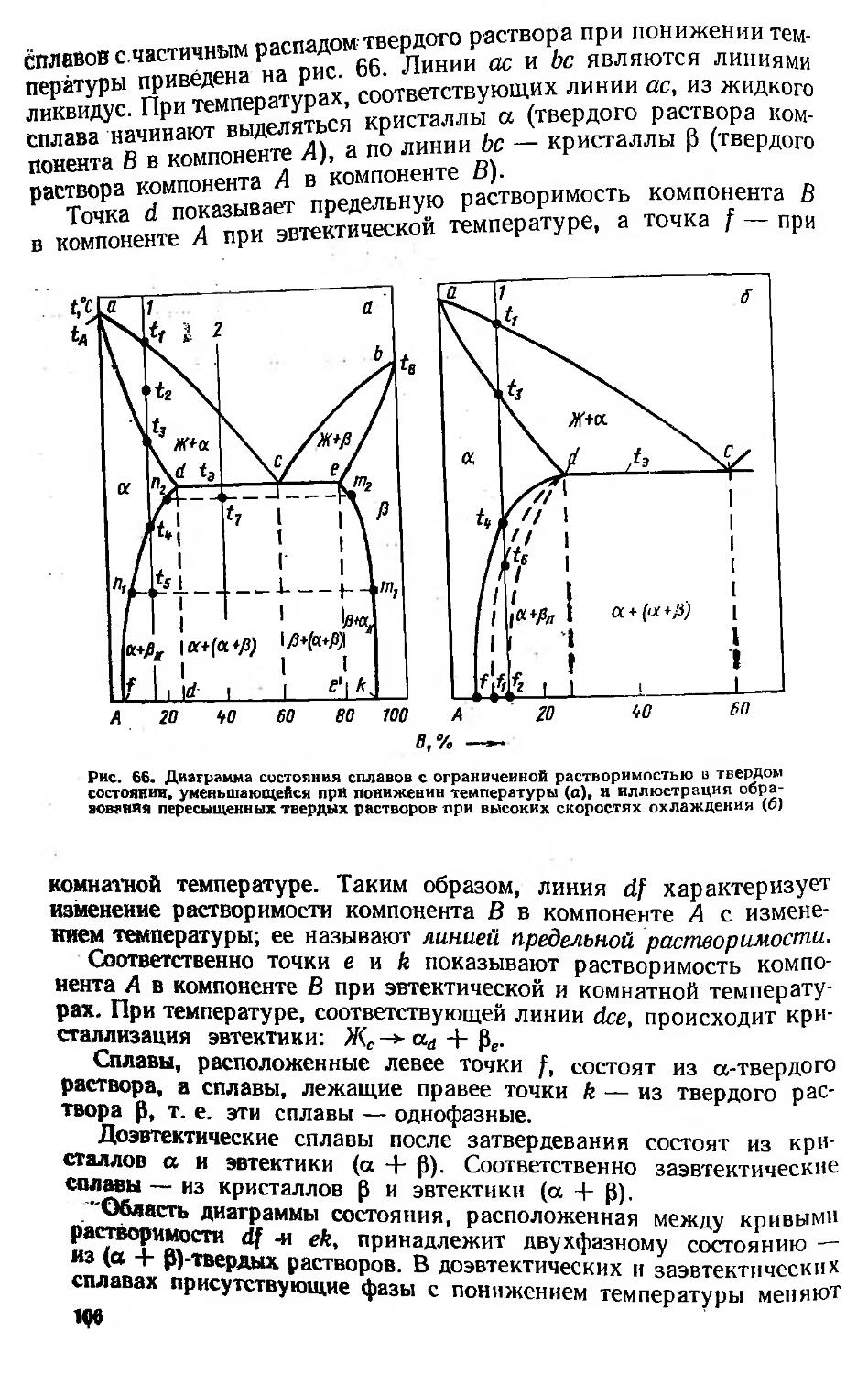
/



















































































































































































































































































Текст
МЕТАЛЛОВЕДЕНИЕ И ТЕРМИЧЕСКАЯ ОБРАБОТКА МЕТАЛЛОВ
МЕТАЛЛОВЕДЕНИЕ
И ТЕРМИЧЕСКАЯ
ОБРАБОТКА МЕТАЛЛОВ
Издание 3-е, переработанное и дополненное
Допущено Министерством высшего и среднего специального образования СССР в качестве учебника для студентов металлургических специальностей вузов
&
МОСКВА, «МЕТАЛЛУРГИЯ» 1983
ОГЛАВЛЕНИЕ
Предисловие ........................................................
7
Введение............................................................... '
Глава I. Кристаллическое строение металлов............................. 8
1. Общая характеристика металлов....................................... 8
2. Атомно-кристаллическая структура металлов......................... 13
3. Дефекты кристаллической решетки металлов.......................... 19
4. Диффузия.......................................................... 26
Глава II. Кристаллизация металлов и строение металлического слитка 28 1. Первичная кристаллизация металлов ................................. 28
2. Строение металлического слитка..................................... 37
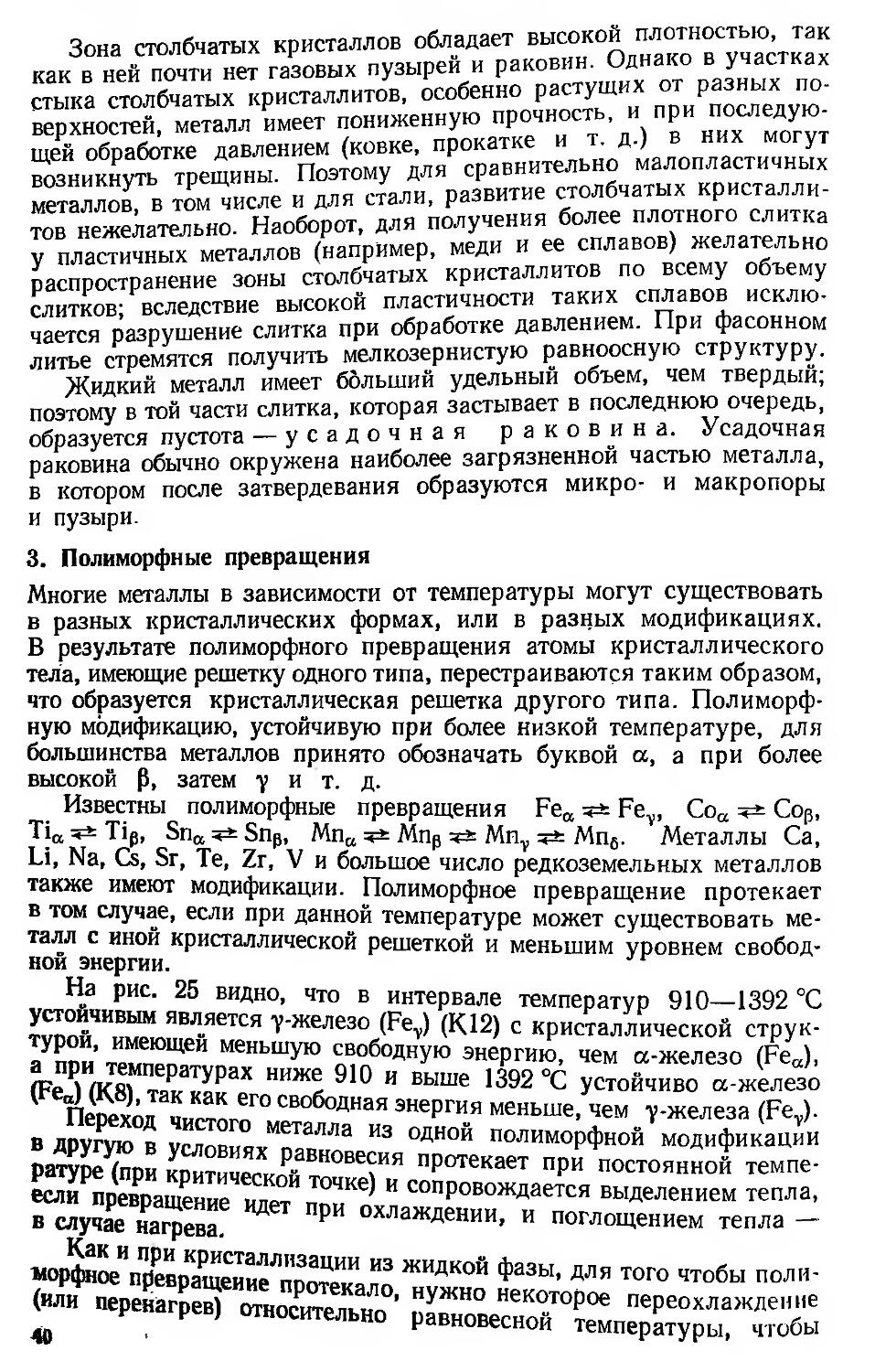
3. Полиморфные превращения............................................ 40
Глава III. Деформация и разрушение металлов .......................... 41
1. Виды напряжений ................................................... 41
2. Упругая и пластическая деформации металлов........................ 43
3. Сверхпластичиость металлов и сплавов ............................. 49
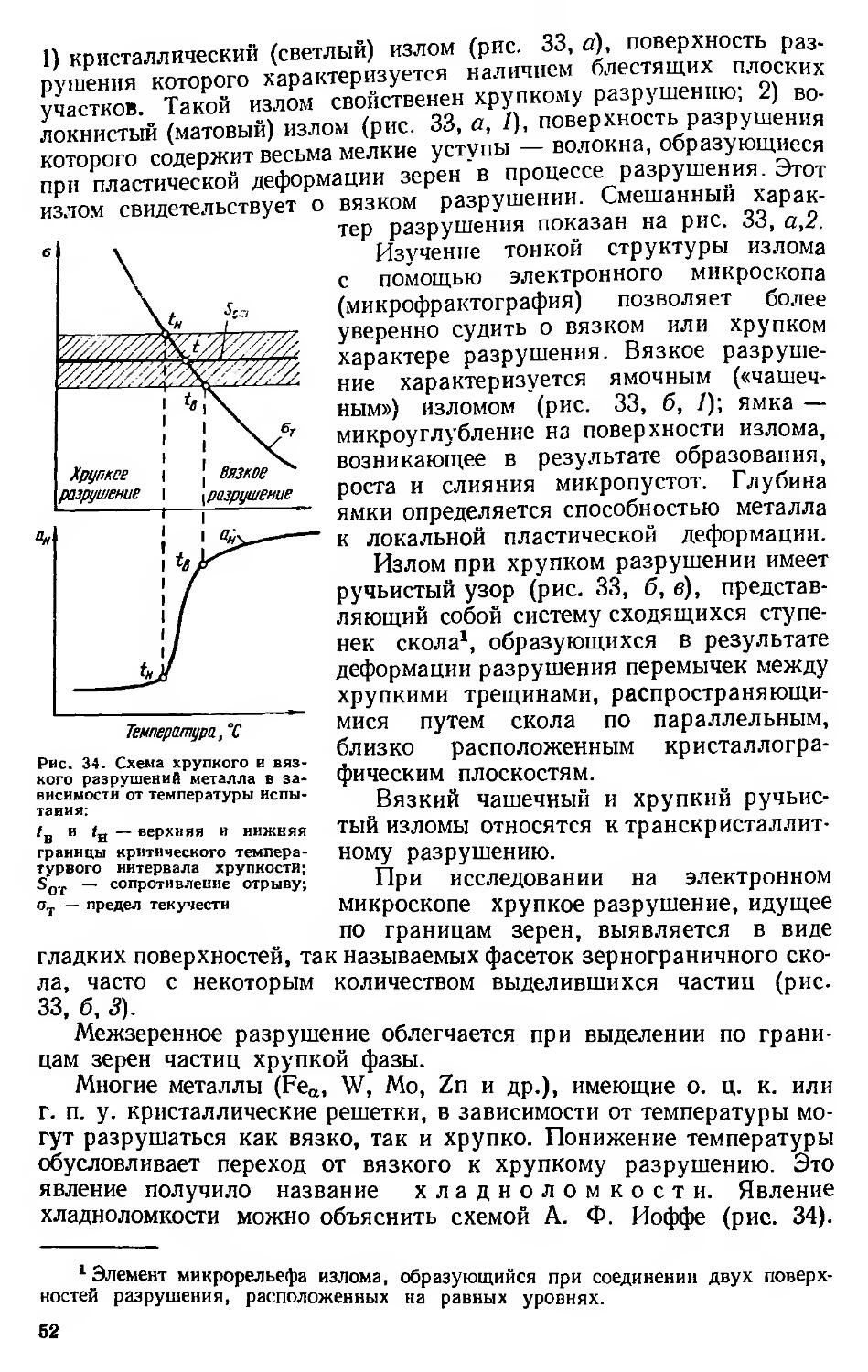
4. Разрушение металлов............................................... 50
Глава IV. Влияние нагрева иа структуру и свойства деформированного металла............................................................... 53
1. Возврат и полигонизация............................................ 53
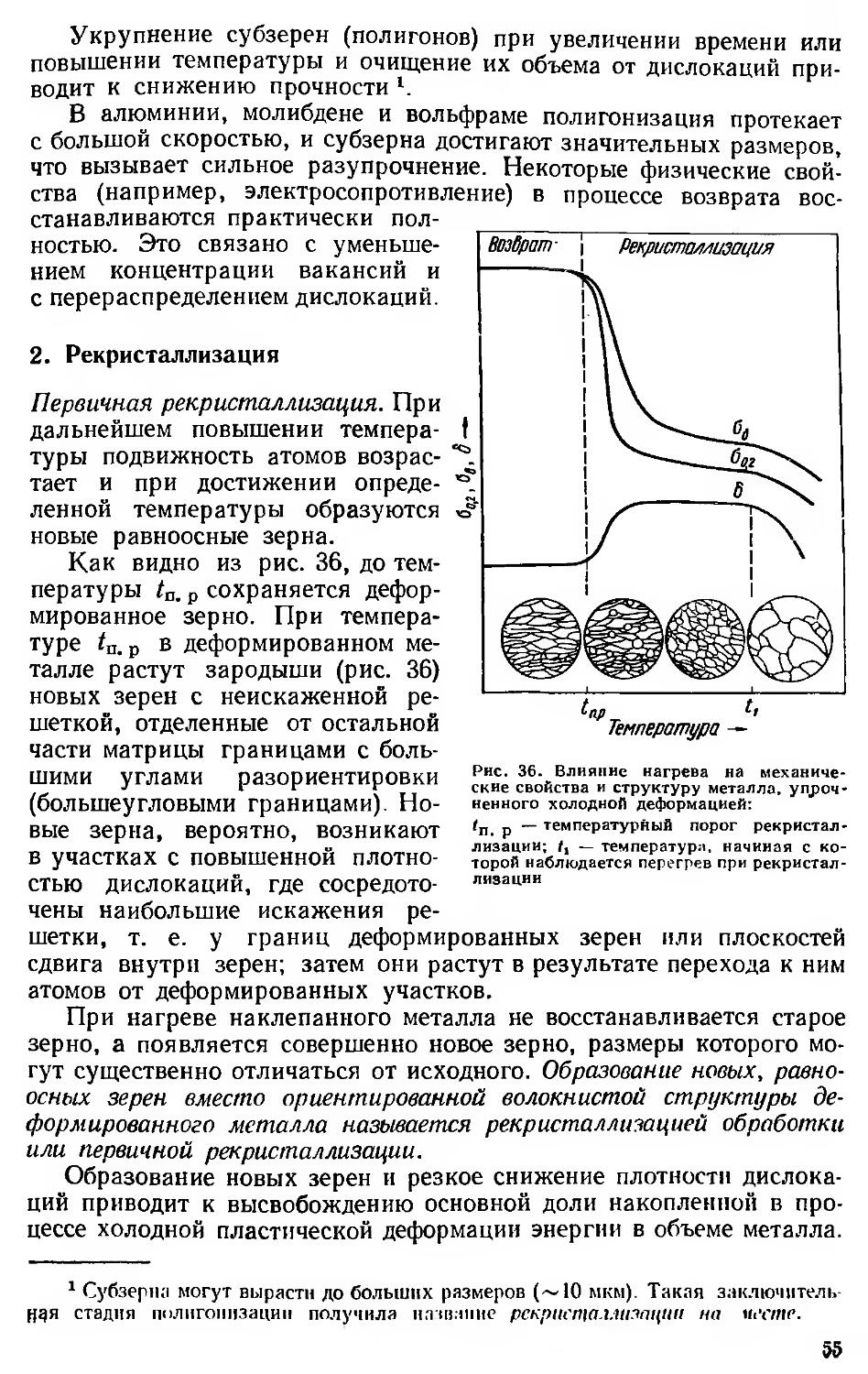
2. Рекристаллизация ................................................. 55
3. Холодная и горячая деформации .................................... 59
Глава V. Механические свойства металлов............................... 60
1. Общая характеристика механических свойств ........................ 60
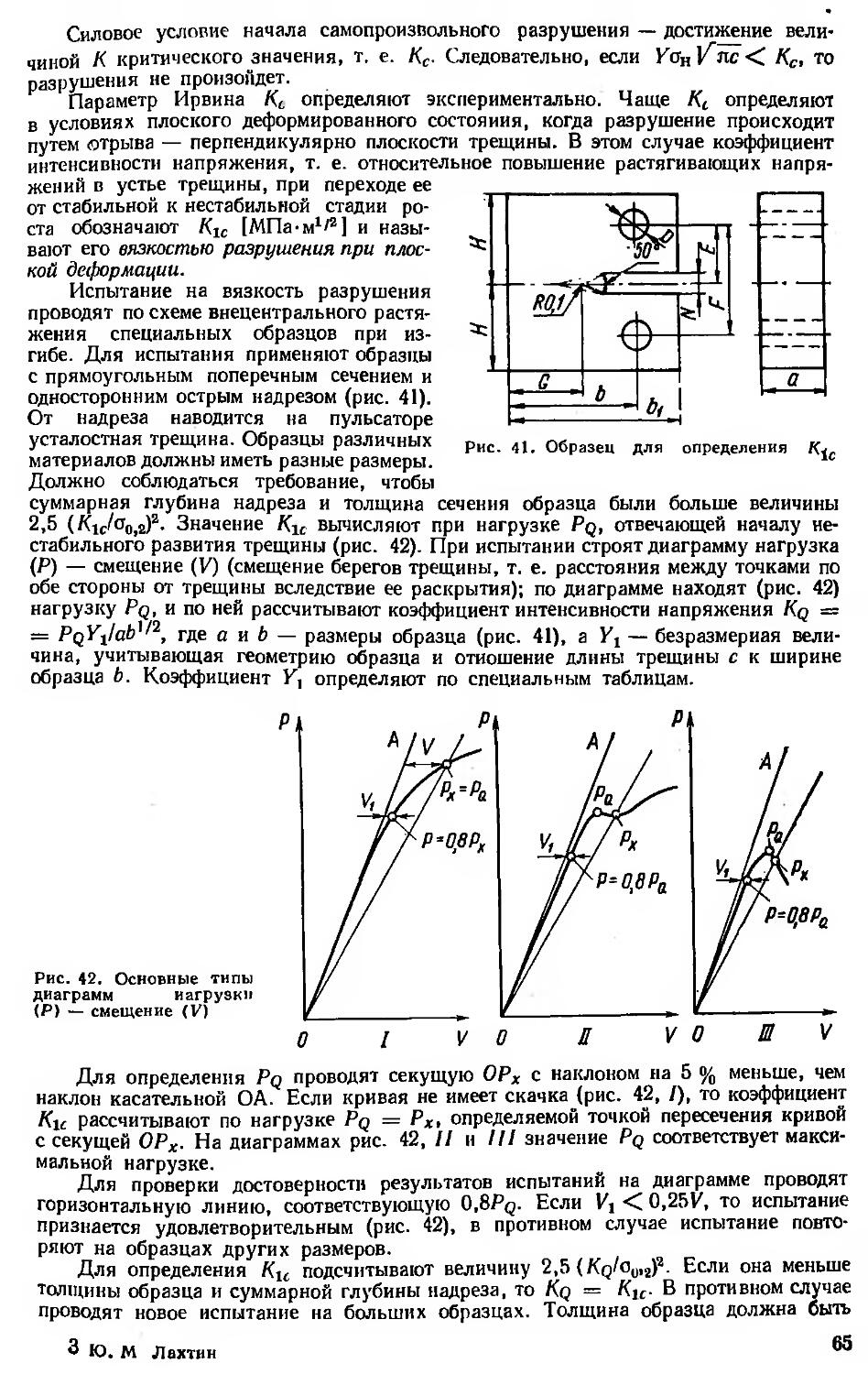
2. Механические свойства, определяемые при статических испытаниях ... 61
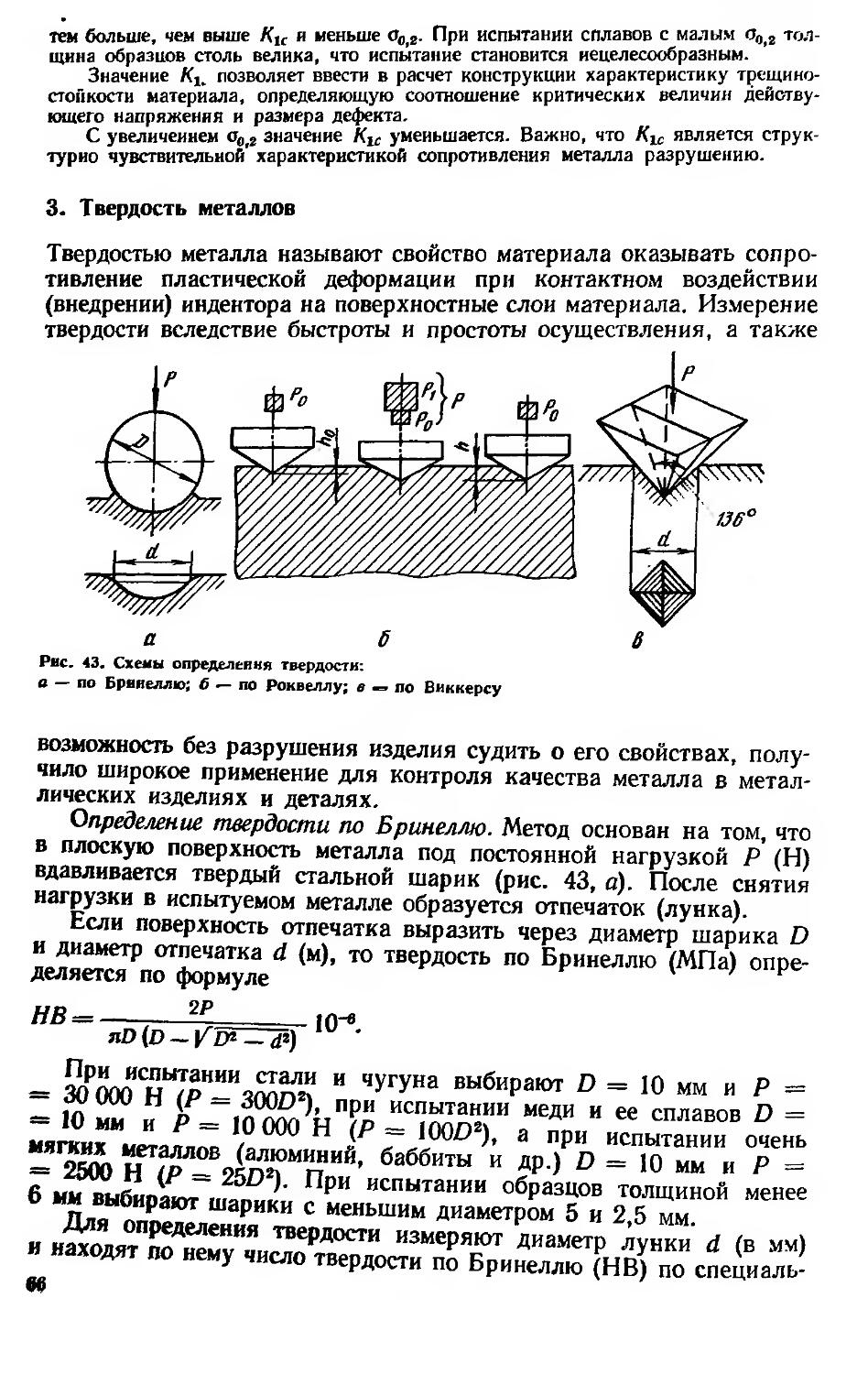
3. Твердость металлов................................................ 66
4. Механические свойства, определяемые при динамических испытаниях 68 5. Механические свойства при переменных (циклических) нагрузках .... 71
6. Изнашивание металлов............................................... 73
Глава VI. Основы теории сплавов............................... . 77
1. Фазы в металлических сплавах....................................... 77
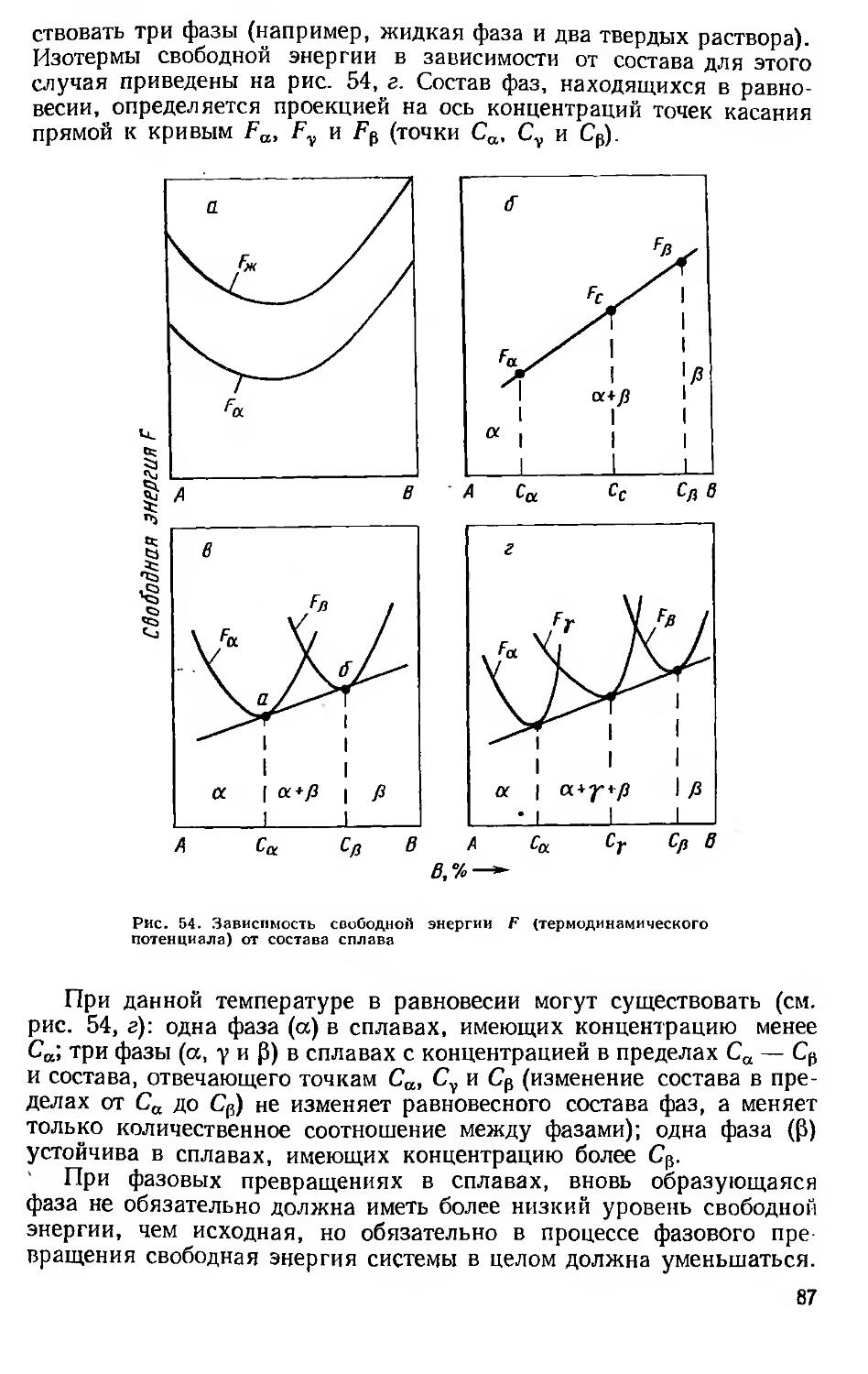
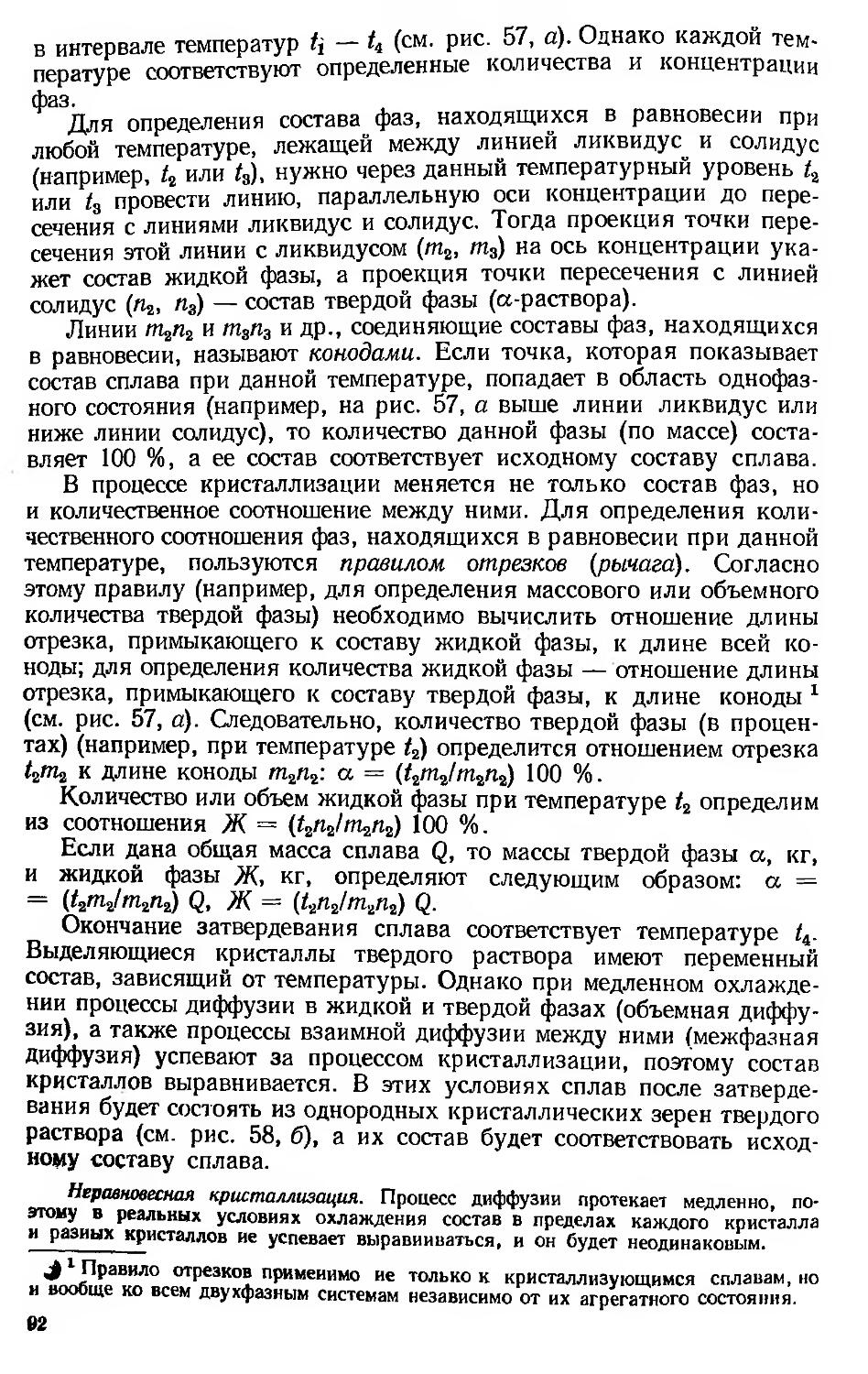
2. Диаграммы фазового равновесия и структура сплавов........... . 85
3. Фазовые превращения в сплавах в твердом состоянии........... . 103
4. Понятие о диаграммах состояния тройных сплавов................... 114
Глава VII. Железо и его сплавы....................................... 116
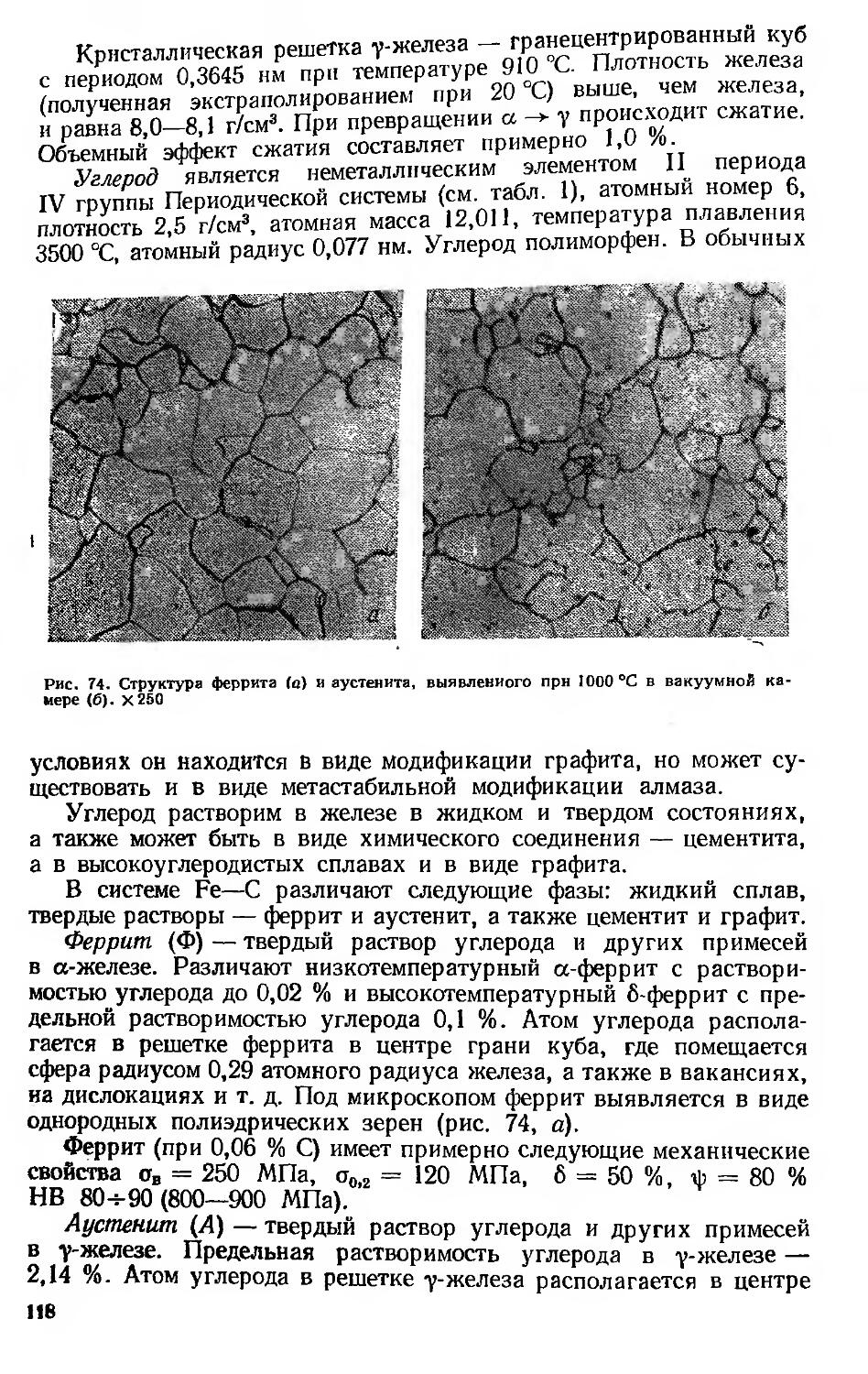
1. Компоненты и фазы в системе железо—углерод ....................... 117
2. Диаграмма состояния железо—цементит (метастабильное равновесие) 119 3. Влияние углерода и постоянных примесей на свойства стали.......... 128
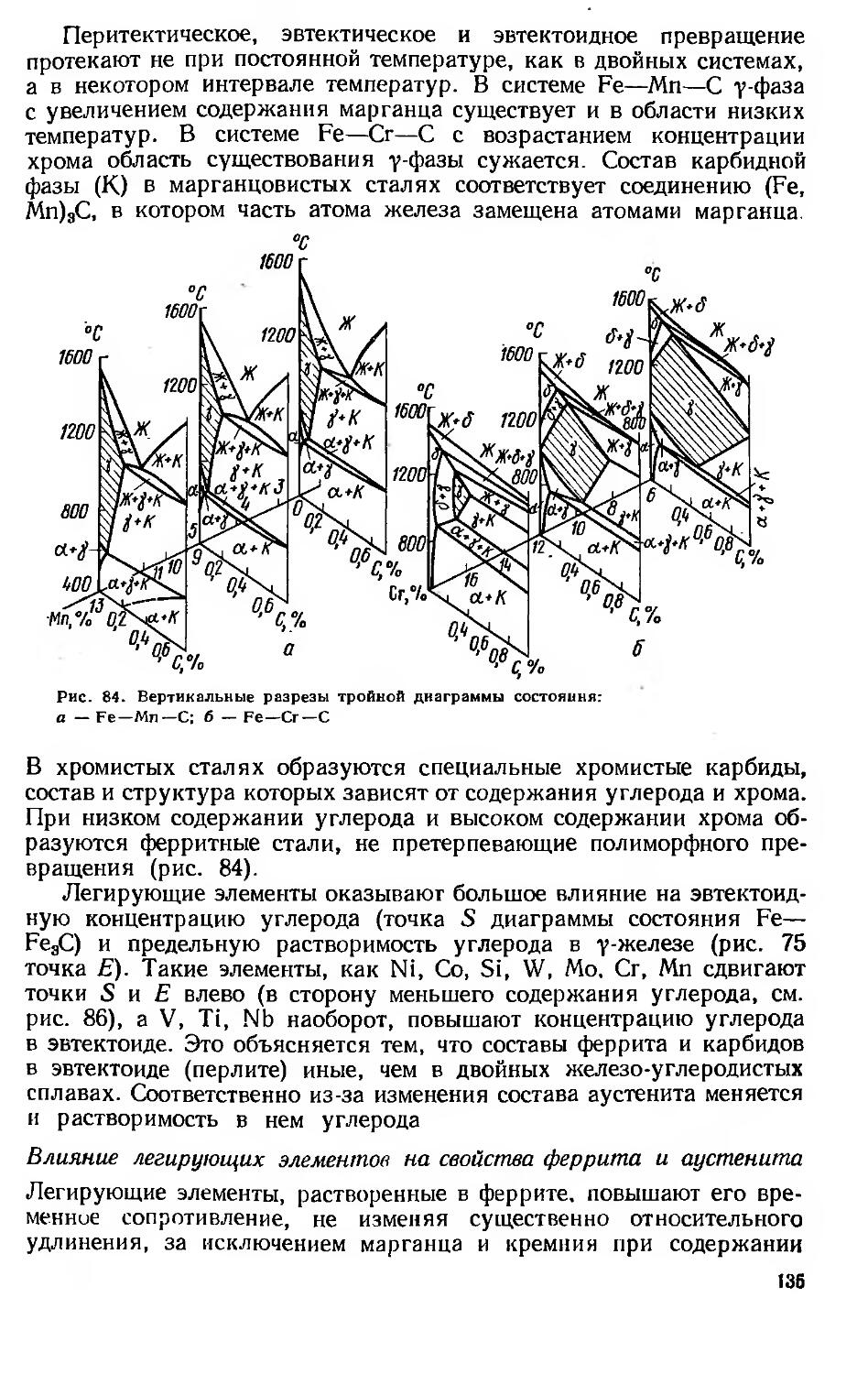
4. Легирующие элементы в стали ...................................... 131
б. Структурные классы легированных сталей............................ 138
Глава VIII. Чугун.................................................... 139
1. Процесс графитизации ............................................. 139
2. Серый и белый чугуны.............................................. 142
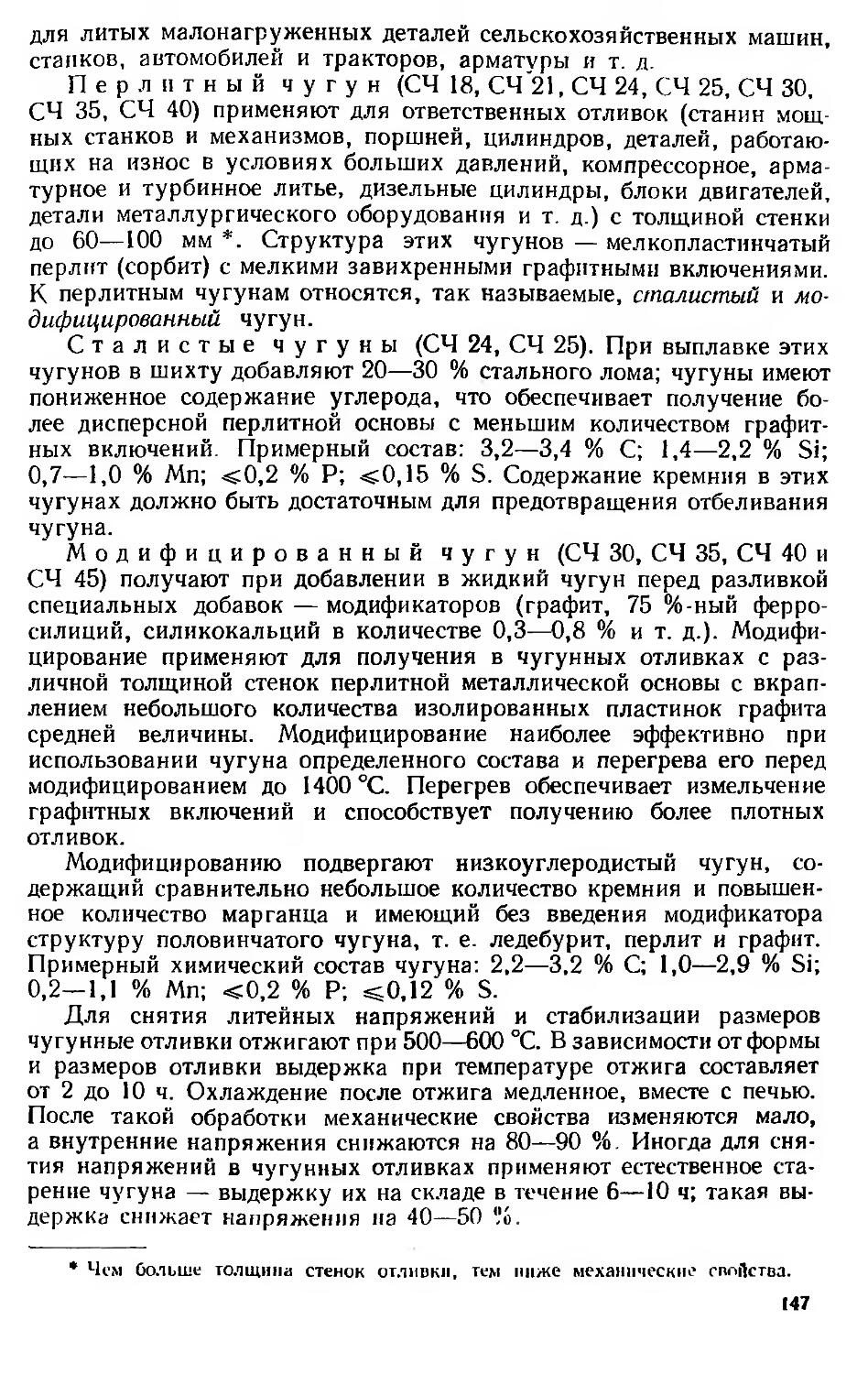
3. Высокопрочный чугуи с шаровидным гарфитом........................ 149
4. Ковкий чугун ..................................................... 150
Глава IX. Фазовые превращения в сплавах железа (теория термической обработки стали) .................................................... 152
1. Фазовые превращения при нагреве................................... 152
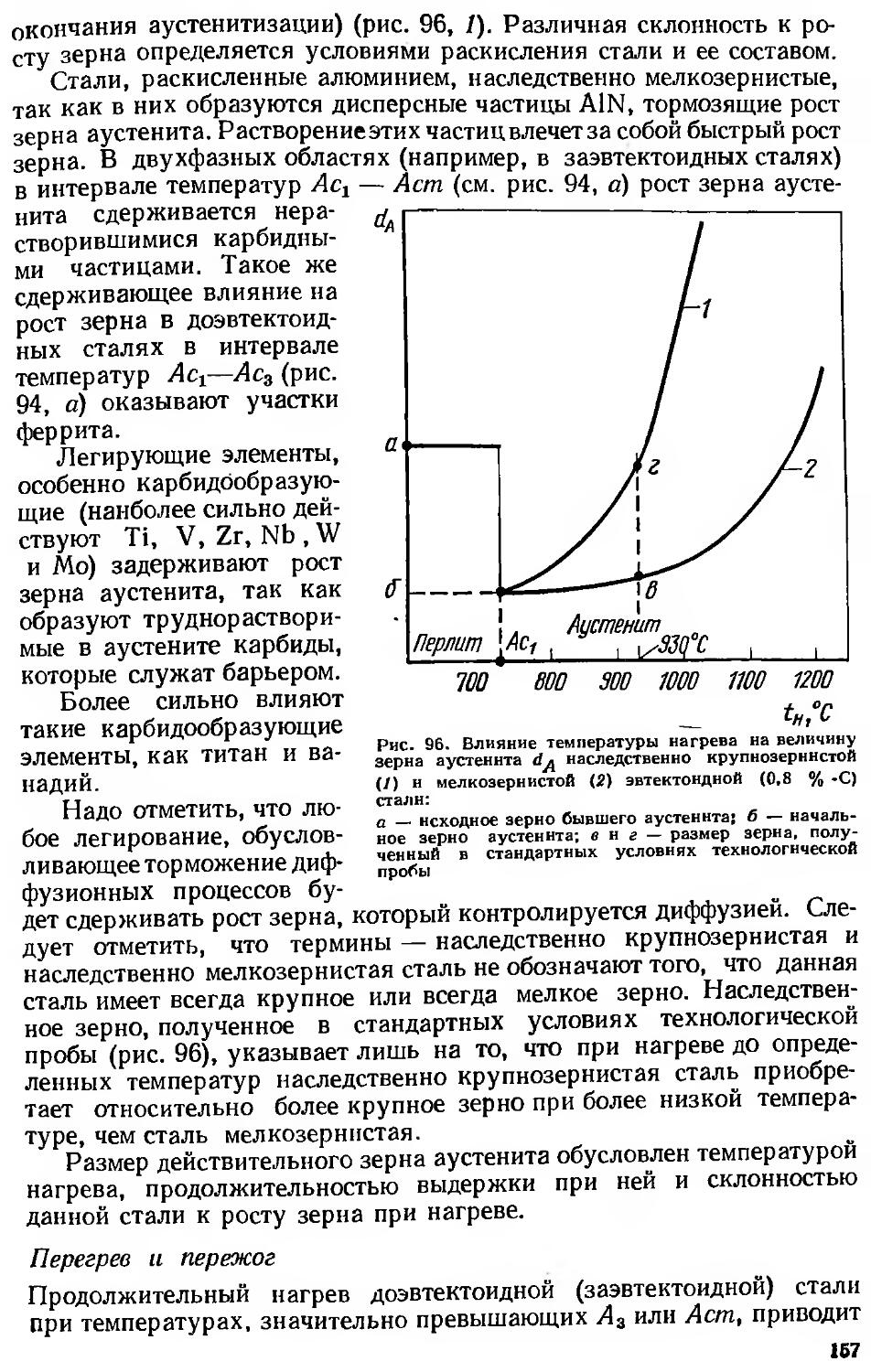
2. Рост зерна аустенита при нагреве ................................. 156
р 8
3- “= " ":
t :::
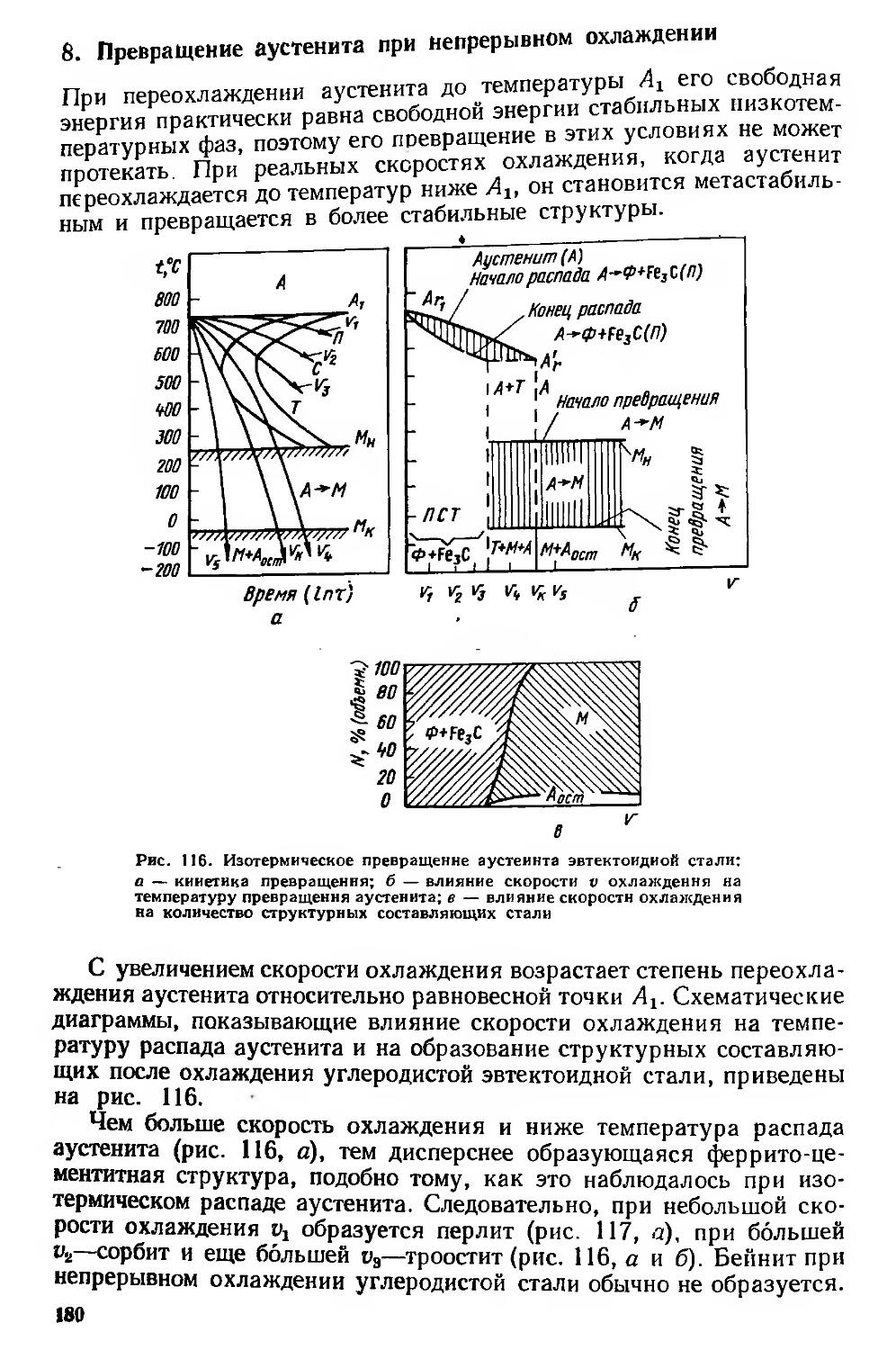
8. Превращение аУсте™” ^ превращения переохлажденного аустенита .уеЛта при «а,р» («п.у«
,1. Т™,™™...........................................................
Глава X. Технология термической обработки стали.....................
г' Отжиг Порода (фазовая перекристаллизация) .......................
3. Закалка стали...................................................
4. Отпуск стали............Д.,’1ЛЛ.................................
5. Термомеханическая обработка (ТМО) стали . • • • • • •............
6. Дефекты, возникающие при термической обработке стали............
7. Поверхностная закалка стали......................................
Глава XI. Химико-термическая обработка стали........................
1. Общая характеристика процессов химико-термической обработки стали 2. Цементация стали ................................................
3. Азотирование ...................................................
4. Нитроцементация.................................................
5. Цианирование ...................................................
6. Борирование.....................................................
7. Силицирование...................................................
8. Диффузионное насыщение металлами ...............................
Глава XII. Конструкционные стали и сплавы...........................
1. Углеродистые конструкционные стали..............................
2. Легирующие элементы в конструкционных сталях...................
3. Конструкционные строительные низколегированные стали...........
4. Стали повышенной и высокой обрабатываемости резанием (автоматные стали).........................................................
,5. Конструкционные машиностроительные цементуемые (нитроцементуе-мые) легированные стали ...........................................
6. Конструкционные машиностроительные улучшаемые легированные стали
7. Мартенситностареющие высокопрочные стали.......................
9. Высокопрочные трип-стали (ПНП-стали) .......... . . ’ . , . . . .
9. Рессорно-пруживные стали общего назначения ....................
10. Шарикоподшипниковые стали ....................... . ' .
Гъ Износостойкая (аустенитная) сталь........’ ’ ’ ’ ' , . ’ ’
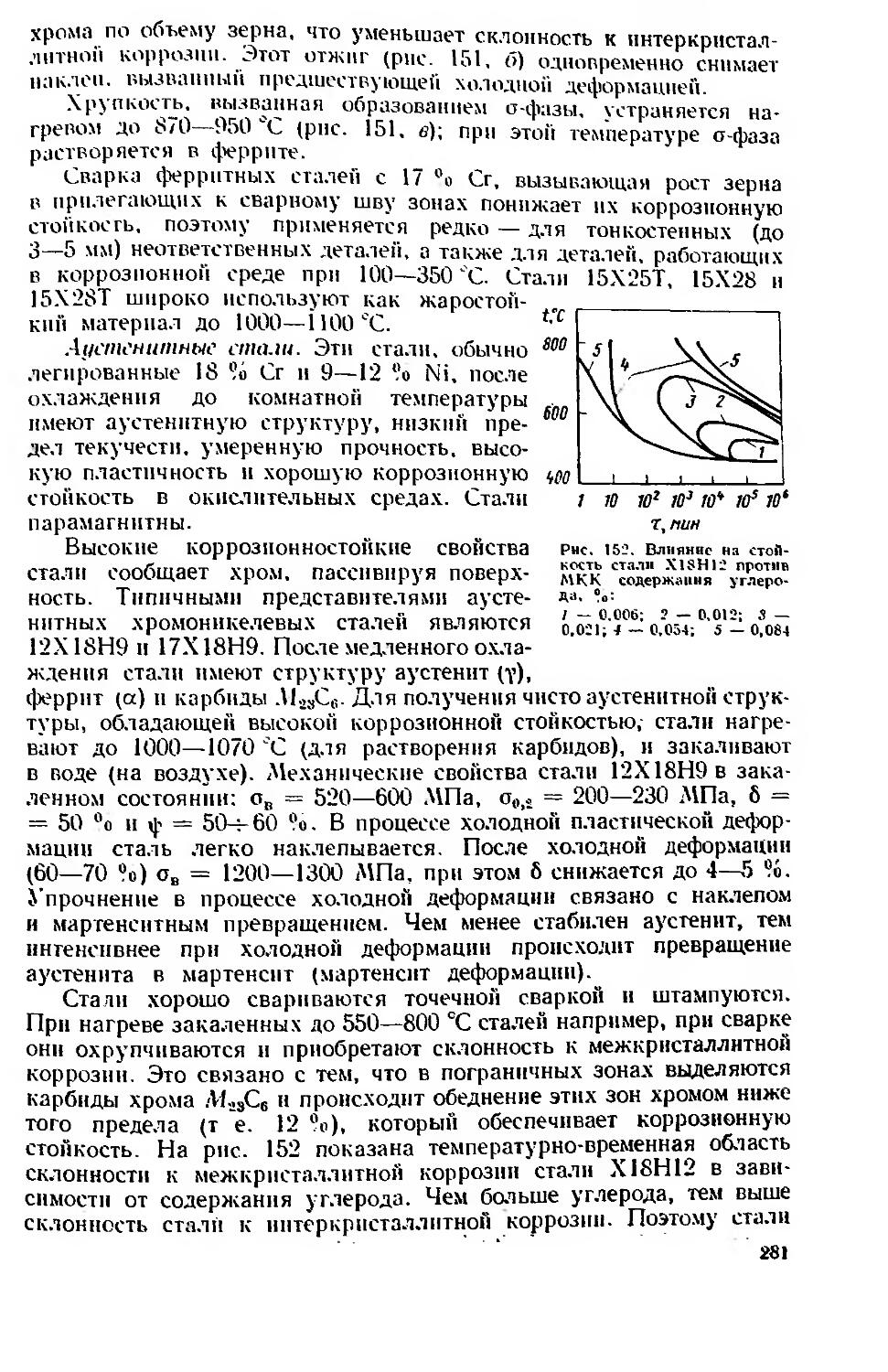
!|* Корроэноиностойкие (нержавеющие) стали и сплавы •л- Жаропрочные стали и сплавы .............
Tjiaea ХШ. Инструментальные стали
1- Стали для режущего инструмента...........
а Штампотые ста™ ^Ф°рмиР°вания в холодном состоянии ;
зргойкие Ъ тетаостЛки^еф0₽МИ₽ОВаНИЯ ” горячем состоянии (полутепло-
УДь и сплавы с особыми физическими свойствами ....
L Мапштйые стали н сплавы...............
«ЙлааенторПЛаВЫ С высоким электросопротивлением для нагревательных
* ..............................................’ ' ' ' ...........
161 1
164 4
167 ?
175 <
178 1
180 .
183 •
184
190
191
191
193
199
216
218
219
220
227
227
231
238
244
245
246
246
247
248
249
254
257
258
260
267
271
273
273
275
276
277
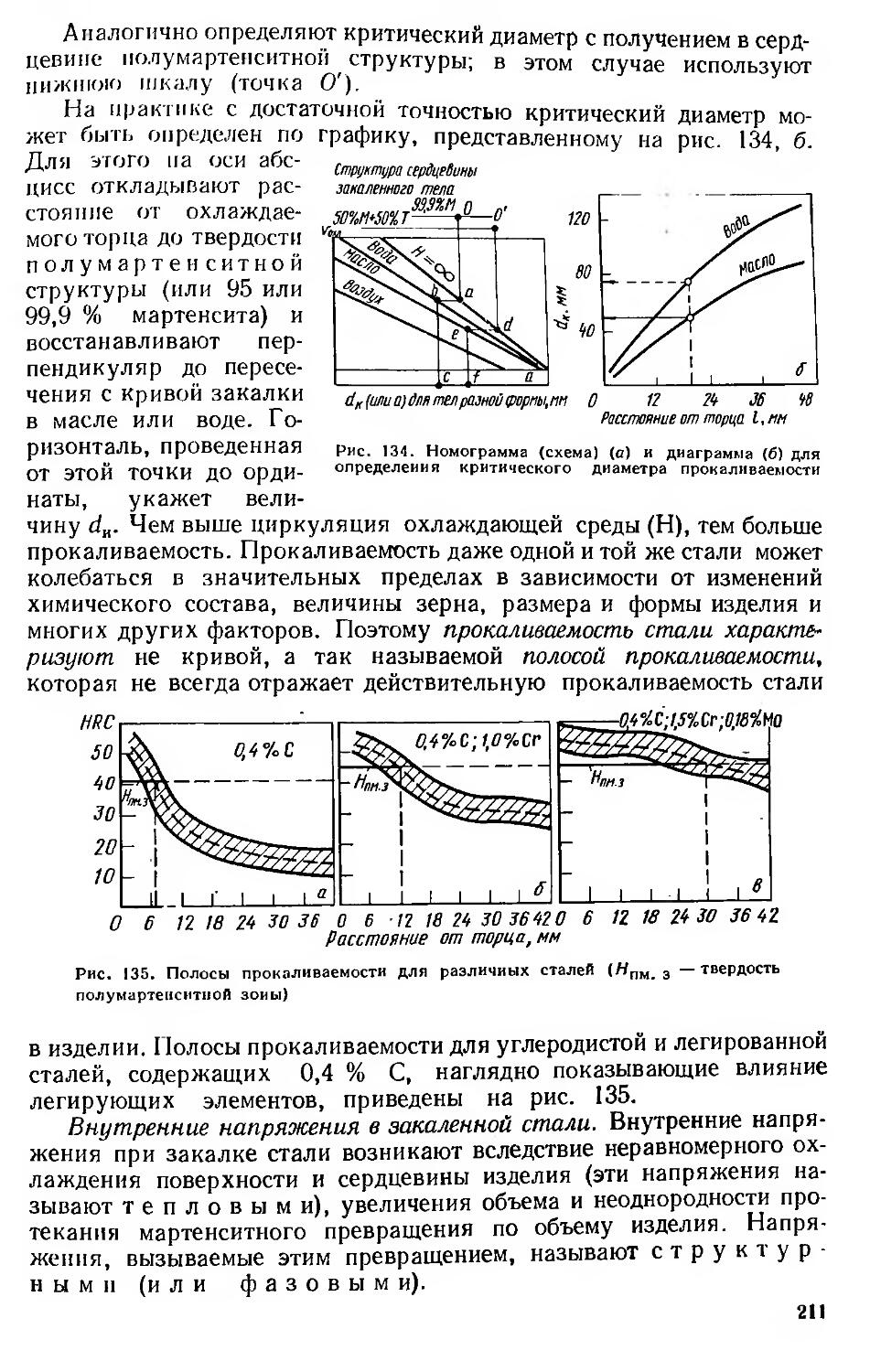
285
295
296
302
304
307
307
ЗЮ
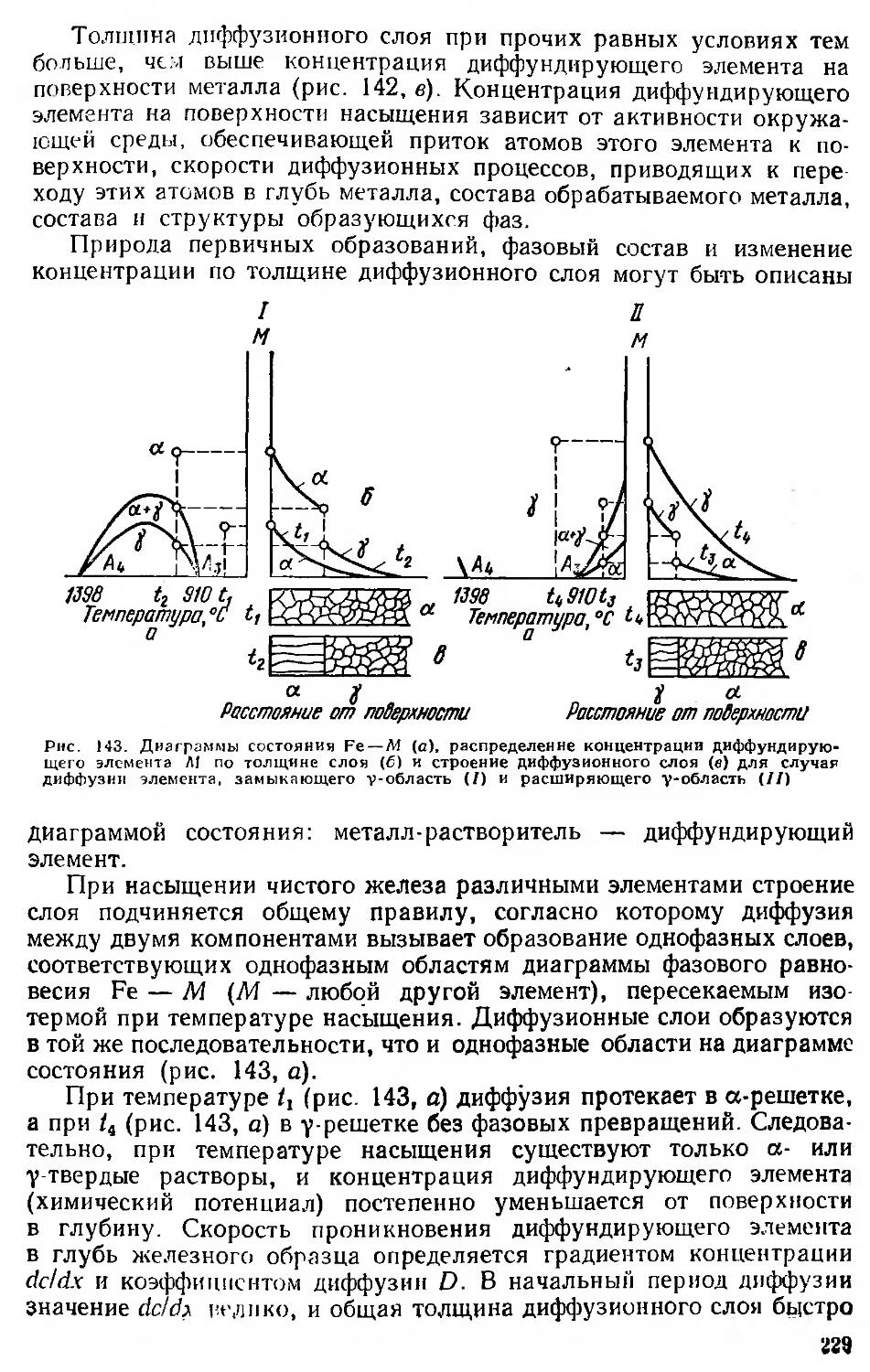
3. Сплавы с заданным температурным коэффициентом линейного расширения 311
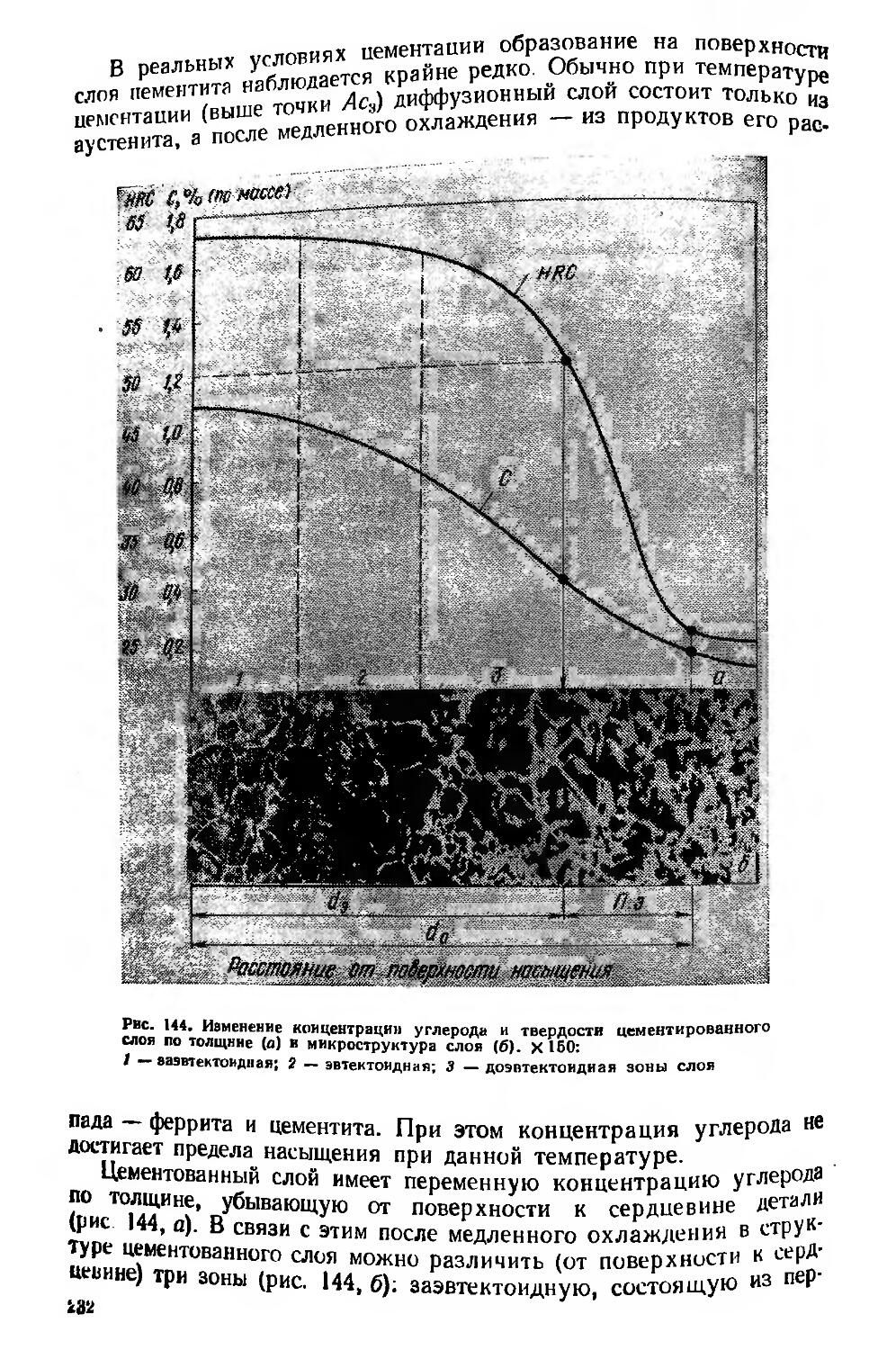
Глава XV. Тугоплавкие металлы и их сплавы ......................... 312
Глава XVI. Титан н сплавы на его основе ....................- . . . 313
1. Титан .......................................................... 313
2. Сплавы иа основе титана......................................... 314
Глава XVII. Алюминий и сплавы на его основе........................ 3S0
1. Алюминий..................................................... 320
2. Классификация алюминиевых сплавов............................ 321
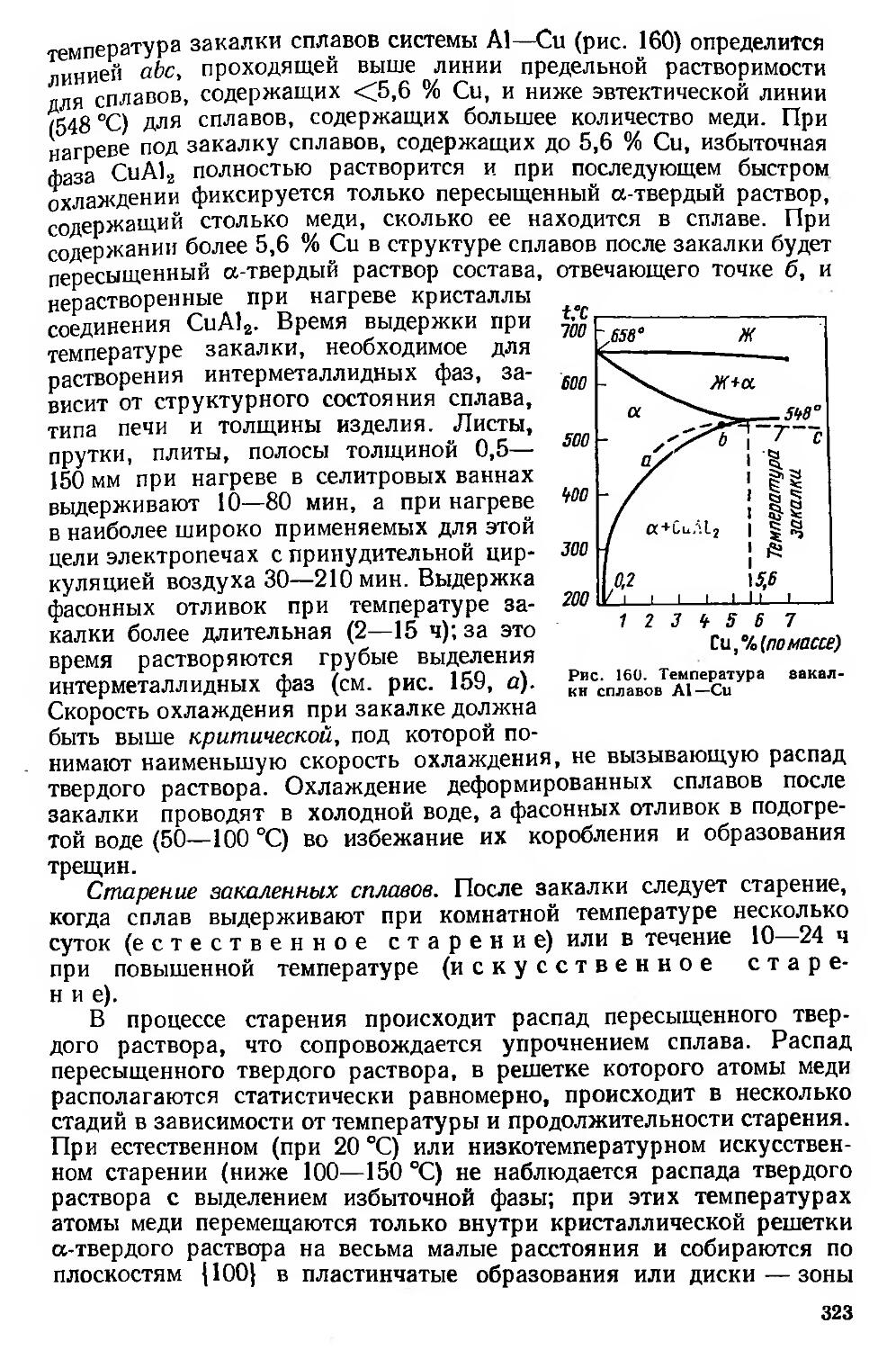
3. Термическая обработка алюминиевых сплавов ................... 322
4. Деформируемые алюминиевые сплавы, упрочняемые термической обработкой ......................................................... 327
5. Деформируемые алюминиевые сплавы, не упрочняемые термической обра-
боткой ........................................................... 331
6. Литейные алюминиевые сплавы....................................... 333
Глава XVIII. Магний и его сплавы.................................... 337
1. Магний ....................................................... 337
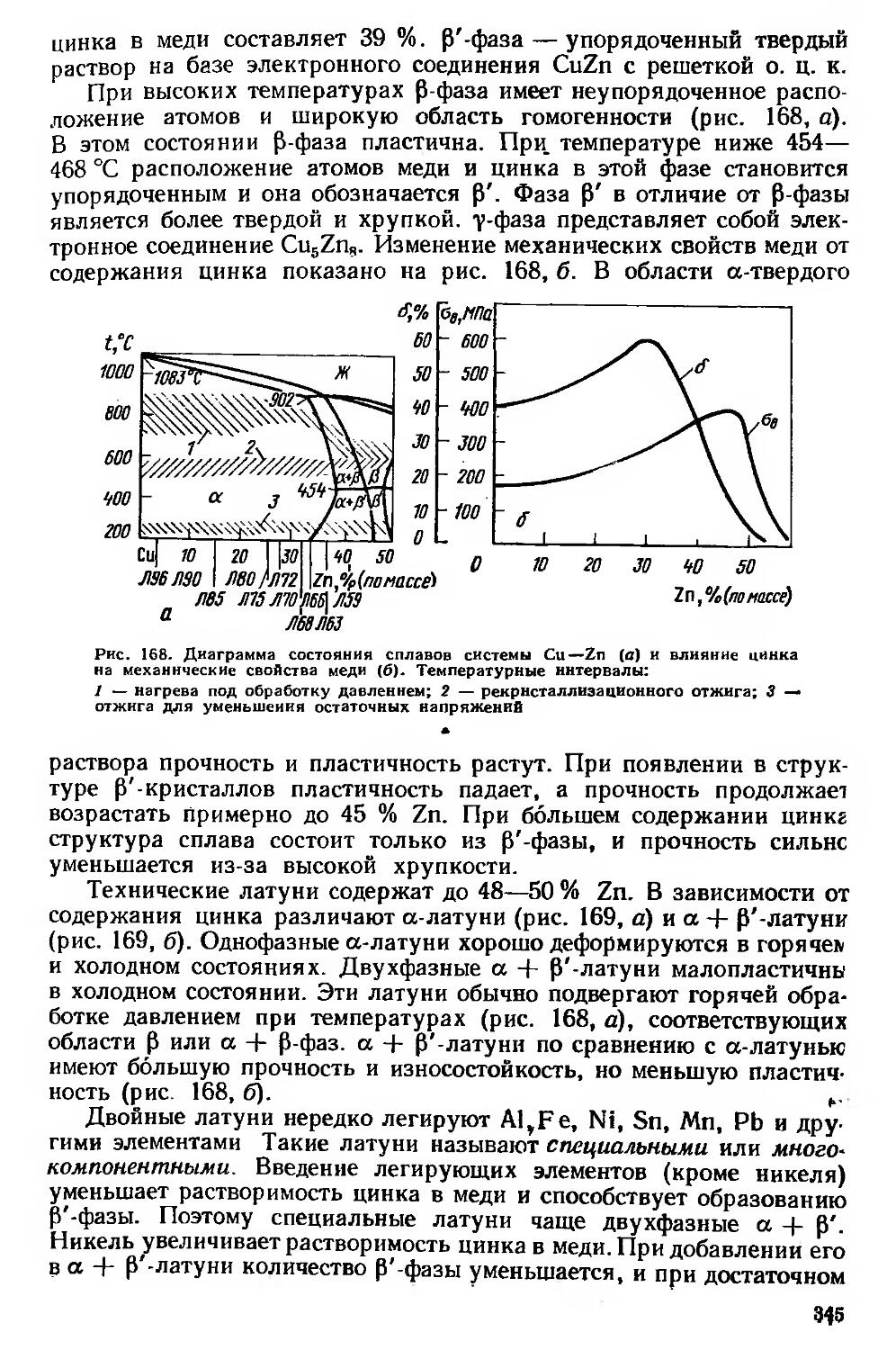
2. Сплавы магния................................................. 338
Глава XIX. Медь и сплавы иа ее основе............................ 342
1. Медь.......................................................... 342
2. Сплавы на медной основе.......-............................... 344
Глава XX. Антифрикционные (подшипниковые) сплавы на оловянной, свинцовой, цинковой и алюминиевой основах . ..................... 355
ПРЕДИСЛОВИЕ
В соответствии с решениями XXVI съезда КПСС повышение качества и долговечности промышленности продукции является одной из наиболее актуальных проблем. Повышение качества металла и его механических свойств — основной путь увеличения долговечности деталей и один из главных источников экономии сталей и сплавов.
Для решения этой проблемы технолог (инженер-металлург, инженер-механик) должен владеть основами повышения качества и долговечности изделий за счет рационального выбора материалов и методов их упрочнения при достижении высокой технико-экономической эффективности. В учебнике этим вопросам уделено основное внимание.
По сравнению со вторым изданием учебник подвергся существенной переработке. Автор отразил в учебнике современные достижения отечественного и зарубежного металловедения, уделяя основное внимание физической сущности явлений, при сохранении инженерной направленности книги. В учебник введены новые разделы. В соответствии с основными направлениями экономического и социального развития СССР на 1981—1985 годы и на период до 1990 года в книге дано описание новых видов термической, термомеханической, химико-термической обработки стали и цветных сплавов.
Большое внимание уделено оценке конструкционной прочности металла и сплавов, определяющей их долговечность и надежность против внезапных хрупких разрушений.
Автор не претендует на исчерпывающую полноту изложения всех вопросов металловедения, а стремится последовательно на современном научном уровне в доступной форме изложить вопросы, предусмотренные программой курса «Материаловедение» и «Металловедение и термическая обработка металлов» для технологических специальностей металлургических и машиностроительных вузов. Учебник поможет инженерно-техническим работникам, недавно пришедшим на производство, увязать свои теоретические знания с практической работой и облегчить понимание специальной литературы по металловедению и термической обработке, а имеющим практический опыт работы — обновить теоретические знания.
В третьем издании книги учтены замечания, сделанные ко второму изданию. Автор признателен коллегам за их замечания, которые способствовали совершенствованию учебника.
Автор приносит глубокую благодарность профессору докт. техн, наук. М. Л. Бернштейну за ценные советы и замечания, которые были даны им при рецензировании рукописи учебника, а также профессору докт. техн, наук А. Г. Рахштадту за целый ряд важных предложений, внесенных в рукопись. Автор благодарен мл. научному сотруднику Т. М. Боровской за подготовку материалов рукописи к изданию.
ВВЕДЕНИЕ
Металловедение — наука, изучающая зависимость между составом, строением и свойствами металлов и сплавов и закономерности их изменения под воздействием внешних факторов: тепловых, химических, механических, электромагнитных и радиоактивных.
Впервые связь между строением стали и ее свойствами была установлена П. П. Аносовым (1799—1855 гг).
Важнейшие положения научного металловедения были заложены русским металлургом Д. К- Черновым (1839—1921 гг.), который в 1868 г. открыл внутренние структурные превращения в стали при нагреве и охлаждении. В 1878 г. им были изложены основы современной теории кристаллизации металлов. Эти и последующие работы Д. К. Чернова создали фундамент современного металловедения и термической обработки стали.
В начале XX в. большую роль в развитии металловедения сыграли работы Н. С. Курнакова, применившего для исследования металлов методы физико-химического анализа (электрический, дилатометрический, магнитный и др.). Н. С. Курнаковым и его учениками было изучено большое число металлических систем, построены диаграммы состояния и установлены зависимости между составом, структурой и свойствами сплавов.
Широкое использование рентгеновского анализа, предпринятое с начала 20-х гг., позволило установить кристаллическое строение металлических сплавов и фаз и изучить изменение его в зависимости от обработки сплава. Эти важные исследования выполняли М. Лауэ и П. Дебай (Германия), Г. В. Вульф (СССР), У. Г Брэгг и У Л. Брэгг (Англия), А. Вестгрен, В. Фрагмен (Швеция) и др.
Начиная с 1928—1930 гг. большое внимание уделяется теории фазовых превращений в сплавах. Это дало возможность определить механизм превращений и разработать теорию и практические вопросы термической обработки стали, дуралюмина и ряда других технически важных сплавов. В числе работ, выполнявшихся в этом направлении, следует прежде всего отметить исследования С. С. Штейнберга и его школы (СССР), Э. Бэйна и Р. Мейла (США) и Велера (Германия).
Весьма большое значение в развитии как металлофизики, так и металловедения имели работы Г. В. Курдюмова, А. А. Бочвара, В. Д. Садовского, С. Т. Конобеевского (СССР), Юм-Розери и Н. Мотта (Англия), Ф. Зейтца (США) и др.
В создании новой технологии термической и химико-термической обработки стали и изыскании различных композиций сплавов ве лика заслуга советских ученых Н. А. Минкевича, Н. Т. Гудцова А. А. Бочвара и др.
Металловедение в связи с непрерывным ростом уровня современ ной техники, усложнением и расширением требований, предъявляй мых к свойствам и качеству металлических сплавов, продолжает успешно развиваться и в настоящее время.
7
Глава I
КРИСТАЛЛИЧЕСКОЕ СТРОЕНИЕ МЕТАЛЛОВ
1. Общая характеристика металлов
Из известных в настоящее время 106 элементов 76 являются металлами. В табл. 1 приведена Периодическая система элементов Д. И. Менделеева, в правой части которой расположены неметаллические элементы. Такие элементы, как Si, Ge, As, Se, Те рассматриваются как промежуточные между металлами и неметаллами.
Металлы в твердом и отчасти в жидком состояниях обладают рядом характерных свойств:
1) высокой тепло- и электропроводностью;
2) положительным температурным коэффициентом электросопротивления; с повышением температуры электросопротивление чистых металлов возрастает; большое число металлов (~30) обладает сверхпроводимостью; у этих металлов при температуре, близкой к абсолютному нулю, электросопротивление падает скачкообразно практически до нуля;
3) термоэлектронной эмиссией, т. е. способностью испускать электроны при нагреве;
4) хорошей отражательной способностью; металлы непрозрачны и обладают металлическим блеском;
5) повышенной способностью к пластической деформации.
Все металлы и металлические сплавы — тела кристаллические-атомы (ионы) расположены в металлах закономерно с образованием так называемой кристаллической, решетки.
Указанные свойства характерны для металлического состояния вещества, главным в котором является наличие свободных электронов.
Металлическое состояние возникает в комплексе атомов, когда при их сближении внешние электроны теряют связь с отдельными атомами, становятся общими, т. е. коллективизируются и свободно перемещаются по определенным энергетическим уровням (зоны Бриллюэна) между положительно заряженными и периодически расположенными в пространстве ионами.
Таким образом, устойчивость металла, представляющего собой ионно электронную систему, определяется электрическим взаимодействием между положительно заряженными ионами и коллективизированными электронами. Такое взаимодействие между ионным скелетом и электронным газом получили название металлической связи.
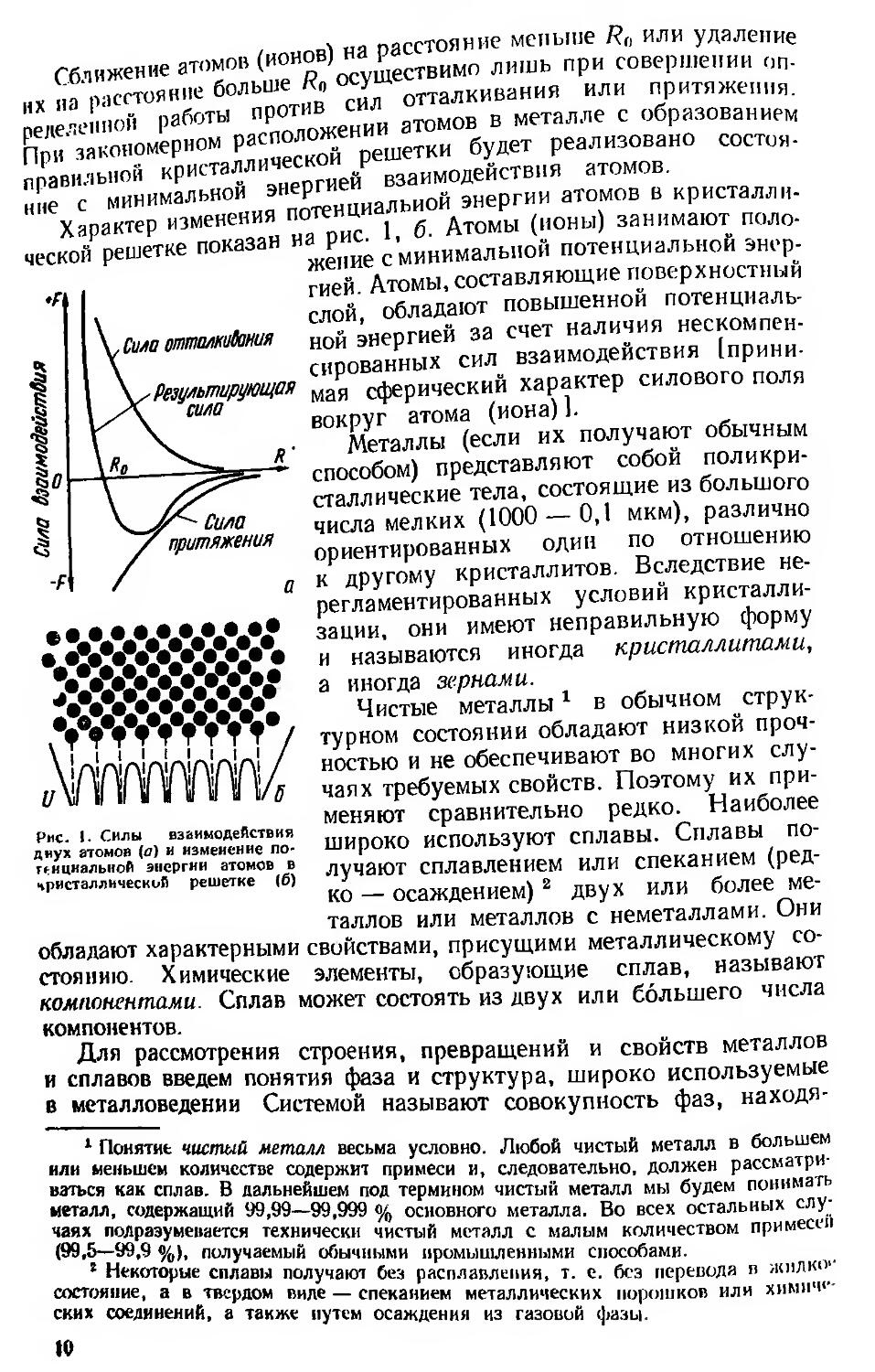
Сила связи в металлах определяется соотношением между силами отталкивания и силами притяжения между ионами и электронами. Атомы (ионы) располагаются на таком расстоянии один от другого, чтобы энергия взаимодействия была минимальной (рис. 1). Этому положению, как видно из рис. 1, а соответствует равновесное расстояние R0-•
Таблица 1
i Период Группа
1 а Па Illa IV a Va Via Vila Villa lb пь 111b I IVb Vb VIb Vllb 0
1 (Н) 1.007 (H)
jHej iToo
2 3 Li 6,94 4 Be 9,01 L5 1 :C ^0 i NHi ao^oj 9| iiiiiFlf 40Й
iid.Slj 112,0 1 • I4,qq|: 16,00 * ! 19.00 20,18
3 11 Na 22,99 12 Mr 24,31 13 AJ 26,98 Металлы переходной группы Ж :15: : Й | S. | : : 17j: Cl J |18 ]Ar
£28,04g ft30,97f; : 32.06 | : 35.4 5 39, 96
4 19 К 39, 10 20 Ca 40, 08 21 > Sc 44,96 22 Ti 47,90 23 V 50,94 24 Cr 52,00 25 Mn 54,94 26 Fe 66,86 27 Co 68,93 28 Ni 58,71 29л Си 63,55 30 Zn 65,37 pl pl £69,72£ И p'e^ g72,59^ ^74'92^ ^34:|i |fl35| S₽Br|
^78.96^ 79,90 83,80
5 37 Rb 86,47 38 Sr 87,62 . 39 Y 88,90 40 Zr 91,22 41 Nb 92,91 42 Mo 95,94 43 Tc |99| 44 Ru 101,07 45 Rh 102,90 46 Pd 106,4 47 Ag 107,87 48 Cd 112,40 • 49 In 114,82 W Sn% 118,69$ ,51 <Sbl ^52^ Й 531
isi
($127,60$ :126,90^ 131.30
6 1 55 Cs 132,91 66 Ba 137,34 67 La 138,91 68 Ce 140,12 59 Pr 140,91 60 Nd 144,24 61 Pm 1 145) 62 Sm 150,36 4 Атомный номер Атомная масса
n Символ Лантаноиды 26 Fe 55,85
63 Eu 161,96 64 Gd 167,26 66 Tb 168,92 66 Dy 162,60 67 Ho 164,93 68 Er 167.26 69 Tu 168,93
70 Yb 174,04 71 Lu 174,97 e 178.49] IH 180,95 1Й1 183,86| B |||186,2 in 190,2 н 192,2 B 196,09 В 196,97 =80= EEHgS = =81 = = T!= = ==82== =Pb = Spsgg ggBigs gg84j$% ш1 l86; H Rn 1
=200.00= 204,37= 207,19 = ?2°8.98! gl 2io$ .(’ipl» (222)§
87 Fr* 1 223| 8F Ra | 226] 89 Ac ) 227) 90 Th 232,04 91 Pa t 2311 92 U 238,03 93 Np I 237) 94 Pu 1 2421 | - Металлы и*.,». X//////A — ПпПиМРТЯЛЛк'
95. Am 1243) 102 No 1 256) 96 Cm 124?) 103 Lw 12571 97 Bk 12471 104 Ku ] 260) 98 Cf 1249) 99 Es 12641 th**** -t. 100 Fm 1 253) 101 Md 1256) jHllflllll - Неметаллы i | -Легкоплавкие ll ll lllll - Тугоплавкие
I Сближение атомов (ионов) на расстояние меньше Rn или удали их на расстояние больше /?0 осуществимо лишь при совершении
| релеленной работы против сил отталкивания или притяжеш°П При закономерном расположении атомов в металле с образован правильной кристаллической решетки будет реализовано сое
I нне с минимальной энергией взаимодействия атомов °Я Характер изменения —............* >«& ятлмпи н ипигтя„„„
। ческой решетке показан
и VI N И И i И И И 1/0
Рис. 1. Силы взаимодействия двух атомов (о) и изменение потенциальной энергии атомов в кристаллической решетке (6)
потенциальной энергии атомов в кристаллина рис. 1, б. Атомы (ионы) занимают положение с минимальной потенциальной энергией. Атомы, составляющие поверхностный слой, обладают повышенной потенциальной энергией за счет наличия нескомпен-сированных сил взаимодействия [принимая сферический характер силового поля вокруг атома (иона) 1.
Металлы (если их получают обычным способом) представляют собой пол и кристаллические тела, состоящие из большого числа мелких (1000 — 0,1 мкм), различно ориентированных один по отношению к другому кристаллитов. Вследствие не-регламентированных условий кристаллизации, они имеют неправильную форму и называются иногда кристаллитами, а иногда зернами.
Чистые металлы1 в обычном структурном состоянии обладают низкой прочностью и не обеспечивают во многих случаях требуемых свойств. Поэтому их применяют сравнительно редко. Наиболее широко используют сплавы. Сплавы получают сплавлением или спеканием (редко — осаждением)2 двух или более металлов или металлов с неметаллами. Они обладают характерными свойствами, присущими металлическому состоянию. Химические элементы, образующие сплав, называют компонентами. Сплав может состоять из двух или большего числа компонентов.
Для рассмотрения строения, превращений и свойств металлов и сплавов введем понятия фаза и структура, широко используемые в металловедении Системой называют совокупность фаз, находя-
или весьма условно. Любой чистый металл в большем
ватъся как гпчя/ rY1* С0:?еРжи'1 примеси и, следовательно, должен рассматрн-металл, содержащий 99 99^99ООО? Терми,юм чистый металл мы будем понимать чаях №лпяч«ым.^г 99,999 % основного металла. Во всех остальных слу-(99 5—99 9 0/1 л, ПСь тех”ичес|<и чистый металл с малым количеством примесей Ьккогоные ХУяп.зМЬ1И обыч,'“ми промышленными способами.
состояние аРв твепппм получают без расплавления, т. е. без перевода в жидко--«и/ .......
to
щихся в состоянии равновесия. Фазой называют однородную состав ную часть системы, имеющую определенные состав, кристаллическое строение, свойства, а также одно и то же агрегатное состояние и отделенную от остальных частей системы поверхностями раздела. Так, однородный чистый металл или сплав является однофазной системой. Состояние, когда одновременно присутствуют жидкий сплав (металл) и кристаллы, будет представлять двухфазную систему. Если в твердом сплаве будут, например, зерна металлической матрицы и частицы карбидов, то этот сплав также будет двухфазным.
Под структурой понимают форму, размеры и характер взаимного расположения соответствующих фаз в металлах или сплавах.
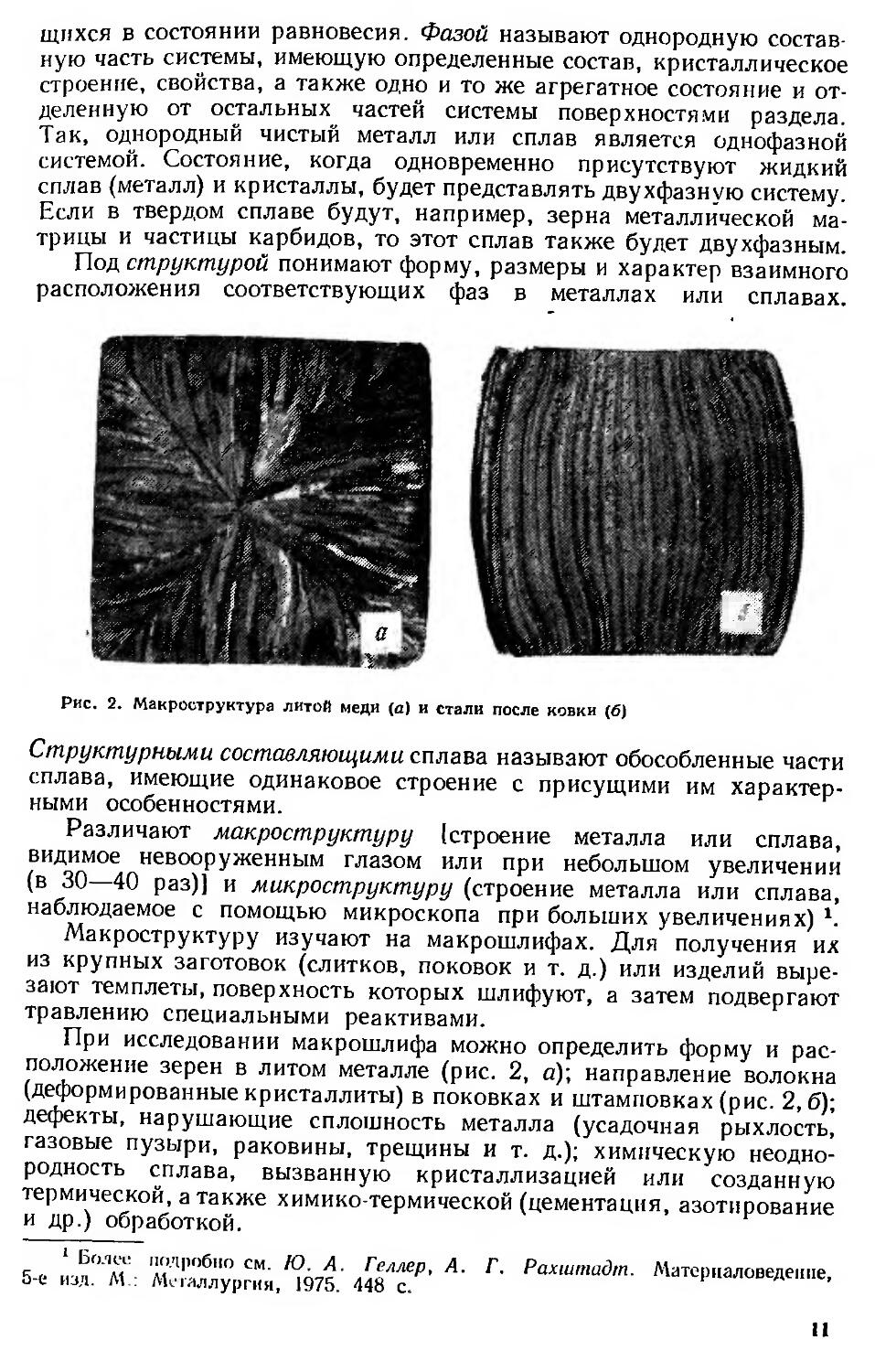
Рис. 2. Макроструктура литой меди (а) и стали после ковки (б)
Структурными составляющими сплава называют обособленные части сплава, имеющие одинаковое строение с присущими им характерными особенностями.
Различают макроструктуру (строение металла или сплава, видимое невооруженным глазом или при небольшом увеличении (в 30—40 раз)] и микроструктуру (строение металла или сплава, наблюдаемое с помощью микроскопа при больших увеличениях) Ч
Макроструктуру изучают на макрошлифах. Для получения их из крупных заготовок (слитков, поковок и т. д.) или изделий вырезают темплеты, поверхность которых шлифуют, а затем подвергают травлению специальными реактивами.
При исследовании макрошлифа можно определить форму и расположение зерен в литом металле (рис. 2, а); направление волокна (деформированные кристаллиты) в поковках и штамповках (рис. 2,6); дефекты, нарушающие сплошность металла (усадочная рыхлость, газовые пузыри, раковины, трещины и т. д.); химическую неоднородность сплава, вызванную кристаллизацией или созданную термической, а также химико-термической (цементация, азотирование и др.) обработкой.
1 Более подробно см. 10. А. Геллер, А. Г. Рахштадт. А\атерналоведеипе, 5-е изд. М Металлургия, 1975. 448 с.
11
Микроструктура показывает (рис. 3) взаимное расположение фаз ихРформу и размеры. Микроструктуру изучают на микрошли-ФЭ Для этого из исследуемого полуфабриката или детали вырезают в определенном направлении небольшой образец, одну из плоскостей которого шлифуют, полируют и подвергают травлению специальными реактивами.
Рве. 3. Микроструктура;
а — чистого железа. х250; б — стали с 0.8 % С. Х500; в — стали с 0,6 % С.
ХЮ ООО; г — микрофрактография излома стали, х 10 000
Микроструктуру металлов наблюдают в световом или электронном микроскопах. В последнем случае готовят не микрошлиф, а специальный объект — фольгу или реплику.
Разрешающая способность оптического микроскопа, т. е. минимальная величина объекта (детали структуры), которая различима с его помощью, не превышает 0,2 мкм (200 нм). Полезное увеличение в оптическом микроскопе достигает примерно 2000 раз. Применение больших увеличений бесполезно, так как новые, более мелкие детали структуры не становятся видимыми, меняется только масштаб изображения, поскольку разрешающая способность, определяемая волновой природой света, не меняется.
12
Разрешающая способность электронных микроскопов значительно выше оптических. Использование электронных лучей, обладающих очень малой длиной волны [(0,04-М),12) 10-1 нм|, дают возможность различать детали изучаемого объекта размерами до 0,2— 0,5 нм.
Наибольшее распространение нашли просвечивающие электронные микроскопы, в которых поток электронов проходит через изучаемый объект, представляющий собой тонкую фольгу. Получаемое изображение является результатом неодинакового рассеивания электронов на объекте.
Электронный микроскоп позволяет подробно изучать тонкую структуру (субструктуру) металла. Одно из наиболее важных достижений электронной микроскопии — возможность прямого наблюдения дефектов кристаллической структуры. На рис. 3, в показана микроструктура, полученная в электронном микроскопе.
В последние годы для оценки металлургического качества металла, изучения закономерностей процесса разрушения, влияния структурных, технологических и других факторов на разрушение широко применяются методы фрактографии — области знания о строении изломов.
Под изломом понимают поверхность, образующуюся в результате разрушения металла. Вид излома определяется условиями нагружения, кристаллографическим строением и микроструктурой металла (сплава), формируемой технологией его выплавки, обработки давлением, термической обработки, температурой и средой, в которых работает конструкция.
Изломы изучают на макро- и микроуровне (при увеличениях до 50 тыс. крат и выше). Метод визуального изучения изломов, а также с помощью светового микроскопа при небольших увеличениях называется фрактографией. Исследование особенностей тонкой структуры изломов под электронным микроскопом носит название микрофрактографии (рис. 3, г).
В связи с этим получили применение растровые электронные микроскопы, в которых изображение создается благодаря вторичной эмиссии электронов, излучаемых поверхностью, на которую падает непрерывно перемещающийся по этой поверхности поток первичных электронов.
Растровый микроскоп позволяет изучать непосредственно поверхность металла, однако разрешающая способность его (25— 30 нм) меньше, чем просвечивающего электронного микроскопа.
2. Атомно-кристаллическая структура металлов
Под атомно-кристаллической структурой понимают взаимное расположение атомов, существующее в кристалле. Кристалл состоит из атомов (ионов), расположенных в определенном порядке, который периодически повторяется в трех измерениях.
Для описания атомно-кристаллической структуры пользуются понятием пространственной или кристаллической решетки.
13
систем — сингоний, исходя
Zt . .
X
Рис. 4. Кристаллическая решетка
„„„ ЛЛП1АТКЙ (оис. 4) Представляет собой вообража-Кристаллическая р (Р х которой располагаются атомы (ХГ^азуюи"” ™Рдое «Рииаллическое тел0 в данном сл',чае металл. писунке выделен наименьший параллеле-
Жирными линиямина рисун в пространстве которого
пипед, посл^®а ' быть Построена вся решетка. Наименьший
Хм кристалла Хий представление об атомной структуре металла во “объеме, получил название элементарной кристаллине-пространственные решетки делят на семь Кристалли u соотношения между осевыми еди-
ницами и углами. Обозначим ребра ячейки (параллелепипеда) через а, b и с, углы между ребрами а, £ и у. Тогда семь кристаллографических систем соответствуют следующим формам ячеек: 1) триклинная: а фЬ ф с и а =#= Р =/= у ф 90°; 2) моноклинная: a=£b с и а = у = 90°; Р =/= 90°; 3) ромбическая: а =/= b #=с; а = р = у — 90°; 4) гексагональная: а = Ь^=с\ а = р = 90°; у =120°; 5) ромбоэдрическая: а = b — с; а = Р = у 90°; 6) тетрагональная: а = b =£с, а = р = у = 90°; 7) кубическая: а=Ь = с;а = р= у = 90°. в которых на долю одной элементар-атом, называют простыми. Решетки,
Кристаллические решетки, ной ячейки приходится один в которых на долю одной элементарной ячейки приходится несколько атомов, называют сложными.
Подавляющее число технически важных металлов образуют одну из следующих высокосимметричных сложных решеток с плотной упаковкой атомов: кубическую объемнонентрированную (о. ц. к.), кубическую гранецентрированную (г. ц. к.) и гексагональную.
На рис. 5 приведены условно указанные кристаллические решетки и схемы расположения или упаковки атомов (ионов), дающие более наглядное представление о каждой из структур. В схемах упаковки атомы (ионы) изображены сферами такой величины, что они касаются друг друга. Из этого, естественно, не следует делать вывод, что эти сферы представляют собой несжимаемые объемы, поскольку очень малые по размерам ядра атома окружены электронными оболочками сравнительно невысокой плотности.
тчпиый^1г^?елИЯ атомн°-кристаллического строения применяют рентгенострук-нпй иллиы /лпо п°сноааи иа Дифракции рентгеновских лучей с очень малой длн-кппмр ИМ Радами атомов в кристаллическом теле. Для этой цели,
ля,ат лучей’ используют электроны и нейтроны, которые также
Да дифракционные картины при взаимодействии с ионами (атомами) кристалла.
Рис. 5. Кристаллические решетки металлов и схемы упаковки атомов:
а — объемиоцеитрированная кубическая (о. ц. к.); б — гранецентрироваиная кубическая (г. ц. к.); в — гексагональная плот-ноупаковаиная (г. п. у.)
Как видно из рис 5, а, в о. ц. к. решетке атомы расположены в узлах ячейки и один атом — в центре объема куба. О. ц. к. решетку имеют металлы: Rb, К., Na, Li, Tip, Zr3, Tip, Ta, Fea, Mo, W, V, Сг„ Ba и др.
В г. ц. к. решетке атомы расположены в углах куба и в центре каждой грани (рис. 5, б).
Этот тип решетки имеют металлы: Саа, Се, Sra, Th, Pb, Ni, Ag, Au, Pd, Pt, Rh, Ir, Fev, Си и др.
В гексагональной плотноупа-кованной (г. п. у.) решетке (рис. 5, в) атомы расположены в углах и центре шестигранных оснований призмы и три атома в средней плоскости призмы.
Эту упаковку атомов имеют металлы: Hfa, Mg, Tia, Cd, Re, Os, Ru, Zn, Coa, Be, Tla, Zra и др. Наконец, некоторые металлы (Snp, In) .Тшеют тетрагональную решетку.
Размеры кристаллической решетки характеризуются периодами а, Ь, с, под которыми понимают расстояние между ближайшими параллельными атомными плоскостями, образующими элементарную ячейку (рис. 5). Период решетки измеряется в нанометрах (нм) (1 нм = 1СГ9 см — 0,1 А), или килоиксах (1 кХ = 1,00202 X X IO"9 нм).
решетки металлов находится в пределах от 0,1 до 0,7 нм.
Нетрудно видеть, что на одну элементарную ячейку объемно-центрированной кубической ре
шетки в целом приходится два атома: один атом в центре куба и один атом по массе суммарно вносят атомы, располагающиеся в вершинах куба (каждый атом в вершине куба одновременно принадлежит восьми сопряженным элементарным ячейкам и на данную ячейку приходится лишь 1/8 массы этого атома, а на всю ячейку 1/8 х 8 = 1 атом).
На элементарную ячейку гранецентрированной кубической решетки приходятся четыре атома; из них один атом (по такому же расчету, как и для объемноцентрированной кубической решетки) вносят атомы в вершинах куба, а три атома суммарно (1/2 х 6 = 3)
* a, Р, у означают, что соответствующие металлы имеют различное кристаллическое строение при разных температурах.
15
K1Z
вносят атомы. Находящиеся на середине грани, так как каждый из таких атомов принадлежит двум решеткам.
На элементарную ячейку гексагональной плотноупакованной решетки приходится шесть атомов (3 Н~ 1 f х 12 Ч- X 2 = 6).
Плотность кристаллической решетки — объема, занятого атома-мами, которые условно можно рассматривать как жесткие шары (см. рис. 5), характеризуется координационным числом, под которым понимают число атомов, находящихся на равном и наименьшем расстоянии от данного атома. Чем выше координационные число, тем больше плотность упаковки атомов.
В кубической объемноцентрированной элементарной ячейке наименьшее расстояние между атомами соответствует d = 0,5aJz 3. На этом расстоянии от данного атома находятся 8 соседей (рис. 6). Следовательно, координационное число для этой решетки соответствует 8 и обозначается К8. Коэффициент заполнения ячейки, определяемый как отношение объема, занятого атомами, к объему ячейки составляет 68 %.
Для гранецентрированной кристаллической ячейки координационное число равно 12 (К12); каждый атом имеет 12 ближайших соседей на расстоянии d = 0,5а] 2 (рис. 6). что соответствует наибольшей плотности упаковки или укладки в виде шаров. Гексагональная плотноупакованная решетка, для которой с'а = 1,633 имеет координационное число 12 (Г12), что также соответствует наибольшей плотности упаковки шаров (атомов) (рис. 6). У многих металлов, кристаллизующихся в гексагональной системе, отношение с а находится в пределах 1,57—1,64, т. е. может отклоняться от плотнейшей упаковки, при которой с'а = 1,633. Если отношение с а значительно отличается для цинка и кадмия), то координационное решетки соответствует 6.
Гранецентрированная кубическая и гексагональная плотноупакованная (da = 1,633) решетки — наиболее компактные; в них коэффициент заполнения объема атомами равен 74 °6.
При уменьшении координационного числа в решетке Г12 до 6 коэффициент заполнения составляет около 50 %, а при координационном числе 4 — всего около 25 %.
Элементы, располагающиеся в Периодической системе элементов на границе метилов с неметаллами (называемые иногда полуметаллами). а также неметаллы имеют более сложные кристаллические решетки с малым координационным чистом. 1«
Рве. 6. Схема, показывающая число атомов, находящихся на равном наименьшем расстоянии от данного атома Л в разных крвстал-лжческжх решетках:
в — К8; б - К12: « — Г12; fC. С. ШтеАяберг)
от 1,633 (например, число гексагональной
Координационное число кристаллических структур полуметаллических и неметаллических элементов групп VII, VI, V и частично IV (подгруппы В), может быть определено по правилу: 8 — N, где N — номер группы Периодической системы, в которой находится данный элемент. Так, As, Sb, Bi принадлежат к группе VB и по этому правилу имеют координационное число 3.
Половину наименьшего расстояния между центрами атомов называют атомным радиусом. Атомный радиус возрастает при уменьшении координационного числа, так как при этом увеличивается пространство между атомами. Поэтому атомные радиусы разных металлов обычно приводятся к К12.
Кристаллографические обозначения атомных плоскостей
Для определения положения атомных плоскостей (проходящих через атомы) в кристаллических пространственных решетках пользуются индексами (hkl), представляющими собой три целых рациональных числа, являющихся величинами, обратными отрезкам осей, отсекаемым данной плоскостью на осях координат. Единицы длины вдоль осей выбирают равными длинам ребер элементарной ячейки.
Приведем примеры обозначения плоскостей. Установим первоначально индексы для плоскости куба. Каждая плоскость куба (рис. 7, а) пересекает только одну ось, при этом отрезки будут равны (1, со, со); (со, 1, со); (со, со ,1). Обратные величины отсекаемых отрезков будут соответственно равны: (1, 0, 0); (0, 1, 0); (0, 0, 1). Индексы плоскости (hkl), которые обычно заключают в скобки, будут (100), (010), (001), (100), (010) и (001).
В кубической решетке, кроме плоскостей куба (рис. 7, а), различают плоскость октаэдра (111), (рис. 7, в) и плоскость ромбического додекаэдра (ПО) (рис. 7, б).
Следует иметь в виду, что индексы характеризуют не одну какую-либо плоскость, а целую группу параллельных плоскостей и тогда их заключают в фигурные скобки 1.
Индексы направлений. Для определения индексов направлений расположения рядов атомов в кристаллической решетке необходимо из семейства параллельных плоскостей выбрать направление плоскостей, проходящих через начало координат. Далее, приняв за единицу длину ребра элементарной ячейки (или период решетки), определяют координаты любой точки этого направления. Полученные значения координат точки приводят к отношению трех наименьших целых чисел. Эти цифры, заключенные в квадратные скобки 1шлс], являются индексами данного направления и всех параллельных ему направлений. Основные направления в кубической решетке приведены на рис. 7, г. Индексы осей решетки х — [100 1,^ — [0101 и г — [ООП. Индексы пространственной диагонали [111]. Для кубической решетки индексы направлений [iztwl, перпендикулярные
1 Совокупность шести кристаллографических эквивалентных плоскостей куба обозначают индексами какой-нибудь плоскости, заключенными в фигурные скобки (например, индексами ! 100 или ,001; и т. д.). Совокупность восьми кристаллографических эквивалентных плоск-ктей октаэдра соответственно обозначают {111}
плоскости (hkl), численно равны индексам этой плоскости. Напри мер, индексы осих равны [100 J, а индексы плоскости перпендикулярной оси х, равны (100).
Анизотропия свойств металлов. Нетрудно видеть, что плотность расположения атомов по различным плоскостям (так называемая ретикулярная плотность) неодинакова. Так, плоскости (100) в о. ц. к. решетке принадлежит лишь 1 атом (1/4 X 4), плоскости ромбического додекаэдра (НО) 2 атома: 1 атом вносят атомы, находящиеся в вершинах (1/4 х 4). и 1 атом в центре куба. В г. ц. к. решетке плоскостью
Рис. 7. Индексы кристаллографических плоскостей и направлений в о. ц. к. решетке
с наиболее плотным расположением атомов будет плоскость октаэдра (111), а в о. ц. к. решетке плоскость (110).
Вследствие неодинаковой плотности атомов в различных плоскостях и направлениях решетки многие свойства (химические, фи зические, механические) каждого кристалла зависят от направления вырезки образца по отношению к направлениям в решетке. По добная неодинаковость свойств монокристалла в разных кристалле графических направлениях называется анизотропией.
Кристалл — тело анизотропное в отличие от аморфных тел (стекло, пластмассы и др.), свойства которых не зависят от направ ления.
