИЕ РЕЗЬБЫ
§ 1. ТРЕБОВАНИЯ
БЕЗОПАСНОСТИ ТРУДА
При нарезании резьбы необходимо выполнять следующие
требования безопасности труда.
1. Ручки воротков, плашкодержателей, клуппов и другого
инструмента должны иметь гладкую поверхность без заусенцев
и забоин. Запрещается пользоваться поврежденным и неисправ-
ным инструментом.
2. Для удаления стружки применяют щетки-сметки или ве-
тошь. Запрещается сдувать стружку воздухом или удалять ее
руками.
3. При нарезании резьбы на заготовках (деталях), имеющих
выступающие острые части, заусенцы, необходимо быть внима-
тельным во избежание ранения рук или других частей тела.
4. Перед работой на металлорежущих станках и с электрифи-
цированным инструментом повторяют основные требования без-
опасности труда и электробезопасности при работе на механизи-
рованном оборудовании.
5. Особое внимание уделяют вопросам охраны труда при ра-
боте с пневматическими и механическими резьбонарезателями.
§ 2. УХОД ЗА ИНСТРУМЕНТОМ
После выполнения задания режущий и измерительный ин-
струмент тщательно промывают, протирают чистой сухой ве-
тошью, осматривают и смазывают тонким слоем машинного масла.
Резьбонарезной инструмент хранят комплектно в деревянных
футлярах или специальных чехлах. Некомплектный инструмент —
клуппы, воротки, плашкодержатели хранят в пирамидах.
163
chipmaker.ru
§ 3. ИЗМЕРЕНИЯ И КОНТРОЛЬ
НАРУЖНОЙ РЕЗЬБЫ
При контроле резьбы определяют направление подъема вин-
товой линии — левая или правая резьба; систему резьбы — ме-
трическая или дюймовая; шаг и диаметры резьбы.
Шаг резьбы (число ниток на один дюйм) и систему резьбы
определяют с помощью резьбомера. Наружный диаметр резьбы
измеряют штангенциркулем.
Наружные резьбы, как правило, контролируют с помощью
комплекта резьбовых калибров-колец, из которых одно «про-
ходное», а другое «непроходное». Проходное кольцо изготовляют
по наибольшему предельному размеру резьбы и обозначают бук-
вами ПР, а непроходное кольцо изготовляют по наименьшему
предельному размеру и обозначают буквами НЕ.
Учебное задание 1. Измерения и контроль наружной резьбы.
Для выполнения этого задания рекомендуется выдавать обу-
чающимся наборы болтов, винтов, шпилек, имеющих метриче-
скую и дюймовую резьбы с различным шагом или числом ниток
на один дюйм. Задание выполняется в такой последовательности.
1. Взяв в руки болт (шпильку, винт), последовательно на-
кладывают пластинки резьбомера (на каждой пластинке воспро-
изведен профиль резьбы с определенным шагом) на измеряемую
резьбу, при этом резьбомер должен размещаться вдоль оси болта,
а зубья гребенки шаблона должны входить в резьбовые нитки
болта (рис. 214, а). После того, как профиль резьбы шаблона
точно совпадет с резьбой болта, по надписи на шаблоне устанав-
ливают шаг метрической резьбы или число ниток на один дюйм
для дюймовой резьбы.
2. Определив шаг резьбы, штангенциркулем измеряют на-
ружный диаметр резьбы (рис. 214, б). Незначительным усилием
большого пальца правой руки прижимают подвижную губку
штангенциркуля к поверхности резьбы. Проверив положение
Рис. 214. Определение параметров наружной резьбы:
а — шага! б — диаметра
164
Рнс. 215. Контроль наружной резьбы
резьбовыми калибрами-кольиами:
а — проходным; б — непроходным
губок штангенциркуля, фикси-
руют их стопорным винтом.
Сняв штангенциркуль с болта,
по нониусу определяют величи-
ну наружного диаметра резьбы.
3. Определив основные пара-
метры резьбы (наружный диа-
метр и шаг), подбирают необхо-
димые калибры-кольца и прово-
дят окончательный контроль
резьбы. Проходной калибр-коль-
цо накладывают на конец стержня с резьбой и навертывают таким
образом, чтобы резьба стержня вошла в резьбу калибра (рис. 215, а).
При навертывании калибр должен идти по всей длине резьбы
легко, без каких-либо усилий. Слишком свободная посадка (с кач-
кой) калибра-кольца на резьбе недопустима.
При контроле резьбы непроходным калибром-кольцом
(рис. 215, б) допускается навертывание («закусывание») кольца
на стержень, но не более чем на две нитки резьбы. Контроль не-
проходным калибром проводят только после контроля проходным
калибром.
Резьба признается годной, если проходной калибр проходит,
а непроходной не проходит и шероховатость резьбы соответствует
требованиям чертежа или стандарта.
§ 4. НАРЕЗАНИЕ НАРУЖНОЙ РЕЗЬБЫ
ПЛАШКАМИ И КЛУППОМ
При нарезании наружной резьбы вручную самыми распро-
страненными инструментами являются плашки двух типов —
разрезные и цельные, а также клуппы различных конструкций.
При нарезании наружной резьбы важно правильно выбрать
диаметр нарезаемого стержня. Если диаметр будет занижен,
резьба получится неполной, что, в свою очередь, ослабит резьбовое
соединение, а если диаметр стержня будет больше наружного
диаметра резьбы, то резать резьбу будет тяжело, она получится
рваной. По этой причине диаметр стержня берут заниженным
на 0,1 ... 0,3 мм по отношению к наружному диаметру заданной
резьбы или подбирают его по справочнику.
Для получения высококачественной резьбы применяют раз-
личные СОЖ, уменьшающие трение и снижающие температуру
в зоне резания.
Учебное задание 1. Прогонка неполной резьбы на болте.
Задание выполняют в такой последовательности.
165
chipmaker.ru
Рис. 216. Прием нарезания наружной резьбы круглыми плашками:
а — нарезание резьбы плашкой; б — установка воротка с плашкой на стержень н момент
начала нарезания резьбы; в — цельная плашка; г — разрезная плашка; 1, 2, 3, 5 -л
крепежные винты; 4 — регулировочный винт
1. С помощью резьбомера и штангенциркуля определяют
систему и основные параметры резьбы; по полученным данным
подбируют круглую плашку.
2. Плашку устанавливают в плашкодержатель клеймом вверх
и крепят специальными винтами 1, 2, 3 и 5 (рис. 216, а). Посадоч-
ное место плашкодержателя должно соответствовать наружному
диаметру плашки. Винт 4 служит для регулирования величины
разжима разрезной плашки.
3. Болт вертикально устанавливают в тиски и зажимают. На
болт и плашку кисточкой наносят соответствующую СОЖ.
4. Плашкодержатель накладывают на конец болта (стержня)
таким образом, чтобы маркировка на плашке была внизу, а пло-
скость плашки была перпендикулярна оси болта. Правой рукой
слегка нажимают на плашкодержатель, а левой медленно повора-
чивают его (рис. 216, б), стараясь ввести в зацепление с нитками
болта режущие элементы плашки. После того как режущие эле-
менты плашки вошли в зацепление с нитками резьбы на болте,
плашкодержатель поворачивают на пол-оборота по ходу резьбы,
затем на четверть оборота в обратную сторону. Повторяют чере-
дование движений до тех пор, пока не «прогонят» плашку по всей
нарезанной длине болта.
5. Нарезанную резьбу проверяют внешним осмотром и кон-
тролируют калибрами-кольцами.
Учебное задание 2. Нарезание метрической или дюймовой
резьбы круглыми плашками на болте (винте и шпильке). Для
одновременной отработки приемов нарезания резьбы на счержнях
цельными и разрезными плашками при выполнении задания при-
меняют последовательно разрезную и цельную плашки. Задание
выполняется в такой последовательности.
166
1. По чертежу определяют наружный диаметр, систему резьбы,
шаг и длину нарезаемой части стержня. Штангенциркулем изме-
ряют диаметр имеющегося стержня и сравнивают полученные
данные с табличными или с данными в справочнике. Внешним
осмотром проверяю! состояние стержня, на нем не должно быть
ржавчины, окалины, вмятин и трещин.
2. Отмечают на стержне длину нарезаемой части и закреп-
ляют его вертикально в тиски. Если на конце стержня нет фаски,
ее делают напильником.
3. Согласно данным чертежа подбирают две круглые плашки—
разрезную и цельную и соответствующий плашкодержатель.
Разрезную плашку вставляют в плашкодержатель таким образом,
чтобы ее разрез (рис. 216, з) находился против разжимного винта.
Зафиксировав положение плашки винтами 1 и 2 (см. рис. 216, а),
остальными винтами регулируют ее размеры. Ввертывая винт 4,
разжимают плашку, увеличивая тем самым диаметр обрабатывае-
мой резьбы (плашка разжата), а ввертывая винты 3 и 5, сжимают
плашку, уменьшая диаметр нарезаемой резьбы (плашка сжата).
Для выполнения задания плашку закрепляют таким образом,
чтобы резьба имела наибольший наружный диаметр.
4. Смазав стержень и плашку машинным маслом, наклады-
вают плашкодержатель на стержень таким образом, чтобы мар-
кировка на плашке находилась внизу, а ее плоскость была
перпендикулярна оси стержня. Ладонью правой руки нажимают
на плашкодержатель, левой рукой медленно поворачивают его
до тех пор, пока заборная часть плашки не врежется в стержень
(см. рис. 216, б). Вовремя врезания выдерживают горизонтальное
расположение плашкодержателя. Как только заборная часть
плашки врежется в стержень, нажим правой рукой прекращают
и начинают вращать плашкодержатель двумя руками — пол-обо-
рота в одну сторону (рабочий ход), четверть оборота в обратную
сторону (вспомогательный ход) (см. рис. 216, б).
5. Выполнив первый рабочий ход, обратным вращением свин-
чивают плашку со стержня и контролируют размеры резьбы ка-
либрами-кольцами. Убедившись, что проходной калибр не про-
ходит, освобождают винт 4 (см. рис. 216, а), а винтами 3 и 5 сжи-
мают плашку на меньший размер резьбы. Установив плашко-
держатель на стержень, и, повторяя попеременное вращение
плашкодержателя, выполняют второй рабочий ход. Сняв плашку,
калибром проверяют размеры резьбы. Если проходной калибр не
навинчивается или навинчивается очень туго, разрезную плашку
снимают и заменяют цельной (калибрующей).
6. Смазав стержень и плашку маслом, попеременным враще-
нием плашкодержателя калибруют нарезанную резьбу на заданную
длину.
7. Резьбу протирают ветошью или промывают, проверяют ее
размеры калибрами-кольцами, а общее состояние — внешним
осмотром.
167
chipmaker.ru
Рис. 217. Прием нарезания на-
ружной резьбы клуппом (а) с раз-
движными призматическими
плашками (б”):
1 — рамка; 2 — рукоятки; 3 — по-
луплашки; 4 — сухарь; б — за-
жимной винт
Учебное задание. 3. Нарезание резьбы клуппом.
Задание выполняют в такой последовательности.
1. По заданным параметрам резьбы подбирают раздвижные
плашки (две полуплашки) и клупп. Полуплашки и сухарь уста-
навливают в гнездо клуппа таким образом, чтобы номера на полу-
плашках и клуппе находились друг против друга (рис. 217).
После этого сухарь поджимают специальным винтом.
2. Штангенциркулем измеряют наружный диаметр стержня
и сравнивают полученные данные с табличными.
3. Отметив на стержне длину нарезаемой части, зажимают
его в тиски строго вертикально. Если на стержне нет фаски, ее
выполняют напильником.
4. Смазав плашку и стержень маслом, накладывают на него
клупп, при этом заборная часть полуплашек должна разместиться
на фаске (две-три нитки резьбы). Полуплашки сжимают винтом
таким образом, чтобы их режущие элементы слегка врезались
(обжали) в стержень, при этом поверхности клуппа и плашки
должны остаться перпендикулярными оси стержня.
5. Равномерно, с небольшой силой нажимая на ручки-клуппа,
начинают вращать клупп по направлению резьбы — полоборота
в одну сторону (рабочий ход), затем четверть оборота в другую
(вспомогательный ход). Нажим осуществляют до тех пор, пока
плашка не пойдет по заданному направлению резьбы без допол-
нительных усилий (произойдет самозатягивание). Попеременное
вращение клуппа выполняют до тех пор, пока не будет выполнен
первый рабочий ход на заданную длину нарезаемой резьбы.
После этого клупп свинчают со стержня, очищают его и плашку
от стружки, смазывают, а затем вновь сжимают полуплашки
винтом и выполняют второй рабочий ход.
Полный профиль резьбы получают за три—четыре рабочих
хода клуппа.
6. Нарезанную на стержне резьбу промывают или протирают
ветошью и контролируют внешним осмотром и резьбовыми ка-
либрами-кольцами.
168
§ 5. ИЗМЕРЕНИЯ И КОНТРОЛЬ
ВНУТРЕННЕЙ РЕЗЬБЫ
Отдельные параметры внутренней резьбы, как и наружной,
измеряют штангенциркулем и резьбомером. Контроль шерохо-
ватости осуществляют внешним осмотром, а основные параметры—
резьбовыми калибрами-пробками.
Резьбовой калибр-пробку изготовляют на одном стержне.
Он имеет проходную и непроходную части (стороны). Проходная
сторона имеет длинную рабочую часть и обозначается буквами ПР,
а непроходная сторона — короткую рабочую часть (3—5 ниток)
и обозначается буквами НЕ. На калибре также указаны основные
параметры контролируемой резьбы.
Учебное задание 1. Измерения и контроль внутренней резьбы.
Для выполнения этого задания ученику выдают набор гаек,
имеющих метрическую и дюймовую резьбу с различными шагом
или числом ниток на дюйм. Задание выполняют в такой последо-
вательности.
1. На измеряемую резьбу последовательно накладывают пла-
стинки резьбомера, при этом шаблон должен размещаться вдоль
оси гайки, а зубья гребенки шаблона должны входять в резьбо-
вые нитки гайки (рис. 218, а). После того как профиль резьбы
шаблона точно совпадет с резьбой гайки, по надписи на пластинке
шаблона устанавливают шаг метрической резьбы или число ни-
ток на один дюйм для дюймовой резьбы.
2. Определив шаг резьбы, штангенциркулем измеряют на-
ружный диаметр резьбы в гайке. Для этого губки штангенцир-
куля, служащие для измерения отверстий, вставляют в отверстие
гайки (рис. 218, б), они должны соприкасаться с вершинами ни-
ток и располагаться параллельно оси отверстия. Положение
губок фиксируют стопорным винтом, штангенциркуль вынимают
из отверстия и определяют диаметр резьбы по нониусу.
3. Определив основные параметры резьбы, подбирают резьбо-
вой калибр-пробку и проводят контроль резьбы.
169
chipmaker.ru
Рис. 219. Контроль внутренней резьбы резьбовым
калибром-пробкой
При контроле внутренней резьбы про-
ходным калибром-пробкой его вверты-
вают в отверстие гайки таким образом,
чтобы резьба калибра-пробки полностью
вошла в резьбу гайки (рис. 219). В про-
цессе ввертывания проходной калибр дол-
жен перемещаться по резьбе гайки сво-
бодно, без каких-либо усилий. Посадка
калибра на резьбе гайки с «покачиванием»
недопустима.
Непроходной резьбовой калибр-пробка
не должен ввертываться в отверстие гайки
более чем на две нитки резьбы.
Резьба признается годной, если проходной калибр-пробка
ввертывается на всю длину нарезанной резьбы без «покачивания»,
а непроходной калибр не ввертывается вообще или ввертывается,
но не более чем на две нитки, и шероховатость резьбовой поверх-
ности соответствует требованиям чертежа или стандарта.
§ 6. НАРЕЗАНИЕ ВНУТРЕННЕЙ
РЕЗЬБЫ МЕТЧИКОМ
Резьбу в отверстиях нарезают специальными режущими ин-
струментами — метчиками. Для нарезания резьбы вручную при-
меняют комплекты ручных метчиков. Комплект ручных метчиков,
как правило, состоит из двух или трех метчиков, реже одного
(рис. 220). В комплект из трех метчиков входят черновой, полу-
чистовой (средний) и чистовой, а из двух метчиков — черновой
и чистовой метчики.
Рис. 220. Комплект метчиков для
черновой (а), получистовой (б) и
чистовой (в) обработки, схема про-
филей метчиков (г)
170
Метчики подбирают комплектно
согласно данным чертежа или из-
мерений.
Учебное задание 1. Прогонка
неполной резьбы в гайке.
Задание выполняют в такой
последовател ьности.
1. Штангенциркулем и резь-
бомером определяют основные
Рнс. 221. Нарезание резьбы в гайке
параметры резьбы гайки. На ос-
новании этих параметров подбирают необходимый комплект мет-
чиков, вороток и СОЖ. Гайку закрепляют в тиски таким обра-
зом, чтобы ось отверстия была строго вертикальна (см. рис. 223).
2. Смазывают второй метчик маслом (при прогонке резьбы
черновой метчик, как правило, не используется) и вставляют его
в резьбовое отверстие гайки. На квадрат хвостовой части метчика
надевают вороток, затем, обхватив ручки воротка руками, начи-
нают его медленно вращать (рис. 221), делая пол-оборота по на-
правлению резьбы и четверть оборота в обратную сторону.
3. После того как калибрующая часть метчика пройдет всю
длину гайки, его вывертывают из гайки или пропускают насквозь
(если позволяет конструкция).
4. В отверстие гайки вставляют третий (калибровочный) мет-
чик, предварительно смазанный маслом, надевают на его хвосто-
вик вороток и начинают вращать. Закончив нарезание резьбы,
метчик вывертывают из отверстия или пропускают насквозь.
5. Гайку с нарезанной резьбой очищают от СОЖ и стружки,
протирают и осматривают. Затем нарезанную резьбу контроли-
руют резьбовым калибром-пробкой.
Учебное задание 2. Нарезание резьбы в сквозном отверстии.
Задание выполняется в такой последовательности.
1. По чертежу определяют основные параметры нарезаемой
резьбы. Измеряют диаметр отверстия в заготовке. Если отверстие
не просверлено, его сверлят ранее изученным способом (см.
Рис. 222. Нарезание внутренней резьбы в сквозных отверстиях:
а — установка метчика в отверстие и момент начала нарезания; б — прием нарезания
171
chipmaker.ru
ЕРис. 223. Контроль положения метчика относи-
тельно поверхности заготовки
главу «Сверление. Зенкерование. Зенкова-
===] ние. Развертывание»). Полученные в резуль-
тате измерений данные сравнивают с таб-
личными или с данными в справочнике.
Ц Подбирают комплект метчиков и вороток.
х11 \ При отсутствии на входной части отверстия
фаски его зенкуют на глубину 1 ... 2 мм.
2. Зажимают заготовку в тиски, при этом ось отверстия должна
располагаться строго вертикально. Смазывают черновой метчик
СОЖ, надевают на его хвостовик вороток, вводят заборную часть
метчика в отверстие заготовки. Правой рукой нажимают на во-
роток (вдоль оси метчика), одновременно левой рукой начинают
его вращать по направлению резьбы до тех пор, пока заборная
часть метчика не врежется в тело заготовки и не прорежет одну—
три нитки (рис. 222, а). После того как метчик врежется в тело
отверстия, нажим на метчик прекращают, вороток берут двумя
руками (рис. 222, б) и продолжают нарезать резьбу, совершая
только попеременное вращение воротка по направлению резьбы.
Нарезав резьбу на всей длине отверстия, метчик выворачи-
вают или пропускают насквозь.
В процессе резания, как и при установке метчика, угольником
постоянно контролируют положение оси метчика по отношению
к поверхности заготовки (рис. 223).
3. В той же последовательности нарезают резьбу вторым и
третьим метчиками.
4. Протерев резьбу чистой ветошью, контролируют ее состоя-
ние внешним осмотром и резьбовым калибром-пробкой.
Учебное задание 3. Нарезание резьбы в глухом отверстии.
Технология нарезания резьбы в глухом отверстии в основном
та же, что и технология нарезания резьбы в сквозном отверстии,
за исключением того, что метчик периодически необходимо вы-
вертывать из отверстия и очищать его и отверстие от образовав-
шейся стружки.
§ 7. НАРЕЗАНИЕ РЕЗЬБЫ
НА СТАЛЬНЫХ ТРУБАХ
Одним из наиболее распространенных способов соединения
труб является резьбовое соединение.
Для нарезания трубной резьбы вручную применяют клуппы,
оснащенные тремя комплектами раздвижных плашек.
При нарезании резьбы клуппом приходится прилагать боль-
шие усилия, поэтому нарезание резьбы на трубах диаметром 3/2"
и более выполняют, как правило, два человека.
Учебное задание. Нарезание резьбы на трубе.
172
Задание выполняют следующим образом.
1. Стальную трубу проверяют по диаметру и сравнивают
полученные данные с данными в справочнике. Затем ее надежно
зажимают в трубный прижим или тиски, не допуская ее смятия.
Выдвинутый над прижимом (тисками) конец трубы не должен
превышать 200 мм.
2. Нарезаемый конец трубы очищают стальной щеткой и ве-
тошью от грязи, окалины и коррозии. Заусенцы и фаску снимают
напильником. Клупп также очищают (если это необходимо) от
пыли и грязи, все трущиеся части смазывают машинным маслом.
3. Подбирают плашки, соответствующие заданному размеру
резьбы, очищают их от пыли и смазки, проверяют остроту режу-
щих кромок и состояние резьбовых ниток.
4. Плашки устанавливают в клупп, поворачивая рукояткой
диск-планшайбу до упора. Места установки плашек в корпусе
клуппа должны быть полностью открыты. Плашки поочередно
вставляют в клупп, закрепляют их положение поворотом диска
в противоположную сторону. Правильность установки плашек
проверяют, перемещая рукоятки диска в ту или другую сторону,
при этом плашки должны одновременно сближаться или расхо-
диться от центра без приложения значительных усилий. Точность
установки плашки на нужный размер проверяют по делениям на
корпусе клуппа. Положение диска и плашек закрепляют уста-
новкой рычага (защелки) в шлицевую прорезь на диске (рис. 224,а).
Рис. 224. Устройство клуппа (о); момент нарезания трубной резьбы (б):
1 — рукоятки; 2 — корпус; 3 — резьбовые плашки; 4 — планшайба; 5 — червяк; 6 —
рычаг («защелка»); 7 — зубчатый сектор; 8 — направляющие плашки; 9 — рукоятка
планшайбы; 10 — труба; 11 — трубный прижим
173
chipmaker.ru
5. Нарезаемый конец трубы и плашки смазывают вареным или
машинным маслом. Клупп устанавливают на конец трубы и,
вращая червячный винт, подводят направляющие плашки к по-
верхности трубы, обеспечивая этим самым устойчивое положение
клуппа на трубе.
6. Клупп подготавливают к первому рабочему ходу нарезания
резьбы, для чего заборную часть резьбовых плашек размещают
от края трубы на две—три нитки резьбы. Затем, вращая винт,
перемещающий защелку, а вместе с ней и диск, сжимают резьбо-
вые плашки таким образом, чтобы они врезались в поверхность
трубы на 0,3 ... 0,5 мм.
7. Вращение клуппа осуществляют в четыре приема
(рис. 224, б), за каждый прием клупп описывает угол не более
90°. Вращение клуппа продолжают до тех пор, пока не будет
выполнен первый рабочий ход на заданную длину резьбы.
8. После выполнения рабочего хода обратным вращением
клуппа плашки подводят к концу трубы и устанавливают в перво-
начальное положение. Вторично сжимают плашки винтом так,
чтобы они врезались в стенку трубы еще на 0,3 ... 0,5 мм, затем
начинают вращать клупп и выполняют второй рабочий ход.
9 После второго рабочего хода обратным вращением клуппа
плашки приводят в первоначальное положение, сжимают, а за-
тем продолжают выполнять последующие рабочие ходы.
10. Закончив нарезание резьбы, защелку на клуппе освобож-
дают, рукояткой планшайбы раздвигают плашки и свободно
снимают клупп с конца трубы.
11. Качество нарезанной резьбы проверяют калибрами-коль-
цами или навертыванием одного из фитингов (муфты, угольника,
тройника, крестовины). Муфта по всей длине нарезанной резьбы
должна навертываться свободно вручную или с помощью труб-
ного ключа с приложением небольшой силы.
§ 8. НАКАТЫВАНИЕ РЕЗЬБЫ
РУЧНЫМИ РЕЗЬБОНАКАТНЫМИ
ПЛАШКАМИ
В отдельных случаях резьбу не нарезают, а накатывают спе-
циальными резьбонакатными плашками (рис. 225). Резьбонакаты-
вание осуществляют на стержнях, изготовленных из материала,
обладающего хорошими пластическими свойствами. Ниже при-
ведена технология накатывания резьбы резьбонакатными плаш-
ками типа НШ с диапазоном диаметров накатываемой резьбы
4 ... 6 мм.
Перед накатыванием резьбы собирают и регулируют резьбо-
накатную плашку в следующем порядке.
1. Подбирают резьбонакатные ролики в соответствии с задан-
ными параметрами резьбы.
174
Рис. 225. Резьбонакат-
ные плашки для накаты-
вания резьбы:
а и б — на стержнях; е —
на трубах
2. Оси роликов (рис. 226, а) устанавливают торцом с бурти-
ком на поверхность верстака. Эксцентриковые шейки осей роли-
ков смазывают антифрикционной смазкой, надевают на них
резьбонакатные ролики.
3. Собранные ролики вставляют осями в отверстия корпуса
в порядке восходящих номеров, обозначенных на роликах и на
корпусе метками /, 2, 3 (рис. 226, б). С противоположной стороны
Рис. 226. Резьбокакатная плашка НП1:
' а _ конструкция плашки; б — схема расположения роликов? на корпусе плашки; в —
схема положения зубчатых венцов осей и зубьев колеса в корпусе плашкн; I — резь-
бонакатный ролик; 2 — эксцентриковая шейка осн ролика; 3—ось ролика; 4 «—корпус
плашки; 5 — зубчатые венцы осей; 6 — зубчатое колесо; 7 — шайба; в — гайка; 9 —
регулировочные винты; Ю — выступ зубчатого колеса
175
chipmaker.ru
корпуса в его выточку вставляют зубчатое колесо, имеющее
специальный выступ. Зубья колеса и зубчатые венцы осей должны
войти в зацепление друг с другом. Выступ на шестерне при уста-
новке располагают между регулировочными винтами.
4. Оси роликов предварительно крепят в корпусе шайбами
и гайками. Ролики устанавливают на требуемый размер резьбы.
Для этого берут резьбовой калибр или болт и устанавливают по
оси плашки между тремя роликами. Ролики сближают таким
образом, чтобы гребенки плотно охватили резьбу калибра (болта).
Сближение выполняется поворотом зубчатого колеса при помощи
двух регулировочных винтов 9. Зубчатое колесо поворачивает
оси роликов. Резьбонакатные ролики, сидящие на эксцентрико-
вых шейках, приближаются или удаляются от калибра (см.
рис. 226, а, в).
5. После установки роликов на размер центральное зубчатое
колесо фиксируют регулировочными винтами, оси роликов сто-
порят затяжкой гаек.
6. Калибр вывертывают из роликов. Проверяют плавность
вращения роликов на шейках осей.
Закончив сборку и регулирование ручной резьбонакатной
плашки, приступают к накатыванию резьбы на заготовке.
Учебное задание. Накатывание резьбы вручную на заготовке.
Задание выполняют в такой последовательности.
1. Подготавливают заготовку (болт, винт, шпильку) к накаты-
ванию резьбы, для чего проверяют наружный диаметр резьбо-
накатываемой части и сравнивают с данными в таблицах или
с данными в справочнике.
Заходную фаску, если она отсутствует на заготовке, делают
напильником. Угол наклона фаски к оси заготовки должен быть
10 ... 15°.
