/






























































































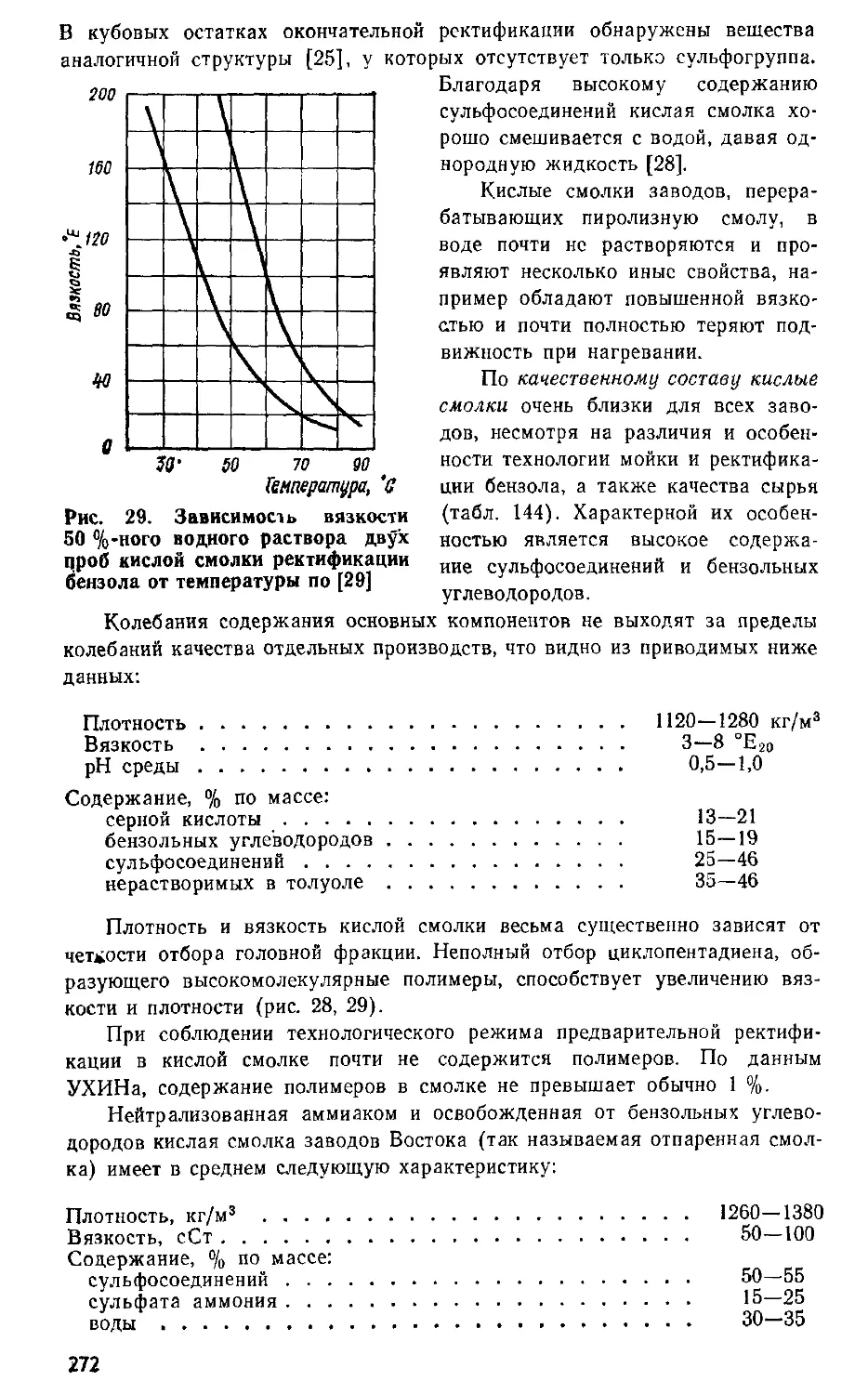
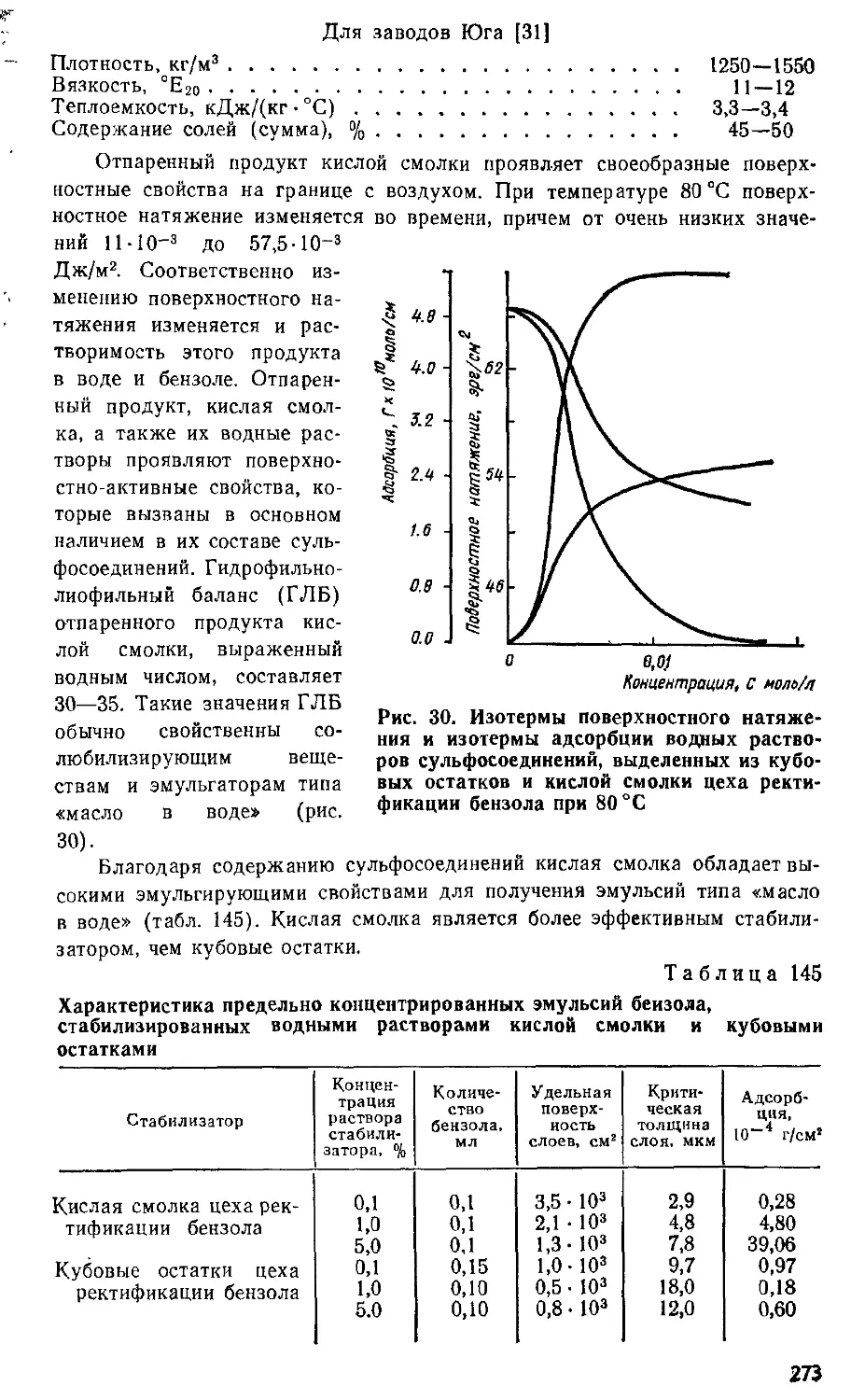
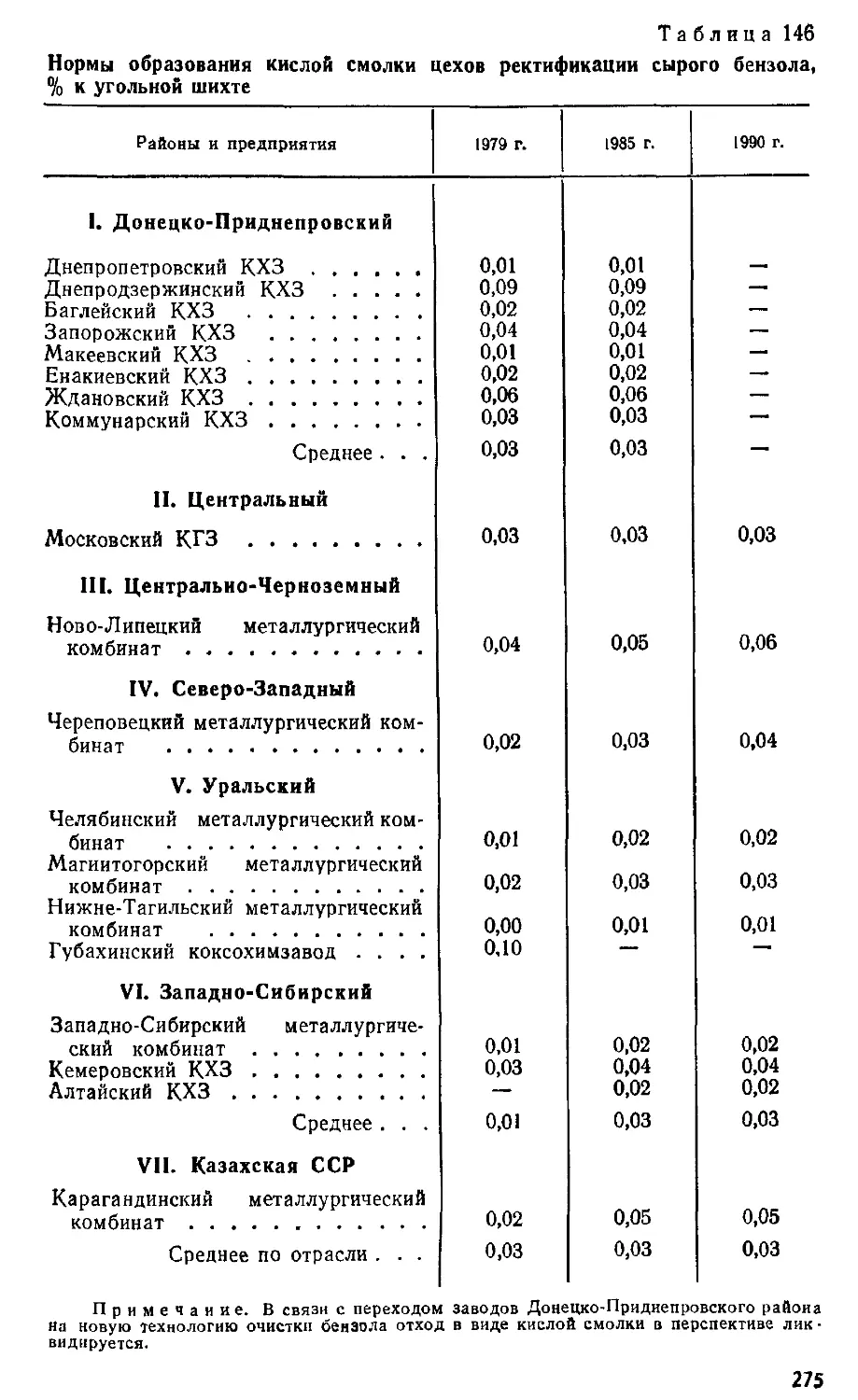


























Текст
Главная редакционная коллегия по изданию справочников по вторич-
ным материальным ресурсам:
А. Е. ЮРЧЕНКО (главный редактор), Н. Л. ПИРОГОВ (заместитель
главного редактора), С. П. СУШОН (заместитель главного редактора),
С. В. ДУДЕНКОВ, г. м. покараев, в. м. селивановский.
Отраслевая редакционная коллегия:
Л. А. СМИРНОВ (главный редактор), С. В. ЛЕПОРСКИЙ (замести-
тель главного редактора), В. Г. БАРЫШНИКОВ, В. Л. КОЛИБАБА,
А. М. КОМЛЕВ, Г. И. ПАПКОВ, Е. И. ФИЛИППОВА, В. А. ХОЛОДНЫЙ.
В составлении справочника принимали участие сотрудники Уралниичер-
мета: Барышников В. Г. (1), Филиппова Е. И. (1), Менаджиева Р. А. (1);
ВНИПИчерметэнергоочистки: Винокуров И. С. (2), Витебская И. Н. (2),
Каролинский А. М. (2), Островский О. П. (2), Супруи Ю. М. (2), Трен-
де А. Э. (2); Уралмеханобра: Горелов А. М. (2), Постовалов И. П. (2),
Ручкнн Н. И. (2); Механобрчермета: Алексеева Т. В. (3), Колибаба В. Л.
(3), Сусликов Г. Ф. (3), Грицица А. Е. (3), Соха Л. Ф. (3), Апросова Р. С.
(3), Бондаренко Г. Н. (3), Ворсуляк И. Г. (3), Донченко Г. И. (3), Насту-
сенко В. И. (3), Пилипко Д. Ф. (3), Хохляицева Н. П. (3); УХИНа: Воз-
ный Г. Ф. (4), Давиденко И. М. (4), Должаиская Ю. Б. (4), Дубинин-
ская А. М. (4), Киышенко Л. П. (4), Литвиненко В. И. (4), Меликенце-
ва В. И. (4), Папков Г. И. (4), Шмачкова Т. М. (4); ВУХИНа: Исаеико Л. А.
(4), Юркина Л. П. (4), Яновская Н. Г. (4), ВНИПИчерметэнергоочистки:
Вайнштейн И. А, (5), Жучеико С. Д. (5), Кленышева Л. Д. (5), Майстрен-
ко Г. С. (5), Холодный В. А. (5).
Ответственный за выпуск — доктор технических наук, профессор
Л. А. СМИРНОВ.
В 87 Вторичные материальные ресурсы черной ме-
таллургии: В 2-х т. Т. 2: Шлаки, шламы, отходы
обогащения железных и марганцевых руд, отхо-
ды коксохимической промышленности, железный
купорос: (Образование и использование): Спра-
вочник/В. Г. Барышников, А. М. Горелов,
Г. И. Папков и др.— М.: Экономика, 1986.— 344 с.
В справочнике приводятся номенклатура и характеристика вто-
ричных материальных ресурсов черной металлургии и нормы их об-
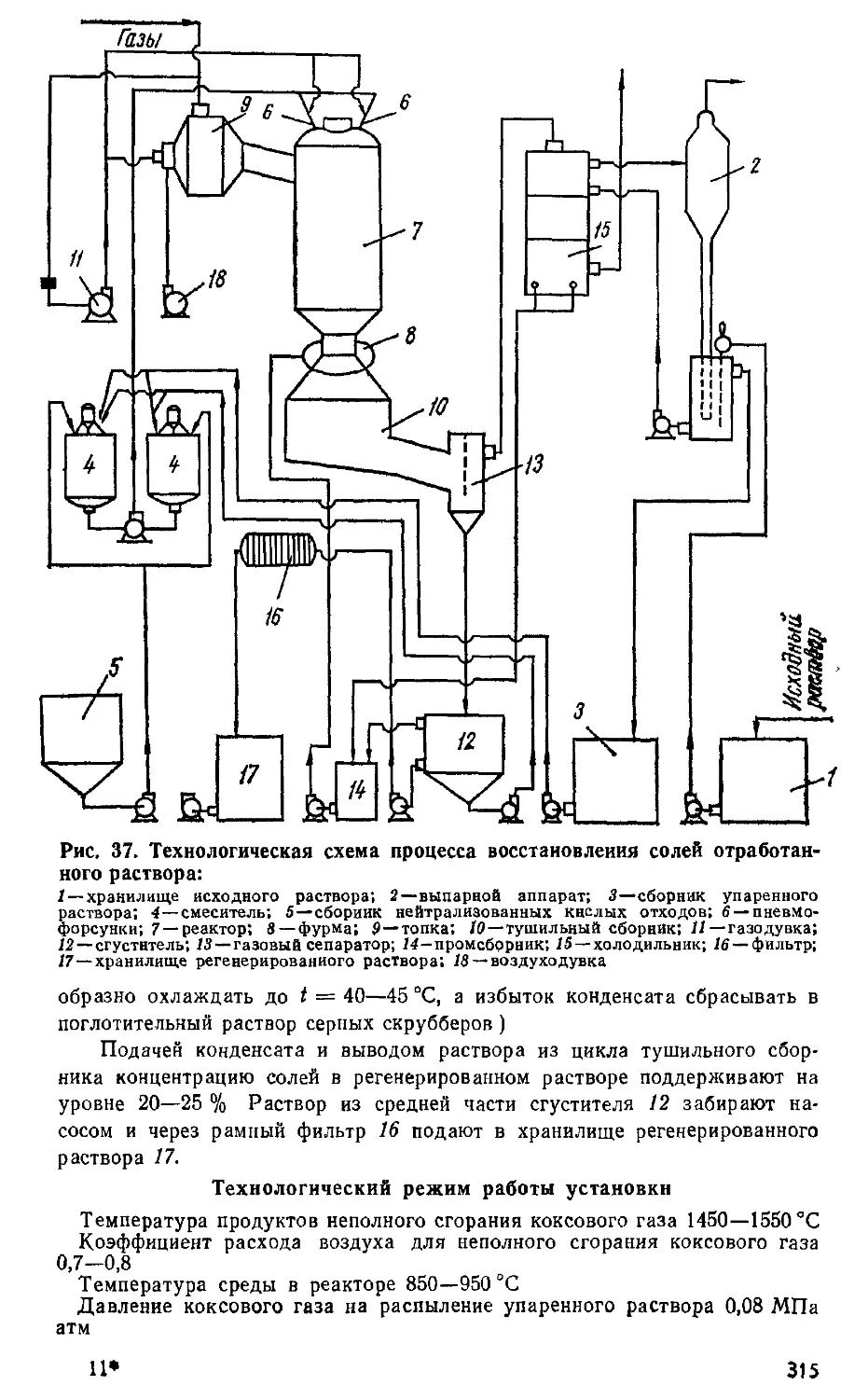
разования; дается краткое описание способов переработки и харак-
теристика оборудования; определяются рациональные направления
использования и технике-экономические показатели производства;
указываются цены, технические условия и стандарты на отходы и
продукцию нз них. В томе содержатся сведения о научных разра-
ботках. передовом отечественном и зарубежном опыте.
Для rii<oniMiiUD- пгццлчит и хозяйственных органов, предприя-
тнй,х^аучяй>р*рР1>р(^ь<<ги^[^<фганизацнй, деятельность которых свя-
з^гй а «i К П i фор м и ро в a 11НЯ н использования вторичных ресур-
сов.
в , ББК ю9(г)зи 12
© Издательство «Экономика», 1986
список
сокращений, принятых в данном Справочнике
ВИСИ — Воронежский инженерно-строительный институт
ВНИИМТ — Всесоюзный научно-исследовательский институт металлурги-
ческой теплотехники
ВНИПИчерметэнергоочистка — Всесоюзный научно-исследовательский и
проектный институт по очистке технологических газов, сточных вод и
использованию вторичных энергоресурсов предприятий черной ме-
таллургии
ВНИИОчермет — Всесоюзный научно-исследовательский институт органи-
зации производства и труда в черной металлургии
ВНИИСТРОМ — Всесоюзный научно-исследовательский институт строи-
тельных материалов
ВУХИН — Восточный научно-исследовательский углехимический институт
Гипрококс — Государственный всесоюзный институт по проектированию
предприятий коксохимической промышленности
ГипромеЗ—Государственный союзный институт по проектированию ме-
таллургических заводов
Гнпроруда — Государственный институт по проектированию предприятий
горно-рудной промышленности
Гипрохим — Государственный союзный институт по проектированию заво-
дов основной химической промышленности
Госдорнии—Государственный дорожный научно-исследовательский инсти-
тут
ДИСЙ т Днепровский инженерно-строительный институт
ДМИ — Днепровский металлургический (институт
Каз. ИМС — Казахский институт минерального сырья
КГРИ — Криворожский горио-рудиый Институт
ИГИ — Институт горючих ископаемых ’
Мехаиобрчермет—Научно-исследовательский и проектный институт по
обогащению и агломерации руд черных металлов
НИИКМА — Научно-исследовательский институт по проблемам Курской
магнитной аномалии им. Шевякова
НИИСМИ — Научно-исследовательский институт строительных материалов
и изделий
НИИСП — Научно-исследовательский институт строительного производства
Укр. ВОДГЭО — Украинский научно-исследовательский институт водоснаб-
жения, канализации, гидротехнических сооружений и инженерной гид-
рогеологии
УкрнииГаз — Украинский научно-исследовательский истнтут природных
газов
УкрНИИПиН — Научно-исследовательский институт планирования и нор-
мативов (украинский филиал)
УПИ — Уральский политехнический институт имени С. М. Кирова
Уралмеханобр — Уральский научно-исследовательский и проектный инсти-
тут обогащения и механической обработки полезных ископаемых
Уралниистромпроект—Уральский научно-исследовательский и проектный
институт строительных материалов
Уралниичермет — Уральский научно-исследовательский институт черных
металлов
УХИН — Украинский научно-исследовательский углехимический институт
1* 3
ВВЕДЕНИЕ
Одним из основных направлений экономической политики Коммунисти-
ческой партии Советского Союза и Советского правительства является по-
вышение эффективности общественного производства на основе ускорен-
ных темпов научно-технического прогресса.
Важное значение для дальнейшего повышения эффективности общест-
венного производства имеет экономичное использование материальных
ресурсов, поскольку потребность народного хозяйства в сырье и материа-
лах непрерывно растет, а их производство обходится все дороже.
Одним из путей снижения материалоемкости продукции и экономии
сырьевых ресурсов является повышение уровня использования вторичных
материальных ресурсов (BMP) — отходов, которые неизбежно образуются
как в сфере материального производства, так и в сфере потребления.
Производственный опыт в СССР и за рубежом показывает, что ис-
пользование многих видов вторичных материальных ресурсов технически
осуществимо и экономически выгодно. В последние годы восстановление
сырьевых ресурсов из отходов во многих развитых странах стало вопро-
сом государственной важности. Решаются экономические и технологиче-
ские проблемы, связанные с эффективной переработкой отходов Такое
повышенное внимание к использованию BMP объясняется прежде всего
истощением запасов полезных ископаемых. Кроме того, использование отхо-
дов дает прямую экономическую выгоду, так как является дополнитель-
ным сырьевым источником, сохраняя запасы сырья.
В народном хозяйстве СССР за последние годы в соответствии с ре-
шениями партии и правительства по вопросам экономии материальных
ресурсов проведена определенная работа по улучшению использования от-
ходов производства и вторичных продуктов. Отраслевыми НИИ, лаборато-
риями вузов и промышленных предприятий проведены работы по рацио-
нальному использованию BMP.
Однако несмотря на проводимую работу, уровень использования BMP
в настоящее время еще недостаточно высок. Номенклатура BMP, подле-
жащих заготовке и использованию вместо первичного сырья и материа-
лов, не расширяется, слабо используется передовой отечественный и
зарубежный опыт, отсутствуют хорошо налаженные учет и отчетность о на-
личии, образовании и использовании большинства видов BMP. По некото-
рым видам отходов отсутствуют нормативы их образования и расхода,
необходимые для планирования объемов использования вторичных мате-
риальных ресурсов в народном хозяйстве.
4
Одной из причин неудовлетворительного использования вторичных ре-
сурсов в народном хозяйстве является отсутствие систематизированной
литературы по этому вопросу, и прежде всего справочного характера.
Исследования Украинского филиала НИИПиНа при Госплане СССР в
области использования вторичных ресурсов, выполняемые совместно с от-
раслевыми научно-исследовательскими институтами, а также анализ ре-
зультатов проведенного единовременного учета наличия, образования и
использования BMP подтвердили необходимость и целесообразность разра-
ботки и издания справочных пособий по вторичным материальным ресур-
сам в материалоемких отраслях промышленности.
Справочник призван помочь созданию комплексных производств, где
отходы одного предприятия будут являться сырьем для другого; он не-
обходим также при проектировании новых предприятий с учетом утили-
зации образующихся отходов.
В Справочнике представлены материалы по номенклатуре и характери-
стике шлаков, шламов, железному купоросу, отходам обогащения руд и
коксохимической промышленности; нормам их образования и направлениям
использования. В нем даны технико-экономические показатели производ-
ства, действующие ГОСТы и технические условия, цены. Обобщены со-
временные сведения о научных разработках, отечественный и зарубежный
опыт. Приведены правительственные и отраслевые постановления по увели-
чению переработки BMP черной металлургии.
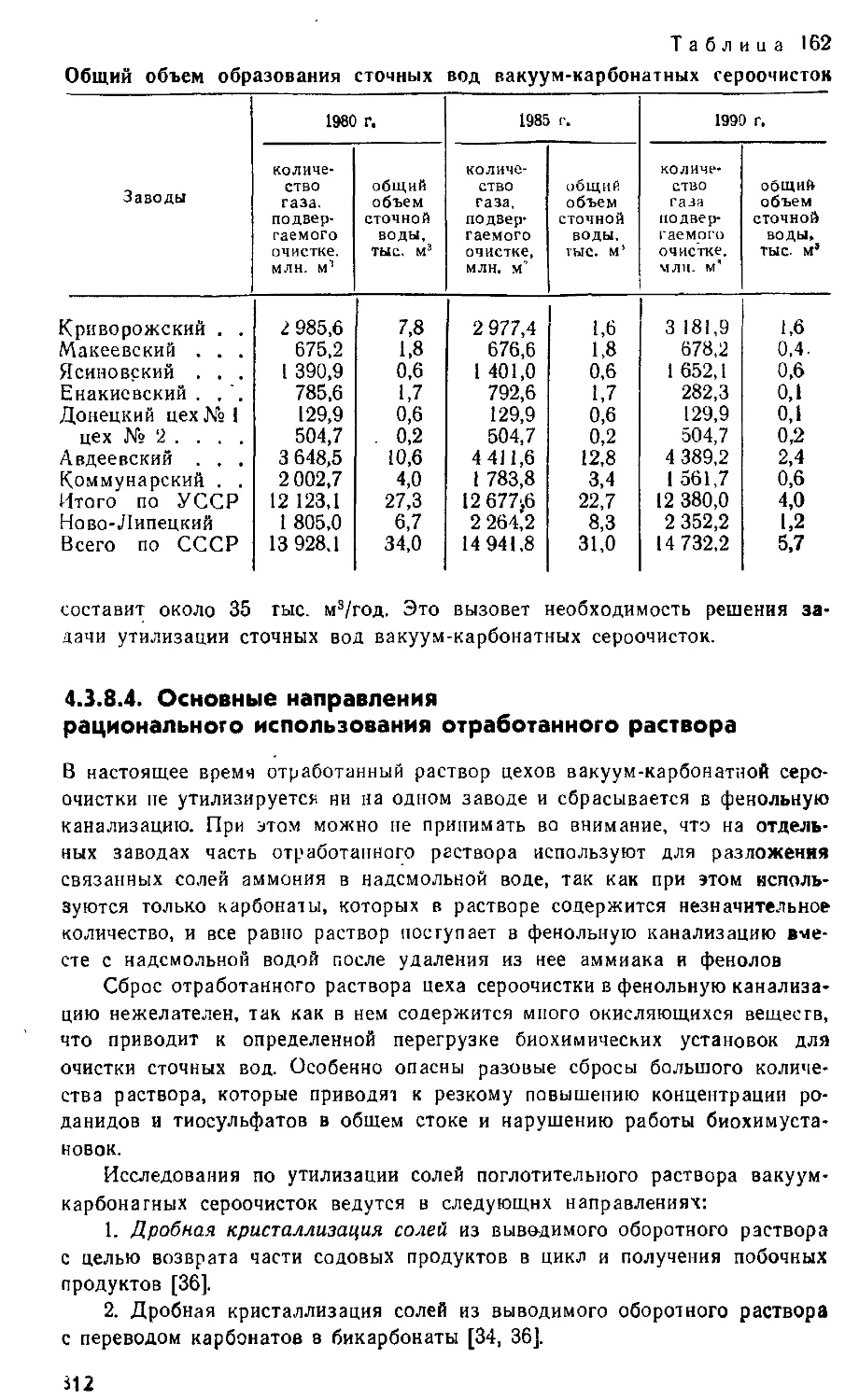
1. ШЛАКИ ЧЕРНОЙ МЕТАЛЛУРГИИ
1.1. ОБРАЗОВАНИЕ ШЛАКОВ
1.1.1. ОБЩИЕ ОПРЕДЕЛЕНИЯ, КЛАССИФИКАЦИЯ ШЛАКОВ
Шлаки содержат невосстановленные соединения (доменный процесс) или
вновь образовавшиеся продукты окисления и соединения, поступающие при
плавлении (сталеплавильный процесс и производство ферросплавов).
Шлаки представляют собой многокомпонентные системы, в которых
окислами, определяющими состав, являются CaO, SiO2, А12О3, MgO и FeO.
Кроме того, они содержат окисли Мп, Р, Cr, Ba, S, Fe, V, Ti и др.
Шлак сопутствует всем современным технологическим процессам производ-
ства черных металлов.
В обычных доменных шлаках 90 % химического состава занимают
CaO, SiO2 и А12О3. В зависимости от содержания окислов шлаки делятся
на основные, кислые и нейтральные При модуле основности Мо =
(CaO + MgO) , '
= —1 > 1 шлаки являются основными, при Мо < 1 — кис-
о1O2 “г AI2O3
лыми и Мо = 1—нейтральными. В зависимости от повышенного содер-
жания отдельных компонентов шлаки подразделяют иа магнезиальные
(MgO > 10 %), высокоосновные (СаО>44%), высокоглиноземистые
(А12Оз>40%), титанистые (ТЮ2>5%). Кроме того, доменные шлаки
содержат металла 2—4 % мае.
Жидкие доменные шлаки имеют плотность 2,6—2,7 т/м3. При естест-
венном охлаждении доменные шлаки (кроме высокоосновных) представ-
ляют собой кристаллические камневидные образования. Высокоосновные
шлаки при условии СаО > 0,92 SiO2 + А120з + 0,2 MgO (по ГОСТ 5578—
76) подвержены силикатному распаду и при охлаждении вследствие моди-
фикационных переходов двухкальциевого силиката, сопровождающихся
10 %-ным увеличением объема, превращаются в порошок.
По химическому составу в сталеплавильных шлаках 70—85 % зани-
мают CaO, SO2 и окислы железа. Кроме того, они содержат металла
до 12 % мае.
Первичные мартеновские шлаки имеют основность 1—2, конечные —
2,0—3,5; конвертерные — 2,0—4,4; электросталеплавильные первичные —
1,6—2,4, конечные—1,7—3,0. Жидкие сталеплавильные шлаки имеют плот-
ность 2,6—3,1 т/м3.
6
Высокоосновные мартеновские и электросталеплавильные шлаки пци
естественном охлаждении подвержены силикатному распаду и превра-
щаются в порошок. Конвертерные и мартеновские шлаки содержат свобод-
ную СаО, которая при гидратации способствует разрушению шлака вслед-
ствие увеличения объема.
Основное количество ферросплавных шлаков получают при производ-
стве сплавов на основе феррохрома рафинированного (34%), феррохрома
среднеуглеродистого и углеродистого (10 %), силикомарганца и ферромар-
ганца (48 %). Жидкие ферросплавные шлаки имеют удельную плотность
2,5—2,8 т/м3.
Шлаки от производства рафинированного феррохрома и марганца ме-
таллического имеют повышенную основность (Мо = 1,8—2,0) и содержат
Сг2О3 (3—6 %). При охлаждении они подвержены силикатному распаду.
Шлаки от производства марганцевых сплавов (силикомарганец, углеро-
дистый и среднеуглеродистый ферромарганец) являются кислыми (Мо —
= 0,28—0,95) и содержат значительное количество марганца (9—20 %).
Шлаки от производства ферросилиция являются кислыми (Мо =
= 0,10—0,39) и отличаются повышенным содержанием сплава.
1.1.2. ВЫХОД ШЛАКОВ
Удельный выход доменных шлаков может быть определен по балансу оки-
си кальция [1]:
III = у а^м 100,
где СаОм — суммарное количество окиси кальция, поступившего с материа-
лами в доменную печь, кг/т чугуна; СаОШл — среднее содержание окиси
кальция в шлаках, %.
Второй способ определения — по балансу пустой породы материалов и
золы кокса.
Количество пустой породы П (в кг/т) в компоненте шихты подсчиты-
вается по формуле
П = С BOO - FeO - (Fe - 0,778 FeO) 1,43 - п. п. п.],
где С — расход компонента шихты за определенный промежуток вре-
мени, т; <р — содержание влаги в компоненте шихты, %; FeO — содержание
в компоненте шихты, %; Fe — содержание в компоненте шихты, %;
п. п. п. — потери при прокаливании в данном компоненте, %; Р — количе-
ство выплавленного чугуна за данный период, т.
Количество шлакообразующих, вносимых коксом, определяется по
формуле
„г К (100 — q>K) Аг (10Э — Fe2Os)
к 100 • 100Р
где К — расход влажного кокса, т; q>K — содержание влаги в коксе,
%; Ас —доля золы в коксе; Fe2O3—содержание окислов железа в зо-
ле, %.
7
Количество шлакообразующих, вносимых флюсом, составляет
тп - Ф <100 “ фФл) (10° ~ Fe2°3 ~ п‘ п- п-)
Шф
юо -юор
где Ф — расход известняка, т; <рфл — содержание влаги во флюсе, %.
Количество шлакообразующих, выносимых колошниковой пылью, со-
ставляет
шк.п = *'Ч^1обрк~п'' 100 “ Fe0 ~ (Fe ~ °'778 FeO)' 1143 ~ п-п' п-
где К. п — количество пыли в сухом пылеуловителе, т; <рк п — содер-
жание влаги в пыли, %.
Количество восстановленных окислов, переходящих в чугун, подсчиты-
вается по формуле
2 (SiO2 + МпхОу) + Р2О5 = (2.14S1 + l,29Mn -f- 2.29Р).
Количество серы, переходящей в газ и чугун, составляет
Sr.4 = XS + -^y-,
где S — количество серы, внесенной материалами и газами, т; X —
доля серы, переходящей в газ; S — содержание серы в чугуне,' %.
Суммарное количество шлакообразующих составляет
Ш = {2 (П( + + Шфл + Шк. п) -
1 пл
- 2 (SiO2 + MnxOy + PgOs - Sr. ,)} ioo-S-FeQ + мйо)-
где П/ — суммарное количество пустой породы, т; (FeO + МпО) —со-
держание данных окислов в шлаке, %.
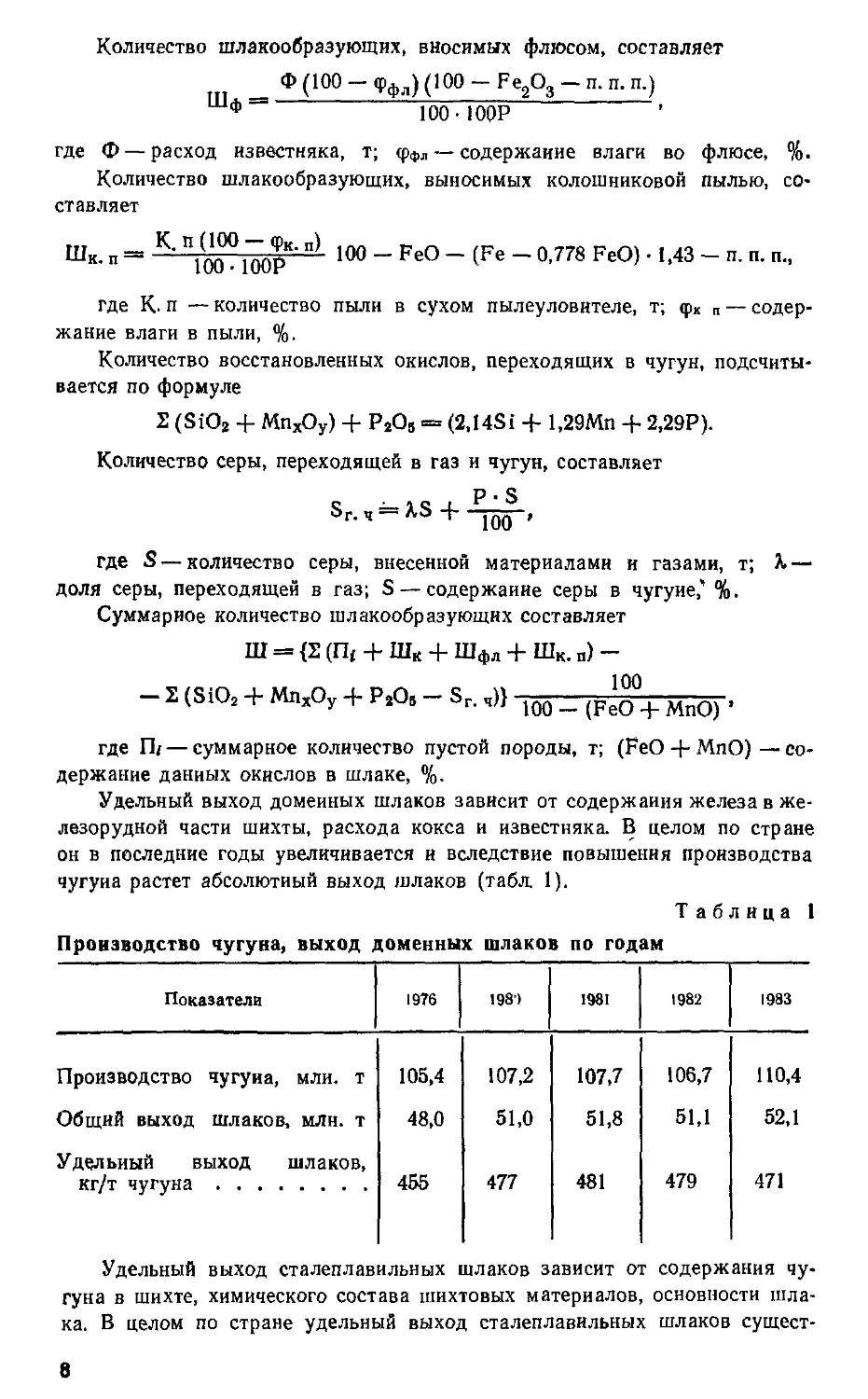
Удельный выход доменных шлаков зависит от содержания железа в же-
лезорудной части шихты, расхода кокса и известняка. В целом по стране
он в последние годы увеличивается и вследствие повышения производства
чугуна растет абсолютный выход шлаков (табл. 1).
Таблица 1
Производство чугуна, выход доменных шлаков по годам
Показатели 1976 198) 1981 1982 1983
Производство чугуна, мли. т 105,4 107,2 107,7 106,7 110,4
Общий выход шлаков, млн. т 48,0 51,0 51,8 51,1 52,1
Удельный выход шлаков, кг/т чугуна 455 477 481 479 471
Удельный выход сталеплавильных шлаков зависит от содержания чу-
гуна в шихте, химического состава шихтовых материалов, основности шла-
ка. В целом по стране удельный выход сталеплавильных шлаков сущест-
8
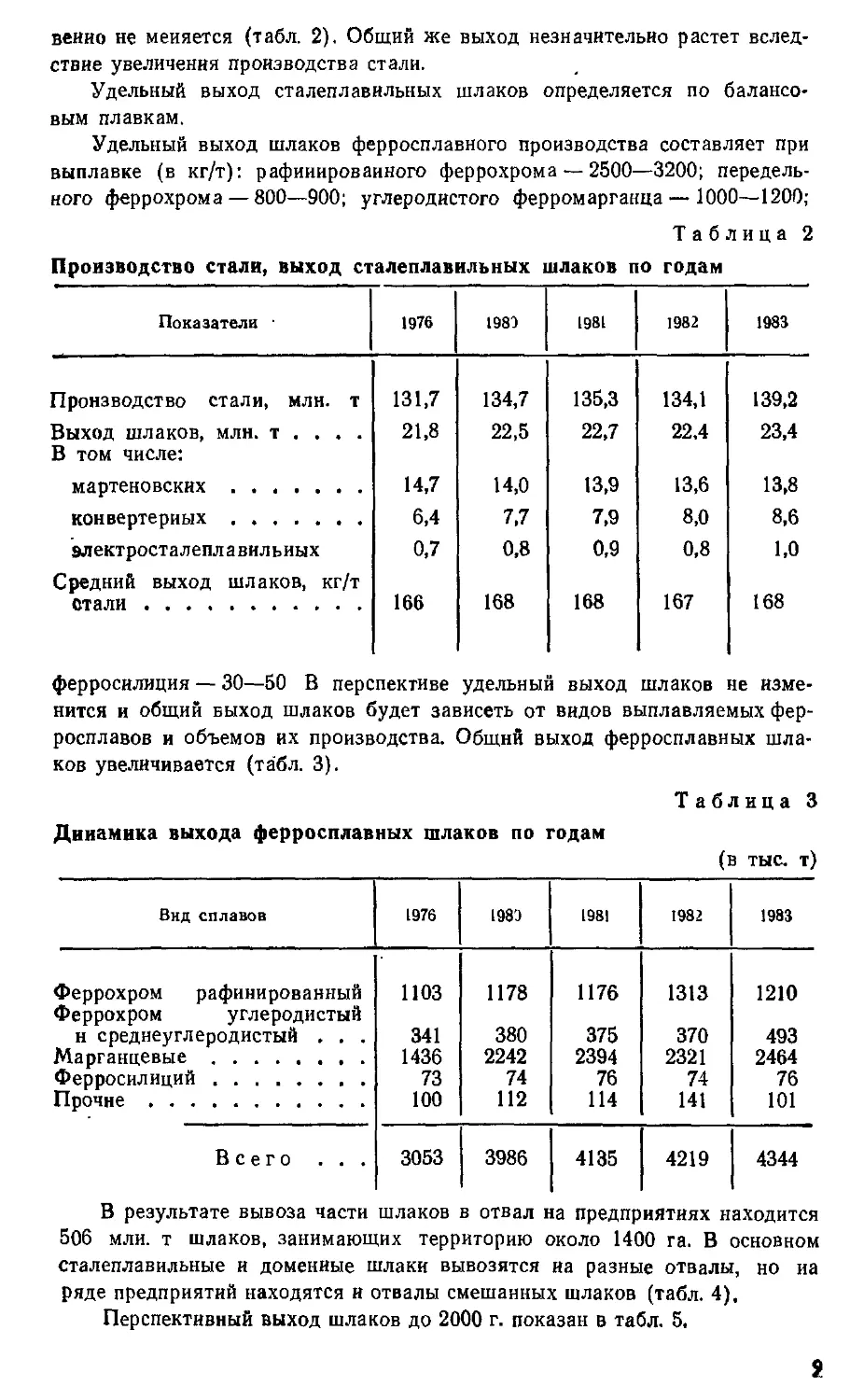
веиио не меняется (табл. 2). Общий же выход незначительно растет вслед-
ствие увеличения производства стали.
Удельный выход сталеплавильных шлаков определяется по балансо-
вым плавкам.
Удельный выход шлаков ферросплавного производства составляет при
выплавке (в кг/т): рафииироваиного феррохрома — 2500—3200; передель-
ного феррохрома — 800—900; углеродистого ферромарганца — 1000—1200;
Таблица 2
Производство стали, выход сталеплавильных шлаков по годам
Показатели * 1976 1983 1981 1982 1983
Производство стали, млн. т 131,7 134,7 135,3 134,1 139,2
Выход шлаков, млн. т . . . . 21,8 22,5 22,7 22.4 23,4
В том числе: мартеновских 14,7 14,0 13,9 13,6 13,8
конвертерных 6,4 7,7 7,9 8,0 8,6
электросталеплавильиых 0,7 0,8 0,9 0,8 1,0
Средний выход шлаков, кг/т стали 166 168 168 167 168
ферросилиция — 30—50 В перспективе удельный выход шлаков не изме-
нится и общий выход шлаков будет зависеть от видов выплавляемых фер-
росплавов и объемов их производства. Общий выход ферросплавных шла-
ков увеличивается (табл. 3).
Таблица 3
Динамика выхода ферросплавных шлаков по годам
(в тыс. т)
Вид сплавов 1976 1983 1981 1982 1983
Феррохром рафинированный Феррохром углеродистый 1103 1178 1176 1313 1210
н среднеуглеродистый . . . 341 380 375 370 493
Марганцевые 1436 2242 2394 2321 2464
Ферросилиций 73 74 76 74 76
Прочие 100 112 114 141 101
Всего . . . 3053 3986 4135 4219 4344
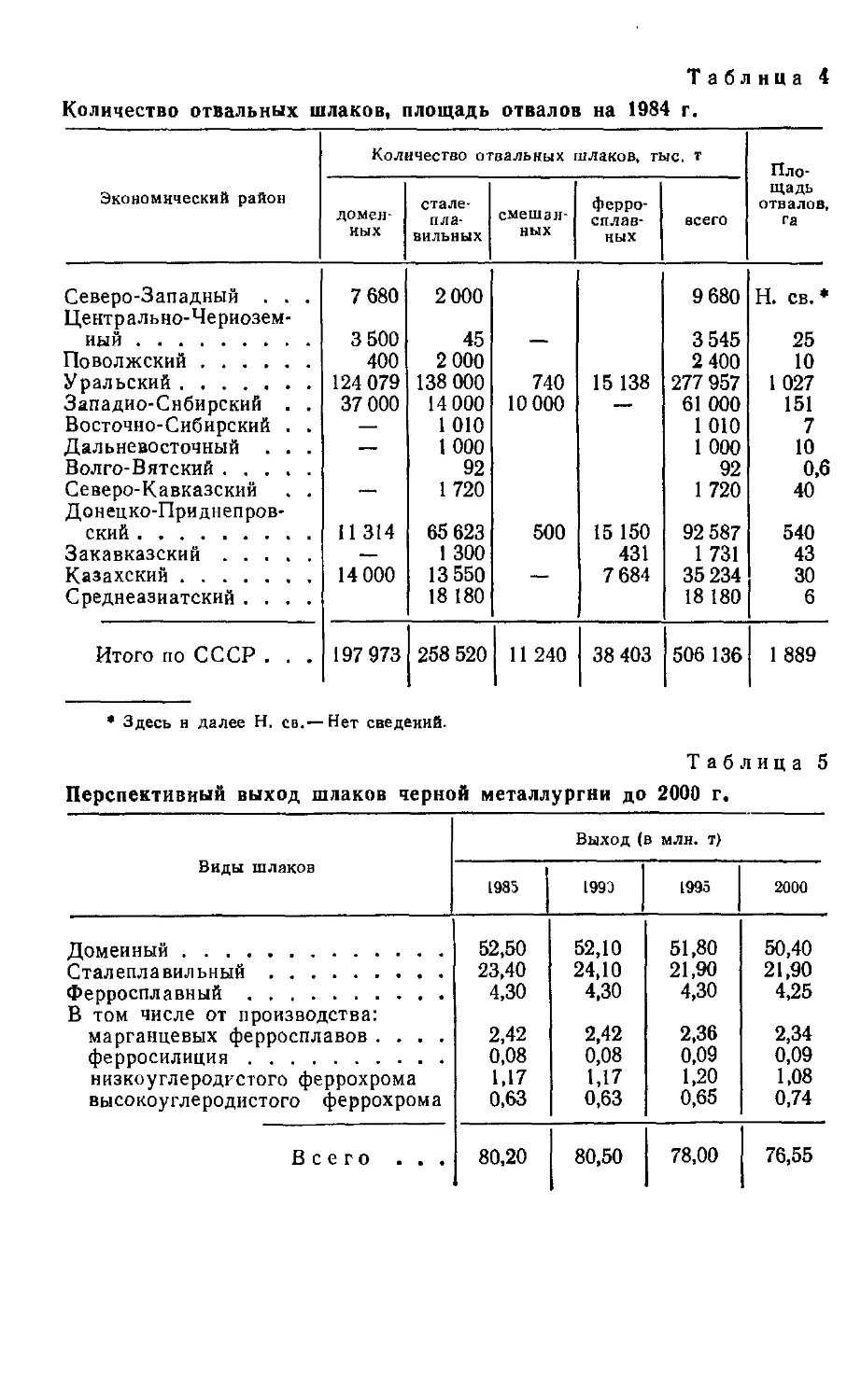
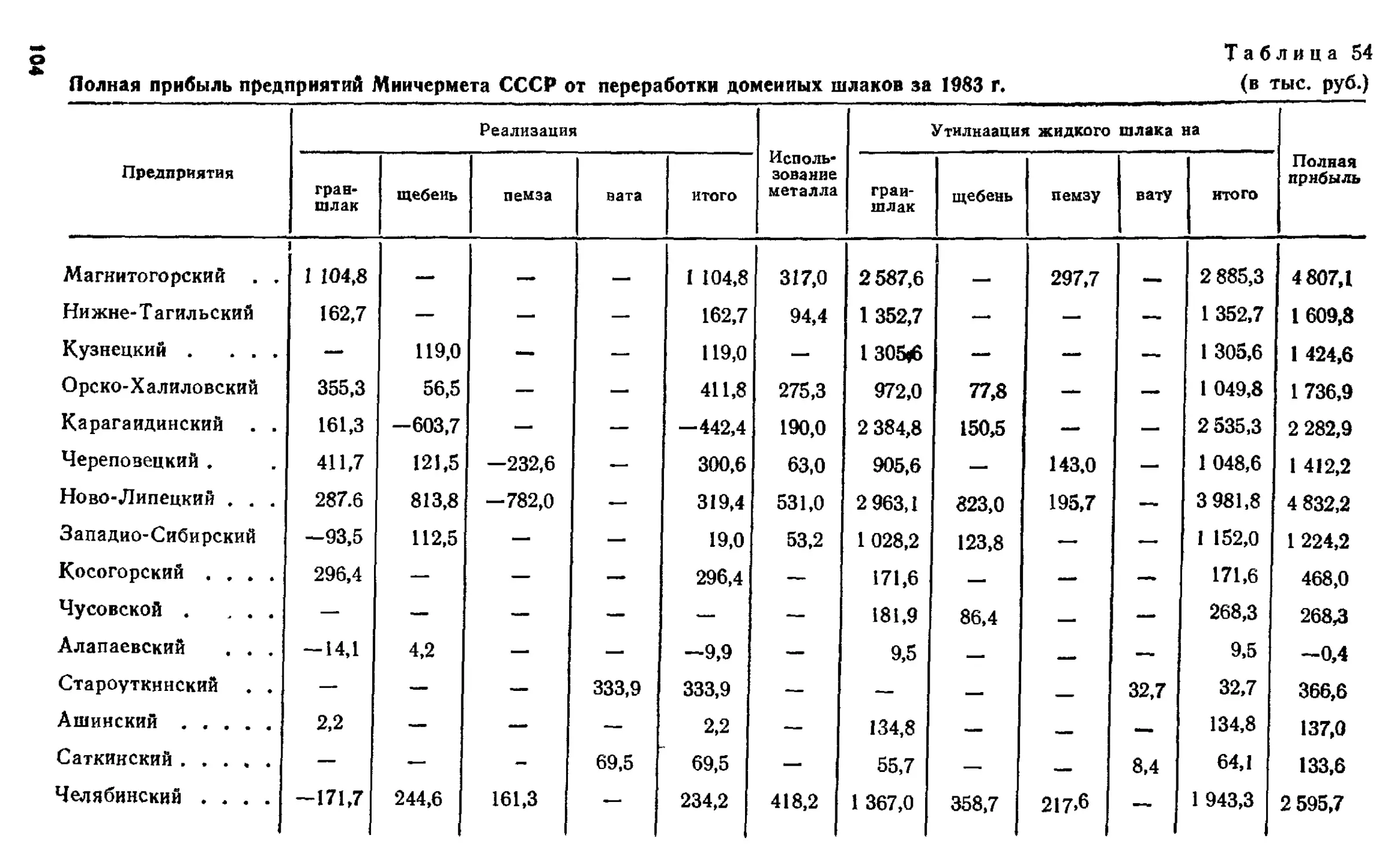
В результате вывоза части шлаков в отвал ь ia предприятиях находится
□06 мли. т шлаков, занимающих территорию около 1400 га. В основном
сталеплавильные и доменные шлаки вывозятся иа разные отвалы, но иа
ряде предприятий находятся и отвалы смешанных шлаков (табл. 4),
Перспективный выход шлаков до 2000 г. показан в табл. 5,
$
Таблица 4
Количество отвальных шлаков, площадь отвалов на 1984 г.
Экономический район Количество отвальных шлаков, тыс. т Пло- щадь отвалов, га
домен- ных стале- пла- вильных смешан- ных ферро- сплав- ных всего
Северо-Западный . . . Центрально-Чериозем- 7 680 2 000 9 680 Н. св. *
иый 3 500 45 — 3 545 25
Поволжский 400 2 000 2 400 10
Уральский 124 079 138 000 740 15 138 277 957 1 027
Западно-Сибирский . . 37 000 14 000 10 000 — 61 000 151
Восточно-Сибирский . . — 1 010 1 010 7
Дальневосточный . . . — 1 000 1 000 10
Волго-Вятский 92 92 0,6
Северо-Кавказский . . Донецко-Приднепров- —— 1720 1 720 40
ский 11 314 65 623 500 15 150 92 587 540
Закавказский — 1 300 431 1 731 43
Казахский 14 000 13 550 — 7 684 35 234 30
Среднеазиатский .... 18 180 18 180 6
Итого по СССР . . . 197 973 258 520 11 240 38 403 506 136 1 889
* Здесь н далее Н. св.— Нет сведений.
Таблица 5
Перспективный выход шлаков черной металлургии до 2000 г.
Виды шлаков Выход (в млн. т)
1985 1993 1995 2000
Доменный Сталеплавильный Ферросплавный В том числе от производства: марганцевых ферросплавов .... ферросилиция низкоуглеродистого феррохрома высокоуглеродистого феррохрома 52,50 23,40 4,30 2,42 0,08 1,17 0,63 52,10 24,10 4,30 2,42 0,08 1,17 0,63 51,80 21,90 4,30 2,36 0,09 1,20 0,65 50,40 21,90 4,25 2,34 0,09 1,08 0,74
Всего ... 80,20 80,50 78,00 76,55
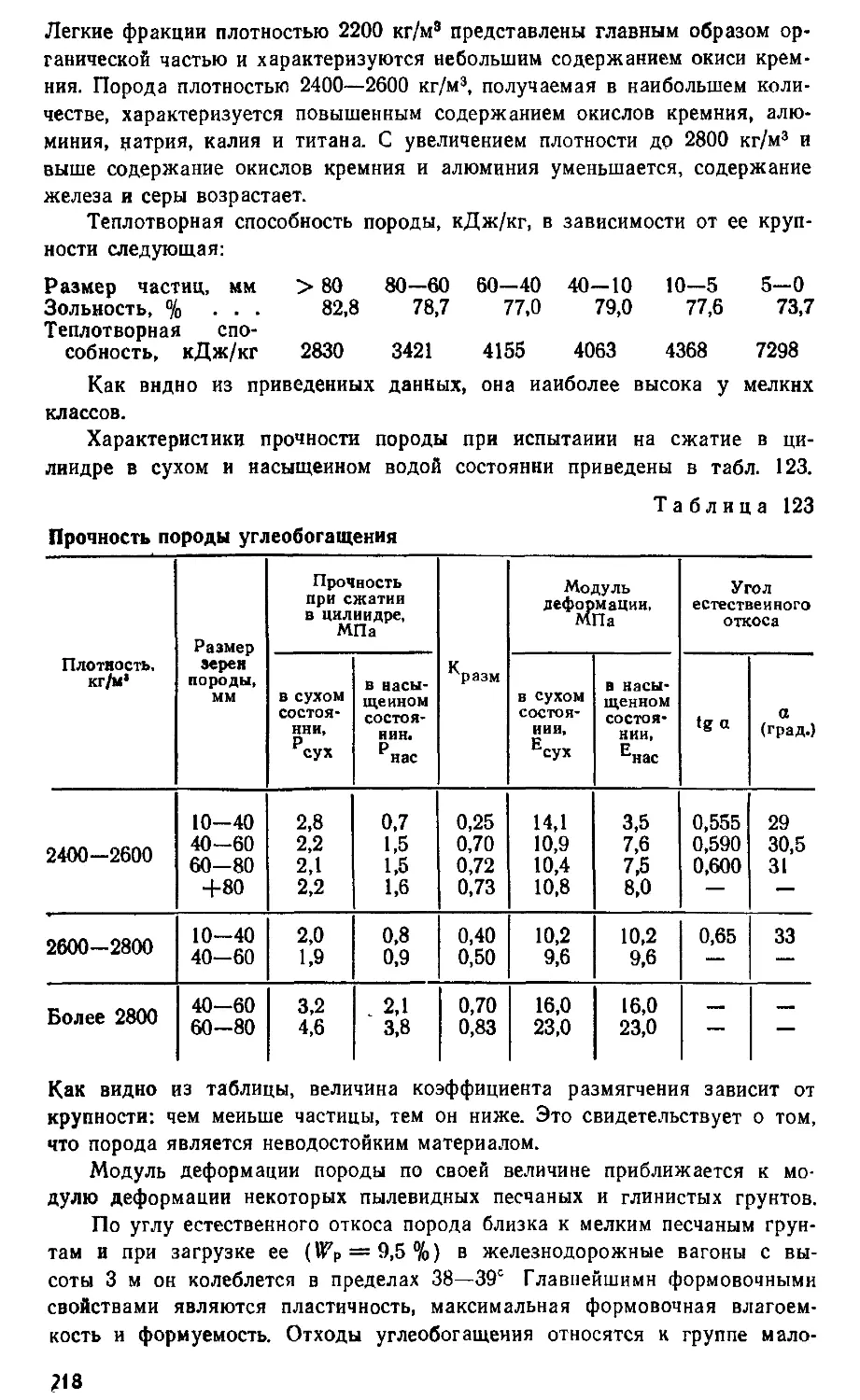
1.2. ПЕРЕРАБОТКА МЕТАЛЛУРГИЧЕСКИХ ШЛАКОВ
Жидкие шлаки могут перерабатываться непосредственно у плавильных аг-
регатов или выпускаться в шлаковозные чаши и доставляться к отдельно
стоящим шлакоперерабатывающим установкам. Схема способов переработки
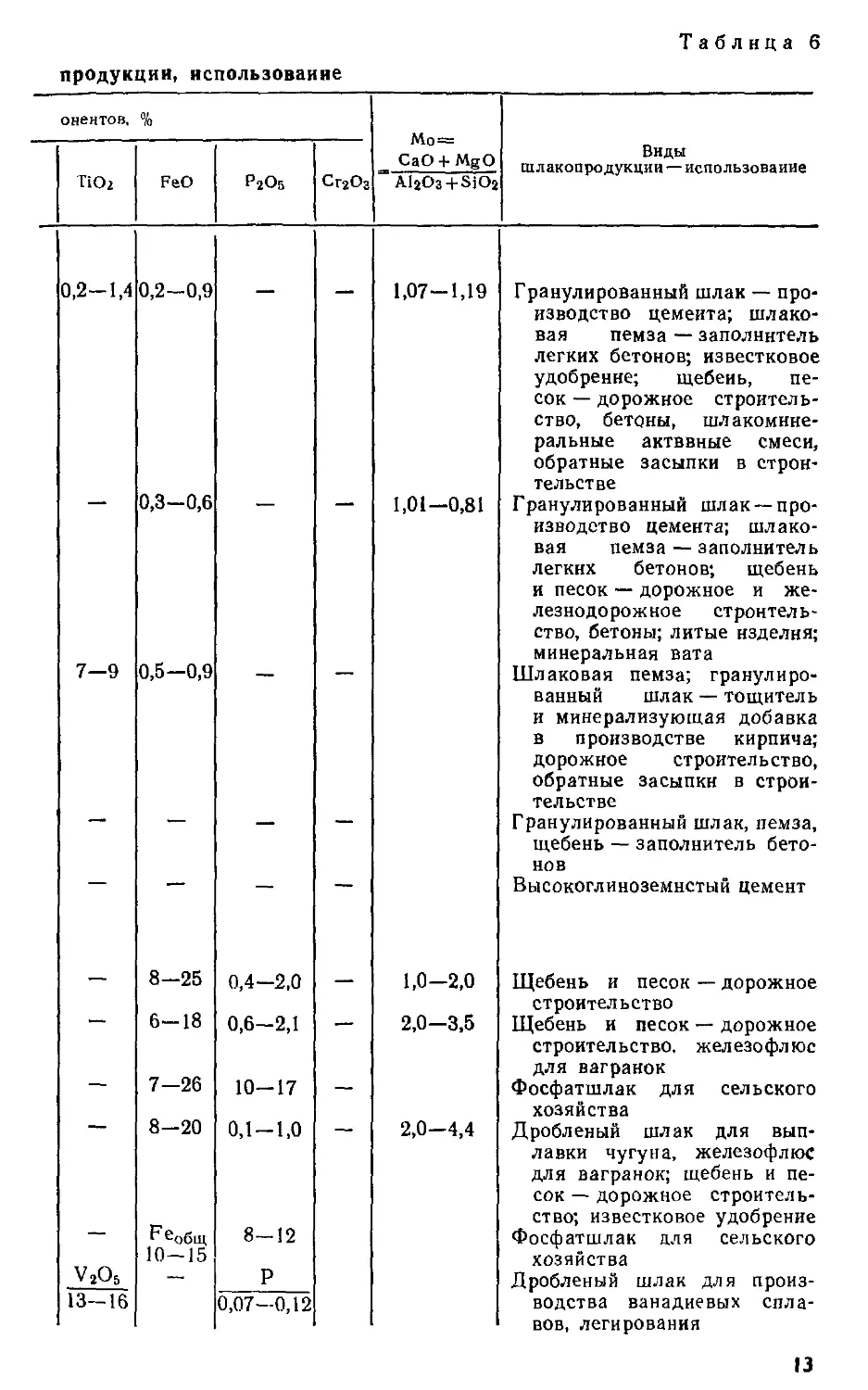
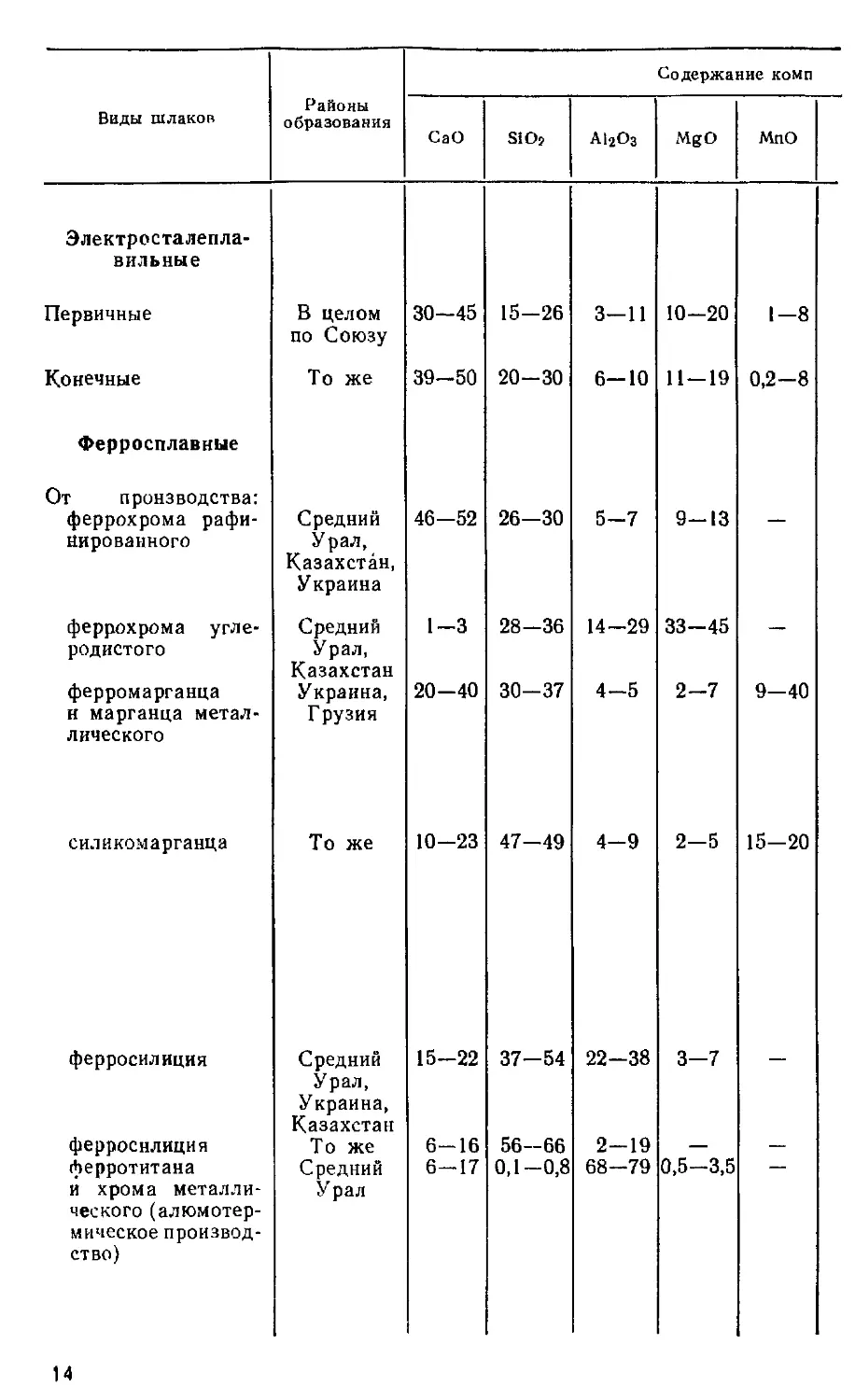
шлаков показана на рис. 1. Направления использования шлаков зависят
в первую очередь от нх химического состава. В табл. 6 показаны хими-
ческие составы основных видов шлаков, продукция, получаемая на их ос-
нове, и направления использования шлакопродукции в народном хозяй-
стве.
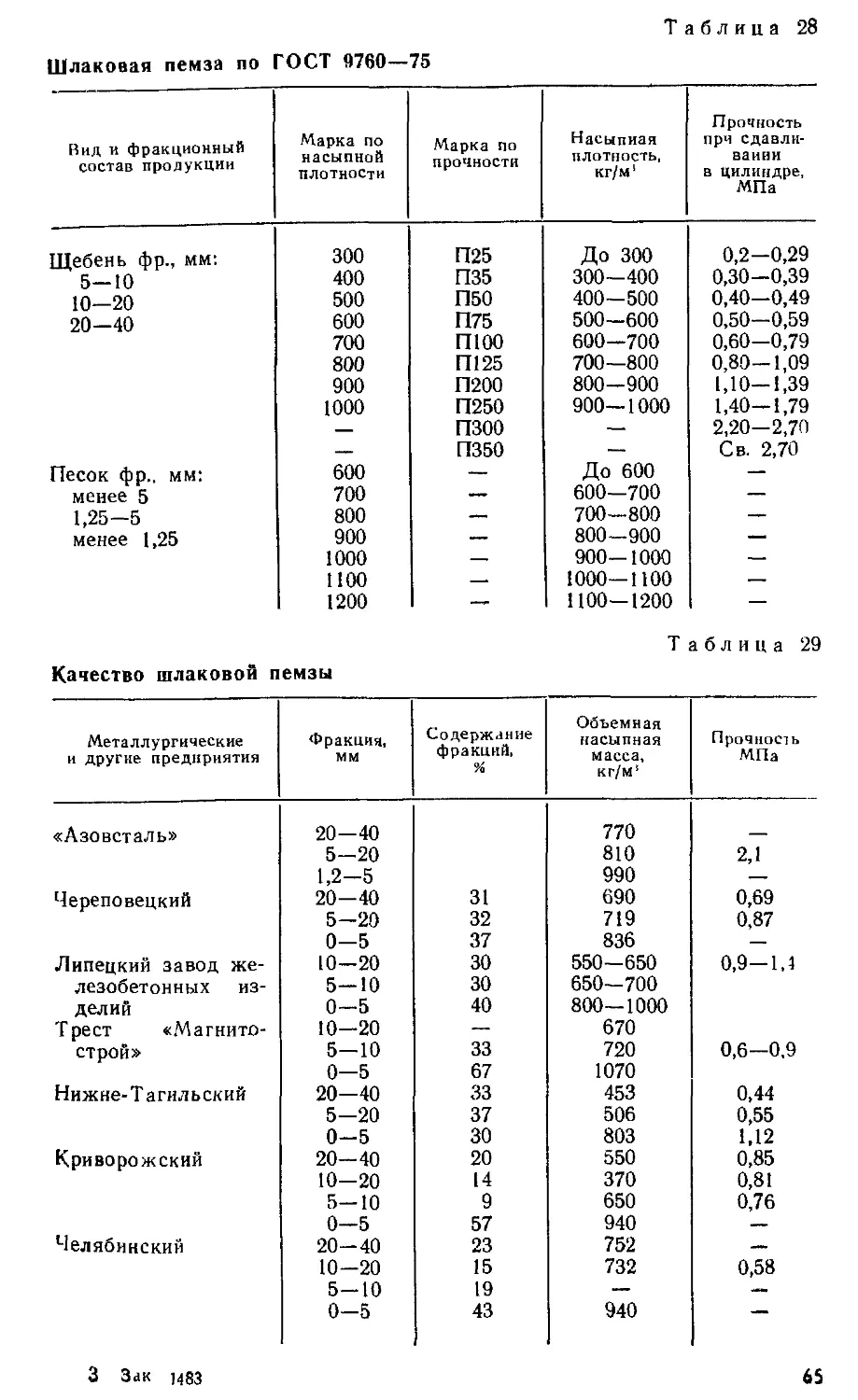
Основными видами продукции из шлаков являются гранулированный
шлак, щебень и песок, оборотный продукт для металлургии, пемза, извест-
ковые и фосфорные удобрения [2]. Менге массовым является производ-
ство шлаковой ваты, литых изделий, высокоглиноземистого клинкера. Вто-
ричным продуктом, производимым из гранулированных шлаков, являются
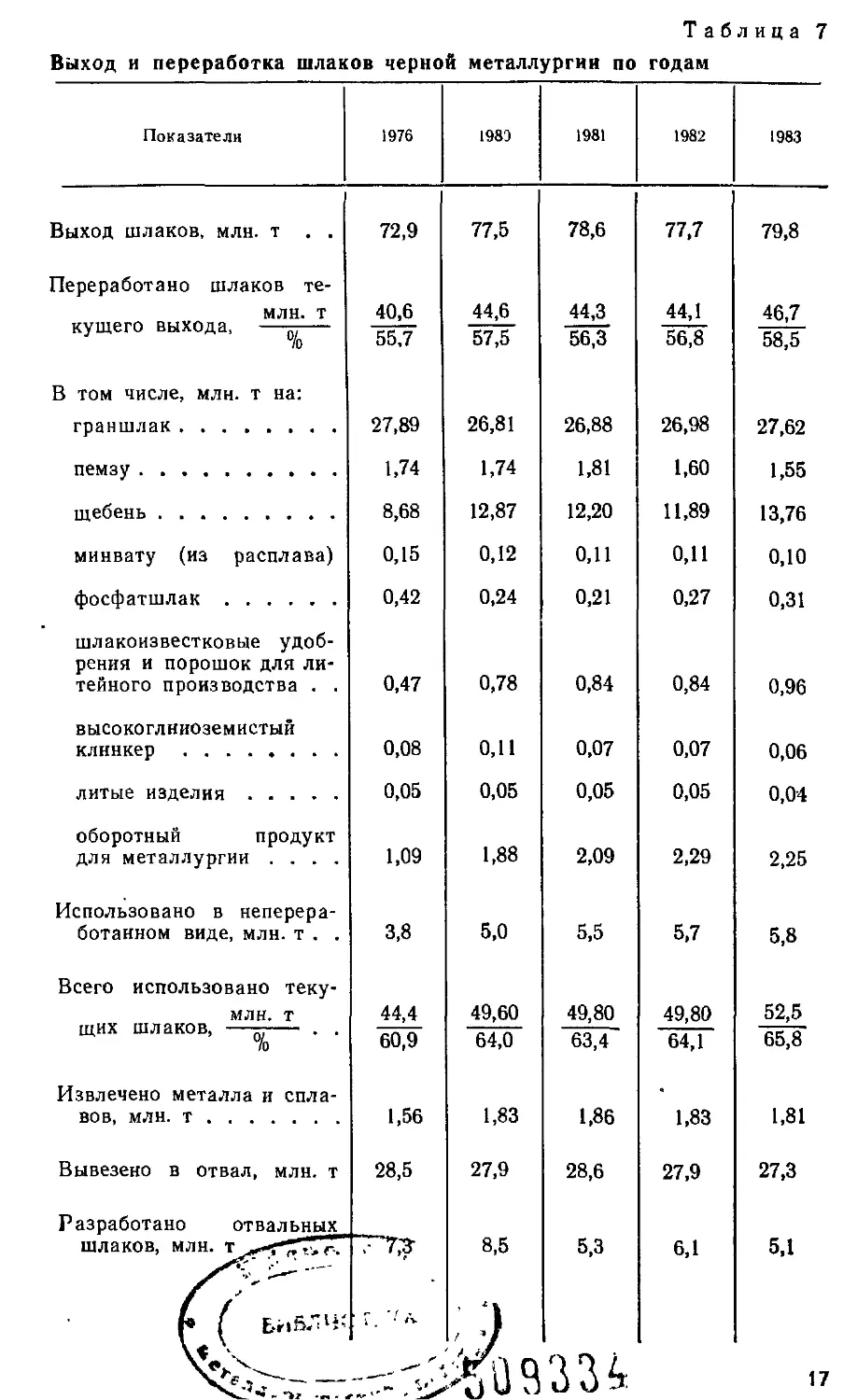
шлакоситаллы. Динамика переработки шлаков в СССР показана в табл. 7.
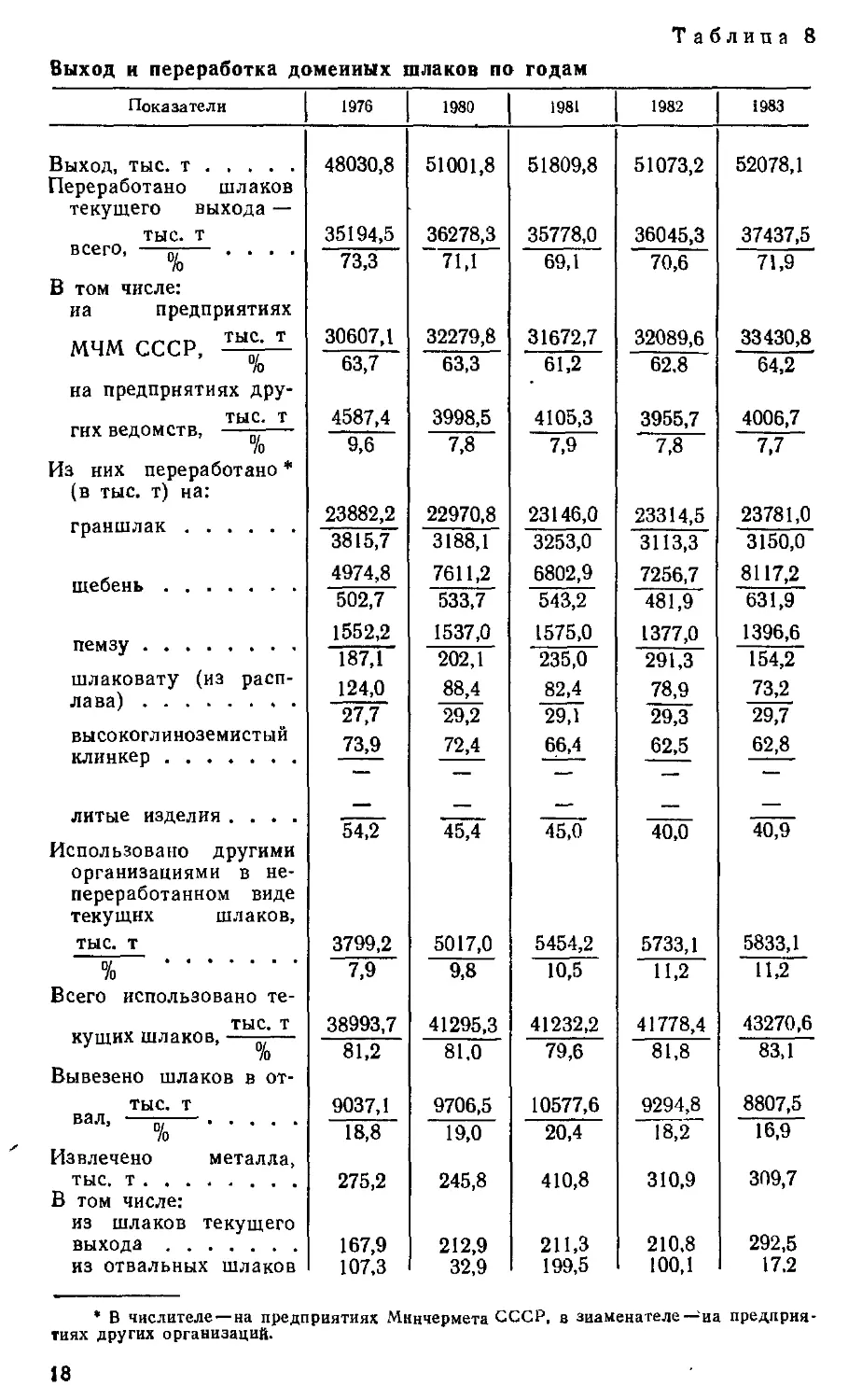
1.2.1. ПЕРЕРАБОТКА ДОМЕННЫХ ШЛАКОВ
В 1983 г. использовано шлаков на производство гранулированного шлака
50,8 %, щебня—16,8, пемзы — 3,0 %. Шлаковату из расплава, высокогли-
ноземистый клинкер и литые изделия производят в небольших объемах
(табл. 8).
В зарубежных странах виды получаемой шлаковой продукции такие же,
как и в СССР (табл. 9). Существенно отличаются объемы получения раз-
личных видов продукции, что объясняется дефицитом тех или иных видов
традиционных материалов в районах металлургических предприятий, кото-
рые может заменить шлаковая продукция.
1.2.1.1. Гранулированный шлак
Грануляция — процесс переработки шлакового расплава в остеклованные
гранулы посредством резкого охлаждения водой, паром, воздухом или
иным газом. Грануляция расплава может производиться у плавильного аг-
регата (припечная) или на центральных установках с транспортировкой
шлака к ним в чашах. Способы грануляции позволяют при сравнительно
небольших капитальных затратах обеспечить быструю переработку значи-
тельных количеств шлака. Припечная грануляция, кроме того, дает
11
Виды, химический состав шлаков, районы образования и виды шлако
Виды шлаков Районы образования Содержание комп
СаО SIO, А120з MgO МпО
Доменные
Передельные, литей- ные Украина и частично Центр 43-50 32-40 6-9 4-8 0,1-1,0
Передельные, литей- ные Восток и частично Центр 34-41 35-42 9-15 6—13 0,2—1,6
Передельные, тита- нистые Средний Урал 30—33 30—33 15-16 10-11 0,5—0,6
От производства ферромарганца Центр, Донбасс 42—44 33 7 8-9 9-10
Высокоглиноземи- стые Средний Урал 40-42 7-8 49-50 0,9—1,0 —
Сталеплавильные
Мартеновские пер- вичные В целом по Союзу 21—48 15-29 1-7 4—10 4-12
Конечные То же 31-56 11-22 1—10 6—14 3-11
Первичные фосфори- Донбасс 20-45 11-17 2-6 6-12 7—12
стые
Конвертерные В целом по Союзу 41-56 11-22 1-3 2-5 3-6
Конвертерные фос- Казахстан 45—47 16 1-2 2—4 5-6
фористые
Ванадиевые Средний Урал, Центр 1,3-3,0 20-26 — — —
12
Таблица 6
продукции, использование
онентов, % Мо = СаО + MgO Виды шлакопродукции — использование
ПО2 FeO Р2О5 СгзОз
AI2O3 + S1O2
0,2—1,4 0,2-0,9 — — 1,07-1,19 Гранулированный шлак — про- изводство цемента; шлако- вая пемза — заполнитель легких бетонов; известковое удобрение; щебень, пе- сок — дорожное строитель- ство, бетоны, шлакомнне- ральные актввные смеси, обратные засыпки в строи- тельстве
0,3-0,6 1,01—0,81 Гранулированный шлак —про- изводство цемента; шлако- вая пемза — заполнитель легких бетонов; щебень и песок — дорожное и же- лезнодорожное строитель- ство, бетоны; литые изделия; минеральная вата
7—9 0,5—0,9 Шлаковая пемза; гранулиро- ванный шлак — тощитель и минерализующая добавка в производстве кирпича; дорожное строительство, обратные засыпки в строи- тельстве
— — — Гранулированный шлак, пемза, щебень — заполнитель бето- нов
— — — Высокоглиноземнстый цемент
— 8-25 0,4-2,0 — 1,0-2,0 Щебень и песок — дорожное строительство
6—18 0,6-2,1 2,0—3,5 Щебень и песок — дорожное строительство, железофлюс для вагранок
— 7—26 10—17 — Фосфатшлак для сельского хозяйства
V2O5 13—16 8-20 Реобщ 10-15 0,1-1,0 8-12 Р 0,07—0,12 2,0—4,4 Дробленый шлак для вып- лавки чугуна, железофлюс для вагранок; щебень и пе- сок — дорожное строитель- ство; известковое удобрение Фосфатшлак для сельского хозяйства Дробленый шлак для произ- водства ванадиевых спла- вов, легирования
13
Виды шлаков Районы образования Содержание комп
СаО S1O2 A12O3 MgO МпО
Электросталепла- вильные
Первичные В целом по Союзу 30-45 15-26 3-11 10-20 1—8
Конечные Ферросплавные То же 39-50 20—30 6—10 11-19 0,2-8
От производства:
феррохрома рафи- нированного Средний Урал, Казахстан, Украина 46—52 26—30 5-7 9-13
феррохрома угле- родистого Средний Урал, Казахстан 1-3 28—36 14—29 33-45 —
ферромарганца н марганца метал- лического Украина, Грузия 20-40 30-37 4-5 2—7 9-40
силикомарганца То же 10-23 47-49 4-9 2-5 15—20
ферросилиция Средний Урал, Украина, Казахстан 15-22 37—54 22—38 3—7 —
ферросилиция То же 6-16 56-66 2-19 — —
ферротитана и хрома металли- ческого (алюмотер- мическое производ- ство) Средний Урал 6-17 0,1-0,8 68—79 0,5-3,5
14
Продолжение
онеитов, % Мо = CaO + MgQ AI2O3 +S1O2 Виды шлакопродукиин — использование
ТЮ2 FeO РгО5 СггОз
— 1,3—1,8 — — 1,6—2,4 Щебень н песок — дорожное строительство; известковое удобрение
— 0,5-14 1,7-3,1
— 0,1—0,8 — 3-6 1,8—2,0 Шлаковый порошок для полу- чения быстротвердеющих формовочных смесей; изве- стковое удобрение, краситель для стекла
— 0,1 —1,2 — 3-6 0,40—0,85 Щебень и песок — жаростой- кие бетоны
0,2—0,8 0,32—0,95 Щебень и песок — тяжелые бетоны, дорожное строи- тельство, обратные засыпки в строительстве; гранулиро- ванный шлак — бетоны, получение микронаполннте- лей, выплавка чугуна Щебень и песок — обычные н жаростойкие бетоны, дорожное и железнодорож- ное строительство; гранули- рованный шлак — бетоны, получение микронаполните- лей, выплавка чугуна, ков- шовые остатки — шлакооб- разуюшне прн выплавке стали
0,3—0,7 0,28-0,48
2,6-4,0 0,23—0,39 Дробленый шлак для вып- лавки чугуна н ферроспла- вов, раскисления и легиро- вания стали
— 29-30 — — 0,18—0,09
0,1—0,8 Высокоглиноземистый клин- кер, продукт глиноземистый для выплавки синтетических шлаков
15
Рис. 1. Схема способов переработки шлаков черной металлургии
Таблица 7
Выход и переработка шлаков черной металлургии по годам
Показатели 1976 1989 1981 1982 1983
Выход шлаков, млн. т . . 72,9 77,5 78,6 77,7 79,8
Переработано шлаков те- млн. т кущего выхода, — 40,6 55,7 44,6 57,5 44,3 56,3 44,1 56,8 46,7 58,5
В том числе, млн. т на:
граншлак 27,89 26,81 26,88 26,98 27,62
пемзу 1,74 1,74 1,81 1,60 1,55
щебень 8,68 12,87 12,20 11,89 13,76
минвату (из расплава) 0,15 0,12 0,11 0,11 0,10
фосфатшлак 0,42 0,24 0,21 0,27 0,31
шлакоизвестковые удоб- рения и порошок для ли- тейного производства . . 0,47 0,78 0,84 0,84 0,96
высоко глиноземистый клинкер 0,08 0,11 0,07 0,07 0,06
литые изделия 0,05 0,05 0,05 0,05 0,04
оборотный продукт для металлургии .... 1,09 1,88 2,09 2,29 2,25
Использовано в неперера- ботанном виде, млн. т . . 3,8 5,0 5,5 5,7 5,8
Всего использовано теку- млн. т щих шлаков, —- . . 70 44,4 60,9 49,60 64,0 49,80 63,4 49,80 64,1 52,5 65,8
Извлечено металла и спла- вов, млн. т 1,56 1,83 1,86 1,83 1,81
Вывезено в отвал, млн. т 28,5 27,9 28,6 27,9 27,3
Разработано отвальных шлаков, млн. т -*<^777 ттз- 8,5 5,3 6,1 5,1
' 7. ' А- .)
Таблица 8
Выход и переработка доменных шлаков по годам
Показатели 1976 1980 1981 1982 1983
Выход, тыс. т 48030,8 51001,8 51809,8 51073,2 52078,1
Переработано шлаков текущего выхода — тыс. т 35194,5 36278,3 35778,0 36045,3 37437,5
всего, —эд— .... то 73,3 71,1 69,1 70,6 71,9
В том числе: иа предприятиях мчм ссср, ТЫ„<; — 30607,1 32279,8 31672,7 32089,6 33430,8
% 63,7 63,3 61,2 62.8 64,2
на предприятиях дру- тыс. т 4587,4 3998,5 4105,3 3955,7 4006,7
гнх ведомств, —57 /0 9,6 7,8 7,9 7,8 7,7
Из них переработано * (в тыс. т) на: 23882,2 22970,8 23146,0 23314,5 23781,0
3815,7 3188,1 3253,0 3113,3 3150,0
щебень 4974,8 7611,2 6802,9 7256,7 8117,2
502,7 533,7 543,2 481,9 631,9
пемзу 1552,2 1537,0 1575,0 1377,0 1396,6
187,1 202,1 235,0 291,3 154,2
шлаковату (из расп- лава) 124,0 88,4 82,4 78,9 73,2
27,7
29,2 29,1 29,3 29,7
высокоглиноземистый 73,9 72,4 66,4 62,5 62,8
клинкер —
— — — —
литые изделия .... - ——,
54,2 45,4 45,0 40,0 40,9
Использовано другими организациями в не- переработанном виде текущих шлаков, тыс. т 3799,2 5017,0 5454,2 5733,1 5833,1
% 7,9 9,8 10,5 11,2 11,2
Всего использовано те- тыс. т 38993,7 41295,3 41232,2 41778,4 43270,6
кущих шлаков, —-— 70 81,2 81.0 79,6 81,8 83,1
Вывезено шлаков в от- тыс. т вал’ % 9037,1 9706,5 10577,6 9294,8 8807,5
18,8 19,0 20,4 18,2 16,9
Извлечено металла, тыс. т 275,2 245,8 410,8 310,9 309,7
В том числе: из шлаков текущего выхода 167,9 212,9 211,3 210,8 292,5
из отвальных шлаков 107,3 32,9 199,5 100,1 17.2
* В числителе—на предприятиях Мкнчермета СССР, а знаменателе—иа предприя-
тиях других организаций.
18
возможность локализовать и обезвредить получающиеся парогазовые вы-
бросы и обеспечить полную переработку шлаков в жидком виде.
В зависимости от расхода воды различают три вида грануляции: мок-
рую, полусухую и сухую. В настоящее время в СССР и за рубежом полу-
чили развитие водные способы грануляции (табл. 10). Технология сухой
Таблица 9
Выход и переработка доменных шлаков за рубежом
Страна Год Выход шлака, млн. т Продукты переработки, млн. т Всего *, млн. т %
щебень гран- шлак пемза другие виды
США 1976 23,59 20,24 — фр. 0,53 — нефр. 1,47 1,35 — 23,59 100
ФРГ 1977 10,03 5,74 2,68 0,74 0,87 10,03 ** 100
Франция .... 1976 12,0 4,8 6,0 — — 10,8 90,0
Япония 1976 — 22,7 3,2 — — 25,9
ЧССР 1978 6,01 2,25 2,96 0,16 0,30 5,67 ** 94,2
ПНР 1976 4,15 2,66 1,00 0,08 — 3,74 ** 90,1
Великобритания Бельгия 1975 1975 7,09 5,36 0,12 4,70 0,12 — 5,60 4,70
* В знаменателе — % выхода.
** Переработано дополнительно
в ЧССР-0.48; в ПНР-7,1.
отвальных шлаков.
млн. т: в ФРГ —1,17;
(вододутьевой и воздушной) грануляции доменных шлаков находится
в стадии опытно-промышленного внедрения.
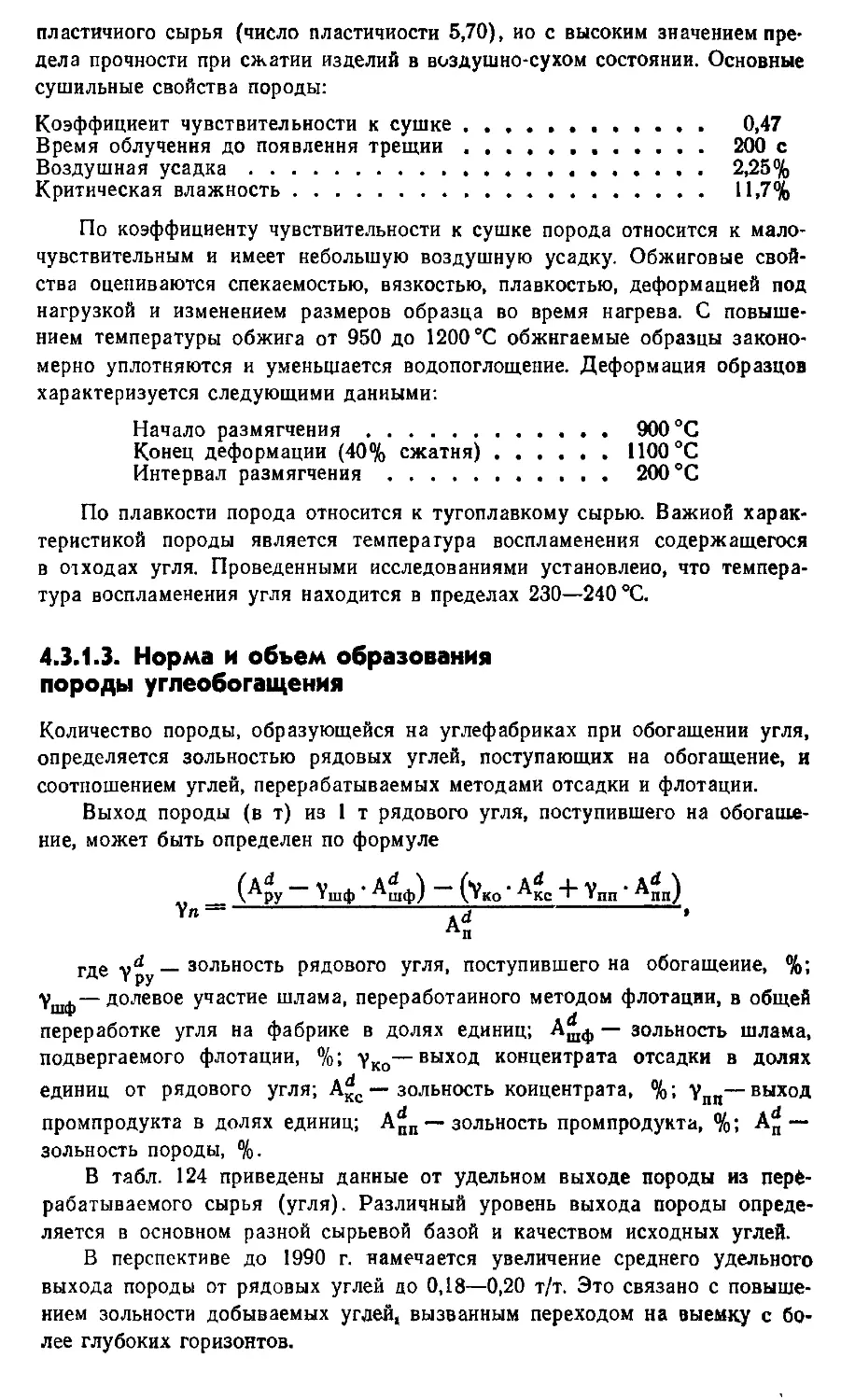
Гндрожелобной способ грануляции заключается в дроблении расплава
ограниченным количеством воды, подаваемой под большим давлением на
желоб длиной 6—12 м, куда сливается расплав из ковша (рис. 2). Обез-
воживание гранулированного шлака происходит на складе, оборудованном
грейферным краном для штабелирования и отгрузки шлака. Стекающая
вода поступает в отстойник, а оттуда насосами перекачивается в систему
оборотного водоснабжения.
При барабанном способе грануляции расплав сливают на желоб,
в торец которого подается вода, а затем смесь воды и шлака попадает на
барабан с лопастями. Барабан вращается со скоростью 230—250 об/мин.
Готовую продукцию отгружают грейферным краном или экскаватором.
Шлаковый расплав непосредственно нз ковша или по наклонному же-
лобу сливают в бассейн с водой (бассейновый способ). Иногда бассейн
разделяется на секции для обеспечения одновременного, слива и выгрузки
гранулированного шлака. Выгрузка осуществляется грейферным краном на
19
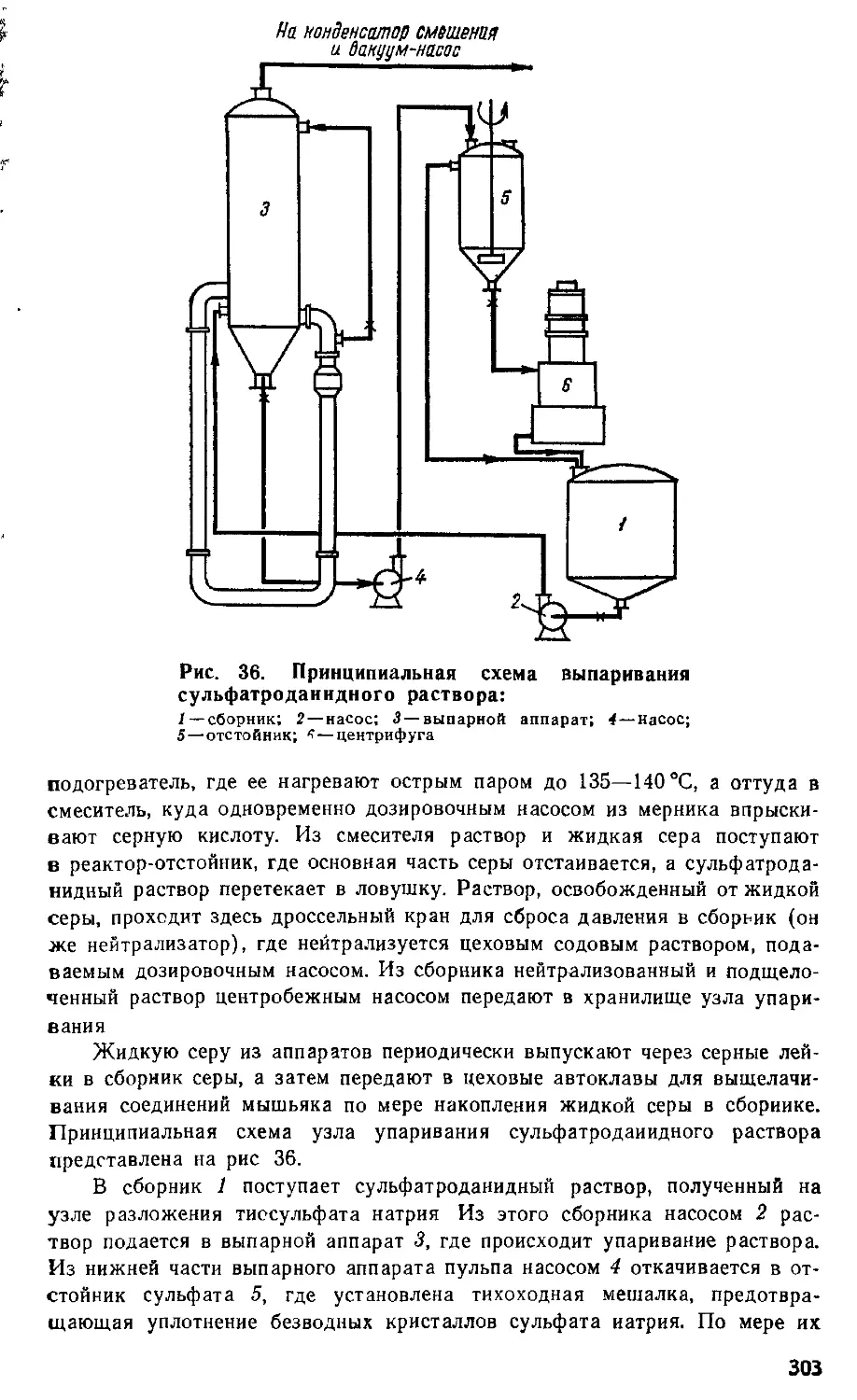
Рис. 2. Схема гидрожелобиой грануляционной установки:
/ — шлаковая чаша; 2—копер дли пробивки корки; 3—сливной лоток; 4—гндрожелоб-
ной граиуляциоиный агрегат; 5—площадка обезвоживания; 6 — склад гранулированного
шлака; 7—грейферный кран; 8—отстойник; 9—насос; 10—экскаватор очистки отстой-
ника; 11 — вагон
площадку для вылеживания и обезвоживания или непосредственно в ва-
гоны.
При желобном способе процесс грануляции осуществляют в желобах
водой, подаваемой при низком давлении. Готовая продукция отгружается
скреперной лебедкой и экскаватором.
Таблица 10
Производство гранулированного шлака по способам
переработки в 1983 г.
Способы Количе- ство устано- вок Произведено продукции
В ТЫс. т В %
Полусухие: 25 20 012 74,3
гидрожелобной 17 17 073 63,4
барабанный 8 2 939 10,9
Мокрые: 11 3 091 11,5
желобной 1 120 0,5
бассейновый 10 2 971 11,0
Припечные 4 3 828 14,2
Итого . . . 40 . 26 931 100
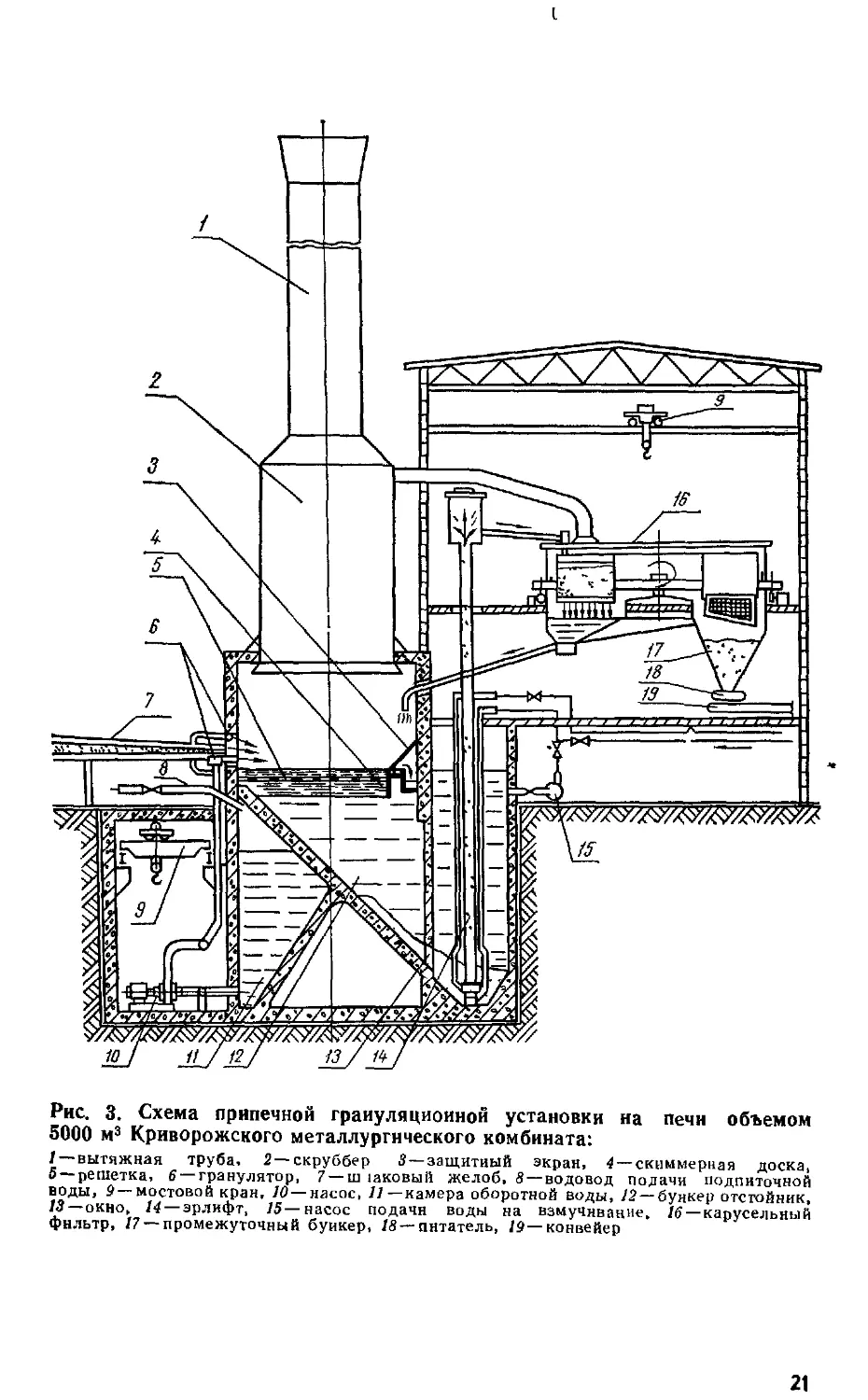
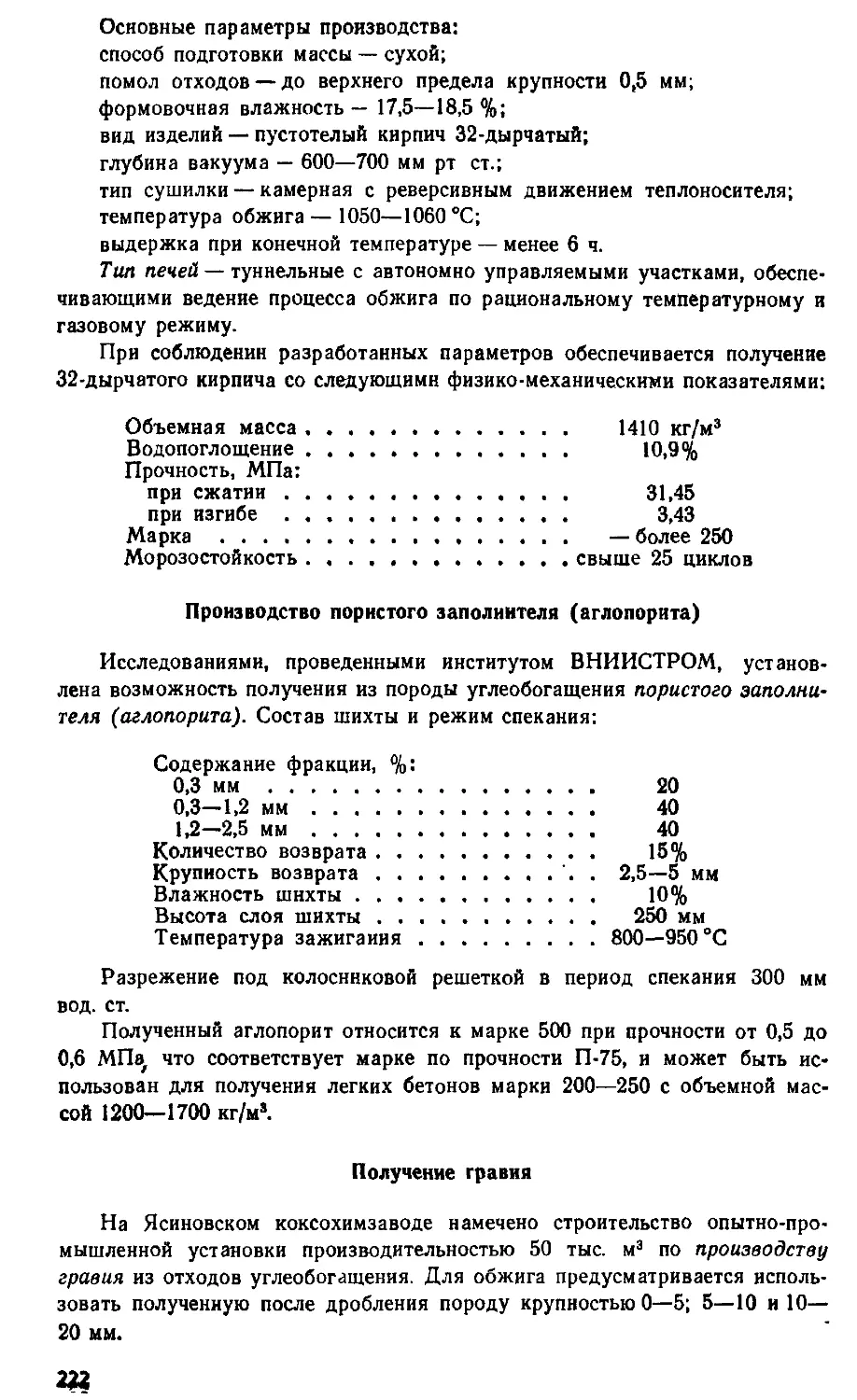
На прнпечиых установках дробление расплава осуществляется в гра-
нуляторе, состоящем из короткого лотка и гидронасадки. Гранулы посту-
пают в бункер-отстойник, откуда эрлифтом или насосами перекачиваются
в обезвоживатели (рис. 3). Обезвоживание осуществляется в бункерах-
обезвоживателях, оборудованных фильтрующими решетками с дополни-
тельным дообезвоживанием на открытом складе (установки у доменных пе-
чей № 7 и 8 Криворожского металлургического комбината имени
20
I
ГллА 3; „Схема припечной грануляционной установки на печн объемом
оиио mj Криворожского металлургического комбината:
Г —вытяжная труба, 2—скруббер 3 — защитный экран, 4 — скнммерная носка
«пт 6 гранулятор, 7 —ш щковый желоб, в —водовод подачи подпиточной
?и—=п™гьан'А0-насос’ П—камера оборотной воды, 12 — бункер отстойник,
13 окно, 14 эрлифт, 15— насос подачн воды на взмучивание 15 — капусельный
фильтр, 17 — промежуточный бункер, 18— питатель, 19— конвейер ₽У
21
В. И. Ленина «Криворожсталь»), На установках у доменных печей № 9
«Криворожстали» и № 6 Ново-Липецкого металлургического комбината
обезвоживание осуществляется в карусельных обезвоживателях, оборудо-
ванных коробками с перфорированными откидными днищами. При враще-
нии обезвоживателя каждая коробка последовательно проходит периоды
заполнения пульпой, фильтрации воды через отверстия в днищах и раз-
грузки обезвоженного шлака в бункер (А. с. СССР № 340438, 529132,
602482, 608778, разработчики ВНИИМТ, Гипромез).
Все припечные установки герметично закрыты. Образующиеся пары
отводятся через вытяжную трубу. На установке НЛМК для предотвраще-
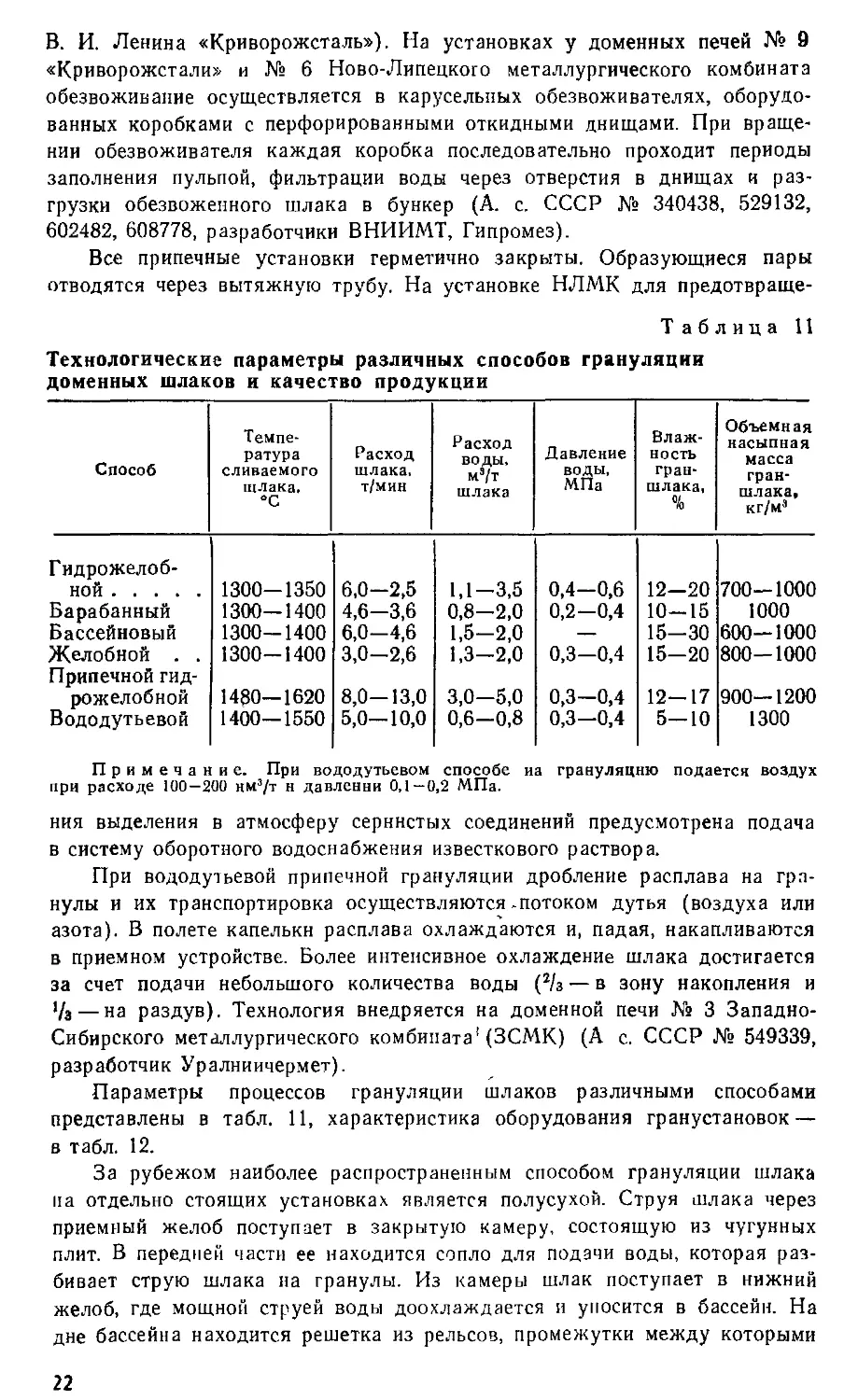
Таблица 11
Технологические параметры различных способов грануляции
доменных шлаков и качество продукции
Способ Темпе- ратура сливаемого шлака. °C Расход шлака, т/мин Расход воды, м9/т шлака Давление воды, МПа Влаж- ность гран- шлака, % Объемная насыпная масса гран- шлака* кг/м3
Гидрожелоб- ной 1300—1350 6,0—2,5 1,1-3,5 0,4—0,6 12—20 700—1000
Барабанный 1300-1400 4,6-3,6 0,8-2,0 0,2—0,4 10-15 1000
Бассейновый 1300—1400 6,0-4,6 1,5—2,0 — 15—30 600—1000
Желобной . . 1300-1400 3,0-2,6 1,3-2,0 0,3—0,4 15—20 800—1000
Припечной гид- рожелобной 1480—1620 8,0—13,0 3,0—5,0 0,3—0,4 12-17 900—1200
Вододутьевой 1400—1550 5,0—10,0 0,6—0,8 0,3—0,4 5—10 1300
Примечание. При вододутьевом способе иа грануляцию подается воздух
при расходе 100—200 нм3/т н давленни 0,1—0,2 МПа.
ния выделения в атмосферу сернистых соединений предусмотрена подача
в систему оборотного водоснабжения известкового раствора.
При вододутьевой припечной грануляции дробление расплава на гра-
нулы и их транспортировка осуществляются .потоком дутья (воздуха или
азота). В полете капельки расплава охлаждаются и, падая, накапливаются
в приемном устройстве. Более интенсивное охлаждение шлака достигается
за счет подачи небольшого количества воды (2/з — в зону накопления и
*/з — на раздув). Технология внедряется на доменной печи № 3 Западно-
Сибирского металлургического комбината' (ЗСМК) (А с. СССР № 549339,
разработчик Уралниичермет).
Параметры процессов грануляции шлаков различными способами
представлены в табл. 11, характеристика оборудования гранустановок—
в табл. 12.
