/




























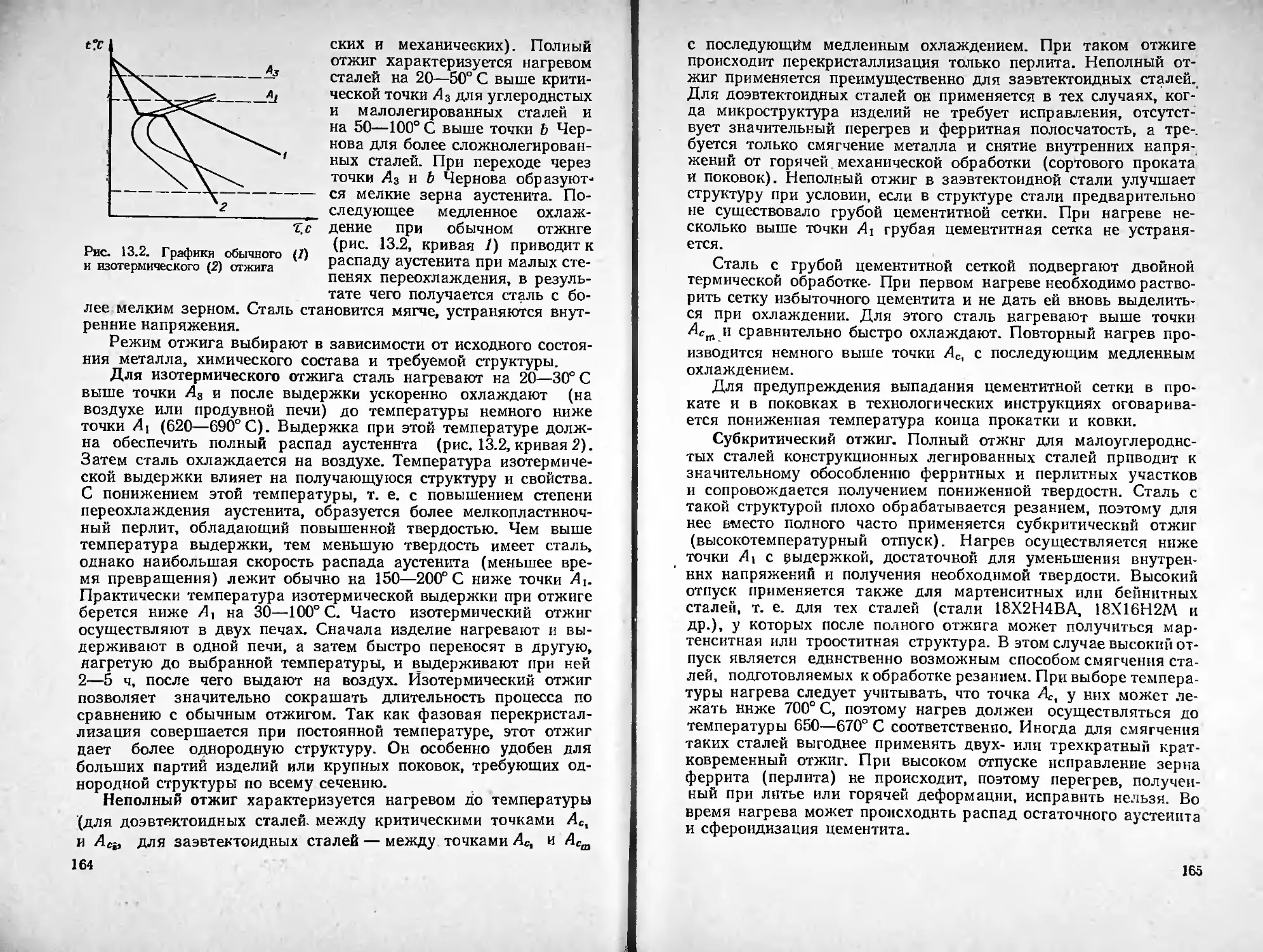





















Текст
Б. С. HAT АП О В
ТЕРМИЧЕСКЗЯ
ОБРЭБОТКа
МЕталлов
Б С. HATАП ОБ
ТЕРМИЧЕСКЭЯ
ОБРЭБОТКа
метэллов
Допущено Министерством
высшего и среднего
специального образования УССР
в качестве учебного пособия
для студентов вузов,
обучающихся по специальности
«Металловедение, оборудование
и технология термической
обработки металлов»
КИЕВ
ГОЛОВНОЕ ИЗДАТЕЛЬСТВО
ИЗДАТЕЛЬСКОГО ОБЪЕДИНЕНИЯ «ВИЩА ШКОЛА-
1980
ББК 34.651я73
6П4.51
НЗЗ
УДК 621.77.9(07)
Натапов Б. С. Термическая обработке металлов:
Учеб, пособие для вузов.— Киев: В ища школа. Голов-
ное изд-во, 1980.—288 с.—31103. 2704070000.
Изложены теория и практика термической обработки
металлов и сплавов. Рассмотрены общие закономерности
структурных и фазовых превращений прн нагреве н
охлаждении сплавов. Подробно рассмотрено изменение
структуры н свойств прн закалке, отпуске, старении,
отжиге, химико-термической, термомеханической н других
разновидностях термической обработки.
Для студентов специальности «Металловедение, обо-
рудование и технология термической обработки метал-
лов». Может быть полезной инженерам металловедам-
термистам, сталеплавильщикам, литейщикам, сварщикам,
специалистам по обработке металлов давлением.
Табл. 13. Ил. 218. Список лит.! 74 назв.
Рецензенты: чл.-кор. АН УССР Ю. Н. Таран,
д-р техн, наук А. А. Баранов
Редакция литературы по машиностроению и приборо-
строению
Зав. редакцией О. А. Добровольский
«MrTHwwo202-’0- 27М(,7М00
©Издательскве объединение
«Вища школа». 1S80
ВВЕДЕНИЕ
Совершенствование термической обработки металлов — одна из важ-
ных задач научно-технического прогресса. Б соответствии с «Основными на-
правлениями развития народного хозяйства СССР на 1976—1980 годы», при-
нятыми на XXV съезде КПСС, в нашей стране за годы X пятилетки увеличен
выпуск проката с упрочняющей термической обработкой, достигнуты успехи в
создании оборудования для термической, химической и электрохимической
обработки металлов.
Термической обработкой называется процесс обработки металлов и
сплавов, а также изделий из них при помощи теплового или теплового в
сочетании с химическим, деформационным, магнитным воздействием для из-
менения их структуры и свойств в заданном направлении.
Теория термической обработки является частью металловедения, изу-
чающей связь между структурой и свойствами металлов и сплавов. Тер-
мическая обработка — наиболее универсальный и радикальный путь повы-
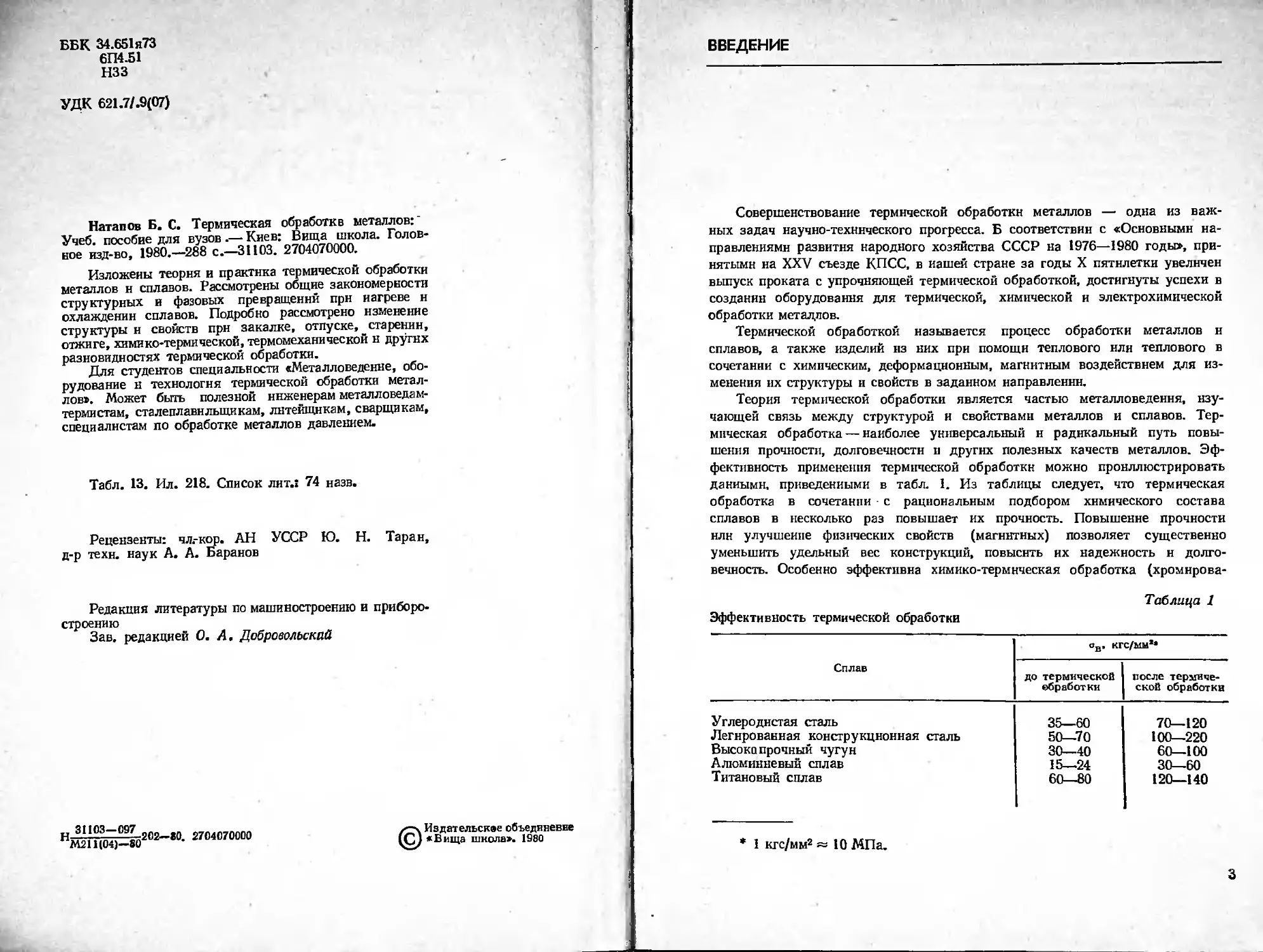
шения прочности, долговечности и других полезных качеств металлов. Эф-
фективность применения термической обработки можно проиллюстрировать
данными, приведенными в табл. 1. Из таблицы следует, что термическая
обработка в сочетании с рациональным подбором химического состава
сплавов в несколько раз повышает их прочность. Повышение прочности
или улучшение физических свойств (магнитных) позволяет существенно
уменьшить удельный вес конструкций, повысить их надежность и долго-
вечность. Особенно эффективна химико-термнческая обработка (хромнрова-
Таблица 1
Эффективность термической обработки
Сплав ов. КГС/ММ ’*
до термической обработки после термиче- ской обработки
Углеродистая сталь 35—60 70—120
Легированная конструкционная сталь 50—70 100—220
Высокопрочный чугун 30—40 60—100
Алюминиевый сплав 15—24 30—60
Титановый сплав 60—80 120—140
* 1 кгс/мм2 ~ 10 МПа.
3
нне, алитирование, силицирование и пр.), которая позволяет не только
увеличить долговечность различных изделий, но и изготовлять их из менее
дефицитных и дорогих металлов.
С термической обработкой металлов человечество знакомо с давних
времен. Однако способы обработки отдельных изделий, обеспечивающие вы-
сокое качество нх, были секретом отдельных мастеров. В конце XVIII —
начале XIX веков в результате появления машинной техники, развития
железнодорожного транспорта, пароходостроения, перехода военной техники
от гладкоствольных бронзовых орудий к стальным резко возросло произ-
водство черных металлов и повысились требования к нх качеству (прочно-
сти), особенно стали. Это вызвало необходимость в создании научных основ
производства н термической обработки стали. Таким образом, наука о ме-
талле, как н другие науки, возникла из потребностей практики.
Систематические исследования термической обработки н влияния леги-
рующих элементов на свойства стали впервые были проведены П. П. Ано-
совым. Аносов разработал многие оригинальные режимы термической об-
работки, установил возможность насыщения стали углеродом из газовой
среды. В своих работах он первый применил макро- н микроскопический
методы исследования структуры стали. Как известно, в результате много-
летних исследований П. П. Аносов раскрыл секрет производства булатных
клинков н наладил нх изготовление на Златоустовском оружейном заводе.
Однако в своих работах П. П. Аносов ограничивался рецептурными реко-
мендациями.
Научные основы термической обработки металлов были созданы
Д. К. Черновым, который впервые указал на связь превращений в стали
при нагреве н охлаждении с критическими точками, т. е. иа наличие в
стали при нагреве н охлаждении фазовых превращений. Д. К. Чернов
установил также влияние углерода на положение критических точек, сде-
лав первый набросок диаграммы железо — углерод; исследовал закономер-
ности роста зерна прн нагреве. Главное в открытии Д. К. Чернова —
установление связи между условиями фазовых превращений, структурой и
свойствами стали.
Работы Д. К. Чернова получили мировое признание. Основоположник
американской школы металловедов Г. М. Гау свой труд «Железо, сталь
и другие сплавы», вышедший в 1903 г., посвятил Д. К Чернову как «отцу
металлографии железа н стали».
Ближайшим сподвижником Д. К. Чернова был Н. В. Калакуцкий, ко-
торый, помимо работ, выполненных по изучению свойств слитка, разрабо-
тал метод определения внутренних напряжений н показал их влияние на
свойства стали н чугуна.
Достойным продолжателем работ Д. К- Чернова в России был А. Л. Рже-
шотарский, возглавивший после Д. К. Чернова микрографическую лабора-
торию на Обуховском заводе и опубликовавший в 1898 г. капитальный
труд «Микроскопические исследования железа, стали и чугуна».
Одним из последователей Д. К. Чернова был Н. И. Беляев — создатель
металлографической лаборатории на Путиловском заводе. Им разработаны
основы термической обработки н принципы легирования специальной ста-
ли. Используя принципиальные положения теории, Н. И. Беляев создал и
4
внедрил в промышленность новые марки электростали, применяемые до иа-
. стоящего времени.
Значительный вклад в теорию. термической обработки внесли н другие
ученые нашей страны. Так, Н. С. Курнаков — основоположник физико-хи-
мического анализа, установил закономерность связи между видом диаграм-
мы состояния и свойствами металлов, сконструировал прибор для опреде-
ления критических точек. Важные результаты получены А. А. Байковым.
Методом высокотемпературного травления он первый показал, что выше
точки b Чернова сталь имеет особую структуру. В 1900 г. на сплавах меди
с сурьмой А. А. Байков доказал, что способность к закалке присуща также
цветным сплавам. Особенно важными являются его работы в области
получения стали, чистой от неметаллических включений.
Существенный вклад в разработку теории н технологии термической
обработки внес С. С. Штейнберг — основоположник уральской школы ме-
талловедов (В. Д. Садовский, И. Н. Богачев, А. А. Попов и Др.). Под его
руководством проведены исследования по изучению превращений при нагре-
ве стали, исследования изотермических превращений переохлажденного аусте-
нита, мартенситного превращения н др.
Идеи Чернова о связи между структурой и свойствами стали продол-
жал развивать А. Л. Бабошин. Результаты его работ обобщены в капи-
тальном труде «Металлография и термическая обработка». Основополож-
ником московской школы металловедов-термистов (И. Л. Миркин, Д. А. Про-
кошкии, В. И. Просвирин, И. Е. Коиторович и др.) был Н. А. Мицкевич.
Под его руководством выполнены работы по изучению изотермических пре-
вращений переохлажденного аустенита, по разработке методов химико-тер-
мической обработки (газовая цементация, жидкое цианирование), по соз-
данию малолегированных быстрорежущих сталей. Он издал работы по тер-
мической обработке изделий различных отраслей промышленности (авто-
мобильной, авиационной и др.) и оборудованию термических цехов. Капи-
тальные работы по металловедению чугуна, основам термической обработки
стали и чугуна написаны М. Г. Окновым. Н. П. Чижевский известен как
автор первых работ по исследованию влияния азота на свойства железа
и насыщение стали бором.
Наука о металлах, а также теория термической обработки как часть
этой науки в царской России развивалась усилиями отдельных ученых.
Только после Великой Октябрьской социалистической революции в связи
с бурным развитием металлургической и машиностроительной промышлен-
ности стало возможным интенсивное развитие науки о металлах, теории
и практики термической обработки. Возникли научные школы в различных
городах страны, возглавляемые крупными учеными: А. А. Байковым,
Н. С. Курнаковым, С. Т. Коиобеевским, А М. Бочваром, С. С. Штейнбер-
гом, А. А. Бочваром, Н. А. Мннкевнчем, Н. Т. Гудцовым, Г. В. Курдюмовым,
В. Н. Свечниковым, Н. Н. Давиденко вы м, В. П. Вологдиным, а затем ях
последователями и учениками И. Н. Богачевым, В. Д. Садовским, С. Т. Киш-
киным, А. П. Гуляевым, К. П. Буниным, К. Ф. Стародубовым, В. Н. Грид-
невым и др. Большой вклад в развитие термической обработки внесли за-
водские лаборатории металлургических («Электросталь», «Днепроспецсталь»),
машиностроительных (ЗИЛ, ГАЗ) и других заводов.
5
В 1929 г. началось интенсивное изучение изотермических превращении
переохлажденного аустенита. Широкие исследования в этой области про-
водились как в СССР, так и ва рубежом.
С 30-х годов возрастает интерес ученых к исследованию мартенситного
превращения и превращения при нагреве закаленной стали. Ведущее место
в выполнении этих исследований занимают работы уральской школы метал-
ловедения (С. С. Штейнберг, В. И. Зюзин н др.), школ Г. В. Курдюмова
(Э. 3. Каминский, Л. И. Лысак, А. Л. Ройнбурд и др.), А. П. Гуляева.
Отечественным ученым принадлежит приоритет в разработке н приме-
нении методов поверхностной закалки (В. П. Вологдин, Н. В. Гевелинг,
И. 3. Ясногородский н др.).
Теория и практика термической обработки особенно больших успехов
достигли в последние двадцать лет в связи с применением теории дефектов,
математического моделирования процессов, применения общих законов фи-
зики. Теория термической обработки из описательной науки все больше
превращается в строгую научную дисциплину. В соответствии с задачами
научно-технического прогресса более широкое применение находит термиче-
ская обработка прокатных изделий, позволяющая существенно повысить проч-
ность металла. Теоретические работы школы Г. В. Курдюмова позволили соз-
дать новый класс сплавов — запоминающих формы. Работы, проведенные под
руководством В. Д. Садовского, по изучению фазовых превращений при на-
греве и охлаждении стали позволили разработать режимы термической
обработки, обеспечивающие получение оптимальных структур. Важнейшее
значение имеют работы, выполняемые под руководством С. Т. Кишкина, по
получению жаропрочных сплавов.
Большие успехи достигнуты также в области автоматизации и механи-
зации процессов термической и химико-термической обработки.
Теория и практика термической обработки интенсивно развиваются в
направлении дальнейшего совершенствования теории новых процессов, соз-
дания автоматизированных агрегатов, максимально устраняющих примене-
ние ручного труда, разработки новых путей повышения прочности и экс-
плуатационной надежности изделий.
Глава 1 написана канд. техн, наук доц. В. Е. Ольшанецкнм, осталь-
ные— д-ром техи. наук проф. Б. С. Натаповым.
Автор искренне признателен акад АН УССР К. Ф. Стародубову, чл-кор.
АН УССР Ю. Н. Тарану, д-ру техи. наук проф. А. А. Баранову, д-рам тех-
нических наук профессорам Ю, М. Лахтину, М. А. Штремелю, А. Н. Мннке-
вичу н В. Г. Хорошайлову, канд. техн, наук доц. В. И. Шаповалову за
ценные советы, высказанные при просмотре рукописи.
Отзывы н пожелания по книге просьба направлять по адресу: 252054»
Киев-54, Гоголевская, 7, Головное издательство издательского объединения
«В ища школа».
Раздел первый
ТЕОРИЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ
Глава 1
ОБЩИЕ ЗАКОНОМЕРНОСТИ СТРУКТУРНЫХ ИЗМЕНЕНИЙ
ПРИ ТЕРМИЧЕСКОЙ ОБРАБОТКЕ
В металлах и сплавах при технологических нагревах и спе-
циальной термической обработке могут протекать самые раз-
личные внутренние процессы, приводящие к изменению как
микроструктуры в целом (морфологии и числа фаз, размера
зерен и др.), так и картины распределения дефектов атомно-
кристаллической природы. Для того чтобы разобраться в зако-
номерностях всех этих изменений, происходящих, как правило,
в направлении установления более равновесного состояния ме-
таллической системы, используют положения статистической
термодинамики и физической кинетики. На их основе разраба-
тываются методы управления структурой металлов и сплавов
с тем, чтобы последние могли приобрести в процессе термооб-
работки комплекс необходимых механических, химических или
физических свойств, являющихся структурно-чувствительными
характеристиками.
Ниже рассмотрены основные представления термодинамики
сплавов и кинетические принципы, которыми широко пользуют-
ся для объяснения поведения металлических материалов при
температурных воздействиях.
t.l. ОСНОВЫ ТЕРМОДИНАМИКИ МЕТАЛЛОВ И СПЛАВОВ
Металлы и металлические сплавы представляют собой тер-
модинамические системы, которые могут пребывать в любом
агрегатном состоянии (жидком, твердом, газообразном или
комбинированном). В общем случае такие системы содержат
различные компоненты (химические вещества), которые обра-
зуют фазы — гомогенные составные части с однородными свой-
ствами.
Любая система макроскопических размеров, т. е. состоящая
из большого числа микрочастиц (атомов, молекул и т. д.), мо-
жет быть описана набором термодинамических функций
состояния. К числу важнейших функций состояния относятся
внутренняя энергия U, свободная энергия F и энтропия S.
В условиях, когда объем и температура термодинамической
системы постоянны, между этими характеристиками существу-
ет простая математическая связь:
F=U — TS, (1.1)
где Т — абсолютная температура, К.
7
Из выражения (1.L) следует, что свободная энергия F пред-
ставляет собой часть внутренней энергии, которая может быть
определена как сумма кинетической и потенциальной энергии
частиц. Энергия F называется свободной в том смысле, что при
изотермических процессах она может быть выделена из систе-
мы в виде тепла и превращена в работу. Произведение TS
называют энтропийным фактором, или связанной энергией; она
может изменяться только вместе с температурой. Эта энергия
существует в термодинамической системе также в виде тепла
(кинетической энергии частиц) и потенциальной энергии ча-
стиц, зависящей от конфигурации их-взаимного расположения.
Связанная энергия характеризует те дополнительные энергети-
ческие затраты, которые обеспечили системе определенный уро-
вень хаотичности, в чем бы оиа ни проявлялась. В соответствии
со своей статистической природой энтропия S системы всегда
отражает стремление ее к переходу в беспорядочное состояние.
При реализации (хотя бы частичной) этого стремления энтро-
пия в изолированной системе растет, а энергия в объемах с
достаточным числом частиц распределяется более равномерно.
Любому макросостоянию сложной термодинамической си-
стемы соответствует определенный характер распределения ча-
стиц по различным областям пространства и по возможным
энергетическим состояниям. При этом каждое макроскопическое
состояние системы с заданным значением внутренней энергии
может быть реализовано некоторым числом равновероятных
микросостояний. Чем неупорядоченнее система, тем большим
числом микросостояиий оиа может быть реализована и тем вы-
ше термодинамическая вероятность ее существования в данном
макросостоянии.
Таким образом, число равновероятных микросостояний си-
стемы выступает в качестве меры ее разупорядоченности, а
следовательно, и равновесности. Общее число определенных ми-
кросостояний w и характеризует статистическую энтропию си-
стемы, которая должна быть пропорциональной In w. В зависи-
мости от вида разупорядоченности энтропия подразделяется
на термическую (вибрационную) и конфигурационную (энтро-
пию смешения). К конфигурационной относятся энтропия твер-
дого раствора, магнитная энтропия и др.
Изменения, которые совершаются в изолированных термо-
динамических системах, могут иметь обратимый или необрати-
мый характер. В последнем случае система при движении к
равновесию проходит только через неравновесные состояния.
Если некоторое кристаллическое вещество нагреть выше
температуры плавления, то начнется необратимый процесс пе-
рехода его в жидкое состояние, которое является в этих усло-
виях более равновесным, чем кристаллическое. В результате
разрушения кристаллической решетки при плавлении потенци-
альная компонента внутренней энергии уменьшится, а энтро-
8
пия возрастет, особенно ее конфигурационная часть. Свободная
энергия при этом обязательно уменьшится, несмотря на то, что
уровень внутренней энергии повысится вследствие заметного
увеличения кинетической энергии атомов вещества, т. е. в соот-
ветствии с формулой (1.1) рост энтропийного фактора будет
более значительным, чем увеличение внутренней энергии. Соз-
данию беспорядка в данной системе и увеличению таким обра-
зом ее энтропии на определенную величину способствовала та
тепловая энергия, которая была поглощена веществом при его
расплавлении (скрытая теплота плавления).
Свободная энергия F и энтропия S являются критериями
равновесия термодинамической системы. При достижении рав-
новесия свободная энергия имеет минимальное, а энтропия —
максимальное значение (из всех возможных при заданных ус-
ловиях). Одиако в качестве критерия равновесия свободная
энергия более универсальна, поскольку при низких темпера-
турах энтропия обычно мала и ее можно не учитывать. Вслед-
ствие малой величины энтропийного фактора TS при низких
температурах свободная энергия термодинамической системы в
этих условиях будет тем ниже, чем меньше ее внутренняя энер-
гия U. Равновесие в таких случаях достигается созданием в
системе максимального порядка (закономерное расположение
атомов в кристаллах), которому отвечает предельно низкое
значение U, а следовательно, и F.
Если термодинамическое равновесие достигается при посто-
янном давлении и температуре, то функцию универсального
критерия равновесия принимает на себя термодинамический по-
тенциал G (свободная энергия Гиббса). Связь между G и F
дается выражением
G=F + PV, (1.2)
где Р, V — соответственно давление и объем системы.
В термодинамическом анализе фазовых превращений или лю-
бых микропроцессов, происходящих в фазах системы, большое
значение имеют химические потенциалы компонентов. Химический
потенциал i-ro компонента u-z (парциальный потенциал) можно
определить по формуле
где Nt— число атомов i-ro сорта в системе.
Таким образом, химический потенциал по смыслу совпадает
со свободной энергией, приходящейся на один атом.
Термодинамика идеальной системы (системы невзаимодейст-
вующих частиц) для парциального химического потенциала дает
выражение
Н = ро< + kT In с{, (14)
9
где ci — концентрация частиц i-ro сорта (атомов одного из ком-
понентов в растворе);
ро, — часть потенциала, не зависящая от концентрации;
k—постоянная Больцмана;
Т — абсолютная температура.
Слабые растворы удовлетворительно подчиняются выражению
(1.4). В тех случаях, когда отклонение от идеального раствора
становится значительным, ct в формуле (1.4) заменяется произве-
дением fiC— at (f-,— коэффициент активности i-ro компонента),
которое называют термодинамической активностью i-ro компо-
нента.
Следует отметить, что абсолютные значения термодинамиче-
ских функций состояния (F, G, U, S) часто не удается опреде-
лить. Однако изменения величин этих функций можно опреде-
лить, используя методы калориметрии.
При термодинамическом анализе наиболее важно установить
значение изменения свободной энергии (ДЕ или ДО), поскольку
знак этого изменения указывает на возможность самопроизволь-
ного течения процесса в системе. Согласно второму закону тер-
модинамики самопроизвольное течение любого необратимого
микропроцесса в системе макроскопических размеров возможно
только в том случае, если в ходе этого процесса свободная энер-
гия системы уменьшается (ДЕ < 0 или ДС < 0). Если же ДЕ (Дб)
равно нулю или даже больше нуля, то самопроизвольное течение
процесса становится невозможным. Модуль изменения свободной
энергии, отнесенный к единице объема системы, определяет
величину термодинамической движущей силы, которая в усло-
виях самопроизвольного процесса характеризует темп внутрен-
них изменений в системе.
1.2. СТРУКТУРНЫЕ ИЗМЕНЕНИЯ В ПРЕДЕЛАХ ОДНОЙ ФАЗЫ
Диффузия компонентов и скорость реакции. Часто компо-
ненты в объеме той или иной фазы распределены неравномер-
но. Это может быть связано с самыми различными причинами
(последствия неравновесной термообработки, ликвациониые
эффекты и т. д.). В соответствии с энтропийным (статистиче-
ским) принципом выравнивания концентраций веществ и энер-
гии в объеме системы, при наличии подходящих условий (преж-
де всего достаточно высокой температуры) в последней начи-
нают развиваться микропроцессы диффузионного перераспре-
деления компонентов.
Согласно первому закону Фика количество диффундирующего
вещества /, проходящего в единицу времени через площадку
единичной площади, пропорционально градиенту концентрации
de
в направлении нормали х к этой площадке:
/ = (1.5)
ю
Коэффициент пропорциональности D в выражении (1.5) на-
зывают коэффициентом диффузии. Он зависит от многих фак-
торов и, прежде всего, от атомного строения матричной фазы
и индивидуальных характеристик диффундирующего атома.
Кроме того, коэффициент D сильно зависит от температуры.
Поскольку выравнивание энергии в пределах фазы, связан-
ное с уменьшением парциального химического потенциала опре-
деленного компонента, имеет превалирующее значение перед
выравниванием состава (выравнивание концентраций веществ
обусловлено необходимостью выравнивания энергии), в некото-
рых специфических случаях (наличие локальных упругих полей,
ликвация компонентов, заметно изменяющих термодинамиче-
скую активность веществ, флуктуационное микрорасслоеине
пересыщенного твердого раствора) наблюдается явление «вос-
ходящей диффузии», при которой концентрационные различия
не только не ослабляются, но даже, наоборот, усиливаются.
При такой диффузии диффундирующий компонент движется
против вектора концентрационного градиента, т. е. перемеща-
ется в направлении увеличения концентрации в определенной
локальной области системы (например, диффузия атомов цин-
ка в упруго изогнутом кристалле латуни, диффузия атомов
углерода в присутствии неравномерно распределенных скопле-
ний атомов кремния и марганца и т. д.). При этом термоди-
намическое требование уменьшения свободной энергии системы
(в том числе н уменьшения парциального химического потен-
циала диффундирующего компонента) выполняется всегда.
Иными словами, при восходящей диффузии имеется несовпаде-
ние направлений векторов концентрационного градиента и гра-
диента химического потенциала, что обычно встречается отно-
сительно редко. Это обусловило широкое использование закона
Фика в форме (1.5).
В случае восходящей диффузии выражение (1.5) должно
быть заменено соотношением вида
/ = — (1.6)
dx ' '
где М — некоторый термодинамический аналог статистического
коэффициента диффузии, который при наличии практи-
чески невзаимодействующих диффузионных потоков
(слабые растворы) отличается от D только размерным
множителем.
В выражениях (1.5) и (1.6) D и М являются функциями
температуры, так как связаны с термодинамической вероятно-
стью перехода атомов из метастабильного состояния в стабиль-
ное. Такой переход осуществляется с преодолением некоторо-
го энергетического барьера Q, обусловленного необходимостью
определенного нарушения в порядке расположения атомов —
соседей при каждом элементарном акте атомного перехода.
11
Энергия, необходимая атому для преодоления указанного ба-
рьера, называется энергией активации, или теплотой разрыхле-
ния. Эту энергию поставляют атомам энергетические флуктуа-
ции. Число атомов п, преодолевающих энергетический барьер
в единицу времени и определяющих скорость элементарного
(в данном случае диффузионного) процесса, т. е. скорость ре-
акции, дается уравнением Аррениуса:
_Q
п = Ае kT.. (1.7)
Экспонента в выражении (1.7) характеризует термодинамиче-
скую вероятность одиночного перехода (эта вероятность с рос-
том температуры Т резко увеличивается), а константа А про-
порциональна числу атомов, находящихся в метастабильном
состоянии, и частоте попыток каждого такого атома преодолеть
барьер Q (k — постоянная Больцмана).
Внутренняя адсорбция. В пределах определенной фазы име-
ются внутренние границы раздела и другие дефекты атомной
природы, способные взаимодействовать с растворенными в фазе
компонентами. Вследствие этого в гомогенных системах при
температурах, обеспечивающих достаточную диффузионную
подвижность атомов компонентов, часто наблюдаются само-
произвольные процессы перераспределения компонентов (меж-
ду объемом фазы и ее дефектами), которые называют адсорб-
ционными (процессами образования равновесных атомных се-
грегаций) .
В классическом смысле адсорбцию в сплавах всегда связывали
с изменением концентрации растворенных элементов на свободных
поверхностях или высокоугловых (обычных) границах, что обе-
спечивает системе уменьшение удельной поверхностной энергии
и соответственно снижение всей поверхностной энергии. Величина
адсорбции i-ro компонента Гц т. е. удельное значение избытка
атомов этого компонента Ni на границе раздела площадью S,
дается уравнением Гиббса:
= О-8)
где Ci — концентрация i-ro компонента;
о — удельная поверхностная энергия;
дз ~
—-------поверхностная активность и/, знак который совпадает со
знаком адсорбции Г(.
Как следует из формулы (1.8), уменьшение поверхностной
энергии при некотором увеличении концентрации адсорбируе-
мого компонента на границе раздела отражает тенденцию к
постепенному накоплению вещества-адсорбата иа этой границе.
Наоборот, вещества, повышающие удельную поверхностную
энергию, стремятся уйти с границы в глубь матрицы.
12
Вещества, которые накапливаются иа поверхностях разде-
ла, называют поверхностно-активными (положительными ад-
сорбатами). Вещества, стремящиеся покинуть поверхность,
называют поверхностно-ииактивными (отрицательными адсорба-
тами). Адсорбцию, описываемую уравнением (1.8), часто на-
зывают гиббсовой; она распространена в жидких системах, где
является не внутренней, а внешней. В твердых кристалличе-
ских системах иногда гиббсовой адсорбции вообще нет. При-
чиной этого является следующее. Формула (1.8) выведена на
основании тех соображений, что некоторое увеличение числа
атомов определенного компонента иа границе раздела и малое
обратимое увеличение площади поверхности адсорбента изме-
няют поверхностную свободную энергию в сторону уменьшения
ее величины. При этом изменение объемной свободной энергии
не учитывают, поскольку оно считается заведомо малым. Одна-
ко такой подход применительно к твердым растворам нельзя
считать всегда оправданным, поскольку объемные искажения
кристаллической решетки, вызванные примесными атомами с
большим размерным фактором (атомами лантаноидов или ит-
трия) , весьма значительны. Поэтому в системах металл — труд-
норастворимая примесь при развязывании диффузионных про-
цессов растворенные атомы начинают активно упруго взаимо-
действовать с границами высоко- и малоугловыми (дислока-
ционными), отдельными дислокациями и вакансиями, образуя
сегрегационные атмосферы и парные дефекты. При таком пе-
рераспределении атомов примеси свободная энергия границ
не обязательно должна уменьшиться (часто она даже увеличи-
вается); общий же запас свободной энергии в системе при
этом всегда снижается. Такую адсорбцию (чаще ее называют
сегрегационным перераспределением) количественно можно
оценить по формуле, являющейся своеобразным аналогом рас-
пределения Больцмана по двум уровням энергии, если экспо-
ненциальный множитель достаточно мал;
Е
(1.9)
где сг — равновесная концентрация сегрегирующего элемента иа
границе раздела или у дислокационной линии;
со — средняя концентрация этого элемента в объеме фазы;
Е—энергия связи примесного атома с поверхностным или
линейным несовершенством.
Таким образом, термодинамической движущей силой пере-
распределения атомов (между матричным объемом и внутрен-
ними поверхностями раздела) может служить как изменение
объемной свободной энергии (в единице объема), так и по-
верхностной свободной энергии (в единице объема, но при со-
хранении прежнего значения удельной поверхности границ).
13
Релаксационные процессы в гомогенной системе. При тер-
мической обработке (отжиге) деформированных металлов и
сплавов в последних начинают активно развиваться самопро-
извольные процессы, которые приводят к релаксации внутрен-
них напряжении и, следовательно, к снижению упругой свобод-
ной энергии, накопленной при пластическом деформировании.
Эти процессы сопровождаются полным или частичным восста-
новлением показателей физических и механических свойств,
типичных для иедеформированного состояния металлов и го-
могенных сплавов, и условно могут быть разделены на три
температурные стадии: отдых, полигонизацию и рекристалли-
зацию обработки. В отдельных случаях указанные стадии не
имеют четко выраженных температурных границ, но обычно
при повышении температуры отжига эти стадии сменяют одна
другую в приведенной последовательности. Движущей силой
релаксационного процесса является уменьшение удельной сво-
бодной энергии (за счет снижения ее упругой составляющей),
а время релаксации обратно пропорционально скорости эле-
ментарного контролирующего процесса.
Поскольку отдых является наиболее низкотемпературной
стадией, в этом случае релаксация упругих напряжений обус-
ловлена только перераспределением точечных дефектов атом-
ной структуры и. прежде всего вакансий и междуузельных ато-
мов, которые всегда в деформированном металле или сплаве
есть в избыточном количестве. Однако вследствие процессов
аннигиляции (взаимодействие вакансий с междуузельными ато-
мами), ухода вакансий в соответствующие стоки (границы,
дислокации, поры и т. д.), а также вследствие образования
сегрегаций примесных атомов происходит снятие лишь некото-
рой части упругих напряжений. Основная часть запасенной при
деформации упругой энергии остается связанной с высокой
плотностью дислокаций, подвижность которых при температу-
рах отдыха крайне ограничена.
С повышением температуры нагрева термическая актива-
ция становится достаточной для размытия примесных атмо-
сфер, блокирующих дислокации и сильно ограничивающих их
подвижность, и интенсификации процессов диффузионного пе-
реползания краевых компонент дислокаций. В результате по-
явившейся у дислокаций возможности участвовать в скольже-
нии под действием сил касательных напряжений и аннигили-
ровать при скольжении и переползании плотность их заметно
снижается. Кроме того, избыточные краевые дислокации опре-
деленного знака начинают постепенно формировать механиче-
ски стабильные вертикальные комплексы (стенки), которые
также приводят к снижению упругой свободной энергии. Имен-
но появление дислокационных стенок (малоугловых границ)
превращает локальные объемы зерен с высокой плотностью
дислокаций в полигоны.
14
При еще более высокой температуре происходит рекристал-
лизация обработки, которая обусловлена диффузионным пере-
мещением высокоугловых границ в направлении объемов ме-
талла с повышенной плотностью дислокаций и при которой
наблюдается наиболее сильное уменьшение упругой свободной
энергии. Чаще всего наиболее подвижными являются высоко-
угловые граничные сегменты, формирующиеся по механизму
образования зародышей. Образование зародышей рекристалли-
зации требует более высокой термической активации и, следо-
вательно, нагрева металла или сплава до более высоких тем-
ператур, чем те, при которых начинает активно проявлять себя
стадия полигонизации.
Движущую силу процесса рекристаллизации обработки
можно определить по формуле
dF
P = --^ = \Gb2, (1.10)
а. V ।
где Fy — упругая свободная энергия;
V — объем системы;
X — плотность дислокаций;
G—модуль сдвига;
b — вектор Бюргерса дислокаций.
Формула (1.10) имеет оценочный характер и при X = 1012 см-2,
G = 0,5 1012 дии • см-2; Ь = 2 • 10~8 см дает выигрыш энергии
на единицу объема 2 • 108 эрг • см-3 (4 ккал • см-3)*, что соответ-
ствует калориметрическим измерениям скрытой энергии деформа-
ции.
Процессы роста зерен в металлах и однофазных сплавах.
Рост зерен в металлах и гомогенных сплавах, связанный с
перемещением (миграцией) высокоугловых границ, сопровож-
дается снижением свободной энергии (ее поверхностной со-
ставляющей — свободной энергии внешних и внутренних по-
верхностей раздела). Термин «рост зерен» объединяет в себе
такие процессы, как собирательная, вторичная и третичная
рекристаллизация. Несмотря на то, что движущая сила про-
цесса роста зерен определяется изменением суммарной поверх-
ностной энергии при прохождении мигрирующей границей еди-
ницы объема, иногда определить ее исключительно трудно.
Когда большое растущее зерно окружено малыми «поедаемы-
ми» им зернами, выражение для термодинамической движущей
силы Р является аналогом лапласовского давления на искрив-
ленной поверхности раздела:
Р = (1.11)
где а — удельная поверхностная энергия границы раздела;
г — радиус кривизны граничного сегмента «поедаемого» зерна.
* 1 кал~4 Дж.
15
Мигрирующая граница (ее сегмент) всегда перемещается
к центру своей кривизны. Так как радиус г в выражении (L.1I)
имеет тенденцию к увеличению, то движущая сила Р постепен-
но уменьшается. По достижении предельно равномерной струк-
туры, когда граничные сегменты становятся прямолинейными,
а двухгранные углы равными 120°, эта сила .уменьшается до
нуля и в системе устанавливается метастабильное равновесие.
Использование движущей силы в форме (1.11) позволяет
выразить кинетику роста зерен в виде параболического закона:
(1.12)
где d — текущий средний диаметр зерна;
do — начальный средний диаметр зерна;
т— постоянная, экспоненциально зависящая от температуры;
т — время роста.
На практике параболический закон выполняется исключи-
тельно редко, лишь в особо чистых системах. Причиной явля-
ется то, что, во-первых, миграция границ в реальных системах
осложняется влиянием растворимых и нерастворимых приме-
сей, во-вторых,— существованием более сложной зависимости
для движущей силы, чем выражение (1.12). Аналитически
истинный закон роста получить очень сложно вследствие труд-
ностей в подборе подходящей зависимости для движущей силы,
особенно когда размеры контактирующих зерен соизмеримы.
Имеются эмпирические формулы, позволяющие оценить вели-
чину движущей силы для каждой конкретной ситуации, ио они
не позволяют установить закон изменения движущей силы при
изменении кривизны границы. Трудность определения движу-
щей силы миграции границы вызвана тем, что мигрирующая
граница обычно испытывает двойное и противоположное по зна-
ку искривление.
При использовании модели кубической структуры зерен, хо-
рошо удовлетворяющей принципам плотного заполнения про-
странства и минимальной зернограничной энергии, для грубой
оценки движущей силы миграции можно использовать выра-
жение
Р-°(М
где с — удельная поверхностная энергия;
а — линейный размер мелкого зерна;
R — усредненный радиус кривизны поверхности крупного зерна.
В последнее время для металлических систем повышенной
чистоты удалось аналитически установить и экспериментально
подтвердить, что при практически равномерной структуре (раз-
меры контактирующих зерен отличаются ие более, чем в 2 ра-
за) рост зерен подчиняется сложному логарифмическому зако-
16
ну вида:
l"[U)’+2('-^)-?T+2(1-^ |L13>
где г — главный радиус искривления граничного сегмента рас-
тущего зерна;
го—его начальное значение;
т — микроскопическая подвижность границы;
о—удельная зериограничная энергия;
т — время.