Технические металлы являются поликристаллами, т. е. состоят из большого количества анизотропных кристаллитов. В большинстве случаев кристаллиты статистически неупорядоченно ориентированы один по отношению к другому, поэтому во всех направлениях свой ства более или менее одинаковы, т. е. поликристаллическое тело яв-
18
ляется псевдоизотропным. Такая мнимая изотропность металла не будет наблюдаться, если кристаллиты имеют одинаковую преимущественную ориентировку в каких-то направлениях. Эта ориентированность или текстура создается в известной степени, но не полностью (например, в результате значительной холодной деформации); в этом случае поликристаллический металл приобретает анизотропию свойств.
3. Дефекты кристаллической решетки металлов
В любом реальном кристалле всегда имеются дефекты строения. Дефекты кристаллического строения подразделяются по геометрическим признакам на точечные (нульмерные), линейные (одномерные) и поверхностные (двумерные).
Точечные дефекты (рис 8) — малы во всех трех измерениях, и размеры их не превышают нескольких атомных диаметров. К точечным дефектам относятся: 1) вакансии (дефекты Шоттки), т. е. узлы решетки, в которых атомы отсутствуют (рис. 8). Вакансии чаще образуются в результате перехода атома из узла решетки на поверхность или полного испарения с поверхности кристалла и реже в результате их перехода в междоузлие.
В кристалле всегда имеются атомы, кинетическая энергия которых значительно выше средней, свойственной заданной температуре нагрева. Такие атомы, особенно расположенные вблизи поверхности, могут выйти на поверхность кристалла, а их место займут атомы, находящиеся дальше от поверхности, а принадлежавшие им узлы окажутся свободными, т. е. возникнут тепловые вакансии.
Источниками тепловых вакансий, т. е. возникающих при нагреве, являются свободные поверхности, границы зерен, пустоты и трещины. С повышением температуры концентрация вакансий возрастает. Количество вакансий при температуре, близкой к плавлению, может достигать 1 % по отношению к числу атомов в кристалле. Быстрым охлаждением от данной температуры можно зафиксировать эти вакансии при нормальной температуре (так называемые закалочные вакансии).
Кристалл, находящийся при данной температуре в термодинамическом равновесии, имеет равновесную концентрацию тепловых вакансий. При данной температуре в кристалле создаются не только одиночные вакансии (рис. 8), но и двойные, тройные и их группировки. Большинство вакансий является двойными (так называемые дивакансии) (рис. 8).
Вакансии образуются не только в результате нагрева, но и в процессе пластической деформации, рекристаллизации и при бомбардировке металла атомами или частицами высоких энергий (облучение в циклотроне или нейтронное облучение в ядерном реакторе).
Межузельные атомы (дефекты Френкеля). Эти дефекты образуются в результате перехода атома из узла решетки в междоузлие (рис. 8). На месте атома, вышедшего из узла решетки в междоузлие, образуется вакансия.
19
межузельных атомов в несколько тепловых вакансий. Поэтому в ме-
п,иви» пешетках, характерных для большинства
В плотноупакованных peaei в нрсколькл
металлов, энергия образования раз больше энергии ооразоваппя баллах очень трудно возникаю! точечными дефектами являются
межузельные атомы и основными тепловые вакансии.
Вакансии
вакансия
Точечные несовершенства кристаллической решетки появляются как результат присутствия атомов примесей, которые, как правило, имеются даже в самом чистом металле.
Точечные дефекты вызывают местное искажение кристаллической решетки (рис. 8). Смещения (релаксация) вокруг вакансии возникают обычно в первых двух слоях соседних атомов и составляют доли межатомного состояния. Вокруг межузельного атома в плотноупакованных решетках смещение соседей значительно больше, чем вокруг вакансий.
Точечные дефекты Шоттки и Френкеля оказывают влияние на шчоторые физические свойства металла (электропроводность, маг
нитные свойства и др.)> а также на фазовые превращения в металлах
и й н ы е дефекты. Линейные несовершенства имеют
малые размеры в двух измерениях и большую протяженность в третьем измерении. Этими несовершенствами могут быть ряд вакансий или л межузельных атомов. Особым и важнейшим видом линейных несовершенств являются дислокации. Кристаллическая решетка с краевыми дислокациями показана на рис. 9.
Экстраплоскость
г
Рис. 9. Краевые дислокации:
а — сдвиг, создавший краевую дислокацию; б — пространственная схема краевой дислокации; в, г — схемы расположения атомов у дислокации; т — вектор сдвига
Краевая дислокация (рис. 9) представляет собой локализованное искажение кристаллической решетки, вызванное наличием в ней «лишней» атомной полуплоскости или экстраплоскости.
Наиболее простой и наглядный способ образования дислокаций в кристалле — сдвиг (рис. 9, а). Если верхнюю часть кристалла сдвинуть относительно нижней на одно межатомное расстояние, причем зафиксировать положение, когда сдвиг охватил не всю плоскость скольжения, а только часть ее ABCD, то граница АВ между участком, где скольжение уже произошло, и участком в плоскости скольжения, в котором скольжение еще не произошло, и будет дислокация (рис. 9, а).
Край экстраплоскости АВ представляет собой линию краевой дислокации, которая простирается вдоль плоскости скольжения (перпендикулярно вектору сдвига т) через всю толщу кристалла (рис. 9, 6). В поперечном сечении, где имеет место существенное нарушение в периодичности и расположении атомов, размеры дефекта не велики и не превышают 3—5 а (а — период решетки).
Дислокационные линии не обрываются внутри кристалла, они
21
выходят на его поверхность, заканчиваются на других дислокациях или образуют замкнутые дислокационные петли.
Если экстраплоскость находится в верхней части кристалла, то дислокацию называют положительной и обозначают | (рис. 9, е), а если в нижней — то отрицательной и обозначают Т (рис. 9, г). Различие менаду положительной и отрицательной дислокациями чисто условное. Переворачивая кристалл, мы превращаем отрицательную дислокацию в положительную. Знак дислокации важен при анализе их взаимодействия.
Рис. 10. Пространственная модель образования винтовой дислокации EF в результате неполного сдвига по плоскости Q (а) и расположение атомов в области винтовой дислокации (б)
Дислокации, при приложении небольшого касательного напряжения, легко перемещаются. В этом случае эктраплоскость посредством незначительного смещения перейдет в полную плоскость кристалла, а функции экстраплоскости будут переданы соседней плоскости. Дислокации одинакового знака отталкиваются, а разного знака взаимно притягиваются. Сближение дислокаций разного знака приводит к их взаимному уничтожению (аннигиляции).
Кроме краевых различают еще винтовые дислокации. На рис. 10 показана пространственная модель винтовой дислокации — это прямая линия EF (рис. 10), вокруг которой атомные плоскости изогнуты по винтовой поверхности. Обойдя верхнюю изогнутую атомную плоскость по часовой стрелке, приходим к краю второй атомной плоскости и т. д. В этом случае кристалл можно представить как состоящий из одной атомной плоскости, закрученной в виде винтовой поверхности (рис. 10). Винтовая дислокация так же, как и краевая, образована неполным сдвигом кристалла по плоскости Q. В отличие от краевой дислокации винтовая дислокация и вектор сдвига параллельны.
Если винтовая дислокация образована движением по часовой стрелке, ее называют правой, а против часовой стрелки —левой. Вокруг дислокаций на протяжении нескольких межатомных расстояний возникают искажения решетки. Энергия искажения кри-22
ялпической решетки является одной из важнейших характеристик дислокации любого типа Критерием этого искажения служит вектор Бюргерса.
Чтобы оценить степень искаженности решетки, вызванной дислокацией, следует сравнить несовершенный кристалл, содержащий дислокацию, с совершенным кристаллом. Для этого строят контур Бюргерса, представляющий собой замкнутый контур произвольной формы, условно выделенный в реальном кристалле путем по-
Рис. 11. Схема определения вектора Бюргерса b для линейной (а. б) и винтовой дислокаций (в, г):
а, в — схема плоскости реального кристалла; б, г — то же, совершенного кристалла следовательного обхода дефекта от атома к атому в совершенной области кристалла.
Для определения вектора Бюргерса краевой дислокации (рис 11) выберем вокруг дислокации контур ABCDE. Проведем контур откладывая, например, от точки А против часовой стрелки снизу вверх по шесть межатомных расстояний: АВ, ВС, CD и DE. Контур замкнется на участке DA, который будет состоять только из пяти отрезков. В кристалле, в котором отсутствуют дислокации, этот участок так же, как и предыдущие, состоял из шести отрезков.
Вектор Бюргерса представляет собой разность периметров (A'B'C'D' — ABCD) вокруг данного атома в плоскости идеальной решетки (рис. 11, б) и вокруг центра дислокации в реальной решетке (рис. 11, а), показывающую величину и направление сдвига в процессе скольжения.
23
Вектор Бюргерса для кристалла, содержащего винтовую дислокацию, определяют аналогично. В краевой дислокации вектор Бюргерса перпендикулярен к ее линии, а у винтовой — параллелен ей. Если контур Бюргерса охватывает несколько дислокаций,то величина его соответствует геометрической сумме векторов Бюргерса отдельных дислокаций Квадрат вектора Бюргерса характеризует энергию дислокаций и силы их взаимодействия.
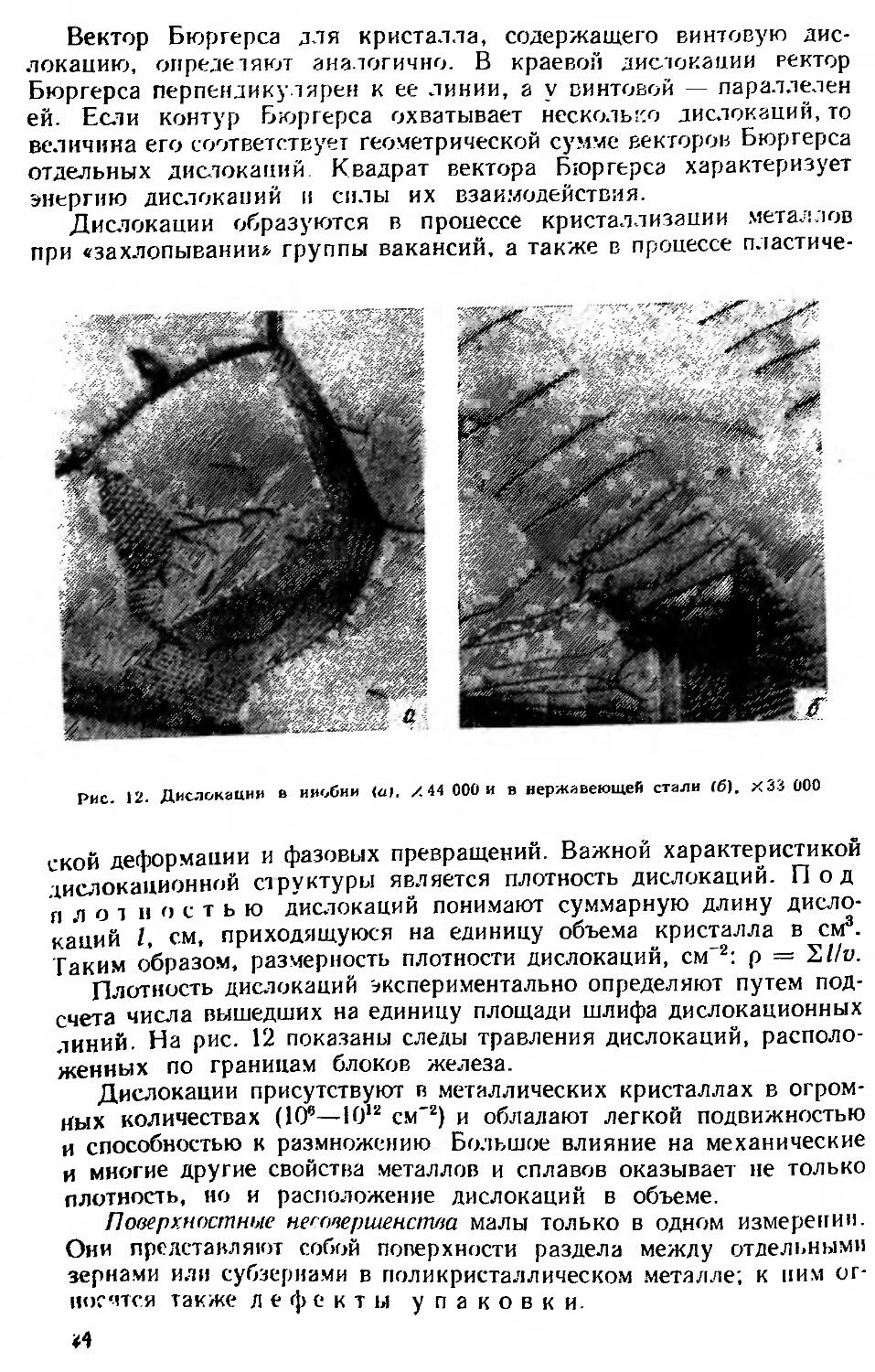
Дислокации образуются в процессе кристаллизации металлов при «захлопывании?/ группы вакансий, а также в процессе пластиче-
Рис. 12. Дислокации в ниобии (al, Z 44 000 и в нержавеющей стали (б). ХЗЗ ООО
ской деформации и фазовых превращений. Важной характеристикой дислокационной структуры является плотность дислокаций. Под л лот н остью дислокаций понимают суммарную длину дислокаций I, см, приходящуюся на единицу объема кристалла в см3. Таким образом, размерность плотности дислокаций, см'2: р = S//n.
Плотность дислокаций экспериментально определяют путем подсчета числа вышедших на единицу площади шлифа дислокационных линий. На рис. 12 показаны следы травления дислокаций, расположенных по границам блоков железа.
Дислокации присутствуют в металлических кристаллах в огромных количествах (10е—1012 см-2) и обладают легкой подвижностью и способностью к размножению Большое влияние на механические и многие другие свойства металлов и сплавов оказывает не только плотность, но и расположение дислокаций в объеме.
Поверхностные несовершенства малы только в одном измерении. Они представляют собой поверхности раздела между отдельными зернами или субзернами в поликристаллическом металле; к ним относится также дефекты упаковки.
И
.Z - • чеино металла состоит из отдельных субзерен, образую-Называемую субструктуру (рис. 13. в). Различные ооъемы ШИ обычно разориентированы один относительно другого на MeTuuuHV от нескольких долей до единив градуса - субструктура (М а ™о “ с р е Д н е у г л о в ы е г р -................ -
ы) или до нескольких
а н и н
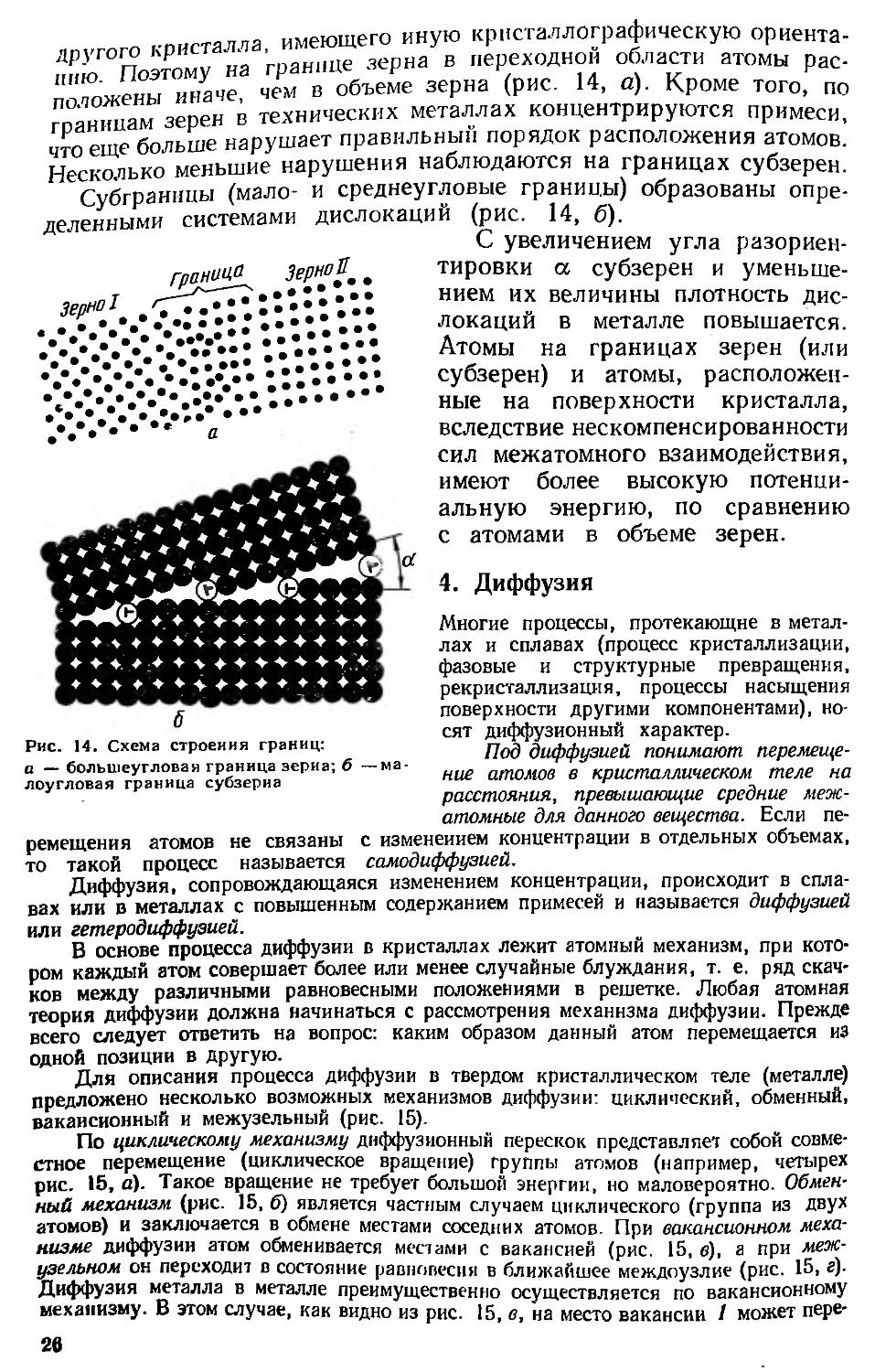
Рис. 13. Структура металла: а — схема строения зерна металла; б — зернистая структура металла; в — субструктура зерна
десятков градусов — зеренная структура (большеугловые границы). Субзерна имеют размеры (0,1—1 мкм) на один—три порядка меньше размеров зерен. В пределах каждого субзерна решетки имеет одинаковую ориентировку.
Изучение субструктуры имеет большое значение, так как размеры и разориентирование субзерен оказывают влияние на многие свойства металлов.
Границы между отдельными кристаллами (зернами) обычно представляют переходную область шириной доЗ—4 межатомных расстояний, в которой решетка одного кристалла, имеющего определенную кристаллографическую ориентацию, переходит в решетку
п ,-пигталпа имеющего иную кристаллографическую ориента-другого крист - . зерна в переходном области атомы рас-
‘"'Ю«Х»"УаЧе X в объеме верна (рис. 14, а). Кроме того” по "пяницам зерен в технических металлах концентрируются примеси, что еще больше нарушает правильный порядок расположения атомов. Несколько меньшие нарушения наблюдаются на границах субзерен.
Субграницы (мало- и среднеугловые границы) образованы определенными системами дислокаций (рис. 14, б).
С увеличением угла разориен-
Рис. 14. Схема строения границ:
а — большеугловая граница зерна; б —ма лоугловая граница субзериа
тировки а субзерен и уменьшением их величины плотность дислокаций в металле повышается. Атомы на границах зерен (или субзерен) и атомы, расположенные на поверхности кристалла, вследствие нескомпенсированности сил межатомного взаимодействия, имеют более высокую потенциальную энергию, по сравнению с атомами в объеме зерен.
4. Диффузия
Многие процессы, протекающие в металлах и сплавах (процесс кристаллизации, фазовые и структурные превращения, рекристаллизация, процессы насыщения поверхности другими компонентами), носят диффузионный характер.
Под диффузией понимают перемещение атомов в кристаллическом теле на расстояния, превышающие средние межатомные для данного вещества. Если пе
ремещения атомов не связаны с изменением концентрации в отдельных объемах, то такой процесс называется самодиффузией.
Диффузия, сопровождающаяся изменением концентрации, происходит в сплавах или в металлах с повышенным содержанием примесей и называется диффузией
или гетеродиффузией.
В основе процесса диффузии в кристаллах лежит атомный механизм, при котором каждый атом совершает более или менее случайные блуждания, т. е. ряд скачков между различными равновесными положениями в решетке. Любая атомная теория диффузии должна начинаться с рассмотрения механизма диффузии. Прежде всего следует ответить на вопрос: каким образом данный атом перемещается из одной позиции в другую.
Для описания процесса диффузии в твердом кристаллическом теле (металле) предложено несколько возможных механизмов диффузии: циклический, обменный, вакаисионный и межузельный (рис. 15).
По циклическому механизму диффузионный перескок представляет собой совместное перемещение (циклическое вращение) группы атомов (например, четырех рис. 15, а). Такое вращение не требует большой энергии, но маловероятно. Обменный механизм (рис. 15, б) является частным случаем циклического (группа из двух атомов) и заключается в обмене местами соседних атомов. При вакансионном механизме диффузии атом обменивается местами с вакансией (рис. 15, в), а при межузельном он переходит в состояние равновесия в ближайшее междоузлие (рис. 15, а)-Диффузия металла в металле преимущественно осуществляется по вакансионному механизму. В этом случае, как видно из рис. 15, в, на место вакансии / может пере-
26
метиться атом 2, обладающий повышенной энергией. Вакансия окажется на быв-месте этого атома и ее может занять атом 3 п т. д.
шеМПои диффузии в металле элементов с малым атомным радиусом (С, N Н) пооис лит диффузия по межузельному механизму (рис. 15, г). ’ н
Скорость диффузии определяется количеством вещества т, диффундирующего цевез единицу площади поверхности раздела за единицу времени. Количество диффундирующего (в синицу времени) вещества т зависит от градиента концентрации dC/dx элемента в направлении, нормальном к поверхности раздела и пропорционально коэффициенту диффузии D . т = D (dC/dx), где dC — концентрация’ dx — расстояние в выбранном направлении.
в
Рис. 15. Схема механизмов диффузии;
а — циклический; б — обменный; в — вакаиснонный; г — межузельный (цифрами показана последовательность перемещения атомов)
Эта зависимость получила название — первый закон Фика. Знак минус указывает, что диффузия протекает в направлении от объемов с большей концентрацией к объемам с меньшей концентрацией г. Если градиент концентрации изменяется во времени (т), то процесс диффузии описывается вторым законом Фика-, dddx = = D (d2C/dx2).
При выводе этого закона принимали, что коэффициент диффузии ие зависит от концентрации, что справедливо только для самодиффузии. Поэтому это уравнение должно решаться и решено для определенных граничных условий диффузии.
Уравнение можно проинтегрировать с помощью функции ошибок Гаусса. Результатом этого расчета является параболический закон вида х = а где а — константа. В
В сложнолегированных сплавах может иметь место восходящая диффузия, когда миграция атомов идет в сторону увеличения градиента концентрации. Это связано с тем, что в общем случае движущей силой диффузии является не градиент концентрации, а градиент химического потенциала р; |х = L (dpJdx), где 1— коэффициент пропорциональности, определяющий скорость выравнивания химического потенциала. Кроме того, восходящая диффузия реализуется и в тех случаях, когда в результате перемещения вещества из объемов с меньшей концентрацией в объемы с более высокой концентрацией уменьшаются напряжения, существовавшие в данном сплаве.
27
Эта формула придает коэффициенту диффузии наглядный физический смысл. Если л-среднее смещение диффундирующих атомов, то коэффициент диффузйй приближенно может быть выражен через квадрат среднего смещения: к* = 2От;
Параболическая зависимость всегда указывает на то, что процесс протекает по диффузионной кинетике.
Коэффициент диффузии D, см2/с, т. е. количество вещества, диффундирующего через единицу площади (1 см2), в единицу времени (1 с) при перепаде концентрации равном единице, зависит от природы сплава, размеров зерна и особенно сильно от температуры. Температурная зависимость коэффициента диффузии подчиняется экспоненциальному закону: D — De exp I—Q/RT], где Do предэкспоненциаль-ный множитель, величина которого определяется типом кристаллической решетки; К — газовая постоянная, 8,31 Дж-К 11 моль *; Т температура, К, Q энергия активации, Дж/г-атом.
Для совершения элементарного акта диффузии атом должен преодолеть энергетический барьер. Средняя тепловая энергия атомов значительно меньше энергии активации Q, необходимой для преодоления энергетического барьера при переходе атома из одного положения равновесия в другое. Требуемый для такого перехода избыток энергии приобретается атомом от его соседей благодаря тому, что атомы непрерывно обмениваются кинетической энергией1. Так как энергия активации входит в показатель степени, оиа очень сильно влияет на коэффициент диффузии.
Наиболее легко диффузия протекает по поверхности и границам зерен, где сосредоточены дефекты кристаллического строения (вакансии, дислокации и т. д.). Поэтому энергия активации диффузии по границам зерен (блоков) примерно вдвое меньше, чем в объеме, т. е. при объемной диффузии.
Глава II КРИСТАЛЛИЗАЦИЯ МЕТАЛЛОВ И СТРОЕНИЕ МЕТАЛЛИЧЕСКОГО СЛИТКА
1. Первичная кристаллизация металлов
Переход металла из жидкого состояния в твердое (кристаллическое) называется кристаллизацией. Кристаллизация протекает в условиях, когда система переходит к термодинамически более устойчивому состоянию с меньшей свободной энергией или термодинамическим потенциалом F, т. е. когда свободная энергия кристалла меньше жидкой фазы. Если превращение происходит с небольшим изменением объема, то F = Н — TS, где Н — полная энергия системы; Т — абсолютная температура; S — энтропия 2.
Изменение свободной энергии жидкого и твердого состояний в зависимости от температуры показано на рис. 16. Выше темпера-
гии между ’атомами’ ДВИжеИИЯ хаРактеРна неравномерность в распределении энер-11ЯЯД£^^ в*еРгия F Mt»KeT быть определена как сумма кинетической и потенциальной энергией частиц. Энергия F называется свободной, поскольку пои изотермических процессах она может быть выделена из системы в виде тепла и превращена в работу. Произведение TS — называют энтропийным фактором или связанной энергией. Свободная энергия F и энтропия S являютсякритериями MMbHoeTZ₽S0^Kcuua<^KOfi системы- При достижении равновесия F имеет мини-Хда ум^ша^ся ”3 возможных ана*<ений. С повышением температуры F
28
туры Тпп более устойчив жидкий металл, имеющий меньший запас свободной энергии, а ниже этой температуры устойчив твердый металл. При температуре 7ПЛ величины свободных энергий жидкого и твердого состояний равны. Температура Тпл соответствует равновесной температуре кристаллизации (или плавления) данного вещества, при которой обе фазы (жидкая и твердая) могут сосуществовать одновременно и притом бесконечно долго. Процесс кристаллизации при этой температуре еще не начинается. Он развивается в том случае, если созданы условия, при которых возникает раз
Рис. 16. Изменение свободной энергии F металла в жидком Гж и твердом Рт состояниях в зависимости от температуры; Тк — температура кристаллизации; T'hjj — температура плавления
Рис. 17. Термические кривые охлаждения при кристаллизации чистых металлов с разной скоростью
(Ох — Ов)
ность свободных энергий вследствие меньшей свободной энергии твердого металла по сравнению с жидким.
Следовательно, процесс кристаллизации может протекать только при переохлаждении металла ниже равновесной температуры Тап. Разность между температурами Тпл и Тк, при которых может протекать процесс кристаллизации, носит название степени переохлаждения: &Т = Тпл — Т„ (рис. 16).
Термические кривые, характеризующие процесс кристаллизации чистых металлов при охлаждении с разной скоростью, даны на рис. 17. При очень медленном охлаждении степень переохлаждения невелика и процесс кристаллизации протекает при температуре, близкой к равновесной (рис. 17, кривая цх). На термической кривой при температуре кристаллизации отмечается горизонтальная площадка (остановка в падении температуры), образование которой объясняется выделением скрытой теплоты кристаллизации, несмотря на отвод тепла при охлаждении.
С увеличением скорости охлаждения степень переохлаждения возрастает (кривые v2, vs) и процесс кристаллизации протекает при температурах, лежащих ниже равновесной температуры кристалли-
39
чяпии Степень переохлаждения зависит от природы и чистоты ме-та^ла' Чш чище жидкий металл, тем более он склонен к переохла-ящению При затвердевании очень чистых металлов степень переох-Д «отбыть очень веякка Так прк затор^аниивп была достигнута ДТ = 118 °C, для ' иднако
чаще степень переохлаждения не превышает 10 30 С.
Процесс кристаллизации, как впервые установил Д. К. Чернов, начинается с образования кристаллических зародышей (центров
в процессе роста их числа и раз-
кристаллизации) и продолжается меров.
рис. 18. Схема кристаллизации металлов
При переохлаждении сплава ниже температуры Тпл во многих участках жидкого сплава образуются устойчивые, способные к росту, кристаллические зародыши, называемые критическими (рис. 18).
Пока образовавшиеся кристаллы растут свободно, они имеют более или менее правильную геометрическую форму. Однако при столкновении растущих кристаллов их правильная форма нарушается, так как в этих участках рост граней прекращается. Он продолжается только в тех направлениях, в которых есть свободный доступ для «питающей» жидкости. В результате растущие кристаллы, имеющие сначала геометрически правильную форму, после затвердевания получают неправильную внешнюю форму; они называются кристаллитами, реже зернами (последний термин чаще употребляется для случая формирования объемов новых фаз в результате превращений в твердом состоянии).
Самопроизвольное образование зародышевых центров. Явления, протекающие в процессе кристаллизации, сложны и многообразны. Особенно трудно представить начальные стадии процесса, когда в жидкости возникает первый кристаллик, или центр кристаллизации.
* При очень больших скоростях охлаждения можно получить аморфное состояние металла.
30
Очевидно, что для выяснения условий появления этих центров надо ясно представить строение исходного жидкого металла. Схематические модели кристаллической и жидкой фаз представлены на рис. 19. В жидком металле атомы не расположены хаотично, как в газообразном состоянии, и в то же время в их расположении нет той правильности, которая характерна для твердого кристаллического тела (рис. 19, а), когда
атомы сохраняют постоянство межатомных расстояний и угловых соотношений на больших расстояниях (кристаллическое строение).
В жидком металле (рис. 19, б) сохраняется лишь так называемый ближний порядок, когда упорядоченное расположение атомов распространяется на очень небольшое расстояние.
Вследствие интенсивного теплового движения атомов ближний порядок динамически неустойчив. Микрообъемы с правильным расположением атомов, возникнув, могут существовать некоторое время, затем рассасываться и возникать вновь в другом элементарном объеме жидкости и т. д. С понижением температуры степень ближнего порядка и размер таких упорядоченных микрообъемов возрастают
При температурах, близких к температуре плавления, в жидком металле возможно образование неболь-
Рис. 19.Схемы кристаллической (а) и жидкой (б и в) фаз металла
ших группировок, в которых атомы упакованы так же, как в кристаллах. Такие дозародышевые группировки называется фазовыми (или гетерофазными) флуктуациями (рис. 19, в). В чистом от примесей жидком металле наиболее крупные гетерофазные флуктуации могут превратиться в зародыши (центры кристаллизации). Зародыши, Возникающие в процессе кристаллизации, могут быть различной величины Рост зародыша возможен только при условии, если он достиг определенной величины, начиная с которой его рост ведет к уменьшению свободной энергии. В процессе кристаллизации свободная энергия системы (см. рис. 16), с одной стороны, уменьшается на AFo6 = УА/ вследствие перехода некоторого объема
31
жидкого металла в твердый, а с другой стороны, возрастает в результате образования поверхности раздела с избыточной поверхностной энергией, равной AEU0B = So. Общее изменение свободной энергии можно определить из следующего выражения: АЕ = = -АЕо6 + АЕПОВ, или bF = -Vbf + So, где А/ - разность объемных свободных энергий жидкого и твердого металлов (FK -_ fT); у _ объем зародыша; S — суммарная величина поверхности кристаллов; о — поверхностное натяжение.
Если условно принять, что зародыш имеет сферическую форму, то
ДЕ -------n,R3mAf + 4л7?2то,
О
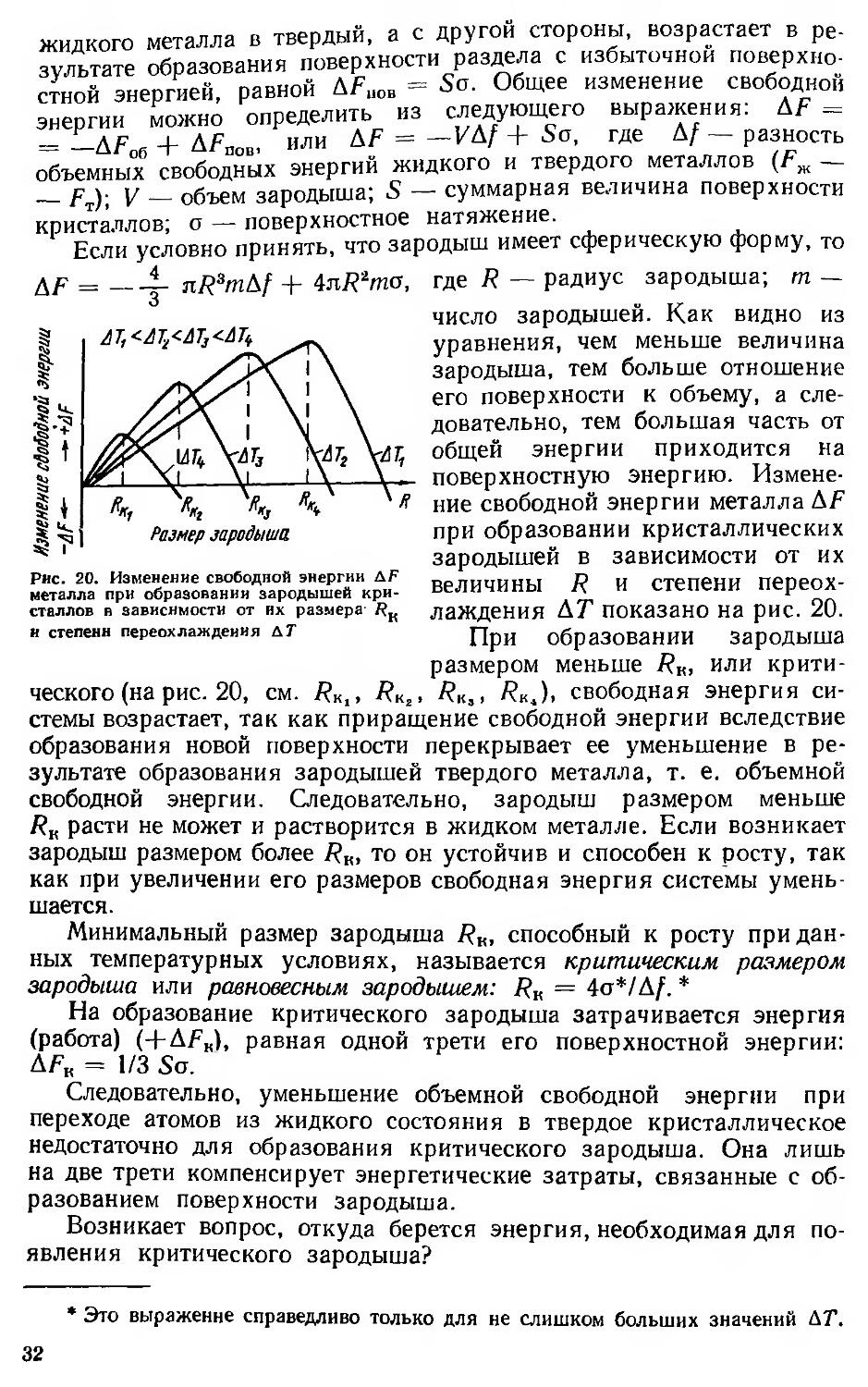
Рис. 20. Изменение свободной энергии ДГ металла при образовании зародышей кристаллов в зависимости от их размера-и степени переохлаждения ДТ
где R — радиус зародыша; т — число зародышей. Как видно из уравнения, чем меньше величина зародыша, тем больше отношение его поверхности к объему, а следовательно, тем большая часть от общей энергии приходится на поверхностную энергию. Изменение свободной энергии металла АЕ при образовании кристаллических зародышей в зависимости от их величины R и степени переохлаждения АТ показано на рис. 20.
При образовании зародыша размером меньше /?к, или крити-
ческого (на рис. 20, см. /?К1, /?к2, /?Кз, RKi), свободная энергия системы возрастает, так как приращение свободной энергии вследствие
образования новой поверхности перекрывает ее уменьшение в результате образования зародышей твердого металла, т. е. объемной свободной энергии. Следовательно, зародыш размером меньше RK расти не может и растворится в жидком металле. Если возникает зародыш размером более RK, то он устойчив и способен к росту, так как при увеличении его размеров свободная энергия системы умень-
шается.
Минимальный размер зародыша RK, способный к росту приданных температурных условиях, называется критическим размером зародыша или равновесным зародышем: RK = 4о*/А/. *
На образование критического зародыша затрачивается энергия (работа) (+АЕК), равная одной трети его поверхностной энергии: АЕК = 1/3 So.
Следовательно, уменьшение объемной свободной энергии при переходе атомов из жидкого состояния в твердое кристаллическое недостаточно для образования критического зародыша. Она лишь на две трети компенсирует энергетические затраты, связанные с образованием поверхности зародыша.
Возникает вопрос, откуда берется энергия, необходимая для появления критического зародыша?
* Это выражение справедливо только для не слишком больших значений Д7\
32
Образованию зародыша способствует неравномерное распределение энергии между атомами вещества. При каждой данной температуре большинство атомов имеет энергию, соответствующую некоторой средней величине. Однако в малых объемах вещества всегда существует некоторое количество атомов, которые имеют энергию, меньшую или большую средней. Эти случайные и временные отклонения энергии отдельных атомов или группировок атомов от среднего значения для данной температуры называют флуктуациями энергии.
Эти флуктуации способствуют получению энергии, требуемой для образования зародыша критического размера. Зародыш, способный к росту, образуется там, где гетерофазные флуктуации
Рис. 21. Схема роста кристаллов:
а — с образованием двумерного зародыша; б — при наличии винтовой дислокации
в жидком металле размером не меньше критического обладают повышенной энергией, которая не меньше определенного уровня.
При температуре, близкой к Тпл, размер критического зародыша должен быть очень велик и вероятность его образования мала. С увеличением степени переохлаждения Af возрастает (см. рис. 16), а поверхностное натяжение на границе раздела фаз изменяется не значительно.
Следовательно, с увеличением степени переохлаждения (или с понижением температуры кристаллизации) размер критического зародыша уменьшается, тогда и работа, необходимая для его образования, будет меньше. Поэтому с увеличением степени переохлаждения АТ, когда к росту способны зародыши все меньшего размера, сильно возрастает число зародышей (центров) кристаллизации (ч. з.) или скорость образования этих зародышей (с. р.) (см. рис. 22).
Рост зародышей кристаллизации происходит в результате перехода атомов из переохлажденной жидкости к кристаллам. Кристалл растет послойно, при этом каждый слой имеет одноатомную толщину. Различают два элементарных процесса роста кристаллов.
1. Образование двухмерного зародыша (т. е. зародыша одноатом ной толщины) на плоских гранях возникшего кристаллика (рис. 21, а, 1). Двумерный зародыш должен иметь размер не меньше критического. При меньшем размере зародыш не будет устойчив, так как вследствие образования дополнительной поверхности раздела свободная энергия системы возрастает.
2 Ю. М. Лахтии
33
2 Рост двумерного зародыша путем поступления атомов из переохлажденной жидкости. После образования на плосокои грани двумерного зародыша дальнейший рост нового слоя протекает срав нительно легко, так как появляются участки, удобные для закрепления атомов, переходящих из жидкости. Атом в положении 2 (рис 21, а) закреплен слабо, он легко перемещается по поверхности и может вновь оторваться. Атом же, занявший положение J, имея три связи, закреплен надежно. Когда возникший двумерный слои атомов покроет всю грань, для образования последующего такого же слоя необходим новый двумерный зародыш критического размера, который формируется по указанному выше механизму. Следовате-
тельно, скорость роста кристаллов определяется вероятностью образования двумерного зародыша. Чем больше степень переохлаждения, тем меньше величина этого двумерного критического зародыша и тем легче он образуется.
Рост кристалла значительно
Тпл~Т ДТ- Тпл-Т ДТ~
Рис. 22. Зависимость числа зародышей (ч. а), средней скорости их роста (с. р). изменения свободной анергии при кристал-лизапин ДГ. средней скорости кристалли-аации v и коэффициента диффузии D от степени переохлаждения Д7"; ГПЛ — равновесная температура плавления (кристаллизации)
облегчается тем, что грани его не представляют идеально ровных плоскостей. На гранях растущего кристалла всегда имеются различные дефекты поверхности в виде ступенек и выступов, на которых легко удерживаются новые атомы, поступающие из жидкости. В этом
случае рост кристалла может протекать даже без образования двумерного зародыша. В растущем кристалле всегда имеются дислокации. В месте выхода на поверхность винтовой дислокации
имеется ступенька, к которой легко присоединяются атомы, поступающие из жидкости (рис. 21, б). Винтовые дислокации ведут к образованию на поверхности кристалла спиралей роста высотой от одного до нескольких тысяч атомов. Спиральный рост экспериментально обнаружен при изучении роста монокристаллов магния, кадмия, серебра и других металлов.
Число центров кристаллизации и скорость роста кристаллов. При прочих равных условиях скорость процесса кристаллизации и строение металла после затвердения зависят от числа зародышей ч. з. (центров кристаллизации), возникающих в единицу времени л/В |ди.Нице °^ъема> т. е. от скорости образования зародышей (1/см - с); скорости роста (с. р.) зародышей или скорости увеличения линейных размеров растущего кристалла в единицу времени (мм/с).
Чем больше скорость образования зародышей и чем больше скорость их ростатем быстрее протекает процесс кристаллизации. При равновесной температуре кристаллизации (Тпл) число зародышей и скорость роста равны нулю, поэтому кристаллизации не происходит (рис. 22). При увеличении степени переохлаждения скорость
34
образования зародышей и скорость их роста возрастают, при определенной степени переохлаждения достигают максимума, после чего снижаются. Обычно считают, что с увеличением степени переохлаждения скорость образования зародышей, а следовательно, и их число возрастают быстрее, чем скорость роста.
Такой характер изменения ч. з. и с. р. в зависимости от степени переохлаждения объясняется следующим. С повышением степени переохлаждения разность свободных энергий жидкого и твердого металлов AF (см. рис. 16) возрастает, что способствует повышению скорости кристаллизации, т. е. скорости образования зародышей и их роста (рис. 22). Однако для образования и роста зародышей требуется диффузионное перемещение атомов в жидком металле.
Поэтому при больших степенях переохлаждения (низких температурах) вследствие уменьшения скорости диффузии (коэффициента диффузии О) (рис. 22) образование зародышей и их рост затруднены. Вследствие этого, число зародышей и скорость их роста уменьшаются. При очень низких температурах (большой степени переохлаждения) диффузионная подвижность атомов столь мала, что большой выигрыш объемной свободной энергии AF при кристаллизации оказывается недостаточным для образования кристаллических зародышей и их роста (ч. з. = 0, с. р. = 0). В этом случае после затвердения должно быть достигнуто аморфное состояние. Для металлов в обычных условиях 1 * реализуются лишь восходящие ветви скорости образования зародышей (ч. з.) и скорости роста (с. р.) (рис. 22 сплошные линии). Металл в этих условиях затвердевает раньше, чем достигаются степени переохлаждения, вызывающие снижение я. з и с. р. Скорость образования зародышей и линейная скорость роста кристаллов определяют скорость кристаллизации Средняя скорость изотермической кристаллизации v с увеличением степени переохлаждения, как и ч. з. и с. р. сначала растет, достигает максимума, а затем падает (рис. 22).
Величина зерна. Чем больше скорость образования зародышей и меньше скорость их роста, тем меньше размер кристалла, выросшего из одного зародыша (зерно), и следовательно, более мелкозернистой будет структура металла.
Be дичина зерна находится в следующей зависимости от числа зародышей (или скорости их образования) и скорости роста: d — — 1,1 (с. р/ч. з)3/4.
При небольшой степени переохлаждения АТ (малой скорости охлаждения) число зародышей мало. В этих условиях будет получено крупное зерно. С увеличением степени переохлаждения скорость образования зародышей возрастает и размер зерна в затвердев шем металле уменьшается.
Размер зерна металла сильно влияет на его механические свой ства, особенно на вязкость, которая значительно выше у металлов
1 При очень быстром охлаждении капель жидкого металла (более 10е 'С/с)
последний приобретает стеклообразное состояние, характеризующееся особыми
физико-механическими свойствами.
2*
35
с мелким зерном. Величина зерна зависит от степени переохлаждения. На размер зерна влияет температура нагрева и разливки жидкого металла, его химический состав и особенно присутствие в нем посторонних примесей. Влияние этих факторов очень велико.
Гетерогенное образование зародышей. Образование зародышей в жидком металле по описанному механизму называется самопроизвольным (и.т спонтанным). Самопроизвольное образование зародышей на основе фазовых и энергетических флуктуаций может происходить только в высокочистом жидком металле (гомогенное затвердение).
В технических металлах всегда присутствует большое количество различных примесей (окислов, неметаллических включений и т. д.), которые при определенных условиях облегчают образование зародышей; эти условия следующие:
1) примесь должна иметь более высокую температуру плавления, чем основной металл;
2) поверхностное натяжение на границе раздела между посторонним включением и зародышем (oj должно быть меньше поверхностного натяжения на границе раздела между возникающим зародышем металла и жидким металлом (о2)- Установлено, что Oj может быть
меньше о; лишь и в том случае, когда кристаллические решетки примеси и кристаллизующегося металла одинаковы (так называемые изоморфные примеси) и параметры сопрягающихся решеток примеси п кристаллизующегося вещества примерно одинаковы (различие не превышает 9 %).
Примеси, удовлетворяющие этим требованиям, обладают естественной активностью. Естественная активность дисперсных частиц, взвешенных в жидкости, связана с закономерностями зарождения центров кристаллизации на твердых поверхностях, которые в общем виде были сформулированы П. Д. Данковым и С .Т. Конобеевским. Превращение на поверхности твердого тела развивается таким образом, чтобы конфигурация атомов твердой фазы сохранилась (или почти сохранилась) и в новой твердой фазе. Возникающая при указанном процессе кристаллическая решетка новой фазы сопрягается с кристаллической решеткой старой фазы подобными кристаллографическими плоскостями, параметры которых отличаются друг от друга минимально. Причина закономерной ориентации двух фаз с термодинамической точки зрения состоит в том, что минимум поверхностной энергии обеспечивается при максимальном сходстве в расположении атомов на соприкасающихся гранях старой и новой фаз.
Это правило получило название принципа структурного соответствия, который также называется принципом Данкова-Коно-беевского.
Структурное сходство между поверхностями сопряжения заро-
У? “ ретины посторонней примеси приводит к уменьшению раз-н7рк11?.ш1<:ТЯО зародыша и работы его образования. Поэтому возникают О7веча1ОЩ|,х л,,м требованиям, сравнительно легко меньиХ r " 3a™eP*eBa»"e жидкости начинается при
меньшем переохлаждении, чем прн самопроизвольном зарождении. Sb
Чем больше примесей, тем больше центров кристаллизации, тем мельче получается зерно. Такое образование зародышей называют гетерогенным.
Процесс кристаллизации обычно начинается от стенок формы, которые играют ту же роль, что и включения.
Если неизоморфные примеси предварительно находились в контакте с кристаллами данного вещества, то строение их поверхностного слоя изменяется, приспосабливаясь к строению кристалла. Такой процесс называют активацией примесей. На активированной примеси могут адсорбироваться атомы кристаллизующегося металла.
Растворенные (а не взвешенные) в жидком металле примеси также могут измельчать зерно и изменять его форму. В этом случае примеси при затвердевании осаждаются в виде тонкого слоя на поверхности растущего кристалла, что приводит к уменьшению поверхностной энергии. Такие примеси называют поверхностно-активными.
Температура, отвечающая перегреву металла, значительно выше его температуры плавления; при этом образуется крупное зерно. Это объясняется растворением и дезактивацией примесей, которые могли играть роль готовых поверхностей раздела при кристаллизации. Подстуживание перегретого металла до более низких температур и выдержка при этих температурах приводит к выделению из жидкого металла растворенных примесей, которые вновь могут стать активными зародышами. В этом случае зерно металла будет мельче.
Модифицирование — использование специально вводимых в жидкий металл примесей (модификаторов) для получения мелкого зерна по описанному выше механизму. Эти примеси, практически не из меняя химического состава сплава, вызывают при кристаллизации измельчение зерна, и в итоге улучшение механических свойств. Так, при модифицировании магниевых сплавов зерно уменьшается от 200—300 до 10—20 мкм. При литье слитков и фасонных отливок модифицирование чаще проводится введением в расплав добавок, которые образуют тугоплавкие соединения (карбиды, нитриды, оксиды), кристаллизующиеся в первую очередь. Выделяясь в виде мельчайших частиц, эти соединения служат зародышами образующихся при затвердевании кристаллов. При модифицировании алюминиевых сплавов в качестве модификаторов применяют Na, Ti, V, Zr; магниевых сплавов — магнезит, мел, карбиды AI и Са для стали Al, V, Ti. Бор используют в качестве поверхностно-активного модификатора для некоторых никелевых и железных сплавов, а магний — для чугуна.
2. Строение металлического слитка
Кристаллы, образующиеся в процессе затвердевания металла, могут иметь различную форму в зависимости от скорости охтаждення, характера и количества примесей. Чаще в процессе кристаллизации образуются разветвленные, или древовидные, кристаллы, получившие название дендритов (рис 23, а) При образовании кристал юв их развитие идет в основном в направлении, перпендикулярном пло-
37
СЮ'СТ^м с маКСЮ'ЗЛЬНОЙ плотнсстью упаковки атомов. Это приводит ;pvv чтс 7е^'?нача.-ьно образуются длинные ветви (рис. 2-3, о), так называемые оси первого порядка,/ — главные оси дентоита)."Однсдременно с удлинением осей первого порядка на их гебоахЗарождаются и растут перпендикулярные к ним такие же
дгл..ато-н<го подвоза жидкого
Psc. ij. ДсЕдритная кристгл.т2зацня: а — схема деилрнтнсга кристалла; б — схема era pc-zra; s — лендрнты нг поверхности слитка CSEE22- X2CG
ветвн второго порядка (//). В свою очередь на осях второго порядка зарождаются и растут осн третьего порядка (///) и т. д. (рнс. 23, б). В итоге образуются кристаллы в форме дендритов.
Кристаллы дендритной формы иногда можно видеть непосредственно на поверхности слитка в виде характерного рельефа (рис. 23, б) или на поверхности усадочной раковина в местах не-гталла. Чаще дендритное строение
выявляется только посте специального травления макро-шлифов. Поскольку все промежутки между ветвями дендритов заполнены, обычи . видны только места стыков дендритов в виде границ зерен. Правильная форма дендритов искажается е результате столкновения и сргстгичя частиц на поздних стадиях процесса кристаллизации. Ветг.| дендритов разделены очень тонкими прослойками нерастворимых в жидком и особенно в твердом состоянии поимесе» и мельчайшими полостями и порами, возникшими в результате хмень-
шения объема при переходе металла из жидкого состояния в твердое. Следовательно, по механизму образования зерна металла представляют собой в основном дендритные кристаллы, выросшие из одного зародыша и имеющие одинаковую ориентацию кристаллической решетки. В зависимости от скорости охлаждения жидкого металла, зерна могут иметь равноосную (глобулярную) и столбчатую (вытянутую) форму. В слитке металла можно различить три зоны с различной структурой, (рис. 24). Кристаллизация жидкого металла начинается у поверхности формы, ко- 1 ?
торая более холодная и происходит вначале х преимущественно в примыкающем к поверх ности ее тонком слое сильно переохлажденной жидкости. Вследствие большой скорости ox-лаждения это приводит к образованию на $$ поверхности слитка очень узкой зоны (1) ’
сравнительно мелких равноосных кристал-литов.
За зоной 1 в глубь слитка расположена S зона 2 удлиненных дендритных кристаллитов v (зона транскристаллизации).
Рнс. 24. Схема строения (а) в макроструктура <б) стального слитка
Рост этих кристаллитов происходит в направлении отвода тепла, т. е. нормально к стенкам изложницы. Последовательный рост дендритов от стенки изложницы обеспечивается продвижением в глубь расплава ветвей первого порядка и их разветвлением.
В случае сильного перегрева металла, быстрого охлаждения, высокой температуры литья и спокойного заполнения формы зона удлиненных дендритных кристаллов может полностью заполнить весь объем слитка (см. рис. 2, а). При низкой температуре литья, очень медленном охлаждении (например, в серединных слоях крупных отливок) создаются условия для возникновения зародышей кристаллов в средней части слитка. Это приводит к образованию во внутренней части отливки структурной зоны 3, состоящей из равноосных, различно ориентированных дендритных кристаллитов (рис. 24). Размеры их зависят от степени перегрева жидкого металла, скорости охлаждения, наличия примесей и др.
Находящиеся в жидком металле тугоплавкие частицы способствуют развитию зоны мелких равноосных кристаллитов.
39
Зона столбчатых кристаллов обладает высокой плотностью. так как в ней почти нет газовых пузырей и PaKOBH”vn^xHa’{T°Da^ п * стыка столбчатых кристаллитов, особенно Растущих от ра °-верхностей, металл имеет пониженную прочность, и пр и ду _
шей обработке давлением (ковке, прокатке и т. д.) в них могут ^зниХть трещины. Поэтому для сравнительно малопластичных металлов в том числе и для стали, развитие столбчатых кристалли-то™желательно. Наоборот, для получения более плотного слитка пластичных металлов (Например, меди и ее сплавов) желательно распространение зоны столбчатых кристаллитов по всему объему слитков- вследствие высокой пластичности таких сплавов исключается разрушение слитка при обработке давлением. При фасонном литье стремятся получить мелкозернистую равноосную структуру.
Жидкий металл имеет бдльший удельный объем, чем твердый; поэтому в той части слитка, которая застывает в последнюю очередь, образуется пустота — усадочная раковина. Усадочная раковина обычно окружена наиболее загрязненной частью металла, в котором после затвердевания образуются микро- и макропоры и пузыри.
3. Полиморфные превращения
Многие металлы в зависимости от температуры могут существовать в разных кристаллических формах, или в разных модификациях. В результате полиморфного превращения атомы кристаллического тела, имеющие решетку одного типа, перестраиваются таким образом, что образуется кристаллическая решетка другого типа. Полиморфную модификацию, устойчивую при более низкой температуре, для большинства металлов принято обозначать буквой а, а при более высокой р, затем у и т. д.
Известны полиморфные превращения Fea Fev, Coa Сор,
** Tip, Sna Snp, Mna Mnp Mnv Мпб. Металлы Са, Li, Na, Cs, Sr, Те, Zr, V и большое число редкоземельных металлов также имеют модификации. Полиморфное превращение протекает в том случае, если при данной температуре может существовать металл с иной кристаллической решеткой и меньшим уровнем свободной энергии.
На рис. 25 видно, что в интервале температур 910—1392 °C т^плйЧИымХчЯВЛ”ЯеТСЯ у'желез° (Fev) (К12) с кристаллической струк-меньшую свободную энергию, чем a-железо (Fea), (Fe )(К8) tXZ" НИЖ« 910 И ВЫШе 1392 °C устойчиво а-железо ( Перехо?^гтпгпГО свободная энеРги?’ меньше, чем у-железа (Fev). в ДРУГУЮ В VCJTnnua Металла И3 ОДНОЙ ПОЛИМОрфнОЙ МОДифИКЭЦИИ Ж" ’ SSTT1 "ротекает "Р« постоянной темпе-если превращение мп„ точке) и сопровождается выделением тепла, в слуйПа™2 Р" охмж®"““. и поглощением тепла -морфное првгащеншГпптти И3 жидко^ Фазы, Для того чтобы поли-«p^T^Sbho0’ «рео«.ажде.ше
, равновесной температуры, чтобы
возникла разность свободных энергий между исходной и образующейся, новой, модификациями. В твердом металле в отличие от жидкого возможно достижение очень больших степеней переохлаждения. Полиморфное превращение по своему механизму кристаллизационный процесс и осуществляется путем образования зародышей и последующего их роста. Образование зародышей идет с соблюдением
принципа структурного и размерного соответствия. Рост зерен новой фазы, например, а (при охлаждении) происходит путем неупорядо-
ченных, взаимно не связанных переходов отдельных атомов (группы атомов) через межфазную p/а границу. В результате граница зерен
a-фазы передвигается в сторону исходных p-зерен, «поедая» их. Такой рост новой фазы может иметь место только при высоких температурахх. Зародыши новой модификации наиболее часто возникают на границах зерна исходных кристаллитов или в зонах с повышенным уровнем свободной энергии. Вновь образующиеся кристаллы закономерно ориентированы по
Рис. 25. Зависимость свободной энергии F от температуры для Fea н Fe^
отношению к кристаллам исходной модификации.
В результате полиморфного превращения образуются новые кристалли-
ческие зерна, имеющие другой размер и форму. Поэтому такое превращение также называют перекристаллизацией. Если нагрев
металла проведен до температуры, немного превышающей температуру полиморфного превращения (критической точки), получается очень мелкое зерно. Это используют для измельчения крупного зерна, по-
лученного при кристаллизации из жидкого состояния или предварительном нагреве до высоких температур. Полиморфные превращения происходят не только в чистых металлах, но и в сплавах.
Полиморфное превращение сопровождается скачкообразным изменением свойств металлов или сплавов: удельного объема, теплоемкости, теплопроводности, электропроводности, магнитных свойств механических и химических свойств и т. д.
Глава III ДЕФОРМАЦИЯ И РАЗРУШЕНИЕ МЕТАЛЛОВ
1. Виды напряжений
Деформацией называется изменение размеров и формы тела под действием приложенных сил. Деформация вызывается действием внешних сил, приложенных к телу, или различными физико-меха-
1 При переохлаждении возможно сохранение бездиффузионного (мартенситного) механизма перехода одной модификации (Р) в другую (а).
41
ническими процессами, происходящими B(CBXJx преврХния^ изменением объема отдельных кристаллов при ^^"^Р^ия или вследствие температурного градиента) При этом напряжения “ СиТр0Дпр“ХннаяСк ::Хрой"Пл™^ке F, обычно не перпендикулярна’к ней, а направлена под лУ™ые"°ТаУ-
в теле возникают нормальные и к ас а . п истин-
ппяжения (рис. 26, а). Напряжения могут быть. 1) истин„ ными — когда силу относят к сечению, существующему в данный момент деформации? 2) условными — когда силу относят к исходной
Рис. 26- Образование нормальных а и касательных т напряжений в случае приложения силы Р к площадке F (а) н эпюры растягивающих напряжений прн различных концентраторах напряжений (б); он — номинальное (среднее) напряжение (показано штриховой ливней); сгн — максимальные напряжения
площади сечения. Истинные касательные напряжения обозначают t и нормальные S, а условные соответственно тио. Нормальные напряжения подразделяют на растягивающие (положительные) и сжимающие (отрицательные).
Наличие в испытуемом образце (изделии) механических надрезов, трещин, внутренних дефектов металла (металлургического, технологического или эксплуатационного происхождения), сквозных отверстий, резких переходов от толстого к тонкому сечению и т. д. приводит к неравномерному распределению напряжений, создавая у основания надреза пиковую концентрацию нормальных напряжений (рис. 26, б). В связи с этим такие источники концентрации напряжений называют концентраторами напряжений. Пик напряжений цк тем больше, чем меньше радиус г концентратора напряжения и чем больше глубина надреза с: ок = 2он1/с7г где номинальное (среднее) напряжение.
от размГР"7Те^рПын^ХегоВ^аНО W’' °ЦеНКН величины нагрузки, не зависящей
Так как напряжения вызываются разными причинами, то различают временные напряжения, обусловленные действием внешней нагрузки и исчезающие после ее снятия, и внутренние остаточные напряжения, возникающие и уравновешивающиеся в пределах тела без действия внешней нагрузки.
Внутренние остаточные напряжения возникают в процессе быстрого нагрева или охлаждения металла вследствие неоднородного расширения (сжатия) поверхностных и внутренних слоев. Эти напряжения называют тепловыми или термическими. Кроме того, напряжения появляются в процессе кристаллизации, при неоднородной деформации, при термической обработке вследствие неоднородного протекания структурных превращений по объему и т. д. Их называют фазовыми или структурными.
2. Упругая и пластическая деформации металлов
Упругая деформация. Упругой деформацией называют деформацию, влияние которой на форму, структуру и свойства тела устраняется после прекращения действия внешних сил. Упругая деформация не вызывает заметных остаточных изменений в структуре и свойствах металла; под действием приложенной нагрузки происходит только незначительное относительное и обратимое смещение атомов. При растяжении монокристалла возрастают расстояния между атомами, а при сжатии атомы сближаются. При таком смещении атомов из положения равновесия нарушается баланс сил притяжения и электростатического отталкивания, поэтому после снятия нагрузки смещенные атомы вследствие действия сил притяжения или отталкивания возвращаются в исходное равновесное состояние, и кристаллы приобретают свою первоначальную форму и размеры.
Пластическая деформация. При возрастании касательных напряжений выше определенной величины деформация становится необратимой. При снятии нагрузки устраняется лишь упругая составляющая деформации. Часть же деформации, которую называют пластической, остается. При пластической деформации необратимо изменяется структура металла, а следовательно, и его свойства.
Пластическая деформация осуществляется скольжением и двойникованием.
Схема упругой и пластической деформации металла с кубической структурой, подвергнутого действию касательных напряжений, показана на рис. 27.
Скольжение в кристаллической решетке протекает по плоскостям и направлениям с наиболее плотной упаковкой атомов, где величина сопротивлений сдвигу наименьшая.
Это объясняется тем, что расстояние между соседними атомными плоскостями наибольшее, т. е. связь между ними наименьшая. Плоскости скольжения и направления скольжения, лежащие в этих плоскостях, образуют систему скольжения. В металлах могут действовать одна или одновременно несколько систем скольжения.
В металлах с г. ц. к. решеткой—Fev, Си, А1 и др. (см. рис. 7) скольжение протекает по плоскостям октаэдра (111) и в направлении
43
тем выше его способность к пластической деформации.
НОп« тяни куба [НО]; в в металлах с о. ц. к. решеткой Диагонали ГР 'кольжение наиболее легко осуществляется по пппгкпЙям (ПО), (Н2) и (123) в направлении пространственной дИ-агонии куба [111) (см. рис. 7); в металлах с г п. у. решеткой Zn, Re X и ДР. скольжение идет по плоскости базиса.
Чем больше в металле возможных плоскостей и направлений скольжения тем выше его способность к пластической деформации. Метилы с кубической кристаллической решеткой (г. ц. к. и о. ц. к.) обладают высокой пластичностью, так как скольжение в них происходит во многих направлениях. Металлы с г. п. у. структурой менее пластичны и поэтому труднее, чем металлы с кубической структурой, поддаются прокатке, штамповке и другим видам деформации.
а
б S г
Рис. 27. Схемы упругой и пластической деформации металла под действием напряжения сдвяга т:
а — первоначальный кристалл; б — упругая деформация; в — увеличение упругой и появление пластической деформации, вызванной скольжением при нагружении, большем передела упругости; г — напряжение, обусловливающее появление сдвига (после сдвига сохранилась остаточная деформация); д — образование двойника
Однако процесс скольжения не следует представлять как одновременное передвижение одной части кристалла относительно другой. Такой жесткий или синхронный сдвиг потребовал бы напряжений в сотни или даже тысячи раз превышающих те, при которых в действительности протекает процесс деформации.
Скольжение осуществляется в результате перемещения в крис-сталле дислокаций (рис. 28). При действии вдоль плоскости скольжения касательных напряжений в направлении, указанном стрелкой, атомы вблизи ядра дислокации перемещаются справа налево на расстояния (1 -♦ 2; 3 -► 4; 5 -► 6; 7 -► 8; 9 -► 10; 11 12; 13 ->
-» 14; 15 -» 16; 17 -* 18), значительно меньше межатомных. Атомы смещаются не только в плоскости чертежа, но и во всех атомных слоях, параллельных этой плоскости х.
Для такого движения дислокации требуется незначительное напряжение, определяемое выражением: тр = G ехр (—2nw/b), где тр реальное сопротивление сдвигу; G — модуль сдвига 2;
ширина дислокации; b — вектор Бюргерса.
Перемещение дислокации возможно н путем переползания. Переползание — ив«м2?^8ИОННОе сме*Денне Дислокационной линии или ее части вследствие присое-ге,Ли!,ЯЛ?ежУ9ель,1ЫХ атомов или вакансий. При этом дислокации из одной пло-скости переходят в другую.
,САВНГа б ~ коэффициент пропорциональности между касательным жегткпт. ыяк>Л1*ТВОСИтельиым ^игом у (т == Оу). Модули упругости определяют листкость материала, ге. ннтенсивиость увеличения напряжений по мере упругой деформации. CrFe - 84 000, GCu - 35 000, 0А| ~ 28 000, GMo e 112 000 МПа и т. д.
Ho w = a/b, где a — расстояние между плоскостями скольжения. Величина тр составляет (IO-4—10"5) G, в то время как для синхронного сдвига потребовалось бы напряжение ~0,15G (теоретическая прочность).
Перемещение дислокации в плоскости скольжения ММ через весь кристалл приводит к смещению (сдвигу) соответствующей части
Рис. 28. Движение краевой дислокации, приводящее к и^ризиванию ступеньки единичного сдвига на поверхности кристалла:
а — схема расположения дислокаций; б—д — этапы передвижения дислокации и выхода ее на поверхность; т — напряжение сдвига; М —Л! — плоскость сдвига
кристалла на одно межплоскостное расстояние (рис. 28, а), при этом справа на поверхности кристалла образуется ступенька. Следует иметь в виду, что перемещение дислокаций, образовавшихся в процессе кристаллизации, ограничено. Большие деформации возможны только вследствие того, что движение этих дислокаций вызывает появление или размножение большого количества новых дислокаций в процессе пластической деформации.
Возможность образования дислокаций в процессе деформации была показана в 1950 г. одновременно двумя учеными — Франком и Ридом, но предсказал ее еще в 1940 г. Я. М. Френкель.
Механизм образования дислокации по Франку и Риду заключается в том, что закрепленная в точках Л и дислокация может под действием касательных напряжений испытывать перемещения, показанные на рис. 29. Линия дислокации, разрастаясь, превращается
45
исходном состоянии. Да-
Z , 1м действием напряжений процесс начинается снова, дислока-пня как бы возвращается в начальное положение и т. Д.
Для начала работы источника Франка-Рида необходимо приложив напряжение т = Gb/L, где L - расстояние между точками закремения>дислокации Л и А,; О - модуль упругости при сдвиге; 6 _Е“пТпродмжаетС действовать напряжение т, то из одного источ-ника могут образоваться сотни дислокации и источника может лишь в том
Г.
последовательных V
ZF
Рис. 29. Схема стадия действия источника Франка—Рида
случае, когда на пути развивающейся петли дислокаций встретится препятствие — новые системы дислокаций, частицы избыточных фаз, границы зерна и т. д.
На начальной стадии пластическая деформация монокристалла осуществляется движением дислокаций по одной системе плоскостей—стадия легкого скольжения. Дислокации на этой стадии перемещаются сравнительно беспрепятственно на большие расстояния, обеспечивая прогрессивную деформацию без значительного роста действующих напряжений (стадия I деформационного упрочнения). После стадии единичного (легкого) скольжения начинается стадия множественного скольжения — движение дислокации в двух и более системах. На этой стадии после значительной деформации дислокационная структура металла сильно усложняется и плотность дислокаций возрастает по сравнению с исходным состоянием на 4—6 порядков, достигая 10йч-1012 см-2. Вследствие упругого взаимодействия между дислокациями сопротивление их движению сильно возрастает и для их продвижения внешнее напряжение должно резко возрасти (стадия П\ упрочнения). Под влиянием все возрастающего напряжения развивается поперечное скольжение винтовых дислокаций, т. е. скольжение с переходом из одной разрешенной плоскости скольжения в другую. Это приводит к частичной релаксации напряжений, аннигиляции отдельных дислокаций разного знака и группировке дислокаций в объемные ячейки, внутри которых плотность дислокаций меньше, чем в стенках ячеек. Наступает /// стадия деформации, когда происходит так называемый динамический возврат, который приводит к уменьшению деформационного упрочнения.
Дислокации, движущиеся в деформированном металле, порождают большое количество дислоцированных атомов и вакансий.
Пластическая деформация некоторых металлов, ня . \ УПаК°ВаННЫе решетки К12 ” Г12« кРоме скольже-‘‘° осуществляться двойникованием, которое сводится к пере-16
ориентировке части кристалла в положение, симметричное по отношению к первой части относительно плоскости, называемой плоскостью двойникования, (см. рис. 27, 5). Двойникование подобно скольжению сопровождается прохождением дислокаций сквозь кристалл х.
Изменение структуры поликристаллического металла при пластической деформации. Пластическая деформация поликристалли-
Рис. 30. Изменение формы зерна железа в результате скольжения. Штриховой линией показана граница деформированного зерна, кажущаяся ровной благодаря ничтожно малым размерам пачек скольжения:
а — схема н микроструктура (х 150) металла по деформации; б — схема и микроструктура (Х150) металла после деформации
ческого металла протекает аналогично деформации монокристалла путем сдвига (скольжения) или двойникования. Формоизменение металла при обработке давлением происходит в результате пластической деформации каждого зерна. При этом следует иметь в виду, что зерна ориентированы не одинаково, и поэтому пластическая деформация не может протекать одновременно и одинаково во всем объеме поликристалла.
Первоначально под микроскопом на предварительно полированных и деформированных образцах можно наблюдать следы скольжения в виде прямых линий, которые одинаково ориентированы в пределах отдельных зерен.
При большой деформации в результате процессов скольжения зерна (кристаллиты) меняют свою форму. До деформации зерно
1 По сравнению со скольжением двойникование имеет менынее значение. В металлах с г. ц. к. и о. ц. к. решеткой двойникование наблюдается только при больших степенях деформирования и низких температурах.
47
/’пне 30 с), после деформации в результате „мело Ф РТ^с^льжения зерна вытягиваются в направ-
смещения по м р образуя волокнистую или слоистую
легаш g. Одновременно с нзмененнем формы зерна
X"УР„^рС«г44ова"ие ^₽=" " Увеличение утла Р7етЯД«"'П”" большой степени деформации возни-кает преимущественная ориентировка кристаллографических плен ск5тей и напряжений в зернах. Закономерная ориентировка крис-скостеи Р,ительн0 внешних деформационных сил получила
таллитов
название текстуры (текстура
деформации).
Чем больше степень деформации,
Рис. 31. Влияние степени пластической деформации е иа механические свойства низкоуглеродистой стали
тем большая часть кристаллических зерен получает преимущественную ориентировку (текстуру). Характер текстуры зависит от природы металла и вида деформации (прокатка, волочение и т. д.) *. Кристаллографическую текстуру не следует отождествлять с волокнистой структурой, волокнистость иногда может и не сопровождаться текстурой. Образование текстуры способствует появлению анизотропии механических и физических свойств.
Наклеп поликристаллического металла. С увеличением степени холодной (ниже 0,15—0,2 Тал) дефор
мации 2 свойства, характеризующие сопротивление деформации (сгв, о0>2, НВ и др.) повышаются, а способность к пластической деформации — пластичность (ф и 6) уменьшается (рис. 31). Это явление
получило название наклепа.
Упрочнение металла в процессе пластической деформации (наклеп) объясняется увеличением числа дефектов кристаллического строения (дислокаций, вакансий, межузельных атомов). Повышение плотности дефектов кристаллического строения затрудняют движение отдельных новых дислокаций, а следовательно, повышают сопротивление деформации и уменьшают пластичность. Наибольшее значение имеет увеличение плотности дислокаций, так как возникающее при этом между ними взаимодействие тормозит дальнейшее их перемещение. Напряжение сдвига т растет пропорционально корню квадратному из плотности дислокаций р : т — т0 -р abG j/p; где то напряжение сдвига до деформации, b — вектор Бюргерса и а — коэффициент, зависящий от типа решетки и состава сплава.
Для металлов с г- ц- к- решеткой при волочении направление текстуры (111 ] и (100|, а в о. 11. к. — [НО]. При прокатке направление текстуры для г. ц. к. металлов [ПО] в плоскости (112) и для о. ц. к. металлов (001 ] в плоскости (НО).
Степень деформации / = l(F0-F1()/F0]-100 %, где Fo и FH - площадь сечения до и после деформации соответственно; Тил - температура плавления, К. 48
Металлы с г. ц. к. решеткой упрочняются сильнее, чем металлы с о. ц. к. решеткой. В результате холодной деформации уменьшается плотность, сопротивление коррозии и повышается электросопротивление. Холодная деформация ферромагнитных металлов (например, железа) повышает коэрцитивную силу и уменьшает магнитную проницаемость.
3. Сверхпластичность металлов и сплавов
lg Е
Рис. 32. Схема скоростной зависимости напряжения течения а, показателя т и относительного удлинения fi (6 = (FK —F0)/F0-100 %)
Под сверхпластичностью (СП) понимают способность металла к значительной пластической деформации (б = 102—103 %) в определенных условиях при одновременно малом сопротивлении деформированию (10°— 101 МПа). Существуют следующие разновидности сверхпластичности СП:
1. Структурная, которая проявляется при температурах выше ~0,57’Пл в металлах и сплавах с величиной зерна от 0,5 до ~10 мкм и небольших скоростях деформации (~10'®—1(ГХ с"1) *.
2. Субкритическая, наблюдающаяся вблизи начала фазовых превращений, например полиморфных.
Наиболее перспективен процесс структурной СП.
СП не является свойством каких-то особых сплавов, и при соответствующей подготовке структуры и в определенных условиях деформации проявляется у большого количества сплавов, обрабатываемых давлением.
Известно много сплавов на основе магния, алюминия, меди, титана и железа, деформирование которых возможно в режимах СП. Явление сверхпластичности в промышленности используют главным образом при объемной изотермической штамповке и при пневмоформовке. Недостатком процесса является необходимость нагрева штампов до температуры обработки и малая скорость деформации.
Сверхпластичность может иметь место лишь
деформации (растяжения образца) пластичность металла не уменьшается (отсутствует наклеп) и не образуется локальной деформации.
При локализации деформации в образце возникает местное утонение шейки и он сравнительно быстро разрушается.
Высокое сопротивление образованию шейки при растяжении образца в условиях СП связано с большой чувствительностью напряжения течения о к изменению скорости деформации ё: о = kkm * где т — показатель скоростной чувствительности напряжения течения и k — коэффициент, зависящий от структуры и условий испытания.
Для идеально вязких (ньютоновских) твердых тел т = 1 и удлинение не должно сопровождаться образованием шейки. В случае обычной пластической деформации т < 0,2, а в условиях СП деформации т > 0,3 (обычно 0,4—0,7).
Когда при СП деформации начинается образование шейки, в этом участке образца возрастает е и из-за высокого значения т увеличивается сопротивление течению о, благодаря чему образование шейки прекращается. Этот процесс непрерывно повторяется, приводя к образованию так называемой «бегущей» шейки (раз
при условии, когда в процессе
* Скорость деформации ё определяется из соотношения ё = /7т, где f — степень деформации (безразмерная величина) и т — время.
49
мытых шеек) когда она перемещается по длине образца, не давая локализованного сжатия При такой квазиравномерной деформации достигаются очень большие =и при растяжении образца. На рис. 32 приведена схема зависимости между напряжением (1g о) и скоростью деформации (1g е) Видно, что наибольшая чув-стви^ьность к скорости деформации соответствует зоне 2 когда т> 0 3. В этом интервале скоростей деформации (область 2) и проявляется СП (рис. 32).
интервал р с большими и малыми скоростями (области 1 и 5) протекает обычное деформирование с образованием следов скольжения, при этом происходит повышение плотности дислокаций (наклеп) и зерна вытягиваются вдоль напра-МеНСтрукт¥Рная'сП деформация протекает главным образом благодаря аккомодационному зернограничному скольжению, хотя в определенной степени существует и внутонзеренное дислокационное скольжение.
Проблема создания промышленного структурного сверхпластичного материала—это прежде всего получение ультрамелкого равноосного зерна и сохранение его при сверхпластической деформации.
4. Разрушение металлов
Под разрушением понимают процесс зарождения и развития в металле трещин, приводящий к разделению его на части. Разрушение происходит или в результате развития нескольких трещин или слияния рядом расположенных трещин в одну магистральную трещину, по которой происходит полное разрушение.
Разрушение может быть хрупким (в металлах — квази-хрупким) и (пли) вязким. Механизм зарождения трещин одинаков как при хрупком, так и при вязком разрушении. Возникновение микротрещин чаще происходит благодаря скоплению движущихся дислокаций (пластической деформации) перед препятствием (границами зерен, межфазными границами, перед всевозможными включениями и т. д.). При большой плотности дислокаций происходит их слияние с образованием микротрещины. Трещина образуется в плоскости, перпендикулярной плоскости скольжения, когда плотность дислокаций достигает 1012—1013 см-2, а касательные напряжения у вершины их скопления ~0,7G. При хрупком разрушении вознгкшая трещина становится нестабильной и растет самопроизвольно, если ее длина (при заданном напряжении) превышает некоторое критическое значение, а вершина трещины сохраняет остроту, соизмеримую (по радиусу у вершины) с атомными размерами. В этом случае напряжения на краю трещин оказываются достаточными для нарушения межатомной связи. При разрушении распространяющаяся трещина будет окаймлена узкой зоной пластической деформации, на создание которой затрачивается дополнительная энергия. Вязкое и хрупкое разрушения различаются между собой по величине пластической зоны у вершины трещины. При хрупком разрушении величина пластической зоны в устье трещины мала. При вязком разрушении величина пластической зоны, идущей впереди распространяющейся трещины, велика, а сама трещина затупляется у своей вершины.
Вязкое разрушение обусловлено малой скоростью распространения трещины. Скорость распространения хрупкой трещины весьма велика. Для стали скорость роста трещины достигает 2500 м/с.
5V
Поэтому нередко хрупкое разрушение называют «внезапным» или «катастрофическим» разрушением.
Вязкое и хрупкое разрушения можно связать с энергоемкостью процесса разрушения при том или ином виде испытания. Вязкому разрушению соответствуют обычно большие значения поглощенной энергии, г. е. большая работа распространения трещины. Энергоемкость хрупкого разрушения мала и соответственно работа распространения трещины также мала.
С точки зрения микроструктуры существуют два вида разрушения — транскристал-лшпное и интеркри-сталлшпное. Притранс-крнсталлитном разрушении трещина распространяется по телу зерна, а при интеркри-сталлитном она проходит по границам зерен.
При распространении трещины по телу зерна может происходить как вязкое, так и хрупкое разрушение. Межзеренное разрушение всегда является хрупким. Надо отметить, что межзеренное разрушение присутствует всегда, но больше проявляется при хрупком разрушении.
По внешнему виду излома различают:
51
1) кристаллический (светлый) излом (рис. 33, а), поверхность разрушения которого характеризуется наличием блестящих плоских участков Такой излом свойственен хрупкому разрушению, 2) волокнистый (матовый) излом (рис. 33, а, /), поверхность разрушения которого содержит весьма мелкие уступы волокна, образующиеся при пластической деформации зерен в процессе разрушения. Этот излом свидетельствует
о
Хрупкое разрушение
Вязкое разрушение
Температура, ‘С
Рис. 34. Схема хрупкого и вязкого разрушений металла в зависимости от температуры испытания:
/в и fH — верхняя и нижняя границы критического температурного интервала хрупкости; SQT — сопротивление отрыву; от — предел текучести
вязком разрушении. Смешанный харак-тер разрушения показан на рис. 33, а,2.
Изучение тонкой структуры излома с помощью электронного микроскопа (микрофрактография) позволяет более уверенно судить о вязком или хрупком характере разрушения. Вязкое разрушение характеризуется ямочным («чашечным») изломом (рис. 33, б, /); ямка — микроуглубление на поверхности излома, возникающее в результате образования, роста и слияния микропустот. Глубина ямки определяется способностью металла к локальной пластической деформации.
Излом при хрупком разрушении имеет ручьистый узор (рис. 33, б, в), представляющий собой систему сходящихся ступенек скола1, образующихся в результате деформации разрушения перемычек между хрупкими трещинами, распространяющимися путем скола по параллельным, близко расположенным кристаллографическим плоскостям.
Вязкий чашечный и хрупкий ручьистый изломы относятся к транскристаллит-ному разрушению.
При исследовании на электронном микроскопе хрупкое разрушение, идущее по границам зерен, выявляется в виде гладких поверхностей, так называемых фасеток зернограничного скола, часто с некоторым количеством выделившихся частиц (рис. 33, б, 3).
Межзеренное разрушение облегчается при выделении по границам зерен частиц хрупкой фазы.
Многие металлы (Fea, W, Mo, Zn и др.), имеющие о. ц. к. или г. п. у. кристаллические решетки, в зависимости от температуры могут разрушаться как вязко, так и хрупко. Понижение температуры обусловливает переход от вязкого к хрупкому разрушению. Это явление получило название хладноломкости. Явление хладноломкости можно объяснить схемой А. Ф. Иоффе (рис. 34).
1 Элемент микрорельефа излома, образующийся при соединении двух поверхностей разрушения, расположенных на равных уровнях.
62
Понижение температуры практически не изменяет сопротивления отрыву S0T (разрушающего напряжения), но повышает сопротивление пластической деформации стт (предел текучести). Поэтому металлы, вязкие при сравнительно высоких температурах, могут при низких температурах разрушаться хрупко. В указанных условиях сопротивление отрыву достигается при напряжениях меньших, чем предел текучести. Точка t пересечения кривых S0T и от, соответствующая температуре перехода металла от вязкого разрушения к хрупкому, получила название критической температуры хрупкости или порога хладноломкости Чем выше скорость деформации, тем больше склонность металла к хрупкому разрушению. Все концентраторы напряжений способствуют хрупкому разрушению. С увеличением остроты и глубины надреза склонность к хрупкому разрушению возрастает. Чем больше размеры изделия, тем больше вероятность хрупкого разрушения (масштабный фактор).
Глава IV
ВЛИЯНИЕ НАГРЕВА НА СТРУКТУРУ И СВОЙСТВА
ДЕФОРМИРОВАННОГО МЕТАЛЛА
Большая часть работы (до 95 %), затрачиваемой на деформацию металла, превращается в теплоту (металл нагревается), остальная часть энергии аккумулируется в металле в виде повышенной плотности несовершенств строения (вакансий и, главным образом, дислокаций). О накоплении энергии свидетельствует также рост остаточных напряжений в результате деформации. В связи с этим состояние наклепанного металла термодинамически неустойчиво. При нагреве такого металла в нем протекают процессы возврата, полигонизации и рекристаллизации, обусловливающие возвращение всех свойств к свойствам металла до деформации.
1. Возврат и полигонизация
При нагреве до сравнительно низких температур (обычно ниже 0,2—0,3 Тал *) начинается процесс возврата, под которым понимают повышение структурного совершенства наклепанного металла в результате уменьшения плотности дефектов строения, однако при этом еще не наблюдается заметных изменений структуры, видимой в световом микроскопе, по сравнению с деформированным состоянием.
В процессе возврата различают две стадии. При более низких температурах (ниже 0,27\1Л) протекает собственно первая стадия возврата, когда происходит уменьшение точечных дефектов (вакансий) и небольшая перегруппировка дислокаций без образования новых субграниц.
* Гпл — температура плавления выраженная по абсолютной шкале температур. Отношение данной температуры к Тал называют гомологической температурой.
53
Избыточные вакансии и межузельные атомы поглощаются дислокациями при перераспределении последних при нагреве. Кроме того, происходит сток вакансий к границам зерен, что определяет уменьшение их концентрации. Далее вакансия и межузельные атомы при встрече взаимодействуют с уменьшением энергии.
Следующая стадия — полигонизация, под которой понимают фрагментацию кристаллитов на субзерна (полигоны) с малоугловыми границами-, происходит при нагреве до более высоких температур.
Для объяснения процесса полигонизации предложен следующий дислокационный механизм. При деформации кристалла, например,
Рис. 35. Схема полигонизации:
а — распределение дислокаций после деформации; б — образование границ блоков; в — субзериа (фрагменты) в структуре иизко-углеродистой стали. Х500
путем изгиба возникают дислокации, неупорядоченно распределенные в плоскостях скольжения (рис. 35, а). При нагреве, достаточном для протекания самодиффузии, дислокации различных знаков аннигилируют, а избыточные дислокации одного знака выстраиваются в дислокационные стенки, что приводит к образованию в монокристалле или в зернах поликристалла субграниц, ограничивающих субзерна (полигоны), свободные от дислокаций (рис. 35, б). Процесс полигонизации этого классического типа протекает после небольших деформаций при нагреве до 0,25—0,3 ТПл. На рис. 35, в представлены субзерна в структуре низкоуглеродистой стали.
Для некоторых металлов (например алюминия, титана, монокристаллов молибдена и вольфрама) в процессе возврата и полигонизации происходит заметное понижение прочности и повышение пластичности. Однако их жаропрочные свойства при этом повышаются. У меди, никеля и их сплавов на определенной стадии полигонизации твердость, пределы текучести, упругости и выносливости, а также пластичность повышаются. Одновременно снижаются неупругие эффекты. Упрочнение происходит в результате закрепления подвижных дислокаций атомами примесей в дислокационных стенках, возникающих при полигонизации деформированного металла.
64
Укрупнение субзерен (полигонов) при увеличении времени или повышении температуры и очищение их объема от дислокаций приводит к снижению прочности 1.
В алюминии, молибдене и вольфраме полигонизация протекает с большой скоростью, и субзерна достигают значительных размеров, что вызывает сильное разупрочнение. Некоторые физические свойства (например, электросопротивление) в процессе возврата вос
станавливаются практически полностью. Это связано с уменьшением концентрации вакансий и с перераспределением дислокаций.
2. Рекристаллизация
Первичная рекристаллизация. При дальнейшем повышении температуры подвижность атомов возрастает и при достижении определенной температуры образуются новые равноосные зерна.
Как видно из рис. 36, до температуры /п. р сохраняется деформированное зерно. При температуре fn. р в деформированном металле растут зародыши (рис. 36) новых зерен с неискаженной решеткой, отделенные от остальной части матрицы границами с большими углами разориентировки (большеугловыми границами). Новые зерна, вероятно, возникают в участках с повышенной плотностью дислокаций, где сосредоточены наибольшие искажения ре-
Рис. 36. Влияние нагрева на механические свойства и структуру металла, упрочненного холодной деформацией:
/п> р — температурный порог рекристаллизации; ti — температура, начиная с которой наблюдается перегрев при рекристаллизации
шетки, т. е. у границ деформированных зерен или плоскостей сдвига внутри зерен; затем они растут в результате перехода к ним атомов от деформированных участков.
При нагреве наклепанного металла не восстанавливается старое зерно, а появляется совершенно новое зерно, размеры которого могут существенно отличаться от исходного. Образование новых, равноосных зерен вместо ориентированной волокнистой структуры деформированного металла называется рекристаллизацией обработки или первичной рекристаллизации.
Образование новых зерен и резкое снижение плотности дислокаций приводит к высвобождению основной доли накопленной в процессе холодной пластической деформации энергии в объеме металла.
1 Субзерна могут вырасти до больших размеров (~ 10 мкм). Такая заключительная стадия полигонизации получила п.тш.шнс рекристаллизации на месте.
55
Это является термодинамическим стимулом рекристаллизации обработки. В результате рекристаллизации наклеп практически полностью снимается и свойства приближаются к их исходным значениям. Как видно из рис. 36, при рекристаллизации временное сопротивление разрыву и, особенно предел текучести резко снижаются, а пластичность 6 возрастает. Разупрочнение объясняется снятием искажения решетки и резким уменьшением плотности дислокаций. Плотность дислокаций после рекристаллизации снижается с 1010— 1012 до 10е—10е см-2. Наименьшую температуру начала рекристаллизации Zn.p (рис. 36), при которой протекает рекристаллизация
Рис. 37. Рост зерна при собирательной рекристаллизации: а — диффузия через границы зерен; б — механизм роста зерна
и происходит разупрочнение металла, называют температурным порогом рекристаллизации.
Эта температура не является постоянной физической величиной, как, например, температура плавления. Для данного металла (сплава) она зависит от длительности нагрева, степени предварительной деформации, величины зерна до деформации и т. д. Температурный порог рекристаллизации тем ниже, чем выше степень деформации, больше длительность нагрева или меньше величина зерна до деформации.
Температура начала рекристаллизации /п. р металлов, подвергнутых значительной деформации, для технически чистых металлов составляет примерно 0,4 Тпл (правило А. А. Бочвара), для чистых металлов снижается до (0,1—0,2) ТПл, а для сплавов твердых растворов возрастает до (0,5—0,6) Тал.
Для полного снятия наклепа металл нагревают до более высоких температур, чтобы обеспечить высокую скорость рекристаллизации и полноту ее протекания. Такая термическая обработка получила название рекристаллизационного отжига.
В некоторых случаях для повышения пластичности без значительного снижения прочности, уменьшения остаточных напряжений и повышения коррозионной стойкости отжиг проводят при температуре ниже температуры рекристаллизации — дорекристаллиза-ционный отжиг. Такой отжиг ведет к установлению полигонизован-ной субструктуры. Этому отжигу подвергают некоторые алюминиевые и магниевые сплавы, а также пружины и мембраны из медных сплавов, для улучшения их упругих свойств.
56
Собирательная рекристаллизация. После завершения первичной рекристаллизации в процессе последующего нагрева происходит рост одних рекристаллизованных зерен за счет других путем передвижения большеугловых границ так, что зерна с вогнутыми границами «поедают» зерна с выпуклыми границами. Атом на вогнутой поверхности имеет большее число соседей и, следовательно, меньшую энергию, по сравнению с атомом, находящимся на выпуклой поверхности (рис. 37, а). В результате граница смещается в направлении центра кривизны (рис. 37, а). Механизм роста показан на рис. 37, б. Так как выпуклые границы чаще имеются у малых зерен, а вогнутые — у больших, то в процессе роста последних малые зерна исчезают. Процесс роста новых рекристаллизованных зерен называют собирательной рекристаллизацией. Основной причиной собирательной рекристаллизации является стремление к уменьшению зернограничной («поверхностной») энергии благодаря уменьшению протяженности границ при росте зерна. Дисперсные частицы второй фазы тормозят рост зерна. Величина зерна тем меньше, чем больше объемная доля включений и выше их дисперсность.
При температуре выше tr пластичность может уменьшаться, что объясняется сильным ростом зерна — явление перегрева при рекристаллизации (см. рис. 36).
Вторичная рекристаллизация. Если какие то из новых зерен имеют предпочтительные условия для роста, то эту стадию рекристаллизации называют вторичной.
Зерна, растущие с большой скоростью, можно условно рассматривать как зародышевые центры и поэтому процесс их роста получил название вторичной рекристаллизации. В результате вторичной рекристаллизации образуется множество мелких зерен и небольшое число очень крупных зерен. Вторичная рекристаллизация, вероятно, вызывается благоприятной для роста кристаллографической ориентировкой отдельных зерен, меньшей чем у других зерен концентрацией дефектов (величиной объемной энергии) и более высокой подвижностью границ в результате неравномерного выделения примесей. В большинстве случаев причиной вторичной рекристаллизации является торможение роста большинства зерен, образовавшихся при первичной рекристаллизации, дисперсными частицами примесей. Вторичная рекристаллизация, вызывающая образование крупного зерна и разнозернистости, способствует снижению механических свойств металлов.
Размер зерна после рекристаллизации. Размер рекристаллизованного зерна оказывает большое влияние на свойства металла. Металлы и сплавы, имеющие мелкое зерно, обладают повышенной прочностью и вязкостью. Однако в некоторых случаях необходимо, чтобы металл имел крупное зерно. Так, трансформаторная сталь или техническое железо наиболее высокие магнитние свойства имеют при крупном зерне. Величина зерна после холодной пластической деформации и рекристаллизации может быть больше или меньше исходного зерна. Величина зерна зависит от температуры рекристаллизационного отжига (рис. 38, а), его продолжительности (рис. 38, б),
57
степени предварительной деформации (рис. 38, в), химического состава сплава, размера исходного зерна, наличия нерастворимых примесей и т. д. При данной степени деформации с повышением температуры и при увеличении продолжительности отжига размер зерна возрастает. Величина рекристаллизованного зерна тем меньше, чем больше степень деформации (см. рис. 38, в). При температурах и 4 (выше tn р) образование рекристаллизованного зерна происходит не сразу (рис 38, б), а через некоторый отрезок времени (0п‘, 0п)\— инкубационный период.
При очень малых степенях деформации (рис. 38, в) нагрев не вызывает рекристаллизации. При 3—15 %-ной деформации величина
Рис. 38. Влияние температуры (а), продолжительности нагрева (б) и степени деформации (в) иа величину рекристаллизованного зерна; On, On' — инкубационный период рекристаллизации, t, <t, <ti — температура рекристаллизационного отжига; ftf’ — критическая степень деформации
зерна после отжига резко возрастает и может во много раз превысить размер исходного зерна. Такую степень деформации (/, f') называют критической. После обжатий с критической степенью деформации также не происходит рекристаллизации по механизму образования новых зерен и их роста. Нагрев металла, подвергнутого обработке с критическими степенями деформации, вызывает быстрый рост одних исходных перекристаллизованных зерен за счет поглощения соседних. Такой механизм рекристаллизации, сходный со вторичной рекристаллизацией, объясняется неоднородностью деформации разных зерен при небольших степенях деформации. Поэтому при нагреве становится возможным рост менее деформированных зерен, т. е. имеющих более низкое значение свободной энергии, за счет более деформированных, т. е. имеющих большую свободную энергию. Критическая степень деформации тем меньше, чем выше температура отжига (рис. 38, в).
Следовательно, критической называют такую минимальную степень деформации, выше которой при нагреве становится возможной первичная рекристаллизация.
Это объясняется тем, что с развитием деформации возрастает число участков с повышенной плотностью дислокаций и, следовательно, увеличивается возможность образования рекристаллизованных объемов. При высоких степенях деформации скорость образова-68
ния рекристаллизованных объемов превышает скорость их роста, что и предопределяет образование мелкого зерна.
Зависимость величины зерна от температуры и степени деформации часто изображают в виде диаграмм рекристаллизации (рис. 39). Эти диаграммы дают возможность в первом приближении выбрать режим рекристаллизационного отжига. Но следует учитывать что
результаты отжига зависят и от , кристаллизации не учитывают вли и величины зерна до деформации, зерно. При уменьшении исходного степень деформации и рекристалл; пени деформации) оказывается мельче.
Текстура рекристаллизации. После высоких степеней предшествующей деформации возникает текстура, которая нередко является причиной образования при последующем нагреве текстуры рекристаллизации. В этом случае новые рекристаллизованные зерна имеют преимущественную кристаллографическую ориентировку. Характер текстуры рекристаллиза-
ругих факторов. Диаграммы решил примесей, скорости нагрева Чем быстрее нагрев, тем мельче 1 зерна повышается критическая зованное зерно (при данной сте-
Степень де/рорнации, %
ЦИИ определяется условиями про- Рис- 39- Диаграмма рекристаллизации ведения отжига, видом предшест- т тана вующей обработки давлением (про-
катка, волочение и т. д.), а также количеством и природой примесей
При низких температурах отжига металлов с г. ц. к. решеткой (К12) текстура рекристаллизации такая же, как и текстура деформации, а при высоких она отличается от текстуры деформации или отсутствует. Текстуру рекристаллизации можно наблюдать в меди, алюминии, железе и других металлах. При образовании текстуры рекристаллизации отожженный поликристаллический металл характеризуется анизотропией свойств.
Так, при глубокой штамповке листов во избежание образования складчатости, волнистой кромки и т. д. лист должен деформироваться
во всех направлениях одинаково, поэтому анизотропия в данном случае нежелательна. Анизотропию трансформаторной стали используют таким образом, чтобы максимальное значение магнитной про ницаемости вдоль [100] было параллельно направлению магнитного
потока.
3. Холодная и горячая деформации
В зависимости от соотношения температуры деформации и температуры рекристаллизации различают холодную и горячую деформации. Холодной деформацией называют такую, которую проводят при температурах ниже температуры рекристаллизации. Поэтому холодная деформация сопровождается упрочнением (наклепом) металла.
50
Деформацию называют горячей, если ее проводят при температуре выше температуры рекристаллизации для получения полностью рекристаллизованной структуры. ,
При этих температурах деформация также вызывает упрочнение («горячий наклеп»), которое полностью или частично снимается рекристаллизацией, протекающей при температурах обработки и при последующем охлаждении. В случае полигонизации упрочнение частично сохраняется. В отличие от статической полигонизации и рекристаллизации, рассмотренных ранее, процессы полигонизации и рекристаллизации, происходящие в период деформации, называют динамическими.
При горячей обработке давлением (прокатке, прессовании, ковке, штамповке и т. д.) упрочнение в результате наклепа (повышение плотности дислокаций) непосредственно в процессе деформации непрерывно чередуется с процессом разупрочнения (уменьшением плотности дислокаций) при динамической полигонизации и рекристаллизации во время деформации и охлаждения. В этом основное отличие динамической полигонизации и рекристаллизации от статической.
Следует подчеркнуть, что границы между холодным и горячим деформированием условны и зависят от схемы, скорости и температуры обработки, условий охлаждения, а также скорости рекристаллизации металла (сплава).
Горячую деформацию в зависимости от состава сплава и скорости деформации обычно проводят при температурах (0,7—0,75) ТПЛ.
При этих температурах процессы динамической полигонизации и рекристаллизации успевают проходить в процессе деформации, что значительно снижает сопро-.тивление металла пластической деформации и повышает пластичность.
Когда металл после деформации имеет частично рекристаллизованную структуру, то такую обработку правильнее называть неполной горячей или теплой деформацией. В этом случае процесс деформации металла с большими обжатиями и больших сечений затрудняется.
Если после деформации при температурах выше температуры рекристаллизации металл (сплав) все же находится в наклепанном состоянии или имеет полигонизо-ванную структуру, то такую обработку следует отнести к холодной.
При нагреве металла, имеющего не рекристаллизованную или частично рекристаллизованную структуру, протекает статическая рекристаллизация по описанным выше механизмам.
Глава V
МЕХАНИЧЕСКИЕ СВОЙСТВА МЕТАЛЛОВ
1. Общая характеристика механических свойств
Под механическими свойствами понимают характеристики, определяющие поведение металла (или другого материала) под действием приложенных внешних механических сил. К механическим свойствам обычно относят сопротивление металла (сплава) деформации (прочность) и сопротивление разрушению (пластичность, вязкость а также способность металла не разрушаться при наличии трещин).’
В результате механических испытаний получают числовые значения механических свойств, т. е. значения напряжений или деформации, при которых происходят изменения физического и механического состояний материала.
°ЦеНКе механических свойств металлических материалов различают несколько групп их критериев:
nrnfou«!!lS>UU' вне зависимости от конструктивных
°с°^Н0Стей “ хаРактера службы изделий. Эти критерии находятся путем стандартных испытаний гладких образцов на растяжение, W
сжатие, изгиб, твердость (статические испытания) или на ударный изгиб образцов с надрезом (динамические испытания).
Прочностные и пластические свойства, определяемые при статических испытаниях на гладких образцах хотя и имеют определенное значение во многих случаях не характеризуют прочность этих материалов в реальных условиях эксплуатации деталей машин и сооружений. Они могут быть использованы только для ограниченного количества простых по форме изделий, работающих в условиях статической нагрузки при температурах, близких к комнатной.
2. Критерии оценки конструктивной прочности материала, которые находятся в наибольшей корреляции со служебными свойствами данного изделия, характеризуют работоспособность материала в условиях эксплуатации.
Критерии конструктивной прочности металлических материалов можно разделить на две группы:
а) свойства, определяющие надежность металлических материалов против внезапных разрушений (вязкость разрушения, работа поглощаемая при распространении трещин, живучесть и др.). В основе этих методик, использующих основные положения механики разрушения, лежат статические или динамические испытания образцов с острыми трещинами, которые имеют место в реальных деталях машин и конструкциях в условиях эксплуатации (надрезы, сквозные отверстия, неметаллические включения, микропустоты и т. д.). Трещины и микронесплошности сильно меняют поведение металла под нагрузкой, так как являются концентраторами напряжений;
б) свойства, которые определяют долговечность изделий (усталостная прочность, износостойкость, сопротивление коррозии и т. д.).
3. Критерии оценки прочности конструкции в целом, определяемые при стендовых, натурных и эксплуатационных испытаниях. При этих испытаниях выявляется влияние на прочность и долговечность конструкции таких факторов, как распределение и величина остаточных напряжений, дефектов, технологии изготовления и конструирования металлоизделий и т. д.
Для решения практических задач металловедения, необходимо определять, как стандартные механические свойства, так и критерии конструктивной прочности.
2. Механические свойства, определяемые при статических испытаниях
Статическими называют испытания, при которых прилагаемая к образцу нагрузка возрастает медленно и плавно. Чаще применяют испытания на растяжение, позволяющее по результатам одного опыта установить несколько важных механических характеристик металла или сплава.
Для испытания на растяжение используют стандартные образцы (ГОСТ 1497—73). Машины для испытаний снабжены прибором, записывающим диаграмму растяжения (рис. 40).
61
Коивая 1 характеризует поведение (деформацию) металла под действием напряжений о, МПа, величина которых является условной (с==:р/р ) До точки А деформация пропорциональна напряжению Тангенс угла наклона прямой О А к оси абсцисс характеризует =лупругости материала £ = о/8 (6 - относительная деформа-3 Модуль нормальной упругости Е определяет жесткость материала интенсивность увеличения напряжения по мере упругой деформации. Физический смысл Е сводится к тому, что он характеризует сопротивляемость металла упругой деформации, т. е. смещение атомов из положения равновесия в решетке. Модуль нормаль-
рис. 40. Диаграмма растяжения металлов для условных (а, кривая 1) и истинных (а, кривая 2) напряжений: I — область упругой деформации; // — область пластической деформации; III — область развития трещин; диаграмма истинных напряжений (б)
ной упругости практически не зависит от структуры металла и определяется силами межатомной связи. Все другие механические свойства являются структурно чувствительными и изменяются в зависимости от структуры (обработки) в широких пределах.
Закон пропорциональности между напряжением и деформацией является справедливым лишь в первом приближении. При точных измерениях, даже при небольших напряжениях в упругой области, наблюдаются отклонения от закона пропорциональности. Это явление называют неупругостью. Оно проявляется в том, что деформация, оставаясь обратимой, отстает по фазе от действующего напряжения. В связи с этим при нагрузке — разгрузке на диаграмме растяжения вместо прямой линии получается петля гистерезиса, так как линии нагрузки и разгрузки не совпадают между собой.
Напряжение, соответствующее точке А, называют пределом пропорциональности (стПц). Обычно определяют условный предел пропорциональности, т. е. напряжение, при котором отступление от линейнойзависимости между напряжениями и деформациями достигает такой величины, что тангенс угла наклона, образованного касательной к кривой деформации с осью напряжений, увеличивается на 50 % от своего значения на линейном (упругом) участке.
Напряжения, не превышающие предела пропорциональности, практически вызывают только упругие (в макроскопическом смысле) деформации, поэтому нередко его отождествляют с условным пре-62
делом упругости \ Предел упругости определяется как напряжение, при котором остаточная деформация достигает 0,05 % (или еще меньше) от первоначальной длины образца (а010в).
Напряжение, вызывающее остаточную деформацию, равную 0,2 %, называют условным пределом текучести (а012).
При испытании железа и других металлов с о. ц. к. решеткой при достижении предела текучести ат на кривой растяжения образуется площадка. В этом случае сгт — напряжение, отвечающее «площадке текучести» (физический предел текучести).
Предел текучести а0)2 является расчетной характеристикой, некоторая доля от а0.2 определяет допустимую нагрузку, исключающую остаточную деформацию. Если допустимые напряжения определяются величиной упругой деформации (жесткая конструкция), то в расчетах используется величина модуля упругости Е. В этом случае стремиться к получению высокого значения о0Л не следует. Величины оп. ц и а0>2 характеризуют сопротивление малым деформациям.
Дальнейшее повышение нагрузки вызывает более значительную пластическую деформацию во всем объеме металла. Напряжение, отвечающее наибольшей нагрузке, предшествующей разрушению образца, называют временным сопротивлением или пределом прочности сгв (рис. 40).
У пластичных металлов, начиная с напряжения ав, деформация сосредоточивается в одном участке образца, где появляется местное сужение поперечного сечения, так называемая шейка. В результате развития множественного скольжения в шейке образуется высокая плотность вакансий и дислокаций, возникают зародышевые несплошности, укрупнение которых приводит к возникновению пор. Сливаясь, поры образуют трещину, которая распространяется в направлении, поперечном оси растяжения и в некоторый момент образец разрушается (точка С на рис. 40).
Кроме того, при испытании на растяжение определяют характеристики пластичности. К ним относятся: относительное удлинение 5 = 1(/к — /о)М> ЬЮО % и относительное сужение ф = = [(Fo — FK)/F0 ] -100 %, где 10 и /к — длина образца, a Fo и FK — площадь поперечного сечения образца до и после разрушения соответственно. Отношение изменения длины к начальной длине определяет условное удлинение. Отношение в каждый данный момент изменения длины к длине в этот момент дает истинное удлинение:
/к = J у- = ln-r = in^- = In (т2-)* *.
J * 1О гк \ 1 — 1]) /
Л)
1 Реальный поликристаллический материал, вообще говоря, не имеет физического предела упругости, потому что всегда найдется некоторое количество незакрепленных дислокаций, которые начнут двигаться при напряжениях, мало отличных от нуля.
* Переход от /к//0 к F0/FK проведен исходя из предположения о постоянстве объема при деформировании.
63
На рис. 40, б приведена диаграмма истинных напряжений, построенная в координатах S — е. Учитывая, что роль пластической деформации несравненно больше, чем упругой, считают, что участок диаграммы, соответствующий упругой деформации, совпадает с осью ординат.
Истинное сопротивление отрыву (разрушению) 5К, МПа, определяется как отношение усилия в момент разрушения к минимальной площади поперечного сечения образца в месте разрыва: SK = PK/FK.
В случае хрупкого разрушения ов « S„ и определяет действительное сопротивление отрыву или хрупкую прочность материала (рис. 40, б). При вязком разрушении (когда образуется шейка) ов и SK характеризуют сопротивление значительной пластической деформации, а не разрушению. В конструкторских расчетах <тв и SK практически не используются, так как трудно представить конструкцию, работоспособность которой не нарушится при пластической деформации отдельных деталей или узлов.
Кривая 2 на рис. 40, а показывает, что в процессе растяжения металл испытывает деформационное упрочнение (наклеп).
Если пренебречь упругими деформациями, то коэффициент формационного упрочнения К = tg а = (SK — o0,2)//k-
де-
Испытание образцов с надрезом. В некоторых случаях, для определения чувствительности металла к концентраторам напряжений, проводят испытание на растяжение образцов с надрезом; надрез способствует хрупкому разрушению. Чем больше глубина и острота надреза, тем легче получить хрупкое разрушение. Для характеристики чувствительности к надрезу пользуются отношением ов для гладкого образца к ов для образца с надрезом (ов/ов). Для хрупкого материала ив/ов > 1, а для пластичных меньше единицы.
Испытание на вязкость разрушения. Хрупкое разрушение судов, мостов, кранов, строительных и дорожных машин и т. д. обычно происходит при напряжениях, лежащих в упругой области, без макропластической деформации. Очагом хрупкого разрушения являются имеющиеся в металле микротрещины (трещиноподобные дефекты) или те же дефекты, возникающие в процессе эксплуатации. Поэтому надежность конструкции определяется в основном сопротивлением металла распространению уже имеющейся острой (опасной) трещины (вязкостью разрушения), а ие ее зарождению.
В основе испытаний на вязкость разрушения лежат положения линейной механики разрушения. Разработанные Д. Ж- Ирвиным положения позволяют оценить влияние трещин и подобных им дефектов на сопротивление материала хрупкому разрушению. Базой для развития линейной механики разрушения послужили работы Гриффитса, который показал, что хрупкое разрушение связано с наличием в материале трещин, вызывающих локальную концентрацию напряжений, и происходит в^ результате самопроизвольного движения этих трещин, поддерживаемого энергией, накопленной в материале вследствие упругой деформации.
По Ирвину явления, происходящие у устья трещины, могут быть описаны с помощью параметра К, который представляет собой коэффициент интенсивности напряжений в вершине трещины, или локальное повышение растягивающих напряжений у ведущего конца трещины: К = Кон Vяс, где У — безразмерный коэффициент, зависящий от типа (размеров) образца и трещины; он — номинальное (среднее) напряжение вдали от трещины, МПа; с — длина трещины, м.
Отсюда размерность К имеет вид: МПа-м’/».
Если высвобождающаяся при разрушении удельная упругая энергия достигает критического уровня, трещина будет расти самопроизвольно.
64
Силовое условие начала самопроизвольного разрушения — достижение величиной К критического значения, т. е. Кс- Следовательно, если Кан Vлс Кс, то разрушения не произойдет.
Параметр Ирвина Кс определяют экспериментально. Чаще Kt определяют в условиях плоского деформированного состояния, когда разрушение происходит путем отрыва — перпендикулярно плоскости трещины. В этом случае коэффициент интенсивности напряжения, т. е. относительное повышение растягивающих напря
жений в устье трещины, при переходе ее от стабильной к нестабильной стадии роста обозначают К1С [МПа-м1/2] и называют его вязкостью разрушения при плоской деформации.
Испытание на вязкость разрушения проводят по схеме внецентрального растяжения специальных образцов при изгибе. Для испытания применяют образцы с прямоугольным поперечным сечением и односторонним острым надрезом (рис. 41). От надреза наводится на пульсаторе усталостная трещина. Образцы различных материалов должны иметь разные размеры. Должно соблюдаться требование, чтобы
суммарная глубина надреза и толщина сечения образца были больше величины 2,5 (Кц/Оо.г)2- Значение К1с вычисляют при нагрузке Pq, отвечающей началу нестабильного развития трещины (рис. 42). При испытании строят диаграмму нагрузка (Р) — смещение (V) (смещение берегов трещины, т. е. расстояния между точками по обе стороны от трещины вследствие ее раскрытия); по диаграмме находят (рис. 42) нагрузку Pq, и по ней рассчитывают коэффициент интенсивности напряжения Kq = = PqY^/ab^2, где а и b — размеры образца (рис. 41), а Vt — безразмерная вели-
чина, учитывающая геометрию образца и отношение длины трещины с к ширине образца Ь. Коэффициент определяют по специальным таблицам.
Р
Рис. 42. Основные типы диаграмм нагрузки (Р) — смещение (V)
Для определения Pq проводят секущую 0Рх с наклоном на 5 % меньше, чем наклон касательной ОА. Если кривая не имеет скачка (рис. 42, /), то коэффициент Ки рассчитывают по нагрузке Pq = Рх, определяемой точкой пересечения кривой с секущей 0Рх. На диаграммах рис. 42, II и III значение Pq соответствует максимальной нагрузке.
Для проверки достоверности результатов испытаний на диаграмме проводят горизонтальную линию, соответствующую 0,8Pq. Если V] <Z 0,25V, то испытание признается удовлетворительным (рис. 42), в противном случае испытание повторяют на образцах других размеров.
Для определения К1С подсчитывают величину 2,5 (Kq/o0,2)2. Если она меньше толщины образца и суммарной глубины надреза, то Kq = Кк- В противном случае проводят новое испытание на больших образцах. Толщина образца должна быть
3 Ю. м Лахтин
тем больше, чем выше Ktc и меньше ов>2. При испытании сплавов с малым О0>2 толщина образцов столь велика, что испытание становится нецелесообразным.
Значение позволяет ввести в расчет конструкции характеристику трещино-стойкости материала, определяющую соотношение критических величин действующего напряжения и размера дефекта.
С увеличением ав,2 значение Кк уменьшается. Важно, что является структурно чувствительной характеристикой сопротивления металла разрушению.
3. Твердость металлов
Твердостью металла называют свойство материала оказывать сопротивление пластической деформации при контактном воздействии (внедрении) индентора на поверхностные слои материала. Измерение твердости вследствие быстроты и простоты осуществления, а также
Рис. 43. Схемы определения твердости:
в — по Бринеллю; б — по Роквеллу; в по Виккерсу
возможность без разрушения изделия судить о его свойствах, получило широкое применение для контроля качества металла в металлических изделиях и деталях.
Определение твердости по Бринеллю. Метод основан на том, что в плоскую поверхность металла под постоянной нагрузкой Р (Н) вдавливается твердый стальной шарик (рис. 43, а). После снятия нагрузки в испытуемом металле образуется отпечаток (лунка).
Если поверхность отпечатка выразить через диаметр шарика D и диаметр отпечатка d (м), то твердость по Бринеллю (МПа) определяется по формуле
НВ =--------ЮЛ
nD (d — D1 — d2)
___ 5)Р^‘СмЫтании стали и чУгУна выбирают D = 10 мм и — 30 000 Н (Р = 300D2), при испытании меди и ее сплавов = 10 мм и Р = Ю 000 Н (Р = 100£>2), а при испытании - Т^Л°Вп£а™ М1Д,ИЙ’ баббиты и ДР ) О = 10 мм и
Z0W и (Р = ZoD2). При испытании образцов толщиной о мм выбирают шарики с меньшим диаметром 5 и 2,5 мм
и н^лЯпЛП^АеЛеНИЯ твеРдос™ измеряют диаметр лунки d (в мм) и находят по нему число твердости по Бринеллю (НВ) по специаль-
D = очень
менее
ным таблицам. Метод Бринелля не рекомендуется применять для металлов твердостью более НВ 450 (4500 МПа), так как шарик может деформироваться, что исказит результаты испытания.
Для перевода числа твердости в систему СИ пользуются коэффициентом /< = 9,81-10®, на который умножают табличное значение твердости: НВси = НВ-/< Па = HB-/<.10~® МПа (мегапаскалей).
Определение твердости по Роквеллу. В этом методе твердость определяют по глубине отпечатка. Наконечником (индентором) служит алмазный конус с углом при вершине 120° или стальной закаленный шарик (d = 1,588 мм). Алмазный конус применяют для испытания твердых металлов, а шарик — для мягких.
Конус и шарик вдавливают двумя последовательными нагрузками (рис. 43, б); предварительной Ро = 100 Н и общей Р = Ро -|- Ръ (где PL — основная нагрузка). Основная нагрузка составляет 900 Н для шарика (шкала В), 1400 Н для алмазного конуса (шкала С) и 500 Н для алмазного конуса при испытании очень твердых и более тонких материалов (шкала А).
Твердость по Роквеллу измеряют в условных единицах. За единицу твердости принята величина, соответствующая осевому перемещению наконечника на 0,002 мм. Твердость по Роквеллу HR определяют по формулам:
при измерении по шкалам А и С значение HR = 100 — е\ при измерении по шкале В, значение HR = 130 — е.
Величину е определяют по формуле (рис. 43, б) е = (А — /го)/0,002, где h — глубина внедрения наконечника в испытуемый материал под действием общей нагрузки Р, измеренная после снятия основной нагрузки РА с оставлением предварительной нагрузки Ро\ h0 — глубина внедрения наконечника в испытуемый материал под действием нагрузки Ро.