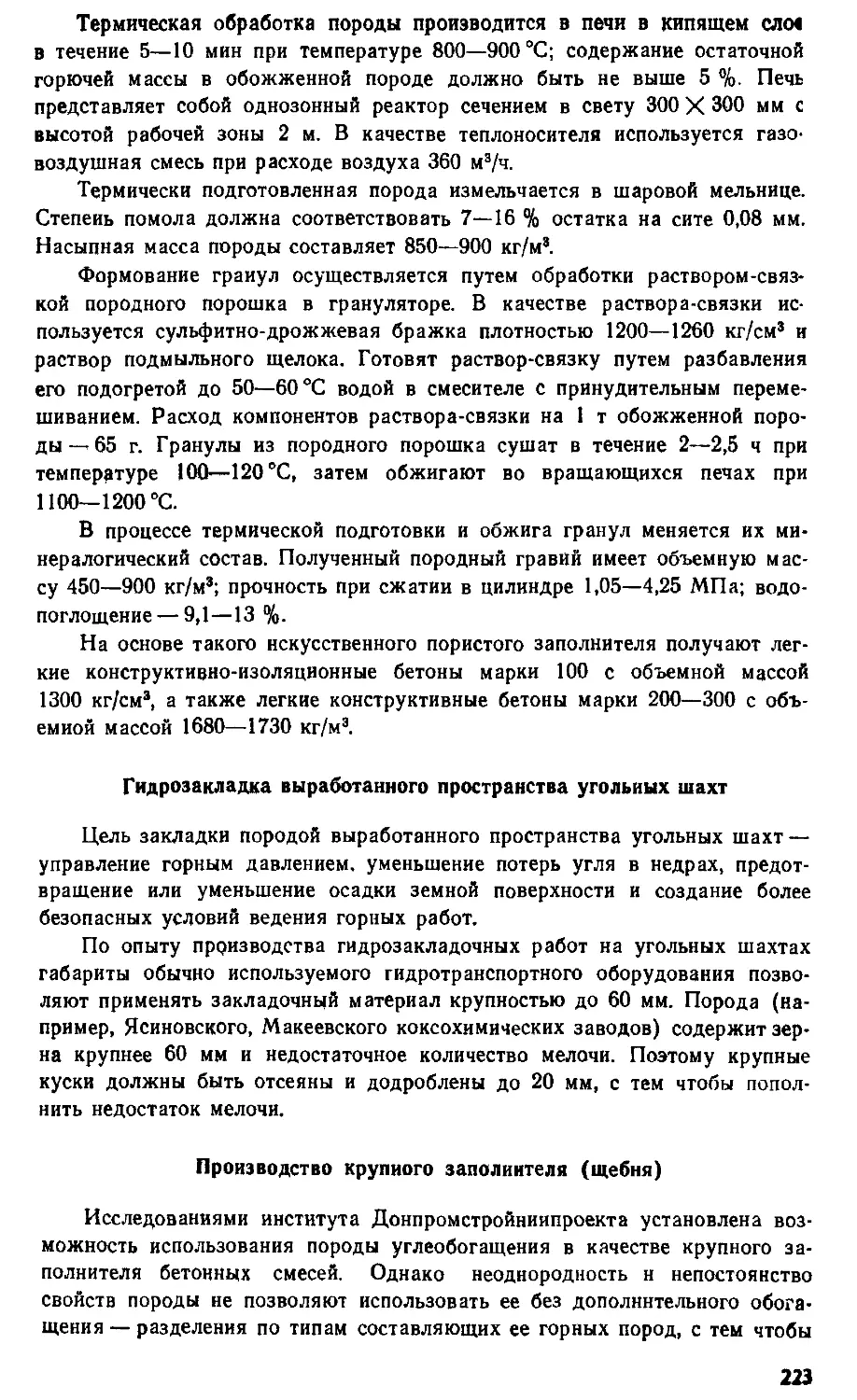
За рубежом наиболее распространенным способом грануляции шлака
па отдельно стоящих установках является полусухой. Струя шлака через
приемный желоб поступает в закрытую камеру, состоящую из чугунных
плит. В передней части ее находится сопло для подачи воды, которая раз-
бивает струю шлака на гранулы. Из камеры шлак поступает в нижний
желоб, где мощной струей воды доохлаждается и уносится в бассейн. На
дне бассейна находится решетка из рельсов, промежутки между которыми
рттттш
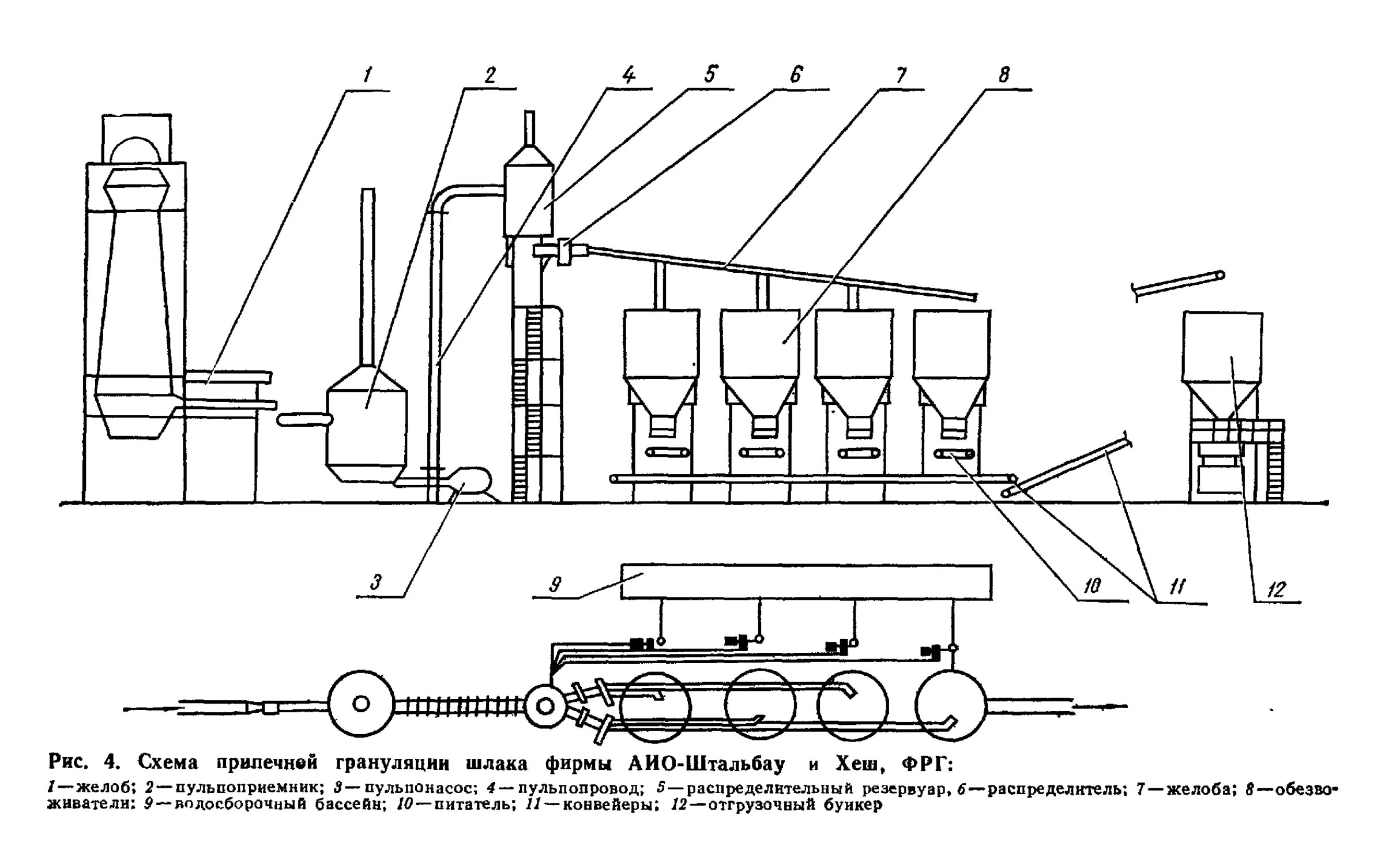
Рис. 4. Схема прилечной грануляции шлака фирмы АИО-Штальбау и Хеш, ФРГ:
1—желоб; 2—пульпоприемник; 3—пульпонасос; 4 — пульпопровод; 5—распределительный резервуар, 6—распределитель; 7—желоба; Я—обезво
жнвателн; 9 — водосборочный бассейн; 10—питатель; 11 — конвейеры; 12—отгрузочный бункер
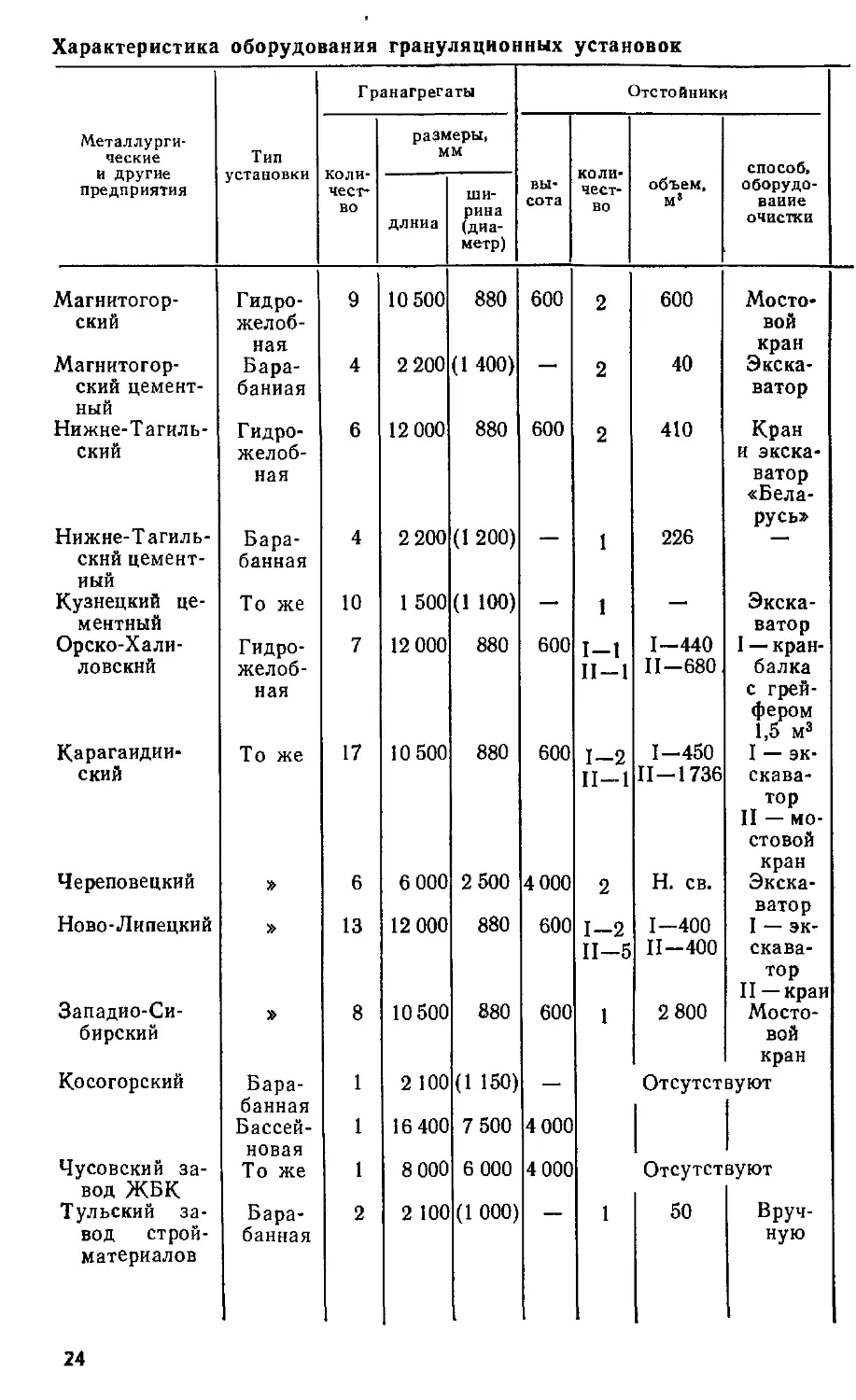
Характеристика оборудования грануляционных установок
Металлурги- ческие и другие предприятия Тип установки Гранагрегаты Отстойники
коли- чест- во размеры, мм вы- сота коли- чест- во объем, м8 способ» оборудо- вание очистки
длниа ши- рина (диа- метр)
Магнитогор- ский Магнитогор- ский цемент- ный Нижне-Тагиль- ский Нижне-Тагиль- скнй цемент- ный Кузнецкий це- ментный Орско-Хали- ловскнй Карагандин- ский Гидро- желоб- ная Бара- банная Гидро- желоб- ная Бара- банная То же Гидро- желоб- ная То же 9 4 6 4 10 7 17 10 500 2 200 12 000 2 200 1 500 12 000 10 500 880 (1 400) 880 (1 200) (1 100) 880 880 600 600 600 600 2 2 2 1 1 1-1 П-1 1-2 П-1 600 40 410 226 1—440 II-680 1-450 II-1736 Мосто- вой кран Экска- ватор Кран и экска- ватор «Бела- русь» Экска- ватор I — кран- балка с грей- фером 1,5 м3 I — эк- скава- тор II — мо- стовой
Череповецкий » 6 6 000 2 500 4 000 2 Н. св. кран Экска-
Ново-Липецкий Западно-Си- бирский Косогорский Чусовский за- вод ЖБК Тульский за- вод строй- материалов » » Бара- банная Бассей- новая То же Бара- банная 13 8 1 1 1 2 12 000 10 500 2 100 16 400 8 000 2 100 880 880 (1 150) 7 500 6 000 (1 000) 600 600 4 000 4 000 1-2 П-5 1 1 1—400 П-400 2 800 Отсутст Отсутст 50 ватор I — эк- скава** тор II — кран Мосто- вой кран вуют вуют Вруч- ную
24
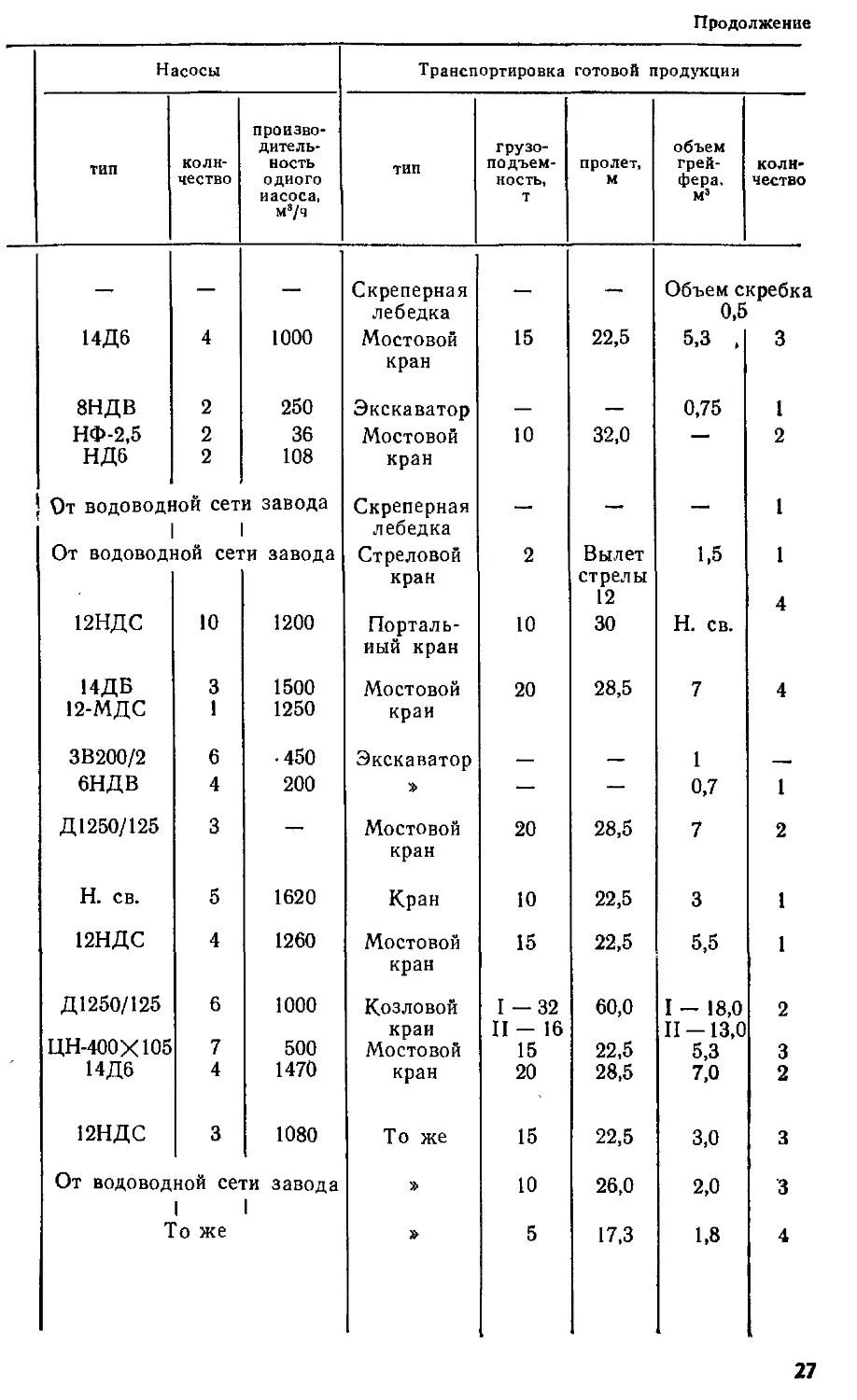
Таблица 12
Насосы Транспортировка готовой продукции
тип коли- чество произво- дитель- ность одного насоса, м9/ч тип грузо- подъем- ность, т пролет» м объем грей- фера, м3 коли- чество
14Д6 4 1 250 Мостовой кран 15 25,5 5,3 3
8НДВ 4 600 То же 10 32,0 3,2 2
12НДС 3 1 080 » 15 28,5 5,0 2
6НДВ 2 300 10 28,0 3,0 2
8НДВ 1 720 Скреперная лебедка — — — 3
12НД7 7 1 080 Мостовой кран 10 1-32,0 П-31,5 3,0 1-2 П-2
I - 8НДВ II - 14Д6 1-7 П-4 1-800 П-1 500 То же 1-10 П-20 1-22,5 II—30,0 1-3,5 II-9,0 1-3 П-6
200Д60 4 360 » 10 29,5 3,0 2
I - ЗВ200 II - 14Д6 1-7 П-6 1-360 II-1 500 » 1-15 II-20 1-22,5 II-22,5 1—5,3 II-8,0 1-3 П-2
14Д6 4 1 500 » 20 28,5 5,3 4
НДВ 6НДВ 2 2 320 120 3> Кран 10 21,0 3,0 1 1
4НДВ 2 90 Экскаватор Э-1011 — — 1,25 1
6НДВ 6НДС 2 1 300 250 Мостовой кран 10 22,5 3,0 1 1
25
Металлурги- ческие и другие предприятия Тип установи Г'ранагрегаты Отстойники
коли чест- во размеры мм вы- сота коли- честв во объем, м3 способ, оборудо- вание очистки
длина ши- рина (диа- метр)
Ашинский Бассей- новая 1 12 000 3 000 1 500 — — —
Челябинский имени Серова Ги дро- желоб- ная То же 9 4 10 500 8 000 700 780 600 600 4 500 Отсутст Мосто- вой кран вуют
Руставский це- ментный за- вод сСвободный Сокол» Бара- банная Желоб- ная 4 1 2 000 6 500 (1 580) 1 000 800 2 Отсу 300 тствуют
Кушвинский Бассей- новая 1 20 000 6 600 3 000 — — —
Макеевский Гидро- жейоб- 10 8 500 880 600 2 2 034 Экска- ватор
Енакиевский «Азовсталь» ная То же » 6 10 10 330 12 000 850 880 3 395 600 2 1 440 Отсутст Мосто- вой кран вуют
Донецкий Краматорский Желоб- ная Гидро- желоб- ная ^Бассей- новая 4 3 3 10 000 10 330 11 000 600 850 4 250 4 560 1 160 Отсутст Экска- ватор Мосто- вой край вуют
имени Ильича Коммунарский Гидро- желоб- ная То же 8 20 12 000 2 000 880 500 600 250 2 3 480 400 Экска- ватор
Криворожский 15 7 000 1 000 800 2 2 400 500 То же Мосто- вой
имени Дзер- жинского «Запорож- сталь» имени Пет- ровского Бассей- новая То же 9 2 2 10 12 000 23 500 31 000 11000 880 8 000 8 000 7 400 600 6 200 6 200 4 000 1 1 820 Отсутст Отсутст кран Экска- ватор вуют вуют
26
Продолжение
Насосы Транспортировка готовой продукции
тип коли- чество произво- дитель- ность одного насоса, м3/ч тип грузо- подъем- ность, т пролет, м объем грей- фера, м3 коли- чество
14Д6 8НДВ НФ-2,5 НД6 От ВОДОВОД1 От водовод 12НДС 14ДБ 12-МДС ЗВ200/2 6НДВ Д1250/125 Н. св. 12НДС Д1250/125 ЦН-400ХЮ5 14Д6 12НДС От водовод I 4 2 2 2 ю й сет ной cei 10 3 1 6 4 3 5 4 6 7 4 3 ной сея о же 1000 250 36 108 и завода 'и завода 1200 1500 1250 • 450 200 1620 1260 1000 500 1470 1080 ги завода Скреперная лебедка Мостовой кран Экскаватор Мостовой кран Скреперная лебедка Стреловой кран Порталь- ный кран Мостовой кран Экскаватор » Мостовой кран Кран Мостовой кран Козловой кран Мостовой кран То же » » 15 10 2 10 20 20 10 15 1—32 II - 16 15 20 15 10 5 22,5 32,0 Вылет стрелы 12 30 28,5 28,5 22,5 22,5 60,0 22,5 28,5 22,5 26,0 17,3 Объем с 0,5 5,3 , 0,75 1,5 Н. св. 7 1 0,7 7 3 5,5 I — 18,0 II-13,0 5,3 7,0 3,0 2,0 1,8 кребка 3 1 2 1 1 4 4 1 2 1 1 2 3 2 3 3 4
27
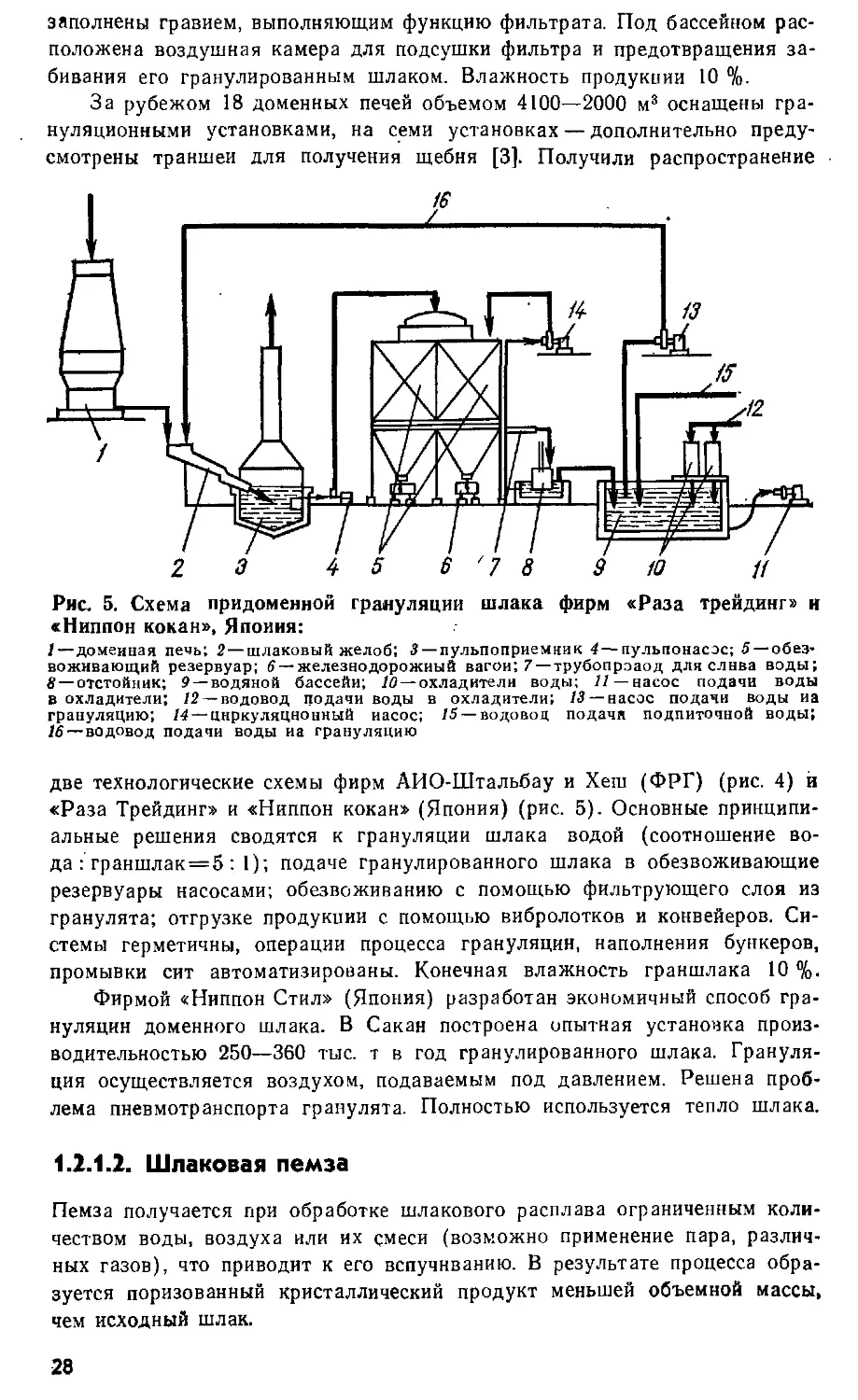
заполнены гравием, выполняющим функцию фильтрата. Под бассейном рас-
положена воздушная камера для подсушки фильтра и предотвращения за-
бивания его гранулированным шлаком. Влажность продукции 10 %.
За рубежом 18 доменных печей объемом 4100—2000 м3 оснащены гра-
нуляционными установками, на семи установках — дополнительно преду-
смотрены траншеи для получения щебня [3]. Получили распространение
Рис. 5. Схема придоменной грануляции шлака фирм «Раза трейдинг» и
«Ниппон кокан», Япония:
1 — доменная печь: 2 — шлаковый желоб; 3 — пульпоприемник 4— пульпонасэс; 5 — обез-
воживающий резервуар; 6 — железнодорожный вагой; 7 — трубопровод дляслнва воды;
8 — отстойник; 9 —водяной бассейн; 10 — охладители воды; // — насос подачи воды
в охладители; 12 — водовод подачи воды в охладители; 13 — насос подачи воды на
грануляцию; 14 — циркуляционный насос; /5 —водовод подачи подпиточной воды;
16—водовод подачи воды иа грануляцию
две технологические схемы фирм АИО-Штальбау и Хеш (ФРГ) (рис. 4) й
«Раза Трейдинг» и «Ниппон кокан» (Япония) (рис. 5). Основные принципи-
альные решения сводятся к грануляции шлака водой (соотношение во-
да :граншлак=5: 1); подаче гранулированного шлака в обезвоживающие
резервуары насосами; обезвоживанию с помощью фильтрующего слоя из
гранулята; отгрузке продукции с помощью вибролотков и конвейеров. Си-
стемы герметичны, операции процесса грануляции, наполнения бункеров,
промывки сит автоматизированы. Конечная влажность граншлака 10 %.
Фирмой «Ниппон Стил» (Япония) разработан экономичный способ гра-
нуляция доменного шлака. В Сакан построена опытная установка произ-
водительностью 250—360 тыс. т в год гранулированного шлака. Грануля-
ция осуществляется воздухом, подаваемым под давлением. Решена проб-
лема пневмотранспорта гранулята. Полностью используется тепло шлака.
1.2.1.2. Шлаковая пемза
Пемза получается при обработке шлакового расплава ограниченным коли-
чеством воды, воздуха или их смеси (возможно применение пара, различ-
ных газов), что приводит к его вспучиванию. В результате процесса обра-
зуется поризованный кристаллический продукт меньшей объемной массы,
чем исходный шлак.
28
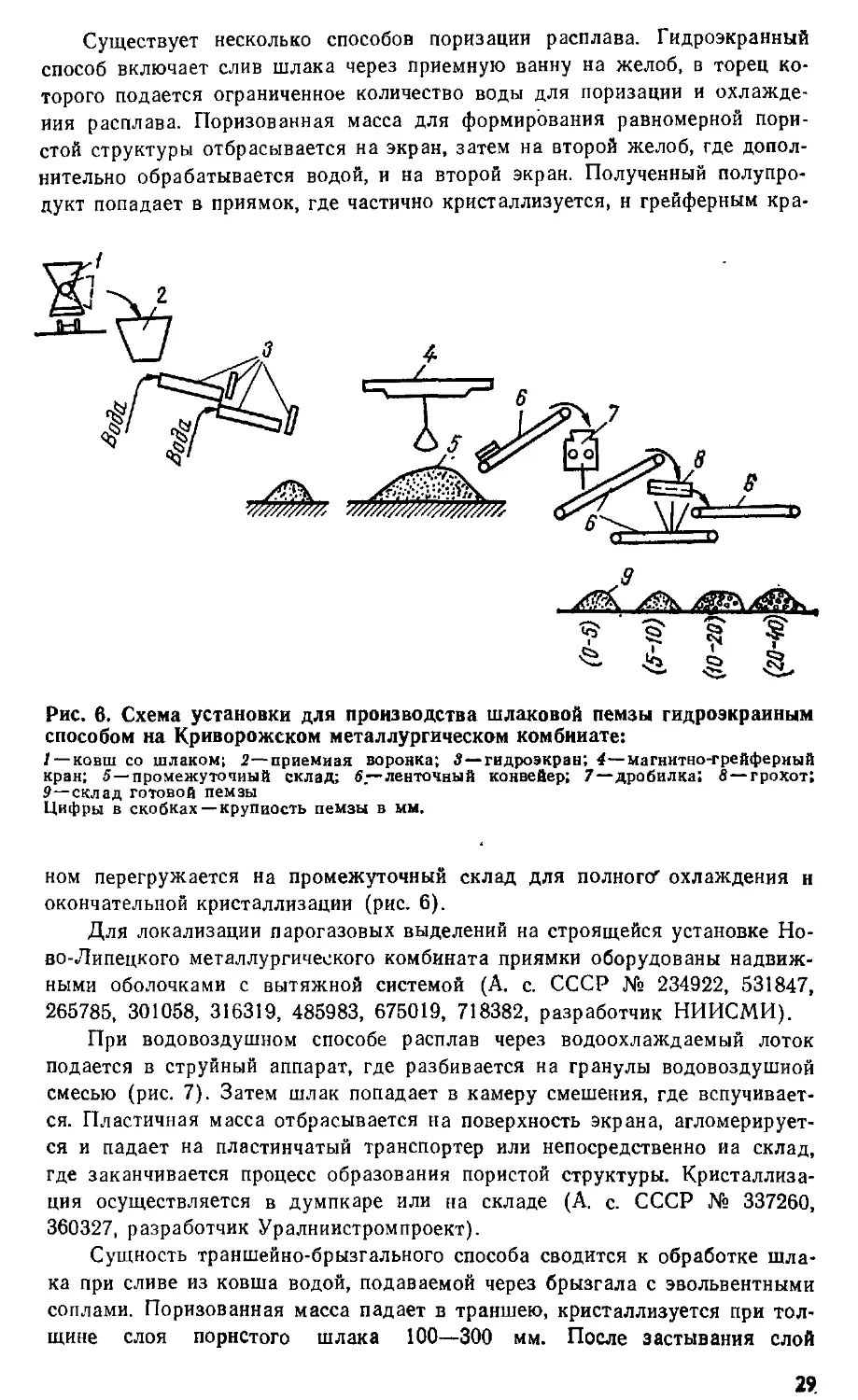
Существует несколько способов поризации расплава. Гидроэкранный
способ включает слив шлака через приемную ванну на желоб, в торец ко-
торого подается ограниченное количество воды для поризации и охлажде-
ния расплава. Поризованная масса для формирования равномерной пори-
стой структуры отбрасывается на экран, затем на второй желоб, где допол-
нительно обрабатывается водой, и на второй экран. Полученный полупро-
дукт попадает в приямок, где частично кристаллизуется, н грейферным кра-
Рис. в. Схема установки для производства шлаковой пемзы гидроэкраиным
способом на Криворожском металлургическом комбииате:
1— ковш со шлаком; 2—приемная воронка; 3—гидроэкран; 4—магнитно-грейферный
кран; 5—промежуточный склад; б—ленточный конвейер; 7—дробилка; 8—грохот;
9—склад готовой пемзы
Цифры в скобках —крупность пемзы в мм.
ном перегружается на промежуточный склад для полногсг охлаждения н
окончательной кристаллизации (рис. 6).
Для локализации парогазовых выделений на строящейся установке Но-
во-Липецкого металлургического комбината приямки оборудованы надвиж-
ными оболочками с вытяжной системой (А. с. СССР № 234922, 531847,
265785, 301058, 316319, 485983, 675019, 718382, разработчик НИИСМИ).
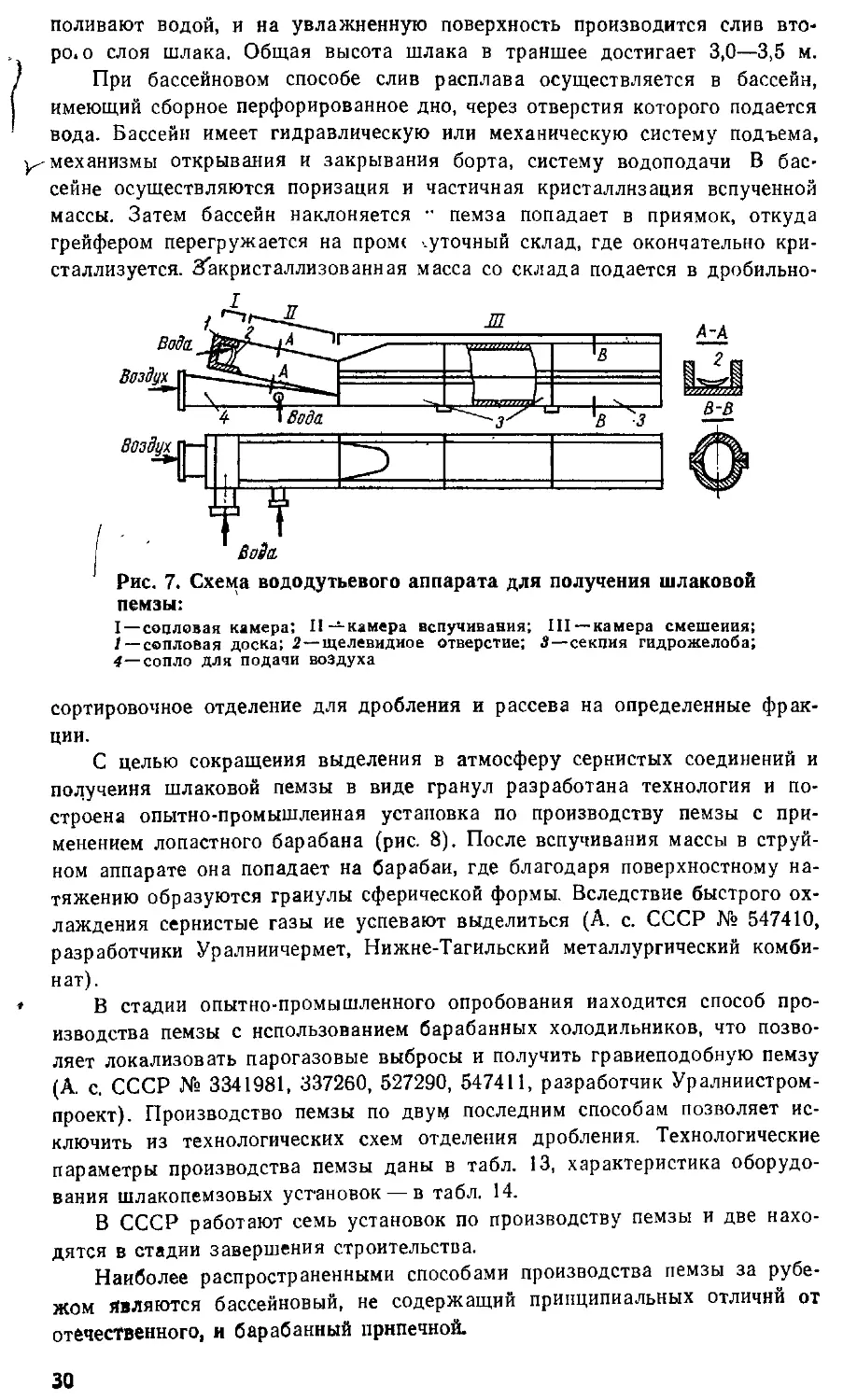
При водовоздушном способе расплав через водоохлаждаемый лоток
подается в струйный аппарат, где разбивается на гранулы водовоздушиой
смесью (рис. 7). Затем шлак попадает в камеру смешения, где вспучивает-
ся. Пластичная масса отбрасывается на поверхность экрана, агломерирует-
ся и падает на пластинчатый транспортер или непосредственно на склад,
где заканчивается процесс образования пористой структуры. Кристаллиза-
ция осуществляется в думпкаре или на складе (А. с. СССР № 337260,
360327, разработчик Уралниистромпроект).
Сущность траншейно-брызгального способа сводится к обработке шла-
ка при сливе из ковша водой, подаваемой через брызгала с эвольвентными
соплами. Поризованная масса падает в траншею, кристаллизуется при тол-
щине слоя пористого шлака 100—300 мм. После застывания слой
29
поливают водой, и на увлажненную поверхность производится слив вто-
ро, о слоя шлака. Общая высота шлака в траншее достигает 3,0—3,5 м.
При бассейновом способе слив расплава осуществляется в бассейн,
имеющий сборное перфорированное дно, через отверстия которого подается
вода. Бассейн имеет гидравлическую или механическую систему подъема,
механизмы открывания и закрывания борта, систему водоподачи В бас-
сейне осуществляются поризация и частичная кристаллизация вспученной
массы. Затем бассейн наклоняется •• пемза попадает в приямок, откуда
грейфером перегружается на пром< -.уточный склад, где окончательно кри-
сталлизуется. Закристаллизованная масса со склада подается в дробильно-
Рис. 7. Схема вододутьевого аппарата для получения шлаковой
пемзы:
I—сопловая камера: II—камера вспучивания; III —камера смешения;
/ — сопловая доска; 2—щелевидиое отверстие; 3—секция гидрожелоба;
4—сопло для подачи воздуха
сортировочное отделение для дробления и рассева на определенные фрак-
ции.
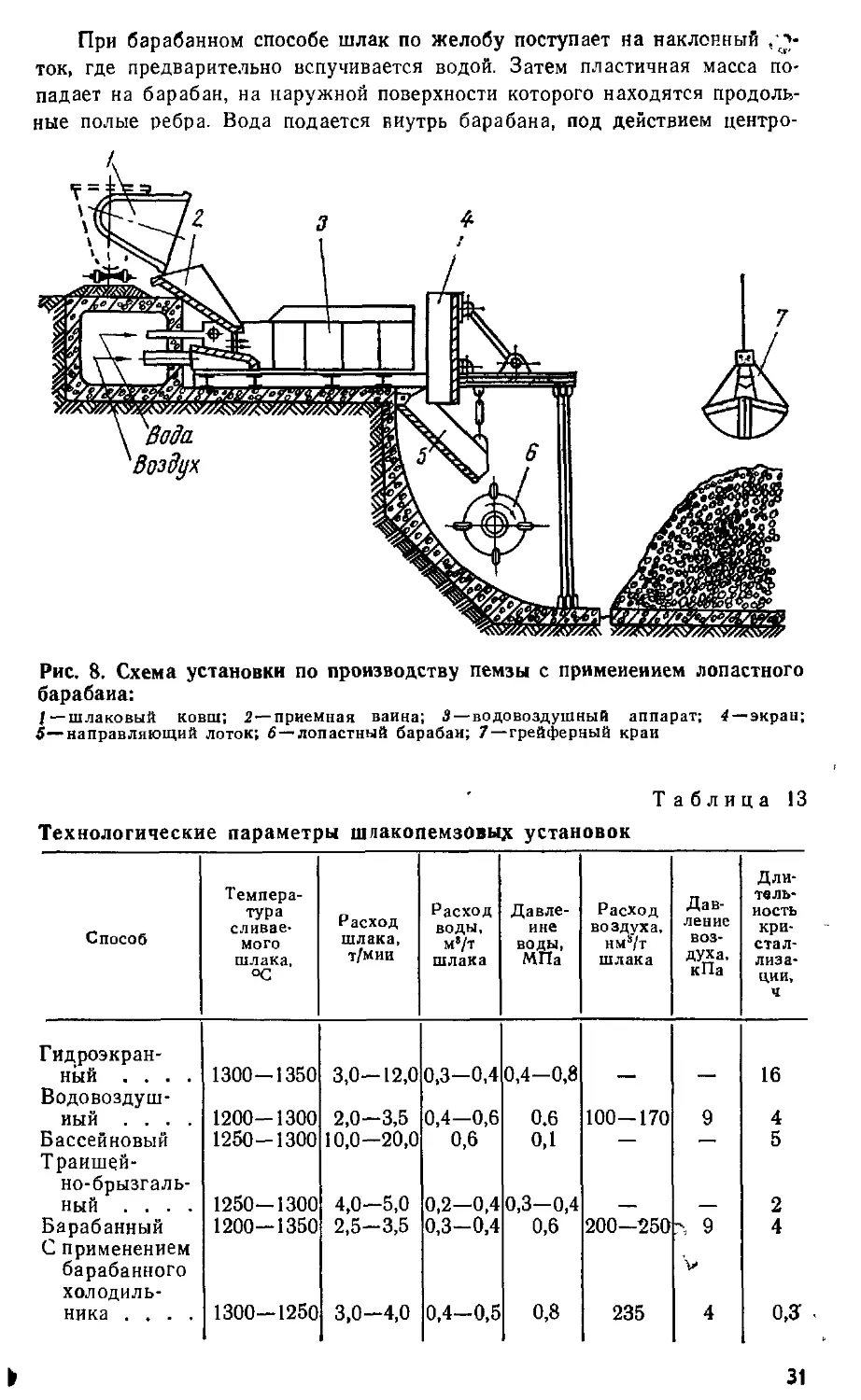
С целью сокращения выделения в атмосферу сернистых соединений и
получения шлаковой пемзы в виде гранул разработана технология и по-
строена опытно-промышлеиная установка по производству пемзы с при-
менением лопастного барабана (рис. 8). После вспучивания массы в струй-
ном аппарате она попадает на барабан, где благодаря поверхностному на-
тяжению образуются гранулы сферической формы. Вследствие быстрого ох-
лаждения сернистые газы не успевают выделиться (А. с. СССР № 547410,
разработчики Уралниичермет, Нижне-Тагильский металлургический комби-
нат).
В стадии опытно-промышленного опробования находится способ про-
изводства пемзы с использованием барабанных холодильников, что позво-
ляет локализовать парогазовые выбросы и получить гравиеподобную пемзу
(А. с. СССР № 3341981, 337260, 527290, 547411, разработчик Уралниистром-
проект). Производство пемзы по двум последним способам позволяет ис-
ключить из технологических схем отделения дробления. Технологические
параметры производства пемзы даны в табл. 13, характеристика оборудо-
вания шлакопемзовых установок — в табл. 14.
В СССР работают семь установок по производству пемзы и две нахо-
дятся в стадии завершения строительства.
Наиболее распространенными способами производства пемзы за рубе-
жом Являются бассейновый, не содержащий принципиальных отличнй от
отечественного, и барабанный припечной.
30
При барабанном способе шлак по желобу поступает на наклонный ,
ток, где предварительно вспучивается водой. Затем пластичная масса по-
падает на барабан, на наружной поверхности которого находятся продоль-
ные полые ребра. Вода подается внутрь барабана, под действием центро-
Рис, 8. Схема установки по производству пемзы с примеиеиием лопастного
барабана:
I — шлаковый ковш; 2 —приемная ваина; 3 — водовоздушный аппарат; 4 — экран;
5—направляющий лоток; б —лопастный барабан; 7— грейферный край
Таблица 13
Технологические параметры шлакопемзовыд установок
Способ Темпера- тура сливае- мого шлака, °C Расход шлака, т/мии Расход воды, м’/т шлака Давле- ние воды, МПа Расход воздуха, нм’/т шлака Дав- ление воз- духа, кПа Дли- тель- иость кри- стал- лиза- нии, я
Гидроэкран- ный .... 1300-1350 3,0—12,0 0,3—0,4 0,4-0,8 16
Водовоздуш- иый .... 1200-1300 2,0—3,5 0,4—0,6 0.6 100—170 9 4
Бассейновый 1250-1300 10,0—20,0 0,6 0,1 — — 5
Траишей- но-брызгаль- ный .... 1250-1300 4,0—5,0 0,2—0,4 0,3—0,4 2
Барабанный 1200—1350 2,5-3,5 0,3—0,4 0,6 200—250 9 4
С применением барабанного холодиль- ника .... 1300—1250 3,0—4,0 0,4-0,5 0,8 235 V 4 ОД
31
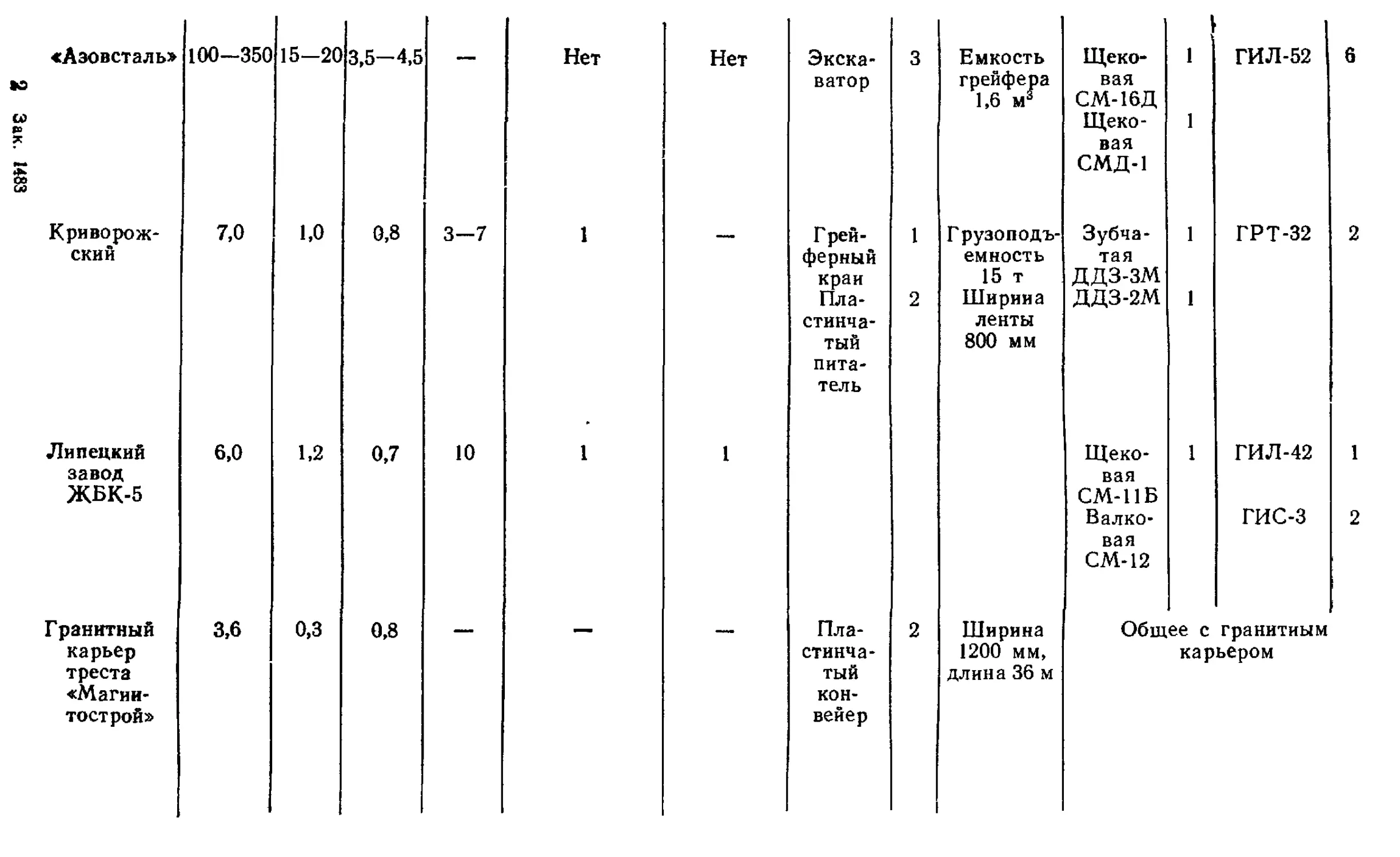
Характеристика оборудования шлакопемзовых установок
Металлур- гические и другие предприя- тия Вспучивающий агрегат
длина, м ши- рина, м высота агре- гата (ка- скада), м угол нак- лона агре- гата, град. количество желобов количе- ство и харак- теристика экранов
Череповец- кий 2,7 2,9 2,2 40 2 (верхний 1270ХЮ50ММ, ннжний 1520ХЮ00 мм) 2 (верх- ний: Л=1150 мм, 7?=570 мм; нижний: /г=1200 мм; 7?=770 мм)
Нижне-Т а- гильский 6,0 0,6 0,9 5—7 (вверх) 1 Нет
Челябин- ский 2,7 1.1 17 3 2
Таблица 14
Транспортировка готовой продукции от агрегата Дробильно-сортировочное отделение
дробилки грохоты
тип чис- ло характери- стика тип чис- ло тип чис- ло
Г рей- ферный кран 2 Г рузоподъ- емность 15 т Щеко- вая СМ-16Д Двух- валко- вая зубчатая ДДЗ-1Е 1 СМ-652А-1 ГУП-3 1 2
То же 1 Г рузоподъ- емность 15 т, объем грейфера 5 м3 Щеко- вая ДРО-307 1 ГИЛ-32А С-740 1 1
2 Г рузоподъ- емиость 15 т, объем грейфера 5,3 м3 Щеко- вая СМ-741 2 ГГТ-32 ГИЛ-42 1 1
Зак. 1483
«Азовсталь» 100-350 15-20 3,5-4,5 — Нет
Криворож- ский 7,0 1,0 0,8 3—7 1
Липецкий завод ЖБК-5 6,0 1,2 0,7 10 1
Гранитный карьер треста «Магии- тострой» 3,6 0,3 0,8 — —
!
Нет Экска- ватор 3 Емкость грейфера Щеко- вая СМ-16Д Щеко- вая СМД-1 1 1 ГИЛ-52 6
— Грей- ферный край Пла- стинча- тый пита- тель 1 2 Г рузоподъ- емность 15 т Ширина ленты 800 мм Зубча- тая ддз-зм ДДЗ-2М 1 1 ГРТ-32 2
1 Щеко- вая СМ-11 Б Валко- вая СМ-12 1 ГИЛ-42 ГИС-3 1 2
— Пла- стинча- тый кон- вейер 2 Ширина 1200 мм, длина 36 м Общ ее с кар гранитным ьером
бежной силы выбрасывается через отверстия в Лопастях, которые и раз-
бивают шлак на гранулы. Расход воды — 1 м3 на тонну шлака. Способ от-
личается небольшим выделением сернистых соединений из-за незначитель-
ного контакта шлака с водой и его быстрого охлаждения. Получаемая про-
дукция фракции 8—16 мм имеет объемную насыпную массу 650—850 кг/м3.
По сравнению с обычными установками выделение H2S и SO2 существенно
уменьшается.
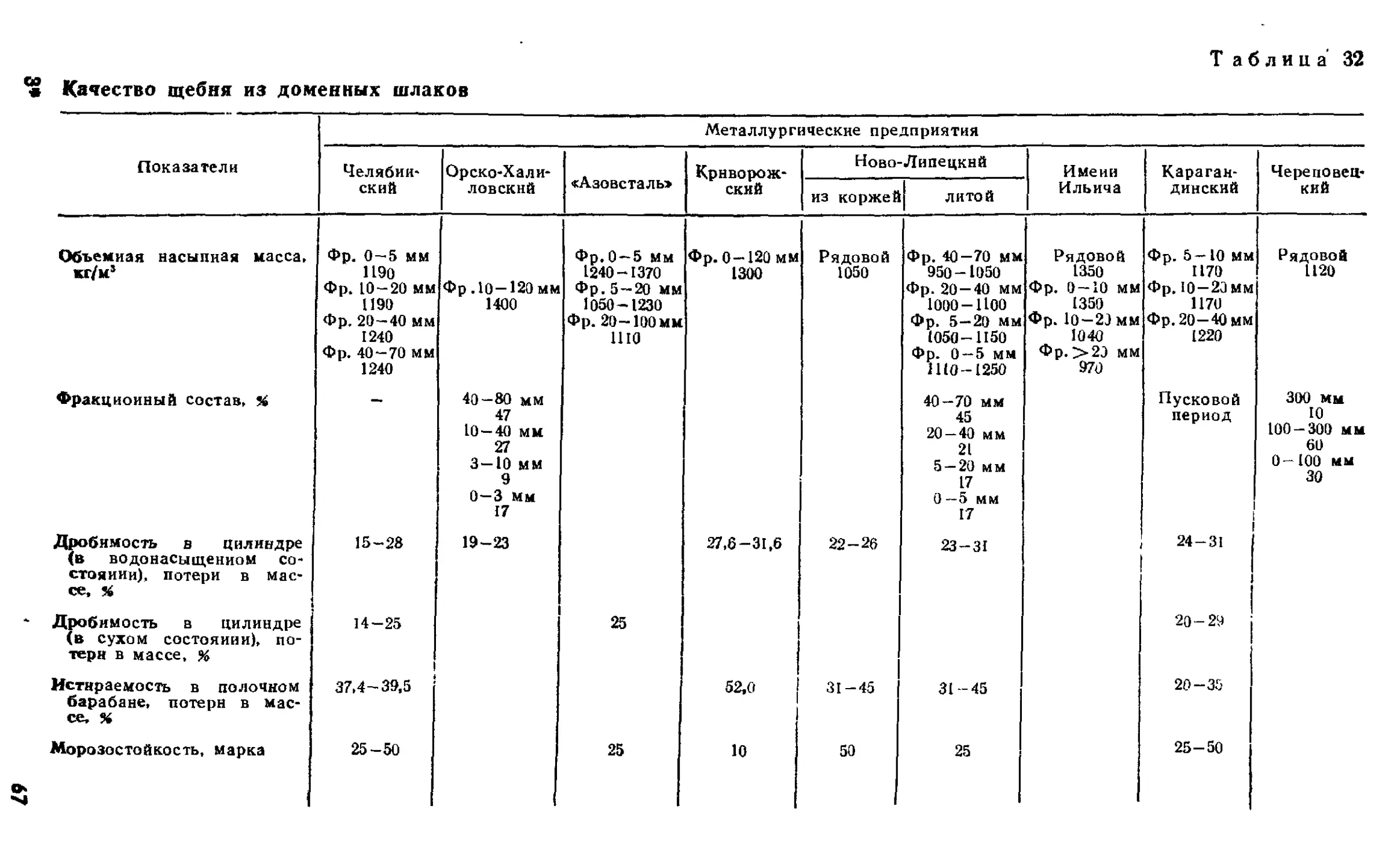
1.2.1.3. Шлаковые щебень и песок
Щебень получают медленным охлаждением шлака, способствующим обра-
зованию кристаллической структуры Производят его из жидких шлаков
Рис. 9. Схема установки Челябинского металлургического комбината для
производства щебня из коржей:
I —самоходный копер; 2— шлаковозиый ковш; 3—грейферный кран; 4 —приемный
бункер; 5 — пластинчатый питатель; 6 — щековая дробилка; 7 —роторная дробилка;
3 —ленточный конвейер; 9 — электромагнитный шкив; J0—грохот; И — промежуточный
склад; 12—склад готовой продукции; 13 — погрузочный бункер; 14—подвесной электро-
магнит
(литой щебень), остывших в ковшах шлаков текущего выхода, или из от-
вальных шлакон.
Литой щебень получают при сливе расплава в траншею слоями тол-
щиной 80—100 мм. После затвердевания в течение 20—30 мин поверх-
ность шлака орошается водой для предотвращения сцепления слоев. Сле-
дующую партию шлака сливают в эту же траншею после испарения влаги
с поверхностного слоя. Высота шлака в траншее достигает 2 м. После вы-
держки в течение двух суток шлак разрабатывается экскаватором и на-
правляется в дробильно-сортиродочное отделение.
При перевозке шлака в ковшах расплав, находящийся около стенок и
на поверхности ковша, застывает в виде корок (ковшовых остатков). Для
уменьшения выхода ковшовых остатков разработаны способы вспенивания
поверхностного слоя шлака водой при сливе расплава в ковш, в резуль-
тате чего на поверхности образуется теплоизоляционный пористый слой
(А. с. СССР № 400621, 592847, 702675, разработчики Магнитогорский ме-
таллургический комбинат Ждановский металлургический институт).
Ковшовые остатки составляют в среднем 25—30 % жидких шлаков,
34
поступающих на переработку к отдельно стоящим установкам Разрабо-
тана технология их переработки на щебень! Отделения переработки ковшо-
вых остатков представляют собой траншею для приема скардовнн, обору-
дованную магнитио-грейферным краном для предварительного дробления
и извлечения крупного металла Выбивка остатков производится путем
удара грузом по днищу и кромке чаши. Куски шлака после отбора метал-
ла направляются в дробильно-сортировочное отделение закрытого или от-
крытого типа, оборудованное стандартными шлаковыми дробилками, грохо-
тами и конвейерными системами; по ходу технологического процесса перед
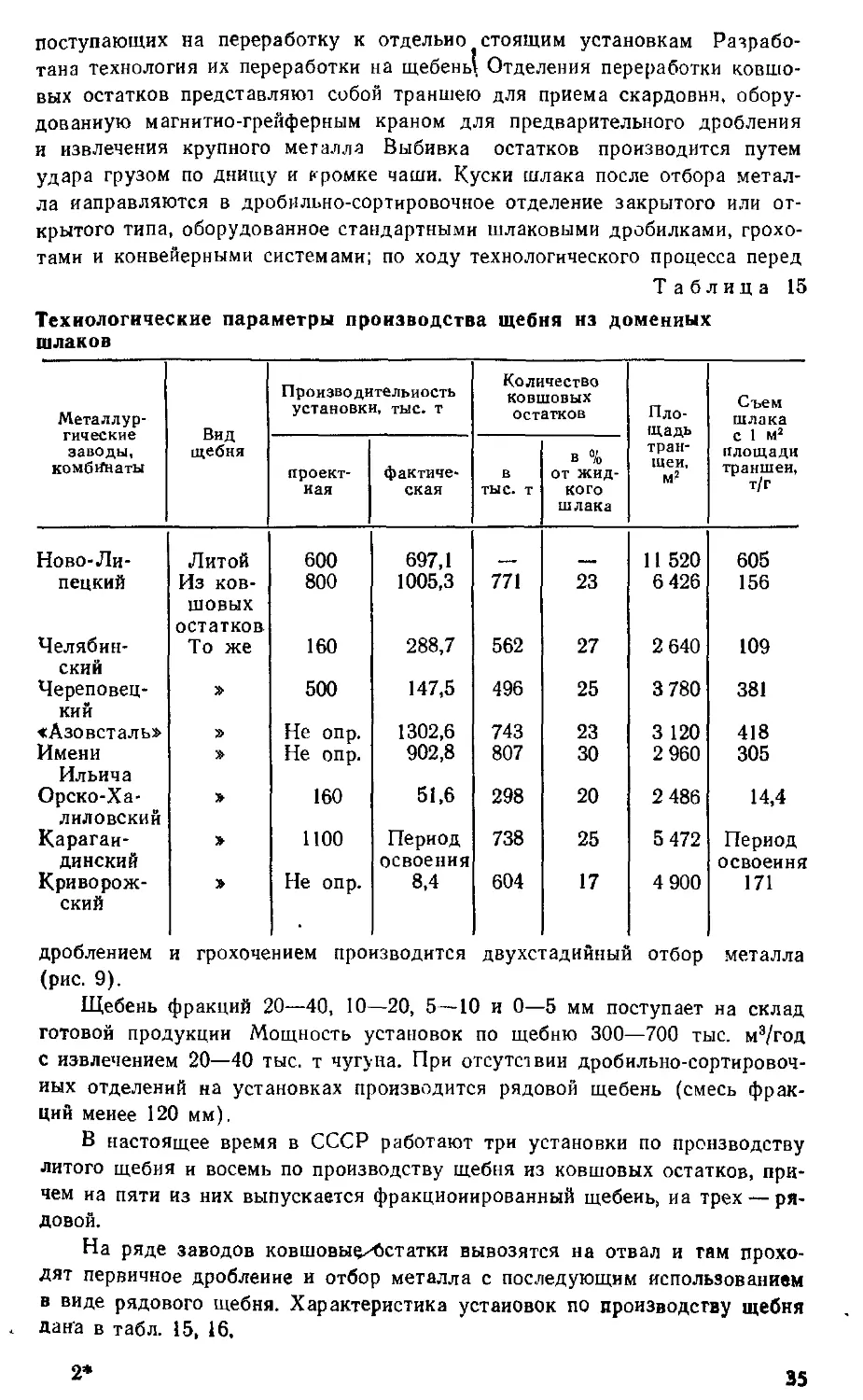
Таблица 15
Технологические параметры производства щебня нз доменных
шлаков
Металлур- гические заводы, комбинаты Вид щебня Производительность установки, тыс. т Количество ковшовых остатков Пло- щадь тран- шеи, м2 Съем шлака с 1 м2 площади траншеи, т/г
проект- ная фактиче- ская в тыс. т В % от жид- кого шлака
Ново-Ли- Литой 600 697,1 11 520 605
пецкий Из ков- шовых остатков 800 1005,3 771 23 6 426 156
Челябин- То же 160 288,7 562 27 2 640 109
ский
Череповец- » 500 147,5 496 25 3 780 381
КИЙ
<Азовсталь» Не опр. 1302,6 743 23 3 120 418
Имени Не опр. 902,8 807 30 2 960 305
Ильича
Орско-Ха- » 160 51,6 298 20 2 486 14,4
лиловский
Караган- динский » 1100 Период освоения 738 25 5 472 Период освоения
Криворож- ский » Не опр. 8,4 604 17 4 900 171
дроблением и грохочением производится двухстадийный отбор металла
(рис. 9).
Щебень фракций 20—40, 10—20, 5—10 и 0—5 мм поступает на склад
готовой продукции Мощность установок по щебню 300—700 тыс. м3/год
с извлечением 20—40 тыс. т чугуна. При отсутствии дробильно-сортировоч-
ных отделений на установках производится рядовой щебень (смесь фрак-
ций меиее 120 мм).
В настоящее время в СССР работают три установки по производству
литого щебня и восемь по производству щебня из ковшовых остатков, при-
чем иа пяти из них выпускается фракционированный щебень, иа трех — ря-
довой.
На ряде заводов ковшовыеХ>статки вывозятся на отвал и там прохо-
дят первичное дробление и отбор металла с последующим использованием
в виде рядового щебня. Характеристика установок по производству щебня
дана в табл. 15, 16,
2*
35
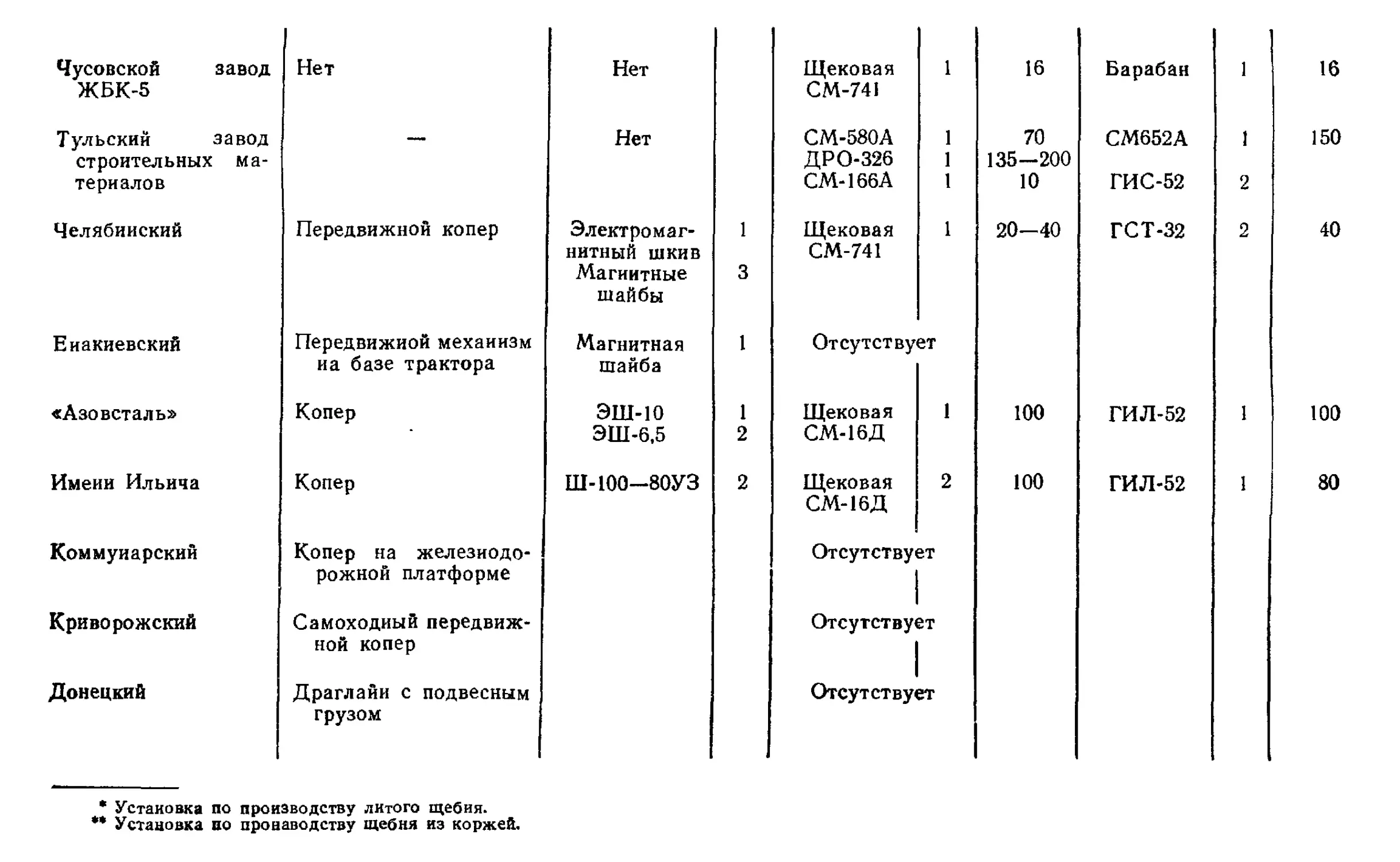
Таблица 16
Характеристика оборудования по производству щебня из доменных шлаков
Металлургические и другие предприятия Устройство для выбивки коржей Дробильно-сортировочное отделение
отбор металла дробилки грохоты
тип ЧИС- ЛО ТИП чис- ло произво- дитель- ность, т/ч тип чис- ло произво- дитель иость, м3/ч
Ново-Липецкнй Передвижной копер** 1,5 т (груз) Барабанный * сепаратор 2 О Щековая СМ-741 гсутствует 1 25-48 ГИС-52 4 150
Карагандинский Копер на железнодо- рожном ходу Магнитные шайбы, барабанный сепаратор 6 Щековая СМ16Д Конусная КСД-1750Гр 2 1 60 160—220 ГИС-52 ГИС-42 ГИТ-32Н 3 3 2 150 140 360
Кузнецкий Самоходная магнитная установка 1 Щековая СМ-741 3 25-50 ГСС-32 3 50-100
Орско-Халиловский Кран с грузом Магнитный шкив 2 Щековая СМ-16Д 1 100 ГТТ-32 2 40
Череповецкий Копер 350СТ Отсутствует
Чусовской завод ЖБК-5 Тульский завод строительных ма- териалов Нет Нет Нет
Челябинский Передвижной копер Электромаг- нитный шкив Магнитные шайбы 1 3
Енакиевский Передвижной механизм иа базе трактора Магнитная шайба 1
«Азовсталь» Копер ЭШ-10 ЭШ-6,5 1 2
Имени Ильича Коммунарский Криворожский Донецкий Копер Копер на железнодо- рожной платформе Самоходный передвиж- ной копер Драглайн с подвесным грузом Ш-100—80УЗ 2
* Установка по производству литого щебня.
Установка но производству щебня из коржей
Щековая СМ-741 1 16 Барабан 1 16
СМ-580А 1 70 СМ652А 1 150
ДРО-326 1 135—200
СМ-166А 1 10 ГИС-52 2
Щековая СМ-741 1 20—40 ГСТ-32 2 40
Отсутству ет
Щековая СМ-16Д 1 100 ГИЛ-52 1 100
Щековая СМ-16Д 2 100 ГИЛ-52 1 80
Отсутствует
Отсутствует
Отсутствует
в зарубежных странах (США, Англия, Япония, Франция и др.) полу-
чают в основном литой шлаковый щебень. Для разработки траншей ис-
пользуют экскаваторы с ковшом емкостью 4—9 м3 или бульдозеры.
Дробильно-сортировочные отделения оснащены стандартным оборудо-
ванием с многократным отбором металла по ходу технологического про-
цесса. Первичное дробление осуществляется на щековых и конусных дро-
билках, вторичное — на короткокоиусных. Рассев производится на вибро-
грохотах с системой обеспыливания.
На крупных доменных печах шлаковый расплав для производства
щебня через желоб подается в траншею, расположенную рядом с литейным
двором. Удельная площадь траншеи на 1 т переработанного шлака состав-
ляет 3,4—4,6 м2.
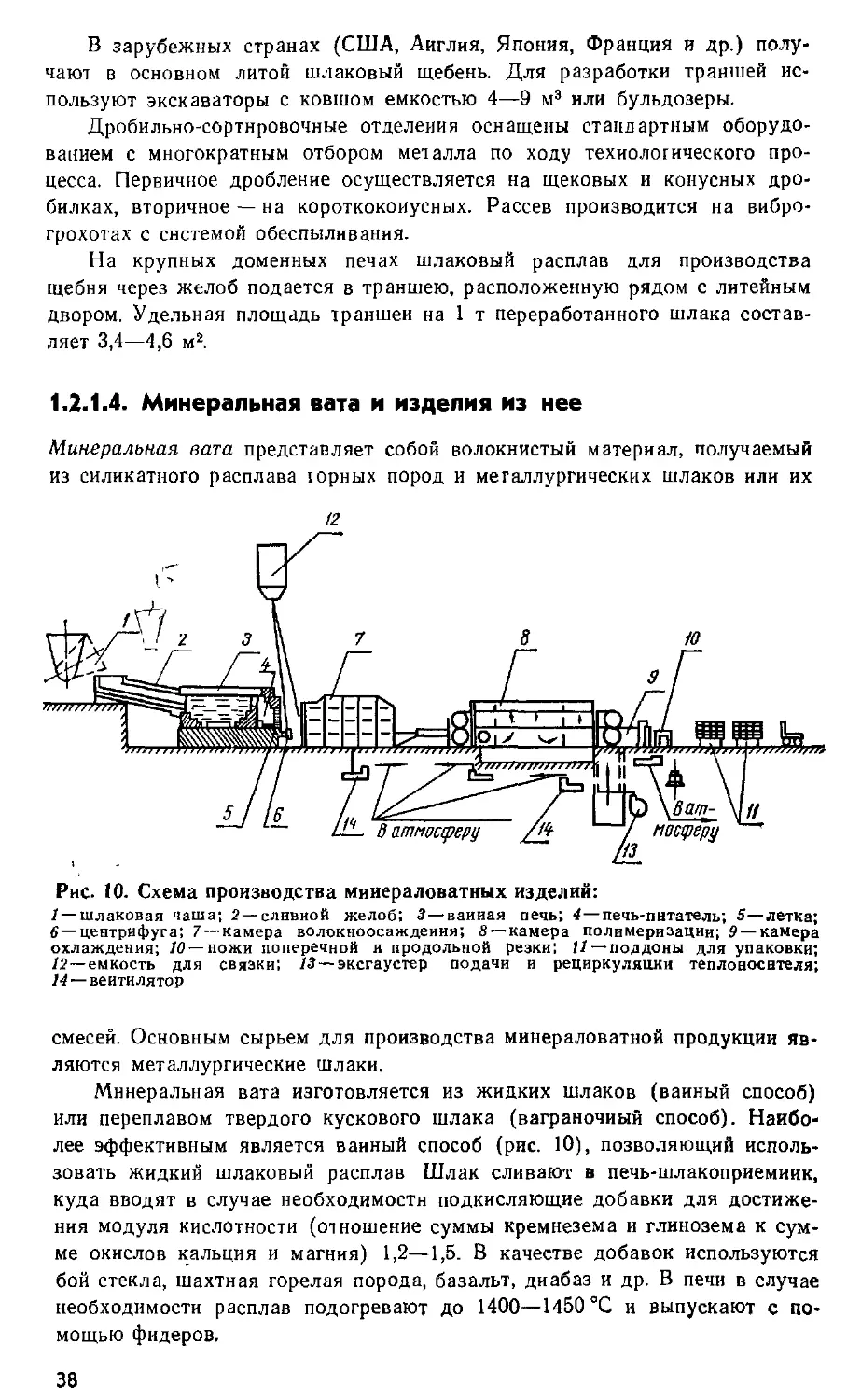
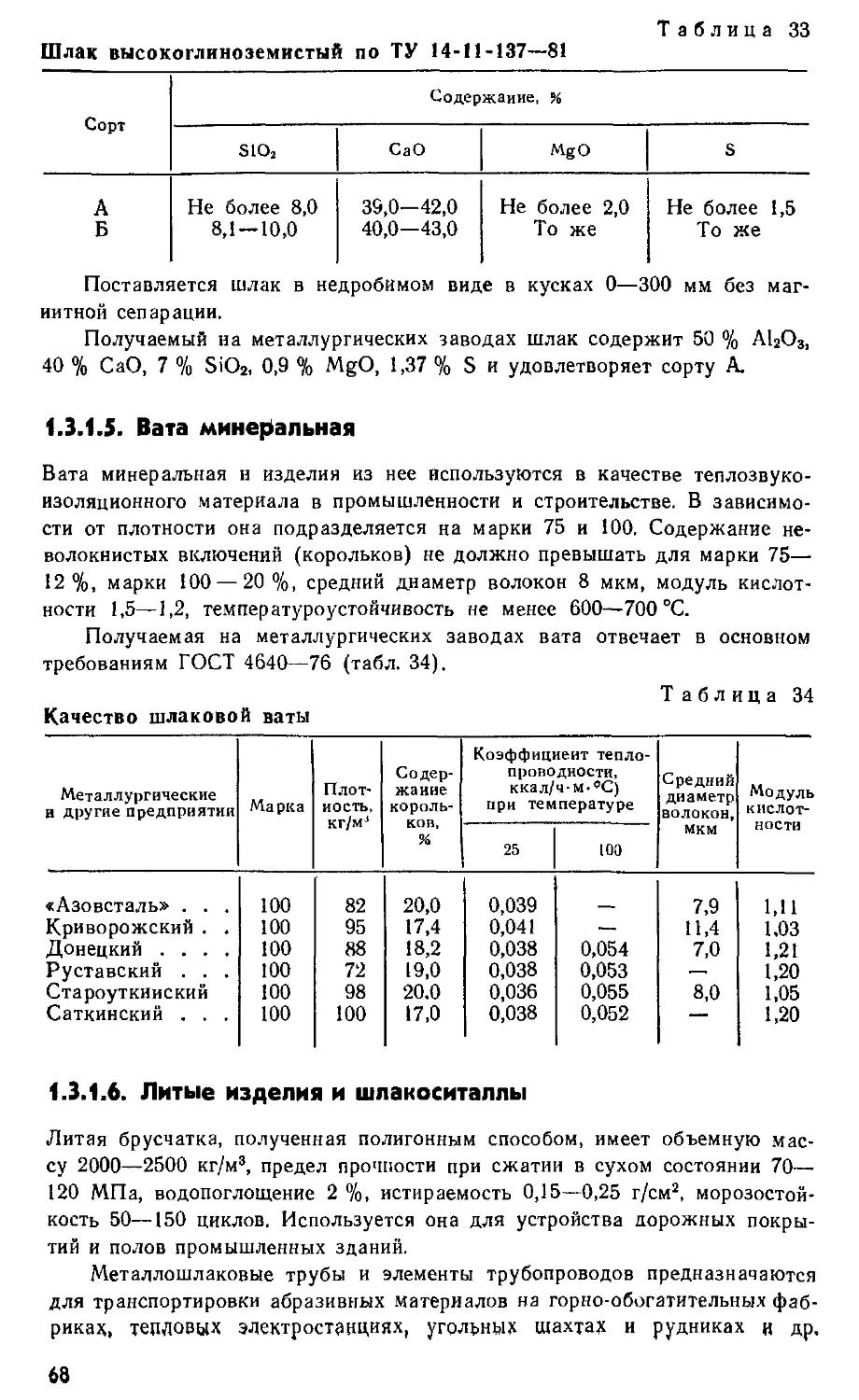
1.2.1.4. Минеральная вата и изделия из нее
Минеральная вата представляет собой волокнистый материал, получаемый
из силикатного расплава горных пород и металлургических шлаков или их
Рис. 10. Схема производства мииераловатных изделий:
1— шлаковая чаша; 2—сливной желоб; 3—ванная печь; 4—печь-пнтатель; 5—летка;
6 — центрифуга; 7 — камера волокноосаждеиия; 8 — камера полимеризации; 9— камера
охлаждения; /0 —ножи поперечной и продольной резки; tl — поддоны для упаковки;
12—емкость для связки; 13—эксгаустер подачи и рециркуляции теплоносителя;
14 — вентилятор
смесей. Основным сырьем для производства минераловатной продукции яв-
ляются металлургические шлаки.
Минеральная вата изготовляется из жидких шлаков (ванный способ)
или переплавом твердого кускового шлака (ваграночный способ). Наибо-
лее эффективным является ванный способ (рис. 10), позволяющий исполь-
зовать жидкий шлаковый расплав Шлак сливают в печь-шлакоприемиик,
куда вводят в случае необходимости подкисляющие добавки для достиже-
ния модуля кислотности (отношение суммы кремнезема и глинозема к сум-
ме окислов кальция и магния) 1,2—1,5. В качестве добавок используются
бой стекла, шахтная горелая порода, базальт, диабаз и др. В печи в случае
необходимости расплав подогревают до 1400—1450 °C и выпускают с по-
мощью фидеров.
38
При ваграночном способе плавку твердой кусковой шихты (шлак, до-
бавки, кокс) осуществляют в вагранке, представляющей собой шахтную
печь, нижияя часть которой предназначена для плавки шихты и защищена
ватержакетом. Через фурмы подается воздух под давлением 2,5 кПа. Рас-
плав выпускается через водоохлаждаемые летку и лоток и поступает на
центрифугу для раздува на волокна. Наиболее распространенным яв-
ляется раздув расплава центробежно-дутьевым способом: предварительное
разделение струи шлака на вращающейся центрифуге с последующим вытя-
гиванием волокна струями пара, воздуха или газа, выходящими нз дутье-
вого кольца. Шлаковые волокна поступают в камеру волокноосаждения,
представляющую собой закрытый металлический короб с сетчатым транс-
портером, куда подается распыленная связка. Волокна осаждаются на
сетке транспортера. Специальный прижимной барабан уплотняет ковер и
придает ему равномерную толщину. Сырой минераловатный ковер направ-
ляется в камеру полимеризации, где при температуре 160—200 °C связка
затвердевает.
Далее ковер в специальной камере охлаждается до 30—40 °C, калиб-
руется по толщине и по выходе из нее ножами продольной и поперечной
резки разрезается на плиты.
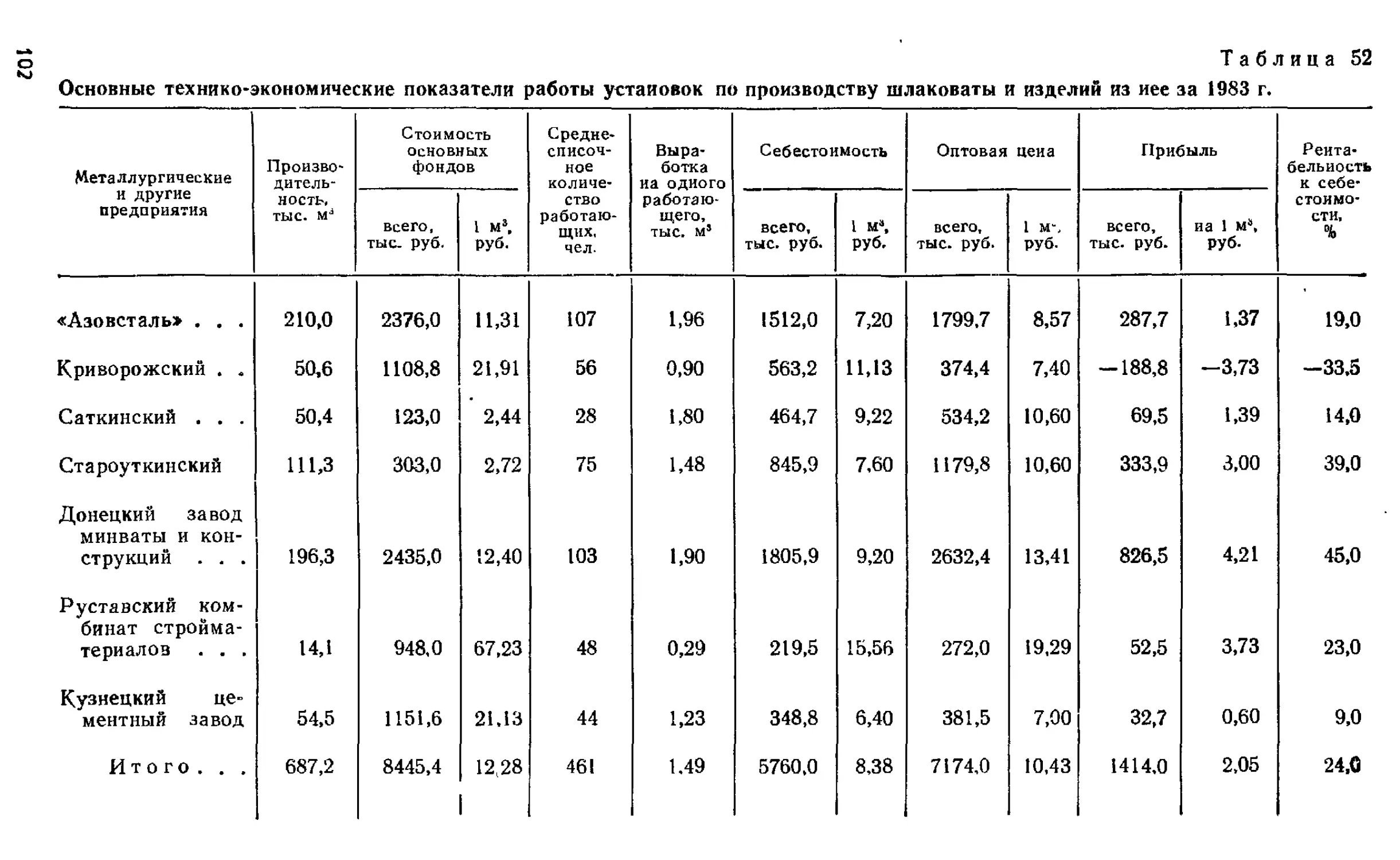
На металлургических предприятиях, кроме товарной ваты, произво-
дятся плиты — мягкая, полужесткая и жесткая — плотностью соответствен-
но не меиее 75, 125 и 150 кг/м3. При изготовлении их расход связки (феио-
лоспирта) составляет соответственно 7—9, 9—11 и 11—13 кг/м3, а время
тепловой обработки в камере полимеризации — 7—9, 9—12 и 12—15 мин.
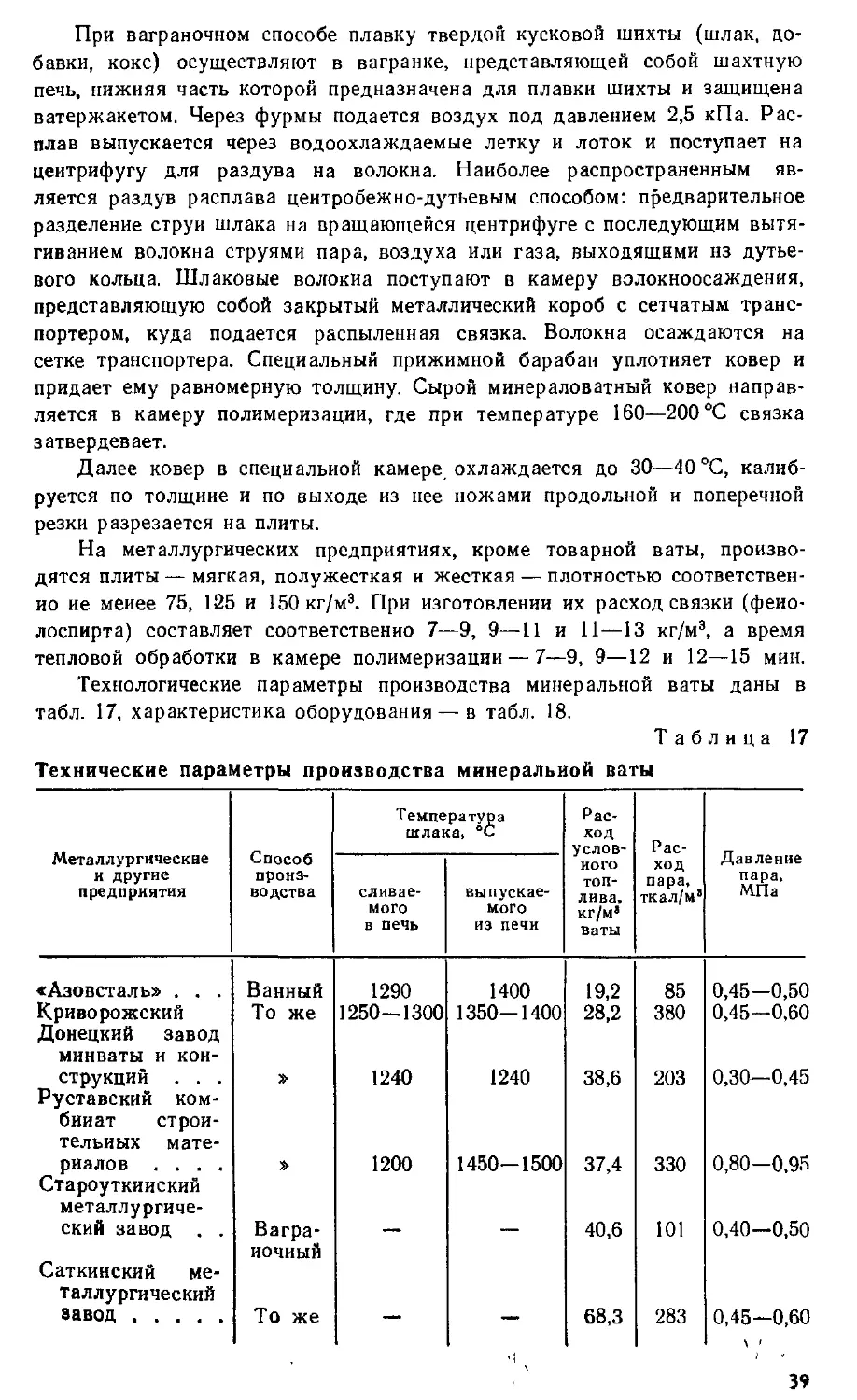
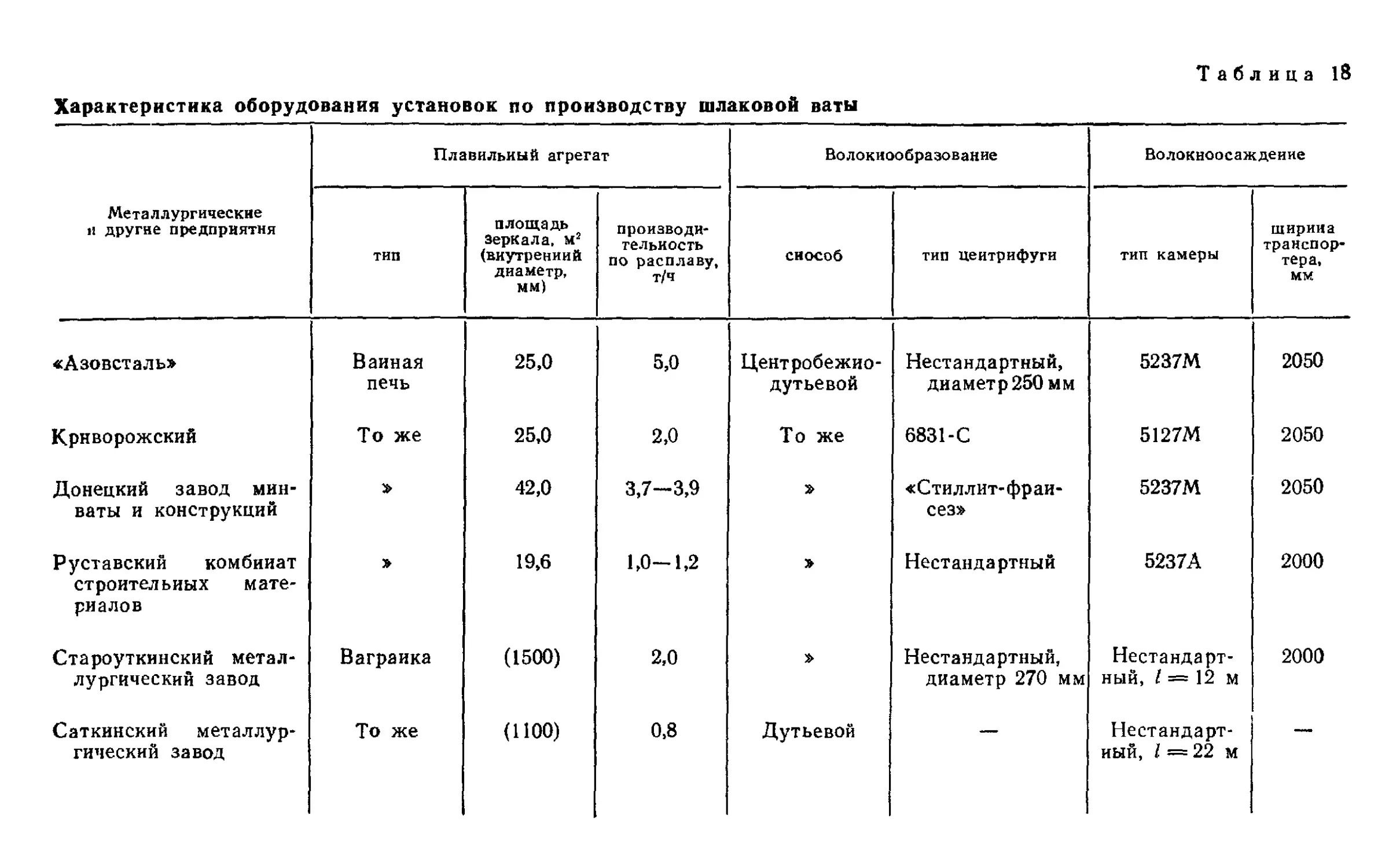
Технологические параметры производства минеральной ваты даны в
табл. 17, характеристика оборудования—в табл. 18.
Таблица 17
Технические параметры производства минеральной ваты
Металлургические и другие предприятия Способ произ- водства Температура шлака, °C Рас- ход услов- ного топ- лива, кг/м8 ваты Рас- ход пара, ткал/м8 Давление пара, МПа
сливае- мого в печь выпускае- мого из печи
«Азовсталь» . . . Ванный 1290 1400 19,2 85 0,45—0,50
Криворожский Донецкий завод минваты и кои- То же 1250—1300 1350—1400 28,2 380 0,45—0,60
струкций . . . Руставский ком- бинат строи- тельных мате- » 1240 1240 38,6 203 0,30—0,45
риалов .... Староуткииский металлургиче- » 1200 1450—1500 37,4 330 0,80—0,95
ский завод . . Саткинский ме- таллургический Вагра- ночный 40,6 101 0,40—0,50
завод То же —- —- 68,3 283 0,45—0,60
39
Таблица 18
Характеристика оборудования установок по производству шлаковой ваты
Металлургические и другие предприятия Плавильный агрегат Волокиообразование Волокноосаждеиие
тип площадь зеркала, м2 (внутренний диаметр, мм) производи- тельность по расплаву, т/ч сиособ тип центрифуги тип камеры ширина транспор- тера, мм
«Азовсталь» Ванная печь 25,0 5,0 Центробежно- дутьевой Нестандартный, диаметр 250 мм 5237М 2050
Криворожский То же 25,0 2,0 То же 6831-С 5127М 2050
Донецкий завод мин- ваты и конструкций 42,0 3,7—3,9 «Стиллит-фраи- сез> 5237М 2050
Руставский комбинат строительных мате- риалов » 19,6 1,0—1,2 » Нестандартный 5237А 2000
Староуткинский метал- лургический завод Вагранка (1500) 2,0 » Нестандартный, диаметр 270 мм Нестандарт- ный, 1 = 12 м 2000
Саткинский металлур- гический завод То же (1100) 0,8 Дутьевой — Нестандарт- ный, 1 — 22 м —
1.2.1.5. Литые изделия
На двух заводах из доменных шлаков производят брусчатку для дорож-
ного строительства, а в опытно-промышлениых условиях — шлаковые и
металлошлаковые трубы, плиты, дет а лее к трубопроводам и др.
Производство брусчатки осуществляется полигонным способом. В ли-
тейную яму устанавливают разборные металлические формы из листового
железа толщиной 3—5 мм. Дно форм засыпают измельченным шлаком, а
верх накрывают пластинами с пригрузами во избежание их смещения, ме-
жду которыми оставляют зазоры 10—15 мм для заливки шлакового рас-
плава. Формы заливают так, чтобы над ними образовался теплоизоляцион-
ный слой в 10—15 см. Формы могут быть установлены в несколько ярусов.
Охлаждение отливки до 80—30 °C продолжается 3—5 суток. Отжиг изде-
лий достигается за счет теплоты покровного слоя. Размеры брусчатки
160 X 160 X 120 и 120 X 120 X 180 мм, масса соответственно 8 и 6 кг.
Литые шлаковые трубы получают методами центробежным и намора-
живанием. При центробежном способе шлаковый расплав заливают во вра-
щающуюся изложницу. Под действием центробежных сил частицы отбра-
сываются к стенкам и затвердевают. При отливке металлошлаковых труб
во вращающуюся изложницу (500—600 об/мин) поочередно заливают чу-
гун н шлак. Шлак, имеющий меньшую, чем чугун, усадку, обжимается им.
Такая отливка не нуждается в термической обработке.
По способу намораживания шлак заливают в холодный металлический
кожух. При соприкосновении с металлом температура шлака резко сни-
жается, и он затвердевает, образуя прочный слой на металле. Затем изде-
лия подвергают термической обработке. Таким способом можно получать
фасонные изделия сложной конфигурации (колена, отводы и т. п )
Изготовление плит производится в разъемные металлические формы с
выдержкой в них 1—3 мин н последующей кристаллизацией в течение 20—
30 мин при температуре 900—1100 °C и отжигом. Размер получаемых плит
от 250X250X 20 до 700 X 500 X Ю0 мм [4] (А. с. СССР № 169825>
257237, 268104, 326156, 621576, 639709, 675016, разработчик Уралпиистром-
проект).
1.2.1.6. Высокоглиноземистые шлаки
Доменная плавка с использованием бокситов марок Б-0 и Б-00 позволяет
получить высокоглиноземистые шлаки, предназначенные для производства
специальных быстротвердеющих цементов.
Выплавленный шлак транспортируется в ковшах к разливочной пло-
щадке, где сливается слоями толщиной до 250 мм, охлаждается и разра-
батывается бульдозером.
Вследствие дефицита высокосортных бокситов Уралниичерметом и
Алапаевским металлургическим заводом разработана и проверена в про-
мышленных условиях технология плавки на низкосортных железистых и
сернистых бокситах с соотношением А12О3: SiOj 3,5 с добавкой метал-
лической стружки, которая дает возможность получать шлаки (40—50 %
АЬОз, 32—40 % СаО, 12—17 % S1O2, 4—7 % MgO), пригодные для произ-
водства сталерафииировочного синтетического шлака, напрягающего и рас-
ширяющегося цементов.
41
1.2.1.7. Шлакоситаллы
Шлакоситаллы— это материал, получаемый катализированной кристаллиза-
цией шлаковых стекол. Разработаны технологические схемы производства
с использованием гранулированных и жидких шлаков. Промышленное раз-
витие пока получил способ производства шлакоситаллов из гранулирован-
ных шлаков.
В шихту входят гранулированный доменный шлак, кварцевый песок и
нуклеаторы (катализаторы кристаллизации)—сульфат натрия, кремнефто-
ристый натрий, окислы и сульфиды хрома, титана, марганца, цинка, же-
леза и др. Особенно перспективны для производства шлакоситаллов до-
менные шлаки, содержащие до 12 % ТЮг, не требующие большого количе-
ства добавок кристаллизаторов (А. с. СССР № 151444, 151445, 201608,
270218, 282625, 393220, разработчики Московский химико-технологнческий
институт имени Д. И. Менделеева, завод «Автостекло»).
Шихта плавится в ванной печи непрерывного действия, и полученная
стекломасса поступает на передел. Шлакоситаллы могут вырабатываться
прокаткой, прессованием, литьем.
Листовой шлакоситалл производят на поточных механизированных ли-
ниях. Стекломасса подается питателем, прокатывается на специальных ма-
шинах и направляется в кристаллизатор, по выходе из которого режется
на листы. Можно установить специальное устройство и превращать не-
остывшую плоскую лепту в волнистую. Получают шлакоситалл белого и
черного цветов, можно наносить на его поверхность и цветные керамиче-
ские краски.
Трубы методом непрерывного формования получают из пластичного
листового шлакоситаллового листа, сворачиваемого с помощью трубофор-
мующего устройства с одновременной сваркой шва. Калибровка трубы осу-
ществляется тянущими желобчатыми роликами, резка — тепловым уда-
ром. Работают два завода по производству шлакоситалловых изделий.
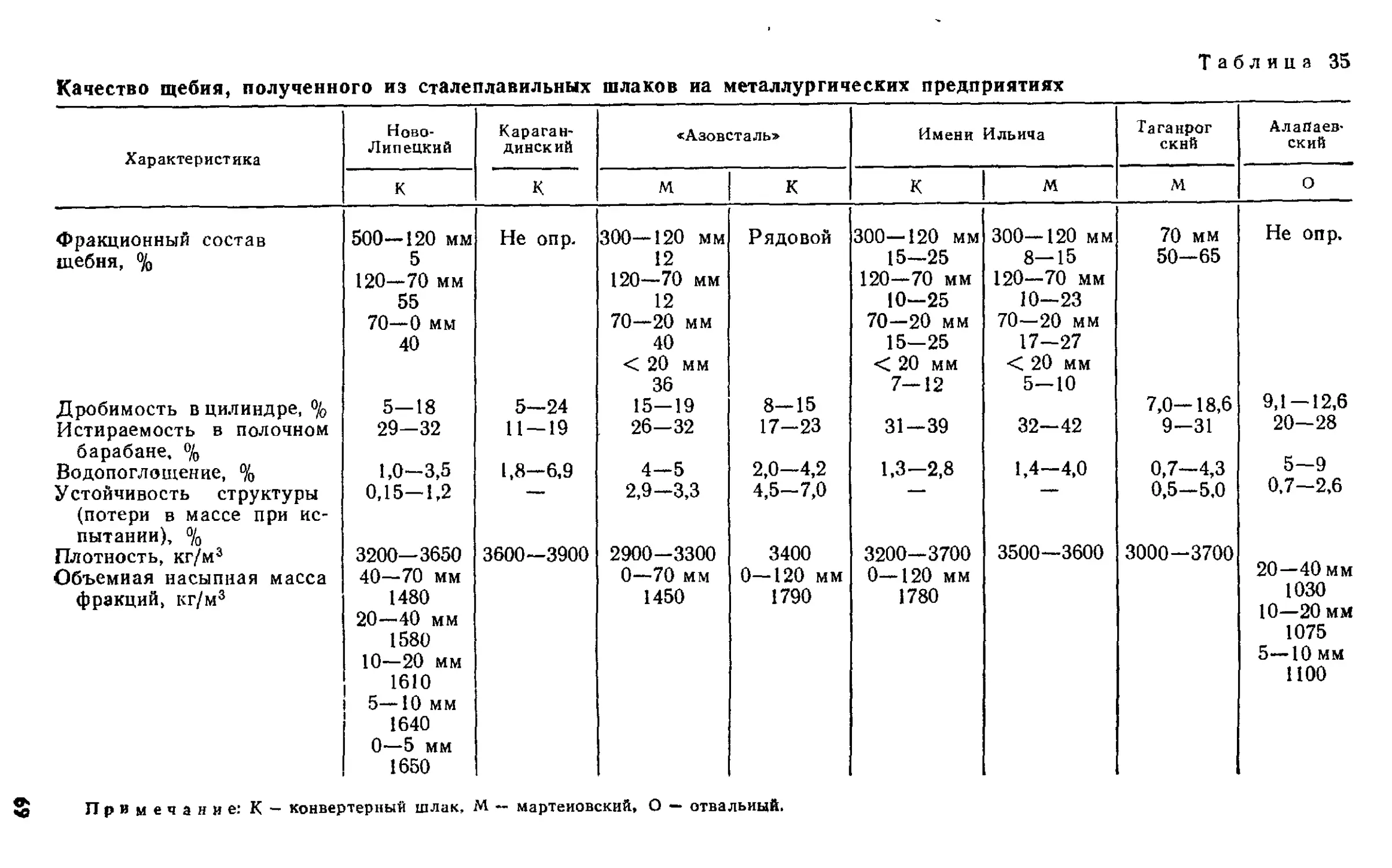
1.2.2. ПЕРЕРАБОТКА СТАЛЕПЛАВИЛЬНЫХ ШЛАКОВ
В 1983 г. использовано шлаков (в %): иа производство щебня и песка для
строительства—21,2; оборотный продукт для металлургии — 6,2; известко-
вые и фосфорные удобрения — 2,2. Сталеплавильные шлаки содержат до
12 % (массы шлака) металла, который и при отсутствии шлакоперераба-
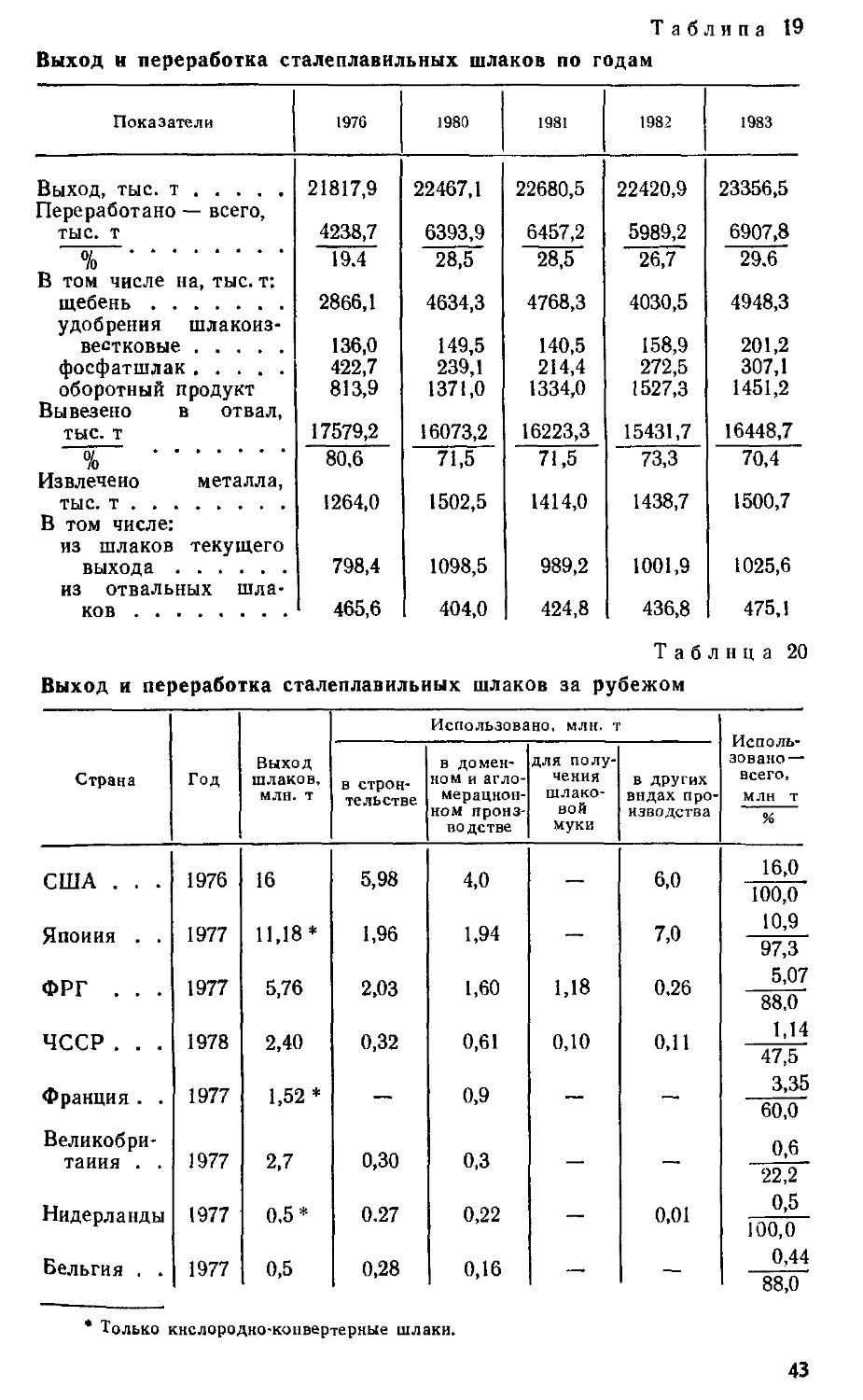
тывающих установок извлекается на шлаковых дворах и отвалах. Дина-
мика выхода, переработки шлаков и извлечения металла дана в табл. 19.
За рубежом основная доля шлаков используется в строительстве, зна-
чительная часть конвертерных шлаков возвращается в аглодомениое про-
изводство (табл. 20).
Производство фосфатшлаков развилось в странах, перерабатывающих
фосфорные руды. В 1974 г. в странах ЕЭС получено около 7 млн. т удоб-
рений, в том числе во Франции — 2,2 млн. т.
1.2.2.1. Первичная переработка
Сталеплавильные шлаки поступают на переработку в ковшах в жидком
виДе или в виде смеси твердых и жидких шлаков Жидкий шлак сливается
в траншею бескранового типа, где охлаждается водой при расходе 0,10—
42
Таблипа 19
Выход и переработка сталеплавильных шлаков по годам
Показатели 1976 1980 1981 1982 1983
Выход, тыс. т 21817,9 22467,1 22680,5 22420,9 23356,5
Переработано — всего, тыс. т 4238,7 6393,9 6457,2 5989,2 6907,8
% 19.4 28,5 28,5 26,7 29.6
В том числе на, тыс. т: щебень 2866,1 4634,3 4768,3 4030,5 4948,3
удобрения шлакоиз- вестковые 136,0 149,5 140,5 158,9 201,2
фосфатшлак 422,7 239,1 214,4 272,5 307,1
оборотный продукт 813,9 1371,0 1334,0 1527,3 1451,2
Вывезено в отвал, тыс. т 17579,2 16073,2 16223,3 15431,7 16448,7
% 80.6 71,5 71,5 73,3 70,4
Извлечено металла, тыс. т 1264,0 1502,5 1414,0 1438,7 1500,7
В том числе: из шлаков текущего выхода 798,4 1098,5 989,2 1001,9 1025,6
из отвальных шла- ков 465,6 404,0 424,8 436,8 475,1
Таблица 20
Выход и переработка сталеплавильных шлаков за рубежом
Страна Год Выход шлаков, млн. т Использовано, млн. т Исполь- зовано— всего, млн т %
в строи- тельстве в домен- ном и агло- мерацион- ном произ- водстве для полу- чения шлако- вой муки в других видах про- изводства
США . . . 1976 16 5,98 4,0 — 6,0 16,0 100,0
Япония . . 1977 11,18* 1,96 1,94 — 7,0 10,9 97,3
ФРГ . . . 1977 5,76 2,03 1,60 1,18 0,26 5,07 88,0
ЧССР . . . 1978 2,40 0,32 0,61 0,10 0,11 1,14 47,5
Франция . . 1977 1,52* — 0,9 — — 3,35 60,0
Великобри- тания . . 1977 2,7 0,30 0,3 — — 0,6 22,2
Нидерланды 1977 0.5* 0.27 0,22 — 0,01 0,5 100,0
Бельгия . . 1977 0,5 0,28 0,16 — — 0,44 88,0
* Только кнслородно-копвертерные шлаки.
43
Таблица 21
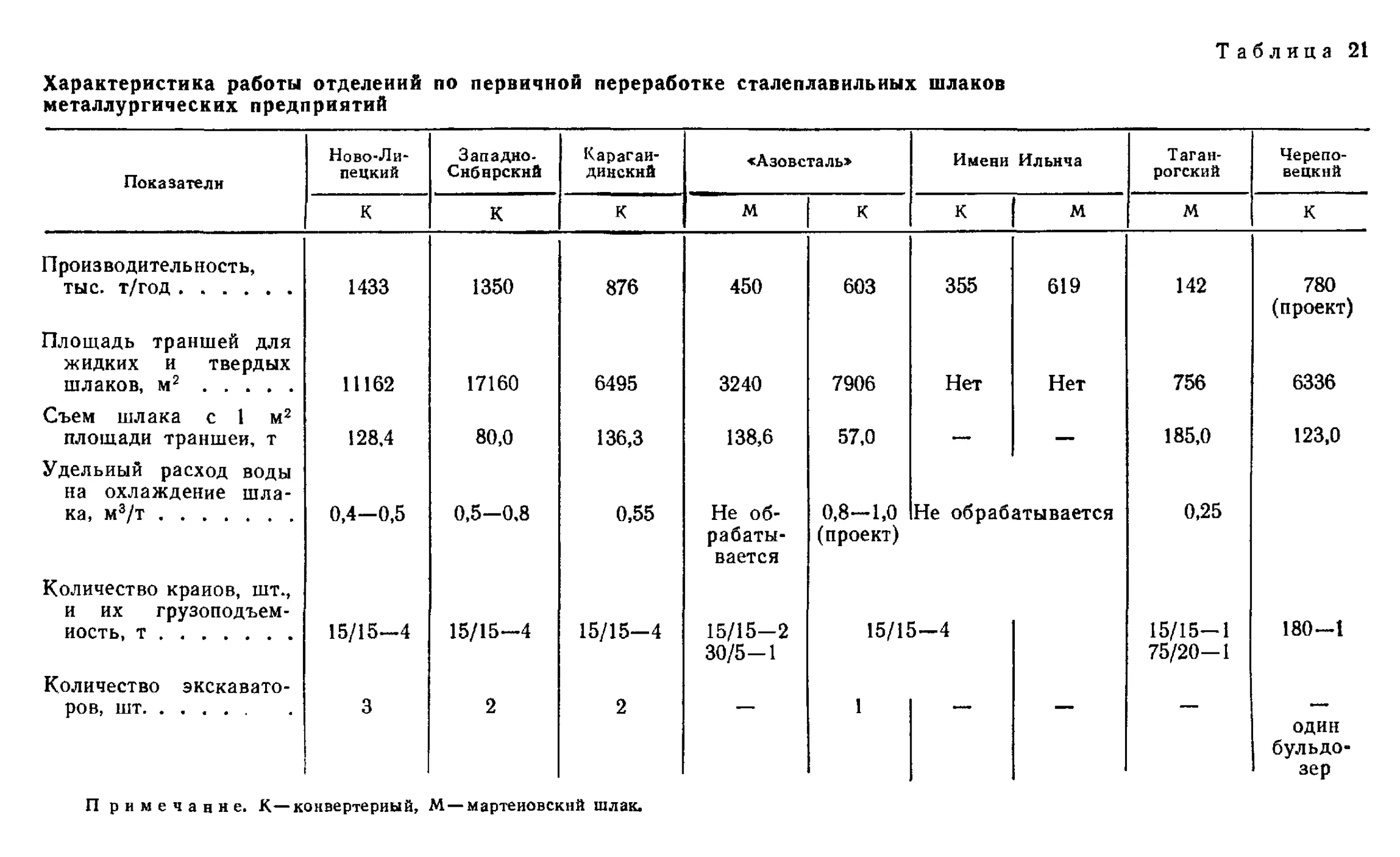
Характеристика работы отделений по первичной переработке сталеплавильных шлаков
металлургических предприятий
Показатели Ново-Ли- пецкий Западно- Сибирский Караган- динский <Азовсталь> Имени Ильича Таган- рогский Черепо- вецкий
к к к М к к м м к
Производительность, тыс. т/год 1433 1350 876 450 603 355 619 142 780 (проект)
Площадь траншей для жидких и твердых шлаков, м2 11162 17160 6495 3240 7906 Нет Нет 756 6336
Съем шлака с 1 м2 площади траншеи, т 128,4 80,0 136,3 138,6 57,0 — — 185,0 123,0
Удельный расход воды на охлаждение шла- ка, м3/т 0,4—0,5 0,5-0,8 0,55 Не об- рабаты- вается 0,8-1,0 (проект) Не обрабатывается 0,25
Количество кранов, шт., и их грузоподъем- ность, т 15/15-4 15/15-4 15/15-4 15/15-2 30/5-1 15/15-4 15/15-1 75/20-1 180—1
Количество экскавато- ров, шт 3 2 2 — 1 — — — один бульдо- зер
П римечанне. К—конвертерный, М—мартеновский шлак.
0,15 м3/ч на 1 м2 площади. Интенсивное охлаждение шлака водой приводит
к нарастанию напряжений, образованию микротрещин и термическому раз-
рушению шлакового монолита. Скорость охлаждения шлака при термо-
дроблении возрастает в 30—50 раз, выход мелких фракций увеличивается
в 2—3 раза, а извлечение из шлака металла — в 1,5 раза (А. с. СССР
№ 392034, разработчики Уралниичермет, Ново-Липецкий металлургический
комбинат). Остывший шлак разрабатывается экскаватором. Перед кантов-
кой следующей партии шлака участок очищают, скопления воды засыпают
кусковым шлаком во избежание взрывов. Застывшие ковшовые остатки в
этом случае выгружаются в отдельную траншею, оборудованную магнитно-
грейферным мостовым краном.