В тех случаях, когда г и г0 мало отличимы и рост зерен
происходит исключительно медленно, решение соответствующего
уравнения приводит к приближенному экспоненциальному закону:
тот
rW'. (1.14)
Как показал анализ, экспоненциальный закон в несколько
ином виде, чем (1.14), выполняется и при наличии в системе
небольшого количества малых включений примесного проис-
хождения. При значительных различиях в размерах зерен экс-
поненциальный закон в присутствии нерастворимых примесей
заменяется кубическим или полукубическим законом, также
хорошо удовлетворяющим экспериментальным данным.
1.3. ЗАКОНОМЕРНОСТИ ФАЗОВЫХ ПРЕВРАЩЕНИИ
Выше были рассмотрены такие внутренние процессы, про-
исходящие в металлических системах при нагреве, которые не
в состоянии изменить число и объем фаз в этих системах.
Однако при термической обработке металлов и сплавов чаще
приходится встречаться с процессами, получившими название
кристаллизационных и имеющими прямое отношение к возник-
новению новых фаз.
Для понимания механизма и предпосылок структурных из-
менений в металлических системах полезно ознакомиться с
основами теории фазовых превращений. В этом разделе рас-
смотрены общие вопросы гомогенной и гетерогенной кристал-
лизации, а также особенности структурообразования в бинар-
ных и более сложных системах как при небольших, так и при
значительных переохлаждениях относительно температуры на-
чала выделения одной или нескольких новых фаз.
Гомогенная кристаллизация в однокомпонеитной металличе-
ской системе. В одиокомпонентных системах при изменении та-
ких факторов равновесия, как температура и давление, могут
происходить фазовые превращения в виде самопроизвольных
процессов, которые приводят к уменьшению общего запаса
свободной энергии. При этом объемная (химическая) свобод-
ная энергия только уменьшается.
17
Теоретические исследования
Гиббса показали, что возник-
новение новой фазы с более
низкой объемной свободной
энергией определяется работой
образования межфазной грани-
цы раздела между ней и мат-
рицей. Исследования, проведен-
ные Д. К. Черновым и Тамма-
ном, позволили им сделать вы-
вод, что любой кристаллизаци-
онный процесс включает в се-
бя образование зародышей новой фазы и последующий рост их
до полного исчезновения исходной кристаллизующейся фазы.
В настоящее время, благодаря успехам статистической тер-
модинамики, общая теория кристаллизации является доста-
точно строгой и последовательной. Современная теория делит
фазовые переходы на два типа. Рассмотрим фазовые превра-
щения первого типа, для которых характерно скачкообразное
изменение удельной энтропии и объема термодинамической
системы. Этот тип охватывает фазовые переходы жидкость —
твердое состояние и твердое состояние — твердое состояние
(полиморфные превращения и процессы выделения избыточной
фазы), т. е. такие кристаллизационные процессы, которые име-
ют огромное практическое значение (термическая обработка
сплавов, промышленные процессы литья и т. д.).
Рассмотрим однокомпонентную систему, способную сущест-
вовать в виде одной из двух фаз А и В. Обе фазы могут неог-
раниченно долго сосуществовать вместе только при определен-
ной температуре равновесия; в этом случае их свободные энер-
гии равны. Кривые зависимости удельной свободной энергии
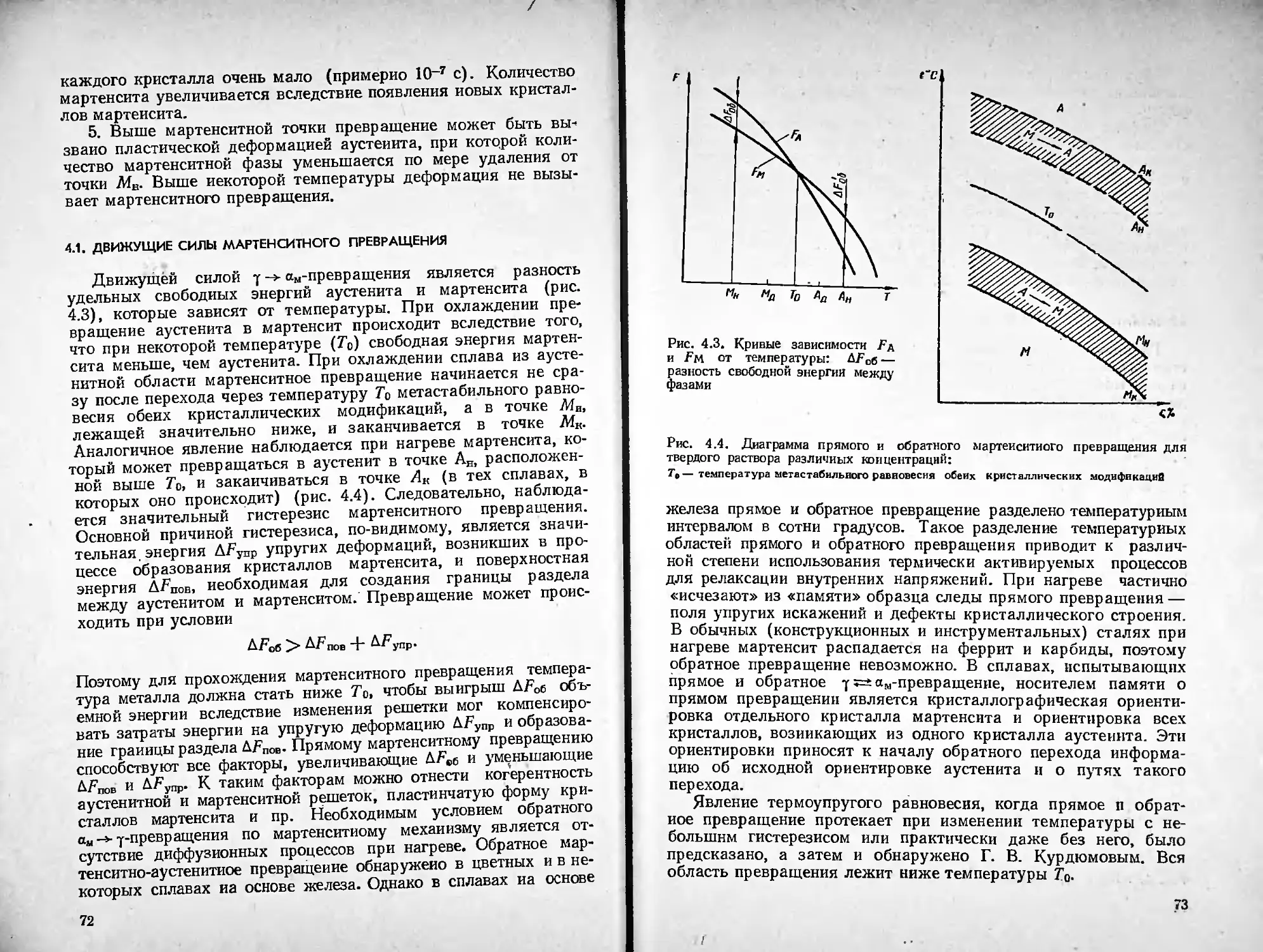
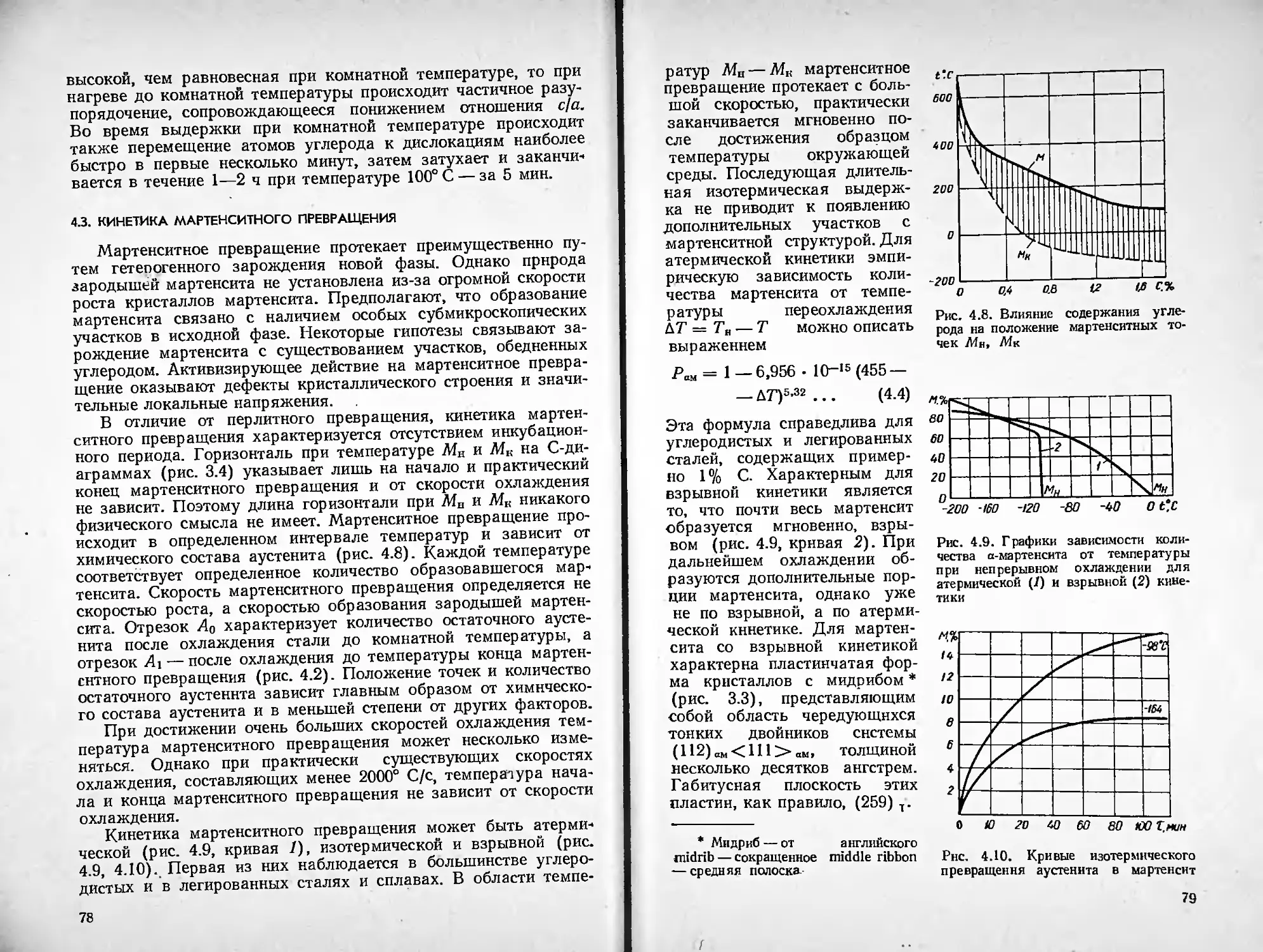
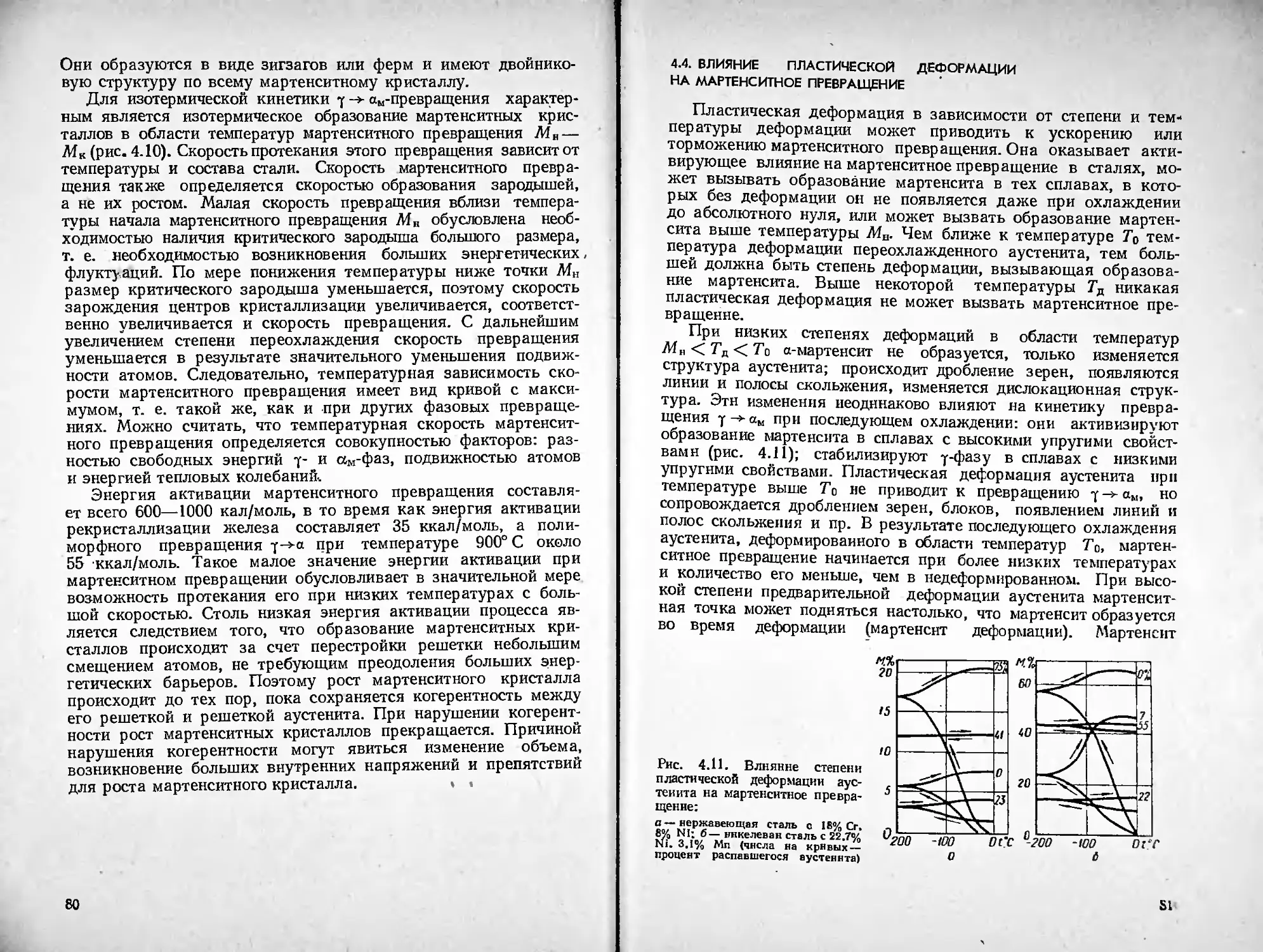
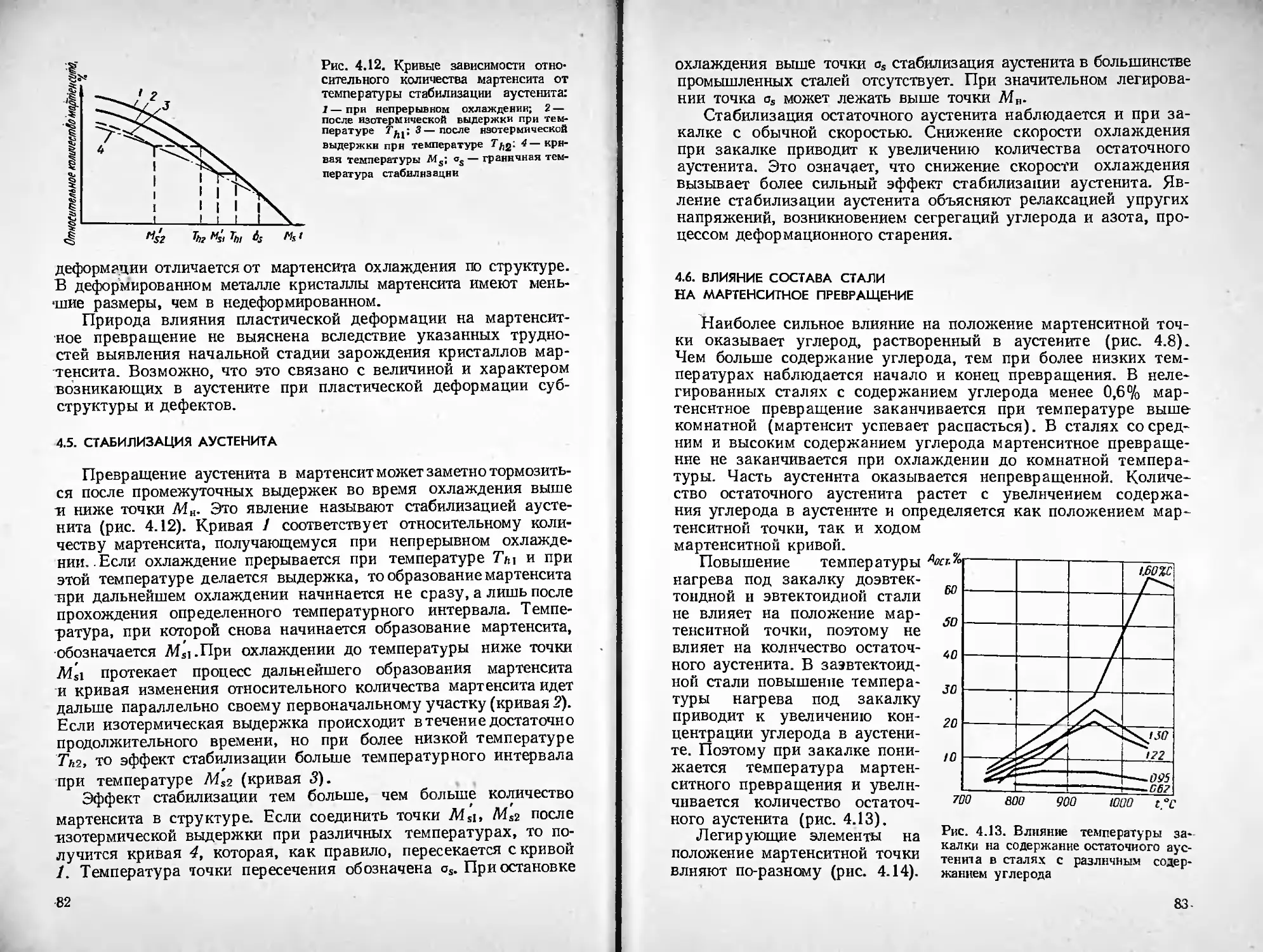
обеих фаз от температуры показаны на рис. 1.1. Точка пере-
сечения кривых соответствует температуре Tv, при которой обе
фазы находятся в равновесном состоянии. Реально процесс
кристаллизации (в системе, находящейся в жидком или твер-
дом состоянии) начинается при некотором переохлаждении
ДТ = Tv—Т. Интервал ДУ называют степенью переохлажде-
ния. Причина начала кристаллизационного процесса — возник-
новение термодинамической движущей силы (отрицательной
разности удельных свободных энергий образующейся и исход-
ной фазы), как только степень переохлаждения становится
отличной от нуля. С ростом переохлаждения модуль движущей
силы увеличивается, вместе с ним возрастает и склонность к
реализации фазового перехода, при осуществлении которого
нестабильная фаза А заменяется стабильной (относительно ста-
бильной) фазой В, характеризующейся более низким запасом
объемной свободной энергии.
Рассмотрим более подробно некоторые вопросы, связанные
18
с гомогенной кристаллизацией. Образование новой стабильной
фазы в объеме, нестабильной матрицы (жидкой или твердой)
в однокомпонентной системе происходит путем возникновения
и последующего роста зародышевых центров. Пусть твердая
(кристаллическая) фаза В зарождается самопроизвольно. Для
этого она должна пройти через стадию существования в виде
очень мелких частиц, а такие частицы не обязательно должны
быть устойчивее исходной фазы А при выбранной температуре
переохлаждения. Причиной является то, что выигрыш в хими-
ческой свободной энергии при их образовании может быть
полностью скомпенсирован или перекрыт увеличением межфаз-
ной поверхностной энергии. Следовательно, такие частицы ча-
сто неспособны к последующему росту, поскольку при этом
нарушилось бы термодинамическое условие самопроизвольного
процесса (общий запас свободной энергии не уменьшался бы,
а увеличивался). К такому же выводу можно прийти и с по-
зиций молекулярно-кинетических представлений. Большая часть
поверхностных атомов (молекул) очень маленького кристалли-
ка занимает места на ребрах и у вершин, вследствие чего обла-
дает и большей энергией. В результате средняя энергия акти-
вации обратного перехода В -> А для поверхностных атомов
уменьшается, а его средняя скорость увеличивается. Таким
образом, равновесная температура, при которой поверхность
кристалла присоединяет столько же атомов, сколько ее поки-
дает, должна быть тем ниже, чем мельче этот кристалл.
Важнейшей частью общей теории процесса образования за-
родыша является представление о существовании в исходной
фазе при любой температуре дозародышевых атомных группи-
ровок (часто даже вполне сформировавшихся зародышей). До-
зародышевые группы атомов (готовые зародыши) возникают
в гомогенной системе благодаря флуктуациям плотности и
энергии. Эти флуктуации тем вероятнее, чем меньше связан
ное с их появлением уменьшение энтропии. Изменения в тер-
модинамической системе вследствие наличия флуктуаций огра-
ничиваются только небольшими массами вещества, так что ма-
кроскопические параметры состояния системы с флуктуациями
не изменяются.
Средний размер флуктуационного зародыша, появление ко-
торого связано с расходованием определенной энергии тепло-
вой флуктуации, сильно зависит от температуры. При темпе-
ратурах, превышающих температуру фазового равновесия,
флуктуационные зародыши крайне нестабильны и малы, так
как в этих случаях энергия тепловой флуктуации должна по-
крыть энергетические затраты не только на создание поверх-
ности раздела зародыш— исходная фаза, ио и затраты на уве-
личение химической свободной, энергии в локальной области
превращения. Прп температурах ниже равновесной точки Тр
флуктуационные зародыши более крупные, поскольку образо-
19
вание поверхности раздела в этих условиях происходит не
только за счет энергии тепловой флуктуации, но и за счет
энергии, высвобождающейся при фазовом переходе В. Та-
ким образом, с повышением степени переохлаждения возника-
ет определенная тенденция к увеличению размера флуктуа-
ционного зародыша, появление которого обусловлено одной и
той же термической флуктуацией. Вообще каждой выбранной
температуре соответствует свое характерное статистическое рас-
пределение дозародышевых групп (флуктуационных зароды-
шей) по величине.
Общее изменение свободной энергии системы при образо-
вании зародыша можно обозначить так:
ДЕ = + kFv + ДЕ3 + ДЕе, (1.15)
где ДЕу— модуль изменения объемной (химической) свободной
энергии;
ДЕз— увеличение общей поверхностной свободной энергии
(вследствие образования межфазовой поверхности раз-
дела);
ДЕе — положительная упругая энергия превращения, появле-
ние которой обусловлено изменением удельного объема
и формы области фазового перехода.
Найдем критический размер (объем) зародыша и работу обра-
зования его для случая, когда член ДЕе отсутствует (при реали-
зации перехода жидкость — твердое состояние) или когда им
можно пренебречь.
Изменение свободной энергии при образовании зародыша про-
извольной формы будет:
ДЕ = bFvV + aS, (1.16)
где &F*v = FB —Fa — удельное изменение объемной свободной
энергии;
V — объем зародыша;
a — удельная поверхностная (межфазная) энер-
гия;
S — площадь поверхности зародыша.
Учитывая, что связь между V и S можно выразить зависи-
мостью S = qVilz (q — коэффициент формы), преобразуем форму-
лу (Г. 16) к виду
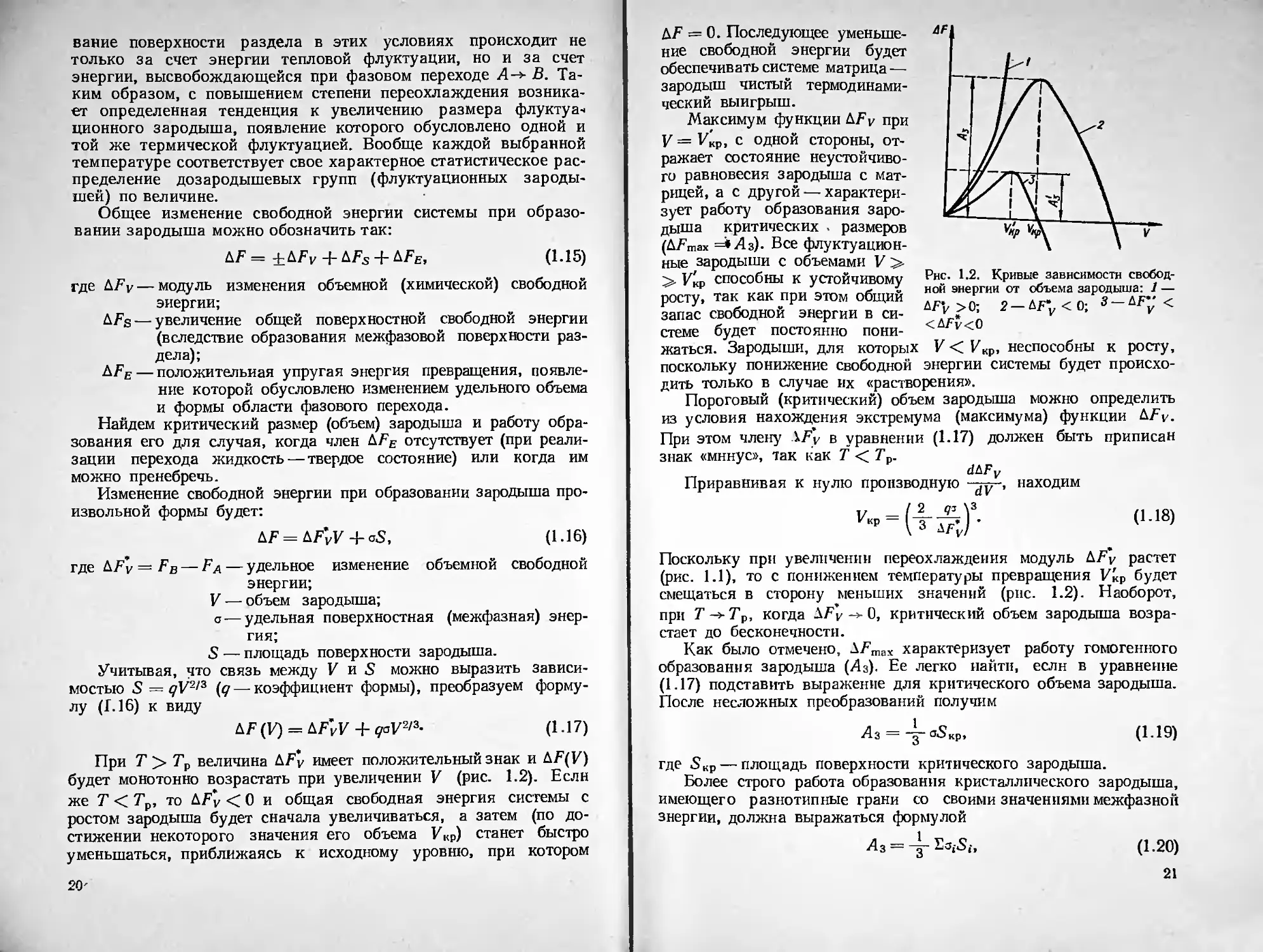
ДЕ (V) = ДЕ?У + q~V^. (1.17)
При Т > 7Р величина ДЕу имеет положительный знак и ДЕ(У)
будет монотонно возрастать при увеличении V (рис. 1.2). Если
же Т < Тр, то ДЕу < 0 и общая свободная энергия системы с
ростом зародыша будет сначала увеличиваться, а затем (по до-
стижении некоторого значения его объема Екр) станет быстро
уменьшаться, приближаясь к исходному уровню, при котором
20'
kF = 0. Последующее уменьше-
ние свободной энергии будет
обеспечивать системе матрица —
зародыш чистый термодинами-
ческий выигрыш.
Максимум функции ДЕу при
у = Укр, с одной стороны, от-
ражает состояние неустойчиво-
го равновесия зародыша с мат-
рицей, а с другой — характери-
зует работу образования заро-
дыша критических . размеров
(ДЕшах =»Аз). Все флуктуацион-
ные зародыши с объемами V >
> Кр способны к устойчивому
росту, так как при этом общий
запас свободной энергии в си-
стеме будет постоянно пони-
жаться. Зародыши, для которых
поскольку понижение свободной
Рнс. 1.2. Кривые зависимости свобод-
ной энергии от объема зародыша: 1 —
&F'V >0; 2 — <0; 3 — у <
<kFv<0
V < УкР. неспособны к росту,
энергии системы будет происхо-
дить только в случае их «растворения».
Пороговый (критический) объем зародыша можно определить
из условия нахождения экстремума (максимума) функции Д/'г.
При этом члену \FP в уравнении (1.17) должен быть приписан
знак «минус», так как Т < Тр.
d£Fv
Приравнивая к нулю производную , находим
р-18’
Поскольку при увеличении переохлаждения модуль &FV растет
(рис. 1.1), то с понижением температуры превращения Укр будет
смещаться в сторону меньших значений (рис. 1.2). Наоборот,
при Т —>ТР, когда SFv -> 0, критический объем зародыша возра-
стает до бесконечности.
Как было отмечено, kFms!C характеризует работу гомогенного
образования зародыша (Аз). Ее легко найти, если в уравнение
(1.17) подставить выражение для критического объема зародыша.
После несложных преобразований получим
Лз = -|-а$Кр, (1.19)
где SKp — площадь поверхности критического зародыша.
Более строго работа образования кристаллического зародыша,
имеющего разнотипные грани со своими значениями межфазной
энергии, должна выражаться формулой
Аз = -i- EsiSi, (1.20)
21
где i определяет тип грани с определенным значением межфазной
поверхностной энергии.
Таким образом, для образования зародыша критического
размера необходима дополнительная энергия, составляющая
всего лишь треть энергии, расходуемой на создание межфазной
поверхности системы зародыш •— матрица. Эту энергию обес-
печивают тепловые флуктуации. Величина Л3, будучи перемен-
ной характеристикой, связана преимущественно с размером
зародыша и меняется с температурой по закону изменения SKp
(а линейно зависит от температуры, причем эта зависимость
слабая).
Найдем связь размера критического зародыша со степенью
переохлаждения ДУ. Примем для простоты, что зародыш имеет
сферическую форму (теперь его размер удобно характеризо-
вать линейным параметром — радиусом г).
Формулу (1.18) можно легко преобразовать к виду
Вч> = >- (1-21)
В выражении (1.21) член ДУи (как функция температуры)
может быть разложен в ряд Тейлора по степеням ДУ. Учитывая,
что кривые изменения свободной энергии FA (У) и F'i (У) являются
монотонными и имеют малую кривизну, можно в ряде разложе-
ния отбросить все члены-слагаемые (вследствие их малости),
кроме первого (свободного) и линейного. При этом требование
узости интервала ДУ (ДУ < 1) может и не соблюдаться.
Поскольку = —Sa (В) (Sa <в; — удельная энтропия фазы
А или В), получаем
ДУ‘т (У) s (Sa — Sb) &Т. (1.22)
И, наконец, вводя скрытую теплоту плавления ДЯ, которая свя-
зана со скачком энтропии формулой ДЯ = Ур (Sa — Sb), получим
выражение
2аТ„
Г'<Р = LHLT ’ (1-23)
которое отражает гиперболический закон уменьшения критиче-
ского радиуса при увеличении степени переохлаждения неста-
бильной фазы.
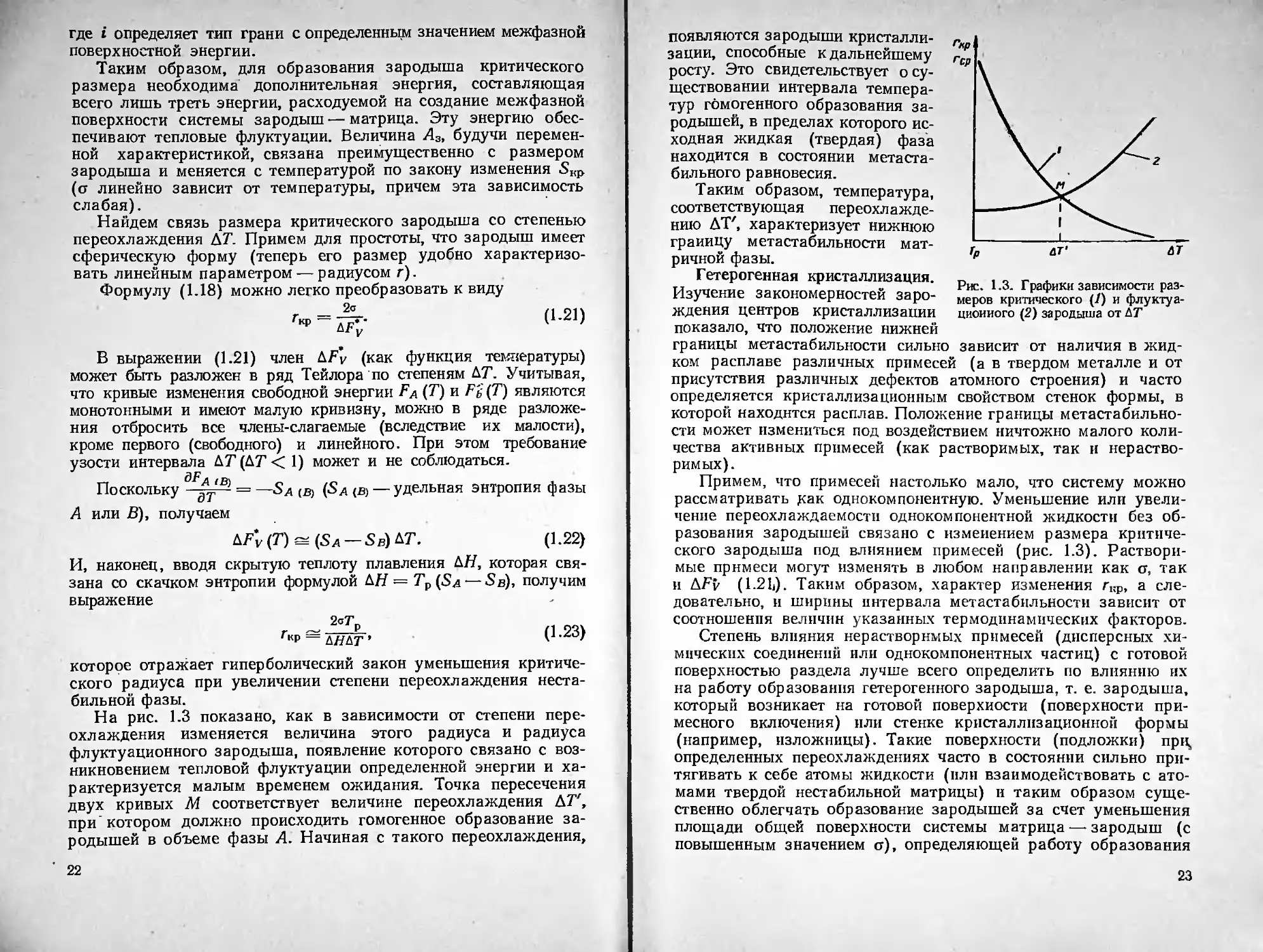
На рис. 1.3 показано, как в зависимости от степени пере-
охлаждения изменяется величина этого радиуса и радиуса
флуктуационного зародыша, появление которого связано с воз-
никновением тепловой флуктуации определенной энергии и ха-
рактеризуется малым временем ожидания. Точка пересечения
двух кривых М соответствует величине переохлаждения ДУ',
при’котором должно происходить гомогенное образование за-
родышей в объеме фазы А. Начиная с такого переохлаждения,
22
появляются зародыши кристалли-
зации, способные к дальнейшему
росту. Это свидетельствует о су-
ществовании интервала темпера-
тур гомогенного образования за-
родышей, в пределах которого ис-
ходная жидкая (твердая) фаза
находится в состоянии метаста-
бильного равновесия.
Таким образом, температура,
соответствующая переохлажде-
нию ДТ', характеризует нижнюю
границу метастабильности мат-
ричной фазы.
Гетерогенная кристаллизация.
Изучение закономерностей заро-
ждения центров кристаллизации
показало, что положение нижней
границы метастабильности сильно
Рис. 1.3. Графики зависимости раз-
меров критического (?) и флуктуа-
ционного (2) зародыша от ДТ
зависит от наличия в жид-
ком расплаве различных примесей (а в твердом металле и от
присутствия различных дефектов атомного строения) и часто
определяется кристаллизационным свойством стенок формы, в
которой находится расплав. Положение границы метастабильно-
сти может измениться под воздействием ничтожно малого коли-
чества активных примесей (как растворимых, так и нераство-
римых).
Примем, что примесей настолько мало, что систему можно
рассматривать дак однокомпонентную. Уменьшение или увели-
чение переохлаждаемости однокомпонентной жидкости без об-
разования зародышей связано с изменением размера критиче-
ского зародыша под влиянием примесей (рис. 1.3). Раствори-
мые прнмеси могут изменять в любом направлении как а, так
и ДГу (1.2Ь). Таким образом, характер изменения гкр, а сле-
довательно, и ширины интервала метастабильности зависит от
соотношения величин указанных термодинамических факторов.
Степень влияния нерастворимых примесей (дисперсных, хи-
мических соединений или однокомпонентных частиц) с готовой
поверхностью раздела лучше всего определить по влиянию их
на работу образования гетерогенного зародыша, т. е. зародыша,
который возникает на готовой поверхности (поверхности при-
месного включения) или стенке кристаллизационной формы
(например, изложницы). Такие поверхности (подложки) прц,
определенных переохлаждениях часто в состоянии сильно при-
тягивать к себе атомы жидкости (пли взаимодействовать с ато-
мами твердой нестабильной матрицы) и таким образом суще-
ственно облегчать образование зародышей за счет уменьшения
площади общей поверхности системы матрица —- зародыш (с
повышенным значением а), определяющей работу образования
23
б
Рис. 1.4. Форма зародыша для раз-
личных значений краевого угла
смачивания:
а— частичное смачивание (0<в<180°);
б — полное отсутствие смачнвання (6 =
= 180°)
зародыша. И в этом случае необ-
ходимо флуктуационное скопле-
ние некоторого количества ато-
мов со структурой новой фазы на
поверхности примесной частицы.
При гетерогенной кристалли-
зации выделяющаяся фаза «сма-
чивает» поверхность примесной
частицы (подложку), образуя иа
ней краевой угол 0, который в со-
стоянии равновесия определяется
из уравнения Юнга:
ci cos 0 = 02 — 03, (1.24)
где oi, о2, оз — межфазная энергия
(межфазное натя-
жение) границ со-
ответственно заро-
дыш — исходная
фаза, подложка —
исходная фаза, за-
родыш-подложка.
Принимая, что зародыш имеет форму сферического сегмента
(рис. 1.4) и используя (1.19) и (1.24), можно определить рабо-
ту образования гетерогенного зародыша:
Агет = 4“ W2®! (1 — cos 0)2 (2 + cos 0),
(1-25)
где г—радиус сферического сегмента.
Анализ выражения (1.25) показывает, что для краевого угла
смачивания 0 = 180° (смачивания нет), работа образования гете-
рогенного зародыша соответствует работе образования гомогенного
зародыша Аз^Агет =-д-Лщ =-|-а|5Кр = Аз^. В этом случае на
процесс зарождения подложка не влияет. При полном смачива-
нии (0 = 0°) Арет = 0. При частичном смачивании (0 < 0 < 180°)
О < Агет < Аз, т. е. работа образования зародыша на свобод-
ной поверхности примесной частицы меньше работы образования
критического зародыша при гомогенной кристаллизации (1.4).
Работа образования зародышей особенно сильно уменьша-
ется при наличии частичек изоморфных примесей или кристал-
лических частичек, имеющих с выделяющимся веществом сход-
ственное строение по каким-либо граням. В реальных условиях
при фазовых превращениях в твердом состоянии зародыши но-
вой фазы могут возникать на границах зерен, дефектах упа-
ковки, дислокациях, включениях и т. д., а ширина интервала
метастабильного или несущественна, или вообще равна нулю.
24
Кинетика кристаллизационного процесса в однокомпонент-
ной системе. Любой кристаллизационный процесс развивается
путем образования и роста зародышей. Следовательно, ско-
рость п образования стабильных зародышей (число зародыше-
вых центров, возникающих в единице объема за единицу вре-
мени) и скорость о их линейного роста являются основными
кинетическими параметрами любого процесса кристаллизации.
При гомогенной кристаллизации скорость образования ус-
тойчивых к росту зародышей должна быть связана с вероятно-
стью образования флуктуационного зародыша критического
размера. В приближении линейной связи эта скорость (по Фоль-
меру) будет
_^з
п = Ве кТ, (1.26)
где В — некоторый коэффициент, зависящий от температуры;
Аз — работа образования критического зародыша.
Экспонента в приведенном выражении представляет собой
больцмановскую термодинамическую вероятность тепловой
флуктуации с энергией Л3. Переменная часть коэффициента В
характеризует изменение вязкости конденсированной системы
(жидкой или твердой) с изменением температуры. Поскольку
вязкость в такой системе связана с процессами массопереноса
(самодиффузией), этот коэффициент можно представить в виде
В = те кт, (1.27)
где m — константа;
Q — энергия активации самодиффузии. В случае кристалли-
зации однокомпонентных металлических жидкостей экспо-
нента в выражении (1.27) близка к единице и ею можно
пренебречь, т. е. коэффициент В можно рассматривать в
качестве константы кристаллизационного процесса.
Так как, согласно формуле (1.23), радиус критического за-
родыша обратно пропорционален степени переохлаждения ДТ,
то As является обратной функцией квадрата этой величины (с
точностью до постоянного множителя). Тогда вид зависимости
п от температуры переохлаждения определится поведением зна-
менателя дробного показателя экспоненты в выражении типа
(1.26). Этот знаменатель в развернутом виде представляет со-
бой следующую функцию температуры:
ЙДТ'-’Т' = k (Т3 — + ТТр)
(Тр — равновесная температура превращения).
Это выражение при Т = Тр и Т = -у Тр имеет экстремумы
(минимум и максимум соответственно). Поэтому при понижении
температуры, начиная с Тр, скорость п возрастает от нуля до
максимального значения (при Т = -у7'р), а затем уменьшается.