Твердость по Роквеллу обозначается HRA (испытание алмазным конусом при нагрузке 600 Н). HRC (то же при нагрузке 1500 Н) и HRB (испытание стальным шариком при нагрузке 1000 Н), значение твердости сразу считывается по шкале прибора. Метод Роквелла широко применяется в промышленности.
Определение твердости по Виккерсу. Метод используют для определения твердости деталей малой толщины и тонких поверхностных слоев, имеющих высокую твердость. Твердость определяется вдавливанием в испытуемую поверхность (шлифованную или даже полированную) четырехгранной алмазной пирамиды (рис. 43, в).
Твердость по Виккерсу HV, (МПа) определяют по формуле HV = = 1,854 (P/d2) 10~8, где Р — нагрузка на пирамиду, Н; d — среднее арифметическое значение длин обеих диагоналей отпечатка, измеряемых после снятия нагрузки, м.
При измерении твердости применяют следующие нагрузки: 10; 20; 50; 100; 200; 300; 500 Н. Чем тоньше материал, тем меньше должна быть нагрузка. Число твердости по Виккерсу (HV) определяют по специальным таблицам по измеренной величине d (диагональ отпечатка в мм). Перевод чисел твердости HV в систему СИ аналогичен переводу чисел твердости НВ.
3
67
Микротвердость. Определение микротвердости (твердости в микроскопически малых объемах) необходимо для тонких защитных покрытий, отдельных структурных составляющих сплавов, а также при измерении твердости мелких деталей. Прибор для определения микротвердости состоит из механизма для вдавливания алмазной пирамиды под небольшой нагрузкой и металлографического микроскопа. В испытуемую поверхность вдавливают алмазную пирамиду под нагрузкой 0,05—5 Н. Твердость Н л2\Ют-в°
той же формуле, что и твердость по Виккерсу: п — 1,8544 (P/d ) • 10 , Где р___нагрузка, Н; d — диагональ отпечатка, м; И — микро-
твердость, МПа.
Образцы для измерения твердости должны быть подготовлены так же, как микрошлифы.
4. Механические свойства, определяемые при динамических испытаниях
Динамические испытания на ударный изгиб выявляют склонность металла к хрупкому разрушению * *2. Метод основан на разрушении образца (рис. 44, в) с концентратором посередине одним ударом маятникового копра (рис. 44, б). По шкале маятникового копра определяют полную работу К, затраченную при ударе (работа удара) (рис. 44, с): К = PH (cos Р — cos а).
Под ударной вязкостью аи, МДж/м2 *3 понимают работу удара, отнесенную к начальной площади поперечного сечения образца в месте концентратора So, м2: а„ = K/So (КС = K/So). Ударная вязкость является интегральной характеристикой, содержащей работу зарождения трещины (ая) и работу распространения вязкой трещины (ср) : ак = а3 |- ар.
Склонность к хрупкому разрушению в первую очередь определяется работой распространения трещины.
Чем больше ар, тем меньше возможность внезапного хрупкого разрушения. В настоящее время существует ряд методов раздельного определения ад и ар.
Наиболее надежный метод определения а, и ср предложил Б. А. Дроздовский. Метод сводится к испытанию на удар образцов
*г При символе Н нередко ставят индекс, показывающий величину нагрузки в граммах (Я1|ю).
*2 С 01.01.79 г. введен новый ГОСТ 9454—78 «Методы испытания на ударный изгиб при пониженной, комнатной и повышенной температурах». В новом ГОСТе ударную вязкость обозначают буквами KCU, KCV или КСТ. Первые две буквы КС — обозначают символ ударной вязкости, третья буква U, V или Т — вид концентратора {U — радиус концентратора 1±0,07 мм, V — радиус 0,25±0,025 мм Н 7" — трещина).
ГОСТ 9454—78 предусматривает 20 различных типов образцов. При выборе и приемочном контроле металлов и сплавов обычно применяют образец, приведенный на рис. 44, в (концентратор U), и испытание проводят на копре с максимальной энергией удара 300 Дж. При испытании металлов для ответственных конструкций следует применять образцы концентраторами V и Т.
, *а Перевод значений ударной вязкости из систем СГС в систему СИ производится в соответствии с соотношением (аи] = 1 кгс-м/см2 = 0,1 МДж/м2.
68
RzW
Рис. 45. Образец для испытания на ударный изгиб с усталостной трещиной: а — общий вид; б — форма концентратора для образца размером, мм: L = 55, В = 10, Н = 11; в — форма концентратора для образца размером, мм: L = 140, В = 25, Н = 25
89
с усталостной трещиной (аТ), которую создают на специальном вибраторе (рис. 45). Вся работа, затрачиваемая на разрушение образца, в этом случае расходуется только на развитие заранее созданной трещины (г = 0). Значение йр определяется как отношение работы, затраченной на разрушение образца к его живому сечению.
Порог хладноломкости. Как мы уже отмечали^ сталь и металлы и сплавы в " ” ” '' ”o,,,aTVriM unrvT пйч
рушаться хрупко или вязко
кривая:
Рис. 46. Сериальная
<в — верхний порог хладноломкости; <в — нижний порог хладноломкости (Др = 0); (н— — хрупкое
разрушение (дд > 0); — [полное
охрупчивание (д = 0, д_ = 0) а у
основном с о. ц. к. решеткой могут раз-в зависимости от температурного порога хладноломкости. Зная порог хладноломкости и рабочую температуру эксплуатации материала, можно оценить его температурный запас вязкости, под которым понимают интервал температур между порогом хладноломкости и рабочей температурой. Чем больше температурный запас вязкости, тем меньше опасность хрупкого разрушения.
Порог хладноломкости определяют при испытании ударным изгибом надрезанных образцов для разных температур. Затем строят кривую зависимости ударной вязкости от температуры испытания (так называемую сериальную кривую по Н. Н. Давиденкову) (рис. 46).
Для многих сталей на кривой зависимости а„ — t трудно определить порог хладноломкости.
Поскольку хрупкий и вязкий характер разрушения при ударном изгибе для стали можно четко различить по виду излома, порог хладноломкости нередко определяют по проценту волокна (В, %) матовой, волокнистой составляющей в изломе. Количество волокна (В) в изломе определяется как отношение площади волокнистого (вязкого) излома к первоначальному расчетному сечению образца. Далее строится сериальная кривая процент волокна — температура испытания (рис. 46). За порог хладноломкости принимается температура, при которой имеется 50% волокна t50 (рис. 46), что примерно соответствует пр/2. Для ответственных деталей за критическую темпер ату ру хрупкости нередко принимают температуру, при которой в изломе имеется 90 % волокна (/в0), а ударная вязкость сохраняет высокое значение. Порог хладноломкости tB, tH не является постоянной материала, а сильно зависит от его структуры, условия испытания, наличия концентраторов напряжений, размера деталей и т. д. Чем выше прочность (о0>2, ов), тем выше порог хладноломкости.
В случае определения надежности машин, хладноломкость не включается в систему факторов, определяющих надежность кон-70
струкции; дается лишь общая рекомендация не применять материал при температурах ниже порога хладноломкости. Нужно учитывать, что с понижением температуры снижается и величина К1с.
5. Механические свойства
при переменных (циклических) нагрузках
Длительное воздействие на металл повторно-переменных напряжений может вызвать образование трещин и разрушение даже при напряжениях ниже о0>2.
Постепенное накопление по» вреждений в металле под дей*
Рис. 47. Излом усталости:
а — схема; б — фотография излома; 1 — зона очага разрушения; 2 — зона стабильного развития трещины; 3 — зона долома; 4 — усталостные бороздки
ствием циклических нагрузок, приводящих к образованию трещинь и разрушению, называют усталостью, а свойство металлов сопротивляться усталости выносливостью.
Около 80 % всех разрушений носят усталостный характер. Усталостный излом (рис. 47) состоит из зоны с более ровной и блестящей поверхностью, которая включает в себя очаг разрушения 1 — место зарождения разрушения и зону стабильного развития трещины 2; зона долома 3 — участка развития трещины, связанного с окончательным разрушением. Очаг разрушения обычно расположен вблизи поверхности. Поверхность, как наиболее нагруженная часть сечения (при изгибе, кручении), претерпевает микродеформацию, а затем в наклепанной зоне образуется подповерхностная трещина, которая постепенно развивается как вязкая.
В зоне усталости нередко можно видеть полосы, расходящиеся от очага разрушения (усталостные бороздки), отражающие последовательное положение растущей трещины (рис. 47, а). Скорость роста трещины невелика. Рост трещины продолжается до тех пор, пока сечение не окажется столь малым, что действующие в нем напряжения превысят разрушающие. Тогда происходит быстрое разрушение, что приводит к образованию зоны долома (рис. 47).
71
Зона долома имеет структуру, характерную для хрупкого или вязкого (в зависимости от природы материала) разрушения при однократных нагрузках (статических или ударных).
Испытание на усталость (ГОСТ 12860-67) проводят для определения предела выносливости, под которым понимают наибольшее значение максимального напряжения цикла, при действии которого не происходит усталостного разрушения образца после произвольно большого или заданного числа циклов нагружения. Цикл напряжении — это совокупность переменных значений напряжений за один период их изменения. За максимальное o’max и минимальное сгт1п напряжение цикла принимают наибольшее (наименьшее) по.алгебраи-ческой
и минимальное omln
величине напряжение. Цикл характеризуется коэффициентом асимметрии: Ro =
— °mln/°inax- Если Ro 1 цикл называют симметричным, еСЛИ O’max И Не равны по величине — цикл асимметричный.
Предел выносливости обозначается Од (R — коэффициент асимметрии цикла), а при симметричном цикле о_!. Предел выносливости определяют на вращающемся
образце (гладком или с надрезом) с приложением изгибающей нагрузки по симметричному циклу. Для определения используют не менее десяти образцов. Каждый образец испытывают только на одном уровне напряжений до разрушения или до базового числа циклов. По результатам испытания отдельных образцов .строят кривые усталости в полулогарифмических или логарифмических координатах (рис. 48), а иногда в координатах (Тшах — 1/Д/.
С уменьшением отах долговечность возрастает. Горизонтальный участок на кривой усталости, т. е. птах не вызывающее разрушения при бесконечно большом числе циклов N, соответствует пределу выносливости Од (рис. 48, кривая /).
Многие металлы (обычно цветные и их сплавы) не имеют горизонтального участка на кривой усталости. В этом случае определяют ограниченный предел выносливости — наибольшее напряжение, которое выдерживает металла (сплав) в течение заданного числа циклов нагружения.
База испытания N должна быть не ниже 10- 10е для стали и 100 X X 10® циклов для легких сплавов и других цветных металлов, не имеющих горизонтального участка на кривой усталости (рис.* 48, кривля ’
ви^аК?«ННаЯ ЧаСТЬ КРИВОЙ Усталости характеризует так называемую ограниченную выносливость.
иаПп?^1оВЫи0СЛИВ0СТИ снижается ПРИ наличии концентраторов
Р • увствительность пй к концентраторам напряжений 72
при симметричном цикле нагружения, определяется эффективным коэффициентом концентрации напряжений Ко = где о,]
и о_1Н — пределы выносливости образцов гладкого и с надрезом (концентратором напряжения).
Так как усталостная трещина начинается в поверхностном слое, то чем тщательнее обработана поверхность образца (детали), тем выше предел выносливости. По сравнению с полированными образцами стали (ов = 1000 МПа) предел выносливости шлифованных образцов снижается на 10—15%, а фрезерованных на 45—50 %. С увеличением размера образца предел выносливости уменьшается («масштабный фактор»). Предел выносливости изделий всегда ниже, чем образцов. Чем больше растягивающие напряжения на поверхности, тем ниже выносливость. Увеличение сжимающих напряжений при неизменном растягивающем напряжении смещает кривую усталости в направлении больших напряжений. Это объясняется тем, что растягивающие напряжения способствуют раскрытию трещины, а сжимающие, наоборот, затрудняют.
Чувствительность к концентраторам напряжений резко снижается, а предел выносливости возрастает при создании на поверхности остаточных напряжений сжатия путем упрочнения химикотермической или другой обработкой. Коррозия понижает предел выносливости на 40—60 % .
Живучесть (скорость развития трещины при циклическом нагружении). Важной характеристикой конструктивной прочности, характеризующей надежность материала, является живучесть при циклическом нагружении. Живучесть — это способность металла работать в поврежденном состоянии после образования трещины. Живучесть измеряется числом циклов до разрушения или скоростью развития трещины при данном напряжении.
Живучесть определяют по двум кривым усталости. Первую кривую строят для момента образования начальной усталостной трещины, а вторую — по окончательному разрушению. Расстояние между этими кривыми при каждом напряжении, т. е. число циклов работы образца с трещиной, и есть живучесть. Живучесть является самостоятельным свойством материала, которое пока не удается предсказать на основе знания других механических свойств. Высо-кие механические свойства, включая достаточную пластичность и ударную вязкость, часто сочетаются с очень низкой живучестью.
Живучесть имеет особое значение для надежности эксплуатации изделий, безаварийная работа которых поддерживается путем периодического дефектоскопирования различными физическими методами для выявления усталостных трещин. Чем меньше скорость развития трещины, тем легче ее обнаружить.
6. Изнашивание металлов
При трении сопряженных поверхностей имеет место изнашивание (износ), под которым понимают постепенное изменение размеров тела вследствие отделения с поверхности трения материала и (или) его остаточной деформации. Изнашивание является сложным физико-химическим процессом и нередко сопровождается кор-
73
позией Реальные поверхности имеют сложный рельеф, характеризующийся шероховатостью и волнистостью. Согласно современным представлениям, при трении существует дискретное касание шероховатых тел н, как следствие этого, возникновение отдельных фрикционных связей, определяющих процесс изнашивания. При различных видах фрикционных связей износ может возникнуть вследствие фрикционной усталости, микрорезания при начальном взаимодействии, разрушения (в том числе усталостного) окисных пленок и глубинного вырывания металла и т. д. В реальных условиях эксплуатации машин основные причины разрушения микрообъемов связаны с образованием усталостных трещин и отделением микроскопических чешуек металла или его окислов.
По наличию смазки существует трение без смазочного материала (сухое трение) и трение со смазочным материалом. По виду смазочного материала различают газовую, жидкостную и твердую смазки, которые обеспечивают полное разделение поверхностей, находящихся в относительном движении. При этом трение металлических поверхностей заменяется трением слоев смазки, снижаются силы трения1 и создаются условия для резкого уменьшения износа. При небольшом слое смазки (0,1-2- 0,2 мкм) трение и износ определяются свойствами трущихся поверхностей смазочного материала, отличными от объемных. Такая смазка называется граничной. Граничное тренне по сравнению с сухим уменьшает скорость изнашивания, при этом иа процессы разрушения микрообъемов поверхностного слоя влияют как свойства сопряженных металлов, так и свойства смазки. Свойство материала оказывать сопротивление изнашиванию, оцениваемое величиной, обратной интенсивности изнашивания, принято называть износостойкостью.
При постоянных условиях трения наблюдаются три стадии изнашивания: 1) п е-риод приработки, при котором происходит интенсивное изнашивание, изменяется микрогеометрия поверхности и материал наклепывается. Эти процессы обеспечивают упругое контактное взаимодействие тел. После приработки устанавливается равновесная шероховатость поверхности, характерная для заданных условий трения, которая в дальнейшем не изменяется и непрерывно воспроизводится; 2) период установившегося износа, в течение которого интеисивиость износа минимальная для заданных условий трения; 3) период катастрофического износа.
По ГОСТ 23002—78 различают три вида изнашивания: механическое, коррозионно-механическое и изнашивание при действии электрического тока (электро-эрозионное изнашивание).
К механическому изнашиванию относят: абразивное, гидроабразивное, газоабразивное, эрозионное, кавитационное, усталостное, изнашивание при фреттинге и изнашивание при заедании.
Абразивное изнашивание материала происходит в результате режущего или царапающего действия твердых тел и (или) абразивных частиц. Эти частицы попадают между контактирующими поверхностями со смазкой или из воздуха, а также могут появиться в результате развития других видов изнашивания (схватывания, выкрашивания, окисления). Абразивное изнашивание является типичным для многих деталей горных, буровых, строительных, дорожных, сельскохозяйственных и других машин, работающих в технологических средах, содержащих абразивные частицы (грунта, разбуриваемых пород и т. д.).
Изнашивание, происходящее в результате воздействия твердых тел или частиц, увлекаемых потоком жидкости, называют гидроабразивным изнашиванием. Оно имеет место, например, в мешалках и пропеллерах реакторов, в колесах и корпусах насосов, в шнеках и т. д. г 1
u абРаз™ные частицы увлекаются потоком газа (например, в дымоходах U3^KSKaX)’ Т° вызываемое ими изнашивание называют — газоабразивным или изнашивание происходит в результате воздействия потока жидкости
или газа на поверхность.
отно«^л1^таЧИ0ННЬ2Л “ЗН01"Иб0ниел понимают изнашивание поверхности при ительном движении твердого тела в жидкости. В условиях кавитации работают
„„uuS™» тРения Р —Pf’ гДе Р — нормальная сила (нагрузка), Н- f = A (iiti/P) — с^ вюХп?ТЯ ^«размерная величина); А - коэффициент; р - динамическая вязкость, V — относительная скорость. г
74
гребные винты, гидротурбины, детали машин, подвергающиеся принудительному водяному охлаждению, трубопроводы.
Усталостное изнашивание (контактная усталость). Этот вид изнашивания происходит в результате накопления повреждений и разрушений поверхности под влиянием циклических контактных нагрузок, вызывающих появление «ямок» выкрашивания. Усталостное изнашивание проявляется при трении, качении или реже качении с проскальзыванием, когда контакт деталей является сосредоточенным.
Так, контактную усталость можно наблюдать в тяжелонагруженных зубчатых и червячных передачах, подшипниках качения, рельсах и бандажах подвижного состава железнодорожного транспорта и т. д.
Изнашивание при заедании происходит в результате одновременного механического воздействия и воздействия молекулярных или атомных сил. Это результат схватывания, глубинного вырывания материала, переноса его с одной поверхности на другую и воздействия возникших неровностей на сопряженную поверхность. Такие повреждения возникают там, где между поверхностями контакта исчезают разделяющие их смазочные слои, адсорбированные пленки жира, влаги, газов, пленки окислов и др. и эти поверхности под действием нагрузки сближаются так, что происходит трение непосредственно металла о металл.
Изнашивание при заедании наблюдается на зубчатых колесах, подшипниках скольжения и т. д.
При образовании продуктов химического взаимодействия металла со средой (изнашивание при фреттинг-коррозии и окислительное) возникает коррозионномеханическое изнашивание.
При длительном трении сопряженных поверхностей, в случае нормального износа окислительное изнашивание наблюдается в подшипниках скольжения, валах, втулках, поршневых кольцах и т. д.
Изнашивание при фреттинг-коррозии происходит в болтовых и заклепочных соединениях, посадочных поверхностях подшипников качения, шестерен, муфт и других деталей, находящихся в подвижном контакте. Достаточны для образования фреттинг-коррозии даже весьма малые относительные перемещения с амплитудой 0,025 мкм.
Причиной изнашивания является непрерывное разрушение защитной окисной пленки в точках подвижного контакта.
Электроэрозионное изнашивание происходит в результате воздействия разрядов при прохождении электрического тока.
В процессе взаимодействия трущихся пар может наблюдаться явление избирательного переноса.
Избирательный перенос, открытый И. В. Крагельским и Д. Н. Гаркуновым в 1956 г., вид трения, который обусловлен самопроизвольным образованием в зоне контакта неокисляющейся тонкой металлической пленки с низким сопротивлением сдвигу и неспособной накапливать при деформации дислокации.
На металлической пленке может образовываться путем полимеризации дополнительный антифрикционный слой продуктов механической деструкции углеводородов смазки.
Избирательный перенос реализуется при трении стали по бронзе, стали по стеклу, стали по стали и др. при смазке спирто-глицериновой смесью, минеральными и синтетическими маслами консистентными смазками и др., обладающими восстановительными, поверхностно-активными и другими свойствами.
В частности, при трении пары сталь — бронза в глицерине происходит растворение с поверхности легирующих элементов бронзы в глицерине, образовавшаяся при этом на поверхности пористая медная пленка (толщиной 1—3 мкм) ие окисляется, не наклепывается и способна к многократной пластической деформации без разрушения. Работая в качестве твердой смазки, медиая пленка увеличивает площадь фактического контакта, способствуя равномерному распределению нагрузки.
За основу инженерной характеристики изнашивания принята интенсивность линейного износа //, = dh/dLt*, где h — линейный износ, Lt — путь трения.
Интенсивность изнашивания / изменяется от 10-3 до 10-13. В зависимости от величины интенсивности изнашивания введено 10 классов износостойкости отО до9,
* Эта величина будет безразмерной, если линейный износ и путь трения измеряют в одних единицах.
76
По виду контактного взаимодействия поверхностей трения классы 0 5 соответствуют упругому деформированию (/ = Ю"13-10’); классы 6-7 - упруго-=^0^^^^ (/= Ю-’-Ю-?); классы 8-9 - микрорезанию (1 — 10~Е—10~8).
Так интенсивность изнашивания гильз цилиндра поршневых колец, шатунных и корениь™ шеек коленчатого вала составляет (10~“—10”“), режущего инструмента ]о-б_10-8 зубьев ковшей экскаватора 10 3—10 .
Классы износостойкости позволяют применять расчетные методы определения срока службы трущейся пары.
Методы испытания и измерения износа
При лабораторных испытаниях стремятся выявить основной фактор. Во время испытания изменяют одно из внешних условий трения (например, давление), а остальные (скорость относительного перемещения, среду и т. д.) оставляют постоянными.
Для испытаний на трение и изнашивание наиболее часто применяют машины типа МИ, на которых можно проводить испытания пары цилиндрических образцов-
Рис. 49. Методы испытания на изнашивание:
а — качение цилиндрических роликов с принудительным проскальзыванием; б — трение цилиндрических поверхностей ролика и вкладыша при вращении ролика; в — трение образца об абразивную поверхность (шлифовальну ю шкурку)
роликов при трении качения с принудительным проскальзыванием (рис. 49, а), а также испытания пары — цилиндрический ролик-вкладыш при трении скольжения (рис. 49, б).
Рекомендуется испытание проводить в условиях жидкостного трения при несовершенной смазке и без смазки. Массовый износ определяют по уменьшению массы. Абсолютный массовый износ относят к площадке поверхности трения, после чего определяют линейный износ. По моменту треиия вычисляют коэффициент трения. Чем меньше износ, коэффициент треиия и разогрев за данный отрезок времени испытания при постоянном удельном давлении, тем выше износостойкость материала. Противозадирные свойства определяют в условиях сухого трения. У материалов, обладающих более высокими противозадирными свойствами, в меньшей степени или совсем отсутствует перенос материала образца-вкладыша на сопряженную поверхность ролика и меньше возрастает коэффициент трения и температура в процессе ЙСПЫТанИЯ»
Испытания на абразивное изнашивание проводят по ГОСТ 17367—71 при трении о закрепленные абразивные частицы (рис. 49, в). В этом случае трение испытуемого и эталонного образцов осуществляют об абразивную шкурку при статической 7®
нагрузке и отсутствии нагрева. Относительную износостойкость е определяют по формуле е= (Д/э/Д/ц) (ds/dn)2. где Д/э и Д/и—абсолютный линейный износ эталонного и испытуемого образцов, мм; d3 и dB — фактический диаметр эталонного и испытуемого образцов, мм.
Измерение величины износа по потере массы или объема детали не применимо к деталям машин. В этом случае износ определяют по содержанию продуктов изнашивания в смазке (химическим анализом), методом микрометрических измерений детали до и после изнашивания, методом искусственных баз, когда на изнашивающуюся поверхность наносят углубление, по уменьшению размеров которого судят о величине износа, методом поверхностной активации, основанном на снижении радиоактивности при износе детали, в которой на заданном участке создан радиоактивный объем толщиной 0,05—0,4 мм путем облучения заряженными или другими частицами.
Для испытания на контактную усталость применяют трехроликовые двухконтактные машины, в которых испытуемый образец обкатывается под давлением между двумя валами (роликами), а также машины, в которых плоская поверхность подвергается контактному нагружению при обкатке шарами. Контактная выносливость характеризуется ограниченным пределом усталостного выкрашивания ак, т. е. максимальным нормальным напряжением цикла отах, при котором не наблюдается разрушения поверхностных слоев испытуемого металла при данной базе испытания. Предел контактной выносливости определяется на базе 5-10’—2-Ю8 циклов (в зависимости от материала). За критерий разрушения принимают начало прогрессирующего выкрашивания, которое может привести к выкрашиванию по всей поверхности. Минимальный размер выкрашивания должен превышать половину малой полуоси контактной площади (О 0,5b). По результатам испытания строят кривую контактной усталости.
Глава VI
ОСНОВЫ ТЕОРИИ СПЛАВОВ
1. Фазы в металлических сплавах
В сплавах в зависимости от взаимодействия компонентов могут образовываться следующие фазы: жидкие растворы, твердые растворы, химические соединения.
Твердые растворы. Твердыми растворами называют фазы, в которых один из компонентов сплава сохраняет свою кристаллическую решетку, а атомы другого или других компонентов располагаются в решетке первого компонента (растворителя), изменяя ее размеры (периоды). Таким образом, твердый раствор, состоящий из двух или нескольких компонентов, имеет один тип решетки и представляет собой одну фазу.
Различают твердые растворы замещения (рис. 50, а) и твердые растворы внедрения (рис. 50, б). При образовании твердого раствора замещения атомы растворенного компонента замещают часть атомов растворителя в узлах его кристаллической решетки. Атомы растворенного компонента могут замещать любые атомы растворителя, но взаимное расположение всех атомов, как правило, является статистически неупорядоченным.
При образовании твердого раствора внедрения (рис. 50, б) атомы растворенного компонента располагаются в междоузлиях (пустотах) кристаллической решетки растворителя. При этом атомы распола
77
гаются не в любом междоузлии, а в таких пустотах, где для них имеется больше свободного пространства. Например, в плотноупакованной г ц. к. решетке наиболее подходящими будут октаэдри-“скне поры “центры шести атомов (шаров), между которыми обра-зовалась°пора“ расположены по вершинам октаэдра). Октаэдрите-ская пора находится в центре элементарной ячейки (рис. 50,6), в ней может поместиться сфера радиусом 0,41 А, где R радиус атомов (шаров) в узлах решетки. В о. ц. к. решетке наибольший объем поры будет в центре грани, где помещается сфера радиусом
0,291/? (тетраэдрическая пора). Таким образом, в г. ц. к. решетке поры более свободные, чем в о. ц. к. решетке, несмотря на большую плотность упаковки атомов.
Так как и электронное строение и размеры атомов растворителя и растворенного компонента различны, то при образовании твердого раствора кристаллическая решетка всегда искажается, и периоды ее изменяются (рис. 51, а, б). При образовании твердого раствора замещения период решетки может увеличиться или уменьшиться в зависимости. от соотношения атомных радиусов растворителя и растворенного компонента. В случае твердого раствора внедрения период решетки растворителя всегда возрастает.
Атомы растворенного компонента скапливаются у дислокаций (рис. 51, в, г), так как при этом снижается упругая энергия системы. В растворах замещения атомы меньшего размера (по сравнению с атомами
рения
металла растворителя) скапливаются в сжатой зоне решетки, атомы больших размеров — в растянутой зоне решетки. При образовании твердого раствора внедрения атомы растворенного элемента располагаются в растянутой области вблизи ядра дислокации (рис. 51, г). В области дислокаций чужеродным атомам легче размещаться, чем в совершенной области решетки, где чужеродные атомы вызывают более значительные искажения решетки \ Атомы внедрения значительно сильнее связываются с дислокациями, чем атомы замещения, образуя атмосферы Коттрелла. Образование «атмосфер» сопровождается уменьшением искажения решетки, что предопределяет их устойчивость. Выход или отрыв атомов из атмо-сферы Коттрелла требует значительной энергии.
Явление обогащения дефектных участков (структурных неоднородностей) в объеме твердого тела атомами растворенного компонента, ведущего к снижению избыточной энергии дефектов, носит название сегрегации без выделения, или, по в. и. Архарову, внутренней адсорбции. Такое явление наблюдается на границах зерен, субзерен, в местах скоплений дислокаций и т. д. Положительную адсорбционную активность растворенных примесей называют горофильностью а примеси, обладающие такой активностью, горофильными.
78
Микроструктура твердого раствора в условиях равновесия представляет собой кристаллические зерна (рис. 52), в которых, как правило, микроскопически не наблюдается выделений х.
Твердый раствор условно считают гомогенной системой, внутри которой нет поверхностей раздела.
Все металлы могут в той или иной степени растворяться один в другом в твердом состоянии. Например, в алюминии может растворяться до 5,5 % Си, а в меди 39 % Zn без изменения типа их кристаллической решетки. В тех случаях, когда компоненты могут замещать один другого в кристаллической решетке в любых количественных соотношениях, образуется непрерывный ряд твердых растворов.
Рис. 51. Искажения кристаллической решетки при образовании твердого раствора замещения (атомы В) и внедрения (атомы С) — а, б; в, г — предпочтительное расположение растворенных атомов вблизи ядра дислокации
Твердые растворы замещения с неограниченной растворимостью могут образоваться при соблюдении следующих условий:
1. Компоненты должны обладать одинаковыми по типу (изоморфными) кристаллическими решетками. Только в этом случае при изменении концентрации твердого раствора будет возможен непрерывный переход от кристаллической решетки одного компонента к решетке другого компонента.
2. Различие в атомных размерах (Д7?) компонентов должно быть незначительным и не превышать 9—15 % (правило Юм-Розери).
3. Компоненты должны принадлежать к одной и той же группе периодической системы элементов или к смежным родственным группам и в связи с этим обладать близким строением валентной оболочки электронов в атомах.
Например, неограниченно растворяются в твердом состоянии следующие металлы с г. ц. к. решеткой: Ag и Au (Д7? = 0,2 %), Ni и Си (ДЯ = 3,0 %), Mo — W (Д7? = 9,9 %), V — Ti (Д7? = = 2,0 % ) и др. Такие металлы как Na, Са, К, Pb, Sr и др., имеющие большой атомный диаметр, в Fev, Си, Ag нерастворимы.
Однако даже при соблюдении перечисленных условий непрерывный ряд твердых растворов может не возникнуть. Так, медь не обра-
1 В металловедении принято обозначать: чистые компоненты — большими буквами латинского алфавита А, В, С, а твердые растворы — малыми буквами греческого алфавита а, р, у и т. д. Упорядоченные твердые растворы теми же буквами со штрихом а', 0', у' и т. д.
79
Рис- 52. Микроструктура сплавов:
с— твердый раствор Ni—Cr. Х300; б —перитектическая структура из двух твердых растворов в сплаве Cu—Zn (а — белые поля, fl — темные поля). хЗОО; в —эвтектика ® системе Pb—Sb. X 250; г — эвтектика a-j-fl и избыточные кристаллы а в системе Pb—Sb. Х2БО; д — эвтектика a-ЬЭ и кристаллы 0 в системе Pb—Sb. х 250; е — а-твер-шлб раствор в кристаллы CuAls (по границам зерен) в системе AI—Си. х250
60
зует непрерывных растворов с Fev. Законы сложного физико-химического взаимодействия, определяющие образование твердого раствора, полностью еще не изучены.
Твердые растворы внедрения могут возникнуть только в тех случаях, когда диаметр атома растворенного элемента невелик. Поэтому твердые растворы этого типа получаются лишь при растворении в металле (например, в железе, молибдене, хроме и т. д). углерода (атомный радиус 0,077 нм), азота (0,071 нм), водорода (0,046 нм), т. е. элементов с малым атомным радиусом. Твердые растворы внедрения могут быть только ограниченной концентрации, поскольку число пор в решетке ограничено, а атомы основного компонента сохраняются в узлах решетки. Роль этого вида твердого раствора значительна в сталях и чугунах.
Упорядоченные твердые растворы (с в е р х с т р у к т у р ы).
В некоторых сплавах (например, Си — Au, Fe — Al, Fe — Si, Ni — Мп и др.), образующих при высоких температурах растворы замещения (с неупорядоченным чередованием атомов компонентов), при медленном охлаждении или длительном нагреве при определенных температурах протекает процесс перераспределения атомов, в результате которого атомы компонентов занимают определенные положения в кристаллической решетке (рис. 53).
В состоянии полного упорядочения 1 * атомы одного компонента занимают все узлы в одной подрешетке, а атомы другого компонента — в другой.
Такие твердые растворы получили название упорядоченных твердых растворов, или сверхструктур. Образование сверхструктуры сопровождается изменением свойств. Так, в сплаве пермаллой (железо и 78,5 % Ni) сверхструктура резко ухудшает магнитную проницаемость. Одновременно повышается твердость, снижается пластичность и возрастает электросопротивление.
Полностью упорядоченные растворы (S = 1) образуются, когда отношение компонентов в сплаве, % (ат.), равно целому числу: 1 : 1, 1 : 2, 1 : 3 и т. д. В этом случае сплаву с упорядоченной структурой можно приписать формулу химического соединения (например, CuAu или Cu3Au, см. рис. 53).
Упорядоченные твердые растворы можно рассматривать как промежуточные фазы между твердыми растворами и химическими соединениями. Правильное расположение атомов обоих компонентов
1 Степень упорядочения характеризуется величиной (степенью) дальнего по-
рядка S — (г — и>)/(г + к>), где г — число атомов данного компонента в своей подрешетке, a w — в другой подрешетке. Отсюда предельное значение S = 1, а минимальное S = 0, когда равное число атомов данного компонента находится в своей и в чужой подрешетках. Кроме дальнего порядка (в котором учитывается порядок размещения атомов на расстояниях 103 нм), упорядочение характеризуется степенью ближнего порядка (а), которая определяет в двухкомпонентной системе отношение числа п пар атомов АВ к общему числу пар: о = (g—gmin)/(gmax —grain),
где g = пАВ/(пАВ + пАА + пвв).
О 1
в решетке и резкое изменение свойств характерно для химических соединений. Однако в упорядоченных твердых растворах (в отличие от химического соединения при появлении подрешетки атомов растворенного компонента сохраняется решетка растворителя. При нагреве до определенной температуры (точки Курнакова) степень упорядочения (S и а) постепенно уменьшается, а выше этой температуры твердый раствор становится неупорядоченным (S = 0).
Химические соединения. Химические соединения и родственные им по природе фазы в металлических сплавах многообразны. Харак
О Си
Рис. 53. Кристаллические решетки упорядоченных твердых растворов: а — CuZn; б — CuAu; в — CusAu
О Си
6
терные особенности химических соединений, образованных по закону нормальной валентности, следующие:
1. Кристаллическая решетка отличается от решеток компонентов, образующих соединение. Атомы в решетке химического соединения располагаются упорядоченно, т. е. атомы каждого компонента расположены закономерно и по определенным узлам решетки. Большинство химических соединений имеют сложную кристаллическую структуру.
2. В соединении всегда сохраняется простое кратное массовое соотношение элементов. Это позволяет выразить их в состав простой формулой АпВт, где А и В — соответствующие элементы; пит — простые числа.
3. Свойства соединения резко отличаются от свойств образующих его компонентов.
4. Температура плавления (диссоциации) постоянная.
5. Образование химического .соединения сопровождается значительным тепловым эффектом.
В отличие от твердых растворов химические соединения обычно образуются между компонентами, имеющими большое различие в электронном строении атомов.
Типичными примерами химических соединений с нормальной валентностью являются соединения магния с элементами IV— VI групп периодической системы (см. табл. 1): Mg3Sn, Mg3Pb, Mg3Pb3,
Mg3Sb2, Mg3Bi2, MgS, MgSe, MgTe и др. Соединения одних металлов с другими носят общее название интерметаллидов или интерметаллических соединений. Химическая связь между атомами в ин-терметаллидах чаще всего сохраняется металлической.
Соединения металла с неметаллом (нитриды, карбиды, гидриды и т. д.), которые могут обладать металлической связью, нередко называют металлическими соединениями.
Большое число химических соединений, образующихся в металлических сплавах, не подчиняются законам валентности и не имеют постоянного состава. Ниже будут рассмотрены наиболее важные химические соединения, образующиеся в сплавах.
Фазы внедрения. Переходные металлы Fe, Мп, Сг, Мо и др. образуют с углеродом, азотом, бором и водородом, т. е. элементами, имеющими малый атомный радиус, соединения типа карбидов, нитридов, боридов и гидридов. Они имеют общность строения и свойств и часто называются фазами внедрения.
Фазы внедрения имеют формулу: М4Х (Fe4N, Mn4N и др.), М2Х Мо2С, Fe2N и др.), MX (WC, VC, TiC, NbC, TiN, VN).
Кристаллическая структура фаз внедрения определяется соотношением атомных радиусов неметалла (7?х) и металла (7?м). Если RXIRM < 0,59, то атомы металла в этих фазах расположены по типу одной из простых кристаллических решеток г: кубической (К8, К12) или гексагональной (Г 12), в которую внедряются атомы неметалла, занимая в ней определенные поры.
Фазы внедрения являются фазами переменного состава, а соответствующие им химические формулы обычно характеризуют максимальное содержание в них неметалла. Фазы внедрения обладают высокой электропроводностью, уменьшающейся с повышением температуры, и металлическим блеском. Карбиды, относящиеся к фазам внедрения, обычно плавятся при высокой температуре. Многие фазы внедрения обладают высокой твердостью.
Рассмотренные выше твердые растворы внедрения образуются при значительно меньшей концентрации второго компонента (С, N, Н) и имеют решетку металла растворителя, тогда как фазы внедрения получают кристаллическую решетку, отличную от решетки металла.
Если условие RX/RM < 0,59 не выполняется (например, для карбида железа, марганца и хрома), то образуются соединения с более сложными решетками; такие соединения нельзя считать фазами внедрения. На базе фаз внедрения легко образуются твердые растворы вычитания, называемые иногда твердыми растворами с дефектной решеткой. В твердых растворах вычитания часть узлов решетки, которые должны быть заняты атомами одного из компонентов, оказываются свободными. В избытке, по сравнению со стехиометрическим соотношением МпХт имеется другой компонент.
Растворы вычитания образуются, например, в карбидах VC, TiC, ZrC, NbC и др.
1 Однако это расположение атомов металла оАичается от того, которое наблюдается в металле, не содержащем атомы внедрения.
83
Электронные соединения. Эти соединения образуются между металлами Си, Ag, Аи, Li, Na или металлами переходных групп (Мп, Fe, Со и др.) и простыми металлами с валентностью от 2 до 5 (Be, Mg, Zn, Cd, Al и др.). Особенно часто электронные соединения встречаются в сплавах меди, серебра или золота.
Соединения этого типа характеризуются определенным значением электронной концентрации, которая выражается отношением числа всех валентных электронов, приходящихся на элементарную ячейку, при условии, что все узлы в кристаллической решетке заняты атомами, к числу атомов в элементарной ячейке. Так, существуют соединения, у которых это отношение в одних случаях равно 3/2 (1,48), в других 21/13 (1,62), в третьих 7/4 (1,75). Каждому из указанных отношений соответствует и определенный тип кристаллической решетки.
Все соединения с электронной концентрацией 3/2 (1,48), имеют кубическую объемноцентрированную, сложную кубическую или гексагональную решетку и обозначаются как 0-соединения1 (0-фазы). К соединениям этого типа относятся CuBe, CuZn, Си3А1, Cu6Sn, CoAl, FeAl, NiAl и др.
Соединения с электронной концентрацией 21/13 (1,62) имеют сложную решетку и обозначаются у-фазой. К ним относятся Cu5Zn8, Cu6Cd8, Fe^n-H, Co5Zn21 и др.
Соединения с электронной концентрацией 7/4 (1,75) имеют плотно-упакованную гексагональную решетку и обозначаются е-фазой. К ним относятся CuZn3, CuCd3, Cu3Si, Cu3Sn, Au3Sn и др.
Строение кристаллических решеток электронных соединений, как и химических соединений, по сравнению с решетками образующих их компонентов различно. Но в отличие от химических соединений с нормальной валентностью электронные соединения с компонентами, из которых они состоят, образуют твердые растворы в широком интервале концентраций. При нагреве у' и 0' по достижении точки Курнакова превращаются в неупорядоченные твердые растворы. В некоторых случаях точка Курнакова совпадает с точкой плавления. Тогда эти фазы нельзя отличить от обычного химического соединения.
Фазы Л а веса. Эти фазы имеют формулу АВ% и образуются между определенными компонентами Аи В при отношении атомных диаметров Da/Db ~ 1,2 (чаще 1,1—1,6). Фазы Лавеса имеют одну из следующих плотноупакованных кристаллических решеток: гексагональную (MgZn2 и MgNi2) или гранецентрированную кубическую (MgCu2). К фазам Лавеса относятся AgBe2, СаА12, TiBe2, TiCr2 и др. (тип MgCuj) или BaMg2, МоВег, Т1Мп2 и др. (тип MgZn2).
Фазы со структурой никельарсеиида NiAs. Эти соединения имеют гексагональную решетку и чаще образуются между одновалентными металлами (Си, Ag и др.) или между переходными металлами и простыми метал-лаЧК'высокой валентности (групп IV—VI периодической системы Д. И Менде-
и неметаллами (FeSn, NiSb, FeS, и др.).
Кроме рассмотренных металлических соединений, существует и ряд других в’ * s’ Т' W и т- д - но 0 них бУдет сказано при рассмотрении конкретных сплавов.
В упорядоченном состоянии эти соединения обозначаются Р' и у'. 84
Гетерогенные структуры
Сплавы с гетерогенной структурой образуются в случаях, когда компоненты не обладают полной взаимной растворимостью. Если в сплаве компоненты присутствуют в количестве, превышающем их предельную растворимость, то получается структура, состоящая из двух насыщенных твердых растворов или твердого раствора и химического соединения (см. рис. 52).
Так, при кристаллизации многих сплавов (РЬ—Sb, Си — Bi, Zn — Sn, Pb — Sn, Pb — Bi, Ni — Cr, Fe — C, Al—Си и др.) образуются структуры, состоящие из нескольких фаз. Фазы, образующие эту гетерогенную структуру, обнаруживаются микроанализом (см. рис. 52). Рентгенограмма такого сплава показывает наличие кристаллических решеток соответствующего числу фаз, образующих его структуру.
2. Диаграммы фазового равновесия и структура сплавов
Термодинамические условия равновесия фаз в сплавах
Процесс кристаллизации металлических сплавов и связанные с ним многие закономерности строения сплавов описывают с помощью рассматриваемых ниже диаграмм состояния или диаграмм фазового равновесия. Эти диаграммы в удобной графической форме показывают фазовый состав и структуру в зависимости от температуры и концентрации. Предполагается, что диаграммы состояния построены для условий равновесия, вернее достаточно близких к ним. Равновесное состояние соответствует минимальному значению свободной энергии. Истинное равновесие практически не достигается. В подавляющем числе случаев сплавы находятся в метастабильном состоянии, т. е. в таком состоянии, когда сплавы обладают ограниченной устойчивостью и под влиянием внешних воздействий переходят в другие, более устойчивые, состояния, так как их свободная энергия больше минимальной. Поэтому рассмотрение диаграммы состояния позволяет определить фазовые превращения в условиях очень медленного охлаждения или нагрева. Закономерность изменения числа фаз в гетерогенной системе определяется правилом фаз.
Правило фаз устанавливает зависимость между числом С степеней свободы системы (или вариантностью), числом К компонентов, образующих систему и числом фаз Ф, находящихся в равновесии: С = К + 2 — Ф, где 2 — число внешних факторов.
Под числом степеней свободы 1 (вариантностью системы) понимают возможность изменения температуры, давления и концентрации без изменения числа фаз, находящихся в равновесии.
При изучении физико-химических равновесий за внешние факторы, влияющие на состояние сплава, принимают температуру и давление. Применяя правило фаз к металлам, можно во многих случаях принять изменяющимся только один внешний фактор — температуру, так как давление, за исключением очень высокого, мало влияет на фазовое равновесие в твердом и жидком состояниях.
1 Математически число степеней свободы — это разность между числом переменных и числом уравнений, в которые входят эти переменные.
85
Тогда уравнение для С примет следующий вид: С = К + 1 — Ф. Так как число степеней свободы не может быть меньше нуля и не может быть дробным числом, то К — Ф+1^0, а Ф < К + 1, т. е. число фаз в сплаве, находящемся в равновесном состоянии, не может быть больше, чем число компонентов, плюс единица. Следовательно, в двойной системе в равновесии может находиться не более трех фаз, в тройной — не больше четырех и т. д.
Если в равновесии в системе с определенным числом компонентов находится максимальное число фаз, то число степеней свободы системы равно нулю (С = 0). Такое равновесие называют нонва-риантным. При нонвариантном равновесии сплав из данного числа фаз может существовать только в совершенно определенных условиях: при постоянной температуре и определенном составе всех находящихся в равновесии фаз. Это означает, что превращение начинается и заканчивается при одной постоянной температуре.
В случае уменьшения числа фаз на одну против максимально возможного число степеней свободы С — 1. Такую систему называют моновариантной. Когда С = 2, система бивариантна.
Равновесие в двухкомпонентных системах.
Как мы уже отмечали, условием равновесия является минимум свободной энергии (термодинамического потенциала). Самопроизвольно в системе протекают лишь те физические процессы, при которых свободная энергия уменьшается. Если сплав состоит из одной фазы (например, жидкого или твердого раствора а), то свободная энергия (F», Fa) при постоянной температуре и давлении зависит от ее (т. е. фазы) природы и состава (рис. 54, а). Для случая, приведенного на рис. 54, а, устойчив твердый раствор а, так как его свободная энергия (Fa) ниже, чем у жидкой фазы (Fw). Если система (сплав) состоит из двух и более фаз, то при постоянной температуре и давлении ее свободная энергия определяется по правилу смешения (рис. 54, б).
Точка Fc (рис. 54, б), характеризующая свободную энергию сплава состава Сс, лежит на прямой, соединяющей точки, характеризующие свободную энергию а и p-фаз (Fa и F₽), и делит эту прямую на отрезки, обратно пропорциональные количествам а- и р-фаз.
Если а и P-фазы, образующие данную систему, могут изменять свой состав, то свободная энергия каждой фазы в зависимости от концентрации может изменяться так, как это показано на рис. 54, в.
Состав фаз, находящихся в равновесии при данной температуре, отвечает точкам Са и Ср (рис. 54, в). Двухфазное состояние соответствует концентрациям, лежащим в пределах Са — Ср, где свободная энергия смеси двух фаз a-состава Са и р-состава С₽, определяемая точками на прямой аб, меньше свободной энергии отдельных фаз. Составы, имеющие концентрацию меньше Са, в условиях равновесия будут состоять только из a-фазы, а сплавы с концентрацией более Св из p-фазы. ₽
В двухкомпонентной системе при некоторых условиях [например, нонвариантном равновесии (С — 0) ] могут одновременно сосуще-86
ствовать три фазы (например, жидкая фаза и два твердых раствора). Изотермы свободной энергии в зависимости от состава для этого случая приведены на рис. 54, г. Состав фаз, находящихся в равновесии, определяется проекцией на ось концентраций точек касания прямой к кривым Fa, Fv и Fp (точки Са, Cv и Ср).
При данной температуре в равновесии могут существовать (см. рис. 54, г): одна фаза (а) в сплавах, имеющих концентрацию менее Са; три фазы (а, у и 0) в сплавах с концентрацией в пределах Са — Ср и состава, отвечающего точкам Са, CY и Ср (изменение состава в пределах от Са до Ср) не изменяет равновесного состава фаз, а меняет только количественное соотношение между фазами); одна фаза (0) устойчива в сплавах, имеющих концентрацию более Ср.
При фазовых превращениях в сплавах, вновь образующаяся фаза не обязательно должна иметь более низкий уровень свободной энергии, чем исходная, но обязательно в процессе фазового пре вращения свободная энергия системы в целом должна уменьшаться.
87
По кривым свободной энергии можно геометрическим путем построить основные типы диаграмм состояния.
Обычно диаграммы состояния строят экспериментально, а термодинамические равновесия и правила фаз используют для анализа опытных данных. Диаграммы состояния строят в координатах температура — концентрация в процентах по массе или, реже, в атомных процентах.
Для построения диаграмм состояния, особенно для определения температур затвердевания, используют термический анализ, наиболее полно разработанный Н. С. Курнаковым и его научной школой. Для этой цели экспериментально получают кривые охлаждения отдельных сплавов и по их перегибам или остановкам, связанным с тепловыми эффектами превращений определяют температуры соответствующих превращений. Эти температуры называют критическими точками. Для изучения превращений в твердом состоянии используют различные методы физико-химического анализа, микроанализа, рентгеноструктурного, дилатометрического, магнитного анализа и др.
Диаграммы состояния, построенные по экспериментальным данным, не отвечают состоянию истинного равновесия, так как получены в условиях реальных скоростей охлаждения. Однако они качественно согласуются с диаграммами состояния, построенными исходя из термодинамических условий равновесия фаз, и поэтому к ним можно применять общие условия равновесия фаз, в том числе и правило фаз.
Диаграммы состояния не дают полного представления о реально получающихся структурах сплавов.
Для описания превращений в сплавах в условиях реальных скоростей охлаждения и определения характера образующихся структур нужно, кроме равновесной диаграммы состояния, знать механизм и кинетику процессов кристаллизации и превращений. Процесс кристаллизации сплавов
В жидком состоянии большинство металлов неограниченно растворяются один в другом образуя однофазный жидкий раствор. Только некоторые металлы (например, железо со свинцом, медь со свинцом) почти полностью не растворимы в жидком состоянии и разделяются по плотности, образуя два несмешивающихся слоя.
Переход сплава из жидкого состояния в твердое протекает, как и при кристаллизации чистых металлов, только при некотором переохлаждении, при котором значение разности объемной свободной энергии жидкой и твердой фаз Гоб будет больше приращения поверхностной энергии FnoB (Fo6 > Fnou). Процесс кристаллизации протекает в результате образования центров кристаллизации (зародышей) и последующего их роста в виде дендритных или полногранных кристаллов.
; Любые фазы, образующиеся в сплаве, отличаются по составу от исходного жидкого раствора. Поэтому для образования устойчивого зародыша необходимы не только гетерогенные флуктуации, но 88
—-в, 7.
Рнс. 55. Диаграмма состояния системы Двух компонентов, неограниченно растворяющихся в жидком и твердом состояниях (а), и свободная энергия F (термодинамические потенциалы) растворов (/7Ж, Fa) при разных температурах (б-г)
и флуктуации концентрации. Флуктуациями концентрации называют временно возникающие отклонения химического состава сплава в отдельных малых объемах жидкого раствора от среднего его состава. Такие флуктуации возникают вследствие диффузионного перемещения атомов вещества, в результате тепловых движений в жидком растворе.
Чем больше отклонение состава флуктуации от среднего состава сплава, тем труднее она образуется. Однако, учитывая колоссальное количество атомов, составляющих жидкий раствор, можно ожидать, что в данном объеме металла существует большое число участков, имеющих состав, значительно отличающийся от среднего.
Зародыш новой фазы может возникнуть только в тех микрообъемах исходной фазы, состав которых, в результате флуктуации концентрации и расположения атомов, соответствует составу и строению новой кристаллизующейся фазы. Если при этом концентрационные флуктуации соответствуют микрообъемам, имеющим размер не меньше критического, возникает устойчивый зародыш, способный к росту.
С увеличением степени переохлаждения возрастает число подобных зародышей.
Наличие в жидкой фазе взвешенных частиц, отвечающих рассмотренным выше условиям модифицирования, способствует, особенно при сравнительно небольшой степени переохлаждения, образованию большого количества зародышей.
Скорость роста кристаллов в жидких растворах меньше, чем в чистых металлах. Это объясняется тем, что рост кристаллов требует диффузионного перемещения атомов компонентов в жидком растворе. Скорость роста тем
меньше, чем больше разность концентраций жидкого, раствора и образующихся из него кристаллов твердой фазы.
Диаграмма состояния сплавов, образующих неограниченные твердые растворы
Диаграмма состояния для случая полной взаимной растворимости компонентов А и В в жидком и твердом состояниях и изменение свободной энергии в зависимости от концентрации и температуры дана на рис. 55.
На диаграмме можно различить три области фазового состояния. При температуре выше линии tAatB, называемой линией ликвидус \
1 Ликвидус в переводе с латинского означает — жидкий, солидус — твердый.
89
существует только жидкая фаза Ж (рис. 55, а). В этой области (вис. 55 б) свободная энергия жидкой фазы ниже свободной энергии Fa твердого раствора а, состоящего из компонентов А и В.
В области ниже линии tA6ts, называемой линиеи солидус, устойчив a-твердый раствор, так как его свободная энергия Fn меньше, чем жидкой фазы FM (рис. 55, г).
Между линиями ликвидус и солидус в равновесии находятся жидкая фаза и сс-твердый раствор. При температуре 4 (рис. 55, в)
Рис. 56. Построение диаграммы состояния для случая неограниченной взаимной растворимости компонентов А н В:
а — кривые охлаждения; б — диаграмма состояния
свободная энергия меняется с изменением состава по линии Fma6Fa. В интервале концентраций АСа (см. рис. 55, а и в) устойчив жидкий раствор, а в интервале СбВ —твердый раствор а. В сплавах интервала СаС6 равновесным является двухфазное состояние: жидкость состава точки Са и кристаллы а состава Сб. Свободная энергия этих сплавов определяется прямой аб, являющейся отрезком общей касательной к -кривым изменения свободной энергии жидкого Гж и твердого Fa растворов.
Построение диаграммы состояния методом термического анализа приведено на рис. 56.
Температура охлаждающегося чистого компонента А понижается До tA (рис. 56, а, кривая Л), при которой компонент А затвердевает. 11а кривой отмечается остановка (горизонтальная линия), так как согласно правилу фаз в этом случае при постоянной температуре могут сосуществовать только две фазы — твердая и жидкая (С = — 1 + 1 —2 — 0). После затвердевания компонента А, когда Ф = 1, температура снова понижается. Аналогично может быть рассмотрена кристаллизация и компонента В (рис. 56, а, кривая В).
90
При охлаждении сплава 1 температура понижается до 4 (см. рис. 56, а). При температуре tr начинается процесс кристалли
зации и на кривой охлаждения отмечается перегиб (критическая точка), связанный с уменьшением скорости охлаждения вследствие
выделения скрытой теплоты кристаллизации.
Начиная от температуры tlt из жидкого сплава кристаллизуется твердый раствор а. Процесс кристаллизации протекает при понижающейся температуре, так как согласно правилу фаз в двухкомпонентной системе при наличии двух фаз (жидкой и кристаллов твердого раствора а) число степеней свободы равно единице (С = 2 + 1 — 2 = 1).
При температуре t2 (рис. 56, а) сплав затвердевает, и при более низких температурах существует только а-твердый раствор. Аналогично затвердевают и другие сплавы (например, 2 и 3) этой системы (рис. 56, б).
Если найденные критические точки от 4 до t6 перенести на диаграмму, где по оси абсцисс нанесен состав сплава, а по оси ординат температура, и одноименные критические точки (т. е. отражающие одинаковый физический процесс) соединить плавными кривыми, то получится диаграмма состояния системы сплавов А и В, образующих непрерывный ряд твердых растворов (рис. 56, б).
Начало затвердевания сплавов
Рис. 57. Диаграмма состояния для случая неограниченной растворимости компонентов А и В (а) и зависимость твердости (НВ) и литейных свойств (Ур — объем усадочной раковины, VCyM — суммарное изменение объема, V„ — пористость) от состава сплава (б)
происходит при температурах, соответствующих линии ликвидус /л444^в (рис. 56, б).
Температура окончания кристаллизации соответствует линии соли-Дус —
В интервале температур между
линиями ликвидус и солидус сосуществуют две фазы — жидкий сплав и твердый раствор а (рис. 56, б).
Рассмотрим более подробно процесс кристаллизации сплава, содержащего 50 % компонента В (рис. 57, а). Кристаллизация сплава начинается при температуре tlr когда из жидкого сплава выделяются первые кристаллы твердого раствора а. Ниже сплав является двухфазным (жидкость и a-кристаллы). Двухфазное состояние, характерное для процесса кристаллизации, существует
91
в интервале температур ti — ft (см. рис. 57, а). Однако каждой температуре соответствуют определенные количества и концентрации
Для определения состава фаз, находящихся в равновесии при любой температуре, лежащей между линией ликвидус, и солидус (например, /2 или 4). нужно через данный температурный уровень /2 или t3 провести линию, параллельную оси концентрации до пересечения с линиями ликвидус и солидус. Тогда проекция точки пересечения этой линии с ликвидусом (ти2, nig) на ось концентрации укажет состав жидкой фазы, а проекция точки пересечения с линией солидус (л2, «з) — состав твердой фазы (а-раствора).
Линии m2n2 и т3п3 и др., соединяющие составы фаз, находящихся в равновесии, называют конодами. Если точка, которая показывает состав сплава при данной температуре, попадает в область однофазного состояния (например, на рис. 57, а выше линии ликвидус или ниже линии солидус), то количество данной фазы (по массе) составляет 100 %, а ее состав соответствует исходному составу сплава.
В процессе кристаллизации меняется не только состав фаз, но и количественное соотношение между ними. Для определения количественного соотношения фаз, находящихся в равновесии при данной температуре, пользуются правилом отрезков (рычага). Согласно этому правилу (например, для определения массового или объемного количества твердой фазы) необходимо вычислить отношение длины отрезка, примыкающего к составу жидкой фазы, к длине всей ко-ноды; для определения количества жидкой фазы — отношение длины отрезка, примыкающего к составу твердой фазы, к длине коноды 1 (см. рис. 57, а). Следовательно, количество твердой фазы (в процентах) (например, при температуре (2) определится отношением отрезка 4^ к длине коноды m2n2: а = (/2m2/m2n2) 100 %.
Количество или объем жидкой фазы при температуре 4 определим из соотношения Ж = (4п2/т2ц2) 100 %.
Если дана общая масса сплава Q, то массы твердой фазы а, кг, и жидкой фазы Ж, кг, определяют следующим образом: а = = (t2m2/m2n2) Q, Ж = (ten2/m2nz) Q.
Окончание затвердевания сплава соответствует температуре (4. Выделяющиеся кристаллы твердого раствора имеют переменный состав, зависящий от температуры. Однако при медленном охлаждении процессы диффузии в жидкой и твердой фазах (объемная диффузия), а также процессы взаимной диффузии между ними (межфазная диффузия) успевают за процессом кристаллизации, поэтому состав кристаллов выравнивается. В этих условиях сплав после затвердевания будет состоять из однородных кристаллических зерен твердого раствора (см. рис. 58, б), а их состав будет соответствовать исходному составу сплава.
Неравновесная кристаллизация. Процесс диффузии протекает медленно, поэтому в реальных условиях охлаждения состав в пределах каждого кристалла и разных кристаллов ие успевает выравниваться, и он будет неодинаковым.
Л У1равило отрезков применимо ие только к кристаллизующимся сплавам, но и вообще ко всем двухфазным системам независимо от их агрегатного состояния. 92
Неоднородные по составу кристаллы твердого раствора сс можно характеризовать средней концентрацией, которая на рис. 57, а лежит справа от линии соли-дус1-
Рассмотрим снова сплав, содержащий 50 % В, начинающий затвердевать при температуре tlt при которой образуются кристаллы а; состав их соответствует точке kt.
При температуре /2 состав жидкой фазы будет соответствовать точке т2, а а-фазы — точке п2. Но отдельные части кристаллов a-фазы, которые образовались при температурах, выше температуры t2, не изменили своего начального состава, и средний состав кристаллов будет соответствовать точке k2. При понижении температуры средний состав кристаллов a-твердого раствора все более отклоняется от равновесного. При температуре /3 он будет соответствовать не n3, a k3. Если через
рнс. 58. Микроструктура твердого раствора сплава системы Си—Ni, Х200: а — после литья; б — после деформации и гомогенизации
точки fe, — kb провести кривую, то она будет характеризовать средний состав кристаллов а при данной скорости охлаждения. При температуре /4 в условиях равновесия фаз выбранный сплав должен затвердеть. В неравновесных условиях этого не произойдет, так как в сплаве останется жидкая фаза, количество которой определится из соотношения (Z4fe4/т^) 100 %. Сплав затвердеет тогда, когда средний состав a-фазы будет соответствовать составу взятого сплава. Это произойдет при температуре /5, когда периферийные зоны кристаллов будут иметь состав, отвечающий 50 % компонента В (см. рис. 57, а). Следовательно, в неравновесных условиях сплав затвердевает ниже равновесной температуры затвердевания. Линию 1ц — kfl называют линией неравновесного солидуса. Каждый сплав при заданной скорости охлаждения характеризуется своим неравновесным солидусом.
Дендритная (внутрикристаллитная) ликвация. В результате неравновесной кристаллизации химический состав образующихся кристаллов се-твердого раствора по сечению оказывается переменным.
В процессе кристаллизации образуются кристаллы твердого раствора дендритного типа. Поэтому оси первого порядка, возникающие в начальный момент кристаллизации, обогащены более тугоплавким компонентом В. Периферийные слои кристалла и межосные
1 Для упрощения принято, что однородность, соответствующая равновесию, поддерживается только в жидкой фазе, но не в твердой, где скорость диффузии значительно меньше.
93
ппостпанства кристаллизующиеся в последнюю очередь, будут обогащены компонентом А, понижающим температуру плавления сплава и их состав близок к концентрации, соответствующей исход-ной концентрации сплава. Такую неоднородность состава сплава rhvtoh отдельных кристаллов называют внутрикристаллитнои или дендритной ликвацией. Чем больше разность температур между сЗусом и ликвидусом, тем больше дифференциация по составу между жидкой и твердой фазами и тем сильнее проявляется этот вид ликвации. Вследствие разной травимости участков твердого раствора имеющих неодинаковый состав, неоднородность внутри каждого кристалла может быть легко выявлена при микроанализе 7см. рис. 58, а).
гЛен др итн а я ликвация может быть ослаблена продолжите ъным нагревом сплава при температурах, обеспечивающих достаточную скорость диффузии (чаще 0,8-—0,95Тпл). После такого нагрева, называемого диффузионным отжигом или гомогенизацией, дендритная ликвация литого сплава уменьшается.
Зональная ликвация. Кроме внутрикристаллитной ликвации, химическая неоднородность образуется по зонам слитка — зональная
ликвация.
Зональная ликвация по сечению слитка бывает прямой и реже обратной1. При прямой ликвации поверхностные зоны слитка обогащены компонентом, повышающим температуру плавления, а центральные зоны слитка содержат больше компонента, понижающего эту температуру. При обратной ликвации наблюдается противоположная закономерность. Развитие зональной ликвации зависит от скорости охлаждения, размера слитка, скорости диффузии, интервала температур кристаллизации и т. д. Чем больше развита дендритная ликвация — тем обычно меньше зональная ликвация.
Быстрое охлаждение способствует развитию дендритной ликвации, но уменьшает зональную. Поэтому для ослабления зональной ликвации применяют высокие скорости охлаждения.
Связь между свойствами и диаграммой состояния. Между составом и структурой сплава, определяемой типом диаграммы состояния и свойствами сплава, как показал Н. С. Курнаков, существует определенная зависимость (см. рис. 57, б).
При образовании твердого раствора временное сопротивление при растяжении, предел текучести и твердость повышаются при сохранении достаточно высокой пластичности. Это объясняется тем, что атомы растворенного элемента группируются в искаженных областях решетки, что мешает продвижению дислокаций.
Значительно затрудняют движение дислокаций, а следовательно, повышают прочность атмосферы Коттрелла даже при малом содержании второго компонента. При образовании твердого раствора вне-
* Хотя обратная ликвация распространена в сплавах Си—Zn, Си—Sn и сплавах алюминия, надежной теории для объяснения этого явления нет.
04
дрения прочность во много раз больше, чем при образовании твердого раствора замещения той же концентрации.
Сочетание повышенной прочности и хорошей пластичности поз
воляет использовать твердые растворы как основу конструкционных
сплавов.
Сплавы — твердые растворы сравнительно легко деформируются, но обладают низкими литейными свойствами (плохая жидкотекучесть, склонны к образованию рассеянной пористости и т. д., см. рис. 57, б). Обработка резанием вследствие высокой пластичности затруднена.
Образование твердых растворов сопровождается увеличением электросопротивления и уменьшением его температурного коэффициента. Это объясняется искажением электрического поля решетки металла-растворителя атомами растворенного компонента. В связи с этим сплавы-твердые растворы широко применяют для изготовления проволоки (ленты) электронагревательных элементов и реостатов.
Диаграмма состояния сплавов, образующих ограниченные твердые растворы
Ограниченная растворимость наиболее часто встречается в металл'ических сплавах. При образовании ограниченных твердых растворов различают два типа диаграмм состояния: с эвтектическим и с перитектическим превращением.
Диаграммы состояния сплавов, образующих ограниченные твердые растворы и эвтектику. На рис. 59 и 60 представлены диаграммы состояния для этого случая.
Как видно из рис. 59, б, при свободная энергия (термодинамический потенциал) жидкой фазы ниже, чем а или 0-фаз. Поэтому выше линии ликвидус асб устойчива лишь жидкая фаза. Линия adceb — линия солидус (рис. 59, а). При температурах (например, t3) ниже линии солидус сплавы обладают минимальной свобод-
ft %
Рис. 59. Диаграмма состояния (а) и зависимость свободной энергии F (термодинамического потенциала) от состава и температуры (б — д) для сплавов с эвтектическим превращением
ной энергией в кристаллическом состоянии (рис. 59, д): в интервале концентраций—Af устойчив раствор а (твердый раствор компонента В в А), в интервале концентраций fk — смесь двух фаз а- и 0-растворов и в интервале kB одна фаза — 0-раствор (твердый раствор компонента Л в В).
Между линиями ликвидус и солидус в равновесии находятся две фазы: твердые растворы а или 0 и жидкая фаза Ж (рис. 59, а).
При температурах, соответствующих линии ас, из жидкого сплава
выделяются кристаллы a-твердого раствора; а линии Ьс — кристаллы 0 (рис. 59, а). Линии ас и Ьс не только соответствуют температурам
95
начала кристаллизации сплавов различного состава, но и показывают степень насыщения жидкой фазы компонентами А и В т. е. являются линиями растворимости. Точка d характеризует nP^b-ную растворимость В в компоненте А, а точка е РД
состоянии
Сплав ’ соответствующий точке с, затвердевает при постоянной температуре /9. При этой температуре кривые свободной энергии жидкого раствора Ж и твердых растворов а и р имеют общую каса-
а
тельную (рис. 59, г) и эти фазы могут находиться в равновесии. При температуре несколько ниже t3 жидкий сплав оказывается насыщенным по отношению к обеим фазам (ос и 0 твердым растворам), так как точка с как бы принадлежит сразу двум ветвям ликвидуса (рис. 59, а). Поэтому при температуре t3 одновременно с жидким раствором сосуществуют предельно' насыщенные кристаллы твердых растворов аир, образующих гетерогенную структуру. Сплавы, в которых происходит одно-
2
а
is
6
~d
Врепя
fi
к
Рис. 60. Кривые охлаждения (а), диаграмма состояния (б) сплавов, образующих ограниченные твердые растворы, и зависимость твердости НВ и литейных (Ур’ Уп* ^сум и жидкотекучесть) свойств сплава от состава (в)
В
I
тика'™™.
НВ
Жидкотекучесть
А 20 Ы) ВО во юо временная кристаллиза-_^д % ция а и 0-фаз при постоянной и самой низкой для данной системы сплавов температуре, называют эвтектическими. Структуру, состоящую из определенного сочетания двух (или более) твердых фаз, одновременно кристаллизовавшихся из жидкого сплава, называют эвтектикойУ Сплавы, располагающиеся влево от эвтектического состава (см. рис. 59, а, точка с) и имеющие концентрацию в интервале de, называют доэвтектическими, а справа в интервале концентраций се — заэвтектическими. Изотерма dee соответствует температуре сосуществования трех фаз: жидкого сплава и кристаллов двух твердых а + 0-растворов (эвтектики) в до- и заэвтектических сплавах
Эвтектическая кристаллизация
сЗяеи»КРЛСТаЛЛИЗаЦИИ эвтектик разработана А. А. Бочваром. иогласно этой теории сначала зарождаются и растут
хорошо шгавяпаяся!101 В пе₽еводс с греческого означает легко плавящаяся или
кристаллы
В6
одной из фаз (например, a-твердого раствора, богатого компонентом Л). При этом жидкость, окружающая этот кристалл а-раствора, обогащается вторым компонентом В, и в результате этого происходит выделение кристаллов 0-твердого раствора. Образованию кристаллов 0-фазы способствует и то, что кристаллы a-фазы могут играть для них роль готовой подкладки. Жидкость, прилегающая к образовавшимся кристаллам 0-фазы, в свою очередь обогащается компонентом А, и поэтому вновь выделяются кристаллы a-фазы, богатые компонентом А. В результате попеременного пересыщения жидкости по отношению к а- и 0-фазам образуется эвтектическая колония.
Твердую фазу, образующуюся в жидкости первой, называют ведущей. Кристаллы ведущей фазы принимают различную форму: дендрита, пластины, округлую. Вторая фаза заполняет промежутки между кристаллами или ветвями дендрита ведущей фазы.
Эвтектическая структура в условиях сравнительно высоких степеней переохлаждения состоит из мелких кристаллов обеих фаз (а и 0), так как при одновременной кристаллизации их из жидкого сплава рост каждой из них затрудняется (см. рис. 52, в).
Кристаллизация, отдельных сплавов. Сплавы, расположенные левее точки f (см. рис. 60) и правее точки k, кристаллизуются так же, как и сплавы с неограниченной растворимостью (см. рис. 57, а).
Например, кристаллизация сплава 1 (см. рис. 60, б) начинается при температуре tr и заканчивается при температуре /3. Состав жидкой фазы при кристаллизации меняется по линии ликвидус, а твердой фазы — по линии солидус. Например, при температуре /2 точка т будет соответствовать составу жидкой фазы, а точка п — а-твердому раствору. После затвердевания сплав состоит из кристаллов твердого раствора а и при дальнейшем понижении температуры никаких фазовых превращений не претерпевает. Сплавы, лежащие правее точки k по этим же условиям кристаллизации состоят из кристаллов 0-твердого раствора.
При кристаллизации доэвтектического сплава 2 (см. рис. 60, б) по достижении температуры несколько ниже в жидкости образуются кристаллы твердого раствора а. На кривой охлаждения (см. рис. 60, а) при К отмечается перегиб, связанный с уменьшением скорости охлаждения вследствие выделения скрытой теплоты кристаллизации. Процесс кристаллизации а-раствора (т. е. сосуществования двух фаз) идет в интервале температур, так как система имеет одну степень свободы (С = 2 + 1 — 2=1).
Процесс выделения a-кристаллов продолжается до температуры t3. Состав кристаллов твердого раствора а в условиях равновесия определяется точками пересечения коноды с линией солидус, а остающейся жидкости — точками пересечения коноды с линией ликвидус. Так, при температуре tb составу жидкой фазы соответствует точка т', а твердой — п'.
Количество жидкой и твердой фаз определяют по правилу отрезков. Например, при температуре /5 количество жидкой фазы определяют из отношения (t5n'/n'm') 100 %, а количество a-твердого раствора — из отношения (tbm'ln’m') 100 %. При эвтектической тем-
4 Ю. М. Лахтин 97
пературе 4 кристаллы а достигают предельной концентрации (точка d) ad, а жидкая фаза получает эвтектический состав (точка с) Жс- „ .
В этих условиях при температуре из жидкой фазы одновременно кристаллизуются предельно насыщенные растворы аире образованием эвтектики ad 4- 0е.
Процесс кристаллизации эвтектики протекает при постоянной температуре t3, так как согласно правилу фаз при одновременном существовании трех фаз постоянного состава (Жс, o.d и |Зг) система нонвариантна (С = 2 + 1 — 3 = 0). На кривой охлаждения (см, рис. 60, а) при кристаллизации эвтектики образуется площадка. Следовательно, после затвердения сплав состоит из первичных кристаллов а и эвтектики (а + 0). Любой доэвтектический сплав, соответствующий составу, находящемуся между точками f и э, так же состоит из двух фаз а и 0 и имеет те же структурные составляющие. На рис. 52, г показана микроструктура доэвтектического сплава РЬ—Sb.
Эвтектический сплав 3 состава (точки э на рис. 60, б) начинает кристаллизоваться при температуре несколько ниже /9. Кристаллизация эвтектического сплава протекает при постоянной температуре. На кривой охлаждения эвтектического сплава (см. рис. 60,а), при температуре 1Э отмечается горизонтальная площадка. Этой температуре отвечает нонвариантное равновесие (Ф = 3, К = 2, С — = .3— 2 — 1 = 0). После затвердевания сплав состоит из эвтектики (а,; + 0,).
Кристаллизация заэвтектических сплавов протекает так же, как и Доэвтектических. Однако вместо кристаллов a-твердого раствора из жидкой фазы будут выделяться кристаллы твердого раствора 0. Структура заэвтектических сплавов состоит из первичных кристаллов 0-фазы и эвтектики (а + 0) (см. рис. 52, д),а их фазовый состав — а и 0-фазы. *
Количественное соотношение структурных составляющих в различных сплавах после затвердевания можно определить по правилу отрезков. Например, количество первичных кристаллов а в доэвтектическом сплаве 2 будет равно (4c/dc)-100 %, а количество эвтектики — (dtjdc) 100 %.
Неравновесная кристаллизация
Рассмотренные процессы относятся к условиям, близким к равновесию, т. е при очень медленном охлаждении.
Увеличение скорости охлаждения, кроме развития внутрикристаллитнои ликвации в кристаллах а- и 0-твердых растворов, может вызвать значительные изменения в структуре и фазовом составе затвердевших сплавов. Так, при неравновесной кристаллизации эвтектика может образовываться в сплавах, состав которых нахо-дйТся левее точки d, т. е. меньше предельной растворимости компонента В в А, или правее точки е, т. е. предельной растворимости компонента А в В при t3.
..Рассмотрим это иа примере сплава / (рис. 61, о). При ускоренном охлаждении, когда сравнивающая диффузия в твердой фазе ие успевает произойти, средний состав кристаллизующейся a-фазы будет определяться неравновесным солидусом W’a- Кристаллизация сплава В условиях медленного охлаждения, близких к равновесию, должна закончиться, йри температуре /2 (точка /).
08
При ускоренном охлаждении жидкая фаза сохраняется до эвтектической температуры (линия нп1п2 не пересекает ординату сплава 1 выше t3). При эвтектической температуре количество оставшейся жидкости будет (л2г/л2с) 100 %. Эта часть жидкой фазы претерпевает эвтектическое превращение при температуре /Э- Следовательно, при неравновесной кристаллизации сплав 1 будет после затвердевания состоять из первичных кристаллов a-твердого раствора и эвтектики (а -|- р), т. е. иметь структуру, отличную от получаемой в условиях равновесия, т. е. кристаллов a-твердого раствора. С увеличением скорости охлаждения точка предельной растворимости d как бы сдвигается влево, что имеет большое практическое значение.
Путем гомогенизации (длительного высокотемпературного нагрева) эти сплавы можно привести к равновесному состоянию. При нагреве до высоких температур (но ниже температуры плавления эвтектики) P-фаза растворяется в a-фазе, или, наоборот, a-фаза в p-фазе (в зависимости от состава сплава), а как следствие этого
эвтектика исчезает.
Повышенные скорости охлаждения могут изменить н структуру доэвтектических и заэвтектических сплавов, затвердевающих в условиях равновесия с образованием эвтектики (а -|- Р) и кристаллов избыточной а- или р-фаз (рис. 61). При неравновесной кристаллизации эти сплавы могут иметь чисто эвтектическую структуру. Такую структуру принято называть квазиэвтектичес-кой, так как она имеет состав, отличный от состава эвтектики, представленного диаграммой фазового равновесия. Образование кристаллов a-фазы из жидкости
Рис. 61. Диаграммы состояния сплавов, образующих ограниченные твердые растворы и эвтектику (неравновесная кристаллизация)
возможно только при достижении температуры, несколько ниже соответствующей линии ас, или ее продолжения, а р-фазы — при температурах соответствую-щей линии Ьс или ее продолжения, поскольку только в этом случае исходная жидкая фаза оказывается пересыщенной по отношению к а- или р-фазам. В заштрихованной области Ь'са', образованной продолжением линии ликвидус ас и Ьс, жидкая фаза окажется пересыщенной как относительно а, так и р-фаз. Поэтому в этой области возможна одновременная кристаллизация а- и Р-твердых растворов, образующих эвтектику (квазиэвтектику). Рассмотрим это на примере сплава 2 (рис. 61, а). Если температура переохлажденной жидкой фазы будет находиться между эвтектической линией и /4 (например, /3), то из жидкой фазы сначала выделятся кристаллы a-фазы, а затем закристаллизуется эвтектика. Чем больше степень переохлаждения жидкой фазы в интервале температур t3—tt, тем меньше образуется избыточных кристаллов а и больше эвтектики (квазиэвтектики). При переохлаждении жидкой фазы до температуры ниже /4 она окажется пересыщенной компонентами А и В, из нее одновременно начнут кристаллизоваться а- и P-твердые растворы, составляющие эвтектику. Эвтектика (квазиэвтектика) будет обогащена компонентом А относительно равновесного состава. Чем больше степень переохлаждения, тем мельче будут кристаллы а- и Р-фаз, образующих эвтектику. Для некоторых сплавов при определенной скорости охлаждения «переох-лажцеиность» жидкой фазы по отношению к P-фазе больше, чем к a-фазе. Это приводят к смещению эвтектической точки с (рис. 61, б) вправо (точка с'), и сплав эвтектического состава должен затвердевать как доэвтектический.
Ликвация по плотности
При кристаллизации сплавов по диаграмме состояния типа, приведенной на рис. 60, нередко можно наблюдать явление, называемое ликвацией по плотности. Так, в сплавах РЬ—Sb выделяющиеся
4* 99
в процессе кристаллизации кристаллы а (твердого раствора Sb в РЫ или 8 (твердого раствора РЬ в Sb) значительно отличаются по плотности от остающейся жидкой части сплава и вследствие этого всплывают кристаллы 0 и, соответственно, оседают на дно кристаллы а В результате, слиток получается неоднородным по составу и свойствам Поэтому в медленно охлажденном доэвтектическом сплаве указанной системы в результате ликвации верхняя часть слитка обогащается
Рис. 62. Неоднородность отливки (схема), обусловленная ликвацией по плотности
Sb и состоит только из эвтектики, а нижняя содержит много избыточных кристаллов ос и небольшое количество эвтектики (рис. 62).
Чтобы предупредить ликвацию по плотности, сплав быстро охлаждают (например, при получении свинцовистой бронзы), энергично перемешивают, а иногда добавляют третий компонент, кристаллизующийся первым в виде разветвленных дендритов, препятствующих расслоению сплава. Последний способ используют при получении вкладышей из баббитов.
Связь между свойствами и диаграммой состояния. В сплавах с ограниченной растворимостью свойства при концентрациях, отвечающих однофазному твердому раствору, изменяются по криволинейной зависимости, а в двухфазной области по прямой (см. рис. 60). Крайние точки на прямой отвечают свойствам предельно насыщенных твердых растворов. При образовании гетерогенной структуры [например, (<х+|3)-фаз 1, некоторые свойства (твердость, прочность, электропроводность и др.) изменяются по правилу аддитивности.
Однако следует учитывать, что свойства сильно зависят от дисперсности и характера расположения фаз, их тонкого субзеренного строения, величины зерна и т. д. Так, в сплавах с гетерогенной структурой (а 4- 0) измельчение частиц присутствующих фаз приводит к существенному отклонению от прямолинейной зависимости (штриховая линия на рис. 60, в).
Рассмотренные закономерности изменения свойств от состава справедливы в том случае, если все сплавы каждой области диаграммы находятся в одинаковом структурном состоянии, а свойства измеряются при одинаковых температурах — комнатной или немного от нее отличающейся.
Сплавы — твердые растворы имеют низкие литейные свойства Для получения высоких литейных свойств концентрация компонентов в литейных сплавах должна превышать их максимальную растворимость в твердом состоянии и приближаться к эвтектическому составу. Эвтектические сплавы обладают хорошей жидкотекучестью и усадка в них выражена в виде раковины (см. рис. 60, в). Сплавы, находянХйеся в области однородных твердых растворов, пластичны и поэтому хорошо прокатываются, куются, прессуются и т. д. Пла-1<10
стичность сильно снижается при появлении в структуре эвтектики. Поэтому в деформируемых сплавах максимальная растворимость при эвтектической температуре является верхним пределом содержания компонентов.
Диаграмма состояния сплавов, образующих ограниченные твердые растворы и перитектику
Диаграмма состояния сплавов с перитектикой приведена на рис. 63. Линия acb на диаграмме соответствует линии ликвидус, а линия adeb — линии солидус.
Точка d характеризует максимальную растворимость компонента В в компоненте А, а точка е—предельную растворимость компонента А в компоненте В. Линию cde называют линией пе
Рис, 63. Кривые охлаждения (а) и диаграмма состояния (б) сплавов, образующих ограниченные твердые растворы и претерпевающих перитектическое превращеине
ритектического превращения. При перитектической температуре, как и при эвтектической, сосуществуют три фазы — жидкая и твердые растворы а и
Перитектическое превращение отличается от эвтектического. Если' при эвтектическом превращении из жидкой фазы одновременно кристаллизуются две твердые фазы, то при перитектическом превращении кристаллизуется только одна фаза, образующаяся в результате взаимодействия ранее выделившейся фазы состава е с жидкой фазой состава с.
Рассмотрим механизм перитектического превращения на примере кристаллизации сплавов / и 2 (рис. 63).
Начало кристаллизации сплава / соответствует температуре когда из жидкого сплава
начинают выделяться кристаллы
P-твердого раствора. По достижении температуры tn в равновесии находится жидкая фаза состава точки с (Жс) и кристаллы р-твердого раствора состава^ е (ре). Кристаллы a-твердого раствора образуются в результате перитектической реакции, которая сводится к взаимодействию ранее выделившихся кристаллов Р-твердого раствора (Р«) и жидкой фазы (Жс): Жс + ₽е -*• + Ре-
Выделившиеся ранее кристаллы P-твердого раствора взаимодействуют с жидкой фазой, и в итоге кристаллизуется а-фаза.
При перитектической температуре сосуществуют три фазы постоянного состава (Жс, ad и ре), что соответствует нонвариантному равновесию и возможно только при постоянной температуре /п (рис. 63, а — кривые охлаждения).
Для сплава / соотношение реагирующих фаз характеризуется избыточным количеством P-кристаллов, поэтому в результате перитектического превращения часть P-фазы останется неизрасходованной. Перитектическая структура сплава 1 после окончания процесса кристаллизации состоит из развитых чередующихся кристаллов « и Р (см. рис. 52, б).
Процесс кристаллизации сплава 2 начинается при температуре /2 с выпадения из жидкой фазы кристаллов P-твердого раствора. При температуре /п происходит перитектическое превращение Же + Ре ad + Жс-
В сплаве данного состава после перитектического превращения в избытке оказывается жидкая фаза. При дальнейшем понижении температуры до t3 из жидкого сплава выпадают кристаллы a-твердого раствора.
После затвердевания сплав 2 состоит только из кристаллов a-твердого рас-
твора.
НИ
В сплавах расположенных левее точки с’, происходит кристаллизация с обра-зом^Хто^фазы, а правее точки k кристаллизация с образованием только B-Лазы Лтя этой системы структурный и фазовый состав совпадают. Р^Пепитектаческое превращение наблюдается во многих промышленных сплавах (напрнмер ГсХмх железа с углеродом, меди с цинком, меди с оловом в т. д.). Диаграмма состояния сплавов, образующих химические соединения Диаграмма состояния с одним устойчивым химическим соединением показана на рис. 64.
Диаграмму состояния сплавов,
чивое химическое соединение АпВт,
в которых присутствует устон-можно разделить на две части. Одна часть диаграммы характеризует сплавы, образуемые одним из компонентов с химическим соединением (область А—АпВт), которое играет роль самостоятельного компонента, а другая часть — сплавы, образуемые вторым компонентом с этим же химическим соединением АпВт (область АпВт—В). Сплавы, расположенные в заштрихованной области у-раствора левее ординаты химического соединения АпВт представляют собой твердые растворы компонента А в соединении АпВт, а сплавы, расположенные правее ординаты соединения, — соответ-
Psc- 64. Диаграмме состояния сплавов с образованием устойчивого химического соедиве-
я» Лпвт
ственно растворы компонента В в соединении АпВт. Твердому раствору на базе компонента А соответствует a-фаза, а на базе компонента В p-фаза. Для рассматриваемых сплавов каждая часть диаграммы представляет сплавы с ограниченной растворимостью в твердом состоянии и образованием эвтектики.
При концентрации, соответствующей химическому соединению (P«c. 64), отмечается характерный перелом на кривой свойств (рингулярная точка). Это объясняется тем, что некоторые свойства химических соединений обычно резко отличаются от свойств образующих нх компонентов.
Химические соединения, особенно соединения металла с углеродом (карбиды) и азотом (нитриды), имеют очень высокую твер-твеРдость карбида вольфрама WC составляет HV 1790 (17 900 МПа), карбида титана TiC — HV 2850 (28 500 МПа) • нитрида тантала TaN — HV 3230 (32 300 МПа). Химические соеди-У*»—»” значение как твердые структурны" cSb-“ 5^’авах с гетерогенной структурой (например, кар-TJp). «иавах железа, соединение CuAI, в сплавах алюминия
3. Фазовые превращения в сплавах в твердом состоянии
В некоторых сплавах после их затвердевания, т. е. в твердом состоянии, происходят фазовые превращения. Они вызываются полиморфными превращениями компонентов и распадом твердого раствора в связи с изменением взаимной растворимости компонентов в твердом состоянии.
Превращения в твердом состоянии протекают в результате образования зародышей новой фазы в исходной фазе (матрице) и последующего их роста за счет матрицы. Кристаллизационные процессы образования фаз в твердом состоянии подчиняются тем же закономерностям, что и процессы кристаллизации из жидкости. Однако в случае превращения в твердом состоянии нужно учитывать упругие напряжения, возникающие вследствие того, что удельные объемы старой и новой фаз не одинаковы. Энергия упругой деформации повышает свободную энергию и затрудняет превращение: ЛК = = — ДКоб + Л^пов + ЛГуП. Поэтому для начала превращения нужно, чтобы выигрыш в объемной энергии компенсировал не только проигрыш, связанный с образованием новых поверхностей раздела ЛКпов н0 и компенсировал упругие искажения ДКуП ' ЛКоб £>
ЛКпои ~Ь ЛКуц.
Превращения при распаде твердого раствора протекают с образованием фаз, имеющих состав, отличный от исходной матричной фазы. Поэтому для гомогенного возникновения зародыша новой фазы критического размера необходимо наличие флуктуаций энергии и концентрации. Чем больше степень переохлаждения, тем меньше критический размер зародыша и требуемые для его образования флуктуации энергии и концентрации. Чаще зародыши образуются в дефектных местах кристаллической решетки, на границах зерен, в местах скопления дислокаций, на включениях примесей и т. д. (гетерогенное зарождение). Это объясняется уменьшением работы образования критического зародыша (по сравнению с гомогенным зарождением) и его размеров.
Чем меньше зерно исходной фазы, тем больше возникает зародышей новой фазы и тем быстрее протекает фазовое превращение. Рост зародышей новой фазы происходит в результате перехода атомов через границу раздела из исходной фазы ве вновь образуемую.
Превращение в твердом состоянии характеризуется также тем, что образование зародыша новой фазы в твердой анизотропной среде должно проходить с соблюдением правила структурного и размерного соответствия. Тогда зародыш новой фазы ориентирован так, что он сопряжен с исходной фазой по определенным кристаллографическим плоскостям, наиболее сходным по расположению атомов и по расстоянию между ними.
Пока на границе новой II и исходной / фаз существует сопряженность или когерентность решеток 1 по определенным кристаллографическим плоскостям (рис. 65), рост новой фазы происходит с большой скоростью, так как атомы перемещаются упорядоченно
1 От английского слова coherence — связность.
10)
щим кристаллом границы зерна
Рис. 65. Схематическое изображение соотношений между решетками исходной (/) и новой (II) фаз:
а — непрерывный переход решетки в другую при росте кристалла новой фазы (когерентная связь); б — неупорядоченность на границе, приводящая к нарушению когерентной связи
на незначительные расстояния. Однако образование зародыша новой л1зы влечетза собой возникновение упругой энергии (т. е энергии упругойдеформации). Величина этой энергии в некоторый момент ппевышает предел упругости среды, что влечет за собой сдвиговую деформацию, нарушение когерентности и образование межфазной ?рЕы Г (см. рис. 65). Вследствие этого когерентный рост стано-ВИТКогерентнь^Нрост может быть нарушен и при достижении расту-р ------ ------ или других дефектов кристалла.
При высоких температурах (выше температуры порога рекристаллизации), когерентность быстро нарушается, поскольку предел упругости оказывается сильно сниженным, однако рост кристаллов новой фазы продолжается достаточно быстро, но уже в результате диффузионного перемещения атомов от матричной фазы к новой через границу раздела фаз.
Если при этом между исходной и новой фазами существует структурное соответствие, то новая фаза располагается вдоль определенных кристаллографических плоскостей исходной фазы в виде пластин или игл. Такую структуру называют видманштеттовой 1. Кристаллы новой фазы ускоренно растут в тех плоскостях и направлениях решетки исходной фазы, в которых легко обеспечивается ориентационная связь между этими двумя фазами.
Образование стабильной фазы приводит сплав к состоянию с минимумом свободной энергии. Однако, если новая стабильная фаза по составу или структуре кристаллической решетки сильно отличается от исходной, нередко возникает метаетабильная фаза, которая по составу или структуре является промежуточной. Образование метастабильной фазы хотя и ведет к снижению свободной энергии системы, но оно не обеспечивает ее минимума. Несмотря на это, образование метастабильной фазы в ряде случаев кинетически более выгодно, так как она лучше сопрягается с решеткой исходной фазы и требует меньших флуктуаций концентрации.
В некоторых случаях наблюдается многоступенчатый переход к стабильной фазе через две и большее число метастабильных фаз. Закономерности перехода к стабильной фазе через метастабильные называют правилом ступеней г.
*По имени австрийского исследователя А. Видманштеттена, который в 1908 г «иаоужнл такую структуру в железоникелевом метеорите.
Порядок возникновения фаз определяется не уровнем объемной свободной анергии, а величиной энергетического барьера при образовании повой фазы, которая определяется поверхностной энергией на межфазной границе.
ИМ
Промежуточную фазу можно наблюдать, в частности, в такой важной системе, как Fe—С, где вместо стабильной фазы — графита образуется метастабильная фаза — цементит Fe3C.
При определенных условиях метастабильная фаза переходит в стабильную, что сопровождается снижением свободной энергии. Этот переход обычно ведет к нарушению когерентной связи решеток и образованию обычной межфазной границы (рис. 65).
При больших скоростях охлаждения можно подавить нормальные диффузионные превращения 1 * (например, распад твердого раствора). В этом случае сплав после охлаждения будет состоять из метастабильной при низкой температуре фазы, устойчивой при высокой температуре.
В случае полиморфного превращения при переохлаждении высокотемпературной фазы чаще происходит бездиффузионное превращение высокотемпературной модификации в низкотемпературную. Бездиффузионное превращение осуществляется сдвиговым путем. В основе сдвигового механизма превращения лежит кооперативное и закономерное перемещение атомов, при котором они сохраняют своих соседей и смещаются один по отношению к другому на расстояния, меньшие межатомных. При этом изменения состава фаз не происходит. Превращение, протекающее при значительном переохлаждении, называют мартенситным, а образующуюся фазу — мартенситом. Во время превращения образующийся кристалл мартенсита когерентно связан с исходной фазой и его рост идет с большой скоростью (~103 м/с) даже при температурах, близких к абсолютному нулю. Как правило, мартенсит закономерно ориентирован относительно исходной высокотемпературной фазы. Кристаллы мартенсита имеют форму пластин (игл).
При нарушении когерентности решеток дальнейший упорядоченный переход атомов из одной модификации в другую становится невозможным, и рост кристаллов мартенсита прекращается. Диффузионный переход атомов из одной фазы в другую при таких низких температурах практически исключается.
Кроме нормального (диффузионного), мартенситного (бездиффу-зионного) полиморфного превращения в сплавах иногда происходит и промежуточное превращение, получившее название массивного. При этом превращении меняется тип решетки без изменения состава фаз. В результате образуется однофазное состояние, причем зерна имеют вид бесформенных массивов, предопределивших название превращения. Массивное превращение протекает по нормальному механизму, однако вследствие значительного переохлаждения диффузия на большие расстояния не происходит.
Диаграмма состояния сплавов с частичным распадом твердого раствора при понижении температуры. Диаграмма состояния
1 В отличие от охлаждения при нагреве диффузионная подвижность атомов
и разность свободных энергий возрастают. Поэтому с увеличением степени перегрева скорость превращения непрерывно возрастает. Степень перегрева обычно
невелика. При нагреве остается справедливой флуктуационная теория образования зародышей.
105
„ваттом тнрпяого раствора при понижении тем-ёплавов с.частичным рас л динии и Ьс являются линиями пературы приведена на р • ' етствующих линии ас, из жидкого
л/квидус. при раствора ком-
сплава начинают-вад линии Ьс __ кристаллы 0 (твердого
ПОНбНТа В В KOMHOncnic
раствора компонента Л вК°“"°растворимость компонента В , температуре, а точка f - „рн
Рис. 66. Диаграмма состояния сплавов с ограниченной растворимостью в твердом состоянии, уменьшающейся при понижении температуры (а), и иллюстрация обра-зованяя пересыщенных твердых растворов при высоких скоростях охлаждения (6)
комнатной температуре. Таким образом, линия df характеризует изменение растворимости компонента В в компоненте А с изменением температуры; ее называют линией предельной растворимости.
Соответственно точки е и k показывают растворимость компонента А в компоненте В при эвтектической и комнатной температурах. При температуре, соответствующей линии dee, происходит кристаллизация эвтектики: Жс -► ad 4- 0е.
Сплавы, расположенные левее точки f, состоят из а-твердого раствора, а сплавы, лежащие правее точки k — из твердого раствора 0, т. е. эти сплавы — однофазные.
Доэвтектические сплавы после затвердевания состоят из кристаллов а и эвтектики (а + 0). Соответственно заэвтектические — из кристаллов 0 и эвтектики (а + 0).
"Область диаграммы состояния, расположенная между кривыми ‘И ek' пРинаДлежит двухфазному состоянию — + pj-твердых растворов. В доэвтектических и заэвтектических сплавах присутствующие фазы с понижением температуры меняют ЮТ
свой состав. Это связано с распадом кристаллов а- и 0-твердых растворов. При понижении температуры из «фазы выделяется р-фаза1 , а из 0-фазы — a-фаза. Состав a-фазы меняется по линии df, а 0-фазы по линии ek. После окончательного охлаждения доэвтектические сплавы будут иметь структуру af + эвтектика (а. + 0fc) + 4- Pau и заэвтектические сплавы 0* + эвтектика (af + 04) -j- afn.
Если концентрация выбранного сплава находится между точками d' и Д то в таком сплаве при температурах ниже линии df из «-твердого раствора выделяется 0//-фаза. При распаде p-фазы в сплавах в интервале концентраций e'k в процессе охлаждения, т. е. ниже линии ek, выделяется ап-фаза.
Структурные превращения, обусловленные ограниченной растворимостью в твердом состоянии.
Рассмотрим на примере сплава 1 (рис. 66) превращения, связанные с распадом твердого раствора вследствие уменьшения растворимости компонента В в компоненте А с понижением температуры.
В сплаве 1 кристаллизация начинается при температуре Д и заканчивается при t3.
По окончании затвердевания сплав состоит из кристаллов а-твердого раствора. При дальнейшем охлаждении по достижении температуры Ц твердый раствор а оказывается насыщенным компонентом В; при более низких температурах растворимость второго компонента уменьшается, поэтому из а-раствора выделится избыточный компонент в виде кристаллов 0П.
При температурах ниже Д сплав состоит из двух фаз: кристаллов твердого раствора а и вторичных кристаллов 0п-твердого раствора. Состав кристаллов твердого раствора а с понижением температуры изменяется по линии df, а кристаллов твердого раствора 0П — по линии ek (например, при температуре /5 состав a-фазы определится точкой пь а состав = 01Т-фазы точкой /щ).
Количественное соотношение между кристаллами твердого раствора а и выделившимися вторичными кристаллами 0п-твердого раствора может быть установлено по правилу отрезков:
100 %; 0П = (t^h/npn,) 100 %.
После окончательного охлаждения сплав состоит из кристаллов «-твердого раствора f (ад и некоторого количества избыточных (вторичных) кристаллов 0п-твердого раствора состава k (P,?n)-
В сплавах с ограниченной растворимостью компонентов в твердом состоянии фазовые превращения протекают и при нагреве.
Покажем это на сплаве 1 (см. рис. 66, а). В условиях равновесия сплав двухфазный (а 4- 0). При нагреве это равновесие нарушается,
1 Так как компонент В может растворять компонент А, то из a-твердого раствора выделяются не кристаллы компонента В, а кристаллы твердого раствора Р, а из твердого раствора р-кристаллы a-твердого раствора. Кристаллы, выделившиеся из твердого раствора, называют вторичными и обозначают в данном случае символамиid[i (Рп), в отличие от первичных а (Р) кристаллов, выделяющихся из жидкой фазы. Выделение вторичных кристаллов из эвтектических составляющих структурно ие обнаруживается, так как они объединяются с соответствующими фазами эвтектики
'07
так как растворимость компонента В в a-фазе возрастает в соответ-стеии с линиейЭто приводит к раство^нию кристаллов ₽п в а-ом растворе. При нагреве выше fd избыточная ₽п-фаза раство-™ и сплав становится однофазным - а-твердыи раствор.
Пои медленном охлаждении вновь произойдет распад а-раствора с выделением рц-фазы в соответствии с диаграммой фазового рав-
Пои реальных, т. е. повышенных скоростях охлаждения превращение протекает при температурах ниже равновесной линии df (см. рис. 66, б) (например, при температурах, соответствующих линии dfd. Следовательно, у сплава / распад a-твердого раствора начнется не при температуре tit а при более низкой температуре (6.
Чем выше скорость охлаждения, тем больше степень переохлаждения, т. е. ниже температура превращения. Распад а-твердого раствора в условиях переохлаждения приводит к пересыщению его компонентом В. Состав сс-фазы после окончательного охлаждения для нашего случая будет соответствовать точке /\, а не f.
При очень большой скорости охлаждения температура^ начала распада a-твердого раствора будет соответствовать кривой df2 на рис. 66, б. Это означает, что твердый раствор а будет переохлажден без его распада до низких температур. Такой ос-твердый раствор будет пересыщен компонентом В, и состав его будет соответствовать точке f2.
Быстрое охлаждение, задерживающее выделение избыточного компонента и фиксирующее после охлаждения состояние (концентрацию), которое сплав имел при высокой температуре, называют закалкой. Закаленный и пересыщенный твердый раствор неустойчив и при нагреве (старении), а в некоторых случаях и при комнатной температуре, начинает распадаться.
Распад пересыщенного а твердого раствора является дифузион-ным процессом, поэтому степень распада, тип выделения, их форма и размеры зависят от температуры и длительности выдержки при старении. Скорость распада возрастает с повышением температуры.
На начальных стадиях распада в пересыщенном твердом растворе образуются скопления атомов легирующего элемента (В) — кластеры. Когда размер кластеров в процессе старения увеличится настолько, что их можно обнаружить при электронно-микроскопическом и рентгеноструктурном анализе, они называются зонами I инье —Престона (зоны ГП).
Зона (ГП-1) представляет собой (например, в сплавах А1—Си) диски диаметром 4—6 нм и толщиной в несколько атомных слоев при сохранении кристаллической решетки исходного а-твепдого раствора.
При дальнейшем развитии процесса распада зоны ГП-1 растут, и размещение атомов в них становится упорядоченным (ГП-2)’ лизким к кристаллической решетке избыточной фазы. При повы-ТеМПератУры (или Увеличении длительности выдержки при а7ре) На базе зон ГП (или самостоятельно после рас-
Р н) образуются зародыши fl-фазы и происходит их рост. 108
При повышенных температурах
Рис. 67. Модель движения дислокаций в дисперсионнотвердеющих сплавах:
а — перерезание дисперсной частицы скользящей дислокацией: б — выгибание и продвижение скользящей дислокации между частицами второй фазы с образованием петель
Нередко при старении вместо стабильной p-фазы образуется метастабильная ргфаза, которая по структуре или по составу является промежуточной между р и a-фазами. Далее метастабильная ргфаза переходит в стабильную p-фазу. Следовательно, распад пересыщенного а-раствора происходит по ступеням, при малых структурных (концентрационных) различиях между отдельными стадиями превращения, т. е. через метастабильные фазы.
Решетка метастабильной р^фазы на первых этапах выделения когерентно связана с матрицей. ~ когерентность нарушается, и ргфаза «отрывается» от а-раствора.
Зоны ГП или дисперсные частицы избыточной р (Р1)-фазы тормозят движение дислокаций и повышают прочность и твердость сплава.
Распад пересыщенного твердого раствора, полученного путем закалки, связанный с упрочнением сплава, называют дисперсионным твердением или старением
Упрочнение при старении объ ясняется торможением дислокаций зонами или частицами выделений.
При образовании зон ГП, расстояние между которыми составляет около 102 нм, дислокации проходят через них (перерезают), что требует повышенных напряжений (рис. 67, а). Зоны ГП имеют модуль сдвига больше, чем у исходного твердого раствора а. Чем прочнее зоны ГП и больше их модуль упругости, тем труднее они перерезаются дислокациями. Вокруг зон ГП создается зона значительных упругих напряжений, в которой движение дислокаций также тормозится, что, следовательно, определяет упрочнение при старении.
В случае когерентных частиц избыточной фазы дислокации под действием приложенных напряжений перерезают или огибают эти частицы, что зависит от их размеров, прочности и расстояния между ними.
В случае некогерентных частиц возможно только огибание их дислокациями. На рис. 67, б показано сначала выгибание, а затем при больших напряжениях и огибание частиц дислокациями. При возрастании напряжений дислокации образуют замкнутые дислокационные петли вокруг частиц (рис. 67, б) Оставив вокруг частиц петли, дислокации останавливаются или продолжают скользить в прежнем направлении (эти петли или кольца, естественно, препятствуют движению новых дислокаций).
109
Прочность дисперсионнотвердеющих сплавов зависит от рас-стояния между частицами, их размера и объемной доли. Расстояние Хду частицами (R) прямо пропорционально диаметру частиц (rf) “ обратно пропорционально корню квадратному из объемной доли второй фазы (Л Уравнение прочности в этом случае имеет вид:
= о + (с где с — коэффициент, включающий вектор Бюргерса и модуль сдвига матрицы (a-твердого раствора), а о0-напряже-ние сдвига в матрице. Чем меньше размер частиц (d) и больше объемная доля упрочняющих частиц, тем выше прочность сплава.
По мере того как расстояние между частицами уменьшается, следствием чего и является сближение между собой возникающих петель или колец, напряжение, необходимое для продвижения дислокаций между ними, возрастает, что приводит к повышению напряжения сдвига (предела текучести).
Так как при выделении стабильной избыточной (3-фазы на поздней стадии старения расстояние между ее частицами (/?) достаточно велико, то упрочнение будет меньше, чем при образовании зон ГП или метастабильной (Згфазы, когерентно связанной с матрицей.
Структура сплае чества дисперсных зуется повышенной
Закалка и последующее старение применимо и для сплавов, концентрация которых соответствует области правее точки d' (левее точки е”). Эти сплавы перед закалкой нагревают до температуры несколько ниже t3, когда сплав имеет двухфазное строение (см. рис. 66, а). Так например, сплав 2 при температуре /7 будет состоять из двух фаз аПг и (Зт, (его структура а„2 + эвтектика а„2 + pmJ -ф + рп). После закалки указанный фазовый состав сплава (а„2 + (3,Пг), соответствующий /7, фиксируется при комнатной температуре. В таком сплаве при нагреве протекает процесс старения.
Упрочнение сплавов подобного типа в данном случае будет тем меньше, чем выше концентрация компонента В или соответственно в структуре сплавов будет больше эвтектики и относительно меньше пересыщенного a-твердого раствора, распад которого при старении обеспечивает повышение твердости и прочности. Большое влияние на. эффект старения оказывает природа (3-фазы, являющейся фазой — упрочнителем.
Если фаза-упрочнитель — твердый раствор, как в нашем случае СМ * * УпРочнение сравнительно невелико. Чаще упрочняющей фазой является химическое соединение. Чем сложнее кристаллическая решётка фазы-упрочнителя и чем больше отличается ее состав от основного твердого раствора (a-фазы), тем сильнее упрочнение в результате закалки и последующего старения.
«.«Д » ЦеССЫ закалки и последующего старения широко исполь-а^от для повышения прочности (жаропрочности) и некоторых физи-свойств многих сплавов на основе алюминия, железа, меди и
а- состоящего из а-раствора и большого коли-кристаллов p-фазы, нестабильна и характери-свободной энергией.
Ю
При нагреве сплава в области (а Д- 0)-фаз (см. рис. 66) выделения [3-фазы превращаются в сферические (если они были пластинчатыми) и растут. Это приводит к уменьшению межфазной поверхности и понижению свободной энергии. Образование сферических частиц (например, из пластинчатых выделений) называют сфероидизацией, укрупнение выделений — коагуляцией или реже коалесценцией.
Процессы коагуляции и сфероидизации происходят путем переноса вещества (диффузии) через твердый раствор. При коагуляций более мелкие частицы 0-фазы растворяются, более крупные растут, причем матричный твердый раствор при этом обедняется избыточным компонентом.
Из термодинамики твердых растворов известно, что концентрация твердого раствора при его распаде зависит от величины частиц выделйвшейся фазы. Чем меньше частицы выделившейся фазы, тем выше концентрация твердого раствора, находящегося в контакте с ним.
Если кристаллы избыточной фазы малы и относительно мало различаются по размерам, они долго не укрупняются («коллоидное» равновесие). В состаренном сплаве из-за разных условий роста размеры частиц избыточной фазы не одинаковы. Всегда есть частицы более крупные и более мелкие. Вблизи более дисперсных частиц концентрация второго компонента В в матричном a-твердом растворе выше, а в объемах, прилегающих к более крупным частицам фазы — ниже. Благодаря перепаду концентрации, компонент В диффундирует в a-твердом растворе от границы раздела с дисперсной частицей к границе раздела с крупной частицей, компонент А — от крупной к мелкой. Такое диффузионное перераспределение компонентов приводит к тому, что у более крупных кристаллов 0-фазы твердый раствор а оказывается пересыщенным, что вызывает их рост. Около более дисперстных частиц твердый раствор, наоборот, становится ненасыщенным, и они растворяются.
Крупные частицы пластинчатой формы в свою очередь частично растворяются у вершин (ребер), где поверхностная энергия наибольшая, а осаждение атомов из твердого раствора происходит вдали от вершин, что превращает пластины в шаровидные частицы. Процесс коагуляции и сфероидизации зависит от скорости диффузии и возрастает с повышением температуры. Коагуляция и сфероидизация частиц упрочняющей фазы сопровождается разупрочнением сплава и повышением его пластичности.
Термическую обработку, вызывающую полный распад твердого раствора, коагуляцию и сфероидизацию избыточной фазы, а как следствие этого, разупрочнение сплава, называют отжигом.
Диаграмма состояния сплавов, компоненты которых имеют полиморфные превращения.
Полиморфные превращения имеют место в промышленных сплавах на основе железа, титана и др.
Диаграммы состояния сплавов, образующих твердые растворы с неограниченной растворимостью, в которых один из компонентов (Л) имеет две модификации Ап и Др, представлены на рис. 68, а.
111
Рис. 68. Диаграммы состоянии сплавов, компоненты которых имеют полиморфные превращения:
а — полиморфное превращение одного компонента; б — то же, двух компонентов и образование эвтектоида
сплавы состоят только из a-фазы. Кристаллическая решетка «-раствора отлична от решетки p-раствора. На диаграмме (рис. 68, а) линия ас при охлаждении соответствует температуре начала, а линия ab — температуре окончания полиморфного а ^-превращения.
Рассмотрим процесс полиморфного превращения сплава 1. При температуре t3 (точка mJ ^-твердый раствор в условиях равновесия становится неустойчивым, и в его кристаллах возникают зародыши a-твердого раствора1, состав которого соответствует точке пг. Развитие превращения р —а возможно только при дальнейшем охлаждении сплава. Образующиеся кристаллы a-твердого раствора при понижении температуры изменяют свой состав по линии ab, а кристаллы p-твердого раствора — по линии ас. Так, при температуре в равновесии находятся a-твердый раствор состава точки п2 и кристаллы р состава т^.
При температуре t6 (точка nJ аллотропическое превращение заканчивается, и при более низкой температуре сплав имеет однофазную структуру «-твердого раствора. В сплавах, находящихся
Для образования зародыша a-фазы, как и при любом фазовом превращении, необходимо некоторое переохлаждение относительно /э.
112
между точками бис, превращение 0 -> сс при комнатной температуре не заканчивается, и после охлаждения до 20 °C эти сплавы сохраняют двухфазную структуру (аь + 0С).
Сплавы, лежащие правее точки с, не претерпевают полиморфного превращения и при всех температурах имеют структуру 0-твердого раствора.
Из диаграммы состояния видно, что полиморфное а 0-превра-щение при охлаждении в условиях, близких к равновесию, протекает в интервале температур и сопровождается диффузионным перераспределением компонентов между обеими фазами.
Диаграмма состояния сплавов, у которых высокотемпературные модификации компонентов (0) обладают полной взаимной растворимостью, а низкотемпературные (а) — ограниченной, приведена на рис. 68, б. В результате первичной кристаллизации все сплавы этой системы образуют однородный твердый раствор 0.
С понижением температуры 0-твердый раствор распадается вследствие ограниченной растворимости компонентов в сс-модификации. Линии ас и Ьс соответствуют температурам начала распада 0-твер-дого раствора. При температурах ниже линии ас в равновесии находятся кристаллы твердых растворов 0 и а, состав которых определяется линиями ас (0-фаза) и ad (сс-фаза).
При температурах ниже линии Ьс в равновесии находятся а'- и 0-фазы. Состав 0-твердого раствора при понижении температуры изменяется по линии Ьс, а а' по линии be. По достижении изотермы dee 0-твердый раствор, состав которого отвечает точке с (0С), при постоянной температуре распадается (с = 0):
Pc -> ad + аё.
эвтектоид
Распад 0-раствора на смесь двух фаз а и а' может быть описан аналогично эвтектическому превращению, но в этом случае исходной фазой будет твердый раствор (а не жидкость, как при эвтектическом превращении). Подобное превращение в отличие от эвтектического называют эвтектоидным, а смесь полученных кристаллов (а + а') — эвтектоидом. Сплавы, расположенные левее точки э, называются доэвтектоидными; сплав, отвечающий точке 5— эвтектоидным, и сплавы, лежащие правее точки э— заэвтектоидными.
Линия d/ указывает на изменение растворимости компонента В в a-модификации компонента А в зависимости от температуры, а линия ek компонента А в а'-модификации компонента В.
Распад твердого раствора может происходить в условиях больших степеней переохлаждения. Чем больше степень переохлаждения, тем меньше будет количество избыточных фаз (а или 0) и больше эвтектоида. В области, очерченной линиями Ь'са' (рис. 68, б), избыточные фазы выделяться не будут. В этой области образуется только эвтектоид (или точнее квазиэвтектоид), который отличается от эвтектоида непостоянством своей концентрации. В доэвтектоидных сплавах квазиэвтектоид обеднен компонентом В относительно
113
равновесного содержания (см. рис. 68, б, точка с), а в з эв екто-идных сплавах обогащен компонентом В.
Строение эвтектоида всегда тоньше, чем эвтектики. Чем больше степень переохлаждения ^-твердого раствора, тем дисперснее фазы, образующие эвтектоид. Изменяя степень дисперсности фаз в эвтектоиде, можно в широких пределах менять механические и физиче
ские свойства сплавов.
При переохлаждении p-твердого раствора до низких температур протекает сдвиговое мартенситное превращение. В результате мартенситного превращения, особенно с сталях сильно повышается твердость. Поэтому нагрев стали до температур, соответствующих области стабильного твердого раствора, и последующее быстрое охлаждение для получения структуры мартенсита также называют
закалкой.
После закалки обычно следует отпуск 1 мартенсита, нагрев ниже температуры эвтектоидного превращения, который вызывает распад мартенсита с образованием структуры, состоящей из а и а'-фаз.
4. Понятие о диаграммах состояния тройных сплавов
Диаграмма состояния тройных сплавов имеет вид трехгранной призмы. Основанием призмы служит равносторонний треугольник, который указывает концентрацию компонентов. Этот треугольник называют концентрационным.
Компоненты, образующие сплав, указывают в вершинах треугольника, двойные сплавы — на сторонах треугольника, а тройные сплавы — точками внутри треугольника. :: -
Для определения состава тройного, сплава используют свойство равностороннего треугольника: если через любую точку внутри треугольника, например, М (рис. 69, о) провести прямые, параллельные сторонам, то сумма отрезков а, Ь, с, отмеченных на сторонах, равна стороне треугольника (а -|- b -|- с = АВ = ВС = = СЛ).
За 100 % одного из компонентов принимают сторону треугольника. Для определения состава сплава, соответствующего, например, точке М, пользуются отрезками Mh, Mk и Md, равными соответственно отрезкам а, b й с. Концентрации отсчитывают по часовой стрелке. Тогда отрезок а соответствует содержанию компонента А, отрезок Ь — содержанию компонента В и отрезок с — содержанию компонента С.
Пользуясь свойствами равностороннего треугольника, нетрудно показать следующие закономерности:
1) все сплавы, состав которых характеризуется Прямыми, соединяющими вершины треугольника с противолежащей стороной, имеют постоянное соотношение компонентов, указанных в других двух вершинах треугольника; например, для сплавов на прямой BE количественное соотношение компонентов А и С остается постоянным (рис. 69, б);
2) все сплавы на прямых, являющихся высотами треугольника (рис. 69, б), имеют постоянное содержание двух компонентов, указанных в вершинах, лежащих по обе стороны от этой высоты; например, в сплавах, состав которых указан высотой BD, содержание компонента А равно содержанию компонента С;
3) сплавы на прямой, параллельной одной нз сторон треугольника, имеют одинаковое содержание компонента, против вершины которого находится эта прямая; в частности, сплавы на прямой ab (рис. 69, б) содержат одинаковое количество компонента В.
Термин «отпуск» чаще всего применяют по отношению к сплавам, которые подвергаются закалке с полиморфным превращением (на мартенсит), а термин «старение» — после закалки на пересыщенный твердый раствор без полиморфного превращения. ’ 1 11
П4
Температуры откладывают по высоте призмы. В связи с этим для указания фаз и структуры тройного сплава в зависимости от концентрации н температуры, необходимо пространственное изображение соответствующей диаграммы.
Для получения диаграммы состояния тройных сплавов сначала строят (как и для двойных сплавов) кривые охлаждения в координатах температура — время. Эти сплавы отмечают точками в концентрационном треугольнике, из ннх восста-
навливают перпендикуляры, на которых при соответствующих температурах откладывают критические точки. Через эти точки проводят поверхности (вместо линий на диаграммах двойных сплавов).
Общий вид тройных диаграмм состояния определяется характером двойных систем, образующих их боковые грани (рис. 70) и характеризующих взаимодействие компонентов в разной нх комбинации.