При переработке смеси жидких и твердых шлаков они выгружаются
в траншею, оборудованную магнитно-грейферным краном, охлаждаются
водой, дробятся падающим грузом, и из них извлекается магнитной шайбой
металл. При такой технологии процесс термодробления проходит слабее,
и в шлаке увеличивается содержание крупных кусков.
На Череповецком металлургическом комбинате вступило в эксплуата-
цию отделение первичной переработки с доставкой шлака в самоходных
ковшах емкостью 30 м3. Шлак с помощью крана сливается в отдельные
секции размером 22 X 24 X 2 м для их поочередного заполнения иа вы-
соту 500 мм. Охлаждение шлака производится водой. Застывший шлак
разрабатывается бульдозером (А. с. СССР № 547411, разработчик Урал-
ниичермет).
Технологические параметры первичной переработки шлаков даны в
табл. 21.
Получающийся кусковой шлак фракции не более 120 мм используется
после сепарации металла в качестве рядового щебня для дорожного строи-
тельства.
Первичная переработка шлаков за рубежом (фирмы «Юзинор», Дюн-
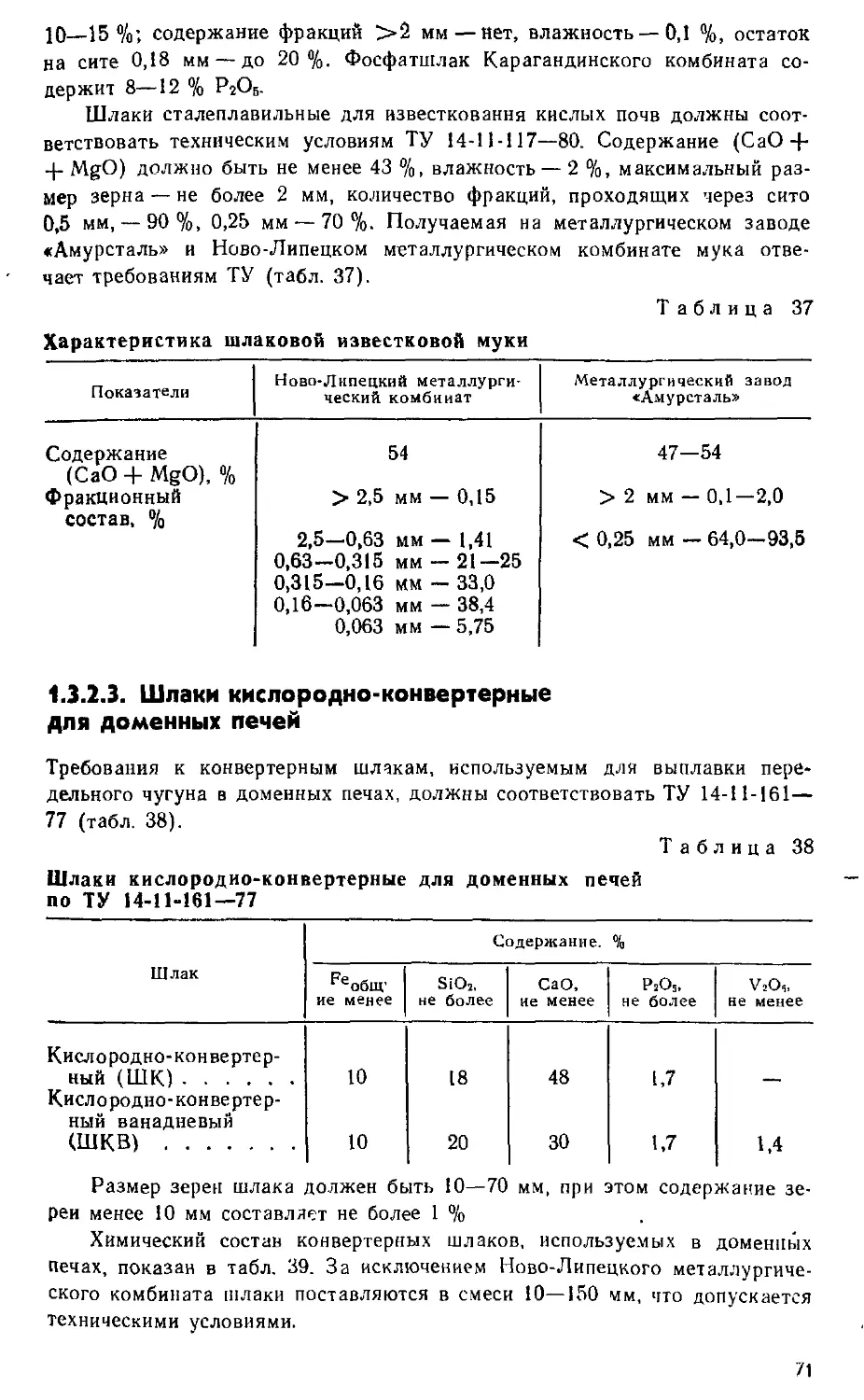
керк, Франция; «Бритиш Стил», Порт-Толбот, Англия) осуществляется
в траншеях, куда шлак доставляется в самоходных ковшах. Поскольку
время от наполнения до опорожнения ковша составляет 4—5 мни, ковшо-
вых остатков почти не образуется. Горячие шлаки через 5 мин после слива
охлаждают водой, затем на этот слой сливают следующую порцию шлака
или ограничиваются однослойной разливкой. Разрабатывают шлак буль-
дозером или экскаватором.
Сталеплавильные шлаки для использования в строительстве по зару-
бежной технологии рекомендуется выдержать (для полного распада сво-
бодной СаО) четыре года в естественных условиях или три месяца при пе-
риодическом увлажнении водой. В США применяется способ обработки
шлаков для этих целей отработанными травильными растворами.
1.2.2.2. Вторичная переработка
Полученный в траншеях первичной переработки шлак доставляется на вто-
ричную переработку в дробильно-сортировочные отделения. Дробление
шлака осуществляется на щековых дробилках, рассев — на грохотах, транс-
портировка шлака — ленточными конвейерами. Перед каждой стадией дроб-
ления и после нее производится отбор металла подвесными магнитными
45
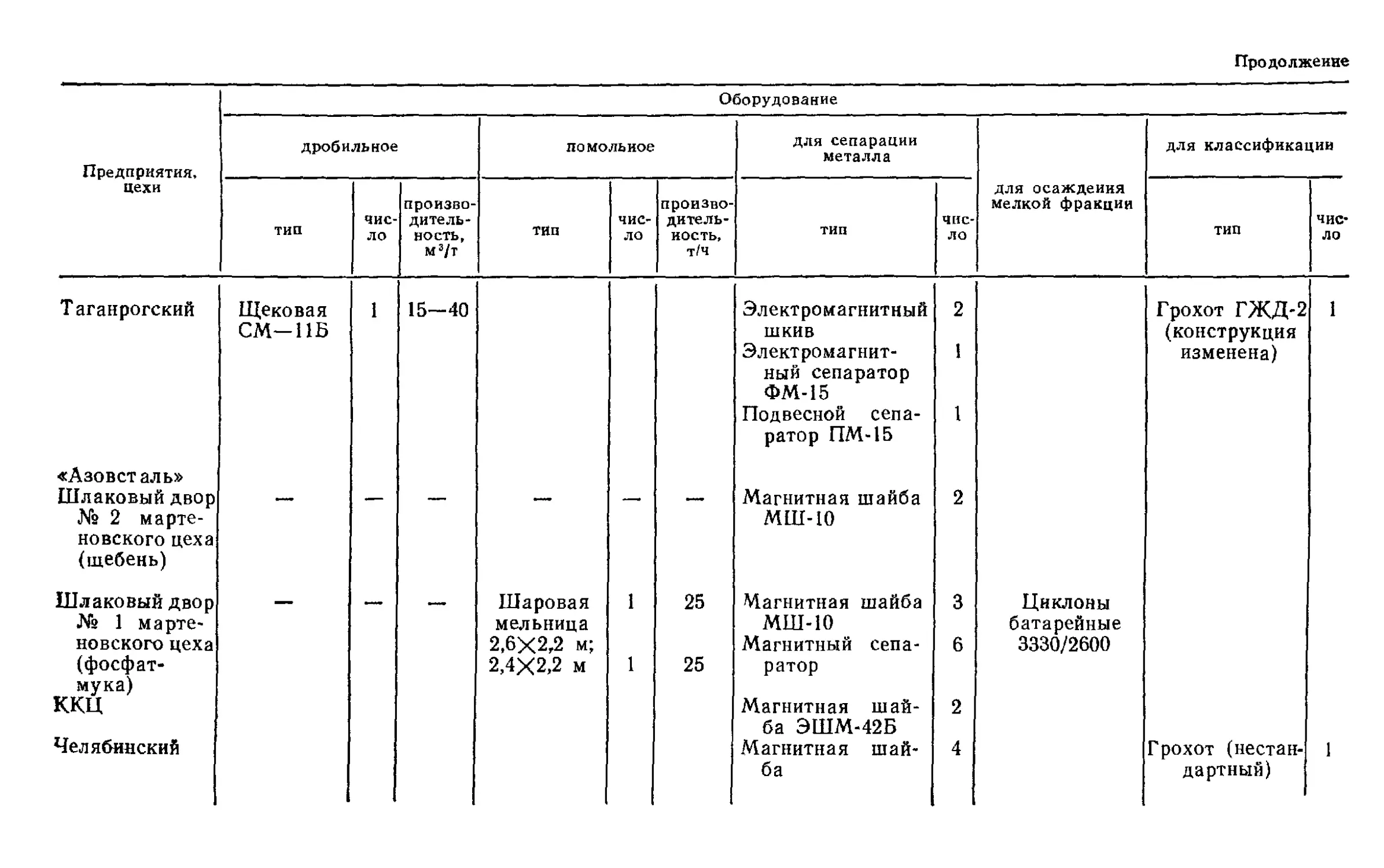
Таблица 22
Характеристика оборудования установок по переработке сталеплавильных шлаков
Оборудование
Предприятия, цехи дробильное помольное для сепарации металла для осаждения мелкой фракции для классификации
тип чис- ло произво- дитель ность, т/ч тип ЧИС- ЛО произво дитель- ность, т/ч тип чнс ло тип чис- ло
Ново-Липецкий Щековые дробилки СМ-16Д, СМ-741 2 2 55 25 Шаровая мельница ШБМ 320/570 2 25 Магнитная шай- ба ЭШМ-42Б Подвесные сепа- раторы ЭПР-120 Барабанные се- параторы ЭБС 90/100 4 6 2 Сепаратор воздушный СПЦ 3600/1200 Циклоны СКЦН-34 Грохот ГВК-1 Г рохот ГИТ-32Н 4 4
«Амурсталь» Шаровая мельница 2,6X6,0 Щековая ЩДС-1 ЩДС-П 1 10-16 Мельнцца стержневая МСП2,1ХЗ,1 10—16 Сепаратор под- весной ЭПР-120 Барабанный сепа- ратор ЭБС 2 1 Сепаратор воздушный СПЦ-3300/1000 Циклоны СКЦН-34 — —
Алапаевский 1 36 30 Электромагнитный шкив ШЭ-65—63 Подвесной элек- тромагнит М-42Б 1 1 Грохот ГИС-42 Грохот колос- никовый (иестандарт- ный) 2 1
Предприятия, цехи
дробильное ПО МО
тип чис- ло произво- дитель- ность, м3/т тип
Таганрогский Щековая СМ—11Б 1 15—40
«Азовсталь» Шлаковый двор № 2 марте- новского цеха (щебень) — — —
Шлаковый двор № 1 марте- новского цеха (фосфат- мука) ККЦ — Шаровая мельница 2,6X2,2 м; 2,4X2,2 м
Челябинский
Продолжение
Оборудование
ль ное для сепарации металла для осаждения мелкой фракции для классификации
чис- ло произво- дитель- ность, т/ч тип ЧИС- ЛО тип чис« ло
Электромагнитный шкив Электромагнит- ный сепаратор ФМ-15 Подвесной сепа- ратор ПМ-15 2 1 1 Грохот ГЖД-2 (конструкция изменена) 1
— — Магнитная шайба МШ-10 2
1 1 25 25 Магнитная шайба МШ-10 Магнитный сепа- ратор Магнитная шай- ба ЭШМ-42Б Магнитная шай- ба 3 6 2 4 Циклоны батарейные 3330/2600 Грохот (нестан- дартный) 1
сепараторами, барабанными сепараторами, электромагнитными шкивами.
На таких установках производится щебень для дорожного строительства и
кусковой шлак для аглодоменного производства. Дробильно-сортировочные
отделения могут выполняться закрытого или открытого типа. Характери-
стика оборудования установок по переработке сталеплавильных шлаков
дана в табл. 22.
Переработка шлаков текущего выхода и отвальных может осущест-
вляться иа стандартных передвижных дробильно-сортировочных установ-
ках, предназначенных для измельчения горных пород, но дооборудованных
магнитно-сепарационным оборудованием. На Алапаевском металлургиче-
ском заводе отвальный шлак загружается в бункер пластинчатого пита-
теля, которым передается на колосниковый барабанный грохот, где разде-
ляется на фракции 4-120 мм и —120 мм. Первичное (до фракции менее
120 мм) и вторичное (до фракции менее 70 мм) дробление осуществляется
на щековых дробилках, рассев—на грохотах, перед дроблением произво-
дится отбор металла. Готовая продукция хранится в штабелях. Произво-
дятся щебень и песок фракций 40—70, 25—40, 10—25 и 0—10 мм для до-
рожного строительства. Аналогичная установка построена на Металлурги-
ческом заводе имени А К- Серова.
Дробление и измельчение сталеплавильных шлаков за рубежом осу-
ществляются на стандартном оборудовании, применяемом для переработки
доменных шлаков. В ФРГ фирмой «Хацемаг» разработана валковая дро-
билка для производства щебня из сталеплавильных шлаков, снабженная
гидравлической системой регулировки зазора между дробяшими валками,
обеспечивающими выпуск недробящихся включений (более 70 мм). Произ-
водительность дробилки 30 т/ч при диаметре валка 1000 мм и ширине
500 мм.
1.2.2.3. Производство удобрений
Из сталеплавильных шлаков производят шлакоизвестковые и шлакофосфор-
ные удобрения. Для производства известковой муки иа заводе «Амурсталь»
построена шлакопомольная установка производительностью 120 тыс. т в год
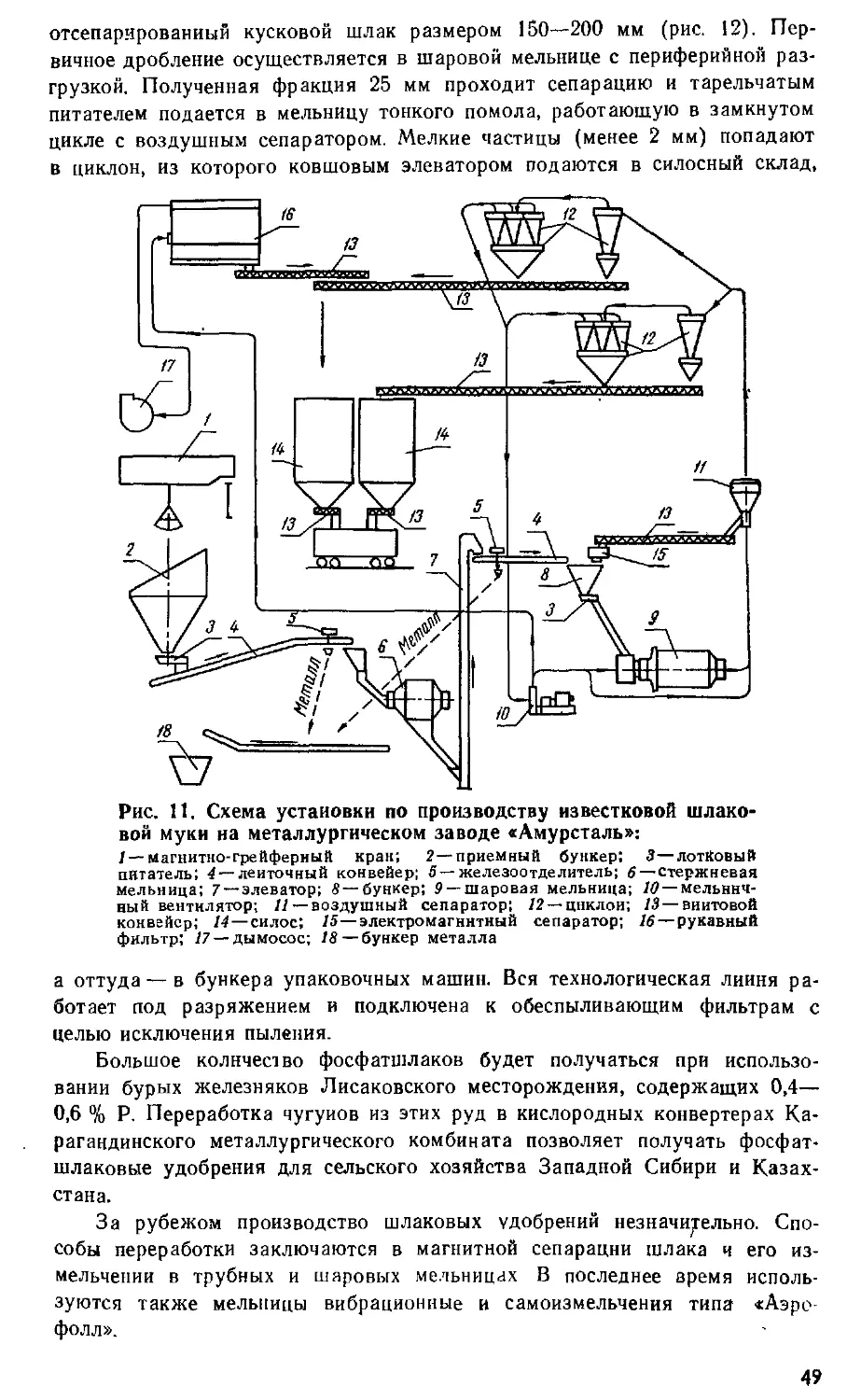
муки с извлечением 5 тыс. т скрапа и магнитного продукта (рис. 11).
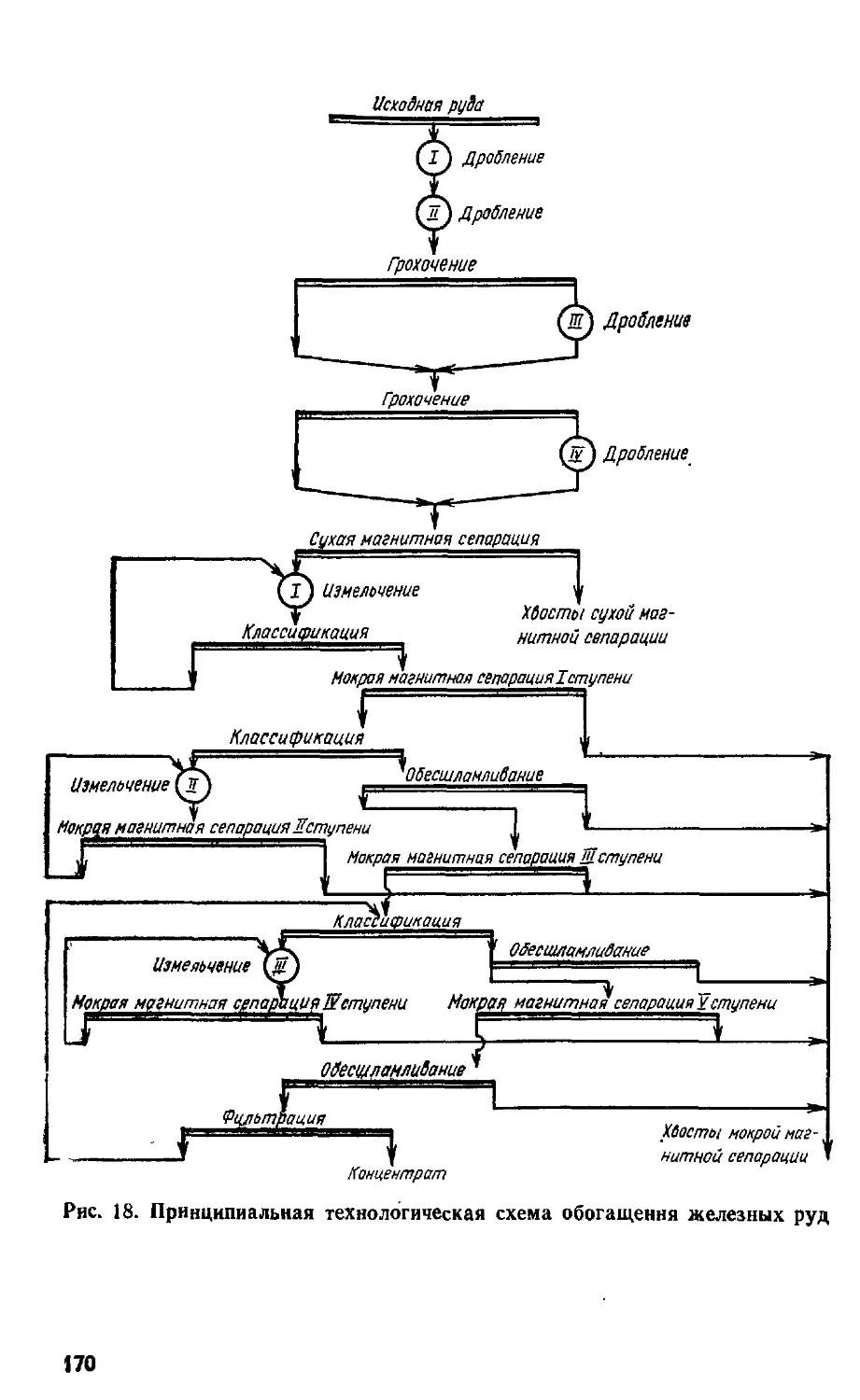
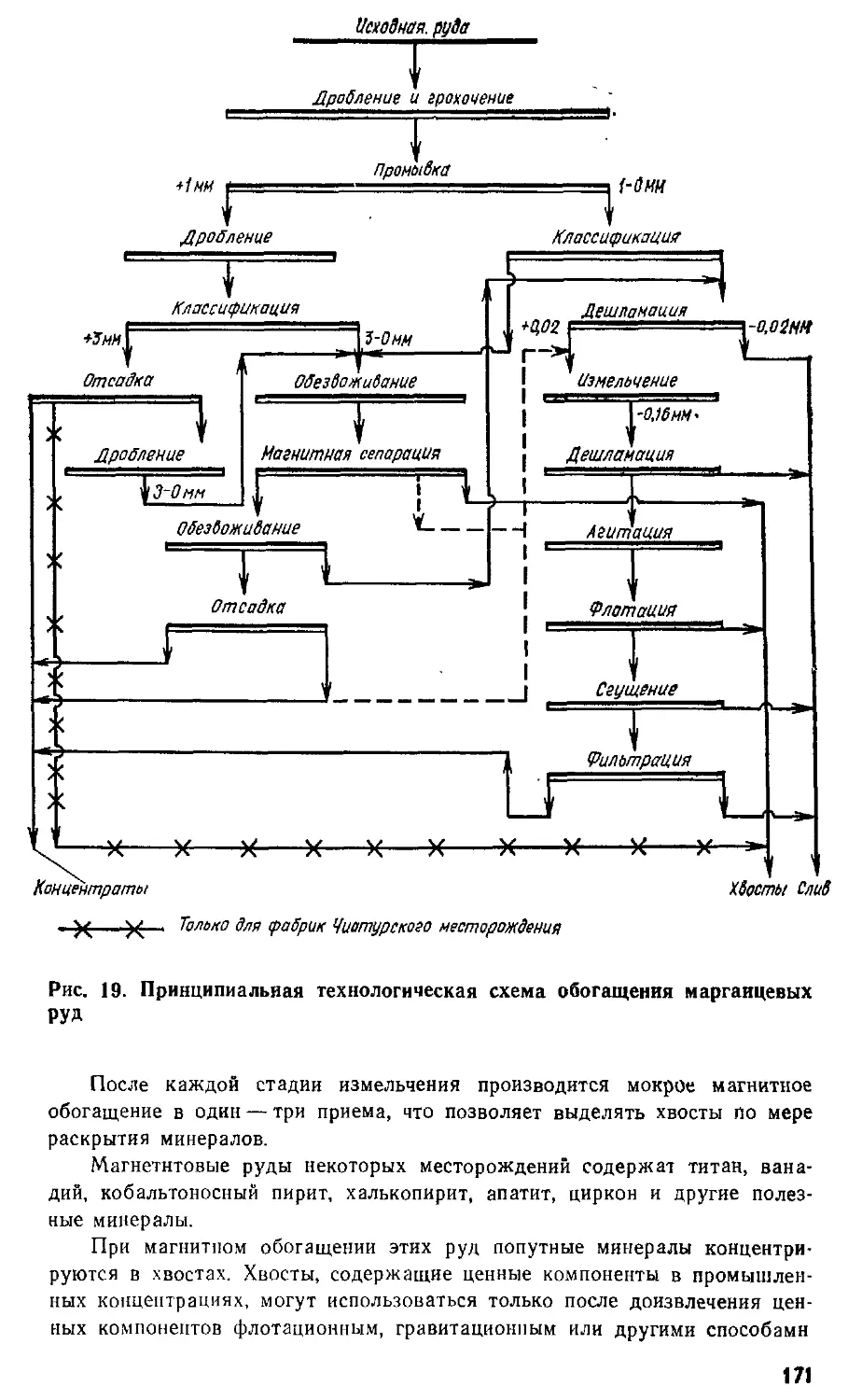
В помольное отделение подаются куски шлака менее 200 мм, из кото-
рых магнитной шайбой выбран металл. Размол шлака осуществляется
в две стадии: в стержневой мельнице грубого помола до фракции
0—30 мм и в шаровой мельнице тонкого помола до фракции 0—0,8 мм.
Выгрузка муки из мельницы производится потоком воздуха, нагнетаемым
мельничным вентилятором, с последующим осаждением ее в циклонах, от-
куда она винтовыми конвейерами и элеваторами транспортируется в си-
лосный склад или отделение затаривания.
По ходу технологического цикла производится отделение металла же-
лезоотделителями типа ЭПР-120 и барабанными сепараторами. Магнитный
продукт поступает в отгрузочный бункер.
Фосфатшлаки получаются прн переделе фосфористых чугунов на сталь
в мартеновских печах или конвертерах и представляют собой побочный
продукт, являясь в го же время цепным фосфорным удобрением типа су-
перфосфата. На комбинате «Азовсталь» в отделение переработки поступает
48
отсепарированиый кусковой шлак размером 150—200 мм (рис. 12). Пер-
вичное дробление осуществляется в шаровой мельнице с периферийной раз-
грузкой. Полученная фракция 25 мм проходит сепарацию и тарельчатым
питателем подается в мельницу тонкого помола, работающую в замкнутом
цикле с воздушным сепаратором. Мелкие частицы (менее 2 мм) попадают
в циклон, из которого ковшовым элеватором подаются в силосный склад,
Рис. 11. Схема установки по производству известковой шлако-
вой муки на металлургическом заводе «Амурсталь»:
/ — магнитно-грейферный кран; 2—приемный бункер; 3—лотковый
питатель; 4 — ленточный конвейер; S —железоотделитель; 6— стержневая
мельница; 7—элеватор; 8 — бункер; 9 — шаровая мельница; 10—мельнич-
ный вентилятор; // — воздушный сепаратор; 12 — циклон; 13 — винтовой
конвейер; 14—силос; 15—электромагнитный сепаратор; 16—рукавный
фильтр; 17 — дымосос; 18 — бункер металла
а оттуда — в бункера упаковочных машин. Вся технологическая линия ра-
ботает под разряжением и подключена к обеспыливающим фильтрам с
целью исключения пыления.
Большое количество фосфатшлаков будет получаться при использо-
вании бурых железняков Лисаковского месторождения, содержащих 0,4—
0,6 % Р. Переработка чугунов из этих руд в кислородных конвертерах Ка-
рагандинского металлургического комбината позволяет получать фосфат-
шлаковые удобрения для сельского хозяйства Западной Сибири и Казах-
стана.
За рубежом производство шлаковых удобрений незначительно. Спо-
собы переработки заключаются в магнитной сепарации шлака и его из-
мельчении в трубных и шаровых мельницах В последнее время исполь-
зуются также мельницы вибрационные и самоизмельчения типа «Аэре-
фолл».
49
Рис. 12. Схема установки для производства фосфатш лаковой муки иа ме-
таллургическом комбинате «Азовсталь»:
/ — грейферный кран; 2 — приемная решетка; 3—приемный бункер; 4 — каретковый
питатель; 5—шаровая мельница грубого помола; б — элеватор; 7 — одиобарабанный
магнитный сепаратор; 8 — ленточный конвейер; 9 — бункер металла; 10 — загрузочный
бункер; П —тарельчатый питатель; 12 — шаровая мельница тонкого помола; 13— двух*
барабанный магнитный сепаратор; 14 — воздушный сепаратор; 15—циклон; 16 — шнек;
17—силос; 18 — просеивающий шнек; 19 — промежуточный бункер; 20 — упаковочная
машина
50
Рис. 13. Схема комплексной переработки конвертерных шлаков Ново-Липецкого металлургического комбината:
1 — приемный бункер; 2 — вибропитатель; 3 — конвейер; 4—электромагнит; 5—грохот; 5» 8— дробилки щековые; 7— бункер скрапа; 9 грохот;
10—железоотделитель; 11— приемная воронка; 12 плужковый сбрасыватель; 13—бункер; 14—шаровая мельница; 15—воздушный сепаратор;
/б—циклоны; 17—приемный бункер: 18— пневмокамерный насос; 19 — рукавный фильтр; 20—шнековый конвейер; 21 — вентилятор
1.2.2.4. Комплексная переработка
Сталеплавильные шлаки для повышения эффективности необходимо пере-
рабатывать комплексно с получением щебня и песка для строительства,
кускового шлака для доменного производства и агломерации с отсевом
мелких фракций и их доизмельчением для производства шлаковой извест-
няковой муки для сельского хозяйства и максимальным извлечением ме-
талла по всей технологической линии. Такой комплекс работает на Ново-
Липецком металлургическом комбинате (рис. 13).
Твердый шлак кантуется в специальные траншеи, оборудованные маг-
нитно-грейферными кранами, охлаждается, дробится падающим грузом, и из
него извлекаются крупные куски металла. Жидкий шлак сливается в тран-
шею послойно, охлаждается водой, разрабатывается экскаватором. Куски
менее 300 мм автомашинами доставляются в дробильно-сортировочное от-
деление. Оно включает два узла приема шлаков, корпуса первичного и вто-
ричного дробления и сортировки, склады щебня с отгрузочными трактами.
По ходу передела осуществляются две стадии дробления на щековых дро-
билках, четыре стадии магнитной сепарации (магнитными шайбами, подвес-
ными и барабанными сепараторами), рассев на фракции 40—70, 20—40,
10—20, 5—10 и 0—5 мм на грохотах. Все оборудование комплекса до от-
деления сортировки смонтировано в виде двух независимых технологиче-
ских линий.
Фракция менее 5 мм направляется в помольное отделение. Оно вклю-
чает корпус с двумя шаровыми мельницами, силосный склад муки, систему
подачи материалов и систему пылеулавливания. Первая очередь комплекса
имеет производительность. 500 тыс т шлаков для доменных печей,
150 тыс. т щебня для дорожного строительства, 250 тыс. т муки для сель-
ского хозяйства и 30 тыс. т скрапа.
1.2.2.5. Переработка и использование
шлаков в металлургии
Шлаки, используемые в доменных печах и аглошихте, перерабатываются
на установках по производству щебня. При незначительных затратах на
подготовку шлака применение его для этих целей способствует улучшению
некоторых показателей доменного производства. Однако удельный расход
конвертерного шлака не должен превышать предел, при котором из шихты
полностью выводится известняк, так как повышение расхода шлака приве-
дет к увеличению расхода кокса (А. с. СССР № 365384, разработчик Дне-
пропетровский металлургический завод имени Петровского). Уровень ис-
пользования шлака в зависимости от удельного расхода известняка в ших-
те определяется по формуле [5]:
0й =
Чштах
_______________________________СаОц___________________________
СаОш - SЮ2Ш • « - (СаОа ~ Si02 ’ (Са°р-Si°)
где о” — максимальный удельный расход конвертерного шлака,
штах
т/т чугуна; q? — удельный расход известняка в шихте без использования
52
конвертерного шлака, т/т чугуна; МпОр, Fea— содержание закиси марганца
в марганцевой руде и железа в агломерате, %; СаОш, SiO2m, МпО,;„
реш— содержание соответствующих элементов в конвертерном шлаке, %;
СаОи, СаОр, Са0о — содержание СаО в известняке, марганцевой руде, в аг-
ломерате, %; SiOaa, SiO2p—содержание SiO2 в агломерате и марганцевой
руде, %, а — требуемая основность доменного шлака (СаО : SiO2).
Степень использования шлака в зависимости от максимально допусти-
мого содержания фосфора в чугуне определяется по формуле
РЧтах ~ Р
гт 'max чо
11ш max-------------------Щ
Р,тах — Рчо + Ч" (Рш° ~
где Пш тах—коэффициент расхода конвертерного шлака; Рч тах —
допустимое содержание фосфора в чугуне; %; Рчо—содержание фосфора
в чугуне без использования шлака, %; III — удельный выход конвертер-
ного шлака, т/т стали; Ч — удельный расход чугуна в конвертерном цехе,
т/т стали; Рш о—содержание фосфора в конвертерном шлаке без использо-
вания его в доменных печах, %; Р, — эквивалентный фосфор, содержащий-
ся в марганцевой
в доменной шихте
Рэ
руде и агломерате, замененных конвертерным шлаком
(в %), который определяется по уравнению
Рр _ Мп°ш Р
МпОщ Ш МпОр • еР
МпОр Fea а’
где Рм — содержание Р в марганцевой руде, %; Ра— содержание Р в
агломерате, %; FeP — содержание железа в марганцевой руде, %.
Предел использования шлака определяется по формуле
ф ПШмакс'^ш
штах G4 1
где 0^ — максимальный удельный расход конвертерного шлака
штах
в зависимости от требуемого содержания фосфора в чугуне, т/т чугуна;
<2ш — выход конвертерного шлака, т/год; G4 — производство чугуна с ис-
пользованием в шихте конвертерного шлака, т/год.
Рациональной степенью использования шлаков будет меньшая из вели-
чин и
max ш max
Уровень использования шлаков в доменных печах за рубежом дан в
табл. 22. Он зависит от вида шихты, марок выплавляемых сталей и хим-
состава шлака. Во Франции шлаки в доменных печах используют на за-
водах Деиье, Юзинор, Фос-сюр-Мер в количестве от 100 до 250 тыс. т/год.
В США на заводе Белфонте на тонну чугуна идет 124 кг шлака [6].
На заводе Дженерал Савье (Аргентина) шлаки с содержанием 25 %
FeO и 40 % СаО вводятся в доменные печи в количестве 100 кг/т чугуна,
что снижает стоимость шихты на 9,3 %. Используют конвертерные шлаки
в аглошихте на заводе Новая Гута (ЧССР) при расходе 50 кг%т агломе-
рата, на заводе фирмы «Эстель НВ Хеш-Хооговенс» в Эймендене (Нидер-
ланды), на заводах фирмы «Армко-Стил» в Эшленде и Мидлтауне (США).
Для этой же цели на заводе фирмы «Бритиш Стил» (Великобритания)
53
в Кливленде введена в эксплуатацию установка для переработки конвер-
терного шлака.
В Японии на заводе Вакаяма введено повторное использование кон-
вертерных шлаков с содержанием (в %): СаО — 48; S1O2—13; Fe—14;
S — 0,075; Р2О5—1,9, СаОсВ — 4,7 после дробления и отмагничивания ко-
рольков металла в сталеплавильных печах при расходе 25 кг шлака на
тонну стали. Это позволяет экономить 17 % извести (10 кг/т стали), улуч-
шить условия шлакообразования, дефосфорации, уменьшить с 4 до 0,2 %
количество свободной СаО в шлаке, исключить применение CaFj.
На ряде металлургических и машиностроительных предприятий приме-
няют в качестве флюса в вагранках мартеновский и конвертерный шлаки.
При этом повышается жидкоподвижность шлаков, уменьшаются потери чу-
гуна, восстанавливается содержащееся в шлаках железо, снижается содер-
жание серы в Чугуне. Наиболее пригоден для плавки в вагранках шлак
фракции 30—150 мм, содержащий не менее 45 % СаО + MgO, не более
25 % SiO2, 10—20 % FeO, 3—9 % МпО. Оптимальный расход шлаков со-
ставляет около 4 % общей массы металлозавалки.
1.2.2.6. Грануляция.
Немеханические способы дробления шлаков
Находятся в стадии строительства опытно-промышленные установки гра-
нуляции шлаков. Разработаны два процесса грануляции: мокрый и су-
хой.
При мокром способе грануляция осуществляется водой, подаваемой
под струю водометным колесом из ванны с постоянным уровнем воды.
Сформировавшиеся частицы охлаждаются в ванне и выгружаются про-
висающим наклонным элеватором с одновременным обезвоживанием мето-
дом фильтрации через сетчатые днища ковшей (А. с. СССР Хе 763284,
разработчики ВНИИМТ, Гипромез).
При сухом способе жидкий шлак сливается на желоб, с носка кото-
рого попадает в рабочее сечение дробящего сопла, откуда выходит воздух
со скоростью 300 м3/с, имеющий вращательное движение, создаваемое дро-
бящими лопатками. Гранулы, образовавшиеся за время свободного паде-
ния, кристаллизуются, охлаждаются и осаждаются на открытой площадке.
Гранулированный шлак фракции 0,5—6,0 мм экскаватором грузится на ав-
тотранспорт и отправляется потребителю (А. с. СССР № 622775, разработ-
чик Уралниичермет). Технология сухой грануляции более экономична, так
как позволяет удешевить процесс измельчения шлаков, получить продукт
с нулевой влажностью, а сам процесс оказывает минимальное влияние на
загрязнение окружающей среды.
Сталеплавильные гранулированные шлаки могут использоваться в про-
изводстве вяжущих, в дорожном строительстве и агломерации.
За рубежом способы грануляции сталеплавильных шлаков также от-
рабатываются в опытно-промышленных условиях. Фирмами «Ниппон Ко-
кан» и «Мицубиси дзюкогё» опробован способ грануляции конвертерного
шлака воздухом при расходе 1000 нм3/т шлака. Полученная продукция от-
личается большой плотностью (3400 кг/м3) и пониженным водопоглоше-
нием. Установка оснащена устройством для утилизации тепла шлака.
54
В ФРГ проходит опробование способ грануляции водой высокого дав-
ления с использованием полученного продукта в шихте доменных печей.
На заводе фирмы «Син Ниппон Сейтэцу» в Нагойя грануляция шлака
отрабатывается на установке с двумя барабанами Шлак из желоба попа-
дает на барабан, на поверхность которого подается вода, образуя на нем
слой водяной пленки. Затем гранулы охлаждаются в бассейне с водой.
Скорость вращения барабанов составляет 200—300 об/мин.
Находится в стадии проектирования способ производства мелкокуско-
вого продукта из жидкого шлака методом «намораживания». Расплав сли-
вают в шлакоприемник, откуда он поступает между двумя водоохлаждае-
мыми валками-кристаллизаторами. Шлак намораживается на поверхность
валков, охлаждается и в виде тонких пластинок падает на пластинчатый
транспортер, где дополнительно охлаждается водой (А. с. СССР № 323629,
452592, 541861, разработчик Ждановский металлургический институт).
Предполагается использование такого шлака в агломерационном произ-
водстве.
1.2.3. ПЕРЕРАБОТКА ФЕРРОСПЛАВНЫХ ШЛАКОВ
Основные виды продукции из ферросплавных шлаков — оборотный продукт
для металлургии (17,7 %); гранулированный шлак для строительства
(15,9 %); порошок для сельского хозяйства и самотвердеющих смесей
(17,4 %). При переработке шлаков в 1983 г. извлечено 27,6 тыс. т сплавов
(табл. 23).
Таблица 23
Выход и переработка шлаков ферросплавного производства по годам
Показатели 1976 198J 1981 1982 1983
Выход, тыс. т 3052,8 3986,1 4134,8 4219,1 4344,5
Переработано — всего, тыс. т 1169,1 1938,5 2016,8 2067,4 2315,1
38,3 48,6 48,8 49,0 53,3
В том числе:
граишлак для строи- тельства щебень и песок для 194,9 648,1 482,7 497,1 691,2
строительства .... щебень и граншлак 333,1 128,9 41,7 47,4 65,2
для металлургии . . . 280,0 496,0 757,3 760,0 770,0
порошок для сельского хозяйства и самотвер- деющих смесей . . . 337,1 628,3 701,9 727,5 753,5
щебень для производ- ства клинкера .... 3,7 2,3 1.9 2,6 7,6
Извлечено сплавов,
ТЫС. т 20,3 34,9 39,3 32,8 27,6
Вывезено в отвал,
ТЫС. т 1883,7 2047,6 2117,8 2151,7 2029,4
% 61,7 51,4 51,2 51,0 46,7
55
В Японии используется 95,2 % ферросплавных шлаков, в том числе для
засыпки побережья — 35,2 %, изготовления опор — 27,2, в качестве запол-
нителя бетонов — 5 и удобрений — 5%. Распадающиеся шлаки ферро-
хрома применяют для изготовления литейных форм и стержней.
1.2.3.1. Шлаковый порошок для сельского хозяйства
и литейного производства
Шлаки от производства рафинированного феррохрома охлаждаются в ков-
шах емкостью 5 м3 24—48 ч, затем кантуются на чугунные решетки с
ячейками 100 X 100 мм, где распадаются в порошок. Куски сплава, остаю-
Рис. 14. Схема переработки шлаков рафинированного ферро-
хрома:
/ — скиповый подъемник; 2—приемный бункер; S — внбропитатель;
4—пневмоклассификатор; 5—электросепаратор слабого поля; 6 — бункер
магнитного продукта; 7—электромагнитный сепаратор сильного поля;
8—бункер; 9—пылеосадитель; 10 — циклон; 11, 13 — вентиляторы; 12 — ру-
кавный фильтр; 14—пневмонагнетатель; 15—силосный склад
щиеся на решетке, отправляются в переплав, а подрешетный продукт раз-
деляется на грохотах барабанного или вибрационного типов. Мелкая фрак-
ция проходит воздушную сепарацию. Крупные фракции подвергаются маг-
нитной сепарации для отделения сплава (табл. 24). Пылевидная часть не
проходит сепарации вследствие налипания ее на барабан сепаратора. По-
этому в отделении шлакопереработки на Серовском заводе ферросплавов
введен в эксплуатацию пневматический классификатор противоточного типа
(рис. 14). Ои обеспечивает обеспыливание материала, что позволяет более
полно извлечь металл при последующей магнитной сепарации. Граничная
5$
Таблипа 24
Характеристика работы установок и оборудования
по переработке шлаков феррохромового производства
Показатели чэмк СФЗ
Производительность, тыс. т/год Подача шлака к месту переработки: 470 240
число ковшей 200 105
емкость ковша, м3 Остывочное отделение: 5 5
количество остывочных стендов оборудование для съема ковша: 240 110
тип Электромостовой Электромостовой
кран кран
число 6 3
грузоподъемность, т 30/5 30/5, 32/8
Время выдержки шлака в ковше 24—48 * 40—50
Температура охлажденного шлака, °C Бункерное отделение: Менее 800 Н. св.
размеры отверстий приемных решеток, мм 100X100 80X80
количество бункеров Отделение сепарации (промежуточ- ные бункера): 199 72
количество 4 1
объем, м3 Грохот предварительного отсева: Н. св. 14
ТИП «Бурат» —
производительность, т/ч 25 20
Отделение крупной фракции (тип грохота) Воздушная сепарация: ГИТ-32, ГИТ-42
тип сепаратора Центробежный С В-4000-У-2
производительность, т/ч 20 До 20
габариты, мм 7400X5150X5150 5100X7280
размеры зерен на границе разде- ления, мм Транспортировка мелкой фракции (тип насоса) Отделение готовой продукции: 0,4 0,4
Двухкамерный Струйный
объем бункеров, м3 1000 795
количество 2 2
производительность упаковочной машины, т/ч 10,5 12
сливными'шлДакамн?ВШа “ шлаковым «Рянсажем. 48 ч-для ковша, наполненного
57
крупность разделения регулируется за счет изменения скорости воздуха и
конструктивных характеристик. Рабочий воздух проходит три степени
очистки, что практически обеспечивает полное отделение пыли, а так как
классификатор работает под разряжением, места загрузки и выгрузки шлака
из аппарата не требуют дополнительной аспирации (А. с. СССР Me 639615,
разработчики УПИ имени С. М. Кирова, Уралниичермет, Серовский завод
ферросплавов). Применение пневмоклассификатора позволило увеличить из-
влечение сплава из шлака на этой линии с 55 до 93 %.
В стране работают две установки по производству шлакового порошка.
1.2.3.2. Щебень и песок
На Никопольском заводе ферросплавов щебень получают из шлаков сили-
комарганца. Расплав сливают в траншею 165X19 и слоями толщиной
200—350 мм на слой дробленого шлака. Каждый слой охлаждается водой
до температуры 100—150 °C. Общая высота заливки составляет 2 м. По-
сле остывания шлак разбивается падающим грузом на куски менее 400 мм
и грейферным краном подается в приемный бункер дробильно-сортировоч-
ного отделения. Первичное дробление производится иа щековой (СМ-16Д),
вторичное — на конусной дробилке (КСД-1200Б), рассев — на грохотах
(ГИТ-32, ГИТ-42). Для снижения запыленности предусмотрено орошение
шлака водой.
1.2.3.3. Гранулированный шлак
Работают две грануляционные установки: на Никопольском заводе ферро-
сплавов — гидрожелобная установка для переработки шлаков углероди-
стого ферромарганца и силикомарганца, на Зестафонском заводе им. Г. Ни-
коладзе — бассейновая установка для шлаков силикомарганца (табл. 25).
Технология аналогична применяемой для доменных шлаков.
1.2.3.4. Плавленый высокоглиноземистый клинкер
Высокоглиноземистый клинкер получают из шлаков алюмотермического
производства ферротитана и металлического хрома двумя способами: ком-
плексно с выплавкой сплава путем корректировки шихты и плавлением
в электродуговой печи обычных шлаков алюмотермического производства с
добавками извести и алюминия. В процессе плавки восстанавливаются со-
держащиеся в шлаке окислы хрома и титана, что дает возможность из-
влечь дополнительный металл и получить высокоглиноземистый клинкер
(А. с. СССР Me 228581, 256593, 386019, 435203, 497254, 497255, 550442,
571457, разработчики Научно-исследовательский институт металлургии,
Ключевский завод ферросплавов, Уралииистромпроект).
70 % жидкого шлака от выплавки хрома сливают в отдельную емкость
и на поверхность задают термитную смесь, содержащую алюминий, необ-
ходимый для восстановления окислов хрома. Конечными продуктами яв-
ляются клинкер состава 74—79 % А1еО3, 16— 18% СаО и 0,5—1 % СгаОа
и хромоалюминиевая лигатура (70—75 % Сг и 20—25 % А1). 30 % остав-
58
Таблица 25
Характеристика работы и оборудования грануляционных установок
Показатели НЗФ Зест ЗФ
Производительность фактическая, 600 185
тыс. т/год Подача шлака к месту переработки: количество ковшей 4; 5 1
емкость ковша, м3 16; 11 16
Характеристика граиагрегатов: тип Гидрожелоб ной Бассейновый
количество 6 1
длина 11000 63760
размеры, мм: ширина 1200 24000
высота 3000 9670
Параметры грануляции: количество одновременно сливае- 2 1
мых ковшей время слива одного ковша, мин 7-9 15
температура сливаемого шлака, °C 1250 1150
расход воды, м3/т шлака 2,5 4,3
давление воды, атм И 3
Устройства для пробивки шлаковой Копры, пробивка Нет
корки за счет энергии
Отстойники: количество свободного падения стрелы с бойком 2 отстойника,
объем, м3 2 резервуара 2160; 1400
способ (оборудование) очистки Г рейферный
Насосы: количество край 4
тип 14 Д-6
производительность одного иа- 1500 —
coca, м3/ч количество одновременно рабо- 1 .
тающих иасосов Транспортировка готовой продук- ции: вид оборудования Грейферный Мостовой кран
грузоподъемность, т кран 20 10
пролет, м __ 22
объем грейфера, м3 5,6 5
количество 2 2
59
шегося шлака подвергают дроблению, смешивают с восстановителем и из-
вестью и переплавляют в электропечи.
Для переработки шлаков ферротитана применяется технология электро-
печного довосстановления жидких шлаков; для проплавления шлаков за-
дается восстановительная железотермитная смесь, содержащая необходи-
мое для восстановления окислов количество алюминия и извести, с целью
корректировки состава шлака. Содержание двуокиси титана в шлаках уда-
лось снизить до 0,8—2,5 %. В результате получаются высокоглиноземистый
клинкер и металл с содержанием 15—30 % Ti; 10—30 % Si и 8—30 % Al,
который можно использовать для передела или как товарный продукт для
раскисления и легирования сталей
1.2.3.5. Переработка и использование
шлаков в металлургии
Шлаки электропечного ферросилиция содержат 30—50 % сплавов и яв-
ляются сырьем для металлургии. Разработана технология применения этих
шлаков для выплавки чугуна, стали и ферросплавов. Подготовка шлака за-
ключается в его дроблении иа щековых дробилках и рассеве иа грохотах
с получением фракции до 200 мм.
При выплавке чугуна применение шлаков ферросилиция (смесь силика-
тов — 40—65 %, корольков сплава — 30—45 и карбида кремния — 3—15 %)
в количестве до 45 кг/т чугуна увеличивает производительность доменной
печи на 0,4—1,1 %, снижает расход кокса иа 17,5 % и уменьшает расход
кварцита на 12 кг/т чугуна. Свойства же металла практически не меняются.
Еще более эффективно применение шлаков ферросилиция для раскис-
ления стали: использование одной тонны такого шлака заменяет в стале-
плавильном производстве в среднем 0,6 т 45 %-иого ферросилиция (А. с.
СССР № 427083, разработчик Уралниичермет).
Применение ферросилициевых шлаков для выплавки силикомарганца,
ферросилиция и углеродистого феррохрома позволяет увеличить производи-
тельность печей и снизить расход шихтовых материалов (кварцита, кокса,
железной стружки).
Шлаки производства ферромарганца на Зестафонском заводе являются
передельными и полностью используются при выплавке силикомарганца.
Шлаки углеродистого ферромарганца и силикомарганца, марганца метал-
лического возможно использовать вместо марганцевой руды при выплавке
чугуна. Это направление требует дополнительных исследований.
Эффективным является использование шлаков от производства мар-
ганцевых ферросплавов для выплавки стали. На Белорецком металлургиче-
ском комбинате проведены промышленные опыты по применению ковшо-
вых остатков шлака производства силикомарганца для обработки марте-
новской стали в ковше. Получена экономия силикомарганца от 0,4 до
1,9 кг/т стали.
1.3. ТЕХНИЧЕСКИЕ УСЛОВИЯ,
КАЧЕСТВО ШЛАКОВОЙ ПРОДУКЦИИ
И НАПРАВЛЕНИЯ ЕЕ ИСПОЛЬЗОВАНИЯ
1.3.1. ПРОДУКЦИЯ ИЗ ДОМЕННЫХ ШЛАКОВ
,1.3.1.1. Гранулированный шлак
Качество гранулированных шлаков, используемых для производства цемен-
тов, определяется в соответствии с ГОСТ 3476—74 «Шлаки доменные и
электротермофосфорные гранулированные для производства цементов».
Оценка гидравлических свойств производится по коэффициенту каче-
ства (К):
при содержании MgO до 10 %
„ СаО + А12О3 + MgO 0..
SiO2 + TiO2 /о’
при содержании MgO более 10 %
К — СаО ~Ь А120з + 10 0,
SiO2 + TiO2 + (MgO - 10) l0‘
Требования к шлакам по химическому составу даны в табл. 26.
Таблица 26
Шлак доменный гранулированный по ГОСТ 3476—74
Показатели 1 сорт II сорт (II сорт
К, не менее 1,65 1,45 1,20
Содержание, %: AljOa 8,0 7,5 Не норм.
MgO 15,0 15,0 15,0
TiO2 4,0 4,0 4,0
МпО 2,0 3,0 4,0
На всех грануляционных установках производится гранулированный
шлак 11-Ш с, за исключением Донецкого, Руставского и Кушвииского
металлургических заводов и Карагандинского комбината (табл. 27).
Важным показателем является влажность продукции, которая не рег-
ламентируется ГОСТом, ио влияет иа транспортные расходы и затраты
иа сушку шлака.
61
Таблица 27
О*
ю
Качество гранулированного шлака
Металлургические и другие предприятия Тип установки Коэффи- циент качества Содержание компонентов, % Сорт граншлака Влажность, % Объемная насыпная масса» кг/м-5
AlsOa Mg О TiOa МпО
Магнитогорский Г идроже- лобная 1,60—1,70 12,1 7,95 — 0,16 II 11 900-1000
Нижне-Т агильский То же 1,50 14,0 6,6 1,0 0,78 II 7-13 950—1000
Орско-Халиловский » 1,46 8,9 4,6 0,47 0,14-0,25 II 10 800—900
Карагандинский » 1,82 14,0 6,3 — 0,90 I 8—10 1135
Ново-Липецкий » 1,45—1,65 9,5 8,3 — 0,98 II 8—10 1100—1150
Череповецкий » 1,45—1,49 9,3 9.8 — 0,28 II—III 12 1100—1300
Западно-Сибирский » 1,45-1,20 15,5—17,8 12,2-15,3 — 0,6-0,7 II-III 8-10 875
«Дзовсталь» » 1,5—1,55 7,6—10,9 1,3—9,6 0,15—0,5 0,27—1,7 II 7-8 1100
Криворожский » 1,54-1,56 7,1 4,7 — 0,97 II 10—14 1250—1370
Имени Дзержинского » 1,55 6,16 5,79 — 0,25 III 7—9 1000
Имени Ильича » 1,49 5,8 5,33 — 1,12 III 7—8 1100
Макеевский 1,58 8,18 4,07 — 0,72 II 5-7 1100
Коммунарский » 1,62 8,4 5,0 — — II 9—10 1100
Енакиевский » 1,52 . 5,86
Челябинский » 1,41 12,9
Кузнецкий цементный Барабанная 1,50 14,92
Косогорскнй То же 1,54 8,13
Руставскнй <4 1,74 10,5
НПО «Тулачермет» 1,66 12,47
Донецкий Жалобная 1,66 12,4
Имени А. К. Серова То же 1,55 13,66
«Свободный Сокол» » 1,65 8,2
Чусовской Бассейновая 1,84 16,5
Ашинский То же 0,92 —
Саткииский » 0,98 10,3
«Запорожсталь» 1,56 7,65
Имени Петровского » 1,46 7,33
Краматорский 1,49 9,09
Конста нтино вский » 1,50 3,54
Белорецкий » 1,31 14,0
Кушвинский » 1,65 18,34
4,04 — 1,13 Ill 8 1090
10,9 — 0,88 III 8 1100
11,29 — 0,58 11 6—8 1300—1450
7,93 —— 0,33 III 12—14 600—1100
6,11 — 0,85 I 5 1163
7,45 — 0,23 II 11 1000
3,6 — 0,90 I 15 1000
— — 0,61 II 5-7 1500
6,33 — 0,26 II 20 800
7,85 8,4 1,15 — 23 800
16,2 — 1,45 He соответ- Нет данных Нет данныя
ствует ГОСТу
19,33 — 1,62 To же To же То же
4,94 — 0,96 II 9-20 900—1100
3,46 — 0,94 III 20,0 700
2,99 — 2,92 II 10-13 650—700
6,02 — 0,44 III Нет данных Нет данны:
2,5 — 1,50 III То же То же
1,4 — — II > » » >
Без регламентации качества гранулированный шлак используют для
изготовления бетонов и растворов, шлакоблоков, в строительстве автомо-
бильных дорог в качестве цементирующей и стабилизирующей составляю-
щих и как наполнитель битумных смесей, в качестве балластного слоя же-
лезнодорожных путей, как теплоизоляционный материал для междуэтаж-
ных н чердачных перекрытий.
Доменный гранулированный титанистый шлак с содержанием TiOj 4—
12 % по ТУ 14-11-145—82 используется как отощитель н минерализующая
добавка в производстве кирпича, в промышленном и гражданском строи-
тельстве для засыпки котлованов после возведения фундаментов и в до-
рожном строительстве при сооружении дренирующего и морозозащитного
слоев. Гранулированный шлак имеет объемную насыпную массу 880—
1190 кг/м3, коэффициент фильтрации 6—16,3 м/сут.
1.3.1.2. Шлаковая пемза
Качество шлаковой пемзы, применяемой как пористый заполнитель кон-
струкционных, конструкционно-теплоизоляционных и теплоизоляционных
легких бетонов, определяется ГОСТ 9760—75 (табл. 28).
Выпускаемая в настоящее время пемза характеризуется показателями,
представленными в табл. 29.
1.3.1.3. Шлаковый щебень, песок, продукты распада
Качество щебня, получаемого из доменных и сталеплавильных шлаков, оп-
ределяется ГОСТ 3344—83 «Щебень шлаковый доменный и сталеплавиль-
ный для дорожного строительства», ГОСТ 5578—76 «Щебень из доменного
шлака для бетона», ГОСТ 18866—81 «Щебень из доменного шлака для
производства минеральной ваты», а также ТУ 14-11-133—76 «Щебень шла-
ковый для балластировки подъездных и внутризаводских железнодорож-
ных путей широкой и узкой колеи».
Щебень, песок и готовые щебеночно-песчаные смеси для дорожного
строительства, получаемые из текущих н отвальных шлаков, предназна-
чаются для устройства всех видов покрытий, оснований и других конструк-
тивных слоев дорожных «одежд» (табл. 30).
Щебень из доменных шлаков для производства бетона может приме-
няться как заполнитель тяжелых сборных и монолитных бетонных и же-
лезобетонных конструкций. По прочности щебень разделяется на четыре
марки, он должен обладать устойчивой структурой, содержать серы в пере-
счете иа S не более 2,5 % по массе и отвечать требованиям, указанным
в табл. 31.
По своим свойствам (табл. 32) щебень из доменных шлаков для до-
рожного строительства относится к III—IV классам, для балластировки —
ко II—III классам и может использоваться для бетона марок 200—300.
Продукты распада по ТУ 14-11-179—79 предназначены для использо-
вания в дорожном строительстве при устройстве оснований и укреплении
обочин, приготовлении асфальтобетона; в промышленном и гражданском
строительстве — для обратной засыпки.
64
Таблица 28
Шлаковая пемза по ГОСТ 9760—75
Вид и фракционный состав продукции Марка по насыпной плотности Марка по прочности Насыпная плотность, кг/м1 Прочность при сдавли- вании в цилиндре, МПа
Щебень фр., мм: 300 П25 До 300 0,2-0,29
5—10 400 П35 300—400 0,30-0,39
10—20 500 П50 400—500 0,40—0,49
20—40 600 П75 500—600 0,50—0,59
700 П100 600—700 0,60—0,79
800 П125 700—800 0,80—1,09
900 П200 800—900 1,10—1,39
1000 П250 900—1000 1,40—1,79
— П300 — 2,20—2,70
— П350 — Св. 2,70
Песок фр., мм: 600 — До 600 —
менее 5 700 — 600—700 —
1,25-5 800 — 700—800 —
менее 1,25 900 — 800—900 ——
1000 — 900—1000
1100 —- 1000—1100 —.
1200 —* 1100—1200 —
Таблица 29
Качество шлаковой пемзы
Металлургические и другие предприятия Фракция, мм Содержание фракций, % Объемная насыпная масса, кг/м1 Прочность МПа
«Азовсталь» 20—40 770
5-20 810 2,1
1,2-5 990 —-
Череповецкий 20-40 31 690 0,69
5-20 32 719 0,87
0-5 37 836 —.
Липецкий завод же- 10—20 30 550—650 0,9—1,4
лезобетонных из- 5—10 30 650—700
делий 0-5 40 800—1000
Трест «Магнито- 10—20 — 670
строй» 5-10 33 720 0,6—0,9
0-5 67 1070
Нижне-Тагильский 20—40 33 453 0,44
5-20 37 506 0,55
0-5 30 803 1,12
Криворожский 20—40 20 550 0,85
10-20 14 370 0,81
5—10 9 650 0,76
0-5 57 940 —1^
Челябинский 20-40 23 752
10-20 15 732 0,58
5-10 19 —.
0-5 43 940
3 Зак Ц83
65
Таблица 30
Щебень по ГОСТ 3344—83
Марки щебня по прочности Потеря массы при испытании на прочность, % Марки щебня по истирае- мости Потери массы при испытании на истирае- мость» % Марки по морозостой- кости
1200 До 15 И I До 25 При 15—300 циклах
1000 15—25 И II 25—35 замораживания по-
800 25—35 И III 35-45 тери в массе не
600 35—45 И IV 45-60 более 5—10%
300 45—55
Таблица 31
Щебень для бетона по ГОСТ 5S78—76
Выпускае- мые фракции *, мм Марки щебня по проч- ности Потери в массе при сжатии в цилиндре (в сухом состоянии), % Для получения марок бетона Объемная насыпная масса *, кг/м3 Морозостойкость Количе- ство пылевид- ных частиц
5-10 Др 15 15 400 и более 900— 1000 При 15—200 циклах за- 2
10-20 Др 25 15-25 300 моражива- 2
20—40 Др 35 25—35 200 ния потери 3
40—70 Др 45 35-45 200 в массе 5—10% 3
* Для всех марок
Продукты распада имеют Мо 0,90 и являются активными: актив-
ность фракции 0—10 мм в немолотом состоянии в возрасте 28 сут. состав-
ляет не менее 0,8 МПа. Щебень из продуктов распада устойчивой струк-
туры имеет II—IV классы прочности н морозостойкость не менее 25 цик-
лов.
Щебень для производства минеральной ваты по ГОСТ 18866—81
жен
чае
иметь модуль кислотности I Мк
SЮг 4“ AI2O3 \
СаО + MgO )
не менее 1,2. В
дол-
слу-
использования более основных шлаков они должны подкисляться до-
бавками (стекольный бой, шахтная горелая порода, диабаз, базальт и др.).
Поставляется щебень в кусках 40—120 мм плотностью не менее 1000 кг/м3,
марка щебня по дробимости не менее Др 15. Содержание металла в
щебне не должно быть более 2 % по массе, а серы — не более 1,8 %.
Для получения минеральной ваты может быть использован литой ще-
бень, а также полученный из отвальных шлаков и из ковшовых остатков
1.3.1.4. Шлак доменный высокоглиноземистый
Шлак по ГУ 14-11-137—81 предназначен для производств-! глиноземистого
цемента (по ГОСТ 969—77). По химическому составу ои должен удовле-
творять требованиям табл. 33.
66
09
Качество щебня из доменных шлаков
Показатели
Челябин- ский Орско-Хали- ловскнй «Азовсталь»
Объемная насыпная масса» кг/м3 Фр. 0 — 5 мм 1190 Фр. 10-20 ММ 1190 Фр. 20—40 мм 1240 Фр. 40-70 мм 1240 Фр.10-120 мм 1400 Фр.0 — 5 мм 1240-1370 Фр. 5 — 20 мм 1050-1230 Фр. 20-100 мм 1110
Фракционный состав» % 40—80 мм 47 10 — 40 мм 27 3-10 ММ 9 0—3 Мм 17
Дробнмость в цилиндре (в водонасыщениом со- стоянии), потери в мас- се, « 15-28 19-23
- Дробнмость в цилиндре (в сухом состоянии), по- терн в массе, % 14-25 25
Истираемость в полочном барабане, потерн в мас- се, % 37,4—39,5
Морозостойкость» марка 25-50 25
9*
Таблица 32
Металлургические предприятия
Криворож* скнй Ново-Липецкий Имени Ильича Караган- динский Череповец- кий
из корже! | литой
Фр. 0-120 мм 1300 Рядовой 1050 Фр. 40 - 70 мм 950-1050 Фр. 20 — 40 мм 1000-1100 Фр. 5—20 мм 1050-1150 Фр. 0 — 5 мм НЮ-1250 Рядовой 1350 Фр. 0-10 мм 1350 Фр. 10-20 мм 1040 Фр.>23 мм 970 Фр. 5-10 мм 1170 Фр. Ю-20 мм 1170 Фр. 20 - 40 мм 1220 Рядовой 1120
40 — 70 мм 45 20 — 40 мм 21 5 — 20 мм 17 0 —5 мм 17 Пусковой период 300 мм Ю 100-300 мм 60 0-100 мм 30
27,6-31,6 22-26 23-31 24-31
20-29
52,0 31-45 31-45 20-35
10 50 25 25-50
Таблица 33
Шлак высокоглиноземистый по ТУ 14-11-137—81
Сорт Содержание, %
S1O, СаО MgO S
А Не более 8,0 39,0—42,0 Не более 2,0 Не более 1,5
Б 8,1 — 10,0 40,0—43,0 То же То же
Поставляется шлак в недробимом виде в кусках 0—300 мм без маг-
нитной сепарации.
Получаемый на металлургических заводах шлак содержит 50 % А12О3,
40 % СаО, 7 % SiO2, 0,9 % MgO, 1,37 % S и удовлетворяет сорту А.
1.З.1.5. Вата минеральная
Вата минеральная н изделия из нее используются в качестве теплозвуко-
изоляционного материала в промышленности и строительстве. В зависимо-
сти от плотности она подразделяется на марки 75 и 100. Содержание не-
волокнистых включений (корольков) не должно превышать для марки 75—
12 %, марки 100 — 20 %, средний диаметр волокон 8 мкм, модуль кислот-
ности 1,5—1,2, температуроустойчивость не менее 600—700 °C.
Получаемая на металлургических заводах вата отвечает в основном
требованиям ГОСТ 4640—76 (табл. 34).
Таблица 34
Качество шлаковой ваты
Металлургические и другие предприятии Марка Плот- иость, кг/м* Содер- жание король- ков, % Коэффициент тепло- проводности, ккал/ч-м«°С) при температуре Средний диаметр волокон, мкм Модуль кислот- ности
25 100
«Азовсталь» . . . 100 82 20,0 0,039 7,9 1,11
Криворожский . . 100 95 17,4 0,041 — 11,4 1.03
Донецкий .... 100 88 18,2 0,038 0,054 7,0 1,21
Руставский . . . 100 72 19,0 0,038 0,053 — 1,20
Староуткииский 100 98 20.0 0,036 0,055 8,0 1,05
Саткинский . . . 100 100 17,0 0,038 0,052 — 1,20
1.3.1.6. Литые изделия и шлакоситаллы
Литая брусчатка, полученная полигонным способом, имеет объемную мас-
су 2000—2500 кг/м3, предел прочности при сжатии в сухом состоянии 70—
120 МПа, водопоглощение 2 %, истираемость 0,15—0,25 г/см2, морозостой-
кость 50—150 циклов. Используется она для устройства дорожных покры-
тий и полов промышленных зданий.
Металлошлаковые трубы и элементы трубопроводов предназначаются
для транспортировки абразивных материалов на горно-обогатительных фаб-
риках, тепловых электростанциях, угольных шахтах и рудниках и др,
68
Таблица 35
Качество щебня, полученного из сталеплавильных шлаков иа металлургических предприятиях
Xар актер ист ика Ново- Липецкий Караган- динский <Азовсталь> Имени Ильича Таганрог скнй АлаПаеэ’ ский
к к М К к м М О
Фракционный состав щебня, % Дробимость в цилиндре, % 500—120 мм 5 120—70 мм 55 70—0 мм 40 5—18 Не опр. 5—24 300—120 мм 12 120—70 мм 12 70—20 мм 40 < 20 мм 36 15-19 Рядовой 8-15 300—120 мм 15-25 120—70 мм 10-25 70—20 мм 15-25 < 20 мм 7—12 300—120 мм 8—15 120—70 мм 10-23 70—20 мм 17-27 < 20 мм 5—10 70 мм 50—65 7,0—18,6 Не опр. 9,1 — 12,6
Истираемость в полочном 29—32 11-19 26—32 17-23 31-39 32—42 9—31 20—28
барабане, %
Водопоглощение, % 1,0-3,5 1,8—6,9 4—5 2,0—4,2 1,3-2,8 1,4—4,0 0,7—4,3 5—9
Устойчивость структуры 0,15—1,2 — 2,9—3,3 4,5-7,0 — — 0,5—5,0 0,7—2,6
(потери в массе при ис- пытании), °/о
Плотность, кг/м3 Объемная насыпная масса фракций, кг/м3 3200—3650 40—70 мм 1480 20—40 мм 1580 10—20 мм 1610 5—10 мм 1640 0—5 мм 1650 3600—3900 2900—3300 0—70 мм 1450 3400 0—120 мм 1790 3200—3700 0—120 мм 1780 3500—3600 3000—3700 20—40 мм 1030 10—20 мм 1075 5—10 мм 1100
Примечание: К — конвертерный шлак, М — мартеновский, О — отвальный.
Литые плиты используют вместо плит из стали ПЗЛ при транспортирова-
нии агломерата, для устройства полов промышленных зданий.
Производимый шлакоситалл обладает следующими свойствами (7]:
Плотность, кг/м3 ........................................ 2600—2750
Температура размягчения, °C.............................. 950—1000
Прочность, МПа:
на изгиб ................................................... 80—120
на сжатие............................................. 500—600
на растяжение............................................. 25—35
Ударная вязкость, МПа - с.................................... 0,28
Истираемость, г/см2......................................0,012—0,03
Водопоглощение, %........................................ 0
Жаростойкость, °C ............................................ 890
Температуропроводность, м2/с............................ 14—25
Листовой шлакоситалл применяется для внутренней и наружной обли-
цовок поверхностей зданий, прессованные плитки — для устройства стой-
ких против коррозии полов в условиях агрессивных сред и высокой влаж-
ности. Кроме того, из шлакоситаллов изготавливают электрические изоля-
торы; трубы для шламо-, пульпо- и трубопроводов окалинусодержащих
стоков прокатных цехов черной металлургии и абразивных отходов тепло-
вых электростанций, оросительных и дренажных систем в сельском хозяй-
стве, абразивоустойчивые изделия для футеровки желобов, лотков, течек,
воронок, бункеров.
1.3.2. ПРОДУКЦИЯ ИЗ СТАЛЕПЛАВИЛЬНЫХ ШЛАКОВ
1.3.2.1. Щебень и песок
Требования к щебню и песку из сталеплавильных шлаков для дорожного
строительства определяются ГОСТ 3344—83 (см. табл. 30) По своим свой-
ствам щебень из сталеплавильных шлаков относится ко II—IV классам
(табл. 35).
1.3.2.2. Шлаковая известковая мука и фосфатшлак
Требования к фосфатшлаку определяются ТУ 14-11-176—78 (табл. 36).
Получаемый на металлургическом комбинате «Азовсталь» фосфатшлак
имеет показатели: содержание Р2О5 (растворимого в лимонной кислоте)
Таблица 36
Фосфатшлак по ТУ 14-11-176—78
Показатели Марка
ШФ-10 ШФ-7
Содержание РгО5, % 10 7
Влажность, %, не более 1 1
Остаток на сите 0,18 мм, %, не более . . 20 20
Остаток на сите 2 мм, % — —
70
10—15 %; содержание фракций >2 мм—нет, влажность — 0,1 %, остаток
на сите 0,18 мм — до 20 %. Фосфатшлак Карагандинского комбината со-
держит 8—12 % РзОб.
Шлаки сталеплавильные для известкования кислых почв должны соот-
ветствовать техническим условиям ТУ 14-11-117—80. Содержание (СаО-|-
ф-MgO) должно быть не менее 43 %, влажность — 2 %, максимальный раз-
мер зерна — не более 2 мм, количество фракций, проходящих через сито
0,5 мм, — 90 %, 0,25 мм —70%. Получаемая на металлургическом заводе
«Амурсталь» и Ново-Липецком металлургическом комбинате мука отве-
чает требованиям ТУ (табл. 37).
Таблица 37
Характеристика шлаковой известковой муки
Показатели Ново-Липецкий металлурги- ческий комбинат Металлургический завод «Амурсталь»
Содержание (СаО + MgO), % Фракционный состав, % 54 > 2,5 мм — 0,15 2,5—0,63 мм — 1,41 0,63—0,315 мм — 21—25 0,315—0,16 мм - 33,0 0,16—0,063 мм — 38,4 0,063 мм — 5,75 47—54 > 2 мм — 0,1—2,0 < 0,25 мм — 64,0—93,5
1.З.2.З. Шлаки кислородно-конвертерные
для доменных печей
Требования к конвертерным шлакам, используемым для выплавки пере-
дельного чугуна в доменных печах, должны соответствовать ТУ 14-11-161—
77 (табл. 38).
Таблица 38
Шлаки кислородио-конвертерные для доменных печей
по ТУ 14-11-161—77
Шлак Содержание. %
^еобщ’ ие менее SiOs, не более СаО, ие менее Р2о5, не более V2O4, не менее
Кислородно-конвертер- ный (ШК) 10 18 48 1,7
Кислородно-конвертер- ный ванадиевый (ШКВ) 10 20 30 1,7 1,4
Размер зерен шлака должен быть 10—70 мм, при этом содержание зе-
рен менее 10 мм составляет не более 1 %
Химический состав конвертерных шлаков, используемых в доменных
печах, показан в табл. 39. За исключением Ново-Липецкого металлургиче-
ского комбината шлаки поставляются в смеси 10—150 мм, что допускается
техническими условиями.
71
Таблица 39
Химический состав конвертерных шлаков в 1983 г.
(в %)
Завод, комбинат Feo6m СаО MgO МпО PjO, SiO;
Ново-Липецкий 18,3 54,8 2,0 5,9 1,1 0,76 16,7
Криворожский 13,7 47,7 3,6 5,2 16,5
Челябинский 20,5 53,0 2,1 4,4 0,96 15,5
Енакиевский 12,8 50,8 6,5 5,1 — 16,3
Имени Петров- ского .... 10,9 46,3 6,1 6,8 1,3 21,3
«Азовсталь» Нижне-Тагиль- 15,5 45,8 5,3 7,2 1,06 13,6
ский * . . . 30,0 49,8 11,9 3,0 1,0 11,4
* VjO, - 2,8.
1.3.3. ПРОДУКЦИЯ ИЗ ФЕРРОСПЛАВНЫХ ШЛАКОВ
1.3.3.1. Шлаковый порошок
Шлаковый порошок получают из самораспадающихся шлаков производ-
ства рафинированного феррохрома и применяют в литейном производстве
для получения быстро твердеющих формовочных смесей, в сельском хозяй-
стве для известкования кислых почв, в качестве красителя в стекольной
промышленности. Реализуется он по ТУ 14-11-181—79 (табл. 40).
Таблица 40
Шлаки фер-рохромовые самораспадающиеся по ТУ 14-11-181—79
Марка шлака Химический состав, % Содержание влаги при отгрузке потребителю, %, не более Количество фракции, проходящей через сито 0,5 мм, %
СаО MgO SiO? AUO3
СФШС . . 46—55 7-16 24—32 4—8 1,5 97
СФШ . . . Не менее 46 7-16 24—32 4—8 1,5 97
НФШ . . . То же — — — 1,5 —
На шлаки феррохромовые самораспадающиеся, поставляемые на экс-
порт, имеются ТУ 14-11-108—75. Такие шлаки должны отвечать требова-
ниям (в %): содержание СаО не <48, MgO — 7—12, SiO2 — 24—30,
А120з — 4—8, влажность не > 1,5, размер фракции, проходящей через сито
0,5 мм, не < 97.
Качество выпускаемого на предприятиях порошка дано в табл. 41.
Шл ак марки СФШС, поставляемый стекольной промышленности, дол-
жен содержать 3—8 % Сг20з. В шлаке допускается присутствие МпО.
72
Таблица 41
Качество шлакового порошка
Химический состав шлака, %
Предприят ия
СаО MgO SiO. АЬО, СггО,
Влаж-
ность,
%
Фракционный
состав, %
Челябинский
электроме-
таллур: и-
ческий
комбинат
Серовский
завод фер-
росплавов
46-52
12,7 25,0 5,0 5,3
9—13 26—30 5-7 3—6
1,0
0,5 мм — 98
20—10 мм — 7,4
10—5 мм — 11,5
5—2,5 мм — 12,9
2,5—0,9 мм — 6,6
0,9—0,1 мм — 16,6
<0,1 мм — 45,3
1.3.3.2. Щебень и песок для строительства
Щебень и песок из шлаков электропечиого силикомарганца может исполь-
зоваться как тяжелый заполнитель обычных и жаростойких бетонов, для
устройства балластного слоя железнодорожных путей, при строительстве
автомобильных дорог, искусственных оснований под фундаменты зданий
Щебень и песок из шлаков производства силикомарганца, выпускаемые
на Никопольском заводе ферросплавов, имеют следующие показатели:
Щебень Выпускаемые фракции, мм Объемная насыпная масса, кг/м3 5—10, 10—20, 20— 40, 40 —70 1300—1500
Прочность (дробимость при сжатии), потери в массе, % Истираемость (потери в массе при испы- 11-20
таиии в полочном барабане), % .... 20-43
Сопротивляемость удару, ударов 300-800
Морозостойкость, циклов 100-200
Жаростойкость, циклов Устойчивость против распада (потери 25
в массе), % 5
Песок Объемная насыпная масса, кг/м3 Содержание фракций: 1400—1700
5—10 мм 4
J0 мм 0,5
Щебень, песок, порошок и щебеночно-песчаная смесь из шлаков элек-
тропечного углеродистого ферромарганца применяются в качестве круп-
ного и мелкого заполнителей тяжелого бетона, для устройства оснований
и подстилающих слоев дорожных «одежд»; под фундаменты, полы зданий
и сооружений, для отмосток и обратных засыпок.
1.3.3.3. Шлаки для металлургии
Шлак от производства ферросилиция перерабатывается на щебень и при-
меняется для выплавки чугуна и ферросплавов, для раскисления и
легирования стали. Качество шлака определяется в соответствии с ТУ 14-11-
182—79 (табл. 42).
73
Таблица 42
Шлак от производства электропечного ферросилиция
ио ТУ 14-11-182—79
Химический состав, %
Марка шлака Смеси шлаков от производства ферросилиция марок Фракцион- ный состав, мм кремний металли- ческий (в виде включений ферроси- сера фос- фор угле- род сво- бод- ный кар- бид крем- ния
лиция) ие более
ШФС1 ШФС2 ШФСЗ ШФС4 ШФС5 ФС65 и ФС75 ФС65 и ФС75 ФС45, ФС65, ФС75 ФС20, ФС45, ФС65 и ФС75 ФС20, ФС25 До 120 До 120 До 120 До 300 До 300 28—38 22—28 16—22 12—26 10—16 0,10 0,10 0,15 0,15 0,15 0,15 5 5 5 18 18 18 18 18
Таблица 43
Характеристика шлаков производства ферросилиция для
металлургии
Завод, комбинат Кремний металличес- кий Сера Фосфор Углерод свобод- ный Карбид кремния
Челябинский электроме- таллургический . , , 15-50 0,4-1,0
Ермаковский ферроспла- вов 29,5-40,2 0,09—0,59 2,8—5,8 6,1-19,6
Запорожский ферроспла- вов 12-26 0,02-0,42 0,01-0,08 0,8—6,1 6,1 — 19,1
Кузнецкий ферросплавов 35,0—37,0 0,03—0,07 — 0,2—0,3 12,3
Таблица 44
Шлаки от производства марганцевых сплавов для металлургии
по ТУ 11-203—83
Вид материала Фракцион- ный сос- тав. мм Химический состав, %
Мп СаО S1O,
Граншлак 0—10 10—17 20—32 37—45
Песок 0-5 5—10 14—20 10-16 45—53
Щебень 10-100 13-20 11 — 17 45—53
Ковшовые остатки . . . 0—150 20—30 Не меиее 8 Не меиее 52
74
Качество шлака, производимого на Кузнецком заводе ферросплавов,
полностью удовлетворяет требованиям технических условий. Челябинский
электрометаллургический комбинат, Ермаковский завод имени XXIII съезда
КПСС, Запорожский завод ферросплавов отгружают шлак в непере-
работанном виде. По своему составу эти шлаки соответствуют ТУ
(табл. 43).
Шлаки от производства марганцевых сплавов по ТУ 14-11-203—83 при-
меняются в металлургии в качестве марганецсодержащего материала
(табл. 44).
По ТУ 14-11-208—83 коржи шлаковые от производства силикомарганца
фракции 150 мм при содержании Мп 20—30 %, СаО — не более 8 и S1O2 —
ие более 52 % предназначены для использования в сталеплавильном про-
изводстве в качестве шлакообразующего материала.
1.3.3.4. Гранулированный шлак
Гранулированный шлак производства углеродистого ферромарган-
ца (ТУ 14-11-121—80) и силикомарганца (ТУ 14-11-124—80) может
использоваться в качестве мелкого пористого заполнителя бетонов, а
также сырья для получения микронаполнителя и строительных рас-
творов.
Требования к таким шлакам и качество получаемой продукции даны
в табл. 45.
Таблица 45
Характеристика гранулированных шлаков производства
марганцевых ферросплавов для строительства
Вид шлака Обьемная насыпная масса, кг/м3 Влажность. %
по техни- ческим условиям заводские показа- тели по техни- ческим условиям заводские показа- тели
От производства угле- родистого ферромар- ганца 1500 1350 7 7
От производства сили- комарганца 1000 600 12 25
1.3.3.5. Высокогпиноземистый клинкер
Шлаки алюмотермического производства используются для получения вы-
сокоглиноземистого клинкера по ТУ 14-11-138—76 и полупродукта глино-
земистого для выплавки синтетических шлаков по ТУ 14-11-164—78
(табл. 46). Получающаяся на Ключевском заводе ферросплавов продукция
удовлетворяет требованиям технических условий.
75
Таблица 46
Шлаки алюмотермического производства по ТУ 14-11-164—78
и ТУ 14-11-138—76
Вид шлака Продук- ция Марка Химический состав, % >акции, мм
AI2O3 1 i СаО 1 Si О2 FeO SiO2+FeO MgO ’Oil
И меиее не более в
От алюмотер- Высокогли- КВЦ-75 75,0 17,0 —. 1,5 150
мического производства ферротитана и металличе- ского хрома иоземистый клинкер КВЦ-70 70,0 17,0 2,5
От алюмотер- мического производства ферротитана Полупро- дукт гли- ноземистый ТКГ-70 ТКГ-70к 68,0 68,0 — 3,0 3,0 1,0 1,5 6,5 6,5 5,0 8,0 80
1.4. МЕТОДИЧЕСКИЕ ОСНОВЫ ОПРЕДЕЛЕНИЯ
ЭКОНОМИЧЕСКОЙ эффективности
ПЕРЕРАБОТКИ И ИСПОЛЬЗОВАНИЯ ШЛАКОВ
1.4.1. НАРОДНОХОЗЯЙСТВЕННАЯ ЭФФЕКТИВНОСТЬ
ПЕРЕРАБОТКИ И ИСПОЛЬЗОВАНИЯ ШЛАКОВ
Оценка эффективности проходит в несколько этапов:
определение технически возможных направлений переработки шлаков
исходя из их химического состава и физико-механических свойств;
выявление потребности конкретного экономического района или в це-
лом страны в тех или иных шлаковых материалах;
определение народнохозяйственной эффективности производства кон-
кретного шлакового материала,
расчет экономической эффективности переработки шлаков;
расчет экономической эффективности использования шлаковой продук-
ции.
При определении народнохозяйственной эффективности согласно Типо-
вой методике определения экономической эффективности новой техники,
изобретений и рационализаторских предложений используется формула ми-
нимума приведенных затрат [8]:
П = С + ЕВК —► min,
(1)
где С — себестоимость изготовления единицы шлакового или тради-
ционного материала, руб.; Ен — нормативный коэффициент эффективности,
равный 0,15; К — удельные капитальные вложения в производство шлако-
вой или взаимозаменяемой традиционной продукции, руб.
Поскольку шлаковая продукция по качеству не всегда полностью рав-
ноценна заменяемой, оценка народнохозяйственной эффективности полу-
чения и применения ее должна определяться по комплексным текущим и
капитальным затратам на производство, транспортировку и применение
материалов в конечной продукции. Формула расчета приведенных затрат
будет иметь вид
Пк = Пп + Птр + Ппр, (2)
где Пп, Птр, Ппр — приведенные затраты соответственно на производ-
ство взаимозаменяемых материалов; транспортировку необходимого коли-
чества материалов; применение взаимозаменяемых материалов в конечной
продукции, руб.
77
В каждом конкретном случае формула будет иметь свой вид. Напри-
мер, при определении эффективности применения шлаковых материалов в
строительстве Я. А. Рекитар рекомендует следующую формулу [9]:
У П=(Пс+Пп + Пт + Пм)1х + -^_, (3)
где Пс — приведенные затраты на добычу и транспортировку исходного
строительного сырья, руб.; Пп. Пт, Пм — то же соответственно по производ-
ству, транспортировке и монтажу строительных конструкций и изделий, а
также отделочным работам, руб.; ц— коэффициент срока службы кон-
струкций; Сэ — эксплуатационные затраты, связанные с применением дан-
ного вида материалов или конструкций (затраты на текущий ремонт, теп-
лопотери через ограждающие конструкции и т. д.), руб.
При определении народнохозяйственной эффективности переработки и
использования шлаков необходимо со знаком «плюс» учитывать:
сокращение приведенных затрат на транспортировку и содержание
шлаковых отвалов:
ПОТВ “ Сотв Ч- Ен • Кота, (4)
где Сото — эксплуатационные затраты, руб.; Котв — капитальные вло-
жения в транспортировку и содержание шлаков в отвале, руб.;
сокращение ущерба от загрязнения окружающей среды шлаковыми от-
валами (Пущ). В настоящее время нет единой методики расчета этого эф-
фекта, хотя существует ряд рекомендаций;
потери от недоиспользования земель, занятых под отвалы. Этот фак-
тор учитывается в каждом конкретном случае в зависимости ог того, ка-
кие земли планируется занять под отвалы. Если шлак используется для за-
сыпки оврагов, котлованов, эффект учитывается со знаком «минус». В об-
щем случае эффект от высвобождения земель (П3) может учитываться
по стоимости одного гектара земли в конкретном районе по земельному
кадастру.
Таким образом, общий народнохозяйственный эффект от переработки
и использования шлаков будет определяться по формуле '
Э„. х = АПК + ДПОТВ + АПуШ + ДП3. (5)
Экономический эффект должен определяться на одну и ту же единицу
шлакового и традиционного материала (в т или м3) или одинаковый объем
производства.
1.4.2. ОСОБЕННОСТИ КАЛЬКУЛИРОВАНИЯ
СЕБЕСТОИМОСТИ ШЛАКОВОЙ ПРОДУКЦИИ
Планирование, учет и калькулирование себестоимости продукции шлако-
перерабатывающего производства ведутся в соответствии с Инструкцией
по планированию, учету и калькулированию себестоимости продукции чер-
ной металлургии, общей для всех видов производства отрасли, утвержден-
ной 25 декабря 1978 г. Однако шлакоперерабатывающее производство
имеет свои особенности, которые отражены в специальной подотраслевой
инструкции, утвержденной 29 декабря 1979 г. [9]. Прн этом определяется
себестоимость только продукции, производимой на отдельно расположен-
78
ных установках. Калькулирование себестоимости шлакопродукции, получен-
ной на припечных установках, не ведется. Произведенный на них гранули-
рованный шлак оценивается по единым для всех предприятий ценам, уста-
новленным министерством (одинаковым для плана и отчета), с после-
дующим исключением полученной суммы из итога затрат на выплавку
металла
Типовая номенклатура видов шлаковой продукции, на которые состав-
ляются сортовые калькуляции, следующая:
Шлак гранулированный ......................................... т
Шлаковая пемза............................................... м3
Минеральная вата и продукция из нее.......................... м3
Щебень шлаковый..............................................т (м3)
Мука известковая и фосфорная.................................. т
Скрап......................................................... т
Калькулирование себестоимости щебня и пемзы производится по фрак-
циям. Плановая и отчетная калькуляции себестоимости шлакопродукции
составляются по форме калькуляционного листа № 13-К-
К отходам в шлакоперерабатывающем производстве относятся ковшо-
вые остатки доменных шлаков и сталеплавильные шлаки в полном объеме.
При их переработке на продукцию составляется калькуляция в соответ-
ствии с разработанной инструкцией. При этом отходами является неулав-
ливаемая пыль, образующаяся при дроблении шлака и ковшовых остат-
ков и при их помоле на муку.
Сталеплавильные шлаки и ковшовые остатки отнесены к отходам с
целью повышения материального стимулирования полной переработки шла-
ков, так как прибыль от реализации продукции из них остается в рас-
поряжении предприятия н используется на расширение производства,
материальное поощрение работников, занятых переработкой шлаков,
и т. д.
’ Попутной продукцией шлакоперерабатывающего цеха, отделения яв-
ляется металлопродукт (доменный присад), извлекаемый при производстве
шлаковой пемзы, литого щебня, муки.
Попутно получаемый металлопродукт самостоятельно не калькулирует-
ся. Стоимость этой продукции исчисляется по установленным плановым це-
нам и обращается на уменьшение затрат на производство шлакопродукции
в калькуляции себестоимости по строке «Попутная продукция» со знаком
«минус». Неиспользуемая продукция показывается только количеством, без
цены и стоимости.
Металл (скрап), извлекаемый из ковшовых остатков доменных шлаков
и из сталеплавильных шлаков, относится к номенклатуре основной продук-
ции, получаемой из отходов
В статье «Внутрипроизводственные перемещения сырья, основных мате-
риалов, полуфабрикатов, продукции» показываются расходы на перевозку
продукции и отходов по внутризаводским путям, а также расходы по дру-
гим перевозкам, производимым для цехов предприятия железнодорожным,
автомобильным и другими видами транспорта. Затраты по доставке жид-
кого шлака на шлакоперерабатывающие установки не включаются в рас-
ходы по переделу шлакоперерабатывающего цеха (отделения), а относятся
на себестоимость продукции основного цеха.
79
В последней таблице калькуляционного листа показано распределение
общих расходов по переделу, на подготовку и освоение производства, об-
щезаводских и прочих производственных расходов по видам продукции,
когда невозможен прямой учет затрат.
Общие затраты распределяются пропорционально стоимости продукции
на основе коэффициента, определяемого по формуле 6:
к—• (6)
где S — общие расходы на производство, руб.; gi— производство каж-
дого вида шлакопродукции, т (м3); II:— оптовая цена единицы каждого
вида шлакопродукции, руб
Например, при переработке 1 млн. т сталеплавильного шлака получено
50 тыс. т скрапа, 800 тыс. т щебня, 150 тыс. т муки (табл. 47).
Таблица 47
Пример заполнения таблицы Г формы 13-К
Виды продукции Про- извод- ство, тыс. т Опто- вая пена, руб./т Сумма, тыс. руб. (гр. 2X3} Коэффи- циент (гр. ь : 4) Расходы по переделу на подготовку и освоение производства, общезаводские, прочие производственные
на всю шлако- продук- цию, тыс. руб. и а ед. продук- ции, руб.
Скрап 50 30 1500 0,3 450 9,6
Щебень — всего . . В том числе: 800 — 1400 0,3 420 —
фракция 0—5 мм 100 1 100 0,3 30 0,3
фракция 10—20 мм 300 2 600 0,3 180 0,6
фракция 5—10 мм 200 3 600 0,3 180 0,9
рядовой 200 0,5 100 0,3 30 0,15
Мука Итого. . . 150 1000 4 600 3500 0,3 180 1050 1,2
Общие расходы вен: (S) составили 1050 тыс. руб. 1050 Коэффициент ра- 1050
4 50-30 + 100. 1 4- 200- 3 + 300 • 2 + 200 •0,5 + 150-4 3500
Общие расходы, относимые на 1 т скрапа, составят: 30-0,3 = на 1 т щебня фр 0—5 мм: 1 -0,3 = 0,3 руб. и т. д 9,0 руб.;
Оперативное калькулирование по статьям затрат производил нове коэффициентов, определяемых по формуле ся иа ос-
<7<Ц<
80
В сумме коэффициенты Z; равны 1, что обеспечивает распределение
всех затрат по статьям расходов между шлакопродуктами при оператив-
ном калькулировании.
1.4.3. ЦЕНЫ НА ШЛАКИ И ПРОДУКЦИЮ ИЗ НИХ
Щебень из металлургических шлаков является заменителем природных ма-
териалов в дорожном строительстве, производстве бетонов, минеральной
ваты. При первой оценке учитывалась возможность использования его
только в бетонах, соответственно чему и определялась потребительная
стоимость этого материала. В качестве основы цены была принята себе-
стоимость производства рядового шлакового щебня как наиболее про-
стого и массового. При этом учитывались затраты лишь на сам процесс
производства. Чтобы заинтересовать потребителей в шлаковом щебне, цена
на него была установлена ниже, чем на традиционные материалы. Так,
природный щебень для строительных работ фракции 5—10 мм в зависи-
мости от марки имел цену 4,9—3,3 руб./м3, а шлаковый щебень для бетона
этой же фракции — 2,8 руб./м3, т. е. разница составила 0,5—2,1 руб./м3.
Такне цены возмещали предприятиям затраты на переработку шлака в ще-
бень и обеспечивали достаточную рентабельность производства при мини-
мальной стоимости сырья — шлака, который был оценен условно в размере
0,20 руб./т.
Гранулированный шлак является универсальным продуктом и может
использоваться в различных отраслях хозяйства как заменитель ряда мате-
риалов. Именно отсутствие единого аналога и обусловило неверную оценку
потребительной стоимости гранулированного шлака. При определении цены
иа него исходили из затрат на грануляцию и, как в случае со щебнем, со-
вершенно не учитывали расходы, связанные с выпуском, уборкой шлака от
агрегата, с содержанием шлаковозного хозяйства. Стоимость сырья (шла-
ка) также была определена условно и составила 0,20—0,74 руб./т в за-
висимости от направления использования готового гранулированного шла-
ка. Такая цена жидкого шлака позволила установить на шлаковую про-
дукцию минимальные оптовые цены, которые обеспечивали металлургиче-
ским предприятиям возмещение затрат на переработку и давали неболь-
шую прибыль основным цехам от утилизации жидкого шлака, а шлако-
перерабатывающим производствам—от реализации шлаковой продук-
ции.
В то же время потребители получали значительный экономический эф-
фект от замены традиционных материалов шлаковыми. Такое положение
было оправданным на первой стадии развития шлакопереработки, пока
шлаковая продукция была новой и ей необходимо было завоевать широ-
кий рынок сбыта В настоящий момент в ряде отраслей она является наи-
более эффективным материалом среди аналогичных традиционных. Напри-
мер, производство минеральной ваты из шлакового щебня, и особенно из
жидких шлаков, значительно экономичнее производства ее из природных
материалов. Однако при действующих ценах абсолютные величины прибыли
при переработке шлаков оказываются настолько незначительными, что срок
окупаемости капитальных вложений в шлакопереработку составляет 10 лет
и более.
81
Строительство новых, более производительных плавильных агрегатов
требует создания мощных, оснащенных современной техникой устройств
по своевременной уборке и переработке шлаков, по очистке атмосферы от
вредных парогазовых выбросов. Кроме того, при существующем уровне цен
проектные организации не в состоянии обеспечить нормативный срок оку-
паемости капитальных вложений в шлакопереработку.
Действовавшая практика установления цен на шлак и шлаковую про-
дукцию, сыгравшая положительную роль на первом этапе, стала тормозом
в развитии шлакопереработки не только с точки зрения производства. Низ-
кие цены играют отрицательную роль иногда и в сфере потребления, увели-
чивая народнохозяйственные потери из-за дальних нерациональных перево-
зок дешевых шлаковых материалов.
Таким образом, возникала необходимость пересмотра оптовых цен на
все виды шлаковой продукции. При этом в первую очередь необходимо
было произвести правильную оценку шлака как сырья при производстве
шлаковых материалов. Для определения цены жидкого шлака нужно было
рассчитать себестоимость его, что представляет определенные трудности,
так как в настоящее время все затраты металлургического производства
относятся на основной продукт — металл.
Для установления нижнего предела цены жидкого шлака был реко-
мендован косвенный способ распределения общих затрат пропорционально
его массе и потребительной стоимости. При этом, так же как при опреде-
лении стоимости металлолома, важным моментом явилась эквивалентность
потребительных сюимо^тей чугуна и лома при выплавке стали, так и при
определении стоимости шлака в основу должна быть положена эквива-
лентность его какому-то аналогичному продукту. Например, средн состав-
ляющих сталеплавильного шлака наибольшей потребительной стоимостью
обладает металл, извлечение которого практически осуществимо со срав-
нительно небольшими затратами. Получение из обычных сталеплавильных
шлаков таких компонентов, как Мп, Р, Сг и др., связано со значительными
трудностями и при современном развитии шлакоперерабатывающего произ-
водства экономически нецелесообразно. Значит, сталеплавильный шлак, со-
держащий не менее 30 % FeO6Ul, ценен прежде всего как источник железа,
и наиболее правильным будет выбор железной руды в качестве аналога
шлака. При этом нужно брать в расчет среднюю цену добытой, а не об-
работанной руды [11J.
Рассчитав на основе стоимостного метода распределения затрат себе-
стоимость жидкого шлака, определили нижний предел его цены.
Верхний предел рассчитан аналогично оценке металлолома, т. е. из
цепы продуктов, получаемых из шлаков, исключены расходы на перера-
ботку и прибыль оз реализации.
Таким образом, цены на шлаки должны составить (в руб/т):
Сталеплавильный..................... 1,8
Доменный............................ 1,2
Ферросплавный....................... 1,5
Отвальный ...........................0,45
Введение единых оптовых цен на жидкие и отвальные шлаки при рас-
пределении общих затрат на переработку их согласно указанной в § 4.1 ин-
струкции поставит все предприятия в одинаковые условия, создаст допол-
82
нительные стимулы для максимального извлечения металла из шлаков и
объективного отражения его количества. С 1 января 1982 г на шлаки и
продукцию из них введены новые цены (табл. 48).
1.4.4. МЕТОДИКА ОПРЕДЕЛЕНИЯ ЭКОНОМИЧЕСКОЙ
ЭФФЕКТИВНОСТИ ПЕРЕРАБОТКИ ШЛАКОВ
Определение экономической эффективности шлакопереработки ведется в со-
ответствии с отраслевой инструкцией, разработанной на основе Типовой
методики определения экономической эффективности использования в на-
родном хозяйстве повой техники, изобретений и рационализаторских пред-
ложений. Однако шлакоперерабатывающее производство имеет свои осо-
бенности, которые не нашли отражения в отраслевой инструкции.
При определении экономического эффекта от переработки шлаков дол-
жна быть обеспечена сопоставимость сравниваемых вариантов по всем
факторам:
объему производства;
номенклатуре и сортаменту продукции;
качественным показателям;
ценам на сырье и материалы;
социальным факторам производства, включая влияние на окружающую
среду.
При различной номенклатуре шлаковой продукции сравнению подле-
жат варианты производства одинакового объема одной и той же номен-
клатуры, дополненные недостающими объемами получения продукции в
других отраслях народного хозяйства.
К числу основных факторов, определяющих эффект от развития шлако-
переработки, относятся:
сокращение затрат на транспортировку и содержание шлаков в отва-
лах, которые в среднем составляют 1,2 руб./т [12];
увеличение количества извлекаемого из шлаков металла при комплекс-
ной переработке на 3—7 %;
утилизация жидкого шлака и уменьшение вредного воздействия шла-
ковых отвалов на окружающую среду;
получение и реализация по установленным оптовым ценам шлаковой
продукции, пригодной для использования в различных отраслях народного
хозяйства.
Используя рекомендуемую отраслевой инструкцией формулу приведен-
ных затрат, невозможно учесть все перечисленные факторы; поэтому для
определения заводской экономической эффективности переработки шлаков
рекомендуется формула условно-годовой экономии [13, 14]:
Э3 = Пполн 0,15 • К — Этр 4- Эотв 4* Эутнл 4~ Эмет 4- Пр 0,15 • К, (8)
где ЭТР — эффект от сокращения затрат на транспортировку шлаков в
отвал или к центральным установкам; ЭОтв — эффект от сокращения затрат
на содержание шлаков в отвале; ЭуТил — экономия, получаемая основными
цехами от утилизации жидких шлаков (по установленным Минчерметом
СССР ценам); Эме1 —экономия от использования (по установленным Мип-
черметом СССР ценам) извлекаемого из шлаков металла взамен покуп-
83
Таблица 48
Оптовые цены на шлаки черной металлургии и продукцию из иих по состоянию на 1 января 1985 г.
Шлаки, продукция из шлаков, ед. измерения. ГОСТ или ТУ Сорт, вид, марка, фракция Оптовые цены
Прейскуранты СССР, республик Прейскуранты РСФСР Прейскуранты УССР
1. Доменный жидкий 2. Доменный зеленый от производ- ства доменного ферромарганца 3. Ферросплавные, жидкие 4. Сталеплавильные, жидкие 5. Первичный жидкий сталеплавиль- ный, используемый для производ- ства фосфатного шлака 6. Ферросплавные алюмотермиче- ского производства (за 1 % содер- жания глинозема АЬОз) 7. Ковшовые остатки, образующие- ся при переработке доменных шлаков 8. Шлак твердый металлургический, прошедший первичную переработ- ку 1 □лаки, т Яе 01-02—1980 1-20 Письмо ПЗУ МЧМ СССР № 17-61/13 от 24 апреля 1981 г. 0—80 0—80 0—50 5—50 Письмо ПЗУ МЧМ СССР № 17-61/10 от 5 февраля 1982 г. 0—23 0—15 Письмо ПЗУ МЧМ СССР № 17-61/28 от 28 сентября 1984 г. 0-15
Продукция из доменных шлаков
1. Шлак доменный и электротер- № 01-02—1980
мофосфорный гранулированный 1-й с 2—95
для производства цементов, т 2-й с 2—60
ГОСТ 3476—74 3-й с 2-15
2. Щебень из доменного шлака для Марка «А» № 01-12-05 № 06-12-01 — 1980/38 № 06-12-02—1981/43
производства минеральной ваты, Фракция, мм:
м3 40—70 5-90
ГОСТ 18866—81 70—120 8-00
Марка «Б»
Фракция, мм:
40—70 4—45 4—50
70—120 6—10 5—60
3. Щебень из доменного шлака Марка Др15
для бетона, м3 Фракция, мм:
ГОСТ 5578—76 5(3)-10 4-55 2—40
5—20 3—85
10—20 3-50 2-15
20—40 2—80 1-95
40—70 2—10 1—70
Марка Др25
Фракция, мм:
5(3)—10 4—10 2—15
5—20 3—45
10—20 3—15 1-95
20—40 2—50 1—70
40—70 1—90 1—50
Марка Др35
Фракция, мм:
5(3)-10 3-65 1—95
5—20 3—10
10—20 2—80 1—70
20—40 2—25 1-50
40—70 1—70 1—40
со и>
CD
Шлаки, продукция из шлаков, ед. измерения, ГОСТ или Ту Сорт, вид, марка, фракция Марка Др45 Фракция, мм: 5(3)—10 5-20 10-20 20—40 40—70
4. Щебень шлаковый доменный и сталеплавильный для дорожного строительства, м3 ГОСТ 3344—83 Марка 1000 и более Фракция, мм: 5(3)—10 10-20 20—40 40-70 70—120 Марка 800 Фракция, мм: 5(3)—10 10-20 20—40 40—70 70—120 Марка 600 Фракция, мм- 5(3)—10 10—20 20—40 40—70 70—120 Марка 300
Продолжение
Оптовые цены
Прейскуранты СССР, республик Прейскуранты РСФСР Прейскуранты УССР
3—20 2—70 2—45 1—95 1—45 № 06-12-01 — 1980/32 4—30 3—30 2-70 2—00 1—50 3—90 3—00 2—40 1—80 1—35 3-50 2-65 2—15 1-60 1-20 1—70 1—50 1—40 1—30 № 06-12-02—1981/65 2—70 2—40 2—10 1—80 1-65
Фракция, мм:
5(3)—10
10—20
20—40
40—70
70—120
5. Песок:
из высокоактивных шлаков, м3
из активных, слабоактивных и
неактивных шлаков, м3
ГОСТ 3344—83
6. Готовые щебеночно-песчаные сме-
си со щебнем марки 1000—1200,
м3
ГОСТ 3344—83
05
7. Щебень и песок пористые из ме-
таллургического шлака (шлако-
вая пемза), м3
ГОСТ 9760—75
Марка 1000 П 300
Фракция, мм:
5—10
10—20
20—40
Марка П 250
Фракция, мм:
5—10
10-20
20—40
Марка 900 П 250
Фракция, мм:
5—10
10—20
20—40
3-05
2—30
1—85
1—49
1—05
0—90
0—80
№ 06-12-01 — 1980/38 1-80 2—40 2—15 2—65 3-25 2—70 3-00 3—00 № 06-12-01 — 1980 № 06-12-02—1981
3—80 2-95 2—35 2-05 1—85 1—50
3—80 2-95 2—35 1—85 1—65 1—30
3—80 2—95 2—35 2-25 2-05 1—70
Шлаки, продукция из шлаков, ед. измерения, ГОСТ или ТУ Сорт, вид, марка, фракция Марка П 200 Фракция, мм: 5—10 10—20 20—40 Марка 800 П 200 Фракция, мм: 5—10 10—20 20—40 Марка П 125 Фракция, мм: 5—10 10—20 20—40 Марка 700 П 125 Фракция, мм: 5—10 10—20 20—40 Марка П 100 Фракция, мм: 5—10 10—20 20—40 Марка 600 П 100 Фракция, мм: 5—10 10—20
Продолжение
Оптовые цены
Прейскуранты СССР, республик Прейскуранты РСФСР Прейскуранты УССР
3—80 2—05
2—95 1—90
2—35 1—50
4—00 2—65
3—10 2-45
2-50 2—05
4—00 2—45
3—10 2—25
2—50 1—90
4—15 2—80
3—20 2-65
2—55 2—25
4—15 2—65
3—20 2—45
2—55 2-05
4—35 3-30
3—20 3-15
Песок
20—40
Марка П 75
Фракция, мм:
5—10
10—20
20—40
Марка 500
Фракция, мм:
5—10
10—20
20—40
Марка 400
Фракция, мм:
5—10
10—20
20—40
Марка 300
Фракция, мм:
5—10
10—20
20—40
Не менее 5
Не менее 1,25
1,25—5
8. Шлак доменный гранулирован-
ный титанистый для строитель-
ства, т
ТУ 14-11-145—82
9. Щебень пористый из доменного
шлака для производства мине-
ральной ваты, м3
ТУ 14-11-165—78, с изменением 1
Фракция, мм:
20—120
40—120
со
2-55
2—80
4—35
3—20
2—55
3—15
2-95
2—60
4-60
3—55
2-85
4—90
3—75
3—00
5—30
4—10
3-30
1—25
2—75
2—75
№ 06-12-01 — 1980/26
2—75
1-75
1—75
1-75
№ 06-12-02—1981/73
1-65
2—00
Продолжение
Шлаки продукция из шлаков, ед, измерения. ГОСТ или ТУ Сорт, вид, марка, фракция > Оптовые цены
Прейскуранты СССР, республик Прейскуранты РСФСР Прейскуранты УССР
10. Шлак доменный и сталеплавиль- Фракция, мм: № 06-12-01 — 1980/25 X» 06-12-02-1981/29
ный рядовой для дорожного 0—120 1—80 1—50
строительства, м3 ТУ 14-11-196—81 11. Шлак высокоглиноземистый для производства глиноземистого це- мента, т ТУ 14-11-137—81 12. Порошок минеральный нз домен- ных шлаков, т ТУ 218 УССР 169—78 0—400 Сорт «А» Сорт «Б» Активированный Неактивированный № 01-02-1980 81—50 77—00 1—45 1—30 Xs 06-12-02—1981 10—00 Xs 06-12-02—1981/18 5—60
13. Шлак доменный из ковшовых остатков, м3 ТУ 65-05-85—82 14. Шлак гранулированный, тонко- молотый, т ТУ 21 УССР 209—79 15. Камень брусчатый для дорожных покрытий, тыс. шт. ГОСТ 23668—79 1. Шлак ванадиевый, кг металличе- ского ванадия ТУ 14-11-178—79 Фракция 0—300 мм Продукция из с тале плав ильных шлак № 01-02-1980 3-50 Xs 06-12-01 — 1980/12 1—45 Xs 06-12-01 — 1980/20 154—00 OB Xs 06-12-02—1981 6—50
2, Шлак фосфатный сталеплавиль- ный для удобрений, т ТУ 14-11-176—78 3. Шлак кислородно-конвертерного производства стали для доменных печей, т ТУ 14-11-161—77 4. Шлак сталеплавильный для из- весткования кислых почв, т ТУ 14-11-117—80 ШФ-10 навалом в мешках ШФ-7 навалом в мешках ШК шкв Липецкая обл. Хабаровский край № 05-07—1984 9—00 13—00 6—30 10—30 № 01-02—1980 2—70 5-40 № 06-12-01 — 1980/2 4—00 6-60
Продукция из ферросплавных шлаков
1. Шлак феррохромовый самораспа- дающийся, т ТУ 14-11-108—75 ТУ 14-11-181—79 СФШС СФШ НФШ № 01-02—1980 4—50 4—10 2-40
2. Шлак от производства электро- печного ферросилиция, за 1 % ве- дущего элемента ТУ 14-11-182—79 ШФС1 ШФС2 ШФСЗ ШФС4 ШФС5 № 01-05—1980 0—80 0—70 0-60 0—55 0—50
3. Шлак гранулированный производ- ства углеродистого ферромарган- ца, т ТУ 14-11-121—80 № 06-12-0I-- 1—90 1980/8 № 06-12-02—1981/39 2—00
Шлаки, продукция из шлаков, ед. измерения, ГОСТ или ТУ Сорт, вид, марка, фракция
4. Шлак гранулированный производ- ства силикомарганца, т ТУ 14-11-124—80
5. Щебень из шлаков электропечного Др 15
силикомарганца, м3 Фракция, мм-
ТУ 14-11-152—77 5—10 10—20 20—40 40—70 Др 20 Фракция, мм 5—10 10—20 20—40 40—70 песок фракция 0—5 мм
6. Шлак от производства марганце- вых ферросплавов для металлур гни (ковшовые остатки), т ТУ 14-11-203—83
Продолжение
Оптовые иены
Прейскуранты СССР, республик Прейскуранты РСФСР Прейскуранты УССР
№ 06-12-02—1981/39 2—15
№ 06-12-02—1981
3-70 3-50 3—00 2—65
3—60 3-35 2—90 2—50 0-95
№ 01—05 7—25 (приплата за повышение содержания Мп на 1% 0,60 руб.)
hofo металлолома; Пр — прибыль от реализации шлаков и шлаковой про-
дукции (по оптовым ценам).
Эффект от сокращения затрат на транспортировку (Эгр) и содержание
шлаков в отвале (Эотв) определяется только при сравнении любого ва-
рианта переработки шлаков с вариантом вывоза их в отвал
Эффект от сокращения затрат на транспортировку шлаков к централь-
ным установкам (Этр) определяется при сравнении варианта припечной пе-
реработки с вариантом переработки шлаков на установках, удаленных от
основных агрегатов, или вариантом переработки шлаков на установках, на-
ходящихся на различном расстоянии от основных агрегатов.
При сравнении вариантов переработки шлаков заводской экономиче-
ский эффект будет определяться разницей полной прибыли и капитальных
вложений:
Э = ДПполн-0,15-ЛК. (9)
В случае сравнения любого варианта переработки шлаков с вариантом
вывоза их в отвал из необходимых (для переработки) капитальных вложе-
ний вычитается стоимость ликвидируемого оборудования, используемого для
транспортировки шлаков и содержания их в отвале. При сравнении ва-
рианта припечной переработки шлаков с переработкой их на центральных
установках также из общей стоимости необходимых капитальных вложений
на припечную переработку вычитается стоимость оборудования для транс-
портировки шлаков (шлаковозы, ковши, чаши, установки для подготовки
чаш и ковшей).
1.4.5. МЕТОДИЧЕСКИЕ ОСНОВЫ РАСЧЕТА
ЭКОНОМИЧЕСКОЙ ЭФФЕКТИВНОСТИ ИСПОЛЬЗОВАНИЯ
ШЛАКОВОЙ ПРОДУКЦИИ
Шлаковая продукция находит применение в различных отраслях парод
кого хозяйства, имеющих свои специфические особенности [15]. Поэтому
если для определения народнохозяйственной эффективности переработки и
использования шлаков существует единая формула приведенных затрат, то
для расчета эффективности замены традиционных материалов шлаковыми
единой формулы быть не может.
При использовании шлаковой продукции потребителя не интересуют
себестоимость и капитальные вложения в ее производство. Конечным срав-
нимым показателем шлаковой и традиционной взаимозаменяемой продук-
ции является оптовая цена, в которой должно найти отражение качество
материалов. Если бы в ценах в полной мере учитывались потребительские
свойства товаров, потребителю было бы одинаково выгодно применение и
шлаковой, и традиционной продукции. Однако утверждаемые оптовые цены
не в полной мере учитывают качество либо из-за трудности учета, либо
преднамеренно для расширения спроса, поэтому у потребителей шлако-
вой продукции при замене традиционной продукции шлаковой получается
эффект.
Основными отраслями, использующими шлаковые материалы, яв-
ляются:
промышленность строительных материалов,
черная металлургия;
сельское хозяйство.
В промышленности строительных материалов применяются гранулиро-
ванный шлак, пемза, щебень, а также производимые из шлаков черной
металлургии первичные строительные материалы, которые используются
для дальнейшего производства цементов, бетонов, растворов, смесей и др.
При этом гранулированный шлак является заменителем вяжущих или клин-
кера, шлаковая пемза — керамзитового гравия, шлаковый щебень—природ-
ного щебня. Методика расчета экономической эффективности использова-
ния шлаковых материалов взамен природных в строительстве основана на
определении разницы в стоимости близких или равных по качеству конеч-
ных продуктов, изготовленных с применением шлаковых и традиционных
материалов (например, шлакопортландцемент и портландцемент, керамзи-
тобетон и шлакопемзобетон, бетон на шлаковом и природном щебне).
