/








































































































































































































































































































































































Автор: Симс Ч.Т. Столофф Н.С. Хагель У.К. Шалин Р.Е.
Теги: металлургия сплавы металлы и сплавы
ISBN: 5-229-00781-8
Год: 1995




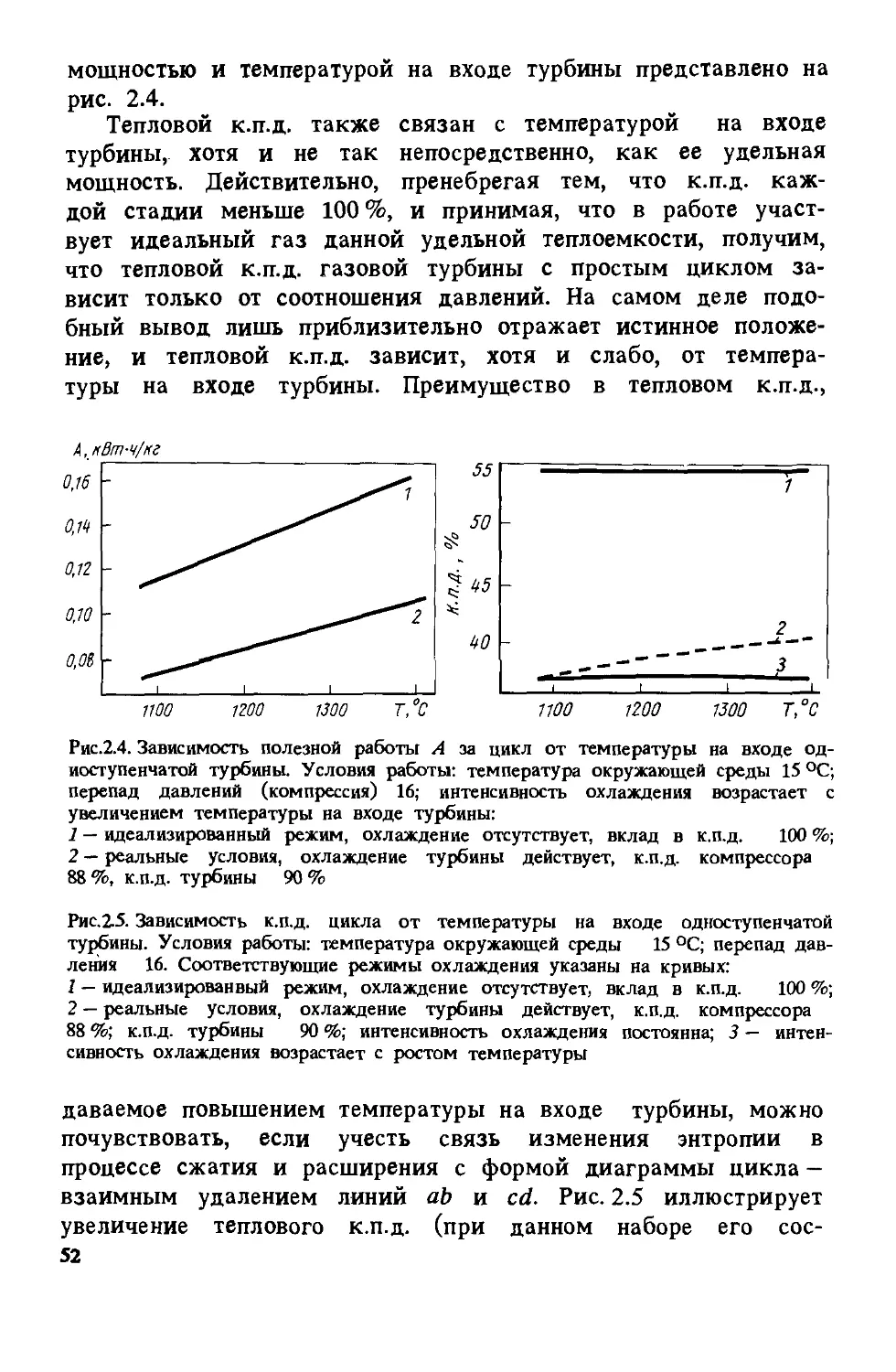
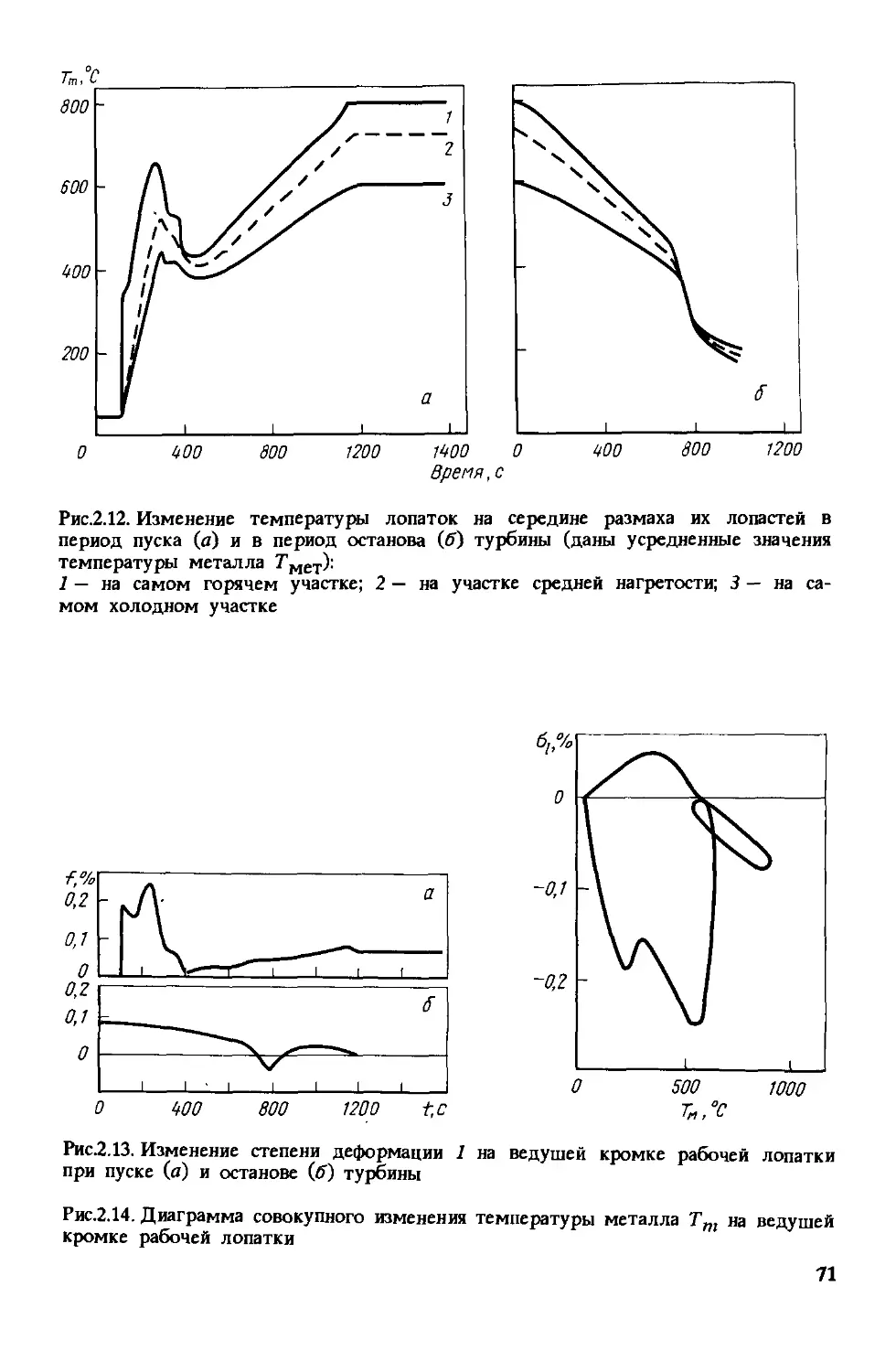
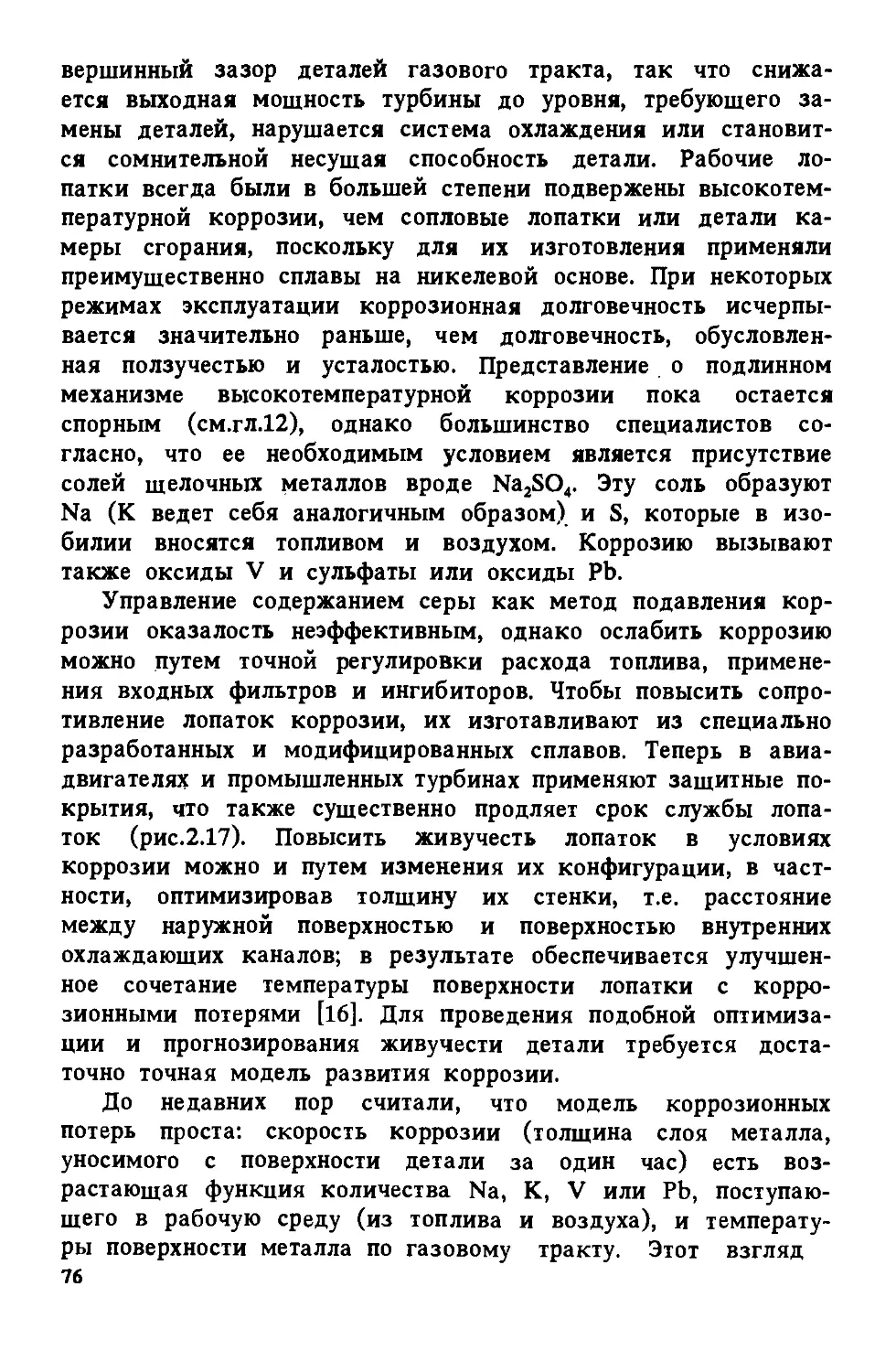
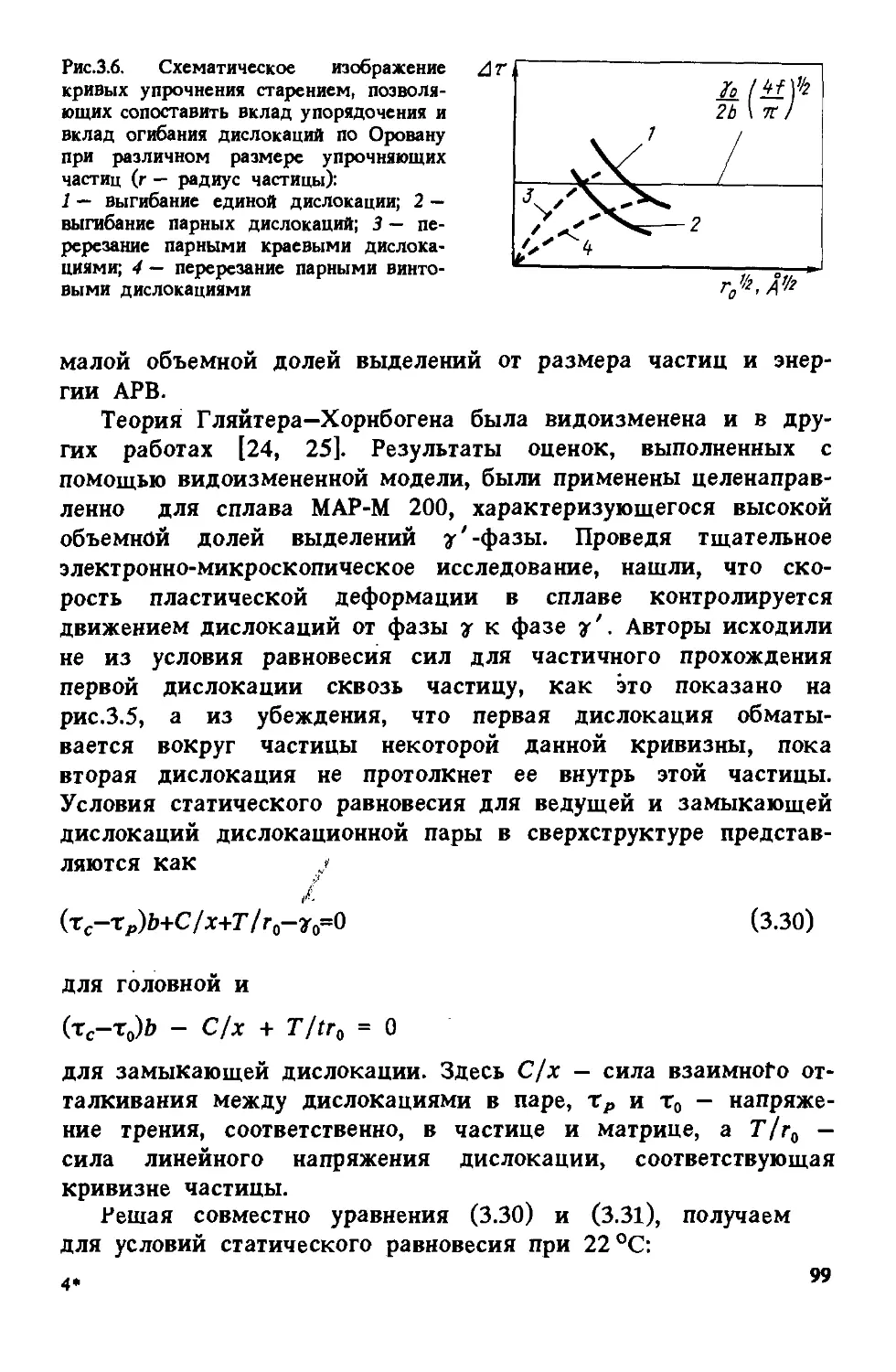
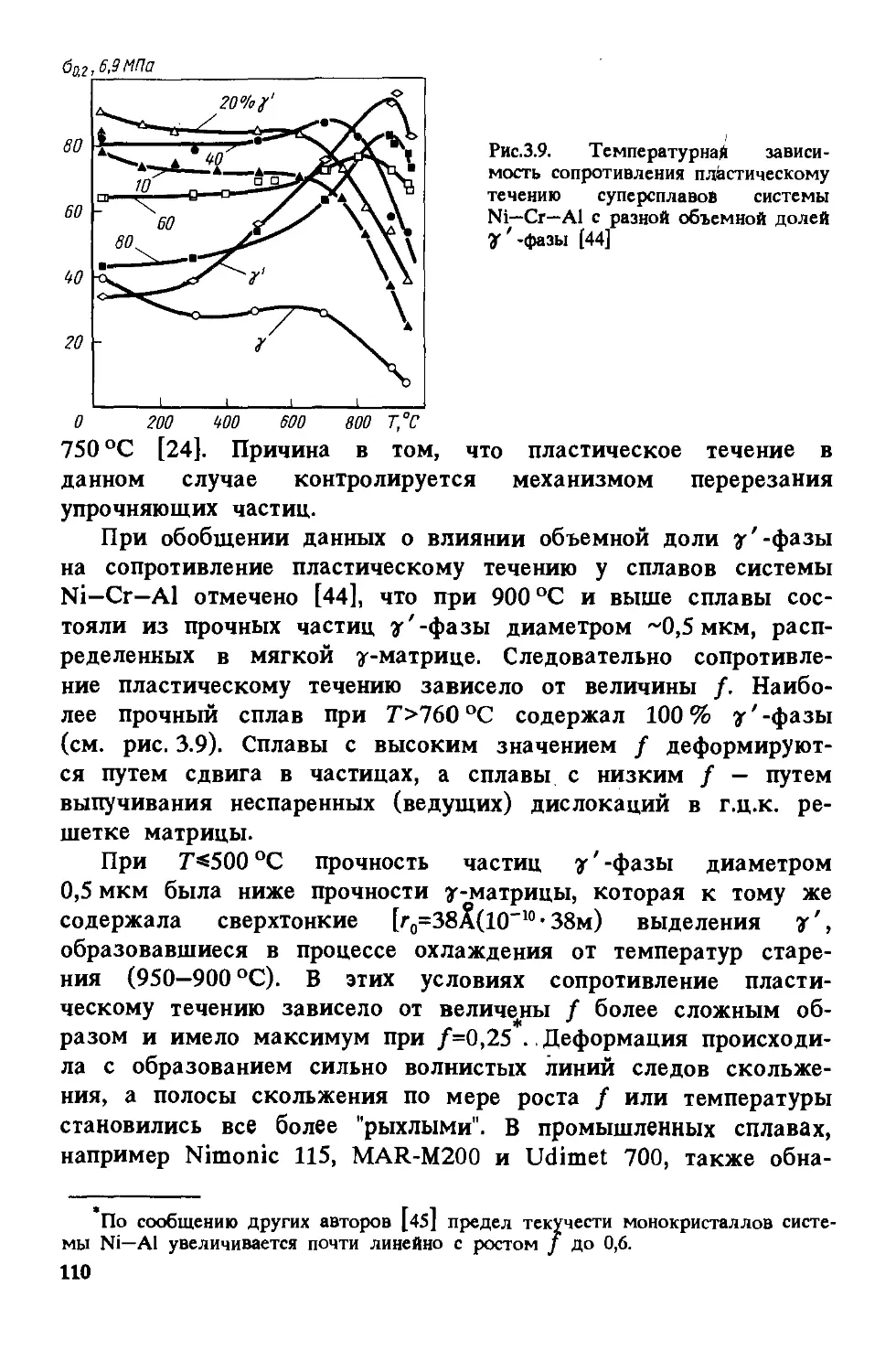
Текст
SUPERALLOYS II
Edited by
CHESTER T. SIMS
Rensselaer Polytechnic Institute
Troy, New York
NORMAN S. STOLOFF
Rensselaer Polytechnic Institute
Troy, New York
WILLIAM С HAGEL
Arbormet Ltd.
Ann Arbor, Michigan
A Wiley-Interscience Publication
JOHN WILEY & SONS
New York • Chichester • Brisbane • Toronto • Singapore
СУПЕРСПЛАВЫ II
ЖАРОПРОЧНЫЕ МАТЕРИАЛЫ
ДЛЯ АЭРОКОСМИЧЕСКИХ
И ПРОМЫШЛЕННЫХ ЭНЕРГОУСТАНОВОК
В ДВУХ КНИГАХ
КНИГА 1
Перевод с английского
канд. техн. наук Ю.П.ЛИБЕРОВА,
канд. физ.-мат. наук А.Б.ЦЕПЕЛЕВА
Под редакцией акад. Р.Е.ШАЛИНА
W
МОСКВА
"МЕТАЛЛУРГИЯ"
1995
УДК 669.018.2
Суперсплавы II: Жаропрочные материалы для аэрокосмических
и промышленных энергоустановок / Под ред. с и м с а Ч.Т.,
Столоффа Н.С., X а г е л я У.К.: Пер. с англ. В 2-х книгах.
Кн. 1 / Под ред. Ill а л и н а Р.Е.— М.: Металлургия, 1995.— 384с.
Представлены сведения о природе, технологии и особенностях производства
и применения металлических жаропрочвых сплавов (суперсплавов на основе Ni,
Со, Fe, а также— впервые— Nb и Мо) и других высокотемпературных
конструкционных материалов. Рассмотрены такие вопросы, как использование оксидного
дисперсного упрочнения в комбинации с механическим легированием, применение
быстрой кристаллизации и др. Изложены современные фундаментальные метал-
лофизические и физико-химические представления о природе связи структуры и
состава с поведением материалов в разных температурно-силовых режимах
работы, в том числе в агрессивных средах. Рассмотрены материалы, полученные
направленной кристаллизацией, и монокристаллические, лишь недавно
получившие применение в реальных двигателях.
В первой книге приведены общие сведения о суперсплавах, основные
системы, фазовый состав и механические свойства сплавов.
Для научных и инженерно-технических работников в области металловедения—
исследователей, разработчиков, эксплуатационников, а также аспирантов и
студентов старших курсов вузов, спепиализируюшихся в области металловедения
и технологии жаропрочных сплавов. Ил. 142. Табл. 24. Библиограф, список:
415 назв.
Из дав не выпушено в счет дотации,
выделенной Комитетом РФ по печати
ISBN 5-229-00781-8 (рус, обш.)
ISBN 5-229-00 (рус, кн. 1)
ISBN 0-471-01147-9 (англ.)
К) 1987 by John Wiley and Sons, Inc.
(£) Перевод на русский язык, "Металлургия", 1995
ОГЛАВЛЕНИЕ
Предисловие к русскому изданию 9
Предисловие 12
Введение 14
Ч а с т ь 1. ОБЩИЕ СВЕДЕНИЯ 16
Г л а в а 1. Суперсплавы. Происхождение и природа. Ч.Т.Симс .... 16
1.1. Истоки и применение 17
1.2. Развитие технологии 22
1.3. Работа над свойствами 30
1.4. Развитие методов обработки 39
1.5. Неудачные решения 46
Г л а в а 2. Конструкция газовой турбины и суперсплавы. Г.ЕМиллер,
В.Л.Чемберс 49
2.1. Тепловые двигатели. Обоснование к развитию суперсплавов .... 49
2.2. Детали и рабочая среда газовых турбии 54
2.3; Модели поведения материалов 63
2.4. Многоосные напряженные состояния и анизотропия 78
2.5. Поведение материала в статистическом представлении 81
Ч а с т ь 2. ОСНОВНЫЕ СИСТЕМЫ СПЛАВОВ 83
Г л а в а 3. Природа упрочнения. Н.С.Столофф 83
3.1. Факторы, контролирующие поведение сплавов в условиях растяжения 84
3.2. Дисперсионное твердение (старение) сплавов на никелевой основе 89
3.3. Дисперсноупрочняемые сплавы 106
3.4. Критическая оценка моделей 107
3.5. Дисперсионное твердение (старение) сплавов на основе Со .... 115
3.6. Механизмы ползучести 116
3.7. Механизмы упрочнения и проектирования сплавов 121
Г л а в а 4. Сплавы на основе никеля. И.В.Росс, Ч.Т.Симс 128
4.1. Химический состав 128
4.2. Кристаллическая решетка и микроструктура .131
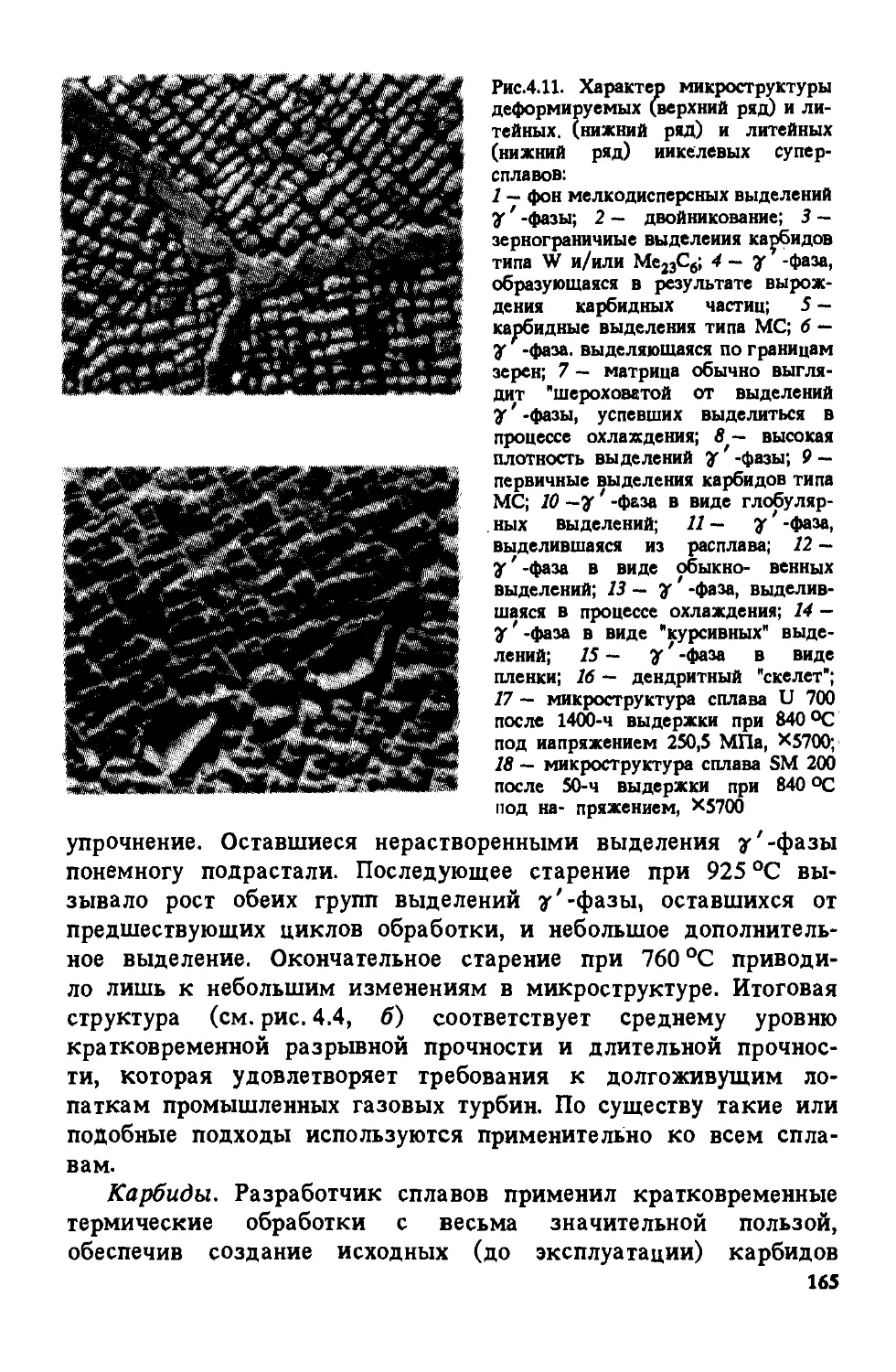
4.3. Внутризеренные и зернограничные явления 157
4.4. Гафний 160
4.5. Термическая обработка 162
4.6. Направленная кристаллизация литейных сплавов на никелевой основе 171
4.7. Разработка высокопрочных сплавов. Выводы 172
Г л а в а 5. Сплавы на основе кобальта. А.Л.Белтран 174
5.1. Химический состав 175
5.2. Фазовый состав сплавов 180
5.3. Фазы г.п.у 191
5.4. Фазы т.п.у 193
5.5. Микроструктура и термическая обработка сплавов 195
5
5.6. Механические свойства и механизмы упрочнения 204
Глава 6. Сплавы на же лезонике левой основе. Е.Е.Браун, Д.Р.Музыка 210
6.1. Ретроспектива 211
6.2. Сплавы и их классификация 212
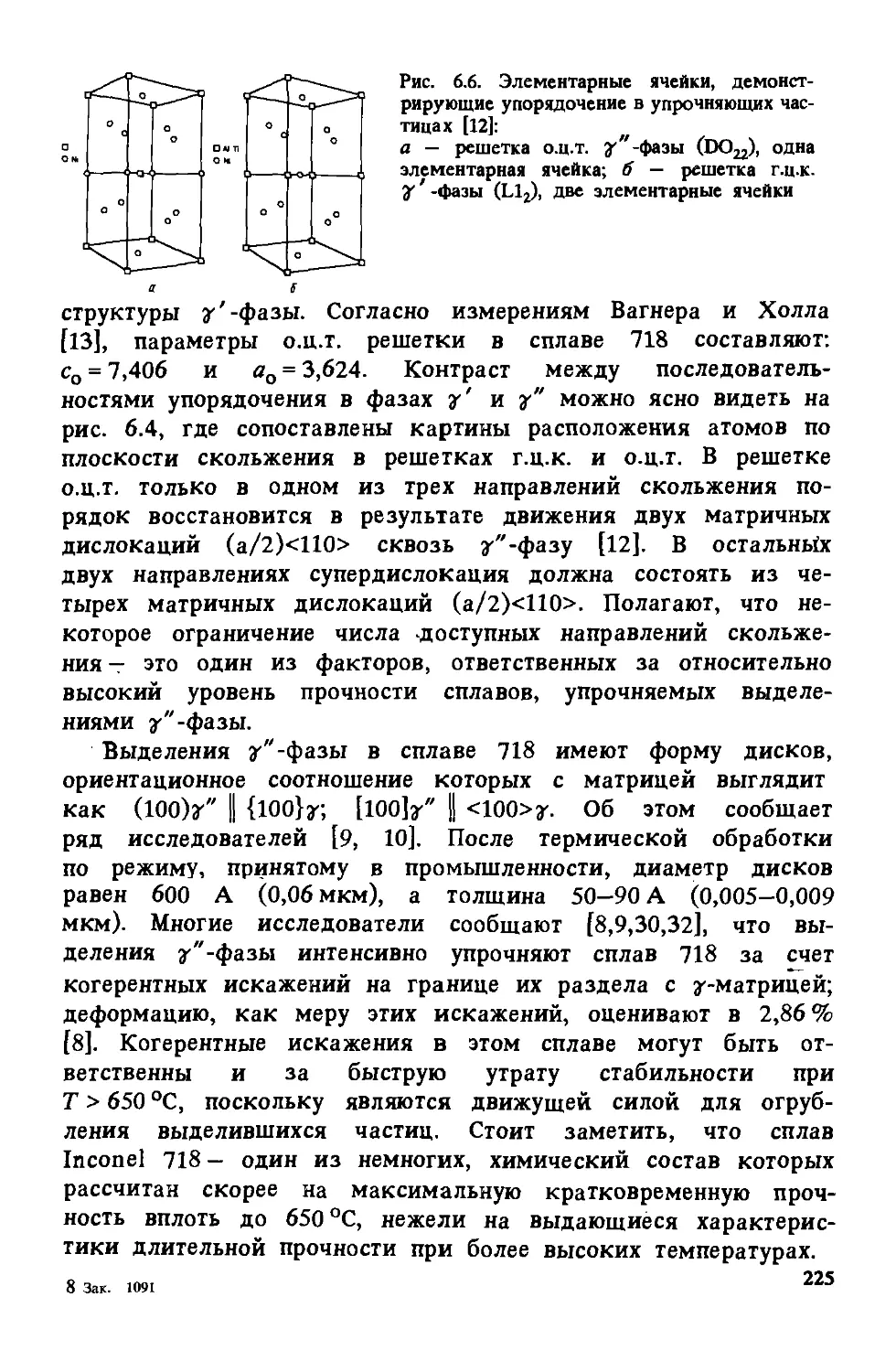
6.3. Фазовый состав, структура и фазовые соотношения 214
6.4. Физическое металловедение 218
6.5. Влияние процессов обработки на свойства и микроструктуру . . . 233
6.6. Недавние и будущие разработки 238
ГлаваХ Суперсплавы направленной кристаллизации. Д.Н.Даль. . . 239
7.1. Процесс направленной кристаллизации 241
7.2. Микроструктура 249
7.3. Термическая обработка .' 252
7.4. Проектирование сплавов 257
7.5. Механические свойства 263
7.6. Окисление и горячая коррозия 276
7.7. Направления для будущих разработок 276
Ч а с т ь 3. ФАЗОВЫЙ СОСТАВ
И МЕХАНИЧЕСКИЕ СВОЙСТВА СПЛАВОВ 277
Г л а в а 8. Поведение сплавов. Ч.Т.Симс 277
8.1. Фазовые взаимодействия 277
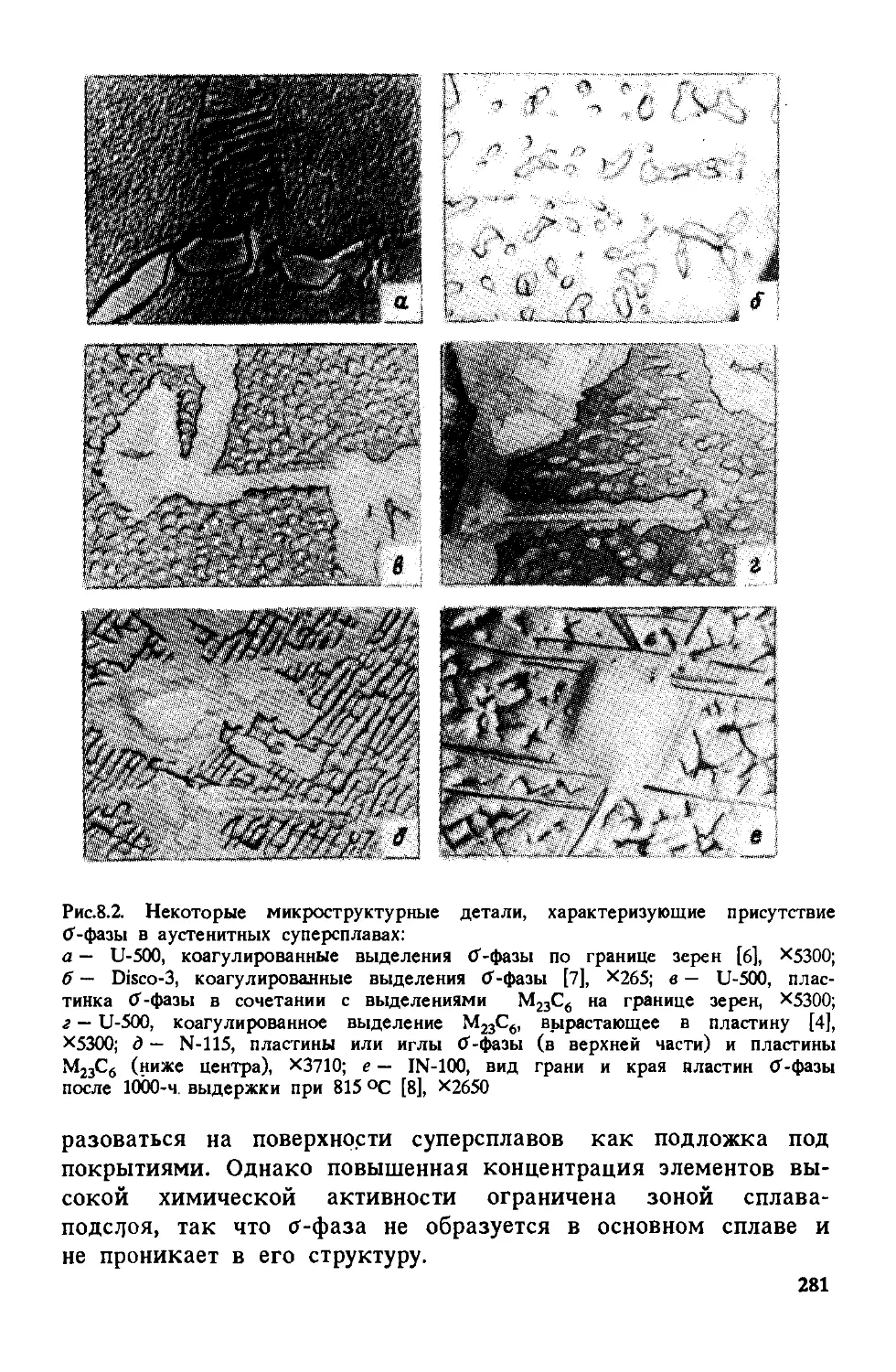
8.2. Микроструктура т.п.у. фаз 279
8.3. Влияние т.п.у. фаз на механические свойства 283
8.4. Числа электронных дыр 288
8.5. Корреляция теории электронных дырок с фазовым составом сплавов 291
8.6. Расчеты фазового состава суперсплавов по числам электронных дырок
с применением ЭВМ (программы ФАКОМП) 292
8.7. Применение программы ФАКОМП в производственной практике .... 299
8.8. Проблемы при расчетах фазового состава 300
8.9. Расчеты фазового состава 304
Г л а в а 9. Механическое поведение. С.Флорин 308
9.1. Свойства суперсплавов при невысоких температурах 309
9.2. Свойства суперсплавов при промежуточных температурах 318
9.3. Свойства суперсплавов при высоких температурах 328
Г л а в а 10. Усталость. Р.В.Майнер 336
10.1. Циклическое деформирование 336
10.2. Возникновение трещины 347
10.3. Распространение трещины 361
10.4. Работа для будущего 371
Часть*. СТОЙКОСТЬ ПОВЕРХНОСТИ
Глава 11. Высокотемпературное окисление. Дж.Л.Смиалек,
Дж.Х.Мейлер
11.1. Основные принципы окисления сплавов
б
11.2. Окисление сплавов системы М—Сг (образующих соединение Сг203)
11.3. Системы, формирующие соединение А1203. Сплавы — покрытия . . .
11.4. Влияние других общепринятых легирующих элементов
11.5. Сложные суперсплавы на никелевой основе
Г л а в а 12. Горячая коррозия. Ф.С.Петтит, К.СДжиггинс
12.1. Влияние условий работы и испытания
12.2. Кинетика деградации материала при горячей коррозии
12.3. Начальная стадия горячей коррозии
12.4. Механизмы развития горячей коррозии
12.5. Эффекты, связанные с влиянием на горячую коррозию различных
химических элементов
12.6. Стойкость к разъеданию при горячей коррозии некоторых
суперсплавов
12.7. Перспективы создания суперсплавов с повышенной стойкостью к
горячей коррозии
Г л а в а 13. Защитные покрытия. Дж.Х.Вуд, Эд.Х.Голдман
13.1. Методы нанесения покрытий
13.2. Оценка покрытий - . . .
13.3. Рабочие характеристики покрытий
13.4. Теплозащитные барьерные покрытия
Ч а с т ь 5. МЕТАЛЛУРГИЧЕСКИЕ ПРОЦЕССЫ
Г л а в а 14. Выплавка и рафинирование. Л.В.Лербье
14.1. Основные предпосылки
14.2. Основные процессы выплавки
14.3. Процессы переплава и рафинирования
14.4. Тенденции сегодня и в будущем
Г л а в а 15. Прецизионное литье. В.Р.Фримен
15.1. Основные процессы
15.2. Модели
15.3. Керамические стержни
15.4. Системы оболочковых изложниц
15.5. Конструктивные особенности литейного процесса
15.6. Процесс литья
Г л а в а 16. Деформируемые сплавы. В.Г.Коутс, Т.Е.Хаусон
16.1. Современные процессы промышленной металлообработки
16.2. Понятие о переменных параметрах процесса обработки
16.3. В ближайшем десятилетии
Г л а в а 17. Порошковая металлургия. С.Ринман, Д.С.Чанг
17.1. Методы получения порошков
17.2. Методы консолидации
17.3. Термомеханическая обработка
17.4. Механические свойства
7
17.5. Перспективы порошковой металлургии
Глава 18. Соединение деталей. В.Енискаеич
18.1. Преимущества сварки
18.2. Проблемы, связанные со сваркой
18.3. Сварочные процессы
18.4. Автоматизация сварки
18.5. Описание сварных соединений
18.6. Кратконременный термический цикл
18.7. Измерение трешиностойкости
18.8. Испытания на горячую пластичность
18.9. Влияние малых примесей и добавок
18.10. Сплавы, упрочняемые выделениями у'-фазы
Г л а в а 19. Альтернативные материалы. Н.С.Столофф, Ч.Т.Симе
19.1. Интерметаллические соединения
19.2. Композиционные материалы
19.3. Тугоплавкие металлы
19.4. Керамические материалы
Г л а в а 20. Будущее суперсплавов. Дж.Х.Хоппин III, Ч.П.Дейнеш
20.1. Разработка сплавов
20.2. Сверхчистые металлы
20.3. Легирующие микроэлементы, и следы примесей
20.4. Кобальт в суперсплавах
20.5. Сплавы на основе Со
20.6. Дисперсионноупрочняемые оксидами сплавы
20.7. Покрытия и разработка сплавов для покрытий
20.8. Разработка технологических процессов
20.9. Конкурирующие системы материалов
Приложение А. Фазовые диаграммы. Р.Л.Дрешфилд, Т.Л.Гэбб . .
Приложение Б. Свойства суперсплавов. Т.П.Гэбб, Р.Л.Дрешфилд
Библиографический список
8
ПРЕДИСЛОВИЕ К РУССКОМУ ИЗДАНИЮ
Перед нами второе издание книги "Суперсплавы" под
редакцией известных американских ученых Р.Симса, Н.Столоффа и
У.Хагеля (после первого прошло более 15 лет). Целое
поколение инженеров и научных работников пользовалось этой
книгой, которая по широте охвата проблемы создания
высокотемпературных материалов может быть сравнима лишь с
широкоизвестным классическим трудом Э.Гудремона
"Специальные стали".
Книга является переработанным и дополненным изданием,
включившим в себя информацию о достижениях в области
теории и практики жаропрочных сплавов вплоть до 1985г.
В конце книги "Суперсплавы" первого издания1 авторы
останавливались на перспективах развития жаропрочных
материалов, прогнозируя пути их развития. Хотелось бы с
позиций сегодняшнего дня, т.е. оказавшись в будущем по
отношению уже не только к первому, но и ко второму изданию
книги, так как, к сожалению, выпуск русского второго
издания книги задерживается на 7-8 лет по сравнению со
временем выхода книги "Суперсплавы" в США, рассмотреть,
какие из прогнозов автора реализованы, а какие не удалось
реализовать, какие направления оказались перспективными,
а какие не выдержали испытания временем.
Критическая проблема газотурбинных двигателей-
создание рабочей охлаждаемой лопатки, работающей в условиях
наиболее жесткого воздействия температуры, циклических и
термоциклических напряжений, активной коррозионной и
окислительной среды, решается за счет изготовления
лопаток из суперсплавов с направленной и монокристаллической
структурами, а также специальными видами защитных
покрытий. Применение технологии монокристаллического литья и
разработка специально легированных монокристаллических
сплавов позволили повысить рабочую температуру на металле
лопаток на 80—120 °С по сравнению с лопатками из сплавов
с равноосной структурой. Температура газа перед рабочей
'В русском переводе под названием "Жаропрочные сплавы" (авторы Ч.Т.Симс и
У.Хагель) выпущена н 1976 г. издательством "Металлургия" под редакцией
Е.М.Савицкого. Прим. ред. изд-еа.
9
лопаткой первой ступени на современных двигателях
достигает 1700-1800 °С.
Состоялся прогноз и по использованию рения в качестве
наиболее эффективного легирующего элемента в жаропрочных
сплавах. Разработан ряд литейных жаропрочных сплавов для
монокристаллического литья (CMSX-2, ЖС-32), которые по
температурному уровню работоспособности приближаются к
эвтектическим жаропрочным сплавам.
Эвтектические сплавы пока не нашли практического
использования главным образом из-за экономических
соображений. Однако можно ожидать, что в связи в общей тенденцией
повышения рабочих температур материала лопаток именно
эти суперсплавы могут оказаться единственно пригодными
для создания охлаждаемых лопаток ГТД. Тем более, что в
настоящее время разработаны композиции эвтектических
жаропрочных сплавов с высоким уровнем жаропрочности
вплоть до 1200 °С.
Эффективным оказался путь использования комплексных
защитных покрытий, включающих нанесение керамических
теплозащитных слоев. Применение такого рода покрытий
снижает рабочую температуру металла лопаток на 40—80 °С,
защищая поверхность металла лопаток от воздействия
коррозионной и окислительной среды.
Разработка жаропрочных сплавов на основе интерметал-
лидов TiAl, Ti3Al и NiAl, Ni3Al остается одним из
перспективных направлений, не реализованным в полной
мере. Однако следует отметить, что созданы отечественные
жаропрочные деформированные и литейные сплавы на базе
легированного интерметаллида Ni3Al, которые обладают
высокими характеристиками сопротивления окислению и в
настоящее время нашли применение для деталей соплового аппарата
двигателей, работающих при высоких температурах без
защитного покрытия.
К перспективным следует отнести и композиционные
жаропрочные материалы на основе керамики, а также
"углерод-углеродные" композиты. Реализация этих материалов в
конструкции деталей ГТД требует разработки надежных
способов защиты от окисления и специального проектирования
лопаток, учитывающих резко выраженную анизотропию свойств
этих материалов.
Таким образом, основными материалами для лопаток ГТД в
10
настоящее время остаются монокристаллические сплавы на
основе никеля. Ресурс монокристаллических лопаток может
быть повышен за счет пространственного ориентирования их
кристаллической структуры по отношению к действующим
термическим напряжениям, а также повышением эффективности
системы охлаждения лопаток.
Важнейшую роль в формировании высокого комплекса
механических свойств жаропрочных сплавов наряду с
легированием играет структурный фактор. Это особенно важно при
изготовлении крупногабаритных деталей ГТД, к которым
следует в первую очередь отнести диски турбины. Применение
специальных методов выплавки и изотермического
прессования позволяет в значительной, степени уменьшить ликва-
ционную неоднородность высоколегированных жаропрочных
сплавов и обеспечить однородную мелкозернистую структуру
по всему объему дисков, малочувствительную к
концентраторам напряжений.
Эти технологические приемы позволяют получать больше-
размерные диски из сверхпрочных сплавов диаметром более
одного метра. Существенный прогресс достигнут при
изготовлении дисков методом порошковой металлургии,
применение которых расширяется в двигателестроении.
Перечисленные выше материаловедческие проблемы были
успешно решены с использованием металлургических методов
выплавки, обеспечивающих глубокую рафинировку металла по
вредным примесям. К эффективным способам
металлургического воздействия, успешно развиваемым в России, следует
отнести термовременную обработку расплавов при определенных
критических температурах, приводящих к их рафинированию и
гомогенизации и, как следствие, повышению комплекса
служебных характеристик и качества отливок.
Совпадение прогноза развития жаропрочных сплавов,
изложенного авторами, с современным состоянием повышает ее
ценность. По полноте изложения металлофизических и
практических вопросов, . связанных с разработкой термически
стабильных жаропрочных сплавов, технологии изготовления
деталей ГТД из них, представленным фактическим свойствам
различных материалов книга Ч.Симса, Н.Столоффа и У.Хагеля
"Суперсплавы II" является наиболее полным систематическим
изданием, имеющим энциклопедический характер.
Академик Р.Е.Шалин
11
ПРЕДИСЛОВИЕ
Первые успешные полеты самолетов на ракетной тяге осуществлены (во время
второй мировой войны Германией и Великобританией) с помощью двигателей,
имеющих относительно скромные характеристики. Уровень последних был
ограничен свойствами материалов, использованных для изготовления этих двигателей.
При совершенствовании реактивных двигателей постоянно приходилось на них
ориентироваться. Однако анализ прогресса в разработке материалов, начиная с
1942г., указывает на ряд значительных улучшений свойств, позволивших
постоянно увеличивать температуру и рабочее напряжение. Этих улучшений достигали
как путем усовершенствования процессов производства, так и путем изменений
в химическом составе материалов, а часто и совмещением обоих путей. В
результате тяга в 363 кг, полученная на двигателе Уитлля в 1942 г., возросла
за 40 с небольшим лет до 29483,5 кг, т.е. в 80 раз.
Вначале в качестве ведущих материалов для изготовления лопаток выступали
сплавы на основе Со, тогда как сплавы на основе Fe использовали там, где
требовались материалы, не подвергающиеся воздействию высоких температур,
например для изготовления дисков. В результате постепенного улучшения
обычной практики эксплуатации двигателей такие деформируемые сплавы, как S-816,
уступили дорогу грубозернистому точному литью из сплавов на кобальтовой
основе. Вслед за этим в промышленности научились регулировать размер зерна и
структуру, разработчики поняли, как предотвратить нежелательную потерю
пластичности, и рабочие температуры возросли до 815 °С. С той поры и поныне
точное литье при изготовлении деталей из суперсплавов непрерывно играет
ведущую роль.
Параллельно шло развитие систем на никелевой основе, очень важных,
многоцелевых и в настоящее время наиболее употребительных сплавов, упрочняемых
выделениями У'-фазы в у-матрице. При этом пришлось разработать технологию с
применением вакуумной металлургии, чтобы путем регулирования концентрации
примесей можно было обеспечить достаточную прочность "высоколегированным"
композициям. Затем еще больших концентраций легирующих элементов как
средства дальнейшего повышения запасов прочности и температуры достигли
созданием особых способов переплава, из которых вакуумно-дуговой переплав не
является самым выдающимся.
Для этих достижений потребовались независимые усилия со стороны
исследовательских групп и групп разработчиков, которые продемонстрировали и
оценили роль состава и структуры сплавов, реализовали преимущества чистоты,
ранее считавшейся недостижимой, создали усовершенствованные методы для новых
изменений состава и структуры, обеспечивающих решение конкретных проблем. В
конечном счете это привело к таким удивительным разработкам, как
направленно закристаллизованные и монокристаллические лопатки, из которых последние
лишь совсем недавно нашли применение в реальных двигателях.
На протяжении всего периода времени, потраченного на упомянутые
разработки, металлурги, разработчики и производственники сознавали, что в
конечном счете сплавы на никелевой и кобальтовой основах придется заменить
системами с более высокрй температурой плавления, т.е. на. основе тугоплавких
металлов. Подобное мнение неудивительно, если помнить о тенденции к
снижению температуры плавления сплавов как следствии роста степени легирования,
да еще в условиях, когда сплавы используются при температурах, составляющих
все большую долю от их собственной температуры плавления! Основные попытки
сначала были предприняты в отношении сплавов Мо и Nb. Они не принесли
успеха применительно к заданным для этих сплавов рабочим температурам и долго-
вечностям, однако сохранили надежду на благоприятные результаты при
температурах несколько выше 1100 °С при условии, что будут найдены подходящие
защитные покрытия. В дальнейшем достигли превосходных значений прочности и
разработали ряд перспективных покрытий, но не смогли реализовать ожидаемого
уровня долговечности. Позднее в качестве наиболее подходящих по своей
природе рассматривали сплавы на основе Сг, которые в конечном счете тоже не
принесли успеха из-за чрезмерно высокой хрупкости.
Следует также упомянуть ранние эксперименты с керамикометаллическими
материалами и серию разработок этого "керамического" периода, начиная с
1950 г. И те, и другие привели к созданию интересных монолитных
конструкций. Однако на практике ни одна из приемлемых конструкпий этого рода не
могла конкурировать с суперсплавом, аустенитные суперсплавы сохраняли свое
превосходство.
В связи с появлением технологических процессов, включающих быструю
кристаллизацию, стали разрабатывать и исследовать сплавы еще более сложные,
используя при этом новые возможности еще более точного контроля и
регулирования сегрегации примесей, управления по выбору структурой той или иной фазы.
Более того, создание сверхтонкого зерна и структур методами порошковой
металлургии обеспечивает легкость достижения и использования
сверхпластичности. Стандартно линейные сплавы типа IN-100 и MAR-M 509 изготавливают очень
прочными при низких и промежуточных температурах и в то же время легко
приобретающими сложные формы, включая почти окончательные формы рабочей
детали. Кто мог бы предвидеть в 1960-х гг., что такой литейный сплав, как
In-100, можно будет сделать сверхпластичным и использовать в качестве
материала для дисков, работающих при 650—700 °С? Можно полагать, что создание
структур, обеспечивающих сверхпластичность, окажет решающее влияние на
технологию производства и обработки суперсплавов.
Наконец мы можем наблюдать начало довольно широкого применения сплавов,
упрочняемых дисперсными частицами оксидов; для производства этих сплавов
используют также комплекс методов легирования и обработки, созданных за
прошедшие годы. Механическое легирование (с использованием тонкодисперсных
полностью легированных порошков) и быстрая кристаллизация позволят
применять сплавы на основе Ni и Со, упрочненные дисперсными оксидными частицами,
при температурах, не превышающих 1100 °С.
Применять сплавы, плавящиеся ниже 1400 °С, при 1100 °С и выше, т.е. при
температуре, превышающей 80% абсолютной температуры плавления сплава? Да,
это время наступило. Используя композитные материалы с металлической
матрицей, можно достичь и большей доли температуры плавления.
Таким образом, чрезвычайно активная взаимосвязь процессов легирования,
химического состава и структуры в совокупности с превосходным научным
обеспечением в виде изучения структуры, свойств и стабильности создали для
суперсплавов такое положение в машиностроении, которое даже не снилось их
первым исследователям и разработчикам!
Настоящая книга играет очень важную роль для использования и постоянного
развития этих успехов в промышленности, особенно когда над сплавами и
материалами-заменителями думают и работают, но еще не производят их для
реального применения. Труды, вошедшие в настоящую книгу, и должны обеспечить
модель для ряда этих новых материалов, изучаемых для того, чтобы с их
помощью заменить или превзойти суперсплавы.
Профессор материало- и машиноведения
в Массачусетском технологическом институте Николас Дж.Грант
ВВЕДЕНИЕ
За прошедшие годы было предложено много определений
термина суперсплавы. По нашему мнению, это сплавы, имеющие в
основе элементы VIII группы, разработанные для
эксплуатации при повышенных температурах и проявляющие в
совокупности достаточную механическую прочность и устойчивость
поверхности. Прогресс в развитии суперсплавов сделал
возможным создание современных реактивных двигателей со все
более высоким отношением развиваемой тяги к собственной
массе двигателя. Суперсплавы играют жизненно важную роль
в промышленных газовых турбинах, углеперерабатывающих и
других установках, в которых действуют высокие
температуры и сильно агрессивные среды.
Книга "Суперсплавы", опубликованная в 1972 г., была
первой исчерпывающей монографией по данному предмету. К
двадцати главам, представленным двадцатью восемью
специалистами, была приложена подборка фазовых диаграмм и
сведений о механических свойствах и химическом составе
многих промышленных суперсплавов. Несколько лет назад стало
ясно, что требуется переработка, настолько интенсивным
оказался прогресс в области выплавки, легирования и
способов обработки. В последние годы опубликованы прекрасные
работы, но ни одна из них не дала столь полного изложения
предмета, как "Суперсплавы".
По этой причине в начале 1985 г. редакторы решили
подготовить новую книгу примерно того же объема, но с
акцентом на новые разработки — увеличение роли порошковой
металлургии, решительный переход на направленно
закристаллизованные и монокристаллические суперсплавы и т.д. Хотя
многие главы были полностью переписаны (а некоторые
вообще написаны другими авторами), есть главы, содержание
которых просто интенсивно обновлено (например, "Природа
упрочнения", "Сплавы на основе никеля") или оставлено
почти неизменным (например, глава о сварке). Поскольку
современные суперсплавы работают при температурах, при
ближающихся к уровню 90% их абсолютной температуры
плавления, возможности дальнейшего совершенствования газовых
турбин ожидают от новых материалов: керамики, тугоплавких
металлов (ниобия), композитов, интерметаллических соеди-
14
нений. Поэтому в новую книгу включена глава, посвященная
материалам, которые должны прийти на смену суперсплавам.
С другой стороны, из книги исключены главы, посвященные
обработке резанием и сплавам на основе хрома. К услугам
материаловедов-разработчиков и для полноты картины в
книгу введена также новая глава о проектировании
суперсплавов.
Как и в предыдущем издании, в каждой главе поставлено
целью дать и научные, и технические основы, необходимые
для понимания рассматриваемых в ней проблем. Посвящение
целой главы направленной кристаллизации или только
деформируемым сплавам прямо свидетельствует, насколько быстро
и постоянно происходит внедрение новых методов обработки.
Следует отметить, что хотя авторы данной книги все из
США, она достаточно полно отражает результаты активного
исследования, разработок и применения суперсплавов в
Японии, странах Западной Европы и Советском Союзе.
Примером активной работы в этой области, проводимой странами
Европейского сообщества, могут служить программы COST 50
и COST 501. Полагаем, что книга "Суперсплавы П" может
быть использована в совокупности со сборниками трудов по
суперсплавам таких регулярных конференций, как "Seven
Springs Meetings" в США и изданий COST по материалам
конференции в Бельгии. Это позволило бы полностью
характеризовать положение суперсплавов и в промышленности, и в
торговом обмене.
Для облегчения чтения текста его математическое
обеспечение было сокращено до минимума. Можно верить, однако,
что несмотря на это, авторам удалось сохранить особую
полезность книги как учебного пособия для колледжей и
ускоренных курсов по суперсплавам. В приложении Б
приведен перечень официальных торговых марок сплавов.
Редакторы выражают особую признательность авторам,
потратившим много времени и усилий на подготовку своих
глав, а также на критические замечания по тексту, его
проверке и предоставлении необходимой информации авторам
книги.
Троя, Нью-Йорк Честер Т.Симс
Энн Арбор, Мичиган Норман С.Столофф
Октябрь 1986 г. Уильям К.Хагель
15
Часть 1. ОБЩИЕ СВЕДЕНИЯ
Глава 1. СУПЕРСПЛАВЫ, ПРОИСХОЖДЕНИЕ И ПРИРОДА
Честер Т.Симс {Chester T.Sims, Rensselaer Polytechnic
Institute, Troy, New York)
Суперсплавы представляют класс материалов, который трудно вместить в
какие-лвбо строгие рамки. Одвако определенве, прввятое в кввге
"Суперсплавы" [1] около 14 лет назад, оказалось вполне приемлемым:
"Суперсплав— это сплав, как правило, ва основе элементов VIII группы
периодической системы, разработанный для эксплуатации при повышевной температуре
под воздействием сраввительво высоких мехаввческих нагрузок в условиях, при
которых от материала часто требуется высокая поверхностная стабвльность".
Различают три основных класса суперсплавов в соответствии с их основой:
никелевые, кобальтовые и суперсплавы на основе железа. Кроме того, выделяют
важную подгруппу суперсплавов, содержащих в значительных количествах и
никель, и железо и обладающих металлургическими характеристиками,
аналогичными таковым у сплавов ва основе ввкеля. Их называют железоникелевыми
суперсплавами.
Из широкого набора металлургических материалов, поставляемых на рынок,
суперсплавы эксплуатируют при температурах, наиболее близких к температуре
плавления. Реализовать в очень большой мере возможности технологии
высокотемпературного машиностроения удалось благодаря суперсплавам. Ови работают
"на переднем" крае газовых турбин, приводящих в движение реактивные
самолеты. В свою очередь применение реактивных двигателей явилось главным
стимулом для создавия и применевия суперсплавов. Однако помимо газовых турбин
воздушного, морского, автомобильного травспорта и промышленного вазначения
суперсплавы находят применение в космических кораблях, ракетных двигателях,
атомных реакторах, подводных лодках, паровых теплоцентралях и
нефтехимическом оборудовании. Мвогие суперсплавы (возможно, 15—20 % из них) разработаны
для использования в качестве коррозионно-стойких материалов. Настоящая
книга посвящена главным образом рассмотрению вопросов, касающихся
высокотемпературного применения суперсплавов. Но значительную часть приводимых в ней
сведений можно отнести и к проблемам эксплуатации в коррозионных средах.
Коротко эти сведения будут рассмотрены ниже.
В данной главе сделана попытка рассказать историю суперсплавов. Часть
разделов посвящена полезному в техническом и научном отношении анализу
излагаемых в хронологическом порядке сведенвй о поведении суперсплавов и
особенностях их изготовления. В том числе дана оценка важным факторам,
касающимся собственности и других внешних сторон проблемы, игравшим
побудительную роль при создании этих необычных и действительно ключевых материалов. В
этой главе дано некоторое представление об экономике и применении
суперсплавов, но главное ее предвазвачение в том, чтобы послужить введением и
фоном для последующих глав.
16
1.1. Истоки и применение
Машины
Всю свою историю люди придумывали и создавали для
собственных нужд различные механические устройства. Сотни лет
назад, может быть с первыми практическими сведениями о
мощи восходящего теплого воздуха (рис. 1.1,а), стало
очевидно, что рост полезного действия устройства связан с
использованием повышенных температур. В дальнейшем этот
вывод, уже обоснованный термодинамически, привел к брай-
тоновскому циклу— важнейшей физической доктрине,
согласно которой более высокие рабочие температуры (вкупе с
более низкими температурами теплоотводной среды)
обеспечивают более эффективное действие устройства (см. гл.2).
Рис.1.1. К происхождению газотурбинного двигателя:
а — первая газовая турбина, которую можно использовать в домашних условиях;
заимствовано из сочинения епископа Гиббонса "Математическое волшебство",
1648 г. [7]; б — ротор первой удачной промышленной газовой турбины,
конструкция Эгидиуса Эллинга [2]
Брайтоновскую концепцию реализовали в ротационных
двигателях, и в XIX в. начали появляться относительно
совершенные паровые турбины. В начале XX в. в Европе в
качестве энергетических установок использовали газовые турбины.
Первая успешно примененная турбина сконструирована
норвежцем Эгидиусом Эллингом [2]. С наступлением XX в.
изобретательное человечество быстро прогрессировало, создав
бензиновый двигатель и осуществив полет на пропеллерной
тяге по существу параллельно с разработкой турбинных
двигателей.
В первые десять лет работы над созданием двигателя
поняли, что аэропланам требуется устройство, повышающее
давление подачи топливно-воздушной смеси в двигатель
внутреннего сгорания, поскольку давление атмосферного
воздуха понижено на высотах, где летит аэроплан. Работа
проводилась в Европе и Соединенных Штатах. Одно из
усилий, предпринятых Стэнфордом Моссом из Корнельского
университета совместно с фирмой "Дженерал электрик" и армией
США, увенчалось созданием самолетного двигателя с турбо-
наддувом. Это нововведение ускорило деятельность по
непрерывному совершенствованию металлических сплавов и по
существу выдвинуло разработку и создание
высокотемпературных металлических материалов в США на ведущее место в
мире.
Вслед за этим возник технологический феномен
чрезвычайной важности. Прогресс в аэродинамической теории
привел к изменениям в мышлении конструкторов Англии,
Германии и Италии. Они уяснили, что из-за вихревого
сопротивления на две трети снижается мощность самолета, летающего
на обычной тяге, применили к осевым компрессорам и
турбинам прандтлеву теорию крыла ("несущей плоскости") с ее
концепцией подъемной силы и поняли, что сверхзвуковые
реакции на кончиках пропеллеров не позволят аэропланам
двигаться намного быстрее 650 км/ч. В совокупности эти
три фактора привели к технологической парадигме —
концепции самолета с реактивным двигателем. И это была не
эволюция, а революция.
Понятие "реактивный самолет" заняло свое место в
общественном сознании вместе с полетом, совершенным в
1937 г. на самолете фирмы "Хейнкель" с турбинным
двигателем Ганса фон Охайна в Германии, а также — независимо от
этой разработки — полетом на самолете с двигателем Уиттля
в 1939 г. в Англии. Ряд ключевых событий из истории этого
процесса представлен на рис. 1.2 [7].
С появлением новой технологии конструкторам стало
ясно, что дальнейший прогресс произойдет с переходом к
еще более высоким температурам и что для выполнения
необходимых работ потребуются новые материалы. С тех пор
огромное значение от прогресса в области реактивной тяги и
создания промышленных газовых турбин приобрела
развивающаяся технология машиностроения. Самым решительным
образом этот прогресс зависел и от работоспособности
жаропрочного сплава. Область технологических разработок, тре-
бующих создания высоконадежных суперсплавов, определяется
конструкцией газотурбинного двигателя и включает его
диски, лопасти (или лопатки1), камеры сгорания и многие
другие детали (см. гл.2 и рис. 1.9).
Металл
Металлургия развивалась от века меди и железа до эпохи
более прочных и коррозионно-стойких сплавов. В период
1910—1915 годов были "открыты" и разработаны нержавеющие
аустенитные стали. Существенно при этом, что
гамма-решетка (г.ц.к.) аустенитной нержавеющей стали явилась
фактически той надежной основой, на которой возникли и
развивались суперсплавы. Правда, в те времена разработка
сплавов для турбонагнетателя шла традиционно, путем
упрочнения ферритных сталей.
В 1929 г. Бедфорд и Пиллинг {Bedford, Pilling) и
фактически одновременно Мерика (Merica) добавили небольшое
количество Ti и А1 в известный к тому времени Cr—Ni сплав
80/20 (г.ц.к.). Получили значительный прирост
сопротивления ползучести, и, таким образом, появление суперсплавов
случайно совпало по времени с парадигмой реактивного
двигателя [8]. Вслед за этим в Англии, Соединенных Штатах и
Германии эдисоновские опыты успешно завершились созданием
прочных сплавов, построенных из твердого раствора хрома в
никеле (эг-фаза) с аустенитной структурой, карбидов и
мелкодисперсных частиц фазы, выделяющейся в процессе
старения. Однако даже спустя почти десять лет когерентные
выделения у'-фазы, этой жизненно важной фазы с решеткой
г.ц.к., еще не были обнаружены прямым наблюдением [9].
Одновременно на конкурентной основе разрабатывали
аустенитные карбидоупрочняемые сплавы на основе Со, поскольку
из них легче было получить отливки сложной формы.
Параллельные технологические разработки, связанные с
развитием реактивного двигателя, требовали все более
прочных аустенитных сплавов, ибо стало ясно, что
потенциальные возможности двигателя этого нового типа
беспредельны.
1 В англоязычной литературе их называют blades применительно к самолетным
двигателям и buckets применительно к промышленным турбинам. Прим.перев.
20
С начала 1940-х гг. и второй мировой войны история
суперсплавов складывалась из все более новых
усовершенствований путем создания новых композиций и процессов
производства. Сначала в течение длительного времени
создавали тяговые реактивные двигатели для военных целей. Но
в дальнейшем энергетические и транспортные предприятия
все более нуждались в газовых турбинах для
электростанций, газопроводных насосов и других приводных устройств.
При создании подобных турбин нередко требовались
суперсплавы с различными характеристиками. По существу в
пятидесятых и шестидесятых годах нашего века разработка
суперсплавов приобрела характер взрыва, так же как и
развитие процессов их производства в семидесятых и
восьмидесятых.
Историю этих разработок творили люди и компании
преимущественно в США и Англии. На рис. 1.3 [7] приведены
имена наиболее выдающихся разработчиков и компаний,
занятых производством суперсплавов (для иллюстрации при
каждом имени указано по крайней мере три марки суперсплавов,
разработанных данным лицом и нашедших промышленное
применение).
f Франция
Япония
Великобритания Ирл ?жс Карл Вукусик
ХэрриГришзы Rene-i00Rene-85Reng SO ' ^"p^OeSes^6^9^
Waspaloy N-105 PK-33 ™ цГТТсП- U-7l(kc ~
Хэрб АЙэепьштайн Джим Болдуин
Inconel 601,-615,-718,-903 ™ ~В-1900 В'1914 PWA™ 91*
Мюррсй Кауфман Дзянси - Хоклнн -Лунд - Урлдс
"SEL-15 SE.L CS-27™ ММ-2Ч-5 MM-2V7 ММ-002 ММ-00Ц
ИМ-006 ММ-007 ММ-009
Кларете Бибер
Inconel-X Inconel-700 Maraging Steels IN-713C IN-100 IN-102 IN-16ZШ31 IN-738 IN-792
Рудн Тилшакн
"" ~Л" SM-302 5M-322 yZb WftSpalOy MM-200 W1~2"mM-2V7
Гюнтер Молинг Хэл Уотон
A-2S6 S-590 S-816 MM'322 MM-509 ММ-421 ММ-918
Компании
Allegheny Allison Cannon-Muskegon Carpenter Cyclops General Electric Haynes Stellite
Huntington INCO ]essops Krupp Martin Pwa Special Metals TRW Westinghouse Wiggin
V. AN-flD Л-WJN-X S-fl16AWASPAL0YA7l3C47DO^N100B19DDAl!80 IN73flA MM-ZI)0A PSZ't? AM РЫ4/
Ш0 1950 1960 1970 1980
Рис.1.3. Страны, компании и специалисты, сыгравшие ведущую роль в
разработке суперспланов [7]
21
1.2. Развитие технологии
Химический состав
Процедура получения права собственности на суперсплавы и
на использование суперсплавов заключается главным образом
в приобретении патента на их химический состав. Последний
является сердцевиной технической спецификации —
физической и юридической заявкой на данное твердое вещество. На
рис.1.4 показаны тенденции изменений в химическом составе
на протяжении длительного времени. Поскольку состав очень
сложен, содержание элементов дано не в точном масштабе
(соответствие 100% не выполняется), а лишь в наглядном
отражении количественных тенденций. До начала 1930-х
годов сплавы создавали только на основе Fe или Ni, добавляя
в них значительное количество Сг, чтобы обеспечить
достаточную стойкость против окисления. Небольшие добавки А1,
Ti и/или Nb порождали когерентную фазу у', отличающуюся
хорошим сопротивлением ползучести. В некоторых случаях
возникали и скрытые охрупчивающие агенты, вроде колоний
М23С6. На этом этапе были созданы сплавы Rex 78, К42В,
Nimonic 75 и 80, Inconel X.
Рис.1.4. Качественное сравнение тенденций в изменении химического состава
суперсплавов (схема) [7]
Можно видеть, что в 1930-х годах использовать Fe в
качестве основы сплавов в основном перестали и предпочли
ему Ni и Со, ибо последние обеспечивали стабильную и
более прочную г.ц.к. матрицу. В 1960-х стало ясно, что Сг-
22
главный элемент, обеспечивающий системе стойкость к
окислению, мешает повышению ее прочности. Однако неосторожное
чрезмерное снижение содержания хрома порождало проблемы
"горячей коррозии" (например, применительно к сплаву
1псо-713С) и заставляло относиться к использованию этого
элемента более взвешенно (пример — сплав IN-738). Добавки
Al, Ti и Nb, предназначенные для образования у'-фазы,
конечно, никогда не вводили в чрезмерных количествах. В
противном случае за счет различных механизмов могли
возникнуть затруднения структурного характера. Роль алюминия
заключается главным образом в образовании у'-фазы, а
способность к образованию защитных оксидов делает его
наиболее важным из этих трех элементов.
В конце 1940-х гг. обнаружили (впервые — на сплаве
М-252), что добавки Мо обеспечивают существенное
дополнительное твердорастворное и карбидное упрочнение. А вскоре
для этой цели стали применять и другие тугоплавкие
элементы: W, Nb, Та, и в наши дни - Re. В сложном наборе
реакций с у'-фазой, карбидами и матрицей участвует Hf.
С углеродом, конечно, всегда были сложности. В ряде
случаев матричные карбиды, как продукт твердофазных
реакций, выступают в качестве точечных упрочнителей. Карбиды
(и Zr, и В) оказывают благоприятное влияние на границы
зерен. Однако современному поколению монокристаллических
сплавов Сг, Zr и В, как правило, не нужны, ибо в этих
сплавах нет границ зерен.
Итак, на протяжении многих лет (1950—1970) все большие
количества различных элементов вводили в суперсплавы,
чтобы оказать определенное влияние на их механические и
химические свойства. В 1980-х гг. оказалось, что
достигнув максимального уровня свойств, начинают удалять из
сплавов некоторые элементы, восполняя их роль
усовершенствованием процессов обработки. В табл.1.1 сравнивают
составы двух сплавов, разработанных в 1930-х гг., с
составами ряда сплавов, получивших распространение в наши
дни. Важно заметить, однако, что большинство
сплавов-ветеранов продолжают жить. В частности, Nimonic
80А, Inconel X и Х-40 предназначаются сегодня для многих
критически важных деталей, где их свойства по-прежнему
приемлемы.
Состав аустенитных суперсплавов очень сложен
23
I
о.
N
I
"2 э
о •»
5
8
о*
1
й-
о
1
^
ч—(
о"
8
о"
о
о
о
Z
„
(Л
.«
«>*
"I*!
О?т*
§
5
Ш
JJ JQ
■ Z8
>л о*
3
о
1
о
о.
•9
О
О
о"
О
о
а
о
&. i
1
ф
т
о в
Ч X
X
4
S х
1 з
К
к й
I чя . s
Ч
1ь
" I
So
„У
lllii
24
(см. табл.1.1.). Большая доля основы (Ni+Co — примерно
50 %) — добавка, повышающая стойкость поверхности (Сг —
примерно 10-15%) и элементы, образующие у'-фазу (Al+Ti-
около 4—8 %). Такая схема установилась примерно три
десятилетия назад и в настоящее время меняется незначительно.
Наиболее популярная "акция" сегодня - изменение
содержания малых добавок — является результатом интуитивных
решений.
Согласно классической равновесной металлургии
химический состав сплава определяет, какие твердые фазы в нем
присутствуют. В свою очередь фазы порождают видимую
микроструктуру. Поэтому в физическом понимании
суперсплавы характеризуются химическим составом, фазовым составом
и микроструктурой. Фазовому составу суперсплавов посвящен
следующий раздел.
Фазовый состав
На рис. 1.5 приведены наиболее важные физические фазы
(идентифицированные за последние 50 лет), которые
ответственны за уникальное упрочнение суперсплавов. Некоторые
фазы пагубно влияют на. поведение суперсплавов. Они также
идентифицированы. Конечно, все фазы потенциально способны
реагировать друг с другом и с матрицей сплава. В наиболее
тяжелом режиме эксплуатации конструкционный суперсплав
превращается в нагретый до белого каления объект, в
котором в условиях химической динамики, твердые фазы
претерпевают непрерывное изменение при температурах .лишь на
несколько градусов ниже температуры плавления.
Матрица суперсплавов всегда представляет собой плотно-
упакованную аустенитную фазу с решеткой г.ц.к. Рис. 1.6
иллюстрирует область структуры г.ц.к. в трех удобных
пространственных изображениях в виде простой тройной
фазовой диаграммы, типичной четверной и полярной. Аустенит
появляется из небольшой области г.ц.к. в системе Fe—Сг,
введение никеля или кобальта приводит к расширению этой
области. В большинстве случаев железо практически
полностью исключают из состава сплавов. Таким образом, у
истоков суперсплавов находится нержавеющая сталь. Основной
вклад в уровень механической надежности сплава вносит
твердорастворное упрочнение матрицы. Избранные варианты
25
I
в
я
в
2
и
ч
t
ё
8.
ш
£
подобных фазовых диаграмм приведены в приложении А.
Карбидные фазы оставались главными упрочняющими фазами
матрицы вплоть до 1929-1930 гг., когда удалось образовать
в аустените кубическую у '-фазу (y'-NijAl). Она
присутствовала и в английском сплаве Nimonic 80, и в немецком
Tinidur. Это необычная упрочняющая фаза, ибо по составу
она очень близка к матрице, может быть обильно
легирована, ее прочность увеличивается с ростом температуры, она
обладает собственной высокой противоокислительной
стойкостью. Далее, в начале 1950-х работы Айзельштайна
(Eiselstien) над сплавом IN-718 привели к открытию
уникальной фазы у". В то время как фаза у' имеет простую
решетку г.ц.к., решетка фазы у" — объемноцентрированная
тетрагональная (о.ц.т.), т.е. представляет собой упаковку
из двух кубов.
Рис.1.6. Фазовые диаграммы, иллюстрирующие область У' -фазы с решеткой
г.ц.к.; основа для разработки аустенитных суперсплавов:
а — тройная диаграмма состояния системы Ni—Со—Сг при 1200 °С; б — четверная
диаграмма состояния Со—Ni—Сг—Мо при 1200 °С; в — полярная диаграмма
состояния сплавов на основе Сг—10W в зависимости от содержания легирующих
элементов первого длинного периода таблицы Менделеева
В настоящее время в никелевых и кобальтовых
суперсплавах присутствуют главным образом карбиды типа М23С6 и
М6С, легко поддающиеся воздействию термической обработки.
Медленно распадающиеся карбиды типа МС используют в
качестве стока для углерода в процессе эксплуатации
сплавов. Подробности поведения у '-фазы приведены в главах,
посвященных сплавам конкретного класса.
Если легирование превышало способность аустенитной
27
матрицы сдерживать фазообразование, возникали такие
нежелательные соединения, как фазы ц, с, Лавеса. Задача
металлурга, работающего с данным сплавом, - избежать
подобных явлений, пользуясь различными средствами управления
формообразованием (см. гл.8). Не так давно "металлургия
фазовых диаграмм" вышла на новый уровень познания и
практической разработки опытных эвтектических суперсплавов,
упрочняемых непрерывными направленными эвтектическими
пластинами, которые образуются в процессе затвердевания
расплава.
Какие фазы образуются в суперсплавах, каковы процессы
их возникновения и реакции, как ими управлять — вот
основные сведения, необходимые для успешной разработки
состава сплавов и технологии их обработки.
Микроструктура
Образование фаз определяется химическим составом, а
фазы, в свою очередь, порождают микроструктуру. Мы уже
упоминали, что первые металлурги, разработавшие
суперсплав, не замечали тончайших когерентных частиц
преципитата у'-фазы, которые сделали их сплавы прочными и
эффективными. И только с появлением электронной микроскопии
1950-х гг. начали по настоящему понимать видимую (т.е.
физическую) связь поведения суперсплавов с типом и
чрезвычайной сложностью образующих его фаз. Еще позднее
разобрались во взаимодействии дислокаций с элементами
структуры сплавов системы у/у'.
На рис.1.7 представлен набросок микроструктуры
суперсплавов при увеличении около 10000 (оригинал уменьшен
примерно в 4 раза) в виде панорамы ее 50-легнего
развития, которое сопровождалось непрерывным возрастанием
прочности в сочетании с приемлемой пластичностью. Этому
сочетанию соответствует структура в зоне, составляющей
верхние две трети рисунка. В структуре нижней трети
рисунка присутствуют некоторые фазы, которые, как
оказалось, вызывают охрупчивание, снижение прочности и
порождают ряд других проблем.
С начала 30-х и 50-х гг. нашего века для повышения
прочности сплавов стремились все более "наполнить их
структурой". В 50-х годах усилилось стремление ввести в
28
РВ э.,.-,-„ "!jCB
П Г МцС5 МС Г' ''' | дх I
Рис.1.7. Панорама развития микроструктуры никелевых суперсплавов; приведены
и полезные и вредные фазы [7] (РВ — равновесные выделения TJ-фазы; ДУ — при
дисперсном упрочнении оксидными частицами; НК — при направленной
кристаллизации; МК — в монокристалле; КК — фаза в виде "кирпичной" кладки;
В — волокна ТаС; ИВ — игольчатые выделения М23С6
сплав побольше упрочняющих элементов, однако в конечном
счете это привело к значительным затруднениям, вызвав
появление охрупчивающих фаз, таких как фазы б или Лавеса.
50-е годы стали свидетелями и создания очень сложной
структуры границ зерен. Карбиды там были заключены в
оболочку из у'-фазы, так что зерна скреплялись друг с другом
посредством дисперсно-упрочненного слоя. В 1970 г.
открыли гафниевый эффект, и структура с карбидами в оболочке
у'-фазы стала менее актуальной. Гафний повышает прочность
и пластичность в значительной мере "механически",
поскольку вызывает закручивание границ зерен. Помимо этого
он участвует в образовании дополнительных количеств
у'-фазы [10].
В последующие годы обработка методом направленной
кристаллизации, позволяющая получать однонаправленные
структуры, однонаправленные границы зерен и даже
однонаправленные упрочняющие волокна (например, ТаС). Эти
структуры (см. рис.1.7) были созданы в 70-х и 80-х гг.
Наконец мы видим однонаправленные гомогенные
монокристаллические структуры. Недавно, применив термическую обра-
29
ботку, получили поперечные пластины у'-фазы в
монокристаллах, что привело к еще большему упрочнению. (Сплавы,
обработанные направленной кристаллизацией, и
монокристаллические чрезвычайно важны, поэтому гл.7 целиком
посвящена этой теме).
У кобальтовых суперсплавов микроструктура (см. гл. 5)
не так сложна, как у никелевых. Сопротивление ползучести
у кобальтовых сплавов зависит главным образом от твердо-
растворного упрочнения и от взаимодействия карбидов с
дефектами решетки, — дислокациями и дефектами упаковки.
Упрочняющая у'-фаза в кобальтовых сплавах не образуется, но
металлурги стремятся использовать различные комбинации
карбидов (например, МС, М6С и М23С6), пытаясь достичь
такого же упрочнения. Сплавы на основе железа, созданные в
30-х гг., были аналогичны кобальтовым. Однако никелевые
сплавы с высоким содержанием железа (см. гл.6) сложнее, в
них образуется и у'-, и у''-фазы. Поэтому можно считать
их никелевыми сплавами, которые сильно разбавлены
железом. Таким образом, металлурги, специализирующиеся в
области суперсплавов, разработали и реализовали практически
ряд упрочняющих реакций. Это позволило создать сложную
структуру, являющуюся продуктом взаимодействия элементов
и образованную вполне самостоятельными фазами, которые по
сложности не имеют себе равных.
1.3. Работа над свойствами
Физические свойства
Ряд основных физических свойств трех элементов группы
VIIIA приведен в табл.1.2.
Таблица 1.2. Некоторые физические свойства элементов—основы
сунерсплавов [11]
Кристаллическая
структура
Со г.п.
Ni г.ц.к.
Fe о.ц.к.
* При комнатной
Температура
плавления,
°С
1493
1452
1535
температуре.
Плотность,
г/см3
8,9
8,9
7,87
коэффициент
теплового .
расширения ,
ос • Ю-6
12,4
13,3
11,7
Теплопрово
(кал/см2 •
/(ОС/см)
0,215
0,165
0,175
дность
с)/
30
Остановимся на нескольких факторах. Например, типичная
кристаллическая структура — г.ц.к. — плотноупакованная.
Это наилучшее расположение атомов для сохранения
прочности до температур, очень близких к температуре плавления
(Со приобретает структуру г.ц.к. при высоких
температурах). Для самолетных двигателей критическим свойством
является плотность, она колеблется вблизи 8,4г/см3, в
зависимости от сочетания основы и легирующих элементов.
10%-ное снижение плотности от 8,67 до 7,87 г/см3 (от 0,31
до 0,28 lb/in3) может втрое увеличить долговечность диска
либо позволить значительно понизить его массу [11].
Низкий коэффициент а термического расширения сплавов
на основе никеля или кобальта (в сравнении со сплавами на
основе железа) помогает эксплуатировать детали при
пониженных зазорах и достигать максимального коэффициента
полезного действия. Высокая теплопроводность помогает
охлаждать детали горячих ступеней турбины.
Механические свойства
Главная причина жизнеспособности суперсплавов в том,
что они сохраняют выдающуюся прочность в интервале
температур, при которых работают детали турбины. Их
плотноупакованная решетка г.ц.к. обеспечивает длительную
сохранность относительно высокого сопротивления активному
растяжению, высокой длительной прочности, стойкости против
ползучести и термомеханической усталости. Эти свойства
длительно сохраняются вплоть до гомогологических
температур значительно более высоких, чем у эквивалентных систем
с решеткой о.ц.к. Свой вклад дают и такие характеристики
решетки г.ц.к., как высокий модуль упругости, обилие
систем скольжения, низкий коэффициент диффузии легирующих
элементов. Для прочности сплавов чрезвычайно важна
высокая растворимость легирующих элементов в аустенитной
матрице, их физико-химические характеристики, обеспечивающие
выделение в процессе старения таких интерметаллидных фаз,
как у' и у''. Упрочнения можно достичь также за счет
легирования твердого раствора, выделения карбидных фаз в
процессе старения и использования их для управления
границами зерен за счет направленной кристаллизации и соз-
дания монокристаллической структуры. Чрезвычайной
способности Ni-Co-Fe-аустенита к полезному упрочнению
недооценивать нельзя.
На рис.1.8. проведено сравнение различных систем
сплавов. Сплавы некоторых тугоплавких металлов при высоких
температурах прочнее, однако они никогда не могли служить
в условиях окисления. По сочетанию стойкости против
окисления и прочности суперсплавы не имеют себе равных. В
окислительных атмосферах стойки сплавы на основе металлов
платиновой группы, однако их прочность низка.
Естественно, что основная задача настоящей книги содействовать
Pt сплавы Ni суперсплавы
■ Но сплавы W сплавы
Углеродистые сплавы Cr-Mo-V стали
500 W00 1500
T6mdSmama , "с
Рис.1.8. Относительная стойкость сплавов различных систем против окисления
и замедленного разрушения (мера стойкости против окисления — температура
образования поверхностного оксидного слоя толщиной d = 100 мкм в течение
10000 ч, а стойкости против замедленного разрушения — температура
разрушения при С = 1400 МПа за то же время)
пониманию тех факторов, которые обеспечили суперсплавам
превосходство в прочности.
К 1950 г. ведущие металлурги, специализирующиеся в
области суперсплавов, обладали хорошей подготовкой в
отношении многих методов упрочнения. Сталкиваясь с
постоянным требованием непрерывно увеличивать разрывные свойства
и длительную прочность при все более высоких
температурах, они отвечали добавлением возрастающих количеств
тугоплавких металлов в стремлении использовать карбидные
и твердорастворные эффекты. Чтобы повысить безопасно
допустимое содержание у '-фазы, увеличивали концентрацию
алюминия и титана. Прочность действительно повышалась, об
32
го
ю
Х40
NBOA
«*• %**
IN 100
|в-|оо|//7777
^птиы
worn-
1940
1950
• INCONELJ S616
HS21 о. •
TRWI/IA
ИМ 200 О
IN100O oW0om»6
WASPAL0Y
М252
"о ug>°
1)Й0 " V МГ1509
1N115
1970 о «*«/ rpwA
О И16000Е {, о! »80
///'-' о СоТаС '-RNH
м н< DS
IN792
1
Fsxtm
Рис.1.9. Хронология изменения длительной прочности C10C00 при 875 °С и
длительной пластичности при температурах от 550 до 925 °С суперсплавов.
Рисунок иллюстрирует результат внимательного отношения к исследованию
разрушения суперсплавов [7]. Перечислены различные факторы, явления, процессы,
технологические методы и- характеристики, ставшие предметом исследования
(БК — быстрая кристаллизация; ПР — плазменное распыление; НК — направленная
кристаллизация; МС — монокристаллическое состояние; ГИП — горячее изостати-
ческое прессование; ДУ — дисперсное упрочнение оксидными частицами;
ПМ — порошковая металлургия)
этом свидетельствует улучшение механических свойств при
активном растяжении и увеличение длительнвдк прочности
удачно обработанных сплавов. Интересы сосредоточились на
сплавах с никелевой основой, ибо благодаря э"-фа\е им
можно было придать более высокую прочность и стойкость к
окислению, чем сплавам на основе кобальта.
Как это обычно бывает, повышение прочности
сопровождалось соответствующим понижением пластичности (рис.1.9). К
60-м годам пластичность таких широко применяемых
сплавов, как IN-100, Rene-ЮО и В-1900 подошла к нижнему
допустимому пределу. Металлурги шутили, что величины удли-
33
2 Зак. 1091
нения, измеренные после испытания образцов на длительную
прочность или ползучесть, зависели главным образом от
способности измеряющего состыковать половинки
разрушенного образца. И все-таки сплавы становились прочнее, в
целом соответствовали своему назначению и турбины
работали надежно.
В конце концов все-таки "крыша обрушилась". Стала
появляться ff-фаза, из-за которой переводили в брак многие
плавки IN-100. Обострились проблемы с фазами ц и Лавеса в
других сплавах. Проблему IN-100 постепенно разрешили
(см. гл.8), но тут же возникли новые проблемы, касающиеся
и старых, и новых сплавов.
'Затем трудности с механическими свойствами как-то
стабилизировались, до некоторой степени практически все они
возникали как следствие низкой пластичности. Металлурги и
разработчики искали решения этих проблем, и каждый
сосредотачивался на критическом свойстве, которое лимитировало
успех данного конкретного применения сплава. Нередко
оптимизация химического состава или термической обработки
влияла весьма благотворно, приводя к необходимому
исправлению свойств. Однако энтропия, запасенная для
"локализации" проблем, истощалась, и все вновь
становилось с ног на голову.
К середине 70-х гг. стало очевидно, что основным
механизмом высокотемпературного разрушения большинства
деталей турбин высокого давления являлась термомеханическая
усталость. Ее провоцировали недостатки механического
поведения — ограниченная пластичность, нередко • в сочетании
с вредным воздействием среды на поверхностные свойства
детали. Наиболее наглядно это проявлялось в виде низкой
вязкости разрушения. Суперсплавы вступили в эру, когда
мерой успеха стала величина вязкости разрушения К}с.
Пройдя долгий путь в поисках средств восстановления
пластичности, сочли неприемлемым возврат к старым, менее
прочным никелевым сплавам (или избрание кобальтовых
сплавов, в меньшей степени страдающих потерями пластичности).
Вместо этого металлурги — специалисты по суперсплавам
обратились к развитию методов обработки. Ориентируясь на
направленную кристаллизацию и порошковую металлургию,
упорно разрабатывали новые процессы, позволяющие
сохранить или улучшить прочностные характеристики, обеспечив
34
одновременно приемлемую пластичность. Естественно, методы
обработки подробно рассмотрены в данной книге. Им
посвящена гл. 7 и главы 14—18. Станет более понятным
побудительное влияние поиска новых процессов обработки на
решение проблемы термомеханической усталости.
Требования, предъявляемые новыми конструкциями. На
рис. 1.10 представлены данные о верхних пределах запаса
длительной прочности у трех основных классов сплавов на
фоне тех величин, которые диктуются (конечно, в
обобщенном виде) конструкцией для дисков авиационного двигателя,
вращающихся лопаток и стационарных направляющих лопаток
сопла. Суперсплавы, используемые в этих деталях турбин
работают в наиболее тяжелых
условиях.
Рис.1.10. Сравнение рабочих
температур и напряжений сплавов на никелевой
и кобальтовой основах, широко
применяемых для изготовления роторных и
сопловых лопаток [11]: 1 — сплавы на
Ni основе, отличающиеся наиболее
высоким пределом текучести (Со.г);
2 — обод турбинных дисков (Ст);
3 — сплавы иа никелевой основе,
отличающиеся наиболее высокой длительной
прочностью (О'юоо)' ^— корневая
(замковая) часть лопаток (Ст);
5 — лопасти турбинных (вращающихся)
лопаток (разрушающее напряжение); б —
сплавы на Со основе, отличающиеся
наиболее высокой длительной
прочностью (С1(100); 7 — лопасти сопловых
лопаток (разрушающее напряжение)
Стойкость поверхности
Высокотемпературное окисление и горячая коррозия. Защита
суперсплавов от окисления и коррозии под воздействием
агрессивной атмосферы, в которой они работают, не уступает
по значимости достижению и реализации высокой прочности,
хотя и привлекает не столь явное внимание. Взгляд сквозь
далекое прошлое наводит на мысль, что поверхностная защи-
б.мпа
т,с
та прошла три определенных этапа (рис.1.11).
В первое десятилетие нашего века суперсплавы работали
при умеренных температурах (около 700 °С), и содержание
хрома, унаследованное, естественно, от нержавеющих сталей
(около 16-25%), обеспечивало вполне приемлемую защиту.
Кроме того, хром предотвращал затруднения, связанные с
довольно мало известной в то время горячей коррозией
сплавов. Однако с ростом температур потребовалось
повышение стойкости против возросшего окислительного
воздействия (см. гл.11). Наблюдая защитную способность алюминия
(который заменяет Сг2Оэ более стойким А12Оэ) стали
увеличивать его содержание в сплавах. Содержание хрома снизили
с 18 до 15 и даже до 10%. Стойкость к окислению
увеличилась. Алюминий в количестве ~5 % защищал от окисления и,
конечно, давал большее количество у'-фазы, повышая
прочность. Две победы сразу!
t,4
80
20
10
в
6
4
2
-
-
N8IL
1
Х40
Защита
_•_
Ы
юСгр
tt
X ! AWSPAL0Y
Теплозащитные
покрытия
Улучшенная
■ защита | ^-2 ^5 1
А120э CoCrAVY MCrAlY
Покрытия Покрытия Покрытия
! 1 1
Защита из А13Оэ
■ ■ ■
713С IN 100 В 1900
1 | ■•■
■ и 700 ■ммгоо!
• ■ ■ ■ -
! - ■
FSX414
1 I:
SMS» ■ "
usoo ■ J
■
a a. 4вво
n
IN738A
■ 1
RT22 ■
окрытме
I
ММ-200 »
I
1
DS№7 аИ"» PU80.
то
1950
1950
то
то
Рис.1.11. Ступени прогресса в защите поверхности суперсплавов от
высокотемпературного окислевия [7] (t — время окисления, ч, на глубину 10 мкм при
942 °С)
К сожалению, некоторые новые сплавы страдали от
"горячей коррозии" (см.гл.12). Ранее с этой проблемой
сталкивались и боролись при эксплуатации промышленных
турбин. Горячая коррозия — это разновидность усиленного
36
окисления, которое разрушает защитный оксидный слой и
возникает под воздействием натрия и серы, присутствующих
в топливе и газовом потоке. В дальнейшем, в конце 60-х,
выработка на низкохромистых турбинных лопатках
вертолетных двигателей во Вьетнаме возникала под воздействием
воздушных потоков, содержащих брызги морской воды.
Необходимость легирования, которое позволит подавить
окисление и горячую коррозию, приобрела характер драматический.
Рабочие температуры продолжали расти, и стало яснее,
что изменения в сплавах, направленные на одновременное
повышение стойкости против окисления и против горячей
коррозии, нередко противодействуют упрочняющему влиянию
легирования. Повысив содержание хрома и снизив содержание
алюминия, понижали температуру растворения у'-фазы, и,
следовательно, понижали прочность. Чтобы обеспечить
необходимую защиту поверхности без существенного ухудшения
механических свойств основного материала лопаток турбин
авиадвигателей или промышленных турбин, инженеры
обратились к поверхностному покрытию суперсплавов (см. гл.13).
Со своей стороны это породило современный период
"улучшенного оксида алюминия" т.е. тщательно
сбалансированных покрывающих сплавов (на основе Ni, Fe, Со с
добавлением Сг, А1 и других активных элементов), образующих
чрезвычайно стойкую против окисления и/или коррозии
защитную оболочку из легированного оксида алюминия. В
соответствии с сегодняшней технологией защитные покрытия
наносят практически на все несущие детали, изготовленные из
суперсплавов и работающие в динамическом режиме при очень
высоких температурах. Стоит заметить, однако, что
монокристаллические (тип SX) сплавы, по природе своей
лишенные границ зерен, и при отсутствии покрытия нередко
проявляют новый, ранее неизвестный и необычайно высокий
уровень поверхностной стойкости.
В настоящее время еще один аспект возникает на фоне
применения теплозащитных покрытий. Они представляют собой
толстые оксидные слои (например, Zr02, стабилизированный
Y203). Они способны уменьшить тепловой поток на
поверхность сплава и тем самым обеспечить снижение ее
температуры. В результате интенсифицируется воздушное охлаждение
сплава, повышая его долговечность и надежность.
Теплозащитные покрытия используют главным образом для камер сго-
37
рания, но предполагаемое их применение для зашиты сопла и
лопаток представляется еще более перспективным.
Подводя итог, можно сказать, что поверхностная зашита
суперсплавов от окисления и коррозии в газовом потоке
оказывается не менее полезной, чем разработка сплавов
повышенной прочности. В самом деле, комбинацию сплавов
"покрытие—подложка", уже много лет применяемую при
эксплуатации суперсплавов, можно с полным правом называть
первой подлинно композитной частью горячей ступени
турбин.