Тройная диаграмма состояния с неограниченной
Рис. 69. Концентрационные треугольники тройной системы А—В—С
растворимостью компонентов в жидком и твердом состояниях приведена на рис. 70. Начало кристаллизации тройных сплавов соответствует температурам, лежащим на
поверхности ликвидус. Окончание кристаллизации тройных a-твердых растворов соответствует температурам, образующим поверхность солидус.
Выше поверхности ликвидус сплавы находятся в жидком состоянии. В интер-
вале температур между поверхностями ликвидус и солидус будет двухфазное со-
Рис. 70. Диаграмма состояния тройных сплавов с неограниченной раство-
римостью компонентов в жидком н твердом состояниях (а) и кривая охлаждения сплава / (б)
стояние (Ж + а). При температурах ниже поверхности солидус существует только тройной a-твердый раствор.
На рис. 70, б показана кривая охлаждения для сплава /. В интервале температур tH — tv число степеней свободы С — 3 — 2 -|--|-1=2. Следовательно, в двухфазной области тройной системы (между поверхностями ликвидус и солидус) можно одновременно менять и температуру и состав одной из фаз (твердого а. или жидкого Ж раствора), не меняя числа фаз в системе.
Превращения в тройных сплавах удобнее наблюдать не по пространственной диаграмме, а по сечениям (разрезам) этих диаграмм.
Применяют следующие виды сечения пространственных диаграмм тройных сплавов:
1) горизонтальные, которые проводят в виде изотермических сечений, указывающих фазовый и структурный состав для всех сплавов при определенной темпера-
туре, или в виде проекции отдельных поверхностей и линий на горизонтальную плоскость (концентрационный треугольник);
2) вертикальные (политермические), широко используемые при изучении трой-
ных сплавов.
Горизонтальный разрез тройной диаграммы сплавов — твердых растворов показан на рнс. 71, а. Плоскость А'В'С', параллельная плоскости концентрационного треугольника АВС пересекает поверхность ликвидус по кривой anb, а поверхность солидус по кривой cmd. Полученные кривые называют соответственно изотермами ликвидуса и солидуса, их проектируют на концентрационный треугольник (линии а'п' Ь' и c'tn'd') и около указывают соответствующие нм температуры. Если
115
нанести на конпевтрапионный треугольник для нескольких температур, то можно получить сведения ототпр . р
В КОНаарисН^ИпХИа^Яаоды сетения Дойной диаграммы, двумя вертикальными плоскостями, а на рис. 72, б н в - соответствующие разрезы. Следует иметь
соответствующие разрезы. Следует иметь
Рис. 71. Изотермические сечения тройной диаграммы с неограниченной растворимостью:
а — проекция линий ликвидус и солидус изотермического сечения; б — проекция изотерм поверхностей ликвидуса в солидус сечения иа концентрационный треугольник; сплошные линии — начало кристаллизации, штрих-пунктирные — конец кристаллизации
в виду, что для сплавов, соответствующих плоскости разреза, составы фаз, находящихся в равновесии в двухфазной области, не могут быть определены с помощью этого разреза, так как они обычно лежат вне его. Нельзя определить и количественное соотношение фаз для двухфазной области.
Рве. 72. Полвтермнческяе сечения тройной диаграммы с неограниченной растворимостью:
а — следы двух вертикальных разрезов на концентрационном треугольнике; б, в — вертикальные сечения
Однако политермические разрезы дают возможность определить температуры начала и конца фазовых превращений в сплавах, соответствующих разрезу (например, точки <и и lK juin сплава I — /на рис. 72, в, отвечающие температурам начала и конца кристаллизации).
Глава VII ЖЕЛЕЗО И ЕГО СПЛАВЫ
Сплавы железа распространены в промышленности наиболее широко. Основные из них — сталь и чугун — представляют собой сплавы железа с углеродом. Для получения заданных свойств в сталь и чугун вводят легирующие элементы. Ниже будет рассмотрено строение и фазовые превращения в сплавах железо—углерод, а также фазы в сплавах железо с легирующими элементами.
не
1. Компоненты и фазы в системе железо — углерод
Железо — металл серебристобелого цвета. Атомный номер 26, атомная масса 55,85 (см. табл. 1), атомный радиус 0,127 нм. Чистое железо, которое может быть получено в настоящее время, содержит 99,999 % Fe, а технические сорта 99,8—99,9 % Fe. Температура плавления железа 1539 °C. Железо известно в двух полиморфных модификациях а и у.а-железо существует при температурах ниже 910 °C и выше 1392 °C (рис. 73). Для интервала температур 1392— 1539 °C a-железо нередко обозначают как 6-железо.
Рис. 73. Кривые нагрева и охлаждения железа
Кристаллическая решетка а-железа — объемноцентрированный куб с периодом решетки 0,28606 нм. До температуры 768 °C а-железо магнитно (ферромагнитно). Критическую точку (768 °C), соответствующую магнитному превращению, т. е. переходу из ферромагнитного состояния в парамагнитное называют точкой Кюри и обозначают Л2.
Магнитные свойства железа сильно зависят от его чистоты и режимов термической обработки. Для поликристаллического железа, содержащего 99,8—99,9 % Fe, максимальная магнитная проницаемость ршах = (6,284-12,5)-КГ3 Г/м и коэрцитивная сила Нс = = 39,8-5-79,6 А/м для железа с 99,99 % Fe рши = 35,2- 1СГ3 Г/м и Нс ~ 1,99 А/м. Плотность а-железа 7,68 г/см3. Коэффициент линейного расширения железа 11,7«КГ*°C"1, удельное электросопротивление «10-104 Ом-м и теплопроводность 83,6 Вт/(м-К). у-железо существует при температуре 910—1392 °C; оно парамагнитно.
Критическую точку а у-превращення (рис. 73) при 910 °C обозначают соответственно Ас3 (при нагреве) и Аг3 (при охлаждении). Критическую точку перехода а ** у-железа при 1392 °C обозначают Ас4 (при нагреве) и Аг., (при охлаждении) х.
1 Обозначения Аг и Ас происходят от начальных букв французских слов: А—arrete—остановка (площадка на кривой охлаждения и нагревания), с — chauffage — нагрев и г refroidissment — охлаждение.
117
Кристаллическая решетка у железа железа
с периодом 0,3645 км про температуре 910 с- Плотность железа (полученная экстраполированием при 20 С) выше, чем га и равна 8,0-8,1 г/см3. При превращении а у происходиг сжатие. Объемный эффект сжатия составляет примерно 1,и /о.
Углерод является неметаллическим элементом II пеРио^а IV группы Периодической системы (см. табл. 1), атомный номер 6, пло^ость 2,5 г/см3, атомная масса 12,011, температура плавления 3500 °C, атомный радиус 0,077 нм. Углерод полиморфен. В обычных
Рис. 74. Структура феррита (а) и аустенита, выявленного при 1000 °C в вакуумной ка мере (б). Х250
условиях он находится в виде модификации графита, но может существовать и в виде метастабильной модификации алмаза.
Углерод растворим в железе в жидком и твердом состояниях, а также может быть в виде химического соединения — цементита, а в высокоуглеродистых сплавах и в виде графита.
В системе Fe—С различают следующие фазы: жидкий сплав, твердые растворы — феррит и аустенит, а также цементит и графит.
Феррит (Ф) — твердый раствор углерода и других примесей в a-железе. Различают низкотемпературный а-феррит с растворимостью углерода до 0,02 % и высокотемпературный 6-феррит с предельной растворимостью углерода 0,1 %. Атом углерода располагается в решетке феррита в центре грани куба, где помещается сфера радиусом 0,29 атомного радиуса железа, а также в вакансиях, на дислокациях и т. д. Под микроскопом феррит выявляется в виде однородных полиэдрических зерен (рис. 74, а).
Феррит (при 0,06 % С) имеет примерно следующие механические свойства ов = 250 МПа, о0>2 = 120 МПа, 6 = 50 %, ф = 80 % НВ 80-=-90(800—900 МПа).
Аустенит (А) — твердый раствор углерода и других примесей в у-железе. Предельная растворимость углерода в у-железе — 2,14 %. Атом углерода в решетке у-железа располагается в центре 116
элементарной ячейки (см. рис. 50, 6), в которой может поместиться сфера радиусом 0,41/? (/? — атомный радиус железа) и в дефектных областях кристалла.
Различные объемы элементарных сфер в о. ц. к. и г. ц. к. решетках и предопределили значительно большую растворимость углерода в у-железе по сравнению с а-железом. Аустенит обладает высокой пластичностью, низкими пределами текучести и прочности. Микроструктура аустенита — полиэдрические зерна (рис. 74, б).
Цементит — это химическое соединение железа с углеродом — карбид железа Fe3C. В цементите содержится 6,67 % углерода. Цементит имеет сложную ромбическую решетку с плотной упаковкой атомов. Температура плавления цементита точно не определена в связи с возможностью его распада и принимается примерно равной 1500 °C1. До температуры 210 °C (точка Ао) цементит ферромагнитен. К характерным особенностям цементита относятся высокая твердость HV 1000 (10 000 МПа) и очень малая пластичность. Цементит является метастабильной фазой. В условиях равновесия в сплавах с высоким содержанием углерода образуется графит.
Графит. Кристаллическая решетка графита гексагональная слоистая (см. рис. 88, а). Межатомные расстояния в решетке небольшие и составляют 0,142 нм, расстояние между плоскостями равно 0,340 нм. Графит мягок, обладает низкой прочностью и электропроводностью.
2. Диаграмма состояния железо—цементит (метастабильное равновесие)
На диаграмме состояния железо—углерод (цементит) (рис. 75) приведен фазовый состав и структура сплавов с концентрацией от чистого железа до цементита (6,67 % С).
Система Fe—Fe3C метастабильная. Образование цементита вместо графита дает меньший выигрыш свободной энергии, однако кинетическое образование карбида железа более вероятно.
На диаграмме Fe—Fe3C точка А (1539 °C) отвечает температуре плавления железа, а точка D (1500 °C) — температуре плавления цементита. Точки N (1392 °C) и G (910 °C) соответствуют полиморфному превращению у
Концентрация углерода (по массе) для характерных точек диаграммы состояния Fe—Fe3C (см. рис. 75) следующая: В — 0,51 % С в жидкой фазе, находящейся в равновесии с б-ферритом и аустенитом при перитектической температуре 1499 °C; Н — 0,1 % С предельное содержание в б-феррите при 1490 °C; J — 0,16 % С — в аустените при перитектической температуре 1490 °C; Е — 2,14 % С предельное содержание в аустените при эвтектической температуре 1147 °C; S — 0,8 % С в аустените при эвтектоидной температуре 727 °C; Р — 0,02 % С — предельное содержание в феррите при эвтектоидной температуре 727 °C.
1 По некоторым данным 1250 °C.
119
ро Fp С Линии диаграммы состояния кристаллизации, имеют следу-ющие обозначения и Фи?и’“азыВС^Стемпературу начала кристал-/5и(Т±еооитаВ(Х) из жидкого сплава (Ж); ВС (линия ликви-
СО 1600 Жидкость*^ iff^ Феррит* 'Уцпп -аустенит
1300
1000 910^ 900
Аустенит*-утр *греррит аии Феррит------—
Феррит* 1(10
-цементит------
(третичный) ООО
A
Жидкость
Аустенит
1200
F
1100
121 °C
К
Цементит-лсдебурит
Жидкость* цементит (первичный)
Аустенит*цементит* * ледебурит
Цементит ледебурит
Жидкость*
-аустенит
116ТС
О /(Вторичный)
в~1500°0
/1 чкрриш\« цсг1сп1ниш'\ Перлит*цементит*
/ w/дат * перлит । * ледебурит
Щ_____El--------LJ---1---1-------1—I
fl0,8 1 22/6 3
i_^__।----1-----1-----1--
О 10 20 30 60 50 60 10 ВО. 90 Fe3C,%(noмассе)
РИс. 75. Диаграмма состояния Fe— FesC
4 45 5
J------->4
б С,% (по массе)
из жидкого сплава (Ж); АН (линия солидус) является температурной границей области жидкого сплава и кристаллов б-феррита (Фб); ниже этой линии существует только б-феррит; HJB — линия перитектического нонвариантного (С = 0) равновесия (1490 °C); по достижении температуры, соответствующей линии HJB, протекает перитектическая реакция (жидкость состава В взаимодействует с кристаллами б-феррита состава Н с образованием аустенита состава J): Жв + Фн -> Aj.
Линия ECF (линия солидус) соответствует кристаллизации эвтектики — ледебурит х:
Же “* Ае + Fe3C.
ледебурит
Рассмотрим кристаллизацию некоторых сплавов. Так, в сплавах, содержащих до 0,1 % С, кристаллизация заканчивается при температурах, соответствующих линии АН, с образованием б-феррита
’ Назван по имени крупного немецкого ученого металлурга Ледебура.
120
(см. рис. 75). В сплавах, содержащих 0,1—0,16 % С, по достижении температур, отвечающих линии АВ, из жидкой фазы начинают выделяться кристаллы б-феррита, и сплав становится двухфазным (жидкий сплав и кристаллы б-феррита). Состав б-феррита при понижении температуры меняется по линии солидус, а состав жидкого сплава — по линии ликвидус. При температуре 1490 °C в равновесии находятся б-феррит состава точки Н (0,1 % С) и жидкая фаза состава точки В (0,51 % С).
При этой температуре протекает перитектическое превращение (Жв + Фц—’ФцЧ" Aj), в результате которого образуется двухфазная структура б-феррит (Ф) + у-твердый раствор (Л). В сплаве, содержащем 0,16 % С (точка J), исходные кристаллы твердого раствора б-феррита в результате взаимодействия с жидкой фазой при перитектической реакции полностью превращаются в аустенит: Жв + + Фн “* Aj.
В сплавах, содержащих от 0,15 до 0,5 % С при перитектической температуре в результате взаимодействия между б-ферритом и жидкой фазой образуется аустенит, но некоторое количество жидкой фазы остается: Жв + Фн Жв + Aj.
Поэтому при температурах ниже линии JB сплав будет двухфазным: аустенит + жидкость. Процесс кристаллизации закончится по достижении температур, соответствующих линии солидус JE. После затвердевания сплавы приобретают однофазную структуру — аустенит (рис. 76, сплав /).
Сплавы, содержащие от 0,51 до 2,14 % С, кристаллизуются в интервале температур, ограниченном линиями ВС и JE. Ниже линии ВС сплавы состоят из жидкой фазы и аустенита. В процессе кристаллизации состав жидкой фазы изменяется по линии ликвидус, а аустенита — по линии солидус. Так, в сплаве 2 при температуре te состав жидкой фазы определится точкой 2, а аустенита — точкой 1. После затвердевания (ниже линии солидус JE) сплавы получают однофазную структуру — аустенит.
Первичные кристаллы аустенита (так же, как и б-феррита) имеют вид дендритов, величина и строение которых определяются перегревом металла выше линий ликвидус, его составом и условиями охлаждения в процессе кристаллизации.
При кристаллизации доэвтектических сплавов (2,14—4,3 % С) из жидкой фазы по достижении температур, соответствующих линии ликвидус ВС, сначала выделяются кристаллы аустенита. Состав жидкой фазы в интервале температур кристаллизации определяется линией ВС, а аустенита — линией JE.
Так, сплав 3 (рис. 76) при температуре /и будет состоять из жидкой фазы состава, отвечающего точке 6 и аустенита состава точки 5.
При температуре 1147 °C аустенит достигает предельной концентрации, соответствующей точке Е (2,14 % С), а оставшаяся жидкость — эвтектического состава точки С (4,3 % С).
При температуре эвтектики (линия ECF) существует нонвари-антное (С = 0) равновесие — аустенита состава Е (Ае), цементита (Fe3C) и жидкой фазы состава С (Же)- В результате кристаллиза-
12)
Рис. 7b. Диаграмма состояния Fe— Fe3C (б) и кривые охлаждения стали (а) и чугуна (в)
ции жидкого сплава состава С образуется эвтектика — ледебурит, состоящая в момент образования из аустенита состава Е и цементита:
+ Fe3C.
Ледебурит
На кривой охлаждения при кристаллизации эвтектики (ледебурита) отмечается площадка (рис. 76). Доэвтектические сплавы после затвердевания имеют структуру аустенит + ледебурит (А + + Fe3C) (см. рис. 78). Эвтектический сплав (4,3 % С) затвердевает при постоянной температуре с образованием только эвтектики — ледебурита (рис. 76).
Ледебурит имеет сотовое или пластинчатое строение. При медленном охлаждении образуется сотовый ледебурит, представляющий собой пластины цементита, проросшие разветвленными кристаллами аустенита. Пластинчатый ледебурит состоит из тонких пластин цементита, разделенных аустенитом, и образуется при быстром охлаждении. Сотовое и пластинчатое строение нередко сочетается в пределах одной эвтектической колонии (см. рис. 78).
Заэвтектические чугуны (4,3—6,67 % С) начинают затвердевать с понижением температуры по линии ликвидус CD, когда в жидкой фазе зарождаются и растут кристаллы цементита. Концентрация углерода в жидком сплаве с понижением температуры уменьшается по линии ликвидус. Так, при температуре ?15 состав жидкости в сплаве 4 определится точкой 10. При температуре 1147 °C жидкость достигает эвтектической концентрации 4,3 % С (точка С) и затвердевает с образованием ледебурита. После затвердевания заэвтектические чугуны состоят из первичного цементита и ледебурита (см. рис. 75, 76).
Сплавы, содержащие до 2,14 % С, называют сталью, а более 2,14 % С, чугуном. Принятое разграничение между сталью и чугуном совпадает с предельной растворимостью углерода в аустените. Стали после затвердевания не содержат хрупкой структурной составляющей — ледебурита и при высоком нагреве имеют только аустенитную структуру, обладающую высокой пластичностью. Поэтому стали легко деформируются при нормальных и повышенных температурах, т. е. являются в отличие от чугуна ковкими сплавами.
По сравнению со сталью чугуны обладают значительно лучшими литейными свойствами и, в частности, более низкими температурами плавления, имеют меньшую усадку. Это объясняется присутствием в структуре чугунов легкоплавкой эвтектики (ледебурита).
Фазовые и структурные изменения в сплавах Fe—Fe3C после затвердевания связаны с полиморфизмом железа и изменением растворимости углерода в аустените и феррите с понижением температуры. Превращения, протекающие в твердом состоянии, описываются следующими линиями (см. рис. 75, 76). Линия NН — верхняя граница области сосуществования двух фаз — 6-феррита и аустенита. При охлаждении эта линия соответствует температурам начала полиморфного превращения б-феррита в аустенит. Линия NJ — нижняя граница области сосуществования 6-феррита и аустенита,
123
при охлаждении соответствует температурам окончания превращения 6 феррита в аустенит. Верхняя граница области сосуществования феррита (в парамагнитном состоянии) и аустенита соответствует линии 60 т. е. температурам начала у-> «-превращения с образованием парамагнитного феррита. Линия OS верхняя граница области сосуществования феррита (в ферромагнитном состоянии) и аустенита; при охлаждении эта линия соответствует температурам V -> «-превращения с образованием ферромагнитного феррита.
Температуры, соответствующие линии GOS в условиях равновесия, принято обозначать А3.
В сталях, содержащих до 0,8 % С, полиморфное у ** «-превращение протекает в интервале температур и сопровождается перераспределением углерода между ферритом и аустенитом.
Линия предельной растворимости углерода в аустените SE при охлаждении соответствует температурам начала выделения из аустенита вторичного цементита, а при нагреве — концу растворения вторичного цементита в аустените. Принято критические точки, соответствующие линии SE, обозначать А ст. Линия QP — при ох-
лаждении отвечает температурам окончания превращения аустенита в феррит, а при нагреве — началу превращения феррита в аустенит.
Температура точки Кюри — линия МО; при охлаждении парамагнитный феррит превращается в ферромагнитный, а при нагреве — наоборот. Температуру, соответствующую линии МО, обозначают А2. Линия эвтектоидного превращения PSE при охлаждении соответствует распаду аустенита (0,8 % С) с образованием эвтектоида — ферритоцементитной структуры, получившей название перлит (см. рис. 75, 76):
As~* 4" Fe3C.
перлит
Критические температурные точки, соответствующие линии PSK при охлаждении, обозначают Агъ а при нагреве А^ \
Изменение растворимости углерода в феррите в зависимости от температуры происходит по линии PQ. При охлаждении в условиях равновесия эта линия соответствует температурам начала выделения третичного цементита, а при нагреве — полному его растворению.
Сплавы, содержащие <:0,02 % С (точка Р), называют техническим железом. Эти сплавы испытывают при охлаждении и при нагреве Полиморфное превращение между линиями GOS и GP. В этом интервале температур по границам зерен аустенита образуются зародыши феррита, которые растут в виде зерен, поглощая зерна аустенита.
Ниже линии СР существует только феррит. При дальнейшем медленном охлаждении по достижении температур, соответствующих -,П^еМг"Т7Ра ЛОЛИМ°РФНОГО превращения a^ty в сталях, содержащих » /о » в чугунах в условиях равновесия соответствует эвтектоидной.
124
линии PQ, ИЗ феррита выделяется цементит (третичный). Выделяясь по границам зерен, третичный цементит резко снижает пластичность феррита.
Стали, содержащие от 0,02 до 0,8 % С, называют доэвтектоид-ными. Как указывалось выше, эти стали после окончания кристаллизации состоят из аустенита, который не претерпевает изменений при охлаждении вплоть до температур, соответствующих линии GOS (Аа).
При более низких температурах (ниже GOS) по границам зерен аустенита образуются зародыши феррита, которые растут, превращаясь в зерна. Количество аустенита уменьшается, а содержание в нем углерода возрастает, так как феррит почти не содержит углерода «0,02 % С).
При понижении температуры состав аустенита меняется по линии GOS, а феррита — по GP. Так, при температуре в сплаве 1 в равновесии будет феррит состава точки 3 и аустенит состава точки 4.
Чем выше концентрация углерода в стали, тем меньше образуется феррита. По достижении 727 °C (Л4) содержание углерода в аустените достигает 0,8 % (точка S). Аустенит, имеющий эвтектоидную концентрацию, распадается с одновременным выделением из него феррита и цементита, образующих перлит.
Эвтектоидное превращение аустенита протекает при постоянной температуре 727 °C (рис. 76, площадка на кривой охлаждения). При наличии трех фаз (при этой температуре): феррит (0,020 % С), цементит (6,67 % С) и аустенит (0,8 % С) — система нонвариантна (С = 2 + 1 — 3 = 0).
После окончательного охлаждения доэвтектоидные стали имеют структуру феррит + перлит (рис. 77, а и 5).
Чем больше в стали углерода, тем меньше в структуре избыточного феррита и больше перлита. При содержании в стали 0,6— 0,7 % С феррит выделяется в виде оторочки вокруг зерен перлита (ферритная сетка).
Сталь, содержащую 0,8 % С, называют эвтектоидной. В этой стали по достижении температуры 727 °C (точка S на рис. 75) весь аустенит превращается в перлит (см. рис. 75 и 76).
Перлит чаще имеет пластинчатое строение (рис. 77, б и е), т. е. состоит из чередующихся пластинок феррита и цементита. Толщина этих пластинок находится в соотношении 7,3 : 1. Количество феррита и цементита в перлите определяется из соотношения SK/PS (см. рис. 75). После специальной обработки перлит может иметь зернистое строение. В этом случае цементит образует сфероиды (см. рис. 77, г и з).
Стали, содержащие углерод от 0,8 до 2,14 %, называют заэв-тектоидными. Выше линии ES в этих сплавах будет только аустенит.
При температурах, соответствующих линии ES, аустенит оказывается насыщенным углеродом и при понижении температуры из него выделяется вторичный цементит. Поэтому при температуре ниже линии ES сплавы становятся двухфазными (аустенит + вторичный цементит). По мере выделения цементита концентрация угле-
126
Рис. 77. Микроструктура стали:
х 5ОООР0 » i“ ~ Х 500; ° - Х8000): 6 “ ' - эвтектоидная с ТО же. х 5000 ' ' 0°01' ° и г - эаэвтектоидвая с 1.2 % С. х 500; ж в з -
126
рода в аустените уменьшается согласно линии ES. Так, при температуре te состав аустенита в сплаве 2 определяется точкой 7.
При снижении температуры до Д, (727 °C) аустенит, содержащий 0,8 % С (точка S), превращается в перлит. После охлаждения заэвтектоидные стали состоят из перлита и вторичного цементита, который выделяется в виде сетки по границам бывшего зерна аусте-
Рис. 78. Микроструктура чугуна, Х500:
а — доэвтектический ( <4,3 % С); б — эвтек тнческнй (4,3 % С); в — заэвтектический
04,3 % С)
нита (см. рис. 77, в и ж) или в виде игл (пластин), закономерно ориентированных относительно аустенита. Количество избыточного (вторичного) цементита возрастает с увеличением содержания в стали углерода.
Выделение вторичного цементита в виде сетки или игл делает
сталь хрупкой. Поэтому специальной термической обработкой и деформацией ему придают зернистую форму (см. рис. 77, г и з). В доэвтектических чугунах (например, в сплаве 3, см. рис. 76) при понижении температуры вследствие уменьшения растворимости углерода в аустените (линия ES) происходит частичный распад аустенита — как первичных его кристаллов, выделившихся из жидкости, так и аустенита, входящего в ледебурит. Этот распад заключается в выделении кристаллов вторичного Fe3C и уменьшении в связи с этим содержания углерода в аустените в соответствии с линией ES. Так, при температуре его состав определится точ-
127
20 С,И(ат)
П
А*Ф
800
1600
Ф(8)+А
1200
А+Ж
л+ге3с
6
к
ф
0 1
%(о№ъенн.) 80
8
' А
5 С,%(помассе)
40Р
0 %
80
«*Fe3C
Рис. 79. Диаграмма состояния Fe— Fe,C (а) и зависимость количества фазовых (6) и структурных (в) составляющих от содержания углерода
° 12 3^5 С, % (по массе)
в
кой 8, a А, точкой 9 (рис. 76, сплав 3). При 727 С аустенит, обедненный углеродом до 0,8 %, превращается в перлит. Таким образом, доэвтектические чугуны после окончательного охлаждения имеют структуру: перлит, ледебурит (перлит -J- цементит) и вторичный цементит (рис. 78, а); чем больше в чугуне углерода, тем меньше перлита и больше ледебурита. Эвтектический^ чугун содержит 4,3 % С (рис. 76, 78, б), при температурах ниже 727 °C состоит только из ледебурита (перлит + цементит).
Заэвтектический чугун (см. рис. 76) содержит углерода больше, чем 4,3 % и после затвердевания состоит из цементита и ледебурита (аустенит 4-+ Fe,C).
При понижении температуры эвтектический аустенит обедняется углеродом вследствие выделения избыточного цементита и при температуре 727 °C распадается с образованием перлита. После охлаждения заэв-тектические чугуны состоят из первичного цементита, имеющего форму пластин, и ледебурита (перлит + цементит) (рис. 78, в). С повышением содержания углерода количество цементита возрастает.
Сплавы железа с углеродом после окончания кристаллизации имеют указанную выше различную структуру. Относительное количество структурных составляющих в сплавах с различным содержанием уг
лерода можно определить по диаграмме, приведенной на рис. 79. Однако фазовый состав всех сплавов одинаков: при температурах < 727 °C они состоят из феррита и цементита.
3. Влияние углерода и постоянных примесей на свойства стали Сталь является многокомпонентным сплавом, содержащим углерод и ряд постоянных или неизбежных примесей Мп, Si, S, Р, О, N, Н и др., которые оказывают влияние на ее свойства. Присутствие этих примесей объясняется трудностью удаления части из них при выплавке (Р, S), переходом их в сталь в процессе ее раскисления (Мп, Si) или из шихты — легированного металлического лома (Cr, Ni и др.). Эти же примеси, но в больших количествах, присутствуют и в чугунах.
128
Влияние углерода. Структура стали (см. рис. 77, 79) после медленного охлаждения состоит из двух фаз — феррита и цементита.
Количество цементита возрастает в стали прямо пропорционально содержанию углерода (рис. 80, б).
Например, при содержании в стали 0,37 % С количество цементита составляет 5 %, при 0,7 % С — 10 % (рис. 80, б) и при 2,0 % С
достигает 30 %. Как указывалось выше, твердость цементита HV 800—850 (8000—8500 МПа) на порядок больше твердости феррита
HV 80—90 (800—900 МПа).
Частицы цементита повышают сопротивление движению дислокаций, т. е. повышают сопротивление деформации, и, кроме того, они уменьшают пластичность и вязкость. Вследствие этого с увеличением в стали углерода возрастает твердость, временное сопротивление, предел текучести, уменьшаются относительное удлинение, относительное сужение и ударная вязкость (рис. 80, а).
Повышение содержания углерода облегчает переход стали в хладноломкое состояние. Предполагается, что каждая 0,1 % С повышает температуру порога хладноломкости примерно на 20 °C и расширяет переходный ин
Рис. 80. Влияние содержания углерода на механические свойства стали (а) и количество Ф и FesC (6)
тервал от вязкого к хрупкому состоянию.
При содержании в стали углерода свыше 1,0—1,1 % ее
твердость в отожженном состоянии возрастает, а временное сопротивление уменьшается. Последнее объясняется выделением по границам бывшего зерна аустенита вторичного цементита, образующего в сталях указанного состава сплошную сетку (см. рис. 77, в). При испытании на растяжение в этой сетке возникают высокие напряжения, и цементит, будучи хрупким, разрушается. Это приводит к преждевременному разрушению образца и, соответственно, к снижению временного сопротивления (см. рис. 80, а).
С увеличением содержания углерода в стали снижается плотность, растут электросопротивление и коэрцитивная сила и понижаются теплопроводность, остаточная индукция и магнитная проницаемость.
Влияние кремния и марганца. Содержание кремния в углеродистой стали в качестве примеси обычно не превышает 0,35—0,4 %,
5 Ю. М. Лахтин
129
а марганца 0,5—0,8 %. Кремний и марганец переходят в сталь в процессе ее раскисления при выплавке. Они раскисляют сталь, т. е. соединяясь с кислородом закиси железа FeO, в виде окислов переходят в шлак; раскисление улучшает свойства стали. Кремний, дегазируя металл, повышает плотность слитка.
Кремний, остающийся после раскисления в твердом растворе (в феррите), сильно повышает предел текучести о0,2. Это снижает способность стали к вытяжке и особенно холодной высадке. В связи с этим в сталях, предназначенных для холодной штамповки и холодной высадки, содержание кремния следует брать пониженным.
Влияние серы. Сера является вредной примесью в стали. С железом она образует химическое соединение FeS, которое практически нерастворимо в нем в твердом состоянии, но растворимо в жидком металле. Соединение FeS образует с железом легкоплавкую эвтектику с температурой плавления 988 °C. Эта эвтектика образуется даже при очень малых содержаниях серы. Кристаллизуясь из жидкости по окончании затвердевания, эвтектика преимущественно располагается по границам зерна. При нагревании стали до температуры прокатки или ковки (1000—1200 °C) эвтектика расплавляется, нарушается связь между зернами металла, вследствие чего при деформации стали в местах расположения эвтектики возникают надрывы и трещины. Это явление носит название красноломкости.
Присутствие в стали марганца, обладающего большим сродством к сере, чем железо, и образующего с серой тугоплавкое соединение MnS, практически исключает красноломкость. В затвердевшей стали частицы MnS располагаются в виде отдельных включений. В деформированной стали они вытянуты в направлении прокатки.
Сернистые включения сильно снижают механические свойства, особенно ударную вязкость (аи) и пластичность (6, ф) в поперечном направлении вытяжки при прокатке и ковке, а также предел выносливости. Работа зарождения трещины а3 не зависит от содержания серы, а работа развития трещины ар с увеличением содержания серы резко падает. Свариваемость и коррозионную стойкость сернистые включения ухудшают. Содержание серы в стали строго ограничивается, оно не должно превышать 0,035—0,06 %.
Влияние фосфора. Фосфор является вредной примесью, и содержание его в стали допускается не более 0,025—0,045 %.
Растворяясь в феррите, фосфор сильно искажает кристаллическую решетку, при этом увеличиваются временное сопротивление и предел текучести, а пластичность и вязкость уменьшаются. Снижение вязкости тем значительнее, чем больше в стали углерода. Фосфор повышает порог хладноломкости стали и уменьшает работу развития трещины. Сталь, содержащая фосфор на верхнем пределе, для промышленных плавок (0,045 %), имеет работу распространения трещины в 2 раза меньшую, чем сталь, содержащая менее 0,005 % Р. Каждая 0,01 % Р повышает порог хладноломкости стали на 20— 25 °C *.
• По другим данным на 7 °C.
130
Вредное влияние фосфора усугубляется тем, что он обладает большой склонностью к ликвации. Вследствие этого в серединных слоях слитка отдельные участки обогащаются фосфором и имеют резко пониженную вязкость. Современные методы получения стали не обеспечивают глубокого очищения металла от фосфора.
Влияние азота, кислорода и водорода. Азот и кислород присутствуют в стали в виде хрупких неметаллических включений (например, окислов FeO, SiO2, А12О3, нитридов Fe4N и др.), как твердые растворы или в свободном виде; они располагаются в дефектных участках металла (раковинах, трещинах и др.). Примеси внедрения (азот, кислород), концентрируясь в зернограничных объемах и образуя выделения нитридов и оксидов по границам зерен, повышают порог хладноломкости и понижают сопротивление хрупкому разрушению. Неметаллические включения (оксиды, нитриды, Частицы шлаков и т. п.), являясь концентраторами напряжений, могут сильно понизить, если они присутствуют в значительных количествах или располагаются в виде скоплений, предел выносливости и вязкость разрушения /<1с.
Очень вредным является растворенный в стали водород, который сильно охрупчивает сталь. Поглощенный при выплавке стали водород не только охрупчивает сталь, но приводит к образованию в катаных заготовках и крупных поковках флокенов. Флокены представляют собой очень тонкие трещины овальной или округлой формы, имеющие в изломе вид пятен — хлопьев серебристого цвета. Флокены резко ухудшают свойства стали. Металл, имеющий флокены, нельзя использовать в промышленности.
Влияние водорода при сварке проявляется в образовании холодных трещин в наплавленном и основном металле.
Нанесение на поверхность стальных изделий гальванических покрытий или травление в кислотах для очистки ее связано с опасностью насыщения стали водородом, что также вызывает охрупчивание. Если водород находится в поверхностном слое, то он может быть удален в результате нагрева при 150—180 °C, лучше всего в вакууме (1—10-3 Па). Наводораживание и охрупчивание возможно и при работе стали в контакте с водородом, особенно при высоком давлении. Широко применяемые в последние годы выплавка или разливка в вакууме значительно уменьшают содержание водорода и других газов в стали.
4. Легирующие элементы в стали
Легирующие элементы при введении в сталь могут образовывать с железом твердые растворы; легированный цементит или самостоятельные специальные карбиды; интерметаллические соединения.
Влияние легирующих элементов на полиморфные превращения железа. Все элементы, за исключением углерода, азота, водорода и отчасти бора х, образуют с железом твердые растворы замещения.
1 Атомы бора частично располагаются в порах решетки а-железа, а частично замещают атомы железа.
5*
131
Они растворяются в железе и влияют на положение точек Л8 и Л4, отреХяюдах температурную область существования у- и «оке-^Легирующие элементы по влиянию на температурную область су-шествования полиморфных модификаций железа можно разделить
К элементам первой группы относятся никель и марганец, которые понижают точку Д8 и повышают точку Л4. В результате этого на диаграмме состояния железо - легирующий элемент наблюдается
Содержание легирующего элемента
Рис. 81. Влияние легирующих элементов иа полиморфизм железа
расширение области у-фазы и сужение области существования ос-фазы (рис. 81, а). Как видно из рис. 81, под влиянием легирующих элементов точка Д4 повышается до линии солидус, а точка As при повышенной концентрации легирующего элемента снижается до комнатной температуры. Следовательно, сплавы, имеющие концентрацию легирующего элемента больше указанной на рис. 81 (точка х), не испытывают фазовых превращений а -у, и при всех температурах представляют твердый раствор легирующего элемента в у-железе. Такие сплавы называют аустенитными.
Сплавы, частично претерпевающие превращение а у называют полуаустенитными.
На рис. 82 приведены диаграммы состояния сплавов Fe—Ni и Fe—Мп, иллюстрирующие описанные изменения в положении критических точек At и А3.
К элементам первой группы относятся также медь, углерод и азот, ио они при небольшом содержании в сплаве расширяют область существования гомогенной у-фазы (рис. 81, б), а при большем содержании, вследствие их ограниченной растворимости в железе, сначала сужают однофазную область у-фазы и затем ее полностью исключают, хотя двухфазные области, в которых присутствует у-фаза, сохраняются.
!82
Элементы второй группы (Cr, W, Mo, V, Si, Al и др.) понижают точку Л4 и повышают точку А3. Это приводит к тому, что при определенной концентрации легирующих элементов рис. 81, в (точка у)
Nt, % ffl/77.)
—- Ni, % (по массе)
критические точки Л4 и Аа, а точнее их интервалы, сливаются и, область у-фа-зы полностью замыкается. При содержании легирующего элемента большем, чем указано на рис. 81, в (точка у), сплавы при всех температурах состоят из твердого раствора легирующего элемента в a-железе. Такие сплавы называют ферритными, а сплавы, имеющие лишь частичное превращение,— полуферритными На рис. 83, а и 83, б приведены диаграммы состояния сплавов Fe—Сг и Fe—V, характерные для этой группы элементов.
К этой же группе легирующих элементов надо
(по массе)
мп, % (ат.)
отнести бор, цирконий,
ниобий. Даже при сравнительно небольшом
содержании эти элементы способствуют сужению области у-фазы.
133
Однако вследствие их малой растворимости в железе, прежде чем наступает полное замыкание однофазной области у-фазы, образуются двухфазные сплавы (рис. 81, а).
Основой современных сложнолегированных сталей являются не двойные, а тройные, четверные и более сложные твердые растворы.
Сг, % (ат.) t;c 2000 1800 КОО КОО 1200 1000 310' 800 ПО' 600
Fe 10 20 30 W 50 60 70 ВО 90 Сг Ст, % (по массе)
Fe 10 20 30 W 50 60 70 80 90 V V, % (по массе)
Рис. 83. Диаграммы состояния:
а — Fe—Сг; б — Fe—V
При введении в сплав нескольких легирующих элементов их влияние на а- и у-области диаграммы состояния не суммируются.
• Углерод чаще повышает растворимость легирующих элементов ву-растворе (аустените), сдвигая точку у вправо (рис. 81, в). В сплавах с открытой у-областью углерод повышает устойчивость аустенита до более низких температур, что приводит к сдвигу линий, соответствующих а у-превращению (рис. 81, а, точка х) влево.
Вертикальные разрезы тройной диаграммы равновесия Fe— Мп—С и Fe—Сг—С приведены на рис 84.
134
Перитектическое, эвтектическое и эвтектоидное превращение протекают не при постоянной температуре, как в двойных системах, а в некотором интервале температур. В системе Fe—Мп—С у-фаза с увеличением содержания марганца существует и в области низких температур. В системе Fe—Сг—С с возрастанием концентрации хрома область существования у-фазы сужается. Состав карбидной фазы (К) в марганцовистых сталях соответствует соединению (Fe, Мп)аС, в котором часть атома железа замещена атомами марганца.
°C
Рис. 84. Вертикальные разрезы тройной диаграммы состояния: а — Fe—Мп—С; б — Fe—Ст—С
В хромистых сталях образуются специальные хромистые карбиды, состав и структура которых зависят от содержания углерода и хрома. При низком содержании углерода и высоком содержании хрома образуются ферритные стали, не претерпевающие полиморфного превращения (рис. 84).
Легирующие элементы оказывают большое влияние на эвтектоидную концентрацию углерода (точка S диаграммы состояния Fe— FeaC) и предельную растворимость углерода в у-железе (рис. 75 точка Е). Такие элементы, как Ni, Со, Si, W, Мо. Сг, Мп сдвигают точки S и Е влево (в сторону меньшего содержания углерода, см. рис. 86), а V, Ti, Nb наоборот, повышают концентрацию углерода в эвтектоиде. Это объясняется тем, что составы феррита и карбидов в эвтектоиде (перлите) иные, чем в двойных железо-углеродистых сплавах. Соответственно из-за изменения состава аустенита меняется и растворимость в нем углерода
Влияние легирующих элементов на свойства феррита и аустенита Легирующие элементы, растворенные в феррите, повышают его временное сопротивление, не изменяя существенно относительного удлинения, за исключением марганца и кремния при содержании
136
их больше 2 5—3,0 %. Наиболее сильно упрочняют феррит кремний, марганец и никель. Остальные элементы сравнительно мало влияют на прочность феррита.
Легирующие элементы при введении их в сталь в количестве ।__2 % снижают ударную вязкость и повышают порог хладнолом-
кости. Исключение составляет никель, который упрочняет феррит при одновременном увеличении его ударной вязкости и понижении порога хладноломкости.
Феррит, легированный хромом, марганцем и никелем, при быстром охлаждении из области температур у-раствора претерпевает мартенситное превращение. Структура приобретает игольчатое строение. Твердость феррита возрастает до НВ 200—250 (2000—2500 МПа). Повышение твердости происходит вследствие фазового наклепа в процессе у -* a-превращения, протекающего с увеличением объема. Наклеп, вызываемый фазовыми превращениями, называют фазовым наклепом.
При нагреве закаленного феррита до 500—550 °C сначала протекает процесс полигонизации, а затем процесс рекристаллизации, который приводит к образованию мелкозернистого строения и снижению твердости.
Легирующие элементы, растворяясь в у-железе, повышают прочность аустенита при нормальной и высоких температурах. Для легированного аустенита характерны низкий предел текучести при сравнительно высоком временном сопротивлении. Аустенит легко наклепывается, т. е. быстро и сильно упрочняется под действием деформации. Аустенит парамагнитен, обладает большим коэффициентом теплового расширения.
Карбидная фаза в легированных сталях. По отношению к углероду легирующие элементы подразделяются на две группы:
1) графитизирующие элементы: Si, Ni, Си, Al (находятся в твердом растворе);
2) карбидообразующие элементы: Fe -> Мп Сг -► Мо -► W -> -* Nb -> V —> Zr -> Ti (расположены по возрастающей степени сродства к углероду и устойчивости карбидных фаз).
При малом содержании в стали таких карбидообразующих элементов, как Мп, Сг, W и Мо последние растворяются в цементите, заменяя в нем атомы железа. В этом случае состав цементита может быть выражен формулой (Fe, М)3С, где М — легирующий элемент. Так, при растворении марганца в цементите образуется карбид (Fe, Мп)3С, при растворении хрома — карбид (Fe, Сг)аС.
Марганец может заместить в решетке цементита все атомы железа (FesC -> Мп3С) хром — до 25, молибден — до 3, а вольфрам лишь ДО- 0,8—1,0 ат. %. Более сильные карбидообразующие элементы (Ti, Nb, V) практически не растворяются в цементите и образуют самостоятельные карбиды.
При повышенном содержании хрома, вольфрама, молибдена в зависимости от содержания углерода в стали могут образовываться специальные карбиды. На рис. 85 приведены изотермические (при 20 С) сечения части тройных диаграмм состояния Fe—Сг—С, Fe— 136
Mo—C, Fe—W—С; показаны фазовые области, в которых существуют разные карбидные фазы.
Если содержание хрома не превышает 2 %, то образуется легированный цементит (Fe, Сг)3С, решетка ромбическая, а при повышенном содержании хрома специальный карбид (Сг, Fe)7C3 (решетка ромбическая). При содержаниях хрома >10—12 % — кубический карбид (Сг, Fe)23C8 (рис. 85).
При введении вольфрама и молибдена в стали в количестве, превышающем предел насыщения цементита этими элементами, образуются сложные карбиды (рис. 85) Fe3Mo3C (Fe2Mo2C), Fe3W3C (Fe2W2C) *.
o oft о,в 1,2 ifi гр о op op ip о Ofi op ip 0, % (no массе)
Рис. 85. Изотермические сечеиня тройных диаграмм состояния: a — Fe—Ст—С; б — Fe—Mo—С; в — Fe—W—С
Специальные карбиды способны растворить железо и другие металлические элементы. Так, карбид Сг7С3 при 20 °C растворяет до 55 % Fe, образуя сложный карбид (Сг, Ре)7Сз, а карбид Сг23С8 — до 35 % Fe, образуя карбид (Сг, Fe)z3C6.
Приняты следующие обозначения карбидов: М3С (карбиды це-ментитного типа), М23С8 и М7С3 (карбиды, имеющие кристаллическую решетку, подобную решетке карбидов хрома), /И6С и /И4С (карбиды с решеткой, в которой атомы металла расположены по типу карбидов вольфрама или молибдена) и, наконец, МС (карбиды по типу кубической гранецентрированной решетки). Под символом /И подразумевается сумма металлических элементов, входящих в состав карбида.
Карбиды, образующиеся в легированных сталях, можно разделить на две группы. К первой группе относятся карбиды типа М3С, М7СД, /Н_.;(С8 и /И0С (М4С), имеющие сложные кристаллические решетки. Карбиды этой группы сравнительно легко растворяются в аустените при нагреве.
* Карбиды f?e2W,C и Fe2Mo2C кристаллизуются с недостатком углерода; в этом случае их состав соответствует формулам Fe:1W,C и 1?е.,Л1о:1С.
137
Ко второй группе относятся карбиды типа МС (Vq TiC, NbC, ТаС) (атомы металла расположены по типу кубической решетки), WC (атомы металла расположены по типу объемноцентрированной кубической решетки) W2C и Мо2С (атомы металла расположены по типу гексагональной решетки). Эти карбиды относятся к фазам внедрения В отличие от карбидов первой группы фазы внедрения в реальных условиях нагрева стали почти не растворяются в аустените.
Интерметаллические соединения
При высоком содержании легирующие элементы образуют с железом или один с другим интерметаллические соединения (например, Fe7MoB, Fe7WB, Fe8Nb2, Fe8Ti и др.) В сплавах Fe—Сг, Fe—V образуются твердые и хрупкие о-фазы, отвечающие соединениям FeCr (см. рис. 83, а) и FeV (см. рис. 83, б). В сплавах Fe—Сг—Мо (8—27 % Сг и >5 % Mo), Fe—Сг—Ni— Мо (2—3% Мо) может образовываться хрупкая у-фаза состава Fe3CrMo.
1,0 1,5 2,п 5. Структурные классы легированных
С,% (по массе) сталей
Рис. 86. Структурные классы ста-
лей в системе Fe-Cr-C: Легированные СТЭЛИ ПО структуре В }’С-
ный;фе/7/и-ыЯедебурйтаь^Фе/уи- ловиях равновесия можно разделить на ваввтектоидная сталь; У/'— доэв- следующие КЛЭССЫ (рИС. 86)’. ДОЭВТСКТО-тектоидная сталь идные стали, содержащие в структуре
эвтектоид и избыточный легированный феррит, эвтектоидные и заэвтектоидные стали. Последние содержат в структуре эвтектоид и избыточные (вторичные) карбиды типа М8С, выделяющиеся при охлаждении из аустенита. Доэвтектоидные, эвтектоидные и заэвтектоидные легированные стали независимо от структуры (дисперсности) эвтектоида или квазиэвтектоида обычно объединяют в один класс — перлитные стали. Ледебуритные (карбидные) стали имеют в структуре, в литом состоянии, эвтектику типа ледебурита, в которой находятся крупные частицы карбида. В результате ковки карбиды принимают форму обособленных глобулей. Количество карбидов в этих сталях достигает 30—35 %. Ледебуритные стали по структуре следовало бы рассматривать как белые чугуны. Но поскольку они содержат сравнительно небольшое количество углерода (<2,0 %) и могут подвергаться пластической деформации (ковке), их относят к сталям. Как указывалось выше, под влиянием легирующих элементов точки S и Е диаграммы состояния Fe—Fe3C смещаются влево или вправо (V, Ti, Nb), поэтому граница между ДОэвтектоидными, заэвтектоидными и ледебуритными сталями сдвинута в область других содержаний углерода, чем в системе Fe—Fe3C.
Так, при содержании в стали 5,0 % Сг (см. рис. 86) концентрация углерода в эвтектоиде (точка S) снижается до 0,5 %, а предельная растворимость углерода в аустените (точка Е) до 1,3 %. При «ае
10 % Сг точка S соответствует 0,25—0,3 % С, точка Е — 1,0 % С.
При низком содержании углерода и большом количестве легирующего элемента, ограничивающего область существования аустенита (Сг, W, Мо, V, Si, Al и др.) образуется сталь, относящаяся к ферритному классу (рис. 86). Структура такой стали при всех тем пературах состоит из легированного феррита, чаще с некоторым количеством карбидов.
При высоком содержании в стали легирующего элемента, расширяющего область у-фазы (Мп, Ni), при комнатной температуре можно получить чисто аустенитную структуру. Этот класс сталей, не испытывающий а у-превращения, называют аустенитным.
При повышенном содержании легирующих элементов возникают также полуферритные и полуаустенитные стали. В этих сталях а у-превращение протекает только частично, и их структура состоит из аустенита и феррита.
Таким образом, основываясь на фазовом равновесии, легированную сталь подразделяют на классы: перлитный, аустенитный, ферритный и карбидный. Классификация по структуре в равновесном состоянии была разработана. П. Обергофером. Французским ученым Л. Гийе предложено классифицировать стали, исходя из структуры, получаемой после охлаждения с 900 °C на воздухе образцов небольших размеров (диаметр 25 мм, длина 100 мм). Согласно этой классификации стали делят на пять классов: перлитный, ферритный, мартенситный, аустенитный и карбидный.
Глава VIII
ЧУГУН
Сплав железа с углеродом >2,14 % С называют чугуном. Присутствие эвтектики в структуре чугуна (рис. 87) обуславливает его использование исключительно в качестве литейного сплава. Углерод в чугуне может находиться в виде цементита или графита или одновременно в виде цементита и графита. Цементит придает излому специфический светлый блеск. Поэтому чугун, в котором весь углерод находится в виде цементита, называют белым. Графит придает серый цвет, поэтому его называют серым чугуном. В зависимости от формы графита и условий его образования различают следующие группы чугунов: серый, высокопрочный с шаровидным графитом и ковкий.
1. Процесс графитизации
Образование стабильной фазы графита в чугуне может происходить в результате непосредственного выделения его из жидкого (твердого) раствора или вследствие распада предварительно образовавшегося цементита.
Процесс образования в чугуне (стали) графита называют графитизацией.
13»
Диаграмма состояния стабильного равновесия сплавов Fe—С показана на рис 87 (штриховые линии соответствуют выделению График а сплошные - цементита). В стабильной системе при тем-пературах, соответствующих линии C D , кристаллизуется первич-ный графит. При температуре 1153 °C (линия Е С F ) образуется гра. фитная эвтектика аустенит + графит.
Т По пинии E'S' выделяется вторичный графит, а при 738 С (линия S'К') образуется эвтектоид, состоящий из феррита и графита. t/c №00 |д ферриту 1490
Б'
1200
1100
1000
910'
800 м-
100
Аустенит
Ж* ера фит
т
!г
F' F
К' к
Аустенит * графит _______________________ ^727°С ।!
Феррит * epaipum I .
В^Фёррит* аустенит
Жидкая фаза (Ж)
"jIL—I—l!—।___________
” d 0,70,81 2,112,10 д' 0/6 0,3 5
_i_______
0, % (по массе)
Ж*аустенит
Б
1W^1392°C
1300
Е' 1153 0 1147
Аустенит* / • шеррит /
Феррит]/,
ООО
Рис. 87. Диаграмма состояния Fe—С (железо—графит)
Вероятность образования в жидкой фазе (или аустените) мета-стабильного цементита, содержащего 6,67 % С, значительно больше, чем графита, состоящего только из атомов углерода (рис. 88, с). Графит образуется только при очень малой скорости охлаждения, когда степень переохлаждения жидкой фазы невелика. При переохлаждении жидкого чугуна ниже 1147 °C образуется цементит.
В жидком чугуне присутствуют различные включения (графит, SiO2, А12О3 и др.). Эти частицы облегчают образование и рост графитных зародышей. При наличии готовых зародышей процесс образования графита может протекать и при температурах, лежащих ниже 1147 °C. К этому же приводит легирование чугуна Si, который способствует процессу графитизации.
Графит, образующийся из жидкой фазы, растет из одного центра и, разветвляясь в разные стороны, приобретает форму сильно искривленных лепестков (рис. 88, б). В плоскости шлифа графит имеет вид прямолинейных или завихренных пластинок, которые представляют собой различные сечения графитных лепестков (рис 88, в).
140
При последующем медленном охлаждении возможно выделение графита из аустенита и образование эвтектоидного графита в интервале температур 738—727 °C (А -> Ф + Г).
Основная масса графита в серых чугунах образуется в период кристаллизации из жидкой фазы. Графит, возникающий при распаде
аустенита, не создает самостоятельных выделений, а наслаивается на имеющихся включениях, увеличивая их размеры. Если аустенит переохлажден ниже 727 °C, то его распад происходит с выделением феррит-но—цементитной структуры. Если чугун, в котором углерод находится в виде цементита, подвергнут длительному нагреву при высоких температурах, в нем также протекает процесс графитизации, т. е. распад цементита на графит и феррит при температурах ниже 738 °C или на графит и аустенит при более высокой
а — кристаллическая решетка; б — включение, выделенное из чугуна; в — микрострук тура серого чугуна (шлиф нетравлеи). X 100
температуре. Распад при высоких температурах происходит путем растворения цементита в аустените и гетерогенного образования зародышей графита на свободных поверхностях аустенита (усадочных и газовых микропустотах, всевозможных несплошностях, скоплениях вакансий и т. д.). Рост графитных образований происходит путем диффузии атомов углерода в аустените от границы аустенит—цементит (при одновременном растворении цементита в аустените) к границе аустенит—графит ’. Этот процесс сопровождает диффузия атомов
1 Так как предельная растворимость Fe3C в аустените больше, чем графита (линия ES лежит правее линии Е'S' на диаграмме состояния Fe—С), после образования зародышей графита возникает разность концентраций, что влечет за собой растворение Fe;1C и рост графита.
Ы1
железа от поверхности графита, что обеспечивает возможность его ро-ста Графитизация при температурах ниже эвтектоидной протекает по той же схеме путем диффузии углерода через феррит от границы феррита с цементитом к границе феррит—графит при одновременной диффузии атомов железа от поверхности растущего графита.
2. Серый и белый чугуны
Сепый чцгцн. Серый чугун (технический) представляет собой по существу сплав Fe—Si—С, содержащий в качестве неизбежных примесей Мп, Р и S. В структуре серых чугунов
большая часть или весь углерод находится в виде графита. Характерная особенность структуры серых чугунов, определяющая многие его свойства, заключается в том, что графит имеет в поле зрения микрошлифа форму пластинок. Наиболее широкое применение получили доэвтектоидные чугуны, содержащие 2,4—3,8 % С. Чем выше содержание в чугуне углерода, тем больше образуется графита и тем ниже его механические свойства. В связи с этим количество углерода в чугуне обычно не превышает 3,8 %. В то же время для обеспечения высоких литейных свойств (хорошей жидкотекучести) должно быть не меньше 2,4 % С.
Рис. 89. Диаграмма состояния
Fe—Si—С (2.0 % Si):
Ж — жидкая фаза; А — аустенит; Г — графит
Кремний, содержание которого в серых чугунах находится в пределах 1,2—3,5 %, оказывает большое влияние на строение, а следовательно, и на свойства чугунов, поэтому при изучении структуро-образования в техническом чугуне нужно пользоваться не диаграммой состояния Fe—С, а тройной диаграммой Fe—Si—С.
Разрез тройной диаграммы состояния Fe—Si—С для постоянного содержания кремния (2,0 %) дан на рис. 89. В отличии от стабильной диаграммы Fe—С (см. рис. 87) в системе Fe—Si—С перитектическое (Ж 4- бферрит -> Д), эвтектическое (Ж -> Д 4- Г) и эвтектоидное (Д ->Ф 4- Г) превращения протекают не при постоянной температуре, а в некотором интервале температур.
Величина температурного интервала, в котором в равновесии с жидким сплавом находятся аустенит и графит, зависит от содержания кремния. Чем больше кремния, тем шире эвтектический интервал температур.
Эвтектоидная температура с повышением в чугуне концентрации кремния сдвигается в область более высоких температур. Растворимость углерода в у-железе при введении кремния уменьшается, в результате этого область существования аустенита сужается и точки S и Е смещаются влево, в сторону меньших концентраций углерода. Кремний изменяет степень эвтектичиости сплава, под которой понимают отношение общего содержания углерода в чугуне к содержанию
142
его в эвтетике. Каждый процент кремния уменьшает содержание углерода в эвтектике на 0,3 % (точка С сдвигается влево), т. е. изменяет степень эвтектичности. Если для сплава без кремния степень эвтек-тичности, равная единице, соответствует 4,3 % С, то для сплава 4 % Si она равна единице при 3,1 % С. Изменение степени эвтектичности в чугуне кремнием приводит к увеличению количества графита.
Рис. 90. Структурные диаграммы для чугунов:
а — влияние С и Si на структуру чугуна; б — влияние скорости охлаждения (толщины отливки) и суммы C+Si на структуру чугуна; в — зависимость механических свойств (o,i.) чугуна от толщины отливки. Г — белые чугуны; UI—V—серые чугуны.
Охлаждение чугуна в реальных условиях вносит существенные отклонения от условий равновесия. Поэтому по равновесной диаграмме состояния нельзя судить о процессе затвердевания и получающихся при этом фазах и структурах в производственных условиях. Структура чугуна в отливках зависит в первую очередь от химического состава (содержания углерода и кремния) и скорости кристаллизации.
Кремний способствует процессу графитизации, действует в том же направлении, что и замедление скорости охлаждения. Изменяя, с одной стороны, содержания в чугуне углерода и кремния и, с другой — скорость охлаждения, можно получить различную структуру
143
Рис. 91. Микроструктура серого чугуна. Х500:
а — половинчатый чугун (ледебурит4-перлит4~графит); б—перлитный чугун; в—фер-рито-перлитиый чугун; г — ферритный чугун
металлической основы чугуна. Структурная диаграмма для чугунов, показывающая, какой должна быть структура в отливке с толщиной стенки 50 мм, в зависимости от содержания в чугуне кремния и углерода показана на рис. 90, а. При данном содержании углерода чем больше в чугуне кремния, тем полнее протекает графитизация. Чем больше в чугуне углерода, тем меньше требуется кремния для получения заданной структуры.
В зависимости от содержания углерода, связанного в цементит, различают:
1. Белый чугун, в котором весь углерод находится в виде цементита Fe3C. Структура такого чугуна — перлит, ледебурит и цементит (рис. 90).
2. Половинчатый чугун, большая часть углерода (~0,8 %) находится в Fe3C. Структура такого чугуна (рис. 91, о) — перлит, ледебурит и пластинчатый графит ’ (составы см. рис. 90).
1 Графит кристаллизуется в виде довольно сложных форм (см. рис. 88, б, в), но сечение их плоскостью микрошлифа дает вид пластинок.
144
3. Перлитный серый чугун, структура (рис. 91, б) — перлит и пластинчатый графит. В этом чугуне 0,7—0,8 % С находится в виде Fe3C, входящего в состав перлита (рис. 90).
4. Ферритно-перлитный серый чугун, структура (рис. 91, в) — перлит, феррит и пластинчатый графит (составы см. рис. 90). В этом чугуне в зависимости от степени распада эвтектоидного цементита в связанном состоянии находится от 0,7 до 0,1 % С.
5. Ферритный серый чугун, структура (рис. 91, г) — феррит и пластинчатый графит (рис. 90). В этом случае весь углерод находится в виде графита.
При данном содержании углерода и кремния графитизация протекает тем полнее, чем медленнее охлаждение. В производственных условиях скорость охлаждения удобно характеризовать по толщине стенки отливки. Чем тоньше отливка, тем быстрее охлаждение и в меньшей степени протекает графитизация (рис. 90, б).
Следовательно, содержание кремния надо увеличивать в отливке небольшого сечения, охлаждающейся ускоренно, или в чугуне с меньшим содержанием углерода. В толстых сечениях отливок, охлаждающихся медленнее, графитизация протекает полнее и содержание кремния может быть меньше. Количество марганца в чугуне не превышает 1,25—1,4 %. Марганец препятствует графитизации, т. е. затрудняет выделение графита и повышает способность чугуна к отбеливанию — появлению, особенно в поверхностных слоях, структуры белого или половинчатого чугуна. Сера относится к элементам, сильно тормозящим графитизацию, и вызывает увеличение графитных пластинок. Сера является вредной примесью, ухудшающей механические и литейные свойства чугуна. Поэтому ее содержание ограничивают до 0,1—0,2 %. В сером чугуне сера образует сульфиды (FeS, MnS) или их твердые растворы (Fe, /Мп) S *.
Содержание фосфора в сером чугуне чаще 0,2 %, но иногда допускается даже до 0,4—0,5 %. Фосфор не влияет на графитизацию. При повышенном содержании фосфора в структуре чугуна образуются твердые включения фосфидной эвтектики: в серых чугунах — двойной (Fe3P 4- аустенит), а в белых — тройной (Fe3C + Fe3P + аустенит). Эвтектика улучшает литейные свойства чугуна.
Механические свойства чугуна обусловлены его структурой, главным образом графитной составляющей. Чугун можно рассматривать как сталь, пронизанную графитом, который играет роль надрезов, ослабляющих металлическую основу структуры. В этом случае механические свойства будут зависеть от количества, величины и характера распределения включений графита.
Чем меньше графитных включений, чем они мельче и больше степень изолированности их, тем выше прочность чугуна. Чугун с большим количеством прямолинейных крупных графитных выделений, разделяющих его металлическую основу, имеет грубозернистый излом и низкие механические свойства. Чугун с мелкими и завихрен-
* В белых чугунах возможно образование эвтектики (Fe-hFeS) и растворение серы в Fe;iC.
145
ними графитными выделениями обладает более высокими свойствами.
Пластинки графита уменьшают сопротивление отрыву, временное сопротивление и особенно сильно пластичность чугуна. Относительное удлинение при растяжении серого чугуна независимо от свойств металлической основы практически равно нулю (<20,5 %). Графитные включения мало влияют на снижение временного сопротивления при сжатии и твердости, величина которых определяется главным образом структурой металлической основы чугуна. При сжатии чугун претерпевает значительные деформации и разрушение имеет характер среза под углом 45°. Разрушающая нагрузка при сжатии в зависимости от качества чугуна и его структуры в 3—5 раз больше, чем при растяжении. Поэтому чугун рекомендуется использовать преимуще-ственно для изделий, работающих на сжатие.
Пластинки графита менее значительно, чем при растяжении, снижают прочность и при изгибе, так как часть изделия испытывает сжимающие напряжения. Предел прочности при изгибе имеет промежуточное значение между пределом прочности на растяжение и на сжатие. Твердость чугуна составляет НВ 143—255 (1430—2550 МПа).
Графит, нарушая сплошность металлической основы, делает чугун малочувствительным к всевозможным концентраторам напряжений (дефектам поверхности, надрезам, выточкам и т. д.). Вследствие этого серый чугун имеет примерно одинаковую конструктивную прочность в отливках простой формы или с ровной поверхностью и сложной формы с надрезами или плохо обработанной поверхностью. Графит повышает износостойкость и антифрикционные свойства чугуна вследствие собственного «смазывающего» действия и повышения прочности пленки смазки. Очень важно, что графит улучшает обрабатываемость резанием, делая стружку ломкой.
Металлическая основа в сером чугуне обеспечивает наибольшую прочность и износостойкость, если она имеет перлитную структуру (см. рис. 91, б). Присутствие в структуре феррита, не увеличивая пластичность и вязкость чугуна, снижает его прочность и износостойкость. Наименьшей прочностью обладает ферритный серый чугун.
Серый чугун маркируется буквами С — серый и Ч — чугун (ГОСТ 1412—79). После букв следуют цифры, указывающие среднюю величину временного сопротивления при растяжении (кгс/мм2).
Серые чугуны по свойствам и применению можно разделить на следующие группы.
Ферритные и ферритно-перлитные чугуны (СЧ1О, СЧ15) имеют при растяжении 10—15 кгс/мм2 (100—150 МПа), при изгибе 28—32 кгс/мм2 (280—320 МПа). Их примерный состав: 3,5—3,7 % С; 2,0—2,6 % Si; 0,5—0,8 % Мп; <0,3 % Р; <0,15 % S. Структура чугунов — перлит, феррит и графит грубый (СЧ 10, СЧ 15) или средней величины. Эти чугуны применяют для малоответственных деталей, испытывающих небольшие нагрузки в работе с толщи ной стенки отливки 10—30 мм. Так, чугун СЧ 10 используют для строительных колонн, фундаментных плит, а чугуны СЧ 15 и СЧ 18 146
для литых малонагруженных деталей сельскохозяйственных машин, станков, автомобилей и тракторов, арматуры и т. д.
Перлитный чугун (СЧ 18, СЧ 21, СЧ 24, СЧ 25, СЧ 30, СЧ 35, СЧ 40) применяют для ответственных отливок (станин мощных станков и механизмов, поршней, цилиндров, деталей, работающих на износ в условиях больших давлений, компрессорное, арматурное и турбинное литье, дизельные цилиндры, блоки двигателей, детали металлургического оборудования и т. д.) с толщиной стенки до 60—100 мм *. Структура этих чугунов — мелкопластинчатый перлит (сорбит) с мелкими завихренными графитными включениями. К перлитным чугунам относятся, так называемые, сталистый и модифицированный чугун.
Сталистые чугуны (СЧ 24, СЧ 25). При выплавке этих чугунов в шихту добавляют 20—30 % стального лома; чугуны имеют пониженное содержание углерода, что обеспечивает получение более дисперсной перлитной основы с меньшим количеством графитных включений. Примерный состав: 3,2—3,4 % С; 1,4—2,2 % Si; 0,7—1,0 % Мп; <0,2 % Р; <0,15 % S. Содержание кремния в этих чугунах должно быть достаточным для предотвращения отбеливания чугуна.
Модифицированный чугун (СЧ 30, СЧ 35, СЧ 40 и СЧ 45) получают при добавлении в жидкий чугун перед разливкой специальных добавок — модификаторов (графит, 75 %-ный ферросилиций, силикокальций в количестве 0,3—0,8 % и т. д.). Модифицирование применяют для получения в чугунных отливках с различной толщиной стенок перлитной металлической основы с вкраплением небольшого количества изолированных пластинок графита средней величины. Модифицирование наиболее эффективно при использовании чугуна определенного состава и перегрева его перед модифицированием до 1400 °C. Перегрев обеспечивает измельчение графитных включений и способствует получению более плотных отливок.
Модифицированию подвергают низкоуглеродистый чугун, содержащий сравнительно небольшое количество кремния и повышенное количество марганца и имеющий без введения модификатора структуру половинчатого чугуна, т. е. ледебурит, перлит и графит. Примерный химический состав чугуна: 2,2—3,2 % С; 1,0—2,9 % Si; 0,2—1,1 % Мп; <0,2 % Р; <0,12 % S.
Для снятия литейных напряжений и стабилизации размеров чугунные отливки отжигают при 500—600 °C. В зависимости от формы и размеров отливки выдержка при температуре отжига составляет от 2 до 10 ч. Охлаждение после отжига медленное, вместе с печью. После такой обработки механические свойства изменяются мало, а внутренние напряжения снижаются на 80—90 %. Иногда для снятия напряжений в чугунных отливках применяют естественное старение чугуна — выдержку их на складе в течение 6—10 ч; такая выдержка снижает напряжения на 40—50 %.
* Чем больше толщина стенок отливки, тем ниже механические свойства.
147
Антифрикционные чугуны применяют для изготовления подшипников скольжения, втулок и других деталей, ра-ботающих при трении о металл, чаще в присутствии смазки. Эти чугуны должны обеспечивать низкое трение (малый коэффициент трения), т. е. антифрикпионность. Антифрикционные свойства чугуна определяются соотношением перлита и феррита в основе, а также количеством и формой графита. Антифрикционные чугуны изготавляют следующих марок г:
АЧС-1 (3,2—3,6 % С; 1,3—2,0 % Si; 0,6—1,2 % Мп; 0,15—0,3 % Р; <0,12 % S; 0,2—0,4 % Сг; 1,5—2,0 % Си); АЧС-2 (3,2—3,8 % С;
1 4—2,2 % Si; 0,4—0,7 % Мп; 0,15—0,4 % Р; <0,12 % S; 0,2-0 4 % Сг; 0,2—0,4 % Ni; 0,03—0,1 % Ti; 0,3—0,5 % Си) и АЧС-3 (3 2—3,8 % С; 1,7—2,6 % Si; 0,4—0,7 % Мп; 0,15—0,4 % Р; 0,3— 0,5 % Си; <0,12 % S; 0,03—0,1 % Ti).
Детали, работающие в паре с закаленными или нормализованными стальными валами, изготовляют из перлитных серых чугунов АЧС-1 и АЧС-2:, для работы в паре с термически необработанными валами применяют перлитно-ферритный чугун АЧС-3.
Перлитный чугун, содержащий повышенное количество фосфора (0,3—0,5 %), используют для изготовления поршневых колец. Высокая износостойкость колец обеспечивается металлической основой, состоящей из тонкого перлита и равномерно распределенной фосфидной эвтектики при наличии изолированных выделений пластинчатого графита.
Белый и отбеленный чугун. Белый чугун вследствие присутствия в нем цементита обладает высокой твердостью, хрупок и практически не поддается обработке резанием, поэтому имеет ограниченное применение.
Отбеленными называют чугунные отливки, в которых поверхностные слои имеют структуру белого (или половинчатого) чугуна, а сердцевина — серого чугуна. Между этими зонами может быть переходный слой. Отбел на некоторую глубину (12—30 мм) является следствием быстрого охлаждения поверхности, возникающего в результате отливки чугуна в металлические формы (кокиль) или в песчаную форму.
Высокая твердость поверхности НВ 400—500 (4000—5000 МПа) обусловливает хорошую сопротивляемость против износа (особенно абразивного), поэтому из отбеленного чугуна изготовляют прокатные валки листовых станов, колеса, шары для мельнип нт. д. В этом случае применяют чугун с пониженным содержанием кремния, который склонен к отбеливанию. Его примерный состав: 2,8—3,6 % С; 0,5— 0,8 % Si; 0,4—0,6 % Мп.
Вследствие различной скорости охлаждения по сечению и получения равных структур, отливка имеет большие внутренние напряжения, которые могут привести к образованию трещин. Для снятия напряжений отливки подвергают термической обработке — нагреву при 500—550 °C.
1 А — антифрикционный, Ч — чугун, С — серый.
148
8. Высокопрочный чугун с шаровидным графитом
Высокопрочный чугун получают присадкой в жидкий чугун небольших добавок некоторых щелочных или щелочноземельных металлов. Чаще для этой цели применяют магний в количестве 0,03—0,07 %. По содержанию остальных элементов высокопрочный чугун не отличается от обычного серого.
Рис. 92. Микроструктура высокопрочного чугуна с шаровидным графитом, х 250: а — иетравленый шлиф; б — перлитный чугун; в — ферритный чугун
Под действием магния графит в процессе кристаллизации принимает не пластинчатую, а шаровидную форму (рис. 92, а). Шаровидный графит, имеющий минимальную поверхность при данном объеме, значительно меньше ослабляет метал-
лическую основу чугуна, чем пластинчатый графит. В отличие от пластинчатого шаровидный гра фит не является активным концентратором напряжений. Чугуны с шаровидным графитом имеют более высокие механические свойства, не уступающие литой углеродистой стали, сохраняя при этом хорошие литейные свойства и обрабатываемость резанием, способность гасить вибрации, высокую износостойкость и т. д. Обычный состав чугуна: 2,7—3,7 % С; 1,6—2,7 % Si; 0,5—0,6 % Мп; <0,10 % S * и <0,10 % Р.
Маркируют высокопрочный чугун буквами ВЧ, затем следуют цифры. Первые цифры марки показывают среднее значение времен
* В чугунах ВЧ 80-3, ВЧ 100-4, ВЧ 120-4 содержание серы ^0,01 %.
149
ного сопротивления при растяжении (кгс/мм ), вторые— относительное удлинение (%). Чугуны ВЧ 50-2, ВЧ 60-2, ВЧ 70-3, ВЧ 80-3; ВЧ 100-4 ВЧ 120-4 имеют перлитную металлическую основу (рис. 92, б), чугуны ВЧ 45-5 — перлитно-ферритную* и ВЧ 38—17, ВЧ 42-12 — ферритную (рис. 92, в). Для снятия литейных напряжений, повышения механических свойств чугун подвергают термической обработке.
Отливки из высокопрочного чугуна широко используют в различных отраслях народного хозяйства: в автостроении и дизеле-строении для коленчатых валов, крышек цилиндров и других деталей; в тяжелом машиностроении — для многих деталей прокатных станов; в кузнечно-прессовом оборудовании (например, для шабот-молотов, траверс прессов, прокатных валков); в химической и нефтяной промышленности — для корпусов насосов, вентилей и т. д.
Высокопрочные чугуны применяют и для изготовления деталей станков, кузнечно-прессового оборудования, работающих в подшипниках и других узлах трения при повышенных и высоких давлениях (до 1200 МПа).
Для изготовления коленчатых валов автомобилей и многих других деталей применяют высокопрочные чугуны со структурой зернистого перлита, обеспечивающие более высокие механические свойства. Структуру зернистого перлита получают специальной термической обработкой, состоящей из нагрева до 950 °C, охлаждения до 600 °C и подогрева до 725 °C с длительной выдержкой при этой температуре.
Антифрикционные чугуны с глобулярным графитом изготовляют двух марок: АЧВ-1 (2,8—3,5 % С; 1,8—2,7 % Si; 0,5—1,2 % Мп; <0,7 % Си) с перлитной структурой и АЧВ-2 с повышенным содержанием кремния (2,2—2,7 % Si) и ферритно-перлитной структурой (~50 % перлита).
Перлитный высокопрочный чугун АЧВ-1 предназначается для работы в узлах трения с повышенными окружными скоростями в паре с закаленным или нормализованным валом.
Антифрикционный чугун АЧВ-2 применяют в паре с «сырым» (в состоянии поставки) валом.
4. Ковкий чугун
Ковкий чугун получают длительным нагревом при высоких температурах (отжигом) отливок из белого чугуна. В результате отжига образуется графит хлопьевидной формы (рис 93). Такой графит по сравнению с пластинчатым меньше снижает прочность и пластичность металлической основы структуры чугуна. Металлическая основа ковкого чугуна: феррит (ферритный ковкий чугун, рис. 93, а) и реже перлит (перлитный ковкий чугун; рис. 93, б). Наибольшей пластичностью обладает ферритный ковкий чугун, который применяют в машиностроении.
Химический состав белого чугуна, отжигаемого на ковкий чугун, выбирают в пределах- 2,5—3,0 % С; 0,7—1,5 % Si; 0,3—1,0 % Мп;
150
<0,12 % S и <0,18 % P (в зависимости от требуемой структуры металлической основы). Чугун имеет пониженное содержание углерода и кремния. Более низкое содержание углерода способствует повышению пластичности, так как при этом уменьшается количество графита, выделяющегося при отжиге, а пониженное содержание крем ния исключает выделение пластинчатого графита в структуре отливок при охлаждении.
Толщина сечения отливки не должна превышать 40—50 мм. При большем размере отливок в сердцевине образуется пластинчатый графит, и чугун становится непригодным для отжига.
Рис. 93. Микроструктура ковкого чугуна. X 500: а — ферритный чугун; б — перлитный чугуи
Отжиг проводят в две стадии. Первоначально отливки выдерживают при 950—970 °C. В этот период протекает стадия I графитизации, т. е. распад цементита, входящего в состав ледебурита (А + + Fe3C), и установление стабильного равновесия аустенит + графит. В результате распада цементита диффузионным путем образуется хлопьевидный графит (углерод отжига).
Затем отливки охлаждают до температур, соответствующих ин тервалу эвтектоидного превращения. При охлаждении происходит выделение из аустенита вторичного цементита, его распад и в итоге рост графитных включений При достижении эвтектоидного интервала темпратур охлаждение резко замедляют или дают длительную выдержку при температуре несколько ниже этого интервала. В этот период протекает стадия II графитизации: распад аустенита с образованием феррито графитной структуры или распад цементита, входящего в состав перлита, с образованием феррита и графита (в процессе выдержки ниже эвтектоидной температуры). После окончания стадии II графитизации структура чугуна состоит из феррита и хлопьевидного графита.
151
Излом ферритного чугуна бархатисто-черныи вследствие большого количества графита. Если не проводить выдержку ниже эвтектоидной температуры (или если в этом интервале температур скорость охлаждения повышенная), то образуется перлитный ковкий чугун (П + Г), имеющий светлый (сталистый) излом.
Для ускорения отжига применяют различные меры: чугун модифицируют алюминием (реже бором, висмутом и другимиэлементами), повышают температуру нагрева чугуна перед разливкой, применяют перед отжигом старение, чаще в процессе нагрева до температуры отжига при 350—400 °C, повышают температуры стадии I графитизации (но не выше 1080 °C) или же выполняют отжиг в защитной атмосфере. В этом случае длительность отжига составляет 24—60 ч.
Ковкий чугун маркируют буквами КЧ и цифрами. Первые две цифры указывают временное сопротивление при растяжении (кгс/мм2) вторые — относительное удлинение (%). Из отливок ковкого чугуна изготовляют детали, работающие при ударных и вибрационных нагрузках. Так, ферритные ковкие чугуны КЧ 37—12 и КЧ 35-10 используют для изготовления деталей, эксплуатируемых при высоких динамических и статических нагрузках (картеры редукторов, ступицы, крюки, скобы и т. д.), а КЧ 30-6 и КЧ 33-8 — для менее ответственных деталей (головки, хомутики, гайки, глушители, фланцы, муфты и т. д.). Твердость ферритного чугуна НВ163 (1630 МПа). Перлитные ковкие чугуны КЧ 50-4, КЧ 56-4, КЧ 60-3 и КЧ 63-2 обладают высокой прочностью, умеренной пластичностью и хорошими антифрикционными свойствами. Твердость перлитного чугуна НВ 241—269 (2410—2690 МПа). Из перлитного ковкого чугуна изготовляют вилки карданных валов, звенья и ролики цепей конвейера, втулки, муфты, тормозные колодки и т. д. Ковкий чугун применяют главным образом для изготовления тонкостенных деталей в отличие от высокопрочного магниевого чугуна, который используют для деталей большого сечения. Некоторое применение нашел антифрикционный феррито-перлитный чугун АКЧ-1 и АКЧ-2.
Для повышения твердости, износостойкости и прочности ковкого чугуна иногда применяют нормализацию с 800—850 °C или закалку с 850—900 °C и отпуск при 450—700 °C. Закалка с последующим высоким отпуском позволяет получить структуру зернистого перли га.
Глава IX
ФАЗОВЫЕ ПРЕВРАЩЕНИЯ В СПЛАВАХ ЖЕЛЕЗА (ТЕОРИЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛИ)
I. Фазовые превращения при нагреве
Для многих видов термической обработки сталь нагревают до температур, соответствующих существованию аустенита (процесс аустенитизации). Образование аустенита при нагреве является диффузионным процессом и подчиняется основным положениям теории кристаллизации.
152
Рассмотрим превращения феррито-цементитной смеси (перлита) в аустенит на примере эвтектоидной (0,8 % С) стали. При нагреве до температуры Асг происходит растворение в феррите некоторого количества цементита в соответствии с линией предельной растворимости PQ (рис. 94, а). При повышении температуры выше Ас, (например, до tx) концентрация углерода в отдельных участках феррита возрастает (точка г на рис. 94, а). Такие участки феррита неустой чивы и претерпевают превращение в аустенит, стабильный при данной температуре. Как видно из рис. 94, а, аустенит при температурах несколько выше Асг (727 °C) содержит ~0,8 % С. Образование заро-
Рис. 94. Превращение стали с феррито-цементитиой структурой при нагреве: а — изменение фазового состава при нагреве; б — изотермическое образование аустенита: / — начало образования аустенита; 2 — конец превращения перлита в аустенит; 3 — полное растворение карбидов; 4 — гомогенизация аустенита;
в — схема структурных изменений при нагреве: Z— IV — последовательные стадии превращения перлита в аустенит; А — аустенит гомогенный. А* — негомо-генный
дышей критического размера происходит за счет флуктуации распо ложения атомов. В объеме феррита на границе с цементитом возникают флуктуационные участки с решеткой аустенита, в которые поступает углерод из карбида. Некоторые исследователи полагают, что механизм а -> у-перестройки сдвиговый при наличии когерентных границ. В образовавшиеся по сдвиговому механизму пластинчатые участки у-фазы от Fe3C диффундирует углерод и они становятся способными к росту зародышами аустенита. При росте зародыша когерентность а- и у-решеток нарушается, сдвиговый механизм заменяется нормальным механизмом роста, и зерна аустенита приобретают равноосную форму.
После исчезновения феррита и цементита, и, естественно, границ между ними, где преимущественно зарождался аустенит, наблюдается только рост зерен аустенита без возникновения новых зародышей. Образовавшийся аустенит неоднороден по содержанию углерода. В участках, прилегающих к частицам цементита, концентрация углерода в аустените выше (точка б на рис. 94, а), чем в участках, прилегающих к ферриту (точка b на рис. 94, а). Под влиянием этого градиента концентрации происходит диффузия атомов углерода в аустените в направлении от границы с цементитом к участкам, граничащим с ферритом. В результате растворения цементита в аустените происходит его стабилизация. Следовательно, рост участков
153
аустенита происходит вследствие полиморфного а -► у-превращення и диффузии углерода.
Рост участков аустенита в результате этого превращения протекает быстрее, чем растворение цементита. Поэтому после превращения феррита в аустенит в структуре стали сохраняется еще некоторое количество цементита (рис. 94, в, ///) и для его растворения в аустените продолжительность изотермической выдержки должна быть увеличена. Образовавшийся в результате описанных превращений аустенит неоднороден по составу, и для его гомогенизации требуется дополнительное время (рис. 94, б).
Для описания перехода феррито-цементитной структуры в аустенит часто пользуются диаграммами изотермического образования аустенита, дающими представление о превращениях- при разных температурах. Для построения диаграммы небольшие образцы из исследуемой стали быстро нагревают до заданной температуры выше точки и выдерживают при этой температуре.
В процессе изотермической выдержки фиксируют начало и конец отдельных стадий превращения перлита в аустенит. Если полученные экспериментальные точки нанести на график в координатах температура — время и соединить их плавными кривыми, то получится диаграмма, подобная схематически показанной на рис. 94, б.
Как следует из диаграммы изотермического образования аустенита в эвтектоидной стали, при повышении температуры превращение перлита в аустенит резко ускоряется. Это объясняется, с одной стороны, ускорением диффузионных процессов, а с другой — увеличением градиента концентрации в аустените.
Скорость превращения феррито-цементитной структуры в аустенит, кроме температуры нагрева, зависит от ее исходного состояния. Чем тоньше феррито-цементитная структура, тем больше возникает зародышей аустенита и быстрее протекает процесс аустенитизации. Предварительная сфероидизация цементита, особенно с образованием крупных его глобулей, замедляет процесс образования аустенита.
При нагреве доэвтектоидной или заэвтектоидной стали процесс аустенитизации осложняется превращением структурно свободного феррита в аустенит или растворением избыточного цементита. При нагреве доэвтектоидной стали зародыши аустенита могут возникать и на границах ферритных зерен. В этом случае диффузия углерода по межфазной границе приводит к стремлению цементита раствориться в феррите, что будет приводить к превращению феррита в аустенит *.
Чем больше в стали углерода, тем быстрее протекает аустенитизация, что объясняется увеличением количества цементита, а следовательно, и ростом суммарной поверхности раздела феррита и цементита.
1 Диффузия в a-фазе (феррите) протекает намного быстрее, чем в у-фазе (аустените).
154
Введение в сталь хрома, молибдена, вольфрама, ванадия и других карбидообразующпх элементов задерживает аустенитизацию из-за образования легированного цементита или трудно растворимых в аустените карбидов легирующих элементов. Соответственно больше требуется времени и для гомогенизации аустенита. Легирующие эле
Время
Рис. 96. Тсрмокинстическая диаграмма превращения нустснпто-фсррнто-кпрбнд* ноП структуры и аустенит в стали. содержащей 1.0 % С и 1.0 % Сг:
ДС| — начало а у-превращен я я. Дса — конец а -► у* превращен и я; Аст — конец растворения карбидов. Цифры у кривых указывают количество нерпстворив-ш мхе я и аустените карбидов (%) при данном нагреве
155
менты неравномерно распределены между ферритом и карбидами, а следовательно, и в аустените содержание легирующих элементов по объему будет не одинаково.
Процесс гомогенизации аустенита по содержанию легирующих элементов требует большего времени, так как диффузионная подвижность легирующих элементов в решетке у-фазы значительно меньше, чем углерода.
При непрерывном нагреве превращение перлита в аустенит протекает в некотором интервале температур. На рис. 95 приведена термокинетическая диаграмма, которая дает представление о температурах превращения перлита в аустенит при различных скоростях нагрева.
Начало превращения феррито-карбидной структуры в аустенитную на термокинетической диаграмме (рис. 95) соответствует температурам чуть выше Aclt конец полиморфного а -► у-превращения— температурам линии Ас3 и полное растворение карбидов — температурам, образующим линию Аст. Чем выше скорость нагрева, тем при более высокой температуре происходит превращение феррито-цементитной структуры (перлита) в аустенитную. Интервал температур, в котором протекает превращение перлита в аустенит, тем больше, чем выше скорость нагрева, поэтому при скоростном нагреве (например, токами высокой частоты) температура нагрева для аустенитизации стали должна быть выше, чем при сравнительно медленном печном нагреве.
2. Рост зерна аустенита при нагреве
Зародыши аустенита при нагреве выше образуются на границах раздела феррит—карбид. При таком нагреве число зародышей всегда достаточно велико и начальное зерно аустенита мелкое.
При дальнейшем повышении температуры или увеличении длительности выдержки при данной температуре происходит рост зерна аустенита, термодинамически оправданный стремлением системы к уменьшению свободной энергии вследствие сокращения поверхности зерен.
В основе механизма роста зерен лежит миграция большеугловых границ. Таким образом, рост зерна контролируется диффузионным переходом атомов через большеугловую границу.
Размер зерна, образовавшегося при нагреве до данной температуры, естественно, не изменяется при последующем охлаждении. Способность зерна аустенита к росту неодинакова даже у сталей одного марочного состава, вследствие влияния условий выплавки. Различают два предельных типа сталей по склонности к росту зерна: наследственно мелкозернистые и наследственно крупнозернистые.
В наследственно мелкозернистой стали при нагреве до 950— 1000 °C зерно увеличивается незначительно, однако при более высоком нагреве наступает бурный рост зерна (рис. 96, 2). В наследственно крупнозернистой стали, наоборот, сильный рост зерна наблюдается даже при незначительном перегреве выше А1 (температуры 156
окончания аустенитизации) (рис. 96, /). Различная склонность к росту зерна определяется условиями раскисления стали и ее составом.
Стали, раскисленные алюминием, наследственно мелкозернистые, так как в них образуются дисперсные частицы A1N, тормозящие рост зерна аустенита. Растворениеэтих частиц влечет за собой быстрый рост зерна. В двухфазных областях (например, в заэвтектоидных сталях) в интервале температур Acj — Аст (см. рис. 94, а) рост зерна аусте-
нита сдерживается нера-створившимися карбидными частицами. Такое же сдерживающее влияние на рост зерна в доэвтектоид-ных сталях в интервале температур Асг—Ас3 (рис. 94, а) оказывают участки феррита.
Легирующие элементы, особенно карбидообразую-щие (наиболее сильно действуют Ti, V, Zr, Nb , W и Mo) задерживают рост зерна аустенита, так как образуют труднорастворимые в аустените карбиды, которые служат барьером.
Более сильно влияют такие карбидообразующие элементы, как титан и ванадий.
Рис. 96. Влияние температуры нагрева на величину зерна аустенита t/д наследственно крупнозернистой (/) н мелкозернистой (2) эвтектоидной (0,8 % -С)
стали:
а — исходное зерно бывшего аустенита; б — начальное зерно аустенита; в н г — размер зерна, полученный в стандартных условиях технологической пробы
Надо отметить, что любое легирование, обусловливающее торможение диффузионных процессов будет сдерживать рост зерна, который контролируется диффузией. Сле-
дует отметить, что термины — наследственно крупнозернистая и наследственно мелкозернистая сталь не обозначают того, что данная сталь имеет всегда крупное или всегда мелкое зерно. Наследственное зерно, полученное в стандартных условиях технологической пробы (рис. 96), указывает лишь на то, что при нагреве до определенных температур наследственно крупнозернистая сталь приобретает относительно более крупное зерно при более низкой темпера-
туре, чем сталь мелкозернистая.
Размер действительного зерна аустенита обусловлен температурой нагрева, продолжительностью выдержки при ней и склонностью данной стали к росту зерна при нагреве.
Перегрев и пережог
Продолжительный нагрев доэвтектоидной (заэвтектоидной) стали при температурах, значительно превышающих А3 или Аст, приводит
167
к образованию крупного действительно зерна. У перегретой стали излом камневидный. Поверхность разрушения излома характеризуется бугорчатым грубозернистым строением (зерна без металлического блеска, как бы оплавленные).
В перегретой стали нередко четко проявляется то, что феррит образуется по сдвиговому механизму превращения *. Рост видманштеттовых кристаллов (рис. 97, а) феррита происходит при высоких температурах в условиях диффузионного отвода углерода.
Перегрев может быть исправлен отжигом.
Еще более высокий нагрев, чем при перегреве и к тому же в окислительной атмосфере, вызывает пережог стали; он сопровождается
Рис. 97. Микроструктура перегретой (а) и пережженной (б) доэвтектоидной стали, х 80
образованием по границам зерен окислов железа (рис. 97, б). При пережоге излом стали камневидный. Пережог — неисправимый дефект стали.
Влияние величины зерна на свойства стали
Величина зерна стали не оказывает существенного влияния на стандартный комплекс механических свойств, получаемых при испытании на статическое растяжение (ов. 00,2. ф) и твердость, но с ростом зерна резко снижается ударная вязкость, уменьшается работа распространения трещины и повышается порог хладноломкости. Значение Kic с увеличением размера зерна возрастает (эффект очистки границ зерен от примесей). Чем крупнее зерно, тем более сталь склонна к закалочным трещинам и деформациям. Все это следует учитывать при выборе режимов термической обработки. Разнозерни-стость сильно снижает конструктивную прочность, вызывая охрупчивание в зонах, прилегающих к концентраторам напряжений.
Выявление и определение величины зерна. Размер зерна аустенита определяют методами цементации, окисления, травления границ зерен, а также по ферритной иль’ цементитной сетке. По методу
1 Во всех других случаях образование глобулизированного феррита есть результат рекристаллизации от фазового наклепа.
158
цементации образец доэвтектоидной стали насыщают углеродом при 930 С в течение 8 ч. При этом содержание углерода в аустените, находящемся в поверхностной зоне, достигает заэвтектоидной концентрации. При последующем медленном охлаждении по границам зерна аустенита выделяется вторичный цементит, образующий сплошную сетку, по которой после охлаждения определяют величину бывшего зерна аустенита (рис. 98, а).
Рис. 98. Зерно аустенита (Х100). выявленное:
а — цементацией; б — окислением; в — по ферритной сетке; г — при непосредствениом наблюдении при высоких температурах (нагрев в вакуумной камере)
При использовании других методов выявления зерна конструкционных и инструментальных сталей температуру нагрева принимают равной температуре закалки или на 20—30 °C выше этой температуры. Время выдержки при таком нагреве 3 ч.
В случае применения метода окисления металлографический шлиф нагревают в защитной атмосфере и после окончания выдержки в печь подают воздух. Границы бывших зерен аустенита выявляются сеткой окислов (рис. 98, б). Метод, основанный на образовании сетки феррита, применяют для доэвтектондных, а методы образования сетки цементита — для заэвтектоидных сталей. Образцы нагревают до заданной температуры и охлаждают со скоростью, обеспечивающей образование сетки феррита или цементита (рис. 98, в). Нередко зерно аустенита определяют на образцах после закалки и отпуска при 225—550 °C путем травления микрошлифа в растворе
159
160
пикриновом кислоты с добавлением 0,5—1,0 % моющих средств («Астра» или «Новость»). Зерно аустенита можно определить на специальных микроскопах с нагревательной вакуумной камерой непосредственно при высоких температурах (рис. 98, г). Величину зерна определяют под микроскопом при увеличении в 100 раз. Зерна, видимые на шлифе, сравнивают с эталонными шкалами, приведенными
Рис. 100. Номограмма для определения размера зерна
на рис. 99. Величину зерна оценивают баллами. Между баллом зерна, его средним диаметром и количеством зерен, помещающихся на 1 мм2 шлифа, существует прямая зависимость (рис. 100).
Приблизительно можно считать, что стали с зерном № 1—5 относят к группе крупнозернистых, а с зерном № 6—15 к мелкозернистым.
3. Общая характеристика превращения
переохлажденного аустенита
(диаграмма изотермического превращения аустенита)
Если сталь со структурой аустенита, полученной в результате нагрева до температуры выше Лс3 (для доэвтектоидной стали) или выше Аст (для заэвтектоидной стали), переохладить до темпера-
6 Ю. М. Лахтин
туры ниже А1г то аустенит оказывается в метастабильном состоянии и претерпевает превращение.
Для описания кинетики превращения переохлажденного аустенита пользуются экспериментально построенными диаграммами время—температура—степень распада или диаграммами изотермического превращения аустенита, т. е. превращения, протекающего при постоянной температуре х.
Для изучения изотермического превращения аустенита небольшие образцы стали нагревают до температур, соответствующих существованию стабильного аустенита (т. е.
выше критической точки), а затем быстро охлаждают (переохлаждают) до температуры ниже А, (например, до 700, 600, 500, 400, 300 °C и т. д.), и выдерживают при этих температурах различное время, в том числе и до полного распада аустенита. Степень его распада можно определять разными методами: микроскопическим, магнитным, дилатометрическим и др.
Результаты исследования описываются кинетической кривой, по которой можно оценить количество распавшегося аустенита в зависимости от времени, прошедшего с момента начала распада. Как видно из рис. 101, а, в течение некоторого промежутка времени (Нъ Н2, Н3) распад аустенита экспериментально не фиксируется. Этот
Рис. 101. Схема построения диаграммы изотермического превращения переохлажденного аустенита для эвтектоидной стали: а — кинетические кривые; б — диаграммы изотермического превращения аустенита
период называют инкубационным.
По истечении этого периода аустенит начинает распадаться с образованием более стабильных структур. В области повышенных тем
ператур он протекает с образованием структуры, состоящей из феррита и цементита. Скорость распада сначала быстро увеличивается, а затем постепенно замедляется. Через различные промежутки времени (/<!, К2, Кз) процесс распада постепенно затухает и, наконец,
полностью заканчивается или приостанавливается.
Построение таких кривых в изотермических условиях при разных температурах (4, /2, t3 и т. д.) позволяет получить диаграмму изотермического превращения аустенита (рис. 101, б). Для этого нужно отрезки времени, соответствующие началу (Нъ Н2, Н3) и концу распада аустенита (Klt /<а, и т. д.), или для какой-то заранее принятой степени превращения, для каждой из исследуемых температур
1 В литературе на английском языке эти диаграммы называют ТТТ — time— temperature—transformation.
162
(4» ti, ^з)> перенести на график, на котором по оси абсцисс откладывают время *, а по оси ординат — температура, и одноименные точки соединить плавными кривыми. На диаграмме изотермического превращения аустенита (рис. 101, б) кривая 1 характеризует начало распада аустенита, а кривая 2 показывает время, необходимое для полного распада аустенита.
Область, лежащая левее кривой начала распада аустенита (см. рис. 101, б), относится к инкубационному периоду; в интервале температур и времени, определяемых этой областью, существует переохлажденный аустенит, практически не претерпевающий заметного распада. Длительность инкубационного периода характеризует устойчивость переохлажденного аустенита. С увеличением переохлаждения его устойчивость быстро уменьшается, достигая минимума, и далее вновь возрастает (рис. 101, б).
При температуре наименьшей устойчивости аустенита скорость превращения очень велика. В некоторых низкоуглеродистых сталях длительность инкубационного периода при этой температуре не превышает 1,0—1,5 с. Уменьшение устойчивости аустенита и роста скорости его превращения с увеличением степени переохлаждения объясняется возрастанием разности свободных энергий аустенита и феррита. При этом уменьшается размер критического зародыша, способного к росту, и возрастает количество объемов в исходном аустените, в которых могут возникнуть зародыши новых фаз — феррита и цементита. Повышение устойчивости аустенита и уменьшение скорости его превращения при больших степенях переохлаждения определяется снижением скорости образования и роста новых фаз вследствие замедления процесса диффузии.
При переохлаждении аустенита до температуры, равной или ниже мартенсиной точки (Л4Н), соответствующей температуре начала превращения переохлажденного аустенита в мартенсит (рис. 101, б), диффузионные процессы полностью подавляются и образование структуры, состоящей из феррита и цементита, становится невозможным. В этом случае протекает бездиффузионное превращение аустенита в структуру закаленной стали, называемую мартенситом.
В зависимости от степени переохлаждения аустенита различают три температурные области или ступени превращения (рис. 101, б): перлитную; область промежуточного превращения (промежуточного между перлитным и мартенситным превращением) и мартенситную.
Перлитная область (рис. 101, б) в углеродистых сталях распространяется на интервал температур от точки до изгиба изотермической диаграммы (~550 °C). При этих температурах происходит диффузионный распад аустенита с образованием структуры из феррита и цементита — перлита.
Промежуточное превращение протекает при температурах от изгиба кривой (~550 °C) до точки Мв (рис. 101, б). Это превращение обладает рядом особенностей, присущих как перлитному (диффузион-
1 Шкалу времени принимают логарифмической, так как время распада может колебаться в широких пределах — qt долей секунды до десятков минут и даже часов.
6’
163
ному), так и мартенситному (бездиффузионному) превращению. В результате превращения переохлажденного аустенита образуется структура, получившая название бейнита *.
Ниже температуры, соответствующей точке Л4Н, переохлажденный аустенит бездиффузионно превращается в мартенсит (рис. 101, б).
4. Перлитное превращение
Перлитное превращение переохлажденного аустенита носит кристаллизационный характер и начинается по диффузионному механизму. Это следует из того, что аустенит, например, углеродистой стали (рис. 102), практически однородный по концентрации углерода, распадается с образованием феррита (почти чистое железо) и цементита, содержащего 6,67 % С, т. е. состоит из фаз, имеющих резко различную концентрацию углерода. Ведущей, в первую очередь возникающей, фазой при этом является карбид (цементит). Как правило его зародыши образуются на границах зерен аустенита.
В результате роста частиц этого карбида прилегающий к нему объем аустенита обедняется углеродом, снижает свою устойчивость и испытывает полиморфное у -^a-превращение, которое как всякая перестройка решетки в решетку идет сдвиговым путем. При этом кристаллики феррита зарождаются на межфазных границах с цементитом, где этот процесс облегчен.
Дальнейший рост ферритных пластинок ведет к обогащению окружающего аустенита углеродом, что затрудняет дальнейшее развитие у-»а-превращения. В обогащенном таким образом углеродом аустените зарождаются новые и растут ранее возникшие пластинки цементита. В результате образования и роста частиц карбидов вновь создаются условия для возникновения новых и роста имеющихся кристалликов (пластинок) феррита. В результате происходит колониальный (совместный) рост кристалликов феррита и цементита 2, образующих перлитную колонию (рис. 102). Размер перлитных колоний («перлитное зерно») и перлитных субколоний тем меньше, чем мельче зерно исходного аустенита и больше степень его переохлаждения.
Продукты перлитного превращения имеют пластинчатое строение (рис. 102). Чем больше переохлаждение, тем тоньше получающаяся феррито-цементитная структура, т. е. меньше величина межпластинчатого расстояния (До) (рис. 102, а), равного усредненной сумме толщин двух пластинок феррита и цементита (рис. 103), соответственно выше и твердость. Пластинчатые структуры эвтектоидного типа часто определяют как перлит, сорбит и троостит или соответственно грубо-, средне- и тонкодифференцированный перлит.
Структура Перлит Сорбит Троостит
До, мкм . . . 0,6—1,0 0,25—0,3 0,1—0,15
НВ.......... 180—250 250—350 350—450
__________ (1800—2500 МПа) (2500—3500 МПа) (3500—4500 МПа)
1 Поэтому промежуточное превращение нередко называют бейннтным превращением.
* Некоторые авторы считают, что «ведущих» фаз при перлитном превращении нет, и рост цементита и феррита идет как совместный процесс,
104
Однако надо учитывать, что разделение феррито-цементитной структуры на перлит, сорбит и троостит условно и между этими структурами нет четкой границы.
Перлит, сорбит и троостит, образующиеся при распаде переохлажденного аустенита, являются феррито-цементитными структурами,
Рис. 102. Схемы образования (а) и микроструктуры пластинчатого перлита при разном увеличении (б):
1 — аустенит; 11 — образование зародыша цементита иа границе зерна аустенита; III — образование пластины феррита; IV—VI — рост и образование новых пластин цементита и феррита (перлита); VII — перераспределение углерода при образовании перлита;
1 — высокая концентрация углерода — цементит (6,67 % С), 3 — низкая концентрация углерода — феррит (0,02 % С); До — межпластиночное расстояния
имеющими пластинчатое строение, и различающимися лишь степенью дисперсности.
Однако в отличие от перлита (эвтектоида) сорбит и троостит, называемые квазиэвтектоидными, не являются равновесными структурами и в сталях, не соответствующих эвтектоидному составу, содержат углерода больше или меньше 0,8 %.
Механические свойства стали со структурами перлита, сорбита и троостита. Твердость и прочность стали с указанными структурами прямо пропорциональна площади поверхности раздела между ферритом и цементитом. Поэтому с увеличением степени дисперсности
(65
bepp ито-цементит ной структуры (уменьшением Ао). т- е- с понижением температуры его распада, твердость, временное сопротивление, пределы текучести и выносливости возрастают (рис J ).
Относительное удлинение и относительное сужение наивысшие у сорбита. При переходе к трооститу (более низкой температуре превращения) пластичность (6 и г)?) уменьшается.
Рис. 104. Зависимость механических свойств стали с 0,78 % С от темпера-фуры превращения аустенита в фер-рнто-цементятную структуру
Изотермическое превращение аустенита в доэвтектоидных и заэвтектоидных сталях (рис. 105) отличается от превращения в эвтектоидной стали тем, что в верхнем интервале температур сначала выделяются избыточные фазы — феррит (в доэвтектоидной стали) или избыточный цементит (в заэвтектоидной стали).
г Начало выделения избыточного феррита (цементита) на диаграмме изотермического распада отмечается дополнительной кривой (рис. 105, а). Количество выделяющегося избыточного феррита (или цементита) уменьшается с понижением температуры, и при некоторой степени переохлаждения распад начинается непосредственно с образования зародышей эвтектоида, или точнее квазиэвтектоида, т. е. структуры эвтектоидного типа, но отличающейся иным составом, чем перлит (эвтектоид). Покажем это на примере доэвтектоидной стали, содержащей 0,45 % С (рис. 105). При 727 °C (равновесная точка Л1) количество феррита в доэвтектоидной стали с 0,45 % С определится
отношением aS/pS (рис. 105, б). При переохлаждении до ~625 °C количество феррита станет меньше и выразится отношением бв/гв. При ~580 °C количество избыточного феррита станет равным нулю. В заштрихованном (рис. 105) треугольнике 1 избыточные фазы из аустенита выделяться не будут, а образуется квазиэвтектоид Так как с понижением температуры количество выделяющегося избыточного
Рис. 105. Диаграмма изотермического распада переохлажденного аустенита стали с 0,45 % С (а) и часть диаграммы состояния Fe— FeaC (6)
Рис. 106. Диаграммы изотермического распада переохлажденного аустенита:
а — доэвтектоидиая сталь
(0,45 % С); б — эвтектоидная сталь (0,8 % С); о — заэвтек-тоидная сталь (1,2 % С)
Вреня, с
феррита (цементита) уменьшается, то квазиэвтектоид сорбит или троостит в доэвтектоидных сталях содержит углерода <0,8 %, а в заэвтек-тоидных сталях >0,8 %.
Увеличение содержания углерода в аустените доэвтектоидной концентрации повышает его устойчивость (кривые изотермической диаграммы сдвигаются вправо) (рис. 106).
5. Мартенситное превращение в стали
Природа мартенсита. Мартенсит является частично упорядоченным пересыщенным твердым раствором внедрения углерода в а-железе. Если в равновесном состоянии растворимость углерода в а-железе
1 Заметим, однако, что продолжать чисто геометрическим способом линии фазового равновесия в области, где этих фаз нет, строго говоря (по физическому смыслу явления) нельзя.
167
при 20°C не превышает 0,002 % С, то его содержание в мартенсите может быть таким же, как в исходном аустените, т. е. достигать в пре-
деле 2,14 % С. Атомы углерода занимают октаэдрические поры в направлении [0011 в решетке a-железа (мартенсите) и сильно ее искажают. Мартенсит имеет тетрагональную решетку (рис. 107, а), в которой один период с больше другого — а. При увеличении содержания углерода высота тетрагональной призмы с увеличивается, а размеры ее основания а уменьшаются (рис. 107, б) * *х.
Следовательно, чем больше в мартенсите углерода, тем больше больше тетрагональность решетки. Отношение da = 1 + 0.046С, где
отношение с/а, т. е.
Рис. 107. Кристаллическая решетка мартенсита (а) и аависимость периодов решетки мартенсита а и с от содержания углерод (б)
С, °/о(по массе} 0 0,5 1,0 1,5
С, °/о1апТ) s
С — концентрация углерода в мартенсите, % (по массе).
Механизм мартенситного превращен ия. Мартенситное превращение происходит только в том случае, если быстрым охлаждением аустенит переохлажден до низких температур, когда диффузионные процессы становятся невозможными. При мар-
тенситном превращении
не происходит перераспределения компонентов между аустенитом и мартенситом, поэтому его можно рассматривать, как фазовое превращение в однокомпонентной системе.
Образование мартенсита становится возможным лишь тогда, когда его свободная энергия будет меньше свободной энергии аустенита. Это имеет место при переохлаждении аустенита до температуры ниже То (рис. 108, а) *2. Для начала мартенситного превращения требуется большое переохлаждение аустенита (точка М„ на рис. 108), при котором значение разности объемной свободной энергии AFo6 аустенита и мартенсита будет больше приращения поверхностной
** Из-за наличия в структуре закаленной стали значительной плотности дефектов (дислокаций и др.) некоторое количество атомов углерода покидает нормальные позиции внедрения — октаэдрические поры — и образует скопления у дислокаций. Возникает состояние двухфазного распада, когда сразу же после закалки наблюдается два мартенсита — один с содержанием углерода, равным его содержанию в стали, и другой — малоуглеродистый, содержащий 0,2—0,25 % С (с/а = = 1,012-е- 1,013) в связи с взаимодействием части углерода с дислокациями.
В сложнолегнрованных сплавах при низких температурах возможно образование мартенсита и с другими решетками (например, е-мартенсит с гексагональной решеткой и е'-мартенсит с ромбоэдрической упаковкой атомов, из которых при нагреве может образоваться обычный мартенсит).
*2 Свободная энергия мартеиснта выше, чем феррито-цементитной структуры. В условиях большого переохлаждения (ниже То) феррито-цементитная структура образоваться не может, и аустенит превращается в мартенсит, что приводит систему к относительному минимуму свободной энергии.
168
ЛЛ10В и упругой AFynp энергий (AFo6 > AFn0B 4. AFynp). Аналогичное явление может иметь место и при нагреве. В точке /4Н мартенсит бездиффуз ион но может превратиться в аустенит1. Однако в обычных углеродистых сталях обратное превращение а -> у по мартен-
ситному механизму не имеет места, так как при нагреве раньше распадается на феррит и карбид. ~ в мартенсит и обратное превращение мартенсита в аустенит протекает в интервале температур (Л4„ — Мк и Аи — А к), который зависит от состава аустенита (рис. 108, б). Деформация аустенита при температуре между М„ и Мв (лежащей несколько ниже То) также вызывает мартенситное превращение (рис. 108, а); образуется мартенсит деформации.
Сдвиговый механим мартенситного превращения отличается закономерным
Превращение
мартенсит аустенита
кооперативным направленным смещением атомов в процессе перестройки решетки. Отдельные атомы смещаются на расстояния, не превышающие межатомные, сохраняя взаимное соседство, однако величина абсолютного смещения растет пропорционально удалению от межфазной границы. Это приводит к макроскопическому сдвигу, внешним проявлением которого является появление игольчатого микрорельефа на поверхности металлического шлифа (рис. 109, а). В процессе превращения кристаллы мартенсита сопряжены с аустенитом по определенном кристаллографическим плоскостям (см. рис. 65), и между растущими мартенситными кристаллами и аустенитной матрицей образуется когерентная граница.
Кристаллы мартенсита зарождаются в дефектных участках, где име-
Рис. 108. Зависимость свободных энергий аустенита Гд и мартенсита FM от температуры (а) и точек То, и Л1к от состава аустенита (6)
ются дислокационные узлы и кроме того в тех объемах аустенита, которые флуктуационно обеднены углеродом. Пока на границе мартенсита и аустенита .существует сопряженность решеток (когерентность), скорость образования и роста кристаллов мартенсита очень велика (~103 м/с). Поскольку мартенситное превращение осу-
ществляется путем закономерного и кооперативного перемещения
1 В ряде сплавов никеля и других цветных металлов обратное мартенситноаустенитное превращение обнаружено и является основой создания сплавов с памятью формы, в основе которых лежит образование термоупругого мартенсита.
199
атомов на малые расстояния, оно происходит с большой скоростью даже при температурах, близких к абсолютному нулю.
В процессе роста мартенситного кристалла вследствие разности удельных объемов аустенита и мартенсита увеличиваются упругие
Рис. 109. Микроструктура мартев-сита:
а — мартенситный рельеф; б — яизко-углеродястый пакетный мартенсит. Х800; в — пакетный мартенсит. Х3000; г—пластинчатый мартенсит (фермо-образное расположение пластин мартенсита; Х500); д — зысокоуглероди-стый пластинчатый мартенсит и остаточный аустенит. х500
напряжения в области когерентного сопряжения, что в конечном счете может приводить к пластической деформа-ции и нарушению когерентности. Сопряженность решеток нарушается и по достижении рас-
кРисталлом границы зерна или других больших скоплении дефектов кристалла. При нарушении когерентности решеток даль-
Ш
Рис. НО. Схема пакетного (а) и пластинчатого (б) мартенсита
нейший упорядоченный переход атомов из аустенита в мартенсит становится невозможным и рост кристалла мартенсита прекращается .
Вследствие увеличения упругой энергии ДГупг, рост кристалла мартенсита может прекратиться без нарушения когерентности. В этом случае устанавливается термоупругое равновесие между мартенситом и исходной фазой (ДГОб = 0)- При повышении температуры ДГоб и кристалл мартенсита уменьшается, а при понижении температуры ДА0-, 11 кристаллы мартенсита растут, пока не нарушится когерентность или не установится новое термоупругое равновесие. Термоупругое мартенситное превращение было обнаружено в 1949 г. Г. В. Курдюмовым и А Г. Хандросом Это открытие названо «эффект Курдюмова».
Превращение аустенита в мартенсит происходит при непрерывном понижении температуры. Развитие превращения при этом протекает в результате образования новых кристаллов мартенсита.Кристаллы мартенсита ориентацион-но связаны с решеткой аустенита, поэтому скорость их роста в разных кристаллографических направле
ниях неодинакова. Вследствие этого кристаллы мартенсита имеют форму пластин,которые закономерно ориентированы в исходном аустените: (011) мартенсита | |(111) аустенита, [ПО] аустенита || [ill] мартенсита. Кристаллы мартенсита в зависимости от состава стали (в первую очередь в зависимости от содержания углерода), а, следовательно, и от температуры своего образования могут иметь разную морфологию и различную субструктуру. Различают два основных морфологических типа мартенситных кристаллов: пакетный (или реечный) и пластинчатый (двойникованный). Пакетный мартенсит образуется в углеродистых и легированных конструкционных сталях (содержащих не более 0,5 % С), у которых точка М лежит при сравнительно высоких температурах (рис. 108). Кристаллы пакетного мартенсита имеют форму тонких (0,1—0,2 мкм) пластин (реек). Группа параллельных кристаллов образует вытянутый пакет (рис. НО, а, 109, б и г). В каждом зерне аустенита обычно возникает несколько (2—4) пакетов мартенсита (рис. НО, а). При увеличениях светового микроскопа отдельные кристаллы (монокристаллы) мартенсита в пакете не видны и выявляются лишь границы пакетов. Реечные кристаллы мартенсита обычно разделены прослойками остаточного аустенита (рис. НО, о). Так как пакетный мартенсит в низкоуглеродистых сталях образуется при высоких температурах, он претерпевает частичный распад (самоотпуск). Внутри кристаллов мартенсита выделяется некоторое количество карбидных частиц, что приводит к образованию кубического мартенсита. Субструктура пакетного мартенсита сложная и характеризуется большой плотностью дислокаций (~1012 см-2).
171
Пластинчатый (двойникованный) мартенсит образуется в высокоуглеродистых сталях (более 0,8 % С), имеющих низкие температуры мартенситных точек (рис. 108) Ч Кристаллы низкотемпературного пластинчатого мартенсита имеют линзовидную форму, соседние кристаллы не параллельны и образуют сложные пространственные труп-пировки (рис. 109, г и д и ПО, б). В плоскости шлифа они могут иметь вид игл (рис. 109, д). Кристаллы пластинчатого мартенсита состоят в средней своей части из большого числа микродвойников, образую-
щих среднюю зону повышенной тра-вимости, называемую мидрибом1 2 (рис. 109, г, НО, б). Толщина этих двойников может достигать—10 нм. Размеры кристаллов любой морфологии мартенсита во многом определяются величиной зерна исходного аустенита (или субзерна при наличии субструктуры). Кристаллы мартенсита (особенно те, которые образуются вблизи Мн) тем крупнее, чем больше зерно аустенита.
Кинетика мартенситного превращения. Мартенситное превращение обычно начинается сразу при температуре Л4Н 3 и протекает не в изотермических условиях, а при непрерывном охлаждении в интервале температур4.
Чтобы мартенситное превращение развивалось, необходимо непре-
350 250 150 50 +20°0 Температура,°C
Рнс. 111. Мартенситные кривые для высокоуглеродистой (а) н среднеуглеродистой (б) стали. Штриховая линия — ход мартенситной кривой после стабилизации аустенита
рывно охлаждать сталь ниже тем-пературы Мн. Если охлаждение прекратить, то мартенситное прев
ращение практически также останавливается. Эта особенность мартенситного превращения резко отли-
чает его от перлитного, которое полностью протекает в изотермиче-
1 При содержании 0,5—0,8 % С образуется мартенсит смешанной морфологии — пакетный и двойникованный.
2 От английского midrib — сокращенное middleribbon — средняя полоска.
8 В иностранной литературе мартенситная точка обозначается 7WS от английского слова start (начало). Точка конца превращения обозначается Mf от слова finish (конец).
4 Различают две основные разновидности кинетики образования мартенсита: атермическую и изотермическую. Изотермическое мартенситное превращение, происходящее в некоторых специальных сплавах (например, Fe—Ni—Мп, Fe—Сг—Ni и др.), протекает вяло. Изотермическое образование мартенсита может быть описано изотермической диаграммой I—т. Превращение начинается по истечении инкубационного периода и его длительность зависит от температуры. Положение мартенситной точки при изотермическом превращении зависит от скорости охлаждения. Напряжения замедляют изотермическое образование мартенсита. Ниже рассматривается только атермическое превращение, которое протекает в обычных промышленных сталях. Именно в этих сталях изотермическое превращение мартенсита существенного значения не имеет.