Однако в данном случае не учитываются полностью все эксплуатацион-
ные характеристики шлаковых материалов, например железобетонные кон-
струкции из шлакопортландцемента более устойчивы к воздействию агрес-
сивной среды и зачастую имеют лучшую морозо- и трещиностойкость, чем
аналогичные конструкции из обычного портландцемента. Щебень из стале-
плавильных шлаков, используемый взамен природного в дорожном строи-
тельстве, благодаря своим свойствам способствует удлинению срока служ-
бы дороги, сокращению затрат на ее строительство и ремонт. Для учета
качественных характеристик шлаковой продукции в каждом конкретном
случае должна быть своя формула расчета. Например, для расчета эконо-
мического эффекта от использования в дорожном строительстве шлакового
щебня взамен природного Уралниичерметом предложена формула, основан-
ная на методике Госдорнии:
0,7С
Цшл а^шл
хшл
с \
Цпр Р^пр X------- I, (10)
Чпр z
где Тшл и ТПр — срок службы дорог, построенных соответственно на
шлаковом и природном щебне, лет; Пв — ежегодные потери от бездорожья
на 1 км, руб.; Qtw и Qnp—объем соответственно шлакового и природного
щебня в конструктивном слое на 1 км дороги, м3; Цшл и Цпр — цена соот-
ветственно шлакового и природного щебня, руб./м3; /Шл и tnp — затраты на
транспортировку к месту укладки соответственно шлакового и природного
щебня, руб./м3; а и |3 — объемная масса соответственно шлакового и при-
родного щебня, т/м3; С — затраты на укатку 1 км дорог из природного
щебня, руб.
В сельском хозяйстве используются в основном сталеплавильные и
ферросплавные шлаки в качестве известковых и фосфорных удобрений, за-
меняя аналогичные по свойствам известковую муку и суперфосфат.
Методика расчета экономического эффекта от применения удобрений
предусматривает в качестве обобщающих два показателя:
прирост сельскохозяйственной продукции в натуре или ценностном вы-
ражении на I руб. дополнительных затрат;
94
Тшл Пб
Qw.-i
тпр • Пб
Qnp
прирост чистого дохода на 1 руб. дополнительных затрат, или рента-
бельность.
При этом чистый доход определяется как разность между стоимостью
дополнительного урожая и полными затратами на его уборку и на внесение
удобрений, т. е. последействие удобрений не учитывается. Для определе-
ния экономической эффективности применения шлаковых удобрений, кото-
рые относятся к длительно действующим, рекомендуется следующая фор-
мула:
i
Сполн= у1, 5к’Вк[ДУ.(Цу Ауб) 0,14 (АуП + Авн)], (11)
К=1
где СПолн — чистый доход от начала внесения шлаков по i-й год, руб.;
5К—площадь, произвесткованная шлаками в 1-й, 2-й,..„ i-й с начала вне-
сения год, га; В„ — период времени, прошедший с года внесения шлаков
на SK площади (для шлакоизвестковых удобрений I sC В 7), лет; АУ —
средняя за все годы (в пересчете на любую культуру) прибавка урожая,
ц/га; Цу — закупочная цена культуры, на которую произведен перерас-
чет, руб./ц, Ауд — затраты на покупку удобрений и их доставку в хозяй-
ство, руб.; Авн — затраты на внесение удобрений в почву, руб./га; Ауо—
затраты на уборку и перевозку дополнительной продукции, руб./га; 0,14 —
коэффициент, распределяющий затраты (Ауя -f- Авн) на семь лет действия
шлаков.
При определении экономического эффекта от использования шлаковых
удобрений (ЭуЛ, руб./т) вмесю традиционных формула расчета будет иметь
вид
Г ДУшлВщЛ ДУтрВтр-1
Эуд — (Цу Ауб) X I 77 тч I +
L Чшл '%тр J
[дтр । дтр дшл , дшл “|
---------52-------цУД -5JL I (12)
^тр------------------------------------»ШЛ J
где Qlnл и QTP — норма соответственно шлаковых и традиционных удоб-
рений на 1 га, т.
В черной металлургии используются сталеплавильные и ферросплавные
шлаки в качестве оборотного продукта, заменяющего ряд шихтовых или
легирующих материалов При этом снижается расход одних материалов'
известняка, агломерата, марганцевой руды и т. д., но может увеличиться
расход других, например кокса, снизиться или увеличиться производитель-
ность плавильных агрегатов.
Методика расчета экономической эффективности применения шлаков
в качестве оборотного продукта основана на уравнениях материального ба
ланса, и в общем виде она может быть выражена формулой
п
Эобор = У1, &Qi X Hi Цш X Quia ± См. (13)
1-1
где Д<2/— экономия шихтовых материалов в результате использования
шлака, т; Ц< — оптовая цена заменяемых шихтовых материалов, руб./т;
См — изменение себестоимости металла за счет условно-постоянных расхо-
дов при изменении производительности агрегата, руб.; Цш — цена шлако-
95
вого продукта (щебня), руб./т; <2ШЛ— количество использованного шлака,
т; п — число материалов, расход которых уменьшился.
Наиболее широко в настоящее время используется в доменных печах
конвертерный шлак.
Формулы расчета получаемой при этом экономии имеют вид [5]:
Эн — ЦиЧш X
Р р МпО
СаОш—51О2щ • а - (CaOa-SiO2a • а) - ^^.(CaOp-SiO^ • а)
СаОи
Эр — ЦрЧш
Эа — ЦаЧш
Ер
МпОш - MnOa
Fea_____
MnOp
МпОш
!щ MnOp ‘F р
Fe^
(14)
(15)
Fe,
(16)
Эк — НкЯш * 0,0016 (СаОш 5Ю2щ • а), (17)
где Эн, Эр и Эа, Эк — эффект, получаемый в результате экономии из-
вестняка, марганцевой руды, агломерата, кокса, руб.; СаОш, SiO2lll, Реш,
МпОш — содержание указанных компонентов в шлаке, %; СаОа, SiO2a, Fea
МпО»— то же в агломерате; СаОр, Fep, МпОр — то же в марганцевой
руде' Ци, ЦР, На, Ц,: — цена соответственно известняка, руды, агломерата
и кокса, руб./т; дш — количество используемого шлака, т; а — требуемая
основность доменного шлака (СаО: SiO2).
За счет снижения условно-постоянных расходов при повышении про-
изводительности агрегата экономический эффект составит
Э -С6 fl 100 1181
’уп Ч 100_|_ Bi) ) 1Оо -
где С® — себестоимость чугуна, получаемого без использования шлака,
руб./т; Вч — увеличение производства чугуна, %; D4 — величина условно-
постоянных расходов, %.
Полный экономический эффект, получаемый в доменном производстве,
составит
Эд = Эуп + Эи + Эр + Эа + Эк ЦшЧш' (19)
где Цш — цена конвертерного шлака, руб./т.
Увеличение затрат в сталеплавильном производстве при выплавке пере-
дельного чугуна с использованием конвертерного шлака будет равно
Эс = АСМ + АССу Цш X Чщ, (20)
где ДСм — увеличение себестоимости стали за счет дополнительного
расхода чугуна, железной руды и известняка, руб.; АСсу — увеличение се-
бестоимости стали за счет увеличения условно-постоянных расходов при
снижении производительности агрегата, руб.
Таким образом, полный экономический эффект применения конвертер-
ного шлака в доменных печах будет равен
Эмет = Эд — Эс. (21)
1.5. ЭКОНОМИЧЕСКАЯ ЭФФЕКТИВНОСТЬ
ПЕРЕРАБОТКИ ШЛАКОВ И ИСПОЛЬЗОВАНИЯ
ШЛАКОВОЙ ПРОДУКЦИИ
1.5.1. ЭКОНОМИЧЕСКАЯ ЭФФЕКТИВНОСТЬ
ПЕРЕРАБОТКИ ДОМЕННЫХ ШЛАКОВ
Технико-экономические показатели работы установок по производству гра-
нулированного шлака, пемзы, щебня и минеральной ваты из доменных шла-
ков показаны в табл. 49—52; себестоимость продукции — в табл. 53.
Извлечение металла производится из ковшовых остатков доменных
шлаков текущего выхода при переработке их на щебень (чугунные доныш-
ки) и из отвальных шлаков (доменный присад).
Полная прибыль от переработки доменных шлаков составила в 1983 г.
48 млн. руб. (табл. 54). Наибольший эффект получили основные цехи от
утилизации жидкого шлака и использования извлекаемого металла, что
находит отражение в снижении себестоимости чугуна на 41,8 млн. руб.
1.5.2. ЭКОНОМИЧЕСКАЯ ЭФФЕКТИВНОСТЬ
ПЕРЕРАБОТКИ СТАЛЕПЛАВИЛЬНЫХ ШЛАКОВ
Первичная переработка сталеплавильных шлаков с целью извлечения ме-
талла осуществляется на всех предприятиях. Технологические схемы извле-
чения металла однотипны и содержат в большинстве случаев две стадии:
раделку шлака иа шлаковых дворах с извлечением крупных скардовии и
магнитную сепарацию на отвалах. Вывоз шлаков в отвалы без первичной
переработки является неэкономичным, поэтому только часть старых пред-
приятий не имеет шлаковых дворов.
Переработка сталеплавильных шлаков на отвалах сводится к дальней-
шему отбору крупного скрапа магнитными шайбами, а иногда—вручную.
Только некоторые предприятия имеют магнитно-сепарационные установки
и наряду со скрапом извлекают продукт, который используется в домен-
ных печах в качестве присада.
При двухстадийной схеме извлечения металла (на шлаковых дворах и
отвалах) прибыль на каждой тонне переработанного шлака составляет
1,34 руб. против 0,3 руб. при извлечении металла только на отвалах. При
этом более полно используются основные фонды и извлекается больше ме-
талла (11 % против 9 % при одностадийной схеме).
Однако даже на лучших по извлечению металла предприятиях в отва-
лах остается значительное количество скрапа в виде мелких корольков.
4 Зак. 1483 97
CO
Таблица 49
Основные техиико-экоиомические показатели работы грануляционных установок за 1983 г.
М ета ллургнческне и другие предприятия Произво- дитель- ность, тыс. т Стоимость ОСНОВНЫХ фондов Средне- списочное количе- ство работаю- щих, чел. Выра- ботка на одного работаю- щего, тыс. т Себестоимость Оптовая цена Прибыль Рента- бель- ность к себе- стоимо- сти, Vo
всего, тыс. руб. 1 Т, руб- всего, тыс. руб. 1 т. Руб. всего, тыс. руб. 1 т, руб. всего, тыс. руб. 1 Т, руб.
Магнитогорский . . 1 440,9 3 845,0 2,66 132 10,91 3 145,9 2,18' 4 250,7 2,95 1 104,8 0,77 35,0
Нижне-Тагильский 690,8 323,4 0,46 144 4,79 1 605,7 2,32 1 768,4 2,56 162,7 0,24 10,0
Орско-Х алиловский 841,5 3 890,1 4,62 85 9,90 1 689,5 2,00 2 044,8 2,43 355,3 0,43 21,0
Карагандинский . . 2 168,0 6 518,0 3,00 158 13,72 5 617,7 2.59 5 779,0 2,66 161,3 0,07 2,0
Ново-Липецкий . . . I 504,3 * 7 906,3 5.25 71 21,18 3 623,6 2,40 3 911,2 2,60 287,6 0,20 7,0
1 189,4 ** 12 800,0 10,76 — — Не опреде- 3 092,6, 2,60 — — —
ляется
Череповецкий .... 823,3 1 584,3 1,92 54 15,24 1 383,1 1,68 1 794,8 2,18 411,7 0,50 29,0
Западно-Сибирский 934,7 4 600,0 '4,92 93 10,05 2 523,7 2,70 2 430,2 2,60 -93,5 —0,10 -3,7
Косогорский .... 156,0 79,7 0,51 15 10,40 Не калькул. 296,4 1,90 296,4 1,90 —•
Алапаевский .... 8,6 28,6 3,32 13 0,66 25,0 2,90 10,9 1,27 -14,1 — 1,63 -56,4
Ашинский 122,5 70,0 0,57 8 15,30 261,2 2,13 263,4 2,15 2,2 0,02 0,8
Челябинский .... 1 218,3 2 124,1 1,74 99 12,30 2 791,0 2,29 2 619,3 2,15 — 171,7 —0,14 —6,2
Имени Серова . . . 162,8 68,6 0,42 12 13,56 Не калькул. 480,3 2,95 480,3 2,95 —
Белорецкий 95,8 Нет данных 220,3 2,30 249,1 2,60 28,8 0,30 13,0
Кушвинский .... 40,0 33,7 0,84 6 6,66 108,0 2,70 118,0 2,95 10,0 0,25 9,0
Макеевский .... 1 134,5 2 945,5 2,59 88 12,89 2 666,5 2,35 2 949,7 2,60 .283,2 0,25 10,0
Коммунарский . . . 1 317,9 1 271,8 0,96 53 24,86 2 397.9 1,81 3 426,5 2,60 1028,6 0,79 42,0
Енакиевский .... 452,5 2 992,5 6,61 39 11,60 941,1 2,07 979,9 2,15 38,8 0,08 3,0
«Азовсталь» .... 701,3 91,2 0,13 54 12,98 1 192.2 1,70 1 802,3 2,57 610,1 0,87 51,0
Имени Ильича . . . 1 669,9 2211,4 1,32 45 37,10 3 578,1 2,14 3 590,3 2,15 12,2 0,01 -0,3
Донецкий 439,7 3 238,7 7,36 60 7,32 1 151,7 2,61 1 234,0 2,80 82,3 0,19 7,0
«Запорожсталь» . . 1 667,5 378,7 0,22 24 69,47 2312,1 1,38 3 535,1 2,12 1223,0 0,74 52,0
Имени Петровского 449,0 1 212,9 2,70 И 40,81 695,0 1,54 978,8 2,18 283,8 0,64 40,0
Краматорский . . . 226,1 130,0 0,57 10 22,61 529,1 2,34 461,2 2,04 —67,9 —0,30 — 12,8
Криворожский . . . 1 524,0 * 6 773,5 4,44 80 19,05 3 662,2 2,40 3 550,9 2,33 — 111,3 —0,07 —3,0
Имени Дзержинского Константиновский Кузнецкий цемент- 1 152,0 11,9 1 403,5 Нет данных 1,44 116 8,40 2 338,6 33,9 2,03 2,84 2 476,8 35,1 2,15 2,95 138,2 1,2 0,12 0,11 6,0 3,0
ный Магнитогорский це- 900,0 1 020,9 1,13 87 10,34 1 674,0 1,86 2 340,0 2,60 666,0 0,74 40,0
ментный Нижне-Тагильский цементный .... Руставский цемент- 835,9 493,0 579,2 618,0 0,69 1,25 71 46 11,77 10,70 1 320,7 1,58 Нет 2 465,9 данных 2,95 1145,2 1,37 86,7
НЫЙ 175,0 276,0 1,58 24 7,29 414,0 2,37 413,0 2,36 — 1,0 —0,01 —0,2
Саткинский ЖБИ 45,0 48,4 1,08 11 4,09 83,7 1,86 132,8 2,95 49,1 1,09 58,7
Чусовской ЖБК-5 Магнитогорский карьер 151,6 187,1 213,0 Нет данных 1,41 25 6,06 359,3 334,3 2,37 1,78 182,5 552,0 1,20 2,95 — 176,8 217,7 — 1,17 1,17 —49,2 65,0
Итого ... 26 736,9 69 426,0 2,60 1 761 15,18 49 190,1 2,13 57 580,6 2,45 8390,5 0,32 15,0
* Центральная установка. ** Припечная установка.
Примечание. На Криворожской припечной установке произведено L590 тыс. т гранщлака.
Таблица 50
Основные технико-экономические показатели работы шлакопемзовых установок за 1983 г.
Металлургические и другие предприятия Произво- дитель- ность, тыс. М3 Стоимость основных фондов Средне- списоч- ное количе- ство работаю- щих, чел. Выра- ботка на одного работаю- щего, тыс. м8 Себестоимость Оптовая цена Прибыль Рента- бельность к себе- стоимости
всего, тыс. руб. 1 м3, руб. всего, тыс. руб. 1 м3, руб. всего, тыс. руб. 1 м3. Руб. всего, тыс. руб. на 1 м3, руб-
«Азовсталь» . . . 983,6 2 235,9 2,27 83 11,85 2931,1 2,98 2 547,5 2,59 —383,6 —0,39 -13,1
Челябинский . . . 268,8 1 908,2 7,10 48 5,60 661,2 2,46 822,5 3,06 161,3 0,60 +24,3
Криворожский . . 140,0 923,9 6,60 37 3,78 589,8 4,21 341,6 2,44 —248,2 — 1,77 -42,1
Череповецкий . . 153,0 2 651,6 17,33 79 1,94 573,8 3,75 341,2 2,23 —232,6 -1,51 -40,5
Липецкий ЖБИ 111,0 559,0 5,04 37 3,00 345,0 3,11 326,3 2,94 — 18,7 —0,17 —5,4
Ново-Липецкий 77,7 7 060,0 90,86 102 0,76 1 037,3 13,35 255,3 3,29 —782,0 — 10,06 —75,4
Трест «Магнито- строй» .... 27,7 132,0 4,77 18 1,54 191,7 6,92 100,0 3,61 -91,7 —3,31 -47,8
Саткииский ЖБИ 2,8 45,8 16,36 10 0,28 17,2 6,15 14,8 5,30 —2,4 —0,85 -13,9
Итого. . . 1 764,6 15 516,4 8,79 414 4,26 6 347,1 3,60 4 749,2 2,69 — 1 597,9 -0,91 -25,2
Таблица 51
Основные технико-экономические показатели работы установок Ио производству щебня из доМеИнМх Шлаков за 1983 г.
Металлургические и другие предприятия Произво- дитель- ность, тыс. м3 Стоимость основных фондов Средне- списочное количество работаю- щих, чел. Выра- ботка на одного работаю- щего, тыс. м3 Себестоимость Оптовая цена Прибыль Рента- бельность к себе- стоимо- сти, %
всего, тыс. руб. 1 м3. руб. всего» тыс. руб. 1 м\ руб. всего, тыс. руб. 1 и1, Руб- всего, тыс. руб. на 1 м\ руб.
«Азовсталь» . . . 532,7Х 2 498,9 4,69 93 5,72 1 667,4 3,13 852,3 1,60 —815,1 — 1,53 —48,9
Имени Ильича . . 1 098,1 1 000,0 0,91 НО 9,98 1 306,7 1,19 2 086,4 1,90 779,7 0,71 59,7
Ново-Липецкий 574,5 * 2 136,2 3,72 68 8,45 1 487,9 2,59 1 780,9 3,10 293,0 0,51 19,0
Ново-Липецкий 651,1 ** 2 387,1 3,67 67 9,72 651,1 1,00 1 171,9 1,80 520,8 0,80 79,0
Челябинский . . . Орско-Халилов- 260,2 2 432,5 9,35 75 3,47 434,5 1,67 679,1 2,61 244,6 0,94 56,0
ский 51,9 Нет данных 8 6,48 47,3 0,91 103,7 2,00 56,5 1,09 119,4
Череповецкий . . 121,5 1 959,3 16,13 83 1,46 97,2 0,80 218,7 1,80 121,5 1,00 125,0
Карагандинский 136,8 5 554,0 40,59 77 1,77 891,0 6,51 287,3 2,10 —603,7 —4,41 —67,7
Кузнецкий .... Кузнецкий .... 295,6 *** 209,6 **** Нет данных 1 48 7,45 96,0 384,0 0,66 1,83 222,0 477,0 0,75 2,28 26,0 93,0 0,09 0,45 13,0 24,0
Макеевский . . . 607,9 Нет данных 96 — 820,7 1,35 911,9 1,50 91,2 0,15 11,0
Донецкий .... 131,2 205,4 1,11 44 4,17 104,8 0,79 194,2 1,48 89,4 0,69 85,0
Коммунарский . . 640,3 Нет данных 85 7,53 1 201,7 1,87 954,0 1,49 —247,7 —0,38 —20,6
Краматорский . . 248,2 2 003,9 8,07 19 13,06 377,3 1,52 282,9 1,14 —94,4 —0,38 —25,0
Чусовской ЖБК-5 55,0 93,0 1,69 33 1,67 172,8 3,14 85,3 1,55 -87,5 — 1,59 —50,6
Тульский строй- материалов . . 260,7 312,0 1,19 44 5,92 782,1 3,00 821,3 3,15 39,1 0,15 4,9
Енакиевский . . . Нижне-Т агильский 858,8 380,3 0,44 31 27,7 1 142,2 1,33 1288,2 1,50 146,0 0,17 12,0
щебеночный . . 308,5 642,0 2,08 43 7,17 6,90 552,0 1,79 647,0 2,10 95,0 0,31 17,0
Итого . . . 7 042,6 21 495,7 3,05 1 021 12 316,6 1,75 13 064,0 1,85 747,4 0,10 6,0
* Щебень литой.
*♦ Щебень из коржей.
*** Щебень рядовой.
Щебень фракционированный.
о
Таблица 52
Основные технико-экономические показатели работы установок по производству шлаковаты и изделий из иее за 1983 г.
Металлургические и другие предприятия Произво- дитель- ность тыс. м3 Стоимость основных фондов Средне- списоч- ное количе- ство работаю- щих, чел. Выра- ботка иа одного работаю- щего, тыс. м5 Себестоимость Оптовая цена Прибыль Рента- бельность к себе- стоимо- сти, %
всего, тыс. руб. 1 м3, руб. всего, тыс. руб. 1 ма, руб. всего, тыс. руб. 1 М“. РУб. всего, тыс. руб. иа 1 м\ руб-
«Азовсталь» . . . 210,0 2376,0 11,31 107 1,96 1512,0 7,20 1799,7 8,57 287,7 1,37 19,0
Криворожский . . 50,6 1108,8 21,91 56 0,90 563,2 11,13 374,4 7,40 — 188,8 —3,73 -33.5
Саткинский . . . 50,4 123,0 2,44 28 1,80 464,7 9,22 534,2 10,60 69,5 1,39 14,0
Староуткинский 111,3 303,0 2,72 75 1,48 845,9 7,60 1179,8 10,60 333,9 3,00 39,0
Донецкий завод минваты и кон- струкций . . . 196,3 2435,0 12,40 ЮЗ 1,90 1805,9 9,20 2632,4 13,41 826,5 4,21 45,0
Руставский ком- бинат стройма- териалов . . . 14,1 948,0 67,23 48 0,29 219,5 15,56 272,0 19,29 52,5 3,73 23,0
Кузнецкий це- ментный завод 54,5 1151,6 21.13 44 1,23 348,8 6,40 381,5 7,00 32,7 0,60 9,0
Итого. . . 687,2 8445,4 12,28 461 1.49 5760,0 8,38 7174.0 10,43 1414.0 2,05 24,0
Таблица 53
Калькуляция себестоимости шлаковой продукции за 1983 г.
Статьи затрат Гранулированный шлак, руб./т Пемза, руб./м3 Вата, руб./м3 Щебень, руб./м1 Фосфатшлак, руб./т Шлаковая мука, руб./т
Жидкий шлак 1—22 1—06 0—16 0-48 5-50 0-52
Добавки 1 — — 0-17 — —
Тара — — 0—42 — 0-57 —
Электроэнергия и топливо 0—06 0—07 1—52 0—04 0-43 0—82
Пар и вода 0—02 0-04 1—30 0—02 0—01 —
Зарплата основная 0—10 0-33 0—93 0—22 0—38 1 — 13
Зарплата дополнительная Отчисления на социальное страхе- 0—01 0-04 0-23 0—03 0—05 0—22
вание 0—01 0—03 0—12 0-02 0—04 0-13
Амортизация 0—18 0—60 1—52 0—38 0—49 1—76
Износ малоценного оборудования . . Текущий ремонт и содержание ос- 0-01 —, — — 0-05 1-38
. новных средств 0—28 0—65 0—79 и—зь 2—30
Транспортные расходы 0-09 0-33 0-07 0-18 0—20 0—44
Охрана труда — 0—01 0—05 — — 0-01
Прочие расходы 0—04 0—17 0-36 0-09 0—18 0—16
Итого расходов по переделу . . . 0—80 2—17 6—89 1—33 4—13 6—05
Возвраты (—) Расходы на подготовку и освоение — — — 0—21 1—20 —
новой техники — 0—03 — — — —
Общезаводские расходы 0—03 0-25 0-50 0-09 0-15 —
Внепроизводственные расходы . . . 0—08 — 0-24 0-06 0—31 0-37
Полная себестоимость 2—13 3—60 8—38 1-75 8—56 6—94
Полная прибыль предприятий Миичермета СССР от переработки доменных шлаков за 1983 г.
Таблица 54
(в тыс. руб.)
Предприятия Реализация Исполь- зование металла Утилизация жидкого шлака на Полная прибыль
гран* шлак щебень пемза вата итого граи- шлак щебень пемзу вату итого
Магнитогорский . . I 1 104,8 — — — 1 104,8 317,0 2587,6 — 297,7 — 2 885,3 4807,1
Нижне-Тагильский 162,7 — — — 162,7 94,4 1 352,7 — — — 1 352,7 1609,8
Кузнецкий . ... — 119,0 — — 119,0 — 1 305(6 — — — 1 305,6 1 424,6
Орско-Халиловский 355,3 56,5 — — 411,8 275,3 972,0 77,8 — — 1 049,8 1 736,9
Карагандинский . . 161,3 —603,7 — — —442,4 190,0 2 384,8 150,5 — — 2 535,3 2 282,9
Череповецкий . 411,7 121,5 —232,6 — 300,6 63,0 905,6 — 143,0 — 1 048,6 1 412,2
Ново-Липецкий . . . 287.6 813,8 —782,0 — 319,4 531,0 2 963,1 823,0 195,7 — 3 981,8 4 832,2
Западно-Сибирский -93,5 112,5 — — 19,0 53,2 1 028,2 123,8 — — 1 152,0 1 224,2
Косогорский .... 296,4 — — — 296,4 — 171,6 — — 171,6 468,0
Чусовской . ... — — — — — — 181,9 86,4 — 268,3 2683
Алапаевский . . . — 14,1 4,2 — — -9,9 — 9,5 — 9,5 -0,4
Староуткннский . . — — — 333,9 333,9 — — 32,7 32,7 366,6
Ашинский 2,2 — — — 2,2 — 134,8 — —. 134,8 137,0
Саткинский — — - 69,5 69,5 — 55,7 — — 8,4 64,1 133,6
Челябинский .... —171,7 244,6 161,3 — 234,2 418,2 | 1 367,0 358,7 217.6 — 1 943,3 2 595,7
Имени А. К. Серова 480,3 — — —
Руставский — — — —
«Свободный Сокол» — — — —
Белорецкий 28,8 — — —
Куш ВИНСКИЙ .... 10,0 — — —
НПО «Тулачермет» — — — —
Макеевский 283,2 91,2 — —
Енакиевский .... 38,8 146,0 — —
«Азовсталь» .... 610,1 -815,1 —383,6 287,7
Донецкий 82,3 89,4 — —
Краматорский . . . —67,9 —94,4 — —
Константиновский 1,2 11,0 — —
Имени Ильича . . . 12,2 779,7 — —
Коммунарский . . . 1 028,6 -247,7 — —
Криворожский . . . — 111,3 — -248,2 —188,8
Имени Дзержинского 138,2 — — —
«Запорожсталь» . . 1 223,0 7,0 — —
Имени Петровского 283,8 — — —
И т.ого . . . 6 544,0 835.5 -1 485.1 502,3
480,3 179,1 — — — 179,1 659,4
— — 212,8 — — — 212,8 212,8
— — — — — — — —
28,8 — 105,4 — — — 105,4 134,2
10,0 — 44,0 16,6 — — 60,6 70,6
— — 606,8 — — — 606,8 606,8
374,4 219,0 1248,0 105,6 — — 1 353,6 1 947,0
184,8 165,8 497,8 128,8 — — 626,6 977,2
—300,9 1 471,1 757,8 223,4 967,0 48,2 1 996,4 3 166,6
171,7 118,4 483,7 27,6 — 33,8 545,1 835,2
— 162,3 296,0 251,1 41,3 — — 292,4 426,1
12,2 — 13,1 27,6 — — 40,7 52,9
791,9 1 128,8 1 836,9 143,6 — — 1 980,5 3 901,2
780,9 — 1 440,1 96,1 — — 1 536,2 2 317,1
-548,3 390,7 3 425,5 1,4 123,2 5,6 3 555,7 3 398,1
138,2 143,5 1 267,4 — — — 1 267,4 1 549,2
1 230,0 787,4 1 834,3 — — 85,1 1 919,4 3 936,8
283,8 — 493,9 — — — 493,9 777,7
6 396,7 7 162,8 30 117,8 2 432,2 1 944,2 213,8 34 708,0 48 267,5
Таблица 55
Основные технико-экономические показатели работы установок по переработке сталеплавильных шлаков за 1983 г.
Предприятия Объем произ- водства * Стоимость основных фондов Количе- ство трудя- щихся, чел. Выра- ботка иа одного трудя- щегося, тыс. ед. Себестоимость Оптовая цена Прибыль от реализации Рента- бель- ность к себе стоимо- сти, %
всего, тыс. руб. единицы продук- ции, руб. всего, тыс. руб. единицы продук- ции, руб. всего, тыс. руб- единицы продук- ции, руб. всего. тыс. руб. иа еди- ницу продук- ции, РУб.
1 2 3 4 5 6 7 8 9 10 11 12 13
Шлаковая мука
«Азовсталь» 307,1 4476,2 14,57 143 2,14 2629,0 8,56 2759,9 8,99 130,9 0,43 +4,0
«Амурсталь» 121,7 2792,0 18,84 53 2,30 844,0 6,94 803,0 6,60 —41,0 —0,34 -5,0
Ново-Липецкий 73,5 Данные учтены при производстве 449,9 6,12 294,0 4,00 — 155,9 —2,12 —34,7
щебня
Итого 502,3 7268,2 14,46 196 2,56 3922,9 7,81 3856,9 7,67 —66,0 — 0,14 -1,6
Шлаковый щебень
Имени Ильича 592,5 194,4 0,32 51 11,61 651,8 1,10 793,9 1,34 142,1 0,24 + 21,0
Но во-Липец кий 373,3 ** 2000,0 5,35 154 2,42 1650,0 4,42 1175,3 3,15 —474,2 — 1,27 —28,7
670,6 *** — 531,7 0,83 557,3 0,87 25,6 0,04 +4,0
Алапаевский 44,8 204,2 4,56 15 2,98 148,3 3,31 79,7 1,78 —68,6 — 1,53 —46,3
Краматорский 63,0 19 3,31 96,4 1,53 71,8 1,14 —24,6 —0,39 -25,5
Донецкий 201,2 838,9 4,17 57 3,52 203,1 1,01 297,8 1,48 94,7 0,47 +46,0
Череповецкий 235,0 263,2 1,12 270,3 1,15 7,1 0,03 +2,0
«Азовсталь» 221,6 4* 63 3,51 298,9 1,34 429,9 1,94 131,0 0,60 +43,0
1296,0 5* 128 10,12 2469,0 1,90 2999,3 2,31 530,3 0,41 +21,0
Кузнецкий 187,6 119,0. 0,63 141,0 0,75 22,0 0,12 + 18,4
Выксунский 26,4 65,2 2,47 27 0,98 5,2 0,20 13,2 0,50 8.0 0,30 + 154,0
Лысьвенский 176,1 250,0 1,42 84 2,10 236,2 1,34 156,7 0,89 -79,5 —0,45 —33,7
Итого 4173.7 4172,8 0,99 651 6,41 6771,7 1,62 7100,0 1,70 328,3 0,08 +5,0
* Для шлаковой муки —в тыс. т, для щебня —в тыс. м3.
** Щ.ебевь Фракционированный.
*** Щебень иефракционированный.
<* щебень мартеновский.
5* щебень конвертерный.
Таблица 56
Полная прибыль предприятий Минчермета СССР
от переработки сталеплавильных шлаков за 1983 г., тыс. руб.
Предприятия Реализация Исполь- зование оборот- ного продукта Исполь- зование металла Полная прибыль
фосфат* шлак. шлаковая мука щебень
Магнитогорский . . . Нижне-Тагильский . . Орско-Халиловский . . Карагандинский . . . Череповецкий Ново-Липецкий .... Западно-Сибирский . . Узбекский «Сарканайс-металлургс» «Амурсталь» Петровск-Забайкальский Гурьевский ...... Кузнецкий Алапаевский Ашинскии Лысьвенский; .... Верх-Исетскнй .... Омутнинский Челябинский Имени А. К. Серова . . «Красный Октябрь» . . Горьковский Златоустовский .... Сулинский «Днепроспецсталь» . . Енакиевский Макеевский «Азовсталь» Имени Ильича .... Донецкий Краматорский .... Коммунарский . . . Криворожский .... Имени Дзержинского Имени Петровского . . «Запорожсталь» . . . Имени К. Либкнехта . . «Электросталь» . . ' . «Сибэлектросталь» . . -155,9 -98,8 130,9 7,1 —448,6 22,0 —68,6 —79,5 128,1 661,3 142,1 94,7 -24,6 646,0 2533,0 2315,0 589,0 468,0 257,0 771,0 1 129,0 6 428,6 994,7 735,2 102,0 3 024,0 347,7 397,9 141,8 103.8 77,8 27,6 996,4 60,5 114,1 153,9 41,5 64,0 1 366,7 38,0 411,7 20,7 124,5 34,6 261,2 51,9 1 351,1 1 013,7 1015,5 141,8 89,9 1 669,4 1 255,9 865,0 359,8 903,0 408,2 13,8 3,4 6 428,6 1 640,7 735,2 102,0 3031,1 2 276,2 397,9 141,8 5,0 77,8 27,6 1 018,4 —8,1 114,1 74,4 41,5 64,0 3 681,7 38,0 539,8 20,7 124,5 34,6 261,2 640,9 1 351,1 1 805,9 1 157,6 236,5 65,3 1 669,4 1 723,9 1 122,0 1 130,8 2 032,0 408,2 13,8 3,4
Итого ... -123,8 456,4 8 708,0 25 937,8 34 978,4
107
Таблипа 57
Основные технико-экономические показатели работы установок по переработке ферросплавных шлаков на 1983 г.
Предприятие Произво- дитель иость, тыс. т Стоимость основных фондов Средне- списочное количе- ство работаю- щих, человек Выра- ботка иа одного работаю- щего, тыс. т Себестоимость Оптовая цена Прибыль от реализации Рента- бель- ность к с/с, %
всего, тыс руб. на 1 т, руб. всего, тыс. руб» иа 1 т, РУб. всего, тыс. руб. на 1 т, руб. всего, тыс, руб. на 1 т, РУб-
Порошок для самотвердеющих смесей и сельского хозяйства
ЧЭМК 469,2 19 037,0 40,6 175 2,7 2 788,4 5,94 2 149,1 4,58 —639,3 — 1,36 —
Серовский 248,9 3 184,0 12,8 79 3,2 782,0 3,14 1 039,0 4,17 257,0 1,03 32,8
Итого 718,1 22 221,0 30,6 254 2,8 3 570,4 4,94 3 188,1 4,43 -382,3 —0,50 —
Гранулированный шлак
Зестафонский 294,1 1 463.0 5,2 20 14,7 767,6 2,61 1 029,5 3,50 261,9 0,89 34,1
Никопольский 560,0 2 259,6 5,5 50 8,2 986,0 1,76 1 495,0 2,65 509,0 0,90 51,6
Итого 841,2 3 722,6 4,43 70 12,0 1 719,9 2,04 2 479,2 2,95 770,9 0,91 44,1
Щебень технологический
Актюбинский ** 15,2 157,4 10,4 10 1,5 49,0 3,22 63,0 4,14 14,0 0,92 28,5
Серовский 3,8 — — — — — — 236,4 62,22 236,4 62,22 —
Запорожский 15,2 17,7 1,2 5 3,0 — — 180,7 11,89 180,7 11,89 —
Зестафонский 212,4 568,0 2,4 32 6,6 — — 1 497,4 7,05 1 497,4 7,05 —
Никопольский 50,0* — — 88,0 1,76 120,0 2,40 32,0 0,64 36,3
11,0 — — — —. 31,9 2,90 77,7 7,05 45,8 4,16 143
270,0 4 203,5 15,6 108 2,5 475,0 1,76 693,0 2,57 218,0 0,81 45,8
Ключевский 23,7 30,3 1,27 — 2 997,4 126,5 2 784,0 117,5 —213,4 —9,0 —
5,9 — —• — — 655,9 111,17 577,8 97,9 —78,1 — 13,2
5,5* — — — — 455,1 82,74 564,5 95,2 109,4 12,46 24,0
Ермаковский 24,0 — — — — 51,0 2,43 210,0 10,0 159,0 7,57 311,0
Кузнецкий 8,9 — — — — 75,2 8,45 168,0 18,87 92,8 10,42 123
Актюбинский 0,6 *
Стахановский 11,03 66,3 6,01 86,8 7,87 20,5 1,86 30,9
Итого 654,2 4 996,9 7,60 155 4,22 , 4 9443 7,55 7 259,3 11,19 2 314,5 3,64 463
* Щебень для строительства.
** Щебень для производства высокоглиноземистого цемента.
Экономическая невыгодность полного извлечения металла из шлаков при
существующих технологиях переработки является более частой причиной
потерь металла в отвалах, чем техническая невозможность такого извле-
чения. Так, по данным Уралмеханобра, путем двух-, трехразового отмагни-
чивания при дроблении и помоле можно почти полностью отбирать содер-
жащийся в шлаке металл, доводя извлечение железа из шлака в концен-
трат до 83,97 %. Минеральная часть, остающаяся после такой сепарации,
содержит малое количество металла, что повышает ее качество как шлако-
известкового удобрения и строительного материала.
Технико-экономические показатели работы установок по производству
продукции из сталеплавильных шлаков показаны в табл. 55.
Помольная установка Ново-Липецкого металлургического комбината не
достигла проектной мощности, поэтому работала нерентабельно. Производ-
ство шлаковой муки на металлургическом заводе «Амурсталь» было также
убыточным.
Вследствие реконструкции помольного отделения производство фосфат-
шлаков на комбинате «Азовсталь» составило около 70 % проектного и было
малорентабельным.
От переработки сталеплавильных шлаков в 1983 г. на действующих
установках получено 37,0 млн. руб. полной прибыли (табл. 56).
1.5.3. ЭКОНОМИЧЕСКАЯ ЭФФЕКТИВНОСТЬ
ПЕРЕРАБОТКИ ФЕРРОСПЛАВНЫХ ШЛАКОВ
Отличительной чертой переработки ферросплавных шлаков является ис-
пользование их в основном для самой металлургии. Технико-экономические
показатели производства продукции из ферросплавных шлаков даны в
табл. 57, извлечения сплавов из шлаков — в табл. 58.
Таблица 58
Основные технико-экономические показатели работы по извлечению сплавов
из шлаков ферросплавного производства на предприятиях Минчермета
за 1983 г.
Предприятия Коли- чество навле- ченного ме- талла, тыс. т Себестоимость Цена металла * Экономия от извлечения
всего, тыс- руб. 1 т, РУб. всего, тыс. руб. 1 т, руб всего, тыс. руб 1 т, РУб.
Челябинский . . . 13,6 104,3 7,70 2186,0 160,0 2063,7 152,3
Серовский .... 8,7 26,4 3,00 1408,0 160,0 1381,6 157,0
Запорожский . . 0,2 0,4 2,00 7,0 35,0 6,6 33,0
Никопольский . . 0,3 — — — — 34,0 ——
Ключевский . . . 1,8 883,8 491,0 2134,9 1186,1 1251,1 695,1
Актюбинский . . 1,1 140,8 128,0 176,0 160,0 35,2 32,0
Стахановский . . — — — — —. — —
Зестафонский . . 1,8 — — — — —
Итого ... 27,6 1155,7 41,8 5893,9 213,5 4738,2 171,7
* Ввиду отсутствия утвержденных оптовых цен на сплавы, извлекаемые из ферро-
сплавных шлаков, величина их определена условно, исходя из оптовых цен на соот-
ветствующие сплавы.
110
1.5.4. ОБЩАЯ ЭКОНОМИЧЕСКАЯ ЭФФЕКТИВНОСТЬ
ПЕРЕРАБОТКИ ШЛАКОВ
От переработки всех шлаков черная металлургия получила в 1983 г.
92,7 млн. руб. полной прибыли (табл. 59). Ббльшую часть аффекта имели
основные цехи в результате снижения себестоимости металла за счет ути-
лизации жидкого шлака (36,7 млн. руб.), использования извлекаемого ме-
талла (37,8 млн. руб.) и оборотного продукта (10,9 млн. руб.). Сама шлако-
переработка была малорентабельной из-за низких оптовых цен на шлако-
вую пемзу, муку и фракционированный щебень.
Таблица 59
Экономический эффект переработки шлаков на предприятиях Миичермета
СССР в 1983 г.
(в тыс. руб.)
Шлаки Прибыль от реали- зации продук- ции Экономия от Полная прибыль
утили- зации жидких шлаков извлече- ния металла исполь- зования оборот- ного продукта
Доменные 6 397 34 708 7 163 — 48 268
Сталеплавильные . . . 333 2 003 25 938 8 708 36 982
Ферросплавные .... 544 — 4 738 2 159 7 441
Итого ... 7 274 36 711 37 839 10 867 92 671
В среднем эффект от переработки (без учета капитальных вложений)
составил: по доменным шлакам — 1,1 руб./т; по сталеплавильным — 5,4;
по ферросплавным — 3,2 руб./т.
Наибольший эффект по показателю полной прибыли получен от пере-
работки 1 т сталеплавильных шлаков, что объясняется значительным коли-
чеством металла, извлекаемого при разделке на шлаковых дворах, и эффек-
тивными направлениями использования этих шлаков.
Дальнейшее увеличение объемов переработки сталеплавильных шлаков
даст значительно меньший эффект в расчете на 1 т шлака, так как возра-
стут затраты на дальнейшее извлечение металла при уменьшении процента
его извлечения.
Для сравнения различных вариантов переработки шлаков между со-
бой, кроме приведенных затрат, которые несопоставимы для различных
шлаковых материалов, определена условно-годовая экономия, рассчитанная
как разница полной прибыли и капитальных вложений.
По этому показателю наиболее эффективным направлением перера-
ботки доменных шлаков является получение шлаковаты и граншлака, ста-
леплавильных— фосфатшлака (табл. 60).
111
Таблица 60
т
Технике-экономические показатели производства основных видов шлаковой
продукции в 1983 г.
(в руб./т переработанного шлака)
Показатели Доменные шлаки Сталеплавильные шлаки Ферро- сплав- ные шлаки
гран шлак * пем за ** ще- бень •* ва- та *** фос- фат- шлак шлако- извест- ковая мука ще беиь суммар- ная продук- ция
Капитальные вло- жения 2,60 12,56 2,77 74,90 14,57 22,94 0,66 14,78
Себестоимость . . 2,13 5,14 1,60 51,11 8,56 6,94 1,08 5,17
Прибыль от реа- лизации .... 0,32 -1,30 0,09 12,51 0,43 —0,34 0,05 0,33
Полная прибыль 1,54 —0,20 0,53 13,49 5,93 +0,18 0,35 3,36
Условно-годовая экономия . . . 1,15 —3,18 0,12 2,26 3,74 —3,26 0,25 1,14
Приведенные зат- раты ..... 2,52 3,02 2,01 62,34 10,74 10,38 1,18 7,39
* Без учета стоимости припечиых установок.
** Объемная насыпная масса пемзы в среднем 700 кг/м3, щебня из доменных
шлаков —1100, из сталеплавильных шлаков—1500 кг/м3.
*** Иа I т шлака фактически произведено 6,10 м3 ваты.
1.5.5. ЭФФЕКТИВНОСТЬ ИСПОЛЬЗОВАНИЯ
ШЛАКОВОЙ продукции
Гранулированные доменные шлаки применяются в основном в производ-
стве шлакопортландцемента (ШПЦ). Эффективность его использования не-
ресчитывается с помощью коэффициентов, утвержденных Госстроем СССР.
Прн этом за единицу принимают эффективность применения портландце-
мента (ПЦ) марки 400. Коэффициент эффективности ШПЦ марки 400 со-
ставляет 0,95. Так как ШПЦ и ПЦ отличаются только по содержанию гра-
нулированного шлака, то аналогичный коэффициент принимаем и при за-
мене клинкера гранулированным шлаком
Гранулированные конвертерные шлаки в промышленных масштабах
пока не производятся. ЦНИЛ Главлипецкстроя, которая исследовала вя-
жущие па основе конвертерных шлаков, полученных в опытно-промышлен-
ных условиях, доказала нх идентичность портландцементу марки 400
Шлаковая пемза является крупным и мелким заполнителем легких
бетонов и по своим свойствам (объемной насыпной массе, прочности) апа-
112
логична керамзиту соответствующих классов. Коэффициент замены керам-
зита шлаковой пемзой составляет 1,0.
Щебень шлаковый литой, из ковшовых остатков доменных шлаков
и из сталеплавильных применяется в дорожном строительстве для устрой-
ства всех видов покрытий, оснований и подстилающих слоев дорожных
«одежд». По своим свойствам (прочности, устойчивости, морозостойкости)
соответствует щебню из горных пород аналогичных марок, поэтому коэф-
фициент замены щебня из естественных пород щебнем из шлаков ра-
вен 1,0.
Металл, извлекаемый из шлаков, идет в основном в сталеплавильное
производство вместо амортизационного лома или в доменные печи в каче-
стве доменного присада. Учитывая, что зашлакованность металла ие дол-
жна превышать 5 %, коэффициент замены чугуна извлекаемым из шлаков
металлом составляет 0,95.
Шлаковая мука из сталеплавильных (мартеновских, электросталепла-
вильных, конвертерных) и самораспадающихся шлаков производства фер-
рохрома применяется в сельском хозяйстве для известкования кислых почв
взамен известняковой муки. Основным потребительским свойством этих
видов продукции является содержание (СаО + MgO). Для известняковой
муки оно составляет в пересчете на СаСО3 85 %, для сталеплавильных
шлаков — 80, ферросплавных — 83 %. Коэффициент замены известковой
муки сталеплавильным шлаком составляет 0,94, ферросплавным — 0,98.
Фосфатшлак применяется в сельском хозяйстве вместо суперфосфата.
Потребительная ценность его определяется по содержанию P20s, раствори-
мого в 2 %-ной лимонной кислоте, среднее содержание Р2О5 в поставляе-
мом фосфатшлаке—11 %, в суперфосфате—14 %. Коэффициент замены
составляет 0,80.
Конвертерный шлак содержит до 80 % полезных для доменной плавки
компонентов, таких, как Fe, СаО, MgO, МпО, F. Рекомендуется применять
его в доменных печах, в которых плавка ведется с использованием в шихте
известняка. По заводским данным и инструкции «О порядке использования
и определения экономической эффективности конвертерного шлака в до-
менных печах», утвержденной Минчерметом УССР, при добавке конвертер-
ного шлака в среднем 50 кг/т чугуна снижается расход известняка на
32 кг, агломерата — на 10,5, марганцевой руды — на 11,5 кг. Отсюда ко-
эффициенты замены конвертерным шлаком равны: известняка — 0,64, агло-
мерата— 0,21, марганцевой руды — 0,23.
Шлаки производства ферромарганца являются передельными и идут
на переплав с производством силикомарганца, заменяя марганцевую руду.
•Содержание марганца в шлаках составляет 32 %, в марганцевой руде —
35 %. Коэффициент замены 0.9.
Шлаки производства силикомарганца используются в шихте доменных
печен вместо бедной марганцевой руды. По данным металлургического ком-
бината «Запорожсталь» и Зестафонского завода ферросплавов, 50 кг шлака
экономят в среднем 30 кг марганцевой руды. Коэффициент замены марган-
цевой руды шлаками 0,6.
Шлаки производства ферросилиция на ряде предприятий используются
для раскисления сталей. Применение в составе раскислителя 7,0 кг/т стали
шлаков производства ферросилиция позволяет уменьшить на 2 кг расход
ферросилиция и на 0,5 кг силикомарганца. Коэффициенты замены ферро-
силиция и силикомарганца составляют соответственно 0,25 и 0,07.
1.5.6. НАРОДНОХОЗЯЙСТВЕННАЯ ЭФФЕКТИВНОСТЬ
ПЕРЕРАБОТКИ ШЛАКОВ И ИСПОЛЬЗОВАНИЯ ШЛАКОВОЙ ПРОДУКЦИИ
Согласно ранее приведенной методике основным показателем народнохозяй-
ственной эффективности переработки и использования шлаков является эко-
номия приведенных затрат при вовлечении в народнохозяйственный оборот
шлаков вместо применения традиционной продукции.
В сравнении с традиционными аналогичными материалами себестои-
мость и капитальные вложения на производство шлаковых материалов в
большинстве случаев ниже, чем природных (табл. 61), что дает значитель-
ную экономию приведенных затрат на единицу продукции.
Наиболее эффективно с точки зрения народного хозяйства производ-
ство граншлака и минеральной ваты, наименее — шлакоизвестковых удоб-
рений.
Таблица 61
Экономическая эффективность переработки и основных направлений
использования шлаковой продукции
, (в руб./ед)
Продукция Ед. изм. Себестои- мость продукции Капвложе- ния на продук- цию Приведенные затраты на продук- цию Экономия приве денных затрат (+ увеличение, - уменьшение)
шлаковая традиционная шлаковой тради- ционной о а га q Ч а я тради- ционную §8. тради- ционную
Граншлак Клинкер т 2.13 12,00 2,60 40,00 2,52 18,00 — 15,48
Пемза Керамзит м3 3,60 6,00 8,79 7,90 4,92 7,18 —2,26
Щебень ли- той Щебень гранитный м3 2,59 2,70 3,72 13,90 3,15 4,78 — 1,63
Щебень из коржей Щебень из осадоч- ных пород м3 1,75 2,43 3,05 12,50 2,21 4,30 — 1,09
Шлаковата из расп- лава Минвата на карбо- натном сырье м3 8,38 16,30 12,28 50,66 10,22 23,90 — 13,68
Шлакоиз- вестковая мука Известняко- вая мука т 6,94 5,00 22,94 10,00 10,38 6,50 +3,88
Фосфат- шлак Суперфос- фат т 8,56 15,00 14,57 35,00 10,74 20,25 -9,51
114
С учетом объема производства шлаковой продукции в 1983 г.
народнохозяйственная эффективность переработки и использования шла-
ков составила по экономии приведенных затрат 443 млн. руб.
(табл. 62).
Таблица 62
/ Народнохозяйственная эффективность переработки
Г и использования шлаков в 1983 г.
Продукция Объем произ- водства Эффективность
ед. продук- ции, руб. всего, млн. руб.
Граншлак, млн. т 26,7 15,71 419,0
Шлаковая пемза, млн. м3 1,76 2,26 4,0
Щебень литой, млн. м3 1,00 1,63 1,6
Щебень из коржей, млн. м3 6,04 1,09 6,6
Шлаковата, млн. м3 0,69 13,68 9,4
Шлаконзвестковая мука, мли. т 0,20 -3,86 -0.8
Фосфатшлак, млн. т Итого ... 0,31 9.51 2,9 442,7
С учетом производства щебня из сталеплавильных шлаков, оборотного
продукта, являющегося комплексным материалом, не имеющим аналога, и
продукции из ферросплавных шлаков народнохозяйственная экономиче-
ская эффективность переработки шлаков черной металлургии и использо-
вания продукции из них в различных отраслях составит более 450 млн. руб
ЛИТЕРАТУРА
1. Остроухое М. Я., Шпарбер Л. Я. Справочник мастера-доменщика.
М.: Металлургия, 1977.
2. Панфилов М. И. Металлургический завод без шлаковых отвалов. М.:
Металлургия, 1978.
3. Филиппова Е. И. Переработка шлаков за рубежом. — Переработка и
использование доменных, сталеплавильных и ферросплавных шлаков. Тр.
Уральск, науч.-исслед. ин-та черных металлов. Свердловск, 1981.
4. Комплексная переработка шлаков металлургического производства
и использование их в народном хозяйстве: Каталог тематической выставки.
Ин-т, «Черметинформация». М., 1980
5 Определение экономической эффективности использования конвер-
терного шлака в доменных печах: Экспресс-информ. Сер. 23, вып. 6. Ин-т
«Черметинформация». М., 1974. Г. А. Ярин, Р. В. Тихонов, М. И. Панфи-
лов, В Н. Никифоров.
6. Переработка шлаков за рубежом: Обзорная информ. Сер. 4, вып. 2.
Ин-т «Черметинформация», М.. 1977 В И Довгопол, М. И. Панфилов,
Е. И. Филиппова и др.
7. Методика определения экономической эффективности использова-
ния в народном хозяйстве новой техники, изобретений и рационализатор-
ских предложений, 1977.
115
8. Рекитар Я. А. Эффективность и перспективы применения прогрессив*
ных материалов в строительстве. М.: Стройиздат, 1978.
9. Инструкция по планированию, учету и калькулированию себестои-
мости продукции на предприятиях черной металлургии. Шлакоперерабаты-
вающее производство. М.: Минчермет СССР, 1979.
10. Менаджиева Р. А., Веселов Н. Г. Метод распределения затрат я
калькулирования себестоимости при комплексной переработке сырья. — Изв.
вузов. Черная металлургия, 1972, № 4.
11. Менаджиева Р. А., Веселов Н. Г. Некоторые вопросы определения
себестоимости металлургического шлака. — Изв. вузов. Черная металлур-
гия, 1974, № 10.
12. Менаджиева Р. А., Авдоиин А. Ю. Анализ затрат на уборку, транс-
портировку и содержание металлургических шлаков в отвалах. — Шлаки
черной металлургии. Тр. Уральск, науч.-исслед. ин-та черных металлов,
1979.
13. Менаджиева Р. А. Некоторые вопросы расчета экономической эф-
фективности капитальных вложений в шлакопереработку. — Шлаки черной
металлургии. Тр. Уральск, науч.-исслед. ин-та черных металлов, 1977.
14. Инструкция по определению экономической эффективности капи-
тальных вложений в развитие переработки металлургических шлаков. Мл
Минчермет СССР, 1975.
15. Довгопол В. И. Использование шлаков черной металлургии. Мл
Металлургия, 1978.
16. Менаджиева Р. А., Васильева С. Н. Методика расчета экономиче-
ской эффективности использования металлургических шлаков для извест*
кования кислых почв. — Химия в сельском хозяйстве, 1973, Я» 11.
2. ШЛАМЫ ГАЗООЧИСТНЫХ
И САНТЕХНИЧЕСКИХ СООРУЖЕНИЙ
2.1. ОБРАЗОВАНИЕ ШЛАМОВ
Главным источником образования шламов в черной металлургии являются* 1
основные технологические агрегаты металлургического производства: агло-
( мерационные машины, доменные и сталеплавильные печи. Газоочистные в
। сантехнические агрегаты, в которых производятся очистка технологических
газов, довольно разнообразны, а следовательно, и образующиеся шламы
L отличаются по своим химическим и физико-механическим свойствам.
2.1.1. ОБЩИЕ ОПРЕДЕЛЕНИЯ, КЛАССИФИКАЦИЯ ШЛАМОВ
Шламы и пыль газоочистных и сантехнических устройств представляют ео-
\ бой остатки сырья и продуктов его переработки, возникающие в процессах
(металлургического производства.
\ Номенклатура шламов:
। 1. Шламы агломерационных фабрик.
I 2. Шламы доменного производства:
а) газоочисток доменных печей;
! б) подбункерных помещений доменных печей.
3. Шламы газоочисток мартеновских печей.
1 4. Шламы газоочисток конвертеров.
5. Шламы газоочисток электросталеплавильных печей.
I Перечисленные шламы относятся к группе железосодержащих, но па
/массовой доле железа они разные:
а) богатые — массовая доля железа 55—67 % (шлам и пыль газоочи-
сток мартеновских и конвертерных цехов);
б) относительно богатые — массовая доля железа 40—55 % (большнн-
1 ство видов шлама и пыли аглофабрик, газоочисток доменных печей и под-
| бункерных помещений доменных печей);
в) бедные — массовая доля железа менее 40 % (шлам и пыль газо-
очисток электросталеплавильных печей и в некоторых случаях шламы w
пыли газоочисток доменных печей).
2.1.2. УЧЕТ НАЛИЧИЯ, ОБРАЗОВАНИЯ И ИСПОЛЬЗОВАНИЯ
ШЛАМОВ ГАЗООЧИСТНЫХ И САНТЕХНИЧЕСКИХ СООРУЖЕНИЙ
Исходной информацией для определения объемов образования и использо-
вания шламов газоочистных и сантехнических сооружений являются дан-
ные: об объеме выпуска продукции предприятиями; о количестве-
117
производственных агрегатов; об оснащенности агрегатов газоочистными и
сантехническими устройствами; об эффективности их работы; о наличии во-
доочистных установок, эффективности их работы; перспективные планы раз-
вития черной металлургии СССР; перспективные планы проектирования и
строительства газоочистных и водоочистных сооружений; о выходе и ис-
пользовании отходов (данные, содержащиеся в опросных листах, запол-
няемых предприятиями); о химическом составе шламов и их физико-хими-
ческих свойствах.
В результате анализа указанной информации определяются объемы
шламов, ежегодно образующихся иа предприятиях черной металлургии,
объемы шламов, пригодных к использованию, и объемы использующихся
шламов.
Для расчета ожидаемых объемов образования шламов на перспективу
необходимо найти удельный выход шлама на единицу продукции, при про-
изводстве которой он образовался Удельный выход шламов зависит от
ряда технологических факторов, поэтому его величина подвержена значи-
тельным колебаниям. В связи с этим рекомендуется пользоваться средне-
годовыми значениями удельного выхода:
Объем образовавшегося шлама за год, тыс. т
q == ' ' —"—............... —............... • 100 %•
Годовая продукция, тыс. т
Объем образования шлама на перспективу определяется как произве-
дение удельного выхода q и выпуска продукции.
При разработке справочника были использованы результаты анкет-
ного опроса предприятий черной металлургии, проведенного институтами
ВНИПИчерметэнергоочистка и Уралмеханобр в 1973—1980 гг. и охваты-
вающего около 100 металлургических заводов. Полученные данные об об-
разовании и использовании шлама были дополнены материалами Гипро-
меза, а также результатами обследования шламового хозяйства ряда
металлургических заводов. В справочнике приведены данные по основным
предприятиям Минчермета СССР.
Одним из наиболее сложных вопросов является учет накопившихся
шламов газоочистных и сантехнических сооружений. Неиспользуемые шла-
мы обычно сбрасываются в шламонакопители или отвалы. В большинстве
случаев сюда поступают общезаводские отходы, железосодержащие шламы
разубоживаются. Вследствие этого лишь незначительная часть их может
быть использована в настоящее время в металлургическом производстве.
Систематический учет сбрасываемых в шламонакопители шламов предприя-
тиями не ведется, объемы шламонакопителей и отвалов зачастую неиз-
вестны.
В связи с этим количество шламов в шламонакопителях определено
ориентировочно. За основу были приняты данные обследования крупней-
ших металлургических заводов отрасли, проведенного Ждановским метал-
лургическим институтом, и данные, содержащиеся в опросных листах пред-
приятий.
2.2. СВОЙСТВА, ПЕРЕРАБОТКА,
ИСПОЛЬЗОВАНИЕ ШЛАМОВ
2.2.1. ОТХОДЫ АГЛОМЕРАЦИОННОГО ПРОИЗВОДСТВА
Агломерат, являющийся одним из основных сырьевых компонентов в до-
менном производстве, образуется в результате спекания мелких руд и кон-
центратов с одновременным просасыванием воздуха через шихту.
Для производства тонны агломерата необходимо 1100—1600 кг сырья
(без учета возврата). Основными компонентами агломерационной шихты
являются: рудная смесь (в среднем 370 кг/т агломерата), концентрат
(565 кг/т агломерата), коксовая мелочь (около 50 кг/т). Кроме того, туда
могут входить марганцевая руда, известняк, доломит, известь, антрацито-
вый штыб, отсев агломерата, колошниковая пыль, окалина, шламы. Хими-
ческий анализ аглошихты показывает, что массовая доля главных состав-
ляющих колеблется в следующих пределах: РеОбщ — 46—58 %; СаО — 3—
12; SiO2—8—12; С—1—6%.
Воздух, просасываемый через слой шихты, увлекает за собой частицы
материалов. Вследствие этого практически все агломашины оборудованы
газоочистными устройствами.
Запыленность газов агломерационного производства 1—7 г/м3. Крупные
частицы пыли обычно улавливаются в сухих пылеуловителях, а газ на-
правляется для доочистки на батарейные циклоны, скрубберы мокрой
очистки или трубы Вентури.
До 90—95 % шламов и пыли образуется при удалении пыли из пыле-
вых мешков газовых коллекторов и вентиляционных систем, аппаратов су-
хой и мокрой очистки отходящих газсв, при гидравлической уборке поме-
щений и промывке трубопроводов. Остальные 5—10 % шлама поступает от
других отделений агломерационных фабрик: корпусов подготовки шихты,
обжига известняка, складов, вагоиоопрокидывателей и т. п., где источни-
ками образования шламов являются главным образом вентиляционные си-
стемы, рассыпанные шихтовые материалы и отложения пыли на стенах и
оборудовании. Шламы от очистки и промывки оборудования и трубопро-
водов, а также гидравлической уборки помещений поступают в систему
периодически и неравномерно.
Шламы агломерационных фабрик принадлежат к группе относительно
богатых железом, по основным химическим компонентам они близки к аг-
ломерационной шихте. Химический состав шламов агломерационных фаб-
рик приведен в табл. 63, 64.
119
Таблица 89
Химический состав шламов агломерационного производства МйТаЛЛурГияеекйД предприятий ЙПО «Союзметаллургпром»
Миичермета СССР
(в мае - %)
Элементы и соединения Комбинат, завод
Карагандин- ский * Кузнецкий * Западно- Сибирский Магнито- горский Ново-Ли- пецкий Орско-Ха- лнловский Череповец- кий ♦ Челябин- ский ***
1 2 3 4 5 6 7 8 9
Железо общее .... 21,78—37,85 54,63—58,49 56,74 51,53 52,31 47,45 47,38—51,30 46,84
Железо приведенное ** 32,62—46,71 60,30—62,90 62,42 59,20 58,0 55,09 58,30—60,40 54,20
Оксид железа (III) . . . 27,59-45,30 48,00—61,20 69,73 60,80 60,52 58,20 52,60-56,51 64,11
Оксид железа(П) . . . 3,20—7,94 15,29—22,40 10,26 11,59 12,85 8,69 13,60—15,12 2,59
Оксид кальция .... 12,85—20,79 2,19-3,94 4,80 9,51 6,32 11,12 7,86—11,77 10,78
Оксид кремния .... 8,32—9,82 5,62—6,67 4,86 6,03 8,80 8,50 4,42—4,71 9,10
Оксид алюминия . . . 1,97—3,04 2,03—3,43 2,63 1,43 1,64 1,48 0,99—1,31 1,44
Оксид магния 3,36—3,42 1,16-5,92 2,39 2,06 1,48 0,38 2,86-3,12 0,45
Оксид калия 0,22 0,10-0,13 о.гз 0,10 0,22 0,19 0,09—0,10 0,18
Оксид натрия 0,10—0,12 0,05-0,01 0,10 0,10 0,11 0,16 0,05—0,06 0,06
П. п. п 11,26—20,89 4,34-4,69 3,24 6,62 6,61 9,61 9,53—11,63 9,94
Оксид титана (IV) . , . 0,12—0,13 — 0,25 0,23 0,12 0,12 0,31—0,37 0,10
Марганеп 0,25—0,41 0,13-0,14 0,28 0,16 0,13 0,06 0,19—0,22 0,08
Фосфор 0,09—0,27 0,035—0,037 0,09 0,031 0,028 0,025 0,036—0,038 0.026
Оксид хрома(III) . . 0,016 — 0,017 0,040 0,007 0,015 0,024—0,036 0,02
Оксид ванадия(V) . . . 0,04 — 0,08 0,046 0,008 0,041 0,045—0,046 —
Сера общая 0,38—0,78 0,14—0,47 0,27 0.56 0,49 0,60 0,24—0,38 0,55
Оксид серы (VI) .... 0,94—4,43 — 0,59 0,92 1,22 1,47 0,60—0,95 0.91
Сера сульфидная . . . 0,005 — 0,05 0,21 0,002 Следы 0,002 0,19
Оксид бария 0,45—3,49 — 0,016 0,019 0,009 0,009 0,005 0,06
Никель 0,004—0,012 — 0,010 0,014 0,004 0,011 0,017—0,079 0,010
Медь 0,02 0,014—0.020 0,010 0,03 0,011 0,010 0,02 0,04
Цинк 0,02—0,03 0,030—0,041 0,03 0,03 0,028 <0,01 0,06-0,36 0,09
Свинец 0,01—0,03 0,010—0,011 0,04 0,07 0,023 <0,01 0,02—0,10 0,02
Молибден < 0,0028 — — — 0,002 < 0,002 < 0,002 0,004
Сурьма — — — — 0,014 0.004 <0,01 <0,01
Мышьяк 0,007—0,03 — 0,0025 < 0,0025 — <0,002 — < 0,025
Углерод общий .... 3,95—12,06 2,25—2,80 1,78 2,15 2,32 3,75 5,08—5,58 3,85
Углерод твердый . . . 2.18-8,78 1,80-2,00 1,55 1,22 1,87 2,29 3,75—3,87 2,20
* Пробы отбирались с двух аглофабрнк.
•• Приведенное железо определилось ЦО формуле ?епрн8ед--------ДО—Д
РПО «Союзецецсталь»,
KI
F%6B1 X 100
•, где д—суммарное содержание целебных иомноиецтад,
122
Таблица 64
Химический состав Шламов агломерационного производства металлургических предприятий Минчермета УССР (в мае. % )
Элементы и соединения Комбинат, завод
Днепровский имени Дзержин- ского Енакиевский ждановские «Запорож- сталь» Комму- нарский Криво- рожский Макеев- ский
«Азов- сталь» имени Ильича
1 2 3 4 5 6 7 8 9
Железо общее 54,89 54,72 48,17 54,66 61,72 46,16 49,25 44,07
Железо приведенное. . 57,90 60,40 55,30 60,0 64,20 55,80 57,00 54,30
Оксид железа(III) . . . 57,57 61,95 57,02 63,15 67,52 54,29 53,92 49,13
Оксид железа (II) . . . 15,15 14,42 10,68 13,51 18,66 10,55 14,85 12,50
Оксид кальция .... 6,91 ’ 6,73 9,39 5.49 2,73 9,64 8,87 15,07
Оксид кремния .... 9,04 8,76 10,66 8,53 7,18 9,34 8,33 6,58
Оксид алюминия . . . 0,64 0,53 1,12 0,62 0,45 1,28 1.00 0,93
Оксид магния 1,14 0,69 0,63 Г,51 0,68 1,27 0,95 1,29
Оксид калия 0,13 0,25 0,21 0,09 0,06 0,20 0,15 0,10
Оксид натрия 0,09 0,18 0,23 0.10 0,05 0,10 0,09 0,09
П. и. п 8,85 5,40 9,39 5,73 2,46 8,38 9,90 12,24
Оксид титана (IV) . . . 0,05 0.03 0,12 0,04 0,03 0,06 0,04 0,05
Марганеп 0,04 0,27 0,12
Фосфор 0,013 0,015 0,043
Оксид хрома (III) . . . 0,004 0.006 0,002
Оксид ванадия (V) . . . 0,007 0,002 0,008
Сера общая 0,81 0,37 0,21
Оксид серы (VI) .... 0,77 0,92 0,53
Сера сульфидная . . . 0,008 — < 0,0002
Оксид бария 0,020 0,006 0,02
Никель 0,002 0,003 0,005
Медь < 0,01 <0,01 0,012
Цинк < 0,01 <0,01 0,035
Свинец 0,02 — 0,035
Молибден < 0,002 < 0,002 < 0,002
Сурьма — < 0,01 0,009
Мышьяк < 0,0025 < 0,0025 0.005
Углерод общий .... 3,09 2,41 3,76
Углерод твердый . . 2,07 1,69 2,75
0,06 0,08 9,82 0,84 0.17
0,016 0,021 0,036 0,024 0.016
0,021 0,013 0,026 0.004 0.020
0,003 0,002 0.005 < 0,002 0,004
0,49 0,14 0,32 0,44 0.80
1,22 0,14 0,80 0,66 1,99
— 0,08 — 0,18 —
0,006 — 0,033 — 0,04
0,002 — 0,008 — —
— < 0,01 <0,01 <0,01 —
— < 0,01 0,05 0,030 0,02
— 0,045 0,01 0,035 0.015
< 0,002 — < 0,002 — < 0,002
<0,01 — <0,01 — <0,01
< 0,0025 < 0,0025 < 0,0025 — —
2,67 0,83 3,71 4,15 3,82
1,87 0,47 2,73 2,65 2,26
Плотность шламов аглофабрик 3,6—4,0 г/см3. Эти шламы отличаются
«полидисперсным гранулометрическим составом: в них встречаются крупные
частицы (свыше 2,5 мм) и мелочь (меньше 0,008 мм) (табл. 65).
Удельный объем образования шламов аглофабрик меняется на различ-
ных заводах от 0,9 до 5,6 %. Среднее значение удельного выхода в 1980 г.
составляло 2,55 % ± 0,98 %. Средневзвешенное значение удельного выхо-
да— 3,05 %. В 1975 г. эти величины были равны соответственно 2,30 % ±
,± 0,75 % н 2,59 %.
Ежегодный объем образования н использования железосодержащих
шламов возрос от 3,1 млн. т в 1975 г. до 3,7 млн. т в 1980 г. вследствие
увеличения объема производства агломерата. В 1983 г. и 1985—1990 гг. на-
мечается некоторое сокращение выхода агломерационных шламов — при-
мерно до 3,6 млн. т в год (табл. 66, 67). Это обусловлено уменьшением
производства агломерата в связи с возрастанием производства железоруд-
ных окатышей в последующих пятилетках.
( Основным направлением рационального использования шламов агло-
| фабрик является утилизация их в качестве добавки к агломерационной
| шихте. Это обусловлено сходством химических составов шламов и агломе-
। рационной шихты и возможностью использования непосредственно на агло-
| фабрике вблизи источников образования шлама.
В 1975 г. было использовано около 2,3 млн. т шламов аглофабрик,
«0,8 млн. т неиспользованного шлама было сброшено в шламонакопители.
Коэффициент использования шламов составил 0,73.
В 1980—1983 гг. коэффициент использования несколько возрос и со-
ставил 0,79. Было использовано около 2,9 млн. т, а 0,8 млн. т сброшено
.в шламонакопители и отвалы. К периоду 1985—1990 гг. благодаря строи-
тельству новых и освоению существующих мощностей для подготовки шла-
мов к использованию и уменьшению выхода шламов агломерационных фаб-
рик ожидается, что коэффициент использования этих шламов составит
0,84.
Необходимым условием успешной утилизации шламов является пра-
вильная их подготовка. Основные процессы, предшествующие использова-
нию шламов, — сгущение, фильтрование, термическая сушка.
Использование влажных шламов без специальных установок затруд-
няет их транспортирование, загрязняет территорию завода, оборудование и
помещения. Кроме того, шлам повышенной влажности плохо смешивается
с аглошнхтой, ухудшает процесс спекания и снижает прочность агломе-
рата.
Оптимальная для утилизации влажность шламов 8—9 %. Механиче-
ские методы обезиоживания шламов — фильтрование и центрифугирова-
ние— обеспечивают влажность шламов 15—25 %. Дальнейшее уменьшение
влажности обычно достигается термической сушкой в сушильных бараба-
нах. Понижения влажности после механического обезвоживания можно
также добиться смешиванием его с сухими железосодержащими продук-
тами (горячим возвратом аглофабрик, колошниковой пылью) и негашеной
известью (в том числе отходами извести с обжиговых печей), которые
имеются иа многих металлургических заводах.
Наиболее эффективная технологическая схема механического обезвожи-
вания шламов аглофабрики характеризуется разделением шлама на две-
124
SZl
^ФФФОФОФФФ — гр 2 О Ь О О ~ ~ СТ) Ъ СТ) О дф — сосл©фсп— goi । ъ 2 9° f3 I I I сл 1 । IS 6 1 1 1 i I о <L I L |= Я Я Я Я © Я w Я © от Я Ф Ф Ф Ф © — Q) — СТ) сл О — GO СЛ GO Ф U1 W 00 © to Класс крупности, мм
ьэ — W Q Ji СО to w — ф Ф _ Ф Сл 1— со ст> Ъ w к оо ст> Ст) о ст> 1 1 1 1 1 1 1 1 1 1 1 1 1 О)СТ>ЬЭ^ — — C),£tO — — № — О Ъ Я Я Я Я М 00 W © © О1 Г* СЛ -q Ф 4^ Западно-Си- бирский
СО^-ЧООЬЭФ-МЬЭФЬЭ И— к к со к к к к w Ъ 1 1 1 1 1 1 1 1 1 1 1 1 1 * СП — to — to — КО со W Я Я ’to *• Я Я Я © О сл 4*. О 4^ to Караган- динский
— to GO 5Я ** w М ^4 ьст — ОФ Ф Ф Ф Ф к к к w к к со к к к к к 1 1 1 1 1 1 1 1 1 1 1 1 1 со — ЬЭ © ф — СЛ^ЬЭФФФФ -4 £ 5я — г- 00 00 О СЛ к* GO ЬЭ Ф yi w о Кузнецкий
— 4^ 00 GO м GO СТ) Ф 00 CD ЬЭ k| ф © GO к] — к к О к к к © Магнито- горский
GO CO сл ?° mw o° S71 571 г* ° 1 1 1 1 © kj “оо © ьэ ф — к к Ново-Лнпец- кий
- - to w . © — СЯ 4^ cn 4^ to bo — — — | 1 к к СП Ф k| © к* О Ф ЬЭ Орско-Хали- лонский
— GO — — МЬЭЬЭСОФ — СЛ^ьЬЭФФФ — СТ) Ф CD Ф — GO си КЗ Ф Ф Ф 00 СО Челябинский
ЬСТ GO СП -q -ч СП оо м со ьэ ьэ to © 4^ СО — CD ЬО Ф СИ сл 00 Ф Ф 00 1 1 1 1 1 1 1 .1 1 1 1 1 1 СЛ Ф to оо 1— — — Ст) ЬЭ СО СО Ф о о w >.w к «Р Г Iе о ч к to со 00 — © to Череповец- кий
— © to 4^ 00 Ф 4^ М СО СО ЬО Ф Ф Ф Ф ф ”со © © Ъо to ф ф со “со 4^ “н- Днепровский имени Дзержин- ского
to ** оо о° w w 571 .w ~ о © | I со — © © ф — — Vj о — Енакиевский
— to to — . I . I — 00 — 00 ф to © ЬО ф 1 I I I 00 00 4^ 4^ 00 — СО "со — Ждановский «Азовсталь»
со со сл Ф Ф 00 СО to Ф ф ф о | | | Ъ со Ст) о 4*. к о ст) со к Ждановский имени Ильича
со СП м сл ф to СО — ЬО — Ф ф | | "сл 00 Ф М "-4 ф ф ф — "to — «Запорож- сталь»
to — — — — Ф Ф .to 00 СО Ф ро -q w4i. — ф О к к к к к к к СП к О С) к со Коммунар- ский
— со — — ЮСО©Ф4^*4©ОЮ4^Ю — Ф СП СП оо со о — к) О СО Ф kq О ЬО Криворож- ский
to to . 00 00 ф ф со 4^ GO *q ф 1 | | Со к Ст) к к к Ь к Ci со Макеевский
a
3
Гранулометрический состав шламов агломерационного производства металлургических предприятий Минчермета СССР
5)
Я
Таблица 66
Данные об образовании и использовании шламов агломерационных фабрик
в 1983 г.
(в тыс. т)
Комбинат, завод Образо- валось за год Исполь- зовано за год Коэффи- циент исполь- зования отходов Не исполь- зовано
Западно-Сибирский . . . 359,0 359,0 1.00 —
Карагандинский 173,0 173,0 1.00 —
Кузнецкий 96,0 96,0 1,00 —
Магнитогорский 115,0 115,0 1,00 —
Нижне-Тагильской . . . 127,0 127,0 1,00 —
Ново-Липецкий 594,0 360,0 0,60 4,0
Орско-Халнловский . . . 128,0 128,0 1,00 —
Руставский 26,0 20,0 0,77 6,0
Имени Серова ... ... 6,0 6,0 1,00 —
НПО «Тулачермет» .... 40,0 40,0 1,00 —
Челябинский 16,0 16,0 1,00 —
Череповецкий 427,0 335,0 0,78 92,0
Днепровский имени Дзер- жинского 109,0 30 0,27 79,0
Енакиевский 41,0 41,0 1,00 —
«Азовсталь» 14,0 14,0 1,00 —
Ждановский имени Ильича 865,0 515,0 0,60 350,0
«Запорожсталь» 54,0 54,0 1,00 —
Коммунарский 148,0 148,0 1,00 —
«Криворожский» 47,0 47,0 1,00 —
Макеевский 210,0 210,0 1,00 —
Итого ... 3595,0 2834,0 0,79 761,0
126
Таблица 67
Данные об ожидаемом образовании и использовании шламов
агломерационных фабрик в 1985—1990 гг.
(в тыс. т)
Комбинат, завод Обра- зуется за год Будет исполь- зовано за год Коэффициент использова- ния отходов Не будет исполь- зовано
Западно-Сибирский . . . 355,0 355,0 1,0 —
Карагандинский 190,0 190,0 1,0 —
Кузнецкий 70,0 70,0 1,0 —
Магнитогорский 115,0 115,0 1,0 —
Нижне-Тагильскнй .... 105,0 105,0 1,0 —
Ново-Липецкий 615,0 360,0 0.58 255,0
Орско-Халиловский . . . 125,0 125,0 1,0 —
Руставский 50,0 20,0 0,4 30,0
Имени Серова 5,0 5,0 1,0 —
НПО «Тулачермет» .... 50,0 50,0 1,0 —
Челябинский 20,0 20,0 1,0 —
Череповецкий 725,0 575,0 0,79 150,0
Днепровский имени Дзер- жинского 60,0 30,0 0,50 за,о
«Азовсталь» 20,0 20,0 — —
Ждановский имени Ильича 920,0 820,0 0,89 100,0
«Запорожсталь» 40,0 40,0 1,0 —
Коммунарский 150,0 150,0 1,0 —
Итого ... 3615,0 3050,0 0,84 565.0
127
три фракции,каждая из которых обезвоживается отдельно иа аппара тах
различного типа. Обычно наиболее крупная фракция обезвоживается в
классификаторах, фракция средней крупности — на лёнточных вакуум-
фильтрах и наиболее мелкая фракция —на вакуум-фильтрах. Это связано
Шлам от песков газовых
коллекторов сныва попов,.
крупностью во Юнн I
классификация
гидроциклоны |
лески слив
Шлам газсочистокивентшяЦ1ЮШ№№
установок,крупностью ненег ЦвНН ,
осветление-сгущение
\радиальные отстойники
классификация
спиральные классири-j
катары ]
пески слив
обезвоживание
{ленточные ваку- рилатрат
кек йН-фильтры
t
лески
слив
в оборотный
цикл
сгущение
{радиальный сгуститель
пески
слив
обезвоживание
^дисковые Оакуун-фильтры
на аелофабрику
Рис. 15. Принципиальная технологическая схема обезвоживания шламов
агломерационного производства
фильтрат
со значительной полидисперсностью шлама аглофабрик. Примером служит
схема обезвоживания шламов, приведенная на рис. 15.
Чаще для обезвоживания шламов аглопроизводства применяют сле-
дующие аппараты: гидроциклоиы и спиральные классификаторы, радиаль-
ные сгустители, ленточные и дисковые вакуум-фильтры.
За рубежом шлам аглсфабрик также используется в основном в ка-
честве добавки к аглощчхте. Основными мероприятиями по повышении»
уровня использования шламов аглофабрик следует считать улучшение ка-
чества проектирования объектов, сокращение сроков строительства, введе-
ние в эксплуатацию корпусов подготовки шламов к утилизации.
2.1.2. ОТХОДЫ ДОМЕННОГО ПРОИЗВОДСТВА
2.2.2.1. Шламы газоочисток доменных печей
Доменный передел, несмотря на тенденцию перехода к получению стали
непосредственно из руды, остается первым звеном в цикле производства
черных металлов.
128
В процессе доменной плавки выделяется большое количество газа. Про-
ходя через столб шихты с большой скоростью, газ захватывает мелкие ча-
стицы шихты. Кроме того, в нем содержатся пары солей, оксидов щелоч-
ных металлов, цинка, магния, кремния и других элементов, которые возго-
няются в печи при высоких температурах, а при охлаждении образуют мел-
кие пылевидные частицы. Запыленные газы очищаются на первой стадии
в радиальных и тангенциальных сухих пылеуловителях, где улавливаются
наиболее крупные фракции — колошниковая пыль, которая в основном воз-
вращается в агломерационную шихту.
Дальнейшая очистка газа производится мокрым методом в скрубберах
или трубах Вентури
Шлам газоочисток доменных печей образуется при мокрой очистке до-
менных газов. В процессе мокрой очистки газа твердые частицы, содержа-
щиеся в газе, захватываются водой, образуя сточные шламовые воды.
Химический состав шламов доменных газоочисток представлен в
табл. 68, 69, гранулометрический состав — в табл. 70. Плотность доменных
шламов 2,7—3,8 г/см3.
Удельный объем образования шламов газоочисток доменных печей в
1980—1983 гг. колебался от 0,84 до 6,29 %. Среднее значение удельного
выхода составляет 2,75 % ± 0,84 %. Средневзвешенное значение удельного
выхода 2,54 %. Значительных изменений в значении удельного выхода до-
менных шламов по сравнению с 1975 г. не произошло. Соответствующие
значения в 1975 г. были равны 3,00 % ± 0,69 % и 2,40 %.
Ежегодные объемы образования и использования шламов газоочисток
доменного производства в 1983 г. и 1985—1990 гг. приведены в табл. 71,
72 соответственно.
В настоящее время основным направлением использования шламов до-
менных газоочисток является добавка их к агломерационной шихте. Од-
' нако уровень использования этих шламов низок. Это связано либо с недо-
у статочно высокой массовой долей железа, либо с повышенной массовой
1 долей цинка или других цветных металлов, что отрицательно сказывается
I на протекании металлургических (в частности, доменного) процессов.
По литературным данным [1—3] в доменной печи, работающей на сба-
лансированном входе н выходе цинка, большая его часть удаляется через
колошник. При этом если цикл полностью открыт (т. е. нн колошниковую
пыль, ни шлам не утилизируют), с газом выносится примерно от 75 до
83 % цинка. При частичном замыкании цикла (утилизируется колошнико-
вая пыль) со шламом доменной газоошстки уходит около 90 % цинка.
Из приведенных соотношений видно, чтс шлам доменной газоочистки
является основным продуктом, с которым цинк выводится из доменного пе-
редела. Вполне понятно, что утилизация его без обесцинкования вызовет
весьма быстрое накопление цинка внутри объема печи, которое неизбежно
приведет к аварии.
Вследствие этого в процессе подготовки к утилизации шламов домен-
ных газоочисток с повышенным содержанием цинка следует учитывать не-
обходимость операции обесцинкования. После удаления цинка шлам мож-
но подготавливать вместе с другими видами железосодержащих шламов.
На рис. 16 представлена принципиальная схема подготовки шламов домен-
ных газоочисток к комплексной утилизации, включающая стадии обесцин-
S Зак.
129
о
Таблица 68
Химический состав шламов газоочисток доменных печей предприятий Минчермета СССР
(в мае. %)
Элементы и соединения Комбинат, завод
Западно-Си- бирский Караган- динский Кузнец- кий Магнито- горский Ново-Ли- пецкнй Нижне- Тагиль- ский Орско-Ха- лнлов- ский Черепо- вецкий Челябинский (доменный и сталепла- вильный шламы!
I 2 3 4 5 6 7 8 9 10
Железо общее 3,51—49,53 20,17 30,85 41,09 40,15 45.33 32,61 36,5 37,81
Железо приведенное . . 46,66—58,23 33,93 38,00 55,45 50,60 55.30 43,10 — 46,55
Оксид железа(Ш) .... 41,77—60,06 20,52 36,65 50,26 51,71 57,02 38,82 — 45.97
Оксид железа(II) .... 7.58—9,69 7,49 5,81 7,65 5,13 7,02 7,03 — 7,29
Оксид кальция 3,28—3,86 8,63 4,78 4,13 8,09 6,91 19,56 5,4 9,82
Оксид кремния 6,39—7,00 10,43 8,86 5,93 9,38 6,72 7,95 7,5 10,96
Оксид алюминия 2,93—3,36 3,94 2,83 2,15 2,17 2,18 1,86 1,6 3 59
Оксид магния 2,00—2,05 1,62 2,13 1,08 1,96 1,21 1,39 0,13 2.81
Оксид калия 0,12—0,14 0,53 0,17 0,19 0,23 0,25 0,20 0,14 0,51
Оксид натрия 0,08—0,11 0,28 0,13 0,15 0,15 0,20 0,18 0,09 0,13
П. п. п 11,52—27,74 40,75 19,85 26,46 18,39 14,25 19,58 — 15,14
Оксид титана (IV) .... 0,17—0,22 0,16 0,11 0,22 0,15 0,34 0,13 0,25 0,38
Марганец 0,35—0,45 0,24 0.23 0,093 0,26 0,30 0,29 0,10 0,50
Фосфор 0,10—0,12 0,22 0,046 0,032 0,057 0,033 0,021 0,23 0,049
Оксид хрома(III) 0,016—0,02 0,007 — 0,01 0,005 0,031 0,095 — 0.14
Оксид ванадия (V) .... 0,06—0,07 0,03 0,02 0,065 0,006 0,097 0,013 — 0,041
Сера общая 0.20—0,57 0,91 0,31 0,40 0,43 0,315 0,54 0,60 0.35
Оксид серы (VI) 0,25—1,02 1,82 0.35 0,28 1,08 0,78 1,34 0,17 0,87
Сера сульфидная 0,10-0,16 0,18 0,17 0,29 0,002 Следы — 0,53 —
Оксид бария 0,033—0,50 0,86 0,03 0,019 0,04 0,01 0,1 — 0,16
Никель 0,009 0,01 — 0,003 0,009 0,011 0,071 — 0,03
Медь < 0,01—0,02 0,02 0,015 0,01 0,020 0,03 0,010 0,016 0,01
Цинк 1,50—2,77 1,09 15,39 0,55 0,92 . 1,94 0,46 3,80 0,75
Свинец 0,34—0,64 0,21 0,19 0,08 0,16 0,062 0,14 0,26 0,19
Молибден < 0,009 < 0,0025 — — 0,002 < 0,002 < 0,002 — < 0,002
Сурьма < 0,01 0,005 — — 0,019 < 0,004 < 0,001 н/обн. < 0,01
Мышьяк < 0,0025 0,004 0,005 < 0,0025 — 0,003 < 0,002 н/обн. < 0,002
Углерод общий 9,55—19,64 31,45 12,20 21,45 11,79 10,07 6,54 26,10 6,49
Углерод твердый 9,05-18,47 30,0 11,55 20,52 10,29 10,0 2,80 23,60 5,50
Фтор <0,06 — 0,15 — — 0.17 — — —
Хлор < 0,10 — 0,09 — — 0,13 — — —
Таблица 69
Химический состав шламов газоочисток доменных печей металлургических предприятий Минчермета УССР
(в мае. %)
Комбинат, завод
Элементы и соединения Днепров- ский имени Дзержин- ского Донец кий Енакиев- ский Ждановские «Запорож- сталь» Комму- нарский Криворож- ский Макеев- ский
«Азов- сталь» имени Ильича
1 2 3 4 5 6 7 3 9 10
Железо общее ..... 54.89 47,37 54,72 42,81 43,34 46.39—47,11 29,99 41.62—52,7 54,33
Железо поиведенное . . 60,40 56,00 60,40 51,00 53,70 55,50—57,0 41,0 52,90—60,2 60,60
Оксид железа(Ш) .... 67,86 57,88 66,20 50,11 54,07 51,49—59,73 32,37 53,73—66,0 65,10
Оксид железа (11) .... 9,56 8,87 10,84 9,32 7,11 6,60—14,28 9,46 5,20—8,41 10,97
Оксид кальция 6,29 5,74 5,34 5,57 10,58 4,95—8,59 9.93 4,67—7,13 7,27
Оксид кремния 8,13 8.63 8,12 11,70 8,59 8,17—10,09 13,85 7,77—7,82 8,75
Оксид алюминия 1,19 1,36 0,68 2,03 1.01 1,50—2,48 2,86 0,75—1,12 1,05
Оксид магния 0,86 1,12 0,97 1,04 1,45 0,88—1,25 1,23 0,75—0.82 0,96
Оксид калия 0,16 0,20 0.11 0,32 0,13 0,18—0,45 0,75 0,15—0,25 0,19
Оксид натрия 0,08 0,15 0,17 0,31 0,14 0,13—0,20 0,29 0,08—0,09 0,16
П. и. п 5,73 13.98 6,75 16,35 15,95 13,11 — 1442 24.77 10.8-21,58 3,82
Оксид титана (IV) .... 0,06 0.07 0,04 0,05 0,042 0,06—0,10 0,14 0,06 0,056
Марганец 0,05 0,19 0,25 0,25 0,35 0,10-0.13 2,12 0,20—0.40 0,37
Фосфор 0.013 0,021 0,030 0,082 0,026 0,038—0,048 0,040 0,015—0,10 0,026
Оксид хрома(Ш) .... < 0,001 0,005 0,006 0,018 0,02 — 0,005 0,008—0,013 0,045
Оксид ванадия (V) .... 0,010 0,005 0,004 0,011 0,007 — 0,007 0.004—0,006 0,004
Сера общая 0,15 0,74 0,18 0,65 0,40 0,3—0.48 0,43 0,23—0,51 0,33
Оксид серы(VI) 0,37 1,79 0,44 1,52 0,26 0,06—0,17 1,07 0,57—1,27 0,82
Сера сульфидная — 0,02 — 0,047 0,30 0,27—0,41 — 0,005—0,008 —
Оксид бария 0,02 0,014 0,022 0,04 0,05 — 0,046 0,017—0,04 0.16
Никель 0,002 0,004 0,002 0,04 0,004 — 0,006 0,002—0,02 0,001
Медь 0,01 < 0,01 0,01 0,024 0,020 0,010—0,012 0,01 0,01—0.01 < 0,01
Цинк 0,05 0,16 0,02 0,51 0,18 - 0,09—0,186 0,14 0,04—0,30 0,03
Свинец 0,02 0,033 0,023 0,11 0,054 0,03—0,05 0,023 0,02—0.09 0,008
Молибден < 0,002 < 0,002 < 0,002 0,002 < 0,002 — < 0,002 < 0,002 < 0,0025
Сурьма ......... 0,01 < 0,01 < 0,01 0,007 — — < 0,01 < 0,01 < 0,01
Мышьяк < 0,0025 < 0,0025 < 0,0025 0.011 < 0,0025 0,001 < 0,0025 < 0,002 —
Углерод общий 2,66 9,79 3,78 10,77 9,04 8,67—10,31 16,60 7.86—14,25 1,78
Углерод твердый 1,84 8,23 2,73 9,19 6,78 7,00—8,50 12,99 6,70—12,95 1,70
Фтор — — — — — — — 0,019—0,58 —
Хлор — — — — — —~'
Таблица 70
Гранулометрический состав шламов газоочисток доменных печей металлургических предприятий Минчермета СССР
(в мае. %)
Комбинат, завод
Класс крупности, мм Западно-Си- бирский Караган- динский Кузнецкий Магнито горский 11ово-Липец- кий Нижне-Та- гильский Орско-Ха ии- ловский Череповец- кий Днепровский имени Дзержин- ского Донецкий Енакиевский Ждановский «Азовсталь» Ждановский имени Ильича Коммунар- ский Криворож- ский Макеевский
> 2,5 — — — — — — 11,3 0,2 0,3 — 0,2 0,1 0,3 — — —
1,6—2.5 — — — — — —- 6,2 0.1 0,1 — 0,2 0,1 0,7 —- — —
1,0—1,6 — — 0,1 — — — 5.8 0,4 0,2 0,2 0,2 0,15 0,9 — — —
0,63—1,0 1,6 0,2 0,1 0,2 0,9 0,4 6,1 0,9 0,1 0.3 0,2 0,2 0,8 0,2 1,3 —
0,315—0,63 3,3 6,3 0,5 0,9 2,7 5,5 8,6 2,5 0,3 1,1 0,3 0,55 2,9 1,2 2,2 0,1
0,16—0,315 3,1 23,7 4,3 1,7 7,8 13,0 8,0 1,7 1,8 2,2 1,9 2,6 3,4 5,8 2,1 5,3
0,10—0,16 3,7 25,4 6,2 1,7 7,5 13,0 8,1 1,3 3.7 2,7 3,4 4,3 3,4 8,3 1,5 13,7
0,063—0,10 10,5 23,0 14,5 3,1 12,3 19,3 17,6 2,5 8,7 4,3 9,0 10,3 6,1 18,3 4,5 33,0
0,05—0,063 13,4 8,3 11,9 3,1 8,1 8,3 8,3 3.5 6,7 3,3 10,1 8,4 3,8 13,8 3,7 14,7
0,032—0,050 31,3 8,2 16,5 5,4 14,4 18,1 12.3 14,4 32,9 17,8 40,5 13,4 24,6 30,7 21,8 23,8
0,016—0,032 16,1 2,0 17.0 50.7 28,3 9,7 2,9 36,8 32,9 38,0 24,2 37,1 30,0 8,3 39,5 7,5
0,008—0,016 8,5 0,9 10,8 21,9 10,9 3,8 1,6 17,5 9,0 16,0 4,6 11,3 13,0 6,5 13,9 1,0
Менее 0,008 8,5 2,0 18.1 11,3 7,1 8,9 3,2 18,2 3,3 14,1 5,2 11,5 9,6 6,9 9,5 0,9
Таблица 71
Данные об образовании и использовании шламов газоочисток доменных
печей в 1983 году
_______________________ (в тыс. т)
Комбинат, завод Образо- валось за год Исполь- зовано за год Коэффициент использова- ния отходов Не исполь- зовано
1 2 3 4 5
Алапаевский . 10,0 — — 10,0
Ашинский 19,0 — — 19,0
Белорецкий 3,0 — — 3,0
Западно-Сибирский . . . 55,0 40,0 0,73 15,0
Карагандинский 91,0 — — 91Д
Кузнецкий 60,0 — 60,0
Магнитогорский 235,0 — — 235,0
Нижне-Тагильский .... 156,0 61,0 0,40 95,0
Ново-Липецкий 160,0 22,0 0,14 138,0
Орско-Халиловский . . . 62,0 50,0 0,80 12,0
Руставский 25,0 — — 25,0
Завод «Свободный Сокол» 10,0 — — 10,0
Салдинский 2,0 — — 2,0
Саткинский 18,0 — — 18,0
Имени Серова ..... 50,0 — — 50,0
НПО «Тулачермет» .... 37,0 14,0 0,38 23,0
Челябинский 97,0 70,0 0,72 27,0
Череповецкий 123,0 70,0 0,57 55,0
Чусовской 22,0 — — 22,0
«Азовсталь» 108,0 — — 108,0
Днепровский имени Дзер- жинского 127,0 30,0 0,23 97,0
Донецкий 54,0 — — 54,0
Енакиевский 207,0 — — 207,0
«Запорожсталь» 196,0 21,0 0,11 175,0
Ждановский имени Ильича 150,0 120,0 0,80 30,0
Коммунарский 127,0 30,0 0,23 97,0
Криворожский 453,0 453.0 1,00 —
Макеевский 219,0 38,0 0,17 181,0
Днепропетровский имени Петровского 54,0 54,0 1,00 —
Итого ... 2930,0 1074.0 0,37 1856,0
135
Таблица 72
Данные об ожидаемом образовании н использовании шламов газоочисток
Доменных печей в 1985—1990 гг.
(в тыс. т)
Комбинат, завод Образу- ется за год Буде, исполь- зовано за год Коэффи- циент использо вання отходов Не будет исполь- зовано
Западно-Сибирский . . . 65,0 65,0 1,0 —
Карагандинский 45,0 — — 45,0
Кузнецкий 50,0 50,0 1,0 —
Магнитогорский 230,0 230,0 1,0 —
Нижне-Тагильский .... 115,0 30,0 0,26 85,0
Ново-Лнпецкий 190,0 25,0 0,13 165,0
Орско-Халиловский . . . 60,0 60,0 1,0 —
Руставский 25,0 25,0 1,0 —
Имени Серова ...... 25,0 — — 25,0
НПО «Тулачермет» .... 50,0 15,0 0,30 35,0
Челябинский 115,0 115,0 1,0 —
Череповецкий 175,0 70,0 0,40 105,0
Чусовской 15,0 — — 15,0
«Азовсталь» 300,0 150,0 0,50 150,0
Имени Дзержинского . . . 175,0 — — 175,0
Имени Петровского .... 55.0 55,0 1,0
Донецкий 20,0 20,0 1,0 —
Енакиевский 220,0 220,0 1,0 —
Имени Ильича 115,0 115,0 1,0 —.
«Запорожсталь» 190,0 190,0 1,0 —
Коммунарский 280,0 140,0 0,5 140,0
Краматорский 50,0 — — 50,0
Криворожский 40 »,0 405,0 1,0 —
Макеевский 185,0 185,0 1,0 —
Итого ... 3155 2165 0,69 990
136
кования и обезвоживания Осуществление такой схемы позволяет получить
продукты, пригодные к использованию в черной металлургии и цементной
промышленности. При повышенной массовой доле цинка в цинксодержа-
щем продукте обесцинкования (^12 мае.%) он пригоден для переработ-
ки на предприятиях цветной металлургии.
Другой возможный способ утилизации доменных шламов — добавка
к доменной шихте—пока не распространен вследствие, во-первых, небла-
гоприятного в ряде случаев химического состава шлама и, во-вторых, из-за
Шлам газоочисток доменных печей
осветление
I отстойники
пески
слив
t_________________=
в оборотный цикл '
обесцинкование
железосодержа-
щий продукт
иинксодержа -
ший продукт
обезвоживание
Сушка или смешивание с известью
и другими сухими отходами
фильтрат
на аглофадрику
Рис. 16. Принципиальная схема подготовки шламов доменной газоочистки
к использованию в металлургическом производстве
обезвоживание
фильтрат
кек
Сторонним
потребителям
необходимости окускования шлама перед подачей в доменную печь. Пред-
лагаемые методы окускования находятся в стадии исследования и не по-
лучили промышленного внедрения.
Уровень использования шламов доменных газоочисток невысок — коэф-
фициент использования в 1975, 1980, 1983 гг. составлял 0 17; 0,24 и 0,37
соответственно. К периоду 1985—1990 гг. в связи с пуском ряда корпусов
подготовки железосодержащих шламов уровень использования шламов до-
менных газоочисток должен значительно повыситься. Ожидаемый коэф-
фициент использования составит 0,69.
За рубежом, как и в СССР, шламы доменных газоочисток исполь-
зуются мало, в основном из-за повышенной массовой доли цинка в них.
137
В развитых капиталистических странах наиболее удачным считается пиро-
металлургический процесс, разработанный японскими фирмами «Кавасаки
Стил», «Кавасаки Хеви Индастриз», «Кавасаки Сэйтэцу», «Сумитомо
киндзоку коге» [4]. В Японии работают две фабрики общей мощностью
300 тыс. т/год, на которых освоен процесс получения губчатого железа на
установке «решетка — трубчатая печь» с использованием пылевидных от-
ходов металлургических печей. Перерабатывается смесь агломерационного,
доменного и сталеплавильного шламов с добавкой железной руды.
В США разработан метод переработки цинксодержащей пыли конвер-
терных газоочисток [5—19]. Пыль высушивают, перемешивают и после до-
бавки твердого восстановителя (мелкого кокса) окомковывают. Сырьхе ока-
тыши направляют в четырехзонную подовую печь.
Промышленная пирометаллургическая переработка пыли и шлама из
газоочисток доменных и конвертерных цехов освоена также и в ФРГ [6—9].
Принципиальная технологическая схема для всех рассмотренных спо-
собов пирометаллургического обесцинкования отходов одинакова. Сырье
после обезвоживания окомковывают и подвергают термической обработке
в присутствии восстановителя. Малопригодным для промышленного внед-
рения представляется применение гидрометаллургических способов обес-
цинкования отходов производства черной металлургии.
Фирмой «Хеш Хюттенверке А. Г.» (ФРГ) построена и эксплуатирует-
ся установка по выщелачиванию цинка и свинца раствором гидроксида
натрия из пыли мартеновских печей, улавливаемой в электрофильтрах за
мартеновскими печами [10]. Эксплуатация ее убыточна, тем не менее уста-
новка функционирует, поскольку вывозить в отвал отходы, загрязненные
вредными для окружающей среды веществами, запрещено.
Механическое обесцинкование обычно осуществляют в гидроциклонах
различных моделей или в других аналогичных по принципу работы аппара-
тах. Анализ литературных источников показывает, что за последние годы
этим процессам уделяют все большее внимание. В [11] описан метод об-
работки шлама доменной газоочистки с получением обогащенного цинком
и свинцом продукта и бедного по содержанию цветных металлов остатка,
возвращаемого в металлургический передел.
Предложен метод извлечения цинка из пыли шахтной печи, содержа-
щей 20—40 % железа, 25—40 % углерода и 1—6 % цинка [12]. Эффектив-
ность извлечения цинка — более 80 °/о. Метод включает обработку шлама
в гидроциклоне, из которого нижний продукт с содержанием цинка 0,67—
1,24 % используется в производстве железа.
Японская фирма «Мицуи и К°» рекламирует «процесс Раса», предусма-
триваюший удаление цинка из пылей, образующихся при производстве же-
леза [13]. Аналогичный способ описан во французском патенте [14].
В случае использования механических способов степень удаления цин-
ка на 10—15 % ниже, чем при обесцинковании по пирометаллургической
технологии. Тем не менее внедрение механического обесцинкования пред-
ставляется более перспективным. В сравнении с пирометаллургическим
этот способ значительно дешевле, проще в эксплуатации. Для его аппара-
турного оформления имеется серийно выпускаемое промышленное обору-
дование. Уралмеханобром разработаны комбинированные способы обесцин-
кования, предусматривающие сочетание механической и несложной химиче-
138
ской обработок шлама. Показатели обесцинкования здесь сравнимы с пиро-
металлургическими способами, технология безотходна.
Доменные шламы в виде суспензии используются в аглошихте. На за-
воде «Юзинор» в Дюнкерке (Франция) введена в эксплуатацию установка
по подготовке шлама к утилизации. Смесь шламов (доменного и конвер-
терного) из сгустителей подается в смесительный барабан в количестве,
обеспечивающем заданное увлажнение аглошихты, после чего окомкованная
шихта поступает в распределительно-питательное устройство агломашины.
В Уралмеханобре разработан способ введения сгущенных шламов в
смеситель аглошихты посредством распыления пневматической форсункой.
При применении способа отпадает необходимость в операциях фильтрова-
ния и сушки. Внедрение этого способа на Карагандинском металлургиче-
ском комбинате только за счет повышения производительности агломашины
позволило получить годовой экономический эффект в размере около
140 тыс. руб. Ввод в аглошихту распыленных влажных шламов, обладаю-
щих повышенными вяжущими свойствами, улучшает окомкование агло-
шихты.
Целесообразность применения способа распыления зависит от измене-
ния баланса по влаге в аглошихте после ввода в нее сгущенных шламов.
В случае невозможности применения способа распыления сгущенных шла-
мов в аглошихту осуществляют дальнейшее обезвоживание шлама филь-
трованием и термической сушкой. Термически высушенные шламы пылят
при перегрузке и транспортировке и теряют ценные технологические свой-
ства — гидрофильность, влагоемкость, дисперсность. Одним из способов, по-
зволяющих отказаться от термической сушки шламов, является известный
прием смешивания влажного материала со свежеобожженной негашеной
известью.
На Тршинецком металлургическом комбинате в Чехословакии каше-
образный шлам от доменных газоочисток смешивается с мелкой известью,
сохнет несколько часов, после чего его можно транспортировать в вагонах,
складировать в бункерах и т. д.
Железосодержащие шлам'ы (включая и доменные) при использовании
в доменном или сталеплавильном производствах, кроме обезвоживания, не-
обходимо еще и окусковывать.
Проблема окускования шламов достаточно сложна и не имеет пока
универсального решения. Так, на металлургическом заводе «Спенсер» (Анг-
лия) при обезвоживании конвертерного шлама на барабанных вакуум-филь-
трах не удавалось добиться влажности шлама ниже 5 %. Были испробо-
ваны разнообразные способы переработки, включающие получение окатышей
с сухими материалами, горячее брикетирование, брикетирование прессова-
нием, полное высушивание и впрыскивание шлама в шихтосмесительные
барабаны агломерационной фабрики. Окончательная схема заключается
в смешивании шламовой пульпы от конвертерной газоочистки с пульпой
от доменной газоочистки, совместном их фильтровании и высушивании
смеси во вращающейся печи. При этом получают укрупненный материал
высокого качества.
Часто окускование шламов совмещается с обогащением материала и
с отделением вредных примесей. Так, на заводе «Мицусима» фирмы «Кава-
саки Стил Корп» сооружена крупная установка для обогащения железо-
139
содержащих пыли и шлама с получением металлизованиых окатышей, со-
держащих 75 % железа.
Значительный интерес представляет процесс производства безобжиго-
вых окатышей иа цементной связке по разработанному в Швеции способу
Grand Goold. Опыты, проведенные в лаборатории International Mill Ser-
vice (Филадельфия, США), показали эффективность этого процесса для по-
лучения качественных окатышей из пыли и шлама газоочисток доменного
и сталеплавильного'производства с некоторыми добавками (15, 16].
Основными мероприятиями по повышению уровня использования шла-
ма доменных газоочисток в СССР следует считать: разработку эффектив-
ных технологий удаления из шлама цинка и других вредных примесей;
выбор рационального метода окускования шламов; строительство корпусов
обезвоживания шламов, позволяющих использовать доменные шламы на
аглофабриках.
2.2.2.2. Шламы подбункерных помещений доменных печей
Шламы подбункерных помещений образуются при гидравлической уборке
просыпи с полов подбункерных помещений. Другим источником шламов
являются аспирационные установки подбункерных помещений.
Составными частями этих шламов являются элементы доменной ших-
ты, главным образом агломерат, известь и кокс По химическому составу
они подобны шламам агломерационных фабрик—в них присутствуют все
компоненты агломерационной шихты (в мае. %);
Fe06iu SiO2 А-120з СаО MgO МпО Р2О6
33,0—55,0 7,0—11,0 1,0—3,0 8,0—28,0 1,0—3,0 0,1 —1,5 0,01—0,2
S С Zn
0,15—0,40 До 15 0—0,02
По дисперсному составу шламы подбункерных. помещений полидис-
персны и также схожи со шламами агломерационных фабрик:
Фрак- > 3 3 —2 2—1 1,0—0,5 0,5—0,25 0,25—0,1 0,1—0,063 <0,063
ции,
мм
Содер- 0—10,0 0—5,0 1,0—7,0 1,5—5,0 5,0—10,0 5,0—20,0 20,0—45,0 20,0—36,0
жа-
ние,
%
Плотность шламов подбункерных помещений доменных печей 3,5—
4,5 г/см3.
Удельный выход этих шламов колеблется от 0,6 до 2,9 %. Среднее зна-
чение удельного выхода составляет 1,17 % ±0,63 %. Средневзвешенное зна-
чение удельного выхода 1,15 %.
Шламы подбункерных помещений наиболее сложны для учета, так как
часть их образуется неравномерно. Для ряда металлургических заводов из-
вестны лишь ориентировочные объемы образования и использования шла-
мов Общее количество шламов подбункерных помещений доменных печей
в 1975 г. составляло 1100 тыс. т. Из них было использовано 490 тыс. т
(45 %). В 1980 г. количество шламов подбункерных помещений увеличи-
ло
лось примерно до 1200 тыс. т, при этом 625 тыс. т (53 %) было исполь-
зовано. В 1983 г количество шламов не изменилось, а использовано было
64 %.
Предполагается, что в 1985—1990 гг. в связи с повышением объема
производства чугуна, введением в эксплуатацию новых и реконструкцией
действующих аспирационных установок ежегодное количество образую-
щегося шлама подбункерных помещений возрастет до 1480 тыс. т; ожидае-
мый объем использования шламов составит 1300 тыс. т (88 %).
Большинство используемых шламов подбункерпых помещений прохо-
дит обработку в горизонтальных отстойниках и на дренажных площадках,
а затем направляется на рудные дворы аглофабрик.
Благоприятный в большинстве случаев химический состав шламов под-
бункерных помещений (его сходство со шламами аглофабрик, отсутствие
в значительных количествах вредных примесей) позволяет использовать
эти шламы наряду со шламами аглофабрик как добавку к аглошихте.
В настоящее время это практически единственное направление утилиза-
ции шлама подбункерных помещений.
2.2.3.ОТ ХОДЫ СТАЛЕПЛАВИЛЬНОГО ПРОИЗВОДСТВА
2.2.3.1. Шламы газоочисток мартеновских печей
В целях охраны воздушного бассейна от загрязнений мартеновские печи
оборудуются газоочистными устройствами. Запыленность газов перед газо-
очисткой 2—10 г/м3. Обычно для очистки применяются две основные схе-
мы: гидромеханическая с трубами Вентури и электростатическая р электро-
фильтрах. В большинстве случаев используется мокрая очистка, а после
сухой очистки пыль обычно удаляется гидротранспортом
Мартеновские шламы являются наиболее богатыми по содержанию же-
леза. Ниже представлен химический состав этих шламов (табл. 73),
Высокое содержание железа в мартеновских шламах определяет их
большую плотность — 4,5—5,0 г/см3; мартеновский шлам — один из наибо-
лее высокодисперсных шламов металлургического производства (табл. 74).
Удельный выход шлама мартеновских газоочисток определялся для
12 металлургических заводов, где он колебался в интервале 0,26—2,55 %.
Среднее значение удельного выхода в 1980 г составляло 1,45 % ±0,47 %.
Средневзвешенное значение удельного выхода 1,39 %. Соответствующие
значения в 1975 г были равны 1,81 % ±0,54 % и 1,64 %.
Объемы образования и использования шламов газоочисток мартенов-
ских печей в 1983 и 1985—1990 гг. приведены в табл. 75, 76.
В 1975 г. ежегодный выход мартеновских шламов составил 390 тыс. т,
в 1980 г. — 532 тыс. т, в 1985 г. ожидается, что он составит более
670 тыс. т.
В настоящее время шлам мартеновских газоочисток используется глав-
ным образом в шихте аглофабрики совместно с другими железосодержа-
щими шламами Уровень использования с 1975 по 1983 г. повысился от
0,12 до 0,33. Ожидается, что в период 1985 — 1990 гг. в связи с реконструк-
141
Таблица 73
Химический состав шламов газоочисток мартеновских печей предприятий Минчермета СССР
(в мае. %)
Комбинат, завод
Элементы и соединения Магнито- горский Орско-Ха- лилов- ский Черепо- вецкий Днепров- ский имени Дзержин- ского Жданов- ский имени Ильича «Запо- рож- сталь» Комму- нарский Криво- рожский Макеев- ский Нижие- Тагиль- ский
Железо общее .... 64,2 59,10 56,78 57,90 54,14 59,71 47,55 63,72 49,98 55,32
Железо приведенное 90,26 63,0 60,70 60,40 61,50 62,20 59,70 66,80 56,90 60,00
Оксид железа(III) 65,58 82,64 79,69 82,08 65,49 72,69 61,46 88,23 69,98 76,05
Оксид железа (II) . . . 1,39 1,68 1,35 0,70 10,74 11,42 5,89 2,60 1,34 2,75
Оксид кальция .... 0,80 0,83 1,32 1,30 8,76 1,46 6,23 1,06 9,05 1,34
Оксид кремния .... 0,67 1,49 2,15 1,04 3,38 1,29 5,33 1,48 1,89 1,82
Оксид алюминия . . . 0,17 0,28 0,67 0,36 0,37 0,47 1,03 0,27 0,21 0,75
Оксид магния 1,03 4,18 2,97 1,89 1,86 0,81 10,44 1,95 0,45 5,63
Оксид калия 0,07 0,83 0,29 0,95 0,14 0,19 0,13 0,09 0,15 0,76
Оксид натрия 0,15 0,54 0,20 0,55 0,17 0,16 0,16 0,11 0,20 1,05
П. п п 1,79 0,94 2,81 2,59 5,17 3,46 4,65 2.15 8,21 0,89
Оксид титана (IV) . . . 0,03 0,024 0,06 0,02 0,05 0,025 0,10 0,02 0,02 0,07
Марганец 0,035 0,60 1,24 0,44 0,72 0,82 2,24 0,71 0,48 —
Фосфор 0,053 0,02 0,08 0,036 0,037 0,052 0,045 0,026 0.065 0,060
Окснд хрома(III) . . . 0,11 0,25 0,25 0,25 0,11 0,31 0,55 0,057 0,021 0,28
Оксид ванадия (V) . . . 0,033 0,009 0,006 0,010 0,015 < 0,002 0,015 0,016 0,003 0,039
Сера общая 0,04 0,77 0,081 1,70 0,29 0,058 0,25 0,064 0,43 1,42
Оксид серы(IV) .... — 1,71 — 3,68 0,72 — 0,61 — 1,07 3,22
Сера сульфидная . . . — . 0,085 — 0,22 — — 0,005 — 0,14
Оксид бария — 0,009 0,01 0,013 0,006 < 0,01 0,01 0,014 0,008 0,004
Никель — 0,048 — 0,031 0,021 — 0,04 0,014 0,032 0,062
Медь 0,11 0,17 0,19 0,12 — 0,16 0.07 0,04 0,18 0,20
Цинк 0,009 0,006 — 0,006 0,002 — 0,003 0,0835 0,003 0,016
Свинец 0,50 0,95 1,15 0,63 — 1,18 0,18 0,15 0,19 0,49
Молибден — < 0,002 — < 0,002 < 0,002 — < 0,0025 < 0,002 < 0,002 0,005
Сурьма — < 0,01 — < 0,01 < 0,01 — < 0,01 < 0,01 < 0,01 0,01
Мышьяк 0,01 0,008 0,006 0,007 0,0035 0,011 0,004 0,01 0,016 0,009
Углерод общий .... 0,25 0.43 0,68 0,62 1,31 0,70 1,72 0.89 2,76 0,53
Углерод твердый . . . 0,23 0,40 0,63 0,39 0,37 0,61 0,82 0,69 2,00 0,25
Фтор 0,03 0,16 0,07 0,10 — 0,02 — — 2,17 0,02
Хлор 0,05 0,02 0,13 0,03 — 0,06 — — 0,11 0,18
Таблица 74
Гранулометрический состав шламов газоочисток мартеновских печей
металлургических предприятий Минчермета СССР
(мае в %)
Класс крупности мм Комбинаты
Магнитогорский 1 Орско-Халиловский Череповецкий 1 Днепровский имени Дзержинского 1 «Запорожстальэ Комму иарский Криворожский Макеевский Ннжне-Тагильскнй
шламы мартеновского цеха газоочистка мартеновского цеха
Более 2,5 — — 0,1 — — 4,3 — — 0,8 —
1,6—2,5 — 0,1 — — 4,6 2,0 — 0,4 —
1,0-1,6 — — 0,1 — — 5,6 0,3 — 0,4 —
0,63—1,0 — 1,0 9,4 0,2 9,6 6,7 0,5 1.1 1,2 0,2
0,315-0.63 — 1,0 17,6 1,8 18,3 12,8 2,6 5,5 7,5 2,5
0,16—0,315 11,2 0,8 7,3 2,6 5,0 13,7 9,8 3,6 5,2 4,5
0,10—0,16 3,6 1,2 2,7 1,4 1,2 11,3 13,2 2,8 3,1 5,0
0,063—0,10 2,9 3,0 2,2 2,3 0,8 15,4 23,8 4,2 2,4 7,6
0,05—0,063 5,0 1,4 1,8 1,0 0,4 8,3 11,5 2,3 1,1 2,9
0.032—0,05 3,3 8,0 9,7 9,3 3,4 5,1 26,2 12,0 6,8 12,0
0,016—0,032 37,4 34,0 5,4 37.6 7,6 8,6 7,4 18,7 21,4 37,9
0,008—0,016 17,8 27,0 7,4 22,3 8,2 1,0 1,5 12,2 12,4 13,4
Меиее 0,008 18,8 22,6 36,2 21,5 45,5 2,6 1,2 37,6 37,3 14,0
Итого 100 100 100 100 100 100 100 100 100 100
144
Таблица 75
Данные об образовании и использовании шламов газоочисток мартеновских
печей в 1983 г
(в тыс. т)
Комбинат, завода Образо валось за год ИсПОЛЬ' зовано за год Коэффициент использова- ния отходов Не исполь- зовано
1 2 3 4 5
«Амурсталь» 2,0 — — 2,0
Магнитогорский 114,0 — — 114,0
Нижне-Тагильский .... 11,0 — — 11,0
Орско-Халиловский . . . 54,0 36,0 0,66 18,0
Челябинский 17,0 17,0 1,00 —
Череповецкий 45,0 32,0 0,70 13,0
Имени Дзержинского . . . 23,0 16,0 0,70 7,0
Ждановский имени Ильича 30,0 —— . 30,0
«Запорожсталь» 18,0 8,0 0,44 10,0
Коммунарский 71,0 — — . 71,0
Криворожский 65Д 65,0 1,00 —
Макеевский 43,0 — — 43,0
Итого ... 495,0 174,0 0,33 321,0
Таблица 76
Данные об ожидаемом образовании и использовании шламов газоочисток
мартеновских печей в 1985—1990 гг.