Коррозионно-стойкие суперсплавы1. После публикации
книги "Суперсплавы в начале 1972 г. наибольшее развитие
приобрело производство и применение свариваемых
коррозионно-стойких суперсплавов для реакторов, химического
оборудования и тому подобных устройств.
Мокрые скруберы, оборудование для работы с кислотами,
корпуса реакторов, сопла, мешалки, естественно,
представляют широкий спектр коррозионных проблем. При
проектировании заводов конструкторы, стремясь снизить конечную
стоимость продукции, стали осознавать, насколько выгоднее
использовать сравнительно безотказные и долговечные
коррозионно-стойкие суперсплавы, вместо того чтобы мучиться
с бесконечными ремонтами из-за применения более дешевых,
но менее стойких нержавеющих сталей.
По химическому составу коррозионно-стойкие
суперсплавы - это системы на никелевой основе с 20 % Сг,
значительным количеством Мо и/или W и незначительным — А1 и
Ti, поскольку высокотемпературная прочность для этих
сплавов — не первоочередное требование. Снижать
содержание элементов, образующих у'-фазу, необходимо, чтобы
облегчить сваривание ■ плит, листов и различных турбинных
деталей, изготовленных теми же высококачественными методами
выплавки и горячей обработки давлением, что и детали из
жаропрочных сплавов с высоким содержанием у'-фазы.
Присутствие Мо и/или W дает некоторое твердорастворное
упрочнение и значительно повышает стойкость против
"влажной" коррозии в средах более разнообразных, чем в
присутствии одного только Сг. Примером промышленных
сплавов такого рода являются Hasteloy В-2 (28% Мо), Hasteloy
1 Этот раздел подготовлен при поддержке со стороны В.К.Хагеля (W.CHagel)
38
С-276 (16% Mo), Hasteloy C-22 (13% Mo), Inconel
(625 9% Mo) и Hasteloy G-30 (5% Mo и 2,5 %W).
Грубо, от 1/5 до l/3 (по различным источникам) всех
суперсплавов, производимых в США (22,5—36,0 тыс.т/г.),
приходится сегодня на использование в качестве
коррозионно-стойких материалов. Дальнейший активный рост
потребности в металлах, продуктах химической и нефтехимической
промышленности, производстве стекла, бумажной пульпы и
средств для борьбы с загрязнением окружающей среды может
вызвать увеличение рыночной доли этих сплавов до 50%.
В прошедшее десятилетие производители коррозионно-
стойких суперсплавов активно собирали сведения о фактах
коррозии, пользуясь данными, как лабораторных, так и
"полевых" испытаний. Выбор сплавов для конкретной цели в
расчете на их максимальную эксплуатационную надежность
лучше всего вести, установив прямые контакты с
производственниками.
Цель книги "Суперсплавы П"- рассмотрение
суперсплавов при использовании их в высокотемпературных тепловых
двигателях, особенно газотурбинных. Расширяющееся
использование в качестве коррозионно-стойких материалов (с
соответствующим целенаправленным изменением в химическом
составе) при низких температурах представляет особую
область и нуждается в самостоятельном развитии. Вероятно
стоит со временем написать другую книгу, уделив в ней
наибольшее внимание не жаропрочным, а коррозионно-стойким
суперсплавам.
1.4. Развитие методов обработки
В производстве суперсплавов развитие технологии обработки
всегда занимало не менее важное место, чем разработка
химического состава. Представляется, что технология
обработки в своем развитии прошла через три этапа.
Первоначально суперсплавы использовали только в деформированном
состоянии (в виде листов, поковок) с последующей
обработкой резанием. Позднее, ориентируясь на опыт дантистов,
нашли, что для изготовления сложнопрофильных деталей
горячей ступени очень эффективно литье по выплавляемым
моделям. И в период 1940—1950-х гг. первым, возникшим на
пути изготовления лопаток ротора или направляющих, был
39
вопрос: "Литьем или деформированием?" Если деформируемый
сплав получал превосходство применительно к той или иной
детали в результате изменения конструкции и, возможно,
химического состава, литейный сплав выступал как более
прочный и экономически более приемлемый. В результате
ситуация менялась на противоположную, и предпочтение
отдавали литейному сплаву.
Примерно в 1950 г. была внедрена вакуумная выплавка.
Это знаменовало наступление второго главного этапа в
развитии технологии обработки и привело к благотворным
результатам в производстве и деформированных, и литых
изделий. Вакуумная плавка удаляла нежелательные примеси —
ахиллесову пяту в развитии суперсплавов в период 30-х и
40-х гг. Она позволила полнее и более точно регулировать
содержание элементов, обусловливающих упрочнение за счет
фазовых реакций, а также коррозионную стойкость. В
результате улучшили химический состав и получили
возможность отливать детали сложного профиля (рис. 1.12). За
первые 30 лет истории суперсплавов вакуумная плавка,
изобретенная Фалихом Н.Дармарой (Falih N.Darmara), явилась
наиболее важным звеном в технологии их производства и,
пожалуй, наиболее значительной разработкой в этой
области.
Процветание в развитии суперсплавов произошло в
50-х гг. и продолжалось в 60-х. Реализовав преимущества
вакуумной плавки, "обработка" в своем развитии, казалось,
обрела второе дыхание. В 60-е и 70-е гг. развитие новых
процессов приобрело просто взрывной характер. В середине
70-х гг. наступил третий этап технологического прорыва.
Разработку сплава он сместил с ведущей роли в общей
задаче создания суперсплавов повышенной работоспособности.
На рис. 1.13 изображен "рог изобилия" - результат
прогресса в технологии обработки. Рис. 1.13 - попытка
иллюстрировать главные направления деятельности, показать
шаг за шагом это движение вперед. Два из них следует
выделить особо. В 60-х гг. Фрэнк ФерСнидер (Frank
VerSnyder) с коллегами из фирм "Pratt and Whitney" и TRW
разработали технику направленной кристаллизации лопасти
лопаток. Это технологическое нововведение послужило
основой и стимулом для создания новых сплавов,
предназначенных для направленной кристаллизации, в том числе в виде
40
Рис.1.12. Лопатки современного
авиадвигателя (слева) и
современной промышленной газовой
турбины (спрана),
изготовленные методом литья по
выплавляемым моделям
монокристаллов и направленно кристаллизующихся эвтектик.
Будущее эвтектик пока неопределенно. Что же касается
монокристаллов и направленно кристаллизующихся отливок, то
сегодня они — непременная часть промышленной продукции из
суперсплавов. Достоинства этих прочных, коррозионно-
стойких сплавов, обладающих высоким сопротивлением
усталости, в том числе термической, реализованы в материале
турбин высокого давления. Материалы такого рода успешно
используют во множестве разнообразных турбин.
В то же самое время группа сотрудников во главе с Ан-
дерсом внедрила на фирме "DuPont" метод дисперсного
оксидного упрочнения. Реализуемое методами порошковой
металлургии, оно характеризуется созданием очень
мелкодисперсной структуры и возникновением сверхпластичности сплавов.
В сочетании с высокой кратковременной прочностью
механически легированные деформируемые сплавы, дисперсно упроч-
41
Рис.1.13. Открытия и разработки [7] в области суперсплавов [ХС — сплавы,
деформируемые вхолодную ("Krupp"); СЛ — сплавы для литья но выплавляемым
моделям ("Haynes"); СВВ — суперсплавы вакуумной выплавки (SMC); СИА —
сварка в инертной атмосфере (GE); ЗП — защитные покрытия ("Chromallog");
ТД — дисперсное упрочнение оксидными частицами — сплавы ТД-никель
("Dupont"); ППР — порошки, получаемые распылением; НК — лопатки с лопастью,
изготовленные методом направленной кристаллизации (P&W); СЭП — суперсплавы,
изготавливаемые методом электродуговой плавки ("Haynes"); ЛД — литые детали
с полостями для воздушного охлаждения ("Wiggin"); ГИП — горячее изоста-
тическое прессование ("Battelle"); ЛМЛ — лопатки с монокристаллической
лопастью (P&W); ДСП — деформирование в режиме сверхпластичности (P&W);
СМЛЛ — сплавы, получаемые методом механического легирования, содержащие
У -фазу и дисперсноупрочненные оксидными частицами (INCO); ТЗП —
теплозащитные покрытия (P&W); ПМ — диски турбин, изотавливаемые методами
порошковой металлургии; ЛО — лазерная обработка (P&W); ППР — покрытия,
нанесенные методом плазменного напыления; ЗО — защитная облицовка (GE);
МБК — производство сплавов методом быстрой кристаллизации (P&W);
НКЭС — направленная кристаллизация эвтектических сплавов (P&W и GE);
MB — плавка методом Вадера (SMC); ВО — водяное охлаждение (GE);
ТВД — изготовление турбин для вертолетных двигателей (диск с лопатками из
единой заготовки); КМ — детали из композитных материалов]
42
ненные оксидами могут сохранять приемлемую длительную
прочность примерно до 0,9 Тпл. К сожалению, необходимость
интенсивной обработки давлением (изделия из сплавов этого
типа не могут быть получены литьем) несколько
ограничивает их применение. Когда возникали проблемы из-за фазового
охрупчивания, горячей коррозии и просто сильно
ограниченной пластичности, их удавалось преодолеть посредством
новых талантливых решений в области технологии обработки.
Эти решения базировались на передовых знаниях о природе
твердого тела, новых и новаторских средствах
осуществления обработки и проведения исследований. Добавим, что
сложные, с многочисленными внутренними связями, процессы
обработки состоят не только из "ковки" и "литья", но
включают и фильтрование расплавов, и управление тепло-
отводом при производстве монокристаллов, и распыление при
производстве порошков, и сверхбыстрое охлаждение для
подавления структурообразования или, напротив, создания
новых структур, и изотермическую ковку, позволяющую с
чрезвычайной тщательностью управлять течением металлов.
Однако качание маятника продолжается, фазы прогресса
меняют одна другую, и очередная фаза "новых методов"
обработки открывает возможности для новой фазы в развитии
легирования. Но на этот раз подход к легированию явно
более деликатен. Это, например, управление на тонком уровне
элементами границ субзерен в монокристаллических сплавах.
Конечно, все упомянутые процессы и методы обработки
каким-либо образом взаимосвязаны. В единстве они образуют
рациональную схему промышленного производства,
позволяющую создавать из суперсплавов конструкции посредством
свинчивания, сварки или других способов соединения и
таким образом изготавливать авиадвигатель, газовую турбину,
двигатель Стерлинга, узлы реакторов и другие устройства.
Чтобы систематизировать картину в целом, на рис. 1.14
дана схема процесса производства и обработки суперсплавов.
Таким образом, ясно, что спустя годы
усовершенствований, в основном за счет модернизации легирования,
наступило время, породившее поток новых процессов обработки,
которые позволили создавать суперсплавы еще более
высокого качества. Во взаимодействии друг с другом выигрывают и
обработка, и легирование, однако середина 80-х гг.
несомненно принадлежит веку обработки.
43
klcXUJIHMtl №111'|)Н1Л
Регулнрораннс
хнмнческо! о состава
Основной легирующий
элемент (металл»
Мс'ииш-иениии;
Очищенный лом
Неочищенный
лом
Специальные
малые добавки
Расплавление
основы сплава
Воздушно-душная планка
Воздушно-индукционная
планки
ВЛКууМИО-ИИДУКНИоННИЯ
планки
Химический
соединении
Очистка сплава
от примесей
И загрязнений
Вакуумно-душной
переплав
ЭлеМрошлаКоныЙ
Нсренлан
Электронно-
лученой мереплан
Переплан но Надиру
Рис. 1.14. Схема производства и применения суперсплавов
44
Создание
срвнчного продукта
Продукции
обрабатывающих
ЦС\С ж
Конечная
onpdGni kj
lit) ПСЛеНоМу
Детали
и их применение
Процессы разливки
l':t шинка n,t пощухе
и накуумная
) I IcUiy ЧСЦИ1.' OIJIIIMii
С pJUHotieHblMH
ICplllIMM
► Направленная
кристаллизация
• Получение
МОНОКрИСЗаЛЛИЧсеКИ4
tt/ЛЙИпК
Отливки.
икотовленные
по выплавляемым
моде л им
JltMIJIKH,
ЛИСКИ lypflHII.
разЛИЧНЫС
kduci руюииные
|[frtHj)HJIH
Процесс обработки
давлением
MpoKaiKJ
Конка
Зкарудироваиис-
Кап
jkc
HpC
юр
И 14
ll|X
|Wl'
Порошковая
металлургия
улироваиие.
рудиронапие,
чпН.шис.
я чес
IJIH'kVKOe
еуопание.
JloiiaiKM, oGojij,
КШ1С!руК11ИИ, ДИ|.Ки
Продукция
холодной обработки
Круннора 1мериая
продукции обработки
давлением
IIJIHI.I. ЛИСТ. НрИ1
I
о. J
ю
о
Процессы
-сепии цокрьиий
llpoHiHojii'imi
порошковой»
мак-риала
Турбинные докажи
авиидвиганл^и. Докажи
промышленных typGmt.
CI)IIJ|i)ln.lC-<Hdl|pUHJIHKHIlHc)
ПИЛКИ. обода, |урбииныс
диски, налы, облицовка
кимер странны, рамы,
ipyGoiiptiiioJibj. заслонки.
боЛ1Ы, УПЛО! ЦиНИН
Ядерные реакторы
I МКОС1И дли юнлииа,
приводные механизмы,
Газо,)МН>Л11Ые каналы
Другие вилы дни! атслей
JliiHiaieJibCiepjiHHiii
мкоети дли окислительных
газон
танонкидлн (азификаиии
углей
( оедине-нии и жфика юра.
кнмеры ei'iipaniiH
(. фиксированным подом
Теплообменники
45
1.5. Неудачные решения
Прогресс в повышении механической надежности суперсплавов
при высоких температурах в коррозионных атмосферах был
поистине выдающимся. К сожалению, как это случается и с
другими технологиями, этот прогресс не идет без
отступлений и поражений. Выход из таких поражений- фундамент для
нового прогресса. Несколько слов о "неудачных решениях",
частично упомянутых выше, дадут представление о
дальнейших перспективах.
В 40-х гг. обнаружили, что сплавы на кобальтовой
основе (например, Vitallium) склонны к перенасыщению
углеродом и, как следствие, к неуправляемому упрочнению
(твердению) старением, сильно снижающему
работоспособность [12]. Последствия такого рода предотвращали более
точной дозировкой при легировании углеродом и карбидооб-
разующими элементами, совершенствованием термической
обработки. В результате впервые был создан удачный сплав
(Х-40) для литья лопаток по выплавляемым моделям. Такие
лопатки использованы в первом разработанном в США
турбореактивном авиадвигателе.
Аналогичные затруднения возникли в 60-х гг., когда
содержание хрома в никелевых суперсплавах снижали, чтобы
улучшить сопротивление ползучести, а вызывали снижение
стойкости против окисления и горячей коррозии. Следствием
было значительное снижение долговечности сплавов,
применявшихся в различных промышленных газовых турбинах, а
также авиадвигателях, предназначенных для работы в
засоленной атмосфере. Проблему решили, улучшив соотношение
хрома, алюминия и титана в совокупности с применением
защитных покрытий.
В 50-е гг. разработка сплавов шла настолько интенсивно
и под таким давлением, что привела к перенасыщению
никелевых сплавов упрочняющими легирующими элементами.
Последствия выразились во "внезапных неудачах" в виде
пластинчатых выделений вредных фаз. Эти твердые пластинки сг-
и /*-фаз вызывали преждевременное растрескивание сплава и
снижали его надежность в условиях ползучести (длительную
прочность). Проблему решили, применив на этот раз
управление фазовым составом с использованием компьютерной
программы ФАКОМП (РНАСОМР). Можно полагать, что ФАКОМП-
46
первое непосредственное применение электронной теории
1 твердого тела в науке о сплавах с привлечением
компьютерных методов анализа фазового состава. Описание природы
1ртих фаз, обладающих повышенной твердостью, и способов
управления ими дано в гл. 8.
I Неудачи с кобальтовыми сплавами, возникшие в 50-х гг.,
заставили обратиться к сплавам на основе никеля. Мир
немедленно забыл пройденный урок, и то же самое случилось в
конце 70-х гг., когда коммунистическое вторжение в Конго
стало началом серии событий, порожденных скорее низкой
культурой производства, плохого обслуживания и коррупции,
нежели пилотажем, - выполнением мертвых петель. Расходы
потребовались невероятные. Автор этой главы подсчитал,
что в 1979—1980 гг. только в США промышленники платили
вознаграждения в полмиллиарда долларов в год за кобальт.
Одновременно возник дефицит других элементов, в
частности, Та и Мо, цена которых соответственно возросла.
По-видимому сегодня уделяют должное внимание снижению
потребности в "стратегически важных" элементах,
использованию лома и созданию необходимых правительственных
запасов.
Суперсплавы дважды были призваны обществом занять
"позицию" главного жаропрочного конструкционного
материала, "дышащего воздухом". Впервые это произошло в 50-х гг.
при неудачных попытках использовать тугоплавкие металлы.
К сожалению, оказалось невозможным защитить сплавы на
основе тугоплавких металлов от поверхностного воздействия
среды, и надежда на их использование умерла. Во второй
раз это происходит уже в наше время — за 25 лет успели
многому научиться, затратив много сил на разработку
керамических материалов для турбин и других устройств,
нуждающихся в деталях повышенной жаропрочности. На этом
направлении действовали с невиданной активностью, но почти
за 10 лет усилий так и не получили керамических
материалов, пригодных для изготовления требуемых деталей.
Недавние широкомасштабные испытания керамических материалов
оказались неудачными, и предметом внимания стали
"керамические композиты".
Значительно большего успеха ожидают от интерметалли-
дов, "вышедших" из суперсплавов (Ni3Al, NiAl, Ti3Al, TiAl
и др.). Сейчас исследуют их. Низкая плотность, высокий
47
модуль упругости и хорошая противоокислительная стойкость /
этих соединений очень привлекательны. Сдерживающим
фактором является их хрупкость, однако время скажет свое
слово.
Итак, в технологии суперсплавов возникали тяжелы^
проблемы, которые, все-таки, всегда удавалось разрешить
посредством новых подходов к химическому составу и
методам обработки. В свою очередь, это обеспечивало им еще
более высокую работоспособность.
Выводы: главные этапы
На рис. 1.15 приведены факторы, сыгравшие решающую роль в развитии
суперсплавов. Представления о поведении нержавеющих аустенитных сталей породили
концепцию суперсплавов, которая получила толчок к дальнейшему развитию со
стороны одновременно возникшей парадигмы реактивного двигателя.
Несомненно, вакуумная плавка, внедренная Дамарой и конце 40-х гг.,
явилась металлургическим рычагом для новых разработок в области химического
состава суперсплавов, поскольку открыла новые горизонты для получения
чистых сплавов и реализации роли легирующих элементов. В настоящее время за
этим шагом, конечно, последовало опережающее развитие технологии обработки.
Процессы обработки
1 II-
Легирование
1 "II II II 1
Вакуумная выплавка
1 II II 1
Реактивный двигатель
mi II 1
Концепция
"11 II 1
V. tP-lOkt-WJII-* $-8Wt.W№kU]Y J13C U700ijm00B190tlliei) Ш738±ММ-200 А DS2ll7
\
II I
Ат рмвоУ
то 1950 то то то
Рис.1.15. Главные этапы прогресса обработки на фоне развития суперсплавов
Все сказанное приводит к единственно возможному иыводу: специалисты по
исследованию, разработке и производстиу суперсплавов нашли и довели до
современного высокого уровня сплавы, наиболее сложные и применимые при
температурах, наиболее близких к температуре плавления. Суперсплавы были
единственным в своем роде и незаменимым "партнером" для создателей механических
конструкций одного из самых важных в мире порождений "передовой
технологии", — реактивных двигателей и газовых турбин.
48
Глава 2. КОНСТРУКЦИЯ ГАЗОВОЙ ТУРБИНЫ
И СУПЕРСПЛАВЫ
Гарольд Е. Миллер и Уильям Л.Чемберс
(Harold Е. Miller and William L. Chambers, Gas Turbine Division,
General Electric Company, Schenectady, New York)
Развитие суперсплавов — отклик на потребность в материалах, обладающих
необходимым сопротивлением ползучести и усталости при высоких температурах. В
истории техники эта потребность была наиболее острой при создании
реактивных авиадвигателей и прочих видов газовых турбин, хотя материалы с
подобными свойствами находят применение и в теплообменниках мощных тепловых
двигателей с другим термодинамическим циклом. В данной главе дано описание
экономических выгод от перехода к более высоким температурам работы тепловых
двигателей. Показано, что реализация этих выгод через повышение к.п.д.
становится возможной, благодаря применению суперсплавов, хотя последние и
отличаются более высокой стоимостью. Описание жаропрочных деталей реактивных
авиадвигателей и промышленных газовых турбин дано совместно с описанием
разнообразных отказов (разрушения) и необходимыми сведениями о материалах,
позволяющими рассчитывать долговечность деталей.
2.1. Тепловые двигатели. Обоснование
к развитию суперсплавов
Многие тепловые двигатели из числа активно применяемых в
наши дни относятся к числу "циклических" в связи с
циклическим изменением запаса энергии (например, циклы Отто
или Дизеля). Циклы Рэнкина (Rankin, для паровой турбины)
и Брайтона (Bryton, для газовой турбины) и их различные
варианты характеризуются постоянным тепловым потоком.
Циклы Отто, Дизеля и Брайтона суть циклы внутреннего
сгорания, при которых топливо сжигается в рабочем потоке, и
поэтому наивысшая температура цикла достигается не
посредством теплопереноса. Однако она зависит от свойств
материала деталей, контактирующих с горячим потоком. В
газовой турбине, где используется цикл Брайтона, камера
сгорания и детали турбины контактируют с "постоянно
горячим" рабочим потоком, тогда как в циклах Отто и Дизеля
поток попеременно то горячий, то холодный. Следовательно,
в циклах Отто и Дизеля пиковая температура может быть
стехиометрической, а газовая турбина может приближаться к
стехиометрическим температурам лишь настолько, насколько
позволяют свойства использованных в ней материалов. В
данной главе внимание сосредоточено на работе газовой
турбины.
49
В истории развития газовых турбин, когда стремились
либо к высокому к.п.д., либо к высокой полезной мощности
при данных размерах установки, конструкторы постоянно
переходили ко все более высоким рабочим температурам. В
этом главная причина разработки и применения
суперсплавов, их постоянного совершенствования.
На рис. 2.1 и 2.2 представлены блок-схемы выработки
энергии газовой турбиной для обычного механического
привода и в системе реактивного двигателя. Схемы включают
следующие "станции" (режимы): на входе (а), на выходе из
компрессора (Ь), на входе турбины (с), на выходе турбины
(d), на выходе сопла реактивного двигателя (d').
Рис.2.1. Блок-схема промышленной газовой турбинной установки:
1 — компрессор; 2 — камера сгорания; 3 — турбина; 4 — приводимое устройство
Рис.2.2. Блок-схема реактивного авиадвигателя:
1 — компрессор; 2 — камера сгорания; 3 — турбина; 4 — реактивное сопло
Термодинамически приведенные схемы различны в том, что
у реактивного двигателя, во-первых* не вся выделяемая
энергия трансформируется в работу на валу турбины (лишь
часть ее, необходимая для привода компрессора и других
вспомогательных систем) и, во-вторых, оставшаяся часть
энергии расходуется на обеспечение тяги за счет ускорения
рабочего потока, проходящего через выходное сопло.
Диаграммы температура — энтропия для этих двух систем
представлены на рис. 2.3.
Линия аЪ характеризует процесс компрессии. При его
100 %-ной эффективности линия аЬ была бы вертикальной
(энтропия неизменна). Линия be характеризует процесс
сгорания топлива, при котором в энергию цикла добавляется
его тепловая компонента и который протекает при
постоянном давлении. Линии cd и cd' характеризуют расширение
50
Л /X
/У / У
а а ' с f
s S
Рис.2.3. Температурно-энтропийные диаграммы для брайтоновского цикла:
а — промышленная газовая турбина; б — реактивный авиадвигатель
рабочего потока и извлечение энергии, причем линия cd
относится к работе собственно турбины. Как и в случае с
компрессором, вертикальная линия отражала бы 100 %-ную
эффективность этой стадии цикла. Отрезок dd' относится к
работе авиадвигателя и характеризует энергию,
выделяемую в зоне сопла и преобразуемую в тяговое усилие. Линии
da и d'a характеризуют процесс охлаждения, протекающий
при постоянном давлении.
Заметим, что линии нагрева и охлаждения расходятся на
большие расстояния в точках более высокой относительной
энтропии. Следовательно, разница в температурах точек с и
d или d' оказывается выше для цикла, который ничем не
отличается от остальных, кроме более высокой температуры в
точке с. Для процесса, протекающего при неизменном
давлении, энтальпия (энергия, которую можно преобразовать в
полезную работу), непосредственно зависит от температуры.
Это значит, что разница в энтальпии в точках end' (для
турбин с ведущим валом — d) возрастает с ростом
температуры в точке с. Другими словами, чем больше вправо
смещена линия cd, тем большее количество энергии получает
турбина (и сопло реактивного двигателя); чем выше
температура в точке с, тем большее количество работы совершит
газовая турбина на единицу массы потока и в единицу времени
его прохождения (эту характеристику называют удельной
мощностью). Чтобы усилить тягу без увеличения веса или
размеров реактивного двигателя, необходимо постоянно
повышать температуру на входе турбины. Соотношение между
51
мощностью и температурой на входе турбины представлено на
рис. 2.4.
Тепловой к.п.д. также связан с температурой на входе
турбины, хотя и не так непосредственно, как ее удельная
мощность. Действительно, пренебрегая тем, что к.п.д.
каждой стадии меньше 100 %, и принимая, что в работе
участвует идеальный газ данной удельной теплоемкости, получим,
что тепловой к.п.д. газовой турбины с простым циклом
зависит только от соотношения давлений. На самом деле
подобный вывод лишь приблизительно отражает истинное
положение, и тепловой к.п.д. зависит, хотя и слабо, от
температуры на входе турбины. Преимущество в тепловом к.п.д.,
А,кВт-ч/кг
Т~
г
з
L
1100 1200 1300 Т,"С 1100 1Z0O 1300 Т,°С
Рис.2.4. Зависимость полезной работы А за цикл от температуры на входе
одноступенчатой турбины. Условия работы: температура окружающей среды 15 °С;
перепад давлений (компрессия) 16; интенсивность охлаждения возрастает с
увеличением температуры на входе турбины:
1 — идеализированный режим, охлаждение отсутствует, вклад в к.п.д. 100 %;
2 — реальные условия, охлаждение турбины действует, к.п.д. компрессора
88%, к.п.д. турбины 90%
Рис.2.5. Зависимость к.п.д. цикла от температуры на входе одноступенчатой
турбины. Условия работы: температура окружающей среды 15 °С; перепад
давления 16. Соответствующие режимы охлаждения указаны на кривых:
1 — идеализированный режим, охлаждение отсутствует, вклад в к.п.д. 100 %;
2 — реальные условия, охлаждение турбины действует, к.п.д. компрессора
88 %; к.п.д. турбины 90 %; интенсивность охлаждения постоянна; 3 —
интенсивность охлаждения возрастает с ростом температуры
даваемое повышением температуры на входе турбины, можно
почувствовать, если учесть связь изменения энтропии в
процессе сжатия и расширения с формой диаграммы цикла —
взаимным удалением линий ab и cd. Рис. 2.5 иллюстрирует
увеличение теплового к.п.д. (при данном наборе его сос-
52
а
so
45
40
тавляющих и других параметров цикла) за счет увеличения
температуры на входе турбины.
Комбинированные циклы
Более мощное влияние температуры входа турбины на
тепловой к.п.д. можно наблюдать, если брайтоновский цикл
скомбинирован с другими циклами (например, Рэнкина),
превращающими тепло точки d в дополнительную полезную работу.
Главная газовая турбина не в состоянии превратить энергию
этого сравнительно горячего воздуха в работу, поскольку
не остается перепада давлений, необходимого для привода
дополнительных ступеней турбины. Горячие выхлопные газы
можно использовать в нагревателях отработанного пара,
который, расширяясь, в свою очередь проходит через паровые
турбины в соответствии с циклом Рэнкина. Последний
является добавочным и становится завершением цикла основного
- брайтоновского. Влияние добавочного цикла на основной
ограничивается небольшим ростом обратного давления, что
очень мало изменяет к.п.д., мощность и температуру
выхода. Рост температуры в точке с приводит к ее росту в
точке d, что в худшем случае не изменяет к.п.д. основного
цикла. Повышение температуры в точке d можно использовать
для дополнительной работы, подключив бойлер и паровую
турбину. При комбинированном цикле выигрыш в тепловом
к.п.д. за счет повышения температуры на входе газовой
турбины может быть очень существенным (рис. 2.6).
Рис.2.6. Зависимость к.п.д. цикла
Брайтона—Рэнкина от температуры
на входе турбины. Условия работы:
температура окружающей среды
15 °С; перепад давления 16;
к.п.д. компрессора 88 %; к.п.д.
турбины 90 %; интенсивность
охлаждения возрастает с ростом
температуры
Факторы, позволяющие повысить температуру
Применение суперсплавов расширяется, несмотря на высокие
цены. Причина — в значительном экономическом выигрыше,
который возможен из-за малости зоны наиболее высоких тем-
53
^
^
40
i
1100
I
1200
т,°с
i
1300
ператур в составе самолета или энергоустановки. В
современном авиадвигателе или газовой турбине примерно 45 г
(0,09 фунта) суперсплава приходится на киловатт
развиваемой мощности.
Развиваемая мощность может возрасти на 4 %, если
температура входа турбины возрастает на 56 °С (см. рис.2.4).
Если продажная цена газовой турбины назначается из
расчета 100 дол. США за 1кВт, подъем температуры на 56 °С
мог бы повысить доход производителя турбин, добавив по 4
дол. за каждый киловатт исходной (до усовершенствования)
мощности турбины. Если увеличения температуры на 56 °С на
входе турбины достигали исключительно за счет
усовершенствования материалов ее горячей зоны, дополнительная
"рентабельная" плата за полкилограмма сплава составляла
примерно 44 дол.
Аналогичные выгоды от применения усовершенствованного
сплава могут быть получены и в случае использования
энергоустановок комбинированного цикла Брайтона—Рэнкина.
Около 2% стоимости ее турбин приходится на суперсплавы.
Изучив последние данные о производстве электроэнергии,
находим, что в среднем современная плата за 1 кВт • ч
(отражающая стоимость электростанции) 7,5 дол. Разумная
цена топлива — 75 дол./кВт • ч. Согласно рис. 2.6
увеличением температуры входа турбины на 56 °С можно увеличить
к.п.д. на 2,25 %. При указанных ценах на топливо и
энергоустановку рентабельность сохраняется, даже если за счет
роста температуры на входе турбины стоимость установки
возрастает на 22,5 %. Если бы требовалось только
усовершенствование материалов горячей зоны, одиннадцатикратное
увеличение стоимости ее материалов можно было бы
допустить.
Ожидается, что популярность подобных "рычагов"
повышения температуры будет возрастать, ибо предпринимательство
по конструированию двигателей становится более
конкурентоспособным, а дефицит топлива — более острым.
2.2. Детали и рабочая среда газовых турбин
Детали горячей зоны современного авиадвигателя представлены на рис. 2.7.
Ниже дано описание камеры сгорания, узлов с вращающимися лопатками и узлов
с неподвижными лопатками.
54
Камеры сгорания и переходные узлы
В камере сгорания — сосредоточии самых высоких
температур — Т > 1650 °С. На рис. 2.7 показана камера сгорания
кольцевого типа. Между внешней и внутренней стенками
заключена часть кольцевого пространства, симметричного
относительно оси двигателя. Выходя из компрессора, воздух
проходит сквозь это пространство, смешиваясь здесь с
топливом. Смесь поджигается. Топливо вводится через
форсунки, расположенные в конце камеры сгорания. Однажды
подожженная искрой, топливовоздушная смесь продолжает гореть
до тех пор, пока не будет перекрыто топливо. Управление
тягой двигателя осуществляют главным образом за счет
управления подачей топлива в камеру сгорания. К моменту,
когда наиболее разогретый газ достигает лопастей
стационарных лопаток1 первой ступени турбины, он уже смешан с
избыточным охлаждающим воздухом компрессора и,
разбавленный таким образом, поступает в турбину при температурах
от 950 °С (в газовых турбинах первого поколения) до
1500 °С (в некоторых современных установках). Кольцевая
камера сгорания "осевой" конструкции, изображенная на
рис. 2.7, изготовлена из точеных колец суперсплава. В
утолщенных сечениях, расположенных в определенном порядке
по наружной и внутренней стенкам, имеются охлаждающие
полости, сквозь которые продувается нагнетаемый
компрессором воздух. Образованный таким образом тонкий слой
относительно холодного воздуха в совокупности с конвекционным
охлаждением защищают материал камеры сгорания от нагрева
горячим газом. Разница в температуре металла и пламени
может существенно превышать 850 °С. Тепловое излучение от
пламени к более холодному материалу камеры сгорания
весьма значительно. На внутреннюю поверхность камеры сгорания
может быть нанесено теплозащитное покрытие. Оно образует
теплоизолирующий и отражающий слой.
В более ранних конструкциях авиадвигателей и газовых
турбин использовали "многокапсульные" камеры сгорания.
Каждая капсула такой камеры сгорания — это цилиндр,
стенки которого аналогичны таковым у кольцевых камер сгорания
1 Для обозначения стационарных лопаток {stationary airfoils) в англоязычной
специальной литературе применяют термины "vanes" или "nozzles". Прим. перее.
55
авиадвигателей. В современных конструкциях применяют как
единичные камеры сгорания, так и различные виды многокап-
сульных. В крупных промышленных турбинах, снабженных мно-
гокапсульными камерами сгорания, отдельные капсулы
расположены по кольцу вокруг центральной оси двигателя и более
или менее параллельны ей. Переход от выходного отверстия
каждой из расположенных по кругу индивидуальных капсул к
кольцу лопаток первой ступени турбины осуществлен
промежуточными газопроводными трубками. Они изготовлены из
листового материала (суперсплава), подобного материалу
капсул камеры сгорания, но не требующего столь
интенсивного охлаждения, поскольку газ в этом месте холоднее.
В истории конструирования камер сгорания инженеры
постоянно имели дело с обширными площадями тонкого
материала, контактирующего с раскаленной средой. Сгорание
топлива может вызывать периодическое колебание давления,
порождая проблемы малоцикловой усталости. Конструкторы
решили избежать их, повысив жесткость и напряженность
узлов камеры сгорания и тем самым подавив возможные
собственные низкочастотные вибрации, которые процесс
сгорания мог бы возбудить.
Коль скоро камера сгорания содержит самые горячие
газы, она должна выдерживать температурные перепады,
возникающие при пуске и останове турбины. Механические
напряжения, да и особенности охлаждения сдерживают
свободное тепловое расширение в узлах камеры сгорания. В
результате возникают термические напряжения и процесс
малоцикловой усталости. Конструкторам камеры сгорания,
рассматривающим механические аспекты ее работы, приходится
балансировать в своих решениях между необходимостью
подавления многоцикловой усталости и свободой термического
расширения. Последняя должна быть достаточно большой,
иначе недопустимо малой окажется долговечность в режиме
малоцикловой усталости.
Еще одна проблема — ползучесть. Давление воздуха вне
камеры сгорания выше, чем внутри нее. Площадь поверхности
камеры сгорания и связанной с нею сети газопроводов
сравнительно велика. Поэтому небольшой перепад давления,
действующий на этой поверхности, способен вызвать
ползучесть в тонких сечениях металла. Следовательно, материал
для камеры сгорания и переходных газопроводов должен об-
57
ладать деформируемостью, свариваемостью, пластичностью,
которые бы обеспечивали необходимую стойкость против
усталости, а также достаточным сопротивлением ползучести
при температурах от 780 до 1000 °С, в зависимости от
характера применения. Желательно также, чтобы материал
обладал низким коэффициентом термического расширения и
достаточной износостойкостью. Коэффициенты термического
расширения теплозащитного покрытия и корпуса камеры сгорания
(или промежуточного металлического слоя) должны быть
близки. Покрытие должно быть прочно связано с подложкой,
иметь низкую теплопроводность и высокую отражательную
способность.
Направляющие лопатки
Стационарные направляющие лопатки первой ступени турбины
расположены у выхода камеры сгорания и предназначены для
того, чтобы ускорить горячий рабочий поток и развернуть
его для входа в следующую, роторную часть под
соответствующим углом. Через направляющие, или сопловые
лопатки первой ступени газы проходят с самой высокой
скоростью. Здесь температура газов снижается от температуры
газового факела только за счет смешения с воздухом,
поступающим от компрессора специально для этого смешения и
охлаждения. На следующих ступенях температура рабочего
потока понижается только за счет совершения работы. При
такой рабочей среде требуется принудительное охлаждение
металла сопловых лопаток первой ступени. Сопло турбины
высокого давления (см. рис. 2.7) — это сегментная сборка,
привинченная к камере сгорания. Конвекция и отражение
пламени в сочетании с пленочным охлаждением обеспечивают
необходимое ограничение его температуры.
Охлаждение сопловых лопаток первой ступени необходимо,
поскольку температура поступающих в нее газов может
постоянно превышать температуру плавления металла
конструкций. Равномерное охлаждение по всей конструкции
сопла, хотя и является одной из целей конструктора, по ряду
причин практически неосуществимо. В результате из-за
температурных градиентов возникают термические напряжения,
вызывающие малоцикловую усталость и усталостное
растрескивание.
58
В некоторых случаях аэродинамические нагрузки в
сочетании с давлением охлаждающего воздуха могут сами по себе
провоцировать ползучесть и деформировать металл при очень
высоких рабочих температурах. Эти деформации, меняя форму
лопаток, ухудшают к.п.д. турбины и вынуждают время от
времени лопатки заменять. Ползучесть может привести и к
растрескиванию лопаток со снижением их несущей
способности. Таким образом, материал сопловых лопаток должен
обладать свойствами, которые в совокупности подавляют
малоцикловую усталость, обеспечивают низкое тепловое
расширение, высокую пластичность и теплопроводность. Желательны
также хорошее сопротивление ползучести, свариваемость
(ремонтопригодность) и возможность обработки резанием.
В связи со спецификой своего расположения в двигателе
сопловые лопатки последующих ступеней (в отличие от
первой ступени) не могут быть закреплены и на внутренней, и
на внешней стенке сопла. Поэтому напряжения от
аэродинамических нагрузок в них выше, и конструктор должен
остерегаться ползучести материала внешней стенки и
направляющей лопатки, ибо в результате ползучести лопатки по
внутреннему диаметру сопла могут непрерывно отклоняться в
направлении рабочего потока. В отношении материала
сопловых лопаток последующих ступеней главным требованием
(помимо тех, что предъявляют к сопловым лопаткам первой
ступени) является хорошее сопротивление ползучести.
Рабочие лопатки турбины
Вращающиеся лопатки турбины служат для превращения
кинетической энергии горячих газов, истекающих из сопла, в
"лошадиные силы" рабочего вала, которые используются для
привода компрессора и силовых устройств. Лопатки состоят
из лопасти, располагающейся в газовом потоке, и доветале-
вого замка ("ласточкиного хвоста"), закрепляющего лопатку
на турбинном диске. Часто лопатка имеет еще и "голень",
которая позволяет замковой части лопатки работать при
температуре более низкой, чем корневая часть лопасти. В
зоне голени происходит переход от формы корневой части к
форме замковой части. Между голенями соседних лопаток
помещают устройство для гашения механических колебаний. В
некоторых конструкциях рабочие лопатки снабжены "вершин-
59
ным кожухом", повышающим их аэродинамические качества, а
также частоту собственных колебаний. В конструкции,
приведенной на рис. 2.7, предусмотрено конвекционное и
пленочное охлаждение турбинных лопаток.
В целом разность температур между газами и рабочими
лопатками ниже, чем в рассмотренной выше системе сопловых
лопаток. Это связано со скоростью смещения лопаток
относительно рабочих газов и добавлением в их поток более
холодного воздуха.
В связи с вращением лопатки испытывают действие
напряжений от центробежных нагрузок. Центробежное усилие,
приложенное к единице массы на полувысоте рабочей лопатки, в
13—90 тыс. раз превышает силу тяжести. Напряжения от
центробежных сил находятся в диапазоне от 69 МПа в
среднем сечении лопастей лопаток первой ступени промышленных
турбин до 277 МПа в сечении корневой части интенсивно
охлаждаемых рабочих лопаток турбины авиадвигателей и
последней ступени промышленных газовых турбин. Напряжения
около 17 МПа возникают на последних ступенях турбовенти-
ляторов авиадвигателей. Стремясь извлечь максимум энергии
рабочего потока в промышленных газотурбинных установках,
размеры кольцевой зоны последней ступени делают больше,
чем в турбинах авиадвигателей. Поэтому у первых
напряжения в корневом сечении рабочих лопаток обычно выше, чем у
последних. Сочетание повышенных температур и напряжений
порождает проблему ползучести рабочих лопаток и делает ее
предметом главной заботы конструкторов, которые обычно
выбирают для изготовления лопаток один из сплавов,
обладающих наиболее высоким сопротивлением ползучести.
Вместе с вращающимся турбинным диском рабочие лопатки
перемещаются в пространстве, где расположены направляющие
лопатки, камера сгорания, система опор. В таких условиях
результирующие усилия, приложенные к лопаткам,
колеблются, и это может породить явления многоцикловой усталости.
Чтобы их избежать, конструкторы придают лопаткам форму,
исключающую, насколько возможно, резонанс этих колебаний
с собственными колебаниями лопаток. Нередко оказывается
невозможным избежать вибраций во всем диапазоне рабочих
скоростей вращения, и конструкторы вынуждены применять
виброгасящие устройства или ограничиваться
предотвращением лишь наиболее опасных резонансных ситуаций.
60
В двигателях боевых самолетов последних двух
десятилетий и промышленных газовых турбинах второго поколения
применено, по крайней мере на первой ступени турбины,
воздушное охлаждение рабочих лопаток. Снижение
температуры в среднем сечении лопастей лопаток повышает их
живучесть в условиях ползучести. Как и в случае с
направляющими лопатками, равномерное охлаждение рабочих лопаток
практически невозможно. Наиболее горячие точки возникают
на ведущих и задних кромках. "Холодные" точки - на
внутренних поверхностях, где охлаждение наиболее интенсивное.
Они расположены по периметру хладопроводных полостей и на
ребрах между углублениями в лопатках со спиральным
охлаждающим каналом ("змеевиком"). Необходимость пуска и
остановов двигателя делает неизбежным колебание тепловых
деформаций, что приводит к возникновению малоцикловой
усталости. Присущие авиадвигателям (особенно боевых
самолетов) потребность в ускоренном нагреве и более
значительные температурные градиенты между рабочими газами и
охлаждаемой зоной привели к термомеханической усталости.
Именно она определяет характер разрушения рабочих лопаток
турбин авиадвигателей. Проявляется это обычно просто в
виде растрескивания по границам зерен, ориентированных
поперек оси нагружения в сплавах с равноосной
микроструктурой. В борьбе с подобными явлениями очень скоро стали
изготавливать рабочие лопатки турбин авиадвигателей путем
направленной кристаллизации и в монокристаллическом
состоянии.
Воздух и топливо, поступающие в двигатели, особенно
вертолетных и наземных установок, содержат небольшие
количества Na, К, V и Pb, которые вступают в реакцию суль-
фидообразования и, таким образом, вызывают коррозию
лопастей лопаток. Уже при концентрации порядка Ю-4 % (ат.)
эти элементы способны привести к деструкции набора
турбинных лопаток в течение немногих часов.
Чтобы устранить эту проблему,
разработчики-материаловеды продолжают действовать в двух направлениях:
модифицируют сплавы, чтобы повысить их сопротивление
коррозионному воздействию, и разрабатывают для сплавов
антикоррозионные защитные покрытия. Однако заботы конструкторов
на этом не кончаются, поскольку уже известно, что
покрытия снижают сопротивление усталости. В список кандидатных
61
материалов для рабочих лопаток промышленных турбин
включают только те, которые достаточно активно сопротивляются
коррозии или могут быть успешно использованы в сочетании
с подходящими антикоррозионными покрытиями. Применительно
к авиадвигателям аналогичное внимание уделяют
окислительным процессам.
Таким образом, материал рабочих лопаток турбин должен
надежно сопротивляться коррозии и окислению или для его
защиты должно существовать надежное покрытие. Требуются
достаточно высокие сопротивления усталости и ползучести,
активному растяжению (предел прочности), вязкость. В
настоящее время необходимы и хорошие литейные свойства.
Возможность локальной обработки резанием к числу
обязательных требований не относится, поскольку ее задачи
успешно решают посредством шлифования, электрохимического
или электроэрозионного воздействия.
Турбинные диски
На турбинные диски, к которым доветалевым замком
прикреплены рабочие лопатки, действуют радиальные центробежные
растягивающие усилия. В результате вращения диска они
возникают в его теле и непосредственно, и путем передачи
от лопаток. Дополнительные напряжения создаются из-за
постоянно существующих колебаний температуры диска.
Температурный режим последнего определяется действием
охлаждающего воздуха и воздуха, движущегося в потоке рабочих
газов, а также любыми утечками рабочего потока в
пространство над и под дисковым ободом. В практических
условиях температура диска близка, и если выше, то
ненамного, к температуре на выходе компрессора. Поэтому для
дисков выбирают в основном материалы, способные работать
при температурах до 670 °С. В промышленных турбинах для
этих целей обычно применяют легированные стали, а в
авиадвигателях- сплавы типа IN-718.
Катастрофический множественный разрыв диска приводит к
выбросу его кусков из турбины с высокими скоростями.
Поэтому не допустить такого разрыва — первейшая задача
конструкторов турбинного ротора. Подобное разрушение
наступало, когда скорости вращения ротора превышали
критический предел и средние окружные напряжения приближались
62
к пределу прочности. (Испытания показывают, что уровень
средних окружных напряжений, достаточный для вязкого
разрушения диска, ниже 0,9 tfB.) Во многих случаях разрушение
турбинных дисков оказывалось хрупким. Следовательно, в
список основных требований к материалу диска включается
достаточно высокая вязкость разрушения, малая скорость
роста трещин, возможность инспектировать состояние диска.
Чтобы свести к минимуму совокупные термические
напряжения, желательно добиваться низкого коэффициента
термического расширения.
2.3. Модели поведения материалов
Инженер-конструктор создает продукцию двух видов: проект
деталей и узлов, представленный чертежами и описательными
ведомостями, и прогнозную оценку (расчет) их надежности и
работоспособности. Именно второй вид продукции требует
самых больших усилий и наиболее активного сотрудничества
с разработчиками материалов. Предметом рассмотрения в
данном случае является такой аспект работоспособности
деталей, как рабочая долговечность. Чтобы предсказать ее,
инженер должен определить напряжения, температуру,
химический состав рабочей среды и характеристики поведения
материала. Для этого он может воспользоваться
собственными расчетами, проведением испытаний или консультацией
специалистов. Чтобы описать поведение, можно использовать
характеристики как связанные, так и не связанные с
разрушением. К последней группе характеристик относятся такие
свойства, как модули нормальной упругости и сдвига,
коэффициент Пуассона, коэффициент линейного расширения,
теплопроводность, излучательная способность, плотность. Они
нужны для расчета напряжений, деформаций и температур. В
числе связанных с разрушением рассматривают коррозионные
свойства, характеристики ползучести и длительной
прочности, диаграммы много- и малоцикловой усталости,
характеристики вязкости разрушения, текучести и предела
прочности. Совместное рассмотрение всех этих характеристик
приводит к выводу, что механизмы разрушения (в их
зависимости от температуры и числа циклов нагружения) представляют
наибольший интерес для конструкторов камеры сгорания, а
также рабочих и направляющих лопаток.
63
Ползучесть
О физике ползучести написано множество превосходных книг
и статей. Однако из всех последних методологических
трудов наиболее информативен и полезен труд Эшби [2],
посвященный картам механизмов деформации. Различают шесть
независимых способов, в соответствии с которыми
поликристаллический материал может деформироваться, сохраняя
свое строение. Во-первых — это бездефектное течение. Оно
наступает, если превысить теоретическое сопротивление
сдвигу. Остальные пять требуют наличия дефектов
кристаллической структуры. Дислокации являются источником двух
видов пластического течения: дислокационного скольжения и
дислокационной ползучести. Движение точечных дефектов
вызывает течение, которое относится к двум другим
независимым видам: внутризеренному и околозернограничному
течению. Шестой вид течения обусловлен двойникованием, обычно
его значение для инженерных решений невелико. "Поля"
механизмов деформации чистого никеля представлены на
рис. 2.8, дающем в кратком обобщении изложение этой
концепции. Поля нанесены на карту в координатах
нормированного напряжения течения (напряжение отнесено к модулю
Рис.2.8. Карта механизмов
деформации чистого никеля при размере
зерен 32 мкм (в координатах
нормализованное напряжение —
гомологическая температура); fl — модуль
сднига [2]:
1 — теоретическая сдвиговая
прочность; 2 — дислокационное
скольжение; 3 — дислокационная
ползучесть; 4 — диффузионная
ползучесть (зернограничный массопере-
нос); 5 — диффузионная ползучесть
(внутризеренный массоперенос)
О 0,2 0,4 0,6 0,8 Т/Тп
сдвига) и гомологической температуры (температура
отнесена к температуре плавления). Границы раздела полей
получены приравниванием друг другу уравнений состояния
материала, в отдельности характеризующих один из
"соседствующих" механизмов. На рис. 2.9 представлена степенная тем-
64
о/А
ю-2 -
10~
10'
W
1
-
If
1
2
> J
i
5
Рис.2.9. Карта механизмов деформации для сплава Маг-М200 с размером зерен
100 мкм (о) и 1 см (б). Числами у криных обозначена скорость деформации,
с"1 [2]:
1 — теоретическая прочность; 2 — дислокационное скольжение; 3 — ползучесть
по степенному закону; 4 — типичный режим работы турбины; 5 — диффузионное
течение
пературная зависимость напряжения течения сплава MAR-M
200 [3], представляющего собой материал рабочих лопаток.
В этом примере параметром являются минимальные скорости
деформации и отчетливо, видна связь прочности с размером
зерен. Выделена температурно-силовая область,
характеризующая рабочее давление турбины. За полными сведениями об
анализе физики ползучести и о картах механизмов
деформации следует обратиться к первоисточникам [2, 3].
Модели ползучести
Параметрические методы, по-видимому, наиболее удобны для
обобщения сведений о материалах. В 1952 году Ларсон и
Миллер [4] впервые ввели представление о температурно-
временном параметре в виде Г(С + lgf) = const для данной
величины напряжения. В этом равенстве Т — абсолютная
температура, t — время и С — константа материала. Параметр
используют, чтобы выразить связь напряжения с
температурой и временем до разрушения или с некоторой избранной
скоростью деформации. Ценность выражений такого рода в
3 Зак. 1091
65
том, что они дают единую кривую для характеристической
деформации или времени до разрушения. Подобные кривые
часто называют "базовыми" и строят в основном по данным
кратковременных испытаний при некотором наборе повышенных
температур, чтобы затем проэкстраполировать на длительные
сроки службы. Хотя звучит это заманчиво просто,
пользоваться такой экстраполяцией при проектировании может быть
очень опасно. Если верить карте Эшби для деформационных
механизмов, пригодность данных, полученных при
кратковременных испытаниях, для экстраполяции на длительные сроки
службы в основном не подтверждается. Кратковременные
испытания идут при повышенных температурах, где основной
механизм ползучести отличается от механизма ползучести,
действующего в процессе эксплуатации долговечной детали.
Когда Ларсон и Миллер публиковали свою работу, это было
еще не очевидно. Но в том же году Менсон и Хеферд [5]
опубликовали результаты исследования, в котором
использовали проверенные данные по многим материалам. Они
показали, что формула Ларсона-Миллера непригодна для точной
экстраполяции на длительные сроки службы и что для учета
нелинейности функции lgf = /(l/Г) при постоянном
напряжении требуется иное параметрическое выражение.
Параметрические выражения, дававшие более достоверное
описание данных и получившие большее признание
применительно к тем или иным конкретным условиям, были
установлены рядом исследователей [6-8]. В графическом
изображении некоторые из предложенных ими моделей представлены
схематически на рис. 2.10 и соответствующие уравнения —
ниже:
Параметр:
Ларсона-Миллера .... Т(С + lgt)
Менсона-Хеверда .... (Г — TAX\gt — \gtA)
Орра-Шерби-Дорна. . . «хрС-ДЯ/ЯГ)
Голдхоффа-Шерби . . . . (lgt - \gtA\\/T - l/TA)
Менсоиа—Сьюкопа .... Igt — ВТ
Здесь Т - температура, В, С, ТА, tA — постоянные
материала; R — универсальная газовая постоянная, t — время.
Спустя почти два десятилетия после публикации Ларсона
и Миллера выработаны особые формы рассматриваемой
параметрической зависимости. Одна из наиболее примечательных
представлена Менсоном и Энсингом [9]:
66
lgf + APlgf + P = G,
(2.1)
где P — функция температуры, G - функция напряжения, A -
константа материала и t — время.
Особенностью уравнения (2.1) является то, что оно
принимает любой вид (из числа представленных в табл.2.1),
соответственно которому ведет себя данный материал.
'91
Рис.2.10. Параметрические
зависимости, характеризующие процесс
ползучести в координатах
температура — время:
а — Ларсона—Миллера; Р = fifi или
<Г/£) = (T+460Xlgt+C); б - Мэнсо-
на-Хэферда; Р = /(С или С/£)=
= (lgt-lgtA) (Т-ТА); e-Мэнсона- [gf
Саккопа; P=f(0 или 0/Е) = lgt-ВТ; ~
г — Орра—Шерби—Дорна; Р = f (tf
или 6/E) = Atexp(-B/T)
Для инженера-практика карты деформационных механизмов
по Эшби и множество температурно-временных параметров
должны прояснить пределы экстраполирования, допускаемые
каждой из имеющихся температурно-временных
параметрических зависимостей. Следует иметь в виду, что большая часть
данных, полученных путем испытания при повышенных
температурах и напряжениях, соответствует условиям, выходящим
за рамки рабочего диапазона, в котором по мысли инженера
сконструированная им деталь должна работать в течение
продолжительного времени. Такие данные характеризуют
материал, испытывающий действие вовсе не того механизма
ползучести, который действовал бы в реальном процессе
службы детали. Полагать надежной экстраполяцию подобных
данных небезопасно. Обращение к методу "минимальных
доверительных интервалов" привело Менсона к уравнению (2.1).
Его подход и подходы других авторов [9] - это попытки
сделать уравнение достаточно универсальным, чтобы для
данной совокупности напряжения, момента времени и темпе-
ратуры можно было точно предсказать деформированное
состояние.
Усталость
Усталость (подробно она рассмотрена в гл.10) — это
понижение стойкости материала против повторно-циклического
действия напряжений или циклического деформирования. В
предшествующих разделах уже введены термины мало- и
многоцикловая усталость. Инженеры ввели эти термины и
различают их по количеству циклов, уровню напряжений по
отношению к пределу текучести и характеру разрушения. С точки
зрения конструктора деталей турбины более практично
представлять, что малоцикловая усталость есть (обычно)
результат термомеханических деформаций, совершающихся
единожды за каждый пуск турбины или за каждое изменение
нагрузки, тогда как многоцикловая усталость — это следствие
деформаций, совершающихся единожды или многократно за
каждый оборот ротора.
Малоцикловая усталость. Чтобы рассчитать долговечность
материала в условиях малоцикловой усталости конструктору
деталей турбины нужна модель поведения материала,
связывающая какие-то легко наблюдаемые условия с количеством
рабочих циклов, не приводящих к отказу детали. Результаты
расчетов по первой из таких моделей, разработанной с
позиций физики твердого тела, при сопоставлении с
результатами испытаний оказались чрезвычайно обнадеживающими.
Чтобы улучшить согласие, ввели представление об изначально
присутствующих микротрещинах, а свойства материала
выразили через энергию единицы поверхности трещины. Эта
концепция была распространена Гриффитсом [10] на разрушение
вообще, хотя родилась она при экспериментировании на
хрупких материалах. Этот фундамент механики разрушения
был заложен в 1920 г., однако вплоть до недавнего времени
большинство оценок усталостной долговечности для каждого
конкретного материала основывали на эмпирической
зависимости между величиной циклической нагрузки и числом
циклов до разрушения.
Сначала результаты усталостных испытаний изображали в
форме (5—ЛО-кривых (число циклов до разрушения N как
функция амплитуды переменного напряжения S), характеризующих
68
полное разрушение образца при постоянной температуре
испытания. Кривые такого рода позволяли неплохо
прогнозировать число циклов до полного разрушения других образцов
при равномерном распределении напряжения и температуры по
их рабочему объему. Затем последовало усовершенствование,
согласно которому в расчет принимали не фактическое
напряжение, пластическую деформацию и полную деформацию как
независимые переменные, а некоторое псевдонапряжение
(т.е. напряжение, вычисленное в терминах абсолютно
упругой деформации) материала. Проанализировали вклад от
среднего напряжения цикла и появились сведения, по
которым строили кривые S—N, у которых N — число циклов до
возникновения трещины, а не до полного разрушения
образцов.
Двухлинейная логарифмическая зависимость между
обратимой пластической деформацией и числом циклов до
разрушения была обнаружена в начале 50-х гг. независимо Менсоном
[11] и Коффином [12]. Позднее Менсоном был выработан
подход [13], направленный на построение (5—#)-кривых при
минимальном количестве экспериментальных данных. В данном
случае в качестве независимой переменной была избрана
полная амплитуда деформации. Этот подход, под названием
"метод универсальных наклонов", представлял собой
комбинированную функцию Коффина—Менсона, из которой получается
функция Бесквина, позволяющая описать всю диаграмму в
координатах деформация- число циклов до разрушения.
Нередко для отбора материалов и расчета долговечности
используют модели поведения материала, разработанные на
базе такого подхода.
Усталостная модель Коффина-Менсона и метод
универсальных наклонов, разработанный Менсоном, в большей мере
относились к высокопластичным материалам малой прочности.
Суперсплавы для рабочих лопаток— высокопрочные и
малопластичные - служат п{ш высоких температурах и под
воздействием термомеханических нагрузок. Подвергаясь к тому
же воздействию химически агрессивных сред, они должны
сопротивляться ползучести и усталости. В таких условиях
слепо следовать упомянутым моделям для прогнозирования
усталостной долговечности не рекомендуется. Надо
опираться на реальные, достоверные данные испытаний на
малоцикловую усталость.
69
Увязка физики твердого тела и результатов лабораторных
испытаний с прогнозированием долговечности деталей
газовых турбин усложняется множеством факторов. Рассмотрим
один участок, где образуются трещины малоцикловой
усталости, — место на ведущей кромке рабочей лопатки,
удаленное от вершинной и корневой частей лопасти. В простейшем
случае цепочка событий в работе турбины состоит из пуска,
ускорения, нагружения, разгрузки и останова.
Этой цепочке соответствует некоторая
последовательность изменений температуры на входе турбины и скорости
вращения двигателя (рис.2.11), вызывающая, в свою
очередь, последовательность в изменении температуры
двигателя (рис.2.12). Все три последовательности очень важны,
ибо для простой системы охлаждения можно показать, что
деформация в направлении натяжки по поверхности лопасти
есть функция разницы между температурой в рассматриваемой
точке и средней температурой в поперечном сечении
лопасти. Это условие не выполняется для тонкостенных лопастей,
но сохраняет значимость в случаях, когда локальная
деформация сильно зависит от некоторой пары температур, по-
разному реагирующих на скорость изменения температуры
рабочей среды.
На рис.2.13 показана последовательность изменения
температуры на ведущей кромке лопасти, а на рис.2.14 —
диаграмма совместного изменения деформации и температуры. На
" а У"
/
/
ss. /
г /V
-
_
- у
/
/
г" |
/ '^-Л
|_^ / \
/ '—
•
У
X
, ^*
_
1 1 1
О 100 200 300 W0 0 12 16 20 24
Время, с
Рис.2.11. Нормальные характеристики пуска (о) и останова (б) промышленной
газовой турбины (показана температура на входе турбины)
70
400
800
1200 1U00 О
Время, с
1200
Рис.2.12. Изменение температуры лопаток на середине размаха их лопастей в
период пуска (о) и в период останова (б) турбины (даны усредненные значения
температуры металла Гмет):
1 — на самом горячем участке; 2 — на участке средней нагретости; 3 — на
самом холодном участке
0,2
0,1
О
0,2
0,1
О
400
800
1200
tc
),,%
0
0,1
0,2
у^\
г V
1
^
1— i
500
ТМ,°С
1000
Рис.2.13. Изменение степени деформации 1 на ведущей кромке рабочей лопатки
при пуске (о) и останове (б) турбины
Рис.2.14. Диаграмма совокупного изменения температуры металла Тт на ведущей
кромке рабочей лопатки
71
осях рис.2.14 величины, соответствующие типичным
лабораторным испытаниям, были бы представлены вертикальными
линиями. Отсутствие хотя бы минимального сходства между
реальным деформационно-температурным циклом и тем,
который получен при испытаниях образцов, должно насторожить
конструктора и лиц, ответственных за характеристику
материала.
К счастью, появились работы Остергрена [14], Рассела
[15] и других авторов, сделавшие серьезные шаги к
корреляции усталостных испытаний (при одноосном нагружении и
неизменной температуре) с рабочим циклом для реальной и
идеализированной детали двигателя. В поисках такой
корреляции исследовали различные варианты температурной
зависимости напряжения или деформации; при этом измеряли
амплитуды полной деформации, максимальное напряжение,
напряжение, соответствующее стационарному режиму работы
двигателя, время действия стационарного режима,
температуры, соответствующие максимальной деформации,
максимальную температуру и другие характеристики. Были предложены
корреляционные подходы, однако все их пропагандисты в
один голос предостерегают от непродуманного применения
этих подходов. Корреляция была вполне удовлетворительной
для определенных участков рабочих лопаток и определенных
циклов работы двигателя. Но удовлетворительность зависела
от того, насколько верно был идентифицирован
микромеханизм усталости данного сплава при данных характеристиках
рабочего цикла. Действительно, состояние прогнозирования
длительности периода до возникновения трещин малоцикловой
усталости в рабочих лопатках таково, что значительное
улучшение точности прогноза по-прежнему может быть
достигнуто только путем моделирования фактической локальной
деформации детали и температурной картины на лабораторном
образце, геометрия которого аналогична геометрии
рассматриваемой детали.
Сегодня масштабы прогнозирования долговечности сильно
зависят и от наличия адекватных методов механики
разрушения, особенно когда имеют дело с самыми высокопрочными
суперсплавами, служащими материалом для рабочих лопаток.
На интересующих сплавах проводят стандартные испытания,
определяя момент возникновения трещины, характеристики ее
роста и критический размер. Полученные результаты можно
72
использовать применительно к диапазону изменения рабочих
напряжений для трехмерного твердого тела. Наложение
ползучести и влияние среды затрудняет применение подходов
механики разрушения, также как и применение обычных
моделей возникновения трещины. При оценке характеристик
многоцикловой усталости методы механики разрушения также
применяют. Речь об этом пойдет ниже.
Результаты изотермических усталостных испытаний
продолжают использовать для ранжирования кандидатных сплавов
по их достоинствам применительно к той или иной роли;
однако, чтобы прогнозировать долговечность, требуются
дополнительные испытания, моделирование рассматриваемой
детали, рабочего цикла, влияния среды.
Многоцикловая усталость. Справедливость мнения, что
турбины подвержены действию многоцикловой усталости,
впервые была признана в начале 20-х гг. Многоцикловая
усталость рабочих лопаток и деталей камеры сгорания
неизменно сопряжена с резонансными колебаниями. Поэтому
первая задача конструкторов— определение собственной
частоты колебания различных деталей, в первую очередь
рабочих лопаток и камеры сгорания. Вторая задача- определить
возбудители колебаний, подавить их и затем рассчитать
результирующие напряжения. Поскольку форма деталей камеры
сгорания и рабочих лопаток сложна, расчет частоты
колебаний не так-то прост. Чтобы рассчитать частоту и моду
колебаний, а затем и величину локальных напряжений,
приходящихся на единичный подавитель и единичный возбудитель
колебаний в лопатках, применяют компьютерную программу, в
основу которой положена теория сложного пучка или метод
анализа конечных элементов. Помимо сведений, необходимых
для расчета температуры, конструктору нужны сведения о
плотности, модуле Юнга и коэффициенте Пуассона материала.
В некоторых конструкциях колебания настолько серьезны,
что требуется расчет специальных подавляющих устройств. В
качестве таковых используют механические приспособления в
виде различного вида упоров распирающих комельные части
соседних лопаток, установленных на диске данной ступени.
Эффективность подобных устройств оценивают посредством
испытаний. В паровых турбинах возбуждение колебаний на
каждом обороте ротора может быть очень значительным при
впуске пара не по всей окружности турбины. В крупных па-
73
ровых турбинах этот прием необходим из экономических
соображений. В газовых турбинах его не применяют.
Источником колебаний в газотурбинных двигателях служат
аэродинамические эффекты от предшествующих направляющих
лопаток, различных опор, обратное давление от последующих
сопловых лопаток и опор, от дискретных "трубчатых" камер
сгорания, если они^установлены на данной турбине.
Рассчитав и изучив возбудители колебаний, получают
базу данных, которые обычно представляют диаграммой Кемп-
бэлла (рис.2.15). Конструктор старается избежать
резонанса с обнаруженными возбудителями в диапазоне тех скоррс-
тей, при которых предполагается длительная эксплуатация
турбины. Это удается не всегда. Вынужденный выбирать,
конструктор предпочитает избегать тех ре?онансов, которые
приведут к наиболее высоким относительным напряжениям. Он
конструирует виброгасящие устройства, позволяющие
смягчить влияние колебательных мод, которые внушают
наибольшие опасения. Как бы то ни было, рассчитывают и измеряют
переменные напряжения, порождаемые каждой модой.
О 20 U0 60 80 100 120 ° 20 и0 В0 80
Vpor, % б, м/ммг
Рис.2.15. Диаграмма Кэмпбелла для рабочей лопатки турбины: ( ) -
расчетные уровни собственной частоты колебаний; ( ) — линии, отражающие
зависимость частоты колебаний от числа оборотов ротора (выраженного в % от
числа оборотов, соответствующего номинальной мощности)
Рис.2.16. Типичная диаграмма Гудмэна для рабочей лопатки никелевого сплава,
подвергнутой 109 циклам нагружения. Цифры на кривых — температура металла
лопаток, °С
74
Уже ранние исследования продемонстрировали важную роль
среднего напряжения для живучести материала в условиях
многоцикловой усталости. Для их характеристики используют
диаграмму, известную под названием видоизмененной
диаграммы Гудмена (рис.2.16). Долговечность детали
определяют, нанося рассчитанные значения среднего и переменного
напряжений и интерполируя число циклов до разрушения.
Анализ характеристик многоцикловой усталости включает
оценку допускаемого размера дефектов рассматриваемой
детали с помощью методов механики разрушения. Применительно
к малоцикловой усталости такие методы можно использовать
для прогнозирования роста трещины и назначения сроков
проверки или замены детали. При таком подходе сроки
службы деталей могут превысить время до возникновения
трещины. Однако вполне вероятно, что в условиях многоцикловой
усталости любая трещина, распространяющаяся в результате
колебания напряжений, связанного с оборотами двигателя,
приведет к разрушению за весьма короткое время.
Допустимый размер трещины. Процедура назначения
допустимых размеров дефекта начинается с того, что определяют
размер, которого трещина не достигнет при ожидаемом
уровне переменных напряжений. Затем придают этому размеру
смысл предельного роста трещины за число циклов нагруже-
ния, предусмотренное паспортом для запуска турбины.
Определив размер, начиная с которого трещина вырастает до
предельного за расчетный срок службы турбины, принимают
его за начальный допустимый размер трещины. Однако
решение задачи этим не исчерпывается. Чтобы паспортное
значение допустимого исходного размера трещины гарантировало
низкую скорость ее роста до недопустимого уровня, это
значение уточняют на базе статистических оценок и методов
неразрушающего контроля.
Коррозия
Коррозия — одна из главных причин, заставляющих менять
лопатки в промышленных турбинах. Помимо вклада в
разрушение, осуществляемого за счет других механизмов (в
основном за счет малоцикловой усталости), она способна вызвать
отказ и сама по себе. Это происходит, когда коррозия
изменяет до недопустимой степени аэродинамическую форму и
75
вершинный зазор деталей газового тракта, так что
снижается выходная мощность турбины до уровня, требующего
замены деталей, нарушается система охлаждения или
становится сомнительной несущая способность детали. Рабочие
лопатки всегда были в большей степени подвержены
высокотемпературной коррозии, чем сопловые лопатки или детали
камеры сгорания, поскольку для их изготовления применяли
преимущественно сплавы на никелевой основе. При некоторых
режимах эксплуатации коррозионная долговечность
исчерпывается значительно раньше, чем долговечность,
обусловленная ползучестью и усталостью. Представление о подлинном
механизме высокотемпературной коррозии пока остается
спорным (см.гл.12), однако большинство специалистов
согласно, что ее необходимым условием является присутствие
солей щелочных металлов вроде Na2S04. Эту соль образуют
Na (К ведет себя аналогичным образом) и S, которые в
изобилии вносятся топливом и воздухом. Коррозию вызывают
также оксиды V и сульфаты или оксиды Pb.
Управление содержанием серы как метод подавления
коррозии оказалость неэффективным, однако ослабить коррозию
можно путем точной регулировки расхода топлива,
применения входных фильтров и ингибиторов. Чтобы повысить
сопротивление лопаток коррозии, их изготавливают из специально
разработанных и модифицированных сплавов. Теперь в
авиадвигателях и промышленных турбинах применяют защитные
покрытия, что также существенно продляет срок службы
лопаток (рис.2.17). Повысить живучесть лопаток в условиях
коррозии можно и путем изменения их конфигурации, в
частности, оптимизировав толщину их стенки, т.е. расстояние
между наружной поверхностью и поверхностью внутренних
охлаждающих каналов; в результате обеспечивается
улучшенное сочетание температуры поверхности лопатки с
коррозионными потерями [16]. Для проведения подобной
оптимизации и прогнозирования живучести детали требуется
достаточно точная модель развития коррозии.
До недавних пор считали, что модель коррозионных
потерь проста: скорость коррозии (толщина слоя металла,
уносимого с поверхности детали за один час) есть
возрастающая функция количества Na, К, V или РЬ,
поступающего в рабочую среду (из топлива и воздуха), и
температуры поверхности металла по газовому тракту. Этот взгляд
76
Рис.2.17. Ретроспективная диаграмма
разработки покрытий. Стойкость
покрытий определена в стендовой камере
сгорания при 871 °С:
1 — алюминид диффузионного
происхождения; 2 — модифицированный алюминид;
3 — облицовочные слои (типа MCrAlY);
4 — PtAl; 5 — композитные
облицовочные слои
I960 1970 1980
Годы
изменился под влиянием двух наблюдений. Во-первых, случаи
агрессивного воздействия среды были отмечены на
охлажденных частях рабочих и сопловых лопаток. Во-вторых, на
рабочих лопатках последней ступени, где температура ниже
той, что считалась пороговой для развития
высокотемпературной коррозии, обнаружили питтинговую коррозию. В
настоящее время полагают, что охлаждение лопасти ускоряет
коррозию за счет конденсации расплавов солей на ее
поверхности. Явлению коррозии рабочих лопаток последней
ступени дали название "коррозия при умеренных
температурах"", чтобы подчеркнуть отличие ее механизма от
механизма классической высокотемпературной коррозии,
обнаруженной при температуре металла выше 900 °С. Полагают, что
за коррозию при умеренных температурах ответственны
жидкие фазы, скомбинированные из Na2S04 с сульфатами Ni и
Со, устойчивыми при температурах ниже 800 °С.
Практически полезная модель коррозии включает в себя
несколько независимых переменных: температуру поверхности
металла, температуру газа, химический состав покрытия,
его толщину, допустимые коррозионные потери, химический
состав металлических деталей, уровень загрязнения
продуктов сгорания. Изготовители турбин разработали подобные
"Адаптировано переводчиком от оригинального "low-temperature hot
corrosion". Прим. перев.
77
модели и создали ряд испытательных методов, позволяющих
исследовать влияние этих независимых переменных на
процесс коррозии. Данные модели являются предметом частной
собственности, поскольку их применение связано с
особенностями конструкции, а расходы на получение результатов
весьма велики. Проверенные модели имеют вид массива
численных данных или наборов кривых, характеризующих
коррозионные потери для конкретных сочетаний независимых
переменных.
2.4. Многоосные напряженные состояния
и анизотропия
В охлаждаемых сплавах и рабочих лопатках напряженное
состояние в критических участках гораздо сложнее, чем в
образцах, используемых для испытаний на ползучесть и
усталость. Вообще говоря, общедоступны только данные по
одноосному нагружению, так что при конструировании деталей
приходится прогнозировать служебную долговечность в
условиях двух- или трехосного нагружения, пользуясь данными
для одноосного напряженного состояния. Методы анализа
напряжений в деталях сложной конфигурации становятся все
более тривиальными, поэтому определить характер
напряженного состояния и уровень напряжений проще, чем установить
точную модель поведения материла.
Многоосные напряженные состояния
охлаждаемых лопастей
Температурно-зависимые напряженные состояния ведущих
кромок рабочих лопаток с круглыми концентрическими
охлаждающими каналами анализировали методом замкнутой формы [17].
Нашли, что в точке, застоя на наружной поверхности
напряженное состояние двухосное, причем компонента напряжения,
направленная по контуру (сгД и компонента, направленная
вдоль кромки (tf2), перпендикулярны друг другу.
Перпендикулярная к ним компонента (<х„), нормальная к поверхности,
равна нулю (рис.2.18). Компоненты <ss и <г2 суть главные
напряжения, одинаковые по величине и знаку. Исходя из
этого и расчитав эффективное напряжение по Хуберу-Мизе-
су-Хенки (Huber-Mises-Henky), найдем его равным по вели-
78
Рис.2.18. Напряженное состояние
идеализированной ведущей кромки лопасти
лопатки в условиях конвекционного охлаждения
(6V tf2, tfj — главные напряжения):
1 — охлаждающий поток
чине любому из двух главных напряжений, не равных нулю.
На напряжение, возникающее из-за температурного
градиента, накладывается действие центробежной силы. У
большинства охлаждаемых сопловых лопаток, облицовочных плиток
камеры сгорания и рабочих лопаток, снабженных пленочной,
отражательной или змеевиковой системами охлаждения,
напряженное состояние более сложное. Чтобы оценить его
достаточно точно, нужны разносторонние совершенные
методы.
На практике для расчета деталей, которые будут
работать в сложнонапряженном состоянии, конструкторы
пользуются данными испытаний на ползучесть и усталость при
одноосном нагружении, однако при этом они проводят
опытную проверку принятых решений. Таким образом, например,
используют внеплоскостную компоненту напряженного поля
рабочих и сопловых лопаток турбины для расчета их
долговечности в условиях ползучести [17]. Принимая подобный
подход, исходят из предположения, что компоненты
напряжения в плоскости лопасти возникают исключительно из-за
температурных эффектов (а не под воздействием рабочих
нагрузок) и в дальнейшем постепенно релаксируют. Локальное
внеплоскостное напряжение используюг для расчета
мгновенных значений скорости локальной внеплоскостной деформации
ползучести; в свою очередь, результаты этого расчета
включают в компьютерный анализ перераспределения
напряжений, расчета новой скорости ползучести и так далее с
конечным результатом в виде расчетного значения
долговечности детали. Практика дает множество данных,
подтверждающих справедливость такого подхода.
Считают, что прогнозы возникновения трещины при мало-
79
и многоцикловой усталости лучше всего удаются при
использовании эффективного напряжения. В реальных деталях его
отличие от величин главных напряжений невелико, и,
следовательно, предпочтительность его использования пока что
остается спорной. Трещины ориентированы перпендикулярно к
направлению максимального главного растягивающего
напряжения, а их рост по признанию большинства специалистов
связан с циклическим ростом и снижением этого напряжения.
По отношению к сплавам, поведение которых не укладывается
в эту схему, необходим пересмотр процедуры анализа
результатов и описывающей их модели.
Анизотропные материалы
Последние два десятилетия шла разработка направленно
кристаллизующихся и монокристаллических деталей; в настоящее
время они уже работают в Турбинах (гл.12). В материалах
такого рода отсутствуют границы зерен, перпендикулярные
нагрузке, а сами зерна благоприятно ориентированы. Детали
подобного рода можно встретить в авиадвигателях новейшей
конструкции. В перспективе с их применением срок службы
может быть увеличен десятикратно при соответствующем
увеличении усталостной долговечности.
Анизотропные материалы требуют особого анализа.
Частоту собственных колебаний надо рассчитывать аналитическими
методами с учетом анизотропии. Для расчета частоты и
напряжений в материале, модули упругости которого различны
по трем ортогональным направлениям, можно постоянно
использовать коды конечных элементов.
При расчете усталостной долговечности важно учитывать
ориентацию зерен. Никелевые сплавы, упрочняемые
преимущественно выделениями у'-фазы, обладают наилучшими
усталостными свойствами в направлениях <100> и <010>. В
направленно-закристаллизованной лопатке эта ось
ориентирована радиально, вдоль результирующего максимального
главного растягивающего напряжения. Удачно, что другое
главное, не равное нулю напряжение, расположено в
плоскости, образованной направлениями <100> и <010>, где эти
направления в равной мере характеризуются высокой
прочностью. Направления низкой прочности вроде <011>
ориентированы по осям, характеризующимся низкими растягивающими
80
напряжениями. Ориентировка осей <100> <110> по отношению
к осям поперечного сечения лопасти могла бы послужить
важным параметром при определении усталостной
долговечности.
2.5. Поведение материала в статистическом
представлении
Возможность достаточно точно прогнозировать долговечность
деталей высокотемпературной зоны взаимовыгодна
производителям и пользователям турбин. Из числа отказов, требующих
остановки турбины, к имеющим непервостепенное значенч .<
относятся только те, при которых отказавшие детали поки
дают свое место в двигателе. Таковы, например, отказы
лопаток из-за ползучести и усталости, когда значительней
осколок лопатки увлекается в газовый тракт и, в свою
очередь, вызывает отказ других деталей этого тракта.
Предвидение отказов подобного рода означает предвидение
отказа наименее прочной лопатки в той или иной ступени
турбины.
Частотное распределение отказов вследствие ползучести
и малоцикловой усталости (когда на гистограмме
долговечность представлена соответственно временем или числом
циклов нагружения) обычно носит логнормальный характер
(рис.2Д9). Оно показывает, что 0,15 % популяции
продемонстрирует отказ, прежде чем наступит время или будет
достигнуто число циклов нагружения, которое минует точку
стандартного отклонения, равного —3. Пусть имеется
примерно 50 %-ная вероятность, что гипотетический двигатель
с 300 рабочими лопатками, рассчитанными на одну и ту же
долговечность, имеет одну лопатку со свойствами хуже —3<у.
Тогда долговечность, соответствующая —3<У, будет
адекватной оценкой среднего срока службы двигателя в условиях
ползучести. Аналогичным образом усталостная
долговечность, соответствующая — Зс, послужит приблизительной
мерой срока службы двигателя в условиях развития
усталости.
Плотность отказов за период службы турбины принимают
меньшей 50 %, обычно около 1 %. На рис.2.20 гистограмма
отказов материала наложена на гистограмму отказов турбины
в двигателе с 300 лопатками. В этом примере переменные,
81
Рис.2.19.
Гипотетическая гистограмма
долговечности в условиях
усталости (Nf — число
циклов нагружения) или
ползучести (t — время,
Ы — относительная
частота)
Igt им igNf
характеризующие рабочую среду, не учтены; они бы
расширили колоколообразные кривые. Точка, соответствующая
плотности отказов турбины в 1 %, отстоит от средней точки
отказов материала примерно на четыре стандартных
отклонения. Для конструктора рабочих лопаток это означает, что
ему нужны сведения о материале,- позволяющие рассчитать
долговечность этой худшей лопатки в 100 турбинах (т.е. в
комплекте с 30000 лопатками). Даже если в практике
конструирования этой процедуре не всегда следуют
неукоснительно, подобная логика все-таки присутствует. Обычной
практикой может стать проектирование в расчете на
свойства материала, соответствующие стандартному отклонению — Зс
и температурной области, в которой комбинация свойств
наихудшая. Как бы то ни было, стандартное отклонение —
важный параметр.
Рис.2.20. Сопоставление
гистограмм отказа материала лопаток и
турбины в целом применительно к
300-лопаточной турбине (i —
отказы турбины из-за отказа одной или
нескольких лопаток; 2 — отказы
материала лопаток). Стрелкой по
оси абсцисс показано увеличение
длительности эксплуатации (лога-
* 1> ^^ Y V 7 рифмическая шкала)
Отклонение от среднего
Рассмотрим характеристики ползучести, выраженные со
стандартным отклонением, эквивалентным по. величине
отклонению температуры на 72 °С (или в 2,4 раза по
долговечности, или на 10 % по напряжению, величины эти
приблизительно эквивалентны друг другу). Проектируемый
температурный предел оказался бы примерно на 288°С (4с) ниже
температуры, при которой средний по свойствам образец
82
уТч 2
разрушился бы при заданном напряжении за заданное время.
Были разработаны и внедрены сплавы с ожидаемым улучшением
среднего сопротивления ползучести, эквивалентным
50-90 °С. Примерно такого выигрыша можно ожидать от
25%-ного улучшения в срединном уровне свойств.
Заключение
Производители тепловых двигателей, следуя экономическим заковам рынка,
стремятся увеличить достоинства продукции по отношению к продажной цене.
Цена разработки, паспортизации и производства суперсплавов может быть и
высока, но достоинства двигателя, в котором они применены, возрастают в
гораздо большей степени. Конструкторы будут вынуждены все время повышать
рабочие напряжения и температуры металлических деталей камеры сгорания и
турбины. При этом главные потребители должны быть уверены, что надежность
двигателей не снизится, а цена за их обслуживание и ремонт не возрастет. К
необходимости повысить рабочие температуры суперсплавов добавляется призыв
к более точной характеристике их поведения. В результате можно будет
сегодня и в будущем уверенно создавать условия для наилучшего использования
материалов и достижений, касающихся металлургических аспектов их
производства.
Часть 2. ОСНОВНЫЕ СИСТЕМЫ СПЛАВОВ
Глава 3. ПРИРОДА УПРОЧНЕНИЯ
Норман С. Столофф/OVo/vna/i S. Stoloff. Rensselaer
Polytechnic Institute, Troy, New-York)
Задача данной главы — обзор и оценка уровня современных знаний о
механизмах, ответственных за прочность аустенитных суперсплавов. Подходя к решению
этой задачи, мы рассмотрим механизмы упрочнения аустенитной фазы — матрицы,
а также пути, посредством которых фазы (главным образом у [Ni3(Al, Ti)],
но иногда и Т) (Ni3Ti) или Tf' [Ni3(Nb, Al, Ni)]), выделяющиеся в процессе
старения, воздействуют на прочность и сопротивление ползучести и усталости.
При определенных обстоятельствах сплавы на железоникелевой или кобальтовой
основе упрочняются в результате старения за счет выделения либо карбидов,
либо интерметаллических соединений. Однако наиболее выразительного эффекта
упрочнения удается достичь у сплавов на никелевой основе, поэтому при
последующем рассмотрении главное внимание сосредоточено именно на них. В
обзоре отводится место и дисперсному упрочнению твердыми некогерентными
частицами типа оксидных. Подробности приготовления дисперсноупрочненных
сплавов изложены в гл.17, а факторы, влияющие на сопротивление усталости, —
в гл.10.
В твердом растворе промышленных суперсплавов на основе кобальта, железа
или никеля всегда присутствуют значительные добавки легирующих элементов,
обеспечивающие сплавам прочность, сопротивление усталости или стойкость к
поверхностной деградации. Сплавы на никелевой основе содержат также
элементы, которые после соответствующей термической илн термомеханической обра-
83
ботки обеспечивают образование мелких когерентных частиц
интерметаллического соединения. Таким образом, суперсплавы на никелевой основе
представляют собой различные варианты аустенитной никельхромвольфрамовой (или
молибденовой) матрицы, дополнительно упрочненной когерентными частицами Ц
(Ni3Al, ТО-фазы, которая по выбору может содержать добавки кобальта,
ниобия, тантала, циркония, бора, гафния и железа. Такие новые материалы, как
монокристаллические суперсплавы, не нуждаются в элементах, упрочняющих
границы зерен, поэтому бор, углерод, цирконий и гафний из этих материалов
удалены. Большинство легирующих элементов до некоторой степени разделены
между обеими фазами — матрицей и фазой старения, так что обычно обе главные
фазы сильно легированы. Неизбежным следствием сложности состава сплавов
является сложная картина упрочнения, поэтому для объяснения высокой
прочности суперсплавов разработан целый ряд теорий.
Уровень прочности промышленных суперсплавов формируется благодаря
совместному действию различных механизмов упрочнения, которое обусловлено
ролью элементов, присутствующих в твердом растворе, частиц и границ зерен.
Иногда для дополнительного упрочнения пользуются термомеханической
обработкой, обеспечивающей повышение плотности дислокаций и формирование дислока-
пионной субструктуры. Для некоторых сплавов благоприятным оказывается также
композитное упрочнение (примером служат суперсплавы, армированные
проволокой, и направленно-закристаллизованные эвтектики). Обычно считают, что
механизмы упрочнения действуют независимо друг от друга и аддитивно, хотя и
сохраняется некоторая противоречивость по поводу путей их совместного
использования. В рамках задач настоящей главы будем считать механизмы
упрочнения практически независимыми друг от друга. Сначала рассмотрим
низкотемпературное кратковременное упрочнение, а затем обсудим факторы, влияющие на
характеристики ползучести.
3.1. Факторы, контролирующие поведение
сплавов в условиях растяжения
Тверд о растворное упрочнение
При анализе твердорастворного упрочнения удобно
рассмотреть несколько теорий текучести в терминах влияния
растворенных элементов на различные физические или
кристаллографические характеристики, например на параметр
кристаллической решетки и модуль упругости.
Размерное несоответствие
Согласно выводам Мотта и Набарро [l] и твердорастворное
упрочнение, и дисперсионное твердение можно объяснить
действием внутренних напряжений, возникших в результате
внедрения в упругую матрицу либо растворенных атомов,
либо частиц второй фазы. В соответствии с этой моделью
предел текучести т разбавленного твердого раствора можно
выразить как
84
т = 2Gec,
(3.1)
где G — модуль сдвига, е — степень. размерного
несоответствия (или искажение), а с — концентрация растворенных
атомов. Искажение, порождаемое различием Да между
параметром кристаллической решетки чистой матрицы а0 и а —
параметром решетки растворенного атома, есть
е = (1/сХАв/во).
(3.2)
К сожалению, уравнение (3.1) дает завышенные оценки
твердорастворного упрочнения. Между напряжением течения и
изменением параметра решетки любого бинарного твердого
раствора (рис.3.1) существует линейная зависимость. В то
же время, как показали Пелу и Грант [2], изменение
предела текучести различных бинарных растворов на никелевой
основе не является функцией только параметра решетки, но
зависит непосредственно от положения растворенного
элемента в Периодической системе Менделеева. Символом Nv
обозначено количество электронных вакансий в третьей
электронной оболочке у элементов первого длинного
периода. Для одного и того же уровня искажений кристаллической
решетки упрочнение тем выше, чем больше различаются по
10
I
- /
fr
/Ni-Ti
/ Ni-Cr
/ / Ni-Mo
/ / /Ni"w
/ / //\\\-Vt
/// . Ni-Co
/А/ У Ni-Cu
i i i
0,005 0,010 0,015 0,020 Aa
6,55 5,66 4,553,66 2,561,710,66Nv
Рис.3.1. Влияние изменений параметра решетки на сопротивление
пластическому течению у сплавов никеля [2]
Рис.3.2. Влияние различий в валентности на упрочнение у сплавов никеля
(7VV — количество электронных вакансий растворяемого элемента [2], [3])
85
валентности растворитель и растворенный элемент
(рис.3.2). Упрочняющее влияние легирующих элементов
сохраняется по крайней мере до 815 °С [2]. Фляйшер [4]
полагает, что влияние валентности может выразиться в
различии сплавов по величине модуля упругости. Эта точка
зрения подробно рассмотрена в следующем разделе. С другой
стороны, влияние валентности может проявиться через
уменьшение энергии дефектов упаковки, как это происходит
у сплавов с решеткой г.ц.к. с увеличением количества
электронов на атом. В литературе [5] имеются сведения о
корреляции между количеством электронных вакансий Nv и
энергией дефектов упаковки.
К числу элементов, образующих у-твердый раствор, по-
видимому, следует отнести Al, Fe, Ti, Cr, W, Co и Mo.
Отличие этих элементов от никеля по атомному диаметру
колеблется от +1 % для Со до +13 % для W. Было показано
[3], что упрочнение аустенитной фазы, химический состав
которой представлен в табл.3.1, будет наиболее мощным при
легировании алюминием, вольфрамом, молибденом, хромом и
наименее заметным при легировании кобальтом, железом,
ванадием и титаном (см.рис.3.1) .
Заметим, однако, что обычно количество элемента (в
особенности вольфрама или молибдена, вводимого в аустенит
для твердорастворного упрочнения за счет несоответствия
размеров атомов в узлах кристаллической решетки,
ограничено нестабильностью сплава в отношении образования
tf-фазы (см.гл.8).
Несоответствие модулей упругости
Фляйшер [4], [6] полагает, что различия в модуле
упругости между растворителем и растворенным элементом могут
послужить причиной упрочнения. Основание для этого
предложения он усматривает в том, что для "продавливания"
дислокации сквозь твердые или мягкие зоны нужна
дополнительная работа. Полная энергии взаимодействия с винтовой
Текст и содержание рис.3.1 резко расходятся в отношении упрочняющего
влияния титана. Прим. перее.
86
Таблица ЗЛ. Твердораствориое упрочнение ■у-фазы никелевых
сплавов [4]
Растворенный
элемент
Со
Fe
Сг
Mo
W
V
Al
Ti
дислокацией
EG = Gc
Содержание
в у-фазе, %
(по массе)
20
10
20
4
4
1,5
6
1
выражается как
'■ b2R3/6nr2,
G
Изменение
а0, кХ
0,011
0,020
0,033
0,035
0,038
0,006
0,025
0,006
Изменение
сопротивления течению,
6,97 МПа
2,56
7,96
22,8
24,2
24,5
4,55
28,5
5,69
(3.3)
где
сД = е /(1 + |с 1/2), е = (l/G)(dG/dc). (3.4)
Совместное влияние атомных размеров и модулей упругости
Фляйшер [4] приходит к выводу, что различие в модулях
упругости и несоответствие кристаллических решеток можно
учесть в рамках одного и того же уравнения. При этом сила
взаимодействия между растворенным атомом и дислокацией
выразится как
F = (Gb2/I20)|e' - ае|, (3.5)
G
где а = ±16 для краевой и а = 3 для винтовой дислокаций.
Здесь знак минус характеризует взаимодействие краевых
дислокаций с растворенными атомами в поле сжимающих
искажений над плоскостью скольжения, а знак плюс — в поле
растягивающих искажений под плоскостью скольжения.
Меньшую силу взаимодействия можно исключить [7].
Если L— среднее расстояние между двумя растворенными
атомами, с которыми дислокация соприкасается под
действием напряжения тс, то
87
F = хсЪЬ.
(3.6)
Согласно оценкам Фриделя [8] L= (6Ь3/тсс)1/з, так что
тс = т0 + (G|e^-ae|3/V/2)/Z, (3.7)
где Z = 1320; т0— приведенное критическое напряжение
сдвига для чистого металла.
Лабуш [9] применил модель Фляйшера к сплавам более
высокой концентрации, воспользовавшись другим типом
статистического усреднения сил взаимодействия между
растворенными атомами и дислокациями и получил уравнение:
тс = т0 + G4/3c2/3/550. (3.8)
Хотя Фляйшером для сплавов на медной основе получено
некоторое согласие экспериментальных данных с уравнением
(3.7), данные для монокристаллов пластичных сплавов на
основе Au, Ag и Си отвечали точнее расчетам при с2/з,
т.е. при использовании уравнения (3.8) [7].
Ближний порядок
Концентрированные твердые растворы склонны к образованию
весьма заметного ближнего порядка. Для сдвигообразования
в кристалле, где существует ближний порядок, требуется
дополнительная энергия. Это выражается в повышении
напряжения пластического течения сплава.
Энергия, связанная с возникновением ближнего порядка в
двойном твердом растворе, выражается как
Es = NZc (1 - с) vas. (3.9)
где N- количество атомов в кристаллической решетке; Z-
координационное число (для решеток г.ц.к. Z = 12), с -
молярная доля растворенного элемента; v = VAB —
- %S(yAA - VBB) - энергия взаимодействия (УАВ и т.д. -
значения энергии взаимодействия различных атомных пар) и
as— коэффициент ближнего порядка, который можно
определить экспериментально.
88
Энергия, необходимая для нарушения ближнего порядка в
пределах единицы площади плоскости скольжения, есть
Es = (8/3)1/2с(1 - c)vas/a2. (ЗЛО)
Приравняв эту величину работе тЬ, затрачиваемой на
перемещение дислокации, получим необходимое для этого
сдвиговое напряжение
т = 16(2/3)1/2c(l - c)vas/a\ (3.11)
Поскольку все члены уравнения (3.11) не зависят от
температуры, можем считать, что ближний порядок
обеспечивает атермический рост напряжения пластического течения.
Правда, as возрастает с уменьшением температуры отжига.
Поэтому компонента напряжения течения, за которую
ответственен ближний порядок, чувствительна к термической
предыстории материала.
Было высказано предположение [11], что в никельхромо-
вых сплавах ближний порядок возникает при содержании
хрома около 20-25 % (по массе). Такое содержание Сг(22 %)
достигнуто в сплавах хастеллой X и инконель 625. К ним
близки и другие сплавы, содержащие т'-фазу, например
серия сплавов типа нимоник (19,5 % Сг). Следовательно, в
таких сплавах возможно упрочнение, связанное с
существованием ближнего порядка.
3.2. Дисперсионное твердение (старение)
сплавов на никелевой основе
Свойства сплавов системы у—у'
Прочность дисперсионнотвердеющих суперсплавов на
никелевой основе в подавляющей степени обеспечивается такими
когерентными стабильными интерметаллидными фазами, как
y'[Ni3(Al, Ti) и г" [Ni3(Nb, Al, Ti)]. Другие фазы,
например бориды и карбиды, объемная доля которых невелика,
дают небольшое дополнительное упрочнение при низких
температурах. Однако их влияние на свойства границ зерен
может сопровождаться значительным изменением скорости пол-
89
зучести, длительной прочности или длительной пластичности
сплавов.
Этот раздел посвящен свойствам сплавов, упрочненных
исключительно выделениями у '-фазы, и демонстрирует
зависимость экспериментально определенных значений прочности
от таких разнообразных факторов, как объемная доля /
выделений у '-фазы, радиус г0 ее частиц, твердорастворное
упрочнение у- и у'-фаз, присутствие у '-фазы в
сверхмелкодисперсном состоянии.
В связи с тем, что свойства у '-фазы имеют решающее
значение, рассмотрим прежде всего те особенности
структуры и типов деформации, которые оказывают влияние на
уровень прочности (у—у' )-сплавов.
Свойства у'-фазы lNi3(Al, Ti)]
Структура и системы скольжения. Фаза Ni3Al обладает
сверхструктурой типа Cu3Au (Ы2), которая сохраняет
дальний порядок почти до самой точки плавления, т.е. почти до
1385 °С. Фаза существует в довольно узком
концентрационном интервале, однако легирующие элементы могут свободно
и в значительной степени замещать любой из ее
компонентов. В частности, большинство сплавов на никелевой основе
упрочняется выделениями у' -фазы, в которой до 60 % А1
замещено Ti и/или Nb.
Нелегированное соединение Ni3Al деформируется путем
скольжения в системе {ill}—<110>. Выше 400 °С отчасти
проявляется также скольжение по плоскостям {100}, которое
при 700 °С уже преобладает [13]. Кубическое скольжение
можно предотвратить, если деформировать образцы
кубической ориентации. Однако избежать скольжения в системе
{ill} не удается ни при какой ориентации образцов. При
низких температурах скольжение вдоль плоскости {ill}
чрезвычайно неравномерно, однако выше 400 °С оно и
равномерное, и очень тонкое.
Дефекты упаковки. В структуре Ы2
существует три типа дефектов упаковки [14]: 1) дефекты упаковки
в сверхрешетке (вычитания или внедрения); 2) антифазные
границы и 3) комплексные дефекты упаковки.