25
-X
*0
Поскольку при низких темпе-
ратурах значение диффузион-
ного процесса существенно уве-
личивается (особенно при фа-
зовой перекристаллизации в
твердой системе), то спад ско-
рости образования центров с
увеличением степени переохла-
ждения станет еще более рез-
ким и положение максимума
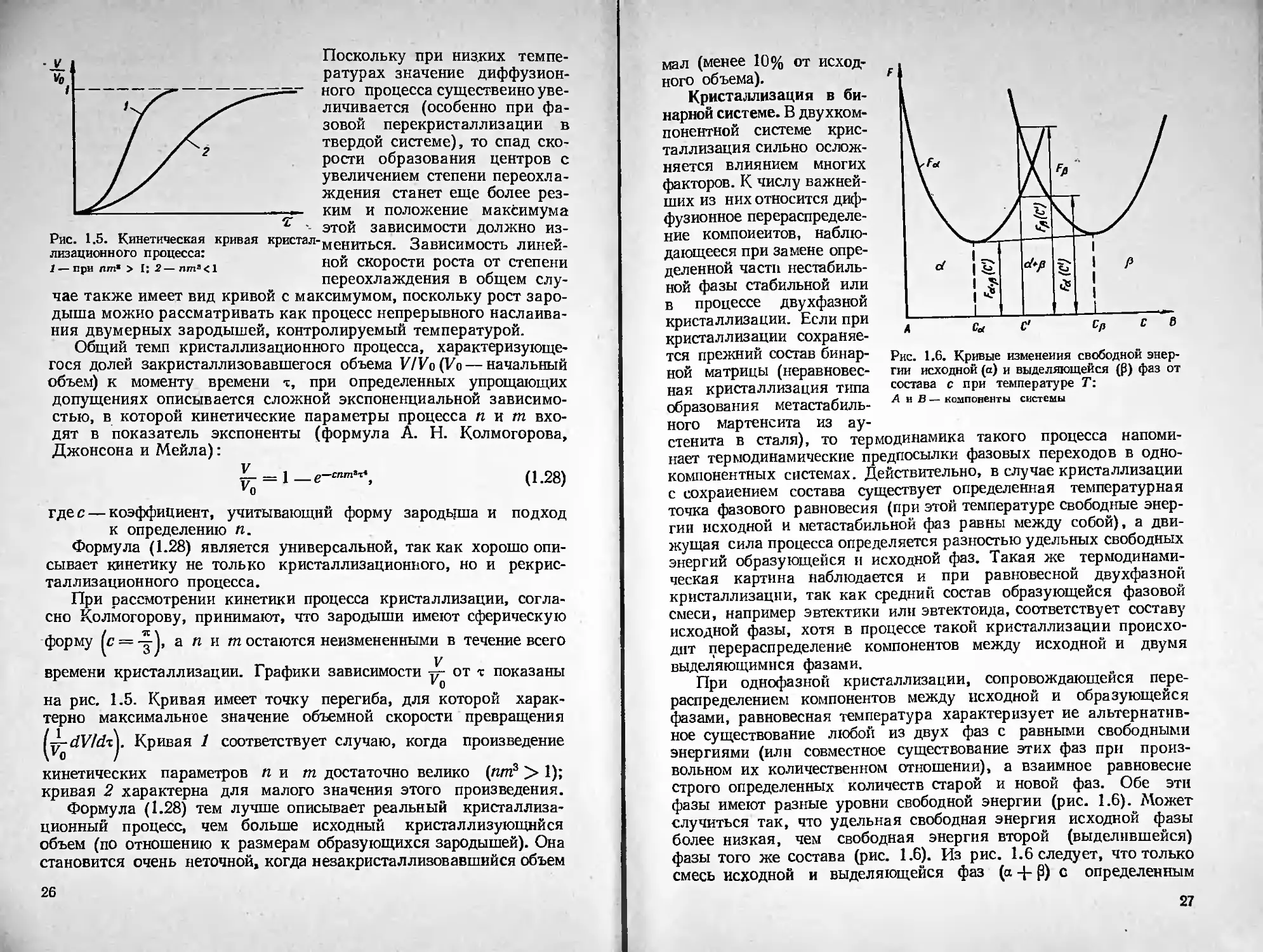
_ , , этой зависимости должно из-
л“ационноКХХСс^ КРИВаЯ КрИСТаЛ-'-ниться. Зависимость линей-
г-при пт’ > I: 2-пт><1 нои скорости роста от степени
переохлаждения в общем слу-
чае также имеет вид кривой с максимумом, поскольку рост заро-
дыша можно рассматривать как процесс непрерывного наслаива-
ния двумерных зародышей, контролируемый температурой.
Общий темп кристаллизационного процесса, характеризующе-
гося долей закристаллизовавшегося объема V/Vo (Vo — начальный
объем) к моменту времени т, при определенных упрощающих
допущениях описывается сложной экспоненциальной зависимо-
стью, в которой кинетические параметры
дят в показатель экспоненты (формула
Джонсона и Мейла):
процесса п и т вхо-
А. Н. Колмогорова,
(1.28)
v0-l~e
где с — коэффициент, учитывающий форму
к определению п.
Формула (1.28) является универсальной, так как хорошо опи-
сывает кинетику не только кристаллизационного, но и рекрис-
таллизационного процесса.
При рассмотрении кинетики процесса кристаллизации, согла-
сно Колмогорову, принимают, что зародыши имеют сферическую
форму (с = -у), а и и т остаются неизмененными в течение всего
времени кристаллизации. Графики зависимости X- от т показаны
'о
на рис. 1.5. Кривая имеет точку перегиба, для которой харак-
терно максимальное значение объемной скорости превращения
Кривая 1 соответствует случаю, когда произведение
кинетических параметров п и т достаточно велико (пт3 > 1);
кривая 2 характерна для малого значения этого произведения.
Формула (1.28) тем лучше описывает реальный кристаллиза-
ционный процесс, чем больше исходный кристаллизующийся
объем (по отношению к размерам образующихся зародышей). Она
становится очень неточной, когда незакристаллизовавшийся объем
зародыша и подход
26
мал (менее 10% от исход-
ного объема).
Кристаллизация в би-
нарной системе. В двухком-
понентной системе крис-
таллизация сильно ослож-
няется влиянием многих
факторов. К числу важней-
ших из них относится диф-
фузионное перераспределе-
ние компоиеитов, наблю-
дающееся при замене опре-
деленной части нестабиль-
ной фазы стабильной или
в процессе двухфазной
кристаллизации. Если при
кристаллизации сохраняе-
тся прежний состав бинар-
ной матрицы (неравновес-
ная кристаллизация типа
образования метастабиль-
Рис. 1.6. Кривые изменения свободной энер-
гии исходной (а) и выделяющейся (0) фаз от
состава с при температуре Т:
А и В — компоненты системы
ного мартенсита из ау-
стенита в стали), то термодинамика такого процесса напоми-
нает термодинамические предпосылки фазовых переходов в одно-
компонентных системах. Действительно, в случае кристаллизации
с сохранением состава существует определенная температурная
точка фазового равновесия (при этой температуре свободные энер-
гии исходной и метастабильной фаз равны между собой), а дви-
жущая сила процесса определяется разностью удельных свободных
энергий образующейся и исходной фаз. Такая же термодинами-
ческая картина наблюдается и при равновесной двухфазной
кристаллизации, так как средний состав образующейся фазовой
смеси, например эвтектики или эвтектоида, соответствует составу
исходной фазы, хотя в процессе такой кристаллизации происхо-
дит перераспределение компонентов между исходной и двумя
выделяющимися фазами.
При однофазной кристаллизации, сопровождающейся пере-
распределением компонентов между исходной и образующейся
фазами, равновесная температура характеризует ие альтернатив-
ное существование любой из двух фаз с равными свободными
энергиями (или совместное существование этих фаз при произ-
вольном их количественном отношении), а взаимное равновесие
строго определенных количеств старой и новой фаз. Обе эти
фазы имеют разные уровни свободной энергии (рис. 1.6). Может
случиться так, что удельная свободная энергия исходной фазы
более низкая, чем свободная энергия второй (выделившейся)
фазы того же состава (рис. 1.6). Из рис. 1.6 следует, что только
смесь исходной и выделяющейся фаз (а + Р) с определенным
27
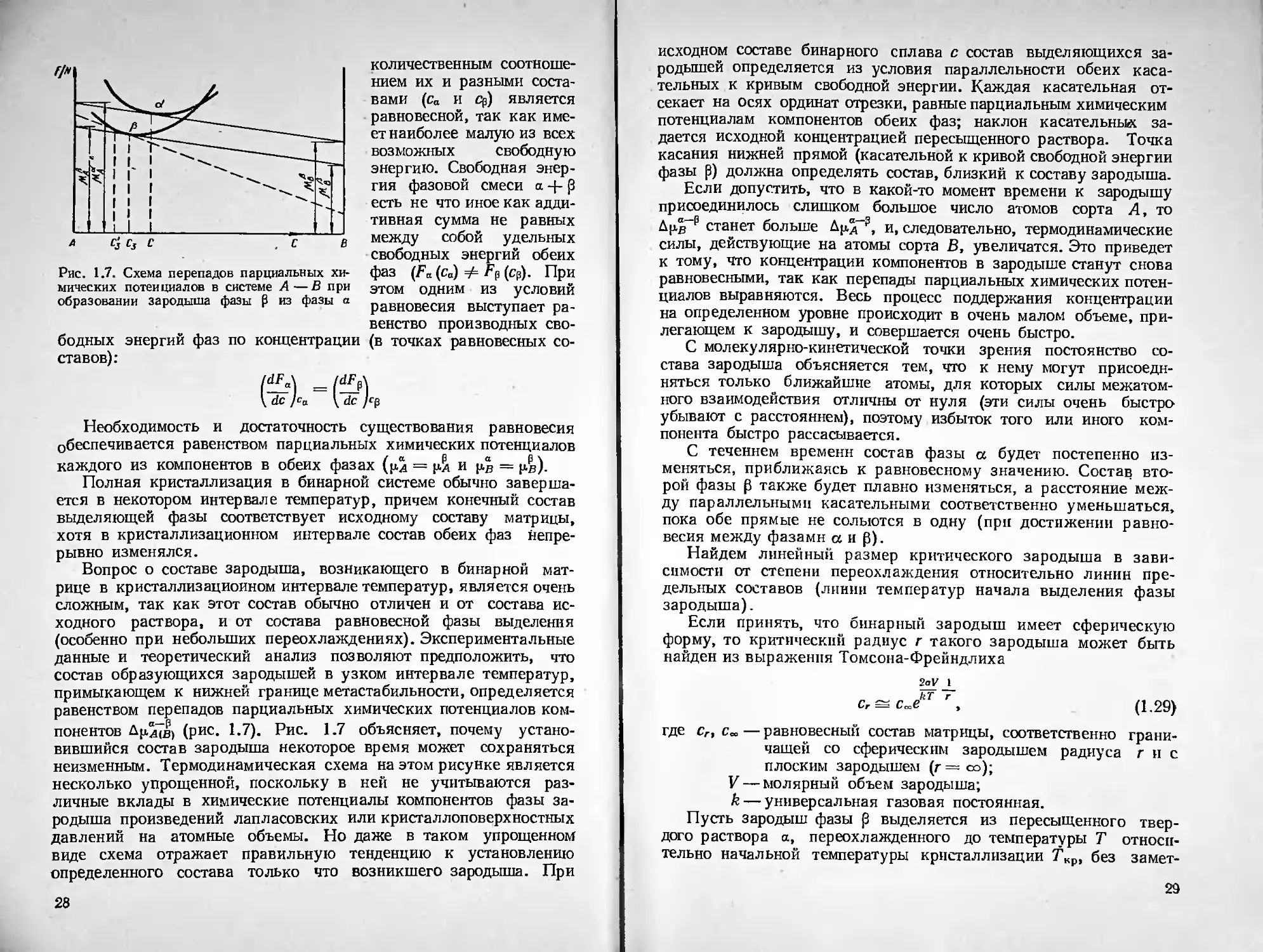
Рис. 1.7. Схема перепадов парциальных хи-
мических потенциалов в системе А—В при
образовании зародыша фазы ₽ из фазы а
количественным соотноше-
нием их и разными соста-
вами (с„ и ср) является
равновесной, так как име-
ет наиболее малую из всех
возможных свободную
энергию. Свободная энер-
гия фазовой смеси а + р
есть не что иное как адди-
тивная сумма не равных
между собой удельных
свободных энергий обеих
фаз (Ло (са) + Fр (ср). При
этом одним из условий
равновесия выступает ра-
венство производных сво-
бодных энергий фаз по концентрации (в точках равновесных со-
ставов):
Необходимость и достаточность существования равновесия
обеспечивается равенством парциальных химических потенциалов
каждого из компонентов в обеих фазах (р.д = рд и рд = рд).
Полная кристаллизация в бинарной системе обычно заверша-
ется в некотором интервале температур, причем конечный состав
выделяющей фазы соответствует исходному составу матрицы,
хотя в кристаллизационном интервале состав обеих фаз непре-
рывно изменялся.
Вопрос о составе зародыша, возникающего в бинарной мат-
рице в кристаллизационном интервале температур, является очень
сложным, так как этот состав обычно отличен и от состава ис-
ходного раствора, и от состава равновесной фазы выделения
(особенно при небольших переохлаждениях). Экспериментальные
данные и теоретический анализ позволяют предположить, что
состав образующихся зародышей в узком интервале температур,
примыкающем к нижней границе метастабильности, определяется
равенством перепадов парциальных химических потенциалов ком-
понентов ДрлТв) (Рис- 1-7). Рис. 1.7 объясняет, почему устано-
вившийся состав зародыша некоторое время может сохраняться
неизменным. Термодинамическая схема на этом рисунке является
несколько упрощенной, поскольку в ней не учитываются раз-
личные вклады в химические потенциалы компонентов фазы за-
родыша произведений лапласовских или кристаллоповерхностных
давлений на атомные объемы. Но даже в таком упрощенном
виде схема отражает правильную тенденцию к установлению
определенного состава только что возникшего зародыша. При
28
исходном составе бинарного сплава с состав выделяющихся за-
родышей определяется из условия параллельности обеих каса-
тельных к кривым свободной энергии. Каждая касательная от-
секает на осях ординат отрезки, равные парциальным химическим
потенциалам компонентов обеих фаз; наклон касательный за-
дается исходной концентрацией пересыщенного раствора. Точка
касания нижней прямой (касательной к кривой свободной энергии
фазы р) должна определять состав, близкий к составу зародыша.
Если допустить, что в какой-то момент времени к зародышу
присоединилось слишком большое число атомов сорта А, то
Дрв-13 станет больше Дцд'', и, следовательно, термодинамические
силы, действующие на атомы сорта В, увеличатся. Это приведет
к тому, что концентрации компонентов в зародыше станут снова
равновесными, так как перепады парциальных химических потен-
циалов выравняются. Весь процесс поддержания концентрации
на определенном уровне происходит в очень малом объеме, при-
легающем к зародышу, и совершается очень быстро.
С молекулярно-кинетической точки зрения постоянство со-
става зародыша объясняется тем, что к нему могут присоеди-
няться только ближайшие атомы, для которых силы межатом-
ного взаимодействия отличны от нуля (эти силы очень быстро
убывают с расстоянием), поэтому избыток того или иного ком-
понента быстро рассасывается.
С течением времени состав фазы а будет постепенно из-
меняться, приближаясь к равновесному значению. Состав вто-
рой фазы р также будет плавно изменяться, а расстояние меж-
ду параллельными касательными соответственно уменьшаться,
пока обе прямые не сольются в одну (при достижении равно-
весия между фазами аир).
Найдем линейный размер критического зародыша в зави-
симости от степени переохлаждения относительно линии пре-
дельных составов (линии температур начала выделения фазы
зародыша).
Если принять, что бинарный зародыш имеет сферическую
форму, то критический радиус г такого зародыша может быть
найден из выражения Томсона-Фрейндлиха
c,~c„ekT ', (1.29)
где с„ с„ — равновесный состав матрицы, соответственно грани-
чащей со сферическим зародышем радиуса г и с
плоским зародышем (г = со);
V — молярный объем зародыша;
k — универсальная газовая постоянная.
Пусть зародыш фазы |3 выделяется из пересыщенного твер-
дого раствора а, переохлажденного до температуры Т относи-
тельно начальной температуры кристаллизации Ткр, без замет-
29
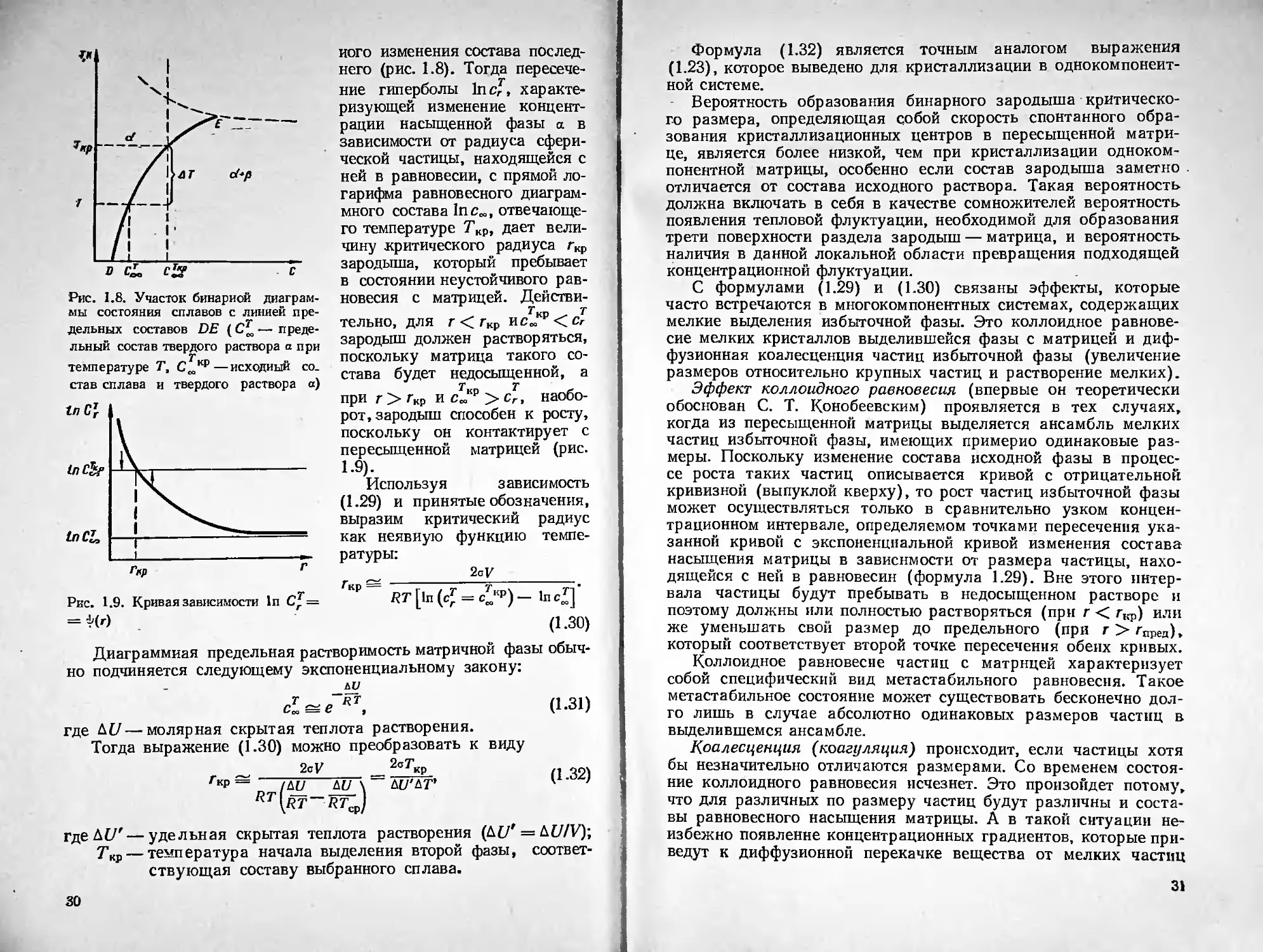
Рис. 1.8. Участок бинарной диаграм-
мы состояния сплавов с линией пре-
дельных составов DE ( — преде-
льный состав твердого раствора а при
температуре Т, —исходный со-
став сплава и твердого раствора а)
Рис. 1.9. Кривая зависимости 1п С,=
= *(0
иого изменения состава послед-
него (рис. 1.8). Тогда пересече-
ние гиперболы 1псГ, характе-
ризующей изменение концент-
рации насыщенной фазы а в
зависимости от радиуса сфери-
ческой частицы, находящейся с
ней в равновесии, с прямой ло-
гарифма равновесного диаграм-
много состава 1пстс, отвечающе-
го температуре Ткр, дает вели-
чину критического радиуса гкр
зародыша, который пребывает
в состоянии неустойчивого рав-
новесия с матрицей. Действи-
Г кр Т
тельно, для г < гкр и с„ < сг
зародыш должен растворяться,
поскольку матрица такого со-
става будет недосыщенной, а
т т
при г > тКр и с„кр > сг, наобо-
рот, зародыш способен к росту,
поскольку он контактирует с
пересыщенной матрицей (рис.
1.9).
Используя зависимость
(1.29) и принятые обозначения,
выразим критический радиус
как неявную функцию темпе-
ратуры:
__________2о V__________
Р RT [1л (с^ = <£“р) — 1п с£]
(1.30)
Диаграммная предельная растворимость матричной фазы обыч-
но подчиняется следующему экспоненциальному закону:
_ДО
cT„^eRT, (1.31)
где ДС/— молярная скрытая теплота растворения.
Тогда выражение (1.30) можно преобразовать к виду
_ __ _____2аУ _____,, op)
' к₽ = iw Ш \ ~ ДС/'ДТ’ 1 '
Rt\RT~ РДр)
где kU' — удельная скрытая теплота растворения (Д(/'= Д17/Г);
Гкр — температура начала выделения второй фазы, соответ-
ствующая составу выбранного сплава.
30
Формула (1.32) является точным аналогом выражения
(1.23), которое выведено для кристаллизации в однокомпонеит-
ной системе.
Вероятность образования бинарного зародыша критическо-
го размера, определяющая собой скорость спонтанного обра-
зования кристаллизационных центров в пересыщенной матри-
це, является более низкой, чем при кристаллизации одноком-
понентной матрицы, особенно если состав зародыша заметно
отличается от состава исходного раствора. Такая вероятность
должна включать в себя в качестве сомножителей вероятность
появления тепловой флуктуации, необходимой для образования
трети поверхности раздела зародыш — матрица, и вероятность
наличия в данной локальной области превращения подходящей
концентрационной флуктуации.
С формулами (1.29) и (1.30) связаны эффекты, которые
часто встречаются в многокомпонентных системах, содержащих
мелкие выделения избыточной фазы. Это коллоидное равнове-
сие мелких кристаллов выделившейся фазы с матрицей и диф-
фузионная коалесценция частиц избыточной фазы (увеличение
размеров относительно крупных частиц и растворение мелких).
Эффект коллоидного равновесия (впервые он теоретически
обоснован С. Т. Конобеевским) проявляется в тех случаях,
когда из пересыщенной матрицы выделяется ансамбль мелких
частиц избыточной фазы, имеющих примерно одинаковые раз-
меры. Поскольку изменение состава исходной фазы в процес-
се роста таких частиц описывается кривой с отрицательной
кривизной (выпуклой кверху), то рост частиц избыточной фазы
может осуществляться только в сравнительно узком концен-
трационном интервале, определяемом точками пересечения ука-
занной кривой с экспоненциальной кривой изменения состава
насыщения матрицы в зависимости от размера частицы, нахо-
дящейся с ней в равновесии (формула 1.29). Вне этого интер-
вала частицы будут пребывать в недосыщенном растворе и
поэтому должны или полностью растворяться (при г < г1!р) или
же уменьшать свой размер до предельного (при г >/"пред),
который соответствует второй точке пересечения обеих кривых.
Коллоидное равновесие частиц с матрицей характеризует
собой специфический вид метастабильного равновесия. Такое
метастабильное состояние может существовать бесконечно дол-
го лишь в случае абсолютно одинаковых размеров частиц в
выделившемся ансамбле.
Коалесценция (коагуляция) происходит, если частицы хотя
бы незначительно отличаются размерами. Со временем состоя-
ние коллоидного равновесия исчезнет. Это произойдет потому,
что для различных по размеру частиц будут различны и соста-
вы равновесного насыщения матрицы. А в такой ситуации не-
избежно появление концентрационных градиентов, которые при-
ведут к диффузионной перекачке вещества от мелких частиц
3>
(они будут растворяться) к растущим крупным частицам. Про-
цесс диффузионного роста крупных частиц избыточной фазы за
счет мелких называется коалесценцией (коагуляцией).
Кристаллизация с образованием метастабильных фаз. Рас-
смотрим процесс выделения зародышей при достаточно низких
температурах (в условиях больших переохлаждений матрич-
ного твердого раствора). В этих случаях часто могут наблю-
даться явления, не отвечающие обычной теории кристаллиза-
ции. Рассмотренные ранее вопросы образования зародышей в
бинарной системе при незначительных переохлаждениях каса-
лись формирования выделений стабильной фазы с предельно
низким значением объемной свободной энергии в состоянии
равновесия. Эти выделения имеют обычно некогерентную (вы-
сокоугловую) границу раздела с матрицей. Процесс образова-
ния зародышей стабильной фазы определяется членом &FS, ха-
рактеризующим увеличение межфазной энергии при их появ-
лении.
При низких температурах время образования зародыша с
некогерентной межфазной границей становится очень большим,
что связано с замедлением процессов диффузионного разрых-
ления решетки в зоне возникающего контакта. В таких случа-
ях в соответствии с кинетическим принципом конкурирующих
возможностей (в отношении реализации процесса превраще-
ния, протекающего с максимальной скоростью), в пересыщен-
ных растворах начинают происходить иные, более быстрые про-
цессы выделения новой, теперь уже метастабильной фазы (ес-
ли имеется несколько путей осуществления превращения).
В результате удается избежать трудностей, связанных с обра-
зованием разупорядоченной границы. Метастабильная фаза
характеризуется лишь промежуточным (относительным) ми-
нимумом свободной энергии.
Имеющийся в сильно пересыщенной матрице значительный
избыток свободной энергии всегда благоприятствует образова-
нию зародыша метастабильной фазы с более высокой свобод-
ной энергией и измененной структурой (часто и с измененным
составом), по сравнению со стабильной фазой, но зато с
существенно меньшей межфазной энергией (иногда вообще
исчезающе малой) и соответственно меньшими размерами
критических зародышей.
Переход от метастабильных выделений к стабильным обыч-
но включает в себя ряд стадий (ступеней), на каждой из ко-
торых система приобретает более низкий (по сравнению с пре-
дыдущим) уровень свободной энергии (очередной относитель-
ный минимум энергии). При этом всякая новая промежуточ-
ная фаза зарождается или в предыдущей, или непосредственно
в матрице (при наличии в ней менее равновесных выделений
другой метастабильной фазы). В обоих случаях старая мета-
стабильная фаза постепенно исчезает (в первом случае за счет
32
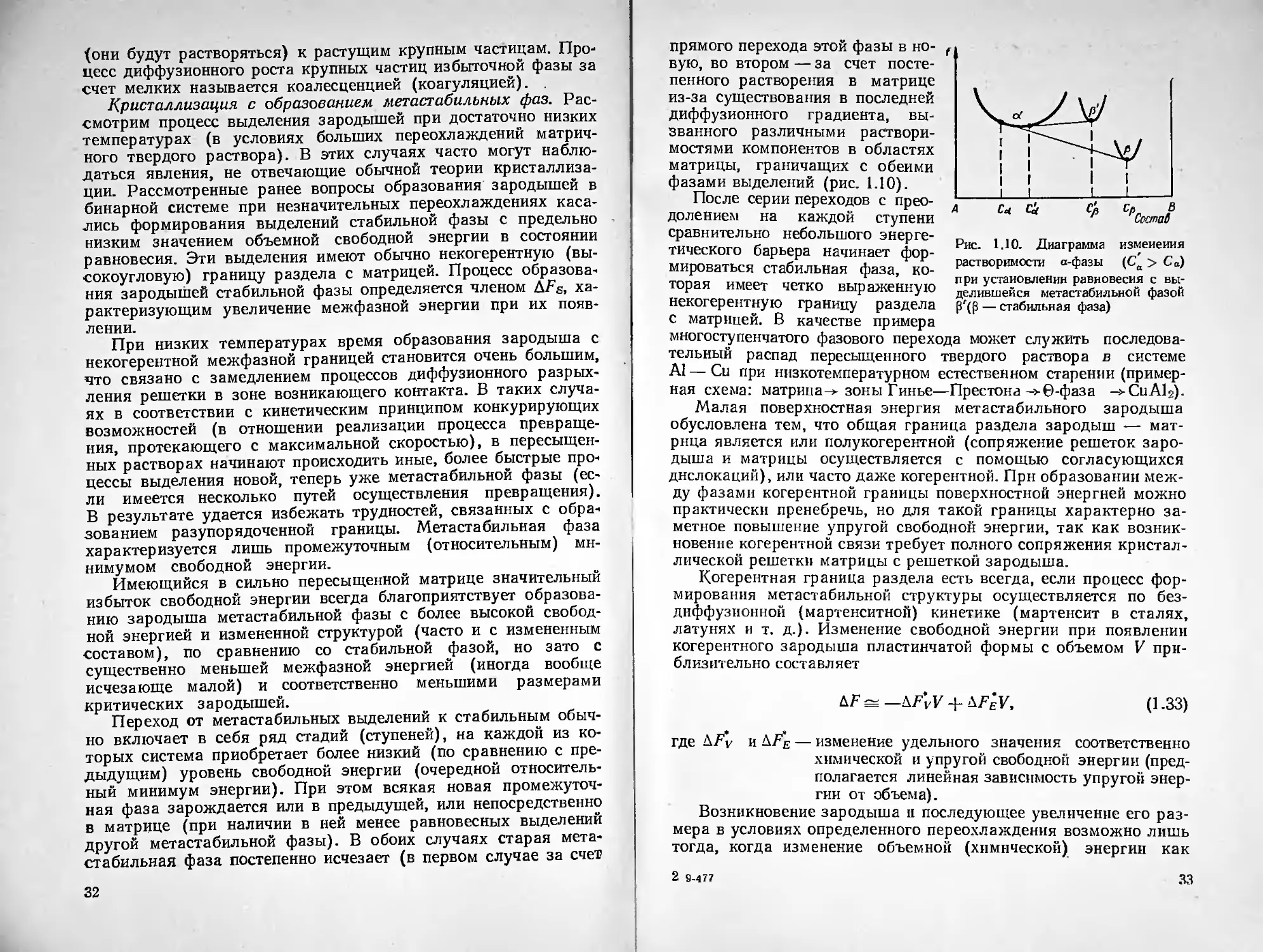
прямого перехода этой фазы в но-
вую, во втором — за счет посте-
пенного растворения в матрице
из-за существования в последней
диффузионного градиента, вы-
званного различными раствори-
мостями компонентов в областях
матрицы, граничащих с обеими
фазами выделений (рис. 1.10).
После серии переходов с прео-
долением на каждой ступени
сравнительно небольшого энерге-
тического барьера начинает фор-
Рис. 1.10. Диаграмма изменения
растворимости a-фазы (Са > Св)
при установлении равновесия с вы-
делившейся метастабильной фазой
р'(Р — стабильная фаза)
мироваться стабильная фаза, ко-
торая имеет четко выраженную
некогерентную границу раздела
с матрицей. В качестве примера
многоступенчатого фазового перехода может служить последова-
тельный распад пересыщенного твердого раствора в системе
А1 — Си при низкотемпературном естественном старении (пример-
ная схема: матрица-» зоны Гинье—Престона ^-6-фаза —>СиА12).
Малая поверхностная энергия метастабильного зародыша
обусловлена тем, что общая граница раздела зародыш — мат-
рица является или полукогерентной (сопряжение решеток заро-
дыша и матрицы осуществляется с помощью согласующихся
дислокаций), или часто даже когерентной. Прн образовании меж-
ду фазами когерентной границы поверхностной энергией можно
практически пренебречь, но для такой границы характерно за-
метное повышение упругой свободной энергии, так как возник-
новение когерентной связи требует полного сопряжения кристал-
лической решетки матрицы с решеткой зародыша.
Когерентная граница раздела есть всегда, если процесс фор-
мирования метастабильной структуры осуществляется по без-
днффузионной (мартенситной) кинетике (мартенсит в сталях,
латунях и т. д.). Изменение свободной энергии при появлении
когерентного зародыша пластинчатой формы с объемом V при-
близительно составляет
ДК s —ДД'уУ + ^FeV,
(1.33)
где ДАу и ДАе — изменение удельного значения соответственно
химической и упругой свободной энергии (пред-
полагается линейная зависимость упругой энер-
гии от объема).
Возникновение зародыша и последующее увеличение его раз-
мера в условиях определенного переохлаждения возможно лишь
тогда, когда изменение объемной (химической) энергии как
2 9-477
33
функции температуры может перекрыть влияние упругой
энергии. Тогда ширина интервала метастабильности опреде-
лится из условия AF = 0:
дг = _е (1.34)
где L — некоторая постоянная, определяемая как коэффициент
при линейном члене разложения LF‘V по степеням
ДТ.
Принцип ориентационного соответствия. При образовании
некогерентной границы раздела зародыш — матрица система бу-
дет стремиться уменьшить свою поверхностную энергию.
Если новая фаза зарождается внутри объема матрицы неко-
герентно, то поверхностная межфазная энергия может быть сни-
жена такой перестройкой атомно-кристаллических комплексов,
при которой кристаллические плоскости основного твердого рас-
твора и частиц выделений, формирующих общую границу раз-
дела, имеют близкие значения межатомных расстояний и сход-
ную форму плоских решеток (принцип ориентационного соот-
ветствия Баррета — Данкова — Конобеевского). Принцип ори-
ентационного или, как часто его определяют, размерного и
структурного, соответствия управляет большинством кристал-
лизационных процессов в твердых системах. Обычно, когда этот
принцип начинает себя проявлять, между твердой матрицей и
выделениями избыточной фазы устанавливается определенный
тип кристаллогеометрической связи. В этом случае или осу-
ществляется параллельная ориентация главных (наиболее
плотноупакованных) кристаллографических плоскостей и на-
правлений исходной и новой фаз, или форма выделений избы-
точной фазы устанавливается в соответствии с кристаллогра-
фическими плоскостями и направлениями в исходном твердом
растворе. Часто можно наблюдать параллельность граней глав-
ным плоскостям матрицы при выделении пластинчатых частиц
и параллельность осей узловым рядам кристаллической ре-
шетки матрицы при выделении иглообразных частиц. Напри-
мер, закономерное расположение пластинок выделений ферри-
та по отношению к определенным кристаллографическим плос-
костям аустенита приводит к такой морфологической разновид-
ности аустенитно-ферритной смеси, как видманштеттова струк-
тура.
При реализации любой из указанных тенденций кристалло-
графическая ориентация плоскостей и направлений при кристал-
лизации феррита (а) из пересыщенного железом аустенита (7)
часто принимает вид:
{110}а||{Ш}т; <111>«||<110>г
34
Принцип ориентационного соответствия отражает стремле-
ние системы уменьшить насколько возможно свою поверхност-
ную энергию. Однако пластинчатая и игольчатая формы кри-
сталлов приводят к наименьшему значению упругой энергии.
Поэтому наличие в матрице пластинок и игл выделившейся
фазы еше не свидетельствует об установлении определенного
ориентационного соответствия. Преобладание в сплавах таких
форм частиц может быть, прежде всего, обусловлено существо-
ванием термодинамического запрета на появление любой дру-
гой формы выделений второй (избыточной) фазы (например
сфероидов) вследствие сильного повышения в этих случаях
энергии упругих искажений решетки.
Если ориентационный принцип не действует, а поверхност-
ная энергия заметно преобладает над упругой, то наиболее ве-
роятной формой частиц второй фазы становится сфероидаль-
ная как имеющая наименьшую суммарную площадь габитус-
пых граней.
В случае, когда выделения второй фазы преимущественно
локализируются вдоль границ матричного твердого раствора, а
также в тройных стыках этих границ (это выгодно в энергети-
ческом отношении), дополнительный термодинамический выиг-
рыш в системе может быть обеспечен путем изменения формы
частиц выделившейся фазы. Если межфазная граница полно-
стью разупорядочена и ее свободная энергия не испытывает
ориентационной зависимости, то степень компактности выде-
лений и в какой-то мере их форма зависят от величины дву-
гранного угла при вершинах этих выделений в соответствии с
выражением
о“ = 2а"'соз-|-, (1.35)
где о(( — зернограничная свободная энергия матрицы;
а" — межфазная свободная энергия;
6 — двугранный угол.
Отношение обеих энергий (относительная межфазная
энергия) позволяет установить тенденцию в поведении погранич-
ных выделений при создании в системе подходящих условий
(нагрев до определенной температуры).
Если а‘Ча“ < у, то 0 = 0 и склонность второй фазы к обра-
зованию стабильных пленочных выделений вполне определенная.
Наоборот, при аг'7а‘‘> 1 (180° > 0 > 120°) избыточные выделения
в виде пограничных цепочек сфероидизированных частиц наиболее
стабильны.
Когда межфазная граница пограничного выделения отра-
жает пусть даже слабую кристаллогеометрическую связь его
с матричной фазой, форма выделяющихся частиц (в случае
зарождения новой фазы в симметричных тройных стыках
2'
35
матрицы) устанавливается в соответствии с величиной двугран-
ного угла, определяемого из соотношения
с,_ 1 sin (120--4)
0" 2 sin (120° —в) ‘ (1.36)
Концентрационное расслоение твердого раствора. Раствори-
мость компонентов в твердых фазах сильно зависит от темпе-
ратуры, подчиняясь экспоненциальному или другому закону,
близкому к экспоненциальному. Поэтому твердые растворы при
переохлаждении быстро становятся сильно пересыщенными,
особенно, если образование стабильных зародышей с некоге-
рентной границей раздела в созданных условиях затруднено.
В соответствии с принципом конкурирующих возможностей
реализации в системе термодинамически выгодных изменений
в сильно пересыщенных твердых растворах начинают происхо-
дить процессы перераспределения компонентов (микрорасслое-
ние) с образованием сравнительно устойчивых концентрацион-
ных флуктуаций, имеющих размытую границу с матрицей и
состав, который занимает промежуточное положение между
средним составом матрицы и составом равновесного зародыша.
Диффузионное перераспределение компонентов в этом случае
происходит в направлении усиления концентрационных разли-
чий («восходящая диффузия») и обеспечивает системе относи-
тельный минимум свободной энергии, который может начать
постепенно понижаться, по мере того, как состав флуктуация
станет сближаться с составом равновесного зародыша.
Таким образом, образование относительно устойчивых флук-
туаций состава характеризует особый случай метастабильности
исходной матрицы.
Описанное микрорасслоение твердого раствора получило на-
звание спинодального распада. При спинодальном распаде в
пересыщенных растворах возникают чередующиеся концентра-
ционные перепады (волны), т. е. появляется так называемая
модулированная структура. Период модуляции состава опреде-
ляется температурой распада и может достигать нескольких
сот ангстремов. Разница концентраций между флуктуационным
участком и обедненной! матрицей (амплитуда модуляции) ко-
леблется в широком диапазоне значений: от нуля до значений,
определяющих полный распад пересыщенного твердого раство-
ра. При полном распаде размытая когерентная граница раз-
дела матрица — флуктуационный зародыш заменяется некоге-
рентной границей, а сам зародыш становится стабильным. Спн-
нодальный распад не связан с преодолением энергетического
барьера, равного работе образования некогерентного заро-
дыша.
Выясним более подробно термодинамические условия спп-
нодального распада. Для этого рассмотрим концентрационную
36
зависимость свободной
энергии твердого раство-
ра с участком отрицатель-
ной кривизны (между
точками перегиба) для
какой-нибудь темпера-
туры (рис. 1.11).
Возьмем сплав соста-
ва с. Сохранение его при
данной температуре в со-
стоянии пересыщенного
твердого раствора обес-
печивает системе макси-
мально высокий (избыточ-
ный) уровень свободной
энергии f (в расчете на
один атом системы), что
делает твердый раствор
крайне нестабильным.
Если в таком растворе
произойдет любое микро-
расслоение с образовани-
Рис. 1.11. Диаграмма изменения свободной
энергии в системе А — В:
IFV
---- —термодинамический выигрыш на один атом
N.
флуктуации состава С4; ——-термодинамический
выигрыш на один атом флуктуации состава Ct
ем концентрационных
флуктуаций, например, состава с2 (матрица при этом приобре-
тает состав Ci), то свободная энергия системы понизится до
уровня, определяемого точкой пересечения ординаты f с прямой,
которая соединяет точки кривой свободной энергии, отвечаю-
щие составам с, и с2. Пусть в системе имеется N атомов, и из
них на долю образовавшихся флуктуаций приходится N2 атомов
(Nt оставшихся атомов принадлежат несколько обедненной мат-
рице). Тогда общее изменение объемной свободной энергии в ре-
зультате микрорасслоения твердого раствора (а -* а' + а") со-
ставит:
ДЕи = М (fi-П + A'2(f2-f),
(1.37)
где fi •— свободная энергия на атом обедненной части матрицы
после концентрационного расслоения исходного твер-
дого раствора;
/2 — свободная энергия на атом концентрационной флук-
туации.
Из уравнения массового баланса N\ (с — Ci) = N-< (с-> — с)
следует, что — < 0 и < 0, т. е. свободная энергия при
микрорасслоении понижается для обоих типов матричных сегре-
гатов. Картина, аналогичная рассмотренной, будет наблюдаться
для любого сплава, если его состав расположен в области, огра-
ниченной проекциями точек перегиба. Поскольку в точке пере-
37
d2 (F/W) n
гиба —= 0, то нетрудно получить
de
зависимость концентра-
ции, отвечающих точкам перегиба, от температуры. Кривая этой
зависимости имеет вид перевернутой параболы и называется «хи-
мической спинодалью». На диаграмме состояния сплавов она
ограничивает область составов и температур, в которой может
происходить термодинамически выгодное микрорасслоение пере-
сыщенного твердого раствора.
Реальная парабола, ограничивающая область спинодального
распада, имеет более низкое значение максимума, чем химиче-
ская спинодаль, так как вследствие появления упругих искаже-
ний в решетке твердого раствора при возникновении концентра-
ционных флуктуаций последний становится метастабильным по
отношению к малым по размеру флуктуациям. Эта парабола
называется «когерентной спинодалью» и описывается уравнением
+ 2т)2У = 0, (1.38)
где = (а—параметр решетки растворителя); У = £/(1 —v)
(£ — модуль нормальной упругости,
v — коэффициент Пуассона).
Если состав сплава при данной температуре расположен вне
спинодальной области (левее проекции точки S на рис. 1.11),
то малые флуктуации состава термодинамически нестабильны
(AEiz/JVo >0) и только большие флуктуации, такие, например,
как Ср (Ср — состав равновесного зародыша), обеспечивают системе
определенный термодинамический выигрыш (максимальный вы-
игрыш дает фазовая смесь а 4- р).
При составе сплава cs (cs — проекция точки перегиба) ско-
рость образования нормальных зародышей очень высока (изме-
нение объемной свободной энергии на атом зародыша имеет
максимальное значение), при отсутствии затруднений при обра-
зовании межфазной некогерентной границы. Возможность появ-
ления в этой точке флуктуации с тем же концентрационным
различием, что и при составе с, практически равна нулю вслед-
ствие малости термодинамической движущей силы для сравни-
тельно небольших (по отклонению от состава с) флуктуаций.
По мере приближения к точке cs (из спинодальной области) и
уменьшения концентрационных различий между матрицей и обра-
зующимися флуктуациями линейный размер последних должен
возрастать до бесконечности, поэтом)' в пределе метастабильное
расслоение твердого раствора не происходит (движущая сила
этого процесса уменьшается до нуля).