2. Заготовку устанавливают и зажимают в тиски вертикально.
Смазывают нарезаемую часть заготовки и ролики плашки маслом.
3. На накатываемый конец заготовки накладывают плашку
таким образом, чтобы заходная фаска вошла между резьбонакат-
Рис. 227. Установка резьбонакатной плашкн на стержень (в), процесс накаты-
вания резьбы (б)
176
ными роликами без перекоса. Правой рукой охватывают плашку
и слегка надавливают на нее, а левой рукой начинают ее медленно
вращать по направлению резьбы. Принудительная подача плашки
прекращается после захвата заготовки роликами.
4. После того как произойдет самозатягивание заготовки
между роликами, вращение плашки осуществляют двумя руками
(рис. 227). Плашку вращают до полного накатывания резьбы на
заданную длину.
Обратным вращением плашку свертывают с накатанной резьбы,
снимают с заготовки и протирают ветошью.
5. Качество накатанной резьбы проверяют внешним осмотром
и резьбовыми калибрами-кольцами.
§ 9. МЕХАНИЗАЦИЯ
РЕЗЬБОНАРЕЗНЫХ РАБОТ
Для облегчения труда слесаря и повышения производитель-
ности ручное нарезание резьбы заменяют механизированным.
Учебное задание 1. Нарезание резьбы на сверлильном станке.
Для нарезания внутренней резьбы на сверлильном станке
используют специальные предохранительные патроны, обеспечи-
вающие сохранность метчика в процессе нарезания. Конструк-
цией патрона предусмотрено закрепление метчика с допустимым
регулируемым усилием. Если при резании на метчике возникнут
силы, превышающие заданные, метчик заклинит или он упрется
в дно глухого отверстия, устройство патрона срабатывает и метчик
прекращает вращаться и останавливается.
Нарезание резьбы на сверлильном станке выполняется в такой
последовательности.
1. Перед началом работы повторяют правила безопасного
труда и электробезопасности на сверлильном станке. Проверяют
состояние станка, организуют
рабочее место, подготавливают
станок к работе, закрепляют
заготовку на столе станка.
2. Устанавливают предохра-
нительный патрон в шпиндель
сверлильного станка. Подобрав
необходимый метчик, устанав-
ливают его в цангу патрона и
закрепляют накидной гайкой
(рис. 228).
3. Налаживают станок на
выбранные режимы резания (pe-
ptic. 228. Нарезание резьбы на свер-
лильном станке:
1 — накидная гайка; 2 — круглая гайка;
3 — стопорный вннт
177
chipmaker.ru
Рис. 229. Кинематическая схема ревер-
сивного механизма (а), нарезание резьбы
резьбонарезателямн с электро- и пневмо-
приводом (б, в):
I — двигатель; 2 — ведущее колесо; 3 — ве«
домое колесо; 4 и 8 — выступы иа ведомых ко*
лесах; 5 — фланец; 6 — ведомое колесо; 7
шпиндель; 9—13 промежуточные колеса
комендуемая скорость резания 5 ... 8 м/мин). Включают станок
и проверяют метчик на биение.
4. Смазав метчик маслом, подводят центр нарезаемого отвер-
стия под метчик и выполняют пробное нарезание резьбы.
Для регулирования метчика на допустимую силу резания
пробное нарезание резьбы проводят в глухом отверстии. Регули-
рование осуществляют круглой гайкой, которую затем стопорят
винтом. Регулирование заканчивают после того, как метчик на-
режет резьбу в отверстии на всю длину. Закончив регулирова-
ние, приступают к нарезанию резьбы в других отверстиях.
5. Контроль качества нарезанной резьбы осуществляют ранее
изученными способами.
Учебное задание 2. Нарезание резьбы ручной резьбонарезной
машиной (резьбонарезателем) с электрическим (пневматическим)
приводом.
Приемы и способы работы резьбонарезателямн сходны с ра-
ботой на электрических и пневматических сверлильных машинах.
Конструктивной особенностью резьборезов является наличие ре-
версивного механизма (рис. 229, а), позволяющего в процессе
178
нарезания изменять направление вращения шпинделя, а следова-
тельно, и закрепленного в нем метчика.
Нарезание резьбы резьбонарезателем выполняется в такой
последовательности.
1. В зависимости от типа привода резьбонарезателя перед
началом работы повторяют правила безопасного труда и электро-
безопасности с электро- и пневмоинструментами.
2. Выполняют подготовительные работы: размечают центры
отверстий, накернивают, предварительно подобрав сверло, свер-
лят отверстия, зенкуют входную часть на глубину 1 ... 3 мм.
3. Протерев хвостовик метчика и патрон, устанавливают
метчик в патрон и закрепляют его. Метчик смазывают маслом.
4. Взяв резьбонарезатель в руки, включают привод. Удержи-
вая резьбонарезатель в руках таким образом, чтобы не было пере-
коса оси метчика относительно оси отверстия, слегка нажимают
на корпус резьбонарезателя и нарезают резьбу в отверстии
(рис. 229, б).
5. Окончив нарезание резьбы, корпус резьбонарезателя оття-
гивают вверх. Реверсивный механизм изменяет направление вра-
щения шпинделя и метчик вывертывается из отверстия.
6. Контроль качества нарезанной резьбы осуществляют внеш-
ним осмотром и резьбовым калибром-пробкой.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Какие типы резьб применяют в машиностроении в чем они отличаются
друг от друга?
2. Расскажите о технологии нарезания резьбы метчиком.
3. Расскажите о технологии нарезания резьбы плашкой.
4 В какой последовательности нарезают резьбу клуппом?
5. Перечислите осногные правила безопасности труда при нарезании резьбы.
глава х. КЛЕПКА
§ 1. ТРЕБОВАНИЯ
БЕЗОПАСНОСТИ ТРУДА
Эти требования относятся к состоянию инструментов, выпол-
нению технологического процесса, применению некоторых при-
способлений, обеспечивающих безопасные условия труда.
1. Боек молотка, а также обжимка не должны иметь трещин
и забоин. Поверхность ударной части обжимки и натяжки должна
быть гладкой, не должна быть сбитой или скошенной.
2. При регулировании частоты ударов пневматического мо-
лотка нельзя пробовать его работу, придерживая обжимку ру-
ками, потому что сила удара большая и обжимку невозможно
удержать, в результате может произойти повреждение рук.
3. Поддержку не следует сжимать в руках, ее надо только
направлять на заклепку. Степень осадки головки заклепки за-
висит от массы поддержки, а не от силы нажатия на нее.
4. При перерывах в работе обязательно отсоединяют боек от
молотка во избежание вылета бойка при случайном пуске.
Рис. 230. Противошум-
ные наушники:
ci — для клепальщиков;
б — для клепальщиков и
Ледников, работающих в
Условиях высокочастотного
Шума; 1 — уплотнитель из
Пол«хлорвиниловой плен-
ки; 2 — звукопоглощаю-
щий материал: 3 — чашеч-
ки; 4 — обжимное кольцо
6)
180
5. С пневматическим молотком необходимо работать в теплых
перчатках, так как пневмоинструмент охлаждается на 3 ... 5 °C
ниже температуры окружающего воздуха вследствие истечения
сжатого воздуха.
6. Шум, производимый пневматическим молотком, может вы-
звать нарушение органов слуха. Для предупреждения заболева-
ния используют противошумные наушники (рис. 230), а также уста-
навливают заготовки на специальные подставки, ставят звуко-
изоляционные перегородки и т. п.
7. Если пневматический молоток не имеет антивибрационного
устройства, следует применять тяжелые поддержки, покрытые
резиной, это уменьшает вибрации.
§ 2. СОЕДИНЕНИЕ ДЕТАЛЕЙ
С ПОМОЩЬЮ ЗАКЛЕПОК РУЧНЫМИ
ИНСТРУМЕНТАМИ
Клепкой называется образование неразъемных соединений
при помощи заклепок (рис. 231).
Клепка разделяется на холодную, т. е. выполняемую без на-
грева заклепок, и горячую, при которой перед постановкой на
место стержень заклепки нагревают до 1000 ... 1100 °C. В зави-
симости от диаметра заклепок рекомендуется применять:
до d = 8 мм — только холодную клепку;
при d = 8 ... 12 мм как горячую, так и холодную;
при d > 21 мм — только горячую.
При выполнении слесарных работ, как правило, применяют
только холодную клепку. Горячую клепку выполняют обычно
в специализированных цехах.
Ниже приведены упражнения по выполнению различных
заклепочных швов.
Учебное задание 1. Подготовка к клепке.
Задание выполняют в таком порядке.
I. Очищают склепываемые заготовки от грязи, окалины,
ржавчины.
Рис. 231. Виды заклепок:
а — с полукруглой высокой головкой; б — с полукруглой ниакой головкой; в — о пло-
ской головкой; г — с потайной головкой; б — с пол у потай ной головкой; с — взрывная
двухкамерная
181
Рис. 232. Заклепочные швы:
а — нахлесточный; б — стыковой с одной накладкой; в — стыковой с двумя накладками
2. Правкой или опиливанием подгоняют Сопрягаемые поверх-
ности так, чтобы они плотно прилегали друг к другу.
3. За базу для разметки принимают обработанные кромки или
осевые линии.
4. В соответствии с чертежом размечают подготовленные по-
верхности: наносят осевые риски каждого ряда и накернивают их.
При нахлесточном шве разметку выполняют на одной из деталей,
при шве с накладкой — на накладке.
5. Наносят центровые риски, соответствующие шагу между
заклепками, выдерживая необходимое расстояние от центра за-
клепки до края детали. Эти риски должны располагаться пер-
пендикулярно осевым линиям рядов.
Шаг t между заклепками (рис. 232, а—в) и расстояние а от
центра заклепки до кромки заготовки принимают:
однорядный шов t — 3d-, а — l,5d (см. рис. 232, о);
двухрядный шов t = 4d; а — 1,5 d (см. рис. 231, б), где d —
диаметр заклепки.
6. В точке пересечения центровой и осевой рисок каждого
отверстия накернивают его центр.
Рис. 233. Элементы заклелкн:
в — с потайной готовкой; б — с полукруглой
стержень заклепки; 3 — закладкам голивкз
головкой;
J — Смыкающая головка:
182
7. Подбирают в зависимости от толщи-
ны склепываемых деталей (листов) диа-
метр d заклепки: d = 2Р, где Р — наи-
меньшая толщина склепываемого листа.
8. Подбирают длину I стержня заклеп-
ки (рис. 233), которая складывается из
толщины S склепываемых деталей и дли-
ны /0 выступающей части стержня на об-
разование замыкающей головки и запол-
нение зазора:
для полукруглой головки 10 = (1,2 ...
1,5) d;
для потайной головки 10 = (0,8 ...
1,2) d.
По формуле I = S + 10 соответственно
для заклепок с полукруглой и потайной
головками
Рис. 234. Сверление от-
верстия под заклепку
I = S + (1,2 ... 1,5) d; I = S + (0,8 ... 1,2) d.
9. Подбирают диаметр сверла, соответствующий диаметру
заклепки, мм:
Диаметр заклепки . 2 2,3 2,6 3 3,5 4 5 6 7
Диаметр сверла. , . 2,1 2,4 2,7 3,1 3,6 4,1 5,2 6,2 7,2
10. Сверлят (или пробивают пробойниками на прессе) отвер-
стия (рис. 234) в два приема; сначала пробное, затем — оконча-
тельное.
11. Снимают фаски по краям отверстий, и для потайных
заклепок зенкуют отверстия коническими зенковками.
12. Выбирают слесарный молоток, масса которого зависит
от диаметра заклепки:
Диаметр заклепки, мм...... 2 2,5 3 3,5 4 5 6...8
Масса молен ка, г.........100 1Q0 200 200 400 400 500
Учебное задание 2. Соединение заготовок заклепками с полу-
круглой головкой.
Задание выполняют в такой последовательности.
1. Выполняют подготовительную работу (см. предыдущее за-
дание).
2. Вводят в отверстие снизу стержень заклепки (рис. 235, а).
3. Ставят под закладную головку массивную поддержку 2
(рис. 235, б) и ударами молотка по вершине натяжки 1 осаживают
соединяемые листы, устраняя зазор между ними.
4. Несколокими ударами молотка осаживают стержень
(рис. 235, в).
5. Равномерными ударами молотка, направляемыми под углом
к торцовой части стержня, формируют замыкающую головку,
придавая ей предварительную форму (рис. 235, г). Удары наносят
по определенным местам головки и в таком порядке, чтобы она
оставалась концентрично расположенной относительно отверстия.
183
chipmaker.ru
Рис. 235. Соединение заготовок заклепками с полукруглой головкой (прямым
методом):
а — осаживание склепываемых листов с помощью натяжки; б — осаживание стержня
ваклепки; в — раздача стержня; г оформление замыкающей головки
а — закладывание заклепки; б — осаживание листов с помощью натяжки; в — осажива-
ние стержня заклепки; г — предварительное придание формы замыкающей головке;
о — окончательное оформление замыкающей головки
6. На предварительно сформированную замыкающую головку
лункой устанавливают конец обжимки 3 и равномерными ударами
(при упоре в поддержку 2) молотка по ней окончательно оформ-
ляют замыкающую головку (рис. 235, д).
8)
Рис. 236. Последовательность расклепывания заклепок в однорядном и много-
рядном швах (а, б), внешний внд заклепочных швов (в)
При работе с обжимкой следят за тем, чтобы ее края не вре-
зались в верхний лист заготовки и в контур головки заклепки.
Процесс повторяют над всеми заклепками согласно разметке.
Во избежание образования неровностей клепку выполняют не
подряд, а через два-три отверстия, начиная с крайних и двигаясь
к отверстиям в середине (у многорядных швов последователь-
ность расклепывания — с крайних крест-накрест к середине),
получая таким образом заклепочный шов (рис. 236).
Учебное задание 3. Соединение заготовок заклепками с по-
тайной головкой. Задание выполняют в таком порядке.
1. Выполняют подготовительную работу (см. учебное зада-
ние 1).
2. Наложив соединяемые заготовки одна на другую, прове-
ряют совпадение отверстий и плотность прилегания листов щу-
пом.
3. Вставляют в крайние отверстия одну заклепку и кладут
соединяемые листы на плиту закладной головкой вниз или упи-
рают закладную головку в плоскую поддержку.
4. Устанавливают натяжку на стержень заклепки и наносят
удары молотком по натяжке, добиваясь плотного прилегания
листов (рис. 237, а).
184
185
chipmaker.ru
5. Осаживают стержень крайней заклепки несколькими равно-
мерными ударами бойка молотка, создавая грубую форму головки
(рис. 237, б).
6. Повторяют операции, указанные в пи. 3, 4, 5, соблюдая
правильную очередность расклепывания (см. рис. 236), т. е.
расклепывают вторую крайнюю заклепку и остальные.
7. Носком молотка предварительно раздают конец стержня
заклепки в конусном углублении, периодически поворачивая
молоток (рис. 237, в).
8. Окончательно молотком выравнивают и формируют замы-
кающую головку заклепки (рис. 237, г).
9. Расклепанные заклепки зачищают плоским напильником.
10. Проверяют качество клепки, которое определяется плот-
ностью посадки заклепок: большой палец левой руки наклады-
вают на головку заклепки, а по другой головке молотком наносят
легкие удары. Если заклепка посажена недостаточно плотно,
ощущается сотрясение и слышен дребезжащий звук.
В зависимости от того, имеется ли свободный доступ как
к замыкающей головке, так и к закладной (двусторонний подход),
или доступ к замыкающей головке невозможен (односторонний
подход), различают два метода клепки: прямой (открытый) и
обратный (закрытый).
Прямой метод характеризуется тем, что удары молотком
наносят по стержню со стороны вновь образуемой, т. е. замыка-
ющей, головки. В предыдущих заданиях рассматривалась клепка
прямым методом.
Обратный метод характеризуется тем, что удары наносят по
закладной головке. При работе этим методом стержень заклепки
вводят сверху (рис. 238, а), поддержку ставят под стержень.
Молотком ударяют по закладной головке через оправку
(рис. 238, б), формируя с помощью поддержки замыкающую
головку.
Для получения правильной формы замыкающей головки по-
ступают так: сначала под заклепку ставят плоскую поддержку,
Рис. 238. Соединение деталей (листов) заклепками с полукруглом головкой (обрат-
ным методом):
а — заклепка вставлена в отверстие; б — оформление замыкающей головки на плоской
поддержке; в — оформление головки иа поддержке с полукруглым углублением; 1 —
оправка; 2 — поддержка
186
затем поддержку с полу-
круглым углублением
(рис. 238, в). Качество
клепки обратным методом
несколько ниже, чем пря-
мым. Клепку обратным
методом применяют при
затрудненном доступе к
замыкающей головке. Этим
методом выполняют клеп-
ку также взрывными и
трубчатыми заклепками
(особые виды клепки).
Удобнее выполнять клеп-
Рнс. 239. Соединение деталей (листов) труб-
чатыми заклепками
ку вдвоем: один удерживает поддержку, второй наносит удары
молотком.
Учебное задание 4. Соединение заготовок трубчатыми заклеп-
ками.
Встречаются соединения из металла, фибры, картона, кожи,
пластических масс, выполненные клепкой с применением пусто-
телых заклепок (пистоны) (рис. 239). Задание выполняют двумя
способами: с применением специального инструмента — пистон-
ницы и развальцовыванием замыкающей головки на сверлильном
станке.
Задание первым способом выполняют в таком порядке.
1. Размечают и накернивают центры отверстий под заклепки.
2. Сверлят все отверстия, входящие в соединение (или полу-
чают их на дыропробивном прессе).
3. Собирают соединение, следя за совпадением отверстий, за-
крепляют его винтами.
4. Устанавливают заклепку 1 в отверстие (см. рис. 239).
5. Подведя крючок 4 под закладную головку, осаживают за-
клепку специальным инструментом (пистонницей) 2.
6. Подтягивают детали друг к другу и расклепывают (разваль-
цовывают) свободный конец стержня, образуя замыкающую го-
ловку 3.
Задание вторым способом выполняют в такой последователь-
ности.
1. Размечают и накернивают центры отверстий под заклепки.
2. Сверлят (или пробивают на прессе) отверстия на заготовках.
3. Собирают соединение, выдерживая правильное расположе-
ние всех деталей и отверстий, и закрепляют его винтами.
4. Закладывают заклепку снизу и размещают ее на поддержке.
5. В патрон сверлильного станка устанавливают развальцовку,
а соединение размещают на столе так, чтобы ось развальцовки
точно совпала с центром оси отверстия заклепки.
6. Плавно, с небольшим нажимом на рычаг опускают шпин-
дель станка, контролируя формирование замыкающей головки
187
chipmaker.ru
Рис. 240. Развальцовывание замыкающей головки
трубчатой заклепки на сверлильном станке
Рис. 241. Способ расклепывания пустотелой (труб-
чатой) заклепки с помощью кернера (а), соединение
деталей трубчатой заклепкой с подкладными шай-
бами (ff)
до момента образования выпуклого кольца правильной формы
(рис. 240). Развальцовку периодически смазывают техническим
вазелином.
Более просто детали пустотелыми заклепками соединяют так:
закладывают заклепку в отверстие на поддержке 1 и раздают
края заклепки ударами молотка по кернеру 2 (рис. 241, а).
Чтобы не повредить поверхность заготовки головкой заклепки
при соединении нескольких листов, под пустотелые заклепки
подкладывают металлические шайбы 3 (рис. 241, б).
§ 3. МЕХАНИЗАЦИЯ КЛЕПКИ
Клепку крупногабаритных заготовок выполняют пневматиче-
скими (реже электрическими) молотками. Пневматический кле-
пальный молоток работает под действием сжатого воздуха. Работу
выполняют вдвоем: один работает молотком, второй является
подручным.
Учебное задание. Клепка пневматическими инструментами.
Задание выполняют в такой последовательности.
1. Изучают правила безопасности работы пневматическим мо-
лотком.
2. Подготавливают соединяемые заготовки (листы) и устанав-
ливают заклепки.
3. Осматривают и убеждаются в исправности пневматического
молотка и пневмопривода.
188
Рис. 242. Клепка пневматическим молотком:
а — в горизонтальном положении; б в вертикальном положении
4. Устанавливают обжимку в ствол пневматического инстру-
мента.
5. Зажимают поддержку 3 в слесарные тиски, а молоток 1
направляют вертикально (рис. 242, а), помощник (подручный)
при этом поддерживает соединяемые листы 2. При другом ва-
рианте соединяемые листы зажимают в тиски, помощник удержи-
вает на заклепке поддержку 3, а пневмолоток 1 направляют го-
ризонтально (рис. 242, 6).
6. Нажимом на курок включают пневматический молоток.
/
Рис. 243. Ручной переносный пневматический пресс ПРП5-2 (в), пневморычаж-
ный стационарный пресс КП-204М (<?):
1 — пневматический цилиндр; 2 — скоба; 3, 4 — обжимки; 5 — упор; 6 — стопорная
гайка; 7 — рукоятка стопорной гайки; 8 — тумба; 9 — ограждение педали; 10 — педаль;
11 — автоматическая масленка; 12 — фильтр
189
chipmaker.ru
7. Слегка поворачивая молоток с обжимкой вокруг оси за-
клепки, осаживают стержень заклепки и оформляют замыкающую
головку.
8. В такой же последовательности расклепывают остальные
заклепки.
9. После окончания работы перекрывают кран от сети сжатого
воздуха, воздушный шланг отсоединяют от сети.
Большой объем работ по клепке выполняют на специальных
клепальных машинах, пневматических и гидравлических прессах.
Пневматические клепальные машины стоят дешевле гидрав-
лических. Они бывают передвижные и стационарные.
Ручной переносный пневматический пресс ПРП5-2 (рис. 243, а)
применяют при одиночной клепке, особенно в труднодоступных
местах. На нем склепывают детали общей толщиной до 4 мм
стальными заклепками диаметром до 4 мм и заклепками из дю-
ралюминия диаметром 5 мм.
Пневморычажный стационарный пресс КП-204М (рис. 243, б)
применяют при одиночной клепке стальными заклепками диа-
метром до 5 мм и заклепками из дюралюминия диаметром 6 мм.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. к какой группе относятся соединения, выполненные клепкой, и почему?
2. Какую клепку (горячая, холодная) применяют при диаметре заклепок
10 мм?
3. От чего зависит выбор шага t и расстояния а от центра заклепки до
кромки заготовки?
4. Из чего складывается общая длина заклепки? >
5. Правильно ли подобрана заклепка, если длина выступающей части стержня
в два раза больше диаметра заклепки?
6. Чем отличается обратный метод клепки от прямого и когда его применяют?
глава xi. РАЗМЕТКА ЗАГОТОВОК
КОРПУСНЫХ ДЕТАЛЕЙ
§ 1. уход
ЗА РАЗМЕТОЧНЫМ ИНСТРУМЕНТОМ
И ПРИСПОСОБЛЕНИЯМИ
Точность разметки в немалой степени зависит от состояния
приспособлений и инструментов. Поэтому особое внимание уде-
ляется поверхности разметочной плиты, которая не должна иметь
забоин, царапин, должна быть чистой и гладкой. Для уменьшения
трения при перемещении по плите приспособлений, инструментов,
заготовок поверхность ее натирают графитом.
При разметке нельзя допускать ударов штангенрейсмуса,
штангенциркуля, вертикальной линейки о плиту. Чтобы не со-
рвать резьбу при пользовании стопорными или зажимными вин-
тами на инструментах, к винтам прикладывают небольшие уси-
лия, помня правило: с инструментом обращаются аккуратно.
После окончания работы инструмент протирают чистой тряп-
кой и смазывают. Штангенрейсмус и вертикальную линейку про-
тирают чистой промасленной ветошью и укладывают в футляры.
Разметочную плиту вытирают смоченной в керосине ветошью,
смазывают минеральным маслом и покрывают деревянным щитом.
§ 2. ПРИСПОСОБЛЕНИЯ
И ИНСТРУМЕНТЫ ДЛЯ РАЗМЕТКИ
Перед тем как приступить к разметке, заготовку устанавли-
вают и выверяют на разметочной плите, пользуясь для этого
опорными подкладками, призмами, домкратами, разметочными
ящиками и др.
Призматические подкладки (призмы) применяют при установке
заготовок цилиндрической формы. Подкладки имеют точно обра-
ботанные наружные поверхности с тремя—четырьмя призмати-
ческими вырезами (рис. 244).
191
chipmaker, ru
Рис. 244. Призмы:
a — обычная co скобой; б — кон-
струкции П. А. Щербакова; 1 —
скоба; 2 — призма; 3 — валик
Призмы 1 для размет-
ки заготовок под углом ус-
танавливают на необходи-
мый угол по отношению к
основанию 4 по градуиро-
ванному диску 2. Заго-
товку крепят на приспо-
соблении скобой 5. Поло-
жение призмы фиксируют
гайкой-барашком 3
(рис. 245).
Угольник (рис. 246, а), как правило, изготовляют из серого
чугуна, он имеет две полки. Отверстия в горизонтальной полке
позволяют крепить угольник к разметочной плите с Т-образными
пазами. Размечаемую заготовку к угольнику крепят с помощью
отверстий в вертикальной полке.
Разметочный кубик (рис. 246, б) имеет точно обработанные
поверхности и много отверстий для установки и крепления за-
готовок при помощи болтов с прихватами, планок и т. п.
Регулируемый клин (рис. 246, в) представляет собой два со-
единенных, точно обработанных стальных клина 2 и 3. Размечае-
мую заготовку устанавливают на верхней поверхности клина 2.
Подъем и опускание заготовки осуществляют вращением винта /,
находящегося на клине 3. На боковой поверхности нижнего клина
имеется шкала, позволяющая точно регулировать и контролиро-
вать высоту клина. Перемещение на одно деление равно 0,1 мм.
Рис. 245. Призма для разметки заго-
товок под углом
в)
Рис. 246. Разметочные приспособле-
ния;
а — угольник; б — кубик; в — регулируе-
мый клин
192
Рис. 247. Домкраты (а,
б) и закрепляемые иа них
шариковая (в) и призма-
тическая (г) головки:
1 — плита; 2 *— ролики; 3
кронштейн; 4 винт; 5 ₽=*
корпус
3
в)
г)
Домкраты (рис. 247, а, б) применяют для установки громозд-
ких и тяжелых заготовок, они позволяют выверять и регулировать
положение размечаемых заготовок по высоте. На верхнем конце
винта домкрата закрепляют головки различной формы: шарико-
вую (рис. 247, в) для установки необработанных заготовок, при-
зматическую (рис. 247, г) для установки цилиндрических заго-
товок.
Выдвижной центр (рис. 248, а) при помощи зубчатого колеса 2
и зубчатой рейки 3 может выдвигаться на высоту до 400 мм по
отношению к основанию 1. В нужном положении площадку 4
фиксируют зажимным болтом 5. Выдвижная площадка создает
удобства для разметки окружностей, расположенных на разных
высотах (рис. 248, б).
Рнс. 249. Разметочные ящики (а), верти-
кальная измерительная лииейка (6)
7 Мокрецов А. М. и др.
193
chipmaker.ru
Рис. 250. Много игольчатые рейс-»
Мусы:
а типовой; б конструкции
К. Ф. Крючека
Разметочные ящики (рис. 249, а), изготовленные из чугуна,
пустотелые с ребрами жесткости внутри. Все стороны ящиков
точно обработаны, сопряжения граней под углом 90°. Ящики
применяют для крепления на их гранях размечаемых заготовок.
Вертикальная измерительная линейка (рис. 249, б) приме-
няется для установки чертилки рейсмуса на размер по вертикали.
Рейсмусы (рис. 250, 251) служат для нанесения горизонталь-
ных и вертикальных рисок на заготовках, а также для проверки
установки заготовок на плите. Рейсмус конструкции К. Ф. Крю-
чека (см. рис. 250) имеет четыре чер-
Рис. 251. Комбинированный рейсмус:
1 — основание; 2, 3, 7, 8 — чертилки; 4 —*
винты; St 9 » плаики; 6 =» стойки
тилки, каждая из которых может
быть установлена на нужный раз-
мер. Это позволяет провести одно-
временно несколько параллельных
рисок.