В сверхструктуре дефекты упаковки внедрения (SI) и
вычитания (SE) образуются в результате сдвиговых смещений
90
типа 1/3 <112> и 1/6 <112> по плоскостям {ill}. Они
оказывают определяющее влияние на ползучесть сплава Маг-М200
при 760 °С [14]. Смещения типа я/2<110> по плоскостям
{111} приводят к образованию дефектов упаковки типа
антифазных границ (АРВ). Энергия последних должна быть
выше, чем энергия дефектов упаковки внедрения или
вычитания, поскольку у атомов в антифазных границах нарушено
расположение ближайших соседей. Энергия АРВ чувствительна
к ориентации кристалла, она минимальна для границы со
сдвигами типа {1П}а/2<112>. Комплексные дефекты упаковки
(CF) можно рассматривать, как результат наложения
антифазной границы и дефектов упаковки внедрения. Они
сопрягаются со сверхструктурой Ы посредством сдвиговых
смещений {111}а/6<112>.
Многочисленные дефекты упаковки, порождаемые в сплавах
на никелевой основе, которые упрочняются когерентными
выделениями, играют при деформировании основную роль. В
следующем разделе будет показано, что в ряде моделей
дисперсионного твердения можно ожидать очень сильной
зависимости приведенного критического сопротивления сдвигу
(CRSS) от энергии дефектов упаковки в решетке у '-фазы.
Было показано, также, что у сплава МАР-М200
характеристики ползучести связаны с природой тех дефектов упаковки в
частицах у '-фазы, которые порождаются дислокациями,
рассекающими эти частицы [14].
Температурная зависимость текучести. И моно-, и
поликристаллические образцы нелегированной у '-фазы от —196 до
~800°С проявляют поразительный обратимый [15] прирост
сопротивления пластическому течению. Как показано на
рис.3.3, этот эффект сильно зависит от содержания
алюминия [16]. У ряда других сверхрешеток, проявляющих
умеренный прирост прочности в довольно узком интервале
температур вблизи критической температуры упорядочения Тс, часто
связывают этот прирост с температурнозависимым изменением
степени порядка [17]. Однако у сверхрешеток соединений
Ni3Si2, Co3Ti, Ni3Ge, Ni3Ga, каждая из которых имеет
структуру Ы2, прирост прочности с температурой сравним с
таковым у соединения Ni3Al [18]. У всех названных
соединений изменение сопротивления, пластическому течению с
температурой полностью обратимо. На сегодняшний день нет
сообщений об использовании этой аномалии в поведении пре-
91
дела текучести у каких-либо соединений, кроме Ni3Al.
Возможно, однако, что новые двухфазные сплавы, содержащие
фазу типа ц', вот-вот появятся.
700
500
I
^ 300
100
_|_
Рис.3.3. Температурная
зависимость прироста
сопротивления пластическому течению
Ц -фазы (Ni3Al) при различном
содержании А! [16]
200
В00
1000 Т,К
Величина и температурный диапазон пиковых значений
сопротивления пластическому течению у '-фазы может
сместиться под влиянием легирования такими элементами, как
титан, хром и ниобий (рис.3.4) [13]. Простой связи между
величиной сопротивления течению и изменением температуры
его пиковых значений нет. Например, и хром, и титан
увеличивают температуру максимального сопротивления течению.
Однако хром при низких температурах смягчает у '-фазу, в
I
200
150
100
50
х 1
а2
• 5
1
i i i i
Рис.3.4. Смещение пиковых
уровней сопротивления
пластическому течению у -фазы при
замене легирующей добавки [%
(ат.)]:
1- 6Nbr 2- 10,5Ti-2Cr;
3- 10,5 Ti; 4- 2 Cr; 5-
Ni3Al
200
йОО 600 800 T,C
92
го время как титан упрочняет ее. Под влиянием всех
элементов, образующих в монокристаллах Ni3Al твердые
растворы замещения (Мо, Та, Nb, Ti, W), приведенное критическое
сопротивление сдвигу в системе (ill) [101] увеличивается,
а в системе (001) [110] - уменьшается по сравнению с
таковым у бинарного соединения Ni3Al [19].
Располагая сведениями об этих важных объемных
характеристиках у '-фазы, можно перейти к рассмотрению
взаимодействия между скользящими дислокациями и вторичными
выделениями у '-фазы, распределенными в сплаве.
Модели перерезания частицы
Общие замечания. К числу ответственных за упрочнение
аустенитных суперсплавов когерентными частицами относят
следующие факторы: 1) когерентные искажения; 2) различия
в модуле упругости между упрочняющей частицей и матрицей;
3) упорядоченная структура частиц; 4) различия в энергии
дефектов упаковки частицы и матрицы; 5) энергия,
необходимая для создания дополнительной поверхности раздела
между частицей и матрицей; 6) увеличение сопротивления
деформации частиц с изменением температуры.
Применительно к любой отдельной системе можно
рассмотреть несколько моделей. Однако теоретики рассматривают
одновременно только одну модель, а затем, если
необходимо, добавляют по одному прирост сопротивления сдвигу,
вносимый каждым из отличающихся друг от друга механизмов.
И все-таки в настоящее время считать основной вклад в
упрочнение суперсплавов выделениями у'-фазы дают такие
факторы, как когерентные искажения и упорядоченная
структура частиц. Поэтому рассмотрим механизмы упрочнения,
связанные только с этими факторами, а модель Орована —
для обходного движения дислокаций, поскольку она ставит
предел упрочнению, которого можно было бы достичь за счет
других механизмов.
Не будем анализировать детально различные модели,
предложенные для объяснения природы упрочнения,
вызванного размерным несоответствием или установлением порядка.
Вместо этого рассмотрим принципы, положенные в основу
большинства этих моделей. Трактовка твердорастворного
упрочнения и упрочнения за счет дисперсионного твердения
93
в основном зиждется на одной и той же методологии. В
обоих случаях рассчитывают силу взаимодействия движущейся
дислокации с тем или иным препятствием на ее пути.
Чтобы двигаться сквозь поле с распределенными в нем
препятствиями, дислокация должна изогнуться на угол (/>,
зависящий от прочности препятствия (рис.3.5). Для слабых
препятствий <р —*-и, поскольку, чтобы освободиться от
препятствия, дислокации требуется очень небольшой прогиб.
Для сильных препятствий tp —»0, поскольку в этом случае
дислокация вынуждена практически сложиться пополам.
Количество препятствий, приходящееся на единицу длины
дислокации, и величина (р взаимосвязаны; если <р~п, это
количество определяют числом пересечений со случайной линией.
С уменьшением отношения <р/тс дислокация занимает более об-
d, = 2rs
3h-
_ц
»©
Lm о
О
—I г
Рис.3.5. Взаимодействие
парных дислокаций с
упорядоченными частицами:
1 — первая дислокация; 2 -
вторая дислокация
ширную площадь и, следовательно, встречает больше
препятствий. В этом случае для определения числа препятствий
на единицу длины дислокации необходимо учитывать
выражение, характеризующее расстояние между препятствиями, с
которым связана величина приложенного напряжения т. Чаще
всего используют выражение, предложенное Фриделем [8]:
V - (2TL|/rb)1/3,
(3.12)
где Т — линейное натяжение (примерно равное l/3 Gb2 для
краевой и 1/2 Gb2 для винтовой дислокаций), Ls —
расстояние между линиями квадратной сетки, равное l/v п , где
п — количество частиц в единице площади плоскости
скольжения. Обычно, упрощая расчеты, допускают, что дислокации
взаимодействуют со случайным рядом препятствий одной и
той же прочности. Величина V изменяется в пределах
94
Ls * L' < 4r/3f.
(3.13)
Верхний предел 4r/3/ представляет собой расстояние
между случайными частицами, расположенными вдоль прямой
линии.
Упрочнение за счет упорядочения. Было показано [20], что
при перерезании упорядоченной частицы одной дислокацией,
энергия образующейся АРВ, равная Ir^jLj должна
компенсироваться усилием Xjb, действующим на дислокацию, т.е.
т; = 2rsVo/L,b, (3.14)
где Уо— удельная энергия АРВ, a rs— среднее значение
радиуса частицы, перерезаемой полосой скольжения.
Подставляя величину rs= v(2/3) в уравнении (3.12), получим:
Z/ = (2Titras/fTj>). (3.15)
Подставляя уравнение (3.17) в уравнение (3.14), найдем
напряжение, необходимое для продавливания дислокации
сквозь частицу:
т/ = (rl/2/b)(4frs/uTy/2. (3.16)
Следовательно, при постоянном значении / величина Т/
возрастает с увеличением rs, поскольку возрастает
гибкость дислокаций при их взаимодействии с более крупными
частицами. Из-за разницы в линейном натяжении напряжение,
необходимое для продвигания краевой дислокации, вдвое
больше, чем для продвижения винтовой дислокации. Краевая
дислокация прогибается вчетверо сильнее, чем винтовая
(при v = l/З) и, следовательно, встречает большее
количество препятствий. Доля частиц, рассекаемых
дислокационными линиями с образованием АРВ, выражается как 2rs/Lj,
где L/= /(т) представлено уравнением (3.15), так что
2rs 2rs г 4/
1/2
i'W) ■ "'Т7- (ЗЛ7)
95
Верхний предел этой доли применительно к возрастающему
прогибу дислокаций устанавливается условием rs = Т/х0 при
L =LS. Иными словами, в точке оровановского прогиба
дислокации имеем:
1/2
(3.18)
~х *" ~*7ч *~J' rs~T0'
При этой критической и более высокой доле
сопротивление срезу частицы становится равным:
Т1=(Уо/Ь)(4//тг)1/2. (3.19)
Чтобы рассекание (сдвиговая деформация) частицы
продолжалась, это напряжение должно быть меньше
оровановского напряжения прогиба дислокации (см. ниже).
Нижний предел величины 2rs/L [см. (3.17)]
определяется значением L для абсолютно прямолинейной дислокации и
соответствует материалу с очень мелкими частицами, то
2rs/L=f, rs*nTf/4r0, r=fr0/b. (3.20)
Рассмотрим теперь, каким образом парная дислокация в
сверхрешетке взаимодействует с частицами. Расчеты в этом
случае выполняют по принципам, выработанным Гляйтером и
Хорнбогеном [21], но используют уравнения, предложенные
другими авторами [20], [22]. В то время как первая
дислокация просто вызывает сдвиговую деформацию частиц (см.
рис.3.5), вторая дислокация увлекается вперед теми АРВ,
которые остаются во всех частицах, перерезанных первой
дислокацией. При условии, что обе дислокации одинаковые
по форме, а расстояние х между ними достаточно мало, но
больше rs, вторая дислокация может располагаться вне всех
этих частиц. Такое положение возможно, когда длительность
старения велика. Следовательно, в состоянии равновесия
полное напряжение т , продвигающее вперед вторую
дислокацию, уравновешивается отталкивающей силой, действующей
между этими двумя дислокации, т.е.
xnb=Gb2/2nkx, (3.21)
96
где т теперь равно приложенному напряжению т (k=l—v)
для краевых дислокацией и к=1 для винтовых). В связи с
присутствием второй дислокации напряжение, действующее на
первую дислокацию т =2т. Используя уравнение (3.18),
выразим условие, необходимое, чтобы первая дислокация
смогла вызвать сдвиговую деформацию частиц:
7о 2rs Го Г 4Л1/2 70 (/)1/2
т= = — = . (3.22)
п 26 l гъ \ и J Ъ ТГ
В этом случае напряжение, необходимое для перерезания
частиц, составляет лишь половину того вычисленного
значения, которое требуется при перерезании частиц едиными
(целыми) дислокациями [см. (3.19)].
Обычно вторая дислокация все-таки входит в контакт с
АРВ и по форме оказывается практически прямолинейной.
Чем большее число АРВ пересекает вторая дислокация, тем
менее эффективны частицы второй фазы как препятствия.
Следовательно, обращаясь к рис. 3.5 и принебрегая любой
вновь образованной поверхностью раздела частица—матрица,
образованной в результате сдвиговой деформации частиц,
получим следующие выражения для равновесия сил:
xb+(Gb2/2nkx)-(70dl/Li)=0. (3.23)
для первой дислокации и
Tb+ir^/L^-iGtf/lnkx) = 0. (3.24)
для второй дислокации.
Решая совместно уравнения (3.23) и (3.24), получим
уравнение для напряжения, действующего на первую
дислокацию в направлении ее движения:
гтЬ+УоОуу^/Ь. (3.25)
Поскольку в процессе сдвиговой деформации частицы под
действием первой дислокации вторая дислокация оказывается
прямолинейной, можно заменить дробь d Ik уравнением
4 Зак. 1091 97
(3.20), а дробь d /L уравнением (3.17), так что
2rb+7j<47Jrs/KTy/2r0- (3-26)
От этого выражения переходим к соотношению,
характеризующему уровень приложенного напряжения т:
r=(70/2b)[(47Jrs/uT)^-f]. (3.27)
Бели аппроксимировать линейное натяжение Г выражением
0,5Gb2 (для винтовой дислокации), уравнение (3.27)
приводится к виду:
Tc=(y0/2b)[(8yo/r,/irGb')1/2-/]. (3.28)
Уравнение (3.28) несправедливо для условий, когда rs
приближается к нулю, поскольку величина тс не может быть
отрицательной. Тем не менее, отрицательную координату
—7af/2b использовали в одном из вариантов расчета энергии
АРВ [23].
Первый член уравнения (3.28) Arl/2fl/2G~l/2b~2rsl/2
аналогичен по форме и зависимости от размера частиц
эффекту упрочнения за счет упорядочения кристаллической
структуры, представленному ранее Гляйтером и Хорнбогеном
[21].
3/2 1/3 -1/2 -2 1/2
тс = 0,28э-0 f G Ь г0 (3.29)
Выпадают из аналогии в данном случае только константы
в зависимость от объемной доли частиц. Вторым членом
уравнения (3.28) можно пренебречь, но только в том
случае, если вторая дислокация сможет избежать встречи со
всеми частицами [22]. Тогда напряжение пластического
течения в терминах уравнения (3.28) станет равным половине
напряжения, данного уравнением (3.16) для цельных
дислокаций. Основные особенности этой модели обобщены на рис.
3.6. Модель была успешно использована при оценке
поведения разнообразных суперсплавов [20-23] на основе никеля и
на основе железа. Применительно к проектированию сплавов
в модели сделан акцент на зависимость прочности сплавов с
98
Рис.3.6. Схематическое изображение
кривых упрочнения старением,
позволяющих сопоставить вклад упорядочения и
вклад огибания дислокаций по Оровану
при различном размере упрочняющих
частиц (г — радиус частицы):
1 — выгибание единой дислокации; 2 —
выгибание парных дислокаций; 3 —
перерезание парными краевыми
дислокациями; 4 — перерезание парными
винтовыми дислокациями
малой объемной долей выделений от размера частиц и
энергии АРВ.
Теория Гляйтера-Хорнбогена была видоизменена и в
других работах [24, 25]. Результаты оценок, выполненных с
помощью видоизмененной модели, были применены
целенаправленно для сплава МАР-М 200, характеризующегося высокой
объемной долей выделений у '-фазы. Проведя тщательное
электронно-микроскопическое исследование, нашли, что
скорость пластической деформации в сплаве контролируется
движением дислокаций от фазы у к фазе г'■ Авторы исходили
не из условия равновесия сил для частичного прохождения
первой дислокации сквозь частицу, как это показано на
рис.3.5, а из убеждения, что первая дислокация
обматывается вокруг частицы некоторой данной кривизны, пока
вторая дислокация не протолкнет ее внутрь этой частицы.
Условия статического равновесия для ведущей и замыкающей
дислокаций дислокационной пары в сверхструктуре
представляются как j
I
(rc-rp)b+C/x+T/r0-70=0 (3-30)
для головной и
(тс-т0)Ь - С/х + T/tr0 = 0
для замыкающей дислокации. Здесь С/х - сила взаимного
отталкивания между дислокациями в паре, хр и т0 -
напряжение трения, соответственно, в частице и матрице, а Т/г0 -
сила линейного напряжения дислокации, соответствующая
кривизне частицы.
Уешая совместно уравнения (3.30) и (3.31), получаем
для условий статического равновесия при 22 °С:
99
4*
Лт
^L
2Ь \ тс/
1
-2
гв*,№
тс=Уо/2Ь-Г/Ь/-0+(1/2)(т0+Тр),
(3.32)
где y0/2b — напряжение стискивания дислокационной пары,
необходимое для начала сдвиговой деформации частицы.
Применительно к динамическим условиям приведенное
критическое напряжение сдвига можно предвидеть,
воспользовавшись зависимостью скорости пластической деформации от
напряжения. Пользуясь этой зависимостью, выводят
соотношение между напряжением и скоростью движения дислокаций.
Получено очень похожее выражение для
тс=(Уо/2Ь)-(Г/Ьг0)+(*/2Хт0-ИГр), (3.33)
где к — константа, зависящая от скорости движения
дислокаций в кристалле и равная 0,823 для сплава МАР-М 200 при
комнатной температуре [25]. Проникновение дислокации
сквозь малые частицы легче, чем сквозь большие. Это
объясняется различием в силе линейного натяжения
дислокации. Как бы то ни стало, основной вклад в величину тс
дает член ij2b, составивший 80% для сплава МАР-М 200 при
комнатной температуре. Однако в одной из работ [26] был
сделан вывод, что при высоких температурах и скоростях
деформации, когда напряжение пластического течения
■у'-фазы достигает достаточно высоких пиковых значений, и
это напряжение, и энергия АРВ становятся главными
компонентами величины. Предполагают, что, следуя моделям для
сплавов с низкой объемной долей упрочняющей фазы,
прочность увеличивается, благодаря присутствию частиц
большого радиуса, однако сам по себе этот эффект будет мал,
поскольку член T/br0 в уравнениях (3.32) и (3.33) не дает
основного вклада в уровень напряжения пластического
течения.
В самом общем случае величину у0 следует заменить на
Г, энергию дефектов, образующихся в результате сдвиговой
деформации частиц, ибо сдвиговая деформация может
порождать не только дефекты типа АРВ. Например, в сплаве МАР-М
200 при 760 °С сдвиговая деформация частиц происходит с
образованием дефектных пар, в которых один из дефектов
представляет собой дефект упаковки вычитания, а другой —
внедрения [26]. Применительно к данной модели влияние
кристаллографической ориентации на напряжение
пластически)
Таблица 3.2. Энергии антифазных границ у сплавов
со структурой у+у'
Состав сплава,
% (ат.)
Ni-(12,7-14)A1
Ni-18,5Cr-7,5Al
Ni-18,8Cr-6,2Al
Fe-Cr-Ni-Al-Ti
(Ti/Al=l)
(Ti/Al=8)
Ni-19Cr-14Co-
-7Mo-2Ti-263Al
Ni-33Fe-16,7Cr-
Энергия
Ю-7 Дж/
без
поправки
153
104
90
240
300
170
220
-3,2Mo-l,6Al-l,l 270
Ni, % (по массе)
Зависит от /
и Г0. ** С
АРВ*,
см2
с
поправкой 2
145
94
81
—
-
—
—
—
поправкой
Характеристики
частиц
г0, нм
2,1-4,5,
5,5
4,5
—
-
18,0
5,0
—
на трение
• f
0,05-0,14
0,194
0,054
—
—
0,3
—
—
в решетке
Источник
[15], [22], [27]
[15]
[28]
[29
[29
[30
[30
[22]
выделений.
кого течения воспринимается как изменение в характере
порождаемых дефектов, связанное с изменением механизмов
скольжения. Отмечено [3], что исходя из критических
температур упорядочения фаз Ni3X, титан, ниобий и тантал не
должны существенно увеличить энергию АРВ. Однако титан и,
возможно, тантал, могли бы увеличивать энергию дефектов
другого типа. В результате анализа серии данных с целью
расчета энергии АРВ в зависимости от содержания
легирующего элемента было установлено [22], что энергию этих
дефектов можно изменять в достаточно широких пределах
(табл.3.2, ее анализ приводится ниже при обсуждении
принципов проектирования сплавов). Упрочнение за счет
размерного несоответствия. Сделанные ранее [l] попытки
объяснить зависимость приведенного критического
напряжения сдвига от размеров частиц влиянием на него
когерентных напряжений оказались неудачными. Согласно модели
Герольда и Хаберкорна [31] главная роль принадлежит
взаимному влиянию дислокаций и деформации, а перерезание
частиц — следствие этого влияния1. Расчеты в общем виде
1 Применительно к ныделеииям, образующимся в результате старения,
перерезание частицы, согласно модели Мотта и Набарро [уравнение (5./)]
должно происходить, когда устанавливается критическое расстояние между
частицами L=b/4cf, соответствующее максимальному уровню прочности.
101
аналогичны фляйшеровским [4, 6] для твердорастворного
упрочнения и предназначены для использования в том
случае, когда размерное несоответствие е между когерентными
сферическими частицами и матрицей составляет примерно
0,01:
\e=aPPt~ amatr/amatr'-
Увеличение напряжения пластического течения в
результате взаимодействия цельных дислокаций с деформационными
полями характеризуется выражением:
Lr=K/bL", (3.34)
где К — максимальная сила отталкивания между
деформационным полем единичной частицы и движущейся дислокацией, а
L'' — среднее расстояние между центрами приложения этой
силы. Уравнение (3.34) - это аналог уравнения (3.6),
характеризующего твердые растворы. Как и раньше, проблема в
том, чтобы найти подходящие выражения для К и L".
Установлено, что К должно быть равно или меньше величины Т,
линейного натяжения краевой дислокации. Для определения
L'' вместо формулы Фриделя [см. уравнение (3.12)] авторы
воспользовались выражением [4], отражающим связь между
взаимным удалением препятствия и углом выгибания
дислокации в=0,5(п-<р) (см. рис. 3.5):
L"=r0itl/2/(6/)l/2; 9*//16<е<3/2. (3.35)
Угол прогиба дислокации под действием силы К к
моменту, когда она обходит частицу, дается выражением:
2Sine*K/2T. (3.36)
Максимальное значение К рассчитывают как
K=4G\c\br. (3.37)
102
При углах прогиба <0,5625я/ дислокацию следует
рассматривать как жесткую линию, а при углах прогиба ~1,5
дислокация полностью гибкая, и для вычисления L'' следует
пользоваться другим выражением. Комбинируя уравнения
(3.34) и (3.36), получаем величину приведенного
критического напряжения сдвига:
Lr=AG3/2(rJ/b)1/2, 9nf/l6<3\e\r0b<l/2, (3.38)
где А=Ъ для краевых и А=\ для винтовых дислокаций.
Согласно этому уравнению напряжение пластического течения
должно возрастать немного быстрее величины с, поскольку
возрастание размерного несоответствия вызывает больший
прогиб дислокации и заставляет дислокацию
взаимодействовать с возросшим количеством зон, противодействующих ее
движению.
Результаты опытов со сплавами Си—Со и Al—Zn послужили
основанием для вывода, что приведенное критическое
напряжение сдвига определяется свойствами краевых дислокаций.
Согласно другому выводу дислокации перерезают частицы
вторичных выделений малого размера (г0/Ь<20), где
г0«Ь/3|е|), в то время как частицы большего размера они
обойдут по механизму Орована.
Влияние полей когерентных искажений на величину
приведенного критического напряжения сдвига в двухфазном
сплаве рассмотрено также Гляйтером [32]. Следуя изложенным
выше этапам и делая различные допущения относительно
гибкости дислокаций и процедуры усреднения характеристик
расположения препятствий, он получил для гибких краевых
дислокаций следующее соотношение:
AT=ll,8Ge3/2/3/6(r0/b)l/2. (3.39)
Главное различие между уравнениями (3.38) и (3.39)
заключается в выражении зависимости между величиной Дт и
объемной долей выделений. Однако для сплавов Al—Zn[33]
лучшее согласие расчета и опыта получили с помощью
уравнения (3.38). Ниже рассмотрим данные по нескольким спла-
103
вам системы Ni—А1, для которых также получено согласие с
уравнением (3.38) [30].
Нембах и Найте [34] произвели углубленнный пересмотр
экспериментальных доказательств, опирающихся на
зависимость прочности суперсплавов от несоответствия кристали-
ческих решеток. Они пришли к выводу об отсутствии
убедительного экспериментального доказательства влияния
размерного несоответствия на сопротивление пластическому
течению у недостаренных сплавов, упрочняемых выделениями
у'-фазы. Нашли также [34], что размерное несоответствие
кристаллических решеток в некоторых промышленных сплавах
не дает существенного вклада в уровень прочности.
Модели обходного движения дислокаций
Огибание по Оровану. Все рассмотренные ранее модели
перерезания частиц движущейся дислокацией признают, что
после роста частиц до размера, превышающего критический,
дислокации могут обходить их путем огибания, переползания
или посредством других механизмов. Обычно считают, что
применительно к аустенитным суперсплавам наилучшие
результаты дает применение модели по Оровану [35]. Прирост
сопротивления пластическому течению в результате
выгибания дислокации задается величина радиуса кривизны р, до
которого гибкую дислокацию можно прогнуть под действием
приложенного напряжения т.
тЬ=Т/р. (3.40)
Минимальное значение £ равняется половине расстояния L
между соседними частицами и соответствует условию 9=0,5я
(см. рис. 3.5). Приблизительно линейное натяжение
T=0,5G2, однако более точным является выражение:
T=(Gb2/4n)<p' ln(L/2b), (3.41)
где <p=0,5[l+l/(l—v)), a L — расстояние между ближайшими
краями соседних частиц, равное [ir//)I/2—2]rs, что приво-
104
дит к выражению для прироста сопротивления пластическому
течению Ат в виде:
Lx={Gbl2nL)<p'\ni,L/2b). (3.42)
Влияние роста объемной доли / частиц данного размера
выражается в уменьшении L, заведомо приводящем к
увеличению прочности. Еще большее упрочнение должно наступать
по мере роста размера частиц: если на пути движения
дислокации появлялись бы частицы большего диаметра, этот
эффект усилился бы и в результате возникновения когерентных
искажений.
Влияние границ зерен
В случае испытания металлов и сплавов при температурах
ниже 0,5Тплих прочность можно увеличивать, повышая
сопротивление границ зерен движению дислокаций. Зависимость
Холла — Петча
tfT=tf0+M"I/2> (3-43)
где бт — предел текучести; 0О — напряжение трения в
решетке; d — диаметр зерна и ку — характеристика
сопротивления, оказываемого границами зерен, демонстрирует, что
значительное упрочнение можно получить у мелкозернистых
сплавов, обладающих высоким значением. К факторам,
способствующим увеличению ку, относятся твердорастворное
упрочнение и затрудненное поперечное скольжение.
Следовательно, можно ожидать, что растворение элементов типа
кобальта, понижающего энергию дефектов упаковки никеля,
приведет к увеличению вклада границ зерен в уровень
предела текучести или сопротивления пластическому течению. У
сплавов на основе Со наличие мощных дефектов упаковки
снижает эффективную длину скольжения d в уравнении
(3.43), так что прочность может резко возрастать.
105
3.3. Дисперсноупрочняемые1 сплавы
В зависимости от условий старения и типа участвующих в
нем кристаллических структур, образующиеся выделения
могут быть либо когерентны, либо некогерентны матрице. Дис-
персоиды же, такие как оксиды, всегда некогерентны.
Поэтому применительно к упрочнению оксидными частицами
можно ориентироваться только на механизм Орована. Фирма INCO
производит суперсплавы с применением механического
легирования. При этом в одном и том же сплаве могут
присутствовать и преципитаты2, и дисперсоиды, а упрочнение от
разных механизмов может быть аддитивным при условии, что
в процессе обработки формируется, а в эксплуатации
сохраняется микроструктура в виде грубых вытянутых зерен.
Частицы Th02 и Y203 в материале TD-Ni и других материалах,
изготавливаемых с применением механического легирования,
мелкодисперсны (100 — 500 А) и равномерно распределены
(расстояние между частицами 500 — 3000 К). Упрочнение,
вызываемое этими частицами, следует приплюсовать к
упрочнению за счет границ зерен и субзерен, а также к твердо-
растворному упрочнению. Важно учитывать и показатель вы-
тянутости зерен ПВЗ, т.е. отношение длины L к ширине
зерна /. При высоких температурах соблюдается линейная
зависимость прочности от величины ПВЗ (рис. 3.7,а [37]):
0=0e+k(L/l-l), (3.44)
где ое — прочность материала с равноосными зернами
(ПВЗ-1), а к - коэффициент при ПВЗ. С величиной ПВЗ
хорошо коррелируют характеристики ползучести и длительной
прочности (рис. 3.7,6 и 3.7,в). Последующими работами
1 Упрочняемые дисперсоидами — дисперсными частицами, искусственно
введенными ("замешанными") в сплав при его получении или образовавшимися в
результате реакций, отличных от старения (например, при внутреннем
окислении). Прим. перев. 2 Выделения вторичных фаз, образующиеся при распаде
твердых растворов по реакции старения. Пока этот англиканизм применяется
преимущественно в устной русской речи и считается техническим жаргоном.
Однако он предельно лаконичен, понятен специалистам, удобен в общении.
Поэтому переводчик считает уместным его использовать при переводе. Прим. перев.
106
^
24
20
16
12
8
и
-
1 1
ч /
If
i J
i
I J а/г
K^l A*' ?
,3
i i
г
a
12 16
12 16
Рис.3.7. Влияние показателя вытянутости зерен ПВЗ = L/1 на свойства
сплавов, упрочняемых дисперсными оксидными частицами:
а — испытания на активное растяжение; б — испытания на длительную
прочность; в — испытания на ползучесть (стадия установившейся ползучести) [38]:
1 — торийсодержащие сплавы; 2 — Ni — 2 Th02; 3 — равноосные зерна; 4 — ось
приложения нагрузки; 5 - Ni - 2 Th02; 6 - Ni - 20Cr - 2 Th02; 7 - Ni - Cr -
W — Th02; 8 — дисперсноупрочняемые суперсплавы
подтверждена важная роль ПВЗ в упрочнении таких
механически легированных материалов, как МА-753 и МА-6000 [40].
Считают [37], что в структурах с вытянутыми зернами вклад
этой вытянутости в общий эффект упрочнения превосходит
все другие эффекты упрочнения, вносимые собственно
границами зерен. Наиболее прямым и эффективным способом
получения структуры с грубыми вытянутыми зернами является
прессование (выдавливание). Оно обеспечивает и
консолидацию порошка, и создание адекватной структуры для
последующей вторичной рекристаллизации.
3.4. Критическая оценка моделей
Анализ модели упрочнения, присущего старению сплавов с
малой объемной долей частиц -ц'-фазы в ^-матрице не может
быть непосредственно использован для оценки поведения
многих современных промышленных суперсплавов на никелевой
основе, поскольку в последних объемная доля у '-фазы нам-
107
ного выше1. К тому же в таких суперсплавах упрочняющие
частицы крупнее. У монокристаллических сплавов с высокой
объемной долей преципитата механическое поведение зависит
от ориентации и скорости деформации [41], что еще более
усложняет оценку этого поведения.
Каждая из рассмотренных выше моделей страдает
ограничениями. В этой связи весьма немаловажен тот факт, что
микроструктура суперсплавов на никелевой основе слишком
сложна, чтобы во всем диапазоне напряжений и рабочих
температур в ней действовал лишь один единственный механизм
деформации. Мы будем различать сплавы, у которых
несоответствие решеток фаз у и у' мало или отсутствует (системы
типа Ni—Cr—А1 (рис. 3.8), от сплавов, у которых оно
велико (системы типа Ni—Cr—Al).
Сплавы без размерного несоответствия. Справедливость
основных компонентов модели Брауна — Хэма,
характеризующей взаимодействие между парными дислокациями и
упорядоченной решеткой частиц, уже подтверждена экспериментами
на сплаве Nimomic РЕ 16 [43] с применением
высоковольтного электронного микроскопа. Показано, в частности, что
головная дислокация сильно выпучивается между частицами
у', в то время как ведомая остается практически
прямолинейной. Расстояние между соседними частицами вдоль
головной дислокации находится в разумном согласии с уравнением
(3.12). Можно полагать, что при небольшом размерном
несоответствии или его отсутствии объемная доля / частиц
представляет собой наиболее важную из числа переменных,
определяющих сопротивление пластическому течению и
ползучести. Она варьирует в сплавах, склонных к упрочнению
выделениями у'-фазы, от 0,2 у сплава Nimonic 80А до 0,6 у
сплавов MAR-M 200 и 713С. Самые современные сплавы
содержат до 70% у'-фазы. Сопротивление пластическому течению
у двойных сплавов Ni—Al, состаренных на максимальную
твердость [15], и тройных Ni—Cr—Al с объемной долей
у'-фазы от 0,4. до 0,6 явно нечувствительно к температуре
(рис. 3.9). Предел текучести сплава MAR-M 200 практически
не изменяется в интервале температур от комнатной до
1 Правда, ряд сплавов с низкой объемной долей У' -фазы вроде Nimonic 80 А
и А-286 все еще активно используют, и к таким сплавам упомянутая модель
применима.
108
Сплавы с Высокими
когерентными искажениями
а0 (преципитат) > а01магприци)
-Cr-Fe-Mo-Al-Ti-Nb)
Сплав 718
(Ni-Cr-Al-Л)
Сплав К-750
Nimonic 80А
(Ni-Cr-Co-Al-Ti|
Nimonic 90
(Fe-Ni-Cr-Mo-Al-T
CnnaggQI
PEW
(Ni-Cr-M0-Al-T
M-252
Сплав 7iJC
Ni-Cr-Co-Mo-Al-Ti
Nimonic 105
Nimonic 115
Udimet 700
MAR-M 200
IN-IOO
Сплавы с низкими когерентными иска/нениями
а0{лреи,ипитат} « ад I матрица)
Рис.3.8. Классификация никелевых сплавов по степени размерного
несоответствия [42]
109
ба2,6,9МПа
Рис.3.9. Температурная
зависимость сопротивления пластическому
течению суперсплавов системы
Ni—Cr—А1 с разной объемной долей
У'-фазы [44]
О 200 tOO 600 800 Т°С
750 °С [24]. Причина в том, что пластическое течение в
данном случае контролируется механизмом перерезания
упрочняющих частиц.
При обобщении данных о влиянии объемной доли у'-фазы
на сопротивление пластическому течению у сплавов системы
Ni—Cr—А1 отмечено [44], что при 900 °С и выше сплавы
состояли из прочных частиц у'-фазы диаметром ~0,5 мкм,
распределенных в мягкой у-матрице. Следовательно
сопротивление пластическому течению зависело от величины /.
Наиболее прочный сплав при 7>760 °С содержал 100 % у' -фазы
(см. рис. 3.9). Сплавы с высоким значением /
деформируются путем сдвига в частицах, а сплавы с низким / — путем
выпучивания неспаренных (ведущих) дислокаций в г.ц.к.
решетке матрицы.
При Г«500 °С прочность частиц у' -фазы диаметром
0,5 мкм была ниже прочности у-матрицы, которая к тому же
содержала сверхтонкие [г0=38А(10-10 • 38м) выделения у',
образовавшиеся в процессе охлаждения от температур
старения (950-900 °С). В этих условиях сопротивление
пластическому течению зависело от величены / более сложным
образом и имело максимум при /=0,25 . Деформация
происходила с образованием сильно волнистых линий следов
скольжения, а полосы скольжения по мере роста / или температуры
становились все более "рыхлыми". В промышленных сплавах,
например Nimonic 115, MAR-M200 и Udimet 700, также обна-
По сообщению других авторов [45] предел текучести монокристаллов
системы Ni—А1 увеличивается почти линейно с ростом / до 0,6.
110
ружены сверхтонкие выделения вторичной фазы.
Сплавы с высокой объемной долей у'-фазы ведут себя
подобно чистой у-фазе в том смысле, что сопротивление
пластическому течению возрастает с температурой. Если
объемная доля Первичных грубых выделений у' в у-матрице ~50 %,
уровень прочностных характеристик средний. Сплав
проявляет умеренное сопротивление течению при низкой
температуре, его пологий максимум вблизи 700 °С и снижение при
более высоких температурах, чем у сплавов с линейной
зависимостью между сопротивлением течению и объемной долей
второй фазы (см. рис. 3.9). Заметим, что промежуточное
значение объемной доли выделений — 20 % — соответствует
наивысшей прочности при 21 °С. Подавляющий вклад в
низкотемпературное значение предела текучести дают сверхтонкие
выделения у'-фазы (диаметром 5,0 — 100 нм).
Признавая, что в сплавах с низким размерным
несоответствием могут действовать по крайней мере два механизма
упрочнения, мы все-таки перейдем к более подробному
рассмотрению моделей, каждая из которых базируется на одном
механизме.
Первоначально предполагали [24], что у сплавов со
структурой у—у' снижение сопротивления пластическому
течению выше 760 °С вызвано снижением энергии АРВ в
результате разупорядочения. Показано, однако, что соединение
Ni3Al не разупорядочивается по крайней мере до 1100 °С
[44], а может быть и вплоть до плавления [47]. Есть и
другое предположение [26], согласно которому разупорядо-
чение происходит при высокой температуре локально
поблизости от дислокационных пар сверхрешетки. Подтверждением
могут быть данные электронной микроскопии об увеличении
расстояния между дислокационными парами. Коль скоро спад
высокотемпературного сопротивления пластическому течению
можно объяснить локальным разупорядочением, следует
учесть и следующий фактор: при кубическом скольжении
энергия дефекта упаковки, образованного АРВ, должна быть
ниже, чем при октаэдрическом скольжении. Следовательно, в
октаэдрической температурной области, где кубическое
скольжение преобладает, величины сопротивления
пластическому течению частиц и матрицы могут контролировать
прочность сплава [см. уравнение (30)].
Все теории, описывающие упрочнение сплавов с малой
111
объемной долей упрочняющей у'-фазы как результат
упорядочения решетки, предсказывают, что при неизменной объемной
доле частиц увеличение их размера г должно приводить к
росту сопротивления пластическому течению. Это
подтвердилось у сплавов Ni, содержащих 12,7 %(ат.) А1 [4#]. Однако
сведения о влиянии размера частиц, полученные в других
работах, оказались противоречивыми. Нашли [49], что у
сплава 18Cr—6,5А1—3,3Nb укрупнение частиц у'-фазы от 0,05
до 0,5 мкм в результате изменений длительности старения
снижало сопротивление течению при комнатной
температуре на 13%. В другом случае [50] твердость сплавов
Ni—Cr—Ti с укрупнением частиц сначала увеличивалась, а
затем уменьшалась (рис. 3.10). Дислокации перерезают
частицы, пока они мелки. С ростом размера частиц механизм
перерезания сменяется механизмом обходного движения
дислокаций. В результате приходим к выводу, что пока частицы
перерезаются, сопротивление течению возрастает с
увеличением их размера. У сплавов системы Ni—Cr-Al—Ti,
содержащих 10 — 20% у'-фазы, минимальному размеру частиц этой
фазы соответствовало оптимальное сопротивление ползучести
при 700 °С. При этом долговечность в условиях ползучести
О
J—I—I—I I I I I I
W 10i 705 а 0,01 0,0060,002 0 0,002 0,006 0,01
Средний диаметр частиц,А(0,1мм)нм Ла;(аг-аг),кК
Рис.3.10. Влияние размера частиц на твердость сплавов системы Ni—Cr—Al—Ti
[50] после старения при разных температурах, °С:
1 - 650; 2 - 700; 3 - 750; 4-800
Рис.3.11. Влияние размерного несоответствия решеток на долговечность в
условиях ползучести (С = 145,644 МПа; Г = 700 °С) сплавов системы Ni-Cr-Al
[53]
Nf,4
WOO
100
10
112
в большей мере зависела от размера частиц, нежели от их
объемной доли. (Обсуждение связи между размером частиц
у'-фазы и сопротивлением ползучести монокристаллов
приведено в гл. 7). Малому размеру частиц соответствует малое
растояние между ними, составляющее при оптимальном
сопротивлении ползучести примерно 0,05 мкм. Поэтому у
низколегированных сплавов трудно получить такие размеры и
взаимное удаление упрочняющих частиц, при которых сплав будет
хорошо сопротивляться активному растяжению и ползучести.
Теории Гляйтера—Хорнбогена—Хэма применимы
непосредственно только к сплавам с малой объемной долей упрочняющей
фазы, однако они позволяют в явном виде включать в
формулу сопротивления пластическому течению величины /, г0 и
у0. Эти теории дают возможность объяснить обнаруженный
многими исследователями переход от перерезания
упрочняющих частиц к выгибанию дислокаций между ними, а также
зависимость сопротивления пластическому течению от размера
частиц и энергии АФГ. Модель Копли—Кира применима только
к сплавам с высокой объемной долей упрочняющих частиц и
апробирована количественно только на сплаве MAR-M200.
Однако у монокристаллов кубической ориентации с высокой
объемной долей у'-фазы замечена обратная зависимость
между размером упрочняющих частиц и пределом текучести, и
эта зависимость предсказана Копли и Киром (см. гл. 7).
Неуверенность при использовании всех теорий, объясняющих
упрочнение упорядочением решетки, связана с отсутствием
путей для непосредственного определения энергии АФГ и с
тем, что трудно измерить точно величины /, г„ и у0, столь
важные в случае применения этих теорий.
Сплавы, проявляющие эффект размерного несоответствия.
Было высказано предположение, что между отношением
концентраций Ti и А1, с одной стороны, и прочностью или
сопротивлением ползучести, с другой, имеется некоторая
связь. Однако относительно происхождения явлений,
свидетельствующих о подобной связи, существуют значительные
разногласия. Полагают [27, 29], что рост отношения
концентраций титана к алюминию влияет на прочность через
увеличение энергии АФГ от ~0,15 до 0,24 Дж/см2 при
Ti/Al=l и 0,3 Дж/см2 при Ti/Al=8 (табл. 3.2).
Представляется, следовательно, что разница в параметре решеток у- и
у'-фаз, связанная с введением Ti и достигающая 0,5%, не
113
дает существенного вклада в механизм упрочнения. Более
вероятно, что размерное несоответствие служит движущей
силой роста и слияния частиц у '-фазы. Высокое размерное
несоответствие и связанная с ним высокая энергия
поверхностного натяжения по границе раздела частицы и
матрицы могут снизить стабильность выделений у '-фазы даже в
отсутствие внешнего приложенного напряжения. Коль скоро
приложенное напряжение снижает размерное несоответствие,
оно способствует стабилизации преципитата, особенно в тех
случаях, когда ось приложения нагрузки не совпадает с
напряжением <111>.
Со своей стороны, Декер сам [3] и совместно с Михали-
зиным [42] настаивает, что высокое размерное
несоответствие может сопровождаться заметным повышением
максимального уровня прочности, достигаемого в результате старения.
Увеличение размерного несоответствия с 0,2 до 0,8 %
сопровождалось удваиванием пиковых значений твердости ряда
тройных сплавов на основе системы Ni—А1. Эти данные
находятся в согласии с теорией Джеролда и Хэберкорна [31].
Другие авторы [52] обнаружили превосходное согласие
модели Брауна—Хэма [22] с результатами испытаний
монокристаллов системы Ni—12 % (ат.) А1 в условиях сжатия при
температурах от —196 до —100 °С. Заметного изменения величины
Ат в этом температурном интервале не обнаружили, хотя
степень размерного несоответствия существенно изменяется
с температурой. Поэтому пришли к выводу, что вклад в
упрочнение со стороны когерентных искажений в данной
системе незначителен. Поскольку связь между когерентными
искажениями и низкотемпературной прочностью на разрыв
несомненно существует, оптимальное сопротивление ползучести
достигается при полном отсутствии размерного
несоответствия. На рис. 3.11 показано, что при отсутствии размерного
несоответствия у сплавов на основе системы Ni—Cr—А1
долговечность в условиях ползучести достигает максимума при
700 °С и напряжении 146 МПа [53]. Подтверждая эти
результаты [54], усматривают причину подобного поведения
сплавов в том, что низкому размерному несоответствию отвечает
высокая стабильность фаз. Не очевидно, однако, что
аналогичные результаты были бы получены у более прочных
сплавов или при более высоких температурах. И действительно у
сплавов с высокой объемной долей упрочняющей фазы
114
(/=0,68) время до разрушения возрастает с увеличением
степени размерного несоответствия [55]. Как бы то ни
было, теория Джеролда—Хэберкорна должна быть применима при
температурах достаточно низких, чтобы рост у'-фазы
оказался невозможным.
3.5. Дисперсионное твердение (старение)
сплавов на основе Со
Предварительные исследования морфологии и кинетики роста
преципитата Co3Ti в бинарных сплавах системы Со—Ti
свидетельствуют о большом сходстве этих характеристик с
таковыми у бинарных сплавов Ni—А1 [56]. Сплавы Co3Ni и Ni3Al
проявляют сходную температурную зависимость сопротивления
пластическому течению [57]. Следовательно, упрочнение в
сплавах на основе Со может иметь ту же природу, что и
упрочнение частицами у'-фазы. Сплавы Со с 7,5 и 10 % (ат.)
Ti подвергали старению до выделения соответственно 22 и
40 % (об.) частиц кубической формы [57] с плоскостью
габитуса {100} и размерным несоответствием ~1 %. Свойства
этих сплавов сопоставили со свойствами однофазного сплава
Со—2 %Т\, имея в виду, что по составу он соответствует
матрице других кобальтовых сплавов. На рис. 3.12
представлена свободная диаграмма, на которой эти результаты
обобщены1. Их можно рассмотреть совместно с некоторыми
данными по сплавам системы Ni—Al [15]. Результаты обоих
исследований согласованы в отношении различий по скорости
деформации. Сплавы на основе Со явно ведут себя
аналогично сплавам на основе Ni, а сопротивление течению у
сплавов обеих систем не зависит от температуры, если частицы
перерезаются парными дислокациями. К тому же при 700 °С
величины сопротивления течению у сплавов Со—7,5 % (ат.)
Ti и Ni—14 % (ат.) А1 примерно те же, что и у соединений
C63Ti и Ni3Al. t
Однако у сплава Со—7,5% (ат.) Ti, состаренного при
700 °С в течении 50 ч, сопротивление пластическому
течению резко падало с ростом температуры испытания >500 °С,
хНа рис. 3.12 приведены сведения, касающиеся только сплавов Со. В
переводе ошибка устранена, но полностью сохранена авторская трактовка и приведена
ссылка [15] на упоминаемое исследование сплавов Прим. перев.
115
Рис.3.12. Температурная
зависимость сопротивления
пластическому течению сплавов системы
Со—Ti после старения различной
длительности при 700 °С:
1- 10% (ат.) Ti, 50 ч; 2-
7,5% (ат.) Ti, 50 ч; 3- 7,5%
(ат.) Ti, 1ч; 4 - Co3Ti; 5 -
матрица [56] (см. примечание на
с.3.37)
300 400 500 500 700 800 Т°С
когда происходило повторное растворение частиц.
Сопротивление течению у состаренных сплавов на основе Со
увеличивалось с ростом объемной доли упрочняющих частиц; то же
обычно наблюдают и у сплавов на основе Ni. Как бы то ни
было, несмотря на все рассмотренное сходство упрочняемых
интерметаллидами сплавов на основе Со и Ni, не был
разработан ни один кобальтовый сплав, в котором бы
реализовался этот механизм упрочнения. Попытки реализовать его
оставались безуспешны из-за низкой (815—872 °С) температуры
растворения выделений у'"Фазы Со3(А1, Ti). Кроме того,
эта фаза склонна к выделению по ячеистому типу с большим
размерным несоответствием, что, в свою очередь, является
причиной плохих высокотемпературных свойств. Попытки
разработать и использовать другие преципитаты типа А3В также
не привели к успеху из-за низких температур растворения.
Продолжение работ в этой области необходимо.
3.6. Механизмы ползучести
Первичная стадия ползучести
О систематических исследованиях первичной стадии
ползучести аустенитных сплавов сообщения отсутствуют. Но есть
сведения об исследовании механизмов ползучести
монокристаллов сплава MAR-M 200 при 760 °С [58]. Величина и
скорость деформации на этой стадии проявляли заметную
чувствительность к ориентации. Скольжение шло по
плоскостям {ill}, но при этом обнаружили несколько векторов Бюр-
герса. В частности, возникали дислокации {а/2) <112>,
которые затем диссоциировали на две частичных (а/3) <112> и
две частичных (а/б) <112>. Вслед за этим частицы у '-фазы
116
перерезали уже частичные (я/3) <112>, а не дислокации
сверхрешетки (а/2) <110>, которые выполняют эту роль в
процессе пластической деформации в условиях активного
растяжения при той же температуре. Таким образом,
ползучесть развивается посредством движения парных дислокаций,
объединенных парными дефектами упаковки вычитания-
внедрения, со скоростью, контролируемой деффузией.
Последнее требуется, чтобы ядро дислокаций (о/З) <112>
изменилось, обеспечив необходимую последовательность сдвиго-
образования. При высоких скоростях деформации такое
согласование невозможно, поэтому деформация развивается
просто посредством скольжения.
При той же объемной доле более крупные частицы
эффективнее сдерживают ползучесть на ее первичной стадии,
поскольку в этом случае дислокациям труднее проходить сквозь
частицы вследствие поверхностного натяжения.
Следовательно, чтобы обеспечить оптимальное сопротивление ползучести
на этой стадии, желательно иметь в сплаве тесно
расположенные крупные частицы ^'-фазы.
Стадия установившейся ползучести
Сопротивление установившейся ползучести у кристаллических
однофазных твердых тел зависит от коэффициента диффузии
D, энергии дефектов упаковки ^эду> модуля упругости Е,
температуры Т и напряжения <г. Эта зависимость имеет вид
[59, 60]:
e=A{c/E)nf{^ye-Q/RT). (3.45)
Здесь Д^эду)— функция энергии дефектов упаковки, а
Q—энергия активации ползучести. Согласно одной из моделей
е есть функция (уЭду)3'5> тогда как другая формулировка
вводит Уэду в показатель степени п, так что ^эду
возрастает по мере уменьшения п [61]. У сплавов, представляющих
собой типичные твердые растворы, величина п находится в
пределах от 3 до 7 для Q, равном энергии активации
самодиффузии при Т>0,5ТПЛ. Следовательно, росту сопротивления
ползучести благоприятствуют растворимые добавки,
повышающие модуль упругости или снижающие энергию дефектов
упаковки и коэффициент диффузии. Вольфрам и молибден
позволяют повысить модуль упругости и понизить коэффициент
117
диффузии аустенитных суперсплавов, а кобальт в сплавах на
никелевой основе эффективен как средство для понижении
энергии дефектов упаковки.
В присутствии частиц второй фазы кажущаяся энергия
активации ползучести намного выше, чем энергия активации
ползучести (или самодиффузии) матрицы. Например, энергия
активации установившейся ползучести сплава MAR-M 200 и
других никелевых суперсплавов больше в два раза, чем у
нелегированного никеля и значительно выше, чем у твердых
растворов на его основе. Эти несоответствия можно
устранить либо учетом температурной зависимости Е [62], либо
заменой величины с в уравнении (45) на разность б—с„, где
б0 — напряжение трения в решетке [63]. И в том, и в
другом случае энергия активации ползучести приобретает
значение, близкое к энергии активации самодиффузии.
Аналогичные различия в энергии активации ползучести
многокомпонентного сплава и энергии самодиффузии в его матрице
замечены у дисперсно упрочненных сплавов типа TD—Ni или
Al—А12Оэ. Похоже, что у этих сплавов существенную роль
играет показатель вытянутости зерен (ПВЗ), поскольку с
его ростом увеличиваются и Q, и п. Правда, разброс данных
в этом случае очень велик (см. рис. 3.7) [38]. В
последующих работах показали, что пороговое напряжение #„ у
нескольких сплавов, упрочненных дисперсными оксидными
частицами, линейно возрастало с увеличением ПВЗ [64]. Сделано
предположение, что для сплавов такого рода величина о0 —
более приемлемый критерий, чем напряжение, вызывающее
определенную деформацию в течение заданного времени.
У сплава MAR-M 200 установившаяся ползучесть при
760 °С начинается только после того, как на стадии
первичной ползучести произойдет заметное деформационное
упрочнение, сопровождающее пересечение полос деформации
{ill} <112>, и образуется субструктура. На поверхностях
раздела -ц'- и у-фаз образуются дислокационные сетки,
ограничивая среднюю длину свободного пробега скользящих
дислокаций величиной порядка размера частицы. Благодаря
этим сеткам снижается скорость возврата и, следовательно,
скорость ползучести. Было обнаружено, что скольжение в
направлениях <112> ответственно за перерезание (сдвиг)
частиц. Согласно этому наблюдению для повышения
сопротивления ползучести желательно, чтобы ориентировка кристалла
118
соответствовала низкому фактору Шмида для скольжения
<112>. Этот вывод подтверждается наблюдением необычайно
большой долговечности монокристаллов в условиях
ползучести при растяжении вдоль оси <111> [58]. Однако нужно
изучать подобные явления поближе к реальным служебным
температурам.
Влияние морфологии у'-фазы
Морфологию у'-фазы в сплавах на никелевой основе можно
изменить посредством отжига под напряжением (рис. 3.13).
Рис.3.13. Морфология выделений "Ц -фазы как функция напряженного состояния
сплавов в процессе отжига [65]:
I — под действием растягивающей нагрузки; II — под действием сжимающей
нагрузки
При ориентировках <100> и <110>, в зависимости от знака
приложенного напряжения, можно получать частицы у'-фазы в
виде пластин и в виде стержней. При ориентировке <100>
отжиг в условиях растяжения приводит к образованию
пластинчатых (слоистых) выделений у '-фазы, тогда как в
состоянии сжатия образуются стержнеподобные выделения. При
ориентировке <110> происходит обратное, а с переходом к
ориентировке <111> изменение морфологии не вызывается ни
119
сжатием, ни растяжением. На изменение морфологии
выделений под воздействием напряжения влияет и знак размерного
несоответствия решеток. Вышеописанные результаты
относятся к сплавам с отрицательным размерным несоответствием.
Показано, что изменения морфологии выделений у'-фазы
могут влиять на характер текучести кристаллов сплава U-700
[66]. Предел текучести кристаллов с ориентировкой <100>
возрастал, если вместо выделений кубической формы
образовывались стержнеподобные или пластинчатые, но последние
до 760 °С давали больший эффект (рис. 3.14). При еще
более высоких температурах влияние морфологии выделений на
прочность было незначительным. Однако при испытании на
длительную прочность обнаружено существенное улучшение
свойств кристаллов сплава системы
никель—алюминий—молибден-тантал с ориентировкой <100> [67]. Скорости
установившейся ползучести у гомогенизированных образцов
(охлаждение на воздухе) оказались ниже, а долговечности выше,
чем у образцов, подвергнутых стандартной термической
обработке. Предварительное деформирование в условиях
ползучести приводит к еще большему улучшению свойств, если в
процессе ползучести на ее первичной стадии образуются
пластинчатые или слоистые выделения г'-фазы. Содержание
молибдена в сплаве является фактором критическим,
поскольку сопротивление ползучести достигает максимума на
пределе растворимости молибдена в у-фазе [68]. В
заключение отметим, что оптимального упрочнения сплавов системы
Ni-Al-Mo-X слоистыми выделениями г'-фазы достигают, если
у матрица насыщена молибденом, и это состояние
характеризуется большим отрицательным у/у' размерным
несоответствием. Пока не ясно, могут ли быть эти результаты
реализованы в сплавах, предназначенных для долговременной
эксплуатации.
блг,6,9МПа
Рис.3.14. Влияние морфологии
выделений у'-фазы на сопротивление
пластическому течению у сплава Udimet 700:
1 — отжиг ненагруженного материала,
кубоидные выделения; 2 — отжиг
нагруженного материала, стержневидные
выделения; 3 — отжиг нагруженного
материла, пластинчатые выделения [66]
0 20Ц 427 649 889 Т°С
120
го i l
Влияние объемной доли
выделений. Декер [3] сообщает о линейном увеличении 100-
часовой длительной прочности с ростом величины / от 0,15
до 0,60 при 705-980 °С. Подобно Декеру, Джексон с
сотрудниками [70] продемонстрировал резкий рост долговечности
сплава MAR-M 200 в условиях кратковременной ползучести
при 982 °С вследствие роста количеств мелкодисперсных
выделений у'-фазы. Однако нельза ожидать, что
мелкодисперсные выделения у' надолго сохраняться при 982 °С. Так
что возможность реализации этих результатов применительно
к долговременной эксплуатации сплавов вызывает сомнения.
В литейных сплавах объемную долю выделений у'-фазы можно
увеличить повышением температур обработки на твердый
раствор в интервале 1187-1250 °С. В новых
монокристаллических суперсплавах отсутствуют элементы, упрочняющие
границы зерен (С, В, Hf и Zr). Это приводит к повышению
температуры плавления сплавов и позволяет повысить
температуру обработки на твердый раствор с последующим ростом
объемной доли частиц, выделяющихся в результате старения.
3.7. Механизмы упрочнения и проектирования сплавов
В табл. 3.3 приведены различные модели
высокотемпературного упрочнения, которые, по-видимому, могут быть
непосредственно отнесены к суперсплавам с аустенитной
структурой. Для твердых растворов критическими параметрами
являются содержание растворенного элемента и различия в
упругих модулях и атомных радиусах растворенного элемента и
матрицы. Выделение при старении когерентных частиц с
упорядоченной решеткой дает мощный прирост прочности
аустенитной матрице на железной и никелевой основе. Однако
для сплавов на основе кобальта реализовать такой механизм
упрочнения не удается. К числу характеристических
параметров преципитата следует отнести объемную долю, радиус
и энергию антифазных границ. В некоторых случаях важное
место отводят и размерному несоответствию решетки фазы
решетке матрицы, особенно когда оно достигает или
превышает 1 %. Этот параметр контролирует прочность сплавов
IN-718 и IN-901, упрочняемых вследствие размерного
несоответствия решеток матрицы и фазы у' (Ni3Nb). Отмечено
[48], что применительно к невысоким температурам, когда
121
»
■
■
о
9
1
В.
■
0
X
и
■
S
и
о
X
а
3
i
т
т
га
Я
S
ч
ю
л
И
S
m
о
5
>.
g
8
3*
|
1
и
S
и
-1
ft*
§s
я g
>s
s
1
в
га
c^
1
Л
С
a
g
•о
о
21
U
8
I
О
a.
+
mo
00
N
o"
О
о I.Q
3
a
з
с
I
.*. s
§
p.
о
с
=
8.
ё ?
U и
II
о
я
s
5
л
S
8
я-
о
Ч
а
а
в
8
8.
и
о
и
к *>
">-,
к.
IS
О
fc>
■ч-
fc>
К
\
и
Э
a
и
Л в
1—' Л
U I
о
?
и
о
ч
S
8
8
8.
•> ~
й ?
и и
о
ч
а
2
в
Я
8.
а о
О II
U и
2
X
I
8
>>
U
122
I
■Г *-*
1 s *
В в Им
* в Э-
a
§
о.
о
с
в
а
8.
ь *
и и
и
+
о
ь>
(Я
Я
я
<а
Ч
ID
е*
3
се
ID
Я
я
<а
V
О
(Я
о,
о
с
>■>
ID
3
я
и
я
<а
О,
ID
У и
+
о
§
л
8
8
и
т
о
ч
Р.
О
с
е
Я
U
о
U
о
*
т н
о
к:
О.
Л
га
X
I
&
и
со
8
I
о
123
критерием пригодности материала служат его механические
свойства в условиях активного растяжения, нередко
предпочитают сдвоенный размер выделений у'-фазы, чтобы
рассредоточить скольжение и понизить чувствительность к
надрезу. В дальнейшем на фактическое распределение и объемную
долю выделений у'-фазы повлияют размер поперечного
сечения [детали] и термические воздействия, связанные с
нанесением покрытий. Таким образом, регулирование химического
состава и выбора режимов исходной термической обработки
недостаточно, чтобы обеспечить оптимальную микроструктуру
сплавов в эксплуатации.
Прочность сложных никелевых суперсплавов можно
проанализировать в терминах основных механизмов
упрочнения. Это механизмы, которые действуют в двойных сплавах
системы никель-алюминий, но изменены разделением
легирующих элементов между у- и у '-фазами для воздействия на
кинетику укрупнения выделений, энергию антифазных границ и
размерное несоответствие.
В обобщенном виде основные требования при
проектировании сплавов сводятся к следующему.
1. Низкотемпературная прочность.
Растворяемые добавки: обеспечивают большое размерное
несоответствие решеток и несоответствие упругих модулей,
возникновение ближнего порядка, понижение энергии дефектов
упаковки. Преципитаты: когерентны матрице,
присутствуют в виде крупных частиц, обладают высокой
энергией антифазных границ и большим размерным несоответствием
по отношению к решетке матрицы. Размер зерен:
малый.
2. Высокотемпературная прочность.
Растворяемые добавки: обеспечивают большое размерное
несоответствие решеток и несоответствие упругих модулей,
возникновение ближнего порядка, понижение дефектов упаковки.
Преципитаты: когерентны матрице, мелкодисперсны
или сверхмелкодисперсны, характеризуются высокой энергией
антифазных границ, низким размерным несоответствием по
отношению к решетке матрицы. Размер зерен: малый
при Т>0,5ТПЛ.
3. Сопротивление ползучести.
Кристаллическая структура: плотноупакованная, устойчивая до
ТПЛ. Растворяемые добавки: обеспечивают
124
высокий модуль упругости, низкий коэффициент диффузии в
матрице. Преципитаты: некогерентны,
мелкодисперсны или сверхмелкодисперсны, присутствуют в большом
количестве (высокая объемная доля), характеризуются
высокой энергией дефектов упаковки и низким размерным
несоответствием по отношению к решетке матрицы.
Дисперсоиды: присутствуют в большом количестве,
термодинамически устойчивы, отличаются высоким позателем
вытянутости (продолговатые по форме). Размер
зерен: большой, зерна столбчатые либо вся деталь
представляет собой монокристалл. Волокна1:
присутствуют в большом количестве, термодинамически
устойчивы.
В терминах* модели упрочнения, вызванного
упорядочением, проанализировали несколько групп экспериментальных
данных, собранных в табл. 3.2. Анализ продемонстрировал
заметное влияние содержания легирующего элемента на
энергию АФГ2. Практически все суперсплавы содержат и Сг, и
Ti, хотя влияние их на энергию АФГ противоположно.
Проектируя сплав, следует стремится к максимально возможному
увеличению у0. Гляйтер и Хорнбоген [21] привели
доказательство связи между параметрами упорядочения и размером
частиц в сплавах системы Ni—Cr—А1. Следовательно,
прочность может меняться с изменением длительности старения и
температуры только за счет> упорядочения. С другой
стороны, если механизм перерезания частиц изменяется с
изменением температуры, необходимо принимать в расчет
характеристики дефектов упаковки, образующихся в результате
перерезания [14], [24], [25].
К сожалению, факторы, благоприятствующие высокой
(кратковременной) прочности при низких температурах, не
обязательно действуют аналогичным образом в отношении
длительной прочности и сопротивления усталости. Чтобы
обеспечить высокий предел текучести или прочности, желательно
иметь высокую объемную долю выделений у'-фазы
(рис. 3.15). Однако сопротивление ползучести у чистой
у-фазы очень низкое, а относительно высокое сопротивление
1 Армируюшие волокна в композитных материалах. Прим. перев.
2Пока не ясно, аддитивны ли эффекты упрочнения, связанные с энергией
АФГ и размерным несоответствием решеток.
125
Рис.3.15. Влияние объемной доли Vf
выделений у' -фазы на 100-часовую
длительную прочность у никелевых сплавов
[6] при разных температурах, °С:
1 - 750; 2 - 760; 3 - 870; 4 -980
0 15 30 Ь5 60
Vf , %(о$ъемн.)
сплавов усталости, по-видимому снижается по мере роста
объемной доли выделений у'. Надежность методов
прогнозирования оптимального размера частиц упрочняющей фазы и
оптимального размерного несоответствия решеток, которые
привлекают при проектировании сплавов, вызывает сомнения.
При использовании моделей упрочнения сплавов за счет
малой объемной доли частиц предполагают, что напряжение,
необходимое для перерезания частиц, возрастает с
увеличением их размера. Эта тенденция сохраняется, пока частицы
не увеличатся до размеров, делающих возможным выгибание
дислокаций. Однако моделей, связывающих аналогичным
образом размеры частиц и сопротивление ползучести не
существует. Большое размерное несоответствие также оказывается
благоприятным для упрочнения при низких температурах,
хотя оно решительно вредно для хорошего сопротивления
ползучести. Исключение могут составить некоторые
промежуточные температуры. Сообщают, например, что при 740 °С
долговечность трех суперсплавов возрастала с увеличением
размерного несоответствия [55]. Это кажущееся несогласие
легко устраняется, если помнить, что сопротивление
ползучести улучшается за счет любого фактора, повышающего
стабильность выделившейся фазы. Касаясь влияния размера
зерен, отметим, что мелкое зерно несомненно способствует
повышению низкотемпературной прочности. Обычно считают,
что крупное зерно благоприятствует сопротивлению
ползучести, однако в литературе отсутствуют данные, достаточно
126
определенно подтверждающие эту точку зрения. Есть
сведения [69], согласно которым грубозернистая структура
давала преимущество сплавам системы Ni—Cr—Ti—А1 в
сопротивлении ползучести. Однако при этом исследовании не
обеспечивали постоянство объемной доли выделений и размерного
несоответствия решеток.
Ввиду явной значимости размерного несоответствия для
стабильности сплавов при высоких температурах необходимо
рассмотреть наилучшие способы управления этим
несоответствием в аустенитных сплавах [3]. Самый лучший способ —
раздельное растворение легирующих элементов в >- и
у '-фазах, т.е. разделение их между фазами. Титан и ниобий
входят в у '-фазу и увеличивают параметр ее решетки. Хром,
молибден и железо в основном входят в у-фазу, расширяя ее
решетку (для Сг этот эффект будет небольшим). Тантал
должен вести себя подобно ниобию, а вольфрам - подобно
молибдену. Кобальт занимает место преимущественно в у-фазе
и лишь слабо влияет на параметры ее решетки. Чтобы
приблизиться к нулевому размерному несоответствию, влияние
элементов, направляющихся в у' -фазу, должно
уравновешиваться влиянием элементов, растворяющихся преимущественно
в у-фазе.
Изменение параметра решетки у-фазы за счет вывода
молибдена и вольфрама из у-твердого раствора может
произойти либо вследствие старения с образованием карбидных
выделений и их превращения, либо в результате образования
с, ц и других топологических плотноупакованных (т.п.у.)
фаз (см. гл. 7). Следовательно, в сплавах, которые до
эксплуатации характеризовались малым или нулевым размерным
несоответствием, последнее может достигнуть значительных
масштабов за время пребывания при высоких температурах и
привести к потере сопротивления ползучести. К тому же,
коэффициент термического расширения у у-фазы выше, чем у
у '-фазы, поэтому желательно получать сплав, у которого
параметр решетки у'-фазы при комнатной температуре
несколько больше, чем параметр решетки у-фазы, чтобы достичь
малого размерного несоответствия при рабочих
температурах.
127
Глава 4. СПЛАВЫ НА ОСНОВЕ НИКЕЛЯ
И.В. Росс, Ч.Т. Симе {EarlW. Ross and Chester Т. Sims,
Aircraft Engine Business Group, General Electric Company,
Cincinnaty, Ohio, and Rensselaer Polytechnic Institute,
Troy, New York)
Суперсплавы на никелевой основе — наиболее сложные; нх шире всего применяют
для изготовления деталей, работающих при самых высоких температурах. Для
многих металлургов никелевые суперсплавы — самые привлекательные. Их
гомологические рабочие температуры выше, чем у любой из распространенных
систем, а в двигателях с повышенными техническими характеристиками их весовая
доля превышает 50 %. Металлофизика этих сплавов сложна, неоднозначна н
подчас опирается на интуитивные решения. Тем не менее, зависимость их свойств
от структуры изучена лучше, чем у любых материалов, предназначенных для
использования в диапазоне 650—1100 °С.
В период с 1940 до 1965 г. наибольшее внимание уделяли таким свойствам
материалов турбинных лопаток авиадвигателей, как высокотемпературный предел
прочности при растяжении, предел длительной прочности до 5000 ч и стойкость
против окисления. С другой стороны, конструкторам промышленных турбин были
нужны лопаточные сплавы, у которых длительная прочность надежно определена
для гораздо большего срока службы, и которые хорошо сопротивляются горячей
коррозии. Теперь и конструкторы авиадвигателей с увеличенной
долговечностью, и конструкторы промышленных газовых турбин, компенсирующих
пиковые потребности в производстве электроэнергии, нуждаются в материалах,
сочетающих совокупность вышеупомянутых свойств с превосходным
сопротивлением многоцнкловой и малоцикловой термической усталости. Таким образом,
чтобы обеспечить высокую работоспособность и надежность двигателям авиационных
транспортных систем повышенного качества с ресурсом 20000—50000 ч н
промышленным турбинам с ресурсом 100000 ч, необходим учет многих факторов.
Чтобы решать подобные проблемы, разрабатывают новые приемы, новую
металлургическую стратегию; резко возрастают темпы работ по исследованию
фундаментальных характеристик твердофазных аустеннтных систем. За многие годы
развития и совершенствования металлургическая наука о никелевом суперсплаве.
достигла значительной ясности. Сегодня, в расчете на использование в
будущих более совершенных энергоустановках, ведут оценку конкурентных
материалов, в частности, керамики н тугоплавких металлов. Однако их надежность еще
предстоит доказать [1].
Данная глава посвящена" рассмотрению металлофизнческнх аспектов науки о
никелевых суперсплавах с классических позиций "просвещенного эмпиризма".
Цель — установить базовые соотношения между химическим составом, структурой
и свойствами. Основные представления о природе упрочнения этих сплавов
изложены в гл. 3.
4.1. Химический состав
Список многочисленных разновидностей никелевых сплавов с
указанием их химического состава представлен в приложении
Б. На первый взгляд сложность их состава как бы
противоречит логике. Состав включает по крайней мере 12—13 важ-
128
ных компонентов, содержание которых тщательно
контролируют. Содержание "блуждающих" элементов - Si, Р, S, О и N -
также необходимо регулировать, обращаясь к
соответствующей практике выплавки. Содержание малых примесей Se, Ti,
Те, РЪ и Bi должно быть очень низким; чтобы выполнить это
требование, пользуются оптимальными способами выплавки
при тщательном отборе сырьевых материалов. Следует,
однако, помнить, что в соответствии с разработкой большинство
рассматриваемых никелевых сплавов содержат 10—12% Сг, до
8% А1 и Ti, 5-10% Со и малые количества В, Zr и С. По
желанию могут быть введены и такие общеупотребительные
добавки, как Mo, W, Nb, Та и Hf.
ПА
ША
ШВ
-ч
<ц
+6Ц|1
SII 766
+45
Y
-зг/
т
Г2А
+9
Ti
6.66
♦»!,
-V
+27
Hf
ЗГА ШД ЗША
+5
V
5.66
+ 18
Nb
5.66
+ 18
То
5.66
'+3
Сг
4.66
+12
Мо
4.66
+13
W
4.66
+10
Re
3 66
/
1 n;
t
+3
Fe'
■ *" •*
r
2.66
+ 1
Co
1.71
0
Ni
0.66
D/
D*
@*
Рис.4.1. Важнейшие элементы в химическом составе сплавов на Ni основе [2].
Атомные диаметры для С, В, Zr и Mg приведены по Goldschmidt для
координационного числа 12; атомные диаметры остальных элементов приведены в
соответствии с их влиянием на параметры решетки в двойных сплавах с никелем:
1 — разница (%) по атомному диаметру между данным элементом и никелем; 2 —
элемент входит в 2С-ФазУ'> 3 — элемент входит в 7( -фазу; 4 — элемент
располагается в границах зерен
Объяснить мотивы введения указанных легирующих
элементов в те или иные сплавы - именно в этом главная задача
данной главы. Поэтому в качестве отправной точки
воспользуемся тщательно обработанным изображением периодической
таблицы элементов, которое представлено на рис. 4.1. Он
129
5 Зак. 1091
показывает, что элементы действительно можно
сгруппировать в соответствии с некоторыми общими закономерностями.
Элементы Ni, Со, Fe, Сг, Мо и W, которые по
преимуществу образуют (с Ni) аустенитную у-матрицу с решеткой
г.ц.к., отнесены к первому классу. Они расположены в V,
VI и VII группах периодической системы. Ко второму классу
отнесены элементы Al, Ti, Nb, Та и Hf, расположенные в
группах III, IV и V периодической системы; они образуют
преципитат у'-фазы (Ni3X) и переходят в ее состав.
Элементы третьего класса, В, С и Zr, из групп II, III и IV
стремятся сегрегировать по границам зерен. По величине
своего атомного диаметра они сильно отличаются от
большинства остальных элементов.
В табл. 4.1 легирующие элементы разделены по трем
основным классам и, кроме того, предусмотрены два
подкласса. К первому подклассу отнесены карбидообразующие
элементы Cr, Mo, W, Nb, Та и Ti, а ко второму — элементы,
образующие оксиды, — Al и Сг. Оксиды этих элементов
прочно связаны с основой, диффузионно-плотны и, таким
образом, защищают сплавы от воздействия среды.
Таблица 4.1. Хжижческже элементы в суперсплавах
Класс элементов Ni Со Fe Cr Mo, W Со, Та, Ti Al С, В, Zr, Hf
Класс матрицы X XXX X
Класс у '-фазы X X
Класс границ
зерен • X
Подкласс
карбидов XXX
Подкласс
окалины XX
Примеры 1;
Rene 77 г 58,4 15 - 14,6 4,2Мо 3,4Ti 4,3 0,07С
0,016В
MAR-M 200 Н58,9 10 1,5 9,0 12,5W 2,0Ti 5,0 0.15С
0,015В
2,0Hf*3
В % (по массе). Сплав Rene 77 подобен сплаву U—700/Astroly; фазовым
. составом Rene 77 управляют таким образом, чтобы фаза С не образовывалась
в нем при очень длительной выдержке при рабочих температурах. 3 Роль Hf
может быть очень сложной; в сплаве Rene' 77 его можно отнести и к классу
элементов у' -фазы.
130
4.2. Кристаллическая решетка и микроструктура
На рис. 4.2 показано, как в процессе службы сплавов
происходит эволюция их микроструктуры [3]. К основным фазам
сплавов, представленных на рис. 4.2, и других никелевых
суперсплавов относятся следующие фазы.
1. Гамма фаза (у) - матрица. Непрерывная матрица
представляет собой аустенитную фазу с решеткой г.ц.к.; обычно
у-фаза содержит в твердом растворе большое количество
таких легирующих элементов, как Со, Сг, Мо и W.
2. Гамма-штрих (у') фаза. Элементы Al и Ti вводят в
сплав в таких количествах и в таком соотношении, чтобы
они образовывали достаточно высокую объемную долю
преципитата г.ц.к. у '-фазы, которая неизменно когерентна аус-
тенитной матрице.
3. Корбиды. Углерод, вводимый в количествах около
0,05—0,2 %, соединяется с активными тугоплавкими
элементами Ti, Та и Hf и образует карбиды типа МС. В процессе
термической обработки и эксплуатации последние начинают
распадаться до низших карбидов типа МИС6 и М6С, которые
склонны к образованию скоплений по границам зерен.
4. Зернограничная у'-фаза. У высокопрочных сплавов
термическая обработка и эксплуатация сопровождаются
образованием пленки у '-фазы вдоль границ зерен. Полагают, что
это улучшает характеристики сопротивления разрыву.
5. Бориды. Боридные фазы появляются на границах зерен
в виде редких частиц.
6. Фазы т.п.у.1. При некоторых условиях образуются
пластинчатые выделения таких фаз, как а, ц и Лавеса. Это
может привести к снижению прочности и пластичности
сплава. Подробно т.п.у.-фазы рассмотрены в гл. 9.
Состав и структура фаз. Фазовые реакции
Принципиально важно то, что все суперсплавы при высоких
температурах являются химически динамичными структурами.
Присутствующие в них фазы вступают в различные реакции и
взаимодействуют друг с другом. При комнатной температуре
мы наблюдаем структуру только как временную, с тем чтобы
1 Топологически плотно упакованные фазы.
5* 131
J]
2?
-.4
V
'ii
■$
.ИГУ
I CD
CO
*:*.
Л. >
1 *
132
зарегистрировать ее вид и характер, провести необходимый
анализ. Высокотемпературные твердофазные реакции очень
сложны, поэтому не удается определить химические
уравнения состояния (и соответствующие энергии активации) и
дать адекватное описание и оценку системы в целом.
Гамма матрица (у-фаза) Сам по себе никель не наделен
явно высоким модулем упругости или низким коэффициентом
диффузии (т.е., двумя свойствами, обусловливающими
повышенную длительную прочность. Тем не менее, большинство
конструкторов газовых турбин выбирает ^-матрицу для
наиболее тяжелых временных и температурных режимов службы.
Примечательно, что сплавы этого типа применимы при Т=Тал;
при более низких температурах они служат в течение
100000 ч. Причин столь высокой стойкости можно назвать
несколько.
1. Широкие пределы легирования никеля без нарушения
фазовой стабильности, поскольку его третья электронная
оболочка почти заполнена [2].
2. Склонность к образованию поверхностных защитных
оксидных слоев, богатых Сг203. Они отличаются низкой
концентрацией вакансий катионов и, следовательно,
ограничивают скорость перемещения атомов металлических элементов
к поверхности, а кислорода, азота, серы и других
агрессивных элементов — из окружающей среды внутрь сплава.
3. Склонность к дополнительному образованию при
высоких температурах поверхностных оксидных слоев,
обогащенных А12Оэ и обеспечивающих сплаву исключительно высокую
стойкость против окисления.
Фазовые реакции. В рассматриваемых сплавах
в состав у-фазы входят главным образом Ni, Со, Сг и
тугоплавкие металлы Мо или W. Ее можно рассматривать, как
общую для четверных фазовых диаграмм, простирающихся от
бинарной коноды Ni—Со (рис. 4.3). Очевидно, что эти
четверные диаграммы подобны друг другу, особенно в части полосы
соединений, разделяющих четырехкомпонентное пространство
с аустенитной структурой г.ц.к. от такового со структурой
о.ц.к. (бинарная канода Сг—Мо). В упомянутую фазовую
полосу входят т.п.у. фазы. Химический состав сплавов
следует выбирать таким образом, чтобы образование фаз такого
рода было исключено.
Связи между этими фазами были представлены в плоскост-
133
Ni-Fe-Cr-Mo
Рис.4.3. Примерная геометрия фазовых диаграмм матрицы жаропрочных сплавов
при ~1200 °С [3]. Никелевый угол тетраэдра обращен к наблюдателю
ном изображении [5]; при этом автор [5] использовал эне-
гелевскую корреляцию между электронной конфигурацией и
кристаллической структурой. В дальнейшем результаты этой
работы, взятые за основу, получили развитие, и
плоскостное изображение фазовых соотношений было представлено в
полярных координатах [6]. В качестве примера диаграммы
подобного типа построены для некоторых элементов,
занимающих видное место в металлургии суперсплавов. Диаграммы
приведены в приложении А и называются "полярными фазовыми
диаграммами". Исследуя их, можно глубже понять основные
закономерности фазовых соотношений.
Полярные диаграммы наглядно демонстрируют роль
электронной вакансии (Nv — количество "электронных дыр").
Линии постоянного соотношения между числом электронов и
числом атомов (е/а) в сплавах должны иметь форму спиралей,
раскручивающихся против часовой стрелки. Становится
очевидной тесная связь между величиной е/а и типом образую-
134
щегося интерметаллида, поскольку фазовые границы б, ц и
Лавеса, а также столь необходимой области у тяготеют к
геометрическому месту точек относительно неизменного
соотношения е/а. Матрица всех суперсплавов, железных,
никелевых или кобальтовых, исходит из зоны г.ц.к. у-фазы,
причем большинство композиций располагается довольно
близко к ее границам.
Твердорастворное упрочнение.
Фазовый анализ сложных никелевых суперсплавов [7]—[9],
показывает, что в твердом растворе матрицы обычно
присутствуют Со, Fe, Cr, Mo, W, Ti и Al. На рис. 4.1 показано,
что по атомному диаметру эти элементы отличаются от Ni на
1-13 %, а по числу Nv — на 1-7 %. Ранее уже сообщали [2],
что упрочнение можно связать с превосходством в атомном
диаметре, которое определяют по увеличению параметров
кристаллической решетки.
До некоторой степени упрочнение может возникать из-за
снижения энергии дефектов упаковки, вызванного
легированием; в этом случае повышается сопротивление поперечному
скольжению. Удается установить корреляцию между
величинами энергии дефектов упаковки и Nv [10], [ll].
Можно сделать оценку упрочняющей способности
элементов, присутствующих в твердом растворе. Рассмотрим
высоколегированный суперсплав; химический состав его матрицы,
% (ат.) приводится ниже.
Со Fe Cr Mo W V Al Ti
20 10 20 4 4 1,5 6 1
В двойных сплавах никеля с введением каждого из
указанных элементов произойдут следующие изменения
постоянной кристаллической решетки:
Со Fe Cr Mo W V Al Ti
0,011 0,020 0,033 0,035 0,038 0,006 0,025 0,006
Оценка [10, ll] соответствующих изменений в уровне
сопротивления пластическому течению (МПа) при комнатной
температуре дала следующие цифры:
Со Fe Cr Mo W V Al Ti
17,7 54,9 15,7 167 177,6 33,3 196 39,2
Алюминий, который упоминали как элемент, участвующий
135
только в упрочнении старением, выступает как мощный твер-
дорастворный упрочнитель. Молибден и хром также дают
большой вклад в твердорастворное упрочнение, тогда как
соответствующий эффект от железа, титана, кобальта и
ванадия невелик.
Твердорастворное упрочнение, вызванное перечисленными
элементами, сохраняется вплоть до высоких температур.
Однако выше 0,6ГПЛ, т.е. в области высокотемпературной
ползучести, упрочнение у-фазы зависит от скорости диффузии.
В этом смысле можно полагать, что медленно диффундирующие
Мо и W окажутся наиболее мощными урочнителями.
Зарегистрировано и некоторое побочное благотворное влияние Мо и W
на скорость Диффузии [12]: их введение в сплав
Ni-22Cr-2,8Ti-3,lAl сопровождалось замедлением диффузии
Ti и Сг при 900 °С.
Фазы гамма штрих (у'). Выделение преципитата
соединений A3D с решеткой г.ц.к., или разновидностей у '-фаз в
суперсплавах — наиболее благоприятное событие. Благодаря
состоянию его электронной 3d оболочки, атом Ni несжимаем.
По этой причине высоконикелевая матрица способствует
выделению у '-фаз, которое сопровождается лишь небольшим
изменением параметров решетки матрицы (опыт показывает, что
в сплавы с решеткой г.ц.к. необходимо вводить не менее
25 % Ni). Образования более сложных фаз, требующих
существенного изменения атомных размеров, избегают. Эти
нежелательные фазы возникают при наличии матрицы с повышенным
значением концентрации электронных дыр (Nv), например, в
сплавах на основе железа. Согласованность кристаллических
структур и параметров решетки г.ц.к. у '-фазы и у-матрицы
(размерное несоответствие около 0,1 %) обеспечивают
возможность гомогенного зарождения преципитата,
отличающегося низкой поверхностной энергией и чрезвычайно
долговременной стабильностью. Когерентность у'- и у-фаз
сохраняется благодаря тетрагональному искажению.
У соединений у' типа А3В относительно
электроотрицательные элементы (Ni, Со или Fe) занимает место А, а
более электроположительные (Al, Ti, Та или НЬ) — место В. В
сплавах на никелевой основе у'-фаза обычно имеет формулу
(Ni, Co)3(Al, Ti), в которой преобладает Ni и А1, хотя Ti
вводят в сплав по крайней мере в том же количестве, что и
Al. В действительности природа замещения позиций А и В
136
гораздо сложнее и в следующих разделах будет рассмотрена
более подробно.
Интермета ллидная у '-фаза уникальна. Ее выдающийся
вклад в упрочнение сплавов системы у-%' определяется
характером дислокационных реакций на приложенное усилие,
выражающихся в огибании частиц или их перерезании. Еще
примечательнее то, что прочность у'-фазы увеличивается с
ростом температуры, а ее скрытая пластичность не дает ей
стать источником разрушения. Последняя особенность ее
поведения резко отличает у '-фазу от хрупкой ff-фазы,
образование которой приводит к жесткому охрупчиванию сплавов.
Механизмы упрочнения сплавов за счет выделений у'-фазы
подробно рассмотрены в гл. 3.
Микроструктура. Впервые преципитат
у'-фазы наблюдали в виде частиц сферической, а несколько
позднее — кубической формы; еще позднее установили, что
форма частиц зависит от степени несоответствия параметров
решетки фазы и матрицы. Нашли, в частности [13], что
сферические частицы у '-фазы образуются при несоответствии в
пределах 0-0,2 %, в диапазоне несоответствий 0,5-1 %
частицы приобретают кубическую форму, а около и выше
1,25 % — становятся пластинчатыми. Ряд типичных примеров
микроструктуры суперсплавов (AF1753 , In—100 и других) с
выделениями у'-фазы приведен на рис. 4.4. Могут
встретиться и другие варианты размеров и формы выделений.
Концентрационныесоотношения.
На рис. 4.5 представлена схема изотермического сечения
фазовой диаграммы различных элементов в тройной системе с
никелем и алюминием. Схема показывает, каким образом
компоненты сплава замещают друг друга и распределяются в
у '-фазе. Со (его фазовая область расположена
горизонтально) занимает место Ni. Ti, Nb, Та и Hf заняли бы место Al
в упорядоченной структуре, об этом свидетельствует
фазовая область, простирающаяся по горизонтали от Ni3Al к
Ni3X. Mo, Сг и Fe заместили бы и никель и алюминий, коль
скоро их фазовые области занимают положение между этими
двумя крайними компонентами.
Значительная часть этих предположений подтверждена
работами с промышленными сплавами. Декер и Бибер [17] уста-
* AF-1753: lS,3Ct-9,SFc-l,?Co-l,Zn-l,9A\-ZAVf-l,6Mo-0,24e, ост. Ni
137
<г
■■. s ■
Рис.4.4. Иллюстрация морфологии выделений TJ -фазы в сплавах на никелевой
основе в различных условиях и после различной термической обработки:
а — кубические и тригональные выделения в сплаве NASA lib после испытаний
на длительную прочность при 1040 °С (по данным Kent [15]), Х2725; ^ — ха_
рактерные сферические выделения и выделения, образовавшиеся при охлаждении
в сплаве U500, испытанном на длительную прочность, *5450; в — характерные
кубические выделения в сплаве IN-100 после испытаний на длительную
прочность при 815 °С (по данным Mihalisin [14]), Х13625; * — тонкие, средние и
грубые выделения в сплаве IN-738 после термической обработки, Х5450; д —
очень тонкие выделения в сплаве AF-1753, испытанном на длительную прочность
при 750 °С, Х4100; е — вытянутые выделения в сплаве 713-С, испытанном на
длительную прочность при 815 °С [2]; ж — сгустки выделений в сплаве U700
после 180-суточного старения при 1040 °С, Х545; з — дислокационная
окантовка выделений в сплаве U500 после испытаний при 790 °С (трансмиссионная
электронная микроскопия [16]), Х4800
новили, например, присутствие Сг в составе у '-фазы у
сплава Inconel 713С. Размер атомов Сг позволяет ему
занимать место обоих компонентов соединения А3В, хотя принято
было считать, что он замещает №. Михалисин и Пасквин [7]
определили состав у' -фазы, извлеченной из сплава 713С, и
показали, что подавляющая часть хрома размещается на алю-
138
&
JBL* .
1
миниевой стороне:
V^"I0.980^'r0.016"*00,0(M''3^'o,714^" b0i099Tl0j04gMO0i03g ^-Г0,103А
Co преимущественно замещает Ni, и в его присутствии Сг
смещается влево, например, в экспериментальном сплаве
In-731 (его химический состав приведен в табл. 4.2):
vN 10,884^-'О0.070^'Г0,032^О0,088 ^0,00зЛ^ AI0i032Tl0i347 ^0,013^ГО.ООб"^°0.002^-
До недавнего времени считали, что из тугоплавких
элементов Mo, W, Nb и Та только Nb активно внедряется в
состав у '-фазы. Действительно, в некоторых Ni—Cr—Fe
суперсплавах, таких как Inconel 718, большие добавки ниобия
вели к образованию преципитата Ni3Nb. В у '-фазе Nb
присутствует совместно с Al и Ti, увеличивает объем
преципитата Ni3X и, по-видимому, способен повысить температуру
растворения этой фазы, так что в результате эффект
упрочнения сохраняется при более высоких температурах.
139
r'c
1 jf
r //
/I 2
I I I
2 4 6
Vol no массе)
i i i
2,35 Ь,6Ц 6,86
%(am.l
Ti,%
Рис.4.5. Полусхематическое изображение области твердых растворов на основе
фазы Ni3Al в различных сплавах при ~1100 °С [2]
Рис.4.6. Смещение кривой сольвус в сплавах на никелевой основе (Ti/Al = 1)
при введении кобальта [19]
Поскольку первые анализы у'-фазы свидетельствовали о
низкой склонности Мо и W занимать место в ее решетке,
возникло мнение об их участии только в образовании
карбидов и твердорастворном упрочнении. Однако последующие
работы показали, что этот вывод может оказаться ошибочным
[18]. Например (см. табл. 4.2), у' -фаза, извлеченная из
сплава MAR-M 200, в котором по номиналу 4% (ат.) W и
0,6% (ат.) Nb, содержит 3,2% (ат.) W и 0,5% (ат.) Nb.
Ясно, что значительная часть W в этом сплаве входит в
состав у'-фазы. Аналогичную картину демонстрируют и
другие данные табл. 4.2. Тантал не упомянут в этой таблице,
однако он также активно внедряется в состав у'-фазы, что
особенно важно для формирования структуры и свойств
монокристаллических сплавов.
Молибден активно растворяется в у'-фазе, не содержащей
Ti, и менее активно при высоком отношении концентраций Ti
и Al (см. табл. 4.2). Пропорционально количеству Мо
увеличивается параметр решетки, температура растворения и
доля (по массе) у'-фазы в сплаве.
Замещение Ni соседними элементами может привести к
снижению растворимости соединения А3В. На рис. 4.6 можно
видеть, как замещение никеля кобальтом уменьшает раство-
140
1050
950
850
7.ЧП
50 W 30 20 t0 Ni
Тройной ennui, %(am.j
римость Al и Ti в Ni-Cr матрице. Действительно, и Сг, и
Fe, и Со, будучи введены в сплав, могут повысить объемную
долю у'-фазы при данном суммарном содержании Al и Ti.
Однако эти эффекты не следует смешивать с влиянием на
прочность; общеизвестно, что у сложных промышленных сплавов
уменьшение содержания Сг и Fe приводит к увеличению
прочности. В то же время, введение Со в деформируемые
суперсплавы с высоким суммарным содержанием Al и Ti в
намерении повысить их высокотемпературную деформируемость
может привести к увеличению растворимости у'-фазы выше
1100 °С.
Стабильность размера
выделений у' -ф а з ы. При тепловых выдержках выше 0,6ГПЛ
выделения у'-фазы довольно быстро подрастают, создавая
условия для обходного движения дислокаций. Следовательно,
меры по сдерживанию этого подрастания помогут длительное
время сохранять сопротивление ползучести. Флитвуд [20]
применил вагнеровскую теорию оствальдовского подрастания
к случаю с у'-фазой в виде:
h3 = 643-eDCeVV/9i?r, (4.1)
где t — время, %е — удельная энергия поверхности раздела
у'-фазы и у-матрицы, D — коэффициент диффузии компонентов
у'-фазы в твердом растворе матрицы, Се — равновесная
молярная концентрация компонентов у -фазы в у-матрице, Vm —
молярная доля у'-фазы, R — газовая постоянная и h —
размер частицы.
Значительное изменение химического состава отражается
прежде всего на величинах уе, Се и D. Флитвуд нашел, что
скорость подрастания частиц у'-фазы в Ni—Сг—Ti—Al сплавах
уменьшается при повышении содержания Сг от 10 до 37 %.
Отчасти этот эффект — результат снижения величины Се, но
также и результат снижения когерентных искажений и,
следовательно, величины veD. Увеличение когерентных
искажений с ростом содержания Ti по отношению к содержанию Al
приводило к ускорению подрастания частиц [21].
Огрубление выделений у'-фазы существенно сдерживается
добавками Со, Мо или совместными добавками Мо и W. Рост
содержания Nb от 2 до 5 % сопровождается заметным
снижением скорости огрубления несмотря на увеличение
когерентных искажений [22]. Nb почти полностью переходит в
141
Таблица 4.2. Анализ химического состава у' -фазы в снлавах
Сплав
Маг-М 200
Udimet 500
Udimet 520
Фаза
В среднем
по сплаву
В у'-фазе
В среднем
по сплаву
By'- фазе
В среднем
по сплаву
В у'- фазе*2
В у'-фазе*3
Содержание
Ni Со
59,6
64,19
49,62
50,00
53,55
73,89
68,8
10,95
6,71
18,11
4,0
11,63
7,22
6,92
химических
Ct А1
10,24
4,02
20,84
1,6
20,87
4,31
4,08
10,97
18,01
6,22
4,45
-
-
Сплав 713С
IN-731X
В среднем
по сплаву
В у'-фазе
В среднем
по сплаву
В у'-фазе
68,77
73,66
13,% 12,03
3,73 17,95
Ni—Cr—А1—Мо В среднем
по сплаву
В у'-фазе
Ni-Cr-Ti-Al-MoB среднем
61,56
65,55
69,9
75,2
74,4
8,91.
5,17
по сплаву >
В у' -фазе г 76,0
9,97
2,30
13,42
4,4
14,25
1Д
11,22
15,28
12,09
17,1
2,21
8,6
1 В.Н.Кеаг, частное сообщение. г Зернограничная у' -фаза.
Межзеренная у'-фаза.
у'-фазу, обусловливая этим низкие значения Се и D. Это, в
свою очередь, оказывает большее влияние на скорость
огрубления, чем увеличение когерентных искажений,
вызываемое ростом отношения Ti/Al в славе [23].
Если объемная доля у'-фазы составляет 33% и менее,
деформация ползучести мало влияет на скорость огрубления
ее частиц [22-24]. При 50% (об.) у'-фазы (рис. 4.4, е)
действие напряжения ускоряло образование "плотов" из
частиц у'-фазы; это явление было особенно заметным в монок-
142
на основе ннкела [18]
элементов, % (ат.)
Ti
Mo W
Nb(V) С
Примечание
2,47
3,42
2,33
—
2,5
4,02
3,16
4,0 1,3
3,58
9,49
13,87
0,92
1,26
3,57
1,8
0,64
2,58
1,21
0,31
0,31
0,3
-
-
—
-
—
!,24
2,49
0,2
-
—
0,5
0,0
5,3
1,41
10,62
-
-
4,14
13,5
0,50
4,46
3,3
4,84
0,79
0,64 0,74 Номинальный химический
состав. Фаза проанализнро-
0,69 — вана после отделения 1
— 0,37 Мокрый химический анализ.
Фаза проанализирована от-
— — дельно после 180 сут.
выдержки сплава при 1050 °С без
нагрузки
Номинальный химический
состав. Фаза
проанализирована микрорентгенос-
пектрально после 90 сут.
выдержки сплава при 1040 °С
без нагрузки.
Сплав проанализирован
сразу после разливки [7].
Анализ фазы сделан после
4 ч выдержки сплава при
1040 ОС [2]
0,9V 0,72 Сплав проанализирован
сразу после разливки [7].
Анализ фазы сделан после
0,6V 0,0 737,7 ч выдержки сплава
прн 980 °С
— 0,02 Мокрый химический анализ
[9]. Фаза отделена и про-
— — анализирована после 112 ч
выдержки сплава при 927 °С
— 0,03 Мокрый химический анализ
[9]. Фаза отделена и про-
— - анализирована после 112 ч
выдержки сплава при 927 °С.
ристаллическом сплаве при его длительном пребывании под
нагрузкой.
Анализ поведения суперсплавов при циклическом
перегреве [24] показал, что мелкодисперсные выделения г'-фазы
автоматически возникали вновь при обычной температуре
эксплуатации. Однако масштабы потери сопротивления
ползучести в процессе подрастания частиц у'-фазы сильно
зависели от объемного содержания частиц. Сплав М-252 (малая
объемная доля у'-фазы) разупрочнялся скорее, чем сплав
143
Inconel 700 (большая объемная доля г'-фазы),
чувствительность напряжения течения к изменению размеров частиц
была значительно выше у сплавов с меньшей объемной долей
у'-фазы. Таким образом, чтобы сдержать подрастание
частиц, следует, во-первых, увеличить объемную долю у '-фазы
и, во-вторых, добавить такие элементы, как Nb и Та,
поскольку они отличаются высоким сродством к у '-фазе и
низким коэффициентом диффузии.
Превращение у'-фазы в т)-ф азу и Ni3Nb.
у '-Фаза не может превращаться в другие соединения типа
Ni3X, если она содержит только А1 или достаточно большое
количество А1. Однако такое превращение становится
возможным, если в ней присутствует достаточно большое
количество Ti и/или Nb и/или Та. Пирсон и Юм-Розери связывали
устойчивость соединений Ni3X с размерным фактором. В
порядке убывания устойчивости эти фазы можно расположить в
следующем порядке: Ni3Al, Ni3Ti и Ni3Nb (или Ni3Ta). В
противоречие прогнозам, диктуемым равновесной диаграммой
состояния, А1 в соединении Ni3Al может замещаться на Ti,
Nb или Та, давая возможность существованию метастабильной
у' -фазы.