38
1.4. КЛАССИФИКАЦИЯ ВИДОВ ТЕРМИЧЕСКОЙ ОБРАБОТКИ
Классификация видов термической обработки, предложен-
ная А. А. Бочваром, учитывает фазовые и структурные превра-
щения. На основе этой классификации Комиссией по стандар-
тизации СЭВ была разработана классификация видов и разно-
видностей термической обработки сталей цветных металлов и
сплавов. Согласно этой классификации, термическая обработка
подразделяется на собственно термическую, химико-термиче-
скую и термомеханическую. К собственно термической обработ-
ке относятся: отжиг первого рода, отжиг второго рода, закалка
с полиморфным превращением, закалка без полиморфного пре-
вращения, отпуск и старение. Собственно термическая обра-
ботка состоит только из термического воздействия на металл
или сплав. Химико-термическая обработка сочетает термиче-
ское и химическое воздействие, термомеханическая — термиче-
ское воздействие и пластическую деформацию.
Основные виды термической обработки стали. Основой для
изучения термической обработки железо-углеродистых сплавов
является диаграмма железо — углерод (рис. 1.12). Рассмотрим
участок диаграммы с содержанием углерода до 2,14%. Напом-
ним обозначения критических точек. Нижняя точка Ai лежит
на линии PSK и соответствует температуре превращения аусте-
нит »= перлит. Верхняя критическая точка Аз лежит на линии
GSE и соответствует началу выделения и концу растворения
феррита в доэвтектоидной стали или цементита (вторичного)
в заэвтектоидных сталях. Для отличия критических точек при
нагреве и охлаждении рядом с буквой А ставят в первом слу-
чае с, во втором г. Температура превращения перлита в аусте-
нит обозначается Ас,, а аустенита в перлит А,,, конец раство-
рения феррита в аустенит обозначается Ае„ а температура на-
чала выделения феррита из аустенита А,,. Конец растворения
вторичного цементита в аустените Ася или Аст, начало
выделения вторичного цементита из аустенита Аг, или А'т.
Основными видами термической обработки железоуглероди-
стых сталей являются
отжиг, нормализация,
закалка, отпуск, хими-
ко-термическая обра-
ботка.
Отжиг заключается
в нагреве стали выше
критических точек А<_,
или Ас>, выдержке при
данной температуре и
последующем медлен-
ном охлаждении (обыч-
но вместе с печью)
Рис. 1.12. «Стальной» участок диаграммы
Fe—FcsC
39
для придания металлу равновесного состояния. При нагре-
ве до температуры выше Ас, отжиг называется полным, при на-
греве до температуры выше Л с,, но нижеЛСа, отжиг называется
неполным. Неполный отжиг применяется в основном для заэв-
тектоидной стали.
Назначение отжига — исправление структуры стали после
отливки или обработки давлением, снятие внутренних напря-
жений и снижение твердости для улучшения обрабатываемости
резанием, подготовка структуры для последующей термической
обработки.
Нормализация — нагрев металла до температуры несколько
выше критической точки ЛС;(ЛСт), выдержка прн этой темпе-
ратуре, затем охлаждение на воздухе. Нормализация исправ-
ляет структуру стали после литья или обработки давлением,
уменьшает внутренние напряжения, улучшает обрабатывае-
мость резанием, механические свойства, подготавливает к по-
следующей термической обработке.
Диффузионный отжиг (специальная обработка на однород-
ность) состоит в нагреве литой легированной стали на 200—
300° С выше верхней критической точки Ас, или Ас с дли-
тельной выдержкой при температуре нагрева (8—20 ч) и по-
следующим медленным охлаждением (обычно вместе с пе-
чью). Назначение диффузионного отжига — выравнивание
химической и структурной неоднородности стали (уменьшение
ликвации) в слитках, отливках и заготовках. Диффузионный
отжиг уменьшает склонность легированных сталей к образо-
ванию флокенов и улучшает механические свойства стали.
Рекристаллизационный отжиг — нагрев холоднодеформнро-
ванного металла с пелью снятия наклепа.
Закалка — нагрев стали до температуры выше критической
точки Ас, (доэвтектоидная сталь) или выше критической точ-
ки Ас, (эвтектоидная и заэвтектоидная сталь), выдержка при
данной температуре и последующее быстрое охлаждение в во-
де, масле, расплавленных солях и других средах. Быстрое
охлаждение обеспечивает переохлаждение аустенита до низких
температур и превращение его в структуру закаленной стали —
мартенсит. Мартенсит представляет собой пересыщенный твер-
дый раствор углерода в а-железе.
Отпуск — термическая операция, состоящая в нагреве за-
каленного сплава ниже критических точек. Отпуск производит-
ся для получения более стабильной структуры, определенных
механических свойств (сочетания прочности и пластичности),
уменьшения внутренних напряжений.
Химико-термическая обработка. Обработка заключается в
изменении химического состава поверхностных слоев металла
насыщением его различными элементами (углеродом, азотом,
кремнием, хромом и т. д.). Имеются следующие виды химпко-
40
термической обработки: цементация, азотирование, цианирова-
ние, диффузионная металлизация.
При цементации металл нагревают в среде, легко отдаю-
щей углерод,— в карбюризаторе (твердом, жидком или газо-
образном) до температуры выше критической точки Ас, и
выдерживают до получения науглерожеиного слоя заданной
глубины. После цементации следует закалка, которая сообща-
ет поверхностному слою высокую твердость при сохранении
мягкой и вязкой сердцевины. Цементация повышает износоус-
тойчивость поверхности и увеличивает предел выносливости
изделия.
Азотирование — насыщение поверхности стали азотом путем
длительного нагрева ее (6—60 ч) в атмосфере диссоциирован-
ного аммиака при температуре 480—650° С. Назначение азоти-
рования — повышение твердости, износоустойчивости и анти-
коррозионных свойств, а также повышение предела выносливо-
сти изделий.
Цианирование — процесс одновременного насыщения по-
верхности стали углеродом и азотом.
Диффузионная металлизация — насыщение поверхностного
слоя стали алюминием, кремнием, хромом и другими элемен-
тами для придания ей различных физических и химических
свойств (жаростойкости, кислотоупорности, антикоррозийных
свойств и т. п.).
Рекомендуемая литература: (8], [16], [31], [32], [41], [50], [66], [68], [74].
Глава 2
ПРЕВРАЩЕНИЯ ПРИ НАГРЕВЕ СТАЛИ
2.1. МЕХАНИЗМ И КИНЕТИКА
ПЕРЛИТО-АУСТЕНИТНОГО ПРЕВРАЩЕНИЯ
Интенсивность процессов изменения структуры при нагреве
зависит от температуры, скорости нагрева, времени выдержки,
исходной структуры и химического состава сплава. Исходная
структура стали перед нагревом может быть самой разнооб-
разной в зависимости от содержания углерода, легирующих
элементов и предшествующей операции (литья, ковки, прокат-
ки). При нагреве стали до температуры Aj в феррите может
происходить растворение некоторого количества углерода, а
также могут наблюдаться процессы сфероидизации и коагуля-
ции цементита. Однако в стали с перлито-ферритной структу-
рой сфероидизация и коагуляция происходят медленно и за
время нагрева не могут достичь значительной величины. При
нагреве выше Ai на границе раздела цементит — феррит обра-
зуются зародыши аустенита. Образование аустенита связывают
41
с возможностью появления иа границе феррит — цементит флук-
туаций концентрации углерода в феррите до 0,8%. При нагре-
ве выше /1| эти участки могут претерпевать полиморфное а ->
-^-превращение и переходить в устойчивые центры роста
аустенитных зерен. Возможен и другой механизм образования
аустенита: в феррите возникают участки с 7-решеткой, флук-
туационного происхождения. Внутри феррита они неустойчивы,
поэтому исчезают. На границе феррит — цементит в эти флук-
туационные участки аустенита углерод поступает из цементита.
Поэтому при температуре выше А эти участки аустенита тер-
модинамически устойчивы, способны к дальнейшему росту. При
нагреве стали а-> у-превращение может осуществляться фор-
мированием на начальном этапе метастабильного аустенита с
пониженным, по сравнению с равновесным, содержанием угле-
рода. Равновесие по концентрации наступает лишь при после-
дующей выдержке за счет развития диффузионных процессов,
благодаря избытку углерода, который создается при растворе-
нии карбидов. Создается разность концентраций углерода иа
границах аустенит — цементит и аустенит — феррит (рис. 2.1, а,
Рис. 2.1. Схема образования аустенита:
а — зарождение центров кристаллизации аустенита; 5—стальной угол диаграммы Fe—FejC;
в— схема превращения г— диаграмма изотермического образования аустенита
42
б). Вновь образующиеся зародыши аустенита ориентированы
к исходной матрице, так как при этом затрачивается меньшая
энергия, чем при неориентированном зарождении. При изотер-
мической выдержке выше At, поскольку образовавшиеся уча-
стки аустенита термодинамически устойчивы, происходит их
рост за счет феррита (рис. 2.1, в, г точки 1,2). Вероятно, и в
этом случае на границе аустенит — феррит происходит одно-
временно полиморфное а -> ^-превращение и растворение угле-
рода во вновь образовавшихся областях аустенита. Цементит
полностью растворяется лишь через некоторое время, после
исчезновения феррита. При этом сохраняется неравномерность
распределения углерода (рис. 2.1 точки 2, 3). При дальнейшей
выдержке происходит гомогенизация аустенита — углерод рав-
номерно распределяется в пределах зерна (рис. 2.1* в, г точ-
ки 3, 4).
Кинетика перлито-аустенитного превращения подчиняется
обычным законам кристаллизации и состоит из образования
зародышей и их роста. С увеличением степени перегрева выше
Д, наряду с увеличением разности свободной энергии между
феррито-цементитиой смесью и аустенитом увеличиваются так-
же разность концентрации углерода иа границе цементит —
аустенит (Ц — Д) и аустенит — феррит (Д— Ф), коэффициент
диффузии углерода и самодиффузии атомов железа. Поэтому
возникновение аустенита может происходить при температуре,
соответствующей точке Д|. Из диаграммы изотермического пре-
вращения перлита в аустенит (77 -> Д) следует, что скорость
перлито-аустенитного превращения тем большая, чем выше сте-
пень перегрева (рис. 2.1,а). В доэвтектоидной п заэвтектоид-
ной сталях с повышением температуры нагрева по окончании
перлито-аустенитного превращения происходит растворение
феррита или цементита в аустените, изменяется концентрация
углерода в нем в соответствии с диаграммой Fe — Fe3C.
В доэвтектоидной и заэвтектоидной сталях в межкритиче-
ском интервале температур структура стали, в соответствии с
метастабильной диаграммой Fe —Fe3C, состоит из аустенита
и феррита или цементита и аустенита соответственно. Состав
и количественное соотношение фаз в равновесном состоянии
для каждой температуры постоянны. Однако во время выдерж-
ки в межкритическом интервале температур могут происходить
изменения формы и размеров структурных составляющих. В до-
эвтектоидной стали может наблюдаться некоторое увеличение
размеров аустенитных и ферритных участков. В заэвтектоидной
стали в межкритическом интервале температур может проис-
ходить деление цементитной сетки и цементита, расположенно-
го внутри зерен аустенита, и их сфероидизация. Деление
пластин цементита и процессы сфероидизации обусловлены не-
одинаковой кривизной его поверхности и связанной с этим раз-
личной растворимостью. Равновесная концентрация углерода
43
тем больше, чем меньше ради-
ус кривизны частиц. Деление
пластин цементита обычно свя-
зано с наличием в матричной
фазе (в данном случае — ау-
стенит) и самом цементите суб-
границ, а также границ кон-
такта зерен аустенита с плас-
тинами цементита. На границе
контакта зерен аустенита с
пластиной цементита плоская
поверхность раздела является
неустойчивой ввиду нескомпен-
сированнбстн поверхностного
натяжения в этом месте (рис.
2.2, а). Для компенсации век-
торов и уос необходимо,
Рис. 2.2. Схема деления пластин
цементита
чтобы на цементитной пласти-
не не появился выступ. По обе стороны его возникают
впадины (рис. 2.2, б, в). Вследствие различия концентрации угле-
рода около участков с малой и большой кривизной происходит
диффузия углерода от первых ко вторым участкам. Возле участ-
ков цементита с малой кривизной аустенит недосыщен углеро-
дом — происходит растворение цементита. Возле участков це-
ментита с большей кривизной аустенит пересышен углеродом —
происходит выделение из него последнего. В местах растворе-
ния пластины цементита утоняются, а затем разделяются на
части (рис. 2.2, в). В дальнейшем эти части цементитной плас-
тинки сфероидизируются. Причинами деления могут быть также
канавки растворения вдоль выхода субграниц на поверхность
пластины цементита. Делению пластин способствует полигони-
зация и рекристаллизация аустенита и цементита, если цементит
предварительно был деформирован. Описанные структурные из-
менения вторичного цементита в межкритическом интервале темпе-
ратур используются для получения стали с зернистым цементитом
2.2. ВЛИЯНИЕ ИСХОДНОЙ СТРУКТУРЫ, СОСТАВА
И СКОРОСТИ НАГРЕВА НА П -* А-ПРЕВРАЩЕНИЕ
Образование зародышей аустенита происходит на границах
цементита с ферритом. Следовательно, чем больше суммарная
поверхность этих границ, тем большее количество зародышей
аустенита может возникнуть и тем быстрее завершаются про-
цессы превращения феррито-цементитной смеси в аустенит. При
этом ускорение процессов превращения связано с увеличением
градиента концентрации углерода на границах между Ц — А
и А — Ф, а также уменьшением путей его перемещения от
цементита к ферриту. С увеличением дисперсности перлита ско-
44
рость превращения повы-
шается. У зернистого це-
ментита она меньше, чем
у пластинчатого, вследст-
вие увеличения границ
Ц — Ф в первом случае и
уменьшения во втором
(рис. 2.3). В за эвтектоид-
ной стали скорость раст-
ворения вторичного це-
ментита, разделение це-
ментитной сетки и сферо-
идизация цементита в
межкритнческом интерва-
ле тем меньше, чем боль-
ше размеры вторичного
цементита до нагрева.
Примеси и легирую-
щие элементы могут су-
щественно повлиять на
скорость превращения
при нагреве. Это влияние
определяется нескольки-
ми факторами: изменени-
ем поверхностной энергии
на границах одноимен-
ных и разноименных фаз,
положением критических
точек /1) и Лз, скоростью
а-»7 -превращения, ско-
ростью растворения кар-
бидов, диффузией угле-
рода н легирующих эле-
ментов. Для получения
однородного аустенита
требуется также диффу-
зионное перемещение ато-
мов легирующих эле-
ментов.
Скорость диффузии эле-
ментов, образующих твер-
дые растворы замещения,
во много раз меньше ско-
рости атомов углерода,
Рис. 2.3. Кривые зависимости скорости изо-
термического образования аустенита от исход-
ной структуры:
/ — грубопластинчатый перлит; 2 — тонкий перлит;
3—зернистый цементит; А— аустенит; Ф—фер-
рит; Ц — цементит; Г — границы зерен
вания аустенита в углеродистой стали (/—
0,45% с) и сталях, легированных хромом
(2— 0,42% С и 0.63% Сг), марганцем (3 —
0,43% С и 1»4?6 Мп) н никелем (4 — 0,4% С
и 5% Ni)
поэтому гомогенизация аустенита по легирующим элементам про-
исходит медленно. Ni и Мп, понижающие критические точки,
при нагреве могут ускорять процессы образования аустенита
(рис. 2.4). Примеси и легирующие элементы, изменяющие
45
поверхностную энергию границ зерен, существенно влияют на ха-
рактер распределения цементита по границам зерна и скорость
его сфероидизации. Характер распределения цементита по гра-
ницам зерен аустенита определяется отношением удельных сво-
бодных энергий поверхностей раздела аустенит — цементит (атц)
н аустенит—аустенит (оп) (рис. 2.5). При огц < 0,5ап образовы-
вается стабильная сетка цементита; при с1Ц < 0,57сп, 0 > 60°
цементитная сетка по границам зерна неустойчива и сфероиди-
зируется. При 0,5сп < атц < 0,57ап одновременно присутствуют
участки с цементитной сеткой и изолированными выделениями це-
ментита.
К элементам, способствующим образованию стабильной це-
ментитной сетки, относятся Мп, Сг и Ni (рис. 2.6,6 — г), являю-
щиеся инактивными по отношению к аустениту. Сфероидиза-
ции цементитной сетки по границам зерна аустенита благопри-
ятствуют кислород, РЗМ, ЩЭМ, W, V, Мо, В (рис. 2.6, а, д, е)
и другие элементы, являющиеся поверхностно активными по
отношению к аустениту.
При современных методах термической обработки широко
применяются скорости нагрева (до 300—500° С/с). С повыше-
нием скорости нагрева окончание образования аустенита и его
гомогенизация происходит при более высоких температурах.
Влияние скорости нагрева на температурный интервал превра-
щений качественно можно оценить, если наложить на диаграм-
му изотермического образования аустенита линии, характери-
зующие непрерывный нагрев, поскольку диаграмма изотерми-
ческого образования аустенита и кривые нагрева строятся в
координатах температура — время. При медленном нагреве
(луч 7 на рис. 2.1) видимое начало превращения перлита в
аустенит произойдет в точке Ci, окончание — в точке 61, полное
завершение процессов (растворение карбидов, гомогенизация
аустенита) в точке er При быстром нагреве (луч 2 на рис. 2.1)
видимое начало превращения будет соответствовать точке аг,
конец превращения перлита в аустенит—-точке бу, а заверше-
ние процессов — в точке вг. Следовательно, с повышением ско-
рости нагрева образование аустенита завершается при более
высокой температуре, но за меньший промежуток времени.
Более полную характеристику температурного интервала об-
разования аустенита можно получить по термокинетическим
диаграммам (рис. 2.7). В этом случае все характерные точки
при образовании аустенита определяются при непрерывном
нагреве, что особенно важно в случае применения больших
скоростей нагрева. Аустенит, полученный после быстрого на-
грева, характеризуется неоднородностью распределения угле-
рода (рис. 2.8, линии 1,6), а в легированных сталях — допол-
нительно легирующих элементов. Причиной неоднородности
аустенита является повышение растворимости углерода в нем
с увеличением степени перегрева выше точки А, в соответствии
46
Рнс. 2.5. Кривые зависимости характера выделения цементита по границам
зерен аустенита от величины двугранного угла:
°ТН 11 ОП — поверхностное натяжение на границе А — Ц и Л —А
Рис. 2.6. Влияние легирующих элементов и примесей на характер распределе-
ния вторичного цементита в заэвтектоидной стали с 1,15% С после нагрева
до 900° С, охлаждения до 750° С с выдержкой 1 ч при температуре и последу-
ющего охлаждения в воде:
а— содержание 0.1% О>; 6—2.0% Ст; в— 2,0% N1; г— 2,0% Мп; д — 0,5% Мо; е —0.1%В
Рис. 2.7. Термокинетнческая диаграмма (время — температура — скорость на-
грева) превращения ферритно-карбпдной структуры (перлита) в аустенит в доэв-
тектовдной стали
Рис. 2.8. Изменение содержания
углерода в аустените в середи-
нах бывших перлитных участ-
ков (/—3) и в серединах фер-
ритных промежутков (4—6) в
стали 20 при различной скорости
индукционного нагрева:
1 — v = 230” С/с; 2 — V =130° С/с;
3 _ V = 30” С/с; 4 — v = 30” С/с;'5 —
0= 130" С/с; 6 — v = 230” С/с; а —
среднее содержание углерода в
стали
с линией SE. В этом случае определяющим фактором является-
скорость диффузии атомов углерода и легирующих элементов-,
от границы карбид — аустенит к границе аустенит — феррит..
2.3. РОСТ ЗЕРНА АУСТЕНИТА ПРИ НАГРЕВЕ
Закономерности изменения размеров зерна при нагреве пер-
вым установил Д. К. Чернов. Он показал, что нагрев стали;
выше температуры, названной им точкой Ь, вызывает интен-
сивный рост зерна. Последующими работами установлены за-
коны роста зерна аустенита и зависимость их роста от различ-
ных факторов.
Зерно аустенита, образовавшееся в результате перлито-аус-
тенитного превращения (начальное) обычно мелкое. Размеры
начального зерна зависят от степени дисперсности, строения ис-
ходной структуры, состава стали и скорости нагрева. Повыше-
ние температуры нагрева может вызвать рост зерна аустенита-
до значительных размеров. При нагреве стали может происхо-
дить внутренний (фазовый) наклеп аустенита, возникающий
пли в процессе а -> у-превращенпя, пли в результате наследо-
вания аустенитом несовершенств от исходной структуры. На-
личие внутреннего (фазового) наклепа может приводить к са-
мопроизвольной рекристаллизации аустенита, сопровождаю-
щейся образованием новых зерен аустенита. Происходит струк-
турная перекристаллизация. По мнению В. Д. Садовского, тем-
пература структурной перекристаллизации соответствует точ-
ке Ь Чернова.
При образовании аустенита могут быть два случая:
1. Исходная структура стали состоит из перлито-ферритной
смеси, т. е. получена по неупорядоченному механизму — при
49
Рнс. 2.9. Рост зерна аустенита в стали
«в зависимости от исходной структуры:
•п—перлитной; 6—мартенситной (бейннт-
•ной)
нагреве стали фазовое а -> if-
превращение и структурная
перекристаллизация заканчи-
ваются одновременно (рис.
2.9, а).
В этом случае выше крити-
ческой точки Ai вначале обра-
зуется мелкое зерно, затем с
повышением температуры на-
грева оно непрерывно растет.
2. В сталях с исходной
структурой бейнита, мартенси-
та или видманштеттовой (по-
лученной по сдвиговому меха-
низму) фазовое а -> -j-превра-
щение прн нагреве отделено от
структурной перекристаллиза-
ции (рекристаллизации) тем-
пературным интервалом насле-
дования внутризеренной суб-
структуры, полученной в ре-
зультате предшествующей об-
работки стали (горячей дефор-
мации, литья и т. д.) (рис.
2.9,6). В этом случае наблю-
дается эффект наследственно-
сти, заключающийся в полном
или частичном восстановлении исходной крупнозернистой струк-
туры после нагрева выше критической точки Д1. Эффект на-
следственности обусловлен ориентационной связью участвую-
щих в превращении фаз. При дальнейшем повышении темпера-
туры нагрева выше точки Ь Чернова происходит структурная
перекристаллизация, сопровождающаяся образованием мелких
зерен аустенита, последующий рост которых подчиняется обыч-
ным закономерностям.
Первый случай чаще наблюдается в углеродистых сталях,
второй — в легированных, склонных к образованию структур
по сдвиговому механизму. Описанный рост зерен аустенита при
нагреве обусловлен уменьшением свободной энергии вследст-
вие уменьшения общей протяженности границ зерен, обладаю-
щих значительной поверхностной энергией. Основным механиз-
мом роста зерна аустенита, образовавшегося в результате а->
-> 1-превращения, считают миграцию границ зерен. Однако
скорость роста зерна, как правило, значительно выше возмож-
ной скорости миграции границ, рассчитанной на основе диффу-
зионных представлений. Предполагают, что рост зерна аусте-
нита при температуре 850—1250° С осуществляется по трем
50
t?c
if oo
1000
900
' 800
700
Ю50
Рис. 2.10. Рост зерна при нагреве
природномелкозернистой (Б) я при-
роднокрупнозернистой (А) стали:
1 — диаметр исходного зерна: 2 — диаметр-
начального зерна
различным механизмам:
1) слияние зерен; 2) образо-
вание новых границ и зерен;
3) миграции границ. Слияние
зерен наиболее интенсивно про-
исходит при температуре, на
50—100° С выше критической
точки Ль а образование новых,
более равновесных границ —
при температуре выше А, на
250—300° С. Миграция границ
влияет на рост зерна наиболее
сильно лишь при температуре
выше 1100° С. Процесс слияния
зерен, по-видимому, определя-
ется перестройкой дислокаци-
онной структуры стали, про-
цесс образования новых гра-
ниц— перестройкой дислока-
ционной структуры и перемещением атомов. Процесс миграции
может определяться перемещением дислокационных групп и
коллективным диффузионным перемещением атомов.
Зерно аустенита, полученное в результате какой-либо обра-
ботки, называется действительным. Обычно оно соответствует-
зерну аустенита, которое сталь имела при высокой температу-
ре перед охлаждением, однако может и отличаться от него.
Размеры действительного зерна обычно определяются по ми-
кроструктуре, но не менее важно определение по излому.
В большинстве случаев размер их совпадает, однако иногда
при крупнокристаллическом строении излома в микроскопе на-
блюдается мелкое зерно. Это происходит тогда, когда образо-
вавшиеся при нагреве мелкие зерна аустенита сохраняют тек-
стуру исходного крупного зерна. Разрушение, особенно при
ударном испытании, происходит по одной плоскости всех зерен
и выявляет размер исходного крупного зерна. Рост зерна аусте-
нита при нагреве стали одного и того же химического состава,
но разных плавок может протекать различно (рис. 2.10). На-
пример, при плавке Л рост зерна будет наблюдаться при тем-
пературе 800—850° С, а при плавке Б — при температуре 930—
950° С. Плавка Л характеризуется повышенной склонностью к
росту зерна, плавка Б — пониженной. Соответственно плавку Б
называют наследственно мелкозернистой, а плавку А —- наслед-
ственно крупнозернистой. Зерно аустенита, полученное в ре-
зультате определенной технологической пробы, обычно при
нагреве до температур 900—Ш00° С называют природным. Сле-
довательно, сталь одного и того же состава, но различных пла-
вок может обнаруживать совершенно различную чувствитель-
ность к перегреву, к росту зерна аустенита.
51
Влияние различных факторов на склонность зерна аустени-
та к росту. На рост зерна аустенита влияют различные факто-
ры: температура нагрева и время выдержки при ней; скорость
нагрева; наличие дисперсных труднорастворимых частиц (ни-
триды, карбиды и т. д.); состояние границ (величина поверх-
ностной энергии); структурное состояние; химический состав.
Размеры зерна аустенита тем больше, чем выше температура
нагрева и чем больше выдержка при ней. Однако рост зерна
происходит более интенсивно в начале выдержки, а затем ско-
рость роста уменьшается и может полностью прекратиться.
С повышением скорости нагрева растет степень перегрева ста-
ли относительно критических точек. Вследствие этого возраста-
ет скорость зарождения и роста аустенита. Скорость зарожде-
ния аустенита происходит более интенсивно, чем скорость его
роста. Следовательно, в зависимости от скорости нагрева
можно получить различный размер зерна, от крупного до со-
размерного с критическим размером зародыша аустенита. При
быстром нагреве могут не успеть полностью раствориться кар-
биды, нитриды и т. д.
Легирующие элементы (Al, W, Mo, Ti и др.), способствую-
щие снижению энергии границ зерен, понижают склонность зер-
на к росту, а элементы Мп, повышающие свободную энергию
границ, способствуют росту зерна. В то же время большое зна-
чение имеет влияние элементов на положение критических то-
чек. Чем выше точка Аь в особенности точка Аз, тем выше
температура начала роста зерна. Одной из основных причин
влияния легирующих элементов на склонность зерна к росту
является образование труднорастворимых в аустените частиц —
карбидов, нитридов и оксидов. При раскислении стали алюми-
нием, титаном, РЗМ, ЩЗМ в жидком или твердом состоянии
выделяется большое количество дисперсных частиц AIN, TiN,
которые тормозят рост зерна. После растворения этих частиц
при температуре 1050—1100° С происходит интенсивный рост
зерна. Аналогично действуют труднорастворнмые карбиды, ни-
триды ванадия, циркония.
В сталях типа быстрорежущих наряду со вторичными кар-
бидами имеется значительное количество первичных карбидов,
способствующих дополнительному торможению роста зерна.
Элементы, препятствующие росту зерна, расширяют интервал
закалочных температур (это преимущество легированных ста-
лей перед углеродистыми). Допустимый интервал закалочных
температур в легированных сталях обычно колеблется в пре-
делах 60—100° С, в то время как в углеродистой стали в пре-
делах 20—50° С. Точка Ь Чернова может оказаться на 100—
200° С выше точки А3 н для исправления первоначального круп-
нозернистого строения необходимо производить нагрев выше
этой температуры. Обработка металла давлением делает зерно
аустенита менее устойчивым, более чувствительным к перегре-
52
ву. Предварительная термическая обработка меняет склонность
зерна к росту за счет изменения степени дисперсности н харак-
тера расположения вторичных фаз (карбидов, нитридов). Раз-
мер действительного зерна доэвтектоидной стали зависит так-
же от скорости охлаждения. С увеличением скорости охлажде-
ния размер зерна может уменьшаться, так как процесс 7 -> а-
превращения происходит при некотором переохлаждении, вы-
зывающем увеличение числа зародышей а-фазы.
Перегрев и пережог стали. Перегреву стали соответствует
образование крупного зерна. В большинстве случаев перегрев
на изломах обнаруживается в виде крупнозернистого блестя-
щего излома. Перегрев можно устранить прн помощи отжига
или нормализации. В высоколегированных сталях при перегре-
ве может наблюдаться камневидный или нафталинистый из-
лом. Нафталинистый излом иногда удается исправить слож-
ной термической обработкой, состоящей из отжига для полу-
чения феррито-цементитной смеси, последующего нагрева выше
температуры структурной перекристаллизации и медленного
охлаждения. Кроме перегрева при нагреве стали может воз-
никнуть неисправимый порок — пережог.
Пережог стали образуется при излишне высоких темпера-
турах нагрева в окислительной среде. По границам зерен на-
чинается окисление и оплавление примесей и основного метал-
ла. Образующиеся по границам зерен оксидные соединения
нарушают связь между зернами, что влечет за собой снижение
прочности и пластичности металла. Пережженный металл раз-
рушается при ковке или прокатке. Вследствие того что оплав-
лению при высоких температурах подвергаются прежде всего
относительно легкоплавкие эвтектики, оттесняемые при засты-
вании (кристаллизации) слитка в его центральную часть, при
прокатке или ковке пережженного слитка часто через лопнув-
шую рубашку слитка высыпается внутренняя часть его в виде
крупы. Начальная стадия пережога наблюдается на макротем-
плетах в виде так называемого осевого пережога. В централь-
ной части темплета после травления видны черные пятна (чер-
новины), представляющие собой большое количество пор, а
при более сильном развитии осевого пережога — большие поры
(отверстия), сходные со следами иеудаленной усадочной рако-
вины.
2.4. ВЛИЯНИЕ РАЗМЕРА ЗЕРНА НА СВОЙСТВА СТАЛИ
Размер зерна аустенита существенно влияет на свойства
металла в горячем состоянии при пластической деформации,
особенно на формирование структуры при охлаждении. Меха-
нические и физические свойства прн комнатной температуре
определяются действительным зерном, состоянием границ зе-
рен и тонкой структурой (размерами блоков, плотностью дисло-
53
Рис. 2.11. Кривые зависимости
критического нормального на-
пряжения железа от диаметра
верна:
qc=g0-f- /S- (испытание при —|83*С)
каций, величиной внутренних напряжений и др.). Предел теку-
чести согласно выражению Петча — Холла обратно пропорцио-
нален размеру зерна:
__i_
°т — со + kd 2, (2.1)
где От — предел текучести, кгс/мм2;
d— диаметр зерна, мм;
k — постоянная;
ор — константа, учитывающая сопротивление движению
дислокаций в теле зерна.
При хрупком разрушении сопротивление разрушению также
обратно пропорционально диаметру зерна (рис. 2.11). Поэтому
порог холодноломкости повышается с увеличением размера
зерна. Характер разрушения при комнатной температуре может
изменяться от вязкого для мелкозернистой до хрупкого для
крупнозернистой стали. В ряде случаев сталь с крупным зерном
предпочтительней. Стали и сплавы с крупным зерном имеют
более высокое сопротивление ползучести и большую дли-
тельную прочность, чем стали с мелким зерном. Причина это-
го — наличие при высоких температурах деформации по гра-
ницам зерен под действием напряжений. Крупнозернистый
металл имеет меньшую суммарную протяженность границ зе-
рен, чем мелкозернистый. В электротехнической стали величи-
на удельных потерь также тем меньше, чем больше размеры
зерна. Обрабатываемость резанием лучше у крупнозернистой
стали.
Рекомендуемая литература: [7], [12], [22, гл. 3], [28], [42], [43], [46],
[59], [66], [71].
Глава 3
ПРЕВРАЩЕНИЕ АУСТЕНИТА ПРИ ОХЛАЖДЕНИИ
Исходной структурой перед охлаждением является аустенит
(в заэвтектоидной стали часто аустенит н карбиды, а в доэв-
тектоидной стали иногда аустенит и феррит). В углеродистой
54
стали аустенит представляет собой твердый раствор внедре-
ния углерода в “-железо. Атомы углерода занимают октаэдри-
ческие поры, находящиеся в центре куба и в центрах его ребер.
Атомы углерода могут располагаться также в дефектных ме-
стах решетки. Такими местами являются границы зерен и бло-
ков, а также дислокации. С понижением температуры более
благоприятными местами для расположения атома углерода
могут оказаться границы зерен и другие дефекты кристалличе-
ского строения. Таким образом, еще до начала фазовых пре-
вращений в аустените при охлаждении может происходить пе-
рераспределение углерода. Превращение аустенита происходит
лишь при некотором переохлаждении: выделение феррита ни-
же точки Аз, а графита и цементита— ниже линий E'S' и ES;
эвтектоидное превращение происходит ниже линий P’S'K'
и PSK.
Образование графита или цементита в заэвтектоидной ста-
ли связано с увеличением объема, а, следовательно, с появле-
нием упругих искажений, которые растут с увеличением степени
переохлаждения. В межкритнческом интервале температур
термодинамически устойчивой является двухфазная струк-
тура (в доэвтектоидной стали — феррит и аустенит с соответ-
ствующими концентрациями углерода). По мере понижения
температуры концентрация углерода в аустените приближает-
ся к эвтектоидной стали, т. е. наряду с образованием феррита
происходит диффузионное перераспределение углерода, переме-
щение его в аустените. В заэвтектоидной стали из аустенита
может выделяться либо графит, либо цементит (рис. 3.1). Гра-
Рис. 3.2. Влияние степени переохлаждения
на структуру железоуглеродистых сплавов:
1 — абнормальная структура; II — перлит; III —
феррит + перлит: IV — цементит 4- перлит; V —
бейнит; VI — мартенсит
Рис. 3.1. Графики зависимости
свободной энергии F от темпе-
ратуры для различных фаз
и структурных составляющих
55
фит термодинамически более устойчив, чем цементит. Однако
кристаллическая решетка графита существенно отличается от
решетки аустенита, а решетка цементита отличается мало.
Удельный объем графита больше, чем цементита, и образова-
ние его вызывает значительные упругие искажения. Для роста
графитных включений требуется более интенсивный отвод ато-
мов железа от фронта кристаллизации. Образование включений
графита облегчается с появлением дефектных мест в объеме аус-
тенита; образованию графита способствует также наличие в ста-
ли графитизирующих элементов (Si, Al, Си и др.). В этой гла-
ве рассматриваются лишь процессы превращения переохлаж-
денного аустенита по метастабильной диаграмме Fe — F3C. Прн
переохлаждении ниже линии PSK аустенит становится неустой-
чивым: из него могут одновременно выделяться углерод в фор-
ме цементита и феррит. Превращение обычно начинается с
образования цементита, рядом с которым образуется феррит.
Подбором соответствующей скорости охлаждения диффузи-
онные ' процессы можно полностью подавить и переохладить
аустенит до низких температур. В этом случае превращение
подчиняется другим законам.
В зависимости от степени переохлаждения различают не-
сколько температурных областей превращения (рис. 3.2):
I — область обособленных структур (абнормальные струк-
туры);
II — перлитную; III — феррито-перлитную; IV — перлитно-
цементитную промежуточную; VI — мартенситную.
Температурные интервалы этих областей, характеризующие-
ся непрерывным переходом от одного механизма превращения
к другому, в значительной степени зависят от содержания ле-
гирующих элементов и примесей в стали и могут перекрывать
друг друга. При небольшой степени переохлаждения ниже PSK
в доэвтектоидной и заэвтектоидной сталях происходит выделе-
ние свободного феррита или цементита по границам зерен, а
затем их обособленный рост, в результате чего возникает
сравнительно грубая смесь феррита и цементита (рис. 3.3, а).
Такие структуры называют абнормальными.
Превращение в перлитной области характеризуется совме-
стным выделением цементита и феррита. Вначале выделяется
цементит, затем возле него образуются кристаллы феррита:
возникают колонии перлита -— пластиночные феррнто-цемен-
титные агрегаты (рис. 3.3,6). С увеличением степени переох-
лаждения происходит выделение более тонких пластин цемен-
тита и феррита — структура стали становится более дисперс-
ной. При дальнейшем переохлаждении диффузия углерода и
самодиффузия атомов железа сильно замедляется, превраще-
ние вначале происходит по сдвиговому механизму с последую-
щим образованием феррито-цементитной смеси (рис. 3.3, в).
Это соответствует промежуточному (бейнитному) превращению.
56
Рис. 3.3. Структура стали:
а — абнормальная (с обособленным ферритом и цементи-
том); б — перлит; в — бейнит (игольчатый троостнт); г —
мартенсит + остаточный аустенит
Превращение в мартенситной области происходит исключи-
тельно бездиффузионпым путем. Концентрация углерода в мар-
тенсите такая же, как и в исходном аустените. Мартенситное
превращение заключается в закономерной перестройке решет-
ки, при которой атомы не обмениваются местами, а лишь сме-
щаются один относительно другого на расстояния, не превы-
шающие межатомные. Структура мартенсита имеет характер-
ное пластиночное (игольчатое) строение (рис. 3.3,г). Процес-
сы превращения переохлажденного аустенита могут совершать-
ся как при непрерывном охлаждении, так н при постоянных
температурах.
3.1. ИЗОТЕРМИЧЕСКИЙ РАСПАД АУСТЕНИТА
Процесс и механизм изотермического распада переохлаж-
денного аустенита практически можно исследовать нескольки-
ми методами: металлографическим, магнитным, дилатометриче-
ским и др.
При металлографическом методе для получения аустенит-
ной структуры образцы стали нагревают выше критических
точек и затем охлаждают в соляной или свинцовой ванне,
нагретой до определенной температуры. При заданной темпе-
ратуре образцы выдерживают различное время, затем оконча-
тельно охлаждают в воде. После этого исследуют их микро-
структуру и испытывают на твердость. Исследование позволя-
57
ет установить степень рас-
пада аустенита при различ-
ных выдержках образцов в
ванне. Аустенит, не распав-
шийся при охлаждении в
ванне, во время охлаждения
в воде превращается в мар-
тенсит.
При магнитном и дила-
нрс тометрическом методах на-
блюдение за изотермиче-
,5 ским превращением осуще-
ствляется непрерывной ре-
гистрацией интенсивности
намагничивания или удлине-
45 ния образца. На рис. 3.4 по-
казана диаграмма изотерми-
ческого распада аустенита
55 для эвтектоидной стали.
В верхней части диаграммы
(рис. 3.4, а) даны кривые
распада аустенита в коорди-
натах количество распавше-
гося аустенита — время, в
нижней — диаграмма изо-
термического распада в ко-
ординатах температура —
время. Левая кривая на рис.
3.4, б показывает время до
б
Рнс. 3.4. Диаграмма изотермического
превращения переохлажденного аустенита
для эвтектоидной стали:
д _ кинетические кривые; б —изотермического
превращения
начала заметного распада,
правая — время, необходи-
мое при данной температуре
для полного распада аусте-
нита. Горизонтальная линия 7ИНпоказывает температуру начала
бездиффузионного мартенситного превращения. Распад выше
линии мартенситного превращения начинается не сразу, а через
некоторый промежуток времени, равный расстоянию до кривой
начала распада. Промежуток времени до начала распада на-
зывают инкубационным периодом. Величина инкубационного
периода при различных температурах различна. При темпера-
туре 550—600° С в углеродистой стали он равен Ь—3 с, а при
более высоких пли низких температурах равен минутам или
часам. Кривые на диаграмме изотермического распада имеют
вид буквы С, их часто называют С-образными кривыми. Рас-
пад аустенита начинается на границах зерна, где возможна
наибольшая концентрация углерода и наиболее вероятно обра-
зование зародышей цементита.
58
Перлит образуется в виде отдельных колоний, т. е. областей
с перемежающимися пластинами феррита и цементита, что
впервые было показано Н. И. Беляевым. Пластиночные выде-
ления феррита и цементита растут в глубь аустенита от гра-
ницы зерна (рис. 3.5, а, б и 3.6). При изменении ориентации
цементитных пластин вследствие действия каких-либо факторов
(дефектов структуры) может возникать новая перлитная коло-
ния под углом к первой (рис. 3.5, в).
Между ферритом и цементитом соблюдается одно из двух
ориентационных соотношений (ОС):
1) ОС,: |100]„~||< 101>„; [010],, || <111 >„;
[0Л]ц~||<121>о
или
2) ОСц: [100]и —2,6° от <311 >„; [010]ц—2,6° от <131>0;
[001]„|| <215>„.
Рис. 3.6. Схема возникновения и роста перлитного зерна:
/ — аустенит; 11 — образование зародыша цементита на границе зерна аустенита; HI —
образование пластины феррита; IV—VI — рост и образование новых пластин цементита
и феррита (перлита); Vtt — перераспределение углерода при образовании перлита; 1 —
высокая концентрация углерода-цементита (6,67%); 2 — низкая концентрация углерода-
феррита (0.02%)
59
В этих соотношениях указаны типы индексов направлений
в ОЦК решетки феррита, параллельных осевым направлениям
орторомбической решетки цементита. Между ферритом и цемен-
титом может наблюдаться соответствие двух типов:
или 1100]ц||<545>7; [010]ц|| <10Г>т; [001)ц|| <252>,
[100] || <311>т; [010]ц|| ~<329>1; |001]ц||<391>г
Таким образом, между всеми фазами, участвующими в пер-
литном превращении, соблюдаются ориентационные и габитус-
ные соотношения, обеспечивающие минимум объемной (упру-
гой) и поверхностной энергии. Среднее межпластиночное рас-
стояние So, под которым понимают среднюю сумму толщин
пластинок феррита и цементита,— величина переменная и за-
висит от степени переохлаждения.
Поскольку в результате превращения аустенита в перлит
в свободной энергии должен быть выигрыш, достаточный для
возмещения затрат на образование развитой поверхности раз-
дела между ферритом и цементитом, то. So обратно пропорцио-
нальна переохлаждению ДГ (3.2 и рис. 3.7)
So = ^. (3-2)
где Q — тепловой эффект при превращении единицы массы;
Т — температура эвтектоидного превращения;
с — удельная энергия поверхности раздела фаз в эвтек-
тоиде;
р — плотность.
Межпластиночное расстояние So во многих случаях зависит
главным образом от содержания легирующих элементов (рис.
3.7). Перлитные центры могут расти в поперечном направле-
нии. При этом пластинки феррита в 7—8 раз толще цементит-
ных. Если превращение происходит в интервале температур
700—650° С, межпластиночное расстояние составляет 0,5—
1,0 мкм. Такую структуру называют перлитом (твердость
НВ180—240). При переохлаждении до 650—600° С межпласти-
ночное расстояние составляет примерно 0,25 мкм. Такую струк-
туру условно называют сорбитом (твердость НВ 250—350).
Структуру, возникающую при еще большем переохлаждении и
имеющую межпластиночное расстояние менее 0,1 мкм, назы-
вают трооститом (НВ 400—500). Перлит, сорбит и троостит
представляет собой перлит различной степени дисперсности.