Рис. 252. Центрирующий штаиген*
рейсмус:
1 — заготовка; 2 стойка; 3 каретка
центроискателн
1М
При пользовании комбинированным рейсмусом (см. рис. 251)
риски наносят чертилками 2, 3, 7, 8, которые закрепляют вин-
тами 4.
Центрирующий штангенрейсмус (рис. 252) представляет собой
обычную стойку штангенрейсмуса, на которую надета каретка
центроискателя, имеющая вид стрелки. Острием стрелки наносят
на торец заготовки две пересекающиеся линии (повернув заго-
товку), точка пересечения их будет центром.
§ 3. ПОДГОТОВКА К РАЗМЕТКЕ,
РАЗМЕТКА БЕЗ ПЕРЕКАНТОВКИ,
С ПЕРЕКАНТОВКОЙ,
С ПОМОЩЬЮ РАЗМЕТОЧНОГО ЯЩИКА
И ДРУГИЕ ЗАДАНИЯ
Этот вид разметки сложнее разметки плоских поверхностей,
потому что при разметке на плоской поверхности риски (разме-
точные линии) наносят в одной плоскости, а при втором виде
разметки разметочные линии наносят в разных плоскостях и под
разными углами.
Требования безопасности труда при разметке заготовок кор-
пусных деталей аналогичны требованиям безопасности при раз-
метке плоских поверхностей.
Учебное задание 1. Подготовка заготовки к разметке.
Задание выполняют в такой последовательности.
1. Изучают чертеж детали, знакомятся с ее назначением и
работой в изделии.
2. Очищают заготовку от грязи, окалины, формовочной смеси,
наплывов.
3. Измеряют размеры заготовки — длину, ширину, высоту,
диаметры, межцентровые расстояния и др. Сверяют эти размеры
с размерами в чертеже, в том числе и припуски на обработку.
4. Проверяют заготовку: на ней не должно быть раковин,
пузырей, трещин (по дребезжащему звуку от удара молотком по
подвешенной заготовке), отколов углов, ребер и других дефектов.
5. Срубают с заготовки наплывы, неровности. Поверхности
зачищают металлической щеткой.
6. Намечают план разметки: устанавливают, в каких положе-
ниях заготовку необходимо устанавливать на плиту; какие риски
и при каком положении заготовки придется наносить.
7. Выбирают базу для разметки. Чтобы разметка была точ-
ной, все размеры откладывают только от разметочных баз. Пра-
вило выбора баз: если заготовка имеет обработанную поверхность,
от которой исходят все размеры на чертеже, то за базу прини-
мают эту поверхность; если у заготовки имеются приливы, бо-
бышки, платики, то за базу разметки принимают центровые или
осевые линии, от которых исходят остальные размеры (рис. 253, а).
195
chipmaker, ru
Рис. 253. Разметочные базы (в), разметка отверстия (б)
8. Готовят пустотелые заготовки к разметке:
а) опиливают деревянную центровую планку (или пробку)
и отрезают по размеру отверстия;
б) набивают на деревянную центровую планку 2 (рис. 253, б)
металлическую (жестяную, латунную) планку 1 размером около
10 X 10 мм для опоры ножек циркуля 3.
9. Поверхности, на которые будут наносить разметочные
риски, окрашивают (рис. 254): необработанные поверхности отли-
вок и поковок — меловым раствором; обработанные поверхности
стальных и чугунных заготовок — раствором медного купороса,
быстросохнущими краской или лаком.
10. Окрашенные поверхности просушивают.
11. Организуют рабочее место.
Учебное задание 2. Разметка заготовки без перекантовки.
Упражнение отрабатывают на разметке корпуса подшипника,
на котором весь процесс выполняют с одной установки. Перед
разметкой изучают приемы работы вертикальной сдвоенной изме-
рительной линейкой. Эту линейку используют для откладывания
на заготовке вертикальных размеров, а также для их точного
складывания и вычитания. Задание выполняют в таком порядке.
1. Корпус подшипника устанавливают на плиту и выверяют
Рис. 254. Окрашивание размечаемой
поверхности
(рис. 255, а).
2. На двух торцовых поверх-
ностях корпуса наносят по две
окружности: одну радиусом R и
другую (контрольную) радиусом
/?! = /?+! мм (рис. 255, б).
3. Через центры отверстий с
помощью чертилки и угольни-
ка проводят вертикальные рис-
ки 1 (рис. 255, в).
4. Иглу рейсмуса устанавли-
вают на размер по вертикальной
196
Рис. 255. Разметка корпуса
подшипника без перекантовки
линейке и на четырех боковых поверхностях основания под-
шипника наносят риску на размер Г = А — Д, где Д — расстоя-
ние от центра отверстия до нижней поверхности основания под-
шипника задан в чертеже (рис. 255, г).
5. Накернивают основные риски разметки.
6. Проверяют качество разметки: размеры должны соответ-
ствовать указанным в чертеже, а риски быть четкими, непрерыв-
ными.
Учебное задание 3. Разметка заготовки с разворотом на 90°
(с перекантовкой).
Задание выполняют на примере разметки фланцев на патрубке,
расположенных в различных плоскостях. Поверхности фланцев
предварительно обработаны. Задания (не считая подготовки) вы-
полняют в два этапа: первый — установка, выверка заготовки,
разметка и нанесение рисок в исходном положении (первое поло-
жение), второй — те же операции после разворота заготовки
на 90° (второе положение). Задание выполняют в таком порядке.
1. Изучают чертеж, проверяют, соответствуют ли размеры
ваготовки размерам в чертеже.
2. За базу принимают отверстия, в которые устанавливают де-
ревянные планки с прибитой на них металлической пластиной.
197
chipmaker.ru
3. Поверхность фланцев 1 и 2 (рис. 256, а) окрашивают рас-
твором медного купороса.
4. Устанавливают на разметочную плиту две призмы, на кото-
рые помещают заготовку (патрубок) так, чтобы средний фланец
опирался на подкладки 3, 4.
5. С помощью подкладок и клиньев добиваются горизонталь-
ного положения сквозного отверстия (отверстия двух крайних
фланцев), проверяя рейсмусом по нижней или верхней кромке
втого отверстия положение заготовки на разметочной плите.
6. Таким же способом устанавливают в горизонтальное поло-
жение отверстие среднего фланца /.
7. Окончательно проверяют рейсмусом горизонтальность от-
верстий всех трех фланцев.
8. Угольником с пяткой проверяют отклонение от перпенди-
кулярности поверхностей всех фланцев от поверхности разметоч-
ной плиты.
9. Измеряют диаметр отверстия фланца 2 штангенциркулем.
10. Вертикальной сдвоенной линейкой (с учетом диаметра
отверстия) определяют по вертикальной линии расстояние до
центровой риски.
11. Этим размером наносят риски Л Б на поверхностях всех
фланцев.
Рис. 256. Разметка патрубка на разметочной плите, выверка в первом положении
н схема нанесения рисок;
в *» в первом положения^ б во втором положении
198
Ряс. 257., Разметка шпоночно-
го паза:
/ •— измерительная поверхность;
2 -*• блок плиток; 3 — измеритель-
ная ножка; 4 — аажиыиый винт;
5 микрометрический винт; 6 —
призма; 7 — шпоночный паз; 8
чертилка
12. На горизонтальной
риске среднего фланца раз-
мечают циркулем центро-
вую точку, через которую
по угольнику проводят
вертикальную риску ВГ.
На этом разметка заготов-
ки в первом положении
закончена.
Установку, выверку и
разметку заготовки во
втором положении выполняют в такой последовательности.
1. Разворачивают (перекантовывают) заготовку на угол 90°.
2. Выверяют положение заготовки на плите: прикладывая
угольник с пяткой к плоскости фланца, добиваются такого поло-
жения, чтобы нанесенная риска АБ была перпендикулярна по-
верхности плиты. Проверяют рейсмусом горизонтальное положе-
ние отверстия по отношению к плите.
3. По вертикальной линии определяют расстояние до центро-
вой риски (с учетом диаметра отверстия).
4. На поверхности двух фланцев наносят взаимно перпендику-
лярные риски, точки пересечения которых будут центрами отвер-
стий.
5. Накернивают центры отверстий.
6. Проверяют циркулем правильность расположения центро-
вых точек по отношению к кромкам отверстия.
Учебное задание 4. Установка заготовки на призму и разметка
шпоночного паза.
Задание выполняют в таком порядке.
1. Разметочную плиту тщательно протирают.
2. Заготовку устанавливают на призму (рис. 257), при этом
ось заготовки должна быть параллельна поверхности плиты
(проверка по рейсмусу).
3. На торец заготовки наносят горизонтальную линию, про-
ходящую через центр валика.
4. Валик поворачивают на угол 90°. Проверяют вертикальность
нанесенной разметочной риски по угольнику.
5. На торец заготовки рейсмусом наносят горизонтальную
линию.
6. Размечают шпоночный паз 7.
Учебное задание 5. Разметка партии заготовок одним рейсмусом.
199
chipmaker.ru
I
Рис. 258. Разметка партии корпусных заго-
товок одним рейсмусом
При работе рейсмусом
каждая установка чертил-
ки требует большой зат-
раты времени. При размет-
ке партии одинаковых за-
готовок используют нес-
колько рейсмусов, заранее
установленных на опреде-
ленный размер. Чертилки
устанавливают в опреде-
ленное положение только
один раз, затем последо-
вательно переносят данный
размер на все заготовки.
Периодически установку
чертилки проверяют.
Если в распоряжении слесаря имеется один рейсмус, то реко-
мендуется сначала перенести на все заготовки один установлен-
ный размер, затем второй, третий и т. д.
Задание выполняют в таком порядке.
1. Заготовки корпусных деталей устанавливают на разме-
точной плите на таком расстоянии друг от друга, чтобы можно
было вести разметку рейсмусом каждой заготовки (рис. 258).
Рис. 259. Разметка заготовки с помощью разметочного ящика:
а первое положение заготовки; б ** второе положение заготовки
200
2. Иглу рейсмуса устанавливают на определенный размер по
чертежу для нанесения риски 1. Последовательно на все заготовки
наносят горизонтальные риски /.
3. Иглу рейсмуса устанавливают на размер по чертежу для
нанесения рисок 2. Последовательно на все заготовки наносят
риски 2.
4. В таком же порядке устанавливают иглу рейсмуса и на-
носят на все заготовки горизонтальные риски 3, 4.
5. С помощью угловой приставки наносят вертикальные
риски.
При выполнении задания следует периодически проверять
установку чертилки.
Учебное задание 6. Разметка заготовки с помощью разметоч-
ного ящика.
Разметочные ящики применяют для пространственной раз-
метки заготовок сложной формы. На одной из плоских поверх-
ностей ящика устанавливают и закрепляют заготовку, которую при
необходимости кантуют вместе с ящиком, при этом заготовка будет
занимать нужное положение без дополнительной выверки. Раз-
метку выполняют на заготовке рычага с двумя приливами. За-
дание выполняют в таком порядке.
1. Изучают чертеж изделия. За базу разметки принимают ось
симметрии, на которой расположен главный размер — расстояние
между центрами отверстий двух приливов.
2. Убеждаются в пригодности заготовки для разметки по
размерам и окрашивают меловым раствором размечаемые поверх-
ности.
3. Очищают поверхность разметочной плиты и все поверх-
ности ящика от пыли и грязи.
4. Ящик широкой поверхностью плавно накладывают на раз-
меточную плиту, стремясь, чтобы весь контур ящика одновременно
приходил в соприкосновение с поверхностью плиты.
5. Угольником центроискателя предварительно определяют
центровые отверстия на бобышках (приливах).
6. Заготовку 1 (рис. 259, а) устанавливают на верхнюю пло-
скость ящика, предварительно укрепив ее струбциной 2. С по-
мощью подкладки 3 добиваются параллельности между нижней
поверхностью рычага (заготовки) и плоскостью разметочного
ящика. Точность установки проверяют рейсмусом (рис. 259, а).
7. Ящик кантуют на угол 90° (второе положение) и по нанесен-
ным ранее на приливах центровым точкам проверяют рейсмусом
и добиваются горизонтального положения рычага (рис. 259, б).
8. Окончательно рычаг укрепляют на ящике струбциной,
проверяют отклонение параллельности поверхностей плиты и
ящика.
9. Наносят горизонтальную риску А Б (рис. 260, б).
10. Ящик кантуют (поворачивают на 90°) в третье положение
(рис. 260, а).
201
chipmaker.ru
Рис. 260. Третье положение заготовки при разметке с помощью разметочного
ящика
11. Циркулем проверяют положение ранее нанесенного цен-
тра О на малой бобышке и проверяют риску ВГ (см. рис. 260, б).
12. Устанавливают рейсмус по вертикальной сдвоенной ли-
нейке на размер Д, указанный в чертеже, и этим размером от
центра О малой бобышки на большой бобышке делают метку
(засечку).
13. На большой бобышке перпендикулярно риске А Б через
васечку размера Д наносят риску ЕЖ. Точка пересечения рисок А Б
и ЕЖ является центром отверстия большой бобышки.
14. Из центров О и Ot отверстий проводят по две окружности»
одну (основную) по размерам, указанным в чертеже, другую
(контрольную) радиусом, увеличенным на 1 мм.
15. Накернивают риски основных окружностей.
§ 4. КООРДИНАТНО-РАЗМЕТОЧНЫЕ
ПРИСПОСОБЛЕНИЯ И СЧЕТНО-
РЕШАЮЩИЕ УСТРОЙСТВА
В основу координатно-разметочных приспособлений положен
метод координат, позволяющий одни геометрические элементы
(например, размечаемый контур) определять относительно других
(например, установочной базы детали) при помощи чисел. Эти
приспособления универсальны, ускоряют разметку, повышают
ее точность и производительность труда.
Координатно-разметочная машина (рис. 261) предназначена
для предварительного измерения и разметки заготовок корпусных
деталей. При невысоких требованиях к точности машина может
202
Рнс. 261. Координатно-разметочная машина:
1 — колонна; 2 — каретка координат; 3 — разметочная головка; 4 — каретка коорди-
наты X; 5 — пульт дистанционного управления; 6 — домкрат; 7 — поворотный стол?
8 — рама; 9 — блок питания машииы; 10 — шкаф УЦИ и принадлежностей; 11 —• счет-
ная машина «Искра-121»; 12 — пишущая машинка ЭУМ-23ДП; 13 — транскриптор;
14 «* блок цифрового отсчета
использоваться для измерения отклонений основных геометриче-
ских параметров (диаметров, межцентровых расстояний, углов,
положений осей, параллельности, перпендикулярности и др.)
изготовленных деталей.
В комплект машины входит плоский поворотный стол, сво-
бодно устанавливаемый на поверхности плиты. Подлежащую
разметке или измерению заготовку устанавливают на планшайбу
поворотного стола и выставляют регулированием домкратами
и поворотом планшайбы.
В наборе разметочно-измерительного инструмента имеются
щупы со сферическими наконечниками, индикатор, специальные
циркули, подпружиненные резцы с державками, позволяющие
ощупывать и наносить линии (и окружности) на разных поверх-
ностях отливок и готовых деталей. Координатно-разметочная
машина имеет цифропечатающее устройство и клавишную вы-
числительную машину.
Счетно-решающие устройства. При выполнении разметочных
работ приходится производить различные математические под-
счеты: вычислять длины хорд, соответствующие заданным цен-
тральным углам, делить окружности на разное число частей,
находить тригонометрические функции, определять координаты
точек, линии пересечения различных поверхностей и др. Примене-
ние счетно-решающих устройств повышает эффективность и каче-
ство работ. Координатно-разметочные приспособления и счетно-
решающие устройства подробно описаны в специальной лите-
ратуре.
203
I chipmaker.ru
I
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. В чем заключается сложность пространственной разметки по сравнению
с разметкой плоских поверхностей?
2. При разметке каких заготовок применяют призматические подкладки?
3. Каким способом закрепляют заготовку на разметочном ящике?
4. Для чего предназначены отверстия в полках угольника и в разметочном
кубике?
5. Под каким углом сопрягаются грани разметочного ящика?
6. Расскажите о последовательности действий при нахождении центра окруж-
ности с помощью центрирующего штангенрейсмуса.
7. Какое правило откладывания размеров необходимо соблюдать, чтобы
разметка была точной?
глава хп. ШАБРЕНИЕ
§ 1. ТРЕБОВАНИЯ
БЕЗОПАСНОСТИ ТРУДА
При выполнении заданий по шабрению необходимо соблюдать
следующие требования безопасности труда.
1. Режущие элементы шаберов не должны иметь трещин и
отколов. Ручки должны быть изготовлены из древесины твердых
пород, не должны иметь трещин, задиров, отколов. Поверхность
ручки должна быть гладкой, чистой и постоянно сухой. На ручке
должно быть установлено металлическое кольцо, предохраня-
ющее ее от раскалывания.
2. При работе двусторонними шаберами во избежание травмы
рук о режущую кромку второго конца шабера ее закрывают спе-
циальным футляром или, в крайнем случае, ветошью. Запрещается
выполнять работу неисправным инструментом.
3. В процессе шабрения запрещается удалять металлическую
пыль и стружку с обрабатываемой поверхности руками или сду-
вать ее воздухом. Пыль и стружку удаляют щеткой-сметкой или
ветошью.
4. Обрабатываемые поверхности заготовок не должны иметь
заусенцев и острых кромок. Если они имеются, их следует пред-
варительно снять (притупить). Обрабатываемая заготовка должна
быть надежно установлена и закреплена.
5. Рабочее место у заточного станка и сам станок должны
соответствовать требованиям, предъявляемым к рабочему месту
и металлорежущему оборудованию, с которыми ученик позна-
комился ранее (см. гл. III и VIII).
Перед началом работы на заточном станке или с электроин-
струментами необходимо повторить правила электробезопасности
и правила работы с инструментом и оборудованием, имеющими
электро- или пневмопривод.
208
chipmaker.ru
6. В процессе работы особое внимание следует уделять по-
верочному инструменту. Поверхности поверочных плит, линеек,
угольников должны быть чистыми и смазанными тонким слоем
машинного масла. Их следует оберегать от механических повреж-
дений, грязи, металлической стружки, пыли и влаги, так как все
эти факторы ведут к интенсивному, преждевременному износу
инструмента. Поэтому в процессе контроля обрабатываемую за-
готовку следует с повышенной осторожностью накладывать на
поверочную плиту, линейку, угольник или наоборот.
§ 2. ЗАТОЧКА И ЗАПРАВКА
ПЛОСКИХ ШАБЕРОВ. ПОДГОТОВКА
ПОВЕРХНОСТИ ЗАГОТОВКИ
ПОД ШАБРЕНИЕ
Шабрение является окончательной слесарной операцией, при
которой снимается тонкий слой металла шабером вручную или
с применением машин.
Шаберы изготовляют одно- или двусторонние, цельные и со
вставными пластинами, изготовленными из быстрорежущей стали
или твердого сплава. Шаберы, оснащенные сменными пластинами,
наиболее экономичны и рациональны в работе, так как в случае
затупления режущей кромки пластину легко заменить новой.
Затачивают пластины один раз в смену.
Длина шаберов составляет 200 ... 450 мм (рис. 262).
Учебное задание 1. Заточка и заправка плоского шабера.
Заточку плоского шабера производят на заточном станке
мелкозернистым шлифовальным кругом с трех установок (заточка
режущих кромок с торца, а затем по широким плоскостям) в такой
последовательности.
1. Проверяют заточной станок.
2. Убедившись в исправности станка, приступают к заточке
торцовой поверхности режущей части шабера. Шабер берут пра-
вой рукой за рукоятку, а левой рукой обхватывают тело шабера
как можно ближе к режущим кромкам. Оперевшись широкой пло-
ской гранью шабера о подручник, устанавливают шабер в гори-
вонтальное положение (продолжение оси шабера должно прохо-
дить через центр шлифовального круга) и плавно подводят тор-
цовую поверхность режущих кромок шабера к шлифовальному
кругу (рис. 263, а). Плавным движением правой руки, не отводя
торцовой поверхности шабера от шлифовального круга (за один
прием), совершают небольшие горизонтальные радиусные движе-
ния, образуя радиусную (криволинейную) режущую кромку.
Радиус кривизны меняют в зависимости от точности шабрения,
при черновом шабрении режущая кромка может быть односторон-
ней и прямолинейной.
В процессе заточки шабер периодически охлаждают.
206
Рис. 262. Шаберы]
а — плоский односторон-
ний черновой; б — плоский
двусторонний; в •— плоские
односторонние с изогнутым
концом; £ трехграиный со-
ставной; д — плоский со
сменными режущими пла-
стинками; е — фасонный со
смеииымн пластинками?
/, 6 — сменные пластинки?
2 —* зажимное устройство?
3 •— корпус; 4 зажимной
винт; 5 и fi —* ручка; 7 —»
стержень
3. Заточку шабера по широким поверхностям производят в та-
кой последовательности: удерживая шабер двумя руками
(рис. 263, б) и прижав его среднюю часть к подручнику, плавно
прижимают затачиваемый конец к шлифовальному кругу; за-
точку выполняют за один прием, при этом перемещение шабера
вдоль периферийной поверхности круга незначительное.
Заточив одну плоскость, шабер переворачивают и затачивают
вторую плоскость.
В результате заточки на конце шабера образуется небольшой
участок поверхности сложной формы (рис. 263, в), которая значи-
тельно облегчает доводку (заправку) режущих кромок.
4. Заправку (доводку) шаберов, как правило, осуществляют
вручную на мелкозернистых брусках (зернистость не менее 90).
Шаберы для чистовой обработки и шаберы, обеспечивающие по-
вышенную точность шабрения, окончательно доводят на чугун-
ных плитах с применением паст ГОИ.
т
chipmaker.ru
Режущие кромки шабера доводят очень тщательно, иначе
шабер при работе будет царапать, а не резать поверхность заго-
товки. Доводку шабера выполняют в такой последовательности:
устойчиво устанавливают брусок на плиту или верстак (обычно
его врезают в деревянный брусок, имеющий широкое основание),
смазывают его поверхность машинным маслом или смачивают
водой; для заправки торцовой поверхности шабер устанавливают
вертикально так, чтобы обрабатываемая поверхность находилась
на поверхности бруска; пальцами левой руки удерживают шабер
за рукоятку, слегка прижимая его к бруску, а правой рукой сооб-
щают шаберу колебательные движения таким образом, чтобы его
торцовая поверхность касалась бруска по всей длине режущих
кромок (рис. 264, а)\ для доводки боковых граней по широкой
плоскости шабер, удерживая двумя руками в горизонтальном
положении, прижимают режущими кромками (поочередно)
к бруску и перемещают попеременным движением вдоль бруска
(рис. 264, б). Доводку шабера заканчивают после того, как с
поверхностей, образующих
режущие кромки, исчезнут
следы заточки, оставлен-
ные шлифовальным кру-
гом, и они будут иметь
чистую ровную поверх-
ность, а кромки приобре-
тут необходимую остроту.
Рис. 264. Доводка плоского ша-
бера на бруске:
а — торцовой поверхности; б —.
боковой поверхности
208
Рис. 265. Подготовка заготовки к опиливанию и опиливание:
а — нанесение краски на поверочную плиту; б —* нанесение краски на обрабатываемую
поверхность; в ♦— пятна краски на обрабатываемой поверхности; г прием опиливания
5. Качество заточки шабера проверяют пробным шабрением.
Учебное задание 2. Подготовка поверхности под шабрение.
Подготовка поверхности под шабрение заключается в опили-
вании (механической обработке) обрабатываемой поверхности по
краске, при более точном способе контроля — на поверочной плите.
Задание выполняют в такой последовательности.
1. Подготавливают краску для нанесения на поверочную плиту.
В качестве красителя применяют голландскую сажу, берлинскую
лазурь или ультрамарин (синьку), разведенные в машинном
масле. Краску тщательно размешивают и доводят до консистен-
ции жидкой сметаны (наличие в разведенной краске твердых
включений порошка недопустимо). Разведенную краску наклады-
вают на кусок ткани (желательно безворсовой), которую затем
собирают в виде тампона. Тампон укладывают в чистую посуду.
2. Поверхность поверочной плиты очищают от смазки и пыли,
промывают ее керосином и протирают насухо ветошью.
3. Краску на поверхность поверочной плиты наносят двумя
способами. Первый способ: непосредственно тампоном натирают
всю поверхность плиты (рис. 265, а). При нанесении краски
на тампоне образуются комочки грязи, которые периодически
снимают смещением тампона за край плиты и обратным движением
тампона на плиту. Второй способ: на небольшую площадь по-
верочной плиты, обычно на один из ее углов, наносят тампоном
слой краски. Берут кубик и опускают его на окрашенную поверх-
200
chipmaker.ru
ность плиты и круговыми движениями начинают перемещать его,
нанося на его грань слой краски. Затем кубик окрашенной сто-
роной опускают на неокрашенную часть поверочной плиты и кру-
говыми движениями переносят краску с его поверхности на по-
верхность поверочной плиты.
4. Перед опиливанием (шабрением) поверхность заготовки
проверяют на поверочной плите, для чего заготовку, предвари-
тельно обработанную механическим или ручным способом, осто-
рожно опускают обрабатываемой поверхностью на окрашенную
поверхность поверочной плиты. Плотно и равномерно прижав
обрабатываемую заготовку к поверхности поверочной плиты,
начинают перемещать ее, совершая круговые движения по всей
поверхности плиты (рис. 265, б). Затем заготовку осторожно
снимают с поверочной плиты. На поверхности заготовки останутся
пятна краски, обозначающие выступы, которые необходимо опи-
лить (шабрить) (рис. 265, в).
5. Заготовку закрепляют в тиски окрашенной поверхностью
вверх. Производят опиливание поверхности, снимая окрашенные
места. Опиливание, как правило, осуществляют круговым дви-
жением напильника (рис. 265, г). Опиливание ведут осторожно,
со слабым нажимом на напильник, очищают его (чаще, чем обычно)
металлической щеткой.
6. Сняв окрашенные места, плитку освобождают из тисков,
протирают и проверяют на поверочной плите, а затем, если это
необходимо, повторяют опиливание. Опиливание и контроль
повторяют до тех пор, пока не будет получена ровная поверхность,
характеризующаяся равномерным расположением пятен краски
по всей поверхности плитки.
§ 3. ШАБРЕНЙЕ ПЛОСКИХ
ПОВЕРХНОСТЕЙ
Шабрение плоскостей выполняют двумя способами: обычным—
рабочий ход «от себя» и более прогрессивным и производитель-
ным — рабочий ход «на себя».
Рнс. 266. Шабрение поверхности обычным способом (а), контроль качества
шабрения с помощью рамки (б)
210
Учебное задание 1. Шабрение плоской поверхности способом
«от себя».
Задание выполняют в такой последовательности.
1. Протерев поверочную плиту ветошью, подготавливают
краску и наносят ее на плиту ранее изученным способом.
2. Предварительно опиленную заготовку осторожно опускают
на поверочную плиту и, равномерно прижав, круговыми движе-
ниями перемещают по всей поверхности плиты. Сняв заготовку с
поверочной плиты, определяют основные места шабрения
(рис. 265, в).
3. Заготовку закрепляют в тиски, подбирают соответству-
ющий шабер и приступают к шабрению.
4. Правой рукой берут шабер за деревянную ручку таким
образом, чтобы головка ручки упиралась в ладонь; большой
палец накладывают сверху вдоль оси ручки, остальными паль-
цами обхватывают ручку снизу. Ладонь левой руки накладывают
на середину шабера и обхватывают пальцами (рис. 266, а). При-
нимают рабочее положение (стойку), такое же, как при опилива-
ний, и приступают к шабрению. Шабрят, не сгибаясь, при свобод-
ном положении корпуса.
