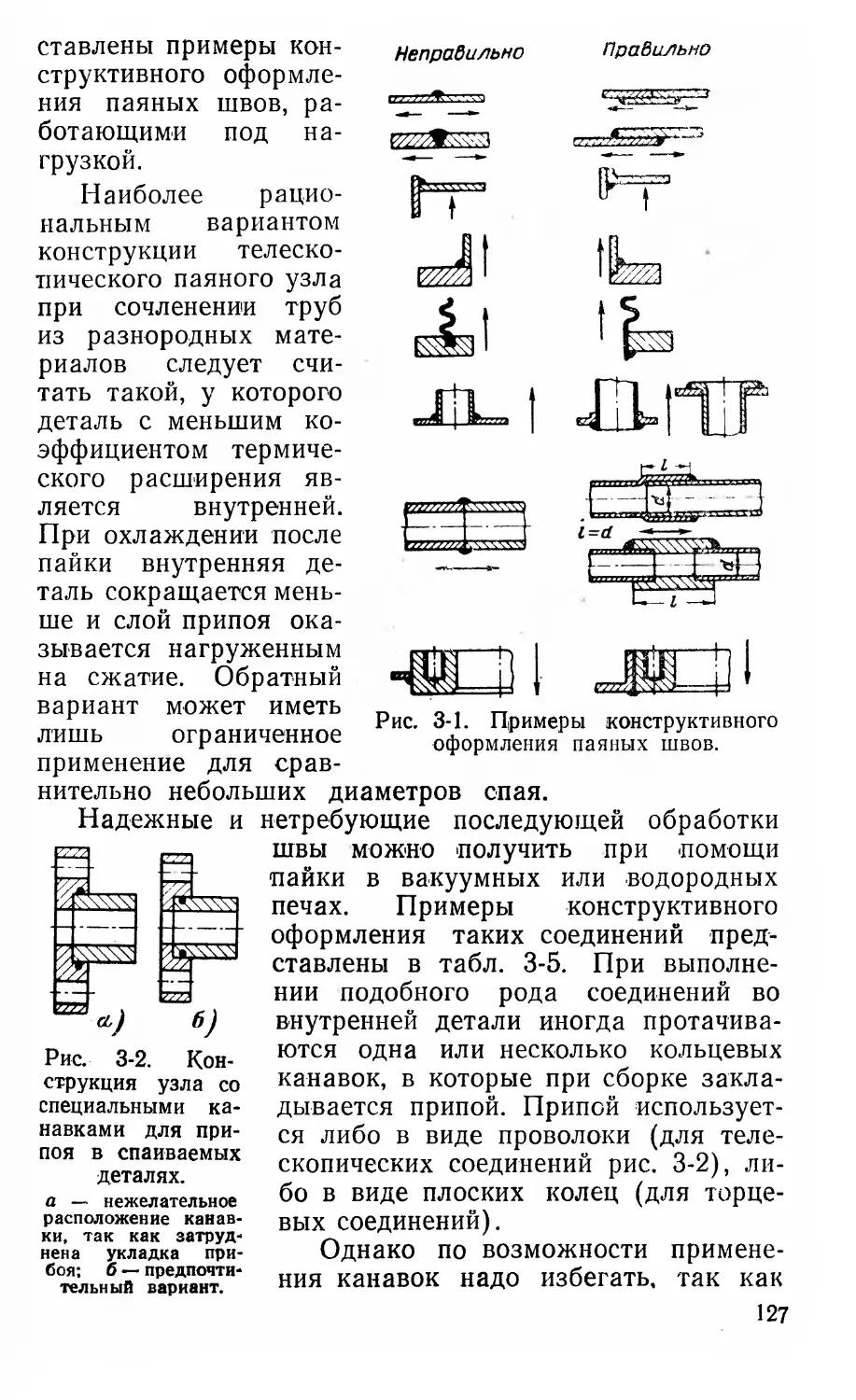
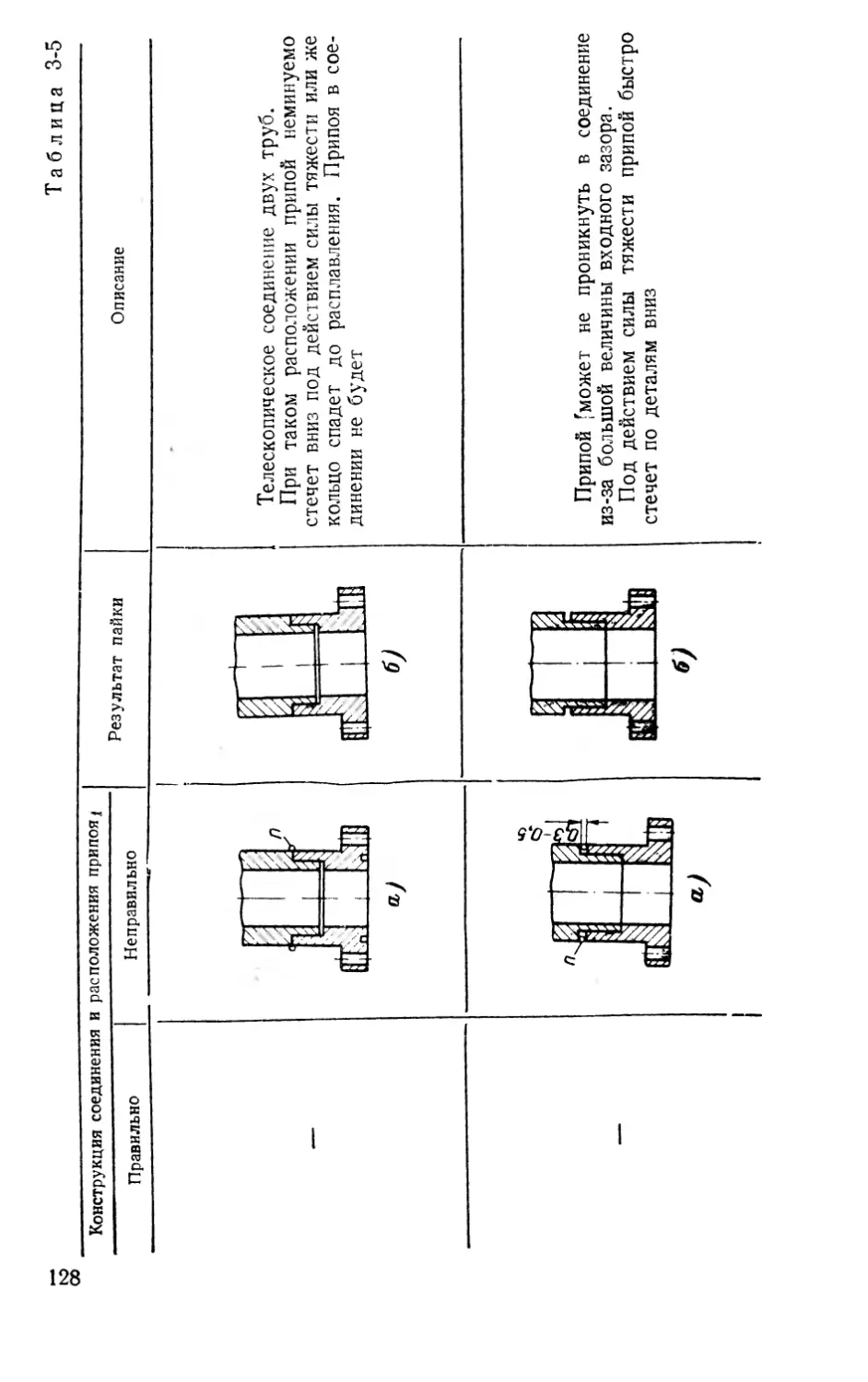
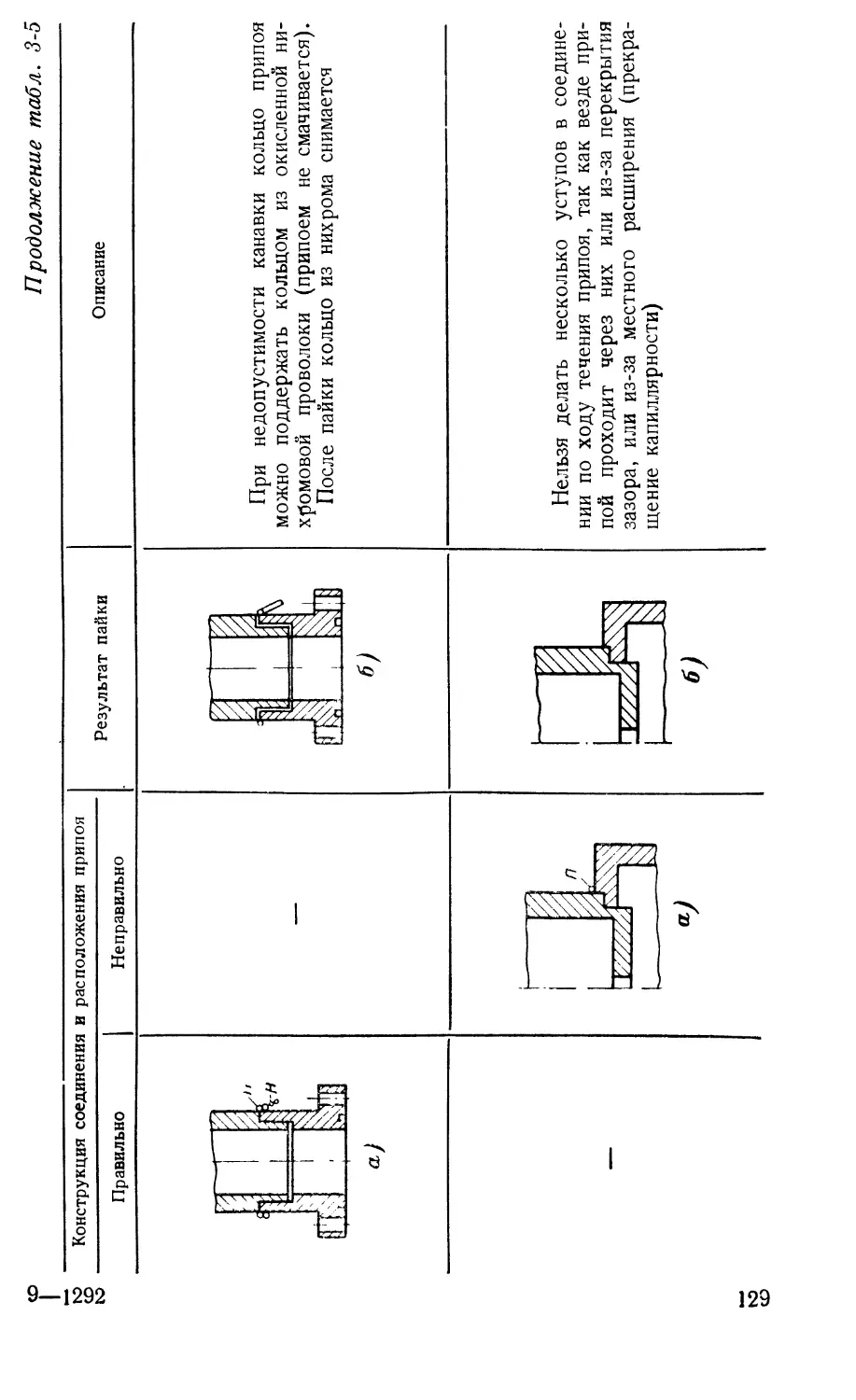
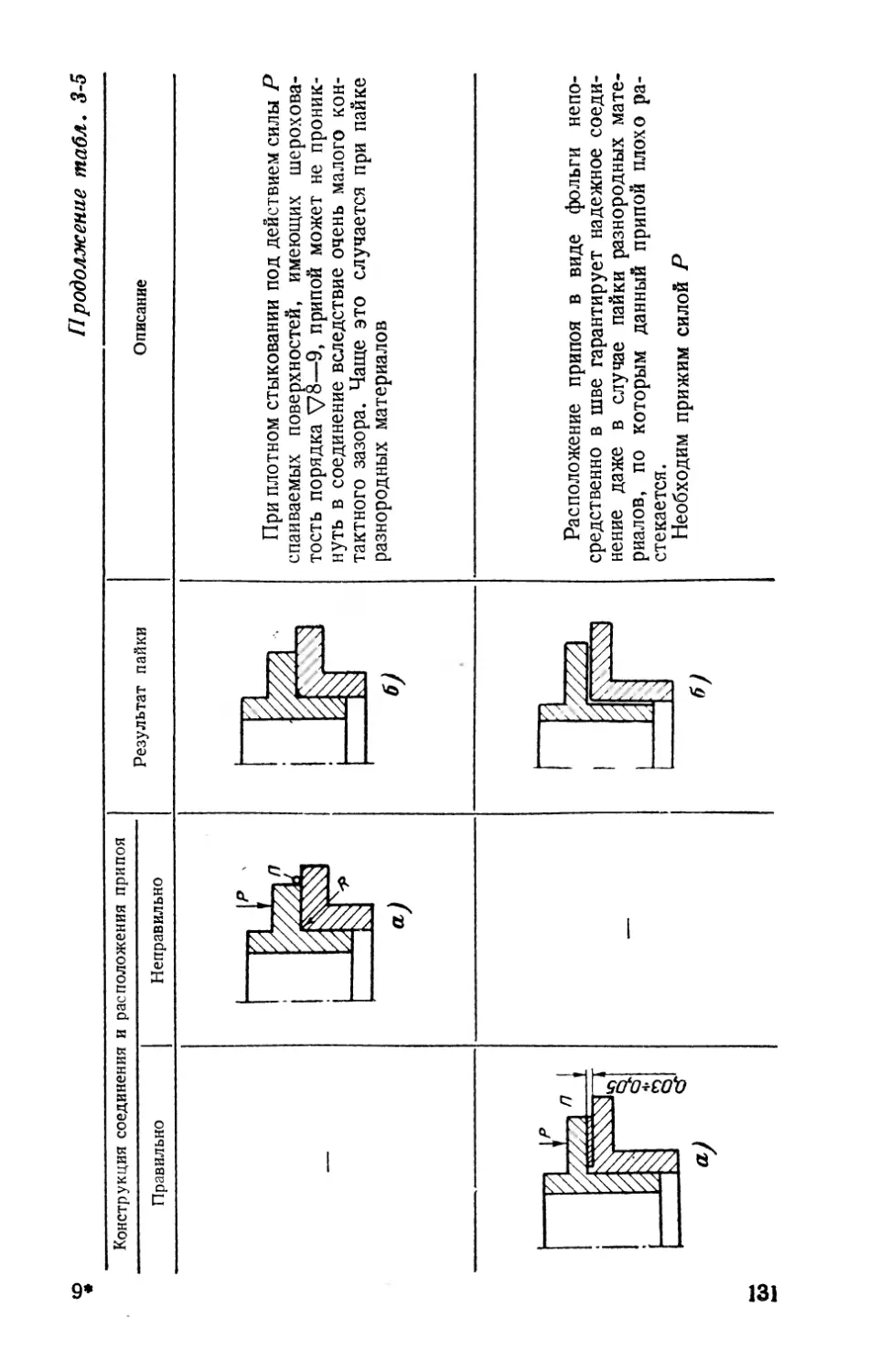
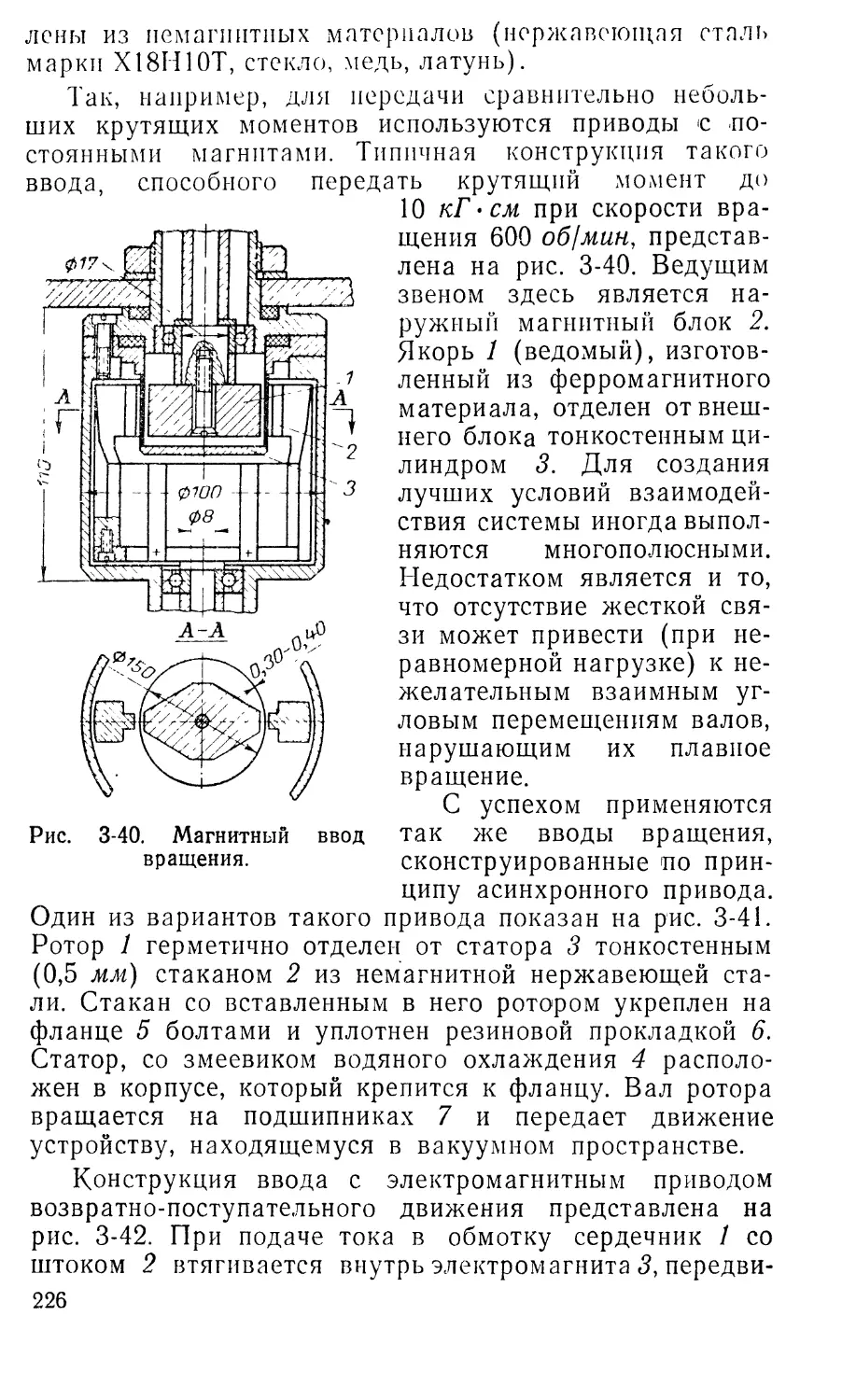
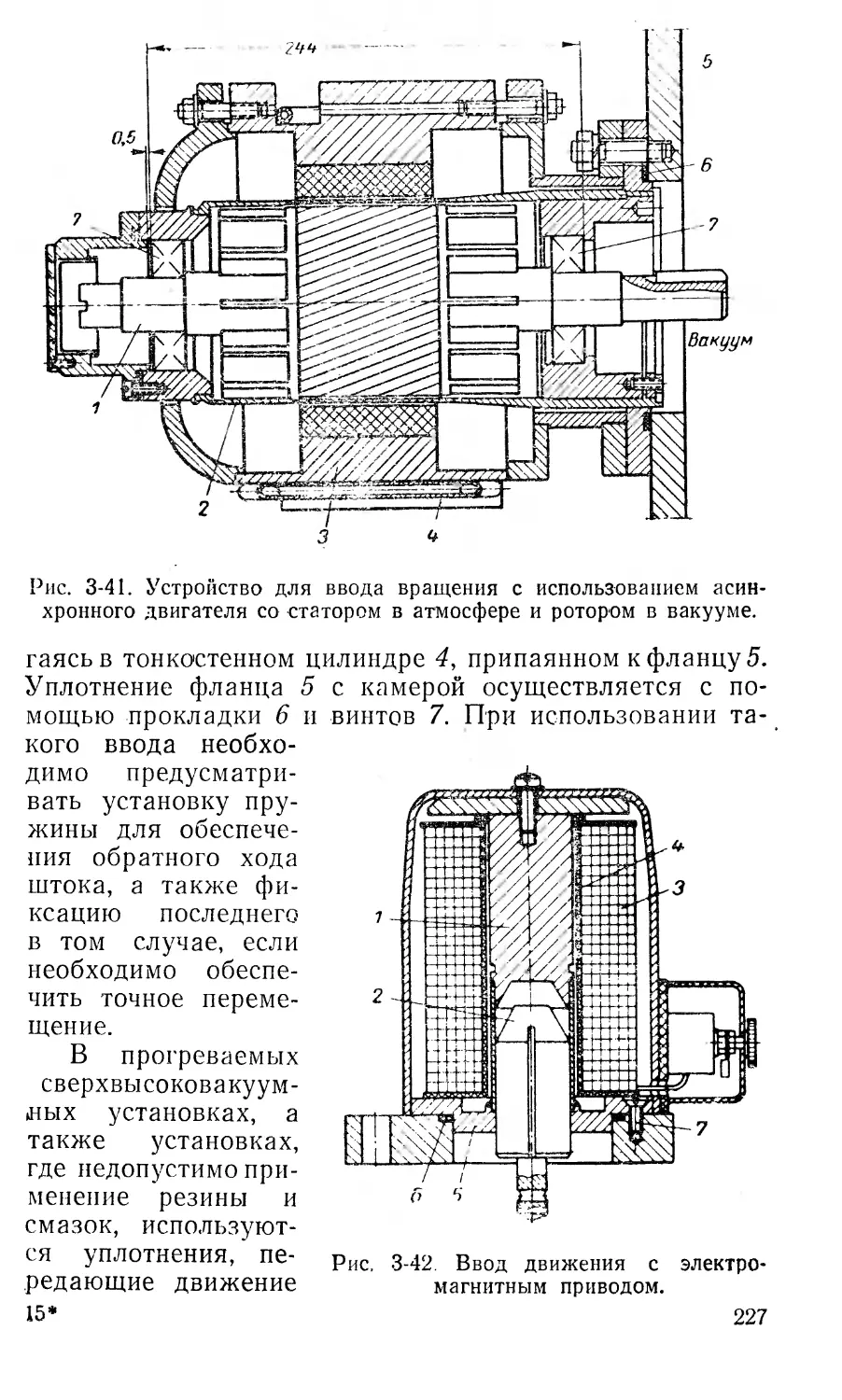
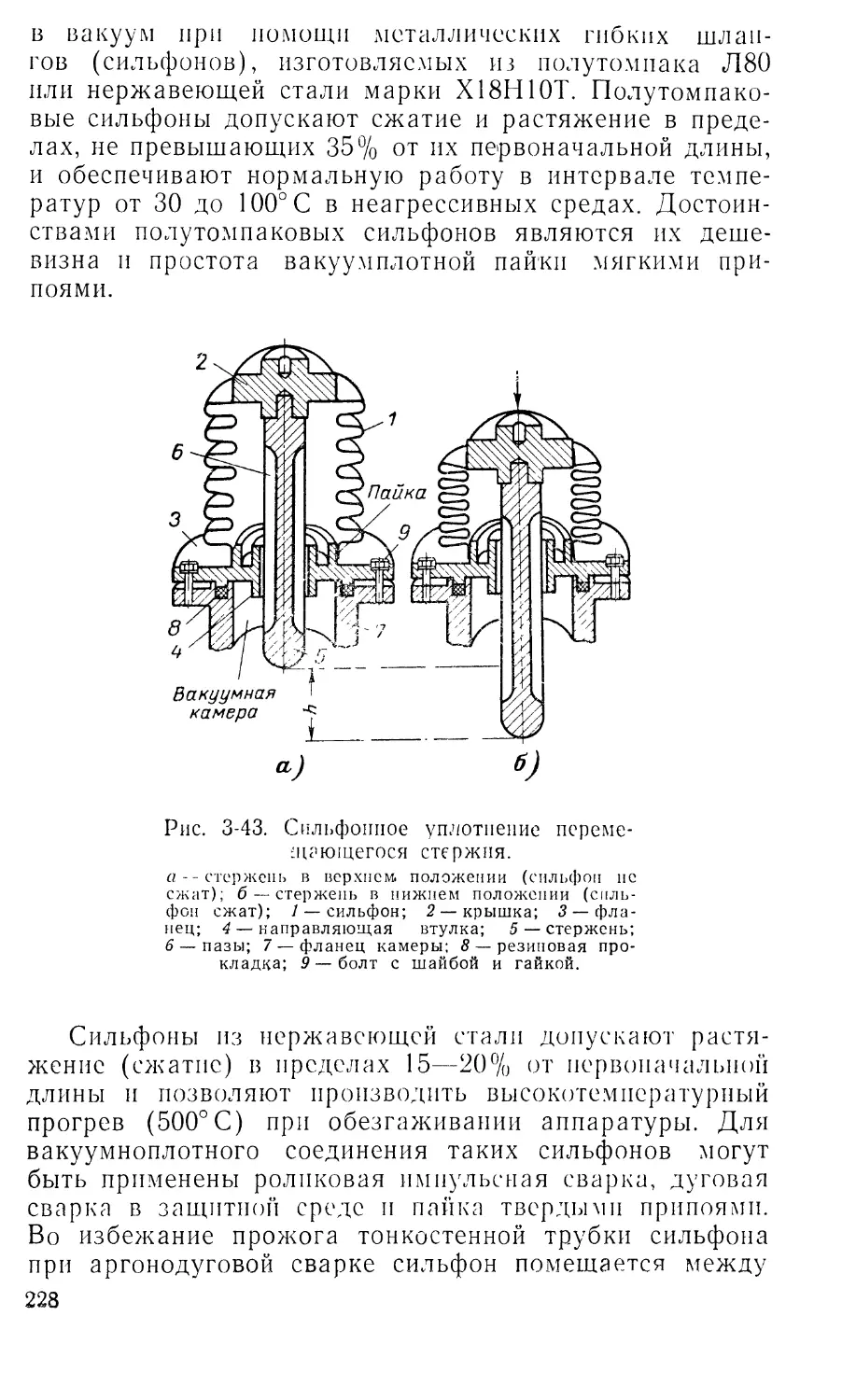
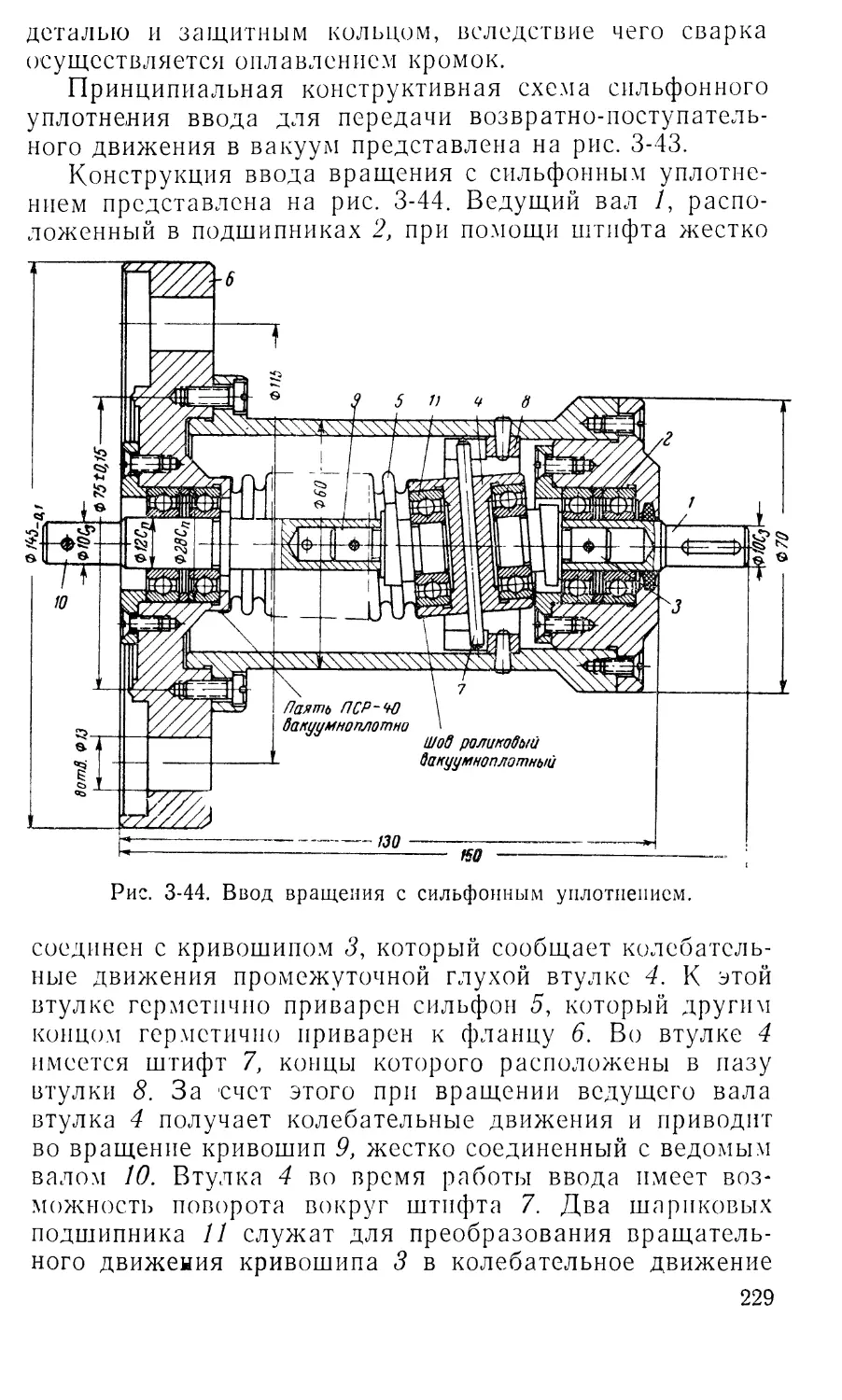
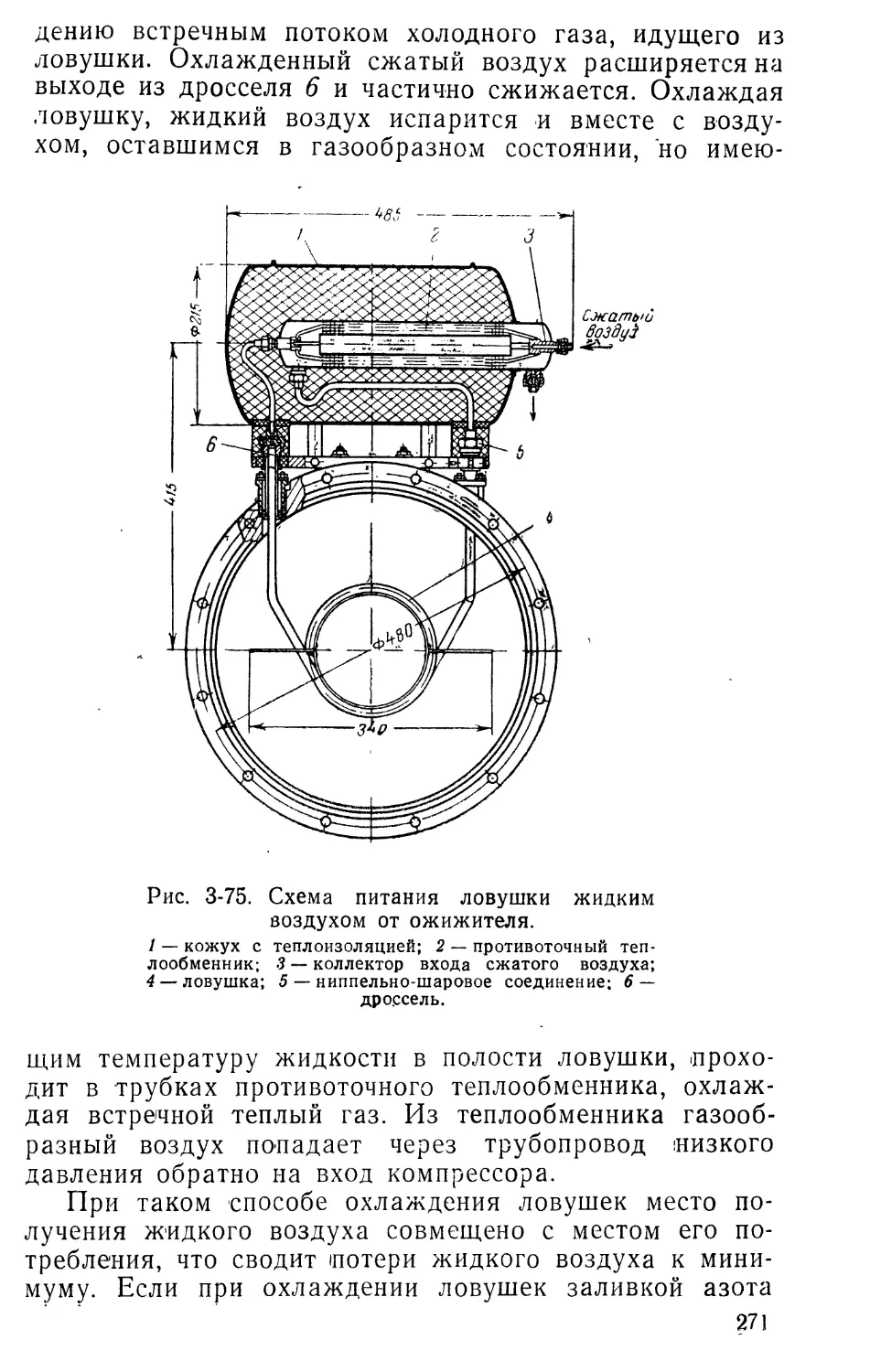
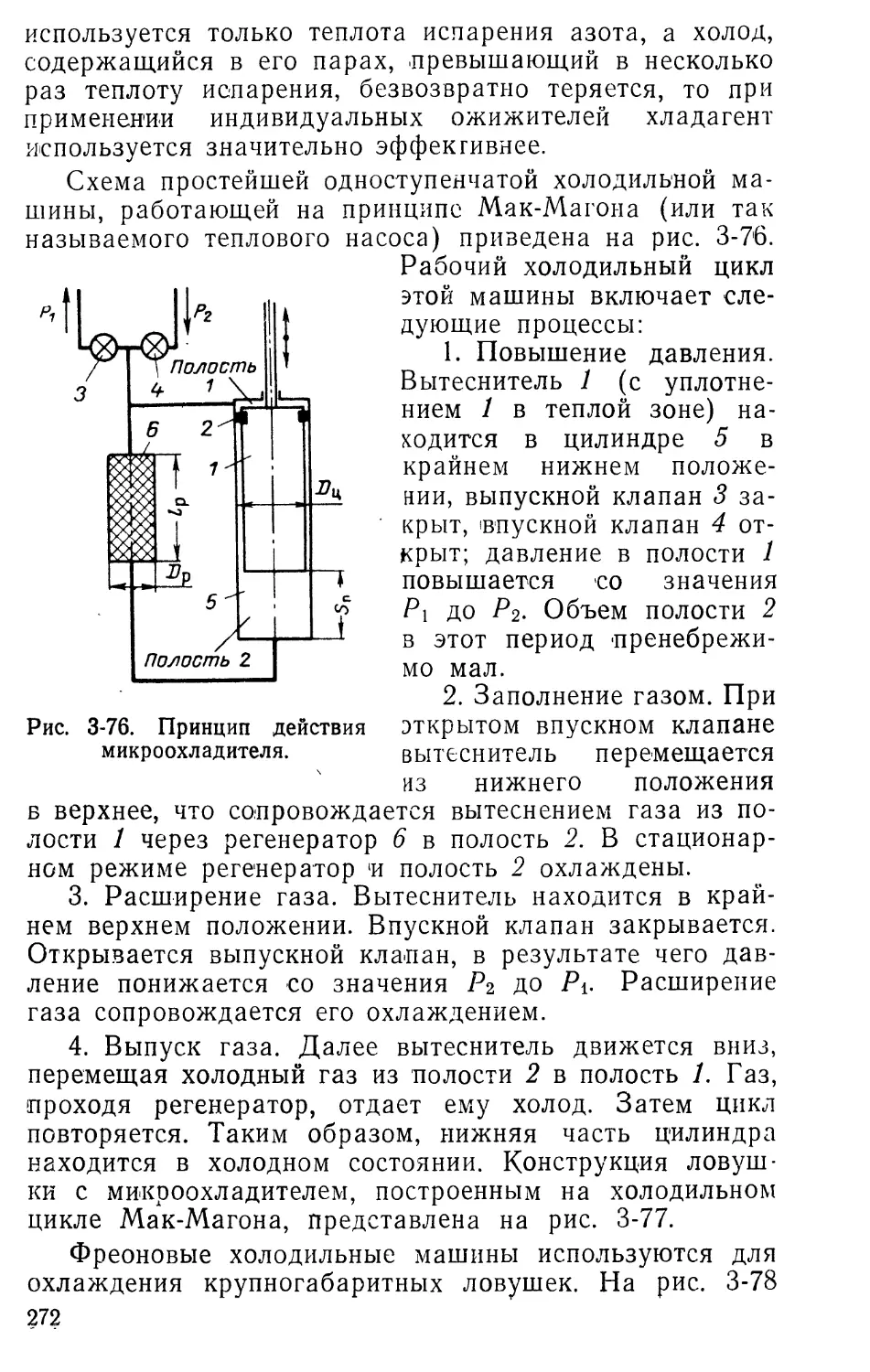
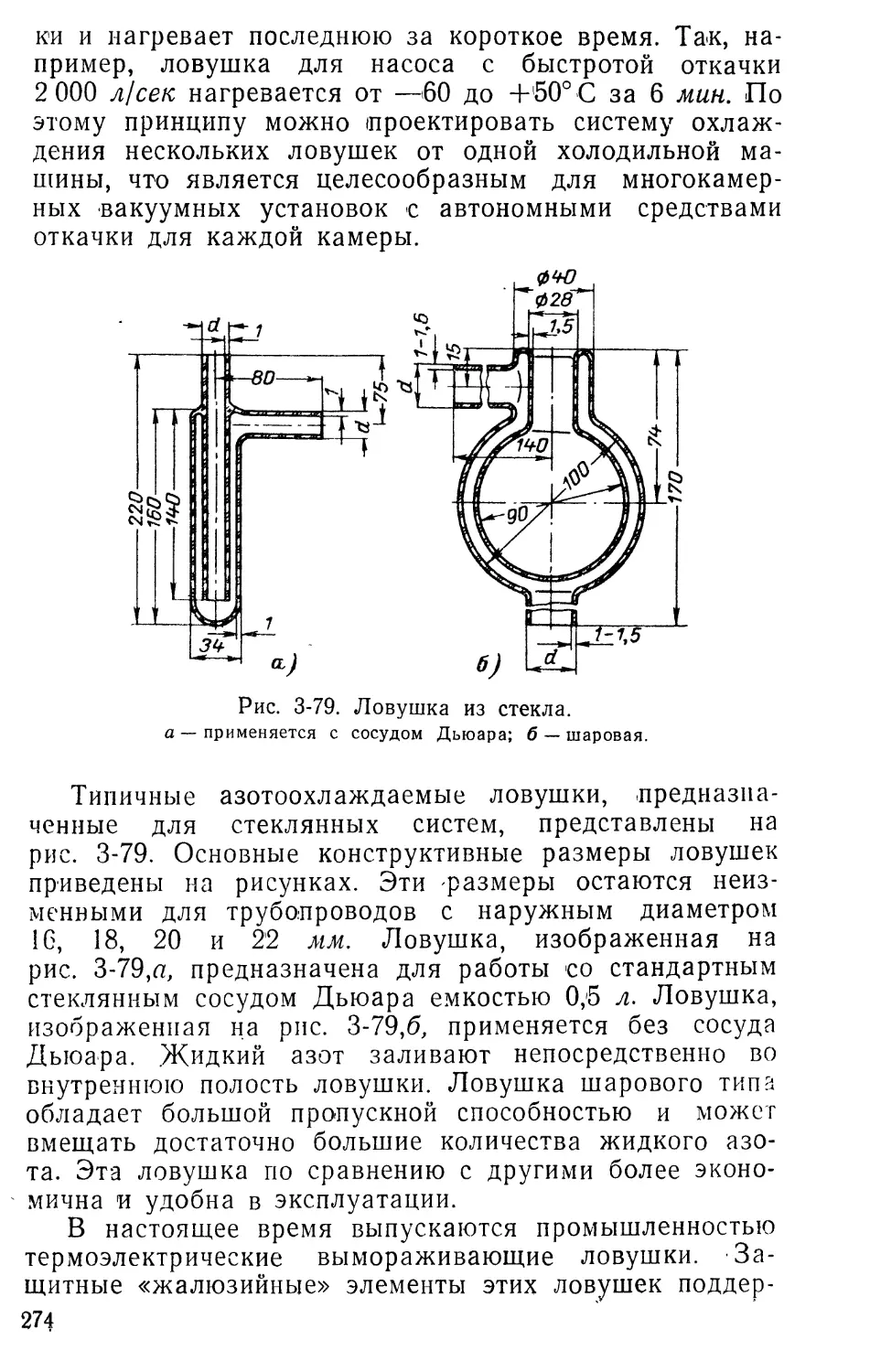
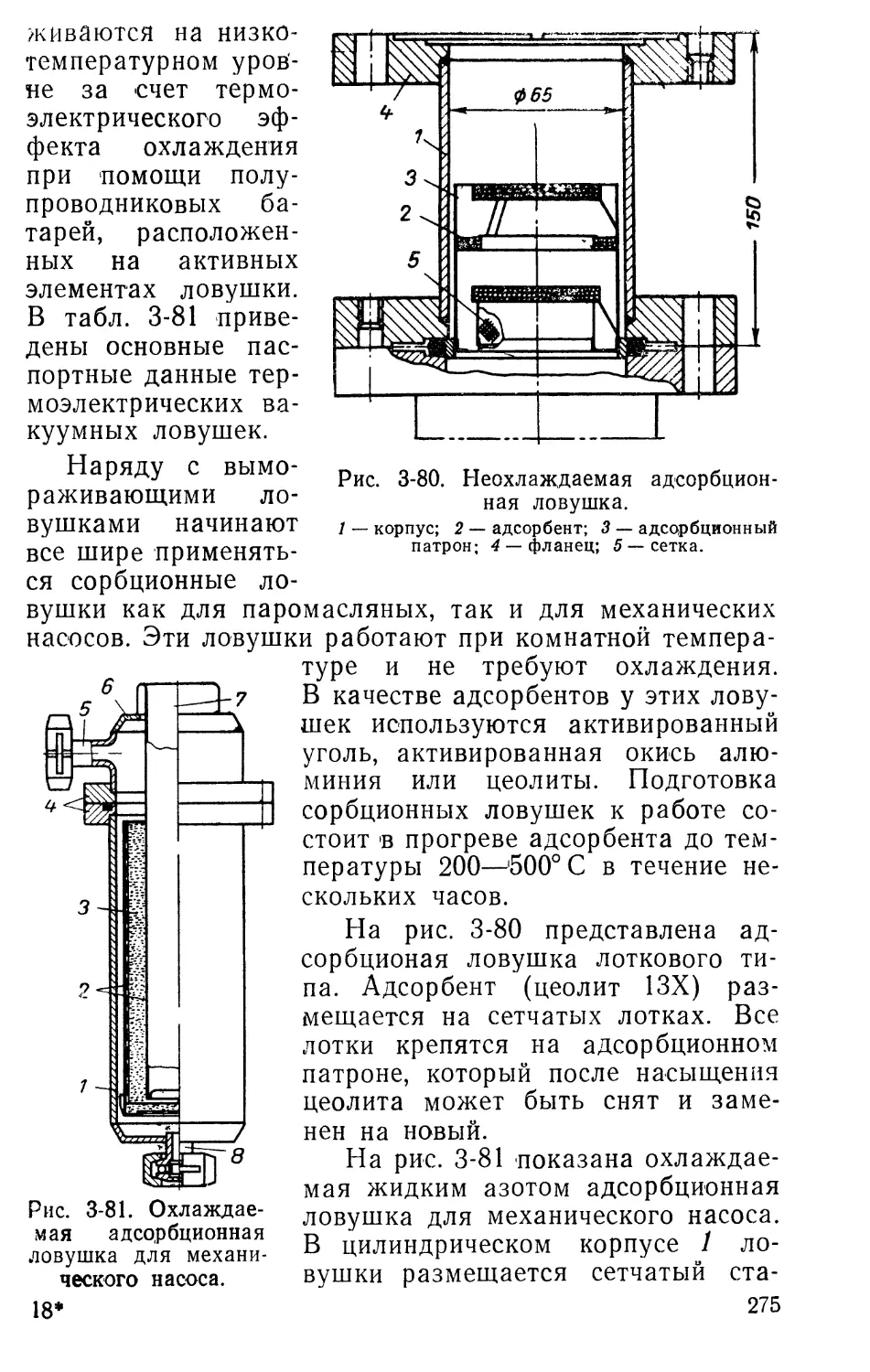
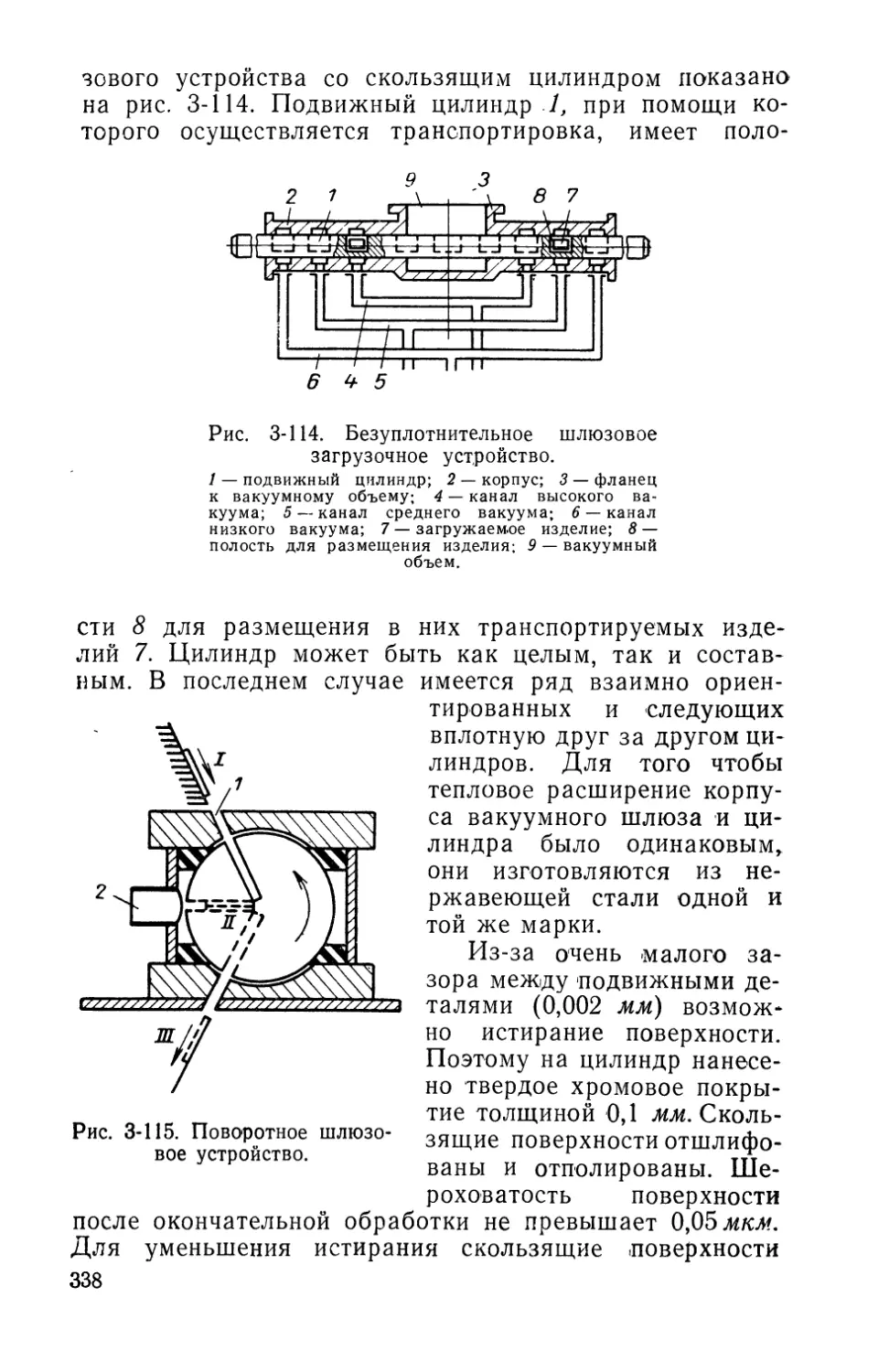
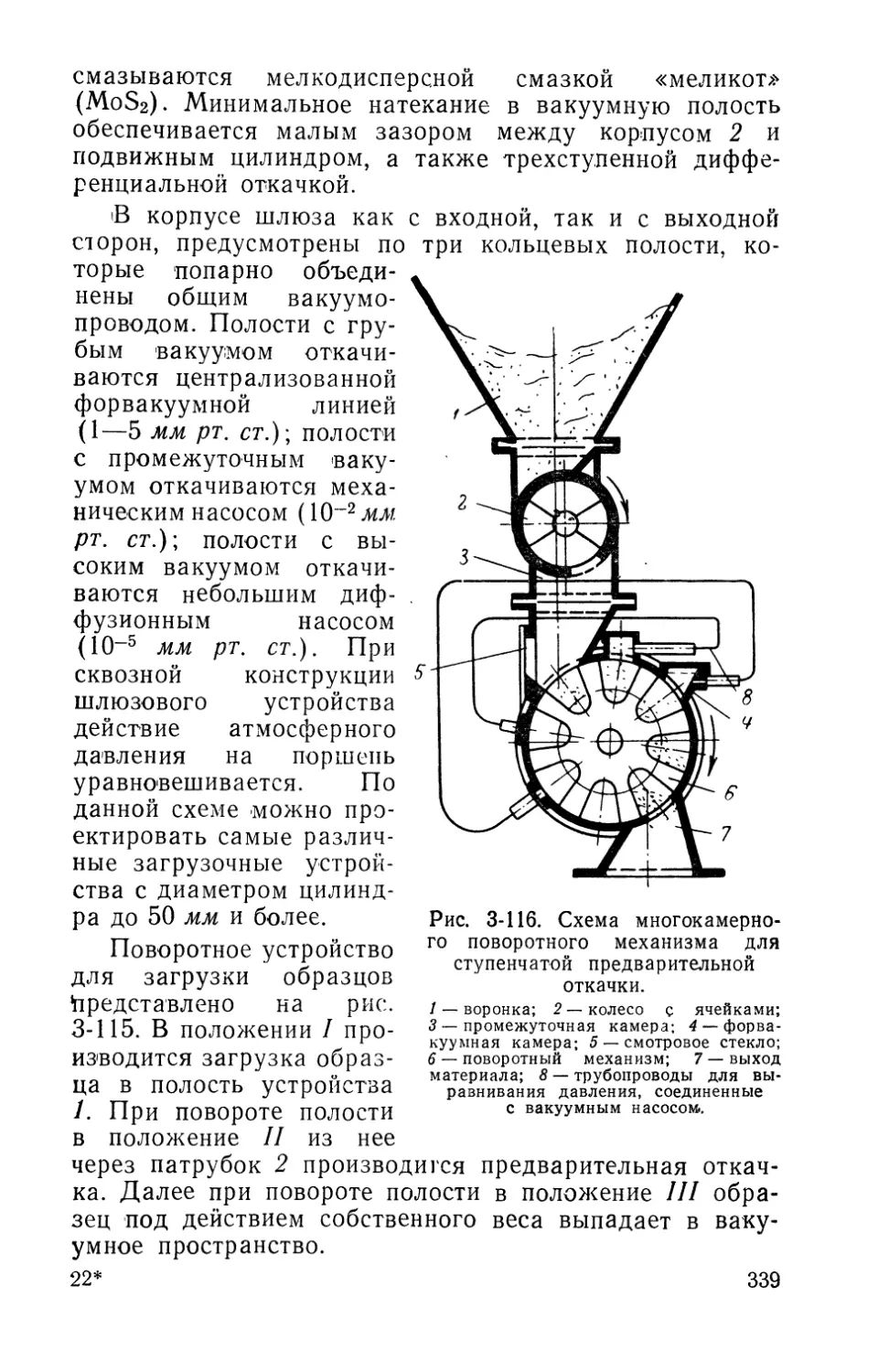
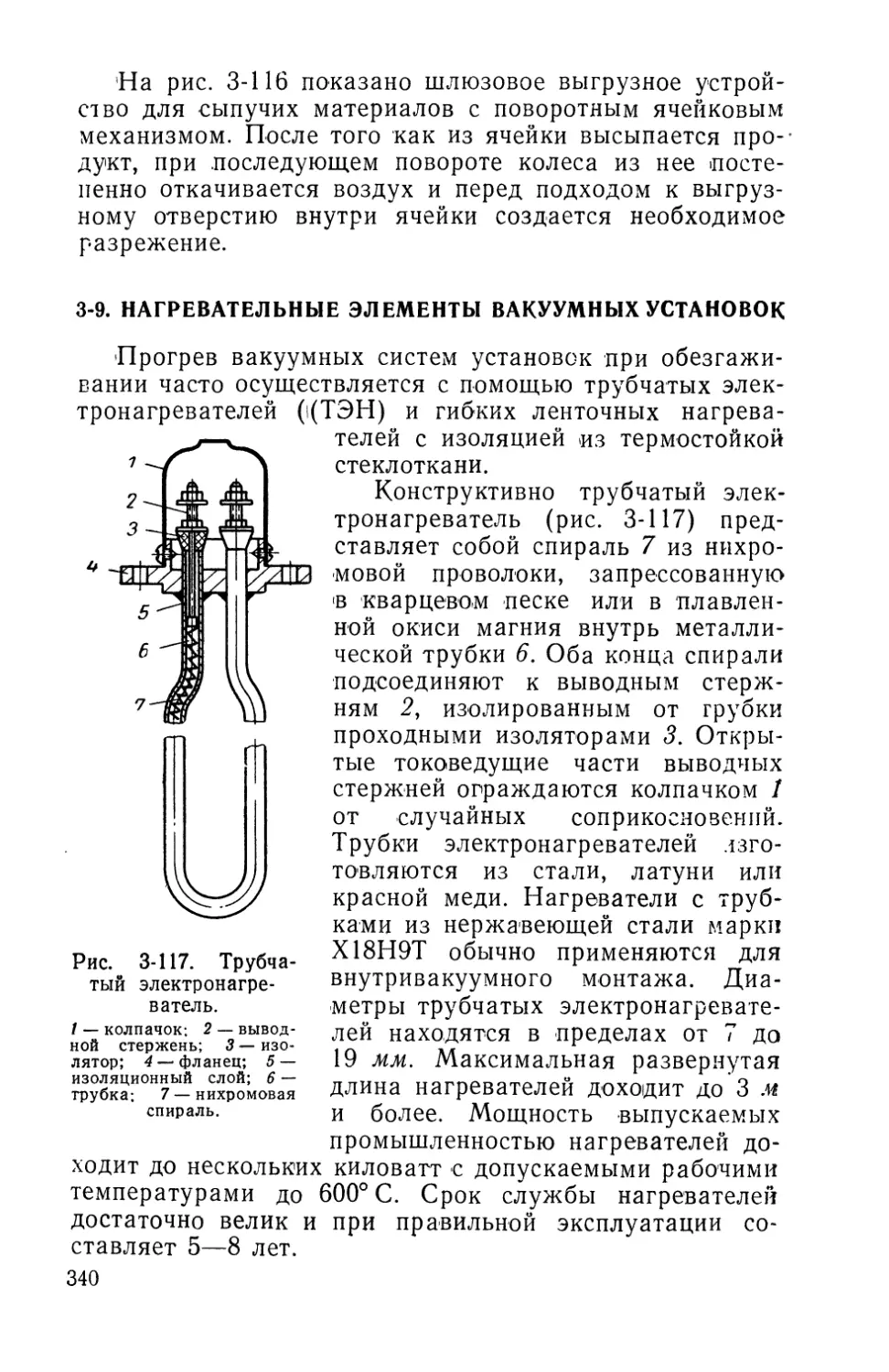
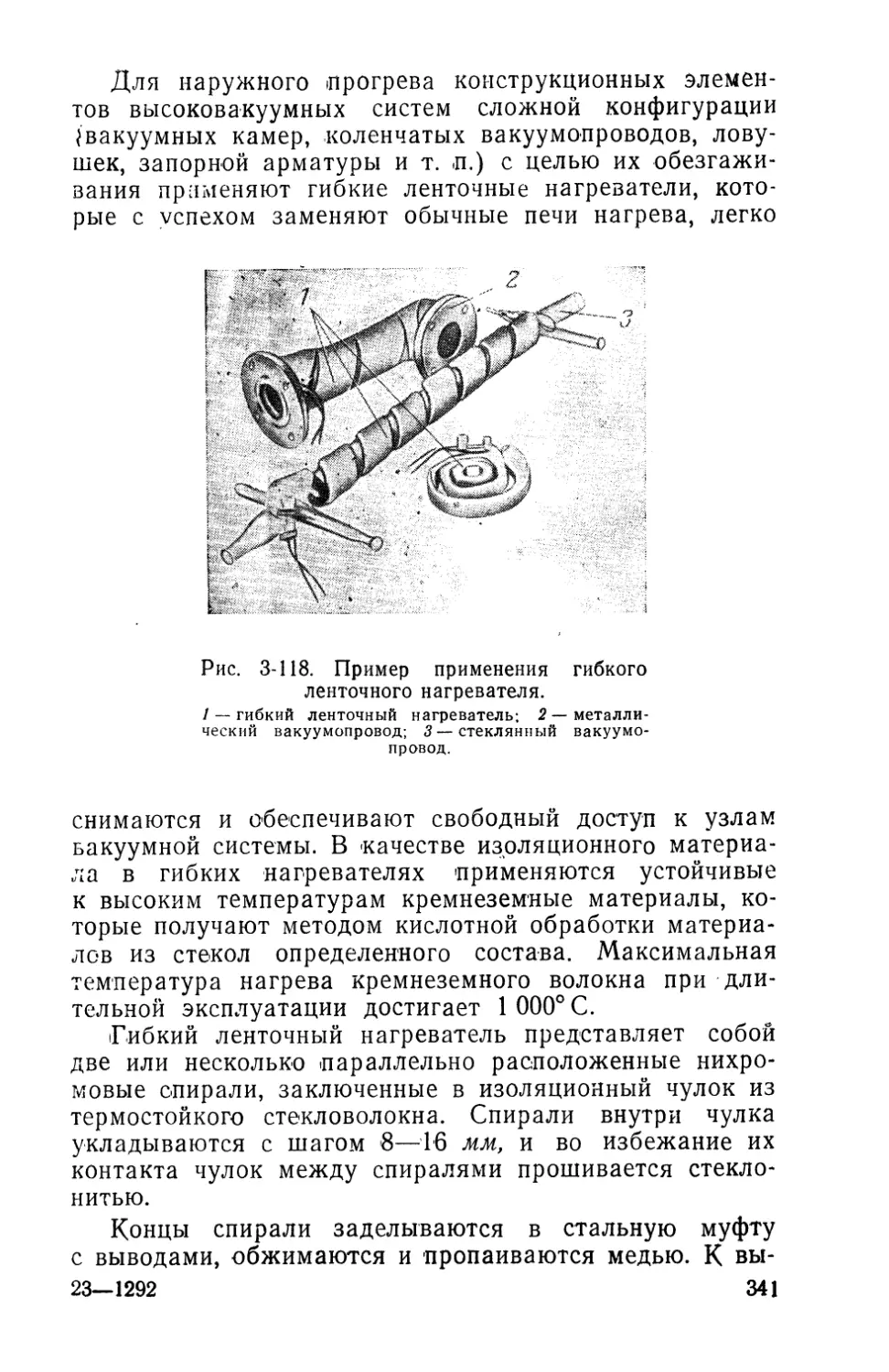
/










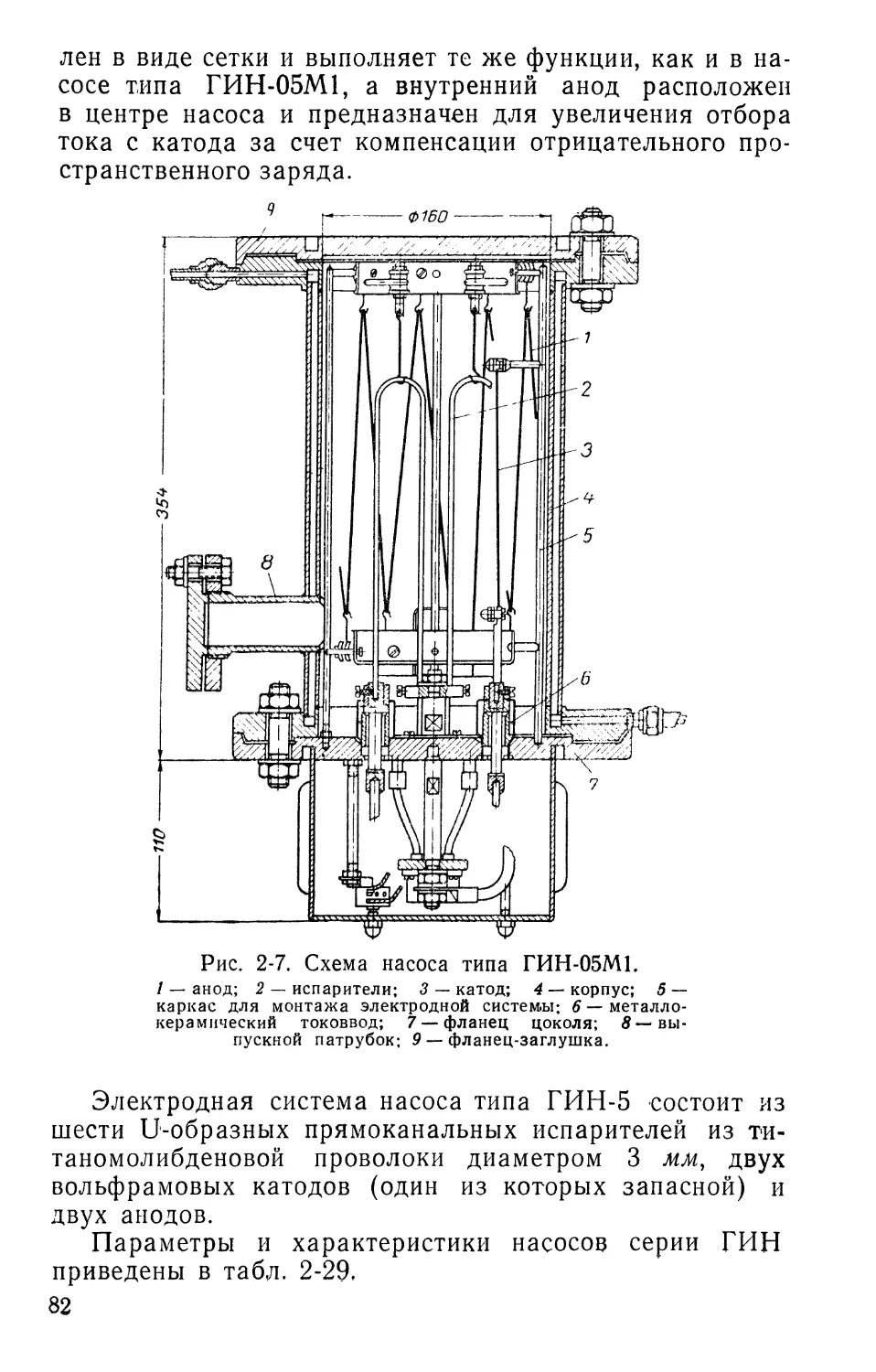
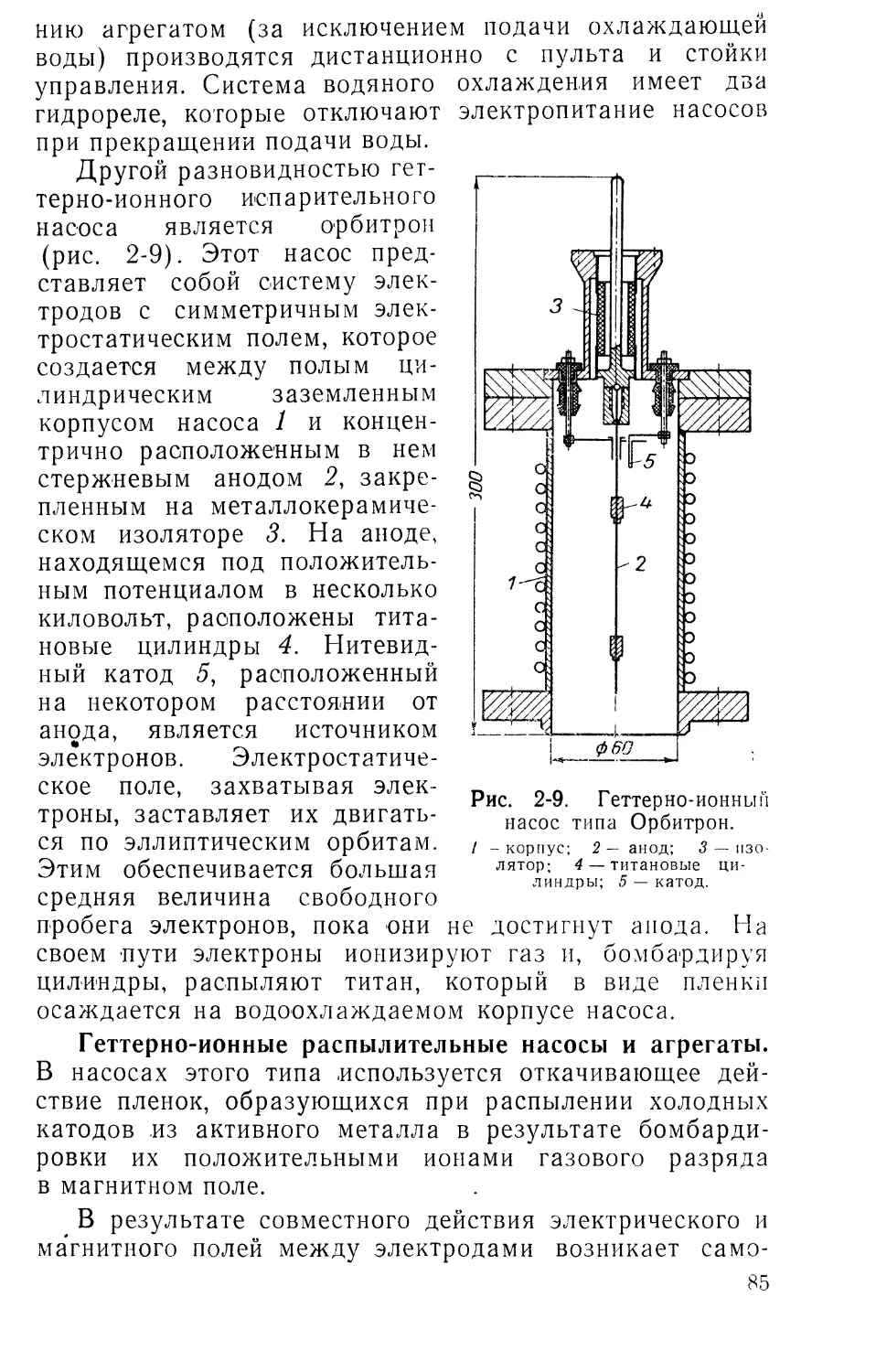



















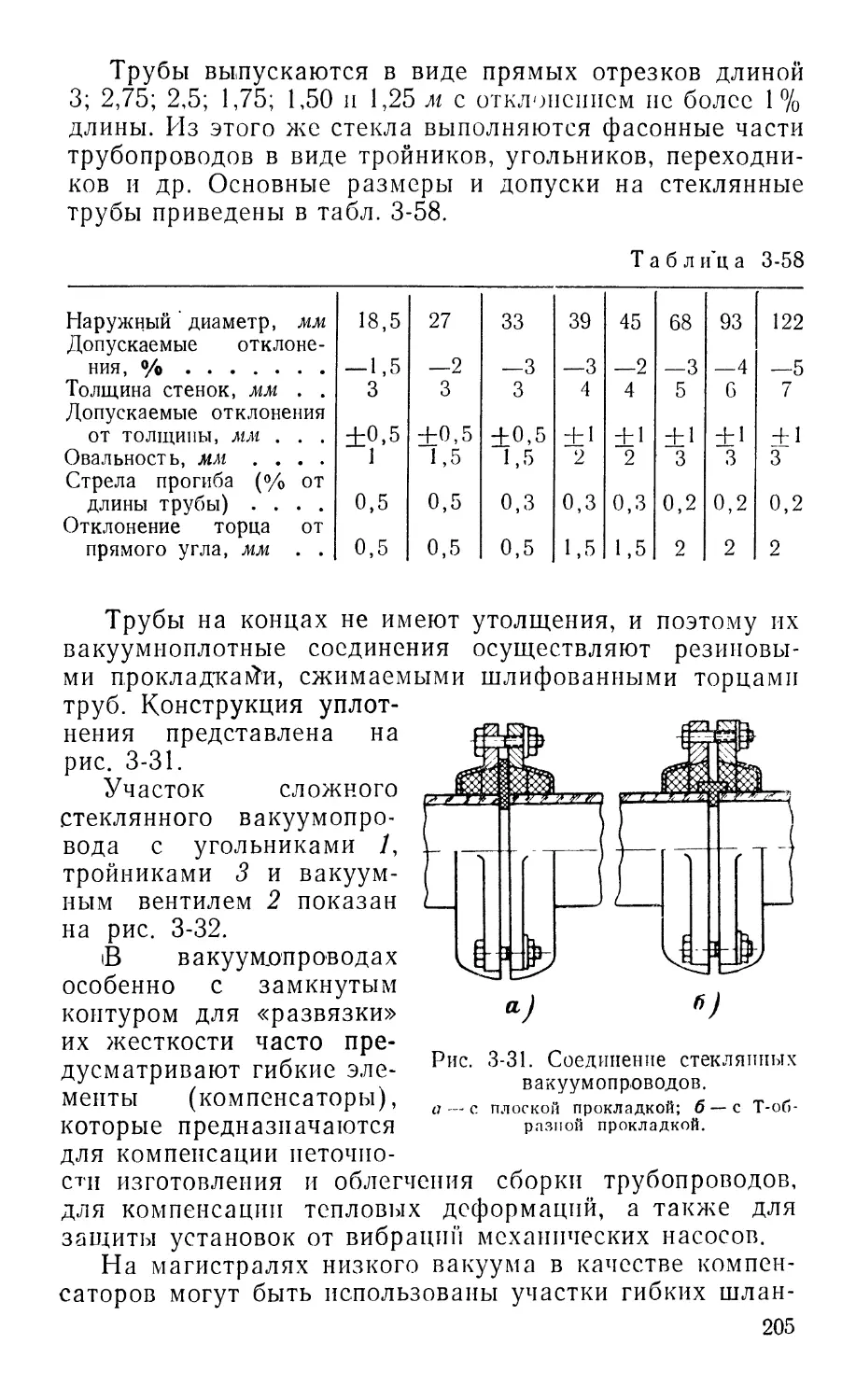
























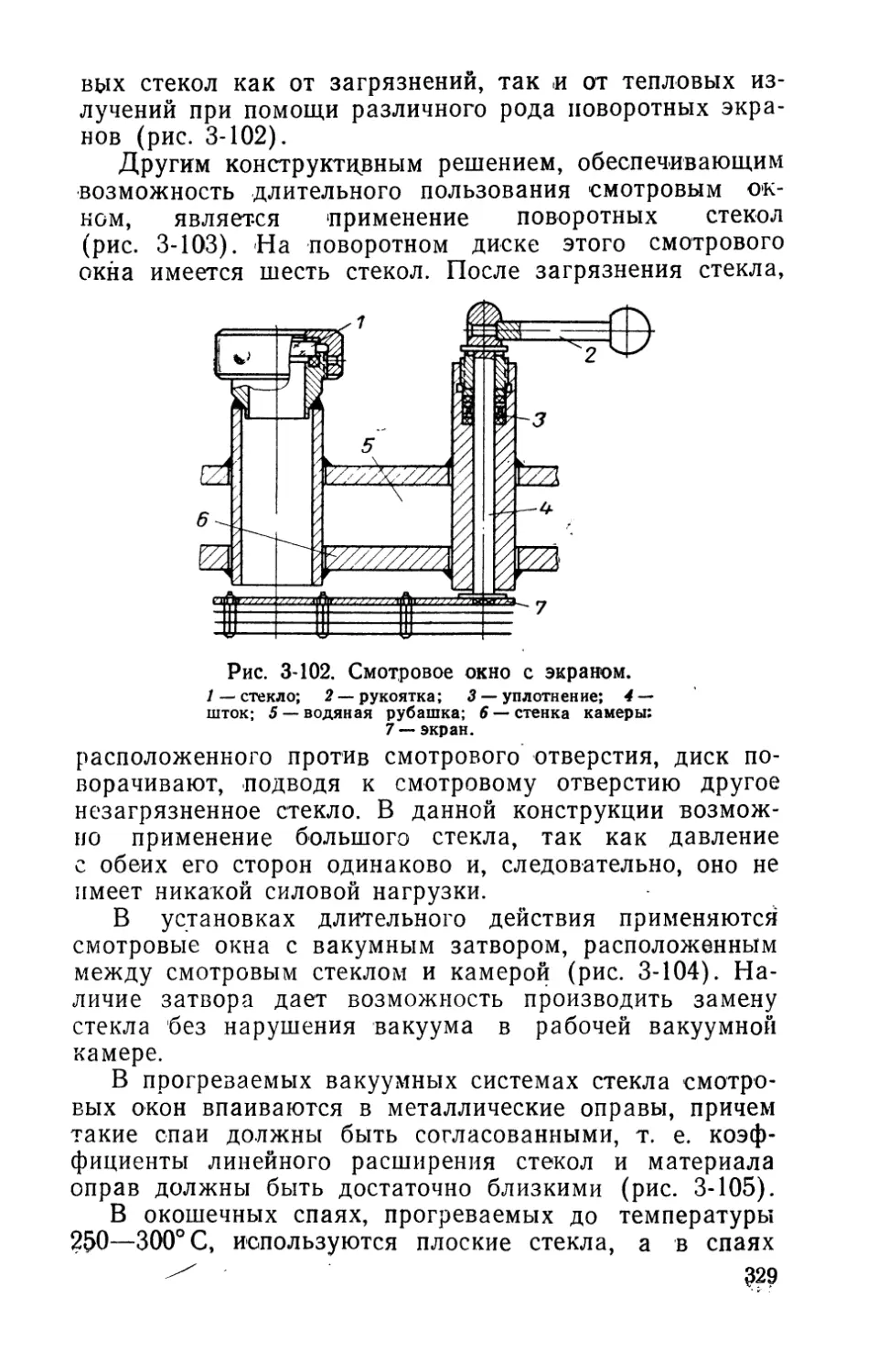
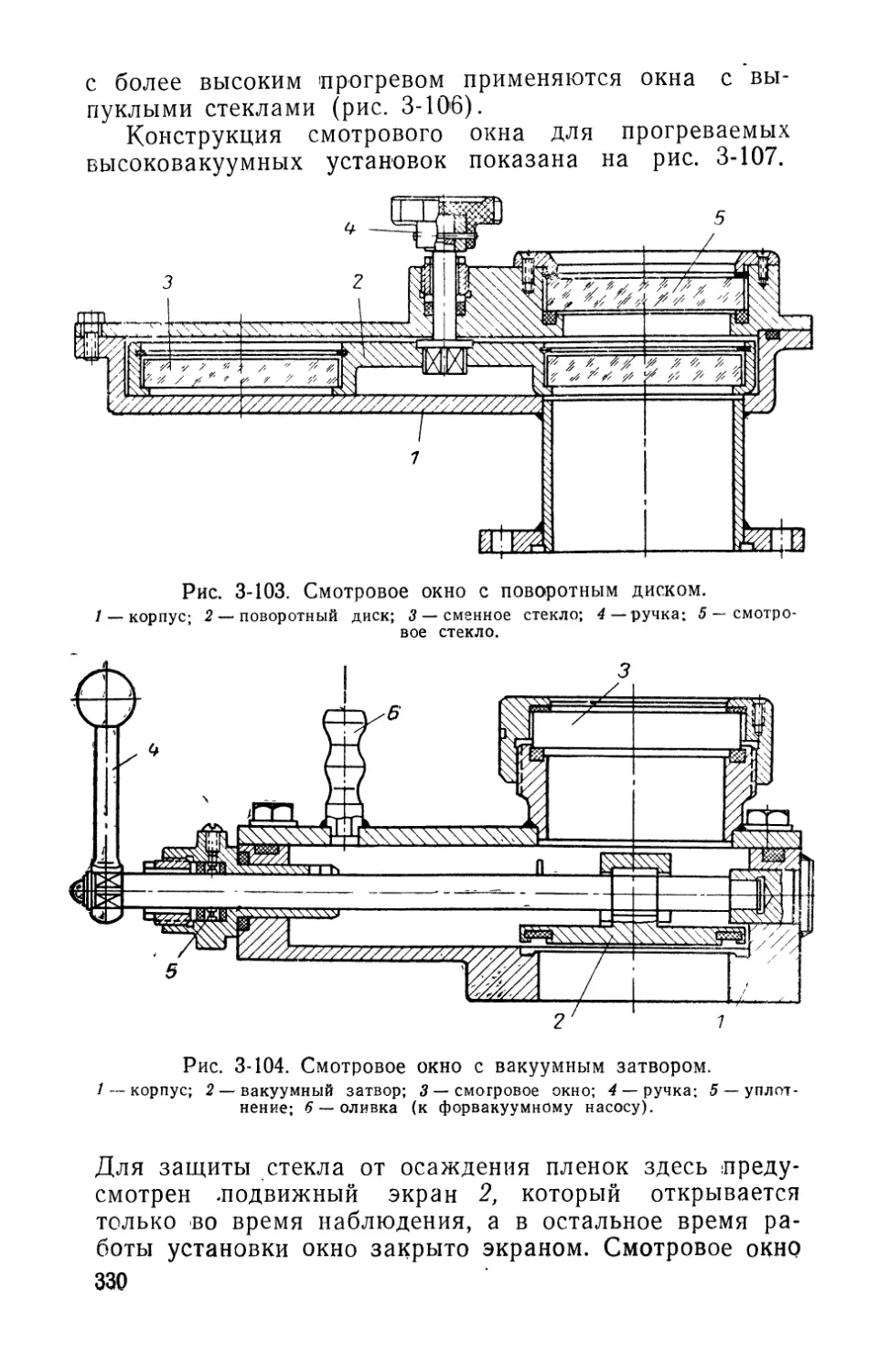

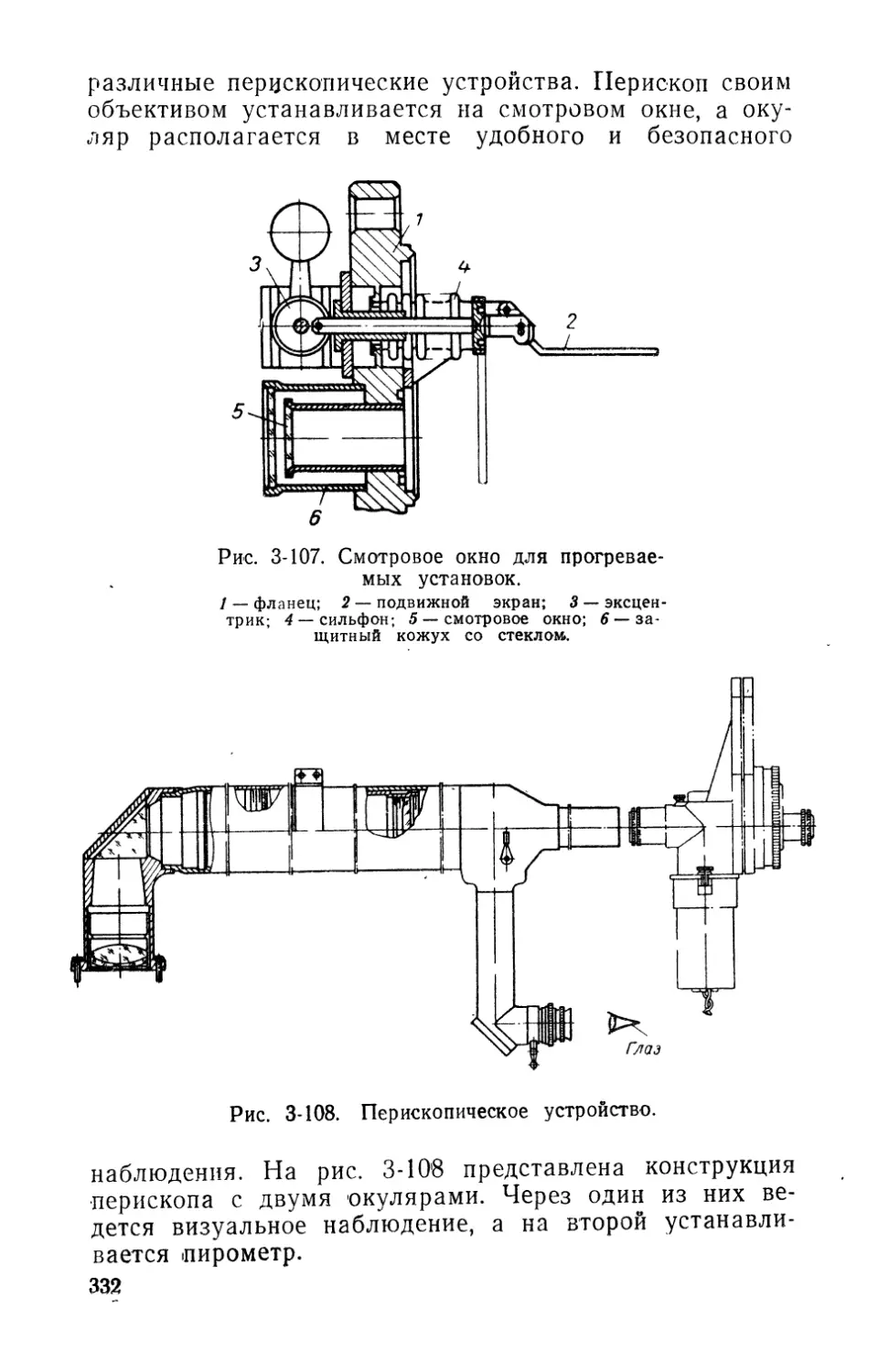


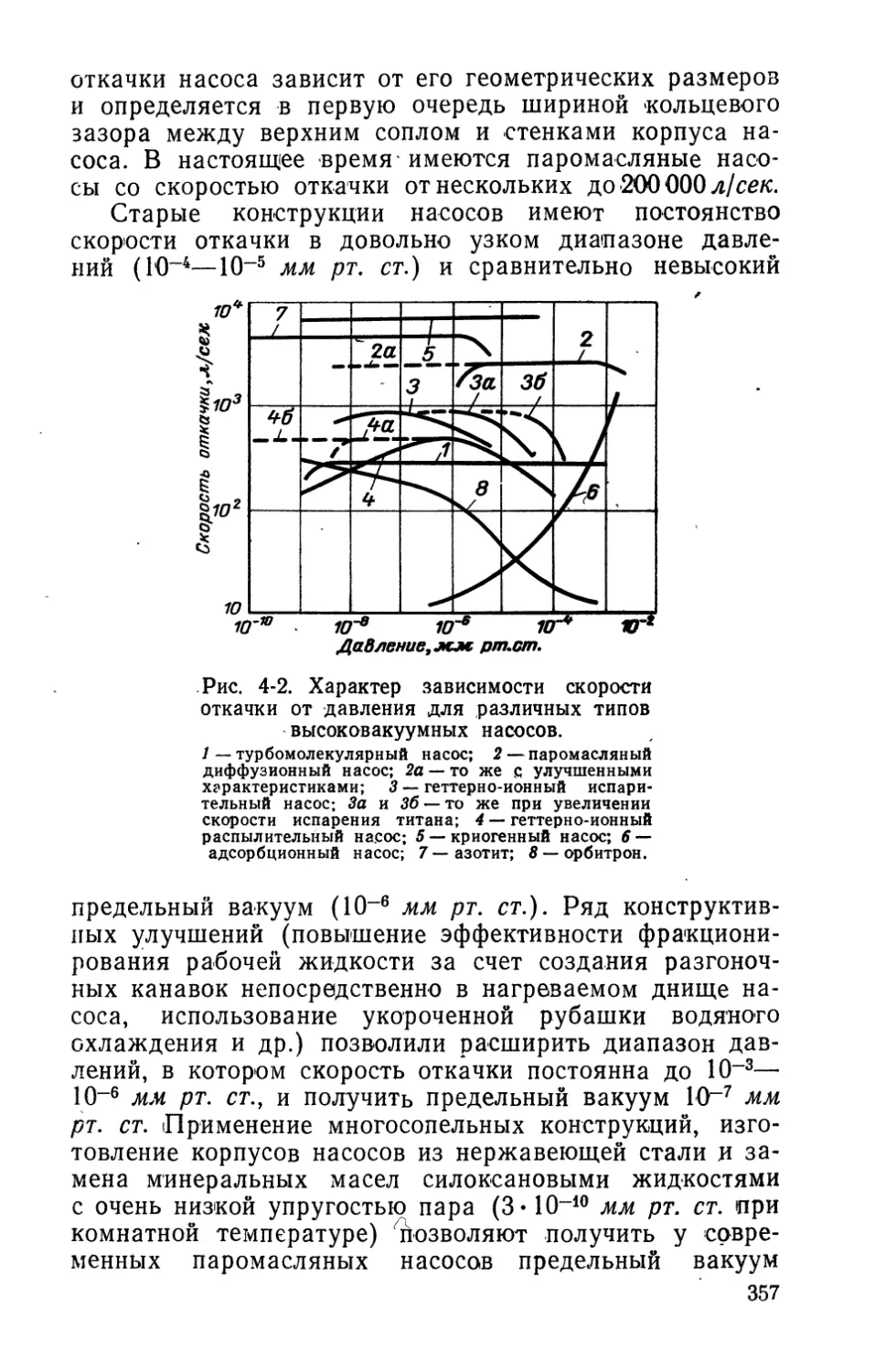










Текст
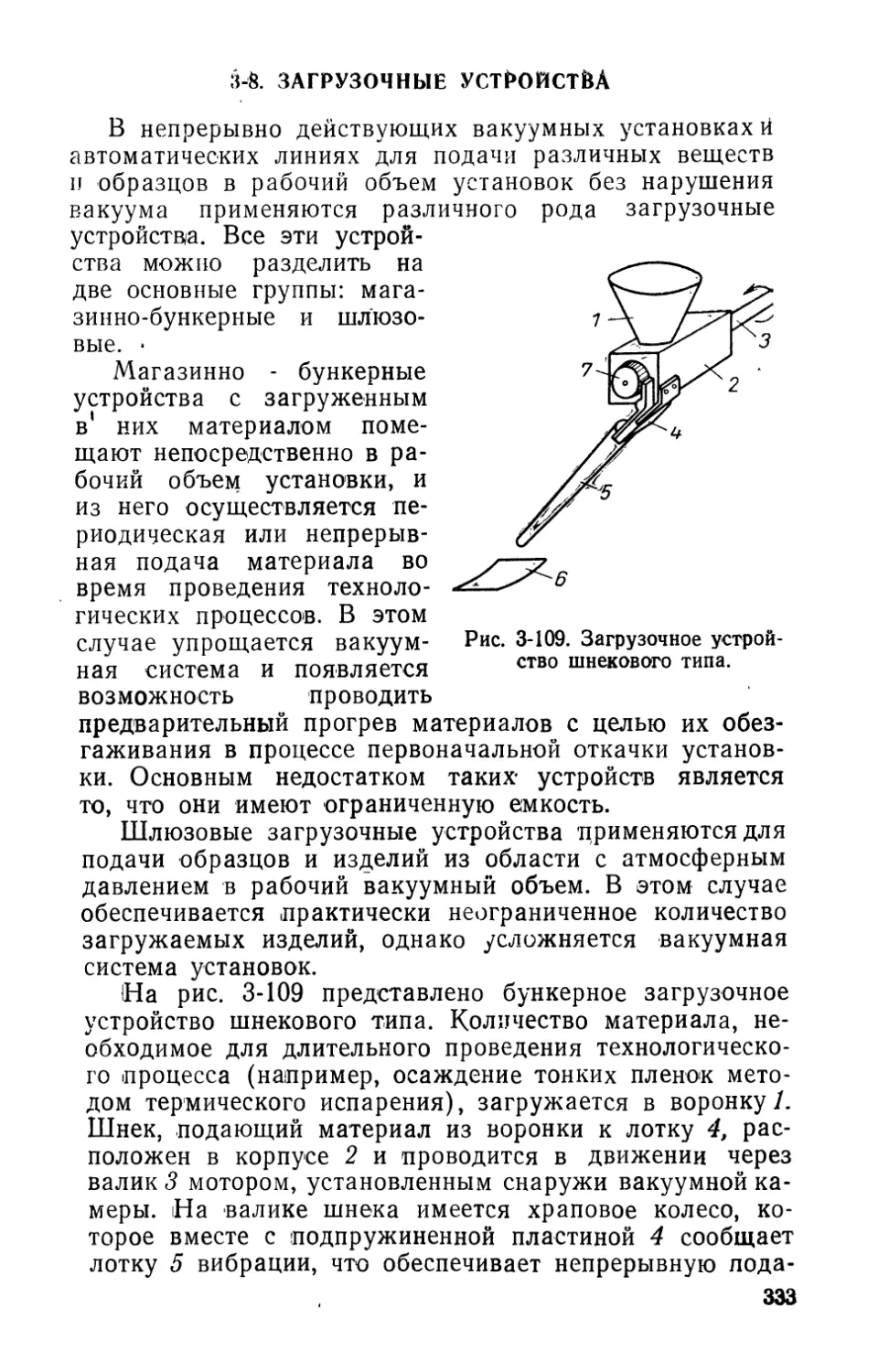
1 • *
Б ад АНИЛИН
В.Е.МИНАПЧЕа
основы
КОНСТРУИРОВАНИЯ
ВАКУУМНЫХ СИСТЕМ
Б. С. ДАНИЛИН, В. Е. МИНАЙЧЕВ
ОСНОВЫ
КОНСТРУИРОВАНИЯ
ВАКУУМНЫХ СИСТЕМ
Под общей редакцией проф. Р. А. Ни лен дер а
«ЭНЕРГИЯ»
МОСКВА 1971
Д 17
Д6П2.15
УДК 621.521
Данилин Б. С. и Минайчев В. Е.
Д 17 Основы конструирования вакуумных систем. Под
общ. рсд. Р. А. Ниландера. М., «Энергия», 1971.
392 с. с илл.
Книга представляет собой практическое руководство по конструи-
рованию вакуумных систем. В ней изложены общие принципы кон-
струирования вакуумной аппаратуры и описаны свойства материалов,
используемых при ее изготовлении. Приведены примеры конструктив-
ного выполнения различной вакуумной аппаратуры отечественного
и зарубежного производства. Описаны сборка, отладка и правила экс-
плуатации основных видов вакуумно-технического оборудования.
Книга рассчитана на лиц, занимающихся конструированием, мон-
тажом и эксплуатацией вакуумной аппаратуры. Она будет также по-
лезна студентам ряда специальносюй вузов.
3-3-12
427-70
6П2.15
Борис Степанович Данилин
и Виктор Егорович Минайчев
Основы конструирования вакуумных систем
Редакторы Ю. Н. Королев и Т. В. Жукова
Технический редактор //. В. Сергеев
Переплет художника В. И. Карпова
Корректор В. С. Антипова
Сдано в набор 29/VI 1970 г. По {.писано к печати 25/XTI 1970 г. Т-18742
Формат 84Х1081/з2 Бумага типографская № 2
Усл. печ. л. 20,58 Уч.-изд. л. 20,86
Тираж 10 000 экз. Цена 1 р. 27 к. Зак. 1292
Издательство „Энергия". Москва; М-114, Шлюзовая паб., 10.
Московская типография № 10 Главполиграфпрома
Комитета по печати при Совете Министров СССР.
Шлюзовая наб., 10.
ПРЕДИСЛОВИЕ
Послевоенные годы характеризуются чрезвычайно
интенсивным (внедрением вакуумной техники в самые
различные отрасли промышленного производства и экс-
периментальных исследований. В связи с этим все более
широкий круг конструкторов-машиностроителей привле-
кается к проектированию различного вакуумно-техниче-
ского оборудования, которое по своему характеру яв-
ляется достаточно сложным и специфичным. Вместе
с тем справочные материалы, типовые конструктивные
решения и практические рекомендации по проектирова-
нию и эксплуатации вакуумного оборудования разроз-
нены по многочисленным литературным источникам. Эти
обстоятельства предопределили необходимость написа-
ния книги, обобщающей отечественный и зарубежный
опыт в области проектирования, конструирования и экс-
плуатации вакуумно-технического оборудования и созда-
ния практического руководства по конструированию ва-
куумных систем.
В книге собран большой фактический материал спра-
вочного характера, а также приведены некоторые ГОСТ
и ТУ, наиболее часто применяемые в вакуумной технике.
(Справочные материалы общетсхнического характера не
приводятся.) Кроме того, авторы стремились привести
как можно больше схем и чертежей, не прибегая к их
подробному описанию.
Поскольку в настоящее время идет интенсивный про-
цесс становления вакуумной техники как инженерной
дисциплины, то с каждым годом появляется все большее
число серийно выпускаемых и вновь разрабатываемых
конструкционных элементов вакуумных систем. Поэтому
при использовании приведенных в книге справочных ма-
териалов (по насосам, агрегатам, вентилям, затворам,
ловушкам-, вакуумметрам и др.) следует одновременно
3
выяснить вопрос о наличии в серийном производстве вы-
бранного изделия или конструкционного узла.
Авторы полагают, что книга будет хорошим пособием
конструктору-вакуумщику в его повседневной работе.
Книга может быть полезна также студентам ряда спе-
циальностей вузов при работе над курсовыми и диплом-
ными проектами по вакуумной технике.
Авторы благодарят акад. С. А. Векшинского за про-
смотр рукописи и сделанные им замечания, а также
проф. Р. А. Нилендера за большой труд по редактиро-
ванию рукописи.
Б. Данилин
В. Минайчев
ГЛАВА ПЕРВАЯ
КОНСТРУКЦИОННЫЕ МАТЕРИАЛЫ
ДЛЯ ВАКУУМНЫХ СИСТЕМ
1-1. ОСНОВНЫЕ ТРЕБОВАНИЯ К ВАКУУМНЫМ
КОНСТРУКЦИОННЫМ МАТЕРИАЛАМ
Для получения в откачиваемом объеме заданного
предельного вакуума при минимальном времени откачки
к материалам, используемым для изготовления вакуум-
ной аппаратуры, предъявляется ряд специфических тре-
бований:
минимальная пористость;
минимальное газоотделен нс;
высокая коррозийная стойкость;
инертность по отношению к маслам и промывочным
средствам (в качестве которых чаще всего используются
различного рода органические растворители);
хорошая обрабатываемость и возможность получения
чистой и гладкой поверхности.
Испотьзусмый материал для изготовления вакуумной
аппаратуры при рабочей температуре должен иметь ми-
нимальную упругость собственных паров и легко отда-
вать ранее поглощенные им газы и пары в процессе
обезгаживання вакуумной установки.
Существует значительное число физических процес-
сов, обусловливающих поглощение газов материалами
(физическая адсорбция, хемосорбция, растворение газов
в объеме материала и др.), которые теснейшим образом
взаимосвязаны и в большинстве случаев трудно разде-
лился Характерно, что количество сорбированных газов
сущее ibciiiio зависит о г способа предварительной обра-
ботки материала: чем лучше поверхность материала очи-
5
щепа от загрязнений, тем меньше газов адсорбируется
на ней при хранении.
Изменение сорбционной емкости поверхности мате-
риала в значительной мере объясняется изменением ее
состояния при различных технологических обработках и,
главным образом, образованием пленок окислов различ-
ной толщины. Так, например, после 10 мин пребывания
на воздухе пластинки из стали на ее предварительно
очищенной поверхности образуется окисная пленка тол-
щиной около 20 А, в порах которой адсорбируются пары
воды и трутне компоненты. При более длительном хра-
нении образуются более толстые пленки окислов, обна-
ружить которые визуально очень трудно, поскольку
окисные пленки толщиной до нескольких сот ангстрем
невидимы на глаз.
Кажущаяся (геометрическая) поверхность материала
существенным образом отличается от его истинной (мик-
роскопической) поверхности. Например, для окисленно-
го алюминия истинная поверхность, участвующая в фи-
зической адсорбции, может превышать геометрическую
почти в 1 000 раз.
Адсорбированные молекулы газа обычно слабо удер-
живаются на поверхности и могут быть сравнительно
легко \ далены при облучении ее лучистой энергией ин-
фракрасного, видимого или ультрафиолетового диапа-
зона. Такого рода облучение может применяться для
обезгаживаппя установок в юм случае, когда их про-
грев ио целому ряду причин недопустим.
Значительно труднее удалить хемосорбированные га-
зы, поскольку при хемосорбции молекулы газа диссоци-
ируют на атомы, которые благодаря своим меньшим
размерам и иному электронному состоянию образуют
е адсорбентом более прочные связи. Дальнейшим разви-
тием процесса хемосорбции является проникновение га-
зов в решетку металлов. Следовательно, в металлах мо-
гут пастворяться лишь те газы, которые способны хемо-
сорбироваться их поверхностями. Растворимость газов
в /галлах п сплавах зависит от структуры их кристал-
лической решетки, наличия примесей, размеров и ва-
лентности атомов газа и т. д.
Хемосорбция кислорода из воздуха обычно обуслов-
ливает процесс поверхностного окисления металла. Вна-
ча в образуется окисная пленка толщиной всего в не-
сколько ангстремов, играющая роль своеобразного ката-
п
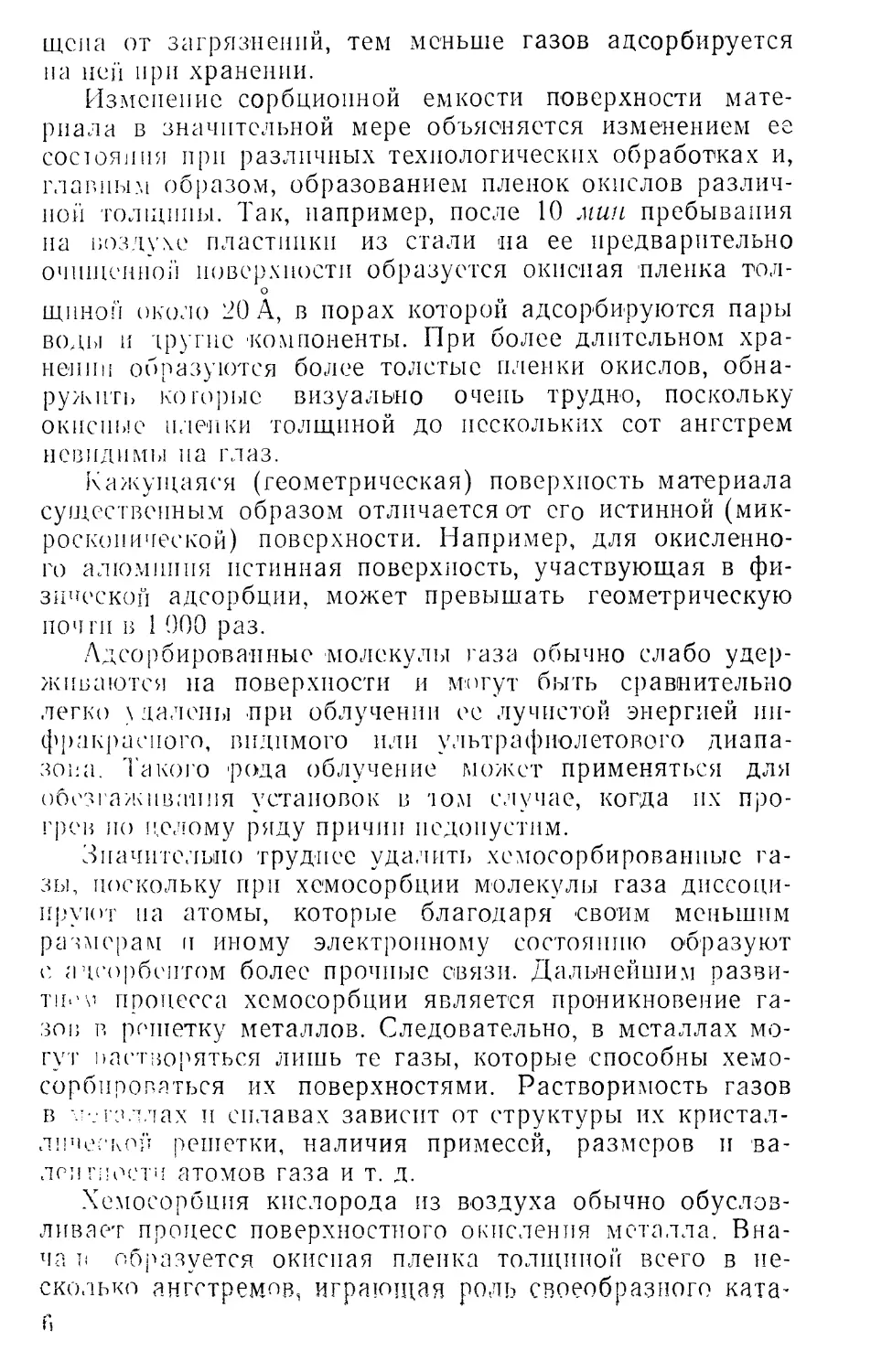
лизатора при последующем процессе окисления метал-
ла. Несмотря на то что толщина окисных пленок мала,
вследствие своей пористости они способны аккумулиро-
вать большое количество влаги, для удаления которой
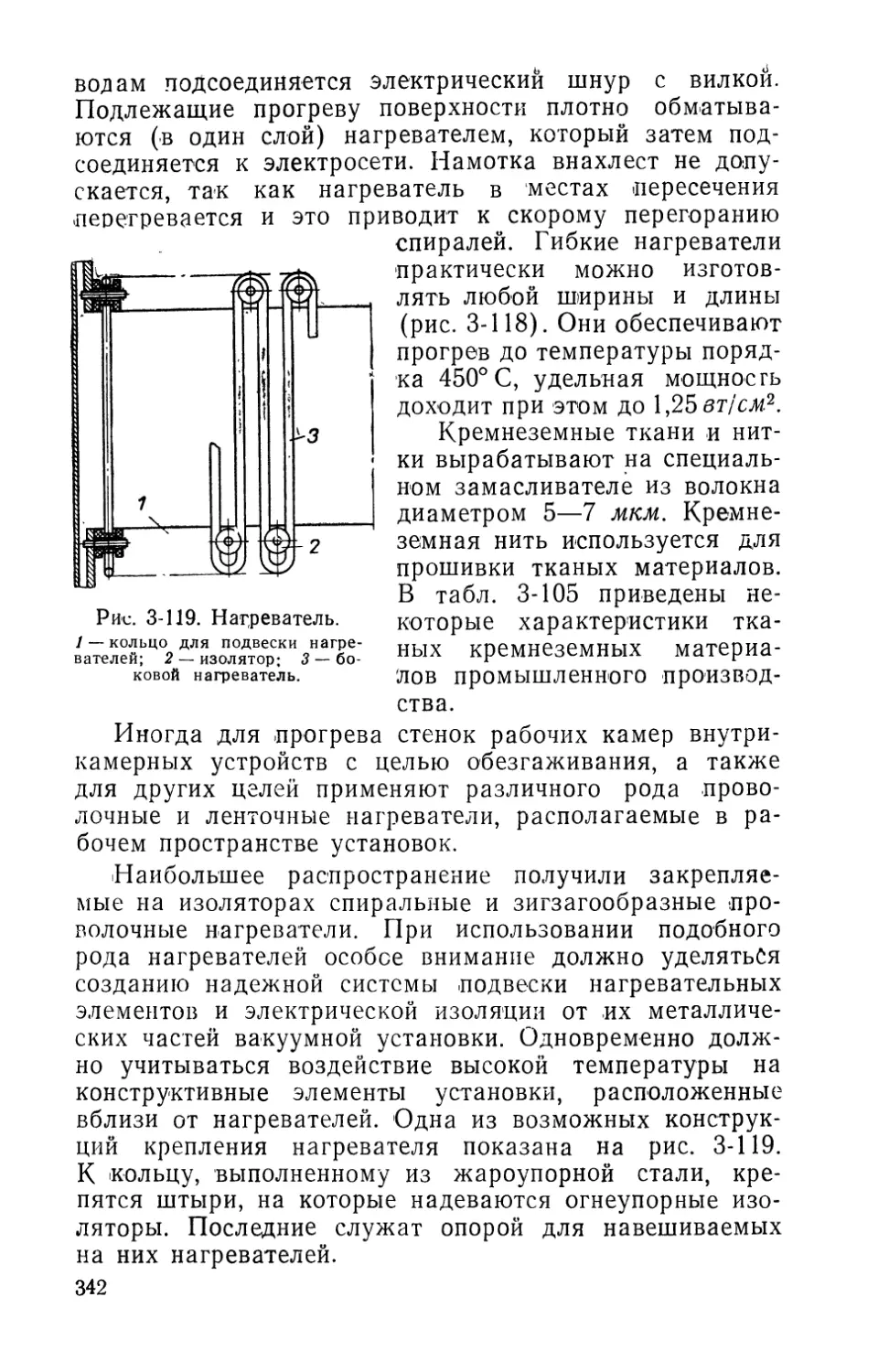
необходим нагрев деталей до
450—500° С. С этой точки зре-
ния возможность использова-
ния пористых материалов в ва-
куумной технике полностью ис-
ключается, так как помимо
значительной газопроницаемо-
сти они длительное время га-
зят, выделяя из капилляров и
пор ранее поглощенные газы и
жидкости. Промыть достаточ-
но чисто поверхность материа-
ла, имеющего пористую струк-
туру, также не удается, по-
скольку загрязнения вместе
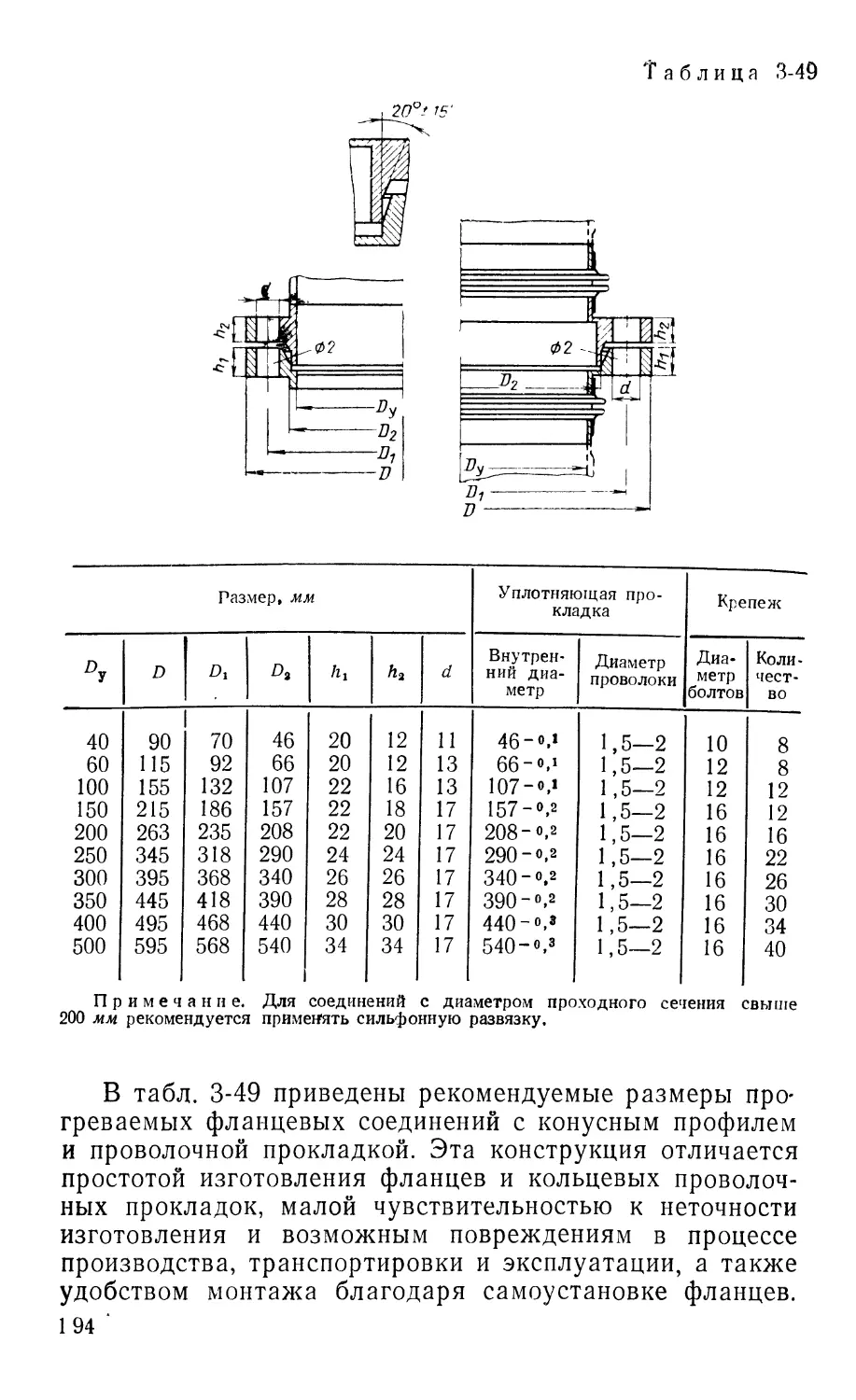
с органическими растворителя-
ми попадают во все поры и
трещины и удалить их оттуда
очень трудно. Поэтому, предпо-
чтение следует отдавать мате-
риалам с плотной структурой
и прежде всего тем, которые
легко обрабатывать и полиро-
вать, что в значительной мере
облегчает промывку деталей
органическими растворителями
для удаления с их поверхно-
стей перед их сборкой жиров
и других загрязнений. Кроме
того, чем более шероховатость
поверхности, тем больше ее
действительная площадь, а
следовательно, и способность
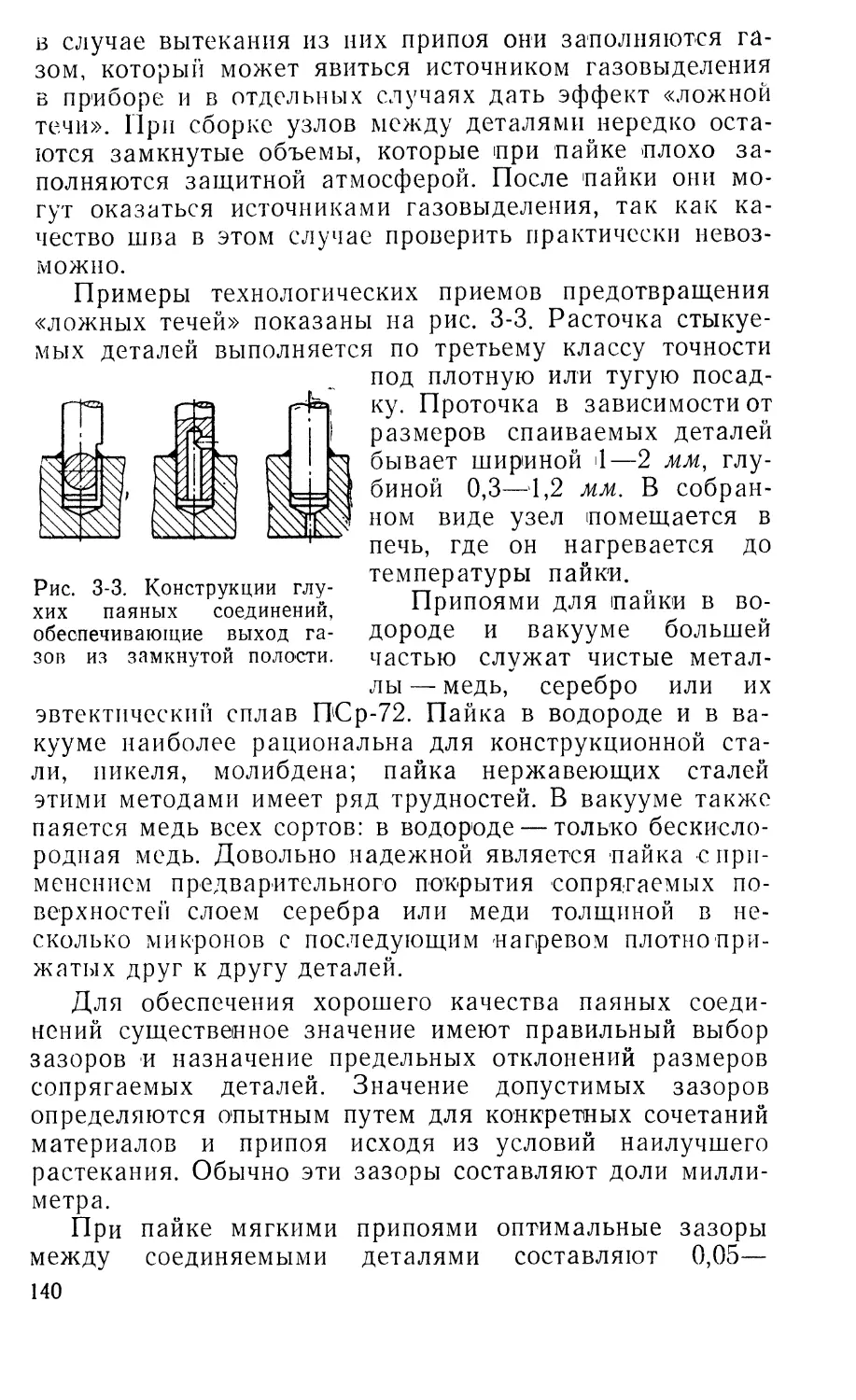
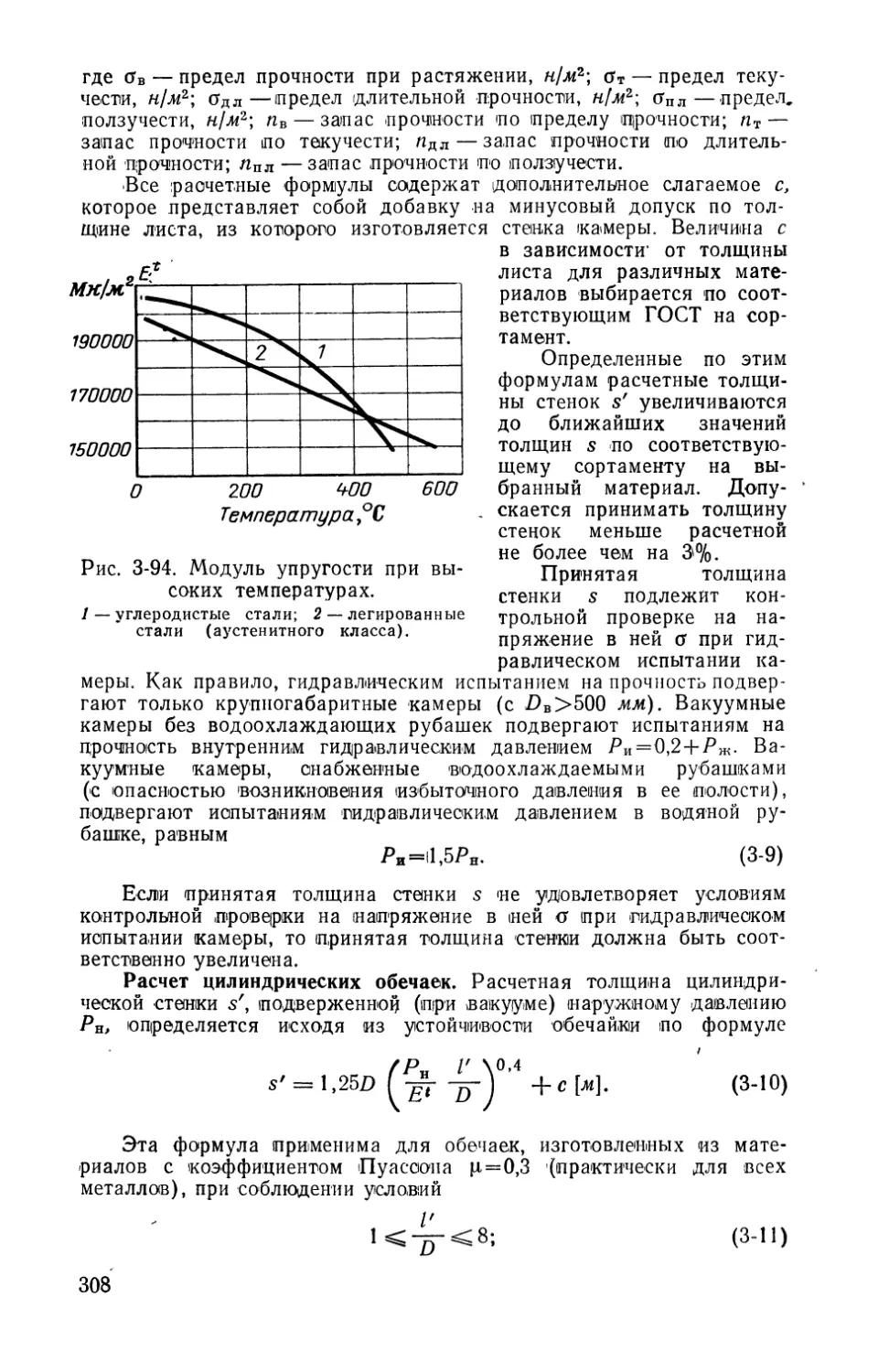
Рис. 1-1. Количество газов,
выделяющихся на меди
марки МБ после различных
технологических обработок
и вакуумной плавки в зави-
симости от температуры
нагрева.