(в тыс. т)
Комбинат, завод Образу- ется за год Будет исполь- зовано за год Коэффициент использо- вания отходов Не будет исполь- зовано
1 2 3 4 5
«Амурсталь» 2,0 . 2,0
Карагандинский 10,0 10,0 1,0 —
Магнитогорский 125,0 125,0 1,0 —
Ннжне-Тагильский .... 10,0 — — 10,0
Орско-Халиловский . . . 75,0 75,0 1,0 —
Челябинский 45,0 45,0 1,0 —
Череповецкий Днепровский имени Дзер- 55,0 55,0 1,0 —
ЖЙНСКОГО 50,0 35,0 0,7 15,0
Ждановский имени Ильича 45,0 — — 45,0
«Запорожсталь» 20,0 20,0 1,0 —•
Криворожский 85,0 85,0 1,0 —
Коммунарский 90,0 45,0 0,5 45,0
Макеевский 60,0 60,0 | 1,0 —
Итого ... 672,0 555,0 0,83 117,0
145
цией действующих и строительством новых установок обезвоживания бу-
дет ежегодно использоваться 83 % мартеновских шламов.
Другим методом утилизации мартеновских шламов является их приме-
нение в производстве цемента.
Шламы мартеновских газоочисток отличаются высокой дисперсностью,
что значительно усложняет подготовку их к утилизации: у ннх плохие
седиментационные и фильтрационные свойства.
Вследствие этого технологические схемы подготовки мартеновских
шламов, включающие те же основные процессы — сгущение, обезвожива-
ние, сушку, несколько отличаются от схем подготовки для других шламов.
Механическое обезвоживание этих шламов ведется в одном аппарате без
предварительной классификации из-за достаточно узкого интервала круп-
ности частиц, причем вместо вакуум-фильтров применяются фильтр-прессы,
так как в ряде случаев удовлетворительная степень обезвоживания под
вакуумом не достигается. Однако учитывая, что мартеновский шлам бу-
дет использоваться вместе с другими железосодержащими шламамн в ших-
те аглофабрики, его подготовка в большинстве случаев будет осущест-
вляться в общих корпусах подготовки железосодержащих шламов.
На зарубежных заводах для обезвоживания шламов сталеплавильного
производства применяют центрифуги. Так, на заводе «Индиана Харбор»
фирмы «Янгстоун Шит энд Тьюб Ко» (США) вакуум-фильтры, установлен-
ные для обезвоживания мартеновских шламов, работали неудовлетвори-
тельно и были заменены центрифугами.
Высокая массовая доля железа в мартеновских шламах делает их осо-
бенно цепным сырьем для использования в сталеплавильном производстве.
Вместе с тем, как и в доменных и конвертерных шламах, здесь не решены
проблемы окускования, удаления вредных примесей, осложненные, кроме
того, проблемой эффективного обезвоживания этих шламов.
Главным направлением утилизации шлама мартеновских газоочисток
до 1985 г. остается добавление его к агломерационной шихте. Основным
мероприятием для повышения уровня использования шлама таким спосо-
бом является расширение сети корпусов подготовки шламов к использова-
нию.
2.2.3.2. Шламы газоочисток конвертеров
Отходящие конвертерные газы выносят много пыли—10—30 г/м3, в от-
дельных случаях до 60 г/м3. Вследствие этого конвертеры с верхней про-
дувкой кислородом, как правило, оборудованы газоочистными устройства-
ми. Для очистки конвертерных газов применяют мокрые методы.
Мокрые газоочистки служат основным источником образования шлама.
Шламы конвертерных газоочисток относятся обычно к богатым или относи-
тельно богатым железом. Их химический состав приведен в табл. 77.
Дисперсность конвертерных шламов достаточно высока, хотя в от-
дельных случаях в шламе содержатся и крупные частицы (табл. 78).
Плотность конвертерных шламов — между 3,5 и 5,0 г/см3. Удельный
выход шламов газоочисток конвертеров лежит в интервале 1—3%. Удель-
ное пылевыделение зависит от интенсивности дутья, конструкции фурмы,
давления кислорода и гранулометрического состава сыпучих материалов.
146
При охлаждении ломом количество пыли в 1.3—1,7 раза больше, чем
при охлаждении рудой. Кроме того, на удельный выход пыли влияет со-
держание углерода в металле: с его повышением выход пыли увеличивает-
ся [17]. Концентрация пыли в момент подачи сыпучих материалов может
возрасти в 5 -6 раз [18].
Среднее значение удельного выхода шламов газоочисток конвертеров
в 1983 г. составило 1,86 % ±0,53 %. Средневзвешенное значение удельного
выхода 1,62 %. Соответствующие значения в 1975 г. были равны 1,81 % ±
±0,54 % и 1,64 % В 1975 г. объем образования конвертерного шлама со-
ставил около 0,6 млн. т, в 1980 г.—0,7, в 1983 — 0,65 млн. т (табл. 79).
К 1985—1990 гг. ожидается рост этой величины около 1 млн. т (табл. 80).
В настоящее время в СССР основным методом использования шламов
газоочисток конвертеров является добавка их к агломерационной шихте.
Как видно из табл. 79, в 1983 г. было использовано около половины всех
образующихся конвертерных шламов. В период 1985—1990 гг. ожидается
практически полное использование этих шламов.
Для утилизации на аглофабрике конвертерный шлам должен быть пред-
варительно обезвожен. В настоящее время наиболее рациональной схемой
обезвоживания является схема, предусматривающая сгущение шламовой
пульпы в радиальных сгустителях, фильтрование па вакуум-фильтрах и
сушку в сушильных барабанах. При наличии на предприятии в достаточ-
ном количестве сухих отходов (известь, огсев агломерата и т. д.) сушку
можно заменять смешиванием шламов с этими отходами (рис. 17).
За рубежом шлам конвертерного производства часто обезвоживается
на вакуум-фильтрах. Установки с барабанными вакуум-фильтрами рабо-
тают в Англии на заводе «Родберн Уоркс» фирмы «Ричард Томас энд Бол-
дуинз», в Голландии на заводе фирмы «Хооговенс» в Эймейдене и т. д.
На заводах в Найне и Бохуме (ФРГ), «Спенсер» (Англия), «Клебеке»
(Бельгия) и «Кимитцу» (Япония) шлам после обезвоживания сушится в
барабанных сушилках [19]. На некоторых заводах в США конвертерные
шламы обезвоживают в осадительных центрифугах, после чего направляют
их на аглофабрику.
Иногда конвертерный шлам на аглофабриках используется без меха-
нического и термического обезвоживания, непосредственно в виде густой
пульпы после сгущения (300—700 г/л) в радиальных сгустителях (на за-
воде в Дилингере, ФРГ) или в гидроциклонах и радиальных сгустителях
(на заводе в Брукхаузене, ФРГ) [19]. Шлам в распыленном виде подается
в смесительный барабан аглофабрики. Преимущество такого способа - - низ-
кие капитальные затраты и эксплуатационные расходы. Необходимым ус-
ловием успешной эксплуатации схем является надежная автоматическая
дозировка шлама в смесительный барабан в зависимости от влажности
шихты и плотности сгущенного шлама.
Для возвращения шлама газоочисток в конвертер необходимо его пред-
варительное окускование. Различные методы окускования железосодержа-
щих шламов описаны в 2.2.1. Имеются также методы окускования, разра-
ботанные специально для конвертерных шламов.
Японская фирма «Фуде и Сэйтецу» в Хирохата разработала следую-
щий метод: шлам улавливают в осветлительных бассейнах, сгущают, слегка
подсушивают, окомковывают в небольшие комки, нагревают в шахтной
147
Таблица 77
Химический состав шламов конвертерных газоочисток металлургических предприятий Минчермета СССР
(в мае. %)
Элементы и соединения Комбинат, завод
Западно- Сибир- ский Карагандинский Ново-Липецкий Нижне- тагиль- ский Челябин- ский Енакиев- ский Криворожский
цех № I цех № 2 цех Xs 1 цех Xs 2
1 2 3 4 5 6 7 8 9 10
Железо общее 41,18 46,40—55.24 50.94 56,12 66,46 59,41 47,95 63,45 45,85
Железо приведенное . . 54,08 54,71 —63,94 60,50 63,90 69,50 64,70 48,2 61,50 57,7
Оксид железа(Ш) .... 53,67 44,71—39,1 52,18 64,25 66,0 78,34 60,25 72,33 52.66
Оксид железа (II) .... 4,69 19,47—67,55 18,59 6,58 26,13 5,96 7,49 16,56 11,61
Оксид кальция 20,59 13,38—9,78 11.81 9,47 2,83 5,68 13,96 3,30 16,07
Оксид кремния 1.47 2,83—1,90 2,06 1,66 1.41 1,40 2,66 2,28 2,93
Оксид алюминия 0,12 0,31—0,18 0,24 0,17 0,32 0,11 0,20 0,31 0,36
Оксид магния 0,36 0,81—0,61 1,48 0,42 0,48 0,15 0,94 0,29 1,46
Оксид калия 0,13 0,10—0,24 0,20 0,24 0,11 0,26 0,16 0,16 0,19
Оксид натрия 0,10 0,14—0,24 0.19 0,61 0,11 0,24 0,17 0,20 0,15
П. п. п 16,57 13,59—10,43 7,71 0,29 1,31 3,18 9,96 2,78 11,48
Оксид титана (IV) .... 0,04 0,03—0,036 0,019 0,027 0,12 0,04 0,05 0,04 0,05
Марганец 0,74 1,43—1,2 1,55 1,20 — — 1,68 1,21 1,05
Фосфор 0,15 0,18—0,183 0,044 0,05 0,038 0,046 0,054 0.036 0.048
Оксид хрома(Ш) .... 0,016 0,031—0,051 0,049 — 0,061 0,18 0,035 0,018 0,04
Оксид ванадия (V) .... 0,04 0,04—0,064 0,006 0,003 0,23 0,038 0,012 0,007 0,015
Сера общая 0,21 0,25—0,30 0,32 0,16 0,039 0,08 0,21 0.067 0,22
Окснд серы(VI) .... 0,07 0,61—0,75 0,80 0.39 0,097 0,19 0,52 — 0.55
Сера сульфидная . . . . . 0,18 0,006 — следы 0,002 0,002 Следы — — — —
Оксид бария < 0,01 0,02—0,01 0,02 — 0,01 0.006 0,021 0,03 0,023
Никель 0,012 0,016—0,026 0.025 — 0,036 0,038 0,012 0,004 0,010
Медь 0,03 0,05—0,03 0,07 0,08 0,02 0,05 0.03 0,01 0,03
Циик 0,28 0,93—1,11 1,53 4,16 0,18 1,62 0,68 0,05 0,74
Свиней 0,09 0,44—0,54 0,17 0,81 0.016 0,61 0,15 0,03 0,15
Молибден — < 0,0025—< 0,002 0,002 — < 0,002 < 0,002 0,002 < 0,002 < 0,002
Сурьма — 0,012—0,015 0,018 — 0,004 0,01 0.01 0,01 < 0,01
Мышьяк . 0.0025 0,02—0.002 0,0025 0,003 0.002 0.002 0,0025 0,003 0,002
Углерод общий 4,32 2,98—2,22 1,75 0,70 0,89 1,03 1,03 1,11 3,42
Фтор — 1,20 0,20 — 0,4 0,27 — 0,26 —
Хлор — 0,27 0,93 — 0.16 0,10 — 0,17 —
Углерод твердый 0,82 0,82—1,68 0,49 2.10 0,69 0,92 0,53 0,82 1,65
Таблица 78
Гранулометрический состав шламов конвертерных газоочисток
металлургических предприятий Минчермета СССР
(в %)
Класс крупности, мм Комбинат, завод
За- падно- Сибир- ский Кара- гаи- дам- ский Ново-Липец- кий Челя- бин- ский Ена- киев- ский Криворож- ский Ниж- не-Та- гиль- ский
цех № 1 цех № 2 цех № 1 цех № 2
Более 2,5 7,4 1,2 . , 0,3
1,6-2,5 3,6 — — — .— 1,4 0,4 — 0,3
1,0—1,6 3,8 — 1,5 — — 4,3 0,3 — 0,5
0,63-1,0 5,6 7,8 27,4 24,6 — 8,6 0,7 4,5 1,1 6,2
0,315—0,63 8,5 17,0 30,2 27,5 15,4 16,2 31,6 16 4
0,16-0,315 6,9 7,0 16,0 12,3 10,4 12,5 11,7 17,1 13,6
0,10—0,16 4,0 3,2 6,0 4,8 5,5 7,5 6,5 10,0 14,0
0,063-0,10 4,8 2,8 1,8 2,9 4,8 6,6 5,6 8,2 19,8
0,05-0,063 1,9 1,2 0,2 0,6 2,5 1,9 1,9 2,5 7,2
0,032—0,05 9,0 4,5 1,7 3,8 9,5 6,0 6,8 7,1 23,7
0,016—0.032 22,3 9,0 5,6 4,5 10,2 8,9 7,7 7,2 6,4
0.008—0,016 10,3 15,5 6,7 3,8 20,5 8,3 9,1 7,3 2,5
Менее 0,008 И,9 32,0 2,9 15,2 21,2 16,6 17,7 19,7 4,4
Итого 100 100 100 100 100 100 100 100 100
Таблица 79
Данные об образовании и использовании шламов газоочисток
конвертеров в 1983 г.
(в тыс. т)
Комбинаты, заводы Образэ- валэсь за год Исполь зовано за год Коэффициент использова- ния отходов Не исполь- зовано
Западно-Сибирский . . . 79,0 — 79,0
Карагандинский 79,0 —— — 79,0
Ново-Липецкий 94,0 94,0 1,00 —
Нижне-Тагильский .... 54,0 54,0 1.00 —
Челябинский 48,0 48,0 1,00 —
Днепропетровский имени
Петровского 40,0 —• — 40,0
Ждановский имени Ильича 61,0 — — 61,0
Ждановский «Азовсталь» . 55,0 55,0 1,00 —
Енакиевский 53,0 — — 53,0
Криворожский 94,0 74,0 0,8 20,0
Итого ... 647,0 325,0 0,50 322,0
150
Таблица 80
Данные об ожидаемом образовании и использовании шламов газоочисток
конвертеров в 1985—1990 гг.
(в тыс. т)
Комбинаты, заводы Образу- ется за год Будет исполь- зовано за год Коэффициент использова- ния отходов lie будет исполь- зовано
1 2 3 4 5
Западно-Сибирский . . . 110,0 110,0 1,0 —
Карагандинский 90,0 90,0 1,0 —
Ново-Липецкий 155,0 155,0 1,0 —
Нижне-Тагильский .... 55,0 55,0 1,0 —
Челябинский Днепропетровский имени 65,0 65,0 1,0 —
Петровского 40,0 40,0 1,0 —-
Ждановский «Азовсталь» . 65,0 65,0 1.0 —
Ждановский имени Ильича 10,0 50,0 0,5 50,0
Енакиевский 90,0 90,0 1,0 —
Криворожский 160.0 160,0 1,0 —
Череповецкий 105,0 105,0 1,0 —
Итого ... 1035,0 985,0 0,95 50,0
печи при температуре 1300еС, частично восстанавливают и используют
снова в конвертере.
Окускование шлама для конвертерного производства применяется в
схеме, разработанной в ФРГ фирмой «Бохумер Ферайн». Сточная вода
газоочистки конвертерного цеха поступает в ловушку, где осаждаются наи-
более крупные частицы. Перелив ловушки попадает через смесительную
камеру в радиальный сгуститель. В смесительную камеру также подается
известковое молоко. Слив радиального сгустителя направляется на повтор-
ное использование в систему газоочистки, а сгущенный шлам — на воронку,
питающую барабанный вакуум-фильтр. Обезвоженный до влажности 28—
32 % шлам от вакуум-фильтра и крупная фракция, уловленная в ловушке,
ленточным конвейером подаются в питатель вращающейся трубчатой печи,
где осуществляются сушка шлама, его окомкование и обжиг окатышей при
температуре 1150°C. Окатыши охлаждаются в охладительном барабане и
загружаются в железнодорожный вагой.
Другие методы окускования не позволяют получить окатыши или бри-
кеты, пригодные для использования их в конвертере; в этом случае их на-
правляют на агломерационные фабрики (завод японской фирмы «Фудзи
Сэйтэцу» в Муроране — мелкие окатыши, завод фирмы «Явата Сэйтецу»—
брикеты, спрессованные из смеси конвертерного шлака и колошниковой
пыли, завод Кимитцу японской фирмы «Ниппои Кокан» — окатыши с до-
бавкой бентонита) [19].
Как следует из табл. 80, предполагаемый объем использования шлама
конвертерных газоочисток в 1985—1990 гг. достаточно высок, однако весь
он будет утилизирован в качестве добавки к агломерационной шихте. Для
возвращения шлама в конвертерное производство следует разработать,
151
Шламы газоочисток конвертеров
осветление-сгущение
^радиальные отстойники
пески ' слив
сгущение
радиальные сгустители
I________—
в оборотный
цикл
слив
пески
Поворотный цикл
слив
_______классификация
| классификаторы
Пески
на аглофабрику
Рис. 17. Принципиальная технологическая схема обезвоживания шламов
газоочисток конвертеров
опираясь на зарубежный опыт, эффективную схему подготовки шламов,
которая позволила бы получить кондиционный материал в виде окатышей
или брикетов. Такая схема позволила бы снять проблему рбесцинкования
конвертерных шламов, для которых до настоящего времени нет дешевой
технологии удаления цинка.
2.2.3.3. Шламы газоочисток электросталеплавильных печей
Высококачественные стали выплавляются преимущественно в электрических
печах, причем основное количество электростали производится в дуговых
печах. Эти печи отличаются большими выбросами твердых веществ [17].
Практически все электропечи оборудованы газоочистками мокрого типа,
при правильной эксплуатации они обеспечивают эффективную очистку от-
ходящих газов.
152
В ближайшие годы намечаются сооружение и испытание установок су-
хой очистки отходящих газов на ряде предприятий Минчермета СССР.
Состав шламов газоочисток электросталеплавильных печей изменяется
в довольно широких пределах в зависимости от марок выплавляемых ста-
лей. Их усредненный химический состав (в мае. %) составляет
Fe S1O2 AI2O3 СаО MgO МпО P2OS
30,0—55,0 2,0—12,0 0,3—10,0 1,5-17,0 5.0—27,0 1,5—5,5 0,02-0,25
$общ Сг N1 Zn Pb
0,02—0,5 До 10,0 До 8,0 До 2,0 До 1,0
Плотность шламов газоочисток электропечей лежит в интервале 3,0—
4,5 г/см3; они отличаются также большим количеством мелких фракций:
Фракции, > 0,25 0,25-0,10 0,1—0,05 0,05—0,01 0,01—0,005 <0,005
мм
Массовая 0—4,0 0,1—2,5 2,5—8,0 15,0—40.0 20,0—40,0 20,0—40,0
доля,
%
Удельный выход шлама электропечей меняется в широких пределах —
от 0,5 до 7,5 %, иа него влияет ряд факторов: состав шихты, интенсив-
ность подсоса воздуха в рабочее пространство печи, применение кислорода
для продувки, емкость печи.
Основные мероприятия по сокращению выхода пыли — усовершенство-
вание кислородных фурм и применение газокислородных фурм. Заслужи-
вает внимания подача инертного газа в очаг горения электрической дуги.
При этом количество высокодисперсной пыли может уменьшаться в 2—
3 раза.
Среднее значение удельного выхода шлама электросталеплавильных пе-
чей в 1975 г. составило 2,52 % ± 1,81 %. Средневзвешенное значение этой
величины 1,52 %.
Объемы образования и использования электросталеплавильиых шламов
газоочистки возрастают. Уровень использования с 1975 по 1980 г. практи-
чески не изменился и был равен 0,33%. В 1983 г. и в период 1985—
1990 гг. уровень использования шламов повысится до 0,44 н 0,48 соответ-
ственно (табл. 81, 82).
Проблема использования шлама электропечей является одной из самых
трудных вследствие колебаний его химического состава, низкой массовой
доли железа, наличия примесей цветных металлов, высокой дисперсности.
В отдельных случаях шлам электропечей после обработки в смеси с дру-
гими видами железосодержащих шламов используется в качестве добавки
к агломерационной шихте.
Обычно подготовка шлама электропечей осуществляется совместно с
другими видами шламов. В тех случаях, когда обезвоживается только элек-
тросталеплавильный шлам, применяются те же схемы обезвоживания с
включением фильтров-прессов, что и для мартеновских шламов.
За рубежом для обезвоживания шламов электропечей используют цен-
трифуги. В США в период с 1961 по 1971 г. фирмой «Берд Мэшии Ко» ус-
тановлено около 30 осадительных центрифуг для обезвоживания шлама
газоочисток конвертерных и электросталеплавильных цехов [20].
153
Таблица 81
Данные об образовании и использовании шламов газоочисток
электросталеплавильных печей в 1983 г.
(в тыс. т)
Комбинаты, заводы Образо- валось за год Исполь- зовано за год Коэффициент использова- ния Не исполь зовано
«Амурсталь» 7,0 7,0
Златоустовский 1,0 — — 1,0
Волгоградский «Красный
Октябрь» 10,0 — — 10,0
Ново-Липецкий 2,0 2,0 1,о —.
Череповецкий 4,0 4,0 1,0 —‘
Челябинский 6,0 6,0 1,0 —
«Сибэлектросталь» . . . 4,0 — —• 4,0
«Электросталь» 9,0 9,0 1,0 —
«Серп и молот» 3,0 3,0 1,0 —
«Диепроспецсталь» . . . 5,0 — — 5,0
Донецкий 4,0 — — 4,0
Итого ... 55.0 24,0 0,44 31,0
Таблица 82
Данные об ожидаемом образовании и использовании шламов газоочисток
электросталеплавильных печей в 1985—1990 гг.
(в тыс. т)
Комбинаты, заводы Образу- ется за год Будет исполь- зовано за год Коэффициент использова- ния Не будет исполь- зовано
«Амурсталь» 13,0 __ 13,0
Златоустовский 3,0 3,0 . 1,0 —•
Волгоградский «Красный Октябрь» 10,0 10,0 1,0 —
Ново-Липецкий 4,0 4,0 1,0 —
Череповецкий 5,0 5,0 1,0 —
Челябинский 5,0 5,0 1,0 —
«Сибэлектросталь» . . . 6,0 — — 6,0
«Электросталь» 15,0 — — 15,0
«Серп и молот» 4,0 — — 4,0
«Диепроспецсталь» . . . 10,0 10,0 1,0 —
Донецкий 15,0 7.0 0,48 8,0
Итого ... 90,0 44,0 0,48 46,0
154
Утилизация отходов от электропечей наименее изучена. Попытки ути-
лизации были предприняты в США: отходы окомковывали с коксовой
пылью и проводили термическую обработку в восстановительной атмосфере
при температуре 1230 °C. При этом происходят восстановление и испаре-
ние цинка, содержащегося в окатышах, вместе с отходящими газами.
Очистка этих газов позволяет получить цинк как товарную продукцию [21].
Таблица 83
Запасы пригодных к использованию железосодержащих шламов
на предприятиях Миичермета СССР
Комбинат, завод Запасы шламов, млн. т Источники поступления железосодержащих шламов в шламонакопителн
Кузнецкий 1.3 Газоочистка доменных печей
Магнитогорский 3,3 Газоочистки доменных и мартенов- ских печей
Ново-Липецкий 4,3 Аглофабрика, газоочистки доменных и сталеплавильных печей
НПО «Тулачермет» 0,9 Аглофабрика, газоочистки, доменных печей
Орско-Халиловский 1.5 Газоочистки доменных и мартенов- ских печей
Днепровский имени 2,2 Аглофабрика, газоочистки мартенов-
Дзержинского ских печей, прокатные цехи (ока- лина)
Днепропетровский име- 0,8 Газоочистки доменных печей и кон-
ии Петровского вертеров, прокатные цехи (окали- на)
Ждановский имени Иль- 3,8 Аглофабрика, газоочистки доменных
ича печей и конвертеров
Криворожский 4,0 Аглофабрика, газоочистки доменных, мартеновских печей и конверте- ров
Макеевский 2,2 Газоочистки доменных и мартенов- ских печей, прокатные цехи (ока- лина)
Итого 24,3
Эффективная подготовка к утилизации электросталеплавильных шла-
мов должна предусматривать отделение вредных примесей, обогащение и
обезвоживание шламов.
В табл. 83 приведены ориентировочные запасы железосодержащих
шламов, пригодных к использованию на предприятиях черной металлургии.
Общее количество этих шламов около 24 или. т.
2.3. ВЛИЯНИЕ ВВЕДЕННЫХ ЖЕЛЕЗОСОДЕРЖАЩИХ
ШЛАМОВ НА ПРОЦЕСС СПЕКАНИЯ
И КАЧЕСТВО АГЛОМЕРАТА
Добавка железосодержащих шламов в аглошихту является в настоящее
время основным способом их утилизации Исследования влияния шламов
на процесс спекания и качество агломерата~были выполнены Ждановским
' металлургическим институтом. Донецким политехническим институтом про-
ведены исследования по отработке в опытных условиях технологии исполь-
зования в аглошихте подготовленной смеси железосодержащих отходов.
В процессе исследований варьировался ряд факторов: расход смеси шла-
1 мов, расход углерода в шихту, расход извести, высота спекаемого слоя
) и др. Исследования, проведенные на шламах различных металлургических
предприятий СССР, показали, что добавка железосодержащих шламов в
, определенных пределах при правильной их подготовке не ухудшает пока-
затели процесса спекания и качества агломерата.
I Показано, что ввод шлама в аглошихту в виде сыпучей мелкозерни-
। стой массы в количестве до 190 кг/т не уменьшает производительности аг-
лоустановки, оставляя качество агломерата на постоянном уровне. Исполь-
зование неподготовленных шламов в количестве свыше 120 кг/т без изме-
нения технологии агломерации приводит к снижению производительности
) аглоустановки и качества агломерата (табл. 84).
Таблица 84
Показатели процесса спекания аглошихты с добавкой смеси шламов
Показатели Расход смеси ш инов, кг/т агломерата
J > 100 t5l) 200 250
Выход агломерата, % . . . . 61,6 67,4 65,0 64,2 65,5 63,5
Скорость спекания, мм/мин . . 20,6 21,9 23,3 23,3 21,9 21,9
Производительность, кг/м2 в минуту 22,5 24,9 25,6 25,6 23,7 23,8
Содержание фракций после ис- пытания агломерата в ба- рабане (—5 мм), % .... 15,9 15,3 18,3 13,8 17,6 17,6
156
На примере шламов Ждановского металлургического комбината имени
Ильича показано, что при использовании пастообразных шламов до
150 кг/т агломерата производительность аглоустановки снижается с ухуд-
шением качества агломерата При использовании сыпучей смеси, получен-
ной смешением пастообразных шламов с сухими отходами, производитель-
ность аглоустановки повышалась с улучшением качества агломерата.
Рассматривались различные варианты подачи подготовленных шламов
в аглошихту:
смесь отходов железнодорожным транспортом подастся в приемные
бункера аглофабрики;
смесь отходов с марганцевой рудой усредняется на участке смешения
рудного двора и подается в приемные бункера;
смесь из железнодорожных вагонов подается в формируемый штабель
руды или концентрата,
сооружение участка для озернения смеси отходов на тарельчатом гра-
нуляторе и подача микроокашшей в смесители аглошихты.
Показано, что в условиях Енакиевского металлургического завода це-
лесообразно применять второй вариант.
Исследование вязкости расплавов аглошихт без и с добавкой шламов
1 показало, что при спекании аглошихт с добавкой смеси шламов снижается
I вязкость расплавов, что может дать экономию в расходе горючего и уве-
личить интенсивность спекания. Это может привести к увеличению выхода
I агломерата, но с некоторым ухудшением его механической прочности.
Добавка мартеновского шлама, являющегося гидрофильным и мелко-
дисперсным материалом, в процессе смешения отходов и во время оком-
ковапия аглошихты положительно влияет на процессы озеонения
/' Таким образом, из вышеизложенного следует, что введение железосо-
/ держащих шламов в аглошихту не ухудшает показателей процесса спека-
। ния при правильном процессе подготовки шламов к использованию.
2.4. ЦЕНЫ НА ШЛАМЫ И МЕТОДИКА ИХ ОПРЕДЕЛЕНИЯ
Железосодержащие шламы, получаемые в процессе производства готовой
продукции, имеют определенную потребительскую стоимость при использо-
вании их в агломерационной шихте.. Наличие в шлаке железа, углерода,
окиси кальция, марганца позволяет задавать его в шихту как комплексный
заменитель ряда компонентов шихты, Соответственно в агломерационной
шихте снижается расход вышеуказанных компонентов и достигается эконо-
мия железной руды, концентрата марганцевой руды, известняка, топлива,
выражаемая в рублях.
Добавление шлама в аглошихту при производстве агломерата изменяет
плановый состав шихты (табл. 84).
Руководствуясь Методическими указаниями о порядке установления
оптовых цен на технологические промышленные отходы, утвержденными
Государственным комитетом СССР по ценам 11 июня 1975 г. № 10—
15/1090, предлагаем цену иа шлам рассчитывать применительно к уровню
цен па заменяемое сырье и материалы, которые они замещают, с учетом
затрат, необходимых для подготовки их к использованию:
ЦшЛ S ^a. руд -р Эм, руд + Этоп + Эиэв 3(1 -|- Р н).
Если добавление шлама в агломерационную шихту приводит к изме-
нению производительности или качества агломерата, то при установлении
цены на шлам следует учитывать коэффициент полноценности, тогда цена
на шлам будет
Цшл = [2Ээ.с-3(1 +РН)]-К.
где Цшл — оптовая цепа 1 т шлама; 2Э3, с = Эа, Руд + Эм. руд + ЭТоп +
+ Эизв — сумма экономии по заменяемому сырью, аглоруде или концен-
трату, марганцевой руде, топливу, известняку; 3 — приведенные затраты
на получение 1 т шлама, пригодного для добавки в аглошихту; Р„ — рен-
табельность в размере отраслевого норматива; К — коэффициент полно-
ценности.
Затраты на подготовку шлама к дальнейшему использованию опреде-
ляются как приведенные затраты на переработку 1 т шлама.
3 С + К-0,15
т
где С — эксплуатационные затраты на подготовку к утилизации всего
шлама в год, руб.; К—капитальные затраты, руб.; 0,15 — нормативный ко-
158
эффициент окупаемости капитальных вложений; т — количество шлама,
перерабатываемого в год, т,
Коэффициент полноценности определяется на основании нормативно-
технической документации и фактических результатов использования шлама
в производстве.
В табл. 85, 86 приведены среднеотраслевые показатели образования и
использования отходов по уровню 1983 и 1985—1990 гг. Использование
Таблица 85
Среднеотраслевые удельные показатели образования и использования
железосодержащих шламов по уровню 1983 г.
(в тыс. т)
Источник поступления шлама Обра- зова- лось Удельный объем образования отходов на единицу основной продукции, % Ис- поль- зовано Коэф- фици- ент исполь- зова- ния Удельный объем использо- вания отходов иа единицу основной продукции, % Не ис- поль- зовано
Аглофабрики . . 3595,0 2,96 2834,0 0,79 2,34 761,0
Газоочистки до- менных печей 2930,0 2,66 1074,0 0,37 0,98 1856,0
Газоочистки мар- теновских печей 495,0 1,29 174,0 0,33 0,43 321,0
Газоочистки кон- вертеров . . . 647,0 1,5 325,0 0,50 0,75 322,0
Газоочистки элект- росталеплавиль- ных печей . . . 55,0 1,52 24,0 0,44 0,68 31.0
Итого ... 7722,0 — 4431,0 0,57 — 3291,0
только железосодержащих шламов для производства агломерата в настоя-
щее время невозможно, поэтому удельные объемы использования являются
условными. Их величина рассчитана по среднему расходу шихтовых ма-
териалов для производства тонны агломерата с поправкой на среднее со-
держание железа в соответствующем шламе.
Транспортные расходы по доставке шлама к месту потребления не учи-
тываются аналогично Прейскуранту оптовых цеп на руды и флюсы черной
металлургии № 01—07, где оптовые цены установлены франко-вагон (суд-
но) станция (порт) отправления.
При создании ЛАетодпкн расчета цены утилизируемого шлама при до-
бавке его в аглошихту исходили из того, что добавка шлама в пределах
10—15 % массы аглошихты практически не влияет на процесс спекания и
качество агломерата.
159
Входящие составными частями в шлам элементы И окислы имеют по-
требительную стоимость, и Методика предлагает расчет их количеств в со-
ответствии с основными параметрами, определяющими количественные н
качественные показатели (влажность, содержание элементов, окислов
и т. п.).
Методика построена на практическом примере Криворожского метал-
лургического комбината, в ней использованы материалы Ждановского ме-
таллургического института (табл. 87, 88).
Таблица 86
Среднеотраслевые удельные показатели образования и использования
железосодержащих шламов по уровню 1985—1990 гг.
(в тыс. т)
Источник поступления шлама Будет обра- зовано Удельный объем образования отходов на единицу основной продукции, % Будет ис- поль- зовано Коэф- фици- ент исполь- зова- ния Удельный объем использова- ния отходов иа единицу основной продукции. % Не будет ис- поль- зовано
Аглофабрики . . Газоочистки до- 3615,0 3,05 3050,0 0,84 1,78 565,0
мениых печей 3155,0 2,54 2165,0 0,73 1,98 990,0
Газоочистки мар- теновских печей Газоочистки кон- 670,0 1,39 555,0 0,83 0,52 115,0
вертеров . . . Г азоочистки элект- 1035,0 1,62 985,0 0,95 1,66 50,0
росталеплапиль- ных печей . . 90,0 1,52 45,0 0,50 2,13 45,0
Итого ... 8565,0 6800,0 0,79 — 1765,0
Правильный подход к оценке шлама (Цшл) должен заинтересовать
предприятие в полном и рациональном его использовании, это позволит
усилить экономическое стимулирование производителей и подготовителей
шлама к реализации.
Целесообразно списывать стоимость используемого шлама по данной
цене по статье «Отходы производства», что позволит производить отчисле-
ния в премиальный фонд за счет снижения себестоимости металла
Так как шлам передается в шламоподготовительное отделение бес-
платно, а он имеет стоимость заменяемого сырья (Ээ. с), то рентабельность
шлама ( Ц^) • пй проведенным расчетам, составляет около 60 %.
п , ( Ншл. А
Рентабельность шламоподготовительного производства I-g---------1 со-
ставляет 40 %. Распределение получаемой прибыли по рентабельности бу-
дет стимулировать производителей и подготовителей шлама к реализации.
Одновременно следует ввести определенный коэффициент и установить
(при потреблении внутри предприятия) льготные цены па шлам в сравне-
но
Зак 1483
01 Состав агломерата по Криворожскому металлургическому комбинату
Таблица 87
Сырье и основные материалы Расход материа- лов, кг Влаж- ность, % Расход сухого сырья, кг Коэффициент твердого остатка, % Выход твердого остатка, кг Массовая доля элементов и окислов, %
железо ОКСИД кремния оксид кальция ОКСИД магния
Аглоруда 200,8 4,5 191,50 97,57 186,00 54,34 103,50 15,0 28,80 0,35 0,67 0,21 0,48
Концентрат 550,00 10,0 495,00 100,0 495,00 64,55 319,52 8,20 40,50 0,20 0,99 0,43 2,13
Колошниковая пыль 60,00 10,0 54,0 87,09 47,03 43,00 23,22 9,67 5,22 9,90 5,35 0,61 0,33
Отсев агломерата . . 120,00 1,0 118,00 98,02 116,45 53,00 62,96 9,10 10,81 10,90 12,95 0,62 0,74
Марганцевая руда 23,00 20,0 18,40 87,01 16,01 3,60 0,66 23,40 4,31 3,60 0,66 1,90 0,35
Окалина 45,00 5,5 42,52 99,60 42,36 66,80 28,41 1,56 0,66 0,20 0,08 0,15 0,06
Известняк, известь 179,0 1,5 176,91 57,5—77,0 108,91 1,3—2,2 1,20—1,75 43,0—65,0 0,7—10,7
1,09—1,46 0,6—1,24 26,0—37,2 0,5-7,0
Топливо 42,0 7,2 39,0 13,72 5,15 18,5 1,08 44,0 2,57 3,2 0,19 1,28 0,07
Таблица 88
Расчет состава агломерата с добавкой 90 кг шлама
Сырье и материалы Расход мате- риала, кг/т Влаж- ность, % Расход сухого сырья» кг/т Коэффи- циент твердого остатка, кг Выход твердого остатка, кг Массовая доля элементов и окислов» %
железо оксид кремния оксид кальция оксид магния
Аглоруда 137.3 4,5 131,3 95,57 128,5 54,34 * 71,2 15,0 19,7 0,35 0,46 0,21 0,26
Концентрат 550,0 10,0 495,00 100,00 495,00 64,55 319,52 8,2 40,5 0,20 0,99 0,43 2,13
Колошниковая пыль . . 60,0 10,0 54,00 87,10 47,00 43,00 23,2 9,67 5,22 9,90 5,35 0,61 0,33
Отсев агломерата . . . 120,0 1,0 118,00 98,02 116,45 53,00 62,96 9,10 10,81 10,90 12,95 0,62 0,74
Марганцевая руда . . . 21,56 20,0 17,25 87,01 15,10 3,0 0,2 23,40 4,03 3,60 0,62 1,09 0,18
Шлам 90,00 19,8 72,18 86,19 66,4 46,00 33,2 8,2 5,78 8,0 5,76 0,72 0,52
О “ • Сырье и материалы Расход мате- риала, кг/т Влаж- ность, % Расход сухого сырья, кг/т
Окалина 45,00 5,5 42,52
Известняк обожженный 51,53 1,5 51,00
Известняк доломитовый 67,00 1,5 65,99
Известь 40,00 — 40,00
Топливо 34,00 7,2 31,56
Механические потери 1,5% Основность агломерата по CaO/SiO2
* Б знаменателе даыа массовая доля, кг.
Продолжение
Коэффи циент твердого остатка, кг Выход твердого остатка, кг Массовая доля элементов и окислов, %
железо ОКСИД кремния ОКСИД кальция ОКСИД магния
99,60 42,36 66,80* 1,56 0,20 0,15
28,41 0,66 0,08 0,06
57,99 31,33 1,30 1,75 54,20 0,7
0,67 0,9 28,1 0,36
57,54 37,98 2,20 1,46 1,20 0,79 43,0 28,2 10,7 7,06
77,00 30,80 — 1,50 0,6 65,00 26,00 —
13,72 4,40 18,5 44,0 3,20 1,28
0,60 3,28 0,23 0,4
1000 53,3 9,07 10,7 1,19
1015,3 541,94 92,27 109,74 12,05
10,7:9,07= 1,180
нии с первичным сырьем, т. е. несколько уменьшить рентабельность шлама
и шламоподготовки, что позволит усилить экономическое стимулирование
потребителей шлама.
ЛИТЕРАТУРА
1. Zieler Н. Извлечение цинка из пыли доменных печей, уловленной на
фильтрах. — Stahl und Eisen, 1955, № 15.
2. Weilandt В., Kruse F. Использование цинкосодержащего шлама мок-
рой очистки доменного газа: Экспресс-информ. Сер. «Черная металлургия».
Вып. 6, 1959, № 25.
3. NG West. Использование железосодержащих отходов металлургиче-
ского производства в товарном цинке. Практика и тенденции. — Iron and
Steel International, 1976, June.
4. Сайто А. Процесс прямого получения железа с использованием ме-
таллургических отходов. М.: ЦНИИчерметинформация, 1978, перевод
№ 10815.
5. Черные металлы, 1969, № 24.
6. Майер Г. Переработка пыли и шлама из газоочисток доменных и
конвертерных цехов во вращающейся печи. — Черные металлы, 1976, № 24.
7. Коссек Г. Переработка побочных продуктов металлургического про-
изводства способом вельцевания. — Черные металлы, 1976, № 10.
8. Переработка отходов производства черной металлургии. Материал
фирмы «Инторг», ФРГ. М.: ЦНИИчерметинформация, 1978, перевод
№ 10564.
9. Майер Г., Ветцель Р. Переработка металлургических пылей и шла-
мов.— Technische Mitteilungen Krupp Werksberichte, 1972, Bd 30, HI.
Свердловск, 1979, перевод № 8647/1 (Уралмеханобр).
10. Иксанова Е. И. Подготовка к использованию железосодержащих
шламов и пыли за рубежом. — Бюлл. Черная металлургия, ЦНИИчермет-
информация, 1980, № 13 (873)
11. Извлечение свинца и цинка из шламов доменных газов. Continenta-
ler Stahlmarket, 1979, Bd 29, № 2. М.: ЦНИИчерметинформация, 1979, пе-
ревод № 10874.
12. Патент Японии № 53—81404, 1978, кл. 10А6.
13. Removal of zinc from dust generated in iron making by a wet sys-
tem, Rasa N. G. D. process. Материал японской фирмы «Мицуи К», 1980,
май.
14. Патент Франции № 2363669, 1978, МКИ 303В 9/00.
15. Sobota J., Krynicka К. Kierunki wspoleresnysh technologic z agospo-
darowania odpadow z odpilania spalin hutniczych. — Hutnik, 1975, № 6
16. George Harri D. I. M. S. Crangcold pelletising system for still mill
waste material — Iron and Still Eng, 1973, № 11.
17. Андоньев С. M„ Филипьев О. В. Пылегазовые выбросы предприятий
черной металлургии. М.: Металлургия, 1973.
18. Андоньев С. М. и др. Вредные выбросы от агрегатов черной ме-
таллургии и пути их сокращения. — В сб.: Очистка водного и воздушного
барсейнов на предприятиях черной металлургии, № 1. М.: Металлургия,
1972.
19. Супрун Ю. М. Утилизация продуктов очистки газов сталеплавиль-
ного производства за рубежом. — Бюлл. Черная металлургия, ЦНИИчер-
метииформация, 1973, № 3.
20. While W. F. Water Clasification via Centrifuge-Chemical Enginee-
ring, Progress, 1971, № 9.
21. Sobota J., Krynicha K. Kierunki wspoleresnych technologie zagaspo-
dorowania odpadow z odpiania spalin hutniczych — Huntnik, 1975, Ns 7.
3. ОТХОДЫ ОБОГАЩЕНИЯ ЖЕЛЕЗНЫХ
И МАРГАНЦЕВЫХ РУД
3.1. ОБРАЗОВАНИЕ ОТХОДОВ ОБОГАЩЕНИЯ
3.1.1. ОБЩИЕ ОПРЕДЕЛЕНИЯ,
НОМЕНКЛАТУРА ОТХОДОВ ОБОГАЩЕНИЯ
Отходами обогащения железных и марганцевых руд являются вмещаю-
щие породы, которые возможно выделять по мере раскрытия рудных и не-
рудных слоев и минералов. От текстурно-структурных особенностей пере-
рабатываемых руд зависит крупность дробления и измельчения.
Номенклатура отходов определяется крупностью материала, получае-
мого на разных стадиях технологического процесса (табл. 89).
Таблица 89
Номенклатура отходов
Наименование отходов Крупность, мм Выход от исходной руды» %
Хвосты сухой магнитной сепарации 0—10, 0—20, 5—12
железных руд 0—40, 0—70
Хвосты мокрой магнитной сепарации 0—5 35-80
железных руд Хвосты отсадки 2(3)—12(8) До 30
Хвосты мокрой магнитной сепарации 0-4 (5) До 6
марганцевых руд Отходы флотации, дешламации —0,16 До 45
3.1.2. УЧЕТ НАЛИЧИЯ, ОБРАЗОВАНИЯ И ИСПОЛЬЗОВАНИЯ
ОТХОДОВ ОБОГАЩЕНИЯ ЖЕЛЕЗНЫХ И МАРГАНЦЕВЫХ РУД
Отчетность предприятий ведется только по основной продукции, учет на-
личия и образования отходов ие производится. Отходы обогащении скла-
дируются в хвостохранилищах без учета весового их количества.
165
Количество хвостов текущего выхода и заскладированных за время ра-
боты предприятий определяется как разность между количеством перера-
ботанной руды и количеством выпущенного концентрата.
На предприятиях, где налажено использование отходов, количество
продукции из иих (щебня н песка) определяется объемом реализации.
Основным отчетным документом использования руд на горно-обогати-
тельиых предприятиях Минчермета СССР является товарный баланс ме-
талла, который составляется по сухой массе руды и продуктов обогаще-
ния.
Основные положения составления товарного баланса металла на обо-
гатительных фабриках утверждены приказами Минчермета СССР Ns 279
от 16.04.70 г. и Ns 585 от 30.08.73 г.
Уравнение товарного баланса металлов представляет собой равенство
между металлом в руде, поступившей на переработку, и металлом в конеч-
ных продуктах обогащения.
Уравнение товарного баланса выражается формулой
Qp“p + Qnpanp + QnpPnp = QK Рк + Qnxanx +
I" QnxPnx "b Qxv + A4n,
где Qp—масса руды, поступившей на обогатительную фабрику, т;
ар — содержание металла в руде, доля единицы; Q£p, Q*p — масса пере-
шедших остатков руды и концентрата, т; аПр, Рпр — содержание металла в
перешедших остатках, доля единицы; QK—сухая масса концентрата, от-
правленного потребителю за отчетный период, т; (Зк — содержание металла
в концентрате, отправленном потребителю, доля единицы; QnxQnx — масса
переходящих остатков руды и концентрата, т; ага, 0пх — содержание ме-
талла в переходящих остатках, доля единицы; Qx—сухая масса хвостов
за отчетный период, т; v — содержание металла в хвостах, доля единицы;
Мп — масса металла в потерях за отчетный период, т.
Показатели баланса металлов являются исходными для составления
всех других расчетов и отчетности предприятия.
3.2. ХАРАКТЕРИСТИКА ОТХОДОВ
ПРИ ОБОГАЩЕНИИ ЖЕЛЕЗНЫХ И МАРГАНЦЕВЫХ РУД
И НАПРАВЛЕНИЯ ИХ ИСПОЛЬЗОВАНИЯ
3.1.1. ИСХОДНОЕ СЫРЬЕ, ПРОЦЕССЫ ЕГО ПЕРЕРАБОТКИ
И ПОЛУЧАЕМЫЕ ОТХОДЫ
Горно-обогатительные комбинаты, как и мелкие предприятия, представляют
собой комплекс сооружений, обеспечивающий добычу, дробление, обога-
щение руды, складирование концентратов н отходов обогащения.
На всех горно-обогатительных комбинатах разработка месторождений
производится открытым способом, при котором из недр извлекаются огром-
ное количество вскрышных пород, окисленные и некондиционные руды, а
также пустые породы, которые складируются в отвалах. Количество
вскрышных пород, накопленных в отвалах, исчисляется миллиардами ку-
бических метров, поэтому использование их в качестве строительных ма-
териалов является одним из важных резервов комплексного использования
сырья.
Технология обогащения требует дробления и измельчения всей массы
руды. Дробление осуществляется до крупности 0—16, 0—20, 0—25, 0—40,
0—50, 0—70 мм. Измельчение производится до крупности 0—3(5) мм, где
преобладающим размером является 50 мкм (95—100 %). Соответственно
отходы обогатительных фабрик выделяются в указанной крупности.
На фабриках, где обогащение производят частично или полностью в
крупностях 0—16, 0—20, 0—25, 0—40, 0—50 и 0—70 мм, отходы, как пра-
вило, складируются в отвалах различными видами транспорта (канатная
дорога, конвейер, автотранспорт).
Технология складирования отходов обогащения в крупности 0—3(5) мм
идентична на всех обогатительных фабриках. Хвосты в виде пульпы, содер-
жащей 4—6 % по массе твердых частиц, объединенным потоком со всей
фабрики самотеком или под напором направляются в хвостохраиилища.
Последние представляют собой естественные балки с экранированным дни-
щем для предупреждения фильтрации воды и дамбами для увеличения ем-
кости. Вода после отстаивания в хвостохранилище используется много-
кратно в технологическом процессе.
Хвосты, накопляясь в процессе многолетней эксплуатации комбинатов,
занимают огромные площади плодородных земель, засоряют окружающие
земли, чем наносится огромный ущерб сельскому хозяйству.
167
Количество образуемых отходов при переработке сырья на обогати-
тельных фабриках и содержание в них полезного компонента показаны
в табл. 90.
В проектах строительства новых и реконструкции действующих фаб-
рик предусматривается складирование сгущенных и сухих хвостов, что
Таблица 90
Показатели работы обогатительных фабрик горно-обогатительных
комбинатов СССР за 1983 г.
Горно-обогатительные
комбинаты
Исход- ная руда» сухая масса» млн. т Произ- водство концент- рата, сухая масса, мли. т Количе- ство отходов, сухая масса, мли. т Содержание полезного компонента, %
в РУде в кон- цент- рате в от- ходах
Железорудные предприятия
Оленегорский 16,88 6,36 10,52 30,12 65,17 8,92
Ковдорский 15,76 5,52 10,24 24,78 63,56 3,85
Костомукшский .... 8,95 3,21 5,74 31,40 65,37 12,35
Коршуновский 13,15 4,71 8,44 27,47 63,41 7,46
Азербайджанский . . . 2,61 0,91 1,70 30,79 60,31 15,33
Соколовско-Сарбайский 27,19 11,62 15,57 36,99 66,52 12,59
Лисаковский 9,11 5,58 3,53 40,93 49,52 27,51
Михайловский 24,71 8,61 16,10 39,06 63,75 25,86
Лебединский 31,28 11,42 19,86 32,62 67,96 12,30
Качканарский 40,31 6,92 33,39 15,96 61,45 6,53
Южный 35,13 15,70 19,43 34,92 64,64 10,91
Новокриворожский . . . 24,26 8,60 15,66 33,75 65,41 16,37
Центральный 21,77 7,36 14,41 33,97 65,63 17,76
Северный 46,43 17,38 29,05 34,15 64,97 15,71
Ингулецкнй 34,00 12,67 21,33 32,49 63,15 14,29
КБЖРК 4,14 2,41 1,73 40,02 44,80 33,38
Полтавский 32,24 12,23 20,01 31,21 62,12 12,30
Марганцево-рудиые предприятия
Чиатурское ПО .... 4,59 2,34 2,25 18,47 28,99 7,51
Маргаиецкий 5,60 2,80 2,8 24,67 36,88 12,50
Орджоникидзевский . . 7,02 3,17 3,85 23,88 39,2 11,24
Джездииское РУ ... 0,14 0,06 0,08 21,25 32,13 12,76
создает благоприятные предпосылки для использования хвостов в качестве
строительных материалов и ликвидации указанных недостатков. Сущность
этого способа заключается в сгущении (до 50%) и фильтрации (до 80—
83%) хвостов на установках (в' цехах), расположенных рядом с фабри-
кой, и транспортировке их для складирования в местах, малопригодных
для сельскохозяйственного производства.
Для промышленных испытаний указанного способа намечается строи-
тельство опытно-промышленных комплексов на Ново-Криворожском и Юж-
ном горно-обогатительных комбинатах для железных руд и на Марганец-
ком для марганцевых руд.
Перерабатываемые на горно-обогатительных комбинатах руды харак-
теризуются большим разнообразием вещественного состава, вкрапленности,
168
количественного соотношения рудных и нерудных минералов, степени окис-
ления и физико-химических свойств.
Из общего количества разведанных запасов железных руд большая
часть представлена магнетитовыми рудами. Структура магнетитовых руд —
от весьма тонкой до крупновкрапленой. Крупность зерен главных рудных
минералов (магнетита, мартита, гематита) составляет от 0,008 до 3,0 мм
и более.
Нерудная часть представлена большим количеством разнообразных ми-
нералов с преобладанием кварца.
Крупность зерен кварца колеблется от нескольких микрон до милли-
метров. Коэффициент крупности руд по шкале Протодьяконова колеблется
от 12 до 20 мм, удельная масса — от 2,5 до 3,5 г/см3.
Марганцевые руды представлены окисными, окисленными, смешанными
и карбонатными типами.
Вмещающие породы представлены в основном глинисто-песчанистыми
минералами. В зависимости от типа руды физико-механические параметры
колеблются в следующих пределах: удельная масса — 2,7—4,9 г/см3; объ-
емная масса—1,7—4,7 г/см9; работа разрушения — 0,5—10,2 кгм/см3;
удельная магнитная восприимчивость — 27-10-8— 80-10-6 см3/г.
3.2.1.1. Краткая характеристика технологических процессов
Процесс обогащения руд включает подготовительные, основные и вспомо-
гательные операции.
Подготовительные операции предусматривают подготовку руды к обо-
гащению и включают дробление, измельчение, классификацию по крупно-
сти, магнитизирующий обжиг и др.
Основные операции представляют собой процессы механической обра-
ботки руды различными методами с целью повышения содержания полез-
ного компонента и улучшения ее металлургических свойств. Процессы Обо-
гащения базируются на различиях в физических и физико-механических
свойствах рудных и нерудных минералов.
Наиболее распространены сухая и мокрая магнитные сепарации, про-
мывка, гравитационное обогащение и флотация.
К вспомогательным операциям относятся: обезвоживание, сгущение,
фильтрация, сушка, транспортировка и складирование продуктов обога-
щения.
Технологические схемы переработки руд отличаются большим разно-
образием применяемых операций.
Принципиальные схемы обогащения железных и марганцевых руд пред-
ставлены на рис. 18, 19.
Дробление железных руд перед обогащением осуществляется по одно-,
двух-, трех- и четырехстадиальиым схемам до требуемой крупности.
Сухая магнитная сепарация осуществляется после дробления, в резуль-
тате выделяется значительное количество отходов.
Измельчение руд осуществляется в несколько стадий в стержневых,
шаровых или бесшаровых мельницах. Конечная крупность измельчения в
зависимости от вкрапленности составляет 30—100 % класса минус 0,074 мм.
169
исходная руда
Сухая магнитная сепарация
I) измельчение
Классификация
Хвосты сухой маг-
нитной сепарации
Мокрая магнитная сепарация!ступени
Классификация
измельчение
'ОВесшланливание
I ...............
Мокф^^агшття^па^а^яХступени j ------------
J, Мокрая магнитная сепарация Шступени
Кларификация
измельчение
Одесшламливание
# -а _
Н<^а^^гнитная^епа^цияШступени Мокра^магнитная сепа^^ия^ступени
J
Одесщламлидание
Фильтрация
Концентрат
Хвосты мокрой маг-
нитной сепарации
Рис. 18. Принципиальная технологическая схема обогащения железных руд
170
Основная, руда
Дробление и грохочение
Промывка
f'SMH
Дробление
Классификация
Классификация
+ЗмМ
Дешламация
<0,02 I '" "" =
-0.01НН
измельчение
Отсадка
Обезвоживание
Отсадка
*
Дробление
\ 3-0 мм
Концентраты
З-Омм
Обезвоживание
Магнитная сепарация
*--И-X—и
-0,1 б мм -
Дешламация
)—г
-Н
н
Агитация
Флотация
X--X
Сгущение
Фильтрация
*
Хвосты Слив
X X Только для фабрик Чиатурского месторождения
Рис. 19. Принципиальная технологическая схема обогащения марганцевых
РУД
После каждой стадии измельчения производится мокрое магнитное
обогащение в один — три приема, что позволяет выделять хвосты по мере
раскрытия минералов.
Магнетитовые руды некоторых месторождений содержат титан, вана-
дий, кобальтоносный пирит, халькопирит, апатит, циркон и другие полез-
ные минералы.
При магнитном обогащении этих руд попутные минералы концентри-
руются в хвостах. Хвосты, содержащие ценные компоненты в промышлен-
ных концентрациях, могут использоваться только после доизвлечения цен-
ных компонентов флотационным, гравитационным или другими способами
171
Технологические схемы обогащения марганцевых руд включают опе-
рации дробления исходной руды в одну или две стадии до 50(70) мм,
грохочения, промывки, дробления мытой руды до 16 мм и обогащения ее
по классам крупности методами отсадки, обогащения в тяжелой суспен-
зии, магнитной сепарации. Шламы промывки дообогащаются флотацией.
Отходы выделяются в операциях магнитной сепарации, отсадки и флота-
ции.
3.2.1.2. Характеристика технологического оборудования —
источника образования отходов
Источниками образования отходов являются основные процессы обогаще-
ния; сухая и мокрая магнитные сепарации, гравитационное обогащение,
флотация и обесшламливание.
Сухая магнитная сепарация осуществляется в основном на магнитных
и электромагнитных барабанных сепараторах.
Для мокрого магнитного обогащения сильномагнитных руд приме-
няются барабанные магнитные сепараторы со слабым полем напряжен-
ностью до 1500 эрстед с прямоточными, противоточными и полупротивоточ-
ными ваннами. Для мокрого магнитного обогащения слабомагнитных руд
применяются электромагнитные сепараторы с сильным полем напряжен-
ностью 10 000—20 000 эрстед и выше. Для отсадки используют отсадочные
машины с подвижным решетом, диафрагмовые отсадочные машины с по-
движными коническими днищами и беспоршневые.
Диафрагмовая отсадочная машина с подвижными коническими дни-
щами применяется для отсадки железных и марганцевых руд крупностью
до 15 мм.
Винтовая сепарация применяется при обогащении слабомагнитных же-
лезных руд самостоятельно или в сочетании с магнитной сепарацией. Та-
ким способом обогащают гематитовые и магнетито-гематитовые руды.
В практике обогащения железных руд флотация применяется лишь в
единичных случаях для донзвлечения железа и других ценных компонентов
из хвостов.
При обогащении марганцевых руд флотации подвергается крупнозер-
нистая часть (класс 0,16 мм) шламов промывки с целью снижения потерь
металла со шламами.
К установке принимаются механические и пневматические флотацион-
ные машины.
Фильтрация концентрата осуществляется на вакуум-фильтрах.
Верхний предел крупности обезвоживаемого на дисковых фильтрах ма-
териала — 65—70 % — 0,074 мы.
3.2.2. ХАРАКТЕРИСТИКА ОТХОДОВ ОБОГАЩЕНИЯ
При обогащении железных руд после сухой магнитной сепарации получают
отходы крупностью 0—10, 0—16, 0—20, 0—25, 0—40, 0—50(70) мм.
По минералогическому составу отходы представлены железистыми кар-
бонатами и силикатами
172
Таблица 91
Гранулометрический состав отходов обогащения железных руд
Классы, мм -3+1 -1+0,8 - 0,8+0,56 -0,56+0,4 -0,4+0,28 -0,28+0,2 -0,2+0,14 -0,14+0,1 -0,1+0,07 -0,07
Выход, % 1,0—7,0 0,7-17,0 0,6-17,0 2,7-18,0 1,6-18,0 7,0-16,0 5,0—24,0 4,5-16,0 4,0-16,0 28,0-83,0
Таблица 92
Гранулометрический состав отходов обогащения марганцевых руд
Классы, мм + 4,0 -4+1 -1+0,5 —0.5+0,3 -0,3+0,15 -0,15-0
Выход, % 0,8-1,0 10,0-36,0 17,0—62,0 50-53 2,0-17,0 0,5-2,5
Таблица 93
Химический состав отходов обогащения железных руд
реобщ FeO Fea Оз SiOa СаО MgO A12O3 MnO P s T1O2 co2 Na2O+K2O П. n. n.
9,8-15,20 1,22-12,6 6,49-14,69 | 62,76 - 74,65 0,70-3,67 2,47-5,54 0,81-2,80 0,03 — 0,20 0,007-0,177| 0,022 - 0,184 0,05 - 0,057 3,15-7,80 0.3-1,18 2,42-11,3
Таблица 94
Химический состав отходов обогащения марганцевых руд
Mn MnOa MnO FeaOs SfO2 CaO A12O3 MgO NaaO BaO K2O s P2O5 СОг П. п. n.
4,20-14,90 5,08-21,60 1,27—6,00 1,10-7,90 52,6-80,2 0,69-2,86 1,32-12,30 0,90-1,50 0,42-1,18 0,10-0.26 0,60-6,10 0,010-0,150 0,10-0,36 0,52-2,71 3,28-8,00
В петрографическом отношении отходы различных размерных фракций
представлены одними и теми же породами. Содержание железа в них со-
ставляет 10—20 %, кремнезема — 40—60 %.
При обогащении марганцевых руд отходы крупностью 0—16 мм выде-
ляются в процессе отсадки. По минералогическому составу они представ-
лены в основном кварцевыми и карбонатными минералами. Содержание
марганца в них колеблется от 8 до 12 %.
Отходы железных и марганцевых руд указанной крупности по внеш-
нему виду напоминают щебень из естественного камня.
Отходы мокрой магнитной сепарации при обогащении железных руд
получают в крупности 0—3(5) мм, при этом содержание частиц круп-
ностью менее 0,074 мм составляет 60—80 %.
Гранулометрический состав отходов, получаемых на горно-обогатитель-
ных комбинатах, представлен в табл. 91, 92. Отходы, получаемые из раз-
личных руд, отличаются по минералогическому составу. Химический и ми-
нералогический составы отходов представлены в табл. 93, 94.
Отходы состоят из зерен рудных н нерудных минералов и их срост-
ков, имеют неокатапную, угловатую, неправильную форму, чем отличаются
от округлых частиц естественного песка.
Отходы мокрой магнитной сепарации марганцевых руд представляют
собой искусственный кварцево-марганцовистый песок, состоящий в основ-
ном из кварца и в меньшем количестве из рудных минералов типа псило-
мелана-вернадита Рудные и нерудные минералы образуют различной круп-
ности агрегаты, сцементированные глинисто-марганцевым материалом. На-
сыпная масса отходов в рыхлом состоянии составляет 1,43—1,7 г/см3, при
уплотнении— 1,5—1,98, истинная плотность — 2,83 г/см3.
3.2.3. ОБЪЕМЫ ОБРАЗОВАНИЯ ОТХОДОВ
За время эксплуатации горно-обогатительных комбинатов накоплено такое
количество вскрышных пород и отходов обогащения, что места их склади-
рования можно рассматривать как искусственные недра силикатного сырья.
По ориентировочным подсчетам, на 1 января 1984 г. в хвостохрани-
лищах горно-обогатительных комбинатов находится 3300 млн. т отходов
Таблица 95
Динамика увеличения объемов образования отходов обогащения
железных руд
Годы Производство концентрата (натуральная масса), млн. т Общее количество отходов (сухая масса), млн. т Из них отходов крупностью +0,14 мм
1983 181 275 45
1985 192 298 50
1990 211 325 53
1995 219 335 55
обогащения железных руд, 193 млн. т отходов обогащения марганцевых
руд. Ежегодное поступление составляет: 280 млн. т отходов железных руд,
174
12 млн. т отходов марганцевых руд, около 840 млн. т отходов вскрышных
пород. Однако использование отходЬв и попутно добываемых пород от
годового выхода составляет 1—5 %. Возможность использования вскрыш-
ных пород рассмотрена в работе, института Гипроруда [14].
Ежегодное поступление хвостов возрастает за счет увеличения мощ-
ностей действующих комбинатов и ввода в эксплуатацию новых пред-
приятий, что показано в табл. 95.
Объемы образования отходов обогащения железных и марганцевых
руд по районам СССР в 1980 г. и на перспективу приведены в табл.
96, 97.
3.2.4. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ И ОБОРУДОВАНИЕ
ДЛЯ ПЕРЕРАБОТКИ ОТХОДОВ
Подготовка отходов обогащения к использованию заключается в разде-
лении их на определенные фракции.
Основной технологической операцией для подготовки отходов сухой
магнитной сепарации к использованию является грохочение. Оно произво-
дится на гирационных (тип ГГС-42, ГГС-52) и самобаланспых (тип ГСТ-42,
Мосты последующих стабий обогащения Мосты I-Ц стадий магнитной сепараиии
Сгущение в сгустителе
-0,№мн
Классификация б спиральных
классификаторах
Складирование и
отгрузка песков
потребителю
Вова в оборот Пески в
хвастохранилиисе
Рис. 20. Схема выделения строительных песков на проектируемых пред;
приятиях
ГСТ-51, ГСТ-61) грохотах. На грохотах разделяют отходы на фракции и
выделяют класс 0—5 мм. Полученные продукты отгружаются потребителю
как готовый продукт. На отдельных предприятиях класс 0—5 мм проходит
дополнительную переработку [15].
Основной технологической операцией для подготовки отходов мокрой
магнитной сепарации к использованию является классификация их по клас-
су 0,14 мм [8—13]. Разделение отходов производится в гндроциклонах и
спиральных класснфикагорах.
Промышленная установка по фракционному разделению отходов теку-
щего выхода в настоящее время работает на Ново-Криворожском ГОКе.
Производительность установки 600 тыс. м3 крупнозернистого песка
в год.
175
Объемы образования отходов железных руд по районам СССР на соврем е
Районы Предприятия Объемы накопив- шихся хвостов иа 1 ян- варя 1984 г. (сухая масса), тыс. т 1985 г.
Количество хвостов (сухая масса), тыс. т Со- дер- жание же- ле аа в хво- стах, %
общее круп- ностью 4-5 мм круп- ностью +0,14 мм круп- ностью — 0,14 мм
Северо-За- падный Оленегорский ГОК—хвосты мок- рого магнитного
обогащения . . . . Ковдорский ГОК: хвосты сухого маг- нитного обогаще- 173800 11300 4791,2 6508,8 6,15
НИЯ ........ хвосты мокрого магнитного обога- 6624 — — — — —
щения ....... Костомукшский ГОК —хвосты мок- рого магнитного 117605 10300 5180,9 5119,1 3,5
обогащения .... Итого по району: хвосты сухого маг- нитного обогаще- 8282 8300 1120,5 7179,5 12,4
ння хвосты мокрого магнитного обога- 6624 - — — - —
Централь- ный щения МиХайловскнй ГОК—хвосты мок- рого магнитного 299687 29900 11092,6 18807,4 6,97
обогащения .... Лебединский ГОК—хвосты мок- рого магнитного 113493 19500 2184,0 17316,0 18,7
обогащения .... Стойленский ГОК—хвосты мок- рого магнитного 144950 24800 3013,0 21787,0 11,9
обогащения .... Итого по рай- ону—хвосты мок- рого магнитного 7400 1362,0 6038,0 14,1
Украина обогащения .... Южный ГОК —хво- сты мокрого маг- нитного обогаще- 258443 51700 6559,0 45141,0 14.77
ння Ново-Криворожский ГОК—хвосты мок- рого магнитного 381890 19500 3230,0 16270,0 12,9
обогащения .... Северный ГОК—хво- сты мокрого маг- нитного обогаще- 263200 17100 2308,5 14791,5 15,3
ния . . • Центральный ГОК: хвосты мокрого магнитного обога- 377840 26900 3228,0 23672,0 14,9
щения хвосты сухого магнитного обога- 245060 17800 — 2848,0 14952,0 15,3
щеиня Ингулецкий ГОК—хвосты мок- рого магнитного 2396 2120 246,0 30,0 20,7
обогащения .... 327840 21100 1772,0 19328,0 14.9
176
Таблица 96
ином уровне и на перспективу
199J г. 1995 г.
Количество хвостов (сухая масса), тыс. т Со- дер- жание же- леза в хво- стах, % Количество хвостов (сухая масса), тыс. т Со- дер- жание же- леза в хво- стах, %
общее круп- ностью + 5 мм круп- ностью 4-0,14 мм круп- ностью -0,14 мм общее круп- ностью 4-5 мм круп- ностью 4-0,14мм круп- ностью —0,14 мм
11300,0 — 4791,2 6508,8 6,15 10910 — 4625,8 6284,2 6,15
- — - - — — — - - —
10300,0 — 5180,9 5119,1 3,5 1078U — 5422,3 5357,7 3,5
14200,0 — 1917,0 12283,0 12,4 15130 — 2042,6 13087,4 12,4
- — - - — — — - - —
35800,0 — 11889.1 23910,9 7,86 36820 — 12090,7 24729,3 7,94
15600,0 — 1747,2 13852,8 18,7 19420 — 2175,0 17245,0 18,7
28600,0 — 3489,3 25110,8 11,8 26360 — 3215,9 23144,1 11,8
11500,0 — 2126,0 9374,0 14,3 11670 — 2158,95 9511,05 14,3
55700,0 — 7362,4 48337,6 14,24 57450 — 7549,85 49900,15 14,64
19500 — 3315,0 16185,0 12,7 20880 3549,6 -17330,4 12,7
17100 — 2308,5 14791,5 15,2 16760 — 2262,6 14497,4 15,2
26900 — 3228,0 23672,0 14,9 30490 — 3658,8 26831,2 14,9
17800 — 2848 14952 15,3 17870 — 2859,2 15010,8 15,3
2396 2120 246,0 30,0 20,7 2396 2120 246,0 30,0 20,7
21100 — 1772,0 19328 14,8 23,3j — 1938,7 21141,3 14,8
177
Объемы
накопив-
шихся
хвостов
Районы Предприятия на 1 ян- варя 1984 г. (сухая масса), тыс. т
Украина Полтавский ГОК: хвосты сухого
магнитного обога- щеиия хвосты мокрого магнитного обога-
щения КБЖРК—хвосты 201750
мокрого магнит- ного обогащения 54580
Итого по району:
хвосты сухого магнитного обога-
щення
хвосты мокрого магнитного обога-
Урал щения . Качканарский ГОК: 1852160
хвосты сухого магнитного обога-
щения . « хвосты мокрого магнитного обога- 17539
Казахстан щения . Соколовско-Сарбай- ский ГОК: 466370
хвосты сухого магнитного обога- щення ХВОСТЫ МО1Ц)ОГО магнитного обога- 51340
щения . • Лнсаковскнй 199350
ГОК—хвосты мок-
рого магнитного обогащения . • • . Канарский ГОК—хвосты мок- 31110
рого магнитного обогащения ....
Итого по району:
хвосты сухого магнитного обога- щения . 51340
хвосты мокрого магнитного обога-
Сибирь щення Коршуновский ГОК—хвосты мок- 230460
рого магнитного обогащения .... 155920
Закав- казье Азербайджанский гок:
хвосты сухого магнитного обога-
щення хвосты монрого магнитного обога- щаиия . 8680 34550
Итого по ГОКам:
хаосты сухого маг- нитного обогаще-
НИЯ 75494
хвосты мокрого магнитного обога- щения 32 97590
1985 г.
Количество хвостов (сухая масса), тыс. т Со- дер- жание же- леза в хво- стах, %
общее круп- ностью +5 мм круп- ностью +0,14 мм круп- ностью — 0,14 мм
3000 3000 - — 16,5
19900 — 1413,0 18487,0 13,6
3500 — 1669,5 1830.5 30,3
5396 5120 246,0 30,0 18,4
125800 — 16469,0 109331,0 14,9
1337,3 1003,0 200,5 133,8 7,3
36600 — 4941,0 31659,0 7,3
4470 3129,0 1117,5 223,5 17,5
16300 — 2403,0 13897,0 15 5
5500 — 2558,0 2942,0 27,0
— — - - —
4470 3129,0 1117,5 223,5 17,5
21800 — 4951,0 16839 18,4
9800 — 3655,0 6145,0 6,21
266,4 186,4 66,6 13,4 11,3
2200 — 1010,0 1190,0 15,3
11469,7 9438,4 1630,6 400,7 16,59
277800 — 48687,6 229112,4 13,0 I
178
Продолжение
1990 г. 1995 г.
Количество хвостов (сухая масса), тыс т Со- дер- жание же- леза в хво- стах. % Количество хвостов (сухая масса), тыс. т Со- дер- жание же- леза в хво- стах, %
общее круп* ностью + 5 мм круп- ностью +0,14 мм круп* НОСТЬЮ -0,14 мм общее круп- ностью +5 мм круп- ностью +0,14 мм круп- ностью — 0,14 м м
3000 3000 - - 16,5 3000 3000 - - 16,5
19900 — 1413,0 18487 13,6 19320 — 1371,4 17948,3 13,6
3500 — 1669,5 1830,5 30,3 3070 — 1464,4 1605,6 30,3
5396 5120,0 246,0 30,0 18,4 5396 5120,0 246,0 30,0 18,4
125800 — 16469,0 109331,0 14,9 131470 - 17105,0 114365,0 14,8
1337,3 1003,0 200,5 133,8 7,3 1337,3 1003,0 200,5 133,8 7,3
36600 — 4941,0 31659,0 7,3 36600 — 4941,0 31659,0 7,3
4530 3171,0 1132,5 226,5 17,5 4530 3171,0 1132,5 226,5 17,5
16800 — 2476,0 14324,0 16,2 16800 - 2476, и 14324,0 16,2
6200 — 2883,0 3317,0 27,0 7330 3408,45 3921,55 27,0
6100 — 823,5 5276,5 12,1 16420 - 2216,7 14203,3 12,1
4530 3171,0 1132,5 226,5 17,5 4530 3171,0 1132,5 226,5 17,5
29100 — 6182,5 22917,5 17,64 40550 — 8101,15 32448,85 16,5
9200 — 3432.0 5768,0 6,21 8500 — 3170,8 5329,2 6,21
273,2 191,2 68,0 14,0 15,0 273,2 191,2 68,0 14,0 15,0
2100 — 964,0 1136,0 15,9 1780 — 817,1 962,9 15,9
11536,5 9485,2 1647,0 404,3 16,67 11536,5 9485,2 1647,0 404,3 16,67
294300 - 51240,0 243060,0 12,97 313170 — 53775,6 259394,4 13,08
179
Объемы образования отходов обогащения марганцевых руд по районам
Предприятие, месторождение Объемы накопившихся отходов на 1 января 1984 г. (сухая масса), тыс. т Общее количе- ство отходов, тыс. т 1985 г. Содер- жание марганца в отходах, %
Количе- ство хвостов, тыс. т Количе- ство шламов, тыс. т
Украинская ССР .... Марганецкнй ГОК . . . Орджоникндзевский 64398,04 3222,2 401,49 2820,71 11,47
ГОК Больше-Токмакское ме- 96128,33 4447,2 761,94 3685,26 10,5
сторождение — 807,9 Н.д. Н.д. 16,28
Итого по УССР Грузинская ССР: Чиатурское ПО .... Казахская ССР: Джездинское месторо- 160526,37 8477,3 11,41
27950,3 2929,80 1763,1 1166,7 8,4
жденне Ушкатынское месторо- 3670,7 254,3 254,3 — 9,2
жденне — 256,4 52,9 203,5 12,8
Всего по СССР ..... 192147,37 12116.0 — — —
Установка и склад песка расположены на открытой площадке. Уста-
новка состоит из спирального классификатора длиной 12,5 м и с диамет-
ром спирали 3,0 м и ленточного конвейера с шириной ленты 0,8 м. Пита-
ние классификатора производится через донный затвор трубопровода,
транспортирующего отходы обогатительной фабрики в хвостохранилище.
В классификаторе материал классифицируется на два класса: плюс 0,14 мм
и минус 0,14 мм. Класс минус 0,14 мм (слив классификатора) направляет-
ся в хвостохранилище. Пески, т. е. класс плюс 0,14 мм, конвейером направ-
ляют в конусный штабель. Влажность песка после классификации состав-
ляет 15—17 %. Сушка происходит естественным способом за счет дренажа
и выветривания. Влажность товарного песка 5—10 %.
В проектах новых горно-обогатительных комбинатов предусматривает-
ся получение песков крупностью плюс 0,14 мм из хвостов первой и второй
стадий магнитной сепарации, в которых сосредоточен основной процент
фракции плюс 0,14 мм (рис. 20).
При обогащении марганцевых руд в процессе отсадки получают от-
ходы крупностью 0—16 мм. При мокрой магнитной сепарации крупность
отходов составляет 0—4 мм. Подготовка нх к использованию аналогична
подготовке отходов обогащения железных руд.
Для мелкозернистых отходов (хвосты флотации крупностью минус
0,16 мм) подготовка заключается в обезвоживании в два приема: в гидро-
циклонах и на вакуум-фильтрах.
Тонкодисперсные отходы (шламы крупностью минус 0,02 мм) обезво-
живаются в несколько приемов: сгущение в сгустителе: уплотнение (кон-
трольное сгущение) в классификаторах; обезвоживание в центрифугах типа
ОГШР-ПОО.
Обезвоженный продукт складируется для естественного дре-
нажа.
180
Таблица 97
СССР на современном этапе и иа перспективу
1990 г. 1995 г.
Общее колнче* ство отходов, тыс. т Количе- ство хвостов, тыс. т Количе- ство шламов, тыс. т Содер- жание марганца в отходах, % Общее количе- ство отходов, тыс. т Количе- ство хвостов, тыс. т Количе- ство шламов, тыс. т Содер- жание марганца в отхо- дах, %
3020,2 405,31 2614,89 9,75 2661,0 332,6 3228,4 9,75
4449,44 855,63 3593,81 8,95 4004,3 724,8 3279,5 8,68
1343,18 8812,82 н. д. 2604,12 н. д. 6208,7 15,16 10,17 583,1 7248,4 н. д. Н. д. Н. д. Н. д. 15,69 9,6
3008,03 1886,23 1121,8 7,98 2719,64 1670 1049,64 7,36
254,3 254,3 — 9,2 311,7 311,7 — 6,0
230,0 12903,85 47,4 182,6 9,1 238,2 10517,94 49,1 189,1 15,6 9,08
Номенклатура продуктов из отходов обогащения
Таблица 98
Отходы обогащения Крупность отходов, мм Продукты ИЗ ОТХОДОВ Крупность продуктов ИЗ ОТХОДОВ, мм
Железные руды
Отходы сухой магнитной сейарации 0-10; 0-20; 0—25; 0—40; 0-50 (70) Щебень 5—10; 5—20; 5-25; 5-40; 5-50; 10-20 20—40; 40—70
Отходы сухой магнитной сепарации 0-5 Песок Песок тонко- зернистый 0-5; 0,14-5 0—0,14
Отходы мокрой магнитной сепарации (руды желез- ные и марганцевые) 0-3 (5) Песок Песок тонко- зернистый 0,14—5 0-0,14
Марганцевые руды
Отходы отсадки 0-16 Щебень Песок 5-16 0-5
Отходы флотации 0,16 Песок тонко- зернистый 0—0,16
Отходы дешламации 0,02—0,16 Песок тонко- зернистый 0,02—0,16
181
3.2.5. НОМЕНКЛАТУРА ПРОДУКЦИИ
Основными продуктами, получаемыми из отходов обогащения, являются
щебень и песок различной крупности.
Щебень — материал крупностью более 5 мм, получаемый разделением
на фракции отходов сухой магнитной сепарации и отсадки.
Песок—материал крупностью 0,14—3(5) мм, получаемый разделением
иа фракции отходов мокрой магнитной сепарации, флотации, и класс ми-
нус 5 мм, выделяемый сухой магнитной сепарацией. Тонкозернистый пе-
сок— материал крупностью менее 0,14 мм. Номенклатура продуктов из от-
ходов представлена в табл. 98.
3.2.6. КАЧЕСТВО ПРОДУКЦИИ
Щебень и песок из отходов обогащения обладают рядом свойств, сход-
ных со свойствами природного сырья, что подтверждается исследованиями.
Для использования в строительной промышленности исследовался щебень
Стойленского, Центрального и Ново-Криворожского ГОКов. Поэтому все
показатели, приведенные далее по тексту, взяты на основании исследова-
ний отходов этих ГОКов.
Зерновой, химический и минералогический составы щебня пред-
ставлены в табл 99, 100, 101. Сравнение физико-механических свойств
щебня из естественного камня и щебня из отходов приведено, в
табл. 102.
Щебень из гранита и отходов обогащения имеет близкие физико-ме-
хаиические свойства Щебень из отходов характеризуется высокой проч-
ностью при сжатии — до 130 МПа, морозостойкостью (50—100 циклов по-
переменного замораживания и оттаивания), прочностью на истирание 18—
20 %, т. е. относится к первой категории
Многообразие факторов, влияющих на качество строительных мате-
риалов, предопределяет необходимость установления их практической цен-
ности по совокупности всех факторов применительно для каждого вида
строительных работ. Одним из способов оценки качества заполнителей бе-
тона является непосредственное испытание их в бетоне.
Согласно исследованиям бетон на заполнителях из отходов обогаще-
ния имеет преимущества по ряду свойств по сравнению с бетоном на гра-
нитном щебне. Эти преимущества проявляются в лучшем сцеплении бе-
тона со стальной арматурой и в повышенном сопротивлении изгибу железо-
бетонных элементов. Бетон на заполнителях из отходов обогащения после
50—200 циклов замораживания и оттаивания не имел каких-либо дефор-
маций, потерь в массе или прочности. Объемная масса бетона на 1,2—2,5 %
выше, чем бетона на граните. Бетон на щебне из отходов предо-
храняет стальную арматуру от коррозии. Обработка бетона на Щебне
из отходов в пропарочной камере при температуре 85—90 °C и в авто-
клаве при 170 °C дает более высокие показатели прочности. Прочность
на сжатие и растяжение при изгибе таких бетонов выше требований
ГОСТ 8424-63.
182
Зерновой состав щебня горно-обогатительных комбинатов
Таблица 99
Горио-обогатительиые комбинаты Классы крупности, мм
20-40 10—20 5-10 | Менее 5
Выход, %
Центральный 28,5 36,3 23,1 12,1
Стойленский 6,2 69,0 15,2 9,6
Минералогический состав щебня горно-обогатительных комбинатов
Таблица 100
Г орно- обогатительные комбинаты Магнетит Гематит Железистые карбонаты Железистые силикаты Нерудные карбо- наты Апа- тит Пирит Кварц Сульфиды Сумма
М Fe М Fe М Fe М Fe М Fe М Fe М Fe
Центральный . . 2,8 2,0 2,4 1,7 28,8 11.7 17,4 5,0 0,3 0,1 0,5 0,3 47,4 — — 100 20,7
Стойленский . . . 2,6 1,9 3,0 2,1 1,7 0,25 38,6 7,0 7,3 0,4 — — 46,4 0,4 0,2 100 11,45
Химический состав щебня горно-обогатительных комбинатов
Таблица 101
Горио-обогатительные комбинаты Компоненты, %
реобщ FeO Fe3O3 SiOj AljfOs СаО MgO КгО Na2O P2O5 S МпО TiO2 П. п.n.
Центральный 20,7 21,9 5,3 51,7 2,71 0,26 3,30 0,08 0,07 0,06 0,735 0,36 0,114 13,32
СО Стойленский 11.4 10,3 6.0 55,5 8,4 4,96 4,68 1,2 1,23 0,199 0,54 0,126 0,39 6,38
co
Таблица 102
Сравнительная характеристика физико-механических свойств щебня из естественного камня и щебня из отходов обогащения
Наименование материалов Плот- ность, г/см5 Объемная масса в куске, кг/м* Насып иая объемная масса щебня, кг/м“ Пори- стость, % Пустот- ность, % Водопо- глощение, % Содержа- ние в щебне пластин- чатых и игло- ватых зерен, % Дробн- мость Сопро- тивле- ние щебня удару Истирае- мость щебня в по молоч- ном барабане, % Прочность при сжатии кубиков, выпилен- ных из породы, МПа Морозо- стой- кость
1 2 3 4 5 б 7 8 9 10 11 12 13
Гранитный щебень Ко- ломоевского камнедро- бильного за- вода .... 2,5 2500-2900 1410 3,1 43,0 0.3—0,5 12,5—16,0 123—151 100
Щебень Бы- строречен- ского место- рождения . . — 2830 1550 — 45—47 2,5—4,5 18-20 —— __ __ —
Щебень Цен- трального горно-обога- тительного комбината 3,16 3150 1665 0,3 47 1,5 24 — — 19-19,4 120 100—50
Физико-механические свойства песков из отходов фракции плюс
и минус 0,14 мм в сравнении с природными песками представлены в
табл. 103
Сравнение прочности тяжелых бетонов на естественном песке и пе-
ске из отходов показывает, что последние имеют более высокую прочность
на осевое растяжение и растяжение при изгибе Повышение прочности со-
ставляет соответственно 22 и 11 %.
Прочность сцепления с арматурой для бетона марки 200 на песке из
отходов и естественной равна соответственно 3,3 и 3,1 МПа, а для бетона
марки 400—5,2 и 4,3 МПа.
Таблица 103
Сравнительная характеристика физико-механических свойств песка
из отходов обогащения и природного
Материалы Модуль крупности Удельная поверх- ность, см*/г Объемная масса, кг/м’ Плот- ность, г/см’ Пу- стот- ность, % Содер- жание пыле- видных и глини- стых частиц, %
Отходы обогати- тельных фабрик 0,02-0,5 1000-4875 1200-1400 2,7-3,0 40-60 0,9-5,0
Песок тонкозер- нистый круп- ностью менее 0,14 мм ... . 0,02—0,1 1000-5500 1050-1100 2,8-3,0 60-63 4,9
Песок крупностью плюс 0,14 мм 1,7-3,5 100-450 1460—1550 2,7-2,85 43-49 1,8-2,8
Песок природный речной .... 1,3-1,6 100-490 1350-1400 2,7-2.8 43-48 1,5-5,0
По водопоглощению, плотности, пористости бетоны на продуктах из
отходов не отличаются от бетона на природном песке, а по морозостой-
кости и водонепроницаемости даже их превосходят.
Для марганцевых руд исследовались крупнозернистые пески ЦОФ
Марганецкого ГОКа, тонкозернистые пески никопольских и чиатурскнх
фабрик.
Зерновой состав, физико-механические свойства песков и их химиче-
ский состав приведены в табл. 104, 105. Крупнозернистый песок качествен-
нее природных днепровских песков и используется в смеси с последним
(50 %) для изготовления более высоких марок бетона.
Химическим анализом тонкозернистых песков (отходов флотации) уста-
новлено, что они содержат компоненты, которые являются обязательными
составляющими темных стекол. Присутствие в них марганца (в виде
МпзО4) и окиси бария повышает их ценность Химический состав песков
позволяет вывести из состава шихты стекол привозной нефелиновый кон-
центр ат.
185
Таблипа 104
Зерновой состав и физико-механические свойства крупнозернистых песков
Остатки иа ситах Количество остатка в % на ситах с размером отверстий в мм Модуль крупности Физико-механические показатели
2,5 1,25 0,63 0,315 0,14 менее 0,14 удельная плотность, г/см3 объемно- насыпная масса, кг/м3 влажность» %
Частные 1,8—2,4 6,2—14,0 30,4—42,5 35,5—46,2 5,5—14,6 0,2—0,7 2,35—2,69 2,15—2,2 1,475-1,5 3,609—4,0
Полные 1,8—2,4 8,6—15,8 39,0—58,3 85,2-93,8 99,3—99,8 100 — — — —
Таблипа 105
Химический состав крупнозернистых и
мелкозернистых песков
SiOs Al,О, Fe2 О, ПО, СаО MgO MnO, МпО №О К,О ВаО Р S Со? П. п. п.
78,9—79.9 1,88— 2,3 1,06— 1,49 0,03— 0,036 1,96— 2,74 I 0,9- 1,2 Срупноз 5,08— 8,5 ернисты 1,27— 1,5 е пески 0,42— 0,6 0,64— 0,72 0,1- 0,22 0,133- 0,15 0,об- од 2,5- 2,71 4,2— 4,75
61,72 2,15 2,62 н. св. 0,6 3,03 Тонкозе н. св. рнистые 6,5 пески 1,59 2,89 1,54 н. св. н. св. н. св. 7,36
66,92 8,31 3,36 0,33 2,5 1,07 н. св. 8,88 1,22 2,16 н. св. н. св. 0,09 н. св. 5,78
Тонкозернистые пески (отходы пенной сепарации) пригодны для из-
готовления стеновых материалов. Все изготовленные материалы по
своим качествам удовлетворяют требованиям ГОСТов на них [1, 2,
3, 4].
3.2.7. ИСПОЛЬЗОВАНИЕ ПРОДУКЦИИ
Классифицированные отходы обогащения — щебень и пески — используются
в различных отраслях народного хозяйства. Основной их потребитель —
строительная промышленность.
Щебень используется для:
производства тяжелых бетонов;
строительства автомобильных дорог;
устройства балластного слоя внутризаводских железнодорожных пу-
тей;
создания искусственных оснований под фундаменты зданий;
обратных засыпок;
производства холодного асфальта.
Таблица 106
Удельный расход сырьевых компонентов на 1 м3 тяжелого (обычного)
бетона
Марка бетона Расход компонентов на 1 м3 бетона
цемент, кг песок, кг щебень, кг вода, л ОК *, см
250 350 545 1430 171 2,0
300 470 525 1320 196 3,5
400 540 370 1350 196 4,0
•—осадка конуса.
При определении наиболее рациональных областей применения песков
необходимо исходить из фактической их крупности.
Пески крупностью плюс 0,14 используются в строительстве:
в качестве мелкого заполнителя для приготовления тяжелого бетона
и раствора;
в асфальтобетонных смесях (в качестве заполнителя);
для производства силикатного и шлакового кирпича, а также
в качестве отощающей добавки для изготовления глиняного кир-
пича;
в качестве балластного материала;
при производстве деталей и конструкций широкой номенкла-
туры для жилищно-гражданских промышленных зданий и сооруже-
ний.
Тонкозернистые пески крупностью менее 0,14 мм являются эф-
фективным сырьем для автоклавного и безавтоклавцого производства
18Z
Таблица 107
Удельный расход материалов для приготовления силикатобетона
Состав силикатобетона, % Удельная поверх- ность, см2/г Характеристика массы Характеристика силикатобетона
известково- кремнеземи- стое вяжущее ОТХОДЫ ГОКов актив- ность. % влаж- ность, % объемная масса, кг/м3 предел прочности при сжатии. МПа
22 78 3000 6 10 2255 24,7
22 78 3500 6 10 2270 27,5
22 78 4000 6 10 2260 32,5
22 78 4500 6 10 2210 40,0
28 72 4000 8 12 2280 35,0
28 72 5000 8 12 2270 45,5
Таблица 108
Удельный расход материалов для приготовления ячеистого бетона
Состав по массе Добавка гипса в % от массы Удельная поверх- ность отходов, см2/г Объемная масса в сухом состоя- нии, кг/м3 Предел прочности при сжатии, МПа
цемент известь отходы ГОКов фракции меиее 0,14 мм автоклав- ная обработка безавто- клавная
0,9 0,1 0,5 1 4500 854 7,5 3,0
0,9 0,1 0,5 1 5000 737 4,9 2,5
0,9 0,1 0,5 1 4200 700 4,7 2,3
Таблица 109
Сравнение удельных расходов материалов для приготовления бетонов на
песке природном и из отходов обогащения
Цемент Марка бетона Водоцементное отношение Подвижность, см Расход материалов на 1 м1 бетона Объемная масса бетона, кг/м3 Экономия в руб. от использования отходов на 1 м’ бетона
вид марка цемент, кг песок, кг щебень гранит- ный фракции 5-20 мм, кг вода, л
природный из отходов ГОКов
Шлакопорт- 300 200 0,55 2—4 350 618 1260 192 2420
ландский 300 200 0,55 2-4 330 —• 736 1237 181 2480 2,97
Портланд- 400 200 0,7 2-4 270 665 1286 189 2410 —
ский 400 200 0,7 2-4 260 — 752 1269 182 2460 1,22
400 300 0,5 2-4 330 597 — 1243 190 2410
400 300 0,5 2—4 360 —. 721 1215 180 2470 1,49
4Q0 400 0,35 2-4 565 504 —- 1173 198 2440 —
400 400 0,35 2-4 535 — 658 1108 187 2490 1,49
188
Таблица 110
Удельные расходы материалов для приготовления растворов
Цемент
Расход материалов на 1 м’
раствора
ВИД
Шлакопорт'
ландский
300 100 365
300 100 340
1401 — 314
1482 298
8—9 1:4,46 2080
8—9 — 2120
Таблица 111
Количество щебня и песка, реализованное горно-обогатительными
предприятиями в 1983 г., тыс. м3
Предприятия и вид продукции Количество реализуемых продуктов Крупность, мм Целецаправлен- иость использования
Южный ГОК, щебень .... 321,7 0-25 Строительный
материал
Ново-Криворожский ГОК:
щебень 381,4 5-40 То же
песок 99,6 Более 0,14 Заполнитель
бетона
Центральный ГОК, щебень . . 360,0 3-25 Строительный
материал
Ингулецкий ГОК, щебень . . . 295,0 3—25 То же
Полтавский ГОК, шебень . . . 388,3 10-40 »
Оленегорский ГОК, щебень 45,0 0—25 »
Лебединский ГОК, щебень . . 99,3 10—40
Качканарский ГОК, щебень . . 631,0 0—25
Соколовско-Сарбайский ГОК,
щебень 1094,0 5-70
Гороблагодатское РУ:
щебень 1124,0 5—40
песок 120,0 0-5
Высокогорское РУ, щебень . . 743,0 0-40
Первоуральское РУ, щебень 1715,0 10—50
Богословское РУ, щебень . . 1823,0 0-20
Лебяжинское РУ, щебень . . . 270,0 0-50
Кузнецкий металлургический
комбинат, щебень 11800,0 0—70
Итого:
щебня 21090,7
песка 219,6
189
изделий и конструкций из тяжелого и ячеистого силикатобетонов, мо-
гут использоваться в асфальтобетонных смесях (в качестве минераль-
ного порошка) и для получения шлакового бесклинкерного це-
мента.
По технологическим и физико-механическим показателям ячеистые бе-
тоны на тонкозернистых песках соответствуют нормативным требованиям,
предъявляемым к ячеистым конструктивным и конструктивно-теплоизо-
ляционным бетонам.
Удельный расход щебня н сырьевых компонентов для изготовле-
ния 1 м3 тяжелого (обычного) бетона в зависимости от его марки
показан на примере использования щебня Стойленского месторождения
(табл. 106).
Расход компонентов, необходимых для приготовления асфальтобетона
на щебне Стойленского месторождения, в процентах составляет: ще-
бень — 60; песок — 33; заполнитель — 7; битум (БН-3) — 6,5 (сверх
100%).
Удельные расходы материалов для приготовления плотного и ячеистого
силикатобетона приведены в табл. 107, 108. Сравнение удельных расходов
материалов для приготовления бетонов на песке природном и из отходов
обогащения приведено в табл. 109.
Как следует из данных, удельный расход цемента и песков различный.
Для приготовления бетонов и строительных растворов на песках из от-
ходов цемента используется на 5—10 % меньше. Удельные расходы мате-
риалов для приготовления растворов приведены в табл. ПО.
Несмотря на эффективность применения щебня и песка в строитель-
ном производстве, объемы их использования в настоящее время весьма не-
значительны.
Объемы реализации продукции из отходов действующих железорудных
предприятий приведены в табл. 111.
Отходы обогащения марганцеворудных предприятий используются
только на Центральной обогатительной фабрике Марганецкого ГОКа. Го-
довое производство песка из отходов составляет 15 000 т.
По данным Гипроруда и Криворожского отдела ДФ НИИСП, на
период 1980—1990 гг. рекомендуется строительство объектов на базе про-
мышленных отходов. Рекомендуемые к вводу мощности, капвложения и их
экономическая эффективность приведены в табл. 112.
Ввод новых мощностей позволит покрыть выявленный дефицит щебня
н песка на 52—54 %.
Проведенные научные исследования по использованию щебня и песка
позволяют рекомендовать промышленное производство на их основе раз-
личных строительных материалов и изделий, по количеству н номенклатуре
удовлетворяющих потребности строительной индустрии прилегающих к раз-
рабатываемым месторождениям областей.
Исследованиями возможности использования отходов обогащения в
различных направлениях занимался ряд научно-исследовательских инсти-
тутов. Результаты выполненных исследовательских работ в области
подготовки и использования отходов обогащения представлены в
табл. 113.
12Q
Таблица 112
Рекомендуемые к вводу мощности, капиталовложения и их экономическая
эффективность
Республики, экономические районы Рекомендуемые к вводу мощности по производству нерудных строительных материалов на базе отходов и попутных пород, тыс. м3 Покрытие выявлен- ного дефицита щебня и песка за счет ввода рекомен- дуемых мощно- стей, % Капвло- жения, тыс. руб. Экономи- ческий эффект в сравнении с производ- ством тех же объемов нерудных строймате- риалов нз естествен- ного сырья (экономия по капвло- жениям), тыс. руб.
всего в том числе
щебень песок
РСФСР— всего 20275,9 17055,9 3220,0 55,6 87298,4 82 274
В том числе по экономи- ческим райо- нам:
Северо-За- падный . . 3915,9 3715,9 200,0 49,7 29361,4 16 026
Уральский 10900,0 9380,0 1520,0 96,4 32107,7 46 100
Западно-Си- бирский 4670,0 3170,0 1500,0 70,4 20800,0 18 098
Восточно-Си- бирский 790,0 790,0 — 9,1 5030,0 2050
УССР — всего 20335,0 9650,0 10685,0 49,8 75559,2 102 208
В том числе по экономи- ческим райо- нам:
Донецко- Придне- провский 18895,0 9650,0 9245,0 53,8 72239,2 102 208
Юго-Запад- ный . . . 875,0 — 875,0 5,8 1980,0 —
Южный . . 565,0 — 565,0 8,3 1340,0 —
Казахская ССР . . . 6695,0 6223,5 417,5 45,1 42292,8 16 200
Эстонская ССР . . . 3290,0 3290,0 — 73,3 31051,0
Итого , 50595,9 36219,4 14322,5 53,8 236201,4 200 682
191
Таблица 113
Результаты проведенных исследовательских работ в области использования отходов обогащения
Наименование института, проводившего исследования Год проведе- ния исследо- вания Исследуемый материал Продукция, получаемая с применением материалов из отходов обогащения Свойства продукции
1 2 3 4 5
ниисп 1967— 1973 Отходы магнитного обогаще- ния железистых кварцитов Кривбасса — крупные пески Тяжелые бетоны марок 200— 400, строительные раство- ры, асфальтобетонные сме- си Объемная масса бетонов 2600—2650 кг/м3, что на 8—12 % выше, чем на гра- нитном щебне и кварцевом песке
Тонкодисперсные хвосты крупностью 0,14 мм Плотные, ячеистые автоклав- ные и безавтоклавные си- ликатные бетоны Прочность ячеистых бетонов 7,0—11,5 МПа. Объемная масса 700—1200 кг/м3, ко- эффициент теплопроводно- сти 0,22—0,34 ккал/ч-м-°С
Отходы обогащения сухой магнитной сепарации из не- кондиционных бедных же- лезных руд — крупные за- полнители Тяжелые бетоны марок 200— 400
виси Тонкодисперсные хвосты КМА крупностью 0,14 мм 1. Строительные растворы 2. Цементные ячеистые бето- ны Бетоны обладают высокой долговечностью и надеж- ностью
Зак 1483
ВНИИСТРОМ. Бел-
городский техноло-
гический институт
Хвосты обогащения желез-
ных руд КМА
ВНИИСТРОМ
КГРИ, ДИСИ
Белгородский техно-
логический инсти-
тут
ВИСИ, НИИКМА
ВИСИ, трест «КМА-
рудстрой»
1957—
1960
Хвосты флотации железных
руд Оленегорского комби-
ната
Хвосты крупностью 0,14 мм
совместно с молотым гра-
нулированным доменным
шлаком
Неизмельченные хвосты после
обогащения руды
Хвосты обогащения желез-
ных руд КМА
Хвосты горно-обогатительных
фабрик г. Губкина
S
Ячеистые бетоны Силикатный кирпич марки 150 Шлаковый бесклинкерный цемент (приготовление бе- тонов) 1. Вибрированные силикат- ные материалы 2. Прессованные силикатные материалы Ячеистые бетоны неавтоклав- ного твердения Силикатный кирпич марок 100, 200 Объемная масса 400— 700 кг/м3 Предел прочности образцов превышал требования СН287—65 Удовлетворяет требованиям ГОСТ 379—69 Прочность при сжатии до 20 МПа Прочность при сжатии до 15 МПа, объемная масса 1850 кг/м3 Прочность при сжатии до 40 МПа, объемная масса 20—10 кг/м3 Отличаются высоким качест- вом, долговечностью, на- дежностью. Показатели свойств превосходят требо- вания нормативов Прочность при сжатии до 75—85 МПа
Наименование института, проводившего исследования Год проведе- ния исследо- вания Исследуемый материал
1 2 3
виси, ниикма 1969— 1972 Хвосты горно-обогатитель- ных фабрик г. Губкина
Механобрчермет, НИИСП ВНИИ ВОДГЭО Хвосты сухой магнитной се- парации руд Стойленского месторождения Хвосты обогащения с добав- кой вяжущего
тонкодисперсные хвосты с добавкой вяжущего
КГРИ Отходы ГОКов Кривбасса
Продолжение
Продукция, получаемая с применением материалов из отходов обогащения Свойства продукции
4 5
Ячеистые бетоны
1. Строительный щебень
2. Заполнитель для бетонов
При объемной массе 700 кг/м3
материал имел контрольную
характеристику не менее
5 МПа, величина усадки при
высушивании составляла
0,6—0,7 мм/м, капиллярный
подсос — 2,8 г/см2, морозо-
стойкость также удовлетво-
ряла нормативным требова-
ниям
Силнкатобетонные материа-
лы:
автоклавного твердения
облегченные автоклавные
бетоны
Бетоны иа мелких заполни-
телях из отходов
Предел прочности при сжатии
6—40 МПа
Объемная масса 550—
800 кг/м3, прочность при
сжатии 2,5—6 МПа
Обладают более высокой проч-
ностью, чем бетоны на обыч-
ных заполнителях
Крымский филиал
•ч НИИстройматериа-
• лов
Кавказский институт
минерального сырья
1970— Отходы после обогащения
1971 керченских руд
1973 Отходы флотации марганце-
вых руд (тонкозернистые
пески)
Отходы пенной сепарации
марганцевых руд в смеси с
негашеной известью и из-
вестково-кремнеземистым
вяжущим
ниисп 1970— 1975
ниисп 1975
Уралмехаиобр 1964- 1966 1968
Каз. ИМС
Центрально-Казах- станское геологиче- ское управление. Синячинский завод лицевого и силикат- м ного кирпича tn 1976
Шламы текущей переработки
и заскладироваиные шламы
обогащения марганцевых
руд, тонкозернистый песок
Хвосты дитионатного обога-
щения шламов дешламации
марганцевых руд. Тонко-
зернистый песок
Отходы обогащения Джез-
динской фабрики
Тонкозернистый песок
Пигмент при производстве
облицовочного бетона
Темно-зеленые стекла
Стеновые материалы авто-
клавного твердения:
силикатный кирпич марки
125
блоки из тяжелого бетона
марки 200
изделия из ячеистого бето-.
на марки 50—31
Плотные и ячеистые бетоны
автоклавного твердения,
кирпич
Производство стекол, синтез
ситалла
Тяжелые бетоны, строитель-
ные растворы, плотные ячеи-
стые автоклавные и безав-
токлавиые силикатные бе-
тоны и асфальтобетоны
Полевошпатовый концентрат
От розового до светло-корич-
невого цвета
Соответствует ГОСТ 379—69
Соответствует СН165—68
Объемная масса 700—-
800 кг/м’, соответствует
СН277—70
Пигмент 2-го и 3-го сортов по
ГОСТ 7030—54
Силикатный кирпич
Соответствует ГОС! 349—69
3.3. МЕТОДИЧЕСКИЕ ОСНОВЫ ОПРЕДЕЛЕНИЯ
ЭКОНОМИЧЕСКОМ ЭФФЕКТИВНОСТИ ПРОИЗВОДСТВА
И ИСПОЛЬЗОВАНИЯ ОТХОДОВ ОБОГАЩЕНИЯ
ЖЕЛЕЗНЫХ И МАРГАНЦЕВЫХ РУД
Определение экономической эффективности использования отходов обога-
щения следует рассматривать как частный случай расчета эффективности
капитальных вложений и новой техники.
В связи с тем что установки по производству щебня и песка из отхо-
дов обогащения будут сооружаться на горно-обогатительных комбинатах,
целесообразно рассматривать эффективность их выделения как для про-
изводителя, так и для потребителя.
В условиях обогатительного производства эффективность капитальных
вложений на выделение песка и щебня определяется экономней приведен-
ных затрат, получаемой от реализации песка и щебня, улучшения техно-
логических показателей обогащения н снижения затрат в смежных пере-
делах.
Определение экономической эффективности применения сухой магнит-
ной сепарации для выделения щебня и песка можно производить по мето-
дике, разработанной в институте Механобрчермет.
Основой для разработки методики является определение сравнитель-
ной эффективности путем учета изменения приведенных затрат на произ-
водство концентрата по общепризнанной формуле:
Э = [(С2-С1) + Е(К1-К2)]А,
где Ci, С2— себестоимость концентрата до и после внедрения меро-
приятий по выделению песка и щебня; Ki, К2 — удельные капитальные вло-
жения до и после внедрения мероприятий, Е — нормативный отраслевой
коэффициент эффективности капитальных вложений; А — годовой объем
производства концентрата после внедрения мероприятия.
Применение сухой магнитной сепарации эффективно, если приведенные
затраты на 1 т концентрата на выделение и отгрузку хвостов с учетом их
реализации будут меньше экономии приведенных затрат в обогащении с
учетом изменения реализации концентрата за счет потерь магнетитового
железа в хвостах сухой магнитной сепарации.
В общем виде эффективное!ь применения сухой магнитной сепарации
можно представить следующим выражением:
Псмс ~Ь Пскл, хв • Ухв — Рхв Эоб _ др
Ук Ук
или
(п I Пскл.хв-Ухв р \ 100 — WK Эоб ,.по . др
(Псмс + ioS” Рхв) - < — (100 - Гк) ДРК,
196
где Псмс— приведенные затраты на собственно сухую магнитную сепа-
рацию на 1 т сухой руды, руб.; Пекл хв — приведенные затраты на транс-
портировку и складирование хвостов на 1 т сухих хвостов сухой магнитной
сепарации, руб.; Рхв — реализация хвостов на 1 т сухой руды, руб.; ЭОб —
экономия приведенных затрат в обогащении на 1 т сухой руды, руб.; ухв—
выход хвостов сухой магнитной сепарации, %; ук — выход концентрата, %;
— влажность концентрата, %; ДРК — изменение реализации концентра-
та, руб.
Реализация хвостов определяется по формуле
р Ухв • Цхв
хв 100 - №хв ’
где Цхв — цена за 1 т реализуемых хвостов влажной массы, руб.;
Wxb—влажность хвостов, %.
Экономия приведенных затрат в обогащении определяется в основном
сокращением затрат на бункерование, измельчение, классификацию и маг-
нитную сепарацию первой стадии, на сгущение и обезвоживание хвостов,
а в случае реализации хвостов —на их удаление и складирование.
В отдельных случаях экономия затрат может быть получена и за счет
других операций (например, по фильтрации в связи с изменением удель-
ных нагрузок и т. д.), подтвержденных исследованиями.
Экономия затрат по указанным операциям может быть представлена
следующим выражением:
Эоб = Эб + эиз + Экл + Эм. с + Эхв + эуд + эпр,
где Эб, Эиз, Экл, Эм с, Э*в, Эуд скл, Эпр—экономия приведенных за-
трат по операциям обогащения соответственно: бункерование, измельчение,
классификация, магнитная сепарация I стадии, сгущение и обезвоживание
хвостов, удаление и складирование хвостов, прочие затраты,
На основании разработанных в институте технических проектов опре-
делены приведенные затраты по операциям обогащения сухой магнитной
сепарации.
Экономико-математическая модель эффективности применения сухой
магнитной сепарации в условиях Кривбасса и КМА имеет вид:
а) в условиях Кривбасса при реализации хвостов:
(о,О69/ +
Ухв • Цхв \
100 - 1ГХВ)
90,5
Ук
< I 2,285 4
0,725 \ 0,905 • уХв
<7 )' Ук
__Ухв (Умг 1 »5) Ц
Ук - Р
где ! — исходное питание в операцию сухой магнитной сепарации, доли
единицы; Ц — оптовая цена 1 т концентрата, руб.;
без учета реализации хвостов:
(0,069/ + ~~А . 90^ / 5 0725\ О^Р^Ухв _
к 100 ) ук k q ) ук
Ухв (Умг — 1,5) Ц .
Ук • Р
197
б) в условиях КМА при реализации хвостов:
(0 07147 4- 0,240 ' YxB — Yxb ' Ц*в А . 90,5 <; 46 4- 0,943 А X
I0,07147 + loo. loo- wXB) yk V’+ q )Х
0,905 • Ухв _ Yxb (Умг — 1,5) Ц
Yk Yk‘0
без учета реализации хвостов:
0,0714/ +
0,240 • Yxb 1 90,5 _ 0,943 Л 0,905ухв
100 J Yk + q J Yk
Yxb (Умг — 1,5) Ц
Yk-0
Экономическая эффективность выделения песков после первой и вто-
рой стадий мокрой магнитной сепарации из общего потока хвостов опреде-
ляется путем сравнения приведенных затрат на выделение их с экономией
затрат на транспортировку и складирование хвостов и суммы реализации
продукции:
Пвп ЭПТ + ЭПскл + Рп, .
где Пвп — приведенные затраты иа выделение песков; ЭПТ, ЭПСКл —
экономия приведенных затрат на транспортировку и складирование хво-
стов; Рп — сумма реализации песков.
Цены на щебень и песок должны определяться иа основе их себестои-
мости за вычетом экономии в других операциях, удельных капитальных за-
трат с учетом экономии или увеличения их в других операциях и части
экономии, получаемой у потребителя.
В общем виде цена на щебень или песок определяется по формуле
Ц=С + Р-Фс + Эи,
где С — себестоимость одной тонны песка или щебня, руб.; Р — отрас-
левой норматив рентабельности; Фс — фондоемкость или капиталоемкость
1 т продукции, руб.; Эи — часть экономии, получаемой у потребителя и на-
правляемой изготовителю продукции. В расчетах необходимо принимать
50 % экономии, получаемой у потребителя.
Установки по производству щебня и песка из отходов обогащения бу-
дут сооружаться на горио-обогатительных комбинатах. В связи с этим
важным является определение эффективности производства продукции из
отходов.
3.4. ЦЕНЫ НА ПРОДУКЦИЮ
ИЗ ОТХОДОВ ОБОГАЩЕНИЯ
Предприятия, производящие продукцию из отходов, реализуют ее по ценам,
установленным действующими прейскурантами или утвержденным мини-
стерством, ведомством, а иногда областным Советом народных депутатов.
Фактические цены, по которым реализуют предприятия продукцию из
отходов, приведены в табл. 114.
Таблица 114
Цены иа продукцию из отходов, реализуемую горио-обогатительиыми
предприятиями
Предприятие Крупность отходов, мм Оптовая цена, руб/м’
Южный ГОК 0—25 2,65
Ново-Криворожский ГОК 5-40 2,29
-5 0,60
Центральный ГОК 3-25 2,39
Иигулецкий ГОК 3-25 2,50
Днепровский ГОК 10—40 3,20
Оленегорский ГОК 0—25 2,95
Лебединский ГОК 0-25 3,02
Качканарский ГОК 3,12
Соколовско-Сарбайский ГОК . . . 5—70 3,61
Гороблагодатское РУ 5—40 3,99
0—5 1,42
Высокогорское РУ 0-40 4,72
Первоуральское РУ 10—50 3,09
Богословское РУ 0—20 3,32
Лебяжинское РУ 0-50 3,60
3.5. ЭКОНОМИЧЕСКАЯ ЭФФЕКТИВНОСТЬ
ПРОИЗВОДСТВА ПРОДУКЦИИ
Капитальные затраты на производство щебня и песка зависят от места их
выделения в технологическом процессе. Уровень капитальных затрат иа
производство щебня и песка показан на примере проектов Центрального и
Стойленского ГОКов в табл. 115.