5. Шабер устанавливают наклонно к обрабатываемой поверх-
ности, угол наклона 30 ... 40°, причем режущая кромка в момент
рабочего хода должна находиться в начале пятна на шабруемой
поверхности.
6. Рабочим ходом шабера вперед — «от себя» соскабливают
(срезают) слой металла вместе с краской с окрашенных мест
плитки. Величина рабочего хода при этом должна быть не более
10 ... 15 мм.
В конце рабочего хода (на конце пятна) нажим на шабер
уменьшают во избежание образования на шабруемой поверхности
заусенцев.
После каждого нанесения краски на обрабатываемую поверх-
ность рекомендуется изменять направление движения шабера
на 45 ... 90° таким образом, чтобы образующиеся штрихи пере-
секались между собой.
7. Попеременное шабрение в разных направлениях чередуют
с проверкой заготовки на поверочной плите до тех пор, пока вся
обрабатываемая поверхность не будет равномерно закрашена
пятнами краски.
Предварительное (грубое) шабрение считается законченным
при появлении 4 ... 6 пятен на площади 25 х 25 мм (приблизительно
один квадратный дюйм) и равномерном их распределении по всей
шабруемой поверхности (рис. 266, б).
8. Окончательное (чистовое) шабрение выполняют в такой
последовательности: с помощью кубика на контрольную поверх-
ность поверочной плиты наносят тонкий слой краски; шабрение
выполняют шаберами с шириной режущей кромки 12 ... 20 мм,
имеющими радиусную заточку. Крупные пятна разбивают на
211
Рис. 267. Прием шабрения поверх-
ности способом <на себя» (а), углы
установки и заточки шабера (б)
более мелкие движениями
шабера в разных направле-
ниях. В виде исключения
часть поверхности, располо-
женной по краям призмы
(плитки), шабрят шаберами,
имеющими прямолинейную
режущую кромку. Допуска-
ется выход шабера за пре-
делы шабруемой поверх-
ности, но не более чем
на одну четверть ширины режущей кромки.
Чистовое шабрение заканчивают при появлении 12 ... 16 пятен
на площади 25x25 мм и равномерном их распределении по всей
шабруемой поверхности. Проверку точности шабрения с помощью
рамки проводят выборочно на 4 ... 5 участках. Шабрение считается
качественно выполненным, если штрихи от шабрения распола-
гаются в шахматном порядке, а пятна равномерно расположены
по всей обрабатываемой поверхности.
9. В отдельных случаях выполняют особо точное (тонкое)
шабрение. Шабрение выполняют шаберами с шириной радиусной
режущей кромки 5 ... 12 мм в той же последовательности, что и
чистовое шабрение, но нажим на шабер в момент рабочего хода
незначителен, а сам рабочий ход не превышает 3 ... 5 мм.
Учебное задание 2. Шабрение плоской поверхности способом
«на себя».
Задание выполняют в такой последовательности.
1. Выполнив подготовительные операции, заготовку закреп-
ляют в тиски и приступают к шабрению. Шабрение выполняют
удлиненными (450 ... 500 мм) шаберами со вставными пластинками,
имеющими угол заточки 50° (рис. 267, а).
2. Шабер обеими руками обхватывают в его средней части,
подводят режущую кромку к шабруемой поверхности под углом
примерно 75 ... 80° (рис. 267, б), при этом деревянная ручка шабера
должна упираться в правое плечо.
3. Устанавливают режущую кромку шабера у границы пятна
и рабочим движением шабера «на себя» срезают (соскабливают)
окрашенный слой металла с поверхности заготовки. Шабрят от
ближайшего края поверхности к удаленному.
4. Шабрение осуществляют в той же последовательности, что
и при движении шабера «от себя» — предварительное (черновое)
и окончательное (чистовое).
5. Контроль шабруемой поверхности осуществляют ранее
изученным способом. Шабрение прекращают при наличии 12 ...
212
16 пятен на площади 25x25 мм и равномерном их распределении
по всей поверхности.
Учебное задание 3. Шабрение параллельных плоских поверх-
ностей заготовки.
Эта операция является сложной, так как в данном случае
необходимо выдержать прямолинейность, параллельность и пло-
скостность двух и более поверхностей. При шабрении параллель-
ных плоских поверхностей призмы за базу принимается ее осно-
вание, отшабренное ранее. Шабрение параллельных поверхностей
выполняют в такой последовательности.
1. Перед шабрением призму проверяют на соответствие ее
размеров данным чертежа — припуск на обработку не должен
превышать 0,1 мм на сторону, если припуск больше, поверхности
подвергают механической обработке. Отклонение от прямолиней-
ности поверхностей проверяют с помощью поверочной плиты (ли-
нейки) и щупа. Отклонение от перпендикулярности поверхностей
проверяют поверочным угольником, а их параллельность — с по-
мощью штангенциркуля или поверочной плиты и индикатора.
2. Проведя подготовительные операции и подготовив повероч-
ную плиту к контролю, приступают к шабрению (рис. 268, а). Приз-
му опускают поверхностями 3 и 2 (рис. 268, б) на окрашенную по-
верхность поверочной плиты и несколькими круговыми движе-
ниями окрашивают шабруемые поверхности.
3. Призму снимают с плиты и закрепляют в тиски, предвари-
тельно установив на них нагубники из мягкого материала.
4. В два приема, одним из ранее изученных способов, шабрят
поверхности 3 и 2; сначала выполняют черновое, затем чистовое
шабрение.
5. После каждого перехода следует проверять индикатором
отклонение от параллельности поверхностей 5, 2, 3, для чего
Рис. 268. Прием шабрения параллельных поверхностей (а); б — поверхности
призмы, подвергаемые шабрению; в — контроль обрабатываемых поверхностей 3
и 2 индикатором
213
chipmaker.ru
Рис. 269. Нанесение краски на
боковую поверхность призмы
призму устанавливают поверхностью
5 на поверочную плиту. На уста-
новочной призме закрепляют стойку
с индикатором, причем конец изме-
рительного стержня индикаторной
головки должен находиться на по-
верхности 2 или 3 (рис. 268, в). По-
воротом наружного кольца индика-
тора совмещают нулевое деление
шкалы со стрелкой прибора. Пере-
двигая установочную призму с инди-
катором вдоль обработанной поверх-
ности (от конца до конца и по-
перек), по показаниям прибора оп-
ределяют величину отклонения
от параллельности. Аналогично проверяют другую поверхность.
Соблюдение размера между параллельными поверхностями
и основанием проверяют микрометром.
6. Шабрение поверхностей 2 и 3 заканчивают при достиже-
нии 12 ... 16 пятен на площади 25x25 мм по всей шабруемой по-
верхности и отклонении от параллельности не более чем 0,02 мм
на 200 мм длины.
Учебное задание 4. Шабрение плоских поверхностей, располо-
женных под внешним углом 90°.
Данное задание выполняется в такой последовательности.
1. Проверяют отклонение от перпендикулярности поверх-
ностей 1 и 4 (рис. 268, б) к основанию 5 и их параллельность между
собой.
2. Проведя подготовительные работы по подготовке повероч-
ной плиты и угольника к шабрению, на одну из его сторон тампо-
ном наносят тонкий слой краски, а затем устанавливают уголь-
ник на плиту.
3. Призму основанием устанавливают на поверочную плиту
и прижимают боковой поверхностью 4 к окрашенной поверхности
угольника. Одной рукой прижимают поверочный угольник к плите,
а другой перемещают призму вдоль угольника вперед и назад,
окрашивая обрабатываемую поверхность (рис. 269).
4. Призму устанавливают и закрепляют в тиски. Одним из
ранее изученных способов шабрят боковую поверхность.
5. Шабрение поверхности 4 заканчивают, если выдержаны
прямолинейность обрабатываемой поверхно'сти и параллельность
сторон 4 и 1 (отклонение не должно превышать 0,02 мм на 200 мм
длины), внешний угол между поверхностями 5 и 4 составляет 90°
и достигнута точность шабрения, характеризуемая 12 ... 16 пят-
нами на площади 25x25 мм по всей отшабренной поверх-
ности.
6. В той же последовательности шабрят поверхность 1. Шабре-
ние заканчивают при достижении всех ранее указанных параме-
214
тров. Контроль осуществляют с помощью поверочной плиты,
угольника, микрометра и индикаторной головки.
Учебное задание 5. Шабрение плоских поверхностей, располо-
женных друг к другу под внешним углом 60°.
Выполняют задание в такой последовательности.
1. Призму закрепляют в тиски угловой выемкой вверх.
2. На две плоские поверхности трехгранной поверочной ли-
нейки наносят тампоном тонкий слой краски.
3. В угловую выемку призмы помещают поверочную линейку
и, слегка прижимая, перемещают ее несколько раз вперед и назад
вдоль выемки, перенося краску на обрабатываемые поверхности 1
и 2 (рис. 270, а).
4. Сняв линейку, приступают к шабрению одной из наклонных
поверхностей — 1 или 2 (рис. 270, б). Шабрение чередуют с кон-
тролем. Процесс прекращают при достижении 12 ... 16 пятен
на площади 25+25 мм по всей шабруемой поверхности и соблюде-
нии угла наклона поверхности к боковой грани. Угол наклона
контролируют угломером или шаблоном. В той же последователь-
ности пришабривают другую поверхность.
5. Закончив шабрение, обработанные поверхности очищают
от остатков стружки и краски, протирают сухой ветошью и при-
ступают к окончательному контролю.
Контроль расположения наклонных поверхностей по отно-
шению к основанию призмы (базе) выполняют в такой последова-
тельности:
а) устанавливают призму основанием на поверочную плиту;
б) в угловую выемку призмы устанавливают трехгранную
поверочную линейку;
в) с помощью индикатора ранее изученным способом прове-
ряют отклонение от параллельности верхней поверхности линейки
по отношению к основанию призмы как по ширине, так и по
длине линейки (отклонение не должно превышать 0,02 мм на
200 мм длины обработанной поверхности).
а]
5)
Ряс. 270. Шабрение поверхностей, расположенных друг к другу под внешним
углом:
а — нанесение краски трехгранной линейкой; б — прием шабрения
215
chipmaker.ru
Рис. 271. Поверхности направляющих типа «ласточкин хвост», подвергаемые
шабрению (а); шабер (<7); нанесение краски на плоскости 1 и 2 (в)
Учебное задание 6. Шабрение плоских поверхностей, располо-
женных под внутренним острым углом.
Задание выполняют на примере шабрения направляющих
металлорежущих станков, пазы которых имеют форму типа «ла-
сточкин хвост» (рис. 271, а). Шабрение выполняют, как правило,
специальными плоскими шаберами, имеющими изогнутую рабо-
чую часть (рис. 271, б). Режущая кромка таких шаберов имеет
незначительную кривизну или вообще затачивается прямоли-
нейно.
Шабрение направляющих суппорта токарного станка выпол-
няют в такой последовательности.
1. Выполнив подготовительные операции, тампоном наносят
краску на контрольную поверхность угловой поверочной плиты.
2. Суппорт устанавливают на поверочную плиту и прямоли-
нейными движениями (назад и вперед) переносят краску на по-
верхности 1 и 2 (рис. 271, в). При отсутствии угловой поверочной
плиты используют трехгранную поверочную линейку (рис. 272).
3. Суппорт устанавливают в тиски (приспособление) и закреп-
ляют таким образом, чтобы поверхности 1 и 2 были расположены
горизонтально (рис. 273, а), после чего приступают к шабрению
окрашенных поверхностей.
4. Шабрят поверхности ранее изученными способами, чередуя
шабрение с контролем, изменяя
каждого окрашивания. Шабрение
направление шабрения после
в углах паза выполняют трех-
гранными шаберами. Шаб-
рение заканчивают при дос-
тижении заданной точности
шабрения — обычно 12 ... 16
пятен на площади 25x25 мм
по всей шабруемой поверх-
ности.
Рис. 272. Нанесение краски на по-
верхность с помощью трехгранной
поверочной лннейки
216
Рис. 273. Шабрение поверхностей (1 и 2), (3 и 4) паза типа «ласточкин хвост»
5. Закончив шабрение горизонтальных поверхностей 1 и 2
(см. рис. 271), переходят к шабрению поверхностей 3 и 4, для
чего на наклонные поверхности угловой поверочной плиты тампо-
ном наносят краску. Суппорт устанавливают на плиту, прижав
обрабатываемую поверхность 3 к окрашенной поверхности плиты,
и продольным движением (вперед и назад) переносят краску на
обрабатываемую поверхность.
Таким же образом окрашивают поверхность 4.
6. Суппорт устанавливают в приспособление и закрепляют
таким образом, чтобы поверхность 3 была расположена сверху и
горизонтально, а затем шабрят ранее изученным способом
(рис. 273, б). Шабрение заканчивают, достигнув заданной точ-
ности.
Контроль сопряжения поверхностей 1 и 3 осуществляют по
угловой поверочной плите на просвет или с помощью шаблона,
а также угломером.
7. Повторив ранее изученные приемы, шабрят вторую на-
клонную поверхность 4.
В процессе шабрения поверхности 4 периодически осуще-
ствляют контроль отклонения от параллельности наклонных
плоских поверхностей. Контроль осуществляют с помощью двух
Рис. 274. Контроль отклонения от параллельности сторон паза типа «ласточ-
кин хвост»;
а — микрометром; б штангенциркулем
217
chipmaker, ru
I
контрольных валиков, микрометра или штангенциркуля (точность
измерения 0,02 мм) в такой последовательности!
а) в углы, образованные плоскими поверхностями 1 и 3, 2 и 4,
закладывают контрольные валики;
б) с помощью микрометра (штангенциркуля) по наружным
образующим валиков определяют размеры в начале и в конце
направляющих (рис. 274). Сравнивают их, если они не совпадают,
значит направляющие непараллельны. Допустимое отклонение
от параллельности — 0,02 мм на 200 мм длины.
§ 4. ШАБРЕНИЕ КРИВОЛИНЕЙНЫХ
ПОВЕРХНОСТЕЙ
Кроме шабрения прямолинейных поверхностей, слесарю часто
приходится шабрить и криволинейные поверхности, в большинстве
случаев это вкладыши разъемных и неразъемных подшипников
скольжения.
Шабрение криволинейных поверхностей выполняют трехгран-
ными шаберами, прямыми или изогнутыми, реже применяют че-
тырехгранные шаберы и шаберы-кольца.
Учебное задание 1. Заточка и доводка трехгранного шабера.
Задание выполняют в такой последовательности.
1. Проверив исправность заточного станка и повторив пра-
вила безопасного труда и электробезопасности при работе на
станках, имеющих электропривод, приступают к заточке шабера.
2. Правой рукой берут шабер за ручку, левой рукой удержи-
вают за канавки (желобки), расположенные на боковых гранях.
Нижнюю затачиваемую поверхность шабера плавно подводят
к периферии вращающегося шлифовального круга (рис. 275, а)
и слегка прижимают.
3. Заточку осуществляют перемещением шабера по периферии
круга вперед и назад. При движении шабера вперед правую руку
опускают вниз, а затачиваемый конец шабера поднимается вверх
(по радиусу), и наоборот, затачиваемый конец шабера опускают
вниз, постоянно касаясь поверхности круга, а правую руку под-
нимают. Сложные движения шабера при заточке позволяют создать
плавно закругленную режущую поверхность с острыми гранями.
Рис. 275. Заточка (а) и доводка (заправка) (<7) трехграниого шабера
218
Во избежание перегрева режущих кромок шабер в процессе за-
точки периодически охлаждают водой.
4. Заточку других граней выполняют в той же последователь-
ности, что и заточку первой грани.
5. Доводку шабера выполняют вручную на мелкозернистых
абразивных брусках или чугунных плитках с применением паст
ГОИ в такой последовательности:
а) брусок устанавливают на деревянную подставку, его по-
ложение должно быть устойчивым и неподвижным;
б) поверхность бруска смазывают машинным маслом или сма-
чивают водой;
в) шабер (рис. 275, б) накладывают на поверхность бруска;
г) не отнимая грани шабера от бруска, левой рукой слегка
прижимают его к бруску, а правой рукой перемещают вдоль
бруска, совершая сложное (круговое и прямолинейное) движение,
и заправляют режущую грань. В той же последовательности за-
правляют и другие грани;
д) в отдельных случаях доводку шабера выполняют на
плитке с применением пасты ГОИ. Пасту наносят на чугунную
плитку и приступают к заправке режущих граней шабера. До-
водку на плитке с пастой ГОИ выполняют в той же последова-
тельности, что и доводку на мелкозернистых брусках.
6. Доведенный шабер должен иметь чистую и гладкую поверх-
ность режущих кромок. Качество заточки шабера проверяют
пробным шабрением.
Учебное задание 2. Шабрение одинарного разъемного подшип-
ника.
Задание выполняют в такой последовательности.
1. Шабруемый подшипник разбирают, все его детали проти-
рают сухой ветошью, затем вкладыши устанавливают в крышку
и корпус.
2. На поверочный (контрольный) валик тампоном равномерно
наносят тонкий слой краски (в качестве поверочного валика можно
использовать шейку устанавливаемого в данный подшипник
вала).
3. Контрольный валик укладывают на нижний вкладыш под-
шипника. Устанавливают разъемную крышку подшипника вместе
с вкладышем. Между крышкой и постелью предварительно уста-
навливают регулировочные прокладки.
4. Поочередно (крест-накрест) затягивают гайки крепления
крышки подшипника, при этом контрольный валик периодически
поворачивают с небольшим усилием.
5. Затянув гайки крепления подшипника, контрольный валик
вручную поворачивают вправо и влево на два-три оборота для
окрашивания выступающих мест на поверхности вкладышей
(рис. 276, а).
6. Подшипник разбирают, отвернув гайки, снимают контроль-
ный валик и нижний вкладыш.
219
chipmaker.ru
Рис. 276. Нанесение краски на поверхности
вкладышей (а); шабрение подшипника (S);
шаблои-сетка для контроля (в)
7. Зажимают вкладыш за торцовые поверхности в тиски шаб-
руемой поверхностью вверх, используя нагубники из мягкого
материала (рис. 276, б). В отдельных случаях вкладыш устанав-
ливают в приспособление.
8. Окрашенные места на поверхности вкладыша шабрят трех-
гранным шабером (рис. 276, б), перемещая среднюю часть режущей
кромки по поверхности вкладыша вправо и влево. Шабер при этом
должен совершать криволинейные движения, соответствующие
радиусу подшипника. Шабрить лучше косым штрихом, изменяя
направление шабрения после каждого окрашивания.
9. Срезав окрашенные места, вкладыш освобождают из тисков
(приспособления), протирают и устанавливают в постель.
Повторив работы по пп. 2 ... 6, с помощью пластмассового
шаблона-сетки (рамки) проверяют качество шабрения вкладыша
(рис. 276, в). Шабрение заканчивают при достижении точности,
определяемой 10 ... 12 пятнами на площади 25x25 мм, равномерно
расположенными не менее чем на 2/3 поверхности вкладыша.
10. Закончив шабрение нижнего вкладыша, приступают к шаб-
рению верхнего. Верхний вкладыш шабрят в той же последова-
тельности, что и нижний.
Рис. 277. Вал с двойной
опорой:
/, 3 — подшипники; 2 -=«
вал
220
11. Выполнив шабрение верхнего вкладыша, проводят окон-
чательный контроль качества шабрения на краску.
Учебное задание 3. Шабрение соосно расположенных подшип-
ников.
Как правило, валы имеют две точки опоры и более (рис. 277).
Шабрение соосно расположенных подшипников выполняют
в той же последовательности, что и одинарных, но с некоторыми
особенностями: окрашивание, шабрение и контроль осуществляют
одновременно всех подшипников; при наличии трех и более точек
опоры затяжку и регулирование подшипников начинают с сере-
дины; дополнительно осуществляют контроль соосности при-
шабренных подшипников.
Шабрение заканчивают при наличии 10 ... 12 пятен на площади
25x25 мм шабруемой поверхности на всех подшипниках, равно-
мерном распределении их по поверхности подшипников (пятна
должны равномерно располагаться по поверхности и занимать
не менее 2/3 ее) и минимальном отклонении от соосности.
§ 5. МЕХАНИЗАЦИЯ ШАБРЕНИЯ,
ЗАМЕНА ЕГО ДРУГИМИ ВИДАМИ
ОБРАБОТКИ
Ручное шабрение отличается от других видов слесарной обра-
ботки большой трудоемкостью и малой производительностью.
Для сокращения времени на ремонт и стоимости ремонтных
работ процесс шабрения механизируют или заменяют его другими
видами обр аботк и.
Для механизации процесса шабрения применяют шаберы, осна-
щенные пневмо- или электроприводом. Более совершенным и
простым в управлении является механический шабер с пневмати-
ческим приводом.
Учебное задание 1. Шабрение плоских поверхностей пневмати-
ческим шабером.
Задание выполняют в такой последовательности.
1. Перед началом работы изучают правила безопасного труда
и электробезопасности при работе с пневмо- и электроинструмен-
тами. Выполняют общие требования по подготовке пневмо- и
электроинструментов к работе.
2. Проведя подготовительные работы, на поверхность повероч-
ной плиты тампоном наносят ровный слой краски.
3. Готовят поверхность заготовки к шабрению, тщательно
протирают места обработки, удаляя масло и грязь, снимают,
если это необходимо, заусенцы.
4. Осторожно опускают заготовку на поверхность поверочной
плиты или, наоборот, поверочную плиту (линейку) накладывают
на заготовку и окрашивают обрабатываемую поверхность. Окра-
шенную заготовку аккуратно снимают с плиты и закрепляют
в тиски или на поверхность стола слесарного верстака.
221
chipmaker.ru
Рис. 278. Механизированное шабрение:
а — шабером с пневматическим приводом; б — шабровочной головкой с электроприводом
5. Пневматический шабер устанавливают в рабочее положение,
правой рукой держат инструмент за рукоятку, а левой — за
корпус (рис. 278, а), угол наклона шабера к горизонту должен
составлять 25 ... 40°.
6. Включив пневмодвигатель и отрегулировав число двойных
ходов режущего инструмента, приступают к шабрению. Левой
рукой регулируют силу прижатия режущей кромки шабера к об-
рабатываемой поверхности — в начале шабрения (каждого пятна)
нажим увеличивают, а в конце шабрения — уменьшают. Закончив
шабрение окрашенных мест, обработанную поверхность тщательно
очищают от стружки щеткой и протирают сухой ветошью.
7. Шабрение осуществляют в разных направлениях, чередуя
его с контролем заготовки на поверочной плите до тех пор, пока
вся обрабатываемая поверхность не будет равномерно покрыта
пятнами краски. Шабрение заканчивают при появлении 4 ... 6 пя-
тен на площади 25x25 мм всей шабруемой поверхности.
Шабрение заготовки шабровочной головкой с электроприводом
почти ничем не отличается от шабрения пневматическим шабером
(рис. 278, б).
Замена шабрения другими видами обработки. Шабрение заме-
няют тонким строганием, шлифованием, тонким и финишным
фрезерованием и виброобкатыванием.
Тонкое строгание применяют при обработке заготовок базовых
деталей тяжелых крупногабаритных станков.
Тонкое строгание выполняют широколезвийными резцами
(ширина лезвия от 40 до 120 мм), изготовленными из быстрорежу-
щих сталей, или резцами, оснащенными пластинами из твердого
сплава, с большими подачами (до половины ширины резца) за
два-три рабочих хода без применения охлаждения или за один-два
рабочих хода с применением СОЖ- Глубина резания предвари-
тельных рабочих ходов не превышает 0,1 ... 0,25 мм, а при окон-
чательном рабочем ходе — 0,05 ... 0,1 мм. Тонкое строгание
обеспечивает шероховатость поверхности Ra = 1,25 ... 0,63 мкм,
222
допуск отклонения от прямолинейности и отклонения от плоскост-
ности 0,02 мм на 1000 мм длины.
Шлифование выполняют на плоскошлифовальных, продольно-
строгальных станках, оснащенных специальными головками, уни-
версальными приспособлениями, установленными непосредственно
на обрабатываемой поверхности, а также с помощью самодвижу-
щихся шлифовальных головок (рис. 279).
Тонкое фрезерование применяют в основном как отделочную
(окончательную) операцию. По качеству обработки она не усту-
пает шлифованию, при этом в 2 ... 3 раза производительнее.
В качестве режущего инструмента применяют однозубые фрезы
со специальной заточкой режущей кромки.
Для обработки направляющих применяют тонкое фрезерова-
ние, выполняемое резцовой головкой, представляющей собой
чашечный корпус из алюминия, на котором укреплены резцы.
При выполнении этого вида обработки с поверхности обрабатывае-
мой заготовки снимается слой металла 75 ... 125 мкм. Привод
фрезерной головки осуществляется от гидромотора, расположен-
ного непосредственно на шпинделе.
Вибрационное обкатывание позволяет увеличить надежность
деталей машин. Основой виброобкатывания является метод пла-
стического деформирования микронеровностей поверхностного
слоя обрабатываемой заготовки деформирующим инструментом
(шариком, роликом и т. д.), которому помимо основного движения
подачи сообщено дополнительное возвратно-поступательное дви-
жение вдоль и поперек оси обрабатываемой заготовки.
Рис. 279. Самодвижущаяся шлифовальная головка:
1 — верхняя плита; 2 и 3 — рукоятки суппортов для установки шлифовального круга
под заданный угол; 4 н 5 — электродвигатели; 6 — переключатель; 7 — рукоятка попе*
речного перемещения верхней плиты; 8 — нижняя плнта; 9 —- направляющие станины
стайка; 10 роликовая цепь; 11 « шлифовальный круг чашечного типа
223
chipmaker, ru
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Что называется шабрением и в каких случаях оно применяется?
2. Назовите основные виды шаберов, укажите их особенности и назначение.
3. Перечислите поверочный инструмент, применяемый для контроля ка-
чества шабрения.
4. Как должно быть организовано рабочее место при шабрении, заточке и
заправке инструмента?
5. Перечислите правила безопасного труда и электробезопасности при шабре-
нии и заточке инструмента.
глава XHi. РАСПИЛИВАНИЕ И ПРИПАСОВКА
§ 1. РАСПИЛИВАНИЕ
Распиливанием называется обработка отверстий с целью при-
дания нм заданной формы. Круглые отверстия обрабатывают
круглыми и полукруглыми напильниками; трехгранные отвер-
стия — трехгранными, ножовочными и ромбическими; квадрат-
ные — квадратными напильниками.
Учебное задание 1. Подготовка к распиливанию.
Подготовка включает разметку заготовки, сверление отвер-
стий и удаление высверленной части заготовки. Задание выпол-
няют в таком порядке.
1. Шлифуют размечаемую поверхность шлифовальной шкур-
кой.
2. Размечают контур отверстия по чертежу (например, на
заготовке рукоятки крана).
3. Намечают центры отверстий для высверливания контуров
так, чтобы просверленные отверстия не доходили до линии раз-
метки на 0,2 ... 0,3 мм и между ними оставались перемычки не
более 0,2 ... 0,3 мм.
4. Накернивают контурные линии разметки и центровые
точки под сверление.
5. При небольшом контуре сверлят одно отверстие с припуском
на распиливание (рис. 280, а); при среднем контуре — сверлят по
контуру такое число отверстий, чтобы получились тонкие пере-
мычки между отверстиями. Сверла, как правило, берут диаме-
тром 3 ... 5 мм (рис. 280, б); при большом контуре — по углам
внутри контура разметки сверлят насквозь, заводят в отверстие,
отсоединенное с одного конца ножовочное полотно и, отступив
от разметочной линии на размер припуска, вырезают сердцевину.
6. Удаляют высверленную часть заготовки: при малых и
средних контурах — зубилом или крейцмейселем; при длинных
225
chipmaker.ru
5)
Рис. 280. Сверление отвер-
стий под распиливание:
а — при небольшом контуре;
б — при большом контуре
и узких отверстиях прорубают одну или две перемычки (или про-
пиливают круглым напильником), остальные прорезают ножов-
кой (рис. 281).