172
1,0 2,0 3,0 4,0 5,0
Содержание легирующего элемента, % (помассе')
Рис. 112. Влияние содержания углерода (а) и легирующих компонентов элементов (б) на температуру мартенситных точек Мн и Мн
ских условиях при температуре ниже точки А±. Количество образовавшегося мартенсита в зависимости от температуры, до которой охлажден образец, может быть выражено так называемой мартенситной кривой (рис. 111). Чем ниже температура в интервале Мн—Мн, тем больше образуется мартенсита. При этом количество мартенсита возрастает в результате образования все новых и новых кристаллов, а не вследствие роста уже возникших кристаллов и уже имеющих некогерентную границу. По достижении определенной для каждой стали температуры превращение аустенита в мартенсит прекращается. Эту температуру окончания мартенситного превращения обозначают Мк. Положение точек Мн и Мк не зависит от скорости охлаждения и обусловлено химическим составом аустенита. Чем больше в аустените углерода, тем ниже температура точек Мн и Мк (рис. 112). Все легирующие элементы, за исключением кобальта и алюминия, понижают точки Л4„ и Мк (рис. 112).
Остаточный аустенит. Мартенситное превращение не протекает до конца (см. рис. 111). Поэтому в закаленной стали, особенно в стали имеющей точку УИК ниже 20 °C (рис. 112), присутствует остаточный аустенит. Его количество тем больше, чем ниже температура точек Л4Н и Мк, т. е. чем выше содержание в аустените углерода и легирующих элементов. В стали с 0,6—1,0 % С количество остаточного аустенита не превышает 10 %, а в стали с 1,3— 1,5 % С — оно достигает 30—50 % (объемн.).
При больших количествах остаточного аустенита (20—30 %) его можно наблюдать в микроструктуре закаленной стали в виде светлых полей между иглами мартенсита (см. рис. 109, д).
Стабилизация аустенита. Если задержать на некоторое время охлаждение при температуре, лежащей выше температуры окончания мартенситного превращения (см. рис. 111), то аустенит, сохранившийся непревращенным при охлаждении до этой температуры, становится более устойчивым. Подобная стабилизация аустенита выражается в том, что при последующем понижении температуры превращение аустенита в мартенсит протекает с трудом (рис. 111). Оно происходит при более низкой температуре (глубоком охлаждении) и менее интенсивно. Количество образующегося в итоге мартенсита оказывается меньше, чем при непрерывном охлаждении до Мк. Это явление стабилизации проявляется более сильно в интервале
173
температур Л4Н—Л4К и зависит от температуры, при которой задерживалось охлаждение. Температура, ниже которой проявляется этот эффект стабилизации, по предложению А. П. Гуляева, обозначается Мс. Явление стабилизации иногда объясняют релаксацией напряжений, которые стимулируют мартенситное превращение.
Свойства мартенсита. Характерной особенностью мартенсита является его высокая твердость и прочность. Твердость мартенсита возрастает с увеличением в нем содержания углерода (см. рис. 128, б); в стали с 0,6—0,7 % С твердость мартенсита составляет HRC 65 (HV 9600 МПа), это в 6 раз больше твердости феррита.
Временное сопротивление низкоуглеродистого мартенсита (0,015 % С) составляет —1000, а при 0,6—0,8 % С достигает 2000— 2300 МПа. Однако с повышением в мартенсите содержания углерода возрастает склонность его к хрупкому разрушению. Мартенсит с >0,35—0,4 % С обладает низкой пластичностью и разрушается хрупко. По этой причине нельзя точно определить прочность закаленной стали со структурой мартенсита и поэтому приведенные выше цифры (2000—2300 МПа) следует считать ориентировочными.
Высокая твердость мартенсита объясняется главным образом влиянием внедренных атомов углерода в решетку a-фазы, созданием микро- и субмикроскопической неоднородности строения с повышенной плотностью дефектов кристаллического строения. Поверхности раздела кристаллов мартенсита представляют собой трудно преодолимые препятствия для движения дислокаций. Подвижность дислокаций затруднена и в связи с повышенной их плотностью из-за фазового наклепа. Все это и определяет высокую твердость стали, имеющей мартенситную структуру. Хрупкость мартенсита связана с пониженной подвижностью заблокированных дислокаций, что уменьшает возможность пластической релаксации в местах концентрации напряжений. Присутствие углерода и других примесей в твердом растворе повышает электросопротивление и коэрцитивную силу мартенсита, понижает остаточную индукцию и магнитную проницаемость по сравнению с ферритом.
Мартенсит по сравнению с другими структурными составляющими стали и особенно с аустенитом имеет наибольший удельный объем: удельный объем аустенита при содержании 0,2—1,4 % С составляет 0,12227—0,12528, а мартенсита 0,12708—0,13061 смя/г. Увеличение удельного объема при образовании мартенсита является одной из основных причин возникновения при закалке больших внутренних напряжений, вызывающих деформацию изделий или даже появление трещин.
Увеличение объема стали после закалки по сравнению с исходным тем больше, чем выше содержание углерода в мартенсите, и составляет 1,13—1,2 % при изменении содержания углерода от 0,4 до 0,8 %. В заэвтектоидных сталях происходит уменьшение объемных изменений вследствие увеличения количества остаточного аустенита.
Наибольшее увеличение объема наблюдается у эвтектоидной стали, поэтому она наиболее чувствительна к закалочным трещинам и деформациям.
174
6. Промежуточное (бейнитное) превращение
Природа бейнита. Бейнитное (промежуточное) превращение протекает в температурной области между перлитным и мартенситным превращениями (см. рис. 101). В результате промежуточного превра-
Рис. 113. Микроструктура бейнита: а — верхний бейнит, х 50000; б — нижний бейнит и остаточный аустенит. Х500; в — то же. X 10000
обычно в области температур
вид, в котором частицы карбидов выделяются не в виде пластинок, как в перлите, а в виде изолированных узких частиц (рис. 113, а). Нижний бейнит образуется при температурах от 350 °C до точки Мн и имеет игольчатое (пластинчатое) мартенситоподобное строение (рис. 113, б и в). Карбидные частицы в нижнем бейните располагаются в пластинках a-фазы (рис. ИЗ, в).
Механизм промежуточного превращения. Бейнитное (промежуточное) превращение переохлажденного аустенита (рис. 114) сочетает
щения образуется бейнит, представляющий собой структуру, состоящую из a-твердого раствора, претерпевшего мартенситное превращение и несколько пересыщенного углеродом, и частиц карбидов. Различают структуру верхнего и нижнего бейнита Верхний бейнит, образующийся ~500—350 °C, имеет «перистый»
175
в себе элементы перлитного и мартенситного превращений: диффузионное перераспределение углерода в аустените и между продуктами его распада и сдвиговое кооперативное мартенситное превращение у-*а.
Бейнитное превращение протекает при температурах, когда скорость самодиффузии железа и диффузия легирующих элементов практически невозможна, а скорость диффузии углерода еще достаточно высока. Это и предопределяет особенности бейнитного превращения.
Рис. 114. Схема бейнитного превращения
В начале этого превращения происходит диффузионное перераспределение углерода в аустените (рис. 114), что приводит к образованию в нем объемов, обогащенных и обедненных углеродом. Участки аустенита с низким содержанием углерода, у которых точка Мн лежит в области температур промежуточного превращения (см. рис. 112), претерпевают у -> a-превращение по мартенситному механизму. Образующийся малоуглеродистый мартенсит тут же отпускается при температурах промежуточной области с образованием бейнитной структуры. В объемах аустенита, обогащенных углеродом, если их пересыщение высокое, в процессе изотермической выдержки могут выделяться частицы карбидов (рис. 114). Это, естественно, приведет к обеднению этих участков аустенита углеродом и к протеканию в них превращения по мартенситному механизму. Мартенситный механизм образования а-сЬазы и обусловливает ее игольчатую структуру и по-«74
явление характерного рельефа на поверхности микрошлифов, особенно заметного при образовании нижнего бейнита.
Скорость торцового роста кристаллов a-фазы при промежуточном превращении относительно невелика и составляет 10"3—10"6 мм/с. Это объясняется тем, что скорость роста кристаллов a-фазы определяется скоростью отвода углерода от границ растущего а-кристалла в аустенит.
Образующаяся при бейнитном превращении a-фаза (мартенсит), пересыщена углеродом и притом тем сильнее, чем ниже температуры превращения. Поэтому сразу после у -> a-превращения из пересыщенного а-раствора могут выделяться частицы карбидов. Механизм образования верхнего и нижнего бейнита, в принципе, одинаков. Различие состоит в том, что в области образования верхнего бейнита вначале происходит более значительная дифференциация по концентрации углерода в кристаллах аустенита, что вызывает более сильное обогащение отдельных объемов аустенита углеродом и, следовательно, образование более обедненной углеродом а-фазы. Поэтому, в общем, структура верхнего бейнита более грубая, чему способствует также выделение карбидов главным образом из аустенита При образовании нижнего бейнита, наоборот, обогащение аустенита углеродом обычно сравнительно невелико, а пересыщение a-фазы более значительно. Поэтому карбиды выделяются главным образом в кристаллах а-фазы (рис. 113), а сама структура нижнего бейнита более тонкая.
Как и мартенситное превращение, рассматриваемое промежуточное превращение не идет до конца. Нераспавшийся при изотермической выдержке аустенит при последующем охлаждении будет в той или иной степени претерпевать мартенситное превращение, а частично и сохраняться (остаточный аустенит).
Механические свойства стали с бейнитной структурой. Образование верхнего бейнита (распад при ~550—450 °C) снижает пластичность стали по сравнению с получаемой для продуктов распада аустенита в нижней части перлитной области (см рис. 104). При этом твердость и прочность не изменяются или несколько снижаются.
Пониженная пластичность верхнего бейнита связана с выделением сравнительно грубых карбидов по границам ферритных зерен.
Получающийся в результате распада аустенита в нижней области промежуточного превращения (см. рис. 104) бейнит обеспечивает высокий уровень механических свойств: прочности, пластичности и вязкости. По сравнению с продуктами распада аустенита в перлитной области (сорбит, троостит) нижний бейнит имеет более высокую твердость и прочность при высокой пластичности и вязкости. Это объясняется повышенным содержанием углерода и большой плотностью дислокаций в бейнитной a-фазе, а также образованием дисперсных карбидов, расположенных в кристаллах этой фазы.
Основанная на промежуточном превращении термическая обработка (изотермическая закалка) на нижний бейнит обеспечивает вы-гокий комплекс механических свойств и, что особенно важно, высокую конструктивную прочность, поэтому ее широко используют в промышленности для упрочнения ответственных деталей машин.
177
7. Изотермическое превращение аустенита в легированных сталях
Рассмотренные выше (см. рис. 106) диаграммы изотермического распада переохлажденного аустенита справедливы только для углеродистых и низколегированных сталей. Для легированных сталей, в которых кроме углерода в состав аустенита входят, в частности, карбидообразующие элементы изотермическая диаграмма имеет другой вид (рис. 115). На изотермиче-
ской диаграмме для этих сталей (рис. 115) наблюдается два минимума устойчивости переохлажденного аустенита, соответствующие перлитному и бей-нитному (промежуточному) превращениям Оба превращения разделены областью относительной устойчивости аустенита. 1 В случае доэвтектоидной или заэвтекгоидной легированных сталей на диаграмме изотермического распада переохлажденного аустенита, так же как и углеродистой стали, появляется добавочная линия, соответствующая началу выделения избыточного легированного феррита или карбида.
Промежуточное превращение в легированных сталях не идет до конца.
I ис. 115. Диаграммы изотермического распада переохлажденного аустенита в легированной стали (схемы):
а и б — среднелегированные стали; в — высоколегированные стали; г — высокохромистые стали. Цифры у кривых указывают степень превращения, % (объемн.)
Часть аустенита, обогащенного углеродом, при изотермической выдержке не распадается и при дальнейшем понижении температуры может лишь частично превратиться в мартенсит или даже не претерпевать этого превращения. Таким образом, в результате промежуточного превращения легированная сталь приобретает структуру, состоящую из бейнита и некоторого количества мартенсита и нерас-павшегося, т. е. остаточного аустенита.
Все легирующие элементы (за исключением кобальта) увеличивают устойчивость переохлажденного аустенита в области перлитного и бейнитного превращений и на диаграмме изотермического превра-
1 Диаграмма этого типа является наиболее общей Диаграмму с одним мини мумом устойчивости аустенита следует рассматривать как частный случай с наложением температурных интервалов перлитного и бейнитного распадов.
1.7$
щения сдвигают вправо, т. е. в сторону большего времени выдержки, кривые начала и конца распада. Причина высокой устойчивости переохлажденного аустенита в области перлитного превращения легированной стали состоит в том, что в результате влияния легирующих элементов тормозится у -* a-превращение и образуются сразу специальные карбиды. Для получения такой структуры должно пройти диффузионное перераспределение не только углерода, но и легирующих элементов.
Карбидообразующие элементы переходят в карбиды, а элементы, не образующие карбидов, — в феррит. Замедление распада аустенита в перлитной зоне объясняется очень малой скоростью диффузии легирующих элементов в аустените и уменьшением скорости диффузии углерода под влиянием карбидообразующих элементов. Кроме того, легирующие элементы уменьшают скорость полиморфного превращения у —а, которое лежит в основе распада переохлажденного аустенита.
В области температур промежуточного превращения переохлажденного аустенита возможна лишь диффузия углерода, а диффузия легирующих элементов практически исключается. Поэтому при распаде аустенита образуются а-раствор и карбид цементитного типа, имеющие то же содержание легирующих элементов, что и исходный аустенит. Следовательно, для образования бейнита необходима только диффузия углерода без перераспределения концентрации легирующих элементов.
Особенно повышается устойчивость переохлажденного аустенита при одновременном введении в сталь нескольких легирующих элементов (например Сг и Мо, Мп и Сг и т. д.), при том в повышенном количестве.
Легирующие элементы влияют неодинаково на устойчивость аустенита в перлитной и промежуточной областях. Чаще в стали с небольшим содержанием углерода максимальная скорость превращения соответствует промежуточной области (рис. 115, а), а в сталях с высоким содержанием углерода — интервалу температур перлитного превращения (рис. 115, б).
В низкоуглеродистых сталях с повышенным содержанием хрома, никеля, вольфрама и молибдена превращение в перлитной области температур протекает настолько медленно, что экспериментально не обнаруживается. Поэтому на диаграммах изотермического превращения переохлажденного аустенита фиксируется только промежуточное превращение (рис. 115, в). В некоторых сталях (например, содержащих 0,3—0,4 % Си 10—12 % Сг), наоборот, практически не удается зафиксировать промежуточное превращение, и отмечается лишь распад в перлитной области (рис. 115, г). Диаграммы изотермического превращения переохлажденного аустенита позволяют определять, какие превращения возможны в выбранной стали, при каких температурах они протекают и какова скорость их развития при данной температуре.
179
8. Превращение аустенита при непрерывном охлаждении
Ппи переохлаждении аустенита до температуры его свободная энергия практически равна свободной энергии стабильных низкотемпературных фаз, поэтому его превращение в этих условиях не может Дотекать При реальных скоростях охлаждения, когда аустенит переохлаждается до температур ниже Alt он становится метастабиль-ным и превращается в более стабильные структуры.
Рис. 116. Изотермическое превращение аустенита эвтектоидной стали: а — кинетика превращения; б — влияние скорости v охлаждения на температуру превращения аустенита; в — влияние скорости охлаждения на количество структурных составляющих стали
С увеличением скорости охлаждения возрастает степень переохлаждения аустенита относительно равновесной точки Др Схематические диаграммы, показывающие влияние скорости охлаждения на температуру распада аустенита и на образование структурных составляющих после охлаждения углеродистой эвтектоидной стали, приведены на рис. 116.
Чем больше скорость охлаждения и ниже температура распада аустенита (рис. 116, а), тем дисперснее образующаяся феррито-це-ментитная структура, подобно тому, как это наблюдалось при изотермическом распаде аустенита. Следовательно, при небольшой скорости охлаждения Oj образуется перлит (рис. 117, я), при большей п2 сорбит и еще большей оэ—троостит (рис. 116, а и б). Бейнит при непрерывном охлаждении углеродистой стали обычно не образуется. 180
При высоких скоростях охлаждения V Гпиг аустенита переохлаждается до точки М „ (Р 116-° и б) часть -сит. Стаура в этом случае сото"из\~ТмЯарХ„5а' стенита становится вообще hSSmomS'hto перлит1иЛ Рмн, аукается АО точки ,4, и превР~вИ,^
Рис. 117. Микроструктура стали после охлаждения с различной скоростью. Х500: a — перлит, охлаждение со скоростью ut (рис. 116, а); б — мартенсит-|-троостит (темный), охлаждение со скоростью и4; е~мартеисит, охлаждение со скоростью
рис. 116). Превращение аустенита в мартенсит не идет до конца, поэтому в закаленной стали наряду с мартенситом всегда присутствует в некотором количестве остаточный аустенит (рис. 117, в). Минималь-
ную скорость охлаждения vK (см. рис. 116), при которой весь аусте нит переохлаждается до точки /Ин и превращается в мартенсит, называют критической скоростью закалки.
При охлаждении легированных сталей с различными скоростями образуются более сложные структуры (рис. 118). Если распад аустенита в перлитной зоне протекает быстрее, чем в промежуточной, то при охлаждении с небольшой скоростью образуется перлит (кривые Рь ^г)- При охлаждении с большей скоростью (и3) наряду с перлитом имеется бейнит; при этом часть аустенита, не претерпевшая распада в перлитной и бейнитной областях, превращается в мартенсит. В этом случае структура будет состоять из перлита, бейнита, мартенсита и некоторого количества остаточного аустенита (рис. 118, в).
Частичное превращение в бейнитной области изменяет состав аустенита; он обогащается углеродом, поэтому снижается темпера
181
тура соответствующая точке Л4Н, и увеличивается количество оста точного аустенита. При еще большей скорости охлаждения (рис. 118, кривая щ) перлитное превращение происходит лишь частично; большая часть аустенита переохлаждается до температуры, соответствующей точке Л4Н, и превращается в мартенсит. После охлаждения сталь будет иметь структуру, состоящую из троостита, мартенсита и оста-
Рис. 118. Превращение переохлажденного аустенита легированной стали, обладающего высокой устойчивостью при температурах промежуточного превращения:
а — кинетика изотермического превращения переохлажденного аустенита; б — влияние скорости охлаждения иа температуры превращения; в — влияние скорости охлаждения на количество структурных составляющих после окончания превращения
точного аустенита При скорости охлаждения выше критической скорости (кривая vv) закалки (например и6) образуется только мартенсит.
Значение критической скорости закалки неодинаково для разных сталей и зависит от устойчивости аустенита, определяемой составом стали. Чем больше его устойчивость, тем меньше критическая ско рость закалки. Углеродистые стали имеют высокую критическую скорость закалки (800—200°С/с). Наименьшая критическая скорость закалки у эвтектоидной стали. Чем крупнее зерно аустенита и чем он однороднее (т е. чем выше температура нагрева), тем больше устойчивость переохлажденного аустенита и меньше его критическая скорость закалки.
Легирующие элементы, повышая устойчивость аустенита оезко снижают критическую скорость закалки. Так, при введении ’1 Vo Сг в сталь с 1 /о С критическая скорость закалки уменьшается в 2 раза а при введении 0,4 % Мо от 200 до 50 °С/с.Сильно снижают критическую скорость закалки марганец и никель и в меньшей степени вольфрам. Для многих легированных сталей критическая скорость закалки снижается до 20 30 С/с и более. Кобальт является единственным легирующим элементом, понижающим устойчивость аустенита и повышающим критическую скорость закалки.
9. Термокинетические диаграммы превращения переохлажденного аустенита
Диаграммы изотермического распада аустенита могут только приближенно характеризовать превращения, протекающие при непрерывном охлаждении. Время минимальной устойчивости аустенита .при непрерывном охлаждении в 1,5 раза больше, чем при изотермическом распаде. Отсюда в первом приближении величина критической скорости закалки может быть определена по эмпирической формуле:
= Mi —/п11п)/1.5тт1п, где Ai — температура, соответствующая равновесной точке (727 °C); /т|п — температура минимальной устой-
Рис. 119. Термокинетнческие диаграммы превращения переохлажденного аустенита: а — эвтектоидная сталь; б — доэвтектоидиая легированная сталь с 0,39 % С; 1,0 % Сг; 0,15 % Мо. Тонкие линии иа диаграмме для эвтектоидной стали соответствуют изотермическому превращению переохлажденного аустенита
чивости переохлажденного аустенита; ттт — время минимальной устойчивости аустенита в перлитной области.
Для разработки технологии термической обработки используют, кроме диаграмм изотермического распада аустенита, необходимых для различных изотермических методов обработки, термокинети ческие диаграммы. По этим диаграммам можно получить точн е данные о температурных интервалах протекания фазовых пре вращений при непрерывном охлаждении и об образующихся при эт
структурных составляющих.
Термокинетнческие диаграммы также строят в координа пература — время на основе анализа серии кривых охлажд н i , которых отмечают температуры начала и конца перлитного и пром
IB3
жуточного превращений и, соответственно, области этих превращений (рис. 119, о). Эти диаграммы показывают, что при малых скоростях охлаждения в углеродистой стали протекает только перлитный распад аустенита с образованием феррито-цементитнои структуры различной степени дисперсности (перлит, сорбит, троостит). При высоких скоростях охлаждения (выше пк) перлитный распад аустенита подавляется и аустенит претерпевает только мартенситное превращение. В легированной стали существует и область промежуточного превращения, в которой аустенит претерпевает распад с образованием бейнита (рис. 119, б). Повышение скорости охлаждения подавляет перлитное превращение и приводит к образованию бейнита. Промежуточное превращение не идет до конца и поэтому после охлаждения наряду с бейнитом всегда будет присутствовать мартенсит и остаточный аустенит. Для получения мартенситной структуры охлаждение должно происходить со скоростью выше критической скорости, когда перлитное и бейнитное превращения становятся невозможными.
10. Превращение мартенсита и остаточного аустенита при нагреве (отпуск стали)
Термическую обработку, заключающуюся в нагреве закаленной стали до температуры ниже точки Лъ называют отпуском
Типичная структура закаленной стали — мартенсит и остаточный аустенит, которые являются неравновесными фазами. Переход стали в более устойчивое состояние должен сопровождаться распадом мартенсита и остаточного аустенита с образованием структуры, состоящей из феррито-карбидной смеси. Характер и скорость распада мартенсита и остаточного аустенита обусловлены температурой нагрева при отпуске.
Сегрегация углерода. При низких температурах отпуска или в процессе закалки низкоуглеродистых сталей в интервале температур Мн — Л4К имеет место сегрегация углерода на дислокациях, а при температурах ~ 100 °C — образование кластеров — плоских, одноатомной толщины скоплений атомов углерода
Распад мартенсита (первое превращение при отпуске). На первой стадии превращения (при температуре порядка 100—150 °C) в кристаллах мартенсита образуется в-карбид. Концентрация углерода в этих участках мартенсита, непбсредственно окружающих кристаллы выделившихся карбидов, резйо уменьшается, тогда как более удаленные участки сохраняют исходную концентрацию углерода, полученную после закалки. Таким образом, после нагрева до низких температур в стали наряду с' частицами выделившихся карбидов одновременно присутствуют два a-твердых раствора (мартенсита) с более высокой (исходной) и низкой концентрацией углерода^ Данный тип распада мартенсита называют двухфазным.
ри температурах <150 °C скорость диффузии мала, поэтому образующиеся частицы карбидов не увеличиваются, а распад мартенсита сопровождается зарождением новых частиц карбидов обычно 184
на границах кристаллов мартенсита и 6 местах с повышенной плотностью дефектов.
Карбидные частицы имеют форму тонких пластинок толщиной в несколько атомных слоев. Пластинки е-карбида когерентно связаны с решеткой а-раствора (рис. 120). Вследствие того, что удельные объемы е-карбида и а-раствора различны, возникают сильные искажения кристаллических решеток обеих фаз.
На второй стадии превращения (при 150—350 °C) из мартенсита выделяются карбиды и, следовательно, он обедняется углеродом.
При этих температурах диффузия углерода возрастает, и кристаллы карбидов укрупняются в результате притока атомов углерода из областей твердого раствора (мартенсита) с повышенной концентрацией углерода; поэтому в итоге концентрация углерода в кристаллах а-фазы приближается к равновесной.
Частицы карбидов, образующиеся при низкотемпературном отпуске, по кристаллографическому строению и составу отличаются от цементита. На основании многочисленных
а-раствор о Ге «С 99PPppp99qqqq99 ф 0000 0 0 ф ф ф ф <1 ф ф ф ФФ00^._Ф_0_Ф_ф ь ь ффф ф
ФфффГо ООО о о"~О|фффф фффф • • . . Ф0ФФ Шф|.° °Гфф фффф|°_ о о О о О о]^фф <*> ФФФФФ Ф Ф Ф f 0 000Ф Ф ФФФФФФ Ф Ф 0 0 0 00ФФ 6bbbbbbbdddddd6 а -раствор
О
исследований было установлено, что в мартенсите после низкотемпературного отпуска присутствует гексагональный е-карбид (FevC — вероятно Fe2C). Образование е-карбида при отпуске вместо более стабильного ромбического цементита объясняется тем, что на границе а-раствора и е-карбида со-
Рис. 120. Схема возникновения искаженной решетки при образовании зародыша внутри кристаллика a-твердого раствора. Решетки карбида и a-фазы связаны между собой (когерентны). Белые кружки — атомы железа, черные — атомы углерода
пряжение решеток лучше, а следовательно, поверхностная энергия ниже, чем на границе мартенсита и це-ментита, поэтому возникновение критического зародыша этого карбида требует меньшей флуктуации энергии.
При низкотемпературном отпуске легированных сталей диффузионного перераспределения легирующих элементов не происходит, поэтому выделяющиеся частиц карбидов имеют такое же среднее содержание легирующих элементов, как и в мартенсите.
Структуру, получающуюся в результате распада мартенсита при температурах ниже 350 °C, называют отпущенным мартенситом, который отличается от мартенсита закалки меньшей концентрацией в нем углерода и включениями дисперсных пластинчатых кристалликов е-карбида, когерентно связанных с решеткой мартенсита. Кристаллы отпущенного мартенсита сохраняют ту же морфологию, что и исходный мартенсит, но их тетрагональность и плотность дефектов меньше, чем в мартенсите закалки. Содержание углерода в отпущенном мартенсите определяется температурой и продолжительностью нагрева, а также составом исходного мартенсита. Чем выше температура отпуска, тем меньше содержание углерода в твердом растворе (мартенсите) (рис. 121). Каждой температуре нагрева соответствует определенное содержание углерода в мартенсите. С увеличением длительности нагрева при этих температурах сначала
наблюдается интенсивное выделение углерода, а затем этот процесс замедляется и при больших выдержках практически прекращается.
Обеднение а-раствора углеродом приводит к тому, что степень его тетрагональности (с/а) постепенно уменьшается и при 300— 350 °C становится практически равной единице как в кубической решетке. Это свидетельствует о том, что количество углерода, остающееся в a-твердом растворе (мартенсите), приближается к равновесному. Но решетка а-раствора остается упруго искаженной и отличается повышенной плотностью дефектов строения. Распад мартенсита
при отпуске сопровож-
Рис. 121. Изменение строения и состава фаз при отпуске углеродистой стали (0,8 % С)
дается уменьшением объема.
Легирующие элементы оказывают незначительное влияние на распад мартенсита только при t < 150 СС. При более высоких температурах введение в сталь Сг, Мо, W, V, Ti и Si сильно тормозит процессы распада мартенсита, образования и роста частиц карбидов. Это имеет большое практическое значение. Если в углеродистой и низколегированной стали состояние отпущенного
мартенсита, обладаю-
щего высокой твердостью, сохраняется лишь до 300—350 °C, то в вы-
соколегированной стали такое состояние сохраняется до 450— 500 °C и выше.
Превращение остаточного аустенита (второе превращение при отпуске). При отпуске высокоуглеродистых и многих легированных среднеуглеродистых сталей, содержащих повышенное количество остаточного аустенита, при 200—300 “С происходит превращение остаточного аустенита с образованием обедненного по углероду мартенсита н частиц карбидов т. е. тех же фаз, что и при отпуске закаленного мартенсита при той же температуре, однако структурное состояние продуктов распада остаточного аустенита отличается от тех же, но получаемых при превращении мартенсита (рис. 121).
Большинство легирующих элементов не только увеличивает количество остаточного аустенита в закаленной стали из за снижения температуры Мя, но и повышает температурный интервал его распада при отпуске. В некоторых высоколегированных сталях (например, быстрорежущих), содержащих 25—35 % (объемн.) остаточного аустенита, распад его протекает посте отпуска прн 550—600 °C.
Снятие внутренних напряжений и карбидное превращение (тре-
тъе превращение при отпуске). При 350-400 °C полностью завершается процесс выделения углерода из а-раствора (мартенсита) происходит нарушение когерентности и обособление решеток феррита и карбида, связанное с одновременным протеканием карбидного превращения, в результате которого образуется цементит (eFe С > -> Fe3C) *. v *
Кроме того, изменяются размеры и форма карбидных частиц: оиа приближается к сфероидальной. Наряду с карбидным превращением при этих температурах отпуска происходит изменение субструктуры— полигонизация a-фазы и релаксация макро- и микронапряжений, возникающих при закалке в процессе мартенситного превращения. Образующуюся после отпуска при 350—400 °C структуру обычно называют трооститом отпуска.
Коагуляция карбидов (четвертое превращение при отпуске). (500—680 °C). Повышение температуры отпуска сверх 409—500 °C
в углеродистых и многих низко- и среднелегированных сталях не вызывает изменения фазового состава. Однако с повышением
температуры изменяется микроструктура; происходит коагуляция и сфероидизация карбидов и изменяется субструктура а фазы (рис. 121, а—в).
Коагуляция карбидов при отпуске происходит в результате растворения более мелких и роста более крупных частиц цементита при одновременном обеднении углеродом a-твердого раствора. Структуру стали после высокого отпуска называют сорбитом отпуска.
Частицы карбидов в структуре троостита или сорбита отпуска в отличие от троостита и сорбита, полученных в результате распада переохлажденного аустенита, имеют зернистое, а не пластинчатое строение. Образование зернистых структур улучшает многие свойства стали, особенно пластичность и вязкость, а главное — сопротивление разрушению. При одинаковой твердости и временном сопротивлении сталь с зернистой структурой имеет более высокие значе ния предела текучести, относительного сужения и ударной вязкости, а также параметров вязкости разрушения.
В результате коагуляции размер частиц карбидов становится ~1 мкм, тогда как после отпуска при 400—450 'С (троостит отпуска) их величина 0,3 мкм (рис 121, в). При температурах, близких к к точке Ai, образуется еще более грубая феррито-карбидная струк тура (диаметр карбидных частиц ~3 мкм), называемая зернистым перлитом (правильнее перлитом с зернистым цементитом). При этих температурах происходит рекристаллизация феррита и во многом устраняется его субструктура.
Легирующие элементы Mo, W, V, Сг замедляют процесс коагуляции. Поэтому после отпуска при одинаковой температуре сталь, легированная этими элементами, сохраняет более высокую дисперс
* Вероятно е-карбнд превращается в цементит Fe^C через промежуточное со-сто~:;ие — дефектный цементит, который отличается от Fe/2 по составу (в сторону обеднения углеродом), имеющему несколько иные периоды решетки и содержащему большое количеств'' дефектов структуры
1«7
ность карбидных частиц и соответственно большую прочность. При указанных высоких температурах становится возможной и диффузия легирующих элементов, которая приводит их к перераспределению между ферритом и цементитом. Карбидообразующие элементы (Мо, W, V, Сг) диффундируют из феррита в цементит, некарбидообразующие (Ni, Со, Si) — из цементита в феррит. Обогащение цементита легирующими элементами до предела насыщения приводит к его превращению в специальный карбид (/И23С6, /И7С3, Л12С или /ИС), который образуется в тех самых местах, где ранее были частицы цементита (превращение «на месте»). Однако возможно и прямое (или непосредственное) выделение частиц специальных карбидов, вызывающих эффект дисперсионного (или вторичного) твердения.
Влияние отпуска на механические свойства
Распад мартенсита при отпуске влияет на все свойства стали. При низких температурах отпуска (до 200—250 °C) уменьшается склонность стали к хрупкому разрушению. В случае низкотемпературного отпуска твердость закаленной и отпущенной стали не зависит от содержания в ней легирующих элементов и определяется в основном содержанием углерода в а-растворе. Поэтому высокоуглеродистые стали, имеющие высокую твердость после закалки, сохраняет ее (более высокое содержание углерода в мартенсите) и после отпуска при температурах до 200—250 °C. Прочность и вязкость стали при низких температурах отпуска несколько возрастают вследствие уменьшения макро- и микронапряжений и изменения структурного состояния (выделения упрочняющих фаз—карбидов). С повышением температуры отпуска от 200—250 до 500—680 °C заметно снижается твердость, временное сопротивление, предел текучести и повышается относительное удлинение и сужение (рис. 122, б).
Это объясняется уменьшением содержания углерода в а-растворе, срывом когерентности на границе между карбидами и a-фазой, развитием в ней сначала процессов возврата, а при высокой температуре — рекристаллизации, а также коагуляцией карбидов.
Все легированные стали, особенно содержащие карбидообразующие элементы, после отпуска при одинаковых сравниваемых температурах обладают более высокой твердостью, чем углеродистые стали (рис. 122, а), что связано с замедлением распада мартенсита, образованием и коагуляцией карбидов. В сталях, содержащих большое количество таких элементов, как хром, вольфрам или молибден, в результате отпуска при высоких температурах (500—600 °C) наблюдается даже повышение прочности и твердости, связанное с выделением в мартенсите частиц специальных карбидов, повышающих сопротивление пластической деформации (рис. 122, а).
Хрупкость при отпуске легированных сталей. При отпуске некоторых легированных сталей (250—400 и 500—550 °C) снижается ударная вязкость — это получило название отпускной хрупкости.
В легированной стали могут возникнуть два вида отпускной хруп» кости (рис. 122, в).
1$8
Первый вид отпускной v п ч „ v 1 У л п и и ХРУПКОСТИ нйчил
ваемыи необратимой отпускной хр^ догЛ/-3 П Р °Д а’ и^блюдается в результате отпуска при 250— 4)0 С. Отличительной особенностью хрупкости I рода является\е неооратимыи характер: хрупкость этого вида устраняется нагревом до температуры >400 С, а последующий нагрев при 250_400 SC
уже не снижает ударной вязкости.
Сталь в состоянии необратимой отпускной хрупкости имеет блестящий межкристаллитный излом. Хрупкое состояние обусловтено возникновением объемнонапряженного состояния, получающегося при неоднородном распаде мартенсита. В связи с этим отпуск в об
Температура отпуска. °C
Рис. 122. Влияние температуры отпуска на твердость (а), механические свойства при растяжении (б) и ударную вязкость (в) легированной стали
ласти температур наиболее интенсивного развития необратимой хрупкости не проводят.
Второй вид отпускной хрупкости, называемый обратимой отпускной хрупкостью или хрупкостью II рода, наблюдается в некоторых сталях определенной легированности, если они медленно охлаждаются (в печи или даже на воздухе) после отпуска при температурах 500—550 3С или более высоких, т. е. они медленно проходили интервал температур 500—550 СС, или если их слишком долго выдерживают при 500—550 СС. При развитии отпускной хрупкости происходит сильное уменьшение ударной вязкости и, что самое главное, повышение порога хладноломкости. В стали в состоянии отпускной хрупкости уменьшается работа зарождения трещины и особенно ее распространения. Этот вид хрупкости несколько подавляется, если охлаждение с температуры отпуска проводят быстро (Б. о), например в воде (рис. 122, в). При быстром охлаждении с температур отпуска 500—650 °C можно получить волокнистый, характерный для вязкого состояния излом. После медленного охлаждения получается хрупкий кристаллический излом.
Существенным признаком хрупкости II рода является ее обратимость. Хрупкость, возникшая в результате медленного охлаждения с 500—550 "С и которая может быть устранена повторным отпуском при 600—650 °C последующим быстрым охлаждением, будет вызвана вновь дополнительным отпуском определенной длительности при 500—550 °C.
(89
Хрупкость II рода наиболее часто наблюдается в сталях, содержащих повышенное количество фосфора или марганца, кремния, хрома или же при одновременном введении в сталь хрома и никеля или марганца. Введение в сталь молибдена или вольфрама в небольших количествах (0,2-0,3 % Мо или 0,5-0,7 % W) значительно уменьшает склонность стали к отпускной хрупкости.
Появление хрупкости II рода наиболее вероятно связано с сегрегацией атомов некоторых элементов (главным образом, фосфора) на границах зерен, и обогащением поверхностных слоев зерна этими элементами без выделения избыточных мелкодисперсных фаз (карбидов, фосфидов и т. д.). Обогащение пограничных зон фосфором, снижающим работу образования межзеренных трещин, приводит к развитию отпускной хрупкости. Чем чище сталь от примесей, тем меньше ее склонность к отпускной хрупкости.
11. Термическое и деформационное старение углеродистой стали
Под естественным старением понимают изменение свойств, протекающее во времени без заметного изменения микроструктуры. Эти процессы происходят главным образом в низкоуглеродистых сталях. Кроме того, существует искусственное старение, которое подразделяют на два вида: термическое н деформационное (механическое).
Термическое старение протекает в результате изменения растворимости углерода в a-железе (см. рис. 75) в зависимости от температуры.
При ускоренном охлаждении с 650—700 °C (например, при сварке, охлаждении тонкого листа после прокатки и т. д.) в низкоуглеродистой стали задерживается выделение третичного цементита, и при комнатной температуре фиксируется пересыщенный а-раствор (феррит). При последующей выдержке стали при комнатной температуре (естественное старение) или при повышенной температуре 50—150 °C (искусственное старение) происходит образование атмосфер Коттрелла или распад твердого раствора с выделением третичного цементита (е-карбида) в виде дисперсных частиц. Старение технического железа (стали) может быть связано и с выделением из твердого раствора частичек нитрида Fe4N или Fe16N2.
Термическое старение заметно протекает в низкоуглеродистых сталях. При более высоком содержании углерода вследствие зародышевого воздействия большого количества цементитных частиц, образовавшихся при перлитном превращении самостоятельного выделения третичного цементита (е-карбида) не наблюдается.
Деформационное (механическое) старение. Этот процесс протекает после пластической деформации, если она была проведена при температурах ниже температуры рекристаллизации и особенно при 20 °C. Деформационное старение развивается в течение 15—16 суток при 20 °C и в течение нескольких минут при 200—350 °C.
Термическое и деформационное старение повышают прочность и твердость, но одновремеиио резко снижают ударную вязкость и повышают порог хладноломкости. Повышение прочности при термическом старении объясняется тем, что выделившиеся из феррита карбиды, нитриды и другие фазы создают препятствия для движения дислокаций. При деформационном старении основное упрочнение, вероятно связано ие с выделением избыточных фаз, а с взаимодействием примесей (атомов углерода и азота) со скоплениями дислокаций, что затрудняет их движение При нагреве деформированной стали возможно образование частиц метастабнльной карбоиитридной фазы Fe16(N, С)2 или стабильного нитрида Fe4N.
В сталях возможно термодеформациониое старение, т. е. одновременное протекание термического и деформационного старения. Старение отрицательно сказывается на эксплуатационных и технологических свойствах многих сталей. Старение может протекать в строительных и мостовых сталях, подвергаемых пластической деформации при гибке, монтаже и сварке, и, усиливаясь охрупчиванием при низких температурах, может явиться причиной разрушения конструкции. Развитие де-IM
формационного старения оечко vvvmi.oo^
многие углеродистые стали подвергают Поэтом*
их к деформационному старению (ГОСТ 7268___67) ° испыта,|иям на склонность
™т.^°Х”Та ™".К СГ’'‘е,",Ю “Р“ я
Глава X
ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛИ
Основными видами термической обработки, различно изменяющими структуру и свойства стали и назначаемыми в зависимости от тебо вании, предъявляемых к полуфабрикатам (отливки, поковки, прокат и т. д.) и готовыми изделиями, являются: отжиг, нормализация закалка, отпуск.
1. Отжиг 1 рода
Отжиг I рода в зависимости от исходного состояния стали и температуры его выполнения может включать процессы гомогенизации, рекристаллизации и снятия остаточных напряжений. Характерная особенность этого вида отжига в том, что указанные процессы происходят независимо от того, протекают ли в сплавах при этой обработке фазовые превращения или нет. Поэтому отжиг I рода можно проводить при температурах выше или ниже температур фазовых превращений.
Этот вид обработки в зависимости от температурных условий его выполнения уменьшает в определенной степени химическую или физическую неоднородность, созданную предшествующими обработками.
Гомогенизация (диффузионный отжиг). Диффузионный отжиг применяют для слитков легированной стали с целью уменьшения дендритной или внутрикристаллитной ликвации, которая повышает склонность стали, обрабатываемой давлением, к хрупкому излому, к анизотропии свойств и возникновению таких дефектов, как шифер-ность (слоистый излом) и флокены (тонкие внутренние трещины, наблюдаемые в изломе в виде белых овальных пятен). Диффузионный отжиг способствует более благоприятному распределению некоторых неметаллических включений вследствие частичного растворения и коагуляции.
Дендритная ликвация понижает пластичность и вязкость легированной стали. Поэтому не только слитки, но и крупные отливки также нередко подвергают гомогенизации. Нагрев при диффузионном отжиге должен быть высоким (1100—1200 °C), так как только в этом случае более полно протекают диффузионные процессы, необходимые для выравнивания состава в отдельных объемах стали.
Общая продолжительность диффузионного отжига (нагрев, выдержка и медленное охлаждение) больших садок металла дьсгигает 50__100 ч. и более. В зависимости от состава стали и массы садки
191
продолжительность выдержки составляет 8 20 ч. Наиболее интенсивно гомогенизация протекает в начальный период отжига, так как по мере выравнивания состава сплава градиент концентрации уменьшается. Поэтому очень большие выдержки при отжиге не эффективны. Для сокращения продолжительности процесса и уменьшения расхода топлива в печь загружают горячие слитки (сразу после разливки).
В результате диффузионного отжига получается крупное зерно. Этот недостаток устраняется при последующей обработке слитка давлением. Для удаления поверхностных дефектов методом механической обработки слитки после отжига иногда подвергают отпуску при 670—680 °C в течение 1—16 ч, что снижает твердость. Фасонные отливки после гомогенизации подвергают полному отжигу или нормализации для измельчения зерна и улучшения свойств.
Рекристаллизационный отжиг. Под рекристаллизационным отжигом понимают нагрев холоднодеформированной стали выше температуры рекристаллизации, выдержку при этой температуре с последующим охлаждением. Цель отжига — устранение наклепа и повышение пластичности. Этот вид отжига применяют перед холодной обработкой давлением и как промежуточную операцию для снятия наклепа между операциями холодного деформирования. В некоторых случаях рекристаллизационный отжиг используют и в качестве окончательной термической обработки.
Температура рекристаллизационного отжига стали зависит от ее состава и чаще находится в пределах 650—760 °C.
Увеличение в стали содержания углерода и легирующих элементов повышает температуру рекристаллизации. Температура отжига для достижения рекристаллизации по всему объему и для сокращения времени протекания процесса разупрочнения превышает температуру порога рекристаллизации. Для низкоуглеродистой (0,08— 0,20 % С) листовой стали, подвергаемой холодной штамповке, температура рекристаллизационного отжига составляет 680— 700 °C, продолжительность отжига 8—12 ч. Структура листа после отжига — зерно феррита овальной или округлой формы, размером 5—8-го балла. Отжиг калиброванных прутков (холодная протяжка) из высокоуглеродистой легированной стали (хромистой, хромокремнистой и др.) проводят при 730 °C. Продолжительность нагрева от 0,5 до 1,5 ч.
При отжиге стали, кроме рекристаллизации феррита, может протекать процесс коагуляции и сфероидизации цементита. Это повышает пластичность, что облегчает холодную обработку давлением (глубокую вытяжку). Рекристаллизационному отжигу часто подвергают электротехнические, нержавеющие и другие стали.
Отжиг для снятия остаточных напряжений. Этот вид отжига применяют для отливок, сварных изделий, деталей после обработки резанием и др., в которых в процессе предшествующих технологических операций из-за неравномерного охлаждения, неоднородной пластической деформации и т. п. возникли остаточные напряжения.
Остаточные напряжения могут вызвать изменение размеров, ко-182
робление и подводку изделия в процессе его обработки (например резанием), эксплуатации или хранения. Отжиг"стальных изделий для снятия напряжении проводят при 160-700 °C с последующим медленным охлаждением. Так, многие детали прецизионных станков (ходовые винты, высоконапряженные зубчатые колеса, червяки и др.) нередко проходят отжиг (отпуск) после основной механической обработки при 570-600 °C в течение 2-3 ч, а после окончательной механической^обработки для снятия шлифовочных напряжений______
при 160 180 С в течение 2 2,5 ч. Отжиг для снятия сварочных напряжений проводят при 650—700 °C.
Остаточные напряжения снимаются и при проведении других видов отжига (например, рекристаллизационного, с фазовой кристаллизацией, а также при отпуске — особенно высоком ленной стали).
пере-зака-
2. Отжиг 11 рода (фазовая перекристаллизация)
Отжиг II рода заключается в нагреве стали до температур выше точек Ас3 или Асъ выдержке и последующем, как правило, медленном охлаждении, в результате которого протекающие фазовые превращения приближают сталь к практически равновесному структурному состоянию; феррит-f-перлит в доэвтектоидных сталях; перлит вэвтек-тоидной стали, перлит + вторичный цементит в заэвтектоидных сталях (см. рис. 75). После отжига сталь обладает низкой твердостью и прочностью при достаточной пластичности. Фазовая перекристаллизация, происходящая при отжиге, измельчает зерно и устраняет строчечность, которая образуется при окончании горячей деформации ниже А3, видманштеттову и другие неблагоприятные (с точки зрения уровня механических свойств) структуры стали.
Отжиг в промышленности в большинстве случаев является подготовительной термической обработкой. Отжигу подвергают отливки, поковки, прокат. Понижая прочность и твердость, отжиг улучшает обработку резанием средне- и высокоуглеродистой стали. Измельчая зерно, снимая внутренние напряжения и уменьшая структурную неоднородность, отжиг способствует повышению пластичности и вязкости по сравнению с полученной после литья, ковки и прокатки. Отжиг для многих крупных отливок является окончательной термической обработкой, так как при этом в изделиях практически отсутствуют остаточные напряжения и их деформация оказывается минимальной.
Различают следующие виды отжига: полный, изотермический, неполный, сфероидизирующий и низкий.
Полный отжиг заключается в нагреве доэвтектоидной стали на 30—50 °C выше температуры, соответствующей точке Ас3, выдержке при этой температуре для полного прогрева и завершения фазовых превращений в объеме металла и последующем медленном охлажде-Н1ППри этом отжиге происходит полная Фазов.^^ ция стали. При нагреве выше точки Лс3 на 30 э0 С обра у
193
7 Ю. М. Лахтин
аустенит характеризующийся мелким зерном, поэтому при охлаждении возникает мелкозернистая структура, обеспечивающая высокую вязкость и пластичность и получение высоких свойств после окончательной термической обработки (рис. 2 ).
Чрезмерное повышение температуры нагрева выше точки Ас3 вызывает рост зерна аустенита, что ухудшает свойства стали. Если исходная структура кристаллографически упорядочена (мартенсит видманштеттова структура, бейнит), при нагреве несколько выше Ас3 размер, форма и кристаллографическая ориентировка но-
рме. 123. Схема полного отжига доэвтектоидной легированной стали (а) и термоки-иетическая (б) диаграмма, на которой указана скорость охлаждения при отжиге и нормализации (жирные линии). Ломаные линии —интервал температур, при котором происходит фазовое превращение (/ — отжиг, 2 — нормализация); Q — масса садки
вых зерен аустенита будет такой же, как и у исходного зерна аустенита. Если исходное зерно было крупным (сталь была перегрета), то и после повторного нагрева несколько выше Ас3, т. е. после полного отжига, оно также будет крупным. Однако при продолжении нагрева в аустенитной области зерно аустенита вместо того чтобы укрупняться, будет измельчаться. Измельчение зерна, особенно в легированной стали, может быть достигнуто нагревом на 100— 300 °C выше Ас3 вследствие рекристаллизации аустенита, получившего наклеп в процессе фазового у a-превращения. В некоторых случаях требуется выполнение двух- и даже трехкратного нагрева для накопления этого фазового наклепа в такой степени, чтобы прошла рекристаллизация.
В результате рекристаллизации образуются новые зерна аустенита, не связанные по ориентации с исходной структурой. Если после такого высокого нагрева зерно получается все же увеличенных размеров, то проводят еще нормальный отжиг для получения мелкого зерна. Такое наследование размера, формы и ориентировки аустенитного зерна называют структурной наследственностью. Это я ление подробно исследовано В. Д. Садовским Время нагрева 1Ш
и продолжительность выдержки при заданной температуре зависят от типа нагревательной печи, способа укладки изделий в печь от высоты садки, типа полуфабриката (лист, сортовой прокат и т. д.).
На металлургических заводах скорость нагрева не ограничивают а обычно принимают -~100°С/ч, а продолжительность выдержки может колебаться от 0,5 до 1,0 ч на 1,0 т нагреваемого металла.
Медленное охлаждение должно обеспечить распад аустенита при малых степенях переохлаждения (рис. 123, б), чтобы избежать об-
Аустенит (А)
малых степенях переохлаждения (рис. разования излишне дисперсной фер-рито-карбидной структуры и свойственной ей более высокой твердости.
Скорость охлаждения при отжиге зависит от устойчивости переохлажденного аустенита, а следовательно, от состава стали. Чем больше устойчивость аустенита в области температур перлитного превращения, тем медленнее должно быть охлаждение. Поэтому легированные стали, обладающие высокой устойчивостью переохлажденного аустенита, охлаждают значительно медленнее (10— 100 °С/ч), чем углеродистые (150— 200 °С/ч). Скорость охлаждения при отжиге можно регулировать, проводя охлаждение печи с закрытой или открытой дверцей, с полностью или частично выключенным обогревом.
После распада аустенита в перлитной области дальнейшее охлаждение для многих сталей можно ускорить и выполнять даже на воздухе.
Если отжиг предназначается и для мер, в отливках сложной конфигурации), медленное охлаждение с печью проводят почти до комнатной температуры.
Охлаждение деформированных легированных сталей, склонных к образованию флокенов, следует проводить особенно медленно и часто по сложным (ступенчатым) режимам.
Полному отжигу подвергают сортовой прокат, поковки и фасонные отливки.
Изотермический отжиг (рис. 125). В этом случае°сталь, обычно легированную, нагревают до точки Аса + (50—70 С) и сравни тельно быстро охлаждают (обычно переносом в другую печь) до температуры, лежащей ниже точки Л1 на 100—150 °C, в зависимости от характера кривой изотермического распада аустенита При этой температуре назначают изотермическую выдержку, необходимую для полного распада аустенита, после чего следует охлаждение на
Перлит (П) + Феррит (Ф)
-П Ф
Рис. 124. Изменение размера зерна при фазовой перекристаллизации доэвтек-тоидной стали. При нагреве до высоких температур зерно крупное (/), после охлаждения размер его сохраняется (2) Повторный нагрев несколько выше А3 (отжиг) позволяет измельчить зерно аустенита (3), а после охлаждения сохранить его (4)
снятия напряжений (напри-
воздухе.
7*
195
Преимущество изотермического отжига состоит в уменьшении длительности процесса, особенно для легированных сталей, которые приходится очень медленно охлаждать для требуемого снижения твердости. Для наибольшего ускорения этого типа отжига температуру изотермической выдержки выбирают близкой к температуре минимальной устойчивости переохлажденного аустенита в перлитной области. Другое преимущество изотермического отжига заключается в получении более однородной структуры, так как при изо-
термической выдержке температура по сечению изделия выравнивается и превращение по всему объему стали происходит при одинаковой степени переохлаждения. После отжига при температуре до 930—
t°C
800
А 600 -
ЫО
А3 Аустенит (А) №~А+П'
Ф+п
А-Б
Мн s'"
м W
Мк
200
0 L_____।___।___।___।____
0,51 10 10г 103 10*Т,с
950 °C укрупняется зерно аустенита, улучшается обрабатываемость резанием и повышается чистота поверхности.
Изотермическому отжигу подвергают штамповки, заготовки инструмента и других изделий небольших размеров. Нагрев нередко осуществляется с применением контролируемых атмосфер—светлый изотермический отжиг.
При отжиге больших садок (20—30 т и более) быстрое и равномерное охлаждение до температуры изотермической выдержки невозможно. Превращение в отдельных местах садки протекает при
Рис. 125. Диаграмма изотермического отжига легированной доэвтектоидной стали
разных температурах, что приводит к неравномерной структуре и твердости в пределах одной садки, и поэтому для таких
(больших) садок изотермический отжиг обычно не применяется. Патентирование. После предыдущего холодного волочения про-
водят аустенитизацию и изотермическую обработку с выдержкой при 450—550 °C перед последующим волочением проволоки. В результате распада аустенита образуется тонкопластинчатый сорбит. Такая структура и отсутствие избыточного феррита позволяют при холодной протяжке давать большие обжатия без обрывов. Проволока из стали с 0,45—0,9 % С, после патентирования и заключительного
холодного волочения сильно упрочняется.
Неполный отжиг отличается от полного тем, что сталь нагревают до более низкой температуры (немного выше точки 4сх). При неполном отжиге доэвтектоидной стали происходит частичная перекристаллизация стали, а именно лишь переход перлита в аустенит. Избыточный феррит лишь частично превращается в аустенит, поэтому значительная его часть не подвергается перекристаллизации. Для доэвтектоидной стали неполный отжиг применяется лишь тогда, когда отсутствует перегрев, ферритная полосчатость, а требуется только снижение твердости. Заэвтектоидные стали подвергают только неполному отжигу. В этих сталях нагрев несколько выше точки Асг (обычно на 10—30 °C) вызывает практически полную перекристаллизацию металлической матрицы-
W6
выше^Zq до темп^рэту^еск^ьксГниже АсНагрева несколь*о зернистую форму перлита вместо пластанчатой^пиГ^?^^^
Частицы цементита, не паствой™(рис' 126р объемы с повышенной концентпапией vТ* П₽И нагРеве- и МИ«РО-недостаточно полной В аУсте™ из-за
зации для цементита, выделяющегося пои^поспрТ”^3^ кристалли’ ниже точки и принимающего в ледующем охлаждении
В результате Хе *°РМУ'
большей части цементита и более полной гомогенизации Тусташта
Рис. 126. Микроструктура заэвтектоидиой стали, X Б00:
а — пластинчатый перлит и цементитная сетка; б — зернистый цементит
последующее выделение его ниже точки Ас± происходит в пластинчатой форме. Если избыточный цементит находился в виде сетки (рис. 126, а), что является дефектом, то перед этим отжигом предварительно нужно провести нормализацию с нагревом выше Аст для растворения сетки из вторичного цементита с последующим охлаждением на воздухе или в воздушной струе для предупреждения выделения этого цементита по границам аустенита. Нормализацию нередко проводят с прокатного (ковочного) нагрева.
Стали, близкие к эвтектоидному составу, имеют узкий интервал температур нагрева (750—760 °C) для отжига на зернистый цементит, для заэвтектоидных углеродистых сталей интервал расширяется до 770—790 °C. Легированные заэвтектоидные стали для получения зернистых карбидов можно нагревать до более высоких температур и в более широком интервале (770—820 С).
Охлаждение при сфероидизации медленное. Оно должно обеспечить распад аустенита на феррито-карбидную структуру, сфероидизацию и коагуляцию образовавшихся карбидов, при охлаждении до 620—680 °C. Чаще применяют изотермический отжиг, требующий меньше времени, В этом случае сталь медленно охлаждают (30 50 °С/ч) до 620—680 °C. Выдержка при постоянной температуре, не
107
обходимая для окончательного распада переохлажденного аустенита п коагуляции карбидов, составляет 1 3 ч в зависимости от массы отжигаемого металла. Последующее охлаждение проводят на воздухе.
Сталь с зернистым перлитом имеет более низкие значения твердости временного сопротивления и, соответственно, более высокие относительного удлинения и сужения. После отжига на зернистый перлит эвтектоидные и заэвтектоидные стали обладают хорошей обрабатываемостью резанием — возможно применение больших скоростей резания и достигается высокая чистота поверхности. Кроме того, такая структура при последующей закалке стали обеспечивает мелкое зерно, расширяет интервал закалочных температур и уменьшает склонность к образованию трещин.
Отжигу на зернистый перлит подвергают также тонкие листы и прутки из низко- и среднеуглеродистой стали перед холодной штамповкой или волочением для повышения пластичности.
Высокий отпуск («низкий отжиг»). После горячей механической обработки сталь чаще имеет мелкое зерно и удовлетворительную микроструктуру, поэтому не требуется фазовой перекристаллизации (отжига). Но вследствие ускоренного охлаждения после прокатки или другой горячей обработки легированные стали имеют неравновесную структуру: сорбит, троостит, бейнит или мартенсит и, как следствие этого, высокую твердость. Для снижения твердости на металлургических заводах сортовой прокат подвергают высокому отпуску при 650—680°C (несколько ниже точки /IJ. При нагреве до указанных температур происходят процессы распада мартенсита и (или) бейнита, коагуляция карбидов в троостите и в итоге снижается твердость. Углеродистые стали подвергают высокому отпуску в тех случаях, когда они предназначаются для обработки резанием, холодной высадки или волочения. После высокотемпературного отпуска доэвтектоидная сталь лучше обрабатывается резанием, чем после полного отжига, когда структура — обособленные участки феррита и перлита. Структурно свободный феррит налипает на кромку инструмента, ухудшает качество поверхности изделия, снижает теплоотдачу, и поэтому снижает скорость резания и стойкость инструмента. Для высоколегированных сталей, у которых практически не отмечается перлитного превращения (см. рис. 118, в), высокий отпуск является единственной термической обработкой, позволяющей понизить их твердость.
Отжиг нормализационный (нормализация). Нормализация заключается в нагреве доэвтектоидной стали до температуры, превышающей точку Ас3 на 50 °C, заэвтектоидной выше Аст также на 50 °C, непродолжительной выдержке для прогрева садки и завершения фазовых превращений и охлаждении на воздухе (см. рис. 123, б). Нормализация вызывает полную фазовую перекристаллизацию стали и устраняет крупнозернистую структуру, полученную при литье или прокатке, ковке или штамповке. Нормализацию широко применяют для улучшения свойств стальных (?тливоц рместо закалки и отпуска,
По сравнению с печью ускоренное охлаждение на воздухе (см. рис. 123, б) приводит к распаду аустенита при более низких температурах, что повышает дисперсность феррито-цементитной структуры и увеличивает количество перлита или точнее (квазиэвтектоида типа сорбита или троостита) \ Это на 10—15 % повышает прочность и твердость нормализованной средне- и высокоуглеродистой стали по сравнению с отожженной. Нормализация горячекатаной стали (по сравнению с отжигом) повышает ее сопротивление хрупкому разрушению, снижая порог хладноломкости и повышая работу развития трещины. Назначение нормализации различно в зависимости от состава стали. Для низкоуглеродистых сталей нормализацию применяют вместо отжига. Нормализация обеспечивает большую производительность при обработке резанием и получение более чистой поверхности. Для отливок из среднеуглеродистой стали нормализацию или нормализацию с высоким отпуском применяют вместо закалки и высокого отпуска. Механические свойства в этом случае будут ниже, но изделия будут подвергнуты меньшей деформации по сравнению с получаемой при закалке, и вероятность появления трещин практически исключается.
Для высокоуглеродистой (заэвтектоидной) стали нормализацию применяют для устранения цементитной сетки (рис. 126, а), которая может возникать при медленном охлаждении в интервале Аст—
Нормализацию с последующим высоким отпуском (600—650 °C) часто используют для исправления структуры легированных сталей вместо полного отжига, так как производительность первых двух операций выше, чем одного отжига.
3. Закалка стали
Закалка заключается в нагреве стали на 30—50 °C выше Асэ для до-эвтектоидных сталей или на 30—50 °C выше Xci для заэвтектоидных сталей, выдержке для завершения фазовых превращений и последующем охлаждении со скоростью выше критической (рис. 127). Для углеродистых сталей это охлаждение проводят чаще в воде, а для легированных — в масле или других средах. Закалка не является окончательной операцией термической обработки. Чтобы уменьшить хрупкость и напряжения, вызванные закалкой, и получить требуемые механические свойства, сталь после закалки подвергают отпуску.
Инструментальную сталь подвергают закалке и отпуску для повышения твердости, износостойкости и прочности, а конструкционную сталь — для повышения прочности, твердости, получения достаточно высокой пластичности, вязкости (параметров вязкости разрушения), а для ряда деталей также и получения высокой износостойкости.
’ Для некоторых высоколегированных сталей охлаждение на воздухе может явиться закалкой.
1У9
Выбор температуры закалки. Доэвтектоидные стали нагревают до температуры на 30—50 °C выше точки Асэ (рис. 128, а). В этом случае сталь с исходной структурой перлит + феррит при нагреве приобретает аустенитную структуру, которая при последующем охлаждении со скоростью выше критической превращается в мар-
тенсит.
Закалку доэвтектоидных конструкционных сталей от температур, соответствующих межкритическому интервалу (Ac\—Acs), до недавнего времени не применяли. Вообще говоря, при всех темпера-
турах нагрева в межкритическом интервале температур вследствие
а
1 ю юг к3 ю\с S
Рис. 127. Схема закалки легированной стали (а) и термокинетическая диаграмма (б), на которой указана скорость охлаждения при закалке
получения после закалки структуры мартенсита и сохранившегося при нагреве феррита, твердость и другие механические свойства стали оказываются более низкими по сравнению с закалкой от температур выше Ас3. Однако в последнее время установлено, что при нагреве в межкритиче-
ском интервале происходит: рафинирование
феррита по примесям (они уходят в аустенит), что делает феррит
пластичным; получение двухфазной структуры низкоуглеродистой стали после закалки из межкритического интервала, состоящей из рафинированного феррита и островков мартенсита в тройных сты-
ках зерен, что предопределяет низкие значения предела текучести при высоких значениях временного сопротивления. Низкое отношение 0,/ов выгодно для глубокой штамповки листовых малоуглеродистых сталей, что предопределило использование двухфазных сталей после закалки из межкритического интервала в автомобильной промышленности (детали корпуса автомобиля).
Заэвтектоидные стали под закалку нагревают несколько выше Лех. При таком нагреве образуется аустенит при сохранении некоторого количества вторичного цементита. В итоге после охлаждения
структура стали состоит из мартенсита и нерастворенных частиц карбидов, обладающих высокой твердостью, и закаленная сталь
характеризуется высокой твердостью (рис. 128, б). Верхний предел температуры закалки для большинства заэвтектоидных сталей огра-
ничивают, так как чрезмерное повышение температуры выше Aci связано с пересыщением аустенита углеродом, большим количеством остаточного аустенита, со снижением прочности. Поэтому интервал температур закалки большинства сталей невелик (15— 20
200
Для многих легированных стяпрй
калку значительно превышает критические точкиа ”агрева под за’ малой скоростью и степенью паствопАиыа °чки* что определяется в аустените для получения нужной^ г специальных карбидов Эт0 повышение теМ„ерУапрИы"ЛХИХ
Г«^ер₽наа’ау™н™."еРаСта0РетЫе ,аСТВЦЫ ка₽6"®'
Условия аустенитизации и соответственно оказывают большое влияние на кинетику
состояние аустенита фазовых превращений
Рис. 128. Диаграмма состояния Fe—FesC:
а — диаграмма состояния Fe— FesC с указанием температур закалки доэвтектоидной и заэвтектоидной стали; б — зависимость твердости стали после закалки от содержания углерода [1 — сталь со структурой мартенсита, 2 — заэвтектоидная сталь закаленная с температуры At 4- (20 ± 30 °C); 3 —заэвтектоидная сталь, закаленная в воде с температуры Аст + (20-5-30 °C)]; в —зависимость количества остаточного аустенита от содержания в стали углерода
при последующем охлаждении и конечные свойства образующихся при этом структур стали.
Пониженная температура аустенитизации или недостаточная выдержка при этой температуре стали, легированной карбидообразующими элементами, приводит к образованию малоуглеродистого и низколегированного и поэтому малоустойчивого при охлаждении аустенита. Кроме того, ускоренному распаду аустенита при охлаждении способствуют нерастворенные карбиды, оказывающие зародышевое влияние, повышается критическая скорость закалки и уменьшается прокаливаемость стали. Вследствие указанных изменений повышаются температуры мартенситных точек /Ив и М„ и снижается твердость мартенсита — уменьшается закаливаемость стали из-за того, что значительное количество углерода находится не в аустените, а в нерастворившихся карбидах. В инструментальных (быстрорежущих) сталях после такой аустенитизации ухудшается теплостойкость (красностойкость) инструмента, а в конструкционных сталях образующийся после такой закалки и высокого отпуска низколегированный или неоднородно легированный феррит в сочетании с укрупненными частицами карбидов определяет понижение ме ханических свойств.
201
дость стали (рис. 128, б), приводит
Таблица 2. Ориентировочная продолжительность нагрева изделий в различных печах дли закалки от 800—850 °C
Продолжительность нагрева, с, иа 1 мм сечення или толщины изделия
Нагрев
°л И
ч
в:
60—75
55—60
18—22
10—12
В электропечи
В пламенной печи
В соляной ванне
В свинцовой ванне
50—60 45—50 15—18
8—10
40—50
35—40
12—15 6—8
Повышение температуры нагрева под закалку (или увеличение длительности нагрева) приводит к растворению карбидов, укруп-и гёмогенизацни аустенита. Это способствует
устойчивост переохлажденного .аустенита, особенно в районе тем-пепатгп перлитного превращения, и уменьшению критической ско ростиУзакалки и увеличению прокаливаемости стали. Однако чрезмерное повышение температуры нагрева для закалки увеличивает SXtbo остаточного аустенита (рис. 128, в), что снижает твер-— - к сильному росту зерна и увели-
чению деформации обрабатываемых изделий.
Продолжительность нагрева при аустенитизации стали. Продолжительность нагрева должна обеспечить прогрев изделия по сечению и завершение фазовых превращений, но не должна быть слишком большой, чтобы не вызвать роста зерна и обезуглероживание поверхностных слоев стали.
Общая продолжительность нагрева тобш = тс. п ф- тн. в, где тс. п—продолжительность сквозного прогрева до заданной (конечной) температуры, обусловлена формой и размером изделий, их расположением, типом печи, составом и свойствами стали и т. д.; ти< в — продолжительность изотермической выдержки при данной температуре, которая не зависит от формы и размера изделия и определяется только составом и исходным состоянием стали.
В настоящее время разработаны инженерные методы расчета основных тепловых параметров — продолжительности нагрева, скорости нагрева, перепада температуры по толщине металла и т. д. Для ориентировочного определения общей продолжительности нагрева Торщ можно пользоваться данными, приведенными в табл. 2.
Величина ти. в должна быть минимальной, но должна обеспечить завершение фазовых превращений в стали и получение необходимой концентрации углерода и легирующих элементов в аустените 'та//Р°^ительность„изотеРмической выдержки при заданной ^температуре для деталей машин часто принимают равной 15 —25 % дРодолЛ{ительности сквозного прогрева.
В элект₽опечи ПРИ температуре закалки 750—900 °C S,*12$ГД ИГ угле₽одистой стали (0,7-1,3 % С) рекоменду-XirfcXo с nnl ™ наименьшего сечения, а из легированной ££ с-для vrnerf нагРеве в соляной ванне, соответственно, 20— * ля. для углеродистом стали и 25-30 с - дли легированной
Фасонный инструмент и детали машин сложной формы при нагреве под закалку для уменьшения деформации рекомендуется предварительно подогревать в печи при 400—600 °C. F
Выбор среды для нагрева при термической обработке. При нагреве в пламенных или электрических печах взаимодействие печной атмосферы с поверхностью нагреваемого изделия приводит к окислению и обезуглероживанию стали.. Для предохранения изделий от окисления и обезуглероживания в рабочее пространство печи вводят защитную газовую среду (контролируемые атмосферы).
Применяются следующие атмосферы:
1. Эндотермическая атмосфера (условное обозначение ПС-0,25 или ПС-Э, эндогаз), получаемая частичным сжиганием метана СН4 (природного газа) при коэффициенте избытка воздуха а = 0,25 в присутствии катализатора и содержащая 21 % СО, 40 % Н2, 2 % СН4, 37 % N2. Рекомендуется при нагреве под нормализацию и закалку конструкционных и инструментальных легированных сталей.
При нагреве в водородсодержащих атмосферах возможно наводо-роживание стали, что приводит к снижению ее пластичности и росту склонности к замедленному разрушению. Кроме того, возможно и нежелательное обезуглероживание поверхности. Поэтому в послед
нее время широко начинают применять относительно маловодородную атмосферу (20 % СО, 20 % Н2 И 60 % N2).
2. Экзотермическая атмосфера (богатая) с частичным сжиганием природного газа при а = 0,6 без очистки и осушки (ПС-06) или с очисткой и осушкой (ПСО-06). Атмосфера содержит 10 % СО; 15—16 % На; 0,05—1,5 % СН4, 68—72 % N2. Без осушки (ПС-06) атмосфера содержит до 6 % СО2 и 2,3 % Н2О. Может быть использована при нагреве для отжига, нормализации
и закалки легированных конструкционных и инструментальных
сталей.
3. Экзотермическая атмосфера (бедная) с почти полным сжиганием природного газа при а = 0,9 без очистки и осушки (ПС-09) и с очисткой и осушкой (ПСО-09). В последнем случае эта атмосфера содержит 2 % СО, 2 % Н2, 96 % N2. Без осушки и очистки (ПС-09) в атмосфере присутствуют 10 % СОа и 2,3 % Н2О (за счет соответствующего уменьшения количества азота).
Эту атмосферу применяют для нагрева низкоуглеродистых конст-
рукционных и инструментальных сталей.
4. Диссоциированный аммиак (ДА), содержащий 75 % Н2 и 25 % N2, или диссоциированный аммиак с частичным дожиганием водорода с а = 0,74-0,9 и последующей осушкой (ПСА-08). Атмосфера ПСА-08 состоит из 7—20 % На, 84—80 % Na. Диссоциированный аммиак (ДА и ПСА-08) применяют главным образом при нагреве для термической обработки нержавеющих и
электротехнических сталей.
5. Технический
азот (2-4 % На, 98-96 % Na),
очищенный от кислорода, а также аргон,
гелий и водород.
203
В последние годы все шире применяют нагрев в вакууме (обычно Ю-10-1 Па, но иногда до Ю"3—Ю 4 Па), особенно для нержавеющих, жаропрочных, электротехнических, шарикоподшипниковых и других сталей и сплавов.
Режущие инструменты, а также детали машин небольших размеров чаще нагревают в расплавленных солях. При правильном выборе состава расплава солей и тщательном раскислении ванн в них оое-спечивается хорошая защита от окисления и обезуглероживания. Для таких ванн обычно используют хлористые соли (70 /о ВаС12 и 30 % NaCl и др.), так как при нагреве в углекислых солях, содержащих кислород, возможны окисление и обезуглероживание.
Охлаждающие среды для закалки. Охлаждение при закалке должно обеспечивать получение структуры мартенсита в пределах заданного сечения изделия (определенную прокаливаемость) и не должно вызывать закалочных дефектов: трещин, деформаций, коробления и высоких растягивающих остаточных напряжений в поверхностных слоях.
Наиболее желательна высокая скорость охлаждения (выше критической скорости закалки) в интервале температур /lt—.'WH для подавления распада переохлажденного аустенита в области перлитного и промежуточного превращения и замедленное охлаждение в интервале температур мартенситного превращения /И,,—А4К. Высокая скорость охлаждения в мартенситном интервале температур нежелательна, так как ведет к резкому увеличению уровня остаточных напряжений и даже к образованию трещин. Особенно опасны растягивающие напряжения, которые в условиях временного снижения сопротивления пластическим деформациям стали в период превращения могут вызвать трещины. В то же время слишком медленное охлаждение в интервале температур Мв — Мк может привести к частичному отпуску мартенсита и увеличению количества остаточного аустенита вследствие его стабилизации, что снижает твердость стали.
Обычно для закалки используют воду, водные растворы солей и щелочей, масла. При закалке в этих средах различают три периода:
1) пленочное охлаждение: на поверхности стали образуется «паровая рубашка». Паровая рубашка — плохой проводник тепла, поэтому в этот период скорость охлаждения сравнительно невелика;
2) пузырьковое кипение, наступающее при полном разрушении пле“ки- В этот период происходит быстрый отвод тепла, тоНа обРазование пузырьков пара расходуется большое количество тепла, и температура металла быстро снижается-ниже тХпрпятл^ЫИ теплоо^мен> который отвечает температурам в этот пепипп кипения 0Хлаждающей жидкости. Теплоотвод Pq пРоисходит с наименьшей скоростью
нового кип1иГиеп? ПримеРный температурный интервал пузырь-этого интепвяпя носительная скорость охлаждения в середине
Пп» ЛР а ДЛЯ Различных охлаждающих сред.
лей, имеющих емаГт¥ю°ДуИСТ0,Й И некотоРых низколегированных ста-У Устойчивость переохлажденного аустенита, 204 }
Т а б л и ц а 3. Относительная при слабой их циркуляции
охлаждающая способность закалочных сред
Охлаждающая среда и ее температура Температура пузырькового кипения, °C Относительная интенсивность охлаждения Н
Вода, 20 °C 400—100 1.0
» 40 °C » 80 °C 350—100 250—100 0,7 0 2
10 %-нын раствор NaCI в воде, 20 °C . 650—100 3 0
1о же, NaOH в воде, 20 °C . . 650—100 2 0
50 %-ный раствор NaOH в воде, 20°C 650—100 2 0
Масло минеральное, 20—200 °C 500-250 0,3
в качестве охлаждающей среды применяют воду и водные растворы NaCI или NaOH.
Вода как охлаждающая среда имеет некоторые существенные недостатки:
1) высокая скорость охлаждения в области температур мартенситного превращения нередко приводит к образованию закалочных дефектов; 2) с повышением температуры резко ухудшается закалочная способность (табл. 3). При температуре воды 80—90 °C пленочное кипение распространяется на большую область температур и занимает до 95 % всего периода охлаждения.
При закалке изделий в горячей воде вследствие их медленного охлаждения при высоких и быстрого при низких температурах тепловые напряжения получаются низкими, а наиболее опасные структурные — высокими, что может вызвать образование трещин.
Наиболее высокой и равномерной охлаждающей способностью отличаются холодные 8—12 %-ные водные растворы NaCI и NaOH, которые хорошо зарекомендовали себя на практике. Для стали с низкой критической скоростью закалки рекомендуются растворы NaOH повышенной концентрации (30—50 %).
В случае использования при закалке воды и водных растворов солей или щелочей во избежание появления на поверхности изделия зон с пониженной скоростью отвода тепла обычно создают либо циркуляцию этих охладителей, либо перемещают изделия относительно охладителя. Это разрушает паровую рубашку и ускоряет теплоотвод. При высокой степени циркуляции воды относительная интенсивность охлаждения (Н) в воде достигает 4, соленой воде 5, а в масле 0,8—1,0. Увеличение охлаждающей способности достигается при использовании струйного или душевого охлаждения, широко применяемого, например в случае поверхностной закалки.
Дальнейшим усовершенствованием способов охлаждения явилось применение смесей воды с воздухом, подаваемых через форсунки. Изменяя соотношение между количеством воды и воздуха, а также давления смеси, можно варьировать скорость охлаждения от соответствующей воздуху до значений, значительно превышающих скорость охлаждения в воде. Водо-воздушные охлаждающие среды применяют для крупных поковок, рельсов, труб и т. д.
205
Для легированных сталей, обладающих высокой устойчивостью переохлажденного аустенита при закалке, применяют минеральное масло (чаще нефтяное).
Масло как закалочная среда имеет ряд преимуществ: неоольшую скорость охлаждения в мартенситном интервале температур, что уменьшает возникновение закалочных дефектов, постоянство закаливающей способности в широком интервале температур среды (20—150 °C). Перепад температур между поверхностью и центром изделия при закалке в масле меньше, чем при охлаждении в воде. К недостаткам следует отнести повышенную воспламеняемость (температура вспышки 165—300 °C), недостаточную стабильность и низкую охлаждающую способность в области температур перлитного превращения, образование пригара на поверхности изделий, а также повышенную стоимость.
Температуру масла при закалке необходимо поддерживать в пределах 60—90 °C, когда его вязкость оказывается минимальной.
В качестве охлаждающих сред применяют также водные растворы моющих сред, содержащие поверхностно-активные вещества, жидкий силикат и особенно синтетические вещества (например, аквапласт). Аквапласт представляет собой раствор в воде высоковязкого прозрачного полимера, содержащего растворимую в воде пластмассу и коррозионнозащищающий ингибитор. Концентрация раствора 0,5—0,7 %.
В отечественном автомобилестроении успешно используют закалочные водные растворы с добавками полимеров: ЗСП-1 на водном растворе полиакриламида; раствор модифицированной целлюлозы (АЗЛК), по характеру охлаждающей способности сходный с аквапластом. Однако у всех названных сред имеется серьезный недостаток, вызванный изменением растворимости полимеров при незначительных колебаниях температуры, вследствие чего происходит резкое изменение охлаждающей способности.
Более широкие возможности представляет использование повышенного давления. В США охлаждение под давлением в среде азота используют для различной объемной термической обработки, а также при охлаждении в потоке газов Н2, N2, Аг, Не после нагрева в вакууме.
Для снижения коробления деталей сложной формы при закалке в масле применяют охлаждение в штампах или в специальных приспособлениях. При этом во многих случаях во время правки в процессе закалки используется эффект снижения сопротивления пластической деформации, наблюдающейся в момент развития мартенситного превращения.
Закаливаемость и прокаливаемость стали. П о ваемостью повышать __________г ~ „ а р
Закаливаемость стали определяется
ЛИ УглеРода- Чем больше в мартенсите углерода, тем ГРП. го твеРДость- Легирующие элементы оказывают относи-ельно небольшое влияние на закаливаемость (рис. 128, б).
06
д закали-понимают способность стали твердость в результате закалки. [ в первую очередь содержа-
о
Под б н м а Р У и р
прокаливаемостью ь
н
„ „ „ понимают с и т нЛоИй П ° Л у 4 а Т Ь 3 ак а л е« иый ОЙ И
н а
с с с с каливаемость определяется критической зависящей от состава стали. Если действительная скорость охлаждения в сердцевине изделия будет превышать критическую скорость закалки vK (рис. 129, III — ик), то сталь получит мартенситную структуру по всему сечению и тем самым будет иметь сквозную прокаливаемость.
Если действительная скорость охлаждения в сердцевине будет меньше vK (рис. 129, Vk и v'k), то изделие прокалится только на некоторую глубину а, а" и прокаливаемость будет неполной. В этом случае в сердцевине произойдет распад аустенита с образованием пластинчатой феррито-карбидной структуры (троостита, сорбита или перлита).
3 а о я с с
с Р д
т т
о Р к а
с т т юще й ся
е
У Р
или----
высокой ту или
СПО-
СЛОЙ тр о осто -мартенситной твердостью, и н
глубину условно о я н и е о
про-У ю глубину. Проскоростью охлаждения,
закаленного принимают поверхности зоны т р о -
л а о полумартенситной (50% мартенсита-)-50 % остита). Диаметр заготовки, в центре которой после закалки в данной охлаждающей среде образуется полумартенситная структура, называют критическим диаметром dK. Величина критического диаметра определяет размер сечения изделия, прокаливающегося насквозь, т. е. получающего высокую твердость, а после отпуска — и высокие механические свойства по всему сечению. Полумартенситная структура во многих случаях не обеспечивает максимума механических
т
Рис. 129. Зависимость прока-
лнваемости стали от величины критической скорости закалки а* и а" — глубина закаленного слоя; — критическая скорость охлаждения для углеродистой стали; — то же для н/ низколегированной и — для высоколегированной стали; I — углеродистая сталь; // — низколегированная; III—высоколегированная; Ф-ЬК — пластинчатая феррито-карбндиая структура (троостит, сорбит или перлит)
свойств. Так, предел
усталости стали с полумартенситной структурой после высокого отпуска (HRC35) на 15—20 % ниже, чем у стали со структурой, состоящей из 90—95 % мартенсита. Поэтому часто прокаливаемость определяют по глубине закаленного слоя со структурой 95 % мартенсита. Критический диаметр для 95 % мартенсита примерно на 25 % меньше критического диаметра, определенного по полумартенситной зоне. Полная прокаливаемость на структур из 99,9 % мартенсита составляет ~50 % от полумартенситной.
Прокаливаемость тем выше, чем меньше критическая скорость закалки, т. е. чем выше устойчивость переохлажденного аустенита.
?07
. уменьшающие величину критической скорости
Па°™”» “овФЫш2циеУ устойчивость переохлажденного аустенита), увеличивают прокаливаемость * более высокой устойчивости Легированные стал соответственно меньшей критической
переохлажденного у * и » прокаливаютСя на значи-
скорости охлаждения (р - углеродистые. Сильно повышают
тельно большую глубину, чуУ „ бора
поокаливаемость марганец, лри ,
1 нв, нпа.
а
Рис. 130. Твердость по сечению закаленной стали разного состава: а _ 0,4 % С; б — 0,4 % С; 0,085 % Мп и 1,0 % Сг; в — 0,4 % С; 3,5 % N1 и 1,5 % Сг (Нпм 3 — твердость полумартенситиой зоны)
(0,003—0,005 %). Прокаливаемость особенно возрастает при одновременном введении в сталь нескольких легирующих элементов. Кобальт, повышая критическую скорость закалки, уменьшает прокаливаемость стали.
Устойчивость переохлажденного аустенита повышается, а критическая скорость закалки уменьшается только при том условии, если легирующие элементы растворены в аустените. В случае если они не растворены в аустените и находятся в виде избыточных частиц (карбидов, карбонитридов, нитридов, и тому подобных фаз), то они не повышают устойчивость аустенита, а могут ее и уменьшить, так как карбиды служат готовыми зародышами, облегчающими распад аустенита. Карбиды (карбонитриды) титана, ниобия и ванадия при нормально принятом нагреве под закалку обычно не растворяются в аустените и понижают прокаливаемость. Сильно влияет на прокаливаемость величина зерна аустенита. В углеродистой стали при укрупнении зерна от балла 8 до 1—2 (см. рис. 99) глубина закаленного слоя возрастает в 2 3 раза. Поэтому повышение температуры и увеличение длительности нагрева приводят к росту величины про-208
каливаемости. Легирующие элементы, присутствующие в виде карбидов, не только создают дополнительные центры, способствующие распаду аустенита, но и измельчают его зерно. Это также увеличивает критическую скорость закалки и уменьшает прокаливаемость.
При сквозной закалке свойства стали и, в частности, твердость по всему сечению изделия одинаковы. При несквозной закалке изменение структуры стали по сечению способствует соответствующим изменениям свойств. Распределение твердости по сечению закаленных цилиндров из разных сталей показано на рис. 130. При несквозной
прокаливаемое™ твердость падает При несквозной прокаливаемости отпуск при высокой температуре уменьшает различие в твердости и временном сопротивлении по сечению. Однако предел текучести, ударная вязкость и относительное сужение в сердцевине образца остаются более низкими. Это объясняется разным характером строения феррито-карбидной структуры. В закаленном слое в результате отпуска мартенсита образуется более дисперсная феррито-карбид-ная структура зернистого строения, а в сердцевине она более грубая и имеет пластинчатое строение.
На рис. 131 приведена схема, иллюстрирующая влияние степени прокаливаемости на работу раз-
от поверхности к сердцевине.
Рис. 131. Влияние степени прокаливаемости стали на температурные зависимости удельной работы развития трещины ат и количество волокнистой составляющей в изломе В:
1 — сталь со сквозной прокалнваемостью после высокого отпуска; 2—4 — стали после высокого отпуска с различной степенью прокаливаемости (в порядке ее уменьшения)
вития трещины улучшенной стали
и количество волокнистой составляющей в изломе (В) в зависимости
от температуры в интервале охрупчивания. Чем ниже степень прокаливаемости, тем при более высоких температурах начинается охрупчивание и тем ниже ат. Температура /100м соответствует минимальной температуре, при которой сохраняется полностью волокнистое строение изломов высокоотпущенной стали после сквозной закалки (95 % мартенсита). При неполной прокаливаемости при 4Оом в из" ломе обнару кчваются кристаллические участки. При малой степени прокаливаемо ст.I при этой температуре излом полностью кристаллический и ат (ар) имеет низкое значение. Следует отметить, что разли-
чие в твердости в этом случае невелико.
Прокаливаемость стали в небольших сечениях (диаметром до 15—25 мм) можно практически определить по виду излома закаленных образцов или по распределению твердости по сечению (см. рис. 130). Для этого образец ломают или разрезают и по диаметру
сечения определяют твердость.
Прокаливаемость стали по стандарту определяют методом торцовой закалки. Цилиндрический образец определенной формы и размеров (диаметр — 25 мм, длина = 100 м) (рис. 132, б), нагретый
209
до заданной температуры, охлаждают водой с торца на специальной установке. После охлаждения измеряют твердость по длине (высоте) образца. Так как скорость охлаждения убывает по мере увеличения
пробе:
а — изменение твердости по длине образца для низколегированной (У) и высоколегированной (!) стали; б — схема торцовой закалки образца; Нпм_ 3 — твердость полумартенситной зоны
расстояния от торца, то будет уменьшаться и твердость (рис. 132, а).
Результаты испытаний выражают графически в координатах твердость — расстояние от охлаждаемого торца. Определив расстояние от торца до твердости (рис. 133), отвечающей заданной структуре (50, 95 или 99,9% мартенсита), можно по номограмме найти критический диаметр. Чтобы характеристика прокаливаемости стали не была связана с видом охладителя, при использовании номограмм вводят понятие об идеальном критическом диаметре, который является наибольшим диаметром образца, прокаливаемого насквозь, при идеальном охлаждении (И — — оо). Поверхность образца в идеальном охладителе должна мгновенно принимать его температуру, т. е. охлаждение следует проводить с бесконечно большой скоростью. От идеального критического диаметра можно перейти к реальному критическому диаметру, используя специальную номограмму *. На рис. 134, а приведена схема такой номограммы. В правом верхнем углу номограммы помещены две шкалы—для получения в сердцевине 99,9 ^ мартенсита или структуры состоящей из 50 % мар-в обоих случаях используются
тенсита и 50 % троостита. Однако полученные на торцовой пробе расстояния до полумартенситной зоны (Zlt /2 на рис. 132). В случае полной прокаливаемое™ на мартенсит (99,9 %) на верхней шкале определяют точку О, соответствующую расстоянию от торца до полумартенситной зоны. Из этой точки опускают вертикаль до линии идеального охлаждения (Н ~ оо), откуда проводится горизонталь до линии охлаждения в воде (точка (?) или другого охладителя (масло, воздух). Опуская вертикаль из точки b на шкалу dK (или а) для тел размер критического диаметра (точка с), при котором данная сталь, закаленная в воде, будет иметь в сердцевине структуру мартенсит.
’ 9?’ iQRnMH4eCi™SI обРаботка в машиностроении: М.: Справочник, Машино-
Рис. 133. Твердость стали с различным содержанием в структуре мартенсита (цифры у кривых)
разной формы находят искомый
210
Аналогично определяют критический диаметр с получением в сердцевине полумартенситной структуры; в этом случае используют нижнюю шкалу (точка О').
На практике с достаточной точностью критический диаметр может быть определен по графику, представленному на рис 134 б Для этого иа оси абс- Ст„„ины
цисс откладывают расстояние от охлаждаемого торца до твердости полу мартен ситной структуры (или 95 или 99,9 % мартенсита) и восстанавливают перпендикуляр до пересечения с кривой закалки в масле или воде. Го
dк [или о; Опп тел разной <рорпы, пн 0 1? 24 36 W
Расстояние от торца 1,пм
Рис. 134. Номограмма (схема) (а) и диаграмма (б) для определения критического диаметра прокаливаемости
ризонталь, проведенная от этой точки до ординаты, укажет величину d„. Чем выше циркуляция охлаждающей среды (Н), тем больше прокаливаемость. Прокаливаемость даже одной и той же стали может колебаться в значительных пределах в зависимости от изменений химического состава, величины зерна, размера и формы изделия и многих других факторов. Поэтому прокаливаемость стали характеризуют не кривой, а так называемой полосой прокаливаемости, которая не всегда отражает действительную прокаливаемость стали
О 6 12 18 24 30 36 О 6 -12 18 24 30 36420 6 1Z 18 24 30 36 42 Расстояние от торца, мм
Рис. 135. Полосы прокаливаемости для различных сталей (Нпм. 3 — твердость полумартеиситиой зоны)
в изделии. Полосы прокаливаемости для углеродистой и легированной сталей, содержащих 0,4 % С, наглядно показывающие влияние легирующих элементов, приведены на рис. 135.
Внутренние напряжения в закаленной стали. Внутренние напряжения при закалке стали возникают вследствие неравномерного охлаждения поверхности и сердцевины изделия (эти напряжения называют тепловыми), увеличения объема и неоднородности протекания мартенситного превращения по объему изделия. Напряжения, вызываемые этим превращением, называют структурными (или фазовыми).
211
в
frllhiKI?
Неодинаковое распределение температур по сечению изделия при быстром охлаждении сопровождается и неравномерным изменением объема. Поверхностные слои сжимаются быстрее, чем внутренние. Однако сжатию поверхностных слоев препятствуют внутренние слои. Это приводит к тому, что в поверхностных слоях образуются временные растягивающие, а во внутренних слоях сжимающие напря-ЖеНПосле того как поверхность охладителя и изменение объема прекратится, сердцевина еще будет испытывать тепловое сжатие. Вследствие этого напряжения начнут уменьшаться и в некоторый момент произойдет изменение знака напряжений на поверхности и в сердцевине. После окончательного охлаждения на поверхности получаются остаточные напряжения сжатия, а в сердцевине растяжения (рис. 136, а). Появление остаточных напряжений является результатом t того, что временные напряжения вызывают не только упругую, но также в той пли иной степени неодновременную и неодинаковую пластичес-
Рис. 136. Эпюры остаточных напряже- кую деформацню слоев ПО сеЧенИЮ. а — тепловых; б — структурных: в— РаССМОТрИМ Теперь УСЛОВИЯ обрЭ-суммарных зования структурных напряжений
при полной прокаливаемости. При этом тепловые напряжения условно учитываться не будут. По достижении при закалке температур ниже точки 7ИН мартенсит в первую очередь образуется на поверхности, где точка 7ИН будет достигнута раньше, чем в сердцевине. Так как превращение аустенит мартенсит сопровождается увеличением объема, то это приводит к образованию на поверхности временных сжимающих напряжений, а во внутренних слоях — растягивающих. По мере развития превращения знак напряжений на поверхности и в сердцевине меняется.
Структурные напряжения относительно тепловых изменяются в обратном порядке. В результате мартенситного превращения на поверхности образуются остаточные напряжения растяжения, а в сердцевине — сжатия (рис. 136, б). Эти остаточные напряжения так же, как и тепловые, возникают в результате появления под действием временных напряжений не только упругой, но и неодинаковой по сечению остаточной деформации.
При закалке стали одновременно возникают как тепловые, так и структурные напряжения, которые суммируются (рис. 136, в). данной схеме тепловые напряжения превышают структурные, поэтому на поверхности образовались сжимающие напряжения. Однако в зависимости от соотношения между тепловыми и структур-могут П0ЛУЧиться различные эпюры суммарных
Р нии, а в поверхностных слоях напряжения могут иметь раз-CTBv^°£0Bb^nn₽^TeBb’e нзпРяжения возникают в тех случаях, когда отсут-жженной стали от НИЯ' ^To наблюдается, например, при охлаждении отожженной стали от температуры ниже точки Acv 212
ный знак и различную величину. Во многих случаях величина фазовых напряжений больше, чем тепловых.
Остаточные напряжения, полученные после закалки, не характеризуют напряжения, возникающие при охлаждении (нагреве) стали. Остаточные напряжения всегда меньше временных напряжений, образовавшихся в процессе охлаждения.
Если величина напряжений превышает сопротивление отрыву и металл мало пластичен, то напряжения не могут быть уменьшены пластической деформацией. В такой ситуации образуются трещины. Наиболее опасны при этом растягивающие напряжения на поверхности, которые, способствуя образованию трещин, снижают предел выносливости стали.
Растягивающие напряжения возникают в основном вследствие структурных напряжений, которые стараются уменьшить. Структурные напряжения тем больше: чем выше температура закалки и скорость охлаждения в интервале температур Л4Н и Мк. Для снижения структурных напряжений скорость охлаждения ниже Л4Н нужно замедлять и избегать перегрева стали.
Способы закалки
Наиболее широкое применение получила закалка в одном охладителе (см. рис. 127). Такую закалку называют непрерывной. Во многих случаях, особенно для изделий сложной формы и при необходимости уменьшения деформаций, применяют и другие способы закалки.
Прерывистая закалка {в двух средах). Изделие, закаливаемое по этому способу, сначала быстро охлаждают в воде до температуры несколько выше точки Л4Н, а затем быстро переносят в менее интенсивный охладитель (например, в масло или на воздух), в котором оно охлаждается до 20 °C. В результате охлаждения во второй закалочной среде уменьшаются внутренние напряжения, которые возникли бы при быстром охлаждении в одной среде (воде), в том числе и в области температур мартенситного превращения.
Закалка с самоотпуском. В этом случае охлаждение изделия в закалочной среде прерывают с тем, чтобы в сердцевине изделия сохранилось еще некоторое количество тепла. Под действием теплообмена температура в более сильно охладившихся поверхностных слоях повышается и сравнивается с температурой сердцевины — происходит отпуск поверхности стали (самоотпуск). Нередко в сердцевине остается больший запас тепла, чем это требуется для само-отпуска. Тогда во избежание излишнего разогрева поверхности изделие вновь погружают в закалочную среду. Сердцевина в случае закалки с самоотпуском имеет более низкую твердость, чем поверхностные слои.
Закалку с самоотпуском применяют для таких инструментов, как зубила, кувалды, слесарные молотки, крены, которые работают с ударными нагрузками и должны сочетать высокую твердость на поверхности с повышенной вязкостью в сердцевине.
213
Рис. 137. Схема ступенчатой (а) и изотермической (б) закалки
Ступенчатая закалка. При выполнении закалки по этому способу (рис. 137, а) сталь после нагрева до температуры закалки охлаждают в среде, имеющей температуру несколько выше точки Л4Н (обычно 180—250 °C), и выдерживают в ней сравнительно короткое время. Затем изделие охлаждают до комнатной температуры на воздухе. В результате выдержки в закалочной среде достигается выравнивание температуры по всему сечению изделия, но эта выдержка должна быть ограничена и не должна вызывать превращения аустенита с образованием бейнита.
Мартенситное превращение протекает при охлаждении на воздухе, но менее полно, чем при непрерывной закалке, вследствие чего сталь сохраняет больше остаточного аустенита. При ступенчатой закалке уменьшаются: объемные изменения вследствие присутствия большего количества остаточного аустенита и возможности самоот-пуска мартенсита; коробление в результате того, что мартенситное превращение протекает почти одновременно во всех участках изделия; опасность появления трещин.
Вовремя мартенситного превращения снижается прочность стали и повышается пластичность. Это своеобразное разупрочнение, на
блюдающееся в момент мартенситного превращения, используется при ступенчатой закалке для правки изделий, склонных к короблению. Правку чаще под прессом, выполняют в период охлаждения на воздухе после извлечения их из закалочной среды.
Ступенчатая закалка углеродистых сталей может быть применена лишь для изделий диаметром не более 8—10 мм. Скорость охлаждения более крупных изделий в среде с температурой выше точки Мп оказывается ниже критической скорости закалки, и аустенит претерпевает распад на не мартенситные продукты превращения.
Поэтому для более крупных изделий (диаметром 15—40 мм) из углеродистых сталей применяют закалочные среды, имеющие температуру ниже точки Мн (160—НО °C), что обеспечивает большую скорость охлаждения (горячая закалка). В этом случае деформация также меньше, но правка изделия затрудняется, так как при охлаждении до указанной температуры охлаждающей среды образуется значительное количество мартенсита. Для крупных изделии из легированных сталей такое снижение температуры закалочной среды, т. е. горячая закалка — не требуется.
закалка- Закалку по этому способу (рис. 137, б) длительная ^ыпрп6 КаК ” ступенЧатУю’ но предусматривается более распад аустенита ВЫШе ТОЧКи М“- ПР„И выдержке происходит сталей ичотепмиир бразованием нижнего бейнита. Для углеродистых Р ская закалка не дает существенного повышения 214
механических свойств по сравнению с получаемыми обычной закалкой и отпуском.
У большинства легированных сталей распад аустенита в промежуточной области не идет до конца. Если аустенит, не распавшийся при изотермической выдержке, не претерпевает мартенситного превращения при дальнейшем охлаждении, то сталь получает структуру бейнита и 10—20 % остаточного аустенита, обогащенного углеродом. При такой структуре достигается высокая прочность при достаточной вязкости. Для многих сталей изотермическая закалка обеспечивает значительное повышение конструктивной прочности.
Если же большая часть аустенита, не распавшегося после окончания промежуточного превращения, при последующем охлаждении претерпевает мартенситное превращение, то после изотермической закалки резко снижается пластичность.
Конструкционные легированные стали (0,3—0,5 % С) приобретают оптимальные механические свойства в результате изотермической закалки с выдержкой в нижней части промежуточной зоны изотермического распада аустенита (несколько выше точки Л4П). Повышение температуры изотермической выдержки в промежуточной зоне снижает пластичность и вязкость. Продолжительность выдержки в закалочной среде зависит от устойчивости аустенита при температурах выше точки /И„.
В качестве охлаждающей среды при ступенчатой и изотермической закалках чаще применяют расплавленные соли в интервале температур 150—500 °C [например, 55 % KNO3 + 45 % NaNO2 (или NaNO3)], а также расплавленные щелочи (20 % NaOH + 80 % КОН). Чем ниже температура соли (щелочи), тем выше скорость охлаждения в ней. Поскольку расплавленные соли охлаждают только вследствие теплоотдачи, то охлаждающая способность их возрастает при перемешивании. Добавление воды (3—5 %) в расплавы едких щелочей вызывает кипение и увеличение скорости охлаждения в области температур перлитного превращения. Скорость охлаждения возрастает при 400—450 °C в 4—5 раз, а при 300 °C — в 2 раза.
Охлаждение в расплавах едких щелочей, если предварительно детали нагревали в жидких солях (т. е. солях, не вызывающих окисления), позволяет получить чистую поверхность светло-серого цвета. Закалку по этому способу называют светлой.
Обработка стали холодом. В закаленной стали, содержащей более 0,4—0,5 % С, всегда присутствует остаточный аустенит. Аустенит понижает твердость, износостойкость и нередко приводит к изменению размеров деталей, в результате самопроизвольного превращения аустенита в мартенсит.
Для уменьшения количества остаточного аустенита в закаленной стали применяют обработку холодом \ заключающуюся в охлаждении закаленной стали до температур ниже нуля. Этой обработке под-
1 Предложена А. II. Гуляевым в 1937 Г.
215
вергают стали, температура окончания мартенситного превращения (Л4,} которых лежит ниже нуля. _
Понижение температуры до точки Мк (—30) . ( 70 С) для большинства сталей вызывает превращение остаточного аустенита в мартенсит, что повышает твердость сталей с 0,8-1,1 % С на HRC . О Однако одновременно возрастают напряжения. Поэтому изделия охлаждают медленно и сразу после обработки холодом под-
вергают их отпуску.
Выдержка закаленной стали при комнатной температуре до глубокого охлаждения в течение более 3—6 ч стабилизирует аустенит, вследствие этого он менее полно превращается в мартенсит при дальнейшем охлаждении и уменьшает эффект обработки холодом. Поэтому обработку холодом надо выполнять сразу после закалки.
Обработку холодом используют главным образом для стабилизации размеров точных шарикоподшипников и деталей приборов, при термической обработке цементованных изделий из высоколегированных сталей, содержащих много аустенита после закалки, а также нержавеющих сталей и для восстановления изношенных
деталей.
4. Отпуск стали
Отпуск заключается в нагреве закаленной стали до температуры, ниже Aclt выдержке при заданной температуре и последующем охлаждении с определенной скоростью. Отпуск является окончательной операцией термической обработки, в результате которого сталь получает требуемые механические свойства. Кроме того, отпуск полностью или частично устраняет внутренние напряжения, возникающие при закалке. Эти напряжения снимаются тем полнее, чем выше температура отпуска. Так, осевые напряжения в цилиндрическом образце из стали, содержащей 0,3 % С, в результате отпуска при 550 °C уменьшаются с 600 до 80 МПа.
Наиболее интенсивно напряжения снижаются в результате выдержки при 600 °C в течение 15—30 мин. После выдержки в течение 1,5 ч напряжения снижаются до минимальной величины, которая может быть достигнута отпуском при данной температуре.
Скорость охлаждения после отпуска оказывает большое влияние на величину остаточных напряжений. Чем медленнее охлаждение, тем меньше остаточные напряжения. Быстрое охлаждение в воде от 600 °C создает новые тепловые напряжения. Охлаждение после отпуска на воздухе дает напряжения на поверхности изделия в 7 раз меньшие, а в масле в 2,5 раза меньшие посравнениюснапряжени-ями при охлаждении в воде. По этой причине изделия сложной формы во избежание их коробления после отпуска при высоких темпера турах следует охлаждать медленно, а изделия из легированных сталей, склонных к обратимой отпускной хрупкости, после отпуска при 500—650 °C во всех случаях следует охлаждать быстро.
Основное влияние на свойства стали оказывает температура отпуска. Различают следующие три вида отпуска.
2Щ
Низкотемпературный (низкий) отпуск проводят при нагреве до 250 С. При этом снижаются закалочные макронапряжения, мартенсит закалки переводится в отпущенный мартенсит, повышается прочность и немного улучшается вязкость без заметного снижения твердости. Закаленная сталь (0,6—1,3 % С) после низкого отпуска сохраняет твердость в пределах HRC 58— 63, а следовательно, высокую износостойкость. Однако такое изделие (если оно не имеет вязкой сердцевины) не выдерживает значительных динамических нагрузок.
Низкотемпературному отпуску подвергают режущий и мерительный инструмент из углеродистых и низколегированных сталей, а также детали, претерпевшие поверхностную закалку, цементацию' цианирование или нитроцементацию. Продолжительность отпуска составляет обычно 1—2,5 ч, а для изделий больших сечений и измерительных инструментов назначают более длительный отпуск.
Среднетемпературный (средний) отпуск выполняют при 350—500 °C и применяют главным образом для пружин и рессор, а также для штампов. Такой отпуск обеспечивает высокие пределы упругости и выносливости и релаксационную стойкость. Структура стали после среднего отпуска — троостит отпуска или троостомартенсит; твердость стали HRC 40—50. Температуру отпуска надо выбирать таким образом, чтобы не вызвать необратимой отпускной хрупкости.
Охлаждение после отпуска при 400—450 °C следует проводить в воде, что способствует образованию на поверхности сжимающих остаточных напряжений, которые увеличивают предел выносливости пружин.
Высокотемпературный (высокий) отпуск про водят при 500—680 °C. Структура стали после высокого отпуска — сорбит отпуска. Высокий отпуск создает наилучшее соотношение прочности и вязкости стали.
Закалка с высоким отпуском (по сравнению с нормализацией или отжигом) весьма сильно одновременно повышает временное сопротивление, предел текучести, относительное сужение и особенно ударную вязкость. Термическую обработку, состоящую из закалки и высокого отпуска, называют улучшением.
Улучшению подвергают среднеуглеродистые (0,3—0,5 % С) конструкционные стали, к которым предъявляются высокие требования по пределу выносливости и ударной вязкости. Улучшение значительно повышает конструктивную прочность стали, уменьшая чувствительность к концентраторам напряжений, увеличивая работу развития трещин и снижая температуру порога хладноломкости. Однако износостойкость улучшенной стали вследствие ее пониженной твердости не высокая.
Отпуск при 550—600°C в течение 1—2 ч почти полностью снимает остаточные напряжения, возникшие при закалке. Длительность высокого отпуска составляет 1,0—6 ч в зависимости от габаритов изделия. Иногда ее увеличивают до нескольких десятков часов, чтобы снизить опасность возникновения флокенов.
217
5. Термомеханическая обработка (ТЛЮ) стали
Тт механическая обработка заключается в сочетании пластине-' 1лZ.n.HHj в аистенитном состоянии с закалкой. Формирова-"Р“ ™° "P»™* ” Уровнях ^пенной плотности и оптимального распределения дислокаций, обусловленных условиями горячей (теплой) деформации.
Различают лва
А^Ф
Ф*К-А
А
деформация (20-30%) ‘
Е=
Время л
при температуре точки As (рис.
Г а
(&*)
Время
Рис. 138. Схема термомеханической обработки стали: а — ВТМО; б — НТМО
Различают два основных способа термомеханической обработки.
По первому способу, называемому высокотемпературной термомеханической обработкой (ВТМО), сталь деформируют выше
138, а), при которой сталь имеет аустенитную структуру. Степень деформации составляет 30—50 (при большей деформации развивается рекристаллизация, снижающая механические свойства). После деформации следует немедленная закалка во избежание развития рекристаллизации.
По второму способу (получившему гораздо меньшее распространение) называемому низкотемпературной термомеханической обработкой (НТМО), сталь деформируют в температурной зоне существования переохлажденного аустенита в области его относительной устойчивости (400—600 °C); температура деформации должна быть выше точки Л4Н, но ниже температуры рекристаллизации (рис. 138,6). Степень деформации обычно составляет 75—95 %. Закалку осуществляют сразу после деформации.
После закалки в обоих случаях следует низкотемпературный отпуск (100—300 СС). Такая комбинированная ТМО позволяет получить очень высокую прочность (о8 = 2200^-3000 МПа) при хорошей пластичности и вязкости (6 = 6—8 %, ф = 50—60 %).
После обычной закалки и низкого отпуска ов < 2000—2200 МПа, 6 = 3—4 %.
Очень важно, что одновременно с повышением прочности после ТМО возрастает пластичность и сопротивление разрушению. Таким
218
образом, в результате ТМО удается достичь одновременного повышения сопротивления пластической деформации и сопротивления разрушению, чего нельзя получить ни легированием, ни обычными методами термической обработки
Наибольшее упрочнение (о0 = 2600—3000 МПа) достигается при деформации переохлажденного аустенита (см. рис. 138), т. е. при обработке НТМО. После деформации в области высоких температур (ВТМО) не получается столь высокая прочность (ов = 2200— 2400 МПа). Однако ВТМО обеспечивает большой запас пластичности и лучшую конструктивную прочность, повышает ударную вязкость, сопротивление распространению трещины (вязкость разрушения), понижает порог хладноломкости и чувствительность к отпускной хрупкости. Кроме того, деформация при высоких температурах протекает при меньших усилиях и является поэтому более технологичной операцией.
Высокие механические свойства после термической обработки объясняются большой плотностью дислокаций в мартенсите, дроблением его кристаллов на отдельные субзерна величиной в доли микрона со взаимной разориентировкой от 1—2 до 10—15°. Дислокационная структура, формирующаяся в аустените при деформации, «наследуется» после закалки мартенситом. После деформации аустенита последующая закалка приводит к образованию более фрагментированного и однородного по размерам мелкокристаллического мартенсита. Высокая сопротивляемость распространению трещины, объясняется меньшим уровнем и более легкой релаксацией пиковых напряжений благодаря повышенной плотности подвижных дислокаций.
Повышение прочности на 10—25 % может быть достигнуто путем небольшой пластической деформации (2—5 %) стали после закалки на мартенсит. Перед пластической деформацией и после нее проводят низкий отпуск.
6. Дефекты, возникающие при термической обработке стали
К основным дефектам, которые могут возникнуть при закалке стали, относятся трещины в изделии — внутренние или наружные, деформации и коробление.
Трещины. Трещины возникают при закалке в тех случаях, когда внутренние растягивающие напряжения I рода превышают сопротивление стали отрыву. Трещины образуются при температурах ниже точки Мв, чаще после охлаждения. Склонность к образованию трещин возрастает с увеличением в стали содержания углерода до 0,8 % с повышением температуры закалки и увеличением скорости охлаждения в температурном интервале мартенситного превращения.
Кроме того, трещины образуются в изделии из-за концентраторов напряжений (резкое изменение сечения изделия или местные вырезки, углубления, выступы и т. д.).
Трещины — неисправимый дефект. Для предупреждения их рбразования рекомендуется: при конструировании изделий избегать
?19
резких выступов, заостренных углов, резких переходов от толстых сечений к тонким и т. д. закалка с возможно более низких темпера-tvd для деталей, прокаливающихся полностью, медленное охлаждение в мартенситном интервале температур, достигаемое закалкой в двух средах и ступенчатой закалкой; изотермическая закалка и выполнение отпуска немедленно после закалки.
Деформация и коробление. Деформация, т. е. изменение размеров и формы изделии, происходит при термической обработке в результате термических и структурных напряжений под действием неоднородных объемных изменений, вызванных неравномерным охлаждением и фазовыми превраще
ниями.
Несимметричную деформацию изделии в практике называют короблением (повод-к о й). Оно наблюдается при неравномерном и чрезмерно высоком нагреве под закалку, неправильном положении детали при погружении в закалочную среду и высокой скорости охлаждения в мартенситном интервале температур. Устранение этих причин значительно уменьшает коробление.
Коробление труднее устранить в длинных и тонких изделиях. Для уменьшения его такие детали охлаждают при закалке в зажатом состоянии (в штампах, прессах и приспособлениях); при мартенситном превращении сталь разупрочняется; в таком состоянии она легко правится в штампе х.
Размеры изделия после закалки даже при отсутствии коробления не совпадают с исходными значениями. Вызываемую этими изменениями деформацию можно уменьшить подбором стали соответствующего состава и условий термической обработки (в частности, применением ступенчатой и изотермической закалки).
7. Поверхностная закалка стали
При поверхностной эакалке на некоторую (заданную) глубину закаливается только поверхностный слой, тогда как сердцевина изделия остается незакаленной.
Основное назначение поверхностной закалки: повышение твердости, износостойкости и предела выносливости обрабатываемого изделия. Сердцевина изделия остается вязкой и воспринимает ударные нагрузки. В практике более часто применяют поверхностную закалку с индукционным нагревом током высокой частоты (т. в. ч.). Реже, главным образом для крупных изделий, —- закалку с нагревом газовым пламенем.
Закалка с индукционного нагрева. Индукционный нагрев происходит вследствие теплового действия тока, индуктируемого в изделии, помещенном в переменное магнитное поле.
Н01и в пР°цессе мартенситного превращения предел текучести уменьшается в 12—14 раз. Поэтому для устранения деформации в процессе превращения требуется очень небольшое напряжение (60—100 МПа).
Ю0
к т о м. около 9U /о тепла выделяется
Рис. 139. Схема индукционного нагрева:
а — распределение магнитного потока в индукторе; б — направление токов в индукторе н детали; 1 — нагреваемая деталь; 2 — виток индуктора; 3 — магнитные силовые линии; 4 — направление тока в индукторе; 5 — направление тока в детали
Для нагрева изделие устанавливают в индуктор, представляющий собой один или несколько витков пустотелой водоохлаждаемой медной трубки пли шины (рис. 139). Переменный ток, протекая через индуктор, создает переменное магнитное поле. В результате индукции в поверхностном слое возникают вихревые токи, и в слое обрабатываемого изделия происходит выделение джоулева тепла. Плотность индуктированного переменного тока по сечению проводника (нагреваемого изделия) неодинакова. Ток проходит в основном в поверхностном слое проводника. Это явление называется п о-верхностным э ф ф е в слое толщиной у, м, который находится в следующей зависимости от частоты тока f, Гн, магнитной проницаемости р, Г/м, и электросопротивления р, Ом-м, нагреваемого металла:
у = 4,46-105 I/®
Глубина проникновения тока увеличивается с повышением температуры и наиболее сильно возрастает выше точки Кюри (768 °C), вследствие резкого уменьшения магнитной проницаемости при переходе стали из ферромагнитного в парамагнитное состояние и увеличения
нагрева, что нужно учитывать при установлении режима нагрева. Скорость нагрева в области температур фазовых превращений (Лх — Ла) для доэвтектоидной стали составляет ~30—300 °C/с.
Для поверхностной закалки при поверхностном нагреве применяют сравнительно большую удельную мощность (5—20 МВт/м8), поэтому время нагрева незначительно (2—20 с).
Для получения слоя толщиной 1,0 мм оптимальная частота тока составляет 50—60, для слоя 2,0 мм ~15 и для слоя 4,0 мм всего ~4 кГц.
При частотах звукового диапазона (2—8 кГц) можно проводить поверхностный нагрев и закалку на глубину 1—2 мм. На рис. 140 приведен характер распределения температуры и твердости по сечению закаленной детали х. Структура слоя состоит из мартенсита и переходной зоны мартенсит — феррит. Глубина закалки примерно равна толщине слоя прогреваемого до температуры выше критиче-
1 Необходимо иметь в виду, что увеличение скорости нагрева сдвигает критические точки Дсх и Асв к более высоким температурам тем больше, чем выше скорооть нагрева.
291
р. Одновременно уменьшается скорость
Рис. 140. Распределение температуры t по сечению образца из доэв-тектондной стали при индукционном нагреве н твердости HRC по толщине закаленного слоя
скоп точки- глубинные слои детали нагреваются ниже критических точек и при охлаждении не упрочняются. При необходимости повышения прочности сердцевины деталь перед поверхностной закалкой подвергают нормализации или улучшению.
Выбор оптимальной толщины упрочняемого слоя определяется условиями работы детали. Когда изделие работает только на износ или в условиях усталости, толщину закаленного слоя чаще принимают 1,5—3,0 мм; в условиях высоких контактных нагрузок и возможной перешлифовки 4—5 мм. В случае особо больших контактных нагрузок (например, для валков холодной прокатки) толщина закаленного слоя достигает 10—15 мм и выше.
Обычно считают, что площадь сечения закаляемого слоя должна быть не более 20 % всего сечения.
Источником электропитания служат машинные и реже ламповые генераторы. Машинные генераторы имеют частоту от 1000 до 10 000 при мощности 60—1000 кВт, а ламповые генераторы — частоту до 100 кГц и мощность от 5 до 220 кВт. Закалку при нагреве т. в. ч. проводят на специальных установках, которые обычно механизированы и автоматизированы.
При больших скоростях нагрева превращение перлита в аустенит сдвигается в область высоких температур (см. рис. 95), и начальное зерно аустенита уменьшается. Поэтому температура закалки
при индукционном нагреве выше, чем при нагреве в печах, где скорость нагрева не превышает 1,5—3 °С/с. Чем больше скорость нагрева в районе фазовых превращений, тем выше должна быть температура для достаточно полной аустенитизации и получения при охлаждении оптимальной структуры (мелкокристаллического мартенсита) и максимальной твердости.
Так, при печном нагреве температура закалки стали с 0,4 % С составляет 840—860 °C, при индукционном нагреве со скоростью нагрева 250 °С/с равна 880—920 °C, а при 500 °С/с — 980—1020 °C. Вследствие неоднородности аустенита при скоростном индукционном нагреве охлаждение должно быть более интенсивным, чем при обычной закалке.