Таблица 115
Удельные капитальные затраты, руб./т
Предприятие Песок Щебень
Центральный ГОК
Сухая сепарация дробленой РУДЫ Стойленский ГОК ... 0,93 3,33
Сухая сепарация дробленой РУДЫ — 5,23
Первая и вторая стадии мок- рой магнитной сепарации . . 2,49 —
Общий поток хвостов 0,64 —
Экономическая эффективность определяется путем сопоставления уров-
ня приведенных затрат на производство песка и щебня из отходов обога-
щения и затрат при специальном производстве.
Сопоставление уровней затрат приведено в табл 116.
В 1977 г. Государственным союзным институтом по проектированию
предприятий горно-рудной промышленности выполнен ТЭД, в котором при-
веден расчет экономической эффективности предполагаемого строительства
нерудных предприятий на базе отходов железорудной промышленности
взамен ввода новых мощностей на естественном сырье, запланированных
на 1985—1990 гг.
Экономическая эффективность использования отходов железорудного
производства в нерудной промышленности определялась путем сравнения
с проектными показателями специализированных предприятий, выпуск
продукции иа которых достаточно представителен для производства кон-
200
кретного вида строительных материалов в данном экономическом районе
(табл. 117).
Себестоимость и удельные капитальные вложения всех видов строи-
тельной продукции при использовании в качестве сырья вскрышных пород
и отходов обогащения железных руд оказываются более низкими, чем при
Таблица 116
Эффективность производства песка и щебня из отходов
обогащения, руб./м3
Цент- ральный ГОК Стойлен- ский ГОК Запорож- ское карьеро- управле- ние Передаточ- нннское карьеро- управление
Щебень сухой магнитной сепа- рации 1,16 2,24 -
Щебень специального произ- водства Эффект в сравнении: с Запорожским карьероуп- равлением 1,80 0,72 2,96 2,46
с Передаточнинским карье- роуправлением 1,30 0,22
Песок сухой магнитной сепа- рации Песок из общего потока хво- стов 0,22 0,59
Песок специального произвол- Ства Эффект в сравнении: с Запорожским карьероуп- равлением 1,74 1,37 1,96 1,46
с Передаточнинским карие- роуправлением 1,24 0,87
Примечание. Данные по Запорожскому и Передаточиинскому карьероуп-
равлениям приняты по литературным й&точникам [17].
использовании традиционного сырья, что свидетельствует об экономической
эффективности строительства нерудных предприятий на базе отходов пред-
приятий Минчермета СССР [14].
201
Таблица 117
Сравнительные данные по затратам на единицу продукции строительных материалов и годовой народнохозяйственный
эффект от использования отходов железорудной промышленности в расчете на 1990 г.
Наименование района и вида строительной продукции Единица измере- нии Объем производ- ства из отходов предприятий МЧМ СССР На базе отходов железорудного производства В спецналнзнровввной отрасли Годовой народно- хозяйст- венный эффект, млн. руб. Экономия капвло жений, млн. руб.
удельные капиталь- ные вложе- ния, РУб. себесто- имость еднвнцы, руб. приве- денные затраты, РУб. удельные капиталь- ные вложе- ния, руб. себесто- имость единицы, РУб. приве- денные затраты, руб.
1 2 3 4 5 6 7 8 9 10 11
Северо-Запад Щебень и песок М3 9 030 000 7,2 0,72 1,58 9,17 2,10 3,20 14,6 17,8
Силикатный кирпич .... ТЫС. шт. 120 000 58,14 22,56 29.54 72,68 36,3 45,02 1,9 1,7
усл. к.
Централь но-Чер но- земный
Щебень и песок м3 6 430 000 4,06 1,54 2,0 9,45 1,96 3,38 8,9 34,7
Силикатный кирпич . . . тыс. шт. 240 000 48,9 16,50 23,65 56,81 18.55 25,37 0,4 1,9
Известняковая мука . . . усл. к. т 5 700 000 9,67 3,41 4,57 11,12 3,59 4,92 2,0 8,3
Керамические дренажные трубы км усл. 87 700 383,0 90,1 136,1 402,0 97,2 140,59 0,4 1,7
Изделия из ячеистого бе-
тона м3 340 000 8,21 2,95 3,94 15,38 7,21 9,06 1,7 2,4
Глиняный кирпич тыс. шт. 60 000 118,3 27,67 44,27 131,4 29,61 45,38 0,1 0,8
усл. к.
Цемент т т 3 000 000 2 300 000
Песок для строительных
работ
V рал
Шебень и песок м3 3 865 000
Известняковая мука . . . т 860 000
Сибирь
Известь 600 000
Щебень и песок м3 3 000 000
Известняковая мука . . . т 1 450 000
Глиняный кирпич тыс. шт. усл. к. 60 000
УССР
Щебень и песок м4 18 800 000
Закавказье
Щебень и песок мл 310 000
Казахстан
Щебень н песок м3 7 900 000
Силикатный кирпич .... тыс. шт;, усл. к. 120 000
Керамические дренажные 65 300
трубы км усл.
Известь т 300 000
Итого по Минчермету СССР
25,65 7,30 10,38 34,2 9,70 13,8 103 25,6
1,82 0,80 1,02 4,69 0,92 1,48 1,1 6,6
6,05 1,34 2,07 11,83 2,45 3,87 6,1 19,4
7,54 1.7 2,60 13,95 4,53 6,21 3,1 5,6
25,3 9,35 12,39 29,89 14,92 18,51 3,7 2,8
5,33 1,16 1,8 11,12 2,18 3,51 5,1 1,7
9,57 2.53 3,97 13,95 4,54 6,21 3,2 6,4
133,7 31.0 47,04 148,6 33,3 51,13 0,3 0.9
5.48 0.75 1,41 9,45 1,96 3,09 31,6 74,6
6,56 1,55 2,34 7,96 3,74 4,7 0,7 0,4
6,82 0,74 1,56 12,95 1,73 3,28 13,5 48,4
61,0 13,07 20,39 76,75 30,90 40,11 2,4 1,9
384,10 76,7 122,80 425,00 105,00 156,00 2,2 2,7
14,50 7,35 9,09 29,90 14,90 18,51 2,8 4,6
116,1 270,8
ЛИТЕРАТУРА
1. Исследования отходов обогащения магнетитовых кварцитов КМА с
целью их использования в производстве строительных материалов (отчет).
Белгород: Белгородский технологический ин-т строительных материалов,
1974.
2. Использование отходов ГОКов в производстве строительных раство-
ров, бетонов (отчет). Криворожский ф-ал ЮЖНИИ, 1962.
3. Проблемы комплексного использования отходов промышленности в
народном хозяйстве. Материалы республиканской науч, конф, Киев, 1972,
№ 3, 4, 5, 6.
4. Комплексное использование руд черных металлов. Тематический от-
раслевой сборник, № 1. Уралмеханобр, 1974.
5. Комплексное использование сопутствующих пород при добыче руд
Курской магнитной аномалии в производстве строительных материалов.
Материалы Всес. науч. конф. Белгород, 1973.
6. ТЭД о возможностях увеличения производства нерудных и других
строительных материалов из вскрышных пород и отходов обогащения гор-
но-добывающих предприятий черной металлургии. Л.: Гипроруда, 1977.
7. Технический прогресс на Ново-Криворожском горно-обогатительном
комбинате. Днепропетровск: Промшь, 1970.
8. Комплексное развитие КМА: Сб. трудов, вып. 5. Губкин, НИИКМА,
1973.
9. Справочник по добыче и переработке нерудных строительных ма-
териалов. Л.: Стройиздат, 1975.
10. Справочник по строительным материалам и изделиям. Киев: Буд1-
вельник, 1966.
11. Вяжущие материалы, бетоны и заполнители для бетона. Ч. II. Го-
сударственные стандарты. М., 1968.
12. Технические указания по использованию отходов горно-обогати-
тельных комбинатов Криворожского железорудного бассейна в строитель-
стве (РСН201—69). Киев, 1969.
13. Технические указания по применению в строительстве щебня из не-
кондиционных железистых кварцитов Крнвбасса (РСН231—71). Киев, 1971.
14. Научно-методические проблемы развития и размещения производи-
тельных сил крупного экономического района (тезисы докладов конферен-
ции). Секция IV. Свердловск, 1973,
15. Полупромышленные испытания по обогащению лежалых хвостов
мокрой магнитной сепарации на опытной фабрике ССГОКа (отчет). Урал-
механобр, ССГОК. Свердловск, Рудный, 1974.
16. Результаты лабораторных испытаний по выделению крупных хво-
стов из дробленых железистых кварцитов Стойленского месторождения
(отчет). Губкин, 1972.
17. Уточнение норм потерь металла при обогащении и окусковании
(отчет). Кривой Рог: Механобрчермет, 1972.
18. Обобщение практических данных обогатительных и окомкователь-
ных фабрик с целью выработки предложений по корректировке основных
положений товарного баланса на комбинатах. Кривой Рог: Механобрчер-
мет, 1974.
19. Баланс запасов полезных ископаемых СССР. Железные и марган-
цевые руды. В ГФ. М., 1979.
20. Сборник технико-экономических показателей по обогащению же-
лезных и марганцевых руд и окомкованию концентратов. Кривой Рог: Ме-
ханобрчермет, 1980.
21. Справочник по обогащению руд. В 3-х томах. М.: Недра, 1973—
1974.
204
4. ОТХОДЫ КОКСОХИМИЧЕСКОЙ
ПРОМЫШЛЕННОСТИ
4.1. ОБРАЗОВАНИЕ ОТХОДОВ
КОКСОХИМИЧЕСКОЙ ПРОМЫШЛЕННОСТИ
Коксохимия принадлежит к материалоемким отраслям промышленности;
удельный вес сырья н материалов в общих затратах на получение коксо-
химической продукции составляет в среднем 85 %. Снижение материальных
затрат является одним из важнейших источников повышения эффективно-
сти коксохимического производства. Уменьшение затрат ресурсов на 1 %
равноценно увеличению прибыли на 16 млн. руб. в год.
Один из важнейших путей снижения материалоемкости коксохимиче-
ской продукции — использование отходов производства. При переработке
поступающего на коксохимическое предприятие угля только 4/s его перехо-
дит в основную продукцию, остальная часть приходится на отходы и про-
изводственные потери. Несмотря на достаточно высокую степень комплекс-
ного использования сырья (в коксохимической промышленности произво-
дится около 120 технических продуктов), при этом образуется свыше
12 млн т твердых и жидких отходов производства. Из этого количества
утилизируется только 5 %, основная же масса вывозится в отвальные хо-
зяйства, занимающие пригодные к использованию земельные площади, или
подается на тушение кокса, вызывая загрязнение окружающей среды про-
дуктами разложения солей. На транспортировку отходов в отвал ежегод-
но затрачивается свыше 10 млн. руб. Поэтому задача полной утилизации
отходов коксохимического производства имеет большое экономическое и со-
циальное значение. Поскольку в соответствии с намеченными темпами ро-
ста производства в коксохимической промышленности следует ожидать уве-
личения общего объема образования отходов, проблема их утилизации со-
хранит свое значение и в будущем. Реальными предпосылками для рацио-
нального использования отходов являются высокая степень концентрации
производства и наличие соответствующих научно-технических разрабо-
ток.
Утилизация отходов в коксохимическом производстве решается тремя
путями:
созданием технологических процессов, исключающих образование отхо-
дов или позволяющих значительно сократить их количество (гидроочистка
сырого бензола и нафталиновой фракции, бескислотный метод получения
мезитилена и т. д.);
205
созданием комплексных производств, технологических схем, основан-
ных на замкнутых циклах (подача отходов химических цехов в шихту
и т. д.);
внедрением рациональных и эффективных методов использования вто-
ричных ресурсов коксохимии в других отраслях народного хозяйства —
сельском хозяйстве, строительной, газовой промышленности и т. д.
4.1.1. ОБЩИЕ ОПРЕДЕЛЕНИЯ,
НОМЕНКЛАТУРА, КЛАССИФИКАЦИЯ ОТХОДОВ
Отходы коксохимических производств подразделяются на два вида:
продукты, получаемые при обогащении углей и по своим свойствам от-
личающиеся от свойств первоначального сырья (порода, отходы флотации);
продукты физико-химической переработки сырья, частично утратившие
его потребительские свойства (фусы каменноугольные, кислые смолки, от-
работанные растворы цехов сероочистки и т. д.).
Номенклатура вторичных материальных ресурсов в значительной мере
определяется комплексностью использования сырья. Современный коксохи-
мический завод представляет собой предприятие, состоящее из целого ряда
производств, начиная от переработки угля до синтеза химических соедине-
ний.
В настоящее время в коксохимической промышленности насчитывается
около 20 видов отходов и не полностью используемых попутных продуктов.
Основными из них по масштабам образования и ущербу, наносимому окру-
жающей среде, являются порода, хвосты флотации, каменноугольные фусы,
кислые смолки цеха улавливания и цеха ректификации бензола, отработан-
ные растворы мышьяково-содовой и вакуум-карбонатной сероочисток.
Эти отходы имеют разнообразную качественную и количественную ха-
рактеристику. Главным принципом их классификации является разделение
по источникам образования и технологическим стадиям производства. Бо-
лее детальная классификация по объемам образования, агрегатному со-
стоянию, физико-химическим свойствам (табл. 118) позволяет определить
круг возможных потребителей, выбрать эффективные методы переработки
и использования отходов. Группировка отходов по признакам гр. 2 и 3
позволяет определить место сосредоточения и объем их образования, а при-
знаки гр. 4 н 5 дают представление о свойствах и транспортабельности от-
ходов. Сведения о физико-химических свойствах помогают выбирать метод
использования отходов с учетом их основных свойств
Основную долю, свыше 97%, отходов, образующихся в коксохимиче-
ской промышленности, составляют отходы углеобогащения-, порода и от-
ходы флотации. Ежегодно на коксохимических предприятиях образуется
свыше 10 млн. т таких отходов. Количество их возрастает пропорционально
объему перерабатываемых углей и их зольности. Поэтому в перспективе,
по мере вовлечения в переработку менее качественных углей, следует ожи-
дать увеличения объема отходов обогащения. 2/3 всего количества породы
и отходов флотации, образующихся в коксохимической промышленности,
сосредоточено на углефабриках Минчермета УССР.
Эти отходы представляют собой смесь угольно-глинистых веществ с вы-
сокозольными угольно-минеральными сростками. Порода — твердое веще-
206
ство, отходы флотации — суспензия, содержащая твердых веществ 250 —
300 г/дм3, которая для хранения требует специальных хранилищ (шламо-
накопителей).
Присутствие минерализованных частиц угля определяет теплоту сгора-
ния отходов в пределах 4180—8360 кДж/кг. Имея сравнительно неболь-
шой удельный вес в общем количестве вторичных материальных ресурсов,
отходы химических цехов более разнообразны по объему образования, фи-
зическому состоянию и физико-химическим свойствам. Они, как правило,
труднотранспортабельны и для их утилизации нужны специальные уста-
новки.
Различают следующие виды отходов химических цехов: органические,
концентрированные солевые растворы, щелочные воды, известковый шлам,
отработанные кислоты и др.
Органические отходы в основном представляют собой нейтральные про-
дукты, содержащие до 20 % воды. Калорийность безводных органических
отходов близка к калорийности каменноугольной смолы. Это главным обра-
зом отходы цехов улавливания: фусы каменноугольные, фусы от чистки
смоляных хранилищ, кислая сможа сульфатного отделения.
Концентрированные солевые растворы представляют собой сточные
ды цехов вакуум-карбонатных и мышьяково-содовых сероочисток Сг>т^
жание солей в стоках зависит от применяемого поглотителя и условий ре-
генерации н существенно различается, хотя компонентный состав раство-
ров в основном одинаков.
Среди кислых отходов производства в первую очередь следует назвать
кислую смолку цеха ректификации сырого бензола, образующуюся в про-
цессе его сернокислотной очистки.
Некоторые отходы коксохимического производства в настоящее время
либо полностью используются на самих коксохимических заводах (напри-
мер, регенерированная серная кислота цеха ректификации бензола), либо
применяются для получения товарной продукции (например, кубовые ос-
татки от ректификации бензола, очищенного нафталина, сырых фенолов, от
производства чистого антрацена и т. п.). Поэтому они скорее являются по-
путной продукцией соответствующих цехов и в данном справочнике не рас-
сматриваются. Ряд отходов, например известковый шлам, щелочные воды,
отходы цеха фталевого ангидрида и т. п., не рассматриваются ввиду их
незначительного объема или в связи с тем, что они есть не иа всех заво-
дах отрасли, или из-за полного отсутствия сведений о возможности их пе-
реработки в СССР и за рубежом.
4.1.2. УЧЕТ НАЛИЧИЯ, ОБРАЗОВАНИЯ
И ИСПОЛЬЗОВАНИЯ ОТХОДОВ
В качестве нормативной базы для определения объемов образования отхо-
дов производства химических цехов в коксохимической отрасли принят
объем угольной шихты, потребной для производства кокса. Норму образо-
вания отходов характеризует величина их выхода из 1 т шихты в условиях
оптимального ведения технологического процесса коксования, соответствую-
щего современному уровню развития техники и технологии. Определение
нормы образования отдельных отходов коксохимического производства
207
Таблиц а 118
Классификация основных вторичных материальных ресурсов в коксохимической промышленности
Отходы Технологи- ческий процесс Объ- ем, тыс. т Характери- стика Агрегат- ное состояние Физико-химические свойства Коэф- фици- ент ис- ПоЛЬ- зева- ния Основные направления использования
теплота сгорания, кДж/кг основные компоненты влаж- ность. % кислот- ность, щелоч- ность, % содер- жание солей, %
1 2 3 4 5 в 7 8 9 10 11 12
Порода Обогаще- ние угля 9 580 Неоргани- ческие Т вердое 4 180—6270 Углисто-гли- нистые вещества и высоко- зольные минераль- ные сростки 12,0 — 0,05 Производство строительных материалов (кирпича, аглопорита), дорожное строительство, гидротехниче- ские сооруже- ния
Отходы фло- тации То же 2 590 То же Суспен- зия 8 360—10 450 То же 75,0 — — — Производство кирпича, приготовление тампонажных растворов, удобрения
Фусы камен- ноуголь- ные Конденса- ция смолы 130 Органиче- ские нейт- ральные Вязкое
Кислая смолка сульфат- ного отд. Производ- ство суль- фата аммо- ния 44 Органиче- ские кислые То же
Кислая смолка цеха рек- тифика- ции Ректифи- кация сырого бензола 43 То же »
Отработан- ный раст- вор: мышьяко- во-содо- вой серо- очистки Очистка коксового газа от се- роводорода 122 Концент- рированный солевой раствор Жидкое
209
вакуум-
карбонат-
ной серо-
очистки
То же 34 То же То же
Частицы угля, пыли и смолы 5—15 1,0—3,5 2,5—4,0 0,55 Добавка в шихту
Сульфат аммония и смола 4—30 0,5-3,8 5-14 0,40 Добавка в шихту, производство дорожного дегтя
Сульфо- кислоты, серная кислота, бензол 17—47 15-25 — 0,16 Присадка к шихте
Натриевые солн 0,4—0,7 30—35 0,13 Разложение серной кисло той тиосуль- фата натрия с последую- щим выпари- ванием
То же — 12—14 — Термическое восстановле- ние солей
Можно показать на примере каменноугольных фусов и кислЬй смолки цеха
ректификации сырого бензола.
Основными факторами, определяющими нормы образования фусов, яв-
ляются количество унесенных с коксовым газом твердых частиц, степень
их выделения из смолы, потерн смолы с фусами. Унос твердых частиц за-
висит от крупности помола шихты, способа ее подготовки, использования
обмасливания, проведения мероприятий по бездымной загрузке коксовых
печей.
Объем образования фусов для п заводов отрасли можно определить
по формуле
п
(D
i-i
где Qj, hi — соответственно количество угольной шихты, потребленной
для производства кокса, тыс. т, и выход фусов из шихты, % на ьм заводе.
Кислая смолка цеха ректификации бензола является продуктом очистки
сырого бензола от непредельных и сернистых соединений. Ее объем и ка-
чество зависят от состава фракции ВТК, количества серной кислоты, про-
должительности перемешивания, использования в цехах ректификации пи-
ролизной смолы, использования в качестве присадок непредельных соеди-
нений и др.
Норма образования кислой смолки для п заводов в расчете на шихту
определяется по формуле
(2)
где ai — выход сырого бензола до 180°C из шихты, %; bi — выход
кислой смолки из сырого бензола, %.
Исследованиями показано, что нормы образования отходов химических
цехов коксохимических предприятий не являются постоянными, а изме-
няются в связи с проведением мероприятий по защите воздушного бассейна
от загрязнений на коксовых печах, совершенствованием основных процес-
сов коксохимического производства, а также внедрением новой техноло-
гии.
4.2. МЕТОДИКА ОПРЕДЕЛЕНИЯ
ЭКОНОМИЧЕСКОЙ ЭФФЕКТИВНОСТИ
ИСПОЛЬЗОВАНИЯ ВТОРИЧНОГО СЫРЬЯ
Экономическую эффективность утилизации вторичных материальных ресур-
сов в производстве следует рассматривать как частный случай эффек-
тивности использования в народном хозяйстве новой техники. Поэтому в
основу определения экономической эффективности капитальных вложений
в процессы по утилизации отходов должны быть положены требования
Отраслевой инструкции по определению экономической эффективности ис-
пользования в черной металлургии новой техники, изобретений и рациона-
лизаторских предложений, утвержденной Минчерметом СССР 22.02.79, и
Методики определения экономической эффективности научно-исследова-
тельских работ в черной металлургии, утвержденной Минчерметом СССР
28 декабря 1976 г.
Основными показателями экономической эффективности утилизации
BMP являются:
капитальные вложения, необходимые для осуществления мероприятия;
себестоимость;
сроки окупаемости капитальных вложений.
При расчете экономической эффективности затрат на утилизацию от-
ходов необходимо исходить из народнохозяйственной оценки получаемого
эффекта. Это требует комплексной оценки экономической эффективности,
т. е. учета затрат и эффекта не только на предприятии-производителе, ио
и в отраслях — потребителях товарной продукции, получаемой иа основе
отходов. Эффективность капитальных вложений определяется путем сопо-
ставления эффекта и затрат. В зависимости от поставленной задачи и цели
расчетов определяется общая (абсолютная) и сравнительная экономическая
эффективность. Общая экономическая эффективность использования BMP
измеряется отношением эффекта ко всей сумме капитальных вложений или
к стоимости основных производственных фондов. Сравнительная экономи-
ческая эффективность показывает, насколько один вариант эффективнее
другого.
Основным критерием сравнительной экономической эффективности яв-
ляется минимум приведенных затрат, представляющих сумму текущих и
единовременных затрат, приведенных к годовой размерности: Э = С + ЕК,
где С — эксплуатационные затраты; К — капитальные вложения в утили-
зационные установки; Е — нормативный коэффициент эффективности капи-
таловложений, равный 0,15. При определении затрат на эксплуатацию учи-
тывается стоимость улавливаемых веществ, реализуемых как готовый то-
варный продукт.
211
На стадии внедрения расчет сравнительной экономической эффектив-
ности должен быть дополнен определением общей экономической эффек-
тивности. В расчетах экономического эффекта в состав капитальных вло-
жений включаются и предпроизводственные затраты (затраты на разра-
ботку процесса использования BMP), поскольку они относятся, так же как
и капитальные вложения, к категории единовременных затрат.
В тех случаях, когда капиталовложения по сравниваемым вариантам
осуществляются в разные сроки, а также когда текущие затраты сущест-
венно меняются по годам эксплуатации, учитывается фактор времени: за-
траты и результаты соответствующего года умножают (делят) на коэффи-
циент приведения, определяемый по формуле
<х#«(1 + Е) t,
где at — коэффициент приведения, t — число лет, определяющих за-
траты и результаты данного года от начала расчетного года; Е — норма-
тив приведения (0,1).
При определении экономической эффективности использования отдель-
ных видов вторичного сырья взамен первичного необходимо установить
степень взаимозаменяемости первичного и вторичного сырья. При этом
базой для приведения потребительских свойств продукции из отходов яв-
ляются свойства аналогичной продукции из первичного сырья.
Коэффициент эквивалентности потребительских свойств продукции из
вторичного и первичного сырья может быть представлен в виде соотноше-
ния
I__ Qh
Qo’
где QH, Qo — соответственно количество продукта из традиционного
сырья и из отходов за год.
Коэффициент I устанавливается на основе опытного изучения каче-
ственных показателей продукции из вторичного и первичного сырья.
Экономия, получаемая при производстве продукции из отдельных ви-
дов BMP по сравнению с получением этого продукта из первичного сырья,
определяется по формуле:
Э = [(Сд + EHKn) I - (Со + ЕнКо)] • Qo,
где Сл н Со — соответственно себестоимость изготовления продукции
из первичного сырья и отходов; Кп и Ко — удельные капиталовложения
на получение продукции из первичного сырья и отходов.
Для улучшения использования отходов важно установить правильный
уровень цен на получаемую из них продукцию. В отличие от первичного
сырья отходы не являются целевым продуктом производства, а образуются
в процессе изготовления продукции Поэтому стоимость продукции из отхо-
дов не может быть измерена размерами затрат по сбору, транспортировке
и переработке отходов, а определяется стоимостью тех видов первичного
сырья, которые они заменяют. Цена на продукцию из отходов должна, с
одной стороны, создать у предприятий-поставщиков стимул к быстрейшей
212
утилизации отходов, с другой — заинтересованность потребителей в их
использовании.
Чтобы заинтересовать предприятия во временном хранении и реализа-
ции отходов и обеспечить более высокую рентабельность продукции из от-
ходов, чем из полноценного сырья, необходимо, чтобы цены на продукцию
из отходов были ниже, чем на заменяемые или традиционные материалы.
В соответствии с Методическими указаниями Госкомитета СССР по
ценам «О порядке установления оптовых цен на технологические промыш-
ленные отходы» от 11 мая 1975 г оптовые цены на промышленные отходы
должны быть ниже цен на соответствующее сырье и материалы как мини-
мум на величину затрат по приведению отходов в товарный вид у изгото-
вителя и дополнительных расходов потребителя, связанных с использова-
нием отходов. На отходы, которые от исходного сырья отличаются более
низким качеством, оптовые цены устанавливают, исходя из цен на исходное
сырье и материалы с учетом степени потери потребительских свойств.
4.3. ВЫХОД, ПЕРЕРАБОТКА, ИСПОЛЬЗОВАНИЕ ОТХОДОВ
КОКСОХИМИЧЕСКОЙ ПРОМЫШЛЕННОСТИ.
ЭКОНОМИЧЕСКАЯ ЭФФЕКТИВНОСТЬ
4.3.1. ПОРОДА ОТ ОБОГАЩЕНИЯ УГЛЕЙ
4.З.1.1. Характеристика процесса обогащения
Главной целью обогащения углей цпя коксования является получение
угольного концентрата с заданными и равномерными показателями золь-
ности н сернистости, обеспечивающими требуемое качество кокса Зольность
рядовых углей для коксования перед обогащением изменяется в широком
диапазоне —от 10 до 38 % при установленной норме зольности концентра-
та 7,0—7,5 %. Выделенные в процессе обогащения углей минеральные при-
меси удаляются в виде отходов производства.
В зависимости от гранулометрического состава обогащаемого угля и
применяемого способа обогащения отходы подразделяются на крупную
(более 13 мм) и мелкую (менее 13 мм) породу н отходы флотации круп-
ностью менее 1 мм Количество породы зависит от содержания и распреде-
ления минеральных примесей в угле, а также от способа разработки уголь-
ных пластов При тонком включении примесей затрудняется разделение
угля на концентрат и породу. При современных механизированных сред-
ствах выемки пластов содержание породы в угле возрастает.
Удельный вес углей, перерабатываемых на обогатительных фабриках
при коксохимических заводах, составляет 33,5 % общего объема обогащае-
мых углей. Ежегодно здесь обогащается свыше 55 млн т рядовых углей.
Из этого количества только 76 % переходит в целевую продукцию, а свыше
23%, или 13 млн. т, представляют собой отходы производства — породу
отсадочных машин и отходы флотации (табл. 119). В состав подотрасли
входят 13 углеобогатительных фабрик, из которых 7 расположены на тер-
ритории Украины, 5 —в РСФСР и 1 —в Казахстане. Основная масса от-
ходов углеобогащения — 8,5 млн т (50 % общего объема) — получается
на фабриках Украины, что определяется в первую очередь значительным
объемом перерабатываемых рядовых углей и тем, что здесь обогащаются
преимущественно высокозольные донецкие углн. Меньше отходов на фаб-
риках РСФСР, где обогащают менее зольные и легкообогатимые кузнец-
кие угли.
В табл 120 показано количество продуктов углеобогащения, получен-
ных на ЦОФ коксохимических заводов СССР за 1979 г.
214
Таблица 119
Баланс продуктов углеобогащения на углеобогатительных фабриках СССР
Продукт Углеобогатительные фабрики Всего по СССР
УССР РСФСР Казах- ской ССР В тыс. т/год в %
Рядовые угли 28 171 100,0 21 491 100,0 5 816 100,0 55 478 100,0
Продукты и отходы: мытые угли 19 833 70,4 15 900 74,0 3 175 54,6 38 908 70,1
шлам 3 8 — 11 —
пиритный концентрат — 30 0,2 — 30 0,1
промпродукт .... 647 2.3 2 132 9,9 594 10,2 3 373 6,1
порода отсадочных машин 6 448 22,9 2 354 11,0 988 17,0 9 790 17,0
отходы флотации . . 1 233 4,4 996 4,6 1029 17,7 3 258 5,9
Примечание. В числителе показано количество в тыс. т/год, в знамена-
теле—в %.
Таблица 120
Динамика изменения зольности рядовых углей и объема отходов
углеобогащения в коксохимической промышленности СССР
Республика 1965 г. 1970 г. 1975 г. 1979 г.
УССР 20,8 22,4 25,5 26,7
5179 6139 7 516 7 682
РСФСР 19,8 810 20,4 2 122 20,1 2 972 19,6 3 348
Казахская ССР .... — 28,9 1090 29,3 1 681 31,1 2018
В среднем по СССР . . 20,5 22,2 23,8 24,4
5 989 9 351 12 169 13 048
Примечание. В числителе—зольность углей, %, в знаменателе—количество
отходов, тыс. т.
21S
В соответствии с расчетами, выполненными УХИНом и Гипрококсом,к
1990 г. средняя зольность рядовых углей возрастет до 27,5 % и выше, что
вызовет увеличение количества отходов обогащения на 3—5 %, потребует
расширения действующих и строительства новых отвальных хозяйств, при-
влечения дополнительных капитальных вложений для строительства новых,
реконструкции действующих углеобогатительных фабрик и земельных уго-
дий под отвалы.
4.3.1.2. Характеристика породы углеобогащения
как вторичного сырья
Отходы углеобогащения представлены в основном глинами, аргиллитами и
их разновидностями, содержащими в различном количестве угольное веще-
ство (табл. 121). В минералогическом отношении порода представляет
Таблица 121
Минеральный состав отходов углеобогащения [1]
Основной тип минералов Содержание, % объемн.
мини- мальное макси- мальное среднее
Глинистые 42Я 81,0 66,2
Органическое вещество угля .... to 33,0 18,5
Пирит 1,0 14,0 5,3
Кварц 1,0 20,5 5,2
Карбонатные (кальцит, доломит, анкерит, сидерит) 1,0 11,0 4,8
собой полиминеральные механические смеси каолинита, иллитовых гидро-
слюд, хлоритов и минералов неглинистого ряда: обломочных зерен кварца,
слюд, полевых шпатов, пирита, карбонатов кальция, магния и железа.
Крупность породы колеблется в пределах 100—0,7 мм и обусловлена
различной прочностью ее компонентов, степенью эрозии, сегрегации, време-
нем пребывания в воде и т. д.
Данные о ситовом составе породы отсадочных машин коксохимических
заводов УССР показывают, что соотношение крупных (> 10 мм) и мелких
(<10 мм) классов представляет 55:45 (выход классов в %):
20 мм 20-10 мм 10-5 мм 5-1 мм 1-0 мм
Запорожский .... 18,4 12,6 50,5 8,5 10,0
Днепродзержинский 19,9 26,0 34,0 9,6 10,5
Енакиевский .... 55,0 30,0 10,2 2,3 2,5
Ясиновский 36,0 19,0 25,0 8,0 12,0
Среднее 32,30 21,90 29,95 7,10 8,75
Зольность породы по заводам колеблется в пределах 75—83 %, а сер-
нистость— 5—6%, По классам крупности эти показатели распределяются
относительно равномерно. Фракционными анализами, проведенными
УХИНом установлено распределение зерен породы по плотности, а также
определены различия в основных показателях по фракциям.
216
Наибольшим содержанием горючих примесей обладает самая легкая
фракция плотностью менее 1500 кг/м3. Количество ее составляет около
2,0 %, зольность равна 11,5%. Фракции плотностью 1500—1800 и 1800—
2250 кг/м3 составляют около 13—14 %, зольность их — до 50 %. Смесь на-
званных трех фракций при перечистке позволяет получить продукт золь-
ностью 45 %, пригодный согласно действующим техническим условиям по-
ставок энергетического топлива к использованию в качестве котельного
топлива для ТЭЦ. Следующие три фракции плотностью от 2250 до
2800 кг/м3, представленные высокозольными компонентами с низким содер-
жанием серы, пригодны для использования в производстве строительных
материалов. Их общее количество составляет 75 %. Фракция плотностью
более 2800 кг/м3 представляет собой материал, содержащий пирит и боль-
шое количество серы — до 23 %. Благодаря этому она может служить
сырьем для сернокислотного производства.
Результаты химического анализа минеральной части породы отдель-
ных коксохимических заводов УССР (содержание окислов в %):
Запорожский Днепродзержинский Ясиновский
si02 39,0 45,95 43,33
а120э 17,20 19,98 16,39
Ре20з 5,07 9,45 10,13
TiO2 0,67 0,76 0,70
СаО 1,61 0,98 2,52
MgO 1,69 1,44 1,17
К2О 2,10 0,64 0,54
Na2O 0,36 2,94 2,19
МпО 0,026 0,195 0,064
p2o5 0,084 0,18 0,19
SO3 0,71 0,35 1,76
П. п. п. 31,32 17,60 21,50
Как видно из приведенных данных, минеральная часть золы породы
в основном представляет собой окнслы кремния, алюминия и железа. В за-
висимости от крупности породы химический состав ее изменяется незначи-
тельно. Содержание органической части, т. е. потери при прокаливании,
уменьшается с увеличением размеров частиц породы. Химический состав
минеральной части породы различной плотности неоднороден (табл. 122).
Таблица 122
Химический состав породы различной плотности (крупность частиц
40—10 мм)
(В %)
Плотность фракций, т/м8 Выход, % & о СО о 91 V ь А12Оз «я о Н СаО HgO 0 Я 2 О С4 МпО ю о С4 х SO3 П. п. п. J
<1,5 1,5-1,8 1,8-2,2 2,2—2,4 2,4 -2,6 2,6-2,8 >2,8 0,69 2.93 13,84 8,40 18,42 45,08 10,66 17,77 30,80 45,38 53,15 52,82 11,06 3,50 4,30 4,90 4,90 6,30 41,60 7,82 14,13 22,46 22,73 20,91 8,67 0,38 0,57 0,84 0,82 0,82 0,87 2,17 1,68 1,82 1,24 2,20 2,45 0,25 0,80 1,11 1,34 1,50 0,84 0,15 0,27 0,41 0,63 0,77 0,20 0,78 1,92 3,22 3,35 3,80 0,99 0,01 0,015 0,037 0,04 0,08 0.13 0,25 0,13 0,18 0,16 0,24 0,13 0,96 0,73 0,65 0,60 1,06 1,76 66.2 45,1 19,9 11,7 9,7 31,2
Итого . . . 100,00 43,49 9.31 | 18,66 0,77 1.94 1,23 0,56 3,00 0,03 0,19 0,97 20,2
217
Легкие фракции плотностью 2200 кг/м8 представлены главным образом ор-
ганической частью и характеризуются небольшим содержанием окиси крем-
ния. Порода плотностью 2400—2600 кг/м3, получаемая в наибольшем коли-
честве, характеризуется повышенным содержанием окислов кремния, алю-
миния, натрия, калия и титана. С увеличением плотности др 2800 кг/м3 и
выше содержание окислов кремния и алюминия уменьшается, содержание
железа и серы возрастает.
Теплотворная способность породы, кДж/кг, в зависимости от ее круп-
ности следующая:
Размер частиц, мм > 80 80-60 60-40 40-10 10-5 5-0
Зольность, % ... 82,8 78,7 77,0 79,0 77,6 73,7
Теплотворная спо- собность, кДж/кг 2830 3421 4155 4063 4368 7298
Как видно из приведенных данных, она наиболее высока у мелких
классов.
Характеристики прочности породы при испытании на сжатие в ци-
линдре в сухом и насыщенном водой состоянии приведены в табл. 123.
Таблица 123
Прочность породы углеобогащения
Плотность, кг/м’ Размер зерен породы, мм Прочность при сжатии в цилиндре, МПа IZ разм Модуль деформации. МПа Угол естественного откоса
в сухом состоя- нии, р сух в насы- щенном состоя- нии. Р нас в сухом состоя- нии, Есух в насы- щенном состоя- нии, Енас tg а а (град.)
10-40 2,8 0,7 0,25 14,1 3,5 0,555 29
2400—2600 40-60 2,2 1,5 0,70 10,9 7,6 0,590 30,5
60-80 2,1 1,5 0,72 10,4 7,5 0,600 31
4-80 2,2 1,6 0,73 10,8 8,0 — —
2600-2800 10-40 40-60 2,0 1,9 0,8 0,9 0,40 0,50 10,2 9,6 10,2 9,6 0,65 33
Более 2800 40-60 60-80 3,2 4,6 2,1 3,8 0,70 0,83 16,0 23,0 16,0 23,0 — —
Как видно из таблицы, величина коэффициента размягчения зависит от
крупности: чем меньше частицы, тем он ниже. Это свидетельствует о том,
что порода является неводостойким материалом.
Модуль деформации породы по своей величине приближается к мо-
дулю деформации некоторых пылевидных песчаных и глинистых грунтов.
По углу естественного откоса порода близка к мелким песчаным грун-
там и при загрузке ее (1ГР = 9,5%) в железнодорожные вагоны с вы-
соты 3 м он колеблется в пределах 38—39е Главнейшими формовочными
свойствами являются пластичность, максимальная формовочная влагоем-
кость и формуемость. Отходы углеобогащения относятся к группе мало-
?18
пластичного сырья (число пластичности 5,70), ио с высоким значением пре-
дела прочности при сжатии изделий в воздушно-сухом состоянии. Основные
сушильные свойства породы:
Коэффициент чувствительности к сушке ...................... 0,47
Время облучения до появления трещин ....................... 200 с
Воздушная усадка........................................... 2,25%
Критическая влажность...................................... 11,7%
По коэффициенту чувствительности к сушке порода относится к мало-
чувствительным и имеет небольшую воздушную усадку. Обжиговые свой-
ства оцениваются спекаемостью, вязкостью, плавкостью, деформацией под
нагрузкой и изменением размеров образца во время нагрева. С повыше-
нием температуры обжига от 950 до 1200 °C обжигаемые образцы законо-
мерно уплотняются и уменьшается водопоглощение. Деформация образцов
характеризуется следующими данными:
Начало размягчения......................... 900 °C
Конец деформации (40% сжатия)............1100 °C
Интервал размягчения....................... 200 °C
По плавкости порода относится к тугоплавкому сырью. Важной харак-
теристикой породы является температура воспламенения содержащегося
в отходах угля. Проведенными исследованиями установлено, что темпера-
тура воспламенения угля находится в пределах 230—240 °C.
4.3.1.3. Норма и объем образования
породы углеобогащения
Количество породы, образующейся на углефабриках при обогащении угля,
определяется зольностью рядовых углей, поступающих на обогащение, и
соотношением углей, перерабатываемых методами отсадки и флотации.
Выход породы (в т) из 1 т рядового угля, поступившего на обогаще-
ние, может быть определен по формуле
Yn =
(Ару - Ушф • Ашф) - (Vko • АКС + Y
пп
Аа 'l
Лпп7
А
d
п
d __зольность рядового угля, поступившего на обогащение, %;
где у
ушф—долевое участие шлама, переработанного методом флотации, в общей
переработке угля на фабрике в долях единиц; Ащф — зольность шлама,
подвергаемого флотации, %; уко—выход концентрата отсадки в долях
единиц от рядового угля; А^с — зольность концентрата, %; упп—выход
промпродукта в долях единиц; А„п — зольность промпродукта, %; Ад —
зольность породы, %.
В табл. 124 приведены данные от удельном выходе породы из пере-
рабатываемого сырья (угля). Различный уровень выхода породы опреде-
ляется в основном разной сырьевой базой и качеством исходных углей.
В перспективе до 1990 г. намечается увеличение среднего удельного
выхода породы от рядовых углей до 0,18—0,20 т/т. Это связано с повыше-
нием зольности добываемых углей, вызванным переходом на выемку с бо-
лее глубоких горизонтов.
Анализ технических разработок и опытно-промышленных испытаний
технологических процессов по обогащению углей показывает, что к 1990 г.
не ожидается внедрения принципиально новой технологии обогащения уг-
лей.
Повышение технического уровня обогащения углей будет достигаться
путем реконструкции действующих углеобогатительных фабрик с увеличе-
нием мощности и заменой малоэффективного оборудования и строительства
Таблица 124
Удельный выход породы нз 1 т рядового угля за 1979 г.
Республики Золь- ность углей. % Выход продукта из углей, % Удельный выход породы из углей, т/т
УССР 26,66 2,3 0.23
РСФСР 19,60 9,9 0,11
Казахская ССР 31,10 10,2 0,17
В среднем по СССР 24,38 6,1 0,176
новых фабрик; применения автоматизированных систем; управления с по-
мощью электронно-вычислительной техники; разработки и внедрения замк-
нутых водно-шламовых схем; разработки и осуществления мер по сниже-
нию производственных потерь угля и т. д., что приведет к относительному
снижению выхода отходов обогащения.
Общий объем образования породы увеличивается пропорционально
объему переработки рядового угля и зависит от его качества. В табл. 125
Таблица 125
Динамика общего объема образования породы углеобогащения
в коксохимической промышленности СССР (тыс. т)
Годы УССР РСФСР Казахская ССР Итого
переработано углей, тыс. т удельный выход породы, т/т общий объем породы, тыс. т переработано углей, тыс. т удельный выход породы. т/т общий объем породы, тыс. т переработано углей, тыс. т удельный выход породы, т/т общий объем породы, тыс. т переработано углей, тыс. т удельный выход породы, т/т общий объем породы, тыс. т
1965 1970 1975 1979 28 095 29 457 29 772 28 171 0,15 0,17 0,22 0,23 4 258 5 125 6 571 6 448 9 369 20 163 21 653 21 492 0,06 0,093 0,095 0,107 591 1 875 2 059 2 289 4 390 5 520 5 816 0,17 0,17 0,17 755 951 988 37 464 54 010 56 945 55 478 0,13 0,144 0,17 0,18 4 849 7 755 9 581 9 790
приведены фактические данные об абсолютном объеме образования по-
роды в коксохимической промышленности СССР.
4.3.1.4. Основные направления
рационального использования породы
Разнообразие свойств породы углеобогащения позволяет использовать ее
в производстве строительных материалов, гидросооружениях, дорожном
строительстве.
220
По степени завершенности исследовательские работы по использова-
нию породы можно классифицировать следующим образом на стадии
внедрения — производство глиняного кирпича, на стадии опытно-промыш-
ленных исследований — производство пустотелого кирпича, аглопорита,
пористых заполнителей; на стадии научных разработок — дорожное строи-
тельство, строительство прибрежных и защитных напорных гидротехни-
ческих сооружений.
Ниже приводится характеристика отдельных направлений использова-
ния породы углеобогащения
Производство строительных материалов
Кирпич, обыкновенный
В производстве глиняного кирпича порода используется в качестве
выгорающей и отощающей добавки [2]. С этой целью в формовочную массу
запрессовывается от 7 до 10 % измельченных до 3 мм отходов углеобога-
щения в зависимости от свойств глины Применение отходов углеобогаще-
ния в кирпичном производстве позволяет улучшить марочность кирпича,
повысить съем его с 1 м2 печи, а также сэкономить дефицитное сортовое
топливо при обжиге Получаемый кирпич удовлетворяет требованиям стан-
дартов для кирпича марок 75, 100 и 150
Пустотелый кирпич
Институтом ВНИИСТРОМ на основе отходов углеобогащения разра-
ботана и испытана в промышленных условиях технология производства 32-
дырчатого кирпича По внешнему виду и физико-механическим свойствам
этот кирпич соответствует марке 250—300.
Ниже приводится принципиальная схема производства пустотелого кир-
пича методом пластического формования
Отходы углеобогащения
(углесодержащая фракция)
♦j
Мельница самоизмельчення Щековая дробилка
«Аэрофол»______ Трубная сепараторная мельница
ф
Подача пара----► Глиномешалка с фильтрующей головкой
I
Вакуумный пресс с перфорированной решеткой
I
Вакуумный пресс
I
Камерная сушилка с реверсивным движением
теплоносителя
I
Туннельная печь
221
Основные параметры производства:
способ подготовки массы — сухой;
помол отходов — до верхнего предела крупности 0,5 мм;
формовочная влажность — 17,5—18,5 %;
вид изделий — пустотелый кирпич 32-дырчатый;
глубина вакуума — 600—700 мм рт ст.;
тип сушилки — камерная с реверсивным движением теплоносителя;
температура обжига — 1050—1060 °C;
выдержка при конечной температуре — менее 6 ч.
Тип печей — туннельные с автономно управляемыми участками, обеспе-
чивающими ведение процесса обжига по рациональному температурному и
газовому режиму.
При соблюдении разработанных параметров обеспечивается получение
32-дырчатого кирпича со следующими физико-механическими показателями:
Объемная масса
Водопоглощение
Прочность, МПа:
при сжатии .
при изгибе .
Марка ....
Мо розостой кост ь
............................ 1410 кг/м3
............................... 10,9%
............................... 31,45
................................ 3,43
............................. — более 250
............................свыше 25 циклов
Производство пористого заполнителя (аглопорита)
Исследованиями, проведенными институтом ВНИИСТРОМ, установ-
лена возможность получения из породы углеобогащения пористого заполни-
теля (аглопорита). Состав шихты и режим спекания:
Содержание фракции, %:
0,3 мм ................................... 20
0,3—1,2 мм................................ 40
1,2—2,5 мм................................ 40
Количество возврата......................... 15%
Крупность возврата................... . 2,5—5 мм
Влажность шнхты............................. 10%
Высота слоя шихты...................... 250 мм
Температура зажигания.................. 800—950 °C
Разрежение под колосниковой решеткой в период спекания 300 мм
вод. ст.
Полученный аглопорит относится к марке 500 при прочности от 0,5 до
0,6 МПа, что соответствует марке по прочности П-75, и может быть ис-
пользован для получения легких бетонов марки 200—250 с объемной мас-
сой 1200—1700 кг/м3.
Получение гравия
На Ясиновском коксохимзаводе намечено строительство опытно-про-
мышленной установки производительностью 50 тыс. м3 по производству
гравия из отходов углеобогащения. Для обжига предусматривается исполь-
зовать полученную после дробления породу крупностью 0—5; 5—10 и 10—
20 мм.
Термическая обработка породы производится в печи в кипящем слое
в течение 5—10 мин при температуре 800—900 °C; содержание остаточной
горючей массы в обожженной породе должно быть не выше 5 %. Печь
представляет собой однозонный реактор сечением в свету 300 X 300 мм с
высотой рабочей зоны 2 м. В качестве теплоносителя используется газо-
воздушная смесь при расходе воздуха 360 м3/ч.
Термически подготовленная порода измельчается в шаровой мельнице.
Степень помола должна соответствовать 7—16 % остатка на сите 0,08 мм.
Насыпная масса породы составляет 850—900 кг/м3.
Формование гранул осуществляется путем обработки раствором-связ-
кой породного порошка в грануляторе. В качестве раствора-связки ис-
пользуется сульфитно-дрожжевая бражка плотностью 1200—1260 кг/см3 и
раствор подмыльного щелока. Готовят раствор-связку путем разбавления
его подогретой до 50—60 °C водой в смесителе с принудительным переме-
шиванием. Расход компонентов раствора-связки на 1 т обожженной поро-
ды — 65 г. Гранулы из породного порошка сушат в течение 2—2,5 ч при
температуре 100—120 °C, затем обжигают во вращающихся печах при
1100—1200 °C.
В процессе термической подготовки и обжига гранул меняется их ми-
нералогический состав. Полученный породный гравий имеет объемную мас-
су 450—900 кг/м3; прочность при сжатии в цилиндре 1,05—4,25 МПа; водо-
поглощение — 9,1—13 %.
На основе такого искусственного пористого заполнителя получают лег-
кие конструктивно-изоляционные бетоны марки 100 с объемной массой
1300 кг/см3, а также легкие конструктивные бетоны марки 200—300 с объ-
емной массой 1680—1730 кг/м3.
Гидрозакладка выработанного пространства угольных шахт
Цель закладки породой выработанного пространства угольных шахт —
управление горным давлением, уменьшение потерь угля в недрах, предот-
вращение или уменьшение осадки земной поверхности и создание более
безопасных условий ведения горных работ.
По опыту производства гидрозакладочных работ на угольных шахтах
габариты обычно используемого гидротрэкспортного оборудования позво-
ляют применять закладочный материал крупностью до 60 мм. Порода (на-
пример, Ясиновского, Макеевского коксохимических заводов) содержит зер-
на крупнее 60 мм и недостаточное количество мелочи. Поэтому крупные
куски должны быть отсеяны и додроблены до 20 мм, с тем чтобы попол-
нить недостаток мелочи.
Производство крупного заполнителя (щебня)
Исследованиями института Донпромстройниипроекта установлена воз-
можность использования породы углеобогащения в качестве крупного за-
полнителя бетонных смесей. Однако неоднородность н непостоянство
свойств породы не позволяют использовать ее без дополнительного обога-
щения — разделения по типам составляющих ее горных пород, с тем чтобы
223
свойства каждой из выделенных частей были бы равномерными и постоян-
ными.
Испытаниями образцов бетона установлено, что замена высококачест-
венного гранитного щебня материалом из отходов углеобогащения приво-
дит к некоторому снижению прочности бетона, в особенности бетона вы-
соких марок. Использование породы углеобогащения для более низких
марок бетона (100 и 50) практически не вызывает перерасхода цемента.
Строительство оснований автомобильных дорог
Возможность использования щебеночных материалов для тех или иных
конструктивных элементов автомобильных дорог определяется классом
прочности и морозостойкостью. Кроме того, не могут применяться невла-
гостойкне материалы. Поэтому в строительстве автомобильных дорог мо-
гут найти применение составляющие породы углеобогащения — песчанистые
сланцы и песчаники, подвергнутые предварительному обогащению (разде-
лению на составляющие).
Строительство гидротехнических сооружений
В 1975 г. ВНИИ ВОДГЕО и УХИНом [3] проведены совместные ис-
следования с целью определения возможности применения породы в каче-
стве материала для отсыпки низконапорных дамб. Опыт сооружения дамб
и плотин из такого материала имеемся в ФРГ (Рейнская дамба Альзум —
1926 г.) и в УССР (дамба хвостохранилища Днепродзержинского КХЗ
длиной 350 м и высотой 7 м, сооруженная в 1969 г. Общая площадь за-
стройки — 14 800 м3).
Существенным отличием отходов углеобогащения от грунтовых мате-
риалов, которые обычно используются в практике гидротехнического строи-
тельства, является то, что механические свойства породы значительно из-
меняются во времени.
Получение алюмииийсодержащего сырья
В 1980 г. ИГИ проведены работы по получению алюминийсодержащего
сырья из отходов углеобогащения, результаты которых показывают пер-
спективность данного направления.
4.3.1.5. Объем использования породы углеобогащения
в настоящее время и в перспективе
В табл. 126 приведены данные об использовании породы в кирпичном про-
изводстве и в шахтах для закладки выработанного пространства за по-
следние годы, а в табл. 127 — ожидаемые в перспективе.
Для расширения использования отходов углеобогащения необходимо
ускорить темпы проектирования и сооружения породоподготовительных и
сушильных установок на углефабриках, а также принять организационные
меры по использованию отходов углеообогащения в указанных выше на-
правлениях.
224
Таблица 126
Уровень утилизации отходов углеобогащения на коксохимических заводах
УССР
Коксохимические заводы-поставщики Годы Получено породы, тыс. т Отгружено породы потребителям, тыс. т Исполь- зовано, %
Запорожский 1969 5023 78 Ц
1970 5125 97 1,9
Запорожский, Ясиновский . . 1971 5553 180 3,2
Запорожский, Ясиновский,
Днепродзержинский . . 1972 6192 191 3,1
1973 6392 225 3,5
Запорожский, Ясиновский, Днепродзержинский, До- 6537 500
нецкий, Енакиевский .... 1974 7,7
1975 6571 600 9,1
1976 6002 550 9,2
Запорожский, Ясиновский, Днепродзержинский, До- нецкий, Енакиевский, Ма-
кеевский 1979 8210 878 10,7
Таблица 127
Ожидаемый объем утилизации породы углеобогащения
по коксохимическим заводам Украины
Годы Образование породы, тыс. т Использование породы, тыс. т Направление использования
1985 1990 7100 7600 1500 2000 Производство строительных материа- лов, закладка выработанного про- странства
4.3.1.6. Подготовка породы углеобогащения
перед ее использованием
Для утилизации отходов углеобогащения в народном хозяйстве в настоя-
щее время предложено несколько технологических схем по переработке от-
ходов углеобогащения.
Основные операции этих схем:
дробление породы до крупности <5 мм [2];
классификация по размеру зерна >20; < 20 и >5; <5 мм;
гравитационное обогащение породы по фракциям плотностью менее
2200 кг/м3 (котельное топливо), 2200—2800 кг/м3 (получение аглопорита и
породного гравия), более 2800 кг/м3 (пирит).
Для дробления могут быть использованы дробилки, разработанные в
УХИНе, илн дробилки типов КМД-5-40, ДПР-2м. Классификацию пород:
можно производить на грохотах типа ВП-2 с размером отверстий сит
13 мм.
8 Зак 1483
225
* Щреобогащение породы можно осуществлять в тяжелых суспензиях,
отсадочных машинах и т д.
4.3.1.7. Экономическая эффективность использования
породы углеобогащения
В настоящем разделе приведены данные об эффективности использования
породы в производстве строительных материалов.
Использование мелкой породы углеобогащения в производстве кирпича
в количестве 7—10 % исходной формовочной смеси в качестве отощающей
и топливосодержащей добавки экономически эффективно как для завода-
поставщика, так и для потребителя.
При установленной на породу углеобогащения (0—3 мм) цене
0^60 руб./т, которая примерно равна затратам на подготовку требуемой
фракции породы и отгрузку потребителям, экономический эффект у постав-
щика в действующих ценах определяется экономией затрат на складиро-
вание породы и составит 0,2—0,6 руб./т, или в среднем 0,4 руб./т.
В условиях УССР экономический эффект в кирпичном производстве
обеспечивается за счет следующих факторов:
снижения расхода топлива на обжиг кирпича:
4180 - 0,6 - 28
34276 2,1 руб,/т’
где 4180 — теплотворная способность породы углеобогащения, кДж/кг;
0,6 — доля породы, выгораемая при обжиге кирпича, доли единицы; 28 —
цена природного газа, руб./ЮОО м3; 34 276 — теплотворная способность при-
родного газа, кДж/м3;
повышения сортности кирпича:
5,0 • 0,03 Л _ , .
3,1 - 0,1 • 950 = 0,5 Руб</Т ПОрОДЫ’
где 5,0 — разница в цене кирпича марок М-100 и М-75, руб./ЮОО шт.}
0,03 — коэффициент повышения сортности кирпича; 3,1 —расход формовоч-
ной смеси на производство 1000 шт. кирпича, м3, 0,1—доля участия по-
роды углеобогащения в формовочной смеси; 950 — объемная масса отхо-
дов
углеобогащения, кг/м3.
Затраты на перевозку по железной дороге, разгрузку и доставку отхо-
к потребителю составляют в среднем 2 руб./т. При цене 1 т породы
руб. заготовительная стоимость ее у потребителя составляет около
дов
0,6
2,6 руб.
Поскольку средняя себестоимость 1 т глины иа заводах УССР состав-
ляет примерно такую же величину (2,7 руб.), то затраты на сырье прак-
тически не изменяются и экономический эффект от использования породы
углеобогащения у потребителя определяется экономией расхода топлива и
повышением сортности кирпича в сумме около 2,6 руб./т.
Суммарный экономический эффект у поставщика и потребителя состав-
ляет около 3,0 руб./т.
Производство пустотелого кирпича
На основании исследований, проведенных в полупромышленных усло-
виях ВНИИСТРОМом, установлено, что из отходов углеобогащения (по-
226
роды) возможно получение методом пластического формования пустоте-
лого кирпича, отвечающего требованиям ГОСТ 530—80 «Кирпич глиняный
обыкновенный», марок 200—300
Производство кирпича из породы углеобогащения ио сравнению с тра-
диционными материалами требует небольших изменений в технологической
схеме, а также реконструкции печей Наряду с этим сокращаются затраты
на подготовку дегидратированной глины и вторичную подсушку кирпича.
Кирпич будет изготавливаться из породы, измельченной до крупности
менее 0,5 мм В качестве технологического топлива предполагается исполь-
зовать коксовый газ, а в качестве теплоносителя для сушки — горячий воз-
дух из зоны охлаждения туннельных печей
Производство пустотелого кирпича целесообразно организовать в непо-
средственной близости от углефабрик.
По ориентировочным расчетам, себестоимость 1000 шт. кирпича, изго-
товленного из породы углеобогащения, снизится примерно на 45 руб. при
увеличении капиталовложений на 3,15 руб. на 1000 шт. кирпичей. В пере-
счете на 1 т породы экономический эффект по приведенным затратам от
ее утилизации составит около 4,6 руб.
4.3.2. ОТХОДЫ ФЛОТАЦИИ УГЛЯ
4.З.2.1. Характеристика технологического процесса,
в котором образуются отходы флотации
С переходом на комплексную механизацию очистных работ и валовую вы-
емку увеличивается содержание мелочи в добываемом угле. Количество
мелочи крупностью менее 1 мм в рядовом угле составляв! 15—30 %.
На углеобогатительных фабриках угольную мелочь обогащают флота-
ционным методом. Сущность его сводится к тому, что уголь смешивают
с водой и флотационными реагентами (керосином, поглотительным мас-
лом и др.), после чего получаемую пульпу аэрируют воздухом. Образую-
щаяся пена содержит обогащенный уголь, а несмоченные флотоагентами ча-
стицы породы удаляются из процесса как отходы флотации.
4.3.2.2. Характеристика отходов флотации
и их качество как вторичного сырья
Отходы флотации в минералогическом отношении состоят из органической
части (углистые вещества) и минеральных примесей (глинистые мйнералы,
карбонаты, сульфаты, кварц н т. д.). Главным глинистым компонентом яв-
ляется каолинит.
Большая часть карбонатов представлена кальцитом, меньшая — доло-
митом. Сульфаты присутствуют в виде ангидрида и в меньшем количестве
в виде гипса. Количество неорганических веществ отхода флотации, %:
Глинисто-гидрослюдистый комплекс.............................55—65
Кварцево-полевошпатовый....................................... 20
Карбонатные материалы (кварцит, доломит).....................10—12
Сульфаты (ангидрид, гипс)...................................... 5
Прочие минералы............................................... 3—5
8* 227
Доля органических веществ в отходах флотации колеблется в преде-
лах 30—35 % Изучение гранулометрического состава отходов флотации
углеобогатительных фабрик Минчермета УССР показало преобладание в
них тонкодисперсных частиц менее 40—50 мкм. Плотность колеблется в
пределах 1800—2000 кг/м3, насыпная масса — 0,85—0,96 кг/м3.
Снтовый анализ отходов флотации заводов Минчермета УССР приве-
ден в табл. 128, из которой следует, что крупность отходов флотации ха-
Таблица 128
Ситовый состав и зольность отходов флотации углефабрик МЧМ УССР
Ясииов-
ский
КХЗ
Классы,
Мм
Макеев-
ский
КХЗ.
фабрика
№ 1
Макеев-
ский
КХЗ,
фабрика
№ 2
Енакиев-
ский
КХЗ
Днепро-
дзержин-
ский
КХЗ
Запорож-
ский
КХЗ
ч
г
0,8-0,2
0,2-0,14
0,14-0,071
0,071-0
4.67
7,33
1,80
0,67
85,53
26,77
71,28
73,27
76,54
82,96
3,13
6,83
3,00
6,83
81,27
13,58
63,73
72,13
75,30
81,23
0,83
1,40
5,87
91,93
47,13
69,79
75,78
83,55
1,33
4,27
2,83
6,66
84,97
22,42
26,10
45,85
53,29
74,66
0,66
1,67
1,07
2,20
94,40
10,62
7,65
24,51
46,83
92,35
0.83
4,60
2,27
11,20
81,13
11,09
13,45
12.58
18,85
60,18
Итого . .
100,00 79,26 100,00 77,34 100,00 82,61 100,00
69,69
100,00
83,93
100,00
52,21
рактеризуется преимущественным содержанием (82—94 %) наиболее тон-
ких классов с размерами зерен менее 0,07 мм. Средняя зольность колеб-
лется в пределах 70—84 % и увеличивается от мелких классов к крупным.
4.3.2.3. Нормы образования отходов флотации
Основными факторами, определяющими норму образования отходов фло-
тации, являются количество угля, переработанного на углеобогатительной
фабрике, содержание в нем класса крупностью менее 1 мм н выход отхо-
дов флотации из угольного шлама.
Объем образования отходов флотации можно определить по формуле
п Пру • ушл • Уотх
QoTX 100- 100 ’
где ПРу — количество угля, перерабатываемого на углеобогатительной
фабрике при коксохимзаводе, тыс. т; ушл — выход шлама (класса
< 1 мм), % от исходного угля; уОтх — выход отходов флотации, % от
шлама.
Выход отходов флотации определяется по формуле
Ъп—~
лотх лк
где Ашл, Ак, Аотх — зольность соответственно исходного шлама, фло-
тационного концентрата и отходов флотации, %.
Помимо указанных факторов, на выход и зольность отходов флотации
оказывает влияние совершенство процесса флотации, подбор оптимального
228
режима, эффективных реагентов и флотомашин, выбор схем флотации (с
перечисткой концентрата и др.). В табл. 129 приведены нормы образования
Таблица 129
Среднеотраслевые нормы образования отходов флотации
(% к объему переработанного угля)
Район 1979 г. 1985 г. 1999 г.
Донецко-Приднепровский . . 4,4 3,0 3,2
Северо-Западный 5,0 2,0 2,0
Уральский 4,5 2,7 2,7
Западно-Сибирский 4,9 2,1 2,1
Казахская ССР 17,7 10,5 10,0
Итого ... 5,9 4,2 4,2
отходов флотации с учетом технического прогресса на углеобогатительных
фабриках Минчермета в настоящее время и в перспективе.
4.3.2.4. Основные направления использования
отходов флотации
Наиболее перспективные направления утилизации отходов* флотации — ис-
пользование в качестве присадки при производстве глиняного кирпича; до-
бавка высушенных отходов в тампонажные растворы при бурении газовых
скважин, применение в сельском хозяйстве в качестве удобрений и мелио-
ранта.
В 1975 г. УХИН совместно с областным производственным объедине-
нием «Харьковстройматериалы» провел исследования условий и режима ис-
пользования отходов флотации в производстве глиняного кирпича. Отходы
вводились в формовочную массу в качестве отощающей и выгорающей
добавки.
Установлено, что в зависимости от свойств глин количество отходов
флотации, добавленных в смесь, может колебаться от 7 до 10 %. Исследо-
вания показали, что ввод отходов углеобогащения положительно влияет
на сушку и обжиг кирпича, снижает расход топлива и улучшает его сорт-
ность.
Наиболее распространенным методом снижения плотности тампонаж-
ных растворов является ввод различных наполнителей, плотность которых
меньше плотности цементного порошка При выборе наполнителя большое
значение имеют его стоимость, возможность использования при цементиро-
вании скважин без усложнения и удлинения технологического процесса и др.
Укрниигаз совместно с УХИНом провел лабораторные, полупромыш-
ленные и промышленные исследования по использованию отходов флота-
ции в качестве облегчающего наполнителя. Соотношения цемент : отходы
флотации составили 65 : 35, 50 : 50.
Промышленные испытания показали, что отходы флотации могут быть
использованы в тампонажных растворах для скважин большой глубины
229
при условии термической сушки отходов до влажности 2 % и измельчения
до крупности цемента.
Харьковским сельскохозяйственным институтом нм. В. В. Докучаева на
основании многолетних исследований и полевых опытов установлено поло-
жительное влияние отходов флотации на урожайность сельскохозяйствен-
ных культур на черноземных, серых лесных почвах, осушенных торфяниках
и песчаных почвах. Особенно перспективным является использование от-
ходов на почвах легкого механического состава (песчаных), где они про-
явили себя как эффективный мелиорант, обеспечивающий не только повы-
шение урожайности возделываемых растений, но и окультивирование почв,
стабильное повышение нх плодородия.
Наиболее эффективными дозами отходов флотации являются на легких
почвах 5—10 т/га, на торфяных—10—20 т/га. С 1979 г. Киевским медин-
ститутом им. А. А. Богомольца проводятся санитарно-гигиенические иссле-
дования продуктов сельского хозяйства, выращенных на почвах, удобрен-
ных отходами флотации.
4.3.2.5. Объемы использования отходов флотации
в настоящее время и в перспективе
С 1975 г. отходы флотации применяют в производстве строительных ма-
териалов, ранее они не использовались из-за большой обводненности, труд-
ностей транспортирования влажных масс и сложности их обработки перед
вводом в формовочную смесь.
В табл. 130 сопоставлены объемы образования и использования отхо-
дов флотации.
Таблица 130
Объемы образования и использования отходов флотации
1979 г 1985 г. 1999 г.
оГ 0)
S я н Я X Я Я X Я ь
Район в в в в а а в а а
Я и Ц л S я л Я я £ о л 8
Ян и л о ч а 3 5 н 5 о ь« Я) л л Ч Н В Л зй 5 ч3^
а , а о , о в w я . о . а о - О =5 к я . о ж а о *
а о В V а о В V 0.0 В V о в к
ю 3 О X о. о X ю 3 и В 0.0 S с 3 и X о. о в
о ь В в х в о н S X >1 в в б 6- в X >»В X
Д онецко-При дн еп ро в ский 1233 200 16 960 300 30 1090 450 40
Северо-Западный . . 567 60 10 240 90 48 240 ПО 45
Уральский 153 15 10 95 25 25 100 30 30
Западно-Сибирский 276 20 7 135 30 20 150 50 33
Казахская ССР . . 1029 10 1,0 1420 15 1,1 1440 30 2,0
Итого ... 3258 305 9 2850 460 17 3020 670 22
4.3.2.6. Подготовка отходов флотации
перед использованием
Разработана технология подготовки и методика ввода отходов флотации
в шихту при производстве кирпича. Подготовка заключается в том, что при
использовании флокулянтов отходы сгущают, затем сгущенный продукт
230
подсушивают на складе и отгружают потребителю. При влажности 25 —
30 % водоотделение почти прекращается и отходы флотации приобретают
сыпучесть На складе кирпичного завода онн подвергаются послойному бур-
тованию совместно с глиной.
Исследования опытных партий кирпича, приготовленных на Харьков-
ском кирпичном заводе № 15 с добавкой отходов флотации, показали,что
по внешнему виду, прочности и плотности кирпич лучше серийно выпускае-
мого на заводе Поэтому использование отходов флотации при производ-
стве кирпича запланировано в увеличивающихся масштабах на предприя-
тиях строительных материалов УССР Другие перспективные направления
Рядовая порода отсадочных машин
Классификация по 0 20 мм
Дробление по 0 20мм
Дробление Зо 5мм
Фракция
2200+2800'%*
Лереобогащение
Фракция
ДрЯ производства
Фракция
-2200 /м3
Котелыюе томидо
Классификация
На произбодстбо На производство
гравия кирпича, аелопорита
Рис. 21. Схема подготовки породы для производства гравия, кирпича,
аглопорита
утилизации отходов флотации (тампонажные растворы, сельское хозяйство
и т. д.) также требуют предварительной подготовки перед использованием.
Как уже указывалось, в газодобывающей промышленности и сельском
хозяйстве могут быть использованы только сухие отходы флотации влаж-
ностью 2—3 %. Схема их подготовки перед сушкой представлена на рис. 21.
Сушить их предполагается в распылительных сушилках. Опыты по сушке
отходов флотации в распылительной сушилке были проведены на опыт-
ном заводе Московского научно-исследовательского института строй-
керамики. На основании опытов подготавливается проект строительства
сушильной установки на Днепродзержинском коксохимзаводе
4.3.2.7. Экономическая эффективность различных
направлений использования отходов флотации
Экономическая эффективность утилизации отходов флотации, как и породы
углеобогащения, определяется экономией затрат на удаление в отвал и
231
содержание хранилищ за вычетом дополнительных затрат, связанных с
подготовкой отходов для утилизации, экономией у потребителя в резуль-
тате применения отходов флотации взамен других материалов.
При этом размер эксплуатационных затрат на удаление отходов фло-
тации в отвал на коксохимических заводах - будет определяться объемом
утилизации. Наиболее высокая экономия будет достигнута при полной ути-
лизации отходов флотации, когда отпадет необходимость в содержании
шламонакопителей и полностью будут отсутствовать затраты на удаление
и складирование отходов флотации.
В настоящее время эти затраты на коксохимических заводах состав-
ляют: эксплуатационные—1,5—4,5 руб./т, капитальные—10 и приведен-
ные — 3—6,0 руб./т отходов флотации.
При частичной утилизации отходов флотации затраты на содержание
хранилищ сохраняются, экономятся только затраты на транспортировку
отходов в отвал в сумме 0,2—0,3 руб./т.
Дополнительные затраты, связанные с подготовкой отходов флотации
к утилизации, будут зависеть от требования потребителя к качеству постав-
ляемых отходов (в первую очередь влажности) и упаковки (в мешках, на-
валом и т. п.).
Ниже приводятся данные об экономической эффективности разрабаты-
ваемых направлений использования отходов флотации в различных отрас-
лях промышленности и сельском хозяйстве.
Строительная промышленность
Отходы флотации, как и порода углеобогащения, используются при
производстве кирпича в качестве составляющей формовочной смеси в ко-
личестве 7—10 % к общей массе.
При полном объеме утилизации отходов экономический эффект скла-
дывается из следующих величин (руб./т): на коксохимических заводах за-
траты на подготовку отходов флотации к использованию—1,2—1,4; от-
пускная цена (принята на уровне цены на взаимозаменяемый продукт —
мелкую породу) —0,6; затраты на удаление и складирование отходов фло-
тации — 3,0—6,0. Итого экономический эффект — 3,6—6,8 при частичной
утилизации — 0,12.
У потребителя (строительная промышленность) экономический эффект
определяется, как и при использовании породы углеобогащения, повыше-
нием сортности кирпича и снижением расхода топлива.
Теплотворная способность отходов флотации выше, чем у породы угле-
обогащения, и равна 8360—10 450 кДж/кг, поэтому снижение затрат на
топливо в данном случае составит 4,0—5,0 руб./т, а с учетом экономии за
счет улучшения сортности кирпича (0,5 руб./т) экономический эффект со-
ставляет 4,5—5,5 руб /т.
Таким образом, каждая тонна отходов флотации даст народнохозяй-
ственный эффект 8—12 руб /т при полной и 4,0—4,8 руб./т при их частич-
ной утилизации.
Нефтяная промышленность
Проведенными в 1973—1975 гг. Укрниигазом исследованиями установ-
лено, что введение отходов флотации в тампонажные растворы, применяе-
232
мые при бурении нефтяных и газовых скважин, позволяет получить облег-
ченный, плотностью 1,4—1,65 г/см3, н термостойкий тампонажный материал,
пригодный для цементирования всех типов обсадных колонн газовых и
нефтяных скважин в интервалах температур от 20 до 180 °C [4].
Использование отходов флотации для получения тампонажных ма-
териалов позволяет сэкономить часть тампонажного цемента. Для при-
готовления смеси цемента с отходами флотации последние должны иметь
влажность не более 2—3%. Для получения отходов флотации с такой
влажностью необходимо сочетать механические и термические методы
обезвоживания.
Эксплуатационные затраты на стадии механического обезвоживания от-
ходов до уровня влажности 50—60 % составят около 0,5 руб./т. Сушку от-
ходов предполагается производить в распылительной сушилке типа приме-
няемых в керамической промышленности.
По данным института НИИстройкерамика, капиталовложения по рас-
пылительной сушке производительностью 14 тыс. г в год составляют
60 тыс. руб., а эксплуатационные затраты — примерно 5,0 руб./т товарной
продукции.
По требованию потребителя отходы флотации должны быть доставле-
ны в закрытой таре. Затраты на затаривание составляют 4,0 руб./т соглас-
но общим указаниям прейскуранта № 05—07 от 1980 г.
Таким образом, суммарные затраты на подготовку отходов флотации
к использованию в газодобывающей и нефтяной промышленности (предва-
рительное обезвоживание, сушка, затаривание) в расчете на 1 т конечного
продукта составляют 9,6 руб.
Лабораторные, полупромышленные и промышленные испытания пока-
зали, что соотношение 1 : 1 является наиболее приемлемым, удовлетворяю-
щим требованиям технических условий, а также требованиям, предъявляе-
мым к качеству крепления скважин.
На приготовление 1 м3 тампонажного раствора расходуется: цемента —
500 кг, отходов флотации — 500 кг, воды — 550 л. При этом снижается
плотность тампонажного раствора с 1,83 до 1,55 г/см3, в результате чего
расход цемента снижается с 1,223 т/м3 до 1,0 т/м3 раствора. Следовательно,
использование 1 т отходов флотации приводит к экономии 1,45 т цемента
стоимостью 17 руб.
| Сельское хозяйство
Полевыми опытами, проведенными Харьковским сельскохозяйственным
институтом им. В. В. Докучаева в течение 1973—1977 гг., установлено, что
внесение отходов флотации в дозе 5—10 т/га улучшает плодородие почв
легкого механического состава (глинисто-песчаных, супесчаных, песчаных,
торфяников) и повышает урожайность сельскохозяйственных культур.
Расчет экономической эффективности применения отходов флотации в
сельском хозяйстве может быть показан на примере использования их в
качестве основного удобрения (5 т/га) на черноземе супесчаном. Прибавка
урожая и общая стоимость дополнительно полученной за время действия
внесенного удобрения сельскохозяйственной продукции за вычетом затрат
на ее уборку и транспортировку (оцененной по закупочным ценам и
233
тарифам) на 1 га составляют по озимой ржи от 15 до 19 руб./га, по ку-
курузе на силос — 2,7 руб./га.
Затраты на подготовку, доставку, хранение и внесение отходов флота-
ции в почву составляют 11,7 руб./т, в том числе в коксохимической про-
мышленности 3,5 руб./т и сельском хозяйстве 8,2 руб./т, или 58,5 руб./га
сельскохозяйственных угодий. Народнохозяйственный экономический эф-
фект равняется 27,8 руб. на 1 га сельскохозяйственных угодий, или 5,6 руб.
на 1 т отходов флотации.
4.3.3. ФУСЫ КАМЕННОУГОЛЬНЫЕ
4.3.3.1. Характеристика технологического
процесса образования фусов
Образование фусов обусловлено уносом с коксовым газом шихты и частиц
полукокса из камеры коксования в газосборник в период загрузки печей,
поэтому объемы образования фусов зависят прежде всего от принятой
технологии загрузки Совершенствование ее идет по пути обеспечения пол-
ноты и сокращения периода загрузки печей, а также максимального сокра-
щения вредных выбросов в атмосферу. В соответствии с этими требова-
ниями и в зависимости от конструкции коксовых батарей на каждом заводе
существует оптимальный вариант порядка загрузки коксовых печей. В этом
одна из причин колебания в выходах фусов по отрасли.
Внедрение мероприятий по защите атмосферы от вредных выбросов в
период загрузки — использование пароинжекции и гидроинжекции — уве-
личивает унос пыли в газосборник, а следовательно, и количество фусов в
3—4 раза [5]. Метод инжекции, обеспечивающий бездымную загрузку кок-
совых печей, внедрен в СССР более чем на 70 % коксовых батарей, а так-
же на отдельных батареях в Болгарии, Чехословакии и Югославии [6].
Сущность этого способа заключается в применении паровой инжекции или
аммиачной воды в момент загрузки печей в сочетании со строго регламен-
тированным порядком выпуска угольной шихты из бункеров загрузочного
вагона. Эффективность метода при наличии на коксовых батареях двух
газосборников — 90 %. Резко сократить образование фусов (довести до
уровня образования без применения пароинжекции) при слоевом способе
коксования возможно лишь за счет принципиально иного решения по обес-
печению бездымной загрузки: изменения конструкции углезагрузочных ва-
гонов— установка на них приспособлений для автономного отсоса газов за-
грузки с последующей их очисткой и дожиганием либо применения трубо-
проводного транспорта для загрузки печей.
В ФРГ применяют углезагрузочные вагоны, оснащенные обеспыливаю-
щими устройствами, а также устройствами для сжигания газов загруз-
ки [6].
В ПНР разработан проект загрузочного вагона с установкой для от-
соса, сжигания и очистки газов загрузки. Вагон должен был быть внедрен
на заводе в Дзешовице в 1975 г на батарее с камерой высотой 5,5 м.
Предварительные расчеты показали, что при отсосе газов из одной камеры
234
в течение 3 мин улавливается 28 кг пыли. Эффективность работы пыле-
улавливающей установки — около 80 % в начале цикла отсоса и 98 % в
конце цикла. Вагон этой конструкции рассчитывают использовать при за-
грузке в камеры термически подготовленной шихты [6].
В ЧССР при насыпном способе коксования предполагается примене-
ние новой конструкции загрузочного вагона с тарельчатыми питателями и
сдвоенными телескопами, с помощью которых газы будут отсасываться че-
рез общий коллектор в скруббер с мокрым пылеулавливанием. Предусмо-
трено также сжигание газов [6].
В США, Великобритании, Турции, Франции, Испании применяют ин-
жекцию газов загрузки в стояки печей [7—11]. В США загрузка в камеры
предварительно подогретого угля осуществляется также с помощью сжа-
того пара и газа-носителя, проводятся работы по созданию углезагрузоч-
ного вагона с отсосом и очисткой газов.
В Англии запатентован способ очистки газов загрузки надсмольной
водой, которую впрыскивают под давлением 0,6—2,5 МПа через специаль-
ную форсунку в колено, соединяющие стояк загружамой печи с газосбор-
ником [И]
Фирма «Карл Штиль» в 1977 г. запатентовала способ бездымной за-
грузки, заключающийся в том, что в своде батареи коксовых печей выло-
жены специальные лоткообразиые каналы для отсоса газов загрузки, при-
соединенные к загрузочному люку и подключенные к коллектору, располо-
женному вдоль батареи [10].
В СССР при разработке процесса глубокой сушки проведены работы
по созданию углезагрузочного вагона с отсосом и очисткой газов.
Следует отметить, что внедрение новых способов бездымной загрузки
печей в ближайшие годы планируется лишь в связи с осуществлением суш-
ки шихты. Для печей, использующих влажную шихту, в перспективе до
1990 г. сохраняется метод паро- и гидроинжекции
Выделение фусов является обязательным для улучшения качества смо-
лы и происходит в результате ряда технологических операций:
охлаждения коксового газа по выходе из печей, обеспечивающего кон-
денсацию паров смолы, воды и осаждение твердых частиц;
сепарации газа от жидкости твердой фазы;
разделения трехкомпонентной смеси — смолы, фусов, а также над-
смольной воды.
Первичное охлаждение коксового газа производится в две ступени —
в газосборнике и холодильниках Твердые частицы остаются почти пол-
ностью в газосборнике и вместе со смолой и водой подвергаются сначала
сепарации от газа в сепараторе, а затем разделению в отстойниках-освет-
лителях с механизированным или немеханизированным удалением фусов
Разделение основано на разнице плотностей Твердая фаза, осевшая в виде
угольных и полукоксовых частиц с адсорбированной на них смолой, и яв
ляется собственно фусами.
Степень выделения фусов из смолы в отстойниках-осветлителях — 85—
95 %. Остальная часть фусов отделяется от смолы в смоляных хранили-
щах на складе смолы, предназначенных для ее приема, храпения, усред-
нения и обезвоживания отстаиванием Емкость склада обеспечивает
10—15-суточный запас смолы. Все резервуары — стальные цилиндрические
235
надземные аппараты — оборудованы нижними подогревателями. В верхней
части каждого хранилища предусмотрен коллектор для периодического спу-
ска самотеком отстоявшейся надсмольной воды Фусы скапливаются в хра-
нилищах на дче в виде твердой монолитной массы. По составу и свойствам
они отличаются от фусов, выделенных из осветлителей, Удаление фусов из
хранилищ производится 1—2 раза в год вручную. Количество этих фусов
по отношению к общему объему составляет 5—15 %, верхний предел
(15 %) является очень большой величиной, что связано с применением
паро- и гидроинжекции при загрузке печей и получением более высоко-
пиролизованной смолы, ухудшающей процесс дешламации смолы отстаива-
нием. Даже длительное отстаивание такой смолы в хранилищах не обес-
печивает необходимого обезвоживания и обеззоливания, поскольку увели-
чение содержания в смоле твердых частиц создает устойчивую, трудно
расслаивающуюся водно-смоляную дисперсию.
4.3.3.2. Характеристика фусов как вторичного сырья
Фусы представляют собой слабо текучую густую массу, затвердевающую
при О °C. Нагревание до 80—90 °C размягчает их, несколько увеличивается
текучесть. В зависимости от технологии выделения существует несколько
видов фусов, различающихся по качеству: 1) из немеханизированных освет-
лителей; 2) из механизированных осветлителей; 3) после центрифуг: 4) из
смоляных хранилищ.
Различие в качестве всех этих видов фусов обусловлено главным об-
разом содержанием смолы, а также крупностью и характером твердых ча-
стиц, хотя в некоторых случаях они почти не отличаются. Представляемые
результаты не совсем согласуются с данными [12] по сокращению коли-
чества фусов за счет обессмоливания в механизированных осветлителях.
Это свидетельствует прежде всего об отсутствии четкой системы учета фу-
сов на предприятиях (также и других отходов) и использовании несовер-
шенных методов оценки объемов образования, поскольку достигнуть содер-
жания смолы в фусах менее 20 % можно лишь с применением специальных
растворителей.
Состав разных видов фусов, %
Фусы Нерастворимые в толуоле вещества Смола Зола Вода
Из немеханизированных ос- ветлителей Из механизированных освет- 30-50 40-50 2-52 6-12
лителей емкостью: 210 м3 40-60 40-50 2-6 3-10
650 м3 40-70 20-40 2-6 3-10
Из смоляных хранилищ . . . 40-70 20-40 3—7 3-5
После центрифуг 30-50 40—60 3-5 6-10
Указанные различия в качестве отражаются прежде всего на вязкости
и плотности фусов, являющихся основными характеристиками при разра-
ботке рациональных решений их утилизации. Определение фактической вяз-
кости и плотности фусов осуществить практически сложно из-за высокого
содержания твердой фазы и присутствия частиц крупных классов (2—3 мм
236
н более 3 мм). Приближенно можно считать для фусов из механизирован-
ных осветлителей d4 — 1,280—1,380, из немеханизироваиных осветлителей
и после центрифуг— 1,240—1,330 г/см3. Чехословацкие исследователи при-
водят данные о плотности различных фусов при 20 °C в пределах 1,255—
1,540 [13].
Содержание твердой фазы в фусах находится в пределах 30—45 %,
серы общей — 0,5—2,5 %, что определяется в свою очередь содержанием
твердой фазы и ее сернистостью, поскольку содержание серы в смоле яв-
ляется стабильной величиной.
Каменноугольная смола, содержащаяся в фусах, по качеству не от-
личается от вырабатываемой на предприятии. По данным Череповецкого
металлургического комбината, смола, выделенная из фусов, отстоявшихся
в смоляных хранилищах, имеет более высокое (на 3,0—3,5 %) содержание
нафталина. По всем остальным показателям она аналогична получаемой на
заводе. Влага фусов обусловлена содержанием воды цикла газосборника.
Благодаря этому фусы содержат и минеральные вещества (в основном
соли аммония) в количествах, соответствующих анализу воды цикла газо-
сборника и содержанию влаги в фусах, в среднем 0,2—0,5 % солей на су-
хую массу.
Важной характеристикой фусов является содержание нерастворимых
в толуоле (или бензоле) веществ. Они представляют собой угольную пыль
различной степени термической деструкции и озоления (твердая фаза), а
также смолистые частицы, образовавшиеся в результате коагуляции высо-
комолекулярных многокольчатых соединений. Эти вещества часто называют
свободным углеродом. Выход летучих веществ (V, %) из свободного уг-
лерода составляет 9—17 %, а из фусов в зависимости от соотношения рас-
творимой и нерастворимой в толуоле частей составляет 30—65 % на сухую
массу.
Качественная характеристика твердой фазы фусов зависит в основном
от способа их выделения из смолы. Определенное влияние оказывает так-
же использование пароинжекции при загрузке печей. В смоляных хранили-
щах (и центрифуге) выделяются фусы, содержащие более мелкий класс
твердых частиц, чем в осветлителях. И. Л. Липлавком [14] установлено,
что при загрузке с применением инжекции твердая фаза фусов, выделяе-
мых из смолы в отстойниках-осветлителях, представляет собой главным
образом скоксованные частички угля сферической формы с кажущимся
удельным весом, меньшим удельного веса смол. Если инжекцию не ис-
пользуют, то твердая фаза фусов состоит в основном из неизменных
угольных частиц.
Микроскопическими исследованиями крупных классов (> 1 мм) твер-
дой фазы фусов, отстоявшихся в механизированных осветлителях, обнару-
жена лишь небольшая часть частиц с металлическим блеском. В твердой
фазе фусов из смоляных хранилищ, напротив, большей частью содержатся
блестящие частицы. Плотность твердой фазы из фусов механизированных
осветлителей несколько ниже (1,45 г/см3), чем твердой фазы фусов храни-
лища смолы (1,50 г/см3). Характеристика твердой фазы фусов является по-
чти постоянной на данном предприятии, но для разных предприятий может
иметь существенные различия.
237
Ситовый состав (в %) твердой фазы фусов из механизированных ос-
ветлителей Авдеевского К.ХЗ характеризуется следующими показате-
лями [15]:
Класс, мм
>3 11,10
3—2 2,58
2-1 4,34
1,0-0,43 4,58
0,43-0,20 5,60
0,20-0,088 44,70
0,088—0,00 27,10
Ситовый состав (в %) твердой фазы фусов, выделенных из механизи-
рованных отстойников Орско-Халиловского металлургического комбината,
по данным заводской лаборатории, следующий:
Класс, мм
I —П очереди
III очередь
> 3 35,0 50,2
3-1 14,2 12,8
1,0-0,5 20,5 10,5
0,5-0,0 40,3 26,5
Ситовый состав (в %) твердой фазы фусов, выделенных из механизи-
рованных осветлителей Кузнецкого металлургического комбината, по дан-
ным [16]:
Класс, мм I —II очереди III очередь IV очередь
3—1 - 22,8 21,8
1,0—0,5 26,2 20,1 22,3
<0,07 16,5 11,3 10,7
0,5-0,07 57,3 45,8 45,6
Микроскопические исследования частиц класса 0—0,07 мм показали,
что они имеют в основном нарушенную сферическую форму (неправильную
многоугольную и вытянутую). Часть частиц имеет оплавленную и пори-
стую поверхность.
Приведенные выше данные по качеству фусов согласуются и с резуль-
татами исследований поляков [17]. Представленная характеристика показы-
вает, что фусы содержат ценные продукты, потерю которых можно предот-
вратить, осуществляя их утилизацию, например, совместной переработкой
с шихтой на коксование.
Горючесть отдельных составляющих фусов позволяет их сжигать, ис-
пользуя как энергетическое топливо.
4.3.3.3. Нормы и объем образования фусов
Нормы образования (удельный выход) фусов определены объемами их вы-
хода, отнесенными к единице массы перерабатываемой шихты. Основными
факторами, определяющими нормы образования фусов, являются количе-
ство унесенных с коксовым газом твердых частиц, степень их выделения
из смолы и потери с фусами. Унос твердых частиц в свою очередь зависит
от крупности помола шихты, способа подготовки (с подогревом или без по-
догрева), использования обмасливания, наличия мероприятий по обеспече-
нию бездымной загрузки коксовых печей и многих других, трудно поддаю-
238
Таблица 131
Нормы выхода фусов по коксохимической промышленности по уровням
1979—1990 гг., % от сухой шихты
Районы и предприятия 1979 г. 1985 г 1990 г
1 2 3 4
Донецко-Приднепровский Днепропетровский КХЗ . 0,06 0,06 0,05
Днепродзержинский КХЗ 0,06 0,06 0,0?
Баглейский КХЗ 0,06 0,06 0,05
Криворожский КХЗ 0,06 0,06 0,05
Запорожский КХЗ 0,06 0,06 0,05
Горловский КХЗ 0,06 0,02 0,02
Макеевский КХЗ 0,06 0,06 0,05
Ясиновский КХЗ 0,06 0,06 0,05
Енакиевский КХЗ 0,06 0,06 0,05
Ждановский КХЗ . 0,06 0,06 0,05
Донецкий КХЗ 0.06 0,06 0,05
Авдеевский КХЗ 0,06 0,06 0,05
Краматорский КХЗ 0,06 0,02 0,02
Коммунарский цех № 1 КХЗ .... 0,06 0,06 0,05
Стахановский КХЗ 0,06 0,01 —
Харьковский ОКХЗ 0,06 0,05 —
Итого ... 0,06 0,06 0,05
Центральный Московский КГЗ 0,06 0,05 0,05
Центрально-Черноземный Ново-Липецкий металлургический комбинат 0,06 0,06 0,05
Северо-Западный Череповецкий металлургический ком- бинат 0,06 0,06 0,05
Калининградский КГЗ 0,06 0,06 0,05
Уральский Челябинский металлургический ком- бинат 0,06 0,05 0,05
Магнитогорский металлургический комбинат 0,15 0,13 0,13
Нижне-Тагильский металлургиче- ский комбинат 0,06 0,05 0,05
Орско-Халиловский металлургиче- ский комбинат 0,06 0,05 0,05
Губахинский КХЗ 0,06 0,05 0,05
Итого ... 0,09 0,08 0,08
23 9
Продолжение
Районы и предприятия 1979 г. 1985 г. 1990 г.
1 2 3 4
Западно-Сибирский Кузнецкий металлургический комби- нат 0,06 0,05 0,05
Западно-Сибирский металлургиче- ский комбинат 0,15 0,13 0,13
Кемеровский КХЗ 0,06 0,05 0,05
Алтайский КХЗ — 0,05 0,05
Итого ... 0,10 0,08 0,08
Казахская ССР Карагандинский металлургический комбинат 0,06 0,05 0,05
Закавказский (Грузинская ССР) Руставский металлургический завод 0,06 0,05 0,05
Всего по отрасли . . . . 0,07 0,06 0,06
Таблица 132
Объемы образования фусов на предприятиях коксохимической
промышленности, т в год
Районы й предприятия 1979 г. 1985 г. 1990 г.
1 2 3 4
I. Донецко-Приднепровский
Днепропетровский 970 610 730
Днепродзержинский 1 200 1 200 1 450
Баглейский 2 930 2 050 1 700
Криворожский 4 080 4 120 4 220
Запорожский 1 370 2 120 2 120
Горловский 1 100 830 960
Макеевский 1 100 1 240 1 230
Ясйновский 2 580 1 760 2 290
Цнакиевский ..... 1 450 1 170 1 120
Ждановский 2 870 2 250 3 060
Донецкий 1 520 1 ПО 1 130
Авдеевский 4 000 5 070 5010
Краматорский 70 мм»
Коммунарский цех № 1 3 840 3 210 3 220
Стахановский 270 270 —
Харьковский 140 НО —
Итого ... 29 480 27 120 28 240
240
Продолжение
Районы и предприятия 1979 г. 1985 г. 199Э г.
1 2 3 4
И. Центральный
Московский 820 570 710
III. Центрально-Черноземный
Ново-Липецкий металлургический комбинат 3 420 3 160 2 600
IV. Северо-Западный
Череповецкий металлургический ком- бинат 3 540 3 660 3 800
Калининградский КГЗ 200 150 140
Итого ... 3 740 3810 3 940
V. Уральский
Челябинский металлургический ком- бинат 2 260 2 600 2 020
Магнитогорский металлургический комбинат 13 700 И 830 9 430
Нижне-ТагИльский металлургический комбинат 2 720 2 230 2 800
Орско-Халиловский металлургиче- ский комбинат 2 300 1 740 2 950
Губахинский КХЗ . . 950 740 800
Итого ... 21 930 19 140 18 000
VI. Западно-Сибирский
Кузнецкий металлургический комби- нат 2 690 1 930 1 930
Западно-Сибирский металлургиче- ский комбинат 9 480 8 190 8 070
Кемеровский КХЗ Алтайский КХЗ 1 670 2 050 2 670 2 050 2 680
Итого ... 13 840 14 840 14 730
VII. Казахская ССР
Карагандинский металлургический комбинат 3 000 3 300 3 200
VIII. Закавказский (Грузинская ССР)
Руставский металлургический завод 510 380 360
Всего по отрасли . . . 76 740 72 050 71 780
241
щихся оценке факторов. Из перечисленных выше количественные зависи-
мости уноса пыли от первых трех факторов отсутствуют. Качественные ха-
рактеристики свидетельствуют о снижении норм выхода при более крупном
помоле, обмасливании и коксовании сухой шихты. Использование паро- и
гидроинжекции приводит к увеличению выхода фусов в 3—4 раза [1]. Сте-
пень выделения твердой фазы из смолы в осветлителях обычно состав-
ляет величину 85—95 % и зависит в рамках одного предприятия главным
образом от глубины пиролиза смолы (температуры подсводного простран-
ства печей). В общем случае чем тяжелее смола (по вязкости и плотности),
тем .меньше скорость осаждения частиц, особенно крупных полукоксовых и
коксовых пористых частиц, которые попадают в смолу в случае использо-
вания пароинжекции при загрузке печей [14].
Потери каменноугольной смолы при выделении из нее фусов опреде-
ляются прежде всего совершенством конструкции осветлителей и наличием
мероприятий по дешламации смолы.
В механизированных осветлителях предусмотрена предварительная (пе-
ред поступлением в бункер) промывка фусов горячей водой. Такие фусы в
отличие от выгружаемых из немеханизированных осветлителей в значи-
тельной степени обессмолены [12].
Обеззоливание и дешламация смолы осуществляются промывкой водой
холодильникового цикла [18] или центрифугированием. Промывка водой на
изменение выхода фусов влияния не оказывает. Дешламация смолы центри-
фугированием приводит к дополнительным потерям смолы на 1,5—2,5 %
перерабатываемой и соответственно увеличению норм выхода фусов. При
расчете норм выхода фусов, приведенных в табл. 131, на основе имею-
щихся экспериментальных данных принято, что внедрение центрифуг для
дешламации смолы на ряде заводов, перечень которых был определен по
проектным данным Гипрококса, и применение пароинжекции приводят к
увеличению норм выхода фусов соответственно на 1,5 % массы выраба-
тываемой смолы (в 3 раза), а при внедрении современных механизирован-
ных осветлителей — к снижению в 3 раза (перечень заводов, подвергаю-
щихся расширению и реконструкции, также определен по проектным дан-
ным Гипрококса) Кроме того, подвергались анализу и учитывались имею-
щиеся качественные характеристики и некоторые количественные данные по
совершенствованию схемы отстоя надсмольной воды, влиянию влажности,
обмасливания и крупности помола шихты на потери угля при использова-
нии паро- и гидроинжекции в операции загрузки печей, прогнозные данные
об интенсификации процессов коксования, подготовки шихты, внедрения
новой технологии коксования и подготовки шихты, совершенствования тех-
нологии загрузки печей и внедрения мероприятий по защите среды.
Объемы образования фусов (табл. 132) по уровню 1979 г. представ-
лены по фактическим данным заводов, а в перспективном периоде рассчи-
таны с учетом введения новых мощностей, реконструкции старых, а также
ряда технологических факторов, изложенных в разделе 4.3.3.1.
4.3.3.4. Основные направления
рационального использования фусов
Коксование фусов совместно с шихтой, т. е утилизация способом присадки
к основному сырью, приводит к получению из нйх веществ, аналогичных
242
продуктам коксования. Однако сравнение фусов как вторичного сырья н
угольной шихты не является показательным, поскольку при индивидуаль-
ном коксовании фусов не может образоваться основная товарная коксохи-
мическая продукция, в частности металлургический кокс. Следовательно,
нельзя говорить о замене основного сырья отходами. Речь может идти лишь
о присадке фусов к шихте в количествах, не снижающих качество кокса
и позволяющих несколько увеличить коэффициенты выхода основных кок-
сохимических продуктов (кокса, смолы и газа) в результате замыкания в
технологический цикл потерь сырья в виде отходов.
Распределение компонентов фусов между продуктами коксования в за-
висимости от их качества, определенное экспериментально на лабораторном
аппарате, происходит следующим образом (% от сухих продуктов):
Кокс.............................. 45—65
Смола камевноугольная ..............20—40
Коксовый газ......................... 8—20
По данным УХИНа, а также чехословацких исследователей, шихта со-
храняет свою сыпучесть при добавлении фусов вплоть до содержания 20—
30 % (по массе) [13—19]. Кроме того, чехословацкие исследователи уста-
новили высокую сорбционную способность шихты к фусам. На величину
сорбционной способности заметное влияние оказывает степень измельчения
шихты и содержание в ней влаги. В общем случае сорбционная способ-
ность падает с увеличением крупности зерен и содержания влаги. Макси-
мум сорбционной способности находится в области содержания влаги 5—
10 %. Хорошая смачиваемость угля фусами приводит к агрегированию мел-
ких классов.
Так, при добавлении фусов к шихте в количествах 1,5—3,0 % наблю-
дается снижение содержания пыли и увеличение более крупных частиц
(0,2—0,5 мм) При этом возрастает плотность шихты, снижается запылен-
ность при загрузке камер коксования, что оказывает благоприятное влия-
ние на работу бездымной загрузки, способствуя снижению норм выхода
фусов. Увеличение добавки фусов к шихте до 25—36 % вызывает склеива-
ние крупных частиц шихты (5—10 мм) и затрудняет проведение исследо-
ваний с такими добавками Смесь шихты с фусами с высокими (20—30 %)
и низкими (12%) добавками не слеживается и не изменяет своей сыпу-
чести, в результате чего выгрузка смеси шихты с отходами из бункера над
загрузочным вагоном не представляет затруднений. Это подтверждено экс-
периментально исследованиями в УХИНе Слеживаемость смеси определя-
лась под грузом, соответствующим высоте столба ее насыпи, равной 4 м,
в металлических цилиндрах диаметром 60 мм и высотой 45 мм в течение
одних суток.
Для сжигания фусов в форсунках (циклонных, камерных или других
топок) важными характеристиками являются вязкость и крупность твердых
частиц. Достижение необходимых величин этих характеристик осущест-
вляется разбавлением маловязкими продуктами и измельчением При раз-
бавлении фусов антраценовым (или поглотительным) маслом при расходе
25 % исходных фусов и измельчении в шаровой мельнице образуется смесь
с крупностью твердых частиц порядка 40 микрон и вязкостью Е80 = 10®.
Такая смесь не выделяет твердого остатка при стоянии и обладает доста-
точной текучестью.
243
Достижение удовлетворительной текучести возможно при разбавлении
фусов кислой смолкой сульфатного отделения. Установлено, что фусы с
кислой смолкой в соотношениях 1 : 3 и 1 : 2 по массе хорошо смешиваются
в холодном состоянии: в первом случае смесь обладает хорошей теку-
честью без подогрева (свободно проходит через воронку с диаметром от-
верстия 20 мм). Соотношение 1 :2 близко к предельному по текучести в
холодном состоянии. Смесь в соотношении 1 : 1 хорошо смешивается и об-
ладает удовлетворительной текучестью лишь при нагревании до 80 °C
(смесь легко проходит через сито с отверстиями диаметром 12 мм).
Утилизация фусов осуществляется подачей в шихту на коксование и
сжиганием без утилизации тепла либо с утилизацией (например, в каче-
стве энергетического топлива в мартеновских печах). Перспективным также
следует считать индивидуальное коксование фусов в кольцевых печах с по-
лучением кокса для бытовых и энергетических целей.
Практическое применение способов подачи в шихту нашло в СССР,
ЧССР, Венгрии, ГДР, ПНР, Югославии [2]. Способы по сути однотипны и
различаются лишь в деталях оформления технологических схем подготов-
ки отходов перед подачей в шихту. Сжигание ни в одной из этих стран
пока не применяется, но работы проводятся довольно интенсивно. В част-
ности, в СССР проводятся широкие исследования по разработке способа
подготовки фусов для сжигания в форсуночных топках, в основу которого
положен принцип осуществленного в промышленности способа на метал-
лургическом заводе «Бетлихем Стил» в Спарроу-Пойнте (США) [20].
Сущность способа заключается в измельчении твердой фазы фусов до
размеров частиц менее 60—80 микрон. Измельчение ведется в шаровой
мельнице по методу мокрого помола. В качестве жидкой фазы на упомяну-
том заводе США используется каменноугольная смола. УХИНом наилуч-
шие результаты помола фусов получены при использовании антраценового
масла при соотношении на 1 кг фусов 0,25—0,30 кг масла и температуре
40—60 °C. При длительности помола 3,0—3,5 ч получается суспензия, в
которой остаток на сите 1000 отверстий на 1 см2 составляет всего 1—2 %
на сухую массу твердой фазы фусов. Полученная суспензия весьма стой-
кая.
Работы по сжиганию проводятся также в Югославии, в ближайшие
годы намечается промышленное осуществление способа. При этом считается
целесообразным сжигать фусы, получаемые отстрем в смоляных хранили-
щах, а фусы из осветлителей подавать в шихту [2].
Промышленная установка по сжиганию углеводородных отходов, со-
держащих твердые частицы диаметром до 13 мм, эксплуатируется на за-
воде «Хострон» (штат Техас, США). Сжигание производится без предва-
рительного измельчения благодаря использованию специально сконструиро-
ванной масляной форсунки [19].
Способ сжигания подобных фусам отходов во всех развитых капита-
листических странах является основным и широко распространенным. При-
садка в шихту для коксования не применяется. Это объясняется, очевид-
но, в первую очередь особенностями технологии подготовки, коксования
шихты и переработки химических продуктов в этих странах по сравнению
с СССР и другими странами СЭВ.
244
4.3.3.5. Технологическая схема процесса
подготовки фусов к использованию
Подготовка фусов к переработке совместно с шихтой предусматривает ос-
вобождение от посторонних предметов, снижение их вязкости, равномерное
дозирование и смешивание с шихтой.
Освобождение от посторонних предметов достигается установкой спе-
циальной обогреваемой сетки, на которую принимаются фусы из автосамо-
свала. Снижение вязкости производится разогреванием до температуры
80—85 °C; дозирование осуществляется шнековым питателем, смешение с
шихтой на многих предприятиях осуществляется в смесительной машине.
Установка по подготовке фусов располагается в углеподготовительном
цехе и состоит из бункера, имеющего форму усеченной пирамиды, шнека,
затвора и трубы для выдачи фусов на конвейерную ленту. Для поддержа-
ния фусов при температуре 80—85 °C бункер -снабжен паровой рубашкой.
Шнек и труба также оборудуются паровыми рубашками.
Для удаления посторонних предметов верхняя часть бункера покрыта
решеткой с ячейками 100 X 100 мм, изготовленной из труб, в которые по-
дается пар.
Бункер — стальной сварной аппарат, снабженный, помимо решетки,
крышкой. Емкость рассчитана на 2—3-суточное количество фусов. Время
переработки суточного количества фусов составляет 1,0—1,5 ч. Поскольку
фусы на установку доставляются в автосамосвалах, бункер заглублен в
землю.
Шнек самоочищающийся, с паровым обогревом. Затвор бункера сбло-
кирован с датчиком прибора, фиксирующего наличие шихты на ленточном
транспортере; последний сблокирован со световой сигнализацией. Для
уменьшения залипания оборудования фусами, несмотря на то что фусы
являются малокоррозионным продуктом, целесообразно внутреннюю по-
верхность бункера, затвор, шнек и направляющую трубу изготавливать из
нержавеющей стали.
4.3.3.6. Объемы использования фусов
в настоящее время и в перспективе
Невысокий уровень использования фусов в 1979 г. (табл. 133) объясняется
отсутствием на предприятиях утилизационных установок. Строительство та-
ких установок и пуск в эксплуатацию, по данным Гипрококса, намечаются
в 1980—1985 гг.
Существующий способ утилизации фусов примитивен — фусы вывозят
на угольный склад и смешивают с углем грейферами и бульдозерами.
4.3.3.7. Экономическая эффективность
использования фусов
В данном разделе рассматривается только вариант коксования фусов сов-
местно со всей угольной шихтой, поскольку все остальные перечисленные
выше направления использования фусов находятся на такой стадии разра-
ботки, которая не позволяет производить экономические расчеты.
245
Таблица 133
Использование фусов иа предприятиях коксохимической промышленности
в 1979—1990 гг.
Районы и предприятия 1979 г. 1985 г. 1990 г.
т/г коэффи- циент исполь- зования т/г коэффи- циент исполь- зования т/г коэффи- циент исполь- зования
I. Донецко-Придне- провский Днепропетровский КХЗ 0,0 610 1,0 730 1,0
Днепродзержинский КХЗ — 0,0 1 200 1,0 1 450 1,0
Баглейский КХЗ . . . 0,0 2 050 1,0 1 700 1,0
Криворожский КХЗ . . 6 250 1,0 4 120 1,0 4 220 1,0
Запорожский КХЗ . . . — 0,0 2 120 1,0 2 120 1,0
Горловский КХЗ . . . 120 0,2 830 1,0 960 1,0
Макеевский КХЗ . . . — 0,0 1 240 1,0 1230 1,0
Ясиновский КХЗ . . . I 200 1,0 1 760 1,0 2 290 1,0
Енакиевский КХЗ . . . — 0,0 1 170 1,0 1 120 1,0
Ждановский КХЗ . . . 2 400 1,0 2 250 1,0 3 060 1,0
Донецкий КХЗ .... 204 0,2 1 ПО 1,0 1 130 1,0
Авдеевский КХЗ .... — 0,0 5 070 1,0 5010 1,0
Коммунарский КХЗ . . — 0,0 3 210 1,0 3 220 1,0
Харьковский КХЗ . . . — 0,0 ПО 1,0 ПО 1,0
Итого ... 10 180 0,3 26 850 1,0 28 240 1,0
II. Центральный Московский КГЗ . . . 820 0,9 570 1,0 710 1,0
III. Центрально-Чер- ноземный Ново-Липецкий метал- лургический комбинат 3 420 1,0 3 160 1,0 2600 1,0
IV. Северо-Западный Череповецкий метал- лургический комбинат 0,0 3 660 1,0 3 800 1,00
Калининградский КГЗ 0,0 — 0,0 —• 0,0
Итого ... — 0,0 3660 0,96 3 800 0,97
V. Уральский Челябинский металлур- гический комбинат . . 0,0 2 600 1,0 2 020 1,0
Магнитогорский метал- лургический комбинат 0,0 11 830 1,0 9 430 1,0
246
Продолжение
Районы и предприятия 1979 г 1985 г. 1990 г.
т/г коэффи- циент исполь- зования т/Г коэффи- циент исполь- зования т/г коэффи- циент исполь- зования
Нижне-Тагильский ме- таллургический ком- бинат 2 720 1,0 2 230 1,0 2 800 1,о
Орско-Халиловский ме- таллургический ком- бинат 0,0 1 740 1,0 2 950 1,0
Губахинский КХЗ . . —• 0,0 740 1,0 800 1,0
Итого ... 2 720 0,12 19 140 1,0 18 000 1,0
VI. Западно-Сибирский
Кузнецкий металлурги- ческий комбинат . . . 2 690 1,0 1 930 1,0 1 930 1,0
Западно-Сибирский ме- таллургический ком- бинат — 0,0 8 190 1,0 8 070 1,0
Кемеровский КХЗ . . . — 0,0 2 050 1,0 2 050 1,0
Алтайский КХЗ .... 2 670 1,0 2 680 1,0
Итого ... 2 690 0,19 14 840 1,0 14 730 1,0
VII. Казахская ССР
Карагандинский метал- лургический комбинат — 0,0 3 300 1,0 3 200 1,0
VIII. Закавказский (Грузинская ССР)
Руставский металлурги- ческий завод .... 510 1,0 380 1,0 360 1,0
Всего по отрасли . . . 26 550 0,35 72 050 1,0 71640 1,0
247
В настоящее время в коксохимической промышленности ежегодно на
очистку хранилищ и мехосветлителей от фусов и вывоз фусов в отвал за-
трачивается примерно 0,5 млн. руб. Утилизация фусов путем присадки их
к шихте позволит не только отказаться от непроизводительных расходов
по вывозу фусов в отвал и содержанию отвального хозяйства, но и полу-
чить экономический эффект за счет реализации товарной продукции, полу-
ченной при коксовании фусов.
Экономическая эффективность этого процесса определяется по разно-
сти между стоимостью дополнительной товарной продукции и затратами
иа подачу фусов в шихту, а также переработку дополнительных продук-
тов в основных цехах с учетом отказа от затрат на вывоз фусов в отвал.
Ниже приведены технико-экономические показатели утилизации фусов
для условий 4-батарейного завода с печами большой емкости (41,6 м3).
Расчет выполнен в ценах, введенных в действие с 1 ноября 1982 г.
Расход шихты на коксование, тыс. т сухой массы................ 5200
Количество образующихся фусов, тыс. т........................... 4,0
Затраты на утилизацию:
капиталовложения общие, тыс. руб.............................. 4Q
удельные, руб./т.......................................... 10
эксплуатационные затраты, тыс. руб.......................... 20
на 1 т, руб................................................ 6,0
дополнительные эксплуатационные затраты в основных цехах
на получение товарных продуктов, тыс. руб................... 18
на 1 т фусов, руб.......................................... 4,5
Стоимость товарной продукции, тыс. руб..........................205
на 1 т фусов, руб............................................ 51,0
Затраты на вывоз фусов в отвал и содержание отвального хозяй-
ства, тыс. руб................................................. 4
на 1 т фусов, руб............................................. 1,0
Годовой экономический эффект от утилизации фусов составит
Э = [51 — 4,5 + (6 + 0,15« 10)] • 4000 — 4 = 152 тыс. руб.
4.3.4. КИСЛАЯ СМОЛКА СУЛЬФАТНОГО ОТДЕЛЕНИЯ
ЦЕХА УЛАВЛИВАНИЯ
4.З.4.1. Характеристика технологического процесса
образования кислой смолки
Кислая смолка сульфатного отделения образуется в качестве побочного
продукта при улавливании аммиака из коксового газа серной кислотой и
является результатом нескольких одновременно протекающих процессов,
основными из которых являются полимеризация непредельных соединений
коксового газа под действием серной кислоты и конденсация каменно-
угольной смолы из газа. Раствор продуктов полимеризации в каменно-
угольной смоле является собственно смолкой и главной ее углеводородной
составляющей
Образование этой смолки характерно для всех коксохимических пред-
приятий, за исключением производства, где получают концентрированную
аммиачную воду. По перспективному плану развития коксохимического про-
изводства до 1990 г. получение сульфата аммония остается доминирующим
248
способом использования аммиака коксового газа. Совершенствование этого
способа как в варианте сатураторного, так и бессатураторного процессов,
совершенствование технологии первичного охлаждения коксового газа, а
также очистки его от смолы не приведут к ликвидации кислой смолки. Этот
отход является неизбежным при указанном способе улавливания аммиака.
- Отходы флотации после, сгущения о приме*
пением ПАЛ 0 радиальном сгустителе 250%
V
Вторая стадия сгущения
с применением ПАА
Слив водорот
Сгущенный
продукт
Сушки термическая
Продукт влажностью 2 ±8'А
Затаривание 8 крарт-меит и
отправка на газопромыслы
Погрузка насыпью 8 желез-
нодорожные вагоны для
отправки в колхозы и совхозы
Рис. 22. Схема подготовки отходов флотации для использования на
газопромыслах и в сельском хозяйстве
Речь может идти лишь о некотором снижении норм выхода за счет совер-
шенствования этой технологии.
На всех заводах нашей страны улавливание аммиака осуществляется
полупрямым методом, причем в основном в сатураторном варианте При
непосредственном контакте коксового газа с раствором серной кислоты об-
разуются соль — сульфат аммония, маточный раствор, содержащий значи-
тельные количества одновременно улавливаемых из газа пиридиновых осно-
ваний, и кислая смолка. Образующаяся смолка отделяется от маточного
раствора (всплывает на поверхность) в циркуляционной кастрюле, сбор-
нике избыточного маточного раствора, а на современных предприятиях еще
и в отстойниках (типа «бутыль»). Отделение смолки при соблюдении тех-
нологического режима достаточно полное (рис. 22, 23).
Эффективность вывода смолки зависит от свойств образующейся смол-
ки и плотности маточного раствора (кислотности, а также содержания в
нем соли и ее крупности) Важно иметь маточный раствор наибольшей
плотности.
На некоторых заводах в настоящее время осуществляется схема, в ко-
торой процессы улавливания аммиака и кристаллизации соли разделены,—
24*
бессатураторные установки Такие схемы осуществлены на Авдеевском,
Криворожском, Западно-Сибирском и Череповецком предприятиях (рис. 24).
Отличие этой схемы от описанной выше состоит в том, что улавливание
аммиака осуществляют в двухступенчатом скруббере (абсорбере), причем
в результате абсорбции получается ненасыщенный по сульфату аммония
раствор, кислотность которого составляет около 1 %. Этот раствор отде-
ляют от кислой смолки, татем он поступает на выпарку и выделение из
Рис. 23. Схема улавливания аммиака коксового газа с
получением сульфата аммония (полупрямой метод):
1—'сборник избыточного маточного раствора: 2—ловушка
к сатуратору; 3—циркуляционная кастрюля; 4—сатуратор;
5—напорный бак для серной кислоты; 6—кастрюля обратных
токов; 7—кристаллоприемник; 8 — центрифуга; I—коксовый газ;
II—серная кислота; Ill — маточный раствор с кристаллами
сульфата аммония; IV — осветленный маточный раствор; V—суль-
фат аммония иа сушку; VI— фильтрат; VII—аммиачные пары;
VIII — циркулирующий маточный раствор
него кристаллов. Образование и вывод смолки в бессатураторном процессе
принципиально ничем не отличаются от сатураторного. С точки зрения ка-
чества сульфата аммония этот способ является перспективным, его прини-
мают для проектирования новых цехов.