Процесс образования перлита состоит из зарождения и
роста перлитных колоний. Зарождение перлитных колоний про-
исходит преимущественно по границам аустенитного зерна,
имеющим повышенную свободную энергию и высокую концен-
трацию углерода. Образование зародышей становится возмож-
ным вследствие флуктуационных процессов. Поэтому законо-
мерности образования перлита подчиняются общим закономер-
60
степени переохлаждения:
/ — 0.78% С; 2 - 3%Ni; 3 - 2% Со
Рис. 3.7. Графики логарифмической зави- Рис. 3.8. Кривая зависимости ско-
симости межпластиичатого расстояния от рости превращения А -> П от ДТ
Рис. 3.9. Влияние степени переохлаж-
дения на скорость зарождения и ли-
нейную скорость роста перлитных
колоний:
ЧЦ — число центров кристаллизации;
СК—линейная скорость кристаллизации
ностям образования и линейного роста кристаллов. Скорость
зарождения центров кристаллизации и скорость линейного рос-
та кристаллов вначале растет до определенного максимума, а
затем понижается (рис. 3.8).
При малых степенях переохлаждения скорость кристалли-
зации перлита определяется в основном величиной работы
образования зародышей; при достаточно больших — энергией
активации превращения. От соотношения этих величин зависит
температурная зависимость скорости превращения (рис. 3.4 н
3.9). Этим объясняется характер диаграммы изотермических
превращений; наличие максимума превращения и изменение
дисперсности перлита с увеличением степени переохлаждения.
Высокая скорость роста перлитных колоний обусловлена
возникновением градиента концентрации углерода в аустени-
те перед фронтом совместно растущих кристаллов феррита и
цементита (короткие пути диффузии атомов углерода) (рис.
3.6). Цементит и феррит сопрягаются гранями (101)ц и (112!$
или (001 )$ и (125}ц, т. е. соответствующие кристаллографиче-
ские плоскости в решетках феррита и цементита имеют очень
близкое строение. Поэтому здесь соблюдается принцип струк-
турного соответствия. Межфазная энергия уменьшается, что
способствует ускорению роста перлитных колоний.
61
3.2. РАСПАД АУСТЕНИТА В ДОЭВТЕКТОИДНОЙ
И ЗАЭВТЕКТОИДНОЙ СТАЛЯХ
При небольших переохлаждениях ниже точки Л3 в доэвтек-
тоидной стали вначале происходит образование феррита, в за-
эвтектоидной -— цементита. Образование зародышей феррита и
цементита происходит преимущественно на границах зерен
аустенита, так как при этом уменьшается работа зарождения
центров кристаллизации новой фазы и можно уменьшить об-
щую площадь границы зерен, имеющую повышенную энергию
(часть ее становится одновременно и границей второй фазы).
Обычно в заэвтектоидной стали в начальный период пре-
вращения на границах зерна аустенита появляется тонкая не-
прерывная сетка вторичной фазы — цементита (рис. 3.10). Со-
хранение или деление возникшей сетки с последующей сферо-
идизацией, происходящей в процессе изотермической выдержки
или в условиях медленного охлаждения сплава, определяется
отношением удельных свободных энергий поверхностей раздела
матрица — фаза выделения и матрица — матрица. Стали с
устойчивой цементитной сеткой можно условно назвать нор-
мальными по форме цементита (рис. 3.10, а), а стали со сфе-
роидизированным цементитом по границам зерен — абнормаль-
ными по форме цементита (рис. 3.10,6). С увеличением изотер-
мической выдержки вокруг цементита выделяется феррит. По-
Рис. 3.10. Форма .вторичного цементита (Х600)!
а—нормальная; б — абиормальиая (после изотермической выдержки охлаждение в воде)
62
Рис. 3.11. Образование структур в заэвтектоидной стали (хбОО):
а — абнормальной; б — смешанной; в—нормальной (после изотермической выдержки
охлаждение в воде)
следующий распад аустенита происходит в виде отдельного
(самостоятельного) роста цементита и феррита. Полный рас-
пад аустенита завершается образованием абнормальной струк-
туры (рис. 3.11) *.
В доэвтектоидной стали при небольшой степени переохлаж-
дения вначале выделяется избыточный феррит (рпс. 3.12, а).
Аустенит обогащается углеродом до эвтектоидной концентра-
ции. Из аустенита эвтектоидной концентрации происходит вы-
деление феррита на участках, имеющих избыточный феррит.
Рост ферритных участков приводит к локальному обогащению
* На рис 3.10—3.12 вместо аустенита в результате быстрого охлажде-
иия фиксируется мартенсит.
63
Рис. 3.12. Образование структур в доэвтектоидиой стали (Х600):
с— абнормальной; б— смешанной; в— нормальной (после изотермической выдержки ох-
лаждение в воде)
углеродом пограничных участков аустенита. Становится воз-
можным образование цементита. Дальнейшая выдержка при-
водит к обособленному росту феррита и цементита. Рост
цементита происходит в окружении феррита. Атомы углерода
поступают от границы аустенита — феррита. Возможность та-
кого переноса атомов углерода на значительные расстояния
объясняется высокой скоростью диффузии углерода в .феррите
при температуре 720—600° С; коэффициент диффузии углерода
в феррите (£>£-> Fe) при температуре 700° С в 19 раз больше,
чем коэффициент диффузии углерода в аустените (D^ -* Fe)
при 900° С. Получается смесь обособленных фаз, состоящая из
феррита и структурно-свободного цементита. При увеличении
64
Рис. 3.13. Диаграммы изотермических превращений стали:
а—заэвтектоидной; б—доэвтектоидиой с областью образования абнормальной структуры
(штриховым» линиями отделены области с различными фазами)
степени переохлаждения после выделения избыточного ферри-
та вначале происходит образование зародышей цементита, за-
тем возможно образование зародышей перлитных колоний.
Скорость кристаллизации колоний перлита значительно превы-
шает скорость отдельного роста зародышей феррита и цемен-
тита. Поэтому при дальнейших выдержках распад аустенита
происходит только за счет перлитного превращения. Соответ-
ственно этому структура доэвтектоидиой стали состоит из фер-
рита н перлита с цементитной оторочкой различной толщины
(рис. 3.12,6). При значительной степени переохлаждения после
выделения избыточного феррита и последующей выдержки об-
разуются перлитные колонии и после окончания превращения
структура стали состоит из феррита и перлита (рис. 3.12, в).
При рассмотрении С-образных диаграмм (рис. 3.13) видно,
что чисто абнормальная структура в стали возникает при усло-
вии, что время окончания отдельного роста цементита и фер-
рита при температуре несколько ниже .41, меньше времени ин-
кубационного периода зарождения перлитных колоний. Обра-
зование абнормальных обособленных структур можно объяс-
нить следующим образом. При небольших степенях переохлаж-
дения вблизи точки Л1 вероятность возникновения зароды-
шей колоний перлита невелика вследствие малого переох-
лаждения и небольшой степени пересыщения, в то время как
наличие избыточных фаз (в доэвтектоидиой стали — феррита,
в заэвтектоидной — цементита) служит основой для образова-
ния и обособленного роста второй фазы (в доэвтектоидиой ста-
ли— цементита, в заэвтектоидной — феррита). Таким образом,
3 9-47?
65
Рис. 3.14. Состав эвтектоида в за-
висимости от степени переохлаж-
дения ниже точки
с момента образования первых
зародышей феррита в заэвтекто-
идной и цементита в доэвтекто-
идной стали процесс распада
аустенита при незначительной
степени переохлаждения проис-
ходит путем обособленного роста
фаз. При несколько большем пе-
реохлаждении вначале происхо-
дит рост обособленных фаз, затем
через некоторое время появля-
ются зародыши перлитных ко-
лоний (рис. 3.11 и 3.12, б). По-
скольку скорость роста перлитных
колоний в этих условиях намно-
го выше скорости обособленного
роста фаз, то дальнейший рас-
пад аустенита происходит сов-
местным ростом кристаллов цементита и феррита.
Структура при полном распаде аустенита будет состоять из
обособленных фаз и перлита (рис. 3.11 и 3.12). При значи-
тельном переохлаждении более предпочтителен распад аустени-
та, сопровождаемый кооперативным ростом цементита и фер-
рита (рис. 3.11, в и 3.12, в). В этом случае ни один из обособ-
ленных процессов не может развиваться, так как скорость
зарождения и образования зародышей колоний перлита значи-
тельно превышает скорости отдельных образований феррита и
цементита. Склонность стали к структурной абнормальности
определяется соотношением инкубационных периодов появления
цементита (карбида), феррита и перлита и соотношением ско-
ростей кристаллизации феррита и перлита (заэвтектоидная
сталь), цементита (карбид) и перлита (доэвтектоидная сталь).
Структурной абнормальности способствуют легирующие эле-
менты и примеси О, Р, Mo, W, В, Си, Si, увеличивающие вре-
менной интервал между началом кристаллизации феррита и
образования перлита (в заэвтектоидной стали). Легирующие
элементы (Мп, Сг, Ni, Al), уменьшающие временной интервал
между началом кристаллизации феррита и образования перли-
та, наоборот, препятствуют склонности стали к .абнормально-
сти. В области, заштрихованной на рис. 3.14, при значительном
переохлаждении скорость зарождения и роста перлитных коло-
ний настолько велика, что возможность выделения и роста
избыточного феррита и цементита полностью исключается и
структура стали состоит из пластиночной смеси фаз (псевдо-
эвтектоида). Левее и правее этой области наряду с перлитом
есть или избыточный феррит, или избыточный цементит.
66
3.3. ВЛИЯНИЕ РАЗЛИЧНЫХ ФАКТОРОВ
НА УСТОЙЧИВОСТЬ АУСТЕНИТА
На устойчивость аустенита в перлитной области влияют сле-
дующие факторы: размеры зерна аустенита; степень однород-
ности аустенита; легирующие элементы.
Работа зарождения кристаллического центра новой фазы
уменьшается в два раза (гл. I), если имеются различные вклю-
чения, удовлетворяющие принципу ориентационного соответст-
вия с новой фазой; границы зерен; дефектные места кристал-
лической решетки (дислокации и др.). Количество превратив-
шегося аустенита описывается уравнением (1.28). Из него
следует, что скорость v' роста значительно сильнее влияет на
объем превратившегося аустенита, чем скорость п зарождения
центров. В то же время скорость v' является весьма устойчивой
характеристикой, не зависящей от особенностей состояния
аустенита (наличие готовых центров, размер зерна и пр.). Она
зависит от температуры превращения и поверхностного натя-
жения на границах фаз. Скорость зарождения центров в зна-
чительной степени зависит от многих факторов (наличие гото-
вых центров, протяженность поверхности зерен, переохлажде-
ние и пр.) и, как указывалось выше, при определенных усло-
виях может составить значительную величину.
Ускоряющее действие нерастворившихся карбидов иа про-
цессы распада аустенита видно из сопоставления устойчивости
аустенита заэвтектоидной стали, охлажденной из области одно-
родного аустенита (выше точки -43) и области выше точки .4).
Диаграмма изотермических превращений при наличии аустени-
та и значительного количества карбидов сдвинута влево (рис.
3.15, линии 1). В этом случае почти во всем интервале темпе-
ратур переохлаждения структура состоит из феррита и зерни-
стого цементита — процесс идет по абнормальному типу. При
охлаждении с температуры выше точки /13 вначале должно
произойти выделение избыточного цементита, затем — образо-
вание в зависимости от степени переохлаждения абнормаль-
ной, или нормальной структуры. Поэтому диаграмма изотер-
мических превращений, по сравнению с первым случаем (ли-
нии 1 на рис. 3.15), находится правее линий 2.
Влияние неоднородности аустенита на его устойчивость
можно показать на примере стали, нагретой с большой скоро-
стью до аустенитного состояния. Аустенит оказывается хими-
чески неоднородным и обладает пониженной по сравнению с
однородным устойчивостью. В этом случае начало и конец
превращения на С-диаграмме сдвинут влево (рис. 3.L6, ли-
ния 1) по сравнению с диаграммой после охлаждения из об-
ласти однородного аустенита (кривая 2). В углеродистых ста-
лях устойчивость аустенита повышается с увеличением содер-
жания углерода (рис. 3.17). В легированных сталях увеличение
Рис. 3.15. Диаграмма изотермического распада
аустенита стали:
1 — температура нагрева 780° С; 2— температура на-
грева 1000° с
Рис. 3.16. Диаграмма изотермического превра-
щения аустенита стали с 0,37% С
1 — индукционный нагрев со скоростью 250° С/с, /и =
= 950е С, № верна 7—8; 2—обычный нагрев» =
= 900е 6, № зерна 7—8: число на кривой — процент
распада аустенита
содержания углерода
сложно влияет на ско-
рость перлитного пре-
вращения. Наиболее
сильно на устойчивость
аустенита влияют ле-
гирующие элементы и
примеси. Легирующие
элементы (Ni, Мп, Si)
сдвигают вправо об-
ласть перлитных пре-
вращений (рис. 3.18).
Карбидообразующие
элементы (Сг, W, Мо,
V и др.) увеличивают
устойчивость аустени-
та, изменяют вид диа-
граммы изотермическо-
го превращения. Они
вызывают появление
второй температурной
области ускоренного
распада при темпера-
туре 400—300° С, соот-
ветствующей! бейнитно-
му превращению. Эта
область выявляется
также при легировании
Ni, Si, Al, Си.
Совместное введе-
ние нескольких элемен-
тов может действовать
на устойчивость аусте-
нита сильнее, чем раз-
дельное. Увеличение
устойчивости аустенита
при введении легирую-
щих элементов, вероят-
но, связано с действием
нескольких факторов
вместе или отдельно:
снижением скорости
у-» a-превращения, ма-
лой скоростью диффузии легирующих элементов, необходимых
для образования карбидов, понижением скорости диффузии
углерода.
В легированных сталях Mo, V, W при малых переохлажде-
ниях ниже точки Ai могут образовываться специальные карби-
68
Рис. 3.17. Влияние содержания углерода иа диаграмму изотермического пре-
вращения аустенита:
о— 0,45% С; б — 0,8% С; в— 1,2% С; числа — процент распада аустенита
Рис. 3.18. Схема влияния легирующих элементов иа
изотермическое превращение аустенита
ды, так как они термодинамически более устойчивы и скорость
диффузии легирующих элементов достаточно велика. При боль-
ших степенях переохлаждения кинетически более выгодно обра-
зование цементита с составом, равным составу аустенита. При
достаточных выдержках в результате диффузии легирующих
элементов происходит образование специальных карбидов либо
за счет обогащения цементита, либо за счет самостоятельного
их образования в наиболее благоприятных местах.
Рекомендуемая литература: [71, [8J, [22, гл. 3], [33], [49], [50, гл. 4 и 5]
[52], [53].
69
Глава 4
МАРТЕНСИТНОЕ ПРЕВРАЩЕНИЕ
Мартенситное превращение наблюдается во многих сплавах
железа, титана, циркония и др. Однако наибольшее значение
оно имеет в сплавах на основе железа. Поэтому рассмотрим
мартенситное превращение в основном на примере железоугле-
родистых сплавов. При значительном переохлаждении возмож-
ность диффузионных превращений подавлена и происходит без-
диффузионное мартенситное превращение. Механизм у -> «-пре-
вращения в железе может быть диффузионным или мартенсит-
ным. Диффузионный механизм реализуется при температурах,
когда скорость диффузии атомов железа достаточно велика.
В этом случае атомы переходят через границу раздела фаз
неупорядоченно. Если же у -> a-превращение протекает при
низких температурах, когда скорость диффузионных процессов
мала, превращение происходит по мартенситному механизму.
Оно заключается в .закономерной перестройке решетки, при
которой атомы не меняются местами, а лишь смещаются по
отношению к соседним на расстояния, не превышающие меж-
атомные. Мартенситные (бездиффузионные) превращения отли-
чаются от других большей скоростью зарождения и роста кри-
сталлов, наличием поверхностного рельефа.
Критерием механизма полиморфного превращения являет-
ся согласно Г. В. Курдюмову отношение температуры превра-
щения Т к температуре рекристаллизации 7р. Если Т>ТР, то
наблюдается диффузионный, а если Т < 7р,— мартенситный
механизм превращения. Например, в железе с содержанием
углерода' 0,001% температура мартенситного превращения
700° С, а при содержании 0,22% — 540° С. Продукты превраще-
ния имеют все признаки мартенситной структуры.
Основные особенности * мартенситного превращения для
углеродистой стали следующие:
1. Превращение аустенита в мартенсит заключается только
в изменении кристаллической решетки твердого раствора. Оно
происходит без изменения концентрации и не требует диффу-
зионных процессов для своего протекания. Превращение аусте-
нита в мартенсит является бездиффузиовным.
2. у -> ар.-превращение характеризуется наличием строгой
кристаллогеометрической связи между решетками мартенсита
и исходного аустенита. Решетка мартенсита закономерно ори-
ентирована по отношению к решетке аустенита (рис. 4.1).
3. Образование мартенсита происходит при значительном
переохлаждении исходной фазы в определенном интервале тем-
ператур. Температура, при которой оно начинается, называет-
ся температурой начала мартенситного превращения A1H(A1S)1
* Сформулированы Г. В. Курдюмовым.
70
Рис. 4.1. Связь между решетками 7- и а-железа. Выделены две возможные
ориентировки тетрагональной объемно-цеитрированиой ячейки с отношением
.. /г
осей Д—.
а— решетка 7- железа; б— решетка а-железа
а температура, при которой процесс прекращается, обозиача-
ется точкой Мк (Mj) * (рис. 4.2). На диаграммах изотерми-
ческого превращения переохлажденного аустенита точки М,, и
7ИК изображаются в виде горизонтальных линий (рис. 3.4). При
достижении той или иной темпе-
ратуры ниже Мп мгновенно обра-
зуется некоторое количество мар-
тенсита, причем по мере выдерж-
ки при постоянной температуре
превращение быстро затухает и
прекращается. Ход превращения
можно характеризовать мартен-
ситной кривой, которая представ-
ляет собой зависимость количест-
ва образовавшегося мартенсита
от температуры (рис. 4.2).
4. Превращение происходит
практически мгновенным образо-
ванием отдельных кристаллов
мартенсита. Время образования
Рис. 4.2 Мартенситная кривая:
А, %— содержание остаточною аусте-
нита
* AIS и от английских слов start
(s) — начало, finish (/) — конец.
71
каждого кристалла очень мало (примерно 10~7 с). Количество
мартенсита увеличивается вследствие появления новых кристал-
лов мартенсита.
5. Выше мартенситной точки превращение может быть вы-
звано пластической деформацией аустенита, при которой коли-
чество мартенситной фазы уменьшается по мере удаления от
точки Л1В. Выше некоторой температуры деформация не вызы-
вает мартенситного превращения.
4.1. ДВИЖУЩИЕ СИЛЫ МАРТЕНСИТНОГО ПРЕВРАЩЕНИЯ
Движущей силой у -> ам-превращения является разность
удельных свободных энергий аустенита и мартенсита (рис.
4.3), которые зависят от температуры. При охлаждении пре-
вращение аустенита в мартенсит происходит вследствие того,
что при некоторой температуре (Го) свободная энергия мартен-
сита меньше, чем аустенита. При охлаждении сплава из аусте-
нитной области мартенситное превращение начинается не сра-
зу после перехода через температуру То метастабильного равно-
весия обеих кристаллических модификаций, а в точке 7Ии,
лежащей значительно ниже, и заканчивается в точке AfH.
Аналогичное явление наблюдается при нагреве мартенсита, ко-
торый может превращаться в аустенит в точке Ав, расположен-
ной выше То, и заканчиваться в точке Ан (в тех сплавах, в
которых оно происходит) (рис. 4.4). Следовательно, наблюда-
ется значительный гистерезис мартенситного превращения.
Основной причиной гистерезиса, по-видимому, является значи-
тельная, энергия ДКупр упругих деформаций, возникших в про-
цессе образования кристаллов мартенсита, и поверхностная
энергия ДКпов, необходимая для создания границы раздела
между аустенитом и мартенситом. Превращение может проис-
ходить при условии
ДДоб > ДГпов + ДГ’упр.
Поэтому для прохождения мартенситного превращения темпера-
тура металла должна стать ниже То, чтобы выигрыш ДГоб объ-
емной энергии вследствие изменения решетки мог компенсиро-
вать затраты энергии на упругую деформацию ДАуПр и образова-
ние границы раздела ДГ Пов. Прямому мартенситному превращению
способствуют все факторы, увеличивающие ДАе6 и уменьшающие
ДАпов и ДАупр. К таким факторам можно отнести когерентность
аустенитной и мартенситной решеток, пластинчатую форму кри-
сталлов мартенсита и пр. Необходимым условием обратного
ав-j-превращения по мартенситному механизму является от-
сутствие диффузионных процессов при нагреве. Обратное мар-
тенситно-аустенитное превращение обнаружено в цветных и в не-
которых сплавах иа основе железа. Однако в сплавах иа основе
72
Рис. 4.3. Кривые зависимости Гд
и Км от температуры: ЛГО6 —
разность свободной энергии между
фазами
Рис. 4.4. Диаграмма прямого и обратного мартенситного превращения для
твердого раствора различных концентраций:
Т, — температура метаставплыюго равновесия обеих кристаллических модификаций
железа прямое и обратное превращение разделено температурным
интервалом в сотни градусов. Такое разделение температурных
областей прямого и обратного превращения приводит к различ-
ной степени использования термически активируемых процессов
для релаксации внутренних напряжений. При нагреве частично
«исчезают» из «памяти» образца следы прямого превращения —
поля упругих искажений и дефекты кристаллического строения.
В обычных (конструкционных и инструментальных) сталях при
нагреве мартенсит распадается на феррит и карбиды, поэтому
обратное превращение невозможно. В сплавах, испытывающих
прямое и обратное 7 ам-превращение, носителем памяти о
прямом превращении является кристаллографическая ориенти-
ровка отдельного кристалла мартенсита и ориентировка всех
кристаллов, возникающих из одного кристалла аустенита. Эти
ориентировки приносят к началу обратного перехода информа-
цию об исходной ориентировке аустенита и о путях такого
перехода.
Явление термоупругого равновесия, когда прямое п обрат-
ное превращение протекает при изменении температуры с не-
большим гистерезисом или практически даже без него, было
предсказано, а затем и обнаружено Г. В. Курдюмовым. Вся
область превращения лежит ниже температуры Го.
73
Обратимость превращения -]-5=±ам и явления термоупругого
равновесия использованы для создания сплавов, запоминающих
форму.
Эффект запоминания формы, заключающийся в способно-
сти самопроизвольного восстановления пластически деформиро-
ванным металлом своей исходной формы, обычно связывают
с протеканием термоупругого мартенситного превращения в упо-
рядоченных системах. В сплавах, запоминающих форму (Ti, Ni,
Си — Al — Ni, Си — Zn — X и др.), кроме образования обра-
тимого термоупругого (термического) мартенсита, возможно
образование под напряжением и обратимого механоупругого
мартенсита. Величина обратимой псевдоупругой деформации в
запоминающих сплавах может превышать 15%.
4.2. МЕХАНИЗМ ПРЕВРАЩЕНИЯ
Главная идея, лежащая в основе современных теорий кри-
сталлографии мартенсита, заключается в том, что изменение
формы можно получить либо деформацией решетки, сопровож-
дающейся изменением размеров элементарной ячейки, либо
деформацией при инвариантной решетке, когда решетка не ме-
няется. На рис. 4.5, а представлен участок исходной фазы до
превращения, а на рис. 4.5, б — д после изменения решетки.
Выполнение условий совместимости требует, чтобы измене-
ние формы при образовании мартенситной пластины было де-
формацией с инвариантной плоскостью или очень близкой к
ней. Это достигается сочетанием деформации решетки и дефор-
мации при инвариантной решетке, как показано на рис. 4.5, в,
или сочетанием двух различных деформаций решеток (рис.
4.5,г). Деформацию с инвариантной плоскостью можно пред-
ставить состоящей из двух простых деформаций — одноосного
растяжения (сжатия) по направлению, перпендикулярному к
инвариантной плоскости, и чистого сдвига по системе плоско-
стей, параллельных инвариантной.
Ориентационное соотношение для мартенсита углеродистой
стали по Курдюмову — Заксу (К-—3.) (рис. 4.6) соответствует:
(0П).||(1П)А
[lll]a||(101)J
74
Сдвиг r
Рис. 4.6. Схема перестройки решетки аустенита а-мартеисита по Курдюмову —
Заксу:
а, б. в— пространственное расположение атомов
Это соотношение может быть достигнуто 24 положениями ре-
шетки мартенсита в одном кристалле аустенита. Плоскость
(011)„ может быть параллельной любой из четырех плоско-
стей {111) аустенита, а параллельность одного из двух направ-
лений <lllj>, лежащих в плоскости (011)=, одному из трех
направлений <100>,, лежащих в плоскости (111),, может
быть обеспечена шестью способами. Физический смысл соотно-
шения Курдюмова — Закса — параллельность наиболее плот-
но упакованных плоскостей и направлений в двух решетках
(в мартенситной и аустенитной).
Переход решетки ГЦК в решетку ОЦК, приводящий к ориен-
тировке типа К.—3., может быть достигнут с помощью двух
сдвигов. Первый сдвиг состоит в смещении плоскостей (111),
в направлении [211], на 1/12г2ц- Чередование плоскостей (111),
ЛВСАВС в результате переходит в чередование АВАВАВ, со-
ответствующее чередованию плоскостей (001). в ГП или (011),
в решетке ОЦК (рис. 4.6, а, б). Второй небольшой сдвиг —
в плоскости (211), || (21!)„ перпендикулярной к (111), и в на-
75
правлении [Oil],|| [111].—приводит к изменению угла между
плотно упакованными направлениями от 120 до 109,5° (рис. 4.6, в).
Для получения решетки ОЦТ величины обоих сдвигов должны
быть немного меньше тех, которые переводят решетку ГЦК в
решетку ОЦК. При описании кристаллографии мартенситного
превращения иногда принимают деформацию Бейна с поворотом.
Перестройка у->а по этой схеме должна приводить к ориента-
ционному соотношению
[001]„||[001],
[100]. II [110]-; (
Чтобы удовлетворялись найденные ориентировки между аусте-
нитом и мартенситом, кроме сжатия по оси [001 ], и расширения
по осям <110>,, необходим дополнительный поворот всей ре-
шетки, при котором ось [001]. отклоняется от оси [001], на угол
около 10°.
Поверхностный рельеф является одним из основных призна-
ков мартенситного превращения в стали. Он возникает при за-
калке стали на гладкой поверхности образца в виде игл или
выступов и впадин с плоскими гранями. Появление поверхно-
стного рельефа обусловлено однородным сдвигом вследствие
кооперативного и закономерного смещения атомов при пере-
стройке решетки аустенита в решетку а-мартенсита.
В большинстве углеродистых и легированных сталей и спла-
вов на основе железа образуется а-мартенсит (ам) с объемно-
центрированной кубической (ОЦК), тетрагональной (ОЦТ) и
ромбической (ОЦР) решетками. Помимо них обнаружен е-мар-
тенсит с гексагональной плотноупакованной решеткой.
В решетке а-железа имеются два тина междуузлий (пор):
октаэдрические (ОМ) и тетраэдрические (ТМ) (рис. 4.7).
Атомы углерода в ам располагаются в октаэдрических между-
узлиях, вызывая тетрагональные искажения решетки а-железа.
Зависимость параметров решетки мартенсита от концентрации
углерода описывается выражениями
с = сс + а.р\ а = ас + ₽р; -j = 1 + рр, (4.3)
где а, с—параметры решетки мартенсита;
-----отношение параметров решетки;
о
Со — 2,866А — параметр решетки а-железа;
а = 0,116 ± 0,002;
₽ = 0,013 ± 0,002; р = 0,046 ± 0,001;
р—содержание углерода (по массе), %.
Соотношения (4.1) относятся к частично разупорядоченно-
му состоянию, когда основная часть атомов углерода распола-
гается в октаэдрических междуузлиях, находящихся в рядах
76
Рис. 4.7. Октаэдрические междуузлия ОМ в решетке ОЦ (а); образуемые между-
узлиями три подрешетки (б); оси координат (а). Показаны направления тетра-
гонального искажения при заполнении атомами углерода ОМ одной подрешетки
и обычный выбор координатной системы. Междуузлия разных подрешеток
обозначены разными малыми шариками (ОМ заполнены)
атомов железа, параллельных оси [001], а другая (до 20%)
распределяется по трем подрешеткам октаэдрических между-
узлий, в a-железе. Для свежеобразованного мартенсита не су-
ществует определенной зависимости между содержанием угле-
рода и отношением с/с. Тетрагональность его при одном и том
же содержании углерода может быть различной для разных
сталей. Аномально низкая тетрагональность (мартенсит) обна-
ружена в ряде сталей, содержащих Мп, Re, Ni, и в нелегиро-
ванных высокоуглеродистых сталях. Этот мартенсит существу-
ет только в области низких температур и при нагревании до
комнатной температуры превращается в а-мартенсит. Аномаль-
но высокая тетрагональность установлена в высокоуглеродистых
сталях с содержанием большого количества алюминия (более
3% А1), никеля (18% Ni).
Наименьшей энергией упругих искажений, вызываемых ато-
мами углерода, обладает решетка а-железа, в которой они
располагаются в одной подрешетке октаэдрических междууз-
лий. Поэтому при иагреве происходит перераспределение ато-
мов углерода к наиболее выгодным местам в решетке. Этим
объясняется, что в свежеобразованном мартенсите с аномаль-
но низкой тетрагональностью (полученной при переохлаждении
до низких температур) при нагреве до комнатной температуры
происходит процесс упорядочения, т. е. переход атома углеро-
да в третью подрешетку октаэдрических междуузлий, что
обусловливает рост отношения с [а. Если свежеобразоваиный
мартенсит обладает степенью порядка по подрешеткам более
77
высокой, чем равновесная при комнатной температуре, то при
нагреве до комнатной температуры происходит частичное разу-
порядочение, сопровождающееся понижением отношения с/а.
Во время выдержки при комнатной температуре происходит
также перемещение атомов углерода к дислокациям наиболее
быстро в первые несколько минут, затем затухает и заканчи-
вается в течение 1—2 ч при температуре 100° С — за 5 мин.
4.3. КИНЕТИКА МАРТЕНСИТНОГО ПРЕВРАЩЕНИЯ
Мартенситное превращение протекает преимущественно пу-
тем гетеоогенного зарождения новой фазы. Однако природа
зародышей мартенсита не установлена из-за огромной скорости
роста кристаллов мартенсита. Предполагают, что образование
мартенсита связано с наличием особых субмикроскопических
участков в исходной фазе. Некоторые гипотезы связывают за-
рождение мартенсита с существованием участков, обедненных
углеродом. Активизирующее действие на мартенситное превра-
щение оказывают дефекты кристаллического строения и значи-
тельные локальные напряжения.
В отличие от перлитного превращения, кинетика мартен-
ситного превращения характеризуется отсутствием инкубацион-
ного периода. Горизонталь при температуре Л1Н и Л4К на С-ди-
аграммах (рис. 3.4) указывает лишь на начало и практический
конец мартенситного превращения и от скорости охлаждения
не зависит. Поэтому длина горизонтали при Мв и Мк никакого
физического смысла не имеет. Мартенситное превращение про-
исходит в определенном интервале температур и зависит от
химического состава аустенита (рис. 4.8). Каждой температуре
соответствует определенное количество образовавшегося мар-
тенсита. Скорость мартенситного превращения определяется не
скоростью роста, а скоростью образования зародышей мартен-
сита. Отрезок Ао характеризует количество остаточного аусте-
нита после охлаждения стали до комнатной температуры, а
отрезок At — после охлаждения до температуры конца мартен-
ситного превращения (рис. 4.2). Положение точек и количество
остаточного аустенита зависит главным образом от химическо-
го состава аустенита и в меньшей степени от других факторов.
При достижении очень больших скоростей охлаждения тем-
пература мартенситного превращения может несколько изме-
няться. Однако при практически существующих скоростях
охлаждения, составляющих менее 2000° С/с, температура нача-
ла и конца мартенситного превращения не зависит от скорости
охлаждения.
Кинетика мартенситного превращения может быть атерми-
ческой (рис. 4.9, кривая 1), изотермической и взрывной (рис.
4.9, 4.10). Первая из них наблюдается в большинстве углеро-
дистых и в легированных сталях и сплавах. В области темпе-
78
ратур AfB — М,: мартенситное
превращение протекает с боль-
шой скоростью, практически
заканчивается мгновенно по-
сле достижения образцом
температуры окружающей
среды. Последующая длитель-
ная изотермическая выдерж-
ка не приводит к появлению
дополнительных участков с
мартенситной структурой. Для
атермической кинетики эмпи-
рическую зависимость коли-
чества мартенсита от темпе-
ратуры переохлаждения
ДГ = Ти — Т можно описать
выражением
Р„м = 1—6,956 - 10—15 (455 —
— ДТ)5-32 ... (4.4)
Эта формула справедлива для
углеродистых и легированных
сталей, содержащих пример-
но 1% С. Характерным для
взрывной кинетики является
то, что почти весь мартенсит
образуется мгновенно, взры-
вом (рис. 4.9, кривая 2). При
дальнейшем охлаждении об-
разуются дополнительные пор-
ции мартенсита, однако уже
не по взрывной, а по атерми-
ческой кинетике. Для мартен-
сита со взрывной кинетикой
характерна пластинчатая фор-
ма кристаллов с мидрибом *
(рис. 3.3), представляющим
собой область чередующихся
тонких двойников системы
(И2) ам <П1> аы, толщиной
несколько десятков ангстрем.
Габитусная плоскость этих
пластин, как правило, (259) v
* Мидриб — от английского
midrib — сокращенное middle ribbon
— средняя полоска-
Рис. 4.8. Влияние содержания угле-
рода на положение мартенситных то-
чек Л4н, Л4к
Рис. 4.9. Графики зависимости коли-
чества а-мартенсита от температуры
при непрерывном охлаждении для
атермической (/) и взрывной (2) кине-
тики
Рнс. 4.10. Кривые изотермического
превращения аустенита в мартенсит
79
Они образуются в виде зигзагов или ферм и имеют двойнико-
вую структуру по всему мартенситному кристаллу.
Для изотермической кинетики у -> ам-превращения характер-
ным является изотермическое образование мартенситных крис-
таллов в области температур мартенситного превращения М„ —
Мк (рис. 4.10). Скорость протекания этого превращения зависит от
температуры и состава стали. Скорость мартенситного превра-
щения также определяется скоростью образования зародышей,
а не их ростом. Малая скорость превращения вблизи темпера-
туры начала мартенситного превращения обусловлена необ-
ходимостью наличия критического зародыша большого размера,
т. е. необходимостью возникновения больших энергетических
флуктуаций. По мере понижения температуры ниже точки Мп
размер критического зародыша уменьшается, поэтому скорость
зарождения центров кристаллизации увеличивается, соответст-
венно увеличивается и скорость превращения. С дальнейшим
увеличением степени переохлаждения скорость превращения
уменьшается в результате значительного уменьшения подвиж-
ности атомов. Следовательно, температурная зависимость ско-
рости мартенситного превращения имеет вид кривой с макси-
мумом, т. е. такой же, как и при других фазовых превраще-
ниях. Можно считать, что температурная скорость мартенсит-
ного превращения определяется совокупностью факторов: раз-
ностью свободных энергий у- и ам-фаз, подвижностью атомов
и энергией тепловых колебаний.
Энергия активации мартенситного превращения составля-
ет всего 600—1000 кал/моль, в то время как энергия активации
рекристаллизации железа составляет 35 ккал/моль, а поли-
морфного превращения т~>а при температуре 900° С около
55 ккал/моль. Такое малое значение энергии активации при
мартенситном превращении обусловливает в значительной мере
возможность протекания его при низких температурах с боль-
шой скоростью. Столь низкая энергия активации процесса яв-
ляется следствием того, что образование мартенситных кри-
сталлов происходит за счет перестройки решетки небольшим
смещением атомов, не требующим преодоления больших энер-
гетических барьеров. Поэтому рост мартенситного кристалла
происходит до тех пор, пока сохраняется когерентность между
его решеткой и решеткой аустенита. При нарушении когерент-
ности рост мартенситных кристаллов прекращается. Причиной
нарушения когерентности могут явиться изменение объема,
возникновение больших внутренних напряжений и препятствий
для роста мартенситного кристалла. , •
80
4.4. ВЛИЯНИЕ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ
НА МАРТЕНСИТНОЕ ПРЕВРАЩЕНИЕ
Пластическая деформация в зависимости от степени и тем-
пературы деформации может приводить к ускорению или
торможению мартенситного превращения. Она оказывает акти-
вирующее влияние на мартенситное превращение в сталях, мо-
жет вызывать образование мартенсита в тех сплавах, в кото-
рых без деформации он не появляется даже при охлаждении
до абсолютного нуля, или может вызвать образование мартен-
сита выше температуры Мв. Чем ближе к температуре То тем-
пература деформации переохлажденного аустенита, тем боль-
шей должна быть степень деформации, вызывающая образова-
ние мартенсита. Выше некоторой температуры Тд никакая
пластическая деформация не может вызвать мартенситное пре-
вращение.
При низких степенях деформаций в области температур
Л11|<7’д<7’о а-мартенсит не образуется, только изменяется
структура аустенита; происходит дробление зерен, появляются
линии и полосы скольжения, изменяется дислокационная струк-
тура. Эти изменения неодинаково влияют на кинетику превра-
щения у->ам при последующем охлаждении: они активизируют
образование мартенсита в сплавах с высокими упругими свойст-
вами (рис. 4.11); стабилизируют у-фаз у в сплавах с низкими
упругими свойствами. Пластическая деформация аустенита при
температуре выше Тв не приводит к превращению но
сопровождается дроблением зерен, блоков, появлением линий и
полос скольжения и пр. В результате последующего охлаждения
аустенита, деформированного в области температур То, мартен-
ситное превращение начинается при более низких температурах
и количество его меньше, чем в недеформированном. При высо-
кой степени предварительной деформации аустенита мартенсит-
ная точка может подняться настолько, что мартенсит образуется
во время деформации (мартенсит деформации). Мартенсит
Рис. 4.11. Влияние степени
пластической деформации аус-
тенита на мартенситное превра-
щение:
а—нержавеющая сталь с 18% Сг.
8% NI; б— никелевая сталь с 22.7%
Ni. 3.1% Мп (числа на кривых —
процент распавшегося аустенита)
ы
Рис. 4.12. Кривые зависимости отно*
сительного количества мартенсита от
температуры стабилизации аустенита:
1—при непрерывном охлаждении; 2—
после изотермической выдержки при тем-
пературе 3—после изотермической
выдержки прн температуре Т 4— кри-
вая температуры AIS; as — граничная тем-
пература стабилизации
деформации отличается от мартенсита охлаждения по структуре.
В деформированном металле кристаллы мартенсита имеют мень-
шие размеры, чем в недеформированном.
Природа влияния пластической деформации на мартенсит-
ное превращение не выяснена вследствие указанных трудно-
стей выявления начальной стадии зарождения кристаллов мар-
тенсита. Возможно, что это связано с величиной и характером
возникающих в аустените при пластической деформации суб-
структуры и дефектов.
4.5. СТАБИЛИЗАЦИЯ АУСТЕНИТА
Превращение аустенита в мартенсит может заметно тормозить-
ся после промежуточных выдержек во время охлаждения выше
-и ниже точки М„. Это явление называют стабилизацией аусте-
нита (рис. 4.12). Кривая 1 соответствует относительному коли-
честву мартенсита, получающемуся при непрерывном охлажде-
нии. Если охлаждение прерывается при температуре Тн\ и при
этой температуре делается выдержка, то образование мартенсита
при дальнейшем охлаждении начинается не сразу, а лишь после
прохождения определенного температурного интервала. Темпе-
ратура, при которой снова начинается образование мартенсита,
обозначается ЛТ^.При охлаждении до температуры ниже точки
Msi протекает процесс дальнейшего образования мартенсита
и кривая изменения относительного количества мартенсита идет
дальше параллельно своему первоначальному участку (кривая 2).
Если изотермическая выдержка происходит в течение достаточно
продолжительного времени, но при более низкой температуре
Th2, то эффект стабилизации больше температурного интервала
при температуре THs2 (кривая 3).
Эффект стабилизации тем больше, чем больше количество
мартенсита в структуре. Если соединить точки A4Si, М& после
изотермической выдержки при различных температурах, то по-
лучится кривая 4, которая, как правило, пересекается с кривой
1. Температура точки пересечения обозначена os. Приостановке
•82
охлаждения выше точки as стабилизация аустенита в большинстве
промышленных сталей отсутствует. При значительном легирова-
нии точка os может лежать выше точки М„.
Стабилизация остаточного аустенита наблюдается и при за-
калке с обычной скоростью. Снижение скорости охлаждения
при закалке приводит к увеличению количества остаточного
аустенита. Это означает, что снижение скорости охлаждения
вызывает более сильный эффект стабилизации аустенита. Яв-
ление стабилизации аустенита объясняют релаксацией упругих
напряжений, возникновением сегрегаций углерода и азота, про-
цессом деформационного старения.
4.6. ВЛИЯНИЕ СОСТАВА СТАЛИ
НА МАРТЕНСИТНОЕ ПРЕВРАЩЕНИЕ
Наиболее сильное влияние на положение мартенситной точ-
ки оказывает углерод, растворенный в аустените (рис. 4.8).
Чем больше содержание углерода, тем при более низких тем-
пературах наблюдается начало и конец превращения. В неле-
гированных сталях с содержанием углерода менее 0,6% мар-
тенситное превращение заканчивается при температуре выше
комнатной (мартенсит успевает распасться). В сталях со сред-
ним и высоким содержанием углерода мартенситное превраще-
ние не заканчивается при охлаждении до комнатной темпера-
туры. Часть аустенита оказывается непревращенной. Количе-
ство остаточного аустенита растет с увеличением содержа-
ния углерода в аустените и определяется как положением мар-
тенситной точки, так и ходом
мартенситной кривой.
Повышение температуры
нагрева под закалку доэвтек-
тондной и эвтектоидной стали
не влияет на положение мар-
тенситной точки, поэтому не
влияет на количество остаточ-
ного аустенита. В заэвтектоид-
ной стали повышение темпера-
туры нагрева под закалку
приводит к увеличению кон-
центрации углерода в аустени-
те. Поэтому при закалке пони-
жается температура мартен-
ситного превращения и увели-
чивается количество остаточ-
ного аустенита (рис. 4.13).
Легирующие элементы на
положение мартенситной точки
влияют по-разному (рис. 4.14).
Рис. 4.13. Влияние температуры за-
калки на содержание остаточного аус-
тенита в сталях с различным содер-
жанием углерода
83-
°/о легирующего элемента
а
Рис. 4.14. Влияние легирующих элементов (стали содержат 1% С):
<2 — на температуру мартенситного превращения; б— на количество остаточного аустенита
Со н А1 повышают мартенситную точку, Si практически не
влияет, а все остальные элементы понижают ее (табл. 4.1).
Таблица 4.1
Количественное влияние легирующих элементов (1 % но массе) на положение
мартенситной точки (для стали 0,8—1,0 % С)
Элемент Мп Сг NI »V SI Мо Си Со AI
Смещение точки, °C —45 —35 —26 —30 0 —25 —7 + 12 4-18
Для сталей со средним содержанием углерода для определе-
ния положения точки Л4„ мартенситного превращения можно
определять по формуле
М„ = 520 — 320С — 45Мп — ЗОСг — 20Ni + Мо + Си — 5Si, (4.4)
где С, Мп, Сг, Ni, Мо, Си, Si — содержание легирующих
элементов, % (по массе).