Охлаждающую жидкость (воду, масло, реже — водные растворы органических соединений и др.) подают через душевое устройство (спрейер), что обеспечивает высокую скорость охлаждения. Спрейер часто совмещают с индуктором.
После закалки с индукционным нагревом изделия подвергают низкому отпуску при 160—200 °C, нередко — самоотпуску. В этом
случае охлаждение после закалки проводят не до конца, тогда в детали сохраняется некоторое количество тепла, нагревающего закаленный слой до температур отпуска.
Поверхностной, индукционной закалке подвергают углеродистые стали с 0,4—0,5 % С, которые после закалки имеют высокую твердость (HRC 55—62) и сопротивляемость износу, реже — легированные (например, хромистые — 35Х, 40Х, 45Х, хромоникелевые — 40ХН) или хромоникельмолибденовые — 40ХНМ).
В СССР распространена еще поверхностная закалка при глубинном индукционном нагреве. В этом случае глубина нагрева до надкритических температур больше, чем глубина закалки (прокаливаемость). Детали, имеющие тонкое сечение, нагреваются насквозь. Глубина закалки таким образом определяется не толщиной прогреваемого слоя, а прокаливаемостью стали. Поэтому при поверхностной закалке деталь должна прокаливаться на меньшую глубину, чем глубина нагрева. После закалки структура поверхностного слоя детали — мартенсит (HRC ~ 60), а сердцевины, поскольку здесь скорость охлаждения меньше критической, сорбит или троостит (HRC 30—40, ов = 1200-4300 МПа).
Для глубинного нагрева используют специально разработанные стали пониженной или регламентированной прокаливаемости (РП). Это достигается ограничением содержания примесей (Мп, Si, Сг, Ni и др.), получением устойчиво-мелкого зерна аустенита, наличием в стали нерастворимых частиц AIN, TiC и др. Применяют стали пониженной прокаливаемости (55ПП), содержащей 0,55—0,63 % С и <0,5 % примесей (Si, Мп, Сг и Си) и регламентированной прокаливаемости (47РП), содержащей 0,44—0,51 % С; 1,0—1,2 % Мп; 0,06—0,12 % Ti.
Сталь 55ПП используют для деталей, у которых глубина закаленного слоя <2—3 мм. В стали РП для закаленного слоя глубиной 7—8 мм необходимую глубину закаленного слоя обеспечивает марганец, а мелкое зерно — титан.
Эти стали можно использовать и при обычной поверхностной закалке. Необходимость нагрева на большую глубину требует невысокой концентрации энергии в зоне нагрева (удельная мощность 0,5—2 МВт/м2) -— это значительно меньше, чем в случае поверхностной закалки при поверхностном нагреве. Скорость нагрева в области температур фазовых превращений составляет 2—10 °С/с, время нагрева 20—100 с; частота тока 2,5—10 кГц.
При поверхностной закалке с использованием индукционного нагрева можно получить твердость на HRC 3—6 ед. больше, чем при закалке после нагрева в печи. Это часто объясняется высокой скоростью охлаждения при поверхностной закалке в мартенситном интервале температур, исключающей возможность отпуска в процессе закалки.
После закалки с индукционного нагрева действительное верно аустенита значительно мельче (балл 10—12), чем при обычной закалке с печным нагревом (балл 7—8). С повышением температуры число зародышей аустенита возрастает более интенсивно, чем ско-
223
пость их роста. Поэтому при быстром нагреве до высоких температур короткой выдержке, в момент окончания аустенитизации зерно ПХедаарв”“ное улучшение или нормализация, при которых можно Получить мелкодисперсную исходную "РЖУРУ. в сочетании С использованием высоких скоростей нагрева (500 1000 С./с) при аустенитизации позволяет получить особо мелкое зерно аустенита •' /«апп 14—151 и очень лиспепсныи
Рнс. 141. Эпюры остаточных напряжений и распределение твердости по толщине закаленного слоя стержня из стали 45 диаметром 30 мм. подвергнутого поверхностной закалке на глубину 2 мм 1 — без отпуска;
3 — закаленный слой
(балл 14—15) и очень дисперсный мартенсит. Сталь с таким зерном обладает высокой прочностью (ств « 2500 МПа) и пластичностью с 20 %).
При поверхностной закалке, в том числе и с глубинным нагревом, сильно повышается сопротивление усталостному разрушению. Предел выносливости (при испытании образца с надрезом) для стали с 0,4 % С после нормализации составляет 150 (100 %), а после поверхностной закалки 420 МПа (285 %). Повышение предела усталости объясняется образованием в закаленном слое остаточных напряжений сжатия (рис. 141).
Большинство деталей машин (оси, валы и др.) работает на изгиб и кручение, когда максимальные напряжения возникают в поверхностных слоях, где сосредоточены концентраторы напряжений.
Как правило, при знакопеременной нагрузке трещины усталости возникают на поверхности под влиянием растягивающих напря-образовании на поверхности остаточных напряжений уменьшают растягивающие напряжения от внешней нагрузки, поэтому повышается предел выносливости.
Индукционный нагрев позволяет: сократить длительность термической обработки, а следовательно, увеличить производительность труда; получать изделия без окалины, что уменьшает величину припуска на дальнейшую обработку, и уменьшить деформацию и коробление изделий в процессе термической обработки. Наряду с этим индукционная закалка создает условия для автоматизации процесса и обеспечивает возможность выполнения термической обработки непосредственно в поточной линии механической обработки без разрыва технологического цикла. Особенно эффективен этот метод для серийного и массового производств. В то же время
2 — отпуск при 180 °C; слой; П — переходный
жений. При
сжатия они
224
он экономически нерентабелен для закалки единичных деталей, для каждой из которых требуется изготовить собственный индуктор и подобрать режим обработки.
Закалка с индукционного нагрева находит широкое применение в промышленности. Так, коленчатые валы, распределительные валики, маломодульные шестерни и многие другие детали автомобилей и тракторов подвергают индукционной закалке, осуществляемой непосредственно в поточной линии механической обработки деталей. Широко применяется индукционная закалка и в других отраслях машиностроения. В последнее время для нагрева под закалку крупногабаритных деталей (например, прокатных валов или бурильных труб) вместо нагрева в печах применяют скоростной индукционный нагрев токами промышленной частоты (ТПЧ).
Поверхностная закалка при нагреве лазером. Лазеры — это генераторы света (квантовые генераторы оптического диапазона). В основу их работы положено усиление электромагнитных колебаний при помощи индукцированного излучения атомов (молекул). Лазерное излучение монохроматично, распространяется очень узким пучком и характеризуется чрезвычайно высокой концентрацией энергии. Для промышленных целей применяют лазеры, у которых в качестве активных тел, т. е. источников генерируемого излучения, служат: 1) твердые тела (твердотельные лазеры): рубины, иттрийалюминиевые гранаты (ИАГ) и стекла, активированные неодимом; 2) газы (газовые лазеры): Не, Ne, Аг, СО2 и т. д. и их смеси. Наиболее часто применяют СО2-лазеры непрерывно-волнового типа мощностью 0,5—5 кВт. Применение лазеров для термической обработки основано на трансформации световой энергии в тепловую.
Под воздействием лазерного излучения за короткий промежуток времени (10~3—1СН с) поверхность детали из стали или чугуна нагревается до очень высоких температур г. Распространение теплоты в глубь металла осуществляется путем теплопроводности. После прекращения действия лазерного излучения происходит закалка нагретых участков, благодаря интенсивному отводу тепла в глубь металла (самозакалка).
След воздействия луча лазера («дорожка») имеет сферическую форму и состоит из центральной оплавленной зоны и периферийной — зоны термического влияния.
На сталях (35, 40, 45, 40X12 и др.) зона оплавления выявляется микроструктурно в виде белого нетравящегося слоя и представляет собой очень дисперсный мартенсит с твердостью Н1П0 = 8—8,5 ГПа. Непосредственно под белым слоем располагается слой крупно игольчатого мартенсита и далее зона неполной закалки — мартенсит (Дюо = 8000 МПа) и сетка феррита. С увеличением скорости пере мещения луча [в пределах (10—15)-10“2 м/с] твердость на поверх ности возрастает, а степень оплавления, ширина (4—1,5 мм) и глу бина (1,0—0,05 мм) дорожки уменьшаются. При большой скорости
1 При нагреве лазером, когда происходит плавление тончайшего поверхностной слоя, после затвердевания может образоваться слой аморфного металла, обладаю щего высокой твердостью и коррозионной стойкостью.
8 Ю. М. Лахтин
225
перемещения луча (40—50 км/с) «белый» оплавленный слой не образуется. Твердость после обработки лазером высокоуглеродистых сталей (У 10, ШХ15 и др.) достигает Н100 = 10 000 МПа и выше. Бечый слой на стали УЮ состоит из высокоуглеродистого мартещита закалки, мартенсита отпуска (40-50 %) и остаточного аустенита (20—25 %).
Лазерная обработка успешно применяется для поверхностного упрочнения отливок из серого, ковкого и высокопрочного чугунов. Благодаря оплавлению поверхности и образованию ледебуритной эвтектики (отбел чугуна) и мартенситного подслоя твердость на поверхности достигает 7500—9000 МПа \ Частичное оплавление ухудшает чистоту поверхности. При отсутствии оплавления, твердость после нагрева лазером повышается в результате закалки тонкого поверхностного слоя. Лазерная обработка повышает износостойкость чугунных деталей в 8—10 раз. Лазер может быть использован и для химико-термической обработки. В этом случае перед обработкой лучом лазера на поверхность наносят обмазки или порошки, содержащие насыщающие элементы (А1, Сг, С, N, В и т. д.).
В результате лазерной закалки без оплавления возрастает предел выносливости при изгибе (на 70—80 %) и предел контактной выносливости (на 60—70 %) вследствие образования мартенситной структуры высокой степени дисперсности. Ударная вязкость при этом снижается.
Лазерная закалка — перспективный метод упрочнения сложных изделий, долговечность которых лимитируется износостойкостью и усталостной прочностью когда их закалка другими методами затруднена.
Закалка с газопламенным нагревом. Этот способ закалки применяют для крупных деталей (прокатных валков, валов и т. д.). Поверхность детали нагревают газовым пламенем, имеющим высокую температуру (2400—3150 °C). Вследствие подвода значительного количества тепла поверхность детали быстро нагревается до температуры закалки, тогда как сердцевина ее не успевает нагреться. Последующее быстрое охлаждение обеспечивает закалку только поверхностного слоя. В качестве горючего применяют ацетилен, светильный и природный газы, а также керосин. Для нагрева используют щелевые (имеющие одно отверстие в форме щели) и многопламенные горелки.
Толщина закаленного слоя равна 2—4 мм, а его твердость для стали с 0,45 0,5 % С HRC 50—56. В тонком поверхностном слое образуется мартенсит, а в нижележащих слоях троосто-мартенсит. Газопламенная закалка вызывает меньшие деформации, чем объемная. Процесс газопламенной закалки можно автоматизировать и включить в общий поток механической обработки. Для крупных деталей этот способ закалки часто более рентабелен, чем закалка с индукционным нагревом.
По данным Мазорра при лазерной обработке чугуна происходит полное растворение графита в поверхностном слое с образованием смеси аустенита (—1 5 % С), цементита и a-фазы. «учяшм ,0 „
226
Глава XI
XMAUIKO-ТЕРМИЧЕСКАЯ обработка стали
1. Общая характеристика процессов химике-термической обработки стали
Химико-термической обработкой (ХТО) называется термическая обработка, заключающаяся в сочетании термического и химического воздействия с целью изменения состава, структуры и свойств поверхностного слоя стали.
При химико-термической обработке происходит поверхностное насыщение стали соответствующим элементом (С, N, Al, Сг, Si и др.) путем его диффузии в атомарном состоянии из внешней среды (твердой, газовой, паровой, жидкой) при высокой температуре.
Химико-термическая обработка включает три последовательные стадии:
1. Образование активных атомов в насыщающей среде вблизи поверхности или непосредственно на поверхности металла.
2. Адсорбцию образовавшихся активных атомов поверхностью насыщения Различают физическую (обратимую) и химическую адсорбцию (хемосорбцию). При химико термической обработке оба типа адсорбции накладываются один на другой. Физическая адсорбция приводит только к сцеплению адсорбированных атомов насыщающего элегчента (адсорбата) с обрабатываемой поверхностью (адсорбентом) благодаря действию ван-дер-ваальсовых сил притяжения, и для нее характерна легкая обратимость процесса адсорбции (десорбция). При хемосорбции происходит взаимодействие между атомами адсорбата и адсорбента, которое по своему характеру и силе близко к химическому.
Если химический потенциал диффундирующего элемента в насыщающей атмосфере выше, чем в обрабатываемом металле, адсорбированные атомы поглощаются обрабатываемым металлом, внедряясь в вакантные места решетки в большом количестве имеющиеся на поверхности металла.
3. Диффузию — перемещение адсорбированных атомов в решетке обрабатываемого металла. По мере накопления атомов диффундирующего элемента на поверхности насыщения возникает диффузионный поток от поверхности в глубь обрабатываемого металла (изделия). Процесс диффузии возможен только при наличии растворимости диффундирующего элемента в обрабатываемом металле и достаточно высокой температуре, обеспечивающей необходимую энергию атомам.
При насыщении углеродом или азотом, составляющими а железом твердые растворы внедрения, диффузия протекает быстрее, чем при насыщении металлами, образующими твердые растворы замещения.
Если энергия активации Q для углерода и азота в у-железе составляет 129,6—133,8 кДж/г-атом, то энергия активации для эле-
8* 227
ментов, образующих с железом твердые растворы замещения (Сг, AI Мо и др ), превышает 250,8 кДж7г атом
Поэтому при диффузионном насыщении металлами процесс ведут при более высоких температурах и более длительно.
Развитие процесса диффузии приводит к образованию в поверхностных слоях обрабатываемого металла диффузионной зоной, состоящей из твердых растворов или химических соединений.
Слой материала детали у поверхности насыщения, отличающийся от исходного по химическому составу, называется диффузионным слоем. Материал детали под диффузионным слоем, не затронутый воздействием окружающей активной среды, называют сердцевиной
Рис. 1-12. Схема (а) диффузионного слоя (П. з. — переходная зона диффузионного слоя; С — сердцевина; </., — общая толщина диффузионного слоя; — эффективная толщина диффузионного слоя; иц — значение базового параметра у поверхности, аэ — предельное значение базового параметра, установленное для эффективной толщины; ас — значение базового параметра сердцевины) и зависимость do от продолжительности насыщения т (б); концентрации С,, насыщающего элемента на поверхности (в) и температуры насыщения (г)
Под общей толщиной диффузионного слоя понимают кратчайшее расстояние от поверхности насыщения до сердцевины. Эффективной толщиной диффузионного слоя называют часть общей толщины диффузионного слоя, которая определяется кратчайшим расстоянием
от поверхности насыщения до мерного участка, характеризуемого
установленным предельным номинальным значением базового параметра (рис. 142, а). В качестве базового параметра принимают или концентрацию диффундирующего элемента, или свойства (твердость), или структурный признак. Качественной и количественной характеристикой химико-термической обработки являются толщина диффузионного слоя, распределение концентрации диффундирующего элемента по толщине слоя, фазовый состав и свойства слоя (твердость, пластичность, сопротивление износу, коррозионная стойкость и т. д.). В подавляющем числе случаев рост эффективной толщины диффузионного слоя подчиняется параболической зависимости (рис. 142, б): dg = ki, где dn — толщина диффузионного слоя; k — константа, в которую входит коэффициент диффузии, зависящая от конкретных условий проведения химико-термической обработки; т — время.
Константа k, а следовательно, и толщина слоя (рис. 142, а), экспоненциально зависят от температуры: k = k0 exp (QIRT), ’где Q — эффективная энергия активации, Дж/моль; R = 8,31 Дж/(К X х моль) — газовая постоянная. '
Толщина диффузионного слоя при прочих равных условиях тем больше, чем выше концентрация диффундирующего элемента на поверхности металла (рис. 142, в). Концентрация диффундирующего элемента на поверхности насыщения зависит от активности окружающей среды, обеспечивающей приток атомов этого элемента к поверхности, скорости диффузионных процессов, приводящих к переходу этих атомов в глубь металла, состава обрабатываемого металла, состава и структуры образующихся фаз.
Природа первичных образований, фазовый состав и изменение концентрации по толщине диффузионного слоя могут быть описаны
I
М
а м
Рис. 143. Диаграммы состояния Fe — М (а), распределение концентрации диффундирующего элемента Л1 по толщине слоя (б) и строение диффузионного слоя (в) для случая диффузии элемента, замыкающего у-область (Z) и расширяющего у-область (ZZ)
диаграммой состояния: металл-растворитель — диффундирующий элемент.
При насыщении чистого железа различными элементами строение слоя подчиняется общему правилу, согласно которому диффузия между двумя компонентами вызывает образование однофазных слоев, соответствующих однофазным областям диаграммы фазового равновесия Fe — М (М — любой другой элемент), пересекаемым изотермой при температуре насыщения. Диффузионные слои образуются в той же последовательности, что и однофазные области на диаграмме состояния (рис. 143, а).
При температуре ix (рис. 143, а) диффузия протекает в а-решетке, а при (рис. 143, а) в у-решетке без фазовых превращений. Следовательно, при температуре насыщения существуют только а- или у-твердые растворы, и концентрация диффундирующего элемента (химический потенциал) постепенно уменьшается от поверхности в глубину. Скорость проникновения диффундирующего элемента в глубь железного образца определяется градиентом концентрации dcldx и коэффициентом диффузии D. В начальный период диффузии значение dc/dt. велико, и общая толщина диффузионного слоя быстро
229
растет С течением времени градиент иокиеягракии и скорость роста Л"ФЙХнокн^" ^“смотренного случая оо мнкрострук-ТУРн”атОн°е₽пе^ЛтемЬпер^^рах°.О^8^ра^с'^4зУй)°сопрово>кдаегся
ЦИЯЗародыши> a-фазы^ образуются на поверхности в местах выхода границ зерен, блоков, скопления дислокаций и других дефектов строения, где более быстро достигается пересыщение у-фазы диффундирующим элементом, легче возникают флуктуации концентраций и энергии, необходимые для образования зародыша а-фазы критического размера и меньше работа его образования. Поскольку пересыщение имеется только на поверхности, сс-фаза образует сплошной слой. Пока существует только у-фаза, концентрация диффундирующего элемента плавно уменьшается от поверхности в глубь (рис. 143, б). Образование a-фазы приводит к скачкообразному повышению концентрации на величину, соответствующую ширине двухфазной области а + у.
Скачок концентрации возникает вследствие того, что двухфазные области а 4- у диффузионным путем образовываться не могут. Это объясняется тем, что в пределах двухфазной области составы фаз постоянны и градиент концентраций в пределах каждой из них равен нулю. Между a-фазой, образовавшейся на поверхности, и нижележащей у-фазой возникает межфазная граница раздела (рис. 143, в).
Пограничные составы при данной температуре насыщения не изменяются в течение всего времени химико-термической обработки.
В a-фазе, образовавшейся на поверхности, и в нижележащей у-фазе протекает диффузия насыщающего элемента, которая стремится изменить установившуюся концентрацию на межфазной по* верхности. Это приводит к развитию межфазной диффузии, т. е. переходу атомов диффундирующего элемента из а- в у-фазу, что восстанавливает пограничные концентрации на границе раздела фаз и продвигает ее в глубь обрабатываемого изделия. Скорость роста a-фазы будет тем выше, чем больше в ней подвижность диффундирующего элемента и чем медленнее протекает диффузия в у-фазе.
Зародыши а фазы растут по направлению диффузии, образуя характерные столбчатые кристаллы, так как необходимое для их роста пересыщение достигается в месте контакта а- и у-фаз (рис. 143, в). * т
ДИ{ФУЗИИ ПРН температуре t„ (ниже Д8) элемента, расширяющего у-область, первоначально диффузия протекает в а-фазе а затем образуется у фаза. ф ’
При определении толщины диффузионного слоя, полученного при насыщении железа (стали) металлами, обычно указывается не пол2^
толшина слоя с измененным составом, а эффективная толщина Яо пограничной диффузионной линии между а- и у-фазами Это объясняется тем, что металлографически трудно определить полную глу бину диффузии. За граничной линиеи концентрации диффуцдипу ющего элемента сравнительно невелика и, следовательно в этой части слоя не происходит заметного изменения свойств. Более точно толщину диффузионного слоя можно определить рентгеноструктуп ным методом или микрорентгеноспектральным анализом, позволяющим точно установить изменение концентрации диффундирующего элемента.
2. Цементация стали
Цементацией (науглероживанием) называется химико-термическая обработка, заключающаяся в диффузионном насыщении поверхностного слоя стали углеродом при нагревании в соответствующей среде — карбюризаторе. Как правило, цементацию проводят при температурах выше точки Ас3 (930—950 °C), когда устойчив аустенит, растворяющий углерод в больших количествах.
Окончательные свойства цементованные изделия приобретают в результате закалки и низкого отпуска, выполняемых после цементации.
Назначение цементации и последующей термической обработки — придать поверхностному слою высокую твердость и износостойкость, повысить предел контактной выносливости и предел выносливости при изгибе и кручении.
Для цементации обычно используют низкоуглеродистые (0,1 — 0,18 % С), чаще легированные, стали. Для цементации крупногабаритных деталей применяют стали с более высоким содержанием углерода (0,2—0,3 %). Выбор таких сталей необходим для того, чтобы сердцевина изделия, не насыщающаяся углеродом при цементации, сохраняла высокую вязкость после закалки.
На цементацию детали поступают после механической обработки с припуском на шлифование (50—100 мкм). Во многих случаях цементации подвергается только часть детали; тогда участки, не подлежащие упрочнению, защищают тонким слоем меди (20—40 мкм), которую наносят электрическим способом или изолируют специальными обмазками, состоящими из смеси огнеупорной глины, песка и асбеста, замешанных на жидком стекле, ленитом и др.
Механизм образования и строение цементованного слоя. Диффузия углерода в сталь возможна только в том случае, если углерод находится в атомарном состоянии, получаемом, например, диссоциацией газов, содержащих углерод (СО; СН4 и др-)- Атомарный углерод адсорбируется поверхностью стали и диффундирует в глубь металла.
При цементации стали атомы углерода диффундируют в решетку ?-железа. По достижении предела насыщения аустенита углеродом, определяемого линией SE на диаграмме Fe — Fe3C (см. рис. 7а), на поверхности может образоваться сплошной слой цементита
231
o„qX цементации образование на поверхности
В реальных крайне редко Обычно при температуре
споя пементита наблюдается фф ИОННый слои состоит только из цементации (выше Охлаждения - из продуктов его рас-
аустенита, а после медлен
Рве. 144. Изменение концентрации углерода и твердости цементированного слоя по толщине (о) в микроструктура слоя (6). X 160:
1 — вазвтектоидвая; 2 — эвтектоидная; 3 — доэвтектоидная зоны слоя
пала — феррита и цементита Пп„ .
Достигает предела насыщения ппи „ “ „КонцентРация углерода не Цементованный слой им«т РИ даннои температуре.
по толщине, убываютпеременную концентрацию углерода (рис 144, а), в связи с*этим°^п ПовеРхности к сердцевине детали тУре Цементованного слоя »г,П°СЛе “пленного охлаждения в струк-Цевнне) три зОны <рис . *но Различить (от поверхности к серд-482 ’ ' заэвтектоидную, состоящую из пер-
лита и вторичного цементита (/), образующего сет™ « зерну аустенита; эвтектоидную (2), состоящую из одного пла™ХУ того перлита и доэвтектоидную зону (3) - из перлита и <Еита‘ Количество феррита в этой зоне непрерывно возрастает по MeDe приближения к сердцевине. н по меРе
За эффективную толщину цементованного слоя часто принимают сумму заэвтектоиднои, эвтектоидной и половины переходной (П з! (доэвтектоидной) зон (до содержания 0,4 % С), что соответст™4 HRC50 (рис. 144, а). Для многих изделий эффективная толщина слоя принимается до HV 500 (5000 МПа) или 600 (6000 МПа) в зави симости от марки стали.
Опыт показывает, что толщина цементованного слоя для деталей изготовляемых из стали с содержанием >0,17 % С, составляет 15 % от наименьшей толщины или диаметра цементуемого сечения При содержании в стали углерода <0,17 % толщину слоя уменьшают до 5 9 /о, а для деталей, работающих на износ, не испытывающих больших удельных нагрузок, до 3—4 % от наименьшей толщины или диаметра цементуемого сечения. Для зубчатых эффективную толщину слоя до HRC 50 принимают равной:
колес.
Модуль зубчатых колес, мкм.......... 1600 3000 4000 5000 7000 10 000
Эффективная толщина слоя, мкм. . . . 400 800 950 1100 1400 1 800
Концентрация углерода в поверхностном слое должна составлять 0,8—1,0 %. Для получения максимального сопротивления контактной усталости количество углерода может быть повышено до 1,1—1,2 %. Более высокая концентрация углерода вызывает ухудшение механических свойств цементуемого изделия.
Легирующие элементы, присутствующие в стали, оказывают влияние на структуру цементуемого слоя, механизм его образования и скорость диффузии. В случае цементации сталей, легированных карбидообразующими элементами, при температуре диффузии возможно образование двухфазного слоя из аустенита и карбидов глобулярной формы. При этом аустенит обедняется углеродом и карбидообразующими элементами (Сг, Мп, Ti) и на поверхности после закалки образуются немартенситные структуры, способствующие снижению твердости и особенно предела выносливости. Суммарная концентрация углерода на поверхности цементированного слоя сталей, легированных карбидообразующими элементами, может достигать 1,5—2,0 % и более. Карбидообразующие элементы (Сг, Мп, Мо, W и др.) увеличивают энергию активации Q, уменьшают коэффициент диффузии углерода в аустените. Никель и кобальт повышают коэффициент диффузии углерода в аустените. Однако на толщину слоя, легирующие элементы в том количестве, в котором они присутствуют в цементуемых сталях, практически не влияют.
Цементация твердым карбюризатором. В этом ПРОЦ®^“ щающей средой является древесный уголь (дубовый или^ р ' в зернах поперечником 3,5—10 мм или каменноугольный У и торфяной кокс, к которым добавляют активизаторы, у
газ
барий (ВаСО3) и кальцинированную соду (Na2CO3) в количестве Ю___40 % от массы угля.
Широко применяемый карбюризатор состоит из древесного угля, 20—35 % ВаСОч и ~3,5 % СаСО3, который добавляют для предотвращения спекания частиц карбюризатора. Рабочую смесь применяемую для цементации, составляют из 25—35 /о свежего карбюризатора и 65—75 % отработанного. Содержание ВаСО3 в такой смеси 5—7 %, что обеспечивает требуемую толщину слоя и исключает образование грубой цементитной сетки на поверхности.
Детали, подлежащие цементации, после предварительной очистки укладывают в ящики: сварные стальные, или, реже, литые чугунные Црямоугольной или цилиндрической формы. При упаковке изделий на дно ящика насыпают и утрамбовывают слой карбюризатора толщиной 20—30 мм, на который укладывают первый ряд деталей, выдерживая расстояния между ними и до боковых стенок ящика 10—15 мм. Затем засыпают и утрамбовывают слой карбюризатора толщиной 10—15 мм, на него укладывают другой ряд деталей и т. д. Последний (верхний) ряд деталей засыпают слоем карбюризатора толщиной 35—40 мм с тем, чтобы компенсировать возможную его усадку. Ящик накрывают крышкой, кромки которой обмазывают огнеупорной глиной или смесью глины и речного песка. После этого ящик помещают в печь.
Нагрев до температуры цементации (910—930 °C) составляет 7—9 мин на каждый сантиметр минимального размера ящика. Продолжительность выдержки при температуре цементации для ящика с минимальным размером 150 мм составляет 5,5—6,5 ч для слоя толщиной 700—900 мкм и 9—11 ч для слоя толщиной 1200— 1500 мкм. При большем размере ящика (минимальный размер 250 мм) для получения слоя толщиной 700—900 мкм продолжительность выдержки равна 7,5—8,5 ч, а при толщине 1200—1500 мкм—11—14 ч.
После цементации ящики охлаждают на воздухе до 400—500 °C и затем раскрывают.
Цементация стали осуществляется атомарным углеродом. При цементации твердым карбюризатором атомарный углерод образуется следующим образом. В цементационном ящике имеется воздух, кислород которого при высокой температуре взаимодействует с углеродом карбюризатора, образуя окись углерода. Окись углерода й присутствии железа диссоциирует по уравнению 2СО СО2 +
Углерод, выделяющийся в результате этой реакции его, образования, является атомарным и диффундирует в аустенит. XSTyiZT'* C°"efl ЙМ|1“‘3"Р^ карбюризатор, обогащая атмосферу в цементационном ящике окисью углерода:---------
-г с —»• baU -f- 2СО.
яияГГХ'’Л^ГЧ“’'- Э"" "роцко “Ч'ществляюг нагревом изде-ряд иренмешегтя плСо^ерЖаЩИХ УглеРод Газовая цементация имеет ?оре ™ ю С в твердом карбюриза-
ДВтали массовыми вартями"11™™”1" “ Заводах’ изготовляющих 2$4
в момент
ВаСО3 +
так как отпадает необходимость прогрева ящиков" Малотеплопроводным карбюризатором; обеспечивается полной механизации -
В случае газовой цементации можно получить заданную деятраиию углерода в слое; сокращаете» длительность пиеХ
>. наполненных
и автоматизации процессов'» ХТитель,™ упрощается последующая термическая обработка деталей так кЯ« закалку можно проводить непосредственно из цементационной печи Наиболее качественный цементованный слой получается пои использовании в качестве карбюризатора природного газа состоящего почти полностью из метана (СН4) и пропанбутановых смесей подвергнутых специальной обработке, а также жидких углеводородов. Основной реакцией, обеспечивающей науглероживание при газовой цементации, является 2СО -> СО2 + Сат; Са1 Fe = аустенит Fev (С). Процесс ведут при 910—930 °C, 6—12 ч (толщина слоя 1000—1700 мкм).
В серийном производстве газовую цементацию обычно проводят в шахтных печах. Необходимая для газовой цементации атмосфера создается при подаче в камеру печи жидкостей, богатых углеродом (керосин, синтин, спирты и т. д.). Углеводородные соединения при высокой температуре разлагаются с образованием активного углерода и водорода. При цементации в шахтных печах трудно регулировать концентрацию углерода в диффузионном слое и избежать обезуглероживания поверхности в процессе подстуживания перед закалкой, что снижает предел выносливости на 30—35 %.
В крупносерийном и массовом производствах газовую цементацию проводят в безмуфельных печах непрерывного действия. В этих установках весь цикл химико-термической обработки (цементация, закалка и низкий отпуск) полностью механизирован и автоматизирован. В печах непрерывного действия для цементации применяют эндотермическую атмосферу, в которую добавляют природный газ, % (объемн.): 92—95 эндогаза и 3—5 природного газа. Эндотермическая атмосфера (20 % СО, 40 % Н2 и 40 % N2) получается частичным сжиганием природного газа или другого углеводорода в специальном эндотермическом генераторе при 1000—1200 °C в присутствии катализатора и невысоком коэффициенте избытка воздуха. В генераторе протекает следующая реакция: СН4 4- 0,5 (Оа + + 3,8 N2) СО 4- 2Н2 4- 1,9 Ns-
Основное преимущество эндотермической атмосферы — возможность автоматического регулирования углеродного потенциала, под которым понимают ее науглероживающую способность, обеспечивающую определенную концентрацию углерода на поверхности цементованного слоя. Углеродный потенциал эндотермической атмосферы устанавливают по точке росы * *- или по содержанию в ней СОа, поскольку концентрации водяных паров и СОа взаимосвязаны.
*1 Применяют также экзо-эндотермическую атмосферу 20 % (объемн.) СО, 20 % (объемн.) Нг и 60 % (объемн.) Na.
*2 Точка росы — температура, при которой начинается конденсация сод р Щихся в атмосфере водяных паров; измеряется специальными приборами.
235
Ппи небольшом содержании в эндотермической атмосфере СН4 по 5 0 % (объема.) — он не участвует непосредственно в процессе деталь। УГ«. а
ние в атмосфере СО.* СН4 + Н2О СО 4 ЗН2, СН4 4- CU2 + + b4™° +уЙо^2°н1 поверхности детали практически не выделяется сажа и сохраняется однозначная зависимость между углеродным потенциалом и содержанием Н2О и СО2 в ат-МОС£е сокращения длительности процесса в промышленность широко используют газовую цементацию, при которой углеродный потенциал эндотермической атмосферы вначале поддерживают вьюо-ким, обеспечивающим получение в поверхностном слое детали 1,2— 1,3 % С, а затем его снижают до 0,8 %.
При использовании этого метода цементации следует иметь в виду, что снижение содержания углерода в слое от 1,2 1,3 % до 0,8 % происходит только за счет углерода, растворенного в аустените. Снижение в аустените концентрации углерода и легирующих элементов (в результате образования карбидов) приводит к уменьшению закаливаемости и прокаливаемости цементованного слоя и в итоге к ухудшению механических свойств обрабатываемого изделия. В процессе газовой цементации в эндотермической атмосфере в сталь может диффундировать кислород. Это приводит к окислению, например Мп, Сг, Ti и других элементов поверхностного слоя стали (20—30 мкм), обладающих большим химическим сродством к кислороду по сравнению с железом. Окисление легирующих элементов («внутреннее окисление») снижает устойчивость аустенита, и при последующей закалке в цементованном слое образуются трооститная сетка и окислы, что понижает его твердость и предел выносливости стали. Добавки к цементуемой атмосфере (в конце процесса) аммиака 15—10 % (объемн.)] уменьшают вредное влияние внутреннего окисления.
Азот, растворяясь в аустените, повышает его устойчивость, частично восполняя потери хрома и марганца. Для устранения внутреннего окисления рекомендуется использовать стали, легированные никелем и молибденом.
Скорость газовой цементации при температуре 930—950 °C составляет 0,12—0,15 мм/ч при толщине слоя до 1500—1700 мкм ириЛР^СКаЯ ^Р^тка опали после цементации и свойства Окончательные свойства цементованных емпй В РвзУльтате термической обработки, выполня-
•и измельчитьТ₽НпТаЦИИ’ ^Т°Й обРаботкой можно исправить структуру увеличиваюшеесяН<впСеРДЦеВИНЫ ” «Энного слоя, неизбежно S“w™«L„pZv«^“oi! виде₽жк" "р” ьис<ж"й ном слое и xonniriH₽ Олучитъ высокую твердость в цементован-карбидяую сетку в анические свойства сердцевины; устранить никнутьУПри насыщении^“е?ТОВа,1НОМ слое- которая может воз-трации. углеродом до заэвтектоидной концен-
236
в большинстве случаев, особенно при обработке наследственно мелкозернистых сталей, применяют закалку выше точки Ас, (сердцевины) при 820—850 С. на
Это обеспечивает измельчение зерна и полную закалку цементованного слоя и частичную перекристаллизацию и измельчение зерна сердцевины. После газовой цементации часто применяют закалку без повторного нагрева, а непосредственно из цементационной печи после подстуживания изделий до 840—860 °C, для уменьшения коробления обрабатываемых изделий. Такая обработка не исправляет структуры цементованного слоя и сердцевины, поэтому непосредственную закалку применяют только в том случае, когда изделия изготовлены из наследственно мелкозернистой стали. Для уменьшения деформации цементованных изделий выполняют также ступенчатую закалку в горячем масле (160—180 °C).
После цементации термическая обработка иногда состоит' из двойной закалки и отпуска. Первую закалку (или нормализацию) с нагревом до 880—900 °C (выше точки Ас3 сердцевины) назначают для исправления структуры сердцевины. Кроме того, при нагреве в поверхностном слое в аустените растворяется цементитная сетка, которая уже вновь при быстром охлаждении не образуется. Вторую закалку проводят с нагревом 760—780 °C для устранения перегрева цементованного слоя и придания ему высокой твердости. Недостаток такой термической обработки заключается в сложности технологического процесса, повышенном короблении, возникающем в изделиях сложной формы, и возможности окисления и обезуглероживания.
В результате термической обработки поверхностный слой приобретает структуру мел ко игольчатого мартенсита и изолированных участков остаточного аустенита (не более 15—20 %). Большое значение имеет прокаливаемость цементованного слоя, под которым понимают способность стали образовывать структуру мартенсита с HRC 59—62 на заданном расстоянии от поверхности. Образование в цементованном слое карбидов и внутреннее окисление, уменьшая количество легирующих элементов в аустените, снижают прокаливаемость цементованного слоя Карбиды добавочно уменьшают прокаливаемость, играя роль готовых центров распада аустенита, снижая его устойчивость. Недопустимо образование карбидной сетки, резко повышающей хрупкость слоя Изолированные карбиды также могут снизить вязкость цементованной стали, особенно в углах и на торцах деталей. Увеличение интенсивности охлаждения повышает прокаливаемость слоя.
Заключительной операцией термической обработки цементованных деталей во всех случаях является низкий отпуск при 160— 180 °C, переводящий мартенсит закалки в поверхностном слое в отпущенный мартенсит, снимающий напряжения.
При одинарной закалке высоколегированных сталей в структуре цементованного слоя сохраняется большое количество (до 50— 60 % и более) остаточного аустенита, снижающего твердость. Такие стали после закалки обрабатывают холодом, что способствует переводу большей части остаточного аустенита в мартенсит, в результате
2М
чего повышается твердость. Например, твердость хромоникелевой стали после цементации и закалки составляет ИКС 52, а после обработки холодом — до HRC 60 62.
Для разложения остаточного аустенита после цементации применяют высокий отпуск при 630-640 °C, после чего следует закалка с пониженной температуры и низкий отпуск. Такая обработка также обеспечивает высокую твердость цементованного слоя. Структура сердцевины должна состоять из низкоуглеродистого мартенсита или нижнего бейнита. Низкоуглеродистый мартенсит обеспечивает повышенную прочность и достаточную вязкость сердцевины. Сохранение обособленных участков или сетки феррита нежелательно, так как это сопровождается значительным снижением прочности, пластичности и вязкости цементованных деталей. Твердость сердцевины для различных сталей составляет HRC 20—40.
Цементация с последующей термической обработкой повышает предел выносливости стальных изделий вследствие образования в поверхностном слое значительных остаточных напряжений сжатия (до 400—500 МПа) и резко понижает чувствительность к концентраторам напряжений при условии непрерывной протяженности упрочненного слоя по всей упрочняемой поверхности детали. Так, после цементации на глубину 1000 мкм, закалки и отпуска хромоникелевой стали (0,12 % С; 1,3 % Сг; 3,5 % Ni) предел выносливости образцов без концентраторов напряжений увеличился от 560 до 750 МПа, а при наличии надреза — от 220 до 560 МПа. Цементованная сталь обладает высокой износостойкостью и контактной прочностью, которая достигает 2000 МПа.
3. Азотирование
Азотированием называют процесс диффузионного насыщения поверхностного слоя стали азотом при нагреве ее до 500—650 JC в аммиаке. Азотирование повышает твердость поверхностного слоя детали, его износостойкость, предел выносливости и сопротивление коррозии в атмосфере, воде, паре и т. д. Твердость азотированного слоя стали выше, чем цементованного и сохраняется при нагреве до высоких температур (450—550 °C), тогда как твердость цементованного слоя оок v^er° маРтенситнУЮ структуру, сохраняется только до 200—
в образования азотированного слоя. В сплавах железа
аз^Гв а жрлрТТ "ледГЩМ фаЗЫ (рис- 145>: твеРдый Ра^Р азота в a-железе (а фаза); у -фаза — твердый раствор на основе нитрида железа Fe4N (5,7-6,1 % N); е-фаза - твердый раствор на
желиа (8-11.2 % К). В сплавах " пД N Х»“|,07-НЕ Фа3“ <Fe'N) ° ОбЛаСТЬ,° гомоге“-
, состоит из «- и у -фаз. При быстром охлаждении у фаза
претерпевает мартенситное превращение у < где - азотистый М3РПроцесс азотирования железа и стали проводится в атмосЛеое частично диссоциированного аммиака: NH3 -> N + «/ Н ^ре Термическая диссоциация аммиака представляет2Собой ионичя ционный процесс, сопровождающийся образованием ионов в рабочем пространстве печи. При обычном нагреве азотный потенциал
деляется отрицательными ионами аммиака
При азотировании армко-железа и углеродистых сталей структура диффузионного слоя (табл. 4 и рис. 145) находится в полном соответствии с диаграммой состояния Fe — N. Азотированный слой состоит из поверхностной нитридной зоны (е, у') и зоны a-фазы с избыточными нитридами — Fe4N (у'-фазы) или нитридов специальных элементов. Эта часть слоя называется зоной внутреннего азотирования или диффузионной зоной. При переходе от од-
опре-
Рис. 145. Диаграмма состояния Fe—N
ной фазы к другой в азотированном слое, полученном на железе, происходит резкий перепад концентраций, который устанавливается при температуре диффузии и сохраняется после охлаждения (рис. 146).
При азотировании стали или одновременной диффузии азота и углерода е- и у'-фазы имеют карбонитридную природу: Fe2_3(N,C),
Таблица 4. Строение азотированного слоя на армко-железе, полученного при разных температурах азотирования
Температура азотирования Строение слоя при
температуре насыщения медленном охлаждении быстром охлаждении
Ниже эвтектоидной, ниже 590 °C (рис. 145 и 146) Выше эвтектоидной (рис. 145) е -» у' -> а е -> у' -> у -+- а е+ У'-’-у'-*-->а+ у е+У'-*Т'-* , -► a-f- у' -*а+ у е у' ->- а е у' а'
Выше 910 °C (выше Л3) V эвт. а+ у' а'
Примечание. Расположение фаз дано ст поверхности в глубь образца (рис 146).
?39
FeJN С) При азотировании легированных сталей образуются леги-пован’ные в и /фазы (Fe, M)2_3(N, Q и (Fe, Ai), N. Легирующие элементы W, Alo, Сг, Ti, V, будучи растворены в феррите, повышают растворимость азота в а фазе п образуют специальные нитриды MN и M8N (VN, TiN, Cr2N и др.).
При низких температурах азотирования (500 °C) наблюдается образование тонких (однослойных по азоту) пластинчатых зароды-
шей нитридов, полностью когерентных с окружающей a-фазой (зоны типа Гинье — Престона). При более высоких температурах (550 °C) возникают многослойные, более крупные пластинчатые нитриды (2—4 нм). Образование таких нитридов приводит к частичному нарушению когерентности. Дальнейшее повышение температуры (выше 550 °C) сопровождается образованием более крупных нитридов (~20 нм). Азотирование при высоких температурах (550—650 °C) ведет к нарушению когерентности, коагуляции и сфероидизации нитридов.
Свойства азотированного слоя. Азотирование железа не вызывает значительного повышения твердости. Высокой твердостью обладают лишь у'-фаза и азотистый мартенсит а'. Легирующие элементы уменьшают толщину азотированного слоя, но резко повышают твердость на поверхности и по его сечению.
Наиболее высокая твердость соответствует температурам насыщения, при которых образуются однослойные (по азоту) нитриды, полностью когерентные с a-фазой, затрудняющие движение дислокаций. Насыщение при температурах, при которых частицы нитридов укрупняются и когерентность нарушается, приводит к понижению твердости. Поэтому азотированию подвергают легированные стали, содержащие Сг, V, Мо и др. элементы. Часто азотируют сталь 38Х2МЮА (0,38 % С, 1,5 % Сг, 0,9 % А1 и 0,2 % Мо), содержащую алюминий и обеспечивающую очень высокую твердость на поверхности — HV 1000—1200 (10 000—12 000 МПа).
Зону внутреннего азотирования алюминий не упрочняет. При высоком содержании алюминия под слоем е-фазы формируется область легированной алюминием у'-фазы с высокой твердостью (HV 1200). Алюминиевая у'-фаза нередко образует по границам зерна сетку, охрупчивая азотированный слой. Наиболее перспективны для азотирования Сг — Мо — V * стали, обеспечивающие при одинаковых условиях насыщения большую эффективную толщину азотированного слоя. Азотированный слой на этих сталях не хрупок и обладает высокой твердостью HV 900—950 (9000—9500 МПа). Азотированию подвергают многие конструкционные, нержавеющие, жаропрочные и инструментальные стали, а также чугуны.
Износостойкость азотированной стали выше, чем цементованной и закаленной. В азотированном слое возникают остаточные напряжения сжатия, величина которых на поверхности составляет 600 800 МПа. Это повышает предел выносливости и переносит очаг усталостного разрушения под азотированный слой. Предел выносливости гладких образцов возрастает на 30—40 %, а при наличии концентраторов напряжений (острых надрезов) более чем на 100 /о. Контактная усталостная прочность у азотированной стали ниже, чем у цементованной. Азотирование повышает сопротивление стали кавитационной эрозии.
* Молибден повышает твердость слоя и устраняет отпускную хрупкость, ко торая может возникнуть при медленном охлаждении от температуры азотирования.
241
Технология процесса азотирования. Технологический процесс предусматривает несколько операций, приведенных ниже.
1 Предварительная термическая обработка заготовки. Эта операция состоит из закалки и высокого отпуска стали для получения повышенной прочности и вязкости в сердцевине изделия. Отпуск проводят при высокой температуре 600—675 С, превышающей максимальную температуру последующего азотирования и обеспечивающей получение твердости, при которой сталь можно обрабатывать резанием. Структура стали после этого отпуска — сорбит.
после этого отпуска — сорбит.
Рис. 147. Влияние температуры азотирования на твердость (о) и толщину слоя при разной продолжительности процесса (б):
1 — углеродистые стали; 2 — легированные конструкционные стали;
3 — 38Х2МЮА
2. Механическая обработка деталей, а также шлифование, которое придает окончательные размеры детали.
3. Защита участков, не подлежащих азотированию, нанесением тонкого слоя (10—15 мкм) олова электролитическим методом или жидкого стекла. Олово при температуре азотирования расплавляется на поверхности стали в виде тонкой не проницаемой для азота пленки.
4. Азотирование.
5. Окончательное шлифование или доводка изделия.
Азотирование тонкостенных изделий сложной конфигурации из стали 38Х2МЮА рекомендуется выполнять при 500—520 °C. Длительность процесса зависит от требуемой толщины азотированного слоя. Чем выше температура азотирования, тем ниже твердость азотированного слоя и больше толщина слоя (рис. 147). Обычно при азотировании желательно иметь слой толщиной 300—600 мкм. Процесс азотирования при 500—520 °C в этом случае является продолжительным и составляет 24—60 ч.
В процессе насыщения азотом изменяются, но очень мало, размеры изделия вследствие увеличения объема поверхностного 342
слоя. Деформация при повышении температуоы
щины слоя возрастает. УР азотирования и тол-
Для ускорения процесса азотирования нередко применяют aevx ступенчатый процесс: сначала азотирование проводят 500 520 М, а затем при 540-560 °C. При двухступенчатой npoicrc сокращается продолжительность процесса, при этом сохраняйся высокая твердость азотированного слоя. Охлаждение после азГти рования проводят вместе с печью в потоке аммиака (до 200 °C) во избежание окисления поверхности. Азотирование Сг — Мо — V Cr-Ni - V -Mo-сталей (ЗОХЗМФ1, 25ХЗНЗМФ и др.) проводят при 570 С, что резко сокращает длительность процесса мя получения требуемой эффективной толщины слоя.
Значительное сокращение (в 2 3 раза) общего времени процесса достигается при азотировании в тлеющем разряде (ионное азотирование), которое проводят в разреженной азотсодержащей атмосфере (NH3 или N2), при подключении обрабатываемых деталей к отрицательному электроду — катоду Анодом является контейнер установки. Между катодом (деталью) и анодом возбуждается тлеющий разряд, и положительные ионы газа, бомбардируя поверхность катода, нагревают ее до температуры насыщения. Процесс ионного азотирования реализуется в две стадии: первая—очистка поверхности катодным распылением; вторая — собственно насыщение.
Катодное распыление проводят в течение 50—60 мин при напряжении 1100—1400 В и давлении 0,13-102—0,26-102 Па. В процессе
катодного распыления температура поверхности детали не превышает 250 °C. Температура азотирования 470—580 °C, давление 1,3-102—13-102 Па, рабочее напряжение 400—1100 В, продолжительность процесса составляет от I до 24 ч.
Азотирование с добавками углеродсодержащих газов (углерода-азотирование). В последние годы получило применение азотирование при 570 °C в течение 1,5—3,0 ч в атмосфере, содержащей 50 % (объемн.) эндогаза (или экзо-эндогаза) и 50 % (объемн.) аммиака или 50 % (объемн.) пропана (метана) и 50 % (объемн.) аммиака. В результате такой обработки на поверхности детали образуется тонкий карбонитридный слой Fe2_3(N, С), обладающий меньшей хрупкостью и более высокой износостойкостью, чем чисто азотистая е-фаза. Твердость карбонитридного слоя на легированных сталях HV 600—1100 (6000—11 000 МПа). Такая обработка сильно повышает предел выносливости изделий и сопротивление задиру.
Азотирование в жидких средах (тенифер-процесс) . Процесс проводят при 570 °C в течение 0,5—3,0 ч в расплавленных цианистых солях (85 % соли, содержащей 40 % KCNO и 60 /о NaCN+ + 15 % Na2CO3 или 55 % карбамида (NH2)2CO и 45 /о Na2CO3), через которые пропускают сухой воздух. Соли расплавляются в тигле из титана. Вследствие низкой температуры в сталь диффундирует в основном азот, образующийся при разложении цианистых солеи.
1 Тенифер (ТепПег) — от начальных слогов трех латинских слов: tenax твердый, nitrogenium — азот, ferrum — железо.
243
В результате обработки на поверхности детали возникает карбо-нитридный слой Fe2(N, С) (7-15 мкм), обладающий высоким сопротивлением износу и не склонный к хрупкому разрушению. Ниже карбонитридного слоя располагается слой, состоящий из твердого раствора азота в а-железе и избыточных кристаллов у -фазы. Оощая толщина слоя 150—500 мкм. Твердость слоя на легированных сталях ЯУ 600—1100 (6000—1100 МПа). Жидкое азотирование значительно повышает предел выносливости сталей. Достоинством процесса является незначительное изменение размеров и отсутствие коробления деталей, недостатком — токсичность и высокая стоимость цианистых солей. Этот процесс за рубежом широко применяется для обработки деталей автомобиля (коленчатых валов, шестерен и т. д.), штампов, пресс-форм и др.
4. Нитроцементация
Нитроцементацией называют процесс диффузионного насыщения поверхностного слоя стали одновременно углеродом и азотом при 840—860 °C в газовой среде, состоящей из науглероживающего газа и аммиака. Продолжительность процесса 4—10 ч. Основное назначение нитроцементации — повышение твердости и износостойкости стальных деталей.
Установлено, что при одновременной диффузии углерода и азота ускоряется диффузия углерода. Скорость роста нитроцементован-ного и цементованного слоев на глубину 500 мкм практически оди какова, хотя температура нитроцементации почти на 100 °C ниже.
Для нитроцементации легированных сталей рекомендуется использовать контролируемую эндотермическую атмосферу, к которой добавляют 1,5—5,5 % (объемн.) необработанного природного газа и 1,0—3,5 % (объемн.) NH3. Вместо эндогаза иногда применяют экзо-эндотермическую атмосферу, содержащую 20 % (объемн.) Н2, 20 % (объемн.) СО и 60 % (объемн.) N2, что повышает сопротивление хрупкому разрушению и предел выносливости обрабатываемых изделий.
После нитроцементации следует закалка непосредственно из печи, реже после повторного нагрева, применяют и ступенчатую закалку. После закалки проводят отпуск при 160—180 °C.
При оптимальных условиях насыщения структура нитроцементо ванного слоя должна состоять из мелкокристаллического мартенсита, небольшого количества мелких равномерно распределенных карбонитридов и 25—30 % остаточного аустенита.
Твердость слоя после закалки и низкого отпуска HRC 58—60 HV 570 690 (5700—6900 МПа). Высокое содержание остаточного аустенита обеспечивает хорошую прирабатываемость, например не-шлифуемых автомобильных шестерен, что обеспечивает их бесшумную работу. Максимальные показатели прочности достигаются только при оптимальном для данной стали содержании на поверхности нитроцементованного слоя углерода и азота.
Азота в слое должно быть не меньше того количества, которое устраняет вредные последствия внутреннего окисления (^0,1— 244
0,15 %) При высоком содержании азота (0,4—0,5 %) в слое образуется так называемая темная составляющая, которая обнаруживается на поверхности в виде темной точечной сетки. Темная составляющая представляет собой поры, заполненные графитом, или по другим данным в зоне дефекта образуется оксикарбонитридная фаза или сложные окисли типа шпинели. Темная составляющая снижает предел выносливости стали на 30—70 % и контактную выносливость в 5—6 раз. Оптимальное содержание углерода в сумме С-ф N зависит от марки стали и колеблется в широких пределах (1,0—1,65 %) *. При низкой концентрации углерода в структуре слоя по границам зерен мартенсита появляется троостит. При высоком содержании углерода в стали, содержащей Сг, Мп, Ti, V образуются карбонитриды, располагающиеся преимущественно по границам зерен в виде сплошной или разорванной сетки. Переход углерода и легирующих элементов в карбонитриды понижает устойчивость аустенита, что также ведет к образованию в слое троостита. Образование сетки карбонитридов и троостита снижает предел выносливости, пластичность и вязкость стали.
Толщина нитроцементованного слоя составляет обычно 200— 800 мкм. Она не должна превышать 1000 мкм. При большей толщине в нем образуется темная составляющая и другие дефекты, снижающие механические свойства стали.
Нитроцементации обычно подвергают детали сложной конфигурации, склонные к короблению. Нитроцементация имеет следующие преимущества по сравнению с газовой цементацией. Процесс происходит при более низкой температуре (840—860 °C вместо 910— 930 °C): толщина слоя меньше; получаются меньшие деформации и коробление деталей; повышается сопротивление износу и коррозии.
Нитроцементацию широко применяют на автомобильных и тракторных заводах. Так, на ВАЗе 94,5 % деталей, проходящих химикотермическую обработку, подвергают нитроцементации.
5. Цианирование
Цианированием называют процесс диффузионного насыщения поверхностного слоя стали одновременно углеродом и азотом при температуре 820—950 °C в расплавленных солях, содержащих группу CN.
При среднетемпературном цианировании детали нагревают до 820—860 С в расплавленных солях, содержащих NaCN. Для получения слоя небольшой толщины (150—350 мкм) процесс ведут при 820—860 °C в ваннах (20—25 % NaCN, 25—50 % NaCl и 25—50 % Na2CO3). Продолжительность процесса обусловлена требуемой толщиной слоя и составляет от 30 до 90 мин.
Цианистый натрий в процессе цианирования окисляется кислородом воздуха 2NaCN ф О2-> 2NaCNO; 2NaCNO -ф О2 -> Na2CO3 -ф СО -ф 2N; 2СО СО2 ф + б-ат-
Выделяющийся атомарный углерод и азот диффундируют в сталь. Циаиирован-ный слой, полученный при 820—860 °C, содержит 0,7 % С и 0,8—1,2 % N.
Закалку выполняют непосредственно из цианистой ванны. После закалки следует низкотемпературный отпуск (180—200 °C) Твердость цианированного слоя
* Суммарное содержание С и N характеризует качество слоя только при мартенситно-аустенитной структуре, не содержащей карбидной фазы.
245
после термической обработки HRC 58—62. Цианированиый слой по сравнению с цементованным обладает более высокой износостойкостью и эффективно повышает предел выносливости. Этот вид цианирования применяют для упрочнения мелких деталей
Для получения слоя большей толщины (500—2000 мкм) применяют высокотемпературное или глубокое цианирование при 930 950 С в ванне, содержащей 8 % NaCN, 82 % ВаС12 и 10 % NaCI (состав ванный до расплавления). Зеркало ванны покрывают слоем графита во избежание больших потерь теплоты и угара цианистых солей. Время выдержки изделий в ванне для получения слоев указанной толщины составляет 1,5—6 ч. При циани-
Рис. 148. Микроструктура борированного (а) и силицированного
(б) слоя на железе, х 150
ровании в ванне протекают следующие реакции: ВаС1» 4- 2NaCN 2NaCl + Ba(CN)2; Ba(CN)2->--> BaCN2+ C; Ba(CN)2 + O2 -> BaO -f- CO+2N.
Выделяющийся атомарный углерод и азот диффундируют в железо. При указанных высоких температурах потерхность детали в большей степени насыщается углеродом (до 0,8—1,2 %) и в меньшей — азотом (0,2—0,3 %). Строение цианированного слоя аналогично цементованному. После высокотемпературного цианирования детали охлаждают на воздухе, а затем для измельчения зерна закаливают с нагревом в соляной ванне или печи и подвергают низкотемпературному отпуску.
Процесс цианирования по сравнению с процессом цементации требует меньшего времени для получения слоя заданной толщины, характеризуется значительно меньшими деформациями и короблением деталей сложной формы и более высокими сопротивлениями износу и коррозии.
Недостатком цианирования является высокая стоимость, ядовитость цианистых солей и необходимость в связи с этим принятия специальных мер по охране труда.
6. Борирование
Борированием называется химико-термическая обработка, заключающаяся в диффузионном насыщении поверхностного слоя стали бором при нагревании в соответствующей среде. Бориро-
вание выполняют при электролизе расплавленной буры Na2B4O7> при этом деталь является катодом. Температура насыщения 930—950 °C при выдержке 2—6 ч. Процесс можно вести и без электролиза в ваннах с расплавленными Хлористыми солями (NaCI, ВаС1а), в которые добавляют 20 % ферробора или 10 % карбида бора (В4С). Хорошие результаты получены при газовом борировании. В этом случае насыщение ведут при 850—900 °C в среде диборана (В2Нв) или треххлористого бора (ВС13) в смеси с водородом. Диффузионный слой состоит из боридов FeB (иа поверхности) иРе2В (рис. 148, о). Толщина слоя 100—200 мкм. Борированный слой обладает высокой твердостью HV 1800—2000 (18 000—20 000 МПа), износостойкостью (главным образом, абразивной), коррозионной стойкостью, окалиностойкостью (до 800 °Q и теплостойкостью. Борирование применяют для повышения износостойкости втулок грязевых нефтяных насосов, дисков пяты турбобура, вытяжных, гибочных и формовочных штампов, деталей пресс-форм и машин для литья под давлением. Стойкость указанных деталей после борирования возрастает в 2—10 раз.
7. Силицирование
Насыщение поверхности стали кремнием называют силицированием. Силицирование придает стали высокую коррозионную стойкость в морской воде, в азотной, серной и соляной кислотах и несколько увеличивает устойчивость против износа.
246
Силицированный слой (рис. 148
лезе. Под диффузионным слоем часто нХюлае^РД^ Раствором кремния в а-же-оттеснением углерода из диффузионного гЛП11ДоЛ^Я СЛОИ пеРлита- Это объясняется его в кремнистом феррите. следствие пониженной растворимости
Силицированный слой отличается понытричпй
1000 мкм. Несмотря на низкую твердость HV 200-300^2000' Ж 30°-цированный слой обладает высокой износостойкой^ о J2000-3000 МПа)> ,сили‘ витки маслом при 170—200 °C. Ю после пРеДварительиой про-
Силицированию подвергают детали, используемые в оборудовании химической бумажной и нефтяной промышленности (валики насосов, тр^бопроюды апметура’ ганки, болты и т. д.). Силицирование широко применяется доя потения S тивления окислению при высоких температурах сплавов молибдена. Р
8. Диффузионное насыщение металлами
Поверхностное насыщение стали алюминием, хромом, цинком и другими элементами называют диффузионным насыщением металлами. Изделие, поверхность которого обогащена этими элементами, приобретает ценные свойства, к числу которых относятся высокая жаростойкость, коррозионная стойкость, повышенная износостойкость и твердость.
В зависимости от метода переноса диффузионного элемента на насыщаемую поверхность различают следующие основные способы диффузионной металлизации: 1) погружение в расплавленный металл, если диффундирующий элемент имеет низкую температуру плавления (например, алюминий, цинк): 2) насыщение из расплавленных солей, содержащих диффундирующий элемент (с электролизом и без электролиза); 3) насыщение из сублимированной фазы путем испарения диффундирующего элемента; 4) насыщение из газовой фазы (контактным и неконтактным методом), состоящей из галогенных соединений диффундирующего элемента.
Галогенные соединения диффундирующего элемента получают путем воздействия галоидного или галоидводородного газа на этот элемент или его ферросплав: М -f- п НГ МГп + (п/2) Н2. На границе раздела газовая фаза — обрабатываемая поверхность могут протекать следующие реакции: 1) реакция обмена; A4rn-f-Fe-> -> FeFn -|- М; 2) реакция диссоциации: МГМ -|- Гп; 3) реакция диспропорционирования: МГп =₽* М -|- МГп, где М—диффундирующий металл; Г — соответствующий галоид (C1.F, 1,Вг);пиш—стехиометрические коэффициенты (целые числа).
Металл М, образующийся в результате реакции, адсорбируется обрабатываемой поверхностью и диффундирует в глубь обрабатываемого изделия. Наиболее часто применяют контактный метод насыщения из газовой фазы. Для этого обрабатываемую деталь упаковывают в порошкообразную среду, состоящую из ферросплава диффундирующего элемента (50—75 %), А12О3 или шамота и 0,5 5,0 % NH4CL При высокой температуре идет реакция диссоциации NH4Cl-> NH3 -f- НС1, при этом НС1 взаимодействует с ферросплавом, образуя^галоидные соединения диффундирующего элемента. Процесс ведут при 950—1150 °C в течение 3—12 ч.
В последние годы насыщение металлами (например, хромом) проводят путем испарения диффундирующего элемента в вакууме. Насыщение поверхности стального изделия двумя и большим числом компонентов (AI и Si, Сг и а, В и А и др.) позволяет в бблыпей мере изменить свойства их поверхности. Многокомпонентное насыщение стали получило ограниченное применение.^ Ниже даиа характеристика наиболее часто применяемых процессов диффузионной металлизации.
А датирование — насыщение поверхности стали алюминием. В результа алитирования сталь приобретает высокую окалиностоикость (до> 850—900 С), так как в процессе нагрева на поверхности аллитированных изделий ₽ У длити-ная пленка окиси алюминия А12О3, предохраняющая металл ^п™евни”тм"Х™ рованный слой обладает также хорошим сопротивлением коррозии в атмосфере " “SS&S’“ОЯ в ct-желече Гпис 149 а). Концентрация алюминия в поверхностной части слоя со Гп^Й д°°”0“^ Z!ap?SZ
подвергают топливники газогенераторных ма • высоких температурах,
дачных ковшей, клапаны и другие детали, работающие при высоких температур
X помилование — насыщение поверхности стальных изделий хромом. Этот про-нессобеспиивает повышенную устойчивость стали против газовой коррозии (ока-линостойкость) — до 800 °C, высокую коррозионную стойкость в таких средах, как X морская вода и азотная кислота. Хромирование сталей, содержащих свыше л ою 4 о/„ С повышает также твердость и износостоикость.
’ Л^зионный слой, получаемый при хромировании технического железа, состою?”" р“™ра хрома в а-ж^езе (рис. 149, б) Слой, полученный при хоомировании стали, содержащей углерод; состоит из карбидов хрома (Сг, Fe): Q, «« к?, F.MV На р»е 149. а показана етрухтдах|ЯЙ?0.45^С’
стоит из (Сг, Ре);Сз. Под слоем карбидов находится переходный слой с высоким содержанием углерода (0,8 %). Такие слои образуются в результате диффузии углерода из внутренних слоев к поверхности навстречу хрому. Углерод обладает большей скоростью диффузии, чем хром, поэтому для образования карбидного слоя используется не весь углерод, и под карбидным слоем находится переходный слой с высоким содержанием углерода. Карбидный слой обладает высокой твердостью. Твердость слоя, полученного хромированием железа, HV 250—300 (2500—3000 МПа), а хромированием стали — HV 1200— 1300 (12 000—13 000 МПа).
Хромирование используют для деталей паросилового оборудования, пароводяной арматуры, клапанов, вентилей, патрубков, а также деталей, работающих на износ
в агрессивных средах.
Рис. >49. Микроструктура алитированного (а) и Диффузионное цинкование — хромированного слоя на железе (б) и стали, со- ППг,и₽гг чяклитяиипийея в пясы-держащей 0.45 % С (а), х 250 процесс, заключающийся В насы
щении поверхности стали пинком при температурах 300—500 и 700— 1000 'С в расплавленном цинке, порошке или в парах цинка. Цинкование применяют для повышения коррозионной стойкости стали в атмосфере, бензине, маслах и горячих газах (300—500 °C), содержащих сероводород. Цинковое покрытие нестойко в кислотах и щелочах. В зависимости от режима насыщения в диффузионном слое на поверхности железа может образоваться трфаза (твердый раствор железа в цинке), далее слой интерметаллндных фаз FeZn13, FeZn„ а ближе к сердцевине — твердый раствор цинка в железе. Для повышения коррозионной стойкости различных полуфабрикатов и деталей (листы, трубы, проволока, посуда, аппаратура для получения спиртов, холодильников, газовых компрессоров и т. д.) применяют цинкование путем погружения изделий в расплав цинка.
Глава XII
КОНСТРУКЦИОННЫЕ СТАЛИ И СПЛАВЫ
Конструкционными называют стали, применяемые в машиностроении и строительстве для изготовления деталей машин, конструкций и сооружений. Они могут быть углеродистыми и легированными Содержание углерода в этих сталях не превышает 0 5—0 6 %, но иногда может достигать 0,8—0,85 %.
2«
Детали современных машин и конструкций работают в условиях высоких динамических нагрузок, больших концентраций напряжений и низких температур. Все это способствует хрупкому разрушению и снижает надежность работы машин. Поэтому конструкционные стали кроме высоких механических свойств, определяемых при стандартных испытаниях (ов, о0)2, б, ф, а„, НВ) должны обладать высокой конструктивной прочностью, т. е. прочностью, которая проявляется в условиях их реального применения (в виде деталей, конструкций и т. д.) и характеризует их способность противостоять внезапным разрушениям при наличии пиковых напряжений.
Конструкционная сталь должна иметь хорошие технологические свойства: хорошо обрабатываться давлением (прокатка, ковка, штамповка и т. д.) и резанием, не образовывать шлифовочных трещин, обладать высокой прокаливаемостью и малой склонностью к обезуглероживанию, деформациям и трещинообразованию при закалке и т. д. Строительные конструкционные стали должны хорошо свариваться всеми видами сварки.
Конструкционные стали поставляют в виде заготовок и сортовой горячекатаной, калиброванной и шлифованной стали, в виде листов, полос, фасонных профилей и др.
Конструкционную сталь выплавляют в основных и кислых мартеновских печах, электропечах, а также в конвертерах.
Нередко проводят рафинирование стали жидким синтетическим шлаком (Ш) в ковше, а также электрошлаковым переплавом (ЭШ). В некоторых случаях проводится вакуумно-дуговой переплав (ВД) и выплавка в вакуумных индукционных печах (ВИ). Использование этих методов рафинирования стали снижает загрязненность ее неметаллическими включениями (оксидами, сульфидами, силикатными включениями и т. д.), вредными примесями (S) и газами, уменьшает количество дефектов (волосовины и пористость).
Повышение чистоты металла обеспечивает получение более высокой конструктивной прочности стали, главным образом благодаря увеличению работы развития трещины. Однако порог хладноломкости, определяемый по виду излома, в результате применения новых методов рафинирования изменяется мало. Прочность и пластичность после переплавов практически не меняются, но уменьшение неметаллических включений и их глобуляризация снижает анизотропию свойств пластичности и вязкости. При выборе режима термической обработки следует иметь в виду, что повышение чистоты приграничных объемов зерна от примесей и неметаллических включений повышает склонность стали, полученной Ш, ЭШ, ВД и ВИ, к росту зерна аустенита при нагреве- Нередко стали поставляют с регламентированными прокаливаемостью, величиной зерна, долей вязкой составляющей в изломе, ударной вязкостью при —60 °C и т. д.
1- Углеродистые конструкционные стали
Углеродистые конструкционные стали подразделяют на стали обыкновенного качества и качественные. В зависимости от условий и степени раскисления различают несколько видов сталей.
249
' Спокойные стали (при маркировке дополнительно обозначают сп) получают полным раскислением металла в печи, а затем в ковше. Они содержат минимальное количество закиси железа, что обеспечивает «спокойное», застывание металла в изложнице, происходящее с уменьшением объема. В верхней части слитка образуются усадочная раковина и околоусадочная рыхлость, которые удаляют отрезкой или отрубкой.
Кипящие стали (~0,05—0,07 % Si) полностью нераскислены, поэтому до затвердевания в них содержится повышенное количество FeO. При застывании в изложнице FeO реагирует с углеродом металла, образуя СО, выделяющийся в виде пузырьков в металле и создающий впечатление, что металл кипит. Слиток кипящей стали отличается большим количеством газовых пузырей, вследствие чего практически в нем отсутствует усадочная раковина. Если стенки пузырьков неокисленные, то при горячей прокатке пузырьки завариваются. Кипящие стали более дешевые, так как отходы при их производстве минимальны. По сравнению со спокойной и полу-спокойной сталями они больше склонны к старению и хладноломкости и хуже свариваются. Тем не менее кипящие стали обладают высокой пластичностью и хорошо подвергаются вытяжке в холодном состоянии. При маркировке дополнительно обозначают кп.
Полу спокойные стали — это стали промежуточного типа. Они получают все более широкое применение. При маркировке дополнительно обозначают пс.
Стали обыкновенного качества наиболее дешевые, поэтому их широко применяют. По сравнению с качественными сталями в процессе выплавки они меньше очищаются от вредных примесей (содержат больше серы и фосфора). Их отливают в крупные слитки, вследствие чего в них сильно развита ликвация, нередко они содержат большое количество неметаллических включений.
Из стали обыкновенного качества изготовляют горячекатаный рядовой прокат (балки, прутки, швеллеры, уголки, листы и поковки). Указанные полуфабрикаты широко применяют для строительных и других сварных, клепаных и болтовых конструкций (балок, ферм, конструкций подъемных кранов, корпусов сосудов и аппаратов, каркасов паровых котлов, драг и т. д.), а также для мало напряженных деталей машин (осей, валов, шестерен, пальцев траков, втулок, валиков, болтов, гаек и т. д.). Многие детали машин упрочняют термической обработкой.
В зависимости от назначения и гарантируемых свойств стали обыкновенного качества подразделяют на три группы 1.
Гр у п п а А (табл. 5) — это стали, поставляемые по механическим свойствам без уточнения их химического состава. Их обозначают буквами Ст (сталь) и цифрами 1, 2, 3, .... 6. Чем больше это
ХВ зависимости от нормируемых показателей стали группы А, Б, В, делят -на категории 1, 2, 3, ... 6. С повышением номера категории возрастают нормируемые показатели (ГОСТ 380—71). В обозначении стали в конце добавляют номер соответствующей категории (например, СтЗнс2, БСтЗкп, ВСтЗпс2). Первую категорию не указывают.
250
Таблица 5. Механические свойства сталей обыкновенного качества группы А**
Сталь °в °0,2 6. %
м Па
СтО 310 23—20
Ст1кп 310—400 — 35—32
Ст1пс, Orlen 320—420 34—31
Ст2кп 330—420 220—190 33—30
2Ст2пс, Ст2сп 340—440 230—200 32—29
СтЗкп 370—470 240—200 27—24
СтЗпс, СтЗсп 380—490 250—210 26—23
Ст4кп 410—520 260—230 25—22
Ст4пс, Ст4сп 420—540 270—240 24—21
СтБпс, Стбсп 500—640 290—260 20—17
СтБГпс **. 460—600 290—260 20—17
Стбпс, Стбсп 600 320—300 15—20
»* Чем больше толщина проката, тем меньше ав, о0>2 н 6.
•* Буква Г указывает на повышенное содержание Мп.
Таблица 5а. Химический состав, %, углеродистых сталей обыкновенного качества группы Б
Сталь С Мп Si
БСтО * 0,23 —
БСт1кп 0,06—0,12 0,25—0,5 0,05
БСт1сп 0,06—0,12 0,25—0,5 0,12—0,30
БСт2кп 0,09—0,15 0,25—0,5 0,07
БСт2сп 0,09—0,15 0,25—0,5 0,12—0,30
БСтЗкп 0,14—0,22 0,3—0,6 0,07
БСтЗсп 0,14—0,22 0,40—0.65 0,12—0,30
БСт4кп 0,18—0,27 0,40—0,70 0,07
БСт4сп 0,18—0,27 0,40—0,70 0,12—0,3
БСтбпс 0,28—0,37 0,50—0,80 0,05—0,17
БСтбсп 0,28—0,37 0,50—0,80 0,15—0,35
БСтбГпс 0,22—0,3 0,80—1,20 0,15
БСтбпс 0,38—0,49 0,50—0,80 0,05—0,17
БСтбсп 0,38—0,49 0,50—0,80 0,15—0,35
* Содержание Других элементов в стали ВСтО: не более 0,07 % Р; 0,06 % S: в сталях Других марок: не более 0,04 % Р; 0,06 % S; 0,3 % NI; 0,3 % NI; 0,3 % Си; 0,08 % А».
число (табл. 6), тем больше содержание углерода, а следовательно, выше прочность (сти, ст018) и ниже пластичность (в, ip).
Эти стали предназначены для использования главным образом в состоянии поставки без последующей обработки давлением, сварки или термической обработки, поскольку их химический состав, определяющий режимы обработки, может сильно колебаться.
Группа Б — это стали, поставляемые с гарантируемым химическим составом (табл. 5а). В обозначении марки сталей впереди ставится буква Б (табл. 5а).
861
Группа В — это стали повышенного качества. Их поставляют с гарантированным химическим составом и механическими свойствами. В обозначение марки вводится буква В (ВСт1, ВСт2. ВСтЗ, ВСт5). Состав стали соответствует аналогичной марке, приведенной в табл. 5а, а механические свойства — той же марке, приведенной в табл. 5.
Стали групп Б и В применяют в тех случаях, когда при производстве изделий используется сварка, горячая деформация или изделие необходимо упрочнять термической обработкой. Для определения режима обработки необходимо знать химический состав стали.
Сварные конструкции изготовляют из спокойных и полуспокой-ных низкоуглеродистых сталей групп Б и В (Ст1, Ст2, СтЗ). Для сталей, предназначенных для сварных конструкций, важна малая чувствительность их к термическому старению, а для сталей, подвергаемых холодной правке и гибке, малая склонность к деформационному старению.
Стали повышенного качества (группа В) имеют специализированное назначение (мосто- и судостроение, сельскохозяйственное машиностроение и т. д.) и поступают по особым техническим условиям. Так, для мостостроения (ГОСТ 6713—75) применяют сталь 16Д (0,10—0,18 % С). Механические свойства стали: ов = 380ч-520 МПа, ог>, = 220ч-240 МПа, 6 = 26 % и а„ = 0,35—0,40 МДж/м2 (при —20 °C и после механического старения при +20 °C).
Механические свойства стали обыкновенного качества могут быть значительно повышены термической обработкой (закалкой в воде с прокатного нагрева, или после специального нагрева, или нормализацией), а также термической обработкой в процессе горячей прокатки Так предел текучести листового проката толщиной 8—10 мм из стали СтЗ после термического упрочнения при охлаждении в воде повышается более, чем в 1,5 раза при сохранении высокой пластичности (б = 15—26 %), а после ТМО прочность повышается в 2— 3 раза, а пластичность в 1,5—2 раза.
Для многих конструкций и машин, работающих в северных районах, большое значение приобретает температура перехода стали в хрупкое состояние. Порог хлвдиоломкости для случая полностью хрупкого излома наиболее распространенной мвртеновской стали СтЗ (листовая сталь) находится для кипящей стали при 0 °C и спокойной при —40 С. Поэтому применение кипящей, а также полу-спокойноЙ стали для северных районов страны недопустимо. Понижение порога хладноломкости спокойной стали до —60ч—100 С возможно путем закалки и высокого отпуска (улучшения) или нормализации. Строительные конструкции и машины, предназначенные для работы в северных районах, следует изготовлять из спокойной, термически обработанной стали. Для мостовых сталей северного мс?°Дне,2’я огРаннчивают содержание фосфора и серы «0,03 % Р, <0,025 % S) и нормируют площадь излома (не менее 60 % с волокнистым строением).
Качественные углеродистые стали выплавляют с соблюдением оолее строгих условий в отношении состава шихты и ведения плавки
Таблица 6- Химический состав и механические свойства (ие менее) углеродистой качественной конструкционной стали
Сталь с, % ’и 1 1 а0.2 6 4
МПг ’/ 0
08 0,05—0,12 330 200 33 60
Юкп 0,07—0,14 320 190 33 55
10 0,07—0,14 340 210 31 55
15 0,12—0,19 380 230 27 55
20 0,17—0,24 420 250 25 55
25 0.22—0,3 460 280 23 50
30 0,27-0,35 500 200 21 50
35 0,32—0,4 540 320 20 45
40 0,37—0,45 580 340 19 45
45 0,42—0.5 610 360 16 40
50 0,47—0,55 640 380 14 40
55 0,52-0,6 650 390 13 35
60 0,57-0,65 690 410 12 35
65 0,62—0,70 710 420 10 30
70 0,67—0,75 730 430 9 30
Примечания: 1 Содержание марганца в сталях 08. 10. 15 и 20 составляет 0,35— 0,65 %. а в остальных 0.5—0.6 % Содержание других элементов: 0.17—0.37 % Si (в кипящей стали ~0.07 %), % S <0,035 %, в сталях 08 н 10) и <0.04 % Р.
2. Нормы механических свойств относится к изделиям диаметром или толщиной до 60 мм после нормализации
и разливки. К ним предъявляют более высокие требования по химическому составу: содержание серы <0,04 %, фосфора <0,035— 0,04 %, а также меньшее количество неметаллических включений, регламентированные макро- и микроструктура.
Качественные углеродистые стали маркируют цифрами 08, 10, 15, 20, ... 85, которые указывают среднее содержание углерода в сотых долях процента (табл. 6). Низкоуглеродистые стали Обкп, 08, 08кп, 10, Юкп обладают невысокой прочностью и высокой пластичностью. Эти стали без термической обработки применяют для малонагруженных деталей (прокладок, шайб, капотов тракторов, змеевиков), элементов сварных конструкций и т. д. Тонколистовую холоднокатаную иизкоуглеродистую сталь используют для холодной штамповки изделий. Штампуемость стали тем хуже, чем больше в ней углерода. Кремний, повышая предел текучести, снижает штампуемость, особенно способность стали принимать вытяжку, поэтому для холодной штамповки, особенно для вытяжки, более широко используют холоднокатаные полуспокойные и кипящие стали Оопс, 08кп, 08Фкп (микролегирована ванадием в количестве 0,02—0,04 %).
Штампуемость в большой степени зависит от величины зерна. При мелком зерне стали обнаруживают пружинящий эффект н сильно изнашивают штампы, а при крупном зерне образуются шероховатая поверхность типа «апельсиновой коркиэ и разрывы. Рекомендуется сталь с зерном балла 6—8. Штампуемость снижается при выделении по границам зерна карбидов и других фаз.
2S9
Стали 15, 20, 25 применяют без термической обработки или в нормализованном виде (см. табл. 6). Стали поступают в виде проката, поковок, труб, листов, ленты и проволоки и предназначаются для менее ответственных деталей. Сталь хорошо сваривается и обрабатывается резанием. Эти стали используют для цементуемых деталей, работающих на износ и не испытывающих высоких нагрузок (например, кулачковых валиков, рычагов, осей, втулок, шпинделей, вилок и валиков переключения передач, толкателей клапанов, пальцев рессор и многих других деталей автотракторного, сельскохозяйственного и общего машиностроения).
Низкоуглеродистые качественные стали используют и для ответственных сварных конструкций. С повышением содержания в стали углерода свариваемость ухудшается Чем больше в стали углерода, тем выше склонность ее к образованию при сварке горячих и холодных (при низких температурах) трещин.
Среднеуглеродистые стали 30, 35, 40, 45, 50 применяют после нормализации, улучшения и поверхностной закалки для самых разнообразных деталей во всех отраслях машиностроения (распределительных валков, шпинделей, фрикционных дисков, штоков, траверс, плунжеров и т. д.). Эти стали в нормализованном состоянии по сравнению с низкоуглеродистыми имеют более высокую прочность при более низкой пластичности. Стали в отожженном состоянии достаточно хорошо обрабатываются резанием. Наиболее легко об рабатываются доэвтектоидные стали со структурой пластинчатого перлита. После улучшения стали 40, 45, 50 имеют следующие механические свойства: ов — 600-4-700, о012 = 400-4-600 МПа, ф = 50-4-н-40 % иа„ = 0,4-4-0,5 МДж/м2. Прокаливаемость сталей невелика. Критический диаметр после закалки в воде не превышает 10—12 мм (95 % мартенсита). В связи с этим их следует применять для изготовления небольших деталей или более крупных, но не требующих сквозной прокаливаемости.
Стали 60, 65, 70, 80 и 86 обладают более высокой прочностью, износостойкостью и упругими свойствами; применяют их после закалки и отпуска, нормализации и отпуска и поверхностной закалки для деталей, работающих в условиях трения при наличии высоких статических вибрационных нагрузок. Из этих сталей изготовляют пру* жины и рессоры, шпиндели, замковые шайбы, прокатные валки и т. д.
В соответствии с ГОСТ 1060—74 изготовляют горячекатаную и кованую сталь как с термической обработкой (отжиг, нормализация, высокий отпуск), так и без нее; калиброванную сталь и серебрянку (шлифованную) в нагартованном состоянии и после термической обработки, включая нормализацию и закалку с отпуском.
Сталь предназначается для горячей обработки давлением, механической обработки и для холодного волочения (подкат).
2. Легирующие элементы в конструкционных сталях
Основными легирующими элементами конструкционных сталей являются хром, никель, кремний и марганец. Вольфрам, молибден, ванадий, титан, бор и другие легирующие элементы вводят В сталь
fi сочетании с хромом, никелем и марганцем для дополнительного улучшения свойств. Большинство конструкционных сталей относятся к перлитному классу, а в равновесном состоянии — к группе доэвтектоидных.
В изделиях крупных сечений (диаметром свыше 15—20 мм) механические свойства легированных сталей после закалки и отпуска выше, чем углеродистых. Особенно сильно повышаются предел текучести, относительное сужение и ударная вязкость. Это объясняется тем, что легированные стали обладают меньшей критической скоростью закалки, а следовательно, лучшей прокалива-емостью. Кроме того, после термической обработки они имеют более мелкое зерно и более дисперсные структуры. Из-за большей про-каливаемости и меньшей критической скорости закалки при замене углеродистой стали легированной оказывается возможным проводить закалку деталей в менее резких охладителях — в масле, на воздухе, что уменьшает деформацию изделий и опасность образования трещин.’ Поэтому легированные стали используют для изготовления не только крупных деталей, но и для изделий небольшого сечения, имеющих сложную форму. Чем выше в стали концентрация легирующих элементов, тем выше ее прокаливаемость.
Для достижения высокой прокаливаемости сталь чаще легируют как дешевыми элементами — марганцем, хромом и бором, -так и более дорогими — никелем и молибденом. Однако следует иметь в виду, что по достижении необходимой для данного сечения прокаливаемости дальнейшее увеличение в стали легирующих элементов может не улучшить, а, напротив, ухудшить механические, технологические (обработку резанием, свариваемость и т. д.) свойства стали. Так, увеличение содержания в стали хрома или марганца до 1,0 % практически не влияет на порог хладноломкости. Однако при больших их концентрациях порог хладноломкости повышается. В связи с этим содержание легирующих элементов должно быть минимальным, обеспечивающим необходимую для данного сечения и условий охлаждения сквозную прокаливаемость.
Никель повышает сопротивление хрупкому разрушению стали, увеличивая пластичность и вязкость, уменьшая чувствительность к концентраторам напряжений и понижает температуру порога хладноломкости. При содержании в стали 1,0 % Ni порог хладноломкости снижается на 60—80 °C, дальнейшее увеличение концентрации никеля до 3—4 % вызывает менее сильное, но все же снижение порога хладноломкости. Повышая запас вязкости, никель увеличивает ар и К1С. Введение 3—4 % Ni рекомендуется для обеспечения глубокой прокаливаемости. Никель — дорогой металл, поэтому чаще в конструкционные стали его вводят совместно с хромом и другими элементами, при этом в предельно минимальном количестве. В сложнолегированных сталях никель также обеспечивает высокое сопротивление хрупкому разрушению.
Легирование стали небольшими количествами (до 0,05—0,15 %) V, Ti, Nb и Zr, образующими труднорастворимые в аустените кар? биды, измельчает зерно, что понижает порог хладноломкости, по
255
вышает работу распространения трещины а„ и уменьшает чувстви-тельность к концентраторам напряжений. При большом содержании этих элементов прокаливаемость и сопротивление стали хрупкому разрушению уменьшается из-за выделения большого количества карбидов (VC, ПС и др.) по границам зерен.
Легирующие элементы повышают устойчивость мартенсита против отпуска и задерживают коагуляцию карбидов.
После одинаковой температуры отпуска легированная сталь будет иметь более высокую прочность (твердость), но несколько меньшую пластичность и вязкость, чем углеродистая. Легирующие элементы существенно повышают прочность стали после улучшения, упрочняя ферритную основу (в том числе и за счет сохранения большей плотности дефектов строения) и увеличивая дисперсность карбидных частиц. Наиболее сильно упрочняют сталь Сг, Мо и Si.
В связи с этим легированная сталь и в отожженном (нормализованном) состоянии будет обладать большей прочностью, но меньшей пластичностью, чем углеродистая.
Для подавления обратимой отпускной хрупкости сталь легируют молибденом (или вольфрамом), что очень важно для крупных изделий, в которых даже при охлаждении в воде от температур отпуска нельзя устранить эту хрупкость. Кроме того, молибден (вольфрам) повышает прокаливаемость (особенно в сочетании с никелем), устойчивость стали против отпуска и способствует образованию мелкозернистой стали. Молибден значительно улучшает механические свойства стали после цементации (нитроцементации) и повышает твердость и прокаливаемость цементованного слоя, так как стали, содержащие молибден, не склонны к внутреннему окислению при взаимодействии с газовым карбюризатором.
Кремний замедляет процесс отпуска мартенсита и является полезным легирующим элементом для сталей, подвергаемых изотермической закалке. Стали, содержащие кремний, после изотермической закалки имеют высокую вязкость и пониженную чувствительность к надрезу. Это объясняется тем, что в процессе промежуточного превращения возрастает количество высокоуглеродистого остаточного аустенита и повышается вязкость бейнита вследствие уменьшения в a-фазе содержания углерода.
Маркировка легированных конструкционных сталей. Легированные конструкционные стали маркируют цифрами и буквами (например, 15Х, 40ХФА, 12ХНЗА, 20Х2Н4А, 18ХГТ и т. д.). Двузначные циф л, приводимые в начале марки, указывают среднее содержание углерода в сотых долях процента; буквы справа от цифры обозначают легирующий элемент: А — азот, Б — ниобий, В — вольфрам, Г — марганец, Д — медь, Е — селен, К — кобальт, Н — никель, М — молибден, П фосфор, Р — бор, С — кремний, Т — титан, Ф — ванадии X — хром, Ц — цирконий, Ч — редкоземельный, Ю — алюминий. ’
Цифры после букв указывают примерное содержание соответствующего легирующего элемента в целых процентах; отсутствие цифры указывает, что оно составляет ~ 1—1,5 % и менее. Основная масса 856
легированных конструкционных сталей выплавляет™
(не более 0,035 % серы и фосфора, каждого) ественными
Высококачественные стали содержат меньше
марки <0’026 % ₽>'ЧТ0 °6<~ ЖЯ
3. Конструкционные строительные низколегированные стали
К низколегированным строительным сталям относятся ста пи держащие не более 0,22 % С и сравнительно „ебо°“’“ £
недефицитных легирующих элементов. Применение получилиi ™и основных группы низколегированных сталей: марганцевистые е кап бонитридным упрочнением (до 0,2 % С, до 1,5 % Мп и 0 1 % V и Nb вместе и раздельно); малоперлитные стали (до 0,1 % С до 2 О °/ Мп с добавками V и Nb); марганцевомолибденовые’стали ’со ctdvk турой игольчатого феррита (до 0,08 % С, до 2,0 % Мп, до 0 1 % Nb до 0,5 % Мо). Эти стали в виде листов, сортового фасонного проката используют в строительстве и машиностроении для сварных конструкций, в основном без дополнительной термической обработки.
Низколегированные низкоуглеродистые стали хорошо свариваются; они не образуют при сварке холодных и горячих трещин \ поэтому свойства сварного соединения и участков, прилегающих к нему (зоны термического влияния), близки к свойствам основного металла.
Легирующие элементы, растворяясь в феррите, уменьшая размер зерна и увеличивая склонность аустенита к переохлаждению, способствуют измельчению карбидной фазы, поэтому низколегированные стали по сравнению с углеродистыми сталями обыкновенного качества (Ст2, СтЗ, Ст4) имеют более высокие значения временного сопротивления и предела текучести при сохранении хорошей пластичности, а также менее склонны к старению и хладноломкости. Применение низколегированных сталей с о012 — 350 МПа взамен углеродистых экономит до 15 % металла, а при <т012 = 400 МПа экономия достигает 25—30 %.
Никель понижает порог хладноломкости. Это важно для строительных сталей, для которых при —40 °C ударная вязкость должна быть 0,3—0,5 МДж/м2.
Введение меди, никеля или одновременно меди и фосфора повышает коррозионную стойкость сталей 10ХСНД, 15ХСНД в атмосферных условиях. Быстрое охлаждение (водой) профилей проката из низколегированных сталей по выходе их из прокатного стана позволяет значительно повысить их прочность, не снижая ударной зязкости и не повышая порога хладноломкости.
1 Горячие трещины образуются в шве в процессе кристаллиз в > „
в результате мартенситного превращения. Увеличение в стали У велй-
рующих элементов ухудшает свариваемость. Свариваемость. р Р У . чиной углеродного эквивалента Сэьв = С + (Мп/6) + (Сг + Мо + .¥)/& + + (Ni 4- Cu)/15. Чем ниже Сэкв, тем лучше свариваемость.
9 Ю. М. Лахтин
267
Низколегированные стали нередко поставляют после нормализации (или нормализации и высокого отпуска). Нормализация несколько повышает характеристики прочности и, измельчая зерно, улучшает пластичность и вязкость, уменьшая склонность к хрупкому разрушению. Стали 14Г2, 17ГС, 15ХСНД поступают после закалки и отпуска, что значительно повышает их прочность, понижает порог хладноломкости и уменьшает склонность к старению.
Применение в строительстве термически обработанных профилей и листов из низколегированной стали, имеющей о0,г = 400-5-500 МПа, дает экономию металла до 50 %.
Хорошее сочетание механических и технологических свойств достигается при легировании низкоуглеродистой стали 0,05—0,12 V и 0,015—0,025 N. При взаимодействии ванадия с азотом образуется карбонитрид V(C, N) и нитрид ванадия VN, позволяющий получить сталь с очень мелким зерном (балл 10—12) и низким порогом хладноломкости (—80 сС). На этом принципе разработаны и освоены низколегированные стали 14Г2АФ, 16Г2АФД и 16Г2АФ и др. с пределом текучести после нормализации до 450 МПа.
Легированная сталь с 0,2 % С, 0,5 % Мо и 0,003 % В обладают высокой устойчивостью аустенита, что приводит к образованию при охлаждении на воздухе структуры бейнита. Такая сталь имеет — 450 МПа при хорошей пластичности. Повышение механических свойств и снижение порога хладноломкости низкоуглеродистых сталей (Тз* — —50 сС), содержащих Мп, V, Mo, Nb и N ('—0,01 %), может быть достигнуто после контролируемой прокатки.
Оптимальное сочетание прочности и вязкости у этих сталей достигается в результате измельчения зерна и дисперсионного упрочнения частицами карбонитридных фаз. При контролируемой прокатке деформацию осуществляют в нижней части аустенитной области с последующим охлаждением с определенной скоростью.
Эффект регулируемой прокатки повышается с понижением температуры нагрева под прокатку (до 1050—1100 С), а также конца прокатки (до 800—850 'С) н увеличением степени деформации в последних припусках *.
Для изготовления ненапряженной арматуры периодического профиля применяют стали 18Г2С, 10ГТ, 38ХС, 25Г2С, а для предварительно напряженных конструкций сталь 23Х2Г2Т
4. Стали повышенной и высокой обрабатываемости резанием (автоматные стали)
Для улучшения обрабатываемости резанием применяют углеродистые стали, с повышенным содержанием серы (0,08—0,3 %) и фосфора (0,06 %), В этих сталях сера находится в виде сульфидов марганца, вытянутых вдоль направления прокатки, которые способствуют образованию короткой и ломкой стружки. При повышенном содер-
* Такую обработку можно назвать высокотемпературной термомеханической обработкой для низколегированных сталей.
2»
жании серы уменьшается трение между стружкой и инструментом из-за смазывающего действия сульфида марганца. Фосфор, повышая твердость, прочность и порог хладноломкости, способствует образованию ломкой стружки и получению гладкой блестящей поверхности при резании.
Углеродистые стали с повышенным содержанием серы и фосфора — автоматные стали маркируют буквой А с цифрами за ней: АП, А12 А20, АЗО, А35. Из стали А12на быстроходных автоматах изготавливают винты, болты, гайки и различные мелкие детали сложной конфигурации, а из А20, АЗО, А40Г — детали, работающие в условиях повышенных напряжений. Эти стали выпускают без термической обработки, в виде калиброванных высокоотпущенных (отожженных) и калиброванных нагартованных профилей.
Хорошо обрабатываются точением на станках-автоматах стали со структурой пластинчатого перлита, при этом стружка легко определяется. Механические свойства горячекатаной стали: ов = 500 ч-4-750 МПа; б = 22ч-14 %, а холоднотянутой (прутки диаметром до 20 мм) более высокие (ов = 600ч-800 МПа и 6 = 7ч-6 %). Стали с повышенным содержанием серы обладают большой анизотропией свойств, склонны к хрупкому разрушению и имеют пониженный предел выносливости. Улучшение обрабатываемости стали достигается и в результате микролегирования стали Pb, Са, Se, Те, образующими в структуре металлические и неметаллические включения. Эти включения создают в очаге резания внутреннюю смазку — тончайший слой, препятствующий схватыванию материала инструмента с материалом обрабатываемой детали, вследствие чего легче отделяется стружка.
Свинец, улучшает обрабатываемость стали при пониженных и средних скоростях резания и улучшает качество обрабатываемой поверхности. Легирование стали 0,15—0,3 % РЬ повышает скорость резания на 20—35 °/0, а при сохранении постоянной скорости резания увеличивает стойкость инструмента в 2—7 раз. В автомобильной промышленности для деталей, изготовляемых из прутков на металлорежущих и холодновысадочных автоматах широко применяют улучшаемые и цементуемые (нитроцементуемые) автоматные стали, содержащие свинец (АС — автоматная, содержащая свинец). Так, стали АС38Г2, АС30ХМ, АС38ХГМ и АС40ХТНМ после закалки и высокого отпуска при 550—620 °C имеют ств = 900—1000 МПа, ст0>2 = 750—850 МПа и 6 = 11—12 %. Их применяют для изготовления червяка рулевого управления, валика масляного насоса, кольца запорного подшипника и др. Стали АС12ХН, АС14ХГН, АС19ХГН предназначены для изготовления оси сателлитов дифференциала, фланца масляного насоса, тяги, гаек, муфт, деталей типа промежуточной шестерни заднего хода и др. Следует иметь в виду, что свинец снижает о_, высокопрочных сталей (ов > 1200 МПа) и способствует их хрупкому разрушению при нагреве до 200—500 °C. Стали, содержащие свинец, поставляют после улучшения или изотермического отжига. Стали для деталей, подвергающихся сложной механической обработке (коленчатые валы, шатуны и др.), а также
9* 258
«рпжяпеюшие для улучшения их обрабатываемости резанием имеют
ГсодерхЦе -Р» «’.06-0.10 %), кроме Т „X леей пуют селеном (0,04-0,10 %); стали А35Е, А40ХЕ (Е - селен) применяют после нормализации. Они менее склонны к хрупкому разрушению и позволяют увеличить скорость резания в 1,5 1,8 раза, а стойкость инструмента более чем в два раза. Кальцийсодержащие (Ц — кальций) стали (0,002—0,008 % Са), дешевы и нетоксичны, могут быть рекомендованы для широкого использования (АЦ20, АЦЗО, АЦ40, АЦ40Х, АЦ40Г, АЦЗОХМ, АЦ20ХНЗ и др.).
5. Конструкционные машиностроительные цементуемые (нитроцементуемые) легированные стали
Для цементации (нитроцементации) применяют среднелегировэниые низкоуглеродистые (не более 0,25—0,3 % С) стали. Для получения высокой твердости (HRC 58—62), контактной выносливости и предела усталости при изгибе, после химико-термической обработки цементованный слой должен обладать высокой прокаливаемостью и закаливаемостью. После закалки слой должен иметь мартенситноаустенитную структуру без продуктов перлитного и промежуточного превращений переохлажденного аустенита. Кроме того, сталь не должна быть склонной к внутреннему окислению, формированию избыточных карбидов (карбонитридов) при насыщении. Образование в слое немартенситных продуктов превращения резко снижает предел выносливости.
Прокаливаемость сердцевины должна обеспечить высокие механические свойства, особенно повышенный предел текучести, и твердость HRC 30—40. При циклических нагрузках сопротивление цементованных и нитроцементованных деталей разрушению зависит от прочности сердцевины. Повышение прочности сердцевины способствует увеличению контактной прочности. Так, при твердости выше HRC 35 допустимые контактные напряжения при базе 107 циклов составляют 1900 МПа, а при твердости HRC 25—35 не превышают 1750 МПа. Однако сближение прочностных свойств слоя и сердцевины снижает уровень остаточных сжимающих напряжений на поверхности, а увеличение объема, претерпевающего фазовые и структурные превращения при термической обработке, повышает деформацию и коробление деталей после закалки. Оба фактора приводят к снижению предела выносливости деталей. Для получения высокого сопротивления хрупкому разрушению и возможности использования непосредственной закалки после цементации стали должны быть наследственно мелкозернистые (балл 6—10).
Увеличение действительного зерна в цементованном слое после термической обработки уменьшает контактную выносливость, предел выносливости при изгибе и увеличивает деформации в результате термической обработки.
Для обеспечения требуемой прокаливаемости слоя и сердцевины и минимальной деформации при закалке для изготовления ответственных деталей, используют закаливающиеся в масле легирован-260
ные стали; углеродистые стали, закаливающиеся в воде для этих деталей не применяются. ’
Высокое содержание легирующих элементов в сталях для немей туемых деталей не рекомендуется, поскольку затрудняет применение непосредственной закалки их после цементации. Непосредственная закалка высоколегированных сталей ведет к образованию в структуре цементованного слоя большого количества остаточного аустенита снижающего прочность изделия. } ’
Цементуемые стали должны хорошо обрабатываться резанием поэтому предварительная термическая обработка (обычно изотермический отжиг) должна обеспечивать оптимальную микроструктуру При неудовлетворительной микроструктуре заготовок ухудшается качество рабочей поверхности, а возникающие в’,процессе резания внутренние напряжения увеличивают деформацию деталей при последующей химико-термической обработке.
В табл. 7 приведены состав, режимы термической обработки и механические свойства наиболее часто применяемых цементуемых сталей, предназначенных для изготовления деталей, работающих на износ в условиях знакопеременных и ударных нагрузок. Режимы термической обработки и свойства сталей в табл. 7 даны в соответствии с ГОСТ и характерны только для образцов (при приемке стали) и не могут быть использованы применительно к деталям. Как правило, реальные детали после цементации (нитроцементации), обрабатывают по другим режимам. Так двойная закалка после цементации применяется редко.
Хромистые стали. Хром — сравнительно дешевый элемент и широко используется для легирования стали. В конструкционных сталях он частично растворен в феррите, частично в цементите, образуя карбид (Fe, Сг)3С. Хромистые стали 15Х, 20Х предназначаются для изготовления небольших изделий простой формы, цементуемых на глубину 1000—1500 мкм. В хромистых сталях в большей степени развивается промежуточное превращение и при закалке с охлаждением в масле, выполняемой после цементации, сердцевина изделия имеет бейнитную структуру. Вследствие этого хромистые стали по сравнению с углеродистыми обладают более высокими прочностными свойствами при несколько меньшей пластичности в сердцевине и лучшей прочностью цементованного слоя. Хромистая сталь чувствительна к перегреву (но меньше, чем углеродистая), из-за карбидообразующей способности хрома при цементации может получаться повышенное содержание углерода в поверхностном слое. Хром мало влияет на прокаливаемость цементованного слоя, определяет склонность к внутреннему окислению.
Хромованадиевые стали. Легирование хромистой стали 0,1 0,2 % V улучшает ее механические свойства: в сердцевине детали ов = 7504-800; о(,2 = 5504-600 МПа; 6=134-12%, ф = 50 /о; ан = 0,80 МДж/м2’. Кроме того, хромованадиевые стали менее склонны к перегреву. Из-за малой прокаливаемости их используют только для сравнительно небольших изделий (поршневые пальцы, распределительные валики и т. д.).
261 :
Таблице 7. Химический состав я механические свойства некоторых цемеитуе
Содержание элеиеитов, % ^лии
Сталь с Мп Сг Ni другие >ле«*-итм 'гак* 'С, i '-реда
Хромисщ
20Х 18хгт 0,17—0,23 0,17—0,23 0,5-0.8 0,8—1,1 0,7—1,0 1,0—1,3 — 0,03— 0,09 Ti J. 880, в, м 2. 770-820, в. м. Хромямарган 1. 880— 950, воз. 2. 870, м.
20ХГР 0,18—0,24 0,7—1,0 0,75— 1,05 — — 880, к.
25ХГТ 0,22-0,29 0,8-1,1 1,0-1,3 0,03- 0,09 Ti 1. 880— 950, воз. 2. 850, м.
25ХГМ 0,23-0,29 0,9—1,2 0,9—1,2 — 0,2—0,3 Мо 860, м.
ЗОХГТ 0,24—0,32 0,8-1,1 1,0—1,3 0,03- 0,09 Ti 1. 80 -950, воз. 2. 850, м. Хромоникел
12ХНЗА 0,9-0,16 0,3—0,6 0,6-0,9 2,75— 3.15 — 1. 860, м. 2. 760— 810, м.
12Х2Н4А (20Х2Н4А) 0,09-0,15 (0,16—0,22) 0,3—0,6 1,25— 1,65 3,25— 3,65 — 1. 860, м. 2. 760- 800, м.
X ромомаргаицево
15ХГН2ТА 0,13-0,18 I 0,7—1,0 | 0,7—1,0 1,4-1,8 0,03- 0,09 Ti 1. 960, воз. 2. 840, м.
Хромтикельмол
18Х2Н4МА (18Х2Н4ВА) 0,14-0,2 0,25— 0,55 1,35— 1,65 4,0—4,4 0,3— 0,4 Мо (W) (0,8— 1,2 W) 1. 950, воз. 2. 860, воз.
Примечание. I — перчен еенелие; 2 — вторая закалке; а — вода, м—масло,
Ж
мых (ннтроцементуемых) сталей (ГОСТ 4543—71)
»—— термической ботки оВ °0,2 б 4> % МДж/м1 Максимальное рабочее сечение, мм
'отп- °с-среда МПа %
ая сталь
180, воз. м. 800 650 11 40 0,6 35
цееые стали
200, воз. м. 1000 900 9 50 0,8 35
200, воз. м. 1000 800 9 50 0.8 40—60
200, в. м. 1300—1500 1000—1100 9—10 45—50 0,6—0,7 60—80
200, воз. 1200 1100 10 45 0,8 60—80
200, м. 1500 1300 9 40 0,6 60—80
евые стали
180, воз. м. 950 700 11 55 0,9 60-80
180, воз. м. 1150 950 10 50 0,9 100—120
1300 1100 9 45 0,8 —
никелевые стали
180, воз. м. 950 750 11 55 1.0 50—70
ибденовая ст 200, воз. м. аль 1150 850 12 50 ' 1.0 120 и более
воз, — воздух с. (1050) (800) (12) (50) НА (120 и белее)
2^3
Хромоникелевые стали. Для крупных деталей ответственного назначения, испытывающих в эксплуатации значительные динамические нагрузки, применяют хромоникелевые и более сложнолегированные стали, характерные составы и свойства которых приведены в табл. 7.
Одновременное легирование хромом и никелем повышает прочность, пластичность и вязкость сердцевины и цементованного слоя.
Хромоникелевые стали малочувствительны к перегреву при длительной цементации и не склонны к пересыщению поверхностных слоев углеродом. Большая устойчивость переохлажденного аустенита (рис. 150) в области перлитного и промежуточного превращений обеспечивает высокую прокаливаемость хромоникелевой стали. Это же позволяет закаливать .крупные детали с охлаждением в масле, а в некоторых случаях и на воздухе.
Легирование хромоникелевых сталей вольфрамом (или молибденом) дополнительно повышает устойчивость переохлажденного аустенита, а следовательно, и прокаливаемость. Из стали 18Х2Н4МА или аналогичной стали с вольфрамом 18Х2Н4ВА (табл. 7) изготавливают крупные тяжелогруженные детали.
Вследствие высокой устойчивости переохлажденного аустенита детали сечением до 150—200 мм из стали 18Х2Н4МА закаливают при охлаждении на воздухе, что еще больше уменьшает коробление. Критический диаметр прокаливаемое™ (95 % мартенсита) равен 100 мм, а порог хладноломкости —80 °C.
Стали 12ХНЗА, 20ХНЗА, 20Х2Н4А, 12Х2Н4А, Г8Х2Н4ВА и др. (см. рис. 150) при закалке в масле приобретают в сердцевине структуру нижнего бейнита или низкоуглеродистого мартенсита, что приводит к значительному упрочнению стали. В результате цементации повышается устойчивость переохлажденного аустенита в поверхностном слое, особенно в зоне промежуточного превращения, поэтому при закалке в масле на поверхности образуется высокоуглеродистый мартенсит (HRC 58—62). Однако следует иметь в виду, что при насыщении стали углеродом понижается температура мартенситного превращения в поверхностном слое й возрастает количество остаточного аустенита, особенно в сталях 18Х2Н4ВА и 20Х2Н4А. Остаточный аустенит понижает твердость, сопротивление износу и предел выносливости. Снижение количества остаточного аустенита достигается обработкой холодом (от —100 до —120 °C) после закалки или применением промежуточного высокого отпуска (600—640 °C) с последующей закалкой от возможно более низкой температуры (чуть выше А3). При высоком отпуске из аустенита выделяются ле1Ированные карбиды. При последующем нагреве под закалку значительная часть карбидов остается вне твердого раствора, а менее легированный аустенит при охлаждении превращается в мартенсит, поэтому количество остаточного аустенита уменьшается, а твердость повышается. Сталь после такого высокого отпуска характеризуется меньшей прокаливаемостью при последующей закалке, ри обработке холодом уменьшается количество остаточного аустенита и повышается твердость, однако происходит некоторое снижение 264
время, с
Рис. 150. Диаграммы изотермического превращения переохлажденного аустенита для цементируемых сталей: ' e-J
° — 12ХНЗ; б — 12Х2Н4; в — 18Х2Н4ВА; - слева — дЛя сердцевины; справа—для це« ментованного слоя , •• • •.
?65
износостойкости и вязкости по сравнению предела выносливое и, ющей промежуточный высокий отпуск, с обработкой пр Дус из.за высокой устойчивости аустенита в neps'" области^(рис 150) мало снижает твердость при отжиге. S возможности обработки резанием сталь подвергают высокому при 630-640 °C, после которого она получает твердость НВ 269—217 (2690—2170 МПа).
Хромомарганцевые стали. Марганец - дешевый элемент, применяется как заменитель в стали никеля. Как и хром, марганец растворяется в феррите и цементите. Повышая устойчивость аустенита, марганец снижает критическую скорость закалки и повышает прокаливаемость доэвтектоидной стали, однако мало влияет на прокаливаемость цементованного слоя определяет склонность к внутреннему окислению.
Хромомарганцевые стали применяют во многих случаях вместо дорогих хромоникелевых. Однако эти стали менее устойчивы против перегрева и имеют меньшую вязкость по сравнению с хромоникелевыми. Введение небольших количеств титана, образующего труднорастворимые в аустените карбиды TiC, уменьшает склонность хромомарганцевых сталей к перегреву.
В автомобильной и тракторной промышленности, а также в станкостроении для зубчатых колес, валов и других деталей применяют стали 18ХГТ и 25ХГТ. Эти стали склонны к внутреннему окислению при газовой цементации, что снижает твердость цементованного слоя и предел выносливости, поэтому широко применяют сталь 25ХГМ, легированную молибденом. Молибден повышает прокаливаемость слоя, устраняет вредное влияние внутреннего окисления и обеспечивает максимальную поверхностную твердость.
Xромомарганцевоникелевые стали. Повышение прокаливаемости и прочности хромомарганцевых сталей достигается дополнительным легированием их никелем.
В автомобильной и тракторной промышленности нашли применение стали 15ХГН2ТА, 25ХГНТА и др. Эти стали приближаются по своим механическим и технологическим свойствам к хромоникелевым.
На ВАЗе широко применяют стали 20ХГНМ (0,18—0,23 % С;
Мп’ °’4~°«7 % Сг: 0,15—0,25 % Мо), а также 19ХГН и 14ХГН, содержащие по 0,8—1,1 % Мп, Сг и Ni. После закалки и низкого отпуска эти стали имеют ов = 1100-4200 МПа, аП9 = - 850-7-950 МПа, б = 7-4-8 % и ав = 0,6-4-0,8 МДж/м2.
Стали, легированные бором. Для цементации (нитроцементации) используют стали, содержащие 0,01—0,05 % В. Бор повышает устойчивость переохлажденного аустенита в области перлитного ревращения и поэтому увеличивает прокаливаемость стали.
Устойчивости аустенита связано с тем, что бор, преимущественно по границам зерен, тормозит обра-?Г- Л V* пеРЛита. Однако при повышенном содержании пора ооразуются бориды железа, уменьшающие устойчивость аусте-
Бор повышает прокаливаемость лишь доэвтектоидных сталей, содержащих <0,5—0,6 % С, но не улучшает прокаливаемости цементованного слоя.
Легирование бором повышает прочностные свойства после закалки и низкого отпуска, не изменяя или несколько снижая вязкость и пластичность. Бор делает сталь чувствительной к перегреву, поэтому такая сталь, как правило, должна быть наследственно мелкозернистой (балл 7—10). Легирование бористой стали титаном повышает ее устойчивость против перегрева. В промышленности для деталей, работающих в условиях износа при трении, применяют сталь 20ХГР. Дополнительное легирование стали 0,8—1,1 % Ni (20ХГНР) повышает ее прокаливаемость, пластичность и вязкость.
Механические свойства после закалки и низкого отпуска стали 20ХГНР: ов = 1300 МПа, аоа = 1200 МПа, S = 10 % и ав = = 0,9 МДж/м2.
6. Конструкционные машиностроительные улучшаемые легированные стали
Улучшаемыми конструкционными сталями называют стали, используемые после закалки и высокого отпуска (улучшения). Стали содержат 0,3—0,5 % С и их подвергают закалке с 820—880 °C (в зависимости от состава) в масле (крупные детали охлаждают в воде) и высокому отпуску при 500—650 ®С. После такой обработки структура стали сорбит отпуска. Стали должны иметь высокий предел текучести, малую чувствительность к концентраторам напряжений, а в изделиях, работающих при многократно прилагаемых нагрузках — высокий предел выносливости и достаточный запас вязкости. Кроме того, улучшаемые стали должны обладать хорошей прокаливаемостью и малой чувствительностью к отпускной хрупкости.
Оптимальное сочетание прочности и пластичности после улучшения достигается, если сечение изделия соответствует критическому диаметру (95 % мартенсита) для данной стали.
Механические свойства стали в первую очередь определяются содержанием в них углерода, от количества которого зависит и закаливаемость стали. Прокаливаемость определяется присутствием легирующих элементов. В условиях полной прокаливаемости механические свойства мало зависят от характера легированности. Исключение составляют никель и молибден, повышающие сопротивление хрупкому разрушению. Однако не следует стремиться к применению сталей с излишне высокой прокаливаемостью, поскольку необходимое для этого высокое содержание хрома, марганца и кремния способствует повышению склонности к хрупкому разрушению.
Глубокопрокаливающиеся легированные стали применяют для крупных деталей с большей толщиной стенки или большим диаметром. Если детали работают на изгиб (кручение), напряжения по сечению распределяются неравномерно: на поверхности они максимальны, а в середине или в центре равны нулю. Для таких деталей сквозная прокаливаемость не нужна. В этом случае для надежного обеспече
267
ния прочности детали закаленный слой со структурой 95 % мартенсита должен располагаться на глубине не менее 0,5 радиуса от поверхности. Для деталей, работающих на растяжение (шатуны, торсионные валы, ответственные болты и др.) нужно обеспечить сквозную прокаливаемость по всему сечению (95 % мартенсита в центре детали).
При выборе стали следует учитывать, что легирующие элементы повышают устойчивость мартенсита против отпуска, поэтому для получения требуемой прочности и твердости легированные стали при улучшении подвергают отпуску при более высокой температуре. Это позволяет не только более полно снять закалочные напряжения, но и получить в стали лучшее сочетание прочности и вязкости.
Для изделий, требующих высоких значений о„, ар и низкого порога хладноломкости (работающих при низких температурах с высокими скоростями приложения нагрузки и при наличии концентраторов напряжений), следует применять наследственно мелкозернистые спокойные стали, предпочтительно легированные никелем и молибденом.
В табл. 8 приведены примеры улучшаемых конструкционных легированных сталей. Приведены в табл. 8 режимы термической обработки и механические свойства относятся к образцам (по ГОСТ). Режимы термической обработки и свойства изделия, как правило, несколько отличаются от приведенных в табл. 8.
Хромистые стали. Для изготовления средненагруженных деталей применяют хромистые стали марок ЗОХ, 38X, 40Х и 50Х (табл. 8). С увеличением содержания углерода возрастает прочность, но снижается пластичность и вязкость.
Прокаливаемость хромистой стали ЗОХ, 40Х и 50Х невелика. .Критический диаметр для 95 % мартенсита не превышает 25—35 мм. Хромистые стали склонны к отпускной хрупкости, поэтому после высокого отпуска охлаждение должно быть быстрым: для мелких деталей — в масле, для крупных — в воде.
Сталь ЗОХ рекомендуется для изготовления деталей, относительно небольших размеров (оси, валики, рычаги, болты, гайки). Стали 38Х и 40Х обладают повышенной прочностью, их применяют для коленчатых валов, осей, шестерен, болтов, ответственного назначения, а стали 45Х и 50Х —для изделий,-работающих на износ без значительных ударных нагрузок (крупные шестерни, некоторые валы). . ,
Введение, бора (О,О02—0,005 %). увеличивает прокаливаемость хромистых сталей, но несколько повышает порог хладноломкости.
"Прокаливаемость стали с бором (35ХР, 40ХР) сравнительно высокая. Критический диаметр (95 % мартенсита) при закалке 30—45, а в масле, 20—30 мм.