/ — обезжиривание; 2 — механи-
ческая обработка и травление;
3 — отжиг в водороде при
800° С в течение 1 4 — отжиг
в вакууме (10-4—10~5 мм рт. ст.)
при 800° С в течение 1 ч; 5 —
вакуумная плавка при давле-
нии 5 мм рт. ст.-, 6 — вакуумная
плавка при давлении
5 • 10-5 мм рт. ст.
адсорбировать газы и пары. Для снижения начальной
сорбции целесообразно использовать в первую очередь
малокоррозирующие и легко обезгаживаемые метал-
лы, такие как нержавеющая сталь, медь, никель, алю-
миний.
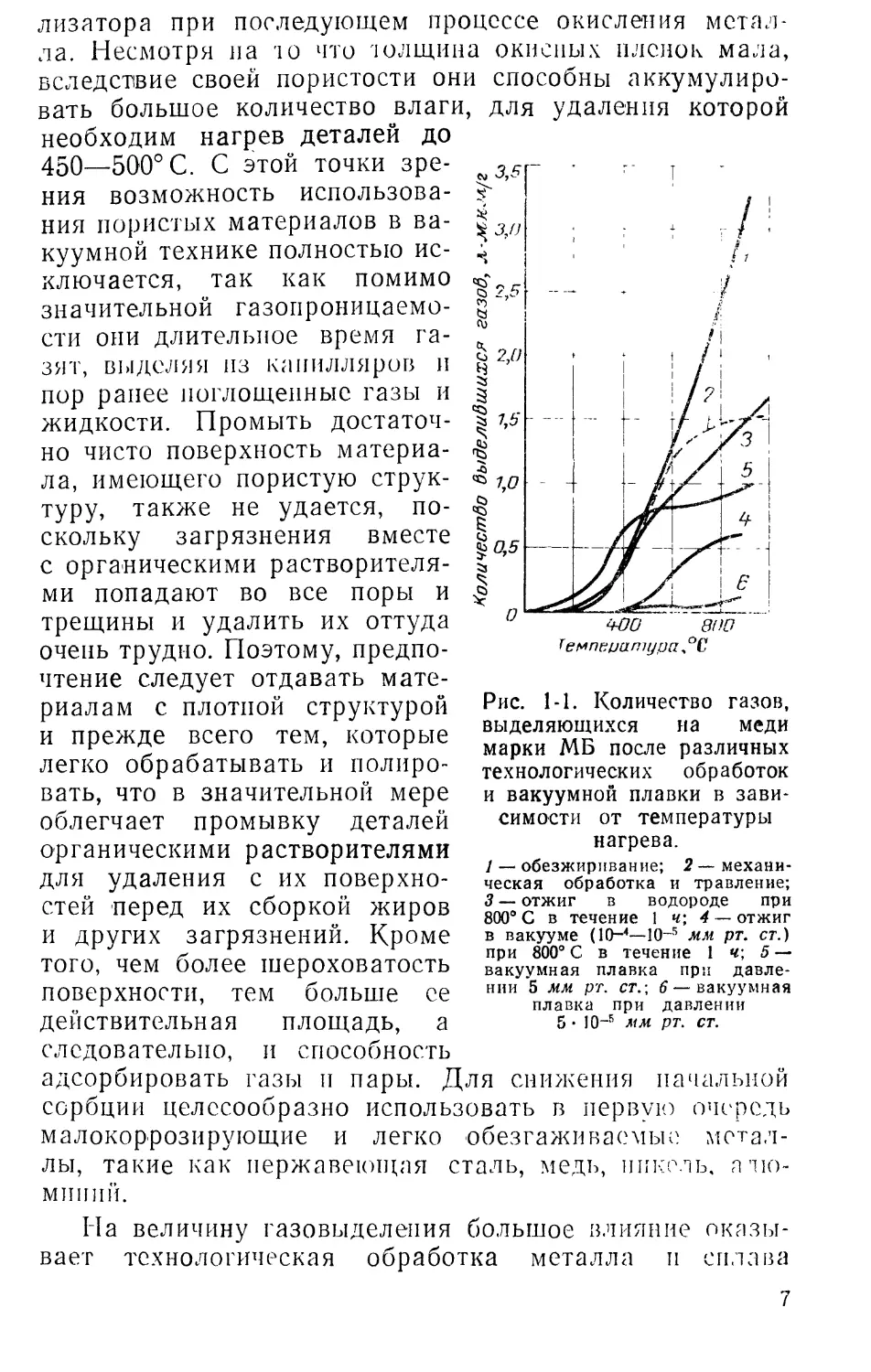
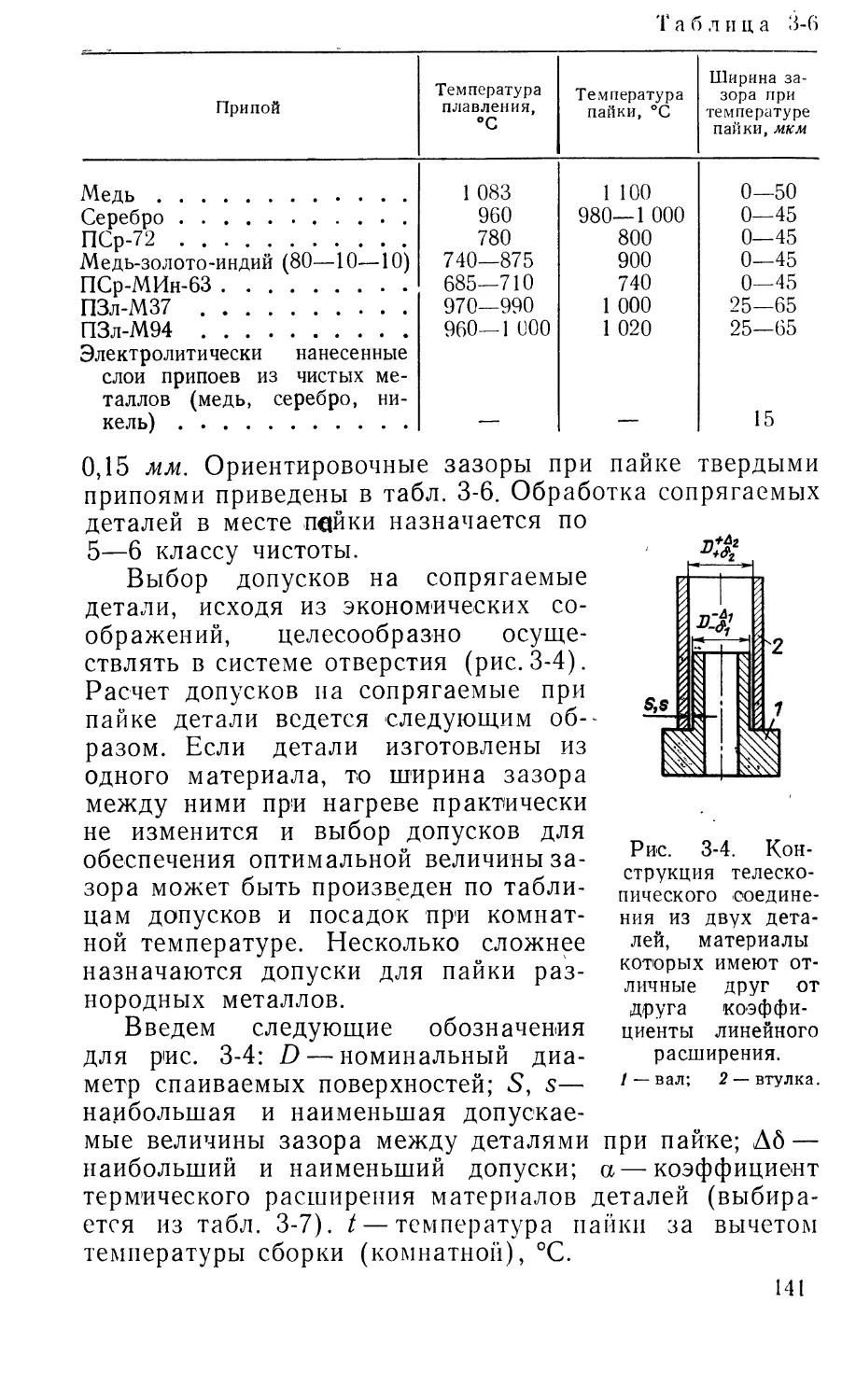
На величину газовыделеиия большое влияние оказы-
вает технологическая обработка металла и сплава
7
(рис. 1-1 и 1-2). Данные о газовыделении конструкцион-
ных материалов, полученные различными исследования-
ми, по вполне попятным причинам (различные методики
эксперимента, качество исходных материалов, способы
их очистки п т. п.) не будут однозначными. Тем нс ме-
нее на основании этих данных можно сделать некоюрые
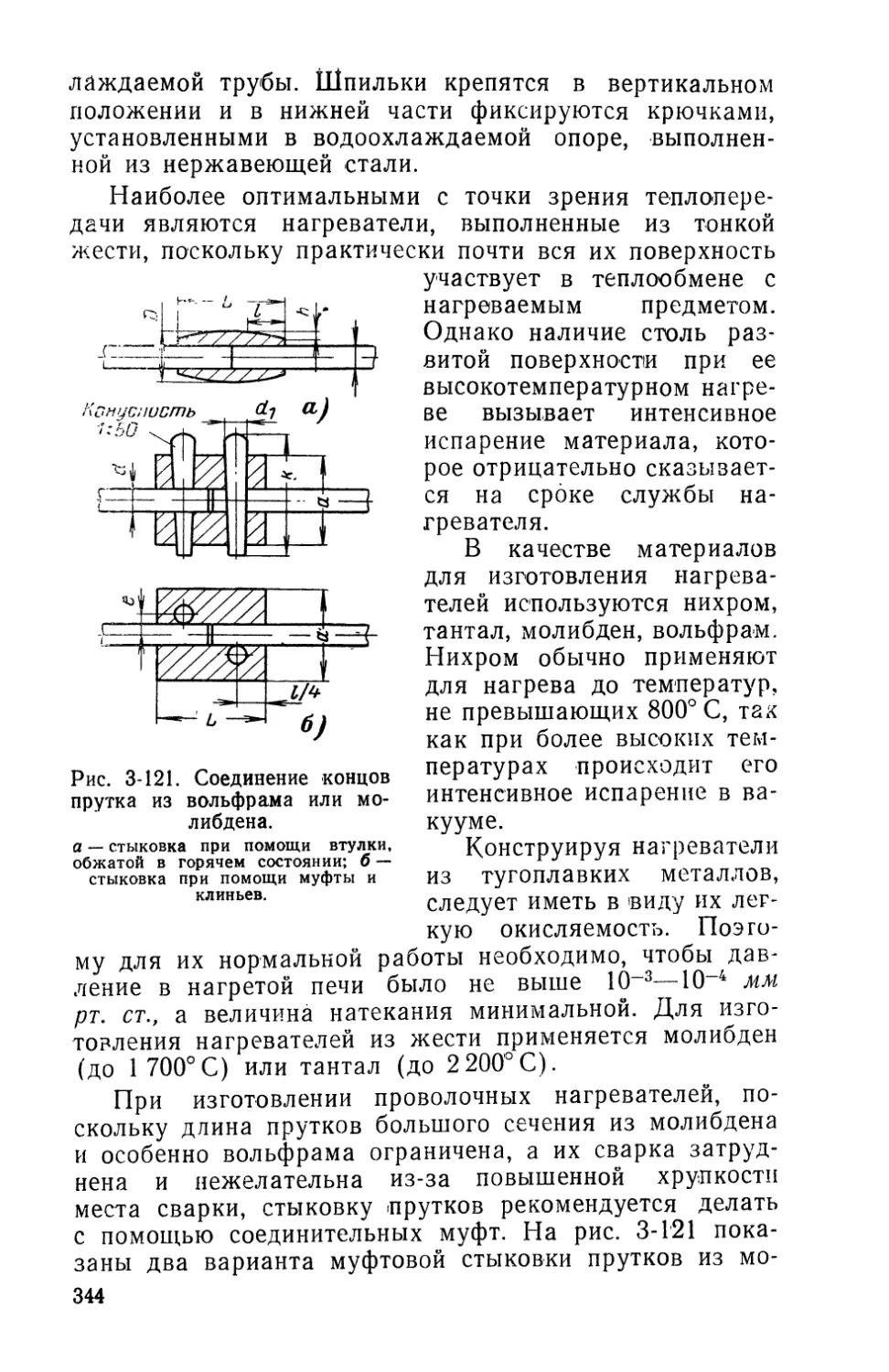
-- выводы о способах снижения газо-
Рис. 1-2. Количество
газов, выделяющихся
из нержавеющей ста-
ли марки Х18Н10Т
после различных об-
работок и вакуумной
плавки в зависимости
от температуры на-
грева.
/ — обезжиривание; 2 —
отжиг в вакууме при
1 0000 С в течение 1 ч\
3 — отжиг в водороде
при 900° С в течение 1 ч;
4 — вакуумная плавка.
материалы (или
быть легко и
выделения. Так, например, плавка
в высоком вакууме резко снижает
последующее газовыделение (оди-
нарная вакуумная плавка снижает
газовыделение меди в 20 раз, нер-
жавеющей стали в 5 раз, железа
армко в 15 раз; двойная вакуумная
плавка снижает газовыделение же-
леза армко в 300 раз). При исполь-
зовании металлов и сплавов неваку-
умной плавки заметное снижение
газовыделспия наблюдается в том
случае, если механическим путем
снять верхний, наиболее окислен-
ный слой, а затем протравить и
промыть поверхность металла или
сплава.
Значительно уменьшить газовы-
деление можно также предваритель-
ным обезгаживаиисм материала в
вакууме при максимально допусти-
мой для данного металла или спла-
•ва температуре (с учетом сохране-
ния формы деталей). После медлен-
ного охлаждения материалов в ва-
кууме при дальнейшем соприкосно-
вении с атмосферным воздухом по-
глощение газов этими материалами
протекает менее интенсивно. Пред-
варительно отожженные в вакууме
готовые детали) повторно могут
быстро обезгажены. Практически
рекомендуется производить обезгаживапие нержавею-
щей стали при температуре 1 000° С, никеля при 600--
650° С, меди при 500, дюралюминия при 400° С, туго-
плавких стекол при 400°С, легкоплавких стекол при
300° С, латуни при 150° С (при более высоких темпсра-
8 '
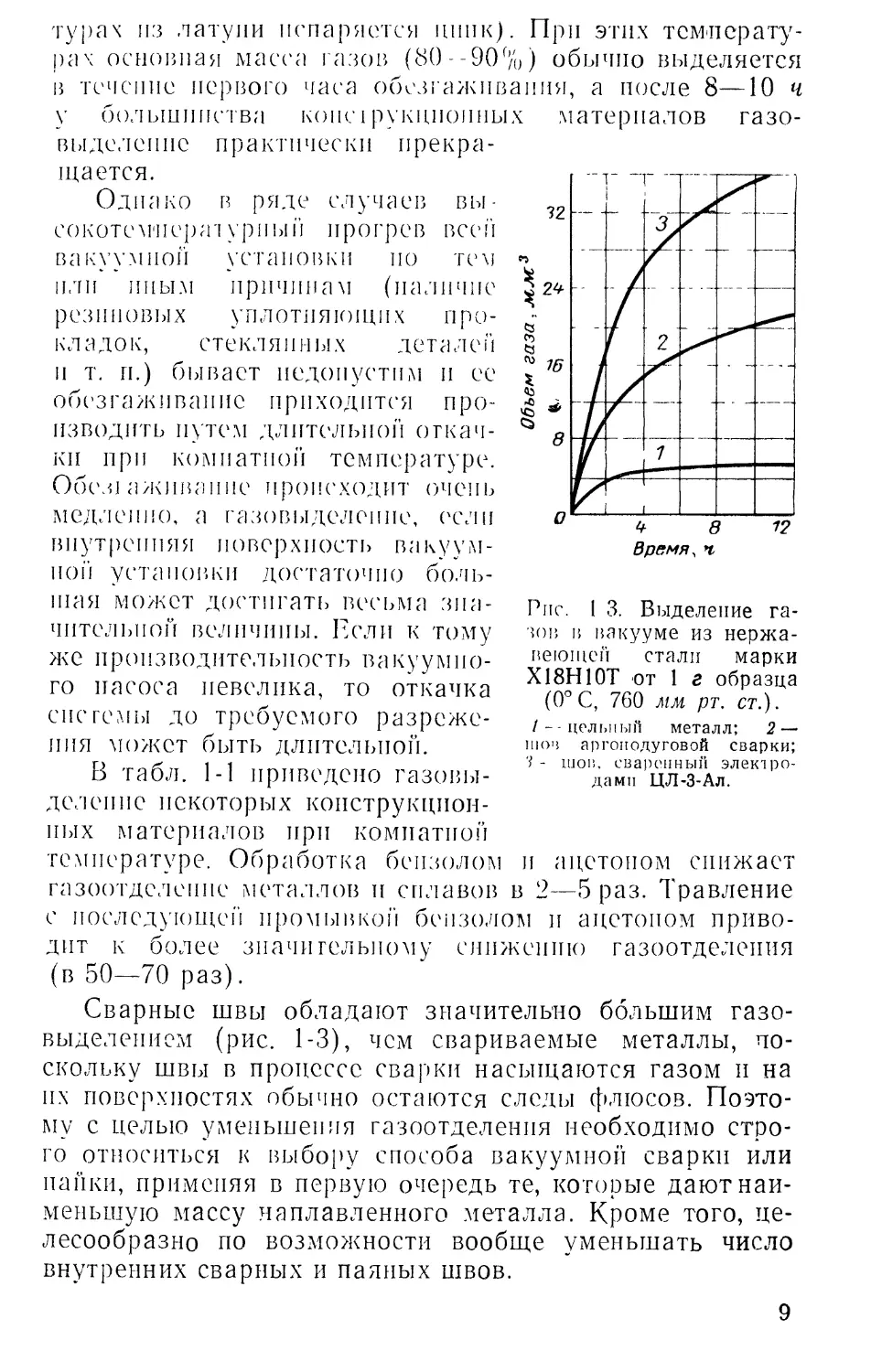
турах из латуни испаряется цинк). При этих температу-
рах основная масса газов (80--90%) обычно выделяется
в течение первого часа обезгажнвания, а после 8—10 ч
у большинства копе i рукцпонных материалов газо-
выделенне практически прекра-
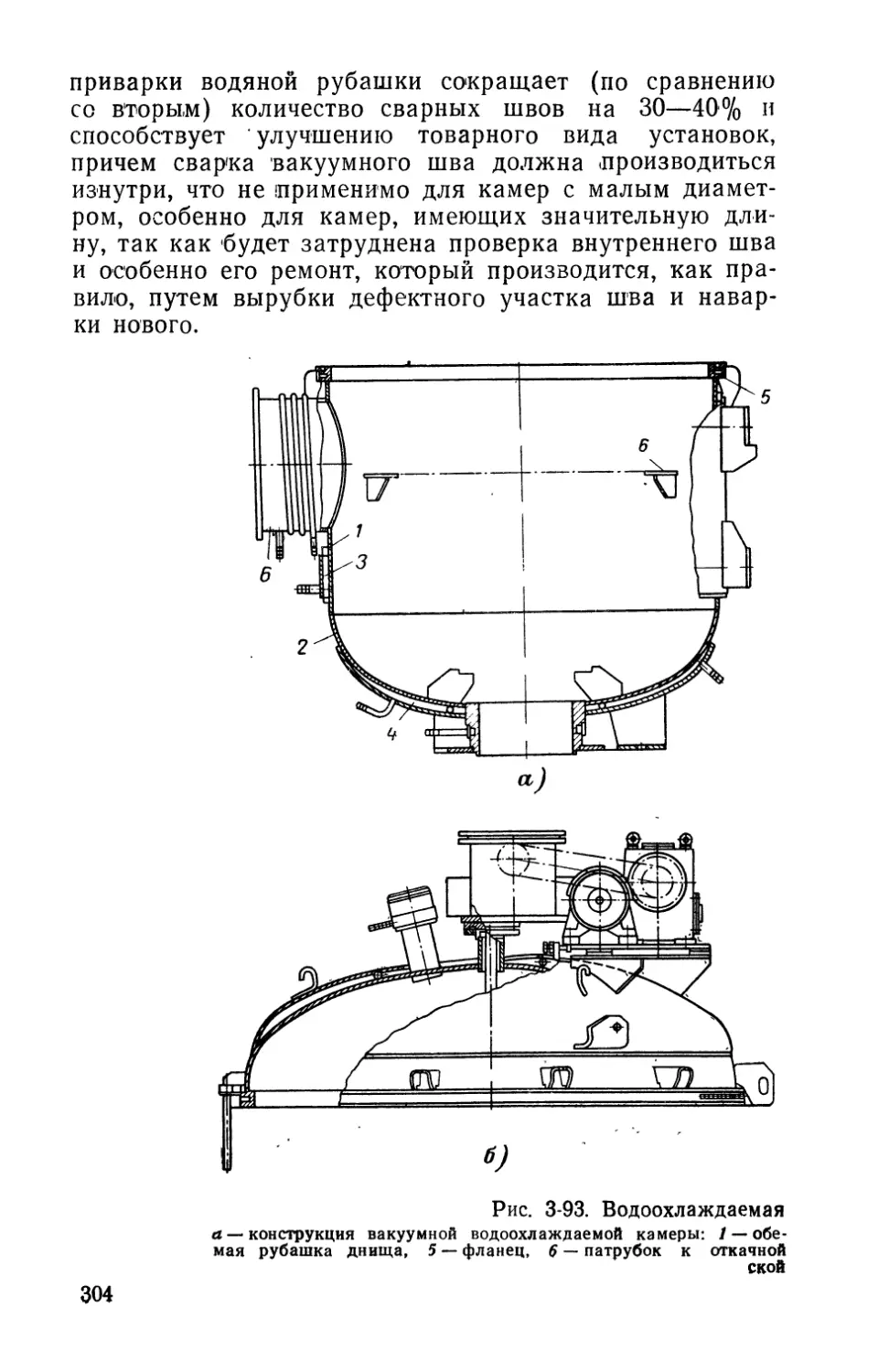
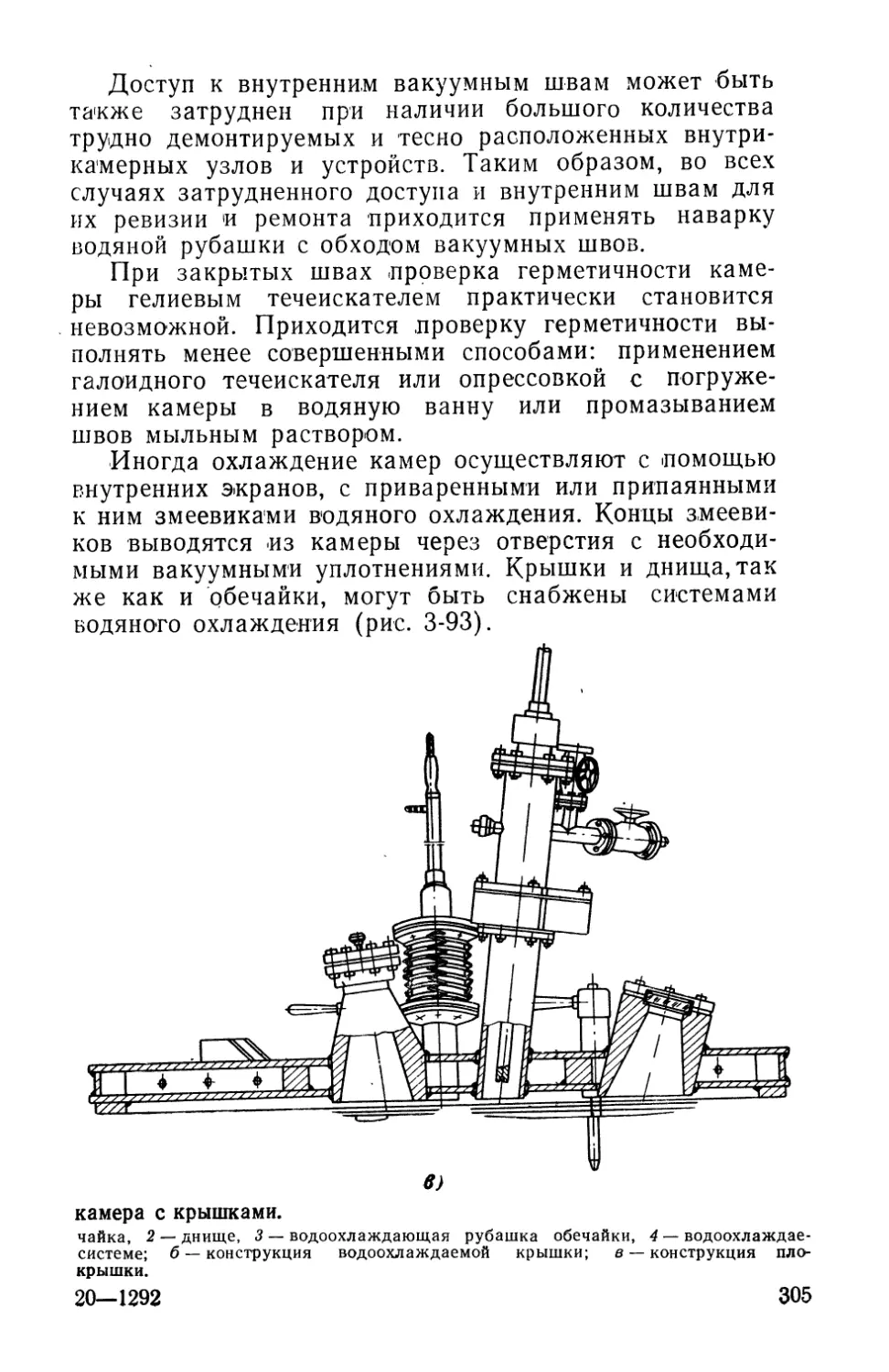
щается.
Однако в ряде случаев вы-
сокотсм'псра'1 урнын прогрев воен
вакуумной установки по тем
и.ти иным причинам (наличие
резиновых уплотняющих про-
к л а д о к, с т е к л я и и ы х дета л е й
н т. и.) бывает недопустим и ее
обезгажнванне приходится про-
изводить путем длительной откач-
ки при комнатной температуре.
Обоз! аживаиие происходит очень
медленно, а газовыделепне, если
внутренняя поверхность вакуум-
ной уста ное.ки достаточно боль-
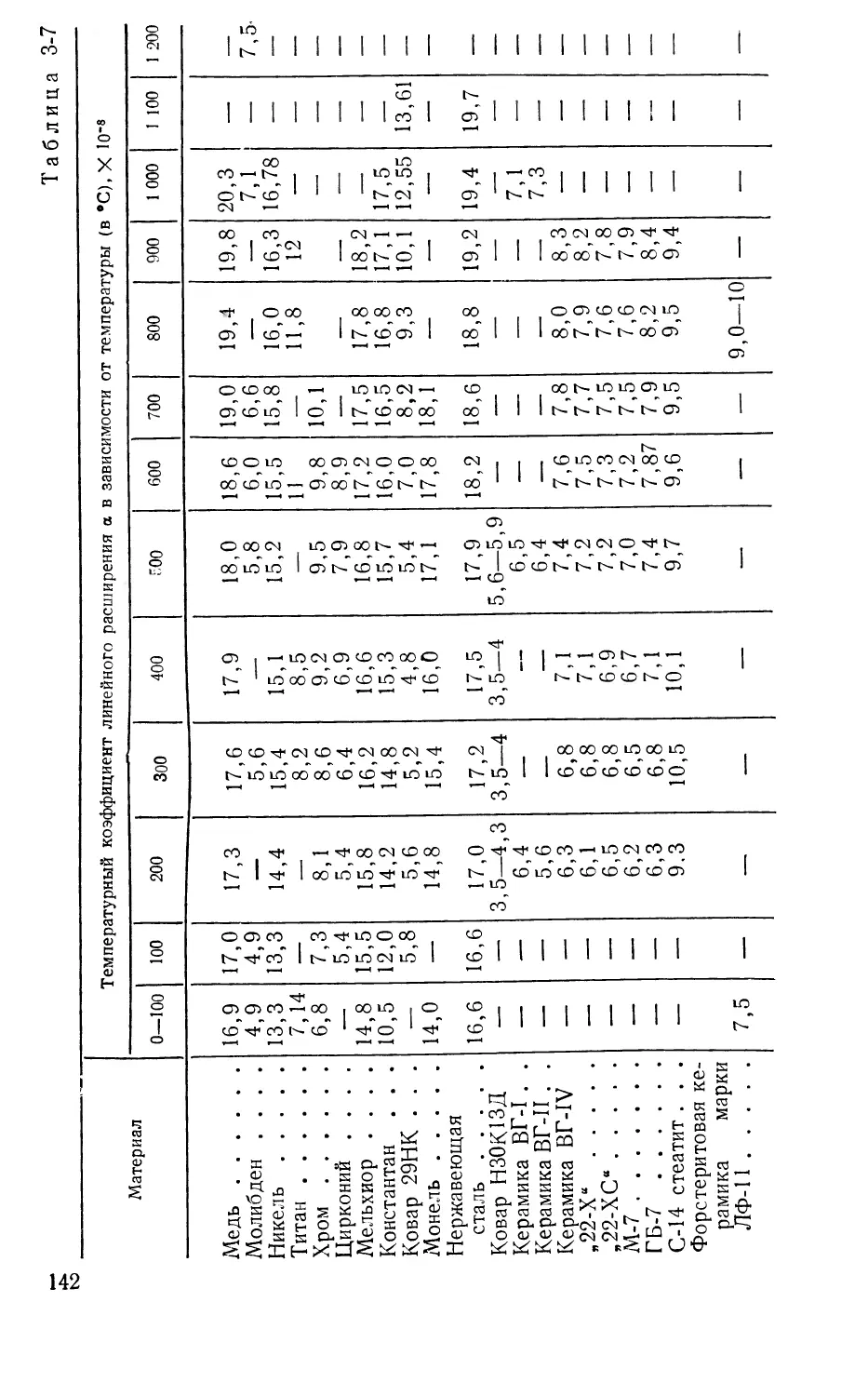
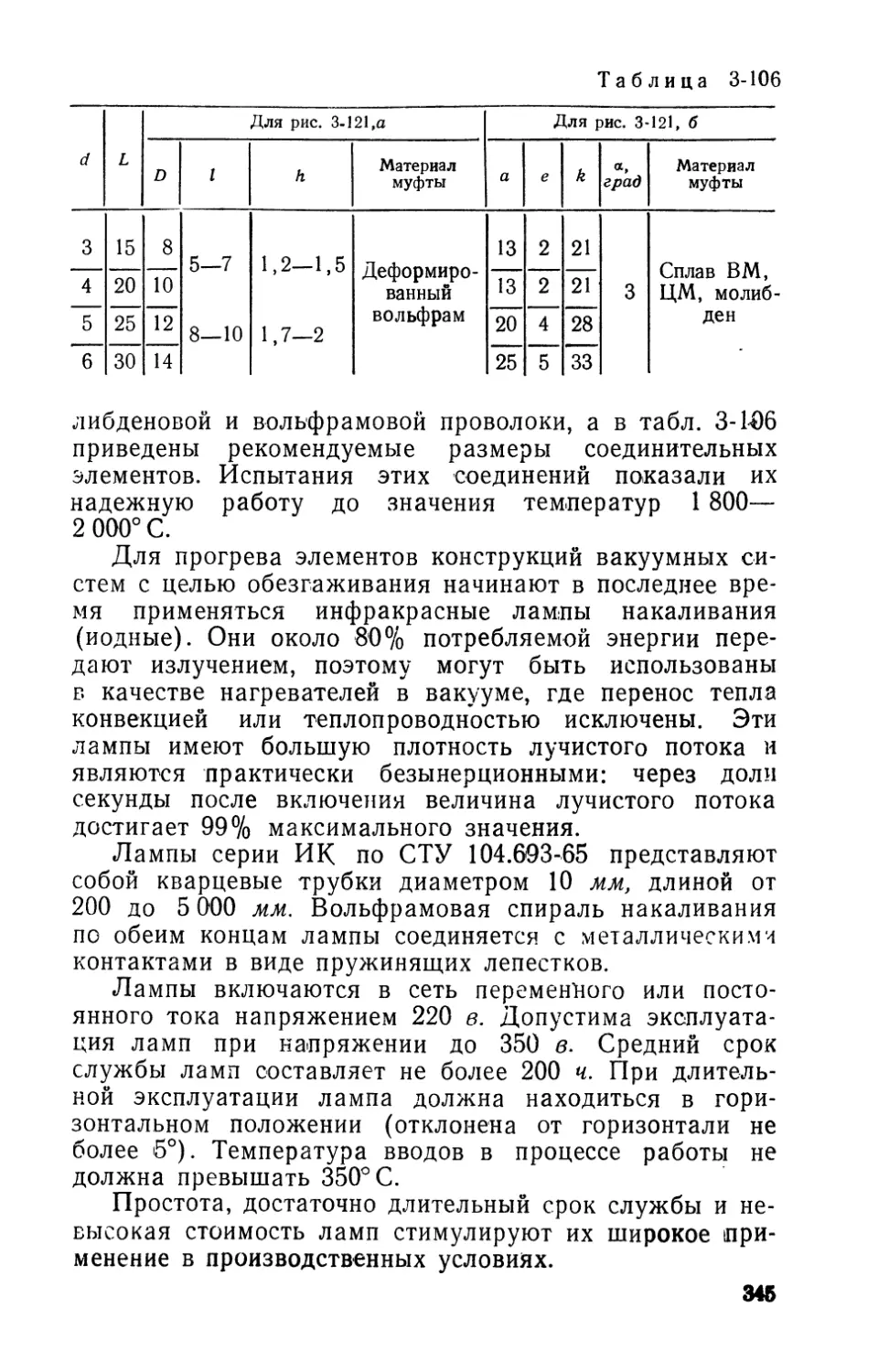
Рпс. I 3. Выделение га-
зов в вакууме из нержа-
веющей стали марки
Х18Н10Т от 1 г образца
(0°С, 760 мм рт. ст.).
/--цельный металл; 2 —
шов аргонодуговой сварки;
7 - шов, сваренный электро-
дами ЦЛ-З-Ал.
шая может достигать весьма зна-
чительной величины. Если к тому
же производительность вакуумно-
го насоса невелика, то откачка
спсгемы до требуемого разреже-
ния может быть длительной.
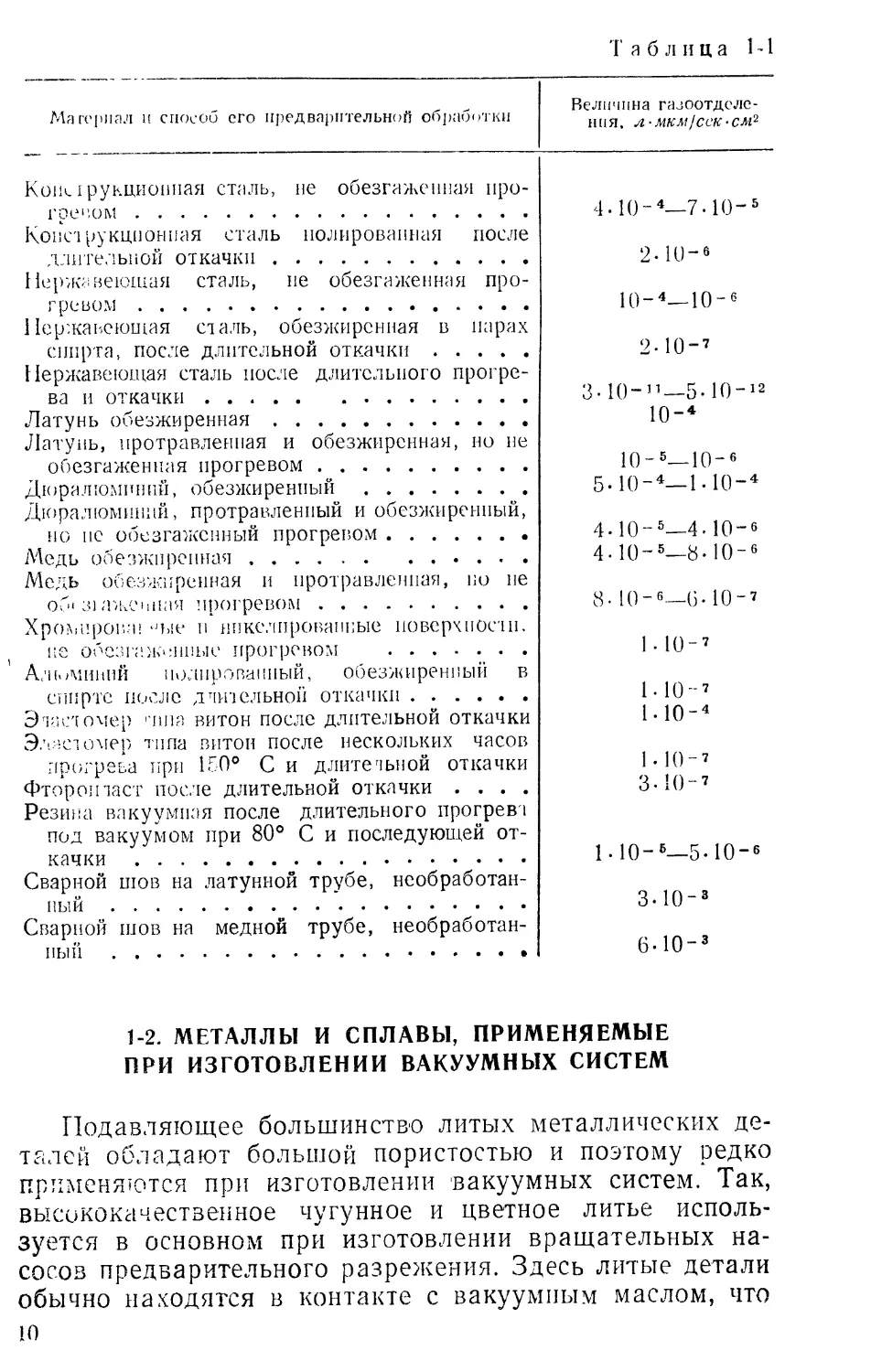
В табл. 1-1 приведено газовы-
деление некоторых конструкцион-
ных материалов при комнатной
температуре. Обработка бензолом и ацетоном снижает
газоотдсленнс металлов и сплавов в 2—5 раз. Травление
с последующей промывкой бензолом и ацетоном приво-
дит к более значительному снижению газоотделения
(в 50—70 раз).
Сварные швы обладают значительно большим газо-
выделенном (рис. 1-3), чем свариваемые металлы, по-
скольку швы в процессе сварки насыщаются газом и на
их поверхностях обычно остаются следы флюсов. Поэто-
му с целью уменьшения газоотделения необходимо стро-
го относиться к выбору способа вакуумной сварки или
пайки, применяя в первую очередь те, которые дают наи-
меньшую массу наплавленного металла. Кроме того, це-
лесообразно по возможности вообще уменьшать число
внутренних сварных и паяных швов.
9
Таблица 11
Материал и способ его предварительной обработки
Конструкционная сталь, не обезгаженная про-
гревом ....................................
Конструкционная сталь полированная после
длительной откачки ........................
Нержавеющая сталь, не обезгаженная про-
гревом ....................................
Нержавеющая сталь, обезжиренная в парах
спирта, после длительной откачки ..........
Нержавеющая сталь после длительного прогре-
ва и откачки ..............................
Латунь обезжиренная........................
Латунь, протравленная и обезжиренная, но не
обезгаженная прогревом ....................
Дюралюминий, обезжиренный..................
Дюралюминий, протравленный и обезжиренный,
но ис обезгаженный прогревом...............
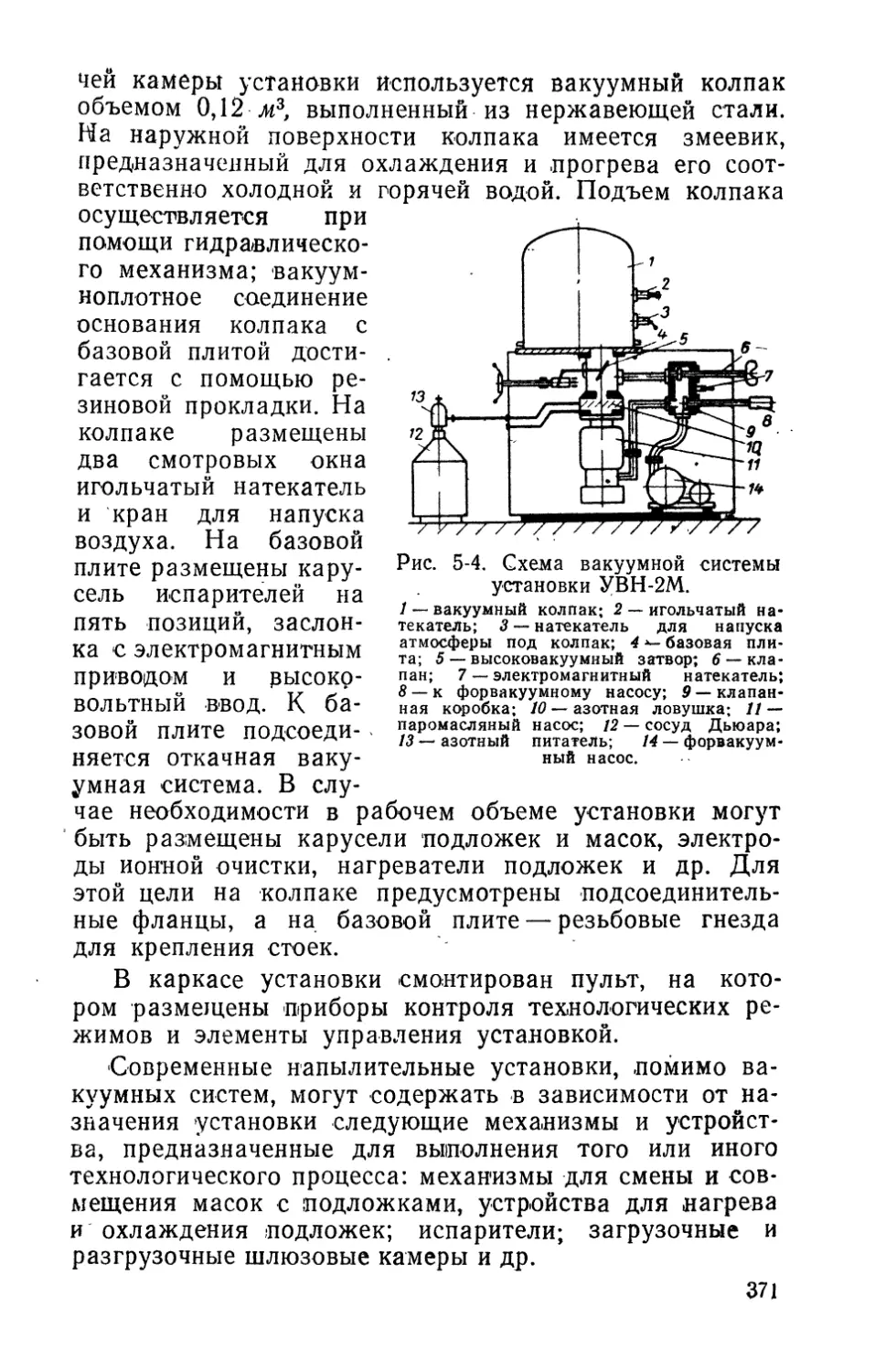
Медь обезжиренная..........................
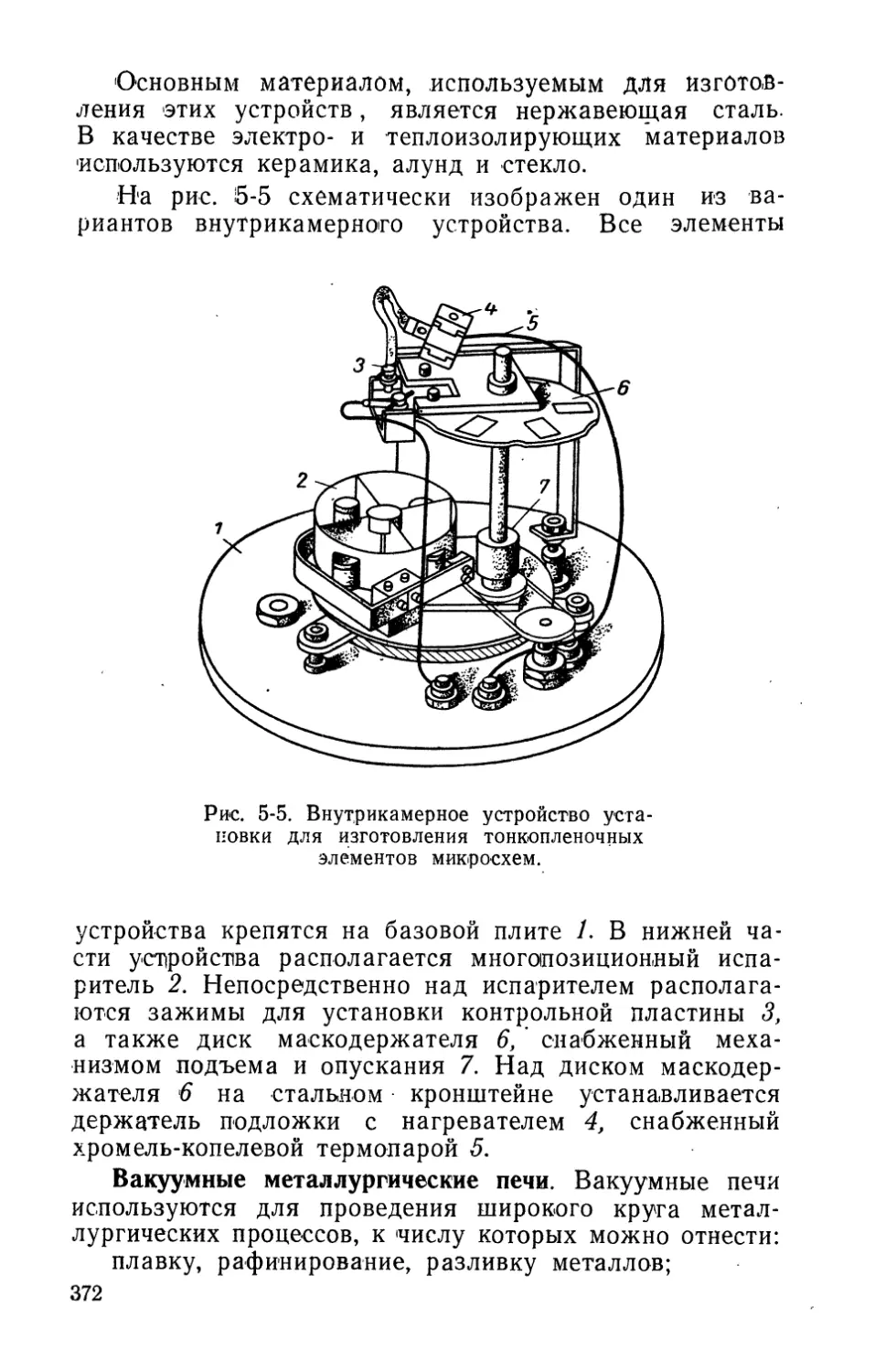
Медь обезжиренная и протравленная, но не
об( 31 ажеипая прогревом...................
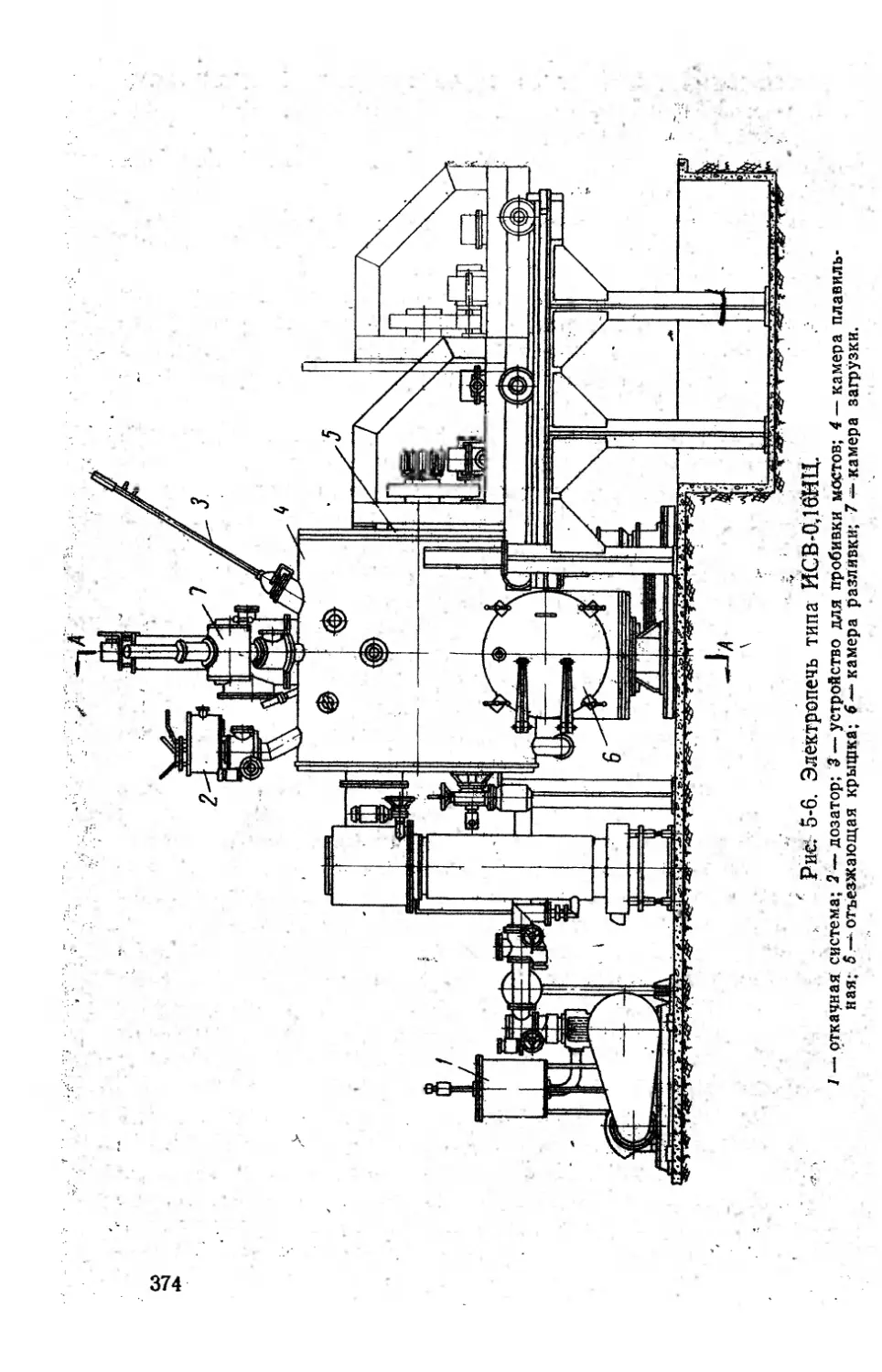
Хромпров.-п юле и никелированные поверхности,
не обезгаженпые прогревом .................
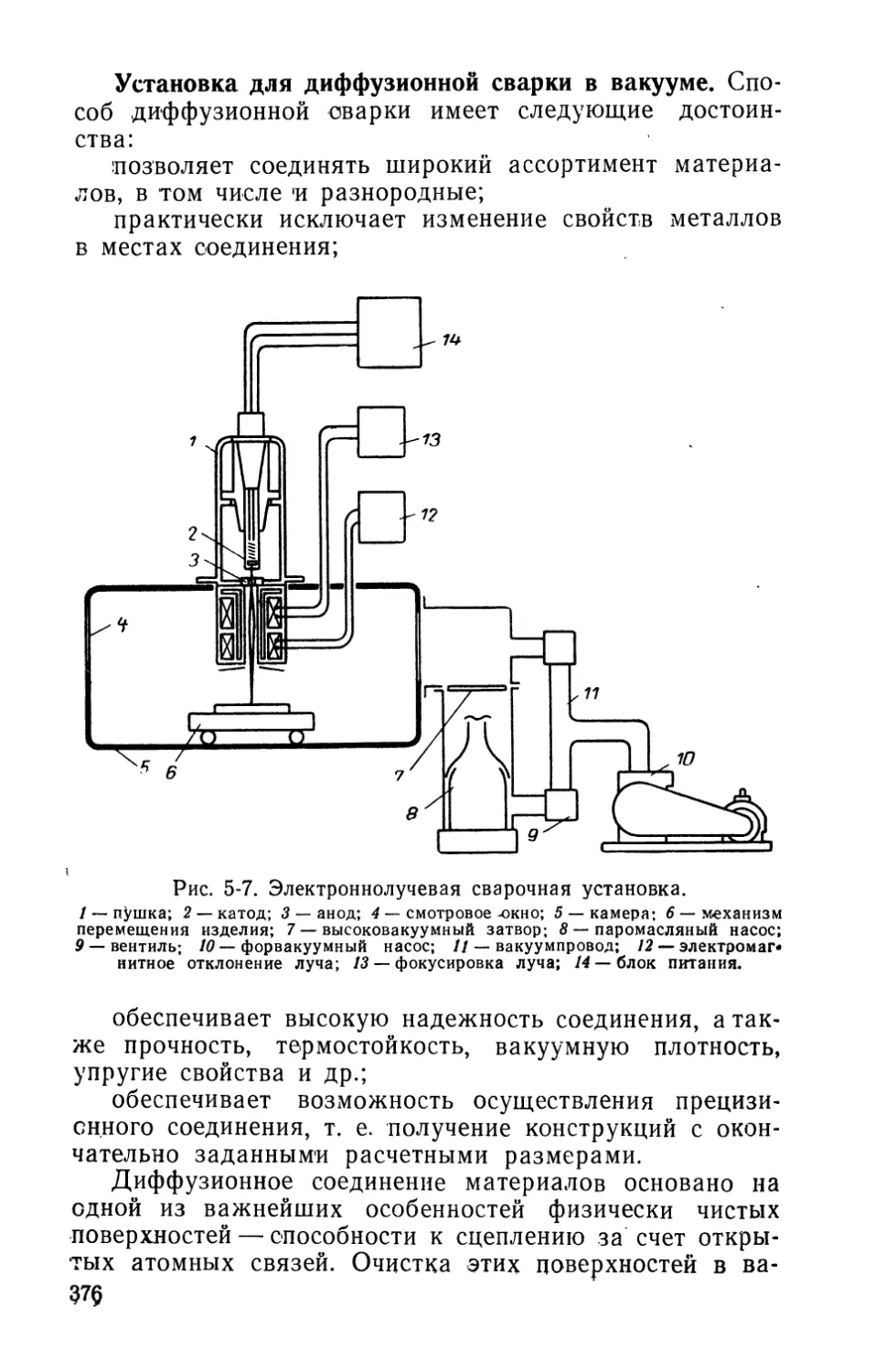
Алюминий полированный, обезжиренный в
спирте после длительной откачки ...........
Этастомер чша витон после длительной откачки
Эластомер типа витон после нескольких часов
прогрева при 150° С и длитетьной откачки
Фторол тает после длительной от качки . . . .
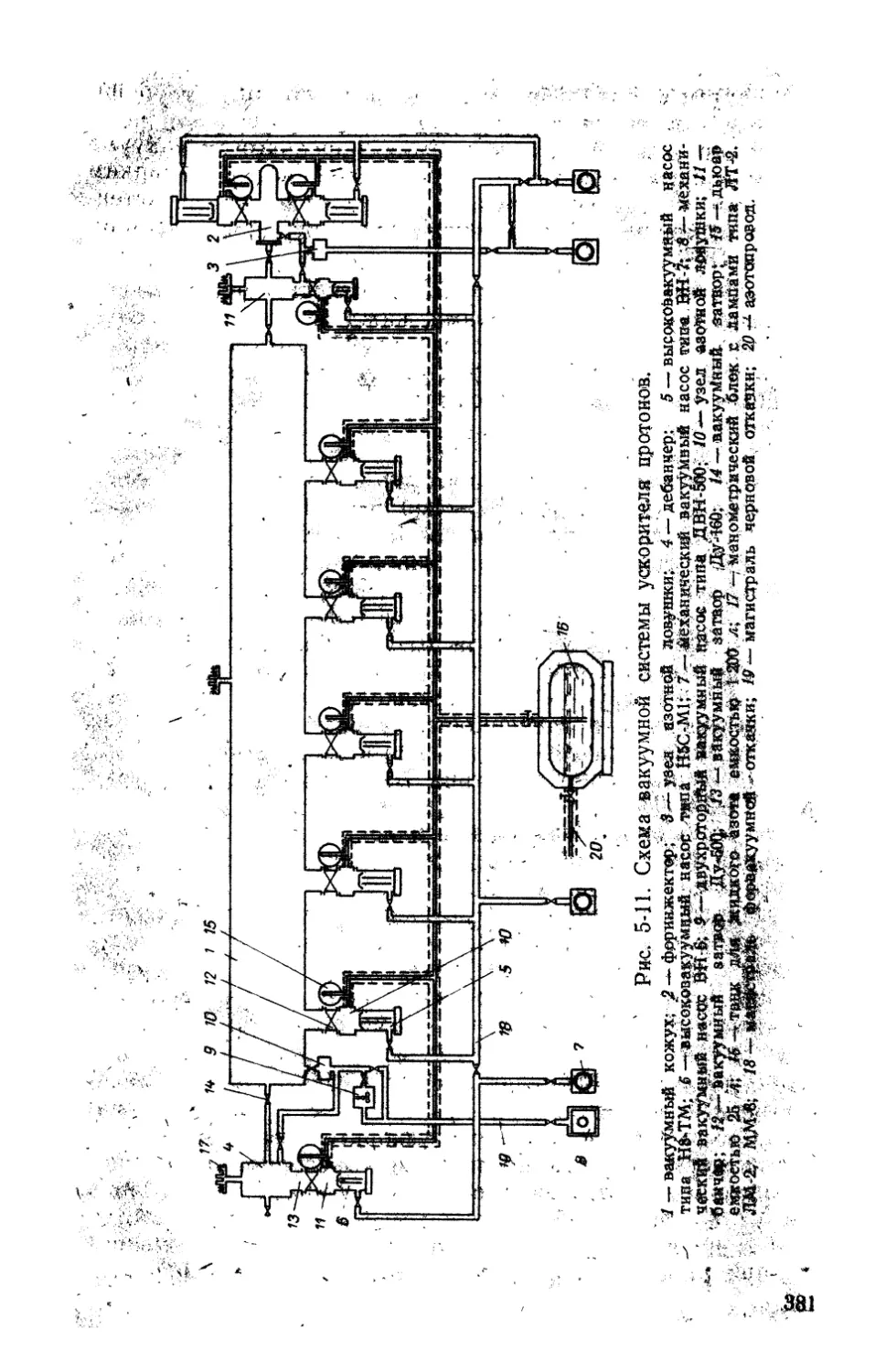
Резина вакуумная после длительного прогрева
под вакуумом при 80° С и последующей от-
качки .....................................
Сварной шов на латунной трубе, необработан-
ный .......................................
Сварной шов на медной трубе, необработан-
ный .......................................
Величина газоотдслс-
нпя, л-мкм/сек-см?
4.Ю-4—7.10-5
2.10-6
10-4—10~6
2-10-7
ЗЛО-11—5.10-12
ю-4
Ю-5—10-е
5.10-4—U0-4
4Л0-5—4Л0-6
4Л0-5—8.10-6
8- Ю-6—ОДО-’
1.10 -7
1 ЛО ”7
1 ло-4
1.10-7
ЗЛО-7
1.10-5—5Л0-6
зло-3
6Л0-3
1-2. МЕТАЛЛЫ И СПЛАВЫ, ПРИМЕНЯЕМЫЕ
ПРИ ИЗГОТОВЛЕНИИ ВАКУУМНЫХ СИСТЕМ
Подавляющее большинство литых металлических де-
талей обладают большой пористостью и поэтому редко
применяются при изготовлении вакуумных систем. Так,
высококачественное чугунное и цветное литье исполь-
зуется в основном при изготовлении вращательных на-
сосов предварительного разрежения. Здесь литые детали
обычно находятся в контакте с вакуумным маслом, что
Ю
в значительной мере уменьшает вредное влияние по-
ристости. Однако в этом случае к отливкам предъявля-
ются более жесткие требования как в части отсутствия
трещин, пор и 'раковин, так и в повышении общей плот-
ности используемого материала, что иногда может быть
достигнуто, если применять литье под давление?.!.
Чугун серый, поскольку он чаще применяется для
трущихся частей, должен обладать также высокими ан-
тифрикционными свойствами. Наиболее подходящ]: с
марки чугуна: МСЧ 28-48; СЧ 24-44, состав 23: СЧ
24-44, составы 12—15; СЧ 21-40, состав 19.
Алюминиевые литейные сплавы АЛ-2, АЛ-5, АЛ-9
имеют достаточно высокую коррозионную стойкость и
невысокую пористость при небольшом удельном висе.
Бронза литейная не должна содержать в своем со-
ставе фосфора, цинка и кадмия.
Наиболее широкое применение при изготовлении ва-
куумных установок находят прокатные металлы. Помимо
ранее указанных требований, которые обычно предъяв-
ляются к большинству вакуумных материалов, прокат-
ные металлы должны обладать высокой пластичностью
и способностью образовывать вакуумно-герметичные
спаи с металлами, а также со стеклом и керамикой.
При использовании стального проката следует иметь
в виду, что литые болванки малоуглеродистой спали
в процессе проката приобретают неодинаковую плот-
ность в различных плоскостях заготовки и часто содер-
жат волокна шлаковых включений, представляющие со-
бой мельчайшие капиллярные каналы, расположенные
в направлении проката и заполненные стекловидной
шлаковой массой, делающей их газонепроницаемыми.
Однако если детали, на поверхности которых выходят
шлаковые волокна, подвергнуть в дальнейшем прогреву
(при сварке, пайке или отжиге), то их стенки становятся
пористыми и начинают пропускать газ. Поэтому при из-
готовлении деталей (подлежащих прогреву пли работе
при повышенной температуре) из таких материалов сле-
дует стенки, которые разделяют атмосферу и вакуум,
вырезать вдоль направления проката. Шлаковые волок-
на в этом случае не будут служить соединительными ка-
налами между атмосферой и вакуумом, что исключит
появление течей при прогреве деталей.
Из малоуглеродистых конструкционных сталей для
изготовления вакуумной аппаратуры чаще всего прнме-
11
няется сталь 20. Хотя эта сталь не отличается высокой
коррозионной стойкостью, она дешева, хорошо обраба-
тывается резанием и давлением, хорошо 'сваривается и
паяется. Для уменьшения коррозии детали, изготовлен-
ные из нее, обычно подвергают пассивированию или ни-
келированию, что позволяет применять их при разреже-
нии до 10~7 мм рт. ст.
Для изготовления вакуумной аппаратуры, предназна-
ченной для получения давлений ниже 10~7 мм рт. ст.,
чаще всего применяется аустенитная (немагнитная) не-
ржавеющая сталь марки 1X18II9T. Опа хорошо свари-
вается, химически устойчива и достаточно жаропрочна,
но не принимает закалку. Поэтому, когда изделие из
нержавеющей стали необходимо закаливать, обычно
применяют сталь марки 1X13 и 2X13.
Нержавеющая хромоникелевая аустенитная сталь
имеет достаточно высокую прочность, особенно при вы-
соких температурах, хорошую пластичность и вследст-
вие этого высокую технологичность при деформации, хо-
рошую свариваемость. Кроме того, она практически
немагнитна, имеет низкую электропроводность и тепло-
проводность. В вакуумной технике применяется главным
образом сталь типа 18—10 (марок X18II9T и Х18Н10Т),
а также малоуглеродистая сталь марки 000Х18Н12, вы-
плавляемая в вакуумных печах. Марки Х18Н9Т и
Х18Н10Т различаются лишь содержанием никеля, по
своим свойствам практически одинаковы и могут рас-
сматриваться как стали одной марки. Для этих сталей
характерны высокие значения прочности, пластичности и
вязкости в очень широком диапазоне температур: от
—253 до +800~900° С.
Из цветных металлов при изготовлении вакуумной
аппаратуры широкое применение находит медь (в виде
листов, лент, полос, прутков, проволоки н труб различ-
ных диаметров) благодаря высокой пластичности, газо-
непроницаемости и хорошей обрабатываемости в холод-
ном состоянии. Наиболее часто используют медь марки
М-1. Если детали из меди будут подвергаться нагреву
в среде водорода, то используют бескислородную медь
марки МБ, которую получают путем плавки обычны к
сортов меди в атмосфере чистой и сухой окиси углерода.
Еще более плотный и чистый металл представляет со-
бой вакуумная медь, получаемая при плавке в вакууме
наиболее чистых сортов меди.
12
Кроме хорошей обрабатываемости и газонепроницае-
мости меди, большое значение имеют ее высокая тепло-
проводность и электропроводность, а также возмож-
ность получения вакуумноплотных спаев со стеклом.
Существенным недостатком меди является ее значитель-
ная активность по отношению к кислороду. Следует
иметь в виду, что если при низких температурах на мед-
ных деталях под воздействием кислорода образуется
только поверхностная пленка, которая легко восстанав-
ливается при прогреве в вакууме, то при высоких тем-
пературах глубина и скорость проникновения кислорода
быстро возрастает и окисленные медные детали в ва-
кууме будут обладать большим газовыделением.
Из сплавов меди чаще всего используется латунь ма-
рок Л-62, Л-68, ЛС-69. Латунь — пластичный материал
и из нее при помощи давления можно изготавливать де-
тали сложной формы. Однако широкое использование
латуни ограничено высокой летучестью цинка, входяще-
го в ее состав, который интенсивно испаряется при на-
греве, засоряя вакуумную аппаратуру. По этой же при-
чине детали, изготовленные из латуни, нельзя отжигать
или подвергать пайке в водородных или вакуумных пе-
чах, так пак латунь становится пористой и совершенно
непригодной для дальнейшего использования. Поэтому
латунь применяется только для тех деталей вакуумной
аппаратуры, которые не подвергаются нагреву до тем-
пературы свыше 150° С, а также деталей, не находящих-
ся в вакууме, если их по каким-либо причинам нельзя
изготовить из стали.
Оловянистые и оловяно-пинковые бронзы также при-
меняются ограниченно, так как при повышенных темпе-
ратурах входящее в их состав олово ведет себя подобно
цинку. Для пружинящих контактов, а иногда для силь-
фонов применяется бериллиевая бронза.
Никель марки Н-0 и Н-1 и некоторые его сплавы
обычно применяются для изготовления сложных паяных
узлов. Это объясняется тем, что никель даже в холод-
ном состоянии хорошо воспринимает различные виды
механической обработки: ковку, прокатку, волочение,
штамповку, прессовку, его можно спаять не только со
сталью и медью, но и с алюминием.
Для осуществления высоковакуумпых спаев с туго-
плавкими стеклами применяют ковар (марки Н28К18),
в состав которого входят никель, кобальт и железо.
13
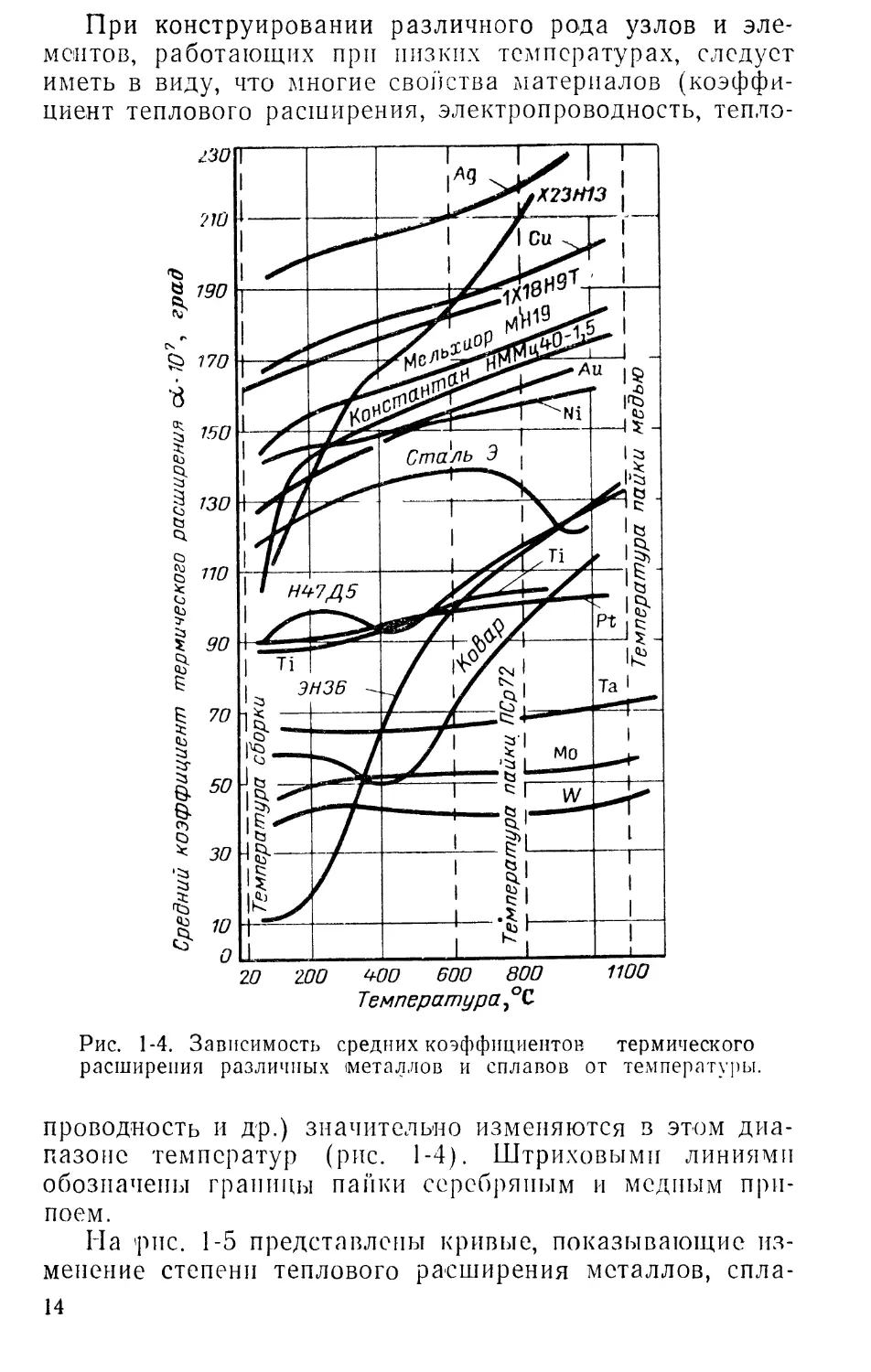
При конструировании различного рода узлов и эле-
ментов, работающих при низких температурах, следует
иметь в виду, что многие свойства материалов (коэффи-
циент теплового расширения, электропроводность, тепло-
гзо
210
190
170
150
130
110
90
70
50
30
10
О
20 200 500 600 800 1100
Температура °C
Рис. 1-4. Зависимость средних коэффициентов термического
расширения различных (металлов и сплавов от температуры.
проводность и др.) значительно изменяются в этом диа-
пазоне температур (рис. 1-4). Штриховыми линиями
обозначены границы папки серебряным и медным при-
поем.
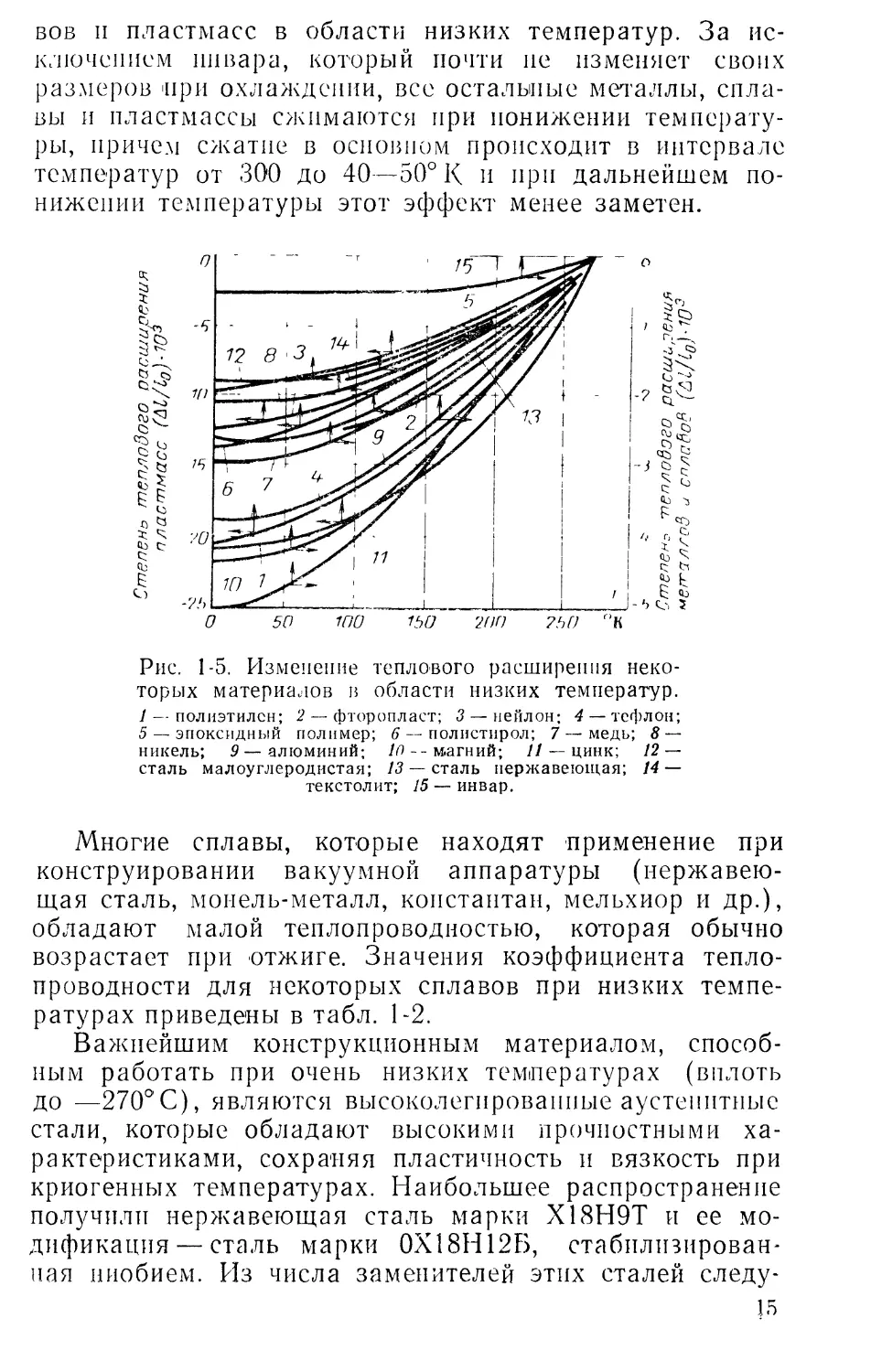
На рис. 1-5 представлены кривые, показывающие из-
менение степени теплового расширения металлов, спла-
14
bob и пластмасс в области низких температур. За ис-
ключением инвара, который почти не изменяет своих
размеров при охлаждении, все остальные металлы, спла-
вы и пластмассы сжимаются при понижении температу-
ры, причем сжатие в основном происходит в интервале
температур от 300 до 40—50° К и при дальнейшем по-
нижении температуры этот эффект менее заметен.
Рис. 1-5. Изменение теплового расширения неко-
торых материалов в области низких температур.
1 — полиэтилен; 2 — фторопласт; 3 — нейлон; 4 — тефлон;
5 — эпоксидный полимер; 6 -- полистирол; 7 — медь; 8 —
никель; 9— алюминий; /^--магний; // — цинк; 12 —
сталь малоуглеродистая; 13 — сталь нержавеющая; 14 —
текстолит; 15 — инвар.
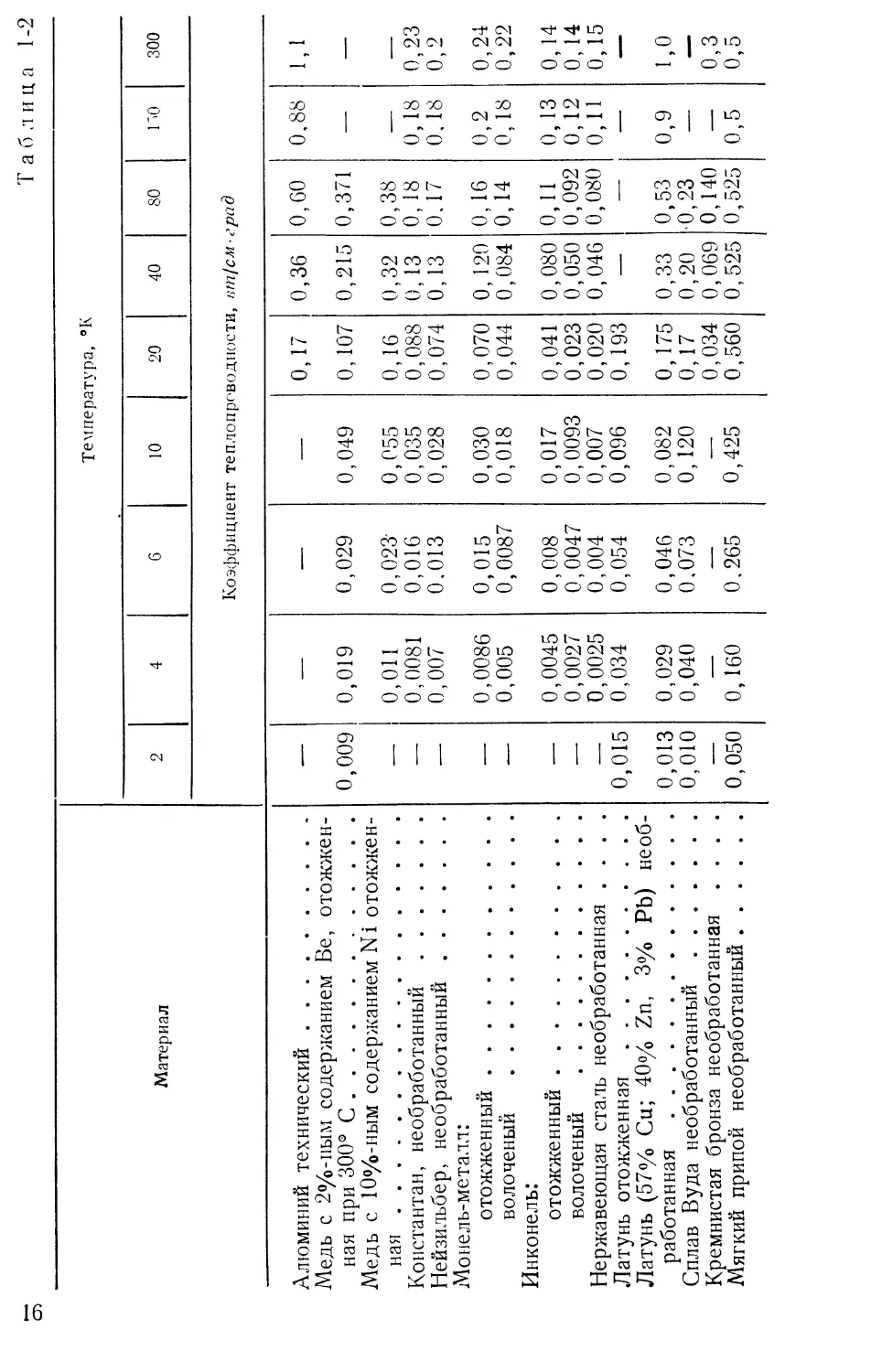
Многие сплавы, которые находят применение при
конструировании вакуумной аппаратуры (нержавею-
щая сталь, монель-металл, константан, мельхиор и др.),
обладают малой теплопроводностью, которая обычно
возрастает при отжиге. Значения коэффициента тепло-
проводности для некоторых сплавов при низких темпе-
ратурах приведены в табл. 1-2.
Важнейшим конструкционным материалом, способ-
ным работать при очень низких температурах (вплоть
до —270°С), являются высоколегированные аустенитные
стали, которые обладают высокими прочностными ха-
рактеристиками, сохраняя пластичность и вязкость при
криогенных температурах. Наибольшее распространение
получили нержавеющая сталь марки Х18Н9Т и ее мо-
дификация — сталь марки 0Х18Н12Б, стабилизирован-
ная ниобием. Из числа заменителей этих сталей следу-
15
Материал
Алюминий технический....................
Медь с 2%-пым содержанием Be, отожжен-
ная при 300э С..........................
Медь с 10%-ным содержанием Ni отожжен-
ная ....................................
Константан, необработанный .......
Нейзильбер, необработанный..............
Монель-металл:
отожженный..............................
волоченый ........................
Инконель:
отожженный..............................
волоченый ........................
Нержавеющая сталь необработанная . . . .
Латунь отожженная.......................
Латунь (57% Си; 40% Zn, 3% Pb) необ-
работанная .............................
Сплав Вуда необработанный...............
Кремнистая бронза необработанная . . . .
А1ягкий припой необработанный ..........
Т а б л и ц а 1 -2
Температура, °К
2 4 6 10 20 40 80 1'0 300
Коэффициент теплопроводности, нт/см-град
•— — — — 0,17 0,36 0,60 0,88 1,1
0,009 0,019 0,029 0,049 0,107 0,215 0,371 — —
0,011 0,023- 0,055 0,16 0,32 0,38 — —
— 0,0081 0,016 0,035 0,088 0, 13 0, 18 0,18 0,23
— 0,007 0.013 0,028 0,074 0,13 0.17 0,18 0,2
0,0086 0,015 0,030 0,070 0,120 0,16 0,2 0,24
— 0,005 0,0087 0,018 0,044 0,084 0,14 0,18 0,22
0,0045 0,008 0,017 0,041 0,080 0,11 0,13 0,14
— 0,0027 0,0047 0,0093 0,023 0,050 0,092 0,12 0,14
0,0025 0,004 0,007 0,020 0,046 0,080 о,и 0,15
0,015 0,034 0,054 0,096 0,193 — — — —
0,013 0,029 0,046 0,082 0,175 0,33 0,53 0,9 1,0
0,010 0,040 0.073 0,120 0,17 0,20 '0,23 —
— — — — 0,034 0,069 0,140 — 0,3
0,050 0,160 0,265 0,425 0,560 0,525 0,525 0,5 0,5
1292
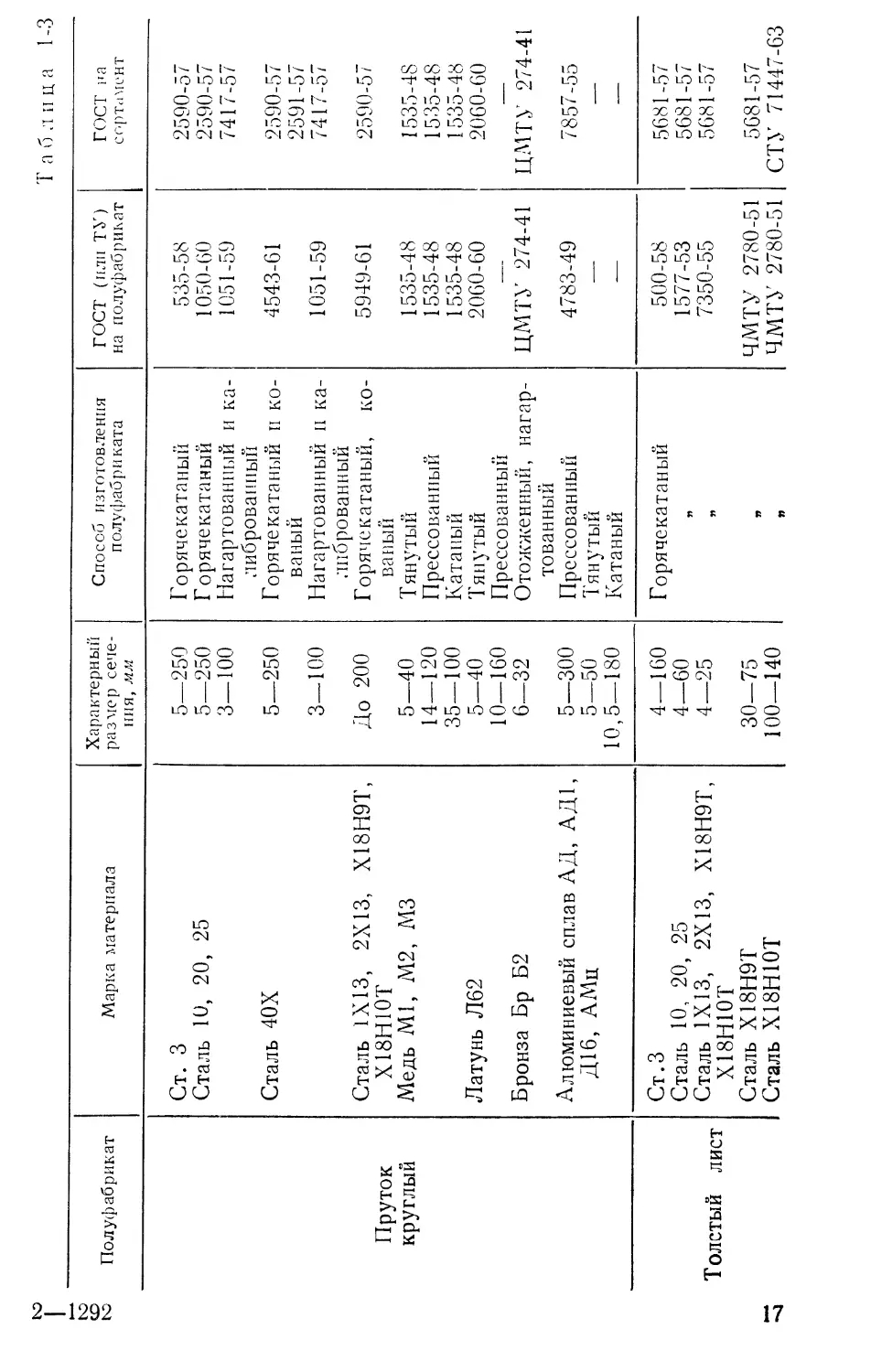
Полуф абрикат Марка материала Характерный размер сече- ния, мм
Пруток круглый Ст. 3 Сталь 10, 20, 25 Сталь 40Х Сталь 1X13, 2X13, Х18Н9Т, Х18Н10Т Медь Ml, М2, М3 Латунь Л62 Бронза Бр Б2 Алюминиевый сплав АД, АД1, Д16, АМц 5—250 5—250 3—100 5—250 3—100 До 200 5—40 14—120 35—100 5—40 10—160 6—32 5—300 5—50 10,5—180
Толстый лист Ст 3 Сталь 10, 20, 25 Сталь 1X13, 2X13, Х18Н9Т, Х18Н10Т Сталь Х18Н9Т Сталь Х18Н10Т 4—160 4—60 4—25 30—75 100—140
Т а б лиц а 1 -3
Способ изготовления полуфабриката ГОСТ (пли ТУ) на полуфабрикат ГОСТ на сортимент
Горячекатаный 535-58 2590-57
Г орячекатаный 1050-60 2590-57
Нагартованный и ка- 1051-59 7417-57
либрованный
Горячекатаный п ко- 4543-61 2590-57
ваный 2591-5/
Нагартованный и ка- 1051-59 7417-57
лнброванный
Горячекатаный, ко- 5949-61 2590-57
ваный
Т ян у ты й 1535-48 1535-48
Прессованный 1535-48 1535-48
Катаный 1535-48 1535-48
Тянутый 2060-60 2060-60
Прессованный — —
Отожженный, нагар- ЦМТУ 274-41 ЦМТУ 274-41
тованный
Прессованный 4783-49 7857-55
Тянутый — —
Катаный — —
Горячекатаный 500-58 5681-57
1577-53 5681-57
7350-55 5681-57
тп ЧМТУ 2780-51 5681-57
я ЧМТУ 2780-51 СТУ 71447-63
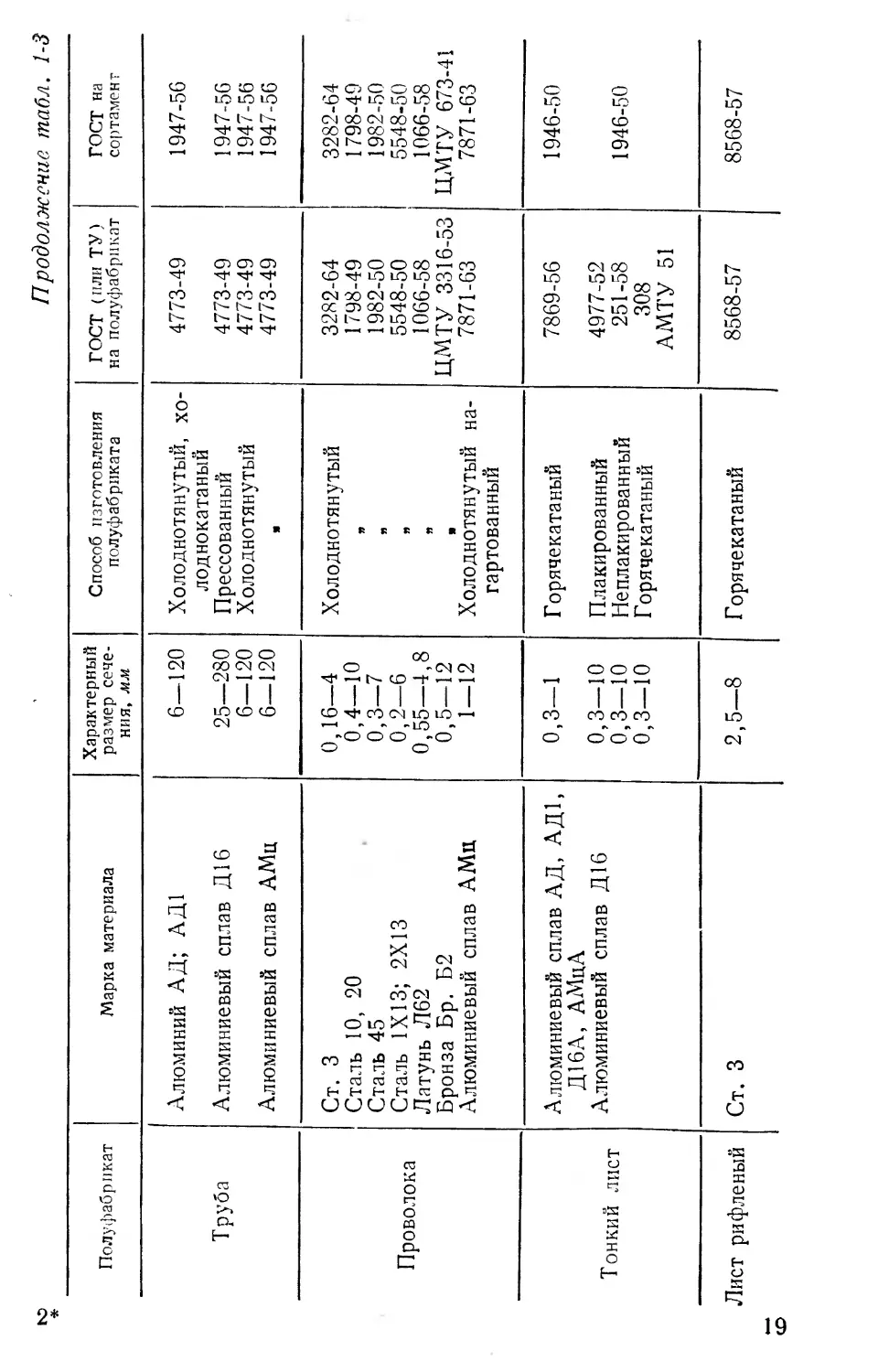
Полуфабрикат Марка материала Характерный размер сече- ния, мм
Тонкий ЛИСТ Ст. 3 Сталь 10; 20; 45 Сталь 40Х Сталь 1X13, 2X13, Х18Н9Т, Х18Н10Т Медь Ml, М2, М3 Латунь Л62 0,5—4 0,2—4 0,5—4 0,2—4 0,5—4 0,2—4 0,5—4 0,2—4 1—25 0,4—10 5—22 0,4—10
Лента Медь Ml, М2, М3 Латунь Л62 Бронза Бр. Б2 Алюминий АД, АД1 0,05—2 0,05—2 0,05—6 0,3—2,0
Труба Сталь 3; 10; 20; 45 Сталь 1X13; Х18Н10Т Медь Ml, М2, М3 Латунь Л62 25—800 1—200 57—325 5—120 3—360 3—100
Продолжение табл 1-3
Способ изготовления полуфабриката ГОСТ (или ТУ) на полуфабрикат ГОСТ на сортахмент
Горячекатаный 501-58 3680-57
Холоднокатаный 501-58 3680-57
Горячекатаный 914-56 3680-57
Холоднокатаный — —
Горячекатаный 1542-54 3680-57
Холоднокатаный — —
Горячекатаный 5582-61 3680-57
Холоднокатаный — —
Г орячекатаный 495-50 495-50
Холоднокатаный — —
Горячекатаный 931-52 931-52
Холоднокатаный — —
Холоднокатаный 1173-49 1173-49
Л 2208-49 2208-49
1789-60 1789-60
л 7869-56 7870-56
Горячекатаный 8731-58 8732-58
Холоднотянутый 8733-58 8734-58
Горячекатаный 9940-62 9940-62
Холоднотянутый 9941-62 9941-62
Тянутый и холодно- 617-64 617-64
катаный
Тянутый 494-52 494-52 1
to
*
Полуфабрикат Марка материала Характерный размер сече- ния, мм
Труба Алюминий АД; АД1 Алюминиевый сплав Д16 Алюминиевый сплав АМц 6—120 25—280 6—120 6—120
Проволока Ст. 3 Сталь 10, 20 Сталь 45 Сталь 1X13; 2X13 Латунь Л62 Бронза Бр. Б2 Алюминиевый сплав АМц 0,16—4 0,4—10 0,3—7 0,2—6 0,55—4,8 0,5—12 1—12
Тонкий лист Алюминиевый сплав АД, АД1, Д16А, АМцА Алюминиевый сплав Д16 0,3—1 0,3—10 0,3—10 0,3—10
Лист рифленый Ст. 3 2,5—8
Продолжсние табл. 1-3
Способ изготовления полуфабриката ГОСТ (пли ТУ) на полуфабрикат ГОСТ на сортамент
Холоднотянутый, хо- лоднокатаный 4773-49 1947-56
Прессованный 4773-49 1947-56
Холоднотянутый 4773-49 1947-56
я 4773-49 1947-56
Холоднотянутый 3282-64 3282-64
1798-49 1798-49
1982-50 1982-50
5548-50 5548-50
1066-58 1066-58
ЦМТУ 3316-53 ЦМТУ 673-4!
Холоднотянутый на- гартованный 7871-63 7871-63
Горячекатаный 7869-56 1946-50
Плакированный 4977-52
Неплакированный 251-58 1946-50
Горячекатаный 308 АМТУ 51
Горячекатаный 8568-57 8568-57
Полуфабрикат Марка материала Характерный размер сече- ния, мм
Фольга Алюминий АД; АД1 0,005—0,2
Плита Алюминий АД; АД1 Алюминиевый сплав Д16 Алюминиевый сплав АМцС о о о 00 00 00 1 1 1
Полоса Ст. 3 Сталь Х18Н9Т; Х18Н10Т Бронза Бр. Б2 Латунь Л62 Сталь 10 Сталь 20; 45 Сталь 1X13, 2X13 4—60 3—75 0,05—6 0,4—22 0,05—3,6 0,1—3 0,1—2
Продолжение табл. 1-3
Способ изготовления полуфабриката ГОСТ (или ТУ) на полуфабрикат ГОСТ на сортамент
Холоднокатаный 618-62 618-62
Горячекатаный Горячекатаный не- АМТУ 347-55 АМТУ 347-61 АМТУ 347-55 АМТУ 347-61
плакированный Горячекатаный СТУ 13-8-64 СТУ 13-8-64
Г орячекатаный Горячекатаный и ко- ваный 535-58 5949-61 103-57 4405-48
Холоднокатаный и 1789-60 1789-60
нагартованный Холоднокатаный 931-52 931-52
Холоднокатаный 503-41 503-41
Холоднокатаный и 2284-43 2284-43
нагартованный Холоднокатаный 4986-54 4D86-54
ет указать сталь марки Х14Г14НЗТ, которая хорошо
сваривается и имеет высокую ударную вязкость при
низких температурах. Следует иметь в виду, что свар-
ные соединения являются наиболее ответственными эле-
ментами конструкций, работающих при низких темпера-
турах, поскольку хрупкое состояние обычно наступает
прежде всего в сварном шве или в зоне термического
влияния.
Прочностные характеристики большинства цветных
металлов и сплавов улучшаются с понижением темпера-
туры, поэтому медь и се сплавы, а также алюминии и
сто сплавы широко применяются в различного рода
устройствах, работающих при низких температурах.
Металлы и сплавы наиболее широко применяемые
в вакуумной технике приведены в табл. 1-3.
1-3. СТЕКЛО И КЕРАМИКА
Стекло и керамика находят широкое применение при
изготовлении различной вакуумной аппаратуры. Из этих
материалов изготовляются изоляторы для вакуумно-
плотных вводов электроэнергии, смотровые окна, жаро-
прочные детали, тигли и различные подсобные детали.
Стекло — аморфный материал, что определяет его
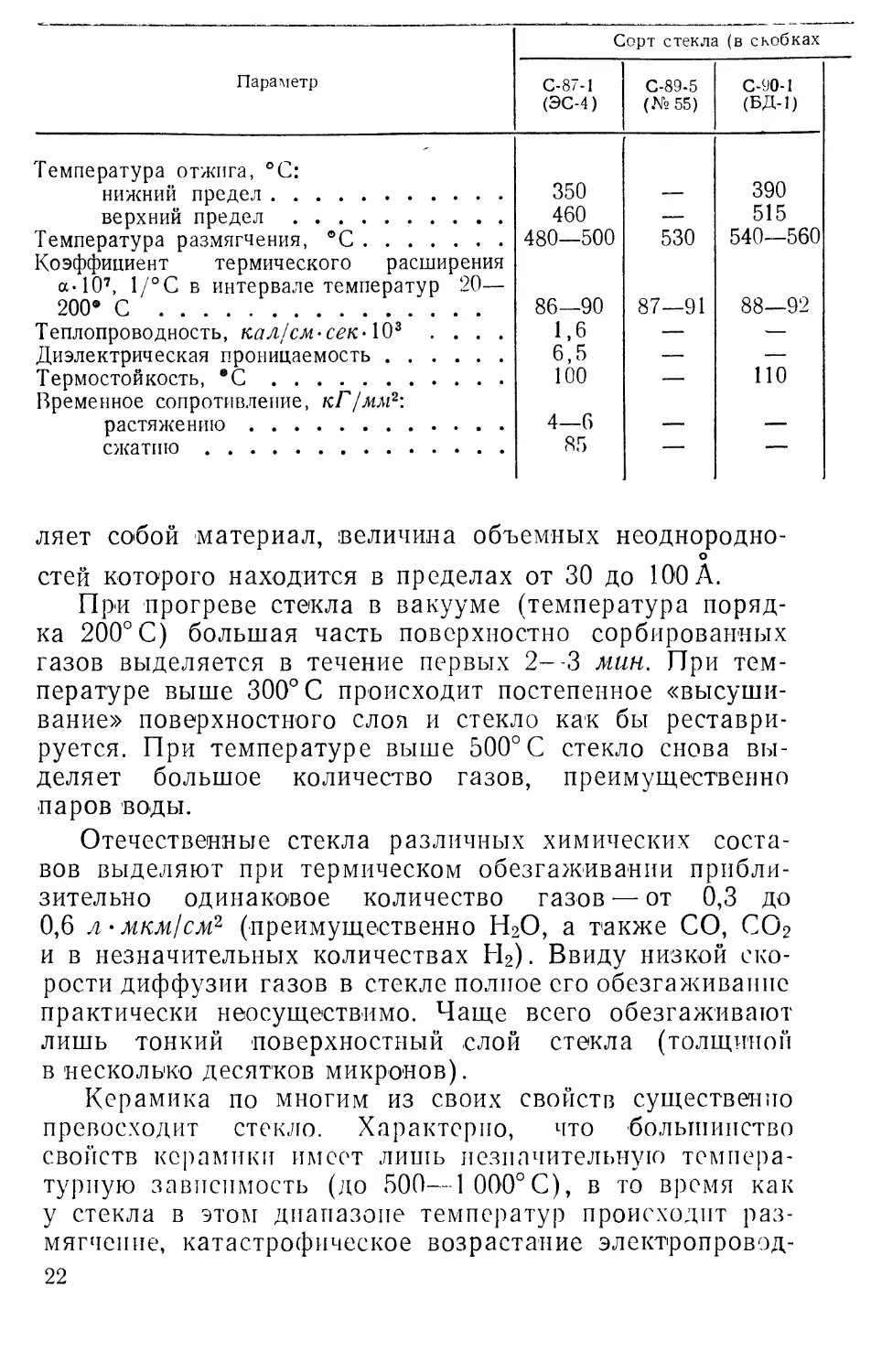
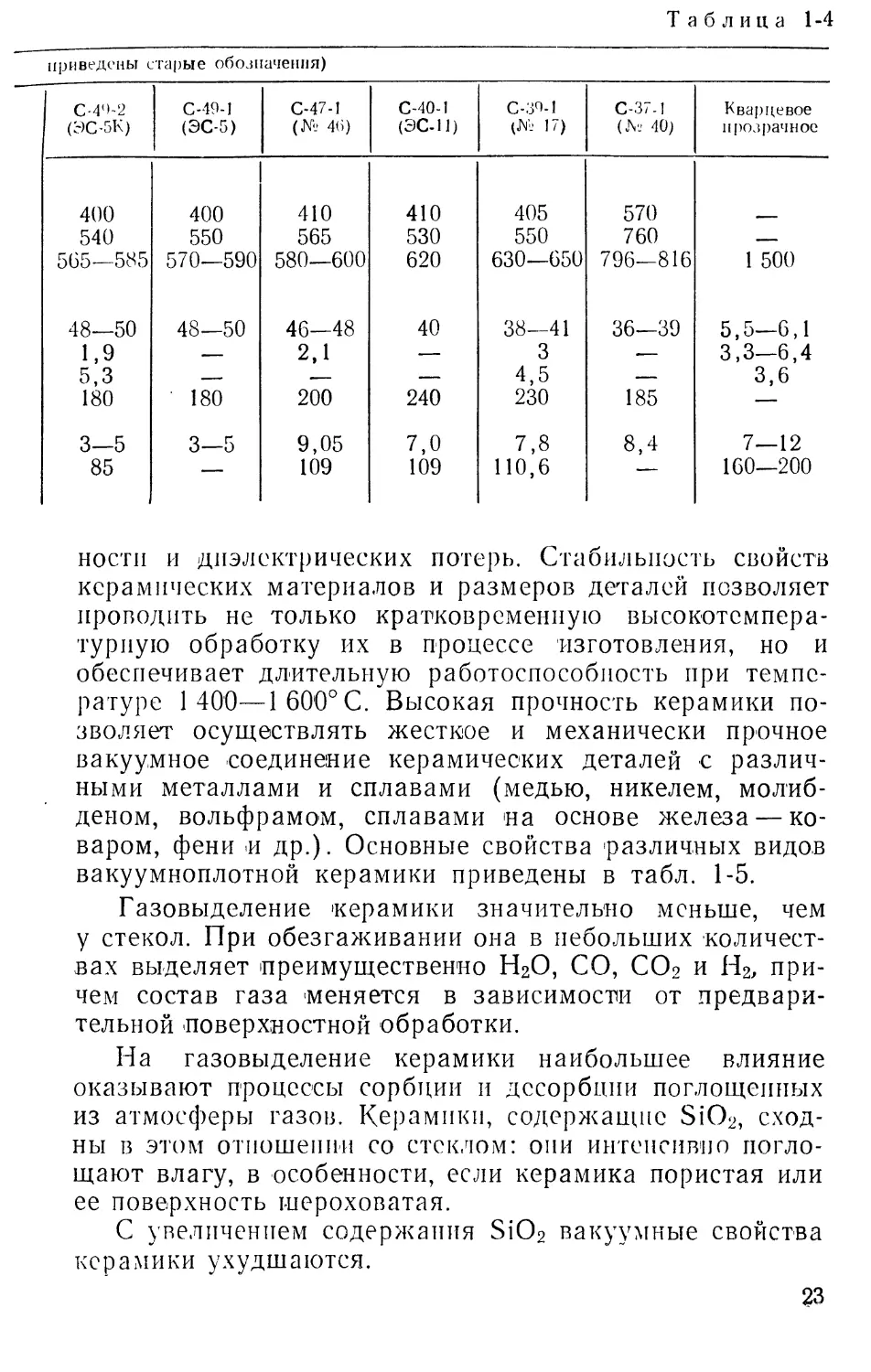
прозрачность. Свойства наиболее распространенных сор-
тов стекол приведены в табл. 1-4. Особой термостой-
костью отличается кварцевое с текло, что позволяет из-
готовлять из пего жаропрочные детали (например, кор-
пуса индукционных вакуумных печей). Отечественная
промышленность выпускает из непрозрачного кварцево-
го стекла трубы диаметром до 500 и длиной до 1 500 мм
(ВТУ № 54), из прозрачного стекла—стержни и трубы
диаметром до 20 и длиной до 1 000 мм (ВТУ № 53 и
59).