Учебное задание 2. Распиливание открытого контура.
Задание выполняют на примере изготовления гаечного ключа.
Наружные поверхности заготовки гаечного ключа предварительно
обработаны. Задание выполняют в таком порядке.
1. Размечают контур зева ключа по шаблону, нанося кон-
трольные риски на расстоянии 1 ... 2 мм от риски основной раз-
метки (рис. 282, а).
2. Накернивают риски основной разметки (контурные) и центр
отверстия.
3. Просверливают отверстие в зеве ключа (диаметр сверла
должен быть меньше ширины зева на 1 ... 2 мм) (рис. 282, б).
4. Слесарной ножовкой делают два вертикальных прореза
касательно к окружности полученного отверстия (рис. 282, в).
5. Предварительно опиливают плоским напильником боковые
поверхности и полукруглым напильником — криволинейную по-
верхность зева ключа, оставляя припуск 0,5 мм на сторону для
окончательной обработки (рис. 282, а).
6. Окончательно припиливают (подгоняют) две параллельные
поверхности и криволинейную поверхность зева ключа.
7. Проверяют угольником перпендикулярность рабочих сторон
(соприкасающихся с гранями болта, гайки) зева боковым поверх-
ностям (рис. 282, 5) и шаблоном «на просвет» — их взаимную
параллельность (рис. 282, ё).
Учебное задание 3. Распиливание закрытого контура.
Рис. 281. Удаление вы-
сверленной части:
а —» отверстия в заготовку
б — последовательность
удаления перемычек
226
Задание заключается в распиливании квадратного отверстия
в заготовке воротка (рис. 283, а). Упражнение выполняют в такой
последовательности.
1. Квадратное отверстие размечают по чертежу с нанесением
контрольных рисок (рис. 283, б). Накернивают контур квадратного
отверстия и центровую риску.
2. Просверливают отверстие с припуском 2 ... 3 мм на даль-
нейшую обработку (рис. 283, в).
3. Заготовку закрепляют в тиски.
4. Трехгранным драчевым напильником пропиливают четыре
угла, не доходя 0,5 ... 0,7 мм до рисок (рис. 284, а).
5. Квадратным драчевым на-
пильником опиливают все сто-
роны отверстия, не доходя 0,5 мм
до риски (рис. 284, б).
6. Квадратным личным на-
пильником опиливают все сто-
роны отверстия по риске
(рнс. 284, в), периодически про-
веряя отклонение от параллель-
ности противолежащих сторон
1, 2иЗ ... 4.
При распиливании малых
отверстий (например, при изго-
товлении воротков) приходится
выполнять напильником корот-
кие движения. По мере распи-
Рис. 283. Разметка квадратного отвер-
стия под распиливание
227
chipmaker.ru
Рис. 284. Последова-
тельность распиливания
квадратного отверстия
ливания отверстия, когда напильник войдет в него глубже,
обработку ведут носком напильника и всей его рабочей частью
(рис. 285, а, б).
7. Подгонку отверстия проверяют по эталону или метчику.
Квадратный хвостовик метчика должен входить на глубину 2 ...
3 мм.
8. Окончательную подгонку выполняют, добиваясь, чтобы
эталон или хвостовик метчика легко, но плотно вошел в отверстие
(рис. 286).
Учебное задание 4. Распиливание трехгранного отверстия.
Задание заключается в отработке приемов распиливания одного
из видов закрытого контура. Последовательность выполнения
задания следующая:
1. Контур трехгранного отверстия размечают по чертежу
(рис. 287, а).
2. Отверстие в заготовке сверлят, не касаясь разметочных
рисок треугольника.
3. Трехграпным напильником пропиливают в отверстии три
угла, оставляя припуск на дальнейшую обработку (рис. 287, б).
4. Предварительно распиливают стороны /, 2, 3 (рис. 287, в),
не доходя до рисок 0,3 ... 0,5 мм.
5. Стороны 1,2,3 окончательно подгоняют, обеспечивая углы
между ними 60°.
Рис. 285. Прием распиливания малого отверстия:
а — носком напильника; б =• всей рабочей частью напильника
228
6. Отверстие проверяют вклады-
шем (рис. 287, г), который должен
входить в отверстие свободно, но
плотно, без перекоса.
7. Зазор между сторонами отвер-
стия и вкладыша проверяют щупом
(не более 0,05 мм).
Учебное задание 5. Распиливание
отверстия криволинейного контура
по разметке.
Задание выполняют на отработке
приемов распиливания отверстия в
заготовке молотка. Для обработки
овальных и сложных криволинейных
Рис. 286. Проверка распилен-
ного отверстия
контуров применяют круг-
лые и полукруглые напильники, у которых радиус закругления
должен быть меньше радиуса закругления обрабатываемого кон-
тура. Задание выполняют в такой последовательности.
1. Размечаемую поверхность окрашивают.
2. В соответствии с чертежом на заготовку наносят продоль-
ную осевую риску и три перпендикулярные к ней риски
(рис. 288, а).
3. Из центровых точек О и Ох проводят по две полуокружности
радиусами R и /?х. Эти полуокружности соединяют прямыми,
получая, таким образом, овальные контуры.
4. Накернивают овальные контуры (см. рис. 288, а).
5. По центровым точкам О и О, сверлят отверстия (рис. 288, б).
Радиус сверла должен быть меньше радиуса R на 0,2 ... 0,3 мм.
6. Закрепив заготовку в тиски, распиливают перемычку между
отверстиями круглым драчевым напильником (рис. 289, а).
7. Меняя положение заготовки в тисках, контур распиливают
Драчевыми напильниками, не доходя до риски внутреннего овала
0,5 мм, используя на прямолинейных участках плоский, а на
криволинейных участках — круглый инструмент (рис. 289, б).
Первыми обрабатывают прямолинейные участки. Криволинейные
Заготовка
о)
Рис. 287. Распиливание трехгранного отверстия:
а — размеченная заготовка; б, б последовательность распиливания сторон; а —- про-
верка вкладышем
229
Рис. 288. Разметка овального отверстия в заготовке молотка (а); два отверстия,
просверленные по разметке (6)
Рис. 289. Схема обработки овального контура заготовки молотка)
а “ перемычка распилена; б — контур распилен Драчевыми напильниками; в — личными
напильниками
поверхности обрабатывают круглым напильником, вращая его
вокруг оси и одновременно смещая в сторону по риске.
8. Окончательно весь контур распиливают личными напиль-
никами (плоским и круглым) (рис. 289, в). Распиливание выпол-
няют приемами, которые применяют при опиливании (рис. 290).
9. Взаимную перпендикулярность обрабатываемой и базовой
поверхностей проверяют угольником, а форму отверстия — шабло-
ном (на просвет).
Учебное задание 6. Распиливание криволинейного контура по
кондуктору.
Задание выполняют в такой последовательности.
1. Пакет заготовок, по-
Рис. 290, Прием распиливания отверстия в
молотке
мешенный в кондуктор, за-
жимают в тиски так, чтобы
опиливаемая поверхность
выступала над губками
тисков на 10 ... 15 мм.
2. Полукруглым или
круглым драчевым на-
пильником (в зависимо-
сти от конфигурации
контура) распиливают
отверстие по всему кон-
230
Кондуктор
Рис. 291. Прием распи-
ливания криволинейного
отверстия по кондуктору
туру, не доходя до поверхностей кондуктора 0,3 ... 0,5 мм
(рис. 291).
3. Окончательно распиливают весь контур личным напильни-
ком продольным штрихом. При этом во избежание затупления
напильника не допускают скольжения насечки по закаленной
поверхности кондуктора.
§ 2. ИЗМЕРЕНИЕ МИКРОМЕТРОМ
Микрометр является наиболее широко применяемым измери-
тельным инструментом для измерений наружных поверхностей
с точностью до 0,01 мм. Им измеряют только чисто обработанные
поверхности. Микрометры типа МК (микрометры гладкие) вы-
пускают с пределами измерений 25 мм: 0 ... 25; 25 ... 50 и т. д.
до 300 мм, далее микрометры имеют пределы измерений 100 мм:
300 ... 400; 400 ... 500; 500 ... 600 мм.
Учебное задание 1. Изучение устройства микрометра и уста-
новка нулевого положения.
При изучении конструкции микрометра усваивают следующее.
1. Микрометр (рис. 292, а) имеет скобу 1 с пяткой 2 на одном
конце, втулку-стебель 5 на другом, внутрь которой ввернут
микрометрический винт 3. Торцы пятки и микрометрического
винта являются измерительными поверхностями.
Рис. 292. Микрометр:
о — обц^иД вид; б — иикрвистрическнй винт; « — барабан
231
chipmaker.ru
2. На наружной поверхности стебля 5 проведена продольная
линия, ниже которой нанесены миллиметровые деления, а выше
ее — полумиллиметровые (рис. 292, б).
3. Винт 3 жестко связан с барабаном 6, на конической части
барабана нанесена шкала (нониус) с 50 делениями (рис. 292, в).
4. На головке микрометрического винта имеется трещотка 7,
обеспечивающая постоянную измерительную силу. Трещотка со-
единена с винтом 3 так, что при увеличении измерительной силы
свыше 9 Н она не вращает винт, а проворачивается, издавая легкий
треск. Для фиксирования полученного размера служит стопор 4.
5. Шаг микрометрического винта 3 равен 0,5 мм (см. рис. 292,6).
Так как на скосе барабан 6 по окружности разделен на 50 равных
частей (см. рис. 292, в), то при повороте барабана на одно деление
микрометрический винт 3, соединенный с барабаном 6, переме-
стится вдоль оси на 1/50 шага, т. е. 0,5 мм ; 50 = 0,01 мм (цена
деления микрометра).
Для определения готовности микрометра к измерению предва-
рительно проверяют нулевое положение его. У правильно отре-
гулированного микрометра пятка 2 и винт 3 (см. рис. 292, а)
должны соприкасаться с измерительными поверхностями уста-
новочной меры 8 или непосредственно между собой (при пределах
измерения 0 ... 25 мм), а нулевой штрих барабана должен совпа-
дать с продольным штрихом стебля 5, при этом скос барабана
должен открывать нулевой штрих стебля 5 (рис. 293, а). При не-
совпадении штрихов микрометр регулируют следующим образом:
1. Сводят измерительные поверхности и стопорят микрометри-
ческий винт 3 (рис. 293, б).
2. Ослабляют колпачок 2, связывающий барабан с микроме-
трическим винтом, придерживая левой рукой за поясок 1.
3. Освобождают барабан от сцепления с винтом и поворачи-
вают его до совпадения нулевого штриха на скосе барабана с про-
дольным штрихом стебля (см. рис. 293, а).
4. Закрепляют барабан на микрометрическом винте, затягивая
колпачок 2.
риской на втулке.
Рис.
Chipmaker.ru
01
Si
OS
J +0,5 + 0,16 -3,66мм
В)
Рис. 293. Проверка (а) и установка (б) нулевого положения микрометра
232
а)
295, Чтение показаний микрометра (а), положение глаз при чтении (б~)
233
Рис. 294. Измерение деталей
микрометром;
а — в вертикальном н горизонталь-
ном положении; б — правило уста-
новки микрометра на деталь
пространство между пяткой 2
5
2
Линия измерения
Учебное задание 2. Из-
мерение микрометром.
Последовательность из-
мерения следующая.
1. Протирают измери-
тельные поверхности мяг-
кой тканью или бумагой.
2. Устанавливают мик-
рометр на размер, нес-
колько больший проверя-
емого.
3. Микрометр берут
(рис. 294) левой рукой
за середину скобы 1, а
измеряемую деталь 3 вводят в
и торцом микрометрического винта 4.
4. Пальцами правой руки плавно вращают трещотку 5, слегка
прижимая торцом микрометрического винта 4 деталь 3 к пятке 2
до соприкосновения его с поверхностью детали, пока трещотка 5
не начнет провертываться и пощелкивать.
5. При измерении микрометр накладывают так, чтобы линия
измерения была перпендикулярна образующей (см. рис. 294).
6. Инструмент держат прямо перед глазами, читая показа-
ние микрометра (рис. 295, а): целое число (3) миллиметров от-
считывают по нижней шкале (рис. 295, б), половины миллиметра
(0,5) — по верхней шкале стебля, а сотые доли миллиметра (16) —
по делениям шкалы барабана, по штриху, совпавшему с продоль-
ной
chipmaker.ru
0,1b = 5,36 мп
10+0,5=10,5 т
Рис. 296. Примеры отсчета для
упражнений по чтению показаний
микрометра
O,i“t пн
0,5+0,1з={№нн
Учебное задание 3. Чтение показаний микрометра. Необходимо
выполнить пять упражнений, используя рис. 296.
Задание выполняют в таком порядке.
1. По нижней шкале стебля микрометра отсчитывают целое
число миллиметров и записывают его.
2. Смотрят на верхнюю шкалу стебля микрометра и опреде-
ляют, появился ли правее последнего штриха миллиметровой
шкалы очередной полумиллиметровый штрих на верхней шкале.
Если штриха нет, записывают 0, если штрих виден, записывают 0,5.
3. На шкале барабана находят штрих, совпавший с продоль-
ной риской стебля, и считают, сколько это составляет сотых долей
миллиметра, и также записывают.
4. Три записанных числа (целые, десятые, сотые) складывают
и получают размер.
5. Так выполняют поочередно пять упражнений.
§ 3, ИЗМЕРЕНИЕ УГЛОМЕРОМ
Угломеры предназначены для измерения углов: угломер типа
УН — для наружных углов от 0 до 180° и внутренних углов от 40
до 180°, типа УМ — для наружных углов от 0 до 180°. Угломе-
рами проверяют только чисто обработанные поверхности.
Учебное задание 1. Изучение устройства угломера типа УН
и проверка нулевого положения.
При изучении устройства усваивают следующее.
1. Угломер типа УН имеет полукруглое основание 6
(рис. 297, а), на котором закреплена линейка 8 основания. Сек-
тор 7 с нониусом 3 перемещается по основанию 6 и после установки
закрепляется стопорным винтом 5.
2. Микрометрическая подача нониуса осуществляется вра-
щением винта 4.
3. К сектору 7 при помощи державок 2 крепится угольник 1,
а к нему присоединяется съемная линейка 9.
4. Угол между крайними штрихами нониуса равен 29е
(рис. 297, б) и разделен на 30 частей.
234
Рис. 297. Угломер типа УН|
а **** общий вид; б « устройство шкалы нониуса
5. На дуге основания 6 нанесена шкала для отсчета целых
градусов: слева направо на шкале нанесены деления сначала от
50 до 90°, затем от 0 до 50°. Ниже расположены числа, позволяю-
щие по этой шкале производить отсчеты от 140 до 230°, а еще
ниже — от 230 до 320°.
Рис. 298. Установка угломера для измерения углов:
о =• от 0 до 50е; б «=. от 50 до 140°; в — от 140 до 230°; г — от 230 до 320°
233
chipmaker.ru ---------
6. Если на угломере установлены угольник и съемная линейка,
то измеряют углы от 0 до 50° (рис. 298, а).
7. Если убрать угольник и на его место закрепить съемную
линейку, то можно измерять углы от 50 до 140° (рис. 298, б).
8. Если убрать съемную линейку и оставить угольник
(рис. 298, в), то можно измерять углы от 140 до 230°.
9. При отсутствии на угломере съемной линейки и угольника
(рис. 298, г) измеряют углы от 230 до 320°.
Нулевое положение проверяют в таком порядке.
1. Отвертывают на один оборот стопорный винт.
2. Рабочие поверхности угольника должны плотно прилегать
к линейке; рабочее ребро съемной линейки должно совпадать
с рабочей поверхностью линейки основания без видимого зазора.
3. Проверяют точность совпадения нулевого штриха нониуса
с нулевым штрихом градусной шкалы, а также последнего штриха
нониуса со штрихом 29-го деления градусной шкалы. Если указан-
ные условия соблюдены, угломером можно пользоваться.
Учебное задание 2. Измерение наружного угла угломером
типа УН.
Задание выполняют в такой последовательности.
1. Все части инструмента протирают смоченной в бензине
тряпкой.
2. Внешним осмотром проверяют, нет ли царапин, следов
коррозии, забоин. Измерительные поверхности съемной линейки,
линейки основания, угольника и сектора должны быть чистые,
зеркальные, а штрихи основной шкалы и нониуса — четкие.
3. Проверяют нулевое положение угломера (см. предыдущее
задание).
4. Взяв угломер в левую руку (рис. 299, а), правой рукой,
слегка прижимая к измерительной поверхности линейки основа-
ния, деталь плавно перемещают до полного соприкосновения по-
верхностей детали и угломера.
О Ю 20 30 00 $0 м
60 Ю 00 i
&
О 10 20 30 00 so So
60 70 80 О
Рис. 299. Измерение наружного угла угломером типа УН — ввод детали в угло-
мер (а); чтение показаний;
б — от 0 до 50°; в — от 50 до 90°; г — от 90 до 140°; 0 — от 140 до 180°
236
Рис. 300. Измерение внутреннего угла угломером типа УН:
а — наложение детали иа угломер; б—г — чтение показаний
5. Читают показания угломера:
а) по градусной шкале, находящейся на дуге основания, опре-
деляют, сколько делений этой шкалы прошел нулевой штрих но-
ниуса (рис. 299, б, в), и записывают число градусов (36° и 62°);
б) по шкале нониуса определяют, штрих какого его деления
совпал со штрихом градусной шкалы, по цифрам нониуса опреде-
ляют число минут (46' и 14' помечены крестиком на рисунке),
и записывают.
6. При измерении:
наружных углов от 0 до 50° (см. рис. 299, б) показания читают
по правой части шкалы (см. рис. 297, б);
наружных углов от 50 до 90° показания (см. рис. 299, в) читают
по левой части шкалы (см. рис. 297, б);
наружных углов от 90 до 140° (см. рис. 299, г) к показаниям
правой части шкалы прибавляют 90° (см. рис. 297, б);
наружных углов от 140 до 180° (см. рис. 299, д) к показаниям
левой части шкалы (см. рис. 297, б) прибавляют 90°.
Учебное задание 3. Измерение внутреннего угла угломером УН.
Задание выполняют в следующем порядке.
1. Протирают угломер тряпкой, смоченной в бензине; прове-
ряют, нет ли коррозии, царапин на измерительных поверхностях.
2. Проверяют нулевое положение угломера (см. задание 1).
3. Взяв угломер в левую руку, винтом подачи устанавливают
измерительные поверхности угломера на угол, несколько меньший
измеряемого внутреннего угла.
4. Одну из сторон внутреннего угла детали вводят в сопри-
косновение с измерительной поверхностью угломера.
5. Плавно вращают микрометрический винт, подводя вторую
поверхность инструмента ко второй грани угла до плотного их
соприкосновения. Добившись равномерного светового зазора
между поверхностями, положение дуги фиксируют стопорным
винтом (рис. 300, а).
6. Угломер снимают с детали и отсчитывают число градусов
и минут (рис. 300, б—г).
237
chipmaker.ru
§ 4. ПРИГОНКА И ПРИПАСОВКА
Пригонкой называют обработку одной заготовки по готовой
детали с тем, чтобы выполнить соединение. Пригонку широко
применяют при ремонтных работах, а также при сборке единич-
ных изделий. Пригонка вкладыша по готовому отверстию сво-
дится к обычному опиливанию.
При пригонке по большому числу поверхностей сначала обра-
батывают две сопряженные (смежные) поверхности, затем подго-
няют остальные до получения нужного соединения.
Припасовкой называется точная взаимная пригонка деталей.
Припасовывают как замкнутые, так и полузамкнутые контуры.
Из двух припасовываемых деталей отверстие принято называть
проймой, а деталь, входящую в пройму, — вкладышем (см.
рис. 303).
Учебное задание 1. Припасовка полукруглых контуров.
Задание заключается в изготовлении шаблона (проймы) и
контршаблона (вкладыша).
Для контроля деталей различной формы применяют пластины
соответствующего контура, называемые шаблонами. Шаблон —
это точная копия профиля поверхности детали или части ее, по
которому воспроизводят требуемый контур поверхности. Шаблон,
как правило, изготовляют в паре с контршаблоном, который яв-
ляется контрольной мерой при изготовлении шаблона, а также при
проверке степени изношенности шаблона в работе.
Упражнение начинают с изготовления шаблона (без термооб-
работки), так как его полукруглую выемку можно проверить
более точно с помощью контрольного валика, чем выпуклую
поверхность контршаблона.
Задание выполняют в такой последовательности.
1. В соответствии с чертежом размечают и отрезают две за-
готовки из листовой стали с припуском I ... 2 мм на дальнейшую
обработку.
2. Заготовку зажимают в тиски и обрабатывают широкую по-
верхность (а затем узкую грань — ребро 3) сначала драчевым,
потом личным напильниками (рис. 301, а). Контролируют обра-
ботку линейкой и угольником. Широкую поверхность обрабаты-
вают, закрепив заготовку на деревянном бруске. Обработанные
широкую поверхность и узкую грань принимают за базу.
3. Производят черновое опиливание узких граней 1, 2, 4 и
второй широкой поверхности.
4. Циркулем наносят полуокружность 5 и накернивают ее
(см. рис. 301, а).
5. Ножовкой вырезают пройму (рис. 301, б), см. штриховую
линию на рис. 301, а.
6. Плоским или квадратным напильником снимают лишний
металл (рис. 301, в).
238
Рис. 301. Последовательность
изготовления шаблона (проймы)
7. Опиливают грань 1 под размер параллельно грани 3, грани 2
и 4 — параллельно друг другу, соблюдая перпендикулярность их
грани 3 (см. рис. 301, а).
8. Предварительно распиливают полукруглым или круглым
напильником выемку с припуском 0,5 мм на дальнейшую обра-
ботку (рис. 301, г). Распиливание осуществляют поступательно-
вращательными движениями напильника по вогнутой поверх-
ности заготовки (рис. 302, а) с одновременным смещением его
в сторону. Последовательность распиливания сочетают с пере-
становкой заготовки в тисках (рис. 302, б).
9. Окончательно распиливают выемку под размер (см.
рис. 301, д), чередуя подгонку с проверкой:
окрашенным контрольным валиком до тех пор, пока вся об-
рабатываемая поверхность не покроется равномерно распределен-
ными пятнами краски;
Рис. 302. Прием распи-
ливания вогнутой поверх-
ности заготовки шабло-
на (а), перестановка заго-
товки в тисках при обра-
ботке (G)
239
chipmaker.ru
Рнс. 303. Последовательность
изготовления контр шаблона
(вкладыша)
угольником перпендикулярности обработанной поверхности
базовой плоскости;
штангенциркулем положения центра радиусной выемки (ши-
рина шаблона между гранями / и 3 минус размер а — см.
рис. 301, 5).
Контршаблон (вкладыш) изготовляют в такой последователь-
ности.
1. Зажимают заготовку в тиски и обрабатывают широкую
поверхность и узкую грань 3 (рис. 303, а) сначала драчевым,
затем личным напильниками с контролем линейкой и угольником.
Обработанные широкую поверхность и узкую грань принимают
за базу.
2. Опиливают начерно узкие грани /, 2 и вторую широкую
поверхность.
3. Циркулем наносят (в соответствии с чертежом) полуокруж-
ность и накернивают риски (см. рис. 303, а).
4. По центровым точкам и 02 сверлят отверстия диаметром
1 ... 2 мм, которые обеспечивают высококачественную обработку
сторон угла (рис. 303, б).
5. Вырезают ножовкой лишний металл по вспомогательным
рискам (рис. 303, в).
6. Выпуклую поверхность и прилежащие к ней плоские по-
верхности опиливают драчевым напильником, не доходя 0,5 мм
до риски (рис. 303, а). Для снятия равномерного слоя напильник
перемещают не только вперед, но и немного вправо по выпуклости
контршаблона. Последовательность опиливания сочетают с пере-
становкой заготовки в тисках.
7. Окончательно опиливают выпуклость под размер
(рис. 303, д), проверяя отклонение форм обрабатываемой поверх-
ности от форм готового шаблона, отклонение от перпендикуляр-
ности обрабатываемой поверхности базе (широкой поверхности) —
угольником.
8. Припасовывают контршаблон по готовому шаблону! встав-
ляют контршаблон в шаблон таким образом, чтобы базовые широ-
240
кие поверхности находились в одной плоскости (кладут на пло-
ский кусок стекла); на поверхности контршаблона на просвет
определяют места, которые мешают занять нужное положение, и
обрабатывают их надфилями. Проверку и опиливание ведут до
тех пор, пока контршаблон не войдет в шаблон, т. е. когда между
припасованными сторонами будет узкий равномерный просвет
(рис. 303, е).
9. Окончательно отделывают все наружные поверхности ша-
блона и контршаблона.
Учебное задание 2. Припасовка косоугольных вкладышей.
Задание выполняют при изготовлении шаблона и контршаблона
типа «ласточкин хвост». Сначала изготовляют контршаблон
(вкладыш), так как обработка и проверка его проще. Перед вы-
полнением упражнения изучают чертеж, подбирают необходимые
напильники (по форме сечения, видам насечки, длине). Задание
выполняют в такой последовательности.
1. Отрезают заготовку от листовой стали по размерам чертежа
с припуском 1 ... 2 мм на обработку.
2. Опиливают широкую и узкую стороны, принимают эти
стороны за базу.
3. Наносят разметочные риски и накернивают их (рис. 304, а).
4. В точках Оу и О2 сверлят отверстия диаметром 1,5 ... 2 мм
(рис. 304, б), необходимые для более точной обработки углов.
5. Из угловых выемок ножовкой вырезают лишний металл
(рис. 304, в).
6. Предварительно опиливают поверхности 5, 6, 7, 8, распо-
ложенные под углами, не доходя до риски 0,5 мм (см. рис. 304, в).
7. Окончательно опиливают поверхность 3, параллельную
поверхности 1, и зачищают ее под размер (рис. 304, г).
Рис. 304. Последовательность изготовления контр шаблона типа «ласточкин
Квостэ
241
chipmaker, ru
Рис. 305. Прием опили-
вания заготовки контр-
шаблона
8. Опиливают стороны 5, 6, 7, 8, оставляя припуск на обра-
ботку 0,1 мм (рис. 304, г и рис. 305) в таком порядке:
а) сначала опиливают стороны 5 и 8, проверяя (3 раза) от-
клонение от прямолинейности лекальной линейкой, и отклонение
от перпендикулярности к боковой плоскости — угольником, от-
клонение от параллельности сторон б и 8 к стороне 1 — микро-
метром;
б) опиливают последовательно стороны 6 и 7 с проверкой
отклонения их от прямолинейности, отклонение от перпенди-
кулярности к боковой поверхности и дополнительной проверкой
угла шаблоном на просвет.
9. Окончательно опиливают надфилями соответствующего про-
филя стороны 5, 6, 7, 8, проверяя их отклонения от плоскостности
и величину углов по чертежу (см. рис. 304, д). Угол 60° прове-
ряют угловым шаблоном.
Шаблон (пройму) изготовляют в такой последовательности.
1. Заготовку отрезают от листовой стали по размерам чертежа
с припуском 1 ... 2 мм на обработку.
2. Заготовку зажимают в тиски, производят чистовое опили-
вание широкой и узкой сторон, принимают их за базу. Освобо-
ждают заготовку из тисков.
3. Наносят разметочные риски и накернивают их (рис. 306, а).
4. В точках Oj и О2 сверлят отверстия диаметром 1,5 ... 2 мм,
необходимые для точной обработки углов (рис. 306, б).
Рис. 306. Последовательность изготовления шаблона типа «ласточкин хвост*
е)
242
Рис. 307. Припасованные контршаблон и шаб-
лон типа «ласточкин хвост»
Контрша1)лон
(Вкладыш) /
5. В точках 03 сверлят отверстия о
диаметром не более 5 мм (рис. 306, б) Ту \Т
для удаления лишнего металла. Число :^||1Т111Ш'ГГП1ГТГПГ!'