.? Введение 0,1—0,2 % V (40ХФА) повышает механические свойства ;хррМйстых сталей, главным образом вязкость, вследствие лучшего связывания газов и измельчения зерна без увеличения прокаливае-*u Эти стали применяют для изделий, работающих при повышен яых динамических нагрузках , (шатуны, шестерни).
f»8
Таблица 8. Химический состав, термическая обработка и механические свойства некоторых легированных улучшаемых сталей
Сталь 30 X 40Х 40ХФА Содержание элементов, % Режим термической обработки °в °0,2 '1 Мз о> X Et S = «3 0,7 0,6 0,9 Порог хладноломкости, °C
С 0,24—0,32 0,36—0,44 0,37—0,44 Мп 0,5—0,8 0,5—0,8 0,5—0,8 Сг Стали, 0,8—1,1 0,8—1,1 0,8—1,1 Ni прокалива другие элементы ющиеся в сече 0,1—0,18 V ^зак- °C, среда ’ниях до 2 860, м. 860, м. 880, м. готп' °C, среда 5—35 мм 500, в. м. 500, в. м. 650, в. м. М 900 1000 900 Па 700 800 750 1 12 10 10 /о 45 45 50 ‘в 0 0 0 -100 -100 -100
Стали, прокаливающиеся в сечениях до 50—75 мм
40ХГТР 0,38—0,45 0,7—1,0 0,8—1,1 — 0,03— 0,09 Ti 840, м. 550, в. м. 1000 800 И 45 0,8 40 -60
30ХГС 0,28—0,35 0,8—1,1 0,8—1,1 0,9—1,2 Si 880, м. 540, в. м. 1100 850 10 45 0,45 20 -60
40ХН 0,36—0,44 0,5—0,8 0,45—0,75 1,0—1,4 — 820, м. 550, в. м. 1000 800 11 45 0,7 —30 -100
Стали, прокаливающиеся в сечениях до 75—100 мм
ЗОХНЗА 0,27—0,33 0,3—0,6 0,6—0,8 2,75—3,15 — 720, м. 530, в. м. 1000 800 10 501 0,8 -40 — 120
40ХН2МА 0,37— 0,5—0,8 0,6—0,9 1,25- 0.15— 850, м. 620, 1100 950 12 50 0,8 —40 — 120
0,44 1,65 0,25 Мо воз.
Стали, прокаливающиеся в сечениях более 100 мм
36Х2Н2МФА 0,33—0,4 0,25—0,5 1,3—1,7 1,3—1,7 0.2- 0.3 Мо; 0,1—0,18 V 850, м. 600, воз. 1200 1100 12 50 0,8 —60 -120
38ХНЗМФА 0,33—0,4 0,25—0,5 1,2—1,5 3,0—3,5 0,35— 0,45 Мо; 0,1—0,18 V 850, м. 600, воз. 1200 1100 12 50 0,8 —60 — 140
Примечание, в.— вода, м. — масло, воз. — воздух. <н — температура, ниже которой излом полностью хрупкий; /в — ратура, выше которой излом полиостью вязкий.
«е ------ — . , ------------------— -------------------------------------------------------
Хромомарганцевые стали. Совместное легирование хромом (0,9— I 2 %) и марганцем (0,9—1,2 %) позволяет получить стали с достаточно высокой прочностью и прокаливаемостью. Стали 40ХГ, 40ХГР применяют для изготовления деталей сечением 30—40 мм. Однако хромомарганцевые стали имеют пониженную вязкость, повышенный порог хладноломкости (от +20 до —60 °C), склонность к отпускной хрупкости и росту зерна аустенита при нагреве. Введение в сталь титана (ЗОХГТ) обеспечивает хромомарганцевой стали меньшую склонность к перегреву.
Xромокремнемарганцевые стали — хромансил — стали 20л1С, 25ХГС и ЗОХГС обладают высокой прочностью и хорошей свариваемостью. Их применяют в виде листов и труб для ответственных сварных конструкций (например, в самолетостроении).
Сталь ЗОХГС подвергают улучшению (табл. 8)^ или изотермической закалке на нижний бейнит в расплавленной соли при 280— 310 °C сообщающей ей еще более высокие механические свойства (ав = ’1650 МПа; о0>2 = 1300 МПа; 6 = 9%; ф = 40 % и а„ = = 0,4 МДж/м2) и снижающей чувствительность к надрезам.
Стали хромансил склонны к обратимой отпускной хрупкости и обезуглероживанию при нагреве.
Более высокая прокаливаемость, критический диаметр для закалки в воде свыше 100 мм и масле свыше 75 мм, лучшая вязкость достигаются при введении в сталь хромансил 1,4 —1,8% Ni (ЗОХГСНА). Эта сталь после изотермической закалки или закалки в масле (на воздухе) с низким отпуском при 200 °C позволяет получить ов = 1650 МПа; о0>2 = 1400 МПа; 6 = 9% и он = 0,6 МДж/м2.
Высокопрочную сталь ЗОХГСНА и ее аналог 30ХГСНМА широко применяют для изготовления весьма ответственных деталей, в том числе сварных.
При использовании высокопрочных сталей (ЗОХГС, ЗОХГСНА и др.) необходимо учитывать, что они чувствительны к концентраторам напряжений, особенно после обычной закалки и отпуска, охрупчиванию в результате насыщения водородом (например, при гальванических покрытиях или травлении) и коррозии под напряжением.
Хромоникелевые стали. Благодаря большей устойчивости переохлажденного аустенита (см. рис. 150) хромоникелевые стали обладают высокой прокаливаемостью, хорошей прочностью и вязкостью. Их применяют для изготовления крупных изделий сложной конфигурации, работающих при вибрационных и динамических нагрузках. Никель обеспечивает наибольший запас вязкости, а в сочетании с хромом — большую прокаливаемость. Никель, особенно в сочетании с молибденом, сильно снижает порог хладноломкости. Чем выше содержание никеля, тем ниже допустимая температура применения стали и выше ее сопротивление хрупкому разрушению. , В улучшаемые стали рекомендуется вводить ~3,0 % Ni. При большем содержании никеля получается много остаточного аустенита.
Для тяжелонагруженных деталей с диаметром сечения до 70 мм используют хромоникелевые стали 40ХН, 45ХН и 50ХН, обладающие высокими механическими свойствами.
270
Хромоникельмолибденовые стали. Хромоникелевые стали обладают склонностью к обратимой отпускной хрупкости, для устранения которой многие детали из этой стали охлаждают после высокого отпуска в масле, а более крупные — в воде. Однако даже охлаждение в воде для крупногабаритных деталей из глубокопрокаливающихся хромоникелевых сталей не приводит к достаточно быстрому охлаждению внутренних частей, в которых развивается отпускная хрупкость. Для ее предотвращения стали дополнительно легируют молибденом (сталь 40ХН2МА) или вольфрамом. Небольшие детали из этих сталей (см. табл. 8) после высокого отпуска можно охлаждать на воздухе, а более крупные — в масле.
Хромоникельмолибденованадиевые стали. Нередко в хромоникелевую сталь кроме молибдена (вольфрама) добавляют ванадий, который способствует получению мелкозернистой структуры. Примером сталей, легированных Сг, Ni, Мо и V, могут служить стали 38ХНЗМФ и 36Х2Н2МФА. Большая устойчивость переохлажденного аустенита обеспечивает высокую прокаливаемость этих сталей (критический диаметр свыше 100 мм), что позволяет упрочнять термической обработкой крупные детали. Даже в очень больших сечениях (1000— 1500 мм и более) в сердцевине после закалки образуется бейнит, а после отпуска сорбит. Указанные стали обладают высокой прочностью, пластичностью и вязкостью и низким порогом хладноломкости (см. табл. 8). Этому способствует высокое содержание никеля. Молибден, присутствующий в стали, повышает ее теплостойкость. Эти стали можно использовать при 400—450 °C.
Недостатками высоколегированных хромоникельмолибденована-диевых сталей является трудность их обработки резанием и большая склонность к образованию флокенов. При обнаружении их хотя бы в одной поковке бракуют все поковки данной плавки. Стали применяют для изготовления наиболее ответственных деталей турбин и компрессорных машин, для которых требуется материал особой прочности в крупных сечениях (поковки валов и цельнокованых роторов турбин, валы высоконапряженных трубовоздуходувных машин, детали редукторов и т. д.).
7. Мартенситностареющие высокопрочные стали
Высокая конструктивная прочность изделия достигается только тогда, когда оно изготовлено из материала, обладающего большой прочностью и высоким сопротивлением хрупкому разрушению. Это обеспечивает малую чувствительность стали к концентраторам напряжений, а как следствие этого, высокую эксплуатационную на дежность. Этим требованиям в значительной степени отвеча безуглеродистые «0,03 % С) мартенситностареющие стали (углерод и азот в них — вредные примеси, снижающие пластичност вязкость стали).
Мартенситностареющие стали представляют собой сплавы железа с никелем (8-20 %), содержащие во многих
Для протекания процесса старения в мартенсите спла Д
271
Ti Al Nb Mo и Co. Упрочнение этих сталей до-™ ргаулиате получения мартенситной структуры в „ро. "еСПр”от^ни^^“"'^Р^™,:я “гРегави“ в Узлах лило, /пиипй сетки области с упорядоченной структурой или выде-ляю^я дисперсные фазы NiTi; Ni3Ti; NiAl; (Ni, Fe) Al; Ni3(Al, Ti); (Fe? Nt Co)2Mo; Fe2Mo; Ni3Nb и др., когерентно связанные с ма-ТРИХ?ом вводимый в сплав, упрочняет мартенсит сталей Fe-Ni-Ti и Fe—Ni—Al при старении и повышает сопротивление коррозии. ТПипокое применение в технике получила высокопрочная мартен-ситностареющая^сталь Н18К9М5Т (С0,03 % С, ~18 % Ni, ~9 % Со, ~5 % Мо, ~0,6 % Ti). о
Сталь закаливают на воздухе с 820—850 °C. Нагрев до более высоких температур ведет к росту зерна и снижению пластичности. После закалки сталь состоит из безуглеродистого мартенсита, имеющего наряду с низкой прочностью, хорошую пластичность и вязкость: <тв = 1100-5-1200 МПа; ct0j2 — 950-5-1100 МПа; 6 = 18-5-20 %; Ф = 70-J-80 % и ап = 2,0-5-2,5 МДж/м2. Таким образом, характерной особенностью обезуглеродистого мартенсита является высокая пластичность и вязкость. В закаленном состоянии сталь сравнительно
легко обрабатывается давлением, резанием и хорошо сваривается. При закалке стали деформации изделий незначительны.
Старение при 480—520 °C повышает прочность, но снижает пластичность и вязкость. Механические свойства после старения: ств = 1900-5-2100 МПа; ст0>2 = 1800-5-2000 МПа; 6 = 8-4-12 %; ф = = 40-5-60 %; ав = 0,4-5-0,6 МДж/м2 и HRC 52. Сталь Н18К9М5Т имеет высокий предел упругости (<г6>002 = 1500 МПа); из нее изготавливают пружины. При низких температурах прочностные свойства, как это обычно наблюдается в стали, возрастают, но при сохранении повышенной пластичности и вязкости. При —196 °C ов = — 2400 МПа, 6 = 9 % и в, = 3,0 МДж/м2. Это позволяет использовать -их для работы при криогенных температурах.
Для деталей большой толщины применяется более сложная термическая обработка: закалка с 1200 °C, две или три закалки с 940 С, закалка с 820 °C и старение при 520 °C. Закалку осуществляют в воде (до потемнения поверхности), а далее на воздухе.
Кроме стали Н18К8М5Т нашли применение менее легированные мартенситностареющие стали: Н12К8МЗГ2, Н10Х11М2Т (о„ =
МПа)» Н12К8М4Г2, Н9Х12Д2ТБ (ов = 1600-5--Н800 МПа) и др.
Мартенситностареющие стали с 10—12 % Сг обладают хорошей сопротивляемостью коррозии. Стали для повышения износостойкости и предела выносливости азотируют.
”~^^енситностаРеюЩие стали применяют в авиационной про-В ₽акетной технике, в судостроении, в приборострое-ДО^гоФгХие^ Элементов* в криогенной технике и т. д. Эти стали
8. Высокопрочные трип-стали (ПНП-стали) 1 ~ “
Разработан новый класс аустенитных сталей, получивших название трип-сталеи. Эти стали обладают высоким комплексом механических свойств. Трип-стали содержат 0,2—0,3 % С, 8—10 % Сг. 8—25 % Ni, 4 % Мо, 1 2,5 % Мп, а также до 2 % Si. Отличительной осо-бенностью этих сталей является то, что у них точка мартенситного превращения М„ лежит при отрицательной температуре, а Мд (начало образования мартенсита деформации) — при температуре выше комнатной.
Для придания стали высоких механических свойств после закалки с 1000—1100 °C на аустенит ее деформируют при 450—600 °C. В процессе деформации аустенит претерпевает наклеп и обедняется углеродом, за счет выделения карбидов (дисперсионное упрочнение). При этом и создается такое положение мартенситных точек, когда Мн — ниже комнатной, а Мд — выше. После такой обработки, благодаря наклепу и деформационному старению трип-стали наряду с высокой прочностью (ов = 1800-4-2000 МПа, ап>2 = 1400-4—1700 МПа) обладают хорошей пластичностью (6 = 1004-150 %)
Высокая пластичность объясняется тем, что в процессе испытания на растяжение, когда происходит локализация деформации, аустенит в этом месте превращается в мартенсит, упрочняющий образец, и деформация сосредоточивается в соседних объемах аустенита. Следовательно, превращение аустенита в процессе испытания в мартенсит деформации исключает возможность образования «шейки», что объясняет высокую пластичность.
9. Рессорно-пружинные стали общего назначения
Рессор но-пружинные стали общего назначения должны обладать высоким сопротивлением малым пластическим деформациям и пределом выносливости при достаточных пластичности и сопротивлении хрупкому разрушению; иметь повышенную релаксационную стойкость.
Для получения этих свойств стали должны содержать ^0,5 % С и быть подвергнуты закалке и отпуску при 400—520 °C (табл. 9). Для углеродистых пружинных сталей после термической обработки °о,2 Эг 800 МПа, а у легированных сталей —^1000 МПа (табл. 9). ’ Стали должны обладать хорошей закаливаемостью и прокаливаемостью. После закалки мартенситная структура должна быть по всему объему. Присутствие после закалки продуктов эвтектоидного или промежуточного превращения, феррита, перлита, а также остаточного аустенита ухудшает упругие свойства. Чем мельче зерно, тем выше сопротивление стали малым пластическим деформациям. Наличие обезуглероженного слоя на готовых пружинах резко снижает пределы упругости и выносливости.
Пружины малого сечения, испытывающие невысокие напряжения закаливают в масле, их изготавливают из углеродистых сталей
1 ПНП — пластичность, наведенная превращением.
273
Таблица 9. Режимы термической обработки и механические свойства пружинных сталей _______________________
Температура, °C Механические свойства (не менее)
Сталь ®в ®0.2 л ♦
закалки отпуска
МПа %
840 480 800 1100 10 35
85 820 480 1000 1150 8 30
50С2 870 460 1100 1200 6 30
55С2А 870 460 1400 1600 6 20
70СЗА 860 460 1600 1800 6 25
60С2ХФА 850 410 1700 1900 5 20
60С2ВА 850 420 1700 1900 5 20
60С2Н2А 880 420 1600 1750 6 20 —/
65, 70, 75, 85. В случае больших сечений (d = 5ч-8 мм) закалку углеродистых сталей проводят в воде.
Более часто для изготовления пружин и рессор используют легированные стали, содержащие 1,5—2,8 % Si: 0,6—1,2 % Мп; 0,2—1,2 % Сг, 0,1—0,25 % V, 0,8—1,2 % W и 1,4—1,7 % Ni. Эти элементы обеспечивают необходимую прокаливаемость, измельчают зерно и повышают релаксационную стойкость сталей.
Путем легирования можно повысить температуру отпуска (выше интервала развития необратимой отпускной хрупкости), что позволяет наряду с высоким сопротивлением малым пластическим деформациям получить хорошие пластичность и вязкость.
В промышленности наиболее часто применяют кремнистые стали 55С2, 60С2А, 70СЗА. Вследствие того что кремний повышает прокаливаемость, задерживает распад мартенсита при отпуске и значительно упрочняет феррит, кремнистые стали 50С2, 55С2 и 60С2 имеют высокие пределы текучести и упругости, что обеспечивает хорошие свойства. Кремнистые стали применяют для изготовления пружин вагонов, многих автомобильных рессор, в станкостроении, для торсионных валов и др. Однако кремнистые стали склонны к обезуглероживанию, образованию поверхностных дефектов при горячей обработке и графитообразованию, что снижает предел выносливости. Дополнительное легирование кремнистых сталей Сг, Мп, W, Ni увеличивает их прокаливаемость и уменьшает склонность к обезуглероживанию, графитизации и росту зерна при на-грсвв»
Стали 60С2ХФА и 65С2ВА, имеющие высокую прокаливаемость, хорошую прочность (см. табл. 9) и релаксационную стойкость, применяют для крупных высоконагруженных пружин и рессор. Когда упругие элементы работают в условиях сильных динамических нагрузок, применяют сталь с никелем 60С2Н2А.
toZ?1 я изготовления автомобильных рессор широко применяют сталь оил1А, которая по технологическим свойствам превосходит 274
кремнистые стали. Для клапанных пружин рекомендуется сталь 50ХФА, не склонная к перегреву и обезуглероживанию. Однако эта сталь имеет малую прокаливаемость и может применяться только для пружин с сечением проволоки, равным или менее 5—6 мм. Для увеличения прокаливаемости сталь легируют марганцем (50ХГФА), который снижает ударную вязкость. Оптимальная твердость рессор для получения максимального предела выносливости HRC 42—48; при более высокой твердости предел выносливости снижается. Предел выносливости стали, а следовательно, и долговечность рессор и пружин резко снижаются при наличии на поверхности различных дефектов (забоин, рисок, царапин и т. д.), играющих роль концентраторов напряжений.
Срок службы рессор может быть повышен гидроабразивной и дробеструйной обработкой (поверхностным наклепом), создающей в поверхностных слоях остаточные напряжения сжатия, понижающие рабочие напряжения растяжения в наружных волокнах. После дробеструйной обработки предел выносливости повышается в 1,5— 2 раза.
Нередко пружины изготовляют из патентированной холоднотянутой проволоки и холоднотянутой ленты из высокоуглеродистых сталей 65, 65Г, 70, У8, У10. Высокие механические свойства проволоки достигаются патентированием и последующей протяжкой при степени деформации не менее 70 %. Временное сопротивление проволоки после 95 %-ной деформации (диаметр проволоки 1,4 мм) достигает 2600 МПа. Пружины после холодной навивки подвергают отпуску при 210—320 °C для снятия напряжений, повышения предела упругости и релаксационной стойкости. Более часто применяется сталь, поступающая в виде проволоки диаметром от 6,0 до 0,15 мм с ов = 1360-4-2200 МПа. Нагартованная лента имеет ов = = 750-?-1200 МПа.
10. Шарикоподшипниковые стали
Подшипники качения работают в условиях качения шариков (или роликов) по наружному и внутреннему кольцам. Наиболее часто причиной отказа подшипников является излом, разрушение тел качения и рабочих поверхностей колец и главным образом усталостное выкрашивание рабочих поверхностей элементов подшипника.
Для изготовления тел качения и подшипниковых колец небольших сечений обычно используют высокоуглеродистую хромистую сталь ШХ15 (0,95—1,05 % С и 1,3—1,65 % Сг), а больших сечений — хромомарганцевокремнистую сталь 1ПХ15СГ (0,95—1,05 % С, 0,9— 1,2 % Мп, 0,4—0,65 % Si и 1,3—1,65 % Сг), прокаливающуюся на большую глубину. Стали обладают высокой твердостью, износостойкостью и сопротивлением контактной усталости. К сталям предъявляют высокие требования по содержанию неметаллических включений, так как они вызывают преждевременное усталостное разрушение. Недопустима также карбидная неоднородность.
Электрошлаковый и вакуумно-дуговой переплав, уменьшая количество неметаллических включений (сульфидов, оксидов и др.),
27?
АНI 3 НВ 1 i & ~ -г
повышают долговечность подшипников х. Стали изготовляют в виде и ___________________ И ?т^чга стали получают структур
ПРУТКОВ- iDXO fl kapvtHj.^A^- Д'- - _ ‘
; - -^n-’F-я Так** г^уктура обеспечивает удовлетво-
ЧёЛКОЗеЭНИСкОГО acD._alt<i loti--- -
i__. ----пёзачисч и _осхаточн\ю пластичность
пительнтю иОЭаОЛ4а=-еМ-л.1о -
г * - --------- дггэикои и роликов: твердое!ь после сн-
2-57и МПа). Кольиа. шарики и ролики про-j__55 -Q с 840—860 С и отпуск при 150—
п - V. iic/v^ и.и.^. для уменьшения количества остаточного асстената детали подшипника охлаждаются до температуры не выше
2j—25 'С- Эго повышает стабильность их размеров.
Для получения оптимального сочетания прочности и контактной выносливости кольца и ролики подшипников должны иметь после закалки и отпуска твердость HRC 61—6о для стали ШХ15 и HRC 6j—64 для стали ШХ15СГ. а шарики — HRC 62—66.
Для изготовления деталей подшипников качения, работающих
при высоких динамических нагрузках, применяют цементуемые стали 20Х2Н4А и 18ХГТ. После газовой цементации на глубину 12дб—3500 мкм. высокого отпуска, закалки и отпуска при 160— 170 'С детали подшипника из стали 20Х2Н4А имеют на поверхности
твердость HRC 58—62, а в сердпевнне 35—1э.
Детали подшипника качения из стали 18ХГТ подвергают цементации или цианированию на глубин}’ 900—1800 мкм. После закалки и низкого отпуска они имеют твердость HRC 61—65.
В последние годы разработан и внедрен в массовое производство процесс объемно-поверхностной закалки колец тяжелонагруженных роликовых подшипников для букс железнодорожных вагонов. Для изготовления этих деталей применяют высокоуглеродистхю сталь 1ПХ4 «0,95—1,05 % С, 0,15—0,3 % Si: 0,15^-0,3 % Мп: 0.35— 0,5 Сг) с регламентированной прокаливаемостью, имеющую перед закалкой структуру зернистого перлита.
Кольпа и тела качения подшипников, работающих в агрессивных средах «морской воде, азотной кислоте и т. д.), изготовляют из стали 95X18 <0,9—1,0 % С и 17—19 % Сг).
И. Износостойкая (аустенитная) сталь
Для деталей, работающих на износ в условиях абразивного трения и высоких давления и ударов (например, для траков некоторых гусеничных машин, щек дробилок, черпаков землечерпательных машин, крестовин железнодорожных и трамвайных путей и т. Д-), применяют высокомарганцевую литую аустенитную сталь 110Г13.1, содержащую 0,9—1,3 % С и 11,5—14,5 % Мп.
Структура этой стали после литья состоит из аустенита и избыточных карбидов (МпдС), выделяющихся по границам зерен, что снижает прочность и вязкость стали. В связи с этим литые изделия за-
перемяв, к марке стали добавляется
ШХ15ВД). “‘^“яо-луговой переплав — буквы ВД (например ШХ15Ш,
каливают с нагревом до 1100 °C и охлаждением в воде. При таком нагреве растворяются карбиды, и сталь после закалки приобретает аустенитную структуру. Она обладает следующими механическими свойствами: ав = 800ч-900 МПа, о0>, = 310ч-350 МПа, 6 = 25ч-ч-15%, ф = 30ч-20 %, НВ 1804-220 (1800—2200 МПа). Сталь с аустенитной структурой сильно упрочняется под действием холодной деформации. Если эксплуатация детали протекает в условиях значительных давлений и ударных нагрузок, то твердость стали повышается в результате наклепа, что увеличивает сопротивление износу. По этой причине сталь 110Г13Л плохо обрабатывается резанием. Если же во время работы сталь испытывает только абразивный износ и отсутствуют значительные давления и удары, вызывающие наклеп, то повышения износостойкости не наблюдается.
При повышенном содержании фосфора сталь 110Г13Л хладноломка. При содержании в стали более 0,05 % Р по границам зерна образуется хрупкая фосфидная эвтектика, на которой зарождается и растет хрупкая трещина при низких температурах, поэтому при использовании стали в северных районах содержание фосфора должно быть равно или менее 0,02—0,03 %.
Для изделий, подвергающихся износу в результате действия потока жидкости или газа, рекомендована сталь 30Х10Г10, обладающая высокой кавитационной стойкостью вследствие образования на поверхности мартенсита деформации при гидравлических ударах.
12. Коррозионностойкие (нержавеющие) стали и сплавы
Коррозионная стойкость стали. Коррозией называют разрушение металлов под действием окружающей среды. При этом часто металлы покрываются продуктами коррозии (ржавеют). В результате воздействия внешней среды механические свойства металлов резко ухудшаются, иногда даже при отсутствии видимого изменения внешнего вида поверхности.
Различают химическую коррозию, протекающую при воздействии на металл газов (газовая коррозия) и неэлектролитов (нефть и ее производные), и электрохимическую коррозию, вызываемую действием электролитов (кислот, щелочей и солей). К электрохимической коррозии относятся также атмосферная и почвен-наякоррозия.
Существует несколько видов электрохимической коррозии. Если металл однороден (например^ однородный твердый раствор), то наблюдается равномерная коррозия, протекающая примерно с одинаковой скоростью по всей поверхности металла. В неоднородном металле, что является наиболее частым случаем, коррозия носит локальный характер и охватывает только некоторые участки поверхности. Эту местную, или локальную коррозию подразделяют на точечную, пятнистую и с язвами. Очаги пятнистой и точечной коррозии являются концентраторами напряжений. Наиболее опасна так называемая интеркристаллитная коррозия, распространяющаяся по границам зерен вследствие более низкого их
277
а блица 10. Механические свойства и назначение хромистых коррозионно
Сталь Термическая обработка 1 °в °0.2
закалка отпуск отжиг МПа
40X13 30X13 20X13 12X13 01X13 12X17 08Х17Т 15Х25Т, 15X28 • м — масло, 1000—1050, м 950—1020, м 1000—1050, в 1000—1050, м 1000—1050, м в — воздух, п — Стали 200—300, в 200—300, в 600—770, м Стали марп 700—790, м Стал 700—800, м печь. мартенситного генситно-феррит 850—900, п и ферритного kj 760—780, в 760—780, в 680—770, в класса Твер 660 ного класс 600 iacca 600 400 500 450 дость 450 а 420 420 250 300 300
электрохимического потенциала. Коррозия без заметных внешних признаков быстро развивается по границам зерен, вглубь, резко снижая при этом механические свойства. Сталь, пораженная интер-кристаллитной коррозией, теряет металлический звук и при изгибе дает надрывы по границам зерен в местах коррозионного разрушения металла. Кроме того, различают коррозию под напряжением, которая возникает при одновременном действии коррозионной среды и, обычно напряжений растяжения. Разновидностью этой коррозии является коррозионное растрескив ан и е, т. е. образование в металле тонкой сетки трещин при воздействии коррозионной среды и напряжений.
Сталь, устойчивую против газовой коррозии при высоких температурах (свыше 550 °C), называют жаростойкой. Стали, устойчивые против электрохимической коррозии, называют коррозионностой-кими (нержавеющими). Повышение устойчивости стали против коррозии достигается введением в нее элементов, образующих на поверхности защитные пленки, прочно связанные с основным металлом и предупреждающие контакт между сталью и наружной агрессивной средой, а также повышающих электрохимический потенциал в разных агрессивных средах.
«.._!^>«ЫЦ1еНИе жаР°стойкости достигается введением в сталь глав-.„Р330** хрома, а также алюминия или кремния, т. е. элементов, Р8"80?? и образующих в процессе нагрева защитные пленки окнслов (Сг, Fe)sO„ (Al, Fe)2O8. Введение в сталь an
стойких сталей
_— б Назначение
%
16 50 48 | 55 Режущий, мерительный и хирургический инструмент, пружины, предметы домашнего обихода. Детали с повышенной пластичностью, работающие в слабоагрессивных средах
| 20 20 20 20 20 | 60 60 50 45 45 Детали с повышенной пластичностью, подвергающиеся ударным нагрузкам (клапаны гидравлических прессов, предметы домашнего обихода), изделия, работающие в слабоагрессивных средах (атмосфера, водные растворы органических кислот и т. д.) Оборудование заводов, пищевой и легкой промышленности То же, в том числе для сварных конструкций Для сварных конструкций, не подвергающихся действию ударных нагрузок при температуре эксплуатации не ниже —20 °C в агрессивных средах
5—8 % Сг повышает окалиностойкость до 700—750 °C; увеличение содержания Сг до 15—17 % делает сталь окалиностойкой до 950— 1000 °C, а при введении 25 % Сг сталь остается окалиностойкой до 1100 °C. Легирование сталей с 25 % Сг алюминием в количестве 5 % повышает жаростойкость до 1300 °C. Жаростойкость зависит от состава стали и в меньшей степени от ее структуры. В связи с этим жаростойкость ферритных и аустенитных сталей при равном количестве хрома практически одинакова.
Составы сталей, устойчивых против электрохимической коррозии, устанавливают в зависимости от среды, для которой они предназначаются. Эти стали можно разделить на два основных класса: хромистые, имеющие после охлаждения на воздухе ферритную, мартен-ситно-ферритную (феррита более 10 %) или мартенситную структуру, и хромоникелевые, имеющие аустенитную, аустенитно-мартенситную или аустенитно-ферритную (феррита более 10 %) структуру.
Хромистые стали (табл. 10). При введении в сталь 12—14 % Сг ее электрохимический потенциал становится положительным, и она приобретает устойчивость против коррозии в атмосферных условиях, слабых растворах кислот и солей и других агрессивных средах. Стали мартенситного класса, содержащие 13 % Сг и 0,2—0,4 % С, при охлаждении на воздухе имеют структуру мартенсита, обладают повышенной твердостью и применяются для изготовления деталей, работающих на износ, упругих элементов и режущего инструмента (табл. 10). После термической обработки стали 20X13, 30X13 и
279
Х-. т ,тг ппнмерно одинаковую коррозионную сгонкость. Более 40X10 "Рот‘,в эрозии обладают ферритная сталь
высокой к ;;.м ^„ситная 12X13. Эти стали имеют меныихю 0Ь\13 н ФЧ!'1 • Fbncokyio пластичность н удовлетворительно твердость, ио it.- Mlipol3aHlie повышает коррозионную свариваются. Шли^вание Недое|атком сталей с 13 % Сг является ^-Т^ость'протнв коррозионного растрескивания и точечной низкая ^ойкест 1 С0держащи.х ноны хлора. Значительно более пы'жюГкоррозшжной стойкостью, в том числе п под напряжением, обттд-нот низкоуглеродистые ферритные стали, содержащие 17-• ч % а (Табл 10). Эти стали применяют ——п. ч™ ....
tt
'tf ;
AV
ПО
SV
3X
Время -*
Рис. 151. Схемы термической обработки хромистых
Нержавеющих сталей:
I — МКК; If — a-фаза; III — 475-градусная хрупкость
главным образом для деталей. работающих в окислительных средах (азотной кислоте), вводных растворах аммиака, сероводороде и других агрессивных средах. Вы-со кох р ом 11 стые стали,
особенно с повышенным содержанием углерода, азота, кислорода и фосфора. хладноломки и склонны к росту зерна при нагреве выше 850— 900 "'С.
Измельчить зерно и повысить пластичность термической обработкой нельзя, так как стали не претерпевают а у-превращення. После высокотемпературного нагрева, например при сварке (рис. 151, а) ферритные стали приобретают склонность к межкристаллитной коррозии (МКК). Этот вид коррозии связан с обеднением твердого раствора хромом (ниже 12 %) в местах, прилегающих к границам зерна, в результате выделения карбидов A-LSC6. Для снижения склонности к интеркристаллитной коррозии ферритные стали легируют титаном. Титан, связывая углерод в карбиды TiC, исключает возможность образования карбидов хрома и обеднение им феррита. Одновременно титан задерживает рост зерна феррита. При нагреве до 550—850 °C (рис. 151) возможно выделение о фазы (FeCr), повышающей твердость, но резко снижающей пластичность, вязкость и коррозионную стойкость стали. При температурах 350— 540 С (рис. 151) в высокохромистой стали развиваются процессы, приводящие к так называемой 475-град, хрупкости, связанной с упорядочением и расслоением а-раствора в пограничных объемах.
Отжиг в интервале 560—800 °C (с учетом fmfn при выдержке и охлаждении) позволяет устранить 475-град хрупкость и уменьшить склонность К нтггеркрнсталлитной коррозии (рис. 151, б).
1ри 740 800 ъ происходит коагуляция карбидов хрома, нарУ' шается сплошная карбидная сетка и выравнивается концентрация
Т,нин
Рис. 152. Влияние на стойкость стали Х18Н12 против МКК содержания углерода. %:
1 — 0.006; 2 — 0,012; 3 — 0.021; 4 — 0.054; 5—0,084
хрома по объему зерна, что уменьшает склонность к ннтеркрпстал-литиой коррозии. Этот отжиг (рис. 151, б) одновременно снимает циклоп. вызванный предшествующей холодной деформацией.
Хрупкость, вызванная образованием о-фазы. устраняется нагревом до 570 950 С (рис. 151, в); при этой температуре о-фаза растворяется в феррите.
Сварка ферритных счален с 1/ % Сг, вызывающая рост зерна в прилегающих к сварному шву зонах понижает их коррозионную стойкость, поэтому Применяется редко — для тонкостенных (до 3—5 мм) неответственных деталей, а также для деталей, работающих в коррозионной среде при 100—350 'С. Стали 15Х25Т, 15X28 и 15Х28Т широко используют как жаростойкий материал до 1000—1100 СС.
Аустенитные стали. Эти стали, обычно легированные 18 % Сг и 9—12 % Ni, после охлаждения до комнатной температуры имеют аустенитную стр) «туру, низкий предел текучести, умеренную прочность, высокую пластичность и хорошую коррозионную стойкость в окислительных средах. Стали парамагнитны.
Высокие коррозионностойкие свойства стали сообщает хром, пассивируя поверхность. Типичными представителями аустенитных хромоникелевых сталей являются 12Х18Н9 и 17Х18Н9. После медленного охлаждения стали имеют структуру аустенит (у),
феррит (а) и карбиды AlasC6. Для получения чисто аустенитной структуры, обладающей высокой коррозионной стойкостью, стали нагревают до 1000—1070 СС (для растворения карбидов), и закаливают в воде (на воздухе). Механические свойства стали Г2Х18Н9 в закаленном состоянии: ов = 520—600 МПа, о0>а = 200—230 МПа, 6 = = 50 % и ф = 50-ъ60 %. В процессе холодной пластической деформации сталь легко наклепывается. После холодной деформации (60—70 %) ов = 1200—1300 МПа, при этом 6 снижается до 4—5 %. Упрочнение в процессе холодной деформации связано с наклепом и мартенситным превращением. Чем менее стабилен аустенит, тем интенсивнее при холодной деформации происходит превращение аустенита в мартенсит (мартенсит деформации).
Стали хорошо свариваются точечной сваркой и штампуются. При нагреве закаленных до 550—800 °C сталей например, при сварке они охрупчиваются и приобретают склонность к межкристаллитной коррозии. Это связано с тем, что в пограничных зонах выделяются карбиды хрома /И,3С6 и происходит обеднение этих зон хромом ниже того предела (т е. 12 %), который обеспечивает коррозионную стойкость. На рис. 152 показана температурно-временная область склонности к межкристаллитной коррозии стали Х18Н12 в зависимости от содержания углерода. Чем больше углерода, тем выше склонность стали к интеркристаллитной коррозии. Поэтому стали
281
большее распространение для работы в
Время
Время
Рис. 153. Схема термической обработки нестаби-лизированноЙ (а) и стабилизированной (б) стали типа Х18Н10:
/ —закалка; // — стабилизирующий отжиг
с малым содержанием углерода 03Х18Н11 менее склонны к интер-кристаллитной коррозии. Для уменьшения склонности к интеркри-сталлитной коррозии в состав сталей вводят титан (реже ниобий) в количестве (5С—0,7), где С — содержание углерода в стали (12Х18Н10Т, 12Х18Н12Т) В этом случае образуется карбид А1С-(TiC, NbC), ’ связывающий углерод, а хром остается в растворе. Для повышения стабильности аустенита количество никеля в этих сталях увеличивают* до 10—12 %. Сталь 12Х18Н10Т получила наи-окислительных средах (например, азотной кислоте).
Закалку сталей, стабилизированных титаном или ниобием, проводят с температуры, превышающей температуру растворения карбидов хрома (/р), но ниже температуры растворения карбидов титана или ниобия МС (рис. 153, а I). Во избежание чрезмерного роста зерна и растворения МС, температуру закалки принимают 1000—1100 °C. После закалки, обычно в воде, структура стали — аустенит и карбиды МС.
Закалка крупных сварных конструкций нередко сопровождается короблением. В этих случаях вме-
сто закалки применяют стабилизирующий отжиг проводимый при более низких температурах 850—950 °C (рис. 153, //). Отжиг проводят при температуре между tp и (рис. 153, //). В этом случае карбиды хрома частично сохраняются, однако интеркристаллит-ной коррозии не наблюдается. При отжиге сталей, стабилизированных титаном, при нагреве происходит переход углерода от карбидов хрома в карбид TiC (NbC) и растворение хрома в аустените. Охлаждение после отжига должно быть достаточно быстрым во избежание образования карбидов хрома. В сталях типа Х18Н9Т и в меньшей степени Х18Н10Т при высокотемпературном нагреве (1200 °C) может образоваться 6-феррит (15—40 %), затрудняющий обработку давлением и способствующий возникновению в листах плен и надрывов.
Хромоникелевые нержавеющие стали 12Х18Н10Т, 08Х18Н10Т, 03Х18Н11 применяют в сварных конструкциях, работающих в контакте с азотной кислотой и другими окислительными средами, а также в качестве жаростойкого, жаропрочного и криогенного материала. Аустенитные стали с г. ц. к. решеткой при низких температурах не склонны к хрупкому разрушению.
282
Хромомарганцевоникелевые аустенитные стали. Хромоникелевые аустенитные стали дороги. В связи с этим применяют более дешевье стали, в которых часть никеля заменена аустенитообразующим элементом — марганцем. Стали нередко содержат азот (0 15______
0,30 %), который стабилизирует аустенит. При образовании твердого раствора внедрения и выделении нитридов хрома, повышается прочность стали (Оо12 = 300—400 МПа). Для оборудования, работающего в слабо агрессивных средах и в криогенной технике до —253 °C, а также жаростойкого и жаропрочного материала до 700 °C применяют сталь 10Х14Г14Н4Т (ов = 650 МПа, о0,г = 250 МПа, б = = 35 %), а в качестве коррозионностойкого материала повышенной прочности для конструкций, работающих при температурах от 400 до —253 °C — сталь 07X21Г7АН5 (ов = 700 МПа; о012 = 370 МПа, б = 40 %). Стали хорошо свариваются. Закалку сталей проводят с 1000—1080 °C в воде или на воздухе.
Хромоникелевые стали аустенитоферритного класса. Стали 08Х22Н6Т, 03Х23Н6, 08X21Н6М2Т, 03Х22Н6М2 и др. после закалки в воде с 1000—1050 °C имеют структуру, состоящую из равномерно чередующихся зерен б-феррита и аустенита с соотношением фаз примерно 1:1. Аустенито-ферритные стали по сравнению с аустенитными обладают более высокими механическими свойствами (ов = 600—700 МПа, о0,2 = 450—550 МПа, б = 30 % и ф = 50 %), хорошей стойкостью в окислительных и окислительно-восстановительных средах, более высокой сопротивляемостью интеркристал-литной коррозии и коррозионному растрескиванию и содержит меньше дорогостоящего никеля. При гагреве до 450—500 °C в феррите протекают процессы, приводящие к 475-град хрупкости. При 650—800 °C из феррита выделяется о-фаза (FeCi), а из аустенита карбиды Л423Св, что влечет за собой снижение пластичности и вязкости стали. Поэтому предельная рабочая температура для этих сталей 350 °C. Стали применяют в химической, пищевой и металлургической промышленности.
Высокопрочные аустенито-мартенситные и аустенитные стали. Аустенито-мартенситные стали применяют в тех случаях, когда наряду с хорошей коррозионной стойкостью требуются высокие механические свойства. Для работы в атмосферных условиях и средах малой агрессивности—сталь 09Х15Н8Ю (<0,09 % С, 14 16 % Сг, 7,0—9,4 % Ni и 0,7—1,3 % А1). Для получения высоких коррозионных и механических свойств (ов 5s 1200 МПа, о0а 5*
900 МПа, б 12 % ф 45 % и аИ = 4,0 МДж/м®) сталь закаливают в воде или на воздухе с 950—1000 °C для полного растворения карбидов после закалки сталь имеет аустенитную структуру, обладает высокой пластичностью и легко деформируется. Затем ее подвергают обработке холодом при —70 °C (ниже точки Л4В) Д^я перевода большей части аустенита (~80 %) в мартенсит. Вмесю обработки холодом для у -* ot-превращения нередко применяют холодную пластическую деформацию (-~60 %) пои температуре ниже начала образования мартенсита деформации (Md). Заключительной операцией является старение при 350—380 °C. В процессе старения
283
сталь упрочняется благодаря выделению из мартенсита у'-фазы (Ni Al) Сталь имеет более высокие механические свойства и хорошую коррозионную стойкость в тех случаях, когда после закалки ее подвергают холодной пластической деформации, а не обработке холодом К аустенито-мартенситному классу сталей относятся также сталь 07Х16Н6 (оп = ПО МПа, оп>2 = 850 МПа, 6 = 12 %) применяемые для высоконагруженных деталей в криогенной технике (до —253 °C) и 08Х17Н5МЗ (оп = 1200 МПа, о()>2 = 900 МПа, 6 = 9 %), предназначенная для работы в средах средней агрессивности и атмосферных условиях. Для высоконагруженной аппаратуры, работающей в серной кислоте и сероводородсодержащих средах, применяют аустенитный сплав 04ХН40МДТЮ (<0,04 % С; 14—17 % Сг; 39— 42 % Ni; 2,5—3,2 % Ti; 0,7—1,2 % Al; 4,5—6 % Мо; 2,7—3,3 % Си). Упрочнение сплава достигается в результате старения при 650—750 °C после закалки на воздухе с 1050—1100 °C или при 600—650 °C после горячей пластической деформации. В процессе старения из аустенита выделяется сложная у'-фаза — ( J, Сг, Fe, Cu)3 (Ti, Al, Мо) Механические свойства сплава после старения: <тп = 1000-МПа, с02 = 800 МПа, 6 = 10 %. Сплав склонен к коррозионному растрескиванию.
Кор ошонностойкие сплавы на никелевой основ?. Сплавы никеля с мед-ю (например, НМЖМц 28-2,5-1,5 (монель-металл), содержат в среднем 28 % Си; 2,5 % Fe и 1,5 % Мп; они обладают высокой коррозионной стойкостью на воздухе, в морской и пресней воде, неорганических кислотах и т. д., сравнительно высокой прочностью (ов = 450—650 МПа) и хорошей пластичностью (6 = 25—30 %). Сплав НМЖМц 28-2,5-1,5 применяют в судостроении, в нефтеобрабатывающей и фармацевтической промышленности. Наиболее высокой коррозионной стойкостью обладают сплавы Ni—Мо, Ni—Сг и Ni—Мо—Сг.
Для изготовления сварных емкостей, работающих при повышенных температурах в соляно-кислых средах, концентрированных растворах серной и фосфорной кислот, применяют никелевый сплав Н70МФ (0,02 % С, 25—27 % Мо и 1,4—1,7 % V). После закалки с 1070 °C в воде, сплав состоит из a-фазы с г. ц. к. решеткой и небольшого количества карбидов /ИвС и VC. Механические свойства сплава: ап 800 МПа, о0>2 370 МПа и 6 40 %. Для этой же
цели применяют никелевый сплав ХН65МВ (0,03 % С, 14,5—16,5 % Сг; 15—17 % Мо и 3,0—4,5 % W), который после закалки в воде с 1070 °C состоит из у-твердого раствора (на основе никеля) и первичных карбидов М6С.
Никелевые сплавы должны содержать возможно меньше углерода (0,006—0,015 %), образующего с молибденом и хромом карбиды. Выделение из у-раствора карбидов, обедняет пограничные области молибденом и хромом, что может явиться причиной развития ин-теркристаллитной коррозии и охрупчивания сплава после сварки-или при относительно коротких нагревах до 650—1100 °C. Выделение в а- или у-растворах интерметаллидных фаз (Ni4Mo, и др.) также снижает коррозионную стойкость никелевых сплавов.
884
13. Жаропрочные стали и сплавы
Жаропрочные стали и сплавы применяют для многих деталей кот лов, газовых турбин, реактивных двигателей, ракет, атомных vS ройств и др., работающих при высоких температурах У
Повышение температуры сильно влияет на все механические свойства; оно понижает пределы текучести и прочности и особенно склонность к упрочнению в процессе пластической деформации При этом следует иметь в виду, что в условиях малой скорости нагружения разрушение происходит при более низких напряжениях чем при обычных кратковременных статических испытаниях.
Если при высокой температуре нагрузить металл постоянно действующим напряжением даже ниже предела текучести при этой температуре и оставить его под нагрузкой длительное время, то металл в течение всего времени действия температуры и нагрузки будет деформироваться с определенной скоростью. Это явление
получило название ползучести или крипа. Развитие ползучести может в конечном счете привести к разрушению металла.
Сопротивление металла ползучести и разрушению в области высоких температур при длительном действии нагрузки называют жаропрочностью. Чаще жаропрочность характеризуется условным пределом ползучести и длительной прочности.
Под условным пределом ползучести понимают напряжение, ко-
торое вызывает за установленное время испытания при данной температуре заданное удлинение образца или данную скорость деформации (ползучести).
Для определения предела ползучести испытываемый образец подвергают воздействию постоянного растягивающего усилия при постоянной температуре с фиксированием деформации образца во
времени.
Процесс испытания представляют в виде первичной кривой ползучести в координатах, относительное удлинение — время (рис. 154, а). На кривых ползучести (рис. 154, а) можно отметить участок Оа, соответствующий упругой и пластической деформации, вызванной мгновенным приложением нагрузки; затем следует участок ab, на котором металл деформируется с неравномерной и замедляющейся скоростью (стадия неустановившейся ползучести), участок Ьс, характеризующий равномерную скорость ползучести (стадия установившейся ползучести), и участок разрушения cd.
На основании полученных кривых ползучести строят диаграмму зависимости между напряжением и удлинением или между напряжением и средней равномерной скоростью ползучести на прямолинейном участке в логарифмической системе координат. Зависимость средней равномерной скорости ползучести от приложенного напряжения в логарифмической системе координат имеет вид прямой, угол наклона которой к оси абсцисс определяется температурой испытания (рис. 154, б). „
По заданной скорости деформации в период^равномерной ползучести можно по диаграмме определить условный предел ползучести.
286
Ппедел ползучести обозначают и числовыми индексами, напри-мео Лоо - предел ползучести при допуске на деформацию 0,2 % за 100 ч испытания при 700 °C. При этом необходимо указывать как определялся предел ползучести - по суммарной или остаточной де. КмХи в случае определения по скорости ползучести предел ползучести обозначают о с двумя числовыми индексами. Нижний индекс означает заданную скорость ползучести (%/ч^верхнии индекс-температуру испытания, °C- ^Ри^Р-^>о--преДел ползучести при скорости ползучести 1-10 /о/ч при 600 С.
1пТ
In г
Рис. 154. Характеристики жаропрочности металлов;
а — первичные кривые ползучести; б — диаграммы напряжение (In а) — скорость ползучести (In с); в — зависимость между временем (In т) до разрушения и напряжением (In а)
Испытание на длительную прочность отличается от испытания на ползучесть тем, что испытуемый образец доводят при данной температуре и напряжении до разрушения В результате испытания определяют предел длительной прочности, т. е. наибольшее напряжение, вызывающее разрушение металла за определенное время при постоянной температуре. Предел длительной прочности обозначают а с двумя числовыми индексами, например: о™оо — предел длительной прочности за 1000 ч при 700 °C. В логарифмических координатах
зависимость между напряжением и временем до разрушения представляет прямую линию (рис. 154, в).
'Наряду с максимально возможными значениями предела длительной прочности или ползучести, современные жаропрочные сплавы должны обладать высоким сопротивлением хрупкому и усталостному разрушению, хорошей жаростойкостью.
Рабочие температуры жаропрочных сплавов составляют примерно 0,45—0,8 Гил. Требуемые сроки службы изменяются от одного — двух часов (ракеты) до сотен (авиационные газовые турбины) и многих тысяч часов (стационарные газовые и паровые турбины).
286
При температурах ниже 0,45-0,5 7ИЛ прочность сплавов определяют стабильностью их дислокационной структуры. При более высоких температурах стабильность дислокационной структуры нарушается (уменьшается плотность дислокаций, растет количество вакансий и т. д.) и развиваются процессы разупрочнения (возврат и рекристаллизация, сфероидизация и коагуляция частиц избыточных Фаз и т- д )-
Деформация и разрушение при высоких температурах часто происходят по границам зерен. Это объясняется тем, что по границам зерен, содержащих большое количество дефектов (вакансий, дислокаций и др.) при повышенных температурах легко происходят элементарные акты скольжения при наличии напряжений.
Таким образом, если при низких температурах границы зерен тормозят движение дислокаций и упрочняют сплав, то при высоких температурах, наоборот, они помогают ускоренному разупрочнению поликристаллических металлов. Более крупное зерно способствует повышению жаропрочности, хотя пластичность при этом снижается.
Жаропрочность стали и других металлических сплавов сильно зависит от величины сил межатомной связи. Она тем выше, чем больше межатомные силы связи в кристаллической решетке металла, на базе которого построен сплав. В первом приближении можно считать, что чем выше температура плавления металла, тем больше сила межатомных связей и выше температурный уровень применения этих сплавов 1.
Повышение жаропрочности достигается легированием твердого раствора, приводящим к увеличению энергии связи между атомами, в результате чего процессы диффузии и самодиффузии задерживаются, а температура рекристаллизации возрастает; созданием у сплава специальной структуры, состоящей из вкрапленных в основной твердый раствор и по границам зерен дисперсных карбидных и особенно интерметаллидных фаз, когерентно связанных с матрицей длительное время. Такая структура получается в результате закалки с высоких температур и последующего старения. Наличие равномерно распределенных дисперсных избыточных фаз затрудняет пластическую деформацию при высоких температурах.
Жаропрочные сплавы для работы при высоких температурах (до 700—950 °C) создают на основе железа, никеля и кобальта, а для. работы при очень высоких температурах (до 1200 1500 С) на основе молибдена и других тугоплавких металлов.
Ниже будут рассмотрены основные жаропрочные стали и сплавы на основе никеля.
Жаропрочные стали
Рабочие температуры жаропрочных сталей 500 750 С. При температурах до 600 °C используют стали на основе a-твердого раствора, а при более высоких температурах — на основе аустенитной структуры, обладающих более высокой жаропрочностью.
1 Силы межатомной связи определяются величиной теплоемкости, упругими константами и т. д.
287
Таблица И. Химический состав, %, и механические свойства (не менее) не
Сталь с Сг Мо V Другие элементы
Стали перлитного
16М 15ХМ 12Х1МФ 0,12—0,2 0,11—0,16 0,08—0,15 0,3 0,8—1,0 0,9—1,2 0,4—0,6 0,4—0,55 0,25—0,35 0,15—0,3 —
25X1AW> 0,22—0,29 1,5—1,8 0,25—0,35 0,15—0,3 Л1а/ ттенситно-ферршппые
18Х12ВМБФР 0,15—0,22 11-13 0,4—0,6 0,15—0,3 0,2—0,4 Nb; 0,003 В
15Х12ВНМФ 0,12—0,18 11—13 0,5—0,7 0,15—0,3 0,7—1,1 W; 0,4—0,8 N1
40Х9С2 (сильхром) 0,35—0,45 8—10 — — 2—3 Si
40X10С2М 0,35—0,45 9—10,5 0,7—0,9 — 1,9—2,6 Si
1 Механические свойства после нормализации и высокого отпуска.
Перлитные стали. Для изготовления деталей и узлов энергетИ' ческих установок, работающих при температурах не выше 500— 580 °C, подверженных ползучести, но сравнительно мало нагруженных, используют низкоуглеродистые стали перлитного класса (табл. 11), содержащие 0,5—1,5 % Сги0,25—035 % Мои ванадий (0,15—0,3 %). Эти элементы, повышая температуру рекристаллизации феррита и затрудняя диффузионные процессы, улучшают жаропрочность стали. Структура низкоуглеродистых сталей после нормализации — легированный феррит и перлит или феррит и бейнит, а после закалки — мартенсит или мартенсит с бейнитом. При большей степени легирования ванадием возможно образование карбидов VC. Перлитные стали чаще подвергают нормализации при 950—1050 °C и высокому отпуску при 600—750 °C. После такой обработки сталь имеет структуру тонкопластинчатого перлита (сорбита) и обладает более высокой, длительной жаропрочностью, чем после закалки и высокого отпуска, когда структура — зернистый сорбит.
Сталь 16М, используемая в котлостроении, удовлетворительно сваривается, но обладает пониженной жаропрочностью. Поэтому для котельных установок, работающих при 510 °C и давлении 10—11 МПа, применяют сталь 15ХМ или более жаропрочную 12Х1МФ. Сталь 12Х1МФ удовлетворительно деформируется и сваривается. После нормализации при 960—980 °C и отпуска при 740 °C предел ползучести стали при 560 °C составляет о^-. = 120 МПа и = = 85 МПа, а предел длительной прочности ofgS = 140 МПа и = — ПО МПа.
При длительной работе (десятки тысяч часов) жаропрочность сталей может снизиться вследствие коагуляции карбидов и графити-288.
которых жаропрочных сталей
°в | От МПа 6. % Назначение
класса (котельные) 1
450 250 35 Трубы пароперегревателей, паропроводов и коллекторов энер-
500 350 26 гетических установок; поковки; арматура паровых котлов и
500 320 30 паропроводов
950 850 16 Крепежные детали (болты, шпильки)
и мартенситные стали
750 500 14 Лопатки, длительно работающие при 540 °C
900 750 15 Лопатки, крепеж, диафрагмы, турбинные диски и роторы, работающие длительно при 500— 580 °C
750 500 15 Клапаны автомобильных и авиационных двигателей
950 750 10 То же
зации, и развиться так называемая «тепловая хрупкость» благодаря пограничным выделениям избыточных фаз.
Мартенситно-ферритные стали содержат 10—25 % феррита. Их используют для деталей и узлов газовых турбин и паросиловых установок. В состав сложнолегированных сталей 18Х12ВМБФР и 15Х12ВНМФ (табл. И) кроме 11—13 % Сг, входят W, V, Мо, Nb, которые повышая температуру рекристаллизации и образуя карбиды типа М23С6, /И6С, /И2С, УИС и фазы Лавеса — Fe2W (Fe2Mo), улучшают жаропрочность. Наиболее сильно повышает жаропрочность вольфрам и ванадий в сочетании с молибденом. Легирование стали бором, цирконием, церием и азотом дополнительно увеличивает жаропрочность. Рабочие температуры этих сталей могут достигать 500—600 °C. Однако количество ферритообразующих элементов должно быть ограничено, в противном случае сталь может стать полуферритной, что снизит ее жаропрочность.
Для получения оптимальной жаропрочности высокохромистые стали закаливают на мартенсит. Температура закалки стали 18Х12ВМБФР составляет 1030—1060 °C, а стали 15Х12ВНМФ — 1000—1020 °C, охлаждение в масле. Высокие температуры закалки необходимы для растворения карбидов М23Св и А4С в аустените. Более высокие температуры закалки приводят к образованию в структуре большого количества феррита, снижающего прочность. Структура сталей после отпуска при 650—700 °C сорбит и троостит. Длительная прочность сю" для стали 18Х12ВМБФР при 550 С составляет 250—300, а для стали 15Х12ВНМФ 200 МПа.
Мартенситные стали. Для выпускных клапанов двигателей внутреннего сгорания применяют хромокремнистые стали мартенситного класса, получившие название сильхромов. Наиболее */а10 Ю М Лахтин 289
пкчпомы марок 40Х9С2 и 40XI0C2M (табл. 11). Эти стали известны СНЛЬЛР™ Р н испытывают полную фазовую перекра. при нагреве н о. 40Х9С2 применяют после отжига при 850-««Х'!3яаста°пь 40Х10С2М после закалки в масле с 1050 °C и отпуска 880 79о2^0 °C Медленное охлаждение в интервале температур JfoLenO °C вызывает охрупчивание сильхромош Хрупкость может быть устранена повторным нагревом до 7а0—800 С. При нагреве 1 nt 500-600 °C прочность сильхромов резко падает. Поэтому t форсированных двигателях и дизелях вместо сильхромов применяют жаропрочные аустенитные стали.
катенатные стали. Для получения структуры аустенита эти стали должны содержать большое количество никеля (марганца), а для получения высокой жаростройкости - хрома. Для достижения высокой жаропрочности их дополнительно легируют Мо, W, V, Nb и В. Эти стали применяют для деталей, работающих при 500— 750 °C. Жаропрочность аустенитных сталей выше, чем перлитных, мартенситных, мартенситно-ферритных и ферритных.
Аустенитные стали пластичны и хорошо свариваются. Однако по сравнению с перлитными и мартенситными обработка их резанием затруднена. Сварной шов аустенитных сталей при наличии крупного зерна обладает повышенной хрупкостью. Полученное при перегреве крупное зерно вследствие отсутствия а у-превращения термической обработкой измельчено быть не может.
Аустенитные стали по способу упрочнения делят на три группы:
1) твердые растворы, содержащие сравнительно мало легирующих элементов; 2) твердые растворы с карбидным упрочнением. В этом случае упрочняющими фазами могут быть как первичные (TiC, VC, ZrC, NbC и др.), так и вторичные карбиды (Л423С6, Л46С, Л47С3), выделяющиеся из твердого раствора; 3) твердые растворы с интер-металлидным упрочнением. Чаще в этих сталях упрочняющей фазой является у'-фаза типа Ni3Ti, Ni3Al, Ni3(Ti, Al), Ni3Nb и др.
Допустимое количество второй фазы обычно не превышает 5 %, а структурная стабильность достигается усложнением состава фаз и матрицы путем введения элементов с низкой диффузионной подвижностью (Мо, W, Nb и др.).
Стали с ннтерметаллидным упрочнением более жаропрочны, чем с карбидным упрочнением.
Аустенитные жаропрочные стали со структурой твердых растворов (например 09Х14Н16Б и 09Х14Н19В2БР), предназначенные для изготовления пароперегревателей и трубопроводов силовых установок, установок сверхвысокого давления, работают при 600—700 °C, их применяют в закаленном состоянии (закалка с 1100—1160 °C в воде или на воздухе). После закалки стали приобретают умеренную £Р°™ТV* ВЫСОКУЮ пластичность. При длительном нагреве при Ь00 700 С возможно выделение о-фазы, которая охрупчивает сталь.
Для достижения высокой жаропрочности аустенитные стали с карбидным и ннтерметаллидным упрочнением подвергают термической обработке, которая состоит из двух последовательных операций: 290
1. Закалка с 1050—1200 С в воде, масле или на воздухе, которую проводят для растворения карбидных и интерметаллидных фаз в твердом растворе (аустените) и получения после охлаждения высоколегированного пересыщенного твердого раствора, имеющего низкую твердость.
2. Старение при 600—850 °C предназначено для выделения упрочняющих сталь дисперсных фаз из твердого раствора. Температура старения не должна вызывать заметной коагуляции избыточных фаз.
С увеличением легированностн сплавов элементами, тормозящими процессы диффузии, температура старения возрастает.
Состав некоторых аустенитных жаропрочных сталей, упрочняемых термической обработкой приведен в табл. 12.
Высокая жаропрочность сталей с карбидным упрочнением достигается введением в хромоникелевый или хромоникельмарганцови-стый аустенит 0,3—0,5 % С и карбидообразующих элементов Мо, W, V, Nb и др. К этим сталям относятся 45Х14Н14В2М и 40Х15Н7Г7Ф2МС. Сталь 40Х14Н14В2М после отжига при 820 °C охлаждением на воздухе применяют для изготовления клапанов авиационных двигателей и в газо-турбостроении для крепежных деталей. После такой обработки структура стали — аустенит и карбиды типа М33Св и МС.
Штоки клапанов из стали 40Х14Н14В2М нередко азотируют.
Для изготовления различных деталей газотурбинных установок, работающих при небольших нагрузках (турбовозы, газовые стационарные турбины), а также для крепежных деталей применяют сталь 40Х15Н7Г7Ф2МС, в которой никель частично заменен марганцем. Упрочнение стали достигается закалкой с 1170—1190 °C в воде (на воздухе) и старением при 800 °C, 8—10 ч. В процессе старения образуются дисперсные карбиды Сг2аСв и VC, которые повышают механические свойства при нормальной и высоких температурах. Стойкость стали против окисления при температурах >700 °C невелика, поэтому детали алитируют или подвергают электролитическому никелированию.
К сталям с интерметаллидным упрочнением относится большая группа сложнолегированных сталей (табл. 12). Основной упрочняющей фазой является фаза, по составу отвечающая соединению Ni3Ti, а в присутствии алюминия — Ni3(Ti, Al). При старении возможно образование карбидов типа МС (TiC). Содержание углерода в этих сталях должно быть небольшое, так как он связывает молибден и вольфрам в карбиды, что понижает жаропрочность аустенита. Бор упрочняет границы зерен аустенита в результате их рафинирования.
Сталь 10Х11Н20ТЗР применяют в виде листов для изготовления сварных элементов высокопрочных конструкций, работающих при температурах до 750—800 °C. Листовую сталь упрочняют закалкой с 1060—1080 °C и старением при 700 °C, 3—8 ч (в зависимости от толщины листа). Холодная деформация перед старением повышает временное сопротивление. Эту же сталь в виде поковок и сортового
291
Таблица 12. Химический состав, %, и пределы длительной прочности Оюд некоторых жаропрочных сталей
Сталь С Сг N1 SI Мп Другие элементы Оюо, МПа, при температуре, °C Рабочая температура, °C, и назначение
600 700 800
Стали с карбидным упрочнением
45Х14Н14В2М 40Х15Н7Г7Ф2МС 40Х12Н8Г8МФБ 0,4—0,5 0,38— 0,47 0,34—0,4 13—15 14—16 11,5— 13,5 13—15 6—8 7—9 0,9—1,4 6,0—8,0 7,5—9,5 2—2,75 W; 0,25—0,4 Мо 1,5—1,9 V; 0,65—0,85 Мо 1,1—1,4 Мо; 0,25—0,45 Nb; 1,25—1.55 V 220 420 450 240 300 125 150 До 600, диски газовых турбин, выпускные клапаны 650, корпуса газовых турбин, лопатки, крепежные детали То же
Стали с интерметаллидным упрочнением
10X11Н20ТЗР До 0,1 10—12,5 18—21 — —- 2,3—2,8 Ti; до 0,5 Al; 0,008—0,02 В — 300 100 500—750 °C, камеры сгорания, кольца соплового аппарата, сварные детали
10X11H23T3MP До 0,1 10—12,5 21—25 Сплавы ia железон 2,5—3 Ti; до 0,8 Al; 1—1,6 Мо; 0,08—0,02 В икелевой основе 580 400 200 До 750 °C, диски и лопатки газовых турбин
ХН35ВТЮ До 0,08 12—16 33—37 — — 2,4—3,2 Ti; 2—4 W; 0,7—1,7 Al; 0,02 В 600 380 220 650—750 °C, то же и прутки, полосы, поковки
ХН38ВТ 0.06- 0,12 20—23 33—39 0,7—1,2 Ti; 2,8—3,5 W 80-9С До 1100 °C, детали из листа, работающего ограниченно при умеренных напряжениях
проката, без сварки, используют для изготовления деталей газотуп бинных двигателей, работающих при 650—7ПП°г *<мотур-
Сталь I0X11H23T3MP, содержайа» несколько'больше кнкеля ” " ™.Иимеет лучшую жар""?™,
ность при 700 750 С по сравнению со сталью 10Х11Н20ТЗР Режим термической обработки первой из них для получения максимальной жаропрочности: закалка с 1100-1130 °C на воздухе (ппи крупных сечениях в масле) и двойное старение при 750___7Я5ОС
16 Ч и при 600—650 °C, 10—16 ч. Р & С>
Жаропрочные сплавы
Сплавы на железоникелевой основе содержат железо + никель не менее 65 %. Их применяют для изготовления крепежных деталей паровых и газовых турбин (табл. 12). Структура сплавов твердый раствор хрома и других легирующих элементов в железоникелевой основе. Сплавы обычно делят на две группы: 1) с содержанием 14___
16 % Сг и 32—38 % Ni (ХН35ВТЮ, ХН38ВТ и др.). Эти сплавы дополнительно легированные вольфрамом, титаном и алюминием, после закалки и старения характеризуются высокой жаропрочностью (табл. 12); 2) с содержанием 20—25 % Сг и 25—45 % Ni (ХН28ВМАБ, 06ХН28МДТ и др.). Сплавы этой группы, благодаря высокому содержанию хрома, обладают хорошей коррозионной стойкостью, жаростойкостью, но жаропрочность их ниже.
Сплавы на никелевой основе (содержание никеля более 30—50 %) нередко называют нимониками. Эти сплавы предназначены для рабочих лопаток, турбинных дисков, колец, крепежных деталей с длительным сроком службы, сопловых лопаток и других деталей газовых турбин, работающих при 650—850 °C.
Для получения высокой окалиностойкости никель легируют хромом (~20 %), а для повышения жаропрочности — титаном (1,0—2,8 %) и алюминием (0,55—5,5 %). В этом случае при старении закаленного сплава образуется интерметаллидная у'-фаза типа Ni3(Ti, Al), когерентно связанная с основным у-раствором, а также карбиды TiC, Сг23Св и нитриды TiN, увеличивающие прочность при высоких температурах. Чем больше объемная доля у'-фазы, тем выше рабочая температура сплава.1 Предельная температура работы сплавов на никелевой основе составляет ~0,87’Ш1- При более высоких температурах происходит коагуляция и растворение у -фазы в у-растворе, что сопровождается сильным снижением жаропрочности. Хром и кобальт понижают, а вольфрам повышает температуру полного растворения у'-фазы. Увеличение содержания Al, W и дополнительное легирование сплава Nb, Та, V позволяет повысить их рабочую температуру. Дальнейшее увеличение жаропрочности Дожигается легированием сплавов 2,0—11 % Мо и 2,0 11 о , упрочняющим твердый раствор, повышающим температуру р р
1 В настоящее время созданы жаропрочные сплавы, ™'ДрРжащие
Ti, Nb, Со, в которых объемная доля у'-фазы достигает оО /0-
ш 293
Ш Ю. М. Лахтин
Таблица IS. Химический состав, %, и механические свойства некоторых жаропрочных никелевых сплавов при 800 °C
га с £ ь О 250—270 450
<о о СО О
’в-МПа 550 680 850
Другие элементы 1 2—4 Мо; 0,1—0,5 V 4—6 Мо; 0,2—0,8 V
& 1 5-7 4,5—6,5
Q О о V <0,02 0,02
&> О СЧ о о V <0,02 12—16 Со
о т -2,3 ю
1 о to о -л 3,6-
ь со ci ci 00 ci 1 CD 1.4—2,0
о 19—22 <0 7 СО 9—12
Сплав 2 ь- X X ХН70ВМТЮ 2 н са «о ю X X
сталлизации и затрудняющим процесс диффузии в твердом растворе, определяющим коагуляцию избыточных фаз и рекристаллизацию. Добавление к сложнолегированным сплавам 4—16 % Со еще больше увеличивает жаропрочность и технологическую пластичность сплавов. Для упрочнения границ зерен у-раствора сплав легируют бором и цирконием. Они устраняют вредное влияние примесей, связывая их в тугоплавкие соединения. Примеси серы, сур мы, свинца и олова понижают жаропрочность сплавов и затрудняют их обработку давлением. Поэтому для повышения жаропрочности при выплавке жаропрочных сплавов нужно применять возможно более чистые шахтовые материалы, свободные от вредных легкоплавких примесей (Pb, Bi, Sn, Sb и S).
Наиболее широко используют никелевый сплав ХН77ТЮР типа нимоник. После закалки с 1080—1100 °C сплав имеет структуру, состоящую из пересыщенного у-раствора с г. ц. к. решеткой. Поэтому прочность его небольшая, а пластичность высокая, допускающая глубокую штамповку, гибку и профилирование. Сплав удовлетворительно сваривается. После закалки и старения при 700 °C 16 ч сплав получает высокую жаропрочность (табл. 13). Основной фазой-упроч-нителем в этом сплаве является фаза у', т. е. Ni3(Al, Ti).
Сплав ХН70ВМТЮ обладает хорошей жаропрочностью и достаточной пластичностью при 700—800 °C (табл. 13). Применяется после двойной закалки: с 1190 °C (для укрупнения зерна) и с 1050 °C, охлаждение на воздухе, и старения при 800 С в течение 16 ч. Из него изготовляют рабочие лопатки турбин с кратковременным и длительным (до 10 000) сроком
службы. Сплав ХН55ВМТКЮ после двойной закалки с 1220 и 1050 °C на воздухе и старения при 850 °C имеет высокую жаропрочность. Объясняется это большим количеством упрочняющей фазы у1, выделяющейся из твердого раствора в процессе старения.
Для обеспечения высокой жаропрочности никелевые сплавы должны иметь структуру крупнозернистого у-твердого раствора и равномерно распределенную у'-фазу. Разнозернистость, выделения у'-фазы преимущественно по границам зерна матрицы, сохранение наклепа после обработки резанием — все это снижает жаропрочность.
Глава ХП1
ИНСТРУМЕНТАЛЬНЫЕ СТАЛИ
Инструментальными сталями называют углеродистые и легированные стали, обладающие высокой твердостью (HRC 60—65), прочностью и износостойкостью и применяемые для изготовления различного инструмента. Обычно это заэвтектоидные или ледебуритные стали, структура которых после закалки и низкого отпуска мартенсит + избыточные карбиды.
Для инструмента, требующего повышенной вязкости, например для штампов горячего деформирования, применяют доэвтектоидные стали, которые после закалки на мартенсит подвергают отпуску при более высокой температуре для получения структуры троостита и даже сорбита. Износостойкость и твердость этих сталей ниже, чем заэвтектоидных. Одной из главных характеристик инструментальных сталей является теплостойкость (или красностойкость), т. е. устойчивость против отпуска при нагреве инструмента в процессе работы.
По предложению Ю. А. Геллера, все инструментальные стали подразделяют на три группы: не обладающие теплостойкостью (углеродистые и легированные стали, содержащие до 3—5 % Сг), полутеплостойкие (содержащие свыше 0,6—0,7 % С и 3—18 % Сг) и теплостойкие (высоколегированные стали, содержащие Сг, W, Мо, V, Со, ледебуритного класса), получившие название быстрорежущих.
Другой важной характеристикой инструментальных сталей яв ляется прокаливаемость. Высоколегированные теплостойкие и по лутеплостойкие стали обладают высокой прокаливаемостью. Инстру ментальные стали, не обладающие теплостойкостью, делят на стали небольшой прокаливаемости (углеродистые) и повышенной прокаливаемости (легированные).
Маркировка инструментальных сталей. Углеродистые инструментальные стали маркируют буквой У (углеродистые); следующая за ней цифра (У7, У8, У10 и т. д.) показывает среднее содержание углерода в десятых долях процента. Буква А в конце (У10А) указы вает, что сталь высококачественная. Легированные инструменталы ные стали X, 9Х, 9ХС, 6ХВГ и т. д. маркируют цифрой, показывающей среднее содержание углерода в десятых долях процента, если его содержание <1 %. Если содержание углерода %, то Цифра чаще отсутствует. Буквы означают легирующие элементы, 10* 295
а следующие за ними цифры - содержание (в целых процентах) слеегиую1цая за «ей
M±%Sp“w
содержание ванадия в стали обозначают цифрой, проставляемой за буквой Ф, кобальта — цифрой за буквой Кит. д. Среднее со-лепжание хрома в большинстве быстрорежущих сталей составляет 4 % и поэтому в обозначении марки стали не указывается.
1„ Стали для режущего инструмента
Стали для режущего инструмента после закалки и низкого отпуска должны иметь высокую твердость по режущей кромке (HRC 60—65); значительно превышающую твердость обрабатываемого материала; высокую износостойкость, необходимую для сохранения размеров и формы режущей кромки при резании; достаточную прочность при некоторой вязкости для предупреждения поломки инструмента в процессе работы; теплостойкость, когда резание выполняется с повышенной скоростью.
Углеродистые стали небольшой прокаливаемости, не обладающие теплостойкостью. Углеродистые инструментальные стали У8 (У8А), У10 (У10А), У11 (УНА), У12 (У12А) и У13 (У13А) вследствие малой устойчивости переохлажденного аустенита имеют небольшую прокаливаемость, поэтому их применяют для инструментов небольших размеров.
Для режущего инструмента (фрезы, зенкеры, сверла и др.) применяют заэвтектоидные стали (У10 и УН, У12 и У13), у которых после термической обработки структура — мартенсит и карбиды. Деревообрабатывающий инструмент, зубила, кернеры, топоры и т. п. изготовляют из сталей У7 и У8, имеющих после термической обработки трооститную структуру.
Углеродистые стали в исходном (отожженном) состоянии имеют сруктуру зернистого перлита, низкую твердость НВ 170—180 (1700 1800 МПа) и хорошо обрабатываются резанием. Температура закалки углеродистых инструментальных сталей от У8 до У12 должна быть 760—810 °C, т. е. несколько выше Aclt но ниже Лс31 для того, чтобы в результате закалки стали получалась мартенситная структура и сохранилось мелкое зерно и нерастворенные ча-
ВТ0РИЧН0„Г0 Цементита. Закалку проводят в воде или водных растворах солеи. Мелкий инструмент из сталей У10, У11 У12 для зГкалка)НИЯ деФормации охлаждают в горячих средах (ступенчатая дое™"йс"₽62Х "РИ 15°-170°С “ высокой твер
я 27^2“т ffllcT 58? (“а “'доо0
500 °C (HRC 44-48) 48—58) или при 400-
Углеродистые стали можно использовать в качестве newvinero инструмента только для резаниям материалов с низкХгерХ^
и с малой скоростью, так как их твердость сильно снижается при нагреве выше 190—200 °C.
Легированные стали повышенной прокаливаемости, не обладающие теплостойкостью. Легированные инструментальные стали (табл. 14) подобно углеродистым не обладают теплостойкостью и пригодны только для резания относительно мягких материалов с небольшой скоростью. Их используют для инструмента, подвергаемого в работе нагреву не свыше 200—250° С. Структура этих сталей-после отжига — зернистый перлит(легированный феррит и карбид 7И3С) после закалки — мартенсит и карбиды А43С. Легированные стали по сравнению с углеродистыми обладают большей устойчивостью переохлажденного аустенита, а следовательно, большей прокаливаемостью. Инструменты из этих сталей можно охлаждать при закалке в масле и в горячих средах (ступенчатая закалка), что уменьшает деформацию и коробление инструмента. Низколегированные стали ИХ и 13Х рекомендованы для инструментов диаметром до 15 мм, закаливаемых в масле или горячих средах для уменьшения деформации по сравнению с получаемой в углеродистых сталях, закаливаемых в воде. Стали повышенной прокаливаемости
297
Таблица 15. Химический состав, %, наиболее распространенных быстрорежущих сталей ___________________________________
Сталь с Сг W V Мо
Р18 Р12 Р6МЗ Р6М5 (АР6М5) 0.7—0,8 0.8—0.9 0.85—0,95 0,8—0,88 3,8—4.4 3,1—3,6 3,0—3.5 3,8—4.4 17,5—19 12—13 5,5—6.5 5,5—6.5 1,0—1,4 1,5—1,9 2,0—2,5 1,7—2,1 0,ъ—1 ж() До 1,0 3,0—3,6 5,0—5,5
(60—80 мм) 9ХС п ХВСГ имеют большую теплостойкость (250— 260 °C), хорошие режущие свойства и сравнительно мало деформируются при закалке. Их применяют для инструмента большого сечения при закалке в масле или горячих средах (ручные сверла, развертки, плашки и гребенки). Однако сплав 9ХС склонен к обезуглероживанию при нагреве, в отожженном состоянии имеет повышенную твердость (НВ 187—241 (1870—2410 хМПа)]. что ухудшает его обработку резанием н давлением. Сталь X находит применение для изготовления измерительного инструмента (плиток, калибров, шаблонов).
Вольфрамовые стали В2Ф и ХВ4 после закалки в водных растворах имеют очень высокую твердость (табл. 14) и применяются для пил (по металлу) и граверных инструментов. Сталь В2Ф содержит в структуре карбид VC.
Инструментальные стали изготовляют на металлургических заводах в виде горяче- и холоднокатаных прутков с различной формой сечения, с повышенной отделкой поверхности (шлифование) и точностью размеров (серебрянка), а также лент.
Быстрорежущие стали. В отличие от других инструметальных сталей быстрорежущие стали обладают высокой теплостойкостью (красностойкостью), т. е. способностью сохранять мартенситную структуру и соответственно высокую твердость, прочность и износостойкость при повышенных температурах, возникающих в режущей кромке при резании с большой скоростью. Эти стали сохраняют мартенситную структуру при нагреве до 600—620 °C, поэтому применение их позволяет повысить скорость резания в 2—4 раза и стойкость инструмента в 10—30 раз по сравнению со сталями, не обладающими теплостойкостью.
_С)сновными легирующими элементами быстрорежущих сталей, обеспечивающими их теплостойкость, являются в первую очередь и молибден. Сильно повышают теплостойкость (до 645— С) и твердость после термической обработки (HRC 67—70) кобальт и ванадий.
Составы широко применяемых быстрорежущих сталей умеренной теплостойкости (615—620 сС) приведены в табл. 15.
того> ГОСТ 19265—73 предусматривает следующие марки костып !? °бладающие повышенной теплостой-
костью (630—650 С); Р6М5К5, Р9М4К8, Р18К5Ф2, Р10К5Ф2 и ДР-
Некоторое применение нашли быстрорежущие стали Р8МЗК6С Р12Ф4К5, а также менее дорогие, чем кобальтовые стали, вольфрамо-ванадиевая сталь Р12ФЗ (теплостойкость ^-^63о °C) и стали с повышенным содержанием С: 10Р8МЗ и 10Р6М5 (теплостойкость 625—630 °C)
Наиболее широко используют сталь Р6М5 с меньшим содержанием вольфрама. Стали Р12 и Р18 рекомендуется использовать при чистовом резании твердых сталей.
Быстрорежущие стали относятся к карбидному (ледебуритному) классу. Их фазовый состав в отожженном состоянии представляет собой легированный феррит и карбиды М6С, Л123С6, МС, М3С. Основным карбидом оыстрорежущей стали является А4вС, в котором также растворен ванадий. В феррите растворена большая часть хрома; почти весь вольфрам (молибден) и ванадий находятся в карбидах* Количество карбидной фазы в стали Р18 достигает 25—30 и 22 % в стали РбМо.
В структуре литой быстрорежущей стали присутствует сложная эвтектика, типа ледебурит (рис. 155, а), располагающаяся по границам зерен. В результате горячей механической обработки сетка эвтектики дробится. В сильно деформированной быстрорежущей стали карбиды распределены равномерно в основной матрице (рис. 155, б), представляющей после отжига зернистый сорбитообразный перлит. В структуре деформированной и отожженной быстрорежущей стали можно различить три вида зернистых карбидов: крупные обособленные первичные карбиды, более мелкие вторичные и очень мелкие эвтектоидные карбиды, входящие в основной сорбитный фон (рис. 155, б). При недостаточной проковке наблюдается карбидная ликвация, которая представляет собой участки разрушенной эвтектики, которая осталась в виде скоплений вытянутых в направлении деформации (рис. 155, д). При наличии карбидной ликвации уменьшается стойкость инструмента и возрастает его хрупкость.
Для снижения твердости, улучшения обработки резанием и подготовки структуры стали к закалке после ковки быстрорежущую сталь подвергают отжигу при 840—860 ’С (сталь Р6М5 при 800—830 °C). Если отжиг проведен неудовлетворительно, при последующей закалке возможен брак стали вследствие образования нафталинового излома, который характеризуется крупнозернистым строением при наличии на поверхности гладких, блестящих, неметаллического вида фасеток х.
Для придания стали теплостойкости инструмент подвергают закалке и многократному отпуску. Температуру закалки стали Р18 принимают равной 1270—1290 СС, стали Р12 — 1225—1245 ’С, Р6М5 — 1210—1230 'С. Высокие температуры закалки необходимы для более полного растворения вторичных карбидов и получения при нагреве аустенита, высоколегированного хромом, вольфрамом, молибденом и ванадием. Это обеспечивает повышение прокаливаемости и закаливаемости, а также получение после закалки мартенсита, обладающего высокой теплостойкостью. Однако даже при очень
1 Сталь с таким изломом обладает высокой хрупкостью.
299
Рис. 155. Микроструктура быстрорежущих сталей, х 500:
а — ледебурит о литой стали; б — дефор-мированная и отожженная сталь; в — закаленная сталь; г — закаленная и отпущенная сталь; д — строчечное расположение карбидов (карбидная ликвация)
высоком нагреве растворяется только часть карбидов- примерно 30 % от имеющихся в стали Р18 и 50—60 % в структуре стали Р12 (рис. 155, в). Для быстрорежущих сталей, содержащих много избыточных эвтектических и вторичных карбидов, характерно сохранение мелкого зерна (балл 11 10), даже при нагреве до указанных выше очень высоких температур (рис. 155, в). Во избежание образования трещин при нагреве до температуры закалки применяют подогрев инструмента при 800—850 °C в течение 10—15 мин или при 1050— 1100 С — 3—5 мин, а для крупного инструмента, кроме того еше при 550-600 °C - 15—20 мин.
Выдержка при температуре закалки должна обеспечить растворение в аустените определенной части карбидов — в пределах возможной их растворимости. Во избежание окисления, обезуглероживания и роста зерен выдержка должна быть непродолжительной: для инструмента диаметром (толщиной) 10—50 мм она составляет 10—12 с на каждый миллиметр диаметра или наименьшей толщины инструмента при нагреве в расплавленной соли (чаще ВаС12) и 12—14 с при нагреве в печи. Для получения более высокой твердости стали Р6М5 (HRC63) и теплостойкости (HRC 59 при 620 °C) выдержку при нагреве под закалку увеличивают на 25 %.
Высоколегированный аустенит, полученный при нагреве под закалку, обладает большой устойчивостью, поэтому охлаждающей средой при закалке является масло. Для уменьшения деформации инструмента применяют ступенчатую закалку в расплавленных солях (чаще при 500—630 °C).
Структура быстрорежущей стали после закалки представляет собой высоколегированный мартенсит, содержащий 0,3—0,4 % С, нерастворенные избыточные карбиды и остаточный аустенит (рис. 155, в). Чем выше температура закалки, тем ниже температура мартенситных точек Л4Н и Л4К и тем больше количество остаточного аустенита. Обычно содержание остаточного аустенита в стали Р18 составляет 25—30 %, а в стали Р6М5 28—34 %. Остаточный аустенит понижает механические свойства стали, ухудшает ее шлифуемость и стабильность размеров инструмента. Поэтому его присутствие в готовом инструменте нежелательно.
После закалки следует отпуск при 550—570 °C, вызывающий превращение остаточного аустенита в мартенсит и дисперсионное твердение в результате частичного распада мартенсита и выделения дисперсных карбидов, главным образом Л46С (см. рис. 155, г). Это сопровождается увеличением твердости (вторичная твердость). В процессе выдержки при отпуске из остаточного аустенита выделяются карбиды, что уменьшает его легированиость, поэтому при последую щем охлаждении он претерпевает мартенситное превращение (при температурах ~150°С). В процессе однократного отпуска только часть остаточного аустенита превращается в мартенсит. Чтобы весь остаточный аустенит перешел в мартенсит и произошел отпуск вновь образовавшегося мартенсита, применяют многократный (чаще трехкратный) отпуск при 550—570 "С. Продолжительность каждого отпуска 45—60 мин. Многократный отпуск повышает прочность
301
быстрорежущей стали и снимает напряжения, созданные закалкой и превращением остаточного аустенита в мартенсит. Для стали Р6М5 оптимальный режим отпуска, обеспечивающий наибольшую твердость и высокие механические свойства: 350 С, 1 ч (первый отпуск) и 560—570 °C по 1 ч (последующие два отпуска). Получение более высокой твердости объясняется тем, что при 350 °C выделяются частицы цементита, равномерно распределенные в стали. Это способствует более однородному выделению и распределению специальных карбидов Л16С при 560—570 °C.
Инструмент простой формы из быстрорежущей стали иногда для уменьшения содержания остаточного аустенита непосредственно после закалки (во избежание стабилизации аустенита) охлаждают до —80 °C. При обработке холодом большая часть остаточного аустенита претерпевает превращение в мартенсит; после обработки холодом следует один или два отпуска при обычно принятой температуре. Обработка холодом и последующий отпуск сокращают длительность технологического цикла обработки, но требуют дополнительного оборудования (холодильной камеры). Твердость стали после закалки составляет 62—63, а после отпуска HRC 63—65.
Высокая твердость, полученная при отпуске, сохраняется при последующих нагревах до 600—620 °C, что обеспечивает высокую теплостойкость инструмента из быстрорежущей стали. В настоящее время, кроме обычной быстрорежущей стали для режущего и штампового инструмента начинают использовать стали (сплавы) на основе системы Fe—Со—W—Мо (например, В11М7К23) с интерметаллид-ным упрочнением. Фазовый состав такой низкоуглеродистой стали — мартенсит (HRC 30—40) и интерметаллиды (Со, Fe)7(W, Mo)s или (Со, Fe, Ni)7(W, Мо)6 и Fe3W„. Стали требуют высокого нагрева под закалку для растворения ннтерметаллидов. При отпуске происходит дисперсионное твердение. Интерметаллидные фазы менее склонны к коагуляции при нагреве, чем карбиды, что является одной из причин высокой теплостойкости этих сталей (720—730 °C).
Режущие свойства и твердость инструмента, не подвергающегося переточке по всем граням (сверла, развертки, метчики, фрезы), можно повысить газовым или жидким азотированием при 550—560 °C. Твердость слоя HV 1000—1100 (10000—11000 МПа), толщина его 20—30 мкм. Для повышения твердости рабочей поверхности инструмента так же напыляют слой 5—20 мкм карбидов (нитридов) титана или других ту гоплавких соединений, обладающих высокой твепдоствю [HV 2500—4500 (25000—45000 МПа)].
2. Штамповые стали для деформирования в холодном состоянии
Стали, используемые для изготовления штампов пластически деформирующих металл при нормальных температурах, должны обладать высокой твердостью (HRC 56—60), износостойкостью и прочностью, сочетающейся с достаточной вязкостью. В процессе деформирования с большей скоростью штампы разогреваются до 260_3-50 -С Поэтому
'Г и б л н ц и 10, Штамповые стали для деформирования в холодном состоянии
Сталь Содержание элементом, % Температура, °C HRC Назначение
г. Сг V ДР У пи* NJ1CMCHTN закалки (н мисле) отпуска
Х12Ф1 1,25— 1,4b 11—12,5 0,7—0,9 — 1070 150 *1 61 —63 Для холодных штампов высокой
X I2M 1,45—1,65 11 — 12,5 0,15—0,3 0,4—0,6 Мо 1030 160 52—64 устойчивости против истирания, ДЛЯ ВОЛОЧИЛЬНЫХ ДОСОК И волок, гибочных и формовочных штампов, матриц и просечных штампов, секции кузовых штампов сложных форм, сложных дыропрошивочных матриц при формовке листовых плашек и др.
ХйВФ 1,05—1,15 5,5—6,5 0,5—0,8 1,2—1,5 W 970 160 61—63 Для резьбоиакатиого инструмента (роликов и плашек), матриц, пуансонов, зубонакатни-ков и другого инструмента, предназначенных для холодной деформации; для гибочных рихтовочных штампов
1 XI 2ВМ 0,68—0,76 1,5—1,8 0,1—0,25 0,5—0,9 W; 0,5—0,8 Мо 860 160 61—63 Для штампов и вырубного инструмента сложной конфигурации при производстве изделий из цветных сплавов и малопроч-ных конструкционных сталей
ЬХоВЗМФС 0,5—0,6 5,5—6,5 0,5-0,8 0,6—0,9 Si; 2,5-3,2 W; 0,6-0,9 Мо 1080 540 *а i 1 60—61 Для резьбонакатных роликов, зубонакатников, обрезных матриц, пуансонов и другого инструмента: для деформации металлов повышенной твердости; для ножей труборазрубочных машин, ножей гильотинных ножниц, применительно к резке высокопрочных сталей н сплавов и другого аналогичного инструмента
отпуска повышают до 200—2*5 °C.
сос
1 Дли попышенм* низкости и результате некоторого снижении твердости (HRC 58 — 59) температуру I'V'.L bobhiiiciihnx динамических нагруякпх —580 °C (НКС. 59—60).___________________________________________
стали этого класса должны иметь теплостойкость 400-500 °C, для того, чтобы обеспечить сопротивление смятию и пластической дефор. мании при штамповке.
Для крупных штампов необходимо обеспечить высокую прокаливаемость и небольшие объемные изменения при закалке. Если в процессе термической обработки происходит искажение сложной конфигурации штампа, то необходимо доводить штамп до требуемых размеров, что не всегда осуществимо. Наиболее часто применяют стали, состав которых и термическая обработка приведены в табл. 16.
Высокохромистые стали Х12Ф1 и Х12М относятся к ледебуритному классу; они содержат 16—17 % карбидов (Сг, Fe)7C3. Стали обладают высокой износостойкостью и при закалке в масле мало деформируются, что важно для штампов сложной формы.
Молибден и ванадий в сталях Х12Ф1 и Х12М способствует сохранению мелкого зерна. Обе стали обладают хорошей прокаливае-мостью. Сталь Х12Ф1 прокаливается до 150—180 мм, а Х12М при охлаждении в масле до 200 мм. Недостаток сталей — трудность обработки резанием в отожженном состоянии [НВ 207—269 (2070— 2690 МПа)], а также снижение механических свойств в случае резко выраженной карбидной неоднородности (крупные скопления карбидов, карбидная сетка, карбидная полосчатость). Меньшей карбидной неоднородностью обладает сталь Х6ВФ, которую используют для инструмента с высокой механической прочностью и сопротивлением изнашиванию (накатные плашки, накатники для холодного накатывания зубчатых колес и т. д.). Прокаливаемость стали Х6ВФ меньше и не превышает 70—80 мм.
Сталь 7ХГ2ВМ (табл. 16) сочетает высокую прокаливаемость и закаливаемость с минимальными объемными изменениями при закалке. Она получает твердость HRC 59—60 в сечениях до 100— НО мм при охлаждении в масле, горячих средах и на воздухе.
Когда требуется сталь с повышенным сопротивлением пластической деформации, применяют сталь 6Х6ВЗМФС (табл. 16). Сталь подвергают закалке с высоких температур для возможно более полного растворения карбидов хрома Л47С3 и А423Св. Сталь чувствительна к росту зерна аустенита. Отпуск проводят при 520—540 °C. После отпуска в структуре нет остаточного аустенита, что обеспечивает более высокое сопротивление пластической деформации (2000— 2100 МПа) при хорошей вязкости. Сталь обладает высокой износостойкостью, особенно при работе с динамическими нагрузками, и не склонна к карбидной неоднородности.
Для вытяжных штампов небольшого размера (диаметр пуансона до 25 мм) применяют стали У10, У11 и У12, а для штампов большого размера ПлФ, X, ХВСГ, обладающие лучшей прокаливаемостью. St Штамповые стали, для деформирования в горячем состоянии (полутеплостойкие и теплостойкие)
Стали, применяемые для штампов, деформирующих металл в горячем состоянии, должны иметь высокие механические свойства (прочность и вязкость) при повышенных температурах и обладать окалиностой-304
костью и Р а з г а р о с то й к ос т ью, т. е. способностью выпер-живать многократные нагревы и охлаждения без образования раз-гарных трещин. Кроме того, стали должны иметь высокую износостойкость и теплопроводность для лучшего отвода тепла, передаваемого обрабатываемой заготовкой.
Многие штампы имеют большие размеры, поэтому сталь для их изготовления должна обладать высокой прокаливаемостью. Это обеспечивает высокие механические свойства по всему сечению штампа. Важно, чтобы сталь не была склонна к обратимой отпускной хрупкости, так как быстрым охлаждением крупных штампов ее устранить нельзя.
Крупные ковочные штампы, а также инструмент ковочных машин и прессов, нагревающихся в работе до <500—550 °C при умеренных нагрузках, изготовляют из полутеплостойких сталей 5ХНМ и 5ХГМ (вместо никеля в них содержится 1,2—1,6 % Мп), обладающих повышенной вязкостью (табл. 17).
Присутствие в стали 5ХНМ молибдена повышает теплостойкость, прокаливаемость и уменьшает склонность к обратимой отпускной хрупкости. Сталь 5ХНМ, обладает высокой устойчивостью переохлажденного аустенита, прокаливается полностью в блоках размером 400 X 300 X 300 мм и более. Закаливают штампы в масле. Отпуск крупных штампов проводят при 550—580 (HRC 35—38), а мелких при 500—540 °C (HRC 40—45). Структура стали после отпуска — троосто-сорбит. Механические свойства стали 5ХНМ при 500 °C-ов = 900 МПа, о0,2 = 650 МПа, 6 = 20ч-22 %, ф = 70 %.
Сталь умеренной теплостойкости 4ХЗВМФ (табл. 17) вследствие низкого содержания Мо и W сохраняет высокие механические свойства (ов = 900-5-1000 МПа и HRC 45) только при нагреве до 500— 525 °C. Сталь применяют вместо 5ХНМ (5ХГМ) для изготовления штампов небольших размеров.
Средненагруженный инструмент, работающий с разогревом поверхности до 600 °C, а также инструмент с большой поверхностью, работающий при 400—500 °C, изготовляют из сталей 4Х5В2ФС и 4Х5МФ1С. Фазовый состав этих сталей в отожженном состоянии — легированный феррит и карбиды типа Л423С6 и МвС. Стали теплостойки, мало чувствительны к резкой смене температур, обладают повышенной окалиностойкостью, устойчивы против корродирующего действия жидкого алюминия и обладают высокой прочностью при хорошей вязкости. Стали повышенной теплостойкости (ЗХ2В8Ф и 5ХЗВЗМФС) используют для штампов, претерпевающих при деформировании разогрев поверхности до 600—700 °C. Из них изготовляют инструмент (прошивные пуансоны, выталкиватели для глубоких отверстий, матрицы пресс-форм для отливок под давлением медных и алюминиевых сплавов и др.). Фазовый состав этих сталей в отожженном состоянии — легированный феррит и карбиды А423Св и Л4вС.
Превращения в сталях 4Х5В2ФС, ЗХ2В8Ф и 5ХЗВЗМФС, протекающие при термической обработке, во многом сходны с превращениями в быстрорежущей стали. Эти стали при закалке нагреваются до высоких температур для растворения возможно большего количества
80S
в Таблица 17. Штамповые стали для деформирования в горячем состоянии
Сталь Содержание элементов, % 1 Температуря, ’С И КС Назначение
С Сг W другие элементы заколка (п масле) отпуск
5ХНМ 5ХНВ 4ХЗВМФ 4Х5В2ФС 4Х5МФ1С ЗХ2В8Ф 4Х2В5МФ 1 0,5—0,6 0,5—0,6 0,4—0,48 0,37— 0,45 0,37— 0,44 0,3—0,4 0,3—0,4 0,6—0,8 0,6—0,8 2,8-3,5 4,5—5,5 4,5-5,5 2,2—2,7 2,2—2,3 0,4—0,7 0,6—1,1 1,6—2,2 7,5—8,5 4,5—5,5 1,4—1,8 Ni; 0,15-0,3 Мо 1,4—1,8 0,6—0,9 V; 0,4—0,6 Мо 0,8—1,2 Si; 0,6—0,9 V 0,8—1,2 Si; 0,8—1,1 V; 1,2—1,5 Мо 0,2—0,5 V 0,6—0,9 V; 0,6—0,9 Мо 830—8G0 840—860 1000 1060 1060 1100 1070 500—580 500—580 400—420; 440—460 580—620 560—580 650 600—610; 630—640 45-38 50 45—41 50 42—45 50 45 Для молотовых штампов паровоздушных н пневматических молотов с массой падающих частей свыше 3 г (5X1IM) То же Для мелких молотовых штампов, молотовых и прессовых вставок (толщиной или диаметром до 300—400 мм); для инструмента горизонтально-ковочных машин при деформировании конструкционных и жаропрочных сталей Для пресс-форм литья под давлением цинковых, алюминиевых и магниевых сплавов; для молотовых и прессовых вставок (толщиной или диаметром до 200—250 мм) при деформировании конструкционных сталей; инструмента для высадки заготовок из легированных конструкционных и жаропрочных материалов на горизонтальных ковочных машинах Для инструмента горячего прессования медных сплавов, для пресс-форм литья под давлением медных сплавов Для тяжелонагруженпого прессового инструмента (мелких вставок окончательного штампового ручья, мелких вставных знаков, матриц и пуансонов для выдавливания и т. п.) при деформировании легированных конструкционных сталей и жаропрочных сплавов
карбидов и получения после закалки высоколегированного мартенсита. Так как при температуре закалки карбиды полностью не растворяются, стали сохраняют мелкое зерно. При отпуске твердость дополнительно повышается вследствие дисперсионного твердения мартенсита, но одновременно снижаются пластичность и вязкость. Для получения достаточной вязкости отпуск проводят при повышенных температурах на твердость HRC 45—50, что соответствует образованию трооститной структуры.
Глава XIV
СТАЛИ И СПЛАВЫ С ОСОБЫМИ ФИЗИЧЕСКИМИ СВОЙСТВАМИ
1. Магнитные стали и сплавы
Различают три группы магнитных сталей и сплавов: магнитно-твердые, магнитномягкие и парамагнитные.
Магнитно-твердые стали и сплавы применяют для изготовления постоянных магнитов. Магнитная энергия постоянного магнита тем выше, чем больше остаточная магнитная индукция Вг и коэрцитивная сила Нс. Магнитная энергия пропорциональна произведению Вг-Нс или точнее произведению (ВНтзз}. Учитывая, что Вг ограничена магнитным насыщением ферромагнетика (железа), увеличение магнитной энергии достигается повышением коэрцитивной силы Нс.
Для получения высокой коэрцитивной силы стали должны иметь неравновесную структуру, обычно — мартенсит с высокой плотностью дефектов строения.
Для постоянных магнитов применяют высокоуглеродистые стали с 1,0 % С, легированные хромом (3,0 %) ЕХЗ, а также одновременно хромом и кобальтом, ЕХ5К5, ЕХ9К15М2 (ГОСТ 6862—71). Легирующие элементы повышают, главным образом, коэрцитивную силу и магнитную энергию, а также улучшают температурную и механическую стабильность постоянного магнита. Хромистые и кобальтовые стали сравнительно легко обрабатываются давлением и резанием, но обладают относительно малой магнитной энергией. Коэрцитивная сила легированных сталей составляет 4,8—12,0 кА/м и остаточная индукция 0,8-=-1,0 Тл. Наиболее высокие магнитные свойства имеют стали ЕХ5К5 и ЕХ9К15М2 после нормализации, высокого отпуска, закалки и низкого отпуска (100 СС).
Наибольшее промышленное значение имеют сплавы типа алнико (табл. 18). Сплавы тверды, хрупки и не поддаются деформации, поэтому магниты изготовляют литьем. После литья проводят только шлифование.
Высокие магнитные свойства сплавы получают после нагрева до 1250—1280 °C и последующего охлаждения (закалки) с определенной (критической) для каждого сплава скоростью охлаждения; после закалки следует отпуск при 580—600 °C. При охлаждении от температуры закалки высокотемпературная фаза а распадается на Две фазы Oj и ctj, которые имеют одинаковую кристаллическую о. ц. к. решетку с незначительным различием в периодах. Фаза ctj — твердый раствор на базе железа, ферромагнитна; а, — парамагнитная фаза на базе соединения N1AI. После указанной термической обработки о^-фаза распределена в виде пластинок (игл) однодоменных размеров в а2-фазе. Отпуск усиливает обособление фаз, что увеличивает коэрцитивную силу. Большие внутренние напряжения, возникающие в процессе распада высокотемпературной фазы, анизотропия'формы частиц образующей фазы, а также однодоменность этих частиц определяют высококоэрцитивное состояние сплавов. Дальнейшее повышение магнитной энергии достигается созданием в сплавах магнитной и кристаллографической текстур.
Для создания магнитной текстуры сплавы типа алнико подвергаю термомагнитной обработке нагреву до 1300 С и охлаждению со скоростью О, 6 С/с (в зависимости от состава сплава) в магнитном поле, приложенном вдоль на-
307
Таблица 18. Химический состав и магнитные свойства некоторых литых сплавов системы Fe-Al-Ni-Co для постоянных магнитов (ГОСТ 17809—72)
Содержание элементов, % (по массе) Магнитные свойства (не менее)
Сплав ? Ni А1 Со Си другие элементы (•В W)max/2, кДж/м3 3? £ ц
ЮНДК15 ЮН14ДК25А ЮНДК31ТЗБА ЮНДК40Т8АА ЮНДК35Т5БА ЮНДК35Т5АА 18—19 13,5— 14,5 12 — 13,5 14— 14,5 14 — 14.5 14 — 14,5 8,5—9,5 8—8,5 6,8—7,2 7,2—7,7 6.8—7,2 7—7,5 14—15 24—26 30,5— 31,5 39— 40.6 34.5— 35,5 34—35 3-4 3,5 3,0—3,5 3—4 3,3—3,7 2,5—3,0 0,2—0,3 Ti >0.03 Ti 3—3,5 Ti; 0,9—1,1 Nb 7—8 Ti; 0,1—0,2 Si 0.8 —1,1 Nb; 4.7—4,5 Ti; 0,05—0,1 Ce 5,0—5,5 Ti; 0,1 —0,2 Si 6 28 32 32 36 40 48 52 92 145 110 115 0.75 1,4 1,15 0.9 1,02 1,05
1 Буква А или буквы БА означают, что сплавы имеют столбчатую, а буквы АА — монокристаллическую структуру.
правления, наиболее важного для магнита данной конфигурации. Затем магнит отпускают при 625 °C. При обработке в магнитном поле a-фаза выделяется в виде частиц, ориентированных вдоль поля параллельно направлению [100].
После такой обработки магнитные свойства сплавов становятся анизотропными, их магнитные характеристики {Вг, Нс, (ВД)тах) сильно возрастают в направлении приложенного магнитного поля (магнитная текстура). Термомагнитной обработке подвергают сплавы, содержащие свыше 18 % Со. Кристаллическая текстура образуется в случае направленной кристаллизации отливки магнита, при этом возникают столбчатые кристаллы, растущие в направлении [100]. Это сильно повышает магнитные свойства, поскольку они зависят от кристаллографической ориентации ферромагнитных фаз.
Некоторое применение нашлн деформируемые сплавы 52КФА, 52КФБ и 52КФ13 (51—53 % Со, 11—13 % V, остальное — Fe) изготовляемые в виде проволоки Диаметром 0,5—3,0 мм, полос и лент толщиной 0,2—1,3 мм. После закалки и холодной деформации сплавы подвергают отпуску при 600—620 °C. Свойства сплавов после такой обработки: HRC 58-;- 62, Ясв :> 28 кА/м и Вг> 0,85 Тл (в зависимости от полуфабриката). Сплавы Fe — Ni — Al — Nb, содержащие 8,4—9,8 % Al, 3,7— 4,2 % Nb и 20 25 % Ni (остальное Fe), в виде горячекатаных листов используют для изготовления малогабаритных магнитов. В промышленности используют сплавы на основе системы Fe — Со — Сг, достаточно хорошо деформируемые при прокатке. Свойства сплавов типа К23Х31С1 после термической обработки" Нт ~ 52 8 кА/м, Вг = 1,15 Тл и {ВН)т^1 = 16,4 кДж/м3.
Магнитно-мягкие стали {трансформаторная сталь) применяют для изготовления якорей и полюсов электротехнических машин, магнитопроводов, статоров и роторов электродвигателей, для силовых трансформаторов и т. д.
Общие требования, предъявляемые к трансформаторной стали: высокая магнитная проницаемость, низкая коэрцитивная сила и малые потери при перемагничивании вдоль направления магнитопровода.
у Для получения минимальной коэрцитивной силы и высокой магнитной проницаемости ферромагнитный материал должен быть чистым от примесей и включений, иметь гомогенную структуру (чистый металл или твердый раствор). Наиболее вредной примесью является углерод (в виде Fe3C). Магнитная проницаемость возрастает зле
С увеличением зерна феррита. Наклеп, даже слабый, снижает магнитную проницаемость и повышает пс, поэтому материал должен быть полностью рекристаллизован для устранения внутренних напряжений, вызванных наклепом.
В качестве магнитно-мягкого материала применяют низкоуглеродистые (0 05_
0,005 % С) железокремнистые сплавы (0,8—4,8 % Si). Кремний, образуя с железом твердый раствор, сильно повышает электросопротивление, а следовательно, уменьшает потери на вихревые токи, повышает магнитную проницаемость, немного снижает коэрцитивную силу и потери на гистерезис. Однако кремний понижает магнитную индукцию в сильных полях и повышает твердость и хрупкость стали, особенно при содержании 3—4 %.
Листовую электротехническую сталь (сплавы Fe — Si) для рекристаллизации, укрупнения зерна и обезуглероживания подвергают специальному отжигу. Хорошие результаты получены после отжига в водороде, в диссоциированном аммиаке или в вакууме при 1100—1200 °C.
Обработка резанием, холодная штамповка, навивка ленточных сердечников ухудшают магнитные свойства стали; возрастают коэрцитивная сила, а следовательно, и потери на гистерезис, резко падает индукция в слабых и средних полях. Для восстановления магнитных свойств рекомендуется отжиг при 750—900 °C.
Электротехническую сталь, предназначенную для магнитных цепей электрических машин, аппаратов и приборов, поставляют в виде рулонов, листов и резаной ленты. Горячекатаную тонколистовую сталь выпускают следующих марок: 1211, 1212, 1213, 1311, 1312, 1313, 1411, 1412, 1413, 1511, 1512 и др.
В марке цифры означают: первая — класс по структурному состоянию н виду прокатки; вторая — содержание кремния, третья — группу по основной нормируемой характеристике. Вместе первые три цифры означают тип стали, четвертая — порядковый номер типа стали. Сталь подразделяют (ГОСТ 21427.0—75): а) по структурному состоянию и виду прокатки на классы: 1. горячекатаная изотропная; 2. холодноканатая изотропная; 3. холоднокатаная анизотропная с ребровой текстурой; б) по содержанию кремния на группы: 0 — с содержанием кремния до 0,4 %: 1 — с 0,4—0,8 % Si; 2 — с 0,8—1,8 % Si; 3 — с 1,8—2,8 % Si; 4 — с 2,8—3,8 % Si; 5 — с 3,8—4,8 % Si; в) по основной нормируемой характеристике на группы: 0—удельные потери при магнитной индукции 1,7 Тл и частоте 50 Гц (Pit7/5o); 1 — удельные потери при магнитной индукции 1,5 Тл и частоте 50 Гц (p^g/go); 2 — удельные потери при магнитной индукции 1,0 Тл и частоте 50 Гц (Pi_o/5o)> ® — магнитная индукция в слабых полях при напряженности поля 0,4 А/м (В 0,4); 7 — магнитная индукция в средних магнитных полях при напряженности поля 10 А/м (В 10).
С увеличением содержания в стали кремния магнитная индукция и потери на вихревые токи и перемагничивание уменьшаются.
Удельные потери при магнитной индукции 1,5 Тл н частоте 50 Гц (р{ g/g0) для листов толщиной 0,5 мм составляют 7,2 (сталь 1212), 2,7 (сталь 1514) Вт/кг, а магнитная индукция при напряженности магнитного поля 2500 А/м — 1,53 (сталь 1212) — 1,44 Тл (стали 1513, 1514).
Холоднокатаную изотропную тонколистовую электротехническую сталь выпускают марок: 2011, 2012, 2013, 2111, 2112, 2211, 2212, 2311, 2312, 2411 и 2412. Удельные потери у этих сталей ниже, чем у горячекатаной стали. В зависимости от содержания кремния удельные потери (Pi.g/go) для ТОЛ1ДИНЫ листа 0,5 мм лежат в пределах 3,8 (сталь 2011) и 1,3 (сталь 2412) Вт/кг.
Чем тоньше лист, тем меньше удельные потери. Магнитная индукцияjipii напряжении магнитного поля 2500 А/м составляет для малокремнистых сталей 1,о и для
сталей с 4,0 % Si — 1,5 Тл.
Холоднокатаная анизотропная (текстурованная) листовая сталь д р 2,8—3,8 % Si (марки 3411, 3412, 3413, 3414, 3415, 3416, 3404, 3405 и 3406). Эта сталь относится к ферритному классу сталей, не испытывающих а<—у пр р Щение.
Магнитные свойства трансформаторной стали анизотропны. Магнитная' Цаемость Мтах вдоль направления (111) в 30 раз меньше, чем в направлении (100^ Текстурованная листовая сталь изготовляется с ребровой тексррой, когд_ р Р куба (100), т. е. направление легкого намагничивания, прокатки, а плоскость {100} параллельна плоскости проката. Текстурованную л
-m-ппиной 0 2—0,5 мм получают холодной прокаткой, рекристалли-ПРИ 800—820 °C, создающим текстуру, и высокотемпературным заШ^.™п‘^00 =СР когда развивается вторичная рекристаллизация с преиму-^Хечмыч ростом зерен, имеющих ориентацию {ПО) (100). После первого’от-^^ерна твердого раствора должны быть стабилизированы дисперсными части-нитрида кремния, сульфидами, оксидами и другими соединениями примесей, развития вторичной рекристаллизации при высокотемпературном отжиге.
Й текстурованной холоднокатаной стали по сравнению с изотропной сталью, содержащей то же количество кремния, при больших значениях индукции (1,75— 1 0 Тд) потери на перемагничивание меньше и соответственно меньше удельные
При толщине листа 0,5 мм потери р} 5;5Э составляют 2,45 (сталь 3411) и 1,5 Вт/кг (сталь 3414), снижаясь до 0,89—0,97 Вт/кг (сталь 3415, 3416) при толщине листа 0,28—0,3 мм.
Листы, предназначенные для работы в силовых агрегатах, при высоких частотах переменного тока должны быть толщиной 0,1—0,35 мм, так как при этом меньше снижается проницаемость и не столь сильно возрастают удельные потери с увеличением частоты тока.
Удельное электросопротивление стали с низким содержанием кремния (2011, 2111) составляет 0,14—0,17 мкОм-м, повышаясь до 0,4—0,5 мкОм-м для высококремнистых сталей (2311, 2411).
Пермаллой. Для получения высоких значений индукции в слабых магнитных полях используют никельжелезные сплавы с высокой начальной и максимальной магнитной проницаемостью, называемые пермаллоями.
Различают низконикелевые (40—65 % Ni) пермаллои (45Н, 50Н, 65НП, 50НХС). У сплава 45Н начальная проницаемость и0 = 2800 (для толщины 0,35— 0,50 мм) и намагниченность насыщения 1,5 Тл; высоконикелевые (78—80 % Ni) пермаллои (79НМА): р-о = 25 000 (ия толщины 0,1—0,15 мм), но меньшей намагниченностью насыщения = 0,75 Тл. Пермаллои часто легируют Мо и Сг, которые уменьшают чувствительность к пластической деформации, повышают удельное электросопротивление и магнитную проницаемость. Медь повышает электросопротивление и стабилизирует свойства. Пермаллои изготовляют из чистейших сортов никеля и железа вакуумным переплавом. Термическая обработка сводится к отжигу при 1100—1300 °C в вакууме (водороде) с последующим охлаждением с определенной скоростью.
Парамагнитные стали. Многие детали приборов и машин должны быть изготовлены из немагнитного материала. Ранее для этой цели применяли цветные металлы (латунь, бронзу). В настоящее время широко используют парамагнитные аустенитные стали 17Х18Н10, 12Х18Н10Т и 55Г9Н9ХЗ.
2. Стали и сплавы с высоким электросопротивлением
для нагревательных элементов
Высокое электросопротивление сплавов может быть достигнуто в том случае, если их структура — твердый раствор. Согласно правилу Курнакова, при образовании твердых растворов электросопротивление возрастает, достигая максимального значения при определенном для каждой системы содержании элементов. Эта же структура позволяет деформировать сплавы с большим обжатием, получать тонкие ленты и проволоку, обладающие высоким электросопротивлением. Кроме высокого электросопротивления, стали и сплавы этого назначеиия при нагреве должны обладать окалиностойкостью и достаточной прочностью для сохранения формы нагревателей в процессе работы.
Окалиностойкие стали с высоким электросопротивлением. Чаще применяют хромоалюминиевые низкоуглеродистые стати ферритного класса: Х13Ю4 (фехраль), 0Х23Ю5 (хромел ь), 0Х27Ю5А, обладающие высокими жаростойкостью ж ^вектросопротивлением. Чем выше содержание в сплавах хрома, атюминия, тем выше окалиностойкостъ и рабочая температура нагревательного элемента.
Количество углерода в сплавах строго ограничивают (0,06—0,12 %), так как появление карбидов снижает пластичность и сокращает срок службы нагревателей. Ниже приведены характеристики этих сплавов:
3»
Сплав ...................... Х15Ю5 0Х23Ю5 0Х27Ю5А
Максимальная рабочая температура \ °C................. 900 1100 1200
Удельное электросопротивление (для проволоки 1 мм), мкОмм 1,24—.1,34 1,2—1,4 1,37—1,47
Указанные стали изготовляют металлургической промышленностью в виде проволоки и ленты. Стали малопластичны, поэтому нагреватели, особенно крупные, следует выполнять при подогреве до 200—350 °C. После первого иагрева до рабочей температуры вследствие роста зерна нагреватели становятся хрупкими. Сопротивление ползучести ферритных сплавов невелико, поэтому нагреватели при высоких температурах (1150—1200 °C) нередко провисают под собственной массой.
Никелевые сплавы с высоким омическим сопротивлением. Твердые растворы на основе никеля обладают высоким электросопротивлением.
Наиболее известными сплавами с высоким сопротивлением являются сплавы никеля с хромом (и и хромы).
Для удешевления нихромов и улучшения их технологических свойств часть никеля заменяют железом. Нихромы с железом называют ферронихромами. Из феррронихромов следует упомянуть ХН20ЮС с 20 % Ni, который имеет максимальную рабочую температуру службы 875 °C. Для проволоки диаметром 1 мм удельное электросопротивление ферронихрома составляет 0,85—1,05 мкОм-м.
Ферронихром ХН20ЮС заменяет более дорогой сплав Х15Н60. Имеется высоколегированный феррохром ХН60ЮЗ с 60 % Ni, который заменяет нихром Х20Н80 и может применяться до 1125 °C. Ннхромы и ферронихромы более пластичны и жаропрочны, чем сплавы Fe — Сг — AI, но значительно дороже.
3. Сплавы с заданным температурным коэффициентом линейного расширения
Сплавы с заданным температурным коэффициентом линейного расширения широко применяют в машиностроении и приборостроении. Наиболее распространены сплавы Fe — Ni, у которых коэффициент линейного расширения а при температурах от —100 до 4-100 °C с увеличением содержания никеля до 36 % резко уменьшается, а при более высоком содержании никеля вновь возрастает. При 600—700 °C такого явления не наблюдается и коэффициент линейного расширения в зависимости от состава изменяется плавно, что обьясняется переходом сплавов в парамагнитное состояние. Таким образом, низкое значение температурного коэффициента расширения связано с влиянием ферромагнитных эффектов.