Стекло является активным сорбентом газов и поэто-
му обладает значительным газовыделенисм. В припо-
верхностном слое стекла можег быть сорбировано более
чем 50 моиомолскулярных слоев, что эквивалентно
2 л-мкм. рт. ст.1см2. При этом преимущественно сорби-
руются пары воды п лишь незначительное количество
СО2 и N2.
Широко распространенные представления о стекле,
как о монолитном гладком материале, совершенно по
верны. В микроскопических масштабах стекло представ-
21
Параметр Сорт стекла (в скобках
С-87-1 (ЭС-4) С-89-5 (№55) С-90-1 (БД-1)
Температура отжига, °C: 390
нижний предел 350 —
верхний предел 460 — 515
Температура размягчения, ®С Коэффициент термического расширения 480—500 530 540—560
а-107, 1/°С в интервале температур 20— 200® С 86—90 87—91 88—92
Теплопроводность, кал!см-сек -103 .... 1,6 — —
Диэлектрическая проницаемость 6,5 — —
Термостойкость, ®С Временное сопротивление, кГ/мм2\ 100 — ПО
растяжению 4—6 — —
сжатию <85 — —
ляет собой материал, величина объемных неоднородно-
стей которого находится в пределах от 30 до 100 А.
При прогреве стекла в вакууме (температура поряд-
ка 200° С) большая часть поверхностно сорбированных
газов выделяется в течение первых 2--3 мин. При тем-
пературе выше 300° С происходит постепенное «высуши-
вание» поверхностного слоя и стекло как бы реставри-
руется. При температуре выше 500° С стекло снова вы-
деляет большое количество газов, преимущественно
паров воды.
Отечественные стекла различных химических соста-
вов выделяют при термическом обезгаживании прибли-
зительно одинаковое количество газов — от 0,3 до
0,6 л-мкм)см2 (преимущественно Н2О, а также СО, СО2
и в незначительных количествах Н2). Ввиду низкой ско-
рости диффузии газов в стекле полное его обезгаживанпс
практически неосуществимо. Чаще всего обезгаживают
лишь тонкий поверхностный слой стекла (толщиной
в несколько десятков микронов).
Керамика по многим из своих свойств существенно
превосходит стекло. Характерно, что 'большинство
свойств керамики имеет лишь незначительную темпера-
турную зависимость (до 500—1000°С), в то время как
у стекла в этом диапазоне температур происходит раз-
мягчение, катастрофическое возрастание электропровод-
22
Таблица 1-4
приведены старые обозначения)
С-49-2 (ЭС-5К) С-49-1 (ЭС-5) С-47-1 (№ 46) С-40-1 (ЭС-11) С-39-1 (№ 17) С-37-1 (Ле 40) Кварцевое прозрачное
400 400 410 410 405 570
540 550 565 530 550 760 —
565—585 570—590 580—600 620 630—650 796—816 1 500
48—50 48—50 46—48 40 38—41 36—39 5,5—6,1
1,9 — 2,1 — 3 — 3,3—6,4
5,3 — — — 4,5 — 3,6
180 180 200 240 230 185 —
3—5 3—5 9,05 7,0 7,8 8,4 7—12
85 — 109 109 110,6 — 160—200
ности и диэлектрических потерь. Стабильность свойств
керамических материалов и размеров деталей позволяет
проводить не только кратковременную высокотемпера-
турную обработку их в процессе изготовления, но и
обеспечивает длительную работоспособность при темпе-
ратуре 1400—1 600° С. Высокая прочность керамики по-
зволяет осуществлять жесткое и механически прочное
вакуумное соединение керамических деталей с различ-
ными металлами и сплавами (медью, никелем, молиб-
деном, вольфрамом, сплавами на основе железа — ко-
варом, фени и др.). Основные свойства различных видов
вакуумноплотной керамики приведены в табл. 1-5.
Газовыделение керамики значительно меньше, чем
у стекол. При обезгаживании она в небольших количест-
вах выделяет преимущественно Н2О, СО, СО2 и Н2, при-
чем состав газа меняется в зависимости от предвари-
тельной поверхностной обработки.
На газовыделение керамики наибольшее влияние
оказывают процессы сорбции и десорбции поглощенных
из атмосферы газов. Керамики, содержащие SiO2, сход-
ны в этом отношении со стеклом: они интенсивно погло-
щают влагу, в особенности, если керамика пористая или
ее поверхность шероховатая.
С увеличением содержания SiO2 вакуумные свойства
керамики ухудшаются.
23
Параметр
Температура обжига, °C................
Объемный вес, г см3...................
Предел прочности при статическом из-
гибе, кГс/см2, при температуре:
20° С.......................‘.........
900° С ...................
Коэффициент термического расширения
а-107, 1/°С в интервале температур:
20—200° С.............................
20—900° С.................
Теплопроводность ?i-103, кал см-сек . .
Диэлектрическая проницаемость при f=
=1О10 гц и температуре:
20® С.................................
300° С ...................
Тангенс угла потерь tgd-104 при f=
=10 гц и температуре:
20° С..................................
300® С ...................
Удельное объемное сопротивление
100° С, ом-см.........................
Электрическая прочность при 20° С и
постоянном напряжении, кв/'мм . . . .
Таблица 1-5
Наименование материалов
Форстеритовая керамика Алюмоси- ликатная керамика Алюмооксидная керамика Керамика на основе окиси бериллия
ЛФ-11 ф-17 КВФ-4 102 22Х 22ХС J М-7 А -ТГ) Полп- кор Бро керит-9
1 350 1 340 1 340 1 340 1 600 1 600 1 720 1 650 1 850
2,98 2,93 2,95 3,4 3,68 3,75 3,65 3,88 3,98 2.85
1 400 1 700 1 700 2 600 3 600 3 800 3 500 3 600 2 900 2 200
— — — 2 500 700 1 000 2 200 2 300 2 400 1 700
85 83 80 53 61 61 60 60 57 53
109 97 100 70 79 79 79 77 75 86
— — — 13 25 32 24 45 65 400
6,5 6,3 6,8 8,4 9,3 9,4 8,6 9,7 9,8 6,8
— — — 8,8 9,5 9,6 8,9 10 10,2 7,0
10 10 14 8 8 9 1 0,5 3
— — — 14 8 8 9 1 0,5 6
1014 1014 1014 1014 1014 Ю14 Ю15 1014 1015 Ю15
— — 45 33 54 — — 50 50 —
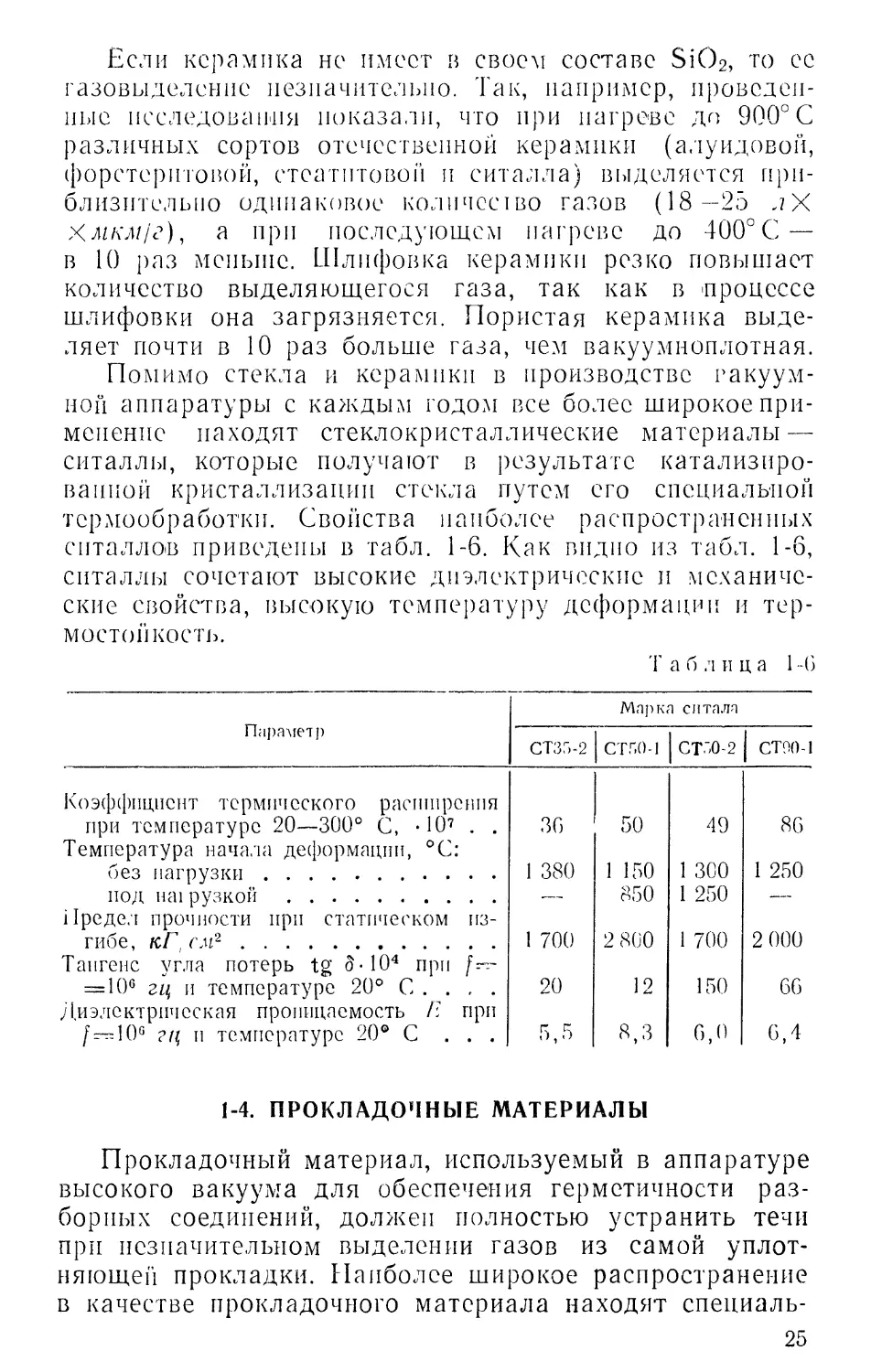
Если керамика но имеет в своем составе SiO2, то ее
газовыделснис незначительно. Так, например, проведен-
ные исследования показали, что при нагреве до 900°С
различных сортов отечественной керамики (алуидовой,
форстеритовой, стеатитовой и ситалла) выделяется при-
близительно одинаковое количссчво газов (18—25 лХ
Хл/о//'г), а при последующем нагреве до 400°С —
в К) раз меньше. Шлифовка керамики резко повышает
количество выделяющегося газа, так как в 'процессе
шлифовки она загрязняется. Пористая керамика выде-
ляет почти в 10 раз больше газа, чем вакуумноплотная.
Помимо стекла и керамики в производстве вакуум-
ной аппаратуры с каждым годом все более широкое при-
менение находят стеклокристаллические материалы —
ситаллы, которые получают в результате катализиро-
ванной кристаллизации стекла путем его специальной
термообработки. Свойства наиболее распространенных
енталлов приведены в табл. 1-6. Как видно из табл. 1-6,
ситаллы сочетают высокие диэлектрические и механиче-
ские свойства, высокую температуру деформации и тер-
мостойкость.
Т а Ь /I и ц а 1-6
Параметр Марка си тала
СТ35-2 стал | СТ"0-2 стоил
Коэффициент термического расширения при температуре 20—300° С, •107 . . 36 50 49 86
Температура начала деформации, °C: без нагрузки 1 380 1 150 1 300 1 250
под ши рузкой .— 850 1 250 —
Предел прочности при статическом из- гибе, к,Г см2 1 700 2 800 1 700 2 000
Тангенс угла потерь tg 5-Ю4 при = 10G гц и температуре 20° С . . . . 20 12 150 66
Диэлектрическая проницаемость П при f~10G и температуре 20° С ... 5,5 8,3 6,0 6,4
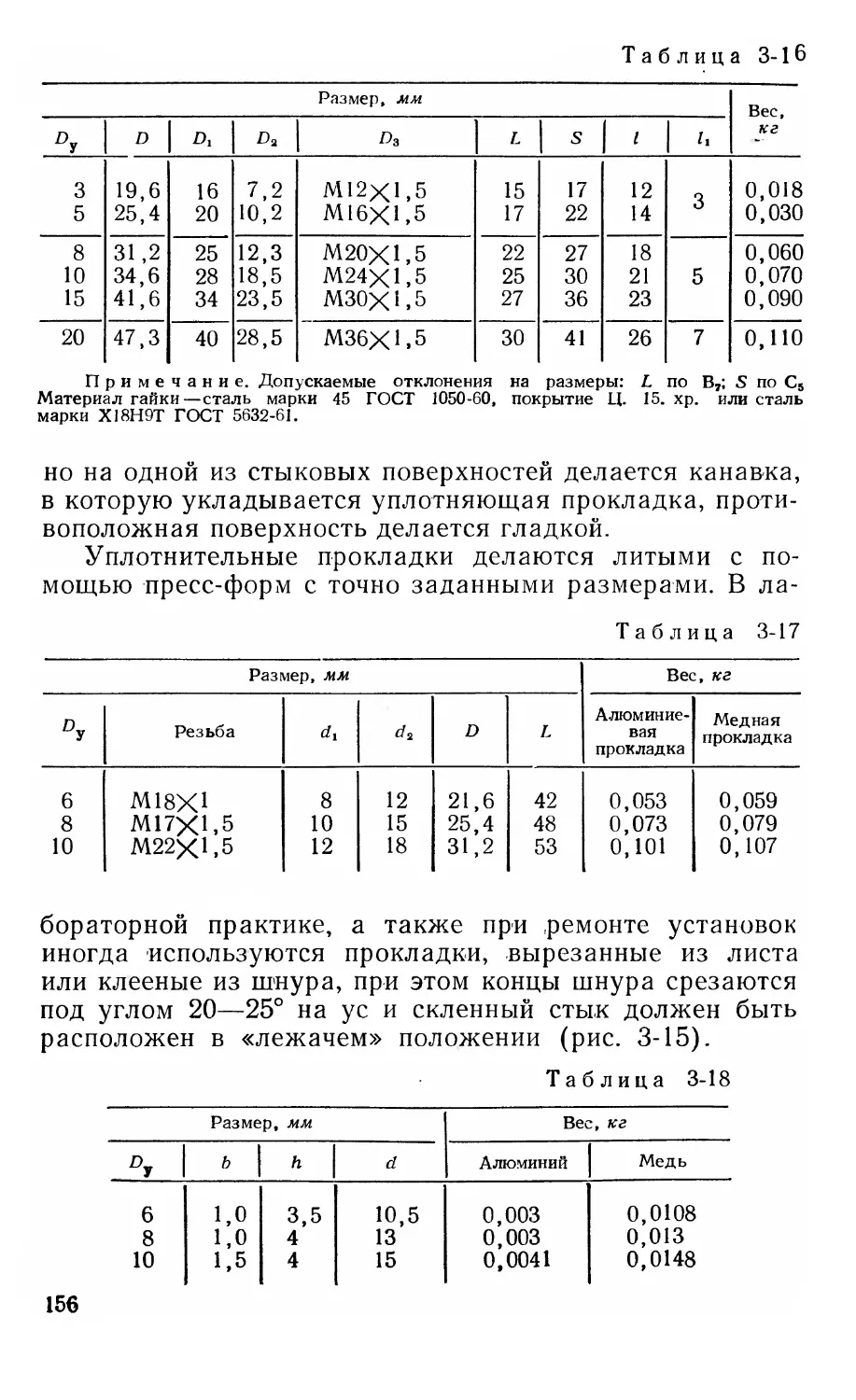
1-4. ПРОКЛАДОЧНЫЕ МАТЕРИАЛЫ
Прокладочный материал, используемый в аппаратуре
высокого вакуума для обеспечения герметичности раз-
борных соединений, должен полностью устранить течи
при незначительном выделении газов из самой уплот-
няющей прокладки. Наиболее широкое распространение
в качестве прокладочного материала находят спеииаль-
25
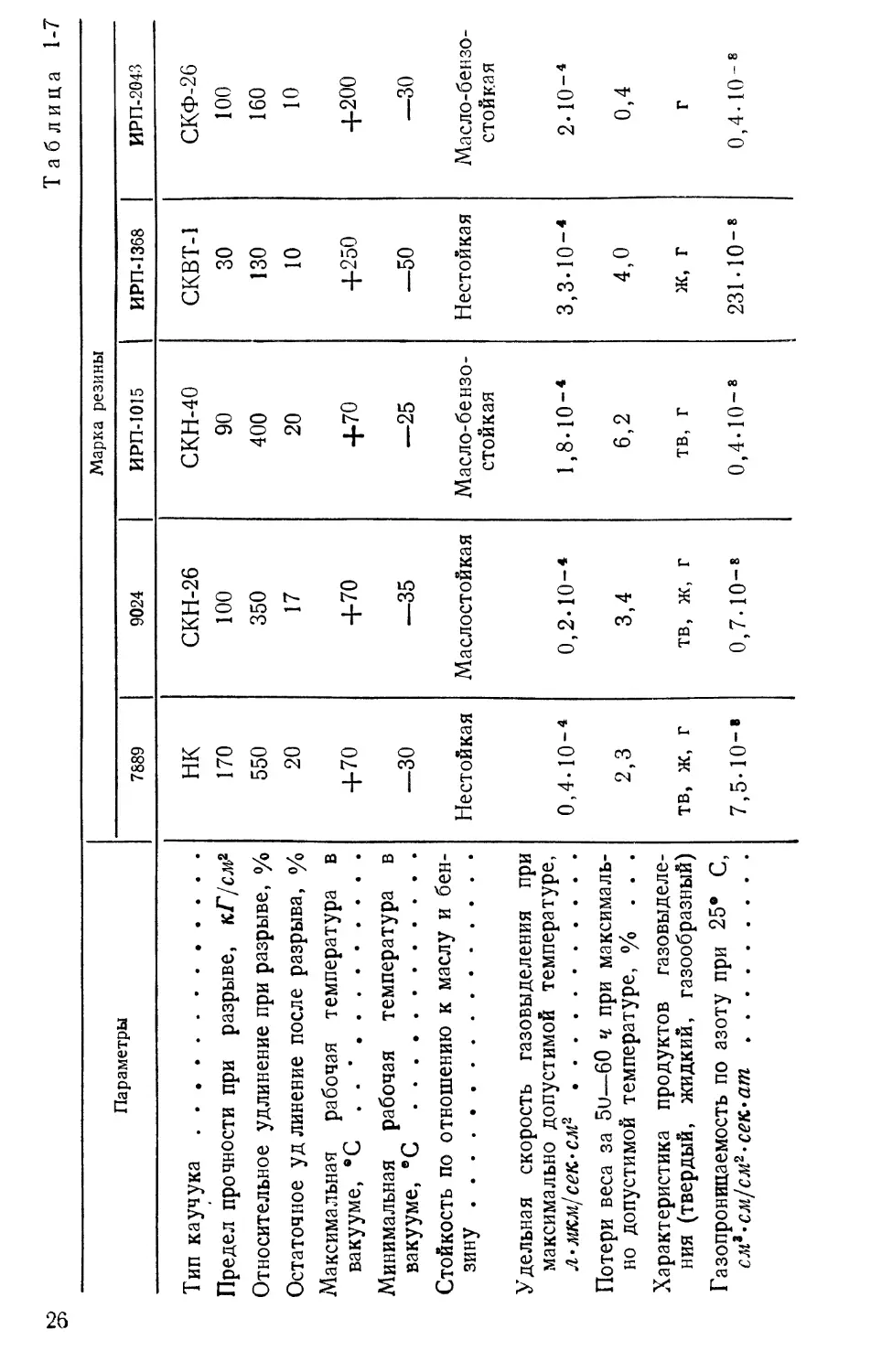
Таблица 1-7
Параметры Марка резины
7889 9024 ИРП-1015 ИРП-1368 ИРП-2043
Тип каучука НК СКН-26 СКН-40 СКВТ-1 СКФ-26
Предел прочности при разрыве, кГ/см2 170 100 90 30 100
Относительное удлинение при разрыве, % 550 350 400 130 160
Остаточное удлинение после разрыва, % 20 17 20 10 10
Максимальная рабочая температура в вакууме, *С . . • +70 +70 +70 +250 +200
Минимальная рабочая температура в вакууме, ®С —30 —35 —25 -50 —30
Стойкость по отношению к маслу и бен- зину Нестойкая Маслостойкая Масло-бензо- Нестойкая Масло-бензо-
стойкая стойка я
Удельная скорость газовы де ления при максимально допустимой температуре, Л'мкм1сек-см2 0,4.10-4 0,2.10-* 1,8.10-* з,з.ю-* 2.10-4
Потери веса за 5и—60 ч при максималь- но допустимой температуре, % ... 2,3 3,4 6,2 4,0 0,4
Характеристика продуктов газовыделе- ния (твердый, жидкий, газообразный) ТВ, ж, г ТВ, ж, г ТВ, г ж, г г
Газопроницаемость по азоту при 25® С, см3 • см/см2 • сек, •ат 7,5.10-’ 0,7.10—8 0,4-10-8 231.10-8 0,4-10-8
ные сорта вакуумной резины, характеристики которых
приведены в табл. 1-7.
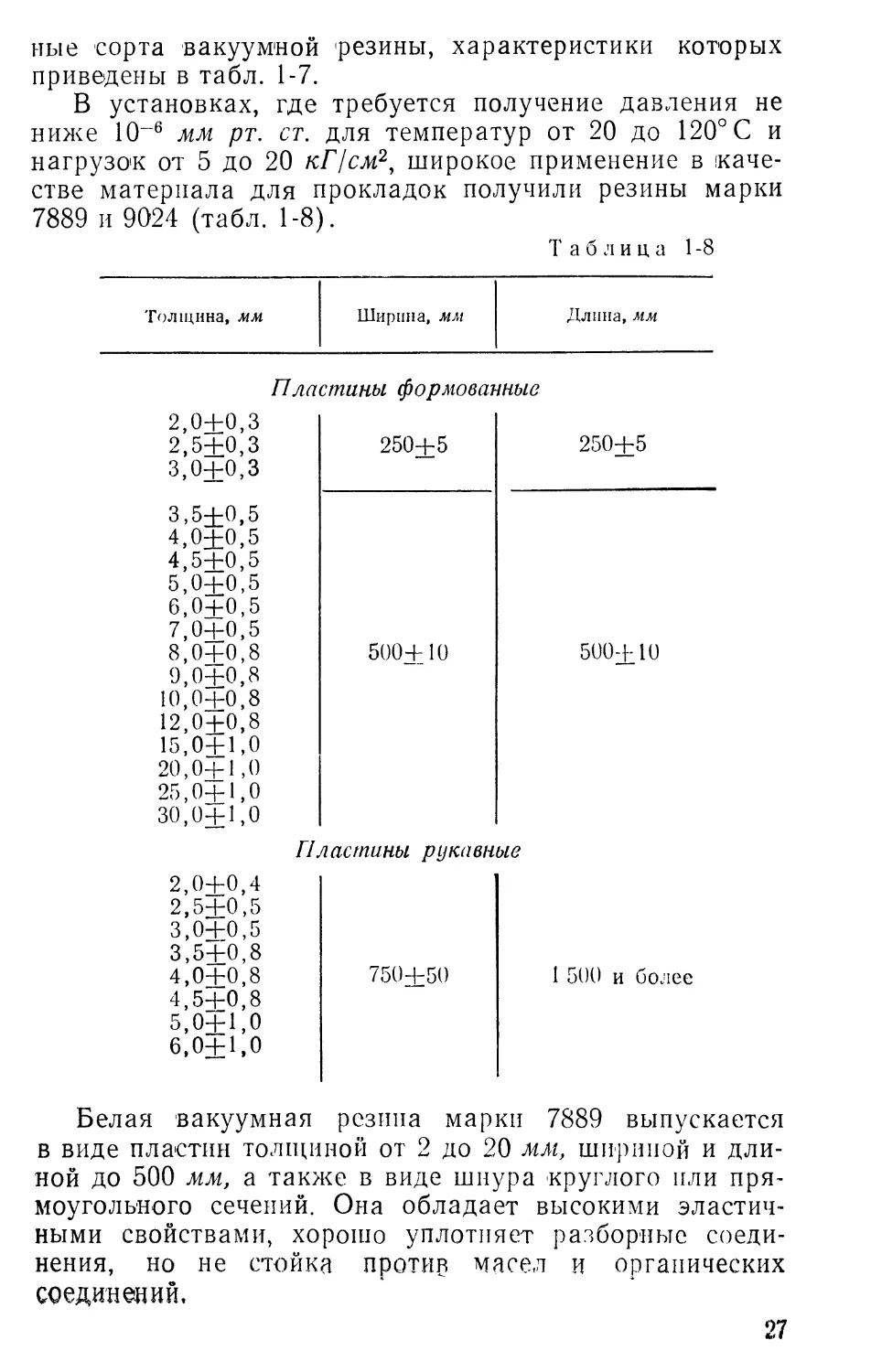
В установках, где требуется получение давления не
ниже 10“6 мм рт. ст. для температур от 20 до 120° С и
нагрузок от 5 до 20 кГ!см2, широкое применение в каче-
стве материала для прокладок получили резины марки
7889 и 9024 (табл. 1-8).
Таблица 1-8
Толщина, мм Ширина, мм Длина, мм
Пластины формованные
2,04-0,3 2,5+0,3 3,0±0,3 250+5 250+5
3,5±0,5 4,0±0,5 4,54-0,5 5,04-0,5 6,04-0,5 7,04-0,5 8,04-0,8 9,04-0,8 10,04-0,8 12,04-0,8 15,04-1,0 20,04-1,0 25,04-1,0 30,0+1,0 П. 2,0±0,4 2,5+0,5 3,0+0,5 3,5+0,8 4,0+0,8 4,5+0,8 5,0+1,0 6,0+1,0 500+10 а ас тины рукавн 750+50 500+10 ые 1 500 и более
Белая вакуумная резина марки 7889 выпускается
в виде пластин толщиной от 2 до 20 мм, шириной и дли-
ной до 500 мм, а также в виде шнура круглого или пря-
моугольного сечений. Она обладает высокими эластич-
ными свойствами, хорошо уплотняет разборные соеди-
нения, но не стойка против масел и органических
соединений,
27
Черная вакуумная резина марки 9024 выпускается
также в виде пластин и шнура. Она в 1,5 раза менее
эластична, чем белая, но значительно более маслостой-
ка: за 24 ч пребывания в вазелиновом масле при темпе-
ратуре 70° С она набухает не более чем па 6% (белая
резина в таких же условиях набухает до 90%).
Наибольшая температура длительного нагрева для
обычных сортов вакуумной резины составляет 50—60° С,
хотя 'кратковременно резина может быть нагрета до
100—120° С.
При большой температуре происходит размягчение
и разрушение резины, которые сопровождаются интен-
сивным газовыделением.
При температуре ниже нуля резина постепенно твер-
деет и теряет свою эластичность, вследствие чего у обыч-
ных сортов вакуумной резины уже при —30° С в месте
контакта поверхности фланца с резиновой прокладкой
может возникнуть течь. При температуре жидкого азо-
та (—196° С) резина становится хрупкой. Однако сле-
дует иметь в виду, что при низких температурах про-
исходит лишь временная утрата эластичности. С повы-
шением температуры резина вновь восстанавливает
свои упругие свойства.
В тех случаях, когда продукты выделения из резины
содержат жидкость, резиновые прокладки рекомендует-
ся подвергать предварительной обработке путем дли-
тельного (10—15 ч) нагрева до температуры 90° С
(резина марок 7889, 90'24, ИРП-1015) или 200° С (ре-
зина марок ИРП-1368 и ИРП-2043) при давлении
10 2 мм рт. ст.
Для камер, прогреваемых до температуры 200° С, хо-
рошим прокладочным материалом является резина мар-
ки ИРП-2043 на основе фторокаучука. В отличие от
резины марок 7889 и 9024, где в состав продуктов выде-
ления входят низкомолекулярные углеводороды, при на-
греве резины ИРП-2043 выделяются в основном азот,
водород, вода и углекислый газ.
За рубежом в качестве прокладочного материи па
широкое распространение получил эластомер типа ви-
тон, представляющий собой сополимер гексафторпроие-
на и фтористого винилидена. По своим свойствам витон
близок к резине ИРП-2043 и допускает длительный про-
грев при температуре' до 200° С и кратковременный ю
250° С,
28
При очень низких температурах (—196° С) витон ста-
новится хрупким, как стекло, и хотя степень проницае-
мости и скорость газоотдсления при этом очень низки,
необходимо соблюдать меры предосторожности, чтобы
обеспечить герметичность уплотнения. Увеличение тем-
пературы до —7° С вызывает переход витона к резино-
подобному состоянию. В интервале температур от —7°
до +120° С скорость газовыделения постепенно увели-
чивается, а при +180° С наблюдается резкое повыше-
ние газовыделения, что объясняется переходом витона
из полукристаллической структуры к полностью аморф-
ной. При дальнейшем повышении температуры начи-
нается процесс разложения материала.
Кроме витона, для прокладок, выдерживающих вы-
сокотемпературный прогрев, все ширпе начинают при-
меняться такие материалы, как полимеризационный тер-
мопласт, получивший название «фторопласт-4» и мате-
риал на юснове найлона, получивший название
«полиамид».
Фторопласт-4 является полимером тетрафторэтилена
(этилен, в молекуле которого все четыре атома водоро-
да замещены атомами фтора). При нагреве в нем не
происходит никаких химических реакций. Поэтому он
обладает необычайно высокой для органического веще-
ства термостойкостью, что позволяет нагревать его
вплоть до температуры фазового перехода (327°С). Од-
нако если при комнатной температуре газовыделение
фторопласта ничтожно мало, то при нагреве до темпера-
туры 200—300° С оно резко возрастает; при температуре
выше 400° С фторопласт начинает подвергаться разло-
жению с выделением газообразного фтора—сильноядо-
витого и химически активного вещества. Морозостой-
кость материала характеризуется сокращением гибкости
при температуре ниже —80°С.
Фторопласт-4 совершенно не горюч, нс растворяется
ни в одном из известных растворителей, практически не-
гигроскоппчен, не смачивается водой и другими жидко-
стями. По стойкости и химическим активным веществам
он превосходит золото и платину.
Высокие диэлектрические свойства фторопласта, не
зависящие от частоты приложенного напряжения и мало
зависящие от температуры, позволяют использовать его
для изготовления вакуумноплотных электрических вво-
дов ,
90
Прокладки из фторопласта помимо вакуумноплотно-
го соединения трубопроводов и других элементов ваку-
умных систем могут использоваться в уплотнениях саль-
никового типа для передачи в вакуум поступательного
и вращательного движения. При этом вакуумные систе-
мы с целью обезгаживания могут быть подвергнуты дли-
тельному прогреву (в течение нескольких часов) до тем-
пературы 200° С и кратковременному прогреву до 300—
350° С. Однако следует иметь в виду, что по сравнению
с вакуумной резиной фторопласт значительно менее эла-
стичен. Он имеет сравнительно высокий коэффициент
линейного расширения, значительно изменяющийся
в различных диапазонах температур (от 80- 10~с до
250-10~6). Оригинальным свойством фторопласта яв-
ляется то, что, будучи деформирован при низкой темпе-
ратуре, он стремится восстановить при дальнейшем про-
греве свою первоначальную форму. Вместе с тем он
очень медленно восстанавливает первоначальные разме-
ры после снятия нагрузки.
По указанным причинам прокладки из фторопласта,
в отличие от прокладок из вакуумной резины, приходит-
ся ставить в канавки со строго ограниченным объемом
(так называемое соединение «в замок»). Каждый раз
после длительного прогрева целесообразно производить
подтяжку болтов с целью устранения течей, которые мо-
гут возникать из-за текучести материала прокладки, зна-
чительно увеличивающейся с повышением температуры.
Как уже указывалось ранее, одним из важнейших
свойств любого материала, применяемого для изготов-
ления прокладок в высоковакуумной аппаратуре, являет-
ся минимальное газовыделение и газопроницаемость.
Вакуумная резина марок 7889 и 9024 обладает зна-
чительным газовыделением даже при комнатной темпе-
ратуре, которое резко увеличивается с ее повышением.
Установлено, что при температуре 80—100° С газоотде-
ление резины марки 7889 в вакууме практически пре-
кращается через 15—20 ч; общее количество газообраз-
ных продуктов, выделяющихся за это время, составляет
0,8 н-см3 на 1 г образца; резина марки 9024 выделяет
примерно в 2 раза больше, причем даже после 20 ч от-
качки процесс газоотделения все еще продолжается, хо-
тя его интенсивность постепенно спадает. Что касается
фторопласта, то при его прогреве до 250°С за 20 ч вы-
деляется всего лишь 0,05 н • см3 на 1 а образна.
30
Помимо газовыделения, для прокладочных материа-
лов существенное значение имеет газопроницаемость, ко-
торая представляет собой суммарный процесс сорбции
газа материалом прокладки, диффузии газа через него
и десорбции газа с той стороны прокладки, которая со-
прикасается с вакуумом.
ГЛАВА ВТОРАЯ
ОТКАЧНЫЕ СРЕДСТВА И КОНТРОЛЬНО-
ИЗМЕРИТЕЛЬНАЯ АППАРАТУРА
2-1. МЕХАНИЧЕСКИЕ ВАКУУМНЫЕ НАСОСЫ И АГРЕГАТЫ
Действие механических вакуумных насосов основано
на механическом сжатии и выталкивании откачиваемого
газа движущимися частями насоса. Механические ва-
куумные насосы служат главным образом для получе-
ния низкого и среднего вакуума. К этим насосам отно-
сятся поршневые, многопластинчатые, водокольцевые,
двухроторные, а также вращательные насосы с масля-
ным уплотнением (пластинчато-статорного, пластинчато-
роторного и плунжерного типов).
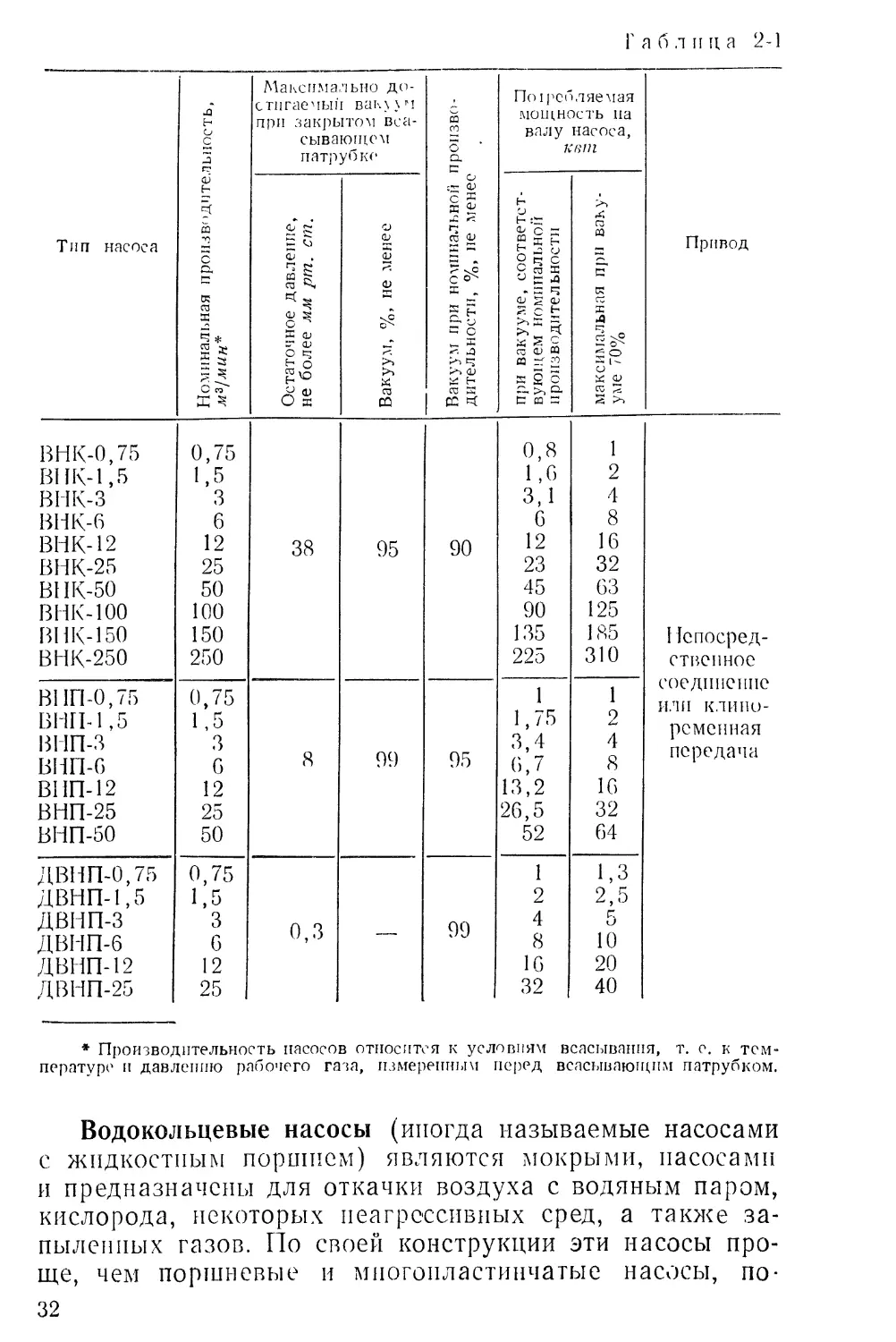
Поршневые насосы можно разделить на две основные
группы — сухие и мокрые. Мокрые насосы могут отка-
чивать смесь газа и жидкости, а сухие только газ. Су-
ществует три типа поршневых насосов: с клапанным
распределением и выравниванием давлений типа ВНК;
с принудительным распределением типа ВНП односту-
пенчатые; с принудительным распределением типаДВНП
двухступенчатые. Основные параметры и характеристи-
ки поршневых вакуумных насосов, которые нашли ши-
рокое применение в пищевой, химической и электротех-
нической промышленности, приведены в табл. 2-1.
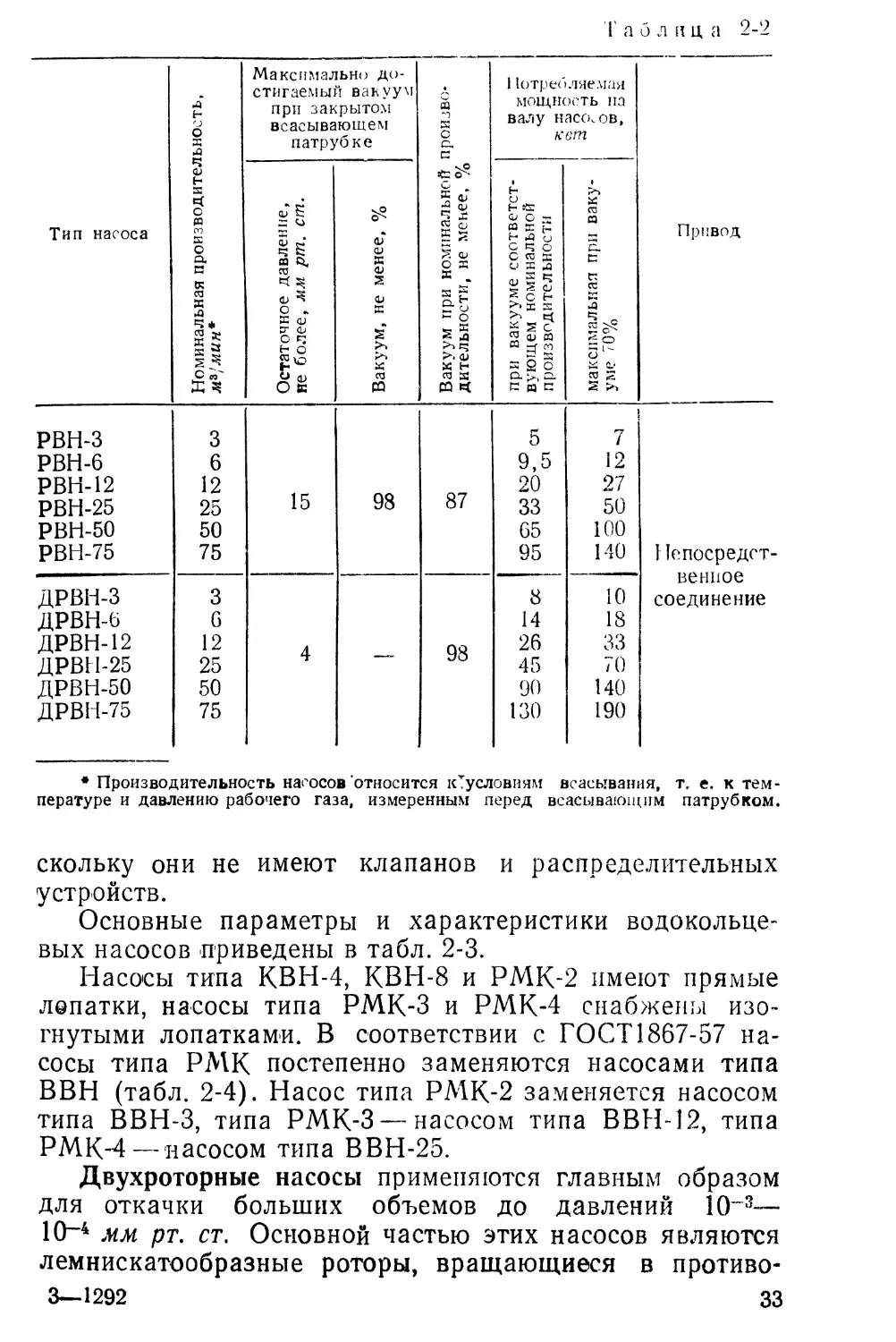
Многопластинчатые вращательные насосы со сколь-
зящими лопастями делятся на два типа: одноступенча-
тые типа РВН и двухступенчатые типа ДРВН. Основ-
ные параметры и характеристики многопластинчатых
насосов приведены в табл. 2-2.
Насосы находят применение для откачки неагрессив-
ных газов из больших объектов и получения в них раз-
режения 10—20 мм рт. ст.
31
Таблица 2-1
Тип насоса
Максимально до-
стигаемый вак\\м
при закрытом вса-
сывающем
патрубке
Потребляемая
мощность на
валу насоса,
кат
Привод
В НК-0,75 0,75 0,8 1
ВИК-1,5 1,5 1,6 2
внк-з 3 3,1 4
ВИК-6 6 6 8
ВНК-12 12 38 95 90 12 16
ВНК-25 25 23 32
BIIK-50 50 45 63
ВНК-100 100 90 125
ВИК-150 150 135 185
ВНК-250 250 225 310
ВПП-0,75 0,75 1 1
ВИП-1,5 1,5 1,75 2
ВИП-3 3 3,4 4
ВНП-6 6 8 99 95 6,7 8
ВИП-12 12 13,2 16
ВНП-25 25 26,5 32
ВНП-50 50 52 64
Д ВНП-0,75 0,75 1 1,3
Д ВНП-1,5 1,5 2 2,5
ДВНП-3 3 Г) Q 99 4 5
ДВНП-6 6 и, О 8 10
ДВНП-12 12 16 20
ДВНП-25 25 32 40
* Производительность насосов относится к условиям
пературе и давлению рабочего газа, измеренным перед
Непосред-
ственное
соединение
или клино-
ременная
передача
всасывания, т. е. к тем»
всасывающим патрубком.
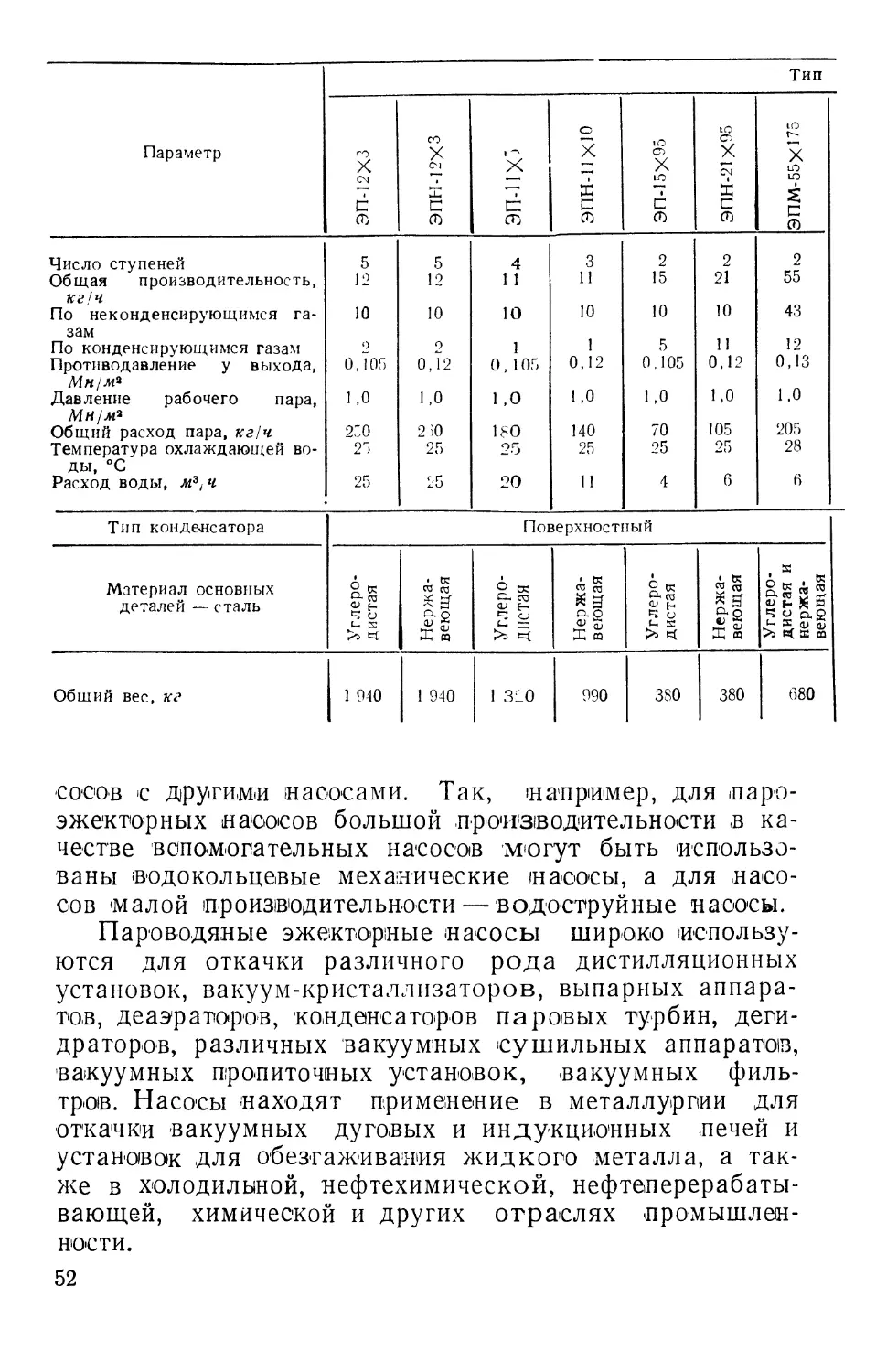
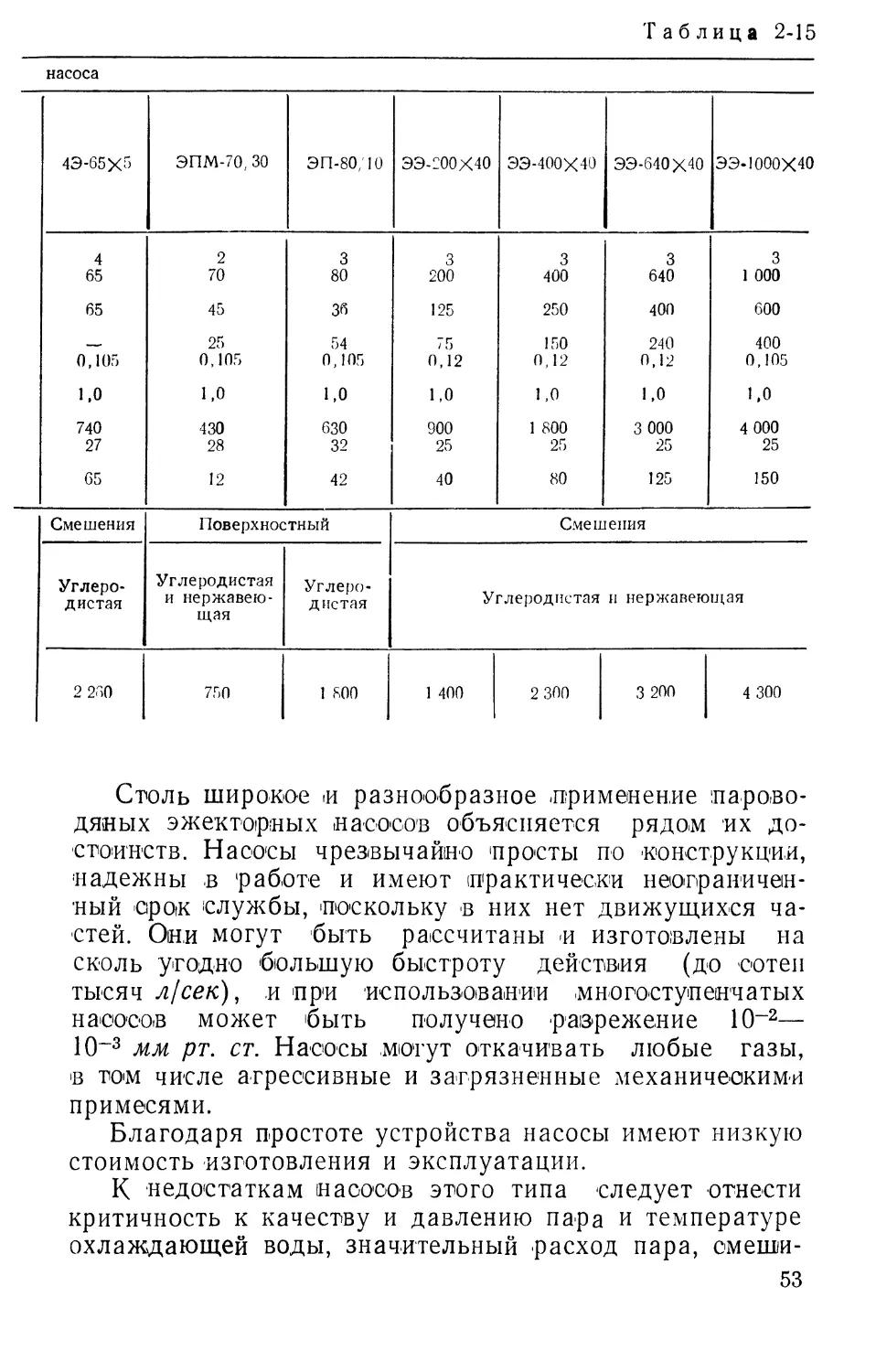
Водокольцевые насосы (иногда называемые насосами
с жидкостным поршнем) являются мокрыми, насосами
и предназначены для откачки воздуха с водяным паром,
кислорода, некоторых неагрессивных сред, а также за-
пыленных газов. По своей конструкции эти насосы про-
ще, чем поршневые и многопластинчатые насосы, по-
32
Таб л и ц а 2-2
Максимально до-
стигаемый вакуум
при закрытом
всасывающем
патрубке
1истребляемая
мощность на
валу насек ов,
кет
Тип насоса
Привод
РВН-3 3
РВН-6 6
РВН-12 12
РВН-25 25
РВН-50 50
РВН-75 75
ДРВН-З 3
ДРВН-6 G
ДРВН-12 12
ДРВН-25 25
ДРВН-50 50
ДРВН-75 75
15 98
87
98
5
9,5
20
33
65
95
7
12
27
50
100
140
8
14
26
45
90
130
10
18
33
70
140
190
Непосредст-
венное
соединение
* Производительность насосов относится кТусловиям всасывания, т, е. к тем-
пературе и давлению рабочего газа, измеренным перед всасывающим патрубком.
скольку они не имеют клапанов и распределительных
устройств.
Основные параметры и характеристики водокольце-
вых насосов приведены в табл. 2-3.
Насосы типа КВН-4, КВН-8 и РМК-2 имеют прямые
лопатки, насосы типа РМК-3 и РМК-4 снабжены изо-
гнутыми лопатками. В соответствии с ГОСТ1867-57 на-
сосы типа РМК постепенно заменяются насосами типа
ВВН (табл. 2-4). Насос типа РМК-2 заменяется насосом
типа ВВН-3, типа РМК-3 — насосом типа ВВН-12, типа
РМК-4 — насосом типа ВВН-25.
Двухроторные насосы применяются главным образом
для откачки больших объемов до давлений 10~3—
10-4 мм рт. ст. Основной частью этих насосов являются
лемнискатообразные роторы, вращающиеся в противо-
3—1292 33
оо
Таблица 2-3
Параметр Тип насоса
КВН-4 КВН-8 РМК-2 РМК-З РМК-4
Быстрота откачки при 0° С и 760 мм рт. ст., Я*/ мин 0,4 0,8 3,6 1 о 30
Предельное давление, мм рт. ст ПО ПО 76 3U 1 <)
Расход воды, 250—300 250—300 1 200 2 600 6 000
Мощность электродвигателя, кет 1,5 9 2 1 450 10 28 70
Число оборотов, мин .... 1 450 1 450 960 : 725
Общий вес установки, кг 38 42 414 1 265 । 3 035
Площадь в плане (без электродвигателя), м2 . . . 0,385X^,24 0,41X0,24 0,7X0,42 1,22Х0,"> i 1 .66X0,7
Т а б л и ц а 2-4
Тип насоса Быстрота откачки при условиях всасывания, мР/мин Максимально достигаемый вакуум при закрытом всасыва- ющем патрубке Вакуум при номиналь- ной производитель- ности, не менее % Потребляемая мощность на валу накоса, кет
Остаточное давле- ние. не более мм рт. ст. Вакуум, не менее % при вакууме, соот- ветствующем номи- нальной производи- тельности максимальная при вакууме 70%
ВВН-0,75 0,75 ПО 86 70 1,3 —
ВВН-1,5 1,5 но 86 70 2,1 —
ВВН-3 3 75 90 70 6,5 —
ВВН-6 6 38 95 70 12,5 14
ВВН-12 12 23 97 70 20 22
ВВН-25 25 15 98 70 48 54
ВВП-50 50 15 98 70 94 100
положные стороны. Благодаря большой скорости их
вращения (до нескольких тысяч оборотов в 1 мин) быст-
рота действия насосов достигает нескольких тысяч лит-
ров в 1 сек вследствие чего двухроторные насосы могут
успешно заменять пароструйные бустерные насосы. При
этом снижается расход электроэнергии на откачку,
уменьшается время, необходимое для запуска установки
(поскольку нет необходимости разогреть насос), и повы-
шается надежность вакуумной установки при аварийном
прорыве воздуха. Применение антикоррозийных покры-
тий для внутренних поверхностей насосов позволяет ус-
пешно использовать двухроторные насосы для откачки
агрессивных сред. Однако значительные зазоры между
роторами (0,4—0,8 мм) и сравнительно небольшой ко-
эффициент компрессии (около 10) позволяют применять
двухроторные насосы только при последовательном сое-
динении с механическими масляными или водокольце-
выми насосами.
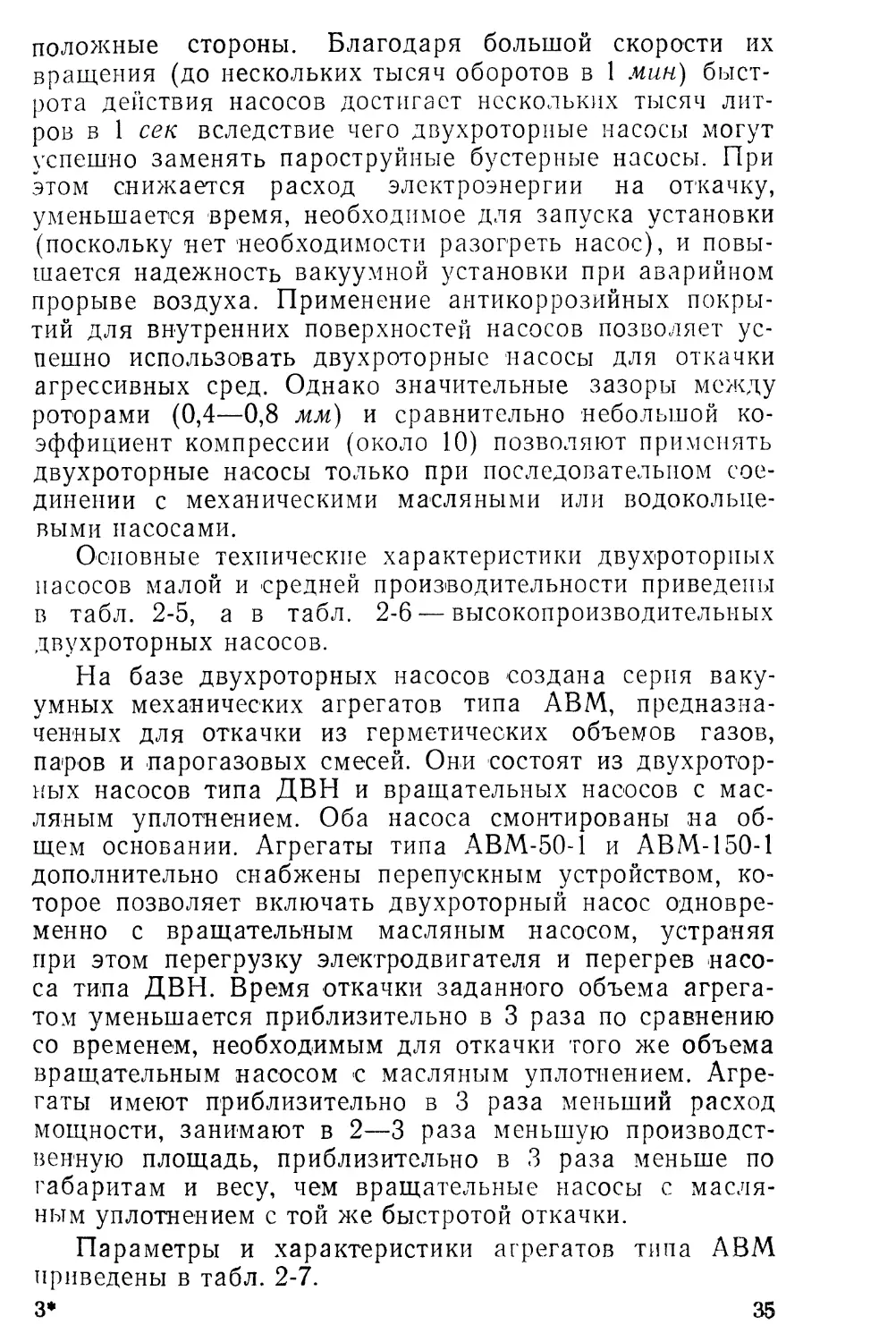
Основные технические характеристики двухмоторных
насосов малой и средней производительности приведены
в табл. 2-5, а в табл. 2-6 — высокопроизводительных
двухроторных насосов.
На базе двухроторных насосов создана серия ваку-
умных механических агрегатов типа АВМ, предназна-
ченных для откачки из герметических объемов газов,
паров и парогазовых смесей. Они состоят из двухротор-
ных насосов типа ДВН и вращательных насосов с мас-
ляным уплотнением. Оба насоса смонтированы на об-
щем основании. Агрегаты типа АВМ-50-1 и АВМ-150-1
дополнительно снабжены перепускным устройством, ко-
торое позволяет включать двухроторный насос одновре-
менно с вращательным масляным насосом, устраняя
при этом перегрузку электродвигателя и перегрев насо-
са типа ДВН. Время откачки заданного объема агрега-
том уменьшается приблизительно в 3 раза по сравнению
со временем, необходимым для откачки того же объема
вращательным насосом с масляным уплотнением. Агре-
гаты имеют приблизительно в 3 раза меньший расход
мощности, занимают в 2—3 раза меньшую производст-
венную площадь, приблизительно в 3 раза меньше по
габаритам и весу, чем вращательные насосы с масля-
ным уплотнением с той же быстротой откачки.
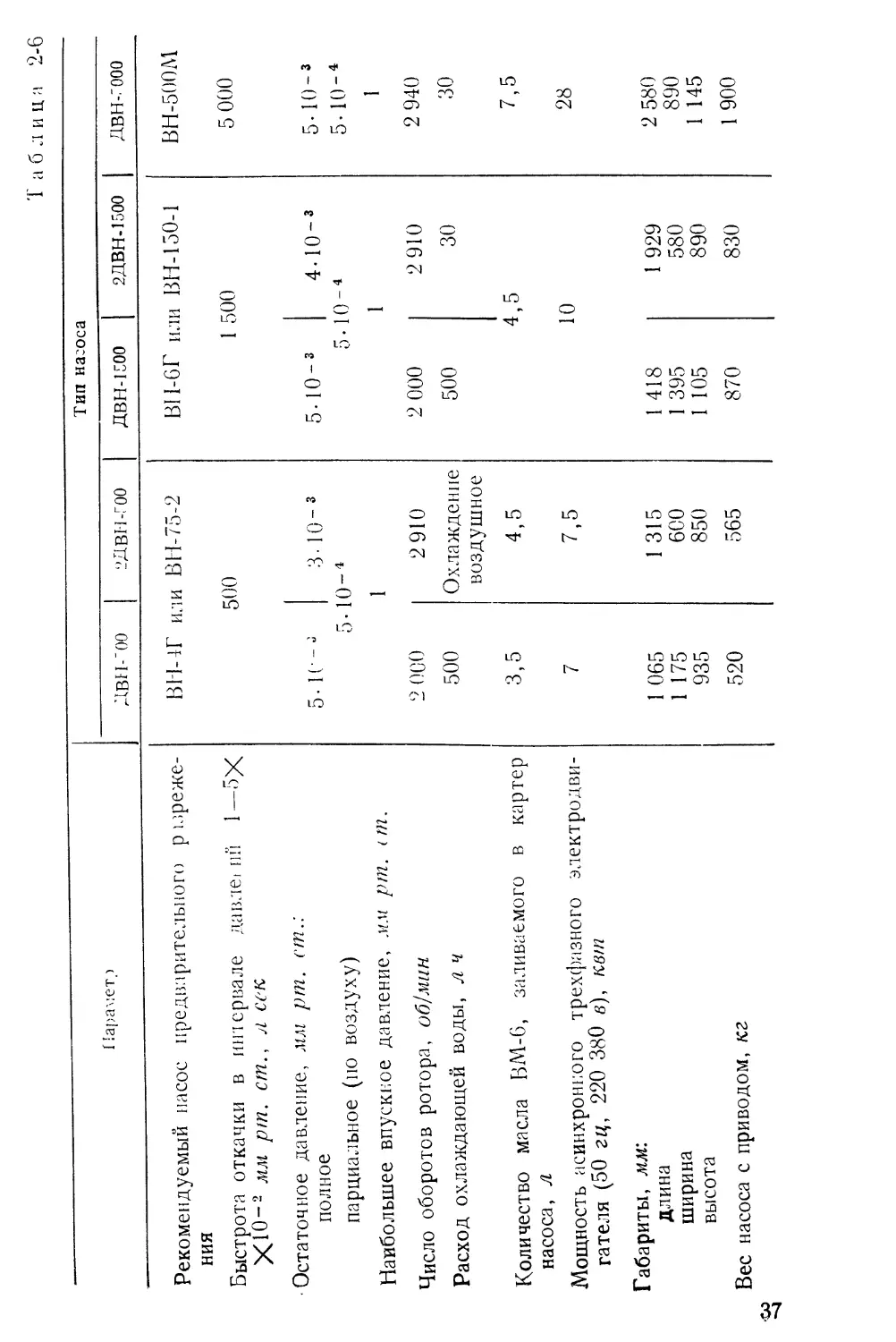
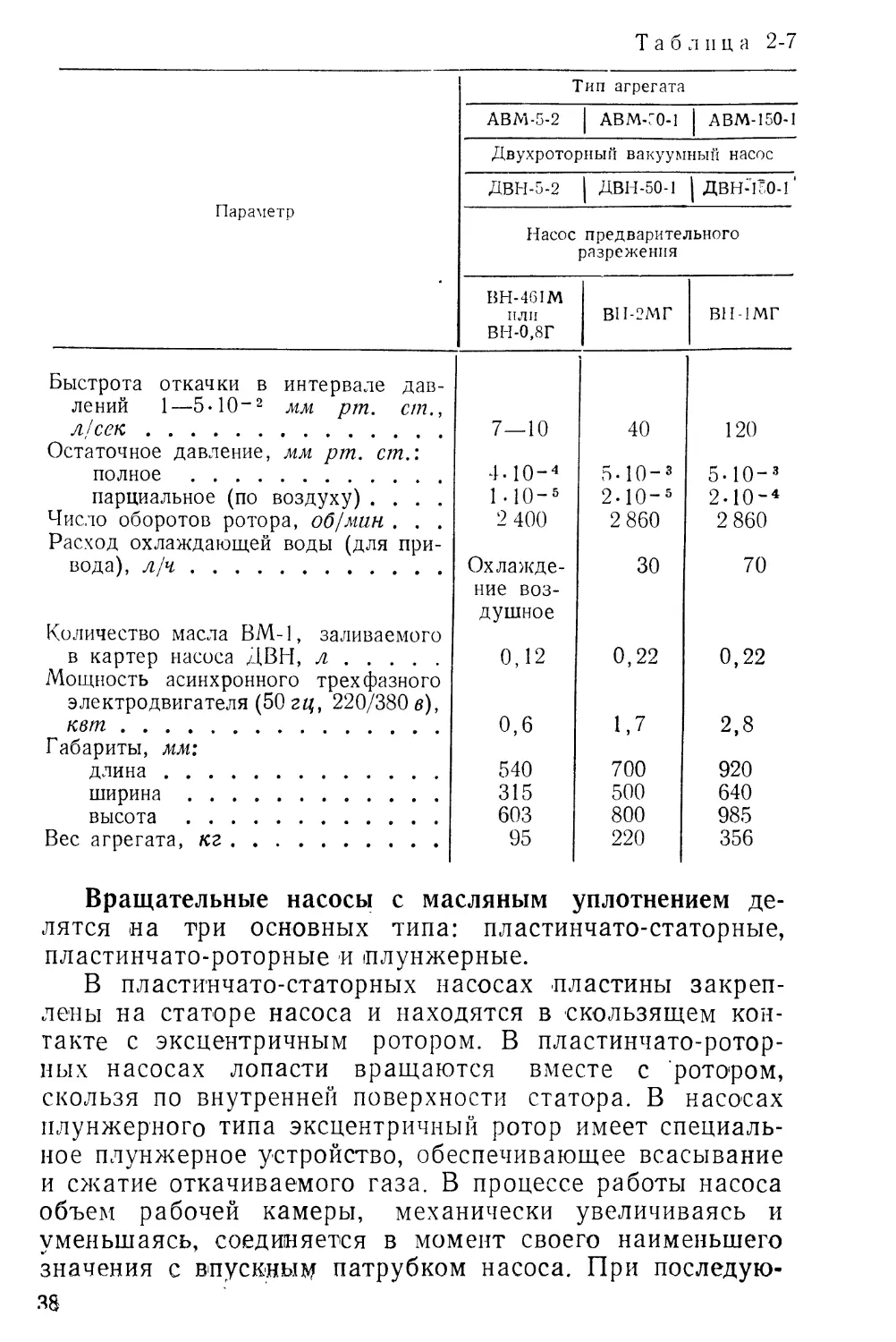
Параметры и характеристики агрегатов типа АВМ
приведены в табл. 2-7.
3* 35
СП
Параметр ДВН-5-1 ДВН-5-2
с флан- цем со .шкивом
Рекомендуемый насос предваритель- ВН-1 -1 ' или ВН-1-2
ного разрежения Быстрота откачки в интервале давле- ний 1—5-10”2 мм рт. ст., л/сек Остаточное давление, мм рт. ст.: ВЫ-1-2 5 7-10
полное 5-1 10-3 4-10-‘
парциальное (по воздуху) Наибольшее впускное Сдавление, мм рт. ст. 2-, । [0-5 10 I • IO’5 1
Число оборотов ротора, об!мин Расход охлаждающей воды, л/ч 2 800 30 2 400 Охлажде- ние воз- душное
Количество масла ВМ-1, заливаемого в картер насоса, л 0,1 0,12
Мощность а-инхронного трехфазного электродвигателя (50 гц 220/380 в), кет Габариты, мм: 0,18 —
длина 417 295 261
ширина 158 158 166
высота 187 187 224
Вес насоса с приводом, кг 17 15 23
Таблица 2-5
ДВН-15-1 ДВН-15-2 ЛВ11-50-1 ДВН-'О-О ДВ1-1-150-1
с рла..- це.м со шкивом с флан- цем со шкивом с флан- цем < о шкивом
ВН-3-1 или BI 1-3-2 15 ВН-3-2 15 ВН-6-2 или ВН-10-2 10—50 ВИ-1 ’>2 или ВН-10-2 50 BII-20-I 120—130
5- 0-3 О"1 5-Ю-з 4- 10-‘ 5-10’3
3- 10-5 1- 0-ь 2-10-5 I- Ю-s 2-10-*
25 25 10 5 5
2 800 2 800 2 8-30 2 860 2 860
30 30 30 50 70
0,25 0,4 0,22 1.0 0.22
0,4 — 0,6 - — 1,5 — —
550 430 572 430 426 645 443 623
208 298 200 200 240 355 355 240
247 236 314 314 280 325 2г0 260
53 45 65 51 28 60 45 45
Параметр
Рекомендуемый насос предварительного р иреже-
ния
Быстрота откачки в интервале давле1 ин 1—5Х
2 мм рт. ст., л сек
•Остаточное давление, мм рт. ст.:
полное
парциальное (по воздуху)
Наибольшее впускное давление, мм рт. ст.
Число оборотов ротора, об/мин
Расход охлаждающей воды, л ч
Количество масла ВМ-6, заливаемого в картер
насоса, л
Мощность асинхронного трехфазного электродви-
гателя (50 гц, 220 380 в), кет
Габариты, мм:
длина
ширина
высота
Вес насоса с приводом, кг
•СлЭ
Т а б л и ц и 2-6
Тип назоса
ДВН-'ОО | 2ДВН-Г00 | ДВН-1500 | 2ДВН-1500 [ двн-гооо
ВН-4Г и. ш ВН-75-2 ВН-6Г или ВН-150-1 ВН-500М
500 1 500 5 000
5-16 -J | з-ю-3 5-Ю-3 | 4-Ю-з 5-Ю-з
5 • ю-4 1 ; - ю-4 1 5-10-4 1
2 000 2910 2 000 2910 2 940
500 Охлаждение 500 30 30
воздушное
3,5 4,5 4,5 7,5
7 7,5 10 28
1 065 1 315 1 418 1 929 2 580
1 175 600 1 395 580 890
935 850 1 105 890 1 145
520 565 | 870 830 1 900
Таблица 2-7
Тип агрегата
АВМ-5-2 I АВ М-70-1 | АВМ-150-1
Двухроторный вакуумный насос
Параметр ДВЫ-5-2 | ДВН-50-1 I ДВН-1Е0-Г
Насос предварительного разрежения
ВН-461М пли ВН-0.8Г ВП-2МГ ВН-1МГ
Быстрота откачки в интервале дав- лений 1—5-10“2 мм рт. ст., л! сек Остаточное давление, мм рт. ст.: парциальное (по воздуху) .... Число оборотов ротора, об/мин . . . Расход охлаждающей воды (для при- вода), л/ч Количество масла ВМ-1, заливаемого в картер насоса ДВН, л Мощность асинхронного трех фазного электродвигателя (50 гц, 220/380 в), кет Габариты, мм: длина ширина высота Вес агрегата, кг .......... 7—10 4.10-4 1 -10“5 2 400 Охлажде- ние воз- душное 0,12 0,6 540 315 603 95 40 5.10-3 2.10-5 2 860 30 0,22 1,7 700 500 800 220 120 5-10-3 2.10-4 2 860 70 0,22 2,8 920 640 985 356
Вращательные насосы с масляным уплотнением де-
лятся на три основных типа: пластинчато-статорные,
пластинчато-роторные и плунжерные.
В пластинчато-статорных насосах пластины закреп-
лены на статоре насоса и находятся в скользящем кон-
такте с эксцентричным ротором. В пластинчато-ротор-
ных насосах лопасти вращаются вместе с ротором,
скользя по внутренней поверхности статора. В насосах
плунжерного типа эксцентричный ротор имеет специаль-
ное плунжерное устройство, обеспечивающее всасывание
и сжатие откачиваемого газа. В процессе работы насоса
объем рабочей камеры, механически увеличиваясь и
уменьшаясь, соединяется в момент своего наименьшего
значения с впускным патрубком насоса. При последую-
38
щем увеличении объема рабочей камеры в нее через
впускной патрубок засасывается откачиваемый газ, ко-
торый поступает в рабочую камеру до тех пор, пока по-
следняя в момент своего наибольшего объема снова не
разъединится со стороной впуска. Затем объем рабочей
камеры начинает уменьшаться. При этом происходит
сжатие газа до давления выше 1 ат, пока он не откроет
выпускного клапана, предохраняющего насос от обрат-
ного проникновения газа из атмосферы.
При высоких значениях предельного вакуума, кото-
рые требуются от современных вращательных насосов,
даже наиболее тщательная пригонка деталей насоса
оказывается недостаточной, чтобы полностью воспрепят-
ствовать перетеканию газа со стороны высокого давле-
ния на сторону впуска. Высокие значения предельного
вакуума в этом случае достигаются тем, что между дви-
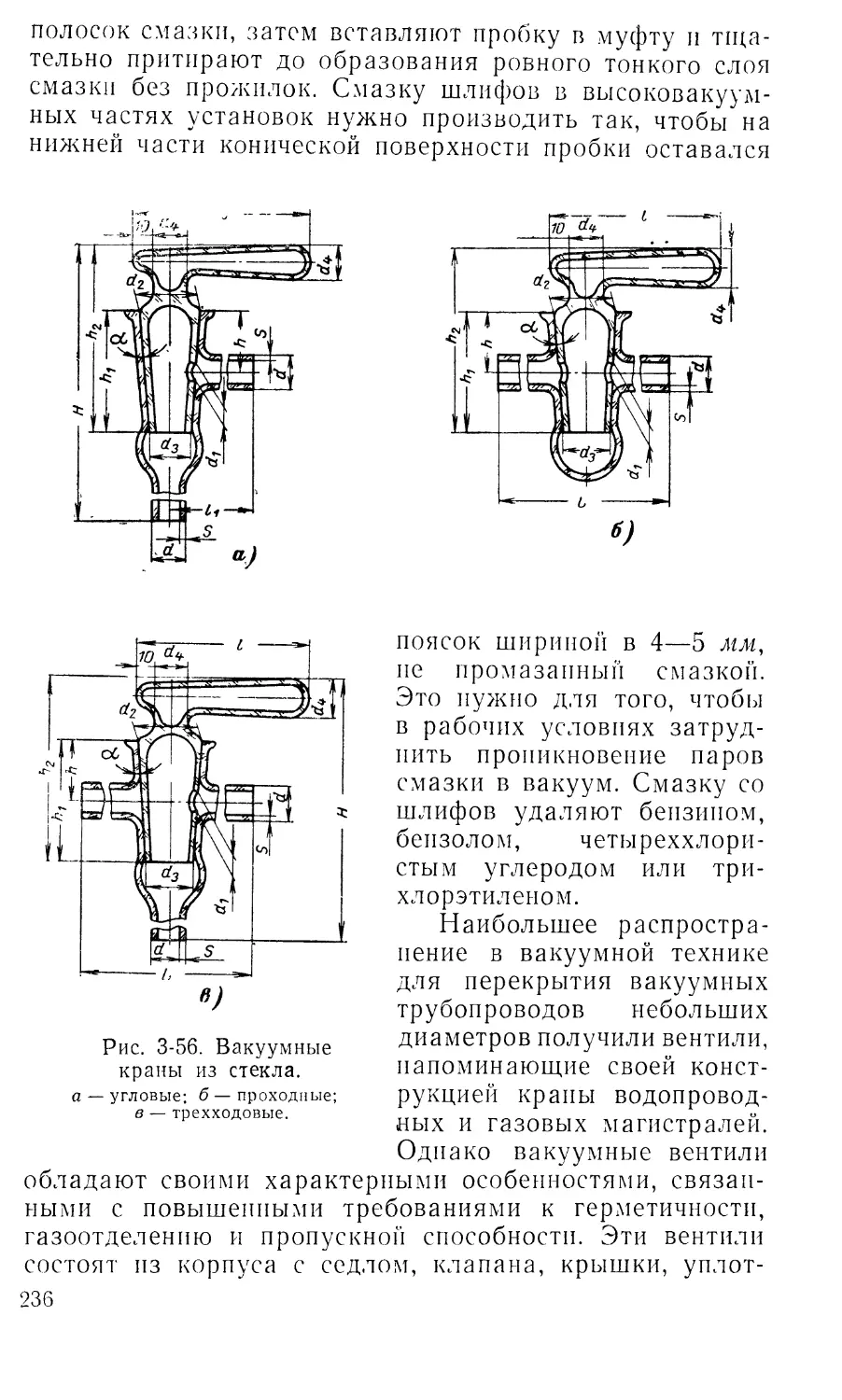
жущимися частями и деталями выпускного клапана на-
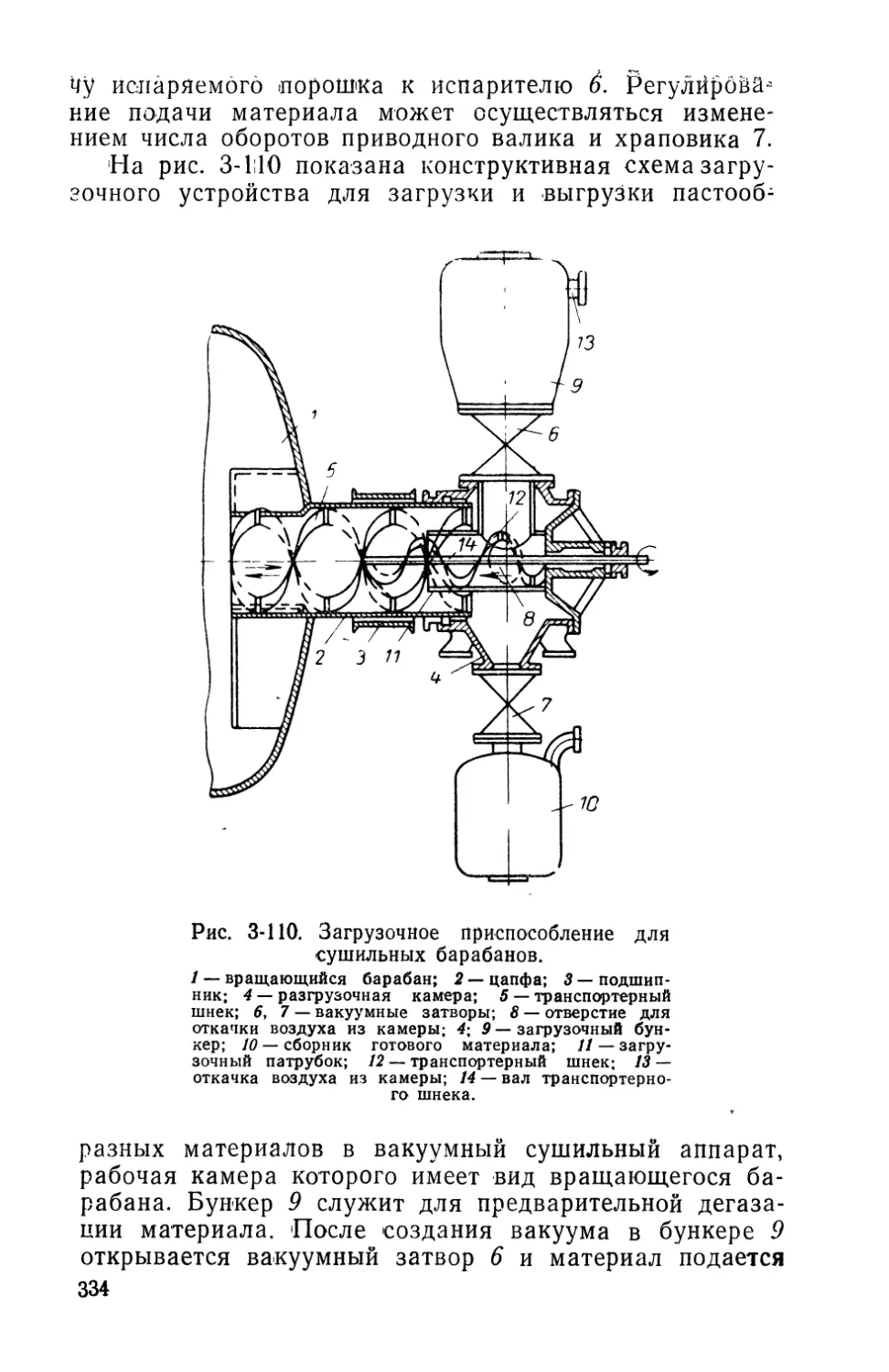
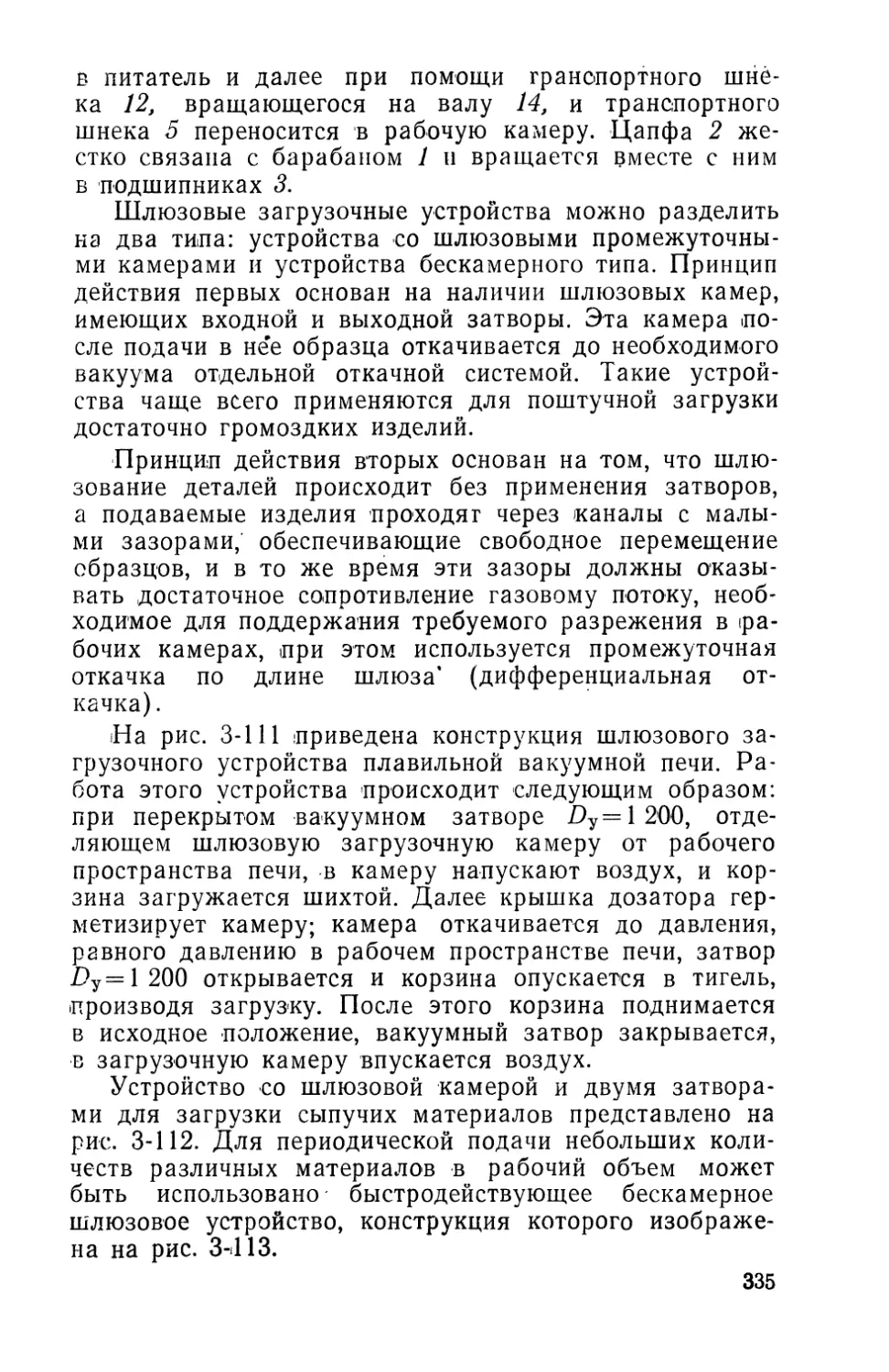
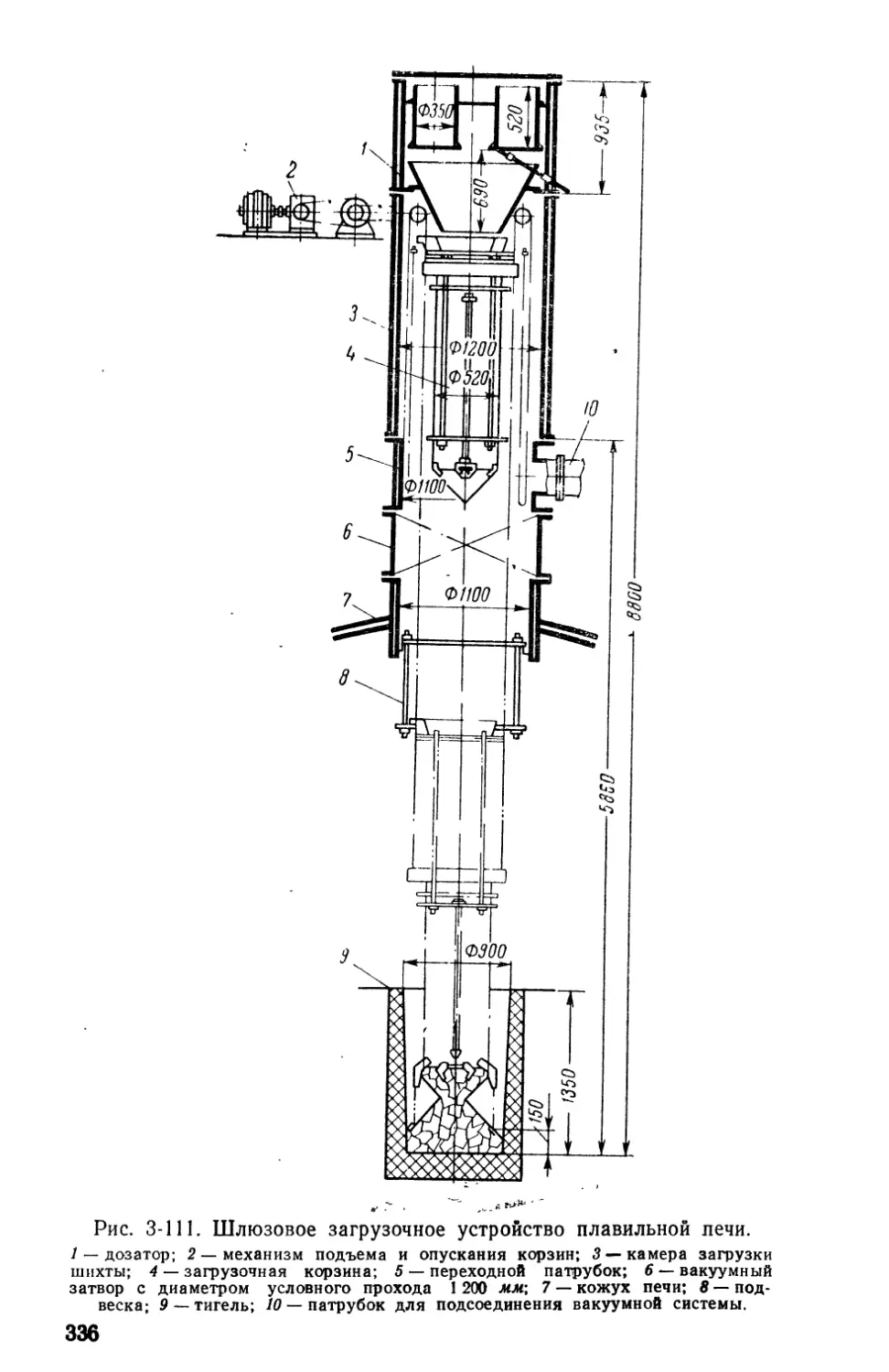
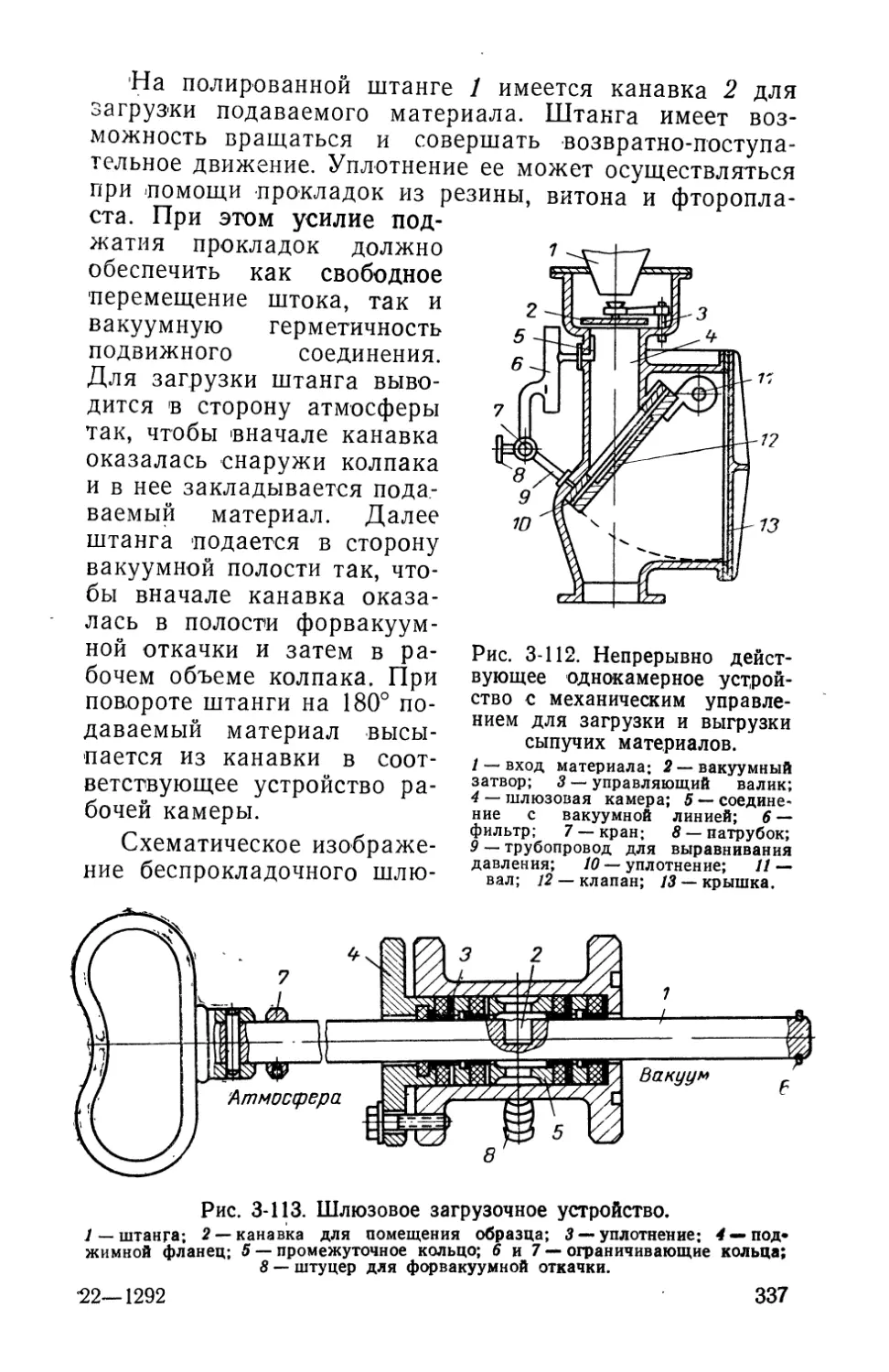
ходится масляная пленка, обеспечивающая достаточно
высокую герметичность. Она же обеспечивает герметич-
ность сальника вала, которым приводится в движение
ротор насоса.
Качество заливаемого в насос масла существенным
образом влияет на работу насоса и в первую очередь на
величину предельного вакуума. Поскольку масло преж-
де всего служит для изолирования областей с различ-
ным давлением, оно должно обладать при рабочей тем-
пературе насоса (около 60° С) достаточной вязкостью.
При этом вязкость не должна быть чрезвычайно высо-
кой во избежание ненужного повышения работы сил
трения, а следовательно, и величины потребляемой мощ-
ности. Далее от масла требуется, чтобы оно не содер-
жало легколетучих составляющих. Характеристикой это-
го является температура вспышки, которая обычно не
должна быть ниже 200° С. Кроме того, масло не должно
содержать воды, водорастворимых кислот и щелочей и
его свойства не должны изменяться в процессе эксплуа-
тации.
Из вакуумных масел отечественного производства
наиболее широкое распространение для механических
насосов имеет масло ВМ-4 (ГОСТ 7903-56). Оно прел
ставляет собой машинное масло СУ, из которого в ре
зультате вакуумной перегонки отогнаны 13—15% низю>
кипящей фракций. Масло имеет широкий фракционный
состав и примерно 15% этого масла имеет упругость па-
39
ров около 10~4 мм рт. ст. Масло достаточно легко окис-
ляется и обладает низкой влагостойкостью, вследствие
чего быстро теряет свои первоначальные свойства, осо-
бенно при откачке влажного воздуха.
Сравнительно недавно для механических насосов бы-
ло разработано новое масло ВМ-6 (РТУ РСФСР
№ НП-12-61), которое представляет собой дистиллят,
полученный путем вакуумной перегонки исходных неф-
тяных продуктов. Влагостойкость и окислительная ста-
бильность этого масла примерно в 2—4 раза выше, а
упругость пара на 1—2 порядка ниже, чем у масла
ВМ-4. Кроме того, при пониженных плюсовых темпера-
турах масло ВМ-6 обладает примерно в 2 раза меньшей
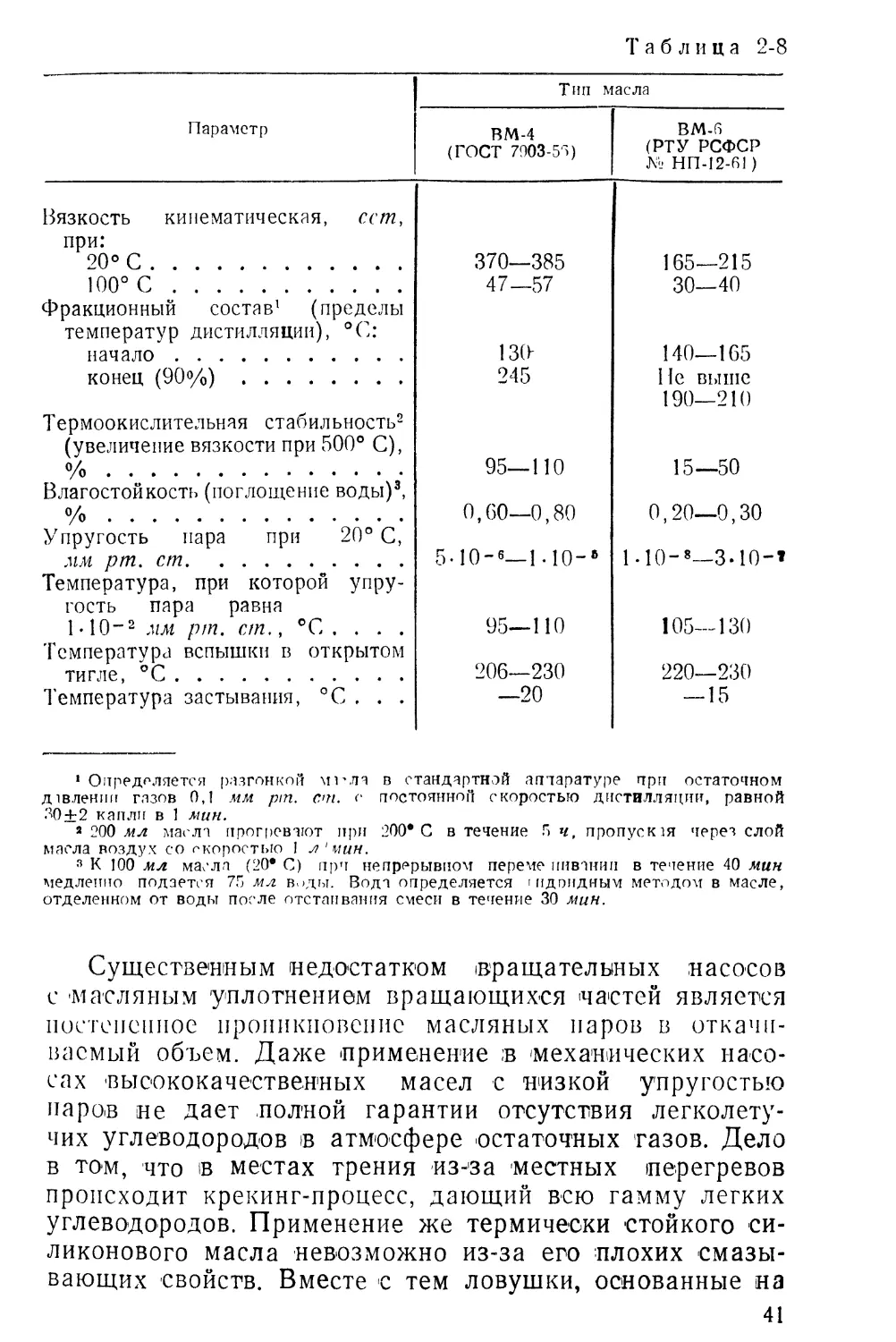
вязкостью, чем масло ВМ-4. Физико-химические харак-
теристики масел приведены в табл. 2-8.
Следует иметь в виду, что обычные вращательные
насосы с масляным уплотнением непригодны для откач-
ки парогазовых смесей. У большинства из них отноше-
ние максимального объема (рабочей камеры к ее мини-
мальному объему, который она имеет в момент откры-
вания выпускного клапана (так называемый коэффи-
циент сжатия), достигает значения 700. В результате
водяной пар, даже в том случае, если его парциальное
давление в разреженном объеме невелико, конденсиру-
ется в воду, которая остается в насосе. За пределы же
насоса выбрасывается только влажный воздух. Много-
кратное повторение процесса сжатия приводит к обога-
щению насосного масла водой, которая, смешиваясь
с маслом, образует эмульсию, проникает в сторону впу-
скного патрубка и, испаряясь, снова попадает в откачи-
ваемый объем.
С целью предотвращения конденсации паров при их
сжатии в процессе откачки вращательные насосы снаб-
жаются специальными устройствами, с помощью кото-
рых в определенный момент времени в рабочую камеру
насоса впускается сухой воздух — балластный газ. Ко-
личество этого газа подбирается таким образом, чтобы
давление в рабочей камере насоса, достаточное для от-
крывания выхлопного клапана, достигалось прежде, чем
парциальное давление паров станет равным давлению
насыщения. Усовершенствованные вращательные мас-
ляные насосы, приспособленные для эффективной откач-
ки паров и парогазовых смесей, носят название газо-
балластных насосов.
40
Таблица 2-8
Параметр Тип масла
ВМ-4 (ГОСТ 7903-55) ВМ-5 (РТУ РСФСР № НП-12-61)
Вязкость кинематическая, сст, при: 20° С 370—385 165—215
100° с 47—57 30—40
Фракционный состав1 (пределы температур дистилляции), ° С.- начало 13Ц 140—165
конец (90%) 245 Не выше
Термоокислительная стабильность2 (увеличение вязкости при 500° С), % 95—110 190—210 15—50
Влагостойкость (поглощение воды)3, % 0,60—0,80 0,20—0,30
Упругость пара при 20° С, мм рт. ст 5.10-б_1.ю-» МО-8-3.10-»
Температура, при которой упру- гость пара равна МО"2 мм рт. ст., ° С. . . . 95—110 105—130
Температура вспышки в открытом тигле, °C 206—230 220—230
Температура застывания, °C . . . —20 — 15
1 Определяется разгонкой м1'ла в стандартной аппаратуре при остаточном
дтвлении газов 0,1 мм pin. ст. с постоянной скоростью дистилляции, равной
30+2 капли в 1 мин.
2 200 мл масла прогревают при 200е С в течение 5 ч, пропуская через слой
масла воздух со скоростью 1 л'мин.
з К 100 мл масла (20* С) при непрерывном переме кивании в течение 40 мин
медленно подается 75 мл в^ды. Вода определяется г идоидным методом в масле,
отделенном от воды после отстаивания смеси в течение 30 мин.
Существенным недостатком вращательных насосов
с масляным уплотнением вращающихся частей является
постепенное проникновение масляных паров в откачи-
ваемый объем. Даже применение ;в -механических насо-
сах высококачественных масел с низкой упругостью
паров не дает полной гарантии отсутствия легколету-
чих углеводородов в атмосфере остаточных газов. Дело
в том, что в местах трения из-за местных перегревов
происходит крекинг-процесс, дающий всю гамму легких
углеводородов. Применение же термически стойкого си-
ликонового масла невозможно из-за его плохих смазы-
вающих свойств. Вместе с тем ловушки, основанные на
41
вымораживании, адсорбции или термическом (разложе-
нии углеводородов, практически все же не дают полной
гарантии того, что хотя бы небольшое количество паров
масла не попадает в откачиваемый объем. В тех слу-
чаях, когда это недопустимо, вместо механических насо-
сов с масляным уплотнением следует применять цеоли-
товые насосы или же их комбинации с водоструйными и
пароструйными эжекторными насосами.
Насосы малой производительности пластинчато-ро-
торные (типа ВН-494) и пластинчато-статорные (типа
ВН-461М, ВН-0,8Г, РВН-20) предназначены главным
образом для создания разрежения, необходимого для
нормальной .работы различных высоковакуумных насо-
сов. Значительно реже они применяются для самостоя-
тельной откачки воздуха и химически неактивных газов,
не воздействующих на материалы конструкции и рабо-
чую жидкость насоса. Насосы не имеют газюбалластно-
го устройства (кроме насоса типа ВН-0,8Г), и они не-
пригодны для откачки паров и парогазовых смесей.
Наиболее совершенным насосом этой группы явля-
ется двухступенчатый пластинчато-статорный насос
типа ВН-0,8Г, представляющий собой модернизирован-
ную конструкцию насоса тина ВН-461М. Насос снабжен
газобалластным устройством и может откачивать пары
с наибольшим допустимым давлением на входе
14 мм рт. ст. Производительность насоса по парам во-
ды составляет 40 г/ч. Наибольшее давление на входе,
при котором насос может длительно работать,—
75 мм рт. ст.
Самым маленьким по габаритам и производитель-
ности является насос типа ВН-0,1, имеющий два испол-
нения: вертикальное и горизонтальное. Большое число
оборотов, применение прифланцеванного двигателя, ма-
лые габариты и вес при хороших рабочих параметрах
позволяют использовать этот насос в различного рода
вакуумной переносной аппаратуре.
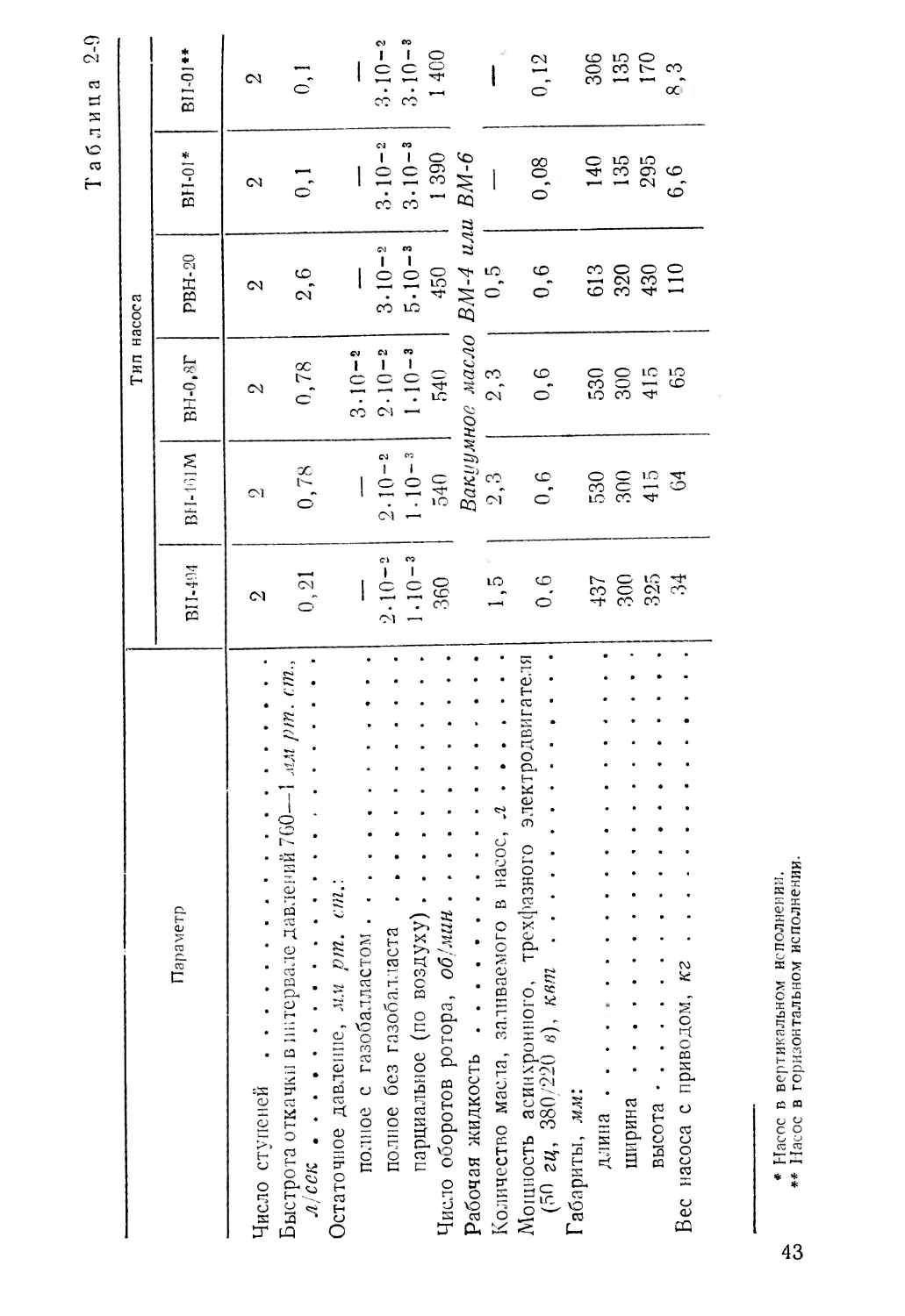
Параметры и характеристики насосов малой произ-
водительности приведены в табл. 2-9.