Примером промышленного деформируемого Fe-Ni
суперсплава с 2,1 % Ti и 0,3 % А1, упрочняемого выделениями
у '-фазы, является сплав А-286. В этом сплаве ?'-фаза,
Ni3(Ti, Al) метастабильна, если подвергнуть сплав
воздействию температур выше 649 °С, упрочняющие кубические
выделения у '-фазы будут превращаться в разупрочняющие
пластинчатые выделения т)-фазы с гексагойальной решеткой.
Поэтому для сплава А-286 649 °С — это верхний
температурный предел его использования.
В сплаве Ni—22 % Сг тоже происходило превращение
богатой Ti метастабильной ^'-фазы в гексагональную плотноупа-
кованную 7)-фазу Ni3Ti, если соотношение Ti/Al увеличивали
до 5:1 [26]; вольфрам же сдерживал это превращение [27].
Тот же эффект наблюдали и при соотношении 3:1. В сплаве
Incoloy 901 некоторое количество т)-фазы образовывалось по
границам зерен после 2850 ч выдержки при 730 °С, однако в
этом случае не зарегистрировано какое-либо чрезмерное
ухудшение прочности [28]. Когда т)-фаза возникала по
границам зерен в виде ячеек, понижалась прочность образцов с
надрезом; если же микроструктура межзеренных выделений т)
144
носила характер видманштедтовой, наблюдали снижение
прочности, но не. пластичности [2]. Чтобы сдерживать реакции
у'— т), существует несколько способов. Обычно в никелевые
суперсплавы вводят микродобавки бора; равновесные зерног-
раничные сегрегации В сдерживают подобное образование
ячеистых выделений [29], что приводит к увеличению
длительной прочности образцов с надрезом. Это явление, а
также сдерживающее влияние алюминия и ускоряющее влияние
холодного деформирования проиллюстрированы на рис. 4.7.
Явления такого рода особенно характерны для сплавов на
Ni-Fe основе; в ряде работ проведено подробное
исследование их характера и механизмов [30, 31, 33, 34];
результаты этих исследований представлены в гл. 6.
Карбиды. В суперсплавах карбиды играют сложную роль.
Прежде всего, в никелевых суперсплавах они выделяются
предпочтительно по границам зерен, тогда как в
кобальтовых, железных и других разновидностях матриц с повышенным
значением Nv обычным местом их зарождения являются
внутренние объемы зерен. В ранних исследованиях заметили
пагубное влияние зернограничных карбидных выделений
определенной морфологии на пластичность сплавов и предприняли
логичные меры по уменьшению концентрации углерода до
очень низкого уровня. Однако в дальнейшем анализ этого
фактора позволил вскрыть факты резкого снижения
долговечности (длительной прочности) сплавов Nimonic 80А [35] и
Udimet 500 [36], содержащих всего лишь 0,03 % С.
Таким образом, мнения, по-видимому, колеблются между
признанием допустимости и желательности присутствия
углерода в границах зерен суперсплавов. И все же сегодня
большинство исследователей чувствуют, что карбидные
выделения оказывают благоприятное влияние на длительную
прочность сплавов при высокой температуре. Совершенно ясно и
то, что карбиды способны влиять на пластичность и
химическую стабильность матрицы, поскольку отбирают от нее
элементы, вступающие в реакцию. Следовательно, для
конструктора сплавов понимание, к какому химическому
составу, классу и морфологии карбидных выделений следует
стремиться, приобретает критическое значение при выборе
состава сплавов и режима их термической обработки.
Классы карбидных выделений и их
типичные морфологические разно-
145
0,1 1 10 100 1000 t,4-
Рнс.4.7. Влияние холодной деформации и добавок В и А1 на время до появления
ячеистых выделений Tj-фазы [29]:
1 - ■ Ni - 11,2 Ti - 1,1 Al; 2 - Ni - 2,3 Ti - 0,025В; 3 - Ni - 12,2 Ti; 4 -
холодная деформация на 20 %
видности. Для сплавов на никелевой основе наиболее
характерны карбидные выделения типа МС, М23С6 и М6С
(табл. 4.3). Выделения МС обычно принимают вид грубых
неправильных кубов или иероглифов. М23С6 проявляет заметную
склонность к выделению по границам зерен. Обычно это
неравномерно расположенные прерывистые выделения округлой
формы, хотя наблюдали и геометрически правильные
пластины. М6С также может образовывать по границам зерен
выделения округлой формы; реже возникает внутризеренная вид-
манштедтова структура этих карбидов, ее можно наблюдать,
например, в сплаве В-1900. Хотя для установления точной
закономерности данных недостаточно, создается впечатление
о необходимости избегать непрерывных зернограничных
выделений и/или приграничных зон, свободных от выделений, а
также видманштедтовых выделений М6С, если стремиться к
наилучшей пластичности и длительной прочности сплавов.
Примеры микроструктуры с карбидными выделениями
характерной и нехарактерной формы представлены на рис. 4.8.
Обычно выделения типа МС образуются в суперсплавах в
процессе их застывания. Они появляются в виде дискретных
частиц (рис. 4.8), неравномерно распределенных в сплаве и
146
Таблица 4.3. Карбиды в т.п.у.-фазы, обнаруженные в никелевых
суперсплавах
Сплав Mo+W, % (ат.) Карбиды Т.п.у.фазы '
—
—
-
—
—
МЛС
М6С
М6С
МЛС
М6С
М6С
с
О
а
а
а
а
-
—
—
—
—
—
—
—
—
—
—
М
М
М
М
м
1 Обычно т.п.у.-фазы наблюдали в неблагополучных плавках. Современная
практика управления фазовым составом сплавов в большинстве служит
эффективным средством, предотвращающим нх появление.
по границам, и в теле зерен; нередко они присутствуют на
границах дендритов. Ориентационное соответствие этих
выделений матрице очень слабое или отсутствует вообще.
Карбиды типа.МС - основной источник углерода в сплаве,
используемый в дальнейшем при термической обработке и в
эксплуатации.
Эти первичные карбиды обладают очень прочной
структурой г.ц.к., в отсутствие примесей они самые устойчивые
соединения в природе. Карбиды типа МС возникают в
результате простой комбинации углерода с тугоплавкими
металлами, активно вступающими в реакцию. Классические примеры
формулы таких соединений — TiC и ТаС. В суперсплавах
образуются карбиды HfC, ТаС, NbC и TiC, здесь они
перечислены в порядке уменьшения их стабильности. Правда, с
точки зрения термодинамики этот порядок должен быть другим,
а именно: HfC, TiC, ТаС и NbC.
Очевидно, что атомы этих металлов способны замещать
друг друга, как в случае (Ti, Nb)C. Однако атомы менее
реакционноспособных металлов, прежде всего Мо и W, также
могут занимать место в составе карбидных фаз. Выделения
(Ti, Мо)С, например, были обнаружены в сплавах U-500,
М-252 и Rene' 77. Согласно анализу, состав этого
соединения в сплаве Rene" 77 соответствовал формуле (Ti0>8Mo02)C
и включал следы Ni и Сг. С достаточной определенностью
можно утверждать, что упомянутое выше отклонение от по-
147
IN-100
Nimonic 115
U-500
U-700
Alloy 713С
В-1900
AF-1753
AF2-1DA
Маг-М 200
Ren/ 41
М-252
1,7
2,0
2,3
2,4
2,6
3,5
3,7
3,7
4,0
6,0
6,1
м23с6
м23с6
м23с6
м23с6
м23с6
м23с6
м23с6
м23с6
м23с6
м23с6
м„с6
д
е
Рис.4.8. Примеры карбидных выделений в сплавах на никелевой основе:
а — характерный вид частицы МС в сплаве, упрочненном выделениями у -фазы.
Видны признаки вырождения, ХД900; б — вырожденная частица МС (алмазовид-
ная) в сплаве IN-100, окруженная частицами Mjj2.6 и матрицей (данные Mihali-
sin), Х2450; в — ячеистые выделения М23С6, образовавшиеся в сплаве — Nimo-
nik 80А при 650 °С (данные Hagel и Biettie), Х4900; г — зернограннчные
вьщеления МгъС6 в сплаве Rene-80 (трансмиссионная электронная
микроскопия, данные Smashey); д — "видманштеттные" выделения М6С в сплаве,
упрочненном выделениями у -фазы, Х4900; е — блочные выделения М6С, окруженные
выделениями у' -фазы на границе зерен в сплаве AF-1753, Х4900
148
рядка в относительной стабильности является следствием
замещения части узлов решетки карбидов атомами Мо или W;
они способны настолько понизить прочность межатомной
связи в карбидах МС, что становятся возможными реакции
распада, рассмотренные ниже более подробно. Обычно это
приводит к образованию карбидов типа М23С6 и MgC,
обнаруживающих более высокую стабильность после термической
обработки и/или эксплуатации сплавов.
Добавки Nb и Та, по-видимому, противодействуют такому
вырождению. В современных сплавах с высоким содержанием
Nb и Та присутствуют карбиды типа МС, которые не
вырождаются столь легко в результате гомогенизирующей
термической обработки, например, в интервале 1200-1260 °С.
Согласно анализу [39], один из таких карбидов обладал
химическим составом, близким к формуле
(Ti0i53Nb0i31W0il6)C. Лунд (Lund) сообщил (в частной
беседе), что карбиды типа МС подразделяются на два подтипа.
МС (1) - "одноатомное" соединение, обладающее структурой
г.ц.к. с малыми параметрами кристаллической решетки; оно
представляет собой тот самый карбид, что обычно находят в
большинстве литейных и деформируемых суперсплавов. Эти
фазы склонны к вырождению и, как правило, распадаются в
соответствии с описанными ниже реакциями карбидовырожде-
ния [уравнения (4.5) и (4.6)]. Однако если в сплаве
содержится Hf, достаточно длительная выдержка при высокой
температуре может привести к образованию разновидности
карбида МС (2); МС (2) проявляется очень отчетливо,
распада карбидов этого подтипа не наблюдали.
В сплавах со средним и высоким содержанием Сг
карбидные выделения М23С6 присутствуют в изобилии. Они
появляются в процессе низкотемпературной термической обработки
и эксплуатации, т.е. в интервале температур от 760 до
980 °С, как в результате разложения выделений МС, так и
при реакции с углеродом, все еще растворенным в матрице.
Обычно выделения М23С6 образуются по границам зерен, но в
отдельных случаях их можно наблюдать и вдоль двойниковых
линий и "торцов" (так называемая "структура
застежки-молнии"). В сплаве MAR-M 200 наблюдали [39] образование
частиц М23С6 в виде пластинок, параллельных плоскости (110)
аустенитной матрицы, которые на начальной стадии могли
сохранять с нею когерентность. Карбиды типа М23С6 имеют
149
сложную кубическую структуру; если бы извлечь из нее
атомы углерода, она напоминала бы структуру т.п.у. фазы С.
На самом деле, когерентность между выделениями М23С6 и
фазы С высока; часто ее пластинки зарождаются на частицах
М23С6.
Если в сплаве присутствует W или Мо, состав карбидов
типа М23С6 приблизительно соответствует формуле Сг21(Мо,
W)2C6; обычно его регистрируют именно в таком виде. Было
показано, однако, что значительное место в этих карбидах
может занимать Ni, и есть подозрение, что в небольших
количествах Сг может быть замещен на Со или Fe. Согласно
данным анализа сплавов на основе Со, другие тугоплавкие
металлы могут располагаться на позиции "Mo, W".
На свойства никелевых сплавов карбиды М23С6 оказывают
существенное влияние. Их расположение на границах зерен
имеет критическое значение в том смысле, что обеспечивает
подавление зернограничного проскальзывания и, по-
видимому, таким образом благоприятно влияет на длительную
прочность сплава. В конечном счете, однако, разрушение
может произойти либо путем разрушения этих самых зерно-
граничных частиц М23С6, либо путем декогезии по
поверхности их раздела с соседними фазами. Некоторые сплавы
подвержены формированию ячеистых структур выделений М23С6
(см. рис. 4.2), однако их можно избежать с помощью
термической обработки и управления химическим составом.
Показано, что ячеистые выделения М23С6 ответственны за
преждевременные отказы из-за пониженной длительной прочности.
Интересный пример образования частиц М23С6 путем
разложения частицы МС (рис. 4.8,6) в сплаве 713С был
продемонстрирован Михалисиным [14]. От выделения МС только и
осталось, что расположенная в центре небольшая частица
типично алмазного вида. Она окружена матрицей, заменившей
существовавшую вначале большую частицу МС. По
первоначальной поверхности МС образовалось кольцо из частиц
М23С6, которые в свою очередь, заключены в фазу ^' —
другой продукт этой реакции.
Карбиды типа М6С также обладают сложной кубической
структурой; в сравнении с карбидами М23С6 температура их
образования чуть выше: 815-980 °С. Они подобны карбидам
М23С6, но образуются, когда содержание Мо и/или W в
сплаве высокое - 6-8% (ат.). Как и М23С6, карбиды М6С при-
150
сутствуют в сплавах MAR-M 200, В-1900, Rene 80, Rene' 41 и
AF-1753. Типичные формулы карбидов М6С - (Ni,Co)3Mo3C и
(Ni,Co)2W4C.
Согласно другим данным, можно ожидать существования и
более широкого диапазона карбидов типа М6С с формулами от
М3С до М13С, в зависимости от концентрации компонентов в
матрице сплава. При исследовании сплава Hasteloy X [40]
результаты анализа засвидетельствовали существование
карбидов типа М6С от M2i48C=(Mo0>91Ni0i90Cr0>50Fe0>17)C до
M13,25C=(Mo6,34Ni5,73Cr0,69Fe0,49)C.
Таким образом, карбиды М6С образуются в тех случаях,
когда Мо или W способны заместить Сг в карбидах другого
типа; в отличие от более жесткой стехиометрии М23С6
соотношение компонентов в карбидах типа М6С может меняться в
широких пределах. Поскольку при высоких температурах
карбиды типа М6С более стойки, чем карбиды М23С6, они
полезнее в качестве зернограничных выделений, предназначенных
для управления размером зерна при обработке деформируемых
сплавов.
Карбидные реакции. Ниже 980 °С основным
поставщиком углерода в никелевых суперсплавах являются
высокотемпературные карбиды МС. В процессе термической
обработки и эксплуатации выделения МС медленно
распадаются, поставляя углерод, который проникает сквозь сплав и
запускает множество важных реакций.
Полагают, что во многих сплавах преобладает карбидная
реакция, приводящая к образованию М23С6:
МС+г^М23С6+г' (4.2)
или
(Ti,Mo)C+(Ni,Cr,Al,Ti) ^Cr21Mo2Ce+Ni3(Al,Ti). (4.3)
На основе термодинамики и опираясь на современные
данные, считать это уравнение с достаточной точностью
уравнением равновесия нельзя. Однако металлографические
наблюдения за фазовыми превращениями на границах зерен
заставили Симса [4] и Филипса [41] допустить
достоверность этой реакции. Реакция (4.2) или (4.3) начинается
примерно при 980 °С и, согласно ряду наблюдений, продол-
151
жает развиваться с понижением температуры примерно до
760 °С. Было обнаружено, что при определенных
обстоятельствах эта реакция обратима. По реакции подобного вида
образуется и карбид типа М6С:
МС+г^М6С+у' (4.4)
или
(Ti,Mo)C+(Ni,Co,Al,Ti) ^Mo3(Ni,Co)3C+Ni3(Al,Ti). (4.5)
В дальнейшем М6С и М23С6 вступают в реакцию, и из
одного карбида образуется другой:
М6С+М' ^М23С6+М'' (4.6)
или
Mo3(Ni,Co)3C+Cr5=^Cr21Mo2C6+(Ni,Co,Mo). (4.7)
Какая из реакций реализуется, зависит от характера
сплава, в котором она происходит. Например, в сплавах
Rene'' 41 и М—252 термическая обработка на первых порах
порождает выделения МС и М6С; последующая длительная
выдержка вызывает превращение М6С в М23С6. Напротив, в
сплаве MAR-M 200 [39] соединения М6С могут образоваться
из М23С6. Тип атомов тугоплавкого металла,
присутствующего в сплаве, может в достаточно большой мере определить
выбор протекающей карбидной реакции.
Эти реакции поставляют низшие карбиды в различные
участки микроструктуры сплава, но обычнее всего по
границам зерен. Пожалуй, самой выгодной является реакция (4.2)
или (4.3); это подтверждено применительно к различным
режимам термической обработки. Важны образующиеся в
процессе реакций и коагулированные карбидные выделения, и
выделения у '-фазы. Полагают, что карбиды подавляют зерногра-
ничное проскальзывание, выше об этом уже говорили;
fr'-фаза, порождаемая в процессе подобных реакций, как
перчатка, одевает и эти карбиды, и границы зерен,
создавая относительно пластичный слой с хорошим сопротивлением
152
ползучести; такая роль у '-фазы, по-видимому, полезна в
любом случае.
У некоторых сплавов наблюдали склонность к образованию
ячеистых выделений М23С6 вместо коагулированных;
пластичность в этом случае резко снижалась, так что подобных
структур следует избегать. Интересно, что сплавы,
образующие обильные выделения у '-фазы по границам зерен,
проявляют стойкость против этого явления; полагают поэтому,
что подобная зернограничная у'-фаза играет ключевую роль
в запрещении роста ячеистых выделений М23С6.
При образовании выделений М23С6 из матрицы уходит Сг.
В результате повышается растворимость у '-фазы вблизи
границ зерен, что может привести к формированию зон,
свободных от выделений; это было продемонстрировано на сплаве
Х-750 [32] при испытаниях по методу Хьюи (Huey).
Конечно, углерод также находится в растворе; его
растворимость превышена после охлаждения до 595-760 °С.
Наблюдали случаи выделения очень тонкого преципитата
М23С6 непосредственно на дефектах упаковки или других
стандартных дефектах решетки; реакции выделения выглядят,
как
*i ^М23С6+у2 (4.8)
или
(Ni,Co,Cr,Mo,C) ^(Cr21Mo2)C6+(Ni,Co).' (4.9)
Михалисин [42] провел наблюдение на серии
экспериментальных сплавов и высказал предположение, что углерод
совершает свой переход в следующей последовательности:
TiC -*М7С3 -*Сг23С6 -*а. (4.10)
Бориды. Обычно концентрация бора в суперсплавах
достигает существенных значений, (5—50)-10_3% (ат.). Бор
сосредоточивается на границах зерен, где блокирует
разрушение отрывом в условиях задержанного разрушения (при
ползучести). В сплаве U-700, например, более 12-10~2% (ат.)
В вступает в реакцию и образует, в зависимости от
термической предыстории, два типа боридов М3В2:
153
(M°0.48Ti0.07Cr0.39Ni0.03Co0.03)3B2 И
(Mo0i31Ti0,07Cr0,49Ni0i06Co0,07)3B2.
Согласно наблюдениям, бориды располагаются на границах
зерен в виде твердых тугоплавких частиц; их форма
меняется от компактной до полумесяца. Таким образом, в качестве
боридных частиц бор поступает на границы зерен
суперсплавов.
Фазы т.п.у. В некоторых сплавах при недостаточно
тщательной доводке химического состава в процессе
термической обработки или, что более обычно, эксплуатации могут
образовываться нежелательные т.п.у. фазы (см. риС. 4.2 и
гл. 8) [45]. Они состоят из плотноупакованных атомных
слоев, образующих "корзиночные сетки" вдоль плоскостей
октаэдра в г.ц.к. решетке матрицы. Будучи, как правило,
неблагоприятными, т.п.у. фазы могут иметь вид ровных
пластин и часто образуются по границам карбидных
выделений. В никелевых суперсплавах к их числу относят фазы
с_й_^.
Такая т.п.у. фаза, как с, часто как бы растет
непосредственно сквозь частицы ^'-фазы. Логичнее, однако,
считать, что первые должны образовываться из матрицы
никелевого сплава, поскольку ^'-фаза и большинство карбидных
выделений выпадают раньше т.п.у. фаз. Формула <т-фазы —
(Cr,Mo)^(Ni,Co)y, где х и у могут изменяться в пределах
от 1 до 7. Образование а-фазы в промышленном суперсплаве
было подтверждено Влодеком [46]; прежде считали, что
(Т-фаза имеет формулу Ni3Ti.
На свойства сплава .<т-фаза оказывает специфическое
вредное влияние. Ее "физическая" твердость и пластинчатая
форма — превосходный повод для возникновения и
распространения трещины, приводящих к низкотемпературному
хрупкому разрушению, как это происходит у содержащих (Т-фазу
нержавеющих сталей. Но еще более тяжкие последствия
связаны с ее влиянием на длительную прочность при повышенных
температурах; а-фаза отличается высокой концентрацией
тугоплавких элементов, "высосанных" ею из ^-матрицы
суперсплава, а это приводит к утрате твердорастворного
упрочнения. Кроме того, высокотемпературное замедленное
разрушение может охотнее возникать вдоль пластин сг-фазы ("меж-
сигмафазное" разрушение) и сопровождаться жестокими
потерями долговечности сплава. Впервые это было продемонстри-
154
ровано на славе IN-100; чрезмерно активное формирование
(Т-фазы при 816 °С и напряжении 275 МПа вызвало полное
разрушение испытуемого стержня за 947 ч вместо ожидаемых
8000 ч [47], [65]. Эти и другие связанные' с ними проблемы
подробно рассмотрены в гл. 8. Возможно также образование
пластинчатых выделений fi-фазы, хотя по поводу ее вредного
влияния известно сравнительно мало.
Карбиды и т.п.у.фазы. В сплавах, содержащих Мо и W
наблюдают интересную взаимосвязь между карбидами типа
М23С6 и М6С, с одной стороны, и т.п.у.фазами а и fi — с
другой. Когда содержание Мо и W > 7 % (по массе)
(особенно, если повышено содержание Мо), в плавках, склонных к
образованию т.п.у. фаз, происходит сдвиг в сторону
образования а (в ущерб образованию ц) -фазы (см. табл. 4.3).
Стоит заметить, что кристаллическая структура М23С6
подобна таковой у с-фазы, а М6С — у fi-фазы. Эти явления
могут быть связаны с положением химического состава
остаточного аустенита в пространстве четверной фазы [50].
Стабильность фаз и температура
Карту стабильности, которая иллюстрирует изменение
избыточности фаз с изменением температуры, часто получают
путем гомогенизации сплава, выдержкой его в течение
длительного времени при различных более низких температурах
с последующим экстрагированием присутствующих фаз и
измерением степени избыточности. Впервые одна из таких карт
была опубликована для сплава Rene 41 [48], а затем для
сплавов Udimet 700, IN-100, В-1900 и вновь Ren6 41 [43,
49]. Частично данные этих работ представлены на рис. 4.9.
Заметим, что в них не всегда сообщают о ^'-фазе.
Вырождение карбидов МС в М23С6 (и, временами, - в М6С)
очевидно. Вероятно, однако, что в случае сплава Rene 41
диаграмма неточна в отношении выделений МС, поскольку
согласно большинству наблюдений фаза МС после выдержки
при соответствующих температурах проявляет себя как
избыточная.
155
еоф snuBwdaioo
mm
пил
a .- g § s
И 7? 3 Я dc
«> s й л c p
п. Я !»
о
S
S
^м
"Ч!
ill
§15^=.^
I»
.*"
TS|i
156
!!il!lsi5s
З*3
J»
4.3 Внутризеренные и зернограничные явления
Размер зерен
Прочность суперсплавов проявляет сильную зависимость от
размера зерен и их оношения к толщине детали. Было
установлено [51], что длительная прочность и сопротивление
ползучести возрастали с увеличением отношения толщины
детали к размеру зерен. У деформируемых сплавов при
неизменности этого соотношения обе характеристики прочности
увеличивались с увеличением размера зерен; литейные
сплавы проявляли такую же связь длительной прочности и
сопротивления ползучести с отношением толщины детали к размеру
зерен.
Указанные условия могут стать серьезными, когда в
тонком сечении появляются крупные зерна. Тонким сечениям
обычно соответствует пониженная длительная прочность: чем
тоньше сечение, тем ниже падает длительная прочность по
сравнению с толстыми сечениями.
Применительно к современным литейным суперсплавам
управление размером зерен играет жизненно важную роль.
Необходим ■ взвешенный подход, чтобы, с одной стороны,
избежать излишнего измельчения зерен, чреватого уменьшением
длительной прочности и сопротивления ползучести, и, с
другой стороны, не допустить их излишнего укрупнения,
которое опасно из-за снижения кратковременной разрывной
прочности (хотя при этом и может способствовать росту
сопротивления замедленному разрушению).
Химический состав границ зерен
У суперсплавов одним из наиболее ярких эффектов,
связанных с легированием, является улучшение характеристик
ползучести при введении минимальных добавок бора и циркония
[52—55] (табл. 4.4). В и Zr способны увеличить
долговечность в 13 раз, удлинение — в 7 раз, длительную прочность
— в 1,9 раза и показатель п (в уравнении связи между
напряжением и скоростью ползучести) — в 2,4—9 раз. Некоторые
металлурги — специалисты по суперсплавам — считают, что в
этом улучшении свойств ключевую роль играет бор, в то
время как цирконий в большей мере служит в качестве
"геттера" для вредных малых и/или кочующих примесей.
У деформируемых сплавов добавки Mg от 0,01 до 0,05 %
157
Таблица 4.4. Влнжнне В н Zr на характеристики ползучести сплава
Udimet 500 при 870 °С [54]
Сплав С)2 ,*2 б*2 ^ii=O0O4 %/ч> МПа я*1
Основа 0,002 50 2 117 2,4
+0,19 %Zr 0,002 140 6 158 4
+0,009 % В 0,002 400 8 192 7
+0,009 % В+0,01 % Zr 0,002 647 14 220 9
n=lgen/lgff) где G — напряжение в диапазоне 137—206 МПа, е.. —
минимальная скорость ползучести на установившейся стадия.
•2
Все характеристики при (Т=172 МПа; е. — степень деформации на стадии
затухающей ползучести, t — полная долговечность, 8 — полное удлинение к
моменту разрушения (для образца с отношением длины к диаметру, равным 4).
приводили к улучшению свойств и штампуемости; причину
усматривают в том, что Mg прежде всего связывает серу —
элемент, снижающий прочность границ зерен.
Несмотря на столь явную простоту во влиянии на
свойства, прояснить механизмы этих явлений не удавалось.
Полагают, однако, что В и Zr сегрегируют к границам зерен
(вероятно, из-за того, что по своему атомному размеру на
21-29 % превосходят или уступают элементу-растворителю).
Коль скоро в условиях замедленного разрушения
суперсплавов (при испытаниях на длительную прочность) трещины
распространяются по границам зерен, важность этой роли В и
Zr становится вполне очевидной.
Хорошим примером служит один из ранних суперсплавов
U-500 (табл. 4.5). В и Zr явно сдерживали зернограничное
растрескивание. Без В и Zr микротрещины в сплаве U-500
развивались в конце первой стадии ползучести, через 23 ч;
в присутствии В и Zr они не развивались, пока не
наступала третья стадия, т.е. через 2i4 ч.
Интересно также сильное влияние В и Zr на показатель
степени п в уравнении зависимости скорости деформации от
напряжения на второй стадии ползучести (см. табл. 4.4) и
отсутствие этого влияния на первой стадии ползучести.
Если зоны, свободные от выделений у'-фазы, развивались в
полную силу (при отсутствии В и Zr), отмечали, что л=2,4,
как для сплавов — твердых растворов. Малочисленным зонам
и наличию карбидных частиц с покрытием соответствовало
механическое поведение с п=9, характерное для сплава, уп-
158
Таблица 4.5. Влнянне В н Zr на стабильность структуры границ зерен
у сплава Udimet 500 прн 870 °С
Сплав Зоны, свободные Микротрещины • Карбидные Карбидные
от выделении ' гранулы гранулы
в оболочке в оболочке
у' -фазы ' у' -фазы 2
Основа 264 314 418 230
+0,19 % Zr 127 78 175 90
+0,009 % В 60 30 63 60
+0,009 % В+ 23 2 20 20
+0,01 % Zr
Примечание. Количество наблюдений в пределах площадки 5 мм2
цри увеличении 1000.
После е=0,12 за 200 ч. После выдержки 200 ч без нагрузки
рочненного выделениями у'-фазы. Надавним исследованием
[66] зарегистрирован значительный вклад "геттерного"
механизма: образованием соединений Zr4C2S3 цирконий
существенно снижал содержание свободной серы в границах зерен.
В и Zr благотворны для сплавов, не содержащих у'-фазу,
сплавов на основе Со, нержавеющих сталей, так что влияние
через "зоны, свободные от выделений" или "карбиды с
покрытием" не может быть универсальной основной причиной
благотворного влияния этих элементов для всех сплавов.
Есть данные, свидетельствующие, несмотря на некоторые
исключения, что В снижает количество зернограничных
карбидов, образующихся по реакции старения, и "отворачивает"
углерод во внутренние объемы зерен [56-59]. Согласно
некоторым сообщениям, той же цели в сплавах системы
Ni—Cr—Ti—Al достигали с помощью Mg, который способствовал
образованию внутризеренных выделений МС [2].
Основной механизм этих явлений заключается в том, что
элементы с атомными размерами, сильно отличающимися от
атомных размеров элементов матрицы, сегрегируют к
границам ее зерен, замещая вакансии и ослабляя зернограничную
диффузию. Это мнение согласуется со сведениями [60] об
образовании зон, свободных от выделений посредством
диффузии Херринга—Набарро (Herring—Nabarro). Если это
заключение в основном справедливо, эффективность В и Zr должна
проявляться не только по границам аустенитных зерен, но и
159
в отношении границ раздела карбид — ^-матрица и карбид —
эг'-фаза.
4.4. Гафний
Первые два десятилетия разработки литейных сплавов на
основе Ni для промышленного производства газовых турбин
авиадвигателей были посвящены увеличению сопротивления
высокотемпературной ползучести. К середине 60-х годов
большинство жаропрочных сплавов, применявшихся для
изготовления турбинных лопаток, обычно работало при
температурах, достигавших 85 % температуры начала плавления,
однако пластичность у некоторых из этих сплавов падала до
уровня в несколько процентов, а их поведение на третьей
стадии ползучести отличалось большим непостоянством. Для
производства лопаток методом точного литья по
выплавляемым моделям, дающим самую точную геометрию внутренних
полостей для воздушного охлаждения, существовали очень
строгие ограничения. Разрушение лопаток было
преимущественно межзеренным, поэтому призывали обеспечить
аккомодацию локального пластического течения без потерь в высоком
сопротивлении ползучести, присущем телу зерен.
Очень эффективным способом решения этих проблем
оказалась добавка Hf; она позволила получить структуру границ
зерен, обеспечивающую сплавам повышенную живучесть. Hf
растворим в у '-фазе гораздо более, чем в у-матрице,
упрочняет у '-фазу, является чрезвычайно активным карбидооб-
1'пователем. Согласно распространенной теории, управляя
количеством зернограничных выделений М23С6/М6С, можно
добиться положительного эффекта в виде подавления зерногра-
ничного проскальзывания; однако сомкнутые ряды таких
выделений создают условия для быстрого распространения
трещины. ,
Формирование избыточных выделе«ий М23С6/М6С может быть
подавлено Hf,' который вступает в реакцию с углеродом,
освободившимся в результате распада соединений типа МС; это
приводит к образованию устойчивых вторичных соединений МС
(преимущественно HfC), выпадающих в виде мелкодисперсных
беспорядочно расположенных частиц [65]. Далее, в процессе
затвердевания происходит активный переход Hf в у'-фазу,
приводящий к формированию в зоне границы зерен "витой"
микроструктуры у'+У, что подавляет быстрый рост трещин.
160
Еще одно достоинство Ш заключается в том, что он
повышает стойкость сплава-основы против окисления. Однако с
высокой реакционной способностью Hf связаны и
дополнительные "приключения" в виде трудностей (хотя и
преодолимых), возникающих при выплавке слитков и обработке
деталей.
Перерождение соединений типа МС, которое приводит к
появлению на границах зерен обильных выделений М23С6 в
оболочке у'-фазы, мы рассмотрим в связи с другими
предметами. У сплавов с "более умеренным" химическим составом,
таких как Х-750 и Nimonic 80А, подобные явления не были
обнаружены. Там по соседству с границами зерен часто об-'
разуется слой "чистой" у-матрицы (не содержащей выделений
у'-фазы). Это вызвано диффузией Сг, связанной с
образованием зернограничных карбидных выделений; в зоне, которая
таким образом обеднена по Сг, происходит рост
растворимости Ni и А1, что приводит к исчезновению у'-фазы. На
рис. 4.2, а показано, как подобная граница зерен выглядит
в сплаве Х-750.
Сосредоточение у'-фазы по границам зерен у более
прочных сплавов обеспечивает улучшенную комбинацию прочности
и пластичности по сравнению с окружающими объемами
сплава. Образование такой оболочки вокруг твердых
зернограничных карбидов в среде, которая допускает некоторую
"ограниченную" пластическую деформацию, подавляет
возникновение межзеренного разрушения, а это может обеспечить
сплаву выдающуюся долговечность в условиях ползучести.
Представляется, правда, что чрезмерное развитие подобных
микроструктурных явлений способно привести и к
затруднениям; например, у сплавов U-700 и Nimonic 115 образование
слишком мощной зернограничной пленки у'-фазы может
обусловить хрупкость в условиях растяжения и при наличии
надреза. Показано, однако (см. рис. 4.2), что некоторые
литейные сплавы вообще не имеют существенной зернограничной
оболочки из у'-фазы и все же демонстрируют хорошую
прочность и пластичность. Как бы то ни было, границы зерен
всегда являются местом зарождения разрушения в условиях
ползучести.
Все эти явления были впервые проиллюстрированы Дэкером
и Фрименом [23], а затем обобщены Смаши [61]
применительно к сплаву Rene 80. На рис. 4.10 показана хорошо выяв-
6 Зак. 1091 1^1
Рис.4.10. Характер пластического течения и разрушения по границе зерен в
сплаве Rene-80 [61]:
1 — матрица у—у' N1; 2 — карбидные выделения; 3 — растрескивание по
границе зерен; 4 — пленка у' -фазы по одну сторону границы зерен; 5 — пленка
У -фазы по другую сторону границы зерен; 6 — матрица N 2; 7 — поперечное
скольжение в зернограничной пленке у -фазы
ленная микроструктура границы зерен этого. сплава, в ней в
процессе испытания на длительную прочность возник очаг
разрушения (произошло растрескивание). Этот литейный
сплав был подвергнут четырехступенчатой термической
обработке, а затем подвергнут испытаниям на длительную
прочность в течение 1236 ч при 980 °С и напряжении 103 МПа.
На рис. 4.10 показана щель, образовавшаяся в границе
зерен незадолго до окончательного разрушения. Видно, что
граница "облицована" выделениями М23С6 и окружена
оболочкой из у'-фазы. Трещину явно породили карбиды.
Электронная микрофотография иллюстрирует роль у'-'фазы в
осуществлении поперечного скольжения и отсрочке момента
растрескивания.
4.5. Термическая обработка
Термическая обработка сплавов на основе Ni в большой
степени представляет собою искусство; чтобы выполнить ее
162
должным образом, необходимо знание заданного химического
и фазового составов, степени устойчивости фаз,
структурных особенностей и свойств. Основные результаты
термической обработки и некоторые конкретные ее примеры
рассмотрим сначала на деформируемых, а затем на литейных
сплавах.
Деформируемые сплавы
В гомогенизированном состоянии деформируемые сплавы
состоят главным образом из матрицы и карбидных выделений
типа МС. Температуру гомогенизации (обычно в пределах
1084-1230 °С) выбирают таким образом, чтобы подготовить
матрицу к формированию равномерно распределенных
выделений у'-фазы в процессе последующего старения. У некоторых
сплавов, например Ren6 41, гомогенизация при температуре
~1070°С сопровождается также образованием карбидных
выделений типа М6С; это обстоятельство может привести к
некоторому подавлению последующих карбидных реакций.
Выделения М23С6 в процессе гомогенизирующей обработки обычно
не образуются.
Вслед за гомогенизирующей обработкой проводят серию
обработок старением, чтобы получить соответствующие
выделения и сформировать главные упрочняющие фазы. Требуемого
уровня длительной прочности достигают в случае выделения
у'-фазы при старении в диапазоне' от 840 до 1100 °С.
Заканчивают формирование преципитата у'-фазы путем старения
при 760°С.
На рис. 4.11 показано, как выглядит микроструктура
сплава U-700 (Astroloy) после термической обработки по
режимам указанного типа и эксплуатации в реальных
условиях. Так же будет выглядеть микроструктура сплава Nimonic
115, похожа на нее и структура сплавов Wasploy и U-500.
Обратите внимание на совместное присутствие тонких и
грубых выделений у'-фазы, а также на оболочку из у'-фазы,
окружающую зернограничные выделения карбидов М23С6.
Выделение у'-фазы по реакции старения. Чтобы выяснить
рациональные соотношения между режимом термической
обработки, морфологией у'-фазы и эффектом упрочнения,
проводят контрольные исследования тех или иных конкретных
сплавов. В качестве примера приведено описание одного из
б» 163
таких исследований [62] на сплаве U-500; пример
иллюстрирует порядок действий и явления, их сопровождающие.
Деформированные заготовки сплава U-500 были
подвергнуты термической обработке по следующим режимам:
первая гомогенизапия — 1125 °С, 2 ч, охлаждение на воздухе;
вторая гомогенизация — 1085 °С, 2 ч, охлаждение на воздухе;
первое старение — 925 °С, 24 ч, охлаждение на воздухе;
второе старение — 760 °С, 16 ч, охлаждение на воздухе.
Анализ микроструктуры показал, что выдержка при
1125 °С переводит у'-фазу в твердый раствор; при
охлаждении на воздухе образовывались очень тонкие выделения
у'-фазы, большая часть которых снова растворялась в
процессе выдержки при 1085 °С. Воздушное охлаждение от
1085 °С сопровождалось появлением новых выделений
у '-фазы; поскольку они образовались при более низких
температурах (нежели при воздушном охлаждении от 1130°С),
эти выделения еще тоньше и обеспечивают более интенсивное
164
Рис.4.11. Характер микроструктуры
деформируемых (верхний ряд) и
литейных, (нижний ряд) и литейных
(нижний ряд) никелевых
суперсплавов:
1 — фон мелкодисперсных выделений
у' -фазы; 2 — двойникование; 3 —
зернограничиые выделения карбидов
типа W и/или Ме23С6; 4 — у -фаза,
образующаяся в результате
вырождения карбидных частиц; 5 —
карбидные выделения типа МС; б —
у -фаза, выделяющаяся по границам
зерен; 7 — матрица обычно
выглядит "Шероховатой от выделений
у' -фазы, успевших выделиться в
процессе охлаждения; 8 — высокая
плотность выделений у' -фазы; 9 —
первичные выделения карбидов типа
МС; 10 —у -фаза в виде глобуляр-
. ных выделений; И — у' -фаза,
выделившаяся из расплава; 12 —
у'-фаза в виде обыкно- венных
выделений; 13 — у -фаза,
выделившаяся в процессе охлаждения; 14 —
у' -фаза в виде "курсивных"
выделений; IS — у -фаза в виде
пленки; 16 — дендритный "скелет";
17 — микроструктура сплава U 700
после 1400-4 выдержки при 840 °С
под напряжением 250,5 МПа, Х5700;
18 — микроструктура сплава SM 200
после 50-4 выдержки при 840 °С
под на- пряжением, Х5700
упрочнение. Оставшиеся нерастворенными выделения у'-фазы
понемногу подрастали. Последующее старение при 925 °С
вызывало рост обеих групп выделений у'-фазы, оставшихся от
предшествующих циклов обработки, и небольшое
дополнительное выделение. Окончательное старение при 760 °С
приводило лишь к небольшим изменениям в микроструктуре. Итоговая
структура (см. рис. 4.4, б) соответствует среднему уровню
кратковременной разрывной прочности и длительной
прочности, которая удовлетворяет требования к долгоживущим
лопаткам промышленных газовых турбин. По существу такие или
подобные подходы используются применительно ко всем
сплавам.
Карбиды. Разработчик сплавов применил кратковременные
термические обработки с весьма значительной пользой,
обеспечив создание исходных (до эксплуатации) карбидов
165
благоприятного типа и благоприятной морфологии. Например,
для деформируемых сплавов М-52, Nimonic 80А, Nimonic 115,
Ren6 41, U-500, U-700 и Waspaloy проводят промежуточную
"карбидную" термическую обработку в диапазоне
1040-1100 °С перед окончательным старением на у '-фазу.
Для сплавов U-500, U-700 и \Caspaloy используют
промежуточную термическую обработку при 760—850 СС [2]. Ниже
даны два примера, которые иллюстрируют некоторые
практические результаты подобных термических обработок в отношении
карбидообразования.
У сплава Rene 41 отжиг-гомогенизация при 1175 °С
приводит к растворению выделений М6С и порождает склонность
к последующему быстрому выделению непрерывной зерногра-
ничной пленки М23С6. В результате можно получить плохую
пластичность и растрескивание, особенно при сварке,
поэтому такого отжига избегают. Гомогенизация при более
низких температурах (1070—1080 °С) дает равномерную
мелкозернистую структуру, образовавшуюся в процессе
деформационной обработки и содержащую достаточно мелкие и хорошо
распределенные выделения М6С. Склонность к растрескиванию
уменьшается, а пластичность становится выше, если
задержать образование выделений М23С6.
В одном из сообщений об исследовании сплава Nimonic
80А [2] показано, что термической обработкой при
1000-1080 °С перед старением по у'-фазе при 700 °С можно
обеспечить превосходную длительную прочность. При 1080 °С
по границам зерен возникали массивные выделения Сг7С3.
Это заблаговременное создание выделений Сг7С3
сопровождалось уменьшением начальной интенсивности выпадения Сг23С6
в процессе старения по у'-фазе при 700 °С. Преимущества
этой обработки были реализованы применительно к
формированию зернограничных зон, свободных от выделений
у'-фазы; в этом случае их развитие определялось уже
уходом Сг в соединение Сг7С3.
Термическая обработка и характеристики длительной
прочности. В самом начале термическая обработка
деформируемых сплавов вроде М-252 и Nimonic 80А состояла обычно
только из высокотемпературной гомогенизации с последующим
низкотемпературным старением. Получали хорошие свойства в
В сплаве Nimonic 80А обнаружен карбид Сг7С3.
166
условиях кратковременного (активного) растяжения и малых
долговечностей в условиях ползучести. Однако структура
при этой обработке оставалась недостаточно стабильной,
чтобы обеспечить оптимальные характеристики длительной
прочности и при больших долговечностях. Чтобы восполнить
этот пробел, роль термической обработки обоих сплавов
подвергли специальному исследованию [63]. Соответственно
к каждому циклу термической обработки было добавлено по
одному промежуточному старению, чтобы активизировать
реакции распада выделений МС по реакциям (4.2) и (4.3);
естественно, что в результате особенностью границ зерен
стали выделения М23С6 в оболочке из у '-фазы. У обоих
сплавов увеличилась длительная прочность (долговечность)
при низких напряжениях и высоком значении Р (темпера-
LM
турно-временной параметр Ларсона—Миллера). Таким образом,
структура сплавов "стабилизировалась". Впоследствии эту
идеологию успешно применили при термической обработке
сплава U-500 и многих других, появившихся после него.
Поскольку термическая обработка сплава U-500 уже включала
четыре ступени, требуемого эффекта достигли, повысив
температуру старения с 845 до 925 °С, чтобы оптимизировать
ход реакции вырождения карбидов. Результаты этого
исследования представлены на рис. 4.12.
Литейные сплавы
Термическая обработка первых литейных суперсплавов была
простой. Их охлаждали прямо в форме для литья по
выплавляемым моделям, а затем примерно полсуток подвергали
старению при какой-нибудь низкой температуре, например при
760 °С для полного выделения у '-фазы. По мере разработки
сплавов с более сложной природой усложнялась и их
термическая обработка. Теперь литейные суперсплавы,
используемые в газовых турбинах, получают исчерпывающую
термическую обработку, которая обеспечивает упрочнение у '-фазы,
улучшение пластичности, выравнивание структуры сплава и
многое другое.
Даже после термической обработки "на твердый раствор"
(1180-1235 °С) в литейных сплавах (таких как В-1900, Rene
125) остаются обширные эвтектические скопления у—у',
образовавшиеся в процессе затвердевания. Не известно,
оказывают ли эти нерастворившиеся скопления вредное влияние
167
I
•с-
во
so
40
20
10
g
6
FT
r-r;^:
A
538
i
A.
?-""""
A A
593 649
i i i
a
1
A
704 T°C
80
60
40
20
10
S
6,
,f
34 36
-N^
-
A
- 649
i
38
^a
A
704
i
40 42 44
6 >JC
A A
760 816
1— I I
46
6
^5
A4
871 T,C
. I
40 42 44 45 «ff 50
P~T(20 + lgt)*10-3
52 54
760_ C, 15 ч\4 -
4 ч; 927 °C, 24 ч
24 ч и 760 °C, 16 ч
1085 °C, 4 ч; 760 °C, 15 ч;
и 760 °C, 16 ч; 6 - 1175 °C
40 42 44 46 48 50
P=T(20 + lgt)*W}
Рис.4.12. Влияние промежуточного
старения на характеристики
длительной прочности деформируемых
суперсплавов [63] Nimonic 80 А
(а), М252 (б). Udimet 500 (в) (с
охлаждением после каждой
выдержки):
1 — после выдержки при 1085 °С,
8 ч; 850 «С, 24 ч и 705 °С, 16 ч;
2- 1085 °С, 8 ч; 705 °С, 16 ч;
3 - 1085 °С, 4 ч; 816 ос, 15 ч;
5 - ' 1320 °С, 2 ч; 1085 ©С,
2 ч; 1085 °С, 4 ч; 845 ©С,
на свойства сплавов, однако считается, что полезного
вклада они тоже не дают.
Независимо от того, удалась гомогенизация или нет,
первоначальный дендритный рисунок, сформировавшийся при
застывании, часто отчетливо виден и после эксплуатации
сплава (см. рис. 4.11 в нижней части). Мелкодисперсная
фаза у' показана как неравномерно затененные области.
Границы дендридов далеко отстоят друг от друга и содержат
некоторое количество дендритных выделений совместно с
вышеупомянутой эвтектикой у-у'. "Скелетная" структура
дендрита в этих сплавах отражает повышенную концентрацию
тугоплавких элементов и, как правило, отчетливо выявляется
при травлении.
Выделение у'-фазы посредством старения. Вообще говоря,
по своему химическому составу деформируемые и литейные
сплавы не очень сильно разнятся между собой. Тем не менее
литые турбинные лопатки, разработанные в 70-х и в
80-х гг., содержат в своем составе добавки Ti и Hf,
которые не обычны для сплавов деформируемых. Эти добавки
вносят ряд существенных изменений в карбидообразование,
168
однако их влияние на у '-фазу, а именно, на температуру ее
растворения и морфологию, гораздо скромнее.
Исследование [64] термической обработки сплава Ren6 77
(свободного от С-фазы, основу которого составляет сплав
U-700/Astroloy) иллюстрировано на рис. 4.13. Можно
видеть, что обработка по режиму Б обеспечивает значительное
улучшение характеристик длительной прочности против тех,
что дает режим А; показана и разница в микроструктуре.
После обеих обработок у '-фаза переходила в раствор при
1100 °С, однако выделение у'-фазы по реакции старения
начиналось при 1140 °С. Медленное охлаждение в режиме А
сопровождается образованием немногочисленных крупных
зародышей у'-фазы выше 1085 °С, а затем большое количество ее
мелкодисперсных выделений появляется в процессе выдержки
■ *
4ff 45 SO 52 St
PLM'W3fC=20J
Рис.4.13. Влияние термической обработки на структуру (Х1240) и
характеристики длительной прочности сплава Rene 77 [64]:
а — термическая обработка по режиму А: 2-ч выдержка при 1160 °С, охлаждение
с печью до 1085 °С, охлаждение на воздухе до комнатной температуры, 16-ч
выдержка при 760 °С, охлаждение на воздухе; б — термическая обработка по
режиму Б: 4-ч выдержка при 1160 °С, охлаждение на воздухе, 4-ч выдержка при
1085 °С, охлаждение на воздухе, 24-ч выдержка при 925 °С, охлаждение на
воздухе, 16-ч выдержка при 760 °С, охлаждение на воздухе; в — длительная
прочность
169
при 760 °С. Обработка по этому режиму дает превосходную
пластичность при испытаниях на растяжение, тогда как
длительную прочность можно назвать лишь приемлемой.
Обработка по режиму Б (быстрое охлаждение из области
твердого раствора) допускает зарождение крупных частиц,
но не дает им существенно вырасти. Тем не менее за 4 ч
при 1085°С выделения у' все-таки подрастают, и, в
значительной мере за счет потенциала старения, происходит
гомогенное зарождение множества частиц размером от среднего
до крупного. "Фоновые" выделения у '-фазы образуются при
925 и 760 °С, однако по понятным причинам их количество
не велико.
IN-738 — это сплав, в который помимо Мо и W введены Nb
и Ti. На сегодняшний день пользуются термической
обработкой в виде 2-ч выдержки при 1125 °С и 24-ч выдержки при
840 °С, каждая выдержка сопровождается охлаждением на
воздухе. Показано [64], что такая обработка не приводит к
растворению у '-фазы. Поэтому идет образование у '-фазы в
виде крупных частиц неправильной формы и при 840 °С
"фона" ее мелкодисперсных выделений. Ввод операции старения
при 1055 °С приводит к созданию частиц более правильной
формы с фоном из мелкодисперсных выделений. Выдержка при
1175 °С дает более полное растворение у '-фазы, поэтому в
структуре преобладают ее выделения, типичные для выдержки
при 1085 °С. Если первичное старение проводить при
925 °С, возникают более равномерные выделения округлой
формы {в этом конкретном случае добились полного
растворения у '-фазы). И все-таки при всем этом обширном опыте
наиболее приемлемые (оптимальные) свойства получаются при
образовании дуплексной структуры (в отношении у '-фазы) по
режиму, состоящему из выдержек при 1125 и 850 °С.
Карбиды. Выводы, сделанные при рассмотрении
металлургических аспектов карбидообрааования в деформируемых
сплавах, в общем справедливы и применительно к литейным
сплавам с "равноосной" микроструктурой. Основные отличия
возникли после того, как во многие литейные сплавы стали
вводить добавки тугоплавких металлов V группы и повысили
в них содержание углерода. Любой рост содержания С
предполагает увеличение интенсивности карбидных реакций при
термической обработке и в процессе эксплуатации. Однако
элементы V группы Nb и Та в громадной степени стабилизи-
170
руют выделения МС и подавляют или полностью останавливают
карбидную реакцию. Таким образом, для активизирования
карбидных реакций термическая обработка не столь
эффективна. Так, у рассмотренного выше сплава Rene 77
термическая обработка в режиме А (см. рис. 4.13) позволит
осуществить умеренное вырождение МС в М23С6; при термической
обработке в режиме Б реакция вырождения МС выражена
сильнее. Сильно развитые зернограничные выделения М23С6/у'
(М23С6 не имеют ячеистой формы) сопряжены с хорошими
характеристиками долговечности (в условиях ползучести) и
пластичности. Однако прочность в условиях
кратковременного растяжения эта термическая обработка не улучшает.
Сплав IN-718, содержащий "большую четверку"
тугоплавких элементов (Nb, Та, Mo, W), ведет себя по-другому. При
температурах от 840 до 1055 °С лишь немного выделений
М23С6 образуется по границам зерен (хотя некоторые из
режимов термической обработки были специально разработаны
для этой цели). Пленочная оболочка из у'-фазы у этих
зернограничных выделений МИС6 по существу отсутствует,
поскольку распад выделений МС идет с большим трудом.
4.6. Направленная кристаллизация литейных сплавов
на никелевой основе
Чтобы получить направленно закристаллизованные турбинные
лопатки из сплава SM-200 (названного позднее MAR-M 200),
в начале 60-х гг. [9] осуществили управляемую
кристаллизацию. Процесс направленной кристаллизации0 (НК) был
организован таким образом, что зерна, обладающие пониженным
модулем упругости, росли в направлении продольной оси
лопатки. Отсутствие в лопатке поперечных границ зерен в
сочетании с пониженным модулем упругости привело к трех-
пятикратному превосходству по долговечности в условиях
термической усталости над обычными отливками (с
равноосным зерном) из литейных лопаточных сплавов вроде В-1900,
Rene 80, MAR-M 247. В конце 60-х гг. к сплаву MAR-M 200
добавили ~2 % гафния [10]. Hf пластифицировал границы
зерен, образовавшиеся при НК, усиливал благотворное влияние
НК (предотвращал зернограничное растрескивание) и играл
очень важную роль в улучшении пластичности сплава (осо-
Подробное описание этого процесса дано в гл. 7.
171
бенно в поперечном направлении) при 760 °С. С той поры Hf
становится общепринятой составляющей в сплавах,
предназначенных и для обычной, и для направленной
кристаллизации.
Следующим шагом на пути направленной кристаллизации
было устранение всех границ зерен. Преимуществом этого
единственного направленно закристаллизованного зерна над
поликристаллической направленно закристаллизованной
отливкой явилось отсутствие потребности в таких средствах
пластифицирования и упрочнения границ зерен, как В, Zr, и
Hf. Эти элементы значительно снижают температуру
плавления сплава, и без них гомогенизацию монокристаллических
изделий можно проводить при температурах на 38—95 °С
выше. Повышение температуры гомогенизации (до 1260-1320 °С)
позволяет более эффективно использовать упрочняющее
влияние легирования, поскольку при этих температурах можно
перевести в твердый раствор всю у'-фазу. В результате на
10-38 °С повысили превосходство монокристаллических
сплавов по температуре стабильности прочностных характеристик
над самыми лучшими поликристаллическими литейными
сплавами, применяемыми для изготовления турбинных лопаток, как
направленно закристаллизованных, так и обычных (с
равноосной микроструктурой).
4.7. Разработка высокопрочных сплавов. Выводы
Несмотря на глубокое познание связи между структурой и свойствами
распространенных никелевых суперсплавов, многое все еще предстоит узнать. С
позиций относительно эмпирического анализа, выполненного в рамках данной
главы, ряд наиболее явных (в основном мнкроструктурных) особенностей,
ответственных за хорошую длительную прочность никелевых сплавов,
проиллюстрирован на рис. 4.14. В более определенном виде, помогающем понять
содержание гл. 3, можно сформулировать для конструктора сводку основных
ориентиров [2] для достижения высокой длительной прочности:
1. Обеспечить твердорастворное упрочнение ^-матрицы и у' -фазы.
2. Увеличить объемную долю выделений у' -фазы.
3. Увеличить энергию дефектов у' -фазы.
4. Повысить когерентные искажения для температур ниже 0,67'пл.
5. Понизить скорость подрастания выделений для 7>0,67*пл.
6. Свести к минимуму образование фаз Т), Ni3Nb, Лавеса, tf и fl.
7. Управлять карбидообразованием, чтобы предотвратить формирование зон,
свободных от выделения упрочняющей фазы, зернограничных пленок М23С6 и Вид-
манштедта М6С; это необходимо для сохранения достаточно высокой
кратковременной прочности в условиях растяжения.
172
I
,<--^--
ё'Щ / '
p.
Щ 5
H
8 5
m 2 EL
я £ щ
Ф
Й В 3
0 52 й
>.§!
1 я К
Б 9 в
S X о
о о. я
&•}§•
ш
т
SIS.
ex*
S I I
им4-'
о. и- '§ u
8 в д
i i %*"
S I а Й
о 45
и » a
If2»
389 i
Р о
11° а
Ч Р в я
■^
«21
Н*
к Is, О
Он r-ч ?о (X
173
8. Управлять формированием зернограничных выделений карбидов и у' -фазы,
чтобы повысить длительную прочность.
9. Управлять отношением толщины детали к размеру зерен.
Признательность
Авторы в долгу у Р.Ф.Деккера (Raimond P. Decker), предоставившего
информацию в рамках гл. 2 книги, а также К.Г.Лунда (Carl Н. Lund) за раздел
о роли гафния.
Глава 5. СПЛАВЫ НА ОСНОВЕ КОБАЛЬТА
А.Л.Белтран {Adrian L.Beltran, General Electric Company,
Schenectady, New York)
Своим происхождением химический состав кобальтовых суперсплавов обязан
началу XX в., в это время были выданы патенты, покрывающие системы Со—Сг и
Co-Cr—W. Впоследствии сплавы типа Стеллит от Хайнса (Е. Haynes)
превратились в важные промышленные материалы для производства ножевых изделий,
токарного инструмента и износостойких накладок [1]. В 30-х гг. для зубного
протезирования был разработан литейный Со—Сг—Мо сплав Vitallium, а его
производный сплав HS—21 в период 40-х гг. стал важным материалом
турбонагнетателей и газовых турбин. Аналогичным образом в этот период времени для
изготовления рабочих и направляющих лопаток применяли деформируемый Со—Ni—Сг
сплав S—816. Примерно в 1943 г. Тилеманом (R.H. Tielemarm) был введен в
употребление еще .один ключевой материал — литейный Со—Ni—Сг—W сплав Х-40.
Его активно использовали в качестве модельного при разработке новых
поколений кобальтовых суперсплавов и до сих пор применяют для изготовления
направляющих лопаток газовых турбин.
Однако в период 1950—1970 гг. были разработаны никелевые сплавы
вакуумной выплавки, упрочняемые выделениями у -фазы; они имели громадное
превосходство по работоспособности над кобальтовыми сплавами, лишенными подобного
упрочняющего механизма. В результате в газотурбинном производстве
кобальтовые сплавы были оттеснены на второе место, и это положение мало изменилось
за прошедшие два десятилетия. На рынке эта ситуация оказалась относительно
стабильной несмотря на циклическое колебание цен и проблемы доступности,
затруднявшие обращение к Со и возникавшие из-за того, что его
распространенность ограничивалась центральной частью африканского континента.
Литейные и деформируемые кобальтовые сплавы продолжают использовать по следующим
главным. причинам:
1. Кобальтовые сплавы характеризуются более высокими температурами
плавления и, соответственно, более пологими кривыми длительной прочности; это
обеспечивает им работоспособность по напряжению вплоть до температур, более
высоких, чем у сплавов на основе Ni и Fe.
2. Вследствие более высокого содержания Сг кобальтовые сплавы
превосходят другие суперсплавы по стойкости против горячей коррозии в загрязненных
газовых средах ГТД.
3. Обычно кобальтовые сплавы превосходят никелевые по сопротивлению
термической усталости и по свариваемости.
В данной главе будет дан обзор кобальтовых сплавов с точки зрения
физического металловедения, с тем чтобы проследить корреляцию соотношений между
174
химическим составом сплавов, формирующимися кристаллографическими фазами,
микроструктурой, физико-механическими свойствами. Прошедшее десятилетие
явилось периодом 'значительного прогресса металлургических процессов
обработки суперсплавов в области направленной кристаллизации, порошковой
металлургии, дисперсного упрочнения, и кобальтовые сплавы занимали в зтом
прогрессе свое достойное место. Для полноты картины будут приведены некоторые
примеры совершенствования кобальтового сплава благодаря упомянутому
прогрессу в технологии обработки.
5.1. Химический состав
Химический состав кобальтовых сплавов подобен таковому
главного семейства нержавеющих сталей, а роль легирующих
элементов, присутствующих в наибольшей и наименьшей
концентрациях, по существу, идентична для всех сплавов этой
аустенитной системы. Ключевым элементом является Сг, его
вводят в количестве 20—30 % (по массе), чтобы сообщить
сплаву необходимое сопротивление окислению и горячей
коррозии, а также некоторую степень твердорастворного
упрочнения. Если стремятся обеспечить упрочнение карбидными
выделениями, образующимися по реакции старения, Сг также
играет ведущую роль, участвуя в образовании целой серии
карбидов с различным соотношением Cr/С. Поскольку в
двойной системе Со-Cr примерно при 58 % (ат.) Сг образуется
стабильная С-фаза, высокого содержания Сг необходимо
избегать.
Понятно, что углерод играет определяющую роль в
литейных сплавах, разработанных в расчете на самую высокую
длительною прочность, поскольку карбидное упрочнение -
основной механизм, реализуемый в Со сплавах при обработке
старением. Известно, что с изменением содержания углерода
в диапазоне 0,3-0,6 % (по массе) происходит нелинейный
рост прочности, поэтому для поддержания характеристик
прочности при растяжении, длительной прочности и
пластичности управление действием углерода имеет критическое
значение. В отличие от прочности пластичность снижается с
ростом содержания углерода в этом диапазоне. Еще важнее
то, что пластичность может заметно снизиться в результате
образования вторичных карбидных выделений во время
эксплуатации при 650 - ~927°С. В простых деформируемых
сплавах [содержание С <0,15% (по массе)] важным вкладом
углерода является также сдерживание роста зерен при опера-
175
циях передела, термической обработки и в процессе
эксплуатации.
Тугоплавкие элементы Мо и W используют главным образом
для твердорастворного упрочнения деформируемых и литейных
Со сплавов, тогда как элементы с меньшей растворимостью,
Та, Nb, Zr и Hf, обычно эффективнее в качестве карбидооб-
разователей. Типичное содержание W составляет 11 % (по
массе) в литейных сплавах (W1—52) и 15 % (по массе) в
деформируемых сплавах (L—605). Но с разработкой сплавов
семейства Со—25W—lZr-lTi-0,5C для низковакуумного
применения в условиях космоса [2] подходы несколько изменились.
Сг исключили за ненадобностью противоокислительных
качеств и в связи с высокой летучестью при высоких
температурах. В жаропрочных листовых сплавах ММ-918 и S—57
вместо W успешно использовали Та, при этом произошло и
некоторое повышение стойкости против окисления.
В то время, как большинство современных кобальтовых
сплавов в качестве основного элемента для
твердорастворного упрочнения содержат W, в наклепываемые сплавы
Multiphase1 с этой целью вводят исключительно добавки Мо в
количестве до 10 % (по массе) [3]. Ниже этот подход будет
рассмотрен более широко. Было показано [4], что у
литейных сплавов, таких как FSX-414 и ММ-509, замена W на
эквивалентные по атомной концентрации добавки Мо повышает
характеристики пластичности при кратковременном
растяжении и испытании на длительную прочность (то и другое при
повышенных температурах) без уменьшения прочности. Кроме
того, происходит снижение цены и плотности (при небольшом
изменении коэффициента термического расширения и
микроструктуры). Правда, добавки Мо вызывают легкое снижение
температур ликвидус и солидус с расширением полного
интервала кристаллизации, что приводит к некоторому
изменению в морфологии карбидных выделений и образованию
дополнительного количества эвтектического карбида.
Тугоплавкий элемент Re успешно использовали для
твердорастворного упрочнения никелевых сплавов, однако в
отношении кобальтовых сплавов эта способность Re не была
изучена достаточно полно. Подобно вольфраму, Re активно
растворяется в матрице, повышая температуры ликвидус и
1 Торговая марка сплава.
176
солидус. Добавка 2 % Re и 3 % Сг к сплавам системы Co-25W
приводила к дополнительному росту прочности, однако
считают, что из-за цены такое легирование недопустимо.
Чтобы повысить стабильность высокотемпературной аус-
тенитной структуры (г.ц.к.) кобальтовой матрицы и
подавить ее превращение в структуру г.п. при низких
температурах, используют добавку 20 % (по массе) № или Fe.
Присутствие этих элементов в деформируемых сплавах снижает
сопротивление деформированию и повышает обрабатываемость
сплавов. В литейных сплавах эти добавки обычно
ограничивают 10 % (по массе), поскольку в более высоких
количествах они вызывают снижение длительной прочности.
Роль основных легирующих элементов в современных
деформируемых и литейных кобальтовых сплавах раскрыта в
табл. 5.1. Из них только W вызывает желаемый рост
температуры плавления (табл. 5.2). Критически важно не
превысить предела растворимости тугоплавких элементов, иначе
легко образуются выделения вредных интерметаллидов вроде
с- или Лавес фаз, чреватые катастрофическими
последствиями (см. гл. 9). Фазовые диаграммы тройных систем Co-Ni-Cr
Таблица 5.1. Действие легврующаж элементов в
кобальтовых суперсплавах
Элемент
Ni
Сг
W
Ti, Zr,
Nb, Та
•
Если
Основное действие
Стабилизация
аустеиита
Стабилизация
поверхности
и карбидооб-
разование
Твердорастворное
упрочнение
Образование
монокарбидов
МС
Образование
карбидов
введен в чрезмерно
*
Проблема
Снижение
коррозионной
стойкости
Образование
т.п.у.-фаз
Образование
т.п.у.-фаз
Ухудшение
стойкости
поверхности
Снижение
пластичности
iM количестве.
Х-40
10
25
7,5
-
0,45
Примеры сплавов
MM-509L-605
10
24
7,0
3,5 Та
0,5 Zr
0,2 Ti
0,60
10
20
15,0
-
0,10
HS-188
22
22
14,0
-
0,08
177
Таблица 5.2. Влвяищс Х% (по массе) легврующвх элементов
и а температуру плавленая Со [1]
Легирующий Гпл, °С Легирующий Гпл, °С
элемент элемент
Повышение
W
Понижение
N
Fe
Сг
Мо
V
Мп
+0,6
-0,6
-0,6
-2,8
-4,4
-8,3
-8,3
А1
Та
Zr
S
Ti
Nb
Si
В
С
-11,1
-16,7
-16,7
-22,2
-36,1
-38,9
-41,7
-63,9
-66,7
и Со—Cr-W (рис. 5.1) иллюстрируют относительную
растворимость этих ключевых легирующих элементов.
Подавляющее большинство кобальтовых сплавов,
производимых промышленностью, выплавляют на воздухе или в
атмосфере Аг, поскольку они лишены таких химически активных
элементов, как А1 и Ti (присутствие последних требует
применения более дорогих и "многоаспектных" технологий
вакуумной выплавки). Для улучшения литейных свойств (жид-
котекучести), раскисления расплава и десульфурации
применяют добавки Si и Mg. Вакуумная выплавка требуется для
управления относительно низким содержанием легирующих
элементов (Zr, Hf, Та), активно участвующих в реакциях
образования монокарбидов в сплавах типа ММ—509. Улучшение
механических свойств (при испытаниях на растяжение) и
длительной прочности у более простых сплавов (X—40) также
можно обеспечить вакуумной выплавкой, поскольку она
приводит к очистке (хоть и неполной) от примесей внедрения.
Сплавы, выплавленные на воздухе, обычно содержат, %
Рис. 5.1. Схема тройных фазовых
диаграмм Со—Ni—Сг и Со—Cr—W для
1200 ©С [5]
(ат.), 0,04 02 и 0,07 N, тогда как в сплавах вакуумной
выплавки содержание этих элементов не превышает 0,01 %
(ат.).
Позднее было проведено сравнительное исследование [6]
сплавов, приготовленных с помощью ЭШП и ВДП. Оказалось,
что характеристики длительной прочности (особенно при
высоких напряжениях) сплавов ММ—302, ММ-509 и X—45
несколько лучше после ЭШП. Значительных изменений в
микроструктуре сплавов или в характеристиках неметаллических
включений не обнаружили, хотя химический анализ указывал на
небольшое снижение концентраций S и Р после ЭШП.
К деформируемым и к литейным сплавам был добавлен Al;
примером служит листовой сплав S-57 и литейный сплав
AR—213. Добавка 5 % (по массе) А1 оказывает очень
благоприятное действие на сопротивление окислению и горячей
коррозии; ниже этот эфект будет также рассмотрен на
примере Co-Cr—Al-Y покрытия в промышленном использовании
(см. гл. 13). Эти сплавы упрочняются равномерно
распределенным некогерентным преципитатом CoAl, который
обеспечивает сплаву свойства, подобные таковым у сплавов с
карбидным упрочнением. Выше приблизительно 760 °С влияние
этого преципитата постепенно нивелируется (свойства
снижаются до обычного среднего уровня), однако у сплавов
AR—215 и S-57 добавки тугоплавких элементов W и Та
стабилизируют выделения CoAl до более высоких служебных
температур.
В сплавах СМ-7 и Jetalloy 1650 использовали добавки Ti
для создания равномерно распределенного когерентного
преципитата упорядоченной фазы (г.ц.к.) (Со, Ni)3Ti по
аналогии с фазой у' в никелевых сплавах. Высокий уровень
прочности при растяжении сохраняется до температур
устойчивости этой фазы, т.е. до ~704 °С. Однако добавки 5 %
(по массе) Ti приводят к фазовой нестабильности и
образованию фаз Лавеса (г.п.) Co3Ti и Co2Ti.
Введение азота в состав некоторых литейных сплавов
открытой выплавки (как преднамеренное, так и неизбежное)
также, подобно углероду, оказывает положительное, хотя и
не очень мощное, упрочняющее влияние посредством
образования нитридов или карбонитридов. Эти соединения обычно
менее устойчивы, чем карбиды, и в процессе эксплуатации
вступают в реакции, ведущие к их вырождению и распаду.
179
Бор вводят в литейные сплавы, чтобы повысить
длительную прочность и пластичность; однако подлинная роль бора
в микроструктуре обычно заслонена карбидными выделениями.
В никелевых сплавах В выделяется на границах зерен в виде
борида, богатого молибденом; в кобальтовых сплавах
подобный борид не обнаружен. Обычно В добавляют в количестве
0,015 % (по массе), однако в некоторых случаях для
повышения прочности его вводили и до 0,1 % (по массе).
Значительного улучшения стойкости кобальтовых сплавов
против окисления достигли в последние 20 лет путем
введения добавок редкоземельных элементов, Y и La, в такие
сплавы, как литейный FSX-418 (Y) и деформируемый HS-188
(La). Удивительно, что всего лишь 0,08-0,15 % (по массе)
добавки повышало прочность связи окалины с основой и
снижало скорость окисления, особенно в условиях термоцикли-
рования; наиболее эффективными эти добавки оказались в
стабилизации соединения Сг2Оэ и сведении к минимуму
образования шпинели СоСг204 и соединения СоО (см. гл. 11).
5.2. Фазовый состав сплавов
Подобно своим аналогам на Ni и Fe основах, жаропрочные
кобальтовые сплавы представляют собой сложный химический
и кристаллографический комплекс. Он состоит из аустенит-
ной матрицы и разнообразных фазовых выделений, таких как
карбидные и интерметаллидные соединения, относящиеся к
геометрически плотноупакованным (г.п.у.) и топологически
плотноупакованным (т.п.у.) структурам (электронного или
"размерного'' типа). Вообще говоря, при температуре
эксплуатации суперсплавы не являются подлинно равновесной
системой, поскольку претерпевают воздействие
"динамической среды" в виде напряжений, температуры, времени и
окружающей поверхность сплава атмосферы. Диффузионный обмен
элементами между фазами, вдоль границ зерен, между
поверхностью и внутренними объемами сплава создает
благоприятные условия для разнообразных твердофазных реакций,
постоянно меняющих концентрационные соотношения и
оказывающих сильное влияние на фазовую стабильность.
180
Аллотропическое фазовое превращение
Чистый Со обнаруживает при 417 °С фазовый переход от
высокотемпературной у аустенитной (г.ц.к.) кристаллической
структуры к низкотемпературной с (г.п.) структуре.
Считают [7], что эта реакция по своей природе фактически
атермическая и при термоциклировании проявляет
обратимость. В случае охлаждения (у-*е)-переход происходит при
390 °С (температура "Ms"); нагрев вызывает при 430 °С
(температура As) обратный переход в у-состояние. Полнота
перехода в г.п. структуру зависит от загрязненности
примесями и размера зерен исходного материала;
мелкозернистая структура и повышенная загрязненность сдерживают этот
фазовый переход, холодная деформация, напротив,
обеспечивает полное превращение. Последнее совершается по
сдвиговому механизму и характеризуется следующими
кристаллографическими соотношениями между фазами:
{111}а| |{0001}е:<110>а| |<1120>е.
Следовательно, превращение было квалифицировано как мар-
тенситное, возникающее в результате движения частичных
дислокаций по плотноупакованным плоскостям.
По поводу влияния (у -*е)-перехода на механические
свойства сложных кобальтовых сплавов информация весьма
ограниченна. При изучении свойств чистого
поликристаллического Со [8] в температурной области фазового перехода
было установлено, что у г.п. Со коэффициент
деформационного упрочнения в четыре раза выше, чем у г.ц.к. Со. С
ростом температуры понижалось сопротивление разрушению и
росла деформация, развиваемая к моменту разрушения,
однако температурная зависимость сопротивления разрушению
была в 10 раз выше у г.ц.к. Со; также было и с
пластичностью. Напротив, скорость ползучести у г.п. Со с ростом
температуры возрастала быстрее, чем у г.ц.к. Со.
Применительно к равновесным условиям добавки
легирующих элементов изменяют термодинамическую стабильность
полиморфных состояний Со, расширяя или сужая поля их
существования. Одновременно эти элементы воздействуют на
сдвиговое мартенситное превращение, изменяя температуры Ms и
As. В случае легирования стабилизаторами г.п. структуры
181
(Сг, тугоплавкие элементы) возможен равновесный фазовый
переход по схеме зарождения и роста новой фазы. Поскольку
в обеих фазах растворимость тугоплавких элементов
ограниченна, образование е-фазы завершается на изотерме
высокотемпературной перитектоидной реакции. Следовательно,
металлографические и рентгеноструктурные исследования ме-
тастабильного материала со структурой г.ц.к. следует
проводить с должными предосторожностями, дабы предотвратить
мартенситное превращение из-за деформации поверхности в
процессе работы с объектом. При легировании
стабилизаторами аустенитного состояния (г.ц.к. структура), Fe, Ni,
Мп, температуры реакции настолько низки, что механизмом
фазового перехода может быть только мартенситное
превращение. Индивидуальное влияние легирующих элементов на
температуру (у -*х)-перехода представлено в упрощенном
виде данными [9] рис. 5.2 в зависимости от растворимости
Рис.5.2. Изменение температуры
превращения г.п. *• г.ц.к. при введении
легирующих добавок [по 1 % (ат.)] в
зависимости от растворимости добавки
в г.ц.к. Со [9] (с — растворимость в
г.ц.к. Со,% (ат.):
1 — стабилизация решетки г.п. (низкая
энергия дефектов упаковки); 2 —
стабилизация решетки г.п.к. (высокая
энергия дефектов упаковки)
Ясно, что добавки Ni, Fe, Мп и С благоприятны в
качестве стабилизаторов состояния со структурой г.ц.к.
Напротив, и это следует подчеркнуть, Сг и W, основные
легирующие элементы, призванные обеспечить, соответственно,
сопротивление коррозии и прочность, являются сильными
стабилизаторами т.п. структуры. Первые стеллиты не
содержали значительных добавок легирующих элементов —
стабилизаторов г.ц.к. структуры; случилось, что такие материалы
были успешно применены в деталях, работающих в условиях
износа. Это — следствие легкости деформации материала с
г.п. структурой, где коэффициент трения по плоскостям
базиса составляет менее половины такового у фазы с г.ц.к.
182
легирующего элемента.
Fe •
Мп
Та,
Zrl?
V»
Т1
гс, %lam.)
то
80
60 L
40» Сг
Si
' ' '
200
100 О
/17" "V
то
структурой. В стремлении объяснить превосходную стойкость
кобальтовых сплавов вообще мартенситное превращение также
было увязано с поглощением энергии в различных условиях
износа и эрозий. Преимущества такого рода, обеспеченные
мартенситным превращением, были использованы при
разработке семейства многофазных кобальтовых сплавов,
проявляющих повышенную наклепываемость.
Дефекты упаковки
Дефектами упаковки в кобальтовых сплавах являются атомные
слои, уложенные в плотноупакованный ряд в пределах аусте-
нитной г.ц.к. матрицы, но последовательность укладки в
этом ряду неидентична последовательности укладки в
матрице. Степень дефектности явно зависит от химического
состава сплава, температуры, приложенного напряжения или
степени деформации. Влияние легирующих элементов на
энергию дефектов упаковки проиллюстрировано данными рис. 5.2.
В температурном интервале фазового перехода
образование дефектов упаковки имеет огромное значение, поскольку
сильно влияет на уровень механических свойств.
Взаимодействие дислокаций с дефектами упаковки сопровождается
Рис.5.3. Микроструктура кобальтовых суперсплавов, показывающая, что
взаимодействие дефектов упаковки с карбидными частицами может интенсифицировать
процессы их роста:
а — дефекты упаковки и карбидные выделения типа М23С6 в сплаве ММ-302,
испытанном на длительную прочность при 870 °С; б — места пересечения (темные
пятна) дефектов упаковки с карбидными выделениями типа М23С6 в сплаве
ММ-509
183
достаточно сильным упрочнением слава. В дальнейшем
повышение прочности происходит за счет частиц второй фазы,
которые возникают на дефектах упаковки в процессе
эксплуатации. Пластичность, напротив, предмет заботы, поскольку
в температурном интервале фазового перехода она склонна к
снижению до минимального уровня. На рис. 5.3 показаны
дефекты упаковки в реальных сплавах ММ—509 (литое состояние
до испытаний) и ММ—302 (после испытаний на длительную
прочность при 871 °С). Очевидно, что реакции выделения
карбидов возникают в местах и вокруг дефектов упаковки
даже при этой температуре.
Избежать этой потенциальной фазовой нестабильности
необходимо в сплавах, предназначенных для использования при
высоких температурах с риском потери пластичности в
результате циклического понижения температуры; ясно, что
для этой цели жизненно важно иметь в составе сплава
добавки таких элементов, стабилизирующих г.ц.к. аустенит,
как Ni. Он резко понижает энергию дефектов упаковки, так
что образование частичных дислокаций затрудняется. Тем не
менее после изотермических выдержек в интервале
649—760 °С частичный переход в г.п. состояние отмечен в
литейных кобальтовых сплавах даже в присутствии 10 % Ni.
Это характеризует мощное влияние Сг и W.
Таким образом, пока нет достаточно полного понимания
природы и роли фазового перехода г.п. — г.ц.к. в
кобальтовых сплавах и отсутствует возможность достаточно точно
управлять этим переходом и использовать его во благо.
Очевидно, однако, что добавки элементов вроде Ni,
стабилизирующих аустенитную структуру, весьма важны для
длительного сохранения заданных свойств и стабильности
структуры литейных и деформируемых кобальтовых сплавов.
Аустенитная матрица
Итак, у истоков семейства суперсплавов на Со основе стоит
аустенитная (г.ц.к.) матрица. Она гомологична аустенитной
фазе в сплавах на основе Ni и на основе Fe; это
продемонстрировано упрощенным вариантом частичной фазовой
диаграммы тройной системы Со—Ni—Сг (см. рис. 5.1). На этой
диаграмме отмечены также области остаточного химического
состава матрицы сплавов L-605 и FSX—414; это позволяет
184
проиллюстрировать их расположение относительно границ, за
которыми начинается выделение интерметаллических
соединений. Естественно, присутствие четвертого элемента,
вольфрама, выносит состав матрицы из Со—Ni—Сг плоскости; это
показано на сопряженной диаграмме Со—Cr—W. В ансамбле с
о.ц.к. Сг тугоплавкие элементы порождают область, которая
отделена от аустенитных (г.ц.к.) углов слоем
интерметаллических т.п.у. соединений. Следует помнить о
существовании предела растворимости Мо, Та и Nb в Со.
Если говорить о том, что следует предвидеть и с чем
придется иметь дело для избежания эксплуатационных
трудностей, так это начало выделения вторичных фаз из матрицы
сплава по реакции старения. На только что рассмотренной
диаграмме представлены фазовые соотношения при 1200 °С,
т.е. гораздо выше обычной температуры эксплуатации.
Следовательно, надо ожидать дальнейшего смещения границ
вовнутрь (т.е. сужения области существования твердого
раствора). Это значит, что по своему химическому составу
сплавы L—605 и FSX—414 при нормальной температуре
эксплуатации располагаются намного ближе к критической границе.
Стабильность матрицы можно оценить с помощью теории
электронных вакансий, которая заложена в схему
количественных расчетов, называемую "ФАКОМП" (РНАСОМР). Последнюю
гораздо чаще и весьма успешно использовали в расчетах,
касающихся никелевых сплавов, однако недавно
разработанные кобальтовые сплавы HS-188 и FSX—414 также выиграли,
благодаря использованию этой схемы расчетного анализа.
В случае с деформируемым сплавом L—605, который
содержит большое количество W [~5 % (ат.)], ответственность за
выделение Лавес-фазы и последующее снижение
низкотемпературной пластичности возлагали на высокое содержание Si
[10]. Позднее успешно применили ФАКОМП-анализ и
усовершенствовали химический состав; так возник сплав HS—188 с
повышенным содержанием Ni, пониженным W и строго
регулируемым содержанием Si. Конечным результатом этих
изменений стало удаление химического состава матрицы от фазовой
границы в устойчиво однофазную область. По той же причине
необходимо контролировать высокохромистые сплавы типа
FSX—414, чтобы предотвратить образование с-фазы, ибо эти
сплавы по своему химическому составу могут оказаться
слишком близко к опасной границе фазовой диаграммы.
185
Карбиды
Современные кобальтовые сплавы упрочняют главным образом
с помощью некогерентных карбидных частиц, образующихся по
реакции старения и обладающих кубической структурой.
Следовательно, содержание углерода [% (по массе)] в этих
сплавах существенно выше, чем в сплавах на основе Ni или
на основе Fe:
Нержавеющие аустенитные стали 0,02 — 0,20
Никелевые суперсплавы (литейные) . . . 0,05 — 0,20
Кобальтовые суперсплавы (литейные) . . . 0,25 — 1,0
Обычно в качестве карбидообразующих используют группу
элементов, выделенную в периодической системе Гольдшмид-
том (рис.5.4); они расположены слева от Со, поскольку
более электроотрицательны и, следовательно, более
химически активны, чем Со. Дополнительной иллюстрацией этого
обстоятельства применительно к содержанию углерода от 0,1
до 0,6 % (по массе) служит рис.5.5; примечательно, что
свободная энергия карбидообразования возрастает слева
направо.
ш
TIC
ZrC
Hf с
а:
vc
V4C3
сьс
Cb4 C3
To с
Ht
ж
СггзСе
С*чг£$
К*
зп
мпгзСб
щшш
**w,
/F*3C/
Ay
тптт
'' /' //
/со,с/
/Ni3C/
■H-f
Рис.5.4. Связь карбидообразования с периодической системой элементов (по
данным Goldschmidt [11]):
1 — первый длинный период; 2 — второй длинный период; 3 — третий длинный
период; 4 — структура орторомбическая; 5 — структура гексагональная или
тригональная; 6 — структура кубическая
Выделение карбидных фаз в кобальтовых сплавах — очень
сложное явление, поскольку контролируется относительной
стабильностью и растворимостью каждого отдельного типа
186
выделений. Имеются данные [13], согласно которым
растворимость некоторых карбидов в Со при 1260 °С выглядит
следующим образом:
Карбид WC Мо2С Сг2С2 V4C3 NbC Та
Растворимость,% ... 22 13 12 6 5 3
Ниже для удобства обсуждения карбиды подразделены на две
группы: богатые Сг и богатые тугоплавким элементом.
Карбиды М3С2, М7С3 и М23С6. Обычно это карбиды Сг, в
которых последний частично замещен Со, W или Мо. Степень
замещения можно выразить через соотношение между Сг и С,
как это сделано схематически на рис.5.6. Здесь М3С2 имеет
орторомбическую решетку и вступает в перитектическую
реакцию с Сг, это было установлено на некоторых первых
суперсплавах, содержавших малые количества Сг. Соединение
М7С3 обладает тригональной структурой и образуется при
низком соотношении содержаний Сг и С. В сплаве Х-40,
например, это соединение метастабильно и в процессе
старения превращается в М23С6. В медленно охлажденном сплаве
ММ-509 соединение М7С3 также было обнаружено, однако в
процессе гомогенизирующей термической обработки его можно
Примеры
HS-188 5-816
Со-15Сг Х-40 /--605 ММ-509
| *-—I 1 *
м6с
м23с6 м23с6 мгзс6.
■ I М7С3 М7С3
Со -t- NT + Cr + Cr + Mo, + Zr.Ti
Fe (Низкое] (Высоте) W СЬ.Та Со 5 10 15 С
I Ст/С / \ Сг/С / % (по массе•)
Рис. 5.5. Влияние легирующих элементов различной электроотрицательности на
тип карбидов, образующихся в кобальтовых суперсплавах: предполагается, что
содержание углерода меняется от 0,1 до 0,6% [12] (1 - карбиды не образуются)
Рис. 5.6. Схема фазовой дианраммы тройной системы Со—Сг—С [14]
187
LT
во
60
7
6
5
« „ to
г
1
о
20
7в~~
6 //
\а /
—^
^Ifc
/ /а + Сг23С6
/ а + Сг7Сз
1 \ i
было перевести в твердый раствор. Мощное упрочнение
вторичными карбидными выделениями наступает в результате
реакции распада М7С3, приводящей к образованию М23С6:
23Сг7С3 = 7Сг23С6 + 27С; 6С + 23Сг = Сг23С6.
Согласно микрорентгеноспектральному анализу, типичный
атомный состав М23С6 может быть выражен, как Cr17Co4W2C6;
следовательно, значительное место в карбиде замещено
кобальтом, что и подтверждает фазовая диаграмма рис.5.6. В
сплавах, предназначенных для литья по выплавляемым
моделям, в процессе затвердевания могут образовываться
первичные выделения М23С6. У большинства промышленных
сплавов это соединение представляет собой фазу, которая
кристаллизуется последней, ее обнаруживают главным образом в
виде междендритных выделений во вторичных дендритных
ветвях. Это придает микроструктуре эвтектический вид, она
состоит из последовательно чередующихся слоев М23С6 и
у-матрицы; морфологические особенности этой структуры
могут изменяться в зависимости от химического состава
сплава (рис.5.7). Образование эвтектического карбида
иллюстрировано схемой на рис.5.8.
Свою основную роль, упрочнение сплава, карбид М23С6
играет в том случае, если присутствует в виде
распределенных в матрице мелкодисперсных вторичных выделений.
Реакция их образования идет наиболее активно в интервале
температур 704—841 °С. Ранее уже отмечено, что эти тонкие
выделения образуются преимущественно вдоль дефектов
упаковки и границ двойников, особенно при более низких
температурах. Неблагоприятным следствием образования
выделений М23С6 может быть ухудшение низкотемпературной
пластичности, это особенно относится к литейным сплавам,
содержащим более 0,5% (по массе) С.
Карбиды М6С и МС. Карбиды, обогащенные тугоплавкими
элементами используют для упрочнения деформируемых и
литейных кобальтовых сплавов (применяемых для литья по
выплавляемым моделям). Как и в системах на основе Ni,
соединение М6С присутствует главным образом в сплавах с
пониженным содержанием Сг и содержанием Мо и/или W 4-6%
(ат.) и выше. Обычно выделения М6С обладают превосходной
тепловой стабильностью, что весьма полезно для сдержива-
188
*;
*«S
■> t
o?*b
i
'#»
4
»-4
•*
'
Wmkh
К \
if .'
Рис.5.7. Морфологические разновидности эвтектики Af23C6 — матрица:
а — в толстом сечении (медленное охлаждение); б — в тонком сечении
(быстрое охлаждение)
Рис.5.8. Схема образования эвтектики в
типичных кобальтовых сплавах [15]:
1 — химический состав сплава; 2 —
твердый раствор Со (Ni, Сг, W, Мп) со
структурой г.ц.к.; 3 — сложный карбид
(Со, Ni^W, Mo)y(Z, В, Si)
ния роста зерен в процессе передела деформируемых
материалов.
Обычно выделения типа М6С присутствуют, как М3М3С или
М3М4С, но широкие пределы растворимости этой фазы
допускают и большее колебание ее химического состава,
например, (Co0i45Cr0>3Ta0i!5W0il)6C. Однако тепловая
стабильность М6С может в сильной степени зависеть от химического
состава сплава; это было продемонстрировано на
деформируемых сплавах L-605 и НА-188, где происходит превращение
М6С —*-М23С6 после ЗООО-ч выдержки в интервале 816—927 °С
[16]. Соединение М6С может быть и продуктом распада МС по
реакции
МС + аустенит —*• М6С
или
ТаС + (Co,Ni,Cr,C) —*-(Co,Ni)4(Cr,Ta)2C.
Присутствие карбидов МС считают главным фактором
упрочнения современных кобальтовых сплавов, особенно когда
эти соединения сосуществуют в должной пропорции с
выделениями М23С6. Выше уже отмечали, что наиболее сильными
карбидообразователями являются Hf, Zr, Та, Nb и Ti. В
литейных сплавах выделения МС обычно образуются в виде
отдельно расположенных компактных частиц правильной
геометрической формы (алмазные пирамиды, кубы). Определенно
существуют доказательства, что наиболее устойчивые карбиды
типа МС (богатые Hf или Zr) образуются в расплаве в
качестве первой твердой фазы; следовательно, они
перемещаются к местам своего внедрения в структуру литейных ден-
дритов. Соединения ТаС и NbC обычно присутствуют в форме
"китайских иероглифов" в грубозернистых отливках; это
наводит на мысль, что образование указанных карбидов
происходит на более поздних стадиях процесса кристаллизации.
До некоторой степени это может быть и следствием
существенного расширения интервала кристаллизации под влиянием
Та и Nb.
При длительной эксплуатации сплавов карбиды МС могут
разлагаться до более низших карбидов; выше это уже было
продемонстрировано. При высоком содержании Сг
преобладающе
щей реакцией разложения будет переход карбидов МС в
М23С6. Следовательно, важный эффект "вторичного
упрочнения" связан с присутствием выделений МС, являющихся
источником образования значительных количеств карбида
м23с6.
5.3. Фазы г.п.у.
Геометрически плотно упакованные (г.п.у.) фазы имеют
формулу А3В, где А — атом меньшего размера; фаза образует в
аустенитной г.ц.к. матрице когерентные выделения,
обладающие упорядоченной кристаллической структурой. В
никелевых суперсплавах основной упрочняющий агент— у'-фаза,
Ni3(Al,Ti). В современных высоколегированных никелевых
сплавах выделения этой упорядоченной фазы могут содержать
и другие элементы. Ni может замещаться Со, Fe и в малой
степени Cr. Ti и Al замещаются Сг и тугоплавкими
элементами. У никелевых сплавов, применяемых в настоящее время
и содержащих наибольшую объемную долю у'-фазы,
температура сольвус для у '-фазы может достигать 1204 °С. Анализ
свойств и поведения этой важнейшей фазы более плотно и
подробно изложен в гл.4.
Создание г.п.у. фазы в составе кобальтовых сплавов —
дело гораздо более трудное, ибо на ее химическую и
кристаллографическую стабильность влияет размерное
несоответствие решеток, которое редко бывает меньше 1 %. Кроме
того, система Со—Al (см. фазовую диаграмму) не содержит
фазы Со3А1, которую можно было бы сравнить с фазой Со3А1,
хотя в системе Со—Ti фаза Co3Ti существует. Недолгое
время в конце 50-х гг. пользовались популярностью два
промышленных кобальтовых сплава, J-1570 и J-1650. Их
упрочнения достигали с помощью преципитата у -фазы,
стабилизированной большим количеством Ni [28 % (по массе)], т.е.
фактически это была фаза (Ni,Co)3Ti. До некоторой
степени этот случай аналогичен созданию когерентного
преципитата в сплаве А-286 на основе Fe, также существовавшего в
результате добавления значительных количеств Ni. В период
60-х гг. произошло быстрое развитие никелевых сплавов,
упрочняемых у'-фазой, обладавших более высокими
механическими свойствами и жаропрочностью; без сомнения, для
191
сплавов J-1570 и J-1650 это явилось причиной их быстрого
ухода со сцены.
В течение 60—70-х гг. в Исследовательском
металлургическом центре Бельгии (the Centre de Researches
Metallurgiques, Liege, Belgium) было сделано немало
усилий для изыскания полезных систем на Со основе,
упрочняемых выделениями г.п.у. фаз по реакции старения [17].
Нашли, что двойные сплавы Со—Ti стабильнее и прочнее, чем
двойные сплавы Ni—Al; однако введение легирующих
элементов, призванных обеспечить ряд других требуемых свойств,
приводило к дестабилизации у'-фазы в системе Со—Ti.
Обычно эта фаза сохраняла устойчивость . до 760 °С,' но с
дальнейшим ростом температуры превращалось в упорядоченную
г.п.-фазу Ni3Ti или фазу Лавеса типа А2В. Все они
формировались в виде пластинок по плоскостям {1,1,1} матрицы
или дефектам упаковки и служили сигналом к падению
длительной прочности сплава. Как и можно было предвидеть,
стабилизации у'-фазы способствовали добавки Ni и Al,
однако созданные таким путем сплавы не могли конкурировать
с распространенными высокопрочными литейными никелевыми
сплавами.
И все же работы в льежском Исследовательском
металлургическом центре оказались успешными в части разработки
одной из разновидностей популярного деформируемого сплава
L-605, к которому добавили немного Ti, и Al, а также
увеличенное количество Ni [до 15% (по массе)]; это сделали
с целью повысить прочность и пластичность сплава в
условиях растяжения при пониженных температурах [18]. Новый
сплав, названный СМ-7, тщательно сбалансировали по
химическому составу, чтобы свести к минимуму формирование фаз
т} и Лавеса в процессе эксплуатации (рис.5.9,а). Хотя
согласно сообщениям у'-фаза стабильна до 843 °С, при
температурах выше примерно 802 °С высокое приложенное
напряжение должно ускорять ее превращение в Tj-фазу.
Значительные усилия были направлены и на изучение
системы Co-Cr-Та с" особым акцентом на сплаве Со-8Сг-10Та
[20]. Содержание Сг в нем понизили до минимума, его
присутствие приводит к уменьшению растворимости Та. Добавки
Al и Ti оказали небольшое влияние на упрочняемость, а V в
количестве 2,25% (по массе) повысил температуру
устойчивого существования когерентных выделений а-Со3Та с 700 до
192
Рис.5.9. Фазы т.п.у., г.п.у. и Лавеса в кобальтовых суперсплавах:
а — когерентные выделения Со3 (Ti,Al) в сплаве СМ-4 [19], Х59500; б — скоа-
гулированные и пластинчатые выделения 0-фазы (черные) в экспериментальном
кобальтовом сплаве; серые выделения — карбидная фаза [12], *298; e —
пластинчатая Лавес-фаза (в сочетании с выделениями МС и М6С) в сплаве S-816
[21], Х5950; г — пластинчатая Лавес-фаза (в сочетании с выделениями МС и
М6С) в сплаве MS-188 [22], Х298
800 °С. Введение 20 % Ni в сочетании с 15 % Та привело к
выделению по плоскостям {1,1,1} матрицы соединения
/3-Со3Та с ромбоэдрической структурой. При таком
содержании Ni стабильность г.ц.к. матрицы сильно повышена, и
частично когерентные выделения обеспечивали устойчивое
упрочнение вплоть до 900 °С.
5.4. Фазы т.п.у.
Углубленному анализу знаний о т.п.у.-фазах посвящена
гл. 8. Однако для того чтобы составить разумное пред-
193
7 Зак. 1091
ставление о металловедении кобальтовых сплавов, обсужде-
нир и краткое изложение состояния вопроса мы начнем
здесь. К т.п.у. фазам, обнаруженным в кобальтовых сплавах,
относятся фазы сигма (с), мю (ц) и Лавеса; наблюдали
также и полукарбидную упорядоченную фазу пи (it). Фазу
Лавеса в кобальтовых сплавах наблюдали часто. Она — обычное
явление для сплава L-605, в некоторых случаях ее
обнаруживали в сплавах S-816 и HS-188 (рис.5.9,в и 5.9,г). Фазы
т.п.у. выделяются, когда пределы растворимости в матрице
превышены прежде всего применительно к сочетанию Сг с
тугоплавкими элементами.
Как и в случае со сплавами на основе Ni и на основе
Fe, эти фазы являются источником озабоченности, поскольку
способны вызвать потери прочности и пластичности при
температурах эксплуатации и очень сильное охрупчивание при
низкой температуре. В лаборатории автора наблюдали
значительное снижение длительной прочности модифицированных
сплавов типа Х-45, если суммарное содержание Сг и W
превышало 37 % (по массе), и появлялись выделения с-фазы
(рис.5.9, б). Показано [10], что Лавес фаза <х-Со3Та
ухудшает пластичность сплава L-605 при комнатной температуре
после его эксплуатации при температурах порядка 871 °С.
Однако в этом исследовании существенным фактором была
признана зависимость стабильности фазы Лавеса от
содержания Si. Ранее мы уже отмечали, что с помощью расчетов по
программе ФАКОМП химический состав сплава HS-188 был
тщательно сбалансирован в отношении содержания Ni, W и Si,
чтобы свести к минимуму выделение фазы Лавеса.
Стоит заметить, что упомянутые фазы образуют в
кобальтовых сплавах и игольчатые и компактные выделения.
Сложность ситуации заключается в том, что снижение содержания
упрочняющих элементов в матрице может вызвать снижение
прочности сплава. Однако в любом случае игольчатые
выделения явно нежелательны, поскольку способствуют
зарождению и распространению трещин.