4.3.4.2. Характеристика кислой смолки
сульфатного отделения
Кислая смолка сульфатных отделений, являющаяся смесью продуктов по-
лимеризации непредельных соединений и каменноугольной смолы, обладает
высокими плотностью, вязкостью, температурой размягчения и содержит в
250
Рис. 24. Схема бессатураторного метода получения сульфата аммония улавливанием аммиака коксового газа:
1— скруббер; 2—сборник насыщенного раствора 3—кристаллизатор; 4—пароструйный инжектор с барометрическим конденсатором;
S—кристаллоприемннк; б—сборник раствора; 7—центрифуга; 8—сушилка: 9—мешалка; 10—сборник раствора; 11— насосы
своем составе свободную серную кислоту, сульфат аммония и другие соли
и окисли различных металлов. По своему составу (табл. 134 и 135) эти
смолки мало отличаются на различных предприятиях Пределы колебаний
по содержанию основных составляющих на одном заводе находятся на том
же уровне, что и в целом по отрасли. В этой связи следует лишь отличать
смолки сатураторного процесса от смолок бессатураторного. Кислая смолка
бессатураторных установок (заводы 13 и 14, табл. 136) в отличие от сату-
раторных характеризуется повышенными плотностью и влажностью, а так-
же пониженной вязкостью. По данным Авдеевского и Криворожского заво-
дов, смолка бессатураторных установок имеет следующий фракционный со-
став (в %):
До 200 °C...................................1-2
200—230 ................... 10—15
230-300 ................... 12-16
300—360 ................... 17-25
> 360 ..................... 50-55
Анализ маточного раствора, выделенного из смолки, %:
Сульфат аммония .... 30—40
Серная кислота..........0,5—2,0
В целом кислая смолка сульфатных отделений независимо от процесса
получения сульфата аммония состоит на 90—95 % (в пересчете на сухое
вещество) из органических углеродистых соединений, среди которых имеют-
ся и растворимые в воде вещества (сульфокислоты, фенолы, основания).
Остаток после прокаливания составляет 0,6—6,0 %, для отдельных проб
поднимается до 10—17 %, однако в этом случае смолка не отделяется от
маточного раствора [21]. Наличие сульфосоединеннй в смолке обязано ис-
ключительно использованию отработанных кислот от полимеризационной
мойки углеводородов.
Некоторые особенности в составе имеет смолка завода 1 (см.
табл. 134), которые обусловлены:
использованием в сульфатном производстве отработанной кислоты от
полимеризационной очистки нафталиновой фракции;
технологическим приемом подачи каменноугольной смолы в сборники
маточного раствора, где происходит отделение от него смолки. Эта смолка
отличается повышенным содержанием фенолов, оснований и сульфосоеди-
нений.
Кислые смолки восточных заводов отличаются от таковых заводов Ук-
раины повышенным содержанием растворимых в воде и нерастворимых в
толуоле органических веществ. Типичными для заводов Востока являются
смолки заводов 2 и 3 (табл. 134, 135), а для Украины — завода 5
(табл. 136). В общем случае все смолки сульфатных отделений хорошо рас-
творяются в фенолах и смешиваются с кислой смолкой цеха ректификации
бензола, полимерами поглотительного масла, поглотительным маслом и др.
с образованием однородной легко текучей дисперсии.
Нерастворимые в толуоле вещества (свободный углерод) смолок пред-
ставляют собой частицы, обладающие избирательной смачиваемостью в си-
стеме масло — вода, очевидно, благодаря содержанию гидрофильных ве-
ществ, а также частичной гидрофилизации поверхности углеродистых ча-
стиц обработкой серной кислотой в процессе улавливания аммиака, по-
252
Таблица 134
Характеристика кислых смолок сульфатного отделения заводов Востока
За- воды Плот- ность кг/м1 Содержание, % (по массе)
серная кислота сульфат аммония фенолы основа НИЯ нафта- лин нераство- римые в толуоле вещества сульфо- соеди- нення
1 1216- 2,0- 10,5- 0,35- 1,50- 0,05- 60,0- 2,8-
1291 4,0 19,5 5,40 14,80 0,02 73,6 19,5
2 1260 2,0 10,0 0,20 1,7 0,05 58,0 2,3
3 1200 2,5 25,0 0,05 2,9 0,07 67,0 1,1
4 1350 4,0 25,0 о.зо — — 44,7 ——
Таблица 135
Состав кислой смолки сульфатного отделения заводов Востока [ 1 ]
| Заводы | Содержание в смолке, % Содержание в прокаленном остатке, %
раство- римые в то- луоле циан сера прокален- ный остаток FejOa AhO3 SiO, СаО MgO
1 36-50 0,08-0,52 8,4-14,8 5,81-8,20 30-60 19-22 8-16 0,03 0,30
2 30-48 0,10-1,80 2,5-7,0 0,93—4,60 19-60 13-80 0,3-1,6 0,05 2,01
3 76 0,44 6,2 3,26—12,6 17-52 8-28 4.1-10,6 — —-
4 20-53 0,08-1,01 4,0 1,27—3,30 24 13 41,3 — —
Б 31-36 0,46-5,14 4,4 3,13-16,8 22—65 — — — —
6 — 1,86 5,0 6,25 72 0,8 3,7 0,15 1,0
7 36 0,00-0,16 5,5 0,57 69 — — — —
Таблица 136
Характеристика кислых смолок сульфатных отделений заводов Украины
За- воды Плот- ность кг/м3 Вязкость по Редвуду, С10 с 50 е Содержание, %
вода серная кислота сульфат аммония вещества» нераство- римые в толуоле
1 1400 46 22,5 2,5 4,0 41,5
2 1160 16 9,8 1,2 4,3 45,0
3 1350 60 94,0 2,0 6,3 27,5
4 1260 40 51,5 4,5 28,0 21,3
5 1220 7,6 8,0 5,3 38,4
6 1200— 1300 200 20,0 4,5 28,0 21,4
7 1240 14 11,0 1.0 2,5 33,0
8 — 7 6,8 0,5 5,6 43,2
9 1220 12 13,0 0,8 8,0 33,0
10 1160 29 7,2 1,5 4,8 49,0
И 1220 23 23,5 1,5 33,7 33,7
12 — — — 2,6 16,0 50,0
13 1260— 1580 — 40-60 3,7- 23,0 15,0— 37,0 15,0— 31,0
14 1185 36,6 30,0 1.17 13,5 7,64
253
этому эти вещества могут выступать в качестве эмульгаторов в системе
масло — вода.
Состав кислых смолок нескольких заводов ЧССР характеризуется сле-
дующими данными [J3J:
Плотность, кг/м3 ............................... 1256—1620
Содержание, %:
нерастворимых в бензоле......................12,4—45,6
золы..........................................0,23—4,56
воды.................................• . . . . 8,6—25,5
серы (общей)................................... 4,4—13,3
Выход летучих веществ, °/о...........k . . . . 48,4—73,5
Разгонка, %
Начало кипения, °C................................ 105—143
Отгон до:
200 °C........................................... 3,5—21,0
300 °C........................................14,7—29,0
Остаток..........................................31,0—75,0
В табл. 137 приведены данные Машека об изменении вязкости нейтра-
лизованной аммиачной водой смолки от температуры и разбавления поли-
мерами поглотительного масла.
Таблица 137
Вязкостная характеристика нейтрализованной и разбавленной полимерами
кислой смолки сульфатного отделения [13]
Содержание смолки в смеси, % Температура, °C Вязкость, °Е Содержание смолки, % Темпера- тура, °C Вязкость, °Е
31,5 25 100 42,9 25 105
50 70 50 86
75 69
75 47 51,0 25 130
50 116
75 94
Несмотря на близость качественного состава, смолки отдельных заво-
дов могут резко отличаться по свойствам. Специфические свойства смолок
обусловливаются главным образом характером органических примесей в
используемых в сульфатных производствах отработанных серных кислотах,
а также содержанием смоляного тумана в коксовом газе.
Специфическими свойствами обладают смолки при использовании в
сульфатных отделениях отработанных кислот от производства синтетиче-
ских спиртов (Орско-Халиловский меткомбинат), работающих по схеме
получения этилового спиота через этилсерную кислоту, и регенерированных
кислот цехов ректификации бензола коксохимических производств, перераба-
тывающих смолу пиролиза (нефтяное сырье), особенно в сочетании с очист-
кой смоляного тумана в электрофильтрах (Московский коксогазовый за-
вод).
В первом случае образуется смолка, представляющая собой тонкодис-
персную суспензию твердых органических частиц в кислом растворе суль-
фата аммония [22]. После нейтрализации аммиачной водой органический
продукт смолки образует осадок твердых углеродистых частиц, отфильтро-
вывая который, получают шихтообразный сыпучий продукт. Этот продукт
имеет следующую характеристику [22]:
Плотность, кг/м3 .................................1551
Истинная удельная масса, кг/м3....................1231
Насыпная масса, кг/м3 .............................694
Угол естественного откоса, град.................... 28
Содержание, %:
углеродистых веществ............................. 92,8
минеральных веществ............................... 7,8
хотя по качественному
Продукт не смерзается прн охлаждении до —30 °C, не растворяется в
каменноугольных маслах.
Характерной особенностью вторых смолок [23] является необычно вы-
сокая вязкость и затвердевание при хранении на воздухе как результат
взаимодействия двух факторов:
содержания в регенерированной кислоте смеси различных продуктов
сульфирования непредельных соединений линейного и кольчатого строе-
ния (в основном кислых и средних эфиров серной кислоты), способных
образовывать продукты глубокой полимеризации;
очистки прямого коксового газа от смоляного тумана, благодаря чему
снижается содержание каменноугольной смолы в кислой смолке, являю-
щейся растворителем для продуктов полимеризации. В результате действия
этого фактора в значительной степени снижаются объемы образования кис-
лой смолки. Однако и свойства настолько изменяются, что возникают серь-
езные препятствия для ее утилизации [23]. Протеканию глубокой полиме-
ризации способствует контакт с воздухом (свободный доступ окислителя).
Исследованиями завода экспериментально установлено, что при пред-
отвращении контакта смолки с воздухом протекание глубокой полимериза-
ции прекращается, смолка приобретает текучесть и становится транспорта-
бельной, плотность ее при 20 °C порядка 1200,
составу обе смолки почти не различаются.
Содержание. %
Вода.........................................
Вещества, нерастворимые в толуоле ......
Железо.......................................
Сульфат аммония .............................
Серная кислота ..............................
Зольность, % ................................
4.3.4.3. Нормы и объем образования
кислой смолки сульфатного отделения
Нормы образования (удельный выход) кислой смолки сульфатного отделе-
ния определяются в основном содержанием в коксовом газе непредельных
соединений н смоляного тумана, а также эффективностью отделения смолки
от маточного раствора. Содержание смолки (а также нафталина) в свою
очередь определяется эффективностью работы первичного охлаждения на
данном предприятии и наличием электрофильтров для очистки прямого кок-
сового газа. Все указанные выше факторы являются относительно стабиль-
ными для предприятий. Изменений в технологии цехов улавливания в рас-
сматриваемый период, существенно отражающихся на удельном выходе
Твердая Жидкая
смолка смолка
17,3 15,2
46,5 43,7
0,29 0,22
10,94 7,45
2,52 1,83
1,03 0,85
255
Таблица 138
Объем образования кислой смолки сульфатного отделения на предприятиях
коксохимической промышленности в 1979—1990 гг., т/год
Районы и предприятия 1979 г. по отчету 1985 г. 1990 г.
1. Донецко-Приднепровский
Днепродзержинский КХЗ 810 960 1 160
Баглейский КХЗ . 1 277 1 630 1 360
Криворожский КХЗ 2 720 3 300 3 300
Запорожский КХЗ 920 1 690 1 690
Горловский КХЗ 740 670 760
Макеевский цех № 1 КХЗ ..... 740 990 980
Ясиновский КХЗ 1 720 1 410 1 830
Енакиевский КХЗ 970 930 890
Ждановский КХЗ 1910 1 800 2 450
Днепропетровский КХЗ 705 490 590
Донецкий цех № 1 КХЗ 990 890 900
Авдеевский КХЗ 2 670 4 050 4010
Коммунарский КХЗ 2 560 2 570 2 570
Харьковский КХЗ 100 100 2
Стахановский КХЗ ........ 180 180 ——
Итого. . . 19012 21 660 22 490
11. Центральный
Московский КГЗ 550 450 570
III. Центрально-Черноземный
Ново-Липецкнй металлургический 2 530 2 080
комбинат 2 280
IV. Северо-Западный
Череповецкий металлургический ком- 2 930 3 040
бинат 2 360
Калининградский КГЗ 130 120 110
V. Уральский
Челябинский металлургический ком- 1 620
бинат 1 500 2 080
Магнитогорский металлургический комбинат Нижне-Тагильский металлургический 3 650 3 640 2 900
1 780 2 240
комбинат Орско-Халиловский металлургиче- 1 820
1390 1 960
скнй комбинат 1 530
Губахинский КХЗ 640 590 640
Итого. . . 9 140 9 480 9 360
VI. Западно-Сибирский
Кузнецкий металлургический комби- 1 550 1550
нат 1 790
Западно-Сибирский металлургиче- 2 520 2 420
ский комбинат 2 520
Кемеровский КХЗ 1 НО 1 630 1 630
Алтайский КХЗ, 1-я очередь .... — 2 140 2 140
Итого. . . 5 420 7 840 7 800
256
Продолжение
Районы и предприятия 1979 г. по отчету 1985 г 1990 г.
VII. Казахская ССР
Карагандинский металлургический комбинат 2 000 2 640 2 550
VIII. Грузинская ССР
Руставский металлургический завод 340 300 290
Всего по отрасли . . . 41 232 47 950 48 290
этой смолки (за исключением, может быть, отдельных производств), не
ожидается.
Средняя норма образования кислой смолки от расхода шихты на кок-
сование (сухого веса) составляет 0,4 %.
Общий объем образования кислой смолки в отрасли на перспективу до
1990 г. приведен в табл. 137. Здесь же для сопоставления показаны фак-
тические данные за 1979 г. Объем образования отхода по уровню 1985—
1990 гг. определен на основании намечаемой генеральной схемы развития
коксохимической промышленности в этот период с учетом технического про-
гресса в отрасли по формуле (2).
4.3.4.4. Основные направления
рационального использования кислой смолки
сульфатного отделения
Главные направления рационального использования в настоящее время и
на перспективу определены довольно четко: присадка в шихту, сжигание и
получение дорожных покрытий. Присадка отходов в шихту является спо-
собом, приемлемым и экономически оправданным для всех предприятий
коксохимической промышленности.
К применению методов сжигания и производства дорожных покрытий
следует подходить дифференцированно, обосновывая необходимость или
экономическую целесообразность их использования для каждого завода
или группы заводов в разрезе административно-экономических районов.
Получение дорожных покрытий является рациональным способом исполь-
зования кислой смолки в условиях заводов Донецко-Приднепровского райо-
на. Это обусловливается, с одной стороны, большим дефицитом дорожных
покрытий в связи с развитием сети дорог в сельских местностях, а с дру-
гой — концентрацией заводов на относительно небольшой территории вме-
сте с имеющимся резервом каменноугольной смолы и с удовлетворитель-
ным качеством смолок для этих целей, а также соответствующими кли-
матическими условиями. Для заводов Урала, Западной Сибири, Центра
и европейского Севера этот путь использования нецелесообразен.
Следует также иметь в виду, что, несмотря на простоту, приемлемость
на всех предприятиях н экономическую целесообразность, присадка кислых
смолок к шихте связана с рядом трудностей в процессе подготовки шихты
к коксованию. В связи с этим при утилизации отходов присадкой к шихте
9 Зак И83
257
Таблица 139
Выход химических продуктов коксования, определенный иа лабораторном
аппарате, из кислой смолки сульфатного отделения, эталонной шихты и
смеси ее с шихтой
Наименование показателей Кислая смолка сульфатного отделения Эталонная шихта Смесь шихты—98 % и кислой смолки —2 %
Выход химических продуктов, %:
кокс 46,30 75,90 75,60
смола 18,40 3,32 3,40
аммиак ..... 1,90 0,36 0,50
сероводород и SO2 2,90 1,06 1,10
CmHn 1,00 0.51 0,30
сырой бензол 4,00 1,12 2,10
влага общая 15,00 5,02 4,70
газ 9,80 11,41 11,50
Итого. . . 99,30 98,70 98,20
Выход газа, м3/т Анализ газа, % об.: 164 275 275
СО2 0,3 0,2 0,2
СщНп 0,0 0,1 0,2
о2 6,2 0,6 0,7
со 8,4 6,4 6,9
н2 46,1 58,0 57,6
сн4 12,0 30,7 31,8
n2 27,0 4,0 2,6
Примечание. Характеристика кислой смолки: плотность — 1197 кг/м’, кислот-
ность— 1,4%, содержание свободного углерода —31,9 %, влажность —9 %. Состав шихты
в %: Г —30, Ж —33, К—20, ОС—17.
Таблица 140
Выход химических продуктов коксования, определенный на лабораторном
аппарате, из кислой смолки и смеси шихты с кислой смолкой сульфатного
отделения
Наименование показателей Смесь шихты — 93 % и смолки — 5% Эталонная шихта: шахта Вахрушева— 20 % и шахта имени 1 Мая — 80 %
Выход на сухую массу, %:
влаги пирогейетйческой ..... 5.28 5,05
смолы 6,76 6,43
сырого бензола 1,79 1,77
аммиака 0,22 0,20
кокса 71,35 71,83
газа (+ Потери) 14,60 14,72
Выход газа, м3/т:
фактического 300 305
приведенного к 16 720 кДж/м3
(4000 ккал/м3) 350 361
258
Продолжение
Наименование показателей Смесь шихты — 95% и смолки — 5 % Эталонная шихта: шахта Вахрушева — 20 % н шахта имени 1 Мая — 80 %
Состав газа, % об.: сероводород 2,98 2,16
СО2 1,68 1,78
CmHn 2,62 3,48
о2 0,50 0,50
со 5,82 5,79
н2 52,40 53,00
сн4 31,50 30,40
n2 2,70 2,89
Плотность газа, кг/м3 0,5024 0,5031
Теплота сгорания, кДж/м3 19 504 19 838
Примечание. Характеристика используемой смолки: плотность —1320 кг/м*,
кислотность—3,73 %, содержание нерастворимых веществ в толуоле—26,16 %,
необходимы специальные исследования и установление жестких требований
к качеству продукта, подаваемого в шихту, а также условий его смешива-
ния с шихтой.
Зарубежный уровень использования этой смолки соответствует уровню
в нашей стране. В ряде стран (Венгрия, Болгария, Румыния, Югославия
и др.) она полностью вывозится в отвал. С целью обезвреживания нейтра-
лизуется известью. В Польше предложен и осуществляется в промышлен-
ных условиях на металлургическом комбинате имени Ленина комплексный
метод переработки кислой смолки сульфатного отделения и цеха ректифи-
кации бензола, предусматривающий одновременное отделение серной кис-
лоты, бензольных углеводородов и получение нейтрализата смолки, кото-
рый может быть использован в качестве присадки к шихте или добавки к
тяжелым смолам. В ближайшие годы предусмотрено строительство уста-
новки такого же типа для переработки этих отходов на всех коксохимиче-
ских заводах. Исследования по утилизации отходов ведет Институт хими-
ческой переработки угля (г. Забже). Проект установки для утилизации
смолок выполне ПБКП («Коксопрект» (г. Забже). В ЧССР кислая смолка
сульфатного отделения используется совместно с фусами в качестве до-
бавки к шихте после нейтрализации ее тонкоизмельченным известняком.
Способ разработан институтом комбината «Нова Гута» им. Готвальда. Све-
дения об образовании и утилизации этой смолки в развитых капиталисти-
ческих странах отсутствуют.
Качество смолки как вторичного сырья необходимо рассматривать с
двух точек зрения, соответствующих способам использования: коксования
совместно с шихтой и переработки на дорожные покрытия. Обе схемы ис-
пользования смолки проработаны УХИНом.
При коксовании смолки совместно с шихтой образуются продукты,
близкие по составу к продуктам коксования шихты (табл. 139 и 140). Эти
данные дают основание считать целесообразным указанный способ утили-
зации. Качество смолки для производства дорожных покрытий (именуемых
СТУ или тяжелой смолой, дорожным вяжущим материалом, а также
е*
259
дегтями) определяется техническими условиями (ТУ 14-6-131—76, измене-
ние № I), разработанными УХИНом совместно с Баглейским КХЗ и согла-
сованными с Днепропетровским отделом Госдорнии. Технические условия
(табл 141) включают в себя 7 показателей, в том числе 3 браковочных:
вязкость, содержание свободной серной кислоты и воды. Эти показатели
Таблица 141
Технические условия на смолу тяжелую улавливания марки СТУ
(ТУ 14-6-131—76)
Показатели Норма для марок Методы анализа
сту-з С ТУ-2
Вязкость С|о 20-70 50-120 5-20 ГОСТ 11503—74 и по п. 3.2 настоящих ТУ
Фракционный состав, по мас- се перегоняется, %: до 170°C, не более. . . . до 270 °C, не более до 300 °C, не более 1,5 20 30 1,5 20 30 По ГОСТ 4641—80
Содержание воды, %, не более 5 5 По ГОСТ 2477—65 и по п. 3.3 настоящих ТУ
Содержание нафталина, %, не более 7 9 По ГОСТ 4492—69 и по п. 3.4 настоящих ТУ
Содержание водорастворимых соединений, %, не более . . 8 8 По п. 3.6 настоящих ТУ
Температура размягчения ос- татка после отбора фракции до 300 °C, не более 120 120 По ГОСТ 11506—73 по п. 3.5 настоящих ТУ
pH среды, не менее 6 6
Примечания: 1. Показатель по водорастворимым соединениям является фа-
культативным сроком на 1 год со дня введения ТУ с обязательным определением.
2. Показатели «фракционный состав», «температура размягчения остатка после
отбора до 300'° С» и «содержание нафталина» являются небраковочными с обязательным
определением в среднекв артальиой пробе.
ограничивают использование кислых смолок сульфатного отделения бесса-
тураторных установок, характеризующихся пониженной вязкостью и по-
вышенной влажностью. Требуемое количество воды в смоле тяжелой, соот-
ветствующее требованиям ТУ, при использовании кислых смол сатуратор-
ных установок достигается главным образом путем отстаивания исходной
смолки. Наилучшие результаты получаются при использовании конических
отстойников для маточного раствора. При длительном хранении и подо-
греве происходит увеличение вязкости кислой смолки при одновременном
выделении маточного раствора.
Вторым компонентом, входящим в состав продукта марки СТУ, яв-
ляется смола каменноугольная, вырабатываемая на данном заводе При-
чем наилучшим считается применение газосборниковой смолы в основном
260
благодаря более низкому содержанию в ней нафталина по сравнению с об-
щей смолой (смесью газосборниковой и холодильниковой)
Смешение двух вышеуказанных компонентов дает дорожный вяжущий
материал требуемого качества
4.3.4.5. Технологические схемы подготовки
к использованию кислой смолки
сульфатного отделения
Для передачи в шихту на коксование смолка разбавляется маслами до
получения раствора с невысокой вязкостью и нейтрализуется. Разбавлять
смолку рекомендуется полимерами бензольного отделения и маслами фе-
нольных отстойников. В случае использования полимеров для производства
мягчителей резины используется антраценовое масло. Раствор смолки в
маслах имеет вязкость при 80 °C, равную 9—11 °Е, и легко транспортирует-
ся насосами. Нейтрализация смолки производится концентрированной ам-
миачной водой.
Для получения дорожного вяжущего материала существуют два ва-
рианта процесса с коническим отстойником для смолки (Днепропетров-
ский КХЗ) и упрощенная схема (Баглейский КХЗ). Однако независимо от
схемы технология подготовки кислой смолки требует предварительного от-
стаивания ее от маточного раствора. Узел подготовки кислой смолки
(рис. 25) заключается в следующем: из циркуляционной кастрюли смолка
и маточный раствор поступают в монжус /. Из него с помощью «плаваю-
щего гусака» на границе раздела маточный раствор — кислая смолка (по
следняя отбирается один раз в сутки) насосом 6 перекачивается в кони-
ческий отстойник 3. При отборе кислой смолки из монжуса «гусак» опущен
на 15—20 см от поверхности смолки. По увеличению скорости вращения
жидкости на всасе «гусака» судят об окончании откачки смолки в кониче-
ский отстойник 3. В коническом отстойнике происходит разделение смолки
и маточного раствора: смолка — в верхней части, а маточный раствор — в
нижней Между этими слоями имеется промежуточный, отличающийся от
смолки меньшей вязкостью. Маточный раствор из нижней части отстой-
ника самотеком переливается в дополнительный отстойник маточного рас-
твора 2, а из него в монжус. Часть маточного раствора из нижней части
отстойника поступает в циркуляционную кастрюлю.
Для использования смолки как присадки к шихте предложены две схе
мы установок. Схема, изображенная на рис. 25, разработана ВУХИНом
для условий Орско-Халиловского металлургического комбината (ОХМК)
с учетом специфических свойств смолки на этом предприятии Для всех
остальных заводов приемлема схема утилизации смолки, разработанная в
УХИНе (рис. 26).
Особенность свойств смолки ОХМК позволяет выделять из нее твердый
органический сыпучий продукт на осадительной центрифуге. Добавление
этого продукта в шихту не вызывает каких либо затруднений. Вся техноло-
гическая схема состоит из нейтрализатора, снабженного мешалкой, центро-
бежного насоса, осадительной центрифуги и бункера для продукта, из ко-
торого он вывозится самосвалами па угольный склад Схема принята к
проектированию. Выполнен рабочий проект Сибирским филиалом Гипро-
кокса.
261
Утилизация смолки по второй схеме (см. рис. 26) принята для проек-
тирования на заводах Донецко-Приднепровского района на случай, когда
но тем или иным обстоятельствам невозможно производство дорожных ма-
териалов. Однако в указанном оформлении схема пригодна для любого
предприятия отрасли при необходимости утилизировать эту смолку не толь-
ко самостоятельно, но и в смеси с другими отходами. Основным аппара-
том является меланжер / с паровой рубашкой и пропеллерной мешалкой,
в который при перемешивании закачивают расчетное количество полимеров
Рис. 25. Схема производства дорожного дегтя на Днепропет-
ровском КХЗ:
/ — горизонтальный монжус; 2— дополнительный отстойник маточного
раствора; 3—отстойник кислой смолки типа «бутыль»; 4—реактор-сме-
снтель; 5—хранилище дорожного дегтя; 6, 7 — насосы
бензольного отделения и масел фенольных отстойников (масла-раствори-
тели) из емкости 2.
Смесь нагревают до 80 °C, после чего из отстойника 4 в меланжер вы-
давливают кислую смолку (при работающей мешалке). Раствор переме-
шивают в течение 1,0—1,5 ч и добавляют концентрированную аммиачную
воду из мерника 5 для доведения pH смеси до 7—8. Приготовленный рас-
твор нейтрализованной смолки перекачивается насосом 7 в сборник гото-
вой продукции 6, откуда передается в цех углеподготовки по закольцован-
ному теплоизолированному трубопроводу или автотранспортом. Прием ма-
сел-растворителей осуществляется в емкость 2. Установка располагается в
сульфатном отдетении, рядом с отстойниками маточного раствора, чтобы
транспортировка смолки осуществлялась самотеком. Подача раствора ней-
трализованной смолки в шихту осуществляется с помощью разбрызгиваю-
щего устройства, расположенного над конвейером. Подача раствора сблоки-
рована с датчиком наличия шихты на ленте.
Основные параметры процесса
Температура смеси в меланжере, °C .....................75—80
Температура в сборнике готовой продукции, °C................70—75
Время перемешивания, ч.....................................1,0—1,5
pH............................................................ 7-8
Получение тяжелой смолы по схеме с коническим отстойником (см.
рис. 25) производится следующим образом. Реактор-смеситель 4 заполняет-
ся каменноугольной смолой, включаются мешалка и насос 7, который ра-
262
ботает по схеме реактор — насос — реактор. В рубащку pe§KTqpp попаеуя
пар. При непрерывно работающих мешалке и насосе в реактор подается
кислая смолка из конического отстойника. Объем смеси состаляет 90 %
объема реактора. Смесь в реакторе перемешивается в течение заданного
времени, анализируется и после этого перекачивается насосом 7 в храни-
лище 5. В верхней части хранилища может быть установлена гребенка
для слива дополнительно отстоявшейся воды.
Температура в коническом отстойнике и реакторе-смесителе поддержи-
вается не выше 80 °C, а в хранилище 50—60 °C. Время перемешивания сме-
си в реакторе подбирается опытным путем вследствие различия свойств
Рис. 26. Схема установки для утилизации кислой смолки суль-
фатного отделения, разработанная УХИНом:
1 — меланжер с мешалкой; 2— емкость для масел-растворителей; 3 — ем-
кость ддя концентрированной аммиачной воды; 4—отстойник типе
«бутыль»: 5—мерник аммиачной воды; 6 — сборник готовой продукции;
7. 8, 9 — насосы
смолки на каждом заводе. Изменяя время перемешивания, можно в извест-
ных пределах регулировать вязкость получаемого продукта.
Хранилище готового продукта должно иметь емкость не менее 60 м3 и
обеспечивать полную загрузку железнодорожной цистерны. Соотношение
кислой смолки и каменноугольной смолы зависит от марки приготавливае-
мого продукта.
Если продукт не имеет сбыта как дорожное связующее (например, в
зимний период), его подают в шихту на коксование в качестве присадки.
Таким образом осуществляется второй вариант утилизации этой смолки без
какого-либо изменения технологической схемы. Основными продуктами, по-
лучаемыми при утилизации смолки подачей в шихту, являются кокс, смола
каменноугольная и газ коксовый. Данные о количестве выпускаемой про-
дукции (т/год) за счет утилизации этой смолки следующие:
1983 г. 1985 г. 1990 г.
Кокс 11 868 13 946 13 877
Смола каменноугольная 36 958 43 131 42 472
Бензол сырой 5 950 6 883 6 674
Г аз коксовый 15 444 18 040 17 776
Итого. . . 70 220 82 000 80 799
Дорожный деготь (смола тяжелая
улавливания) 51316 59 988 59 487
263
Таблица 142
Характеристика кокса, полученного при коксовании смеси шихты с кислой
смолкой сульфатного отделения в 800-г печи
Исходный продукт Выход кокса, % Содер- жание класса 25 мм, % Прочность по ГОСТ 8929 - 75 Истирае- мость, % Технический анализ кокса, %
м25 м10 Ad Vd Sd
Смесь шихты с кислой смолкой, %: шихты 98, смолки 2 77,07 76,1 78,8 5,1 5,2 10,44 1,13 1,58
Шихта (эталон) состава, %: Г-30, Ж-33, к-20, ОС- 17 76,90 75,9 80,7 5,0 5,2 10,27 1,06 1,50
Примечание. Хара» сгеристи) ка кисло! СМОЛ» и: плс тность — 1 197 кг/ м3, ки СЛОТ*
ность —1,4 %, содержание свободного углерода—31,9, влаги -9 %.
Качество продукции соответствует товарной, получаемой на предприя-
тии. Имеющиеся данные свидетельствуют о несущественном различии в вы-
ходе и качестве кокса, полученного при коксовании шихты и смеси шихты
со смолкой (табл. 142).
Коэффициент выхода продуктов нз 1 т кислой
смолки цеха улавливания
Кокс.............•..........................0,26
Смола каменноугольная.......................0,18
Бензол сырой . . . 0,40
Газ коксовый................................0,15
Следует отметить, что в коксовых печах вместе с кислой смолкой улав-
ливания подвергаются пиролизу и масла, применяемые для ее разбавле-
ния. Поэтому общий объем получаемой товарной продукции почти в 2 раза
превышает объем утилизируемого отхода.
При получении из кислой смолки дорожных дегтей качество продукта
определяется требованиями ТУ (табл 141).
4.3.4.6. Объемы использования кислой смолки
сульфатного отделения
в настоящее время и в перспективе
Уровень использования этой смолки в 1979 г. лишь ненамного превышает
степень утилизации кислой смолки цеха ректификации бензола. Однако
применяется она более широко (табл. 143). Данные на перспективу опре-
делены на основании проектных материалов Гипрококса по внедрению этих
процессов.
4.3.4.7. Экономическая эффективность использования
кислой смолки сульфатного отделения
В настоящем разделе рассмотрены технико-экономические показатели двух
рекомендуемых методов утилизации кислой смолки сульфатного отделения:
в качестве присадки к шихте и для получения дорожного вяжущего покры-
тия (смола тяжелая улавливания).
264
Таблица 143
Использование кислой смолки сульфатного отделения на предприятиях
коксохимической промышленности в 1979—1990 гг.
Районы и предприятия 1979 г. 1985 г. 199Э г.
т/год коэффи- циент исполь- зования т/год коэффи- циент исполь- зования т/год коэффи- циент исполь- зования
I. Донецко- Приднепровский Днепродзержинский КХЗ 0,0 960 1,0 1 160 1,0
Баглейский КХЗ .... 1277 1.0 1 630 1,0 1 360 1,0
Криворожский КХЗ . . — 0,0 3 380 1,0 3 300 1,0
Запорожский КХЗ . . . — 0,0 1 690 1,0 1 690 1,0
Горловский КХЗ . . . — 0,0 670 1,0 760 1,0
Макеевский КХЗ . . . — 0,0 990 1,0 980 1,0
Ясиновский КХЗ . . . — 0,0 1 410 1,0 1 830 1,0
Енакиевский КХЗ . . . — 0,0 930 1,0 890 1,0
Ждановский КХЗ . . . — 0,0 1 800 1,0 2 450 1,0
Днепропетровский КХЗ 705 0,0 490 1,0 590 1 0
Донецкий КХЗ .... — 0.0 890 1,0 900 1,0
Коммунарский КХЗ . . 1232 0,5 2 570 1,0 2 570 1,0
АвДеевский КХЗ . . . — 0,0 4 050 1,0 4010 1,0
Харьковский КХЗ . . . — 0,0 238 1,0 238 1,0
Итого. . . 3213 21 660 1,0 22 490 1,0
II. Центральный Московский КГЗ . . . — 0,0 450 1,0 570 1,0
III. Центрально- черноземный Ново-Липецкий метал- лургический комбинат 0,0 2 530 1,0 2080 1,0
IV. Северо-Западный Черейовецкий метал- лургический комбинат 0,0 2 930 1,0 3 040 1,0
Калининградский КГЗ — 0,0 120 1,0 110 1,0
V. Уральский Челябинский металлур- гический комбинат . . 0,0 2 080 1,0 1 620 1,0
Магнитогорский метал- лургический комбинат 0,0 3 640 1,0 2 900 1,0
Нижне-Тагильский ме- таллургический ком- бинат 1820 1,0 1 780 1,0 2 240 1,0
Орско-Халиловский ме- таллургический ком- бинат 0,0 1 390 1,0 1 960 1,0
Губахинский коксохи- мический завод . . . — 0,0 590 1,0 640 1,0
Итого. . . 1820 0,20 9 480 1,0 9 300 1,0
265
Продолжение
Районы и предприятия 1979 г. 1985 г. 1990 г.
т/год коэффи- циент исполь- зования т/год коэффи- циент исполь- зования т/год коэффи- циент исполь- зования
VI. Западно-Сибирский Кузнецкий металлурги- ческий комбинат . . . 0,0 1 550 1,0 1 550 1,0
Западно-Сибирский ме- таллургический ком- бинат 0,0 2 520 1,0 2 420 1,0
Кемеровский коксохим- завод 0,0 1 630 1.0 1 630 1,0
Алтайский коксохимза- вод — — 2 140 1,0 2 140 1,0
Итого. . . — 0,0 7 840 1,0 7 800 1,0
VII. Казахская ССР Карагандинский метал- лургический комбинат — 0,0 2 640 1,0 2-550 1,0
VIII. Грузинская ССР Руставский металлурги- ческий завод .... — 0,0 — 0,0 — 0,0
Всего по отрасли . . . 5 033 0,12 47 250 0,99 48 290 0,99
Направления использования зависят от конкретных условий заводов
(ресурсов кислой смолки, каменноугольной смолы и пека, технологических
факторов) и от потребности в дорожных материалах. Для коксохими-
ческих предприятий Украины, где имеется густая сеть сельских дорог и
соответственно дефицит в дорожных покрытиях, рекомендуется получение
на базе кислой смолки смолТ1 тяжелой, для заводов Востока — преимуще-
ственно присадка смолки к шихте.
По капиталовложениям методы утилизации равноценны, т. е. произ-
водство дорожного покрытия предусматривается осуществить на таком же
оборудовании, как и на предназначенном для разбавления и нейтрализации
смолки перед подачей в шихту. Необходимый объем капиталовложений при
условии утилизации кислой смолки до 1990 г. составит (тыс. руб.): в
1980 г. — 3290, в 1985 г. — 4060, в 1990 г. — 4060.
Экономическая эффективность процесса утилизации кислой смолки пу-
тем присадки к шихте определяется по разности между стоимостью реали-
зации товарной продукции, полученной на базе кислой смолки улавлива-
ния, и затратами на подготовку и подачу кислой смолки в коксовые печи
и на переработку ее производных в основных цехах.
266
Основные технико-экономические показатели утилизации кислой смолки
улавливания для условий 4-батарейного завода с печами большой емко-
сти следующие:
Расход шихты на коксование, тыс. т сухой массы................. 5200
Количество образующейся кислой смолки, тыс. т/г:
фактического веса.............................................. 2,4
безводной..................................................... 2,2
Затраты на утилизацию:
капиталовложения общие, тыс. руб..............................170
на 1 т смолки, руб............................................. 70
эксплуатационные затраты, тыс. руб............................. 79
на 1 т смолки, руб........................................... 33,0
дополнительные затраты на получение товарной продукции в ос-
новных цехах, тыс. руб......................................... 36
иа 1 т смолки, руб........................................... 15,0
Стоимость товарной продукции, тыс. руб...........................222
на 1 т смолки, руб........................................... 92,5
Затраты на вывоз кислой смолки в отвал, тыс. руб.................. 5
на 1 т смолки, руб.............................................. 2
Приведенные данные показывают, что коксование каждой тонны кис'
лой смолки совместно с шихтой дает экономический эффект около 34 руб.:
Э = {92,5 — [(33,0 + 0,15 70) + 15]} • 2,4 + 5,0 = 82 тыс. руб.,
или около 80 тыс. руб. в год для 4-батарейного завода.
Таким образом, утилизация кислой смолки путем присадки ее к шихте
позволит за счет прироста товарной продукции (кокса, смолы, газа) в кок-
сохимической промышленности получить экономический эффект в сумме
34-22 = 748 тыс. руб. в год, где 22 — ожидаемый объем использования
кислой смолки на заводах Украины, тыс. т/год.
При полной утилизации всех ресурсов кислой смолки в коксохимиче-
ской промышленности ежегодно может быть получен эффект около 1,6 млн.
РУб
При условии использования кислой смолки сульфатного отделения для
производства дорожного покрытия экономический эффект определяется в
народнохозяйственном разрезе и включает экономию средств, получаемую
заводом-производителем за счет организации производства товарного про-
дукта на базе отхода, и эффект от использования этою отхода при строи-
тельстве автомобильных дорог.
Ниже приведены основные технико-экономические показатели произ-
водства смолы тяжелой на коксохимическом заводе, состоящем из 4 ба-
тарей большой емкости.
Расход сырья на производство смолы тяжелой, тыс. т/г:
кислая смолка улавливания ................................... 2,4
смола каменноугольная................................. 2,8
пек среднетемпературный............................... 0,5
Итого... 5,7
Попутная продукция...................................... 1,2
Объем производства смолы тяжелой улавливания, тыс. т/г ... . 4,5
Капиталовложения общие, тыс. руб............................ 170
удельные, руб./т смолки..................................... 38
Заводская себестоимость общая, тыс. руб..................... 180
1 т С ТУ, руб............................................... 40
267
Стоимость товарной продукции, тыс. руб........................ 249
Средняя отпускная цена 1 т, руб................................. 55
Затраты на вывоз кислой смолки в отвал, руб./т................... 2
Приведенные данные показывают, что организация производства до-
рожного покрытия на базе кислой смолки позволяет получить иа коксохи-
мическом предприятии экономический эффект около 6 руб./т смолы тяже-
лой из расчета [55,0— (40 + 0,15-38) +2]-4,5, или 11,7 руб. на 1 т утили-
зируемого отхода. Для условий 4-батарейного завода годовой экономиче-
ский эффект составит около 30 тыс. руб. в год.
В расчете на утилизацию всех ресурсов кислой смолки сульфатного от-
деления коксохимических предприятий Украины отраслевой экономический
эффект будет равен около 0,2 млн. руб. в год, на полный объем использо-
вания — соответственно 0,4 млн. руб. в год.
Основная доля экономического эффекта получается при использова-
нии дорожного вяжущего материала для строительства автомобильных до-
рог, где применение его дает экономию на трансцортно эксплуатационных
расходах за счет перевода водосвязных покрытий в усовершенствованные
облегченные. По данным Госдорнии, экономический эффект за счет этих
факторов составляет 14,0 руб. на каждую тонну используемого материала.
На объем кислой смолки, образующейся на коксохимических заводах Ук-
раины, это составляет 0,5 млн. руб. в год, на полный объем использования
по стране— 1,2 млн. руб.
Таким образом, утилизация кислой смолки с получением вяжущего до-
рожного материала позволяет получить общий народнохозяйственный эко-
номический эффект около 35 руб./т. В расчете на ожидаемый объем ис-
пользования на коксохимических предприятиях УССР это составляет
0,7 млн. руб. в год, на полный объем утилизации — 1,6 млн. руб.
4.3.5. КИСЛАЯ СМОЛКА ЦЕХА
РЕКТИФИКАЦИИ СЫРОГО БЕНЗОЛА
4.З.5.1. Характеристика технологического процесса
образования кислой смолки
Кислая смолка является побочным продуктом при очистке сырого бензола
от непредельных и сернистых соединений (в основном тиофена и его гомо-
логов) и образуется в результате реакций алкилирования, полимеризации,
сополимеризации, конденсации и сульфирования, протекающих при воз-
действии на сырой бензол концентрированной серной кислоты.
Среди всех методов очистки сырого бензола серно-кислотный занимает
почти монопольное положение в нашей стране благодаря легкости регули-
рования процесса при получении стандартных бензольных продуктов, про-
стоте и дешевизне (рис. 27). Основными недостатками этого процесса яв-
ляются образование кислых отходов и невозможность получения бензола
высшего качества в одну стадию. Двухстадийная очистка и очистка с при-
садками приводят к увеличению выхода кислых отходов.
Вопрос об очистке бензола без образования кислой смолки в серно-
кислотном способе служит предметом многих исследований, поскольку су-
268
ществует принципиальная возможность вести процесс очистки с получением
растворимых в бензоле продуктов реакции, с последующей концентрацией
их в кубовых остатках. Однако практического решения этот вопрос не по-
лучил. На современных ректификационных агрегатах в процесс серно-кис-
лотной очистки внесен ряд существенных изменений и усовершенствований,
позволяющих значительно уменьшить количество образующейся кислой
Рис. 27. Схема непрерывной очистки сырого бензола с при-
менением шаровых смесителей:
1 —хранилище фракции ВТК; 2 — иасосы; 3— напорный бак; 4—подо-
греватель; 5—насос-смеситель; 6 — напорный бак для кислоты;
7—дозатор кислоты; 8—шаровые смесители; 9— реактор; 10—шаро-
вой смеситель для регенерации кислоты; 11, 12 — отстойники; 13 — ша-
ровой смеситель для нейтрализации; 14 — отстойник для щелочи;
15—сборник для циркулирующей щелочи; 15 — хранилище очищенной
фракции ВТК
смолки, но предотвратить полностью ее образование не удается. Установ-
лено, что для ведения процесса с минимальным образованием кислой смол-
ки обязательно следующее: 1) тщательное выделение головной фракции
перед очисткой; 2) интенсивное перемешивание с кислотой в течение непро-
должительного времени при оптимальных температурах; 3) регенерация
кислоты при энергичном перемешивании и достаточном количестве воды
Увеличение продолжительности процесса, а также количества серной
кислоты всегда приводит к увеличению количества кислой смолки. Углуб-
ление процесса очистки, связанное с увеличением расхода кислоты, неиз-
бежно вызывает образование увеличенного количества кислой смолки. Ко-
личество, а также качество образующейся кислой смолки зависят и от со-
става очищаемого сырья. Недостаточно полное удаление сероуглеродной
фракции способствует получению увеличенных количеств вязкой, густой
смолки.
Количество образующейся кислой смолки в зависимости от состава
очищаемой фракции колеблется в следующих пределах, % от фрак-
ции [24]:
Без удаления сероуглеродной фракции ........................ До 8
Фракция БТ (бензол — тотуол)..................•............. 3—6
Фракция БТК (бензол — толуол — кситол)...................... 0,5—2,0
Фракция БТК с добавкой тяжелого бензола..................... 0,0—2,0
269
На современных коксохимических предприятиях очистке подвергается
фракция БТК- Состав фракции, количество серной кислоты, продолжитель-
ность перемешивания и состояние перемешивающих устройств являются
основными и взаимосвязанными факторами процесса очистки. Продолжи-
тельность перемешивания не должна превышать 10—15 мин, а температура
35—45 °C. Расход серной кислоты определяется составом очищаемой фрак-
ции. Количество образующейся кислой смолки и ее качество зависят
также от использования в цехах ректификации пиролизной смолы, при-
садок в виде непредельных соединений и даже вида используемой при-
садки.
Процесс очистки может осуществляться по периодической или непре-
рывной схеме, концентрация серной кислоты — 93—95 %. Получаемый бен-
зол отвечает требованиям стандарта на сорта «чистый», или «для нитра-
ции». В случае необходимости получения бензола высшего качества очистку
веду? в две стадии: 1) обработка 93—95 %-ной серной кислотой; 2) очист-
ка бензола от тиофена с помощью моногидрата или олеума (3 % свобод-
ной SO3), или 93 %-ной серной кислоты с добавлением непредельных со-
единений. Процесс периодической очистки устарел и почти не исполь-
зуется.
В перспективе на ближайшие 10—15 лет серно-кислотный метод очист-
ки сохранится в качестве основного для всех заводов, перерабатывающих
малосернистые бензолы. При получении высших сортов будут использо-
ваться присадки непредельных соединений при двухступенчатой очистке.
Для сернистых бензолов предусматривается переход на новую техноло-
гию — высокотемпературную гидроочистку, благодаря чему отход в виде
кислой смолки ликвидируется.
Отделение кислой смолки от углеводородов и кислоты и накопление
ее происходят в отстойниках — цилиндрических аппаратах с коническим
днищем. Разделение трехкомпонентиой смеси углеводород — кислота — кис-
лая смолка, основанное на разнице удельных масс, производится после раз-
бавления смеси водой непосредственно в моечных аппаратах (операция ре-
генерации кислоты). Количество воды, продолжительность ее подачи, время
перемешивания и отстоя оказывают существенное влияние на выход смол-
ки. Количество воды составляет 1,7—2,0 объема к объему кислоты. Кон-
центрация регенерированной кислоты при этом составляет 40—45 %; при
меньшем количестве воды выход кислоты уменьшается, а смолки — уве-
личивается.
4.3.5.2. Характеристика кислой смолки цеха
ректификации сырого бензола.
Качество кислой смолки как вторичного сырья
Состав и свойства кислой смолки достаточно изучены. Состав свежей смол-
ки весьма непостоянен. Он изменяется с течением времени, но после дли-
тельного отстаивания стабилизируется. Установление постоянства состава,
по данным В. А. Сапунова [25], соответствует образованию комплекса из
серной кислоты, сульфосоединений и углеводородов. Этот комплекс и пред-
ставляет собственно кислую смолку.
270
Содержание свободной серной кислоты отстаиванием и ценгрифугиро-
ванием можно снизить только до 11,5%. Предполагают, что именно это
количество кислоты входит в состав комплекса [25]. Представления о
Таблица 144
Характеристика кислых смолок цеха ректификации бензола (по данным
ВУХИНа и УХИНа)
Наименование показателей Заводы Востока и Центра Заводы Юга
Плотность кг/м3 Вязкость, °Е40 - Содержание, % по массе: серной кислоты (100 %-ной) . . . бензольных углеводородов .... сульфосоединений нерастворимых в толуоле веществ нерастворимых в бензоле веществ 1150—1280 2-8 15-25 15-20 30-60 40—80 Не определялось 1200-1300 3-6 10-25 13-21 30—60 Не определялось 50-80
Рис. 28. Зависимость вязкости вод-
ного раствора кислой смолки цеха
ректификации бензола от концен-
трации по [28]
комплексном строении кислой смолки являются гипотетическими, однако
иных представлений или опровержений комплексного строения не имеется.
Q комплексной структуре кислой смолки говорит также тот факт, что
при нормальных условиях она устой-
чива и во времени не изменяется, но
достаточно нарушить ее структуру,
нагревая, разбавляя водой или сме-
шивая с маслами, как она распадает-
ся на составные части с выделением
бензольных углеводородов и свобод-
ной кислоты. Б. М. Пац и Г. И. Пап-
ков также обнаружили в кислой смол-
ке лишь незначительное содержание
полимеров (около 1 %) и показали,
что состоит она в основном из суль-
фосоединений, серной кислоты и ВТК
[26, 27].
Молекулярная масса сульфосое-
динений в среднем для смолок заво-
дов Юга равна 300—360, а для смо-
лок заводов Востока — 280—330 [26,
27]. Авторы [26], исходя из этих данных, считают, что сульфосоединения
представляют собой в основном продукты сульфирования, сополимеров
сернистых и непредельных соединений, имеющих следующее строение:
Сульфосоедииения, содержащиеся в регенерированной кислоте, имеют
такую же молекулярную массу и, следовательно, подобное строение.
271
В кубовых остатках окончательной ректификации обнаружены вещества
аналогичной структуры [25], у которых отсутствует только сульфогруппа.
„00 Благодаря высокому содержанию
Рис. 29. Зависимость вязкости
50 %-ного водного раствора двух
цроб кислой смолки ректификации
бензола от температуры по [29]
сульфосоединений кислая смолка хо-
рошо смешивается с водой, давая од-
нородную жидкость [28].
Кислые смолки заводов, перера-
батывающих пиролизную смолу, в
воде почти нс растворяются и про-
являют несколько иные свойства, на-
пример обладают повышенной вязко-
стью и почти полностью теряют под-
вижность при нагревании.
По качественному составу кислые
смолки очень близки для всех заво-
дов, несмотря на различия и особен-
ности технологии мойки и ректифика-
ции бензола, а также качества сырья
(табл. 144). Характерной их особен-
ностью является высокое содержа-
ние сульфосоединений и бензольных
углеводородов.
Колебания содержания основных компонентов не выходят за пределы
колебаний качества отдельных производств, что видно из приводимых ниже
данных:
Плотность........................................ 1120—1280 кг/м3
Вязкость ............................................. 3—8 °Е2о
pH среды......................................... 0,5—1,0
Содержание, % по массе:
серной кислоты...................................... 13—21
бензольных углеводородов........................... 15—19
сульфосоединений................................... 25—46
нерастворимых в толуоле............................ 35—46
Плотность и вязкость кислой смолки весьма существенно зависят от
четкости отбора головной фракции. Неполный отбор циклопентадиена, об-
разующего высокомолекулярные полимеры, способствует увеличению вяз-
кости и плотности (рис. 28, 29).
При соблюдении технологического режима предварительной ректифи-
кации в кислой смолке почти не содержится полимеров. По данным
УХИНа, содержание полимеров в смолке не превышает обычно 1 %.
Нейтрализованная аммиаком и освобожденная от бензольных углево-
дородов кислая смолка заводов Востока (так называемая отпаренная смол-
ка) имеет в среднем следующую характеристику:
Плотность, кг/м3 ....................................... 1260—1380
Вязкость, сСт........................................... 50—100
Содержание, % по массе:
сульфосоединений........................................ 50—55
сульфата аммония........................................... 15—25
воды.................................................. 30—35
272
Для заводов Юга [31]
Плотность, кг/м3 ......................................... 1250—1550
Вязкость, °Е2о............................................ 11-12
Теплоемкость, кДж/(кг • °C).............................. 3,3—3,4
Содержание солей (сумма), %................................. 45—50
Отпаренный продукт кислой смолки проявляет своеобразные поверх-
ностные свойства на границе с воздухом. При температуре 80 °C поверх-
ностное натяжение изменяется
ний П-10-3 до 57,5-10-3
Дж/м2. Соответственно из-
менению поверхностного на-
тяжения изменяется и рас-
творимость этого продукта
в воде и бензоле. Отпарен-
ный продукт, кислая смол-
ка, а также их водные рас-
творы проявляют поверхно-
стно-активные свойства, ко-
торые вызваны в основном
наличием в их составе суль-
фосоединений. Гидрофильно-
лиофильный баланс (ГЛБ)
отпаренного продукта кис-
лой смолки, выраженный
водным числом, составляет
30—35. Такие значения ГЛБ
обычно свойственны со-
любилизирующим веще-
ствам и эмульгаторам типа
«масло в воде» (рис.
во времени, причем от очень низких значе-
Рис. 30. Изотермы поверхностного натяже-
ния и изотермы адсорбции водных раство-
ров сульфосоединений, выделенных из кубо-
вых остатков и кислой смолки цеха ректи-
фикации бензола при 80 °C
30).
Благодаря содержанию сульфосоединений кислая смолка обладает вы-
сокими эмульгирующими свойствами для получения эмульсий типа «масло
в воде» (табл. 145). Кислая смолка является более эффективным стабили-
затором, чем кубовые остатки.
Таблица 145
Характеристика предельно концентрированных эмульсий бензола,
стабилизированных водными растворами кислой смолки и кубовыми
остатками
Стабилизатор Концен- трация раствора стабили- затора, % Количе- ство бензола, мл Удельная поверх- ность слоев, см2 Крити- ческая толщина слоя, мкм Адсорб- ция, 10~4 г/см’
Кислая смолка цеха рек- 0,1 0,1 3,5 • 103 2,9 0,28
тификации бензола 1,0 0,1 2,1 • 103 4,8 4,80
5,0 0,1 1,3- 103 7,8 39,06
Кубовые остатки цеха 0,1 0,15 1,0 - 103 9,7 0,97
ректификации бензола 1,0 0,10 0,5 • 103 18,0 0,18
5.0 0,10 0,8 • 103 12,0 0,60
273
4.35.3. Нормы и объем образования кислой смолки.
Анализ факторов, влияющих на объем
ее образования
Нормы образования (удельный выход) смолок определяются объемами их
выхода, отнесенными к единице перерабатываемой шихты (табл. 146).
В связи с переходом заводов Юга на гидроочистку этот вид отхода для
них ликвидируется. Для восточных заводов отдается предпочтение серно-кис-
лотному способу, а в случае получения высокоочищенных сортов бензо-
ла— двухступенчатому серно-кислотному с присадками. При этом выход
кислой смолки увеличивается в среднем на 1,0 % массы сырого бензола.
Предполагаемое изменение технологии разделения сырого бензола с
целью сосредоточения всех ресурсов смолообразующих соединений во II
бензоле на выходе смолки практически не скажется.
Указанные факторы, влияющие на выход смолки, были положены в
основу расчета норм выхода в перспективном периоде.
Различия в нормах выхода смолок в разрезе отдельных предприятий
и районов обусловлены главным образом различием качества перерабаты-
ваемого сырья, а также в некоторой степени централизацией переработки.
Остальные многочисленные факторы не играют существенной роли при оп-
ределении норм образования.
Объемы образования смолок, представленные в табл. 147, по уровню
1979 г. соответствуют фактическим данным заводов, а на перспективу рас-
считаны по формуле (2) (см. 4.1.2). При расчете учтены ввод новых мощ-
ностей, реконструкция старых, переход на новую технологию очистки бен-
зола в перспективном периоде, технический прогресс в отрасли, влияние
технологических факторов.
4.35.4. Основные направления
рационального использования кислой смолки
цеха ректификации бензола
До настоящего времени все попытки получения товарных продуктов из
этой смолки не дали положительных результатов. Сжигание ее невозможно
из-за большого количества выбросов сернистого ангидрида в атмосферу.
Поэтому единственная возможность утилизации кислой смолки цеха рек-
тификации состоит в передаче ее в шихту, поступающую на коксование.
Подача в шихту осуществляется после ее нейтрализации и удаления бен-
зольных углеводородов. Эти операции необходимы для устранения корро-
зии оборудования и из санитарно-гигиенических и пожарных соображений.
Утилизация нейтрализованного и отпаренного продукта смолки может осу-
ществляться в двух вариантах схем: 1) непосредственной присадкой в
шихту (предложен УХИНом для заводов Юга) (рис. 31) и 2) в смеси с
другими отходами в виде водио-масляной эмульсии (предложен ВУХИНом
для заводов Востока и Центра).
Схема УХИНа является рациональной в сочетании с получением до-
рожных дегтей из кислой смолки сульфатного отделения.
Помимо применения кислой смолки в качестве добавки к угольной
шихте, можно назвать следующие направления ее использования:
274
Таблица 146
Нормы образования кислой смолки цехов ректификации сырого бензола,
% к угольной шихте
Районы и предприятия 1979 г. 1985 г. 1990 г.
I. Донецко-Приднепровский Днепропетровский КХЗ 0,01 0,01
Днепродзержинский КХЗ 0,09 0,09 —
Баглейский КХЗ 0,02 0,02 —
Запорожский КХЗ 0,04 0,04 —
Макеевский КХЗ 0,01 0,01 —
Енакиевский КХЗ 0,02 0,02 —
Ждановский КХЗ 0,06 0,06 —
Коммунарский КХЗ 0,03 0,03 —
Среднее. . . 0,03 0,03 —
II. Центральный Московский КГЗ 0,03 0,03 0,03
III. Центрально-Черноземный Ново-Липецкий металлургический комбинат .... 0,04 0,05 0,06
IV. Северо-Западный Череповецкий металлургический ком- бинат 0,02 0,03 0,04
V. Уральский Челябинский металлургический ком- бинат 0,01 0,02 0,02
Магнитогорский металлургический комбинат 0,02 0,03 0,03
Нижне-Тагильский металлургический комбинат 0,00 0,01 0,01
Губахинский коксохимзавод .... 0.10 —— —
VI. Западно-Сибирский Западно-Сибирский металлургиче- ский комбинат 0,01 0,02 0,02
Кемеровский КХЗ 0,03 0,04 0,04
Алтайский КХЗ — 0,02 0,02
Среднее . . . 0,01 0,03 0,03
VII. Казахская ССР Карагандинский металлургический комбинат 0,02 0,05 0,05
Среднее по отрасли . . . 0,03 0,03 0,03
Примечание. В связи с переходом заводов Донецко-Придиепровского района
на новую технологию очистки бензола отход в виде кислой смолки в перспективе лик -
видируется.
275
Таблица 147
Объемы образования кислой смолки цехов ректификации сырого бензола на
предприятиях коксохимической промышленности, т/г
Районы и предприятия 1979 г. 1985 г. 1990 г
I. Донецко-Приднепровский
Днепропетровский КХЗ 900 900 —
Днепродзержинский КХЗ 1 500 1 500 —
Баглейский КХЗ 1 300 1 300 —
Запорожский КХЗ 1 200 1 200 —
Макеевский КХЗ 2 500 2 500 —
Енакиевский КХЗ 1 500 1 500 —
Ждановский КХЗ 2 250 2 250 —
Коммунарский КХЗ 400 400 —
Итого. . . 11 550 11 550 —
II. Центральный
Московский КГЗ 410 460 570
III. Центрально-Черноземный
Ново-Липецкий металлургический 3 790 3 120
комбинат 3 790
IV. Северо-Западный
Череповецкий металлургический 2 930 2 930 3 040
комбинат
V. Уральский
Челябинский металлургический ком- 810
бинат .... ..... 380 1 040
Магнитогорский металлургический комбинат Нижне-Тагильский металлургиче- 1 830 2 730 2 170
560
ский комбинат — 440
Губахинский коксохимзавод .... 1600 1 600 1 600
Итого. . . 3 810 5 810 5 140
VI. Западно-Сибирский
Западно-Сибирский металлургиче- 630
ский комбинат 1 260 1 240
Кемеровский КХЗ 840 1 630 1 630
Алтайский КХЗ — — 1 070
Итого. . . 1 470 2 890 3 940
VII. Казахская ССР
Карагандинский металлургический 1 000 3 300
комбинат 3 200
Всего по отрасли . . . 24 960 1 30 730 19010
276
в качестве флотореагента при обогащении угля — результаты исследо-
ваний показали принципиальную возможность такого решения, однако не-
постоянства состава и большой расход по сравнению с другими реагентами
ставят под сомнение его перспек-
тивность;
перед подачей в шихту нерас-
творимых в воде кислых смолок,
например, на Московском и Ена-
киевском заводах можно извлечь
из них свободную серную кисло-
ту и направить ее на производство
сульфата аммония. По авторскому
свидетельству СССР №419544 [29]
кислую смолку обрабатывают
насыщенным раствором сульфа-
та аммония и высококипящим ка-
менноугольным маслом, например
антраценовым. Нижний слой —
кислый раствор сульфата аммо-
ния—направляют в сатуратор
сульфатного отделения, а верхний
слой, практически не содержащий
серной кислоты, может быть ис-
пользован в качестве добавки к
шихте или для получения дорож-
ного дегтя;
наличие в кислой смолке суль-
фокислот с высокой молекулярной
массой позволяет получать из нее
сульфатную присадку для сжига-
ния мазутов по авторскому свиде-
тельству СССР № 361192, ко-
торое предусматривает нейтрали-
зацию кислой смолки окисью маг-
ния с последующей отгонкой бен-
зольных углеводородов. Получен-
ная смесь сульфонатов магния со-
вмещается с мазутом и предотвра-
щает низкотемпературные отложе-
ния при его сжигании в топках
паровых котлов.
В капиталистических странах,
как правило, нет кислой смолки
Рис. 31. Схема утилизации кислой
смолки цеха ректификации бензола
подачей в угольную шихту, разрабо-
танная УХИНом:
1— мешалка для нейтрализации кислой
смолки; 2—напорный бак 17%-иого рас-
твора синтетического аммиака; 3 — мерник;
4 — отпарной куб; 5, 9 —насосы; 6—холо-
дильник; 7 — сепаратор; 8—сборник ней-
трализованной кислой смолки; /0-иапорный
бак для смолки; // — паровой подогрева-
тель; /2 — контрольные фильтры; 13— авто-
матический клапан; 14 — дозирующий насос;
15 — смесительная машина
цехов ректификации, так как бензол
получают в основном методом гидро-
очистки. Поэтому данных о способах утилизации кислой смолки мало.
Исключение составляет предложенный фирмой «Ньютон-Чемберс» спо-
соб переработки кислого гудрона от очистки бензола (по-видимому, речь
идет о смеси кислой смолки с регенерированной кислотой). По этому спо-
собу смесь обрабатывают двумя растворителями — концентрированной ам-
277
миачной водой и органическим экстрагентом, природа которого неизвестна.
Слой раствора сульфата аммония направляют в сульфатное отделение, а
органический экстракт смешивают с креозотовым маслом, после чего рас-
творитель отгоняют и вновь используют в процессе, а раствор органических
веществ в креозотовом масле применяют в качестве жидкого топлива.
В странах — членах СЭВ кислая смолка цеха ректификации, как пра-
вило, используется путем подачи в шихту. Кроме того, в ПНР применяют
метод Рютгерса [17], предусматривающий экстракцию двумя растворите-
лями— раствором сульфата аммония и высококипящим маслом — с ис-
пользованием кислого раствора сульфата аммония в сульфатных отделе-
ниях, а органического экстракта — для получения дорожного дегтя.
В Венгрии н Болгарии смолка нейтрализуется известью и вывозится в
отвал.
На некоторых предприятиях США, где имеется производство серной
кислоты на основе сероводорода коксового газа, кислую смолку совместно
с отработанной кислотой от мойки сырого бензола подвергают термиче-
скому разложению с получением SO2 и замыканием его в общий цикл [31].
4.3.5.5. Технологическая схема подготовки
кислой смолки к использованию
Подготовка кислой смолки для подачи в шихту включает следующие опе-
рации: нейтрализацию, отпарку бензольных углеводородов и подачу отпа-
ренного продукта в шихту. Нейтрализация производится отработанной ще-
лочной водой цеха ректификации бензола и концентрированной аммиачной
водой. По такой схеме предусмотрено утилизировать эту смолку на всех
заводах Юга, для восточных заводов более целесообразна утилизация в
виде смеси с другими отходами.
По схеме кислая смолка, поступающая в аппарат объемом 5—6 м3 с
механической мешалкой, нейтрализуется сначала отработанной щелочной
водой цеха ректификации, а затем концентрированной аммиачной водой.
Нейтральный раствор поступает в куб объемом 25—30 м3 для отпарки бен-
зольных углеводородов с помощью острого и глухого пара, затем пере-
дается в цех углеподготовки.
Данные о количестве выпускаемой продукции за счет утилизации этой
смолки следующие:
Коэффициент расхода смолки иа 1 Т продукта
Кокс........................................................... 3,4
Смола каменноугольная •....................................«... 3,8
Бензол сырой................................................... 6,3
Газ коксовый................................................... 5,4
Качество получаемой продукции соответствует продуктам, вырабаты-
ваемым из первичного сырья Имеющиеся лабораторные исследования сви-
детельствуют о несущественном различии в выходе и качестве основного
продукта, получаемого при коксовании шихты и смеси шихты со смолкой
(табл. 148, 149, 150)
Однако основываться на этих данных при использовании смолки сов-
местно с шихтой неправомерно. Более правильными являются удельные по-
278
Таблица 148
Выход химических продуктов коксования из кислой смолки цеха
ректификации бензола в смеси ее с шихтой (по данным УХИ На [19])
Наименование показателей Кислая смолка цеха ректификации бензола Эталонная шихта Смеси смолки с пихтой
шихты 48 % смолки 2 % шихты 9Э %, смолки 10 %
Выход продуктов коксо- вания, %: кокс 28,80 75,90 76,10 72,30
смола 25,90 3,32 3,12 5,60
аммиак 4,70 0,36 0,50 0,95
сероводород .... 3,90 1,06 1,12 1,95
цианистый водород 0,20 0,51 0,37 0,85
сырой бензол .... 1,60 1,12 0,82 1,55
влага общая .... 25,90 5,02 5,70 7,00
коксовый газ .... 9,50 11,41 12,00 10,20
Итого . . 100,50 98,70 99,73 100,40
Выход коксового газа, м’/т 96 275 277 250
Анализ газа, % об: СО3 0,1 0,2 0,1 —-
СщНп 0,0 0,1 0,1 —
Oj 12,6 0,6 0,8
со 3,4 6,4 6,5 —
Н2 26,6 58,0 54,1 —’
СН4 0,9 30,7 31,6 —
Na 56,9 4,0 6,8
Таблица 149
Выход химических продуктов коксования из смеси смолки цеха
ректификации бензола с шихтой (по данным ВУХИНа)
Наименование показателей Смесь смолки с шихтой шихта — 95 %, смолка — 5 % Эталонная шихта’ угли шахты Вахрушева —20 %, шахты имени 1 Мая—85 %
Выход на сухую пробу, %:
кокса 70,43 71,88
смолы 6,44 6,43
сырого бензола 1,97 1,77
аммиака 0,20 0,20
влаги пирогенетической 5,54 5,05
газа + потери 15,42 14,72
279
Продолжение
Наименование показателей Смесь смолки с шихтой: шихта — 95 %, смолка —5 % Эталонная шихта: угли шахты Вахрушева—20 %, шахты имени 1 Мая — 80 %
Выход коксового газа, м3/т:
фактического 304 305
приведенного к 16 720 кДж/м3 (4000 ккал/м3) 356 361
Состав газа, % об.:
н2 3,17 2,16
со2 2,04 1,78
СщНп 3,12 3,48
о2 0,50 0,50
со 6,59 5,79
н2 50,10 53,00
сн4 31,23 30,40
n2 3,25 2,89
Плотность газа, кг/м3 0,5349 0,5031
Теплота сгорания газа, кДж/м3. . . 4697 4746
Таблица 150
Характеристика кокса, полученною при коксовании
в 800-граммовой печи (по данным УХИНа [19])
Наименование показателей Смесь шихты с кислой смолкой: шихты —95 %, смолки—5 % Эталонная шихта состава, %: Г —30, Ж-33, К-20, ОС —17
Выход кокса, % 78,22 76,90
Содержание класса 25 мм (после
сбрасывания), % к исходному . . 76,3 75,9
Прочность по ГОСТ 8929—75:
М40 70,8 80,7
м10 5,3 5,0
Истираемость, % 5,3 5,2
Технический анализ, %:
Ad 9,95 10,27
Vd 0,93 1,06
°общ 1,59 1,50
280
Таблица 151
Использование кислой смолки цехов ректификации сырого бензола
на предприятиях коксохимической промышленности
Районы и предприятия 1979 г 1985 г 1990 г.
т/год коэффи- циент исполь- зования т/год коэффи- циент исполь- зования т/год коэффи- циент исполь- зования
I. Донецко- Приднепровский Днепропетровский КХЗ . . 0,0 0,0
Днепродзержинский КХЗ . 1800 1,0 1 800 1,0 — —
Баглейский КХЗ — 0,0 — 0,0 — —
Запорожский КХЗ .... — 0,0 — 0,0 — 2
Макеевский КХЗ — 0,0 — 0,0 — —
Енакиевский КХЗ .... — 0,0 — 0,0 — —
Ждановский КХЗ — 0,0 — 0,0 — —
Коммунарский КХЗ .... 1300 0,5 1 300 0,5 — —
Итого. . . 3100 0,16 3 100 0,26 — —•
II. Центральный Московский КГЗ 410 1,0 460 1,0 570 1,0
III. Центрально- черноземный Ново-Липецкий металлур- гический комбинат . . . — 0,0 3 790 1,0 3 120 1,0
IV. Северо-Западный Череповецкий металлурги- ческий комбинат .... 2290 1,0 2 930 1,0 3 040 1,0
V. Уральский Челябинский металлургиче- ский комбинат . . . 0,0 1 040 1,0 810 1,0
Магнитогорский металлур- гический комбинат . . . 1790 1,0 2 730 1,0 2 170 1,0
Нижне-Тагильский метал- лургический комбинат — 440 1,0 560 1,0
Губахинский КХЗ .... — 0,0 1 600 1,0 1 600 1,0
Итого. . . 1790 0 5 810 1,0 5 140 1,0
VI. Западно-Сибирский Западно-Сибирский метал- лургический комбинат 0,0 1 630 1,0 1 630 1,0
Кемеровский КХЗ . . — — 1 260 1,0 1 240 1,0
Алтайский КХЗ .... — — 1 070 1,0 1 070 1,0
Итого. . — — 3 960 1,0 3 940 1,0
VII. Казахская ССР Карагандинский металлур- гический комбинат . . — — 3 300 1,0 3 300 1,0
Всего по отрасли . . 17590 1 0,30 |гз зоо 1 0,76 119010 1 '-о
281
казатели выходд продуктов коксования, отнесенные к единице сырья, т. е.
коэффициент выхода продуктов из 1 т кислой смолки [19]:
Кокс.................• . . . 0,29
Смола каменноугольная . . . 0,26
Бензол сырой............... 0,16
Газ коксовый............... 0,18
На основе этих данных рассчитан объем продукции (т/год), получае-
мой при добавке кислой смолки к шихте:
Кокс.....................................
Смола каменноугольная ...................
Газ коксовый ............................
Бензол сырой ............................
1979 г. 1985 г. 1990 г.
5413 4214 4 294
4 707 3 664 3 734
2 589 2015 2 054
235 183 187
12 944 10 076 10 269
Итого . . .
4.2.5.6. Объем использования кислой смолки
в настоящее время и в перспективе
Объем использования кислой смолки цеха ректификации (табл. 151) по
уровню 1979 г. незначителен, коэффициент использования — 0,30. Основной
способ — подача в шихту. Объем использования смолки на перспективу
определен на основе графика проектирования и ввода в эксплуатацию ути-
лизационных установок.
4.3.5.7. Экономическая эффективность использования
кислой смолки цеха ректификации бензола
Экономический эффект от утилизации смолки путем присадки к шихте оп-
ределен по разности между стоимостью товарной продукции, полученной
на базе отходов (кокса, смолы, бензола, коксового газа), и затратами на
ее производство в основных цехах с учетом расходов на утилизацию.
Ожидаемый объем капиталовложений на утилизацию кислой смолки с
подачей в шихту в целом по коксохимической промышленности составляет,
тыс. руб.: в 1980 г.—3287, в 1985 г. — 4060, в 1990 г. — 4060.
Результаты расчетов показали, что эксплуатация установки утилизации
кислой смолки цеха ректификации бензола требует дополнительных затрат
свыше 12 руб./т смолки, в целом по отрасли в зависимости от объема вне-
дрения дополнительные затраты составят 0,4—0,5 млн. руб.
4.3.6. СМЕСИ ОРГАНИЧЕСКИХ ОТХОДОВ
4.3.6.1. Подготовка отходов к переработке
Одним из рациональных способов утилизации отходов путем подачи в ших-
ту является предварительное смешивание их с образованием однородных,
нерасслаивающихся, легко дозируемых смесей. Технологические схемы под-
готовки отходов в виде смесей по рекомендациям ВУХИНа приняты к про-
282
мышленному внедрению на всех коксохимических предприятиях Востока.
Для многих из них в настоящее время выполнены технические или рабочие
проекты. При этом из кислых смолок приготавливаются водно-масляные
эмульсии (типа «масло в воде»). Предусмотрены также варианты получе-
ния смесей смолок с различными масляными отходами (масла с очистных
сооружений, шлам солярового масла).
Подготовка отходов к использованию (приготовление смесей) включает
следующие процессы: нейтрализацию кислых смолок, удаление беизольиых
углеводородов из кислых смолок цеха ректификации, разбавление, смеши-
вание при подогреве, дозирование в шихту. Набор производимых опера-
ций в составе предлагаемой схемы подготовки отходов определяется имею-
щимся набором их на данном предприятии.
Технические требования к отходам, используемым длв приготовления
смесей
Требования к отходам, поступающим на утилизационную установку,
должны быть оговорены в Технических условиях на отходы химических
цехов. Технические условия разрабатываются лабораторией завода и утвер-
ждаются главным инженером.
Техническая характеристика перерабатываемых отходов должна обес-
печивать необходимое качество эмульсии и соответствовать современным
требованиям защиты окружающей среды. В этой части прежде всего уста-
навливаются внутризаводские нормы на содержание бензольных углеводо-
родов в отходах. Во избежание излишней загазованности воздуха бензоль-
ными продуктами по всему тракту углеподачи при разработке норм исхо-
дят из минимума их содержания в отходах, которое может обеспечить су-
ществующая технология при соблюдении установленного технологического
режима. Для этого кислую смолку цеха ректификации бензола подвергают
отпарке, и на утилизационную установку поступает нейтральный или слабо-
щелочной продукт. Кислую смолку сульфатного отделения необходимо тща-
тельно отделять от маточного раствора.
В табл. 162 приводятся ориентировочные данные качества перерабаты-
ваемых отходов, основанные на показателях, полученных при эксплуатации
промышленных установок по отпарке кислой смолки цеха ректификации на
Московском коксогазовом заводе и утилизационной установки на Нижне-
Тагильском меткомбинате. Эти показатели уточняются лабораторией за-
вода и предлагаются как Временные технические условия на отходы. Эти
условия должны включать одновременно уточненные требования к гото-
вому продукту. В соответствии с действующей технологией также должны
быть определены и указаны в Технических условиях нормы выхода отхо-
дов и объем их образования.
Эмульгирование отходов
Эмульгирование отходов происходит в условиях конкурирующего дей-
ствия двух типов эмульгаторов (прямых и обратных эмульсий), содержа-
щихся в самих отходах. Эти эмульгаторы представлены четырьмя группами
поверхностно-активных веществ (ПАВ).
Стабилизаторы прямых эмульсий;
283
Технические требования на отходы и готовый продукт
Продукт
Нормы выхода
Кислая смолка сульфатного от-
деления
Отпаренный продукт кислой
смолки цеха ректификации
Масла с очистных сооруже-
ний сточных вод
Сточные воды с установок по-
лучения кристаллического
нафталина смолоперераба-
тывающего цеха
Щелочная вода цеха ректифи-
кации бензола
Устанавливаются определе-
нием на каждом заводе
Из-за особенностей техноло-
гии могут на отдельных за-
водах различаться значи-
тельно
Эмульсия
Фусы
Смесь фусов с кислыми смол-
ками и маслами с очистных
сооружений
Таблица 152
Технические требования
Методы испытаний
Отсутствие отстоявшегося
маточного раствора и ино-
родных тел
Содержание: бензольных уг-
леводородов — не более
1,0 %, воды — 30—35 %
Содержание воды не более
50%
Плотность не менее 1,1, ре-
акция слабощелочная, рН=
= 8—9, содержание щело-
чи не более 0,5 %
Содержание: бензольных уг-
леводородов — не более
1,5%, щелочи — не более
1,0%
pH = 7—8, разбавление во-
дой полное, содержание
масла 50—70 %
Отсутствие посторонних пред-
метов
Отсутствие разделения фаз
при стоянии
Определение визуальное при
погрузке и выгрузке
Отгонкой с паром
ГОСТ 2477—65 (СТ СЭВ
2382—80)
Плотность определяется арео-
метром, реакция среды на
pH-метре, щелочность — ти-
трованием
Отгонкой с паром из нейтра-
лизованной пробы
Определение визуальное при
выгрузке
Определение визуальное при
отстаивании в химическом
стакане или цилиндре
Первая группа — сульфосоединения, содержащиеся во всех отходах
серно-кислотной очистки углеводородов, а также фенолы и основания, при-
сутствующие практически во всех отходах Эта группа 1ак называемых
ионогенных ПАВ, которые делятся на анионактивные (сульфосоединения),
катионактивные (основания) и амфолитные (фенолы)
Вторая группа — вещества, нерастворимые в толуоле, которые часто
называют «свободным углеродом». При получении эмульсии эта группа ве-
ществ играет исключительную роль в обеспечении гомогенности масляной
фазы. Поверхность частиц свободного углерода, выделенного из кислой
смолки сульфатного отделения и каменноугольной смолы, обладает свой-
ством избирательно смачиваться в системе масло — вода. Благодаря это-
му частицы равномерно распределяются в эмульсии, входя в состав
капель масла или располагаясь между каплями, не ухудшая качества
эмульсии. Частицы свободного углерода, выделенные из фусов, не обла-
дают избирательной смачиваемостью, в системе вода — масло образуют
третью фазу (осадок) и ухудшают качество эмульсии.
Третья группа — неорганические электролиты — соли и щелочи, содер-
жащиеся в отходах. Поскольку нейтрализация кислых смолок произво-
дится аммиачной водой, основную долю солей составляет сульфат аммо-
ния. В процессе эмульгирования он играет весьма важную роль, зависящую
от концентрации его в растворе. При концентрациях, не превышающих
10 % (по массе), сульфат аммония увеличивает дисперсность и однород-
ность эмульсий, а следовательно, и их устойчивость. Кроме того, он обла-
дает высоким пассивирующим действием на эмульгаторы обратных
эмульсий. При концентрации свыше 10 % наблюдается заметное высали-
вающее действие, способствующее разрушению эмульсий.
Стабилизаторы обратных эмульсий:
Четвертая группа ПАВ представлена смолами непредельных соедине-
ний, содержащихся в кубовых остатках цеха ректификации бензола и по-
лимерах поглотительного масла, которые относятся к типу малораствори-
мых неионогенных ПАВ. Сюда же относятся и гетероциклический кислород,
и серосодержащие органические соединения.
При эмульгировании отходов в количествах, пропорциональных их вы-
ходу от шихты, отношение по массе эмульгаторов прямых и обратных
эмульсий (без учета сульфата аммония) для всех заводов почти равно 1.
Особенностью эмульгаторов прямых эмульсий является высокая эффек-
тивность при малых концентрациях: 0,3—0,5 %-ной концентрации по массе
достаточно для образования качественных прямых эмульсий. Эффективность
действия стабилизаторов обратных эмульсий проявляется лишь при кон-
центрациях не менее 2,5 % по массе. Благодаря этому, а также положи-
тельному действию сульфата аммония при соблюдении соответствующего
режима эмульгирования отходы образуют прямую эмульсию требуемого
качества.
4.3.6.2. Характеристика эмульсий из отходов
и требования к их качеству
Из указанных выше двух видов эмульсий для введения в шихту пригодны
только прямые эмульсии, легко дозирующиеся и совмещающиеся с влагой
шихты. Причем во избежание внесения в шихту большого количества влаги
285
и электролитов, снижающих ее насыпную массу, эмульсии необходимо го-
товить с высокой концентрацией масла при возможно меныпем содержа-
нии солей, которые вносятся в основном с кислыми смолками. Недопустимо
высокое содержание ионов натрия, отрицательно влияющих на динасовую
кладку печей. Готовая эмульсия из отходов имеет удовлетворительное каче-
ство, если она соответствует следующей характеристике:
pH.................................. 7—8
Вязкость, °Е.................. 1,0—2,0
Разбавление водой ............... Полное
Содержание по массе, %:
масла........................... 50—80
воды............................. 10—40
сульфата аммония.............. Не более 10
сульфата натрия............... Не более, 1,0
Эмульсия должна быть устойчивой и не расслаиваться при стоянии в
течение 16 ч. Присадка отходов к шихте по типу обмасливающей добавки
непосредственно влияет на насыпную массу шихты, качество продуктов
коксования, выход их, а в случае термической подготовки шихты — также
на количество угольной пыли, уносимой из реакторов сушки, и вредных
воздушных выбросов на стадии мокрой очистки отработанного газообраз-
ного теплоносителя.
Данные лабораторных исследований свидетельствуют об увеличении
насыпной массы шихты при добавлении отходов в среднем на 4—б %.
Практика эксплуатации промышленной утилизационной установки по-
казала, что стабильного увеличения насыпной массы не наблюдается, а
иногда последняя в значительной степени снижается. Кроме того, уста-
новлено, что даже при постоянном качестве и расходе эмульсии (0,8 %)
содержание в шихте масел в отдельных пробах колеблется от 0,3 до 1,2 %,
что является результатом недостаточно эффективного перемешивания ших-
ты с эмульсией в смесительной машине и недостаточно тонкого ее рас-
пыления. Для компенсации снижения насыпной массы шихты при введе-
нии в нее отходов добавляют керосин.
При введении отходов в шихту качество продуктов коксования прак-
тически ие изменяется, но выход их несколько увеличивается (табл. 153).
Распределение отходов между продуктами коксования (в пересчете на
безводную массу, в %)
а) подготовленные в виде эмульсии:
кокс.........................................................55,10
смола каменноугольная.....................................12,90
гаэ коксовый..............................................26,10
влага пирогенетическая, сырой бензол, потери.............. 5,90
б) подготовленные в виде смеси фусов с кислыми смолками
сульфатного отделения и маслами с очистных сооружений
в соотношении, пропорциональном нормам выхода:
кокс......................................................58,34
смола каменноугольная.....................................21,42
влага пирогенетнческая, сырой бензол, потери.............. 8,24
газ коксовый..............................................12,00
286
Таблица 153
Выход продуктов коксования из смесей шихты с эмульсиями из отходов
(по данным ВУХИНа)
Наименование показателей Эталонная шихта: шахта Вахру- шева — 20%, шахта имени 1 Мая —80% Смеси шихты с эмульсиями, % шихта—90, эмульсия—10
мас- ло—2,5. вода—7,5 мас- ло—1,8, вода — 8,2 мас- ло—2,3, вода —7,7
Выход на сухую массу, %:
кокса 71,83 71,10 70,15 71,55
смолы 6,43 6,75 7,08 7,02
сырого бензола 1,77 1,85 1,79 1,83
аммиака 0,20 0,24 0,24 0,24
влаги пирогенетической . . 5,05 4,81 4,88 4,77
газа + потери Выход газа, м®/т: 14,72 15,25 15,86 14,59
фактического 305 323 324 307
приведенного Состав газа, % об.: 361 357 365 343
H2S 2,16 2,50 2,54 2,06
SO2 1,78 3,87 2,27 2,49
3,48 2,16 3,30 2,42
О2 0,50 0,50 0,50 0,50
СО 5,79 6,78 6,76 6,00
н2 53,00 52,15 52,40 55,00
сн< 30,40 29,20 28,40 28,60
N, 2,89 2,84 3,83 3,43
Плотность газа, кг/м3 0,5031 0,5317 0,5109 0,4966
Теплота сгорания, ккал/нм3 . . 4746 4433 4550 4463
4.3.6.3. Характеристика технологических процессов
приготовления смесей
а) Утилизация отходов по эмульсионному способу (рис. 32),
На утилизационную установку непосредственно передаются: 1) кислая
смолка сульфатного отделения; 2) масляные растворители в виде полиме-
ров поглотительного масла, масел с очистных сооружений и др.; 3) кис-
лая смолка цеха ректификации бензола поступает на установку в виде от-
паренного продукта, а при отсутствии процесса отпарки — в виде собственно
смолки; 4) нейтрализующие агенты в виде аммиачной воды и различных
щелочных стоков химических цехов.
Для приема продуктов, составляющих эмульсию, служат емкости 1—4.
Емкости /—3 предназначены для хранения масел-растворителей, которые
доставляются на установку в цистернах или перекачиваются насосами.
В емкость 2 поступают нейтрализаторы, а также все водные стоки, слив
которых в фенольную канализацию запрещен. Кислые смолки принимаются
в емкость 4 на щелочную воду из емкости 2. Перемешивание продуктов
в емкостях 1, 3, 4 производится при помощи циркуляционного насоса 9.
Если иа установку подается отпаренный продукт кислой смолки цеха
287
ректификации бензола, то он загружается в мерник 8 и выступает в ка-
честве эмульгатора.
Продукт из емкости 4 насосом подается в сборник 5, где приготавли-
вается смесь требуемого качества. В сборнике 5 осуществляется постоян-
ная циркуляция смеси насосом, на нагнетательной линии которого установ-
лены шаровые смесители. Над сборником 5 установлены мерники 7 для
аммиачной воды. Перед подачей приготовленной смеси из сборника 5 в
сборник готового продукта б проверяется качество эмульсии. Готовая эмуль-
сия насосом из сборника 6 подается в углеподготовительный цех.
Рис. 32. Схема установки для приготовления эмульсий из отхо-
дов:
1 — хранилище для растворителей; 2 — хранилище для аммиачной воды;
3—хранилище для эмульгаторов; 4 — емкость для перемешивания
компонентов эмульсий; 5—сборник-смеситель; 6 — хранилище для готовой
эмульсии; 7—мерник для аммиачной воды; 8 — мерник для эмульгато-
ров: 9—насосы
Стабильность готовой эмульсии поддерживается непрерывной циркуляцией
в системе: насос — линия подачи в углеподготовительный цех — сборник 6.
Готовая эмульсия подается в шихту из циркуляционной линии через ще-
левое устройство. На всех стадиях приготовления эмульсии поддержива-
ется температура 80 ± 5 °C. Кратность циркуляции эмульсии не менее двух.
Подача эмульсии на транспортер с шихтой регулируется клапаном с
электроприводом, который сблокирован с датчиком наличия шихты на лен-
точном транспортере. Показания расхода эмульсии фиксируются записы-
вающим прибором.
При получении эмульсии необходим постоянный контроль за активной
реакцией среды (pH). Для этой цели в емкостях 4, 5, 6 устанавливаются
рН-метры.
Для отвода вредных испарений все емкости оборудованы воздушни-
ками. На воздушниках емкостей 2, 4 и 5 установлены ловушки, орошаемые
технической водой, которая после улавливания сбрасывается в емкость 2
и используется в процессе приготовления эмульсии. Количество вредных
веществ, выделяющихся в атмосферу, составляет примерно 0,2—0,3 т/сут.
Расход электроэнергии для приготовления эмульсии составляет 1,3—
1,5 кВт-ч на 1 т, расход пара — 0,08—0,12 кДж на 1 т.
28 8
Узел отпарки бензольных углеводородов из кислой смолки цеха ректи-
фикации бензола не входит в состав утилизационной установки и распола-
гается в цехе ректификации бензола.
б) Утилизация отходов в виде смеси
фусов, кислой смолки сульфатного отделе-
ния и масел с очистных сооружений.
Схема является рациональным вариан-
том для утилизации отходов на коксохими-
ческих предприятиях с неразвитым хими-
ческим крылом, где отсутствует необходи-
мый набор отходов для приготовления
эмульсии Схема (рис. 33) состоит из узлов
смешения кислой смолки с маслами, ней-
трализации, окончательного смешения раз-
бавленной и нейтрализованной смолки с фу-
сами и подачи в шихту.
Нейтрализация производится в аппара-
те 4, здесь же смолка разбавляется масла-
ми, которые хранятся в сборнике 3. Раз-
бавление смолки маслами можно произво-
дить как до, так и после нейтрализации,
что определяется свойствами смолки. Пере-
мешивание смолки с маслами и аммиачной
водой производится механической лопаст-
ной мешалкой.
Фусы на установку доставляются в ав-
тосамосвалах и выгружаются в бункер 7,
куда поступает разбавленная маслами и
нейтрализованная смолка, хранящаяся в
сборнике 6. После тщательного перемеши-
вания содержимое бункера 7 шнековым пи-
тателем 8 дозируется в угольную шихту.
Товарной продукцией, так же как
и при утилизации индивидуальных от-
Рис. 33. Схема установки по
совместной утилизации фу-
сов, кислых смолок сульфат-
ного отделения и масел с
очистных сооружений:
/ — конический отстойник; 2 —
сборник аммиачной воды;
3—сборник масел с очистных
сооружений; 4—мешалка; 5—на-
сос; 6 — сборник нейтрального
продукта; 7 —бункер с мешалкой;
3— шнек: 9 — транспортер
ходов, являются кокс, смолка каменноугольная и /аз коксо-
вый.
Качество этих продуктов соответствует товарным, получаемым на кок-
сохимическом предприятии. Дополнительное количество продукции, полу-
чаемое от утилизации отходов в виде смесей, приведено в табл. 154 и 155.
4.3.6.4. Технико-экономические показатели процесса
утилизации смеси отходов
Экономическая эффективность процесса утилизации отходов эмульсионным
способом определена путем сопоставления затрат на переработку отходов
с экономией, получаемой за счет реализации дополнительной товарной про-
дукции, полученной на базе смесей.
Ниже представлены данные об экономическом эффекте, который мо-
жет быть получен при частичной и полной утилизации отходов.
1/210 Зак. 1483
289
Таблица 154
Объем продуктов, получаемых при коксовании эмульсий
иа коксохимических предприятиях отрасли, т/год
Продукты 1979 г. 1985 г. 1990 г.
При
ожидаемом использовании
Кокс Смола каменноугольная Газ коксовый 25 389 5 944 12 026 56 128 13 140 26 587 55 634 13 036 26 376
Итого ... 43 359 95 855 95 096
При полном использовании
Кокс Смола каменноугольная Газ коксовый 68 080 15 938 32 248 56 128 13 140 26 587 55 684 13 036 26 376
Итого ... 116 266 95 855 95 096
Таблица 155
Объем продуктов, получаемых при утилизации смеси фусов, кислых смолок
сульфатного отделения и масел с очистных сооружений, т/год
Продукты 1979 г 1985 г 1990 г
При ожидаемом
использовании
Кокс Смола каменноугольная ...... Газ коксовый 14 091 5 173 2 898 56 462 20 730 11 613 52 994 19 457 10 900
Итого ... 22 162 88 805 83 351
При полном использовании
Кокс Смола каменноугольная Газ коксовый 35 523 13 042 7 306 57 861 21 244 11 901 52 994 19 457 10 900
Итого ... 55 871 91 006 85 351
290
При ожидаемом использовании
1979 r. 1985 г. 1990 г
Годовой экономический эффект, млн. руб. ... 0,4 Годовой экономический эффект в расчете на 0,9 0,9
1 т эмульсии, руб.:
а) сухой массы 9,5 10,1 10,5
б) фактической массы 50%-ной концентрации 4,8 Срок окупаемости капитальных вложений, 5,1 5,2
лет — При полном использовании 3,2 3,1
1979 г. 1985 г. 1993 1
Годовой экономический эффект, млн. руб 0,9 Годовой экономический эффект в расчете на 0,9 0,9
1 т эмульсии, руб.:
а) сухой массы 9,1 10.3 4,2
б) фактической массы 50%-ной концентрации 4,6 5,2 Технико-экономические показатели процесса утилизации смеси фусов, кислых смолок сульфатного отделения и масел с очистных сооружений 1985 г. 5,3 199С г
При ожидаемом использовании
Годовой экономический эффект, млн. руб................. 2,3 2,1
То же в расчете на 1 т сухой смеси, руб............... 23,7 22,8
Срок окупаемости капитальных вложений лет .... 2,0 2,1
При полном использовании
Годовой экономический эффект, млн. руб................. 2,4 2,2
Годовой экономический эффект в расчете на 1 т сухой
смеси, руб........................................ 25,9 26.1
4.3.7. ОТРАБОТАННЫЙ РАСТВОР
МЫШЬЯКОВО-СОДОВЫХ СЕРООЧИСТОК
4.З.7.1. Характеристика технологического процесса,
в котором образуется отход
В коксохимической промышленности СССР работают пять цехов по очист-
ке коксового газа от сероводорода мышьяково-содовым способом, в кото-
рых ежегодно перерабатывается свыше 3 млрд, м3 коксового газа и обра-
зуется около 100 тыс. м3 сточных вод в виде отработанного поглотитель-
ного раствора.
Очистка коксового газа от сероводорода по мышьяково-содовому спо-
собу основана на способности раствора окситиомышьякового натрия погло-
щать сероводород, замещая атомы кислорода в своей молекуле атомами
серы, с последующей регенерацией раствора при продувке воздухом;
Na4As2S6O2 -f- H2S = Na4As2S<jO -f- H2O
Na4As2S6O -f- H2S Na4As2S7 4- H2O
(абсорбция)
Na4As2S6O 4- 0,5O2 = Na4As2S5O2 4- S
Na4As2S7 4- 0,5O2 = Na4As2SgO 4- S
(регенерация)
7a 10*
291
Схема улавливания H2S из коксового газа приведена на рис. 34.
Извлекают H2S из коксового газа в абсорберах промывкой рабочим
поглотительным раствором Пройдя абсорберы, рабочий раствор поступает
в регенераторы, где он продувается компримированным воздухом
Выделяющаяся при э+ом сера увлекается в верхнюю часть регенера-
тора, отделяется и в виде серной пены направляется на дальнейшую пере-
Рис. 34. Схема очистки коксового газа от сероводорода мышьяково-содовым
1 — электрофильтр; 2—коллектор газа, 3—скруббер; 4—регенератор; 5—воздухопеноо
10 — растворитель сернистого мышьяка; // — отстойник автоклавной жидкости; 22— фл
15 — насос: 16 — гребенка; 17 — приемник жидкой серы; 18 — барабанный охладитель; 19
23—гидростатический созрегатель; 24—склад мышьяковистого ангидрида; 25 —раство
292
работку. Раствор, освобожденный от серы, вновь возвращается в рабочий
цикл.
Серная пена из регенератора направляется на вакуум-фильтры для
обезвоживания, откуда в виде серной пасты поступает в автоклавы для
выщелачивания содой соединений мышьяка. После автоклавной обработки
и охлаждения на барабанных кристаллизаторах сера является готовым
}-- 15Л0К —г-|
I— 2 Зло к —
I Збгок —
] Нблок —*
Резервный—
I бчок
19
7/
Шлам
И---И---И---И----*-)*-
Раствор AS2S3
Осветленная автоклав-
ная жидкость
На нейтрализацию
1- йступени
Стоки рн-линии
Пор
in-
17
13
Раствор свежеприго-
товленного 5-вален-
тно го мышьяка
конденсат
1В
19
Содовый
раствор
и—и—и—
Серана
склад НгЗОц
На установку
обезвреживания
сточных боа
поглотителем с получением серы плавленой:
тделнтель; в—насос; 7—подогреватель. 8 — распределительный бак; 9—пеносборник;
акм серной пены; /3—автоклав; 14 — буферный усреднитель возвратных потоков;
— нейтрализатор; 20 — насос; 21— флакм осадка сернистого мышьяка; 22 —насос;
ритель мышьяка; 21— сборник; 27 —циркуляционный сборник; 28 —насос
Ю Зак 1483
293
продуктом. В ряде случаев серная паста передается на получение коллоид-
ной серы, используемой в сельском хозяйстве.
Улавливание H2S из газа производят раствором, содержащим 14—
16 г/дм3 As2O3 и 15—17 г/дм3 Na2CO3, при этом значение pH регулируется
в пределах 7,8—7,9, т. е. раствор имеет некоторую избыточную щелочность.
Вследствие этого, помимо основных реакций, в процессе абсорбции и
регенерации протекают побочные реакции с образованием следующих солей
по схеме Na2S -+ Na2S2O3 Na2SxOfi -► Na2SO4 и по реакции NaCH-|-S->
-»NaSCN.
В результате побочных реакций сульфат и роданистый натрий накап-
ливаются в поглотительном растворе. Вследствие этого повышаются его
плотность и вязкость, снижается поглотительная способность, что приводит
к ухудшению режима улавливания. В целях обеспечения нормальной ра-
боты часть рабочего раствора систематически выводится из цикла и рас-
твор пополняется свежим, приготовленным по специальной технологии.
В производственных условиях наблюдение за содержанием нерегене-
рируемых солей в рабочем растворе обычно производится по сумме этих
солей, концентрация которых не должны превышать 300 г/дм3.
Выводимый из цикла отработанный раствор на коксохимических заво-
дах характеризуется следующим примерным составом соединений (г/дм3):
As2O3 — 14— 16; Na2COs — 15 — 17; Na2S2O3 — 200 — 250;
NaCNS - 60 - 90.
Из-за высокого содержания токсичных соединений мышьяка предусмо-
трена регенерация раствора. На коксохимических заводах выводимый из
цикла раствор обрабатывают серной кислотой с целью перевода раствори-
мых соединений мышьяка в практически нерастворимые сульфиды (As2S3f
As2Ss). При этом также образуется сульфат натрия за счет разложения
натриевых солей мышьяка и частично тиосульфата натрия. Последние при
взаимодействии с серной кислотой образуют политионаты и сернистый
ангидрид. Кроме того, серной кислотой разлагаются свободная сода, суль-
фогидрат и цианистый натрий.
После окончания нейтрализации раствор отстаивают, отфильтровывают
и далее пасту сульфидов мышьяка промывают холодной водой, растворяют
ее в содовом растворе и направляют в рабочий цикл.
Раствор, полученный после выделения сульфидов мышьяка, называют
сточной водой; ее сбрасывают в фенольную канализацию, откуда она по-
ступает на тушение кокса.
Таким образом, в процессе абсорбции и регенерации поглотительного
раствора образуются нерегенерируемые соединения, которые необходимо
выводить из рабочего цикла. Это и определяет наличие сточной воды цехов
мышьяково-содовой очистки от H2S на коксохимических заводах.
4.3.7.2. Характеристика отработанного раствора
(сточной воды)
Сточная вода мышьяково-содовых сероочисток представляет собой концен-
трированный солевой раствор примерно следующего состава (в г/дм3):
Тиосульфат натрия . . •............................... 200—250
Роданистый натрий...................................... 70—120
294
Сульфат натрия......................................... . 20—50
Политионаты натрия в пересчете на тритионат................ 10—15
Соединения мышьяка в пересчете на трехокись..............0,1—0,15
Кислотность в пересчете на серную кислоту...................До 0.5
Плотность раствора колеблется в пределах — 120—1260 кг/м3
Общее солесодержаиие может достигать 350 г/дм3
Теплоемкость раствора — 3,55 кДж/кг
4.3.7.3. Норма образования сточной воды
и анализ факторов, влияющих на ее образование
В табл. 156 приведены основные технико-экономические показатели работы
мышьяково-содовых сероочисток Из них следует, что удельный объем об-
разования сточной воды на 1 т готовой продукции (серы) при среднем
уровне 2,8 м3 по отдельным заводам колеблется в значительных пределах —
от 1,9 до 9,3 м3/т. Эти колебания определяются сырьевой базой коксова-
ния, режимом работы предшествующих сероочистке цехов, глубиной очист-
ки коксового газа от сероводорода и влиянием технологических факторов
цеха сероочистки.
О влиянии сырьевой базы коксования на содержание H2S в коксовом
газе убедительно свидетельствуют данные табл. 156. Так, если на украин-
ских заводах коксуются высокосернистые угольные шихты Донбасса и в
коксовом газе содержится 19,4 г/м3 H2S, то на Московском КГЗ, где кок-
суются в основном малосернистые кузнецкие и печорские угли, в коксовом
газе имеется 3 г/м3 H2S.
В то же время содержание цианистого водорода в коксовом газе по-
вышается при коксовании углей Кузбасса до 2,5—3,0 г/м3, а для углей
Донбасса оно равно 1,3—1,7 г/м3. Повышение температур коксования (один
из способов интенсификации производства кокса) и использование более
молодых углей (марки Г) приводят к повышению содержания цианистого
водорода в газе независимо от сырьевой базы.
По мере извлечения из коксового газа различных компонентов до цеха
сероочистки уменьшается содержание в газе сероводорода и цианистого
водорода. Основным источником их потерь является цикл конечного охла-
ждения коксового газа, где они вымываются из газа охлаждающей во-
дой, и часть H2S и HCN при этом выбрасывается на градирне этого цикла
в атмосферу. В зависимости от температуры газа, охлаждающей воды и
интенсивности обновления воды в этом цикле изменяются выбросы в ат-
мосферу сероводорода и цианистого водорода.
По заводским данным работы цехов сероочистки, содержание, напри-
мер, HCN в коксовом газе перед абсорберами (после цикла конечного охла-
ждения газа и бензольного отделения) характеризуется следующими пока-
зателями, г/м3: Ждановский КХЗ — 0,9—1,3; Запорожский — 1,2; Днепро-
петровский — 1,45 и Московский КГЗ—1,0. Как видно, содержание HCN
в газе снижается по мере его переработки в предшествующих цехах.
О влиянии HCN на выход сточной воды можно судить по следующим
данным (в условиях работы Днепропетровского КХЗ). Для получения 1 т
товарной серы необходимо очистить 81 700 м3 коксового газа. При увеличе-
нии содержания HCN в очищаемом газе на 0,1 г/м3 требуется дополни-
тельно расходовать 16,8 кг соды (фактической массы) на 1 т серы. При
10*
295
Таблица 156
Основные технико-экономические показатели работы мышьяково-содовых
сероочисток
Показатели Коксохимические заводы Итого
Днеп- ропет- ров- ский Запо- рож- ский Жда нев- ский Мо- сков- ский Ру- став- ский
Количество коксового газа, подвергшегося очистке, млн. м3 приведенного . . 550,1 873,0 1060.3 493,9 276,4 3253,7
Содержание в газе, г/м3: сероводорода 19,4 16,0 19,0 3,03 11,3 11,3 .
цианистого водорода . . 1,3 0,76 0,9 1.0 2,0 1,1
Степень очистки коксового газа от сероводорода, % 88,9 94,5 82,1 99,7 73,9 88,5
Производство серы, тыс. т/год 6,3 11,4 15,3 0,9 1,0 34,9
Расход соды кальциниро- ванной, 100% т/т серы 0,567 0,757 0,419 2,572 0,659 9,620
Объем сточной воды, тыс. м3/год 15,1 44,5 29,1 6,5 3,3 98,7
Объем сточной воды на 1 т серы, м3 2,4 3,9 1,9 9,3 3,5 2,8
Содержание балластных солей в растворе, %: тиосульфата натрия . . 230 220 220 190 200 218
сульфата натрия .... 20 30 20 40 40 25
роданистого натрия . . . 150 65 75 85 НО 84
Итого . 410 305 315 315 350 327
Ресурсы солей в сточной воде, тыс. т/г: тиосульфата натрия 3,5 9,8 6,4 1.2 0,7 21,6
сульфата натрия .... 0,5 0,9 0,6 0,3 0,1 2,4
роданистого натрия . . . 2,2 2,9 2,2 0,6 0,4 8,3
Итого ... 6,2 13.6 9,2 2,1 1,2 32,3
296
этом расходе серы дополнительно образуется 24,4 кг роданистого натрия,
т. е. это соответствует увеличению объема сточной воды на 0,07 м3 на 1 т
товарной серы
Таким образом, выход сточной воды цеха сероочистки в определен-
ной мере зависит от работы предшествующих цехов коксохимического
завода. Менее изучено влияние технологических факторов цеха серо-
очистки.
На скорость накопления нерегенерируемых солей оказывает влияние
температура регенерируемого раствора, количество воздуха, подаваемого в
Рис. 35. Схема образования нерегенерируемых солей сточной воды в цехах
МСО коксохимических заводов
регенераторы, pH поглотительного раствора, способ плавки серы, общее
солесодержаиие в растворе, а при двухступенчатой очистке (Московский
КГЗ) — малое содержание H2S в газе и большой объем раствора в системе,
а также равномерность подачи в рабочий раствор соды и мышьяка. Вся
приведенная совокупность факторов в цехе сероочистки не позволяет дать
каждому из них количественную оценку.
На рис. 35 представлена схема образования и источники поступления
нерегенерируемых солей в сточной воде мышьяково-содовых сероочистэк
коксохимических заводов.
Количество образующихся нерегенерируемых соединений определяется
расходом кальцинированной соды, затрачиваемой на связывание серово-
297
дорода и цианистого водорода в газе. Расход соды на образование Na2S2O3
и NaCNS выглядит следующим образом (%):
Расход соды на образование
NaaSiOj NaCNS
Ждановский КХЗ..................................... 59 41
Запорожский КХЗ . •............................... 63 37
Днепропетровский КХЗ............................... 62 38
Московский КГЗ..................................... 51 49
Среднее ... 60 40
Таким образом, для расчета объема сточной воды цехов МСО коксо-
химических заводов может быть рекомендована следующая формула:
I/ лгшп 0,6-1,49 + 0,4-0,765 1О .
V = 0.95Q----------0^25---------Ь2 = 4.2Q м/год,
где Q— расход соды фактической массы, т/год; 0.95Q — содержание
основного вещества в соде; 0,6 и 0,4 — эмпирические коэффициенты расхода
соды на образование соответственно тиосульфата и роданистого натрия;
1,49 и 0,765 — коэффициенты пересчета соды соответственно на тиосульфат
и роданистый натрий; 0,325 — суммарное содержание нерегенерируемых со-
лей в отработанном растворе, г/м3; 1,2 — коэффициент, учитывающий от-
клонения в режиме работы цеха сероочистки и изменения содержания
сероводорода в коксовом газе перед цехом сероочистки.
Проверка предложенной формулы свидетельствует об удовлетворитель-
ном соответствии расчетных и фактических данных. Ниже будет показано
изменение концентрации роданистого натрия в сточной воде в связи со
строительством цианоочисток, поэтому в дальнейшем следует производить
корректировку эмпирических коэффициентов расхода соды.
Анализ показывает, что в перспективе на рассматриваемых заводах не
предусматривается значительных изменений сырьевой базы и условий кок-
сования. Только Запорожский КХЗ, который сейчас временно использует
малосернистые печорские угли, с вводом в действие в Печорском бассейне
углеобогатительной фабрики полностью перейдет на донецкую шихту, таким
образом, состав нерегенерируемых соединений будет соответствовать рас-
творам других заводов Украины.
В то же время повышение требований к защите окружающей среды от
вредных выбросов вызывает необходимость глубокой очистки коксового
газа иа коксохимических предприятиях от сероводорода и цианистого водо-
рода. В соответствии с современными требованиями доменного производ-
ства на металлургические предприятия должен поступать газ, очищенный
от сероводорода до 0,5 г/м3 (вместо 2,5—3,0 г/м3 по действующему стан-
дарту). С другой стороны, с целью предотвращения выбросов цианистого
водорода, имеющих место в настоящее время в различных участках газо-
вого тракта (особенно при конечном охлаждении газа), на всех заводах
намечается построить в начале газового тракта цианоочистки, а также за-
крыть цикл конечного охлаждения газа
Осуществление этих мероприятий позволит очистить коксовый газ от
цианистого водорода до сероочисток. При этом концентрация роданистого
натрия в поглотительном растворе резко уменьшится.
298
Таблица 157
Содержание нерегенерируемых соединений в сточной воде МСО
коксохимических заводов, г/дм3
Заводы 1975 г. 1979 г. 1985 г. 1990 г.
СО о «4 С/) W 03 Z § Z О Z О о S «О о сч с/) 04 05 Z !Л Z о я Z О (А е. Я Z О о S СО о С4 'й со Z СЛ Z О я Z О <а 03 Z О о S СО о С4 'а со Z сл Z О я Z о (Л С4 03 Z о о S
Днепропетров- ский 23) 150 3) 410 23) 150 33 410 233 150 39 410 190 30 60 280
Запорожский . . 220 65 20 3)5 23) 120 33 370 19) 30 60 280 199 33 6) 280
Ждановский . . . 220 75 23 315 220 75 20 315 229 75 20 315 190 20 60 270
Московский . . . 193 85 4) 315 193 85 4) 315 193 85 43 315 190 20 60 270
Руставский .... 200 ПО 43 353 200 НО 49 350 20) ПО 40 350 — — — —
Таблица 158
Удельные нормы образования сточной воды на мышьяково-содовых
сероочистках, м3/т серы
Заводы 1975 г. 1979 г. 1985 г. 1999 г.
расход соды кальциниро- ванной, 100% т/т серы норма образования сточной воды, м3 расход соды кальциниро- ванной, 100% т/г серы норма образования сточной воды, м3 расход соды кальциниро- ванной, 100% т/т серы норма образования сточной воды, м3 расход соды кальциниро- ванной, 100% т/т серы норма образования сточной воды, м3
Днепропетровский 0,567 2,4 0,677 2,8 0,567 2,4 0,370 1,6
Запорожский . . 0.757 3,1 0,952 3,9 0,370 1,6 0,370 1,6
Ждановский . . . 0,430 1,9 0,583 2,4 0,430 1,9 0,370 1,6
В среднем по УССР . . . 0,573 2,7 0,664 2,7 0,418 1,8 0,370 1,6
Московский . . . 2,572 9,3 0,172 0,7 2,572 9,3 2,200 8,8
Руставский . . . 0,685 3,5 0,661 2,7 0,685 3,5 — —
В среднем по отрасли . . 0,620 2,8 0,644 2,6 0,451 1,9 0,400 1,6
Таблица 159
Общий объем образования сточной воды МСО на коксохимических
заводах
Заводы 1975 г. 1979 г. 1985 г. 199) г.
производство серы, тыс. т норма обра- зования, м’/т общий объем, тыс. MS производство серы. тыс. т норма обра- зования, м’/т общий объем, тыс. м3 производство серы, тыс. т норма обра- зования, м3/т общий объем, тыс. м3 производство серы, тыс. т норма обра- зования, м3/т общий объем, тыс. м3
Днепропетровский . . 6,3 2,4 15,1 4,5 2,8 12,6 6,0 2,4 14,4 7,7 1,6 12,3
Запорожский .... 11,4 3,9 44,5 2,5 3,9 9,8 22,5 1,6 36,0 22,5 1,6 36,0
Ждановский 15,3 1,9 29,1 9,7 2,4 23,2 11,9 1,9 22,6 19,3 1,6 30,9
Итого по УССР . . . 33,0 2,7 88,7 16,7 2,7 45,6 40,4 1,8 73,0 49,5 1,6 79,2
Московский 0,7 9,3 6,5 0,6 0,7 0,4 0,5 9,3 4,7 0,8 8,8 7,0
Руставский 1,0 3,5 3,5 0,9 3,5 3,2 1 3,5 — — —
Итого по отрасли . . . 34,7 2,8 98,7 18,2 2,7 47,2 41,9 1.9 81,2 50,3 1.6 86,2
Примечание. Временное снижение выработки серы в 1979 г. вызвано умень-
шением ресурсов сероводорода в коксовом газе в связи с привлечением для перера-
ботки иа украинские заводы малосерннстых печорских, кузнецких и карагандинских
углей и реконструкцией цехов сероочистки на Ждановском коксохимзаводе.
299
В табл. 157 приведены данные об ожидаемом составе нерегенерируе-
мых соединений в сточной воде мышьяково-содовых сероочисток в период
1980—1990 гг. В табл. 158 и 159 показан удельный и общий объем обра-
зования сточной воды в этот период.
Удельные нормы образования стоков (на 1 т готовой продукции) на
перспективу определены, исходя из расхода соды на восполнение потерь
ее с нерегенерируемыми соединениями.
В соответствии с данными ВНИИреактивэлектрона, разрабатывающего
процесс более глубокой мышьяково-содовой сероочистки, расход соды за
счет повышения содержания соединений мышьяка в растворе (от 14—15 до
26 г/дм3) снижается до 0,37 м3/т серы. Соответственно следует ожидать
уменьшения удельного объема образования сточной воды от 2,8 до 1,6 м3/т
серы.
Таким образом, осуществление на коксохимических предприятиях тех-
нических решений по защите окружающей среды от вредных выбросов при-
ведет к некоторому уменьшению абсолютного объема сточных вод мышья-
ково-содовых сероочисток. Однако это обстоятельство не снимает актуаль-
ности проблемы утилизации этих стоков.
4.3.7.4. Основные направления использования
отработанного раствора (сточной воды)
Существующие способы переработки и использования сточных вод мышья-
ково-содовых сероочисток можно классифицировать следующим образом:
1. Подача с общим заводским стоком на городские очистные соору-
жения.
2. Использование в качестве гербицида сплошного действия.
3. Методы, основанные на получении товарной продукции на основе
балластных солей.
Подача сточных вод мышьяково-содовых сероочисток на городские
биологические станции является одним из Наиболее дешевых и простых
способов очистки стоков. За перекачку и очистку стоков на городских
очистных сооружениях предприятия платят 8—10 коп./м3. Однако присут-
ствие в сточных водах солей, главным образом роданистого натрия, кото-
рый является сильным поглотителем кислорода и гем самым угрожает
жизни растений и животных в водоемах, вызывает необходимость много-
кратного разбавления стоков перед очисткой. Поэтому способ этот прием-
лем только для заводов, имеющих небольшой объем сточных вод мышья-
ково-содовых сероочисток и достаточное количество других стоков, необхо-
димых для разбавления. В настоящее время только Московский коксога-
зовый завод передает сточные воды на городские очистные сооружения.