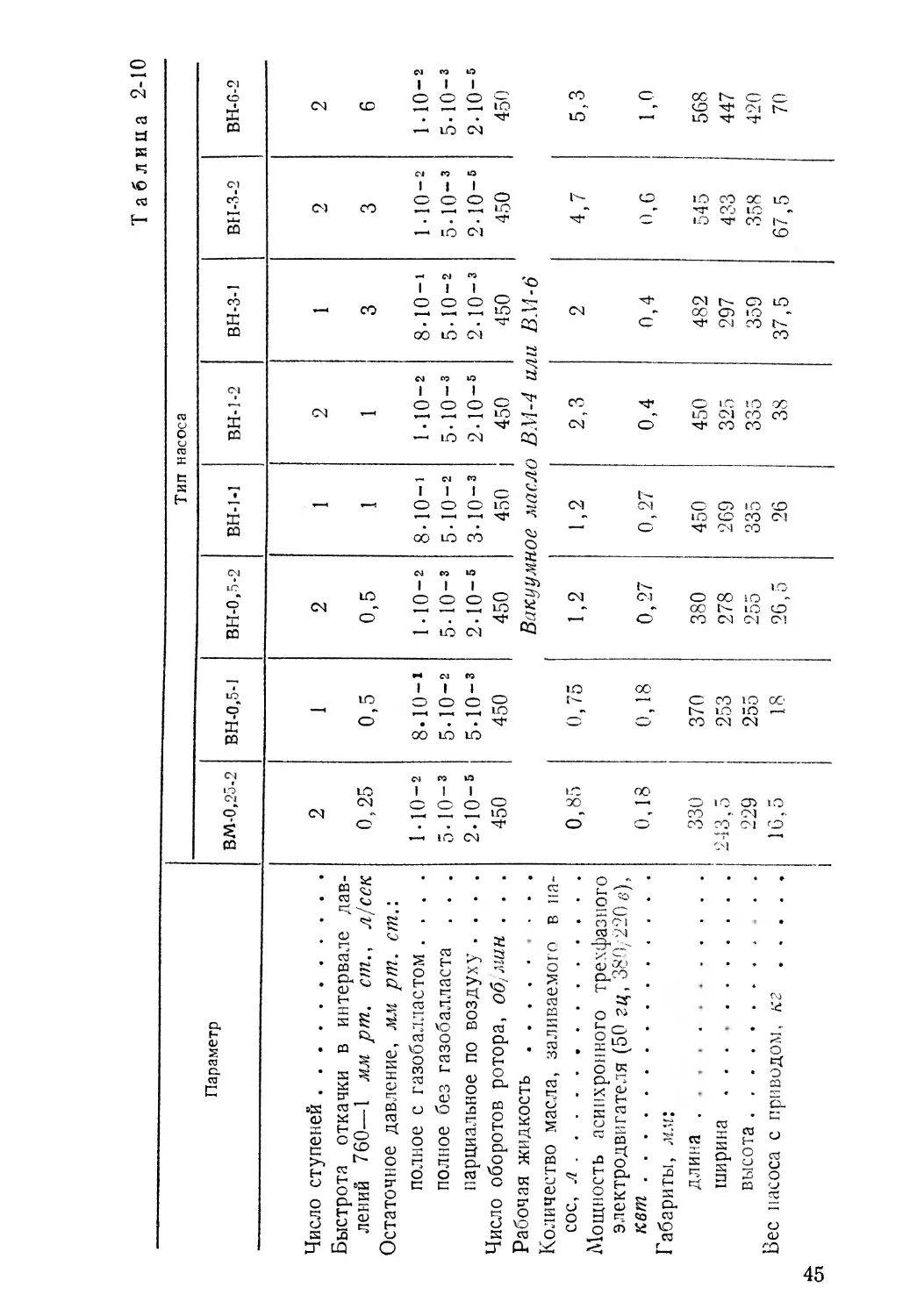
Пластинчато-роторные газобалластные насосы малой
производительности единой серии (типа ВН-0,25-2,
ВН-0,5-1, ВН-0,5-2, ВН-1-1, ВН-1-2, ВН-3-1, ВН-3-2 и
ВН-6-2) предназначены для совместной работы с высо-
ковакуумными насосами, а также для самостоятельной
откачки воздуха, химически неактивных газов, паров и
42
Параметр
Число ступеней .......................................
Быстрота откачки в интервале давлений 760—1 .мм рт. ст.,
л/сек.................................................
Остаточное давление, мм рт. ст.:
полное с газобалластом .........................
полное без газобалласта ........................
парциальное (по воздуху) .......................
Число оборотов ротора, об/мин ........................
Рабочая жидкость .....................................
Количество масла, заливаемого в насос, л .............
Мощность асинхронного, трехфазного электродвигателя
(50 гц, 380/220 в), кет ..............
Габариты, мм:
длина ..........................................
ширина..........................................
высота • .......................................
Вес насоса с приводом, кг.............................
* Насос в вертикальном исполнении.
** Насос в горизонтальном исполнении.
Таблица 2-9
Тип насоса
BII-4'.И ВН-1'ИМ ВН-0.8Г РВН-20 ВН-01* ВН-01**
2 2 2 2 2 2
0,21 0,78 0,78 2,6 0,1 0,1
3.10-2 —
2-10-2 2-Ю-2 2-10-2 3-10-2 3-10-2 3-10-2
ню-3 1-Ю-3 МО-3 5-10-3 З-10-з З-10-з
360 540 540 450 1 390 1 400
Вакуумное масло ВМ-4 или В М-6
1,5 2,3 2,3 0,5 — —
0,6 0,6 0,6 0,6 0,08 0,12
437 530 530 613 140 306
300 300 300 320 135 135
325 415 415 430 295 170
34 64 65 НО 6,6 8,3
парогазовых смесей. Допустимое парциальное давление
паров воды на входе в насос—17,6 мм рт. ст. Насосы
не имеют принудительного охлаждения, компактны,
удобны в эксплуатации (табл. 2-10).
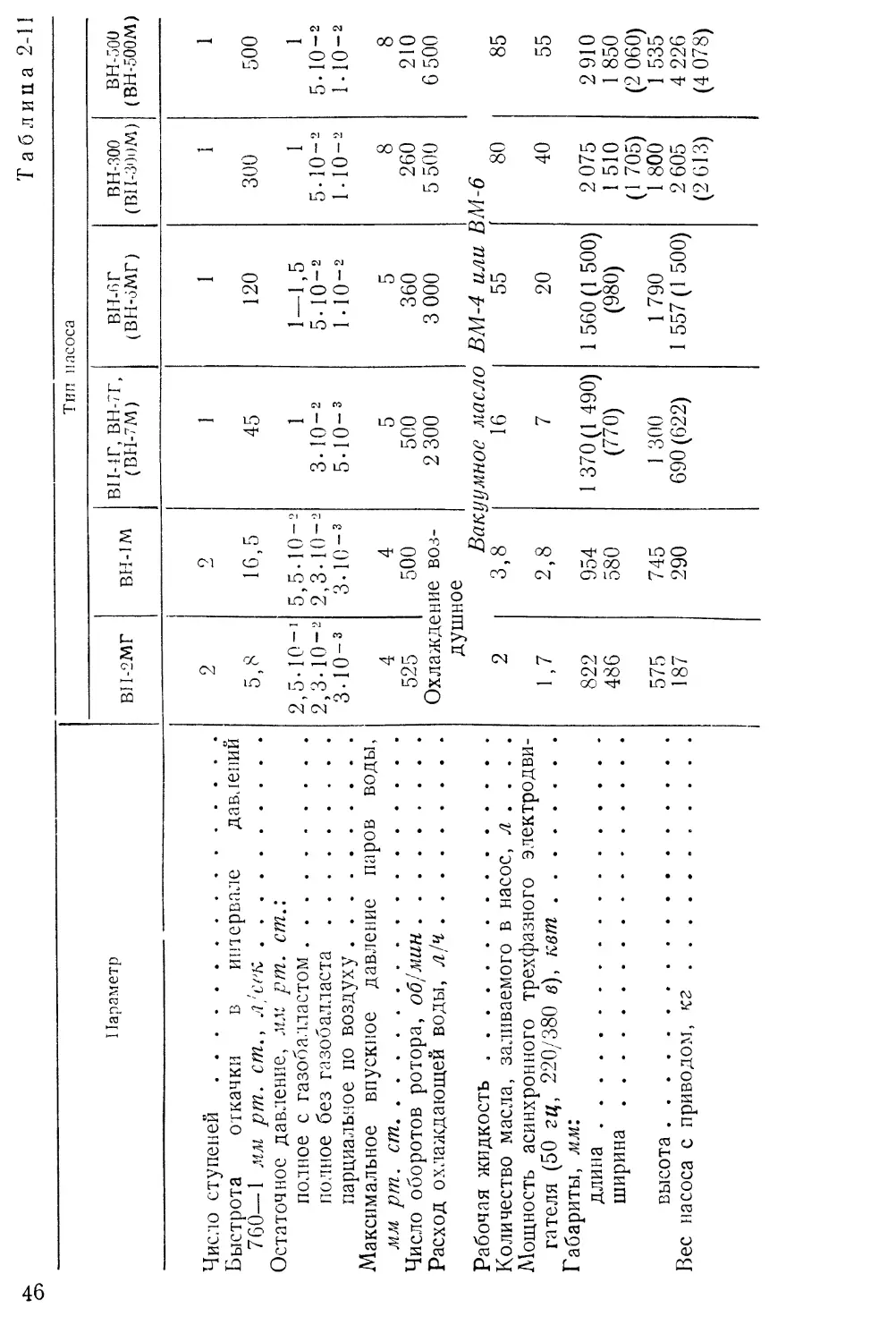
Значительно большей -производительностью облада-
ют насосы плунжерного типа: ВН-2МГ, ВН-1МГ, ВН-4Г,
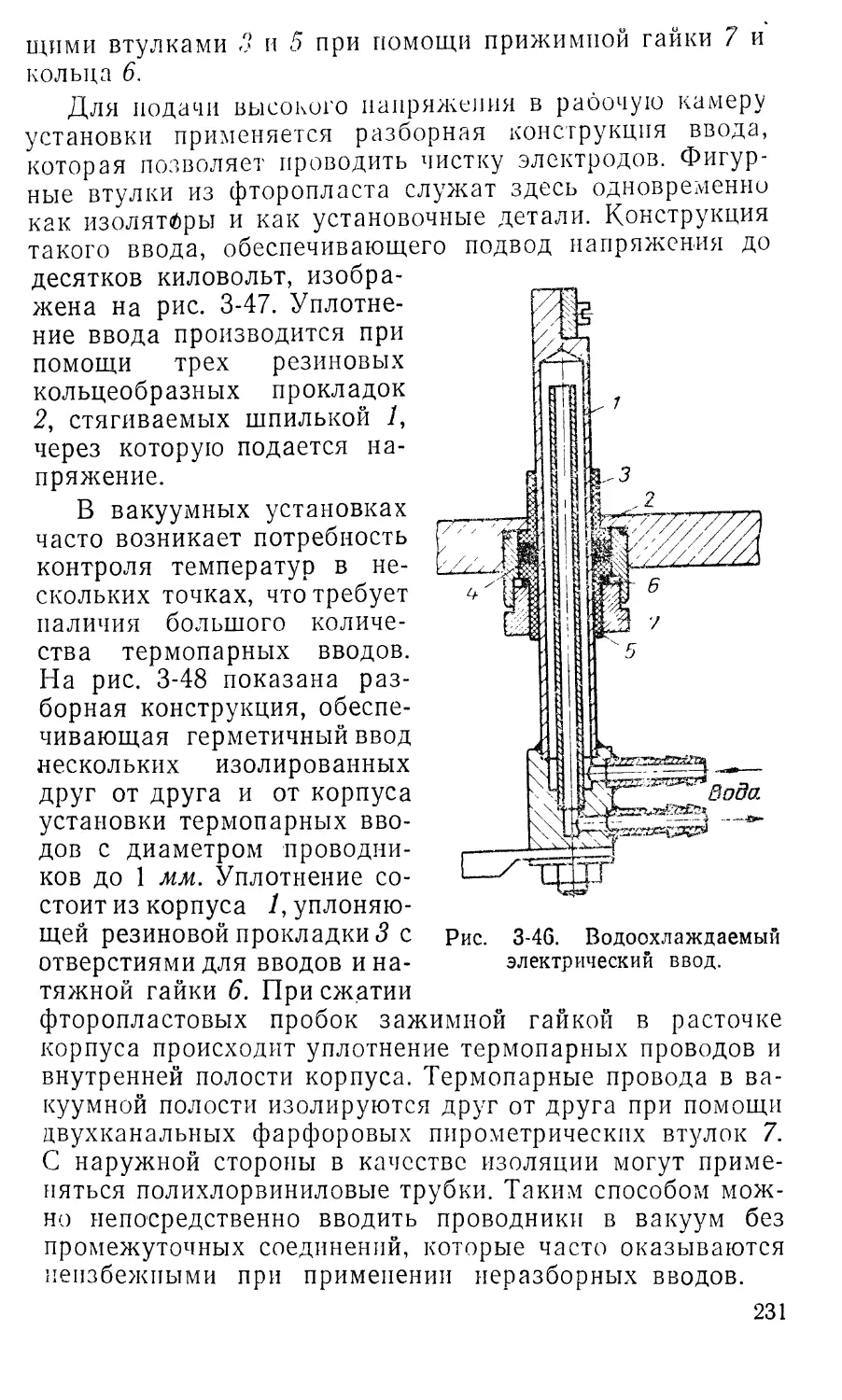
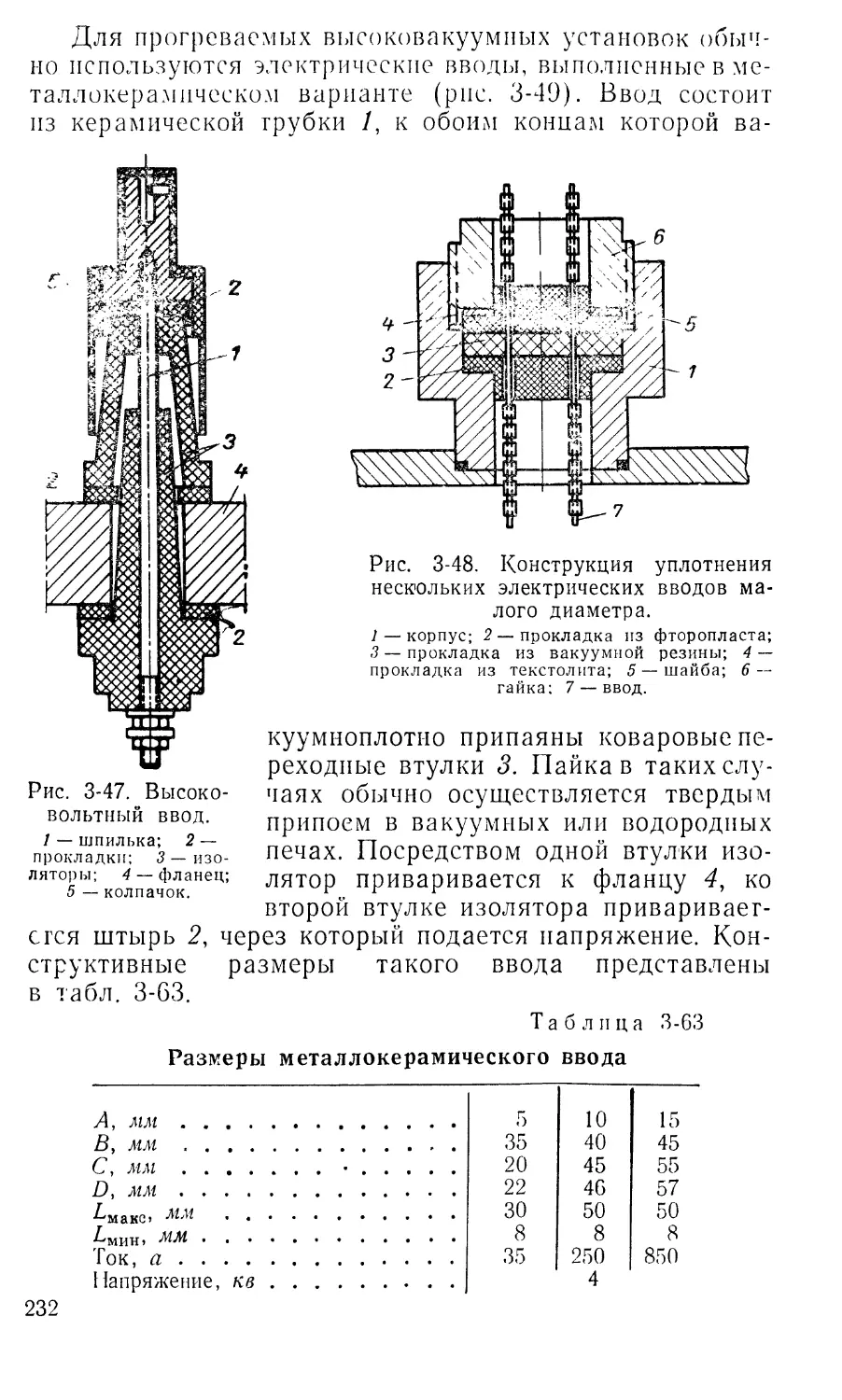
ВН-7Г (ВН-7М), ВН-6Г (ВН-6МГ), ВН-300 (ВН-300М)
и ВН-500 (ВН-500М). Насосы снабжены газобалластны-
мч1 устройствами и позволяют откачивать пары и паро-
газовые смеси. Насосы типа ВН-7М, ВН-6МГ, ВН-300М
и ВН-500М допускают дистанционное управление и
имеют систему контрольных, исполнительных и сигна-
лизирующих устройств, осуществляющих контроль вра-
щения роторов насоса (реле оборотов), контроль расхо-
да охлаждающей воды (гидрореле), автоматическое
включение и выключение подачи масла, согласованное
с пуском и остановкой насоса (при помощи реле оборо-
тов), контроль температуры масла (при помощи датчи-
ка). Параметры и характеристики этой группы насосов
приведены в табл. 2-11.
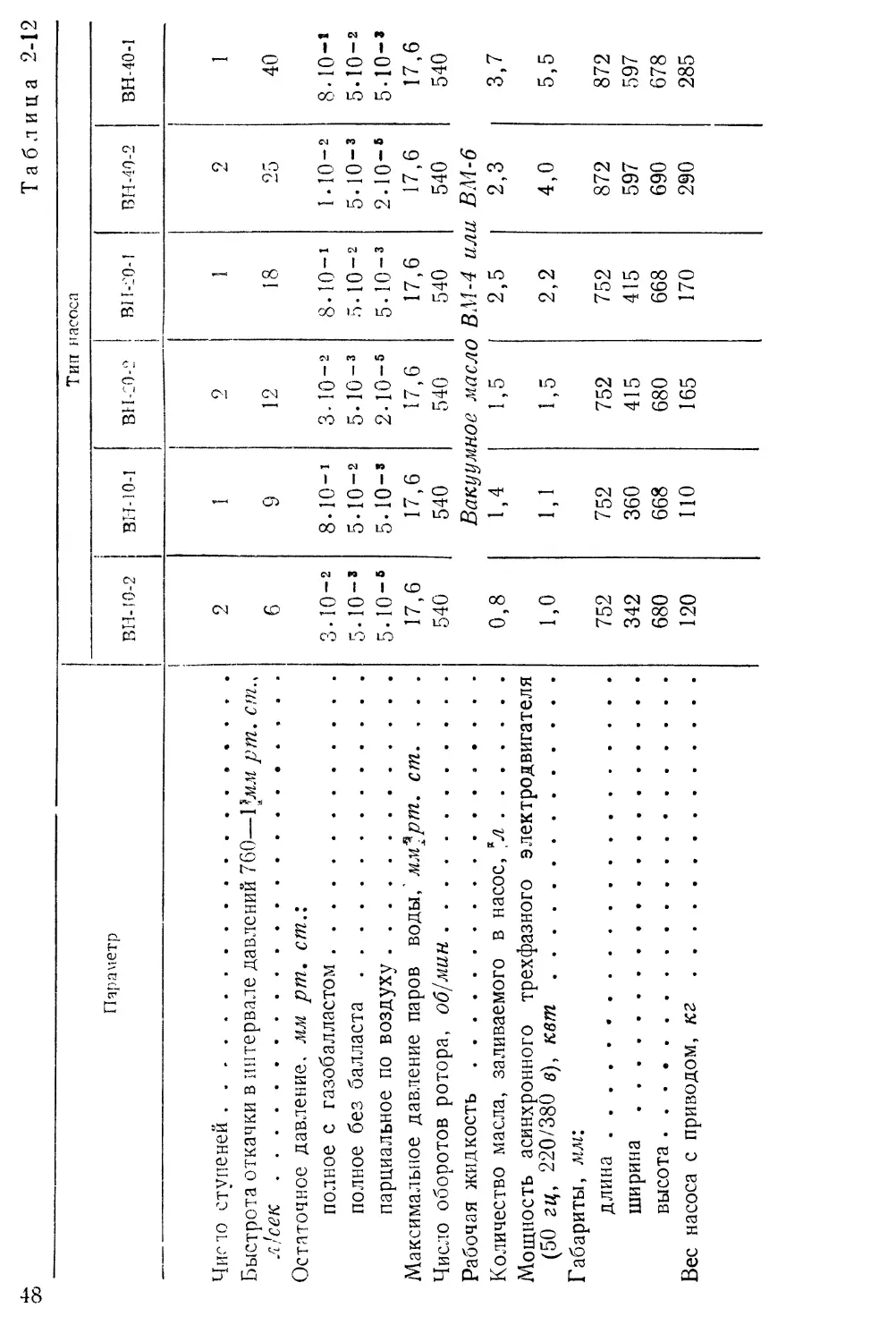
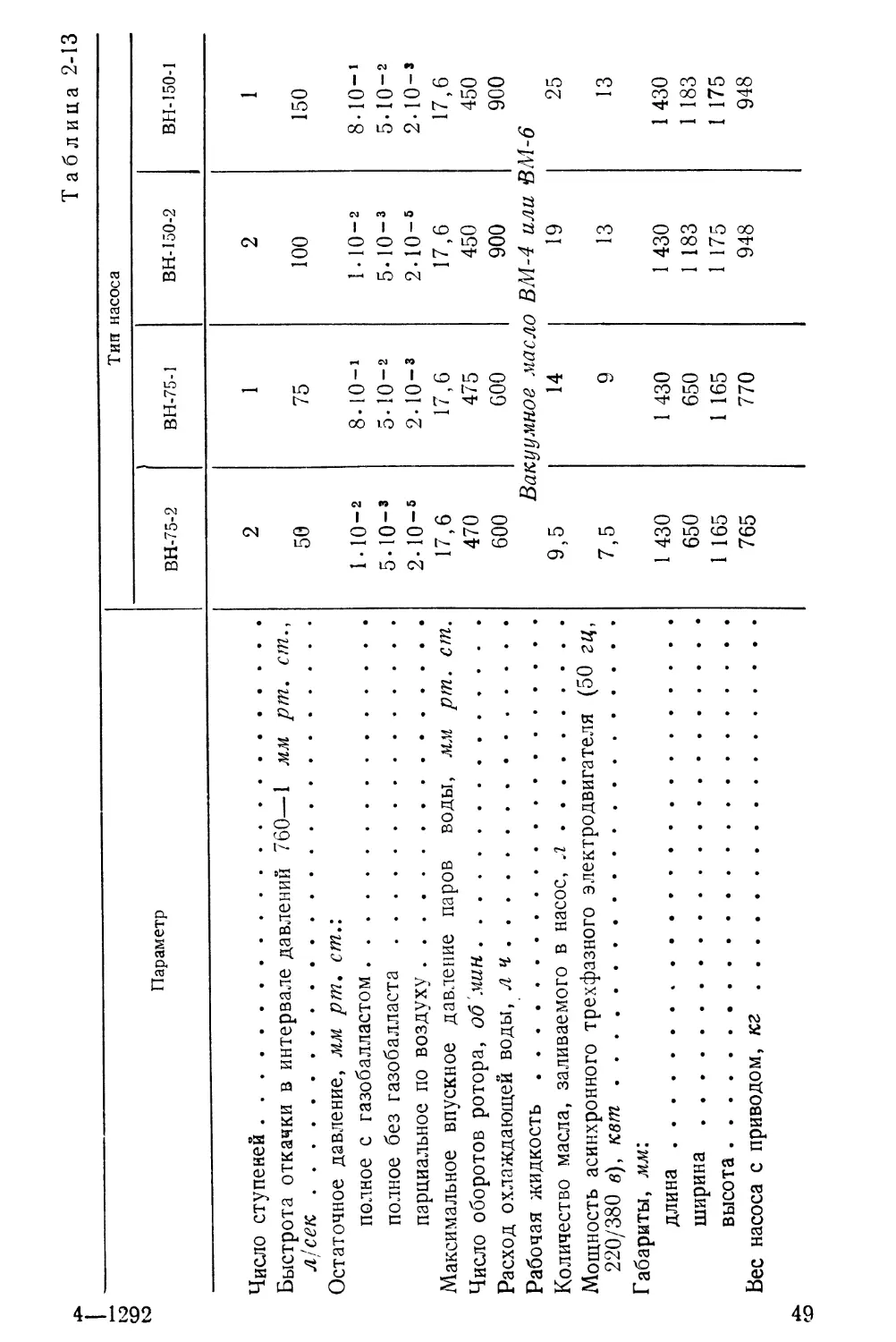
Насосы плунжерного типа единой серии ВН-10-2,
ВН-10-1, ВН-20-2, ВН-20-1, ВН-40-2, ВН-40-1 имеют
один и тот же размер профиля роторного механизма,
но отличаются разной длиной. До 90% деталей насосов
унифицировано, что дает возможность получить шесть
типоразмеров одно- и двухступенчатых насосов с бы-
стротой откачки от 6 до 40 л! сек. Насосы динамически
сбалансированы, обеспечивают достаточно низкое оста-
точное давление и надежны в эксплуатации. Для этих
насосов разработаны специальные входные и выходные
ловушки-отстойники, вентили (проходные и угловые)
ручного и дистанционного управления и аварийного за-
крытия.
Существенное улучшение эксплуатационно-техниче-
ских характеристик у насосов единой серин достигнуто
благодаря разделению в этих насосах обеих камер и их
маслосистем, обезгаживанию масла между ступенями,
использованию предохранительного устройства от про-
ворота роторного механизма в обратную сторону и
«забрасывания» масла на сторону высокого вакуума.
Характерна компоновка роторных узлов с приводными
механизмами на одном валу, позволяющая производить
полную динамическую балансировку, обеспечивающую
плавность хода без вибрации насоса.
44
Таблица 2-10
Параметр Тип насоса
ВМ-0,25-2 ВН-0,5-1 ВН-0,5-2 ВН-Ы ВН-1-2 ВН-3-1 ВН-3-2 ВН-6-2
Число ступеней Быстрота откачки в интервале дав- 2 1 2 1 2 1 2 2
лений 760—1 мм рт. ст., л/сск Остаточное давление, мм рт. ст.: 0,25 0,5 0,5 1 1 3 3 6
полное с газобалластом .... 1-10-2 8.10-1 1-10-2 8-10-1 1-10-2 8-10-1 МО-2 1-10-2
полное без газобалласта . . . 5-Ю-3 5-10-2 5-Ю-3 5-10-2 5-10-3 5-10-2 5-10-3 5-10 —3
парциальное по воздуху .... 2-10-5 5-10-3 2-10-5 з-ю-3 2-10-5 2-10 —3 2-10 —6 2-10-5
Число оборотов ротора, об;мин . . . Рабочая жидкость Количество масла, заливаемого в на- 450 450 450 Вику у Mt 450 юе масле 450 ) ВМ-4 и; 450 ш ВМ-6 450 450
сос, л Мощность асинхронного трехфазного электродвигателя (50 гц, 380/220 в), 0,85 0,75 1,2 1,2 2,3 2 4,7 5,3
кет Габариты, мм: 0,18 0,18 0,27 0,27 0,4 0,4 0,6 1,0
длина 330 370 380 450 450 482 545 568
ширина 243,5 253 278 269 325 297 433 447
высота 229 255 255 335 335 359 358 420
Вес насоса с приводом, кг сл 16,5 1 18 26,5 26 38 37,5 67,5 70
CD
Параметр
Число ступеней ................................
Быстрота откачки в интервале давлений
760—1 мм рт. ст., .............................
Остаточное давление, мм рт. ст.:
полное с газобалластом ........................
полное без газобалласта .................
парциальное по воздуху ..................
Максимальное впускное давление паров воды,
мм рт. ст......... ............................
Число оборотов ротора, об/мин..................
Расход охлаждающей воды, л/ч.............. . . .
Рабочая жидкость ..............................
Количество масла, заливаемого в насос, л . . . .
Мощность асинхронного трехфазного электродви-
гателя (50 гц, 220/380 в), кет ........
Габариты, мм:
длина..........................................
ширина...................................
высота ...................
Вес насоса с приводом, кг ...........
Таблица 2-11
Тип насоса
ВН-2МГ ВН-1М ВП-1Г, ВН-7Г, (BII-7M) ВН-6Г (ВН-оМГ) вн-зоо (BII-30DM) BH-500 (BH-500M)
2 о 1 1 1 1
5,8 16,5 45 120 300 500
2,5-10-1 5,5-10--’ 1 1—1,5 1 1
2,3-10 — 2 2,3-10”2 з.ю-2 5-10-2 5-10-2 5-10-2
з. ю-3 змо-3 5 -10-3 МО-2 МО-2 МО-2
4 4 5 5 8 8
525 500 500 360 260 210
Охлаждение воз- душное Вакл 2 300 шумное масло 3 000 ВМ-4 или Е 5 500 Ш-6 6 500
2 3,8 16 55 80 85
1 7 2,8 7 20 40 55
822 954 1 370(1 490) 1 560(1 500) 2 075 2910
486 580 (770) (980) 1 510 (1 705) 1 850 (2 060)
575 745 1 300 1 790 1 800 1 535
187 290 690 (622) 1 557(1 500) 2 605 (2 613) 4 226 (4 078)
Насосы снабжены газобалластными устройствами,
позволяющими откачивать пары воды с давлением на
входе в насос 17,6 мм рт. ст. Параметры и характери-
стики насосов единой серии средней производительности
приведены в табл. 2-12, а большой производительно-
сти — и табл. 243.
Полное остаточное давление, получаемое с газобал-
ластом, несколько выше того давления, которое дости-
гается без газобалласта. Как и следует ожидать, быстро-
та откачки в случае использования газового балласта
также будет несколько ниже.
Во 'Всех четырех типоразмерах насосов с быстротой
откачки от 50 до 150 л/сек используется одни размер
профиля роторного механизма.
Все насосы большой производительности имеют во-
дяное охлаждение.
Турбо-молекулярные насосы представляют особую
группу механических насосов. В отличие от насосов
объемного действия в них отсутствуют механическое
сжатие и выталкивание газа, а его откачка происходит
за счет того, что 'молекулам газа сообщаются направ-
ленные скорости быстро вращающимися поверхностями
ротора насоса. Турбо-молекулярные насосы служат для
получения сверхвысокого вакуума (до 5 • 10”9 мм рт. ст.)
и для своей нормальной работы требуют последователь-
ного включения вращательного насоса с масляным
уплотнением.
Турбо-молекулярный насос представляет собой мно-
гоступенчатый осевой компрессор, имеющий жестко
укрепленные на корпусе статорные диски и вращающие-
ся диски, укрепленные на роторе. Все диски содержат
косые пазы, причем пазы в дисках статора являются
зеркальным отражением пазов роторных дисков. В ка-
честве дисков используются металлические шайбы тол-
щиной в несколько миллиметров. Поэтому пазы имеют
небольшую длину, вследствие чего коэффициент ком-
прессии каждой пары дисков сравнительно невелик.
Но поскольку в насосе одновременно работает большое
количество дисковых пар, то суммарный коэффициент
компрессии достигает значительной величины. Вместе
с тем, при малом коэффициенте компрессии для каж-
дой пары дисков влияние расстояния между дисками на
производительность и коэффициент компрессии насоса
сравнительно невелико, что позволяет увеличить рас-
47
00
Параметр
Чисто ступеней .......................................
Быстрота откачки в интервале давлений 760—Умм рт. ст.,
л'сек.................................................
Остаточное давление, мм рт. ст.:
полное с газобалластом ...............................
полное без балласта ............................
парциальное по воздуху .........................
Максимальное давление паров воды,' мм^рт. ст. , . .
Число оборотов ротора, об/мин ........................
Рабочая жидкость......................................
Количество масла, заливаемого в насос, *л.............
Мощность асинхронного трехфазного электродвигателя
(50 гц, 220/380 в), кет...............................
Габариты, мм:
длина ................................................
ширина .........................................
высота .........................................
Вес насоса с приводом, кг.............................
Таблица 2-12
Тип насоса
ВН-10-2 ВН-10-1 ВН-20-2 BI 1-20-1 ВН-40-2 ВН-40-1
2 1 2 1 2 1
6 9 12 18 25 40
3-10-2 5-10-3 5-Ю-5 17,6 540 8.10-1 5-10-2 5.10-з 17,6 540 3-10-2 5.10-3 2-10 —5 17,6 540 8.10-1 5-10-2 5.10-3 17,6 540 1.10-2 5.10-3 2.10-5 17,6 540 8-10-« 5.10-2 5-Ю-з 17,6 540
Вакуумное масло ВМ-4 или ВМ-6
0,8 1,4 1,5 2,5 2,3 3,7
1,0 1,1 1,5 2,2 4,0 5,5
752 752 752 752 872 872
342 360 415 415 597 597
680 668 680 668 690 678
120 ПО 165 170 290 285
Т аблица 2-13
1292
Параметр Тип насоса
ВН-75-2 ВН-75-1 ВН-150-2 ВН-150-1
Число ступеней Быстрота откачки в интервале давлений 760—1 мм рт. ст., л! сек, Остаточное давление, мм рт. ст.: 2 1 2 1
50 75 100 150
полное с газобалластом 1-10-2 8.10-1 1.10-2 8-10-1
полное без газобалласта 5.10-3 5.10-2 5.10-3 5-10-2
парциальное по воздуху . 2-10-5 2-10-3 2.10-5 2-10-3
Максимальное впускное давление паров воды, мм рт. ст. 17,6 17,6 17,6 17,6
Число оборотов ротора, об мин 470 475 450 450
Расход охлаждающей воды, л ч, 600 600 900 900
Рабочая жидкость Вакуумное масло ВМ-4 или ВМ-6
Количество масла, заливаемого в насос, л .......... Мощность асинхронного трехфазного электродвигателя (50 гц, 9,5 14 19 25
220/380 в), кет Габариты, мм: 7,5 9 13 13
длина 1 430 1 430 1 430 1 430
ширина 650 650 1 183 1 183
высота 1 165 1 165 1 175 1 175
Вес насоса с приводом, кг ................. 765 770 948 948
стояние между дисками без существенного изменения
параметров насоса.
Обычно -в средней (высоковакуумной) пасти насоса
устанавливаются диски с пазами, прорезанными под
большим углом друг к другу, что обеспечивает боль-
шую производительность насоса. Наружные диски, на-
оборот, имеют пазы, прорезанные под малым углом
друг к другу, что обеспечивает высокий коэффициент
компрессии и значительно снижает требования, предъ-
явленные к насосу предварительного разрежения, в ка-
честве которого может быть использован вращательный
насос с масляным уплотнением или же двухроторный
насос. Впуск откачиваемого газа осуществляется в сред-
ней части ротора, а выпуск — по его концам, где распо-
ложены подшипники. Для работы с расчетной быстро-
той откачки требуется предварительное разрежение, ко-
торое обеспечило бы в рабочих каналах насоса молеку-
лярный поток газа.
Отечественная промышленность выпускает два типа
близких но параметрам турбомолекулярных насосов:
ТВН-200 и ТМН-200 (последний имеет встроенный гер-
метичный привод, работающий от высокочастотного ге-
нератора). На базе насоса типа ТВН-200 создан сверх-
Таблица 2-14
Параметр
Быстрота 0'1 качки воздуха в диапазоне впускных давле-
ний от 5ДО-3 до 1-10-8, мм рт. ст., л/сск . . . .
Предельное остаточное давление, мм рт. ст........
Количество заливаемого масла, л:
в кратер насоса типа ТВН-200 ..............
в насос типа ВН-2МГ .......................
Тип масла:
для насоса типа ТВН-200 ...................
для насоса типа ВН-2МГ.....................
Расход охлаждающей воды, л/ч.....................
Электропитание:
род тока ..................................
частота, г if..............................
напряжение, в..............................
суммарная мощность, кет ............
Габариты, мм:
длина...............•......................
ширина.....................................
высота .............................. . . •
Вес, кг .........................................
Величина
200
5-10-9
0,05
2,0
Т
ВМ-4
50
Переменный
50
220/380
2,1
925
673
чо
433
50
высоковакуумный агрегат типа ТВА-200. В нем исполь-
зуются механический насос плунжерного типа ВН-2МТ,
переходник и 'магнитный клапан, предназначенный для
автома гического .перекрытия линии предварительного
разрежения между переходником и механическим насо-
сом. Для охлаждения подшипников насоса типа
ТВН-200 предусмотрены водяная система и гидрореле.
Параметры и характеристики агрегата типа ТВА-200
приведены в табл. 2-14.
2-2. СТРУЙНЫЕ НАСОСЫ И АГРЕГАТЫ
В отличие от .механических насосов струйные не
имеют движущихся частей, а перемещение газа в них
происходит за счет откачивающего действия струи пара
или жидкости. К струйным насосам относятся: эжектор-
ные насосы (пароводяные, парортутные и паромасля-
ные); бустерные насосы (паромасляные и парортутные);
высоковакуумные пароструйные насосы '(паромасляные
и парортутные).
Вакуумные эжекторные насосы служат для откачки
больших количеств газа из различных установок, ра-
ботающих при давлениях от 760 до 10~2 мм рт. ст.
Пароводяные эжекторные насосы из-за целого ряда
своих достоинств получили наибольшее распространение
по сравнению с пароструйными эжекторными насосами
других типов. Дешевизна водяного пара, его ценные ка-
чества (однородность состава, а также то, что он не
окисляется и не разлагается) и возможность практиче-
ски неограниченного потребления позволяют проектиро-
вать пароводяные эжекторные насосы на любую тре-
буемую скорость откачки (вплоть до сотен тысяч литров
в 1 сек).
В табл. 2-15 приведены параметры и характеристики
пароводяных эжекторных насосов, предназначенных для
создания низкого вакуума в аппаратах, используемых
главным образом в нефтеперерабатывающей и нефтехи-
мической промышленности. Насосы могут быть уком-
плектованы либо конденсаторами смешения, либо по-
верхностными конденсаторами в зависимости от условий
технологического процесса и свойств среды.
Помимо многоступенчатых пароэжекторных насосов,
работающих с выхлопом в атмосферу, широкое приме-
нение находят также комбинации пароэжекторных на-
4* 51
Параметр Тип
ЭП-12ХЗ ЭПЫ-12ХЗ txii-ue ЭПН-11Х10 ЭП-15Х95 ЭПН-21Х95 ЭПМ-55ХП5
Число ступеней Общая производительность, кг!ч По неконденсирующимся га- зам По конденсирующимся газам Противодавление у выхода, Мн/м* Давление рабочего пара, Мн/м* Общий расход пара, кг/ч Температура охлаждающей во- ды, °C Расход воды, м\ ч 5 12 10 ОДОН 1 ,о 230 25 25 5 12 10 0,12 1,0 2)0 25 4 1 1 10 1 0,105 1 ,о 180 20 3 11 10 1 0,12 1,0 140 25 11 2 15 10 5 0,105 1 ,о 70 25 4 2 21 10 11 0,12 1,0 105 25 6 2 55 43 12 0,13 1,0 205 28 6
Тип конденсатора Поверхностный
Материал основных деталей — сталь Углеро- дистая Нержа- веющая Углеро- дистая Нержа- веющая ° к tE Й § Нержа- веющая is И £ Ь £ я У сх 2 8 ® о <и >> К Я со
Общий вес, кг 1 940 1 940 1 320 990 380 380 680
сосов с другими насосами. Так, например, для паро-
эжекторных насосов большой производительности в ка-
честве вспомогательных насосов могут быть использо-
ваны водокольцевые механические насосы, а для насо-
сов 'малой производительности — водоструйные насосы.
Пароводяные эжекторные насосы широко использу-
ются для откачки различного рода дистилляционных
установок, вакуум-кристаллизаторов, выпарных аппара-
тов, деаэраторов, конденсаторов паровых турбин, деги-
драторов, различных вакуумных сушильных аппаратов,
вакуумных пропиточных установок, вакуумных филь-
тров. Насосы находят применение в металлургии для
откачки вакуумных дуговых и индукционных печей и
установок для обезгаживания жидкого металла, а так-
же в холодильной, нефтехимической, нефтеперерабаты-
вающей, химической и других отраслях промышлен-
ности.
52
Таблица 2-15
насоса
4Э-65Х5 ЭПМ-70, 30 ЭП-80/10 ЭЭ-200Х40 ЭЭ-400Х40 ЭЭ-640Х40 ЭЭ-1000Х40
4 65 2 70 3 80 3 200 3 400 3 640 3 1 000
65 45 36 125 250 400 600
0,105 25 0,105 54 0,105 0,12 150 0,12 240 0,12 400 0,105
1,0 1,0 1,0 1,0 1,0 1,0 1,0
740 27 430 28 630 32 900 25 1 800 25 3 000 25 4 000 25
65 12 42 40 80 125 150
Смешения Поверхностный Смешения
Углеро- дистая Углеродистая и нержавею- щая Углеро- дистая Углеродистая и нержавеющая
2 260 750 1 800 1 400 2 300 3 200 4 300
Столь широкое и разнообразное применение парово-
дяных эжекторных насосов объясняется рядом их до-
стоинств. Насосы чрезвычайно просты по конструкции,
надежны в работе и имеют практически неограничен-
ный срок службы, поскольку в них нет движущихся ча-
стей. Они могут быть рассчитаны и изготовлены на
сколь угодно большую быстроту действия (до сотен
тысяч л/сек), и при использовании многоступенчатых
насосов может быть получено разрежение 10~2—
10~3 мм рт. ст. Насосы могут откачивать любые газы,
в том числе агрессивные и загрязненные механическими
примесями.
Благодаря простоте устройства насосы имеют низкую
стоимость изготовления и эксплуатации.
К недостаткам насосов этого типа следует отнести
критичность к качеству и давлению пара и температуре
охлаждающей воды, значительный расход пара, смеши-
53
ванне откачиваемого газа с ларом и сравнительно боль-
шую длительность .пускового периода.
Для насосов малой производительности весьма удоб-
ной и экономической является схема с промежуточными
поверхностными (Конденсаторами и отсосом конденсата
из них водоструйными насосами. При этом водоструй-
ные ступени питаются водой, выходящей из конденсато-
ров, что позволяет существенно сократить расход воды.
Насосы типа Н|ЭВ-О,2Х’2О и НЭВ-2Х20, работающие по
такой схеме, двухступенчатые, выполнены в виде блоков,
смонтированных на рамах. Насосы присоединяются
к откачиваемой системе через вентиль типа Ду = 25.
Основные детали насосов выполнены из стали марки
Х18Н9Т.
Компактным насосом, выполненным в виде блока
ступеней, смонтированного на раме, является также на-
сос типа НЭВ-3. Он имеет три первые пароэжекторные
ступени без промежуточных конденсаторов и послед-
нюю ступень — водоструйную, которая одновременно
является конденсатором пара, выбрасываемого из треть-
ей ступени. Параметры и характеристики пароводяных
эжекторных насосов малой производительности приве-
дены в табл. 2-16.
Т а б л и ц а 2-16
Параметр Тип насоса
НЭВ-0.2Х20 НЭВ-2Х20 нэв-з
Производительность по сухо- 0,5 при
му воздуху, кг 1ч 3 при 1 при
Предельный вакуум, 20 мм рт. ст. 20 мм рт. ст. 0,5 мм рт. ст.
мм рт. ст Давление рабочего пара (су- 10 10 0,38
хой насыщенный), Мн/м2. . 0,26 0,26 0.40
Расход пара, кг)ч Давление охлаждающей во- 12 86 140
ды, ат Максимальная температура, 1,0 1,5 4,0
воды, °C 30 30 30
Расход воды, мъ)ч Габариты, мм: 0,35 1,5 14
с рамой 500X445X1 025 800X600X1 423 1 048X1 148X2 569
без рамы Вес, кг: 500Х345Х9Ю 684X395X1 329 —
с рамой 51 80 290
без рамы 41 60 —
Паромасляные эжекторные насосы применяются для
откачки рабочих объемов установок, работающих
в области давлений 10~3 мм рт. ст. с максимальным вы-
54
делением газов при давлениях IO-1 мм рт. ст. Парортут-
ные эжекторные насосы применяются для перекачки
редких и дорогостоящих газов из сосуда с низким давле-
нием в сосуд с высоким давлением, при которой была бы
исключена возможность загрязнения газов органиче-
скими продуктами или частичной их потери за счет
растворения в масле (при использовании -масляных на-
сосов); для откачки радиоактивных газов (применение
масляного насоса в этом случае исключено, поскольку
радиоактивные тазы разрушают масло и сами загрязня-
ются органическими -продуктами); для перекачки п ожа-
тия газовых смесей при газовом анализе без загрязне-
ния и потерь газов, а также в 'качестве вспомогательных
насосов в системах безмасляной откачки с использова-
нием ртутных диффузионных насосов.
Типичным парортутным эжекторным насосом являет-
ся насос типа ЭН-1 OOP. Насос выполнен в виде ком-
пактного блока последовательно соединенных четырех
эжекторных ступеней и промежуточных конденсаторов,
кипятильника и паропроводов, смонтированных на
общей раме. Выпускное давление у этого насоса дости-
гает 50 мм рт. ст., что позволяет использовать для фор-
вакуумной откачки водоструйный насос. По своей про-
изводительности (10 л* мм рт. ст/сек при давлении
10 “1 мм рт. ст.) насос ЭН-ЮОР эквивалентен механиче-
скому насосу типа ВН-6Г, и вместе с тем он может быть
использован для получения высокого вакуума (предель-
ный вакуум насоса при -сниженной скорости откачки со-
ставляет 2 • 10~6 мм рт. ст.).
Бустерные паромасляные насосы. Основное назначе-
ние бустерных паромасляных насосов — откачка боль-
ших (количеств газа из вакуумных установок при давле-
ниях 1СН—10~4 мм рт. ст. Они обладают наибольшей
быстротой откачки в указанном диапазоне давлений и
имеют сравнительно высокое выпускное давление (до
нескольких мм рт. ст.). С целью получения столь высо-
ких значений выпускного давления в выходной ступени
бустерного насоса зачастую используют паровой эжек-
тор.
По диапазону рабочих давлений бустерные насосы
занимают промежуточное место между механическими
вращательными насосами с масляным уплотнением и
высоковакуумными пароструйными насосами. Применя-
ются они главным образом для откачки установок, в ко-
55
торых имеет место значительное газовыделение, -сопро-
вождающееся ростом давления до Ю-1—1 мм рт, ст., и
вместе с тем требуется получение низких давлений
10~2—10~4 мм рт. ст.
Паромасляные бустерные насосы широко исполь-
зуются для откачки рабочих камер дуговых и индук-
ционных печей, установок для сушки и пропитки элек-
три ч ески х к он д ен с а то ров, в аку у мн ы х дистил л я ци он н ы х
установок, установок для металлизации пластмассовых
изделий, сверхзвуковых аэродинамических труб и т. д.
Кроме того, бустерные насосы находят широкое приме-
нение в качестве вспомогательных насосов, устанавли-
ваемых между высокопроизводительными высоковаку-
умными паро.масляными насосами и механическими на-
сосами предварительного разрежения. Параметры и ха-
рактеристики паромасляных (бустерных насосов приве-
дены в табл. 2-17.
К рабочим жидкостям, которые используются в на-
сосах бустерного типа, предъявляются следующие
основные требования: высокая упругость пара при ра-
бочей температуре в кипятильнике, возможно более
узкий фракционный состав, высокая термическая и тер-
моокислительная стабильность и по возможности низкая
упругость пара при комнатной температуре. Физико-хи-
мические характеристики рабочих жидкостей представ-
лены в табл. 2-18.
Масло типа «Г» представляет собой продукт дисцил-
ляции медицинского вазелинового масла. Термоокисли-
тельная стойкость масла сравнительно невелика. При
окислении масло темнеет, увеличивает свою вязкость, на
внутренних деталях насоса появляются смолистые, труд-
но удаляемые осадки. В связи с этим срок службы масла
«Г» в насосах большой производительности невелик.
Масло типа ВМ-3 получается из масел кавказских и
восточных нефтей путем выделения узкой фракции при
разгонке сырья в высоковакуумной дисцилляционной
аппаратуре. По сравнению с маслом «Г» оно обладает
повышенной термоокислительной стабильностью, более
узким фракционным составом и лучшими эксплуатаци-
онными характеристиками. Однако масло ВМ-3 обладает
повышенной упругостью пара по сравнению с маслом
«Г», поэтому его не рекомендуется применять в бустер-
ных насосах, работающих в режиме сильного перегрева
кипятильника (например, в насосе типа БН-3).
56
Параметр
БН-3
Диапазон рабочих давлений,
мм рт. ст..........................
Максимальная быстрота откачки при
1 -10—2 мм рт. ст., л/сек . . . .
Предельный вакуум (масло »Г“),
мм рт. ст..........................
Наибольшее выпускное давление,
мм рт. ст..........................
Мощность электродвигателя, кет . .
Расход охлаждающей_вод.
Количество рабочей жидкости, л . .
Тип рабочего масла ................
Диаметр впускного патрубка, мм . .
Диаметр выпускного патрубка, мм . .
Высота, мм.........................
Площадь в плане, мм2 .......
Вес, кг ..............
Рекомендуемый вспомогательный на-
сос ...............................
5.Ю-4—1-10-2
450
5-10-4
0,3—0,5
3,5
180
1,5
»Г“, ВМ-3
160
55
610
413X413
33,5
ВН-1
сл
Таблица 2-17
Тип насоса
БН-2000 БН-4500 БН-15000
5.10-4—1-10-8 5.10-*—М0-« 4.10-*— МО-2
2 500 4 500 15 000
5-10-* 5-10-* 5-10-*
2,0—2,5 1,0 1,5
7,5 25 42
450 1 100 2 000
16 20 45
»Г“, ВМ-3 »Г“, ВМ-3 »Г-, ВМ-3
260 500 900
100 150 260
1877 2 112 3 355
929X650 300X940 1 060X2 430
260 400 1 000
ВН-6 ВН-6 ДВН-500 с ВН-6
Т а б л и ц а 2-18
Тип масла
Параметр »г- (ГОСТ 9184-59) ВМ-3 (РТУ РСФСР № 1111 11-61) ПМФС-1 (ТУ ГХК ЕУ-216-62)
Вязкость кинематическая при 50° С, сст ......... Упругость пара при 20е С, мм рт. ст.......... Температура, при которой упругость пара равна ЫО"2, мм рт. ст Теплота парообразования, ккал-моль Молекулярный вес, г/моль Удельный вес, г]см* 12,5—15,3 5-10-5—Ь10-е 70—90 24 350 0,85 7—10 1-10-4—1.10-5 70-80 27 0,85 3,6-4,6 1.10-5—7.10-5 65—75 27 700 1,0
Масло типа ПФМС-1 представляет собой узкую фрак-
цию кремнийорганического соединения — полифенилме-
тилсилоксана, получаемого синтетическим путем. По-
скольку масло ПФМС-1 обладает весьма высокой термо-
окислительной стойкостью, то срок его службы практи-
чески не ограничивает срок эксплуатации насоса при
безаварийной работе.
Высоковакуумные паромасляные насосы являются са-
мыми простыми, дешевыми и надежными аппаратами,
с помощью которых можно получать давление
10~6 мм рт. ст. без применения низкотемпературных ло-
вушек и до 10-9—10“10 мм рт. ст. при их использовании.
При столь низких давлениях количество газа, находяще-
гося в откачиваемом объеме, становится малым по срав-
Рабочая жидкость Упругость пара при 20° С, мм рт. ст. Температура, при которой упругость пара равна 1 • IO'2 мм рт^ с1Пв
ВМ-1 (ГОСТ 7904-56) 4.10-8—2-10-9 140—150
ВМ-2(ГОСТ 7904-56) 4.10-8—2-10-9 140—150
ВМ-5(ТУ М3 43-65) 1. Ю-8—1.Ю-ю 135—155
ВМ-7(ВТУ МЗ-17-62) Не выше 3-10-8 140—150
ВКЖ-294А(ТУ МХП ЕУ-62-57) ВКЖ-94Б(ТУ МХП ЕУ-62-57) Не выше 5-10-8 120—160
1. io-8-1. ю-6 100—165
ПФМС-2(ТУ ГХК ЕУ-246-62) 5.10-9—7.10-7 95—100
Продукт »ОФ“(ТУ 1732-48) ЫО”7 120—122
Продукт .ОС- (ТУ 1732-48). Не выше 2.10-8 141—143
* В насосе ЦВЛ-100.
•• С металлическими уплотнениями в системе.
**• В стеклянном насосе СДН-1.
58
нению с количеством газа, адсорбированного стенками
объема и находящейся в нем аппаратуры. Поэтому высо-
ковакуумные насосы в основном предназначены либо для
уравновешивания газовыделений со стенок откачивае-
мого объема и натекания через неплотности, либо для
удаления газов, выделяющихся при нагреве, плавлении
и распылении различного рода материалов.
Высоковакуумные паромасляные насосы применяются
в производстве осветительных и приемо-усилительных
ламп, сверхвысокочастотных приборов, электроннолуче-
вых трубок, газоразрядных приборов, в установках для
получения тонких пленок, масс-спектрометрах, установ-
ках для термоядерных исследований, имитаторах косми-
ческого пространства, в производстве сверхчистых полу-
проводниковых материалов и др.
Параметры и характеристики высоковакуумных паро-
масляных насосов существенно зависят от свойств рабо-
чей жидкости, которая, с одной стороны, должна обла-
дать низкой упругостью пара при комнатной температу-
ре и, с другой стороны, иметь высокую упругость пара
при рабочей температуре в кипятильнике насоса.
Жидкость должна иметь узкий фракционный состав, об-
ладать высокой термической и термоокислительной спо-
собностью, иметь малую газопоглощающую способность
и малую вязкость при температуре стенки насоса, чтобы
обеспечить стекание конденсата в кипятильник.
В качестве рабочих жидкостей в паромасляных высэ-
ковакуумных насосах применяются минеральные масла
Таблица 2-19
Кинематическая вязкость при 50° С, сст Предельный вакуум насоса, мм рт. ст. Удельный вес при 20° С, г [см* Молеку- лярный вес, г {моль Теплота паро- образователя, ккал/моль
65—69 2.10-"* 0,87 450 27,4
65—69 2,5-10-»—3,5-Ю-’* 0,87 450 27,4
68—74 ыо-»** 0,87 450 —
80—95 1-10-»* — — ——
16—33 2.10-»* 0,97 700 28,4
16—33 З.Ю-»—1-10-»* 0,97 700 —
8,0—13,0 2-10-»* 1,05—1,07 700 29,7
5.10-’—5-10-»*** 0,98 390 —
8,5 ЫО-’—1.ю-»*** 0,91 426 —
59
Параметр
Рабочий диапазон давлений, мм рт. ст............
Средняя быстрота откачки воздуха, л/сек\. . . .
Предельный вакуум, мм рт. ст....................
Наибольшее выпускное давление, мм рт. ст. . .
Мощность подогревателя, кет.....................
Расход воды на охлаждение насоса, л/ч...........
Количество рабочей жидкости, см3................
Рабочая жидкость................................
Диаметр условного прохода, мм:
впускного патрубка .......................
выпускного патрубка.......................
Высота насоса, мм...............................
Размеры в плане, мм.............................
Вес, кг.........................................
Необходимая быстрота откачки механического на-
соса, л/сек.....................................
Таблица 2-20
Тип насоса
Н-1С-2 Н-5СМ-1 Н-2Т Н-5Т Н-8Т
5-Ю-7— 5-10-7— З-Ю-о— з. ю-6— 3.10-6—
1.10-3 5-10-4 2-10~4 2.10-4 2-10-4
100 500 1 500 3 000 6 000
5-10-7 5-10-7 3-10-6 3-10-6 3-10-6
0,4 0,15 0,1 0,1 0,1
0,5 0,7 1,5 2,0 2,8
50 120 200 350 500
100 500 1 000 1 500 4 000
Ваку умн ое масло тш ча ВМ-1
86 160 260 380 500
17 32 50 50 85
365 550 640 800 1 037
210X160 ззохзоо 452X370 596X537 825X050
10 26 41 79 148
0,4 2,0 4,0 7,0 15,0
(типа ВМ-1, ВМ-2, ВМ-5, ВМ-7), сложные эфиры (про-
дукт «ОФ» и «ОС»), а также кремнийорганические
жидкости (типа ВКЖ-94А, ВКЖ-94Б, ПФМС-2), физико-
химические свойства которых приведены в табл. 2-19.
Отечественная промышленность выпускает паромас-
ляные высоковакуумные насосы как общего, так и специ-
ального назначения с быстротой откачки от 5 до
40 000 л/сек.
Наиболее распространены насосы общего назначения
с быстротой откачки 100 л)сек (Н-1С-2), 500 л/сек
(Н-5СМ-1), 1 500 л)сек (Н-2Т), 3 000 л/сек (Н-5Т) и
6 000 л!сек (Н-8Т). Все эти насосы фракционирующие,
корпус у них выполнен из стали 20, а паропровод из алю-
миния. С целью снижения миграции паров рабочей жид-
кости в откачиваемый объем насосы снабжены водоох-
лаждаемыми маслоотражателями.
Насосы типа Н-2Т, Н-5Т и Н-8Т идентичны по кон-
струкции, имеют два высоковакуумных и одно эжектор-
ное сопло и снабжены электронагревателями открытого
типа. Насосы типа Н-1С-2 и Н-5СМ-1 имеют укорочен-
ную рубашку водяного охлаждения и улучшенное фрак-
ционирование масла за счет создания разгоночных кана-
вок в нагреваемом днище кипятильника.
Быстрота действия насоса может быть значительно
повышена (без увеличения высоты насоса и потребляе-
мой им мощности), если расширить корпус насоса в об-
ласти падения паровой струи на водоохлаждаемую стен-
ку. Применение насосов с расширенной горловиной по-
зволяет уменьшить габаритные размеры откачных
систем, сократить расход электроэнергии и материалов.
Помимо насосов общего назначения, выпускается зна-
чительное число типов насосов специального назначения.
Насосы серии ИО-76, ММ-40А и ЦВЛ-100 преимущест-
венно применяются в электровакуумной промышленно-
сти. Насосы типа НВО-40 и НВО-40М имеют воздушное
охлаждение и поэтому их удобно применять в передвиж-
ных вакуумных установках (например, в течеискателях).
Малогабаритный насос типа Н-015 снабжен маслоотража-
телем, который запрессован в корпус насоса, и съемным
кипятильником. Насос типа Н-1С-Б снабжен специаль-
ной медной ловушкой, охлаждаемой за счет теплопро-
водности от корпуса насоса. На кипятильник насоса на-
варена водяная рубашка, позволяющая охлаждать насос
за 8—10 мин после выключения нагревателя. Насос
61
Параметр Тип
ММ-40А ЦВЛ-100С ИО-76 001
Рабочий диапазон давлений, мм рт. ст Быстрота откачки воздуха, л!сек . . 5.1 0’8—2.10-4 3.10-е—3.10-4 1.10-е—2-10-4
25 100 6,2
Предельный вакуум, мм рт. ст. . . 5-10-е 3-10’8 1-10-е
Наибольшее вакуумное давление, мм рт. ст 0,05 0,1 0,2
Мощность подогревателя, квт . . . . 0,45 0,450 0,11
Расход воды на охлаждение насоса (оптимальный), л/ч 50 50 30
Количество рабочей жидкости, - см* 40 75 30
Рабочая жидкость 445 Вачцимноз масло
Высота насоса, мм 455 155
Размеры в плане, мм 205ХН 6 265X130 88X72
Вес, кг 6,9 6,9 0,6
Необходимая быстрота откачки меха- нического насоса, л/сек 0,2 0,4 0,007
Параметр Тип
НВО-40 НВО-40М Н-0.15С Н-1С-Б
Рабочий диапазон давлений, 5-10-е— 5-10-в— 2-10-в— 2-10’в—
мм рт. ст. 1-10-8 1-10-8 1-10’8 1-10-2
Быстрота откачки воздуха, л!сек 50 40 15 50
Предельный вакуум, мм рт. ст. 5-IO’8 5.10-е 2-10’в 2-10’3
Наибольшее впускное давление, 0,3 0,3 0,4 0,3
мм рт. ст
Мощность нагревателя, квт 0,45 0,45 0,2 0,35
Расход воды на охлаждение насоса, л/ч Охлажде- ние воз- душное Охлажде- ние воз- душное 25 40—50
Количество рабочей жидкости, см* 100 100 35 100
Рабочая жидкость ВМ-1 ВМ-1 ВМ-1 ВМ-1, ПФМС-2
Вылет масла на сторону высокого ва- 5 0,1 о,1 1-10-2
куума, мг1Ч'СМ* Диаметр условного прохода, ммх
впускного патрубка 62 62 46« 86
выпускного патрубка 10 10 8 20
Высота насоса, мм 304 302 240 328
Размеры в плане, мм 275X160 283X159 165X120 206X124
Вес, кг 8 8 3 8
Необходимая быстрота откачки меха- нического насоса, л/сек 0,2 0,2 0,04 0,2
Примечание. Фланец с металлическим уплотнителем.
62
Таблица 2-21
насоса
ИО-76 013 ИО-76 017 ИО-76 012 ИО76 014 ИО-76 016
7.Ю"7—2d О"4 15 7-Ю"7 0,5 0,4 60 30 типа ВМ-1 300 130X82 1,6 0,007 7.10-7—2-Ю’* 30 7-10-7 0,5 0,45 90 40 345 146X96 2,8 0,015 7.10-7—2-10"4 60 7.10-7 0,5 0,5 120 50 440 220ХП6 5,6 0,03 7.10-7—2.10-* 100 7-10-7 0,5 1,15 150 150 480 216ХП2 7,3 0,05 7.10-7—2-10- 500 7-10-7 0,7—1,0 2,0 210 300 540 320X220 14,0 0,16
насоса
Таблица 2-22
Н-005 Н-5С-М Н-2Т-3 Н-5Т-3 Н-8Т-М Н-20Т Н-40Т
5.10-е— ЬЮ-2 ЫО"7— 5-10-4 ыо-в— 5-10-4 5-Ю-7— 1 • Ю-з 5.10-7— 4-10-4 2-10-8— 2-10-4 5.10-6-2.10-4
6 500 1 500 3 000 7 500 20 000 30 000
5-10-е ЫО-7 l-10-e 5.10-’ 5.10-7 2-10-в 5.10-е
4 0,2 0,3 0,3 0,3 0,4 0,3
0,42 0,7 1,7 2,2 3,5 6,0 8,5
50 120 250 350 300 1 000 1 200
40 500 1 100 1 500 4 000 12 000 20 000
ПФМС-2 ВМ-5 ВМ-1 ВМ-1 ВМ-1 ВМ-1 ВМ-1
0,1 5-10-2 5-10-2 5-10-2 5-10-2 5.10-2 5-10-2
32 160» 260 380 503 900 1 200
8 32 50 50 85 55 55
331 540 775 1 075 1 234 1 435 1 945
108X82 344X240 555X588 747X480 985X600 1 375X1 140 1 880x1 330
3 22 65 — 225 650 920
0,02 2,0 3,0 12,0 12,0 10,0 30,0
63
преимущественно применяется в тех установках, где недо-
пустимо проникновение масла в откачиваемую систему
и требуется быстрое охлаждение насоса. Насосы типа
Н-5СМ, Н-2Т-3, Н-5Т-3 и Н-8ТН изготавливаются из ма-
логазящей нержавеющей стали марки Х18Н9Т, имеют
более высокий предельный вакуум и применяются глав-
ным образом для получения сверхвысокого вакуума. На-
сосы типа Н-20Т и Н-40Т применяются для откачки ва-
куумных установок большого объема и работают совме-
стно с бустерным насосом типа БН-3.
Параметры и характеристики высоковакуумных паро-
масляных насосов приведены в табл. 2-20—2-22.
Т а б л и ц а 2-23
Параметр Тип насоса
И076.0004 И076.0005 И076.0006
Быстрота откачки (по воздуху),
л/сек, 170—190 480—500 90—100
Предельный вакуум, мм pm. ст. Наибольшее выпускное давле- 2-10-6 2-10-6 2-10-6
ние, мм рт. ст Количество масла, заливаемого 0,4 0,4 0,4
в насос, см1 Мощность электронагревателя, 450±50 800±50 225±25
кет 0,7 1,0 0,4
Габаритные размеры, мм . . . 195УЗЮХ417 235X345 145X145
Вес, кг .......... 12 20,5 10,6
В табл. 2-23 приведены параметры и характеристики
малоинерционных высоковакуумных паромасляных насо-
сов. Время запуска у этих насосов составляет 3—4 мин,
а время охлаждения 4—6 мин, что позволяет значитель-
но увеличить производительность полуавтоматов откачки
и откачных постов и упростить их конструкцию.
В 1967 г. на высоковакуумные паромасляные насосы,
предназначенные для откачки воздуха и других газов до
давления 1 • 10-7 мм рт. ст., введена нормаль
НПО.295.002, в соответствии с которой основные размеры
насосов и присоединительные размеры впускных патруб-
ков должны соответствовать значениям, указанным
в табл. 2-24.
Обозначение насосов составляется из буквы «Н»,
цифр, указывающих быстроту действия насосов в тыся-
чах литров в секунду, и номера модификации. (Напри-
64
Таблица 2-24
При фланцах с резиновыми уплотняющими прокладками При фланцах с металличе- скими уплотняющими про- кладками
А н маке ^маке D d ь JCTBO тий, п D Di d ь iCTBO тий, п
мм Количе отверс мм Количе 1 отверс
20 240 180 62 48+0,7 7 6 78 55+0,7 11 12 4
40 260 210 85 70±0,6 8 НО 80±0,6 13 14
60 280 240 120 102Jr0,4 9 130 100±0,4 15 8
85 350 300 145 125±0,4 10 4 180 134 1 А 16
100 380 350 170 145 200 148 14 12
125 430 380 195 1 U.о 170 12 225 ±0,8 175 18
160 530 450 235 210 280 215 16 16
200 580 500 275 250 1 А С 12 320 255 19 20
260 740 700 340 •+и,о 308 14 8 420 342 28
380 1 000 900 460 430 16 560 ±0,6 462 18 21 36
500 1 220 1 300 600 565±0,5 18 20 680 588 23 48
900 1 950 1800 — — — — — — — — — —
1200 5— И 2 000 >92 2 200 — — — — — — — — — 65
мер, насос второй модификации с быстротой действия
350 л!сек будет иметь обозначение Н-0,35-2.)
Для расширения возможностей использования высо-
ковакуумных паромасляных насосов отечественная про-
мышленность выпускает агрегаты, которые по величине
предельного вакуума делятся на высоковакуумные (Р~
«10~7 мм рт. ст.) и сверхвысоковакуумные (Р<
<10~7 мм рт. ст.).
Паромасляные агрегаты. В серию высоковакуумных
паромасляных агрегатов общего назначения входят
агрегаты типа ВА-01-1, ВА-05-4, ВА-2-3, ВА-5-4 и
ВА-8-4 (рис. 2-1). Агрегат, как правило, состоит из на-
соса, снабженного вакуумным затвором, маслоотража-
телем, азотной ловушкой и рядом других вспомогатель-
ных деталей, смонтированных на одной раме. Затвор,
входящий в агрегат, имеет заслонку откидывающегося
типа, смонтированную на отдельном фланце. В качестве
уплотнителя используется вакуумная резина. Переме-
щение и поджатие заслонки производится при помощи
рычажно-эксцентрикового механизма, который через
герметично уплотненный вал соединен с маховиком или
электромотором.
В зависимости от конструкции привода затвора агре-
гаты подразделяются на агрегаты с ручным приводом
затвора (Р); агрегаты с электроприводом затвора от
сети постоянного тока напряжением 24 в (ПС); агрега-
ты с электроприводом затвора от сети переменного тока
напряжением 220/380 в (ПР). Затворы агрегатов позво-
ляют осуществлять ручное и дистанционное управление.
Для удобства работы переходной патрубок агрегата
имеет два фланца — один из них расположен вверху па-
трубка, другой сбоку. В соответствии с конструкцией
откачной системы агрегат может быть пристыкован
к ней либо боковым, либо верхним фланцем. В резуль-
тате сопротивления, создаваемого потоку газа затвором,
переходным патрубком и азотной ловушкой, эффектив-
ная быстрота откачки вакуумного агрегата значительно
меньше, чем расчетная быстрота действия установлен-
ного на агрегате насоса.
Ловушки агрегатов типа ВА-01-1 и ВА-05-4 охлаж-
даются через стержень, который погружается в специ-
альный сосуд с жидким азотом.
Питание жидким азотом ловушек у агрегатов типа
ВА-2-3, ВА-5-4 и ВА-8-4 осуществляется из стандартно-
66
го сосуда Дьюара емкостью 15 л с помощью питатель-
ного устройства, входящего в комплект каждого агре-
гата.
Сверхвысоковакуумные паромасляные агрегаты спе-
циального назначения типа ВА-05-5 и ВА-8-9М пред-
Рис. 2-1. Схемы агрегатов.
а — типов ВА-01-1 и ВА-05-4; б — ВА-2-3. ВА-5-4
и ВА-8-4.
ставляют собой цельнометаллические откачные установ-
ки, прогреваемые до 300—400° С.
В агрегате типа ВА-05-5 (рис. 2-2,а) используется
высоковакуумный паромасляный насос типа Н-5С-М,
снабженный двухъярусной азотной ловушкой. Агрегат
5* 67
снабжен высоковакуумным затвором 2Эу=100 с метал-
лическим уплотнением и вакуумным вентилем Z)y = 25
также с металлическим уплотнением. Затвор и вентиль
имеют электрический привод с дистанционным управле-
нием. Питание азотной ловушки осуществляется из стан-
дартного сосуда Дьюара емкостью 15 л.
Рис. 2-2. Схема и габаритные размеры агрегатов.
а — типа ВА-05-5: / — вентиль Пу-25ТД-У, 2 — переходник, 3— азотная ловуш-
ка, 4 — вентиль 100ТД-У, 5 — паромасляный насос типа Н-5С-М, 6 — электро-
щиток; б — типа ВА-8-9М: / — затвор D-500PCM; 2 — азотная ловушка; 3~
паромасляный насос типа Н-8Т-М, 4, 5 — фланцевые соединения.
В агрегате типа ВА-8-9М (рис. 2-2,6) используется
высоковакуумный паромасляный насос типа Н-8Т-М
с маслоотражателем водяной и азотной проточными ло-
вушками и вакуумный затвор £>у = 500.
Параметры и характеристики паромасляных агрега-
тов приведены в табл. 2-25.
68
Высоковакуумные парортутные насосы и агрегаты.
Несмотря на известные недостатки ртути (токсичность,
высокая химическая активность по отношению к метал-
лам, ограничивающая выбор конструкционных материа-
лов, высокая упругость пара при комнатной температу-
ре, обусловливающая необходимость применения низко-
температурных ловушек), ртутные насосы и агрегаты до
настоящего времени находят применение для откачки
ртутных выпрямителей, газосветных ламп, масс-спектро-
метров, ускорителей, установок для термоядерных' ис-
следований и т. д.
Парортутные насосы обладают рядом достоинств, ко-
торые обеспечили им широкое применение. Так, напри-
мер, при использовании низкотемпературных ловушек
они позволяют получать «чистый» вакуум, не загрязняя
откачиваемую систему какими-либо побочными газооб-
разными продуктами. Поскольку ртуть не разлагается
при длительном нагреве и мало чувствительна к проры-
вам атмосферы в насос (если при этом не происходит
значительного уноса из него ртути), то насосы стабиль-
ны в работе и имеют большой срок службы.
Отечественная промышленность выпускает высокова-
куумные парортутные насосы с быстротой откачки от 15
до 6 000 л/сек. Параметры и характеристики этих насо-
сов приведены в табл. 2-26.
Трехступенчатые насосы типа Н-10Р и Н-50Р подоб-
ны по конструкции, имеют сравнительно небольшие га-
бариты и вес и наряду с этим достаточно широкий диа-
пазон рабочих давлений (от 10~7 до 10~2 мм рт. ст. при
использовании ловушек, охлаждаемых жидким азотом)
и высокие значения наибольшего выпускного давления
(2 мм рт. ст.). Еще большее выпускное давление (15—
20 мм рт. ст.) имеет насос типа ДРН-50, что позволяет
использовать для него в качестве насоса предваритель-
ного разрежения водоструйный насос. Насос ДРН-50
можно использовать как для получения высокого ваку-
ума, так и в качестве бустерного насоса для получения
давления 10~! —10~2 мм рт. ст.
Насосы типа Н-5СР, Н-6ТР и Н-1ТР предназначены
для откачки больших объемов до высокого и сверхвысо-
кого вакуума. При применении ловушек, охлаждаемых
жидким азотом, с помощью этих насосов в прогревае-
мых системах может быть получено разрежение
10”10 мм рт. ст.
69
Тип
Параметр ВА-01-1 ВА-05-4
Рабочий диапазон давлений, мм рт. ст. . . 5 -Ю'7— МО-’ 5-10-7—5-10-1
Быстрота откачки воздуха, л сек 50 200
Предельный вакуум, мм рт. ст 5-Ю"7 5-Ю’7
Наибольшее выпускное давление*мм рт. ст. 0,4 0,15
Мощность электронагревателя, квт . , , , . 0,5 0,7
Расход воды, л'ч 50 150
Расход жидкого азота, л/ч 0,12 0,25
Количество рабочей жидкости, см3 100 500
Рабочая жидкость Вакуумное
Диаметр условного перехода, мм: впускного патрубка 85 160
выпускного патрубка 17 32
Высота от оси впускного патрубка, мм . . . 624 917
Высота агрегата, мм 834 1 095
Размеры в плане, мм 340X542 500X800
Вес, кг 47 107
Необходимая быстрота откачки вспомога- тельного насоса, л!сек 0,25 2,0
♦ Фланец с металлическим уплотнителем.
Параметр Тип
Н-10Р | Н-50Р
Рабочий диапазон давлений, мм рт. ст. . . 1—10’7—2-10’2 1.10-7-Ь10-2
Быстрота откачки воздуха, л/сек 15—20 50—70
Предельный вакуум, мм рт. ст 5$Ы0-7 ^Ы0-7
Наибольшее впускное давление, мм рт. ст. 2,5 2,5
Мощность электронагревателя, квт 0,2 0,35
Расход воды, л/ч 7 25
Количество рабочей жидкости, см* 35 250
Рабочая жидкость Р-1 Р-1
Диаметр условного прохода, мм: впускной патрубок 3,8* 60*
выпускной патрубок . . • 8 7
Высота, мм .................. 235 272
Размеры в плане, мм • 90X160 140X212
Вес, кг 1,9 3,1
Необходимая быстрота откачки вспомогатель- ного насоса, л!сек 0,4 0,35
* Фланец с металлическим уплотнителем.
70
Т а б л и ц а 2-25
агрегата
ВА-2-3 ВА-5-4 ВА-8-4 | ВА-05-5 | ВА-8-9М
5. io-’-,5. ю-4 5.Ю-7-5-10-* 5-10-7—5-10-* 5. Ю-9—5-Ю-* 5.Ю-э—5-10-4
500 1 200 2 500 60 1 200
5-10-7 5-Ю-’ 5-10-7 5-Ю’9 5-Ю-9
0,1 0,1 0,1 0,2 0,3
1,2 2,0 2,8 0,7 3,5
200 400 450 200 500
1,0 1,0 1,5 2,5» 5,0
1000 1 500 4 000 500 4 000
масло типа ВМ-1
260 380 500 125* 500*
50 50 85 32 80
1 117 1 310 1535 1 000 2 040
1 312 1 590 1 932 1 127 2 450
735X1 ЮЗ 821X1 317 1 035X1 336 611X992 1 430X1 495
200 331 500 250 800
4,0 7,0 15 2,0 15
насоса
Таблица 2-26
Н-5СР 1 Н-1ТР Н-6ТР ДРН-50 ЭН-100Р
Ь10-7-1-10-8 1-10-7—2-10-4 1-10-7—1-10'8 1-10-7—1,0 1,5.10-е—1,0
600 1 500 6000 30 при IO-» 100 при 10-1
мм рт. ст. мм рт. ст.
sd-lO'7 Sd-10-7 ^1-10-7 ^1-10-7 ^1-10-е
2,0 0,3 2,0 15—20 50
1,7 1,3 5,0 2,5 4
200 300 650 — 400
500 1000 2 500 250 1 500
Р-1 Р-1 Р-1 Р-1 Р-1
160 260 500 50 80
30 50 50 10 80
726 729 1 468 875 1373
335X435 370X500 666X720 280 Х280 560X570
70 60 235 25 96
1,5 3,0 5,0 0,4 0,6
71
Рис. 2-3. Схемы агрегатов.
а —типа РВА-05-1; б —типа РВА-2-1Р; в —типа РВА-6-1; г — типа РВА-05-2; д — типа РВА-05-4- е —
типа РВА-1-3; 1 — затвор; 2 — азотная ловушка; 3 — парортутный насос; 4 — рама; 5 — сосуд Дьюара*
6 — водяная ловушка; 7 — фреоновая ловушка; 8 — вспомогательный парортутный насос ’
Парортутные агрегаты типа РВА-05-1 и РВА-2-1Р
(рис. 2-3,а, б) представляют собой непрогреваемые от-
качные установки с однорядными азотными ловушками
и с резиновыми уплотнителями в разъемных соединени-
ях. Агрегаты предназначены для получения остаточного
давления <1 • 10~6 мм рт. ст.
Агрегат типа РВА-6-1 (рис. 2-3,в) состоит из двух
парортутных насосов типа Н-6ТР, объединенных общим
коллектором, двухрядных низкотемпературных ловушек
и затвора Dy-=500 с электроприводом. Нижняя ловуш-
ка охлаждается фреоном до температуры —38° С, верх-
няя ловушка охлаждается жидким азотом, который мо-
жет поступать либо из стандартного сосуда Дьюара,
либо из индивидуального ожижителя. Выпускной патру-
бок агрегата снабжен ловушкой, охлаждаемой фреоном,
с помощью которой предотвращается проникновение па-
ров ртути в трубопровод предварительной откачки.
Сверхвысоковакуумный агрегат типа РВА-05-2
(рис. 2-3,а) состоит из парортутного насоса типа Н-5СР,
однорядной азотной ловушки и прогреваемого до 400—
450° С затвора Dy=100 с металлическим уплотнением.
Сверхвысоковакуумный агрегат типа РВА-05-4
(рис. 2-3, д) состоит из парортутного насоса типа
Н-5СР-1, соединенного последовательно с парортутным
вспомогательным насосом типа ДРН-50, ловушки,
охлаждаемой фреоном и двух охлаждаемых жидким
азотом ловушек, а также затвора Dy=100 с металличе-
ским уплотнением. Вся высоковакуумная часть агрегата
(ловушки, соединительные патрубки и затвор) при запу-
ске агрегата с целью обезгаживания прогревается до
температуры 400—450° С. Агрегат позволяет получать
предельное разрежение ниже 1010 мм рт. ст. Высокое
значение наибольшего выпускного давления насоса типа
ДРН-50 (15—20 мм рт. ст.) дает возможность использо-
вать в качестве насоса предварительного разрежения
водоструйный насос.
Сверхвысоковакуумный агрегат типа РВА-1-3
(рис. 2-3,е) состоит из высоковакуумного парортутного
насоса специальной конструкции с быстротой откачки
1 000 л!сек, соединенного последовательно с насосом
типа Н-5СР-1, охлаждаемой фреоном и двухрядной азот-
ной ловушек. Между насосами установлены две охлаж-
даемые водой ловушки, предотвращающие перекачку
ртути из насоса в насос. Фреоновая и азотная ловушки,
73
Таблица 2-27
Параметр Тип агрегата
РВА-05-1 ВА-2-1Р РВА-6-1 РВА-05-2 | РВА-05-4 РВА-1-3
Рабочий диапазон давлений, мм рт. ст. . . 1-10-8-МО-’ 1.10-в—8-Ю"4 1.10-6-2-10-3 5-10-8-Ь Ю-з 10’Ю—Ь10-з Ю-ю__1. ю-з
Быстрота откачки воздуха, л сек 200 400 2 000 100 70 (в диапазоне 10’7— 10“3 мм рт.ст.) —
Предельный вакуум, мм рт. ст 1-10-в 1-10-6 1-10-в 5-10-8 10-ю 10-ю
Наибольшее выпускное давление, мм рт. ст. 2,0 0,3 2,5 2,0 15—20 2,0
Мощность электронагревателя, квт 1,7 1,3 10 1,7 4,2 3,4
Расход воды, л!ч .............. 200 300 650 200 800 600
Расход жидкого азота, л/ч - . 1,9 1,0 6,0 1 ,2 7,0 7,0
Количество рабочей жидкости, см$ 500 1 000 5 000 500 1 200 1 700
Рабочая жидкость Диаметр условного прохода, мм: » Р-1 р-1 Р-1 Р-1 Р-1 Р-1
впускного патрубка 150 260 500 100* 100* 380*
выпускного патрубка . . , • .... 30 50 50 30 — 30
Высота от оси впускного патрубка, мм . . . 1 185 1 120 2 200 1 300 950 2 250
Размеры в плане, мм 470X930 785X1 108 1 200X2 620 580X730 1 229X272 1 325X1 675
Вес, кг 195 200 1 300 188 510 500
Необходимая быстрота откачки вспомога- тельного насоса, л/сек ........... 0,5 2 10 0,5 0,4 0,5
Фланец с металлическим уплотнителем.
а также присоединительный патрубок агрегата перед за-
пуском прогреваются до температуры 400—450° С с це-
лью обезгаживания.
Необходимость применения для парортутных насосов
ловушек с двумя ступенями охлаждения (—38° С с по-
мощью фреона и —196° С с помощью жидкого азота)
объясняется тем, что на первой ступени с температурой,
несколько большей температуры замерзания ртути, кон-
денсируется основное количество ртутного пара, выле-
тающего из горловины насоса, и конденсат возвращает-
ся обратно в насос. На второй ступени происходит вы-
мораживание молекул пара, прошедших через первую
ступень. При таком построении ловушек исключается
интенсивная перегонка ртути из кипятильника насоса
в азотную ловушку.
Параметры и характеристики парортутных агрегатов
приведены в табл. 2-27.
2-3. СОРБЦИОННЫЕ И КОНДЕНСАЦИОННЫЕ НАСОСЫ
И АГРЕГАТЫ
Действие сорбционных насосов основано на поглоще-
нии откачиваемых газов поверхностью какого-либо по-
глотителя (сорбента). В качестве сорбента могут быть
использованы пористые вещества с сильно развитой по-
верхностью (цеолит, активированный уголь и др.),
охлажденные до низкой температуры. В других насосах
для этой цели используется поглощение газов периоди-
чески или непрерывно напыленной пленкой активного
металла, в качестве которого чаще всего используется
титан.
Примеси невзаимодействующих с титаном газов
(в частности, инертных газов и углеводородов) удаляют-
ся путем их ионизации и улавливания положительных
ионов отрицательно заряженного элементами насоса, на
которые также напыляется пленка титана (с помощью
так называемой ионной откачки). В этом случае насосы
называются геттерно-ионными.
В зависимости от способа получения поглощающей
пленки металла геттерно-ионные насосы делятся на ис-
парительные (типа ГИН) и распылительные (типа НЭМ,
НОРД, ТРИОН, МАРТ), которые иногда называют маг-
ниторазрядными.
75
Рис. 2-4. Схема агрегата типа
АВТО-20М.
1 — сорбционный охлаждаемый насос,
2 — сосуд Дьюара; 3 — испаритель ти-
тана в насосе; 4—азотная ловушка;
5 — паромасляный насос; 6 — охлаж-
даемый экран насоса.
до 1012 мм рт. ст. в сочетании
качки, применяют испарение
Существенной особенностью сорбционных насосов яв-
ляется отсутствие рабочей жидкости, поэтому они приме-
няются преимущественно в тех случаях, когда недопусти-
мо проникновение в откачиваемый объем паров рабочей
жидкости или продуктов ее разложения. Сорбционные
насосы могут присоединяться к откачиваемому объему
без промежуточных вентилей и ловушек, благодаря чему
более эффективно ис-
пользуется их быстрота
откачки. Насосы бесшум-
ны в работе, не требуют
непрерывной работы си-
стемы предварительной
откачки. Вместе с тем они
малоэффективны при от-
качке объемов с большим
содержанием органики
(резины, масел и др.), не-
пригодны для длительной
работы в диапазоне дав-
лений 10“3—10~4 мм рт. ст.
и плохо откачивают
инертные газы.
Геттерные насосы.
В геттерных насосах ис-
пользуется газопогло-
щающая способность пле-
нок активных металлов
(чаще всего титана), на-
пыляемых на ’ охлаждае-
мую поверхность. Если
поверхность, на которую
осаждается пленка тита-
на, охлаждается проточ-
ной водой, то получают
предельный вакуум до
10~9 мм рт. ст.
Когда необходимо полу-
чить предельный вакуум
с большими скоростями от-
титана из жидкой фазы
с последующим осаждением его на поверхность, охлаж-
даемую жидким азотом. Этот принцип положен в основу
устройства сверхвысоковакуумного титанового охлаждае-
76
мого насоса типа СТОН-20М. Титан в насосе испаряется
с оплавленного конца проволоки, нагреваемого с по-
мощью электронной бомбардировки. Мощность нагрева
подбирается такой, чтобы капля расплавленного титана
сохраняла форму за счет поверхностного натяжения.
Благодаря такому способу нагрева удается получить
большие скорости титана и в то же время выделять
в окружающее пространство меньшее количество тепла
по сравнению с прямоканальными испарителями.
На базе насоса типа СТОН-20М разработан сверх-
высоковакуумный агрегат типа АВТО-20М (рис. 2-4),
снабженный паромасляным насосом с четырехъярусной
азотной ловушкой, цельнометаллическим вентилем
80ТР-У, блоком электропитания и управления. Агрегат
изготовлен из нержавеющей стали и допускает прогрев
до 400° С. Технические характеристики агрегата типа
АВТО-20М приведены в табл. 2-28.
Для испарения титана в геттерных насосах использу-
ются как электроннолучевой нагрев, так и различного
рода сублиматоры. На рис. 2-5,а представлена конструк-
Т а б л и ц а 2-28
Параметр Тип насоса
ABTO-20M
Предельный вакуум, мм рт. ст Бремя достижения предельного вакуума с момента запуска прогретого насоса типа СТОН-20М, ч Скорость испарения титана, мг/мин .... Быстрота откачки при скорости испарения титана 5 мг/мин в диапазоне давлений 10“7—10“9 мм рт. ст., л/сек\ по водороду по азоту по воздуху Количество титана, испаряемого в насосе без чистки и перезарядки Расход жидкого азота, л/ч Мощность, потребляемая агрегатом, кет Диаметр отверстия входного фланца, мм Габариты, мм\ высота размеры в плане Вес, кг 10-12 3—4 0—5 28 000 10 000 4 500 70 4 2 500 Без пульта С пультом электропи- тания и уп- равления 2 080 1 055 1 300X770 735X405 300 55
77
ция сублиматора (испарителя) титана для геттерноги
насоса фирмы «Сожсв». На фланце 1 при помощи четы-
рех металлокерамических вводов 2 установлены держа-
тели 3, на которых при помощи гаек 4 одним концом за-
крепляются стержни нака-
ла 5, выполненные из ти-
таномолибденового спла-
ва. Другим концом стерж-
ни вставляются в отвер-
стия шайбы 5, которая за-
креплена на стержне 7.
Такое крепление стерж-
ней позволяет им свобод-
но расширяться при на-
греве, не деформируясь.
Данная конструкция
позволяет испарять титан
как поочередно с каждого
стержня, так и одновре-
менно со всех стержней.
Титан может напыляться
непосредственно на стен-
ки камеры, охлаждаемые
проточной водой. Также
Рис. 2-5. Азотит с сублиматором.
а — сублиматор титана: /—‘фланец, 2 — вводы, 3 — держатели: 4 —
гайки, 5 — стержни, 6 — шайба, 7 — стержень; б — азотит: 1 — субли-
матор, 2 — фланец азотоохлаждаемого экрана, 3 — охлаждаемый экран,
4 —- корпус азотита, 5 — защитный экран.
78
может быть применена охлаждаемая жидким азотом
панель, как это показано на рис. 2-5,6.
Средний непрерывный срок службы одного стержня
при токе 50 а и напряжении 10 в составляет около 10 ч.
Скорость испарения титана может регулироваться в пре-
делах 1—4 мг/ч.
Применяя этот сублиматор,
хорошего доступа откачивае-
мых газов к запыляемым стен-
кам можно получить удель-
ную быстроту откачки до
9 л)сек*см2 (при охлажде-
нии стенки жидким азотом) и
2* л)сек • см2 (при водяном ох-
лаждении стенки).
Сравнительно недавно раз-
работаны высоковакуумные на-
сосы с нераспыляющимся газо-
поглотителем из циркониево-
алюминиевого сплава. Устрой-
при условии обеспечения
Рис. 2-6. Схема насоса с не-
распыляющимся газопогло-
тителем.
1 — газопоглотитель: 2 — нагре-
ватель; 3 — стержень; 4 — съем-
ный фланец; 5 — изолятор.
ство насоса показано на рис.
2-6. Тонкий слой газопоглоти-
теля нанесен на металлическую
ленту, свернутую в виде поло-
го цилиндра, по оси которого
расположен нагреватель. Ци-
линдр и нагреватель закре-
плены на съемном фланце. Корпус насоса выполнен
из нержавеющей стали и имеет наружную рубашку, ох-
лаждаемую проточной водой, чем достигается снижение
газовыделения стенок насоса при интенсивном нагреве
газопоглотителя до температуры 750° С в процессе его
активации.
Быстрота действия насоса увеличивается с повышени-
ем температуры газопоглотителя, однако его рабочая
температура обычно не превышает 400° С, поскольку при
большей температуре начинается процесс обратного вы-
деления водорода, который интенсивно поглощается
в больших количествах в диапазоне температур от 20 до
400° С. При малых давлениях насос может работать при
комнатной температуре и его быстрота действия прак-
тически постоянна во времени. Срок службы газопогло-
тителя зависит от состава остаточных газов и диапазона
давлений, в котором работает насос. Например, при не-
79
Таблица 2-29
Параметр Тип насоса
ГИН-05М1 1 | ГИН-2 ГИН-5
Быстрота откачки воздуха в диапазоне от 1«10-вдо 1 • 10-8 мм рт. ст., л) сек 450 1 800 4 500
Предельный^вакуум, мм рт. ст <Ы0-9 <Ь10-9 <1.10-»
Предельное разрежение для запуска насоса, мм рт. ст <ыо-3 <1 • 10-3 <1.ю-3
Срок службы испарителей при давлении 3*10-7 мм рт. ст., ч 1 500 3 000 3 000
Запас титана в насосе (эф- фективный), г 6 50 100
Потребляемая мощность, кет 0,85 3,5 3,5
Расход охлаждающей воды, _ л/ч • . . 300 600 600
Габариты, мм*., в плане 364X280 510X420 770X680
высота (с защищен- ным кожухом токо- вводов) 464 882 1 100
Вес, кг 36 100 216
Ток блока питания .... БПГИН-05М ПУГИН-2/5 ПУГИН-2/5
Габариты блока питания, ММ'. высота 373 1 050 1 050
в плане 460X550 580Х7С0 580X^00
Вес блока питания, кг . . . 70 160 160
прерывной работе насоса, имеющего быстроту действия
200 л/сек при газовом потоке 10~5 л-мм рт. ст./сек, срок
службы газопоглотителя достигает 12 мес.
Характерными особенностями насосов с нераспыляю-
щимися газопоглотителями являются:
большая площадь гетерирования, сконцентрированная
в сравнительно небольшом объеме;
высокая сорбционная способность по активным газам
и практически неизменная скорость откачки в диапазоне
10~4—10~10 мм рт. ст.;
большой срок службы гетерирующего материала и
возможность восстановления им своих сорбционных
свойств после насыщения газопоглощающей поверхности
или напуска воздуха в нагретый насос;
80
отсутствие осажденных пленок газопоглощающего
металла на стенках насоса, что устраняет опасность их
отслаивания;
простота конструкции и работы, малые размеры и
вес;
отсутствие магнитного поля и высокого напряжения;
возможность питания как постоянным, так и перемен-
ным током без стабилизации напряжения.
При использовании насоса с нераспыляющимися га-
зопоглотителями совместно с распылительным геттерно-
ионным насосом устраняются трудности, которые обычно
возникают при запуске последнего.
Геттерно-ионные испарительные насосы и агрегаты.
В отечественных геттерно-,ионных испарительных насосах
чаще всего применяется иодидный титан (СТУ-35-452-63),
титановый сплав марки ВТ-1-1 (АМТУ-388-59), а также
титано-молибденовая проволока (СТУ-35-451-Э63), кото-
рую получают путем осаждения титана на молибденовый
керн с помощью иодидного метода.
Насосы типа ГИН-05М1, ГИН-2 и ГИН-5 однотипны
по конструкции и отличаются в основном размерами во-
доохлаждаемого корпуса, присоединительных фланцев и
устройством электродной системы.
Электродная система насоса типа ГИН-05М1
(рис. 2-7) состоит из двух U-образных прямоканальных
испарителей 2 из титано-молибденовой проволоки диа-
метром 2 мм. Испарители работают поочередно. Испаре-
ние титана происходит из твердой фазы, и пленка тита-
на осаждается на внутреннюю поверхность водоохлаж-
даемого корпуса 4 насоса. Ионизация инертных газов и
углеводородов осуществляется за счет их соударения
с электронами, имитируемыми накаленным вольфрамо-
вым катодом 3. «Прозрачная» для электронов анодная
сетка /, находящаяся под положительным потенциалом
1 000—1 200 в, увеличивает длину пробега электронов,
а следовательно, и эффективность ионизации инертных
газов и углеводородов. Кроме того, анодная сетка одно-
временно используется в качестве прямоканального на-
гревателя и обезгаживания электродной системы и
внутренних стенок насоса в процессе его запуска.
Электродная система насоса типа ГИН-2 состоит из
трех U-образных прямоканальных испарителей из тита-
но-молибденовой проволоки диаметром 3 мм, вольфра-
мового катода и двух анодов. Наружный анод изготов-
6—1292 81
лен в виде сетки и выполняет те же функции, как и в на-
сосе типа ГИН-05М1, а внутренний анод расположен
в центре насоса и предназначен для увеличения отбора
тока с катода за счет компенсации отрицательного про-
странственного заряда.
Рис. 2-7. Схема насоса типа ГИН-05М1.
1 — анод; 2 — испарители; 3 — катод; 4 — корпус; 5 —
каркас для монтажа электродной системы; 6 — металло-
керамический токоввод; 7 — фланец цоколя; S—вы-
пускной патрубок; 9 — фланец-заглушка.
Электродная система насоса типа ГИН-5 состоит из
шести U-образных прямоканальных испарителей из ти-
таномолибденовой проволоки диаметром 3 мм, двух
вольфрамовых катодов (один из которых запасной) и
двух анодов.
Параметры и характеристики насосов серии ГИН
приведены в табл. 2-29,
82
Таблица 2-30
Тип насоса Быстрота откачки, л /сек
ГИН-0,005 5
ГИН-0,05 50
ГИН-0,1 100
ГИН-0,5 500
ГИН-1 1 000
ГИН-2 2 000
ГИН-5 5 000
ГИН-10 10 000
ГИН-25 25 000
ГИН-50 50 000
ГИН-100 100 000
Увеличение активной поверхности насоса и запаса
титана в нем открывает, по сути дела, неограниченные
возможности по увеличению быстроты действия и срока
службы насосов этого типа. При использовании титано-
вых цилиндров, разогреваемых за счет лучистой энергии
вольфрамовых подогревателей, быстрота действия у по-
Т а б л и ц а 2-31
Параметр Тип агрегата
АВГИ-5-3
Предельный вакуум, мм рт. ст. Быстрота откачки воздуха в диапазоне давлений ЫО-8— ЫО"6 мм рт. ст. на флан- це насоса ГИН-5, л/сек . . Быстрота откачки водорода в диапазоне давлений ЫО-8— ЫО"7 мм рт. ст. на флан- . це насоса типа ГИН-5, л [сер Потребляемая мощность, кет: в рабочем режиме . . . в режиме обезгаживания Питание пульта управления, в Расход воды на охлаждение, л,ч Габаритные размеры, мм: высота • • размеры в плане .... Вес, кг Без пульта и стойки уп- равления 1 985 1 260X1 240 540 З.Ю-9 4 500 20 000 8 220 900 Пульт управ- ления 1 700 640X450 160 Стойка управления 1 700 650X450 150
6*
83
добного рода геттерно-ионных насосов достигает
100 000 л!сек.
В соответствии с нормалью НПО.295.001 (редакция
1-67) геттерно-ионные испарительные насосы серии ГИН
должны иметь оптимальное давление запуска
1 • 10~5 мм рт. ст., предельное
Рис. 2-8. Агрегат типа АВГИ-5-3.
/ — насос типа ГИН-5; 2 —насос типа
Н-5СМ-1; 3 — прогреваемый вентиль 100ТД-У;
4 — азотная ловушка; 5 — ионная ловушка;
6 — рама-тележка; 7 — система водяного
охлаждения; 8 — подсоедипительпый фланец.
снабжен паромасляным насосом
разрежение не ниже
1 • 10—9 мм рт. ст.,
а быстрота откачки
по воздуху в диапа-
зоне давлений
5 • 10-6—5 • 10-8 мм
рт. ст. должна соот-
ветствовать значе-
ниям, указанным в
табл. 2-30.
На базе геттер-
но-ионных насосов
серии ГИН построе-
ны сверхвысоковаку-
умные агрегаты,
снабженные пульта-
ми дистанционного
управления. Техни-
ческие характеристи-
ки агрегата типа
АВГИ-5-3, построен-
ные на основе насо-
са типа ГИН-5, при-
ведены в табл. 2-31.
Агрегат типа
АВГИ-5-3 (рис. 2-8)
представляет собой
сверхвысоковаку у м-.
ную ' прогреваемую
установку и, помимо
насоса типа ГИН-5,
типа Н-5СМ-1, основ-
ное назначение которого—откачка инертных газов. В ка-
честве насоса предварительного разрежения использует-
ся механический насос с масляным уплотнением ти-
па ВН-2.
Азотная и ионная ловушки препятствуют проникнове-
нию паров масла из паромасляного и механического на-
сосов в откачиваемый объем. Все операции по управле-
84
нию агрегатом (за исключением подачи охлаждающей
воды) производятся дистанционно с пульта и стойки
управления. Система водяного охлаждения имеет два
гидрореле, которые отключают электропитание насосов
при прекращении подачи воды.
Другой разновидностью гет-
терно-ионного испарительного
насоса является орбитрон
(рис. 2-9). Этот насос пред-
ставляет собой систему элек-
тродов с симметричным элек-
тростатическим полем, которое
создается между полым ци-
линдрическим заземленным
корпусом насоса 1 и концен-
трично расположенным в нем
стержневым анодом 2, закре-
пленным на металлокерамиче-
ском изоляторе 3. На аноде,
находящемся под положитель-
ным потенциалом в несколько
киловольт, расположены тита-
новые цилиндры 4. Нитевид-
ный катод 5, расположенный
на некотором расстоянии от
анода, является источником
электронов. Электростатиче-
ское поле, захватывая элек-
троны, заставляет их двигать-
ся по эллиптическим орбитам.
Этим обеспечивается большая
средняя величина свободного
пробега электронов, пока они
Рис. 2-9. Геттерно-ионнып
насос типа Орбитрон.
/ - корпус; 2 — анод; 3 — изо-
лятор; 4—титановые ци-
линдры; 5 — катод.
не достигнут анода. На
своем пути электроны ионизируют газ и, бомбардируя
цилиндры, распыляют титан, который в виде пленки
осаждается на водоохлаждаемом корпусе насоса.
Геттерно-ионные распылительные насосы и агрегаты.
В насосах этого типа используется откачивающее дей-
ствие пленок, образующихся при распылении холодных
катодов из активного металла в результате бомбарди-
ровки их положительными ионами газового разряда
в магнитном поле.
, В результате совместного действия электрического и
магнитного полей между электродами возникает само-
85
-190-----------------------------*---------------------------------------------------------------------------------------373
a)
Ы5
380
д) е)
Рис. 2-10. Габариты насосов серии НЭМ.
а — НЭМ-30-2; б — НЭМ-100-2: в — НЭМ-300-1; г — НЭМ-1Т-1; д — НЭМ-2.5Т-1; е — НЭМ-7Т-1.
стоятельный электрический разряд, который не прекра-
щается даже при очень низких давлениях. Образующиеся
в разрядном промежутке положительные ионы, ударяясь
о катодные пластины, вызывают распыление титана.
Пленка титана, оседая на поверхности анода и стенках
насоса, поглощает возбужденные и ионизованные моле-
кулы и атомы активных газов. Инертные газы и метан
поглощаются путем внедрения ионов в поверхность ка-
тодных пластин, а также за счет сорбции их распыляе-
мыми слоями катодного материала.
Из-за отсутствия в насосах накаленных и движущих-
ся деталей, а также рабочей жидкости они обладают
высокой надежностью, большим сроком службы (десят-
ки тысяч часов), просты в обслуживании и не выходят
из строя при аварийном попадании атмосферы в вакуум-
ную систему.
На рис. 2-10,6Z—в представлены насосы типа
НЭМ-30-2, НЭМ-100-2 и НЭМ-300-1, а в табл. 2-32 при-
ведены их основные параметры и характеристики.
На базе этих насосов были созданы сверхвысоковаку-
умные агрегаты типа ЭРА-30-2, ЭРА-100-2 и ЭРА-300-2,
предназначенные для безмасляной откачки вакуумных
систем. В состав каждого агрегата входит геттерно-ион-
ный распылительный насос типа НЭМ, два цеолитовых
насоса предварительной откачки типа ЦВН-1 -2, вентили,
затворы и манометрические лампы. Агрегаты снабжены
наружными электропечами для прогрева насосов с целью
их обезгаживания. Технические характеристики агрега-
тов приведены в табл. 2-33. Агрегаты серии ЭРА ком-
плектуются блоком питания насоса типа НЭМ, сосу-
дом для жидкого азота и запасными медными про-
кладками.
На рис. 2-10,г — е представлены габариты насосов
типа НЭМ-1Т-1, НЭМ-2,5Т-1 и НЭМ-7Т-1 со скоростью
откачки соответственно 1 000, 2 500 и 7 000 л]сек,
а в табл. 2-34 приведены параметры и характеристики
этих насосов. Конструктивно насосы представляют собой
цельносварной корпус из нержавеющей стали, внутри ко-
торого размещены разрядные электродные блоки (12, 56
и 112 блоков соответственно типу насоса). Съемные
магнитные системы расположены с внешней стороны
корпуса насоса.
Насос типа НЭМ-10-1В со скоростью откачки по воз-
духу 10 л!сек, не имеет собственного корпуса и помеща-
88
Параметр
Быстрота откачки воздуха при давлении 5-10-6 мм
рт. ст., л!сек ..................
Предельный вакуум, мм рт. ст............
Предварительное разрежение для запуска насоса, мм
рт. ст.......................
Вес, кг ..................... . .
Тип блока питания.•........ . . .
Напряжение сети переменного тока (50 гц), в.
Напряжение холостого хода выпрямителя, кв ......
Ток короткого замыкания выпрямителя, а .......
Максимальная мощность, потребляемая блоком питания, вт
Вес блока питания, кг ................
Габариты блока питания, мм*.
высота...................
в плане .................
Т а б лица 2-32
Тип насоса
НЭМ-30-2 НЭМ-100-2 НЭМ-300-1
30 100 300
<1.10-” <1.10-'° <1«10-10
<Ы0-2 <1.10-2
16,2 42 145
БПНЭМ 30-1 (вариант 1) БПНЭМ 30-1 (вариант 2) БПНЭМ 300-1
220 220 220
7 7 7
0,1 0,1 0,35
300 300 1 000
18 18 40
230 230 350
250X470 250X470 350X550
Параметр
Тип применяемого сверхвысоковакуумного насоса . . .
Быстрота откачки воздуха агрегатом при давлении от
1 • 10—® до Ы0-7 мм рт. ст.У л/сек........
Предельный вакуум, мм рт. ст............
Расход жидкого азота, л/ч-.
на предварительное охлаждение цеолитового насоса
в установившемся режиме ...........• .
в установившемся режиме при прогреве высоко-
вакуумной системы агрегата ..........
Максимальная мощность, потребляемая блоком питания
сверхвысоковакуумного насоса, вт .........
Мощность, потребляемая электропечами для прогрева
агрегата при обезгаживании, кет . . . • ......
Напряжение сети переменного тока (50 гц,) в.
Габариты, мм\
высота ...................• ......
в плане ..................... .......
Вес, кг .................... • . .
Таблица 2-33
Тип агрегата
ЭРА-30-2 ЭРА-100-2 ЭРА-300-2
НЭМ-30-2 НЭМ-100-2 НЭМ-300-1
25 80 250
<1.10-*® <ЫО-1о <1.10-ю
6 6 6
0,25 0,25 0,25
0,3 0,3 о.з
300 300 1000
7 8 9
220 220 200
1 065 1 150 1 300
540X1 000 540X1 064 630X1 116
95 124 240
Параме гр
Быстрота откачки воздуха при давлении 5» 10 -6 'мм рт. ст.,
л/ сек..............................................
Предельный вакуум, мм рт. ст.........................
Предварительное разрежение для запуска насоса, мм
рт. ст..............................................
Вес, кг..............................................
Тип источника питания ...............................
Напряжение сети переменного тока (50|гц) , в . . . • .
Напряжение холостого хода выпрямителя, кв . ... •
Ток короткого замыкания выпрямителя, а...............
Максимальная мощность, потребляемая источником пита-
ния, вт •...........................................
Вес источника питания, кг ...........................
Габаритные размеры источника питания, мм*.
высота ..............................................
в плане..........•.......................
Таблица 2-34
Тин насоса
НЭМ-1Т-1 НЭМ-2.5Т-1 НЭМ-7Т-1
900 3J000 6 500
<1 ЛО-и <1.10-ю
<М0-2 <мо-« <ью-2
450 1 100 2 400
ВИП НЭМ-1Т ВИП НЭМ-2,5Т ВИП-НЭМ-2,5Т
380 380 380
7 7 7
1,0 4,5 9,0
1 500 2 400 2X2 400
200 400 2X400
1 760 1790 1 790
592X625 625X1 НО (625X1 140X2)
ется непосредственно в откачиваемый объем. Габариты
насоса 196X94X100 мм, вес 1,6 кг. Питание насоса осу-
ществляется ог высоковольтного источника напряжением
7 кв через вакуумный токоввод, установленный на кор-
пусе откачиваемой системы.
Сильно развитая электродная система магниторазряд-
ных насосов является источником непрерывного газовы-
деления и существенно ограничивает создаваемое насо-
сом предельное разрежение. Существенное улучшение
этого параметра может быть достигнуто путем охлажде-
ния электродов насоса. Охлаждаемые проточной водой
магниторазрядные насосы типа НОРД-ГО-1, НОРД-25-1,
НОРД-ЮО-1, НОРД-ЗОО-1 отличаются от насосов серии
НЭМ способностью устойчиво откачивать газы в более
широком диапазоне давлений, а также повышенным дав-
лением запуска. Габариты насосов серии НОРД приве-
дены на рис. 2-11, а параметры и характеристики —
в табл. 2-35.
Еще более низкое пре-
дельное разрежение может
быть достигнуто в насосе
триодного типа с охлаждае-
мыми электродами. В этом
насосе, помимо двух катодов
и анода, имеющих ячеистую
структуру, имеются еще два
Рис. 2-11. Габариты
а — НОРД-Ю-1; б-НОРД-25-1;
92
коллектора, в качестве которых используются стенки кор-
пуса насоса.
Между катодами и анодом прикладывается постоян-
ное напряжение величиной до 4,5 кв. Коллектор ионов
находится под нулевым потенциалом. В триодном насо-
се, как и в насосе диодного типа, разряд возникает меж-
ду анодом и расположенными по обе стороны от него
катодами. Образующиеся при этом положительные ионы
откачиваемого газа под действием электрического поля
движутся к катодам. Часть ионов ударяется о поверх-
ность ячеек катодных пластин и вызывает распыление
титана. Вторая часть ионов пролетает через ячейки ка-
тодов и достигает стенок насоса (коллекторов). Однако
энергия этих ионов недостаточна, чтобы вызвать распы-
ление материала коллектора. Вместе с тем значительная
часть распыленного с катода титана, пролетая сквозь
катодные ячейки, осаждается на корпусе насоса и заму-
насосов серии НОРД.
в — НОРД-100-1; г — НОРД-ЗОО-1.
93
Параметр
Быстрота откачки воздуха при давлении 5-10-5
мм рт. ст., л/сек.............................
Предельный вакуум, мм рт. ст..................
Предварительное разрежение для запуска насоса,
мм рт. ст.....................................
Максимальное рабочее давление, мм рт. ст. • .
Расход воды, л/ч............................•
Напряжение сети питания выпрямителя (50 гц), в
Ток короткого замыкания выпрямителя, а . . . .
Напряжение холостого хода выпрямителя, кв . . .
Вес, кг.......................................
Таблица 2-35
Тип насоса
НОРД-10-1 НОРД-25-1 НОРД-100-1 НОРД-ЗОО-1
10 25 100 300
<Ь10-10 <ыо-«» <1 Л0-14 <1-10-1°
<5-10-2 <5-10-2 <5.10-2 <5.10-2
8-10-4 8-Ю-4 8Л0-4 8-10-4
50 50—100 100—150 150—200
220 220 220 220
0,1 0,3 0,7 2
—7 —7 —7 —7
7,5 13,5 46 120
ровывает приходящие туда медленные ионы. Таким об-
разом, в отличие от диодных насосов, в которых поверх-
ность с внедренными ионами одновременно является
зоной интенсивного катодного распыления, в триодных на-
сосах увеличивается зона с нераспыляемой поверхностью
и внедренными ионами, что значительно увеличивает
быстроту откачки инертных газов. Для насосов триодно-
го типа она достигает 30% от быстроты откачки воздуха
в то время, как в диодных насосах обычно не превышает
нескольких процентов.
При использовании охлажденных электродов пример-
но на порядок улучшается предельное разрежение и в не-
сколько раз сокращается время, необходимое для его
получения. Быстрота откачки насоса при охлаждении
электродов жидким азотом увеличивается примерно
в 2 раза, что можно объяснить повышенной сорбцией ти-
тановых пленок при низкой температуре.
Охлаждение насоса жидким азотом приводит к рас-
ширению области постоянной быстроты откачки в сто-
рону больших давлений (вплоть до 1-10~4 мм рт. ст.).
Однако при высоких давлениях в насосе выделяется зна-
чительная тепловая мощность и охлаждение жидким
азотом становится неэкономичным. В связи с этим при
запуске насоса и при работе в области больших давле-
ний целесообразно использовать водяное охлаждение,
а при достижении низких давлений — охлаждение жид-
ким азотом.