Сплав UMCo-50 (Co-30Cr-20Fe), представляющий собою
твердый раствор, разработан для использования в
конструкции высокотемпературных печей; сам по себе он не
относится к числу суперсплавов, поскольку обладает низкой
длительной прочностью. Тем не менее, этот сплав достоин
упоминания, поскольку после длительной эксплуатации при тем-
194
пературах выше 875 °С в нем образуются устойчивые внутри-
зеренные выделения с-фазы; они играют благоприятную роль,
повышая прочность сплава без ухудшения его
высокотемпературной пластичности.
5.5. Микроструктура и термическая обработка сплавов
Микроструктура современных кобальтовых сплавов проявляет
сильную зависимость от химического состава,
кристаллографии фаз и термомеханической предыстории. Природа и
морфология выделяющихся фаз также представляет собой мощный
фактор, определяющий уровень механических свойств и
структурную стабильность сплавов данной системы в
реальных условиях эксплуатации. Следовательно, весьма важно
изучить роль, которую играет микроструктура сплава, и
дать описание и оценку изменениям микроструктуры в
результате проведения того или иного цикла термической
обработки, а также старения в процессе эксплуатации.
Деформируемые кобальтовые сплавы обладают простейшей
микроструктурой, поскольку содержание карбидных выделений
в них стараются сдерживать, чтобы свести к минимуму их
влияние на деформируемость. Сплав HS-188, например,
содержит после прокатного самоотжига мелкодисперсные вну-
тризеренные выделения карбидов М6С и зернограничные
частицы М23С6 (рис. 5.10,г). Сплав в основном применяют в
виде листового проката, в этом случае для обеспечения
достаточной высокотемпературной длительной прочности
оптимальна равномерная микроструктура с размером зерен 5—6
класса по шкале ASTM. Недавно показали [24], что
термомеханическая обработка тонкого (0,4 мм) листа способна
улучшить сопротивление ползучести сплава HS-188 для малой
деформации (<1%) путем создания сильно выраженной
текстуры рекристаллизации. В этом режиме завершающая операция
обработки давлением заключалась в холодной прокатке с
обжатием на 80 % с последующим отжигом при 1232 °С в
течение 10 мин. По отношению к плоскости листа и направлению
прокатки главными компонентами текстуры были (НО) [НО]
и (112) [ПО]. Трансмиссионная электронная микроскопия
позволила установить, что наблюдаемые улучшения явились
следствием сочетания активного формирования границ
субзерен с образованием карбидных выделений на дислокационной
195
7»
тдкз
ж-*- g j&
4-'
Рис.5.10. Характерный вид микроструктуры у некоторых выдающихся кобальтовых
суперсплавов, *334:
а - X-40/X-45/FSX-414; б - MAR-M509; в - SM-302; г - HS-188 (после прокатки
с обжатием 30 % и 30-мин отжигом при 980 °С [22])
структуре в процессе ползучести; у контрольного материала
с более низкими прочностными характеристиками тонкая
структура была иной: наблюдали клубковую дислокационную
субструктуру и дислокационные нагромождения перед
карбидными частицами.
Деформируемые сплавы вроде Jetalloy-1650 или СМ-7,
упрочняемые г.п.у. фазами в виде упорядоченных когерентных
выделений типа (Co,Ni)3Ti, обычно содержат кроме того не
большое количество богатых титаном карбидных выделений
типа МС. Было показано [18], что в сплаве СМ-7
равномерные дисперсные выделения упорядоченной фазы Co3(Ti,Al)
можно создать путем обработки сплава на твердый раствор
196
при 1204 °С с последующим старением при 799 °С. Операция
старения при условном режиме - температуре 816 °С и выше
длительностью более 1000 ч - привела к образованию
упорядоченной т}-фазы типа Ni3Ti (D024). Кроме того, по
границам зерен вблизи первичных карбидных выделений или на
базе пластин Tj-фазы выделились грубые частицы фаз Лавеса
Co2Ti и Co2W. Диаграмма время-температура-превращение для
сплава СМ-7 (рис. 5.11) свидетельствует об относительно
сложном характере фазовых превращений в этой системе.
т,°с
7000
Рис.5.11. Диаграмма вре- 900
мя — температура —
превращение для сплава СМ-7 [18] 800
700
600 , , , ,
10 100 1000 t, V
Наклепываемые кобальтовые сплавы из семейства
многофазных обладают несколько более сложной микроструктурой.
Эти сплавы упрочняются в результате инициированного
деформированием превращения аустенитной уматрицы (г.ц.к.)
в е-фазу (г.п.), и одновременно выделения
интерметаллических соединений типа фазы Лавеса Со2Мо или
упорядоченной Со3А1 по поверхностям раздела г.ц.к. — г.п. и
границам двойников. Режим термической обработки ограничен
требованием сохранения наклепа на уровне, обусловленном тем
или иным видом применения сплава и заданным уровнем
механических свойств; иными словами, температуру превращения
превышать нельзя. Недавние усовершенствования [25]
обеспечили кобальтовому сплаву при 704 °С такие механические
свойства, что он стал конкурентноспособным по отношению к
популярному никелевому сплаву Waspaloy.
Литейные кобальтовые сплавы, предназначенные для литья
по выплавляемым моделям, не так сложны, как высокопрочные
литейные никелевые сплавы, и физическое металловедение
этих кобальтовых сплавов занято в основном проблемами
создания карбидных выделений и управления ими с помощью
термической обработки. В простейших сплавах происходит
197
МС + М23С6+ разы Лавеса
Лавеса
MC + M23CS+/'
выделение только карбидов, богатых Сг, — М23С6, М7С3 и
М3С2; примером служит сплав Х-40 и его модификации Х-45 и
FSX-414. Частицы первичных карбидов в процессе охлаждения
отливки занимают свое место внутри зерен; чаще всего это
крупные компактные округлые выделения. Порции расплава,
затвердевающие в последнюю очередь, порождают
псевдоэвтектическую структуру с карбидными выделениями,
напоминающими по форме токарную стружку и и располагающимися
между ветвями дендритов и по границам зерен (см.
рис. 5.7). Эвтектика состоит из пластинок М23С6,
чередующихся с прослойками у-матрицы. В зависимости от
соотношения концентраций Сг и С в сплаве или от скорости
охлаждения любая из двух фаз в этой псевдоэвтектике может
оказаться преобладающей. В утолщенных частях отливки могут
образовываться частицы вторичных выделений М23С6; обычно
они располагаются по соседству с эвтектическими
островками. Могут создаваться и удлиненные иглоподобные
выделения, которые на самом деле состоят из отдельных карбидных
частичек (см. рис. 5.1,6). В сплавах с несколько более
низким содержанием Сг отношение Cr/С в карбидах ниже
(М7С3 и М3С2), однако морфологические особенности этих
карбидных выделений подобны только что описанным.
Термическая обработка карбидов, богатых Сг, служит
главным образом для того, чтобы перевести частицы М23С6 в
твердый раствор и вызвать их повторное выделение в более
дисперсном состоянии. Типичный температурный интервал
такой обработки — 1149—1204 °С; некоторые крупные зерногра-
ничные карбидные выделения при этих температурах
переходят в твердый раствор, так что структура отливки до
некоторой степени гомогенизируется. Старение в интервале
760—982 °С заключается в повторном выделении М23С6 в виде
частиц, которые теперь мельче и более равномерно
распределяются в структуре сплава (см. рис. 5.10,а). Обычно при
самой низкой температуре старения образуются наиболее
тонкие выделения; это дает наибольший прирост прочности,
но пластичность понижается. Чтобы обеспечить
удовлетворительный уровень длительной прочности и пластичности при
высоких температурах, эти карбидные выделения не должны
быть слишком тонкими. На эвтектические островки такие
температуры старения обычно не влияют, и они сохраняются
вплоть до начала плавления, т.е. до ~1330°С.
198
Введение элементов, активно участвующих в образовании
карбидов типа МС (Hf, Та, Zr, Nb и Ti) вызывает
немедленный сдвиг в природе выделений и их реакции на термическую
обработку. Пример структуры с балансированным
распределением выделений МС и М23С6 дает сплав ММ-509; здесь
добавки Та, Zr и Ti вызывают образование карбидных выделений
преимущественно в форме "китайских иероглифов"
(рис. 5.12,а). Размер и протяженность "иероглифа" зависят
от толщины отливки и скорости ее охлаждения; более тонкие
выделения образуются при наибольших скоростях охлаждения
в утоненных сечениях. Вторичные выделения М23С6 и МС
также могут быть мелкодисперсными; особенности этих частиц
более отчетливо продемонстрированы с помощью
трансмиссионной электронной микроскопии (рис. 5.13). Если по
отношению к содержанию Сг содержание элементов, образующих
карбиды типа МС, еще выше (как в сплаве ММ-302), то
одновременно с массивными выделениями в форме китайских
"*?}'
»*
.1
Ч
У
-» ,
S f'f.
<,
jL
о
>^..
> f
Рис.5.12. Влияние термической обработки на структуру кобальтового
суперсплава ММ-509 [12], Х375:
а — литое состояние; б — после гомогенизации (1274 °С, 4 ч); в — после
старения (1274 °С, 4 ч + 927 °С, 24 ч); г - после эксплуатации (1274 °С, 4 ч +
+ 927 °С, 24 ч + 1093 °С, 732 ч)
199
Рис.5.13. Некоторые детали структуры сплава ММ-509 [26, 37]:
а — литое состояние; видна карбидная частица и дефекты упаковки, Х16600;
б — частицы М23С6, образовавшиеся в результате старения, Х21420; в —
частицы МС, образовавшиеся в результате старения, Х21420; г — крупная пластина
М23С6 в окружении дислокаций, Х21420
иероглифов образуются первичные очень крупные компактные
выделения МС (рис. 5.10,в). В этом сплаве в небольших
количествах образуются вторичные выделения М6С и М23Сб и,
весьма охотно, компактные эвтектические островки.
Режимы термической обработки сплавов вроде ММ-509,
содержащих выделения МС, по своему назначению в сильной
степени ограничены гомогенизацией сплава и повторным
выделением карбидной составляющей М23С6, т.е., принцип тот
же, что и для сплавов типа Х-40. Коль скоро частицы МС
образуются в расплаве, они сохраняют стабильность вплоть
до начала плавления сплава. Обычно сплавы с такими
выделениями содержат меньшее количество карбидов типа М23С6 и
поэтому значительно меньше реагируют на термическую обра-
200
ботку, чем другие кобальтовые или никелевые сплавы. Но
поскольку с ростом температуры растворимость прогрессивно
возрастает у карбидов всех типов, обеспечить их повторное
выделение в какой-то степени удается всегда. В случае
гомогенизации сплава ММ-509 при очень высокой температуре
(1204 °С) большинство зернограничных и часть внутризерен-
ных частиц М23С6 все-таки растворяется (рис. 5.12,5). Это
дает ожидаемое благоприятное изменение пластичности при
кратковременном растяжении, особенно при низких
температурах, и благоприятно отражается на свариваемости. Как и
следовало ожидать, последующее старение при 927 °С
сопровождается обильным повсеместным образованием карбидных
выделений (рис. 5.12,в). Однако из-за высокого содержания
углерода кратковременная пластичность при растяжении
падает до исходного уровня (3—7 %), несмотря на улучшенное
распределение и измельчение карбидных частиц. Этот режим
термической обработки слегка ухудшает длительную
прочность, но увеличивает "длительную пластичность". Поэтому
его можно выгодно использовать для термической обработки
материала, побывавшего в длительной эксплуатации и,
следовательно, претерпевшего длительное старение с
образованием значительных количеств мелкодисперсных выделений
карбидов М23С6; последние существенно ухудшают
низкотемпературную пластичность. Свойства, которые необходимо
придать материалу перед пуском в эксплуатацию, могут быть
обеспечены с помощью такой термической обработки.
К обычным литейным суперсплавам на Ni основе с большим
успехом применили метод направленной кристаллизации (см.
гл. 7). Было изучено [28] влияние такого технологического
приема на микроструктуру и свойства типичных кобальтовых
сплавов Х-40, WI-52 и ММ-509. В экспериментальных
условиях, которые при скорости перемещения траверзы от 3 до
30 см/ч обеспечивали рост столбчатых дендритов, в сплаве
обнаруживали фазы, свойственные материалу с равноосной
микроструктурой. С увеличением скорости перемещения
траверзы структура становилась тоньше, что приводило к
существенному росту кратковременной пластичности при
растяжении и длительной пластичности у всех трех сплавов. Из
прочностных характеристик такая кристаллизация улучшала
только длительную прочность у сплава Х-40 и сопротивление
термической усталости у сплавов Х-40 и ММ-509.
201
В 1970-ые гг. значительные усилия были направлены на
разработку методов направленной кристаллизации in situ
'композитных материалов с упрочнением волокнами;
результатом усилий стало открытие семейства материалов, в которых
в качестве упрочняющих применены карбидные волокна из
М7С3 и ТаС. В гл. 19 эти материалы рассмотрены более
подробно. Моновариантная реакция с образованием
эвтектических структур ТаС—Со.Сг дает еще один пример,
иллюстрирующий термодинамическую стабильность, присущую системам
сплавов на кобальтовой основе. Основным преимуществом
этого материала является то, что при очень высоких
гомологических температурах он проявляет в направлении роста
армирующих волокон значительное сопротивление ползучести
и пластичность. Его главные недостатки— низкие свойства
в поперечном направлении и низкий уровень сопротивления
малоцикловой усталости, а также экономические сложности,
связанные с обеспечением процесса направленной
кристаллизации в стесненных условиях. Пока не установлено,
насколько приемлемы эти материалы в коммерческом
отношении.
Примером другого уникального семейства сплавов,
предназначенных для производства точного литья по
выплавляемым моделям и упрочняемых некогерентными выделениями
упорядоченной фазы CoAl, является группа сплавов типа
AR-213. Гомогенизация при 1204 °С, сопровождаемая
старением при 760 °С, обеспечивает максимальную твердость и в
большинстве случаев повышает прочность. При выдержках
выше 871 °С происходит перестаривание; следовательно,
температурная стабильность сплавов этой системы не так
высока, как у сплавов с карбидным упрочнением.
Пожалуй наиболее интересным и привлекательным классом
материалов на кобальтовой основе являются материалы,
получаемые методами порошковой металлургии. Обычно
кобальтовые сплавы с карбидным упрочнением, получаемые по такой
технологии, превосходят соответствующие литые сплавы по
механическим свойствам при растяжении вплоть до 704 °С,
поскольку отличаются более равномерным распределением
мелкодисперсных карбидных частиц и меньшим размером зерен
(рис. 5.14). При более высоких температурах малый размер
зерна и наличие грубых первичных карбидных частиц на
границах зерен напротив пагубно отражаются на характеристи-
202
20мкм
JJ/чкн
Рис,5.14. Микроструктура сплава ММ-509, изготовленного методами порошковой
металлургии:
а — после горячего изостатического прессования при 1204 °С; б — после
термической обработки (выдержка при 1232 °С, 4 ч + 760 °С, 20 ч)
ках длительной прочности. До некоторой степени это
обстоятельство может быть компенсировано использованием
экструдированной порошковой заготовки; в этом случае
материал характеризуется более равномерным распределением
карбидных частиц вследствие нарушения структуры,
образованной при участии зернограничных карбидных частиц.
Недавно было показано [29], что термическая обработка
консолидированного порошкового сплава Х-40 в процессе
изостатического прессования при высоких давлениях может
быть успешно применена для обеспечения лучших
характеристик длительной прочности в интервале 649—982 °С. Этого
достигают путем гомогенизации под высоким давлением
аргона при температуре, которая близка или превышает
температуру начала плавления сплава; обычно ее связывают с
плавлением эвтектики, образованной с участием М23С6.
Растворение эвтектики и первичных зернограничных карбидных
частиц ответственно за ускорение роста зерен и повторное вы-
203
деление карбидов, отличающихся более приемлемой
морфологией. Например, отжиг в автоклаве при 1260 °С приводил к
полной рекристаллизации; при 1293 °С наблюдали
существенный рост зерен. В результате такого рода обработки
значения долговечности порошкового сплава Х-40 в услбвиях
ползучести существенно превышала таковые у сплава литого.
Правда, это улучшение достигнуто ценой снижения
длительной пластичности и, возможно, трещиностойкости. По-
видимому, это связано с тем, что при повышенных
температурах изостатического прессования из зернограничных
карбидов формировались грубые ячеистые сетки.
5.6. Механические свойства и механизмы упрочнения
Этот раздел мы посвятим обзору данных о зависимости
механических свойств кобальтовых сплавов от их химического и
фазового состава, от режимов термической обработки,
упомянутых выше, и проведем широкое сравнение этих свойств
со свойствами никелевых сплавов. Сведения о конкретных
значениях механических свойств сосредоточены в приложении
Бив общедоступной литературе. Сведения о влиянии
длительного старения кобальтовых сплавов в условиях
эксплуатации на их свойства и микроструктуру приведены в конце
раздела.
Механические свойства
По характеристикам длительной прочности деформируемые
кобальтовые сплавы типа L-605 и HS-188 превосходят их
никелевые аналоги (такие, как Hasteloy X и IN-617); в
температурном выражении это превосходство достигает 55 °С.
Непосредственно по уровню сопротивления длительному
разрушению они близки к малоуглеродистым литейным кобальтовым
сплавам типа Х-45 и FSX-414. Отличаясь превосходной
деформируемостью и свариваемостью, деформируемые
кобальтовые сплавы находят применение в конструкции камер
сгорания газовых турбин. Сплав HS-188 обладает наиболее
выдающейся противоокислительной стойкостью, столь важной для
деталей этой высокотемпературной зоны, и не так уж
склонен к образованию фаз Лавеса, снижающих пластичность
204
сплава L-605, или выделений МбС, порождающих тот же
нежелательный эффект в сплаве Hasteloy X.
Среди промышленных кобальтовых сплавов ведущее место
занимают литейные сплавы с карбидным упрочнением,
применяемые дДя производства литья по выплавляемым моделям; у
них предел прочности при растяжении и длительная
прочность находятся в прямой зависимости от содержания
углерода и связанной с ним объемной концентрации карбидных
выделений. По сравнению с никелевыми кобальтовые сплавы
обладают более пологой параметрической зависимостью
длительной прочности от температуры (рис. 5.15). Из-за того
что в этих сплавах не действует механизм упрочнения
когерентными выделениями фаз с упорядоченной кристаллической
структурой, их прочность при температурах до 982 °С
существенно ниже, чем у никелевых. Но более высокая, чем у
у'-фазы, стабильность карбидов, особенно карбидов типа
М6С и МС, обеспечивает им превосходство по прочности при
более высоких температурах. Это главная причина, по
которой стационарные сопловые лопатки газовых турбин,
работающие при более низких напряжениях и более высоких
температурах, изготавливают из кобальтовых сплавов.
I 1 1 1 I L_
О 204 Ш 649 760 т.°с
Рис.5.15. Механические свойства представительных сплавов на основе кобальта
в сравнении с таковыми у современных им никелевых суперсплавов:
а — характеристики длительной прочности; б — предел прочности при
растяжении Св; 1 — Ni суперсплавы; 2 — направленная кристаллизация, сплавы СоТаС;
3 - MAR-M509; 4 - СоСг; 5 - FSX414/X45; 6 - область разброса данных для
современных никелевых суперсплавов -ns
У материалов систем Со—Сг7С3 и Со—ТаС после
направленной кристаллизации (упрочненных волокнами) прочность в
направлении роста значительно выше прочности
поликристаллических материалов, полученных обычным литием (рис.
5.15). При комнатной температуре предел прочности
материала Со—Сг7С3 составил 1379—1482 МПа, пластичность же,
как и ожидали, упала до 1 %. Длительная прочность этого
материала тоже выше, так что вплоть до 1093 °С по
долговечности в условиях ползучести он 10—20 раз (превосходит
обычные кобальтовые сплавы.
Сплавы, упрочненные мелкодисперсными оксидными
частицами, характеризуются еще более пологой параметрической
кривой длительной прочности (см. рис. 5.15) и выше
1093 °С превосходят в этом отношении все остальные
системы. Однако следует упомянуть и явные пороки этого
материала, а именно, трудность изготовления основных несущих
деталей и утрату исходных свойств материала в сварных
соединениях, полученных методами оплавления.
Механизмы упрочнения
Механизмы упрочнения, которые реализуют в кобальтовых
сплавах, зиждутся на тщательно соразмеренном соотношении
вклада тугоплавких легирующих элементов в твердораствор-
ное и в карбидное упрочнение. И тот и другой вид
упрочнения необходим для обеспечения высокотемпературной
длительной и усталостной прочности. Карбидные выделения в
сильной степени подавляют зернограничное проскальзывание
и рост зерен, а также снижают дислокационную подвижность.
В интервале 538—816 °С вдоль дефектов упаковки и в зоне
их взаимного пересечения происходит активное образование
мелкодисперсных вторичных выделений М23С6, оказывающих
сильное разнонаправленное влияние на прочность и
пластичность. Зернограничные карбидные выделения подавляют
зернограничное проскальзывание при 7>982°С. Роль твердо-
растворного упрочнения при участии тугоплавких легирующих
элементов возрастает, коль скоро упрочняющее влияние
внутризеренных карбидных выделений снижается в результате
их срастания.
Влияние углерода при его содержании >0,3 % (по массе)
носит нелинейный характер и достигает эффективного макси-
206
мума при 0,5—0,6% (по Массе) в таких сплавах, как Х-40 и
ММ-509. При температурах от комнатной до 760 °С
кратковременное, пластическое удлинение обратно пропорционально
содержанию углерода; длительная пластичность выше 760 °С
зависит от содержания углерода в меньшей степени. Когда
оно > 0,6 ^ (по массе), количество карбидных s выделений
существенно возрастает, но морфологические особенности
частиц первичных карбидных выделений и эвтектических
островков по большей части не оказывают существенного
влияния на {степень упрочнения. Пластичность же
уменьшается до весьма низкого уровня, поскольку облегчено
зарождение трещин и укорочен их путь от одной карбидной частицы
до другой.
Мы видели, что применительно к высокоуглеродистым
сплавам различные режимы термической обработки в виде
гомогенизации с последующим старением не приводят к
существенным переменам в соотношении прочность—пластичность из-
за высокой стабильности первичных карбидных выделений
типа МС. Присутствие эвтектических островков М23С6 — еще
один фактор, подавляющий чувствительность этих сплавов к
термической обработке. И только применение изостатическо-
го прессования под высоким давлением прокладывает путь к
дальнейшему исследованию возможностей их Термической
обработки. В плане упрочнения такой фактор, как изменение
морфологии эвтектических выделений М23С6, видимого
эффекта не дает. Поэтому в последние годы при разработке новых
материалов на кобальтовой основе стремятся изменить
карбидный баланс в пользу более устойчивых выделений МС и
свести к минимуму количество первичных и эвтектических
выделений М23С6.
Сплавы, упрочняемые мелкодисперсными оксидными
частицами — еще одно подтверждение возможностей стабилизации
систем сплавов на кобальтовой основе при высоких
температурах [30]. Введение очень малых (ЮО-ЗООА) инертных
оксидных частиц типа Th02 или Y203, термодинамически
стабильных и не вступающих в реакцию с матрицей,
обеспечивает значительную длительную прочность вплоть до
температур, близких к началу плавления основы. Чтобы этот
выигрыш стал возможным, необходимо применить
термомеханическую обработку материалов и с ее помощью получить сильно
текстурованное зерно с высокой степенью вытянутости. Од-
207
нако объемная доля дисперсоида относительно мала,, так что
при более низких температурах затормаживание дислокаций
под влиянием оксидов не столь эффективно, как в /сплавах с
карбидным упрочнением.
Пластичность
Вудфорд и Мак-Магон детально обследовали характер
разрушения сплава ММ-509 в литом состоянии и после термической
обработки [31]. Они пришли к выводу, что при всех
условиях эксплуатации вместе с началом пластической деформации
зарождается разрушение; местом зарождения служат крупные
карбидные частицы и эвтектические островки.
Распространение трещин контролируется твердостью и прочностью
матрицы. После 24-часового старения при 815 °С материал
обладает наибольшей твердостью (660 по Кнупу) в результате
образования очень тонких вторичных выделений М23С6, и
разрушение происходит внутризеренно с небольшим
ветвлением (образованием вторичных трещин); пластичность сплава
в этом случае— минимальная; 4-часовая гомогенизация при
1290 °С — напротив, приводит к растворению выделений
M^Cg и смягчает матрицу (твердость по Кнупу 360—370).
Происходит внутризеренное разрушение с более заметным
ветвлением трещины и более массовым разрушением карбидов,
находящихся на пути трещины; пластичность сплава в этом
случае более высокая. В литом состоянии характер
разрушения сплава является промежуточным относительно видов
разрушения, присущих двум упомянутым термообработанным
состояниям. Следовательно, расположение карбидных частиц в
сплаве и расстояние между ними, особенно по границам
зерен, — это факторы, влияющие на трещиностойкость
литейных кобальтовых сплавов.
Ранее мы упоминали, что образование вторичных
выделений М23Св в процессе эксплуатации при 538—871 °С
оказывает заведомо вредное влияние на низкотемпературную
пластичность. Снижение пластичности может не дойти до полного
охрупчивания, но быть достаточным для создания проблем
при ремонтно-сварочных операциях, резании и других видах
воздействия на детали, побывавшие в эксплуатации. Рис.
5.16 иллюстрирует сказанное применительно к сплаву ММ-
509, работавшему при ~816°С в течение различных периодов
208
30
20
Рис.5.16. Влияние выдержки при ^
высоких температурах на
остаточную пластичность у кобальтовых
суперсплавов (на примере сплава
ММ-509): ф - поперечное сужение;
t — длительность выдержки при
температуре около 816 °С
О 20t 427 649 871
г, "С
времени. Первопричиной этих явлений старения служит
углерод, оставшийся в твердом растворе в результате дослужеб-
ного старения при более высоких температурах и разложения
грубых первичных выделений МС и М23С6. Несомненно вносит
свой вклад и приложенное напряжение, активизирующее
обменную диффузию элементов и, следовательно, ускоряющее
процессы старения эксплуатируемого сплава. Во влиянии на
пластичность ключевую роль играет тот факт, что выделение
карбидов развивается во взаимодействии с дефектами
упаковки; выше это обстоятельство уже обсуждали. К счастью,
явление эксплуатационного старения обратимо, и его можно
в большой мере устранить повторной гомогенизацией с
последующим старением, восстанавливающим нормальную
микроструктуру, а затем продолжить эксплуатацию сплава.
Недавно было показано [32], что кобальтовые сплавы
способны противостоять высокотемпературному охрупчивающе-
му воздействию окислительной среды. У многих никелевых
сплавов 100-часовое окислительное воздействие среды при
температурах вблизи 982 °С сильно ухудшает пластичность в
интервале 700-900 °С. Охрупчивание может быть следствием
быстрого диффузионного проникновения кислород внутрь
материала по границам зерен и связанного с этим
формирования зернограничной пленки ^'-фазы. Кобальтовые сплавы ММ-
509 и FSX-430 проявляли некоторую утрату долговечности и
209
после выдержек на воздухе и после выдержек в вакууме,
показав тем самым, что ухудшение их долговечности
происходит в результате теплового воздействия, а охрупчивающее
влияние среды отсутствует.
Глава 6. СПЛАВЫ НА ЖЕЛЕЗОНИКЕЛЕВОЙ ОСНОВЕ
Е.Е.Браун, Д.Р.Музыка
{E.E.Brown and Donald R.Muzyka, Pratt & Whitney Aircraft,
East Hartford, Connecticut, and Cabot Corporation,
Boston, Massachusetts)
Упрочняемые старением сплавы, содержащие одновременно значительные
количества Ni и Fe, составляют самостоятельный класс суперсплавов. Их
используют для изготовления множества деталей газотурбинных двигателей и паровых
турбин: рабочих лопаток, дисков, валов, кожухов, деталей крепежа; в
некоторых автомобильных двигателях применяют клапаны, изготовленные из
суперсплавов этого класса. В данной главе мы рассмотрим природу суперсплавов на же-
лезоникелевой основе, их состав (химический и фазовый) и структуру,
проследим, в какой связи с этими особенностями находятся разнообразные свойства.
Объектом нашего внимания являются железоникелевые суперсплавы, обладающие
аустенитной у-м&трутеЪ со структурой г.ц.к., которая упрочнена выделениями
упорядоченной интерметаллической фазы или карбидными. Для суперсплавов
данного класса характерно содержание 25—60 % Ni и 15—60 % Fe. Основное место в
данной главе мы уделим железоникелевым суперсплавам, которые упрочняются
старением, и лишь вкратце коснемся тех сплавов этого класса, для которых
применяют главным образом твердорастворное деформационное и/или карбидное
упрочнение. Некоторые сведения, касающиеся сплавов этого вида, опубликованы
в обзорах [1, 2].
В основном в качестве примеров мы воспользуемся хорошо известными и
широко применяемыми железоникелевыми сплавами: А-286, Incoloy 901, Inconel
718, Incoloy 706 и Inconel 9031. А-286 — сплав с высоким содержанием
железа, упрочняется выделениями с упорядоченной решеткой г.ц.к.; сплав 901
обогащен никелем и также упрочняется выделениями с упорядоченной решеткой
г.ц.к.; сплавы 718 и 706 обогащены никелем и упрочняются выделениями с
упорядоченной решеткой о.ц.т.; сплав 903 — обогащен железом, он отличается
низким коэффициентом расширения и упрочняется выделениями с упорядоченной
решеткой г.ц.к.
1 В дальнейшем эти сплавы упоминаются просто под номерами как 901, 718,
796 и 903 соответственно.
210
6.1. Ретроспектива
Пути разработки суперсплавов на железоникелевой основе
можно проследить, начиная с аустенитных нержавеющих
сталей (на основе железа). Сначала обнаружили, что
железо—никель—хромовые сплавы, имеющие решетку г.ц.к.,
упрочняются в результате старения, когда содержат малые
добавки Ti [<2 % (по массе)]. Прочность сплавов увеличивалась
и достигала высокого уровня, сохраняясь до весьма высоких
температур. Наиболее примечательными в ранний
исторический период разработки следует считать сплавы Tinidur
(Германия), G18B (Великобритания), 19-9DL и А-286 (США).
Они отличались высоким содержанием Fe, низким содержанием
Ni и относительно низкой объемной долей, упрочняющих
выделений, формирующихся по реакции старения.
С самого начала разработка улучшенных сплавов
сдерживалась не столько ограниченным воображением металлургов,
сколько узостью возможностей, присущей существовавшим в
то время процессам выплавки и обработки давлением.
Заметным шагом вперед стала разработка метода вакуумно-
индукционной плавки, который позволил сохранять в сплаве
такие высокоактивные элементы, как Ti и Al. Эволюция от
ранних сплавов к современным следовала в основном по пути
повышения содержания Ni, элементов, обеспечивающих твер-
дорастворное упрочнение, а также Ti и Al, чтобы повысить
объемную долю упрочняющих выделений, образующихся в
результате старения; при этом содержание Fe, естественно,
снижалось. Воплощением этой идеологии стал обогащенный
никелем сплав Incoloy 901.
Идентификация Nb в качестве легирующей добавки с
мощным упрочняющим влиянием (посредством старения), привела
к разработке таких современных сплавов, как 718 и Inconel
7061; по механическим свойствам эти сплавы намного
превзошли своих предшественников. Недавно в употребление
введены такие сплавы, как 903 и Incoloy 9092; они сочетают
хорошие свойства при повышенных температурах с пониженным
коэффициентом термического расширения (рис. 6.1). Сплавы
В дальнейшем просто "сплав 706".
2 В дальнейшем просто "сплав 909".
211
18
1
Рис.6.1. Температурная
зависимость коэффициента СС термического
расширения сплавов А-286 (1) и
Inconel 718 (2) в сравнении с
таковой у сплава Incolloy 903
(3), проявляющего небольшое
термическое расширение [3]
0 200 400 600 Т, "С
используют в газотурбинных двигателях с повышенными
требованиями по неизменности зазоров.
6.2. Сплавы и их классификация
Высокотемпературные свойства сплавов на железоникелевой
основе формируются в результате сочетания эффектов
легирования и упрочнения; последние включают упрочнение твер-
дорастворное, старением и зериограничное. Эти виды
упрочнения характеризуются рядом особенностей, обусловленных
химическим составом тех или иных сплавов: 1) железо и
никель образуют аустенитную матрицу; 2) добавки,
растворяющиеся в ней, обеспечивают твердорастворное упрочнение;
3) добавки, образующие выделения упорядоченных интер-
металлидов, карбидов, боридов и других фаз, обеспечивают
упрочнение старением; 4) добавки, воздействующие на
границы зерен, упрочняют или видоизменяют их.
В дальнейшем мы рассмотрим механизмы упрочнения и их
связи с химическим составом сплавов. Сейчас же полезно
проанализировать различные сплавы этого класса и их
металлургические характеристики.
Сплавы на железоникелевой основе можно
классифицировать по химическому составу и механизмам упрочнения. К
первой группе отнесем те сплавы, которые упрочняются
выделениями упорядоченной ^'-фазы (г.ц.к.). Эту группу, в
свою очередь, можно подразделить на две подгруппы:
сплавы, обогащенные железом, и сплавы, обогащенные никелем. К
первой подгруппе относятся ранние сплавы, такие как Tini-
212
16
/4
12
10
dur, V-57, A-286; они содержат не. более 25—30% (по
массе) Ni и рассчитаны на легирование титаном в количестве
не более 2% (по массе) для упрочнения старением. Сплавы
первой подгруппы имеют механические свойства, позволяющие
применять их примерно до 650 °С. Сплавы второй подгруппы
отличаются более высоким содержанием Ni [>40% (по
массе)], элементов, обеспечивающих твердорастворное
упрочнение, и более высокой объемной долей упрочняющих
выделений, образованных по реакциям старения. К этой подгруппе
относятся сплавы 901 и Х-750. По уровню прочности они
превосходят сплавы, богатые железом, и могут
использоваться при более высоких температурах. Их продолжают
применять в современных газотурбинных двигателях, поскольку
свойства их привлекательны, а цена низка по сравнению с
ценой сплавов на основе никеля
Сплавы второй группы— к ним относятся сплавы 716 и
706 — богаты никелем и упрочняются преимущественно
выделениями у"-фазы с упорядоченной о.ц.т. структурой.
Недавнее открытие у "-фазы и уникальных свойств, которые она
придает, рассматривают как очень важный вклад в
металлургию суперсплавов на железоникелевой основе. Сплав 718
стал наиболее популярным из суперсплавов, применяемых в
настоящее время; в этой главе он будет рассмотрен
несколько подробнее. В целом сплавы данной группы
отличаются исключительно высокими свойствами от криогенных
температур до 650 °С.
Третья группа - сплавы системы Fe—Ni-Co, богатые Fe.
Они разработаны недавно, уникальны по свойствам,
упрочняются выделениями у '-фазы с решеткой г.ц.к. и сочетают
высокую прочность с низким коэффициентом термического
расширения. Главными представителями этой группы являются
сплавы 903 и 909, низким тепловым расширением (см.
рис. 6.1) они обязаны выводу из их состава таких феррито-
стабилизаторов, как Сг и Мо [3]. Превосходные прочностные
свойства этих сплавов сохраняются вплоть до 650 °С,
однако из-за отсутствия Сг их стойкость против окисления
существенно снижена.
Сплавы четвертой группы (16-25-6, НВМ и сплавы серии
CRMD) упрочняются главным образом за счет старения с
образованием карбидных, нитридных и/или карбонитридных
выделений; их используют приблизительно до 815 °С. К этой
213
группе относятся и сплавы с небольшим или вовсе
отсутствующим упрочнением за счет старения. Типичными
представителями таких сплавов являются Hasteloy X и N-155; их
применяют главным образом для низконагруженных деталей
приблизительно до 1093 °С, где наиболее важным критерием
работоспособности является стойкость против окисления.
6.3. Фазовый состав, структура и фазовые соотношения
Все суперсплавы на железоникелевой основе подобны друг
другу по ряду фундаментальных характеристик. Они обладают
аустенитной матрицей (со структурой г.ц.к.), в которой
соответствующим образом сбалансированы содержания Fe и
Ni. В матрице растворены элементы, обеспечивающие твердо-
растворное упрочнение и формирующие разнообразные
свойства всего сплава. Кроме того, в сплавах присутствуют
элементы, благодаря которым образуются упрочняющие выделения
упорядоченных фаз в матрице и по границам зерен. В
настоящем разделе мы сконцентрируем внимание на том, как
легирующие элементы воздействуют на структуру и фазовые
соотношения.
Аусгенитная матрица
Содержание Ni в матрице железоникелевых сплавов может
быи, разным. Если никеля <35 % (по массе),, матрицу
относят к обедненной по Ni, если >40 % (по массе), — к
обогащенной по Ni. Отношение содержаний Ni/Fe играет очень
важную роль в установлении предельных характеристик
сплава, поскольку влияет на его стоимость и рабочий интервал
температур. Поскольку у большинства сплавов содержание
углерода низко (<0,10 %), а ферритообразующих элементов
(Сг, Мо) — велико, минимальное содержание Ni, необходимое
для сохранения аустенитной матрицы, составляет ~25 % (по
массе). Введение Со или других аустенитообразователей
может слегка понизить эту цифру. Матрица, обогащенная
железом, не обладает той стабильностью, которая отличает
матрицу, обогащенную никелем; нередко это ограничивает
возможное содержание элементов, обеспечивающих упрочнение
твердорастворное или старением. Рост соотношения
содержаний Fe/Ni ухудшает сопротивление окислению и коррозии, но
214
приводит к снижению цены сплава и улучшению
деформируемости.
Элементы, вызывающие твердорасгворное упрочнение
Обычно в качестве элементов, вызывающих твердорастворное
упрочнение суперсплавов на железоникелевой основе,
используют от 10 до 25 % Сг и до 9 % Мо. Вместо Мо можно
вводить W, однако ценовая проблема и нежелательное
увеличение массы конструкции ограничивают применение
последнего. В советских литературных источниках [4] приведены
примеры превосходства сплавов с W над таковыми с Мо по
прочности. Со слишком близок по параметру кристаллической
решетки к Fe и Ni, чтобы послужить эффективным средством
для твердорастворного упрочнения. Замещая Fe в решетке
железоникелевой у-матрицы, Мо расширяет, а Со — сжимает
ее [5].
Будучи введены в сплав, Сг и Мо располагаются главным
образом в у-матрице, которой они придают ряд важных
характеристик. Они, например, существенно снижают
растворимость в матрице тех элементов (Ti, Al и Со), которые
образуют упрочняющие выделения в процессе старения. Так,
предел растворимости Ti в матрице Ni — 50 % Fe
составляет ~1,5 % (по массе), означая, что у такого сплава, как
901, содержащего Ti в количестве 2 % (по массе), в
отсутствие Сг и Мо упрочнение старением будет слабым, если
будет вообще.
Элементы, вызывающие твердорастворное упрочнение желе-
зоникелевых суперсплавов, воздействуют на их
характеристики и через увеличение параметра кристаллической решетки
аустенита. Расширение решетки служит мерой внутренних
искажений и напряжений, порождаемых различием в атомном
объеме между аустенитом и легирующей добавкой. Увеличивая
параметр решетки матрицы, добавка влияет на степень ее
размерного несоответствия с решеткой когерентных
упрочняющих выделений. Было показано, также, что элементы,
вызывающие твердорастворное упрочнение, снижают энергию
дефектов упаковки и тем самым затрудняют поперечное
скольжение при повышенных температурах [б]. Таким образом,
элементы, порождающие твердорастворное упрочнение,
оказывают заметное влияние на эффективность упрочнения
старением.
215
Еще одна благоприятная роль Сг заключается в том, что
он придает Fe-Ni сплавам повышенную стойкость против
окисления и коррозии, обеспечивая тем самым возможность
использования сплавов в агрессивных средах при повышенных
температурах. Содержание Сг в сплаве должно быть
достаточным для образования непрерывной защитной оксидной
пленки. Исследуя сплав 901, показали, что пороговое
содержание Сг, при котором происходит образование такой
пленки, составляет ~9 % (по массе). Fe—Ni суперсплавы
обычно содержат Сг в количествах, существенно превышающих
этот уровень.
Сплав 903 характеризуется низким термическим
расширением. Он не содержит хрома и, следовательно, обладает
низкой стойкостью против окисления и коррозии. При низких
температурах сплав подвержен ржавлению и получает лишь
слабую защиту от окисления за счет оксида NiO + СоО,
который формируется при Г > 480 °С.
Твердорастворное упрочнение может быть вызвано и теми
элементами, которые вводят для упрочнения старением (Ti,
Nb и Al), коль скоро они обладают хоть и малой, но
конечной растворимостью в аустенитной матрице. Показано [7],
сильное твердорастворное упрочнение, вызываемое
элементами внедрения С, N, В; в дальнейшем влияние С и В мы
рассмотрим подробнее.
Элементы, вызывающие упрочнение старением
Основным источником упрочнения сплавов на железоникелевой
основе является образование когерентных выделений
упорядоченных фаз типа А3В по реакции старения. Они
распадаются на две категории: с упорядоченной решеткой г.ц.к. (у')
и с упорядоченной решеткой о.ц.т. (у")-
В сплавах, содержащих Ti и А1, выделения упорядоченной
у'-фазы выступают как главный агент упрочнения старением.
Сплавы этого класса — к ним относятся сплавы А-286 и
901 — существенно отличаются от никелевых суперсплавов
более высоким соотношением содержаний Ti/Al. С
увеличением этого соотношения возрастает параметр кристаллической
решетки у '-фазы, подобно тому как увеличивается параметр
решетки аустенита с увеличением соотношения Fe/Ni. Чтобы
размерное несоответствие решеток у- и у'-фаз в железони-
216
келевых сплавах было минимальным, необходимо сохранять
высокое соотношение Ti/Al. Когда оно соответствует 2:1 (в
атомных долях), выделения г.ц.к. у'-фазы становятся мета-
стабильными и в процессе выдержки при повышенной
температуре заменяются стабильными выделениями г.п. т)-фазы
(Ni3Ti). Это превращение отрицательно сказывается на
стабильности сплавов при повышенных температурах; подробнее
эти эффекты будут рассмотрены ниже.
Упорядоченная фаза у" выделяется в тех железоникеле-
вых суперсплавах, которые в качестве основного агента для
упрочнения старением содержат Nb. К этому классу
относятся сплавы 718 и 706, содержащие соответственно 5 и 3 %
(по массе) Nb. Поскольку оба сплава содержат в небольшом
количестве А1 [0,5 и 0,2 % (по массе), соответственно] и
Ti [0,9 и 1,7 % (по массе), соответственно], в них
совместно с выделениями у"-фазы присутствуют и выделения
г.ц.к. фазы у' [8-13]. В сплаве 718 соотношение к"/к'
находится в пределах от 2,5 до 4,0 [Ю]. В сплаве 706
согласно Раймонду [12] при содержании А1 <0,2 % доминируют
выделения у"-фазы. Если содержание А1 возрастает до
0,5%, преобладают выделения у'-фазы. Этот переход,
связанный с увеличением содержания Al, сопровождается
заметным понижением предела текучести. О подобных явлениях
сообщают и применительно к сплаву 718 [13]. Приведенные
данные свидетельствуют о том, что растворимость Nb в
у'-фазе (Ni3Al) высока (~40%), тогда как растворимость
А1 в у"-фазе (Ni3Nb) достаточно мала (~ 1 %). Этим,
следовательно, объясняется, почему малые количества Al в
указанных сплавах столь сильно воздействуют на
упрочняющие выделения [12].
Согласно современным исследованиям, упрочняющие
выделения в сплаве 903 (с низким термическим расширением)
принадлежат исключительно г.ц.к. фазе у'. Поскольку сплав
содержит 3 % (по массе) Nb, 1,0 % (по массе) Al
достаточно, чтобы стабилизировать фазы с решеткой г.ц.к.
Фазе у" посвящено множество исследований [9-11, 14].
Ее упорядоченная структура D022 метастабильна и в
процессе продолжительного старения при Г > 650 °С переходит в
орторомбическую структуру 5-фазы (Ni3Nb) [14]. С фазовой
нестабильностью такого рода может быть связано ухудшение
свойств сплава 718 при этих температурах.
217
Элементы, вызывающие другие благоприятные явления
Чтобы улучшить свойства железоникелевых суперсплавов, к
ним целенаправленно добавляют ряд других, вполне
определенных элементов. Весьма важным легирующим элементом
является В; его вводят в количестве 0,003—0,030 %, чтобы
улучшить характеристики длительной прочности и горячую
деформируемость [14]. По тем же соображениям, а также в
качестве карбидообразующей добавки, вводят Zr.
Исследования [15] показывают, что влияние В и Zr связано с
изменением энергии поверхностей раздела, способствующим коалес-
ценции и сфероидизации выделений второй фазы по границам
зерен. Если зернограничные частицы этой фазы компактны и
имеют округлую, сфероидизированную форму, сплав обладает
пластичностью, в отличие от состояния повышенной
чувствительности к надрезу, связанной с непрерывными пленочными
зернограничными выделениями. Было показано [16], что В
тормозит переход метастабильной у' -фазы в т)-фазу, так как
замедляет зарождение выделений по границам зерен.
Русские1 добавляют в железоникелевые суперсплавы V,
чтобы повысить их горячую деформируемость [16].
Первоначально V вводили в сплав А-286 для улучшения его горячей
пластичности при наличии надрезов [17]. Углерод
используют в качестве раскислителя для образования карбидов МС,
сдерживающих рост зерна в процессе горячей деформационной
обработки, и для формирования благоприятных зерногранич-
ных карбидных выделений. В качестве раскислителей иногда
вводят Мп и редкоземельные элементы. Показано, что Mg
благоприятно влияет на длительную прочность и
пластичность железоникелевых сплавов как при отсутствии, так и
при наличии концентраторов напряжения, поскольку
модифицирует зернограничные выделения в сплавах, улучшая их
морфологию [18, 19].
6.4. Физическое металловедение
Анализ физики металлургических процессов в сплавах на
железной и железоникелевой основе, в том числе различных
1 Имеется в виду бывший СССР. Прим. ред. изд-ва.
218
процессов обработки и явлений упрочнения [1,20], а также
других процессов и явлений применительно к сплавам на
никелевой основе [6, 16—20] привел к познанию связи свойств
суперсплавов с их химическим составом и процессами
обработки. Проблемы, которым посвящены эти и другие статьи,
касающиеся сплавов на железоникелевой основе, рассмотрены
в настоящем разделе.
Фазы
Основные упрочняющие фазы в сплавах на железоникелевой
основе уже были нами рассмотрены. Мы обсудили также
стабильные формы, которые принимают метастабильные фазы.
Теперь мы обратимся к другим фазам, которые тоже занимают
важное место в этих сплавах.
Под влиянием факторов сжимаемости [21] в большинстве
железоникелевых сплавов образуются.фазы с необычно
коротким межатомным расстоянием. Примером служат такие т.п.у.
фазы (типа А2В), как cr, ц, X или Лавеса [22, 23]. Сплавы
Inconel 713 и 901 склонны к образованию фаз Лавеса и
соответствующему ухудшению механических свойств. Фазы
т.п.у. будут более подробно рассмотрены в последующих
главах.
Еще одним важным классом фаз, которые появляются в
этих сплавах, являются карбиды. Во всех известных железо-
никелевых сплавах в процессе кристаллизации образуются
идиоморфные или нерегулярные карбиды и/или карбонитриды
типа МС. Они не претерпевают сильных изменений в процессе
штамповки, термической обработки или длительной
эксплуатации при служебных температурах (<815°С для сплавов
этого типа).
У сплавов, упрочняемых ниобием, преобладает карбид
NbC, тогда как в сплавах, упрочняемых титаном,— карбид
TiC. Карбидные выделения типа МС могут образовывать и
другие элементы — Мо, V и Та. Некоторые карбиды могут
присутствовать в виде грубых частиц неправильной формы
(рис. 6.2, 6.3). В процессе горячего деформирования,
термической обработки или эксплуатации железоникелевых
сплавов карбиды типа МС могут выделяться и по границам зерен.
Рис. 6.2,6 иллюстрирует глобулярные карбидные частицы
этого типа, образовавшиеся при термической обработке
219
сплава 901. Выделение таких частиц по границам зерен
благоприятно сказывается на свойствах сплавов,
способствуя повышению долговечности в условиях длительного
разрушения и улучшая пластичность. Однако при обработке
или эксплуатации сплавов следует избегать образования
пленочных выделений типа МС, поскольку они способны
вызвать охрупчивание [26].
Ряд суперсплавов на никелевой основе при затвердевании
и/или термической обработке образует карбидные выделения
типа М6С. Из железоникелевых сплавов лишь немногие
содержат достаточно молибдена, чтобы эта фаза могла
образоваться. Однако несколькими исследователями [24, 27]
выделения М6С, образовавшиеся по реакции старения, были опре-
220
221
делены на границах зерен в сплаве 718, содержащем 3% Мо.
Достаточно важной карбидной фазой в железоникелевых
сплавах являются и карбиды типа М23С6. Они образуются по
границам зерен в процессе горячего деформирования,
термической обработки или в эксплуатации. Режимы термической
обработки выбирают таким образом, чтобы получить компактные
выделения M^Cj (по преимуществу место М замещает Cr), а
не пленочные, образование которых может произойти в
эксплуатации. Было показано [28, 29], что у сплава А-286
повышение чувствительности к надрезу при замедленном
разрушении было вызвано образованием мелких ячеистых
выделений М23С6 в результате обработки по неподходящему режиму.
Механизмы упрочнения
Механизмы упрочнения железоникелевых сплавов весьма
сходны с таковыми для сплавов на никелевой основе (последние
были подробно рассмотрены в предшествующих главах). Ниже
мы приводим обзор механизмов упрочнения сплавов на желе-
зоникелевой основе с упором на те аспекты упрочнения,
которые не характерны для сплавов на основе никеля. Ранее
мы обсудили действие элементов, вызывающих твердораствор-
ное упрочнение; теперь ограничимся рассмотрением их
влияния на упрочнение старением.
Старение по у'-фазе. Упорядоченная у '-фаза со структурой
г.ц.к. (Ll2) выделяется преимущественно в сплавах А-286 и
901. По аналогии со сплавами на никелевой основе можно
связать прочность железоникелевых сплавов с несколькими
(не обязательно аддитивными) эффектами. К их числу
отнесем энергию антифазных границ и дефектов упаковки в
у'-фазе, прочность, когерентные искажения и объемную долю
(Vf7,) у '-фазы, размер частиц у '-фазы, различие модулей
упругости между фазами у и у'. Поговорим немного об этих
эффектах.
Для железоникелевых сплавов типа А-286 было показано,
что при постоянном значении V/y/ прочность возрастает с
ростом размера частиц у '-фазы, пока старение не достигнет
своего пика. В таком режиме упрочнение контролируется
перерезанием выделившихся частиц парными дислокациями,
которые при этом приводят попеременно к созданию и
аннигиляции антифазной границы в у'-фазе. Это можно видеть на
222
Рис.6.4. Расположение атомов в плоскости скольжения (111),
свидетельствующее об упорядочении идоль главных направлений скольжения в решетках г.ц.к.
у' -фазы (в) и о.ц.т. у' -фазы (б) [12]
Рис.6.5. Механизм деформации сплава Nimonic РЕ 16 (Fe — 43,SNi — 16,5Cr —
3,4Мо - l,2Ti - 1.1А1 - 0,0025В - 0.005C), закаленного в воде после
часовой выдержки при 980 °С, состаренного и продеформированного растяжением
на 0,5-1,0% [4], Х60000:
а — после 455 ч старения при 700 °С, указателями А и В отмечены орова-
новские дислокационные петли; б — после 200 ч старения при 750 °С на
участке А дислокационная петля окружает две частипы
рис. 6Л,а по расположению атомов у'-фазы на плоскости
скольжения; рисунок иллюстрирует влияние внутреннего
упорядочения на расположение супердислокации.
Супердислокация, состоящая из двух матричных дислокаций д/2<110>,
должна восстанавливать порядок по всем трем направлениям
<110> своего движения [12]. Рис. 6.5,о иллюстрирует
перерезание частиц преципитата парными дислокациями при
максимальном уровне прочности. Первая дислокационная пара
выгибается заметно больше, чем вторая; образовалось
некоторое количество дислокационных (оровановских) петель. За
пиком старения рост частиц продолжается; это приводит к
снижению прочности из-за того, что теперь дислокации
обходят частицы, образуя вокруг них дислокационные петли
(рис. 6.5,6). Показано, что наибольшую прочность железо-
никелевых сплавов обычно достигают, когда размер частиц
преципитата у '-'фазы равен ~100-500А (0,01-0,05 мкм).
Многие авторы указывают [4, 27, 30], что выделения
у '-фазы когерентны матрице, но когерентные искажения малы
и поэтому не являются главным источником прочности этого
семейства сплавов. Большинство железоникелевых сплавов
разработано эмпирическим путем с целью достичь
максимальной стабильности в условиях ползучести, так что
состояние, в котором размерное несоответствие у/у' и,
следовательно, когерентные искажения минимальны, следует
рассматривать как желательное (см. также гл. 3).
Старение по у"-фазе. Упорядоченная у"-фаза со
структурой о.ц.т. (DOM) выделяется преимущественно в
железоникелевых сплавах, упрочняемых добавками Nb. Последний
проявляет высокую растворимость в фазе Ni3Al [12], поэтому
для преимущественного образования у "-фазы содержание А1 в
сплаве должно быть небольшим.
К числу промышленных сплавов, известных старением по
у"-фазе, относятся сплавы 718 и 706. Их необычно высокую
прочность м'ожно отнести на счет нескольких характеристик
преципитата, являющегося предметом множества исследований
[9, 11, 13, 31, 32]. Элементарная ячейка о.ц.т. структуры
у"-фазы показана схематически на рис. 6.6,6. Сравнивая с
элементарной ячейкой г.ц.к. структуры у '-фазы (рис.
6.6,с), можно сказать, что она напоминает последнюю, но
несколько отличается последовательностью упорядочения, а
ее параметр с0 примерно вдвое больше параметра а0 г.ц.к.
224
Рис. б.б. Элементарные ячейки,
демонстрирующие упорядочение в упрочняющих
частицах [12]:
а — решетка о.ц.т. у"-"!»3" ФО^), одна
элементарная ячейка; б — решетка г.ц.к.
у' -фазы (Ll2), две элементарные ячейки
структуры 7'-фазы. Согласно измерениям Вагнера и Холла
[13], параметры о.ц.т. решетки в сплаве 718 составляют:
с0 = 7,406 и а0 = 3,624. Контраст между
последовательностями упорядочения в фазах у' и jr" можно ясно видеть на
рис. 6.4, где сопоставлены картины расположения атомов по
плоскости скольжения в решетках г.ц.к. и о.ц.т. В решетке
о.ц.т. только в одном из трех направлений скольжения
порядок восстановится в результате движения двух матричных
дислокаций (а/2)<110> сквозь у"-фазу [12]. В остальных
двух направлениях супердислокация должна состоять из
четырех матричных дислокаций (а/2)<110>. Полагают, что
некоторое ограничение числа -доступных направлений
скольжения — это один из факторов, ответственных за относительно
высокий уровень прочности сплавов, упрочняемых
выделениями у "-фазы.
Выделения у"-фазы в сплаве 718 имеют форму дисков,
ориентационное соотношение которых с матрицей выглядит
как (ЮО)э'" | {WOlr, [Ю0]у" | <100>у. Об этом сообщает
ряд исследователей [9, 10]. После термической обработки
по режиму, принятому в промышленности, диаметр дисков
равен 600 А (0,06 мкм), а толщина 50-90 А (0,005-0,009
мкм). Многие исследователи сообщают [8,9,30,32], что
выделения у "-фазы интенсивно упрочняют сплав 718 за счет
когерентных искажений на границе их раздела с уматрицей;
деформацию, как меру этих искажений, оценивают в 2,86 %
[8]. Когерентные искажения в этом сплаве могут быть
ответственны и за быструю утрату стабильности при
Т > 650 °С, поскольку являются движущей силой для
огрубления выделившихся частиц. Стоит заметить, что сплав
Inconel 718 — один из немногих, химический состав которых
рассчитан скорее на максимальную кратковременную
прочность вплоть до 650 °С, нежели на выдающиеся
характеристики длительной прочности при более высоких температурах.
8 Зак. 1091 225
Inconel 718 — один из немногих суперсплавов,
упрочняемых старением, которые проявляют хорошую свариваемость,
т.е. не подвержены растрескиванию в результате старения,
свойственному большинству суперсплавов. Это объясняли
вялостью реакции старения по у "-фазе, позволяющей снять
остаточные сварочные напряжения в период отжига—старения до
того, как образуются и вырастут выделения у"-фазы.
Вялость реакции старения в этом сплаве связана скорее с
особенностями когерентных искажений, нежели с какими-либо
врожденными характеристиками у" -фазы. Такое
предположение, по-видимому, справедливо, поскольку сплав Incoloy
903, упрочняемый выделениями у'-фазы, проявляет примерно
такую же свариваемость, как сплав 718, и тоже
характеризуется высокими когерентными искажениями.
Пересгаривание. Многие сплавы на никелевой основе пере-
стариваются посредством относительно простого механизма,
контролирующего созревание частицы у '-фазы при темпера-
турно-временных параметрах, превышающих таковые для
старения на максимум твердости. Процесс перестаривания желе-
зоникелевых сплавов несколько сложнее из-за метастабиль-
ности богатой титаном у '-фазы и богатой ниобием у" -фазы.
Продолжительные выдержки при соответствующих температурах
способны привести к превращению у '-фазы в т)-фазу в
сплавах А-286 и 901 и у"-фазы в 5-фазу — в сплаве 718.
Обычно этим превращениям сопутствует утрата необходимых
свойств. Подрастание частиц у'- и у"-фаз может оказаться
промежуточной стадией в этих превращениях, особенно при
невысоких температурах.
Tj-Ф аза. Суперсплавы на железоникелевой основе
склонны к образованию т)-фазы с г.п. структурой. Мы
рассмотрим две моды такого образования: 1) в процессе ковки
и/или термической обработки и 2) в процессе
продолжительной эксплуатации. Фаза т) может образоваться в форме:
1) внутризеренных пластинок путем у' —*■ т\ превращения,
порождая иногда видманштедтову структуру, и 2) в форме
ячеистых зернограничных выделений. Обе формы этих
выделений иллюстрированы на рис. 6.7.
Ковка и термическая обработка по режимам,
предусматривающим образование небольших количеств 7}-фазы — полезный
способ практического управления микроструктурой. Многие
годы ковку сплава А-286 заканчивали вблизи температуры
226
Рис.6.7. Ячеистые и пластинчатые выделения Т)-фазы (Ni3Ti) в
экспериментальных сплавах на железоникелевой основе, подвергнутых гомогенизации при
1150 °С и старению (фотографии приведены с согласия F.B.Pickering, British
Steel Corporation), *750:
a — ячеистые выделения в сплаве Fe — 2SNi — 15Cr — 2,5Ti — 3A1 после 10 ч
старения при 700 °С; б — преимущественно пластинчатые выделения в сплаве
Fe - 2SNi - 15Cr - 3,STi - 2,68Co после 500 ч старения при 750 °С
сольвус т/-фазы, а затем проводили термическую обработку
несколько ниже этой температуры (2-ч выдержка при 900 °С
с последующей закалкой в масло и старением при 720 °С).
Это позволяло получить более мелкую микроструктуру и
лучшее соотношение кратковременных механических свойств (при
растяжении) с длительной пластичностью, нежели в случае
обработки при более высоких температурах (т.е. при полном
отсутствии т)-фазы). Измельчение зерна указанным способом
может привести к некоторому снижению долговечности в
условиях ползучести (в табл. 6.1 приведены
соответствующие характерные данные). Фаза т) после такой обработки
присутствует в виде тонких внутризеренных пластинок,
равномерно распределенных вблизи границ зерен; ориентацион-
ное соотношение пластинок с матрицей определено как
{0001}?} || {111}г, <1210>т) || <110> [34].
Ячеистые выделения т)-фазы образуются в сплаве А-286
(см. рис. 6.7,в) в виде ламелей, чередующихся с ламелями
227
8'
Таблица 6.1. Влнннне термической обработки
на свойства сплава А-286 [33]
Режим Механические свойства Длительная прочность
терми- (растяжение, 21 °С) (650°С, С = 65X6,85 "МПа)
ческой
обр3' ffo.i< °в> ^,% Ф<% Долго- 8 ф
ботки 6,85 МПа 6,85 МПа вечность
А 100 156 24 46 85 10 15
В 108 160 25 46 64 15 20
Примечание. А: 980°С, 1 ч, закалка в масло + 720°С, 16 ч,
охлаждение на воздухе. В: 900°С, 2 ч, закалка в масло + 720°С, 16 ч,
охлаждение на воздухе.
у-фазы по границам зерен, и не проявляют сколь-нибудь
упорядоченного кристаллографического соотношения с
матрицей зерна, в котором растет зона этих выделений [34, 35].
Вкладом в движущую силу формирования ячеистых выделений
7)-фазы может стать энергия упругих искажений, возникающих
при выделении у '-фазы. Явления такого рода наблюдали
после продолжительной эксплуатации сплава в интервале
температур 600-850 °С [27, 34].
Согласно некоторым наблюдениям [36], у ячеистых
выделений т}-фазы в сплаве Fe-24Ni-21Cr-l,3Ti-0,3Si-0,004C
направления плотной упаковки параллельны таковым в
смежном зерне. Аналогичные наблюдения сделаны [34, 37] и на
других железоникелевых сплавах. Увеличение расстояния
между соседними ламелями 7)-фазы (огрубление ячеистой
структуры), равно как и огрубление ячеистой структуры с
выделениями у '-фазы, нередко приводит к сильному
ухудшению механических свойств. Однако данные закономерности
нельзя считать однозначно установленными; потерю
пластичности нередко объясняют вредным влиянием ячеистых
выделений т)-фазы, тогда как согласно другим работам [28, 29],
это может быть связано с сопровождающим этот процесс
образованием ячеистых карбидных выделений М23С6.
С пластинчатой или видманштедтовой микроструктурой
выделений т)-фазы связывают потерю прочности [38] и,
возможно, потерю пластичности. Такой вид выделений характерен
для сплава А-286 при эксплуатации в интервале температур
800-860 °С или выше [34, 37, 39, 40]. Пластинчатая фаза
7) появляется в результате превращения у' —*■ 7), его можно
228
предотвратить посредством термической обработки выше
температуры сольвус (915 °С для сплава А-286) и эксплуатации
сплава при температурах выше температуры у' —»-т)
превращения (800 °С для сплава А-286).
Подлинная температура, при которой появляется т)-фаза,
в сильной степени зависит от содержания титана и
химического состава основы. Рост содержания Ti и энергии
горячего и/или холодного деформирования активизирует ее
образование. Бор полезен как элемент, препятствующий
образованию ячеистых выделений т)-фазы, но, по-видимому, не влияет
на образование ее видманштедтовых выделений. А1 помогает
предотвратить выделение т)-фазы в обеих формах; его
влияние можно объяснить тем, что растворимость А1 в гесаго-
нальной т)-фазе очень мала или вообще отсутствует. Поэтому
т)-фаза может зарождаться и расти только в результате
диффузии Al. Последний способен также уменьшить размерное
несоответствие у/у' и, следовательно, движущую силу у' -*т}
превращения.
5-Фаза. Железоникелевые сплавы, упрочняемые
выделениями у' '-фазы со структурой о.ц.т., склонны к
образованию 5-фазы (Ni3Nb), которое очень напоминает образование
т)-фазы в сплавах, упрочняемых выделениями у '-фазы;
имеются, правда, некоторые отличия, они будут отмечены. Фаза 5
— это термодинамически устойчивая форма метастабильной
фазы у''. Формирование 5-фазы изучали многие авторы
главным образом на сплаве 718.
Здесь она образуется в интервале 650-980 °С и имеет
пластинчатую форму. Плоскости плотной упаковки 5-фазы и
у-матрицы стыкуются в соответствии со следующими
соотношениями [41]: (010)51 | (Ш)г, [Ю0]51 | [ПО]?. По границам
зерен сплава 718 наблюдали и округлые выделения фазы
(рис. 6.3); их кристаллографическая ориентировка по
отношению к матрице была беспорядочной.
Ниже 700 °С формирование 6-фазы идет крайне медленно,
оно требует сотен и даже тысяч часов. Ее зарождение
обычно наблюдают по границам зерен или карбидных частиц МС,
обогащенных ниобием, рост фазы происходит за счет фазы
у''. Выше 700 °С происходит значительное ускорение
формирования 6-фазы; вплоть до 885 °С оно сопровождается
быстрым огрублением выделений у''-фазы, а выше 885 °С
наступает растворение последней. Быстрее всего 5-фаза формиру-
229
ется при 840—950 °С, где за 24 ч она образует развитую
видманштедтову структуру.
В исследованиях, посвященных промышленным сплавам,
упрочненным выделениями у'' -фазы и подвергшимся длительной
эксплуатации [42, 43], не сообщают о формировании
ячеистых выделений 5-фазы. Однако его наблюдали на
экспериментальном сплаве Fe-35Ni-15Cr-5Nb—0,08С после старения при
700 °С [44], а также экспериментальном сплаве Fe—15Сг—
Ni—Nb после выдержек в интервале 650—750 °С, когда
содержание Ni превышало 45 %, a Nb — 5% [32, 41]. Механизм
формирования ячеистых выделений S-фазы подобен механизму
формирования ячеистых выделений т)-фазы в железоникелевых
сплавах, где упрочняющей является фаза у' [41].
Температуры 750 °С более благоприятны для образования межзерен-
ных пластинчатых выделений б-фазы, нежели для ее ячеистых
выделений. Та же закономерность установлена и для
выделений т)-фазы в сплавах, упрочняемых выделениями у'; там
ячеистые выделения преобладают при более низких, а межзе-
ренные — при более высоких температурах.
Во всех случаях с образованием ячеистых выделений фазы
8 отсутствуют сведения, содержались ли в данных сплавах
ингибиторы этого процесса — В или А1. Также во всех этих
случаях обработку на твердый раствор проводили путем
выдержки при 1150 °С с последующей закалкой. Такой режим
существенно отличается от режима, который применяют для
обработки промышленных сплавов (например, 1-ч выдержка при
955 °С с охлаждением на воздухе для сплава 718). Это
различие, без сомнения, делает свой вклад в наблюдаемую
аномалию.
Кинетика выделения и морфология S-фазы в сплаве 718
могут быть решительным образом изменены, если проводить
ковку ниже ее температуры сольвус, 1000 °С. Если степень
деформации при ковке достаточно велика, зарождение 6-фазы
носит скорее равномерный внутризеренный, нежели
преимущественно зернограничный характер. Распределение S-фазы в
этом случае может быть эффективно использовано для
управления размером зерен и их измельчения, чтобы
оптимизировать механические характеристики кратковременного
растяжения и длительной пластичности [24]. При таком подходе
удалось достичь чрезвычайно мелкого зерна (ASTM 10-13) и
исключительно высокого сопротивления усталости [45]. Ис-
230
следования, выполненные на сплаве 706, продемонстрировали,
что улучшение механических свойств обеспечивают также те
режимы ковки и термообработки, которые приводят к
образованию глобулярных зернограничных выделений фазы бит/
[46]. Полагают, что благоприятная роль глобулярных
зернограничных выделений фаз 8 и/или т/ в сплавах 718 и 706
есть совокупное следствие двух эффектов, обусловленных
этими межзеренными частицами, — ограничения роста зерен и
подавления дальнодействующего межзеренного
проскальзывания.
Образование больших количеств S-фазы в процессе
длительной эксплуатации приведет к ухудшению свойств.
По-видимому, это ухудшение объясняется сочетанием ухода Nb из
матрицы и сопровождающим формирование S-фазы огрублением
выделений фазы у'' ■ Поскольку скорость превращения у'' ~*"5
интенсивно возрастает с температурой выше 650 °С,
эксплуатации выше 650 °С следует избегать. Согласно ряду
наблюдений [l], образованию S-фазы благоприятствует высокое
содержание Si и Nb и низкое содержание Al. Не
опубликованы какие-либо конкретные данные по поводу влияния на
формирование 5-фазы в железоникелевых сплавах со стороны
элементов, ответственных за твердорастворное упрочнение.
Образование вторых фаз .
Железоникелевые суперсплавы более склонны к формированию
вторых фаз — G, с, ц и Лавеса, чем суперсплавы на
никелевой основе. Обычно появление этих фаз приводит к охрупчи-
ванию сплавов, ибо фазы хрупки по своей природе. Наиболее
эффективным средством избежать их появления служит
надлежащий выбор химического состава, режимов термической
обработки и температур эксплуатации. Частицы этих фаз,
выделившиеся в процессе затвердевания слитка, можно
эффективно устранять в цикле гомогенизирующей термической
обработки и применением контролируемой горячей обработки
давлением.
С ростом содержания Nb, Ti и Si увеличивается
склонность к выделению фаз Лавеса; эту склонность в отношении
фаз Лавеса, а также /i-фазы можно свести к минимуму
повышением содержания В и Zr. Известно, что сложная Ni—Ti—Si
фаза G способна понизить долговечность сплава А-286 в ус-
231
ловиях ползучести, но не оказывает существенного вредного
влияния на другие свойства [38]. С пластинками с-фазы
обычно связывают хрупкое разрушение железоникелевых
сплавов по поверхностям раздела пластинка — матрица. Избежать
образования с-фазы можно, регулируя содержание Сг и Мо.
Поскольку железоникелевые сплавы используют
преимущественно ниже 760 °С, случаи образования упомянутых
вторичных фаз в процессе эксплуатации редки. Невелика
вероятность образования вредных фаз и благодаря сравнительно
низкой степени легирования этой категории сплавов.
Скорости выделения вторых фаз. При описании кинетики
фазообразования в железоникелевых сплавах полезно
обратиться к соответствующим С-образным диаграммам (в
координатах температура — время до появления фазы).
.Зависимости, иллюстрируемые такими диаграммами, тщательно изучены
в отношении сплава 718 и представлены на рис. 6.8.
Правда, пользоваться ими следует с осторожностью, поскольку
энергетическое состояние сплавов (характеризуемое такими
параметрами, как размер зерен, степень остаточных
искажений от ковочной деформации, температура гомогенизирующей
термической обработки) может смещать кривые вправо или
влево.
Благодаря рис. 6.8 можно легко видеть температурно-
временной характер образования фаз, рассмотренных ранее в
данной главе. Обратите внимание, что принятый в промыш-
rfe
1050
950
850
750
550
550
0,} 0,5 1,0 5 10 50 100 +, v
Рис.6.8. "С-образнаа" диаграмма старения сплава Inconel 718,
демонстрирующая кинетику образования фаз МС, N^C, Лавеса, 5 и у" [11, 24, 49, 50]:
1- фазы Лавеса; 2- фирма "Elselstein"; 3- "BOESCH of Canada"; 4- REISER
& "Brown"; 5 - COSAR & PINEAU
232
ленности режим термической обработки сплава 718 (1-
часовая выдержка при 950 °С с последующим охлаждением на
воздухе) чреват образованием некоторого количества зер-
нограничных выделений 5-фазы, показанных на рис. 6.3.
Можно видеть также, что длительной гомогенизирующей
термической обработки следует избегать, чтобы не допустить
образования фаз Лавеса.
Согласно рис. 6.3, для появления выделений у'' -фазы
требуется короткое, но вполне реальное время — около
10 мин. Именно эта вялость реакции упрочнения старением
ответственна за превосходные характеристики свариваемости
сплава 718 и за отсутствие у него склонности к
растрескиванию в результате деформационного старения. У сплавов,
упрочняемых выделениями у '-фазы, скорость старения
настолько велика, что подчас фазовыделение не удается
предотвратить даже путем закалки в воду от температуры
гомогенизации.
6.5. Влияние процессов обработки
на свойства и микроструктуру
Большинство железоникелевых суперсплавов можно
производить и использовать и в литом, и в деформируемом
состоянии. Когда сплав предназначен для использования в
деформируемом состоянии, производят большие слитки, которые
затем проковывают, катают или экструдируют на конечный
размер и подвергают термической обработке до получения
требуемых свойств. Изделия, используемые в литом
состоянии, поступают в эксплуатацию непосредственно после
литья, гомогенизации или какой-либо иной улучшающей
термической обработки. В гл. 14 подробно рассмотрены
особенности литейного производства суперсплавов, поэтому в
данном разделе мы коснемся производства железоникелевых
сплавов преимущественно в деформируемом состоянии.
Основные производственные процессы
Плавку железоникелевых сплавов обычно осуществляют ваку-
умно-индукционным способом, позволяющим сократить до
минимума содержание N и О в расплаве и реакцию этих
элементов с наиболее химически активными металлическими добав-
233
ками -. Al, Ti и Cr. Вакуумно-индукционный процесс служит
эффективным средством для удаления из расплава кислорода
и металлических оксидов посредством реакции с углеродом
до образования СО, которая затем выводится через систему
вакуумирования. Этот процесс - важная ступень в
производстве высококачественных отливок, предназначенных для
последующих обработок.
Большинство слитков железоникелевых сплавов,
предназначенных для использования в деформированном состоянии,
подвергают вакуумному электродуговому переплаву (ВДП) с
расходуемым электродом или электрошлаковому переплаву
(ЭШП); это позволяет повысить однородность и улучшить
структуру слитка. В настоящее время слитки
железоникелевых сплавов после процесса ВДП имеют диаметр от 305 до
711 мм и массу до 6804 кг. Процесс ЭШП в последние годы
становится более популярным, поскольку дает улучшенную
поверхность слитка при большем полезном выходе и обладает
преимуществом шлакового рафинирования, т.е. вывода в шлак
таких вредных примесей, как сера, нитриды и оксиды [47,
48]. Главный недостаток процесса ЭШП заключается в его
способности выводить в шлак химически активные легирующие
элементы, особенно Ti, и это требует тщательного
управления химическим составом шлака.
В операции по черновой осадке слитка железоникелевых
суперсплавов часто включают гомогенизирующую термическую
обработку, чтобы растворить нежелательные фазы вроде Ла-
веса и G и снизить локальные перепады по химическому
составу, особенно по содержанию Ti и Nb. Температуру
гомогенизации и горячей обработки давлением от сплава к сплаву
изменяют, однако обычно температура в печи 1100—1200 °С.
Детальный анализ процессов плавки никелевых и
железоникелевых суперсплавов представлен в гл. 14.
Управление структурой и свойствами
Чтобы поковки из железоникелевых сплавов получить в их
окончательном виде, необходимо манипулировать формой,
структурой и свойствами изделия. В целом процесс ковки
суперсплавов подробно рассмотрен в гл. 16. В данном
разделе мы расскажем о некоторых металлургических аспектах
управления микроструктурой и свойствами железоникелевых
234
сплавов при горячей обработке давлением и термической
обработке.
Наиболее мощное из имеющихся у металлурга средств
управления свойствами суперсплавов — это управление
размером зерен в процессе ковки и термической обработки. Путем
рационального выбора параметров обработки можно добиться
формирования мелкозернистой структуры; это обеспечивает
максимально высокие механические свойства (при
кратковременном растяжении) и сопротивление усталости. Правда,
этого выигрыша достигают ценою некоторых потерь в
характеристиках длительной прочности при повышенных
температурах. Напротив, процессы в результате которых создается
грубозернистая структура, дают максимально высокие
характеристики длительной прочности за счет потерь в
сопротивлении кратковременному растяжению и усталости. На
соотношение между структурой и свойствами можно успешно влиять
и с помощью ковки, и с помощью термической обработки.
В части управления микроструктурой в процессе
обработки железоникелевые сплавы значительно более удобный
объект, чем суперсплавы на никелевой основе [20]. Это
преимущество непосредственно связано с возможностью
использовать для управления размером зерен выделение т)- или
S-фаз. Чтобы обеспечить рекристаллизацию в процессе ковки
или термической обработки, его температура должна
превышать температуры сольвус для фаз к' и у'' (приведены в
табл. 6.2 для некоторых промышленных сплавов). Если
рекристаллизация возможна ниже температур сольвус фаз т\ или
6, эти фазы станут эффективным средством для управления
ростом зерна. Температуры сольвус 7)- и 6-фаз для
некоторых промышленных сплавов также приведены в табл. 6.2.
Рис. 6.9 иллюстрирует разнообразие микроструктур,
развившихся в сплаве 718 в процессе теплого деформирования и
отжига по указанным режимам. Нагрев до температур ниже
температуры сольвус у' '-фазы не вызывает изменений в
размере зерен, границы зерен закреплены мелкими глобулярными
выделениями 6-фазы, фоном служит матрица перестаренного
сплава с выделениями у' '-фазы (рис. 6.9, б). На рис. 6.9,
в представлена двухфазная микроструктура, созданная в
результате нагрева выше температуры сольвус у ''-фазы, но
ниже температуры сольвус фазы 6. Здесь рекристаллизация
наступила из-за утраты у''-Фазы. однако движение границ
235
Таблица 6.2. Сведен на о фазах, позволяющих управлять
микроструктурой в некоторых типичных желез он нкелевых
суперсплавах [20]
Сплав Фаза Температура
сольвус (предел
устойчивости), °С
А-286 у' 855
7)(Ni3Ti) 915
718 У " 915
S(Ni3Nb) 995
706 у или у' 885
7}(Ni3Ti) 955
и/или S(Ni3Nb)
901 у' 940
7}(Ni3Ti) 995
рекристаллизованных зерен тормозится совокупностью
глобулярных и пластинчатых выделений 6-фазы, образовавшихся в
процессе гомогенизации при 955 °С. Нагрев до 1040 °С
(рис. 6.9, г), т.е. выше температуры сольвус фазы 5,
позволяет зернам расти, поскольку сдерживающего влияния
5-фазы больше нет.
Опубликовано описание метода [45], позволяющего
использовать концепцию управления размером зерен для
формирования чрезвычайно мелкозернистых микроструктур (ASTM 10
или мельче) в сплавах 901 и 718. Последовательность
операций обработки сплавов в рамках этого метода, названная
МИНИЗЕРНО (MINIGRAIN), включает ковку ниже температур
сольвус фаз т) или 5 при высокой степени ковочной
деформации, чтобы обеспечить равномерное распределение
мелкодисперсных частиц этих фаз. В этой публикации представлено и
влияние изменений в размере зерен (от ASTM 2 до ASTM 12)
на свойства материала при кратковременном растяжении,
ползучести и усталости. Данные табл. 6.3 свидетельствуют,
что под влиянием измельчения зерна от ASTM 2 до ASTM 12
сопротивление многоцикловой усталости у сплавов 901 и 718
[45] удваивается. Значительно возрастает и отношение
предела прочности при кратковременном растяжении к
усталостной прочности.
Недавно в технологический процесс обработки сплавов
901 и 718 введены изменения. Они заключаются в том, что
процесс ковки контролируют для осуществления горячей
деформации при или ниже температуры сольвус фазы 7) или 5 и
236
5,1
5,г 5.3 Л* 5,5
нъ,% (по массе)
Рис.6.9. Фазовые комбинации и влияние гомогенизирующей термической
обработки на микроструктуру сплава 718, подвергнутого теплому деформированию (по
данным D.R.Muzyka [20]), Х1000
237
Таблица 6.3. Влияние размера зерен на характеристики
многоцикловой усталости сплавов Incoloy 901 и Inconel 718
при 435 °С
Сплав Размер Усталостная tf-i/tf]
зерна прочность
С_! (для 107 циклов)
6,85 МПа
ASTM 2 46 0,32
ASTM 5 64 0,42
ASTM 12 91 0,55
ASTM 2 55 0,33
ASTM 5 80 0,45
ASTM 12 115 0,59
заканчивают закалкой непосредственно под ковочной
нагрузкой. Вслед за этим материал немедленно подвергают
старению, минуя операцию гомогенизирующей термической
обработки, выполняемую по общепринятой технологии. Сохранение
остаточной ковочной деформации дает исключительно высокий
уровень прочности. При таком способе обработки,
получившем название "ковка—закалка—старение" (direct—age
processing)1, прочность железоникелевых сплавов
поднимается почти до уровня прочности сплавов на никелевой
основе с высокой объемной долей у '-фазы, получаемых методами
порошковой металлургии. В табл. 6.4 приведены
механические свойства при кратковременном растяжении и
характеристики длительной прочности сплава 718, полученные
посредством термической обработки по различным режимам, включая
и режим ковка—закалка—старение. Сопоставив данные
табл. 6.4 и рис. 6.9, можно проследить за соотношением
между режимом термической обработки, свойствами и
микроструктурой.
6.6. Недавние и будущие разработки
Вряд ли новые усилия по разработке железоникелевых сплавов приведут к
успеху в достижении рабочих температур, которые существенно повысили бы рабочие
температуры современных материалов, выпускаемых промышленностью.
Обеспечение рабочих температур, превышающих 650 °С, вероятнее всего, произойдет за
счет суперсплавов на никелевой основе. Ниже 650 °С можно в полной мере
опираться на железоникелевые сплавы; видимо, новые усилия по разработке новых
сплавов и процессов их производства позволят продолжить улучшение прочност-
1 Разновидность режима ВТМО. Общепринятого термина для данного процесса
в отечественной практике пока нет. Прим. перев.
238
Incoloy 901
Inconel 718
Таблица 6.4. Влияние термической обработки и а свойства сплава 718
Т, °С, термической Механические свойства Длительная прочность
обработки на твер- (растяжение, 21 °С) (650 °С, С=100Х6,85 МПа)
дый раствор (1 ч,
охлаждение на воз- C0i2, Св, 5, % ф, % Долговеч- 5, % ф, %
духе) 6,85 МПа 6,85 МПа ность, ч
Без обработки
(прямое старение) 193 221
940 180 212
955 177 206
970 166 204
980 170 204
1010 172 202
1040 169 198 25 48 225*
19
18
20
23
24
22
34
34
38
41
43
46
95
194
122
218
200
270
24
11
14
13
6
6
31
16
19
15
10
12
Чувствительность к надрезу при АГ=3,8 (в условиях растяжения). Старение
всех сплавов проведено по режиму: 720 °С 8 ч, охлаждение до 620 °С со
скоростью 55 °С/ч, выдержка при 650 °С 8 ч, охлаждение на воздухе.
ных характеристик и использовать новые сплавы в более тяжело нагруженных
конструкциях перспективных газотурбинных двигателей. В этом деле несомненно
сыграет свою роль обработка по режиму ковка—закалка—старение. Все большее
значение будет приобретать повышение прочностных характеристик и надежности
сплавов путем обнаружения и устранения дефектов. Для этой цели потребуется
применение усовершенствованных процессов выплавки, вроде
электроннолучевого переплава на поду, который, это было недавно показано [48], весьма
эффективен как метод устранения оксидных и нитридиых включений.
Резюмируя, отметим, что будущее железоникелевых суперсплавов
представляется светлым; оии обеспечат высокие механические свойства вплоть до 650 °С
в сочетании с хорошей обрабатываемостью и ценой более низкой, чем у
суперсплавов иа никелевой основе.
Глава 7. СУПЕРСПЛАВЫ НАПРАВЛЕННОЙ
КРИСТАЛЛИЗАЦИИ
Д.Н.Даль
(David N. Duhl, Pratt & Whitney, East Hartford, Connecticut)
Наивысшей жаропрочностью обладают те изделия из суперсплавов, которые
получены направленной кристаллизацией, — со столбчатым зерном или в виде
монокристаллов. Поэтому направленная кристаллизация суперсплавов находит широкое
применение при изготовлении турбинных лопаток — изделий, которые требуют
от суперсплавов наилучших высокотемпературных свойств. Есть два главных
обстоятельства, которые обусловливают превосходство суперсплавов в
изделиях, полученных направленной кристаллизацией, над суперсплавами в
изделиях, полученных обычным литьем. Первое обстоятельство заключается в том, что
выстраивание границ зерен вдоль оси действующего напряжения и устранение
границ зерен, перпендикулярных этой оси (в случае монокристаллических
изделий — полное устранение границ зерен), приводит к увеличению пластичности
при повышенных температурах, поскольку подавляет роль границ зерен как
239
места преимущественного зарождения разрушения. Это позволяет измельчить
частицы у -фазы и улучшить их распределение посредством гомогенизирующей
термической обработки, что приводит к повышению прочности сплавов. Второе
обстоятельство — это создание низкомодульной текстуры <001>, параллельной
направлению кристаллизации. Результатом является значительный рост
сопротивления термической усталости, имеющего принципиальное значение для
деталей, предназначенных для работы при повышенных температурах.
В 1960-х и 70-х гг. появились первые работы [1, 2], показавшие, что
можно свести к минимуму напряжения, действующие на слабые границы зерен при
повышенных температурах, если выстроить эти границы параллельно оси
главного действующего напряжения; тем самым можно затормозить зарождение
разрушения и увеличить долговечность сплавов в условиях ползучести. Обычно процесс
направленной кристаллизации используют для того, чтобы сориентировать
границы зерен параллельно направлению кристаллизации. В результате формируется
микроструктура, состоящая из столбчатых зерен, и все они параллельны
направлению кристаллизации (как в стойке для тростей). У каждого из этих зерен
низкомодульное направление <001> ориентировано параллельно оси зерна, но в
пределах зоны <001> кристаллографические направления могут меняться как
угодно. Путем небольшого изменения процесс направленной кристаллизации
приспособлен для получения монокристаллических изделий, вообще не
содержащих границы зерен [3—5]. При таком состоянии суперсплавов их низкомодульная
кристаллографическая ориентировка <001> также параллельна направлению
кристаллизации, а вторичная ориентация в плоскости, перпендикулярной
направлению кристаллизации, носит случайный характер. Бели пользоваться затравками,
возможны другие главные и вторичные ориентировки. Три вида кристаллизации —
при обычном литье, при получении структуры столбчатых зерен и выращивании
монокристалла — представлены на рис. 7.1 тремя турбинными лопатками,
которые были подвергнуты макротравлению.
Изделия, полученные методом направленной кристаллизации со столбчатой
структурой, или монокристаллические, обладают превосходным сопротивлением
ползучести (из-за выстраивания межзеренных границ вдоль оси главного
напряжения илн устранения межзеренных границ, перпендикулярных ей) и повышенным
сопротивлением термической усталости (из-за формирования низкомодульной
текстуры <001>). Преимущество направленно закристаллизованного материала
перед обычным литьем обусловлено этими двумя особенностями структуры,
возникающими именно благодаря процессу направленной кристаллизации.
Получить из суперсплавов изделие со структурой в виде столбчатых зерен,
выстроенных в заданном направлении, или со структурой монокристалла можно и
с помощью твердофазного процесса [6]. Нашли, однако, что жидко-твердым
процессом фазового превращения, характеризуемым более высокой энергией,
управлять легче, чем процессом твердофазным. К тому же, при твердофазном
процессе образующаяся текстура зависит от химического состава, тогда как
при направленной кристаллизации желаемую низкомодульную текстуру,
повышающую сопротивление термической усталости, можно получить вне зависимости от
химического состава сплава. Поэтому промышленное применение получил только
процесс направленной кристаллизации, н на нем будет сосредоточено все
внимание в последующих разделах данной главы.
Главные механизмы упрочнения, действие которых зависит от реакции
дислокаций с упрочняющей Э' -фазой и Э'-матрицей, примерно одинаковы у всех
суперсплавов, независимо от вида кристаллизации; они были рассмотрены в
гл. 3. Настоящую главу мы посвятим тем характеристикам изделий из
суперсплавов направленной кристаллизации, которые отличают их от изделий,
полученных обычным литьем.
240
-г
I
*щя
\ Щшш>
1-Шш
> ^Щ&ш
:■ '.СЩШ
j,.*™
Ф&&
а
Ж Ж
ft :ш , ]
'•■ яЖ '
\\ Ш *'
\ '■ :^ж
'* 'ш '
i- * • i
«.«-*" -■ ._ -.
1 §
Рис.7.1. Вид лопасти у литых турбинных лопаток, изготовленных по обычной
технологии и методом направленной кристаллизации, с указанием
результирующей микроструктуры:
а — обычное литье; б — направленная кристаллизация; / — равноосные зерна;
// — столбчатые зерна; /// — монокристалл
7.1. Процесс направленной кристаллизации
Изделия со столбчатой направленной структурой и
монокристаллические изделия получают, в сущности, с помощью
одного и того же процесса [7]. Устранение границ зерен или
выстраивание их в направлении, параллельном оси отливки
или лопасти лопатки, может быть лучше всего выполнено,
если воспользоваться высокоэнергетическим процессом
жидко-твердого перехода суперсплавов, т.е. кристаллизацией.
Обеспечив затвердевание суперсплава при управляемом
перепаде температур, получают удлиненные зерна и,
следовательно, межзеренные границы, вытянутые в направлении
этого перепада.
Направленную кристаллизацию суперсплава осуществляют в
вакууме (рис. 7.2), наливая жидкий сплав в оболочковую
керамическую изложницу, предварительно подогретую до
температуры выше температуры ликвидус (см. также обсуждение
методов литья по выплавляемым моделям в гл.15). Со
стороны дна изложница открыта и посажена на медную плиту-
холодильник. Жидкий суперсплав затвердевает после
контакта с медным холодильником и образует тонкий слой
равноосных зерен. Последующий рост зерен стимулируется в
направлении температурного перепада, практически параллельном
241
кристаллографическому направлению <001>; в результате
образуется ряд столбчатых зерен с общим вертикальным
направлением <001>. Происходит направленная кристаллизация,
вызванная температурным перепадом между верхней частью
керамической изложницы, расположенной в нагретой печи
(она поддерживает сплав в верхней части изложницы в
расплавленном v состоянии), и медной холодильной плитой, которая
отбирает тепло от нижней части изложницы. Отвод тепла за
счет теплопроводности закристаллизовавшегося суперсплава
затруднителен. Поэтому после того, как затвердевание
началось, водоохлаждаемая холодильная плита постепенно
опускается, выводя керамическую оболочковую изложницу с
жидким суперсплавом из нагретой печи. Теперь теплопотери
регулируются излучением тепла от оболочковой изложницы к
холодным стенкам вакуумной камеры. В нижней части печи
может быть расположен тепловой экран (см. рис. 7.2),
чтобы увеличить тепловой градиент. Исходная структура в виде
столбчатых зерен, которые начинали расти в блоке
зарождения поверх плиты-холодильника, постепенно заполняет всю
полость изложницы и в конце концов формируется отливка
лопатки, образец которой показан в середине рис. 7.1.
Монокристаллическую отливку получают, вставив поверх
блока . зарождения зерен дополнительную геликоидную
конструкцию; она служит в качестве фильтра, который пропускает
сквозь себя лишь одно растущее зерно. Это происходит
потому, что суперсплавы затвердевают посредством роста денд-
ритов. Каждый дендрит имеет возможность расти только в
трех взаимно перпендикулярных направлениях <001>.
Меняющееся непрерывно направление геликоида в сочетании с
ортогональной природой дендритного роста мало-помалу
пресекает рост всех, кроме одного наиболее удачно
ориентированного и расположенного зерна; в результате из вершины
геликоида исходит монокристалл (рис. 7.3). Это избранное
зерно и заполняет в дальнейшем полость оболочки таким же
образом, как при отливке на структуру столбчатых зерен.
Получается монокристаллическая отливка лопатки с
ориентировкой монокристалла <001> (см. правую лопатку на
рис. 7.1). В настоящее время вышеописанный процесс
направленной кристаллизации используют для производства в
промышленных количествах отливок полых турбинных лопаток
со столбчатой структурой и монокристаллических.
242
Рие.7.2. Схема установки и процесса направленной кристаллизации [3J:
1 — приемник; 2 — радиационный нагрев; 3 — индукционная катушка; 4 —
расплавленный металл; 5 — радиационное охлаждение; 6 — тепловой экран; 7 —
керамическая изложница; 8 — устройст- во для отбора (селектор)
монокристаллов; Р — водяной холодильник; 10 — блок зарождения столбчатых зерен
Рис.7.3. Спиральный канал в изложнице для монокристаллов действует как
фильтр для спла- вов, кристаллизующихся по ден- дритному типу [3]:
1 — спиральный канал ("гели- коид"); 2 — зона затравки
Рост кристаллов от затравок
Процесс направленной кристаллизации позволяет выращивать
монокристаллические отливки любой ориентировки. Как
правило, монокристаллические лопатки отливают с
ориентировкой <001> вдоль оси лопасти, выше эта операция уже
описана. Однако, если воспользоваться кристаллами-затравками,
можно с помощью процесса, иллюстрированного на рис. 7.2,
получить любую ориентировку. Кристалл-затравка должен
быть изготовлен из сплава, который выбран для выращивания
отливки, или из сплава с той же или более высокой
температурой плавления. Кристалл располагают таким образом,
чтобы его кристаллографическая ориентировка повторилась в
изделии, которое заполнит пространство изложницы. Местом
установки затравки служит холодильник, а температуру
вершины затравки регулируют таким образом, чтобы затравка
не расплавлялась полностью. Тем самым расплаву в
изложнице обеспечена возможность затвердевать в
кристаллографической ориентировке, которой обладает кристалл-затравка.
243
Какой бы ни был избран способ, кристалла—затравки или
геликоидной дискриминации, затвердевание осуществляется
путем роста дендритов по трем ортогональным направлениям
<001>; ориентировка <001> ближе всего к главному
направлению роста, то есть к направлению температурного
градиента. На рис. 7.4 представлены три кристалла, выращенные
по трем главным кристаллографическим направлениям и
протравленные, чтобы продемонстрировать их дендритную
субструктуру. У кристалла с ориентировкой <001> дендритные оси
<001> параллельны оси роста на обеих гранях {001}. У
кристалла с ориентировкой <011> и гранями {011} и {001}
дендритные оси <001> параллельны оси кристалла на грани
{011} и наклонены к оси кристалла под углом 45° на грани
{001}. У кристалла с ориентировкой <Ш> можно видеть
ориентировку дендритных осей <001> на гранях {112} и
{011}.
■Л
м
;if.
<011> <111>
Рис.7.4. Монокристаллы суперсплавов, выращенные в любом из направлений,
кристаллизуются путем дендритного роста в направлении <001> [5]
Дефекты в отливках
Зернограничные трещины в отливках со столбчатой
структурой. Если требуется изготовить отливку для полой
воздухоохлаждаемой турбинной лопатки, применяют
керамический литейный стержень, который впоследствии
выщелачивают; с помощью этого стержня придают полости требуемые
размеры. Коэффициент термического расширения стержня
244
1
i' /
i i
*- - ■
■ i ■■.
<001>
меньше, чем у суперсплава, поэтому в последнем, по мере
того как он претерпевает усадку вокруг керамического
стержня, возникают растягивающие напряжения. В тех
случаях, когда изготавливают отливки со столбчатой структурой,
указанные напряжения могут вызвать растрескивание по
границам зерен. Чтобы этого избежать, в суперсплавы,
предназначенные для изготовления изделий с подобной
структурой, вводят 0,75-2,0% Hf [8].
Равноосные зерна и полосчатость. Чтобы направленно-
закристаллизованные отливки были свободны от дефектов,
параметры процесса направленной кристаллизации необходимо
регулировать. Надо, например, предотвратить формирование
равноосных зерен; для этого от поверхности солидус в
закристаллизованный металл посредством теплопроводности
следует отводить достаточное количество тепла, чтобы теплота
кристаллизации АЯ не накапливалась и не изменяла знака
или направления температурного градиента Gs в двухфазной
грибообразной зоне над поверхностью солидус [9]. Это
условие можно выразить через скорость кристаллизации R и
теплопроводность К? как
R=KTGS/LH.
(7.1)
Если скорость кристаллизации превышает уровень,
обусловленный уравнением (7.1), будут образовываться
равноосные зерна. Это условие ограничивает ту область на
диаграмме взаимозависимости скорости кристаллизации и
температурного градиента (рис. 7.5), где процесс направленной
кристаллизации может успешно развиваться. Другим объектом
Рис.7.5. Чтобы избежать дефектов
при осуществлении процесса
направленной кристаллизации,
необходимо регулировать такие
параметры процесса, как
температурный градиент и скорость роста R
М:
/ — равноосные зерна; // —
направленная кристаллизация; /// —
черные поры
в*
245
внимания при управлении процессом направленной
кристаллизации является образование черных пор или цепочек
равноосных зерен.
Коль скоро в условиях направленной кристаллизации
расплав располагается над твердой фазой, растворяемые
элементы, например Al и Ti, в процессе кристаллизации
отбираются от твердого раствора и обогащают собой жидкую
фазу в ее нижней части, т.е. в нижней части грибообразной
двухфазной области, которая примыкает к
закристаллизовавшемуся сплаву. Плотность расплава, обогащенного А1 и Ti,
в среднем ниже, чем у расплава, расположенного над этой
обогащенной зоной, нагретого до температур, более близких
к температуре ликвидус, и не столь богатого А1 и Ti. Это
различие в плотности может привести к возникновению
потоков расплава, поднимающихся к вершине грибообразной зоны
и при этом "отламывающих" вершинки образованных дендри-
тов. Унесенные потоком, эти частицы действуют, как
зародыши кристаллизации, благодаря которым образуются цепочки
равноосных зерен, или дефекты, известные под названием
"полосчатость"1. Подобные дефекты делают неоправданным
применение содержащей их детали, несмотря на то, что она
получена методом направленной кристаллизации, ибо их
присутствие может. привести к преждевременному разрушению.
Любая разновидность присутствия равноосных зерен, включая
полосчатость, неприемлема; условия кристаллизации
необходимо выбирать таким образом, чтобы появление равноосных
зерен было исключено.