Это свойство сплавов Fe — Ni широко используется в технике. Так, детали машин и приборов, которые должны сохранять постоянство размеров при нагреве до 100 °C и охлаждении до —100 °C (штриховые меры в метрологии, детали геодезических мерных приборов), изготовляют из ферромагнитного сплава 36Н (~0,05 % С и 36 % Ni), получившего название инвар. Сплав 36Н имеет минимальное значение коэффициента линейного расширения в системе Fe — Ni, а = = 1,5-10 “в 1/°С.
Для впаев в стеклянные или керамические корпуса или детали вакуумных приборов проводников применяют сплавы Fe — Ni, часто добавочно легированные кобальтом или медью, имеющие равный со стеклом коэффициент расширения и близкую температурную его зависимость. Для вакуумных впаев в молибденовые стекла применяют сплавы 29НК, называемый коваром (29 % Ni и 18 % Со), у которого а= (4,6-;-5,5)-10 -в 1/°С. При нагреве при впаивании сплава 29НК на его поверхности образуется пленка окислов, взаимодействующая со стеклом. Это приводит к образованию плотного сцепления (адгезии) между стеклом и сплавом.
Для изготовления деталей, спаиваемых со стеклом (например, в телевизионных кинескопах), имеющих а 8,7-10~с 1/°С, применяют н более дешевые ферритные железохромистые сплавы 18ХТФ и 18ХМТФ (0,35 % Мо; 0,35 % V; 18 % Сг; 0,6 % Ti). Эти сплавы имеют одинаковые свойства, но сплав 18ХТФ дешевле, так как он не содержит молибдена.
1 Лучший из них — сплав Х20Н80 — имеет максимальную рабочую температуру службы 1125 °C (для проволоки или ленты толщиной 1 мм).
311
Глава XV ТУГОПЛАВКИЕ МЕТАЛЛЫ И ИХ СПЛАВЫ
Наибольшее значение в технике имеют следующие тугоплавкие металлы: Nb, Мо, Ст, Та и W соответственно с температурой плавления 2468, 2625, 1875, 2996 и 3410 °C.
Интерес к тугоплавким металлам и сплавам на их основе (табл. 19) резко возрос в связи со строительством ракет, космических кораблей, атомных реакторов и развитием энергетических установок, отдельные детали и узлы которых работают при температурах до 1500—2000 °C.
Тугоплавкие металлы и их сплавы используют главным образом как жаропрочные.
Молибден, вольфрам и хром обладают высокой жаропрочностью, однако они гклоины к хрупкому разрушению из-за высокой температуры порога хладноломкости, которую особенно сильно повышают примеси внедрения С, N, Н и О. После деформации ниже температуры рекристаллизации (1100—1300 °C) порог хладноломкости молибдена и вольфрама понижается. Ниобий и тантал в отличие от вольфрама и молибдена высоко пластичные металлы и хорошо свариваются. Следует указать, что ниобий имеет более низкий порог хладноломкости и менее чувствителен к примесям внедрения. Указанные металлы обладают высокой коррозионной стойкостью, в том числе в кислотах и щелочах.
Таблица 19. Свойства некоторых сплавов тугоплавких металлов
Сплав t, °C | °100
1Па
Сплавы ниобия
ВН2 (4,5 Мо, scO,05 С) 20 850
ВН2А (4,1 Мо, 0,7 Zr, <с0,08 С) 1200 180—200
20 850 —
1200 300 —
ВНЗ (4,6 Мо; 1,4 Zr; 0,12 С) 1500 170
20 800 —
ВН4 (9,5 Мо, 1,5 Zr, 0,03 La, Се, 0,3 С) 1200 850
20 800
1200 250 —.
1500 170 —
Сплавы молибдена
ЦМ2А (0,11 Zr, 0,2 Ti, ^0,004 С) 20 800
1200 300 (90)
ЦМЗ (0,3 Zr, ^0,02 С) ЦМ6 (0,15 Zr, 0,002 В, «g0,004 С) 1600 1200 1200 60 500 350 75 (180)
ВМ2 (0,32 Zr, до 0,2 Ti, до 0,2 Nb, sc0,02 Q 20
ВМЗ (0,45 Zr, 1 Ti, 0,35 С, 1,25 Nb) 1200 20 450 830 150
1200
1300 500 260
Сплавы вольфрама
20 Мо, 0,1 Zr, 0,1 Ti 1200 380 —
ВВ2 (система W—Nb) 1800 1200 90 130 80
312
Молибден и вольфрам в чистом виде используют в радио- и электронной промышленности (нити накаливания, листовые аиоды, сетки, пружины катодов, нагреватели, контакты и т. д.), в химическом машиностроении, стекольной промышленности и т. д. Вследствие малого поперечного сечения захвата нейтронов и отсутствия взаимодействия с расплавленными щелочными металлами ниобий применяют для изготовления теплообменников атомных реакторов Ч
Жаропрочность чистых металлов сравнительно невелика. Более высокой жаропрочностью обладают сплавы на основе тугоплавких металлов. Жаропрочность тугоплавких, металлов может быть повышена путем легирования их элементами с более высокой температурой плавления, образующими твердые растворы замещения. Еще более эффективным оказывается механизм дисперсионного упрочнения в результате образования карбидов [ZrC, TiC, (Ti,Zr)CH др. 1, нитридов (ZrN, TiN и др.) и оксидов (ZrO2). Однако следует учитывать, что легирование с целью повышения жаропрочности часто приводит к снижению пластичности. Все тугоплавкие металлы обладают низкой жаростойкостью, поэтому при температурах свыше 400— 600 °C их нужно защищать от окисления. Разработаны металлические, иитерметал-лидиые и керамические покрытия для защиты от окисления. Для молибдена и вольфрама лучшими считаются термодиффузиоиные силицидные покрытия (MoSi2, WSi2). Поверхностные покрытия чаще применяют для деталей одноразового действия. Тугоплавкие металлы широко используют в качестве жаропрочных для работы в иеокислительной среде — в вакууме, водороде, инертных газах, а также в среде отходящих пороховых газов.
Весьма перспективны для многих отраслей техники сплавы ниобия (табл. 19). Они обладают хорошей технологичностью, свариваемостью и достаточно высокой жаропрочностью до 1300 °C.
Температура хладноломкости ниобия ниже —196 °C. Благодаря высокой коррозионной стойкости и малому сечению захвата тепловых нейтронов сплавы ниобия нашли применение в конструкциях атомных реакторов.
Для повышения жаропрочности ниобий легируют Мо, W, упрочняющими твердый раствор, и цирконием, который не только упрочняет твердый раствор, но и образует карбидные и нитридные фазы.
Глава XVI
ТИТАН И СПЛАВЫ НА ЕГО ОСНОВЕ
1. Титан
Титан — металл серебристо-белого цвета, находится в IV группе Периодической системы (см. табл 1). Его порядковый номер 22, атомная масса 47,9, температура плавления 1665 ± 5 °C. Титан имеет две аллотропические модификации: до 882 °C существует а-титан, который кристаллизуется в г. п. у. решетке с периодами а = = 0,29503 нм и с = 0,48631 нм (cla = 1,5873), а при более высоких температурах — р-титан, имеющий о. ц. к. решетку, период которой а = 0,33132 нм (при 900 °C). Плотность а-титана составляет 4,505 г/см8, Р-титана при 900 °C — 4,32 г/см3. Коэффициент линедного расширения титана в интервале 20—100 °C равен 8,3*10 С , теплопроводность при 50 °C составляет 15,4 К). Технический
титан изготовляют трех марок: ВТ1-00 (99,53 Ti), ВТ1-0 (99, о Ti) и ВТ1-1 (99,44 % Ti).
Вредными примесями для титана являются азот, углерод, кислород и водород, образующие с ним твердый раствор внедрения и хруп
1 Для этой цели чаще используют цирконий.
313
кие оксиды карбиды, нитриды и гидриды. Эти примеси снижают пластичность и свариваемость титана, повышают его твердость и ппочность и ухудшают сопротивление коррозии.
Р Технический титан (ВТ1-00, ВТ1-0 и ВТ1-1), имеет ов = 300ч-ч-500МПа и 6 =20ч-30%. Чем больше примесеи, тем выше прочность и ниже пластичность.
На поверхности титана легко образуется стойкая оксидная пленка вследствие чего титан обладает высокой сопротивляемостью коррозии в пресной и морской воде и в некоторых кислотах, устойчив против кавитационной коррозии и коррозии под напряжением.
При температурах выше 500 °C титан и его сплавы легко окисляются и поглощают водород, который вызывает охрупчивание (водородная хрупкость). Технический титан хорошо обрабатывается под давлением, сваривается (в среде аргона), но обработка резанием затруднена. Поставляют титан в виде листов, труб, прутков, поковок, штамповок и других полуфабрикатов.
2. Сплавы на основе титана
Для получения сплавов титан легируют Al, Мо, V, Мп, Сг, Sn, Fe, Zr, Nb. Титан легируют для улучшения механических свойств, реже — для повышения коррозионной стойкости. Удельная прочность (ив/у) титановых сплавов выше, чем легированных сталей.
Легирующие элементы оказывают большое влияние на температуры полиморфного превращения. Такие элементы, как А1, О, N, повышают температуру полиморфного превращения (рис. 156, а, б) и расширяют a-область; их называют а-стабилизаторами. Некоторые элементы этой группы образуют с титаном химические соединения. Мо, V, Мп, Сг, Fe (рис. 156, в, г), понижают температуру полиморфного превращения и расширяют область существования 0-фазы; их называют 0-стабилизаторами. При легировании титана Мп, Fe, Сг, Si и некоторыми другими элементами образуются химические соединения; в таких сплавах протекает эвтектоидное превращение § -»•
а + TixMj, (рис. 156, г). Образование эвтектоида охрупчивает сплав. Эвтектоидное превращение протекает медленно и после обычных скоростей охлаждения, при комнатной температуре сохраняется не претерпевшая превращение 0-фаза.
Как правило, все промышленные сплавы титана содержат алюминий. Алюминий повышает временное сопротивление, но уменьшает пластичность сплавов.
Различают- 1) а-сплавы, структура которых твердый раетвор легирующих элементов в а-титане (рис. 157, а) Основной легирующий элемент в них алюминий. Кроме того, сплавы могут содержать нейтральные элементы (Sn, Zr) и небольшое количество 0-стабилиза-торов (Мп, Fe, Сг, Мо); 2) а + 0-сплавы, состоящие из а- и 0-твердых растворов, а + 0-сплавы содержат, кроме алюминия 2—4 % 0-ста-билизаторов (Сг, Мо, Fe и др.).
Структура а 4- 0-сплавов после нагрева до 0-области и деформации — чередующиеся пластины а- и 0-фаз (рио. 157, б). После 314
Рис.
156. Схемы диаграмм состояния
Vr.Nb,M0,SnTa,7o Сг^п/еДСц,^
титан — легирующий элемент
'ис. 157. Микроструктура титановых сплавов. /250 — пластины a-фазы; б — (а + р)-фазы; « — « -фаза.
г 4- Рост^2000*
31с
значительной деформации при температурах, соответствующих Г+в области, Образуется глобулярная (равноосная), структура, когда зерна a-фазы округлые (дискообразные), а 0-фаза образует сетку по границам зерен a-фазы или представлена изолированными бонами (рис. 157); 3) 0-сплавы, структура которых твердый раствор легирующих элементов в 0-титане. Эти сплавы содержат большое количество 0-стабилизаторов. Наибольшее применение получили а- и
а -4- 0-сплавы. т-
Термическая обработка титановых сплавов. Титановые сплавы в зависимости от их состава и назначения можно подвергать отжигу, закалке старению и химико-термической обработке (азотирование, цементация и др.). Титан и а-сплавы титана не упрочняются термической обработкой, их подвергают только рекристаллизационному отжигу. Температура отжига должна быть выше температуры рекристаллизации, но не превышать температуры превращения ос -|- 0 —>- 0, так как в 0-области происходит сильный рост зерна. Чаще рекристаллизационный (простой) отжиг а- и а + 0-сплавов проводят при 650—850 °C. Для а + 0-сплавов нередко применяют изотермический отжиг, который включает нагрев до 850—950 °C (в зависимости от состава сплава) с последующим охлаждением на воздухе до 550— 650 °C, выдержку при этой температуре и охлаждение на воздухе. Такая обработка обеспечивает более высокую пластичность и наибольшую термическую стабильность структуры.
Для некоторых а 4- 0-сплавов применяют упрочняющий двойной отжиг, который отличается от изотермического тем, что после нагрева
до температуры отжига следует охлаждение на воздухе и новый нагрев до 550—650 °C. Такая обработка вызывает повышение прочности при некотором снижении пластичности, из-за частичной (мягкой) закалки и старения.
Отжиг с полной фазовой перекристаллизацией для измельчения
зерен титана и его сплавов практически не применяется. В отличие от стали, в титановых сплавах измельчить зерно благодаря полиморфному превращению практически невозможно.
Для снятия внутренних напряжений, возникающих при механической обработке а- и а + 0-сплавов, применяют неполный отжиг при 500—600 °C.
а "Ь 0-сплавы в отличие от а-сплавов могут быть упрочнены закалкой с последующим старением.
При быстром охлаждении сплавов, нагретых до области 0-фазы (выше Ас3) (рис. 158, а), протекает сдвиговое мартенситное превращение. Как и в стали, мартенситное превращение в титановых сплавах протекает в интервале температур (рис. 158, а). Чем выше содержание в плаве 0-стабилизаторов, тем ниже температуры мартенситного превращения - Л4И и Мк (рис. 158, а).
г™™” количес™ 0стабилизаторов в сплаве менее С, (рис. 158, а), R сппяДКаЛКИ обРазУется только мартенситная а'- или а"-фаза. р___р х’ име/к)щих концентрацию 0-стабилизаторов в пределах
жании’п₽™пе, “ ‘ ИЛИ а ’Фазы будет °статочная 0-фаза, а при содер-рующего элемента более Ск только 0-фаза (рис. 158, а).
316
Мартенситная а' -фаза представляет собой пересыщенный твердый раствор легирующих элементов в а-титане.
а' фаза имеет несколько искаженную гексагональную решетку и характерное для мартенсита игольчатое строение (рис. 157, в). Чем больше концентрация в сплаве легирующих элементов, тем выше твердость и прочность а'-фазы.
После закалки малолегированных сплавов образуется а'-фаза. В более легированных a 4- (3-сплавах возникает мартенситная а"-фаза с ромбической решеткой. Появление а"-фазы вызывает уменьшение твердости и прочности сплавов и увеличение пластичности. После закалки сплавов, имеющих концентрацию 0-стабилиза-
с с,
с„ сг с„% о
2 Cfitanai), %
Рис. 158. Структуры сплавов титана с 0-стабилизатором влияние 0-стабилизатора на механические свойства (б), 0-стабилизирующего элемента, %
после закалки (а) и Ср — концентрация
тора более С\, образуются а' (а") и 0-фазы, а выше Ск — только метастабильная (3-фаза (рис. 158, а). В 0-фазе может образоваться мартенситная со-фаза с гексагональной структурой, которая когерентно связана с матрицей и при микроструктурном анализе не выявляется, co-фаза сильно охрупчивает сплав.
Закалку а + 0-сплавов проводят от температур, соответствующих а + 0-области (рис. 158, а). При нагреве сплавов до двухфазной области a-фаза при закалке остается без изменений, а 0-фаза претерпевает те же превращения, какие протекают в сплаве того же состава, что и 0-фаза, при закалке из 0-области. Так, для случая, приведенного на рис. 158, а, при температуре состав a-фазы определяется точкой а и состав 0-фазы — точкой б (С2), 0-фаза этого состава при закалке приобретает структуру метастабильной 0 (со)-фазы. Следовательно, структура всех сплавов после закалки с температуры tx будет состоять из а + 0 (со)-фаз. При закалке с температур выше tK (рис. 158, а) состав 0-фазы будет меньше Ск и при быстром охлаждении она полностью или частично испытывает мартенситное превращение. Структура сплавов после закалки из а + 0-области с температур выше tK, в зависимости от состава сплава а 4- а-, а 4~ а' (а") 0 или 0 4- со.
При последующем старении закаленных сплавов происходит распад мартенситных а'-, сС-фаз и метастабильной 0-фазы с выделением
317
.. а и 6-фаз Метастабильная 0 фаза при низких Дисперсных частиц н с образованием со-фазы, а при
температурах старения ра образуется а.фаза.
бОЛВпроцессе старения закаленных сплавов происходит их упрочне-
В"£° Явленное распадом а'- и остаточной 0-фаз. Повышение прочности при распаде «'-фазы невелико. Упрочнение, связанное еРобпа3ованнем о фазы, использовать нельзя из-за возникновения высокой хрупкости сплавов. Чтобы избежать хрупкости, связанной с образованием <о-фазы, применяют повышенную температуру старения ^(450_550 °C). Чрезмерное повышение температуры закалки
в а + 0-области и особенно при нагреве до 0-области, способствует возрастанию прочности и твердости после старения, пластичность же резко снижается. Для промышленных сплавов температура закалки составляет 750—950 °C.
Закалке и старению подвергают только полуфабрикаты небольшого сечения: листы, прутки диаметром до 60 мм, профили, небольшие поковки и штамповки. Крупные полуфабрикаты упрочняющей термической обработке подвергают редко из-за низкой прокаливаемости (35—80 мм) *, значительной деформации деталей (конструкции) при быстром охлаждении и повышении чувствительности к концентраторам напряжений и снижении пластичности при увеличении временного сопротивления. Закалка и старение обеспечивают высокие механические свойства только при исходном мелком зерне (20—150 мкм), которое трудно получить в крупных поковках и штамповках.
На рис. 158, б показано влияние химического состава наиболее важных титановых сплавов (табл. 20) на их способность к упрочнению после закалки и старения. Для определения эффекта упрочнения используют условный коэффициент стабильности 0-фазы (Кр, Стаб). показывающий отношение количества 0-легирующих элементов в сплаве к их количеству в сплаве критического состава (Ск). Для сплавов, содержащих несколько легирующих элементов КРстаб находят с учетом содержания (С) каждого 0-стабилизирующего элемента и его Ск в двойном сплаве с титаном;
К к — C1 I Ci I Сз I I
Ар стаб Г , ' Г • То !"••• + — •
ЬК1 ск2 С КЗ Скп
Сплавы критического состава имеют КРстаб = 1, до критического состава <1 и закритического состава >1.
Для повышения износостойкости титана его азотиоуют пои 850—950 °C, 30—60 ч в атмосфере азота.
После азотирования сплавов титана при 950 °C, 30 ч толщина Диффузионного слоя равна 50—150 мкм, а твердость HV 750—900 (7500—9000 МПа) (в зависимости от состава сплава). Реже применяют другие виды химико-термической обработки.
Сплавы титана. Рассмотренные выше структурные особенности титановых сплавов в стабильном и метастабильном состояниях были
* Под прокаливаемостью понимают глубину пооникнпп₽нип был» достаточной Д
318
Таблица 20. Механические свойства типичных титановых сплавов1
Сплав Содержание элементов, % (по массе) ав, МПа 6 1 °н-
% МДЖ/м*
а-сплавы
ВТ5 ВТ5-1 б А1 Б А1; 2,5 Sn 7Б0—900 800—1000 W 25 25 0,50 0,40
П севдо-а-сплавы
ОТ4-1 ВТ20 1,5 А1; 1,0 Мп 6,0 А1; 2,0 Zr; 1,0 Мо; 1,0 V 600—750 950—1100 3 0,45 0,40
а + fi-сплавы мартенситного класса
ВТ6 ВТ14 ВТ23 6,0 А1; 4,0 V 4,5 А1; 3,0 Мо; 1,0 V 5,0 А1; 2,5 Мо; 4,5 V; 1,0 Сг; 0,5 Fe 900—1070/1100 900—1070/1120 1050—1200/1250 10/6 10/6 10/6 30/20 35/12 30/18 0,40/0,30 0,50/0,25 0,40/0,25
а 4* ft-сплавы переходного класса
ВТ22 5,0А1;5,0Мо; 5,0 V; 1,0 Сг, 1,0 Fe 1100—1250/1300 9/6 25/16 | 0,30/0,20
Псевдо-ft-сплавы
ВТ32 2,0 А1; 8 Мо; 8,0 V; 1,0 Сг; 1,0 Fe 800—950/1200 15—6 50/20 0,45/0,25
i В числителе — механические свойства в отожженном состоянии» в знаменателе — после закалки и старения.
положены в основу разделения титановых сплавов на следующие группы (рис. 158, б): а-сплавы, псевдо а-сплавы, а + 0-сплавы (Крстаб « 0.25); мартенситного класса (Крстаб — 0,3—0,9); сплавы переходного класса (КрСтаб — 1.0—1,4); псевдо 0-сплавы (КрСтаб — — 1,6—2,8) и 0-сплавы.
В табл. 20 приведены механические свойства титановых сплавов различных классов.
а-сплавы обладают сравнительно небольшой прочностью (табл. 20), не подвергаются термической обработке, но сильно упрочняются при холодной деформации. Сплавы не хладноломки, легко свариваются и обладают высокой термической стабильностью, т. е. сохраняют свои свойства при длительном нагреве при рабочих температурах и напряжениях. Их недостатком является пониженная технологическая пластичность. Псевдо а-сплавами называют сплавы, содержащие 2—6 % 0-фазы вследствие легирования их 0-стабилизи-рующими элементами. Это улучшает их технологическую пластичность и облегчает обработку давлением не ухудшая свариваемости.
Наибольшее промышленное применение нашли а + 0-сплавы мартенситного класса (табл. 20). В отожженном состоянии их структура состоит из a-фазы и 5—25 % 0-фазы.
319
q™ сплавы обладают хорошими механическими свойствами 20) мот быть упрочнены термической обработкой, но имеют пониженную термическую стабильность. После сварки детали нужно полвеТгать термической обработке для восстановления пластичности. Еплавы переходного класса (табл. 20) состоят из a-фазы и 25-50 % fi-фазы, применяются как в отожженном состоянии, так и после закалки и старения. Сплавы прокаливаются в сечении до 200—250 мм, обладают удовлетворительной термической стабильностью, но после сварки требуют термической обработки для восстановления пластич-
Двухфазные титановые сплавы проявляют сверхпластичность при g50__950 °C и скоростях деформации 10 4 10 3 С х. Относительное
удлинение достигает 1000 % (т = 0,4—0,8). Лучшие результаты получены после термомеханической обработки, когда совмещают деформацию 0-фазы в процессе нагрева под закалку и в процессе распада мартенсита, при температуре а 4- 0 области.
Псевдо 0-титановые сплавы содержат в структуре в основном 0-фазу, упрочняются термической обработкой в значительных сечениях и обладают высокой пластичностью в холодном состоянии. Термическая стабильность выше 200 °C не велика, особенно при
нагружении.
0-сплавы применения не нашли, однако могут быть использованы как коррозионно-стойкие, а также для кратковременной работы при высоких температурах (до 1000—1200 °C).
Области применения сплавов. Титан и его сплавы используют там, где главную роль играют высокая удельная прочность и хорошая сопротивляемость коррозии. Титановые сплавы применяют в авиации (обшивка самолетов, диски и лопатки компрессора и т. д.), в ракетной технике (корпуса двигателей, баллоны для сжатых и сжиженных газов, сопла и т. д.) — в химическом машиностроении (оборудование для таких сред, как хлор и его растворы, теплообменники, работающие в азотной кислоте и т. д.), судостроении (гребные винты,[обшивки морских судов, подводных лодок и торпед), в энергомашиностроении (диски и лопатки стационарных турбин), в криогенной технике
Глава XVII
АЛЮМИНИЙ И СПЛАВЫ НА ЕГО ОСНОВЕ
1. Алюминий
Алюминий — элемент III группы Периодической системы элементов, плавления И660М°С А аТ°МНа” МаССЭ 26,98 (СМ- Табл’ 0- Температура плавления 660 С. Алюминии имеет кристаллическую г п к пе-шетку с периодом а = 0,40412 нм. Наиболее важной особенностью алюминия является низкая плотность 2,7 г/см3 поотив 7 8 S для железа и 8,9 г/см” для меди. Алюминий обладает вЕой электро-320
проводностью, составляющей 65 % от электропроводности меди Теплопроводность составляет 238,3 Вт/(м-К). В зависимости от чистоты различают алюминий особой чистоты А999 (99,999 % А1) высокой чистоты А995 (99,995 % Al), А99 (99,99 % Al), А97 (99,97 % Al), А95 (99,95 % А1) и технической чистоты А85, А8, А7, А6, А5 АО (99,0 % А1).
Технический алюминий изготавливается в виде листов, профилей, прутков, проволоки и других полуфабрикатов, маркируется АД и АД1. В качестве примесей в алюминии присутствуют Fe, Si Си Мп Zn, Ti.
Алюминий обладает высокой коррозионной стойкостью вследствие образования на его поверхности тонкой прочной пленки А12О3. Чем чище алюминий, тем выше его коррозионная стойкость. Механические свойства отожженного алюминия высокой чистоты: ов = 50 МПа, о0,2 = 15 МПа, 6 = 50 % и технического алюминия (АДМ) * ов = 80 МПа, о0>2 — 30 МПа, б = 35 %. Модуль нормальной упругости Е = 7 ГПа. Холодная пластическая деформация повышает ов технического алюминия (АДН) до 150 МПа, но относи тельное удлинение снижается до 6 %. Благодаря высокой пластичности в отожженном состоянии алюминий легко обрабатывается давлением, но обработка резанием затруднена. Сваривается всеми видами сварки.
Применяется технический алюминий марок АД и АД1 для элементов конструкции и деталей, не несущих нагрузки, когда требуется высокая пластичность, хорошая свариваемость, сопро тивление коррозии и высокая тепло- и электропроводность. Более широко используют сплавы алюминия.
2. Классификация алюминиевых сплавов
Наибольшее распространение получили сплавы А1—Мп, А1—Si, Al—Mg, -Al—Си—Mg, Al—Си—Mg—Si, Al—Mg—Si, а также Al—Zn—Mg—Си. В равновесном состоянии эти сплавы представляют собой низколегированный твердый раствор и интерметаллидные фазы СиА12 (6-фаза), Mg2Si, Al2CuMg, (S-фаза), AleCuMg4 (Т-фаза), Al3Mg2, Al2Mg3Zn3 (Т-фаза) ** и др. (рис. 159).
Все сплавы алюминия можно разделить на две группы: 1) деформируемые, предназначенные для получения полуфабрикатов (листов, плит, прутков, профилей, труб и т. д.), а также поковок и штамповок путем прокатки, прессования, ковки и штамповки (табл. 21, 22). Деформируемые сплавы, по способности упрочняться термической обработкой, делят на сплавы, неупрочняемые термической обработкой, и сплавы, упрочняемые термической обработкой; 2) литейные сплавы (табл. 23), предназначенные для фасонного литья.
* Н — нагартованный и М — мягкий (отожженный).
** Фаза AlsMg3Zna изоморфна фазе Т (Al0CuMgJ в системе Al—Си—Mg.
821
Рве. 159. Микроструктура дуралюмина Д16, X 200:
а — после литья (а + CuAI2 + S); б — после гомогенизации; в —* после закалки (а-раствор); г = после закалки и естественного старения
3. Термическая обработка алюминиевых сплавов
Для упрочнения алюминиевых сплавов применяют закалку и старение, Для устранения неравновесных структур и деформационных дефектов строения, снижающих пластичность сплава, применяют отжиг.
Закалка и старение
Растворимость большинства компонентов в алюминии при понижении температуры уменьшается (рис. 160), что позволяет упрочнять сплавы путем закалки и старения.
Закалка алюминиевых сплавов — заключается в нагреве их до температуры, при которой избыточные интерметаллидные фазы, полностью или большей частью растворяются в алюминии, выдержке при этой температуре и быстром охлаждении до комнатной температуры для получения пересыщенного твердого раствора. Например, 322
температура закалки сплавов системы А1—Си (рис. 160) определится линией abc, проходящей выше линии предельной растворимости для сплавов, содержащих <5,6 % Си, и ниже эвтектической линии (548 °C) для сплавов, содержащих большее количество меди. При нагреве под закалку сплавов, содержащих до 5,6 % Си, избыточная фаза СиА12 полностью растворится и при последующем быстром охлаждении фиксируется только пересыщенный a-твердый раствор, содержащий столько меди, сколько ее находится в сплаве. При содержании более 5,6 % Си в структуре сплавов после закалки будет пересыщенный a-твердый раствор состава, отвечающего точке б, и
нерастворенные при нагреве кристаллы соединения СиА12. Время выдержки при температуре закалки, необходимое для растворения интерметаллидных фаз, зависит от структурного состояния сплава, типа печи и толщины изделия. Листы, прутки, плиты, полосы толщиной 0,5— 150 мм при нагреве в селитровых ваннах выдерживают 10—80 мин, а при нагреве в наиболее широко применяемых для этой цели электропечах с принудительной циркуляцией воздуха 30—210 мин. Выдержка фасонных отливок при температуре закалки более длительная (2—15 ч); за это время растворяются грубые выделения интерметаллидных фаз (см. рис. 159, а). Скорость охлаждения при закалке должна быть выше критической, под которой по-
t,°c
100
600
500
wo
300
200
Си, % (помассе)
Рис. 160. Температура закалки сплавов AI—Си
нимают наименьшую скорость охлаждения, не вызывающую распад твердого раствора. Охлаждение деформированных сплавов после закалки проводят в холодной воде, а фасонных отливок в подогретой воде (50—100 °C) во избежание их коробления и образования
трещин.
Старение закаленных сплавов. После закалки следует старение, когда сплав выдерживают при комнатной температуре несколько суток (естественное старение) или в течение 10—24 ч при повышенной температуре (искусственное ста р е-н и е).
В процессе старения происходит распад пересыщенного твердого раствора, что сопровождается упрочнением сплава. Распад пересыщенного твердого раствора, в решетке которого атомы меди располагаются статистически равномерно, происходит в несколько стадий в зависимости от температуры и продолжительности старения. При естественном (при 20 °C) или низкотемпературном искусственном старении (ниже 100—150 °C) не наблюдается распада твердого раствора с выделением избыточной фазы; при этих температурах атомы меди перемещаются только внутри кристаллической решетки a-твердого раствора на весьма малые расстояния и собираются по плоскостям |100} в пластинчатые образования или диски — зоны
323
Гинье - Престона (ГП 1) (рис. 161, а) *. Зоны ГП-1 в сплавах Al-Cu протяженностью 1-Ю нм и толщиной 0,5-1 нм более или менее равномерно распределены в пределах каждого кристалла (рис. 161, ау Концентрация меди в зонах ГП-1 меньше, чем в СиА12 (54 %).
Есчи сплав после естественного старения кратковременно (несколько секунд или минут) нагреть до 230—270 С и затем быстро охладить, то упрочнение полностью снимается и свойства сплава будут
соответствовать свежезакаленному состоянию. Это явление получило название в о з -
врата после старения. Разупрочнение при возврате связано с тем, что зоны ГП-1 при этих температурах оказываются нестабильными и поэтому растворяются в твердом растворе, а атомы меди вновь более или менее равномерно распределяются в пределах объема каждого кристалла твердого раствора, как и после закалки. При последующем вылеживании сплава при комнатной температуре вновь происходит образование зон ГП-1 и упрочнение сплава. Однако после возврата и последующего старения ухудшаются коррозионные свойства сплава, что затруд-
Рве. 161. Последовательные стадии распада твердого раствора меди в алюмиини:
а — зовы ГП1; б — воны ГП2; а — промежуточная б'-фаза; е — образование 6-фазы (CuAl,)
няет использование возврата для практических целей. Длительная выдержка при 100 С или несколько часов при 150 С приводит к образованию зон Гинье— Престона большей величины (толщина 1—4 нм и диаметр 20—30 нм) с упорядоченной структурой, отличной от a-твердого раствора (рис. 161, б). Концентрация меди в них соответствует содержанию ее в CuAlj. Такие зоны в сплавах AI—Си принято называть ГП-2. С повышением температуры старения процессы диффузии, а следовательно, и процессы структурных превращений протекают быстрее. Выдержка в течение нескольких часов при высоких температурах
сНи двумерные образования одновременно (1938 г.) обнаружили Гннье во Франции и Престон в Англии. Зоны Гинье—Престона выявляются специальным реитгеноструктурным анализом.
Сравнительно большая скорость диффузии при естественном старении объясняется пересыщением твердого раствора вакансиями. Равновесная концентрация вакансий при температуре закатки из много порядков выше, чем при комнатной температуре. В процессе закатки вакансии не успевают уйти в стоки (границы зерен, дислокации и др.) и облегчают миграцию легирующих элементов.
324
(150—200 С) приводит к образованию в местах, где располагались зоны ГП-2, дисперсных (тонкопластинчатых) частиц промежуточной O'-фазы, не отличающейся по химическому составу от стабильной 0-фазы (CuAI2), но имеющей отличную кристаллическую решетку. О'-фаза частично когерентно связана с твердым раствором (рис. 161,в). Повышение температуры до 200—250°С приводит к коагуляции метастабильной фазы и к образованию стабильной 0-фазы (рис. 161, г), имеющей с матрицей неког^рентные границы. Таким старении образуются лишь зоны ГП-1.
образом, при естественном При искусственном старении последовательность структурных изменений в сплавах А1—Си можно представить в виде следующей схемы: ГП-1 —> -> ГП-2 -> 0' -> 0 (СиА12).
Однако это не означает, что одно образование «на месте» переходит в другое. Возможно, что возникновение последующего образования или фазы происходит после растворения исходного.
Эта общая схема распада пересыщенного твердого раствора в сплавах А1—Си справедлива и для других сплавов. Различие сводится лишь к тому, что строение зон, а также обр
Рис. 162. Зависимость механически* свойств алюминиевых сплавов от продолжительности старения при разных температурах:
/ — зонное старение; 2 — фазовое старение: -3 — коагуляционное старение
в разных сплавах неодинаков состав и оующихся фаз.
Для стареющих алюминиевых сплавов разных составов существуют и свои температурно-временные области зонного (образование ГП-1 и ГП-2) и фазового (0' и 0-фаз) старения.
Величина упрочнения при закалке и старении зависит от природы фазы у проявителя, размеров их частиц, количества их и распределения. Наибольшее упрочнение сплавов достигается благодаря MgZn2, Mg2Si и S-фазы (Al2CuMg), имеющих сложную структуру и состав, отличный от -/.-твердого раствора.
После зонного старения сплавы чаще имеют повышенный предел текучести и относительно невысокое отношение о0,2/ов (<О,6-?-4),7), повышенную пластичность, хорошую коррозионную стойкость и низкую чувствительность к хрупкому разрушению. Это объясняется тем, что дислокации при деформации пересекают зоны, не создающие значительного сопротивления начальным деформациям. Отсутствие границы раздела между зонами ГП I или ГП-2 с матричной фазой определяет хорошее сопротивление коррозии.
После фа о во го старения отношение оп>2 ои повышается до 0,9— 0,95, а пластичность, вязкость, сопротивление хрупкому разрушению
325
и коррозии под напряжением снижаются. В этом случае при дефор. мании дислокации огибают частицы метастабильных фаз, образуя многочисленные дислокационные петли и отдельные скопления. Как следствие этого, сопротивление начальным деформациям повышается а пластичность уменьшается. В процессе коагуляции образовавшихся фаз (коагуляционное старение) прочностные свойства на начальной стадии сначала возрастают, достигая максимального значения, а затем снижаются. Пластичность, вязкость и сопротивление коррозии возрастают. На рис. 162 показано изменение механических свойств алюминиевых сплавов в зависимости от продолжительности старения при разных температурах.
Температура рекристаллизации некоторых сплавов алюминия с марганцем, хромом, никелем, цирконием, титаном и другими переходными металлами, подвергнутых по определенным режимам горячей, а в некоторых случаях и холодной обработке давлением, превышает обычно назначаемую температуру нагрева под деформацию или закалку. Поэтому после закалки и старения таких сплавов в них сохраняется нерекристаллизованная (полигонизованная) структура с высокой плотностью дислокаций, что значительно повышает прочность по сравнению с рекристаллизованной структурой. Это явление получило название структурного упрочнения1.
В результате структурного упрочнения значения ов и о0,2 повышаются до 30—40 %. Наиболее сильно структурное упрочнение проявляется в прессованных полуфабрикатах (прутки, профили, трубы), поэтому это явление применительно к ним называют пресс-эффектом.
Отжиг алюминиевых сплавов
Различают следующие виды отжига: 1) гомогенизационный, 2) рекрп сталлизационный и 3) для разупрочнения сплавов (после предварительной закалки и старения).
Гомогенизация. Этому виду отжига подвергают слитки, перед обработкой давлением, для устранения дендритной ликвации, которая приводит к получению неоднородного твердого раствора и выделению по границам зерен и между ветвями дендритов хрупких неравновесных эвтектических включений CuAI2, ALCuMg (S-фаза), Mg2Si, A16CuMg4 (Т-фаза) и др. (см. рис. 159, а). В процессе гомогенизации состав кристаллитов твердого раствора выравнивается, а интер-металлиды растворяются. В процессе последующего охлаждения интерметаллиды выделяются в виде равномерно распределенных мелких вторичных включений (рис. 159, б). Вследствие этого пластичность литого сплава повышается, что позволяет увеличить степень обжатия при горячей обработке давлением, скорость прессования и уменьшить технологические отходы. Гомогенизация способствует получению мелкозернистой структуры в отожженных листах и уменьшает склонность к коррозии под напряжением Температура
1 Структурное упрочнение по существу является высокотемпературной термо механической обработкой.
320
гомогенизации лежит несколько ниже неравновесного солидуса и для наиболее распространенных сплавов составляет 480___530 °C
Выдержка колеблется от 6 до 36 ч. Охлаждение проводят на воздухе или вместе с печью
Рекристаллизационный отжиг. Рекристаллизационный отжиг' заключается в нагреве деформированного сплава до температур выше температуры окончания первичной рекристаллизации, применяется для снятия наклепа и получения мелкого зерна. У большинства алюминиевых сплавов при степени деформации 50—70 % температура начала рекристаллизации находится в пределах 280—300 °C. Температура рекристаллизационного отжига в зависимости от состава сплава колеблется от 300 до 500 °C (высокий отжиг), с выдержкой 0,5—3,0 ч. После рекристаллизационного отжига сплавов, неупроч-няемых термической обработкой, скорость охлаждения выбирают произвольно. Для сплавов, упрочняемых термической обработкой, скорость охлаждения до 200—250 °C должны быть ~30 °С/ч. Отжиг в качестве промежуточной операции применяют между горячей и холодной деформациями.
Разновидностью рекристаллизационного отжига является неполный отжиг (низкий отжиг), который позволяет получить промежуточные свойства — между нагартованным состоянием и рекристаллизованным. В этом случае температура отжига должна быть ниже температуры окончания рекристаллизации для получения полигони-зованной структуры или частично рекристаллизованной, когда наклеп снимается частично (температура отжига 150—300 °C). Неполный отжиг чаще применяют для деформированных сплавов неупроч няемых закалкой и старением.
Отжиг для разупрочнения сплавов (полный отжиг), проводят при 350—430 °C с выдержкой 1—2 ч. При этих температурах происходит полный распад пересыщенного твердого раствора и коагуляция упрочняющих фаз. Скорость охлаждения во избежание закалки не должна превышать 30 °С/ч. После отжига сплав имеет низкие значения временного сопротивления, удовлетворительную пластичность и высокую сопротивляемость коррозии под напряжением. Отожженный материал способен выдерживать холодную обработку давлением с высокими степенями деформации.
4. Деформируемые алюминиевые сплавы, упрочняемые термической обработкой
Дуралюмины. Дуралюминами называют сплавы А) Си Mg, в которые дополнительно вводят марганец (табл. 21). Типичным дуралюми-ном является сплав Д1, однако вследствие сравнительно низких механических свойств производство его заметно сокращается, сплав Д1 для листов и профилей заменяется сплавом Д16. Упрочнение дуралюмина при термической обработке достигается в результате образования зон ГП сложного состава или метастабильных фаз о и 9'.
Марганец, хотя и не входит в состав упрочняющих фаз, но его присутствие в сплавах полезно. Он повышает стойкость дуралюмина
327
Таблица 21. Типичные механические свойства 1
некоторых деформируемых алюминиевых сплавов после закалки и старения
Сплав Содержание элемснюн. % (по массе) 6. %
Си Mg Мп Si Другие элементы МПа
Дуралюмины
Д1 I Д16 | 3,8-4,8 1 3,8-4,5 | 0,40,8 1,2-1,8 0,4-0,8 0,3-0,9 250 380 410 520 1?
Сплав авиаль
АВ 0,2-0,6 0,45-0,9 10,15-0,35 Высокопрочные 0,5-1,2 | - алюминиевые сплавы 120 220 22
В95 1,4-2,0 1,8-2,0 0,2-0,6 0,5 5-7 Zn; 0,1-0,25 Сг 530- 550 560- 600 8
В96 2,2-2,8 2,5-3,2 Ковоч 0,2-0,5 ные алюли ниевые enj 7,6-8,6 Zn чаш 630 670 7
АК6 1,8-2,6 0,4-0,8 0,4-0,8 0,7-1,2 — 300 420 13
АК8 3,9-4,8 0,4-1,0 | 0.4-1,0 Жаропрочные 0,6-1,2 I -алюминиевые сплавы 380 480 10
АК4-1 1,9-2,5 1,4-1,8 — 0,35 0,8-1,5 Fe; 1,0-1,5 Ni; 0,02-0,1 Ti 280 430 13
Д20 6-7 — 0,4-0,8 0,3 0,1-0,2 Ti; sg0,27 Zr 250 400 12
Примечание. Буква Д обозначает сплав типа дуралюмии, А в начале марки (АД) АД1 — технический алюминий; АК — алюминиевый ковочный сплав. После услов-вого номера часто следуют обозначения, характеризующие состояние сплава. Буква М — мягкий (отожженный); Т — термически обработанный (закалка и естественное старение); И — нагартоваиный; П — полунагартоваиный в т. д. Например. Д16М — дуралюмии отожженный, Д16ТН — дуралюмнн закаленный, естественно состаренный и дополнительно нагартоваиный.
1 Механические свойства после закалки и естественного старения
против коррозии, а присутствуя в виде дисперсных частип фазы Т (AluMn2Cu), повышает температуру рекристаллизации и улучшает механические свойства дуралюмина. В качестве примесей в дуралю мине имеются железо и кремний. Железо, образуя соединение (Мп, Fe)Ale, кристаллизующееся в виде грубых пластин, понижает прочность и пластичность дуралюмина. Кроме того, железо образует соединение Al7Cu2Fe нерастворимое в алюминии; связывая медь в этом соединении, железо снижает эффект упрочнения при старении. По этому содержание железа не должно превышать 0,5—0,7 %.
Кремний образует фазы Mg2Si и \V(AlxMgsCu6Si4), которые растворяются в алюминии, и при последующем старении упрочняют 328
сплав. Однако упрочнение от Mg2Si и W фаз невелико, поэтому примесь кремния, уменьшая количество основных упрочняющих фаз S н О, способствует снижению прочности.
Дуралюмип, изготовляемый в листах, для защиты от коррозии no/JBCpiaioT плакированию, т. е. покрытию тонким слоем алюминия высокой чистоты (не ниже 99,5 %). Толщина слоя составляет 4 % от толщины листа.
Дуралюмип хорошо дефюрмируется в горячем и холодном состоя ниях. Для закалки сплав Д1 нагревают до 495—510 °C, а Д16 до 485—503 °C. Нагрев до более высоких температур (превышающих неравновесный солидус), вызывает пережог, т. е. окисление и ча-
стичное оплавление металла по границе зерен, что резко снижает прочность и пластичность. При закалке дуралюмииа важно обеспечить высокую скорость охлаждения, поэтому охлаждение проводят в холодной воде *. Даже незначительный распад твердого раствора в процессе охлаждения с выделением иитерметаллидных фаз по границам зерен снижает сопротивление межкристаллитной коррозии. После закалки значительная часть фаз-упрочнителей растворяется, повышая легированность твердого раствора. Структура закаленного
дуралюмина состоит из пересыщенного a-твердого раствора и нерастворимых соединений железа (см. рис. 159, в).
Дуралюмины после закалки подвергают естественному старению, так как при этом обеспечивается более высокая коррозионная стойкость. Естественное старение наиболее интенсивно протекает в первые сутки после закалки и практически заканчивается в течение 4—5 суток. Понижение температуры тормозит старение, а повышение ее,
наоборот, увеличивает скорость процесса, но понижает пластичность и сопротивление коррозии. Однако для листов из сплава Д16 нередко применяют искусственное старение при 185—195 'С. Прессованные полуфабрикаты из сплавов Д1 и Д16 прочнее, чем листы, вследствие пресс-эффекта (структурного упрочнения). Для повышения коррозионной стойкости дуралюмина, его подвергают электрохимическому оксидированию (анодированию). Сплав Д16 применяют для изготовления деталей и элементов конструкций средней и повышенной
прочности, требующих долговечности при переменных нагрузках, в строительных конструкциях, не требующих высокой коррозионной стойкости и т. д. Из сплава Д16 также изготовляют обшивки, шпан-
гоуты, стрингеры и лонжероны самолетов, силовые каркасы, строительные конструкции, кузовы грузовых автомобилей и т д.
Сплавы авиаль (АВ). Эти сплавы уступают дуралюминам по прочности, но обладают лучшей пластичностью в холодном и горячем состояниях, хорошо свариваются и сопротивляются коррозии, виаль обладает высоким пределом выносливости. Упрочняющей фазой в авиале является соединение Mg2Si.
Авиаль закаливают с 515-525 "С с охлаждением в воде,атем подвергают естественному старению (АВТ) или искусстве г >. у |
1 Минимальную скорость охлаждения, не вызывающую распада тв-рл р твора, называют критической.
329
Н Ю. М Лахтин
160 °C 12 ч (АВТ1). Искусственное старение надо выполнять сразу после закалки. При увеличении перерыва между временем закалки и началом искусственного старения прочность сплава после старения уменьшается.
* Из сплава АВ изготовляют различные полуфабрикаты: листы, трубы, и т. д., используемые для элементов конструкций, несущих умеренные нагрузки, кроме того, лопасти винтов вертолетов, кованые детали двигателей, рамы, двери и т. д., для которых требуется высокая пластичность в холодном и горячем состояниях.
Высокопрочные алюминиевые сплавы. Прочность этих сплавов достигает 550—650 МПа, но при меньшей пластичности, чем у дуралюми-нов. Высокопрочные алюминиевые сплавы, кроме меди и магния, содержат цинк. Представителем высокопрочных алюминиевых сплавов является сплав В95 (табл. 21) и более прочный В96.
Упрочняющими фазами в сплавах являются: MgZn2, Т-фаза (ALMg3Zn3) и S-фаза (Al2CuMg). При увеличении содержания цинка и магния прочность сплавов*повышается, а их пластичность и коррозионная стойкость понижаются. Добавки марганца и хрома улучшают коррозионную стойкость. Сплавы закаливают с 465—475 °C (с охлаждением в холодной или горячей воде) и подвергают искусственному старению при 135—145 °C, 16 ч. По сравнению с дуралюмином эти сплавы обладают большей чувствительностью и концентраторам напряжений и пониженной коррозионной стойкостью под напряжением. У них меньше предел выносливости и сопротивляемость повторным статическим нагрузкам. Профили из сплава В95 значительно прочнее листов. Это результат пресс-эффекта, который обусловлен присутствием в сплаве марганца и хрома.
Сплавы обладают хорошей пластичностью в горячем состоянии и сравнительно легко деформируются в холодном состоянии после отжига. Листы из сплава В95 плакируют сплавом алюминия с 0,9— 1,3 % Zn для повышения коррозионной стойкости. Сплав В95 применяют в самолетостроении для нагруженных конструкций, работающих длительное время при «100—120 °C (обшивка, стрингеры, шпангоуты, лонжероны и т. д.; силовые каркасы строительных сооружений и т. д.). Сплав В96 используют в виде прессованных и кованых изделий, рекомендуется для сжатых зон конструкций или для деталей без концентраторов напряжений.
Алюминиевые сплавы для ковки и штамповки (табл. 21). Сплавы этого типа отличаются высокой пластичностью при температурах ковки и штамповки (380—450 СС) и удовлетворительными литейными свойствами, позволяющими получить качественные слитки. Упрочняющими фазами при старении являются Mg2Si, S-фаза, CuAl, и \\-фаза (Al.MgjCujSij). Сплавы применяют для штамповок и поковок сложной формы, они обладают относительно невысокой коррозионной стойкостью.
Сплав АК6 используют для деталей сложной формы и средней прочности, изготовление которых требует высокой пластичности в горячем состоянии (подмоторные рамы, фитинги, крепежные детали, крыльчатки, и т. д.). Сплав АК8 рекомендуется для тяжело нагру-ззо
женных штампованных деталей (подмоторные рамы, стыковые узлы пояса лонжеронов, лопасти винтов вертолетов, бандажи вагонов и т. д )- Сплав АК8 менее технологичен, чем АК.6.
Ковку и штамповку сплавов проводят при 450—475 °C. Их под вергают закалке с 515—525 °C (сплавы АК6) или с 495—505 °C (АК8) с охлаждением в воде и старению при 150—165 °C, 4—12 ч.
/Каропрочные сплавы. Эти сплавы используют для деталей, работающих при температурах до 300 °C (поршни, головки цилиндров, крыльчатки, лопатки н диски осевых компрессоров турбореактивных двигателей, обшивка сверхзвуковых самолетов и т. д.). Жаропрочные сплавы имеют более сложный химический состав, чем рассмотренные выше алюминиевые сплавы. Их дополнительно легируют железом никелем и титаном.
Фазами-упрочнителями жаропрочных сплавов являются 0-фаза (CuA12), Mg2Si, S фаза (Al2CuMg), а также Al9FeNi и Al6Cu3Ni. При частичном распаде твердого раствора они выделяются в виде дисперсных частиц, устойчивых против коагуляции, что обеспечивает повышенную жаропрочность.
Высокой жаропрочностью обладает сплав Д20, используемый для деталей, длительно работающих при 250—350 °C, и в виде листов для деталей, кратковременно работающих при температурах до 300 С. Повышенная жаропрочность достигается вследствие высокого содержания меди, а также марганца и титана, замедляющих диффузионные процессы. Кроме того, титан задерживает процесс рекристаллизации. Сплав АК4-1 закаливают при 525—535 “С, а сплав Д20 — при 535 СС в воде и подвергают старению при 200—220 °C.
5. Деформируемые алюминиевые сплавы, не упрочняемые термической обработкой
К этим сплавам относятся сплавы алюминия с марганцем или с магнием (табл. 22). Упрочнение сплавов достигается в результате образования твердого раствора и в меньшей степени избыточными фазами.
Сплав АМц представляет собой твердый раствор марганца в алюминии, в котором также имеются в небольшом количестве частицы
Таблица 22. Механические свойства1 сплавов алюминия, не упрочняемых термической обработкой
Сплав Содержание, % (по иассе) °в а0.2 6. %
Мп Mg м Па
АМц 1,0—1,6 0,2—0,6 130 (170) 50 (130) 23 (10)
АМг2 1,8-2,8 200 (250) 100 (200) 23 (10) 20 20
АМгЗ 0,3—0,6 3,2—3.8 200 ПО
АМг5 АМгб 0,3—0,6 0,5—0,8 4,8—5,8 5,8—6,8 ^00 300(400) 150 (300) 18(10)
в скобках — для АМиП,
„‘Для сплавов АМц.4, АМг2М в отожженном состоянии.
- ц 2П и Т. д. в пслунгггртоваяиом состоянии.
и*
41
Мд, % (помассе)
Рис. 163. Диаграмма состояния сплавов системы Al—Mg (а) и изменение механических свойств алюминия в зависимости от содержания магния (б)
соединения А1сМп. Сплавы типа АМг в равновесном состоянии после охлаждения двухфазные а + Р (Al3Mg2) (рис. 163). Однако из-за высокой устойчивости твердого раствора даже после медленного охлаждения они не содержат избыточных фаз и состоят только из a-твердого раствора. Только в сплаве АМг5 возможно выделение при отжиге избыточной Р фазы. Как видно из рис. 163, магний сильно повышает прочность сплавов. До 12—14% Mg пластичность изменяется мало, а затем резко падает. Сплавы А1 — Mg добавочно легируют марганцем (табл. 22), который, образуя дисперсные частицы А16Мп, упрочняет сплав и способствует измельчению зерна. Эффект от закалки и старения сплавов АМг и АМц невелик, и их применяют в отожженном состоянии и после наклепа Высокий отжиг сплава АМц проводят при 350— 410 °C, сплавов АМг2 и АМгЗ — при 350—420 °C, сплава АМг5 — при 310—335 °C, охлаждение на воздухе.
Повышение прочности при некотором уменьшении пластичности изделий простой формы (листы, плиты) достигается нагартовкой (табл. 22). Упрочнение, создаваемое нагартовкой, снимается в зоне сварки.
Сплавы легко обрабатываются давлением (штамповка, гибка и т. д.), хорошо свариваются и обладают высокой коррозионной стойкостью. Обработка резанием в отожженном состоянии затруднена. Применяются сплавы для сварных и клепаных элементов
конструкций, испытывающих сравнительно небольшие нагрузки и требующих высокого сопротивления коррозии. Так, сплавы АМц, АМг2, АМгЗ нашли применение при изготовлении емкостей для жидкости (баки для бензина), трубопроводов, палубных надстроек, морских и речных судов, в строительстве (витражи, перегородки, двери, оконные рамы и др.).
Для средненагруженных деталей и конструкций используют сплавы АМг5 и АМгб (рамы и кузова вагонов, подвесные нагруженные потолки, перегородки зданий и переборки судов, электромачты, лифты, узлы подъемных кранов, корпуса и мачты судов и др.).
6. Литейные алюминиевые сплавы
Сплавы для фасонного литья должны обладать высокой жидкотекучестью, сравнительно небольшой усадкой, малой склонностью к образованию горячих трещин и пористости в сочетании с хорошими механическими свойствами, сопротивлением коррозии и др.
Высокие литейные свойства имеют сплавы, содержащие в структуре эвтектику. Эвтектика образуется в сплавах, в которых содержание легирующих элементов больше предельной растворимости в алюминии. Поэтому содержание легирующих элементов в литейных сплавах выше, чем в деформируемых. Чаще применяют сплавы Al—Si, Al—Си, Al—Mg, которые дополнительно легируют небольшим количеством меди и магния (AI—Si), кремния (А1—Mg), марганца, никеля, хрома (А1—Си). Для измельчения зерна, а следовательно, улучшения механических свойств в сплавы вводят модифицирующие добавки (Ti, Zr, В, V и др.). Механические свойства некоторых литейных сплавов алюминия приведены в табл. 23.
Многие отливки из алюминиевых сплавов подвергают термической обработке. В зависимости от характера отливки и условий ее работы используют один из следующих видов термической обработки.
Таблица 23. Механические свойства некоторых литейных алюминиевых сплавов
Сплав Содержание, % (по массе) Обработка °в °0,2 в, %
Mg Si Мп Си Другие элементы МПа
Сплавы AI—SI [силумины)
АЛ 2 АЛ4 АЛ9 0,17 — 0.3 0,2 —0,4 10—12 0—10,5 6-8 о,геол — — Т2 TI Тб Т4 Т5 180 180 260 200 220 90 140 200 140 160 5 2 4 5 3
Сплавы А1—Си
АЛ7 АЛ19 — — 0.6 —1,0 4-5 4,5—5.3 0,25—0,45 Ti Т4 Т5 Т4 Тб 240 260 320 360 160 200 180 250 7 3 9 5
Сплавы Al—Mg
АЛ8 АЛ27 9,5— 11,5 0,5-11,5 — — — 0,05—0,15 T1; 0,05—0.2 Zr; 0.05—0.15 Be Т5 Т4 350 360 170 180 10 18
Жаропрочные сплавы
АЛ1 1,25— — - 3,75- 1 75 4,5 АЛ20 0.7 —1.2 1.5—2.0 0,15— 3,6—4,5 0,3 АЛ21 0,8—1,3 — 0.15— 4.6—6 0,25 1,75—2,25 N1; 0,15—0,25 Сг 1,3—1.5 Fe; 0,06—0.1 Ti 2.6—3,6 Ni: 0,1-0,25 Сг Т5 Т7 Тб Т7 Т2 Т7 260 220 300 230 210 220 200 180 230 180 200 0,6 1.2 0.8 0,8 1.2 1.5
333
Si,% (помассе)
Рис. 164. Диаграмма состояния сплавов системы Al—Si (а) и изменение механических свойств алюминия в зависимости от содержания кремния (б);
/ — модифицированные: 1 — иемодифи-оироиичиье сглгвы
1. Искусственное старение (условное обозначение Т1), чаще при 175 zr 5 С в течение 5—20 ч, без предварительной закалки При литье многих сплавов (например, АЛ4 в сырую песчаную форму или в кокиль) происходит частичная закалка, поэтому старение повышает их прочность и улучшает обработку резанием.
2. Отжиг (Т2) при ~300 СС в течение 5—10 ч, в зависимости от назначения отливки. Охлаждение при отжиге проводят на воздухе.
Отжиг применяют для снятия литейных напряжений, а также остаточных напряжений, вызванных механической обработкой. Этот отжиг несколько повышает пластичность.
3. Закалка и естественное старение (ТЗ, Т4). Температура закалки 510—520 °C для сплавов АЛ1, АЛ7 и 535—545 "С для сплавов АЛ4, АЛ9, АЛ 19 и др. Закалку проводят в горячей воде (40— 100 °C). Так как после закалки отливки выдерживают достаточно длительное время при комнатной температуре, режим (Т1) практически соответствует закалке и естественному старению.
4. Закалка и кратковременное (2—3 ч) искусственное старение обычно при 175 СС (Т5) * *х. При данной температуре и продолжительности процесс старения полностью не заканчивается. Поэтому после такой обработки отливки приобретают высокую прочность при сохранении повышенной пластичности.
5. Закалка и полное искусственное старение (Тб); чаще проводят при 200 °C, 3—5 ч. Старение при повышенной температуре и более длительной выдержке по сравнению с режимом Т5 придает наибольшую прочность, но пластичность снижается.
6. Закалка и стабилизирующее старение (Т7) при 230 СС (для сплавов АЛ9, АЛ1, АЛ90) и при 250 °C (для сплава АЛ 19) ** в течение 3—10 ч. Этот вид обработки используют для стабилизации структуры и объемных изменений отливки, при сохранении достаточной прочности.
•х Некоторые сплавы при 150 ЬС.
*2 Старение следует проводить при температуре, близкой к рабочей, однако
превышающей температуру режимов Т5 и Тб.
7. Заколка и смягчающее старение (Т8) при 240—260 'С в течение 3—о ч Высокая температура старения заметно снижает прочность, но повышает пластичность и стабильность размеров.
Сплавы А1—Si (см. табл. 23), получившие название с и л у-м и н ы, содержат много эвтектики (рис. 164) и потому отличаются высокими литейными свойствами, а отливки — более плотные. Для самых неответственных деталей (крышки и т. п.) применяется сплав, содержащий 10—13 % Si (АЛ2), обладающий высокой коррозионной стойкостью. Сплав АЛ2 содержит в структуре эвтектику (а + 0) и нередко первичные кристаллы кремния (рис. 165). Кремний при
Рис. J65. Микроструктура силумина, /250.
а — до модифипирсЕсНия; б — после модифицирования
затвердевании эвтектики выделяется в виде грубых кристаллов игольчатой формы, которые играют роль внутренних надрезов в пластичном a-твердом растворе. Такая структура обладает низкими механическими свойствами (рис. 164, б).
Для измельчения структуры и устранения избыточных кристаллов кремния силумины модифицируют натрием (0,05—0,08 % Na) путем присадки к расплаву смеси солей 67 % NaF и 33 % NaCl. В присутствии натрия происходит смещение линий диаграммы состояния (рис. 164, а), и заэвтектический (эвтектический) сплав АЛ2 (11—13 % Si) становится доэвтектическим. В этом случае в структуре сплава вместо избыточного кремния появляются кристаллы а-раствора (рис. 165, б). Эвтектика при этом приобретает более тонкое строение и состоит из мелких кристаллов 0 (Si) и a-твердого раствора. В процессе затвердевания кристаллы кремния обволакиваются пленкой силицида натрия (Na2Si), которая затрудняет их рост. Такие изменения структуры улучшают механические свойства сплава (рис. 164, б). Сплав АЛ2 не подвергают упрочняющей термической обработке. Доэвтектические сплавы АЛ4 и АЛ9 (табл. 23), дополнительно легированные магнием, могут упрочняться кроме модифицирования термической обработкой; упрочняющей фазой служит Mg2Si.
335
При одновременном введении магния и меди могут образоваться фазы СиА12 и W(AlAMg5Cu4Si4).
Средненагруженные детали из сплава АЛ4 подвергают только искусственному старению (Т1), а крупные нагруженные детали (корпуса компрессоров, картеры и блоки цилиндров двигателей и т д.) — закалке и искусственному старению (Тб). Отливки из сплава АЛ9, требующие повышенной пластичности, подвергают закалке (Т4), а для повышения прочности — закалке и старению (Тб). Когда важна высокая пластичность и стабильность размеров, после закалки проводят старение при 250 °C в течение 3—5 ч.
Сплавы Al—Си. Сплавы АЛ7 и АЛЮ после термической обработки имеют высокие механические свойства при комнатной и повышенных температурах и хорошо обрабатываются резанием. Литейные свойства сплавов низкие (большая усадка, склонность к образованию горячих трещин и т. д.). Сплав АЛ7 используют для отливки небольших деталей простой формы (арматура, кронштейны и т. д.). Сплав склонен к хрупкому разрушению вследствие выделения по границам зерен грубых частиц СиА12 и Al7Cu2Fe. Поэтому его применяют в закаленном состоянии (Т4), когда эти соединения переведены в твердый раствор. Если требуется повышенная прочность, то отливки после закалки подвергают старению при 150 °C, 2—4 ч (Т5).
В сплаве АЛ19 кроме СиА12 образуются фазы AlJ2Mn2Cu и Al3Ti, располагающиеся по границам зерен твердого раствора. Присутствие в твердом растворе марганца и возникновение по границам интерметаллидных фаз повышает жаропрочность сплава. Титан измельчает зерно.
Упрочнение сплава достигается закалкой и старением при 175 °C, 3—5 ч (Т5, Тб). Сплавы А1—Си малоустойчивы против коррозии, поэтому отливки из них обычно анодируют.
Сплавы А1—Mg. Сплавы алюминия с магнием (табл. 23) имеют низкие литейные свойства, так как они содержат мало эвтектики. Характерной особенностью этих сплавов является хорошая коррозионная стойкость, повышенные механические свойства и обрабатываемость резанием. Добавление к сплаву (9,5—11,5 % Mg) модифицирующих присадок (Ti, Zr) улучшает механические свойства, а бериллия уменьшает окисляемость расплава, что позволяет вести плавку без защитных флюсов.
Сплавы АЛ8 и АЛ27 предназначены для отливок, работающих во влажной атмосфере (например, в судостроении и авиации). Структура литых сплавов (см. рис. 163, а) состоит из a-твердого раствора и грубых включений частиц Al3Mg2, которые располагаются по границам зерен, охрупчивая сплав. В связи с этим сплавы АЛ8 и АЛ27 применяют после закалки с 430 °C, охлаждение в масле (40—50 °C), и выдерживают при температуре закалки в течение 12—20 ч, что обеспечивает растворение частиц Al3Mg2 в a-твердом растворе и получение после закалки однородного твердого раствора. Добавление к сплавам Al—Mg до 1,5 % Si (сплавы АЛ13, АЛ22) улучшает литейные свойства в результате образования тройной эвтектики. Сплавы применяют в судостроении и авиации.
Жаропрочные сплавы. Наибольшее применение получил сплав АЛ1, из которого изготовляют поршни, головки цилиндров и другие детали, работающие при температурах 275—300 °C. Структура литого сплава АЛ1 состоит из a-твердого раствора, содержащего Си, Mg и Ni, и избыточных фаз Al2CuMg и AleCu3Ni. Отливки применяют после закалки и кратковременного старения при 175 °C (Т5); поршни подвергают закалке и старению при 290 °C (Т7). При закалке S-фаза растворяется в «.-твердом растворе.
Добавочное легирование сплава АЛ1 кремнием (1,5—2 %) улучшает литейные свойства (сплав АЛ20). Для увеличения жаропрочности и измельчения структуры сплав АЛ20 легируют до 1,7 % Fe, Ti, Сг и Мп. Структура сплава АЛ20: «-твердый раствор, избыточные фазы CuA12, Al6SiFe, Al3Ti, AlzMg5Cu4Si4, а также фазы, содержащие марганец и хром. Для стабилизации размеров и снятия внутренних напряжений сплав подвергают отжигу при 300 °C (Т2). Для достижения максимальной жаропрочности отливки закаливают и подвергают старению при 230 °C, 10 ч (Т7). Такую обработку применяют к деталям, длительно работающим при 250—270 °C.
Для крупногабаритных деталей, работающих при 300—350 °C, применяют сплав АЛ21. Отливки сложной формы из сплава подвергают отжигу при 300 °C. Для получения более высоких механических свойств отливки закаливают е 525 °C в горячей воде и подвергают стабилизирующему старению при 300 °C (Т7).
Глава XVIII
МАГНИЙ И ЕГО СПЛАВЫ
1. Магний
Магний — щелочноземельный металл, II группы Периодической системы элементов, порядковый номер 12 (см. табл. 1), атомная масса 24,312. Цвет светло-серый. Характерным свойством магния является малая плотность 1,74 г/см3, температура плавления магния 650 °C. Кристаллическая решетка гексагональная (с/а = 1,62354). Теплопроводность магния значительно меньше, чем у алюминия 125 Вт/(м-К), а коэффициенты линейного расширения примерно одинаковы [26,1 • 10“® °C*1 при (20—100 °C) I. Технический магний Мг1 содержит 99,92 % Mg. В качестве примесей присутствуют Fe, Si, Ni, Na, Al, Мп. Вредными примесями являются Fe, Ni, Си и Si, снижающие коррозионную стойкость магния. Механические свойства литого магния: ов — 115 МПа, о0>2 = 25 МПа, 6 = 8%, Е — = 45 ГПа, НВ 300 МПа, а деформированного (прессованные прутки): ов = 200 МПа, о0>2 = 9 МПа, 6 = 11,5 %, НВ 400 МПа. На воздухе магний легко воспламеняется. Используется в пиротехнике и химической промышленности.
337
2. Сплавы магния
марганцем (до До /о), £ ющие с магнием твердые растворы и
Алюминии H’MgZn2 в количестве до 6—7%, повышают соединения М&А13 и
Ь\,°Л>(по массе) Zn, % (помассе)
750
650
2- 550
450
250
О 12 3 4 5
Мп,% (по массе)
Рис. 166. Диаграммы состояния и механические свойства сплавов: о — Mg—Мп; б — Mg—А1; в — Mg—Zn
0 3 6 9 12 15
механические свойства магния (рис. 166, б, в). Марганец с магнием образует твердый раствор a. Прр снижении температуры растворимость марганца в магнии повышается и из a-твердого раствора выделяется fl-фаза (рис. 166, а). Марганец, не улучшая механические свойства (рис. 166, а), повышает сопротивление коррозии и улучшает свариваемость сплавов магния.
Повышение коррозионной, стойкости объясняют образованием защитной пленки гидратированной окиси Mg—Мп и очисткой сплава от железа х.
Церий и цирконий, будучи введены в сплавы магния с цинком и марганцем, измельчают зерно и повышают механические свойства, а цирконий еще и сопротивление коррозии. Редкоземельные металлы и торий увеличивают жаропрочность магниевых сплавов.
* Марганец образует с железом соединение большой плотности которое при выплавке сплава оседает на дно тигля. г
Бериллий в количестве 0,005—0,012 % значительно уменьшает окисляемость магния при плавке, литье и термической обработке.
Магниевые сплавы, как и алюминиевые, разделяют на: 1) литейные — для получения деталей методом фасонного литья (маркируются буквами МЛ); 2) деформируемые сплавы, подвергаемые прессованию, прокатке, ковке, штамповке и другим видам обработки давлением (маркируются буквами МА).
Литейные и деформируемые сплавы могут быть термически упрочняемыми и термически неупрочняемыми.
Термическая обработка магниевых сплавов имеет много общего с термической обработкой алюминиевых сплавов. Слитки и фасонные отливки подвергают гомогенизационному отжигу. В зависимости от состава сплава отжиг проводят при 400—530 °C в течение 15—30 ч для устранения ликвации легирующих элементов \
При гомогенизации магниевых сплавов избыточные фазы, выделившиеся по границам зерен, растворяются, и состав по объему зерен выравнивается, что облегчает обработку давлением и повышает механические свойства.
Для устранения наклепа магниевые сплавы подвергают рекристаллизационному отжигу при ~350 °C (температура порога рекристаллизации сплавов 250—280 °C).
Ряд составов магниевых сплавов, как и алюминиевых, может быть упрочнен закалкой и старением. Способность сплавов к упрочнению связана с изменением растворимости компонентов сплавов (Al, Zn, Zr и др.) в магнии в зависимости от температуры. Нагрев приводит к растворению избыточных фаз (MgZn2, Al3Mg4, Mg3Al2Zn2 и т. д.) и получению после закалки пересыщенного твердого раствора. В процессе старения происходит выделение упрочняющих фаз. Особенностью магниевых сплавов является малая скорость распада твердого раствора, поэтому фазовые превращения протекают медленно. Это требует больших выдержек при искусственном старении (4—24 ч). По этой же причине возможна закалка на воздухе. Многие сплавы принимают закалку при охлаждении отливок или изделий после горячей обработки давлением на воздухе, а следовательно, они могут упрочняться при искусственном старении без предварительной закалки.
Старение литых сплавов проводят при 200—300 °C (Т1). Закалку осуществляют при нагреве до 380—425 °C * * (Т4). Во избежание окисления нагрев ведут в атмосфере воздуха и 0,7—1,0 % сернистого газа или в среде углекислого газа. После закалки для достижения максимального упрочнения проводят искусственное старение при 175—200 °C (Тб).
Изменение свойств при старении магниевых сплавов меньше, чем алюминиевых. Прочность магниевых сплавов в процессе старения
1 Гомогенизацию деформируемых сплавов совмещают с нагревом под прессование, прокатку.
* Для литых деталей иногда применяют двойную закалку: сначала при 360 °C для растворения неравновесных легкоплавких фаз, а затем при 410—420 “С — для максимального легирования твердого раствора.
339
Таблица
24. Механические свойства > некоторых
Содержание элементов. %
магниевых сплавов
°в °0.2
Сплав А1 Zn Мп другие элементы МПа %
Деформируемые сплавы 8 12 О)
МА1 МА2 1 МАИ 3,8—5,0 0,8—1,5 5-6 1,3—2,5 0,3—0,7 0,3—0,9 Zr 210 280 (330) 120 200 (230)
(ВМБ5 1) МА 12 — — — 2,5—3,5 Th 280 140 14
Литейные сплавы
МЛ5 МЛ6 МЛ 10 7,5-9 9—10,2 0,2—0,8 0,6—1,2 0,1—0,7 0,15—0,5 0,1—0,5 0,4—1,0 Zr, 2,2—2,8 Nd 150 (225) 150(215) (250) (135) 2 I (5,0)
МЛ12 — 4—5 — 0,7—1,1 Zr (230) — (5)
1 В скобках указаны механические свойства после термической обработки.
можно повысить только на 20—35 %. Пластичность сплавов при этом уменьшается. Поэтому нередко ограничиваются только закалкой (гомогенизацией), улучшающей механические свойства сплавов.
Естественное старение не вызывает изменения структуры и свойств магниевых сплавов.
Литейные сплавы. Состав некоторых промышленных литейных сплавов приведен в табл. 24.
Сплавы МЛ5 и МЛ6 относятся к системе Mg—Al—Zn.
Структура сплавов состоит из твердого раствора и у-фазы (Mg4Al3).
Сплав МЛ5, в котором сочетаются высокие механические и литейные свойства, применяется для литья в землю, в кокиль и под давлением нагруженных крупногабаритных отливок (картеры двигателей, коробки передач, маслопомпы и т. д.).
Сплав МЛ6 обладает лучшими литейными свойствами, чем МЛ5, и предназначается для изготовления тяжелонагруженных деталей.
Механические свойства сплавов МЛ5 и МЛ6 могут быть повышены гомогенизацией при 420 °C, 12—24 ч. При нагреве частицы избыточных фаз растворяются, и после охлаждения на воздухе фиксируется однородный твердый раствор. Более высокие значения ов и от сплав МЛ5 приобретает после старения при 175 °C, а МЛ6 при 190 °C, 4—8 ч (табл. 24).
Сплав МЛ10 относится к группе жаропрочных и применяется для отливок, работающих при температурах до 300 °C.
Повышенная жаропрочность достигается в результате образования сложнолегированного твердого раствора неодима и циркония в магнии и выделения частиц Mg,Nd.
Сплав используют после закалки (гомогенизации) при 530 °C и старении при 200 °C, 12—16 ч.
340
Основным легирующим элементом в сплаве МЛ12 является цинк (табл. 24). Цирконий добавляют в сплав в качестве модификатора для измельчения зерна. Сплав предназначается для отливки деталей, требующих высокой герметичности и прочности в условиях динамических нагрузок. Отливки подвергают старению при 300 °C, 4—6 ч или закалке с 400 °C, охлаждение на воздухе и длительному старению при 150 °C.
При выплавке и литье магниевых сплавов применяют специальные меры предосторожности для предотвращения загорания сплава. Плавку ведут в железных тиглях под слоем флюса, а при разливке струю металла посыпают серой, образующей сернистый газ, предохраняющий металл от воспламенения. В формовочную землю для уменьшения окисления металла добавляют специальные присадки (например, фтористые соли алюминия). Для получения качественного металла (измельчения зерна) его сильно перегревают и подвергают модифицированию путем присадки мела, магнезита или хлорного железа.
Деформируемые сплавы изготовляют в виде горячекатаных прутков, полос, профилей, а также поковок и штамповок.
Магниевые сплавы, имеющие гексагональную решетку, при низких температурах малопластичны, так как сдвиг происходит только по плоскостям базиса (0001). При нагреве появляются дополнительные плоскости скольжения (1011) и (1120), и пластичность возрастает. Поэтому обработку давлением ведут при повышенных температурах. Чем меньше скорость деформации, тем выше технологическая пластичность магниевых сплавов. Прессование в зависимости от состава сплава ведут при 300—480 °C, а прокатку в интервале температур от 340—440 °C (начало) до 225—250 °C (конец). Штамповку проводят в интервале 480—280 °C в закрытых штампах под прессами. Вследствие текстуры деформации полуфабрикаты (листы, прутки, профили и др.) из магниевых сплавов обнаруживают сильную анизотропию механических свойств. Холодная прокатка требует частых промежуточных отжигов. Магниевые сплавы удовлетворительно свариваются и легко обрабатываются резанием (см. табл. 24).
Сплав МА1 обладает высокой технологической пластичностью и коррозионной стойкостью, хорошей свариваемостью. По механическим свойствам он относится к сплавам низкой прочности. Введение в сплав А1—Мп 0,2 % Са (АМЗ) измельчает зерно, повышает механические свойства и облегчает деформацию в холодном состоянии.
Сплав МА2-1 системы Mg—Al—Zn обладает достаточно высокими механическими свойствами, хорошей технологической пластичностью и свариваемостью. Однако склонен к коррозии под напряжением. Сплав МА2-1 поддается всем видам листовой штамповки и легко прокатывается.
Сплав МАИ (система Mg—Zn—Zr) отличается повышенными механическими свойствами, жаропрочен до 250 °C и не подвергается коррозии под напряжением.
К недостаткам сплава относятся склонность к образованию трещин при горячей прокатке и плохая свариваемость. Сплав упрочняется
341
Я ппопессе искусственного старения при 160-170 °C. Предваритель-нойРзака7кой служит охлаждение на воздухе от температуры прессе-ВаНСппЯв МА12 легированный неодимом, жаропрочный. Высокая жаропрочность ’объясняется стабильностью твердого раствора и устойчивостью против коагуляции упрочняющей фазы. ~
У Области применения. Вследствие высокой удельной прочности магниевые сплавы нашли широкое применение в авиастроении (колеса шасси, различные рычаги, корпуса приборов, фонари и двери кабин и т д), ракетной технике (корпуса ракет, обтекатели, топливные и кислородные баки, и др.), электротехнике и радиотехнике (корпуса приборов, телевизоров и т. д.), в текстильной промышленности (бабины, шпульки, катушки и др.) и других отраслях народного хозяйства. Благодаря способности поглощать тепловые нейтроны и не взаимодействовать с ураном, магниевые сплавы используют для изготовления оболочек трубчатых тепловыделяющих элементов в атомных реакторах.
Из-за малой устойчивости против коррозии изделия из магниевых сплавов оксидируют. Затем на оксидированную поверхность наносят лакокрасочные покрытия.
Глава XIX
МЕДЬ И СПЛАВЫ НА ЕЕ
ОСНОВЕ
I группы Периодической системы 29, атомная масса 63,54. Медь —
1. Медь
Медь — химический элемент элементов, порядковый номер металл красного, в изломе розового цвета. Температура плавления 1083 °C. Кристаллическая г. ц. к. решетка с периодом а = 0,36074 нм. Плотность меди 8,94 г/см®. Медь обладает наибольшей (после серебра) электропроводностью и теплопроводностью х. Удельное электросопротивление меди составляет 0,0178 мкОм-м. В зависимости от чистоты медь поставляют следующих марок! М00 (99,99 % Си) МО (99 95 % Си), Ml (99,9 % Си), М2 (99,7 % Си), М3 (99,5 % Си) и М4 (99,0 °/о Си). Присутствующие в меди примеси оказывают большое влияние на ее свойства.
По характеру взаимодействия примесей с медью их можно разделить на следующие группы-
1) примеси, образующие с медью твердые растворы- Ni, Zn, Sb, bn, Al, As, Fe, P и др. Эти примеси улучшают прочностные свойства, но резко снижают (особенно Sb и As) электро- и теплопроводность меди. Поэтому для проводников тока применяют медь марок МО и Ml, содержащую <0 002 % Sb и <0,002 % As. Кроме того, сурьма затрудняет горячую обработку давлением; н П
‘Эти свойства меди принято принимать за 100 %, а все другие технические металлы сравнивать с медью. '° другие технические
342
2) примеси свинца, висмута и др., практически нерастворимые в меди, образуют в ней легкоплавкие эвтектики, которые, выделяясь по границам зерен, затрудняют горячую обработку давлением (рис. 167).
При содержании 0,005 % Bi медь разрушается при горячей обработке давлением. При более высоком содержании висмута медь
улучшает обрабатываемость меди
Рис. 167. Микроструктура литой меди. Х200:
а — с примесью 0.2 % Bi; б — 0,3 % РЬ;
в — 0,1 % S
становится хладноломкой. На электропроводность эти примеси влияют незначительно.
3) примеси кислорода и серы образуют с медью хрупкие химические соединения Си2О и Cu2S (рис. 167, в), входящие в состав эвтектики. На электропроводность эти примеси влияют слабо. Сера резанием, но приводит к хладно-
ломкости. Кислород, если он присутствует в меди, образует закись меди и вызывает «водородную болезнь». При нагреве меди выше 400 °C в атмосфере, содержащей водород, происходит его диффузия в глубь меди. Если в меди присутствуют включения Си2О, то они
реагируют с водородом, в результате чего образуются пары воды по реакции Си2О + Н2 —2Си + Н2О, протекающей с увеличением объема. Это создает в отдельных участках металла высокое давление
и вызывает появление микротрещин, которые могут привести к разрушению детали.
343
лпппптивляется коррозии в обычных атмосферных
МеД\ХвРп°рШесной и морской воде и других агрессивных средах, но условиях, в пресной и К рНИСТЫХ газах и аммиаке,
обладает плохой в литом состоянии: ов = 160 МПа,
МеТмПКя 6 = 25 %’ в горячедеформированном состоянии МПа о = 50 МПа, 6 = 45 %. Путем холодного дефор-авп7пання воеменное сопротивление может быть повышено до S МПа (проволока) при снижении относи^ьного удлинения да 3 % Модуль нормальной упругости меди
Медь легко обрабатывается давлением, но„ плохо резанием и имеет невысокие литейные свойства из-за большой усадки. Применяют медь в виде листов, прутков, труб и проволоки. В литом состоянии медь из-за низкой прочности используют только в тех случаях, когда требуется только высокая электро- или теплопроводность. Медь независимо от ее исходного состояния — основной проводниковый
материал.
Для проводников электрического тока применяют медь марок МО и Ml, а для электротехнической промышленности, электроники и электровакуумной техники — бескислородную медь Мб, содержащую 99,97 % Си, а также вакуумную медь (99,99 % Си). Медь с малым содержанием кислорода более пластична.
2. Сплавы на медной основе
Различают две основные группы медных сплавов: латуни — сплавы меди с цинком и бронзы — сплавы меди с другими элементами, в числе которых, но только наряду с другими, может быть и цинк. Медные сплавы обладают высокими механическими и технологическими свойствами, хорошо сопротивляются износу и коррозии. Обозначаются сплавы начальной буквой (Л — латунь, и Бр — бронза), после чего следуют первые буквы основных элементов, образующих сплав. Например, О — олово, Ц — цинк, Мц — марганец, Ж железо, Ф — фосфор, Б — бериллий, X — хром и т. д. В латунях первая цифра указывает содержание меди, последующая црфры в латунях и бронзах — содержание легирующих элементов. НПИ^Р’ ЛЖЭДц 59—1—1 — латунь, содержащая 59 % Си, 1 % Fe и 1 % Мп, остальное — цинк; БрОФб, 5—0,15: Бр — бронза, содержащая 6,5 % Sn, 0,15 % Р и остальное — медь.
Латуни
Латунями называют двойные или многокомпонентные сплавы на основе меда, в которых основным легирующим элементом является чИНл,
.Диаграмма состояния F е—Zn приведена на рис 168 а
. LT*K0M °бРазует’ кР°ме основного а-раствора, ряд фаз
та "ДОННОГО типа Р, у И в. н ’ 1
а у“тура/атуней состо?т из «- (рис. 169, а) или
„ J" " *Раз Арис. 169, б), а-фаза — твердый раствоо пинка н мепи екр„сталЯИ,Кк„Вр1.шеткой г ц I DpeUS р™" дар„м “ь
8И
цинка в меди составляет 39 %. Р'-фаза— упорядоченный твердый раствор на базе электронного соединения CuZn с решеткой о. ц. к.
При высоких температурах Рфаза имеет неупорядоченное расположение атомов и широкую область гомогенности (рис. 168, а). В этом состоянии Р-фаза пластична. При температуре ниже 454— 468 °C расположение атомов меди и цинка в этой фазе становится упорядоченным и она обозначается Р'. Фаза Р' в отличие от Рфазы является более твердой и хрупкой, у-фаза представляет собой электронное соединение Cu5Zn8. Изменение механических свойств меди от содержания цинка показано на рис. 168, б. В области а-твердого
Рис. 168. Диаграмма состояния сплавов системы Си—Zn (а) и влияние цинка на механические свойства меди (б). Температурные интервалы:
1 — нагрева под обработку давлением; 2 — рекристаллизационного отжига; 3 —* отжига для уменьшения остаточных напряжений
раствора прочность и пластичность растут. При появлении в структуре Р'-кристаллов пластичность падает, а прочность продолжает возрастать примерно до 45 % Zn. При большем содержании цинка структура сплава состоит только из р'-фазы, и прочность сильнс уменьшается из-за высокой хрупкости.
Технические латуни содержат до 48—50 % Zn. В зависимости от содержания цинка различают а-латуни (рис. 169, а) и а + Р'-латуни (рис. 169, б). Однофазные а-латуни хорошо деформируются в горячей и холодном состояниях. Двухфазные а + Р'-латуни малопластичны в холодном состоянии. Эти латуни обычно подвергают горячей обработке давлением при температурах (рис. 168, а), соответствующих области р или а + Рфаз. а 4- р'-латунн по сравнению с а-латуныс имеют большую прочность и износостойкость, но меньшую пластичность (рис 168, б).
Двойные латуни нередко легируют AlvFe, Ni, Sn, Мп, Pb и другими элементами Такие латуни называют специальными или много-компонентными. Введение легирующих элементов (кроме никеля) уменьшает растворимость цинка в меди и способствует образованию Р'-фазы. Поэтому специальные латуни чаще двухфазные а + р'. Никель увеличивает растворимость цинка в меди. При добавлении его в a -f- р -латуни количество р -фазы уменьшается, и при достаточном
345
пятунь из двухфазной становится однофазной его содержании У^ элеМенты (кроме свинца) увеличивают (а-латунь). ЛегирУ уменЬшают пластичность латуни. ПР°Свинец облегчает обрабатываемость резанием и улучшает анти-фрикционные свойства латуни. Свинец вводят в а + (3-латуни или
Рис. 169. Микроструктура латуни. X 250:
а - a-латунь; б —а-^Р'-латунь
в а-латуни, испытывающие при нагреве и охлаждении « р превращение. В результате этого превращения свинец располагается не по границам зерен, как в чистой меди или а-латуни, не имеющей превращений в твердом состоянии, что особенно затрудняет горячую обработку давлением, а внутри зерен,что не мешает обработке давлением, но способствует лучшему отделению стружки при резании. Сопротивление коррозии повышает Al,Zn, Si и Ni.
Латуни в наклепанном состоянии или с высокими остаточными напряжениями и содержание >20 % Zn склонны к коррозионному («сезонному») растрескиванию в присутствии влаги, кислорода, аммиака. Для предотвращения растрескивания латуни указанных составов отжигают при 250—300 °C (рис. 168, а).
“Все латуни по техническому признаку делят на деформированные, из которых изготовляют листы, ленты, трубы, проволоку и другие полуфабрикаты, и литейные — для фасонного литья (табл. 25).
Литейные латуни обладают хорошей жидкотекучестью и антифрикционными свойствами, мало склонны к ликвации.
а-латуни с высоким содержанием меди (Л96 и Л90) * применяют
тогда, когда требуется 1У1СДИ и применяя,
важно отсутствие' скп Ысокая пластичность (рис. 168, б), и когда а также повышенная т?”Н0СТИ к коРРозионному растрескиванию, тунн Л62и Л59сбопк1тЛ°ПрОВОДНОСТЬ; а латУни Л70 и а + р'-ла-прочность (см. рис 168 л\М содеРжанием цинка имеют более высокую но хуже сопротивляются ^УЧШе °брабатываются резанием, дешевле, Л70, которую неполна Я КОРРОЗНИ' Наиболее пластична а-латунь --------- У т для изготовления деталей штамповкой. На
полутомпаком содеРжащие % Zn, называют томпаком, а от 10 до 20 % Zn 346
Таблица 25. Типичные свойства деформируемых двойных латуней
Латунь пв. МПа fi. % Латунь Ов. МПа б. %
и О II С) н о н о
Л96 450 240 2 50 Л70 660 330 3 55
Л90 480 260 4 45 Л62 600 360 3 49
Л 80 640 320 5 52 Л59 600 380 1,5 25
п р и м р ’• а I! и е. Цифра означает содержание меди, остальное цинк. Н — наклепа {степень деформации 50 %); О — после отжига при 600 °C.
Таблица 26. Типичные механические свойства н назначение некоторых специальных латуней
Латунь ов. МПа Л. % ов. МПа б. % Наян ачение
Деформ ируемые латуни И
ЛАЖ60-М 450 45 750 8 Трубы и прутки
ЛЖМн59-М 450 50 700 10 Полосы, прутки, трубы, проволока
ЛС59-1 400 Лит! в зем 45 Лит ЛЮ 650 ейные лат Лил в кок 16 уни >е иль Листы, ленты, прутки, трубы, проволока
ЛК80-ЗЛ 250 10 300 15 Арматура, детали приборов в судостроении и в общем машиностроении
ЛАЖМц66-3-2 600 7 650 7 Гайки нажимных винтов, работающих в тяжелых условиях, червячные винты
ЛКС80-3-3 250 7 300 15 Подшипники, втулки, вкладыши
ЛМцЖ52-4-1 — — 500 15 Арматура, детали ответственного назначения, подшипники *
Примечай и при 600 °C. е. Н — пос ле накл епа (стелен ь дефор лации 50 %)» М — после отжига
штампуемость большое влияние оказывает размер зерна. Диаметр зерна должен быть не более 30—60 мкм. При большем размере зерна поверхность штамповок шероховатая (типа «апельсиновой корки»), а при меньшем при глубокой вытяжке возникают трещины. эгар ванная латунь обладает более высокой прочностью, но мен пластичностью, чем отожженная (табл. 25). ,то„Птл.
В табл 26 приведены механические свойства и назначение рых специальных латуней. Деформируемые латуни^ ятмп.
ЛЖМц59-1-1 обладают высокими коррозионными свойства.
347
сферных условиях, пресной и морской воде. Из них изготовляют детали в судостроении. Железо присутствует в свободном виде, тор-мозит рост зерна при кристаллизации и рекристаллизации, способствует измельчению структуры. Более высокой устойчивостью в морской воде обладают латуни, легированные оловом, например, ЛО70-1 и ЛО62-1, получившие название морской латуни. Латунь ЛС59 (автоматная латунь) поставляют в прутках, она предназначается для изделий, изготовляемых резанием на станках-автоматах.
Для уменьшения твердости перед обработкой давлением и получения в полуфабрикатах требуемых свойств их подвергают рекристаллизационному отжигу при 500—580 °C (см. рис. 168, а) с охлаждением на воздухе или в воде (для отделения слоя окалины). Для получения мелкого зерна полосы перед глубокой вытяжкой отжигают при более низкой температуре (450—550 °C).
При нагреве до высоких температур образуется текстура рекри сталлизации и крупное зерно, что снижает прочность и пластичность (перегрев латуни).
При отжиге а + Р'-латуней кроме рекристаллизации, протекает фазовая перекристаллизация. При этом и структура и свойства а + Р'-латуней зависят от скорости охлаждения.
При быстром охлаждении возрастает количество Р'-фазы, что повышает твердость латуни и в некоторых случаях улучшает обра ботку резанием. Когда нужна высокая пластичность (например, для холодной обработки давлением) охлаждение должно быть медленным, чтобы получить возможно большее количество а-фазы.
Двухфазные латуни Л59, ДЖМц59-1-1 и др., в которых соотношение а и р фаз близко к 50 с-50 могут обрабатываться в режиме сверхпластичности. Для перевода в сверхпластичное состояние они подвергаются закалке из Р-области (760—820 °C) с последующей прокаткой (прессованием) в период распада р фазы при 300—500 °C. Температура сверхпластической деформации — 550—600 °C Размер частиц а- и p-фаз при такой обработке составляют 5—6 мкм.
Латуни, предназначенные для фасонного литья, от которых требуется повышенная прочность, содержат большое количество специальных присадок, улучшающих их литейные свойства. Эти латуни отличаются и лучшей коррозионной стойкостью.
Оловянные бронзы
На рис. 170 приведена диаграмма состояния cu—Sn. Фаза а представляет твердый раствор олова в меди с г. ц. к решеткой. В сплавах этой системы образуются электронные соединения типа: Р фаза (Cu6Sn электронной концентрацией 3 2); б фаза (Cu31Sns с электронной концентрацией 21'13); е-фаза (Cu3Sn с электронной концентра цией 7'4), а также у-фаза — твердый раствор на базе химического соединения, природа которого не установлена. Система Си Sn имеет ряд перитектических превращений и два превращения эвтектоидного типа. При 588 °C кристаллы P-фазы претерпевают эвтектоидный распад с образованием а- и у-фаз, а при 520 °C кристаллы твердого раствора у распадаются на фазы st и 6.
348
Рис. 170. Диаграмма состояния сплавов системы Си—Sn (а) и влияние олова на механические свойства меди (6)
При ~350 °C S-фаза распадается на a-твердый раствор и е-фазу. Однако это превращение протекает только при очень медленном охлаждении. В реальных условиях охлаждения бронза состоит из фаз а и Cu31Sn8. В практике применяют только сплавы с содержанием до 10—12 % Sn. Сплавы, более богатые оловом, очень хрупки. Оловянные бронзы имеют большой интервал температур кристаллизации (рис. 170, а) и поэтому склонны к ликвации и образованию рассеянной пористости; при ускоренном охлаждении у них резко выражение дендритное строение (рис. 171, а). Герметичность отливок из оловяни-стых бронз не велика.
Бронзы, содержащие до 4—5 % Sn, после деформации и отжига имеют полиэдрическое строение (рис. 171, б) и представляют собой в основном a-твердый раствор. После литья даже такие низколегированные бронзы в результате сильной ликвации могут иметь включения эвтектоида (а + Cu31Sn8).
При большем содержании олова в структуре бронз в равновесном состоянии с а-раствором присутствует эвтектоид « + Cu31Sn8. Изменение механических свойств литых бронз в зависимости от содержания олова показано на рис. 170, б. Временное сопротивление возрастает с увеличением содержания олова. При высокой концентрации олова вследствие присутствия в структуре значительного количества эвтектоида, содержащего хрупкое соединение Cu31Sn8, временное сопротивление резко снижается. Относитель
ное удлинение несколько возрастает при содержании в бронзе 4—6 % Sn, но при образовании эвтектоида — сильно падает. Оловянные бронзы обычно легируют Zn, Fe, Р, Pb, Ni и другими элементами. Цинк улучшает технологические свойства бронзы и удешевляет бронзу. Фосфор при содержании его >0,3 % образует фосфид Сп3Р. Он улучшает литейные свойства, повышает твердость, прочность, износостойкость, упругие и антифрикционные свойства. Никель повышает механические свойства, коррозионную стойкость и плотность отливок и уменьшает ликвацию. Железо измельчает зерно, но ухудшает технологические свойства бронз и сопротивляемость коррозии.
Свинец, не растворимый в меди, присутствует в структуре бронзы в виде округлых выделений в объеме зерна. Легирование свинцом
i49
снижает механические свойства бронзы, но повышает плотность о“к, а главное - облегчает обработку резанием и улучшает аНТр^злиадютНдефоС^мируемые и литейные оловянные бронзы (табл. И). Деформируемые бронзы содержат 4-6 |Sn, №0.4 Л Р. №
„Ч1- Микроструктура бронзы (6 % Sn). Х260:
а после литья; б — после деформации и отжига
ляют в виде прутков, лент и проволоки в нагартованном (твердом) и отожженном (мягком) состояниях. Эти бронзы предназначаются для пружин и пружинящих деталей, применяемых в различных отраслях промышленности. Структура деформированных оловянных бронз a-твердый раствор (рис. 171, б). Литейные бронзы, содержащие большое количество цинка, фосфора и нередко свинца, имеют двухфазную структуру a-твердый раствор и твердые, хрупкие включения 6-фазы, входящие обычно в структуру эвтектоида.
Приведенные в табл. 27 бронзы обладают невысокой жидкотекучестью, малой линейной усадкой, высокой коррозионной стойкостью и антифрикционными свойствами. Применяют литейные бронзы для изготовления различной арматуры, а также в тех случаях, когда требуются повышенные электро- и теплопроводность в сочетании с хорошей сопротивляемостью коррозии в агрессивных средах.
Бронзы, особенно двухфазные, обладают высокими антифрикционными свойствами. Это объясняется тем, что при затвердевании в них
образуется резко выраженная дендритная структура (рис. 171, а), причем в осях дендритов содержится олова меньше, чем в межос-
ных пространствах, являющихся вследствие появления участков эвтектоида (а + Cu31Sn8) более твердыми. При работе детали на трение твердые прослойки служат опорой, а мягкие участки, вырабатываясь, облегчают приработку и способствуют образованию на поверхности мельчайших каналов, по которым может циркулировать смазка. Поэтому легНЗЬ° Часто пРименяют для изготовления антифрикционных
850
Таблица 27. Механические свойства1 и назначение деформируемых и литейных оловянных бронз
Бронаа Од. МПа 0. % Назначение
Дефорл БрОФ6,5-0,15 БрОЦ4-3 БрОЦС4-4-2,5 шруемые бро/ 400 (750) 330 (550) 350 (650) <зы (типи 65 (10) 40(4) 35(2) чные свойства) Пружины, барометрические коробки, мембраны, антифрикционные детали Плоские и круглые пружины Антифрикционные детали
Литейные бронзы (минимальные свойства)
БрОЦСНЗ-7-5-1 БрОЦСЗ-12-5 180 (210) , 8(5) Арматура, работающая в условиях морской и пресной воды, а также пара при давлении до 2,5 МПа
180 (3) 8 То же
БрОЦС5-5-5 150 (180) 6(4) Антифрикционные детали и ар-
БрОЦС4-4-17 150 (200) 6(4) матура Антифрикционные детали (втул-
ки, подшипники, вкладыши, червячные пары и т. д.)
В скобках ~ свойства после наклепа
или после отливки в кокиль.
Для облегчения обработки давлением бронзы подвергают гомогенизации при 700—750 °C с последующим быстрым охлаждением. Гомогенизация уменьшает дендритную ликвацию в бронзах, и приближает их структуру к состоянию, близкому к равновесному. Для снятия внутренних напряжений в отливках их отжигают при 550 °C, 1 ч.
Безоловянные бронзы
Безоловянные бронзы представляют собой сплавы с Al, Ni, Si, Fe, Be, Сг, Pb и другими металлами (табл. 28).
Алюминиевые бронзы. Наиболее часто применяют алюминиевые бронзы, двойные (БрА5 и БрА7) и добавочно легированные никелем, марганцем, железом и др. Эти бронзы используют для различных втулок, направляющих седел, фланцев, шестерен и других небольших ответственных деталей. На рис. 172 приведена диаграмма состояния Си—А1. Сплавы, содержащие до 9,0 % А1, —однофазные и состоят только из a-твердого раствора алюминия в меди. Фаза р представляет твердый раствор на базе электронного соединения Cu3AI (3/2). lip и содержании более 9 % А1 (в структуре появляется эвтектоид а + у (?' — электронное соединение CuS2A1I9). При ускоренном охлажд нии эвтектоид может наблюдаться в сплавах, содержащ А1. Фаза а пластична, но прочность ее невелика, повышенной твердостью, но пластичность ее крайне
351
Т а б л и u a 28. Типичные механические свойства и назначение безоловянных броиз
Бронза ав. МПа б. % НВ. МПа Назначение
Алюминиевые бронзы
БрАЖ9-4 600 (850) 40 (5) 1100(1800) Для обработки давлением (прутки, поковки)
Бг ХЖ9-4Л 550 15 130(1300) Фасонное литье
БрАЖНЮ-4-4 * 650 (800) 35 (9) 1500 (2250) Для обработки давлением (прутки, трубы, поковки)
БрАЖН10-4-4Л 650 10 1900 Фасонное литье
Кремнистая бронза
БрКМяЗ-1 380(700) 35(7) 800 (1800) Прутки, проволока, ленты
для изготовления пружин, сеток, простые фасонные от-
ливки
Бериллиевая бронза
БрБ2 500(950, 30 (1—2) 1000 (2500) Полосы, прутки, ленты, проволоки для пружин и пружинящих деталей
Свинцовая бронза
БрСЗО 60-80 4—6 (400) Для заливки стальных вкла-
дьппей подшипников тяжелого нагружения (авиационные и дизельные двигателя
и т. д.)
Примечание. В скобках даны свойства r нагартоваяном состоянии (твердо^ остояяне).
• Подвергается термической обработке.
Сплавы, содержащие до 4—5 % А1, обладают высокой пластичностью и прочностью (рис. 172, б). Двухфазные сплавы а 4- у' имеют повышенную прочность, но пластичность их заметно ниже (рис. 172, б). При содержании >10—12 % А1 уменьшается и прочность сплавов. Железо измельчает зерно и повышает механические и антифрикционные свойства алюминиевых бронз. Никель улучшает механические свойства и износостойкость как при низких, так и при высоких температурах (500—600 °C).
Алюминиевые бронзы хорошо сопротивляются коррозии и имеют высокие механические и технологические свойства; бронзы легко обрабатываются давлением в горячем состоянии, а при содержании до 7—8 % А1 — ив холодном. Вследствие хороших литейных свойств из них можно получить разнообразные отливки. Однако следует
учитывать, что в них наблюдается концентрированная (сосредоточенная) усадочная раковина. Слитки гомогенизируют при 700—750 °C для устранения внутрикристаллической ликвации. Бронзы, содержащие ~9—11 % А1, а также никель, марганец и железо, могут быть упрочнены термической обработкой (закалкой и дисперсионным твердением). Например, твердость бронзы БрАЖ НЮ-4 4 после закалки с 980 СС и отпуска при 400 °C повышается от НВ 170—200 (1700—2000 МПа) до НВ 400 (4000 МПа).
Рис. 173. Диаграмма состояния сплавов системы Си —Be (и) и влияние бериллия на свойства сплавов после закалки с 750 °C и старения при 300 °C (б)
1100
800 I-
100
600
§.wo
to 200
500
800
600
Ю00 |-
300 h
60
w
20
0 5 10 15
А1, % (попаае)
Рис. 172. Диаграмма состояния сплавов системы Си—А1 (с) и влия-вие алюминия и а механические свойства меди (6)
Кремнистые бронзы (табл. 28). При легировании меди кремнием (до 3,5 %) повышается прочность, а также пластичность. Никель и марганец улучшают механические и коррозионные свойства кремнистых бронз. Эти бронзы легко обрабатываются давлением, резанием и свариваются. Благодаря высоким механическим свойствам, упругости и коррозионной стойкости, их применяют для изготовления пружин и пружинящих деталей приборов и радиоборудования, работающих при температурах до 250 °C, а также в агр^?'ивных средах (пресная, морская вода).
Бериллиевые бронзы (табл. 28) относятся к сплавам, упрочняемым термической обработкой. Диаграмма состояния Си—Be приведена на рис. 173, а. Предельная растворимость бериллия при 866 СС составляет 2,7 %, при эвтектоидной температуре 1,5 %, а при 300 °C всего 0,2 %. Это указывает на возможность упрочнения бериллиевой
бронзы методом дисперсионного твердения. При нагреве бронзы R R9 по 760-780 СС образуется однородный а-раствор, который сохраняется в результате быстрого охлаждения в воде при комнатной ТеМПоРсдаУзРакалки бронза обладает малой прочностью (ов = 450 МПа), высокой пластичностью (6 = 40 %) и способностью упрочняться при
старении как непосредственно после закалки, так и после пластической деформации в закаленном состоянии. Старение проводят при 300—350 °C. При старении из пересыщенного а-раствора выделяются дисперсные частицы у-фазы (рис. 173, а), что сильно повышает прочность бронзы. Предварительно наклепанная бронза при старении упрочняется сильнее и быстрее. Так, бронза БрБ2 в состоянии после закалки и старения имеет ов = 1250 МПа и 6 = 3->5 %, а после закалки, холодной пластической деформации с обжатием 30 % и старения — ов — = 1400 МПа, пластичность после старения невелика (6 = 2 %). Бронзу нередко легируют также титаном (0,1 — 0,25 %); БрБНТ 1,9 и БрНТ 1,7. Обладая высокими значениями временного сопротивления, пределов текучести и упругости, бериллиевые бронзы хорошо сопротивляются коррозии, свариваются и обрабатываются резанием. Бериллиевые бронзы применяют для мембран, пружин, пружинящих контактов, деталей, работающих на износ (кулачки полуавтоматов), в электронной технике и т. д.
Свинцовые бронзы. Свинец практически не растворяется в жидкой меди, температура мо-нотектического превращения соответствует 953 °C И эвтектического 327 °C (рис. 174). Эвтектика по составу почти СВИНЦОМ ("’96 % рь>- ПоэтомУ сплавы после затвердевания состоят из кристаллов меди и включений свинца.
t,°C
SOO
600
200
v1083‘
-SSJ
Cu+M,
1000
wo
__________L___
Cu+Pb
брСЗО Ж1 ж,+жг
w ^7
Cu*»
0 20 ЧО- 60 BO
Pb, %(тшссе)
Рис. 174. Диаграмма состояния сплавов системы Си—Pb
бронзы
Микроструктура свинцовистой ьрсзо. х 100
кобальт) Аля повышения 354
Последние располагаются по границам зерен (пис 17K м „ няют междендритные пространства (рис 175 б) ’ ° ЛИ запоЛ'
Такая структура бронзы обеспечивает высокие антифрикционные свойства. Это предопределяет широкое применение бронзТКо для изготовления вкладышей подшипников скольжения, работа™ с большими скоростями и при повышенных давлениях. По спав=ю с оловянными подшипниковыми бронзами теплопроводностьбцонзы БрСЗО в четыре раза больше, поэтому эти бронзы хорошо отюЛт тепло, возникающее при трении.
Благодаря невысоким механическим свойствам (о — fin мпо б == 4,0 %) бронзу БрСЗО часто наплавляют тонким слоем на стальные ленты (трубы). Такие биметаллические подшипники просты в изготовлении и легко применяются при износе. Большая разница в плотности меди (8,94) и свинца (11,34) и широкий интервал кристаллизации делает бронзу БрСЗО склонной к ликвации по плотности Уменьшить ликвацию можно высокой скоростью охлаждения отливок Нередко свинцовые бронзы легируют никелем и оловом, которые, растворяясь в меди, повышают механические и коррозионные свойства. Свинцовые бронзы с добавкой олова и никеля (БрОС8 12, БрОСЮ-Ю, БрОСН10-2-3), обладают высокими механическими свойствами (ов = 150—=—200 МПа, 6 = 3-н8 %). Их используют для изготовления втулок и вкладышей подшипников без стальной основы.
Глава XX
АНТИФРИКЦИОННЫЕ (ПОДШИПНИКОВЫЕ) СПЛАВЫ НА оловянной, СВИНЦОВОЙ, цинковой
И АЛЮМИНИЕВОЙ ОСНОВАХ
Антифрикционные сплавы применяют для заливки вкладышей подшипников. Основные требования, предъявляемые к антифрикционным сплавам, определяются условиями работы вкладыша подшипника. Эти сплавы должны иметь достаточную твердость, но не очень
высокую, чтобы не вызвать сильного износа вала; сравнительно легко деформироваться под влиянием местных напряжений, т. е. быть пластичными; удерживать смазку на поверхности; иметь малый коэффициент трения между валом и подшипником.
Кроме того, температура плавления этих сплавов не должна быть высокой, и сплавы должны обладать хорошей теплопроводностью
и устойчивостью против коррозии.
Для обеспечения этих свойств структура антифрикционны -вов должна быть гетерогенной, состоящей из мягкой и ™ас основы и включений более твердых частиц. При вр щ опирается на твердые частицы, обеспечивающие иЗН°с ’
а основная масса, истирающаяся более быстро, ПРИР кптоПЫМ к валу и образует сеть микроскопических каналов, Р
Циркулирует смазка и уносятся продукты износа.
855
Таблица 29. Химический состав, %, и назначение подшипниковых сплавов — баббитов (ГОСТ 1320—74)
Сплав Sb Си Cd Sn Другие элементы Назначение
Б88 7,3—7,8 2,5—3,5 0,8—1,2 Остальное 0,15— 0,25 Ni Тяжелонагруженные машины, паровые турбины, турбонасо-сы и т. д.
Б83 10—12 5,5—6,5 — То же
БН 13—15 1,5—2,0 0,1—0,7 9—11 0,1—0,5 Ni; 0,5—0,9 As Машины средней натр уженности
Б16 15—17 1,5—2,0 — 15—17 — Автомобильные моторы
БС6 5,5—6,5 0,1—0,3 — 5,5—6,5 — То же
Примечание. Во всех сплавах, кроме Б88 и Б83, основа свинец.
Рис. 176. стояния Sn—Sb. ;___________
зана область антифрикционных сплавов
Sb, % (по массе)
Диаграмма со-сплавов системы Штриховкой пока*
Наиболее широко применяют сплавы на оловянной и свинцовой основах (баббиты), сплавы на цинковой и алюминиевой основах, а также медносвинцовые сплавы.
Оловянные и свинцовые баббиты. В табл. 29 приведен состав и назначение наиболее часто применяемых баббитов. С одной стороны, баббиты имеют низкую прочность (ов = = 60ч-120 МПа, НВ 134-35 (130—350 МПа), невысокую температуру плавления (220— 320 °C), повышенную размягчаемость НВ 10—25 (100—250 МПа) при 100 °C, отлично прирабатываются и обладают хорошими антифрикционными свойствами. С другой стороны, они имеют низкое сопротивление усталости, что ухудшает работоспособность подшипника. Оловянные баббиты используют в подшипниках турбин крупных судовых деталей, турбонасосов, турбокомпрессоров, электрических и других тяжелона-груженных машин.
Баббиты Б88 и Б83 являются многокомпонентными сплавами, но основой их служит система Sn—Sb (рис. 176).
Мягкая основа сплава — a-твердый раствор сурьмы в олове (рис. 176), а твердые кристаллы — 0-фаза; эта фаза представляет собой твердый раствор на основе химиче
ского соединения SnSb. Сурьма и олово различаются по плотности, поэтому сплавы этих металлов способны к значительной ликвации. Для предупреждения этого дефекта в баббиты вводят медь. Она образует с сурьмой химическое соединение Cu3Sn. Это соединение имеет более высокую температуру плавления и кристаллизуется первым, образуя разветвленные дендриты, которые препятствуют ликвации кубических кристаллов 0 (SnSb). Кроме того, кристаллы 356
Cu3Sn образуют в баббите твердые включения, дополнительно повышающие износостойкость вкладышей.
На рис. 177, а приведена микроструктура баббита Б83. Темное поле представляет собой пластичную массу а-твердоро раствора сурьмы и меди в олове, светлые кристаллы квадратной формы являются соединением SnSb (0), а кристаллы в виде звездочек или удлиненных игл — соединением Cu3Sn.
рис. 177. Микроструктура баббитов.
X 250:
а — Б83; б — Б16: в — БКА
Свинцовые баббиты применяют для менее нагруженных подшипников. Свинцово-оловянные сплавы Б16, БН, БС6 имеют структуру, состоящую из эвтектики (мягкая составляющая) и твердых частиц Р (SnSb), Cu3Sn и Cu2Sb (рис. 177, б).
Антифрикционные и механические свойства баббитов повышаются при введении в их состав никеля, кадмия и мышьяка. Никель упрочняет а-раствор. Кадмий с мышьяком (сплав БН) образуют соединения AsCd, которые служат зародышами для формирования соединения SnSb (Р-фазы).
Некоторое применение нашел сплав свинца с сурьмой и небольшими добавками меди (БС). Структура сплава состоит из эвтектики а (твердый раствор Sb в Pb) + Р (твердый раствор РЬ в Sb), первичных кристаллов р и соединения Cu2Sb, играющих роль твердой составляющей.
На железнодорожном транспорте большое распространение получили кальциевые баббиты (подшипники вагонов, подшипники коленчатого вала тепловозных дизелей и т. д.).
457
Т а б л и ц a 30. Химический состав, %. кальциевых баббитов
Сплав Са Na Sn Al
БКА 0,95—1,15 0,7—0,9 — — 0,5-0,2
БК2 0,3—0,55 0,2—0,4 1,5—2,1 0,06—0,11 —
БК2Ш 0,65—0,9 0,7—0,9 1,5—2,1 0,11—0,16 —
Сплавы БК принадлежат к системе РЬ—Са—Na (табл. 30). Однако, учитывая, что весь натрий находится в твердом растворе (рис. 178, б), для установления структуры сплавов можно пользоваться диаграммой состояния РЬ—Са (рис. 178, а). Мягкой составляющей баббита БК является a-фаза (твердый раствор Na и Са в РЬ), а твердой составляющей — кристаллы РЬ3Са (рис. 178, рис. 177, в). Натрий и другие элементы, вводимые в сплав, повышают твердость а-раствора.
Баббиты БК обладают хорошими антифрикционными свойствами, они менее хрупки и более износостойки, чем баббит БС.
Баббиты, имея небольшую прочность, могут применяться только в подшипниках, имеющих прочный стальной (чугунный) или бронзовый корпус. Тонкостенные подшипниковые вкладыши автомобильных двигателей изготовляют штамповкой из биметаллической ленты, полученной на линии непрерывной заливки. Подшипники большого диаметра заливают индивидуально стационарным или центробежным способом, а также литьем под давлением.
0 0,02 Ц00 0,10 0 .2 Ч в 8 10 12 Vt 0 ЦЧ 2 Ч 6 8
a Со, % {по насев) №,% (по массе)
ff
Рис. 178. Диаграммы состояния сплавов систем:
в — РЬ—Са; 0 — РЬ—Na
Повышенные антифрикционные свойства и высокое сопротивление усталостным разрушениям обеспечивают новые триметаллические подшипники. Наиболее распространенные отечественные композиции трехслойных вкладышей состоят из стальной основы, промежуточного пористого медноникелевого или порошкового слоя и свинцового сплава, заполняющего поры промежуточного слоя и образующего рабочий поверхностный слой толщиной не более 100 мкм. Триметаллы нашли широкое применение в автопромышленности (ГАЗ-53, ЗИЛ-130, ЗИЛ-375).
358
Таблица 31. Механические свойства * некоторых антифрикционных алюминиевых сплавов
Сплав Содержание элементов, % ав-МПа 6. % НВ
Sn Си Ni Si
АОЗ-1 2—4 0,8—1,2 0,3—0,5 1,7—2,1 НО 2 420
АО9-2 8—10 2,0—2,5 0,8—1,2 0,3—0,7 150 4,5 550
АО20-1 17—23 0,7—1,2 — — ПО 30 300
АН2.5 — — 2,7—3,3 — 120 20 350
* Механические свойства сплавов AO3-I. АО9-2 и АН2,5 для лнтья в кокиль, а для сплавов АО20-1 после прокатки и отжига.
Цинковые антифрикционные сплавы. Сплавы ЦАМ10-5 и ЦАМ9,5-1,5 кроме алюминия и меди содержат 0,03—0,06 % Mg. В литом виде их применяют для монометаллических вкладышей, втулок, ползунов и т. д., а сплав ЦАМ10-5 для отливки биметаллических изделий со стальным корпусом.
В деформированном виде сплав ЦАМ9,5-1,5 используют для получения биметаллических полос со сталью и алюминиевыми сплавами методом проката и последующей штамповки вкладыша.
Вследствие высоких антифрикционных свойств и достаточной прочности (ов = 250-н400 МПа) при 120 °C эти сплавы могут заменять бронзы для узлов трения, температура которых не превышает 100 °C. При более высоких температурах сплавы размягчаются и налипают на вал.
Алюминиевые антифрикционные сплавы. В табл. 31 приведены примеры алюминиевых сплавов для изготовления подшипников. Основными компонентами сплавов являются Sn, Си, Ni и Si, образующие с алюминием гетерогенные структуры.
Чем больше в сплаве олова, тем выше его антифрикционные свойства. Однако в литых сплавах содержание олова не должно превышать 10—12 %, так как образующаяся грубая сетка оловяни-стой составляющей снижает износостойкость и сопротивление усталости при повышении температуры. В деформированных сплавах оловянистая составляющая располагается в виде отдельных включений внутри зерен, это дает возможность увеличить содержание олова и значительно улучшить антифрикционные свойства сплава.
Сплавы АОЗ-1 и АО9-2 применяют для отливки монометаллических вкладышей и втулок толщиной более 10 мм. Сплавы АО20-1 и АН2,5 предназначаются для получения биметаллической ленты со сталью методом прокатки с последующей штамповкой вкладышей. Подшипники из сплава АН2,5 можно изготовлять и отливкой.
При работе в тяжелонагруженных скоростных подшипниках на рабочую поверхность сплавов АОЗ-1, АО9-2 и АН2,5 наносится слои (20—30 мкм) олова или другого мягкого металла.
Подшипники работают при нагрузке не более 2000—3000 МПа и окружной скорости 15—20 м/с.
359