Если насос диодного типа из-за перегрева электродов
не может длительное время работать даже при давлении
2-10-5 мм рт. ст., то при охлаждении катодов проточной
водой он устойчиво работает при давлении
1 • 10~3 мм рт. ст.
Т а б л и ц а 2-36
При охлаждении]
Параметр
водой
жидким
азотом
Предельное разрежение, мм рт. ст. . .
Быстрота откацки при давлении 5-10-7
ЫО-1®
ЫО-11
мм рт. ст., л/сек
Давление запуска, мм рт. ст. ... .
Максимальное рабочее давление, мм
130
5.10-2
200
рт. ст,
Габаритные размеры, мм................
Вес, кг ... . ........................
8.10-4
280X350X780
60
95
В табл. 2-36 приведены характеристики триодного на-
соса типа ТРИОН-150 (рис. 2-12).
В соответствии с нормалью НПО.295.001 (редакция
1-67) геттерно-ионные распылительные насосы должны
иметь давление запуска не выше 1 • 10“2 мм рт. ст., пре-
дельное разрежение не ниже 5-10-9 мм
рт. ст., а быстрота откачки по возду-
ху в диапазоне
1 • 10-6 мм рт. ст. должна соответство-
вать значениям,
2-37.
Цеолитовые насосы. Принцип дей-
ствия насосов этого типа основан на
эффекте физической адсорбции газа
развитой поверхностью адсорбента,
в качестве которого чаще всего ис-
Is
давлений 1• 10-5—
указанным в табл.
пользуются цеолиты.
Цеолиты представляют собой алю-
мосиликаты натрия, кальция и бария.
Обычно это кристаллическое вещество
типа ЫагАЬОз-пЗЮг-НгО. После
В
Рис. 2-12. Габари- прогрева цеолита кристаллическая bo-
th насоса типа да удаляется без существенного изме-
ТРИОН-150. • нения кристаллической структуры,
благодаря чему во много раз увеличи-
вается пористость материала. Следует отметить, что цео-
литы обладают большим постоянством и воспроизводи-
мостью сорбционных свойств. Размеры пор у различных
видон цеолитов лежат в пределах от 4 до 10 А (в то
время как у активированного угля они достигают 50 А).
Сорбционные емкости цеолита с размерами пор 5 А
при температуре жидкого азота для различных газов
приведены в табл. '2-38.
Зная сорбционную емкость адсорбента и газовые на-
грузки при откачке, можно, задаваясь сроком непрерыв-
ной службы насоса, приближенно определить необходи-
мое количество адсорбента при проектировании насоса.
Быстрота действия адсорбционного насоса может до-
стигать нескольких сот литров в секунду и возрастает
с ростом давления в откачиваемой системе.
Начальное давление адсорбционного насоса по сути
дела ничем не ограничивается, и он может начать свою
работу с атмосферного давления. Однако при этом поры
96
1292
I_____________________________________________________________________
Тип насоса
Диодные Трис
Неохла жд аемые Охлаждаемые Неохлаждаемые
НМД-0,01 НМ ДО-0,01 НМТ-0,01
НМД-0,016 НМДО-0,016 НМТ-0,016 !
НМД-0,025 НМ ДО-0,025 НМТ-0,025
НМД-0,04 НМ ДО-0,04 НМТ-0,04
НМД-0,06 НМ ДО-0,06 НМТ-0,06
НМД-0,1 НМДО-0,1 НМТ-0,1
НМД-0,16 НМ ДО-0,16 НМТ-0,16
НМД-0,25 НМ ДО-0,25 НМТ-0,25
НМД-0,4 НМДО-0,4 НМТ-0,4
НМД-0,63 НМДО-0,63' НМТ-0,63
НМД-1 НМДО-1 НМТ-1
НМД-1,6 НМ ДО-1,6 НМТ-1,6
НМД-2,5 НМ ДО-2,5 НМТ-2,5
НМД-4 НМДО-4 НМТ-4
НМД-6,3 НМ ДО-6,3 НМТ-6,3
Т а б л и ц а 2-37
Быстрота откачки Предельное Давление
дные воздуха в диапазоне давлений разрежение, мм рт. ст. запуска, мм^рт. ст.
Охлаждаемые —1-10~6мм рт. ст., л!сек не ниже не выше
НМТО-0,01 10
НМТО-0,016 16
НМТО-0,025 25
НМТО-0,04 40
НМТО-0,06 60
НМТО-0,1 100
НМТО-0,16 160
НМТО-0,25 250 5-10-9 1 • 10-2
НМТО-0,4 400
НМТО-0,63 630
Н1МТО-1 1 000
НМТО-1,6 1 600
НМТО-2,5 2 500
НМТО-4 4 000
НМТО-6,3 6 300
Таблица 2-38
Равновесное дав- ление, мм рт. ст. Сорбционная емкость цеолита, см^/г
Азот Кислород Аргон Водород
5-Ю-5 1 0,06 0,014
ЫО-4 4 1,5 0,13 0,030
5-10-4 15 4,2 0,9 0,05
ЫО-3 37 8 3,0 0,06
ЫО-2 102 80 30 0,32
адсорбента быстро заполняются влажным воздухом и,
поглотив определенное количество газов, насос достигает
насыщения и прекращает свою работу, обеспечивая срав-
нительно невысокое разрежение в откачиваемом объеме,
так как равновесное давление газов над адсорбентом за-
висит от количества поглощенного им газа.
Для того чтобы повысить предельный вакуум адсорб-
ционного насоса, удаление основной массы воздуха из
больших объемов желательно производить водоструйным
насосом, обеспечив с его помощью предварительное раз-
режение около 40 мм рт. ст. (во избежание миграции
паров воды в разрежаемый объем откачивать его до
давлений, близких к предельному давлению водоструй-
ного насоса, не рекомендуется). При последовательной
откачке разрежаемого объема несколькими адсорбцион-
ными насосами удается получить предельное разрежение
10~6 мм рт. ст. и ниже. Следует иметь в виду, что если
вышеуказанные сорбенты «жадно» поглощают основные
компоненты воздуха и водяной пар, то инертные газы
поглощаются им значительно хуже. Поэтому относитель-
ное содержание инертных газов (в особенности аргона)
в объеме, откачиваемом цеолитовым насосом, заметно
повышается. Что касается водорода и гелия (имеющих
очень низкую точку кипения), то охлаждаемый жидким
азотом адсорбционный насос их вообще практически не
поглощает.
Поскольку как цеолитовые, так и угольные насосы
обладают ограниченной адсорбированной емкостью, то
по мере того, как наступает насыщение, они должны
быть отключены от вакуумной системы, после чего сор-
бент может быть подвергнут регенерации. Чтобы при
этом не нарушать непрерывность процесса откачки, обыч-
но пользуются не одним, а двумя или даже большим
числом адсорбционных насосов. Когда один из них про-
98
ходит регенерационный цикл, другой насос подключает-
ся к откачиваемому объему.
Регенерация насоса начинается с того, что прекра-
щается охлаждение сорбента. Постепенно нагреваясь до
комнатной температуры, он начинает интенсивно выде-
лять ранее поглощенные им газы. Для того чтобы в со-
Рис. 2-13. Схемы агрегатов.
d —типа ЦВА-1-1; б — типа ЦВА-0,1-2; / — сосуд Дьюара; 2 — цеолитовый на-
сос; 3— вентиль; 4 — рама; 5 — соединительный трубопровод; 6 — электрона-
греватель; 7 — водоструйный насос.
суде с сорбентом не создалось опасное избыточное дав-
ление, он сообщается с атмосферой с помощью крана
или автоматически срабатывающего предохранительного
клапана. Однако при комнатной температуре не проис-
ходит полной регенерации сорбента, так как он не толь-
ко не отдает ранее поглощенные пары воды, но, более
того, жадно поглощает пары, содержащиеся в атмосфер-
ном воздухе. Для освобождения пор цеолита от влаги
его необходимо в течение 1—2 ч прокаливать при тем-
7* 99
пературе 350—560° С с одновременной откачкой (темпе-
ратура зависит от марки цеолита и при повышении ее
происходит его разложение). После окончания регенера-
ционного цикла насос может быть вновь использован для
откачки вакуумной системы.
Основными достоинствами адсорбционных насосов
являются простота устройства и отсутствие загрязнения
откачиваемого объема парами или продуктами разложе-
ния рабочей жидкости, однако они требуют непрерывно-
го охлаждения до низких температур.
Отечественной промышленностью выпускаются цеоли-
товые вакуумные насосы с емкостью капсул, заполняе-
мых цеолитом, 0,1 кг (типа ЦВН-0,1-2) и 1 кг (типа
ЦВН-1-2), а также вакуумные агрегаты на базе этих на-
сосов (типа ЦВА-0,1-1 и ЦВА-1-1) и агрегаты с допол-
нительным водоструйным насосом ((ЦВА-0,'1-2 и
ЦВА-1-2). Схемы агрегатов типа ЦВА-1-1 и ЦВА-0,1-2
приведены на рис. 2-13. Параметры и характеристики
цеолитовых насосов и агрегатов приведены в табл. 2-39.
Выпускаемые промышленностью цеолитовые насосы и
агрегаты при эксплуатации требуют применения съемных
сосудов Дьюара с широкой горловиной. Сравнительно
недавно созданы новые цеолитовые насосы, которые са-
ми одновременно являются сосудом для жидкого азота.
Основные технические данные этих насосов и разрабо-
танных на их основе агрегатов приведены в табл. 2-40.
Каждый агрегат состоит из двух цеолитовых насосов,
водоструйного насоса и системы трубопроводов с ваку-
умными вентилями, смонтированных на металлической
раме. Агрегаты могут осуществлять как непрерывную
откачку вакуумных систем при переменной работе насо-
сов (один из которых охлаждается жидким азотом для
поглощения газов, а другой прогревается до 500° С для
регенерации цеолита), так и периодическую откачку си-
стем одновременно двумя охлажденными насосами. Бы-
строта откачки насосов со свежеактивированным цеоли-
том при давлении 5-10-2 мм рт. ст. составляет для насо-
са типа ЦВН-1,5-3 около 170 л/сек, т. е. несколько больше,
чем у механического насоса типа ВН-6, а для насоса
типа ЦВН-0,3-2 — около 5,5 л!сек, т. е. того же порядка,
как у насоса типа ВН-2.
В соответствии с нормалью НПО.295.001 (редакция
1-67) основные параметры цеолитовых насосов должны
соответствовать указанным в табл. 2-41.
100
Таблица 2-39
Параметр Тип насоса, агрегата
ЦВН-0,1-2 ЦВН-1-2 ] [ ЦВА-0,1-1 ЦВА-0,1-2 ЦВА-1-1 ЦВА-1-2
Предельный вакуум, мм рт. ст. . . 10-2 10-2 10-2 ю-4 IO"2 ю-4
Объем воздуха, л 10 100 10 10 100 100
Время откачки без предварительного охлаждения цеолита, ч 1 1 1 2 1 2
Расход воды в водоструйном насосе при давлении воды 0,15 Мн/м2, м*/ч — — 1 300 1 300 6 000 6 000
Расход жидкого азота, см\'ч .... 220 250 200 200 250 250
Марка сорбента Цеолит 5А Цеолит 5А Цеолит 5А Цеолит 5А Цеолит 5А Цеолит 5А
Количество сорбента, кг . • .... 0,1 1 0,1 0,1 1 1
Габаритные размеры, мм: высота 0,390 388 1 145 1 145 1 170 1 170
вес в плане 92ХН8 124X124 455X590 553X590 545X820 596X820
Вес, кг 1,3 4,2 48,5 55,8 60 67 .
Электропитание нагревателя: род тока напряжение, в Пере] 220 иенный 220 220 220
потребляемая мощность, вт — — 400 400 825 825
Примечание. Приведено время откачки указанного в таблице объема воздуха от атмосферного давления "до предельного вакуума.
Т а б л и ца 2-40
Параметр Тип насоса Тип агрегата
ЦВН-1,5-3 ЦВН-0,3-2 ЦВ А-1,5-3 ЦВА-0,3-1
Предельный вакуум, мм рт. ст 2-Ю-2 5.10-2 2 • 10-4 2-10-4
Объем, откачиваемый от атмосферного давления, л 100 30 100 30
Время откачки без предва- рительного охлаждения, ч 1 1,5 2 1
Расход жидкого азота, Л/Ч\ за первый час работы 6,3 1,6 5,5 1,5
в установившемся ре- жиме 0,5 0,35 0,25 0,08
Количество цеолита марки 5А, кг 1,5 о,з 3 0,6
Время регенерации при ат- мосферном давлении, ч 3 2 3 2
Мощность съемного элек- тронагревателя при реге- нерации цеолита, вт . . 350 ' 130 350 130
Конденсационные (криогенные) насосы. Действие на-
сосов этого типа основано на эффекте связывания газо-
образных веществ в результате их конденсации на силь-
но развитой поверхности, охлажденной до очень низкой
температуры.
Т а б л и ц а 2-41
Тип насоса Количество адсорбента, кг Оптимальный откачиваемый объем, л Оптимальный диапазон рабочих давлений, мм рт. ст.
ЦВН-0,1 0,1 10 От 760 до 1-10-2
ЦВН-0,25 0,25 25 От 760 до bl0~2
ЦВН-1 1 100 От 760 до МО-2
ЦВН-5 5 500 От 760 до МО-2
На рис. 2-14 показаны кривые, характеризующие дав-
ление насыщенных паров основных содержащихся в воз-
духе газовых компонентов при криогенных температурах.
Как видно из приведенных кривых, при температуре ки-
пения водорода (20,4° К) конденсируются основные газо-
вые компоненты, входящие в состав атмосферного возду-
ха ,{^зот, кислород, аргон и окись углерода). Однако по-
мимо в воздухе содержится около 0,01% водорода,
0,00046% ;ге^я и 0,0016% неона. Эти газы не конденси-
руются при температуре кипения водорода и их парци-
102
альное давление, составляющее около 10~2 мм рт. ст.,
будет определять предельный вакуум водородного кон-
денсационного насоса в том случае, если он будет отка-
чивать рабочий объем с атмосферного давления.
Для того чтобы снизить парциальное давление не-
конденсирующихся газов, предварительно рабочий объем
обычно откачивают до давления 10-6 мм рт. ст. с помо-
Рис. 2-14. Давление насыщенных паров основ-
ных компонентов воздуха при криогенных тем-
пературах.
щью паромасляного насоса. Поскольку полное давление
при этом понижается примерно на девять порядков, то
соответственно в таком же соотношении снижается пар-
циальное давление неконденсирующих газов, в результа-
те чего с помощью водородного насоса удается получить
предельное разрежение 10~9 мм рт. ст.
Как видно из кривых, приведенных на рис. 2-14, при
температуре кипящего (при атмосферном давлении) ге-
лия (4,1° К) конденсируется даже водород. Однако по-
скольку давление насыщенного пара водорода при этой
температуре достаточно велико (3,5ИО-7 мм рт. ст.),
а сам газообразный гелий вообще не конденсируется, то
необходим дополнительный высоковакуумный насос для
предварительного снижения парциальных давлений водо-
рода и гелия и дальнейшего поддержания их на низком
уровне. Для снижения давления насыщенного пара во-
дорода иногда применяют гелий, кипящий не при атмо-
сферном давлении, а при откачке. При откачке жидкого
103
гелия и снижения его температуры до 2,8° К, давление
насыщенного пара водорода составляет 2- 10~12лш рт. ст.
Криогенный насос очень прост по конструкции и
основными его элементами являются: рабочая поверх-
ность (криопанель), охлажденная до низких температур
(вплоть до 4,2° К и ниже при использовании жидкого
гелия), и система тепловых экранов, защищающих рабо-
чую поверхность от тепловых нагрузок (излучение со
стенок корпуса насоса, излучение источников энергии
и т. д.).
По способу охлаждения криогенные насосы можно
подразделить на следующие основные группы:
1. Насосы заливного типа. Здесь охлаждение актив-
ной (откачивающей) части насоса осуществляется путем
заливки жидкого хладоагента в сосуд, который часто
сам является криопанелью. Этот тип насосов наиболее
простой по конструкции.
2. Насосы испарительного типа. Здесь охлаждение
конденсирующей поверхности насоса осуществляется хо-
лодными парами хладоагента, испаряющимися в криопа-
нели. У этого типа насосов можно осуществлять регу-
лирование температуры на криопанели, что обеспечи-
вает более экономичное расходование хладоагента.
3. Насосы на базе газовых холодильных машин.
Здесь рабочей частью насоса является непосредственно
развитая холодная поверхность головки холодильной ма-
шины. Насосы этого типа являются наиболее компактны-
ми по габаритам.
4. Насосы с автономными ожижителями. Здесь жид-
кий хладоагент прямо из ожижителя подается «в криопа-
нель. По этому типу проектируются насосы на большую
быстроту действия.
Большим достоинством конденсационных насосов, по-
мимо большой быстроты откачки (десятки тысяч литров
в секунду), является то обстоятельство, что в откачивае-
мом объеме почти сразу же после заливки жидкого хлад-
агента устанавливается давление, близкое к предельно-
му вакууму насоса (10~8—10~9 мм рт. ст.). Кроме того,
при использовании этих насосов нет необходимости про-
изводить предварительный прогрев с целью обезгажива-
ния находящихся в рабочем объеме предметов, посколь-
ку развитая поверхность азотного экрана интенсивно от-
качивает (конденсирует) пары воды, являющиеся основ-
ной компонентой непрогреваемых вакуумных систем.
104
Взрывоопасность водорода существенно ограничива-
ет его область применения и поэтому в последние годы
все чаще его начинают заменять значительно более до-
рогим, но взрывобезопасным жидким гелием.
При длительной работе конденсационных насосов на
охлаждаемой поверхности постепенно накапливается
слой конденсата. Он по сравнению с полированной по-
верхностью чистой криопанели имеет большой коэф-
фициент излучения. Кроме того, теплопроводность стенок
криопанели по толщине постепенно уменьшается. Все
это приводит к тому, что по мере накопления слоя тем-
пература охлаждаемой поверхности постепенно возрас-
тает и ухудшается создаваемый насосом предельный ва-
куум. Поэтому возникает необходимость периодически
размораживать насос и удалять с криопанели осевший
на ней поверхностный слой.
2-4. ВАКУУММЕТРЫ
В вакуумной технике в качестве единицы давления
наиболее часто употребляют миллиметр или микрон
ртутного столба. Международное вакуумное объединение
рекомендует для 1 мм рт. ст. наименование тор в честь
изобретателя U-образного манометра итальянского физи-
ка Торичелли. Международная система единиц СИ
(ГОСТ 9867-61) предусматривает для измерения любых
давлений как больших, так и малых одну единицу—нью-
тон на 1 м2 (н/м2). В литературе, особенно «иностранной,
часто встречаются и другие единицы давления. Соотно-
шения между различными единицами давления приведе-
ны в табл. 2-42.
В настоящее время вся область разрежения условно
разделена на четыре диапазона, соответствующих раз-
личным состояниям разреженного газа.
В табл. 2-43 приведены основные параметры различ-
ных состояний разреженного газа для вакуумной камеры
диаметром 1 м.
При проектировании вакуумных систем конструктору
приходится решать вопрос о выборе манометра для тех
или иных целей. В первую очередь существенное значе-
ние имеет диапазон измеряемых давлений. В табл. 2-44
приведены ориентировочные данные о достигнутых в на-
стоящее время пределах и точностях измерения вакуума
с помощью манометров различного типа.
105
Единица измерения мм рт. ст. дин! см2 миллибар
1 тор ~ мм рт. ст. 1 1.33322.103 1,33322
1 дина1 см2 — 1 микробар (мкб) 0,75003ЛО-3 1 IO"3
1 миллибар (мб) = 103 дин/см* 0,75003 Ю3 1
1 бар (б) = 10е дин!см2 760,03 105 10
1 кг/мъ = мм вод. ст. 0,73556-1О-1 0,6980365-102 0,900665-10"1
1 кг/см2= 1 ат 735,56 0,980665-10» 0,980665-10’
1 ат — 760 мм рт. ст. 760 1,01325.10» 1,01325-Ю3
1 микрон (мкм) = 10“3 мм рт. ст. = — 1 миллилитр) ю-з 1,33322 1,33322-1О-8
1 н/м2 7,5-10.3 10 ЫО-2
В вакуумной аппаратуре промышленного назначения,
а также в аппаратуре, используемой при проведении
большинства научно-исследовательских работ, наиболее
широкое применение находят деформационные, тепло-
электрические, радиоизотопные, ионизационные и магнит-
ные электроразрядные манометры.
Наиболее высокую точность измерения (от долей про-
цента до нескольких процентов) имеют деформационные
манометры, однако они могут измерять давления глав-
ным образом в диапазоне низкого вакуума.
Следует отметить, что в большинстве случаев требо-
вания, предъявляемые к точности измерений давлений
в высоковакуумной аппаратуре, не бывают слишком вы-
сокими. Иногда вообще достаточно знать лишь порядок
величины давления. Погрешность же около 10% вполне
удовлетворяет при проведении многих научно-исследова-
тельских работ. Поэтому значительная часть изготовляе-
мых промышленностью вакуумметров является индика-
торными приборами, погрешность измерения которых
колеблется от 10 до 60% измеряемой величины.
В деформационных манометрах (которые иногда на-
зываются вакуумметрами) мерой давления служит де-
формация чувствительного элемента, в качестве которого
обычно используется трубка Бурдона, мембрана или
сильфон.
106
Таблица 2-42
бар кг/м2 (мм вод. ст.) кг!см^ (ат) ат (760 мм рт. ст.) Микрон (мкм) н/м*
1,33322-10-8 13,5951 1,35951-Ю-з 1,31579-Ю-з Юз 133,3
10-е 1,01972-10-2 1,01972-10-е 0,98692-10-е 0,75006 0,1
Ю-з 10,1972 1,01972-Ю-з 0,98692-Ю-з 0,75006-Юз 100
1 1,01972-104 1,01972 0,98692 0,75006-10е 1-Ю5
0,980665-104 1 IO"4 0,96784-1О-4 0,73556-102 9,81
0,980665 Ю4 1 0,96784 0,73557-10е 9,81-Ю4
1,01325 1,03323-1О4 1,03324 1 0,760-Юе 1,01-105
1,33322-10-е 1,35951-10-2 1,35951-10-е 1,31579- 10-е 1 0,133
1-10-5 1,19-10-2 1,02-10-5 0,99-10-5 7,5 1
Принцип действия манометра с трубчатым чувстви-
тельным элементом основан на использовании эффекта
изменения радиуса кривизны тонкостенной серпообраз-
ной трубки в результате изменения давления в ее поло-
сти. В мембранных манометрах используется эффект
прогиба мембраны в результате воздействия на ее стен-
ки избыточного давления, приложенного с одной из сто-
рон мембраны. С целью повышения чувствительности и
исключения влияния внутренних напряжений мембрана
обычно снабжается концентрическими гофрами. Силь-
фонные манометры по принципу своей работы мало от-
личаются от мембраны, но имеют значительно больший
ход чувствительного элемента.
Поскольку в большинстве случаев деформации труб-
ки, мембраны или сильфона очень малы, то для их ин-
Таблица 2-43
Параметр Низкий вакуум Средний вакуум Высокий вакуум Сверхвысокий вакуум
Ориентировочный диапазон давлений, мм рт. ст. . . . Число частиц в 1 смъ Средняя длина свободного пробега, см Время образования мономоле- кулярного слоя газов на чи- стой поверхности 760—10 10*9_10’в Ю-а—IO"5 10->-10-з 1018—1013 10-2—10 Ю-з—10-7 1013—ЮЭ 10—Ю4 Секунды Ю-7—] 0“14 109—102 10-10” Минуты — де- сятки суток
107
Таблица 2-44
Манометр Пределы измерения Относитель- ная средне- квадратичная погрешность, %
иди2 мм рт. ст.
Грузопоршневой 105—102 750—1 0,02—1,0
U-образный 105—102 750—1 0,02—1,0
Деформационный .... 105—ю-2 750—Ю-4 0,3—1,5
Компрессионный 103—ю-3 10—ю-5 1—3
Радиометрический 10-2_ю-6 10-4—10-7 5—10
Термомолекулярный .... 10-2— Ю-5 10-4—10-7 2—7
Теплоэлектрический .... 103—ю-2 10—10~4 10—50
Электронный ионизационный 10—10-9 10-’—10-11 5—50
Магнитный электроразряд-
ный 102—10-^ 1—10-14 20—100
Радиоизотропный ионизаци-
онный Ю5—10-2 750—10-4 5—100
дикации обычно применяют трансформирующие приспо-
собления, увеличивающие показания отсчетного устрой-
ства (стрелки). Такими приспособлениями могут являться
механические системы, индукционные, емкостные дат-
чики и др. Основные параметры и характеристики де-
формационных манометров приведены в табл. 2-45.
Отечественной промышленностью выпускаются так-
же стрелочные вакуумметры и мановакуумметры (ГОСТ
1011-53, группа П14).
Деформационные манометры по сути дела являются
единственными применяемыми в промышленности мано-
метрами для измерения вакуума, на чувствительный эле-
мент которых непосредственно воздействует давление
разреженного газа. В остальных манометрах (или, как
их иначе называют, манометрических преобразователях
или датчиках) давление (.или плотность газа) преобра-
зуется в электрический сигнал, который затем усиливает-
ся с помощью измерительной установки. Манометриче-
ский преобразователь в комплекте с измерительной уста-
новкой называются обычно вакуумметром. Диапазоны
давлений, измеряемых вакуумметрами, выпускаемымы
отечественной промышленностью, представлены на
рис. 2-15, а их основные параметры — в табл. 2-46.
Основные параметры и характеристики отечественных
манометрических преобразователей приведены в
табл. 2-47.
108
Работа теплоэлектрических преобразователей основа-
на на зависимости теплопроводности разреженного газа
от его плотности, т. е. от количества молекул в единице
объема, способных при своем движении переносить теп-
ло. В термопарном преобразователе (типа ЛТ-2 и
ЛТ-4М) в результате изменения давления меняется тем-
пература спая, а следовательно и термоэлектродвижущая
Тип мано- метра Давление у мм рт.ст.
с^сч* Г । । । [ ] । । boo с' i i i и > - СЧ СО
ВР-Ч- ВСБ-1 ВТ-3 ВТ-2А ВМ-5 ВМБ-4 ВМБ-5 ВИМС-1-3 ВМБ-3 ВИТ-2 ВИ-12 ВИМ-2 ВИТ-1А ви-п
Рис. 2-15. Диапазон давлений, измеряе-
мых различными вакуумметрами.
сила, по величине которой судят о давлении. В преобра-
зователях типа МТ-6 и МТ-8 при изменении давления
меняется температура нити, а следовательно, и ее сопро-
тивление, по величине которого судят о давлении.
Термопарный преобразователь типа ЛТ-2 имеет кор-
пус из стекла ЭС-5 (рис. 2-16,а), а преобразователь
ЛТ-4М — металлический корпус с патрубком диаметром
14 мм из низкоуглеродистой стали (рис. 2-16,6). Преоб-
разователь типа МТ-6 (рис. 2-16,в) имеет металлический
цилиндрический корпус диаметром 20 мм. Рабочее по-
ложение преобразователей — вертикальное. Преобразо-
ватель типа ММ-8 выполнен на фланце с металлическим
уплотнением и предназначен для эксплуатации в метал-
лических вакуумных установках, прогреваемых до
400° С.
Принцип действия радиоизотопного преобразователя
типа МР-8 основан на свойстве альфа-частиц ионизиро-
вать газ, в результате чего образуется ионный ток, про-
порциональный давлению газа. Преобразователь можно
109
Наименование Тип Диапазон измеряе- мых дав- лений, мм рт, ст. Характери- стика реги- страции дав- ления
Деформационный манометр Деформационный манометр ДММ-40 ДММ-100 0—40 0—1 000 Индукцион- ный датчик То же
Вакуумметр МТИ, ВТИ 0—760 Стрелочный
Мановакуумметр электроконтакт- ный экм, мод. 1401 0—700
Вакуумметр мэд мод. 2303 и 2306 0—760 Электриче- ский индук- ционный
Вакуумметр образ- цовый В018Р 0—760 Стрелочный
Т а б л и ц а 2-45
Чувствительность Габаритные размеры Примечания
17,5мв'мм рт. ст. 0,7 мв/мм рт. ст. 580X170X170 580X170X170 Выпускаются также мо- дификации ДММ-250, ДММ-400, ДхММ-630 с верхним пределом 250, 400, 630 мм рт. ст. соот- ветственно
мм рт. ст. 205X150X50 С полой трубкой выпу-
° дел. шкалы мм рт. ст. , U дел. шкалы скаются двух классов точ- ности: 0,5 и 1
мм рт. ст. 205X105X95 Электроконтактный двух-
20 - дел. шкалы Ю мм рт. ст. u дел. шкалы 250X200X82 позиционный, предназначен- ный для измерения, сигна- лизации и позиционного ре- гулирования С одновитковой трубча-
760 мм рт. ст. 222X180X49 той пружиной, выпускается
300 дел. шкалы 1 классов: 0,35 и 0,5
Таблица 2-46
Наименование вакуумметра Тип Диапазон, мм рт. ст. Габаритные размеры, мм £ Вес, кг Потребляе- мая мощ- ность, вт Тип датчика
Измерения Блокировки
Радиоизотопный .... Сопротивления ВР-4 ВСБ-1 00 О О о 11 о о 1 1 30—10-2 386X275X295 390X260X240 15 14 60 МР-8 МТ-6
Термопарный ВТ-3 5—10-3 — 320X185X150 4,5 35 ЛТ-2, ЛТ-4М
Термоэлектрический . . Магнитный электрораз- ВТ-2А 1—10-3 — 266X248X257 9 50 ЛТ-2, ЛТ-4М, МТ-8
рядный ВМ-5 Ю-i—ю-5 — 311X274X364 14 100 ММ-15
То же ВМБ-4 10-’—10-5 10-1—ю-5 311X274X264 13 80 То же
То же Инверсно-магнетронный и ВМБ-5 10-’—10 -5 10-1—10-5 386X320X300 14 220 я я
сопротивления .... Магнитный электрораз- ВИМС-1-3 30—ю-6 — 250X240X230 8 140 MiM-22, МТ-6
рядный *. Ионизационный и термо- ВМБ-ЗА 2.10-г—1-10-’ 2.10-2—5-10-6 380X290X240 18,5 150 ММ-13М-4, ММ-13М-4А
электрический .... Ионизационный и термо- ВИТ-2 2.10-1—5-Ю-8 320X280X215 10 75 ЛТ-2, ЛТ-4М, МТ-8, ЛМ-2, ЛМ-3, ЛМ-3-2
электрический .... ВИТ-1А 2-10-’—5-IO-8 — 390X225X210 16 75 То же
Ионизационный , . . . . ВИ-12 ю-5—ю-1» — 440X320X240 30 275 ИМ-12, МИ-12-8
Ионизационный ВИ-14 10-1—10->о — — — — —
Инверсно-магнетронный ВИМ-2 ю-4—10-13 — 380X273X240 22 120 ММ-14М
Таблица 2-47
Наименование преобразова- теля Тип Диапазон измерения, мм рт. ст. Габаритные размеры, мм Вес, кг Тип вакуумметра
диа- метр высо- та
Теплоэлектрический МТ-8 5.10-1—Ю-3 78 66 0,43 ВТ-2А
МТ-6 30—ю-2 20 175 0,025 ВСБ-1, ВИМС-1-3
Термопарный ЛТ-2 5—10-3 32 280 0,05 ВТ-3, ВТ-2А, ВИТ-2, ВИТ-1А
ЛТ-4М 2-10-1 —10-3 32 108 0,04 ВИТ-1А, ВИТ-2, ВТ-2А
Магнитный электрораз- ММ-13М-4 2.10-2-Ь10-’ 80 205 2,3 ВМБ-ЗА
рядный ММ-13М-4А 2.10-2—1 • 10-7 100 205 2,3 ВМБ-ЗА
ММ-15 МО-1 —ыо-5 70 157 1,4 ВМ-5, ВМБ-4, ВМБ-5
Инверсно-магнетронный ММ-22 10-2—10-6 90 70 0,9 ВИМС-1-3
ММ-14М Ы0-4—ыо-13 90 142 2,3 ВИМ-2
Радиоизотопный МР-8 760—10-4 60 200 0,9 ВР-4
Ионизационный ЛМ-2 1.10-3—5.10-8 32 280 0,05 ВТ-3, ВИТ-2, ВИТ-1А
То же ЛМ-3 1. Ю-2—5. IQ-8 32 280 0,05 ВИТ-1А, ВИТ-2
0 0 ЛМ-3-2 1.10-2-5-10-8 90 130 0,5 ВИТ-2, ВИТ-1А
0 0 ИМ-12 io-5—10-10 90 100 0,6 ВИ-12
МИ-12-8 10-5—10-10 90 ВИ-12
ИМ-14 ю-1—10-10 90 80 —
присоединять к вакуумной системе с помощью грибково-
го уплотнения £)у = 20 или фланца £)у = 25.
На рис. 2-17 приведены наиболее распространенные
типы магнитных электроразрядных преобразователей,
принцип действия кото-
рых основан на иониза-
ции молекул остаточного
газа в результате возник-
новения разряда между
помещенными в магнит-
ное поле электродами, а
мерой давления служит
величина разрядного то-
5ка. Преобразователь типа
ММ-15 присоединяется к
вакуумной системе через
фланец £>у=20, преобра-
зователи типа ММ-13М-4
и ММ-1ЗМ-4А — через
фланец Dy=20, преобра-
зователи ММ-14М и
ММ-22 — через фланец
'Dy='50.
На рис. 2-18 приведе-
ны наиболее распростра-
ненные типы ионизацион-
ных преобразователей,
принцип действия кото-
рых основан на ионизации
молекул остаточных газов
электронами, летящими
от накаленного катода,
а мерой давления служит
величина ионного тока,
измеренная при постоян-
стве тока эмиссии катода.
Преобразователи типа
ЛМ-2, ЛМ-3, ИМ-12 по-
мещены в баллон из стек-
Рис. 2-16. Мано-
метрические пре-
образователи.
а — типа ЛТ-2; б —
типа ЛТ-4М; в ~ ти-
па МТ-6.
ла марки С49-2, поэтому они могут быть припаяны
к вакуумной установке из этого же стекла.
Ионизационный преобразователь типа ЛМ-3 является
модификацией преобразователя типа ЛМ-2. Вместо воль-
фрамового катода в нем используется воздухостойкий
8—1292
113
иридиевый катод с покрытием из окиси иттрия, чем обес-
печивается возможность измерения давления воздуха и
других газов до 1 • 10~2 мм рт. ст. Для цельнометалличе-
ских высоковакуумных и сверхвысоковакуумных систем
Рис. 2-17. Магнитные манометрй
а — типа ММ-15; б — типа ММ-13М-4;
114
могут использоваться открытые конструкции ионизаци-
онных преобразователей тока типа ЛМ-3-2, МИ-12-8
(рис. 12-8).
2-5. МАСС-СПЕКТРОМЕТРЫ
При проведении многих процессов в вакууме, помимо
величины разрежения, создаваемого в рабочем объеме
установки, большое значение имеет состав остаточных га-
зов и величина их парциальных давлений.
Для измерения парциальных давлений используются
различные виды масс-спектрометров. Все они основаны
на принципе ионизации газов или паров в вакуумной си-
стеме и последующего разделения полученных ионов
в электрическом или магнитном поле в зависимости от
отношения массы иона к заряду.
Основными параметрами масс-спектрометров являют-
ся: диапазон регистрируемых масс; разрешающая спо-
собность, определяемая отношением 7И/Д7И, где М — ре-
гистрируемая масса, а ДЛ4 — разность двух соседних
масс, еще разрешаемых прибором (разрешающая спо-
собность выражается отношением массового числа
к ширине пика ионного тока на половине высоты и для
большинства масс-спектрометров лежит в пределах от
20 до 50); чувствительность, определяемая минимальным
регистрируемым парциальным давлением; диапазон
измеряемых давлений. Параметры и характеристики раз-
личных типов масс-спектрометров приведены в табл. 2-48.
Наиболее распространенным масс-спектрометром яв-
ляется омегатрон. Отечественная промышленность выпу-
скает измеритель парциальных давлений омегатронный
типа ИПДО-1, датчиком которого является лампа типа
РМО-4С, имеющая стеклянную оболочку в виде цилинд-
72 г)
ческие преобразователи.
в — типа ММ-15С; г — типа ММ-8.
8*
115
09Z
Рис. 2-18. Ионизационные манометрические пре-
образователи.
а — типа ЛМ-2; б — типа ИМ-12 в стеклянной колбе;
в — типа ИМ-12 на металлическом фланце.
116
Таблица 2-48
Наименование и тип прибора Чувствитель- ность, мм рт. ст. Разрешающая способность ДМ Диапазон масс Диапазон измеряемых давлений, мм рт. ст. Регистрирую- щий прибор
ИПДО-1, омегат- рон 3-10-10 20 2—100 1-10-5—3-10-10 Самопишущий потенциометр
МХ-4301, омегат- рон МО’10 25 1—100 1.10-5—1 .io-ю Осциллогра- фическая трубка
МХ6401 радиоча- стотный масс- спектрометр 5-10-9 50 1—4,12—56 Ю-4—10-8 То же
МСХ-ЗА, хроно- трон IO'9 30 21—250 1.10-5—10-9 » »
МСХ-2М, хроно- трон 10-12 100 1—250 Ь 10-5—10-8
ЭФМ-электриче- ский фильтр масс 1.10-8 50 1—50,12—100 ЬЮ-з—ЫО-в
АПДП-2, радиоча- стотный НЮ-9 20j 2—200 1-10-5— 1.Ю-9
КМ-1, квадру- польный 1.10-9 150 2—150 1.10-5—1.Ю-9 * „
рической колбы с патрубком для присоединения к ис-
следуемой вакуумной системе. Сравнительно небольшие
размеры датчика, легкость обезгаживания и высокая
чувствительность обеспечили широкое применение прибо-
ра ИПДО-1 для проведения количественных измерений
парциальных давлений с точностью ±10%. Для просмот-
ра участка спектра масс на экране электроннолучевой
трубки может быть использован отечественный масс-
спектрометр типа МХ4301.
В тех случаях, когда применение приборов омегатрон-
ного типа невозможно из-за наличия у них магнитного
поля, обычно используют различные радиочастотные
масс-спектрометры.
Омегатрон и радиочастотный масс-спектрометр позво-
ляют последовательно получать отдельные пики спектра
масс, однако они не дают возможности наблюдать всю
кинетику процесса газовыделения или газопоглощения.
В том случае, если необходимо наблюдать одновременно
изменение всего спектра исследуемой газовой смеси, наи-
более подходящим прибором является масс-спектрометр
типа фарвитрона. Фарвитрон имеет широкий диапазон
регистрируемых масс и рабочих давлений и относится
к быстродействующим приборам, предназначенным для
быстрого качественного анализа состава остаточных га-
117
зов и для быстрой количественной оценки парциальных
давлений исследуемых газов.
Для исследования быстропротекающих процессов,
длительность которых исчисляется долями миллисекун-
ды, может быть использован времялролетный масс-спек-
трометр типа МСХ-ЗА. Он позволяет непрерывно реги-
стрировать на^ кинопленке масс-спектры длительностью
в несколько микросекунд, записывая несколько десятков
спектров в 1 сек.
Рис. 2-19. Датчики масс-спектрометров.
а —типа PMO-4C; б —типа МСХ-ЗА; в — типа КМ-1; / — подсоединительный
фланец; 2 — корпус датчика; 3 — печь для прогрева; 4 — электрометрический
каскад; 5 — защитный колпачок.
118
Для работы в промышленных условиях все более ши-
рокое применение находят электрический фильтр масс
типа ЭФМ-1. Достоинствами этого прибора являются
простота и прочность конструкции, широкий диапазон
рабочих давлений (10-3—10~8 мм рт. ст.), высокая раз-
решающая способность (ДЛ4 = 1), а также возможность
использования его в присутствии паров масла.
Размеры наиболее распространенных датчиков масс-
спектрометров представлены на рис. 2-19.
2-6. ТЕЧЕИСКАТЕЛИ
При изготовлении вакуумной аппаратуры необходи-
мыми операциями являются проверка ее герметичности,
отыскание и устранение имеющихся течей. При всей тща-
тельности изготовления вакуумных систем вообще невоз-
можно достигнуть полного отсутствия натеканий, т. е.
идеальной герметичности. Величина допускаемого нате-
кания зависит от технологических требований к установ-
ке, от объема вакуумной системы и от производительно-
сти откачных средств.
Натекание В характеризуется количеством газа, про-
никающим в систему в единицу времени. Математически
натекание выражается произведением объема V, зани-
маемого газом, на изменение в нем давления Др за вре-
мя Д/, т. е.
в=Х^.
м
Для динамических вакуумных систем, т. е. систем,
находящихся под постоянной откачкой, исходными пара-
метрами для определения требований к герметичности
являются необходимое давление . Допустимый по-
ток натекаемого через неплотности газа должен удовле-
творять требованию
Q ^^эффр'•
За единицу натекания наиболее часто принимается
величина л> мкм}сек, т. е. величина натекания, равная
1 л/сек при давлении в системе 1 мкм. Соотношения
между другими единицами натекания представлены
в табл. 2-49.
Наиболее простым методом отыскания течи, не тре-
бующим дорогого оборудования, является метод опрес-
119
Таблица 2-49
Размерность см3-ат/ сек см3-ат ’ч л- мкм/сек л • мм / сек V
см3 ^ат/сек 1 3 600 760 0,76 760
см3 -ат/ч 2,78-10-4 1 0,211 2,11.10-4 0,211
л • мкм/сек 1,32-Ю-3 4,74 1 ю-3 1
л • жж/сек 1,32 4,74-10-3 103 1 103
см3-мм/сек 1,32.10-3 4,74 1 ю-3 1
совки. Сущность метода состоит в том, что в испытывае-
мом сосуде создается избыточное давление, а выход газа
через неплотности индуцируется по образованию пузырь-
ков при погружении испытываемого объема в жидкость
или при нанесении на его поверхность мыльного раство-
ра. Величина избыточного давления выбирается в преде-
лах 0,1—0,5 Мн!м2 (иногда и более) в зависимости от
прочности сосуда и требований к его герметичности. Ми-
нимальный поток, регистрируемый этим способом, со-
ставляет приблизительно 10~2 л • мкм! сек.
При проверке стеклянных систем применяется искро-
вой течеискатель (типа Н060.010 и др.), который обна-
руживает наименьшую течь в 1 л-мкм! сек. При исполь-
зовании этого течеискателя высоковольтным электродом
последовательно ощупывают снаружи вакуумную систе-
му, откачанную до давления от нескольких миллиметров
до 5-10~2 мм рт. ст. Если электрод окажется вблизи ме-
ста негерметичности, то с его конца внутрь вакуумной
системы будет пробиваться яркая искра, указывающая
место течи.
Отечественной промышленностью выпускаются три
типа переносных галоидных течеискателей: ГТИ-3;
ВАГТИ-4 и БГТИ-5. Принцип работы галоидного тече-
искателя основан на резком увеличении ионного тока
с накаленной платины в присутствии паров галлоидов.
Некоторые характеристики этих течеискателей показаны
в табл. 2-50.
Для испытания на герметичность высоковакуумных и
сверхвысоковакуумных систем в настоящее время при-
меняются, как правило, течеискатели типов ПТИ-4,
ПТИ-6, ПТИ-7. Они представляют собой специальный
тип масс-спектрометра, настроенного на измерение пар-
120
Таблица 2-50
Тип тече- искателя Чувствитель- ность, л -мк м/сек Габаритные размеры, мм Вес, кг Примечание
ГТИ-З 2,4.10-3 315X230X210 10,6 Атмосферный. Исполь- зуется метод опрес- совки
ВАГТИ-4 2,3.10-3 388X245X300 18 Вакуумно-атмосфер- ный. Используется метод наружного обдува
БГТИ 7-10-3 286X293X136 6 Батарейный. Исполь- зуется при обследо- вании длинных ва- куумных коммуни- каций
циального давления гелия. Испытания на герметичность
вакуумных объемов с помощью этих течеискателей про-
изводятся без нарушений рабочих условий в системе, т. е.
под вакуумом. Технические данные масс-спектрометриче-
ских течеискателей представлены в табл. 2-51.
Таблица 2-51
Параметр Тип течеискателя
ПТИ-6 | ПТИ-7
Чувствительность к потоку гелия, л-мкм-ст/сек ......... 5.10-7 5-10 —8
Предельный вакуум в камере иони- затора, мм рт. ст....... (2—5).1О-6 (2—5).1О-5
Электропитание: напряжение, в ........ 220/380 220/380
частота, гц Потребляемая мощность, вт . . . 50 50
1 500 1500
Габаритные размеры, мм .... 780X600X1 250 780X600X1 250
Вес, кг 250 250
Условия эксплуатации: температура окружающей сре- ды, °C атмосферное давление, мм рт. ст 10—35 10—35
750±30 750+30
наибольшая относительная влажность воздуха, % . . . 80 80
121
ГЛАВА ТРЕТЬЯ
КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ ВАКУУМНЫХ
СИСТЕМ
Конструктивными элементами вакуумного аппарата
называется каждый самостоятельный прибор, узел, де-
таль вакуумной системы, выполняющий определенные
функции в процессе создания или измерения вакуума.
Многообразие операций, которые необходимо выпол-
нять при осуществлении всевозможных технологических
процессов в вакуумно-технологическом оборудовании,
привело к созданию разнообразных конструктивных
узлов, основными из которых являются: рабочие камеры,
вакуумные трубопроводы, уплотняющие устройства, за-
порно-регулирующая аппаратура, вакуумные вводы, за-
грузочные и шлюзовые устройства, смотровые окна
и т. п. Указанный перечень далеко не полный и охваты-
вает лишь наиболее характерные узлы, присущие боль-
шинству вакуумного оборудования.
В настоящей главе приведены в основном типичные
оправдавшие себя в эксплуатации конструкции узлов.
3-1. ВАКУУМНО-ГЕРМЕТИЧНЫЕ СОЕДИНЕНИЯ ЭЛЕМЕНТОВ
ВАКУУМНЫХ СИСТЕМ
При конструировании вакуумных систем почти всег-
да приходится обеспечивать вакуумно-герметичные со-
единения отдельных элементов, деталей, узлов и различ-
ных устройств вакуумных систем друг с другом (напри-
мер, участков вакуумопроводов с рабочими объемами,
насосами, кранами и др.).
Вакуумно-герметичными соединениями называются
такие, у которых при откачке и испытании не удается
обнаружить течей с помощью гаплоидного (для систем
низкого вакуума) или масс-спектрометрического (для
высоковакуумных систем) течеискателей.
Выполнение вакуумно-герметичных соединений, а так-
же обнаружение и устранение неплотностей является од-
ним из самых сложных и ответственных вопросов изго-
товления вакуумной аппаратуры (особенно высоко- и
сверхвысоковакуумной). Неплотности могут образовы-
ваться в процессе изготовления (некачественная сварка
или пайка), монтажа (неправильная сборка уплотнений)
122
и эксплуатации (деформация фланцев, повреждение
уплотняющих прокладок и др.).
В зависимости от того, делается ли соединение
в окончательном виде или предусматривается его легкий
демонтаж во время эксплуатации или ремонте, соедине-
ния делятся на неразборные и разборные. Неразборные
(постоянные) соединения осуществляют путем сварки и
пайки. Разборными называют такие соединения, у кото-
рых герметичность достигается сжатием с определенным
усилием уплотняющих прокладок, расположенных между
сочленяемыми элементами вакуумных систем. Следует
сказать, что при проектировании промышленного вакуум-
ного оборудования применение замазок, лаков и смазок
в вакуумных уплотнениях совершенно недопустимо.
Неразборные соединения
Для изготовления неразборных соединений элементов
вакуумных систем чаще используют сварку, так как она
обеспечивает наиболее надежные вакуумно-герметичные
соединения. Применение того или иного вида сварки
определяется материалом, конструкцией стыкуемых де-
талей и толщиной их стенок. Наиболее распространенные
методы сварки и области их применения в вакуумной
технике представлены в табл. 3-1. Вопросы технологии
вакуумной сварки подробно освещены в {Л. 1]. При ис-
пользовании сварки следует иметь в виду, что:
механическая обработка сварных вакуумных швов не
рекомендуется, так как она может привести к появлению
течей;
подварка дефектного участка вакуумного шва произ-
водится путем его вырубки или срезки с последующим
наложением нового шва;
необходимо по возможности избегать двусторонних
швов, которые затрудняют проверку соединений на ва-
куумную герметичность;
при сварке металла различной толщины необходимо
приводить его в месте сварки приблизительно к одинако-
вой толщине.
Другим, хотя и менее распространенным в вакуумном
машиностроении, способом неразборного соединения эле-
ментов вакуумных систем является пайка. Паяные со-
единения выполняют только в тех случаях, когда по ка-
ким-либо причинам невозможно применить сварку.
123
Таблица 3-1
Метод сварки Толщина сваривае- мых дета- лей, мм Примерные области применения
Газовая ацетиленовая 1,5 Сварка малоуглеродистых и низколегирован- ных сталей. Форма соединения — отбортовка (сварка встык не рекомендуется)
Электродуговая каче- ственным электро- дом 2 Сварка малоуглеродистых и нержавеющих сталей. Форма соединений — стыковая, уг- £ ловая, тавровая
Автоматическая под слоем флюса 3 Сварка малоуглеродистых и нержавеющих сталей. Обеспечиваются чистые швы, не тре- бующие последующей механической обра- ботки. Рекомендуется для сверхвысокова- куумных систем
Электрошлаковая 30 Сварка малоуглеродистых и нержавеющих сталей. Рекомендуется для сверхвысоко- вакуумных систем
Электро- дуговая в защитной среде плавящим- ся элек- тродом 2 Сварка нержавеющих сталей. Рекомендуется для сверхвакуумных систем
неплавя- щимся электро- дом 0,5—5,0 Сварка нержавеющей стали с присадочным материалом или оплавлением кромок. Свар- ка малоуглеродистой стали с присадкой стали марки ОХ18Н10Т
в газона- полненной камере 3 Сварка алюминия, меди, титана и прецизион- ных сплавов. Желательная форма соедине- ния — отбортовка
Шовная роликовая им- пульсная 0,1-0,5 Сварка сталей, ковара, никеля; сварка ковара с малоуглеродистой или нержавеющей сталью
Электроннолучевая в вакууме 0,05 Сварка всех металлов, включая тугоплавкие. Габариты свариваемого узла ограничиваются размером вакуумной камеры сварочной уста- новки
Пластическая дефор- мация (холодная сварка) 1,0 Заваривание медных, алюминиевых и свинцо- вых трубок (штенгелей)
Припои с точки зрения температуры пайки принято
условно подразделять на мягкие (с температурой плав-
ления ниже 450° С) и твердые (с температурой плавле-
ния выше 450°С). Марки припоев и флюсов, применяю-
щиеся для вакуумно-плотного соединения наиболее рас-
пространенных конструкционных материалов, представ-
лены в табл. 3-2.
В последние годы разработан ряд припоев с низкой
упругостью пара, предназначенных для безфлюсовой ва-
124
Материал и вид пайки
с углеродистой сталью
припой флюс
Углеродистая сталь: мягкая твердая Олово ПОС-61 ПОС-40 ПСр-45 ПСр-72 Медь Раствор хлористо- го цинка Бура; бура с бор- ной кислотой; 18В
Нержавеющая сталь и^ высокохромистые сплавы: мягкая^/ X X
твердая X X
Медь и ее сплавы мягкая X X
твердая X X
Никель: мягкий X X
твердый X X
Таблица 3-2
Марка припоя и флюса для пайки
с нержавеющей сталью с медью с никелем
припой флюс припой флюс припой | флюс
ПОС-ЗО ZnCI2+HCl Олово Раствор хлористого ПОС-61 Раствор хлори-
ПОС-40 ПОС-61 ЛМ-1 ПОС-61 ПОС-40 цинка; канифоль ПОС-40 стого цинка; ЛМ-1
ПРс-45 209 ПСр-45 Бура; с борной кис- ПСр-45 Бура
ПСр-72 Медь 18В 201 ПСр-72 лотой; 18В ПСр-72 Медь 18В 201
ПОС-61 ПОС-40 ZnCI2+HCl ЛМ-1 ПОС-61 ПОС-40 ЛМ-1 ПОС-61 ПОС-40 ZnCl2 + НС1 ЛМ-1
ПСр-45 209 ПСр-45 209 ПСр-45 209
ПСр-72 Медь 18В 201 ПСр-72 18В ПСр-72 Медь 18В 201
X X Олово ПОС-61 ПОС-40 Раствор хлористого цинка; канифоль ПОС-61 ПОС-40 Раствор хлори- стого цинка; ЛМ-1
X X ПСр-45 ПСр-72 Бура с борной кис- лотой; I8B ПСр-45 ПСр-72 18В 209
X X X X ПОС-61 ПОС-40 ПСр-45 Раствор хлори- стого цинка; ЛМ-1 209
X X X X ПСр-72 Медь 18В 201
Таблица 3-3
№ припоя Химический состав, % Температура плавле- ния, *С
Ag Си Sn In начальная ^конечная’]
263 40 35 25 561 579
250 49 19 — 32 549 556
254 45 17 38 534 548
284 51 15 34 — 382 503
265 49 15 36 — 478 491
820 42,5 10 47,5 — 425 432
куумно-плотной пайки. В табл. 3-3 приводятся данные
о химическом составе и температуре плавления припоев,
предназначенных для ступенчатой пайки низкоуглероди-
стой стали, меди, никеля и их сплавов. Упругость пара
этих припоев при температуре 450° С не превышает
1 • 10~9 мм рт. ст.
Таблица 3-4
Химический состав, %
№
припоя
Температура
пайки, ®С £
18
86
77
100
76—78
77—81
77—78,5
10
19—20
17—20
19—20
2,5—3
1—1,5
65
3—4
2—3
121
150
153
470
1 000—1 100
1 000—1 100
1 000—1 100
950—970
В табл. 3-4 приведены данные припоев, предназначен-
ных для пайки циркония с железом, никелем и их спла-
вами. Упругость пара припоев при температуре 850° С
составляет не более 7 • 10-7 мм рт. ст.
По конструктивному оформлению паяные швы можно
подразделить на два основных вида: внахлестку (теле-
скопическое соединение) и встык (торцевое соединение).
Нужно отметить, что стыковые швы мало надежны в от-
ношении герметичности. Поэтому следует отдавать пред-
почтение телескопическим соединениям, особенно при на-
пряженных швах, работающих на срез. На рис. 3-1 пред-
126
Непрабильно
Правильно
ставлены примеры кон-
структивного оформле-
ния паяных швов, ра-
ботающими под на-
грузкой.
Наиболее рацио-
нальным вариантом
конструкции телеско-
пического паяного узла
при сочленении труб
из разнородных мате-
риалов следует счи-
тать такой, у которого
деталь с меньшим ко-
эффициентом термиче-
ского расширения яв-
ляется внутренней.
При охлаждении после
пайки внутренняя де-
таль сокращается мень-
ше и слой припоя ока-
зывается нагруженным
на сжатие. Обратный
вариант может иметь
лишь ограниченное
применение для срав-
Рис. 3-1. Примеры конструктивного
оформления паяных швов.
нительно небольших диаметров спая.
Надежные и нетребующие последующей обработки
Рис. 3-2. Кон-
струкция узла со
специальными ка-
навками для при-
поя в спаиваемых
деталях.
а — нежелательное
расположение канав-
ки, так как затруд-
нена укладка при-
боя: б — предпочти-
тельный вариант.
швы можно получить при ПОМОЩИ
пайки в вакуумных или водородных
печах. Примеры конструктивного
оформления таких соединений пред-
ставлены в табл. 3-5. При выполне-
нии подобного рода соединений во
внутренней детали иногда протачива-
ются одна или несколько кольцевых
канавок, в которые при сборке закла-
дывается припой. Припой использует-
ся либо в виде проволоки (для теле-
скопических соединений рис. 3-2), ли-
бо в виде плоских колец (для торце-
вых соединений).
Однако по возможности примене-
ния канавок надо избегать, так как
127
Конструкция соединения и расположения припояц
Таблица 3-5
Результат пайки
Описание
Телескопическое соединение двух труб.
При таком расположении припой неминуемо
стечет вниз под действием силы тяжести или же
кольцо спадет до расплавления. Припоя в сое-
динении не будет
б)
Припой [может не проникнуть в соединение
из-за большой величины входного зазора.
Под действием силы тяжести припой быстро
стечет по деталям вниз
о
Продолжение табл. 3-5
1292
Конструкция соединения и расположения припоя Результат пайки Описание
Правильно | Неправильно
При недопустимости канавки кольцо припоя
можно поддержать кольцом из окисленной ни-
хромовой проволоки (припоем не смачивается).
После пайки кольцо из нихрома снимается
Нельзя делать несколько уступов в соедине-
нии по ходу течения припоя, так как везде при-
пой проходит через них или из-за перекрытия
зазора, или из-за местного расширения (прекра-
щение капиллярности)
Продолжение табл. 3-5
Результат пайки
Описание
б)
Припой полностью заполняет соединение при
условии отсутствия нарушения капиллярности
в углу стыка
Радиус /? в углу соединения не позволяет
плотно стыковать спаиваемые плоскости. Запол-
нение соединения может быть неудовлетвори-
тельным, особенно при спаивании разнородных
материалов
Продолжение табл. 3-5
Описание
При плотном стыковании под действием силы Р
спаиваемых поверхностей, имеющих шерохова-
тость порядка V8—9, припой может не проник-
нуть в соединение вследствие очень малого кон-
тактного зазора. Чаще это случается при пайке
разнородных материалов
Расположение припоя в виде фольги непо-
средственно в шве гарантирует надежное соеди-
нение даже в случае пайки разнородных мате-
риалов, по которым данный припой плохо ра-
стекается.
Необходим прижим силой Р
оо
ьо
Конструкция соединения и расположения припоя
Правильно Неправильно
— У)
* а)
Продолжение табл. 3-5
Результат пайки
Описание
Во время пайки значительная часть припоя
может стечь вниз под действием силы тяжести.
Результат пайки неопределенный
б)
Расположение припоя в виде фольги непо-
средственно в зоне спая гарантирует его хоро-
шее качество
б)
Конструкция соединения и расположения припоя
Правильно
• [ Неправильно
Результат пайки
00
00
а/
п к
«7
ZZZZZZZZZZS^
-’zzzzzzzzzzsr
б)'
б)
Продолжение табл. 3-5
Описание
При вертикальном расположении шва диамет-
ром более 50 мм припой стекает вниз в избы-
точном количестве, что может привести к разъе-
данию основного материала, особенно в тонких
сечениях
При вертикальном расположении шва и недо-
пустимости натеков припоя на внешней поверх-
ности припой следует расположить в специаль-
ной канавке К.
Крышку следует прикернить в нескольких
точках
Пр одолжение табл. 3-5
Описание
В вертикальном шве неплотное прилегание
припоя к обеим спаиваемым поверхностям (за-
зор Д) может привести к его быстрому стека-
нию вниз
Результат пайки неопределенный
Если припой касается уступчика, то при рас-
плавлении значительная часть его может рас-
течься по детали /, особенно если она тонко-
стенная и быстро нагревается
11 родолжение табл. 3~5>
Результат пайки
Описание
Весь припой проникает в соединение, обра-
зуя^ качественный шов
На торце А прн такой конструкции соедине-
ния образуются наплавы припоя. Необходима-
последующая торцовка этой плоскости, что не
всегда допустимо
Продолжение табл. 3-5'
Результат пайки
Описание
Шов получается очень надежным, хорошо за-
полняется припоем
б)
Прикернивание (/() трубы 1 к стенке 2 не-
гарантирует отсутствие ее смещения при пайке,
особенно если {труба 1 изготовляется из мате-
риала с меньшим КТР. Возможен также пере-
кос трубы
б)
Продолжений табл. 3-5
Описание
Запрессовка трубы с накаткой обеспечивает ее
надежное закрепление и создает хорошие усло-
вия для проникновения припоя в соединение.
Посадка или перекос детали 1 во время пай-
ки исключены
Припой хорошо проникает в соединение, но
возможны также наплывы иа поверхности мем-
браны, что ухудшает ее упругие свойства и
снижает долговечность
П р одолжение табл. 3-5
Результат пайки
Описание
Припой хорошо проникает в соединение.
Наплывы припоя на поверхности мембраны
исключены, что благоприятно сказывается на ее
долговечности
Подерхностна я
диффузия
по стенке
Наплывы припоя на поверхности А не допус-
тимы, так как вредны для последующей сварки.
При такой конструкции их отсутствие никак не
гарантируется
6)
Продолжение табл. 3-5
Описание
Канавка К служит барьером для растекающе-
гося припоя.
Поверхность А остается чистой
Попадание припоя на поверхности А, которые
впоследствии свариваются со стеклом, не-
допустимо.
В данной конструкции этого не избежать, так
как натеки припоя и поверхностная диффузия
ничем не ограничиваются
Канавка К предохраняет ^поверхности А от
загрязнения припоем, так как является барьером
для растекающегося припоя и удлиняет путь по-
верхностной диффузии
в случае вытекания из них припоя они заполняются га-
зом, который может явиться источником газовыделения
в приборе и в отдельных случаях дать эффект «ложной
течи». При сборке узлов между деталями нередко оста-
ются замкнутые объемы, которые при пайке плохо за-
полняются защитной атмосферой. После пайки они мо-
гут оказаться источниками газовыделения, так как ка-
чество шва в этом случае проверить практически невоз-
можно.
Примеры технологических приемов предотвращения
«ложных течей» показаны на рис. 3-3. Расточка стыкуе-
мых деталей выполняется по третьему классу точности
Рис. 3-3. Конструкции глу-
хих паяных соединений,
обеспечивающие выход га-
под плотную или тугую посад-
ку. Проточка в зависимости от
размеров спаиваемых деталей
бывает шириной 1—2 мм, глу-
биной 0,3—1,2 мм. В собран-
ном виде узел помещается в
печь, где он нагревается до
температуры пайки.
Припоями для пайки в во-
дороде и вакууме большей
зов из замкнутой полости, частью служат чистые метал-
лы — медь, серебро или их
эвтектический сплав ПСр-72. Пайка в водороде и в ва-
кууме наиболее рациональна для конструкционной ста-
ли, никеля, молибдена; пайка нержавеющих сталей
этими методами имеет ряд трудностей. В вакууме также
паяется медь всех сортов: в водороде — только бескисло-
родная медь. Довольно надежной является пайка с при-
менением предварительного покрытия сопрягаемых по-
верхностей слоем серебра или меди толщиной в не-
сколько микронов с последующим нагревом плотно при-
жатых друг к другу деталей.
Для обеспечения хорошего качества паяных соеди-
нений существенное значение имеют правильный выбор
зазоров и назначение предельных отклонений размеров
сопрягаемых деталей. Значение допустимых зазоров
определяются опытным путем для конкретных сочетаний
материалов и припоя исходя из условий наилучшего
растекания. Обычно эти зазоры составляют доли милли-
метра.
При пайке мягкими припоями оптимальные зазоры
между соединяемыми деталями составляют 0,05—
140
Т а б л и ц а 3-6
Припой Температура плавления, °C Температура пайки, °C Ширина за- зора при температуре пайки, мкм
Медь 1 083 1 100 0—50
Серебро 960 980—1 000 0—45
ПСр-72 780 800 0—45
Медь-золото-индий (80—10—10) 740—875 900 0—45
ПСр-МИн-63 685—710 740 0—45
П3л-М37 970—990 1 000 25—65
П3л-М94 960—1 000 1 020 25—65
Электролитически нанесенные
слои припоев из чистых ме-
таллов (медь, серебро, ни-
кель) — — 15
0,15 мм. Ориентировочные зазоры при пайке твердыми
припоями приведены в табл. 3-6. Обработка сопрягаемых
деталей в месте пайки назначается по
5—6 классу чистоты.
Выбор допусков на сопрягаемые
детали, исходя из экономических со-
ображений, целесообразно осуще-
ствлять в системе отверстия (рис. 3-4).
Расчет допусков на сопрягаемые при
пайке детали ведется следующим об-
разом. Если детали изготовлены из
одного материала, то ширина зазора
Рис. 3-4. Кон-
струкция телеско-
пического соедине-
между ними при нагреве практически
не изменится и выбор допусков для
обеспечения оптимальной величины за-
зора может быть произведен по табли-
цам допусков и посадок при комнат-
ной температуре. Несколько сложнее
назначаются допуски для пайки раз-
нородных металлов.
Введем следующие обозначения
для рис. 3-4: D — номинальный диа-
метр спаиваемых поверхностей; S, <$—
наибольшая и наименьшая допускае-
мые величины зазора между деталями
наибольший и наименьший допуски;
ния из двух дета-
лей, материалы
которых имеют от-
личные друг от
друга коэффи-
циенты линейного
расширения.
1 — вал; 2 — втулка.
при пайке; Д6 —
а — коэффициент
термического расширения материалов деталей (выбира-
ется из табл. 3-7). t — температура пайки за вычетом
температуры сборки (комнатной), °C.
141
Таблица 3-7
Материал Температурный коэффициент линейного расширения а в зависимости от температуры (в *С),Х Ю’8
0—100 100 200 300 400 Г 00 600 700 800 900 1 000 1 100 1 200
Медь 16,9 17,0 17,3 17,6 17,9 18,0 18,6 19,0 19,4 19,8 20,3
Молибден .... 4,9 4,9 5,6 — 5,8 6,0 6,6 — — 7,1 — 7 Л
Никель 13,3 13,3 14,4 15,4 15,1 15,2 15,5 15,8 16,0 16,3 16,78 — —
Титан 7,14 — 8,2 8,5 — 11 — 11,8 12 — — —
Хром 6,8 7,3 8,1 8,6 9,2 9,5 9,8 10,1 — — —
Цирконий .... — 5,4 5,4 6,4 6,9 7,9 8,9 — — — — — —
Мельхиор .... 14,8 15,5 15,8 16,2 16,6 16,8 17,2 17,5 17,8 18,2 — — —
Константан . . . 10,5 12,0 14,2 14,8 15,3 15,7 16,0 16,5 16,8 17,1 17,5 — —
Ковар 29НК . . . — 5,8 5,6 5,2 4,8 5,4 7,0 8,2 9,3 10,1 12,55 13,61 —
Монель Нержавеющая 14,0 — 14,8 15,4 16,0 17,1 17,8 18,1 18,6 18,8 19,2 19,4 — —
сталь 16,6 16,6 17,0 17,2 17,5 17,9 18,2 19,7 —
Ковар Н30К13Д — — 3,5—4,3 3,5—4 3,5—4 5,6—5,9 — — — — — — —
Керамика ВГ-1 . . — — 6,4 — 6,5 — — — — 7,1 — —
Керамика ВГ-П . . — — 5,6 — 6,4 — —— — 7,3 — —
Керамика ВГ-IV — — 6,3 6,8 7,1 7,4 7,6 7,8 8,0 8,3 — — —
„22-Х“ — — 6,1 6,8 7,1 7,2 7,5 7,7 7,9 8,2 — — —.
„22-ХС“ — — 6,5 6,8 6,9 7,2 7,3 7,5 7,6 7,8 — — —
М-7 — — 6,2 6,5 6,7 7,0 7,2 7,5 7,6 7,9 — — —
ГБ-7 — — 6,3 6,8 7,1 7,4 7,87 7,9 8,2 8,4 — > —
С-14 стеатит . . . Форстеритовая ке- — — 9.3 10,5 10,1 9,7 9,6 9,5 9,5 9,4 — — —
рамика марки ЛФ-11 7,5 — — — — — — — 9,0—10 — — — —
Наибольший S и наименьший s зазоры определяют
из следующих выражений:
5 = (О4-Д2)(1+а20-(Р-Д1)(14-а10 =
= D (&2 — ai) “F ^2 (1 — a2t) А1 (1 -|- а^);
s = (D + S2) (1 + а20 — (D — ад1 + aS) =
= D (<х2 — ai) t 82 (1 <я2^) "4” (1 -|- aS).
По этим формулам легко определить допуски на со-
прягаемые детали. Зная D, S, s, t, щ, аг, выбирают до-
пуски на охватывающую деталь на системе вала
д2=0,015 f'V; 82 = 0.
Количество припоя Q, необходимого для образова-
ния качественного спая, определяется по формуле
Q= 1,5 уу,
где v — объем максимального зазора между деталя-
ми при температуре пайки, см3\ у — удельный вес при-
поя, г!см3\ 1,5 — коэффициент, учитывающий объем де-
талей.
Особую группу неразборных соединений составляют
герметичные соединения металлов со стеклом и керами-
кой. Необходимость применения таких соединений воз-
никает при изготовлении электрических изолированных
вводов, а также при соединении стеклянных элементов
с металлическими. Сложность их выполнения заключа-
ется в том, что спаиваемые материалы резко отличают-
ся друг от друга структурой, химическим составом,
а также тепловыми и механическими свойствами.
По конструктивному оформлению металло-стеклян-
ные спаи можно разделить на три основных типа
(рис. 3-5): плоский (рантовой) спай, когда металл и
стекло соприкасаются плоскими поверхностями; прово-
лочный спай, когда металлический провод, стержень
или трубка впаяны в стекло; окошечный или трубчатый
спай, когда металл окружает плоское стекло или стек-
лянную трубку.
Встречаются также комбинации этих спаев.
При конструировании металло-стеклянных гермети-
ческих спаев следует обеспечивать следующие условия:
по возможности стараться спаивать металлы и стекло,
имеющие достаточно близкие друг к другу коэффициен-
ты термического расширения (КТР) в широком интервале
143
температур (так называемые согласованные спаи); при
неизбежности применения спаев из материалов со зна-
чительным различием КТР, приводящих к возникнове-
нию напряжений, нужно подбирать такие геометрические
формы, при которых напряжения оказались бы для спая
наименее опасными (так называемые несогласованные
спаи).
Рис. 3-5. Конструкции металло-стеклянных спаев.
а — плоский (рантовый) спай; б — проволочный; в — окошечный; г, д, е —
трубчатые; ж, з — заточка трубок под спай; и — комбинированный.
Плоские и проволочные спаи должны быть согласо-
ванными. Согласованные спаи образуют: молибден со
стеклами молибденовой группы С-47-46, С-48-8, С-49-5К,
С-49-5, С-54-35; вольфрам со стеклами вольфрамовой
группы С-35-9, С-37-40, С-39-17; платина со стеклами
платиновой группы С-82-36, С-88-4, С-89-2, С-90-1.
В настоящее время вместо платины широко применя-
ется платинит (сплав ферроникеля, покрытого слоем
меди), который дает хорошие спаи при диаметре прово-
локи не более 0,8 мм. Трубчатые спаи являются несо-
гласованными и для развязки спая от напряжений,
кромке металла, входящей в спай придают конусообраз-
ную форму с окончанием в виде лезвия. При двусторон-
144
нем шве (рис. 3-5,г, ж) размеры металлической заготов-
ки и стеклянной трубки назначаются, исходя из соотно-
шения
^=£>4-(0,64-0,8)с,
где D — диаметр лезвия; d — диаметр стеклянной труб-
ки, с — толщина стеклянной трубки.
Длина лезвия в ‘зависимости от диаметра должна
составлять, мм\
Диаметр D
До 10
10—15
15—25
25—60
Свыше 60
Длина
(1,5—1,8) £>
(1,0—1,5)0
(0,8—1,0)0
(0,5—0,8)2)
(0,3—0,5)2)
Угол заострения а — 2-4-3°; толщина кромки
s = 0,1-4-0,2 мм.
Необходимо отметить, что наибольшее распростра-
нение получили соединения стекла с металлом с исполь-
зованием ковара в следующих сочетаниях: ковар марки
29НК со стеклом марки С-49-2; ковар марки Н30К13Д
со стеклом марки С-39-1.
Технология изготовления спаев металлов со стеклом
наиболее полно рассмотрена в (Л. 42].
Более надежными в механическом отношении являют-
ся электроизолированные вакуумно-герметичные нераз-
борные соединения металла с керамикой, которые, как
правило, применяются в сверхвысоковакуумных уста-
новках. Они могут выдерживать прогрев до 500—800° С
и применяются для изготовления вводов, обеспечиваю-
щих передачу больших напряжений и токов.
Пайка керамики с металлом производится в основ-
ном твердыми припоями с предварительной металлиза-
цией керамики в местах будущих спаев. Наиболее
надежной является пайка в вакууме или в печах с за-
щитной атмосферой.
Детали, спаянные серебром, выдерживают прогрев
без нарушения герметичности до 600° С, а медью — до
800° С. Для пайки с керамикой используются детали,
изготовленные из сплава рени, высокохромистой стали
или ковара. Наиболее надежной формой спая является
коническая. Примеры конструктивного выполнения спа-
ев представлены на рис. 3-6.
10—1292 145
Рис. 3-6. Примеры конструкций металлокерамиче-
ских соединений.
Разборные соединения
Разборные вакуумно-герметичные соединения пред-
назначены для обеспечения свободного доступа к вну-
тривакуумным устройствам установок для облегчения
монтажных работ и замены вышедших из строя элемен-
тов.
Выбор конструкции разборного соединения для рабо-
ты в конкретной вакуумной системе определяется: пре-
дельным вакуумом установки, материалом и размерами
сочленяемых деталей, частотой сборки и разборки, тем-
пературными режимами, условиями проверки герметич-
ности и спецификой работы вакуумной установки.
В разборных соединениях применяются различные
прокладки, выполняемые из материалов, способных
упруго деформироваться при воздействии усилия, стя-
гивающего практически неупругие уплотняемые детали.
В установках с предельным вакуумом до
5-10~7 мм рт. ст., как правило, применяются вакуумные
уплотнения с прокладками из резины марок 7889, 9024,
146
1015, 14Р-23, ИП P-2043, витона и фторопласта-4. В сверх-
высоковакуумных прогреваемых установках с предель-
ным вакуумом выше 5-10-7 мм рт. ст. применяются
уплотнения из полиамида, а также с металлическими
прокладками, изготовленными из индия, отожженной
меди, алюминия и в некоторых ответственных случаях
даже из золота.
Уплотняемые поверхности деталей с уплотнением из
фторопласта обрабатываются с чистотой не ниже 5-го
класса, с резиновыми уплотне-
ниями— не ниже 6-го класса,
с металлическими уплотнения-
ми— не ниже 8-го класса.
Бесфланцевые соединения.
Наиболее простым является уп-
лотнение вакуумных шлангов на
форвакуумных магистралях (до
1 • 10~4 мм рт. ст.), осуществляе-
мое путем надевания шлангов на
оливки (рис. 3-7). Их геометрические размеры (в милли-
метрах) рекомендуют выбирать из следующих соотно-
шений:
Рис. 3-7. Размеры оли-
вок.
Р=(1,54-1,3)6/;
Р1 = б/+ (1,54-3),
где d — внутренний диаметр резинового вакуумного
шланга;
R = c + (0,34-0,5)7).
Иногда оливки выполняют не волнистыми, а с глад-
ким конусом (геометрические размеры гладкой оливки
выбираются аналогично). При использовании гладких
оливок упрощается процесс надевания и снятия шлан-
гов, однако для герметизации шлангов в этих случаях
необходимо применять гибкие ленточные хомуты. Лента
хомута имеет насечки, через которые она захватывается
витками червяка. Поворот червяка производится отверт-
кой, вставляемой в шлиц его головки. Благодаря такой
конструкции можно получить большие стягивающие уси-
лия при незначительных усилиях на головке червяка.
Конструкция гибкого хомута и способ его крепления на
шланге показаны на рис. 3-8.
Для подсоединения к высоковакуумным установкам
стеклянных и металлических трубок и стержней диамет-
10* 147
ром до 32 мм широко используется зажимное соединение
с резиновым уплотнением грибкового типа (рис. 3-9) по
нормали НПО.005.042. Здесь уплотняющая прокладка
из резины 4 (уплотняющие прокладки следует выбирать
по табл. 3-8), расположенная между стенками корпуса 1
и подсоединяемой деталью, под давлением нажимной
гайки 2 и кольца 3
прижимается к кор-
пусу грибка и к уп-
лотняемой поверх-
ности детали, за счет
чего и обеспечивает-
ся вакуумная герме-
тичность. Величина
натекания через та-
кие уплотнения не
должна превышать
1 • 10“6 л!мкм • сек.
Детали могут
быть изготовлены из
следующих материа-
Рис. 3-8. Гибкий хомут (а) и гермети-
зация им шланга (б).
лов: корпус—из ста-
ли марки 20 или стали марки Х18Н9Т; гайка — из ста-
ли 35; кольцо — из латуни марки ЛС-59-1; прокладка —
из резины марки 7889. Конструкция конца корпуса мо-
жет быть изменена в зависимости от места его подсоеди-
нения к вакуумной установке. Конструктивные размеры
Рис. 3-9. Штуцерное соединение грибкового типа.
а — общий вид (табл. 3-9); б — корпус (табл 3-10); в — гайка (табл. 3-11);
г — кольцо (табл. 3-12).
148
Таблица 3-8
Размер, мм Вес, кё
\и~;~ и
Материал ЬУ D н
ф 3 9 5 2,5 0,0002
р 12 5,0 0,0004
ф 5 8 2,5 0,0003
р 15 5,0 0,0009
ф 8 11 2,5 0,0006
р 18 10 6,0 0,0010
ф 10 20 14 3,5 0,0008
р 22 16 6,0 0,0020
ф 15 25 19 3,5 0,0022
р 29 8,0 0,0028
ф 20 30 24 3,5 0,0028
р 35 25 8,0 0,0031
р 25 42 30 10,0 0,0065
р 32 49 38 0,0071
Примечание. Ф — фторопласт; Р — резина. Допускаемое отклонение на
размеры прокладки из фторопласта: D по Х4; Н по В7. Материал прокладки — ре-
зина марки 7889 ТУ МХП № У-250-54 или фторопласт-4А ГОСТ 10007-52.
149
уплотнения и его элементов по рис. 3-9 представлены
в табл. 3-8—3-12 [везде D? — диаметр условного прохо-
да (соединения)].
Т а б лица 3-9
Размер, мм
Dy D Di D2 D3 ^макс ^шакс S 51 1 d
3 20 М14Х1 5,5 5 35 27 10 17 5
5 26 М18Х1 9 8 42 32 14 22 3 8
8 28 М20ХП5 11 И 49 35 17 24 10
10 33 М27Х1.5 17 15 54 38 22 30 4 16
15 38 МЗЗХ1,5 21 20 61 44 27 36 19
20 45 М39Х2 26 25 69 49 32 41 г 25
25 55 М45Х2 31 30 81 58 36 50 □ 30
32 60 М52Х2 39 38 96 68 46 55 38
По такой же схеме конструируются бесфланцевые
соединения телескопических (с изменяемой длиной) тру-
бопроводов. Принципиальная схема такого соединения
показана на рис. 3-10. Вакуумное соединение стеклянных
и металлических вакуумопроводов показано на рис. 3-11.
Таблица 3-10
Размер, мм Вес, кг
ру| D D. | D. d4 L Li 51 1 1 /1 Z2 /3
3 20 М14Х1 12 5 7 5,5 30 14 17 3 10 17 21 0,064
5 26 М18Х1 15 8 10 8,5 33 "22~ 22 0,110
8 28 М20Х1,5 18 11 13 10,5 38 16 24 12 20 24 0,142
10 33 М27Х1.5 22 15 18 17,0 40 30 4 0,205
15 38 МЗЗХ1,5 29 20 22 21,0 46 21 36 5 13 24 29 0,260
20 45 М39Х2 35 25 27 26,0 54 27 41 18 29 33 0,110
25 55 М45Х2 42 30 32 31,5 63 30 50 19 32 40 0,616
32 60 М52Х2 49 38 40 41,5 73 40 55 20 33 45 0,900
Примечание. Допускаемые отклонения на размеры: D по В7; L и St по
С5; Z)y по А3; мм. Материал корпуса—сталь марки 20 ГОСТ 1050-50 или сталь
марки XI8Н9Т ГОСТ 5632-61.
150
Таблица 3-11
Размер, мм Вес, кг
Di Z)2 L ц /
3 М14Х1 5,5 13 8 2 10 0,013
5 М18Х1 9,0 17 3 14 0,024
8 М20ХН5 11,0 19 4 17 0,035
10 М27ХН5 17,0 22 9 22 0,065
15 M33XL5 21,0 24 27 0,100
20 М39Х2 26,0 30 13 5 32 0,135
25 М45Х2 31,0 32 36 0,200
32 М52Х2 39,0 38 16 46 0,253
Примечание. Допускаемые отклонения на размеры: L по В7; S по Сб.
Материал гайки— сталь марки 45 ГОСТ 1050-50, покрытие— Ц. 15. хр.
Поверхность подвижного трубопровода, соприкасающая-
ся с уплотняющей прокладкой, не должна иметь про-
дольных рисок и должна быть обработана с чистотой
не ниже 6-го класса.
Широкое применение находят также штуцерно-торце-
вые соединения с резиновыми и фторопластовыми про-
кладками, выбираемыми по табл. 3-8. Фторопластовые
прокладки применяются до разрежений 1 • 10~8 ммрт. ст.,
Таблица 3-12
Размер, мм Вес, кг
Dr Z)a Н
3 5,5 12 4,5 0,004
5 9,0 15 0,006
8 11,0 18 5,5 0,007
10 17,0 22 0,012
15 21,0 29 6,5 0,017
20 26,0 35 0,023
25 31,0 42 8,0 0,040
32 39,0 49 0,043
Примечание. Допускаемые отклонения на
размеры: D2 по Х5; Н по С5. Материал кольца—ла-
тунь марки ЛС 59-1 ГОСТ 1019-47.
151
при температуре от —60 до +150° С. Конструкция и эле-
менты этого уплотнения представлены на рис. 3-12, а кон-
структивные размеры — в табл. 3-13—3-16.
На рис. 3-13 представлена конструкция цельнометал-
лического соединения грибкового типа. Индиевое кольцо 3
Рис. 3-10. Теле-
скопическое
уплотнение.
1 — уплотнитель; 2 —
нажимная гайка; 3 —
шайба.
Рис. 3-11. Вакуумное соеди-
нение стеклянных и метал-
лических трубопроводов.
1 — корпус уплотнения; 2 —
фланец; 3 — уплотняющая про-
кладка; 4 — стеклянный трубо-
провод; 5 — металлический тру-
бопровод.
из проволоки диаметром 1 мм зажимается между корпу-
сом 4 и втулкой 2. При затяжке гайки 1 индий вытесня-
ется в направление скосов и обтекает уплотняемую
трубку.
Таблица 3-13
Размер, мм
°У D Dj 2 D3 ^макс S Sj 1
3 19,6 5 6 М12Х1,5 37 17 8 о
5 25,4 8 9 М16ХП5 43 22 10 О
- 8 31,2 10 11 M20XU5 48 27 14 4
10 34,6 14 14 М24Х1,5 61 30 19
15 41,6 19 19 M30XL5 70 36 24 5
20 47,3 24 24 M36XU5 79 41 27
Примечания. 1. Детали соединений из стали марок 20 и 45 в сочетании с
резиновыми уплотняющими прокладками следует применять в вакуумнык системах,
предназначенных для откачки воздуха и неагрессивных газов.
2. Летали соединений из стали марки Х18Н9Т в сочетании с фторопластовыми
уплотняющими прокладками следует применять в вакуумных системах, предназна-
ченных для откачки активных газов (хлора, сернистого газа и др.) и агрессивных
паров (щелочей, кислот и др.).
3. Уплотняющие прокладки из маслостойкой вакуумной резины марки 9024
применять при содержании в системе паров ма'ла (в спектре остаточных газов).
4. Соединение с диаметром условного прохода Г)у—8 для входных и выходных
патрубков вакуумных приборов и систем не применять.
152
Рис. 3-12. Штуцерно-торцевое соединение.
а — общий вид (табл. 3-13); б —штуцер (табл. 3-14); в — ниппель (табл. 3-15); е—гайка
(табл. 3-16).
Рис. 3-13. Цельноме-
таллическое соедине-
ние грибкового типа.
Таблица 3-14
Размер, мм Bee,
Di Da D3 d4 D6 L a2 Si l G кг
3 7 6 М12Х1.5 9 5 24 11 <3,5 8 0,016
5 10 9 М16Х1.5 12 8 28 13 ‘5,0 10 4 3 0,031
8 13 11 М20Х1,5 15 11 30 17 6,0 14 0,052
10 18 14 М24ХП5 20 14 40 19 10,0 19 0,098
15 22 19 М30Х1.5 25 19 46 20 13,0 24 5 5 0,160
20 25 24 M36XU5 30 24 52 25 14,0 27 0,230
П р и м е ч а н и е . Допускаемые отклонения на размеры: Dlt D2 и Si по Сб;
Dy по А3; L по В7). Материал штуцера — сталь марки 20 ГОСТ 1050-60 или сталь
марки Х18Н9Т ГОСТ 5632-61.
На рис. 3-14 представлена конструкция разборного
штуцерно-торцевого соединения с металлической уплот-
няющей прокладкой. Эти соединения рекомендуется
применять в высоковакуумных системах; они допускают
прогрев до 250° С (с алюминиевой прокладкой) или
450°С (с прокладкой из меди). Размеры соединения и
его элементов представлены в табл. 3-17—3-21.
Таблица 3-15
Размер, мм Bee, кг
Dy D, D3 d4 1 L 1 1 Za /3
3 5 7 10,2 9 5 14 3 2,7 3 2 0,004
5 8 10 14,2 12 8 16 0,006
8 10 12 18,0 15 11 19 4 3 0,009
10 14 18 22,0 20 14 22 5 3,0 4 0,025
15 19 23 27,0 25 19 25 4 0,040
20 24 28 33,0 30 24 28 0,060
Примечание. Допускаемые отклонения на размеры: D3 по Сб; Dlt D?
по А5; L по В7; /+^>3 мм. Материал ниппеля —сталь марки 20 ГОСТ 1050-60 или
сталь марки Х18Н9Т ГОСТ 5632-61.
Фланцевые соединения с резиновыми прокладками.
Эти уплотнения конструктивно просты, надежны в экс-
плутации, не требуют больших зажимных усилий. Обыч-
154
Л L-j
Рис. 3-14. Прогреваемые
штуцерно-торцевые со-
единения.
а — общий вид <табл. 3-17);
б — прокладка (табл. 3-18);
в —ниппель (табл. 3-19);
г — штуцер (табл. 3-20); д —
гайка (табл. 3-21).
Таблица 3-16
Размер, мм Вес,
D, D £>1 г>а D3 L S 1 h кг
3 19,6 16 7,2 MI2X1.5 15 17 12 Q 0,018
5 25,4 20 10,2 М16Х1.5 17 22 14 О 0,030
8 31,2 25 12,3 М 20X1,5 22 27 18 0,060
10 34,6 28 18,5 M24XL5 25 30 21 5 0,070
15 41,6 34 23,5 М30Х1,5 27 36 23 0,090
20 47,3 40 28,5 М36Х1.5 30 41 26 7 0,110
Примечание. Допускаемые отклонения на размеры: L по В7; S по С5
Материал гайки—сталь марки 45 ГОСТ 1050-60, покрытие Ц. 15. хр. или сталь
марки Х18Н9Т ГОСТ 5632-61.
но на одной из стыковых поверхностей делается канавка,
в которую укладывается уплотняющая прокладка, проти-
воположная поверхность делается гладкой.
Уплотнительные прокладки делаются литыми с по-
мощью пресс-форм с точно заданными размерами. В ла-
Таблица 3-17
Размер, мм Вес, кг
Dn Резьба ^2 D L Алюминие- вая прокладка Медная прокладка
6 М18Х1 8 12 21,6 42 0,053 0,059
8 М17Х1.5 10 15 25,4 48 0,073 0,079
10 M22XL5 12 18 31,2 53 0,101 0,107
бораторной практике, а также при ремонте установок
иногда используются прокладки, вырезанные из листа
или клееные из шнура, при этом концы шнура срезаются
под углом 20—25° на ус и скленный стык должен быть
расположен в «лежачем» положении (рис. 3-15).
Таблица 3-18
Размер, мм Вес, кг
* 1 h d Алюминий Медь
6 1,0 3,5 10,5 0,003 0,0108
8 1,0 4 13 0,003 0,013
10 1,5 4 15 0,0041 0,0148
156
Размер, мм
D, d di d2 по A5 ^3 d4 по А4 1 h /2 L
Ном. Доп. откл. Ном. Доп. откл.
6 8 8 11 +0,24 И 14,5 +0,24 6 6 5 19
8 9,5 10 13 +0,24 13 16 +0,24 8 7 6 23
10 13 13 15 +0,24 16 20 +0,24 10 7 6 26
Размер, мм
d di по С4 d2 по А4
Ном. | | Доп. откл. Ном. Доп. откл.
6 М16Х1 10 —0,1 7 +0,1
8 M18XL5 13 —0,12 10 +0,1
10 сл М22Х1.5 17 —0,12 14 +0,12
Таблица 3-19
Вес, кг
п h С3 s с5
Ном. Доп. откл. Ном. Доп. откл.
3 4 —0,025 9 —0,2 0,015
4 4 —0,025 11 —0,24 0,018
4 4,5 —0,025 4 —0,24 0,026
Таблица 3-20
б?з по С3 । L h /х /2 Вес, кг
11,5 22 4 10 3,5 0,02
14 24 4,5 10 3,5 0,03
16 26 4,5 12 4 0,041
Таблица 3-21
Размер, мм Вес, кг
D! D d d. d. S no C5 T H no C5 h no A5 n
Ном. I Доп. ОТКЛ. Ном. 1 Доп. ОТКЛ. Hom. Доп. ОТКЛ.
6 21,6 М16Х1 19 11,5 19 -—0,28 2 17 —0,24 14 +0,24 3,5 0,015
8 25,4 M18XL5 21 13,5 22 —0,28 2,5 18 —0,24 15 +0,24 3,5 0,022
10 31,2 M22XL5 25 16,5 27 -0,28 2,5 19 —0,28 16 +0,24 3,5 0,031
Для правильной работы уплотнителя из вакуумной
резины необходимо, чтобы удельные давления на нее
не превосходили:
Марка резины Удельное давление, кг!смг
7889 16—18
9024 20—22
1015 20—22
14Р-23 4—7
Конструкция фланцевого соединения представлена на
рис. 3-16, размеры элементов фланцевых соединений
представлены в табл. 3-22—3-24 (по нормали
НПО.005.042). Прокладки для этого уплотнения выбира-
ются по табл. 3-25.
При конструировании фланцев необходимо оставлять
припуск по толщине под окончательную обработку флан-
Рис. 3-15. Расположение склеенной
прокладки,
а —правильно; б — неправильно.
цев после сварки их с трубами. Практически припуск
должен составлять 1,5—3 мм в зависимости от диаметра
фланца. В тех случаях, когда нет возможности привести
окончательную обработку фланца после сварки, его вы-
полняют с коротким переходным патрубком, как показа-
но на рис. 3-17,а. При этом значительная часть металла
158
Таблица 3-22
Размер, мм ^макс Деталь 4 Деталь 5 Деталь 6
Dy D D, ^макс Болт ГОСТ 7805-62 Количество Гайка ГОСТ 5927-62 Количество Шайба ГОСТ 11371-65 Количество
10 46 14 18 25 М5Х20 4 М5 4 5 4
15 52 19
20 62 24 20 30 М6Х25 Мб 6
25 70 30
32 78 37 24
40 85 45
50 НО 56 27 40 М8Х35 4 М8 4 8 4
60 120 66
70* 130 76
80* 145 86
85 91
100 170 106 М10X35 мю 10
ПО* 180 116
125 195 137
140* 210 146 8 8 8
150* 220 156
160 235 166 30 45 М10X40
175* 250 181 Ml 2X40 М12 12
190* 265 196
200 275 206
225* 300 231
250 330 256
260 340 266
300 380 306 34 50 Ml 2X45
325* 405 331
350* 430 356
159
Продолжение табл, 3-22
Размер, мм
Деталь 4
Деталь 5 Деталь 6
Лмакс
^макс
380 460 386
400 490~ ~407
55 М12х50
60 Ml 6X55
Болт ГОСТ
7805-62
420* 510 427
450
550 458
42
480* 580 488
500 600 508
65 М16Х60
М16
16
46
Примечания. 1. Фланцы из стали марки Х18Н9Т применять для приварки
(припайки) к элементам вакуумных систем, изготовленным из нержавеющей стали.
2. Соединения с диаметром условных проходов, отмеченным звездочкой, для
входных и выходных патрубков вакуумных приборов и систем не применять.
3. Крепежные детали 4, 5 и 6 должны быть изготовлены из стали марки 20
с покрытием по группе 1 ГОСТ 1759-62.
переводится в стружку. В случае необходимости изоля-
ции уплотнителя от окружающего пространства обе сты-
ковые поверхности делаются фигурными: одна с канав-
кой, другая с выступом, как показано на рис. 3-17,6.
Подобную конфигурацию стыковых соединений выполня-
ют при применении прокладок из фторопласта-4. При
этом необходимо для предотвращения выдавливания
обеспечить зазоры вокруг прокладки не более 0,1—0,3 мм.
Иногда для удобства монтажа соединения выполняются
с накидным кольцом. Варианты конструктивного выпол-
нения таких соединений представлены на рис. 3-17,в, г.
Хорошо зарекомендовали себя уплотнения с плоскими
фланцами (рис. 3-18), в которых уплотняющая проклад-
ка вкладывается между кольцами из алюминия и флан-
цы зажимаются болтами, проходящими через отверстия
в наружном кольце. Радиус выточек в кольцах r=0,4d,
где d — диаметр резинового кольца (табл. 3-26). В не-
которых случаях (например, для герметичного со-
единения колпаков, затворов и т. п.) необходимо
предусматривать в конструкциях соединений канавки
с фасонным профилем для удержания уплотняющей цро-
160
Таблица 3-23
Размер, мм Вес, кг
D, 1 ° 1 О. I Пз £>4 L | Ц 11 с d 1 п
10 46 14 34 22,5 13,5 10 5 1,8 1,0 6 4 0,085
15 52 19 39 27,5 18,5 0,098
20 62 24 48 32^5 23,5 11 6 7 0,195
25 70 30 55 38,0 29,0 1,5 0,220
32 78 37 62 45,0 36,0 13 8 0,325
40 85 45 70 53,0 44,0 0,430
50 НО 56 90 69,0 55,0 15 10 3,0 2,0 9 12 0,620
60 120 66 102 79,0 65,0 0,880
70 130 76 112 90,0 76,0 1,085
80 145 86 91 125 100,0 86,0 1,170*
85
105,0 91,0 1,396
100 170 106 145 120,0 106,0 1,460
НО 180 116 155 131,0 117,0 1,570
125 195 131 170 146,0 132,0 1,680
140 210 146 185 162,0 148,0 8 1,900
150 220 156 195 172,0 158,0 2,000
160 235 166 210 188,0 168,0 17 12 4,2 2,280
175 250 181 225 203,0 183,0 14 2,660
190 265 196 240 218,0 198,0 3,110
200 275 206 250 228,0 208,0 3,420
225 300 231 275 253,0 233,0 3,700
250 330 256 300 278,0 258,0 4,000
260 340 266 308 288,0 268,0 4,400
300 380 306 350 328,0 308,0 19 14 5,400
325 405 331 375 355,0 335,0 5,600
350 430 356 400 380,0 360,0 6,400
380 460 386 430 410,0 390,0 21 16 7,740
400 490 407 455 430,0 410,0 9,080
11 — 1292
161
Продолжение табл. 3-23
Размер, мм Bee, кг
Dy ° Di Da D3 D< 1 1 L 1 ' c Id 1"
420 510 427 475 450,0 430,0 23 18 4,2 2,5 18 8 10,120
450 550 458 515 480,0 460,0 3,0 11,050
480 580 488 545 510,0 490,0 25 20 13,450
500 600 508 • 565 530,0 510,0 15,000
Примечание. Допускаемые отклонения на размеры: D и L по В7; Dy по
А7; Dj по С5. Материал фланца — сталь марки 20 ГОСТ 1050-60 или сталь марки
Х18Н9Т ГОСТ 5632-61.
Рис. 3-16. Фланцевое соединение.
а — общий вид (табл. 3-22); б — фланец с канавкой из стали
марки Х18Н9Т (табл. 3-23); в — фланец с канавкой из стали
марки 20 (табл. 3-23); г —- фланец гладкий из стали марки
Х18Н9Т (табл. 3-24); б —фланец гладкий из стали марки 20
(табл. 3-24).
162
Таблица 3-24
Размер, мм Вес, кг
L)y D £>з L 1 7, 1 1 1 с н п
10 46 14 34 22 8 5 1,5 1 ,0 6 4 0,085
15 52 19 39 27 0,098
20 62 24 48 32 9 6 7 0,195
25 70 30 55 38 1,5 0,220
32 78 37 62 45 11 8 0,325
40 85 45 70 53 0,430
50 НО 56 90 64 12 10 з,о 2,0 9 0,620
60 120 66 102 74 0,880
70 130 76 112 84 1,085
80 145 86 125 94 1,170
85 91 99 1,396
100 170 106 145 114 12 1,480
НО 180 116 155 124 1,570
125 195 131 170 139 1,680
140 210 146 185 154 8 1,900
150 220 156 195 164 2,000
160 235 166 210 174 13 12 4,0 2,280
175 250 181 225 189 14 2,660
190 265 196 240 204 3,140
200 275 206 250 214 3,420
’ 225 300 231 275 239 3,700
250 330 256 300 264 4,000
260 340 266 308 274 4,400
300 380 306 350 314 15 14 5,400
325 405 331 375 339 5,600
350 430 356 400 364 6,400
380 460 386 430 394 17 16 7,740
400 11* 490 407 455 415 " 9,080 163
Продолжение табл, 3-24
Размер, мм Вес, кг
D Г>! оа D3 L г. 1 ‘ 1 d п
420 510 427 475 435 19 18 4,0 2,5 18 8 10,420
450 550 458 515 466 3,0 11,050
480 580 488 545 496 21 21 13,450
500 600 508 565 516 15,000
Примечание. Допускаемые отклонения на размеры: D и L по В7; Di по
С5; Z)y по А7. Материл фланца — сталь марки 20 ГОСТ 1050-60 или сталь марки
Х18Н9Т ГОСТ 5632-61.
Рис. 3-17. Конструкции
фланцевых соединений.
а — с переходным патруб-
ком; б — с фигурными сты-
ками; в — с несъемным на-
кидным фланцем; г — со
съемным накидным флан-
цем.
Рис. 3-18. Уплотнение
с плоским фланцем.
1 — фланец; 2 — уплотняю-
щий диск; 3 — кольцевая
прокладка.
кладки. Примеры таких соединений показаны на
рис. 3-19.
Уплотнения с большими периметрами иногда выпол-
няют с двумя прокладками, промежуточное пространство
между которыми для надежной герметизации откачива-
ется механическим вакуумным насосом (рис. 3-19,в).
Удобным и надежным в работе является быстрораз-
борное соединение фирмы «Лейбольд» (ФРГ) с накид-
164
Таблица 3-25
Размер, мм Вес, кг
D'y 1 D 1 d
3 5,0 2 0,00008
5 8,0 0,00010
8 11,0 0,00020
10 12,5 3 0,00040
14,0 • 0,00050
14,5 5 0,00100
15 17,5 3 0,00050
19,0 0,00С60
19,5 5 0,00200
20 22,5 3 0,00070
24,0 0,00075
24,5 5 0,00220
25 28,0 “ 3 0,00080
29,0 5 0,00300
32 35,0 3 0,00100
39,0 5 0,00300
40 43,0 3 0,00100
48,0 6 0,00500
50 54,0 5 0,00560
58,0 6 0,00600
60 64,0 5 0,00500
70 75,0 0,00600
80 85,0 0,00700
85 90,0 0,00800
100 105,0 0,00900
165
Продолжение табл. 3-25
Размер, мм Вес, кг
D 1 d
но 116,0 5 0,00950
125 131,0 0,01000
140 147,0 0,012С0
150 157,0 0,01300
160 166,0 , 7 0,02600
175 181,0 0,02800
190 196,0 0,03000
200 206,0 0,3200
225 231,0 0,03800
250 256,0 0,04000
260 266,0 0,04100
300 306,0 0,04700
325 333,0 0,05100
350 358,0 0,05400
380 388,0 0,05800
400 408,0 0,06300
420 428,0 0,06500
450 458,0 0,06900
480 488,0 0,07400
500 508,0 0,07900
Материал прокладки— резина марки 7889 или 9024 ТУ МХП № У-250-54.
ным стягивающим хомутом (рис. 3-20). Конструкцион-
ные элементы этого соединения показаны на рис. 3-21.
Уплотнительное кольцо 4 вместе с центрирующим коль-
цом 3 укладывается между фланцами 2 с конической
обратной поверхностью. Стяжка этих фланцев осуще-
ствляется хомутом, полукольца 1 которого имеют вну-
треннюю коническую проточку. Этими поверхностями
при помощи откидного болта 6 они сжимают конические
фланцы соединяемых трубопроводов или других элемен-
тов вакуумной системы. Полукольцо выполняется из
166
Т а б’л и ц а 3-26
Размер, мм
Кольцевая про-
кладка круглого
сечения
Dr D k 1 Ь Внутренний диаметр Тол- щина
10 75 50 11,5 8 4 20 5
25 100 75 11,5 10 4 40 5
32 120 90 14 10 4 50 5
50 140 НО 14 ' 12 4 70 5
65 160 130 14 12 4 85 5
80 190 150 18 14 4 100 5
100 210 170 18 14 4,8 120 6
150 265 225 18 14 4,8 175 6
200 320 280 18 16 6,4 230 8
250 375 335 18 20 6,4 280 8
Количество
высверлен-
ных от-
верстий
4
4
4
4
4
4
4
8
8
12
алюминия АЛ-9, центрирующее кольцо из стали 45 с по-
следующим хромированием.
Рис. 3-19. Конст-
рукции уплотнений.
а — с фасонной про-
точкой; б — с проме-
жуточными кольца-
ми; в — с двумя про-
кладками.
167
Рис. 3-20. Быстроразъемное соеди-
нение с накидным хомутом.
Размеры конструк-
ционных элементов это-
го соединения приведе-
ны в табл. 3-27—3-31.
На рис. 3-22 пред-
ставлена другая кон-
струкция быстрораз-
борного соединения,
предложенного фирмой
«Сожев». / Зажимное
устройство состоит из
двух хомутов, поджи-
маемых к фланцам
уплотняемых вакуумо-
проводов при помощи рукоятки с эксцентриком. Вели-
чина зажима подбирается при помощи регулирующего
винта.
Рис. 3-21. Конструктивные элементы быстроразъемного соединения.
а — общий вид (табл. 3-27); б — полукольцо (табл. 3-28); в —фланец
(табл. 3-29); г — кольцо (табл. 3-30); д — серьга (табл. 3-31).
168
Фланцевые соединения с металлическими прокладка-
ми. В сверхвысоковакуумных, а также некоторых специ-
альных установках, где применяется длительный про-
грев, использование уплотняющих прокладок из резины
и фторопласта полностью исключено и для осуществле-
ния , вакуумно-герметичных
соединений приходится при-
менять металлические про-
кладки.
Для установок, прогре-
ваемых не выше 150° С, до-
статочно надежными и удоб-
ными в эксплуатации явля-
ются уплотнения с проклад-
ками из индия. При помощи
этих прокладок, кроме ме-
таллов, можно герметизиро-
вать стекло, керамику, фар-
фор и другие хрупкие мате-
риалы. Усилия, необходимые
для обеспечения герметично-
сти, составляет 5—6 кг на
1 пог. см при ширине уплот-
нения 1 мм.
Конфигурации разделок
фланцев под индиевые про-
кладки показаны на рис.
в табл. 3-32 и 3-33. Зуб
вой посадке 3-го класса с
Рис. 3-22. Зажимное устрой-
ство.
/ — неподвижный хомут; 2 — по-
движный хомут; 3 — рукоятка с
эксцентриком; 4 —пружина; 5 — ре-
гулирующий винт; 6 — прокладка;
7.8 — соединяемые вакуумопро-
воды.
3-23, а их размеры—-
и канавки выполняются по ходо-
чистотой обработки по V6.
Рис. 3-23. Схема индиевых уплотнений,
а--под металлические фланцы (табл. 3-32); б —под хрупкие
материалы (табл. 3-33).
169
Таблица 3-27
Размеры, мм Деталь 6. Болт откидной НПО.892.003 (ограничение ГОСТ 3033-55) из стали марки 20 Деталь 7. Гайка- барашек НПО.893.012 (огра- ничение ГОСТ 3032-66) из стали марки 20 Деталь 8. Шайба НП0.894.000 (ограничение 11371-65) из стали марки 20 Деталь 9. Штифт цилинд- рический (3 шт.) НПО. 896.000 (ограничение ГОСТ 3128-60) из стали марки 45
йУ D ^макс ^макс ь
10 15 44 52 37 41 71 81 3 М5Х35 М5 5 4Пр2г,Х16
20 25 32 56 60 70 45 49 55 85 90 101 4
40 50 82 92 66 76 116 126 6 М6Х40 Мб 6 5Пр22,Х18
Примечание. Крепежные детали 6, 7 и 8 должны быть изготовлены с
покрытием по группе 1 ГОСТ 1759-62.
При сборке соединения индиевая проволока уклады-
вается в канавку с перекрытием концов внахлест дли-
ной 3 мм и слегка придавливается. Затем фланцевое сое-
динение равномерно затягивается болтами по всему пе-
риметру. При разборке соединения индий с уплотнения
снимается и из него вновь изготовляется проволока с по-
мощью ручного пресса, изображенного на рис. 3-24.
Канал корпуса пресса и отверстия фильер тщательно
Т а б ли ца 3-28
Размер, мм
Я,
Ri
Rs
Доп.
откл.
Вес,
кг
10
15
20
25
32
12
64
74
78
83
94
40
50
25 35
30 40
41
-С, 34 8
0,17
0,027
0,031
0,035
0,041
0,071
0,084
R
s
7
b
Примечание. Допускаемые отклонения на размеры; L по С5; В по В7. Ма-
териал полукольца — алюминий АЛ9 ГОСТ 2685-63, покрытие ЭМ. МЛ-25 серый
11Т-А.
170
Таблица 3-29
Размер, мм Вес, кг
° D‘ о. 1 1 L
10 30 12 15 16 0,030
15 38 17 20 18 0,044
20 42 22 25 20 0,060
25 46 28 31 22 0,076
32 56 35 38 25 0,112
40 66 43 47 30 0,174
50 76 53 57 35 0,235
и L по С5; £>у
Примечание. Допускаемые отктэнения на размеры: D, D2
по А 8. Материал фланца — сталь марки 20 ГОСТ 1050-50.
Таблица 3-30
Размеры, мм Вес, кг
Г) пг | D., 1 L 1 R
10 15,5 12 15 8 3,0 2,5 0,006
15 20,5 17 20 0,007
20 25,5 22 25 0,010-
25 30,5 28 30 0,014
32 41,0 33 40 0,023
40 50,0 43 49 9 3,6 з,о 0,027
50 60,0 53 59 0,031
Примечание. Допускаемые отклонения на разме )ы: D и L по С5. Мате-
риал центрирующего кольца — сталь марки 45 ГОСТ 1050-60.
Таблица 3-31
Размер, мм Вес, кг
Dy В 1 R h А d
10 15 20 25 32 10 24 5 3,5 14 4 0,006
40 50 12 29 6 4,5 17 5 0,012
Примечание. Допускаемые отклонения на размеры В, L и h по С5. Мате-
риал серьги — сталь марки 45 ГОСТ 1050-60, покрытие Ц. 15. хр.
171
Таблица 3-32
Размеры, мм *
1 Диаметр фланцевых соединений /а п т d
До 100 2 3 5 1 0,3 0,4 0,6
От 100 до 5С0 2 4 6 2 0,3 0,5 0,8
500 3 5 8 2 0,4 0,6 1,0
Примечание, hi — высота канавки, Ла — высота зуба; 1г — ширина канав-
ки; /а — ширина буртика; п — высота канавки для защемления индия; т — ширина
канавки для защемления индия; d —диаметр индиевой проволоки.
Таблица 3-33
Размеры, мм
Диаметр хрупких материалов п т d
До 100 0,3 0,4 0,6
От 100 до 500 0,3 0,5 0,8
500 0,4 0,7 1,0
Примечание, п — высота канавки для защемления индия;
т — ширина канавки для защемления индия; d — диаметр индиевой
проволоки.
&3D
°ис. 3-24. Схема ручного пресса для полу-
чения круглой проволоки из индия.
/ — фильера; 2 — корпус; 3 — шток; 4 — винт;
5 — ручка.
172
полируются. Заполнение пресса индием как новым, так
и снятым с соединения производится со стороны фильер.
При этом закладываемый индий (при снятой фильере)
слегка уплотняется в корпусе при помощи молотка и
стального прутка диаметром 6 мм. После заполнения
пресса одевается нужная фильера и через нее выдавли-
вается индиевая проволока.
Рис. 3-25. Прогреваемые ме-
таллические уплотнения.
а — фланец (табл. 3-35); б — про-
филь канавки и зуба (табл. 3-36).
Для высоковакуумных прогреваемых установок с не-
прерывной откачкой и интенсивным газовыделением во
время проведения процесса применяются уплотнения
канавочно-клинового типа с металлическими прокладка-
ми. Фланцы выполняются из стали, а между ними при
монтаже стыка укладывается тонкая, плоская кольцевая
прокладка из меди, алюминия или никеля. Стягивающие
болты изготовляют из негартованной стали марки
Х17Г9АН4 с последующим сульфидированием, чтобы
после прогревов не было заедания гаек. Технологический
процесс сульфидирования представлен на табл. 3-34.
Прокладки заменяются после каждой разборки. Эти
соединения допускают прогрев до температуры 250—
300° С. Конструктивные размеры уплотнения представ-
лены на рис. 3-25 и в табл. 3-35—3-36.
Конструкции фланцевых соединений, допускающих
прогрев до 450—500° С представлены на рис. 3-26—3-28.
173
Номер операции 1 Номер перехода Наименование операций и переходов Оборудова- ние и инструмент Состав
Компо- нент Химическая формула компо- нента Объемные части в смеси, °/ /о
1 1 Подготовитель- ные операции Очистка Пескоструй- ный аппарат и ручные щетки — — —
2 Обезжиривание Стационар- ная ванна Едкий натр NaOH 5
3 Промывка Стационар- ная ванна Вода — —
4 Сушка Сушильный шкаф — — —
Таблица 3-34
Темпера- тура, °C Экспо- зиция, мин Примечание
— — —
— — При отсутствии раствора едкого натра детали следует промыть в авиационном бензине или аце- тоне
— — —
— — —
1 Номер операции 1 Номер перехода Наименование операций и переходов Оборудова- ние и инструмент Состав
Компо- нент Химическая формула компо- нента Объемные части в смеси, %
2 Сульфидирова- ние
1 Приготовление Стальной Мочеви- CaN2H4 55
соляной ванны тигель с местным отсосом на, по- таш, сер- нистый натрий (или ка- лий) К2СО3 Na2S 45 0,2—2
Продолжение табл. 3-34
Темпера-
тура, °C
Экспо-
зиция,
мин
Примечание
500
Для приготовления цианата калия
смесь из поташа и мочевины вно-
сить небольшими порциями в сталь-
ной тигель, нагретый до темпера-
туры 350—380° С.