отверстий берут таким, чтобы между I III !|||
ними получились тонкие перемычки.
6. По контрольным рискам ножовкой делают два прореза
с выходом в отверстия, затем круглым напильником распиливают
перемычки между отверстиями, удаляя таким способом лишний
металл (рис. 306, в).
7. Распиливают внутренние поверхности 5, 6, 7, не доходя до
риски 0,5 мм (рис. 306, а).
8. Поверхность 3 окончательно опиливают личным напильни-
ком параллельно стороне 1 и проверяют отклонения от прямоли-
нейности, перпендикулярности и параллельности (рис. 306, д).
9. Распиливают стороны 5, 6, 7, оставляя припуск 0,1 мм
на дальнейшую обработку, чередуя обработку с проверкой откло-
нений всех поверхностей от прямолинейности и перпендикуляр-
ности боковой стороне (рис. 306, е). Отклонение от параллельности
сторон 1 и 7 контролируют штангенциркулем, а углы — кон-
трольным шаблоном.
10. Припасовывают шаблон к контршаблону: накладывают
''шаблон на контршаблон и с небольшим усилием нажимают на
него. Точность припасовки считается достаточной, если контр-
шаблон (вкладыш) при повороте на 180° входит в шаблон (пройма)
туго от руки, без просветов, качки и перекосов (рис. 307).
11. После окончания припасовки окончательно обрабатывают
наружные поверхности под размер.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Что называется распиливанием?
2. Какими способами удаляют часть металла для получения контура, под-
лежащего распиливанию?
3. При каком обрабатываемом контуре металл вырезают ножовкой и как
это делают?
4. Как проверяют нулевое положение микрометра?
б. Что такое припасовка?
r.ru
глава xiv. ПРИТИРКА И ДОВОДКА
§ 1. ТРЕБОВАНИЯ
БЕЗОПАСНОСТИ ТРУДА
Инструмент, оборудование и приспособления, применяемые
при притирке, должны отвечать следующим требованиям.
1. Поверхность притира должна точно соответствовать про-
филю притираемой поверхности. Материал притира должен об-
ладать хорошей пористостью и быть мягче материала заготовки.
2. Притиры в процессе работы следует оберегать от механи-
ческих повреждений, их следует хранить на стеллажах в деревян-
ной упаковке или закрывать сверху кожухами. Притиры не
должны иметь трещин, забоин и заусенцев.
3. В процессе работы категорически запрещается удалять
руками с поверхности притира и заготовки остатки абразивного
порошка или пасты. Их удаляют только с помощью керосина
и ветоши.
4. Повышенную осторожность следует проявлять при работе
с пастами ГОИ, так как в их состав входят кислоты.
5. Необходимо помнить, что при «сухой» притирке и доводке
образуется мельчайшая металлическая и абразивная пыль, по-
этому рабочие места должны иметь надежную вытяжную венти-
ляцию, а работать рекомендуется в защитных очках и респи-
раторах.
6. В процессе работы следует исключить возможность попа-
дания порошков и паст на лицо и особенно в глаза. Попавшую на
лицо пасту или порошок следует немедленно удалить и обратиться
в медпункт для оказания первой помощи.
7. При работе с механизированным оборудованием и инстру-
ментом необходимо надежно устанавливать и крепить в шпинделе
станка (приспособления) заготовку или притир, следить за тем,
чтобы они не имели биения.
244
§ 2. ПРИТИРКА ШИРОКИХ ПЛОСКИХ
ПОВЕРХНОСТЕЙ
Сущность процесса притирки (доводки) состоит в том, что
посредством очень мелких зерен абразивного материала (или за
счет образования оксидной пленки с последующим удалением ее
абразивными зернами — обработка пастами ГОИ), располагаю-
щихся или на поверхности специального инструмента — притира,
или между притираемыми деталями, с поверхности заготовки сни-
маются мельчайшие неровности и она приобретает необходимые
(заданные) точность и шероховатость.
Поверхности, подлежащие притирке, предварительно подвер-
гают механической обработке. Припуск на притирку оставляют
0,01 ... 0,02 мм, а на доводку 1 ... 3 мкм.
В качестве притирочных и доводочных материалов исполь-
зуют твердые и мягкие абразивы естественного или искусствен-
ного происхождения в виде порошков или паст.
Для предварительной (грубой) обработки применяют шлифпо-
рошки 63, 50, 40, микрошлифпорошки М63, М50, М40, алмазные
шлифпорошки А2, АЗ, АС2, алмазные микропорошки AM, АСМ, АН,
АСН зернистостью от 80 до 40 мкм, а также грубую пасту ГОИ.
Для окончательной обработки (доводки и полирования) при-
меняют шлифпорошки 32, 25, 20, 16, 12, 10, 8, 6, 5, 4, микро-
шлифпорошки М28, М20, М14, М10, М7, М5, алмазные микропо-
рошки AM, АСМ, АН, АСН зернистостью от 32 до 3 мкм, среднюю
пасту ГОИ. Для сверхтонкой доводки и полирования применяют
алмазные микро- и субмикропорошки AM, ACM, AAU, АСМ1,
АМ5, АСМ5 зернистостью от 5 до 0 мкм.
Буквенные индексы обозначают: AM — из природных алмазов,
АСМ — из синтетических алмазов, Н — повышенная абразивная
способность.
Инструментом для притирки й доводки в основном являются
притиры. Притиры имеют различную форму — плоскую, цилин-
дрическую, резьбовую и специальную. Их изготовляют из чу-
гуна, стали, меди и ее сплавов, свинца и дерева.
В качестве смазочных веществ, способствующих ускорению и
улучшению обработки, сохранению остроты зерен, применяют
керосин, газолин, скипидар и различные жидкие масла, реже при-
меняют бензин, технические спирты и жиры. Для притирки за-
готовок из стали и чугуна чаще применяют керосин с добавкой
2,5 % олеиновой кислоты и 7 % канифоли.
В процессе притирки широких поверхностей используют две
притирочные плиты — для предварительной и окончательной
притирки. Для предварительной притирки применяют плиты,
поверхность которых изрезана сеткой канавок глубиной и шири-
ной 1 ... 2 мм с расстоянием между ними 10 ... 15 мм (рис. 308, а).
Для окончательной притирки используют плиты с гладкой поверх-
ностью (рис. 308, б).
245
a) #
Рис. 308. Притирочные плиты:
а — с канавками для черновой притиркн; б **
гладкая для окончательной притирки
тираемой поверхности чугунной
Учебное задание 1. При-
тирка широкой поверхнос-
ти чугунной плитки.
Выполняют задание в
такой последовательности.
1. Внешним осмотром,
а также с помощью по-
верочного инструмента
проверяют состояние и ос-
новные параметры при-
плитки.
2. Рабочие поверхности притиров и притираемую поверхность
плитки промывают керосином или бензином и протирают чистой
сухой ветошью.
3. Для предварительной притирки используют абразивный
порошок зернистостью 63 ... 40 мкм или алмазный порошок (пасту)
зернистостью 80 ... 40 мкм. Выбранный порошок насыпают в сосуд
с керосином или жидким минеральным маслом и тщательно пере-
мешивают до получения полужидкой (пастообразной) массы.
4. С помощью тампона наносят полученную массу ровным
слоем на поверхность притира для предварительной обработки.
5. Взяв в руки стальной закаленный валик (скалку), с уси-
лием прокатывают его по поверхности притира (рис. 309, а)
5 ... 6 раз вперед и назад — шаржируют притир.
6. Закончив шаржирование, ветошью, смоченной в керосине
или бензине, удаляют с поверхности притира избыток притироч-
ной массы. Затем на поверхность шаржированного притира нано-
сят тонкий слой смазочного материала.
Рис. 309. Притирка широкой пло-
скости:
а — шаржирование плоского притира;
б — прием притирки; в — схема рас-
пределения нагрузки при притирке
246
7. Плитку кладут притираемой поверхностью на подготовлен-
ный притир (рис. 309, б) и с легким, равномерным нажимом (по
всей поверхности плитки) выполняют 8 ... 10 круговых движений
плиткой по поверхности притира.
При притирке и доводке важно правильно и равномерно рас-
пределить нагрузки (усилия рук) по поверхности заготовки, иначе
может произойти «заваливание» обрабатываемой поверхности или
изменение ее формы. На схеме (рис. 309, в) показаны основные,
создаваемые при притирке нагрузки, их направление и точки
(места) приложения. Вертикальная нагрузка В должна быть
строго перпендикулярной поверхности притира и равномерно
распределена по всей притираемой поверхности. Горизонтальную
нагрузку А (нагрузку рабочего хода) следует прилагать как можно
ближе к поверхности притира.
8. Совершив 8 ... 10 круговых движений, плитку снимают
с притира. Удаляют остатки сработанной притирочной массы
с притираемой поверхности плитки и с поверхности притира,
промывают их керосином или бензином и протирают сухой чистой
ветошью.
9. Выполнение пп. 2, 4 ... 8 продолжают до тех пор, пока
вся притираемая поверхность плитки не приобретет ровный
матовый оттенок. На этом предварительная притирка закан-
чивается .
10. Окончательную притирку выполняют на гладком при-
тире, который шаржируют, применяя микропорошки зернистостью
не более 40 мкм или пасты.
11. Удалив с поверхности гладкого притира избыток прити-
рочной массы и слегка смазав его керосином или жидким мине-
ральным маслом, приступают к окончательной притирке плитки.
Плитку накладывают притираемой поверхностью на поверхность
гладкого притира, равномерно прижимают и круговыми движе-
ниями плавно перемещают по поверхности притира. Через каждые
8 ... 10 круговых движений на поверхность притира наносят
тонкий слой смазки.
12. Окончательную притирку заканчивают при достижении
чистой матовой поверхности по всей притираемой поверхности
плитки.
13. Контроль качества притирки выполняют на глаз. Откло-
нение от линейности проверяют лекальной линейкой.
Учебное задание 2. Притирка широкой поверхности угольника.
Задание выполняют в такой последовательности.
1. Внешним осмотром проверяют состояние обрабатываемых
поверхностей. С помощью измерительного и поверочного инстру-
мента проверяют основные параметры угольника согласно данным
чертежа.
2. Предварительно обработанный угольник закрепляют на
деревянный брусок планками, расположенных по его периметру
(рис. 310, а). Планки прибивают к бруску таким образом, чтобы
247
Рис. 310. Притирка широкой плоскости угольника:,
а крепление угольника иа деревянном бруске; б момент притирки
угольник был плотно прижат со всех сторон, но в то же время
выступал над планками примерно на половину своей толщины.
3. Притир промывают, протирают, наносят на него притироч-
ный материал, шаржируют и смазывают. Притираемую поверх-
ность угольника промывают и протирают насухо ветошью.
4. Подготовленный угольник накладывают обрабатываемой
стороной на притир и с легким равномерным нажимом переме-
щают деревянный брусок с закрепленным на нем угольником по
поверхности притира, совершая круговые движения от одного
края притира до другого (рис. 310, б).
5. Через каждые 8 ... 10 рабочих ходов брусок с угольником
снимают с притира, смывают с них остатки сработанной прити-
рочной массы и протирают ветошью. Чередуя нанесение прити-
рочной массы, шаржирование и смазывание, осуществляют предва-
рительную притирку одной широкой поверхности угольника.
Предварительную притирку заканчивают, получив ровный мато-
вый оттенок по всей поверхности.
6. Угольник снимают с бруска, промывают и протирают, а за-
тем вновь крепят на брусок для притирки второй широкой по-
верхности.
7. Предварительную притирку второй широкой поверхности
угольника выполняют в той же последовательности, что и первой.
8. Окончательную притирку широких поверхностей уголь-
ника выполняют на гладком притире ранее изученным способом.
Притирку заканчивают, получив чистую матовую поверхность по
всей притираемой плоскости.
9. Качество притирки контролируют на глаз, а отклонение
от плоскостности — лекальной линейкой.
§ 3. ПРИТИРКА УЗКИХ плоских
ПОВЕРХНОСТЕЙ
Основной трудностью при притирке узких поверхностей яв-
ляется обеспечение устойчивости заготовки и перпендикулярности
поверхностей в процессе работы. Для обеспечения устойчивости
248
Рис. 311. Притиры для притирки узких плоских поверхностей;
а —• плоские плиты; б — угольники; в — валики; г полки; д — параллельные бруски;
е -<- угловые; 1 притираемая заготовка (шаблон); 2 — поводок; 3 -« притир
и перпендикулярности используют точные приспособления — по-
водки, изготовляемые в виде брусков, кубиков, призм, втулок
и т. д. Форма притиров зависит от профиля поверхности обраба-
тываемой заготовки (детали) (рис. 311).
Учебное задание 1. Притирка внешних узких поверхностей
шаблона.
Задание выполняют в такой последовательности.
1. Внешним осмотром, а также с помощью измерительного
и поверочного инструментов проверяют состояние притираемых
поверхностей и соответствие их линейных размеров данным
чертежа.
2. Поверхность притира и обрабатываемые поверхности ша-
блона промывают керосином, а затем тщательно протирают
ветошью.
3. Разведенную притирочную массу наносят ровным тонким
слоем на притир и затем шаржируют его.
4. Остатки притирочной массы снимают с поверхности при-
тира ветошью, смоченной в керосине. Затем на поверхность шар-
жированного притира наносят тонкий слой смазки.
5. Поводок устанавливают на поверхность притира, к одной
из его сторон прикладывают притираемый шаблон таким образом,
чтобы его узкая притираемая поверхность плотно прилегла к по-
верхности притира (рис. 312, а).
6. Шаблон плотно прижимают к поводку большими пальцами
рук. Осуществляя равномерный нажим на шаблон и поводок,
круговыми движениями по всей поверхности притира выполняют
предварительную притирку (рис. 312, б) узкой поверхности
шаблона.
249
chipmaker.ru
Через каждые 8 ... 10 рабочих ходов с притира удаляют срабо-
танную притирочную массу и заменяют новой, шаржируют и
смазывают притир, а затем продолжают притирку. Предваритель-
ную притирку заканчивают при получении сплошного матового
оттенка по всей притираемой поверхности.
7. Остальные узкие внешние поверхности шаблона притирают
в той же последовательности, что и вышеуказанную. Для при-
тирки сторон, образующих угол, используют угловые притиры
или притиры в виде угольника (см. рис. 311, б, е).
8. Выполнив предварительную притирку всех внешних узких
поверхностей шаблона, приступают к окончательной притирке.
Окончательную притирку выполняют в ранее изученной последо-
вательности, заменив грубую притирочную массу более мелкой,
изготовленной из микропорошков зернистостью менее 40 мкм,
или пастой.
В процессе окончательной притирки через каждые 8 ... 10 ра-
бочих ходов на поверхность притира наносят тонкий слой сма-
зочного материала. Окончательную притирку заканчивают при
достижении на всех узких притираемых сторонах чистой матовой
поверхности.
9. Притертые плоскости шаблона проверяют лекальной ли-
нейкой, углы — лекальным поверочным угольником и угломе-
ром, линейные размеры — микрометром и штангенциркулем, ше-
роховатость — визуально.
Учебное задание 2. Притирка вогнутой узкой радиусной по-
верхности шаблона.
Последовательность выполнения этого задания такая же, как
и при притирке внешних узких поверхностей. Особенностью яв-
ляется лишь способ шаржирования притира — круглого валика,
наружный диаметр которого должен строго соответствовать за-
данному радиусу притираемого шаблона.
Круглые притиры шаржируют в такой последовательности.
Рис. 312. Прием притирки узкой грани шаблона (а); положение поводка и шаб-
лона при притирке (б):
1 — поводок; 2 — шаблон; 3 прнтнр
250
Рис. 313. Шаржирование цилиндри-
ческого притира
Рис. 314. Притирка вогнутой радиус-
ной поверхности:
1 — шаблон; 2 — притир; 3 — поводок
(призма)
1. На чистую поверхность стальной закаленной плиты там-
поном наносят тонкий слой притирочной массы или порошка.
2. Притир устанавливают на плиту и прокатывают по ней
другой стальной закаленной плитой (рис. 313). Верхнюю плиту
перемещают с большим равномерным нажимом, вдавливая зерна
абразива в поверхность притира.
3. Прокатывание притира продолжают до тех пор, пока абра-
зив не будет вдавлен в притир равномерно по всей поверхности.
4. После завершения шаржирования притира остатки прити-
рочной массы (порошка) удаляют ветошью, смоченной в керосине.
Притир смазывают тонким слоем смазочного материала и устанав-
ливают в тиски или приспособление и закрепляют.
Устойчивость и перпендикулярность шаблона на притире
обеспечивают, используя призму (рис. 314). Притирку проводят
в два этапа. Обработку заканчивают при достижении чистой мато-
вой поверхности по всей площади обработки.
Рис. 315. Притирка тонких узких заготовок (деталей) пакетом;
а — соединенных винтами; б » соединенных струбцинами; 1 — скобы; 2 •— винты
251
chipmaker.ru
Для обеспечения равномерности износа поверхности притира
необходимо периодически смещать призму по окружности на
некоторый угол или поворачивать притир.
Учебное задание 3. Притирка узких заготовок, собранных
в «пакет».
В серийном и массовом производстве узкие одинаковые заго-
товки собирают «в пакет» и сжимают (фиксируют) винтами или
струбцинами (рис. 315). Притирку собранных в «пакет» заготовок
выполняют в той же последовательности, как и притирку широких
поверхностей.
Применение данного способа обеспечивает высокую произво-
дительность труда, при этом отпадает необходимость применения
дополнительных приспособлений, но в то же время точность
обработки при данном способе ниже.
§ 4. ПРИТИРКА ЦИЛИНДРИЧЕСКИХ
ПОВЕРХНОСТЕЙ
Для повышения производительности труда и получения более
высокого качества обработки притирку цилиндрических поверх-
ностей, как правило, выполняют на металлорежущих станках.
В качестве режущего инструмента используют чугунные или
медные притиры — кольца, внутренний диаметр которых на
0,05 ... 0,25 мм больше диаметра обрабатываемой заготовки,
а также цилиндрические регулируемые и нерегулируемые при-
тиры — валики и притиры-пробки. Наружный диаметр притиров
на 0,01 ... 0,25 мм меньше диаметров обрабатываемых отверстий.
Учебное задание 1. Притирка наружной цилиндрической по-
верхности.
Задание выполняют в такой последовательности.
1. На поверхность предварительно подготовленного притира-
кольца наносят тонкий равномерный слой грубой пасты ГОИ или
притирочной массы, изготовленной из микропорошков зерни-
стостью менее 28 мкм.
2. На притираемую часть вала надевают притир-кольцо,
предварительно вывернув специальный стяжной винт. На про-
тивоположный конец вала устанавливают и закрепляют хомутик.
3. Смазав центровые углубления вала тугоплавким смазочным
материалом, устанавливают вал в центра токарного станка и за-
крепляют (рис. 316, а).
4. Вворачивая специальный стяжной винт, регулируют вну-
тренний диаметр притира-кольца (рис. 316, б). Притир считается
подготовленным к работе, если его поверхность плотно прилегает
к поверхности заготовки, а он сам проворачивается на валу с при-
ложением незначительного усилия руки.
5. Перед началом работы внешним осмотром и на слух про-
веряют техническое состояние станка, наличие заземления, повто-
ряют основные вопросы безопасного труда и электробезопасности
252
Рис. 316. Притирка на-
ружной цилиндрической
поверхности вала:
а *** установка вала в цен-
трах стайка; б —» притир-
кольцо; в прием притир-
ки; 1 —* вал} 2 ss притир}
3 винт
при работе на металлорежущих станках и только тогда присту-
пают к работе.
Включив станок, правой рукой удерживают притир-кольцо
и медленно перемещают его вдоль притираемой Поверхности вала
вперед и назад, не выводя за пределы обрабатываемой поверх-
ности (рис. 316, в),
В процессе работы, по мере притирания поверхности вала,
грубую пасту (порошок) заменяют более тонкой, проводят повтор-
ное регулирование внутреннего диаметра притира-кольца и Про-
должают притирку, которую заканчивают, получив чистую Ма-
товую поверхность.
6. Качество притирки поверхности определяют визуально.
Микрометром измеряют диаметр вала в нескольких местах,
определяя отклонение от конусности, овальности (эллипсности),
и точность заданных размеров.
Учебное задание 2. Притирка внутренней цилиндрической по-
верхности.
Задание выполняют с помощью различных притиров (рис. 317)
в такой последовательности.
1. На поверхность притира наносят тонкий слой грубой
пасты ГОИ или притирочной массы, изготовленной из микропо-
рошков зернистостью менее 28 мкм.
2. Заготовку устанавливают на сверлильный или другой ста-
нок и закрепляют. Притир устанавливают в шпиндель станка,
предварительно проверив его на биение.
3. Предварительно проверив техническое состояние станка,
устанавливают скорость резания 6 ... 8 м/мин, вводят притир
В притираемое отверстие и включают станок. Медленно переме-
щая притир вдоль отверстия, производят его притирку. По мере
притирания отверстия пасту (порошок) заменяют более тонкой,
а если применяется регулируемый притир, то производят его регу-
лирование.
253
Рис. 317. Нерегулируемый притир (а), регулируемый притир (б), в—при-
тирка нерегулируемым притиром внутренней цилиндрической поверхности;
1, 4 — гайки; 2 — коническая оправка; 3 «•» разрезная втулка
4. Процесс притирки чередуют с контролем отверстия гладким
калибром-пробкой. Шероховатость поверхности проверяют внеш-
ним осмотром. Перед контролем отверстие тщательно промывают
керосином и протирают чистой сухой ветошью.
Притирку заканчивают, получив ровную матовую поверхность
по всей притираемой длине отверстия.
§ 5. ПРИТИРКА КОНИЧЕСКИХ
СОПРЯЖЕННЫХ ПОВЕРХНОСТЕЙ
Заготовки деталей, имеющих рабочие сопрягаемые конические
поверхности, обрабатывают двумя способами: коническими при-
тирами-пробками и кольцами или притирают сопрягаемые пары
поверхностей непосредственно друг к другу. Для притирки ис-
пользуют микропорошки и пасты зернистостью менее 40 мкм.
Учебное задание 1. Притирка широких конических поверх-
ностей.
Задание выполняют на примере притирки запорного узла
крана в такой последовательности.
1. Внешним осмотром и с помощью измерительных инстру-
ментов проверяют состояние и соответствие размеров притирае-
мой пары чертежу.
2. Притираемые поверхности промывают керосином, проти-
рают чистой сухой ветошью и приступают к притирке. Корпус
крана устанавливают и крепят в слесарные тиски с нагубниками
или в приспособление большим коническим отверстием вверх.
3. На коническую поверхность пробки равномерно тонким
слоем наносят разведенную в керосине притирочную массу (гру-
бую пасту). Пробку вставляют в коническое отверстие крана.
4. На хвостовик пробки, имеющий форму квадрата, надевают
вороток. Воротку сообщают возвратно-круговое движение с на-
жимом (рис. 318), при этом после каждого полуоборота в ту или
другую сторону пробку приподнимают, затем опускают с легким
нажимом.
5. Выполнив 8 ... 10 полуоборотов, пробку прижимают
к гнезду и делают два-три оборота. Затем узел разбирают, про-
«54
Рис. 318. Притирка конических по-
верхностей крана
мывают, протирают чистой, ве-
тошью и проверяют качество
притирки.
6. Притирку чередуют с
контролем до получения сплош-
ной чистой матовой поверх-
ности как на пробке, так и в
коническом отверстии.
7. Окончательную притирку
производят после однократного
нанесения на поверхность проб-
ки микропорошка зернистостью
менее 20 мкм или средней пасты ГОИ, смазывая притираемые по-
верхности через каждые 8 ... 10 полуоборотов.
8. Закончив работу, притертый узел разбирают, тщательно
промывают в керосине, протирают чистой ветошью и проводят
окончательный контроль качества притирки.
Контроль качества притирки (герметичности) узла выполняют
различными способами: «на керосин», «на воздух» и «на каран-
даш». Наиболее простой способ контроля «на карандаш» выпол-
няют в таком порядке: на поверхности пробки через равные
промежутки вдоль образующей проводят карандашом 5—6 линий;
пробку вставляют в отверстие крана и с легким иажимом повора-
чивают, выполнив 1 ... 2 полных оборота; затем пробку вынимают
и по стертости карандашных полос судят о качестве притирки.
Если полосы стерлись равномерно по всей длине, то качество при-
тирки хорошее и поверхности притерты правильно. При нерав-
номерной стертости полос притирка считается некачественной
и ее следует повторить.
Контроль «на керосин» выполняют в такой последователь-
ности: детали крана протирают насухо и собирают в узел; пробку
устанавливают в положение «закрыто»; кран поворачивают одним
из боковых отверстий вверх и наливают керосин; если притирка
выполнена правильно, керосин не пройдет через соединение.
Проверку «на воздух» выполняют в той же последовательности,
что и «на керосин», с той разницей, что в боковое отверстие крана
подают под давлением воздух, а не керосин. Герметичность опре-
деляют по показаниям манометра; если падения давления воз-
духа нет, узел притерт хорошо.
Учебное задание 2. Притирка узких конических поверхностей.
Задание выполняют на примере притирки клапанной пары.
Притирку клапана к седлу выполняют в такой последователь-
ности.
I. После механической обработки притираемую пару прове-
ряют, нет ли трещин, задиров, забоин, раковин, царапин и нали-
чие припуска на притирку.
2. Притираемые поверхности промывают керосином, затем
насухо протирают чистой ветошью.
255
Рис. 319. Прием притир-
ки клапанной пары (а);
вид притертых поверхно-
стей (б)
3. На притираемую поверхность тарелки клапана тонким
слоем наносят разведенный в керосине или жидком минеральном
масле микропорошок зернистостью 28 мкм и менее.
4. Клапан вставляют в гнездо, предварительно установив
между ним и корпусом пружину, обеспечивающую подъем клапана
в момент уменьшения (снятия) нагрузки на тарелку.
5. Коловоротом сообщают клапану возвратно-круговое дви-
жение (рис. 319, а), причем после каждого двойного полуоборота
клапан приподнимают, а затем опускают, с тем чтобы избежать
образования глубоких кольцевых рисок на притираемых поверх-
ностях и обеспечить поступление вытесняемой при нажиме при-
тирочной массы к притираемым поверхностям. Выполнив 12 ...
16 полуоборотов, клапан прижимают к гнезду и делают 1 ... 2 пол-
ных оборота.
Затем клапан вынимают из гнезда, протирают тарелку и седло
ветошью и контролируют качество притирки.
6. Притирку продолжают до тех пор, пока на седле и тарелке
клапана не образуются сплошные узкие кольцевые матовые по-
лоски (рис. 319, б).
§ 6. ДОВОДКА ПОВЕРХНОСТЕЙ
Доводка, как и притирка, подразделяется на предварительную
и окончательную и выполняется теми же пастами и порошками.
Для получения зеркальной поверхности используют микропо-
рошки и пасты зернистостью менее 8 мкм, крокус, алюминиевую
пудру и другие абразивы. Абразивные порошки перед доводкой
разводят в бензине, керосине или жидком минеральном масле.
Несмотря на то, что доводка и притирка состоят из одинако-
вых, последовательно выполняемых приемов, повторяемых до
256
полной обработки поверхности, доводка является более сложной
операцией и требует от работающего повышенного внимания,
настойчивости и терпения. При доводке необходимо правильно
и точно распределять прилагаемые силы на обрабатываемую
заготовку, выполнять все движения плавно, с малой скоростью.
При работе с абразивными порошками не следует делать более
12 ... 15 движений по одному и тому же месту, а при работе с па-
стами число движений не должно превышать 8 ... 10, после чего
сработанный абразивный материал необходимо заменить новым.
Несоблюдение этих условий ведет к отклонению формы у об-
рабатываемых поверхностей, получению высокой шероховатости
и неточных размеров.
Особенно внимательным необходимо быть при доводке тонко-
стенных деталей, так как в процессе работы за счет трения деталь
нагревается и может произойти ее деформация.