Легирующие элементы, понижающие температуру мартенсит-
ного превращения, повышают количество остаточного аустенита.
Легирующие элементы могут существенно влиять на тип кри-
сталлической решетки и последовательность превращений. Напри-
мер, в сплавах Fe—Мп—С и Fe—Сг—Ni вначале при низких
температурах могут образовываться в и е'-фазы, которые при
нагреве переходят в ам. В ряде сплавов: марганцевых, никеле-
вых и алюминиевых при резком охлаждении до низкой темпе-
ратуры (—50° С) происходит превращение у -> у', при нагреве
у' — аы. Количество е-мартенсита с повышением содержания
.марганца вначале увеличивается до 15—17%, а затем понижается.
При содержании марганца выше 26% структура становится
84
полностью аустенитной. Большинство легирующих элементов
уменьшает количество е-фазы. Кремний увеличивает содержание
е-фазы. В некоторых марганцевых сталях при резком охлажде-
нии до низких температур обнаруживается е'-мартенсит, который
имеет 18-слойную ромбоэдрическую решетку, е'-мартенсит при
нагреве до комнатной температуры переходит в е-мартенсит,
а затем а-мартенсит.
4.7. СТРУКТУРА И СВОЙСТВА ЗАКАЛЕННОЙ СТАЛИ
По структуре железоуглеродистых сплавов различают в ос-
новном мартенсит двух морфологических типов: реечный и пла-
стинчатый (рис. 4.15).
Реечный мартенсит имеется в закаленных низко- и средне-
углеродистых, конструкционных легированных сталях. Кри-
сталлы этого мартенсита имеют форму тонких реек, вытянутых
в одном направлении < 111 >7 с габитусными гранями (111)7.
Иногда эти рейки объединены в группы (плиты). Реечные кри-
сталлы расположены параллельно один к другому. Ширина
реек 0,1—0,2 мкм, соседние кристаллы мартенсита разделены
между собой границей. Пластинчатый (игольчатый) мартенсит
образуется в средне- и высокоуглеродистых сталях н высокони-
келевых сплавах. Обычно отдельные кристаллы мартенсита
представляют собой пластины в разрезе линзы, толщина кото-
рых на порядок меньше нх длины н ширины. Пластинчатые
кристаллы появляются в виде зигзагов или ферм. Первые пла-
стины мартенсита пересекают все зерно, ограничивая размеры
последующих. Размеры нх тем меньше, чем позже они обра-
зуются (рис. 4.16). Характерной особенностью пластин а-мар-
тенспта является наличие неровностей и выступов на границе
мартенситного кристалла, средней линии мидриба, несплошно-
стей, микротрещпн, следов скольжения. Размеры пластин и реек
мартенситных кристаллов определяются исходным зерном
Рис. 4.15. Реечный (а) и пластинчатый (игольчатый)
(б) мартенсит
Рис. 4.16. Образование мартенсита:
а— начальная; 6— промежуточная стадия
аустенита: чем меньше размеры зерна, тем меньше размеры кри-
сталлов мартенсита. При мелком исходном зерне аустенита об-
разуется мартенситная структура без видимого игольчатого
строения, иногда называемая бесструктурным мартенситом.
Кристаллы мартенсита состоят из фрагментов размером
0,1—1 мкм и их разориентировкой 5—10°. Фрагменты в свою
очередь состоят из ячеек размером 100—200А н с разориенти-
ровкой 1—2°. Границы последних образованы дислокационны-
ми сетками. Плотность дислокаций около 10” см-2 даже у ста-
ли с содержанием углерода 0,28%. С повышением содержания
углерода средний размер ячеек уменьшается почти в два раза:
с 80—1.00А до 40—БОА. Пластическая деформация закаленной
стали с 0,28% С дополнительно уменьшает размер ячеек до
40А. Наличие углерода в решетке a-железа вызывает значи-
тельные статические и динамические искажения. Статические
искажения наибольшие для атомов, являющихся непосредст-
венными соседями атома углерода. Динамические искажения
объясняются тем, что с увеличением содержания углерода воз-
растает среднеквадратнческое отклонение при тепловых коле-
баниях в решетке мартенсита. Это свидетельствует об ос-
лаблении сил междуатомных связей, причем тем больше, чем
выше содержание углерода. Эффективный модуль упругости
закаленной стали почти в два раза ниже, чем отожженной, и
тем меньше, чем больше содержание углерода.
Мартенсит закаленной стали характеризуется повышенным
сопротивлением деформации (косвенно характеризуемой твер-
достью). Твердость мартенсита тем больше, чем выше содер-
жание углерода в нем. Повышение сопротивления пластической
деформации мартенсита обусловлено следующими факторами:
1) следствием взаимодействия полей напряжений атомов
углерода с полями напряжений дислокаций;
2) малыми размерами «пакета», образованного почти оди-
наково ориентированными мартенситными пластинами («рей-
86
ками»), разделенными малоугловыми дислокационными грани-
цами;
3) малыми размерами субструктуры;
4) образованием атмосфер атомов углерода на дислокациях;
5) высоким пределом упругой деформации самих кристал-
лов мартенсита, связанным с искажением кристаллографиче-
ской решетки, вызванным наличием углерода.
В то же время мартенсит закаленной стали склонен к хруп-
кому разрушению под воздействием упругих напряжений, зна-
чительно ниже предела текучести. Вероятными причинами вы-
сокой склонности закаленной стали к хрупкому разрушению
являются уменьшение межатомной связи, характеризуемое мо-
дулем упругости, и наличие неоднородных микронапряженнй,
возникающих в процессе мартенснтиого превращения. Это на-
ла .
пряжения второго рода (— ), возникающие в пределах мартен-
ситного кристалла, и локальные мнкронапряжения, возникаю-
щие при столкновении мартенситных кристаллов с границами
зерен. Если принять, что отношение длины мартенситного кри-
сталла к его толщине составляет около 50 : 1, то в соответствии
с выражением
°к — °ном • 2 (4.5)
где ак—концентрация напряжений, кгс/мм2;
°вом — номинальное приложенное внешнее'напряжение, кгс/мм2;
I—длина мартенситного кристалла;
г — толщина мартенситного кристалла,
локальная концентрация напряжений равна:
Ок = Он • 2 "j/"Y«aH . 14 ~aH • 14 кгс/мм2,
т. е. если приложить даже внешнее напряжение 80 кгс/мм2, то
концентрация напряжения в конце мартенситного кристалла
будет около 1100 кгс/мм2, что выше теоретической прочности
мартенсита.
Уменьшение межатомных связей с увеличением содержания
углерода в мартенсите приводит к соответствующему пониже-
нию сопротивления хрупкому разрушению (рис. 4.17). В зави-
симости от содержания углерода структура закаленной стали
может быть различной. В углеродистых сталях с содержанием
углерода менее 0,5—0,6% образуется отпущенный мартенсит,
остаточного аустенита нет. В сталях с содержанием углерода
более 0,5—0,6% может образоваться неотпущенный мартенсит
и имеется остаточный аустенит.
Все указанные структурные особенности закаленной стали
вызывают и соответствующее изменение свойств. Плотность,
электропроводность, магнитные свойства, механические свойст-
ва зависят от содержания углерода (рис. 4.18).
S7
Рис. 4.17. Изменение механических свойств
закаленной стали в зависимости от содержа-
ния углерода
Рис. 4.18. Кривые зависимости магнитных
свойств сталя от содержания углерода:
1 — отжиг; 2 — закалка
При анализе влияния
условий закалки и содер-
жания углерода на меха-
нические свойства (ов, а0,2,
ф, ан) следует учитывать
характер разрушения об-
разпов. Излом может из-
меняться от вязкого до
хрупкого без пластиче-
ской деформации. Плас-
тичность и ударная вяз-
кость закаленной стали
закономерно снижается с
увеличением содержания
углерода, а сопротивле-
ние разрушению (опреде-
ляемое при кручении) и
твердость повышаются.
Сопротивление хрупкому
разрушению тем ниже,
чем выше содержание
углерода. Из результатов
испытания на растяжение
(рис. 4.17) следует, что
вначале с повышением
содержания углерода до
0,3% временное сопротив-
ление, предел текучести
растут, а пластичность
(ф) и- ударная вязкость
снижаются. В этом случае
излом образцов либо пол-
ностью, либо частично
вязкий. При содержании
углерода выше 0,4% из-
лом разрывных и ударных
образцов полностью хруп-
кий. Поэтому снижение
предела прочности зака-
ленной стали с увеличе-
нием содержания углеро-
да отражает уменьшение
сопротивления ‘ хрупкому
разрушению. В этом случае, как и для всех хрупких материа-
лов, корреляции между твердостью и сопротивлением разру-
шению нет, так как они отражают различные свойства.
В температурном интервале превращения аустенита в мар-
тенсит наблюдается явление, сверхпластичности. В сверхпла-
88
Рис. 4.19. Кривые зависимости механических свойств стали У12 от скорости
охлаждения в области мартенситного превращения:
а— угол закручивания; б— предел прочности при крученнн
стичном состоянии материал характеризуется сочетанием боль-
шого относительного удлинения и низкого напряжения течения.
Предполагают, что причиной сверхпластичности является
межзеренное перемещение и залечивание микронесплошностей,
возможно также наличие диффузионной ползучести и внутри-
зеренного дислокационного скольжения и частичной релакса-
цией напряжений первого рода и микронапряжений.
Концентрация напряжения на границе зерна определяется
длиной мартенситного кристалла, которая пропорциональна раз-
мерам зерна. Поэтому увеличение размеров зерна приводит к
росту концентрации напряжения согласно выражению (4.5) и,
следовательно, к понижению сопротивления отрыву в соответ-
ствии с формулой Петча-Холла (2.1), достигая при крупном
зерне 50—60 кгс/мм2. Это ниже напряжений первого рода, воз-
никающих при закалке, вследствие чего легко образуются за-
калочные трещины. Прочность (хрупкая) и пластичность зака-
ленной стали уменьшается с повышением скорости охлажде-
ния, особенно в области мартенситного превращения (рнс. 4.19
и табл. 4.2). Вероятной причиной этого является возникновение
при быстром охлаждении более высоких напряжений первого
рода. При замедленном охлаждении в области мартенситного
превращения вследствие высокой пластичности мартенсита про-
исходит частичная релаксация возникающих микронапряженнй
и напряжений первого рода, что приводит к повышению про-
чности.
При одинаковом содержании углерода в углеродистой и ле-
гированной сталях, охлаждаемых с различной скоростью, со-
противление хрупкому разрушению почти в 2 раза выше у
легированной стали, охлажденной в масле (рис. 4.20).
89
Рис. 4.20. Диаграмма деформации
при растяжении стали:
1—сталь хроыоннкельмолнбденовая
(закалка в масле); 2— то же, закалка
н щелочном растворе; 3— сталь 45 (за-
калка в воде)
Увеличение количества оста-
точного аустенита в закаленной
инструментальной стали может
привести к некоторому повыше-
нию хрупкой прочности, а при
вязком разрушении — к пониже-
нию предела прочности.
На механические свойства
стали ( в особенности среднеугле-
родистой) в закаленном состоя-
нии влияет содержание легирую-
щих элементов. Из легирующих
элементов только никель и ко-
бальт увеличивают сопротивле-
ние отрыву, потому что никель
(кобальт) уменьшает энергию
взаимодействия дислокаций с
атомами внедрения, а также сни-
жает сопротивление кристалли-
ческой решетки, искаженной эти-
ми атомами, движению дислока-
ций. Поэтому среднеуглеродистые
стали, содержащие никель после
закалки, разрушаются вязко, в
отличие от среднеуглеродистых,
легированных другими элементами, которые разрушаются хруп-
ко (табл. 4.3).
Таблица 4.2
Влияние скорости охлаждения на механические свойства закаленной стали
(диаметр образца 5 мм)
Сталь Температура нагрева и время выдержки Охлажда- ющая среда Механические свойства
св- кгс/мм* SK. кгс/мм® ф. % HRC Характер излома
45 830° С, 25 мин Вода Масло 102 181,6 102 181,6 0 0 59 54—56 Хрупкий То же
38ХА 850° С, 25 мин Вода 105 105 0 55—56 »
Масло 200 200 0 52 &
Сопротивление отрыву закаленной стали зависит от свойств
мартенсита и от свойств и морфологии «второй» фазы (неме-
таллических включений, вторичного цементита, феррита). Осо-
бенно неблагоприятным является расположение их по грани-
цам зерен в виде непрерывной сетки.
90
Таблица 4.3
Механические свойства сталей после закалки без отпуска (мелкое зерно,
диаметр образца 3 мм)
Сталь Режим термической обработки Механические свойства
°в- кгс/мма SK. кгс/ммя ф. % НЦС Излом
38ХА Закалка 850° С, 15 мии, охлаждение в масле 200 200 0 52 Хрупкий
50ХФА Нагрев 950° С, 15 мии, охлаждение в масле 100,3 100,3 0 58 То же
45 Нагрев 1000° С, 15 мин, охлаждение в воде 84,6 84,6 0 59
37XH3A Нагрев 1000° С, 15 мин, охлаждение на аоздухе 189,6 302,6 38 48 Вязкий
Рекомендуемая литература: [7], [8, гл. 4—7], [17], [32], [33, гл. 3 и 4],
[41], [50], [73].
Глава 5
БЕЙНИТНОЕ ПРЕВРАЩЕНИЕ
5.1. КИНЕТИКА БЕЙНИТНОГО ПРЕВРАЩЕНИЯ
Бейнитное превращение является промежуточным по обла-
сти температур между перлитным и мартенситным и имеет
характерные черты как перлитного, так и мартенситного пре-
вращения. Типичная диаграмма превращения аустенита в ста-
ли с содержанием углерода 0,5% и хрома 3% с промежуточ-
ной областью показана на рнс. 5.1. Основными особенностями
промежуточного превращения являются следующие:
1. В изотермических условиях превращение начинается после
некоторого инкубационного периода. Температура максималь-
ной скорости превращения зависит от химического состава стали.
Превращение может быть подавлено быстрым охлаждением.
2. Превращение при постоянной температуре идет лишь до
определенного предела и прекращается при сохранении неко-
торой доля аустенита. Степень превращения аустенита тем
больше, чем ниже температура превращения. Максимум ско-
рости превращения при постоянной температуре наблюдается
на начальных стадиях.
3. Частичное превращение аустенита в большинстве случаев
понижает температуру начала мартенситного превращения при
последующем охлаждении ц увеличивает долю остаточного
аустенита при комнатной температуре.
4. При легировании стали (особенно карбидообразующпми
элементами) резко изменяется вид диаграммы превращения и
может возникнуть температурный интервал повышенной устой-
91
Рис. 5.1. Изотермическое превращение аус-
тенита в стали с 0,5% С и 3% Сг (числа на
кривых—процент распавшегося аустенита)
Рис. 5.2. Изотермическое превращение в раз-
личных сталях:
а—с карбидообразующнмн элементами; б—
сложно леги рова и ной
Рис. 5.3. Диаграмма изотермического пре-
вращения стали с 0,9% С (заштрихована об-
ласть промежуточного превращения)
чивости его, разделяющий
две области превраще-
ния: перлитную, располо-
женную выше этого ин-
тервала, и промежуточ-
ную, расположенную ни-
же.
В некоторых сталях
имеется только область
бейнитного превращения,
а области перлитного
превращения нет (рис.
5.2).
5. Повышение темпе-
ратуры нагрева (в обла-
сти однородного аустени-
та) и рост зерна аустени-
та не вызывают значи-
тельных изменений кине-
тики превращений в про-
межуточной области.
6. Промежуточное
превращение аустенита
сопровождается образо-
ванием на полированной
поверхности шлифа
игольчатого рельефа, по-
добного рельефу мартен-
сита. В углеродистых и
некоторых низколегиро-
ванных сталях промежу-
точная область на диа-
грамме изотермического
превращения аустенита
не обособляется (рис.
5.3).
Легирующие элементы
влияют на кинетику про-
межуточного превраще-
ния по-разному:
1. В некоторых леги-
рованных сталях после
завершения промежуточ-
ного превращения остав-
шаяся часть аустенита
может распадаться по ки-
нетике перлитного пре-
92
вращения или путем обособленного роста ферритных и карбид-
ных пластин.
2. Многие легирующие элементы увеличивают инкубацион-
ный период в промежуточной области (марганец, хром, никель,
кремний). Молибден и вольфрам заметно не влияют на кине-
тику промежуточного превращения. Приложение напряжений,
превышающих предел текучести аустенита, приводит к значи-
тельному ускорению превращения.
Несмотря на то что в углеродистых сталях на диаграммах
изотермических превращений не наблюдается разделение обла-
стей перлитной и промежуточной, на С-диаграмме имеется тем-
пературная область промежуточного превращения (на рис. 5.3
заштрихована); В области промежуточного превращения наблю-
дается самоторможение при постоянной температуре и наличие
рельефа на поверхности.
5.2. МОРФОЛОГИЯ И МЕХАНИЗМ ОБРАЗОВАНИЯ БЕЙНИТА
Различают верхний (рис. 5.4, а) и нижний (рис. 5.4, б) бей-
нит. Верхний бейннт имеет «перистый» вид, отдельные пласти-
ны сравнительно светлые. На фоне светлых участков наблюда-
ются вытянутые карбидные частицы, расположенные вдоль гра-
ниц между пластинами a-фазы. При наиболее высоких темпе-
ратурах может образоваться игольчатый феррит, свободный от
внутренних карбидных выделений. Ннжний бейнит имеет иголь-
чатое строение, сходное со строением мартенсита, внутри кри-
сталлов a-фазы расположено большое количество одинаково
ориентированных карбидов, в основном не совпадающих с дли-
ной осн сечения кристаллов а-фазы.
В общем случае бейнит состоит из a-фазы различной сте-
пени пресыщения углеродом, карбидов, выделившихся нз а-фа-
зы, аустенита, остаточного аустенита с различным содержани-
ем углерода н мартенсита, образовавшегося из аустенита не-
превращенного при температуре изотермической выдержки.
Рис. 5.4. Бейнит:
а— верхний; б— ннжннй
93
Рис. 5.5. Схема промежуточного превращения
Взаимная ориентировка аустенита и a-фазы отвечают соот-
ношению Нишиямы:
(111), || (ОН).; [112], || [ОН].. (5.1)
Ориентационное соотношение между a-фазой и цементитом в ниж-
нем бейните следующее:
[110]ц|| < 0П> а; [0Ю]ц|| <1ГГ> а; [001]ц|| <211 > а. (5.2)
Б верхнем бейните кристаллографические соотношения фаз
аналогичны их соотношениям в перлите. Процесс распада ау-
стенита в промежуточной области (500—200° С) можно пред-
ставить следующим образом: в начальной стадии распада ау-
стенита происходит диффузионное перераспределение углерода,
в результате чего возникают участки аустенита, обедненные и
обогащенные углеродом. В низкоуглеродистых аустенитных уча-
стках возможно мартенситное превращение, а в высокоуглеро-
дистых вновь происходит перераспределение углерода, и в ме-
стах, обогащенных им, происходит выведение карбидов, а в
обедненных — мартенситное превращение. Схема промежуточ-
94
ного превращения аустенита с перераспределением углерода'
показана на рис. 5.5. Кристаллы a-фазы когерентно растут
сравнительно медленно. Мартенситный механизм образования
a-фазы обусловливает появление рельефа, характерного для
мартенситного превращения. Низкая скорость торпового роста
кристаллов a-фазы при промежуточном превращении объясня-
ется невысокой скоростью диффузионного отвода атомов угле-
рода от границы растущего кристалла a-фазы в глубь аустени-
та. Пересыщенные углеродом кристаллы a-фазы претерпевают
распад иа феррит и карбиды (происходит отпуск).
Рекомендуемая литература: [21, т. 1, разд. 3], [22J, [26J, [33], [36], [41],
[50], [65], [66].
Глава 6
ПРЕВРАЩЕНИЕ АУСТЕНИТА
ПРИ НЕПРЕРЫВНОМ ОХЛАЖДЕНИИ
6.1. ВЛИЯНИЕ СКОРОСТИ ОХЛАЖДЕНИЯ
При медленном охлаждении доэвтектоидиой стали в интер-
вале температур Д3 — А[ происходит выделение избыточного
феррита, возрастает концентрация углерода в аустените. В за-
эвтектондной стали возможны два случая: при весьма медлен-
ном охлаждении и благоприятном химическом составе стали
(наличии повышенного содержания кремния, медн) ниже линии
E'S' из аустенита может выделяться графит, при переохлаж-
дении аустенита ниже линии ES кинетически более выгодным
становится выделение цементита, а не графита.
Процесс образования эвтектоидной смеси из Ф + Г можно
описать следующим образом. Ниже температуры P'S'K’ аусте-
нит нестабилен, возможно •[-»- a-превращение и выделение
графита. Эвтектоидное превращение состоит в распаде ау-
стенита на две фазы — феррит н графит. Они могут ра-
сти раздельно и совместно, соприкасаясь один с другим.
В большинстве случаев аустенит в сталях переохлаждается
ниже линии PSK и вместо эвтектоидного превращения А Г +
+ Ф происходит распад переохлажденного аустенита на смесь
феррита и цементита как кинетически более выгодного (А->
-э-Ф + Ц).
Прн непрерывном охлаждении в эвтектоидной стали в зави-
симости от скорости охлаждения фиксируется точка АГ1, кото-
рая с повышением скорости охлаждения понижается (рис.
6.1, а). При еще более значительном повышении скорости ох-
лаждения наряду с точкой А,, при более низких температурах
фиксируется точка Мв, затем при дальнейшем увеличении ско-
рости охлаждения точка АГ1 исчезает и остается только точка
9s
Рис. 6.1. Кривые зависимости положения
критических точек и структуры стали от
скорости охлаждения:
а — эвтектоидной: б— доэвтектоидной
Рис. 6.2. Кривые зависимости положения
линий диаграммы Fe — Fe3C от скорости
охлаждения:
1 — равновесная диаграмма; 2 — V = 27° С/мнн;
3 — иохл = 260° С/мин
Мп, положение которой
от скорости охлаждения
не зависит- .
При медленном ох-
лаждении ниже точки Д1
эвтектоидное превраще-
ние аустенита может про-
исходить в виде отдель-
ного роста цементита и
феррита с образованием
анормальной структуры
или с образованием пла-
стинчатого перлита. Если
нагрев и последующее
охлаждение заэвтектоид-
ной стали производится с
температуры несколько
выше Xi (при которой
вторичный цементит при-
обретает сферическую
форму), то в результате
распада аустенита почти
при всех скоростях ох-
лаждения происходит от-
дельный рост феррита и
цементита — образуется
структура зернистого це-
ментита. Степень ди-
сперсности цементита по-
сле охлаждения зависит
от количества зерен це-
ментита в аустените и
скорости охлаждения.
Если при температуре
выше А} количество гото-
вых цементитных частиц
мало, то при некоторой
скорости охлаждения наряду с зернистым цементитом может
возникать пластинчатый перлит. В доэвтектоидной стали при
охлаждении вначале по границам зерен аустенита происходит
образование ферритной сетки, которая затем, в зависимости от
содержания углерода, может разрастаться в крупные феррит-
ные участки.
В зависимости от химического состава при малой, скорости
охлаждения эвтектоидное превращение доэвтектоидной стали
может происходить в виде изолированного роста возникающих
центров цементита и феррита, образуя грубую смесь феррита
и цементита, имеющую пониженную прочность и пластичность
96
Рис. 6.3. Видманштеттова стру-
ктура стали
Рис. 6.4. График,1 зависимости верхней температуры образования вндманш-
теттового феррита и точки Л4„ от содержания углерода в стали
При большем переохлаждении точке Аг соответствует обра-
зование перлитных структур, а точке Мн — образование мар-
тенситной структуры. Для доэвтектоидной и заэвтектоидной
стали, кроме точки А,, имеются точки Аг> и А,т предвари-
тельного выделения феррита и цементита соответственно (рис.
6.1,6). Повышение скорости охлаждения более сильно снижает
точки Аг*, А,т, поэтому расстояние между точками Аг3 и
Аг, уменьшается. Прн некоторой скорости охлаждения обе
точки Аг* и Аг, сливаются в общую точку Аг„ соответст-
вующую образованию тонкопластинчатой структуры перлитно-
го типа. Аналогично в одну точку сливаются точки АГт и А,,.
Образование эвтектоидной структуры происходит уже не при
одной концентрации (точки S), а в интервале концентраций,
как показано на рис. 6.2. Такая структура названа псевдо-эв-
тектоидной.
Уменьшение интервала температур между А ,3 и л,, при-
водит к уменьшению количества феррита и полному прекра-
щению его выделения при слиянии точек А и Аг, . В заэв-
тектоидной стали по мере сближения критических точек коли-
чество выделенного вторичного цементита уменьшается, затем
выделение его полностью прекращается. Происходит распад
аустенита на смесь феррита и цементита. Содержание углеро-
да в псевдо-эвтектоиде соответствует составу взятой стали.
Легирующие элементы по-разному влияют на понижение кри-
тических точек А, и А, , изменяя количество выделившегося
феррита. Из диаграммы, показанной на рис. 6.1, б, видно,
что положения точек АГд , А,т и А,, зависят от ско-
9-477
97
рости охлаждения, в то время как температура точки Мк от
скорости охлаждения не зависит.
В доэвтектоидной стали при ускоренном охлаждении с вы-
соких температур возможно образование видманштеттовой
структуры (рис. 6.3). Образование видманштеттового феррита,
вероятно, происходит аналогично бейнитному превращению.
Для видманштеттового феррита в низкоуглеродистых сталях
характерна четко ориентированная крупиоигольчатая структу-
ра. Габитусные плоскости видманштеттовых кристаллов ферри-
та близки к {111}т. Кристаллы видманштеттового феррита со-
держат большое количество дислокаций. Внутри видманштет-
товых кристаллов феррита нет карбидных выделений. Видман-
штеттовый феррит располагается преимущественно в централь-
ной части аустенитных зерен, а феррит, полученный «нормаль-
ным», не мартенситным путем — вдоль границ. Образование его
сопровождается возникновением характерного рельефа иа по-
верхности шлифа. Превращение происходит по сдвиговому ме-
ханизму, т. е. переход 7 -> а является мартенситным. Условием
протекания этого перехода при высоких температурах является
малая протяженность границ зерен аустенита. Температура об-
разования видманштеттовой структуры понижается с увеличе-
нием содержания углерода (кривая а на рис. 6.4), аналогично
понижению температуры Ми мартенситного превращения.
6.2. СОПОСТАВЛЕНИЕ ПРЕВРАЩЕНИЙ ПРИ ИЗОТЕРМИЧЕСКИХ
ВЫДЕРЖКАХ И НЕПРЕРЫВНОМ ОХЛАЖДЕНИИ
Для полноты представлений о процессах, происходящих при
непрерывном охлаждении, целесообразно качественно сопоста-
вить их с превращениями, происходящими при постоянных тем-
пературах. Для этого на диаграмму изотермического распада
наносят кривые охлаждения в виде лучей (рис. 6.5, а). Лучи на
С-диаграмме отражают различную скорость охлаждения. Пере-
сечение лучей с линиями диаграммы изотермического распада
указывает температуру, при которой происходит распад аусте-
нита, и время распада. Структура, образующаяся при разных
скоростях охлаждения, представлена на рис. 6.5, е. На схеме
отчетливо видно, что распад аустенита происходит не при од-
ной температуре, как показано на рис. 6.1, а в интервале тем-
ператур. Точка Art по существу представляет собой темпера-
туру наиболее интенсивного превращения. На правой схеме
(рис. 6.5, б) отчетливо видно, что с повышением скорости ох-
лаждения температура перлитного распада (A,t) непрерывно
понижается, затем наблюдается раздвоение критической точки,
что соответствует началу мартенситного превращения. В струк-
туре наряду с трооститом имеется мартенсит, количество кото-
рого непрерывно увеличивается. При скорости и6 происходит
98
Рис. 6,5. Сопротивление превращения аустенита при непрерывном охлажде-
нии и изотермической выдержке
только мартенситное превращение. Наименьшая скорость ох-
лаждения, при которой впервые в структуре появляется мар-
тенсит, называется нижней критической скоростью закалки v“p-
Наименьшая скорость охлаждения, при которой в структуре
полностью исчезает перлитная составляющая, называется верх-
ней критической скоростью закалки, или критической скоростью
4*
99
закалки окр. Наряду с мартенситом в структуре закаленной
стали во многих случаях имеется остаточный аустенит. Обыч-
но при закалке стремятся получить мартенситную структуру,
поэтому знание критической скорости закалки для каждой ста-
ли имеет большое практическое значение. Из рис. 6.5 видно,
что критическая скорость закалки окр представляет собой ка-
сательную к верхней (перлитной) области превращения. В ле-
гированных сталях наряду с перлитом и мартенситом при
непрерывном охлаждении может образоваться бейнит, смесь
бейнита с мартенситом и мартенсит с остаточным аустенитом.
В этом случае критической скоростью закалки будет скорость,
при которой подавляется возможность бейнитного превраще-
ния. Следовательно, критическая скорость закалки тем мень-
ше, чем большей устойчивостью обладает аустенит, т. е. чем
больше вправо сдвинуты верхняя и бейнитная области диа-
граммы.
Все факторы, повышающие устойчивость аустенита, способ-
ствуют понижению критической скорости закалки. К числу их
относятся следующие факторы:
1. Химический состав аустенита. Элементы (Mo, Ni, Сг, Мп
и др.), находящиеся в твердом растворе, обычно увеличивают
устойчивость аустенита и понижают критическую скорость за-
калки. Исключение составляет кобальт, который уменьшает
устойчивость аустенита и тем увеличивает критическую ско-
рость закалки. Если элементы находятся в виде различных сое-
динений (карбиды, интерметаллиды), то они могут создавать
дополнительные центры кристаллизации и уменьшать устойчи-
вость аустенита, следовательно, повышать критическую ско-
рость закалки. В углеродистой стали наиболее низкую крити-
ческую скорость закалки имеет эвтектоидная сталь. Понижение
содержания углерода, по сравнению с эвтектоидным составом,
приводит к повышению критической скорости закалки. В заэв-
тектоидной стали при охлаждении с межкритического интерва-
ла с повышением содержания углерода критическая скорость
закалки также повышается.
2. Металлургическая природа стали, т. е. способ раскисле-
ния. Например, раскисление только кремнием и марганцем
повышает устойчивость аустенита, а раскисление титаном и алю-
минием, образующими дисперсные частицы оксидов и нитри-
дов, может уменьшать устойчивость аустенита. В первом слу-
чае критическая скорость закалки меньше, чем во втором.
3. Исходная структура аустенита. Увеличение размера зер-
на приводит к повышению устойчивости вследствие уменьше-
ния суммарной протяженности границ зерна, где происходит
зарождение новой фазы, следовательно, к снижению критиче-
ской скорости закалки.
Наличие нерастворившихся карбидов и сохраняющаяся не-
однородность аустенита при нагреве перед охлаждением умень-
100
тают устойчивость аустенита и
повышают критическую скорость
закалки.
Если предположить, что изме-
нение температуры при охлаж-
дении прямо пропорционально
логарифму времени, то в коор-
динатах f С и тс процесс охлаж-
дения со скоростью цКр опреде-
ляется прямой — касательной к
кривой изотермического распада
у ее изгиба (рис. 6.6). Тогда
^4 __/
иКр = —1----(6.1) Рис. 6.6. Определение крити-
тт ческой скорости закалки ио диа-
грамме изотермических превраще-
где At —температура критиче- иид
ской точки;
tm — температура у выступа кривой изотермического рас-
пада;
тт — время минимальной устойчивости аустенита.
Время минимальной устойчивости аустенита при непрерыв-
ном охлаждении больше, примерно в 1,5 раза, чем при изотер-
мическом распаде.
Причина заключается в том, что процессы превращения
аустенита в инкубационном периоде протекают при высокой
температуре более медленно, чем при низкой. Поэтому отрезок
вблизи точки 71! примерно в 1,5 раза больше отрезка при
температуре минимальной устойчивости аустенита:
fKp =
При разработке технологии термической обработки, ис-
пользующей непрерывное охлаждение для получения заданной
структуры, более правильное представление о процессах рас-
пада получают при использовании термокииетических (анизо-
термических) диаграмм. Термокинетические диаграммы строят
в координатах температура — время на основе результатов,
получаемых при непрерывном охлаждении стали с различной
скоростью, т. е. в наиболее близких к практике условиях. Тер-
мокинетическая диаграмма для сталей У8 с кривыми охлажде-
ния и температуры, при которых происходит распад, показана
на рис. 6.7. Цифры, стоящие около места пересечения кривых
охлаждения с линиями термокинетнческой диаграммы, указы-
вают количество образовавшегося феррита, перлита или про-
дуктов превращения по типу второй стадии (бейнитной), вы-
раженное в процентах к исходному объему аустенита.
101
Рис. 6.7. Диаграмма термо кинетического превращения аустенита в стали У8А
(на кривых указан процент распада аустенита)
6.3. МЕХАНИЧЕСКИЕ СВОЙСТВА
ПРОДУКТОВ ПРЕВРАЩЕНИЯ АУСТЕНИТА
Обособленная (абнормальная) структура, состояшая из
смеси феррита и крупных зерен цементита, полученная в под-
критическом интервале при изотермической выдержке или при
медленном охлаждении, имеет пониженный предел прочности
в сочетании с низкими пластичностью и ударной вязкостью.
Пластичность и вязкость стали с такой структурой тем ниже,
чем больше содержание углерода, т. е. чем больше количество
крупных зерен цементита и чем больше их размеры. Прочность
при этом изменяется незначительно. Излом ударных, а иногда
и разрывных образцов — кристаллический. Сталь с зернистым
102
цементитом (зернистым перли-
том), получаемая в специаль-
ных условиях, имеет невысо-
кую прочность, характеризует-
ся высокими пластичностью и
вязкостью, зависящей от со-
держания углерода. Сталь,
состоящая из феррита (цемен-
тита) и перлита и получаемая
при несколько большем пере-
охлаждении при изотермиче-
ских выдержках или несколь-
ко повышенной скорости ох-
лаждения, имеет более высо-
кую прочность, но более низ-
кие пластичность и вязкость,
чем сталь с зернистым цемен-
титом (зернистым перлитом).
В этом случае пластичность
стали тем выше, чем меньше
размеры перлитных участков в
доэвтектоидной стали и чем
равномернее выделяется вто-
ричный цементит в заэвтекто-
идной стали. Особенно низкие
прочность и пластичность име-
ют крупнозернистые стали с
видманштеттовой структурой.
В эвтектоидной стали твер-
дость и предел прочности воз-
растают по мере повышения
степени дисперсности феррит-
но-цемеититной смеси, харак-
теризуемой межпластиночным
расстоянием. По мере увели-
Рис. 6.8. Графики зависимости меха-
нических свойств стали с 0,78% С от
температуры превращения
чения степени переохлаждения пластичность и вязкость сначала
растут, а затем понижаются (рис. 6.8).
Наилучшее сочетание предела прочности н пластичности
соответствует сорбитной структуре (переохлаждение 100—
120° С ).
В доэвтектоидной стали повышение степени переохлаждения
(на 100—120° С) как при изотермическом, так и при непрерыв-
ном охлаждении приводит к повышению прочности. Изменение
свойства при увеличении степени переохлаждения зависит от
формы и количества выделившихся избыточных феррита и це-
ментита.
Прочность стали с бейнитиой структурой тем выше, чем
ниже температура изотермической выдержки. В верхней области
103
бейнитного превращения пластичность понижается по
сравнению с пластичностью перлитной (трооститной) структу-
ры, затем с увеличением степени переохлаждения растет. Бо-
лее высокая прочность бейнита является следствием более
высокой степени дисперсности карбидов и a-фазы, пересыще-
ния феррита углеродом, образования коттреловских облаков.
Пониженная пластичность связана с неоднородностью структу-
ры, с наличием крупных микроучастков с различными свойст-
вами. Поэтому термическая обработка на верхний бейнит неце-
лесообразна. Сталь со структурой нижнего бейнита имеет бо-
лее благоприятное сочетание прочности и пластичности ввиду
более дисперсного состояния структурных составляющих.
В этом случае пластичность закаленной стали тем больше, чем
менее неоднородна структура.
Рекомендуемая литература: [21, т. 1, разд. 3], [22], [26], [33], [36], £41],
[50], [65]. [66].
Глава 7
ЗАКАЛКА БЕЗ ПОЛИМОРФНЫХ ПРЕВРАЩЕНИЙ
7.1. ПРЕВРАЩЕНИЯ ПРИ НАГРЕВЕ
Закалку без полиморфных превращений можно применять
к сплавам, имеющим переменную температурную растворимость
одной фазы в другой. Последующее старение может привести
к значительному упрочнению. Поэтому стареющие сплавы ши-
роко применяют в качестве конструкционных сплавов с высо-
кой прочностью. К ним относятся сплавы на основе железа,
никеля, кобальта, алюминия, титана и др. Наибольшее упроч-
нение сплавов достигается, когда переменную растворимость
имеют химические соединения.
Рассмотрим диаграмму состояния с переменной раствори-
мостью химического соединения А,„В„ (рис. 7.1). В отожжен-
ном исходном состоянии все сплавы между точками а и b
имеют структуру, состоящую из a-твердого раствора и вторич-
ных выделений А„В„. Сплавы правее точки b состоят из a-твер-
дого раствора, вторичных и первичных выделений А,ПВ„. При
нагреве до температуры it вторичные выделения АтВ„ раство-
ряются в a-твердом растворе. Возникает твердый раствор, со-
держащий компонент В в соответствии с линией растворимости
аЬ'. При нагреве до температуры А концентрация твердого
раствора сплава / соответствует точке Ki, а сплава 11— точ-
ке К н. Структура сплава / — однородный твердый раствор,
структура сплава // — твердый раствор с концентрацией Ки
и первичные выделения А,„В,.
104
При достаточно быстром
охлаждении диффузионное пе-
рераспределение элементов,
необходимое для образования
вторичных выделений А,„В„,
не успевает произойти и фик-
сируется высокотемпературное
структурное состояние сплава
(твердый раствор). При ком-
натной температуре твердый
раствор пересыщен компонен-
том В и является термодина-
мически неустойчивым. Следо-
вательно, закалка без поли-
морфного превращения заклю-
Рис. 7.1, Диаграмма состояния с пере-
менной растворимость:о соединения
АщВп
чается в фиксации при ком-
натной температуре состояния, соответствующего более высокой
температуре. Сплавы, имеющие концентрацию компонента ле-
вее точки Ь, после закалки с температуры выше линии аЬ'
имеют однофазную структуру. Сплавы, имеющие концентрацию
правее точки Ь, после закалки состоят из пересыщенного твер-
дого раствора и первичных выделений АтВ„.
Нагрев под закалку деформируемых сплавов производится
выше линии растворимости ab'. Длительность выдержек выби-
рается достаточной для полного растворения вторичных выде-
лений АтВ„ и получения однородного твердого раствора. На-
грев под закалку литейных сплавов осуществляется ниже эв-
тектической линии b'cd. Время выдержки под закалку зависит
от диффузионной подвижности элементов и для различных
сплавов может значительно отличаться. Температуру и время
выдержки под закалку выбирают такими, чтобы получить наи-
более обогащенный легирующим элементом твердый раствор.
Они зависят от химического состава сплава и исходной струк-
туры. Чем дисперсией избыточные фазы, тем быстрее они рас-
творяются. Если в сплаве имеется метастабильиая фаза, то
она растворяется быстрее, чем стабильная. При нагреве под
закалку возможен перегрев и пережог. При повышенной тем-
пературе нагрева может происходить рост зерна. Пережог воз-
можен в результате оплавления границ зерен и участков, обо-
гащенных легирующими элементами и примесями. Может так-
же происходить окисление границ зерен. Пережог иа шлифах
выявляется в виде утолщений границ зерна или пограничных
выделений хрупких эвтектик. Пережог является неисправимым
браком, вызывающим понижение механических свойств.
।
105
log t. C
Рис. 7.2. С-диаграмма начала распа-
да переохлажденного алюминиевого
раствора в сплаве Д16
ния какого-либо параметра (pi
7.2. КИНЕТИКА РАСПАДА
ПЕРЕОХЛАЖДЕННОГО РАСТВОРА
Распад пересыщенного
твердого раствора может про-
исходить при изотермических
выдержках и при непрерыв-
ном охлаждении. Поэтому для
сплавов, не имеющих поли-
морфных превращений, можно
также строить С-диаграммы.
Однако полные С-диаграммы
(определение начала и конца
распада пересыщенного твер-
дого раствора) строить пра-
ктически нецелесообразно.
Принято строить кривую нача-
ла распада пересыщенного
твердого раствора. Обычно ее
строят по результатам измере-
:. 7.2), например предела проч-
ности (кривая 7), электропроводности или по появлению чувст-
вительности к межкристаллитной коррозии (кривая 2).
Для получения пересыщенного твердого раствора необходи-
ма определенная скорость охлаждения, зависящая от устойчи-
вости высокотемпературного раствора. Если имеются диаграм-
мы изотермического распада, то критическая скорость закалки
представляет собой касательную к области ускоренного превра-
щения. Практически скорость закалки подбирают эксперимен-
тально.
Устойчивость переохлажденного твердого раствора зависит
от многих факторов: природы основы сплава, диффузионной
подвижности и количества легирующих элементов, структуры
сплава перед охлаждением. Поэтому скорость охлаждения для
получения пересыщенного твердого раствора различных спла-
вов может существенно отличаться. У никелевых жаропрочных
сплавов со значительным содержанием легирующих элементов,
образующих упрочняющую фазу (более 50%), даже при ох-
лаждении в воде успевает выделиться значительное количество
упрочняющей фазы.
7.3. МЕХАНИЧЕСКИЕ СВОЙСТВА СПЛАВА,
закаленного на твердый раствор
Закалка на твердый раствор может приводить к некоторому
повышению прочности вследствие тзердорастворного упрочне-
ния при сохранении или повышении пластичности. Степень по-
вышения прочности сплава после закалки на твердый раствор
зависит от степени легированности сплава и дисперсности вто-
106
рой фазы в исходном состоянии. При дисперсном состоянии
второй фазы исходная прочность сплава может оказаться вы-
сокой, и закалка иа твердый раствор может привести к ее
уменьшению. При грубых выделениях второй фазы и значи-
тельном легировании закалка на твердый раствор приводит к
повышению прочности сплава. Сплавы с концентрацией левее
точки b (рис. 7.1) обычно являются деформируемыми, а пра-
вее— литейными. Если при закалке без полиморфных превра-
щений в процессе охлаждения успевает выделиться вторая
фаза, то прочность сплава может повыситься. Основным на-
значением закалки является получение пересыщенного твердо-
го раствора, способного за счет процессов старения к значи-
тельному упрочнению.
Рекомендуемая литература: [11], [30], [50, гл. 8].
Глава 8
СТАРЕНИЕ
8.1. ТЕРМОДИНАМИКА ПРОЦЕССОВ ВЫДЕЛЕНИЯ
ФАЗ ИЗ ТВЕРДОГО РАСТВОРА
Образовавшийся после закалки пересыщенный твердый рас-
твор находится в неустойчивом состоянии и стремится к при-
обретению устойчивого состояния путем распада на стабильные
фазы. В главе 1.3 были подробно рассмотрены термодинамиче-
ские условия распада твердых растворов.
Если в результате небольшой флуктуации в сплаве состава,
d2F .