Мочевина и поташ сплавляются,
образуя цианат калия с выделением
аммиака и углекислого газа. В ре-
зультате выделения газообразных
продуктов количество цианата ка-
лия уменьшается в 2 раза. После
наполнения тигля цианатом калия
температуру следует повысить до
500° С, небольшими порциями до-
бавлять сернистый натр и переме-
шивать. Когда содержание суль-
фидной серы достигнет 0,2—2°/о,
расплав годен к употреблению
о
f Номер операции 1 Номер перехода Наименование операций и переходов Оборудова- ние и инструмент Состав
Компо- нент Химическая формула компо- нента Объемные части в смеси, о/ /о
2 Предваритель- ный нагрев изделия Электропечь или другое нагреватель- ное устрой- ство — — —
3 Нагрев соляной ванны Стационар- ная ванна с подогре- вом — — —
4 Нагрев ванны вместе с изде- лием — — — —
Продолжение табл. 3*34
Темпера-
тура, °C
Экспо-
зиция,
мин
Приме‘1ание
150—300
560—580
560—580 60
Для обеспечения циркуляции рас-
плава в ванне между изделиями
необходимо оставлять промежутки
не менее 5 мм. Температуру кон-
тролировать при помощи термопа-
ры, помещенной в металлическую
трубку
I Номер операции 1 Номер перехода Наименование операций и переходов Оборудова- ние и инструмент Состав
Компо- нент Химическая формула компо- нента Объемные части в смеси, %
5 Выдержка изделия — — — —
6 Охлаждение на воздухе до температуры 80—90е С — — — —
7 Промывка (растворение солей) Стационар- ная ванна с проточной горячей водой Вода — —
8 i Сушка । Сушильный шкаф или центрифуга — — —
Продолжение табл. 3-34
Продолжение табл. 3-34
1 Номер операции 1 Номер перехода Наименование операций и переходов Оборудова- ние и инструмент Состав Темпера- тура, *С Экспо- зиция, мин Примечание
Компо- нент Химическая формула компо- нента Объемные части в смеси, %
9 Обработка в масле для пре- дохранения от коррозии Стационар- ная ванна Масло ве- ретенное или ма- шинное — — — — Смазанные маслом сульфидиро- ванные детали должны иметь чер- ный цвет. Наличие цветов побежа- лости указывает на то, что изде- лия сульфидированы плохо
3 1 Контроль. Определение глубины суль- фидирования Микроскоп с увеличе- нием 100 — — — — — Контроль производится на об- разцах „свидетелях", на которых изготовляется шлиф. Глубина суль- фидного слоя должна быть не ме- нее 0,2 мм
2 Определение твердости сульфидного слоя Прибор ПМТ-3 — — — — __ Микротвердость должна быть не менее Яу = 585 или HRC — 50
Примечания: 1. Увеличение размеров изделия после, сульфидирования (в пределах 10 мкм на сторону) должно компенсироваться
изменением допусков при изготовлении изделия.
2. Механическая обработка сульфидированных деталей резанием или шлифованием не допускается; допускается полировка, притирка,
доводка и т. п.
Таблица 3-35
Размер, мм
L)y Труба Фланец Болты
Наружный диаметр d0 Внутренний диаметр d1 Наружный диаметр d Диаметр бол- товой окруж- ности k Толщина b Диаметр от- верстий под болты d2 Глубина вы- точки под трубу а Резьба Количество п
10 14 10 58 40 10 9 3 М8 4
15 19 15 65 45 10 9 3 М8 4
20 24 20 78 55 12 11 5 мю 4
25 30 25 85 62 12 11 5 мю 4
32 37 32 92 70 12 11 5 мю 4
40 45 40 НО 80 14 13 5 М12 8
50 55 50 120 90 14 13 5 М12 8
60 65 60 130 100 15 13 5 М12 8
70 76 70 145 115 15 13 5 М12 8
80 89 83 155 125 16 13 5 М12 8
100 108 102 175 145 18 13 5 М12 12
125 130 124 200 170 20 13 8 М12 12
150 156 150 230 195 22 13 8 М12 12
175 180 174 250 220 24 13 8 М12 16
200 206 200 280 250 24 13 8 М12 16
225 231 225 300 270 25 13 8 М12 20
250 256 250 330 300 25 13 8 М12 20
300 306 300 380 350 28 13 10 М12 24
325 331 325 420 380 30 13 10 М12 24
350 356 350 440 400 30 15 10 М14 20
400 407 400 500 460 34 17 12 М16 20
450 458 450 550 510 35 17 12 М16 24
500 508 500 600 560 36 17 12 М16 24
От предыдущего соединения они отличаются тем, что
в данном случае обеспечивается сохранение плоской
формы фланца за счет создания двух опор: в месте гер-
метизации и по периферии фланца.
Здесь также практически исключена возможность
растяжения болтов в результате действия термическо-
го расширения из-за применения фланцев неодинаковой
толщины. Один из фланцев делается более толстым
(«несущий»). Он воспринимает все внешние механиче-
ские нагрузки. Второй — более тонкий («следящий»)
легко деформируется. Таким путем исключается растя-
жение болтов. В этой конструкции за счет «силовой
развязки» при помощи кольцевых канавочных проточек
во фланцах исключается коробление центральной части
конструкции в месте герметизации стыка. При этом в сое-
12* 179
Таблица 3-36
Размер, мм
Диаметр по вершине клина и низу канавки d0 Наружный диа- метр выступа, выточки и уплот- нителя di Внутренний диа- метр уплотняю- щего профиля и уплотнителя ! Толщина уплотни- теля b
10 15+0,1 20 10 0,3
15 20+0,1 25 15 0,3
20 25±0,1 30 20 0,3
25 30±0,1 35 25 0,3
32 37±0,1 42 32 0,3
40 45±0,1 50 40 0,3
50 55+0,15 60 50 0,4
60 65+0,15 70 60 0,4
70 75+0,15 80 70 0,4
80 92+0,15 98 86 0,4
100 110+0,15 120 100 0,4
125 135+0,15 145 125 0,4
150 170+0,2 180 160 0,4
175 190+0,2 200 175 0,4
200 210+0,2 220 200 0,5
225 235+0,2 245 225 0,5
250 260+0,2 270 250 0,5
300 310+0,25 320 300 0,5
325 340+0,25 350 325 0,5
350 360+0,25 380 350 0,5
400 420+0,25 440 400 0,5
450 470+0,25 490 450 0,5
500 520+0,25 540 500 0,5
Таблица 3-37
Размер, мм Количество шпи- лек Деталь 5 Деталь 6
D тд ^макс Гайка ГОСТ 1 5927-62 из стали марки Х18Н9Т Количество Шайба ГОСТ 11371-61 из стали марки Х18Н9Т Количество
10 15 58 65 15 20 36 48 М8Х1 8
20 25 32. 78 85 92 25 30 37 38 55 4 М10Х1,25 8 10 8
40 110 46 40 60
50 120 56 8 М12Х1,25 16 12 16
60 130 66 41 62
180
Рис. 3-26. Прогреваемое уплотнение с максимальным £>у = 60.
а — общий вид (табл. 3-37); б — фланец с зубом (табл. 3-38); в — фланец
с канавкой (табл. 3-39).
181
Рис. 3-27. Прогреваемое уплотнение с £у=70-ь225.
а--общий вид (табл. 3-40); б — фланец с зубом (табл. 3-41); в — фланец
с канавкой (табл. 3-42).
динениях с Dy до 225 мм делается одна проточка с обрат-
ной стороны фланцев, а в соединениях с £)у = 250-4-750 мм
делаются проточки двух встречных канавок. Конструк-
тивные размеры элементов этих уплотнений представле-
ны в табл. 3-37—3-46. Размеры прокладок выбираются
по табл. 3-47, а шпильки — по табл. 3-48.
182
183
Т а б л и ца 3-38
Размер, мм Bee, - кг
D £>i d2 D3 d4 De D7 1 L 1 11 1d 1 n
10 58 15 40 20 20 15 52 40 26 21 6 9 4 0,374
15 65 20 45 25 25 20 60 45 0,434
20 78 25 55 32 30 25 72 58 11 0,585
25 85 30 62 39 35 30 80 65 0,684
32 92 37 70 47 45 40 86 72 0,710
40 НО 46 80 53 50 45 105 90 13 8 0,930
50 120 56 90 63 60 55 115 100 27 22 7 1,098
60 130 66 100 73 70 65 125 110 1,176
Примечай и е. Допускаемые отклонения на размеры, мм: + D_____________j ,q;
di—0,25’ L—0,5-
Таблица 3-39
Размер, мм Bee, кг
ду D Di d2 1 D3 D4 d5 j D6 L l d n
10 58 15 40 20 20 15 52 15 10 5 3 9 4 0,144
15 65 20 45 25 25 20 60 0,205
20 78 25 55 32 30 25 72 17 12 11 0,351
25 85 30 62 39 35 30 80 0,421
32 92 37 70 47 45 40 86 0,494
40 110 46 80 53 50 45 105 19 14 13 8 0,780
50 120 56 90 63 60 55 115 6 4 0,954
60 130 66 100 73 70 65 125 20 15 0,135
Примечание. Допускаемые отклонения на размеры, мм: £>у+0’2\
Di—0,25; l—0,5-
184
Размер, мм Количество шпилек
D Dt ^макс Lr
70 165 76 29 58 12
80 175 86
85 180 92
100 200 106
110 210 116
125 225 132 33 65
140 255 146 16
150 265 156
160 280 168 35 выбираете* 67 1 из табл.
175 295 183
190 310 198 20
200 320 208
225 о! пр 355 и м е ч а н и 232 е. Шпилька 24 3-48
Таблица 3-40
Деталь 5 Деталь 6
Гайка ГОСТ 5927-62 из стали марки Х18Н9Т Количество Шайба ГОСТ 11371-65 из стали марки XI8H9T Коли- чество
М12Х1,25 24 12 24
M14XU5 14
32 32
40 40
48 48
Таблица 3-41
о
Размер, мм Вес, ке
D Di D* D3 D4 d5 D6 Z)7 L Lt d 1 n
70 165 76 118 90 100 95 145 155 18 16 14 12 1,357
80 175 86 128 100 ПО 105 155 165 1,581
85 180 92 134 105 115 110 160 170 1,716
100 200 106 148 120 130 125 180 190 1,942
НО 210 116 158 130 140 135 190 200 2,168
125 225 132 175 145 155 150 205 215 20 18 16 2,359
140 265 146 190 160 170 165 225 245 16 3,000
150 156 200 170 180 175 235 255 4,003
160 280 168 215 184 195 190 250 270 21 19 4,350
175 295 183 230 198 210 205 265 285 4,500
190 310 198 245 214 225 220 280 300 20 4,664
200 320 208 255 224 235 230 290 308 5,193
225 355 232 280 245 260 250 320 342 24 5,202
Примечание. Допускаемые отклонения на размеры, мм: D+0»3, 1Д; 0,3; 0,5- Фланец из стали марки Х18Н9Т ГОСТ 5632-61
Таблица 3-42
Размер, мм Вес, кг
D7 О. __ П2 d9 Ds D9 L 1 d n
70 165 76 118 90 100 95 152 18 16 14 12 1,771
80 175 86 128 100 110 105 164 1,913
85 180 92 134 105 115 110 168 1,946
100 200 106 148 120
130 125 188 2,480
по 210 116 158 130 140 135 198 2,522
125 225 132 175 145 155 150 214 20 18 16 марки X 3,400
140 255 146 190 160 170 165 242 16 4,556
150 265 156 200 170 180 175 252 4,872
160 280 168 215 184 195 190 268 21 Фланец 19 из стали 5,101
175 295 183
230 198 210 205 282 5,550
190 310 198 245
214 225 220 298 20 6,141
200 320 208 255 224
235 230 306 6,321
225 оо П р и м । 355 е ч а н и е. Д 232 опускаемые < 280 этклонения н 245 а размеры, , 260 мм: D +°>3 У 250 £>__ lt0’ Di— 340 0,3; L— 0.5- 24 18H9T Г( 7,640 ЭСТ 5632-61.
Таблиц а 3-43
Размер, мм Количество шпи- лек Деталь 6 Деталь 7
Dy D Di ^макс Lt Гайка гост 5927-62 из стали марки Х18Н9ТЛ Количество Шайба ГОСТ 11371-65 из стали марки Х18Н9Т Количество
250* 410 258 31 72 28 M16XL5 56 16 56
260 420 268
300 475 308 75 32 64 64
325* 500 332 34
350* 525 358 36 72 72
380 560 388
400 580 408 38 80 40 80 80
420* 600 428
450 625 458 44 88 88
480* 660 488
500 680 508 48 96 96
550* 750 560 42 85 M18XL5 18
600 800 610 52 104 104
650 850 660 56 112 112
700 900 710 60 120 120
750* 980 762 47 96 M20XL5 20
Примечание. Шпильки и гайки сульфидированы. Соединения с диаметром
условных проходов, отмеченным звездочкой, для входных и выходных патрубков
вакуумных приборов и систем не применять.
188
Таблица 3-44
Размер, мм Bee,
ду D Di D3 D4 D, D3 d7 Ds B1Q L l h G d n кг
250 410 258 332 272 295 280 294 310 300 370 400 6,95
260 420 268 342 282 305 290 304 320 310 380 410 19 8 11 13 28 8,03
300 475 308 382 322 345 330 344 360 350 425 465 32 13,05
325 500 332 408 348 370 355 370 385 375 450 490 14,50
350 525 358 432 373 395 380 395 410 400 485 515 21 13 15 13,00
380 560 388 462 402 425 410 424 440 430 510 550 18 ob 14,94
400 580 408 488 424 450 432 448 465 455 530 570 Л Ci 16,62
420 600 428 502 442 465 450 464 480 470 560 590 4U 17,30
450 625 458 532 472 495 480 494 510 500 590 615 23 9 15 17 44 18,86
480 660 488 562 502 525 510 524 540 530 620 649 18,70
500 680 508 588 524 550 532 548 565 555 630 670 48 19,38
550 750 560 548 576 602 586 602 622 612 700 740 24,00 31,40
600 800 610 698 626 652 636 652 672 662 750 790 25 16 18 20 52
650 700 850 900 660 710 748 798 676 726 702 686 736 702 752 722 712 762 800 840 890 56 34,20 35,00
752 772 850
60
750 980 762 860 780 810 792 810 830 820 930 970 28 10 18 20 22 50,30
+0 3
Примечание. Допускаемые отклонения на размеры, мм: Dy ' ; Z>i_Q3; L__q 5, фланец из стали марки Х18Н9Т ГОСТ 5632-61.
с»
«о
Т а б л и ц а 3-45
Размер, мм
°Г D О, D. Оз O4 D. O7 Ds | Dio L ‘ 1 1 d 1 n Bee, кг
250 410 258 332 272 295 280 292 310 300 398 9,82
260 300 420 475 268 308 342 382 282 305 290 302 320 310 408 19 7 11 10 5 28 9,80
322 345 330 342 360 350 462 11,90
325 500 525 332 358 408 348 370 355 368 385 375 487 12 32 15,00
350 432 373 395 380 393 410 400 513 21 16,00
380 560 388 462 402 425 410 420 440 430 548 13 11 18 36 18,5
400 580 408 488 424 450 432 444 465 455 568 19,1
420 450 600 428 458 502 442 472 465 450 460 480 470 588 19,5
625 532 495 480 490 510 500 612 23 15 13 20,0
480 500 660 488 562 588 502 524 525 510 532 520 544 540 530 650 8 6 44 24,0
680 508 550 565 555 668 24,2
550 600 650 700 750 800 560 610 (X 648 698 748 798 576 626 676 726 602 652 702 586 598 622 672 612 738 48 34,3
636 648 698 748 662 712 762 788 25 16 14 20 52 37,6
850 900 bbl) 710 686 736 722 772 838 56 39,0
752 888 42,0
750 980 762 860 780 810 792 804 830 820 968 28 9 18 115 7 22 60 58,0
+0 3
Примечание. Допускаемые отклонения на размеры, мм\ Dy ’ ; i>0; £>i__0>3; L_0,5* Фланец из стали марки Х18Н9Т
Таблица 3-46
Размер, мм Вес, кг
D* 1 L
250
260
300
325
350
380 16 0,06
400
420
450
480
500
550
600 19 0,075
700
750 22 0,090
Примечание. Допускаемое
размер L _ _ мм. Рейтер из стали
—0,5
лента 0,5 ГОСТ 4986-61.
отклонение на
марки Х18Н9Т.
Таблица 3-47
Размер, мм Вес, кг
ъ 1 D 1 D‘ 1 s
10 20 10 0,0010
15 25 15 0,4 0,0014
20 30 20 0,0018
25 35 25 0,0022
32 45 32 0,0027
40 50 40 0,0032
50 60 50 0,5 0,0038
60 70 60 0,0045
70 100 85 0,0125
80 110 95 0,0139
191
Продолжение таблицы 3-47
Размер, мм Вес, кг
D 1 D- 1 s
85 115 loo 0,0113
100 130 115 0,0127
но 140 125 0,0187
125 150 140 0,0248
140 170 155 0,0277
150 180 165 0,0292
160 195 180 0,0295
175 210 195 0,0300
190 225 210 0,0310
200 235 220 0,0316
225 260 240 0,0348
250 310 282 0,0520
260 320 292 0,5 0,0530
300 360 332 0,0610
325 385 357 0,0680
350 410 378 0,0820
380 440 412 0,0893
400 465 437 0,0957
420 480 452 0,0975
450 510 482 0,0985
480 540 512 0,0992
500 565 534 0,0998
550 622 588 0,1550
600 672 638 0,1680
650 722 688 0,1760
700 772 738 0,1890
750 830 794 0,2100
Примечание. Допускаемое отклонение
на размер D по В,. Прокладка из меди марки Ml
ГОСТ 495-50.
192
Таблиц а 3-48
F=J"T
П“П
I I
ULi
Размер, мм Вес,
°? d 1 L 1 кг
10 15 М8Х1 48 13 0,017
20 25 32 М10ХН25 50 15 0,029
40 50 60 17 0,053
60 62 0,055
70 80 85 100 110 M12XL25 58 18 0,051
125 140 150 M14XL5 65 0,072
160 175 190 200 225 М14Х1-5 67 20 0,074
250 260 72 0,105
300 325 350 380 М16Х1,5 75 0,110
400 420 450 480 500 80 22 0,118
550 600 650 700 М18Х1,5 85 0,160
750 M20XL5 96 25 0,212
Примечание. Допускаемые отклонения
на размер L ± 1,5 мм\ на резьбу по 3-му классу
точности ГОСТ 9253-59. Материал шпильки — сталь
марки Х18Н9Т МПТУ 2362-49. Шпильку сульфи-
дировать.
13—1292
193
Т а б л и ц а 3-49
Размер, мм Уплотняющая про- кладка Крепеж
Внутрен- Диаметр Диа- Коли-
°? D Г>1 /г. Аа d ний диа- метр проволоки метр болтов чест- во
40 \ 90 1 70 46 20 12 11 46-«Л 1,5—2 10 8
60 115 92 66 20 12 13 66 -».1 1,5—2 12 8
100 155 132 107 22 16 13 107-0.» 1,5-2 12 12
150 215 186 157 22 18 17 157-»,2 1,5—2 16 12
200 263 235 208 22 20 17 208-0.2 1,5—2 16 16
250 345 318 290 24 24 17 290-о,2 1,5—2 16 22
300 395 368 340 26 26 17 340-«.2 1,5—2 16 26
350 445 418 390 28 28 17 390-0,2 1,5—2 16 30
400 495 468 440 30 30 17 440-о,8 1,5—2 16 34
500 595 568 540 34 34 17 540-«Л 1,5—2 16 40
Примечание. Для соединений с диаметром проходного сечения свыше
200 мм рекомендуется применять сильфонную развязку.
В табл. 3-49 приведены рекомендуемые размеры про*
греваемых фланцевых соединений с конусным профилем
и проволочной прокладкой. Эта конструкция отличается
простотой изготовления фланцев и кольцевых проволоч-
ных прокладок, малой чувствительностью к неточности
изготовления и возможным повреждениям в процессе
производства, транспортировки и эксплуатации, а также
удобством монтажа благодаря самоустановке фланцев.
194 ‘
Таблица 3-50
Схема уплотнения
Разобранное Собранное закреп- ленное
Примечание
Уплотнитель — медное или
алюминиевое плоское кольцо.
Уплотнение может подвергать-
ся многократному нагреву до
450° С и охлаждению до ком-
натной температуры
Уплотнитель — медное или
алюминиевое плоское кольцо.
Уплотнение может подвергать-
ся многократному нагреву до
450° С и охлаждению до ком-
натной температуры. Требуется
большее усилие на уплотнение,
чем в п. 1
Уплотнитель — медное или
алюминиевое плоское кольцо
толщиной 1 мм. При уплотнении
прокладка срезается уплотнитель-
ными кромками на половину
своей первоначальной толщины.
Уплотнение может подвергаться
многократному нагреву до
450° С и охлаждению до ком-
натной температуры
Уплотнитель — медное коль-
цо, вырезанное из трубы. Уп-
лотнение может подвергаться
нагреву до температуры 450° С
и охлаждению до комнатной тем-
пературы
Уплотнитель—свинцовое коль-
цо диаметром 4—6 мм. Уплот-
нение не может подвергаться
нагреву выше 100® С
13*
195
Продолжение табл. 3-50
Схема уплотнения
Разобранное
Собранное закреп
ленное
Примечание
Уплотнение острой кромкой
(стальной) по плоскости (мед-
ной или алюминиевой). Этот вид
уплотнения находит применение
для вентилей малого размера.
Уплотнение в замкнутом со-
стоянии не может подвергаться
нагреву
А* форвакуум
номи насосу
Цельнометаллическое уплотне-
ние с плоскими фланцами, кото-
рое может подвергаться много-
кратному нагреву до 450* С и
охлаждению: а — уплотнитель —
две медные прокладки толщиной
0,25 мм; б — уплотнитель U-об-
раэная медная прокладка. Коли-
чество уплотняющих поверхно-
стей меньше (2 вместо 4), чем
в случае а
У плотнитель — медное кольцо
с двусторонними острыми кром-
ками
Уплотнитель—медное кольцо с
фасонным сечением. После уплот-
нения пространство между коль-
цевыми выступами откачивается
до низкого вакуума. Уплотнение
может подвергаться многократ-
ному нагреву до 450° С и ох-
лаждению до комнатной темпе-
ратуры
У плотнитель — медное плос-
кое кольцо толщиной 0,2 мм.
Уплотнение может подвергаться
многократному нагреву до 800° С
и охлаждению до температуры
жидкого азота
Примечание. При прогреве .соединения с уплотнителем из алюминиевой
прокладки выше 150* С часто необходима подтяжка фланцев после охлаждения.
196
Проволочные прокладки для уплотнений изготовля-
ются из меди или алюминия, а соединение концов про-
волок осуществляется методом стыковой электросварки,
так как пайка приводит к возникновению неоднородности
по длине прокладки и может быть причиной загрязнения
эвакуируемых объемов летучими компонентами припоя,
например цинком. Образовавшийся после сварки наплыв
удаляется механической обработкой. Далее прокладки
отжигаются и тщательно зачищаются.
Существует также много других конструктивных схем
вакуумно-герметичных прогреваемых уплотнений с ме-
таллическими прокладками, основные из которых пред-
ставлены в табл. 3-50.
3-2. ВАКУУМНЫЕ ТРУБОПРОВОДЫ
Вакуумные трубопроводы являются одной из основ-
ных составных частей вакуумных установок и предназна-
чаются для соединения различных элементов вакуумных
систем.
Вакуумный трубопровод должен иметь по возмож-
ности минимальную длину и максимальный внутренний
диаметр (условный проход tDy), который должен выби-
раться по табл. 3-51. Как правило, диаметр вакуумного
трубопровода не должен быть меньше диаметра входно-
го отверстия насоса.
Для изготовления вакуумных трубопроводов наибо-
лее часто применяют бесшовные .трубы из углеродистой
и нержавеющей стали, а также из латуни, меди и в ред-
ких случаях из стекла. Рекомендуемый для вакуумной
техники сортамент труб представлен в табл. 3-52—3-55.
Выбор материалов в каждом конкретном случае про-
изводят исходя из специфики проводимых в вакуумных
установках процессов. Материал трубопроводов всегда
должен быть согласован с материалами сопрягаемых де-
талей в части сварки, пайки, коэффициента термического
расширения и т. д.
Высоковакуумные участки трубопроводов выполня-
ются, как правило, из нержавеющей стали. В установках
с парортутными насосами нежелательно применение труб
из меди, алюминия и латуни из-за образования амальгам.
При конструировании вакуумных трубопроводов нуж-
но обеспечивать минимальное количество сварных или
паяных швов, а также разборных соединений, так как
197
Таблица 3-51
Условный проход Dy, мм Уеловвы й проход Dy, мм Условный проход Dy, мм
3* 175* 1 000
4* 190* 1 200
5 200 1 300*
6* 225* 1 400*
8* 250 1 500
10 260 1 600*
15 300 1 800*
20 325* 2 000
25 350 2 200*
32 380 2 500
40 400 2 600*
50 420* 2 800*
60 450 3 000
70* 480* 3 200*
80* 500 3 400*
85 550* 3 600
100 600 3 800*
ПО* 650* 4 000
125 700 4 250*
140* 750* 4 500
150* 800 4 750*
160 850* 5 000
Примечание. Условные проходы, отмечен
ные звездочкой, для входных и выходных диаметров
не применять. Условный проход должен обозначаться
буквами Dy и размером условного прохода.
эти места представляют собой потенциальные источники
негерметичности. Поэтому при использовании труб коле-
на трубопроводов рекомендуется делать гнутыми. Мини-
мальные радиусы изгиба труб приводятся в соответст-
вующих стандартах на их сортамент. При гибке труб
не допускается образования складок на внутренней части
изгиба, так как они являются местами скопления раз-
личного рода загрязнений. При ограниченных размерах
колена его делают сварным. Детали сварного углового
колена следует заготовлять с некоторым угловым при-
пуском (до 2°), так как из-за неравномерности усадки
шва при сварке угол готового колена может оказаться
острее, чем он получается при складывании заготовок.
При изготовлении трубопроводов больших диаметров
широко применяются сварные секторные колена с одним
и двумя секторами. Конструктивные размеры секторных
198
Таблица 3-52
Способ изго- товления Размеры трубы £> х S, мм Допускаемые отклоне- ния при обычной точности изготовле- ния Вес 1 м трубы, кг, для сталей «МРН по ГОСТ 9842-61, мм
по наруж- ному диаметру по толщи- не стенки 0Х21Н5Т, 1Х21Н5Т 0Х18Н10Т, Х18Н10Т, 0Х18Н12Б
Трубы бес- шовные хо- лоднотяну- 14X2 14X2,5 0,57 0,73 0,59 0,76 18
тые, холод- нокатаные и теплока- таные из 18X2 18X3 ~|~0,45 мм 0,76 1,07 0,79 1,12 28
нержавею- щей стали по ГОСТ 9941-62 20X2 ±15% 0,86 0,89 40
22X2 25X2 0,96 1,69 0,99 1,14 50
25X3 1,58 1,65
32X3 2,21 2,32 60
38X2 38X3 1,73 2,65 1,79 2,77 70
45X3,5 ±12,5% 3,48 3,61 90
48X3 ±1, 2% ± 15% 3,22 3,36 100
56X3,5 ±12,5% 4,38 4,57 НО
70X3 ±15% 5,05 5,29 200
80X4 80X5 ±12,5% 7,25 8,94 7,54 9,30 240
95X4 8,70 9,02 300
Трубы бес- шовные го- рячеката- 76X4 89X4,5 + 1,5%~=“ —2,0% +20%-=- —15% 7,30 9,10 7,60 9,43 225 250
ные из не- ржавеющей СТ 1ЛИ по ГОСТ 9940-62 106X6 133X6 15,30 19,40 15,80 20,00 360 400
159X6 ±1,5% 22,0 22,84 450
199
Трубы бесшовные холоднотянутые и холоднокатаные по ГОСТ 8734-58 (сталь 10 и 20) Способ изготовления
о со оо со -xj сл СП © О О X X X X X СП Сл 4* СО 32X3,5 38X2 38X4 45X4 48X4 NDNDNDNDND—• — » СЛ СП ND ND О 00 00 О 4^ хххххххххх СО ND СО ND ND Со ND ND СО ND СЛ Размеры трубы £>НХ 5, мм
±0,8% ±0,4 мм ±0,3 мм по наружному диаметру Допускаемые отклонения при обычной точности из- готовления
1+ о о4- по толщине стенки
8,980 11,100 7,490 9,240 4,040 4,340 5,740 1,780 3,350 ND 0,986 1,410 1,130 1,630 о © 0,789 1,110 0,592 0,814 0,691 Вес 1 м трубы, кг
со § ND О 90 100 200 о О о © 00 оо по ГОСТ 9842-61, мм
Трубы бесшовные горячекатаные по ГОСТ 8732-58 (сталь 10 и 20) Способ изготсвления
4х СО СС СО ND ГО N0 ND -4 ND ND 4х СЛ "-4 СЛ СП СО СЛ СП X X X X X X X “ — •—> — О — “ О ND О О “ 12 о О СЛ СП СП со со р © 00 00 1 СП СЛ СЛ >?ХХХХХХХ'ХХХХХХХХХ ОО СЛ — © -Л СЛ -U -Л »+ СП — СЛ 4+ — 4^ СО ND ° СП СП сл Размеры трубы £>НХ S, мм
±1.25% ±1% по наружному диаметру Допускаемые отклонения при обычной точ- ности изго- товления
+ 12,5,% -15,0% по толщине стенки
90,51 112,58 58,60 77,68 92,63 11,09 57,95 27,82 45,38 31,52 41,63 17,15 18,99 26,24 12,73 21,75 10,26 12,70 8,38 12,28 7,10 3,36 4,62 5,23 Вес 1 м трубы, кг
1 120 1 250 800 900 о W сп 1 © 1 о 1 § © о 1 ND 1 1 о /?мИН по ГОСТ 9842-61, мм
Табл и ц а 3-53
Таблица 3-54
Метод изго- товления Размеры трубы £>НХ 5, мм Допускаемые отклонения, мм Вес 1 м трубы, кг /?МР1Н по ГОСТ 9842-61, мм
по наружному диаметру по толщине стенки
10X2 0,14 20
12X2 ±0,18 0,18 25
14X2 0,21 30
14X3 —0,15 ±0,25 0,29
18X2 ±0,18 0,28
18X3 ±0,25 0,40 40
20X2 ±0,18 0,32
22X2 0,35
25X2,5 —0,20 ±0,20 0,49 50
25X3 ±0,25 0,58
Трубы хо- лоднотяну- тые и хо- лодноката- ные из алю- миния техни- ческого АД1 и алюминие- вого сплава АМуС по ГОСТ 1947-56 32X2,5 32X3,5 ±0,20 ±0,25 0,65 0,88 70
38X2,5 38X3,5 —0,25 ±0,20 ±0,25 0,78 1,06 80
45X2,5 45X3,5 ±0,20 ±0,25 0,93 1,28 100
55X2,5 58X4 ' —0,35 ±0,20 ±0,28 1,15 1,90 120
75X3,5 75X1 ±0,25 ±0,28 2,20 2,50 200
90X5 ±0,40 3,74 250
110X4 —0,50 ±0,28 3,73 300
110X5 ±0,40 4,62
201
Таблица 3-55
Размеры тянутых труб из меди DHX 5, мм ГОСТ 617-53 Допускаемые отклонения, мм Вес 1 м тру- бы, кг °мп„ по ГОСТ 9842-61, мм
по наружному диаметру по толщине стенки
6X1 —0,15 0,14 10
7X1 ±о,ю 0,17
8X1 0,20 15
8X1,5 +0,15 0,27
ЮХ1 —0,20 ±0,10 0,25
12X1 0,31 20
12X1,5 ±0,15 0,44
16X1 16X1,5 —0,24 ±0,10 ±0,15 0,42 0,61 30
20X1 20X1,5 ±0,10 ±0,15 0,53 0,77
24X1 —0,30 ±0,10 0,64
24X1,5 0,94 40
28X1,5 1,11
32X1,5 1,28 50
35Х> ,5 —0,35 ±0,15 1,40
38X1,5 1,53 60
45X1,5 —0,40 1,82 80
55Х!,5 —0,50 2,24 100
55X2 2,96
75X2 85±2 —0,80 ±0,20 4,08 4,64 150 170
104X2 ±0,5 5,70 200
130X2,5 8,91 250
155X2,5 206X3 ±0,6 ±0,7 ±0,25 10,66 17,03 350 450
258X4 310X5 ±0,9 ±0,30 ±0,40 28,41 42,64 500 600
202
Таблица 3-56
Рн, мм 20 20—50 50—70
Dq, мм (DH+0,5)+M (ад-о,8)+м (Он+1,5)+».’
Продолжение табл. 3-56
DH, мм 70—100 100—200 200
Dq, мм (£>н+2,5)+М (DH+3,5)+».» 1,02£>н+»,»
колен представлены на рис. 3-29. Аналогично последним
могут быть выполнены и колена с углом поворота как
больше, так и меньше 90°.
В случае крутых изгибов труб из углеродистых ста-
лей целесообразно применять крутоизогнутые штампо-
ванные приварные отводы с малым радиусом изгиба
^?ср=^н по ГОСТ
9842-61.
Диаметр отверстий
DQ под трубы в стенках
и фланцах в зависимо-
сти от наружного диа-
метра jDh трубы реко-
мендуется брать по
табл. 3-56.
На стороне низкого
и среднего вакуума (до
1 • 10-3—1 • 10-4 мм
Рис. 3-29. Основные типовые кон-
струкции сварных секторных колен
с углом поворота 90°.
а — при /?ср=0,75Оп; б-при /?ср=0,9 £>н.
рт. ст.), где требования
к чистоте и пропускной
способности. невелики,
широко применяются
вакуумные резиновые шланги. Они обеспечивают тре-
буемую в данном случае герметичность, допускают боль-
шую свободу перемещения узлов установок. Применение
резиновых вакуумных шлангов для соединения механи-
ческого насоса с остальной частью установки предохра-
няет оборудование от вибраций.
203
Вакуумные шланги представляют собой толстостен-
ные трубки (без тканевых прокладок) и изготовляются
из резины марки 7889. Размеры шлангов (по ТУМХП
№ 1472-54), выпускаемых промышленностью, приведены
в табл. 3-57.
Таблица 3-57
Внутренний диаметр, мм Толщина стенки, мм
Номинал Допустимое отклонение Номинал Допустимое отклонение
3 —0,2 3 ±0,5
6 —0,3 6 ±1,0
9 —0,5 9 ±1,0
12 —0,5 12 ±1,5
15 —0,5 15 ±2,0
30 — 1,0 30 ±3,0
П р и м е ч*а н и е: Трубки изготовляются длиной
от 600 до 1 500 мм.
2 ’ 1
Рис. 3-30. Вакуумный
шланг со спиралью.
1 — шланг; 2 — спираль.
шим газоотделением в
На низковакуумных магистралях с успехом исполь-
зуются также шланги из искусственных синтетических
прозрачных материалов, например из поливинилхлорида
и др. Шланги небольших диаметров достаточно толсто-
стенны и не сдавливаются атмо-
сферным давлением. Шланги
больших диаметров укрепляются
посредством вложений в них-про-
волочной спирали (рис. 3-30).
Эти шланги прозрачные, что лег-
ко позволяет обнаружить появив-
шиеся внутри них загрязнения.
Ранее для изготовления высо-
ковакуумных трубопроводов при-
менялось исключительно стекло,
так как оно обладает наимень-
вакууме. В настоящее время стек-
лянные системы выполняются, как правило, только для
специальных целей.
Имеется опыт успешного применения в промышлен-
ности трубопроводов предварительного разрежения
большой протяженности, изготовленных из стеклянных
труб. При этом использовались толстостенные стеклян-
ные трубы, предназначенные для подачи и транспорти-
ровки кислот, щелочей, пищевых продуктов.
204
Трубы выпускаются в виде прямых отрезков длиной
3; 2,75; 2,5; 1,75; 1,50 и 1,25 м с отклонением нс более 1 %
длины. Из этого же стекла выполняются фасонные части
трубопроводов в виде тройников, угольников, переходни-
ков и др. Основные размеры и допуски на стеклянные
трубы приведены в табл. 3-58.
Табл и'ц а 3-58
Наружный ’ диаметр, мм
Допускаемые отклоне-
ния, %................
Толщина стенок, мм . .
Допускаемые отклонения
от толщины, мм . . .
Овальность, мм . . . .
Стрела прогиба (% от
длины трубы) . . . .
Отклонение торца от
прямого угла, мм . .
18,5 27 33 39 45 68 93 122
— 1,5 —2 —3 —3 —2 —3 —4 —5
3 3 3 4 4 5 6 7
±0,5 ±0,5 ±0,5 ±1 ±1 ±1 ±1 ±1
1 1,5 1,5 2 2 3 3 3
0,5 0,5 0,3 0,3 0,3 0,2 0,2 0,2
0,5 0,5 0,5 1,5 1,5 2 2 2
не имеют
их
Трубы на концах
вакуумноплотные соединения
ми прокладками, сжимаемыми шлифованными торцами
труб. Конструкция уплот-
нения представлена на
рис. 3-31.
Участок сложного
стеклянного вакуумопро-
вода с угольниками /,
тройниками 3 и вакуум-
ным вентилем 2 показан
на рис. 3-32.
В в а ку у м.о п р о в од а х
особенно с
контуром для «развязки»
их жесткости часто пре-
дусматривают гибкие эле-
менты (компенсаторы),
которые предназначаются
для компенсации неточно-
утолщения, и поэтому
осуществляют резиновы-
замкнутым
Рис.
3-31. Соединение стеклянных
вакуумопроводов.
а — с плоской прокладкой; б —с Т-об-
разной прокладкой.
сти изготовления и облегчения сборки трубопроводов,
для компенсации тепловых деформаций, а также для
защиты установок от вибраций механических насосов.
На магистралях низкого вакуума в качестве компен-
саторов могут быть использованы участки гибких шлан-
205
гов из вакуумной резины или синтетических материалов.
Для этих целей часто используются линзовые компенса-
торы из вакуумной резины (рис. 3-33). На концах сое-
Рис. 3-33. Конструкция
резинового линзового
компенсатора.
1 — линзовый компенсатор;
2 — стяжной хомутик: 3 —
вакуумопровод; 4 — проточ-
ка трубы.
Рис. 3-32. Участок
стеклянного вакуумо-
провода.
Рис. 3-34. Конструкция
сильфонного компенса-
тора.
Х18Н10Т или ОХ18НЮТ,
диняемых трубопроводов де-
лаются проточки для про-
кладки резинового компен-
сатора. Наружный диаметр
проточки делается на 2—
3 мм больше внутреннего
диаметра посадочного ме-
ста резинового компенсатора.
Чистота обработки проточки
должна быть не ниже V6.
На высоковакуумных
прогреваемых участках тру-
бопроводов используются
сильфонные компенсаторы
(рис. 3-34).
В вакуумной технике наи-
большее распространение
получили сильфоны из нер-
жавеющей стали марок
конструкция и размеры кото-
рых представлены в табл. 3-59 и 3-60. Эти сильфоны
предназначены для работы при температурах от —197
до +400° С. Они могут изготовляться как из тонкостен-
ных бесшовных трубок заготовок, так и из сварных,
выполненных из листа. Соединение стальных сильфонов
с арматурогй производится роликово-короткоимпульсной,
206
аргонодуговой или электроннолучевой сваркой. Не ре-
комендуется пайка таких соединений серебряными при
поями (ПСр-25, ПСр-45 и др.), имеющими высокую тем
пературу плавления
(700—800° С),
так как
это вызывает наруше-
ние структуры мате-
риала.
Широко применяют-
ся также сильфоны из
полутомпана марки
Л80, конструкции и
размеры которых пред-
ставлены в табл. 3-61.
Эти сильфоны предна-
значаются для работы
при температурах от
—60 до+100° С. Соеди-
Рис. 3-35. Вакуумопровод из норма-
лизованных конструкционных эле-
ментов фирмы «Бальцере».
/ — крестовина; 2 — угольник; 3 — пере-
ходник; 4 — сильфонный компенсатор; 5 —
линзовый компенсатор из резины.
нение полутомпаковых
сильфонов с армату-
рой производится пай-
кой припоями ПОС-40,
ПОС-61 по ГОСТ
1499-54 с бескислотны-
ми флюсами.
Пример сложного вакуумопровода, собранного из
нормализованных узлов фирмы «Бальцере», представлен
на рис. 3-35.
3-3. ВАКУУМНЫЕ ВВОДЫ
Для проведения всевозможных технологических про-
цессов в вакууме необходимо иметь возможность произ-
водить передачу механического движения и подвод элек-
троэнергии в рабочий объем вакуумных установок.
Различные технологические требования к вводам, а
также режимы их работы обусловили создание большого
количества различных конструкций вводов. По принципу
уплотнения все вводы для передачи движения можно
подразделить на две группы: вводы через герметичные
перегородки и вводы с уплотнителями на валу. В данном
разделе будет приведено описание лишь наиболее упот-
ребительных конструкций. При вакууме не выше
10~6 мм рт. ст. все виды вводов используют уплотнители
из резины. В тех случаях, когда требуется более высокий
207
5- со о е Сз «О < О е | Число волн п |_ Kw .MdnO; 5* а? и « И о е d*lt мм 1, мм
(по А4) <? о е Номинальная Допустимое от- клонение
4 6 8
15 9,5 10 12 1,9 1,4 13,0 — 3,5 —0,30
14
* di — внутренний посадочный диаметр.
Таблица 3-59
L, мм Характеристика сильфона Толщина труб- ки заготовки S, мм
Номиналь- ная Допустимое от- клонение Эффективная пло- щадь (расчет- ная), см* Жесткость, кгс, мм Максимально до- пускаемый ход, мм Максимально до- пустимое внутрен- нее и наружное давление, кгс!см* Номинальная Допустимое от- клонение
Наиболь- шая Наимень- шая
15,0 — 1,1 1,18 6,0 1,6 1,0 17,0 0,12 ±0,015
19,0 — 1,3 12,0 4,6 1,5 25,0 0,16 ±0,020
22,7 3,0 0,9 2,4 17,0 0,12 ±0,015
27,0 2,4 0,7 3,2
3,4 1,3 2,9 21,5 0,14
30,5 —1,6 2,0 0,6 3,8 17,0 0,12
2,9 1,0 3,5 21,5 0,14
31,5 1,8 0,5 4,5 17,0 0,12
2,5 1,0 4,2 21,5 0,14
5,3 2,0 3,9 25,0 0,16 ±0,020
ого ‘о+ 81‘0 0*03 8*fr 0‘3 t-8‘3 9*1— 0/01- o'fe - 0*08— 9*8 — 0*91 8*3 3‘8 01 9 9‘8l 13
SIO‘O+ Я‘О 0*91 9*9 0*1 3*3
SI ‘0 S* II 0*9 8*0 Z* I
8*8 3*1 6*3 e‘i— 0*Z3
ого‘о+ 81*0 0*93 Z*9 8*0 9*3 OZ* I 6‘ i— 9*99 O‘^I I 3‘3 33 S* 11 81
ого‘о+ 81 ‘0 0*93 O‘l 0*8 9*1— 0*9^ 81
SIO‘O+ H*0 S‘ IS s‘s 8*1 8*3 e‘ i— 0*08 01 9
зГо 0 ‘ZI Я9 9*0 6*1
SSO‘O+ 33*0 o‘ ic t^‘s s> 6‘Z 9*03
ею‘о+ H*0 9*13 8*3 8*1
SI ‘0 O‘ZI o*8 3*1 s‘e
и‘о 9*13 9*9 Z*0 6*1 81 ‘ I 9*1 — 0‘3fr — 0*81 6*1 81 9*6 91
31‘0 O‘ZI 6‘e fr‘O я I
я‘о 9*13 8> 8*0 1*3 0*88 91
SI ‘0 O‘ZI 3*9 fr‘O 9*1
14—1292
012
to to D (по В8), мм
17,5 13,5 d (по А8), мм
to о оо | ф ф to Число волн п
3,3 3,2 'справ- мм
2,4 to СО “справ- ММ
20,0 16,0 (по А4) dlt мм
1 1 (по А8)
4,0 СО СП Номинальная 1, мм
—0,30 Допустимое от- клонение
ф 00 СП 42,0 35,5 22,0 53,0 46,0 Номи- нальная L, мм
( со о СП Допустимое от- клонение
3,88 2,34 Эффективная пло- щадь (расчет- ная), см2 Характеристика сильфона
СлЭ to СП to 00 to ~о 4,8 to о to Наиболь- шая Жесткость, кгс[мм
0,6 0,4 о о СП >—‘ 0,7 ф о 0,2 Наимень- шая
7,2 6‘z СП о СП СП ф СП СП О to to оо ~о Максимально до- пускаемый ход, мм
15,0 12,5 15,0 12,5 15,0 12,5 16,0 00 о Максимально до- пускаемое внут- реннее и наруж- ное давление, кгс!см*
0,16 0,14 91*0 о 0,16 । о ф 0,10 Номинальная Толщина труб- ки заготовки S, мм
±0,020 ±0,015 1+ О о ±0,015 ±0,020 1+ о о СП Допустимое от- клонение
Продолжение табл. 3-59
38 25,5 2 4,2 2,8 32,0 — 4,0 —0,30
6 (7) 4,2 4,0
38 25,5 10 4,5 3,0 32,0 — 4 —0,30
4,0 4,5 2,8
12 16 4,2 4,0
40 29,0 12 з,о 35,0 —
45 to 33,5 6 3,7 2,7 39,0 \ —
18,0 —1,1 7,94 5,0 2,5 1,1 И,5 0,16 + 0,020
35,0 — 1,6 1,6 0,8 5,6 0,15
34,0 4,5 2,3 4,8 16,0 0,22 +0,025
(37,0) (3,8) 1,7 5,8
55,0 — 1,9 7,94 0,71 0,15 10,8 7,5 0,12 +0,015
0,91 0,30 8,3 0,14
49,5 — 1,6 3,00 1,20 8,6 16,0 0,22 +0,025
52,0 —1,9 9,00 6,00 10,7 20,0 0,35 +0,030
60,0 0,80 0,40 12,3 11,5 0,16 +0,020
58,0 2,50 1,00 10,6 16,0 0,22 +0,025
73,5 1,80 0,80 И,4
60,0 9,42 4,50 2,70 8,8 12,0
33,5 — 1,6 12,00 4,50 1,80 4,0 9,0 0,16 +0,020
5,50 2,20 10,0 0,18
СЛ ю СЛ D (по В8), мм
33,5 37,5 33,5 d (по Ае), мм
ю со 00 О Число волн п
о То 4,5 3,7 'спи.- мм
to 3,0 асправ’ мм
38,0 1 45,0 39,0 (по А4) dlt мм
1 1 1 1 (по А5)
СЛ Номинальная 1, мм
—0,30 Допустимое от- клонение
99,0 75,0 52,0 39,0 25,5 о о 41,0 33,5 Номиналь- ная L, мм
2,2 |_ —1,6 со £ О СЛ Допустимое от- клонение
14,40 15,80 12,00 Эффективная пло- щадь (расчет- ная), см2 Характеристика сильфона
о СЛ о О о 1,20 о 1,80 5,80 5,50 3,40 7,00 9,00 Наиболь- шая Жесткость, кгс!мм
о 7j о о о 1,70 0,50 2,30 2,00 0,85 -ч о О Наимень- шая
20,5 20,8 14,7 -л СЛ со 4,7 2,3 12,0 СЛ "о Максимально до- пускаемый ход,
00 о о 8,0 11,0 00 СЛ 00 о СО о Максимально до- пускаемое внут- реннее и наруж- ное давление, кгс!см*
0,16 0,14 0,16 СО 9Г0 0,22 0,16 0,22 Номинальная Толщина труб- ки заготовки 5, мм
±0,020 ±0,015 ±0,020 ±0,025 —0,020 ±0,025 ±0,020 ±0,025 Допустимое от- клонение
Продолжение табл. 3-59
52 37,5 11 4,5 3,0 45,0 — 5 75,0 —1,9 15,80 2,40 1,00 12,1 11,5 0,22 ±0,025
17 88,0 —2,2 0,95 0,30 18,2 8,0 0,16 ±0,020
63 17,5 6 5,1 3,6 55,0 — 5 —0,30 42,5 —1,6 24,0 2,2 0,9 5,6 6,0 0,16 ±0,020
8 2 53>° —1,9 з,з 1,0 5,4 8,0 0,22 ±0,025
15,5 4,0 2,3 48,0 — 44,0 — 1,6 23,1 3,5 ( 1,4 6,5 10,5 0.26 ±0,030
17,5 9 5,1 3,6 55,0 — 58,0 — 1,9 24,0 1,5 0,6 9,0 6,0 0,16 ±0,020
3,2 1,7 6,1 8 0,22 ±0,025
5,2 2,3 6,4 10,5 0,26 ±0,030
15 88,5 —2,2 1,0 0,3 15,8 6,0 0,16 ±0,020
2,5 1,0 10,7 8,0 0,22 ±0,025
65 50,6 4 5,0 3,5 57,5 — 7 —0,36 36,0 —1,6 26,1 12,0 з,о 2,3 и,о 0,30 ±0,030
78 55,5 10 7,1 4,9 60,0 — 87,5 —2,2 35,2 0,7 0,2 15,8 5,5 0,16 ±0,015
f 8 1 125 D (по В8), мм
| 129,0 лер уело 101,0 d (по А8)
D3 Я О 3 оо Число волн п
1 10,0 обозна СП 'справ- мм
1 6,0 чения < ф» +прав’ мм
я г | е- о 1 (по А4) мм
! 145 аа: D 105 (по А5)
1 10 = 15 J Номинальная
1—0,36 им, п = 1 —0,43 Допустимое от- клонение
'< HbF= S и 5 0‘0Н I 75,5 Номи- нальная L, мм
1—2,5 нм; силь 6*1— Допустимое от- клонение
1 165,0 фон 15X1 100,2 Эффективная пло- щадь (расчет- ная), см2 Характеристика сильфона
12X0,14 1 Наиболь- шая | Жесткость, кге/мм
МН 42 1 Наимень- шая
[22,0 19-64. 7,0 Максимально до- пускаемый ход, мм
I 3,0 2,0 Максимально до- пускаемое внут- реннее и наруж- ное давление, кгс'см2
1 130 0,16 Номинальная Толщина труб- ки заготовки S, мм
1+ о СП Q ±0,025 Допустимое от- клонение
родолжение табл. 3-59
9l5
о ND 00 ND со 4^ ND СО D (по Вв), мм
СЛ О 59,5 55,5 24,0 20,0 d (по As), мм
•— ND о со 4^ ND й ND 4^ Число волн п
0*9 I 5,5 4,5 СО О со 00 ^справ’ мм
о з,о со 2,4 асправ' мм
?! о 60,0 56,0 24,5 22,0 по с4. di, мм
| 1 | по С5
-о о сл Номинальная 1, мм
—0,36 —0,30 Допустимое от- клонение
00 о 78,5 67,5 56,5 28,5 50,0 172,0 80,0 Номинальная L, мм
со — 1,3 —1,6 —2,5 со Допустимое от- клонение
55,00 37,20 32,00 6,59 4,71 Эффективная пло- щадь (расчет- ная), см2 Характеристика сильфона
2,00 2,40 2,90 1,20 3,60 2,80 00*3 2,50 4,50 Наиболь- шая Жесткость, кгс!мм
о 00 О 00‘I 1,20 О о 1,50 1,00 0,50 1,50 Наимень- шая
0‘01 10,2 8,4 10,8 СО 3,6 9,7 43,0 24,1 Максимально до- пускаемый ход, м м
4,5 5,0 3,2 з,о 10,0 8,5 12,5 Максимально до- пускаемое внут- реннее и наруж- ное давление, кес/см*
0,22 0,24 0,16 о, 15 0,20 0,16 0,22 Номинальная Толщина труб ки заготовки S, мм
±0,025 ±0,020 +0,025 Допустимое от- клонение
Таблица 3-60
916
208 190 165 157 145 126 100 D (по*В8), мм
0*691 149,0 137,0 125,5 126,5 115,5 95,5 82,0 d (по &ъ)Гмм
-j ел ЬЭ О ю ео -а Число вели п
CD "о 8,9 9,3 8,6 11,4 8,5 8,2 со о 5,0 ^справ’ мм
Гэ 0‘9 6,8 Г9 6,0 2,5 асправ* мм
1 | 1 1 1 85,5 по С4 du мм
170 150 138 127 116 CD СП | по С5
Гэ о о ЬЭ -О Гэ CD Номинальная 1, мм
—0,43 —0,36 о й —0,36 1 о й —0,36 Допустимое от- клонение
СО 163 141 129 123 00 116 50,5 Номинальная L, мм
—2,2 —2,5 ьо ю —2,5 —2,2 1_ То Допустимое от- клонение
278,5 227,0 180,2 158,3 132,8 96,7 65,00 Эффективная пло- щадь (расчет- ная), см2 Характеристика сильфона
1 | 1 1 1 1 О Наиболь- шая Жесткость, кге/мм
1 1 1 1 1 1 1 1 0,60 Наимень- шая
8,7 20,3 18,0 20,7 13,2 12,6 13,0 СО Максимально до- пускаемый ход, мм
о ЬЭ GO о -ч о 2,8 3,2 о О Максимально до- пускаемое внут- реннее и наруж- ное давление, кгс1см2
о ел о О о ел О 0,80 о о 0,28 0,30 0,20 Номинальная Толщина труб- ки заготовки 5, мм
±0,05 +0,04 1+ о От 1+ О 00 ±0,04 ±0,03 1+ о о ±0,020 Допустимое от- клонение
Продолжение табл, 3-60
L\7>
о D (по В8), мм
75,5 d (по АД мм
со со оо о Число волн п
7,3 ^справ» мм
СП ьэ °Справ’ мм
76,0 по С4 ww ,хр
1 по Сц
Номинальная 1, мм
ъ о 2 До пусти мое "от- клонение
107,0 78,3 70,0 56,0 Номинальная L, мм
to £ со Допустимое от- клонение
60,00 Эффективная пло- щадь (расчет- ная), см* Характеристика сильфонА
о О о 00 О 0,93 0,70 01*1 о Наиболь- н?ая Жесткость, кгс(мм
о 0,55 0,22 О о 0,31 о 0,35 ! 0,50 Наимень- шая
19,7 20,2 19,7 13,4 со 13,4 И,5 8,2 Максимально до- пускаемый ход, мм
' С./ со to to со to to 2,2 1 2,1 Максимально до- пускаемое внут- реннее и наруж- ное давление, кгс!см*
0,24 0,22 0,16 0,22 СП 0,14 0,16 Номинальная Толщина труб- ки заготовки S, мм
1+ Qi 1+ а о 1+ о СИ 1+ 1+ о сП +0,020 Допустимое от- клонение
Пpодолжение табл. 3-60
813
-число волн
322 Прим 240 D (по B8), мм
1 281,4 ер уело 282,0 ю 00 о d, (no A8), mm
13 иного CD Число волн, n
9,0 обознг 20,0 'спр.в- мм
43 л> « а‘ * 00 12,2 «справ’ мм
S ь 1 tr е 1 о | по с4 dlt мм
283 ia: D- to о о по Сз
12 =78 mj to CD Номинальная 1, мм
S и 01= и ‘и СЛ to Допустимое от- клонение
II о То — оо О 00 1 231 Номинальная L, мм
—2,5 [льфон 7 1 to CD Допустимое от- клонение
716,0 8ХЮХ0,2 | 380,0 ' Эффективная пло- щадь (расчет- ная), сл*2 Характеристика сильфона
S 1 я 1 | 1 Наиболь- шая Жесткость, кге/мм
128*64. | 1 Наимень- шая
19,2 3‘1€ Максимально до- пускаемый ход, мм
0‘» I to СЛ 5,0 Максимально до- пускаемое внут- реннее и наруж- ное давление, кгс1см*
о 00 о о сл о о о Номинальная Толщина труб- ки заготовки S, мм
1+ о "о 00 1+ о о СЛ 1+ Допустимое от- клонение
Продолжение табл. 3-6$
6t? со 00 ND о О) ND D (по В8), ММ
nd о 00 18,0 о 00 0‘6 7,0 Номинальный Си
+0,84 + о о +0,58 ±0,58 Допустимое от- клонение М:
ND СП СП nd 00 со О ^4 СП Число волн п
2,2 00 nd 2,0 ND ND ND о 'оправ’ мм
nd СЛ ND 4^- 0,6 о %прав’
26,0 о 16,0 12,0 о d' <по Лз)’ мм
di (по Л5), мм
Номинальная
Допустимое от-
клонение
М:
М:
Номинальная
Допустимое от-
клонение
Наиболь-
шая
*
Наимень- g
шая J
Максимально до-
пускаемый ход,
мм
Максимально до-
пускаемое внут-
реннее и наруж-
ное давление,
кгс/см*
Номинальная
Допустимое от-
клонение
М:
Таблица 3-6
огг
еэ 1 ° 1 ел ю 4^ 00 D (по В8), мм
36,0 34,6 О Номинальный
+ о Допустимое от- клонение
СП сл Число волн п
4^ Ъо 3,4 3,5 'справ- мм
2,5 со «споав’ мм
45,0 38,9 di (по Д3), мм
d* (по Д8), мм
4^ О Номинальная 1, мм
1 о W о Допустимое от- клонение
63,9 60,5 27,0 Номинальная L, мм
] £ Допустимое от- клонение
К таблице 3-61.
0,29 0,20 о 00 Наиболь- шая Жесткость, мм Характеристика сильфона
0,13 о о 0,31 Наимень- шая
11,5 о‘п 3,2 Максимально до- пускаемый ход, мм
2,5 2,0 2,5 Максимально до- пускаемое внут- реннее и наруж- ное давление, кгс/см*
Номинальная
1+
о
о
СИ
Допустимое от-
клонение
гродолжение табл, 3-61
го
го
9 отд. Ф2 н2
2-0,i
М5х0,8 кл.З
им
10
к5
т. Паять кругом
П0С-30 Г0СТ14-99-59-
-6 3^4
9—Д
зо±зо'
Вид по стрелке А
остальное
ч- остальное
8)
К 0,5
V4- остальное
2 фаски
1М19-х1,5~Н
С3*45'
в/
0,5x95°
9)
Масленка
ГОСТ 1303-56
4- отд. d3
отклонение
раем, угла
между люб.
отд. ±20
^20° 5j
+ ко'
вид по стрелке А
30°-^
Рис. 3-36. Уплотнение Вильсона.
«—два типа вводов для вращающихся валов; / — вал, 2 — корпус, 3 — кольцо, 4 — вставка, 5 —
шайба, 6 — уплотнитель. 7 — гайка шестигранная, 8— гайка, 9 — трубка, 10 — гайка колпачковая;
б — корпус вакуумного ввода; в — детали вакуумного ввода: / — кольцо, 2 — вставка, 3 — шайба, 4 — уплотнитель; 5 — гай-
ка шестигранная (для ввода первого типа), 6 — гайка (для ввода второго типа), 7 — гайка колпачковая, 8 — трубка, 9 пере-
ходник к масленке.
-И-£2р
120
2 фаски
С^Уб0
-л:
ф5±и,Р
Накатка
прямая
0,8 ОСТ 26016
2 фаски
1ху5°
вакуум, приходится применять устройства, допускающие
обезгаживание при значительных температурах.
Передача движения в вакуум. В промышленных
установках с рабочим вакуумом не выше 5* ст.
нашли широкое применение уплотнения Вильсона
(рис. 3-36), которые обеспечивают передачу вращатель-
Й/б1
Узел I
Рис. 3-37. Уплотнение поворотное.
/ — патрубок, подсоединяемый к откачной систе-
ме; 2 — резиновый ком.пенсатор; 3 — ограничи-
тельная резиновая трубка; 4 — патрубок для про-
межуточной откачки уплотнения; 5—вентиль ва-
куумный, Dx=25; 6 — штуцер для подсоединения
вакуумного шланга; 7 — поворотное уплотнение;
5 —фланец, подсоединяемый к камере; 9, 12 и
14 — резиновые прокладки; 10, 11 и 13 — фигур-
ные шайбы; /5 — Подшипник.
222
ьо
Таблица 3-62’
Диаметр вала cl по Х3, мм Общие размеры, мм Вставка, мм Уплотнитель, мм | Кольцо, MM
^0 по Аз по Х4 ds по В7 d5 по А7 d2 по Х4 нг Ь=2 1 b=3 no B7 h, —0,3 h2 +0,3 —0,1 h4 ±0,2 hs + 0,3 /7 2
d6 1 d’ 1 de d7
3 3 11 7 7 9 3,2 2,5 10 3 10 9 4 2
5 5 13 9 9 11 3,2 4,5 12 5 12 II 4,’2
6 6 14 10 10 12 3,2 5,5 13 6 13 12 4’,2
8 8 16 12 12 14 3,2 7 15 8 15 14 4’2
10 10 18 14 14 16 3,2 9 17 10 17 16 3 2 1,5 2 4’2
12 12 20 16 16 18 3,2 11 19 12 19 18 4,2
15 15 23 19 19 21 3,2 14 22 15 22 21 0 4,’2
16 16 24 20 20 22 3,2 15 23 16 23 22 4,2
18 18 30 24 24 26 3,7 17 29 18 29 28 5,7
20 20 32 26 26 28 3,7 19 31 20 31 30 5,’7
22 22 34 28 28 30 3,7 21 33 22 33 32 5’7
25 25 36 30 30 32 3,7 24 35 25 35 34 4 3 2 3 53
28 28 40 34 34 36 3,7 27 39 28 39 38 5’7
30 30 42 36 36 38 3,7 29 41 31 41 40 5’,7
32 32 44 38 38 40 3,7 30 43 33 43 42 6,7
35 35 48 42 42 41 4,1 33 47 36 47 46 - 7’ 1
38 38 50 44 44 46 3,7 36 49 39 49 48 D 2, D 6 J
40 40 52 46 46 48 3,7 38 50 41 50 50 6,7
42 42 55 48 48 52 3,7 40 54 43 54 52 7,7
45 45 58 52 52 55 4,1 43 56 46 56 55 1 8^ 1
50 50 62 55 55 58 3,4 48 60 51 60 60 7,4
55 55 68 62 62 65 4,1 53 66 56 66 65 6 4 3 8* 1
60 60 72 65 65 68 3,4 58 70 61 70 70 7,4
65 65 78 72 72 75 4,1 63 76 66 76 75 8* 1
70 70 82 75 75 78 3,4 68 80 71 80 80 7’4
75 75 88 82 82 85 4,1 73 86 76 8,6 85 8Д
Рис. 3-38. Уплот-
нение вращающе-
гося вала армиро-
ванной манжетой
(кольцо Зим-
мера).
/ — пал; 2 —резино-
вая манжета; 3~
пружинное кольцо;
4 — металлическое
кольцо; 5 — корпус.
Horn движения. Эти уплотнения конструктивно просты
и надежны в эксплуатации. Основные размеры их эле-
ментов приведены в табл. 3-62.
Вал должен быть обработан по 9-му классу чистоты
при полном отсутствии продольных рисок. Во время ра-
боты в полость между уплотнителем
заливается вакуумное масло ВМ-1.
Имеются сведения об успешном
применении подобного рода уплотне-
ния для больших диаметров (до
500 мм и более). При этом вакуум
в рабочем пространстве составлен по-
рядка 10~4 мм рт. ст. и промежуточное
пространство (для повышения надеж-
ности уплотнения) откачивалось от-
дельным насосом (рис. 3-37).
Для передачи движения в про-
странстве с низким вакуумом часто
используют манжеты из маслостойкой
резины, так называемые кольца Зим-
мера (рис. 3-38). Они состоят из фор-
мованных резиновых прокладок, на-
ружная часть которых армирована ме-
таллическим кольцом, а внутренняя
имеет форму усеченного конуса и по
меньшему основанию стянута металлическим пружинным
кольцом. Уплотнение обеспечивается путем прижатия
резины к валу пружинным кольцом. Надежность работы
уплотнения с использованием резиновых колец опреде-
ляется температурой, до которой нагревается вал вслед-
ствие трения об уплотняющую прокладку. Иногда в ва-
куумном оборудовании приходится применять устройства,
совершающие сложные движения (например, мешалки
в вакуумных плавильных печах). Для их ввода можно
использовать уплотняющие устройства, наподобие пока-
занных на рис. 3-39.
В промышленных установках для передачи движения
в вакуум широкое применение нашли разнообразные
конструкции вводов, использующие магнитный привод,
работа которого основана па взаимодействии ферромаг-
нитных деталей, расположенных в вакууме, и постоянных
магнитов или электромагнитов, расположенных вне ва-
куумной полости. Части оболочек, через которые произ-
водятся такого рода перемещения, должны быть изготов-
224
Рис. 3-39. Уплотнения, разрешающие сложное движение.
'J — с резиновой манжетой; б — шаровое сальниковое; 1 — шток; 2—ниппель;
?> вакуумное уплотнение штока; 4—подшипник; 5—масленка; 6 — проточка
штока 7 — шаровой шарнир; 8 — резиновый манжет; 9 — уплотнение шарового
шарнира.
15—1292
225
лены из немагнитных материалов (нержавеющая сталь
марки Х18Н10Т, стекло, медь, латунь).
Так, например, для передачи сравнительно неболь-
ших крутящих моментов используются приводы 'С по-
стоянными магнитами. Типичная конструкция такого
ввода, способного передать крутящий момент до
Рис. 3-40. Магнитный ввод
вращения.
10 кГ • см при скорости вра-
щения 600 об)мин, представ-
лена на рис. 3-40. Ведущим
звеном здесь является на-
ружный магнитный блок 2.
Якорь 1 (ведомый), изготов-
ленный из ферромагнитного
материала, отделен от внеш-
него блока тонкостенным ци-
линдром 3. Для создания
лучших условий взаимодей-
ствия системы иногда выпол-
няются многополюсными.
Недостатком является и то,
что отсутствие жесткой свя-
зи может привести (при не-
равномерной нагрузке) к не-
желательным взаимным уг-
ловым перемещениям валов,
нарушающим их плавное
вращение.
С успехом применяются
так же вводы вращения,
сконструированные по прин-
ципу асинхронного привода.
Один из вариантов такого привода показан на рис. 3-41.
Ротор 1 герметично отделен от статора 3 тонкостенным
(0,5 мм) стаканом 2 из немагнитной нержавеющей ста-
ли. Стакан со вставленным в него ротором укреплен на
фланце 5 болтами и уплотнен резиновой прокладкой 6.
Статор, со змеевиком водяного охлаждения 4 располо-
жен в корпусе, который крепится к фланцу. Вал ротора
вращается на подшипниках 7 и передает движение
устройству, находящемуся в вакуумном пространстве.
Конструкция ввода с электромагнитным приводом
возвратно-поступательного движения представлена на
рис. 3-42. При подаче тока в обмотку сердечник 1 со
штоком 2 втягивается внутрь электромагнита 3, передви-
226
Рис. 3-41. Устройство для ввода вращения с использованием асин-
хронного двигателя со статором в атмосфере и ротором в вакууме.
гаясьв тонкостенном цилиндре 4, припаянном к фланцу 5.
Уплотнение фланца 5 с камерой осуществляется с по-
мощью прокладки 6 и винтов 7. При использовании та-
кого ввода необхо-
димо предусматри-
вать установку пру-
жины для обеспече-
ния обратного хода
штока, а также фи-
ксацию последнего
в том случае, если
необходимо обеспе-
чить точное переме-
щение.
В прогреваемых
сверхвысоковакуум-
•ных установках, а
также установках,
где недопустимо при-
менение резины и
смазок, используют-
ся уплотнения, пе-
редающие движение
Рис, 3-42. Ввод движения с электро-
магнитным приводом.
15*
227
в вакуум при помощи металлических гибких шлан-
гов (сильфонов), изготовляемых из полутомпака Л80
пли нержавеющей стали марки Х18Н10Т. Полутомпако-
вые сильфоны допускают сжатие и растяжение в преде-
лах, не превышающих 35% от их первоначальной длины,
и обеспечивают нормальную работу в интервале темпе-
ратур от 30 до 100° С в неагрессивных средах. Достоин-
ствами полутомпаковых сильфонов являются их деше-
визна и простота вакуумплотной пайки мягкими при-
поями.
Рис. 3-43. Сильфонное уплотнение переме-
щающегося стержня.
«--стержень в верхнем, положении (сильфон не
сжат); б — стержень в нижнем положении (силь-
фон сжат); / — сильфон; 2 — крышка; 3 — фла-
нец; 4 — направляющая втулка; 5 — стержень;
6 — пазы; 7 — фланец камеры; 8 — резиновая про-
кладка; 9 — болт с шайбой и гайкой.
Сильфоны из нержавеющей стали допускают растя-
жение (сжатие) в пределах 15—20% от первоначальной
длины и позволяют производить высокотемпературный
прогрев (500°С) при обезгаживании аппаратуры. Для
вакуумноплотного соединения таких сильфонов могут
быть применены роликовая импульсная сварка, дуговая
сварка в защитной среде и пайка твердыми припоями.
Во избежание прожога тонкостенной трубки сильфона
при аргонодуговой сварке сильфон помещается между
228
деталью и защитным кольцом, вследствие чего сварка
осуществляется оплавлением кромок.
Принципиальная конструктивная схема сильфонного
уплотнения ввода для передачи возвратно-поступатель-
ного движения в вакуум представлена на рис. 3-43.
Конструкция ввода вращения с сильфонным уплотне-
нием представлена на рис. 3-44. Ведущий вал /, распо-
ложенный в подшипниках 2, при помощи штифта жестко
Рис. 3-44. Ввод вращения с сильфонным уплотнением.
соединен с кривошипом 5, который сообщает колебатель-
ные движения промежуточной глухой втулке 4. К этой
втулке герметично приварен сильфон 5, который другим
концом герметично приварен к фланцу 6. Во втулке 4
имеется штифт 7, концы которого расположены в пазу
втулки 8. За счет этого при вращении ведущего вала
втулка 4 получает колебательные движения и приводит
во вращение кривошип 9, жестко соединенный с ведомым
валом 10. Втулка 4 во время работы ввода имеет воз-
можность поворота вокруг штифта 7. Два шариковых
подшипника 11 служат для преобразования вращатель-
ного движения кривошипа 3 в колебательное движение
229
втулки 4 и снова во вращательное движение кривошипа 4.
Эти подшипники воспринимают рабочую нагрузку.
Вакуумная 'полость сильфона откачивается через зазо-
ры в подшипниках ведомого вала. Имеются и другие
конструктивные решения колебательных передач с силь-
фонным уплотнением.
Электрические вводы. Подвод электропитания к уст-
ройствам, расположенным в рабочих вакуумных каме-
рах, производят при помощи специ-
альных вакуумплотных электроизо-
лированных вводов. По своему назна-
чению электровводы делятся на высо-
ковольтные, сильноточные, сл аботоч-
ные и высокочастотные. Сечение токо-
ввода можно выбирать по следующим
рекомендациям: для меди — 5 а/мм2;
для стали — 2 а] мм2', для алюминия—
4 а!мм2; для никеля — 3 а/лш2; для
молибдена — 3 а/мм2.
Наиболее широкое применение по-
лучили вводы разборной конструкции,
в которых в качестве изолирующих
материалов применена вакуумная ре-
зина или фторопласт. Вакуумная ре-
зина и фторопласт в таких конструк-
циях одновременно служат изолирую-
щими и уплотняющими материа-
лами.
Рис. 3-45. Сильно-
точный ввод.
Простая и распространенная конструкция сильноточ-
ного (до нескольких десятков ампер) ввода изображена
на рис. 3-45. В кольцевую выточку фланца укладывается
уплотняющая прокладка 2 из вакуумной резины или
витона. Под фланец шпильки 1 и нижнюю шайбу 4 укла-
дываются прокладки 6 и 5, а на шпильку одевается
втулка 3. Прокладки и втулка изготовляются из электро-
изоляционного материала (органическое стекло, эбонит,
текстолит и т. д.). Вакуумное уплотнение ввода обеспе-
чивается затяжкой нижней гайки.
Пример конструкции электрического ввода, рассчи-
танного на подвод значительной мощности при токах
порядка нескольких сот ампер, показан на рис. 3-46.
Подвод воды устраняет нагрев токоввода /. Вакуумная
плотность с фланцем 2 достигается путем сжатия рези-
новой уплотняющей прокладки 4 между двумя изолирую-
230
Рис. 3-46. Водоохлаждаемый
электрический ввод.
щими втулками 3 и 5 при помощи прижимной гайки 7 и
кольца 6.
Для подачи высокого напряжения в рабочую камеру
установки применяется разборная конструкция ввода,
которая позволяет проводить чистку электродов. Фигур-
ные втулки из фторопласта служат здесь одновременно
как изоляторы и как установочные детали. Конструкция
такого ввода, обеспечивающего подвод напряжения до
десятков киловольт, изобра-
жена на рис. 3-47. Уплотне-
ние ввода производится при
помощи трех резиновых
кольцеобразных прокладок
2, стягиваемых шпилькой 7,
через которую подается на-
пряжение.
В вакуумных установках
часто возникает потребность
контроля температур в не-
скольких точках, что требует
наличия большого количе-
ства термопарных вводов.
На рис. 3-48 показана раз-
борная конструкция, обеспе-
чивающая герметичный ввод
нескольких изолированных
друг от друга и от корпуса
установки термопарных вво-
дов с диаметром проводни-
ков до 1 мм. Уплотнение со-
стоит из корпуса /, уплоняю-
щей резиновой прокладки 3 с
отверстиями для вводов и на-
тяжной гайки 6. При сжатии
фторопластовых пробок зажимной гайкой в расточке
корпуса происходит уплотнение термопарных проводов и
внутренней полости корпуса. Термопарные провода в ва-
куумной полости изолируются друг от друга при помощи
двухканальных фарфоровых пирометрических втулок 7.
С наружной стороны в качестве изоляции могут приме-
няться полихлорвиниловые трубки. Таким способом мож-
но непосредственно вводить проводники в вакуум без
промежуточных соединений, которые часто оказываются
неизбежными при применении неразборных вводов.
231
Для прогреваемых высоковакуумных установок обыч-
но используются электрические вводы, выполненные в ме-
таллокерамическом варианте (рис. 3-49). Ввод состоит
из керамической трубки /, к обоим концам которой ва-
Рис. 3-47. Высоко-
вольтный ввод.
1 — шпилька; 2 —
прокладки; 3 — изо-
ляторы; 4 — фланец;
5 — колпачок.
Рис. 3-48. Конструкция уплотнения
нескольких электрических вводов ма-
лого диаметра.
1 —- корпус; 2 — прокладка из фторопласта;
3 — прокладка из вакуумной резины; 4 —
прокладка из текстолита; 5 — шайба; 6 --
гайка; 7 — ввод.
куумноплотно припаяны коваровые пе-
реходные втулки 3. Пайка в таких слу-
чаях обычно осуществляется твердым
припоем в вакуумных или водородных
печах. Посредством одной втулки изо-
лятор приваривается к фланцу 4, ко
второй втулке изолятора привариваег-
сгся штырь 2, через который подается напряжение. Кон-
структивные размеры такого ввода представлены
в табл. 3-63.
Таблица 3-63
Размеры металлокерамического ввода
А, мм................
В, мм .............
С, мм........•.......
D, мм................
^макс» ММ ...........
^мин» ММ ............
Ток, а...............
Напряжение, кв.......
5 10 15
35 40 45
20 45 55
22 46 57
30 50 50
8 8 8
35 250 850
4
232
Внешний вид четырехштырь-
кового металлокерамического вво-
да, смонтированного на едином
фланце, показан на рис. 3-50.
Помимо металлокерамических
вводов используются также элек-
трические вакуумные вводы с изо-
ляцией из стекла, которые широ-
ко применяются в электровакуум-
ных приборах. Примеры такого
типа вводов показаны на рис.
3-51. Эти вводы представляют со-
бой по существу вакуумплотные
спаи металлов со стеклом. Малая
механическая прочность спаев
и небольшое сечение проводников
ограничивают применение таких
вводов в промышленных вакуум-
ввод.
ных установках.
Высокочастотные вводы должны обладать минималь-
ными активными и реактивными сопротивлениями. Этим
условиям лучше всего удовлетворяют конструкции вво-
Рис. 3-50. Четырехштырьковып
металлокерамический ввод.
дов коаксиального типа.
На рис. 3-52 схематично
представлена конструкция
ввода коаксиального типа.
Этот ввод представляет со-
бой три расположенные одна
в другой медные трубки.
Средняя и наружная трубки
соединены между собой и
представляют полость для
водяного охлаждения. По
внутренней трубке также
циркулирует охлаждающая
вода.
Комбинированные вводы.
Иногда в вакуумных уста-
новках возникает необходи-
мость перемещать токовый
ввод без нарушения вакуум-
ной плотности. Для этих це-
лей применяются комбини-
рованные вводы. Конструк-
233
Рис. 3-51. Электрические вакуумные вво-
ды с изоляцией из стекла.
1 — ввод; 2 — стекло; 3 — фланец из ковара.
Рис. 3-52. Высокочастотный ввод.
/ — втулка; 2 — фланец; 3 — водяной
канал; 4 — центральная трубка; 5 —
поддерживающая втулка; 6 —отвер-
стие для откачки; 7 — прокладка; 8 —
втулка; 9 — расточка; 10 — сварка.
Рис. 3-53. Комбинирован-
ный непрогреваемый токо-
ввод.
/ — мембрана; 2 — штырь; 3 —
фланец.
ция такого токоввода, допускающего колебательные и
возвратно-поступательные движения, применяемого в вы-
Рис. 3-54. Комби-
нированный про-
греваемый токо-
ввод.
1 — штырь; 2 — силь-
фон; 3 — мел алл оке
рамическпй узел;
4 — фланец
соковакуумных непрогреваемых уста-
новках, показана на рис. 3-53. Здесь
в качестве электроизоляции и уплотни-
теля применена резиновая мембрана.
Конструкция ввода такого же на-
значения, используемого в прогревае-
мых системах, показана на рис. 3-54.
Здесь в качестве гибкого уплотняюще-
го элемента используется металличе-
ский сильфон, а в качестве изолято-
ра— керамическая втулка.
3-4. ЗАПОРНО-РЕГУЛИРУЮЩАЯ
ВАКУУМНАЯ АРМАТУРА
Для герметичного перекрытия ва-
куумных коммуникаций, осуществле-
ния грубой регулировки давлений, на-
234
пуска определенных газов в рабочий объем установок
применяются затворы, краны, вентили и натекатели,
которые в зависимости от конкретных требований могут
иметь самую различную конструкцию, форму и размеры.
Краны имеют как ручное, так и дистанционное управле-
ние при помощи электромашинных, электромагнитных,
гидравлических и пневматических приводов.
Наиболее простым устройством, применяемым для
разобщения участков вакуумных систем, являются зажи-
Рис. 3-55. Зажим для резиновых трубок.
мы (рис. 3-55), при помощи которых осуществляется
пережатие и грубая регулировка проходного отверстия
резиновых толстостенных трубок.
В стеклянных системах применяются шлифовые кра-
ны, конструкции которых приведены на рис. 3-56, а ос-
новные размеры — в табл. 3-64. Смазку шлифовых сое-
динений следует наносить в следующем порядке-, на
нагретую до 30—40° С чистую коническую поверхность
пробки стеклянным штабпком наносят несколько тонких
Таблица 3-64
Обоз- наче- ние Размер, MM
cl 8 10 12* 14 16* 18 20* 22 25 30 40
S 1 1 1,25 1,25 1,5 1,5 2 2 2,5 2,5 2,5
d^ 6 8 18 10 12 14 16 18 20 25 35
d2 14 18 20 24 28 32 36 40 50 60 75
11 14,2 15,5 19 22,5 26 29,5 33 34 42 55
d4^ 10 12 14 16 18 20 22 24 24 28 35
h 14 18 20 22 25 28 30 32 38 42 45
Ъ 30 38 45 50 55 60 65 70 80 90 100
h. 55 70 80 85 90 ICO 110 115 125 140 165
1 50 60 65 75 80 85 90 95 115 125 150
55 60 65 70 70 80 85 90 100 120 140
H 110 135 145 150 160 175 190 200 220 260 300
L 110 120 130 140 140 160 170 180 200 240 280
П р п м еч ан и е. Для трехходовых кранов рекомендуется применить диамет-
ры присоединительных трубок, отмеченных звездочкой.
235
полосок смазки, затем вставляют пробку в муфту и тща-
тельно притирают до образования ровного тонкого слоя
смазки без прожилок. Смазку шлифов в высоковакуум-
ных частях установок нужно производить так, чтобы на
нижней части конической поверхности пробки оставался
i>------
»)
Рис. 3-56. Вакуумные
краны из стекла.
а — угловые; б — проходные;
в — трехходовые.
поясок шириной в 4—5 мм,
не промазанный смазкой.
Это нужно для того, чтобы
в рабочих условиях затруд-
нить проникновение паров
смазки в вакуум. Смазку со
шлифов удаляют бензином,
бензолом, четыреххлори-
стым углеродом или три-
хлорэтиленом.
Наибольшее распростра-
нение в вакуумной технике
для перекрытия вакуумных
трубопроводов небольших
диаметров получили вентили,
напоминающие своей конст-
рукцией крапы водопровод-
ных и газовых магистралей.
Однако вакуумные вентили
обладают своими характерными особенностями, связан-
ными с повышенными требованиями к герметичности,
газоотделению и пропускной способности. Эти вентили
состоят из корпуса с седлом, клапана, крышки, уплот-
236
пяющих приспособлении и штока. Клапан вентили, ко-
торый в закрытом состоянии должен быть плотно при-
жат к седлу, перемещается при помощи шюка, проходя-
щего через крышку корпуса.
Вентили с ручным приводом серин РП с сильфонным
уплотнением штока обеспечивают герметичное уплотне-
ние при атмосферном давлении с любой стороны кла-
пана. Их габариты представлены в табл. 3-65.
Таблица <3-05
Нацменов тле Л?, мм
10 1 1 1 2Г. | 32 | 1 м | so | 100
Привод Гарантированное число от- крытий—закрытий . . . Усилие на маховике, кГс 2 2 р 3 ' У Ч Н 1 10 00С 3,5 0 й ) 5 6 8
Вес, кг 1,7 2,1 3 3,5 6 15 20
Габариты (рис. к табл. 3-66), мм: L 90 90 но 120 160 260 300
И 104 104 120 140 180 208 222
D* 50 50 76 76 120 120 170
1 88 88 120 130 — — —
k 70 70 92 100 — — —
h 24 31 28 34 — — —
В 8 8 8 8 — — —
d 9 9 9 9 — — —
* D—диаметр маховичка.
Подобные вентили серии ЭР-1У с эксцентриковым
приводом, предназначенные для быстрого перекрытия
непрогреваемых систем, представлены в табл. 3-66.
Вентили серии УРС, прогреваемые до температуры
140°С (при снятом маховичке привода), представлены
в табл. 3-67. В табл. 3-68 представлены параметры дрос-
сельного прямого вентиля. Этот вентиль предназначен для
систем, где требуется плавное регулирование давления.
Параметры вентилей дистанционного управления
с электромоторным приводом серии ЭП-2 представлены
в табл. 3-69. Эти вентили имеют сварной корпус из стали
марки 20. Запирающий механизм состоит из редуктора,
понижающего число оборотов, и электродвигателя. В ре-
дуктор входят червячная передача, фрикционная муфта
и механизм выключения электродвигателя. При обесто-
чивании электродвигателя вентилями можно управлять
посредством ручного привода.
237
Таблица 3 66
Наименование
Ру, мм
10 | 15 | 25 | 32 | 50 | 80 | 100
Привод .................
Гарантированное число от-
крытий — закрытий . . .
Усилие на рукоятке, кГс
Вес, кг.................
Габаритные размеры, мм\
Н
Ц..........•
I ...........
/г...........
h............
В............
cl ......
5
1,6
90
113
17G
88
70
24
8
9
Р У Ч II о й 15 27,7
5 1,75 10 000 12 17,5
6 3,2 7 3,5 10 7,1
90 110 120 160 260 300
113 129 152 180 219 221
176 196 196 236 370 370
88 120 130 — — —
70 92 100 — — —
31 28 34 — — —
8 8 8 — — —
9 9 9 — — —
В различных областях вакуумной техники применя-
ются также клапаны с электромагнитным приводом.
Малое время закрытия делает возможным применение
их в качестве аварийных запорных вентилей. Открытие
таких клапанов основано на принципе вытяжного реле.
Закрытие осуществляется под действием возвратной
пружины. Параметры электромагнитных клапанов серии
МК приведены в табл. 3-70.
238
Таблица 3-67
Наименование Dy, мм
6 1 8 * 1 10 * * * * 1 15 20
Привод Гарантированное число открытий— закрытий ' . . Габаритные размеры, мм: Н 106 140 Руч ho: 5 000 142 Й 165 178
h 35 43 46 52 65
hx • . . . 35 43 46 52 65
1 65 70- 70 ' 83 98
/. 75 100 104 113 128
k 50 55 55 65 80
D . ♦ 50 76 76 76 76
d 8 8 8 10 10
В табл. 3-71 приведены технические характеристики
дисковых затворов форточного типа, серийно выпускае-
мых Казанским механическим заводом.
Часто возникает необходимость применения «бестене-
вых» затворов шиберного типа с большими проходными
сечениями. Опп имеют высокую пропускную способность
и, кроме того, при использовании их в шлюзовых устрой-
239
Таблица 3-68
Наименование
D
У
=32 мм
ствах непрерывного действия позволяют загружать в ка-
меры крупногабаритные изделия без нарушения вакуума.
Корпуса таких затворов выполняются в виде прямо-
угольных коробок. При открывании шиберного затвора
клапанная тарелка и рычаги запирающего механизма
полностью уходят в закрытую часть коробки (карман).
Технические данные шиберного затвора типа К с руч-
ным управлением представлены в табл. 3-72, а с электро-
моторным приводом типа КЭ — в табл. 3-73. У последне-
го типа затворов предусмотрено также дублирование
открытия и закрытия вручную.
Конструкция «бестеневого» затвора с шариковыми
зажимами представлена на рис. 3-57. На штанге /, при-
240
Таблица 3-69
1292
Наименование
Привод.......................
Гарантированное число откры-
тий — закрытий...............
От электромотора
10 000
to to П р одолжение табл. 3-69
Наименование Dy мм
25 32 50 | 80 100 160 260
Время открытия (закрытия), сек 5 8 15 15 15 6,5 10
Усилие на маховике при руч- ном закрытии, кГ с ' 6 7 10 12 15 4 11
Потребляемая мощность, вт 22 22 50 80 80 180 180
Тип электродвигателя СЛ-322 СЛ-322 АОЛ-ОН-4 АОЛ-012-4 АОЛ-012-4 АОЛ-12-4 АОЛ-12-4
Напряжение, в ........ ПО ПО 220/380 220/380 220/380 220/380 220/380
Вес, кг 9,7 10,5 15 26,4 34 67 98
Габаритные размеры, мм:
L ПО 115 160 260 280 350 480
D 115 115 150 200 200 250 250
1 195 195 255 302 302 310 310
Н 220 225 277 343 386 525 565
Таблица 3-70
Наименование
Dy, мм
10 | 20 50
Привод ..............
Гарантированное число
открытий—закрытий
Время открытия, сею . .
Время закрытия, сею . .
Напряжение обмотки
электромагнита (по-
стоянный ток), в . . .
Ток притяжения, а . . .
Ток удержания, а . . . .
Вес, юг..............
Габаритные размеры, мм\
Н.........
н. ....
h.........
hx........
Электромаг-
нитный
10 000
2
0,1
24
7 8,5 п,о
0,6 1,0 1,0
3 4 16
230 261 350
180 211 300
25 39 70
45 60 90
80 86 132
водимой в движение пневмеханизмом 2, имеются сквоз-
ные сверления, в которые вставлены шарики 7. Сверху
штанги расположена тарель 3 с углублениями. Снизу
штанги расположен диск 4 со сквозными сверлениями.
Во время открытия затвора при движении штанги ша-
Рис. 3-57. Затвор с шариковым зажимом.
рики западают в канавки тарели и диска, которые при
этом при помощи пружины 5 прижимаются к штанге и,
двигаясь вместе с ней, убираются в корпус 6, открывая
проходное сечение затвора. Во время закрытия при дви-
жении штанги тарель и диск упираются торцами в кор-
пус и останавливаются. Штанга продолжает движение,
16* 243
244
Таблица 3-71
Тип затвора dy d2 d$ d< de d-г d8 b H Hy hy hi Лз h, A a L I t e D
Dy 85У 220/380 125 145 210 . 4 отвер* стия 0 9 200 100X90X5 MS 10 372 272 246 185 110 51 529 382 -295 135 48 12 10 235
Dy 160У 220/380 210 235 303 8 отвер- стий 0 12 200 180X170X5 MIO 14 404 304 352 286 158 60 581 411 -400 200 87 14 13 340
85
160
уел
Тип затвора dy dt d8 d< d8 d8 d8 dQ ^10 dyy dy2 ^усл
Dy 250У 220/380 308 430 340 110 90 250 M12 M12 MS 13 65,55X5 280/270X8 260
Dy 380У 220/380 430 610 450 110 90 300 M12 M12 M8 14 65/55X5 400/390X8 380
Dy 500У 220/380 565 760 600 160 132 350 M16 M13 M12 18 100/90X5 525/515X8 • 500
Тип затвора D H h hy h2 L I ly /2 b by t e A a
Dy 230У 220/380 450 489 423 245 76 578,5 237 315 138,5 16 10 14 15,5 713,5 483,5
Dy 380У 220/380 650 621 548 283 93 756 310 400 203 20 10 20 14 917 592
Dy 500У 220/380 800 800 710 334 104 925 390 490 260 22 13 20 25 1045,5 645,5-
245
Резиновое
уплотнение d?
Резиновое
уплотнение
Резиновое цп лотнениг rt1?
Затворы Dy 85У, Dy 160У
Затворы £>у260У, £>у380У, £>у500У
Таблица 3-72
при этом шарики выходят из 'сверлений тарели и диска
и, распирая их, создают усилие, необходимое для уплот-
нения. Фирма VAT серийно выпускает такие затворы
с ручным и дистанционным управлением с Dy =
= 25 ч-1 000 мм.
В ряде вакуумнотехнических установок используются
вакуумные затворы технологического назначения для пе-
рекрытия рабочих проемов значительных размеров, на-
пример для загрузки шихты в вакуумную печь и др.
Конструкция двухтарельчатого рычажного затвора тех-
нологического назначения представлена на рис. 3-58.
Этот затвор представляет собой стальной корпус, выпол-
ненный в виде прямоугольной коробки. Внутри корпуса
помещаются запирающая и вспомогательная заслонки,
соединенные с помощью шарниров с центральным стерж-
246
Таблица 3-73
Наименование
Время открытия (закрытия), сек . . . .
Усилие на маховике, кГс.......
Тип электродвигателя..........
Мощность, кет ............
Напряжение, в ............
Габаритные размеры, мм:
D^, мм
85 160 260 *Г380
3 3 8 8
4 7 АОЛ- 0,08 220/31 10 012-4 0, 80 20 18
97 115 140 155
423 436 510 515
[435 530 725 —
400 430 530 558
4
I ............................
h.............................
нем, на торце которого укреплена гайка. Винт, выведен-
ный из корпуса с помощью повторного уплотнения и
приводящийся во вращение электроприводом, может
перемещать стержень с заслонками вверх и вниз. При
247
закрывании затвора и достижении заслонками нижнего
положения продолжающий двигаться стержень благо-
даря шарнирам раздвигает заслонки, плотно прижимая
их к внутренним стенкам корпуса затвора и с помощью
резиновой прокладки герметично запирая проем. Заслон-
Рис. 3-58. Вакуумный двухтарельчатый затвор.
/—электропривод; 2 —вакуумное поворотное уплотнение; 3 —винт; 4 — гай-
ка; 5 —фланец; 6 — запирающая заслонка; / — вспомогательная заслонка;
8 — шарнирные прижимы; 9 — направляющие ролики; 10 — трубка подвода и
отвода охлаждающей воды.
ки выполнены коробчатыми, внутренняя полость засло-
нок омывается водой, поступающей по двум трубам, вы-
веденным наружу через сальниковые уплотнения. Трубы
подсоединяются к заслонкам с помощью сильфонов,
благодаря чему при поперечном перемещении заслонок
трубы не испытывают изгибающих усилий. Промышлен-
248
ность изготовляет два размера этих затворов с условным
проходом 900 и 1 200 мм.
На технологические вакуумные затворы в СКВ
ВНИИЭТО разработан размерный ряд (табл. 3-74),
предусматривающий затворы с механическим прижа-
тием заслонки и с прижатием гидроцилиндрами. Затворы
с условным переходом до 500 мм имеют круглое проход-
ное отверстие, а с большими переходами — квадратные
и прямоугольные проемы.
Широкое распространение получают также шаровые
краны, которые выпускаются как с ручным, так и с ди-
станционным управлением. Они надежны в эксплуата-
ции, имеют цилиндрический «бестеневой» проход. Пробка
поворачивается на 90°, что обеспечивает быстрое за-
крытие. Шаровые краны надежно работают от атмосфе-
ры до 10“3 мм рт. ст. Диапазон проходных отверстий
таких кранов составляет от 4 до 500 мм. В зависимости
от применяемых материалов такого рода краны допу-
скают прогрев до 150° С.
Кран с Dy = 40 (черт. М 39007-00,040) имеет пневмо-
привод и может работать до температуры 100° С.
Кран с Dy = 50 (черт. М 39005-00,050) имеет ручное
управление. Разрез этого крана показан на рис. 3-59.
В расточку корпуса 1 вставляется шар 2 со сквозным
отверстием, с двух сторон к шару поджимаются коль-
цевые седла 3 из мягкого уплотнительного материала
(чаще всего фторопласта).
Стремление создать удобство ручного управления
вакуумной системой, а также сократить длину коммути-
рующих вакуумных магистралей привело к созданию
различных конструкций клапанных коробок (коммута-
ционных кранов), объединяющих в одном корпусе не-
сколько запорных устройств. При этом рукоятки управ-
ления системой клапанов удается компактно располо-
жить в одном месте на лицевой панели установки.
На рис. 3-60,а показана типичная клапанная коробка,
а ее схема — на рис. 3-60,6. Коробка имеет пять клапа-
нов. Первый клапан 6 предназначен для перекрытия
диффузионного насоса. При помощи остальных четырех
клапанов обеспечиваются все переключения вакуумной
откачной системы, необходимые для работы напылитель-
ной установки.
При первоначальной откачке установки после вклю-
чения механического вакуумного насоса рукоятки затво-
249
Наименование Dr
0 160 | | 0 260 0 380 | 0 500
Габаритные размеры, мм: 1 800
высота (с приводом) . . 1 000 1 300 1 600
ширина 280 400 550 700
толщина (по фланцам) 140 150 180 200
Рабочий вакуум, мм рт. ст. ю-4 10-4 10-4 ю-4
Мощность привода, кет . . . Напряжение сети, питающей 0,125 0,18 0,18 0,6
привод, в 380/220 380/220 380/220 380/220
Время открывания, сек .... Количество прижимных гидро- 30 60 90 60
цилиндров .' . — — — —
Вес, кг ........... 220 300 420 700
pa 5 и клапанов 8 и 9 ставятся в положение «открыто».
После разогрева диффузионного насоса при откачке
установки на высокий вакуум и последующем проведе-
нии процесса напыления перед поднятием колпака руко-
ятка затвора ставится в положение «закрыто» и откры-
тием клапана 6 производится напуск воздуха в рабочий
200±1,0
Рис. 3-59. Кран шарового типа.
250
Таблица 3-74
мм
700X700 900X900 1 200X1 200 1 600X1 боо| 2 200X2 2оо| 900X1 800 1 200X2 400
2 500 3 100 4 200 5 700 7 000 6 000 7 600
950 1 200 1 800 2 400 3 200 1 400 1 800
240 260 400 440 500 400 500
ю-4 ю-4 ю-4 io-4 10-* 10-4 ю-4
1 2,8 2,8 7 7 2,8 7
380/220 380/220 380/220 380/220 380/220 380/220 380/220
60 60 82 60 . 90 90 90
— 8 8 8 8
1 200 2 000 6 000 11 700 10000 7 000 12 000
объем колпака. В этот период работающий диффузион-
ный насос откачивается механическим насосом через
форвакуумный бачок и открытый клапан 8.
После загрузки изделий и опускания колпака произ-
водится предварительная откачка подколпачного объема.
Рис. 3-60.
а —клапанная коробка: / — корпус, 2 — кривошип. 3 — клапан, 4 —тяга, 5 —
лицевая панель установки, 6 — седло, 7 — уплотняющая прокладка, 8 — рычаж-
ная система; б — схема клапанной коробки: 1 — к откачиваемому объему,
2~ к высоковакуумному насосу; 3 —к насосу предварительного разрежения;
4 —вакуумный затвор; 5 — седло; 6—9 — вакуумные клапаны.
251
При этом клапан 8 ставится в положение «закрыто», а
клапан 9 открывается. В этот период диффузионный
насос работает на форвакуумный бачок. По достижении
предварительного разрежения в рабочем объеме закры-
вается клапан 9, а клапаны 8 и 5 ставятся вдюложсние
«открыто». При таком положении клапанов происходит
Рис. 3-61. Принципиальная схема блока вакуумных вентилей типа
20Б, 32Б, 50Б.
/ — корпус; 2~ редуктор; 3 — электродвигатель; 4 — сильфонный узел; 5 — вал
с кулачками; 6 — блок переключения клапанов; 7 — пружина возврата;
8 — шток.
откачка установки до высокого вакуума и проведение
процесса напыления. Затем цикл повторяется.
После окончания работы установки выключение диф-
фузионного и механического насосов производится при
закрытом затворе и клапанах 9 и 8. Напуск воздуха
в механический насос осуществляется через клапан 7;
рабочий объем установки заполняется воздухом через
открытый клапан 6.
На рис. 3-61 представлена конструкция клапанной
коробки, предназначенной для использования в агрега-
тах. Переходы к различным рабочим положениям кла-
панов осуществляется при помощи кулачкового распре-
делительного вала. Передача информации на щит управ-
252
л он ия о положении каждого клапана осуществляется
при помощи четырехкулачкового переключателя типа
ПКМ-4-1.
В вакуумных установках часто требуется плавная ре-
гулировка давления путем напуска атмосферного возду-
ха или другого газа в си-
стему, работающую в ди-
намическом режиме, т. е.
при постоянной откачке.
Это необходимо, напри-
мер, для проведения эф-
фективной и качественной
очистки подложек в тлею-
щем разряде перед напы-
лением, для осуществле-
ния процесса катодного
распыления и др. В таких
случаях применяются на-
текатели.
Одна из конструкций
натекателя показана на
рис. 3-62. Клапан 1 нате-
кателя изготовлен из
твердой стали в виде
длинной иглы конической
формы. Коническая по-
верхность клапана вы-
полнена с высокой чисто-
Рис. 3-62. Натекатель.
той. Вакуумноплотное запирание осуществляется путем
прилегания клапана к конической поверхности седла 6,
изготовленного из мягкого материала (свинец, фторо-
пласт, красная медь).
При медленном повороте головки 2 происходит пере-
мещение иглы 4 за счет винтового перемещения штока 8.
и таким образом осуществляется плавная регулировка
зазора между иглой и седлом, а соответственно и плав-
ное регулирование количества пропускаемого натекате-
лем газа. Для устранения мертвого хода в конструкции
натекателя имеется пружина 7. Она устраняет влияние
люфтов в резьбе и обеспечивает плавность движения
штока в осевом направлении. Строгая соосность иглы и
седла, необходимая для плавной регулировки, осуще-
ствляется путем установки по месту шайбы 5, в которой
расположено седло, Натекатель со стороны атмосферы
253
б
а)
имеет фильтр 9, установленный на патрубке, через кото-
рый можно подавать любой газ в рабочую камеру (3—
гайка).
Конструкция крана, предназначенного для напуска
воздуха в вакуумные установки перед их вскрытием,
представлена на рис.
3-63,а. Открывание и за-
крывание крана произво-
дится эксцентриковым ме-
ханизмом 6 путем пово-
рота рукоятки 7 на 180°.
Уплотнение осуществля-
ется резиновой проклад-
кой 2, вставленной в рас-
точку клапана 1. Для за-
щиты рабочего объема
установки от попадания
пыли во время напуска
воздуха в конструкции
крана предусмотрен смен-
ный фильтр 4. Подсоеди-
нение крана к установке
производится посредст-
вом стандартного уплот-
нения из резины круглого
сечения (3 — корпус; 5 —
сетка).
Напускной вентиль
достаточно простой \по
конструкции показан на
рис. 3-63,6. При поворот^
гайки 5 за счет разжим-
ной шайбы 4 седло 3 от-
водится от резинового
уплотнительного кольца 2
и воздух через отверстие
7 натекает в вакуумную
систему. Корпус венти-
ля 1 припаивается или приваривается к вакуумной си-
стеме (6 — заглушка).
В сверхвысоковакуумной аппаратуре, работающей
при давлениях • 10~7 мм рт. ст. и обычно прогревае-
мой до температуры 400° С и выше, применяются цельно-
металлические вентили с уплотнителями, принцип дейст-
254
Г*-- ф35-----
Рис. 3-63. Кран для напуска воз-
духа (а) и напускной вентиль (б).
вия которых основан на использовании пластических
деформаций металла.
Наибольшее распространение получили вентили,
имеющие конический клапан с углом 90°. При этом не-
деформируемый элемент уплотнения (седло) клапана
выполняется из нержавеющей стали марки Х18Н10Т, а
деформируемый эле-
мент (клапан) выпол-
няется из меди, алюми-
ния или никеля, пред-
варительно отожжен-
ных. Чистота обработ-
ки кромок седла долж-
на быть не ниже 8-го
класса, а конической
поверхности клапана
не ниже 7-го класса.
Расчетные усилия при
закрытии принимаются
для пары медь — сталь
равными 30—40 кг/мм,
а для пары алюмини-
ний — сталь 15 кг/мм.
На рис. 3-64 пред-
ставлена конструкция
цельнометаллическо г о
прогреваемого вентиля.
Сменный клапан 15
крепится винтом 14
к штоку 16, Усилие
уплотнения, создавае-
мое винтом 8 передает-
ся корпусу 2 через
болт, а дополнитель-
ный фланец 11 исклю-
чает возможность раз-
уплотнения сильфонно-
го узла с корпусом.
Направляющая втулка
3 позволяет центриро-
вать медный клапан по
Рис. 3-64. Цельнометаллический про-
греваемый вентиль.
1 — нижний фланец: 2 — корпус; 3 — на-
правляющая втулка; 4 — сильфонный узел;
5 —прокладка (медь, алюминий); 6 — тол-
катель; 7 — втулка: 8 — силовой винт; 9 —
маховик; 10 — разрезная втулка; // — верх-
ний фланец; 12 — поджимной фланец;
13 — боковой фланец; 14 — стопорный винт;
15 — клапан; 16 — шток.
седлу корпуса 2.
Конструкция сверхвысоковакуумного клапана типа
ТЭ с уплотнением медного клапана за счет врезания его
внутрь седла, выполненного заодно с корпусом, представ-
255
Рис. 3-65. Схема сверхвысоковакуум-
ного вентиля типа ТЭ.
1 — узел микровыключателей; 2 — узел та-
рельчатых пружин; 3 — редуктор с элек-
тромотором; 4 — механизм переключения с
дистанционного на наручное управление;
5 — сильфонный узел; 6 — корпус.
256
лена на рис. 3-65. При
открытом клапане до-
пускается его прогрев
до 450° С. Рагрузка
корпуса вентиля от уси-
лий при уплотнении
осуществляется за счет
введения промежуточ-
ного фланца, восприни-
мающего на себя всю
нагрузку. Постоянное
усилие на клапане обе-
спечивается тарельча-
тыми пружинами. Для
изготовления клапанов
применяется отожжен-
ная медь марки Ml.
Количество закрытий —
20 000. Технические
данные вентилей типа
ТЭ приведены в табл.
3-75.
В табл. 3-76 приве-
дены характеристики
плоских сверхвысоко-
вакуумных клапанов,
уплотнение которых
осуществляется за счет
пластического течения
индия или его сплава
со свинцом. Закрытие
клапана осуществляет-
ся сильфонными дом-
кратами, работающими
на сжатом воздухе
с давлением 5—10 ат.
При закрытии кла-
пана (рис. 3-66,а) та-
рели 2 и 3 с пневмати-
ческими сильфонными
домкратами 4 при по-
мощи пневмопривода
7 и водила 5 подво-
дятся к проходному от-
верстию клапана. Далее в пневмодомкраты 4 (через пе-
реключатель 8 и газораспределитель 6) подается сжатый
газ. Домкраты, расширяясь, прижимают тарель к уплот-
няющей прокладке.
Таблица 3-75
Характеристика вентиля Тип вентиля
15ТЭ | 25ТЭ | 32ТЭ 50ТЭ 80ТЭ юотэ
Диаметр условного прохода пристыковочного фланца, мм ... • 15 25 32 50 80 100
Ход клапана, мм 6 10 12 16 25 28
Время открытия (закрытия), сек ........... 15 25 24 32 36 40
Потребляемая мощность, вт 80 80 80 80 270 270
Габаритные размеры, мм\ высота 490 495 550 550 770 780
ширина .... • . . 200 200 204 210 257 262
длина 385 385 385 385 480 480
При открытии клапана сжатый газ через переклю-
чатель 8 выпускается из домкратов, тарели 2 и 3 под
действием пружин домкратов складываются, что дает
возможность отвести тарели в сторону и полностью от-
крыть проходное сечение клапана. Схема сильфонного
Т а б л и ца 3-76
\ Характеристика клапана Тип клапана
СПК-100 СПК-260 СПК-380 СПК-500
Проводимость, л/сек . . . ^500 ^4 000 ~ 10 000 ^20 000
Диаметр проходного сече- ния, мм Высота клапана, мм ... . 100 260 380 500
120 140 140 140
Число пневматических дом- кратов, шт. . • . . . . 1 3 6 8
Рабочее давление сжатого воздуха или азота, ат . . 6—10 6—10 5—10 5—10
Вес, кг 12 70 — 150 ^250
пневмодомкрата при открытом и закрытом положениях
клапана, а также различные варианты уплотняющих
элементов и их основных размеров показаны на
рис. 3-66,6.
17—1292 257
Рис. 3-66. Высоковакуумный
а — конструктивная схема клапана СПК-500: 1 — корпус
крат, 5 — водило, 6 — газораспределитель, 7 — пневматиче-
б — схема конструкции пневматического домкрата с уплот-
тарель, 4 — пневматический
3-5. ЛОВУШКИ
Основным средством откачки современных промыш-
ленных вакуумных установок продолжают оставаться
паромасляные диффузионные насосы. Работа паромас-
ляного насоса сопровождается непрерывной миграцией
паров жидкости из насоса в откачиваемый объем. Об-
ратный поток масел в паромасляных насосах может
достигать значительных величин (вплоть до 5 мг]ч • c/i2),
что совершенно недопустимо при проведении целого
ряда процессов. Поэтому необходимо применять сред-
ства защиты откачиваемого объема от загрязнения па-
рами рабочей жидкости и продуктами ее разложения.
Для этих целей используются различного рода ло-
258
X
вариант П
60°
б)
клапан типа СПК.
клапана, 2 — уплотняющая тарель, 3 — опорная тарель, 4 — пневматический дом-
ский привод, 8 — пневматический переключатель; /( — уплотняющий элемент;
няющим элементом: / — корпус клапана, 2— уплотняющая тарель, 3 — опорная
домкрат, К — уплотняющий элемент.
•вушки, которые по принципу действия можно подразде-
лить на механические (отражатели), конденсационные
(вымораживающие), сорбционные, электрические, хи-
мические и др.; наиболее часто в вакуумной технике
используются первых два типа. Механические и конден-
сационные ловушки во многих случаях имеют анало-
гичные конструкции и различаются только режимами
охлаждения; у первых температура активных поверх-
ностей приблизительно равна температуре охлаждае-
мой стенки насоса; у вторых — она значительно ниже.
Конструктивно активные поверхности ловушек вы-
полняются в виде жалюзи или систем диафрагм, колец,
пластин, образующих каналы из прямых или концен-
трических круговых щелей. Активные поверхности ло-
17* 259
вушек располагаются так, чтобы прямолинейно движу-
щиеся молекулы ларов масла не могли пройти через
них, не столкнувшись с охлажденной поверхностью
(«оптически не просматриваемая конструкция»).
В табл. 3-77 приведены схемы и параметры наибо-
лее часто применяемых металлических охлаждаемых
ловушек с указанием оптимального соотношения разме-
ров, обеспечивающих максимальную удельную проводи-
мость U и вероятности пролета молекул а.
Рис. 3-67. Водоохлаждаемые ловушки шевронного (а)
и сферического (б) типов.
Механические ловушки, как правило, имеют водя-
ное охлаждение и в этом случае служат главным обра-
зом для конденсации и отражения частиц ларов рабо-
чей жидкости, рассеиваемых из паровой струи.
На рис. 3-67 приведены две водоохлаждаемые ло-
вушки, которые различаются только конструктивным
исполнением защитных элементов: в первом случае они
выполнены в виде шевронов, во втором — имеют сфе-
рическую форму. Хорошо сконструированные механиче-
ские ловушки могут снижать величину обратного по-
тока до значений 10-5—10~6 мг/ч-см2.
Вымораживающие ловушки в значительной мере
уменьшают вероятность попадания паров масла в отка-
чиваемый объем, однако далеко не полностью устра-
260
Таблица
Название ловушки Схематическое изображение Оптимальное со- отношение разме- ров а
Угловая _ А д=В=ЗЯ 0,28 3,28
CQ
7Г
Диафрагменная Д =3/?„ R/R„ = 1,13 R/R„ = 1,49 0,15 0,40 1,76 4,70
1 1 1 4 сч
1 1 1
Жалюзийная однорядная В А Л/В>5 9 =60® 0,41 4,80
2 2 :
Шевронная д Л/В>5 9=60° 0,27 3,16
4 cL-
Жалюзийная двухрядная Л - А Л/В>5 0 =60° 0,25 3,00
261
Продолжение табл. 3-77
Название ловушки Схематическое изображение Оптимальное со- отношение разме- ров а <я S4
Коническая
кольцевая
Коническая
шевронная
Модифицирован-
ная диафраг-
менная
Модифициро-
ванная коль-
цевая шеврон-
ная
Кольцевая шев-
ронная
6—60° 4.5
9 = 60® — 3,8
R/Ro = 1,29 L/R„ = 1,5 0,23 2,69
R/Ro = 1,3 £//?„ = 2,67 0,33 3,86
R/Ro = 1,29 £//?„ = 0,75 0,22 2,57
262
ияют это явление. В результате взаимных столкнове-
ний молекул часть из них все же проходит через ловуш-
ку, ни разу не ударившись о ее холодные поверхности,
и, кроме того, далеко не все молекулы, соприкасаясь
с холодными поверхностями, конденсируются на них.