Процесс кристаллизации становится стабильным при
некотором критическом значении теплового градиента G ; высота
грибовидной зоны в этом случае слишком мала, чтобы
обеспечить достаточную разницу в плотности расплава и, тем
самым, возникновение обратных потоков. Следовательно, при
тепловых градиентах, превышающих G , полосчатости не
будет [9]. Величина G зависит от химического состава. При
меньших значениях температурного градиента формирование
обратных потоков определяется различием между
температурами ликвидус и солидус АГ, временем локального
затвердевания A£j, необходимым^ чтобы затвердевание наступило в
1 В оригинале употреблен термин freckles, что в обычном смысле
означает "веснушки". Прим. перев.
246
грибовидной зоне, и тепловым градиентом G в этой зоне.
Если принять, что для образования сколь-нибудь заметной
полосчатости требуется некоторый критический отрезок
времени А*!, то можно следующим образом выразить скорость
кристаллизации, выше которой полосчатость не возникнет:
Д=(А77А*?)/(1/<7). (7.2)
Уравнение (7.2) представлено графически на диаграмме в
координатах скорость роста — тепловой градиент
(см. рис. 7.5), чтобы в совокупности с уравнением (7.1)
показать границу области (заштрихованной), в пределах
которой идет управляемый процесс направленной
кристаллизации.
Рекристаллизованные зерна. В случае направленной
кристаллизации суперсплавов в них могут возникать и другие
дефекты, не свойственные сплавам при обычном литье. К
таким дефектам относятся рекристаллизованные зерна; их
появление может быть следствием холодного деформирования
готовой отливки при ее последующем переделе, вслед за
которым осуществляют высокотемпературную эксплуатацию
изделия. Если температуры эксплуатации достаточно высоки,
у'-фазы может не хватать для торможения миграции границ,
и происходит обычная рекристаллизация. Если температуры
эксплуатации не столь высоки, так чта дислокации
"вынуждены" перерезать частицы у '-фазы, рекристаллизация идет
медленнее и не столь интенсивна. В этих условиях
происходит рекристаллизация так называемого ячеистого типа, при
нем частицы перед движущейся границей зерен растворяются,
а когда граница зерен прошла — выделяются вновь. В
результате движение границы оказывается замедленным. При
обычной рекристаллизации рекристаллизованные зерна могут
содержать двойники, а при ячеистой рекристаллизации —
нет. На границах рекристаллизованных зерен относительно
мало вторичных выделений или понижено содержание
благоприятных легирующих элементов, таких как Hf, Zr, С или В,
которые непосредственно после кристаллизации присутствуют
там в более высокой концентрации в связи с
сегрегационными явлениями, присущими процессам затвердевания расплава.
На границах такого типа встречаются лишь отдельные
частицы М23С6, прочность этих границ низка, и при нагружении
247
они, особенно будучи ориентированы перпендикулярно
действующей нагрузке, служат местом возникновения трещин.
Другие литейные дефекты. По мере того, как столбчатые
зерна растут, они выстраиваются параллельно тепловому
градиенту и перпендикулярно фронту кристаллизации,
который не является совершенно плоским, а приобретает
некоторую кривизну. С перемещением фронта кристаллизации к
вершине отливки проявляется тенденция к отклонению зерен от
направления роста отливки, а количество столбчатых зерен
уменьшается с увеличением ее длины. В результате может
оказаться, что некоторые границы зерен пересекают
поверхность лопасти лопатки на ее важнейших участках — на
передней и задней кромке, что весьма нежелательно. Угол
пересечения границ с поверхностью лопатки на этих участках
отливки можно регулировать, совершенствуя плоскостность
фронта кристаллизации, обычно его удерживают на уровне
10° или менее.
Вообще говоря, любой дефект, включающий границу зерен
с компонентой, которая перпендикулярна оси действующего
напряжения или лопасти лопатки, неприемлем; к такого рода
дефектам относятся полосчатость и рекристаллизованные
зерна. К качеству направленно-закристаллизованных изделий
из суперсплавов предъявляют большинство требований,
относящихся к обычным отливкам; их инспектируют с применением
радиографических и флюоресцентных методов. Пористость в
направленно-закристаллизованных изделиях обычно невелика,
поскольку расплавленная вершина отливки постоянно
подпитывает слиток, компенсируя литейную усадку в течение
всего процесса кристаллизации. И размеры, и плотность пор в
этих изделиях меньше, чем в обычных отливках.
Монокристаллические отливки подвержены тем же дефектам
кристаллизации, что и отливки со столбчатыми зернами.
Исключение составляет отклонение направления границ зерен
от оси отливки, с этим дефектом приходится бороться
только в отливках со столбчатым зерном. Однако
монокристаллическим отливкам присуще формирование малоугловых границ.
Обычно эти границы разделяют участки структуры
монокристалла, разориентированные на угол не более 15°, однако и
они способны послужить в качестве мест для возникновения
трещины. Малоугловые границы в монокристаллических
отливках обычно считаются допустимыми для некоторых сплавов и
248
видов их применения, только если угол разориентации на
них не превышает 10°. Помимо отсутствия границ
(внутренних поверхностей раздела) требованием к качеству
монокристаллических отливок является соответствие их основной
ориентировки какой-либо из главных кристаллографических
осей, например оси <001>.
7.2. Микроструктура
Микроструктура направленно-закристаллизованных изделий из
суперсплавов подобна таковой у обычных отливок, она
складывается из выделений у '-фазы в у-матрице и
немногочисленных карбидных и боридных выделений; описание такой
микроструктуры дано в гл. 4.
Фаза гамма-штрих
В изделиях со столбчатым зерном присутствие Hf
способствует формированию эвтектических выделений у '-фазы в
междендритных областях, как это видно на рис. 7.6. Снижение
скорости направленной кристаллизации приводит к укрупне-
гф.
:4&
**~ «*
\tHgl
.'Л I
* к
Ж
f
Рис.7.6. Микрофотографии, иллюстрирующие, как добавки Hf способствуют
образованию эвтектики у—у в сплавах направленной кристаллизации:
а — сплав MAR-M200, затвердевающий с образованием столбчатых кристаллов,
видны немногочисленные эвтектические глобули; б — тот же сплав с добавкой
Hf, доля эвтектических колоний (показаны стрелками) возросла
249
нию кубоидных выделений у '-фазы, формирующихся в
закристаллизованной отливке, однако объемная доля у '-фазы
остается при этом неизменной. По завершении полного цикла
термической обработки выделения у '-фазы в изделиях
направленной кристаллизации мельче и распределены
равномернее, чем в обычных отливках; полнее этот вопрос
рассмотрен в разделе, посвященном термической обработке на
твердый раствор.
Карбиды
Чтобы предотвратить межзеренное растрескивание отливок со
стержнями в процессе кристаллизации, в сплавы,
предназначенные для изготовления изделий со столбчатым зерном,
обычно добавляют Hf. В его присутствии меняется
химический состав и морфология карбидных выделений. Когда
содержание Hf превышает 1 %, выделения Hf С образуются в
дополнение к смешанным карбидам МС, присутствующим в
большинстве высокопрочных литейных суперсплавов.
Тугоплавкие выделения HfC, по-видимому, образуются в
расплаве, в отличие от смешанных карбидов МС, возникающих в
жидко-твердой грибовидной зоне. Следовательно, частицы
HfC равноосны и практически лишены атомов других
металлов. Фаза смешанных карбидов содержит Hf совместно с Ti,
Та, Nb или W в зависимости от того, какие элементы,
образующие карбиды типа МС, присутствуют в сплаве. Будучи
образованным в грибовидной зоне, смешанный карбид МС
более склонен к приобретению дендритной формы, равноосная
форма для него менее характерна, чем для карбида HfC, так
как морфология карбида зависит прежде всего от теплового
градиента в пределах грибовидной зоны и становится более
дендритной, а частица — более крупной по мере того, как
уменьшается тепловой градиент. Усталостная долговечность
возрастает с уменьшением размера дефектов, поэтому
предпочтительными являются более мелкие равноосные карбидные
частицы и кристаллизация в условиях высокого теплового
градиента.
Другой вид воздействия, которое Hf оказывает на
морфологию карбидной фазы, связан с удержанием углерода в
составе более стабильных Hf - содержащих карбидов типа
МС, образующихся на более ранних стадиях кристаллизации
250
или при более высоких температурах. Это предотвращает
появление карбидов М23С6 в литом сплаве. В результате
термической обработки при температурах ниже 1090 °С карбиды
МС начинают разлагаться, и по границам зерен, подобно
тому как это происходит в обычных отливках, появляются
богатые хромом выделения М23С6. Образование карбидов М6С
также замедляется в присутствии Hf, стабилизирующего
карбиды МС за счет остальных типов карбидной фазы.
Закономерности, которым образование карбидов М6С подчиняется в
сплавах, богатых Мо или W, сохраняют свою значимость и в
сплавах направленной кристаллизации.
В случаях, когда требуется получение
монокристаллических отливок, содержание С в сплаве намеренно уменьшают
[до уровня ниже 0,005% (ат.)], поскольку нет границ
зерен, которые требуется упрочнить с помощью карбидной
фазы; в таких изделиях присутствует лишь небольшое
количество очень мелких выделений М23С6. Чтобы началось
образование карбидов МС, требуется содержание С не менее
0,01 % (ат.); это содержание может быть ниже в том
случае, когда в сплаве присутствует заведомо повышенное ко -
личество сильного карбидообразователя типа Та, Ti или Hf.
Бориды
В сплавы, предназначенные для отливок со столбчатым
зерном, обычно добавляют около 0,015 % В; он образует по
границам зерен бориды, морфология которых подобна таковой
у боридов в обычных отливках. Для повышения прочности
поперечных границ в сплавы для отливок со столбчатым зерном
вводят Hf. Однако добавки В оказались в этом случае почти
столь же эффективны. Если В присутствует в качестве
основного упрочнителя границ зерен в сплавах со столбчатой
структурой, его содержание увеличивают до 0,2 % при очень
низком содержании С; аналогичный подход характерен для
выбора содержания В и С при легировании сплавов для
обычных отливок [10]. Так же как в высокобористых сплавах для
обычных отливок, основной тип образующихся боридов —
М5В3.
Фазы т.п.у.
Как и в обычных отливках, топологически плотно
упакованные (т.п.у.) фазы (с, ц или Лавеса) могут образоваться в
251
направленно-закристаллизованных сплавах. По существу их
присутствие более вероятно, когда
направленно-закристаллизованный сплав пребывает в литом состоянии, поскольку
склонность к сегрегациям у этих сплавов выше, чем у
сплавов для обычных отливок, кристаллизующихся с большей
скоростью. Но изделия из направленно-закристаллизованных
сплавов поставляют после термической обработки на твердый
раствор, т.е. после гомогенизации, которая снижает
вероятность присутствия т.п.у. фаз. Это обстоятельство
рассмотрено в разделе, посвященном термической обработке.
Стабильность микроструктура
Микроструктура суперсплавов в
направленно-закристаллизованных отливках должна быть стабильной. Применительно к
этим сплавам весьма эффективны могут быть методы фазового
контроля, например учет количества электронных вакансий.
Но присутствие в направленно- закристаллизованных сплавах
таких продуктов структурной нестабильности, как фазы Ч
или ц, не столь пагубно сказывается на поведении сплавов,
поскольку их матрица по своей природе более пластична. На
практике по поводу охрупчивания, связанного с фазовой
нестабильностью, больше хлопот доставляют сплавы для
обычных отливок, нежели сплавы для отливок направленной
кристаллизации. В последнем случае более существенны
неприятности, связанные с возможной потерей прочности из-за
нежелательного выделения фаз, которое со временем обедняет
сплав по важным упрочняющим элементам. По некоторым
наблюдениям направленно-закристаллизованные сплавы с
нестабильной микроструктурой склонны к преждевременной
пластической деформации.
7.3. Термическая обработка
Обычно суперсплавы подвергают термической обработке трех
видов: 1) обработка на твердый раствор с целью растворить
выделения у '-фазы, чтобы затем вызвать ее повторное
выделение в виде более тонких и равномернее распределенных
частиц и тем самым увеличить прочность сплава; 2)
термическая обработка покрытия с целью укрепить связь покрытия
со сплавом-подложкой; 3) отжиг — старение с целью полу-
252
чить дополнительные выделения у '-фазы и/или карбидных и
боридных фаз по границам зерен.
Термическая обработка на твердый раствор
Изделия из суперсплавов направленной кристаллизации
подвергают термической обработке на твердый раствор, чтобы
повысить их прочность за счет измельчения выделений
у '-фазы. Применительно к обычным отливкам из
высокопрочных сплавов с высокой объемной долей у '-фазы (>0,5) такая
обработка вызывает снижение пластичности и долговечности
в условиях ползучести. В этих условиях упрочнение зерен
делает затруднительной призернограничную деформацию,
которая необходима для аккомодации формоизменения зерен в
результате деформирования поликристаллического тела. В
результате возрастает вероятность возникновения зерногра-
ничных трещин и снижается пластичность и долговечность
изделия в условиях ползучести. Работоспособность изделий
из суперсплавов направленной кристаллизации не
лимитирована способностью передачи деформации через границы зерен
без возникновения трещин, эти изделия в литом состоянии
характеризуются наличием более грубых и менее равномерно
распределенных выделений у '-фазы, так что обычно
применительно к этим сплавам термическую обработку на твердый
раствор используют для оптимизации механических свойств
[3, 11].
В идеале следует переводить в твердый раствор всю
у'-фазу, присутствующую в отливке непосредственно после
кристаллизации (т.е. эвтектические выделения и крупные
выделения кубической формы). В результате сплав должен
быть гомогенизирован, чтобы после охлаждения от
температуры гомогенизации до температуры ниже температуры соль-
вус у '-фазы в микроструктуре образовались ее
мелкодисперсные равномерно распределенные выделения.
Микроструктура такого родаг и будет оптимальной, благодаря ей
суперсплав приобретает максимальные механические свойства.
Повышение свойств происходит благодаря следующим двум
обстоятельствам: 1) в сплаве имеются зоны сегрегации,
сопровождающейся образованием эвтектических или просто
грубых выделений у'-фазы, это — "слабые места"
микроструктуры сплава, не позволяющие в полной мере реализовать его
253
прочность, и 2) прочность суперсплавов с высокой объемной
долей у '-фазы обратно пропорциональна размеру ее частиц;
специально эти обстоятельства рассмотрены в разделе,
посвященном механическим свойствам. Чтобы сформировать такую
микроструктуру, сплав должен быть нагрет выше температуры
сольвус у '-фазы, но ниже температуры начала плавления, —
оплавление недопустимо, так как приводит к
кристаллизационной сегрегации, образованию эвтектических выделений
у'-фазы и усадочной пористости. Оба температурных предела
зависят от состава сплава. Следовательно, лучше всего
сначала гомогенизировать сплав; это облегчит его
удержание в указанном критическом температурном интервале,
ширина которого в значительной мере определяет успех
проведения термической обработки на твердый раствор. При
современных возможностях печной регулировки необходимо,
чтобы ширина критического температурного интервала была не
меньше 10 °С.
У большинства сплавов, предназначенных для
направленной кристаллизации со столбчатой микроструктурой, и
особенно у сплавов с добавками Hf, разница между
температурами начала плавления и сольвус отрицательна.
Следовательно, в полной мере обработать на твердый раствор сплавы
такого рода не удается, и обычно производят нагрев просто
до температуры чуть ниже начала плавления. Добавки Hf
вводят в суперсплавы для отливок со стержнями и
столбчатой микроструктурой, чтобы предотвратить растрескивание
при снижении температуры сплава в целях его
кристаллизации. Суперсплавы для монокристаллических отливок либо
вовсе не содержат, либо содержат незначительное
количество Hf, поэтому они способны к обработке на твердый
раствор и в результате обладают более высокой механической
прочностью, чем сплавы для отливок со столбчатой
микроструктурой.
Небольшую долю (около 5 %) в структуре сплавов со
столбчатым зерном и монокристаллических составляет
междендритная эвтектика ц—К' • Когда мы хотим полностью
растворить и эвтектическую у '-фазу, и ее крупные выделения,
образовавшиеся в твердой фазе, основные усилия надо
сосредоточить на растворении последней, гораздо более
обильной. Эвтектическая у'-фаза образуется последней и,
следовательно, растворяется труднее всего или вовсе не раство-
254
ряется. Но из-за малости ее объемной доли в большинстве
сплавов потери прочности, связанные с ее сохранением в
структуре, весьма незначительны.
Коль скоро к'-фаза растворена, ее повторные выделения
должны быть мелкодисперсны и равномерно распределены.
Если же сплав гомогенен, температура сольвус будет
одинаковой по всему его объему, выделение фазы начнется при
одной и той же температуре и, что еще важнее, огрубление
или рост ее мелкодисперсных выделений будет происходить
равномерно по всему объему сплава.
Чтобы воздействовать на размер вторичных выделений
у'-фазы, влияющий на механические свойства, необходимо
регулировать скорость охлаждения от температуры сольвус
до той температуры, ниже которой огрубление частиц фазы
потребует длительного времени, т.е. примерно до 1090 °С.
Влияние скорости охлаждения от температуры гомогенизации
на размер выделений у '-фазы в сплаве PWA 1480, типичном
представителе суперсплавов для монокристаллических
отливок, иллюстрировано на рис. 7.7. Механические свойства
определяются именно скоростью охлаждения от температуры
гомогенизации (фактически от температуры сольвус), а не
скоростью охлаждения в процессе направленной
кристаллизации. Обычно для термической обработки на твердый раствор
Рис.7.7. Высокая
скорость охлаждения
от температуры
гомогенизации
предотвращает огрубление
структуры,
обеспечивая образование
мелкодисперсных
выделений у -фазы
Т 1 1 1 Г
1 » i I »- '
О SO 150 250
Т, °с/мин
производят нагрев до температур выше 1205 °С и, стремясь
предотвратить окисление, используют разреженную инертную
атмосферу (но не полный вакуум, чтобы свести к минимуму
потери Сг). Подачей холодного Аг, быстро обтекающего
охлаждаемые детали, можно достичь скоростей охлаждения
более 55 °С/мин.
Термическая обработка на твердый раствор воздействует
и на другие фазы, не только на фазу у'. Начинают
переходить в твердый раствор карбиды типа МС. В процессе
охлаждения не хватает времени для образования важных и
благоприятных выделений карбидов типа М23С6, однако сохраняется
запас углерода, позволяющий осуществить такое старение по
карбидам посредством термической обработки при более
низких температурах. Такая возможность весьма благоприятна
для некоторых Hf-содержащих сплавов со столбчатой
микроструктурой (MAR—М 200), где в литом состоянии
отсутствуют выделения карбидов типа М23С6, оказывающих полезное
влияние на свойства сплава. Гомогенизация сплавов в
процессе обработки на твердый раствор помогает избежать
образования нежелательных фаз типа С или ц в зоне
повышенной сегрегации (в междендритных участках).
Термическая обработка для защитных покрытий
Многие сплавы, предназначенные для изделий направленной
кристаллизации, подвергают термической обработке второго
вида, направленной на укрепление связи между покрытием и
основой. Обычно эта обработка заключается в отжиге при
980-1120°С длительностью до 8 ч. Такое сочетание
температуры и длительности обработки могло бы привести к росту
выделений у '-фазы и, следовательно, к изменению
механических свойств сплава. (Это обстоятельство рассмотрено
особо в разделе о механических свойствах). Однако из-за
кратковременности охлаждения от этих температур
существенный рост выделений у '-фазы произойти не успевает, и
свойства сплава оказываются нечувствительными к скорости
охлаждения от наиболее низких температур этого вида
обработки.
В процессе термической обработки для защитных покрытий
происходит выделение карбидов типа М6С и некоторого
количества карбидов типа М23С6. Склонность к тому или иному
256
типу карбида зависит от состава сплава; выделения М23С6
присутствуют практически во всех сплавах для изделий
направленной кристаллизации.
Термическая обработка старением
Термическую обработку третьего вида проводят при более
низкой температуре (700-900 °С), она более длительна (до
32 ч). Ее главная цель — вызвать выделение карбида М23С6
по границам зерен, чтобы обеспечить некоторое
сопротивление зернограничному проскальзыванию. При указанных низких
температурах возможно и дополнительное выделение у'-фазы,
таким образом распределение ее выделений с учетом размера
частиц становится бимодальным. Предел текучести ниже
760 °С проявляет сильную обратную зависимость от размера
частиц у '-фазы и может быть существенно увеличен с
помощью низкотемпературной термической обработки.
Применительно к низкоуглеродистым сплавам для
монокристаллических изделий, требующих главным образом достаточного
высокотемпературного сопротивления ползучести, термической
обработкой — старением можно пренебречь, практически не
повлияв сколь-нибудь существенно на характеристики
ползучести.
7.4. Проектирование сплавов
История технологического прогресса в металлургии такова,
что любое усовершенствование производственных процессов,
например, разработки и внедрение процесса направленной
кристаллизации, сопровождаются разработкой новых сплавов,
опирающейся на это усовершенствование. Так было с*
суперсплавами для изделий со столбчатой и монокристаллической
микроструктурами. Основные особенности химического
состава, отличающие друг от друга сплавы для направленной и
для обычной кристаллизации, заключаются в том, что, во-
первых в суперсплавы для изделий со столбчатым зерном
вводят Hf с целью предотвратить растрескивание при
затвердевании, во-вторых, набор и содержание легирующих
элементов в суперсплавах для монокристаллических изделий
регулируют таким образом, чтобы температура начала
плавления была выше температуры сольвус у'-фазы; в-третьих, со-
9 Зак. 1091 257
Таблица 7.1. Химнчесгий состав суперсплавов для изделий направленной
кристаллкзапдк
Сплав
Cr
Со W
Мо Та
Nb
Ti
Сплавы для изделий со столбчатой
MAR-M 200+
Hf'i
9
MAR-M 246+
Hf'i
MAR-M 247*
Rene 80H*2
PWA 1480*3
CMSX-2*4
CMSX-3*4
SRR-9?*S
*
1 Martin
9
!8,4
14
10
8,0
8,0
8,5
10 12
10 10
10 10
9,5 4,5
-
2,5 1,5
0,6 3,0
4,0 -
1,0
-
-
-
2,0
1,5
1,0
4,8
Al
Hf В
микроструктурой
5,0
5,5
5,5
3,0
2,0 0,015
1,5 0,015
1,4 0,015
0,75 0,015
Сплавы для монокристаллических изделий
5,0 4,0
5,0 8,0
5,0 8,0
5,0 9,5
12
0,6 6,0
0,6 6,0
- 2,8
—
-
-
-
Marietta Corp. 2 General
4 Cannon-Muskegon Co. "5 ]
Rolls-Royce
Ltd.
1,5
1,0
1,0
2,2
5,0
5,5
5,5
5,5
Electric Co
-
-
0,15
-
. *3 Pratt
Zr
0,08
0,05
0,05
0,02
С
0,14
0,15
0,15
0,08
& Whitney.
держание тугоплавких легирующих элементов выбирают таким
образом, чтобы свести к минимуму содержание дефектов
кристаллизации типа полосчатости и, в-четвертых, в
суперсплавах для монокристаллических изделий отсутствуют или
присутствуют в очень малом количестве элементы,
упрочняющие границы зерен, — В, С, Hf и Zr. Примеры химического
состава некоторых суперсплавов для изделий со столбчатой
структурой и монокристаллических приведены в табл. 7.1.
Назначение добавок Hf — предотвратить образование
зернограничных трещин при охлаждении закристаллизованных
отливок со стержнями, имеющих столбчатую микроструктуру.
По-видимому, Hf предотвращает инициированное
проникновением 02 [12] хрупкое зернограничное разрушение под
воздействием окружных напряжений, возникающих в процессе
охлаждения, по мере того как металл с более высоким
коэффициентом термического расширения претерпевает усадку
вокруг керамического стержня. Зернограничное растрескивание
наблюдали и в отливках сложной формы, не содержащих стер-
258
жней, когда из-за сложности формы охлаждаемой отливки в
ней возникали напряжения, направленные поперек границ
зерен. Hf повышает стойкость против окисления; при этом он
ведет себя подобно таким химически активным элементам,
как Y, Се, La и другие. Возможно также, что введение Hf
приводит к некоторому упрочнению у '-фазы. Однако Hf
снижает температуру начала плавления сплава и повышает
температуру сольвус у'-фазы, затрудняя полную гомогенизацию
системы. По этой причине в суперсплавы для
монокристаллических деталей Hf либо не вводят вообще, либо вводят в
очень ограниченных количествах.
Поскольку главной упрочняющей фазой в суперсплавах
является фаза у', ее температура сольвус имеет
непосредственное отношение к температуре разупрочнения. Повышение
температуры сольвус приводит к повышению температурного
предела работоспособности суперсплава. Температура
сольвус повышается с введением таких тугоплавких элементов,
как Та, Hf, Nb и Ti, отличающихся высокой растворимостью
в у '-фазе. Однако их вводят в строго ограниченных
количествах, так как температура сольвус не должна превысить
температуру начала плавления сплава, в противном случае
не удастся полностью гомогенизировать систему и достичь
максимально возможного уровня прочности. Повышения
температуры начала плавления достигают, вводя в качестве
тугоплавких элементов W и Re при отсутствии в сплаве Zr и
В. Снижение температуры сольвус у'-фазы без существенного
влияния на температуру начала плавления можно обеспечить,
добавляя Со; таким путем увеличивается результативность
термической обработки. Однако тут необходима
осторожность, ибо, вводя слишком много Со, можно вызвать
снижение стабильности сплава и выделение нежелательных фаз.
Аналогичным образом ведут себя добавки Fe и Сг.
Дефекты, которые в разделе о кристаллизации мы назвали
полосчатостью, возникают в связи с наличием градиента
плотности в жидко-твердой, или грибовидной зоне. Элементы
с плотностью выше средней плотности расплава,
сегрегирующие в жидкую фазу (и сосредоточивающиеся в междендритных
областях отливки), такие как Та, Мо и Hf, оказывают
благоприятное воздействие на качество отливки в том смысле,
что затрудняют образование полосчатости. Элементы более
легкие, чем расплав, и сегрегирующие в жидкую фазу (А1
о. 259
или Ti), а также более тяжелые, но сегрегирующие в
твердую фазу и сосредоточивающиеся в дендритных осях (W и
Re), способствуют возникновению полосчатости. Чтобы
избежать дефекта полосчатости в сплавах направленной
кристаллизации, приходится удерживать легирующие элементы
неблагоприятного действия на уровне более низком, чем тот, на
котором они усиливают склонность к возникновению
полосчатости в процессе затвердевания изделий представительной
конфигурации при стандартных значениях теплового
градиента.
Вводить в сплавы для монокристаллических отливок В и С
в качестве элементов, повышающих прочность границ зерен,
нет необходимости. Без них не образуются бориды или
карбиды, способные послужить местом зарождения разрушения в
условиях циклического нагружения или в режимах,
реализацию которых лимитирует повреждение материала из-за
развития процессов ползучести. Zr — еще один элемент,
упрочняющий границы зерен, тоже обычно не вводят в суперсплавы
для монокристаллических отливок, поскольку он снижает
температуру начала плавления. Чтобы достигнуть
благоприятного сочетания усталостной прочности, сопротивления
ползучести (длительной прочности) и стойкости против
окисления, можно вместо В, С и Zr, упрочняющих границы
зерен, воспользоваться добавками других элементов.
Улучшения прочностных характеристик суперсплавов для
обычных отливок достигали, увеличив объемную долю
выделений у '-фазы примерно до 60%. Дальнейшее увеличение
содержания "а'-фазы оказалось менее эффективным, ибо,
достигнув уровня в 70 %, столкнулись с проблемой: у' -фаза из
упрочняющей фазы превращалась в матрицу, и это приводило
к ухудшению свойств сплавов. Новое повышение
сопротивления ползучести наступило с появлением сплавов для
монокристаллических отливок, в которых доступное количество
у'-фазы использовано более эффективно за счет более
равномерного распределения фазы и повышения ее температуры
сольвус. Повысили и прочность у '-фазы, легировав сплав
добавками тугоплавких элементов, которые, по-видимому,
повышают энергию антифазных границ. Обнаружили, что Та, W
и Re с их более высокими, чем у Nb, V и Мо, точками
плавления являются и более эффективными упрочняющими добавка-
-ми. По экономическим соображениям в суперсплавы обычно не
260
вводят благородные металлы, однако последние весьма
эффективно упрочняют сплавы. Благоприятное влияние Pt
выражается в том, что она активно содействует образованию
у'-фазы с соответствующим повышением сопротивления
ползучести, а также повышает стойкость против окисления и
горячей коррозии.
Сг вводят в суперсплавы, чтобы увеличить их стойкость
против горячей коррозии. Было показано, что этого можно
достигать, и повышая соотношение Ti/Al и/или понижая
содержание Мо; однако Сг остается главным легирующим
элементом, предназначенным для повышения этой стойкости. При
равном уровне прочности суперсплавы для изделий
направленной кристаллизации содержат больше Сг и,
следовательно, более стойки против горячей коррозии, нежели
суперсплавы для обычных отливок. Поэтому первые начинают
использовать в случаях, когда фактором, ограничивающим
работоспособность той или иной детали, является горячая
коррозия.
Наибольшей стойкости против окисления достигают путем
формирования тонкой (субмикронной) пленки А1203, прочно
связанной с поверхностью сплава; пленка служит
препятствием для диффузии кислорода. Если в сплаве больше 4 % Al,
Сг повышает его активность, способствуя образованию в
результате окисления слоя А12Оэ с его превосходной противо-
окислительной стойкостью [13]. Дополнительное повышение
противоокислительной стойкости сплавов при введении Сг в
количестве, большем, чем необходимо для образования
А1203, весьма невелико. С повышением служебной
температуры количество Сг, потребное для формирования пленки
Al203, уменьшается, поскольку при более высоких
температурах Al "охотнее" диффундирует к поверхности сплава.
Добавки активных элементов приводят к дополнительному
повышению противоокислительной стойкости, поскольку
затрудняют отслаивание защитного слоя А12Оэ от сплава-основы в
процессе термоциклирования [14]. Оказалось, что добавки
Ti, Nb и В вредно сказываются на противоокислительной
стойкости сплавов, тогда как влияние Та и Pt, напротив,
благотворно.
Повышенная жаропрочность сплавов для изделий
направленной кристаллизации побудила к их защите противоокисли-
тельными покрытиями. Теперь о стойкости против окисления
261
судят уже по тому, как долго покрытие на сплаве сохраняет
свои защитные свойства. При формировании диффузионных
алюминидных покрытий компоненты сплава проникают в
поверхностное покрытие, гораздо более богатое алюминием.
Поведение различных легирующих элементов в составе
покрытия аналогично их поведению в составе непокрытого
суперсплава направленной кристаллизации. Отказы суперсплавов с
алюминидным покрытием (или покрытием типа "оверлэй")
являются результатом потери Al, необходимого для
формирования поверхностного защитного слоя Al203 из-за отслаивания
покрытия в процессе термоциклирования, и обменной
диффузии Ni из сплава-основы в покрытие, разбавления Al в
покрытии и, следовательно, снижения способности к
восстановлению А1203 после того, как ранее образовавшееся
покрытие отслоилось в процессе термоциклирования [15].
Присутствующие в сплаве Та и Pt обладают сродством к Ni. Это
замедляет диффузионный переход Ni в состав покрытия и
разбавление имеющегося в нем Al; тем самым покрытию
обеспечивается повышенная долговечность.
Некоторые легкоплавкие элементы (Pb, Bi, Те, Т1),
отличающиеся низкой растворимостью в никелевых
суперсплавах, сегрегируют к границам зерен. В совокупности
относительно высокая зернограничная концентрация этих
элементов1, их низкая температура плавления и низкая
растворимость являются причиной высокотемпературного охрупчивания
суперсплавов в обычных отливках, выражающегося в
преждевременном отрывном разрушении (декогезии) по границам
зерен. Сплавы для отливок направленной кристаллизации менее
чувствительны к свойствам границ зерен и, следовательно,
менее восприимчивы к присутствию указанных примесей. Тем
не менее их содержание в этих сплавах стараются
удерживать на том же уровне, что и в сплавах для обычных
отливок.
1 В англоязычной специальной литературе они известны под названием
^tramp elements" (сорные элементы). Прим. пер.
262
7.5. Механические свойства
Упругие характеристики
Все сплавы направленной кристаллизации обладают
преимущественной кристаллографической ориентировкой по крайней
мере в одном направлении. Модуль нормальной упругости
(Юнга) Е анизотропен; его значение будет различным в
зависимости от того, по какой из ориентировок нагружен
суперсплав направленной кристаллизации. Для
монокристаллических суперсплавов модуль нормальной упругости в
пределах стандартного стереографического треугольника можно
выразить как
£-1=Su-[2(511-S12)-544][cosV(sinV-
-sin29cos2¥>cos29)]. (7.3)
Здесь 0 — угол к оси <001>, f — угол со стороной
<001>-<110> треугольника (рис. 7.8), Sn, S12 и 544 -
коэффициенты упругой податливости. Упругие свойства
нечувствительны к химическому составу, поэтому даже для самых
сильно легированных никелевых суперсплавов упругие
характеристики Ni являются хорошим приближением. Ориентацион-
ная зависимость модуля упругости для сплава PWA 1480
(представитель суперсплавов для монокристаллических
отливок) при комнатной температуре показана на рис. 7.9.
У сплавов со столбчатым зерном, вытянутым вдоль
ориентировки <001>, в продольном направлении (направлении
роста) самый низкий модуль упругости. Следовательно, любое
отклонение микроструктуры от этой ориентировки приведет к
увеличению модуля. При комнатной температуре у
большинства суперсплавов для отливок со столбчатой микроструктурой
модуль упругости равен 131 ГПа, а у монокристаллов с
ориентировкой, очень близкой к <001>, — 124 ГПа.
Для ориентировки <111> модуль упругости самый высокий,
около 310 ГПа, а для ориентировки <110> — промежуточный —
228 ГПа. При кручении картина обратная: ориентировке
<001> соответствует самый высокий модуль сдвига
G=124 ГПа, а ориентировке <111> - самый низкий, 55 ГПа.
Следовательно, отливки направленной кристаллизации, наг-
263
[001] [011] [001] 10° 20° 30° oo°[on]
Рис.7.8. Определение параметров 9 и ф уравнения (7.3), характеризующего
расположение любой ориентации относительно направления [001] (по данным
MMcLean [17])
Рис.7.9. Зависимость модуля упругости монокристаллического суперсплава PWA
1480 при комнатной температуре от кристаллографической ориентации
руженные вдоль ориентировки <001>, проявляют пониженную
продольную или изгибную жесткость и высокую сдвиговую
жесткость.
У монокристаллической отливки с ориентировкой роста
<001> модуль нормальной упругости в поперечной плоскости
(нормальной к направлению роста) является функцией угла <р
между направлениями [100] и [010];- модуль может быть
выражен как
EI>=5u-[2(5u-512M4J[sin2^cos^]. (7.4)
Если это выражение усреднить относительно всех
поперечных направлений, поперечный модуль для суперсплавов со
столбчатой микроструктурой оказывается [18] равным:
Er=2[5n(2Su+2512+544)]-l/2*165 ГПа. (7.5)
Продольный модуль, т.е. модуль в направлении <001>, не
зависит от второй ориентировки, угла <р- Следовательно,
резонансная частота при изгибе также не должна зависеть
от угла (р. Было показано, что при кручении дело обстоит
именно так.
264
Механические свойства при растяжении
Механические свойства суперсплавов при испытаниях на
растяжение зависят главным образом от их химического состава
и размеров выделений у '-фазы. При ориентировке <001>
суперсплавы со столбчатым зерном и с монокристаллической
структурой деформируются посредством октаэдрического
скольжения по плоскостям плотной упаковки {ill}; при этом
их предел текучести немного выше, чем у суперсплавов для
обычных отливок [19]. Пластичность при растяжении обычно
превышает 10%.
У суперсплавов'с высокой объемной долей у'-фазы предел
текучести для ориентировки <001> при температурах ниже
760 °С (выше этой температуры напряжение текучести
контролируется термической активацией) связан обратной
зависимостью с размером выделений г'-фазы; на рис. 7.10 эта
зависимость представлена для монокристаллического сплава
PWA1480. Отчасти такая зависимость служит основанием для
требования минимальной скорости охлаждения суперсплавов
направленной кристаллизации от температуры обработки на
твердый раствор. Обратная зависимость предела текучести
от размера выделений у'-фазы соответствует определенному
состоянию сплавов, связанному со скоростью охлаждения; в
этом состоянии предел текучести представляет собой
напряжение, необходимое для перерезания частиц у '-фазы
ведущими дислокациями дислокационных пар в сверхрешетке [19].
Применительно к высокомодульным ориентировкам такая связь
между пределом текучести и размером частиц у'-фазы не
реализуется [20].
Высокомодульные монокристаллические отливки могут
обладать низким пределом текучести из-за того, что деформи-
поо
Рис.7.10. Понижение величины предела те- ^
кучести C0i2 при температурах ниже £
760 °С с ростом размера выделений ^
0,2 0,4 0,6 0,8 1,0
265
I .1.
руются по плоскостям куба {100}, отличающимся более
низким значением приведенного критического напряжения
сдвига. При комнатной температуре монокристаллические отливки
с ориентировкой <111> проявляют более низкий предел
текучести, но очень высокий предел прочности, выше 1380 МПа.
Это указывает на множество активных систем скольжения,
принимающих участие в деформационном процессе. Предел
текучести у монокристаллов с ориентировкой <110> занимает
промежуточное положение между соответствующими значениями
для ориентировок <001> и <111>. Деформационное упрочнение
в этом случае очень слабое (низкий предел прочности),
поскольку ось <110> близка к ориентировке, при которой в
условиях одноосного нагружения преобладает единичное
скольжение.
Механические свойства отливок со столбчатой
микроструктурой аналогичны таковым у монокристаллов ориентировки
<001>. Поликристалличность вносит некоторое стеснение в
процесс деформирования и тем самым способствует
возникновению множественного скольжения. Это приводит к усилению
деформационного упрочнения и некоторому повышению предела
прочности по сравнению с монокристаллическим материалом
ориентировки <001>, однако на предел текучести или
пластичность существенного влияния не оказывает. При
испытании материала со столбчатой микроструктурой в поперечном
направлении следует соблюдать осторожность и убедиться,
что в рабочем сечении испытуемого образца заключено
достаточно большое количество зерен. Большой разброс
поперечных свойств обычно свидетельствует, что зерен слишком
мало. Ориентировка зерен в поперечном направлении не
упорядочена, так что свойства могут оказаться типичными для
монокристаллического материала с любой ориентировкой от
<001> до <110>. Пластичность, измеренная при растяжении в
поперечном направлении, не является чувствительным
индикатором прочности границ зерен, которую лучше оценивать
по уровню пластичности в условиях ползучести.
Разрушение под действием растягивающей нагрузки обычно
возникает в плоских полосах сосредоточенного скольжения,
типичных для сплавов, упрочняемых выделениями Э"'-фазы.
Дефекты материала, если они не достаточно велики, чтобы
послужить источником скольжения, играют в возникновении
разрушения весьма незначительную роль. Неравномерный,
266
плоскостной характер скольжения является причиной
сосредоточения деформаций, так что в конечном счете материал
разрушается по плоскости скольжения с образованием
макроскопических кристаллографических фасеток в изломе
образцов, разрушаемых в условиях одноосного нагружения. При
определенных сочетаниях температуры и ориентировки такие
фасетки, особенно в монокристаллическом материале,
лишенном зернограничного стеснения, действительно могут быть
очень крупны. При больших увеличениях на поверхности
фасеток можно наблюдать множество малых ступенек — мест,
где сдвиговая деформация переходила на соседние
параллельные плоскости скольжения. Наличие фасеток не
свидетельствует о хрупкости материала, поскольку они
присутствуют в монокристаллических отливках суперсплавов,
разрушившихся после очень большого удлинения. Выше 925 °С
деформация становится равномернее, и фасетки уже не столь
сильно выражены.
Монокристаллические отливки проявляют интересную
особенность: предел текучести при растяжении и сжатии
неодинаков, а различие между ними зависит от ориентировки. В
направлении <001> выше предел текучести при растяжении, а
ориентировке <110> соответствует обратная картина
(рис. 7.11). Поскольку величина предела текучести
определяется взаимодействием дислокаций с выделениями f'-фазы,
асимметрию предела текучести у монокристаллических
отливок можно объяснить, рассмотрев подробно характеристики
этого взаимодействия [21].
Длительная прочность
При температурах, превышающих 815 °С, когда большое
значение приобретает термическая активация, и высокой
объемной доле у '-фазы с размером частиц последней связаны
характеристики ползучести суперсплавов. Эта связь
представлена на рис. 7.12 для монокристаллической отливки сплава
PWA-1480 при 982 °С. Когда частицы фазы малы, дислокации
легко преодолевают их путем переползания, так что
сопротивление ползучести невысоко. Наибольшего уровня
сопротивление ползучести достигает при таком размере частиц,
когда дислокации вынуждены перерезать их. При еще большем
размере частиц дислокации приобретают возможность
выгибаться между ними, и это приводит к облегчению ползучес-
267
Рис.7.11. Различие предела текучести при сжатии и растяжении в зависимости
от кристаллографической ориентации [21] (Г — предел текучести при
растяжении; С — предел текучести при сжатии)
Рис.7.12. Зависимость долговечности монокристаллического суперсплава в
условиях ползучести при 982 °С и напряжении 252 МПа от размера выделения
Э"'-фазы [5]:
1 — дислокации переползают частицы; 2 — дислокации перерезают частицы; 3 —
дислокации образуют петли
ти. Существование такой связи диктует необходимость тща-
тельн регулировать конечный размер частиц ^'-фазы с
помощью термической обработки; возможности такого
регулирования рассмотрены в разделе, посвященном термической
обработке.
Процесс ползучести суперсплавов в изделиях
направленной кристаллизации характеризуется теми же тремя
стадиями, что и у сплавов для обычных отливок. Однако на первой
стадии ползучести при наиболее высоких напряжениях и
пониженных температурах (в условиях одноосного нагруже-
ния) направленно-закристаллизованные сплавы ведут себя
иначе, чем сплавы в обычных отливках [22]. Деформация
начальной стадии ползучести на участках значительной
протяженности развивается в системах единичного скольжения,
эта особенность присуща даже отливкам со столбчатой
микроструктурой, ибо в них границы зерен не представляют
собой эффективного барьера для скольжения. Наиболее
отчетливо эта особенность проявляется в диапазоне температур
760—815 °С, где термоактивированное поперечное скольжение
не дает существенного вклада в процесс деформации, а для
достижения ощутимой деформации ползучести в течение ра-
268
зумного времени требуются весьма высокие напряжения.
Большие дистанции скольжения, характерные для сплавов
направленной кристаллизации, являются причиной высоких
деформаций на первой стадии ползучести, с ростом напряжения
эти деформации также увеличиваются. Выше 870 °С масштабы
этого явления сокращаются, поскольку вследствие развития
термоактивированного поперечного скольжения укорачиваются
дистанции скольжения единичного. В то время как при
испытаниях на ползучесть в условиях одноосного нагружения
деформация ползучести на первой стадии весьма велика, слож-
нонапряженное состояние деталей направленной
кристаллизации в реальной эксплуатации сокращает эту деформацию до
уровня, свойственного сплавам в обычных отливках.
Скорость ползучести направленно-закристаллизованных
суперсплавов на второй стадии обычно ниже, чем у
суперсплавов в обычных отливках, поскольку у первых в
результате термической обработки на твердый раствор удается
достигать более равномерного распределения выделений
?'-фазы [11]. У тех сплавов для обычных отливок, которые
отличаются более высокой объемной долей у '-фазы, обработка на
твердый раствор также позволит получить материал с
повышенным сопротивлением ползучести (понизить ее скорость),
однако при этом увеличатся трудности в передаче
деформации через границы зерен. В результате понизится
пластичность и сократится время до разрушения сплава. В отливках
направленной кристаллизации благодаря единообразной
ориентировке или полному отсутствию границ зерен их
ограничивающее влияние на характеристики ползучести сплавов
снимается.
Третья стадия ползучести у сплавов направленной
кристаллизации весьма продолжительна, поскольку зерногранич-
ные источники разрушения в них очень малочисленны или
полностью устранены. В сплавах со столбчатой
микроструктурой местом зарождения трещин служат либо отрезки границ
зерен, перпендикулярные оси нагружения, либо
междендритные зоны, не достигшие достаточно полной гомогенизации и
поэтому обладающие меньшей прочностью из-за более грубых
выделений у '-фазы, чем в окружающих объемах сплава. В
монокристаллических отливках местом зарождения трещин
служат межкристаллитные зоны с только что указанными
особенностями микроструктуры ^'-Фазы. Более высокая пластич-
269
ность разрушения при ползучести сплавов направленной
кристаллизации объясняется именно этими изменениями в
характере мест зарождения трещин по сравнению со сплавами в
обычных отливках, где подавляющую роль в качестве такого
места играют границы зерен. Обыкновенно растрескивание
начинается на третьей стадии ползучести после деформации
на 1—2 % у сплавов со столбчатой микроструктурой и
деформации на 3—4 % у монокристаллических сплавов. Для сплавов
направленной кристаллизации удлинения в 20—30 %,
предшествующие окончательному разрушению, не являются редкостью.
При низких температурах характер излома сплавов
направленной кристаллизации фасеточный, подобный излом
свойственен таким сплавам при активном растяжении с
повышенными скоростями деформации. При более высоких
температурах фасеточный характер изломов становится менее
выраженным.
С уменьшением размеров поперечного сечения образцов их
длительная прочность снижается (рис. 7.13). У сплавов со
столбчатой микроструктурой это снижение не столь велико,
как у сплавов в обычных отливках. Менее всего этот эффект
выражен у монокристаллических отливок. У сплавов в
обычных отливках сопротивление ползучести возрастает с
увеличением количества зерен, приходящихся на единицу площади
поперечного сечения [23]. Когда в этих сплавах происходит
межзеренная декогезия, связанная с порообразованием на
границах зерен, потеря несущей способности более заметна
у тех сплавов, где зерно грубее, ибо такое зерно
составляет более заметную часть площади поперечного сечения
[24]. В монокристаллических отливках разрушение
зарождается по-другому, оно возникает в междендритных зонах.
Рис.7.13. Диаграмма,
показывающая, что образцы суперсплавов
направленной кристаллизации (со
столбчатой микроструктурой и
монокристаллические) при переходе к
сечениям тоньше 3,8 мм в большей
степени сохраняют долговечность в
условиях ползучести, чем образцы
суперсплавов обычной
кристаллизации:
1 — монокристаллические образцы (направленная кристаллизация); 2 — образцы
со столбчатым зерном (направленная кристаллизация); 3 — образцы обычного
литья (л — доля долговечности образцов толстого сечения, %)
п,%
SO
50
40
?П
1
р ^>^
i
3
I
2
i
I
270
Чтобы такое событие оказало заметное влияние на
характеристики длительной прочности данного изделия,
междендритная зародышевая трещина должна составить существенную
долю площади поперечного сечения, а это возможно только в
очень тонких сечениях. В отливках со столбчатой
микроструктурой разрушение зарождается на зернограничных
отрезках, перпендикулярных оси нагружения, поэтому они лучше,
чем сплавы в обычных отливках, но хуже, чем сплавы
монокристаллические. Значение этого явления может быть весьма
велико, поскольку у многих турбинных лопаток с
принудительным охлаждением лопастей имеются участки, где толщина
стенки не превышает 0,5 мм.
Характеристики длительной прочности отливок со
столбчатым зерном в поперечном направлении, т.е.
перпендикулярно направлению роста зерен, хуже, чем в продольном
направлении, параллельном направлению роста. Причина в том,
что поверхность границ зерен поперек направления их роста
значительно больше. При нагружении в поперечном
направлении характеристики длительной прочности у сплавов со
столбчатой микроструктурой аналогичны таковым у сплавов в
обычных отливках. Модуль нормальной упругости в
поперечном направлении (165 ГПа) выше, чем в продольном,
параллельном оси <001> (131 ГПа), но ниже, чем у сплавов в
обычных отливках (221 ГПа).
Hf присутствует в большинстве суперсплавов со
столбчатой микроструктурой, он повышает их межзеренную
пластичность; и хотя поперечная пластичность этих сплавов в
условиях ползучести значительно ниже, чем продольная, она
все-таки соответствует верхнему пределу соответствующей
пластичности суперсплавов в обычных отливках. Поперечная
пластичность в условиях ползучести — эффективная мера для
оценки межзеренной прочности сплавов со столбчатой
микроструктурой.
Характеристики ползучести монокристаллических
суперсплавов анизотропны, они зависят от кристаллографического
направления. В качестве примера их большой анизотропии на
рис. 7.14 представлены кривые ползучести для трех
основных ориентировок монокристаллического суперсплава
PWA-1480 при 760 и 982 °С. При 760 °С наибольшая
прочность соответствует ориентировке <001>, а наименьшая —
ориентировке <111>. При 982 °С "прочнее всех" ориентиров-
271
с, /и и О
Рис.7.14. Температурная
зависимость анизотропии ползучести
монокристаллического
суперсплава PWA 1480. При 760 °С
(а) наибольшее сопротивление
ползучести проявляют образцы с
ориентацией <001>, а при 982°С
(б) с ориентацией <111> [5]
0 100 200 t,4 0 100 200 t, ч
ка <111>. Нельзя сказать, что все монокристаллические
суперсплавы проявляют один и тот же тип анизотропии. У
многих из них наивысшее сопротивление ползучести при всех
температурах соответствует ориентировке <111>. На
анизотропию характеристик ползучести может оказывать влияние и
напряжение, и температура. На сегодняшний день достаточно
полного понимания природы этой анизотропии все еще нет.
Термическая усталость
Термическая усталость является результатом деформации,
которая возникает из-за стесненности термического
расширения детали, связанного с возникновением температурных
градиентов; термическая усталость может привести к
растрескиванию детали. Деформация, порождающая термическую
усталость, представляет собой произведение коэффициента
термического расширения на изменение температуры. Хорошим
способом моделировать термическую усталость является
испытание на малоцикловую усталость при постоянной
амплитуде деформации. Петля гистерезиса, соответствующая такому
методу испытаний, представлена на рис. 7.15. Верхняя
часть рис. 7.15 характеризует петлю гистерезиса при
испытаниях суперсплавов в обычной отливке. А на нижней части
рисунка, относящейся к суперсплавам направленной
кристаллизации, показано, что чем ниже модуль упругости, тем уже
петля гистерезиса. Такая связь объясняется тем, что, во-
первых, предел текучести у низкомодульного сплава
направленной кристаллизации равен пределу текучести
высокомодульного сплава для обычных отливок и, во-вторых, более
низкий модуль упругости требует меньшей пластической
деформации, чтобы достигнуть той же самой полной
деформации. Амплитуда пластической деформации высокомодульного
сплава для обычных отливок (&ср)ок выше, чем у низкомо-
272
б
6
Рис.7.15. Диаграмма, показывающая, что низкомодульные суперсплавы
направленной кристаллизации (б) характеризуются меньшей амплитудой пластической
деформации Са (при испытаниях на малоцикловую усталость с постоянной
амплитудой полной деформации), нежели суперсплавы, кристаллизующиеся в условиях
обычного литья (а) [5]
дульного сплава для отливок направленной кристаллизации
(Аер)нк.
При малоцикловой усталости усталостная долговечность
Nf связана обратной зависимостью с амплитудой
пластической деформации:
Nf = К(&срУс, (7.6)
где К и С - константы. Таким образом, сплавы направленной
кристаллизации, отличающиеся более низким модулем
упругости, должны проявить повышенную усталостную
долговечность. При испытаниях с использованием кипящего слоя,
когда образцы попеременно погружают в две ванны с
различными температурами, а числом термоциклов до появления
первой трещины характеризуют усталостную долговечность,
сплавы направленной кристаллизации с их более низким
модулем упругости проявляют значительно большую
усталостную долговечность, нежели высокомодульные суперсплавы для
обычных отливок [25]. Повышенная стойкость суперсплавов
направленной кристаллизации против термической усталости
была подтверждена натурными испытаниями рабочих лопаток с
воздушным охлаждением на первой ступени турбины.
Испытание на термическую- усталость обычно проводят' на
трубчатом тонкостенном образце, который подвергают
комбинированному циклическому температурному и силовому
воздействию при независимом регулировании температурных и
силовых параметров цикла, являющегося по существу циклом
273
термомеханической усталости [26]. Эти параметры можно
варьировать в очень широких пределах, однако наиболее
близким к реальным условиям работы ведущей кромки
газотурбинных лопаток с воздушным охлаждением считают "цикл
I", при котором независимой регулировкой температуры и
деформации добиваются расхождения фаз термического и
силового цикла на 180°, так что максимальная температура
соответствует минимальной деформации. Процесс выражают
графически, наблюдая за изменением нагрузки с ростом
числа циклов при данной амплитуде деформации (растяжение +
сжатие), фиксируя 50%-ное снижение нагрузки и принимая
его за момент разрушения или долговечность в условиях
термической усталости. Сплавы направленной кристаллизации
с пониженным модулем упругости проявляют значительно
большую усталостную долговечность, чем суперсплавы для
обычных отливок (рис. 7.16). Поскольку обычно изделия из
сплавов направленной кристаллизации используют с
нанесенными на них защитными покрытиями, такие усталостные
испытания проводят на образцах с покрытием. Разрушение
зарождается на поверхности покрытия и распространяется в
материал суперсплава-основы, поэтому дефекты, присутствующие
в сплаве, не оказывают определяющего влияния на
долговечность в условиях термической усталости. В
высокотемпературной области цикла I термомеханической усталости, где
е,% ' ~
0,5
0,2
0,1
12 5 10 20 50
Nf, тыс. циклов
Рис.7.16. Диаграмма, показывающая, что суперсплавы направленной
кристаллизации [монокристаллические СО и со столбчатыми зернами (2)] превосходят
суперсплавы обычного литья (3) по долговечности (Nf) в условиях термической
усталости. Испытаны образцы с алюминидным покрытием: Ттаг = 1038 °С,
Т ■ = 427 °С
* mm 4i' ^
274
происходит сжатие материала, последний претерпевает
ползучесть; это приводит к увеличению среднего напряжения и
снижению усталостной долговечности. Таким образом,
долговечность в условиях термической усталости связана с
сопротивлением сплава ползучести при максимальной
температуре цикла; сплавы с более высоким сопротивлением
ползучести обладают и большей долговечностью в условиях
термической усталости. Скорость распространения усталостной
трещины также является важной характеристикой сплава, ибо
период распространения трещины занимает большую часть
общей долговечности, а период ее зарождения сравнительно
мало зависит от свойств сплава.
Усталость при постоянной амплитуде нагрузки
Усталостные характеристики суперсплавов направленной
кристаллизации в условиях постоянной амплитуды нагрузки
аналогичны таковым у сплавов для обычных отливок. Можно
было бы ожидать, что низкий модуль упругости явится
причиной малой усталостной долговечности, однако обычно
этого не наблюдают; в большинстве случаев циклического наг-
ружения при постоянной амплитуде нагрузки усталостная
долговечность определяется наличием участков
концентрированного напряжения, в которых материал ведет себя, как в
условиях постоянной амплитуды деформации. В определенной
мере более высокая пластичность и более высокий предел
текучести сплавов направленной кристаллизации также
ответственны за хорошие усталостные свойства.
Зарождение усталостной трещины в сплавах со столбчатой
микроструктурой происходит таким же образом, как и в
сплавах для обычных отливок, где местом зарождения служат
карбидные выделения или небольшие поры. В бескарбидных
монокристаллических отливках основным местом зарождения
усталостных трещин является микропористость, и для этих
сплавов устранение пористости путем горячего изостатичес-
кого прессования может значительно увеличить усталостную
долговечность. Если в монокристаллической отливке имеются
дефекты типа полосчатости, рекристаллизованных зерен или
внутренних поверхностей раздела (межзеренных границ), они
также служат местами зарождения усталостных трещин.
Усталостная прочность и долговечность сплавов более чувстви-
275
тельна к дефектам такого рода, нежели длительная
прочность или предел прочности при активном растяжении.
Разрушение обычно начинает развиваться в направлении,
перпендикулярном оси нагрузки, но по мере удлинения
трещины оно принимает кристаллографический характер. Степень
"кристаллографичности" возрастает 'с понижением
температуры и увеличением частоты нагружения.
7.6. Окисление и горячая коррозия
Стойкость против окисления и горячей коррозии зависит
главным образом от химического состава сплава, а не от
способа кристаллизации. У сплавов направленной
кристаллизации межзеренное окисление сильно подавлено или
устранено, однако при тех высоких температурах, которые являются
рабочими для суперсплавов направленной кристаллизации,
межзеренное окисление не представляет собой главной
проблемы. Улучшений в сопротивлении окислению достигают вне
зависимости от способа кристаллизации сплавов. О сколь-
нибудь существенном влиянии кристаллографической
ориентировки на скорость окисления или горячей коррозии не
сообщают.
7.7. Направления для будущих разработок
Будут разрабатывать монокристаллические суперсплавы с более высокими
характеристиками прочности и жаропрочности, чем у сплавов, применяемых в
настоящее время. Сплавы для отливок со столбчатой микроструктурой также будут
улучшены (путем изменения и оптимизации хвмического состава и
микроструктуры), однако по жаропрочности они всегда будут уступать монокристаллическим
суперсплавам. Последнее, по-видимому, допускают дальнейший рост содержания
тугоплавких легирующих элементов для повышения длительной прочности. Чтобы
улучшить стойкость против окисления и горячей коррозии, будут использовать
добавки химически активных элементов. Усовершенствуют процесс направленной
кристаллизации сплавов с целью его удешевления и повышения качества
продукции. Усовершенствование методов термической обработки и горячего изостати-
ческого прессования также приведет к увеличению работоспособности сплавов
направленной кристаллизации.
Как бы то ни было, температура плавления никеля остается неизменной. Это
значит, что есть предел улучшениям жаропрочности, которых можно ожидать от
суперсплавов на никелевой основе. Возможно, что процессы направленной
кристаллизации, разработанные для никелевых суперсплавов, удастся использовать
при производстве изделий из жаропрочных сплавов других систем и повысить
этим температурные пределы жаропрочности, достигнутые к настоящему времени.
276
Часть 3. ФАЗОВЫЙ СОСТАВ И МЕХАНИЧЕСКИЕ СВОЙСТВА
Глава 8. ПОВЕДЕНИЕ СПЛАВОВ
Ч.Т.Симс (Chester Т. Sims, Rensselaer Polytechnic
Institute, Troy, New York)
В начале 1960-х гг. было обнаружено потенциально опасное явление [1,2] —
выделение в никелевом сплаве IN—100 твердого соединения, С-фазы, нызвавшее
значительное ухудшение характеристик длительной прочности. Позднее подобные
явления были зарегистрированы у множества других суперсплавов. Началась
интенсивная работа, цель которой заключалась в том, чтобы понять природу
явления и попытаться управлять им, пользуясь обычными средствами — изменением
химического состава сплава. Такой путь оказался успешным применительно к
сплаву IN-100. И тогда, применив подходы физики твердого тела, в частности,
теорию электронной концентрации, разработали метод, позволяющий
предсказать, окажется сплав "безопасным" или нет.
В данной главе сначала рассмотрены некоторые фазовые взаимодействия при
возникновении твердых соединений типа С-фазы, вид и морфология С-фаэы, ряд
аспектов ее влияния на механические свойства. Затем представлены сведения о
разработке основных расчетных методов, нашедших применение в промышленности
и касающихся образования С-фазы, дан обзор причин, лежащих в основе ее
образования. Рассмотрены проблемы, связанные с фазовым моделированием и
расчетами, а также новые концепции в создании систем фазового моделирования.
8.1 «Фазовые взаимодействия
В' предшествующих главах и в приложении А приведены
иллюстрации диаграмм состояния четверных систем, в которых
формируются высоколегированные аустенитные сплавы всех
рассматриваемых типов. Диаграммы показывают, что в
четверном фазовом пространстве непрерывная область составов,
отвечающих матрице суперсплавов, расположена в поле аус-
тенитной фазы (у) с г.ц.к. решеткой. Это поле отделено
широким пробелом от других главных однофазных объемов
четверной системы, относящихся к полю, где расположены
граничные твердые растворы с о.ц.к. решеткой. Между этими
двумя полями лежит полоса многочисленных однофазных
объемов, представляющих собой фазовые области С, jn, R и
других, подобных им фаз. Это твердые интерметаллические
соединения, не пригодные для использования в качестве
основы пластичного сплава и пока не получившие общего
признания в качестве полезных упрочняющих фаз. Образования этих
фаз в суперсплавах избегают любой ценой.
277
В зависимости от принадлежности сплава к той или иной
фазовой области и наличия примесных элементов, например
Si, может произойти выделение хорошо известных фаз Лаве-
са. Полагают, что влияние фаз Лавеса на химические и
механические свойства сплавов аналогично влиянию
вышеназванных твердых фаз, образующихся в четверной системе;
правда, морфология и места выделения фаз Лавеса несколько
иные. Время от времени фазы Лавеса присутствуют в
суперсплавах, хотя обычно это считается нежелательным.
В четверных системах, представляющих интерес в рамках
данной главы, твердые промежуточные фазы представляют
собой соединения с электронной связью1. Обычно один или
большее число элементов, входящих в соединение, являются
электроположительными (например, Cr, Mo, W).
Фаза <5 в сплавах системы Fe—Cr формируется на основе
формулы CrFe. В суперсплавах химический состав tf-фазы в
основном может быть представлен формулой (Cr,Mo)^(Ni,
Со)у, где х и у могут изменяться в пределах от 1 до 7, но
чаще всего они примерно одинаковы. Фаза ц образуется
примерно с тем же химическим составом, но в нем доминируют
Мо и Со. В tf-фазу входят элементы с примерно одинаковыми
атомными размерами, тогда как разница в атомных размерах
между элементами, образующими fi-фазу, весьма значительна.
В фазе Лавеса, имеющей формулу А2В, атомы связаны между
собой "размерным" фактором; примером служат соединения
Со2Мо и Со2Та.
Строение кристаллических решеток всех этих фаз
сложное, в них отсутствуют системы множественного скольжения,
следовательно, фазы недеформируемы. У tf-фазы, например,
на элементарную ячейку ее о.ц.т. решетки приходится 30
атомов, ячейка характеризуется соотношением ее размерных
параметров с/а«0,52; на элементарную ячейку
ромбоэдрической структуры fi-фазы приходится 13 атомов. Фаза Лавеса
обладает структурой типа Zr2Mg. Структура элементарных
ячеек фаз С, ц vi Лавеса складывается из плотноупакованных
слоев, отделенных друг от друга относительно большими
межатомными расстояниями. Рассматривая модель 0-фазы,мож-
1 В отечественной литературе пользуются термином "соединения
электронного типа", или "электронные соединения"; в дальнейшем он
преимущественно фигурирует в тексте перевода. Прим. перее.
278
но увидеть, что плотноупакованные атомные слои отодвинуты
друг от друга размещенными между ними более крупными
атомами, возникает некоторая характерная "топология". В этой
связи структура рассматриваемых соединений названа [3]
топологически плотно упакованной, а самим соединениям
присвоена аббревиатура т.п.у. фазы. В свою очередь,
соединения у' типа А3В, имеющие плотную упаковку во всех
кристаллографических направлениях, характеризуются как
геометрически плотно упакованные (г.п.у.) фазы.
Интересно, что структура tf-фазы близка к структуре
карбида М23С6, формирующегося в сплавах на никелевой
основе. Если из кристаллической решетки М23С6 удалить все
атомы С, весьма малое смещение во взаимном расположении
атомов привело бы к формированию структуры tf-фазы. Это
обстоятельство весьма существенно, коль скоро в
соединении М23С6 (часто его состав соответствует формуле
Сг21Мо2С6) содержится много атомов Сг и Мо, необходимых
для образования tf-фазы. Кристаллические решетки tf-фазы и
М23С6 в значительной мере когерентны друг другу, и tf-фаза
нередко зарождается на выделениях М23С6 (рис. 8.1, а, б).
Замечено также, что у сплавов, склонных к образованию
tf-фазы и содержащих выделения М23С6,обезуглероживание
может привести к образованию сГ-фазы в тех местах, где
находились выделения М23С6; наоборот, науглероживание
приводит к исчезновению tf-фазы.
Та же схема применима к образованию fi-фазы. В
структурном отношении fi-фаза тяготеет к карбиду типа М6С. В
сплавах, где образуются выделения М6С и имеется
избыточная концентрация Мо и Сг, можно скорее ожидать появления
fi-фазы, чем tf-фазы, хотя это правило и не следует считать
слишком жестким. Итак, в сплавах, где образуется
соединение М23С6, может появиться tf-фаза (это сплавы U—700, Rene
80, IN—100), тогда как сплавы с выделениями М6С (М—252,
Rene' 41) проявляют тенденцию к образованию fi-фазы. Между
фазами Лавеса и карбидами в сплавах на никелевой или
кобальтовой основе, напротив, никаких соотношений, подобных
только что рассмотренным, не наблюдали.
8.2. Микроструктура т.п.у. фаз
С самого начала т.п.у. фазы в аустенитных сплавах
определяли и наблюдали только металлографическими методами; ви-
279
4'
'Ч.
.г
ИМ- ■ ч* •■ Л1
'- ;iV*s" * > V
.,' ^ V ••■-!■
■ч
Рис.8.1. Микроструктура г.п.у. фаз, образующихся в аустенитных сплавах:
а — пластины tf-фазы в сплаве U-500, отмечается когерентность по отношению к
выделениям М23С6 [4], Х5625; б — пластины tf-фазы в сплаве N-115, отмечается
когерентность по отношению к выделениям М23С6 [5], Х5625; в — пластины
fi-фазы разрастаются вблизи вырождающихся частиц МС в Сплаве AF-1753, Х4225;
г — пластины фазы Лавеса в сплаве S-590 в сочетании с выделениями М6С и СоС
[6], Х5625
зуальная идентификация остается одним из жизненно важных
инструментов (рис. 8.1 и 8.2). В никелевых сплавах т.п.у.
фазы почти всегда имеют пластинчатую форму, которая,
конечно, выглядит игольчатой в плоскости
металлографического шлифа. Пластинчатость этих выделений — фактор
критический, поскольку обычно она отрицательно сказывается на
уровне механических свойств. Рис. 8.1 дает несколько
примеров пластинчатых выделений фаз С, ц и Лавеса.
Как правило, т.п.у. фазы сначала образуются поблизости
от границ зерен, где часто создается повышенная
концентрация элементов (таких, как Сг и Мо), необходимых для
образования этих фаз. Прослойки фаз Лавеса или С могут об-
280
V, :
f
* i'
Ъ' •
l' '/,>
.••j°
Рис.8.2. Некоторые микроструктурные детали, характеризующие присутствие
СГ-фазы в аустенитных суперсплавах:
а — U-500, коагулированные выделения СГ-фазы по границе зерен [6], Х5300;
б — Disco-З, коагулированные выделения СГ-фазы [7], Х265; в — U-500,
пластинка tf-фазы в сочетании с выделениями М23С6 на границе зерен, Х5300;
г — U-500, коагулированное выделение M^Cg, вырастающее в пластину [4],
Х5300; д — N-115, пластины или иглы tf-фазы (в верхней части) и пластины
М23С6 (ниже центра), Х3710; е — IN-100, вид грани и края пластин С-фазы
после 1000-4. выдержки при 815 °С [8], Х2650
разеваться на поверхности суперсплавов как подложка под
покрытиями. Однако повышенная концентрация элементов
высокой химической активности ограничена зоной сплава-
подслоя, так что С-фаза не образуется в основном сплаве и
не проникает в его структуру.
281
Нередко зарождение tf-фазы происходит на карбидных
частицах. Это можно отчетливо видеть на рис. 8.1, где
зародыш (У-фазы образовался на зернограничных частицах М23С6.
На других микрофотографиях рис. 8.1 можно видеть
выделения (У-фазы, которые вырастают главным образом из матрицы
сплава. Присущая сплаву у'-фаза более стабильна и не дает
своего вклада в химический состав tf-фазы. Можно видеть,
что прорастающие в сплав пластины tf-фазы потеснили
остаточные выделения у'-фазы, но не породили их.
В аустенитных сплавах на Ni основе пластинчатой формой
обладают не только фазы т.п.у. и Лавеса. Подобной формой
нередко обладают т)-фаза, нитриды, пластинчатыми или
полупластинчатыми могут выглядеть и выделения М23С6. Однако
пластины т.п.у. фаз в отличие от других очень ровные
(рис. 8.2, б). На полированном металлографическом шлифе
при обычном (белом) освещении они не имеют какого-либо
характерного цвета, нитриды же выглядят розоватыми.
Нередко выделения М23С6 появляются в виде линейных
образований вдоль линий скольжения, дефектов упаковки,
границ двойников; ошибочно их принимали за выделения tf-фазы.
Однако при- высоком увеличении можно было видеть, что эти
"пластинки" на самом деле представляют собой совокупность
выстроившихся друг за другом в линию частиц или стержней.
Однозначное определение ff-фазы можно произвести
специальными методами разделения и идентификации фаз.
В дальнейшем мы рассмотрим некоторые механизмы
нарушения или ухудшения свойств сплава под влиянием tf-фазы.
Твердость и пластинчатая форма выделений ff-фазы в
никелевых сплавах определенно воздействует на зарождение и
распространение разрушения; были, однако, высказаны
догадки, согласно которым на свойства сплава массивные ско-
агулированные выделения ff-фазы могли бы и не оказать
негативного влияния.
Кое - где массивные скоагулированные выделения т.п.у.
фаз наблюдали. На рис. 8.2, б показана коагулированная
ff-фаза в опытном кобальтовом сплаве. Рис. 8.2, виг
иллюстрирует еще одно весьма интересное явление на границе
зерен в сплаве U—500; в этой плавке были обнаружены фазы
МС, М23С6, у, т' и (У. На рис. 8.2, в видна пластинка
(У-фазы, расположенная в фазе М23С6 и образовавшая с ней
когерентную границу раздела, а также зернограничная фаза
282
у'. Рис. 8.2, г — загадка; возможно, что на нем видна
зернограничная частица М23С6, в которой растет тонкая
пластинка. Однако если эта пластинка - <г-фаза, то скоагу-
лированные межзеренные частицы тоже должны быть ff-фазой.
В этом образце не удалось с помощью окрашивающего
травления подтвердить принадлежность данных частиц tf-фазе.
На рис. 8.2, д показаны пластинчатые выделения обеих
фаз, с и М23С6, в сплаве N-115. Они протравились
совершенно по-разному; выделение М23С6 расположено под выделением
сГ-фазы. Судя по реакции на травление, немногочисленные
скоагулированные частицы также могут принадлежать с-фазе.
Попытки создать коагулированные выделения cr-фазы в
сплавах на никелевой основе для их упрочнения пока к успеху
не привели; правда, показана возможность упрочнения аус-
тенитных сплавов путем образования с-фазы в виде
пластинчатых выделений.
8.3. Влияние т.п.у. фаз на механические свойства
Влияние различных (от умеренных до больших) количеств
т.п.у. (У-фазы на механические свойства суперсплавов
всегда было, в равной мере катастрофическим [9]. Вообще
говоря, на это влияние обратили внимание в связи с ухудшением
характеристик ползучести.
Характеристики длительной прочности
Наиболее устрашающим было влияние на характеристики
длительной прочности при повышенных температурах. Эти данные
цитированы по первоисточнику [2] на рис. 8.3.
Разупрочнение под влиянием <г-фазы сопровождается и снижением плас-
Рис.8.3. Сплав IN-100.
Исходные данные по зависимости
характеристик длительной
прочности от количества избыточной
С-фазы1, образовавшейся в
процессе испытаний [2].
Испытания при 760 (Д 816 (2),
871 °С (3). Кривая
характеризует усредненную длительную
прочность материала,
свободного от выделений (У-фазы
760 816 871 927 Т,°С
1001 1—, , гп Л п
во —te:
10 I I I I I I
42 «4 1*6 1*8 50 52
P=Tl20+lgt)-n-}
283
тичности, это в большей мере служит признаком ухудшения
свойств сплава, чем только снижение собственно
сопротивления длительному разрушению. Ухудшение длительной
прочности под влиянием tf-фазы наблюдали у сплавов IN—100,
U—700, N—115 и Astraloy, когда их химический состав не
был тщательно отрегулирован.
Однако согласно ряду наблюдений, выделение jx-фазы не
оказывает столь всеобъемлющего и сильного влияния. 6 их
присутствии ухудшались свойства сплава AF—1753 (см. рис.
8.1, в), но длительная эксплуатация сплава М—252, в
котором выделилась /i-фаза, не выявила снижения длительной
прочности [10]. Сплав Rene 41 тоже был использован,
несмотря на присутствие в нем выделений /i-фазы, а прочность
сплава IN—625 не ухудшилась в присутствии fi-фазы (и фаз
Лавеса) в интервале 530—649 °С.
Влияние <г-фазы на механические свойства сплава IN-100
было детально исследовано при возрастающем содержании Ti
и Al (этим достигали разной склонности сплава к выделению
tf-фазы). Можно видеть (рис. 8.4), что росту количества
ff-фазы в микроструктуре сплава IN—100 (после 2500-4
выдержки без приложения нагрузки) сопутствует снижение
характеристик длительной прочности. В этих опытах
подтвердили фундаментальную значимость снижения пластичности с
ростом содержания tf-фазы и показали, что такое снижение
свидетельствует о действии механизмов, ведущих к
значительному разупрочнению сплава.
Механические свойства при кратковременном растяжении
Хорошо известно влияние обильных выделений tf-фазы на
низкотемпературные механические характеристики
кратковременного растяжения, особенно на пластичность таких ферритных
материалов, как нержавеющая сталь 446SS. Предел прочности
может понизиться существенно, пластичность же нередко
просто падает до нуля.
Аналогичных явлений можно ожидать у аустенитных
сплавов на основе Ni и Со, если в них при высоких
температурах [l] образуются большие количества tf-фазы.
Исследование поведения tf-фазы в сплаве IN-100 (табл. 8.1)
показало, что при комнатной температуре происходит умеренное
снижение пределов прочности и текучести, а при высокой
284
i-A'-i
"■Ч
| 80
45
во ь
чо
20 V
_1_
_1_
38 40 42 44 45
P = T(20+lgt)xW3
48
50
Рис.8.4. Сплав IN-100. Влияние заранее созданной СГ-фазы на характеристики
длительной прочности (приведены микрофотографии соответствующих
микроструктур сплава). Испытания выполнены при температурах от 740 до 910 °С после
2500-4 выдержки при 840 °С [11]:
1 — много СГ-фазы; 2 — умеренное количество СГ-фазы; 3 — мало СГ-фазы
Таблица 8.1. Влияние режима тепловой обработки ненагружен-
ных образцов сплава IN—100 (литой, после 2500-4 выдержки при 816 °С)
с различной склонностью к образованию СГ-фазы на их кратковременные
механические свойства прн растяжении [11]
Склонность к
выделению
СГ-фазы
Низкая
Низкая
Средняя
Высокая
Низкая
Низкая
Средняя
Высокая
Предел
прочности,
*6,9 МПа
Предел
текучести,
Х6,9 МПа
Удлинение,
%
141,5
131,0
118,0
117,1
144,2
137,0
141,8
140,1
При комнатной температуре
101,7
106,5
101,3
96,4
При 760 °С
118,3
112,0
119,4
121,0
12,0
6,5
1,5
1,0
8,0
9,7
2,0
2,0
Поперечное
сужение,
11,0
5,5
2,0
2,0
8,0
9,3
2,0
2,0
285
температуре их снижение пренебрежимо мало. Однако
зарегистрировано резкое снижение пластичности, и это
определенно напоминает свойства ферритных материалов с высоким
содержанием tf-фазы.
Температура, структура и напряжение
Температурная зависимость появления tf-фазы в структуре
литого и деформированного материала показана на рис. 8.5.
У сплава IN—100 появление tf-фазы в литом состоянии
происходит за более короткий промежуток времени из-за большей
химической неоднородности. Согласно данным рис. 8.5,
наибольшая склонность к образованию сг-фазы соответствует
температурному интервалу 840—925 °С.
Образование с-фазы под влиянием напряжений наблюдали
многократно, это выделение является логическим
результатом термической стабилизации структуры сплава. Показано,
что приложенное напряжение действительно вызывало
образование (Г-фазы в сплаве IN—100 [1]. У образцов склонного к
выделению tf-фазы сплава INCO—713С, испытанных на
длительную прочность, в уменьшенном поперечном сечении
обнаружено большее количество выделений tf-фазы, чем в сечении не-
нагруженной резьбовой части [12]. Аналогичные явления
были продемонстрированы и в лаборатории автора данной
главы.
пооо
Рис.8.5. Появление СГ-фазы в
мелкозернистом сплаве IN-100 при отсутствии
механической нагрузки [11]:
а — литое состояние; б —
деформированное состояние; 1 — СГ-фаза
отсутствует; 2 — СГ-фаза присутствует
Однако результаты других исследований не столь
однозначны. Испытания сплавов IN—100 и U—700 показали
[13], что у сплава IN—100 напряжение способствует
образованию tf-фазы при 815 °С, но не оказывает никакого влияния
при 870 °С. Это наводит на мысль [11], что образованию
tf-фазы способствует лишь некоторое оптимальное
напряжение.
Механизмы разупрочнения
Существует несколько точек зрения по поводу того, каким
образом т.п.у. фазы вызывают снижение длительной
прочности.
1. Фазы т.п.у. как место зарождения и путь для
распространения трещины. Хрупкие пластины tf-фазы,
образующейся на зернограничных карбидах, имеют идеальную форму
для зарождения и роста трещины, которая зигзагом
переходит от одной пластины к другой. Этому виду разрушения
присвоили особое название [9]: "междусигматическое"
(intersigmatic). Изломы образцов с выделениями и без
выделений tf-фазы представлены на рис. 8.6. Однако механизм
разрушения такого типа более свойственен сплаву с
выделениями 0-фазы; вредное влияние выделений /i-фазы относится
скорее к виду, приведенному ниже.
2. Разупрочнение из-за отклонений в химическом
составе. Фазы т.п.у. содержат большое количество
тугоплавких элементов. В среднем содержание Сг, Мо или W в б- или
jx-фазе составляет ~50 % (ат.). Поскольку эти элементы
убираются из матрицы сплава, можно ожидать эффектов твер-
дорастворного разупрочнения. Появление jx-фазы вызывало у
некоторых сплавов (серии SX) снижение прочности, но
повышение пластичности. Считают, что появление
коагулированных выделений tf-фазы приводит к упрочнению сплава
UMCo-50.
Можно полагать, что появление б или другой т.п.у. фазы
изменит распределение химических элементов в сплаве-
основе и, следовательно, может изменить такие свойства,
как несоответствие решеток фаз у и у'; в свою очередь
это может привести к снижению прочности [11].
3. Воздействие на структуру. Предполагали, что
выделения (У-фазы разделяют зерна сплава на более мелкие секции,
287
Рис.8.6. Влияние СГ-фазы на разрушение никелевых суперсплавов в условиях
ползучести. Светящиеся области (на 13 ч врезки) — это световые блики от
фасеток разрушения, содержащих СГ-фазу:
а — обычное разрушение; б — разрушение по поверхностям раздела между
выделениями СГ-фазы
и это приводит к снижению сопротивления ползучести (по
Петчу) [11]. Подобные идеи, однако, вызывают сомнение,
поскольку разупрочнение происходит и в тех случаях, когда
пластины не полностью пересекают исходные зерна.
8.4. Числа электронных дыр
В настоящее время, чтобы прогнозировать фазовый состав
управлять явлением образования т.п.у. соединений в аусте-
нитных сплавах, пользуются машинными методами расчета
[14]. Эти расчеты можно рассматривать как средство для
численного определения фазовой границы, за которой в
сложнолегированной системе сплавов действительно
появляется та или иная т.п.у. фаза; в основу расчетов положена
1'33
теория электронных дыр (именовавшихся ранее электронными
вакансиями).
В 1938 г. Линус Паулинг (Linus Pauling) [15] проводил
исследование магнитных свойств у переходных элементов
первого длинного периода: Cr, Mn, Fe, Со и Ni. По своему
атомному диаметру эти элементы мало отличаются друг от
друга; их 3d электронная оболочка заполнена лишь
частично. Паулинг полагал, что из пяти d орбиталей каждого
спина 2,56 являются связующими, а 2,44 — несвязуюшими; в
результате гибридизации 2,56 связующих орбиталей с р и s
орбиталями образуется металлическая связь.
Паулинг предположил, что у Сг на образование связи
расходуется 5,78 гибридизированных (spd) электронов. От
3d и 3s орбиталей можно получить шесть электронов, так
что образуется остаток в 6,00—5,78=0,22 электрона; этот
остаток добавляется к несвязующим 3d орбиталям. С другой
стороны, у d орбитали имеется 2x2,44=4,88 электронных
дырки (вакансии), следовательно, для Сг фактическое число
электронных дырок составляет 4,88-0,22=4,66.
Аналогичные допущения были сделаны в отношении Ni, Со,
Fe и Мп; Паулинг предполагал, что число связующих spd
электронов у всех этих элементов остается равным
приблизительно 5,78. Это приводило к увеличению числа
несвязующих электронов до 1,22 у Мп, 2,22 у Fe, 3,22 у Со и 4,22
у Ni. И тогда им были построены следующие диаграммы
плотности состояний для 3d орбиталей (N(E) — плотность
энергетических состояний электрона):
Сг tin Fe Со Ni
<5 1.66 3.66 2.66 186 0.66
Количество электронных дыр (вакансий.)
Можно видеть, что у Ni и Со соблюдается некоторое
равновесие между электронными дырами и имеющимися в
распоряжении неспаренными электронами, у Сг, Мп и Fe не спарены
все электроны связи.
Поскольку при абсолютном нуле магнитный момент должен
равняться среднему количеству неспаренных электронов,
10 Зак. 1091 289
предположение Паулинга приводит к выводу, что магнитный
момент составит 0,66 для Ni, 1,66 для Со и 2,22 для Fe.
При измерениях получили соответственно 0,61, 1,71 и 2,22.
В прошлом было обычной практикой рассматривать тот или
иной элемент в свете присущего ему числа электронных дыр
Nv, хотя он и не относился к числу элементов первого
длинного периода; полагали при этом, что данное число
остается неизменным в пределах данной группы периодической
системы. Например, W эквивалентен Сг, поскольку у обоих
Nv=4,66. Следовательно, можно составить набор элементов
для расчетов интересующего нас суперсплава, которые
характеризуются числами электронных дыр, представленными в
табл. 8.2.
Таблица 8.2. Вероятные числа электронных дырок у переходных
элементов
Период Группа Группа Группа VIII А
VIA VIIA
Первый длинный период Cr(4,66) Mn(3,66) Fe, 2,22 Со, 1,71 Ni, 0,61
Второй длинный период Мо(4,66) Тс(3,66) Ru(2,66) Rh(l,66) Pd(0,66)
Третий длинный период W(4,66) Re(3,66) Os(2,66) Ir(l,66) Pt(0,66)
Числа в скобках — результат экстраполяции и оценок, выполненных только
на основе оригинальных прогнозов Pauling [15]. Числа для Fe, Со и №
определены с помощью измерений магнитного несоответствия.
Некоторое сомнение по поводу справедливости этой схемы
порождают выводы Юм—Розери [16], показавшего, что
сжимаемость хрома характеризуется числом 0,6, молибдена —
0,36, а вольфрама — 0,30. Это свидетельствует о более
сильной связи у W, нежели у Мо и Сг, и показывает, что
эффективная валентность у Сг должна быть меньше, чем у Мо
или W, а число Nv — больше у Мо и W, чем у Сг. Имеющихся
в распоряжении литературных данных недостаточно, чтобы
можно было утверждать или отрицать справедливость этого
заключения. Но проводя эмпирические расчеты по системе
ФАКОМП и при этом принимая, что все числа электронных дыр
в пределах одной группы периодической таблицы
действительно одинаковы, то и дело сталкиваются с
трудностями, наводящими на мысль, что на самом деле величина
Nv в пределах одной и той же группы элементов периодичес-
290
кой системы может не быть постоянной. В дальнейшем это
положение будет рассмотрено дополнительно.
При изучении температурной зависимости 7V„ было
показано, что выше точки Кюри число вакансий 3d электронов не
изменяется с температурой, хотя тепловые эффекты вызывают
перераспределение электронных вакансий между
положительными и отрицательными спинами, приводя тем самым к
нулевому магнитному моменту (потере магнетизма).
Следовательно, в определенном интервале температур можно
пользоваться одним и тем же значением Nv.
8.5. Корреляция теории электронных дырок
с фазовым составом сплавов
Авторы первых исследований 1950-х гг. [18—29] пытались
установить корреляцию условий появления cr-фазы в двойных и
тройных системах сплавов. Еще раньше было высказано
предположение, что сг-фаза — электронное соединение, поэтому
сочли возможным охарактеризовать диапазон существования сг
фазы расчетом среднего числа электронных дырок Nv для
твердорастворной матрицы, образованной определенными
компонентами. С этой целью для систем Cr—Со—Fe, Cr—Со—Mo и
Cr—Ni—Mo воспользовались уравнением
^=4,66(Сг+Мо)+3,66(Мп)+2,66(Ре)+1,7(Со)+0,61(№), (8.1)
где коэффициенты представляют собой числа Nv для
элементов, символы которых помещены в круглых скобках при
каждом из этих коэффициентов, а сами символы требуют
подстановки соответствующего содержания этого элемента
в % (ат.).
Пришли к выводу, что искомый диапазон составов можно
характеризовать числами Nv от 3,16 до 3,66. В дальнейшем
эмпирически приняли значение Nv для Мо равным 5,6, сузив
диапазон до 3,35—3,68. Это исследование стало первым
важным шагом: используя величину Nv, вычислили диапазон
составов cr-фазы. В другой ранней серии важных исследований
[22, 23] было сделано предположение, что применительно к
структуре cr-фазы зоны Бриллюена определяются электронной
плотностью.
Позднее был сделан другой существенный шаг,—
рассчитали величины Nv [5] для большого числа сплавов, в которых
содержание tf-фазы было известно заранее. Несмотря на
значительный разброс данных, получили линейную зависимость.
Границе появления tf-фазы соответствовало условие Nv=2,50,
а "чистой" с-фазе - Nv~3,4.
В дальнейшем исследовали множество двойных и тройных
систем, пытаясь уточнить значения Nv для отдельных
элементов [18—20]. Наибольшее внимание уделили марганцу,
железу, ванадию и молибдену, поскольку результаты для них
оказывались наиболее неоднозначными. Так, согласно
исследованиям тройной системы V—Ni—Со, ванадию можно было
приписать значение Nv=5,66, что соответствует его положению
в периодической таблице. Однако в сочетании с другими
электроположительными элементами для V получали 7VV=4,88 и
склонялись к выводу, что величина Nv для этого элемента
безусловно зависит от химического состава сплава.
Исследуя системы Mo—Fe—Со, Mo—Fe—Ni и Mo—Ni—Со, нашли
[19], как и ожидали, что для Мо Л^=4,66. Оказалось,
однако, что Мо поставляет 5,6 электронных дырок и более, если
содержание Сг в сплаве превышает содержание Мо.
Уточнения, сделанные при внимательном изучении фазовых
диаграмм, позволили предположить, что на самом деле 7VV«10,00.
Таким образом, величина Nv для Мо также зависит от
химического состава сплава; аналогичный вывод, по-видимому,
окажется справедливым и для W.
Упомянутые исследования относительно простых систем
сплавов позволили предположить, что величина Nv элементов
второго и третьего длинных периодов может сильно зависеть
от химического состава сплава и отличаться от величины
Nv, свойственной элементам первого периода. Этот вывод
притормозил использование вычисленных значений
концентрации электронных дырок для прогнозирования фазовых
диаграмм сплавов, которые еще не изучены экспериментально.
8.6. Расчеты фазового состава суперсплавов по числам
электронных дырок с применением ЭВМ
(программы ФАКОМП)
Описанная выше работа над определением и использованием
чисел электронных дырок является основополагающей и
292
представляет принципиальный интерес. Автору ке известно,
пытался ли кто-либо применить подобные идеи при
разработке промышленных сплавов до середины 1960-х гг., когда
работники "Special Metals Corporation" и "General
Electric" впервые узнали о возможности использовать
теории электронных дырок для расчета условий,
предопределяющих появление нежелательных т.п.у. фаз (tf.ji или Лавеса) в
никелевых суперсплавах. Первые публикации в этой области
принадлежат Boesh и Slaney [24], и, следовательно,
открытие присвоено им. Независимо та же идея была разработана
Woodyatt и др. [5]; их труд был опубликован несколькими
месяцами позднее и привел к первому промышленному
описанию метода и появлению названия ФАКОМП.
Прежде чем приступить к специальному рассмотрению тех
или иных расчетов в этой области, следует уяснить ряд
физических факторов, касающихся диаграмм состояния. Прежде
всего, целью ряда ранних работ [18-20] было предсказание
числа Nv для чистой с-фазы, тогда как металлурги, имеющие
дело с суперсплавами, нуждаются в прогнозировании условий
для начального выделения cr-фазы, т.е. прогнозировании
границы фазовых областей у/у+0.
Далее, для расчетов границы у/у+б удобно, чтобы она
была параллельна или приблизительно параллельна границе
областей у+а/о или, по крайней мере, центральной линии
фазовой области е. К счастью, обычно это так и есть. Еще
одно условие: если фазовая граница y/y+ff не является1
геометрическим местом точек с постоянным числом электронных
дырок, означающим, что условия образования tf-фазы —
простая функция, то линиями постоянного числа электронных
дырок, или "изофакомпактными" линиями, называют фазовые
границы Nv.
Следующее соображение касается Гомогенности
рассматриваемого сплава. Сплавы на никелевой основе чрезвычайно
сложны; влияние их химической неоднородности на фазовый
1 Смысл фразы в оригинале представляется противоречивым: "-if the
Уly+G phase boundary line does not follow a constant electron hole value
identifying the occurrence of G with a simple function Ny phase boundaryies
are termed iso-electron hole lines or iso-PHACOMP lines . Т.е. изопарамет-
рическими предлагают называть границы или линии, которые не соответствуют
постоянному (iso-) значению этого параметра. Прим. перев.
293
состав и фазовые реакции также может быть чрезвычайно
сложным. Поэтому результаты расчетов вроде тех, что
пытаются выполнять с помощью программы ФАКОМП, могут
оказаться сложными и дезориентирующими.
Наконец, упомянем о некоторых житейских моментах.
Метод расчетов по программе ФАКОМП в его первозданном виде
оказался практичным и пригодным для управления фазовым
составом и свойствами промышленных суперсплавов, так что
очень скоро он вошел в повседневную практику. Переходя от
одного металлургического предприятия к другому, он к
настоящему времени находится в употреблении почти 20 лет.
Метод очень хорошо работает и не будит желания каких-либо
изменений. Между тем многие думающие металловеды, конечно
же, продвинулись вперед и разработали усовершенствованные
системы расчетов на основе более точной проверки
химического состава суперсплавов и прогресса в
основополагающих подходах. К их обзору мы еще вернемся в этой главе,
однако в деталях рассмотрена только одна уже описанная
здесь система, ибо именно она нашла применение в
производственной практике.
Источник т.п.у. фаз
Авторы, исследовавшие практически "чистые" системы
сплавов [18—20], не содержащие специально вводимые карбиды,
у'-фазу или бориды, работали в очень удобных рамках, - в
матрице выделялось только электронное соединение. В
промышленных сплавах на никелевой и на кобальтовой основах
существуют фазы карбидные, боридные, у' и даже т.п.у.,
так что при вычислениях все они должны быть приняты во
внимание.
В первоначальном подходе к расчетам по программе
ФАКОМП было сделано важное предположение, согласно
которому с или любая другая т.п.у. фаза выделяется
непосредственно и только из аустенитной матрицы, не вступая,
по крайней мере, в процессе своего образования, ни в
какие активные реакции с другими присутствующими фазами
вроде карбидов, боридов или у'[24]. Справедливость такого
взгляда, по-видимому, подтверждается металлографически.
Чтобы определить расчетным путем, выделится ли с-фаза
в данном сплаве, важно выяснить химический состав аусте-
294
нита, в котором она должна образоваться. Для этого
сначала определяют химический состав всех формирующихся в
сплаве вторичных фаз. Затем надо рассчитать количество
элементов, перешедших в эти фазы, полагая, что сплав
полностью состарен и пребывает в условиях эксплуатации.
Теперь можно вычислить состав итогового аустенита, "вычтя
вторичные фазы" из полного химического состава сплава.
Итоговый аустенит представляет собой тройную или
четверную систему, очень похожую на ту, с которой работали
авторы ранних работ [18-20].
Фазовые соотношения
Одно физическое обстоятельство оказало весьма ощутимую
пользу развитию данной работы: на сегодняшний день нет
никаких сообщений о существовании "четверных" фаз,
образуемых металлами рассматриваемых систем. (Четверной
называют фазу, которая присутствует в четверном фазовом
пространстве, но в отличие от всех других не простирается
в его тройную грань.) Следовательно, вне зависимости от
числа элементов в данной системе все соотношения между
фазами, присущие любому из никелевых или кобальтовых
суперсплавов, можно представить в виде диаграмм, которые
будут не сложнее четверных. Для любого суперсплава
химический состав аустенита (у) в суперсплаве, из которого
может выделиться т.п.у. фаза, всегда можно представить
той или иной четверной фазовой диаграммой, даже если в
этом у-твердом растворе присутствует множество
дополнительных элементов. Более того, считают более разумным и
практичным представлять составы рассматриваемых сплавов
также и с помощью фазовых диаграмм "наиболее близких"
тройных систем; речь об этом пойдет ниже.
Типичный пример четверного пространства образует
система Ni—Со—Сг—Мо (см. гл. 3 и 6). Даже простым ручным
расчетом, а тем более с помощью программы ФАКОМП, можно
показать, что у составов, логически предполагающих
формирование карбидов, боридов и у'-фазы, химический состав
итогового аустенита сам по себе стремиться к формуле
30Ni-30Co-30Cr-10Mo; примером могут служить никелевые
сплавы типа U-700/N-115/R-77/U-500. Эта группа сплавов
располагается в центре или поблизости от центра тройной
295
области Ni—Cr—Со, смешенной на несколько процентов в
сторону Мо. Далее, визуальный анализ этой четверной системы
показывает, что цель расчетов должна заключаться в ответе
на вопрос, нарушит ли химический состав матрицы
критическую границу у/г+С, расположенную близко к составу сплава.
Если нет, — сплав "благонадежен", выделений er-фазы не
будет. Если граница нарушена, — сплав "неблагонадежен", и
равновесному состоянию присуши выделения сг-фазы.
Расчетные предпосылки
Исходя из соображений, обоснованных предшествующим
анализом, стали применять теорию электронных дырок для
расчетов фазового состава, позволяющих предвидеть образование
6- или других т.п.у. фаз. При этом приняли следующие
допущения:
1. Все ожидаемые фазы уже образовались и сплав близок
к равновесному состоянию.
2. Способные к образованию т.п.у. фазы формируются
исключительно матрицей сплава.
3. Величина Nv является линейной функцией химического
состава матрицы.
Расчеты по программе ФАКОМП
Все расчеты подразделяются на две главных ступени:
1) вычисление химического состава всех вторичных фаз с
последующим его вычитанием из полного химического состава
сплава с целью определить химический состав итогового
аустенита и 2) вычисление величины Nv по химическому
составу итогового аустенита.
Сначала существовало несколько подходов к вычислению
химического состава аустенита и результирующего значения
Nv. Системы [5], которые мы описываем в данном случае,
отличаются от всех прочих лишь некоторыми деталями,
такими как тип используемого элементного значения Nv (1,61
вместо 1,67 для Со) и решение вопроса о целесообразности
учитывать карбидообразование1. При вычислении химического
1 Опубликованный первым метод Boesh и Slaney [24] пренебрегал карбидо-
выделением. Это — консервативвый шаг, благодаря которому система расчета
оказывается вполне применимой к сплавам вроде U-500 и U-700. Не было
случая, чтобы эта система расчета не обеспечила отсутствие СГ-фазы в сплаве
U-500 или Rene 77.
296
состава различных фаз, присутствующих в сплаве, этот
метод опирается на ряд правил.
1. Выразить содержание элементов в сплаве в % (ат.).
2. Вычислить химический состав присутствующих
вторичных фаз, соблюдая следующие правила:
а. Половину углерода считать связанным в монокарбиды
(в предпочтительном порядке: ТаС, NbC, ZrC, TiC и VC), а
остальной углерод — в соединения Сг23С6 или
Cr21(Mo,W)2Cs, если в сплаве имеется Мо и W. Если
содержание Мо+ — W=6 % (по массе), вести расчет на образование
соединения (NiCo2Mo3)C, то есть, карбидов М6С вместо
м23с6.
б. Участие Ni, Сг, Ti и Мо в образовании боридов
учитывать формулой (Mo0iJTi0iljCr0i25Ni0il0)B2.