Контроль качества и точности обрабатываемой поверхности
выполняют после каждой смены абразивного материала. Шерохо-
ватость обработанной поверхности определяют на глаз с помощью
эталонных образцов.
Учебное задание 1. Доводка узких плоских поверхностей.
Выполнение данного задания рассмотрено на примере доводки
узких поверхностей поверочного угольника. При доводке необ-
ходимо обеспечить прямолинейность и параллельность узких
сторон угольника, а также соблюдение углов 90°.
Доводку угольника производят после механической обра-
ботки на станках, притирки, термообработки и рихтовки в сле-
дующем порядке.
1. Плоский притир устанавливают в тиски или приспособле-
ние и закрепляют. Тщательно промывают его рабочую поверх-
ность бензином или керосином и насухо протирают чистой ве-
тошью.
2. Тщательно подготавливают притир для сухой или мокрой
доводки. При сухой доводке абразивный порошок наносят на по-
верхность притира тряпочным тампоном, как бы припудривая
и равномерно распределяя его по всей поверхности притира.
Затем притир шаржируют валиком или кубиком без нажима на
них, добиваясь равномерного распределения порошка по поверх-
ности притира и не допуская вдавливания абразивных зерен
в поверхность притира и их дробления. При мокрой доводке при-
тирочную массу наносят на притир равномерным тонким слоем.
Шаржируют притир без нажима на валик или кубик.
3. На плоскость притира устанавливают поводок, к одной
из сторон которого прикладывают широкую плоскость угольника.
Угольник прижимают большими пальцами рук к поводку таким
образом, чтобы его узкая внутренняя поверхность 1 плотно
прикасалась к рабочей поверхности притира (рис. 320).
4. Слегка прижимая угольник и поводок к поверхности при-
тира, перемещают их вперед и назад вдоль притира и производят
257
chipmaker.ru
Рис. 320. Доводка узких поверх-
ностей угольника:
а — порядок обработки поверхностейз
б —• прием доводки внутренней поверх-
ности; /, 2 — внутренние поверх-
ности; 3, 4 — наружные поверхности
предварительную доводку
поверхности 1. Движение и
прижатие поводка и уголь-
ника к поверхности притира
во избежание неравномерно-
го его износа должны быть
легкими и равномерными.
5. Предварительную до-
водку поверхности 1 про-
обрабатываемая поверхность не
должают до тех пор, пока
примет чистый полузеркальный оттенок.
6. Окончательную доводку поверхности 1 выполняют с приме-
нением тонких паст, крокуса, алюминиевой пудры или других
мягких абразивных материалов. Доводку заканчивают при обра-
зовании чистой зеркальной поверхности и достижении необходи-
мой точности.
7. Качество обработки определяют на глаз, отклонение от
плоскостности — лекальной линейкой, а линейные размеры —
микрометром. Перед контролем качества поверхность 1 тщательно
протирают чистой ветошью.
8. Повторив работы пп. 2 ... 7, обрабатывают поверхность 2
внутреннего угла угольника с дополнительным контролем вну-
треннего угла 90° лекальным угольником.
9. В той же последовательности доводят поверхности 3 и 4.
Доводку чередуют с контролем основных параметров лекальной
линейкой, лекальным угольником с углом 90°, микрометром и ин-
дикаторной головкой.
Учебное задание 2. Доводка узких криволинейных поверх-
ностей.
Доводка узких радиусных поверхностей рассмотрена на при-
мере обработки поверхностей шаблона и контршаблона (рис. 321,а).
Наиболее простой в исполнении и более точной является доводка
шаблона, имеющего вогнутую поверхность, так как в качестве
притира можно использовать контрольный валик, а в качестве
поводка — призму. Доводку радиусной поверхности шаблона
выполняют в такой последовательности.
1. Шаржированный притир устанавливают в слесарные тиски
или приспособление и закрепляют таким образом, чтобы в про-
цессе доводки использовалась большая его часть.
2. Обхватив пальцами рук призму и шаблон и слегка прижав
их к поверхности притира, начинают совершать возвратно-по-
ступательные движения шаблона с призмой по инструменту,
выполняя предварительную доводку вогнутой поверхности ша-
258
Minim
Рис. 321. Доводка шаблона и контр шаблона;
а — шаблон и контршаблон; б ** обработка шаблона; в — предварительная доводка
контршаблона; г — окончательна и доводка контршаблона
блона (рис. 321, б). Для обеспечения равномерного износа рабо-
чей поверхности притира призму с шаблоном периодически сме-
щают по окружности притира на некоторый угол или поворачи-
вают сам притир.
3. Предварительную доводку чередуют с контролем отклоне-
ния формы, шероховатости и размеров обрабатываемой поверх-
ности, не допуская тепловой деформации шаблона. Предвари-
тельную доводку заканчивают, получив чистую полузеркальную
обработанную поверхность.
4. Контроль шероховатости осуществляют внешним осмотром.
Соблюдение линейных размеров проверяют контрольным валиком
или радиусомером на отсутствие просвета по всей обрабатывае-
мой поверхности.
5. Окончательную доводку выполняют различными пастами
или мягкими абразивами зернистостью менее 8 мкм, повторив
работы по пп. 1 ... 4.
Окончательную доводку заканчивают, получив чистую зер-
кальную поверхность и отсутствие просвета по всему периметру
обработки.
Доводку контршаблона, имеющего выпуклую поверхность,
выполняют в такой последовательности.
1. Устанавливают наметку в тиски и закрепляют.
259
chipmaker, ru
2. Прижав левой рукой контршаблон к боковой поверхности
наметки (рис. 321, в), перемещают его вверх до соприкосновения
обрабатываемой поверхности с абразивным бруском или плоским
притиром, имеющим форму напильника. Предварительную до-
водку, как правило, выполняют абразивными или алмазными
брусками зернистостью менее 40 мкм. Правой рукой сообщают
бруску возвратно-поступательное движение, плотно прижав его
к направляющим поверхностям наметки. Предварительную до-
водку выполняют сочетанием прямолинейного движения бруска
и сложного движения контршаблона. Предварительную доводку
заканчивают, получив чистую полузеркальную поверхность.
3. Окончательную доводку контршаблона выполняют на при-
тирочной плите прямоугольным притиром (рис. 321, г). Контр-
шаблон кладут на плоскопараллельную плитку, установленную
на притирочной плите, таким образом, чтобы обрабатываемая
поверхность выступала за край плитки. Левой рукой прижимают
контршаблон и плоскопараллельную плитку к плите, а правой
рукой приводят в движение подготовленный заранее притир.
Притир совершает сложное возвратно-поступательное и криволи-
нейное движение по обрабатываемой поверхности контр шаблона,
выполняя, таким образом, его окончательную доводку.
4. Окончательную доводку заканчивают при получении зер-
кально обработанной поверхности и отсутствии просвета по всему
обрабатываемому периметру контршаблона (при установке его
на ранее изготовленный шаблон); шероховатость обработанной
поверхности проверяют на глаз, а соблюдение линейных разме-
ров — радиусомером.
5. При окончательном контроле точности доводки шаблона и
контршаблона их помещают на стекло, совмещают и контролируют
качество доводки (на отсутствие просвета) по всему периметру
обработанных поверхностей.
Учебное задание 3. Доводка широких цилиндрических поверх-
ностей .
Существуют два основных способа доводки таких поверхностей:
притирами-кольцами и плоскими притирами. Доводку плоским
притиром выполняют в такой последовательности.
1. На одном конце калибра-пробки устанавливают хомутик.
Смазав центровые отверстия тугоплавким смазочным материа-
лом, устанавливают калибр-пробку в центра токарного станка
и закрепляют.
2. Проверив техническое состояние станка, включают его.
Взяв в руки предварительно подготовленный притир, приступают
к доводке. Скорость резания при этом не должна превышать
10 м/мин.
3. Притир накладывают на свободную часть вращающегося
калибр а-пробки и совершают им возвратно-поступательные дви-
жения в горизонтальной плоскости. Одновременно перемещают
притир вдоль обрабатываемой поверхности (ряс. 322, а).
260
4. Доводку заканчивают при достижении зеркально обработан-
ной поверхности и получении заданных размеров. Качество обра-
ботки проверяют внешним осмотром, а соблюдение линейных
размеров (отсутствие эллипсности, конусности, бочкообразности)—•
микрометром.
Доводку цилиндрических поверхностей притирами-кольцами
выполняют в такой последовательности.
1. На один конец вала устанавливают и закрепляют хомутик.
На другой конец надевают предварительно подготовленный при-
тир-кольцо в разжатом состоянии. Затем устанавливают вал
в центр токарного станка и закрепляют.
2. Проверив техническое состояние станка и установив ско-
рость резания б ... 10 м/мин, включают его. Предварительно ре-
гулируют диаметр притир а-кольца специальным винтом.
3. Правой рукой перемещают притир вдоль обрабатываемой
поверхности, не выводя его за ее пределы (рис. 322, б) больше чем
на четверть длины притира. Доводку заканчивают, получив задан-
ные размеры и зеркально обработанную поверхность.
4. Качество обработки проверяют внешним осмотром, а ли-
нейные размеры — микрометром.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. В чем заключается сущность притирки и доводки?
2. Расскажите о технологии притирки широких поверхностей.
3. Перечислите особенности доводки узких поверхностей.
4. Какое оборудование и инструмент применяют для контроля обработанных
поверхностей?
5. Расскажите об организации рабочего места и безопасности труда при
притирке и доводке.
chipmaker.ru
глава xv. ПАЙКА. ЛУЖЕНИЕ.
СКЛЕИВАНИЕ
§ 1. ТРЕБОВАНИЯ
БЕЗОПАСНОСТИ ТРУДА
При выполнении паяльных работ, лужения, склеивания соблю-
дение правил безопасности связано с использованием паяльных
ламп, паяльников, кислот, солей, клеев.
При работе с паяльной лампой правила безопасности сводятся
к следующему.
1. Работать в помещении без вентиляции запрещено.
2. Перед началом работы надевают нарукавники, брезентовый
фартук, рукавицы. Под ноги кладут деревянную решетку.
3. Лампу заправляют керосином (бензином) на 3/4 объема
резервуара вдали от открытого огня, плотно закрывают наливное
отверстие резьбовой пробкой.
4. Перед розжигом лампы нельзя наливать топливо до края
ванночки (чашечки).
5. Лампу разжигают только сухую в безопасном месте, у кир-
пичного экрана или специального устройства для ограничения
теплового воздействия пламени.
6. Не следует чрезмерно накачивать воздух в резервуар лампы.
7. Засорившуюся форсунку прочищают иголкой, прикрыв
вентиль.
8. Гасят лампу после окончания работы закрытием регули-
рующего вентиля до полного прекращения подачи топлива в го-
релку. Воздух выпускают из резервуара лампы через воздушный
клапан после того, как лампа погашена и горелка охладилась.
При работе паяльником обязательно соблюдение следующих
правил.
1. Ручка электрического паяльника должна быть сухой, не.
проводящей тока. ?
2. Горячий паяльник укладывают на специальную металли-
ческую подставку.
262
3. Перегретый паяльник не охлаждают в жидкости.
4. Запрещено выполнять пайку: изделий, в которых храни-
лись легковоспламеняющиеся материалы (бензин, керосин и др.)
без предварительной очистки и промывки; изделий, находящихся
под давлением; вблизи легковоспламеняющихся материалов; при
отсутствии местной вентиляции.
5. Тщательно моют руки после работы.
При пользовании кислотами соблюдают следующие правила.
1. Работают только в защитных очках, резиновых перчатках
и спецодежде.
2. Соляную или серную кислоту хранят в стеклянных буты-
лях с притертыми пробками. Для предохранения от механических
повреждений посуду помещают в плетеные корзины с мягкой про-
кладкой.
3. Переносят бутыли с кислотой в корзинах с ручками только
вдвоем.
4. Перед началом работы с кислотами или растворами убе-
ждаются в исправности вентиляционных устройств и деревянных
решеток около ванн.
5. Травильные растворы готовят в керамической, стеклянной
или эбонитовой посуде, которая является стойкой к действию
соляной кислоты.
6. При составлении травильных растворов смешивают только
холодные жидкости.
7. При составлении обезжиривающих растворов каустиче-
скую соду добавляют только в холодную воду. Категорически
запрещено добавлять ее в горячую воду.
8. Кислоту вливают в воду тонкой струей, непрерывно поме-
шивая раствор стеклянной палочкой. Запрещено вливать воду
в кислоту, так как произойдет бурная реакция с разбрызгива-
нием кислоты.
9. Детали погружают в раствор кислоты или щелочи медленно,
не допуская разбрызгивания раствора.
10. Погружение в раствор и извлечение из раствора деталей
выполняют с помощью приспособлений и инструментов.
11. По окончании работ с кислотами и оловянно-свинцовыми
сплавами тщательно моют руки.
При плавлении и разливе сплавов соблюдают следующие правила.
1. Оловянно-свинцовые сплавы расплавляют под вытяжным
зонтом.
2. Приготовляют и разливают сплав в защитных очках и
рукавицах.
3. Сплав заливают в сухие, подогретые формы. Разливочная
ложка, погружаемая в жидкий сплав, должна быть сухой и подо-
гретой. Она должна иметь длинную рукоятку с деревянной руч-
кой, а для удобства слива — оттянутый желобок (носик).
При работе с клеями следует помнить, что эти вещества, как
правило, огнеопасны.
263
chipmaker.ru
§ 2. ПРИПОИ
Пайкой называется процесс получения неразъемного соедине-
ния материалов (стали, чугуна, стекла, графита, керамики и др.),-
находящихся в твердом состоянии, расплавленным припоем.
Различные типы паяных соединений (рис. 323, а—е) обеспечивают
необходимую для многих изделий прочность.
Припоем называют металл или сплав с температурой плавле-
ния ниже температуры плавления соединяемых материалов. При-
пой в расплавленном состоянии обладает способностью смачивать
поверхность металлов, проникать в зазоры между паяемыми де-
талями, создавая после затвердевания прочное соединение.
Припои в зависимости от температуры плавления условно
делят на две группы: легкоплавкие, имеющие температуру плав-
ления до 500 °C, и тугоплавкие, температура плавления которых
выше 500 °C (рис. 324).
Легкоплавкие припои применяют в различных отраслях про-
мышленности для пайки деталей, которые в условиях эксплуа-
тации не подвергаются воздействию высоких температур и боль-
ших механических нагрузок. Они отличаются низкой температу-
рой плавления.
Тугоплавкие (твердые) припои применяют для получения
соединений, высокая прочность которых сохранялась бы при
высокой температуре. Это припои на основе меди, серебра, зо-
лота, алюминиевые припои.
Учебное задание 1. Приготовление припоя.
Задание выполняют в такой последовательности.
1. В чистый стальной ковш или тигель, установленный на
подставке в горне под вытяжным зонтом, кладут свинец (темпера-
тура плавления 327 °C) и расплавляют его (рис. 325, а).
2. В расплавленный свинец добавляют небольшими порциями
олово (232 °C) (по массе олова в 2 раза больше, чем свинца).
3. Для получения однородности сплав перемешивают метал-
лическим прутком. Для предохранения расплавленного сплава
от окисления и выгорания на его поверхность насыпают истол-
ченный древесный уголь.
4. После полного расплавления с припоя удаляют шлак и раз-
ливают в формы, используя для этого угловой прокат с чистой
сухой поверхностью (рис. 325, б). Желобок устанавливают на
верстак так, чтобы он не опрокинулся при разливе расплава.
Припой разливают в прутки (прутками) небольшого сечения дли-
ной 300 ... 500 мм. Работают в защитных очках и рукавицах.
Марки припоев расшифровываются так: ПМЦ — припои мед-
но-цинковые, цифры справа обозначают содержание меди в про-
центах (например, ПМЦ-36); ПСр — припои на основе серебра,
цифры справа — содержание серебра в процентах (например,
ПСр-10); ПОС — припои оловянно-свинцовые, цифры справа —
содержание олова в процентах (например, ПОС-50).
264
Рис. 323. Типы паяных соединений;
а — стыковое; б — с косым срезом; в — нахлесточное; г — ступенчатое; д = стыковое
с накладной; е « герметичное
°C
1800
1700
1600
1500
Железные
1400
1500
1200-
§ Палладиевые
Платиновые
Кобальтовые
Титановые
Цирконовые
Никелевые
Серебряные
1000,
900
800
700
Алюыиниевыр
600
500.
Магниевые
500
200Д-3
100
О
Рис. 324. Классификация припоев по температуре плавления
Медно-никелевые
Золотые
Медно-фосфорные
Индиевые
Галлиевые
Медно-цинковые
Оловянные с цинкам
-------------- -и.
Оловянно-свинцовке
Свинцово -оловянные
с серебром
Многокомпонентные на
свинцово -оловянной
^основе_________
Висмутовые
265
§ 3. ФЛЮСЫ
Флюсом называют химически активное вещество, которое ис-
пользуют для очистки поверхностей паяемых деталей и припоя
от оксидов, предотвращения образования оксидов в процессе
пайки, снижения поверхностного натяжения припоя и т. д.
Флюс обладает способностью очищать место пайки от окислов и
способствует лучшему затеканию расплавленного припоя в зазоры
между соединяемыми деталями. В качестве флюсов применяют
смеси солей, растворы некоторых солей, кислот и органических
соединений. Роль флюса при пайке могут выполнять также спе-
циальные газовые среды.
Различают флюсы для легкоплавких и тугоплавких припоев,
а также для пайки алюминиевых сплавов, коррозионно-стойких
сталей и чугуна. Флюсы для мягких припоев—это хлористый
цинк (рис. 326, о), нашатырь, канифоль, пасты и др. Флюсы для
твердых припоев — это борнокислый натрий (бура), борная кис-
лота и некоторые другие вещества. Большинство флюсов посту-
пает в готовом для применения виде, а хлористый цинк (травленая
кислота) готовят из технической соляной кислоты и металличе-
ского цинка, беря их в определенном соотношении.
Учебное задание 1. Приготовление флюса.
Задание выполняют в такой последовательности.
1. В фарфоровую (или стеклянную) посуду до половины объема
наливают воду и устанавливают на поддоне под вытяжной зонт.
2. В стеклянную (или фарфоровую) посуду наливают соляную
кислоту (0,5 объема воды), затем вливают кислоту в воду, а не
наоборот.
3. В полученный раствор соляной кислоты осторожно опу-
скают мелко нарезанные кусочки цинка (одна часть цинка на
пять частей соляной кислоты).
4. Готовность раствора определяют по прекращению реакции
(закончилось выделение пузырьков газа), после чего раствор
становится прозрачным.
266
Рис. 326. Схема приго-
товления флюса (а), флюс
в трубчатом припое (ff)
Нашатырный
спирт
5. В раствор вводят несколько капель нашатырного спирта
в качестве противокоррозионного средства.
При пайке монтажных соединений применяют трубчатый при-
пой, который представляет собой трубку из оловянно-свинцового
сплава с сердцевиной из флюса различной формы (рис. 326, б).
Такой припой облегчает пайку в труднодоступных местах, про-
цесс пайки ускоряется, необходимость в предварительном нане-
сении флюса отпадает.
§ 4. ПАЙКА ЛЕГКОПЛАВКИМИ
ПРИПОЯМИ
Учебное задание 1. Подготовка к пайке.
К пайке готовят соединяемые детали, нагревательную лампу
и паяльник. Подготовку ведут в таком порядке.
1. Поверхности заготовок под пайку очищают от грязи, кор-
розии, жиров шабером, напильником, металлической щеткой до
блеска. Шлифовальную шкурку применять не рекомендуется,
так как содержащийся в ней клей
загрязняет подготавливаемые по-
верхности. Толстый слой масла на
заготовках с криволинейными по-
верхностями, глубокими отверстиями
обезжиривают в ацетоне, бензоле,
скипидаре, бензине, этиловом спир-
те и пр.
2. Плотно подгоняют поверхности
в местах пЙйки, применяя гибку,
правку, ОПИЛИВание. Рис. 327. Заправка паяльника
267
chipmaker.ru
Рис. 328. Разжигание лампы;
а = возле кирпича; б *— у специального устройства
0
3. Поверхности под пайку протравливают раствором соляной
кислоты, тщательно промывают водой.
4. Зажав паяльник в тиски, удаляют с него пригары и окалину
и заправляют личным напильником рабочую (клиновидную)
часть, слегка притупив вершину (рис. 327). Снимают заусенцы —
рабочая часть должна быть блестящей, без трещин и раковин.
5. Лампу разжигают у «стенки» из кирпича или у специаль-
ного устройства (рис. 328, а, б): закрывают клапан ниппеля и в ре-
зервуар лампы накачивают воздух. Затем клапан ниппеля откры-
вают (не полностью), давая таким образом керосину налиться
в чашечку. Когда чашечка наполнится керосином (до уровня не-
сколько ниже края чашечки), клапан ниппеля закрывают, вы-
пускают воздух из резервуара и закрывают вентиль, после чего
поджигают керосин в чашечке. Керосин в змеевике начинает
испаряться, с силой выходя из ниппеля, и воспламеняется. Кла-
пан ниппеля открывают и накачивают воздух в резервуар.
6. Нагревают паяльник, укладывая его так, чтобы рабочая
часть (клинообразный конец) была обращена вниз от пламени,
а в зоне пламени находилась только толстая часть (обушок).
Признаком нормального нагрева паяльника является легкое его
покраснение (при опускании рабочей части напильника в нашатырь
он шипит и от него идет сизый дым). При перегреве появляется
зеленоватое пламя и при соприкосновении канифоль быстро заго-
рается с выделением дыма (вместо ее плавления). Перегретый
Стальной пруток
Рис, 329. Подставки для нагретого паяльника
268
Рис. 330. Очистка паяльника от окалины хлористым цинком (а); захват рас-
плавленного припоя (С); облуживание на кусковом нашатыре (в)
паяльник снимают с огня, немного охлаждают, зажав в тиски,
опиливают напильником рабочую часть.
Нагретый паяльник кладут на специальную подставку
(рис. 329), это уменьшает потерю теплоты и исключает его загряз-
нение.
Учебное задание 2. Пайка легкоплавкими припоями.
Задание выполняют в такой последовательности.
1. Нагретый паяльник снимают с огня и очищают от окалины
погружением (на мгновение) в хлористый цинк (рис. 330, а).
Другой способ очистки и лужения рабочей части паяльника за-
ключается в погружении в канифоль и растирании остатков при-
поя на острие паяльника.
2. Рабочей частью паяльника касаются конца прутка припоя,
набирая 2 ... 3 капли расплавленного припоя (рис. 330, б).
3. Острие паяльника вводят в кусок нашатыря и делают
горизонтальные движения (рис. 330, в) до тех пор, пока конец
паяльника не облудится (покроется ровным слоем припоя). Слой
полуды сохраняет на поверхности паяльника некоторое количество
припоя для пайки и защищает его поверхность от окисления.
4. Раствор хлористого цинка наносят кисточкой на места
пайки (рис. 331, о). Твердый флюс (канифоль) наносят на предва-
Рис. 331. Нанесение флюса на место пайки (протравливание) (а); заполнение
зазора припоем (б)
269
chipmaker, ru
Рис. 332. Электрические
паяльники:
а — прямой; б — угловой; / —
рукоятка; 2 — стальная труб-
ка; 3 — хомутик; 4 — нагрева-
тельный элемент; 5 — наклад-
ные щечки (боковины); 6 —
шнур; 7 — штепсельная вилка;
8 — медный стержень (тепло-
передатчик)
рительно подогретую паяльником поверхность путем растирания
с одновременным плавлением.
5. Наложив паяльник на место спая, придерживают его на
одном месте для прогрева поверхности. Как только место спая
прогреется и припой начнет растекаться, медленно, равномерно
перемещают его в одном направлении, давая возможность припою
заполнить зазор (рис. 331, б).
6. После охлаждения выступающие приливы осторожно опи-
ливают напильником, а поверхность шва зачищают шлифовальной
шкуркой.
7. Паяный шов для удаления остатков флюса промывают
в теплой воде и просушивают.
8. Проверяют шов внешним осмотром: недопустимы непро-
паянные места, трещины. Герметичность запаянного сосуда про-
веряют, наполняя его водой, и осматривают шов, который должен
быть водонепроницаемым.
Учебное задание 3. Пайка электрическим паяльником.
Электрические паяльники широко применяют при монтажных
работах в приборостроении, радио- и электротехнике, при мед-
ницко-жестяницких работах. Электропаяльники имеют непрерыв-
ный нагрев (рис. 332).
Задание выполняют в такой последовательности.
1. Проверяют исправность электрического паяльника.
2. Очищают поверхности деталей шабером, напильником или
металлической щеткой от коррозии, грязи, жировых пятен, и
обрабатывают флюсом.
Рис. 333. Заправка рабочей части паяльника (а); очистка хлористым цинком (<Г)
270
Рис. 334. Захват припоя паяльником (а); облуживание паяльника на кусковом
нашатыре (б)
3. Паяльник зажимают в слесарные тиски с мягкими нагуб-
никами и личным напильником зачищают его рабочую часть
(рис. 333, а).
4. Подключают паяльник к электрической сети.
5. Кладут электропаяльник на подставку (см. рис. 329).
Нагрев паяльника сопровождается легким потрескиванием.
6. Рабочую часть нагретого паяльника для очищения от оксид-
ной пленки и окалины на мгновение погружают в сосуд с хлори-
стым цинком (рис. 333, 6).
7. Рабочей частью электропаяльника берут 2 ... 3 капли при-
поя от конца прутка (рис. 334, а).
8. Введя острие паяльника в хлористый алюминий, делают
горизонтальные движения, облуживая таким образом паяльник
(рис. 331, б).
9. Накладывают электропаяльник на место спая, удерживая
инструмент на одном месте, прогревают соединяемые детали, затем
медленно перемещают паяльник в одном направлении, заполняя
припоем зазор.
§ 5. ПАЙКА ТУГОПЛАВКИМИ
ПРИПОЯМИ
Для нагрева деталей, предназначенных для пайки твердыми
припоями, используют газовое пламя (горелку), печи, соляные
ванны, токи высокой частоты, электрические контактные машины.
Учебное задание 1. Пайка твердым припоем с нагревом паяль-
ной лампой.
Задание выполняют в таком порядке.
1. Тщательно очищают соединяемые поверхности от грязи,
окалины, жиров.
2. Плотно подгоняют друг к другу соединяемые детали.
3. Нарезают пластинки медно-цинкового припоя.
4. Протравливают места спая (рис. 335, а).
5. Укладывают пластинки припоя на места пайки и, наложив
направляющие прокладки, скрепляют соединяемые детали с при-
поем проволокой (рис. 335, б).
271
chipmaker.ru
Рис. 335. Пайка твердым припоем;
о — нанесение флюса; б закрепление припоя; в г- нагрев
6. Вводят в зону пламени соединенные детали и нагревают
до расплавления припоя, который заполняет зазоры в соединении
(рис. 335, в).
7. Полученное изделие медленно охлаждают на воздухе.
8. Зачищают шов, удаляя излишки наплавленного припоя.
9. Промывают и сушат изделие.
10. Внешним осмотром проверяют качество пайки, обращая
внимание на правильность соединения деталей, отсутствие рако-
вин и иепропаянных мест.
§ 6. ЛУЖЕНИЕ
Лужением называется покрытие оловом металлических, глав-
ным образом стальных и медных изделий или полуфабрикатов для
защиты их от коррозии или для облегчения процесса паяния.
Лужение широко применяют в производстве посуды (ка-
стрюли, молочные бидоны, консервные банки и пр.), а также раз-
личных деталей и монтажных проводов, используемых в электро-,
радиотехнической, авиационной и других отраслях промышлен-
ности .
Процесс лужения состоит из подготовки поверхности, приго-
товления полуды и ее нанесения на поверхность.
Учебное задание 1. Подготовка поверхности к лужению.
Поверхность очищают механическим или химическим способом.