для которого -j-j-> и, возникает расслоение и образуются области
с+ и с~, то свободная энергия системы возрастает (линия FJ иа
рис. 8.1). Такие малые флуктуации должны рассасываться, и по
отношению к ним система устойчива. При наличии больших
флуктуаций (например с возникновением областей состава с2+
и с') свободная энергия системы понижается (линия Е"). Поэтому
такие участки стабильны и могут способствовать образованию
кластеров* или частиц новой фазы.
В сплаве состава Ci, для которого —— <0 (интервал между
<1с“
точками а и Ь), если в результате небольших флуктуаций возникает
расслоение с образованием областей состава с+ и с,, то свободная
энергия системы уменьшается (линия Г"), как бы ин мала была
эта флуктуация. Поэтому такой сплав неустойчив и может
разделиться на области обогащенные и обедненные одним из
* Кластер — устойчивый участок с повышенной концентрацией раство-
ренного элемента со структурой, непрерывно переходящей в структуру мат-
рицы.
107
Рис. 8.1. Графики зависимости сво-
бодной энергии от состава сплава
(спинодальный распад)
компонентов. . Если’
сплавов, для которых
значение
— = о,
de2
зеванием представляют собой
нанести на график в зависимо-
сти от температуры, получится
кривая, называемая спинода-
лью. При спинодальном распа-
де нет резкого перехода меж-
ду зародышем и матрицей: по-
верхность раздела оказывает-
ся размытой; распад может
идти по всему объему.
Спинодальное превращение
и превращение зародышеобра-
два крайних случая распада
твердого раствора, находящегося в метастабильиом состоянии.
В обоих случаях возникает неоднородное состояние твердого
раствора и обогащение малых областей атомами растворенно-
го компонента. Существование когерентных областей с матри-
цей и возникшие в результате этого упругие искажения затруд-
няют прохождение дислокаций.
Следует отметить, что между. старением твердых растворов
замещения и твердых растворов внедрения (углерод, азот и
железо) принципиальной разницы нет. Различие связано ско-
рее с кинетикой процесса, поскольку подвижность атомов вне-
дрения значительно больше, нежели атомов замещения.
82. СТРУКТУРНЫЕ ИЗМЕНЕНИЯ ПРИ СТАРЕНИИ
При распаде пересыщенного твердого раствора могут обра-
зовываться различные типы выделений:
]>) флуктуации с малой концентрацией (предвыделения);
2) зоны Гинье— Престона (рис. 8.2, а);
3) кристаллы метастабильной фазы (рис. 8.2,6);
4) кристаллы стабильной фазы (рис. 8.2, в).
Возможность и последовательность образования фаз зави-
сят от многих факторов: температуры, времени старения, сте-
пени пересыщения твердого раствора, предшествующей пласти-
ческой деформации и пр. При низких температурах, соответ-
ственно составу сплава, вследствие малой подвижности атомов
может происходить лишь образование зон Гинье — Престона*
(зона Г.— П.). Для их образования требуется небольшое диф-
фузионное перемещение растворимого вещества.'Необходима
• А. Гинье и Г. Престон независимо друг от друга впервые обнару-
жили это явление в 1938 г.
108
Рис. 8.2. Типы выделений из пересыщенного твердого раствора:
а—зоны Гинье—Престона;© — атомы растворителя; • — растворимые атомы; б— кри-
сталл мета стабильной фазы {когерентное выделенке); в— кристалл стабильной фазы
(некогерентное выделение)
малая энергия активации. Поскольку зоны Г.— П. представляют
собой весьма малые (субмикроскопические) объемы твердого
раствора с резко повышенной концентрацией растворенного
компонента, сохраняющие решетку растворителя, то скопление
растворенных атомов вызывает местное искажение кристалли-
ческой решетки, затрудняющее движение дислокаций при пла-
стической деформации. В зависимости от соотношения атомных
радиусов компонентов и температуры старения зоны Г.— П.
могут иметь форму дисков толщиной в несколько диаметров
атомов и диаметром 50—500 А, закономерно ориентированных
относительно пространственной решетки растворителя. При
небольшом различии атомных диаметров зоны Г.— П. могут
иметь форму сфер. В ряде случаев выделения могут иметь
игольчатую форму. Форма выделений определяется соотноше-
нием поверхностной энергии и энергии упругих деформаций,
возникающих при их образовании. В ряде сплавов при спнно-
дальном распаде пересыщенных твердых растворов могут
образоваться модулированные (периодические) структуры, ха-
рактеризующиеся закономерным пространственным расположе-
нием когерентных выделении на определенном расстоянии одно
от другого. Размер зон Г.— П. определяется температурой ста-
рения: чем она выше, тем больше размеры выделения. Для
низких температур характерны размеры зон Г.— П. 50—100 А.
для более высоких температур — 500 А.
При низких температурах (точка а) в метастабнльиом рав-
новесии с малыми размерами зон (Г.— П.)" находится а-фаза
состава с0, а с крупными (Г.— П.) ' — a-фаза состава с' (рис.
8.3). В сплаве состава с0 свободная энергия смеси а + (Г.—
П.) ' меньше, чем у смеси а + (Г.— П.) ". При нагреве увели-
чивается растворимость компонента В в a-фазе (точка б) и
малые участки зон (Г.— П.) " растворяются. В этом случае
в метастабильном равновесии с a-фазой могут находиться
109
Рис. 8.1. графики зависимости сво-
бодной энергии от состава сплава
(спинодальный распад)
компонентов. . Если значение
сплавов, для которых
d2F
de*
= О,
зованием представляют собой
нанести на график в зависимо-
сти от температуры, получится
кривая, называемая спинода-
лью. При спинодальном распа-
де нет резкого перехода меж-
ду зародышем и матрицей: по-
верхность раздела оказывает-
ся размытой; распад может
идти по всему объему.
Спинодальное превращение
и превращение зародышеобра-
два крайних случая распада
твердого раствора, находящегося в метастабильном состоянии.
В обоих случаях возникает неоднородное состояние твердого
раствора и обогащение малых областей атомами растворенно-
го компонента. Существование когерентных областей с матри-
цей и возникшие в результате этого упругие искажения затруд-
няют прохождение дислокаций.
Следует отметить, что между старением твердых растворов
замещения и твердых растворов внедрения (углерод, азот и
железо) принципиальной разницы нет. Различие связано ско-
рее с кинетикой процесса, поскольку подвижность атомов вне-
дрения значительно больше, нежели атомов замещения.
8.2. СТРУКТУРНЫЕ ИЗМЕНЕНИЯ ПРИ СТАРЕНИИ
При распаде пересыщенного твердого раствора могут обра-
зовываться различные типы выделений:
],) флуктуации с малой концентрацией (предвыделенпя);
2) зоны Гииье — Престона (рис. 8.2, а);
3) кристаллы метастабильной фазы (рис. 8.2, б);
4) кристаллы стабильной фазы (рис. 8.2,в).
Возможность и последовательность образования фаз зави-
сят от многих факторов: температуры, времени старения, сте-
пени пересыщения твердого раствора, предшествующей пласти-
ческой деформации и пр. При низких температурах, соответ-
ственно составу сплава, вследствие малой подвижности атомов
может происходить лишь образование зон Гинье — Престона *
(зона Г.— П.). Для их образования требуется небольшое диф-
фузионное перемещение растворимого вещества. Необходима
• А. Гинье и Г. Престои независимо друг от друга впервые обнару-
жили это явление в 1938 г.
108
Рис. 8.2. Типы выделений из пересыщенного твердого раствора:
а—зоны Гинье— Престона-.О — атомы растворителя: • — растворимые атомы; б— кри-
сталл метастабильной фазы (когерентное выделение); в— кристалл стабильной фазы
(некогерентное выделение)
малая энергия активации. Поскольку зоны Г.— П. представляют
собой весьма малые (субмикроскопические) объемы твердого
раствора с резко повышенной концентрацией растворенного
компонента, сохраняющие решетку растворителя, то скопление
растворенных атомов вызывает местное искажение кристалли-
ческой решетки, затрудняющее движение дислокаций при пла-
стической деформации. В зависимости от соотношения атомных
радиусов компонентов и температуры старения зоны Г.— П.
могут иметь форму дисков толщиной в несколько диаметров
атомов и диаметром 50—500 А, закономерно ориентированных
относительно пространственной решетки растворителя. При
небольшом различии атомных диаметров зоны Г.— П. могут
иметь форму сфер. В ряде случаев выделения могут иметь
игольчатую форму. Форма выделений определяется соотноше-
нием поверхностной энергии и энергии упругих деформаций,
возникающих при их образовании. В ряде сплавов при спиио-
дальном распаде пересыщенных твердых растворов могут
образоваться модулированные (периодические) структуры, ха-
рактеризующиеся закономерным пространственным расположе-
нием когерентных выделений на определенном расстоянии одно
от другого. Размер зон Г.— П. определяется температурой ста-
рения: чем она выше, тем больше размеры выделения. Для
низких температур характерны размеры зон Г.— П. 50—100 А,
для более высоких температур —500 А.
При низких температурах (точка а) в метастабильном рав-
новесии с малыми размерами зон (Г.— П.)" находится а-фаза
состава с0, а с крупными (Г.— П.) ' — a-фаза состава с' (рис.
8.3). В сплаве состава с0 свободная энергия смеси а + (Г.—
П.) ' меньше, чем у смеси а + (Г.— П.) ". При нагреве увели-
чивается растворимость компонента В в a-фазе (точка б) и
малые участки зон (Г.— П.) " растворяются. В этом случае
в метастабильном равновесии с a-фазой могут находиться
109
более крупные участки
зон (Г.— П.)'. Свободная
энергия смеси а + (Г.—
П)' больше, чем смеси
а + (Г.-П.)": Д, —Л>
> Fa — F2. Однако для
образования более круп-
ных образований зон
(Г.— П.)' требуется до-
статочное время. Если
произвести быстрое ох-
лаждение сплава после
растворения малых по
размеру участков зои
Г.— П. и до появления
крупных выделений зон
Г.— П., возникнет исход-
Рис. 8.3. Кривые растворимости (а) и сво-
бодной энергии (б) для зон Г.—П. различ-
ного размера:
1— крупные; 2— мелкие
ное пересыщенное состояние твердого раствора, характерного для
свежезакалениого сплава. Указанное явление называют возвра-
том при старении. Последующая выдержка при низких темпе-
ратурах приводит снова к образованию небольших по разме-
рам зон Г.-— П. и повышению прочности. Явление возврата ши-
роко используется для восстановления пластичности сплавов.
При достаточной температуре и времени выдержки может
происходить образование упорядоченных зон и затем промежу-
точных фаз, имеющих когерентные или полукогерентные гра-
ницы с матрицей. Последней стадией процесса старения явля-
ется образование выделений стабильной фазы А,„В„. В боль-
шинстве случаев частицы стабильной фазы являются не коге-
рентными с матрицей, поэтому вокруг них не возникают зна-
чительные упругие искажения. С повышением температуры и
с увеличением времени выдержки при ней происходит коагу-
ляция частиц АтВя. На процесс старения влияют избыточные
вакансии, дислокации, дефекты упаковки, границы зерна и пла-
стическая деформация, а также легирующие элементы. Нали-
чие избыточных вакансий определяет возможность реализации
начальной стадии старения при низких температурах. Дисло-
кации определяют возможность гетерогенного зародышеобразо-
вания при старении. Наличие дислокаций уменьшает энергию
упругих искажений, возникающих при образовании выделений.
Наличие дефектов облегчает образование новой фазы. Напри-
мер, если состав раствора в матрице приближается к‘ предель-
ному для ГЦК-структуры, то в дефектном участке он может
приблизиться к предельному для ГПУ. Если концентрация при-
месей больше предельной, должен начаться распад. Границы
зерен, обладая большой свободной энергией (за счет большего
количества . дефектов), благоприятствуют предпочтительному
образованию выделений. Существенное влияние на процессы
ПО
выделения оказывает пластическая деформация, способствую-
щая образованию избыточных вакансий и повышенной плотно-
сти дислокаций.
Для примера рассмотрим процессы старения алюминиевых
сплавов, как наиболее изученные. На ранних стадиях старения
образующиеся скопления атомов меди (зоны Г.— П.) парал-
лельны плоскостям [100] решетки a-твердого раствора. В алю-
минии с содержанием меди около 5,4% эти зоны атомов меди,
когерентные матрице, имеют толщину нескольких диаметров
атомов (5—10 А) и линейную протяженность в несколько десят-
ков ангстрем (30—60 А). При повышении температуры или уве-
личении времени старения образуются зоны Г.— П. II, лежащие
в параллельных плоскостях куба. Эти зоны крупнее, чем зоны
Г.— П. I (толщина 10—40 А и диаметр 200—300 А), и ближе
по химическому составу к фазе 0 (СиА12). При повышении
температуры старения может происходить либо превращение
зон Г.—П. II в промежуточное выделение©', имеющее химиче-
ский состав, соответствующий соединению CuAls и тетраго-
нальной решетке, либо из твердого раствора может непосред-
ственно выделяться©-фаза, ©'-фаза находится в структурном
и размерном соответствии с решеткой твердого раствора. При
еще более высоких температурах старения наблюдается про-
цесс преобразования ©'-фазы в 0-фазу или непосредственное
выделение стабильной © фазы. При повышении температуры
выше 200° С выделения 0-фазы коагулируют.
8.3. ИЗМЕНЕНИЕ СВОЙСТВ ПРИ СТАРЕНИИ
Выделения, образующиеся при старении, препятствуют дви-
жению дислокаций и тем самым упрочняют сплав. Упрочнение
сплава за счет дисперсных, выделений определяется нз выра-
жения
°т = со + | (8 1)
где со—предел текучести при отсутствии второй фазы;
G — модуль сдвига металла матрицы;
G* — модуль сдвига материала частицы;
с— .исленный коэффициент, равный примерно 30;
b — вектор Бюргерса;
X — расстояние между частицами.
Максимальный уровень упрочнения определяется объемной
концентрацией второй фазы и ее модулем упругости сдвига:
C'f113
°' = ао + Я.^-№)’
где fv — объемная концентрация упрочняющей фазы.
Ill
Рис. 8.4. Кривые истинных на-
пряжений — удлинение спла-
ва AI —4% Си (монокрис-
тальной матрицы с выделе-
ниями разного типа)
Теоретические расчеты и практика создания высокопрочных
структур показали, что для наибольшего упрочняющего дейст-
вия частицы дисперсной фазы должны иметь размеры 0,01—
0,1 мкм при расстоянии между ними 0,05—0,5 мкм. При низ-
ких температурах старения в случае образования зон Г.— П.
и переходных фаз размер их достаточно мал. Темп упрочнения
определяется количеством образующихся частиц, т. е. умень-
шением расстояния между ними. За размеры частиц, в случае
зон Г.—- П. и переходных фаз, когерентных или полукогерент-
ных с матрицей, можно, вероятно, считать размер области
упругих искажений, возникающих вокруг них. При отсутствии
когерентности выделений с матрицей отсутствуют значительные
упругие искажения. Упрочняющее действие определяется непо-
средственно размерами выделений. При прочих равных усло-
виях упрочнение тем больше, чем больше модуль сдвига упроч-
няющих частиц. При низких температурах старения выделяю-
щиеся частицы имеют небольшие размеры, поэтому увеличение
объемного содержания упрочняющих частиц за счет увеличе-
ния выдержки соответствует уменьшению расстояния между
ними. Увеличение размера частиц с повышением температуры
или увеличением времени выдержки при старении должно при-
водить к уменьшению их упрочняющего действия. Повышение
некоторых механических свойств состаренных сплавов возни-
кает в результате торможения движения дислокаций выделе-
ниями, образовавшимися вследствие распада твердого раствора.
На примере сплава AI — Си видно влияние типа выделений на
изменение кривых истинных напряжений течения. Значения
начального (критического) напряжения течения и способность
к деформационному упрочнению — нарастанию напряжения те-
чения с ростом степени деформации (по наклону кривых) мож-
но сравнить по кривым, изображенным на рис. 8.4. Наиболь-
шее начальное упрочнение имеет сплав с фазой 0", а способ-
ность к деформационному упрочнению — сплав с фазой 0'.
С учетом вышесказанного, в наиболее общем случае пре-
дел прочности, предел текучести и твердость сплава возрастают
с увеличением продолжительности времени старения, достигают
максимума и затем снижаются.
В разных сплавах и при разных температурах старения
максимум упрочнения соответствует разным структурным со-
112
стояниям. Температура старения на максимальную прочность-
и твердость составляет определенную долю температуры соли-
дуса (по абсолютной шкале):
7’стар = (0,5-ь0,6)7’пл. (8.3)-
Это эмпирическое соотношение позволяет ориентировочно опре-
делить температуру, обеспечивающую максимальные прочност-
ные свойства. Обычно после предварительного определения
температуры старения по соотношению (8.3) или по аналогии
с другими сплавами иа базе того же металла, отрабатывают
экспериментально режим старения. Параллельно с понятием
естественного н искусственного старения используют понятие
зонного и фазового старения. Зонное старение алюминиевых
сплавов может быть естественным и искусственным и заканчи-
вается на стадии образования зон Г.— П. Для него характерны
большое относительное удлинение (б > 10 -5-15%), значитель-
ное различие между пределом прочности и текучести (- =
= 0,7-ь0,8), высокое сопротивление удару и стойкость против
коррозии под напряжением. Зонное старение бывает только
упрочняющим.
Фазовое старение может быть упрочняющим и разупрочняю-
щим. Разупрочнение связано с процессом перестаривания спла-
ва в результате коагуляции выделившихся из твердого раство-
ра частичек. Для упрочняющего фазового старения характерны
пониженное относительное удлинение, малая разница между
пределами прочности и текучести (—= 0,8-=-0,95), понижен-
ие
ные ударная вязкость и стойкость против коррозии под напря-
жением.
8.4. СТАРЕНИЕ МАРТЕНСИТОСТАРЕЮЩИХ СТАЛЕЙ
Мартенснтостареющие стали — это безуглеродистые (содержа-
ние углерода не более 0.03%) сплавы железа с содержанием
никеля8—20%, легированные Со, Мо, Al, Ti ,Сг, Nb и др. Высокая
прочность этих сталей достигается совмещением двух механизмов
упрочнения, мартенситного у -> a-превращения и старения мар-
тенсита. При нагреве легирующие элементы (Ti, Al, Мо и др.)
переходят в у-раствор и при охлаждении на воздухе не выде-
ляются.
Закалка фиксирует пересыщенный железо-никелевый мартен-
сит. После закалки для придания высокой прочности сталь
подвергается старению при температуре 480—500е С. При
старении выделяются мелкодисперсные частицы вторичных фаз
(Ni3Ti, NisAI, bJi.((MoFi) п др.), когерентных с матрицей. Раз-
меры частиц 40—80А. Фаза ТхНзТс имеет гексагональную решетку
ИЗ
и ориентирована по отношению к мартенситу, так что плоскость
(0001) NisTi параллельна плоскости (011) м. После закалки
сталь имеет высокую плотность дислокаций до 10“ см--, сохра-
няющуюся до температуры отпуска 480—500° С Длительная
выдержка при температуре свыше 550° С приводит к интенсив-
ному росту интерметаллидиых выделений, уменьшению плот-
ности дислокаций. В этом случае может произойти обратное
мартенситное превращение ам —> у. Непосредственно после закалки
мартенситно стареющие стали имеют ов = 90-=-110 кгс/мм2; 8 =
= 18-г-20%; ф = 75-ь85%; аи = 20ч-30 кгс • м/см2, хорошо
обрабатываются-резанием, свариваются, легко деформируются
и обладают большой прокаливаемостью. После старения проч-
ность повышается до ав = 190 -4-210 кгс/мм2; с0,2 = 180-ь-200 кгс/мм2
при сохранении высокой пластичности; 8 = 8-=-12%, 4 = 40-х 60%
и а„ = 4 -ь 6 кгс • м/см2. Особенно ценным является высокое
сопротивление стали хрупкому разрушению и высокая сопро-
тивляемость распространению трещины, равная 2,0 кгс -м/см2,
что значительно выше, чем в улучшаемых конструкционных
сталях, термически обрабатываемых до такой же прочности.
Высокая сопротивляемость распространению трещины объясня-
ется высокой пластичностью стали, отсутствием значительных
искажений решетки, дисперсностью и равномерностью распре-
деления выделений.
8.5. ТЕРМИЧЕСКОЕ И ДЕФОРМАЦИОННОЕ СТАРЕНИЕ
МАЛОУГЛЕРОДИСТОЙ СТАЛИ
Термическому (после закалки) и деформационному (после
деформации) старению подвержены малоуглеродистые стали,
составляющие большой удельный объем от выпускаемой в стра-
не стали. В результате старения малоуглеродистой стали из-
меняются физические свойства, повышается твердость, предел
текучести (со,г), временное сопротивление (сгЕ), понижаются
пластичность (б, ф), ударная вязкость, глубина выдавливания
по Эриксену, повышается порог хладноломкости. Сталь стано-
вится склонной к появлению линий Чернова — Людерса при
штамповке. Таким образом, изучение природы этого явления
представляет большой практический интерес.
Термическое старение. Склонность к термическому старе-
нию связана с переменной растворимостью углерода и азота в
а-феррите. При сравнительно быстром охлаждении металла с
температуры выше предельной растворимости (после горячей
прокатки или нагрева под отжиг сварных соединений) фикси-
руется пересыщенный углеродом и азотом феррит. Стремление
к более устойчивому термодинамическому состоянию приводит
к тому, что атомы углерода или азота перемещаются к энер-
гетически более выгодным местам (дислокациям, границам зе-
рен, вакансиям). Возникающее в результате этого неравномер-
114
Рис. 8.5. Влияние длительности ста-
рения иа твердость стали (0.07% С),
закаленной с температуры 680° С
ное распределение углерода представляет собой виутрифазовую
неоднородность, соответствующую образованию облаков Кот-'
релла. Выделение углерода или азота возле дислокаций иа
границах зерен создает препятствия для движения дислокаций,
в результате чего увеличивается сопротивление деформации,
характеризуемое повышением твердости (рис. 8.5), предела те-
кучести, временного сопротивления разрыву. Пластичность и
вязкость уменьшаются. Это явление называют термическим ста-
рением. Если после быстрого охлаждения иа кривой растяже-
ния нет площадки текучести, то при старении наряду с повы-
шением предела текучести появляется площадка текучести.
В листовом металле естественное старение сопровождается
понижением штампуемости и появлением склонности к образо-
ванию линий скольжения. С повышением температуры нагрева
старение происходит более интенсивно, однако при температу-
ре выше 100° С приращение твердости резко снижается, а пр»
температуре выше 150° С фактически аналогично исходному.
Старение вызывает изменение и других свойств: плотности,
электросопротивления, коэрцитивной силы и пр.
Процессы старения являются результатом выделения угле-
рода или азота из сс-железа с образованием облаков Котрелла
и последующего выделения е-карбидов или нитридов. При бо-
лее высокой температуре нагрева возможно образование це-
ментита. Старение, связанное с процессами выделения избы-
точных элементов из твердого раствора, в общем случае назы-
вают дисперсионным твердением. Сильные карбидообразующпе
и нитридообразующие элементы, связывающие углерод пли
азот в устойчивые соединения, препятствуют процессам старе-
ния. Для устранения эффекта старения достаточно нагреть со-
старенный сплав до температуры 200° С с выдержкой около 1 ч.
Деформационное (механическое) старение. Деформационное
(механическое) старение наблюдается в малоуглеродистых ста-
лях, содержащих небольшое количество углерода и азота, по-
сле небольших деформаций даже предварительно отожженного
металла. После различных операций, связанных с холодной
деформацией обычно в небольших пределах, имеющихся при
растяжении, гибке, вальцовке, развальцовке, и последующим
вылеживанием стали прн комнатной температуре, происходит
115
Рис. 8.6. Кривые зависимости механи-
ческих свойств стали 08кп (обжатие при
дрессировке — 1.2%) от длительности ста-
рения
процесс старения •— повыша-
ются твердость, предел те-
кучести, порог хладноломко-
сти, понижаются пластич-
ность и ударная вязкость
стали. При более высоких
температурах интенсивность
старения увеличивается.
Для различных строитель-
ных конструкций понижение
пластичности и повышение
порога хладноломкости мо-
жет вызывать преждевре-
менное разрушение конст-
рукции при эксплуатации.
Наиболее полно дефор-
мационное старение изучено
на листовых низкоуглеродистых сталях (например 08 кп).
Холоднокатаный лист, предназначенный для листовой штампов-
ки, после рекристаллизационного отжига подвергают прокатке
с небольшими обжатиями (0,8—1,3%), так называемой дресси-
ровке. Дрессировка производится для получения более точного
по размерам листа н устранения площадки текучести, возни-
кающей вследствие выделения цементита по границам зерен
или блоков при охлаждении от температуры отжига.
После дрессировки с течением времени изменяются физико-
механические свойства стали — повышаются твердость, предел
текучести, временное сопротивление, коэрцитивная сила, элек-
трическое сопротивление, понижаются пластичность, глубина
вдавливания по Эриксену, ударная вязкость (рис. 8.6). Обра-
зуется площадка текучести, металл склонен к появлению линий
скольжения.
Старение после холодной деформации обусловлено в основ-
ном влиянием большого числа дислокаций, возникающих при
пластической деформации. В соответствии с этим растворен-
ные в решетке атомы углерода и азота могут по наикратчай-
шим путям достигать дислокаций и сосредоточиваться около
них. Азот и углерод настолько прочно связаны с дислокация-
ми, что подлинного выделения их не происходит. Изменение
свойств холоднодефор'мированного металла в зависимости от
температуры и времени старения обусловлено протеканием диф-
фузионных процессов, поэтому с повышением температуры ста-
рения происходит ускорение процессов. При определенной тем-
пературе процессы диффузии смогут успевать за процессами 1
деформации (динамическое старение).
В сталях, склонных к старению, наблюдается повышение
предела текучести, предела прочности и твердости вплоть до
температуры- 300° С. При более высокой температуре значение
116
этих данных уменьшается. Для устранения деформационного
старения в сталь вводят сильные нитридообразующяе элемен-
ты— главным образом алюминий для связывания азота. Такая
сталь называется нестареющей (сталь 08Ю).
Рекомендуемая литература: [8], [50, гл. 10], [30], [39].
Глава 9
ОТПУСК
9.1. ОБЩИЕ ЗАКОНОМЕРНОСТИ
Структура закаленной стали может состоять нз мартенси-
та, остаточного аустенита и нерастворившихся карбидов.
Мартенситная структура характеризуется высокой плотно-
стью дислокаций, малой величиной блоков, наличием двойни-
ков, большими упругими искажениями. Распределение атомов
углерода в решетке может не соответствовать наиболее выгод-
ному положению их. Таким образом, закаленная сталь явля-
ется термодинамически неустойчивой и в ней самопроизвольно
могут происходить процессы, приводящие к более стабильному
состоянию. Возможность перехода к более стабильному состоя-
нию определяется подвижностью атомов углерода н матрицы.
Чем выше температура нагрева закаленной стали, тем более
подвижными являются атомы углерода и матрицы, тем вероят-
нее переход к более стабильному состоянию. В процессе от-
пуска закаленной стали могут происходить перераспределения
атомов углерода, предвыделения, выделения промежуточных
метастабильных карбидов, снижение внутренних напряжений,
образование н коагуляция цементита, образование специальных
карбидов, распад остаточного аустенита, изменение тонкой
структуры и, наконец, процесс рекристаллизации а-железа.
Характер структурных изменений при отпуске определяется
температурой и длительностью отпуска. Выдержка при комнат-
ной температуре может приводить к перераспределению атомов
углерода в решетке. Наиболее устойчивому положению углеро-
да в решетке железа соответствует упорядоченное расположе-
ние атомов углерода в одной подрешетке октаэдрического меж-
дуузлия (о. м.). Если же свежеобразованиый мартенсит обла-
дает степенью порядка в размещении по подрешеткам более
высокой, чем равновесная для комнатной температуры, то вы-
держка при комнатной температуре приводит к частичному
разупорядоченню, сопровождающемуся понижением степени те-
трагональное™. Перераспределение атомов углерода в одной
подрешетке (корреляционный эффект) идет медленнее, чем пе-
рераспределение по подрешеткам, поскольку требуется длффу-
117
Рис. 9.1. Кривые зависимости ширины
линий В (содержание углерода) от тем-
пературы отпуска
Рис. 9.2. Дилатометрическая кривая от-
пуска углеродистой стали:
1 — отожженной; 2 — закаленной
зня на несколько между-
атомных расстояний. Это
происходит в течение не-
скольких минут. Процесс пе-
ремещения атомов углерода
к дислокациям при комнат-
ной температуре заверша-
ется за 1—2 ч. При ком-
натной температуре атомы
углерода могут образовы-
вать в мартенсите кластеры
вдоль плоскостей [100] илн
[112]. Нагрев закаленной
стали приводит к повыше-
нию диффузионной подвиж-
ности атомов, поэтому вы-
зывает различные структур-
ные изменения. К ним отно-
сятся следующие:
1. Распад мартенсита,
заключающийся в выделе-
нии углерода из а-решеткн,
и соответствующем измене-
нии параметров решетки
(рис. 9.1). В углеродистой
стали с содержанием угле-
рода 0,8% этот процесс наи-
более интенсивно происхо-
дит при температуре 100—
200° С с образованием ме-
тастабильных е- или т]-
карбндов и сопровожда-
ется уменьшением объема
(рис. 9.2).
2. Превращение остаточ-
ного аустенита, происходя-
щее для углеродистой ста-
ли при температуре 250—
300° С, вызывает увеличение
объема.
3. Изменение состояния
карбидной фазы, частичное изменение формы и размеров кар-
бидной фазы н взаимодействие ее с матрицей.
4. Дальнейший процесс коагуляции и сфероидизации кар-
бидной фазы и изменение состояния a-фазы связан с умень-
шением объема.
5. Процессы возврата и рекристаллизации. В легированных
сталях с большим количеством карбидообразующих элементов
118
'КарМ
Мартенсит
А А
Рис. 9.3. Схема распределения углерода
при первом превращении
в стали, отпуск подразделяют на
может происходить при от-
пуске выделение специаль-
ных карбидов. В соответ-
ствии с объемными измене-
ниями, происходящими при
отпуске углеродистых ста-
лей (рнс. 9.2), подразделя-
ют трн температурных ин-
тервала (три превращения).
Температурные границы пре-
вращений условны, положе-
ние их зависит от скорости
нагрева, длительности вы-
держки н состава стали.
В зависимости от темпера-
туры отпуска и структурных
превращений, происходящих
низкий (структура — отпущенный мартенсит); средний (струк-
тура — троостит); высокий (структура — сорбит).
Первое превращение состоит из частичного распада мар-
тенсита и образования метастабильного карбида FexC (е-кар-
бид), имеющего гексагональную решетку. Решетка этого кар-
бида хорошо сопрягается с решеткой мартенсита. Прн выде-
лении указанного карбида ближайший к ним мартенсит
обедняется углеродом на сравнительно небольших расстояниях
(рис. 9.3), а на больших сохраняется исходная концентрация
углерода. Одновременно с образованием карбидов появляются
обогащенные углеродом области предвыделения (ООП) с ОЦК-
решеткой со структурой, промежуточной между а-мартенснтом
и е-карбидом. Распад мартенсита на первой стадии называют
двухфазным (гетерогенным). В сталях с содержанием углеро-
да менее 0,2% выделение метастабильного карбида не наблю-
дается. Приращение объема распавшегося мартенсита проис-
ходит непрерывным увеличением числа частиц е-карбида с
образованием вокруг них участков a-твердого раствора, обед-
ненных углеродом. Роста частиц е-карбидов не происходит из-за
низкой скорости диффузии. Скорость процесса при первом пре-
вращении характеризуется временем полураспада, т. е. време-
нем, необходимым для распада половины исходного мартенси-
та с высокой концентрацией углерода в мартенсит с меньшим
содержанием углерода. Время полураспада высокоуглеродпстой
закаленной стали составляет: при комнатной температуре —
несколько лет, при 80° С—8 месяцев, прн 100° С — 50 мни,
при 120° С — 8 мин, при 165° С— 45 с.
В результате первой стадии распада образуется структура,
называемая отпущенным мартенситом. По микроструктуре рас-
пад мартенсита при первом превращении выявляется потемне-
нием игл мартенсита (рис. 9.4).
119
a—закаленной; б — отпуск при 200° С; в —
отпуск при 400° С; г—отпуск при 550° С
Первое превращение характеризуется уменьшением объема,
что хорошо1 видно на дилатометрических кривых, изменением
физических свойств (рис. 9.5), уменьшением степени тетраго-
нальности. Увеличение количества дефектов за счет предвари-
тельной деформации способствует переходу атомов углерода к
дислокациям, предотвращается возможность образования в-кар-
бида. В этом случае в закаленном состоянии может отсутство-
вать искажение а-решетки, которое возникает, когда атом
углерода находится внутри решетки. При отпуске за счет пере-
хода атомов углерода к дислокациям может отсутствовать те-
трагональность мартенсита. Повышение температуры нагрева
закаленной стали выше 150° С приводит к повышению диффу-
зионной подвижности углерода. Происходит дальнейший распад
мартенсита, выделение из него углерода (рис. 9.6), становится
возможным некоторый рост и коагуляция в-карбидов. Образу-
ется однофазный раствор, поэтому на этой стадии превраще-
Рис. 9.5. Кривые зависимости физических свойств от температуры отпуска:
а — Нс; б — р; в — J; г — В
120
ние происходит гомогенно
за счет постепенного обед-
нения твердого раствора
углеродом, выделяющегося
в карбиды. Скорость рас-
пада мартенсита определя-
ется скоростью диффузии
углерода. Степень распада
a-кристаллов тем больше,
чем выше температура и
больше время выдержки.
Наибольшая скорость выде-
ления углерода из а-раство-
ра наблюдается в начале
выдержки при данной тем-
пературе, а затем скорость
распада быстро затухает
(рис. 9.6). Скорость выделе-
ния углерода с повышением
температуры тем больше,
чем выше исходное содер-
жание углерода в мартенси-
те. При температуре 250—
300° С содержание углерода
в а-растворе одинаково,
примерно 0,2% и практиче-
ски не зависит от исходного
содержания.
Второе превращение. В
Рис. 9.6. Графики зависимости содержа-
ния углерода в твердом растворе от вре-
мени вьщержки и температуры отпуска
Рис. 9.7. Кривые зависимости от темпера-
туры Да/а, D, Нс
закаленных сталях с остаточным аустенитом при нагреве на-
ряду с распадом мартенсита происходит превращение остаточ-
ного аустенита: в углеродистых сталях — при температуре
200—300° С, в легированных сталях — при более высоких тем-
пературах.
Превращение остаточного аустенита при температуре 200—
300° С происходит по промежуточному (бейнитному) механиз-
му. Превращение аустенита, при значительном его количестве
в закаленном состоянии, сопровождается повышением твердости
и сопротивления разрыву. Параллельно со вторым превраще-
нием происходит дораспад мартенсита. Максимальная велнчи-
iAU и
на — искажении второго рода уменьшается по мере повышения
температуры отпуска (рис. 9.7). Это уменьшение обусловлено
нарушением связанности кристаллических решеток пересыщен-
ного твердого а-раствора и карбида. Скорость его тем боль-
ше, чем выше температура отпуска. Повышение температуры
способствует увеличению вероятности обособления частиц кар-
бида и этим самым уменьшению когерентных напряжений, а
121
также повышению скорости выравнивания концентрации угле-
рода по объему матрицы. После окончания первой стадии рас-
пада получается условно устойчивое равновесие очень малень-
ких частиц выделившейся фазы (е-карбида) с окружающими
их обедненными углеродом областями а-мартенсита. При по-
вышении температуры, когда скорость диффузии атомов вне-
дрения становится достаточной для роста частиц, начинается
рост одних частиц и растворение других. Происходит дальней-
шее выделение углерода нз мартенсита. Содержание его после
отпуска в течение 1 ч при температуре 300° С достигает 0,1%.
При втором превращении увеличиваются размеры блоков (О)
н уменьшается коэрцитивная сила.
Третье превращение. В углеродистых сталях третье превра-
щение происходит прн температуре 300—400° С. На этой ста-
дии происходит образование цементита либо преобразованием
промежуточного карбида в цементит (превращение на месте),
либо выделением из пересыщенного твердого а-раствора при
одновременном растворении промежуточного карбида. Одно-
временно нарушается когерентность между е-карбидом и «-рас-
твором. Уменьшаются напряжения первого рода и искажения
Да
а ‘
На третьей стадии отпуска наблюдается сфероидизация ча-
стиц цементита и небольшой рост их. Структура состоит из
смеси цементита и кристаллов а-раствора с малым содержани-
ем углерода. Такая структура называется трооститом отпуска.
Коагуляция. Процесс коагуляции цементита начинается при
температуре 350—400° С и происходит вплоть до нижней кри-
тической точки Ас,- С повышением температуры отпуска ско-
рость коагуляции цементитных частиц увеличивается. Нагрев
в этом интервале температур приводит к уменьшению количе-
ства мелких частиц размером 3-10-4 мм—кривая 1 (рис. 9.8)
и увеличению крупных размером 8-10~4 мм — кривая 2. Введе-
ние легирующих элементов приводит к изменению скорости
коагуляции карбидов, но качественная картина сохраняется
(рис. 9.9).
Между средним размером dcp карбидных частиц н време-
нем отпуска т существует степенная зависимость:
dc₽ = скь, (9.1)
где b = 0,1 + 0,01 — показатель степени; ,
а—коэффициент, зависящий от температуры,
содержания углерода н количества легирую-
щих элементов.
Коагуляция карбидов связана с диффузней углерода в фер-
рите, включает в себя диссоциацию растворяющихся карбидных
частиц, самодиффузию атомов железа от границы растущих
122
карбидных частиц, что
требует притока вакан-
сий. Возможность диффу-
зии углерода от мелких
частиц к крупным возни-
кает вследствие различ-
ной концентрации углеро-
да в феррите возле мелких
и крупных частиц. Около
мелких частиц карбидов
концентрация углерода в
феррите больше, чем воз-
ле крупных. Под дейст-
вием этого градиента кон-
центрации углерод будет
диффундировать от ост-
рых углов к тупым, от
мелких частиц к крупным.
Скорость коагуляции
определяется скоростью
растворения карбидов,
перемещением вакансий и
самодпффузней атомов
а-раствора, а также ско-
ростью диффузии углеро-
да в феррите, разностью
концентрации его в фер-
рите возле мелких и круп-
ных частиц карбидов.
Возврат и рекристал-
лизация. Процессы воз-
карбидных частиц при температуре от-
пуска 630° С ™
Рис. 9.9. Кривые зависимости диаметра кри-
сталликов карбида от температуры от-
пуска для различных сталей:
врата в закаленной стали /—углеродистой: 2—хромистой; з —кобальте-
1 вой; 4— мол Моденовой; э — вольфрамовой
наблюдаются при нагреве
выше 400° С образованием малоугловых границ. Однако при
наличии дисперсных частиц перемещение дислокаций затрудня-
ется, поэтому затрудняется образование полигональной струк-
туры. При более высокой температуре, когда процесс коагуля-
ции приводит к значительному уменьшению количества карби-
дов, возможен процесс рекристаллизации вследствие миграции
высокоугловых границ. Вместо мартенсита игольчатой формы
образуется обычный полиэдрический феррит. Исчезает харак-
терная для мартенсита игольчатая структура.
9.2. ВЛИЯНИЕ ЛЕГИРУЮЩИХ ЭЛЕМЕНТОВ
Легирующие элементы существенно влияют на процессы,
происходящие при отпуске закаленной стали. Они ие только
сами обладают малой диффузионной подвижностью, но иумепь-
123
шают диффузионную подвижность атомов железа, углерода и
дефектов кристаллической решетки. Легирующие элементы су-
щественно изменяют физические и механические свойства и
повышают температуру разупрочнения. Уже в закаленном со-
стоянии у различно легированных сталей атомы углерода могут
располагаться по-разному. В процессе отпуска может проис-
ходить перераспределение углерода, изменяются степень иска-
жения решетки, прочность взаимосвязи атомов решетки. На
пропесс образования промежуточных карбидов и на обеднен-
ные вокруг ннх участки а-мартенсита, т. е. на процесс двух-
фазного распада, легирующие элементы существенно не влия-
ют. Только при значительном содержании никеля время полу-
распада существенно уменьшается. При низких температурах
карбиды содержат небольшое количество легирующих элемен-
тов (не более среднего содержания в сплаве).
На первой стадии распада диффузия атомов легирующего
элемента мало влияет на процесс образования зародышей кар-
бида, так как образование их происходит быстрее, чем пере-
распределение легирующих элементов.
На вторую стадию распада мартенсита легирующие элемен-
ты могут существенно влиять, сохраняя пересыщенность а-мар-
тенсита и замедляя рост карбидных частиц.
В углеродистой стали после отпуска при температуре 300° С
тетрагональность а-раствора почти полностью исчезает. При
содержании в а-растворе молибдена 2,0% температура распада
повышается на 100°С, при легировании 1,9% V и 1,4% Ti —
на 150° С, при совместном легировании хромом и вольфрамом —
на 200° С. Значительно задерживают распад кобальт, кремний.
- Легирующие элементы особенно значительно влияют на
процесс коагуляции при температурах выше 450° С. В сталях
с карбидообразующими элементами прн низких и средних тем-
пературах вначале образуется цементит, затем при высокой
температуре происходит перераспределение легирующих эле-
ментов между ферритом н цементитом. Карбидообразующне
элементы диффундируют в карбиды, а некарбидообразующие —
в феррит.
Чтобы мог происходить процесс коагуляции частиц, мелкие
частицы должны растворяться. Но для этого необходимо одно-
временное растворение и диффузия легирующих элементов к
растушим частицам. Поэтому это является одним из факторов,
задерживающих процесс коагуляции.
При значительном легировании стали карбидообразующими
элементами (Сг, W, Мо, V) возможно образование специальных
карбидов (М23С0, М7С3, М2С, МС). Специальные карбиды мо-
гут образовываться преобразованием легированного цементита
(превращение на месте) или непосредственным выделением ди-
сперсных специальных карбидов из a-твердого раствора. Спе-
циальные карбиды значительно дисперснее, чем цементит, по-
124
Рис. 9.10. Диаграмма изотермичес-
кого превращения аустенита леги-
рованной стали 0,7% С; 1%С;
3,0%Ni:
/ — первичный аустенит; 2 — остаточ-
ный аустенит
этому выделение их является главной причиной появления
вторичной твердости при отпуске.
Большинство легирующих элементов повышает температур-
ную область распада остаточного аустенита до 500—600° С.
При этом могут возникнуть две температурные области распа-
да остаточного аустенита: бейннтная н перлитная (кривые 1
на рис. 9.10), как при охлаждении (кривые 2). В высоколеги-
рованных сталях (высокохромистых, быстрорежущих) распад
остаточного аустенита происходит не при температуре отпуска,
а во время охлаждения. Причиной такого явления считают то,
что во время выдержки при температуре отпуска происходит
выделение карбидов, в результате чего устойчивость аустенита
и температура мартенситного превращения понижаются. По-
этому прн охлаждении распад остаточного аустенита происхо-
дит во время охлаждения до комнатной температуры. Продук-
том распада является мартенсит.