в. Полное содержание Al, Ti и Nb, оставшихся после
выделения карбидов и боридов, плюс 3 % от исходного
содержания Сг скомбинировать с втрое большим содержанием Ni,
чтобы учесть образование у'_Фазы Ni3(Al,Nb,Ti,Cr). Если
содержание Ni в сплаве недостаточно, рассчитывать на
образование смеси фаз у' Ni3(Al, Nb, Ti, Сг) и Э
Ni(Al,Nb,Ti,Cr).
3. Содержания элементов фаз, вычисленные в п. 2,
суммировать, а затем вычесть из полного химического состава
сплава. Итоговый состав (целиком относящийся к аустениту)
принять за 100 %.
4. Химический состав новой матрицы использовать для
расчета среднего количества электронных дырок Nv в сплаве
путем суммирования по формуле
Nv= Z/n,<Ag,, (8.2)
i -1
где т,- и Nv соответственно — атомная доля и число
электронных дырок каждого конкретного компонента, an — число
компонентов в аустенитной матрице.
5. Оценить критически полученное значение Nv. Принятый
с давних пор и наиболее распространенный подход к этой
оценке заключается в принятии условия N^2,45—2,50 для
сплавов, склонных к образованию сг- или других т.п.у. фаз,
и условия Nv<2,45—2,50 — для сплавов, которые считаются
297
"благонадежными".
Эту методику применили при расчетах для многих
никелевых сплавов различного состава, как в частных, так и в
обобщающих исследованиях. Но первые вычисления,
выполненные фирмой "General Electric" на сплаве Udimet 700, дали
серию результатов, которые по сей день остаются, пожалуй,
самым классическим примером практической значимости
расчетов по программе ФАКОМП. Модель и методику расчетов
применили для 12 композиций, заранее известных тем, что
часть из них склонна к выделению tf-фазы, а часть — нет.
Результаты, которые были получены, можно видеть в
табл. 8.3.
Табл. 8.3 свидетельствует, что в сплавах с величиной
N^2,5 формировалась ff-фаза, а при меньших значениях Nv
ее не было. В дальнейшем изучение расчетных систем,
пересмотр элементных значений Nv, использование новых данных,
особенно касающихся химического состава сплавов, привели
к сплошному ряду изменений, правда, не революционных. На
сегодня, применительно к сплавам типа U-700/N-115/R-77,
склонным при отсутствии тщательного контроля к выделению
Таблица 8.3. Химический состав, появление СГ-фазы ж средние
числа электронных дырок Nv у различных плавок сплава Udimet 700
Плав- Химический состав, % (по массе)
ка
1
2
3
4
5
6
7
8
9
10
11
12
С
0,05
0,13
0,06
0,06
0,07
0,05
0,06
0,08
0,07
0,05
0,05
0,05
А1
4,70
4,43
4,49
4,45
4,40
4,30
4,37
4,50
4,20
4,20
4,20
3,91
Ti
3,60
3,49
3,44
3,45
3,43
3,31
3,40
3,47
3,23
3,19
3,19
2,98
*
Плавки, склонные к
Сг
14,45
15,30
15,10
15,20
14,60
15,20
14,60
15,28
14,70
14,15
14,15
14,80
Мо
5,00
5,00
4,95
4,95
5,10
5,00
4,45
4,28
4,70
4,50
4,10
4,45
Со
19,00
18,60
18,70
18,70
18,00
18,40
17,60
19,17
18,00
17,50
17,50
17,50
выделению С-фазы.
Fe
0,00
0,13
0,15
0,00
0,30
0,10
0,00
0,00
0,00
0,10
0,00
0,00
в
0,020
0,015
0,014
0,031
0,030
0,030
0,028
0,030
0,030
0,030
0,028
0,030
Zr
0,00
0,02
0,05
0,00
0,05
0,05
0,00
0,00
0,00
0,05
0,00
0,00
Ni
53,17
52,92
53,05
53,16
54,00
53,60
55,409
57,47
55,07
55,90
56,03
56,27
Nv
2,67*
2,62
2,62,
2,61.
2,56.
2,55
2,48
2,45
2,44
2,41
2,40
2,32
298
ff-фазы, переходным рубежом считают величину Л/^2,45-2,49.
Однако в сплавах, способных к образованию фаз ц или
Лавеса, критическая величина Nv ниже, чем в сплавах,
склонных к образованию фазы а. Сплавы, где содержание
(Mo+W/2>6% (Rene 62, AF-1753, Rene 41, M-252) при
обычном содержании Fe и Со> проявляют склонность к
образованию фаз Лавеса или ц, тогда как при меньшем содержании
Мо или W (сплавы U-700, U-500, N-115) образуется с-фаза.
Это правило большого пальца для фаз /z и Лавеса не
выполняется при очень высоком содержании Fe или Со (более 20
или 30 %). Причины, позволяющие пользоваться этими
правилами, станут ясны из просмотра соответствующих диаграмм
состояния.
Разработка более сложных сплавов сопровождалась
усовершенствованием расчетных систем. Продолжали уточнять
численные значения Nv\ стало обычной практикой тщательное
исследование сплава для установления присущего ему
значения Nv и передачи его выплавляющему предприятию в числе
прочих паспортных данных. Так, для сплавов Rene 80 и
IN-738 критическое число Nv равно, соответственно, 2,32 и
2,38. "Число ФАКОМП" приобрело потребительскую значимость
практически для любого сплава.
8.7. Применение программы ФАКОМП в производственной
практике
ФАКОМП — это сложная расчетная система, в настоящее время
она компьютеризована. Компьютерные программы следуют
принципам, которые были изложены выше. В странах
свободного мира эти программы применены при составлении
рекомендаций по производству и эксплуатации, а также
паспортизации суперсплавов. По этим паспортам заказаны тысячи
тонн сплавов для изготовления авиадвигателей и
промышленных газовых турбин. На 1985 г. автору не известна ни одна
закупленная плавка из тех, что были оценены по программам
ФАКОМП, в которой в процессе эксплуатации выделилась бы
какая-либо из т.п.у. фаз. Тем не менее каждый отдельный
сплав с обновленным химическим составом, содержащий в
больших количествах Та, Nb и другие элементы, требовал
особого внимания.
299
Преимущество применения системы ФАКОМП для паспортизации
связано и с тем, что она позволяет смягчить излишне
жесткие ограничения по химическому составу. Раньше
предприятия, занимающиеся выплавкой, считали необходимым строго
регулировать отдельно содержание каждого элемента
(прежде всего Сг и Мо), внушающего опасение в плане его
индивидуального влияния на склонность к выделению сг-фазы.
Применяя систему ФАКОМП, учитывают способность всех
элементов вызывать или исключать формирование т.п.у. фаз.
Это позволяет давать в паспорте (спецификации) сплавов
более широкие пределы содержания отдельных элементов,
поскольку число Nv, "характеристика нетто", выражает их
чистое совокупное влияние.
Стимулирующее влияние эти расчеты оказывают на
критическую оценку или разработку сплавов с новым химическим
составом. Расчетная система построена таким образом,
чтобы исключить создание сплавов, склонных к непредвиденному
выделению т.п.у. фаз. Это обстоятельство позволяет в
большей мере сосредоточиться на других важных факторах —
влиянии химического состава на характеристики длительной
прочности, кратковременного растяжения, поведения в
условиях коррозии. В этом смысле система ФАКОМП в большой
мере содействовала прогрессу разработок в области никелевых
сплавов. Ее активно использовали [25], например, при
создании сплава IN-939, не уступающего в прочности сплаву
IN-738 даже при содержании Сг в количестве 22 %.
8.8. Проблемы при расчетах фазового состава
Вначале казалось, что расчеты по программам ФАКОМП
применимы практически ко всем типам никелевых сплавов. Позднее
нашли, что некоторые сплавы не реагируют на поправки,
подсказанные этими расчетами. В ряде случаев подобные
затруднения носили принципиальный характер, они требуют
специального рассмотрения.
Недоучет расположения кобальта
INCO-713C, хорошо изученный сплав для литья по
выплавляемым моделям, используется в авиадвигателях. Согласно со-
300
общениям tf-фаза появляется в нем при Nv<2,20, это весьма
значительное отклонение от ожидаемого поведения.
Опубликован интересный анализ этой проблемы [26]. Было
отмечено, что в данном случае первым расчетам сопутствовал ряд
существенных обстоятельств.
1. Единственные опубликованные результаты анализа на
у'-фазу, использованные во всех ранних расчетных системах
ФАКОМП, получены на сплаве ШСО-713С, одном из немногих
никелевых сплавов, не содержащих Со. Естественно, фазовый
анализ сплава 713С указал на отсутствие Со в составе
у' -фазы.
2. Первые расчеты по программам ФАКОМП всеми их
участниками апробированы на сплавах типа U-700. Но сплав
U-700, подобно большинству никелевых сплавов, как раз
содержит довольно много Со (18 %).
3. Таким образом, исходные вычисления в отношении
с-фазы в сплаве U-700 [5, 24] сделаны с использованием
химического состава у-фазы, лишенной Со. А в дальнейшем,
как и следовало ожидать, обнаружили, что у'-фаза в сплаве
U-700 содержит значительное количество Со, заместившего
Ni [28].
Когда эти расчетные системы применили при анализе
сплава 713С, врожденная ошибка продолжала действовать; состав
у'-фазы был в данном случае правильным (Со отсутствовал),
но сами расчеты проводили на базе данных, полученных на
сплавах с Со. Следовательно, с точки зрения рачетов со
сплавом 713С поступили не так, как следовало, и получили
в результате аномальный прогноз для выделения с-фазы.
Один из путей устранения ошибки в отношении сплава
713С — принять новый химический состав у'-фазы [13],
Ni2,95(Mo+W)0-05(Ti+Al+Ta+Nb+Cr+0,5V+0,3Cr),
установленный недавно при исследовании и разработке сплава TAZ8B.
При исследовании роли Со в сплаве MAR-M 421 [29]
нашли, что величина Nv, соответствующая появлению первых
выделений tf-фазы, возрастает с ростом содержания Со.
Возможно, что это связано со стабилизирующим воздействием Со
при установлении границы у/у+с в положение, параллельное
положению границы области собственно с-фазы (рис. 8.7).
301
Ni
Рис.8.7. Фазовые диаграммы тройных систем Ni—Сг—Со и Ni-Cr—Мо,
иллюстрирующие соответствие теории электронных дыр применительно к сплавам U-700 (а) и
1ПСО-713С (б):
1 — линия (геометрическое место) величин Nv = 2,49; 2 - "предел
безопасности" для сплава U-700; 3 - линия построена методом "Факомп"; 4 — плавки
сплава Inco-7130
Использование диаграмм состояния
К оценке сплава 713С подходили также с позиций фазовых
диаграмм. При разработке системы ФАКОМП анализировали те
сплавы, у которых химический состав итоговой матрицы был
близок или соответствовал тройной фазовой диаграмме
Ni-Cr-Co (см. рис. 8.7); на этой диаграмме "изоФАКОМПная"
линия (iVv,=const) практически параллельна границе у/г+сг.
На рис. 8.7 она проведена непосредственно через матрицу,
состав которой отвечает составу сплава U-700 и которая
едва ли совершенно свободна от выделений tf-фазы; при этом
внесены поправки на влияние температуры, малых добавок и
других факторов. ИзоФАКОМПная линия представляет собой
фазовую границу "реальной жизни", позволяющую
прогнозировать появление с-фазы в сплавах, относящихся к тройной
системе Ni-Cr-Co.
Однако сплав 713С не содержит Со в качестве целенап-
равленной легирующей добавки. Итоговый химический состав
его матрицы не располагается в фазовом пространстве
тройной системы Ni—Сг—Со, но относится к фазовому
пространству тройной системы Ni-Cr-Mo, на фазовую диаграмму
последней нанесены два состава матрицы сплава INCO-713C, при
которых образованию с-фазы соответствуют очень низкие
значения Nv.
ИзоФАКОМПная линия на рис. 8.7 не параллельна границе
у/у+С при 1200 °С, а пересекает ее под углом около 30°;
изоФАКОМПная линия для N^=2,49, обозначенная как "предел
безопасности", на самом деле не является гарантией
безопасности. В общепринятом виде система ФАКОМП не позволяет
прогнозировать предел гомогенности у-фазы на диаграмме
Ni-Cr-Mo даже с "довольно хорошей" точностью. Графический
анализ данной проблемной ситуации приводит к решению в
виде
Л^0,61№+4,66Сг+1,71Со+10Мо. (8.3)
То же решение было предложено Michalisin и др. [12],
однако общего значения для других сплавов оно не имеет.
Мы попытались найти решение в виде изоФАКОМПной плоскости
в четырехкомпонентном пространстве, однако четыре точки
пересечения на "бинарных ребрах" этой диаграммы не легли
на одну и ту же плоскую поверхность, так что для
наилучшей подгонки пришлось подбирать специально все
коэффициенты.
Подобные исследования должны дать информацию для
выработки путей к решению данной проблемы. Когда речь идет об
объемных системах сплавов, следует оценить расположение
химического состава в тройном или четверном фазовом
пространстве, а затем увязать его с оптимизированными
составами сплавов [30].
Разработки в области расчета фазового состава
В последующие годы новые разработки в столь увлекательной
области знания, как расчеты фазового состава
суперсплавов, значительно активизировались. Вслед за первыми
публикациями и практическими решениями появились новые рас-
303
четные системы, в некоторых отношениях они оказывались
лучше системы ФАКОМП. В то время как последняя строится
на соотношении количеств электронных дырок (т.е. на
электроотрицательности), новые системы [31—36] вводят в игру
такие факторы, как влияние атомных размеров,
геометрическая трактовка фазовых диаграмм, температурные поправки,
эффекты, связанные с пересыщением. Резюме по ведущим
работам в этой области приведены в табл. 8.4. Результаты
опубликованных работ свидетельствуют о ряде существенных
достижений, в частности, о повышенной точности
прогнозирования фазовых границ в широком диапазоне сплавов, тогда
как решение в системе ФАКОМП всегда должно быть отнесено
к каждому конкретному сплаву. Поэтому металлургам,
изучающим неявное влияние легирования или ведущим разработку
сплавов, стоит глубже познакомиться с новыми методами,
потенциально обладающими большей разрешающей способностью
в управлении фазовым составом.
И все же быстрый перевод первоначальной расчетной
системы на промышленные масштабы привел к очень широкому ее
применению и разработчиками сплавов, и специалистами,
занятыми их выплавкой, и пользователями. В результате
система ФАКОМП утвердилась столь основательно, что для
управления промышленным производством сплавов замена ее на
новую, сколь угодно улучшенную, вряд ли вероятна.
8.9. Расчеты фазового состава
Сплавы на основе железа
В годы второй мировой войны выделения (Т-фазы представляли
собой существенную проблему, затрудняя использование аус-
тенитных сплавов на железной основе с 15—20% Сг в
деталях авиадвигателей. Чтобы предотвратить эти выделения,
предложено множество эмпирических соотношений между
легирующими элементами, например [37],
■„■ , , процент Сг—16 (процент С) /о Л\
Коэффициент отношения= —е i—^ -. \°А)
процент Ni
Отношение, равное 1,7, примерно соответствовало границе
304
I
I
t,
II
I
I,
о
■
M
H
18
a
S
I
CO *•
X S
PCs
я g.S g
8 3&&
Ч. д
га -—*
IS
L§
CM
«<
s©
о
« Я
g 8.
! ££
В s §
га о EG
iffl
■г к ^ ■©■
1Ш1
«is
gi
**" со
S3
Is
О и
и
§1
as
> X
II
So
o,2a
и 5 a
305
to
a
*
I'
Ъ и
«8
s «
s « 4
< u 4 5
я о Он
»»*
О f- ~
К a S
| --a
я - я
&
>2
Q >% 3 W Я «
(L, о « н n ч
n О
*>я a
a
о л
E S
ai
H
-г
Ч
-a о
а§
«8
- о ■§■ с
5 ъ а
. и з
« 2 и
- к я
5 ч
ft»S,
<? 3
la
8 2 =
^3
-' s-l к
° 8 §
я я ч
а Ь ч * а
giS
SiSJ i
И
У я
|s
S a,
SB
C( CO
« а
о я
ею
2 ■ 3 &S
Я 15 " |
л 4 ~ R
i S " sS 8.
s о о я
IIP",
F5 2 r « «
О Ч о, й я
I
I.
5 *
Ч. я
о я
*s
I1?
SSL
M
ra
D
f~i -2 в
«SC:
Л
и S Й я
lllfll
у И О p И S
n «2 Я fe о 2
S4 о я 5
л о * В Ч
306
л и Й
|я?
В 11-
51 sa
I
a. ВС
8..
Z
я
ч
между сплавами, не склонными и сплавами, склонными к
выделению ff-фазы; при отношении меньше 1;7 выделений (Т-фазы
не ожидали. Каждое подобное соотношение применяли лишь
для одного конкретного сплава, к тому же отношения эти
были слишком качественными, чтобы использовать их при
разработке новых композиций. И все же в сплавах на основе
железа предотвратить выделение ff-фазы с помощью простых
соотношений типа соотношения (8.4) вполне возможно.
Сплавы на основе кобальта
Сплавы на кобальтовой основе могут существенно отличаться
друг от друга. Итоговый химический состав матрицы у
многих кобальтовых сплавов в первые моменты подобен составу
сплавов на никелевой основе. В кобальтовых сплавах тоже
происходит выделение с- и jx-фаз. Фаза Лавеса обнаружена в
сплаве L-605.
Стремясь применить программу ФАКОМП при анализе
кобальтовых сплавов [38, 39], предпринимали те же шаги, что
и при реализации этой программы для никелевых сплавов;
опущен только анализ формирования у '-фазы. Согласно
небольшому количеству данных критическое значение Nv
составляет 2,70; если оно выше, ожидают выделения т.п.у.
фаз. Корреляция значений Nv хорошо удается, когда состав
матрицы сплава близок к фазовому пространству тройной
системы Ni-Co—Сг, а содержание тугоплавких элементов
умеренное. Однако тугоплавкие металлы способны оказывать
очень сильное понижающее влияние на величину Nv, так что
в сплаве L-605 (15 % W) фаза Лавеса образуется при
Л\,-2,48; это существенно ниже, чем для других кобальтовых
сплавов. Не исключено, что подобное снижение — результат
влияния кремния.
Система ФАКОМП была использована при разработке сплава
HS-188 на базе сплава L-605 [40]. В экспериментальных
плавках, обладавших различными значениями Nv (вычислены
по методу Boesh—Slaney [24], карбиды исключались), фаза
Лавеса образовывалась после 200 ч старения при 870 °С,
если получалось, что Nv>2,66- Затем состав сплава HS-188
307
подогнали к диапазону (регулируя содержание Ni, Сг и W),
в котором yVv-2,42. И все-таки небольшие количества фазы
Лавеса появлялись при повышенной температуре по
прошествии тысяч часов (см.гл. 5), но расчет фазового состава
позволил резко понизить остроту проблем с пластичностью,
от которых из-за крупных выделений фазы Лавеса страдал
сплав L-605.
Расчеты по системе ФАКОМП применили для 10 сплавов на
кобальтовой основе с танталом [7] и нашли выделения
ff-фазы в двух сплавах, у обоих получили Nv>2,75
(рис. 8.2, б); все остальные сплавы характеризовались
величинами Nv<2,75. И не смотря на то, что систему ФАКОМП
не используют для регулирования химического состава при
выплавке кобальтовых сплавов, она остается важным
инструментом в руках разработчиков.
Глава 9. МЕХАНИЧЕСКОЕ ПОВЕДЕНИЕ
С.Флорин
{.Stephen Floreen, Knolls Atomic Power Laboratory,
Schenectady, New York)
Суперсплавы по-прежнему в зоне усиленных исследований и разработок. Но есть
и заметные изменения в постановке новых задач. Приобретают популярность
такие темы, как рост трещины в условиях ползучести и коррозионное
растрескивание под напряжением. Прежнее традиционное и сосредоточенное внимание
разработчиков к поведению материалов в промежуточном диапазоне температур
сегодня не столь велико. Вместо этого довольно активно занялись развитием
материалов, предназначенных для использования при более низких и более
высоких температурах. Работа в этих разных сферах отличается некоторой
фрагментарностью, поскольку ведут ее группы и организации, каждая из которых
специализируется в своем собственном конкретном направлении. Главная цель
настоящего обзора заключается в том, чтобы сопоставить механические
свойства материалов, ставших предметом упомянутых разнонаправленных интересов и
разработок.
Анализируя эти данные, мы подразделяем их на три группы, каждая из
которых относится к своему температурному режиму: интервалу от комнатной
температуры до 538 °С, промежуточным температурам от 538 до 760 °С и > 760 °С.
Подобное подразделение произвольно, но полезно как способ конкретизации
температурных режимов, смена которых сопряжена с наиболее важными
изменениями в поведении материалов и особенностей их эксплуатации. Ниже 538 °С
деформация ползучести не играет существенной роли, так что критическое
значение приобретают такие свойства, как предел текучести в совокупности со
308
стойкостью против коррозии и коррозионного растрескивания под напряжением.
Нередко исходили из предпосылки, что ниже 538 °С можно пренебречь временной
зависимостью свойств; новые исследования показали, что такое допущение не
всегда верно.
Промежуточные температуры стали классическим температурным диапазоном
для работы турбинных дисков. В этом диапазоне важные характеристики —
микроструктурная стабильность и стойкость против ползучести; предметом
постоянных забот является также регистрация и предотвращение роста межзерен-
ных трещин. Специальные методы обработки обеспечивают материалам
чрезвычайно высокую прочность, однако при этом страдает трещиностойкость. Так что в
промежуточном температурном интервале значительное внимание уделяют
проблемам разрушения.
Выше 760 °С наибольшего внимания требуют турбинные лопатки, и главной
заботой становится достаточно высокое сопротивление ползучести. Чтобы
существенно повысить эту прочность, разрабатывают новые, подчас уникальные
технологические процессы.
Одна из наиболее популярных тем в подавляющей части современной
литературы - глубокое воздействие среды на свойства суперсплавов. К числу
последствий такого воздействия относятся коррозионное растрескивание под
напряжением, водородное охрупчивание в водных и высокосернистых средах, рост
усталостных трещин и трещин ползучести при взаимодействии с газовыми средами,
содержащими кислород, серу или другие активные химические агенты при
повышенных температурах. Мы будем тщательно анализировать ухудшение свойств под
влиянием среды, поскольку придаем большое значение этому явлению при
проектировании и эксплуатации суперсплавов и при изучении природы их разрушения.
9.1. Свойства суперсплавов при невысоких температурах
На протяжении многих лет суперсплавы находили применение
при невысоких температурах, т.е. в условиях, при которых
не возникало проблем с сопротивлением ползучести. Об
этой области применения в прошлом говорили мало; при
анализе поведения суперсплавов к сведениям об интервале
невысоких температур относились несколько пренебрежительно.
Однако в последнее время довольно активно стали
интересоваться двумя сторонами этого предмета.
Первая сторона касается коррозии под напряжением, ей
подвержены определенные никелевые суперсплавы, работающие
в ядерных реакторах. Вторая сторона, связанная до
некоторой степени с первой, — поиск высокопрочных материалов
для использования в глубоких газовых скважинах с
серосодержащими газами. Высокое содержание водорода в
месторождениях этих газов делает невозможным применение обычных
высокопрочных сталей; это обстоятельство заставило срочно
приступить к интенсивным исследованиям существующих
никелевых сплавов, а также разработке новых сплавов, дабы
использовать их в качестве материалов, альтернативных высо-
309
копрочным сталям. Результаты исследований показывают, что
склонность суперсплавов к растрескиванию можно в
значительной мере регулировать, варьируя их химический состав
и микроструктуру.
Коррозия под напряжением в радиоактивных средах
В качестве радиоактивной среды мы рассматриваем воду,
работающую в реакторах на сжатой воде или с кипящей водой,
при температурах около 316 °С. В реакторах первого вида
обычно используют чистую воду, содержащую кислород (в
количестве нескольких частиц на миллиард) и немного
химических добавок, регулирующих рН. Вода в реакторах второго
вида — аналогичного качества, но кислорода в ней как
правило около 10 частиц на миллион. В растворы, которые
используют для испытательных целей, иногда вводят
различные примеси, чтобы имитировать условия, возникающие при
загрязнении водной среды или нарушении режима работы
реактора.
Предметом главного внимания является сплав Х-750 и, в
меньшей степени, 718 и А-286. Исходно они разрабатывались
для использования при повышенных температурах, их
химический состав и режимы термической обработки
оптимизировали главным образом в расчете на придание им должного
сопротивления ползучести. Имеется опыт долговременного
использования этих сплавов в различных изделиях,
например, болтов, упругих элементов, пальцев в конструкциях
ядерных энергосистем на сжатой и на кипящей воде. После
службы различной продолжительности регистрировали отказы
некоторых из указанных деталей. Большая часть разрушений
была обнаружена при инспекционном освидетельствовании во
время регламентных остановок энергосистем, так что до
угрозы безопасности систем дело не дошло. Тем не менее
разрушения стали предметом тревоги, и в настоящее время
предпринимают всяческие меры, чтобы уяснить причину
разрушений и найти способы устранения этой проблемы.
В обзоре [l] обобщен опыт эксплуатации указанных
деталей и некоторых металлургических факторов, имеющих
непосредственное отношение к проблеме. Подавляющая часть
отказов обнаружена на изделиях из сплава Х-718, хотя это
может быть просто следствием его гораздо большей рас-
310
пространенности. Отказы зарегистрированы в водной среде
реакторов обоих типов, и на сжатой и на кипящей воде.
Отказавшие детали всегда были сильно нагружены, примерно на
уровне предела текучести материала. Из-за
неопределенности фактических служебных напряжений невозможно было
выяснить достаточно точно пороговое напряжение, ниже которого
растрескивание не происходило бы. Большое влияние на
поведение сплава Х-718 оказывает и принятая для него
термическая обработка. Режимы термической обработки,
разработанные первоначально в расчете на повышение стойкости
против ползучести, отнюдь не обеспечивают наилучшей
стойкости против коррозионного растрескивания под
напряжением. Гораздо лучшие свойства дает новая термическая
обработка, ее режим включает высокотемпературный отжиг,
который предшествует старению. То, что общепринятые режимы
термической обработки сплавов Х-718 и А-286, рассчитанные
на повышение стойкости к ползучести, дают довольно низкое
сопротивление коррозионному растрескиванию под
напряжением, показано не только в эксплуатации, но и
соответствующими испытаниями [2]. Одним словом, термообработка,
оптимальная применительно к требованиям сопротивления
ползучести, не может считаться наилучшей при формировании
свойств, необходимых для службы при невысоких
температурах. Подобный вывод неудивителен, но заслуживает того,
чтобы заострить на нем внимание. Полезными могут
оказаться и другие режимы термической обработки. Показано,
например, что перестаривание, приводящее к более
равномерному пластическому сдвигообразованию, помогает повысить
стойкость сплавов в водной среде реакторов, работающих на
сжатой воде [3].
Коррозионное растрескивание изделий из сплава Х-750
под напряжением обычно происходит по границам зерен,
поэтому химический состав последних имеет весьма большое
значение. Нашли [4], что склонность к такому
растрескиванию в водной среде реакторов на сжатой воде зависит от
зернограничной концентрации фосфора. Иллюстрацией этому
служит рис. 9.1, на котором представлена частота отказов
при 360 °С в зависимости от максимального содержания
фосфора на границах зерен. При высоких концентрациях фосфора
разброс данных велик, однако очевидно, что растрескивание
достигает значительных масштабов только при концентраци-
311
Рис.9.1. Сплав Х-750. Зависимость
склоннсчгги к коррозионному
растрескиванию в воде первого контура от зер-
нограничного содержания фосфора [4].
(Перепечатано с разрешения C.A.Grove
и L.D.Petzold [4]) (л — % разрушений)
О 1,0 2,0 3,0 4,0
Р, % {по массе)
ях, близких к 2 %. Вдобавок к растрескиванию при 360 °С
обнаружили второй режим, примерно при 90 °С, где рост
трещины шел еще быстрее и также мог быть связан с
содержанием фосфора. При обоих режимах рост трещины
гипотетически объяснили водородным охрупчиванием, возникающим в
результате общей коррозии сплава Х-750 в водной среде.
Полагали, что склонность к такому растрескиванию
увеличивалась из-за присутствия фосфора на границах зерен.
Провели множество исследований, в которых в качестве
исходного материала использовали высоко чистый Ni, и
показали, что Р и/или S склонны сегрегировать по границам
зерен, а возникшие сегрегации содействуют межзеренному
растрескиванию. Следует ожидать полезного влияния от
добавок, которые измельчают зерно и либо препятствуют
упомянутой сегрегации, либо сводят к минимуму ее
последствия.
Важную роль играют и межзеренные карбидные выделения.
Чтобы изучить ее в связи со склонностью к коррозии под
напряжением, провели обширные исследования на сплаве 600
в различных водных средах. По существу этот сплав
отличается от сплава Х-750 только тем, что содержит гораздо
меньше алюминия и титана и не подвержен старению.
Оказалось, что сопротивление коррозии под напряжением у сплава
Inconel 600 в некоторых средах можно улучшить с помощью
термической обработки при 704 °С, которая приводит к
выделению карбидов по границам зерен. Причина этого
улучшения у сплава 600 остается неясной. В предположительной
форме выдвинуты механизмы, подразумевающие геттерный
эффект карбидных выделений по отношению к вредным
примесям, введение остаточных сжимающих напряжений (вокруг
карбидных частиц), образующих безвредные ловушки для
водорода, и, наконец, обеспечение более равномерной сдвиго-
312
100
50
о о
о
-п—Jo—о I
вой деформации в области границ зерен. Было показано [4],
что выделение частиц М23С6 и/или отсутствие карбидных
выделений типа МС повышало сопротивление растрескиванию у
сплава Х-750 при 360 °С, но никак не проявлялось при
низкотемпературном режиме.
Выделения богатых хромом карбидов, образующиеся на
границах зерен по реакции старения, могут вызвать
сенсибилизацию1, поскольку вокруг себя обедняют по хрому матрицу
и делают ее в этих зонах восприимчивой к коррозионному
воздействию. Сенсибилизацию суперсплавов, предназначенных
для использования в агрессивных средах, следовало бы
сводить к минимуму. Результаты коррозионных исследований
наводят на мысль, что сенсибилизация возможна как следствие
упрочняющей обработки старением, обычно применяемой по
отношению к большинству суперсплавов. Для снижения
степени сенсибилизации существует несколько способов.
Продление времени старения позволяет развиться диффузии хрома
обратно в обедненную хромом матрицу, которая окружает
карбидные выделения. Варьируя режимы термической
обработки, можно подавлять выделение карбидов М23С6 посредством
связывания углерода с более мощными карбидообразователями
и/или поддерживая на достаточно низком уровне содержание
углерода в сплаве. Следует заметить, однако, что согласно
исследованиям поведения сплавов 600 и Х-750 в водных
средах реакторов на сжатой и кипящей воде присутствие
выделений М23С6 и сенсибилизация в некоторых случаях могут
сыграть благоприятную роль, поэтому устранение карбидов
не всегда желательно.
Сплавы для скважин с высокосернистыми газами
Глубокие газовые скважины создают для того, чтобы с их
помощью передавать метан из его крупных месторождений в
различные регионы земного шара. Как правило, такие
месторождения расположены на глубине в несколько миль от
поверхности земли и содержат в больших концентрациях H2S,
С02 и соленую воду. В расчете на использование в подобных
условиях были опробованы различные суперсплавы, а также
1 Термин "сенсибилизация" принят в отечественной литературе для обозначения
роста склонности к межзеренной коррозии после термического воздействия по
определенным режимам. Прим. перев.
313
другие холоднодеформированные сплавы на основе никеля и
кобальта. Все они, как правило, обладали более высокой
стойкостью к воздействию H2S, чем высокопрочные стали,
однако проявляли при этом склонность к водородному охруп-
чиванию.
Эти испытания привели к интересному результату:
длительные выдержки при относительно низких температурах
ухудшали стойкость против водородного охрупчивания (в
скважинах отдельные участки труб могли быть длительное
время нагреты до - 316 °С). Чтобы оценить последствия
подобных выдержек, нагруженные или ненагруженные образцы
подвергали тепловому воздействию на воздухе, а затем при
комнатной температуре измеряли их сопротивление
растрескиванию в испытательных растворах H2S, рекомендованных
NACE.
На рис. 9.2 представлены результаты таких испытаний
[5]. Они проведены на образцах сплава Hasteloy С-276 (со
структурой твердого раствора) с тремя разными уровнями
прочности, заданными путем прокатки с обжатием на 37, 48
или 59%. При испытаниях в растворе H2S образцы вводили в
гальваническую пару со сталью, поскольку вероятно, что
такие пары существуют в эксплуатации. При всех трех
степенях обжатия выдержки в течение нескольких сот часов при
температурах от 204 до 371 °С приводили к заметному
снижению стойкости против водородного охрупчивания.
Поведение, иллюстрированное данными рис. 9.2,
наблюдали у множества других сплавов на никелевой и кобальтовой
основах, если их предел текучести превышал 689 МПа.
Причины повреждающего действия низкотемпературных выдержек
сложны и могут корениться в различных явлениях в
зависимости от того, с каким из сплавов мы имеем дело. Одна из
причин, имеющая общее значение, заключается в сегрегации
фосфора в местах зарождения трещин — по границам зерен
или у поверхности частиц. Сегрегации способны снизить
сопротивление водородному охрупчиванию; видимо, поэтому у
сплава С-276 лучшими свойствами обладали те плавки,
которые отличались чрезвычайно низким содержанием фосфора
[б].
Было обнаружено также, что выдержки образцов сплава
С-276 при 500 °С приводили к появлению в матрице
структуры с дальним порядком. Упорядочение содействовало пре-
314
500
WO
300
200
100
Рис.9.2. Сплав Hasteloy С-276. Влия- т°с
ние тепловых выдержек на коррозионное
растрескивание под напряжением в 500
растворах Н20 по NaCl после холодной ^д
прокатки с обжатием на 59 % (а), 48 %
(б) и 37% (в). Образцы (кольцевые, Зд0
С-образной формы, в паре со сталью)
испытаны в растворе при комнатной
температуре и напряжении, составляю- 200
щем 90 % от величины предела
текучести Ст поперек текстуры прокатки [5]: '"''
1 — коррозионное растрескивание; 2 —
коррозионного растрескивания нет х,°С
500
W
300
200
0,1 1,0 10 100 WOO t,4
обладанию плоскостного скольжения, и его считали вредным,
полагая, что оно усиливает концентрацию напряжения в
локальных участках структуры, приводит к формированию
острых ступенек скольжения, способных послужить зародышами
трещин, или обеспечивает транспортировку водорода в
кристаллическую решетку движущимися дислокациями. Данные рис.
9.3 показывают, что сокращение времени до разрушения в
среде H2S (NACE) у сплава С-276 явилось результатом
сегрегации фосфора, возникшей за короткое время старения, и
следствием реакции упорядочения, потребовавшей примерно
100 ч [71.
Реакции упорядочения, такие как в сплаве С-276,
присущи лишь вполне определенным сплавам, так что другие
материалы, свободные от таких реакций, свободны и от
связанных с ними проблем. Однако сегрегация фосфора и других
315
х 7
ff> Рис.9.3. Сплав Hastelloy
4 С-276. Влияние длительнсчгги
старения при 500 °С на
твердость и долговечность в
условиях коррозионного
растрескивания под напряжением
в растворах Н20 [7]:
1 1— после холодной прокатки
на 68 % (без старения); 2 -
0,1 после холодной прокатки на
68 % и старения при 500 °С;
3 — стандартное отклонение
примесных элементов у внутренних поверхностей раздела
может иметь место в любом сплаве, коль скоро их
растворимость достаточно резко снижается с понижением
температуры. Показано, например [8], что растворимость серы в
различных никелевых сплавах при снижении температуры от 704
до 500 °С понижалась примерно на порядок величины.
Десятикратное снижение растворимости той или иной примеси
может привести к существенному обогащению ею границ зерен у
сплавов многих систем.
Дело, следовательно, сводится к ответу на вопрос,
позволит ли кинетика данного сегрегационного процесса
достичь существенного обогащения внутренних поверхностей
раздела сплава при данных температурно-временных условиях
его эксплуатации. У холоднодеформированных сплавов
быстрое обогащение границ могло бы произойти за счет диффузии
по "дислокационным трубкам" или переноса атомов примеси
движущимися дислокациями. В условиях объемной диффузии
согласно оценкам Малфорда [8] потребовалось бы около
2000 ч, чтобы при 500 °С концентрация серы по границам
зерен достигла 40% от равновесного уровня. С понижением
температуры объемная диффузия становится еще медленнее,
однако обогащение, необходимое для неблагоприятного
влияния на свойства сплава, по-прежнему возможно, если
выдержка при рассматриваемой температуре достаточно
продолжительна.
Изменения в размерном несоответствии у '-фазы и матрицы
и в химическом составе сплава могут повлиять на его
восприимчивость к воздействию среды. Показано, в частности
[9], что очень небольшие изменения в химическом составе,
вызвавшие рост размерного несоответствия частиц у '-фазы и
матрицы, повышали сопротивление сплава А-286 водородному
HR30H
юо woo-1, v
охрупчиванию. Авторы [9] высказали предположение, что
рост размерного несоответствия помогал . захватывать
водород в безопасных участках вокруг частиц у'-фазы и тем
самым сводил к минимуму скопление водорода в местах
зарождения трещины.
Склонность к питтинговой коррозии у сплавов на
никелевой основе может быть связана с преимущественным
растворением более крупных выделений у '-фазы [10]. Проверка
достоверности этого взгляда выполнена при испытании
массивных монокристаллических образцов у'-фазы различного
химического состава в условиях анодной поляризации.
Нашли, что поведение сплавов, содержащих крупные частицы
у '-фазы, соответствует поведению ее массивных
монокристаллических образцов.
Выделения карбидов и у '-фазы нередко оказываются
термодинамически неустойчивыми в коррозионной среде.
Например, равновесие в реакциях
Cr23C6 + 302 —»-23Cr + 6СО
и
2Ni3Al + у02 -* Al203 + 6Ni
смещается вправо из-за активности кислорода. В
большинстве случаев оксиды Al, Сг или другие защитные
поверхностные пленки предотвращают развитие подобных реакций.
Но коль скоро цельность этих пленок нарушена химически
или механически, локальной активности кислорода
оказывается достаточно для окисления частиц карбидов и у '-фазы.
Аналогичные явления могут возникнуть и в других
агрессивных средах.
Ранее мы отмечали, что при промежуточных температурах
различные газовые среды оказывают ускоряющее влияние на
рост трещин ползучести и усталости. Согласно ряду
наблюдений поведение трещин при более высоких температурах
нередко совпадает с поведением трещин при более низких
температурах в водной среде. Например [ll], у сплава X-
750 характер коррозии под напряжением в паро-водородной
смеси при 399 °С совпадал с таковым в водной среде
реактора на сжатой воде при более низких температурах. Очень
важно понять природу и особенности повреждающего действия
317
среды на интересующие нас сплавы. Расширение работ,
позволяющих сравнить растрескивание сплавов в водной среде
при более низких температурах с растрескиванием в газовой
среде при более высоких температурах могло бы значительно
раздвинуть рамки этого понимания.
9.2. Свойства суперсплавов при промежуточных температурах
В течение 1970-х и начале 80-х гг. значительные усилия
направляли на повышение проектной прочности турбинных
дисков; вначале с этой целью повышали сопротивление
ползучести (длительную прочность), а позднее — усталостную
прочность. Новые способы обработки, например, газовое
распыление и обработка высоким изостатическим давлением,
позволяли разработать сплавы с более высоким содержанием
у'-фазы. Дополнительным толчком к росту прочности
послужило внедрение методов тепловой деформационной обработки,
в результате которой металл в значительной степени
сохраняет сообщенное ему деформационное упрочнение или
побуждается к рекристаллизации с образованием чрезвычайно
мелкозернистой структуры. При такой обработке предел
текучести при комнатной температуре после старения
значительно превышает 1370 МПа.
Разработали и способы получения особой формы зерен,
например, с зубчатыми границами или типа "ожерелье"
(когда крупные удлиненные зерна окружены гораздо более
мелкими равноосными). У этих высокопрочных материалов добились
очень высокого сопротивления ползучести и усталости,
однако часто за счет некоторой утраты пластичности.
Откликом на все эти проблемы явилась интенсивная теоретическая
и практическая работа, цель которой — лучше понять
поведение суперсплавов, разрушающихся в условиях ползучести
при промежуточных температурах.
В этих условиях разрушение часто начинается
зарождением и ростом пор по границам зерен, перпендикулярным оси
нагружения. Нередко зарождение пустот наблюдают в тех
местах, где полосы скольжения пересекаются с зерногранич-
ными частицами второй фазы.
Для зарождения пор должно соблюдаться условие
°п * 2^//-, где сп — локальное растягивающее напряжение,
7S ~ энергия поверхности раздела, а г — радиус поры. По-
318
добная чувствительность к уровню энергии поверхности
раздела предопределяет зависимость скорости порообразования
от локальных вариаций химического состава в зоне
порообразования. Рассчитали, например [12], что пороговое
напряжение порообразования возрастет втрое, а скорость
зарождения пор — примерно на 20 порядков величины, если в
результате изменения зернограничной концентрации
подвижных примесей величина ys уменьшится на 50%. Гораздо
сложнее стало давать оценку скорости порообразования,
когда обнаружили, что зарождение пор часто происходит
непрерывным образом по мере развития деформации ползучести.
Несколько легче оказалось иметь дело с ростом пор. Его
зависимость от скорости диффузии выражают в терминах
зернограничной диффузии вакансий к границам зерен,
перпендикулярным оси нагружения. Обычно с помощью подобных
моделей прогнозируют пороговое напряжение роста пор, скорость
роста, полагая ее пропорциональной величине напряжения, и
кинетику роста, полагая, что она лимитирована
зернограничной или поверхностной диффузией.
Разработаны и модели увеличения пористости в
зависимости от напряжения. Большое значение придается
зернограничной сдвиговой деформации с образованием клиновидных
трещин в местах встречи границ зерен1. Модели,
рассматривающие напряжение в качестве аргумента, прогнозируют
зависимость роста пор от напряжения подобно тому, как
прогнозируют зависимость ползучести от напряжения; модели
температурной зависимости роста пор построены по аналогии
с моделями температурной зависимости второй стадии
ползучести.
Модели роста пор, исходящие из определяющей роли
скорости диффузии, сопоставили с моделями, исходящими из
определяющей роли напряжения, и показали, что первая должна
доминировать при малых размерах пор, а вторая — при
больших. Переходный размер пор обычно составляет несколько
микрон; такие поры нередко видны в изломе образцов,
разрушенных в условиях ползучести. Случаи взаимного
наложения этих механизмов заставили проанализировать варианты
их последовательного или совокупного действия.
Иллюстрацией для одного из таких вариантов служит рис. 9.4, пора
Нередко их называют "тройными точками" (tripple points). Прим. перев.
319
окружена зоной, где процесс роста контролирует диффузия;
в свою очередь, эта зона заключена в матрицу,
деформирующуюся в режиме ползучести, которая контролируется
уровнем напряжения [13].
Эксперименты показывают, что при определенных условиях
упомянутые модели позволяют прогнозировать размеры пор с
достаточной точностью. Эти опыты проведены в основном на
материалах с уже существующей умеренной и соответствующим
образом распределенной пористостью, образованной в
процессе какой-либо обработки, с тем чтобы дополнительным
зарождением пор в процессе испытаний на ползучесть можно
было пренебречь. В некоторых опытах требовался ряд
допущений, выражающихся в произвольном выборе того механизма
роста пор, который должен определять поведение материала.
Поэтому хотя в определенных деталях некоторые из этих
моделей и представляются верными, еще нельзя во всех
случаях использовать их в качестве общепринятого средства для
прогнозирования процессов порообразования у различных
сплавов.
Чтобы лучше охарактеризовать условия нагружения,
ответственные за рост трещины в режиме ползучести или
усталости, обратились к методам механики разрушения, адапти-
мфГГ
2 3 Кф
Рис.9.4. Модель роста поры (схема), рассматривающая в совокупности зону,
контролируемую процессами диффузии, и зону, контролируемую процессами
ползучести [13]:
1 — оболочка из матрицы, претерпевающей ползучесть; 2 — пора; 3 —
диффузионная зона; 4 — граница зерен
Рис.9.5. Влияние металлургических (МФ — локализация напряжения и
деформации) и конструктивных факторов (КФ — размер, длина трещины, поперечное
сужение, среда) из параметры напряжения, характеризующие разрушение [14]:
1 — хрупкое состояние; 2 — линейная механика разрушения; 3 — нелинейная
механика разрушения; 4 — номинальное напряжение; 5 — напряжение в живом
сечении
320
рованным к поведению материалов при повышенных
температурах. Исходно подходы механики разрушения были развиты для
низкотемпературных режимов, позволяющих пренебречь
присущим ползучести и зависящим от времени пластическим
течением материала в зоне вершины трещины. При повышенных
температурах без учета пластической деформации такого
рода нельзя установить надежных параметров напряженного
состояния. На рис. 9.5 схематически показано, что
применительно к крупномасштабным образцам хрупких материалов
можно воспользоваться подходами линейной механики
разрушения, и самым подходящим параметром является коэффициент
интенсивности напряжения К [14]. При повышении
пластичности и масштабов деформации ползучести у вершины трещины
коэффициентом К пользоваться нельзя, и наиболее
подходящим параметром оказывается зависящий от времени
/-интеграл, или величина с , выражаемая как
с* = -^- f-, (9.1)
В da
где В ~ толщина образца, a du/da — зависящая от времени
площадь под кривой, характеризующей изменение нагрузки
при единичном приросте длины трещины. Для очень
пластичных материалов, в которых ползучесть охватывает все
поперечное сечение до того, как произойдет прирост трещины,
следует пользоваться такими параметрами, как номинальное
или истинное напряжения.
На сегодняшний день нет общепринятого метода,
позволяющего выбрать заведомо верный силовой параметр,
характеризующий различные виды разрушения при повышенных
температурах. Чтобы сделать выбор между параметрами Кис,
предлагали [15] прежде оценить время релаксации
напряжений вблизи вершины стабильной трещины. Если это время
коротко, лучше характеризовать условия нагружения
параметром с . Напротив, если релаксация требует длительного
времени, зона ползучести вокруг вершины трещины мала и
стеснена упругим полем, так и корректным параметром
становится величина К. Пользуясь датчиками смещения для
оценки характера релаксации, можно определить
экспериментально, какой из параметров следует применить. Иногда
обращаются к другому экспериментальному методу - испытанию
11 Зак. 1091 321
образцов двух разных типов, например, образцов с боковым
и с центральным надрезом. Выбор между параметрами с и К
производят на основе сравнения результатов этих
испытаний. Тот параметр, который дает лучшее согласие между
результатами испытаний образцов двух типов, и принимают за
наиболее подходящий. Заметим, что выбор параметров
становится критическим, если мы пытаемся предсказать поведение
материала в эксплуатации или сравнить результаты данных
испытаний с данными других исследователей. Если же
испытания предназначены просто для сравнения собственных
исследуемых материалов, режимов термической обработки или
подобных им категорий, выбор параметров не является
жизненно важным, надо лишь выдерживать идентичность
испытуемых образцов. Причина в том, что величины К, с и
напряжение в живом сечении меняются пропорционально друг
другу при фиксированных геометрии и длине трещины.
На базе положений механики разрушения проведено
множество исследований роста трещин ползучести и усталости.
В целом результаты этих работ позволяют предположить, что
поведение высокопрочных сплавов в условиях ползучести
можно характеризовать величиной К. Для характеристики
поведения нержавеющих сталей и теплостойких сплавов в тех
же условиях более приемлем, по-видимому, параметр с .
При усталостном нагружении для обоих типов материалов
приемлемым представляется параметр К или ДАТ.
При промежуточных температурах рост трещин ползучести
в сплавах, упрочненных старением, по-видимому, всегда
будет межзеренным. Нередко сообщают о пороговом напряжении
К, ниже которого трещины не растут. Величины К могут быть
очень низки. На рис. 9.6 применительно к сплаву 718 дано
сравнение величин К, измеренных при обычном испытании на
вязкость разрушения с возрастающей нагрузкой, и пороговых
значений К, соответствующих испытаниям при неизменной
нагрузке [16], Видно, что величина К снижается на порядок
и ее пороговое значение составляет 22 МПа-м1/2.
Если значение К выше порогового, скорость роста
трещин ползучести часто можно выразить как
а = АКт, (9.2)
где Акт — константы. Обычно т принимает значения от 2
322
до 7, но с показателем степени уравнения,
характеризующего процесс ползучести, хорошей корреляции не проявляет.
Скорость роста трещин увеличивается с ростом температуры,
и иногда из уравнения Аррениуса получают вполне
определенные значения кажущейся энергии активации. Тем не
менее измеренные таким образом величины скорости роста
сильно меняются для разных сплавов и испытательных сред,
поэтому известные результаты испытаний не позволили
установить с определенностью механизмы, контролирующие эту
скорость.
Характер роста трещины проявляет значительную
зависимость от параметров микроструктуры. Чтобы задержать
зарождение трещин, полезно иметь мелкое зерно. Однако более
грубому зерну соответствует более медленный рост трещин
шо
120
« too
й во
к
Ч" во
•—
-
_ I
--1
и
-*"С
V
\
1...
ьУ
г
^2
i >
<ю -
20 -
О 200 400 В00 800Т,С
Рис.9.6. Сплав Inconel 718.
Величины интенсивности напряжения,
характеризующие разрушение под
действием возрастающей (7) и
постоянной (2) нагрузок при
различных температурах [16].
Перепечатано с разрешения American
Society of Mech. Engineers
Рис.9.7. Сплав Inconel 718.
Зависимость скорости роста трещины в
условиях ползучести при 650°С на
воздухе (7) и в атмосфере Не (2)
от величины интенсивности
напряжения [18]
/Г, МПа-м*
И*
ползучести и усталости. Поэтому нередко существует
некоторый оптимальный размер зерна, отвечающий наиболее
приемлемому компромиссу в части удовлетворения этих двух
конфликтующих требований. Важна и форма зерен. Зубчатые
или имеющие явно неправильную форму границы зерен литого
сплава в этом смысле предпочтительнее, чем гладкие и
прямолинейные границы. Важную роль играет упрочнение
старением. Сообщают о благотворном влиянии перестаривания,
однако не вполне ясно, является это влияние результатом
гомогенизации скольжения или каким-либо изменением
микроструктуры границ зерен. Влияние межзеренных карбидных
выделений в достаточной мере не изучено. Некоторые
испытания сплава Х-750 показали, что форма карбидов, наилучшим
образом сдерживающих рост трещин ползучести, меняется с
изменением испытательной среды; поэтому предположили, что
в обнаруженном влиянии карбидов преобладающую роль скорее
играли характеристики среды, нежели переменные, присущие
собственно пластическому течению сплава [17].
Среда оказывает сильное влияние на характер ползучести
и усталости. Ранние работы, выполненные на гладких
образцах, с трудом поддаются обобщению, поскольку результаты
их неоднозначны, а порой — противоречивы. Например,
долговечность в условиях ползучести на воздухе может быть
меньше, чем в вакууме, из-за межзеренного кислородного
охрупчивания, но может быть, и больше, чем в вакууме, коль
скоро процесс ползучести заторможен внутренним
окислением.
Исследованиями роста трещин в суперсплавах показано,
что воздух, точнее, кислород может существенно ускорить
рост трещин ползучести или усталости по сравнению с их
ростом в вакууме или в инертных средах. На рис. 9.7
показано, что у сплава 718 при 640 °С скорость роста трещины
на воздухе примерно в 100 раз превышала эту скорость в
среде гелия [18]. Сульфидосодержащие среды -оказывают еще
более пагубное влияние. Если в гелиевую среду ввести
очень малые количества H2S или S02 растрескивание
становится очень быстрым. Если к сульфидосодержащим средам
добавляют соль, как это имеет место в смешанных средах,
вызывающих горячую коррозию, повреждающее воздействие
сульфидов значительно возрастает. Известно, что сера образует
с никелем легкоплавкую эвтектику. Однако нет никаких дч-
324
казательств, позволяющих предположить, что для быстрого
растрескивания необходимо образование жидкой пленки.
Менее агрессивны среды науглероживающие, они по сравнению с
гелиевой средой ускоряют рост трешин ползучести только в
три раза. Попытки установить связь между скоростью
растрескивания и термодинамической активностью среды были не
очень успешны, возможно, из-за множества усложняющих,
замедляющих или ускоряющих влияний, влияния нагрузок и
других факторов, способных вызвать изменение в химических
реакциях.
Чтобы объяснить явления, связанные с влиянием среды,
выдвинуто множество механизмов. Их можно подразделить, на
три основных типа [19]:
тип/1: растрескивание из-за адсорбции активного элемента
на поверхности трещины в ее вершине;
тип В: растрескивание из-за образования продуктов
коррозии в вершине трещины;
тип С: растрескивание в результате диффузии активного
элемента в границы зерен впереди вершины трещины.
Несмотря на то, что действие механизмов типа А
предполагали неоднократно, прямого подтверждения их ведущей
роли в процессе высокотемпературного роста трещин пока что
нет. Действие механизмов типа В, напротив, наблюдали в
очень многих случаях. После ползучести на воздухе
множество исследователей обнаруживали на межзеренной
поверхности оксидные клинья или пики. В дальнейшем на этих
частицах образуются трещины, а удаление подобных частиц
путем поверхностного стачивания может существенно увеличить
последующую долговечность. Окисление может быть
значительно ускорено в результате механического нагружения.
Было показано [20], что с увеличением амплитуды
деформации при циклическом нагружении хром-молибден-ванадиевой
стали скорость ее окисления за цикл нагружения возрастала
на несколько порядков величины. Авторы [20] нашли, что
скорость усталостного растрескивания {da/dbf)A на воздухе
можно было выразить как
(da/dN)A = (da/dN)v + k(da/dn)0, (9.3)
где (da/dN)v — скорость роста трещины в вакууме, к —
константа и k(da/dn)0 — скорость окисления за цикл нагруже-
325
ния. Позднее подобные аддитивные влияния на скорость
роста усталостных трещин обнаружили и на других сплавах.
Следует помнить, что в условиях циклического нагружения
скорость окисления может быть на порядки величины выше,
чем в условиях обычного "статического" окисления.
Прогнозировать величину da/dN по данным, полученным при таком
окислении, по-видимому, не возможно [19]. Подобное
отсутствие корреляции наблюдали и при исследовании роста
трещин ползучести, когда некоторые очень агрессивные суль-
фидообразующие среды оказывали на него отрицательное
влияние, например, разупрочняющее. Данные по
"статической" высокотемпературной коррозии могут оказаться очень
ненадежными1 в отношении прогнозов по воздействию среды в
процессе ползучести или усталостного нагружения.
Повреждение типа С и его последствия были
продемонстрированы [21] при исследовании образцов, которые
сначала подвергали воздействию различных сред при высоких
температурах, а затем Испытывали при более низких
температурах и определяли конечные свойства. Оказалось, что
нередко даже после механического удаления видимых
поверхностных повреждений приходилось констатировать заметное
снижение свойств в результате диффузии агрессивных
веществ в границы зерен в процессе первоначальной
высокотемпературной выдержки.
Наблюдали несколько типов повреждений, вызванных
первоначальными высокотемпературными выдержками. У никеля,
содержащего различные добавки, взаимодействие кислорода с
межзеренными карбидными частицами приводило к образованию
пузырей СО [21]. У сплавов системы Ni-Mn-S окисление
частиц MnS могло вызвать появление на границах зерен
свободной серы [22]. Предполагают также [23], что кислород или
оксиды, присутствующие на границах зерен, могут подавлять
проскальзывание и тем самым задерживать релаксацию
локальных напряжений в процессе ползучести. При
исследовании суперсплавов многократно наблюдали подповерхностное
окисление частиц карбидов и ^'-фазы; это окисление
безусловно могло вызвать разупрочнение. Полное окисление
1 В оригинальном тексте употребили термин "неконсервативными" (nonconser-
'vative). В контексте этого раздела такой термин, по-видимому, не
соответствует смыслу фразы и, возможно, ошибочно употреблен вместо термина
nonconsistent (несоответствующий, ненадежный). Прим. перев.
326
частиц и значительное повреждение при этом совершенно не
обязательно, поскольку нарушение связи между частицами и
матрицей уже привело бы к образованию пор.
Связь между металлургическими параметрами и ухудшением
свойств под влиянием среды понятна не вполне. К важным
факторам, по-видимому, относится прочность сплавов;
обычно наиболее серьезное воздействие среды наблюдают у
сплавов высокопрочных. Правда, не все высокопрочные
суперсплавы подвержены столь значительному влиянию среды, как
сплав 718 (результаты его испытаний см. на рис. 9.7). Как
правило, сплавы, более чувствительные к надрезу,
проявляют и более высокую чувствительность к воздействию среды.
Постепенно проясняется влияние таких структурных
переменных, как морфология выделений карбидов и к '-фазы,
размеры и форма зерен, на характер распространения трещин.
Но по-прежнему не вполне понятно, каким путем
осуществляется влияние изменений этих параметров на свойства
материала — через внутренние факторы (например, особенности
движения дислокаций) или через внешние, относящиеся к
особенностям воздействия воздушной среды.
Очень важным для предотвращения роста трещин является
химический состав границ зерен, особенно содержание в них
элементов малых добавок — В, Zr, Mg и Hf. Согласно
многочисленным опытам бор оказывается особенно эффективным в
снижении повреждающего влияния среды и/или в повышении
природной стойкости границ зерен против распространения
трещины. Пытаясь объяснить причины благоприятного
воздействия элементов типа бора на свойства границ зерен,
рассматривали множество механизмов. К их числу относятся:
1) повышение прочности связи между атомами никеля на
границах; 2) снижение скорости зернограничной диффузии;
3) геттерный захват или нейтрализация вредных примесей,
поступающих как от внутренних, так и от внешних
источников; 4) изменение химического состава или морфологии зер-
нограничных частиц карбидов или г '-фазы и 5) стабилизация
наиболее защитных оксидов в местах пересечения границ
зерен с наружными поверхностями.
Квантово-механические расчеты показывают, что добавки
бора способны усиливать связи между атомами никеля,
расположенными по разные стороны от границы зерен [24].
Остальные механизмы находят экспериментальное подтвержде-
327
ние. Данный перечень механизмов нельзя считать
исчерпывающим; ясно, что некоторые явления, как будто относящиеся
к различным механизмам, на самом деле проистекают из
какого-то одного более общего и фундаментального механизма.
Сегодня уже кажется неразумным объяснять благоприятную
роль элементов типа бора какой-либо единственной
причиной. Гораздо вероятнее, что эти элементы будут вести себя
в разных сплавах по-разному. Чтобы выяснить их подлинную
роль и научиться оптимизировать химический состав границ
зерен, нужны новые эксперименты.
9.3. Свойства суперсплавов при высоких температурах
С ростом температуры сопротивление ползучести становится
основным параметром среди тех, на которые следует
ориентироваться при проектировании и эксплуатации
суперсплавов. Для большинства сплавов минимальную скорость
ползучести е на ее второй стадии можно выразить как
ё = А(0 - cr0)"exp(- Q/RT),
где ff — приложенное напряжение, Q — энергия активации,
R — газовая постоянная, 7 — температура, 'А, с0 и п —
константы. Член с0 часто является функцией исходного
напряжения, температуры и микроструктуры. При подходящих
значениях (У0 кажущаяся энергия активации ползучести Q
примерно равна энергии активации самодиффузии никеля, а
показатель степени при напряжении п ~ 4.
Характеристики ползучести находятся в сильной
зависимости от множества микроструктурных параметров. Главными
из них являются объемная доля выделений ar'-фазы,
размерное несоответствие решеток этих выделений и матрицы,
морфология выделений. Зависимость долговечности в условиях
ползучести от объемной доли у' -фазы (рис. 9.8) обычно
имеет приблизительно линейный характер [25]. Более старые
суперсплавы на основе никеля и на основе железа содержат
20-30% (ат.) г'-фазы и, как правило, сопротивление
ползучести у них хуже, чем у литейных сплавов и более новых
сплавов на никелевой основе с приблизительно удвоенной
объемной долей tf'-фазы.
Поскольку размерное несоответствие решеток матрицы и
328
Рис.9.8. Зависимость
длительной прочности суперсплаиов при
различных температурах от
содержания ^' -фазы [25] (7 -
705 °С; 2- 760 °С; 3- 870°С;
4- 980 °С)
30 45
/',%fam.j
Э-'-фазы (рис.9.9) тоже влияет на сопротивление
ползучести, последнее можно повысить, если оптимизировать это
размерное несоответствие, т.е. оптимизировать уровень
когерентных искажений на поверхности раздела
частица/матрица [25]. Этот вклад в прочность сплавов, по-видимому,
более эффективен для кратковременной и низкотемпературной
службы, поскольку увеличение размерного несоответствия
решеток повышает и нестабильность ^' -фазы. • Обычно это
нежелательно, поскольку огрубление или превращение ее
выделений приводит к ухудшению сопротивления ползучести.
Однако в некоторых случаях, таких, например, как развитие
0,021,03 2,03
2,851,90 0,98
7
2,98Т\,%
0,09 А\,%
Рис.9.9. Зависимость
долговечности некоторых суперсплавов в
условиях ползучести при 650 °С и
напряжении 420 МПа от различия
параметров решетки а0 матрицы и
7S -фазы [26]
0,2 О -0,2 -0Л -0,5-0,8-1,0
(а0г-а0г>}/а07
329
плотоподобной структуры выделений ^'-фазы (подробнее она
рассмотрена ниже), размерное несоответствие решеток и
нестабильность ^'-фазы используют как средство,
благоприятствующее формированию более выгодной микроструктуры
непосредственно под нагрузкой в процессе ползучести.
Чтобы сопротивление ползучести было наилучшим, надо
добиваться образования очень мелкодисперсных выделений
зг'-фазы. Однако это часто вызывает нежелательные потери
пластичности и длительной прочности образцов с надрезом.
Обычно у большинства сплавов оптимальный размер выделений
^'-фазы — около 0,1—0,5 мкм, что обеспечивает хорошее
сочетание прочности и пластичности. Для некоторых сплавов,
где содержатся крупные выделения tf'-фазы, характерно
бимодальное и даже тримодальное распределение выделений
у '-фазы по размерам. Крупные выделения # '-фазы часто
присутствуют в литейных сплавах; они образуются там из-за
микросегрегации легирующих элементов в процессе затверде-
вания; и растворить их с помощью последующей термической
обработки достаточно трудно. Укрупненные выделения
аг'-фазы образуются и в процессе многоступенчатой
термической обработки—старения, которую используют и для
литейных, и для деформируемых сплавов. Вклад крупных частиц
зг'-фазы в сопротивление ползучести невелик, но они
рассредоточивают скольжение и снижают чувствительность к
надрезу.
Чтобы улучшить сопротивление ползучести, полезно
повысить прочность границ до уровня, превышающего прочность
тела зерен. Существенную роль в решении этой задачи
смогут играть карбидные частицы, они закрепляют границы
зерен, предотвращая зернограничное проскальзывание или
миграцию границ. Однако те же частицы обычно являются местом
образования пор в процессе ползучести. Поэтому существует
оптимальный уровень содержания углерода в деформируемых
сплавах на никелевой основе, ~ 0,5—0,5 % (по массе) или
несколько более высокий в литейных .сплавах; в этом случае
достигают компромисса между упрочнением границ зерен и
созданием мест, где зарождается разрушение.
Исходя из химического состава сплава и режима
термической обработки, можно сказать заранее, какие будут
образовываться карбидные выделения. В одних сплавах после
обработки при 1038-1093 °С образуются выделения Сг3С или
ззо
М6С, в других-в результате обработки при
732-843'Неглавным образом карбиды типа М23С6, последние, по-
видимому, стабильнее при более низких температурах. В
стремлении повысить прочность в условиях ползучести
главная задача- добиться равномерного распределения
небольших (0,1-0,3 мкм) стабильных и изолированных карбидных
частиц по границам зерен. В условиях ползучести ячеистые
карбидные выделения или непрерывные карбидные пленки
нередко сказываются пагубно на долговечности и
пластичности. Следует также избегать таких карбидных реакций,
которые лишают прилегающую матрицу элементов, образующих
Э-'-фазу и, следовательно, приводят к формированию зоны,
свободной от ее выделений, вдоль границ зерен. Такие
зоны, если они достаточно широкие, отличаются пониженной
прочностью и образуют путь для облегченного
деформирования и растрескивания.
Фазовая нестабильность, проявляющаяся в процессе
ползучести, может привести к возрастающему ухудшению
свойств. Одно из проявлений нестабильности - огрубление
частиц, т.е. растворение более мелких частиц и выделение
более крупных. Огрубление зернограничных карбидных
выделений чревато разупрочнением границ и межзеренным
растрескиванием, а огрубление частиц ?' -фазы - снижением
длительной прочности. Правда, менее устойчивые карбиды
могут перейти в более устойчивые состояния. Возможен распад
З-'-фазы и образование вредных фаз типа б, т) и с,
приводящий к заметному снижению длительной прочности (рис. 9.Ю)
[27]. Обычно утрата свойств, связанная с образованием фаз
типа с, является либо результатом обеднения по
соответствующим легирующим элементам (следовательно, результатом
потери прочности в процессе образования этих фаз), либо
Рис.9.10. Сплав Udimet-700.
Изменение длительной
прочности при 850 °С в
результате образования С-фазы
[27]:
1 — при отсутствии С-фазы;
2 — при образовании С-фазы
50 100 200 500 1000 2000 U, V
331
следствием растрескивания в новой фазе или по границе
раздела новой фазы и матрицы.
Важными переменными являются также размер и форма
зерен. Меньшему размеру зерен соответствует более высокая
прочность при пониженных температурах и повышенных
напряжениях. При высоких температурах и пониженных напряжениях
уменьшению межзеренного проскальзывания и, следовательно,
повышению длительной прочности, способствует увеличение
размера зерен. Однако последний не должен превышать
некоторого предела, а именно, число зерен в поперечном
сечении детали не должно быть меньше 10. Условие это
относится к материалу с равноосными зернами. Как будет показано
ниже, при специальной форме зерен число границ зерен в
поперечном сечении изделия не ограничивается.
Для улучшения характеристик ползучести суперсплавов
предпринято множество шагов. Усовершенствование способов
производства помогло свести к минимуму сегрегацию
легирующих и примесных элементов в процессе кристаллизации.
Применение таких "руководств" по легированию, каким
является программа ФАКОМП, предоставило новые возможности
подавлять формирование в современных сплавах таких вредных
фаз, как фаза б.
Еще один очень важный шаг заключался в том, чтобы
сократить до минимума самое слабое звено в структуре
стандартных суперсплавов, а именно убрать по возможности
границы зерен, расположенные перпендикулярно оси
растягивающего напряжения. Этого достигли, применив методы
направленной кристаллизации или направленной термической
обработки, которые позволяют получить микроструктуру с
чрезвычайно сильно вытянутым зерном либо полным отсутствием
поперечных границ зерен. На рис. 9.11 показано, что дли-
1000
Рис.9.11. Сплав МА-6000.
Зависимость длительной прочности при
950 °С и напряжении 230 МПа от
соотношения длинной и короткой
осей (вытянутости) зерен (по
данным F.Artz и R,F.Singer [28]):
1 — межзеренное разрушение; 2 —
внутризеренное разрушение
10 30
Вытянутость
332
тельная прочность современных усовершенствованных сплавов
значительно повысилась благодаря увеличению вытянутости
зерен, поскольку при этом сильно уменьшаемся
протяженность поперечных границ и, следовательно, количество
мест, в которых зарождается разрушение [28].
Дальнейшего улучшения свойств можно достичь путем
управления кристаллографической текстурой направленно
закристаллизованных материалов. Данные рис. 9.12
свидетельствуют, что длительная прочность очень чувствительна
к кристаллографической ориентировке [29]. Однако
оптимальная ориентировка не всегда продиктована прежде всего
соображениями длительной прочности. У некоторых
материалов направленной кристаллизации плоскости кристаллической
решетки <100> ориентировали параллельно оси нагружения,
чтобы свести к минимуму напряжения, возникающие из-за
термоциклирования (вызывающего термическую усталость) в
условиях эксплуатации.
с.
%
25
20
15
W
5
<да;>
<112>
-1
-/
р.
<т>
1
/
/
а
i
то 200
300
400 о то
t,4
с,
%
25
20
15
10
5
-
~<001>
-1
■
L л "
<112> <£">_
т-""
в
JJJ»
1
о
100
200
300
900
t.4
Рис.9.12. Влияние кристаллографической ориентации на ползучесть
(зависимость "деформация £ — время г") монокристаллических образцов суперсплавов
(по данным R.P.Delal и др. [29]):
а- при 760 °С и687МПа; б- при 982 °С и 247 МПа; в- при 1093 °С и
137 МПа 333
Производство сплавов в виде монокристаллических
изделий обеспечивает дальнейшее улучшение свойств. Отсутствие
границ зерен позволяет удалять из сплава такие легирующие
элементы, как С, В, Zr и Hf, вводимые для оптимизации
свойств границ зерен в поликристаллйческих материалах. У
большинства сплавов удаление этих легирующих элементов
вызывает повышение температуры плавления. В свою очередь,
это позволяет проводить термическую обработку на твердый
раствор при более высоких температурах и тем самым
перевести в твердый раствор большее количество ^'-фазы; в
результате большее количество выделений у '-фазы
образуется в процессе последующего старения. Переход от
равноосной микроструктуры к структурам направленной
кристаллизации и, в частности, к монокристаллическим приводит к
значительному увеличению длительной прочности [30]
(рис. 9.13).
е,%
20
10
..1
2
i i
J
|
20
W
60
80
t, ч
Рис.9.13. Характер
ползучести сплава МАР-200 в трех
модификациях:
1 — с равноосным зерном;
2 — после направленной
кристаллизации; 3 — в
монокристаллическом состоянии
при 982 °С и 206 МПа (по
данным F.L.Versnyder и
M.E.Shank [30])
Еще большего упрочнения монокристаллов достигли путем
создания плотоподобной микроструктуры выделений ^'-фазы.
Путем соответствующего управления размерным
несоответствием кристаллических решеток эг'-фазы и матрицы
добиваются того, что в процессе старения под напряжением
образуются пластинчатые выделения ^'-фазы, ориентированные
перпендикулярно оси растягивающего напряжения. Размер
этих пластинок или "плотов" может достигать размеров
самого кристалла. Степень упрочнения зависит от
протяженности поверхности раздела между т'-фазой и матрицей, и
более высокой длительной прочности достигают при более
дисперсной структуре "плотов". При тщательном
регулировании размерного несоответствия решеток можно достичь очень
сильного упрочнения монокристаллов за счет выделений
Г' -фазы.
334
Прочность самой у'-фазы и, следовательно, упрочняемых
ею сплавов зависит от температуры. В зависимости от
химического состава предел текучести у '-фазы достигает
пиковых значений при 704-760 °С. Выше этих температур
прочность у'-фазы снижается, а содержащие ее сплавы проявляют
склонность к быстрой потере прочности по мере того, как
температура приближается к 980 °С. Для столь высоких
температур разработаны другие механизмы упрочнения,
позволяющие обойтись без участия выделений у'-фазы, образующихся
по реакции старения. С этой целью исследованы процессы
направленной кристаллизации эвтектик, содержащих такие
фазы, как Ni3Al, Ni3Co, ТаС и Сг3С2. После направленной
кристаллизации эти структуры в идеале состоят из
параллельных друг другу равномерно распределенных в объеме
матрицы интерметаллидных или карбидных волокон. Для
некоторых сплавов провели дополнительное легирование, чтобы
упрочнить эту матрицу старением по у'-фазе. Эти материалы
обладали хорошей длительной прочностью при высоких
температурах, но их промышленное применение сдерживалось
необходимостью сохранять низкие скорости кристаллизации,
необходимые для получения оптимальной морфологии волокон.
Хорошего уровня длительной прочности при высоких
температурах достигли и с помощью дисперсного оксидного
упрочнения. Материалы такого рода получают методами
порошковой металлургии; обычно они содержат частицы Y203,
предназначенные и для упрочнения, и для управления
размером и формой зерен. При более низких температурах эти
сплавы, как правило, уступают в прочности сплавам,
упрочняемым выделениями у '-фазы по реакции старения; причина в
том, что для достижения очень высокой прочности
необходимо обеспечить одновременно высокую объемную долю и
равномерное распределение оксидных частиц, а сделать это
достаточно трудно.
По сравнению с у'-фазой оксидные частицы обладают
гораздо большей термической стабильностью и, следовательно,
гораздо более эффективны при высоких температурах; выше
982 °С такие сплавы превосходят по длительной прочности
сплавы, упрочняемые выделениями у'-фазы. Работы последних
лет сосредоточены на сочетании дисперсного оксидного
упрочнения с упрочнением у'-фазой по реакции старения; этим
путем стремятся обеспечить высокую длительную прочность в
335
более широком интервале температур.
Эти новые материалы в своей значительной части
анизотропны, так что их свойства могут заметно ухудшаться в
случаях "внеосевого" нагружения. Это обстоятельство
порождает проблемы сохранения свойств в определенных
участках конструкций, например, в местах, где лопатки
прикрепляются к турбинному диску. В остальном применение новых
материалов для изготовления лопаток не исключается. В
плане использования этих интересных материалов вне
конструкций реактивного двигателя сделано очень немного.
Возможно, при пониженных температурах они пригодны в
качестве деталей крепежа или трубопроводных систем, где их
анизотропные характеристики могут быть использованы с
выгодой. Словом, поиск сфер для более широкого применения
этих необычных материалов может оказаться плодотворным.
Глава 10. УСТАЛОСТЬ
Р.В.Майнер
{Robert V.Miner, NASA Lewis Research Center, Cleveland,
Ohio)
Поведение суперсплавов в условиях усталости — тема далеко не узкая.
Название "суперсплавы" охватывает материалы от сплавов с твердорастворным
упрочнением ва основе викеля или кобальта до никелевых сплавов, содержащих до
65 % (по объему) ^ -фазы, и от монокристаллических отливок до
мелкозернистых деформируемых изделий порошковой металлургии. Рассматривая усталостное
поведение, необходимо учитывать его реакции на действующие механизмы
ползучести и повреждающее действие среды, поскольку суперсплавы работают при
высоких температурах и в агрессивных средах. Естественно, надо рассмотреть
все стадии циклического деформирования, зарождения и распространения
трещины, чтобы иметь данные для наиболее эффективного проектирования таких
сложных механизмов, какими являются газотурбинные двигатели.
10.1. Циклическое деформирование
Чтобы предвидеть, какими будут напряжения в конструкциях,
подвергаемых пластической деформации в условиях
циклического нагружения, - в макроскопических масштабах или
локально, в зонах концентрации напряжений, - необходимы
сведения о характере зависимости между "циклическим"
напряжением и "циклической" деформацией. Понять природу за-
336
рождения и роста усталостных трещин помогает и знание
механизмов циклического деформирования; их особенностью
является интенсивная локальная циклическая деформация в
полосах скольжения, в зонах вокруг дефектов или вершин
трещин. Необходимо знать, как на эти процессы влияют
изменения в микроструктуре, вызванные накоплением
пластической деформации, возвратом, огрублением выделений
второй фазы, а также изменения в химическом составе сплава,
температуре, длительности и скорости деформирования.
Чтобы определиться с терминологией для ее последующего
употребления, приводим на рис. 10.1, а—в схему петель
гистерезиса, соответствующих испытаниям на изотермическую
усталость, изотермическую усталость с задержкой в области
сжимающего напряжения и термомеханическую усталость, при
которой наивысшая и наинизшая температуры совпадают
соответственно с максимальными деформациями сжатия и
растяжения. Для петли гистерезиса, отвечающей сочетанию
режимов усталости и ползучести, даны значения деформации
полной (ДеД неупругой (Ае,„) и ползучести (Аес). Для всех
показанных циклов отношение минимальной деформации к
максимальной деформации Rc = —1.
Суперсплавы, упрочняемые выделениями if'-фазы
В, качестве характерного представителя суперсплавов
(прототипа) используем Udimet 700. Сплав тщательно
исследовали [l, 2] и нашли, что во многих отношениях его поведение
в условиях усталости характерно для никелевых
суперсплавов, упрочняемых выделениями ^'-фазы. Реакция сплава
Udimet 700 при температурах от 21 до 927 °С представлена на
рис. 10.2. При низких значениях Ае,„ материал в процессе
циклического нагружения не упрочняется и не разупрочняет-
ся. При Ае,„ > 10_3 сплав поначалу упрочняется (но не при
высоких температурах, где он непрерывно разупрочняется,
начиная с первого цикла). Это упрочнение непродолжительно
и переходит в непрерывное разупрочнение. Здесь опять-таки
есть исключение — температура 427 °С, при которой этап
упрочнения в 10 раз продолжительнее, чем при более
высоких или более низких температурах, а разрушение
происходит раньше, чем наступает этап разупрочнения.
Суперсплавы, упрочняемые выделениями у' -фазы,
реагируют на циклическое нагружение во многих отношениях анало-
337
а 5 В 10° Ю' Ю2 Ю3 Л/
Рис.10.1. Петли гистерезиса в условиях циклического нагружения по
различным режимам:
а — регулярное циклическое нагружение; б — цикл нагружения в режиме
"ползучесть—усталость" с задержкой в области сжимающей нагрузки; в — нерегулярное
циклическое нагружение в режиме термомеханической усталости; / — низкая
температура; 77 — высокая температура
Рис.10.2. Сплав Udimet 700. Изменение циклической нагрузки F в зависимости
от температуры и амплитуды Ае,и неупругой деформации. Частота нагружения'
0,03 Гц; отношение максимальной и минимальной деформации Re= —1 [1, 2]:
1 - Ле,„ « 4 X Ю-3; 2 - Ае,„ « Ю-3; 3 - Ае,„ ~ 2 X Ю-3. Числа у кривых -
температура, °С
гично сплавам, упрочняемым другими видами выделений,
способных к сдвиговой деформации. Однако в то же время эта
реакция суперсплавов уникальна в связи с особенностями
поведения самих выделений ъ' -фазы. Фаза представляет
собой упорядоченное соединение, выделения которого
когерентны матрице, а поперечное скольжение дислокаций вокруг
частиц фазы довольно затруднительно; в совокупности эти
факторы предопределяют сильную тенденцию к развитию
преимущественно плоскостного скольжения. У матрицы
суперсплавов системы Ni-Cr-X энергия дефектов упаковки
достаточно низкая, так что поперечное скольжение затруднено,
особенно при низких температурах. Из-за малого размера
выделений а"'-фазы, большого размера зерен, низкой темпе-
338
ратуры, высоких скоростей деформации и низкого значения
Де,„ деформация сосредоточена в довольно малочисленных и
грубых полосах скольжения.
Циклическое упрочнение с последующим циклическим
разупрочнением, свойственное при некоторых условиях (см.
рис. 10.1) суперсплавам, содержащим упрочняющую у'-фазу,
не является уникальным для систем с упорядоченными
выделениями. Подтверждением этому служит (рис. 10.3)
поведение монокристаллов сплава Си-2 % (ат.) Со [3], где
выделения представляют собой практически чистый кобальт.
Старение по режимам, дающим различный размер выделений,
приводит к целому спектру возможных "поведений" сплава.
Когда выделения мелки, циклическое упрочнение слабо
отличается от такового у пересыщенного твердого раствора.
Упрочнение с последующим разупрочнением приобретает
законченный вид "на пике старения"1, в этом случае дислокации
сначала нагромождаются перед частицами фазы, а затем
перерезают их. При еще более крупных частицах становится
возможным образование вокруг них дислокационных петель.
Когда частицы достигают своего максимального размера,
амплитуда напряжения сначала возрастает, а затем
достигает характеристического и очень устойчивого уровня.
Аналогичное влияние размера выделений зарегистрировано и у
суперсплавов [4, 5].
Вероятно, деформационное упрочнение дает вклад в
начальное циклическое упрочнение суперсплава, как только
начинается перерезание частиц у '-фазы. В литературе уже
обсуждали интенсивное деформационное упрочнение у'-фазы и
его сложную зависимость от температуры и
кристаллографической ориентации [6]. Циклическое упрочнение с
последующим циклическим разупрочнением наблюдали и у других
упорядоченных интерметаллических соединений [7]. Один из
элементов вклада в полный эффект упрочнения— это вклад
от разупорядочения в полосах скольжения. Согласно
некоторым наблюдениям [5], если сплав Waspaloy кратковременно
состарить после его перехода в стадию циклического
1 Это часто встречающееся в данной главе понятие {peak-aged condition)
удобно употреблять в связи с краткостью и ясностью смысла вместо
распространенного, но более громоздкого "старение на максимальную прочность".
Прим. перев.
339
I!
u 4
к
С")
•Я*
II
1
<
s
X
и
о.
с
со
В
О
0
в
о
а
в
Ч
о
U
3"
S
В
а
3
ч
1
*
I
S,m
Ч*
О
4
*
^
В
«
>В
К
ч
л
в
18.
4)
е.
сч
8,
6
К
X. i>
s
ч
с
2
СО
В
В
В
и
2
8
г,
к
а
S3
О
и
!§-?
m
$
1
ft. О
1
5
с* g
m
О
2
03
О»
£
и
Ч
Я
р
Р* Я
К
п
г
$
о
1
2
S
О
К
К
ч
а
S
к
to
tli
У?
«S
О
и
л
а
§
1
ч
в
в
о
S
Я
X
3
«•
К.
&S
340
разупрочнения, последующее циклическое нагружение вновь
сопровождается "исходным" циклическим упрочнением.
Явление циклического разупрочнения объясняли также
уменьшением площади поперечного сечения выделений в плоскости
сдвига.
Согласно данным многих авторов, плоскостность
скольжения в суперсплавах (недостаренных или на пике старения) в
процессе циклического" нагружения объясняется перерезанием
частиц ^'-фазы [5, 8, 9]. Среди промышленных суперсплавов
с полимодальным (по размерам) распределением частиц
зг'-фазы те из них, что не достарены до состояния,
соответствующего высокой объемной доле крупных частиц
(~0,2мкм), обнаруживают наиболее выраженное плоскостное
скольжение и самое слабое циклическое упрочнение. У
перестаренных сплавов перерезание частиц выражено очень
слабо, и обычно после некоторого начального подъема
циклическое упрочнение прекращается (устанавливается
стабильный силовой режим). Дислокации образуют петли вокруг
частиц упрочняющей фазы и упаковываются в матрицу. Могут
быть видны и полосы скольжения, но они менее
"плоскостные" и равномернее распределены. С увеличением размера
зерен "плоскостность" скольжения возрастает. Это явление
(подробнее рассмотрено ниже) очень отчетливо проявляется
при росте усталостной трещины.
Сплавам несколько недостаренным или на пике старения
присуще очень грубое, неравномерное распределение
плоскостного скольжения [8, 9]. По данным рис. 10.3 можно
предположить (речь об этом еще пойдет ниже), что
неравномерное распределение скольжения на пике старения
суперсплавов с упрочняющей г '-фазой чревато ранним зарождением
трещин в полосах плоскостного скольжения. На пике
старения максимальный сдвиг, измеренный в любой полосе
скольжения, может быть в 3-5 раз больше, чем в недостаренном
или перестаренном состоянии. Экстремальная картина с
циклическим упрочнением и разупрочнением, которая возникает
на пике старения (см. рис. 10.2), отражает нестабильность
пластического течения. В этом состоянии частицы второй
фазы очень прочны, но как только скольжение возникло в
нескольких относительно податливых плоскостях, они
разупрочняются катастрофически и обеспечивают
сосредоточение последующей 'пластической деформации в этих немногих
341
полосах скольжения. Было показано [10], что грубые полосы
скольжения появляются только после начала циклического
разупрочнения.
Как было отмечено выше (см. рис. 10.2), циклическое
упрочнение зависит от величины Ае1и. Эта зависимость
выражается кривой "циклическое напряжение — циклическая
деформация". Величину До", отвечающую половине числа циклов
до разрушения, обычно относят к "установившейся амплитуде
напряжения"; при различных условиях испытания Ас как
функция Де,„ определяет характер кривой "циклическое
напряжение — циклическая деформация". В диапазоне величин
Де1и, представляющем всеобщий интерес, эта кривая может
быть аппроксимирована уравнением Холломона
Atf = кЬеГп,
где к и л'—константы. Для суперсплавов при низких и
промежуточных температурах п' =* 0,1. Было показано [11],
что по этим характеристикам механического поведения
рассматриваемые суперсплавы занимают промежуточное положение
между различными классами сплавов. Для упрочняемых
старением алюминиевых сплавов, мартенситостареющих сталей и
сплавов титана п' < 0,1, тогда как для никеля, меди,
низколегированных сталей и сплавов с твердорастворным
упрочнением л'>0,2. Низкий уровень п' упрочняемых старением
материалов, проявляющих плоскостное скольжение, отражает
легкость обратной деформации по разупрочненным полосам
скольжения. Отражением более равномерной деформации при
высоких температурах является повышенный уровень л',
достигающий у суперсплавов ~ 0,3.
Процесс формирования устойчивых полос скольжения1 в
суперсплавах с упрочняющей ц'-фазой отличается от
такового в сплавах с волнистыми полосами скольжения в том
отношении, что в первых образованию устойчивых полос
предшествует очень незначительный или вообще не предшествует
процесс равномерного деформирования. Судя по данным
трансмиссионной электронной микроскопии, в суперсплавах,
подвергнутых циклическому деформированию до разрушения
1 Условный термин; эти полосы, присущие только циклическому нагружению,
не устраняются последующим отжигом. Прим. перев.
342
при малом Ае,и, за пределами немногочисленных полос
скольжения расположены лишь немногие дислокации. При
малых значениях Де,„ интенсивное повреждение материала
происходит только в локальных участках — у дефектов или в
грубых полосах скольжения. Деформация в устойчивых
полосах скольжения относительно обратима и не
распространяется на области между этими полосами. Среди зерен
поликристаллического образца деформация распределена тоже
неравномерно. В тех зернах, чья ориентировка по отношению к
приложенному напряжению характеризуется низкими модулями
упругости и/или дает низкое приведенное сдвиговое
напряжение, аккомодация деформации происходит в упругой
области.
С увеличением Де,„ плотность полос скольжения
возрастает, и в конце концов циклическое упрочнение становится
выше по мере того, как все новые системы скольжения
вынуждены действовать, а деформация становится все
равномернее. Полная кривая "циклическое напряжение —
циклическая деформация" для монокристаллического суперсплава при
комнатной температуре аналогична этим кривым у чистых
металлов со структурой г.ц.к. [12]. При очень низких и
очень высоких значениях Де„, с ростом Де1и растет и
величина Дс, однако при промежуточных Де,„ величина До"
относительно постоянна. Думают, что это плато характеризует
сдвиговое напряжение, необходимое для создания устойчивых
полос скольжения, каждая из которых вносит свою малую
долю деформации. Аккомодация роста Де(И может идти при
неизменном уровне Дс до тех пор, пока не будет достигнута
некоторая критическая плотность устойчивых полос
скольжения. У поликристаллических материалов зона плато имеет
некоторый положительный наклон, так как из-за различия в
ориентицовках приведенное сдвиговое напряжение у одних
зерен больше, чем у других.
С увеличением температуры снижается склонность к
плоскостному скольжению. Свой вклад в эту перемену дают
различные явления. Энергия дефектов упаковки возрастает с
увеличением температуры [13], облегчая поперечное
скольжение. В зернах подходящей ориентировки может
активизироваться первичная система скольжения по плоскости куба. С
увеличением температуры вплоть до промежуточных
повышается прочность у '-фазы и возрастает склонность к образова-
343
нию дислокационных петель вокруг ее частиц. Повышение
скоростей диффузии способствует переползанию дислокаций;
последнее активизируется также благодаря понижению
скорости деформирования и выдержкам под неизменной нагрузкой
в сжимающей части деформационного цикла. Все эти явления
обусловливают ослабление циклического разупрочнения,
связанного с перерезанием частиц ^'-фазы.
Высокотемпературное циклическое деформирование вызывает микроструктурные
изменения в виде быстрого огрубления частиц ^'-фазы, как
при старении под напряжением, хотя выделения пластинчатой
формы не появляются [14]. На поверхностях раздела
укрупненных частиц j'-фазы возникают дислокационные скопления,
они напоминают дислокационные сетки, связанные с
размерным несоответствием решеток фазы и матрицы. Некоторые из
этих "поверхностных" дислокаций должны обеспечивать
пластическое течение, двигаясь возвратно-поступательно по
"каналам", образованным у'-фазой.
Из-за подключения процессов ползучести характер кривой
"циклическое напряжение — циклическая деформация"
начинает зависеть от времени. При низкой частоте нагружения
циклические напряжения оказываются ниже из-за более
низкой скорости деформации и развития процессов
динамического возврата. Рост длительности цикла создает возможность
для статического возврата дислокационной структуры, а
также для огрубления выделений у '-фазы. В
поликристаллическом состоянии становятся важными процессы повреждения,
связанные с образованием пор по границам зерен сплава.
На характере циклического деформирования суперсплавов
с упрочняющей у '-фазой отражаются некоторые
дополнительные виды деформации последней. В зависимости от
ориентировки, у монокристаллов и у индивидуальных зерен
поликристаллического материала можно наблюдать октаэдрическое
или кубическое скольжение. При циклическом деформировании
по схеме растяжение—сжатие у монокристаллической у '-фазы
[15] и у суперсплавов [16, 17] наблюдали анизотропию
текучести для ориентировок, близких к <001> и <011>, а
также продолжительное анизотропное упрочнение по "наиболее
прочному" направлению.
При промежуточных температурах у нескольких сплавов
на основе никеля [1, 17—29] наблюдали эффекты
деформационного старения в виде роста напряжения течения с умень-
344
шением скорости деформации и/или прерывистого течения.
Например, у сплава Udimet 500 ниже 760 °С величина Дсг для
данного значения Де/Л возрастает с уменьшением частоты
нагружения [18]. У многих сплавов на протяжении многих
циклов могут совершаться прорывы скольжения [l, 17];
особенно характерно это явление для ориентировок единичного
скольжения в монокристаллах [17]. Более интенсивное
циклическое упрочнение при промежуточных температурах (см.
рис. 10.1) может быть следствием как динамического
старения, так и природного механического поведения у '-фазы.
Другие суперсплавы
Сплав Inconel 718 заслуживает отдельного рассмотрения,
поскольку он в центре внимания исследователей и
характеризуется уникальным поведением из-за того, что
упрочняется фазой у". При комнатной температуре Inconel 718
проявляет циклическое упрочнение, а затем— разупрочнение
(подобно сплавам, упрочняемым j'-фазой); при более
высоких температурах во всем диапазоне эксплуатации сплава
718 действует только циклическое разупрочнение [4, 10]. С
ростом температуры наблюдали увеличение циклического
разупрочнения и неравномерности плоскостного скольжения
[10] Перерезание частиц ^''-фазы превращало ее структуру
в структуру р"Фазы Ni3Nb.
Сплавы с тверд0растворнокарбидным упрочнением менее
прочны, чем суперсплавы, упрочняемые у' -фазой, но их
можно использовать в тех случаях, когда требуется повышенная
Пластичность. .Возьмем, например, сплав Hasteloy X. Его
циклическое нагруженйе при больших значениях Де,„
характеризуется очень динамичным и сложным механическим
поведением, несмотря на то, что Hasteloy X— сравнительно
простой сплав. При низких температурах проявляет
циклическое упрочнение, но затем в отличие от сплавов,
уточняемых у'-фазой, не разупрочняется [19]. Определенно
склонен к ползучести на верхнем пределе температурного
интервала эксплуатации; в диапазоне 427—538 °С из-за
деформационного старения проявляет обратную зависимость
поведения от скорости деформации. Деформационное старение
воздействует на циклические характеристики напряжения;
это воздействие в сильной степени зависит от предыстории
345
материала, требуя дополнительного усложнения любой
неизотермической модели, описывающей зависимость между
циклическим напряжением и циклической деформацией [20].
Моделирование
В настоящее время громадный интерес представляет
количественное прогнозирование механического поведения,. или
уравнение состояния в условиях циклического нагружения.
Это огромная самостоятельная область, и здесь о ней
следует хотя бы упомянуть. Уравнения (модели) состояния
позволяют прогнозировать связь между напряжением и
скоростью деформации на основе данных об интенсивности
деформационного упрочнения, конкурентных ему процессах
возврата и об их влиянии на состояние материала,
формирующееся при циклическом нагружении. Эти процессы
воспроизводят зависимость свойств материала от температуры, а
само состояние материала отражает его собственную
деформационную предысторию. Пытаются также учитывать
дополнительные сложности, например, многоосные напряженные
состояния, анизотропию свойств (как у монокристаллов) и
другие ориентационные особенности, присущие
суперсплавам, — активизацию октаэдрического и кубического
скольжения, механическую анизотропию при знакопеременном
(растяжение—сжатие) нагружении. В значительной мере разработку
этих моделей вели для решения проблем ядерной
промышленности [21]. Развитие моделей, нацеленных на нужды
изготовителей газотурбинных двигателей, было поддержано NASA
[22, 23].
Даже в рамках наиболее совершенных моделей состояния
приходится оперировать упрощенными, а иногда и
эмпирическими соотношениями, так как слишком велико количество
переменных, которые надо учесть. Но даже в этом случае
модели могут включать в себя 10 или более
экспериментально определяемых констант. Настоятельная необходимость
прогнозировать сложную форму петли гистерезиса для цикла
термомеханического циклического нагружения (см. рис.
10.1,в) совершенно очевидна. Чтобы предсказать
последствия термомеханического воздействия на материал, например,
последствия деформационного старения, потребуется
дополнительное усложнение моделей [20].
346
Возможности современных компьютеров позволяют
оперировать столь сложными системами уравнений. И все же
основная цена успеха определяется не столько компьютерным
временем, сколько возможностями экспериментального
определения всех необходимых констант. Чтобы усовершенствовать
существующие полуэмпирические модели и сократить до
обнадеживающих масштабов количество эмпирических констант,
требуется более полное понимание механизмов
прогнозируемого явления.
10.2. Возникновение трещины
С точки зрения идеологии усталостную долговечность
следует рассматривать как сумму двух долговечностей, одна
из которых отвечает стадии возникновения, а другая —
стадии распространения усталостной трещины, ибо известно,
что кинетические закономерности у этих стадий не
одинаковы. Но экспериментально получить независимую и полную
информацию о каждой стадии в отдельности трудно. При
усталостных испытаниях гладкого образца вместе со стадией
возникновения трещины неизбежно захватывают и некоторую
часть стадии распространения, а при испытаниях образцов с
заранее наведенной трещиной трудно получить информацию об
очень важной начальной фазе ее роста. Следовательно, по
каждому из двух типов испытания мы можем изучить лишь
технически доступные сведения, а затем попытаться
объединить результаты анализа для построения единой, полной
картины процесса.
Усталость
Чисто усталостное повреждение создается при неупругом
деформировании, которое не зависит от времени. Однако
суперсплавы работают при высоких температурах в
агрессивных средах, поэтому повреждение нередко является
комбинированным продуктом усталости, ползучести и среды. Тем не
менее при прочих равных условиях усталостная
долговечность определяется величиной Де,„, и эту зависимость
выражают уравнением Мэнсона-Кофина (Manson-Coffin), которое
после перестановок можно представить как
Де,„= вЛ#.
347
Здесь Nf — число циклов до разрушения, а и Ь —
константы. Первая постоянная сильно меняется от металла к
металлу, обычно она возрастает с увеличением пластичности
[24]. Ъ * —0,6 для многих металлов, хотя для суперсплавов
часто сообщают более отрицательные величины. Считают
полезным рассматривать поведение, соответствующее формуле
Мэнсона—Кофина как нормальное и как основу для сравнения
и оценок значимости других механизмов повреждения.
Однако во многих практических случаях представляет
интерес оценка усталостной долговечности для данной
амплитуды полной деформации или амплитуды напряжения. На
рис. 10.4 долговечность сплава РМ IN-100 представлена для
амплитуд полной деформации Де„ а также ее упругой Lcei и
неупругой Де,„ компонент [25]. Можно видеть, что во всем
интервале полученных данных связь величин Дее; и Де,„ с
величиной Nf подчиняется степенному закону. Соотношение
Бэскуина (Basquin)
Leel = cN^
выполняется, если и Nf, и Дс связаны с Де,„ степенным
законом, как в уравнениях Мэнсона—Кофина и Холломона, а
d = n'b. Константа с приблизительно пропорциональна
пределу прочности при растяжении, поделенному на модуль
упругости [24]. Влияние модуля упругости на усталостную
долговечность очень заметно при испытаниях монокристаллов
различной ориентировки, поскольку с изменением
ориентировки его величина может изменяться более чем вдвое [17,
26].