Обрабатывают поверхности до металлического блеска стальными
щетками или шлифованием. Щетками обрабатывают поверхности,
покрытые окалиной или сильно загрязненные. Неровности на за-
готовках удаляют шлифовальным кругом и шкурками. Неболь-
шую поверхность зачищают напильником.
Химическая очистка заключается в обезжиривании и травле-
нии. Химическую очистку выполняют в таком порядке.
272
Рис. 336. Лужение детали погруже-
нием в ванну с оловом
1. Раствор каустической со-
ды (на 1 л воды 100 г соды) за-
ливают в металлическую посу-
ду и нагревают до кипения.
2. Погружают заготовку в
нагретый раствор на 10 ... 15
мин.
3. Вынимают заготовку из
раствора, промывают в чистой,
теплой воде и сушат. Для про-
верки обработки на поверх-
ность наносят несколько ка-
пель чистой воды. Если капли
растекаются (не скатываются),
то поверхность обезжирена.
Травление выполняют в водном растворе соляной кислоты
в такой последовательности.
1. В стеклянную (или эмалированную, фарфоровую) посуду
наливают 300 г воды.
2. В эту воду тонкой струйкой, непрерывно помешивая палоч-
кой, вливают 100 г соляной кислоты.
3. Заготовку погружают в раствор на 10 ... 15 мин.
4. После полного очищения от грязи и следов коррозии за-
готовку вынимают из раствора, промывают и сушат.
Жировые вещества и минеральные масла удаляют бензином,
керосином и другими растворителями. Работают в защитных
очках и резиновых перчатках.
Учебное задание 2. Лужение погружением в расплав.
Лужение осуществляют двумя способами — погружением в рас-
плав (небольшие изделия) и натиранием (большие заготовки).
Лужение погружением выполняют в такой последователь-
ности.
1. Подготавливают чистую металлическую посуду (тигель) и
закладывают олово.
2. Олово расплавляют в тигле, на поверхность тигля насы-
пают кусочки древесного угля для предохранения расплавленного
металла от окисления (рис. 336).
3. Очищенную заготовку берут плоскогубцами или специаль-
ными клещами и медленно погружают в раствор хлористого цинка
для нанесения на поверхность слоя флюса (около 1 мин).
4. Заготовку, покрытую флюсом, медленно погружают в рас-
плавленное олово (см. рис. 336), затем, выдержав для прогрева
4 ... 5 мин, вынимают из ванны и быстро встряхивают.
5. Снимают излишнее олово, протирая заготовку паклей^
обсыпанной нашатырем. Этот прием обеспечивает равномерное
распределение полуды по поверхности.
6. Заготовку промывают в воде и сушат в древесных опил-
ках.
273
chipmaker.ru
a)
Рис. 337. Прием лужения детали растиранием;
а •*- нагрев; б растирание олова
Chipmaker.ru
Учебное задание 3. Лужение натиранием (растиранием).
Задание выполняют в таком порядке.
1. Тщательно очищают место, которое необходимо лудить.
2. На очищенное место волосяной кистью наносят раствор
хлористого цинка и посыпают поверхность порошком нашатыря.
3. Поверхность лужения равномерно нагревают паяльной
лампой до температуры плавления олова, которое наносят от
прутка (рис. 337, а).
4. Взяв пучок пакли, обсыпают ее порошкообразным наша-
тырем и растирают нагретую поверхность, распределяя таким
способом полуду тонким равномерным слоем (рис. 337, б). Таким
приемом лудят последующие участки.
5. Изделие промывают в воде и сушат в древесных опил-
ках.
При лужении работают в брезентовых рукавицах.
В серийном и массовом производстве лужение осуществляют
в кислых и щелочных электролитах, применяя стационарные
ванны, вращающиеся ванны-колокола, центрифуги и другое обо-
рудование.
§ 7. СКЛЕИВАНИЕ
Склеивание — образование неразъемных соединений при по-
мощи клея (рис. 338). Склеивание во многих случаях может заме-
нить пайку, клепку, сварку, посадку с натягом.
К недостаткам клеевых соединений относятся: незначитель-
ная тепловая стойкость (при температуре выше 4-90 °C прочность
их резко снижается), низкая прочность на сдвиг, склонность
к разрушению при длительном воздействии больших статических
Рис. 338. Типы клеевых соединений:
о —• плоскостные; б — тавровые; в — цилиндрические
нагрузок, длительные сроки сушки, необходимость нагрева для
получения стойких и герметичных соединений.
Учебное задание. Склеивание деталей.
Задание выполняет в таком порядке.
ц/ 1. Очищают поверхности от грязи, обезжиривают в горячем
щелочном растворе или в ацетоне, подгоняют друг к другу и де-
лают их шероховатыми (рис. 339, а).
Рис. 339. Прием склеивания:
а — подготовленные поверхности; б нанесение клеи, совмещение поверхностей; е —
соединение под давлением
274
275
chipmaker, ru
Ниже приведены краткие сведения о некоторых клеях.
Клеи Склеиваемые материалы Характеристика Применение
Универ- сальные:
БФ-2 Металлы, стекло, бакелит, текстолит и др. Бензо- и маслостоек, хороший диэлектрик, защищает от коррозии Заделка трещин в неот- ветственных местах чу- гунных корпусов, крепле- ние накладок на дисках сцепления и др.
БФ-4, БФ-6 Ткани, резина, фетр Прочность соединения небольшая по сравне- нию с другими клеями Дл я пол у чени я эл астич- ного шва
БС-10Т Металлы, неметаллы Прочность высокая при температуре до 300 °C. Стоек против керосина, смазочных масел, воды Крепление накладок к тормозным колодкам ав- томобилей и др.
Карби- Сталь, Бензо- и маслостоек, не поддается воздей- ствию кислот, щелочей, воды, спирта н аце- тона. Низкая стойкость при высокой темпера- туре Соединение деталей кар-
НОЛЬНЫЙ чугун, алюминий, фарфор, эбонит, пластмассы бюраторов, аккумулятор- ных банок, стеклянных и пластмассовых деталей
Термо-
стойкие: ВК’32-200 Металлы^ неметаллы Стоек против бензина, минерального масла и воды. Соединение мо- жет работать при тем- пературах 60... 120 °C Соединение деталей, ко- торые в течение несколь- ких месяцев могут ра- ботать в условиях, близ- ких к тропическим (влаж- ность 90 %, температу- ра 50 °C)
И ПЭ-9 Металлы, керамика, резина и др. Высокая прочность при температуре до 300 °C Соединение деталей, ра- ботающих при высоких температурах
Qy На подготовленные поверхности шпателем, кистью или
пульверизатором наносят тонкий ровный слой (0,5... 0,1 мм)
клея.
Выдерживают детали на воздухе при комнатной температуре
(для удаления влаги), затем протирают их (рис. 339, б).
3. Соединяют детали в приспособлении и ставят под пресс,
выдерживают под давлением, величину которого берут в зависи-
мости от марки клея.
4. Освобождают детали из пресса и очищают от наплывов
клея.
5. Клеевое соединение подвергают термообработке (полиме-
276
ризация клея при температуре 60 ... 200 °C в интервале 0,5 ...
3,5 ч).
6. Проверяют качество склеивания (на ультразвуковой уста-
новке, с помощью лупы или испытанием на сдвиг).
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Каково назначение припоев? Какими свойствами они должны обладать?
2. Для получения каких соединений применяют пайку легкоплавкими при-
поями и для каких соединений — пайку тугоплавкими припоями?
3. Какие требования безопасности труда необходимо выполнять при работе
с кислотами?
4. Почему маленьким паяльником трудно паять крупные детали?
5. Перечислите причины непрочности клееных соединений.
Chlpmaker.ru
chipmaker.ru
СПИСОК РЕКОМЕНДУЕМОЙ
ЛИТЕРАТУРЫ
Арбузов М. О. Справочник молодого слесаря-ремонтника. М.: Высшая школа,
1985.
Бабулин Н. А. Построение н чтение машиностроительных чертежей. M.J
Высшая школа, 1982.
Берков В. И. Технические измерения. М.: Высшая школа, 1983.
Большаков И. С., Сергеев М. А. Справочник слесаря. Ленинград.: Лениздат,
1974.
Винников И. 3., Френкель М. И. Устройство сверлильных станков н работа
на них. М.: Высшая школа, 1978.
Журавлев А. Н. Допуски и технические измерения. Изд. 7-е. М.: Высшан
школа, 1981.
Зайцев Б. Г., Завгородиев П. И., Шевчевко А. С. Справочник молодого
токари. М.: Высшая школа, 1977.
Макиенко Н. И. Общий курс слесарного дела. Изд. 2-е. М.: Высшая школа,
1984.
Макиенко Н. К. Слесарное дело. Учеб, плакаты. М.: Высшая школа, 1984.
Мирошниченко Б. Я. Современный инструмент и приспособления размет-
чиков-машиностроителей. М.: Машиностроение, 1972.
Старичков В. С. Практикум по слесарным работам. Изд. 4-е. М.: Машино-
строение, 1985.
Фельдштейн Е. Э., Ивашин Э. Я-. Корниевич М. А. Справочник сверлов-
щика. Минск: Вышэйшая школа, 1986.
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
Б
Безопасность работы — Основные требования 5, 6
— при заточке зубила 47
— при заточке разметочного инструмента 29
— при клепке 180
— при нарезании резьбы 163, 178
— при плавлении и разливе сплавов 263
— при пользовании кислотами 263
— при правке и рихтовке 49
— при работе на заточном станке 154
— при работе на сверлильном станке 177
— при работе с паяльником 263
— при работе с клеями 233
— при работе с паильной лампой 262
— при работе с режущими инструментами 97
— при работе с электрооборудованием и электроинструментами 5, 179
— при разметке плоских поверхностей 11
— при резке металла 72
— при рубке металла 31, 32
— при сверлении, зенкеровании, зенковании, развертывании 133
В
Верстак — Применение 8
Вырубание канавок на криволинейной поверхности 42, 43
— пазов криволинейных 42, 43
— пазов примолииейных 41, 42
Г
Гибка металла — Особенности 62
— полосы — Определение длины заготовки 65, 66
— прутка — Определение длины заготовки 67, 68
279
chipmaker.ru
— скобы прямоугольной — Определение длины заготовки 64, 65
— угольника двойного — Определение длины заготовки 63, 64
Гибка труб из цветных металлов в холодном состоянии с наполнителем 71
— стальных — Способы 68
— в холодном состоянии без наполнителя 70
— в холодном состоянии с наполнителем 69
— в горячем состоянии с наполнителем 69, 70
Головка шлифовальная — Виды 233
д
Деление окружности на равные части
— построением вписанного квадрата 19
— построением вписанного равностороннего треугольника 20
— построением вписанного шестиугольника 20
Доводка поверхностей — Виды 256
— узких криволинейных 258
— узких плоских 257
— широких цилиндрических 260, 261
Домкрат — Применение 193
3
Заклепка — Виды 181 — Элементы 182
Закрепление заготовки в тисках 140, 141
— на деревянной опоре 108
— на станке 138, 139
— при разметке контуров 20—22
— цилиндрической 140, 141
Заточка зубила 47 — Проверка заточки 48
— сверла 154, 155 — Контроль качества 153 — Основные формы 156
Зенкер — Номера 156—Типы 157
Зенкерование отверстий 156, 157
Зенкование отверстий 157, 158
Зенковка — Типы 157
И
Измерение углов — см. Угломер
Инструменты дли разметки заготовок — Заточка 28, 29 — Уход 191
— электрические 5
К
Калибр-пробка 169, 170
Керн — Понятие 25
Кернение — Понятие 25, 26 — Приемы работы 27
Кернер — Заточка 28 — Применение 17, 18 — Устройство 26, 27
— пружинный 26, 27
— электрический 26, 27
Клепка — Виды 181 — Порядок работы 188—190
— пневматическим молотком 188, 189
— пневматическим прессом 190
— стационарным рычажным прессом 190
Клин регулируемый 192
280
Клупп — Применение 172 — Устройство 173
Контроль отклонения от параллельности сторон
— микрометром 217
— штангенциркулем 217, 218
Кубик разметочный — Применение 192
Крейцмейсель — Применение 41—43—Требования 31
Л
Линейка измерительная вертикальная — Применение 194
— лекальная — Применение 107
Лужение — Понятие 272
— натиранием 274
— погружением 273
М
Машина координатно-разметочная — Назначение 202, 203
— сверлильная — Типы 152—154
Машина опиловочная — Применение 126, 127
— пневматическая 127, 128
— электрическая 127, 128
Метчик — Применение 170, 171
Микрометр — Конструкция 231 — Пределы измерений 231 — Проверка нуле-
ного положения 232 — Чтение показаний 233, 234
Молоток — Отработка ударов 33—36
— пневматический — Схема устройства 46
— электрический — Применение 47
Н
Накатывание резьбы — Приемы работы 174—176
— вручную 176
— плашками 174, 176
Нанесение рисок — Приемы работы 13—15
— взаимоперпендикулярных 15
— под углами 30, 45, 60 и 120° 15, 16
— при клепке 182
Напильник — Виды 98 — Назначение 98, 99 — Номера 98 — Правила поль-
зования 94—99
— фасонный — 127, 128
Нарезание резьбы — Приемы работы 172—174
— в гайке 171
— в отверстии глухом 172
— в отверстии сквозном 171
— клуппом 168, 172—174
— машиной резьбонарезной 178, 179
— на станке сверлильном 177, 178
— на трубах стальных 172, 173
— плашкой 166, 167
Ножницы ручные — Типы 94
— рычажные 87, 88
— силовые 83
— электрические 88 — Регулирование ножей 88, 89
Ножовка ручная слесарная — Виды 73, 81
— лобзик 74
Chipmaker.ru
— с передвижным держателем 74
281
chipmaker.ru
— с раздвижной рамой 74
— шлицевая 74
О
Обкатывание вибрационное 223
Окружность — см. Деление окружности на равные части
Опиливание — Понятие 97 — Положение (основная стойка) рабочего 100 —
Приемы работы 97—102 — Распределение сил 101, 102
Опиливание конца стержня
— на квадрат 120
— на цилиндр 121
Опиливание пластин тонких — Особенности 116, 117
— в наметке плоскопараллельной 118
— в наметке универсальной 118
— в рамке 117
— по копиру 119
Опиливание поверхностей плоских
— сопряженных под углом 90° (угольника) 107, 108 — Контроль угла 109
— штрихом косым 103, 104
— штрихом перекрестным 102—104
— штрихом продольным 102
Опиливание поверхностей, сопряженных под внешним углом — Контроль ка-
чества 116
— острым 116
— тупым 115
Опиливание поверхностей цилиндрических 120—122
— криволинейных 122, 123 — Контроль качества 124, 125
Острогубцы — Применение 83
П
Пайка — Понятие 264
— легкоплавкими припоями 269
— тугоплавкими припоями 271, 272
— электрическим паяльником 270, 271
Патрон — Установка в шпиндель 138
— сверлильный 136
— цанговый 136
Плашка резьбонакатиая — Конструкция 175
Подкладка призматическая — Применение 191
Полотно ножовочное — Установка 74, 75, 92
Порошок шлифовальный — Обозначение 245 — Применение 245
Построение развертки поверхности
— конуса 23
— куба 23
— цилиндра 24
Правка валов на ручном прессе, 56, 57
— полосы закаленной 59
— скобы плоской 59
— угольника 60
Правка металла листового на плите — Схема правки 54, 55
— бруском 54, 55
— молотком 53, 54
Правка прутка круглого сечения
— на правильной плите 55
— на призме 56
Пригонка — Понятие 238
282
Призма — Конструкция 192— Назначение 192
Припасовка — Понятие 238
Припой — Классификация 265 — Марки 264 — Приготовление 263
Притир — Формы 245
Притирка — Приемы работы 245—256
Р
Рабочее место — Организация 8, 10—12, 32, 33 Понятие 7
Развертка — Типы 159
Развертка поверхности — см. Построение развертки поверхности
Развертывание отверстий — Последовательность 158
Разметка деталей корпусных — Подготовка 195
— без кантовки 196
— вручную 196
— с разворотом на 90° 197
Разметка — Последовательность 23 — Приемы работы 20—22
— окружности 17, 18
— угольника плоского 20, 21
— фланца 21, 22
— центров отверстий 18, 19
Распиливание — Понятие 228
— контура закрытого 227
— контура открытого 226
— отверстия криволинейного 229
— отверстия трехгранного 228
Резание — Способы 83
— листового металла 85—88
— на станке 89
— проволоки 83
— труб 83, 84
Резьба внутренняя — Измерение н контроль 169 — Определение параметров
Резьбомер — Применение 164
Рейсмус — Назначение 194
Риска — см. Нанесение рисок
Рихтовка — Понятие 59 — Полосы закаленной 59, 60
Рубка металла — Способы 38—45
Chlpmaker.ru
С
Сверление — Выбор режимов 143
— машинами пневматическими и электрическими 152
— отверстий глухих 143
— по кондуктору 146
— по разметке 145
— под резьбу 149
— ручной дрелью 150, 151
Сверло — Установка в патрон 135—137
Склеивание — Приемы работы 278
Спецодежда — Требования 5
Станок — Наладка 134 — Схема 144 — Управление 141
— вертикально-сверлильный 134
— ленточно-шлифовальный — Схема устройства 131
— ножовочный приводной 89, 90
— опиловочно-зачистной — Схема устройства 130, 131
— радиально-сверлильный 135
Строгание тонкое — Применение 222, 223
283
chipmaker.ru
т
Тиски — Применение 8
— подъемные 34
Транспорт — Виды 5
Тренажер — Устройство 105, 106
Труборез — Виды 81, 82
У
Угломер — Назначение 234 — Устройство 235 — Чтение показаний 236
Угол — Построение 16
Угольник поверочный — Применение 107, 139
— разметочный 192
Устройство счетно-решающее — Применение 203
Ф
Фланец — Применение 21, 22
Флюс — Понятие 266 — Приготовление 267
Фрезерование тонкое — Применение 223
Ц
Цекование — Понятие 158, 159
Центр выдвижной — Применение 193
Циркуль — Заточка 29, 30
Ч
Chipmaker.ru
Чертилка — Заточка 29 — Применение 13, 14
ш
Шабер — Заточка 206, 207
— пневматический 222
Шабрение поверхностей — Способы 206
---криволинейных 218—221
— паза типа ласточкин хвост 217
— пневматическим шабером 221
— плоских 210—212
Шаг резьбы — Понятие 164
Швы заклепочные — Виды 182
Шлифование — Применение 223
Шпонка — Изготовление 125, 126
Штангенрейсмус — Применение 195
Штангенциркуль — Применение 167, 168 — Устройство НО — Чтение пока-
заний 111, 112
Я
Ящик разметочный — Назначение 194 — Применение 200—202
ОГЛАВЛЕНИЕ
Предисловие...................... ... . ........... . 3
ГЛАВА I. ПРОИЗВОДСТВЕННАЯ САНИТАРИЯ. БЕЗ-
ОПАСНОСТЬ ТРУДА, противопожарные
МЕРОПРИЯТИЯ..................................................................... 4
§ 1. Производственная санитария................................................ 4
§ 2. Требования безопасности труда............................................. 5
§ 3. Противопожарные мероприятия............................................... 6
§ 4. Организация рабочего места слесари ... 7
Контрольные вопросы ........................................................... 10
глава II. РАЗМЕТКА ПЛОСКИХ ПОВЕРХНОСТЕЙ 11
§ 1. Требования безопасности труда..... 11
§ 2. Подготовка поверхности к разметке ... 12
§ 3. Нанесение параллельных рисок.... 13
§ 4. Нанесение рисок под заданными углами 15
§ 5. Разметка окружности и деление ее на
равные части............................... 17
§ 6. Разметка контуров заготовок с отложе-
нием размеров от кромок и осевой линии 20
§ 7. Разметка по'шаблону...................................................... 22
§ 8. Построение разверток тел формы куба,
цилиндра и конуса..................... 23
§ 9. Кернение разметочных рисок (линий). . 25
§ 10. Заточка кернера, чертилки и ножек цир-
куля ...................................... 28
Контрольные вопросы ........................................................... 30
ГЛАВА ill. РУБКА МЕТАЛЛА............................ 31
§ 1. Требования безопасности труда.... 31
§ 2. Типы ударов...................... 32
§ 3. Отработка- нанесения ударов по зубилу 36
§ 4. Рубка листовой стали по уровню губок
тисков..................................... 36
§ 5. Рубка стали выше уровня губок тисков 38
§ 6. Рубка металла навесным ударом .... 39
§ 7. Вырубание крейцмейселем прямолиней-
ных пазов.................................. 41
§ 8. Вырубание крейцмейселем криволиней-
ных пазов и канавок........................ 42
§ 9. Срубание слои металла с широкой поверх-
ности ................... 44
§ 10. Работа пневматическим инструментом . . 45
§ 11. Заточка инструмента...................................................... 47
Контрольные вопросы ...................................................... 48
глава iv. ПРАВКА И РИХТОВКА МЕТАЛЛА .... 49
§ 1. Требования безопасности труда............................................. 49
§ 2. Правка полосового металла ................................................ 49
§ 3. Правка листового металла.................................................. 54
§ 4. Правка металлических прутков круглого
сечения................................ 55
285
chipmaker.ru
§ 5. Правка стального углового профиля ... 58
§ 6. Правка закаленных деталей .............. 59
Контрольные вопросы . . ............. 61
глава V. ГИБКА .......................................... 62
§ 1. Гибка сортового металла в тисках .... 62
§ 2. Гибка труб.............................. 68
Контрольные вопросы ......................... 71
глава VI. РЕЗКА ........................................... 72
§ 1. Требования безопасности труда...... 72
§ 2. Резка ручной слесарной ножовкой .... 73
§3. Резка труб труборезом................... 81
§ 4. Резка проволоки......................... 83
§ 5. Резка листового металла ручными нож-
ницами .............................. . 85
§ 6. Резка металла на приводном ножовочном
станке................................ 89
Контрольные вопросы ..................... . 93
глава VII. ОПИЛИВАНИЕ МЕТАЛЛА ............................. 94
§ 1. Требования безопасности труда.... 94
§ 2. Освоение техники и приемов опиливания 97
§ 3. Опиливание широких плоских поверх-
ностей ...................................... 102
§ 4. Использование тренажеров при опили-
вании ...................................... 105
§ 5. Опиливание плоских поверхностей, со-
пряженных под углом.......................... 107
§ 6. Измерение заготовок (деталей) штанген-
циркулем ПЩ-1............................ 110
§ 7. Опиливание параллельных поверхностей 113
§ 8. Опиливание поверхностей, сопряженных
под острыми и тупыми внешними углами 115
§ 9. Опиливание тонких пластин............. 116
§ 10. Опиливание конца стержня на квадрат 120
§11. Опиливание цилиндрических поверхностей 120
§ 12. Опиливание криволинейных поверхностей 122
§ 13. Механизация опиловочных работ .... 126
Контрольные вопросы ........................ 132
ГЛАВА VIII. СВЕРЛЕНИЕ. ЗЕНКЕРОВАНИЕ. ЗЕНКО-
ВАНИЕ. РАЗВЕРТЫВАНИЕ.............................. 133
§ 1. Требования безопасности труда...... 133
§ 2. Наладка и настройка сверлильного станка.
Основные виды обработки отверстий... 134
Контрольные вопросы ........................ 162
ГЛАВА IX. НАРЕЗАНИЕ РЕЗЬБЫ ............................... 163
§ 1. Требовании безопасности труда.......... 163
§ 2. Уход за инструментом................... 163
§ 3. Измерения и контроль наружной резьбы 164
§ 4. Нарезание наружной резьбы плашками
и клуппом.................................... 165
§ 5. Измерения и контроль внутренней резьбы 169
§ 6. Нарезание внутренней резьбы метчиком 170
286
Chipmaker.ru
§ 7. Нарезание резьбы на стальных трубах 172
§ 8. Накатывание резьбы ручными резьбона-
катными плашками .......................... 174
§ 9. Механизация резьбонарезных работ. . . 177
Контрольные вопросы ....................... 179
ГЛАВА X.
ГЛАВА XI.
КЛЕПКА.................................... 180
§ 1. Требования безопасности труда........ 180
§ 2. Соединение деталей с помощью заклепок
ручными инструментами ..................... 181
§ 3. Механизация клепки................... 188
Контрольные вопросы ...................... 190
РАЗМЕТКА ЗАГОТОВОК КОРПУСНЫХ ДЕ-
ТАЛЕЙ .................................... 191
§ 1. Уход за разметочным инструментом и при-
способлениями ............................. 191
§ 2. Приспособления и инструменты для раз-
метки ..................................... 191
§ 3. Подготовка к разметке, разметка без пе-
рекантовки, с перекантовкой, с помощью
разметочного ищика и другие задании . . 195
§ 4. Координатно-разметочные приспособле-
ния и счетно-решающие устройства . . . 202
Контрольные вопросы ...................... 204
ГЛАВА XII.
ГЛАВА XIII.
ГЛАВА XIV.
ШАБРЕНИЕ................................... 205
§ 1. Требования безопасности труда....... 205
§ 2. Заточка и заправка плоских шаберов. Под-
готовка поверхности заготовки под шабре-
ние ............................. .... 206
§ 3. Шабрение плоских поверхностей .... 210
§ 4. Шабрение криволинейных поверхностей 218
§ 5. Механизация шабрении, замена его дру-
гими видами механической обработки ... 221
Контрольные вопросы ....................... 224
РАСПИЛИВАНИЕ И ПРИПАСОВКА .... 225
§ 1. Распиливание.......................... 225
§ 2. Измерение микрометром................. 231
§ 3. Измерение угломером .................. 234
§ 4. Пригонка и припасовка ................ 238
Контрольные вопросы ....................... 243
ПРИТИРКА И ДОВОДКА......................... 244
{, 1. Требования безопасности труда...... 244
§ 2. Притирка широких плоских поверхностей 245
§ 3. Притирка узких плоских поверхностей . . 248
§ 4. Притирка цилиндрических поверхностей . 252
§ 5. Притирка конических сопряженных по-
верхностей ............................... 254
§ 6. Доводка поверхностей.................. 256
Контрольные вопросы ....................... 261
287
chipmaker.ru
глава XV. ПАЙКА. ЛУЖЕНИЕ. СКЛЕИВАНИЕ. ... 262
§ 1. Требования безопасности труда...... 262
§ 2. Припои.............................. 264
§ 3. Флюсы .............................. 266
§ 4. Пайка легкоплавкими припоями........ 267
§ 5. Пайка тугоплавкими припоями......... 271
§ 6. Лужение ............................ 272
§ 7. Склеивание.......................... 274
Контрольные вопросы ..................... 277
Список рекомендуемой литературы .............................. 278
Предметный указатель........................................... 279
Chlpmaker.ru
УЧЕБНОЕ ПОСОБИЕ
Мокрецов Алексей Михайлович, Елизаров Александр Иванович
ПРАКТИКА СЛЕСАРНОГО ДЕЛА
Редактор А. А. Степанов
Переплет художника Л. М. Чернышева
Художественный редактор В. В. Лебедев
Технические редакторы И. В. Малыгина, Л. А. Макарова
Корректоры Л. Л. Георгиевская, О. Е. Мишина
ИБ № 5374
Сдано в набор 26.05.88. Подписано в печать 09.09.88. Т-17306. Формат GOxSOVte-
Бумага типографская № 3. Гарнитура литературная. Печать высокая. Усл. печ. л. 18,0.
Усл. кр.-отт.. 18,0. Уч.-изд. л. 18,96. Тираж 50 000 экз. Заказ 490. Цена 75 к.
Ордена Трудового Красного Знамени издательство «Машиностроение»,
107076, Москва, Стромынский пер., 4
Ленинградская типография № 6 ордена Трудового Красного Знамени
Ленинградского объединения «Техническая книга» им. Евгении Соколовой
Союзполмграфпрома при Государственном комитете СССР
по делам издательств, полиграфии и книжной торговли.
193144, г. Ленинград, ул. Моисеенко, 10.