Ждановский КХЗ небольшие количества сточных вод мышьяково-содовых
сероочисток после предварительного подкисления и нейтрализации исполь-
зует в качестве гербицида сплошного действия по отпускной цене 4 руб./м3.
Однако расширение производства и сбыта этого продукта ограничивается
низкой концентрацией основного действующего вещества — роданистого
натрия и присутствием в растворе балластных соединений — тиосульфата
и сульфата натрия.
300
На Запорожском КХЗ с 1964 г. работает установка утилизации сточной'
воды, предусматривающая получение на базе роданистого натрия про-
дукта высокой степени чистоты для производства волокна нитрон. Метод
основан на различной растворимости тиосульфата, роданистого и сульфата,
натрия в воде и органических растворителях. Процесс состоит из следую-
щих стадий:
получение смешанной соли;
производство технического роданистого натрия;
спиртовая и водная перекристаллизация технического роданистого на-
трия с целью получения чистого продукта.
На первой стадии исходный поглотительный раствор подвергается вы-
париванию и кристаллизации. Маточный раствор с выпавшими кристаллами
тиосульфата и сульфата натрия отфильтровывается на центрифуге. Отфиль-
трованные кристаллы растворяются в собственной кристаллизационной
воде. Полученный концентрированный раствор подается на вальцсушилки,
откуда выводится смешанная соль следующего состава;
20—25 % NaCNS, 55—60 % Na2S2O3 и 15—20 % Na2SO4 [32]. Маточ-
ный раствор, содержащий 30—35 % NaCNS, 20—25 % Na2S2O3 и 0,5—
0,9 % Na2SO4, направляется на кристаллизацию при 0°С. Выпавшие кри-
сталлы водного тиосульфата натрия отфильтровывают и возвращают в от-
деление смешанных солей. Фугат обесцвечивают активированным углем и
упаривают до температуры кипения 116 °C под вакуумом 600 мм рт. ст.
Путем кристаллизации при охлаждении до 40—50 °C из упаренного рас-
твора получают безводный технический продукт, содержащий 95 % рода-
нистого натрия [33].
В дальнейшем для освобождения от примесей, главным образом от
хлористого натрия, ведут перекристаллизацию из этанола и воды.
Конечный продукт в виде бесцветных кристаллов двухводного кристал-
логидрата упаковывают в полиэтиленовые мешки и хранят при темпера-
туре 30 °C.
Техническая характеристика роданистого натрия (дигидрата)
Содержание, %
основного вещества..................................• .... 68—70
хлоридов, ие более......................................... 0,01
тяжелых металлов, не более................................. 0,001
железа, ие более........................................... 0,0001
сернистых соединений в пересчете на серу, не более......... 0,001
Светопоглощение, не более.................................... 9
Ниже приведен расход основных средств на производство
роданистого натрия (на 1 т дигидрата):
маточный раствор, м3....................................... 2.15
спирт гидролизный, т....................................... 19
активированный уголь, кг......................•............ 4
электроэнергия, кВт • ч....................................930
пар, ГДж ..................................................125,4
вода, м3................................................... 50—8G
Балансовая стоимость основных фондов — 1,3 млн. руб.
Процесс имеет высокие технико-экономические показатели.
Стоимость реализации товарного роданистого натрия окупает затраты
(единовременные и текущие) на переработку сточной воды.
30»
Однако недостатком метода выпаривания солей является то, что он
не решает полностью проблемы утилизации балластных соединений из сто-
ков. Степень извлечения роданистого натрия из сточной воды ограничена
потребностью в этом продукте. Смешанная же соль в настоящее время не
находит сбыта и подается вместе с иепереработанными стоками на туше-
ние кокса, вызывая увеличение зольности и сернистости кокса, загрязнение
атмосферы продуктами разложения этих солей. В то же время в коксохи-
мической промышленности получил развитие полисульфидный метод про-
изводства роданистого натрия, основанный на извлечении цианистого во-
дорода непосредственно из коксового газа.
На Днепропетровском КХЗ осуществлен способ серно-кислотного раз-
ложения тиосульфата натрия под давлением с последующим выпариванием
раствора и получением товарных продуктов: сульфата натрия, серы и рода-
нистого натрия. Образующиеся по этой технологии сера и сульфат натрия
по качественной характеристике соответствуют требованиям действующих
стандартов. Применяется сульфат натрия для варки обесцвеченного стекла
в производстве стеклянной тары. Роданистый натрий получается в виде
концентрированного раствора или технической соли. Продукт обладает гер-
бицидными свойствами и поэтому используется для уничтожения расти-
тельности вдоль трамвайных путей. В настоящее время УХИНом прово-
дятся широкие исследования по применению роданистого натрия для уни-
чтожения растительности на автодорогах Украины, а также для дефолиа-
ции и десикации растений. Следует ожидать, что он найдет обеспеченный
сбыт в народном хозяйстве.
Указанная установка обеспечивает переработку в товарные продукты
всех балластных солей сточной воды; обессоленная вода используется в ка-
честве конденсата в этом же процессе. Таким образом, создается замкну-
тый цикл использования сточной воды. Содержание установки требует
сравнительно небольших затрат. Поэтому метод серно-кислотного разло-
жения тиосульфата натрия под давлением рекомендуется к внедрению в
перспективе на всех мышьяково-содовых сероочистках.
4.3.7.5. Технологическая схема обезвреживания
отработанного раствора методом
серно-кислотного разложения тиосульфата натрия
под давлением
Установка обезвреживания сточной воды (УОСВ) состоит нз двух техно-
логических узлов:
а) разложения тиосульфата натрия и выделения жидкой серы;
б) упаривания сульфатроданидного раствора с выделением техниче-
ского сульфата натрия и концентрированного раствора NaCNS.
В основу работы первого узла положена реакция разложения тиосуль-
фата натрия сточной воды 75—78 %-ной серной кислотой по реакции
3Na2S2O3 + H2SO4 = 3Na2SO4 + 4S + H2O
Работа этого узла осуществляется при повышенной температуре под
давлением, что является принципиально новым техническим решением.
Сточную воду из сборника-усреднителя центробежным насосом подают в
302
На конденсатор смешения
и вакуум-насос
Рис. 36. Принципиальная схема выпаривания
сульфатроданндного раствора:
1 — сборник; 2 — насос; 3 — выпарной аппарат; 4 — насос;
5—отстойник; <?— центрифуга
подогреватель, где ее нагревают острым паром до 135—140 °C, а оттуда в
смеситель, куда одновременно дозировочным насосом из мерника впрыски-
вают серную кислоту. Из смесителя раствор и жидкая сера поступают
в реактор-отстойник, где основная часть серы отстаивается, а сульфатрода-
нидный раствор перетекает в ловушку. Раствор, освобожденный от жидкой
серы, проходит здесь дроссельный кран для сброса давления в сборник (он
же нейтрализатор), где нейтрализуется цеховым содовым раствором, пода-
ваемым дозировочным насосом. Из сборника нейтрализованный и подщело-
ченный раствор центробежным насосом передают в хранилище узла упари-
вания
Жидкую серу из аппаратов периодически выпускают через серные лей-
ки в сборник серы, а затем передают в цеховые автоклавы для выщелачи-
вания соединений мышьяка по мере накопления жидкой серы в сборнике.
Принципиальная схема узла упаривания сульфатродаиидного раствора
представлена на рис 36.
В сборник 1 поступает сульфатроданидный раствор, полученный на
узле разложения тиосульфата натрия Из этого сборника насосом 2 рас-
твор подается в выпарной аппарат 3, где происходит упаривание раствора.
Из нижней части выпарного аппарата пульпа насосом 4 откачивается в от-
стойник сульфата 5, где установлена тихоходная мешалка, предотвра-
щающая уплотнение безводных кристаллов сульфата натрия. По мере их
303
накопления в отстойнике раствор подается на центрифугу 6. Отмытый кон-
денсатом пара от примесей сульфат натрия поступает на склад.
Маточный раствор из центрифуги поступает самотеком в сборник 1,
В летнее время этот раствор используют в качестве гербицида.
Упаривание производится под вакуумом ~600 мм рт. ст. до содержа-
ния 300—350 г/дм3 в растворе роданистого натрия.
Ниже приведен технологический режим работы установки и затраты
основных материалов и энергии на 1 м3 воды.
Характеристика процесса [13]
Температура исходной сточной воды, °C:
в сборнике-отстойнике................................ 20—25
перед подогревателем......................... 30—45
после подогревателя .......................... ..... 135—140
Температура раствора, °C:
в реакторе и реакторе-отстойнике..................... 145—150
после холодильника...................................... 75—80
в промсборнике, не ниже............................. 50
Избыток серной кислоты, подаваемой иа разложение (от
стехиометрии), — не более............................ 4%
Кислотность раствора после нейтрализации ............. 2,5 г/дм3
Щелочность раствора после нейтрализации............... 0,2%
Остаточное содержание тиосульфата натрия после раз-
ложения — не более................................... 12 г/дм3
Давление в системе аппаратов.........................0,6±0,05 МПа
Продолжительность, ч:
разложения тиосульфата.................................. 1
отстаивания раствора ..................................... 1
пребывания раствора в смесителе......................... 3—3,5
Производственные показатели работы установки 3:
Расход основных средств на 1 м3 сточной воды:
серная кислота 100%-ная.............................. 0,04 т
сода кальцинированная 100%-иая...................... 0,001 т
электроэнергия...................................... 8 кВт • ч
пар ................................................ 4,3 ГДж
вода................................................ 0,5 м3
сжатый воздух................................ 0,2 м3
Выход попутной продукции, т/м3:
сера................................................. 0,055
сульфат натрия................................ 0,25
раствор роданистого натрия.......................... 0,053
Качественная характеристика получаемых на базе бал-
ластных соединений товарных продуктов приведена ниже.
Сульфат натрия
Содержание, %:
основного вещества................................... 96,6—93,0
влаги............................................... 1,5—3,0
роданистого натрия ................................. 1,2—3,0
железа.............................................. 0,2—0,25
Нерастворимый остаток................................. 0,5—0,8%
Плотность............................................... 2700 кг/м3
Насыпная масса........................................... 850 кг/м3
Сера техническая
Плотность при 20 °C..................................... 2070 кг/м3
Скрытая теплота плавления.............................. 39,2 кДж
Температура воспламенения................................выше 160 °C
Давление насыщенных паров при 160 °C....................0,39 мм рт. ст.
Теплоемкость.......................................... 0,2 ккал/кг
Вязкость при 157 °C.....................................7 сантипуаз
Роданистый натрий технический
304
Плотность............................................. 1730 кг/м3
Насыпная масса..................................... 750 кг/м3
Содержание, %:
роданистого натрия.................................... 82
тиосульфата натрия.................................... 14
влаги................................................. 4
Температура плавления.................................. 287 °C
4.3.7.6. Объем использования
отработанного раствора (сточной воды]
мышьяково-содовых сероочисток
в настоящее время и в перспективе
Задача утилизации сточных вод мышьяково-содовых сероочисток является
частью общей проблемы очистки и использования стоков коксохимических
предприятий. В настоящее время основная масса сточных вод после предва-
рительного неглубокого обезвреживания направляется для тушения кокса.
Таблица 160
Баланс образования и использования сточных вод мышьяково-содовых
сероочисток в период 1975—1990 гг., тыс. м3
Годы Образо- вано сточной воды Использовано Не исполь- зовано Коэффициент использова- ния
всего на своем пред- приятии передано на другие предприятия
1975 98,7 13,0 6,5 6,5 85,7 0,13
1979 49,2 13,0 12,6 0,4 36,2 0,26
1985 81,2 55,1 50,4 4,7 26,1 0,70
1990 86,2 86,2 86,2 — — 1,00
вызывая тем самым загрязнение окружающей среды продуктами разложе-
ния солей и увеличение зольности и сернистости кокса; к тому же значи-
тельная часть сточных вод мышьяково-содовых сероочисток подается на
тушение кокса даже без очистки. В 1979 г. было очищено всего 15 % та-
ких сточных вод от общего объема образующихся в отрасли, в том числе
только половина их очищалась на предприятиях, остальная часть была пе-
редана на городские очистные сооружения.
Повышение требований к защите окружающей среды от вредных вы-
бросов, строительство установок сухого тушения кокса вызывают необхо-
димость полного обезвреживания сточных вод коксохимических предприя-
тий Утилизация сточных вод мышьяково-содовых сероочисток идет по пути
создания замкнутого цикла их использования, который достигается получе-
нием на базе балластных солей товарной продукции. Конденсат исполь-
зуется в этом же цехе. Строительство таких установок предусматривается
при реконструкции заводов. По генеральной схеме развития коксохимиче-
ской промышленности на перспективу, объемы производства кокса и сроки
реконструкции предприятий позволяют предположить, что к 1990 г. будет
достигнута полная утилизация сточных вод (табл. 160).
305
Вторичное использование сточных вод мышьяково-содовых сероочисток
позволит частично удовлетворить потребность народного хозяйства в таких
продуктах, как сульфат натрия, сера, роданистый натрий. Каждый кубо-
метр сточных вод сэкономит народному хозяйству 55 кг серы, 250 кг суль-
фата натрия и др. Если исходить из этих данных, то при полном исполь-
з звании сточных вод мышьяково-содовых сероочисток народное хозяйство
получит дополнительно 6 тыс. т серы, 21,2 тыс. т сульфата натрия, около
5 тыс. т раствора технического роданида натрия, или 0,8 тыс. т дигидрата
роданистого натрия.
4.3.7.7. Экономическая эффективность
утилизации сточной воды
Поскольку для реализации на всех коксохимических заводах рекомендуется
процесс серио-кислотного разложения тиосульфата натрия под давлением,
ниже приведены технико-экономические показатели работы установки толь-
ко по указанному процессу.
Капиталовложения на строительство установок утилизации сточных вод
различаются в зависимости от уже сложившейся схемы очистки сточных
вод и конкретных условий работы цехов. Общая их сумма, необходимая
для утилизации всех сточных вод мышьяково-содовых сероочисток, в це-
нах, вводимых в действие с 1 января 1982 г., составляет свыше
8 млн. руб.
Схема обессоливания сточных вод относится к комплексным производ-
ствам, поэтому в данном случае выделить затраты на получение каждого
из попутных продуктов невозможно. Поскольку эти продукты по каче-
ственной характеристике и потребительским свойствам соответствуют ана-
логичной продукции, получаемой из первичного сырья, при расчете эксплуа-
тационных затрат на очистку они оценены по действующим ценам. Отпуск-
ная цена раствора роданистого натрия определена расчетным путем,исходя
из взаимозаменяемости его для дефолиации и десикации растений с та-
кими продуктами, как хлорат магния, хлорат-хлорид кальция, ДНОК и др.,
в размере 65 руб./т.
Более условным является распределение между продуктами капиталь-
ных вложений, поэтому затраты на строительство и содержание установки
принимаются в виде общей суммы,
На примере завода производительностью по коксу около 3 млн. т/год
приведены текущие и капитальные затраты на утилизацию сточной воды
мышьяково-содовой сероочистки методом разложения тиосульфата натрия
под давлением. В основу расчетов положены проектные материалы:
Переработано сточных вод.......................... 30,0 тыс.м3
Капиталовложения общие.............................3,0 млн. руб.
Удельные капиталовложения..........................100 руб./м3
Эксплуатационные расходы...........................0,6 млн. руб.
Стоимость попутной продукции.......................0,3 млн. руб.
Итого эксплуатационных расходов за вычетом попутной
продукции...........................................0,3 мли. руб.
Себестоимость очистки 1 м3............................ 10,0 руб.
Приведенные затраты, всего.........................0,75 млн. руб.
Приведенные затраты на 1 м3............................ 25 руб.
306
Экономическая эффективность процесса обезвреживания сточных вод
определяется в разрезе народного хозяйства И включает изменение приве-
денных затрат на осуществление мероприятия, эффективность использования
в народном хозяйстве попутной продукции и экономию, получаемую за
счет улучшения качества кокса.
Как указывалось выше, использование необезвреженных сточных вод
для тушения кокса приводит к повышению его сернистости и зольности.
Основную роль в ухудшении качества кокса играет сульфат натрия, ресур-
сы которого возрастают за счет окисления в присутствии кислорода воз-
духа тиосульфата и роданистого натрия.
Подача 1 м3 сточных вод мышьяково-содовых сероочисток на тушение
кокса вызывает увеличение зольности кокса в среднем на 0,2 % и сернисто-
сти на 0,1 % При этом за счет ухудшения качества скидка к оптовой цене
кокса составит около 80 коп./т, что составляет 40—80 руб./м3 воды.
Таким образом, затраты и а утилизацию сточной воды на коксохимиче-
ском заводе окупаются экономией, получаемой от улучшения качества
кокса.
В обобщенном виде сводные технико-экономические показатели утили-
зации сточных вод мышьяково-содовых сероочисток при полном объеме их
использования следующие:
Объем утилизируемых стоков.................................. 86,2
Затраты на очистку сточных вод, млн. руб....................... 8,0
Капиталовложения............................................... 8,0
Эксплуатационные расходы....................................... 2,5
Приведенные затраты........................................... 3,7
Экономия (млн. руб.), получаемая за счет:
реализации попутной продукции ............................. 1,7
использования товарной продукции в народном хозяйстве взамен
первичного сырья......................................... 0,7
улучшения качества кокса................................... 4,8
Итого. . . 7,2
Годовой народнохозяйственный экономический эффект............ 3,5
Срок окупаемости капиталовложений............................ 2,3
4.3.8. ОТРАБОТАННЫЙ РАСТВОР
ВАКУУМ-КАРБОНАТНЫХ СЕРООЧИСТОК
4.3.8.1. Характеристика технологического процесса,
в котором образуется отход
Вакуум-карбоиатная очистка коксового газа от сероводорода в сочетании
с получением контактной серной кислоты методом мокрого катализа осу-
ществлена иа большинстве коксохимических заводов Украины, использую-
щих высокосернистые донецкие угли. Сущность процесса состоит в том,
что сероводород поглощается из газа в абсорберах водными растворами
кальцинированной соды или содопоташной смеси. Метод основан на обра-
тимости реакций взаимодействия сероводорода с карбонатами натрия или
калия. Помимо сероводорода, из газа поглощаются также цианистый
307
водород и двуокись углерода по реакциям:
Ме2СО3 + H2S МеНСОз + MeHS
Ме2СО3 + СО2 + Н2О 2МеНСО3
Ме2СО3 + HCN MeCN +МеНСОз
/
Насыщенный сероводородом поглотительный раствор регенерируют при
кипении под вакуумом и после охлаждения возвращают на промывку газа;
выделяющийся при регенерировании концентрированный сероводородный
газ передают для переработки в серную кислоту.
Количество поглотительного раствора, подаваемого на скрубберы для
улавливания сероводорода, устанавливается в зависимости от исходного
содержания сероводорода в газе и в растворе до и после серных скруб-
беров. При обычных условиях очистки газа для нужд металлургических
заводов количество поглотительного раствора составляет: для поташного
раствора — 2,5—2,7; для содового — 3,5 и для содопоташной смеси — 2,6—
3,0 дм3/м3 газа [34].
Процесс поглощения сероводорода из коксового газа сопровождается
побочными реакциями, вызывающими накопление в оборотном поглотитель-
ном растворе соединений, не разлагающихся при регенерации.
Основное количество нерегенерируемых соединений образуется за счет
протекания окислительных процессов с образованием тиосульфата натрия
и соответствующих роданидов.
4MeHS + ЗО2 —> 2Me2S2O3
2MeCN + 2H2S + О2 —> 2MeCNS-f-2H2S
Накопление в растворе тиосульфата натрия происходит благодаря при-
сутствию в коксовом газе кислорода и кислорода воздуха, проникающего
сквозь неплотности аппаратуры. Наличие в системе синильной кислоты вы-
зывает образование роданистых соединений. Значительное накопление нере-
генерируемых соединений происходит в первый период работы установки
«а свежем растворе, но по мере продолжения работы оно протекает по
затухающей кривой.
В меньшем количестве образуются сульфаты, сульфиты, ферроцианиды
>и формиаты, значительная часть которых образуется на поташе:
KCN + 2Н2О -* NH3 + КСООН
С накоплением в поглотительном растворе указанных солей понижа-
ется щелочность, а следовательно, и поглотительная способность раствора
Поэтому часть поглотительного раствора периодически выводится в кана-
лизацию, а убыль поташа или кальцинированной соды пополняется за счет
свежего раствора.
Предельно допустимая концентрация нерегенерируемых соединений оп-
ределяется оптимально допустимой концентрацией наименее растворимой
балластной соли с учетом понижения ее растворимости в присутствии дру-
гих нерегенерируемых солей. К ним относятся ферроцианиды, допустимая
концентрация которых в рабочем растворе не должна превышать 30 г/дм3,
л роданиды — соответственно 100—120 г/дм3 [35].
308
4.3.8.2. Характеристика отработанного раствора
вакуум-карбонатных сероочисток
Поглотительный раствор вакуум-карбоиатных сероочисток выводится иа
рабочего цикла при накоплении нерегенерируемых соединений летом более
200 г/дм3 и зимой 150 г/дм3 [34].
Плотность отработанного раствора составляет 1100—1200 кг/м3. Хими-
ческий состав его в значительной степени зависит от характера применяе-
мого поглотителя
При работе на содовом растворе отработанный раствор содержит
(г/дм3):
Роданистый натрий..............................100—130
Тиосульфат натрия.............................. 20—25
Ферроцианид натрия.............................. 10—15
Формиат натрия ................................. <10
При работе на поташе:
родайид калия................................. 95—110
тиосульфат калия............................ 5—10
ферроцианид калия........................... 12—25
сульфат калия................................. 5—6
хлорид калия.......................... 2—3
формиат калия...............................190—210
В случае применения в качестве поглотителя смеси соды и поташа со-
ставы оборотного поглотительного раствора отличаются от приведенных
выше, в частности образуется больше муравьиной кислоты, ферроцианидов
и меньше роданида [35].
Первые две соли легко разлагаются при нагревании в присутствии
инертного газа с образованием карбонатов
4.3.8.3. Норма образования.
Анализ факторов, влияющих на объем
образования отработанного раствора
Роданистый натрий или калий, ферроцианиды и формиаты в отработанном
растворе вакуум-карбоиатных сероочисток образуются за счет цианистого
водорода коксового газа, который поглощается карбонатными растворами
одновременно с сероводородом коксового газа. В процессе вакуум-карбо-
натной сероочистки извлекается 85—90 % ресурсов цианистого водорода,
содержащегося в коксовом газе, из которых около 90 % переходит в серо-
водородный газ, остальная часть связывается в нерегенерируемые соеди-
нения.
Помимо этого, объем выводимого из рабочего цикла поглотительного
раствора определяется характером применяемого поглотителя (соды или
поташа) Сода имеет меньшую растворимость, чем поташ, поэтому мак-
симальная рабочая концентрация содового раствора должна быть не выше
5 %, а поташного—15 %. Соответственно количество отработанного рас-
твора при содовом поглотителе несколько больше, чем при поташном.
Таким образом, объем отработанного раствора вакуум-карбонатных
сероочисток может быть определен по количеству цианистого водорода,
связанного с нерегенерируемыми соединениями с учетом применяемого
309
поглотителя по формуле
v = $к. r"CHCN ‘п
°‘р (Сф + Ср+См)’
где Vo. р — объем отработанного раствора вакуум-карбонатных серо-
очисток, м3/год; Qк. г— количество коксового газа, очищаемого от серово-
дорода, факт, кал, млн м3/год; Chcn — концентрация цианистого водорода
в коксовом газе, поступающем на сероочистку, г/м; п — степень перехода
цианистого водорода в нерегенериров энные соединения (ориентировочно
равна 0,1 ; Сф, СР, См — содержание в отработанном растворе в пересчете
на цианистый водород соответственно ферроцианидов, роданидов, муравьи-
но-кислых солей, г/дм3.
В табл. 161 приведены данные об общем и удельном объеме отработан-
ного раствора, образующегося на коксохимических заводах в настоящее
время. Они свидетельствуют о том, что выход отработанного раствора ко-
леблется в широких пределах, причем наименьший выход отхода имеет
место на заводах, где либо совсем не используется сода (Коммунарский),
либо ее доля невелика (Ясииовский, в меньшей мере Криворожский); наи-
больший выход отработанного раствора в цехах, работающих на одной соде
(Ново-Липецкий завод) или при значительном избытке соды по отношению-
к поташу (Авдеевский коксохимзавод).
В перспективе в связи с необходимостью защиты окружающей среды
от вредных выбросов коксохимпроизводства и повышением требований к
качеству коксового газа, передаваемого на металлургические заводы, на
всех коксохимических предприятиях предусматривается в начале газового
тракта построить цианоочистку и осуществить двухступенчатую серо-
очистку до остаточного содержания сероводорода в газе 0,5 г/м3.
Глубокая очистка коксового газа от сероводорода незначительно уве-
личит количество поглотительного раствора, выводимого из цикла; в то же
время предварительное извлечение цианистого водорода из газа до сероочи-
сток (в среднем на 85 %) уменьшит накопление нерегенерируемых соедине-
ний и соответственно образование отработанного раствора в 5—6 раз.
В табл 162 приведены ориентировочные данные об абсолютном объ-
еме образования отработанного раствора вакуум-карбонатных сероочисток.
В основу расчетов положены материалы генеральной схемы развития и раз-
мещения черной металлургии до 1990 г.
Установки для очистки коксового газа от цианистого водорода поли-
сульфидным методом в настоящее время действуют только на двух заво-
дах. В последующих двух пятилетках в целях защиты окружающей среды
от выбросов в атмосферу строительство аналогичных установок предусма-
тривается на всех заводах. Соответственно удельный и абсолютный объем
образования отработанного раствора на вакуум-карбонатных сероочисткзх
снизится в несколько раз. Расчеты показывают, что такие количества отра-
ботанного раствора могут быть без затруднений очищены от вредных со-
единений на заводских биохимических установках.
При отставании строительства объектов по защите окружающей сре-
ды от вредных выбросов в перспективе в соответствии с намечаемыми
темпами производства кокса объем отработанного поглотительного рас-
твора вакуум-карбонатных сероочисток увеличится в 1,3—1,5 раза и
310
Таблица 161
Абсолютный и удельный объем образования отработанного раствора на коксохимических заводах в настоящее время
Заводы Количе ство очищен- ного газа. млн. мд Содержание в гаде, г/м’ Расход поглотителя, т/год Содержание в отработанном растворе, г/л Количество отработанного раствора
серово- дорода Циани- стого водо- рода кисло- рода сода кальци- ниро- ванная 100%-ная поташ вода амми- ачная со до- поташ ная смесь тио- суль- фата ферро- циа- нида рода- нидов му- равьи- но кис- лой соли тыс» м3/год дм’/lOOO ма газа
Криворожский . . 2 464,1 19,4 1,2 751,2 779,6 5,8 3,0 58.6 53,3 6,5 2,6
Макеевский . . . 329,1 22,2 1,2 1,0 167,9 — — 11,4 3,8 91,1 —• 0,9 2,7
Ясиновский . . . 1 459,2 20,2 1,0 0,6 597,3 489,7 — 2,5 22,3 124,5 111,0 1,6 1,1
Енакиевский . 828,5 20,4 1,0 0,8 626,9 8,0 —’ 11,3 5,8 90,2 23,6 ’ 1,8 2,2
Донецкий цех № 2 122,7 19,0 1,2 0,6 107,7 — 11,4 4,6 77,6 32,1 0.6 4.9
1 175,7
цех № 1 ... . 499,2 20,2 1,2 0,5 134,0 88,1 — 0,4 73,7 85,2 91,4 0,9 1,8
Авдеевский . . . 1 734.8 16,7 1,4 0,6 999,6 351,9 — 2,8 9,11 136,4 — 5,0 2,9
Коммунарский . . 2 041,5 20,98 1.4 0,8 — 777,3 1 234.7 8,2 13.8 122,4 30,9 4.9 2,0
Всего по УССР 9 479,1 19,56 1,2 0,8 3 384,6 1 717,3 1 175,7 1 234,7 6,2 9,5 102,3 47,9 22,2 2,3
Ново-Липецкий 1 525,6 12,75 1,4 0,7 688,6 2,2 6,6 78,4 33,4 5,6 3,7
4,84
Всего ... 11 004,7 18,0 1,3 0,8 4 073,2 1 717,3 1 175,7 1 234,7 5,5 8,9 97,8 44,4 27,8 2,5
Таблица 162
Общий объем образования сточных вод вакуум-карбонатных сероочисток
Заводы 1980 г. 1985 г. 1990 г.
количе- ство газа. подвер- гаемого очистке, млн. м"3 общий объем сточной воды, тыс. м3 количе- ство газа, подвер- гаемого очистке, млн. м" общий объем сточной воды, тыс. м’ количе- ство газа подвер- гаемого очистке. млн. м’ общий объем сточной воды. тыс. м’
Криворожский . . 2 985,6 7,8 2 977,4 1,6 3 181,9 1,6
Макеевский . . . 675,2 1.8 676,6 1,8 678,2 0,4.
Ясиновский . . . 1 390,9 0,6 1 401,0 0,6 1 652,1 0,6
Енакиевский . , 785,6 1,7 792,6 1,7 282,3 0,1
Донецкий цех№ 1 129,9 0,6 129,9 0,6 129,9 0,1
цех № 2 . . . . 504,7 • 0,2 504,7 0,2 504,7 0,2
Авдеевский . . . 3 648,5 10,6 4 411,6 12,8 4 389,2 2,4
Коммунарский . . 2 002,7 4,0 1 783,8 3,4 1 561,7 0,6
Итого по УССР 12 123,1 27,3 12 6771,6 22,7 12 380,0 4,0
Ново-Липецкий 1 805,0 6,7 2 264,2 8,3 2 352,2 1,2
Всего по СССР 13 928,1 34,0 14 941,8 31,0 14 732,2 5,7
составит около 35 тыс. м3/год. Это вызовет необходимость решения за-
дачи утилизации сточных вод вакуум-карбонатных сероочисток.
4.3.8.4. Основные направления
рационального использования отработанного раствора
В настоящее время отработанный раствор цехов вакуум-карбонатной серо-
очистки не утилизируется ни на одном заводе и сбрасывается в фенольную
канализацию. При этом можно не принимать во внимание, что на отдель-
ных заводах часть отработанного раствора используют для разложения
связанных солей аммония в надсмольной воде, так как при этом исполь-
зуются только карбонаты, которых в растворе содержится незначительное
количество, и все равно раствор поступает в фенольную канализацию вме-
сте с надсмольной водой после удаления из нее аммиака и фенолов
Сброс отработанного раствора цеха сероочистки в фенольную канализа-
цию нежелателен, так как в нем содержится много окисляющихся веществ,
что приводит к определенной перегрузке биохимических установок для
очистки сточных вод. Особенно опасны разовые сбросы большого количе-
ства раствора, которые приводят к резкому повышению концентрации ро-
данидов и тиосульфатов в общем стоке и нарушению работы биохимуста-
новок.
Исследования по утилизации солей поглотительного раствора вакуум-
карбонатных сероочисток ведутся в следующих направлениях:
1. Дробная кристаллизация солей из выводимого оборотного раствора
с целью возврата части содовых продуктов в цикл и получения побочных
продуктов [36].
2. Дробная кристаллизация солей из выводимого оборотного раствора
с переводом карбонатов в бикарбонаты [34, 36].
312
3. Окислительные методы с переводом балластных солей в сульфаты
путем прокаливания при высокой температуре в атмосфере кислорода или
электрохимическим способом [36J.
4. Термический способ обработки балластных солей в восстановитель-
ной среде [37]
5. Совместное улавливание синильной кислоты и сероводорода с выде-
лением роданистых солей.
6 Комбинированный процесс упаривания — кристаллизации и экстрак-
ции.
7. Использование активной щелочности выводимого отработанного рас-
твора для других нужд
Наличие в отработанном растворе большого количества солей в раз-
личных концентрациях затрудняет его переработку с выделением целевых
продуктов, тем более что большинство из них не имеет обеспеченного
сбыта Поэтому наиболее целесообразной представляется переработка этого
раствора с получением продукта, который можно повторно использовать
в цехе сероочистки, i е содержащего карбонаты и сульфиды щелочных
металлов. Присутствие в растворе солей, анионы которых содержат углерод
и серу, делает такой процесс перспективным. Качество отработанного рас-
твора удовлетворяет требованиям этого процесса.
Наиболее рациональным путем использования отработанного раствора
представляется его переработка при высокой температуре (~ 800 °C) в
восстановительной среде, в результате чего из всех содержащихся в нем
солей образуются в основном карбонаты и сульфиды (или кислые суль-
фиды) щелочных металлов.
Этот метод еще не нашел промышленного внедрения. Однако есть све-
дения, что в Японии применяют термический метод сжигания отработанных
растворов при температуре 850 °C и расходе кислорода 70—80 % от теоре-
тически необходимого с получением продукта, возвращаемого в цикл улав-
ливания сероводорода
4.3.8.5. Технологическая схема установки
утилизации отработанного раствора воды
цеха вакуум-карбонатной сероочистки
Механизм процесса состоит в термическом восстановлении основных хими-
ческих соединений раствора.
На термодинамические константы смеси основное влияние оказывают
муравьино-кислые соединения и роданистые соли, причем муравьино-кис-
лые соли в атмосфере инертных газов достаточно легко разлагаются при
температуре 400 °C по схеме
С—ОО—Na
2HCOONa —> | +Н2 —* Na2CO3 + CO-+-H2
С—ОО—Na
Роданиды же щелочных металлов даже при 850 °C разлагаются очень
медленно с выделением серы и образованием цианида:
KCNS KCN + S
11 Зак 1483
313
Любой реагент, который может взаимодействовать с цианидом или эле-
ментарной серой с образованием более устойчивых соединений, чем рода-
нид, сдвигает эту реакцию вправо и ускоряет ее.
Пары воды действуют на расплав роданистых солей по следующей
схеме:
2S +H2O = 2H2S + SO2
2KCN + H2O —> К2СО3 + СО + 4Н2 + n2
2KCN + 4Н2О — К2СО3 + СО + Н2 + 2NH3
S + H2 —> H2S
Поскольку сероводород термодинамически устойчивее роданида, то на-
личие водорода в зоне реакции ускоряет его разложение. Особенно эффек-
тивно действие водорода в момент его выделения при разложении формиа-
тов. Поэтому увеличение в исходном поглотительном растворе формиатов
будет способствовать превращению роданидов, сульфатов и карбонатов
в карбонаты и сульфиды [36].
Технологическая схема представлена на рис. 37. Исходный раствор из
приемного хранилища 1 дозируется в цикл выпарного аппарата 2. Упарен-
ный раствор самотеком выводится в сборник 3, который с целью поддер-
жания температуры не ниже 50 °C снабжен змеевиком.
Из сборника периодически (один раз в смену) раствор закачивается в
смеситель 4, куда при необходимости дозируется нейтрализованная кислая
смолка сульфатного отделения или цеха ректификации бензола. В смеси-
тель из сгустителя для ускорения реакций восстановления сульфат- и тио-
сульфатионов закачивается также небольшое количество шлама сульфида
железа. Смесь из смесителей насосом через пневмофорсунки 6 распыляется
в реактор 7.
В топке 9 сжигают коксовый газ при расходе воздуха 0,7—0,8 теоре-
тического. Образующаяся при этом восстановительная смесь вводится в
реактор, где отбивает солевой плав на стенки реактора. При этом основ-
ная часть балластных солей раствора превращается в карбонаты и суль-
фиды. Плав солей вместе с реакционными газами 7 через форму 8 выво-
дится в тушильный сборник, куда через форсунки распыляется раствор.
Соли растворяются в распыленном растворе, а газы охлаждаются до тем-
пературы 85—95 °C.
В газовом сепараторе 13 раствор отделяется от газовой фазы и сбра-
сывается в сгуститель 12. Осветленный раствор из сгустителя через пром-
сборник подается на орошение тушильного сборника.
Газы после сепаратора 13 охлаждаются в холодильнике 15. Тепло их
используется для упаривания исходного раствора в выпарном аппарате 2
при 100—120 мм рт. ст.
Нижние секции холодильника охлаждаются технической оборотной во-
дой. Температура газов после холодильника 15 поддерживается на уровне
55—65 °C с таким расчетом, чтобы конденсат из газов и от упарки рас-
твора полностью замыкался в цикле тушильного сборника. Охлажденные
газы после холодильника 15 сбрасываются в газопровод коксового газа
перед серными скрубберами или первичными газовыми холодильниками.
(Если газ отводится в газопровод перед серными скрубберами, его целесо-
314
Рис. 37. Технологическая схема процесса восстановления солей отработан-
ного раствора:
/ — хранилище исходного раствора; 2 — выпарной аппарат; 3—сборник упаренного
раствора; 4— смеситель; 5—сборник нейтрализованных кислых отходов; 6 — пневМо-
форсунки; 7—реактор; 8 — фурма; 9—топка; 10—тушильный сборник; //—газодувка;
12—сгуститель; 13—газовый сепаратор; 14—промсборник; /5—холодильник; 16—фильтр;
17—хранилище регенерированного раствора; /8 — воздуходувка
образно охлаждать до 2 = 40—45 °C, а избыток конденсата сбрасывать в
поглотительный раствор серных скрубберов )
Подачей конденсата и выводом раствора из цикла тушильного сбор-
ника концентрацию солей в регенерированном растворе поддерживают на
уровне 20—25 % Раствор из средней части сгустителя 12 забирают на-
сосом и через рамный фильтр 16 подают в хранилище регенерированного
раствора 17.
Технологический режим работы установки
Температура продуктов неполного сгорания коксового газа 1450—1550 °C
Коэффициент расхода воздуха для неполного сгорания коксового газа
0,7—0,8
Температура среды в реакторе 850—950 °C
Давление коксового газа на распыление упаренного раствора 0,08 МПа
атм
11*
315
Расход циркулирующего раствора на форсунки тушильного сборника
25—30 м3/м3
Расход коксового газа на распыление раствора ^0,3 м3/кг
Температура реакционных газов, °C:
после тушильного сборника 80—90
после хвостового холодильника 55—65
Вакуум в выпарном аппарате 600—650 мм рт. ст.
4.3.8.6. Экономическая эффективность
утилизации отработанного раствора
Задачей термического восстановления солей отработанного раствора яв-
ляется получение плава солей, который может заменить исходную содо-
поташную смесь. Выход плава составляет 0,285 м3 из 1 м3 перерабатывае-
мых стоков.
Объем сточных вод (отработанного раствора), образующихся на от-
дельных вакуум-карбонатных сероочистках, сравнительно невелик, поэтому
эффективность процесса их утилизации возрастает при укрупнении уста-
новок по переработке стоков. Очевидно, что оптимальным вариантом яв-
ляется строительство централизованной установки отработанного раствора
заводов Донбасса. УХИНом проработан такой вариант с выбором в каче-
стве точки строительства Рутченковского участка Донецкого КХЗ. Произ-
водительность установки принята около 9 тыс. м3 в год, т. е. с учетом
привлечения со стороны около 7 тыс. м3 отработанного раствора других
заводов. На этой установке должно быть получено ежегодно 2,3 тыс. т
плава, т. е количество, достаточное для удовлетворения потребности в
карбонатном сырье нескольких заводов. В ценах, введенных в действие с
01.01.1982 г., капиталовложения на строительство установки составляют
0,7 млн. руб., удельные капитальные затраты — 75 руб./м3. Текущие за-
траты на эксплуатацию установки — 0,2 млн. руб. в год. При освоении
эксплуатационных затрат иа утилизацию отработанного раствора на полу-
чение плава себестоимость его будет равна ~90 руб./т, т. е. в полтора
раза превышает среднюю заготовительную стоимость первичных содопо-
ташных продуктов (65 руб./т).
Однако следует учесть, что термическая переработка раствора позво-
лит отказаться от необходимости обезвреживания его на биохимической
установке. Для очистки 9 тыс. м3 раствора потребуется строительство до-
полнительно 18 аэротенков, которые оцениваются в сумме свыше 0,5 млн.
руб. капиталовложений. Затраты на эксплуатацию установки составят
0,1 млн. руб.
Таким образом, расходы на термическое восстановление солей отра-
ботанного раствора частично окупятся экономией за счет отказа от обезвре-
живания отработанного раствора на биохимустановках.
ЛИТЕРАТУРА
1. Агроскин А. А., Якунин В П„ Коткин А .4., Бубнов А. П. Отходы
углеобогащения Донбасса как Сырье для народного хозяйства. — Кокс н
химия, 1972, № 7,
31.6
2. Беличенко А. Г., Еленский Ф. 3., Чернышов Ю. А Утилизация уголь-
ной породы. — Кокс и химия, 1970, № 8.
3. Возный Г. Ф, Мандрыка С. В., Преображенский Б. П„ Розанов Н. И.
Использование отходов углеобогащения в гидротехническом строитель-
стве. — Кокс и химия, 1981, № 2.
4. Бережной А. И., Преображенский Б П., Возный Г. Ф. Тампонажные
составы, содержащие отходы обогащения. — Нефтяная и газовая промыш-
ленность, 1975, № 2.
5. Белоножко А. М. Отходы коксохимического производства и пути их
утилизации. — Кокс и химия, 1971, № 9.
6. Sellars J. Н., Ilotnsky — Smith М. Р. Smoke emissions during the
charding of coke ovens. — Coke and Gas, 1961, № 10.
7. Левин E. Б. Автоматизация загрузки печей (по докладу М. Менье и
Ф. Дитте, представителей угольной промышленности бассейна Нор э Па-
де-Кале, Франция) — Кокс и химия, 1967, № 3.
8. Патент США, № 2915109, 1962.
9. Патент Франции, № 1161561, 1961.
10. Патент ФРГ, № 2020261, опубл. 11.11.1971.
11. Патент Великобритании, № 1244828, опубл. 2.09.1971.
12. Стеценко Е. Я К вопросу об уменьшении количества отходов про-
изводства. — Кокс и химия, 1974, № 5.
13. Лазорин С. Н., Папков Г. И., Литвиненко В. И. Обезвреживание
отходов коксохимических заводов М.: Металлургия, 1977.
14. Липлавк И. Л., Варшавский Т. П., Черкасов Н. X. Исследование
процесса осаждения фусов в смоле при применении паровой инжекции. —
Кокс и химия, 1956, № 6.
15. Литвиненко В. И., Иевлев В. В., Гришаев В. В. Измельчение твер-
дой фазы фусов и определение ее ситового состава. — В кн.: Вопросы тех-
нологии улавливания и переработки продуктов коксования. Тематический
отраслевой сборник № 3. М.: Металлургия, 1974.
16. Мыкольников И. А., Ефимов С. П. Влияние нафталинсодержа-
щих масел на очистку смолы от золы. — В кн.: Вопросы технологии улав-
ливания и переработки продуктов коксования. М.: Металлургия,
1975.
17. Pollak К. — Zagadneria koksochemicznych odpadow smolowych.—
Koks — Smola — Gas, 1969, № 5.
18. Медведев К. П., Харькина Л. М., Зайченко В. М. и др. Исследова-
ние эффективности схемы отстоя каменноугольной смолы. — Кокс и химия,
1970, № 9.
19. Иевлев В. В., Литвиненко В. И., Яцюк Т. Л., Малыш А. С. Коксо-
вание отходов химических цехов коксохимических заводов. — В сб.: Воп-
росы технологии улавливания и переработки продуктов коксования. М.:
Металлургия, 1976, № 5.
20. Scharf Н. В. — Decanter Sludge Recovery Process Sparrow Point —
Blast Furrnace and Steel Plant, 1960, v 48, N 5.
21. Шашмурина Л. А. Влияние примесей серной кислоты на технологию
Производства коксохимического сульфата аммония. Автореф. канд. дисс.
Свердловск, 1970.
22. Юркина Л. П„ Антонов А. А., Кириллов В. А., Авдеева Л. Н. Ути-
лизация кислой смолки сульфатного производства. — В сб.: Вопросы
технологии улавливания и переработки продуктов коксования, 1974,
№ 3.
23. Юркина Л. П., Каплина Е. Г., Белова О. И., Прокопенко Н. А.
Утилизация кислой смолки сульфатного отделения. — В сб.: Вопросы тех-
нологии улавливания и переработки продуктов коксования, 1976, № 5.
24. Коляндр Л. Я. Улавливание и переработка химических продуктов
коксования. Харьков: Металлургиздат, 1962.
25. Сапунов В. А. О кислой смолке цеха ректификации сырого бен-
зола. — Кокс и химия, 1961, № 5
26. Пац Б. М., Папков Г. И. Определение бензольных углеводородов
в кислой смолке цеха ректификации. — Кокс и химия, 1970, № 3.
317.
27. Пац Б. М., Папков Г. И Исследование состава регенерированной
кислоты и кислой смолки цехов ректификации. В ки.: Сб. научных трудов
УХИНа. М.: Металлургия, 1969, вып. 22.
28. Левин Э. Д., Правдивый И. Г. Пути использования кислой смол-
ки. — Кокс и химия, 1961, № 9.
29. Иевлев В. В., Папков Г. И., Литвиненко В. И. и др. Способ пере-
работки кислой смолки. Авт. свид. СССР № 419544. — Бюл. изобр., 1974,
№ 10
30. Иевлев В. В., Литвиненко В. И. Способ получения дорожных дег-
тей. Авт свид СССР, № 361192. — Бюл. изобр 1973, № 1.
31. Патент США № 3383171, 1968.
32. Белоножко А. М. Нормирование и методы расчета реагентов в
коксохимическом производстве. М.: Металлургия, 1971.
33 Справочник коксохимика. Т. 3. М: Металлургия, 1966.
34. Правила технической эксплуатации коксохимических предприятий,
ПТЭ-68. Харьков: Прапор, 1970.
35. Неймарк М. Е. Образование муравьино-кислого калия в рабочих
установках по очистке коксового газа от сероводорода. — Кокс и химия,
1962, № 1.
36. Литвиненко В. И. Очистка коксового газа от сероводорода Харь-
ков: Металлургиздат, 1959.
37. Сергеев А П., Ильичев А. П. Регенерация балластных солей ва-
куум-поташных сероочисток. — Кокс и химия, 1958, № 4.
5. ЖЕЛЕЗНЫЙ КУПОРОС
5.1. ОБРАЗОВАНИЕ ЖЕЛЕЗНОГО КУПОРОСА
5.1.1. ОБЩИЕ ОПРЕДЕЛЕНИЯ, ХАРАКТЕРИСТИКА
Основную массу железного купороса получают на предприятиях черной
металлургии при переработке жидких отходов — отработанных травильных
растворов (ОТР), образующихся при травлении металла в серной кислоте
[1] в производстве проката, груб и метизов. При растворении металла и
окалины образуется сульфат железа. По мере травления раствор исто-
щается по кислоте и обогащается сульфатом железа. Часть раствора (20—
25%) выносится из ванны с изделиями и попадает в промывные воды.
ОТР, содержащие около 10 % серной кислоты и 20 % железного купо-
роса (FeSO4-7H2O), по мере выработки раствора сливают из травильных
ванн и направляют на переработку.
ОТР являются токсичным видом жидких отходов. Основной, наиболее
распространенный способ их обезвреживания — нейтрализация отдельно или
вместе с промывными водами сбросом нейтрализованной суспензии в пру-
ды-шламонакопители илн, по новым проектам, обезвоживание шлама со
сбросом твердого продукта. Основной нейтрализующий агент — известковое
молоко.
Таким образом, железный купорос, находящийся в ОТР в виде суль-
фата железа, при нейтрализации безвозвратно теряется и превращается в
другие виды отходов — шламы. Свободная кислота, содержащаяся в ОТР,
при этом также теряется.
Для утилизации свободной кислоты и попутного извлечения желез-
ного купороса разработаны различные методы разделения ОТР на маточ-
ный раствор и железный купорос Эти методы основаны на свойствах си-
стемы Н2О—FeSO4—H2SO4
При упаривании и нагреве раствора из него может быть получен мо-
ногидрат сульфата железа (FeSO4H2O), а при охлаждении концентриро-
ванных растворов — семиводный сульфат железа — железный купорос
(FeSO4 7Н2О) — гептагидрат. Второй способ получил значительно большее
распространение.
Железный купорос можно получить путем охлаждения раствора или
его концентрирования (испарения влаги) Испарение можно вести
3)19
различными методами, причем нагрев является промежуточной операцией:
при высокой температуре растворимость сульфата железа повышается.
Кроме концентрирования, применяется добавление к раствору кислоты
и других веществ, снижающих растворимость купороса.
Существующие методы извлечения сульфата железа из ОТР основаны
главным образом на охлаждении раствора, концентрировании и добавле-
нии кислоты, причем обычно эти приемы объединены. Охлаждение рас-
твора осуществляется воздухом, водой и рассолами. В основном распро-
странены вакуум-кристаллизационные купоросные установки. Сущность их
работы заключается в том, что с понижением давления над раствором по-
нижается температура кипения и облегчается испарение раствора. С испа-
рением жидкости за счет отвода тепла на испарение одновременно с кон-
диционированием происходит кристаллизация.
Эффективность работы купоросной установки и качество получаемого
при этом купороса зависят от количества сульфата железа в ОТР и на-
личия в растворе других примесей. Для нормальной работы купоросных
установок необходимо иметь в ОТР при концентрации сульфата железа
более 25 % минимальное количество примесей. Снижение концентрации
сульфата железа ниже 20 % приводит к незначительной кристаллизации.
Получение купороса на вакуум-кристаллизационных установках становится
нецелесообразным.
На образование ОТР влияют противоположно действующие тенденции:
А. Факторы увеличения ресурсов ОТР:
1. Рост производства металла с высокими требованиями к качеству
поверхности.
2. Рост производства холоднокатаного металла.
3. Рост производства металла с защитно-декоративными и другими по-
крытиями.
Б. Факторы снижения ресурсов ОТР;
1. Переход на соляно-кислое травление.
2. Бескислотное травление металла:
а) гидридное травление;
б) травление в нейтральном электролите.
3. Механическое удаление окалины.
4. Обработка металла в защитной атмосфере.
Наиболее распространены типовые проекты купоросных установок Гип-
ромеза (производительностью 1000, 3000, 6000 т/год по серной кислоте) не-
прерывного и периодического действия с автоматическим управлением тех-
нологическим процессом; предусматривается оборудование с антикоррозион-
ной защитой от воздействия растворов серной кислоты.
В состав оборудования купоросных установок [3] входит испарительное
охлаждение, состоящее из каскада испарителей — кристаллизаторов, паро-
эжекторов, конденсаторов, трубопроводов для подвода технологических
вод, пара и др.
Краткая характеристика основного оборудования
1. В испарителях-кристаллизаторах раствор выпаривается и охлаж-
дается, происходит кристаллизация железного купороса. Оба кристаллиза-
320
тора и второй испаритель снабжены мешалками. Техническая характери-
стика кристаллизатора, работающего под вакуумом-.
Пробное избыточное давление, мн/м2 МПа............. 0,2
Емкость, м3:
полная........................................... 1,9
рабочая.......................................... 1,0
Масса, кг:
с гуммирующим слоем.............................. 1560
без гуммирующего слоя............................ 1457
Диаметр, мм........................................ 1200
Высота (с редуктором), мм , . •.................... 3260
2. Редуктор мешалки от электромотора типа АО-62-8, N = 4,5 кВт,
п — 735 об/мин.
3. Пароструйные эжекторы со ступенчатым испарением при различных
температурах создают вакуум в испарителях-кристаллизаторах, вследствие
чего температура кипения раствора в четвертом кристаллизаторе состав-
ляет 10 °C. Эжекционная установка состоит из 6 пароструйных эжекторов
и 2 конденсаторов.
4. Контрольно-измерительные приборы — ротаметры, вакуумметры, тер-
мометры и манометры.
5. Мерник ОТР. Из сборного бака-резервуара ОТР подается центро-
бежным насосом в мерник, а из него отсасывается вакуумом в первый ис-
паритель.
6. Змеевик подогрева ОТР.
7. Графитовые теплообменники, состоящие из графитового полого стер-
жня и металлической трубы для подвода пара, предусмотрены в новых ти-
повых проектах купоросных установок.
8. Сборник пульпы с мешалкой и редуктором (промежуточная ем-
кость) устанавливают между непрерывно действующими кристаллизато-
рами и периодически действующей центрифугой.
9. Спускной клапан сборника пульпы для регулировки подачи пульпы
из сборника в центрифугу.
10. На всех купоросных установках, построенных на заводах в период
с 1950 по 1962 г., установлены центрифуги типа ПМ. Центрифуга ПМ-
1200 X600 — подвесная, вертикальная, периодического действия, филь-
трующая. Центрифуга 800-ЗН (4Н) — автоматическая, горизонтальная с
фильтрующим ротором, с автоматическим управлением. Новыми типовыми
проектами купоросных установок предусматривается центрифуга АН.
Пульпа из сборника через загрузочный (спускной) клапан поступает в
питатель ротора. Все операции (загрузка, просушка, промывка, вторая
просушка; выгрузка, регенерация сит) выполняются автоматически.
Центрифуга КГП-2К-800 — наиболее эффективная в эксплуатации;
имеет преимущества: непрерывность технологического процесса разделения
суспензий, возможность промывки осадка, большую производительность
и т. д. Однако устройство ее значительно сложнее и менее доступно для
ремонта.
11. Сборник маточных растворов для слива раствора из центрифуг. Из
сборника раствор перекачивается насосами в бак-резервуар.
12. Бак, бурак и мерник для крепкой серной кислоты, изготовленные из
углеродистой стали Ст2 или СтЗ.
321
13. Центробежные кислотоупорные насосы.
14. Вакуум-сифонный бачок (бурак) для перекачивания ОТР из сбор-
ного бака-резервуара.
15 Нейтрализатор для нейтрализации капель и паров серной кисло гы,
находящихся в воздухе, отсасываемом из бураков вакуум-насосом.
16. Баки-резервуары для хранения ОТР, поступающих из травильных
отделений, а также маточных растворов, поступающих из центрифуги
Число купоросных установок на заводах страны и их производитель-
ность до недавнего времени увеличивались. На ряде заводов построены
купоросные установки производительностью 9 и 18 тыс. т/год (по серной
кислоте).
Суммарная мощность установок по стране в пересчете на железный ку-
порос с содержанием 91,5 % FeSO4-7H2O характеризуется следующими
данными (в тыс. т):
Проектные институты ............
Заводы Минчермета СССР . . . .
1971 г. 1975 г. 1980 г.
1013,1 1285,3 1350
927,0 1176 1250
1990 г.
1990 1
Нет данных
По данным опроса 72 заводов, фактическая производительность состав-
ляет 30 % мощности купоросных установок, по данным детального обсле-
дования 17 заводов Украины, — используется менее чем на 50 % Наиболее
вероятная цифра по экспертной оценке — 35 %.
Причины неполного использования мощностей купоросных установок
рассмотрены далее.
Исходное сырье для получения купороса — серно-кислотные ОТР. Ха-
иактеристика ОТР:
Содержание H2SO<, %........... 14—16
Содержание FeSO4, % ........... 14—16
Содержание Н2О, %.................... 69—75,5
Средняя температура, °C.......... 15—25
Плотность, г/см3................... 1,23—1,25
ЕН, ед................................... 0—2
[римеси, %...............................До 3
Цвет — темно-зеленый, бутылочный
Технический железный купорос по ГОСТ 6981—75 должен содержать
(в %):
1-й сорт 2-й сорт
FeSO4, не менее................................... 52,0 47,0
Свободная HgSO4, не более.......................... 0,3 1,0
Нерастворимый остаток, не более.................... 0,2 1,0
Условно принято, что 50 % всего продукта соответствует 1-му сорту и
50 % — 2-му сорту [2].
Характеристика железного купороса:
Молекулярная масса, ед..................................... 277,92
Цвет — зеленовато-голубой
Плотность.................................................. 1,898
Температура плавления, °C ................................... 64
Температура кипения, °C .................................... 100
Растворимость:
при 0 °C, г/100 г Н2О........................................ 33
при 50 °C, г/100 г Н2О.................................... 149
1 По экспертной оценке.
322
Чистота купороса, определяемая сортаментом и состоянием поверхно-
сти протравливаемой стали, зависит от состава технической воды, исходной
серной кислоты, травильных присадок.
Кроме того, при перевозке в купорос часто попадают соединения каль-
ция, магния и кремния из вагонов, не очищенных от остатков прежних
грузов. Для примера приведем состав примесей в купоросе, выпускаемом
Ждановским заводом имени Ильича (в %-ном отношении к FeSO4-7H2O):
Калий.............................. 0,003-0,01
Натрий.............................. 0,003—0,011
Кальций .......................... 0,003—0,028
Магний.............................0,013—0,036
Кремний .......................... 0,007—0,053
Алюминий.......................... 0,005—0,007
Никель............................ 0,008—0,076
Марганец............................. 0,17—0,26
Практика показала, что весь производимый в черной металлургии ку-
порос пригоден к дальнейшей переработке.
5.1.2. УДЕЛЬНЫЙ ВЫХОД (НОРМЫ ОБРАЗОВАНИЯ]
ЖЕЛЕЗНОГО КУПОРОСА
Удельный выход железного купороса, нормированный на основное сырье
(ОТР), определяли по формуле
Qr•1000
*—оГ"
(1)
где Qr — годовое
вое количество сырья
Удельный выход
ляли по формуле
количество выпущенного купороса, тыс. г, Qc — годо-
(ОТР), тыс. м3.
купороса иа основную продукцию (металл) опреде-
ли —
Qr• 1000
Qn ’
(2)
где Qn — годовое количество основной продукции — протравленного
металла, тыс. т.
Более точно — нормировать выход купороса не на единицу массы про-
дукции, а на величину поверхности. Однако ввиду разнообразия формы и
профиля изделий, отсутствия учета травления по поверхности и в связи с
разным составом окалины и требованиями к чистоте поверхности, влияю-
щими на удельный расход кислоты, этот расчет выполнить невозможно.
Из 1 т 76 %-ной серной кислоты образуется в среднем 8,8 т, или 6 м3,
ОТР и 2,16 т купороса. Теоретически максимальный удельный выход купо-
роса по сырью:
<?с = 246 кг/т ОТР,
или
360 кг/м3 ОТР
Фактический удельный выход по сырью зависит от технической схе-
мы травления с учетом регенерации. При этом могут быть рассмотрены
такие случаи:
323
1. Маточник возвращается в производство, т. е. иа купорос перерабаты-
вается весь сульфат железа, содержащийся в стоках. В этом случае выход
купороса близок к теоретическому, исключая потери с промывными во-
дами (25—30 %), — замкнутый цикл.
2. Маточник не используется (по перечисленным ниже причинам) —
нейтрализуется, а купорос извлекается. В этом случае удельный выход
снижается в 3—5 раз — разомкнутый цикл.
3. ОТР не перерабатывается на купорос по ряду причин:
Таблица 163
Удельный выход купороса на единицу сырья
Наименование удельного выхода — <?с Способ расчета Еди- ница измере- ния Величина
Теоретический Вся кислота из ОТР пе- реходит в железный ку- порос кг/т кг/м3 240 360
Теоретический с учетом по- терь с промывными во- дами 25—30 % потерь с ПВ кг/т кг/м3 169—180 240-270
Фактический, отнесенный к ОТР, перерабатываемым на купорос По данным ДМЕТИ кг/м3 201
То же По данным обследования заводов Минчермета СССР кг/м3 225,6
То же, по подотраслям: а) прокатной б) метизной в) трубной кг/м3 кг/м3 кг/м3 226 227 224
Фактический в пересчете на весь получаемый при тра- влении ОТР По данным ДМЕТИ кг/м3 "87
на мелких заводах строительство купоросных установок не планируется
из-за экономической нецелесообразности;
низкое качество оборудования установок;
сложность их эксплуатации;
отсутствие материальной заинтересованности предприятий в производ-
стве купороса;
недостатки в организации сбыта купороса;
невозможность использовать маточный раствор для травления ввиду
особых требований к процессу травления или к качеству протравливаемого
металла—маточник не обеспечивает высокой скорости травления, а ней-
трализация его экономически невыгодна;
324
в случае высоколегированных сталей наряду с сульфатом железа в ОТР
велико содержание других металлов, сильно загрязняющих купорос;
при травлении сталей в смеси кислот.
Удельные выходы купороса на перерабатываемые ОТР, рассчитанные
по данным обследования 72 заводов Минчермета СССР и данным обследо-
вания 17 заводов Украины (ДМЕТИ), приведены в табл. 163.
Экспертная оценка показала, что технический прогресс (переход на но-
вые виды травления, повышение культуры производства и др.) практически
не скажется на величине удельного выхода купороса, отнесенного к коли-
честву ОТР, перерабатываемому на купоросных установках (200—
Таблица 164
Удельный выход купороса на единицу продукции
Фактический удельный выход, отнесенный к протравленному металлу, кг/т Способ расчета Величина
По подотрасли: Из норм расхода кислот 15,4
а) прокатной 16,1
б) метизной 15,1
в) трубной 15,1
В среднем по подотраслям По данным обследования за- 12,53
В том числе: водов Минчермета СССР 13,9
а) прокатной
б) метизной 15,0
в) трубной По данным института ВНИИОчермет 8,7
по Минч^рмету СССР 14,7
230 кг/м3), а по отношению ко всем ОТР (включая и соляно-кислые) этот
показатель снизится.
Оценка удельного выхода купороса qa, нормированного на продукцию,
проведена двумя способами:
1) пересчетом данных по средним нормам расхода серной кислоты hs
травление;
2) непосредственным определением по данным опроса заводов.
Средние нормы расхода 76 %-ной серной кислоты на травление, полу-
ченные во ВНИИОчермете, составляют для основных подотраслей черно'й
металлургии — прокатной, метизной и грубной — 22,6; 37,5 и 31,3 кг/т про-
травленного металла соответственно. Отсюда с учетом выхода купороса и
количества растворов, перерабатываемых на купорос, были получены дан-
ные для подотраслей.
При вычислении qn непосредственно по формуле (2) количество метал-
ла определялось по результатам обследования 72 заводов. Результаты рас-
чета qn приведены в табл. 164.
На некоторых предприятиях удельный выход купороса незначительно
уменьшился за счет снижения расхода кислоты при травлении металла.
Среднеотраслевые нормы образования qn уменьшатся в связи с увеличе-
нием протравленного металла и переходом на соляно-кислое травление.
325
5.1.3. ОБЪЕМЫ ОБРАЗОВАНИЯ ЖЕЛЕЗНОГО КУПОРОСА,
ЕГО КАЧЕСТВО И ПОДГОТОВКА К ПЕРЕРАБОТКЕ
Данные по количеству образования железного купороса в настоящее время
в целом по Министерству черной металлургии СССР получены по опросам
заводов (табл. 165).
Таблица 165
Объемы образования железного купороса
Виды производств Объемы образования, тыс. т
1971 г. 1975 г. 1982 г. 1999 г.
Прокатное 180 247 150 200
Метизное 96 85 80 100
Трубное В целом по черной металлур- 19 18 11 20
ГИИ 296 351 241 320
Производство купороса в отрасли на перспективу определено по ре-
зультатам экспертной оценки, при этом, несмотря на наметившееся сниже-
ние производства купороса в настоящее время, учитывали мероприятия, на-
правленные на повышение его производства: повышение цены на купорос,
упорядочение контроля и т. д.
По данным Главхимснаба СССР, производство железного купороса в
стране в 1982 г. составило 252 тыс. т, в 1983 г. оно составило 246 тыс. т
в год.
Основными поставщиками железного купороса являются предприятия
черной металлургии, на долю которых в 1982 г. приходилась 241 тыс. т, в
1983 г. — 234 тыс. т.
Перечень основных поставщиков железного купороса по Минчермету
СССР (в тыс. т в год):
Магнитогорский металлургический комбинат....................... 58
Магнитогорский метизно-металлургический завод ............... 31,5
Череповецкий металлургический завод ........................... 24
Ждановский завод имени Ильича.................................. 20
Верх-Исетский металлургический завод-.......................... 17
Константиновский металлургический завод ....................... 12
Череповецкий сталепрокатный завод ............................. 10
Ревдинский металлургический завод .............................. 9
Железный купорос, получаемый нз ОТР, как правило, соответствует
ГОСТ 6981—75 и никакой дополнительной обработки для своего использо-
вания не требует.
В настоящее время наметилась тенденция увеличения дефицита же-
лезного купороса, как в связи со снижением его производства (с 1975 по
1982 г. — с 342 до 241 тыс. т/год), так и с увеличением потребности в нем
(с 320 до 415 тыс. т/год за тот же период).
5.2. ОСНОВНЫЕ НАПРАВЛЕНИЯ ПЕРЕРАБОТКИ
И РАЦИОНАЛЬНОГО ИСПОЛЬЗОВАНИЯ ЖЕЛЕЗНОГО
КУПОРОСА
В настоящее время и в перспективе наиболее важное применение желез-
ного купороса — в качестве основного сырья для получения окиси железа,
которая в свою очередь используется как железоокисные пигменты, в про-
изводстве катодных активных масс, ферритовых порошков, как крокус
(полирующий порошок для обработки специальных видов стекла), в фото-
графии, как коагулянт и реагент-восстановитель при очистке сточных вод,
в производстве железа серно-кислого окисного, закисного реактивного, ак-
кумуляторного, аммоний-кальция железосинеродистого, берлинской лазури,
чернил.
Железный купорос применяется также в сельском хозяйстве для борь-
бы с вредителями, для питания растений и т. п. В качестве добавки к ос-
новному сырью в технологических процессах он не используется.
Наиболее приемлемым техническим решением явилось бы производство
из железного купороса серной кислоты с одновременным получением окиси
железа, т. е. регенерация связанной кислоты. Однако к настоящему времени
предложенные методы такой переработки либо технически несовершенны,
либо экономически нецелесообразны.
Данные об объемах использования железного купороса приведены в
табл. 166.
Объем использования железного купороса
Таблица 166
Использовано железного купороса, тыс. т
В том числе Коэффициент использова-
Виды производства Всего передано для пере- работки на другие предприятия не исполь- зовано НИЯ железного купороса
На заводах Минчер-
мета СССР .... 284 342 241 272,1 333,2 241 11,9 8,8 — 0,96 0,971 1
В том числе:
прокатное 177,4 •245,2 150 174,7 244,25 150 2,7 0,95 — 0,98 0,99 1
метизное 89,3 79,3 83 82,73 73,24 83 7,07 6,06 — 0,89 0,93 1
трубное 17,3 17,5 11 15,22 16,72 11 2,08 0,78 - 0,96 0,97 1
327
Количество использованного в 1975 г. железного купороса (~ 340 тыс. т)
согласуется в целом с данными Союзглавметалла по потребности на-
родного хозяйства СССР в железном купоросе на 1975 г. (320 тыс. т).
Производство железного купороса в стране обеспечивает его потреб-
ность только на 60 %.
При анализе производства и потребления железного купороса необхо-
димо учитывать различные тенденции в изменении конъюнктуры.
С одной стороны, возникает проблема повышения качества купороса
в связи с необходимостью производства чистой окиси железа, например для
получения высококачественных ферритов. Применение для этих целей ку-
пороса, содержащего примеси, требует в ряде случаев, даже при условии
соответствия купороса ГОСТу, перекристаллизации или других мето-
дов очистки купороса, что связано с его потерями и образованием сточ-
ных вод.
Увеличение разнообразия сортамента протравливаемой стали, примене-
ние ингибиторов, усложнение рецептуры растворов и т. д. приводят к ухуд-
шению качества купороса.
С другой стороны, намечается тенденция использования окиси железа,
полученной термическим способом на установке регенерации соляно-кис-
лых растворов, чго должно уменьшить дефицит железного купороса.
Принимаются меры по повышению заинтересованности предприятий в
получении железного купороса; повышаются требования по защите среды
что также способствует увеличению производства купороса.
Наличие ряда противоположных тенденций не позволяет оценить истин-
ную картину достаточно точно.
5.2.1. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ И УСТАНОВКИ
ПО ПЕРЕРАБОТКЕ ЖЕЛЕЗНОГО КУПОРОСА
И ИХ ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ
На предприятиях Минчермета СССР железный купорос не перерабатывает-
ся, лишь незначительная его часть используется при очистке сточных вод
(из-за отсутствия данных это количество в объемах реализации не учиты-
вается). Основная часть железного купороса отправляется на предприятия
химической промышленности.
Технологические процессы получения различных продуктов из желез-
ного купороса изложены в соответствующей литературе [1,4] и в справоч-
нике не рассматриваются.
Оборудование для использования железного купороса с целью обезво-
живания шестивалентного хрома представляет собой реагентное хозяйство,
дозировочное устройство, камеру реакции и отстойник. Осадок, как пра-
вило, направляют в отвал.
Использование железного купороса для обезвреживания хрома позво-
ляет уменьшить расход дру!нх реагентов, но в машиностроении этот метод
практически не применяется. В черной металлургии расход купороса на
эти цели незначителен. В ряде случаев для обезвреживания используется
сульфат железа, содержащийся в травильных растворах. В перспективе
ожидаются переработка купороса на сульфат трехвалентного железа и ис-
пользование его в качестве коагулянта при очистке сточных вод,
328
Из железного купороса, как указано ранее, производится ряд продук-
тов. Выпускаемый купорос, как правило, соответствует ГОСТу Ниже при-
веден удельный расход купороса, полученного из разных источников
(в кг/т):
Пигменты красные железоокисные.................... 5170
Пигменты желтые железоокисные..................... 1190
Окись железа аккумуляторная....................... 4980
Крокус технический ............................... 4400
Окись железа для ферритов......................... 4100
Железо серно-кислое аккумуляторное................ 1770
Железо серно-кислое окисное ...................... 1890
Железо серно-кислое закисное реактивное .......... 1770
Обогащение руд цветных металлов....................... Нет данных
Производство ширпотреба........................... 1040
Аммоний-кальций железистосинеродистый ............ 1090
Очистка промстоков предприятий.....................Зависит от состава
Наиболее велик, как видно из данных, удельный расход купороса при
производстве красных железоокисных пигментов аккумуляторной окиси же-
леза и крокуса технического.
У нас и за рубежом широко ведутся работы по использованию желез-
ного купороса [5]. Наиболее перспективным является способ получения из
купороса серной кислоты и окиси железа. Гептагидрат сульфата железа
превращается в окись железа и серную кислоту путем гидролиза при темпе-
ратуре свыше 140 °C [7], однако данных об эффективности этого способа
нет.
На Сумском химкомбинате по проекту Гипрохима введен в действие
цех по производству серной кислоты, где в сырье — серный колчедан — до-
бавляется железный купорос. Экономически это себя не оправдывает, так
как себестоимость полученной при этом серной кислоты выше оптовой
цены.
НИИОХИМом разработан способ обжига сульфата железа в смеси с
колчеданом, который по основным технико-экономическим показателям не
уступает широко распространенному способу получения серной кислоты из
колчедана. Однако по качеству эта окись железа уступает химически оса-
жденной или окиси железа от термических установок регенерации соляно-
кислых растворов [8].
Экономически целесообразным путем является переработка железного
купороса на сульфат аммония с использованием аммиака коксового газа
коксохимических производств и высвобождением при этом дефицитной сер-
ной кислоты.
Большое внимание у нас и за рубежом уделяется разработке новых
методов нейтрализации с получением высококачественной окиси железа и
других продуктов непосредственно из сульфата железа, содержащегося
в ОТР, и минуя извлечение купороса, так как при обычной нейтрализации
известковым молоком образуется рыхлый, сильно обводненный и с трудом
обезвоживающийся шлам [12].
ВНИПИчерметэнергоочистка разработал метод переработки ОТР или
некондиционного железного купороса при помощи аммиака с получением
легко фильтрующегося, утилизируемого осадка — закись-окись железа и
сульфат аммония [9].
329
Метод основан на окислении железа в щелочной среде кислородом воз-
духа в присутствии катализатора (солей азотной кислоты и небольших ко-
личеств солей марганца). Продукт аммиачной нейтрализации — магнетит —
имеет практически неограниченное применение в различных отраслях
промышленности: в качестве сырья для получения порошкового желе-
за. железоокисных магнитодиэлектрических материалов в электротех-
нике.
Метод имеет много преимуществ и заслуживает широкого распростра-
нения, хотя его применение требует более дорогого и сложного оборудо-
вания и высокой культуры производства. В настоящее время Укргипро-
мезом разработано технико-экономическое обоснование нейтрализации
отработанных травильных растворов аммиаком для Днепропетровского
трубопрокатного завода имени В. И. Ленина
Аммиачный метод пригоден и для переработки ОТР легированных ста-
лей. Как известно, для таких растворов в настоящее время известковая
нейтрализация является почти единственным способом. Но и он не обеспе-
чивает полной защиты среды и приводит к потере всех ценных компонен-
тов.
Для переработки ОТР легированных сталей ВНИИПИчерметэнерго-
очистка разработал двухступенчатую нейтрализацию с получением гипса
на первой ступени и применением аммиака на второй. Это позволяет по-
лучить уплотненный осадок—магнетит — и в конечном счете выделить чи-
стый никелевый продукт. Как и при аммиачной нейтрализации ОТР угле-
родистых сталей, одним из продуктов переработки является сульфат
аммония [10]. Возможен вариант переработки с получением гипса и реге-
нерацией аммиака.
В настоящее время в связи с возросшим интересом к травлению в
смеси серной и соляной кислот, позволяющему использовать преимущества
обеих кислот, институтом разработан новый способ переработки этих сто-
ков с рециркуляцией хлористого кальция, так как при известковой нейтра-
лизации удаление хлоридов невозможно, а аммиачная нейтрализация при-
водит к образованию смесей сульфата и хлорида аммония, утилизация ко-
торых затруднительна [11].
Метод заключается в том, что на первой ступени к раствору смешан-
ного травления добавляют раствор хлористого кальция, при этом гипс вы-
падает в осадок, а в растворе остаются хлористое железо и соляная кис-
лота. После отделения гипса фильтрат обрабатывают известковым моло-
ком с одновременной аэрацией и нагревом нейтрализованной суспензии для
получения уплотненного осадка—магнетита. После его отделения филь-
трат, состоящий в основном из хлористого кальция, упаривают и возвра-
щают на первую ступень.
Этот способ интересен тем, что может быть применен не только для
обработки ОТР смеси кислот, но и отдельно для чисто серно-кислых
и чисто соляно-кислых ОТР. При этом получают чистые окислы
железа.
Кроме реагентных, ведутся другие работы по получению окиси^железа
непосредственно из травильных растворов, минуя стадию выделения купо-
роса, основанные на термической или электрической обработке.
330
По данным НИИЭТХИМа, применение железного купороса в США в
процентном отношении представлено ниже, оно аналогично применению его
у нас в стране:
Пигменты и соли................................................55
Ферриты.........................................•..............30
Обработка воды и сточных вод................................... 5
Катализаторы................................................... 3
Добавки к удобрениям, к кормам для скота...................... 7
Данные об использовании железного купороса в других странах отсут-
ствуют.
5.2.2. ОСНОВНЫЕ ПУТИ ПОВЫШЕНИЯ УРОВНЯ
ИСПОЛЬЗОВАНИЯ ЖЕЛЕЗНОГО КУПОРОСА
В Советском Союзе до 1975 г. потребление купороса было несколько ниже
его производства, что рождало проблему его использования. Затем наме-
тился его дефицит, связанный, как указано выше, с одной стороны, с воз-
растанием потребности, а с другой стороны, со снижением его производ-
ства. Частично дефицит железного купороса для производства окиси же-
леза будет покрываться за счет окиси железа, образующейся на установ-
ках термической регенерации соляной кислоты, и за счет повышёния его
производства, которое должно произойти в результате выполнения ряда
организационных мероприятий.
Вместе с тем проблема повышения уровня использования железного
купороса в настоящее время и на перспективу остается существенной. Ре-
сурсы купороса в растворах примерно в 3—4 раза превышают его произ-
водство (а за вычетом промывных вод — в 2 раза).
Пути решения проблемы извлечения купороса из отработанных раст-
воров состоят в следующем:
развитие новых методов переработки ОТР с утилизацией соединений
железа, особенно из растворов, содержащих наряду с железом другие тя-
желые металлы;
переход на соляно-кислое травление;
освоение новых методов получения купороса на предприятиях малой
производительности, основанных на использовании вторичных энергоресур-
сов;
повышение качества купороса,
снижение энергозатрат на существующих установках;
совершенствование работы существующих установок;
освоение методов интенсификации травления и сокращение отходов
при травлении [12, 14, 15].
Ресурсы купороса в растворах примерно в 3—4 раза превышают его
производство (а за вычетом промывных вод — в 2 раза).
5.2.3. ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ ИСПОЛЬЗОВАНИЯ
ЖЕЛЕЗНОГО КУПОРОСА
Купоросные установки являются неотъемлемой частью комплекса соору-
жений по переработке и регенерации ОТР, поэтому целевые затраты па
получение купороса отсутствуют. Этот продукт следует рассматривать как
неизбежно образующийся при указанной технологии.
331
На основании обследования заводов Минчермета СССР и проектных
проработок ВНИПИчерметэнергоочистка выполнил технико-экономическую
оценку существующих и перспективных методов переработки серно-кислот-
ных ОТР [13].
Распространенными методами в соответствии с данными обследования
заводов считаем вакуум-кристаллизационный с повторным использова-
нием маточного раствора и нейтрализацией его и нейтрализацию ОТР из-
вестковым молоком. Последний метод рассмотрен в следующих вариантах:
сброс шлама в шламонакопнтель, обезвоживание шлама на фнльтр-прессах,
и с учетом практики проектирования новых методов, нейтрализация с полу-
чением осадка магнетита с обезвоживанием осадка на фильтрах-прессах.
Перспективными методами являются нейтрализация аммиаком и двух-
ступенчатая нейтрализация с рециркуляцией хлористого кальция [И].
В табл. 167 и 168 для краткости варианты технологических схем обо-
значены следующим образом:
I — известковая нейтрализация со сбросом в шламонакопнтель;
II — то же, с механическим обезвоживанием н вывозом шлама
в отвал;
III — то же, с получением уплотненного осадка, его обезвожива-
нием и вывозом в отвал;
IV — двухступенчатая нейтрализация с рециркуляцией хлористого
кальция;
V — аммиачная нейтрализация;
VI — вакуум-кристаллизация;
VII — то же, с нейтрализацией маточника.
Результаты технико-экономической оценки позволили установить сле-
дующее (цены даны по уровню 1976 г.):
наиболее эффективны в настоящее время извлечение железного купо-
роса из ОТР и повторное использование маточника (приведенные затра-
ты— 6,1 руб./м3). С уменьшением производительности вакуум-кристал-
лизацнонных установок приведенные затраты на переработку ОТР резко
возрастают (достигают 17,4 руб./м3) и метод становится сравнимым с
известковой нейтрализацией. При нейтрализации маточного раствора за-
траты на переработку превышают затраты обычной нейтрализации (при-
веденные затраты достигают 47 руб./м3);
для производства с наибольшим количеством ОТР метод известковой
нейтрализации со сбросом шлама в шламонакопнтель экономически более
выгоден, но он не обеспечивает полной защиты среды (приведенные за-
траты около 30 руб./м3);
обезвоживание шлама на фильтрах-прессах обеспечивает более полную
защиту среды, особенно при предварительной переработке шлама в уплот-
ненный осадок — смесь магнетита с гипсом. При высокой производитель-
ности (120 м3/сут.) обезвоживание, особенно уплотненного осадка, оказы-
вается экономически выгоднее, чем сброс шлама в шламонакопнтель (при-
веденные затраты — 21,3 руб./м3);
новые методы переработки ОТР — двухступенчатая и аммиачная ней-
трализация — обеспечивают получение утилизируемых продуктов и полную
защиту окружающей среды. Эти методы отличаются высокой металло- и
энергоемкостью и эксплуатационными затратами, но благодаря квалифици-
332
Таблица 167
Основные технико-экономические показатели с учетом реализации утилизируемых продуктов
№ п/п Показатели Варианты
1 II Ш IV V VI VII
А Б А Б А Б А Б А Б А Б А Б
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
1 Затраты, тыс. руб.: капитальные 878 2294 740 1280 620 1141 1334 4335 1224 3432 570 820 1217 194
эксплуатационные . 292,0 750,7 323,3 654,3 325,4 628,1 675,5 1857 6732 1941 — 287 419,2 80
Сумма реализации .... — — —• — — — — 2091 •— 2465 54,6 164,0 296 88,9
То же на 1 м3 ОТР/сут- . . . — — — — 58,1 —, 68,47 — 4,6 — 2,3
2 Прибыль тыс. руб. —. 234 -524 — — —
3 Приведенные затраты: в тыс. руб- 397,4 1026,0 42,2 807,9 399,8 765,4 735,6 286,2 820,1 — 112,2 209,3 221,3 565,2 947
в руб./м3 33,1 28,5 34,3 22,4 33,3 21,3 61,3 7,9 68,3 -3,1 17,4 6,1 47,1 26
Таблица 168
Основные удельные технико-экономические показатели (в руб./м3 ОТР)
Затраты Варианты
I II III IV V VI VII
А Б А Б А Б А Б А Б А Б А Б
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
Капитальные 73,17 63,72 61,67 35,57 51,67 31,78 111,17 75,97 102,0 50,9 47,5 22,78 101,42 54,0
Эксплуатационные .... 24,33 20,85 26,95 18,17 27,12 17,45 47,97 33,79 56,07 40,0 16,29 7,97 37,4 22,3
Приведенные 33,1 28,5 34,3 22,4 33,3 21,3 61,3 42,9 68,3 46,1 22,0 10,7 49,6 28,8
рованной утилизации продуктов приведенные затраты по этим методам ока-
зываются на уровне обычной нейтрализации, а при высокой производитель-
ности (120 м3/сут. ОТР и выше) превосходят по экономическим показате-
лям остальные методы.
5.2.4. ЦЕНЫ НА ЖЕЛЕЗНЫЙ КУПОРОС
Цена железного купороса установлена прейскурантом 05—01 оптовых цен
на химическую продукцию в следующих размерах: купорос железный тех-
нический (ГОСТ 6981—75) 1-го сорта — 30 руб./т, 2-го сорта — 27 руб./т.
Цены установлены франко-станция отправления с учетом всех расхо-
дов поставщика по доставке на станцию (порт) отправления и погрузке
в транспортные средства.
Заготовительные цены у потребителей складываются с учетом провоз-
ного тарифа и затрат по погрузочно-разгрузочным и складским операциям.
ЛИТЕРАТУРА
1. Сериков Н. Ф., Ильичев Ю. И. Кислотное хозяйство на заводах чер-
ной металлургии. М.: Металлургия, 1974.
2. Позин М. Е. Технология минеральных солей. Т. 1 Л.: Химия, 1970.
3. Паперный С. К- Вакуум-крнсталлизационные купоросные установки.
М.: Металлургия, 1974
4. Беленький Е. Ф., Рискни И. В Химия и технология пигментов. Л.:
Госхимиздат, 1974.
5. Монтене А. Процессы обработки использованных травильных раство-
ров.— Черные металлы, 1963, № 14.
6. Шабалин А. Ф. Очистка и использование сточных вод на предприя-
тиях черной металлургии. М.: Металлургия, 1968.
7. Брук Г., Герлах И., Павлек Ф. Очистка серпо-кислых травильных
растворов, содержащих сульфат трехвалентного железа, гидролизом пои
повышенных температурах. — Черные металлы, 1965, № 13.
8. Сафиуллин Н. Ш., Гитис Э. Б. Экономическая эффективность утили-
зации сульфатов железа в смеси с флотационным колчеданом. — Химиче-
ская промышленность, 1971, № 1.
9. Вайнштейн И. А., Кленышева Л. Д., Онищенко Т. В. Авт. свид.
№ 394318, БИ, 1973, № 34.
10. Вайнштейн И. А. и др. Утилизация продуктов из отработанных тра-
вильных растворов. — Черная металлургия. Бюл. ин-та Черметинформацпя,
1972, серия 20.
11. Вайнштейн И. А., Левин Г. М., Кленышева Л. Д. Способ получе-
ния сульфата кальция. Авт. свид. № 446469, БИ, 1974, № 38.
12. Левин Г. М„ Пантелят Г. С., Вайнштейн И. А. и др. Защита водо-
емов от загрязнений сточными водами предприятий черной металлургии.
М.: Металлургия, 1978.
13. Кленышева Л. Д„ Бойчук Е. А., Вайнштейн И. А. и др. Технико-
экономическая оценка методов переработки отработанных травильных рас-
творов. — В сб.: Очистка водного и воздушного бассейнов на предприятиях
черной металлургии, № 8. Минчермет СССР. М.: Металлургия, 1979.
14. Шевченко Л. А., Жупинская Л. Т. Способы интенсификации травле-
ния. Обзорная информация «Черная металлургия», вып. 5, М., 1979.
15. Линкин Я. Н., Штанько В. М. Химическая и электрохимическая
обработка стальных труб. М.: Металлургия, 1982.
6. ДИРЕКТИВНЫЕ И РУКОВОДЯЩИЕ МАТЕРИАЛЫ
В ОБЛАСТИ ИСПОЛЬЗОВАНИЯ ВТОРИЧНЫХ
МАТЕРИАЛЬНЫХ РЕСУРСОВ
6.1. ЗАКОНОДАТЕЛЬНЫЕ АКТЫ
1. Постановление Верховного Совета СССР от 20 сентября 1972 г. «О ме-
рах по дальнейшему улучшению охраны природы и рациональному исполь-
зованию ресурсов».
2. Постановление ЦК КПСС и Совета Министров СССР от 29 декабря
1972 г. № 898 «Об усилении охраны природы и улучшении использования
природных ресурсов».
3. Приказ Минчермета СССР от 4 апреля 1973 г. № 242 «Об усилении
охраны природы и улучшении использования природных ресурсов».
4. Утвержденные Верховным Советом СССР Основы законодательства
Союза ССР и союзных республик о недрах.
5. Постановление ЦК КПСС и Совета Министров СССР от 4 июля
1977 г. № 603 «О мерах по дальнейшему развитию черной металлургии
в соответствии с решениями XXV съезда КПСС».
6. Постановление Совета Министров СССР от 25 января 1980 г, № 65
«О мерах по дальнейшему улучшению использования вторичного сырья
в народном хозяйстве».
7. Постановление КЦ КПСС и Совета Министров СССР от 7 января
1981 г. № 10 «О мерах по дальнейшему совершенствованию организации
заготовки (сдачи) и переработки лома и отходов черных металлов».
6.2. ПРИКАЗЫ И ПОСТАНОВЛЕНИЯ КОЛЛЕГИЙ
МИНЧЕРМЕТА СССР И ГОСКОМИТЕТА СССР
ПО НАУКЕ И ТЕХНИКЕ
1. Протокол заседания коллегии Минчермета СССР от 16 декабря 1971 г.
№ 29 «Переработка и использование шлаков с целью перевода металлурги-
ческих предприятий на работу без шлаковых отвалов».
Обеспечить к 1975 г. уровень переработки шлаков доменных на 83,5 %,
сталеплавильных — на 40 и ферросплавных — на 72 %.
2. Приказ Минчермета СССР от 21 января 1972 г. № 58 «О мерах по
развитию переработки шлаков с целью перевода металлургических пред-
приятий на работу без шлаковых отвалов».
Перевести в 1972—1976 гг. на работу без шлаковых отвалов заводы
Ново-Липецкий и Ждановский имени Ильича, доменные цехи Магнитогор-
ского, Нижне-Тагильского, Орско-Халиловского и Карагандинского метал-
лургических комбинатов, Западно-Сибирского и Череповецкого металлурги-
ческих заводов, Никопольский, Зестафонский, Ермаковский и Кадиевский
заводы ферросплавов.
3. Постановление Коллегии Минчермета СССР, Президиума ЦК проф-
союза рабочих металлургической промышленности и Президиума централь-
ного правления НТО черной металлургии от 13 апреля 1972 г. № 81/2/3
«Об итогах Всесоюзного совещания «Комплексная переработка и полное
использование шлаков черной металлургии и перевод металлургических
предприятий на работу без шлаковых отвалов».
Намечен комплекс мероприятий по резкому снижению вывоза шлаков
в отвал, повышению качества и снижению себестоимости шлаковой про-
дукции.
4. Протокол заседания коллегии Минчермета СССР от 30 октября
1974 г. № 23 «О состоянии переработки н использования доменных, стале-
плавильных и ферросплавных шлаков».
Предусмотреть строительство шлакоперерабатывающих комплексов,
обеспечивающих к 1980 г. перевод всех крупных металлургических пред-
приятий на работу без шлаковых отвалов.
5. Приказ Минчермета СССР от 29 октября 1975 г № 809 «О комп-
лексном использовании минерального сырья предприятиями черной метал-
лургии».
Обеспечить к 1980 г. окончание строительства и ввод в действие мощ-
ностей для переработки всего получаемого объема доменных, сталепла-
вильных и ферросплавных шлаков, образующихся на предприятиях
РСФСР.
33»
6. Приказ Минчермета СССР от 25 апреля 1978 г. № 346 «Об увели-
чении извлечения металла из металлургических шлаков».
Извлечь из текущих и отвальных шлаков в 1978 г. 1984 тыс. т ме-
талла
7. Приказ Минчермета СССР от 25 апреля 1978 г. № 347 «Об исполь-
зовании конвертерного шлака в доменных печах».
Увеличить объемы использования конвертерных шлаков в аглодомен-
ном производстве в 1979 г. до 1810 тыс. т.
8. Постановление Государственного комитета СССР по науке и тех-
нике от 13 июня 1979 г. № 281 «О состоянии научно-исследовательских и
опытно-конструкторских работ по созданию и внедрению технологических
процессов по переработке доменных, сталеплавильных и ферросплавных
шлаков черной металлургии».
Разработать в 1980 г. технико-экономическое обоснование полной пере-
работки шлаков. Расширить научно-исследовательские работы в институтах
металлургического и строительного профиля по шлакопереработке.
9. Постановление Коллегии Минчермета СССР от 13 декабря 1979 г.
№ 250 «О мерах по дальнейшему развитию переработки шлаков, усилению
научно-исследовательских и опытно-конструкторских работ, а также по вне-
дрению прогрессивных технологических процессов шлакопереработки, обес-
печивающих защиту окружающей среды».
Выделить в плане капитального строительства на 1981—1985 гг. строи-
тельство шлакоперерабатывающих объектов в самостоятельный раздел, пре-
дусмотрев в нем полную переработку доменных, ферросплавных и 50 %
сталеплавильных шлаков.
10. Приказ Минчермета СССР от 28 марта 1980 г. № 335 «О мерах
по дальнейшему улучшению использования вторичного сырья в народном
хозяйстве».
Определить основной перечень научно-исследовательских и ояытно-кон-
структорских работ на подлежащих строительству объектах шлакопере-
работки и оборудования. Предусмотреть капитальные вложения в объемах,
обеспечивающих переработку в 1985 г. 40 млн. т доменных и 13 млн. т
сталеплавильных шлаков, а в 1990 г. — 46 млн. т доменных и 25 млн. т
сталеплавильных шлаков.
11. Приказ Минчермета СССР от 23 февраля 1981 г. № 242 «О мерах
по дальнейшему совершенствованию организации заготовки (сдачи) и пере-
работки лома и отходов черных металлов».
Разработать мероприятия, обеспечивающие переход начиная с 1985 г.
на работу с полной утилизацией отходов производства (без образования
шлаковых отвалов)
12. Приказ Минчермета СССР от 15 июня 1981 г. № 523 «О мерах по
комплексному использованию железосодержащих отходов на предприятиях
отрасли».
Организовать в 1981—1985 гг. учет образования н использования же-
лесодержащих отходов (шламов) по технологическим переделам. Преду-
смотреть в планах капитального строительства строительство установок по
переработке и использованию железосодержащих отходов. В планах обес-
печения сырьем металлургических заводов предусмотреть использование
железосодержащих отходов.
АЛФАВИТНЫЙ УКАЗАТЕЛЬ
А
Абсолютный и удельный объемы образо-
вания отработанного раствора на коксо-
химических заводах 311
Б
Баланс образования и использования
сточных вод мышьяково-содовых серо*
очисток в период 1975—1990 гг. 305
— продуктов углеобогащения на угле-
обогатительных фабриках СССР 215
Брусчатка для дорожного строительства
41
В
Виды химических составов шлаков, рай-
оны образования и виды шлакопродук-
ции 12
— шлаков 12
Выход и переработка доменных шлаков
за рубежом 19
-----------по годам 18
------сталеплавильных шлаков за ру-
бежом 43
----------- по годам 43
------шлаков ферросплавного производ-
ства по годам 55
--------- черной металлургии по годам
17
— продуктов коксования нз смеси шихты
с эмульсиями из отходов 287
— химических продуктов коксования из
кислой смолки цеха ректификации бен-
зола в смеси ее с шихтой 279
-----------смеси смолки цеха ректифи-
кации бензола с шихтой 279
---------определенный на лабораторном
аппарате, чз кислой смолки и смеси
шихты с кислой смолкой сульфатного
отделения 258
------—-------— — — — — сульфатного
отделения, эталонной шихты и смеси ее
с шихтой 258
Вязкостная характеристика нейтрализо-
ванной и разбавленной полимерами
кислой смолки сульфатного отделения
254
Г
Гидрозакладка выработанного простран-
ства угольных шахт 223
Гидроциклоны 180
Гравитационное обогащение породы 225
Гранулированный шлак 108
Гранулометрический состав отходов обо-
гащения железных руд 173
---------марганцевых руд 173
----шламов агломерационного производ-
ства металлургических предприятий
Минчермета СССР 125
---- — газоочисток мартеновских печей
металлургических предприятий Минчер-
мета СССР 144
------конвертерных газоочисток метал-
лургических предприятий Минчермета
СССР 150
338
Грануляция 11
Грохочение 175
Д
Динамика выхода ферросплавных шлаков
по годам 9
— изменения зольности рядовых углей и
объема отходов углеобогащения в кок-
сохимической промышленности СССР 215
Динамика общего объема образования по-
роды углеобогащения в коксохимической
промышленности СССР 220
— увеличения объемов образования отхо-
дов обогащения железных руд 174
Дробная кристаллизация солей 312
Добавление фусов к шихте 243
3
Зависимость вязкости водного раствора
кислой смолки цеха ректификации бен-
зола от концентрации 271
----50 %-кого водного раствора двух проб
кислой смолки ректификации бензола от
температуры 272
Запасы пригодных к использованию же-
лезосодержащих шламов на предприя-
тиях Минчермета СССР 155
Зерновой состав и физико-механические
свойства крупнозернистых песков 186
— — щебня горно-обогатительных комби-
натов 183
И
Использование кислой смолки сульфатно-
го отделения на предприятиях коксохи-
мической промышленности 265
------цехов ректификации сырого бен-
зола на предприятиях коксохимической
промышленности 281
К
Калькуляция себестоимости шлаковой про-
дукции за 1983 г. 103
Каменноугольные фусы 210
Качество шлакового порошка 73
— шлаковой ваты 68
пемзы 65
— щебня из доменных шлаков 67
----полученного из сталеплавильных
шлаков на металлургических предприя-
тиях 69
Кирпич обыкновенный 221
Кислая смолка при очистке сырого бен-
зола 268
----цеха ректификации сырого бензола
207
Классификация основных вторичных ма-
териальных ресурсов в коксохимической
промышленности 208
Количество образуемых отходов 168
— отвальных шлаков, площадь отвалов иа
1984 г. 10
Комбинированный процесс упаривания 313
Концентрированные солевые растворы 207
л
Литые шлаковые трубы 41
М
Мартеновские шлаки 6
Методы сжигания 257
— производства дорожных покрытий 257
Минералогический состав щебня горио-обо-
гатительиых комбинатов 183
Минеральная вата 38
Минеральный состав отходов углеобога-
щения 216
Мокрое магнитное обогащение 172
н
Народнохозяйственная эффективность пе-
реработки и' использования шлаков 115
Нерегенерируемые соединения 300
Нейтрализация 278
Нефтяная промышленность 232
Номенклатура отходов 165
— продуктов из отходов обогащения 181
Нормы выхода смолок 274
— — фусов по коксохимической промыш-
ленности по уровням 1979—1990 гг. 239
— образование кислой смолки цехов рек-
тификации сырого бензола 275
— — отходов коксохимического производ-
ства 207
— — (удельный выход) кислой смолки 255
О
Обеззоливание и дешламацня смолы 242
Обогащение марганцевых руд флотации
172
Общий объем образования сточной воды
МСО на коксохимических заводах 299
------сточных вод вакуум-карбонатовых
сероочисток 312
Объем нспользовання железного купороса
327
----кислой смолки 282
— продуктов, получаемых при коксовании
эмульсий иа коксохимических предприя-
тиях отрасли 290
—--------утилизации смеси фусов кислых
смолок сульфатного отделения и масел
с очистных сооружений 290
Объемы образования железного купороса
326
---- н использования отходов флотации
230
----кислой смолки цехов ректификации
сырого бензола на предприятиях коксо-
химической промышленности 276
----отходов железных руд по районам
СССР 177
------обогащения марганцевых руд по
районам СССР 180—181
— — фусов на предприятиях коксохими-
ческой промышленности 240
Окислительные методы 313
Определение экономической эффективно-
сти использования отходов обогащения
196
Оптовые цеиы на шлаки черной метал-
лургии н продукцию на них 13
Органические отходы 207
Основные технико-экономические показате-
ли работы гранулированных установок
98
-----------мышьяково-содовых серо-
очисток 296
— — —------по извлечению сплавов из
шлаков ферросплавного производства на
предприятиях Мничермета СССР 110
----------- установок по переработке
сталеплавильных шлаков 106
----------------— ферросплавных шла-
ков 108
Основные технико экономические показа-
тели работы установок по производству
шлаковаты и изделий из нее 102
------------ шлакопемзовых установок 100
Отпарка бензольных углеводородов 278
Отставание смолки от маточного раствора
261
Отходы коксохимических производств 206 '
— обогащения железных и марганцевых
руд 165
— углеобогащения 206, 221
П
Перспективный выход шлакон черной ме-
таллургии 10
Песок 182
Плотность отработанного раствора 309
Показатели процесса спекания аглошихты
с добавкой смесн шламов 156
— работы обогатительных фабрик горно-
обогатительных комбинатов СССР 168
Полная прибыль предприятий Минчерме-
та СССР от переработки доменных шла-
ков 104
----------------сталеплавильных шла-
ков 105
Получение алюминнйсодержащего сырья
— гравия 222
— тяжелой смолы 262
Порошок для самотвердеющих смесей н
сельского хозяйства 108
Применение отходов флотации в сельском
хозяйстве 233
Пример заполнения таблицы Г формы
13-К 80
Принципиальная схема выпаривания
сульфатроданнстого раствора 303
— — подготовки шламов доменной газо
очистки к использованию в металлурги-
ческом производстве 137
Принципиальная технологическая схема
обезвоживания шламов агломерационно-
го производства 128
-----------газоочисток конвертеров 152
------обегащения марганцевых руд 171
Присадка отходов в шихту 257
Производство глиняного кирпича 221
— крупного заполнителя (щебня) 223
— пористого заполнителя (аглопорита) 222
— пустотелого кирпича 226
—• стали, выход сталеплавильных шламов
по годам 9
— строительных материалов 221
— чугуна, выход доменных шлаков по го-
дам 8
Прочность породы углеобогащения 218
Пустотелый кирпич 221
Р
Расчет состава агломерата с добавкой
90 кг шлама 162
Результаты проведенных исследователь-
ских работ в области нспользовання от-
ходов обогащения 192
Рекомендуемые к вводу мощности, капи-
таловложения и их экономическая эф-
фективность 191
С
Сельское хозяйство 233
Сжигание фусов 243
339
С одержание нерегенерируемых соединений
в сточной воде МСО коксохимических
заводов 299
Состав агломерата по Криворожскому ме-
таллургическому комбинату 161
— разных видов фусов 236
Способы переработки н использования
сточных вод мышьяково-содовых серо-
очисток 300
Сравнение удельных расходов для приго-
товления бетонов на песке природном и
из отходов обогащения 188
Сравнительная характеристика физико-хи-
мических свойств песка из отходов обо-
гащения н природного 185
-----------щебня нз естественного кам-
ня и щебня нз отходов обогащения
184
Среднеотраслевые удельные показатели
образования и использования железосо-
держащих шламов 159, 160
Сталеплавильные шлаки 6
Строительная промышленность 232
Строительство гидротехнических сооруже-
ний 224
— оснований автомобильных дорог 224
Сухая магнитная сепарация 172
Схема бессатураторного метода получения
сульфата аммония улавливанием ам-
миака коксового газа 251
— вододутьевого аппарата для получения
шлаковой пемзы 30
— выделения строительных песков на
проектируемых предприятиях 175
— комплексной переработки конвертерных
шлаков Ново-Липецкого металлургиче-
ского комбината 51
— непрерывной очистки сырого бензола с
применением шаровых смесителей 269
— образования нерегсиернруемых солей
сточной воды в цехах МСО коксохими-
ческих заводов 297
— очистки коксового газа от сероводоро-
да мышьяково-содовым поглотителем с
получением серы плавленой 292—293
— переработки шлаков рафинированного
феррохрома 56
— подготовки отходов флотации для ис-
пользования на газопромыслах и в сель-
ском хозяйстве 249
----породы для производства гравия,
кирпича, аглопорнта 231
— гидрожелобной грануляционной установ-
ки 20
Схема прндоменной грануляции шлака
фирм «Раза трейдинг* и «Ниппон ко-
кан», Япония 28
— припечной грануляции шлака фирмы
«АИО-Штальбау и Хеш», ФРГ 23
---- грануляционной установки на печи
объемом 5000 м3 Криворожского метал-
лургического комбината 21
— производства минераловатных изделий
38
— улавливания аммиака коксового газа с
получением сульфата аммоиня (полу-
прямой метод) 250
— установки для приготовления эмульсий
из отходов 288
—• --производства шлаковой пемзы
гидрозкраиным способом иа Криворож-
ском металлургическом комбинате 29
— — по производству известковой шлако-
вой муки на металлургическом заводе
«Амурсталь» 49
----— — фосфатшлаковой муки на ме-
таллургическом комбинате «Азовсталь»
50
---------пемзы с применением лопаст-
ного аппарата 31
—-----совместной утилизации фусор
кислых смолок сульфатного отделения и
масел с очистных сооружений 289
----Челябинского металлургического
комбината для производства щебня из
коржей 334
— утилизации кислой смолки цеха ректи-
фикации бензола подачей в угольную
шахту 277
Т
Тампонажные растворы 229
Тип печей 222
Термический способ обработки балластных
солей 313
Технико-экономические показатели произ-
водства основных видов шлаковой про-
дукции 112
-------процесса утилизации смеси фу-
сов, кислых смолок сульфатного отде-
ления н масел с очистных сооружений
291
Техническая характеристика кристаллиза-
тора, работающего под вакуумом 321
----роданистого натрия (диждрата) 301
Технические параметры производства ми-
неральной ваты 39
----различных способов грануляции до-
менных шлаков 22
— требования к отходам, используемым
для приготовления смесей 283
----иа отходы и готовый продукт 284
— условия на смолу тяжелую улавлива-
ния марки СТУ (ТУ 14-6 131—70) 260
Технологическая схема процесса восста-
новления солей отработанного раствора
315
Технологические параметры производства
щебня нз доменных шлаков 35
----шлаковых установок 31
У
Удельные капитальные затраты 200
— нормы образования стоков 300
-------сточной воды на мышьяково-содо-
вых сероочнстках 299
— расходы материалов для приготовления
растворов 189
Удельный выход купороса на единицу
сырья 324
-----------продукции 325
— расход материалов для приготовления
селикатобетона 188
-----------ячеистого бетона 188
Удельный расход сырьевых компонентов
на 1 м3 тяжелого (обычного) бетона 187
Установка по подготовке фусов 245
Утилизация смолки 262
Ф
Ферросплавные шлаки 7
Формовочная смесь 232
Фосфатшлак по ТУ 14-11-176—78 70
X
Характеристика гранулированных шлаков
производства марганцевых ферросплавов
для строительства 75
— железного купороса 322
— кислых смолок цеха ректификации бен-
зола 271
— кокса, полученного при коксовании в
800-г печи 280
-----------смеси шихты с кислой смол-
кой сульфатного отделения в 800-г печи
264
— предельно концентрированных эмульсий
бензола, стабилизированных водным’и
340
растворами кислой смолки и кубовыми
остатками 273
— оборудования грануляционных устано
вок 24
----по производству щебня из доменных
шлаков 36
----установок по переработке сталепла-
вильных' шлаков 46
---------производству шлаковой ваты 40
---шлакопемзовых установок 32
— работы отделений по первичной перера
ботке сталеплавильных шлаков метал
лургнческих предприятий 44
Характеристика работы установок и обо-
рудования по переработке шлаков фер-
рохромового производства 57
— шлаковой известковой муки 71
— шлаков производства ферросилиция для
металлургии 74
Химические составы основных видов шла-
ков 11
Химический состав крупнозернистых и
мелкозернистых песков 186
----отходов обогащения марганцевых
руд 173
---- породы различной плотности (круп-
ность частиц 40—10 мм) 217
----шламов агломерационного производ-
ства металлургических предприятий БПО
«Союзметаллургпром» Минчермета СССР
120
-------газоочисток доменных печей пред-
приятий Минчермета СССР 130
-------конвертерных газоочисток метал-
лургических предприятий Минчермета
СССР 148
—--------мартеновских печей Мничерме-
та СССР 142
----щебня горно-обогатительных комби-
натов 183
Ц
Цены на продукцию из отходов, реализуе-
мую горно-обогатительными предприя-
тиями 199
Ш
Шлак доменный гранулированный по
ГОСТ 3476-74 61
— выеокоглиноземистый по ТУ 14-11-137—81
68
— от производства электропечного ферро-
силиция 74
Шлаки алюмотермического производства
по ТУ 14-11-164—78 и ТУ 14-11-138—76 76
— кислородно конвертерные для доменных
печей по ТУ 14-11-161—77 71
— от производства марганцевых сплавов 7
-----------для металлургии по ТУ
11-203—83 74
------рафинированного феррохрома и
марганца металлического 7
------электропечного ферросилиция 74
— феррохромовые самораспадающиеся по
ТУ 14-41-181—79 72
Шлаковая пемза по ГОСТ 9760—75 65
Шлакоизвестковые и шлакофосфорные
удобрения 48
Щ
Щебень 182
— для бетона по ГОСТ 5578—76 66
- по ГОСТ 3344—83 66
— технологический 109
Э
Экономическая эффективность переработки
и основных направлений использования
шлаковой продукции 114
------шлаков на предприятиях Миичер-
мета СССР в 1983 г. 111
---- процесса утилизации кислой смолки
путем присадки к шихте 266
Электросталеплавильные шлаки 7
Эмульгирование отходов 283
Эффективность производства песка и щеб-
ня из отходон обогащения 201
ОГЛАВЛЕНИЕ
Введение ...................................................... 4
1. ШЛАКИ ЧЕРНОЙ МЕТАЛЛУРГИИ.....................................6
1.1. Образование шлаков......................................6
1.1.1. Общие определения, классификация шлаков.............6
1.1.2. Выход шлаков ......................................7
1.2. Переработка металлургических шлаков....................11
1.2.1. Переработка доменных шлаков........................11
1.2.2. Переработка сталеплавильных шлаков.................42
1.2.3. Переработка ферросплавных шлаков...................55
1.3. Технические условия, качество шлаковой продукции и направ-
ления ее использования......................................61
1.3.1. Продукция из доменных шлаков.......................61
1.3.2. Продукция из сталеплавильных шлаков................70
1.3.3. Продукция из ферросплавных шлаков..................72
1.4. Методические основы определения экономической эффектив-
ности переработки и использования шлаков....................77
1.4.1. Народнохозяйственная эффективность переработки и ис-
пользования шлаков........................................77
1.4.2. Особенности калькулирования себестоимости шлаковой
продукции............................................... 78
1.4.3. Цены на. шлаки н продукцию из них............... . 81
1.4.4. Методика определения экономической эффективности пере-
работки шлаков............................................83
1.4.5. Методические основы расчета экономической эффективно-
сти использования шлаковой продукции......................93
1.5. Экономическая эффективность переработки шлаков и исполь-
зования шлаковой продукции ................................ 97
1.5.1. Экономическая эффективность переработки доменных шла-
ков ......................................................97
1.5.2. Экономическая эффективность переработки сталеплавиль-
ных шлаков................................................97
1.5.3. Экономическая эффективность переработки ферросплавных
шлаков ..................................................ПО
1.5.4. Общая экономическая эффективность переработки шлаков 111
1.5.5. Эффективность использования шлаковой продукции . .112
1.5.6. Народнохозяйственная эффективность переработки шлаков
и использования шлаковой продукции.......................114
Литература....................................................115
2. ШЛАМЫ ГАЗООЧИСТНЫХ И САНТЕХНИЧЕСКИХ СООРУЖЕ-
НИИ ..........................................................117
2.1. Образование шламов.................................. . 117
2.1.1. Общие определения, классификация шламов ..........117
342
2.1.2. Учет наличия, образования и использования шламов газо-
очистных и сантехнических сооружений......................117
2.2. Свойства, переработка, использование шламов . ..... 119
2.2.1. Отходы агломерационного производства...............119
2.2.2. Отходы доменного производства......................128
2.2.3. Отходы сталеплавильного производства...............141
2.3. Влияние введенных железосодержащих шламов на процесс
спекания и качество агломерата............................ 156
2.4. Цены на шламы и методика их определения................158
Литература.....................................................164
3. ОТХОДЫ ОБОГАЩЕНИЯ ЖЕЛЕЗНЫХ И МАРГАНЦЕВЫХ РУД 165
3.1. Образование отходов обогащения.........................165
3.1.1. Общие определения, номенклатура отходов обогащения . . 165
3.1.2. Учет наличия, образования и использования отходов обо-
гащения железных и марганцевых руд........................165
3.2. Характеристика отходов при обогащении железных и марган-
цевых руд и направления их использования...................167
3.2.1. Исходное сырье, процессы его переработки и получаемые
отходы....................................................167
3.2.2. Характеристика отходов обогащения..................172
3.2.3. Объемы образования отходов.........................174
3.2.4. Технологические процессы и оборудование для переработки
отходов ..................................................175
3.2.5. Номенклатура продукции.............................182
3.2.6. Качество продукции.................................182
3.2.7. Использование продукции............................187
3.3. Методические основы определения экономической эффектив-
ности производства и использования отходов обогащения желез-
ных и марганцевых руд.......................................196
3.4. Цены иа продукцию из отходов обогащения..............199
3.5. Экономическая эффективность производства продукции . . . 200
Литература.................................................... 204
4. ОТХОДЫ КОКСОХИМИЧЕСКОЙ ПРОМЫШЛЕННОСТИ . . . 205
4.1. Образование отходов коксохимической промышленности . . 205
4.1.1. Общие определения, номенклатура, классификация отходов 206
4.1.2 Учет наличия, образования и использования отходов . . . 207
4.2. Методика определения экономической эффективности исполь-
зования вторичного сырья....................................211
4.3. Выход, переработка, использование отходов коксохимической
промышленности. Экономическая эффективность................214
4.3.1. Порода от обогащения углей........................214
4.3.2. Отходы флотации угля..............................227
4.3.3. Фусы каменноугольные..............................234
4.3.4. Кислая смолка сульфатного отделения цеха улавливания 248
4.3.5. Кислая смолка цеха ректификации сырого бензола .... 268
4.3.6. Смеси органических отходов........................282
4.3.7. Отработанный раствор мышьяково-содовых сероочисток . 291
4.3.8. Отработанный раствор вакуум-карбонатных сероочисток . 307
Литература.................................................... 316
5. ЖЕЛЕЗНЫЙ КУПОРОС............................................319
5.1. Образование железного купороса ... ... 319
5.1.1. Общие определения, характеристика.................319
5.1.2. Удельный выход (нормы образования) железного купороса 323
5.1.3. Объемы образования железного купороса, его качество и
подготовка к переработке.................................326
343
5.2. Основные направления переработки и рационального использо-
вания железного купороса .... 327
5 2 1 Технологические процессы и установки по переработке же-
лезного купороса и их технико-экономические показатели 328
5.2 2. Основные пути повышения уровня использования железного
купороса.......................................... . . 331
5.2. 3. Экономические показатели использования железного купо-
роса ................................................... 331
5.2. 4. Цены на железный купорос........................ 334
Литература .... 334
6. ДИРЕКТИВНЫЕ И РУКОВОДЯЩИЕ МАТЕРИАЛЫ В ОБЛАСТИ
ИСПОЛЬЗОВАНИЯ ВТОРИЧНЫХ МАТЕРИАЛЬНЫХ РЕСУР-
СОВ ..................................................... 335
6.1. Законодательные акты .... 335
6.2. Приказы и постановления коллегий Минчермета СССР и Гос-
комитета СССР по науке и технике.................. . . 336
Алфавитный указатель......................................... 338
СПРАВОЧНИК
Владислав Геннадьевич Барышников, Александр Михайло-
вич Горелов, Григорий Ильич Папков и др.
ВТОРИЧНЫЕ МАТЕРИАЛЬНЫЕ РЕСУРСЫ ЧЕРНОЙ МЕТАЛЛУР-
ГИИ Справочник В 2-х т Т 2 Шлаки, шламы, отходы обогащения
железных н марганцевых руд, отходы коксохимической промыштен-
ностн, железный купорос образование и использование
Заведующий редакцией В. М. Бочарников
Редактор Т. М. Граховская
Мл редактор Р. Н. Копылова
Худож. редактор В. П. Рафальский
Техн редакторы Т. Г. Азаниева, Г. В. Привезенцева
Корректор Е. В. Маурина
ИБ № 2815
Сдано в набор 29 12.85 Подписано в печать 28 04 86. А05686 Формат
60X90'/i«. Бумага кн.-журн. Гарнитура литературная. Высокая пе-
чать Усл печ. л. 21,5/21.5 усл. кр.-отт. Уч.-изд. л. 25 55. Ти-
раж 8000 эка. Заказ 1483 Цена 1 р. 60 к Изд № 5992.
Издательство «Экономика» 121864, Москва Г 59, Бережков-
ская наб, 6.
Отпечатано с матриц Ленинградской типографии № ”2 головного
предприятия ордена Трудового Красного Знамени Ленинградского
объединения ^Техническая книга» им Ев1ении Соколовой Союз-
полиграфпрома ври Государственном комитете СССР по делам из-
дательств полиграфии и книжной торговли, 198052, г. Ленинград,
Л-52, Измайловский проспект, 29 в Ленинградской типографии №4
ордена Трудового Красного Знамени Ленинградского объединения
«Техническая книга» им. Евгении Соколовой Союзполиграфпрома
при Государственном комитете СССР по делам издательств по.
ли1рафии и книжной торговли 191126. Ленинград, Социалисти-
ческая ул , 14