Обобщение связи между поведением в условиях
циклического нагружения и механическими характеристиками (преде-
Рис.10.4. Сплав РМ IN-100. Ус-
) талостная долговечность при
649 °С в терминах неупругой
(£,-.), упругой (ее) и полной
(£t) деформации. Частота
нагружения — 0,33 Гц; йс=—1 [25]
Ю1 10г W3 Ю4 Nf
348
£
И)'*
ю-3
ю-4
-
;
^
йее
i l\ Iihi
<"
V^^----* -
\^Де/л
I , l,l,l,l I \ ,l,l,l I , I ,ы,
Рис.10.5. Усталостная
долговечность некоторых супер- jg
сплавов (7- H+F Rene 95;
2 - HIP MERL, 76; 3 - NASH ^ 7 u
11B-7; 4 - IN100; 5 - H+F £ '
Astroloy; 6 — HIP Astroloy; ^ j 0
7— Waspaloy) при 649 °C в
терминах амплитуды полной q g
деформации Дег. Частота на-
гружения — 0,33 Гц; Re = — 1 #£
[25] ' ю2 Ю3 М* Ю5 Hf
лом прочности и пластичностью) в условиях
однонаправленного растяжения представлено в виде сравнения данных по
различным суперсплавам на рис.10.5. Все эти сплавы
разработаны для изготовления газотурбинных дисков. В
режимах, при которых в амплитуде полной деформации Де,
доминирует упругая компонента, долговечность сплавов, грубо
говоря, возрастает с ростом предела прочности при
однонаправленном растяжении. Когда в амплитуде деформации
доминирует неупругая компонента (Де,„), долговечность
возрастает с ростом пластичности при однонаправленном
растяжении. Но в обоих случаях это лишь грубая
корреляция; поведение в условиях усталости по многим причинам не
является простым отражением поведения при
однонаправленном растяжении. Последнее гораздо менее чувствительно к
дефектам материала и не отражает механизмов,
характеризуемых временной зависимостью повреждения и присущих
циклическому нагружению при высоких температурах.
По данным рис.10.5 можно сделать вывод, что выбор
того или иного материала диктуется режимом, в котором
будет работать данная деталь. В такой области применения,
как сосуды высокого давления для высоких температур или
камеры сгорания для газотурбинного двигателя, невозможно
избежать порождаемых высокотемпературным нагревом
значительных амплитуд неупругой деформации Де,„. Это
заставляет прибегать к таким материалам, как суперсплавы с твер-
дорастворным упрочнением, которые обладают пониженной
прочностью, но повышенным допуском по отношению к уровню
Де,„. При данном значении Де;„ усталостная долговечность
сплавов типа Hasteloy X по крайней мере в 100 раз
превышает таковую у любого из сплавов, упрочняемых у'-фазой и
представленных на рис. 10.5. Несмотря на это в программу
разработки сплавов для любого применения входит повыше-
349
ние обоих уровней усталостной долговечности и по линии
неупругой, и по линии упругой компонент амплитуды
деформации, и в такой степени, какую только можно допустить, не
рискуя нанести вред другим заданным характеристикам.
На рис. 10.6 в двойных логарифмических координатах
представлена усталостная долговечность сплава Nimonic 90
для различных значений Де1и [27]. Наклон линий
долговечности Ъ уменьшается с повышением температуры примерно от
-0,5 при 650 °С до -0,8 при 900 °С. Величины Ъ, более
отрицательные, чем —0,6, не считаются необычными для
суперсплавов при высоких температурах. Столь крутые наклоны,
вероятно, указывают на сокращение долговечности, когда в
режим низкой амплитуды деформации и, следовательно,
высокой долговечности включаются механизмы, предполагающие
временную зависимость повреждения.
В большинстве случаев величина Ъ остается неизменной
для нескольких порядков Ле1и. Тем не менее при
испытаниях сплавов Inconel 718 [28, 29] и Waspaloy [29] было
показано, что приближенно их усталостную долговечность
можно описать кривыми с двойным наклоном (бимодальными). При
малых значениях Де1п долговечность оказывается пониженной
(величина Ъ более отрицательна). Создается впечатление,
что двойной наклон — следствие грубого скольжения. У
сплава Waspaloy двойного наклона нет при промежуточных
температурах, где скольжение становится более тонким. У
сплава 718 скольжение становится все более грубым с
повышением температуры [10], так что бимодальность кривых
долговечности устойчиво сохраняется [28]. Если изменение
в значении Ъ соответствует смене механизма деформации,
можно было бы ожидать, что оно отразится на показателе
степени п' циклического деформационного упрочнения. Ряд
теорий предсказывает существование обратной зависимости
между величинами п' и — Ъ. Впервые это соотношение было
предложено [30] выразить как -Ъ = 1/(1 + п'). Однако ни у
одного из сплавов явного изменения п' не наблюдали. Может
быть, сокращение долговечности против ожидаемой является
следствием воздействия среды на участках грубых полос
скольжения.
Изменение усталостной долговечности (в координатах
Де(Л — Nf) под влиянием изменения температуры отражает не
только включение каких-то новых повреждающих процессов,
350
Nf*
Ю3
Л£р
W2
w3
ю-*
W'5
"^^Sjv^ °C
^^r
Г 900
II ll ll
^10
1 1 1
ГО'2 W3 W* 10~5 Nf
5
4
J
г
7
-
-
-
О/ j
□ 2 1
i i i i
Й70 Ш Ш 800 T°C
Рис.10.6. Сплав Nimonic 90. Усталостная долговечность в терминах амплитуды
неупругой деформации Дер при различных температурах (указаны числами у
кривых). Частота нагружения — 0,41 Гц; Re = —1 [27]. Исходная версия этой
статьи впервые опубликована в трудах Конференции AGARD/NATO (the Advisory
Group of Aerospace Reserch and Development, North Atlantic Treaty
Organization) 1978 r.
Рис.10.7. Сплав Re n 6 80. Усталостная долговечность при испытаниях с
постоянной амплитудой неупругой деформации Ае(И = 0,05 % для различных
температур и двух скоростей деформации С [31]:
1 - ё = 50 %/мин; 2-е =0,5 %/мин
но и вызванное сменой температуры отклонение в уровне
пластичности. Долговечность литейного сплава Rene 80
(рис. 10.7) активно возрастает с увеличением температуры,
начиная примерно с 760 °С [31]. Низкая долговечность при
760 °С, по крайней мере, отчасти отражает минимум
пластичности, который обычно наблюдают при промежуточных
температурах у сплавов, упрочняемых у '-фазой. Повышенная
долговечность #ДДе,-л) некоторых материалов при высоких
температурах, может быть истолкована, как следствие
затупления вершины трещины под влиянием процессов окисления
[32].
В улучшенных высокопрочных сплавах возрастает роль
различных дефектов типа пор или включений, ибо эти сплавы
работают при более высоких напряжениях, но, как будет
показано ниже, необязательно обладают улучшенным
сопротивлением росту трещин. Дефекты в очень сильной степени
определяют усталостную долговечность улучшенных суперспла-
351
bob при низких значениях Де„ особенно при низких и
промежуточных температурах. При высоких температурах
наиболее существенным может стать повреждающее действие среды
или процессов ползучести. Из-за дефектов, свойственных
изделиям из суперсплавов, которые производят методами
порошковой металлургии, пришлось развернуть обширные
программы, направленные на усовершенствование методов
обработки (см. гл. 17). Нередко усталостная долговечность
поликристаллических или направленно закристаллизованных
отливок определяется карбидными выделениями [33]. В
суперсплавы для монокристаллических изделий углерод чаще
всего специально не вводят, так что для них фактором,
ограничивающим усталостную долговечность, становятся
небольшие микропоры. Чтобы использовать малейшие ресурсы
надежности и сократить до минимума пористость изделий,
исследуют возможности таких технологических приемов, как
применение плоского фронта кристаллизации и горячее изо-
статическое прессование.
Ранее мы отмечали, что на пике старения создаются
условия для сосредоточения деформации в немногочисленных
полосах скольжения, что при данном значении Ле1И вызывает
наиболее раннее возникновение усталостной трещины (см.
рис. 10.3). Более равномерное распределение скольжения в
недостаренном или перестаренном состоянии обеспечивает
более высокое сопротивление возникновению трещин в
полисах скольжения. Имеются доказательства, что у
перестаренных материалов возникновение усталостных трещин на
дефектах задерживается. Следует, однако, тщательно взвешивать
возможные преимущества термической обработки на переста-
ривание, коль скоро она приводит к снижению прочности.
Одним из источников увеличения усталостной прочности
является повышение равномерности деформации с помощью
термомеханической обработки. Созданная ею и наследуемая
материалом дислокационная субструктура должна содействовать
гомогенизации последующего циклического деформирования.
Хорошо известно, что сопротивление возникновению
усталостной трещины выше у материалов с мелкозернистой
микроструктурой при низких температурах, когда вклад
ползучести и влияние среды минимальны. В обычных литейных и
деформируемых суперсплавах, даже при наличии крупных
карбидных частиц, полоса интенсивного скольжения или граница
352
двойников, пересекающая крупное зерно, могут представлять
собой наиболее крупный и существенный дефект [l]. Своей
явной чувствительностью к дефектам мелкозернистые
изделия, получаемые методами порошковой металлургии, обязаны
отчасти тому факту, что размер зерен меньше размеров
дефекта. И все же в таких изделиях из суперсплавов [34, 35]
трещина вместо того, чтобы возникать на включениях или
порах, то и дело возникает на случайных крупных зернах.
Размер этих редких зерен может в 10 раз превышать средний
размер, а их источником являются порошинки с отклонением
по химическому составу. По сравнению с размером зерен
морфология границ зерен в меньшей степени влияет на
характеристики усталости при низких температурах, поскольку
обычно усталостное растрескивание не бывает межзеренным.
Подобно величине Ле1И, на усталостную долговечность
влияет и среднее напряжение. Высокие средние напряжения
ответственны- за раннее возникновение трещины на дефектах
материала. Среднее напряжение определенно возникает при
циклическом изменении нагрузки между двумя
несбалансированными уровнями напряжения. Однако оно может возникать и
при испытаниях с заданной амплитудой деформации. Как
показано на рис. 10.8,а, циклическое изменение нагрузки
между двумя несбалансированными уровнями деформации
порождает на первом цикле среднее напряжение; его величина
Рис.10.8. Зависимость среднего напряжения цикла от амплитуды деформации в
случае испытаний при Rc = 0 (а) и усталостная долговечность (б) сплавов РМ
IN-100 (6) и Waspaloy (5) при 649 °С в терминах амплитуды полной деформации
Ае„ для частоты нагружения 0,33 Гц и Rc = 0 или -1 [25]:
1 — испытания с низкой амплитудой деформации; 2 — кривая
напряжение—деформация для монотонного нагружения; 3 — испытания с высокой амплитудой
деформации; 4 — среднее напряжение
12 Зак. 1091
наибольшая для циклов с малым значением Ле,„. Данные
рис. 10.8,а соответствуют испытаниям при Rc = 0. При
циклическом нагружении с большими значениями Де,„ среднее
напряжение не только мало уже на первом цикле нагружения,
но продолжает уменьшаться с ростом числа циклов,
поскольку неупругая деформация возбуждает процессы динамического
возврата. В испытаниях с малыми Де1и среднее напряжение
может сохраняться неизменным вплоть до исчерпания
долговечности.
Сравним усталостную долговечность сплавов РМ IN-100 и
Waspaloy (рис. 10.8,5) при испытаниях с заданной
величиной Де, и двумя различными схемами нагружения, Rc = 0 и
Rc = -1 [25]. Условие Rc = -1 - полностью симметричный
цикл, среднее напряжение отсутствует, и более прочный
сплав РМ IN-100 при низких значениях Де, оказывается
намного долговечнее, чем Waspaloy. Данные эти те же, что на
рис. 10.5. Однако при условии Rc = 0 у менее прочного
сплава Waspaloy возникает и быстро падает среднее
напряжение, тогда как у сплава РМ IN-100 этого эффекта при
низких значениях Де, нет. В результате долговечность
сплава Waspaloy при Rc = 0 примерно та же, что и при
Rc = —1, тогда как у сплава IN-100 она сильно понижена
при малых Де, и приближается к таковой у сплава Waspaloy.
Столь же сильное влияние R наблюдали при исследовании
другого высокопрочного сплава Н + F Rene 95. Все это
означает, что подобрать наилучший сплав можно, лишь зная
характер циклического нагружения.
Влияние ползучести и среды
При повышенных температурах усталостная долговечность
характеризуется не только количеством циклов, но и
продолжительностью каждого цикла. Обычно усталостная
долговечность снижается либо с уменьшением частоты нагружения,
либо с введением в цикл некоторой специальной выдержки.
При промежуточных температурах зависящее от времени
повреждение поликристаллических сплавов по большей части
представляет собой коррозию под напряжением, возникающую
под воздействием испытательной среды. При более высоких
температурах подавляющая часть повреждения, зависящего от
времени (например, в виде порообразования по границам
зерен) обязана только ползучести.
354
В основном воздушная среда влияет на особенности роста
трещин, однако чувствительность к воздушной среде
сказывается и при их возникновении. Известно, что трещины
возникают на окисленных границах зерен [36, 37]. Изучали,
например, характер малоцикловой усталости суперсплава А-
286 на железоникелевой основе на воздухе и в вакууме при
21 и 593 °С и различных частотах нагружения [37]. При
постоянной амплитуде деформации Де,„ долговечность в
вакууме при обеих температурах была примерно одинаковой и
не зависела от частоты нагружения. В воздушной среде при
593 °С и данном значении Де,„ долговечность уменьшалась
примерно на половину для каждого десятикратного
увеличения продолжительности цикла нагружения. Это увеличение
продолжительности циклов сопровождалось увеличением
окисления в локальных участках поверхности образца, которые
принимали за участки ускоренного зарождения трещин.
Однако при очень высоких температурах окисление может
привести к увеличению усталостной долговечности, вызвав
затупление трещины. Например [32], при 927 °С усталостная
долговечность монокристаллов сплава MAR-M 200 была на
воздухе больше, чем в вакууме. Возможно, что рост
усталостной долговечности сплава Rene 80 с ростом температуры
от 760 до .982 °С, показанный на рис. 10.7, был отчасти
связан с затуплением трещины в результате окисления.
Коррозия под напряжением в процессе испытаний на
воздухе при промежуточных температурах особенно активно
развивается у мелкозернистых материалов. На рис. 10.9
приведены данные по усталостной долговечности сплава РМ IN-100
с размером зерен около 5мкм; испытания проводили на
воздухе при 650 °С с задержками разной продолжительности на
уровне максимального растягивающего напряжения [25].
Можно видеть, что при Де, = 1 % 15-мин задержки приводили
Рис.10.9. Сплав РМ IN-100.
Усталостная долговечность при
649 °С в терминах полной (£,)
деформации. Испытания
проведены по трем режимам: регулярное
циклическое нагружение с
частотой 0,33 Гц (7), нагружение
с задержкой на 30 с (2) и на
15 мин (5) при максимальной
растягивающей деформации цикла
(2); Яс = -1 [25]
12»
к 10-кратному снижению долговечности, хотя деформация
ползучести за цикл была очень малой (<0,01 %). Эти
испытания с задержками приводили к межзеренному зарождению
трещины; однако отнести межзеренное зарождение трещин к
результатам повреждения просто за счет ползучести было
нельзя, так как признаков порообразования по границам
зерен не обнаружили ни вблизи поверхности разрушения, ни у
поверхности вторичных трещин. Наибольшие потери
долговечности соответствовали режимам, рассчитанным на очень
большую ожидаемую долговечность, при которых стадия
зарождения трещины должна охватывать подавляющую часть
полной долговечности. Представляется, следовательно, что
вышеупомянутые задержки под нагрузкой приводили к
снижению долговечности именно на стадии зарождения трещины.
Наибольшее влияние задержек отмечено у мелкозернистых
сплавов. Кроме сплава РМ IN-100, все сплавы, упомянутые
на рис. 10.5, тоже были испытаны с 15-мин задержками при
649 °С [25]. В то время как разница в долговечности между
мелкозернистыми высокопрочными сплавами и сплавами с
более грубым зерном и пониженной прочностью при частоте на-
гружения 0,33 Гц была ~ 10-кратной, она оказалась менее
чем 3-кратной при испытаниях с 15-мин задержками на
растягивающей части циклов.
Но еще большее повреждение для суперсплавов,
упрочняемых у'-фазой, вызывали испытания с задержкой во время
сжатия, даже большее, чем с задержкой в обеих частях
цикла, растягивающей и сжимающей [l, 38, 39]. Очень
активное повреждение вызывали и те испытания, при которых
скорость деформации была высокой на стадии растяжения и
низкой на стадии сжатия. На конференции 1978 г.,
посвященной суперсплавам, упрочняемым у'-фазой, был
представлен ряд работ, посвященных этому предмету. Было отмечено,
что самое активное повреждение вызывали усталостные
испытания с задержками или с малой скоростью деформации на
стадии сжатия (см. отчет AGARD-CR-243, 1978).
Возможность сопоставить данные испытаний с постоянным
значением Ле,„, но различными типами циклов нагружения
дает метод разделения амплитуд деформации [40]. В этой
связи различают четыре основных вида циклов: рр, рс, ср и
се. Буква "р" означает пластическую деформацию с высокой
скоростью, буква "с" - деформацию ползучести. Кроме того,
356
Рис.10.10. Усталостная
долговечность в терминах амплитуды
неупругой деформации Д^ш
(быстрой пластической и/или
ползучести), выраженная в
соответствии с методом
"разделения амплитуд деформации" [38]:
а — для сплава А-286 при
593 °С; б — для литого сплава
IN-100 при 927 °С. Объяснение
обозначениям на кривых — в
тексте
первая буква в паре относится к растягивающей половине
цикла, а вторая— к сжимающей. Можно полагать, что при
испытаниях на усталость с участием ползучести в любом
цикле нагружения присутствует компонента рр (см. рис.
10.10,6). Следовательно, упомянутый метод предназначен
для расчета долговечности при циклическом нагружении в
режиме "чистая" ползучесть + "чистая" усталость с
постоянной амплитудой деформации Де1И. На рис. 10.10
представлены кривые долговечности двух сплавов [38] при
четырех "чистых" типах циклов нагружения. Поведение литейного
сплава IN-100 характерно для суперсплавов, упрочняемых
у'-фазой. Поведение сплава А-286 типично для сплавов,
которые в большей степени склонны к порообразованию по
границам зерен, нежели высокопрочные суперсплавы. Чтобы шло
порообразование по границам зерен, необходима
растягивающая компонента напряжения.
Если при неизменном значении Ле1И различному типу
циклов соответствует различная усталостная долговечность, то
разница, по крайней мере, отчасти должна определяться
различием в действующих напряжениях. Малая долговечность,
отвечающая циклу типа рс, может быть связана с
возникновением некоторого среднего растягивающего напряжения
(рис. 10.10.6). . Остальным типам цикла соответствует
нулевое или сжимающее среднее напряжение. Самую низкую
долговечность при осуществлении циклов типа рс связывали также
с наиболее высоким значением максимального растягивающего
напряжения [39] или наибольшей амплитудой напряжения
[41]. Представляется, таким образом, что в определенном
смысле циклические напряжения действительно играют
важную роль как фактор, определяющий долговечность,
возможно, что они являются движущей и направляющей силой для
357
Aein
Ог0Ю
front
^ч
■\$
\рс
ср
i . i
а
\ЧР
"рс
S
рр, ее, ср
\
t
\. \
tO2 JO3 f0* Nf 1 10 W2 Nf
развития трещины. По-видимому, имеет значение и разница в
механизмах повреждений по границам зерен. Согласно
некоторым наблюдениям, при циклах типа ср возникали круглые
поры по границам зерен, тогда как циклы типа рс,
известные более интенсивными повреждениями, приводили к
образованию острых трещин. Подтверждением высказанным взглядам
служит наблюдение, согласно которому у монокристаллов
суперсплава PWA-1480 повреждения в циклах типа рс лишь
немного серьезнее, чем повреждения в циклах остальных
типов [41].
Аналогичные явления возникают при циклическом нагруже-
нии в режиме термомеханической обработки. Наибольшие
повреждения вносят циклы со стадиями сжатия при высоких
температурах и циклическое растяжение при низкой
температуре [42, 43]. Подобная ситуация возникает на тонких
ведущей и задней кромках направляющей лопатки при пуске
турбины двигателя. Термическое расширение, все еще
стесненное холодным телом лопатки, порождает сжимающие
напряжения. А при охлаждении - картина обратная. Не только
деформация растяжения наводится в температурном диапазоне
наименьшей пластичности, но к" тому же создаются высокие
растягивающие напряжения в результате изменения знака
неупругой сжимающей деформации, это происходит уже на
высокотемпературной стороне цикла (рис. 10.10,6).
Чисто усталостные испытания теперь проводят не так
широко, как раньше. Применяют испытания по Glenny, при
которых термические напряжения воспроизводятся в том же
виде, что и в реальных деталях; этого достигают с помощью
клиновидного образца, позволяющего реализовать различия в
скорости нагрева. Правда, напряжения и деформации
приходится рассчитывать. Есть стремление к тому, чтобы
приспособить методику малоцикловых усталостных испытаний к
условиям быстрого нагрева и охлаждения, а затем
использовать эти надежно измеренные характеристики долговечности
для аттестации реальных деталей. При таком подходе анализ
механического и теплового поведения нужно проводить
только на детали, но не на образце. И все же испытания на
термическую усталость позволяют достаточно просто
сравнивать материалы по надежности и улавливать особенности
поведения, которые теряются при испытаниях на
термомеханическую усталость. Микроструктура клиновых образцов (в
358
виде отливок того же размера, что и реальная деталь)
приблизительно воспроизводит микроструктуру на ведущей
кромке турбинных лопаток двигателя в отношении размера и
ориентировки зерен. Испытание нагревом в камере сгорания
может воспроизвести повреждение под воздействием
окисления или горячей коррозии.
На рис. 10.11 сопоставлены данные по сопротивлению
термической усталости у нескольких суперсплавов, в том
числе после обычного литья, после направленной
кристаллизации и с применением некоторых покрытий [44]. Все
термоциклы выполнены погружением в кипящие слои при 316 и
1088 °С с выдержкой по 3 мин в каждом слое. На рисунке
отсутствуют сведения о новейших сплавах, применяемых в
монокристаллическом состоянии. Тем не менее можно ви-
Иаг М200*
ТГ
Маг М200
IN100DS*3
IN100DS
В 1900 Hf*3
В 1900*J
X 40
П900
IN 162
IN WO*3
TDNiCr
IN 713 С
Mar M509
Rene' 60
IN 736
Наг M302
U700*"
WI52
IN 100
Маг M200*
Маг M200
U 700*
М22
/ft
Ю
юг
ю3
N
Рис.10.11. Сопротивление термической усталости (число N термоциклов до
появления первой трещины) у некоторых суперсплавов, погружаемых на 3 мин
попеременно в кипящие слои с температурами 1088 и 315 °С [44]; показана форма
испытательного образпа.
*1 *2
( Направленной кристаллизации с NiCrAlY покрытием типа Overlay. На-
*3 *4 *5
правленной кристаллизации. С покрытием типа Jocoat. Литой.
Деформируемый)
359
деть, какого прогресса удалось достичь в разработке
суперсплавов и покрытий к ним. Эти данные указывают на
направленную кристаллизацию как наиболее мощный источник
улучшения свойств. Она и устраняет границы зерен,
ориентированные поперек главной оси напряжения, и обеспечивает
в этом направлении модуль упругости, который на 40 % ниже
модуля упругости поликристаллического материала [45]. С
понижением модуля упругости снижаются и напряжения,
порождаемые наведенными тепловыми деформациями.
Прогнозирование долговечности
Это очень обширная область знаний, и представить ее здесь
следует только в виде резюме. Но некоторые ссылки мы
все-таки сделаем. Для прогнозирования долговечности
материалов, подвергающихся в совокупности высокотемпературной
усталости и ползучести, наибольшее распространение
получил метод, позволяющий разделить влияние собственно
циклического нагружения от влияния времени воздействия
нагрузок. Описание метода и методика его использования даны
соответствующими инструкциями ASME Boiler and Pressure
Vessel Piping Code1. Однако он не улавливает
отличительных особенностей в поведении материала, которые присущи
рассмотренным выше различным типам циклов нагружения
(деформации). Современные усовершенствованные модели,
используемые для прогнозирования долговечности, учитывают
эти особенности различными путями. Упомянутый ранее метод
разделения амплитуд деформации позволяет установить
различные соотношения между усталостной долговечностью и
величиной Де1и (каждое соотношение соответствует своему
типу цикла нагружения, рр, рс, ср и се), а также предлагает
правила* в соответствии с которыми следует разделять
значения Ле1и сложного цикла на компоненты (каждая из
которых опять-таки соответствует своему собственному типу
цикла) [40]. Другие модели тоже устанавливают связь
между долговечностью и неупругой деформацией, но они
содержат различные усовершенствования, позволяющие учесть
повреждения, которые зависят от времени. Метод разделения
частот [46] оперирует продолжительностью растяжения в
пределах каждого цикла, а также отношением продолжитель-
1 Американский аналог отечественной службы Госкотлонадэора. Прим. перее.
360
ности растяжения к продолжительности сжатия. Частотно-
чувствительная функция повреждения включает в себя
продолжительность цикла и отличает тип цикла по
максимальному растягивающему напряжению [39]. Модель скорости
повреждения оперирует максимальными значениями неупругой
деформации растяжения и сжатия, а также скоростями
деформации [47].
10.3. Распространение трещины
В терминах линейной механики разрушения (при условии, что
пластическая зона впереди трещины мала по сравнению с
длиной трещины и размерами разрушаемого тела) циклический
рост трещины можно скоррелировать с ее длиной,
приложенной нагрузкой и геометрией тела, воспользовавшись для
этого коэффициентом интенсивности напряжений ЬК. С
практической точки зрения такой подход к режиму роста трещины
наиболее интересен применительно к высокопрочным
суперсплавам, поскольку их циклическая пластичность невелика.
Другое дело конструкции из суперсплавов с твердораствор-
ным упрочнением; позднее мы обратимся к ним, чтобы
вкратце рассмотреть особенности роста трещины в зоне
пластической деформации, быстрый поверхностный нагрев и
охлаждение, а также увеличенные масштабы текучести этих
сплавов.
В "промежуточном режиме"1 скорость циклического роста
трещины da/dN обычно описывают уравнением Пэриса—Эрдогэна
(Paris-Erdogan):
da/dN = CMC",
где Сип — константы. При низких значениях LK величина
da/dN все интенсивнее уменьшается с уменьшением LK, пока,
наконец, последнее не достигнет некоторого порогового
значения bKth, ниже которого трещина уже не растет. При
ЬК более высоком, чем в промежуточном режиме, величина
da/dN ускоренно возрастает с ростом ЬК, так что при
некотором значении АК рост трещины становится
катастрофическим. Рассмотрим сначала поведение трещины при невысоких
1 В отечественной литературе его часто называют режимом стабильного рос-
га усталостной трещины. Прим. перев.
361
температурах, когда влияние ползучести и среды
пренебрежимо мало, и скорость роста трещины зависит от числа
циклов нагружения, но не зависит от их продолжительности.
Усталость
При комнатной температуре и данном значении LK большая
разница между материалами по величине da/dN в
значительной мере связана с различием в модуле упругости. Было
показано [48], что для широкого набора суперсплавов
уравнение da/dN = l,7xi06 (&К/Е)3,5 м/цикл, предложенное ранее
Шпайделем (Speidel), позволяет прогнозировать различия в
скорости роста трещины до ±2 раз. Последствия, которыми
для указанных сплавов чревато такое различие в темпах
роста трещины, не так уж несущественны. Ниже будет
показано, что роль этих различий усиливается в очень важном
пороговом режиме ЬК и при более высоких температурах.
Теперь стало понятнее, что у любого сплава характер роста
трещины при циклическом нагружении зависит от
микроструктуры.
Плоскостной характер скольжения в суперсплавах,
упрочняемых у' -фазой, диктует им повышенную склонность к
кристаллографическому росту трещины вдоль плоскостей
скольжения, т.е. к проявлению "стадии I" усталостного
растрескивания. Эта склонность — наивысшая при низких
температурах, высоких скоростях деформации и низком .значении LK.
Размер зоны пластической деформации впереди усталостной
трещины увеличивается с ростом LK. Пока "пластическая
зона" умещается в одном зерне, трещина может
распространяться по одной из плоскостей скольжения этого зерна.
Рост трещины сопровождается увеличением LK, и когда
пластическая зона охватывает несколько зерен одновременно,
взаимная аккомодация деформации между зернами приводит к
некристаллографическому транскристаллитному
растрескиванию в направлении, перпендикулярном оси приложенного
напряжения, т.е. к "стадии IP усталостного растрескивания.
В условиях малоцикловой усталости с ростом амплитуды
напряжения наблюдали также, что увеличение ЛАГ влияет на
переход усталостного разрушения от стадии I к стадии II.
Из способов, позволяющих улучшить сопротивление росту
усталостной трещины за счет изменения микроструктуры,
чаще всего упоминают увеличение размера зерен. Это улуч-
362
шение проявляется и при низкотемпературном внутризерен-
ном, и при высокотемпературном межзеренном росте трещины.
На высокопрочных алюминиевых и титановых сплавах, а также
на некоторых суперсплавах [49—52] было показано, что при
большом размере зерен уменьшается скорость роста транс-
кристаллитной усталостной трещины в промежуточном
диапазоне скоростей. В этих режимах действовало соотношение
da/dN^dk, где d— размер зерна, и -1«£«-1/2 [50,
51]. Улучшение в сопротивлении росту усталостной трещины
сочли за результат усиления склонности к плоскостному
скольжению и обратимому пластическому сдвигу.
Естественно, выгоды от увеличения размера зерен следует
соразмерять с потерями в уровне предела текучести.
При увеличении размера зерен увеличивается размер
пластической зоны или величина А^, при которых наступает
переход к стадии II усталостного разрушения. Это было
продемонстрировано [53] на сплаве Nimonic API (HIP
Astroloy). У суперсплавов, изготовленных методами
порошковой металлургии и отличающихся очень мелким зерном,
трещина возникает сразу "в режиме" стадии II, так что
стадия I полностью отсутствует. Наоборот, при испытании
на малоцикловую усталость монокристаллических образцов
некоторых суперсплавов при низких и промежуточных
температурах стадия I могла продолжаться, пока трещина не
охватит все поперечное сечение образца. (Подобная
склонность порождает очень большие трудности для изучения
скорости роста трещины у монокристаллических образцов,
поскольку даже при высоких температурах, где появляется и
стадия II, скорость роста трещины изменялась с изменением
кристаллографического направления [26].)
Еще одно преимущество крупнозернистой структуры в том,
что ей соответствуют более высокие значения ДАТ,
открывающие стадию II, а стадия I оказывается более
продолжительной. Было показано [53], что с переходом к стадии II
наступает 2—3-кратное увеличение da/dN. Это можно
истолковать, как результат снижения обратимости сдвиговой
деформации. Устойчивые полосы скольжения, действующие на
стадии 1; таковы, что деформация у вершины трещины
совершается с малым деформационным упрочнением. В режиме стадии II
пластическая зона трещины обнимает большее количество
зерен, и аккомодация деформации между ними требует под-
363
ю-ч
-_ on/,
7- •иг
10'S : n
I : . -euSr f
s : v **o
* - о D
W7 - о lP
г О D
D
D
0 a
/0"*l l-oi i i i i d i —
it 6 8 10 20 JO
ДК,МГ1а-м'1г
Рис.10.12. Скорость роста da/dN короткой (темные символы) и длинной
(светлые) трещин при циклическом нагружении мелкозернистого (1) и
грубозернистого (2) сплава Nimomc API (HIP Astroloy); частота нагружения 40 Гц,
Re ~ ~°Д t54l (") и иллюстрация закрытия трещины в результате
кристаллографического скольжения (ff)
ключения пересекающих систем скольжения, так что
деформационное упрочнение оказывается более интенсивным.
Понижение скорости циклического роста трещины с
увеличением размера зерен проявляется и в пороговом режиме
нагружения при испытании образцов с длинной трещиной под
действием низких циклических нагрузок [53, 54]; правда,
это в значительной мере может быть следствием эффекта
закрытия трещины и не иметь отношения к поведению коротких
трещин, например, в начале их распространения от каких-
либо дефектов. Поведение коротких трещин очень сложное, и
объяснить его достаточно полно эффектом закрытия нельзя
[54]; ясно, однако, что применительно к поведению длинных
трещин вклад размера зерен уже не столь велик. На сплавах
Astroloy и Waspaloy (рис. 10.12,а) продемонстрированы обе
особенности [54] — более высокая скорость циклического
роста коротких трещин и слабое влияние размера зерен на
скорость роста длинных трещин. Аналогичные результаты
получены для титановых сплавов (см. ряд статей, относящихся
к источнику [56]).
На рис. 10.12,6 показано схематически, что у "длинной"
острой "кристаллографической" трещины грани могут быть
364
X
■г/.
"так
&£*/
W.
%
сдвинуты относительно друг друга в результате ее
раскрытия. Когда нагрузка снижается, грани могут сомкнуться
раньше, чем она снизится до нуля; это значит, что
эффективное значение ДАТ меньше, чем следует из численного
значения амплитуды нагрузки. Закрытия трещины по такому
механизму можно ожидать при низких АК (соответствующих
кристаллографическому растрескиванию) и больших размерах
зерен, поскольку оба эти обстоятельства характеризуются
повышенной неровностью берегов трещины. Размер зерна, по-
видимому, не влияет на поведение короткой трещины, ибо
если трещина умещается в одном зерне, пространство позади
ее вершины слишком мало, поверхность трещины не выходит
за пределы ровной площадки и не содержит неровностей,
характерных для поверхности протяженных трещин. Вблизи
порогового режима нагружения при испытаниях с длинной
трещиной размер зерна тоже не играет существенной роли, если
закрытие трещины предотвращено высокими значениями R.
Наблюдения, изложенные выше и касающиеся поведения
короткой трещины, помогут увязать в единое целое сведения о
влиянии размера зерен как на скорость циклического роста
усталостной трещины, так и на особенности ее
возникновения. Если бы рост зерна приводил к снижению скорости
циклического роста трещины при всех значениях ДАТ, в том
числе у коротких трещин, обосновать основное правило, что с
уменьшением размера зерен происходит увеличение
циклической прочности, было бы трудно даже в тех случаях, когда
мелкозернистому материалу соответствовал бы несколько
удлиненный период возникновения трещины. Понять природу
поведения короткой усталостной трещины необходимо еще и
потому, что это поможет наилучшим образом проектировать
сплавы, обладающие пониженной чувствительностью к
дефектам.
Размер выделений j' -фазы влияет на характер
циклического роста трещины только при низких температурах и тех
типах цикла, при которых трещина растет транскристал-
литно. В остальных случаях более важными факторами
становятся морфология и состав границ зерен. Из-за понижения
циклического предела текучести, вызванного перестарива-
нием, повышается скорость транскристаллитного роста
усталостной трещины. Представляется при этом, что добиваться
данного уровня предела текучести предпочтительнее путем
365
недостаривания, нежели путем перестаривания [52, 55]. В
пользу этого мнения в качестве аргумента ссылались на
более выраженную плоскостность и обратимость сдвиговой
деформации. В ряде работ [53, 56] с более мелкими
выделениями у '-фазы и большей плоскостностью скольжения
связывали повышенные значения LK.
Влияние ползучести и среды
С увеличением температуры скорость циклического роста
трещины увеличивается и начинает зависеть от
продолжительности цикла нагружения. Происходит также снижение
модуля упругости, деформация становится менее плоскостной,
повышается интенсивность воздействия среды и, наконец,
активизируются процессы ползучести. Возникновение трещины
может оставаться внутризеренным, однако последующий рост
усталостной трещины в поликристаллическом материале
приобретает все более межзеренный характер с повышением
температуры, а также с уменьшением частоты нагружения,
ростом продолжительности внутрицикловых выдержек и
уменьшением размера зерен [51, 57-61].
На рис. 10.13 показана зависимость скорости
циклического роста трещины и вида усталостного растрескивания у
кобальтового сплава Haynes 188 [59] от частоты
нагружения, длительности цикла и температуры. При высоких
частотах растрескивание идет транскристаллитно, а величина
da/dN не зависит от частоты. По мере снижения частоты и
Рис. 10.13. Сплав Haynes 188.
Скорость роста трещины da/dN при
циклическом нагружении (Д/(Г=348
МПа) в зависимости от частоты
нагружения V и температуры;
Я =0,08 [59]:
е
i-871°C; 2 - 760 °С; 3-
600 °С; 4 — комнатная
температура;
(da/dt)/V - "вклад" ползучести;
МЗ — область межзеренного роста
трещины; ВЗ - область внутризе-
ренного роста трещины
366
/<Г
Г
ю-
N 'Ч \
33 ,
L /
\ / мз
4L °"f
2
3
- J
0,001 0,01 0,1 1 ю
1\ Гц
повышения температуры растрескивание становится межзерен-
ным, а величина da/dN с понижением частоты возрастает. В
некоторой области наклон кривых становится равным —1, так
что величина da/dN пропорциональна продолжительности
цикла нагружения. Темпы перехода от транскристаллитного
растрескивания к межзеренному как функция температуры и
частоты зависят от сопротивления материала ползучести и
воздействию среды.
При промежуточных температурах в воздушной среде
временная зависимость межзеренного роста усталостной трещины
определяется развитием коррозии под напряжением,
поражающей границы зерен [49, 51, 58, 62]. Даже в аргоне,
применяемом обычно в лабораторной практике, кислород
содержится в количестве, достаточном для заметных коррозионных
эффектов [63]. . Мелкозернистость усугубляет действие
рабочих сред [51]. Напротив, у монокристаллических образцов
суперсплавов циклический рост трещины обнаруживает лишь
слабую временную зависимость [64]. Влияние среды в части
увеличения доли межзеренного растрескивания может
усиливаться при промежуточных температурах в случае очень
неравномерного плоскостного скольжения, как это происходит
у сплава Inconel 718 [10, 50]. Перестаривание же этого
сплава улучшает стойкость к влиянию среды либо благодаря
более тонкому и равномерному скольжению, либо из-за
изменения химического состава сплава по границам зерен [50].
Данные, представленные на рис. 10.14, иллюстрируют
влияние размера зерен на скорость и вид циклического
роста трещины у различных суперсплавов при 649 °С [25]. При
частоте нагружения 0,33 Гц растрескивание было транскрис-
таллитным у сплавов с размером зерен более 15мкм, Waspa-
loy, HIP Astroloy и HIP MERL-76. У сплавов NASA IIB-7 и
IN-100 с размером зерна 5 мкм растрескивание было межзе-
ренным, а у сплавов H+F Astroloy и Ren6 95 — межзеренным
для мелкозернистой структуры типа "ожерелье" и транс -
кристаллитным для крупнозернистой нерекристаллизованной
структуры. При испытаниях с 15-мин выдержками
растрескивание было межзеренным у всех сплавов, но разница в
скорости циклического роста трещины между сплавами
увеличилась.
По отдельности вклад от повреждающего влияния среды и
ползучести представлен на рис. 10.15 на примере сплавов
367
Рис.10,14. Скорость
роста трещины da/dN
у некоторых
суперсплавов при 649 °С в
условиях регулярного
циклического иагру-
жеиия с частотой
0,33 Гц (а) и в
условиях циклического
иагружеиия с 15-мии
задержками при
максимальной нагрузке
(<0 [25]:
1 - Rene 95; 2 -
NASA 11В-7 и HIP
MERL 76; 3 - IN 100;
4 - H+F Astroloy; 5
- HIP Astroloy; 6 -
Waspaloy; 7 - HIP
MERL 76
5 10 50 WO 500 5 Ю 50 100 500
Waspaloy и HIP Rene 95 [65] с размером зерен,
соответственно, 40 и 8 мкм. Скорости циклического роста трещины
при 649 °С измерены на воздухе и в вакууме для
-1/2
LK = 30 МПа/м с частотой нагружения 0,1 Гц и
выдержками в течение 2 мин. Ясно, что в вакууме вклад ползучести
в величину da/dN очень мал даже у сплава Waspaloy. На
воздухе трещина росла значительно скорее у
мелкозернистого сплава HIP Ren6 95, особенно при испытании с 2-мин
выдержками и даже несмотря на то, что у обоих сплавов
разрушение было межзеренным. Напротив, исследованный ранее
сплав Ren6 95 обычной ковки с размером зерен 150 мкм [35]
в части характера роста трещины почти не отличался от
сплава Waspaloy, представленного на рис. 10.15. Сравнение
показывает, что прирост величины da/dN, вызванный
переходом от обычного чисто усталостного испытания в вакууме к
испытаниям с 2-мин выдержками на воздухе, был более чем в
100 раз выше у мелкозернистого сплава Ren6 95, нежели у
грубозернистого сплава Ren6 95.
Итак, размер зерна ответственен в очень большой
степени за различия между сплавами по стойкости к межзеренному
циклическому росту трещины, возникающему под воздействием
среды. Дополнительное влияние со стороны вариаций
химического состава, по-видимому, не столь велико. Это
предположение сделано в связи с только что сделанным
сравнительным анализом поведения сплавов Ren6 95 и Waspaloy.
Было показано также, что у порошковых сплавов Astroloy,
Rene 95 и IN-100 при размерах зерна от 3 до 10 мкм,
температуре 649 °С и частоте нагружения 0,33 Гц усталостная
трещина у всех трех сплавов развивалась межзеренно, а
скорость роста трещины была почти одинаковой [51].
Концентрация малых добавок или примесей по границам зерен
может оказаться фактором гораздо более существенным, не-
200
150
100
50
г—f
/i
'.А ±
i
i
i
L V
a * • ■
и • 1
и ш 2
U A J
d 1
и
а
а
Задержка
0,5
1,0
1,5 Aet
Рис.10.15. Скорость роста трещины da/dN у сплавов HIP 95 О) и Waspaloy (2)
при 649 °С иа воздухе (4) и в вакууме (3) в условиях регулярного
циклического нагружения с частотой 0,1 Гц и в условиях циклического нагружения с
2-мии задержками Дг при максимальной нагрузке; Rc=—0,05 [65]
Рис.10.16. Максимальный размер d и расположение дефектов в месте зарождения
усталостного разрушения в зависимости от амплитуды полной деформации Де,
для трех видов сплава Rene 95 при 537 (светлые точки) и 649 °С (темные
точки). Частота нагружения — 0,33 Гц; Rc=—1 [35]:
1 - E&F Rene 95; 2 - HIP Rene 95; 3 - С W Rene 95; 4 - подповерхностное
зарождение трещины
369
жели содержание основных легирующих элементов.
Подтверждением справедливости этого вывода служит поведение
никеля, хотя сегодня в отношении работ по никелевым
суперсплавам окончательные выводы на этот счет были бы
преждевременными.
Интересно отметить, что расположение очагов
усталостного разрушения и размер обнаруженных там дефектов
определяется сочетанием амплитуды деформации и воздействия
среды [66]. Иллюстрацией этому служат результаты
испытаний сплава Rene 95 в трех технологических вариантах
(рис. 10.16) при 649 °С [35]. При больших амплитудах
деформации Де, трещины очень часто возникают даже на
дефектах, размер которых близок к среднему. Трещина, возникшая
на поверхности, быстро растет и приводит к разрушению
образца, так как этому способствует контакт со средой. При
малых значениях Ае, трещины возникают только на
немногочисленных крупных дефектах. Поскольку они беспорядочно
распределены в объеме образца, весьма вероятно
подповерхностное возникновение трещин. Вариации относительной
длительности периода, в течение которого эти трещины
растут без контакта с окружающей средой, предполагают
разброс долговечности, присущий этим порошковым сплавам.
Наибольшее влияние на этот разброс (см. гл. 17), конечно,
оказывают вариации в размерах и типах дефектов.
С другой стороны, на поведение суперсплавов, не
содержащих границ зерен, воздушная среда, по-видимому, влияет
слабо, а в некотором отношении, может быть, и
благоприятно. Усталостные испытания на воздухе показали, что
монокристаллические образцы ведут себя лучше, чем в вакууме
[32], а временная зависимость скорости роста трещин в
воздушной среде невелика [64].
В то время как при промежуточных температурах сильное
влияние оказывает среда, при более высоких температурах
фактором, определяющим временную зависимость повреждения
материалов, становится ползучесть. Внутреннее повреждение
(порообразование) развивается по границам зерен впереди
вершины трещины, и трещина растет путем соединения этих
внутренних пор. Следовательно, влияние среды несколько
ослаблено. На сплаве HIP Astroloy исследовали переход к
условиям, когда определяющую роль в растрескивании
начинает играть ползучесть [67]. При частоте нагружения 1Гц
370
величина da/dN с подъемом температуры от 649 до 760 °С
возрастала менее чем вдвое. При испытаниях с 15-мин
задержками величина da/dN при 760 °С становилась в 20 раз
больше, замена воздуха вакуумом или наоборот
существенного влияния на эти свойства не оказывала. Исследование
поверхности разрушения после испытаний при 760 °С с
задержками показало, что преобладающим механизмом повреждения
было образование пор по границам зерен. У литейных
сплавов IN-738 LC и IN-930 уменьшение частоты нагружения при
850 °С, как и ожидали, приводило к росту величины da/dN и
на воздухе, и в вакууме [62]. Однако при низких частотах
разница значений da/dN на воздухе и в вакууме снижалась
практически до нуля. Аналогичные результаты [61], также
полученные на сплаве IN-738 LC, объясняли ветвлением
трещины, которое происходит при испытаниях на воздухе и
фактически приводит к снижению величины LK.
Описать поведение трещин под преобладающим влиянием
ползучести сложно и по другим причинам. Параметр LK
нередко дает необходимую корреляцию в поведении различных
материалов, однако выбор наилучшего параметра, LJ, С и
др., для материалов с высокой Пластичностью все еще
представляет собой проблему. Да и сама ползучесть оказывает
неодинаковое влияние при низкой и высокой интенсивности
напряжения. Обычно замечают, что величина LKth выше в
условиях усталости с ползучестью, нежели при чисто
усталостном цикле деформации, однако при более высоких интен-
сивностях напряжения трещина в условиях усталости с
ползучестью растет быстрее. Когда при низких LK пытаются
применить циклы с ползучестью (задержками), чтобы
продолжить рост острой трещины, образованной в условиях чистой
усталости, этот рост может замедлиться или прекратиться
полностью. Если величина К в период задержки не выходит
за пределы ЛХ,д,соответствующего ползучести, трещина в
период задержки не может расти, а только затупляется, так
что можно наблюдать за очередным приростом трещины на
каждом цикле нагружения.
371
10.4. Работа для будущего
Приведем короткий перечень областей знания, в которых благодаря
исследовательским программам промышленных, университетских и правительственных
лабораторий можно ожидать в недалеком будущем понимания и прогресса.
1. Исследование и разработка уравнений состояния, моделирование
долговечности материалов при' термомеханическом циклическом воздействии, в том
числе для многоосного нагружения и наличия анизотропии.
2. Моделирование долговечности деталей с покрытиями, защищающими от
воздействия среды.
3. Исследование развития коротких трещин с учетом явлений обычной плас-1
тичности, воздействия среды, микроструктуры материала и анизотропии его
свойств.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
К ГЛ. 1
1. СТ. Sims and W. Hagel (eds.), The Superalloys, Wiley, New York, 1972.
2. J. Mowill, personal communication, February 1984.
3. W. T. Griffiths, 'The Problem of High-Temperature Alloys for Gas Turbines," 739th Royal Aeronautical
Society Lecture, London, October 1947.
4. J. F. Hanieski, Technol. Cult., 14(4), 547 (1973).
5. R. Schlaifer and S. D. Heron, "Development of Aircraft Engines and Fuels," lecture at Harvard
University, Cambridge, MA, Maxwell Reprint Co., Elmsford, NY, 1950.
6. A. Williams, "The 20th Century," in A History of Technology, Parts I and II, McGraw-Hill, New
York, 1965.
7. С Т. Sims, Superalloys 1984, TMS-AIME, Warrendale, PA, 1984, p. 399.
8. N. P. Allen, "A Summary of the Development of Creep-Resisting Alloys," Symposium on High
Temperature Steels and Alloys for Gas Turbines, The Iron and Steel Institute, London, July 1952.
9. С R. Austin and H. D. Nickol, J. Iron Steel Inst., 137, 177 (1938).
10. B. Kear, J. Doherty, and A. Giamei. J. Met., 23, 59 (November 1971).
11. R.'W. Fawjey, in The Superalloys, С Sims and W. Hagel (eds.), Wiley, New York, 1972, p. 3.
12. F. S. Badger, J. Met., 10, 512 (August 1958).
К гл. 2
1. R. Zeren, "Technical Assessment Guide," EPR1 P-2410-SR, EPRI, Palo Alto, CA, May 1982.
2. M. Ashby, Acta Met., 20, 887 (July, 1972).
3. J. Gittus, Creep. Viscoclasticity and Creep Fracture in Solids, Halsted, Wiley, New York 1975.
4. F. Larson and j". Miller, Trans. ASME, 74, 765 (1952).
5. S. Manson and A. Haferd, "A Linear Time Relationship for Extrapolation of Creep and Stress-
Rupture Data," NACA TN 2890 1953.
6. S, Manson and G. Soccup, "Stress Rupture Properties of Inconel 700 and Correlation on the Basis
of Several Time Temperature Parameters," ASTM STP 174, 1956.
7. R. Orrei al.. Trans. ASM, 46, 113 (1953).
8. R. Goldhoff and G. Hahn, "Correlation and Extrapolation of Creep Rupture Data of Several Steels
and Superalloys Using Time-Temperature Parameters,"'ASM Publications, D-8-100, ASM. Metals
Park, 199, 1968.
9. S. Manson and С Ensign, Trans. ASME, J Eng. Mat. Technol., Goldhoff Issue: Materials Elevated
Temperatures (October 1979).
10. A. Griffith, Philos. Trans. Roy. Soc. Lond., 221 A, 163 (1920).
U.S. Manson, "Behavior of Materials Under Conditions of Thermal Stress," NACA TN-1933, 1953.
12. L. Coffin, Trans. ASME, 76, 931 (August 1954).
13. S. Manson, Int. J. Fract. Mechan., 2(1) (March 1966).
14. W. Ostergren, "Correlation of Hold Time Effects of Elevated Temperature Modified Damage Function,
1978 ASME-MPC Symposium on Creep-Fatigue Interaction, MPC-3, ASME, p. 1979 (1976).
15. E. Russell, in Proceedings of the Minnowbrook Conference on Life Prediction for High Temperature
Turbine Materials. Blue Mountain Lake. NY, October 1985, to be published by EPRI, Palo Alto,
CA.
16. R. Kunkel, "High Reliability Gas Turbine Combined-Cycle Development Program: Phase 1", AP-
1681, Vol. 1 (January, 1981), p. 1187.
17. S. S. Manson, Thermal Stress and Low-Cycle Fatigue, McGraw-Hill, New York, 1966.
373
К гл. 3
1. N. F. Mott and F. R. N. Nabairo, Rep. Conf. Strength Sol. Phys. Soc., 1-9 (1948).
2. R. M. N. Pelloux and N. J. Grant, Trans. Met. Soc. AJME, 218, 232 (1960).
3. R. F. Decker, Proc. Steel Strength. Mech. Symp. Chemax Molybdenum Company, Greenwich,
Connecticut Zurich, May 5-6, 1: 147, 1964.
4. R. L. Fleischer, Acta Met., 11, 203 (1963).
5. B. E. P. Beeston, I. L. Dillamore, and R. E. Smallman, Met. Sci. J., 2, 12 (1968).
6. R. L. Fleischer, The Strengthening of Metals, Reinhold, New York, 1964, p. 93.
7. P. Jax, P. Kratochvil, and P. Haasen, Acta Met., 18, 237 (1970).
8. J. Friedel, Dislocations, Pergamon, Oxford, 1964.
9. R. Ubusch, Acta Met., 20, 917 (1972).
10. P. A. Flinn, Acta Met., 6, 631-635 (1958).
11. R. Nordheim and N. J. Grant, J. Inst. Met., «2, 440 (1954).
12. A. Akhtar and E. Teghtsoonian, Met. Trans., 2, 2757 (1971).
13. P. H. Thornton, R. G. Davies, and T. L. Johnston, Met. Trans.„1, 207 (1970).
14. B. H. Rear, G. R. Leverant, and J. M. Oblak, Trans. ASM, 62, 639 (1969).
15. R. G. Davies and N. S. Stoloff, TMS-AIME, 233, 714 (1965).
16. O. Noguchi, Y. Oya, and T. Suzuki, Met. Trans. A, 12A, 1647 (1981).
17. N. S. Stoloff and R. G. Davies, Prog. Mat. Set., 13(1), 3 (1966).
18. D. M. Wee, O. Noguchi, Y. Oya, and T. Suzuki, Trans. Jap. Inst. Met., 21, 237 (1980).
19. L. R. Curwick, Ph.D. Thesis, University of Minnesota, 1972.
20. R. K. Ham, Ordered Alloys: Structural Applications and Physical Metallurgy, Claitors, Baton
Rouge, LA, 1970, p. 365.
21. H. Gleiter and E. Hombogen, Mat. Sci. Eng., 2, 285 (1968).
22. L. M. Brown and R. K. Ham, Strengthening Methods in Crystals, Elsevier, Amsterdam, 1971,
p. 9.
23. V. Marteus and E. Nembach, Acta Met., 23, 149 (1975).
24. S. M. Copley and В. H. Kear, TMS-AIME, 239, 977 (1967).
25. S. M. Copley and В. H. Kear, TMS-AIME, 239, 984 (1967).
26. G. R. Leverant, M. Gell, and S. W. Hopkins, Proc. Sec. Int. Conf. Strength Met. Alloys, 3, 1141
(1970).
27. V. A. Phillips, Scr. Met., 2, 147 (1968).
28. H. Gleiter and E. Hombogen, Phys. Stat. Sol., 12, 251 (1965).
29. D. Raynor and J. M. Silcock, Met. Sci. J., 4, 121 (1970); see also ref. 22.
30. J. L. Castagne, A. Pineare, and M. Sidzingre, С R. Acad. Sci., C263, 1465 (1966).
31. V. Gerald and H. Haberkom, Phys. Stat. Sol, 16, 675 (1966).
32. H. Gleiter, Z. Angew. Phys., 23(2), 108 (1967).
33. V. Gerald, Acta Met., 16, 823 (1968).
34. E. Nembach and G. Neite, Prog Mat Sci (in press).
35. E. Orowan, Symposium on Internal Stresses in Meials, Institute of Metals, London, 1948, pp.
451-453.
36. A. Kelly and R. B. Nicholson, Prog. Mat. Sci., 10(3), 151 (1963).
37. B. Wilcox and A. H. Clauer, in The Superalloys, С. Т. Sims and W. С Hagel (eds.), Wiley, New
York, 1972.
38. B. A. Wilcox and A. H. Clauer, Oxide Dispersion Strengthening, Gordon & Breach, New York,
1968, p. 323.
39. J. P. Morse and J. S. Benjamin, in New Trends in Materials Processing, ASM, Metals Park, OH,
1976, p. 165.
374
40. E. Arzt and R. F. Singer, in Superalloys 1984, M. Gell, С S. Kortovich, R. H. Bricknell, W. B.
Kent, J. F. Radavich (eds.) TMS-AIME, New York, 1984, p. 367.
41. R. R. Jensen and J. K. Tien, in Metallurgical Treatises, J. K. Tien, J. F. Elliott (eds.) TMS-AIME,
Warrendale, PA, 1981, p. 529.
42. R. F. Decker and J. R. Mihalisin, Trans. ASM, 62, 481 (1969).
43. E. Nembach, K. Suzuki, M. khihara, and S. Takeuchi, Philos. Mag. A, 51, 607 (1985).
44. P. Beardmore, R. G. Davies, and T. L. Johnston, TMS-AIME, 245, 1537 (1969).
45. L. R. Comwell, J. D. Embury, and G. R. Purdy, in Ordered Alloys: Structural Applications and
Physical Metallurgy, B. H. Kear et al. (eds.), Claitors, Baton Rouge, LA, 1970, p. 387.
46. M. Donachie, Source Book on Superalloys, ASM, Metals Park, OH, 1984, p. 7.
47. С L. Corey and B. Lisowsky, TMS-AIME, 239, 239 (1967).
48. V. A. Phillips, Philos. Mag., 16, 117 (1967).
49. R. G. Davies and T. L. Johnston, Ordered Alloys: Structural Applications and Physical Metallurgy,
B. H. Kear et al. (eds.), Claitors, Baton Rouge, LA, 1970, p. 447.
50. W. J. Mitchell, Z. MetaUkd., 57, 586 (1966).
51. Y. G. Sorokina and S. A. Yuganova, Mel. Sci. Heat Treat., 456 (1968).
52. V. Munjal and A. J. Ardell, Acta Met., 23, 513 (1975).
53. I. L. Mirkin and O. D. Kancheev, Met. Sci. Heat Treat., (1,2), 10 (1967).
54. G. N. Maniar and J. E. Bridge, Met. Trans., 2, 95 (1971).
55. С. С. Law and M. J. Blackburn, Met. Trans. A, 11A. 495 (1980).
56. M. N. Thompson and J. W. Edingfon, Proc. 2nd Int. Conf. Strength Met. Alloys, 3, 1150 (1970).
57. P. H. Thornton and R. G. Davies, Met. Trans., I, 549 (1970).
58. G. R. Leverant and В. H. Kear, Met. Trans., 1, 491 (1970).
59. O. D. Sherby and P. M. Burke, Prog. Mat. Set., 13, 325 (1967).
60. A. K. Mukherjee, J. E. Bird, and J. E. Dom, Trans. ASM, 62, 155 (1969).
61. A. K. Mukherjee in Treatise on Materials Science and Technology, Vol. 6, Plastic Deformation
of Metals, R. J. Arsenault (ed.), Academic, New York, 1975, p. 163.
62. M. Malu and J. K. Tien, Scripta Met., 9, 1117 (1975).
63. K. R. Williams and B. Wilshire, Met. Sci. J., 7, 176 (1973).
64. J. D. Whittenberger, Met. Trans. A, 8A, 1155 (1977).
65. J. K. Tien and S. M. Copley, Met. Trans., 2, 543 (1971).
66. J. K. Tien and R. P. Gamble, Met. Trans., 3, 2157 (1972).
67. D. D. Pearson, B. H. Kear, and F. D. Lemkey, in Creep Fracture of Engineering Materials and
Structures, Pineridge, 1981, p. 213.
68. D. D. Pearson, private communication.
69. T. B. Gibbons and В. E. Hopkins, Met. Sci: J., 5, 233 (1971).
70. J. J. Jackson, M. J. Donachie, R. J. Henricks, and M. Gell, Met. Trans. A, 8A, 1615 (1977).
К гл. 4
1. D. Coutsouradis, "Meeting Requirements for High Temperature Gas Turbines, A Challenge to
Metallurgists," AGARD Propulsion and Energetics Panel Meeting,- Florence, September 1970.
2. R. F. Decker, "Strengthening Mechanisms in Nickel-Base Superalloys," Climax Molybdenum Company
Symposium, Zurich, May 5-6, 1969.
3. С. Т. Sims, ASME Technical Publication 70-GT-24, May 1970.
4. С. Т. Sims, J. Met. 18, 1119 (October 1966).
5. L. Brewer, in High-Strength Materials, V. F. Zackay (ed.), Wiley, New York, 1965.
6. С. Тагг and J. Marshall, "Phase Relationships m High-Temperature Alloys," AIME Fall Meeting,
Chicago, IL, October 30-November 3, 1966.
375
7. J. Mihalisin and D. Pasquine, "Phase Tnmsformation in Nickel-Base Alloys," International Symposium
on Structural Stability in Superalloys, Seven Springs, PA, 1968.
8. O. H. Kriege and J. M. Bans, Trans. ASM, 62, 195 (March 1969).
9. W. Loomis, Ph.D. Thesis, University of Michigan, Ann Arbor, Ml, 1969.
10. B. E. P. Beeston, I. L. Dillamore, and R. E. Smailman, Met. Sci. J., 2, 12 (1960).
11. B. E. P. Beeston and L. France, J. Inst. Met., 96, 105 (1968).
12. M. V. Pridantsev, Izv. Acad. Nauk SSSR Met., S, 115 (1967).
13. W. С Hagel and H. J. Beattie, Iron and Steel Institute Special Report, London, 64, p. 98.
14. J. R. Mihalisin, personal communication (May 1967).
15. W. B. Kent, "Mechanical Properties and Structural Characteristics of NASA lib," A1ME Annual
Meeting, Cleveland, OH, October 1976.
16. V. A. Phillips, personal communication (1968).
17. R. F. Decker and С G. Bieber, Symposium on Electron Metallography, ASTM STP 262, 1966.
18. С. Т. Sims, "The Role of Refractory Metals in Austenitic Superalloys," 6th Plansee Seminar,
Reutte, Austria, June 1968.
19. J. Heslop, Cobalt, 24, 128 (1964).
20. M. Fleetwood, personal communication.
21. E. A. Fell, Metallurgia, 63, 157 (1961).
22. W. I. Mitchell, Z. Metallkd, 55, 613 (1964).
23. R. F. Decker and J. W. Freeman, Trans. AIME, 218, 277 (1960).
24. J. P. Rowe and J. W. Freeman, in Proceedings of the International Conference on Creep, Institute
of Engineers, London, 1963.
25. W. B. Pearson and W. Hume-Rothery, J. Inst. Met., 80, 641 (1951-1952).
26. W. Betteridge, The Nimonic Alloys, Arnold, London, 1959.
27. A. Havalda, Trans. ASM, 62, 581 (1969).
28. С. С. Clark and J. S. Iwanski, Trans. AIME, 215, 648 (1959).
29. J. R. Mihalisin and R. F. Decker, Trans. AIME, 218, 507 (1960).
30. H. L. Eiselstein, ASTM Spec. Tech. Publ. 369, Philadelphia, (1965).
31. F. G. Haynes, J. Inst. Met., 90, 311 (1961-1962).
32. E. L. Raymond, Trans. AIME, 239, 1415 (1967).
33. W. J. Boesch and H. B. Canada, "Precipitation Reactions and Stability of №3 Cb in Inconei Alloy
718," International Symposium on Structural Stability in Superalloys, Seven Springs, 1968.
34. F. J. Rizzo and J. D. Buzzanell, "Effect of Chemistry Variations on the Structural Stability of Alloy
718," International Symposium on Structural Stability in Superalloys, Seven Springs, PA, 1968.
35. E. A. Fell, W. I. Mitchell, and D. W. Wakeman, Iron Steel Inst. Spec. Rep., 70, 136 (1969).
36. R. F. Decker and J. W. Freeman, personal communication.
37. R. W. Smashey, personal communication.
38. W. J. Boesch and H. B. Canada, J. Met., 20, (April 1968).
39. B, J. Piearcey and R. W. Smashey, Trans. AIME, 239, 451 (1967).
40. W. L. Clarke, Jr. and С W. Titus, "Long-Time Stability of Hastelloy X," ASM Metal Congress,
Cleveland, OH, October 1967.
41. V. A. Phillips, personal communication.
42. J. R. Mihalisin, Trans. AIME, 239, 180 (1967).
43. H. E. Collins, "Relative Stability of Carbide and Intermetallic Phases in Nickel-Base Superalloys,"
International Symposium on Structural Stability in Superalloys, Seven Springs, PA, 1968.
44. H. J. Beattie, Jr. and F. L. VerSnyder, Trans. ASM, 49, 883 (1957).
45. H. J. Beattie, Jr. and W. С Hagel, Trans. AIME, 233, 277 (February 1965).
46. S. T. Wlodek, Trans. ASM, 57, 111 (1964).
47. E. W. Ross, "Recent Research on IN-100," AIME Annual Meeting, Dallas, TX (February 1963).
48. L. A. Weisenberg and R. J. Morris, Met. Prog., 78, 70 (1960).
49. Н. Е. Collins, "Relative Stability of Carbides and Intermetallic Phases in Nickel-Base Superalloys,"
International Symposium on Structural Stability in Superalloys, Seven Springs, PA, 1968.
50. С. Т. Sims, unpublished work.
51. E. G. Richards, J. Inst. Met., 96, 365 (1968).
52. С G. Bieber, "The Melting and Hot Rolling of Nickel and Nickel Alloys" in Metals Handbook,
ASM, Cleveland, OH, 1948.
53. R. W. Koffler, W. J. Pennington, and F. M. Richmond, Res. andDev. Dep Rep. No., 48 (1956).
Universal-Cyclops Steel Corporation, Bridgeville, PA.
54. R. F. Decker, J. P. Rowe, and 1. W. Freeman, NACA Technical Note 4049, Washington, DC,
June 1957.
55. K. E. Volk and A. W. Franklin, Z. Metallkd, 51, 172 (1960).
56. B. S. Natapov, V. E. Ol'shanetskii, and E. P. Ponomarenko, Met. Sci and Heat Treat., 1, 11
(1965).
57. E. G. Richards and P. L. Twigg. "Influence of Boron on a Ni-Cr Austenitic Alloy," 11th Creep
Colloquium, Saclay, France, 1967.
58. F. С Hull and R. Stickler, "Effects of N, B, Zr, and V on the Microstrueture. Tensile and Creep-
Rupture Properties of a Сг-Ni-Mn-Mo Stainless Steel" in Joint International Conference on Creep,
Institute of Mechanical Engineers, London, 1963.
59. С Crussard, J. Plateau, and G. Genry, "The Influence of Boron in Austenitic Alloys" in Joint
International Conference on Creep, Institute of Mechanical Engineers, London 1963.
60. J. K. Tien and R. P. Gamble, Met. Trans., 2, 1663 (1971).
61. R. W. Smashey, "Effect of Long Time, High Stress Exposures on the Microstrueture of Ren<-80
Alloy," A1ME Annual Meeting, Cleveland OH, October 1970.
62. H. J. Murphy, С. Т. Sims and G. R. Heckman, Trans AlME, 239, 1961-78 (1967).
63. G. R. Heckman, ASME Preprint 67-GT-55, Gas Turbine Conference and Products Show, Houston,
TX, March 1967.
64. J. W. Wood, personal communication.
65. E. W. Ross, J. Met., 19, 12 (December 1967).
66. J. A. Scheibel, С L. White, and M. H. Yoo, Met. Trans., 16A, 651 (1985).
К гл. 5
1. F. R. Morral, 20, 18 7. Met. (July 1968).
2. J. С Freche, R. L. Ashbrook, and S„ J. Klima, Cobalt, 20, 114 (1963).
3. L. A. Pugliese and J. P. Stroup, Cobalt, 43, 80 (June 1963).
4. H. Morrow, W. P. Danesi, and D. L. Sponseller, Cobalt, 4, 93 (1973).
5. S. P. Rideout, W. D. Manly, E. L. Kamen, B. S. Lement, and P. A. Beck, Trans. AIME, 191,
872 (1951).
6. R. H. Nafziger and R. L. Lincoln, Cobalt, 4, 79 (1974).
7. A. Giamei, J. Burma, and E. J. Freise, Cobalt, 39, 88 (June 1968).
8. R. Kamel and K. Halim, Phys. Stat. Sol., 15, 63 (1966).
9. F. R. Morral, Cobalt and Cobalt Alloys, Cobalt Information Center, Columbus, Ohio, 1967.
10. S. T. Wlodek, Trans. AIME, 56, 287 (1964).
11. H. J. Goldschmidt. J. Iron Steel Inst., 160, 345 (1948).
12. С. Т. Sims, J. Met., 21, 27 (1969).
13. D. Coutsouradis, J. Int. Appl. Cob., Bruxelles, 21, 1-19 (June 1964).
14. W. Koster and F. Spermer, Arch. Eisenhuttenw., 26, 555-559 (1955).
15. B. Lux and W. Bollmann, Cobalt, 42, 3 (March 1969).
16. R. B. Herchenroeder, 'Haynes Alloy No. 188 Aging Characteristics," International Symposium on
Structural Stability in Superalloys, Seven Springs, PA, September 1968.
377
17. С. Rogister, D. Coutsouradis, and L. Habraken. Cobalt, 34, 3 (March 1967).
18. P. Viatour, J. M. Drapier, D. Coutsouradis, and L. Habraken, Cobalt, 51, 67 (June 1971).
19. J. M. Blaise, P.-Viatour, and J. M. Drapier, Cobalt, 49,192 (December 1970).
20. J. M. Drapier and D. Coutsouradis, Cobalt, 39, 63 (June 1968).
21. H. J. Beattie, Jr. and W. С Hagel, Trans. A1ME, 221, 28 (1961).
22. R. B. Hercbenroeder and W. T. Ebihara, ASM Congress, Detroit, Ml, October 1968.
23. E. Hall and S. Algie, J. Inst. Met., 11, 61 (1966).
24. D. L. Klarstrom, Suptralloys 1980, ASM, Metals Park, OH, 1980, p. 131.
25. F. C. Hagan, H. W. Antes, M. D. Boldy, and J. S. Slaney, Superalloys 1984, TMS-A1ME,
Warrendale. PA, 1980, p. 623.
26. M. J. Woulds and T. R. Cass, Cobalt, 42, 3 (March 1969).
27. J. M. Drapier, V. LeRoy, С Dupont, D. Coutsouradis, Cobalt, 41, 199 (December 1974).
28. R. F. Vandermousen, P. Viatour, J. M. Drapier, and D. Coutsouradis, Cobalt, 1, 6 (1974).
29. J. С Freche and R. L. Ashbrook, Cobalt, 2, 33 (1973).
30. J. M. Drapier, D. Coutsouradis, and L. Habraken, Cobalt, 53, 197 (December 1971).
31. D. A. Woodford and С J. McMahon, Jr., Proceedings of the Second International Conference
Strength of Metals and Alloys—Asilomar, ASM, Metals Park, OH, 1970, p. 1067.
32. D. A. Woodford and R. H. BrickneU, Superalloys 1980, ASM, Metals Park, OH, 1980, p. 633.
К гл. 6
1. С. P. Sullivan and M. J. Donachie, J. Met. Eng. Q, 11, 1 (1971).
2. D. L. Klarstrom, H. M. Tawancy, and M. F. Rothman, J. Met. Sol. AIME, 553 (1984).
3. D. F. Smith, D. J. Tillack, and J. P. McGrath, ASME, 85-1GT-140, 1985.
4. D. Raynor and J. M. Silcock, Met. Sci. J., 14, 121 (1970).
5. D. J. Dyson and B. Holmes, J1S1, 208, 469 (1970).
6. R. F. Decker, in Symposium: Steel Strengthening Mechanisms, Zurich 1969, Climax Molybdenum,
Greenwich, CT, 1970, pp. 147-170.
7. K. J. Irvine, D. T. Llewellyn, and F. B. Pickering, JISI, 199, 153 (1961).
8. M. С Chaturvedi and Y. Han, Met. Sci., 17, 145 (1983).
9. D. F. Paulonis, J. M. Oblak, and D. S. Duvall, Trans. ASM, 62, 611 (1969).
10. Y. Han, P. Deb, and M. С Chaturvedi, Met. Sci., 16, 555 (1982).
11. R. Cozarand A. Pineau. Met. Trans., 4, 47 (1973).
12. E. L. Raymond and D. A. Wells, Superalloys-Processing, Battelle Columbus Laboratories, MC1C
72-10, Columbus, Ohio 1972. pp. N1-N21.
13. H. J. Wagner and A. M. Hall, DMIC-217, 1965.
14. V. Ramaswamy, P. R. Swann, and D. R. West, J. Less-Common Met., 27, 17 (1972).
15. B. S. Natapov, V. E. Ol'shanetskii, and E. P. Ponomarenko, Met. Sci. Heat Treat, 1-2, 11 (1966).
16. J. R. Mihalisin and R. F. Decker, Trans. TMSAIME, 218, 507 (1960).
17. J. G. Hoag, DMIC-84, Battelle Memorial Institute, Columbus, OH, February 6, 1961.
18. G. Chen et al., in Superalloys 1984, M. Gell, С S. Kortovich, R. H. BrickneU, W. B. Kent, and
J. F. Radavich (eds.J, TMS-A1ME, Warrendale, PA, 61 (1984).
19. J. M. Moyer in Superalloys 1984, M. Gell, С S. Kortovich, R. H. BrickneU, W\ B. Kent, and
J. F. Radavich (eds.), TMS-АШЕ, Warrendale, PA, 443 (1984).
20. D. R. Muzyka, Met. Eng. Q., 11, 12 (1971).
21. R. F. Decker and R. R. DeWitt, J. Met., 17(2), 139 (1965).
22. H. J. Beattie, Jr. and W C. Hagel, Precipitation Processes in Steels, Iron and Steel Institute,
London, 1959, pp. 108-117.
23. H. J. Beattie, Jr. and W. С Hagel, Trans. TMS-A1ME, 233, 277 (1965).
24. H. L. Eiselstein, "Advances in the Technology of Stainless Steels and Related Alloys," STP 369>
ASTM, Philadelphia, PA, 1965, pp. 62-67.
25. С. С. Clark and J. S. Iwanski, Trans. AIME, 215, 649 (1959).
26. J. F. Radavich, in Advances in X-ray Analysis, Vol. 3, W. M. Mueller (ed.), Plenum, New York,
1960, pp. 365-375.
27. J. M. Silcock and N. J. Williams, JISI, 204, 1100 (1966).
28. G. B. Heydt, Trans. ASM, 54, 220 (1961).
29. G. N. Manier and H. M. James, Trans. ASM, 57, 368 (1964).
30. R. F. Decker and J. R. Mihalisin, Trans. ASM, 62, 481 (1969).
31. J. M. Oblak, D. F. Paulonis, and D. S. Duvall, Mel. Trans., 5, 143 (1974).
32. 1. Kirkman and D. H. Warrington, Met. Trans., 1, 2667 (1970).
33. Carpenter Technology Corporation, unpublished research, Reading, PA.
34. B. R. Clark and F. B. Pickering, JISI, 205, 70 (1967).
35. F. G. Wilson and F. B. Pickering, JISI, 204, 628 (1966).
36. L. K. Singhal and J. W. Martin. JISI, 205, 947 (1967).
37. D. Dulieu and B. Aronsson, Jerkont. Ann., 150, 787 (1966).
38. R. F. Decker and S. Floreen, in Precipitation From Iron-Base Alloys, G. R. Speich and J. B. Clark
(eds.), Gordon & Breach, New York, 1965, p. 69.
39. F. G. Wilson and F. B. Pickering, JISI, 207, 490 (1969).
40. H. J. Beattie, Jr. and W. С Hagel, Trans. TMSAIME, 209, 911 (1957).
41. 1. Kirkman, JISI, 207, 1612 (1969).
42. J. F. Barker, E. W. Ross, and J. F Radavich, J. Met., 22(1), 31 (1970).
43. J. P. Stroup and R. A. Heacox, J. Met., 21(11), 46 (1969).
44. R. T. Weiner and J. J. Irani, Trans. ASM, 59, 340 (1966).
45. E. E. Brown, R. С Boettner, and D. L. Ruckle, Superalloys-Processing, Battelle Columbus
Laboratories, Columbus, Ohio MCIC-72-10, 1972.
46. J. H. Moll. G. W Maniar, and D. R. Muzyka, Met. Trans., 2, 2153 (1971).
47. G. L. R. Durber, С L. Jones, and A. J. Dykes, 433 (1984).
48. E. E. Brown, J. E. Stulga, L. Jennings, and R. W. Salkeld, 159 (1980).
49. G. K. Bouse and M. F. Collins, Nov. 1985 unpublished work.
50. W. J. Boesch and H. B. Canada, J. Met., 21(10), 34 (1969).
51. D. S. KeiserandH. L. Brown, Idaho National Engineering Laboratory Report #ANCR 1292-UC-
25, 1976.
52. С H. Lund, Physical Metallurgy of Nickel-Base Superalloys, DMIC-153, Columbus, OH, 1961.
53. С P. Sullivan and M. J. Donachie, Jr., Met. Eng. Q., 7, 36 (1967).
54. G. P. Sabol and R. Stickler, Phys. Stat. Sol., 35, 11 (1969).
55. С. Т. Sims, J. Met., 18(10), 1119 (1966).
К гл. 7
1. F L. VerSynder and R. W Guard, Trans. ASM, 52, 485 (1960).
2. F L. VerSnyder and M. E. Shank, Mat. Sci. Eng., 6, 213 (1970).
3. M.Gell.D. N.Duhl.andA. F. Giamei, in Superalloys 1980, Proceedings of the Fourth International
Symposium on Superalloys, J. K. Tien et al. (eds.), ASM, Metals Park, OH, 1980, p. 205.
4. J. E. Northwood, Metallurgia, 46, 437 (1979).
5. M. Gell and D. N. Duhl, in Processing and Properties of Advanced High-Temperature Alloys,
S. Allen et al. (eds.), ASM, Metals Park, OH, 1986, p. 41.
6. S. E. Hughes and R. E. Anderson, Technical Report AFML-TR-79-4146, on USAF Contract
F33615-76-C-5136, 1978.
7. J. S. Erickson, W. A. Owczarski, and P. M. Curran, Met. Prog., 99, 58 (1971).
379
8. D. N. Duhl and С. P. Sullivan, J. Met., 23, 38, (1971).
9. S. M. Copley, A. F. Giamei, S. M. Johnson, and M. F. Hornbecker, Met. Trans*l, 2193 (1970).
10. D. H. Maxwell, F. J. Baldwin, and J. F. Radavich, Metallurg. Met. Form., 42, 332 (1975).
11. J. J. Jackson, M. J. Donachie, R. J. Henricks» and M. Gell, Met. Trans. A, 8A, 1615 (1977).
12. D. A. Woodford, Met. Trans. A, 12A, 299 (1981).
13. С S. Giggins and F S. Pettit, J. Electr. Soc., 118, 1782 (1971).
14. С S. Wukusick and J. F Collins, Mater. Res. Stand., 4, 637 (1964).
15. G. W. Goward, in Proceedings of the Symposium on Properties of High Temperature Alloys with
Emphasis on Environmental Effects, Z. A. Foroulis and F S. Pettit (eds.), Electrochemical Society,
Princeton, NJ, 1976, p. 806.
16. J. F. Nye, Physical Properties of Crystals, Oxford University Press, London, 1957.
17. M. McLean, Directionally Solidified Materials for High Temperature Service, The Metals Society,
London, 1983.
18. С. H. Wells, Trans. ASM, 60, 270 (1967).
19. B. H. Kear and B. J. Piearcey, Trans. Met. Soc. A1ME, 239, 1209 (1967).
20. S. M. Copley and В. H. Kear, Trans. Met. Soc. AIME, 239, 984 (1967).
21. D. M. Shah and D. N. Duhl, in Superalloys 1984, Proceedings of the Fifth International Symposium
on Superalloys, M. Gell et al. (eds.), TMS-AIME, Warrendale, PA, 1984, p. 105.
22. G. R. Leverant and D. N. Duhl, Met. Trans., 2, 907 (1971).
23. E. G. Richards, J. Inst. Met., 96, 365 (1968).
24. -Т. B. Gibbons, Met. Technol., 8, 472 (1981).
25. D. A. Spera, M. A. Howes, and P. T. Bizon, "Thermal Fatigue Resistance of 15 High Temperature
Alloys-Determined by the Fluidized-Bed Technique," NASA TMX-52975, Cleveland, OH 1971.
26. S. W. Hopkins, in Thermal Fatigue of Materials and Components, D. A. Spera and D. F Mowbray
(eds.), ASTM STP 612, American Society for Testing and Materials, Philadelphia, PA, 1976,
p. 157.
К гл. 8
1. S. Т. Wlodek, Trans. ASM, 57, 110 (1964).
2. E. W. Ross, "Recent Research on IN-100" AIME Annual Meeting, Dallas, TX, February 1963.
3. H. J. Beattie, Jr. and W. С Hagel, Trans. AIME, 233(2), 277 (1965).
4. H. Л Murphy, С. Т. Sims, and G. R. Несктал, TMS-AIME, 239, 1961 (1967).
5. L. R. Woodyatt, С. Т. Sims, and H. J. Beattie, Jr., TMS-AIME, 236, 519 (1966).
6. H. J. Beattie, Jr. and W. С Hagel, TMS-AIME, 111, 28 (1961); 215, 973 (1959).
7. N. T. Wagenheim, Cobalt, 48, 129 (1970).
8. R. F Decker, "Strengthening Mechanisms in Nickel-Base Superalloys," Climax Molybdenum Company
Symposium, Zurich, May 5-6, 1969.
9. E. W. Ross, J. Met, 19, 12 (December 1967).
10. H. M. Fox, "The Structure of M-252 After Exposure for 1,000,000 Hours," AIME Annual Meeting,
Cleveland, OH, October 1970.
11. R. L. Dreshfield and R. L. Ashbrook, NASA TN D-5185, April 1969; NASA TN D-6015,
September 1970.
12. J. R. Mihalisin, С G. Bieber, and R. T Grant, TMS-AIME, 242, 2399 (1968).
13. H. E. Collins and С S. Kortovich, "Research onMicrostructural Instability of Nickel-Base Superalloys,"
Interim Engineering Progress Report 5, U.S.A.F. Contract AF33(615)-5126, TRW, Inc., October
1967.
14. С. Т. Sims, J. Met., 18, 1119 (October 1966).
15. L. Pauling, Phys. Rev., 54, 899 (1938).
16. W. Hume-Rothery, The Structure of Metals and Alloys, The Institute of Metals, London, 1954.
380
17. С. Kittel, Introduction to Solid State Physics, Wiley, New York, 1956, p. 329.
18. P. Greenfield and P. A. Beck, TMSAIME, 200, 253 (1954).
19. D. K. Das, S. P. Rideout, and P. A. Beck, TMSAIME, 194, 1071 (1952).
20. P. Greenfield and P. A. Beck, TMSAIME, Ш, 265 (1956).
21. A. H. Sully and T. J. Heal, Research, 1, 228 (1948).
22. D. S. Bloom and N. J. Grant, TMS-AIME, 197, 88 (1953).
23. D. P. Shoemaker, С. В. Shoemaker, and F. С Wilson, Acta Crystallogr., 10, 1 (1957).
24. W. J. Boesch and J. S. Slaney, Met Prog., 86(1), 109 (1964).
25. S. W. K. Shaw, Met. Prog., 47 (March 1979).
26. J. Slaney, "A General Method for the Prediction of Precipitate Compositions," International Symposium
on Structural Stability in Superalloys, Seven Springs, PA, September 4-6, 1968.
27. R. F. Decker and С G. Bieber, "Microstructore of a Cast Age-Hardenable Nickel Chromium
Alloy," Symposium on Electron Metallography ASTM Special Technical Publication 262, American
Society for Testing and Materials, Philadelphia, PA.
28. R. W. Guard and J. H. Westbrook, Trans. A1ME, 215, 807 (1959).
29. С H. Lund, M. J. Woulds, and J. Hockin, "Cobalt and Sigma: Participant, Spectator, or Referee?"
International Symposium on Structural Stability in Superalloys, Seven Springs, PA, September
4-6, 1968.
30. H. J. Murphy, С. Т. Sims, and A. M. Beltran, J. Met., 20, 46 (November 1968).
31. M. Morinaga, N. Yukawa, H. Adachi, and H. Ezaki, TMS-AIME, Warrendale, PA, 1984, p. 525.
32. R. Dreshfield, "Estimation of Conjugate у and y' Compositions in Ni-Base Superalloys," NB5 SP-
496, January 10-12, 1977.
33. R. Barrows and J. Newkirk, Met. Trans., 3, 2889 (1972).
34. E. Machlin and J. Shao, "Sigma-Safe; A Phase Diagram Approach to the Sigma Phase Problems,"
personal communication, 1977.
35. W. Wallace, Met. Sci., 9, 547 (1975).
36. P. Cowley, Direct Measurement of The Stability of Alloys, National Gas Turbine Establishment,
Hants, England, personal communication.
37. J. T. Gow and J. E. Harder, TMS-AIME, 30, 855 (1942).
38. С. Т. Sims, J. Met., 21, 27 (December 1969).
39. A. M. Beltran, General Electric Co., private communication.
40. R. B. Herchenroeder, "Haynes Developmental Alloy No. 188 Aging Characteristics," International
Symposium on Structural Stability in Superalloys, Seven Springs, PA, September 4-6, 1968.
К гл. 9
1. G. L. Gamer and J. L. Smith, EPRI Contract Report, Palo Alto, CA, RP-2058-4, 1984.
.2. I. L. W. Wilson and T. R. Mager, Corrosion 42, 352 (1986).
3. S. Floreen and J. L. Nelson, Met. Trans. A, I4A, 133 (1983).
4. С A. Grove and L. D. Petzold, ASM J. Mat. Ener. Sys., 7, 147 (1985).
5. R. D. Kane, M. Watkins, D. F. Jacobs, and G. L. Hancock, Corrosion, 33, 309 (1977).
6. B. J. Berkowitt. and R. D. Kane, Corrosion, 36, 24 (1980).
7. R. J. Coyle, J. A. Kargol, and N. F. Fiore, Met. Trans. A, 12A, 655 (1981).
8. R. A. Mulford, Met. Trans. A, UK, 865 (1983).
9. A. W. Thompson and J. A. Brooks, Met. Trans. A, 6A, 1431 (1975).
10. S. Floreen, J. M. Davidson, and P. E. Morris, Int. Nickel Co., Sterling Forest, NY, unpublished.
11. G. Economy, R. J. Jacko, A. W. Klein, and F. W. Pement, Presented at NACE Corrosion 85,
Boston, MA, 1985.
12. M. H. Yoo and H. Trinkhaus, Met. Trans. A, 14A, 547 (1983).
13. G. H. Edwards and M. F. Ashby, Acta Met., 27, 1505 (1979).
381
14. D. В. Gooch, J. R. Haigh, and В. С King, Met. Sci., 11, 545-550 (1977).
15. H. Riedel and J. R. Rice, Fracture Mechanics, ASTM STP 700, American Society for Testing
and Materials, Philadelphia, PA, 1980, p. 112.
16. K. Sadananda and P. Shahinian, J. Eng. Mater. Tech., 100, 381 (1978).
17. S. Floreen, Elastic-Plastic Fracture Second Symposium, American Society for Testing and Materials,
Philadelphia, PA, 1983, p. 708.
18. S. Floreen and R. H. Kane, Fat. Eng. Mat. Struct., 2, 401 (1980).
19. S. Floreen and R. Raj, Flow and Fracture at Elevated temperatures, ASM, Metals Park, OH,
1985, p. 383.
20. R. P. Skelton and J. I. Bucklow, Met. Sci., 12, 64 (1978).
21. R. H. Bricknell and D. A. Woodford, Acta Met., 30, 257 (1983).
22. R. H. Bricknell, R. A. Mulford, and D. A. Woodford, Met. Trans. А, 13A, 1223 (1982).
23. R. H. Bricknell and D. A. Woodford, Met. Trans. А, Ш* 425 (1981).
24. R. P. Messmer and С L. Briant, Acta Met., 30, 457 (1982).
25. R. F. Decker, in Steel Strengthening Mechanisms, Climax Mo Co., Greenwich, CT, 1970, p. 147.
26. F Schubert, Superalloys Source Book, ASM, Metals ParkvPJH, 1984.
27. F. R. Morral (ed), Superalloys Source Book, ASM, Metah Pf&k, OH, 1984.
28. E. Arzt and R. F. Singer, Superalloys, 1984, TMS-AIME, Warrendale, PA, 1984, p. 367.
29. R. P. Delal, С R. Thomas, and L. E. Dordi, Superalloys 1984, TMS-AIME, Warrendale, PA,
1984, p. 185.
30. F. L. VerSnyder and M. E. Shank, Mat. Sci. Eng., 6, 235 (1970).
К гл. 10
1. С. H. Wells and С. P. Sullivan, Trans. ASM, 60, 217 (1967).
2. С. H. Wells and С. P. Sullivan, Trans. ASM, 61, 149 (1968).
3. V. Gerold and D. Steiner, Scripta Met., 16, 405 (1982).
4. H. F. Merrick, Met. Trans., 5, 891 (1974).
5. R. E. Stoltz and A. G. Pineau, Mat. Sci. Eng., 34, 275 (1978).
6. A. E. Staton-Bevan, Phil. Mag., 47(6), 939 (1983).
7. С E. Feltner and P. Beardmore, Achievement of High Fatigue Resistance in Metals and Alloys,
ASTM-STP 467, American Society for Testing and Materials, Philadelphia, PA, 1970, p. 77.
8. H.-P. Klein, Z. Metalk., 61, 573 (1970).
9. M. Graf and E. Hombogen, Scripta Met., 12, 147 (1978).
10. D. Foumier and A. Pineau, Met. Trans. A, 8A, 1095 (1977).
11. R. W. Landgraf, Work Hardening in Tension and Fatigue, TMS-AIME, Warrendale, PA, 1977,
p. 240.
12. L. G. Frittmeier, "The Cyclic Stress-Strain Behavior of Nickel-Base Superalloy Poly- and Single
Crystals," Eng. Sc. D. Thesis, Columbia University, 1984.
13. L. Remy, A. Pineau, and B. Thomas, Mat. Sci. Eng., 36, 47 (1978).
14. S. D. Antolovich, E. Rosa, and A. Pineau, Mat. Sci. Eng., 47, 47 (1981).
15. S. S. Eiz, D. P. Pope, and V. Paidar, Acta Met., 30, 921 (1982).
16. D. A. Jablonski and S. Sargent, Scripta Met., 15, 1003, (1981).
17. T. P. Gabb, J. Gayda, and R. V. Miner, Met. Trans. A, 17A, 497 (1986).
18. L. F. Coffin, Jr., Met. Trans., 2, 3105 (1971).
19. С E. laske, R. С Rice, R. D. Buchheit, D. B. Roach, and T. L. Porfilio, NASA CR-135022,
May 1976.
20. D. N. Robinson and P. A. Bartolotta, NASA CR-174836, March 1985.
21. С. E. Pugh and D. N. Robinson, Pressure Vessels and Piping: Design Technology—1982—
A Decade of Progress, ASME, New York, 1982, p. 171.
382
22. G. A. Swanson and R. С Bill, A1AA Paper 85-1421, 1985.
23. A. Kaufman, J. H. Laden, and U. S. Lindholm, A1AA Paper 85-1418, American Institute of
Aeronautics and Astronautics, New York, 1985.
24. S. S. Manson, Exp. Mech., SO), 193 (1965).
25. B. A. Cowles, J. R. Warren, and F. K. Haake, NASA CR-165123, July 1980.
26. D. L. Anton, Acta Mel., 32, 1669 (1984).
27. G. F. Harrison and M. J. Weaver, AGARD-CP-243, Advisory Group for Aerospace Research and
Development, NATO, Neuilly-Sur-Seine, France, August 1978, p. 6-1.
28. С R. Brinkman and G. E. Korth, J. Test. Eval., 2(4), 249 (1974).
29. M. Gavel, С Levaillant, and A. Pineau, Creep-Fatigue-Environment Interactions, TMS-A1ME,
Warrendale, PA, 1980, p. 24.
30. J. D. Morrow, Internal Friction, Damping, and Cyclic Plasticity, ASTM STP-378, American
Society for Testing and Materials, Philadelphia, PA, 1964, p. 45.
31. B. Boursier, Evaluation of Damage Mechanisms in the Ni-Base Superalloy Reni 80 under Low
Cycle Fatigue in the Temperature Range 75-1400 °F, M.S. Thesis, University of Cincinnati,
Cincinnati, OH, 1981.
32. D. J. Duquette and M. Cell, Met. Trans., 3, 1899 (1972).
33. M. Gell, G. R. Leverant, and С. H. Wells, Achievement of High Fatigue Resistance in Metals and
Alloys, ASTM STP-467, American Society for Testing and Materials, Philadelphia, PA, 1969,
p. 113.
34. D. R. Chang, D. D. Kruger, and R. A. Sprague, Superalloys 1984, TMS-AIME, Warrendale, PA,
1984, p. 245.
35. R. V. Miner and J. Gayda, Int. J. Fat., 6(3), 189 (1984).
36. L. F. Coffin, Jr., Met. Trans., 3, 177 (1972).
37. C. J. McMahon and L. F. Coffin, Jr., Met. Trans., 1, 3443 (1970).
38. M. H. Hirschberg and G. R. Halford, NASA TN D-8072, January 1976.
39. W. J. Ostergren, 1976 ASME-MPC Symposium on Creep-Fatigue Interaction, ASME, New York,
1976, p. 179.
40. S. S. Manson, G. R. Halford, and M. H. Hirschberg, Symposium on Design for Elevated
Temperature Environment, ASME, New York, 1971, p. 12.
41. R. V. Miner, J. Gayda, and M. G. Hebsur, NASA TM-87110, September 1985.
42. K. D. Sheffler, NASA CR-134626, June 1974.
43. G. R. Leverant, Т. E. Strangman,'and B. S. Langer, Superalloys: Metallurgy and Manufacture,
Claitors, Baton Rouge, LA, 1976, p. 285.
44. P. T. Bizon and D. A. Spera, Thermal Fatigue of Materials and Components, ASTM STP-612,
American Society for Testing and Materials, Philadelphia, PA, 1976, p. 106.
45. A. E. Gemma, B. S. Langer, and G. R. Leverant, Thermal Fatigue of Materials and Components,
ASTM STP-612, American Society for Testing and Materials, Philadelphia, PA, 1976, p. 199.
46. L. F. Coffin, Jr., 1976 ASME-MPC Symposium on Creep-Fatigue Interaction, ASME, New York,
1976, p. 349.
47. S. Majumdar and P. S. Maiya, /976 ASME-MPC Symposium on Creep-Fatigue Interaction, ASME,
New York, 1976, p. 323.
48. W. Hoffelner, Superalloys 1984, TMS-AIME, Warrendale, PA, 1984, p. 771.
49. H. F. Merrick and S. Floreen, Met. Trans. A, 9A, 231 (1978).
50. S. Floreen, Creep-Fatigue-Environment Interactions, TMS-AIME, Warrendale, PA, 1980, p. 112.
51. J. Gayda, R. V. Miner, and T. P. Gabb, Superalloys 1984, TMS-AIME, Warrendale, PA, 1984,
p. 733.
52. B. Lawless, S. D. Antolovich, C. Bathias, and B. Boursier, Fracture:Interaction of Microstmcture,
Mechanisms, Mechanics, TMS-AIME, Warrendale, PA, 1984, p. 285.
53. J. E. King, Met. Sci., 16, 345 (1982).
383
54. С. W. Brown, J. E. King, and M. A. Hicks, Met. Sci., 18, 374 (1984).
55. E. Hombogen and K.-H. Zum Gahr, Acta Met., 24, 581 (1976).
56. R. A. Venables, M. A. Hicks, and J. E. King, Fatigue Crack Growth Threshold Concepts, TMS-
AIME, Wairendale, PA, 1984, p. 341.
57. H. G. Popp and A. Coles, AFFDL TR 70-144, Air Force Flight Dynamics Laboratory, Wright-
Patterson Air Force Base, Ohio, 1970, p. 71.
58. H. D. Solomon and L. F. Coffin, Fatigue at Elevated Temperatures, ASTM STP-520, American
Society for Testing and Materials, Philadelphia, PA, 1973, p. 112.
59. T. Ohmura, R. M. Pelloux, and N. J. Grant, Eng. Fract. Mech., 5, 909 (1973).
60. P. Shahinian and K. Sadananda, 1976 ASME-MPC Symposium on Creep-Fatigue Interaction, ASME,
New York, 1976, p. 365.
61. R. B. Scarlin, Advances in Research on the Strength and Fracture of Materials (Fracture 1977),
vol. 2B, Pergamon, Oxford, 849.
62. W. Hoffelner and M. 0. Speidel, Advances in Fracture Research (Fracture 1981), Pergamon,
Oxford, 1981, p. 2431.
63. S. Golwalkar, N. S. Stoloff, and D. J. Duquette, Proc. 7th Int. Conf. on Strength of Metals and
Alloys, vol. 2, Pergamon, Oxford, 1983, p. 879.
64. D. P. DeLuca, and B. A. Cowles, AFWAL-TR-84-4167, Wright-Patterson Air Force Base, Ohio,
February 1985.
65. J. Gayda, T. P. Gabb, and R. V. Miner, NASA TM-87150, September 1985.
66. J. M. Hyzak and I. M. Bernstein, Met. Trans. A, 13A, 45 (1982).
67. R. M. Pelloux and J. S. Huang, Creep-Fatigue-Environment Interactions, TMS-AIME, Warrendale,
PA, 1980, p. 151.
НАУЧНОЕ ИЗДАНИЕ
СУПЕРСПЛАВЫ II
КНИГА 1
Под редакций Ч.Т.СИМСА, Н.С.СТОЛОФФА
Перевод с английского Ю.П.ЛИБЕРОВА, А.Б.ЦЕПЕЛЕВА
Под редакцией Р.Е.ШАЛИНА
Редактор издательства Пажчежко В.А.
Художественный редактор Девнн С.К.
Технические редакторы Кулакова Э.А., Терехова М.И.
Корректоры Зябкийа Е.А., Фетисова А.К.
Лицензия ЛР N1 010157 от 04.01.92 Подписано в печать 21.07.95
Формат бумаги 60*88 1/16 Бумага офсетная № 2 Печать офсетная
Усл.печ.л. 23,52 Уч.-изд.л. 23,83 Усл. кр.-отт 23,52
Тираж 1000 экз. С-025 Заказ (091 • Изд. N» 2320
Набрано в издательстве "Металлургия" операторами
Дудки оt Н., Лапшиной С, Пивчеико В., Рыбаки ой Л.
Ордена Трудового Красного Знамени издательство "Металлургия"
119857 Москва, ГСП, Г-34, 2-й Обыденский пер., 14
Московская типография N 4 при Комитете Российской Федерации по печати
129041, Москва, улЯПереяславская, 46
384