Поэтому в сверхвысоковакуумных си-
стемах часто применяют двухъярус-
ные ловушки.
Масло может мигрировать также
по стенкам ловушки, причем скорость
миграции тем больше, чем выше тем-
пература стенок. Для устранения это-
го явления низкотемпературные ловуш-
ки снабжаются специальными антими-
граторами, представляющими тонко-
стенные кольца, изготовленные из ма-
териала с малой теплопроводностью,
которые припаиваются или приварива-
ются между холодными поверхностями
и корпусом ловушки. Антимиграторы
бывают разъемного (рис. 3-68,а) и не-
разъемного (рис. 3-68,6) типов. Ино-
Рис. 3-68. Схема
антимиграторов.
а — разъемного ти-
па; б — неразъемно-
го типа; в — щелево-
го типа; 1 — корпус
ловушки; 2 — анти-
мигратор: 3 и 4 —
кольца из фторопла-
ста; 5 — фиксирую-
щее кольцо; 6 — под-
жимное кольцо.
гда для изготовления антимигратора
используют материал, не смачиваемый
маслом. Антимигратор, изготовленный
из фторопласта (рис. 3-68,в), представ-
ляет собой два фигурных кольца,
плотно посаженных в корпус ловуш-
ки, что исключает возможность попа-
дания паров масла на внутренние по-
верхности антимигратора.
В зависимости от требований к «чи-
стоте» вакуума и от эксплуатационных условий применя-
ют различные хладагенты и способы охлаждения: жид-
кий азот, фреоновые холодильные машины, термоэлек-
трическое охлаждение и так называемые рассолы
(табл. 3-78).
Ловушки, охлаждаемые жидким азотом, кроме за-
щиты откачиваемого объема от масла, служат своего
рода криогенными насосами, так как на них конденси-
руются молекулы некоторых углеводородов, паров воды
и углекислого газа. Поскольку в непрогреваемых ва-
куумных установках основной компанентой остаточных
газов являются пары воды, то при наличии ловушки
263
Т^а блица 3-78
Охладитель Темпера- тура охла- дителя, °C Скрытая теплота парообра- зования, ккал {кг
Лед 0 539,6
NaCl2 (33 ^)4-снег (100 ч) ........... —21,3 —
СаС12+6Н2О (100 ^)4-снег (70 ч) —54,9 —
Фреон-22 (в одноступенчатой холодильной машине) —35 —
Фреон-22 (в двухступенчатой холодильной машине) До—70 —
Смесь твердой СО2 с ацетоном —78 Около
100
Жидкий воздух — 187 50,9
Жидкий азот — 196 47,7
Термоэлектрическое охлаждение —50 —
эффективная скорость откачки значительно возрастает.
Между азотной ловушкой и диффузионным насосом,
как правило, устанавливается еще промежуточная ло-
вушка, охлаждаемая проточной водой, которая служит
для возвращения основной части молекул, поступаю-
Рис. 3-69. Ловушка для высоковакуумных паромасля-
ных насосов.
264
щих из ларомасляного насоса. Масло, сконденсирован-
ное на охлаждаемых поверхностях этой ловушки в ви-
де капель, стекает обратно в насос. Данные о серийных
азотоохлаждаемых ловушках, применяемых в отечест-
венных высоковакуумных агрегатах, представлены
в табл. 3-79.
Конструкция ловушек этого типа с £>у = 85 и 160 мм
представлена на рис. 3-69. Она состоит из корпуса 1,
медных пластин 2, припаянных к стержню-хладопрово-
ду 3, нижний конец которого погружается в сосуд
Таблица 3-79
Наименование характеристики Тип ловушки
DS=I6O Dy=260 £)у=380 £>у=500
Пропускная способность, л/сек 133 313 1 460 2 840 6 100
Минимальная температура пластин, °C — 170 — 170 — 170 — 170 —170
Расход жидкого азота, л/ч: на предварительное ох- лаждение 0,9 2,5 1,5-2 3,5 4,5—5
в установившемся режи- ме 0,12 0,25 0,9—1 0,9—1 1,3—1,5
Время на предварительное охлаждение, ч 0,5 1,5 1,2 1,5 1,5—2
Время действия ловушки без доливки жидкого азота при работе со стеклянными сосудами Дьюара, ч . . . 2,5 1 13 12 6—7
Рабочее давление в сосуде Дьюара емкостью 15 л-мм рпг. ст 90 90 90
Высота корпуса, мм . . . . 32 48 72 74 85
Вес, кг 2,1 4,5 9,2 15 24,1
Внутренний диаметр, мм . . Диаметр центровой линии шпилек, мм Количество шпилек .... 86 160 260 380 500
125 210 308 430 565
8 8 8 8 8
Диаметр шпилек Мб М10 М12 . М12 М16
Дьюара с жидким азотом 4. Ловушки Ду = 260, 380 и
500 мм (рис. 3-70) охлаждаются жидким азотом из
сосуда Дьюара /при помощи питательного устройства 5
с предохранительным клапаном 6 и вводом 7. Азот по-
дается в трубу 3 вымораживающего устройства 2, один
265
Таблица 3-80
Тип сосуда
Наименование характеристики ю ю ю см о о
ti
о О О О
Емкость, л 5 15 25 100
Вес порожнего сосуда, кг 5,5 10 13 63
Испаряемость сосуда по азоту, фактически,
г/ч — 17,9 — —
Испаряемость сосуда по азоту при темпера-
туре 20® С и давлении 760 мм рт. ст.
по ТУ, г/Ч 22,5 33 39 90
Испаряемость к концу гарантийного срока, г!ч 34 50 59 135
Адсорбегг Цеолит марки СаА
Рис. 3-70. Ловушка с питательным устройством.
‘266
конец которой заглушен и удерживается упором 8.
К другому концу приварен сильфон с фланцем 9 и нип-
пель 10 для пристыковки питательного устройства.
Испаряющийся азот отводится по трубке, имеющей
гайку 4 с дросселирующим отверстием.
Данные о выпускаемых металлических сосудах
Дьюара с высоковакуумной тепловой изоляцией приве-
дены в табл. 3-80.
Рис. 3-71. Двухрядная прогреваемая ловушка.
В сверхвысоковакуумных системах с паромасляны-
ми насосами для надежной защиты откачиваемых объе-
мов от проникновения паров масел применяются двухъ-
ярусные прогреваемые ловушки (рис. 3-71). Вначале
прогревается вся ловушка без подачи жидкого азота,
затем подается хладагент в нижний ярус 1, после
охлаждения которого азот подается во второй ярус 2.
При работе ловушки азот подается в оба яруса. Вымо-
раживающие ловушки для сверхвысоковакуумных си-
стем с парортутными насосами конструируются с уче-
том того, что давление паров ртути перед ловушкой
составляет порядка 10-3 мм рт. ст., т. е. в этом случае
имеется молекулярно-вязкостный поток ртутного пара.
На рис. 3-72 показана конструкция такой ловушки, ак-
тивные элементы которой охлаждаются азотом и пред-
ставляют собой набор изогнутых под прямым углом
пластин, вставленных одна в другую «в замок». Эти
пластины образуют узкие прямоугольные каналы, в ко-
торых происходят многократное столкновение молекул
267
Рис. 3-72. Ловушка для паров ртути
(двухрядная).
1 — азотная ловушка; 2 — фреоновая ловушка.
ртути с холодной поверхностью и их полная конденса-
ция.
В промышленных установках нашли широкое рас-
пространение системы автоматического питания лову-
шек хладоагентами, так как они устраняют необходи-
мость постоянного наблюдения за установкой и одно-
временно позволяют
регулировать расход
охлаждающей жид-
кости.
Автоматический
питатель заливных
ловушек жидким
азотом фирмы «Лей-
больд» схематически
показан на рис. 3-73.
Он работает следую-
щим образом. Хлад-
агент выдавливается
под незначительным
избыточным давле-
нием из сосуда Дью-
ара 1 с уплотнен-
ной горловиной 3 и
через двухстенную
трубку 2 с вакуум-
ной изоляцией по-
дается в ловушку 10.
Автоматическая ра-
бота питателя обе-
спечивается клапанным устройством 5, сбрасываю-
щим через трубку 4 избыточное давление из сосуда
в атмосферу. Клапанное устройство состоит из
сильфона 9, датчика-капилляра И, клапана 8 и седла
клапана 7. Сильфон с датчиком-капилляром представ-
ляют собой единый объем, заполненный метаном под
небольшим избыточным давлением. Как только уровень
хладагента в ловушке будет достаточно высок и ка-
пилляр погрузится в жидкость на достаточную глуби-
ну, то произойдет конденсация метана в капилляре.
При этом давление паров метана значительно снизится,
сильфон сожмется, открыв клапан, в результате чего
избыточное давление из сосуда Дьюара будет сброшено
через трубку 4 для сброса давления через отверстие 6
268
в корпусе клапанного устройства и подача хладагента
прекратится.
По мере испарения азота уровень жидкости в ловуш-
ке будет понижаться и датчик-капилляр не будет по-
гружен в жидкость. За счет теплопритоков произойдет
повышение температуры стенок капилляра. Ранее скон-
денсированный метан испарится и повысит давле-
ние в сильфоне. Сильфон
разожмется, и произойдет
закрытие клапана. В за-
крытом сосуде Дьюара за
счет испарения азота бу-
дет повышаться давление
'и жидкий азот будет пере-
гоняться по теплоизоли-
рованной трубке в ловуш-
ку. При достаточном на-
полнении ловушки азотом
вновь произойдет погру-
жение датчика-капилляра
в жидкий азот. Метан в
нем будет опять сконден-
сирован, клапан откроет-
ся, в результате чего по-
Рис. 3-73. Схема автоматического
питателя заливных ловушек
жидким азотом.
дача азота прекратится,
и т. д.
Подбирая материал капилляра и его диаметр, а так-
же начальное давление метана, можно отрегулировать
требуемую величину колебания уровня жидкого хлад-
агента в ловушке. Эта конструкция питателя может
работать также с электрическим управлением электро-
магнитного клапана, сбрасывающего давление из со-
суда Дьюара. В последнем случае в качестве датчика
используется полупроводниковый диод при погружении
его в жидкий азот.
Питание ловушек с охлаждением протоков жидкого
азота (проточная ловушка) может быть осуществле-
но с помощью простого насоса плунжерного типа фир-
мы «Гераеус», монтируемого непосредственно на сосуде
Дьюара. Схема такого насоса для прокачки жидкого
азота через ловушку показана на рис. 3-74.
Собственно насос состоит из двух концентрично рас-
положенных трубок 3 и 7, штанги 1, совершающей воз-
вратно-поступательное движение от специального при-
269
вода, и двух шариковых клапанов 2, обеспечивающих
нагнетание жидкого азота. Один клапан закреплен на
нижнем конце штанги, другой на нижнем конце трубки.
При эксплуатации насос отпускается через узкую гор-
ловину в сосуд Дьюара И.
Привод штанги осуществляется от электродвигате-
ля 4 через пару конических шестерен 5 и кулачковый
механизм 6. Нагнетаемый жидкий азот поднимается во
Рис. 3-74. Схема насоса
для жидкого азота.
внутренней полости трубки и по-
ступает в подводящий трубопро-
вод 8. При этом жидкий азот не
доходит до уплотненного фторо-
пластом ввода штанги (в верх-
ней части трубки), так как этому
препятствует газовая подушка 7,
образующаяся от испарения жид-
кого азота. После выхода из ло-
вушки жидкий азот поступает че-
рез сливной трубопровод 2 об-
ратно в сосуд Дьюара. Пары азо-
та, образующиеся в трубопрово-
де и ловушке, отводятся в атмо-
сферу через специальную паро-
вую трубку 10. Подводный 8 и
сливной 9 трубопроводы тепло-
изолируются с целью уменьшения
потерь на испарение хладагента.
При необходимости в одно-
временном охлаждении сжижен-
ным газом большого числа круп-
ногабаритных ловушек (напри-
мер в многокамерных вакуумных
линиях) экономично применять
системы группового охлаждения
ловушек с использованием индивидуальных малога-
баритных ожижителей воздуха, обслуживаемых од-
ним компрессором. Холодильный цикл такого рода си-
стемы построен на использовании эффекта Джоуля —
Томпсона с однократным дросселированием. Схемати-
ческое изображение системы охлаждения ловушки при-
ведено на рис. 3-75.
Воздух, сжатый в компрессоре до давления 200 ат,
через коллектор 3 поступает в противоточный теплооб-
менник 2, в котором подвергается дальнейшему охлаж-
270
дению встречным потоком холодного газа, идущего из
ловушки. Охлажденный сжатый воздух расширяется на
выходе из дросселя 6 и частично сжижается. Охлаждая
ловушку, жидкий воздух испарится и вместе с возду-
хом, оставшимся в газообразном состоянии, но имею-
Рис. 3-75. Схема питания ловушки жидким
воздухом от ожижителя.
1 — кожух с теплоизоляцией; 2 — противоточный теп-
лообменник; 3 — коллектор входа сжатого воздуха;
4 — ловушка; 5 — ниппельно-шаровое соединение; 6 —
дроссель.
щим температуру жидкости в полости ловушки, прохо-
дит в трубках противоточного теплообменника, охлаж-
дая встречной теплый газ. Из теплообменника газооб-
разный воздух попадает через трубопровод низкого
давления обратно на вход компрессора.
При таком способе охлаждения ловушек место по-
лучения жидкого воздуха совмещено с местом его по-
требления, что сводит потери жидкого воздуха к мини-
муму. Если при охлаждении ловушек заливкой азота
271
используется только теплота испарения азота, а холод,
содержащийся в его парах, превышающий в несколько
раз теплоту испарения, безвозвратно теряется, то при
применении индивидуальных ожижителей хладагент
используется значительно эффективнее.
Схема простейшей одноступенчатой холодильной ма-
шины, работающей на принципе Мак-Магона (или так
называемого теплового насоса) приведена на рис. 3-76.
Рабочий холодильный цикл
Рис. 3-76. Принцип действия
микроохладителя.
этой машины включает сле-
дующие процессы:
1. Повышение давления.
Вытеснитель 1 (с уплотне-
нием 1 в теплой зоне) на-
ходится в цилиндре 5 в
крайнем нижнем положе-
нии, выпускной клапан 3 за-
крыт, впускной клапан 4 от-
крыт; давление в полости 1
повышается со значения
Pi до Р2. Объем полости 2
в этот период пренебрежи-
мо мал.
2. Заполнение газом. При
эткрытом впускном клапане
вытеснитель перемещается
из нижнего положения
в верхнее, что сопровождается вытеснением газа из по-
лости 1 через регенератор 6 в полость 2. В стационар-
ном режиме регенератор и полость 2 охлаждены.
3. Расширение газа. Вытеснитель находится в край-
нем верхнем положении. Впускной клапан закрывается.
Открывается выпускной клапан, в результате чего дав-
ление понижается со значения Р2 до Pi. Расширение
газа сопровождается его охлаждением.
4. Выпуск газа. Далее вытеснитель движется вниз,
перемещая холодный газ из полости 2 в полость 1. Газ,
проходя регенератор, отдает ему холод. Затем цикл
повторяется. Таким образом, нижняя часть цилиндра
находится в холодном состоянии. Конструкция ловуш-
ки с микроохладителем, построенным на холодильном
цикле Мак-Магона, представлена на рис. 3-77.
Фреоновые холодильные машины используются для
охлаждения крупногабаритных ловушек. На рис. 3-78
272
схематически представлена система охлаждения ловушки
двухступенчатой холодильной машиной. Эта система
также позволяет производить быстрый отогрев ловушки
при ее регенерации. При охлаждении ловушки 1 маши-
на работает в «нормальном» режиме. При этом вентиль
Рис. 3-77. Конструкция ловушки с микроохладителем.
/ — редуктор; 2 — корпус; 3 — жалюзи; 4 — антимигратор.
высокого давления 2 открыт, а вентиль 9, находящийся
на вспомогательном трубопроводе 5, закрыт. Жидкий
хладагент, проходя ;по трубопроводу высокого давле-
ния 6, через дроссель 8 попадает в трубопровод ловуш-
Рис. 3-78. Система охлаждения ловушки
двухступенчатой холодильной машиной.
ки. Испаряющийся в ловушке фреон через всасываю-
щий трубопровод 7 попадает опять в компрессор 3,
Прогрев ловушки с целью удаления конденсата с ее
охлажденных поверхностей осуществляется при закры-
том вентиле 2 и открытом вентиле 9. При этом газооб-
разный хладагент, нагретый при сжатии во второй сту-
пени компрессора, минуя конденсатор 4 и дроссельный
вентиль, опадает непосредственно в трубопровод ловуш-
18—1292 273
ки и нагревает последнюю за короткое время. Так, на-
пример, ловушка для насоса с быстротой откачки
2 000 л/сек нагревается от —60 до +50° С за 6 мин. По
этому принципу можно проектировать систему охлаж-
дения нескольких ловушек от одной холодильной ма-
шины, что является целесообразным для многокамер-
ных вакуумных установок с автономными средствами
откачки для каждой камеры.
Рис. 3-79. Ловушка из стекла.
а — применяется с сосудом Дьюара; б — шаровая.
Типичные азотоохлаждаемые ловушки, .предназна-
ченные для стеклянных систем, представлены на
рис. 3-79. Основные конструктивные размеры ловушек
приведены на рисунках. Эти размеры остаются неиз-
менными для трубопроводов с наружным диаметром
16, 18, 20 и 2'2 мм. Ловушка, изображенная на
рис. 3-79,а, предназначена для работы со стандартным
стеклянным сосудом Дьюара емкостью 0,5 л. Ловушка,
изображенная на рис. 3-79,б, применяется без сосуда
Дьюара. Жидкий азот заливают непосредственно во
внутреннюю полость ловушки. Ловушка шарового типа
обладает большой пропускной способностью и может
вмещать достаточно большие количества жидкого азо-
та. Эта ловушка по сравнению с другими более эконо-
мична и удобна в эксплуатации.
В настоящее время выпускаются промышленностью
термоэлектрические вымораживающие ловушки. За-
щитные «жалюзийные» элементы этих ловушек поддер-
274
живаются на низко-
температурном уров-
не за счет термо-
электрического эф-
фекта охлаждения
при помощи полу-
проводниковых ба-
тарей, расположен-
ных на активных
элементах ловушки.
В табл. 3-81 приве-
дены основные пас-
портные данные тер-
моэлектрических ва-
куумных ловушек.
Наряду с вымо-
раживающими ло-
вушками начинают
все шире применять-
ся сорбционные ло-
Рис. 3-80. Неохлаждаемая адсорбцион-
ная ловушка.
1 — корпус; 2 — адсорбент; 3 — адсорбционный
патрон; 4 — фланец; 5 — сетка.
вушки как для паромасляных, так и для механических
насосов. Эти ловушки работают при комнатной темпера-
Рис. 3-81. Охлаждае-
мая адсорбционная
ловушка для механи-
ческого насоса.
18*
туре и не требуют охлаждения.
В качестве адсорбентов у этих лову-
шек используются активированный
уголь, активированная окись алю-
миния или цеолиты. Подготовка
сорбционных ловушек к работе со-
стоит в прогреве адсорбента до тем-
пературы 200—500° С в течение не-
скольких часов.
На рис. 3-80 представлена ад-
сорбционая ловушка лоткового ти-
па. Адсорбент (цеолит 13Х) раз-
мещается на сетчатых лотках. Все
лотки крепятся на адсорбционном
патроне, который после насыщения
цеолита может быть снят и заме-
нен на новый.
На рис. 3-81 показана охлаждае-
мая жидким азотом адсорбционная
ловушка для механического насоса.
В цилиндрическом корпусе 1 ло-
вушки размещается сетчатый ста-
275
Т а б л и ца 3-81
Тип ловушки Тип насоса Рабочий ток, а Падение напряже- ния, е Темпера- тура, °C Расход воды, л/ч Количество термоэле- ментов, шт. Габаритные размеры, мм Вес, кг
I каскад II каскад I каскад II каскад Высота Диаметр
ТВЛ-7-1 ВО-589 28 0,2 —37 40 2 62 80 1,12
ТВЛ-40-2 ММ-40А 50 0,4 —20 —52 60 6 3 80 115 2,1
ТВЛ-100-2 ЦВЛ-100 60 0,9 -20 -52 60 10 5 90 175 4,0
ТВЛ-5с-4 Н-5 90 1,0 —20 —50 85 24 12 85 240 10,6
ТВЛР-2Т-1 Н-2Т 115 3,6 —20 —50 120 48 24 145 434 35,0
ТВЛР-5Т-1 Н-5Т 120 5,6 —18 —50 150 92 46 170 700 120
ТВЛР-8Т-1 Н-8Т 120 9,2 —19 —49 150 ПО 55 220 1 000 240
ТВЛР-20Т-1 Н-20Т 120 21 —20 -51 150 144 72 266 1 1216 .200 320
ТФЛР-1-1 60 1,2 -15 —42 60 12 6 120 9,3
ТВЛ-РН-2 ДРН-10 75 1,0 —24 — 60 10 — 180 ’150 5
Приме ч^а н^и е. Значения температуры’najl и II каскадах получены при/гем
пературе воды в системе теплосъема и давлении 1O'S мм рт. ст»
кан 2, в который помещается цеолит 3. Сетчатый
стакан крепится на трубке 7, соединенной с крыш-
кой 6 корпуса ловушки. В трубку 7 вставляется нагре-
ватель при регенерации ловушки. Фланцем 8 ловушка
подсоединяется к насосу фланцем 5 к откачиваемому
объекту. Крышка и корпус ловушки соединяются с по-
мощью фланца 4. В трубку 7 во время работы ловушки
заливают жидкий азот.
3-6. ВАКУУМНЫЕ КАМЕРЫ
Конструирование вакуумных камер. Одной из основ-
ных частей вакуумной системы установок является ра-
бочая камера, которая предназначена для проведения
технологических процессов в условиях вакуума. Внутри
камеры монтируются различные приспособления, необ-
ходимые для проведения тех или иных процессов.
Основными элементами камеры являются: обечайка
(корпус), днище, устройства водяного охлаждения,
фланцы и патрубки.
Форма рабочей камеры определяется технологиче-
скими требованиями, предъявляемыми к той или иной
установке, а также конструктивными соображениями и
может быть цилиндрическая, коническая, сферическая,
коробчатая и др.
276
При конструировании сварных и паяных рабочих
камер следует руководствоваться следующими основ-
ными правилами:
общая длина швов должна быть возможно мень-
шей, так как они являются наиболее вероятным местом
возникновения течи;
не допускать встречных (перекрестных) швов; швы
должны быть смещены по отношению друг к другу на
величину свыше трехкратной толщины обечайки и не
менее на 100 мм между осями швов;
все швы должны иметь хороший доступ для контроля
на герметичность и в случае надобности для устранения
дефектов шва;
отверстия для вварки патрубков по швам обечайки
делать не рекомендуется;
обеспечивать отсутствие коробления, которое может
привести к потере герметичности за счет нарушения
сварных швов и поводок фланцев.
Вакуумные камеры, как правило, имеют днища и
крышки. Днищем называется деталь камеры, которая
ограничивает ее с какой-либо стороны и неразъемно
соединена с ней. В вакуумных камерах днища обычно
привариваются или припаиваются к обечайкам и со-
ставляют с ними одно целое. Днища в зависимости от
конкретных требований к аппаратуре бывают эллипти-
ческими, коническими, плоскими и сферическими.
В отличие от днищ, неразъемно соединенных с обе-
чайкой, крышки являются отъемными частями, предна-
значенными для удобства загрузки и выгрузки камеры
во время эксплуатации, а также для ее осмотра, чист-
ки, ремонта и т. д. По конструкции крышки бывают
плоские, эллиптические, сферические и др.
Очень часто вакуумные камеры установок имеют
устройства водяного охлаждения стенок. Это бывает
необходимо для компенсации тепловой энергии, выде-
ляющейся внутри камеры при проведении высокотемпе-
ратурных технологических процессов (например, плав-
ка в вакууме и др.). Водяное охлаждение предотвра-
щает от коробления и поводок стенок корпуса из-за не-
равномерности его нагрева, а также препятствует выде-
лению тепла в рабочее -помещение. Иногда эти же
устройства используются для обогрева камер путем
пропускания через них горячей воды.
277
Вакуумные камеры выполняются из листового про-
ката, при этом используются металлы, обеспечивающие
высоко герметичные и механически прочные сварные
швы. В качестве конструкционных материалов для ва-
куумных камер применяются углеродистые и легиро-
ванные стали, а также медь и алюминий. В установках,
работающих в области высокого вакуума (выше чем
10~5 мм рт. ст.), камеры выполняют из нержавеющих
сталей, так как наличие ржавчины существенно увели-
чивает время откачки и уменьшает величину предель-
ного вакуума.
В последнее время с целью сокращения употребле-
ния дефицитных нержавеющих сталей наметилась тен-
денция замены их двухслойными листовыми сталями
(например, Ст. 3+Х18Н10Т или 20К + Х17Н13М2Т) или
высоколегированными сталями с малым содержанием
никеля (например, ОХ21Н5Т, 1Х21Н5Т, ОХ21И6М2Т
и др.). Стеклянные камеры в настоящее время приме-
няются в редких специальных случаях, чаще для ла-
бораторных установок.
Рекомендуемый сортамент наиболее употребитель-
ных материалов представлен в табл. 3-82—3-84.
Цилиндрические камеры. Наибольшее распростране-
ние в вакуумном аппаратостроении получили цилиндри-
ческие камеры. Они отличаются простотой изготовления
и являются наиболее рациональными с точки зрения
прочности’ и расхода материалов. Цилиндрические обе-
чайки вакуумных камер, как правило, изготовляются
из листовых металлов (сталь, цветные металлы) путем
вальцовки их с последующим соединением стыков свар-
кой или пайкой. Свальцованные и сваренные цилиндри-
ческие обечайки проходят технологическую правку (ка-
либровку). Торцевые поверхности обечайки обрабаты-
вают на токарных и карусельных станках. Большим
достоинством цилиндрических камер является также и
то, что их удается изготовить с минимальным количест-
вом сварных или паяных швов. В зависимости от на-
значения цилиндрические камеры в установках могут
компоноваться в горизонтальном или вертикальном по-
ложении. С точки зрения экономии производственных
площадей следует отдавать предпочтение вертикально-
му расположению цилиндрической камеры. Однако пре-
пятствием к этому могут быть недостаточная высота
производственных помещений, удобство обслуживания,
278
Вид проката листовой стали Тол- щина листов, мм Допускае- мое откло- нение по толщине, мм Масса* 1 м*, кг
Сталь прокатная тонколисто- 1 —0,12 7,85
Бая по ГОСТ 3680-57 2 —0,18 15,70
3 —0,22 23,55
Сталь прокатная толстолисто- 4 —0,4 31,40
вая по ГОСТ 5680-57 5 ' —0,5 39,20
6 —0,6 47,10
8 62,80
10 78,40
12 94,20
14 110,0
16 —0,8 125,6
18 141,6:
20 156,8
22 173,0
25 196,0
Т а б л и ц а 3-82
Марка стали
3 08КП 10 20 1X2I115T; ОХ21Н5Т ОХ18Н12Б XI8H10T**
х х X х х х
х х X X X х
х X X х х X
х X X х X х
х х х X X X
X X X х X X
X X X х X X
X X X X х X
X х X X X X
X X X х X X
X X х х х X
X X X X X X
X X X X X X
х X х х X X
X х X х X X
00
Продолжение табл. 3-82
Вид проката листовой стали Тол- щина листов, мм Допускае- мое откло- нение по толщине, мм Масса* 1 м?, кг Марка стали
3 08КП 10 20 1X21115Т; ОХ21Н5Т ОХ18Н12Б" Х18Н10Т**
Сталь прокатная толстолисто- вая по ГОСТ 5680-57 28 30 —0,9 220,0 235,5 XX XX
32 —1,0 251,2 X X
36 40 — 1,1 283,2 313,6 XX XX
45 50 — 1,2 354,0 392,0 XX XX
55 60 — 1,3 431,0 471,0 XX XX
Примечания. 1. Тонколистовая сталь всех марок применяется обычной точности прокатки (допускаемые отклонения по толщине
по классу В ГОСТ 3680-57). Качество поверхности тонколистовой стали марок Ст. 3, 08КП, и 10—по группе 1 или II, ГОСТ 3680-57. Качество
поверхности тонколистовой высоколегированной стали всех марок—по группе Ша, ГОСТ 5582-61.
2. Качество поверхности толстолистовой стали должно отвечать требованиям соответствующих стандартов (ГОСТ 500-58, ГОСТ 1577-53,
ГОСТ 5520-62 и ГОС! 7350-55). Толстолистовая высоколегированная сталь всех марок применяется по группе А ГОСТ 7350-55.
3. Рекомендуемые толщины листовой стали обозначены знаком X.
4. Размеры листов выбираются в зависимости от рационального раскроя по ГОСТ 3680-57 и ГОСТ 5681-57.
* Для стали с плотностью 7,85-10е кг/м3.
*♦ Листовая сталь толщиной 30—50 мм—по ЧМТУ 2751-51, толщиной 40—60 мм—по ЧМТУ 2780-51.
Таблица 3-83
Вид проката алюминия и его_с плавов Толщина, мм Допускаемое отклонение по толщине, мм Масса 1 м\ кг
Листы по ГОСТ 1946-50 1 —0,17 2,85
2 —0,26 5,70
3 —0,34 8,55
4 —0,36 11,40
6 —0,42 17,10
8 —0,47 22,80
10 —0,50 28,50
Плиты по АМТУ 347-55 12 34,20
14 16 -1,0 39,90 45,60
18 51,30
20 57,00
22 62,70
25 71,25
30 — 1,5 85,50
35 99,75
40 114,0
50 о о 142,5
60 -—2, U .171,0
70 —3,5 199,5
80 228,0
Примечания. 1. Плиты из сплавов АМгЗ, АМг5 и АМг5В поставляются по
размерам соответственно АМТУ 347-55 при дополнительном согласовании техни-
ческих требований с поставщиком.
2. Допускаемые отклонения по толщине для листов толщиной 10 мм приведены
при ширине листов 1 500 мм. Для плит толщиной 12—80 мм допускаемые отклоне-
ния по толщине приведены при ширине плит 1 300—2 000 мм.
3. Размеры листов (длина и ширина) выбираются по ГОСТ 1946-50 и плит—по
АМТУ 347-55 в зависимости от рационального раскроя деталей.
техника безопасности при работе на установке и т. д.
Конструктор должен в каждом конкретном случае иметь
ясное представление о достоинствах и недостатках того
или иного варианта компоновки установки.
При конструировании цилиндрических обечаек, не-
зависимо от материала и технологии их изготовления,
преимущественно следует придерживаться внутренних
базовых диаметров DB, указанных в табл. 3-85. Развер-
нутая длина цилиндрической обечайки определяется по
281
Таблица 3-84
Толщина, мм Допускаемые отклонения по толщине, мм Масса 1 л/2, кг Размеры листов технической меди М3 и бескислородной меди МЗС (по ГОСТ 495-50), мм
1 —0,25 8,9 1 200X2 000
2 —0,35 17,8 —
3 —0,40 26,7
4 —0,45 35,6 1 200X3 600
5 44,5
>6 53,4
8 —0,50 71,2 1 200X5 000
10 —0,55 89,0
12 —0,80 106,8
14 —0,90 124,6
16 — 1,0 142,4
18 — 1,3 160,2 1 200X5 500
20 — 1,4 178,0
22 — 1,5 195,8
24 — 1,6 213,6
среднему диаметру: 1>ср=0,5(£)и+Дв), где D„ — наруж-
ный диаметр обечайки, мм.
Иногда бывает целесообразно изготовлять цилин-
дрические обечайки из стальных труб с базовыми на-
Таблица 3-85
Для сварных обечаек из стали (по ГОСТ 9617-61) мм
400 500 600 . 700 800 900
1000 1 200 1 400 1 600 1 800 2 000
Для сварных и паяных обечаек из цветных металлов и сплавов
(по ГОСТ 9617-67) D3, мм
100 150 200 250 300 350 400 450 500
550 600 650 700 750 800 850 900 950
1 000 1 100 1 200 1 300 1 400 1 500 1 600 1 800 2 000
ружными диаметрами DB, приведенными в табл. 3-86 (по
ГОСТ 9617-61).
Конические обечайки применяются в некоторых спе-
циальных установках, а также как переходная часть
282
Таблица 3-86
Наружный диаметр обечаек, £>н, мм
159 180 219 273 299 325
377 426 480 530 630 720
в разного рода цилиндрических обечайках с перемен-
ными диаметрами. Технология их изготовления анало-
гична цилиндрическим обечайкам, На рис, 3-82 пред-
ставлены основные
конструкции кониче-
ских обечаек.
Наиболее широ-
кое распространение
для цилиндрических
обечаек получили
эллиптические дни-
ща, штампованные
из листового прока-
та, так как они яв-
ляются наиболее ра-
циональными с точ-
ки зрения восприя-
тия давлений. Ре-
Рис. 3-82. Основные типовые конструк-
ции конических обечаек.
а — без отбортовки краев; б — с отбортовкой
краев; в — с фланцами.
комендуемые соотношения размеров эллиптических днищ
показаны на рис. 3-83. Основные данные о стандартизо-
ванных штампованных эллиптических днищах из угле-
родистых и легированных сталей приведены в табл. 3-87
и табл. 3-88. Днища, размер заготовок которых больше
Рис. 3-83. Рекомендуемые соот-
ношения размеров эллиптиче-
ских днищ /гв = 0,25 DB, но не
менее 0,2 DB; для днищ из ли-
стового проката Л^2$, но не
менее 25 мм.
стандартных листов, изго-
товляются составными из
двух или трех листов, сва-
ренных до штамповки.
В табл. 3-89 приведены
основные данные о норма-
лизованных штампованных
эллиптических днищах из
алюминиевых сплавов и
меди.
Помимо эллиптических
также широко применяются
сферические днища (D до
1,5 м\). Основные данные о
нормализованных эллипти-
283
Таблица 3-87
Лв Внутренняя поверхность днища Fм* Емкость днища V-10"3, м Диаметр заготовки D, мм
при 5, , мм
4 | 1 10 1 20 1 60
при h, мм
мм 25 | 40 50 60 25 40 50 60 25 40 50 60
400 100 0,2 0,22 11,5 13,4 516 546
(450) 112 0,25 0,28 15,8 18,2 575 605
500 125 0,31 0,33 0,35 21,4 24,4 26,3 634 664 691
(550) 137 0,37 0,40 0,41 27,6 31,2 33,6 693 724 751
600 150 0,44 0,47 0,48 35,2 39,5 42,2 752 782 810
(650) 162 0,51 0,54 0,56 — 44,2 49,1 52,4 — 811 841 869 —
700 175 0,59 0,62 0,64 54,5 60,3 64,1 870 900 928
800 200 0,76 0,80 0,82 79,6 87,2 92,2 988 1 018 1 046
900 225 0,95 0,99 1,02 111 121 127 1 106 1 136 1 164
1 000 250 1,16 1,21 1,24 151 162 170 1 222 1 254 1 282
1 100 275 1,40 1,45 1,49 198 212 222 1 340 1 372 1 400
1 200 300 1,66 1,71 1,75 255 272 283 1 458 1 490 1 518
(1 300) 325 1,94 2,00 2,04 321 341 354 1 576 1 607 1 635
1 400 350 2,24 2,31 2,35 2,39 398 421 436 452 1 693 1 725 1 753 1 817
(1 500) 375 2,56 2,64 2,68 2,73 486 513 530 548 1 810 1 843 1 871 1 934
1 600 400 2,90 2,98 3,03 3,08 587 617 637 657 1 928 1 960 1 989 2 051
(1 700) 425 3,27 3,35 3,40 — 700 734 757 — 2 045 2 078 2 108 —
1 800 450 3,65 3,74 3,80 3,85 827 866 891 916 2 162 2 196 2 224 2 285
Продолжение табл. 3-87
Внутренняя поверхность днища F , м* Емкость днища VM0"3 >, м Диаметр заготовки D, мм
при S, мм
4 1 10. ! | 20 | 60
при h, мм
мм 25 40 50 60 25 40 50 60 25 1 40 1 50 | 60
(1 900) 2 000 475 500 4,06 4,48 4,16 4,60 4,22 4,66 4,71 969 1 095 1 012 1 173 1 040 1 205 1 236 2 280 2 398 2313 2 430 2 342 2 459 2 520
2 200 2 400 550 600 5,53 6,56 5,60 6,63 5,66 6,70 1 547 1 991 1 585 2 037 1 624 2 082 2 667 2 900 2 696 2 930 2 755 3 000
2 600 2 800 3 000 3 200 650 700 750 800 — 7,67 8,87 10,2 11,5 7,75 8,96 10,3 11,6 2515 3 121 3819 4611 2 568 3 183 3 890 4 694 I 1 3 139 3 372 3 606 3 835 3 165 3 400 3 635 3 871 —
3 400 850 13,1 5 601 4 107
3 600 3 800 4 000 900 950 1 000 — 14,6 16,3 18,0 6619 7 754 9010 — 4 341 4 577 4812
Примечания: 1. Диаметры днищ, поставленные в скобки, предусмотрены для рубашек и для других изделий не рекомендуются.
2. Диаметры заготовок D указаны без учета вытяжки при .штамповке и припуска на обрезку и приведены только для наименьшей
to толщины днища (ГОСТ 6533-53).
ел Условное обозначение днища с £>Б=400 мм и s=4 мм—„днище 400=4“.
Таблица 3-88
Толщина стенки s, мм
_ 4 1 5 1 6 1 8 1 10 1 12 1 14 1 16 18 | 20 1 22 1 28 | зо 1 32 ] 36 I 40 I 50 I 60
°а. мм Высота борта h, мм
2! 1 40 1 50 1 60
Масса днища, кг
400 6,6 8,3 9,9 13 18 22 26 30 —
(450) 8,0 10,3 12,0 17 22 27 32 37 42 —
500 10,0 12,4 15,0 20 27 33 39 44 50 59
(550) 12,0 14,9 18,0 24 32 39 46 53 60 69 —
600 14,0 17,5 21,0 28 38 45 54 62 69 81 89
(650) 16,0 20,3 24,0 33 44 53 62 71 80 93 103 —
700 19,0 23,4 28,0 38 50 60 71 81 92 106 117 — — — —
800 24,2 30,2 36,0 49 64 77 90 104 117 135 149 192
900 30,0 38,0 45,0 61 80 96 112 129 146 167 184 238 256
1 000 36,0 47,9 56,0 74 97 117 137 157 177 203 224 288 309
1 100 54,4 67,0 89 116 140 164 188 212 242 267 343 368 о
1 200 64,2 79,0 106 137 165 193 221 249 284 314 402 433 466
4 300) 92,0 123 159 192 224 257 290 330 364 467 502 537
1 400 106 142 183 221 258 296 334 379 418 537 576 616 697 788 986 1 320
1 500) 123 163 209 252 295 338 380 432 476 610 655 701 793 885 1 120 1 384
1 600 137 184 237 285 333 382 431 488 538 689 740 791 894 998 1 263 1 557
1 700) — — 207 266 320 374 429 484 547 603 773 830 887 1 003 1 119 1 414 —
Продолжение табл, 3-88
Толщина стенки s, мм
4 1 5 1 6 1 8 | 10 1 12 1 14 1 16 18 20 | 22 | 28 | 30 | 32 36 | 40 | 50 | 60
^в» Высота борта Л, мм
25 1 40 50 | 60
Масса днища, кг
1800 232 297 357 418 479 540 610 672 861 942 988 1 117 1 246 1 574 1 955
(1 900) 258 322 397 464 531 599 676 745 954 1024 1 095 1 237 1380 1 742 —
2 000 283 364 438 512 586 661 746 822 1 052 1 129 1207 1 363 1 520 1 919 2 375
2 200 — 438 527 616 705 794 895 987 1262 1355 1448 1634 1 822 2312 2 836
2400 * — 519 624 729 835 940 1058 1 166 1492 1601 1 710 1 930 2 151 2 726 3 338
2 600 730 852 975 1099 1235 1 361 1 740 1867 1 995 2 257 2517 3 174
2 800 842 984 1 126 1269 1426 1 571 2 004 2 154 2 306 2 603 2 901 3 656
3 000 1036 1 126 1 289 1452 1 630 1 795 2 294 2 461 2 633 2 972 ^3 312
3 200 1 277 1 462 1 647 1 848 2 035 2 600 2 793 2 983 3 366 3 750
3 400 — — 2 080 2 290
3 600 3 800 4 000 — — — — — 2 560 2 844 3 144 — — — — — — —
Сталь У, к к У, к У
Примеча н и я: 1. Диаметры днищ DB поставленные в скобки, предусмотрены для рубашек и для других изделий не рекомен-
дуются.
2. В графе .Сталь* условный знак У означает, что днища данной толщины изготовляются только из углеродистой стали; знак К озна-
чает, что днища данной толщины изготовляются только из высоколегированной стали; знак У, К соответственно означает, что днища дан-
ной толщины изготовляются как из той, так и из другой стали.
3. Для получения массы днищ из высоколегированной стали надлежит применить коэффициент 1,01.
4. Все данные, указанные выше толстой линии, приведены как по ГОСТ 6533-53, так и по нормали НМХ 90-56; все данные по днищам
из высоколегированной стали, а также все данные ниже толстой линии приведены по нормали НМХ 90-56.
287
DB Внутренняя поверхность F в, м* Емкость V. 10’8, м Диаметр заготовки D, мм, при
мм при h, мм ft=25 мм S—2 мм ft=40 мм s=10 мм^
25 40 25 | 40
150 38 0,037 0,88 217
200 50 0,06 1,80 277
250 63 0,09 3,3 338
300 75 0,12 5,3 396
350 88 0,16 8,0 455
400 100 0,20 11,5 514
450 112 0,25 15,8 573
500 125 0,31 21,4 632
550 137 0,37 27,6 692
600 150 0,44 35,2 790
650 162 0,51 0,54 44,2 49,1 808 841
700 175 0,59 0,62 54,2 60,3 868 901
750 187 0,67 0,71 66,2 70,9 928 959
800 200 0,76 0,80 79,6 87,2 986 1 020
850 212 0,86 0,88 96,3 103,2 1 044 1 078
900 225 0,95 0,99 111,4 120,9 1 103 1 138
950 237 1,06 1,10 131,5 140,5 1 162 1 194
1 000 250 1,16 1,21 150,6 162,4 1 221 1 253
1 100 275 1,40 1,45 198,0 212,3 1 338 1 372
1 200 300 1,66 1,71 225,0 271,5 1 457 1 490
1 300 325 1,94 2,00 320,9 340,9 1 574 1 608
1 400 350 2,24 2,31 397,9 421,0 1 692 1 725
1 500 375 2,56 2,64 486,1 512,6 1808 1843
1 600 400 2,90 2,98 586,7 616,8 1 927 1960
1 800 450 3,66 3,74 827,0 865,7 2 162 2 196
2 000 500 4,50 4,60 1 124 1 173 2 397 2 432
2 200 550 5,43 5,53 1 482 1 547 2 633 2 667
2 400 600 6,44 6,56 1 920 1 991 2 868 2 901
2 600 650 7,55 7,67 2 440 2515 3 104 3 138
2 800 700 8,74 8,87 3 020 л 3 121 3 338 3 373
3 000 750 10,15 10,15 3 710 3819 3 574 3 608
3 200 800 11,35 11,50 4 500 4.620 3 809 3 844
3 400 850 12,82 12,98 5 370 б 500 4 045 4 078
3 600 900 14,28 14,55 6 350 6 500 4 280 4313
288
Таблица 3-89
Толщина стенки s, мм, при h—25 мм
2 | 3 1 4
Масса, кг тх (латунь), т2 (алюминий), т3 (медь)
1Щ т3 т2 т3 /7?1 т2 т3
0,7 1,0 — — о,з 0,5 — — о,6 —
1,5 2,3 0,7 0,8
2,0 2,7 2,14 2,8 3,1 4,2 1,0 1,3 з,о 4,1 5,5 1,3 1,7 4,3 5,6
3,5 3,6 5,4 1,7 5,4 7,1 —
4,4 6,6 2,1 6,7 8,9 — 9,0
5,3 2,5 8,3 10,7 Н,1
6,4 7,5 3,1 3,6 12,8 15,1 4,0 4,8 —
8,7 .— 4,2 — 17,5 5,5
10,0 11,5 4,8 5,5 6,4 7,3 21,0 24,4
19,4 6,2 8,3 27,3
21,8 24,5 7,0 7,8 23,2 25,5 — 9,3 10,4 —
27,0 29,9 36,0 42,6 28,6 31,3 37,8 44,8 И,5 12,4 15,2 18,0
49,7 21,1
— — 57,4 24,3 80,6
87,6 27,8 92,1
99,0 125 154 32,0 40,0 49,0
— — — 185
— — —
19—1292
289
Толщина стенки s, мм, при h=25 мм
DB, мм 5 1 1 6 1 8
Масса, J ^г, mj (латунь).
тл т3 । т3
300 350 1,7 2,3
400 2,8 2,9 — —
450 3,5 Н,2 — 4,2
500 13,4 4,2 — — 16,7 — 7,0
550 16,0 5,1 8,3
600 18,9 7,3 9,8
650 22,0 — 22,8 8,4 — —
700 25,3 26,5 30,2 9,6
750 800 28,9 32,4 10,5 34,7 38,8 36,7 41,0 14,8 16,5
850 36,6 11,6 — 44,0 18,7
900 950 13,0 14,3 49,1 54,5 20,9 23,2
1 000 15,8 52,0 60,1 80,0 25,6
1 100 19,0 96,5
1 200 1 300 1 400 22,5 26,3 30,4 27,0 31,6 36,5 114 133 154 —
1500 34,8 41,7 176 55,8
1600 40,0 131 — 63,0
1 800 166 — 60,0 74,0 88,5 — 80,0 98,0 118
2 000 — 202
2 200 74,0
2 400 2 600 88,0 102 105 123 —
2 800 3 000 3 200 142 163 185 190 218 ’ 247
3 400 3 600 — •— 657 735 209 278 312
Примечания: 1. Диаметры заготовок днищ D указаны без учета вытяжки при
2. Для латунных днищ в случае присоединения их к обечайке с помощью пайки
3. Днища из латуни Л62 по МН 3033-61.
4. Днища из алюминиевых сплавов АД1, АМЗ и АМцС по МН 3034-61.
5. Днища из меди М3 и МЗС по МН 3035-61.
6. Условное обозначение днища с £>в=150 мм и $=2 мм «днище 150X2*.
290
Продолжение табл, 3-89
Толщина стенки s, мм, при Л=40 мм
10 | 12 | 14 | 16 1 18 | 20
т2 (алюминий), ms (медь)
т2 тг т2 т2 mt | | | mi 1
200 226 257 322 14,2 17,7 19,5 22,9 24,7 39,9 47,1 54,8 150 175 205 395 474 571 33,0 36,5 39,5 48,3 75,8 86,6 98,0 ' 286 326 370 417 666 789 922 1 066 66,3 77,1 144 176 545 1 220 1 392 1 583 102 116 243 1 780 2016 2 246 148 325 2 501 ~208~ "420“ 490
штамповке и припуска на обрезку и приведены только для 5=2 мм и 5=10 мм.
допускается увеличение борта до мм.
291
ческих днищах из углеродистых и легированных сталей
приведены в табл. 3-90. Эти днища имеют следующий
ряд толщин: 4, 5, 6, 8, 10, 12 мм.
Конические днища применяются достаточно редко и
конструктивно сходны с коническими обечайками. Угол
конуса у них принимается обычно 60 или 90°, редко до
150°. Основные данные о нормализованных конических
днищах из сталей приведены в табл. 3-91—3-93.
Рис. 3-84. Плоское днище с ребрами жесткости.
Плоские днища необходимо изготовлять значитель-
ной толщины и на них идет в 3—5 раз больше метал-
ла, чем для выпуклых днищ. Они имеют те преимуще-
ства, что камера с плоскими днищами имеет наимень-
ший размер по длине, а изготовление плоских днищ не
требует специального оборудования и может быть осу-
ществлено на любом механическом заводе, имеющем
металлорежущие станки с достаточным диаметром
планшайбы.
Для уменьшения толщины плоских днищ их снаб-
жают ребрами жесткости, которые располагают ради-
ально и приваривают к днищу прерывистым двусторон-
ним швом (рис. 3-84). Количество ребер следует брать
не менее шести. Обычно плоские днища применяются
до диаметров 1 —1,5 м.
Конструктивные формы сварных соединений днищ
с цилиндрическими обечайками показаны в табл. 3-94.
Сферические обечайки. С точки зрения устойчивости
и минимального расхода материала наиболее рацио-
292
Таблица 3-90
й* и я я п Толщина стенки $, мм
4 | 5 6 1 S | 10 1 12
s< 2 п g 2 Зазор а =1 мм 1 Зазор а= :2 ММ
в мм к § S я то то Масса т, «г; в ысота днища h, мм; емкость И-10-а , м3
Наруж! ность д Дна мет мм т V h т V h т V h т V h т V h т V h
400 0,135 416 4,2 3,3 52,5 5,2 3,25 52,0 6,23 3,2 51,5 8,3 3,1 51,0
500 0,210 521 6,6 6,5 65,9 8,1 6,4 65,5 9,9 6,3 65,0 12,8 6,25 64,5 16,0 6,1 63,7
to CD ОО 600 0,303 624 9,5 11,4 79,4 11,8 11,2 78,7 14,3 11,1 78,2 18,7 10,9 77,9 23,4 10,7 77,2 — — —
Продолжение табл. 3-90
Толщина стенки s, мм
« * Наружная поверх- ность днища Гн, м Диаметр заготовки, мм 4 | 5 S 1 « 1 10 ! 1 12
Зазор п=1 мм I | Зазор а=2 мм
Масса щ, кг; высота днища h, мм; емкость УНО’”, м*
т V h т V h т V h т V h т V h т V h
800 900 £ 000 « 200 * 400 1 600 1 800 2 000 2 200 2 400 2 600 2 800 3 000 0,539 0,682 0,842 1,212 1,650 2,155 2,727 3,367 4,074 4,849 5,690 6,600 7,576 834 936 1 037 1 245 1 450 1 660 1 860 2 075 2 280 2 480 2 700 2 900 3 ПО 16,9 27,0 106 20,8 26,6 26,9 38,3 105 119 25,3 32,0 39,6 57,1 77,6 102 129 159 26,8 38,0 52,0 90,7 145 217 309 427 105 119 132 159 186 212 238 266 33,9 43,1 52,7 76,1 104 133 171 212 256 304 358 415 476 26,4 37,5 51,5 89,9 144 215 308 422 565 734 932 1 169 1 435 105 118 131 158 185 212 239 265 292 319 346 373 400 40,4 54,0 65,2 95,0 130 169 214 263 294 381 447 519 595 26,0 37,6 50,8 89,0 143 213 307 421 563 731 931 1 165 I 434 104 118 130 157 184 211 238 264 292 318 345 372 399
— —
— ч —
113 154 201 255 319 382 455 534 619 711 90,4 148 213 307 420 561 730 930 1 164 I 434 156 183 210 237 264 291 318 344 371 398
— — —
Сталь
У, К
Примечание. В графе .Сталь* условный знак У означает, что днища данной толщины изготовляются только из углеродистой
стали; знак К означает, что днища данной толщины изготовляются только из высоколегированной стали; знак У, К соответственно означает
что днища данной толщины изготовляются как йз той, так и из другой стали.
о
СЛ
табл. 3-92.
Внутренняя поверхность
днища мм*
Емкость днища
V-Ю’»,
1
S
о
Таблица 3-91
Таблица 3-92
н о № X ‘«-01 -л R, мм, Толщина стенки s, мм
4 1 5 1 6 1 8 1 10
Ф п го" к W R, мм
Ке, & 5 ф1 « 37 | 38 | 38 | 39 | 40
для а=90°. К S И И СО s ГО d, мм
мм Внутре днища о Радиус при s= 49,6 | 50,3 | 49,6 | 49,6 | 49,5
2 п Ы Масса, кг
400 200 0,175 8 285 5,6
500 250 0,274 16 356 8,7 11,4 13,9
600 300 0,397 28 426 12,7 15,8 19,0
700 350 0,540 45 497 17,1 21,8 25,9 34,7
800 400 0,708 67 568 22,4 28,2 33,8 45,3
900 450 0,896 95 638 35,4 42,7 57,1
1 000 500 1,110 131 709 48,4 52,8 70,5
1 200 600 1,595 226 851 62,1 75,9 101
1 400 700 2,175 359 992 85,5 103 137
1 600 800 2,850 536 1 135 109 134 179
1800 900 3,605 763 1 277 136 171 227
2 000 1000 4,44 1 047 1 417 212 280
2 200 1 100 5,36 1 394 1 558 — .— 342 425
2 400 1 200 6,39 1810 1 699 — 408 505
2 600 1300 7,48 2 301 1 840 475 593
2 800 1 400 8,72 2 874 1 982 548 686
3 000 1 500 10,00 3 554 2 123 620 789
Сталь У, к К 1 У , К
Примечания к табл. 3-91, 3,92:1. В графе „Сталь* условный знак У
означает, что днища данной толщины изготовляются только из Jy г ле род истой стали;
знак К означает, что днища данной толщины изготовляются только из высоколе-
гированной стали; знак У, К соответственно означает, что днища данной толщины
изготовляются как из той, так и из другой стали.
2. Размеры разверток определяются с ^помощью заданных радиусов развертки
и (без учета припусков на обрезку). Величины радиусов R в зависимости от тол-
щины стенок днищ приведены в табл. 3-93.
Таблица 3-93
Толщина стен- Угол конуса Толщина Угол конуса
60е | 90* 60° | 90*
ки днища s, стенки днища
мм Радиус развертки R, мм S, мм Радиус развертки R, мм
4 R* R** 8 R+4 R4-2
5 R+1 *4-1 10 R4-6 R4-3
6 R4-2 R4-1 12 R4-7 —
* Величина R— по табл. 3-91 в соответствии с £>в.
•• Величина /? —по табл. 3-92 в соответствии с DB.
296
Таблица 3-94
До сварки После сварки
Примечания
Применяется при сварке эллиптиче-
ских днищ. Стыковой шов без раз-
делки
/т<:0,3 мм
Без применения расточки при условии
плоских краев днища и обечайки
6 = (0,2-?0,3)s
Применяется для толстых днищ
s > 5 мм. Сварка производится
оплавлением кромок
b — с — 1,0 4- 1,5 мм\
^макс + ^мин /л о . 1 лх
D —--------------— (0,3 1,0) мм
Применяется для тонких выпуклых
днищ $ < 5 мм\
b = с == 1,0 4-1,5 мм\
Омаке ~Ь РуМи
2
(0,3 4-1,0) мм
Сварка угловым наружным швом. При-
меняется для высоковакуумных сис-
тем
п Оиакс + ^мин п < гчх
и =§------------— (0,3 4- 1,0) мм
297
Продолжение табл. 3-94
До сварки
После сварки
Примечания
Стыковой шов без разделки. Приме-
няется для сверхвысоковакуумных
систем
Ж; 0,3 мм,
п 2
но не менее 5 мм
Применяется для сверхвысоковакуум-
ных систем
а^0,3 мм\
6 = (0,2-5-0,5) s
Вварка днища с отбортовкой, сплавле-
нием кромок. Применяется для диа-
метров днищ
D<0,4 м\
b^sc; ^=2-i-4 мм
нальными являются обечайки сферической формы, и
только трудоемкость изготовления ограничивает их ши-
рокое применение. Технология изготовления сфериче-
ских обечаек состоит преимущественно из штамповки и
выдавливания полушарий с последующей их сваркой
встык или, при наличии отбортовки, оплавлением кро-
мок. Сферические вакуумные камеры обычно не дела-
ются диаметром больше 300—500 мм.
Коробчатые обечайки. Коробчатая форма камер в ва-
куумном аппаратостроении по сравнению с цилиндриче-
ской получила значительно меньшее распространение,
как относительно металлоемкая и более сложная в из-
готовлении. Однако в ряде случаев бывает необходимо
конструировать камеры коробчатой формы, так как
в них удается более рационально разместить внутри-
камерные технологические устройства. Водяное охлаж-
дение коробчатых камер выполняется, как правило,
в виде трубчатых змеевиков. Коробчатые обечайки из-
готавливаются либо полностью сварными, либо гнуты-
298
ми из листового проката. Радиус гибки выбирается из соот-
ношения R^>5s.
Для снижения толщины стенок камеры их укреп-
ляют ребрами жесткости, которые в вакуумной аппа-
ратуре располагаются
снаружи камеры. Ос-
новные схемы укрепле-
ния прямоугольных
стенок ребрами пока-
заны на рис. 3-85;
типовые конструкции
коробчатых камер по-
казаны на рис. 3-86.
При конструирова-
нии коробчатых камер
следует руководство-
Рис. 3-85. Схемы укрепления ребра-
ми плоских прямоугольных стенок.
ваться следующими положениями: размеры отдельных
плоских прямоугольных участков выбирать как можно
меньшими; плоские стенки больших размеров укреплять
ребрами жесткости; сварка должна быть стыковой, при-
чем шов должен нахо-
диться вне зоны плавного
перехода по радиусу.
-j Фланцы и патрубки.
- Фланцы и патрубки в ва-
куумных рабочих камерах
служат для подсоедине-
ния откачных систем и
различного вида техноло-
гических вводов.
Короткие патрубки с
широкими фланцами при-
варивают в два приема
(рис. 3-87, а): вначале
приваривают только обе-
чайку, а затем с торца
приваривают фланец.
Иногда приваривают па-
трубки к цельной стенке
обечайки с последующей
Рис. 3-86. Типовые конструкции
коробчатых камер.
а — с фланцем; б — со сварными
днищами.
вырезкой окна через патрубок. Во всех случаях разделку
окна в обечайке для патрубка следует делать по вну-
треннему диаметру патрубка и сваривать патрубок с кор-
пусом, как показано на рис. 3-87,6.
299
Крышки. Крышки вакуумных камер, как и днища,
бывают плоскими, эллиптическими и сферическими. По
форме крышки бывают круглые и прямоугольные. Вто-
рая форма крышек в вакуумной технике применяется
1-я операция
2-я операция
а)
Рис. 3-87. Приварка па-
трубков.
а — порядок приварки коротких
патрубков с широким фланцем;
б — сварка патрубка с обечай-
кой.
реже, так как она является
менее технологичной и более
трудной для оформления уп-
лотнения. Крышки на камере
располагают сверху, снизу или
с боков. Круглые крышки, как
правило, выполняются свар-
ными с использованием стан-
дартных выпуклых днищ и
точеных фланцев. Примеры
конструктивного оформления
сварных крышек представле-
ны на рис. 3-88. Схема компо-
новок крышек на вакуумных
камерах представлена на рис.
3-89. Расчет крышек на проч-
ность ведется по формулам,
предназначенным для расче-
та днищ.
Рис. 3-88. Конструкции крупных сварных
крышек.
а — сферическая; б — эллиптическая.
На 'крышках обычно имеются специальные быстро-
действующие прижимные устройства в виде накидных
болтов, барашковых гаек или кулачковых зажимов.
Эти прижимные устройства предназначены для созда-
ния предварительно’
го / (до начала откач-
ки) давления на
уплотняющую про-
кладку и обеспечить
так называемый
«присос». Необходи-
мая величина уделы
ного давления долж-
на составлять 0,5—
0,8 Мн/м2. В уста-
новках с тяжелыми
подъемными колпаками зажимных устройств не пре-
дусматривается. В этом случае необходимое давление,
обеспечивающее первоначальное уплотнение колпака,
создается за счет веса последнего. После откачки
сила атмосферного давления передается на уплотняю-
300
шую прокладку, чем и обеспечивается окончательное
надежное уплотнение. Нужно иметь в виду, что при
крупногабаритных крышках удельные напряжения на
резиновые уплотнения могут быть недопустимо велики.
Так, крышка диаметром 2 м давит на резину с силой
Рис. 3-89. Конструктивная схема компоновки крышек.
а и б — для верхних крышек; в и г — для боковых крышек.
порядка 3-105 н (30 т). Необходимо предусматривать
разгрузку уплотнений от больших напряжений. Для это-
го бывает достаточно, чтобы после деформации резины
(приблизительно на 0,3 ее первоначальной толщины)
фланец крышки уперся во
фланец камеры.
Водяное охлаждение камер.
Система водяного охлаждения
может выполняться в двух ва-
риантах: либо навивкой труб-
чатых змеевиков на наружные
стенки камеры и приваркой
или припайкой их для хоро-
шего теплового контакта, либо
путем создания на внешней по-
верхности камеры водоохлаж-
даемых поверхностей — ру-
башек.
Рис. 3-90. Напайка охлаж-
дающих трубок.
« — круглая, сплющенная; б-
наращивание трубок.
Иногда применяют комбинированный способ охлаж-
дения. При этом отдельные части камеры, подвергаю-
щиеся большому нагреву, охлаждаются с помощью во-
дяных рубашек; менее нагреваемые участки охлажда-
ются с помощью змеевиков водяного охлаждения.
<0
301
Рис. 3-91. К расчету неохлаж-
даемых участков кожуха.
Вопрос о выборе того или иного способа охлажде-
ния должен решаться конструктором в каждом кон-
кретном случае в зависимости от: конструкции уста-
новки; тепловых нагрузок; величины рабочего вакуума;
размера камеры; доступности для осмотра и ремонта
швов.
Первый способ менее эффективен и применяется при
относительно небольших тепловых нагрузках. При кон-
струировании змеевиков водяного охлаждения нужно
обеспечивать максимальную площадь теплового контак-
та, например, путем напайки не круглых, а сплющен-
ных трубок (рис. 3-90,а); при этом требуется меньшее
количество припоя. Наращи-
вание трубок осуществляет-
ся либо при помощи проме-
жуточных втулок, либо
встык с применением раз-
вальцовки одной из трубок
(рис. 3-90,6).
Водоохлаждаемые рубаш-
ки рабочих камер приме-
няются для снятия больших тепловых нагрузок со сте-
нок камер. Кожухи водоохлаждаемых рубашек обыч-
но выполняются из листового проката толщиной 2—
10 мм. Ширина водоохлаждаемых полостей в зависи-
мости от размеров камеры и тепловой нагрузки на ее
стенки принимается от 10 до 40 мм. Для обеспечения
лучших условий теплообмена подвод охлаждающей во-
ды осуществляется в нижней части полости, слив — из
верхней.
При конструировании системы водяного охлаждения
не следует оставлять на корпусе больших нагреваемых
участков, не имеющих водяного охлаждения, так как
это может привести к короблению и нарушению герме-
тичности камеры. При необходимости иметь значитель-
ные неохлаждаемые участки следует проводить их теп-
ловой расчет. Расчет неохлаждаемых участков кожуха,
заключенных между охлаждаемыми участками
(рис. 3-91), можно проводить по формуле
f _____ ч /1 1 \ I ^охл
‘макс---- I 1 -----/---I T---------г--
I L1/ “ I , Й 1/ “
\ Ch Г Х8 J ch 2 V М
где /макс — наибольшая температура неохлаждаемого
302
охлаждаемых рубашек.
а — закрытые швы: б — откры-
тые швы.
участка кожуха в его средней части при х=112\ I — дли-
на неохлаждаемого участка кожуха, м; х — расстояние
по кожуху от участка с температурой А до точки, тем-
пературу в которой надо определить, м; % — коэффи-
циент теплопроводности материала кожуха, ккал!мХ.
Хград-ч; а — коэффициент теплоотдачи от внешней по-
верхности кожуха, ккал/м2 • град • ч; можно принять для
кожуха 40° С —7,1; 60° С —8,25; 80° С —9,1; 100° С —
9,9; 120° С—10,6; 150°С—11,7; 200°С— 13,4; 6 —тол-
щина стенки кожуха, л; q — удельный тепловой поток,
излучаемый на рассчитываемый участок кожуха или
выделяющийся в нем в случае
ккал/м2-ч; ti и — температу-
ра охлаждаемых водой участ-
ков кожуха, °C; практически
почти во всех случаях водо-
охлаждения кожухов £i=i£2=
₽*ОХЛ=40+5(ГС.
По этой формуле можно
определить температуру наи-
более нагретых точек кожуха
и, значит, заключить, пра-
вильно или нет решено его
охлаждение, и наоборот, за-
даваясь максимальной температурой кожуха /Макс>
можно определить допустимую длину неохлаждаемого
участка кожуха. Нельзя допускать, чтобы в верхней
части водоохлаждаемой рубашки могла застаиваться
вода, которая, не имея выхода и нагреваясь, может ис-
паряться и создавать паровую «подушку». Последняя
препятствует доступу охлаждающей воды в эту зону,
чем и вызывается местный перегрев камеры с известны-
ми последствиями.
Швы рубашки водяного охлаждения, как правило,
находятся рядом, с вакуумными швами корпуса. Для
того чтобы швы не оказывали друг на друга влияния
при сварке, их рекомендуется располагать на расстоя-
нии не менее 30—50 мм.
Наварка водяных рубашек может проводиться дву-
мя способами (рис. 3-92): с перекрытием сварных ва-
куумных швов (закрытые швы) или с обходом их (от-
крытые швы). В первом случае шов постоянно омы-
вается проточной водой и поэтому он будет находиться
в стабильных температурных условиях. Такой способ
303
приварки водяной рубашки сокращает (по сравнению
со вторым) количество сварных швов на 30—40% и
способствует улучшению товарного вида установок,
причем сварка вакуумного шва должна производиться
изнутри, что не применимо для камер с малым диамет-
ром, особенно для камер, имеющих значительную дли-
ну, так как будет затруднена проверка внутреннего шва
и особенно его ремонт, который производится, как пра-
вило, путем вырубки дефектного участка шва и навар-
ки нового.
Рис. 3-93. Водоохлаждаемая
— конструкция вакуумной водоохлаждаемой камеры: 1 — обе-
мая рубашка днища, 5 — фланец, в — патрубок к откачной
ской
304
Доступ к внутренним вакуумным швам может быть
также затруднен при наличии большого количества
трудно демонтируемых и тесно расположенных внутри-
камерных узлов и устройств. Таким образом, во всех
случаях затрудненного доступа и внутренним швам для
их ревизии и ремонта приходится применять наварку
водяной рубашки с обходом вакуумных швов.
При закрытых швах проверка герметичности каме-
ры гелиевым течеискателем практически становится
невозможной. Приходится проверку герметичности вы-
полнять менее совершенными способами: применением
галоидного течеискателя или опрессовкой с погруже-
нием камеры в водяную ванну или промазыванием
швов мыльным раствором.
Иногда охлаждение камер осуществляют с помощью
внутренних экранов, с приваренными или припаянными
к ним змеевиками водяного охлаждения. Концы змееви-
ков выводятся из камеры через отверстия с необходи-
мыми вакуумными уплотнениями. Крышки и днища, так
же как и обечайки, могут быть снабжены системами
водяного охлаждения (рис. 3-93).
в)
камера с крышками.
чайка, 2 — днище, 3 — водоохлаждающая рубашка обечайки, 4 — водоохлаждае-
системе; б — конструкция водоохлаждаемой крышки; в — конструкция пло-
крышки.
20—1292 305
Расчет вакуумных камер на прочность
Общие сведения. Расчет вакуумных цилиндрических камер на
прочность сводится к определению толщины их стенок, при этом
расчет ведется ото теории тонкостенных оболочек, т. е. таких обо-
лочек, у которых толщина стенки s является малой величиной
по сравнению с радиусом кривизны. К числу тонкостенных в прак-
тических случаях относятся оболочки, у которых соблюдается
условие
s
р7<0,04, (3-1)
где DB — внутренний диаметр Оболочки.
Величина расчетного наружного давления Рн определяется сле-
дующим образом. Если вакуумная камера не имеет рубашек во-
дяного охлаждения или снабжена водяным охлаждением змееви-
кового типа, то она рассчитывается на равномерно распределенную
внешнюю нагрузку:
Рн=0,1 Мн!м\ (3-2)
Если вакуумная камера имеет рубашку водяного охлаждения,
то расчет может быть проведен двумя способами: с учетом избы-
точного давления в водоохлаждаемых полостях и без учета. В слу-
чае засорения выпускного водопровода давление в полости водя-
ной рубашки может значительно подняться, что может привести
к аварии установки. (Поэтому величина расчетного наружного дав-
ления таких камер определяется с учетом возможного повышения
давления воды по формуле
Рн = Рв+Рж, (3-3)
где Рв — давление среды, в данном случае давление воды, которое
практически может достигать в городских и заводских водопро-
водах Рв=0,6 Мн)м2\ Рт— гидростатическое давление жидкости
определяется по формуле
Рж = 1-104 Нж [н/м2]\ (3-4)
Нж — максимальная высота жидкости.
При нормальной работе водопроводов давление воды неве-
лико и в этом случае расчетную величину наружного давления
Таблица 3-95
Материал Температура стенки, *С Расчетные фор- мулы при опре- делении адл Примечание
Углеродистая сталь <420 ^420 3-5 и 3-6 3-5, 3-6, 3-7, 3-8 Для расчетов бе- рется меньшее значение из фор- мул
Легированная] сталь (аустенитная) <550’’ >550j 3-5 и 3-6 3-5, 3-6, 3-7, 3-8
Цветные ; металлы и сплавы^ — 3-5 и 3-6
?06
принимают равной гидростатическому давлению воды в рубашке
по формуле (3-4), т. е. Рн = Рж. Однако в таких системах подачи
•воды ставят реле давления, ограничивающее подъем давления
в водоохлаждающей полости.
Выбор расчетной формулы при определении допускаемого на-
пряжения производится по табл. 3-95.
Значения запасов прочности для основных конструкционных
материалов приведены в табл. 3-96.
Таблица 3-96
Запас прочности Сталь углеродистая и легированная Цветные металлы и сплавы »
Пв ’ 2,6 2,6
«т 1,5 1,5
Лдл —
Лил 1,1 —
Ниже приводятся расчетные формулы, которые для краткости
изложения даны -без выводов. Формулы заимствованы из соответ-
ствующих источников со ссылкой на них, предельно упрощены и
приведены -к удобному для пользования виду. В отдельных слу-
чаях, требующих более строгого теоретического расчета, необходимо
обращаться к соответствующей специальной технической литера-
туре.
Иногда приходится учитывать дополнительные сосредоточенные
нагрузки, которые могут возникать при работе различных силовых
механизмов в технологической оснастке. Как правило, эти нагрузки
имеют постоянный знак и очень редко носят ударный характер.
При нагрузке тонких стенок камер наружным давлением или
при вакууме возможно вдавливание стенок внутрь. Опасность вдав-
ливания увеличивается при отклонении стенки от правильной гео-
метрической формы, поэтому камеры, подверженные наружному
давлению, должны по возможности приближаться к заданной фор-
ме. Допуски на отклонения размеров различных элементов камер
будут оговорены ниже в каждом конкретном случае.
При расчете камер на механическую прочность сначала следует
определить допускаемое напряжение сгд по одной из следующих
формул (см. табл. 3-95):
<4
(3-5)
[иХ1; (3-7)
“ДЛ
а*
= (3-8)
л пл
20*
307
где сГв — предел прочности при растяжении, н/м2-, сгт — предел теку-
чести, н/м2', Одл—предел длительной прочности, н/м2\ сгп л — предел,
ползучести, «/л<2; пв — запас прочности по пределу прочности; п? —
запас прочности по текучести; цдл — запас прочности по длитель-
ной прочности; /гпл — запас прочности по ползучести.
Все расчетные формулы содержат дополнительное слагаемое с,
которое представляет собой добавку на минусовый допуск по тол-
щине листа, из которого изготовляется стенка камеры. Величина с
в зависимости* от толщины
листа для различных мате-
риалов выбирается по соот-
ветствующим ГОСТ на сор-
тамент.
Определенные по этим
формулам расчетные толщи-
ны стенок s' увеличиваются
до ближайших значений
толщин s по соответствую-
щему сортаменту на вы-
бранный материал. Допу-
скается принимать толщину
стенок меньше расчетной
не более чем на 3%.
Принятая толщина
стенки s подлежит кон-
трольной проверке на на-
пряжение в ней а при гид-
Рис. 3-94. Модуль упругости при вы-
соких температурах.
/ — углеродистые стали; 2 — легированные
стали (аустенитного класса).
равлическом испытании ка-
меры. Как правило, гидравлическим испытанием на прочность подвер-
гают только крупногабаритные камеры (с Z)B>500 мм). Вакуумные
камеры без водоохлаждающих рубашек подвергают испытаниям на
Прочность внутренним гидравлическим давлением Ри=0,2 + Рт. Ва-
куумные камеры, снабженные водоохлаждаемыми рубашками
(с опасностью 'возникновения избыточного давления в ее полости),
подвергают испытаниям гидравлическим давлением в водяной ру-
башке, равным
Ри=11,5Рн. (3-9)
Если принятая толщина стенки s не удовлетворяет условиям
контрольной проверки на напряжение в ней о при гидравлическом
испытании камеры, то принятая толщина стенки должна быть соот-
ветственно увеличена.
Расчет цилиндрических обечаек. Расчетная толщина цилиндри-
ческой стенки s', подверженной (при вакууме) наружному давлению
определяется исходя из устойчивости обечайки по формуле
/Рн \0’4
s' = l,25D Г фс[4 (3-10)
Эта формула применима для обечаек, изготовленных из мате-
риалов с коэффициентом Пуассона ц=0,3 (практически для всех
металлов), при соблюдении условий
/'
D
(3-11)
308
<0,523,
(3-12)
Р*_ £Л0'4
Е* D J
где E*— модуль упругости материала при температуре t; Г — рас-
четная длина (высота) цилиндрической обечайки, м.
На /рис. 3-94 представлена зависимость для сталей
Расчетной длиной обечайки считается: при наличии фланцев
на обечайке — расстояние между фланцами в свету; при ограни-
чении обечайки эллиптическим (или сферическим) днищем — длина
цилиндрической части обечайки плюс 0,3 эллиптической (сфериче-
ской) части последнего; при ограничении обечайки плоским дни-
щем— длина цилиндрической части обечайки до днища.
В зависимости от условий работы камеры Ра определяется по
одной из формул (3-2), (3-3) или (3-4).
Принятая толщина цилиндрической обечайки s подлежит кон-
трольной проверке на напряжение в ней о при гидравлическом
испытании по формуле
(^в $) Л1 qT Г / 21 /О 1О\
1,1 (s — с) < 1,2 <3’13)
В случае несоблюдения этого условия толщину стенки необхо-
димо соответственно увеличить.
Практически толщины стенок вакуумных камер можно выби-
рать: для небольших камер, изготовленных из сталей — по табл. 3-97;
для крупных камер, изготовленных из стали марки Ст. 3, рабо-
тающих под вакуумом (наружное давление 0,1 Мн!м2) и под
наружным давлением в водоохлаждающих рубашках до 0,6 Мн!м2,—
по табл. 3-98.
Таблица 3-97
Диаметр обечайки, мм Толщина, мм
стенки обечайки выпуклой крышки конусной крышки водяной рубашки
200 2,0 2,0 2,0 1,5
400 2,5 3,0 2,5 1,5
500 3,5 3,5 3,0 2,0
600 4,0 4,0 3,0 2,0
700 4,5 4,5 3,5 2,5
Допускаемые отклонения на длину окружности и' смещение
кромок продольного сварного шва приведены в табл. 3-99. Допу-
скаемые отклонения по длине L (Н) и форме цилиндрических свар-
ных обечаек приведены в табл. 3-100. Указанные отклонения также
можно назначать и для обечаек из цветных металлов и сплавов.
Рубашки водяного охлаждения цилиндрических камер как пра-
вило выполняются из стали марки Ст. 3; выбор толщины стенок
в зависимости от давления воды в водоохлаждающих полостях
можно производить по табл. 3-101.
309
> и
gQ
3?-
к <и
О S
800 | 900
10
Внутренний диаметр обе
1 000 | 1 200
Толщина стенки обечайки, мм, при
5
10
12
12
0,40,6
12 14
16
16
18
Примечания: 1. Толщина стенок $ проверена на устойчивости с коэффициен
2. Продольный стыковой шов двусторонний.
При конструировании цилиндрических обечаек, работающих под
наружным давлением, следует выбирать отношение l[D возможно
меньшим. При отношении рекомендуется выполнять обечайки,
работающие под наружным давлением, с кольцами жесткости, рас-
полагаемыми обычно на равном расстоянии друг от друга по oi6pa-
Рис. 3-95. Основные ти-
повые поперечные сече-
ния колец жесткости.
зующей обечайки. Кольца жесткости мо-
гут быть расположены как снаружи,
так и изнутри обечайки. Соединение ко-
лец жесткости с обечайкой осущест-
вляется сваркой или пайкой сплошным
или прерывистым швом. Общая длина
прерывистых швов должна быть не ме-
нее половины кольца, а расстояние меж-
ду участками — не менее 8s. Поперечные
сечерия основных видов колец жестко-
сти представлены на рис. 3-95.
Кольца прямоугольного сечения
(рис. 3-95,а) применяются для любых
£>в и бывают цельными и составными
из секторов. Сектора свариваются меж-
ду собой Х-образным швом (рис. 3-95,г),
и после сварки производится их расточ-
ка. Кольца из углового проката (рис.
3-91.6) применяются для обечаек с
£)в>1000 мм. Сечение кольца, представ-
ленное на рис. 3-95,в, рекомендуется применять при диаметрах
£>в>2 000 мм. Расстояния между кольцами жесткости выбираются
исходя из конструктивных соображений.
Номинальная расчетная толщина поперечного сечения прямо-
угольного кольца Sok '(рис. 3-95,а) при условиях, что
Ак—5sK;
(3-14)
310
Таблица 3-98
чайки DB, мм
1 400 1 600 | 1 800 1 I 2 00Э
наружном давлении Рн, Мн!м*
0,1 0,25 0,4 0,6 0,1 0,25 0,4 0,6 0,1 0,25 0,4 0,6 0,1 0,25 0,4 0,6
8 10 12 12 8 10 12 14 8 12 14 16 10 12 14 18
10 12 14 16 10 14 16 18 10 16 18 20 12 16 20 22
14 18 20 12 16 20 22 12 18 20 24 14 20 22 26
14 20 22 16
20 24 14 22 26 24 30 22 26 32
том запаса л=5.
определяется по формуле
s'0I1 =0,42^/77 + с И.
(3-15)
(3-16)
(3-17)
где I' — расстояние между осями колец жесткости; /к—момент
инерции поперечного сечения кольца относительно оси, лежащей
Таблица 3-99
Толщина стенки, S, мм Материал обечаек
Углеродистая и легированная стали Высоколегированная сталь
Допускаемые отклонения, мм
по длине окружности смещения кромок про- дольного шва по длине окружности смещения кромок про- дольного шва
<14 16 и 18 ±з ±5 10% S ±з 10% S
20—24 26 и 28 Ь- СП 4-1-Н ±5
30—34 36—38 ±ч ±13 ±6
911
Таблица 3-100
Размер, форма Допускаемое отклонение
£(//) +0,3% ЦН), но не более +75 мм
Прямолинейность оси 0,2% L(H), но не более 20 мм при L (Н) 10 000 мм и не более 30 мм при L (Н) Ю 000 мм
Овальность При наружном давлении 0,5%, но не более 20 мм
Параллельность торцевых । кромок 0,06% L (//), но не более 2 мм
на ближайшей к кольцу образующей обечайки:
ря1&в
9,2Е*
(3-18)
В случае, если толщина кольца s0K прямоугольного
сечения (с указанным выше отношением ширины и толщины) опре-
деляется по формуле
«ок =0,555 И, (3-19)
где /'к.ц — момент инерции расчетного поперечного сечения кольца
относительно оси, проходящей через центр тяжести его, параллель-
но образующей обечайки:
0,23РНО^К^
/к.ц =------pi---------[л*4]- (3-20)
Таблиц’а 3-101
Внутреннее рабочее давление Мн/м* Внутренний диаметр обечайки £>в, мм
800 | 900 | 1 000 | 1 200 | 1 400 | 1 600 | 1 800 | 2 000 | 2 200
Толщина стенки обечайки s, мм
0,1 4 4 5 5 5 5 6 6 6
0,25 4 4 5 5 5 5 6 6 6
0,4 4 4 5 5 5 5 6 ♦ 6 6
0,6 4 4 5 5 5 6 6 8 8
Примечание. Толщины стенок, помещенные над жирной линией, даны
выше расчетных с учетом необходимой жесткости.
312
Принятые размеры кольца подлежат контрольной проверке на
суммарное напряжение в нем от изгиба и сжатия
0,61 Ря f D^sD, о, 0038PH v T^sDlh
°= Гк + Л. * 77. °” <3'21)
где Ек—площадь принятого поперечного сечения (без поправки с),
м2\ Fc — расчетная площадь поперечного сечения элемента стенки
обечайки, м2,
FQ = [Ьк + 1,1 (s - с)] ($- с); (3-22)
Ьк — ширина кольца жесткости, находящаяся в контакте с поверх-
ностью обечайки; h— расстояние от центра тяжести площади до
наиболее удаленного края ее в направлении, перпендикулярном оеи
обечайки, м,
.. .....
h — hK — , (3-23)
hK -^высота поперечного сечения кольца, м\ JK.C — момент инерции
площади Ек+Ес относительно оси, проходящей через центр тяжести
ее параллельно образующей обечайки;
4.С = 4 + 4 + {h - 0,5/гк)2 FK + [0,5 (s - с) + V- h\2 Fc M;
(3-24)
Iк — момент инерции площади FK относительно оси, проходящей
через центр тяжести ее параллельно образующей обечайки, л/4; /с —
момент инерции площади Fc относительно оси, проходящей через
центр ее тяжести, параллельно образующей обечайки, Mi.
Кюльца жесткости обечаек аппаратов, имеющих рубашки водя-
ного охлаждения, следует проверять также на напряжение в них о
При гидравлическом (наружном) испытании аппарата давления Ри
по формуле
0,61РиУгиОв , 0,0038 VD^D2h К n
° =-----T+~F------+------7----------<1,2*
г к т г с 7 к.е
В случае несоблюдения условий проверочных расчетов размеры
поперечного сечения колец жесткости должны быть увеличены.
Пример. Определить толщину стенки св’арной цилиндрической
обечайки вертикальной камеры, имеющей рубашку водяного охлаж-
дения |(рис. 3-96).
Исходные данные: материал обечайки — сталь марки Х18Н10Т;
температура стенки /Ст = 150°С; внутренний диаметр камеры Ев =
=0,8 м\ высота обечайки //=2,4 м.
(Принимаем характеристики материала: Е150= 185 • 109 н/м2;
ат15О='21О • 106 н/м2; ат = 220-106 н/м2-, наружное давление воды
Рв=0,6 Мн/м2.
Расчетное наружное давление в аппарате принимаем по фор-
муле (З-'З) с учетом атмосферного давления (вакуум в аппарате)
Рн=Рв + Рж=0,7« 106 н/м2.
Проверим условие (3-11)
Я 2>4
Dt 0,8 —3<8-
313
Проверим условие (3-12)
//> Н \о»4
( л?Г ТГ) = 0,0105 <0,523;
ил J L
fPv Н \0»4
s' = l,25DB + с== (10,5 +0,8)-10’= 11,3.10-» м.
Прибавку с=0,8-10“3 м (по табл. 3-82), окончательно при-
нимаем $=12 мм.
Проверим обечайку на напряжение а при гидроиспытании с на-
ружным давлением
Ри=1,5Рн=1,045- 106 н1м*.
По формуле (3-43) находим:
а = 0,75. 106 < = 183-106 н/м2.
Расчет сферических обечаек. Расчетная толщина стенки s' сфе-
рической камеры, работающей под вакуумом, определяется исходя
из ее устойчивости (при пятикратном запасе) по формуле
р,Кз(1-^)
s'=a0,8DB
В*
4-е.
(3-26)
Окончательная толщина сферической
соответствующему сортаменту, с учетом
ланных выше.
стенки s выбирается по
всех рекомендаций, сде-
Рис. 3-96. Схема
камеры.
Допускаемая овальность в любом на-
правлении не должна быть более 0,5%.
Расчет конических обечаек (с а<30°,
рис. 3-82,а и в) с достаточным приближением
(в запас) можно производить по формулам
для сварных цилиндрических обечаек. Рас-
чет конических обечаек, выполненных по
рис. 3-82,6, и всех других типов с а^30° про-
водится по формулам для конических днищ
[см. формулы (3-44) и (3-45)]. При этом зна-
чение Вв во всех формулах берется по боль-
шому диаметру конической обечайки.
Допускаемая овальность в любом попе-
речном сечении обечайки не более 0,5%.
Расчет коробчатых камер. Расчетная тол-
щина плоской прямоугольной стенки s' с за-
крепленными краями, работающей под вакуумом, при условии их
испытания внутренним гидравлическим давлением 0,2 Мн/м2 опре-
деляется по формуле
s'
224 В
= — 4-е W.
(3-27)
где В — ширина (меньшая сторона) прямоугольной стении, лг,
Ои.д — допускаемое напряжение при изгибе.
314
Стенки считаются закрепленными по краям при наличии на них
фланцев и укрепляющих ребер, а также при сопряжении стенок под
углом.
Принятая толщина плоской прямоугольной стенки подлежит
контрольной проверке на допускаемое напряжение в ней о при
гидравлическом испытании по формуле
0,5В2Ри г , ,
°— (S_c)2 <1,2 [«М2]-
(3-28)
жесткости, которые
Рис. 3-97. Поперечное се-
чение элемента плоской
прямоугольной стенки с
ребром жесткости. Для
поперечных ребер х=/;
для продольных х—Ь
(см. рис. 3-85).
Крупногабаритные прямоугольные камеры, как правило, для сни-
жения толщины стенки снабжаются ребрами
в вакуумной аппаратуре располагаются
на наружной стороне стенки. Количест-
во ребер и схема их расположения
определяются конструктивными сообра-
жениями. Основные схемы расположения
ребер жесткости показаны на рис. 3-85.
Толщина стенки, укрепленной реб-
рами жесткости, также определяется по
формуле (3-27), только в этом случае
вместо величины В подставляется для
рис. 3-85,а величина Z; для рис. 3-85,6—
Ь\ для рис. 3-85,в — меньшая из величин
I или Ь.
При расчете ребер жесткости услов-
но принимается, что половина всей на-
грузки на плоскую стенку воспринимает-
ся одними ребрами. При этом расчетный
момент сопротивления каждого ребра
Wp, считая ребро как балку на двух
опорах равномерно нагруженной от дав-
ления Р=0,:2 н!м2 (с ;
ся по формулам:
для рис. 3-85,а
учетом испытательного давления), определяет-
ВЧР ГР - 2йаи д Ь (3-29)
для рис. 3-85,6 т L2bP , — 2&3 Ь л/<ои.д (3-30)
для рис. 3-85, в в поперечном направлении ВЧР (3-31)
в продольном направлении L2bP (3-32)
где k—коэффициент, зависящий от способа закрепления ребра на
опорах; при жестком закреплении &='12 (с фланцем, другим ребром
и т. д.); при нежестком закреплении & = 8.
Далее по определенному М7Р находят поперечное сечение ребра.
Для прямоугольного сечония ребра с отношением толщины к высоте,
315
равным Vs, толщина ребра определяется по формуле
sp=0,62|7^7 [лг]. (3-33)
Расчетные размеры округляются, исходя из практических сообра-
жений. Размеры поперечного сечения ребра проверяются на макси-
мальное напряжение при гидравлическом испытании камеры. При
этих расчетах учитывается наличие плоской стенки. Вначале опре-
деляется момент сопротивления участка плоской стенки с ребром
^р.с (рис. 3-97) по формуле
w, /p+/e + fp(0,5/ip-^ + Fe[// + 0,5(S-C)P
^р.е= , (3-34)
где Fp—площадь поперечного сечения ребра, л2; Fc—площадь по-
перечного сечения участка стенки, м2\ /р — момент инерции площа-
ди Fp относительно оси, проходящей через центр тяжести ее па-
раллельно стенке, л4; /с — момент инерции площади Fc относи-
тельно оси, проходящей через центр тяжести ее параллельно стен-
ки, мР, у — расстояние от стенки до центра тяжести площади
в перпендикулярном направлении к стенке, м.
В формуле (3-34) величины Fc и у равны:
Fc=AJ(s—с) [л2]; (3-85)
Fp/tp — fc(s — с)
У~ 2(Fp + Fc) •
Для поперечных ребер х=/; для продольных ребер х=Ь
(рис. 3-85).
Максимальное напряжение в укрепляющих ребрах а при гид-
равлическом испытании камеры должно удовлетворять следующим
условиям:
для рис. 3-85,а
' = (3-37)
«М'р.с ’
для рис. 3-85,б
L2bP„ ат
° = Жр.о <1,2 (3-38)
для рис. 3-85, в в поперечном направлении
В2/Ри *Т
01 “ 2/eW'p.c< 1,2 (3-39)
в продольном направлении
L2bPu
°2 = 2kW~r. < Т?2 [н/л121 • (3-4°)
При несоблюдении условий (3-37)—1(3-40) принятые размеры
ребер должны быть соответственно увеличены.
Если стенки камеры имеют не одинаковую площадь, то толщина
всех стенок принимается по расчету стенки большей площади.
Пример. Определить толщину стенки сварной коробчатой обе-
чайки и поперечное сечение ребер жесткости по следующим исход-
ным данным: материал корпуса камеры стали марки Х18Н10Т
(Ов = 550-106 н/м2; От = 220- 106 н/м2-, /Ст = 20°С). Размеры обечайки
(рис. 3-82): В=1 м\ 751=0,5 м\ м\ /=0,5 л; & —0,25 л,
316
Определяем допускаемое 'напряжение по пределу прочности для
стали марки 1Х18Н10Т
°в 550.10е
®и.д = -^-=-^6-------=212.10» н/мК
Допускаемое напряжение по пределу текучести
°Т 220.10е
’и.» = ='----= 146-10» н/м*.
Меньшее принимаем за расчетное и толщину стенки определяем по
формуле (3-27)
224 Ъ
sz = —----- -]-с = 5,1 10~3 л/.
У °и.д
По табл. 3-80 с=0,5. Берем толщину s=5 мм. Расчетное испыта-
тельное давление
Ри = 0,2 +Рж=0,22] 106 н!м\
Проверим напряжение в стенке обечайки при гидравлическом
испытании камеры по формуле (3-28)
0,2562Р G
° =~(5_С)” = 170-10® = 183-10® h/jk2.
Производим расчет укрепляющих ребедэ, приняв сечение ребра
прямоугольным. Тип ребра по рис. 3-85,в, формулы (3-31), (3-32)
№pi=44,6-10-в jw3;
Ц7р2=29«10-6 ж3.
Толщина ребер с соотношением толщины <к высоте 1/5 опреде--
ляем по формуле '(3-33)
s'pi = 0,62 = 15.10-’ м;
s'p= 0,6230,6-10-’ м.
Принимаем размеры ребер:
поперечные Spi = 16 мм; =80 мм;
продольные Sn =30 мм; h~ = 150 мм.
Г ₽2 Рз
Для определения максимального напряжения в ребрах предвари-
тельно находим:
Г =Sn/zn = 1 200-10-6 ж2; Fn = Sn6n =4 500.10-® м?;
Pl Pl Р1 р2 Рз Р2
/₽1 =64-10-’ к4; /ра =844.10-’ лг4;
/С1 =0,4-10-’ л4; /Сз= 0,2-10-’ л4;
fc> = I (S — с) = 225-10-® л«2; fc’= b (s — с) = 112-10-« л2;
уг =33-10-’ м; 1/./=74.10-’ л;
Fnr =25-10-’ м3-, ГП(. =125-10-’ м3.
P-Ci Р-Ч
317
Максимальное напряжение при гидроиспытании, в поперечных реб-
рах находим по формуле (3-39)
о = 180.10’ н/м* < =183-10’ н/м*;
в продольных ребрах — по формуле (3-40)
о = 74.10е и/ж2< = 183-10® н/м2.
Расчет эллиптических днищ. Расчетная толщина s' эллиптиче-
ской стенки днища, подверженной наружному давлению Рн, опре-
деляется по формуле
2h, + c М- (З-41)
где Ав—''высота выпуклой части днища; ki—коэффициент, для
глухих днищ Ai=0,74; для днищ с отверстием Ai = 0,64; k — без-
размерный коэффициент, определяемый по формуле
d
k = 1 — (3-42)
d — наибольший диаметр неукрепленного отверстия в днище, м.
Для днищ без отверстий или с полностью укрепленными отвер-
стиями А=1.
Величина прибавки с, выбранная по сортаменту на листовой
материал, увеличивается на 2 мм при s'^10 мм, на 1 мм — при
20 jwjh>s'>i10 мм. При s'>20 мм увеличение прибавки производить
не следует.
В сварных камерах толщина стенки днища не должна быть
меньше толщины стенки обечайки.
При наличии у днища рубашки с избыточным давлением приня-
тая толщина стенки подлежит контрольной проверке на напряжение
в ней о при гидравлическом испытании рубашки по формуле
[^в "Ь (5 с)] Рн.и д
°= 7,6^,/га(5 —с) < 172 • С3’
Пример. Определить толщину стенки эллиптического днища по
следующим данным: материал — алюминиевый сплав марки АМцС;
DB = 1,3 м\ Ав=0,325 м\ днище без отверстий. Наружное давление
Рн=0,1 Мн[м2 (вакуум).
Определяем: A=l; Ai=0,74;
ад = дс д = = 40 Мн/м2.
Толщину стенки определяем по формуле (3-41)
s'= (2,3 • 10"3+0,34 + 2) • Ю-3=4,64 • 10"3 м.
По табл. 3-’81 определяем прибавку с=0,36 и увеличиваем ее
на 2 мм (так как s—с=2,3<10 мм).
Выбираем ближайшие по сортаменту «Днище I ЗООХб»<
318
Насчет сферических неотбортбванных днищ. Расчетная толщина
Стенки неотбортованного сферического днища s', работающего под
вакуумом, определяется из условия, что меридиальное изгибающее
напряжение ам, ’возникающее в месте соединения днища с обечай-
кой, не должно превышать допускаемого напряжения на разрыв
для материала днища. Определение толщины стенки производится
с помощью табл. 3-102 в зависимости от DB и ом.
Окончательно толщина стенки с учетом прибавки с выбирается
по табл. 3-90, где приведены основные данные о нормализованных
штампованных сферических днищах из углеродистых и высоко-
легированных сталей. Рекомендуется толщину стенки днища при-
нимать на 1—2 мм больше толщины стенки сопрягаемой с ним обе-
чайки, но не менее последней.
Таблица 3-102
Толщина стенки неотбортованного сферического днища s', мм
3 4 5 6 1 7 1 8 1 9 1 10 1 11
Меридиональные напряжения в днищах без усиления
V 10"6«/ла при Р=0,1 Mh)m*
400 36,5 26,5 20,0 15,8 12,8 10,8
500 50,0 35,2 28,0 22,0 17,5 14,8 12,9 10,9 —
600 66,0 47,5 36,0 28,0 23,0 19,2 16,8 14,0
800 100,0 72,0 54,0 42,5 35,0 28,5 25,5 22,0
900 118,0 86,0 64,0 50,5 42,0 34,5 30,0 25,5
1 000 100 75,0 59,0 48,0 40,0 35,0 29,0
1 200 131 99,0 78,0 69,0 53,0 46,0 39,0 34,0
1 400 160 120 96,0 80,0 66,0 57,0 48,0 42,0
1600 200 150 113 95,0 80,0 69,0 59,0 51,0
1 800 240 178 139 112 90,0 83,0 70,0 60,0
2 000 210 162 132 ПО 97,0 83,0 71,0
2 200 240 190 153 129 НО 95,0 83,0
2 400 — — 215 172 143 123 106 94,0
2 600 235 198 160 140 119 102
2 800 — __ 220 180 156 132 113
3 000 2 500 220 173 150 130
Примечание: Меридиональные напряжения приведены для номиналь-
ной толщины стенки днища без учета пробивки на коррозию и, минусовый допуск
на толщину листа.
Расчет конических днищ. Расчетная толщина s' конической
стенки днища (при 2а ^1150°), подверженных наружному давле-
нию Ри, определяется по формулам (3-44) и '(3-45). Окончательной
расчетной величиной является большая:
D^P^y
s Z'iti +£Н; (3-44)
, ВЛ
S +c <3-45)
319
где у — фактор формуя днища, определяется по графикам (рис. 3-9S);
kt —'коэффициент, определяемый, как в формуле (3-41); коэффи-
циент прочности ср определяется по формуле
I — St/
(3-46)
St/ — максимально суммарная величина всех диаметров отверстий
по одной образующей I, м.
При наличии у днища рубашки водяного охлаждения с избы-
точным давлением принятая толщина стенки s подлежит контроль-
ной проверке на напряжение в ней о при гидравлическом испы-
тании камеры: по формуле (3-47), если расчетная толщина принята
по формуле (3-44); по формуле (3-48), если расчетная толщина
принята по формуле (3-45):
° 2/^ (s —с)
^1,2
’ = < ft [«>21 •
(3-47)
(3-48)
Допускаемая овальность в любом поперечном сечении кониче-
ских днищ не <более 1,0%'.
В вакуумной технике применяются, как правило, неотбортован-
ные конические днища, основные размеры которых приведены
в табл. 3-91 и 3-92.
Пример. Определить толщину неотбортованпюго конического
днища вертикальной камеры по следующим данным: высота каме-
ры 2 ж; материал днища — Ст. 3; £)в = 1 м; а=30°; снизу днища
имеется отверстие t/=0,15 м.
Определяем Од=ои.д = 146 • 106 н/м2.
При внутреннем гидравлическом испытании Ри = 0,22-106 н/м2.
Фактор формы днища при а —30°. Определим по графику
(рис. 3-98) //=1,8.
Расчетную толщину стенки определяем сначала по формуле
(3-44)
s'=0,95 • 10~3 + см.
Далее расчетную величину определяем по формуле (3-45)
«'=0,4- 10“3 + см.
Окончательной расчетной величиной является большая, опреде-
ленная по формуле (3-44).
Взяв с=0,12 мм (по табл. 3-89), принимаем расчетную толщину
стенки
«'=0,96+42=1,08 мм.
Принимаем толщину стенки s=2 мм.
Проверим напряжение в стенке при гидравлическом испытании
камеры по формуле (3-47)
0= 165.10е<= 200- 10е н/м2.
320
Расчет плоских круглых днищ. Расчет плоского днища (без
ребер жесткости), работающего под вакуумом при соблюдении
условия
2,9
(3-49)
*
£>В + S ' °Д
где sc—толщина стенки обечайки, вычисляется из формулы:
0,93sc
Т
-D.
0,19/\
°И.Д^
(3-50)
где k — коэффициент, равный 0,85.
Рис. 3-98. График для определения
фактора формы у при расчете кони-
ческих днищ.
Если условие (3-49) не имеет места, применяется формула
s
s' =------7Г+С М
1-0,43^ '
(3-51)
Прибавка с увеличивается на 2—5 мм.
Если в днищах отсутствуют отверстия, то в формулах (3-50)
и (3-51) и последующих принимается d=0.
Принятая толщина s подлежит проверке при гидравлическом
испытании.
При соблюдении условия
S 1
(3-52)
21—1292
321
где sc — толщина сопрягаемой с днищем цилиндрической стенки, про-
верочный расчет проводится по формуле
7)2 Р
° ~ --------г----7-----------—
5,25 (s — с)2 1,15 ( 1—0,86 ул ) +
- [«М (3-53)
Если условие (3-52) не имеет места, проверочный расчет ведется
по формуле
__________
/______________________d \
11,2 (1—0,86 -д-j (s'—с)2
(3-54)
Плоские днища также целесообразно укреплять ребрами жест-
кости. Расчет таких днищ ведется по формуле '(3-27), ,в которой
величина В берется равной диаметру вписанной окружности между
ребрами и контуром днища '(рис. 3-80):
/180°\
Z)Bsin ( ---)
\ z )
d =* /180°\ W * (3-55)
1 + sin ( J
где z — число радиальных ребер.
Проверка такого днища на напряжение в нем о при гидрав-
лическом испытании проводится по формуле (3-28).
Приближенный расчет радиальных ребер жесткости ведется при
допущении, что половина всей нагрузки на днище воспринимается
одними ребрами. Расчетный момент сопротивления ребра опреде-
ляется по формуле
0,065.0? Р
• ^Р = -^---------И- (3-56)
,сиИ.Д
По определенному №р находится расчетное поперечное сечение
ребра жесткости. Расчетная толщина ребра прямоугольного сече-
ния при отношении толщины к высоте 1/5 определяется по формуле
(3-33).
Принятые размеры проверяются на максимальное напряжение
в них с учетом наличия днища при гидравлическом испытании. Рас-
чет ведется по формуле (3-34), только при этом значение
(3-57)
Напряжение в ребрах жесткости при рабочих условиях должно
удовлетворять условию
0,13Р3вРн
0 = 1,2аи я [н1м*}• (3'58)
322
Напряжение^ ребрах жесткости при гидравлическом испытаний
должно удовлетворять условию
0,13D®P„ От
°= zIFp.c С1,1 I"/-**’]- <3‘59)
3-7. СМОТРОВЫЕ ОКНА
Во многих вакуумно-технических установках суще-
ствует необходимость постоянного или периодического
визуального наблюдения за процессами, происходящи-
ми в рабочих вакуумных камерах, для чего использу-
ются смотровые окна. Через смотровые окна также
можно измерять температуру с помощью пирометров,
контролировать юстировку и рабочее положение под-
вижных узлов, производить освещение внутреннего
пространства камеры во время наблюдения и т. п.
Многие процессы, проводимые в вакууме, сопровож-
даются интенсивным испарением веществ (вакуумная
плавка, электроннолучевая сварка, нанесение тонких
пленок, вакуумная дистилляция, зонная очистка и др.).
При этом на смотровых стеклах осаждаются пленки,
что мешает наблюдению и ограничивает срок службы
таких смотровых окон. Большинство пленок металлов
и сплавов уже не прозрачны при толщине 300 А. Одна-
ко, например, при плавлении металлов пленки такой
толщины могут осесть на незащищенном смотровом
стекле в течение нескольких секунд.
Если в камере отсутствуют источники запыления
стекол, то в конструкции смотровых окон не предусма-
тривается защитных устройств, в противном случае, за-
щитные устройства являются необходимой конструктив-
ной частью окна.
Существует много различных типов смотровых окон,
отличающихся по конструкции и назначению. Ниже
описаны основные конструкции окон, имеющих наиболь-
шее распространение в вакуумном аппаратостроении.
Окна изготовляют из обычных жаропрочных стекол
в виде круглых пластин, а также из кварца. Толщина
стекол в зависимости от диаметра свободной поверх-
ности Dc выбирается в пределах
$= (0,15-^0,2)Z)C.
При этих условиях пластина будет надежно выдер-
живать атмосферное давление. По нормалям СКВ
21* 323
Рис. 3-99. Простая конструкция смот-
рового окна.
1 — корпус; 2 — прокладка: 3 — стекло; 4 —
прокладка; 5 —фланец.
ВНЙИЭТб в вакуумных электропечах Для смотровых
окон используются жаропрочные стекла /следующих
размеров: 35X8, 58X10, 88X15, 150X15 и 200X15 мм.
Наиболее простая конструкция смотрового окна для не-
прогреваемых систем
показана на рис. 3-99.
Через промежуточное
стекло прижима ется
наружным фланцем к
уплотняющей проклад-
ке, за счет чего и осу-
ществляется герметиза-
ция смотрового окна.
Такая же конструкция
смотровых окон, упо-
требляется для высоко-
вакуумных установок (до 1 • 10~6 мм рт. ст.) при темпе-
ратуре прогрева стенки не более 150° С. Их конструктив-
ные размеры представлены в табл. 3-103. На рис. 3-100
показаны конструктивные модификации подобного рода
смотровых окон.
В табл. 3-104 приведены принципиальные конструк-
тивные схемы смотровых окон и способы увеличения
срока их службы в системах с источниками запыления.
Эффективность защиты окон от запыления характери-
зуется коэффициентом продления срока службы, кото-
рый выражается отношением времени службы с защит-
Таблица 3-103
D D Г>1 н h S Болты Общая масса, кг
Тип
мм г I п
мм шт. У 1 К*
50 57 90 115 65 45 25 10 12 11 мю 6 1,61 1,86
80 89 125 150 100 50 И тг 3,41 3,02 3,06
125 133 175 205 150 35 14 16 17 М12 8 6,9 6,02 6,3
150 159 195 225 170 55 20 20 8,76 7,67 8,1
У—углеродистая сталь; К—высоколегированная сталь.
324
К табл. 3-103.
Таблица 3-104
Применение
Расчетная формула
Окно без защитных устройств. Применяется в сис-
темах без источников запыления, отличается
простотой конструкции. Имеет большой угол
зрения
Окно с заслонкой, открывающейся во время наб лю-
дения. Применяется в системах с малой интен-
сивностью запыления
Продолжение табл. 3-104
Эскиз Применение Расчетная формула
. и Окно с поворотным экраном, имеющим отвер- стия, подводимые последовательно к незапылен- ным участкам стекла. Применяется в системах с малой интенсивностью запыления V=K, где К — количество отверстий в экране (v = 5 -н 10)
»г Окно с экраном и зеркалом, при этом экран защи- щает стекло от прямого попадания молекул ве- щества из источника загрязнения. Применяется в том случае, когда осаждаемое на зеркале веще- ство образует пленку с хорошими отражатель- $ ными свойствами V = 70 ~ 100
Г' г4 - ь ~: ~Т|—ю м Окно с экраном по принципу камеры с малым отверстием. Применяется в том случае, когда в вакуумной камере имеются большие поверхно- сти, являющиеся источниками загрязнения D2 1С0 а2
Продолжение табл. 3-104
Эскиз
Применение
Расчетная формула
Окно с зашитой вращающимися дисками, имею-
щими прорези (селектор скорости), рекоменду-
ется для установок с высокими скоростями запы-
ления стекол. Отличается сложностью конструк-
ции из-за большого числа оборотов и дисков,
которое подбирается, так чтобы большая часть
потока молекул пара не проходила через вторую
щель, а осаждалась на втором диске, т. е.
n с/2пг,
где с — средняя скорость молекул пара. Малый
угол зрения
(I \2 Л1(М .
v— I 2expl s I X 2 RT ’
где z—число прорезей; М—моле-
кулярный вес молекул пара; R— га-
зовая постоянная, Т —абсолютная
температура объекта испарения
^oPf-x-ln (/о//д) ,
где /0 — первичная интенсивность
прохождения света; /д—минимально
допустимая интенсивность прохож-
дения света.
Здесь можно достичь значения
v^lO3— 104
Окно с защитой одним вращающимся диском с
прорезями обеспечивает большой угол зрения,
однако обладает меньшим значением у, чем пре-
дыдущая конструкция
. ,, Л In/И \
V -tn/t, -т — 1п(/о//д)
где т = s/2 vr\ tx — время достиже-
ния минимально допустимой интен-
сивности прохождения света без
диска; /„—время достижения такой
же интенсивности прохождения света
с диском
Рис. 3-100. Конструкция смотровых окон,
а — без охлаждения; б — с охлаждением.
ным устройством ко
времени службы без
применения защит-
ных устройств, т. е.
Ув1/з//б.з«
При повышенных
тепловых излучениях
на стекла применя-
ют водяное охлаж-
дение, предохраняю-
щее перегрев уплот-
няющих прокладок.
У смотрового окна,
представленного на
рис. 3-100,6, для
этих целей преду-
смотрен специальный канал водяного охлаждения.
При проведении некоторых технологических процес-
сов в вакууме (плавка, осаждение тонких пленок и др.)
на смотровых стеклах могут появляться различного v
рода загрязнения, препятствующие наблюдению. Поэто-
Рис. 3-101. Смотровое окно с протиром.
/ — протир;
2 — шток; 3 — уплотнение Вильсона; 4 — стекло.
му смотровые стекла приходится периодически проти-
рать, а иногда даже и вынимать их для удаления нале-
тов химическим или механическим путем. -
В установках с длительным технологическим процес-
сом предусматривают в смотровых стеклах специаль-
ные протирочные устройства, которые обеспечивают
очистку стекол без нарушения вакуума (рис. 3-101).
Однако протиры не всегда дают положительные ре-
зультаты. Поэтому часто прибегают к защите смотро-
328
вых стекол как от загрязнении, так и от тепловых из-
лучений при помощи различного рода поворотных экра-
нов (рис. 3-102).
Другим конструктивным решением, обеспечивающим
возможность длительного пользования смотровым ок-
ном, является применение поворотных стекол
(рис. 3-103). На поворотном диске этого смотрового
окна имеется шесть стекол. После загрязнения стекла,
Рис. 3-102. Смотровое окно с экраном.
1 — стекло; 2 — рукоятка; 3 — уплотнение; 4 —
шток; 5 — водяная рубашка; 6 — стенка камеры:
7 — экран.
расположенного против смотрового отверстия, диск по-
ворачивают, подводя к смотровому отверстию другое
незагрязненное стекло. В данной конструкции возмож-
но применение большого стекла, так как давление
с обеих его сторон одинаково и, следовательно, оно не
имеет никакой силовой нагрузки.
В установках длительного действия применяются
смотровые окна с вакумным затвором, расположенным
между смотровым стеклом и камерой (рис. 3-104). На-
личие затвора дает возможность производить замену
стекла без нарушения вакуума в рабочей вакуумной
камере.
В прогреваемых вакуумных системах стекла смотро-
вых окон впаиваются в металлические оправы, причем
такие спаи должны быть согласованными, т. е. коэф-
фициенты линейного расширения стекол и материала
оправ должны быть достаточно близкими (рис. 3-105).
В окошечных спаях, прогреваемых до температуры
250—300° С, используются плоские стекла, а в спаях
329
с более высоким прогревом применяются окна с вы-
пуклыми стеклами (рис. 3-106).
Конструкция смотрового окна для прогреваемых
высоковакуумных установок показана на рис. 3-107.
Рис. 3-103. Смотровое окно с поворотным диском.
/ — корпус; 2 — поворотный диск; 3 — сменное стекло; 4 — ручка; 5 — смотро-
вое стекло.
Рис. 3-104. Смотровое окно с вакуумным затвором.
/--корпус; 2 — вакуумный затвор; 3 — смотровое окно; 4 — ручка; 5 — уплот-
нение; 6 — оливка (к форвакуумному насосу).
Для защиты стекла от осаждения пленок здесь преду-
смотрен -подвижный экран 2, который открывается
только во время наблюдения, а в остальное время ра-
боты установки окно закрыто экраном. Смотровое окно
330
собрано на фланце и при помощи канавочно-клинового
уплотнения с металлической прокладкой присоединяется
к вакуумной установке. Во время наблюдения экран
Рис. 3-105. Прогреваемое
смотровое окно.
выводится из поля зрения при помощи эксцентрикового
механизма и подвижного сильфонного уплотнения 4.
Для предохранения от разрушения вакуумноплотного
спая стекла с коваровой трубкой в конструкции преду-
смотрен защитный кожух со стеклом 6.
Рис. 3-106. Конструкция окошечных спаев.
В тех случаях, когда смотровое окно находится
в труднодоступном месте или когда нахождение опера-
тора около установки является опасным, применяются
331
различные перископические устройства. Перископ своим
объективом устанавливается на смотровом окне, а оку-
ляр располагается в месте удобного и безопасного
Рис. 3-107. Смотровое окно для прогревае-
мых установок.
1 — фланец; 2 — подвижной экран; 3 — эксцен-
трик; 4 — сильфон; 5 — смотровое окно; 6— за-
щитный кожух со стеклом.
Рис. 3-108. Перископическое устройство.
наблюдения. На рис. 3-10'8 представлена конструкция
перископа с двумя окулярами. Через один из них ве-
дется визуальное наблюдение, а на второй устанавли-
вается пирометр.
332
3-& ЗАГРУЗОЧНЫЕ УСТРОЙСТВА
В непрерывно действующих вакуумных установках й
автоматических линиях для подачи различных веществ
и образцов в рабочий объем установок без нарушения
вакуума применяются различного рода загрузочные
устройства. Все эти устрой-
ства можно разделить на
две основные группы: мага-
зинно-бункерные и шлюзо-
вые. •
Магазинно - бункерные
устройства с загруженным
в’ них материалом поме-
щают непосредственно в ра-
бочий объем установки, и
из него осуществляется пе-
риодическая или непрерыв-
ная подача материала во
время проведения техноло-
гических процессов. В этом
случае упрощается вакуум-
ная система и появляется
Рис. 3-109. Загрузочное устрой-
ство шнекового типа.
возможность проводить
предварительный прогрев материалов с целью их обез-
гаживания в процессе первоначальной откачки установ-
ки. Основным недостатком таких устройств является
то, что они имеют ограниченную емкость.
Шлюзовые загрузочные устройства применяются для
подачи образцов и изделий из области с атмосферным
давлением в рабочий вакуумный объем. В этом случае
обеспечивается практически неограниченное количество
загружаемых изделий, однако усложняется вакуумная
система установок.
На рис. 3-109 представлено бункерное загрузочное
устройство шнекового типа. Количество материала, не-
обходимое для длительного проведения технологическо-
го процесса (например, осаждение тонких пленок мето-
дом термического испарения), загружается в воронку/.
Шнек, подающий материал из воронки к лотку 4, рас-
положен в корпусе 2 и проводится в движении через
валик 3 мотором, установленным снаружи вакуумной ка-
меры. На валике шнека имеется храповое колесо, ко-
торое вместе с подпружиненной пластиной 4 сообщает
лотку 5 вибрации, что обеспечивает непрерывную пода-
333
Пу испаряемого порошка к испарителю 6. РегулйрбвН-3
ние подачи материала может осуществляться измене-
нием числа оборотов приводного валика и храповика 7.
На рис. 3-1:10 показана конструктивная схема загру-
зочного устройства для загрузки и выгрузки пастооб-
Рис. 3-110. Загрузочное приспособление для
сушильных барабанов.
/ — вращающийся барабан; 2 — цапфа; 3 — подшип-
ник; 4 — разгрузочная камера; 5 — транспортерный
шнек; 6, 7 -— вакуумные затворы; 8 — отверстие для
откачки воздуха из камеры; 4; 9 — загрузочный бун-
кер; 10 — сборник готового материала; 11 — загру-
зочный патрубок; 12 — транспортерный шнек; 13 —
откачка воздуха из камеры; 14 — вал транспортерно-
го шнека.
разных материалов в вакуумный сушильный аппарат,
рабочая камера которого имеет вид вращающегося ба-
рабана. Бункер 9 служит для предварительной дегаза-
ции материала. После создания вакуума в бункере 9
открывается вакуумный затвор 6 и материал подается
334
в питатель и далее при помощи транспортного шне-
ка 12, вращающегося на валу 14, и транспортного
шнека 5 переносится в рабочую камеру. Цапфа 2 же-
стко связана с барабаном 1 и вращается вместе с ним
в подшипниках 3.
Шлюзовые загрузочные устройства можно разделить
на два типа: устройства со шлюзовыми промежуточны-
ми камерами и устройства бескамерного типа. Принцип
действия первых основан на наличии шлюзовых камер,
имеющих входной и выходной затворы. Эта камера по-
сле подачи в нее образца откачивается до необходимого
вакуума отдельной откачной системой. Такие устрой-
ства чаще всего применяются для поштучной загрузки
достаточно громоздких изделий.
Принцип действия вторых основан на том, что шлю-
зование деталей происходит без применения затворов,
а подаваемые изделия проходят через каналы с малы-
ми зазорами, обеспечивающие свободное перемещение
образцов, и в то же время эти зазоры должны оказы-
вать достаточное сопротивление газовому потоку, необ-
ходимое для поддержания требуемого разрежения в ра-
бочих камерах, при этом используется промежуточная
откачка по длине шлюза' (дифференциальная от-
качка).
На рис. 3-111 приведена конструкция шлюзового за-
грузочного устройства плавильной вакуумной печи. Ра-
бота этого устройства происходит следующим образом:
при перекрытом вакуумном затворе Dy = 1 200, отде-
ляющем шлюзовую загрузочную камеру от рабочего
пространства печи, в камеру напускают воздух, и кор-
зина загружается шихтой. Далее крышка дозатора гер-
метизирует камеру; камера откачивается до давления,
равного давлению в рабочем пространстве печи, затвор
Dy=1 200 открывается и корзина опускается в тигель,
производя загрузку. После этого корзина поднимается
в исходное положение, вакуумный затвор закрывается,
в загрузочную камеру впускается воздух.
Устройство со шлюзовой камерой и двумя затвора-
ми для загрузки сыпучих материалов представлено на
рис. 3-112. Для периодической подачи небольших коли-
честв различных материалов в рабочий объем может
быть использовано быстродействующее бескамерное
шлюзовое устройство, конструкция которого изображе-
на на рис. 3-413.
335
1
Рис. 3-111. Шлюзовое загрузочное устройство плавильной лечи.
/„дозатор; 2 — механизм подъема и опускания корзин; за^узки
шихты; 4 — загрузочная корзина; 5 — переходной патрубок; 6 вакуумнь й
затвор с диаметром условного прохода 1 200 мм\ 7 — кожух печи, в од-
веска; 9 — тигель; 10 — патрубок для подсоединения вакуумной системы.
336
На полированной штанге 1 имеется канавка 2 для
загрузки подаваемого материала. Штанга имеет воз-
можность вращаться и совершать возвратно-поступа-
тельное движение. Уплотнение ее может осуществляться
при помощи прокладок из {
ста. При этом усилие под-
жатия прокладок должно
обеспечить как свободное
перемещение штока, так и
вакуумную герметичность
подвижного соединения.
Для загрузки штанга выво-
дится в сторону атмосферы
так, чтобы вначале канавка
оказалась снаружи колпака
и в нее закладывается пода-
ваемый материал. Далее
штанга подается в сторону
вакуумной полости так, что-
бы вначале канавка оказа-
лась в полости форвакуум-
ной откачки и затем в ра-
бочем объеме колпака. При
повороте штанги на 180° по-
даваемый материал высы-
пается из канавки в соот-
ветствующее устройство ра-
бочей камеры.
Схематическое изображе-
ние беспрокладочного шлю-
, витона и фторопла-
Рис. 3-112. Непрерывно дейст-
вующее однокамерное устрой-
ство с механическим управле-
нием для загрузки и выгрузки
сыпучих материалов.
1 — вход материала; 2 — вакуумный
затвор; 3 — управляющий валик;
4 — шлюзовая камера; 5 — соедине-
ние с вакуумной линией; 6 —
фильтр; 7 —кран; 8 — патрубок;
9 — трубопровод для выравнивания
давления; 10 — уплотнение; И —
вал; 12 — клапан; 13 — крышка.
Рис. 3-113. Шлюзовое загрузочное устройство.
1 — штанга; 2 —канавка для помещения образца; 3 — уплотнение; 4 —под-
жимной фланец; 5 — промежуточное кольцо; 6 и 7 — ограничивающие кольца;
8 — штуцер для форвакуумной откачки.
<22—1292
337
зового устройства со скользящим цилиндром показано
на рис. 3-114. Подвижный цилиндр 1, при помощи ко-
торого осуществляется транспортировка, имеет поло-
Рис. 3-114. Безуплотнительное шлюзовое
загрузочное устройство.
1 — подвижный цилиндр; 2 — корпус; 3 — фланец
к вакуумному объему; 4 — канал высокого ва-
куума; 5 —канал среднего вакуума; 6 — канал
низкого вакуума; 7 — загружаемое изделие; 8 —
полость для размещения изделия; 9 — вакуумный
объем.
сти 8 для размещения в них транспортируемых изде-
лий 7. Цилиндр может быть как целым, так и состав-
ным. В последнем случае имеется ряд взаимно ориен-
Рис. 3-115. Поворотное шлюзо-
вое устройство.
тированных и следующих
вплотную друг за другом ци-
линдров. Для того чтобы
тепловое расширение корпу-
са вакуумного шлюза и ци-
линдра было одинаковым^
они изготовляются из не-
ржавеющей стали одной и
той же марки.
Из-за очень малого за-
зора между подвижными де-
талями (0,002 мм) возмож-
но истирание поверхности.
Поэтому на цилиндр нанесе-
но твердое хромовое покры-
тие толщиной 0,1 мм. Сколь-
зящие поверхности отшлифо-
ваны и отполированы. Ше-
роховатость поверхности
после окончательной обработки не превышает 0,05 мкм.
Для уменьшения истирания скользящие поверхности
338
смазываются мелкодисперсной смазкой «меликот»
(MoS2). Минимальное натекание в вакуумную полость
обеспечивается малым зазором между корпусом 2 и
подвижным цилиндром, а также трехступенной диффе-
ренциальной откачкой.
В корпусе шлюза как с входной, так и с выходной
сторон, предусмотрены по
торые попарно объеди-
нены общим вакуумо-
проводом. Полости с гру-
бым вакуумом откачи-
ваются централизованной
форвакуумной линией
(1—5 мм рт. ст.)\ полости
с промежуточным -ваку-
умом откачиваются меха-
ническим насосом (10~2/юи
рт. ст.)', полости с вы-
соким вакуумом откачи-
ваются небольшим диф-
фузионным насосом
(10~5 мм рт. ст.). При
сквозной конструкции
шлюзового устройства
действие атмосферного
давления на поршень
уравновешивается. По
данной схеме можно про-
ектировать самые различ-
ные загрузочные устрой-
ства с диаметром цилинд-
ра до 50 мм и более.
Поворотное устройство
для загрузки образцов
‘представлено на рис.
3-115. В положении I про-
изводится загрузка образ-
ца в полость устройства
1. При повороте полости
в положение II из нее
три кольцевых полости, ко-
Рис. 3-116. Схема многокамерно-
го поворотного механизма для
ступенчатой предварительной
откачки.
/ — воронка; 2 — колесо с ячейками;
3 — промежуточная камера; 4 — форва-
куумная камера; 5 — смотровое стекло;
6 — поворотный механизм; 7 — выход
материала; 8 — трубопроводы для вы-
равнивания давления, соединенные
с вакуумным насосом..
через патрубок 2 производится предварительная откач-
ка. Далее при повороте полости в положение III обра-
зец под действием собственного веса выпадает в ваку-
умное пространство.
22*
339
На рис. 3-116 показано шлюзовое выгрузное устрой-
ство для сыпучих материалов с поворотным ячейковым
механизмом. После того как из ячейки высыпается про-
дукт, при .последующем повороте колеса из нее посте-
пенно откачивается воздух и перед подходом к выгруз-
ному отверстию внутри ячейки создается необходимое
разрежение.
3-9. НАГРЕВАТЕЛЬНЫЕ ЭЛЕМЕНТЫ ВАКУУМНЫХ УСТАНОВОК
3-117. Трубча-
электронагре-
ватель.
1 — колпачок; 2 — вывод-
ной стержень; 3 — изо-
лятор; 4 — фланец; 5 —
изоляционный слой; 6 —
трубка; 7 — нихромовая
спираль.
Прогрев вакуумных систем установок при обезгажи-
вании часто осуществляется с помощью трубчатых элек-
тронагревателей (i(T3H) и гибких ленточных нагрева-
телей с изоляцией из термостойкой
стеклоткани.
Конструктивно трубчатый элек-
тронагреватель (рис. 3-117) пред-
ставляет собой спираль 7 из нихро-
мовой проволоки, запрессованную
•в кварцевом песке или в плавлен-
ной окиси магния внутрь металли-
ческой трубки 6. Оба концг! спирали
подсоединяют к выводным стерж-
ням 2, изолированным от грубки
проходными изоляторами 3. Откры-
тые токоведущие части выводных
стержней ограждаются колпачком 1
от случайных соприкосновений.
Трубки электронагревателей изго-
товляются из стали, латуни или
красной меди. Нагреватели с труб-
ками из нержавеющей стали марки
Х18Н9Т обычно применяются для
внутривакуумного монтажа. Диа-
метры трубчатых электронагревате-
лей находятся в пределах от 7 до
19 мм. Максимальная развернутая
длина нагревателей доходит до 3 м
и более. Мощность выпускаемых
промышленностью нагревателей до-
ходит до нескольких киловатт с допускаемыми рабочими
температурами до 600° С. Срок службы нагревателей
достаточно велик и при правильной эксплуатации со-
ставляет 5—8 лет.
340
Рис.
тый
Для наружного прогрева конструкционных элемен-
тов высоковакуумных систем сложной конфигурации
^вакуумных камер, коленчатых вакуумопроводов, лову-
шек, запорной арматуры и т. п.) с целью их обезгажи-
вания применяют гибкие ленточные нагреватели, кото-
рые с успехом заменяют обычные печи нагрева, легко
Рис. 3-118. Пример применения гибкого
ленточного нагревателя.
/ — гибкий ленточный нагреватель; 2 — металли-
ческий вакуумопровод; 3— стеклянный вакуумо-
провод.
снимаются и обеспечивают свободный доступ к узлам
вакуумной системы. В качестве изоляционного материа-
ла в гибких нагревателях применяются устойчивые
к высоким температурам кремнеземные материалы, ко-
торые получают методом кислотной обработки материа-
лов из стекол определенного состава. Максимальная
температура нагрева кремнеземного волокна при дли-
тельной эксплуатации достигает 1 000° С.
Гибкий ленточный нагреватель представляет собой
две или несколько параллельно расположенные нихро-
мовые спирали, заключенные в изоляционный чулок из
термостойкого стекловолокна. Спирали внутри чулка
укладываются с шагом 8—16 мм, и во избежание их
контакта чулок между спиралями прошивается стекло-
нитью.
Концы спирали заделываются в стальную муфту
с выводами, обжимаются и пропаиваются медью. К вы-
23—1292 341
Рис. 3-119. Нагреватель.
1 — кольцо для подвески нагре-
вателей; 2 — изолятор; 3 — бо-
ковой нагреватель.
Иногда для .прогрева
во,лам подсоединяется электрический шнур с вилкой.
Подлежащие прогреву поверхности плотно обматыва-
ются (в один слой) нагревателем, который затем под-
соединяется к электросети. Намотка внахлест не допу-
скается, так как нагреватель в местах пересечения
перегревается и это приводит к скорому перегоранию
спиралей. Гибкие нагреватели
практически можно изготов-
лять любой ширины и длины
(рис. 3-118). Они обеспечивают
прогрев до температуры поряд-
ка 450° С, удельная мощность
доходит при этом до 1,25 дт!см2.
Кремнеземные ткани и нит-
ки вырабатывают на специаль-
ном замасливателе из волокна
диаметром 5—7 мкм. Кремне-
земная нить используется для
прошивки тканых материалов.
В табл. 3-105 приведены не-
которые характеристики тка-
ных кремнеземных материа-
лов промышленного производ-
ства.
стенок рабочих камер внутри-
камерных устройств с целью обезгаживания, а также
для других целей применяют различного рода прово-
лочные и ленточные нагреватели, располагаемые в ра-
бочем пространстве установок.
Наибольшее распространение получили закрепляе-
мые на изоляторах спиральные и зигзагообразные про-
волочные нагреватели. При использовании подобного
рода нагревателей особое внимание должно уделяться
созданию надежной системы подвески нагревательных
элементов и электрической изоляции от их металличе-
ских частей вакуумной установки. Одновременно долж-
но учитываться воздействие высокой температуры на
конструктивные элементы установки, расположенные
вблизи от нагревателей. Одна из возможных конструк-
ций крепления нагревателя показана на рис. 3-119.
К кольцу, выполненному из жароупорной стали, кре-
пятся штыри, на которые надеваются огнеупорные изо-
ляторы. Последние служат опорой для навешиваемых
на них нагревателей.
342
Таблица 3-105
Марка ткани ( ленты) Характе- ристика нитей Ширина, см Толщина см Масса (вес) 1 л«2 ткани, не более, кг Усиление при разрыве (по- лоска 25ХЮ0 мм), не менее, кг Содержание за- масливателя, не 1 более, %
Номер Число сложе- ний основа уток
КТ-Н-Э/0,2 10+1 8 88±3 0,20±0,03 200 25 25 1,0
КТ-11 5±1 16 88±3 0,35+0,05 350 40 40 0,8
КЖ-П-2 0,5 160 88±3 Около 1,0 1 100 30 30 1,0
КЖ-151-2 0,5 160 88+3 Около 1,0 1 100 30 30 1.0
КЛ-11 10 8 1,5±0,2 0,30±0,05 5±1 1 пог. м. 30 — 1,0
Рис. 3-120. Зигзагообразный
молибденовый нагреватель.
Другая конструкция зигзагообразного нагревателя
представлена на рис. 3-120. Для придания жесткости и
предотвращения коробления нагреватель привязывается
к двум охватывающим его кольцам тонкой молибдено-
вой проволокой. Электроизоляция нагревателя от этих
колец осуществляется корундовыми изоляционными
втулками. Зигзагообразный нагреватель делается из
проволоки большего сечения, чем спиральный, так как
он должен обладать большей жесткостью и достаточно
большой поверхностью тепло-
отдачи. Также часто приме-
няются проволочные нагрева-
тели в виде шпилек или стерж-
ней. Они допускают большие
удельные поверхностные на-
грузки, чем спиральные, так
как условия теплопередачи
у первых лучше и экранирова-
ние меньше. Для изготовления
этих нагревателей применяется
толстая проволока диаметром
5—6 мм.
Наиболее сложными зада-
чами при конструировании
нагревателей этого типа яв-
ляются устройства крепле-
ния отдельных стержней, при этом обязательно нужно
учитывать их температурное расширение. Конструктив-
но шпильки обычно располагаются по периферии рабо-
чего пространства. Один конец у всех шпилек соеди-
няется с медной водоохлаждаемой шиной, другой ко-
нец— с токоподводом, выполненным из медной водоох-
23* 343
лаждаемой трубы. Шпильки крепятся в вертикальном
положении и в нижней части фиксируются крючками,
установленными в водоохлаждаемой опоре, выполнен-
ной из нержавеющей стали.
Наиболее оптимальными с точки зрения теплопере-
дачи являются нагреватели, выполненные из тонкой
жести, поскольку практически почти вся их поверхность
участвует в теплообмене с
нагреваемым предметом.
Однако наличие столь раз-
витой поверхности при ее
высокотемпературном нагре-
ве вызывает интенсивное
испарение материала, кото-
рое отрицательно сказывает-
ся на сроке службы на-
гревателя.
В качестве материалов
Рис. 3-121. Соединение концов
прутка из вольфрама или мо-
либдена.
для изготовления нагрева-
телей используются нихром,
тантал, молибден, вольфрам.
Нихром обычно применяют
для нагрева до температур,
не превышающих 800° С, так
как при более высоких тем-
пературах происходит его
интенсивное испарение в ва-
кууме.
Конструируя нагреватели
из тугоплавких металлов,
следует иметь в виду их лег-
кую окисляемостъ. Поэго-
а — стыковка при помощи втулки,
обжатой в горячем состоянии; б —
стыковка при помощи муфты и
клиньев.
му для их нормальной работы необходимо, чтобы дав-
ление в нагретой печи было не выше 10~3—10~4 мм
рт. ст., а величина натекания минимальной. Для изго-
товления нагревателей из жести применяется молибден
(до 1 700°С) или тантал (до 2200°С).
При изготовлении проволочных нагревателей, по-
скольку длина прутков большого сечения из молибдена
и особенно вольфрама ограничена, а их сварка затруд-
нена и нежелательна из-за повышенной хрупкости
места сварки, стыковку прутков рекомендуется делать
с помощью соединительных муфт. На рис. 3-Г21 пока-
заны два варианта муфтовой стыковки прутков из мо-
344
Таблица 3-106
Для рис. 3-121,а
Для рис. 3-121, б
Материал
муфты
а е k гр'ад
Материал
муфты
3 15
Т 20
F 25
8
10
И
5—7
8—10
1,2—1,5
6 30 14
1,7—2
Деформиро-
ванный
вольфрам
13 2
21
2?
Сплав ВМ,
ЦМ, молиб-
ден
либденовой и вольфрамовой проволоки, а в табл. 3-14)6
приведены рекомендуемые размеры соединительных
элементов. Испытания этих соединений показали их
надежную работу до значения температур 1 800—
2 000° С.
Для прогрева элементов конструкций вакуумных си-
стем с целью обезгаживания начинают в последнее вре-
мя применяться инфракрасные лампы накаливания
(иодные). Они около 80% потребляемой энергии пере-
дают излучением, поэтому могут быть использованы
в качестве нагревателей в вакууме, где перенос тепла
конвекцией или теплопроводностью исключены. Эти
лампы имеют большую плотность лучистого потока и
являются практически безынерционными: через доли
секунды после включения величина лучистого потока
достигает 99% максимального значения.
Лампы серии ПК по СТУ 104.693-65 представляют
собой кварцевые трубки диаметром 10 мм, длиной от
200 до 5 000 мм. Вольфрамовая спираль накаливания
по обеим концам лампы соединяется с металлическими
контактами в виде пружинящих лепестков.
Лампы включаются в сеть переменного или посто-
янного тока напряжением 220 в. Допустима эксплуата-
ция ламп при напряжении до 350 в. Средний срок
службы ламп составляет не более 200 ч. При длитель-
ной эксплуатации лампа должна находиться в гори-
зонтальном положении (отклонена от горизонтали не
более 5°). Температура вводов в процессе работы не
должна превышать 350° С.
Простота, достаточно длительный срок службы и не-
высокая стоимость ламп стимулируют их широкое при-
менение в производственных условиях.
345
ГЛАВА ЧЕТВЕРТАЯ
ВЫБОР НАСОСОВ и конструктивных
ЭЛЕМЕНТОВ ВАКУУМНЫХ СИСТЕМ
При расчетах вакуумных систем в подавляющем
большинстве случаев конструктору промышленного ва-
куумного оборудования вполне достаточно провести
ориентировочные расчеты, конечной целью которых
является выбор насосов и конструктивных элементов
вакуумных систем.
Движение газа по трубопроводу при откачке. В за
висимости от степени разрежения течение газа по тру-
бопроводу происходит в различных режимах. В самый
начальный момент откачки, когда давление газа и его
скорость достаточно велики, имеет место турбулент-
ный режим, характерной особенностью которого явля-
ется наличие завихрений в потоке вследствие больших
скоростей течения и инерции газовой среды.
Когда скорость течения газа снижается, завихрения
исчезают и газовый поток принимает более упорядочен-
ный характер. Основными силами, определяющими
в этом случае режим течения газа, являются силы инер-
ции газовой среды, вследствие чего сам режим 'носит
название инерционного.
При еще меньших скоростях потока и еще более
низком давлении наступает вязкостный режим те-
чения. В этом режиме средняя длина свободного про-
бега молекул X все еще очень мала по сравнению
с диаметром трубопровода d, т. е. по-прежнему имеет
место низкий вакуум, при котором вязкость газа, ока-
зывающая существенное влияние на характер его дви-
жения по трубопроводу, не зависит от давления. У сте-
нок трубопровода движение газа почти отсутствует,
а по мере удаления от стенок слои газа скользят друг
относительно друга со все возрастающей скоростью,
достигающей максимальной величины в центре трубо-
провода. Поскольку со стенками трубопровода сталки-
ваются только находящиеся около них молекулы газа,
то на скорость потока в этом режиме решающее влия-
ние оказывает не состояние поверхности стенок, а гео-
метрические размеры и конструкция трубопровода.
В зоне вентилей, изгибов, диафрагм и иных преград,
препятствующих прямолинейному потоку газа, наблю-
346
дается некоторое сжатие линий потока, возникающее
из-за его стремления сохранить свою непрерывность.
Поэтому сопротивление этих участков трубопровода вяз-
костному потоку будет даже несколько больше, чем
можно было бы ожидать за счет изменения геометри-
ческих размеров трубопровода.
При дальнейшем понижении давления, когда X ста-
новится соизмеримой с d, возникает новый тип потока,
соответствующий молекулярному режиму течения
газа. При этом пропадает влияние внутреннего трения
или вязкости газа, так как столкновения между моле-
кулами становятся все реже и реже и главную роль на-
чинают играть соударения молекул о стенки трубопро-
вода. В условиях молекулярного потока молекулы пере-
мещаются независимо друг от друга, практически не
испытывая между собой столкновений.
Поскольку переход от вязкостного режима к моле-
кулярному происходит постепенно (в интервале давле-
ний, изменяющихся почти в 50 раз), то между ними
имеет место промежуточный режим течения газа, назы-
ваемый молекулярно-вязкостным, при кото-
ром, наряду с внутренним трением газа, сказываются
а независимые (без столкновений) тепловые движения
молекул.
Вязкостный режим имеет место в том случае, когда
произведение среднего давления р мм рт. ст. на диаметр
трубопровода будет:
,pd>500 мкм-см (%<Z Тол)- (4-1)
Молекулярный режим имеет место при условии
мкм-см (4-2)
Молекулярно-вязкостный режим имеет место, когда
15<prf<500. (4-3)
Хотя приближенно считают, что верхняя граница
вязкостного режима определена условием A,/d=O,l d/L
(где L — длина трубопровода), однако для простоты
большинства практических расчетов можно вязкостный
режим относить по всей области низкого вакуума,
вплоть до атмосферного давления (здесь %, L, d в см).
Расчет трубопроводов. Ввиду того что вакуумный на-
сос, как .правило, подсоединяется к откачиваемому
347
объему через соединительный трубопровод, который,
как всякий канал, оказывает сопротивление движуще-
муся через него потоку газа, на концах трубопровода
возникает перепад давлений, вследствие чего эффектив-
ная быстрота откачки объема 5Эфф оказывается меньше,
чем быстрота действия насоса SH.
Сопротивление трубопровода определяется как пе-
репад давлений на его концах, отнесенной к единице
потока:
W = (4-4)
Величина, обратная сопротивлению трубопровода,
носит название его пропускной способности, л!сек
и——=——.
W р-р,
(4-5)
Пропускная способность трубопровода зависит от
режима течения газа, геометрических размеров трубо-
провода, рода газа и его температуры. Однако на прак-
тике чаще всего приходится иметь дело с откачкой воз-
духа, находящегося при комнатной температуре
(20° С), через трубопроводы, имеющие круглое сечение.
В этом случае для вязкостного режима пропускная спо-
собность трубопровода может быть определена по фор-
муле
£7ЬТ’= 0,18(4-6)
где d и L — соответственно диаметр и длина трубопро-
вода, см\ р — среднее давление в трубопроводе, мм
рт. ст.
В табл. 4-1 приведена пропускная способность круг-
лого трубопровода для вязкостного режима в зависимо-
сти от давления откачиваемого воздуха (L=l ж).
На практике, помимо воздуха, приходится откачи-
вать другие газы. В частности, при откачке паров воды
и водорода следует учитывать, что пропускная способ-
ность трубопровода в вязкостном режиме увеличивается
при этом примерно в 2 раза.
Поскольку размеры откачиваемого объема, как пра-
вило, бывают больше диаметра соединительного трубо-
провода, то следует учитывать также пропускную спо-
собность отверстия (входной диафрагмы). Для вязко-
стного потока воздуха через круглое отверстие диамет-
348
Таблица 4-1
Давление Радиус R трубопровода, см
откачивав-
МО го воз-
Духа р, 0,5 1 1,5 2 2,5 3 3,5 4 5 6 7 8 9 10
мм рт. ст.
1 1,84 30,27 151,6 476 1 159 2 480 4 327 7 566
8.10-1 1,59 24,37 121,9 384 931 1 925 3 468 6 065 — — — — — —
6-ю-1 1,22 18,57 92,3 289 702 1 450 2 627 4 590 — — — — — —
4.10 —1 0,86 12,69 62,6 194 480 977 1 762 3 050 — — — — — —
2.10-1 0,49 6,83 32,9 101 244 501 901 1 559 3 775 — — — — —
1.10-1 0,30 3,90 18,1 54,7 129 268 462 826 1 955 — — — — —
и
8-10-2 0,267 3,31 15,14 45,3 106,7 216 376 669 1 588 3 245 5 940 — .
6-10-2 0,231 2,73 12,18 35,9 83,9 169 292 515 1 220 2 490 4 560 —• — —
4.10-2 0,195 2,14 9,21 26,4 61,7 121 295 362 855 1 730 3 140 5 500 — —
2*10-2 0,158 1,55 6,24 16,2 38,1 73,4 128 213 487 960 1 740 2 900 — —
1.10-2 0,140 1,26 4,76 12,4 26,6 49,9 75,3 137 304 589 1 085 1 692 2 630 —
8-10-3 0,136 1,204 4,46 И, 5 24,3 45,3 66,6 122,8 268 514 888 1 454 2 240 3310
6.10-3 0, 132 1,146 4,16 10,3 22,0 40,4 58,2 107,4 232 438 751 1 240 1 820 2 730
4-Ю-3 0,126 1,087 3,87 9,64 19,8 35,8 49,6 71,9 194 361 609 999 Г 140^ 2 140
2-Ю-з 0,124 1,029 3,57 8,71 17,5 30,9 41,9 77 158 285 473 737 1 107 1 556
1. ю-3 0,123 0,999 3,42 8,23 16,3 28,4 36,6 69,5 139 219 402 618 897 1 263
ром d пропускная способность с допустимой в большин-
стве случаев погрешностью может быть определена--по
формуле
[7в.о=15,7Л (4-7)
В случае молекулярного режима течения газа про-
пускная способность трубопровода не зависит от дав-
ления и для воздуха при 2(ГС выражается формулой
/7М= 12,1 а, (4-8)
где а — коэффициент размера трубопровода, учитываю-
щий сопротивление входной диафрагмы, значения кото-
рого приведены в табл. 4-2.
Таблица 4-2
Соотноше- L ние —т- а а Соотноше- L ние — а а Соотноше- L ние — а а
0,05 0,036 0,8 0,3 10 0,84
0,08 0,055 1,0 0,38 20 0,91
0,1 0,068 2 0,54 40 0,95
0,2 0,13 4 0,70 60 0,97
0,4 0,21 6 0,77 80 0,98
0,6 0,28 8 0,81 100 1,0
В большинстве практических расчетов для молеку-
лярного режима пропускную способность трубопрово-
дов для 1>2(М с точностью до 10% можно рассчиты-
вать без учета сопротивления входной диафрагмы, при-
нимая а=4. Однако в том случае, когда имеются
последовательно соединенные трубопроводы с перехо-
дом от широкого участка к значительно более узкому
с диаметром d, возникает дополнительное сопротивле-
ние потоку газа и пропускная способность такого пере-
хода должна учитываться по формуле
^.0 = 9,1^. (4-9)
В том случае, если в трубопроводах имеется п из-
гибов, то длина L в формуле (4-8) определяется
L = £c+(1-H,3)nd, (4-10)
где Lc — суммарная осевая длина всех участков трубо-
провода.
Для того чтобы вычислить пропускную способность
трубопровода не только для воздуха, но и для любого
350
Таблица 4-3
другого газа, следует учесть, что моле-
кулярная пропускная способность для
двух различных газов обратно пропор-
циональна отношению корней из их мо-
лекулярных весов. Поэтому, например,
при откачке водорода пропускная спо-
собность увеличивается в 3,8 раза, а при
откачке паров воды — в 1,3 раза.
При изменении температуры газа
пропускная способность - трубопровода
может существенно изменяться. Так, на-
пример, при охлаждении некоторых
участков вакуумной системы до тем-
dp, мкм-см К
10 1
20 1J
40 1,4
60 1,7
80 2,0
100 2,3
200 3,8
400 * 6,9
600 9,9
пературы жидкого азота их про-
пускная способность уменьшается почти в 2 раза.
В том случае, когда имеет место переходной моле-
кулярно-вязкостный режим, пропускная способность
трубопровода может быть определена по формуле:
£4.в= 12,14-^-
(4-11)
Коэффициент К определяется в зависимости от про-
изведения dp по табл. 4-3.
Пропускная способность отверстия с диаметром d,
для молекулярно-вязкостного режима имеет значение
от 9, Id2 до 15,7d2. Практически первое значение можно
использовать при 15<б//э<>100 и второе — при 100<
<d/J<500.
Полное сопротивление W сложного трубопровода,
состоящего из последовательно соединенных элементов,
равно сумме сопротивлений отдельных элементов
W=W, + W2 + ...+Wn. (4-12)
Полная пропускная способность этого же трубопровода
(4-13)
-Полная пропускная способность U сложного трубо-
провода, состоящего из параллельно соединенных эле-
ментов, равна сумме пропускных способностей отдель-
ных элементов
U=Ui + U2+ ...+ип. (4-14)
Полное сопротивление этого трубопровода
Г = (4-15)
351
Определение требуемой быстроты откачки насоса.
Для откачки объема от атмосферного давления до сред-
него вакуума при наличии широкого и короткого тру-
бопровода исходя из общего объема всей системы вы-
бирается насос с такой быстротой откачки, чтобы за
определенное время можно было бы получить в систе-
ме требуемое разрежение. Быстрота - откачки насоса
должна быть не ниже
Sa=2,3-j-lg-X, (4-16)
* р
где V — объем вакуумной системы; р' — давление в си-
стеме в момент времени /=0; р"— давление в системе
в момент времени /; i— время откачки системы.
Пример 1. Требуется выбрать вращательный насос, который
смог бы обеспечить откачку объема 250 л за время 10 мин от
атмосферного давления до давления порядка 0,08 мм рт. ст.
В этом случае насос должен иметь быстроту откачки не ниже
V < р' 250
SH = 2,3 — lg£77 = 2,3 1Q-4 230 л/сек.
Для этой цели вполне пригоден золотниковый вращательный
насос ВН-2, имеющий быстроту откачки около 300 л/мин.
Время откачки от атмосферного давления до низкого вакуума
(I мм рт. ст) с учетом снижения быстроты откачки при уменьше-
нии давления может быть приближенно определено по формуле
V
7 = 8-~-, (4-17)
где SH — номинальная быстрота действия насоса при атмосферном
давлении.
Формулами (4-16) и (4-17) удобно пользоваться при выборе
форвакуумных насосов.
При проведении процессов с известным газовыделением выбор
форвакуумного насоса удобно производить по номограмме
(рис. 4-1), связывающей ряд параметров вакуумной системы
(объем, поверхность газовыделения, удельное газовыделение, время
откачки и быстрота откачки насоса), в диапазоне Ю—Ю~3 мм рт.ст.
Для пояснения номограммы приведем два примера.
Пример 2. Необходимо определить быстроту откачки насоса,
если известны объем рабочей камеры (2,6 м3), поверхность газовы-
деления (16 м2), удельное газовыделение (8 • Ю~5 мм рт. ст. • л/сек • м2)
и время откачки от 10 до Ю~3 мм рт. ст. ,(Ю мин).
По известному удельному газовыделению и величине газящей
поверхности находим точку А, после чего проектируем ее в точку В
на ось R. По известному времени (точка Е) и объему (точка С)
определяем быстроту откачки насоса (150 м3/ч). Поскольку пере-
сечение линии BF и DF не выходит за пределы номограммы, то
найденная быстрота откачки насоса обеспечит проведение процесса
с заданным газовыделением.
352
Пример 3. Необходимо определить премя откачки, если извест-
ны объем рабочей камеры (70 л/3), поверхность газовыделения
(100 м2), удельное газовыделение (2-10-3 мм рт. ст. • л/сек, • м2) и
быстрота откачки насоса (1 300 м3/ч).
(По известному удельному газовыделению и величине газящей
поверхности находим точку А', после чего проектируем ее в точку В'
на ось 7?. По известной быстроте откачки насоса (точка D') и объ-
ему рабочей камеры (точка С') определяем время откачки 30 мин
(точка £')• Поскольку пересечение линий B'F' и D'F' не выходит за
пределы номограммы, то найденная быстрота откачки насоса обе-
спечит проведение процесса с заданным газовыделением.
Рис. 4-1. Номограмма для выбора форвакуумного насоса.
Формулы (4-16) и (4-17) и номограмма (рис. 4-1)
предполагают наличие широкого и короткого трубопро-
вода. В этом случае можно в первом приближении счи-
тать, что эффективная скорость откачки 59фф равна но-
минальной (паспортной) быстроте откачки насоса SH.
Если же имеется трубопровод, сопротивлением W
которого нельзя пренебречь, то ранее определенную
быстроту откачки следует считать эффективной скоро-
353
CTbto откачки 5эфф рабочего объема, а номинальную
(паспортную) быстроту откачки насоса SH можно опре-
делить по формуле
откуда
SH= ... (4-19)
Оэфф
U
При проектировании высоковакуумных систем обыч-
но исходят из предположения, что система работает
в стационарном режиме, т. е. имеет место установив-
шееся течение газа, при котором давление в различных
участках системы не изменяется во времени. В этом
случае при .выборе насоса исходят из необходимости
поддержания в рабочем объеме требуемого давления Р
при заданном количестве выделяющегося газа Q.
Эффективная быстрота откачки 5Эфф системы опре-
деляется по формуле
5эфф = -^. (4-20)
Требуемая быстрота откачки высоковакуумного на-
соса с учетом сопротивления коммуникации опреде-
ляется по формуле (4-19).
В том случае, если высоковакуумный насос требует
для своей работы последовательного подсоединения
вспомогательного насоса, то быстрота откачки послед-
него SBCn должна быть:
. (4-21)
и.в
где G — максимальная (Производительность высокова-
куумного насоса, равная произведению его быстроты
откачки на максимальную величину впускного давле-
ния; Рн.в — наибольшее выпускное давление высокова-
куумного насоса.
Методика расчета и проектирования вакуумной си-
стемы может производиться в следующей последова-
тельности:
1. Оценивается суммарный поток газа Q, который
в общем виде можно представить как
Q=‘Qi+’’Q2+'Q&
(4-22)
354
где &— газовЫдеЛейие, обусловленное ТехйОЛбгйче^
ским процессом; Q2 — газовыделение конструктивных
элементов вакуумной системы; Q3 — натекание в систе-
му за счет неплотностей.
2. По формуле (4-20) определяется требуемая эф-
фективная быстрота откачки системы.
3. Выбираются схема и размеры присоединительной
коммуникации между откачиваемой камерой и насосом.
Выбор размеров присоединительной коммуникации осу-
ществляется из конструктивных соображений и из со-
ображений . получения возможно большей проводимости
коммуникации. Рассчитывается проводимость соедини-
тельной коммуникации, для чего сначала определяется
режим течения газа в коммуникации. Далее соедини-
тельная коммуникация разбивается на отдельные эле-
менты: диафрагмы, трубопроводы и просчитывается
проводимость каждого из них по соответствующим фор-
мулам. Затем просчитывается суммарная проводимость
U коммуникации с учетом схемы соединения отдельных
элементов (последовательное или параллельное).
При выборе размеров соединительных трубопрово-
дов в стационарных установках для откачки больших
объемов следует руководствоваться также соображе-
ниями экономичности. Наличие высоковакуумных ком-
муникаций может снижать быстроту откачки насоса на
40—'60%, в то время как в низковакуумных коммуника-
циях не следует допускать снижения быстроты откачки
механического насоса более чем на 5—10%. Дело в том,
что механические насосы значительно дороже простых
низковакуумных коммуникаций, состоящих обычно из
труб диаметром 20—200 мм. Что касается стоимости
пароструйного насоса, то она оказывается приблизи-
тельно равной стоимости высоковакуумной коммуника-
ции, в состав которой обычно входят дорогостоящий
высоковакуумный затвор и азотная ловушка, значи-
тельное увеличение габаритных размеров которых неце-
лесообразно.
4. По формуле (4-19) определяется необходимая бы-
строта откачки основного насоса.
5. В зависимости от требований, предъявляемых
к установке, и от диапазона рабочих давлений в ней
выбирается вид насоса (или агрегата).
6. Для выбранного вида насоса выбирается кон-
кретный тип по рассчитанной быстроте откачки SH так,
355
чтобы быстрота откачки выбранного насоса была бы
равна или превышала расчетную быстроту откачки.
После выбора насоса следует скорректировать размеры
присоединительной коммуникации с учетом размеров
впускного патрубка насоса. Обычно диаметр присоеди-
нительного трубопровода берут равным диаметру
впускного патрубка насоса. Поэтому, если первоначаль-
но выбранный диаметр трубопровода оказался меньше
диаметра типового насоса с быстротой откачки, боль-
шей или равной расчетной SH, следует диаметр трубо-
провода увеличить, а соответственно применить и боль-
ших размеров арматуру. Проводится вновь расчет про-
водимости присоединительной коммуникации и опреде-
ляется потребная снова подбирается насос уже
с несколько меньшей быстротой откачки, опять коррек-
тируются размеры присоединительной коммуникации
и т. д. Путем таких прикидочных расчетов выбираются,
наконец, размеры присоединительной коммуникации,
арматура и основной насос, обеспечивающие получение
быстроты откачки системы £эфф, рассчитанной по фор-
муле (4-20). Обычно конструируют систему на значение
5Эфф, несколько большее расчетной (на 20—30%).
7. Если требуется вспомогательный насос, то пред-
варительное определение его быстроты откачки произ-
водится по формуле (4-21). Далее с учетом проводимо-
сти выбранных по конструктивным соображениям
коммуникаций между основным и вспомогательным на-
сосами окончательно рассчитывается быстрота откачки
вспомогательного насоса и выбирается тип насоса.
Выбор высоковакуумного насоса. При выборе высо-
ковакуумного насоса для конкретных производственных
или лабораторных нужд представляется целесообраз-
ным провести сопоставление насосов по ряду парамет-
ров и характеристик, к которым в первую очередь
относятся: быстрота откачки и ее постоянство в требуе-
мом диапазоне давлений; .предельный вакуум; длитель-
ность пускового периода; состав остаточной среды; срок
службы, экономичность.
На рис. 4-2 показана зависимость быстроты откачки
ст давления для различных типов высоковакуумных
насосов. Рассмотрим наиболее характерные особенно-
сти высоковакуумных насосов.
Паромасляный диффузионный насос. Насос имеет
сравнительно небольшой пусковой период. Быстрота
356
откачки насоса зависит от его геометрических размеров
и определяется в первую очередь шириной кольцевого
зазора между верхним соплом и стенками корпуса на-
соса. В настоящее время имеются паромасляные насо-
сы со скоростью откачки от нескольких до 200 000 л!сек.
Старые конструкции насосов имеют постоянство
скорости откачки в довольно узком диапазоне давле-
ний (10~4—10-5 мм рт. ст.) и сравнительно невысокий
Рис. 4-2. Характер зависимости скорости
откачки от давления для различных типов
высоковакуумных насосов.
/ — турбомолекулярный насос; 2—паромасляный
диффузионный насос; 2а — то же с улучшенными
характеристиками; 3 — геттерно-ионный испари-
тельный насос; За и Зб — то же при увеличении
скорости испарения титана; 4 — геттерно-ионный
распылительный насос; 5 — криогенный насос; 6 —
адсорбционный насос; 7—азотит; 8 — орбитрон.
предельный вакуум (10-6 мм рт. ст.). Ряд конструктив-
ных улучшений (повышение эффективности фракциони-
рования рабочей жидкости за счет создания разгоноч-
ных канавок непосредственно в нагреваемом днище на-
соса, использование укороченной рубашки водяного
охлаждения и др.) позволили расширить диапазон дав-
лений, в котором скорость откачки постоянна до 10~3—
Ю-6 мм рт. ст., и получить предельный вакуум 10~7 мм
рт. ст. Применение многосопельных конструкций, изго-
товление корпусов насосов из нержавеющей стали и за-
мена минеральных масел силоксановыми жидкостями
с очень низкой упругостью пара (ЗИО-10 мм рт. ст. при
комнатной температуре) Позволяют получить у совре-
менных паромасляных насосов предельный вакуум
357
10~9 мм рт. ст. Примерно такое же разрежение может
быть получено при использовании в качестве рабочей
жидкости полифениловых эфиров.
Сравнительно невысокая стоимость, большой срок
службы, простота устройства, надежность и удобство
в эксплуатации, отсутствие резко выраженной селек-
тивности при откачке газовых смесей, способность бы-
стро восстанавливать в рабочем объеме требуемый
вакуум при резко меняющихся газовых нагрузках обес-
печили широкое применение насосов этого типа в ва-
куумной металлургии, в производстве приемно-усили-
тельных и генераторных ламп, в установках для осаж-
дения тонких пленок, в электронных микроскопах и др.
К недостаткам паромасляных насосов следует отнести
загрязнение рабочего объема за счет миграции паров
рабочей жидкости из насоса в откачиваемый объем.
Применение ловушек, охлаждаемых жидким азотом,
практически почти устраняет миграцию паров рабочей
жидкости и улучшает примерно на порядок предельный
вакуум, но при этом одновременно резко снижается
эффективная скорость откачки и по сути дела указан-
ная в паспорте быстрота действия насоса используется
не более чем на 30—40%. Другим существенным недо-
статком насосов этого типа является окисление (кре-
кинг) рабочей жидкости при аварийном прорыве воз-
духа в откачиваемый объем. Для устранения этого
крайне нежелательного явления в тех установках, где
возможен аварийный прорыв воздуха, сравнительно
дешевые нефтяные масла целесообразно заменять более
дорогими кремнийорганическими жидкостями.
Парортутный диффузионный насос. Достоинством
ртути как рабочей жидкости является то, что она не
портится при перегреве и при кратковременном сопри-
косновении в горячем состоянии с атмосферным возду-
хом и не разлагается при длительной работе в насосе.
Поскольку ртуть является химическим элементом, то
она имеет определенную температуру кипения.
По спектру остаточных газов парортутные. насосы
обладают существенным преимуществом по сравнению
с паромасляными насосами. Высокая химическая и тер-
мическая стабильность ртути4 обеспечивает остаточную
среду, свободную от продуктов разложения рабочей
жидкости. Ртуть практически почти не реагирует ни
с какими газами, что обеспечивает быстрое достиже-
358
ние .предельного вакуума при изменении газовой на-
грузки.
Парортутный насос имеет сравнительно небольшой
пусковой период. Скорость откачки насоса зависит от
его геометрических размеров и может быть самой раз-
личной (от нескольких до десятков тысяч литров в се-
кунду) .
Специфической особенностью парортутного насоса
является то, что высокий вакуум в нем может быть
получен только при применении охлаждаемой ловушки,
поскольку упругость ртутного пара при комнатной тем-
пературе составляет 10“3 мм рт, ст.
Предельный вакуум у парортутного насоса при ис-
пользовании эффективной азотной ловушки достигает
Ю-11—10~12жж рт. ст.
Обладая несомненными достоинствами (дешевизна,
практически неограниченный срок службы, надежность
в эксплуатации, способность быстро восстанавливать
требуемое разрежение при .резко меняющихся газовых
нагрузках, высокий предельный вакуум, «безмасляная*
остаточная атмосфера и др.), парортутные насосы тем
не менее вследствие токсичности паров ртути находят
ограниченное применение (главным образом для откач-
ки ртутных выпрямителей и ускорителей заряженных
частиц).
Геттерно-ионный насос распылительного типа имеет
ряд несомненных достоинств. В насосе нет накаленных
деталей, и он не боится аварийного прорыва атмосфе-
ры. Использование сильного магнитного поля повышает
эффективность ионизации по сравнению с обычно трех-
электродной системой. Насос вибропрочен, не чувстви-
телен к ударам и толчкам и обеспечивает высокую чи-
стоту создаваемого вакуума при большом сроке службы
(до 10 000 ч при давлении 10~6 мм рт. ст.). По мере
увеличения или уменьшения газовой нагрузки величина
разрядного тока, а следовательно, и количество распы-
ляемого титана соответственно увеличиваются или
уменьшаются. Таким образом, насос сам регулирует
распыление титана, что позволяет экономно расходо-
вать его запас в широком диапазоне давлений от 10~2
до 10~9 мм рт. ст. Насос имеет сравнительно высокую
скорость откачки при низких давлениях и спектр оста-
точных газов, свободный от присутствия тяжелых угле-
водородов.
359
' Для своего запуска насос требует предварительного
интенсивного прогрева электродной системы при темпе-
ратуре 400—450° С (в противном случае время запуска
будет исчисляться десятками часов).
Перед запуском насоса в откачиваемой системе и
в самом насосе необходимо создать предварительное
разрежение 10-2—10-3 мм рт, ст. Начальное давление
(давление запуска) определяется в первую очередь ве-
личиной тока разряда, допустимой для данной конст-
рукции насоса. Слишком большой ток вызывает разо-
грев электродов, усиленное газовыделение из них и,
как следствие, уменьшение быстроты откачки. Харак-
терной особенностью насоса является то, что в началь-
ный период возникающий в насосе разряд отнюдь не
ограничивается объемом самого насоса, а распростра-
няется почти на всю откачиваемую систему. При этом
в результате ионной бомбардировки со стенок откачи-
ваемого объема выделяется значительное количество
ранее поглощенных газов и паров, которые создают
дополнительную нагрузку на насос, и без того рабо-
тающий в пусковой период с низкой производитель-
ностью.
Основной компонентой газовыделения в пусковой
период являются пары воды, которые довольно медлен-
но выделяются с различных элементов самого насоса и
вакуумной системы. Насос очень чувствителен к попа-
данию паров масел, используемых в механических и
парортутных насосах. Поэтому для предварительной
откачки распылительных насосов лучше всего приме-
нять угольные или цеолитовые адсорбционные насосы,
охлаждаемые жидким азотом.
По мере увеличения срока службы в результате об-
разования губчатой структуры осадков катодного мате-
риала на анодах насос становится все более чувстви-
тельным к водяным парам, вследствие чего воздействие
на электроды насоса атмосферного воздуха приводит
к увеличению пускового периода. Поэтому между отка-
чиваемым объемом и насосом должен быть установлен
высоковакуумный затвор, перекрываемый перед сооб-
щением рабочего объема установки с атмосферой.
Высокая стоимость насоса, большие габариты и вес,
длительный пусковой период, а также повышенная чув-
ствительность к резко. меняющимся газовым нагрузкам
и высокая селективность при откачке газовых смесей
360
существенно ограничивают использование насосов этого
типа в системах, где часто изменяются такие условия
процесса откачки, как область давлений, величина га-
зовых потоков и природа остаточных газов (например,
в установках для осаждения тонких пленок). Эти насо-
сы преимущественно можно применять в системах с не-
значительным Натеканием и газовыделением, очень ред-
ко сообщающихся с атмосферой, если в этих системах
необходимо длительное время поддерживать минималь-
ное предельное давление (например, большие электрон-
ные приборы, ускорители элементарных частиц и др.).
Геттерно-ионные насосы испарительного типа по
сравнению с распылительными насосами имеют значи-
тельно меньший пусковой период, меньшие габариты и
вес. Перед запуском они могут быть сравнительно бы-
стро прогреты при разрежении 10“3 мм рт. ст.
Достоинством насосов является возможность регули-
рования в широких пределах скорости откачки за счет
изменения мощности нагрева испарителя. Однако насо-
сы не обладают высокой вибропрочностью, чувствитель-
ны к ударам и толчкам и, поскольку ,в них имеются
накаленные до высокой температуры детали, они также
чувствительны к аварийному прорыву атмосферы.
Существенными недостатками насосов являются до-
статочно узкий диапазон, в котором скорость откачки
не зависит от давлёния, а также высокая селективность
при откачке смеси газов. Так, например, скорость от-
качки аргона примерно в 600 раз меньше скорости от-
качки для водорода.
По величине предельного разрежения и составу ос-
таточных газов испарительные насосы мало отличаются
от насосов распылительного типа, однако они имеют
меньший ресурс работы до обновления запаса титана.
Испарительные насосы требуют источников питания
большей мощности, чем распылительные, но зато по-
следние нуждаются в магнитах, что затрудняет прогрев
насосов с целью обезгаживания.
Существенным недостатком обоих видов насосов
является то, что откачиваемые газы не удаляются из
объема насоса, а остаются в связанном состоянии на
его внутренних стенках. Наличие на стенках насоса га-
зовых пленок создает условия для возникновения мно-
гочисленных объемных реакций, в результате которых
ранее сорбированные газы в определенных условиях
24—1292 361
могут вновь выделяться и повышать давление в систе-
ме. На практике зачастую именно эти процессы опре-
деляют конечный вакуум насосов, использующих как
катодное распыление, так и термическое испарение ти-
тана.
' Конденсационный (криогенный) насос. Большим до-
стоинством насосов этого типа является малый пуско-
вой период, а также то, что для получения с их по-
мощью высокого и сверхвысокого вакуума нет необхо-
димости длительного прогрева рабочего объема уста-
новки. Конструкции насосов достаточно просты, но
основной проблемой их эксплуатации является получе-
ние, использование и утилизация низкотемпературных
хладагентов. При этом энергозатраты, необходимые для
получения хладагентов, сопоставимы с энергозатратами
при работе паромасляных агрегатов, обеспечивающих
ту же самую скорость откачки.
Криогенные насосы обеспечивают возможность полу-
чения значительных скоростей откачки при сравнитель-
но . небольших размерах откачивающей части насоса
(криопанели). Одним из существенных отличий крио-
генных насосов от обычных средств откачки является
то, что криопанель может непосредственно устанавли-
ваться в самом откачиваемом объеме, в результате чего
эффективная быстрота откачки установки фактически
приближается к быстроте откачки насоса. Быстрота
откачки насоса практически постоянна в широком диа-
пазоне давлений, и насос способен обеспечить предель-
ный вакуум 10~9 мм рт. ст. при полном отсутствии па-
ров рабочей жидкости в откачиваемом объеме. По
существу криогенный насос является единственным от-
качным средством, которое при своей работе не вносит
загрязнений в откачиваемый объем. Недостатком крио-
генных насосов является то, что они не откачивают те
газы, которые не конденсируются или не адсорбируются
охлажденными поверхностями. Так, например, если
в качестве хладагента использовать жидкий водород,
насос не будет откачивать гелий и водород. Если необ-
ходима откачка этих газов, то помимо 'Криогенного на-
соса к рабочему объему установки должен быть под-
соединен насос другого типа (например, паромасляный
насос с небольшой быстротой откачки).
Специфической особенностью криогенной откачки
является резко выраженная зависимость парциального
362
давления газов от температуры. Например, при увели-
чении температуры всего лишь на ГС (от —270 до
—269° С) парциальное давление водорода увеличи-
вается приблизительно в 100 раз (от 1Q-8—10~6 мм
рт. ст.). Поэтому, когда температура охлаждаемой по-
верхности насоса хотя бы незначительно возрастает
(что может происходить при конденсации на ней паров
воды, толстых малотеп-
лопроводящих газовых
слоев и т. п.), создавае-
мый насосом вакуум рез-
ко ухудшается.
Громадные скорости
откачки (десятки и сотни
тысяч литров в секунду)
обеспечили преимущест-
венное применение крио-
генных насосов в тех
случаях, когда требуется
откачивать с большой
скоростью камеры, боль-
шого объема (в ядерной
физике, имитаторах кос-
мического пространства
и т. п.).
Диаметр впускного отверстия Умм
Рис. 4-3. Стоимость откачки 1 л
объема при использовании раз-
личного типа насосов.
Турбомолекуля р н ы й
насос имеет сравнитель-
но небольшой пусковой
1 — диффузионный паромасляный на-
сос; 2 — турбомолекулярный насос; 3 —
титановый насос.
период, высокое предельное разрежение (10-8—10“9 мм
рт. ст.) и постоянство быстроты откачки в очень
широком диапазоне давлений (10“3—10~8 мм рт, ст.).
При откачке газовой смеси насос не обладает
резко выраженной селективностью. Достоинством на-
соса является также то обстоятельство, что его
ротор даже после отключения тока в сети питания про-
должает довольно долго вращаться по инерции, если
его отсоединить ст приводного двигателя, вследствие
чего для турбомолекулярного насоса не требуется от-
дельного агрегата аварийного электропитания.
К недостаткам насоса следует отнести его сравни-
тельно большие габаритные размеры и вес, высокую
стоимость, необходимость постоянной работы насоса
предварительного разрежения, наличие быстро вращаю-
щегося ротора (около 15 000 об!мин) и возможность
24*
363
выхода насоса из строя в результате заклинивания ро-
тора при попадании в насос небольших кусочков стек-
ла, металла и других мелких предметов.
Сопоставление стоимости откачки при использова-
нии различного типа насосов (рис. 4-3) показывает, что
хотя по мере увеличения откачиваемого объема (диа-
метра впускного отверстия) затраты на откачку 1 л
резко снижаются, однако соотношение между стоимо-
стью откачки у различного типа насосов остается прак-
тически почти постоянным. Так, например, откачка
с помощью диффузионного паромасляного насоса при-
мерно в 2 раза дешевле, чем при использовании тита-
нового насоса.
ГЛАВА ПЯТАЯ
КОНСТРУКЦИИ ВАКУУМНЫХ УСТАНОВОК
В табл. 5-1 представлены наиболее распространен-
ные технологические процессы, проводимые в вакууме,
а также приведены ориентировочные диапазоны давле-
ний, характерных для этих процессов.
Интенсивное внедрение вакуумной техники в раз-
личные отрасли промышленности можно объяснить тем,
что проведение технологических процессов в вакууме
имеет ряд преимуществ.
1. Наличие вакуума обеспечивает возможность без-
окислительного нагрева металлов. При нагреве метал-
лов в защитных средах происходит взаимодействие на-
греваемого металла с защитным газом (науглерожива-
ние, безуглероживание, азотирование, насыщение газа-
ми и т. д.).
2. Во многих случаях экономически более выгодно про-
водить процессы в вакууме по сравнению с применение^м
защитных сред (аргон, гелий). Некоторое увеличение
первоначальных затрат перекрывается снижением экс-
плуатационных «расходов, связанных с приготовлением
и очисткой защитного газа.
3. Вакуумные методы обеспечивают получение ме-
таллов высокой чистоты: отгонка примесей с более вы-
сокой, чем у основного материала, упругостью пара,
дистилляция, обезгаживание и др.
364
Наименование процесса
1 0 1 "
Лампы накаливания Электронные лампы —
Металлургия Вытягивание монокристаллов Ускорители элементарных частиц Нанесение тонких пленок: для микроэлектроники для общепромышленных целей <
Молекулярная дистилляция Сушка вымораживанием Электронно-лучевые установки Имитаторы космического пространства Термоядерные реакторы
Таблица 5-1
4. В вакууме возможно проводить процессы с весь-
ма высокими рабочими температурами за счет защиты
нагревателей от окисления или насыщения газами.
5. Применение вакуума разрешает создание всевоз-
можных электроннолучевых установок.
6. В последнее время широкое распространение по-
лучил метод вакуумного осаждения тонких пленок раз-
личных материалов.
7. В вакууме возможно проводить сушку без высо-
кого нагрева материалов и веществ.
Оборудование для откачки электровакуумных прибо-
ров. При откачке любого электровакуумного прибора
(ЭВП), независимо от типа и конструкции, после уда-
ления основной массы воздуха производится обезгажи-
вацие его корпуса и внутренней арматуры, а для неко-
торых— термическая обработка катода. После этого
доводится до минимума остаточное давление и прибор
отпаивается. Конструкции вакуумных систем, а также
наличие в них тех или иных элементов определяются
особенностями откачиваемого прибора — размерами его
и сложностью, степенью требуемого вакуума, а также
количеством выпускаемых приборов. Обычно в элек-
тронных приборах давление должно быть 10~6—\&~*мм
рт. ст. Все оборудование для откачки ЭВП можно под-
разделить на два вида: на. откачные (карусельные и
конвейерные) машины и откачные посты.
Откачные посты, как правило, используются в усло-
виях единичного производства и предназначаются для
откачки сложных крупногабаритных приборов.
Карусельные машины используются в крупносерий-
ном и массовом производстве.
Для откачки электроннолучевых трубок (ЭЛТ) ис-
пользуются конвейерные машины. Отличительной осо-
бенностью этих машин является отсутствие золотника,
что позволяет получать более надежную и герметичную
вакуумную систему. Конвейерная машина обычно со-
стоит из нескольких позиций, каждая из которых по
существу является законченной вакуумной системой
(рис. 5-1), так как имеет гнездо для закрепления ЭЛТ,
пароструйный и механический насосы и откачка при-
бора в течение всего цикла производится этими насо-
сами. Откачка некоторых СВЧ приборов в настоящее
время осуществляется безмасляными средствами. На
рие. 5-2 показана схема откачного поста с вакуумной
366
Рис. 5-1. Позиция конвейерной ма-
шины для откачки ЭЛТ.
1 — электроннолучевая трубка; 2 —
гнездо; 3 — высоковакуумный затвор;
4 — паромасляный насос; 5 — форва-
куумный насос.
системой на базе агрегата типа ЭРА. Предельный ва-
куум на входном фланце вакуумного агрегата 5Х
X10-9 мм рт. ст.
Конструктивно откачные посты состоят из следую-
щих основных узлов: вакуумной системы, вакуумной пе-
чи обезгаживания прибора и пульта управления. Ва-
куумная система выполнена в виде отдельного съемного
узла, что создает удобст-
ва для ремонта и техни-
ческого обслуживания по-
ста. Она состоит из двух
магистралей, предназна-
ченных для раздельной
откачки прибора, и ва-
куумной печи. Обе маги-
страли объединяются в
сварном корпусе, с по-
мощью которого вся ва-
куумная система крепит-
ся к нижней стороне пли-
ты откачного поста.
Откачка приборов на
этих постах производит-
ся агрегатом типа ЭРА,
который подсоединяется
к системе вертикальным
фланцем через сильфон-
ный узел. Предваритель-
ная откачка прибора осу-
ществляется цеолитовым
насосом агрегата, оконча-
тельная — геттерно-ион-
ным распылительным на-
сосом.
• ' Для получения сверхнизких давлений высоковакуум-
ная часть системы при первом запуске прогревается
в течение 24 ч при температуре 400—500° С; в дальней-
шем прогрев повторяется только в случае напуска в си-
стему воздуха до атмосферного давления или профи-
лактически после длительной эксплуатации. Простран-
ство печи откачивается паромасляным насосом.
Установка для нанесения тонких пленок. Тонкие-
пленки находят широкое применение в различных от-
раслях промышленности, к которым относятся:
367
производство многих типов электронных ПрибордЁ
(электроннолучевых трубок, фотоэлектронных умножи-
телей, тонкопленочных элементов интегральных схем);
производство зеркал, рефлекторов, термосов и сосу-
дов Дьюара широкого (потребления;
Рис. 5-2. Вакуумная схема поста с агрегатом
типа ЭРА.
1 — дельнометаллический прогреваемый вентиль
ДУ-25; 2 вакуумный насос типа ВН-2МГ; 3 — ва-
куумный вентиль ДУ-25; 4 — электромагнитный кла-
пан ДУ-20; 5, 9, // — манометрические лампы; 6 —
паромасляный насос типа Н-5С-М1; 7 — натекатель;
8 — вакуумная печь; 10 — корпус; 12 — цельнометал-
лический прогреваемый вентиль ДУ-50; 13 — электро-
разрядный агрегат типа ЭРЛ.
производство ювелирных камней, елочных украше-
ний, декоративных покрытий пластмасс и тканей;
получение солнцезащитных стекол и производство
очков;
изготовление просветленной оптики;
антикоррозийные покрытия металлов и др.
Физическая сущность процесса нанесения. тонких
пленок в вакууме состоит в том, что:
во-первых, получается молекулярный или атомарный
пучок наносимого вещества либо за счет его термиче-
368
ского испарения, либо за счет распыления ионной бом-
бардировкой;
во-вторых, молекулы и атомы, распространяясь пря-
молинейно в вакуумном объеме, конденсируются на
покрываемой поверхности, образуя тонкую пленку.
Все эти установки можно разделить на два вида:
установки для общепромышленных целей (рабочий ва-
куум Ю~3—10—5 мм рт, ст,) и для микроэлектроники
(рабочий вакуум 10-5—4О-8 мм рт, ст.).
Основными узлами и элементами типичной вакуум-
ной установки являются: рабочая камера, откачная си-
стема,. блоки электропитания и пульты управления.
Внутри рабочей камеры размещаются испарительные
устройства и держатели для покрываемых изделий. 'На
камере располагаются электрические и механические
выводы, а также при необходимости смонтированы
окна.
Типичная конструкция установки для общепромыш-
ленных целей представлена на рис. 5-3. Она имеет го-
ризонтально расположенную камеру 1, которая откачи-
вается паромасляным насосом 4 через вакуумный за-
твор 2 и водоохлаждаемую ловушку 3, .Механический
насос 5 большей производительности используется толь-
ко 1во время предварительной откачки камер. Насос
меньшей производительности 6 используется для откач-
ки паромасляного насоса при работе установки на вы-
соком вакууме.
С передней стороны камеры расположена крышка 7,
на которой смонтированы испарительные устройства 8 и
планетарное устройство 9, где располагаются покры-
ваемые изделия. Крышка может отводиться, скользя по
направляющим 10, чем обеспечивается хороший доступ
к внутрикамерным устройствам (рис. 5-3,6). Под каме-
рой расположен блок питания и управления установ-
кой 11.
В настоящее время для изготовления тонкопленоч-
ных элементов и схем в микроэлектронике наибольшее
распространение получили установки колпакового типа.
Схема вакуумной системы серийной установки типа
УВН-2М представлена на рис. 5-4. В качестве высоко-
вакуумного средства откачки здесь применен паромас-
ляный насос типа Н-2Т. Паромасляный насос 11 отсе-
кается от рабочего объема высоковакуумным затво-
ром 5, Во входном патрубке откачной системы
369
располагается азотная ловушка 10. Необходимый фор-
вакуум создаемся вращательным насосом 14 со скоро-
стью откачки 7 л!сек. Управление вакуумной системой
осуществляется вручную при помощи рукояток, выне-
сенных на панель управления установкой.
Вся установка -смонтирована на сварном каркасе,
закрытом легкосъемными кожухами. В качестве рабо-
370
чей камеры установки используется вакуумный колпак
объемом 0,12 м3, выполненный из нержавеющей стали.
На наружной поверхности колпака имеется змеевик,
предназначенный для охлаждения и .прогрева его соот-
ветственно холодной и горячей водой. Подъем колпака
осуществляется при
помощи гидравлическо-
го механизма; вакуум-
ноплотное соединение
основания колпака с
базовой плитой дости-
гается с помощью ре-
зиновой прокладки. На
колпаке размещены
два смотровых окна
игольчатый натекатель
и кран для напуска
воздуха. На базовой
плите размещены кару-
сель испарителей на
пять позиций, заслон-
ка с электромагнитным
приводом и рысоко-
вольтный ввод. К ба-
зовой плите подсоеди-
няется откачная ваку-
Рис. 5-4. Схема вакуумной системы
установки УВН-2М.
/ — вакуумный колпак; 2 — игольчатый на-
текатель; 3 — натекатель для напуска
атмосферы под колпак; 4 базовая пли-
та; 5 — высоковакуумный затвор; 6 — кла-
пан; 7 — электромагнитный натекатель;
8 — к форвакуумному насосу; 9 — клапан-
ная коробка; 10 — азотная ловушка; 11 —
паромасляный насос; 12 — сосуд Дьюара;
13 — азотный питатель; 14 — форвакуум-
ный насос.
умная система. В слу-
чае необходимости в рабочем объеме установки могут
быть размещены карусели подложек и масок, электро-
ды ионной очистки, нагреватели подложек и др. Для
этой цели на колпаке предусмотрены подсоединитель-
ные фланцы, а на базовой плите — резьбовые гнезда
для крепления стоек.
В каркасе установки смонтирован пульт, на кото-
ром размещены приборы контроля технологических ре-
жимов и элементы управления установкой.
Современные напылительные установки, помимо ва-
куумных систем, могут содержать в зависимости от на-
значения установки следующие механизмы и устройст-
ва, предназначенные для выполнения того или иного
технологического процесса: механизмы для смены и сов-
мещения масок с подложками, устройства для нагрева
и охлаждения подложек; испарители; загрузочные и
разгрузочные шлюзовые камеры и др.
371
Основным материалом, используемым для изготов-
ления этих устройств, является нержавеющая сталь.
В качестве электро- и теплоизолирующих материалов
'используются керамика, алунд и стекло.
На рис. 5-5 схематически изображен один из ва-
риантов внутрикамерного устройства. Все элементы
Ри-с. 5-5. Внутрикамерное устройство уста-
новки для изготовления тонкопленочных
элементов микросхем.
устройства крепятся на базовой плите /. В нижней ча-
сти устройства располагается многопозиционный испа-
ритель 2. Непосредственно над испарителем располага-
ются зажимы для установки контрольной пластины 3,
а также диск маскодержателя 6,' снабженный меха-
низмом подъема и опускания 7. Над диском маскодер-
жателя 6 на стальном кронштейне устанавливается
держатель подложки с нагревателем 4, снабженный
хромель-копелевой термопарой 5.
Вакуумные металлургические печи. Вакуумные печи
используются для проведения широкого круга метал-
лургических процессов, к числу которых можно отнести:
плавку, рафинирование, разливку металлов;
372
спекание изделий из тугоплавких и легкоокисляю*
Щихся материалов;
обезгаживание и сушку;
различные виды термической обработки, включая
отжиг, закалку и др.;
пайку наиболее ответственных деталей;
дистилляцию, возгонку и другие процессы, связанные
с получением материалов высокой чистоты.
1На рис. 5-6 представлена конструкция электропечи
типа ИОВ-0,16НЦ, предназначенной для плавки жаро-
прочных сплавов и отливки фасонных деталей сложной
формы методом точного вакуумного центробежного
литья.
На плавильной камере 4 печи располагаются камера
загрузки 7, устройство для пробивки мостов 3, доза-
тор 2, а также устройство для зачистки тигля 7. В этой
камере расположены плавильная печь и загрузочный
лоток. На плавильной камере имеется крышка 5, ко-
торая крепится к тележке и вместе с ней отъезжает,
открывая плавильную печь для ремонта.
Разливочная камера 6 установлена под плавильной4
и отделена от нее вакуумным технологическим затво-
ром. Разливочная камера представляет собой цилиндр
с глухим днищем и крышкой, открываемой на время
загрузки и выгрузки форм. Все стенки разливочной ка-
меры водоохлаждаемые.
Желание ограничиться применением затвора с очень
небольшим проходом, рассчитанным на пропускание
лишь струи металла, привело к необходимости врезать
разливочную камеру в плавильную, что дало возмож-
ность максимально приблизить форму к сливному носку
и тем самым уменьшить высоту струи металла.
Разливочная камера оборудована центробежным
устройством, обеспечивающим вращение формы -со ско-
ростью от 30 до 350 об!мин при плавном бесступенча-
том регулировании. Закрепление формы на вращаю-
щемся столе производится автоматически центробежны-
ми зажимами.
Печь снабжена высокопроизводительными откачными
системами, включающими два насоса типа БН-4500 и
три насоса типа ВН-6Г. Схема откачки построена та-
ким образом, что бустерные насосы откачивают только
плавильную камеру, а форвакуумные служат для соз-.
Дания первоначального разрежения в плавильной каме-
373
374
J — откачная система; 2 —дозатор; 3 —устройство для пробивки мостов; 4 — камера плавиль-
ная; $.— отъезжающая крыщка; камера разливки; 7 — камера загрузки.
pe,’Ш|г?гояйно поддерживают форвакуум, в бустерных
насосэхи перед открыванием затвора, разъединяющего
плавильную и разливочную камеры, обеспечивают соз-
дание вакуума в разливочной камере.
Конструкция печи разрешает вести разливку только
в одну форму. Если же имеется необходимость разлив-
ки в- несколько форм, то формы подаются в разливоч-
ную камеру поочередно. При каждой замене залитой
.^фермы на пустую в разливочную камеру напускается
воздух, а перед заливкой она .вновь откачивается. Для
загрузки и выгрузки форм лечь оборудуется тележкой.
Электроннолучевая установка. Нагрев материалов
электронной бомбардировкой широко используется для
переплава тугоплавких и некоторых цветных металлов
. \<в- вакууме с целью их очистки, а также для сварки, раз-
мерной обработки, пайки, наплавки, испарения и тер-
мической обработки. ,
Электроннолучевой нагрев основан на использова-
нии энергии, высвобождаемой при торможении потока
ускоренных электронов в обрабатываемых материалах.
Процесс превращения кинетической энергийв тепловую
при этом характеризуется высоким к. п. Д.;
Все электроннолучевые установки имеют много об-
’ щих конструктивных элементов, поэтому Мы ограни-
, чимся описанием типовой сварочной_установ.кй<привё-
" денной на рис. 5-7. Эта установка включает ; в себя
электроннолучевую сварочную пушку с системами
электропитания и управления; вакуумную камеру со
смотровыми окнами, люками для загрузки и выгрузки
изделий и механизмами перемещения или вращения
. ’ Изделий. Размеры вакуумных камер установок опреде-
ляются габаритами свариваемых Деталей.
. В настоящее время имеются вакуумные сварочные
камеры объемом в десятки кубических метров. По мере
увеличения габаритов сварочных камер значительно
возрастает время, необходимое для создания в: камере
соответствующего разрежения.
1 Вакуумные системы таких установок обычно стро-
ятся на базе высокопроизводительных насосов, поддер-
живающих вакуум IO-»— ]0-5 мм jypi.ct; в установке
в* процессе сварки, который сопровождается сильным
разовыделением. Часто установки имеют специальную
откачную систему, подсоединенную непосредственно
к- пространству катодного узла. - < • г
Установка для диффузионной сварки в вакууме. Спо-
соб диффузионной сварки имеет следующие достоин-
ства:
позволяет соединять широкий ассортимент материа-
лов, в том числе *и разнородные;
практически исключает изменение свойств металлов
в местах соединения;
Рис. 5-7. Электроннолучевая сварочная установка.
/ — пушка; 2 — катод; 3 — анод; 4 — смотровое -окно; 5 — камера; 6 — механизм
перемещения изделия; 7 — высоковакуумный затвор; 8 — паромасляный насос;
9 — вентиль; 10 — форвакуумный насос; // — вакуумпровод; 12 — электромаг-
нитное отклонение луча; 13 — фокусировка луча; /4 —блок питания.
обеспечивает высокую надежность соединения, а так-
же прочность, термостойкость, вакуумную плотность,
упругие свойства и др.;
обеспечивает возможность осуществления прецизи-
онного соединения, т. е. получение конструкций с окон-
чательно заданными расчетными размерами.
Диффузионное соединение материалов основано на
одной из важнейших особенностей физически чистых
поверхностей — способности к сцеплению за счет откры-
тых атомных связей. Очистка этих поверхностей в ва-
37§
кууме позволяет использовать силы атомного сцепле-
ния для соединения поверхностей, а диффузионные про-
цессы, происходящие вслед за этим, увеличивают проч-
ность такого соединения.
Установка для диффузионной сварки в вакууме типа
СВДУ-15м (рис. 5-8) состоит из вакуумной сварочной
камеры 1 с откачной си-
стемой, источники на-
грева деталей и гидро-
цилиндра 14 с гидро-
системой, служащих
для передачи необхо-
димого давления на
свариваемые детали.
Откачная система уста-
новки состоит из диф-
фузионного паромас-
ляного насоса Н5С-2 2
и механического ваку<
умного насоса 3 типа
ВН-2МГ, создающего
предварительное раз-
режение в системе.
Сварочная камера сое-
динена с паромасля-
Рис. 5-8. Схема установки типа
СДВУ-15М.
ным насосом через
высоковакуумный за-
твор 4. Вентили 5
и 6 служат для
напуска в камеру инертных газов и воздуха.
Замер разрежения в системе осуществляется ва-
куумметрич'ескими датчиками 7, 8, 9 и 10 (лампы ти-
пов ЛТ-2, ЛМ-2 и магнитные датчики). Показания лю-
бого из указанных вакуумметров, контролирующего
разрежение определенной части вакуумной системы, мо-
гут быть записаны самопишущим прибором типа
ПС 1-02.
Такая схема вакуумной коммутации вместе с элек-
трозатворами И позволяет надежно поддерживать ва-
куум 1в сварочной установке и контролировать его,
а также быстро определять места возможного натека-
ния и устранять обнаруженные течи.
Вакуумноплотное подключение механического насоса
типа ВН-2МГ к вакуумопроводам 12 осуществляется
25—1292 377
через сильфонный компенсатор 13. Максимальная сте-
пень разрежения, создаваемого вакуумной системой, не
выше 4*10-5 мм рт. ст. (без ловушки, охлаждаемой
жидким азотом). На приборной стойке типа ВМБС-1
расположен также самопишущий потенциометр типа
ПОР 1-03 с регулятором, обеспечивающий автоматиче-
ское поддержание заданной температуры сварки.
Вакуумные сушильные аппараты. Если материалы
нельзя сушить при высокой температуре или они могут
быть подвержены окислению, то их сушат в вакуум-
сушилках, так как .в данном случае можно обеспечить
сушку при низкой температуре. Процесс сушки в ва-
кууме проходит более интенсивно, чем при атмосферном
давлении, так как влагосодержание воздуха при одной
и той же относительной влажности возрастает с пони-
жёнием давления.
Сушка под вакуумом снижает расходы тепла, позво-
ляет улавливать ценные или агрессивные пары, выде-
ляющиеся из материала, и уменьшить потери обраба-
тываемого продукта.
Основными конструкционными частями вакуумных
сушильных аппаратов являются: сушильная камера,
конденсатор и вакуумный насос.
На рис. 5-9 показана сушилка с наклонным вращаю-
щимся барабаном для перемешивания продукта сушки.
Вакуум в~ установке создается при помощи поверхност-
ного конденсатора и механическим насосом, перед по-
следним обычно устанавливается промывочный сосуд
для улавливания унесенного продукта.
На первом этапе сушки, когда из материала выде-
ляется относительно большое количество влаги, пар
откачивается конденсатором, охлаждаемым проточной
водой. Неконденсирующийся газ откачивается форва-
куумным насосом. После того как в сушилке будет до-
стигнуто давление насыщенного пара, соответствующего
температуре охлаждающей воды в конденсаторе, а кон-
денсатор практически не будет работать, паровоздуш-
ная смесь будет откачиваться форвакуумным насосом.
Такие сушилки работают при вакууме порядка 1 мм
рт. ст. После окончания сушки ,в камеру напускается
сухой воздух или азот и производится выгрузка гото-
вого продукта.
Имитаторы условий космического пространства. Ими-
таторы условий космического пространства предназна-
378
йены дЛй йЬпытаний узлов различного рдда йосмйчё-
ских аппаратов, искусственных спутников Земли при
разрежениях, соответствующих различным высотам по-
лета, и при одновременном воздействии высоких и низ-
ких температур.
Рис. 5-9. Вакуумная сушилка с наклонным вращающимся барабаном.
/ — камера; 2 — загрузка материала; 3 —выгрузка материала; 4 —вращаю-
щееся вакуумное уплотнение; 5 — конденсатор; 6 — вакуумный насос.
На рис. 5-10 представлена конструктивная схема
имитатора, предназначенного для моделирования усло-
вий космического пространства до высоты 300 км
(разреженное до 10-7 мм рт. ст.). Рабочая камера ими-
татора представляет собой цилиндрический резервуар,
стенки которого сварены из стальных листов и изнутри
покрыты никелем.
Предварительная откачка рабочей камеры произво-
дится при помощи двух двухроторных насосов с быстро-
той откачки 500 и 3 000 м3/ч и многопластинчатого на-
соса с быстротой откачки 100 м3/ч. Откачка до'высокого
25* 379
вакуума осуществляется с помощью яаррм/сляйого иа-
coca с быстротой откачки 8000 л]сек.
•Одновременно для достижения предельного вакуума
используется криогенный насос, охлаждаемый жидким
азотом. Этот насос представляет собой ряд двухстен-
ных цилиндров из нержавеющей, стали с общей пло-
5м
Рис. 5-10. Имитатор космического пространства.
1 — мдогопдастинчатый насос; 2 — двухроторный насос пра-
, , . нзводительнОстью 500>и3/ч; 3 ~ днухррторныи насос произво-
дительностью 3 000 ле3/ч; 4 — паромасляный насос с быстро-
той откачки 8 000 л/сек* 5—криогенный насос; 6 — подача
жидкого азота; 7~- выход испаряющегося азота; 8 —- герме-
' ‘ тичный входной люк; 9 — рабочая камера; 10 — вакуумный
затвор; 11 — смотровые окна.
щадью охлаждаемой поверхности 1'2 м?, чем обесйечи-
вается быстрота откачки конденсирующихся газов й па-
ров до 600 000 л{сек. ,
Ускорители элементарных частиц. Вацуумнан система
линейного ускорителя протонов типа И-2 на 25 Мэе
представлена на рис. 5-11.
Откачиваемый объем конструктивно представляет
собой разъемный кожух (53 л3) из нержавеющей ста-
380 . '
Рис» 5-11. Схема вакуумной системы ускорителя протонов. ; ;
7 — вакуУмньй кожух; 2 — форинжектор;' 3—узел азотной ловушки; 4 — дебанчер: 5 — высоковакуумйый насос
-- типа Н&ТМ; 6 — высоковакуумный.насос типа Я5С-М1;. 7 —-.Механический вакуумный насос типе. W-7T Д механи-
ч«йй вакуумный пыяс Эп*#; двухрсторДШ шкуумный насос типа ДВН-500;г /0—узел азотной лр^ушки;
• • 7^—ШакуумныЙ saw $y*S0fc "/3 — вакуумный ^затвор -Ду-Ш); 14 — вакуумный- затвор- '73-^.дкюар
емкостью 25/< Л-чтиак емкость^ 1Ж л; /7 ~ манометрический -блек ламйами тина ЛТ<
'ЛМ-2/ ММ^; />^адйуумн<я| откаяки; /£—магистраль черновой, откатки; 2р аэотопровод.
ли, внутри котбрбгб размещены резонаторы и трубки
дрейфа, изготовленные из меди марки М-1, Общая по-
верхность различных материалов, находящихся в вы-
соком вакууме, составляет более 350 м2. Все разборные
соединения крышек кожуха и многочисленных патруб-
ков и отверстий в нем уплотняются вакуумной резиной
марки 7889.
Вакуумный кожух ускорителя откачивается пятью
высоковакуумными агрегатами, каждый из которых со-
стоит из паромасляного насоса типа Н-8ТМ с описанной
защитной ловушкой, которая является одновременно
мощным криогенным насосом для основных продуктов
газоотделения материалов.
Форижектор ускорителя откачивается двумя такими
же агрегатами, основной нагрузкой которых является
поток водорода, равный 600—800 см3!ч. Банчер и дебан-
чер откачиваются двумя паромасляными насосами ти-
па Н-5С с ловушками аналогичной конструкции. Пред-
варительная откачка кожуха от атмосферного давления
до 1 • 10-2 мм рт. ст. производится одним насосом типа
ВН-6 и одним насосом типа ДВ.Н-500 в течение 1,5 ч.
Форвакуумное давление в магистрали, соединяющей
выпускные патрубки всех высоковакуумных насосов,
поддерживается в зависимости от нагрузки нескольки-
ми насосами типа ВН-7. Давление в системе измеряется
дистанционно приборами типа ВИТ-l.'c датчиками ти-
пов ЛТ-2 и ЛМ-2.
Дистанционное управление и нормальная работа ва-
куумной системы обеспечиваются системой управления
блокировок и сигнализации.
Непрерывное питание ловушек паромасляных насо-
сов жидким азотом осуществляется из расположенных
рядом с ними дьюаров емкостью 25 л каждый, которые
периодически заполняются из танка емкостью 1 200 л,
установленного в отдельной камере внутри здания
ускорителя. Наполнение сосудов производится дистан-
ционно по трубопроводам распределения жидкого азо-
та длиной 50 м.
Примененная для откачки ускорителя вакуумная си-
стема позволяет быстро получать требуемое давление
в кожухе после его вскрытия. Давление (5-;-6)Х
X 10~7 мм рт. ст., при котором вводится высокочастот-
ная мощность, достигается за 36 ч. Давление в кожу-
хе при работе ускорителя составляет (Зч-5) • 10-7 мм
382
рт. ст., в камере форижектора— 2,5 «10~5 мм рт. ст.,
в области банчера — 8*10-6 мм рт. ст., в измеритель-
ном канале на выходе ускорителя — 2,5*10~6 ммрт. ст.
Предельный вакуум в кожухе неработающего ускори-
теля равен 3 • 10~7 мм рт. ст.
Вакуумная гигиена при монтаже и эксплуатации ва-
куумных систем. Одной из основных и трудоемких опе-
раций по изготовлению вакуумных систем является их
сборка. Эта завершающая операция является весьма
существенной, так как от нее во многом зависит нор-
мальная работа вакуумной системы в целом.
Трудность операции откачки до высокого и особен-
но сверхвысокого вакуума предъявляет не только вы-
сокие требования к герметичности систем, но и застав-
ляет учитывать все вредные последствия, к которым мо-
гут привести даже минимальные загрязнения, попавшие
в вакуумную систему. Эти загрязнения могут служить
дополнительным источником газов и паров, выделяю-
щихся в вакуумную систему, что может привести как
к снижению достигаемого вакуума, так и к загрязнению
остаточной атмосферы вредными составляющими. Все
это в свою очередь может сделать невозможным про-
ведение того или иного технологического процесса.
В помещениях, где производится сборка, не допу-
скается наличия в воздухе взвешенных частиц (пыли,
копоти), а также паров кислот, щелочей, других хими-
ческих реактивов, а также летучих жидкостей. В этих
помещениях запрещается хранение верхней одежды,
галош, обуви, головных уборов; запрещается прием пи-
щи и курение. Категорически не допускается в этих по-
мещениях устанавливать оборудование, требующее при-
менения охлаждающих эмульсий, открытой струи мас-
ла и т. п.
Чистота воздуха во многом зависит от состояния по-
лов, стен и потолков. Важно, чтобы полы были глад-
кими и не имели швов и щелей, в которые может по-
падать пыль и грязь. Полы должны быть удобны для
очистки и постоянно содержаться в исправном ц чистом
состоянии.
Стены и потолки должны быть покрыты прочной
влагостойкой краской, предотвращающей попадание
в системы механических частиц со стен и потолков.
Уборку помещения следует производить только с по-
мощью влажной тряпки и пылесоса.
383
Монтажный стол, на котором производится сборка
вакуумных узлов, должен иметь гладкую поверхность,
без выбоин, заусениц, трещин и тому подобных дефек-
тов. Поверхность стола должна в начале рабочего дня
и после обеденного перерыва тщательно протираться
чистой тряпкой, смоченной водой. Монтажный инстру-
мент следует не реже 2 раз в смену тщательно проти-
рать чистой безворсистой тряпкой, смоченной в бензине.
Лица, работающие на сборке вакуумных систем,
должны тщательно мыть руки не реже 3 раз в течение
смены, в том числе обязательно до начала работы и
после обеденного перерыва.
Все детали, поступающие на сборку, должны быть
очищены от стружки, грязи, окисных пленок, краски
и т. д. за исключением покрытий, оговоренных в черте-
жах. Особое внимание следует обратить на удаление
остатков флюса после сварок и паек на поверхностях,
обращенных в вакуум. При очистке и протирке катего-
рически запрещается пользоваться ворсистыми тканями,
обтирочными концами и т. д. Для предотвращения по-
явления коррозии после изготовления деталей их сле-
дует хранить в сухом помещении, не содержащем агрес-
сивных сред. Непосредственно перед окончательной
сборкой детали, имеющие поверхности, обращенные
в вакуум, следует тщательно очистить и обезжирить.
Порядок обезжиривания:
а) промывка в бензине Б-70 (ГОСТ 1012-54). Мел-
кие детали помещают в сосуд с сетчатым дном, погру-
жают в бензин и тщательно промывают в течение 10—
1-5 мин, крупные детали промывают индивидуально.
Детали промывают не менее 2 раз в сменяемом бензи-
не до получения после промывки чистого бензина;
б) промывка проточной водой до исчезновения за-
паха бензина. После промывки детали встряхивают и
проверяют на полную смачиваемость водой;
в) сушка при температуре 120° С в течение 30 мин
в сушильном шкафу или обдувкой горячим очищенным
воздухом.
Отдельные локализованные загрязнения, масляные
пятна и т. д. в собранном узле допускается удалять пу-
тем протирки чистой полотняной тряпкой, смоченной
в спирте. Сборку деталей, имеющих поверхности, обра-
щенные в вакуум, следует производить в специальных
чистых перчатках из безворсистых тканей.
3S4
Собранные узлы Не рекомёйдуётся оставлять под
Атмосферой после окончательной сборки. Их следует
герметизировать заглушками, откачать и хранить под
вакуумом. В случае затруднений ,в проведении этой опе-
рации технологическим процессом сборки должна пре-
дусматриваться минимальная продолжительность пре-
бывания изделия под атмосферой., После окончания
сборки в этом случае поверхности, обращенные в вакуум,
должны быть тщательно закрыты чистой тканью.
Большого внимания требует к себе сборка высоко-
вакуумных и сверхвысоковакуумных уплотнений. Здесь
необходимо обеспечить, чтобы к полированным поверх-
ностям после очистки каким-нибудь растворителем ни
в коем случае никто не прикасался руками и чтобы они
были защищены от попадания пыли.
Хранение и транспортировка собранных вакуумных
узлов производятся, как правило, в откачанном состоя-
нии.
Очень важно, чтобы во время эксплуатации уста-
новок при разгрузке и загрузке вакуумных камер она
минимальное время находились открытыми на атмо-
сферу. При этом целесообразно камеру прогревать го-
рячей водой, что уменьшает конденсацию паров воды
из окружающей атмосферы, а это в свою очередь су-
щественно сокращает время откачки объема до требуе-
мого вакуума.
В заключение следует отметить, что знание основ ва-
куумной гигиены необходимо конструктору, так как
учет требований вакуумной гигиены при конструиро-
вании будет способствовать созданию совершенного
вакуумного оборудования. В частности, при конструиро-
вании надо учитывать то, что в различного рода щелях
и углублениях могут задерживаться и накапливаться
пыль, грязь, масло, растворители, которые при откачке
системы будут в течение длительного времени являться
источниками газовыделений. В связи с этим также не-
желательно, чтобы поверхности, обращенные в вакуум,
имели дефекты в виде тонких пор, капилляров, рако-
вин.
Чем выше степень разреженности, при которой ра-
ботает изготовляемый аппарат, тем более высокие тре-
бования должны предъявляться к соблюдению ва-
куумной гигиены при конструировании и сборке си-
стемы.
385
ЛИТЕРАТУРА
1. Балицкий А. В., Технология изготовления вакуумной ап-
паратуры, изд-»во «Энергия», 1966.
2. Черепнин Н. IB., Основы очистки, обезгаживания й от-
качки в вакуумной технике, изд-во «Советское радио», 1967.
8. Черепнин И. В., Вакуумные свойства материалов для
электронных приборов, изд-во «Советское радио», 1966.
4. Лебединский М. А., Электровакуумные материалы,
изд-во «Энергия», 1966.
5. Вакуумные системы и их элементы. Справочник — атлас, под
ред; Лубенца В. Д., изд-во «Машиностроение», 1968.
6. Данилин Б. С., Конструирование вакуумных систем, Гос-
энергоиздат, 1959.
7. Данилин Б. С., Металлические вакуумные установки,
изд-во ВЗЭИ, 1958.
8. Данилин Б. С., Вакуумные насосы и агрегаты, Госэнерго-
издат, 1957.
9. Д а н и л и и Б. С., Металлические вакуумные насосы и агре-
гаты, изд-во ВЗЭИ, 1966.
10. III у м с к и й К. П., Вакуумные аппараты и приборы хими-
ческого машиностроения, Машгиз, 1963.
И. Кузнецов В. И., Механические вакуумные насосы, Гос-
энергоиздат, 1959.
12. Кузнецов В. И., Механические насосы, сб. «Вакуумная
металлургия», Металлургиздат, 1962.
13. Каталог вакуумного оборудования и измерительных прибо-
ров, ЦКБ ВТ Средневолжского совнархоза, Казань, 1965.
14. Цейтлин А. Б., Пароструйные вакуумные насосы, изд-во
«Энергия», 1965.
15. Сорокин М. М., Высоковакуумные паромасляные насо-
сы с улучшенными характеристиками, ПТЭ, 1965, № 6.
16. Т о р г а ш е в В. В., М а н а н к о в А. Н., Малоинерционные
паромасляные насосы с внутренним подогревателем, «Электронная
техника», 1968, № 1, сер. 10.
17. Мирим а нов а В. И., Алашкевич М. Л., Новости
нефтяной и газовой техники, сер. «Нефтепереработка и нефтехимия»,
1962, № 6.
18. Назаров А. С., Ивановский Г. Ф., Меньши-
ков М. М., Геттерно-ионный насос с прямонакальными испари-
телями титана и хрома, ПТЭ, 1963, № 5.
19. Назаров А. С., Ивановский Г. Ф., Кузне-
цов М. В., Геттерно-ионные насосы с прямонакальными испари-
телями титана, ПТЭ, 1966, №2.
386
Ж Douglas R. A., Z.abritski J., Herb R. G., Orbitron
Vacuum Pump. RSI, '<1965, v. !36, l№ 1, p. 1—6.
21. Данилин Б. С., Минайчев В. E., Мирошкин С. И„
€орбционно-ионный насос с электростатическим полем цилиндриче-
ской симметрии, «Обмен опытом в электронной промышленности»,
1967, № 4.
22. Bills Daniel G., Electrostatic getter-ion pump design,
J. Vacuum Sci. and Technol.,. 1967, v. 4, № 4, p. '149—155.
23. Бирюкова И. E., Виноградов M. И., Дани-
лов К. Д., Ши шло веки й С. €., Сорбционный титановый ох-
лаждаемый насос, ПТЭ, 1967, № 3.
"24. Виноградов М., И., Рудницкий С. М., Триодный
магниторазрядный насос с охлаждаемыми электродами, ПТЭ, 1966,
№ 2.
. 25. .Контор Е. И., Магниторазрядный триодный насос для
безмасляной откачки электровакуумных приборов, «Обмен опытом
<в электронной 1Промышленност1и», 1967, № 2.
26. Карпов Ю. А., Контор Е. И., Та лен с кий О. Н.,
Магнитные электроразрядные насосы с холодными катодами, ПТЭ,
1964, № 2.
27. Мартинсон Е. Н., Плеч ев Б. И., Миронов А. И.,
Новые форвакуумные цеолитовые насосы и агрегаты промышлен-
ного типа для безмасляной откачки< ПТЭ, 1968, № 2.
28. Мартинсон Е. И., Плеч ев Б. И., Пу тяги н Ю. Т.,
Цеолитовые вакуумные агрегаты непрерывного Действия для без-
масляной откачки, ПТЭ, 1965, № 4.
29. Данилин Б. С., М и н а й ч е в В. Е., Основы криогенной
техники, изд-во МИРЭА, 1968.
30. Минайчев В. Е., Шелякин О. П., Зыков В. М.,
Высоковакуумная система с крионасосом на базе газовой холодиль-
ной машины, «Электронная техника», сер. 1 «Микроэлектроника»,
1968, № 3.
31. Ланис В. А., Левина Л. Е., Техника вакуумных испы-
таний, Госэнергоиздат, 1963.
32. Л е к к Дж., Измерение давления в вакуумных системах,
изд-во «Мир», 1966.
33. Востров Г. А., Розанов Л. Н., Вакуумметры, изд-во
«Машиностроение», ,1967.
34. Г р и г о р ь е в А. М., Измерение вакуума, сб. «Вакуумная
металлургия», Металлургиздат, 1962.
-35 . Аверина Л. А., Линник Л. Н., Никитин Г. Т.,
Масс-спектрометры для измерения парциальных давлений в ваку-
умных системах, ПТЭ, 1964, № 4.
36. Карпов В. И.^ Левина Л. Е., М у р а в ь е в а Л. Д.,
Методика и аппаратура высокочувствительного течеискания, ПТЭ,
1967, № 4.
37. П лещей ко Е. Г., Исследование газопроницаемости и
газоотделения материалов в вакууме, «Электроника», 1962, № 8.
38. Кирш ен штейн Н. П.,- НГиколаев Е. А., Прогревае-
мые вакуумные разборные соединения с резиновыми уплотнениями,
«Электронная техника», сер. 1, 1968, № 3.
39. Блинов И. Г., Данилин Б. С., Минайчев В. Е.,
Пискарев А. В., Повышение быстроты действия паромасляного
диффузионного насоса, «Обмен опытом в электронной промышлен-
ности», 1968,. № 5.
387
40. Вакуумная техника,'Справочные материалы, Внешторгиздат.
41. Ковалевский Р. Е., Ч е к м а р е в А. А., Конструирова-
ние и технология вакуумноплотных паяных соединений, изд-во
«Энергия», 1968.
4'2 . Любимов М. Л., Спаи металла со стеклом, изд-во «Энер-
гия», 1968.
43. Г л а д к о в А. С., П о д ъ и г и н а О. П., Чернов О. В,
Пайка деталей электровакуумных приборов, изд-во «Энергия», 1967.
44. Электрофизическая аппаратура, Сборник статей, Комитет
по использованию атомной энергии СССР, вып. 5, 1966.
45. Гендель С. И., Карпов В. Н., Левина Л. Е.,
Цельнометаллическое вакуумноплотное зажимное соединение, ПТЭ,
1967, № 2.
46. Бродский С. И., Зайдель И. Н., Xаскович Л. Л.,
Промышленная схема группового включения вакуумных установок
в систему централизованного форвакуума, сб. «Электровакуумная
техника», вып. 64, изд:во «Энергия», 1964.
47. Л е й к а н д М. С., Конструкции индукционных вакуумных
электропечей и их узлов, ГооэнергоизДат, I960.
48. Днища сосудов и аппаратов из углеродистых и кислото-
упорных сталей, Отраслевые нормали, Главхиммаш НМХ 85-56 и
НМХ 102-56, 1956.
49. Днища латунные, медные и алюминиевые, Конструкция
и исполнительные размеры, Нормали машиностроения -МН 3033-61—
МН 3038-61.
50. Вайнберг Г. С., Типовые расчеты участка кожуха ва-
куумной электропечи, расположенного между участками, охлаж-
денными водой, Информационно-технический сборник ЦБТИНИИ
электропромышленности, № 3, 1959.
*51. Л а щи нс кий А. А., То л чине кий А. Р., Основы кон-
струирования и расчета химической аппаратуры, Машгиз, 1963.
52. Сосуды и аппараты, Единые всесоюзные нормы узлов и
деталей, РТМ 42-62, НИИхиммаш, 1962.
53. В и х м а н Ю. Л., Б а б и ц к и й Н. Ф. и Вольфсон С. И.,
Расчет и конструирование нефтезаводской аппаратуры, Гостехиздат,
1953.
54. Сосуды и аппараты цилиндрические сварные из углероди-
стой стали. Толщины стенок обечаек, Отраслевые нормали, Глав-
химмаш НМХ 103-56, .1956.
55. Сосуды и аппараты сварные стальные, Технические требо-
вания, Нормаль машиностроения МН 72-62, Стандартгиз, 1963.
56. К а т о р о в и ч 3. Б., Основы расчета химических машин и
аппаратов, Машгиз, 1960.
57. Справочник по котлонадзору, Госэнергоиздат, 1961.
58. Нормы расчета паровых котлов на прочность, Госэнергоиз-
дат, 1957.
59. Трубы стеклянные, Каталог Государственного научно-ис-
следовательского ин-та стекла, 1965.
60. Окна смотровые для аппаратов из углеродистой и кисло-
стойкой стали. Типы и основные размеры, Отраслевая нормаль,
Главхиммаш MX 60-56, 1956.
61. П лещенко Е. Г., Газопроницаемость вакуумной резины,
находящейся в сжатом состоянии, сб. «Вакуумная техника», Татар-
ское книжное изд-во, Казань, 1968.
388
62. Материалы из кремнеземного волокна. ВНИИ стекловолок-
на, Информационный материал ВДНХ, М., 1964.
63. П и п к о А. И., Вакуумная задвижка, ПТЭ, 1965, № 3.
64. Пип ко А. И., П л и с к о в с к и й В. Я., Устройство для
передачи движения в вакуум, ПТЭ, 1965, № 6.
65. Васильев Г. А., Эффективная быстрота откачки элек-
троразрядного насоса, ПТЭ, 1965, № 1.,
66. А р е ф ь е в А. В., Уплотнение индием разъемных соедине-
ний сверхвысоковакуумных систем, ПТЭ, 1966, № 4.
67. К р у с с н е р Б. В., 'Кузнецов Г. П., Me л ко ня н А. Л.,
Ловушка для вакуумных установок с паромасляными насосами,
ПТЭ, 1966, № 3.
68. С о р о к и н М. М., Барышева Н. М., Получение сверх-
высокого вакуума с помощью паромасляных диффузионных насо-
сов, Известия АН СССР, сер. «Физическая», 1966, т. 30, № 1.
69. Б у т у з о в С. С., (Ко н я е в В. П., Масленников Е. А.,
Пустовойт Ю. М., Получение сверхвысокого вакуума на уста-
новке Огра-1, ЖТФ, 1966, т. (Э6,1№ 2.
70. Виноградов М. И., Рудницкий Е. М., Триодный
магниторазрядный насос с охлаждаемыми электродами, ПТЭ, 1966.
71. Карпов В. И., Левина Л. Е., Муравьева Л. Д.,
Методика и аппаратура -высокочувствительного течеискания, ПТЭ,
1967, № 4.
72. Федоров М. И., Антонов В. А., Дорохин В. Н.,
Дубинская М. А., Оборудование для откачки электровакуум-
ных приборов до сверхвысокого вакуума, «Обмен опытом в элек-
тронной промышленности», 1968, № 2.
73. Абрамский Ю. И., Краснов А. И., Полотай-
ко Б. И., Стрельников Б. А., Централизованная форвакуум-
ная система, «Обмен опытом в электронной промышленности», 1968,
№ 2.
74. Пузырийская Ю. €., Защита централизованной фор-
вакуумной магистрали от паров масла механических насосов, «Элек-
тронная техника», сер. 10, «Технология и организация производства»,
1968, № 1.
75. Г о ни к б ер г С. И., Высокоиакуумный агрегат с магнито-
разрядным и сублимационным титановым насосами, «Электронная
техника», сер. 1, «Электроника СВЧ», 1968, № 6.
76. Колосков В. В., Оносонский К. К., Басала-
ев М. И., Кристин Н. М., Кузнецов К. В., Линейный уско-
ритель протонов, VI, Вакуумная система, ПТЭ, 1967, № 5.
77. Данилин Б. С., М и н а й ч е в В. Е., П и с к а р е в А. Ф.,
Комбинированная откачка вакуумных напылительных установок,
«Электронная техника», сер. VI, «Микроэлектроника», 1967, № 4.
78. Данилин Б. (С., Минайчев В. Е., Пути коренного
улучшения вакуумных характеристик. Оборудование для напыления
тонкопленочных элементов и схем, «Электронная техника», сер. VI,
«Микроэлектроника», 1967, 1№ 4.
79. Данилин Б. С., Пупко В. А., Минайчев В. Е.,
К вопросу сокращения откачного цикла и повышения рабочего
вакуума напылительных установок промышленного типа, «Электрон-
ная техника»* сер. I, «Микроэлектроника», 1968, № 2.
80. Данилин Б. С., Пупко В. А., Минайчев В. Е.,
Сверхвысоковакуумная напылительная установка, «Обмен опытом
в электронной промышленности», 1968, № 1.
389
81. Данилин Б. С., Пуп ко В. А., Технико-экономические
аспекты проектирования, изготовления и эксплуатации вакуумного
напылительного оборудования, «Электронная техника», сер. VI,
«Микроэлектроника», И968, № 2, 3, 4.
82. Блинов И. Г., Данилин Б. С., Иванов В. И.,
Кутко П. С., С а н д е р о в В. Л., Вопросы разработки оборудова-
ния для производства интегральных схем, «Электронная техника»,
сер. VI, «Микроэлектроника», 1967, № 6.
'83 . Данилин Б. С., Вакуумное нанесение тонких пленок,
изд-во «Энергия», 1967.
84. Д а н и л и н Б. С., П у п к о В. А. М и н а й ч е в В. Е., Шлю-
зовые загрузочные устройства, «Электронная техника», сер. VI,
«Микроэлектроника», 1968, № 7.
85. Данилин Б. С., Минайчев В. Е., Пуп ко В. А.,
Сверхвысбковакуумная напылительная установка типа «вакуум в
вакууме с сокращенным циклом откачки», «Электронная техника»,
1967, № 8.
86. Данилин Б. С., Заумыслов Ю. В., Штейн -
м а н 'Г. А., Применение электронных и ионных лучей в микро-
электронике, сб. «Микроэлектроника», под ред. Ф. В. Лукина, изд-во
«Советское радио», 1968, № 2.
87. Данилин Б. С., М и н а й ч е в В. Е., Вопросы вакуумной
техники в производстве интегральных схем, сб. «Микроэлектрони-
ка», под ред. Ф. В. Лукина, изд-во «Сонетское радио», 1969, № 3.
88. Пип ко А. И., Пл ис ко в с кий В. Я., Элементы соедине-
ний вакуумных трубопроводов, «Обмен опытом в электронной про-
мышленности», 1967, № 5.
89. Будников С. Ф., Е рекин В. И., О применении сорбен-
тов в ловушках. «Электронная техника», сер. 10, «Технология и
организация производства», 4968, № 8 (25).
90. Федоренчик В. А., Унификация и надежность обору-
дования дЛя производства изделий электронной техники, «Элек-
тронная техника», сер. 110, «Технология и организация производства»,
1968, № 8 (25).
91. Казаков Н. Ф., Диффузионная сварка в вакууме, изд-во
«Машиностроение», 1968.
92. Л е й к а н д М. С., Вакуумные электрические печи, изд-во
«Энергия», 1968.
93. Александрова А. Т., Б р о д с к и й С. И., Сажин И. И.,
Ширенко Г. Н., Технологическое оборудование электровакуум-
ного производства, Госэнергоиздат, 1962.
94. Данилин Б. С., Михневич В. В., Репнев А. И.,
Швидковский Е. Г., Задачи измерения давления и плотности
высоких слоев атмосферы с помощью искусственного спутника Зем-
ли, УФН, 1967, т. 63, вып. 1, стр, 205—225.
95. Михневич В. В., Данилин Б. С., Репнев А. И.,
Соколов В. А., Некоторые результаты определения структурных
параметров атмосферы с помощью третьего советского искусствен-
ного спутника Земли, «Искусственные спутники земли», изд-во АН
СССР, 1959, вып. 3, стр. 84—97.
96. Назаренко О. К., Истомин Е. И., Локшин В. Е.,
Электронно-лучевая сварка, изд-во «Машиностроение», 1966.
97. Блинов И. Г., Иванов В. И., Мелехин Ю. Я.,
Сандеров В. Л., Специальное технологическое оборудование для
микроэлектроники, изд. МИЭТ, >1968.
390
98. S u r u g u e J., L e A! i n gno n Marcel, The Space Simti-
lator of ONERA, Spaceflight, 1966, v. 8, № 7, p. 250-^255.
99. Пип ко А. И., (Плисковский В. Я., Пен ч ко Е. А.,
Оборудование для откачки .вакуумных приборов, изд-во «Энергия»,
1965.
100. У богов В. П., Берлин А. Э., Новая высоковакуумная
и сверхвысоковакуумная арматура для серии откачных агрегатов,
«Обмен опытом в электронной промышленности», 1969, № 1.
101. Арефьев А. В., Лисиц ин В. Я., Максимов С. П.,
Сверхвысоковакуумные пневматические клапаны с индиевым уплот-
нением, ПТЭ, ‘1968, № 4.
5102. Минайчев В. Е., Зыков В. М., Высоковакуумная
ловушка с автономным микроохладителем, ПТЭ, 1969, № 6.
СОДЕРЖАНИЕ
Предисловие
3
Глава.первая
Конструкционные материалы для вакуумных систем
1-1. Основные требования к вакуумным конструкционным ма-?
териалам....................................... •
Металлы и сплавы, применяемые при изготовлении ва- ?
куумных систем ................................• .
Стекло и керамика................................
Прокладочные материалы........................
Глававторая
Откачные средства и контрольно-измерительная аппаратура
Механические вакуумные насосы и агрегаты ....
Струйные насосы и агрегаты ..................../
Сорбционные и конденсационные насосы и агрегаты . /
Вакуумметры....................... . . . • е
Масс-спектрометры............................../
Течеискатели..................................
1-2.
1-3.
1-4.
$
5
16
21
25
2-1.
2-2.
2-3.
2-4.
2-5.
2-6.
‘W1
7/165
115
V - Й.9
Главатретья 1 >г
Конструктивные элементы вакуумных систем
Вакуумно-герметичные соединения элементов вакуумных,
систем................... •...............
Неразборные соединения ...................
Разборные соединения ........
Вакуумные трубопроводы .......
Вакуумные вводы...........................
Запорно-регулирующая вакуумная арматура .
Ловушки...................................
Вакуумные камеры .........................
Расчет вакуумных камер на прочность ....
Смотровые окна......................- .
Загрузочные устройства ...................
Нагревательные элементы вакуумных установок .
Глава четвертая
Выбор насосов и конструктивных элементов вакуумных Сйста^Ч
v Главапятая
Конструкции вакуумных установок
Литература .........
3-1.
3-2.
3'3.
3-4.
3-5.
3-6.
3-7.
3-8.
3-9.
23
46