9.3. МЕХАНИЧЕСКИЕ СВОЙСТВА ОТПУЩЕННОЙ СТАЛИ
Отпуск является конечной операцией термической обработ-
ки стали, определяющей ее свойства. Закаленные конструкци-
онные и инструментальные стали (с содержанием углерода
более 0,3%) характеризуются высокой твердостью, малой пла-
стичностью, наличием значительных остаточных напряжений.
При повышении содержания углерода стали склонны к хруп-
кому разрушению.
Существенные структурные изменения, происходящие при
низком отпуске, сопровождаются соответствующими измене-
ниями механических свойств. Повышается прочность межатом-
ной связи, характеризуемой увеличением модуля упругости,
увеличивается сопротивление хрупкому разрушению, а твер-
дость несколько понижается (рис. 9.11). Увеличение длитель-
ности отпуска при 200° С приводит к существенному повыше-
нию прочности и некоторому снижению твердости в высокохт-
леродистых сталях (рнс. 9.12). В средиеуглеродистой стали
(0,45% С) повышаются прочность, пластичность, изменяется
125
Рис. 9.П. Кривые зависимости твердости
и сопротивления излому стали с 0,98% С
от температуры отпуска:
— прочность; —— ---твердость
характер излома разрыв-
ных образцов от хрупкого
к вязкому (рис. 9.13).
Причиной изменения
свойств является переход
от хрупкого разрушения
при низкой температуре
отпуска к вязкому при бо-
лее высокой. Сопротивле-
ние отрыву возрастает с
повышением температуры
отпуска, поскольку при
этом повышается проч-
ность междуатомных свя-
зей, снижаются остаточ-
ные напряжения, стано-
вится возможным релак-
сация напряжений, возникающих в конце дислокационных скоп-
лений при пластической деформации. Сопротивление пластиче-
ской деформации, которое можно характеризовать твердостью,
с повышением температуры понижается вследствие уменьшения
количества карбидов, увеличения расстояния между ними, умень-
шения искажений увеличения размера блоков, т. е. изме-
нения всех структурных факторов, влияющих на возможность
перемещения дислокаций.
В низкоуглеродистых сталях вязкое разрушение наблюдает-
ся непосредственно после закалки, поэтому нагрев при отпуске
приводит к непрерывному понижению твердости и других про-
чностных характеристик (ав, а 0.2), пластичность н ударная
вязкость повышаются. Характер изменения механических
•свойств у низкоуглеродистых и среднеуглеродистых легирован-
ных сталей аналогичный, однако интенсивность разупрочнения
с повышением температуры отпуска меньше вследствие сохра-
нения дисперсного состояния карбидов до более высокой тем-
пературы. Поэтому высокую прочность легированных конструк-
ционных сталей можно получить при более высокой температуре
отпуска с большей пластичностью, чем в углеродистой стали.
Лучшее сочетание прочности и пластичности легированных
конструкционных сталей можно объяснить тем, что наряду с
сохранением дисперсных карбидов, обеспечивающих высокую
прочность, происходит более полное снятие остаточных напря-
„ Да
жений первого рода, искажении —, происходят процессы ре-
кристаллизации феррита. Влияние на механические свойства
ферритной и цементитной сеток в закаленной, в закаленной и
отпущенной стали показано в табл. 9.1.
При наличии цементитной и ферритной сеток ударная вяз-
126
кость резко падает. При-
чины снижения ударной
вязкости различны. Рез-
кое падение ударной вяз-
кости при наличии цемен-
тнтной сетки связано с
низким сопротивлением
отрыву пементита. Сни-
жение же ударной вяз-
кости при наличии фер-
ритной сетки связано с
тем, что деформируется в
основном феррит вслед-
ствие его низкого сопро-
тивления пластической
Рис. 9.12. Кривые зависимости от продол-
жительности отпуска HRC, ов, содержания
углерода, %, стали У8
деформации, поэтому на-
ступает преждевременное
разрушение на границе
поверхности контакта
феррит — сорбит (после
отпуска) или феррит —
мартенсит у иизкоуглеро-
дистых сталей.
В высокоуглеродистых
легированных сталях вы-
сокая твердость после
отпуска может сохранять-
ся прн высоких темпера-
турах — это явление на-
зывается красностойко-
стью. Оно является весь-
ма важным свойством
Рис. 9.13. Кривые зависимости истинных
напряжений от е при 200° С в стали 45:
/ — без отпуска; 2 — т — 15 мин; 3 — ~ -55 млн;
4 — т — 90 мин; 5 — т = I 80 мин (е — истинное
удлинение)
для инструментов, рабо-
тающих при высоких тем-
пературах. Для контроля
красностойкости некото-
рых сталей (быстрорежу-
щих) производится нагрев термически обработанных сталей
в течение 4 ч при температуре 620—640° С с последующим из-
мерением твердости после охлаждения.
9.4. ОТПУСКНАЯ ХРУПКОСТЬ СТАЛЕЙ
Имеются два вида хрупкости: низкотемпературная (необра-
тимая), приводящая к снижению ударной вязкости после на-
грева при температуре 250—400° С, и обратимая, возникающая
при нагреве выше 600° С и последующем медленном охлажде-
нии (рис. 9.14).
127
Таблица 9.1
Влияние ферритной и цементитной сеток на свойства стали а закаленном
ад отпущенном состоянии
Сталь Режим термической обработки 'в- кгс/мм8 кгс/мм® ф. % HRC Структура
45 Нагрев 860° С, 25 мин, охлаждение с печью до
750° С, перенос в свинец с температурой 720° С,
5 мни, охлаждение в во- де, отпуск 150° С, 3 ч 145,5 145,5 0,0 42—43 Ферритная
сетка
45 Режим такой же, ио от- пуск 500° С, I час Нагрев 800—820° С, 25 90,5 133,0 39,0 22 23 >
У8
мни, охлаждение до
750° С, перенос в свинец -720° С, 5 мин, охлажде-
ние в воде, отпуск 150° С, 3 ч 144,6 144,6 0,0 59—60
У8 Режим такой же, отпуск 500° С, I ч 120.0 191,5 41,5 32—34
У12 Нагрев 920° С, 25 мни ох- лаждение с печью 750° С, перенос в свинец иа 720° С, 5 мин, охлажде- ние в воде, отпуск 150° С, 3 ч 60,5 60,5 0,0 61—62 Цементитиая сетка
У12 Режим такой же, но от- пуск 500° С, I ч 121,5 138,5 10,8 34—33 »
Низкотемпературная хрупкость (первого рода) не зависит
от скорости охлаждения после нагрева. Повторный нагрев не
приводит к повышению ударной вязкости. К низкотемператур-
ной хрупкости склонно очень большое количество сталей, в
том числе и углеродистых. Излом образца блестящий, межкри-
сталлический.
Низкотемпературная хрупкость не возникает, если низко-
температурному отпуску предшествовал отпуск при темпера-
туре выше 500° С. Легирование кремнием, тормозящим вторую
стадию распада, сдвигает интервал возникновения необратимой
хрупкости до более высоких температур. Причиной необрати-
мой хрупкости считают возникающую при отпуске на второй
стадии неоднородную структуру, которая имеет участки мар-
тенсита с резко различающимся содержанием углерода. По-
скольку характер разрушения межзеренный, вероятно наличие
обогащения границ зерен атомами фосфора, мышьяка, сурьмы
и др. Поэтому удаление примесей при выплавке стали умень-
шает или полностью устраняет падение ударной вязкости в
зоне необратимой хрупкости.
128
Обратимая отпускная
хрупкость (второго рода) о»,
возникает в легированных
сталях при медленном охла-
ждении с температуры 600—
650° С. Излом образцов —
межкристаллический. Если
такую сталь повторно на- .
греть до температуры 600—
650° С и быстро охладить,
она будет иметь высокую
ударную вязкость. На вос-
приимчивость к обратимой
хрупкости влияет химиче-
ский состав стали. Наиболее
активно способствуют от-
пускной хрупкости фосфор,
сурьма, мышьяк. Поэтому
при выплавке стали их не-
обходимо удалять.
К отпускной хрупкости
склонны хромоникелевые,
хромом арганцевнстые, хро-
~Б50
е.с
Рис. 9.14. Кривые зависимости ударной
вязкости хромоникелевой стали (0,3% С,
1,47% Сг, 3,4% Ni) от температуры от-
пуска:
/— при быстром. 2 — при медленном охлажде-
нии
-да -да
мокремнневые и другие ста-
лн. Уменьшают склонность к отпускной хрупкости молибден и
в меньшей мере вольфрам. Для предотвращения отпускной
хрупкости достаточно содержания молибдена 0,2%. Причиной
обратимой хрупкости считают обогащение пограничных зон фос-
фором или элементами-аналогами фосфора (сурьма, мышьяк
и др.).
При нагреве выше 600° С атомы этих примесей сравнитель-
но равномерно распределены по объему металла. Прн медлен-
ном охлаждении или во время выдержки при 500—550° С про-
исходит диффузия атомов фосфора, сурьмы и других элементов
к границам зерен, где имеется большое количество дефектов
решетки. Поэтому такое расположение атомов фосфора, мы-
шьяка, сурьмы, имеющих большие размеры атомов, термоди-
намически более выгодно, так как суммарное искажение (по-
верхностная энергия) уменьшается. При повторном нагреве
выше 600° С вследствие появления большого количества де-
фектов решетки в объеме металла и большой амплитуды ко-
лебания, становится более благоприятным расположение ато-
мов прпмесн в объеме зерна. При последующем быстром
охлаждении атомы примесей не успевают переместиться к
границам зерен, поэтому хрупкость не возникает. Введение мо-
либдена (частично вольфрама), являющегося поверхностно
активным элементом, препятствует перемещению атомов к гра-
ницам зерен, чем задерживает развитие отпускной хрупкости.
5 9 477
129
Для предотвращения необра-
тимой хрупкости отпуск в интер-
вале ее проявления (250—450° С)
обычно не проводят. Для устра-
нения обратимой отпускной хруп-
кости в большинстве случаев пос-
ле нагрева до температуры 600—
650° С производят ускоренное ох-
лаждение. Если ускоренное ох-
лаждение нельзя применять
(охлаждение стали при азотиро-
вании), сталь легируют молибде-
ном.
Рис. 9.15 Влияние температуры
и времени выдержки на ударную
вязкость стали 14Х17Н2
£>
Для нержавеющих хромистых сталей ферритного или мар-
тенситного класса характерна хрупкость 475° С. Эта хрупкость
возникает при длительных выдержках стали при температуре
400—500° С (рис. 9.15).
Хромистые стали мартенситного класса широко применяют-
ся в качестве конструкционных для изготовления дисков и ло-
паток компрессора турбин, работающих при температурах
300—500° С в интервале развития хрупкости 475° С. Наиболее
значительно хрупкость 475° С развивается у сталей с содержа-
нием хрома более 13%. Это препятствует повышению коррози-
онной стойкости сталей за счет повышения содержания в них
хрома. Появление хрупкости 475° С связано с образованием
богатых хромом комплексов в a-твердом растворе, которые
имеют кубическую объемно-цементированиую решетку с пара-
метром 2,878 А, а по составу отвечают сплаву 70% Сг и 30% Fe.
Причиной хрупкости 475° С является также образование упо-
рядоченных зон с пониженной пластичностью.
Рекомендуемая литература: [8], [9|, [21, т. 1. разд. 3], [22, гл. 4], [33J,
[34, гл. 5 и 7}, [46, т. 1, гл. 35 и 36].
Раздел второй
ПРАКТИКА ТЕРМИЧЕСКОЙ ОБРАБОТКИ
Глава 10
СТРУКТУРА СТАЛИ ПОСЛЕ ГОРЯЧЕЙ ДЕФОРМАЦИИ
10.1 ФОРМИРОВАНИЕ СТРУКТУРЫ ПРИ ГОРЯЧЕЙ ДЕФОРМАЦИИ
Горячая деформация влияет на формирование структуры и
свойств металла. В некоторых случаях горячая деформация
является конечной тепловой операцией, определяющей слу-
жебные свойства металла.
В нагревательные печи или колодцы слиткн могут посту-
пать непосредственно после затвердевания при температуре
850—900° С или после полного охлаждения их до комнатной
температуры. При нагреве слитков под горячую деформацию,
особенно в холодном состоянии, вследствие неравномерного на-
грева нх наружных и внутренних слоев в металле возникают
внутренние напряжения, особенно опасные при низких темпе-
ратурах, когда металл малопластнчен. Возникшие напряжения
могут приводить к разрушению слитков, поэтому нагрев их
осуществляют с малой скоростью. Наилучшую деформируе-
мость имеют сплавы с однофазной структурой. Наличие зна-
чительного количества второй фазы, например: 6-феррита или
карбидной фазы, ухудшает в стали технологическую пластич-
ность металла.
Неметаллические включения, расположенные в форме меж-
кристаллической пленки или отдельных включений, в резуль-
тате деформации вытягиваются в направлении деформации и
часто разрываются.
Газовые пузыри и пустоты, находящиеся главным образом
в подкорковой и головной частях слитка, уплотняются п сва-
риваются, если их стенки не были покрыты окислами нли если
в них не скопились неметаллические включения. Таким обра-
зом, в результате деформации улучшается структура металла
(разрушаются крупные дендриты и межкристаллическая плен-
ка, измельчаются неметаллические включения, образуются бо-
лее равномерные зерна) и происходит его уплотнение. Горячая
деформация, меняя формы кристаллитов, не устраняет неодно-
родность состава как в макрообъеме, так и в пределах ден-
дрита. В результате прокатки или ковки дендриты вытягива-
ются в направлении течения металла, образуя продольную сло-
истость (волокнистость) и первичную микроскопическую по-
лосчатость (слоистую структуру) (рис. 10.1).
6* 131
Рис. 10.1. Строчечная структура стали:
а—доэвтектоидной: б— нержавеющей мартенситко-ферритной; в — ледебуритной
Наличие в слитке усадочной раковины, рыхлости и пузырей
приводит к образованию в деформированном металле трещин,
расслоений, пузырей, разрывов и т. д. Деформация литого ме-
талла, способствуя уничтожению некоторых дефектов, свойст-
венных ему (крупнозернистостн, пористости, пузырей), в свою
очередь, является источником ряда дефектов, обусловленных
особенностями технологического процесса деформации.
10.2. ВЛИЯНИЕ ДЕФОРМАЦИИ НА МЕХАНИЧЕСКИЕ СВОЙСТВА СТАЛИ
В результате горячей механической обработки механические
свойства литой стали повышаются только в направлении рас-
положения волокон, в поперечном же направлении никаких
преимуществ она не дает. Соотношения продольных н попе-
речных свойств углеродистой стали состава 0,45% С, 0,66% Мп,
0,30% Si, 0,012% S и 0,02% Р приведены в табл. 10.1.
Из таблицы видна значительная разница в механических
свойствах вдоль и поперек волокна, т. е. возникшая анизотро-
пия механических свойств, которая существенно влияет на
эксплуатационные и технологические свойства стали. Она от-
ражает структурную неоднородность стали в различных на-
правлениях. В кованой и катаной стали она зависит от на-
правления волокна. Поэтому необходимо, чтобы волокна рас-
Таблица 10.1
Зависимость механических свойств стали от направления волокон
Направление вырезки об- разца из за- готовки °В, кгс/мм2 °0»2» кгс/мм* 61, % Сужение шейки. % ан> кгс-м/сма
Продольное 71.5 47 17,5 62,8 6,2
Поперечное (по хорде) 67,2 44 10 31 3,0
132
Таблица 10.2
Изменение ударной вязкости в продольном и поперечном направлениях
в зависимости от степени деформации
Степень деформации 3,15 7,15 23,15
ан, кгс м/см2 в продольном направ- лении в поперечном направ- лении 15,65 5,06 16,76 4,66 17,94 3,57
полагались по конфигурации деталей н наиболее нагруженные
направления детали имели продольное волокно. Однако во
многих случаях в ответственных деталях продольное направ-
ление волокон не является наиболее благоприятным.
Анизотропия свойств оказывается главным образом на по-
перечном сужении, удлинении и особенно на ударной вязкости.
Предел текучести, твердость в продольном и поперечном на-
правлениях практически одинаковы. Преимуществом испытания
поперечных свойств по сравнению с испытанием продольных,
является более полное выявление пороков в стали, располо-
женных в продольном направлении. Испытанием поперечных
свойств значительно легче установить закономерную зависи-
мость между механическими свойствами и видом излома.
Соотношение между продольными и поперечными механи-
ческими свойствами определяется степенью деформации (табл.
10.2), стали и наличием дефектов (табл. W.3).
Наличие дефектов в стали зависит как от технологии вы-
плавки стали, так и от химического состава. Излом попереч-
ного образца металла показывает, что чем больше слоистость
излома, тем ниже поперечное сужение и особенно ударная вяз-
кость. Для кованых деталей механические свойства поперечных
образцов определяются правильностью проведения режима ков-
ки. Неправильным режимом ковки на отдельных участках
сложных поковок можно вызвать «разрыхления» металла и
резкое снижение механических свойств. Степень обжатия при
испытании на усталость образцов, вырезанных вдоль волокна,
заметно не сказывается на пределе выносливости. Предел вы-
носливости поперек волокон на 20—30% ниже, чем вдоль во-
локон, хотя предел прочности при растяжении остается тем же
самым. При этом наблюдается повышенное рассеивание ре-
зультатов испытаний поперек волокон. Этот разброс значений
и снижение сопротивления усталости объясняется влиянием
раскатанных вдоль волокон неметаллических включений и дру-
гих дефектов, которые при действии напряжений поперек их
длины способствуют более раннему образованию трещин уста-
лости. С ростом угла между направлением нормальных" на-
пряжений и волокон предел выносливости снижается.
133
Таблица 10.3
Механические свойства образцов с продольным и поперечным волокном
Характеристика слитка Место вы- резки об- разца Механические свойства*
си» кгс/мм* °0,2» кгс/мм* s.% °н« кгс-м/см’
Плавка чистая по неме- Верх 54,0 32,4 23,3 67,8 10,3
таллическим включениям слитка 56,2 35,7 19,8 60,7 6,8
(сталь хромомедистая Середина 57,2 38,1 19,3 65,0 10,0
состава: 0,17 % С, слитка 57,8 35,5 •о,1 57,3 7,0
0,84% Мл, 0,45 % Сг, Низ 59,2 58,4 36,0 19,9 65,0 9.2
0,6 % Си) слитка 35,2 20,3 55,1 7,4
-Плавка загрязненная Верх 89,2 79,1 18,4 58,4 12,5
неметаллическими вклю* чениями слитка 86,7 76,0 10,6 23,3 4,4
(сталь хромоникелевая Середина 84,2 74,1 18,0 58,4 12,3
"состава: 0,34 % С, 0,58 % Сг, 0,34 % Ni) слитка Низ 83,6 84,8 76,0 74,7 10,8 16,6 29,4 50 2,8 12,3
84,2 74,1 18,6 15,3 4,0
* Числитель-для образцов с продольным волокном, знаменатель — о по-
перечным.
Пониженные механические свойства в поперечном направ-
лении существенно влияют на технологические свойства. Как
показывает практика, низкие сопротивление отрыву и пластич-
ность облегчают появление закалочных трещин в среднеугле-
родистых легирбванных сталях, закаливаемых в масле. Про-
дольный характер расположения трещни объясняется в основ-
ном наименьшей прочностью в поперечном направлении.
Высокая чистота стали по неметаллическим включениям,
меньшая ликвация, большая плотность слнтков, выполненных
методом электрошлакового переплава (ЭШП), дугового ваку-
умного переплава (ДВП), электронно-лучевой плавки (ЭЛП)
обеспечивает после прокатки отсутствие анизотропии свойств
при одновременном повышении пластичности и ударной вязко-
сти. Порог хладноломкости понижается.
Если деформация металла производится при температуре,
когда скорость рекристаллизации достаточно велика, то рекри-
сталлизация происходит при деформации нли охлажденйи.
В этом случае после деформации металл находится в рекри-
сталлизованном состоянии. При определенных условиях горя-
чей деформации 0,3 Тр < Тл < Тил в металле может образо-
ваться устойчивая ячеистая структура, которая благоприятно
влияет на механические свойства. Оптимальная температура
горячей деформации зависит от скоростей деформации и ох-
134
лаждения. Чем они выше, тем более высокая температура не-
обходима для того, чтобы успела завершиться рекристалли-
зация.
10.3. ПДАВОЧНЫЙ КОНТРОЛЬ
В соответствии с требованиями ГОСТов и ТУ на поставку
металла потребителю производится планочный лабораторный
контроль. Пробы для контроля отбирают от прокатанных илн
откованных первого и последнего слнтков. При разливке ме-
талла сифоном пробы отбирают от одного из слитков первого
и последнего сифонного куста. В некоторых случаях, обуслов-
ленных соответствующими ГОСТами и ТУ или вызванных на-
рушениями технологии изготовления металла, пробы отбирают
от каждого сифбиа или от каждого слитка плавки. При произ-
водстве высококачественной стали часто выполняют предвари-
тельную прокатку только подконтрольных слитков (разведка).
По результатам контроля делают назначение остальной части
плавки.
Место вырезки проб обусловлено стремлением получить наи-
более полную картину качества металла. Для контроля макро-
структуры пробы отбирают от подголовной и от нижней частей
слнтка: в первой чаще всего оказываются дефекты, связанные
с развитием усадочной рыхлости, в последней — дефекты от
неправильной разливки металла. При контрольной разведке
часто по результатам контроля устанавливают процент удаления
металла в обрезь при прокатке всех остальных слитков плавки.
Контроль макроструктуры катаного металла производится
на поперечном сечении раската. В некоторых случаях для вы-
явления волокон в катаных, кованых или штампованных заго-
товках контроль макроструктуры производится на продольном
сечении.
Пробы для контроля вырезают в горячем состоянии. Размер
и количество проб определяются техническими условиями на все
виды контроля: макро- и микроструктуры, механических свойств
и др. Допускается отбор проб и в холодном состоянии автоген-
ным способом при условии, что прилегающий к резу металл до
испытания будет удален строжкой илн резанием на 25—30 мм.
Контролируемая на макроструктуру поверхность обрабаты-
вается на станках или наждачных кругах, а затем шлифуется.
Чтобы определить дефекты стали, производят глубокое травле-
ние подготовленной поверхности, а в некоторых случаях снима-
ют с нее отпечатки на сегрегацию серы. Глубокое травление
производится при помощи специального реактива, который состо-
ит из 10 частей концентрированной серной кислоты, 35 частей со-
ляной кислоты и 25 частей воды. Травление производится в
растворе, нагретом до температуры 60—70° С. После травления
поверхность тщательно промывают в горячей воде и сушат. Для
135
объективности и стандартности оценки качества макрострукту-
ры пользуются эталонами — баллами специальной шкалы.
Особо ответственный металл, работающий в условиях боль-
ших знакопеременных н ударных нагрузок, подвергается конт-
ролю на наличие волосовин, обнаруживаемых в прутках стали
ступенчатой обточкой. Качество макроструктуры оценивается
также по характеру излома, вырезанного из пробы диска тол-
щиной 15—20 мм. Этот контроль, кроме пузырей и флокенов,
позволяет обнаружить также пороки зональной ликвации и
общей газонасыщенности (светлые нити, шиферный излом
и др.). Для характеристики изломов существуют шкалы,
составляемые для одной или группы марок сталей.
Контролем микроструктуры проверяют наличие и размеры
обезуглероживания, структуру н размеры зерна, наличие це-
ментитной и карбидной сеток, строчечность структуры, неме-
таллические включения. Степень загрязнения неметалличе-
скими включениями зависит от назначения стали и условий
работы изделий.
Плавочному контролю на прокаливаемость по излому под-
вергается углеродистая инструментальная сталь. Чаще всего
этот контроль производится в ковшевой пробе, раскованной на
квадрат 15—20 мм.
В зависимости от глубины прокаливаемости плавка назна-
чается для передела на соответствующий профиль. Для конт-
роля прокаливаемости конструкционных сталей применяется
метод торцовой закалки. Конструкционная сталь контролиру-
ется по механическим свойствам. Нормы механической проч-
ности той или иной марки оговариваются в соответствующих
ГОСТах и ТУ. В специальных сталях контролируются также
присущие им специальные свойства: коррозионная выносли-
вость, магнитные свойства, ударная вязкость при пониженных
температурах, ползучесть (прочность при повышенных темпе-
ратурах) и др. Основные дефекты, обнаруживаемые в горя-
чекатаном металле на макроструктуре, изломе и микрострук-
туре, и нх взаимосвязь показаны на рис. 10.2 и в табл. 10.4.
Рекомендуемая литература: [24], [46, т. 1, гл. 9, 20 и 23], [39].
Глава 11
НАГРЕВ МЕТАЛЛА
Термическая обработка состоит из нагрева до заданной
температуры, выдержки при ней и последующего охлаждения
с необходимой скоростью. Температура нагрева и время вы-
держки определяются химическим составом и выбранным ви-
дом термической обработки.
136
подкорно&ые пузыри
Рис. 10.2. Шкала макродефектов
Таблица 10 А
Взаимная связь дефектов
Дефект Вид дефекта в про- дольном шлифе Излом 1 Микроструктура
Межден дритн ия ликвация фосфора, марганца, кремния и др. Междендритная ликвация серы Карбидная сегре- гация Фигурная внеосе- вая ликвация Периферическая зональность Осевая ликвация (V-образная лик- вация) Точечная ликва- ция Зональная ликва- ция Подкорковая газо- вая ликвация Пятнистая ликва- ция Трещиновидное разъедание Флокены Осевая рыхлость (центральная по- ристость) Усадочная рако- вина Интергранулярный излом Волокнистость » » Полосы потем- нения Чередующиеся полосы Светловины и темновины в осе- вой зоне Светловины, тем- новнны, сильная местная разъе- даемость Интенсивно про- травленная внут- ренняя зона. Тем- ный серый отпе- чаток Вытянутые тем- ные полосы у поверхности Светловниы нли темновины Тонкие волнистые трещинки, вытя- нутые вдоль осн Различно ориен- тированные разъе- денные участки Тонкие преры- вистые трещинки в осевой зоне Полость или трещины вдоль оси Шиферный и иногда рако- вистый (меж- ден дритн ый) Шиферный Неоднород- ный Крупные жилки Неоднородный Хрупкие жилки Неоднородный Хрупкая внут- ренняя зона волокнистого строения Расслой у поверхности Крупнозернис- тый блестя- щий Древовидный Светлые пятна овальной фор- мы Надрывы Расслой Столбчатый Камневндный Полосчатость, неод- нородность твердого раствора Сильно вытянутые сульфиды Скопление вытяну- тых карбидов Скопление крупных сульфидов Различная степень дисперсности суль- фидов Скопление неметал- лических вклю- чений Полосчатость, скоп- ление сульфидов и шлаков Скопление сульфи- дов и шлаков Скопление сульфидов Скопление сульфи- дов, обособление феррита Прерывистая пленка шлаковых включений В общем случае со структурой связи нет Шлаковые включе- ния Скопление неметал- лических включений Обособление фер- рита или цементита Скопление сульфи- дов или цементита по границам
138
Рис. И.Г- кривые распределения температур и на-
пряжений по сечению заготовки:
J— слой нспнтывает сжимающие напряжения; 2 — слой
испытывает растягивающие напряжения
слои. В резуль-
11.1. СКОРОСТЬ НАГРЕВА МЕТАЛЛА
Скорость нагрева металла определяется, с
одной стороны, допустимой скоростью нагре-
ва, а с другой — возможной скоростью нагре-
ва на данном агрегате. Допустимая скорость
нагрева зависит от физико-механических
свойств, формы и размеров металла, с одной
стороны, и метода подвода тепла — с другой.
При нагреве стали наружные слои металла
имеют более высокую температуру, чем внут-
ренние. Расширению наружных слоев металла
препятствуют внутренние, менее нагретые,
тате взаимодействия наружные слои испытывают сжимаю-
щие напряжения, причем максимальные сжимающие напря-
жения будут на поверхности. Внутренняя часть металла нахо-
дится под влиянием растягивающих напряжений, создаваемых
наружными слоями. Максимальные растягивающие напряжения
получаются в середине заготовки (рис. 11.1). При переходе через
критические точки вследствие структурных превращений харак-
тер и величина внутренних напряжений могут измениться. В это
время металл находится уже в пластическом состоянии и возни-
кающие напряжения могут вызвать лишь пластическую дефор-
мацию. Наиболее опасны внутренние напряжения в интервале
температур до 600—700° С, когда металл малопластнчен. Если
в результате нагрева возникают внутренние напряжения, пре-
вышающие истинное сопротивление разрыву металла, то могут
появиться трещины. Возможность образования трещин зависит
от истинного сопротивления разрыву и пластичности металла.
Чем выше истинное сопротивление разрыву металла и его плас-
тичность, тем менее вероятно образование трещин. У пластич-
ного металла даже прн небольшом временном сопротивлении
разрыву трещины не образовываются, так как возникающие рас-
тягивающие напряжения вызывают лишь пластическую дефор-
мацию. Для хрупких металлов решающее значение имеет истин-
ное сопротивление разрыву.
При данных механических свойствах металла вероятность
образования трещин зависит от величины внутренних напря-
жений, возникающих в результате нагрева. Величина их в пер-
вую очередь зависит от разности температур наружных и вн1 -
тренних слоев металла, коэффициента расширения, а также
величины напряжений, имеющихся в исходном металле.
139
Естественно, что чем больше разность температур, тем выше
внутренние напряжения. Наряду с трещинами может возникать
коробление деталей.
При выборе допустимой скорости нагрева необходимо учи-
тывать следующие параметры:
1) механические свойства металла в исходном состоянии.
Пластичный металл можно греть быстрее, малопластичный и
хрупкий надо греть медленнее. Поэтому слитки и сталь в за-
каленном состоянии требуют замедленного нагрева. Отожжен-
ные стали, в особенности мало- и среднеуглеродистые, можно
нагревать практически с любой скоростью;
2) равномерность нагрева. Чем равномернее нагрев и мень-
ше размеры изделия, тем скорость нагрева может быть боль-
шей, так как при этом меньше разность температур наружных
и -внутренних слоев металла. Нагрев в ваннах можно осущест-
влять быстрее, чем в печах, а нагрев методом сопротивле-
ния — во много раз быстрее, чем другими источниками;
3) теплопроводность металла. Скорость нагрева тем выше,
чем больше теплопроводность металла, так как разность тем-
ператур наружных и внутренних слоев металла уменьшается;
4) конфигурацию изделия. Повышенная скорость нагрева
может вызвать коробление и деформацию изделий со сложной
конфигурацией;
5) величину остаточных внутренних напряжений в исход-
ном металле. Скорость нагрева должна быть тем меньше, чем
больше величина этих напряжений.
Нагрев изделий можно осуществлять двумя методами:
1) внешними источниками тепла (печи, ванны, пламя га-
зовых горелок и т. д.);
2) преобразованием электрической энергии в тепловую пу-
тем выделения тепла внутри металла (индукционная закалка
токами промышленной и высокой частоты, нагрев методом со-
противления) .
В первом случае передача тепла нагреваемому телу осу-
ществляется излучением (в муфельных печах), конвекцией
вместе с излучением (в пламенных печах), за счет теплопровод-
ности, частично и за счет конвекции (при нагревах в расплав-
ленных солях, свинце и различных жидкостях). Скорость на-
грева зависит от типа нагревательного агрегата и от темпера-
туры его в момент посадки детали.
Продолжительность нагрева образца сечением 50 мм2 при
одинаковой температуре в различных агрегатах приведена в
табл. 11.1.
Перспективным является нагрев в кипящем слое, обеспечи-
вающий большую н равномерную скорость нагрева (рис. 11.2).
Для- одного и того же агрегата скорость нагрева гем выше, чем
выше Температура в нем. Соответственно этому различают не-
140
Агрегат
Таблица 11.1
Ванна свинцовая
» соляная
Печь пламенная
» электрическая
6,6
27,0
31,8
Продол-
житель-
ность на-
грева» мин
Рис. 11.2. Кривые интенсивности нагрева
стального цилиндра d = 50 мм, I = 150 мм:
J— в соляной ванне E0%NaCl 4-50%КС1; 2—
в кипящем слое графита; 3 — в кипящем слое
кокса; 4 — в печн с воздушной атмосферой
сколько способов нагрева (рис. 11.3), основными из которых
являются медленный, нормальный, форсированный. При мед-
ленном нагреве изделия загружаются в холодную или подогре-
тую печь до невысокой температуры, где изделия нагреваются
вместе с печью. Разность температур по сечению небольшая,
время нагрева большое. Применяется для нагрева слитков и
отпуска крупных закаленных изделий.
При нормальном нагреве изделия загружаются в печь, име-
ющую заданную температуру. Разность температур в этом
случае больше, чем в первом. Время нагрева меньше, чем в
первом случае. Этот режим применяется в большинстве
случаев.
При форсированном нагреве посадка изделий осуществля-
ется в печь прн температуре выше заданной, а затем по мере
прогрева температура печи снижается до заданной. Скорость
Рнс. 11.3. Методы нагрева заготовок:
f — заданная температура нагрева; tnoB — температура поверхности: :ц—температура
центра: it — разность температур между поверхностью н центром; tn — температура пеан;
т — время прогрева.
141
нагрева наибольшая. В этом случае возникает разность тем-
ператур, а следовательно и напряжений, большая, чем в первых
двух случаях.
Скорость нагрева зависит от метода, формы и размеров из-
делия. Время нагрева тем больше, чем меньше поверхность,
воспринимающая тепло, и чем больше сечение изделия.
Большие перспективы для сквозного нагрева имеет не-
посредственный нагрев металла пропусканием тока низкого
напряжения через изделия и индукционный нагрев токами
низкой частоты.
Сущность первого способа заключается в том, что изделие
располагается между двумя контактами, затем через металл
пропускается ток низкого напряжения и большой силы. При
этом выделяется теплота
<2 = 024/2Ят, (11.1)
где Q — количество выделяемой теплоты, кал;
I — сила тока, А;
R — сопротивление, Ом;
т — время нагрева, с.
Количества выделяемой теплоты достаточно для быстрого
прогревания изделия (несколько секунд) до заданной темпера-
туры. Способ широко применяют при непрерывном нагреве
проволоки (при изготовлении вольфрамовой и молибденовой
проволоки), при нагреве под закалку различных изделий про-
стой формы и одинакового сечения.
11.2. ХИМИЧЕСКОЕ ДЕЙСТВИЕ НАГРЕВАЮЩЕЙ СРЕДЫ '
Во время нагрева при высокой температуре между поверх-
ностью металла и окружающей средой может протекать реак-
ция, в результате которой происходит окисление и обезуглерожи-
вание стали, ухудшающие качество изделия. Окисление приводит
к невозвратимым потерям металла, изменяет размеры изделий и
вызывает необходимость последующего удаления окисленного
слоя. Обезуглероживание поверхности вызывает пониженную
твердость при закалке, вследствие чего снижаются износоустой-
чивость поверхности и усталостная прочность всей детали.
Основными реакциями окисления являются:
2Fe + О22FeO, (11.2)
Fe + СО2FeO + СО, (11.3)
Fe-F Н2ОFeO 4-Н2. (11.4)
Таким образом, окисление вызывается кислородом, углекис-
лотой и парами воды. Восстанавливающими газами являются
окись углерода и водород.
142
Основные реакции обезуглероживания:
FeT (Q + 2Н2Fe + СН4, (11.5)
Fe, (С) + 4 О2 -> Fe + СО, (11.6)
Н2О 4- СО СО2 + Н2 и далее по реакции (11.5).
Обезуглероживающими газами являются кислород и водород,
а также пары воды, а метан и окись углерода являются наугле-
роживающими газами.
В начальной стадии происходит химическая реакция взаимо-
действия газа с поверхностью металла, в результате которой
образуется пленка окисла. Дальнейшее окисление стали состоит
из двух процессов: диффузии кислорода сквозь окалину к ме-
таллу и встречной диффузии металла сквозь окалину на ее
поверхность. Наиболее часто процесс окисления протекает на
поверхности окалины (на границе окалина — газ) за счет диф-
фузии металла сквозь окалину. Скорость его зависит от хими-
ческого состава металла, окружающей среды и температуры
нагрева. При образовании простой окалины толщина ее пропор-
циональна времени выдержки прн выбранной температуре. В слое
с плотной окалиной скорость процесса снижается или стремится
к нулю. Скорость окисления и обезуглероживания растет с по-
вышением температуры нагрева. Обезуглероживание наблюда-
ется также прн нагреве изделий в расплавленном свинце и солях.
При нагреве в печах, где изделие находится в контакте с
продуктами сгорания топлива (печи на твердом, жидком и га-
зообразном топливе), основными являются химический состав
топлива и правильное регулирование пламени. Твердое, жидкое
и газообразное топливо должно содержать минимальное коли-
чество влаги или паров воды и сернистых соединений. Пары во-
ды повышают скорость обезуглероживания стали, а сера в газе в
виде SO2 повышает скорость окисления, что особенно опасно, так
как на готовых изделиях разъедается поверхность металла, что
часто приводит к браку изделий. В пламенных печах при на-
греве с избытком воздуха пламя является окислительным, вы-
зывая быстрое окисление металла. Прн нагреве с недостатком
воздуха пламя является восстановительным, но так как в газе
наряду с СО содержится значительное количество паров воды,
пламя является обезуглероживающим. Для минимального окис-
ления и обезуглероживания металла нагрев должен произво-
диться нейтральным пламенем с минимальным избытком воз-
духа.
В муфельных и электрических печах, чтобы не происходило
окисление или обезуглероживание, должно быть определенное
соотношение между газами:
СО2 Н,О СН4
"со"’ “ир ~нр
143
Рис. 11.4. Кривые равновесия Н2, Н2О
н СО, СО2 с железом при разных темпе-
ратурах
Чтобы газ был ней-
тральным, необходимо вы-
держивать состав газа со-
ответственно кривым рав-
новесия (рнс. 11.4). Наи-
более сильно на обезугле-
роживание стали при на-
греве влияет содержание
в газовой фазе паров во-
ды. Практически чрезвы-
чайно трудно получить
полное отсутствие окисле-
ния, поэтому обычно ус-
танавливают допустимую
величину окисления, ис-
ходя из требований,
предъявляемых к нзде-
ЛИЯМ.
В качестве защитных
применяются, в зависимо-
сти от химического соста-
ва стали и режима нагрева, генераторный газ, продукты не-
полного сжигания природных газов и пр. Для большинства
заводов СССР наиболее выгодно применять генераторный и
природный газы. Приготовление газа производится централизо-
ванно или у каждой печи устанавливается специальное устрой-
ство. Все большее применение находит защитный газ Н2 — Ы2,
содержащий 5—7% Н2. Этот газ получают из природного газа
очисткой продуктов неполного горения от углекислоты и окисн
углерода. Защитный газ Н2 — N2 получают также нз техничес-
кого азота и аммиака или из воздуха и аммиака. Центроэнерго-
черметом разработано оборудование, обеспечивающее более эко-
номичное получение газа Н2 — N2.
Для закалки мелких изделий без окисления применяют на-
грев в соляных ваннах. При небольшом перегреве свинца или
соли н правильном уходе за ванной обезуглероживание отсут-
ствует. Иногда прн закалке в соляных ваннах наблюдается то-
чечное разъедание поверхности, которое получается в том слу-
чае, когда соли содержат сернистые соединения или изделия
загружаются в ванну грязными (особенно непромытыми после
механической обработки). В качестве солей для нагрева при-
меняются смеси хлористых и углекислых солей (ВаС12,' NaCl,
КС1, Na2CO3 и др.). Состав некоторых смесей солей и темпе-
ратура нх плавления приведены в табл. 11.2.
Нагрев в шлаках АН-ШТ1 и АН-ШТ2 предотвращает обез-
углероживание и разъедание. Чтобы уменьшить или полностью
устранить обезуглероживание соляных ванн, в начале смены в
них вводят небольшое количество чугунной стружкн, хорошо
144
Таблица 11Я
Состав смеси % по массе Температура плавления, °C Температура при- менения.® С
NaCl + KQ 44 56 660 720—>00
NaCl + ВаС1а 22,5 77,5 635 665— 870
NaCl + Na2CO3 50 5ч 560 590—900
BaCI3 100 980 11(0-1300
перемешивают смесь, а затем специальным черпаком удаляют
стружку со дна ванны. На некоторых заводах применяют рас-
кисление ферросилицием, однако при этом на дне ваины оседает
очень прочный осадок, который трудно удалить. Для барриевой
ванны применяют присадку буры до 3%. В качестве нагрева-
ющей среды для безокислительного нагрева могут применяться
ванны с кипящим слоем.
Рекомендуемая литература: [21, т. 1, р. 3), [46, т. II, гл. 39], [64], [5|],
Глава 12
ОТЖИГ ПЕРВОГО РОДА
Целью отжига первого рода является устранение возника-
ющих в структуре металла при литье, обработке давлением,
сварке отклонений от равновесного состояния. Различают сле-
дующие разновидности отжига первого рода: гомогенизирую-
щий, дорекристаллизацпонный смягчающий, дорекристаллнза-
ционный упрочняющий, рекристаллизационный и уменьшающий
напряжение. Этот отжиг применим к металлам н сплавам неза-
висимо от наличия у ннх фазовых превращений.
12.1. ГОМОГЕНИЗИРУЮЩИЙ отжиг
В результате первичной кристаллизации структура литых
сплавов становится неоднородной, возникают различные лик-
вации.
В результате ликвации могут образовываться вторичные
метастабильные фазы, эвтектики, грубые пограничные выделе-
ния. Наличие ликвации в сплавах приводит к понижению плас-
тичности их, иногда и прочности, снижению технологической
пластичности. Ликвационные участки прн пластической дефор-
мации могут вытягиваться, образовывая строчечную структуру,
вызывающую анизотропию свойств.
145
Рнс. 12.1. Влияние го-
могенизирующего от-
жига на структуру ста-
ли:
а — до отжнга; б — после
отжига
Коэффициент ликвации Mo, W, Cr, Со, Мп, Ni, V в железе;
Al, Cr, W, Со, Си, Fe, Мп в никеле составляет 1,5, а для спла-
вов на основе никеля с титаном, тантала с ниобием этот коэф-
фициент составляет 2—2,5.
Для устранения указанных недостатков применяют гомоге-
низирующий отжиг. При этом отжиге протекают два процес-
са — растворение и диффузия. Поэтому гомогенизирующий от-
жиг иногда называют диффузионным. Гомогенизирующий от-
жиг производится при температурах, близких к линии солидус.
При таких высоких температурах и достаточно длительных вы-
держках происходит постепенное выравнивание химического со-
става в сравнительно небольших объемах. Нестабильные фазы
при отжиге могут исчезать.
Гомогенизирующий отжиг стальных слитков или литых де-
талей производится нагревом до температуры 1100—1200° С и
последующей длительной выдержкой. Выравнивание химическо-
го состава проявляется в частичном исчезновении дендритной
структуры, более равномерном распределении микротвердости.
Гомогенизирующий отжиг может способствовать более благо-
приятному распределению неметаллических включений. В про-
цессе нагрева включения могут быть частично переведены в рас-
твор или скоагулированы, особенно если в сталь введены по-
верхностноактивные вещества, способствующие коагуляции вто-
рой фазы в тройном стыке зерен. В результате перераспреде-
ления неметаллических включений повышается пластичность и
вязкость стали. Разрушение металла вместо интеркристаллнче-
сксто становится внутрикристаллнческим. Повышается дефор-
мируемость стали при горячей деформации, после прокатки
становится менее выраженным строчечное расположение струк-
турных составляющих (рис. 12.1).
Гомогенизирующий отжнг можно совместить с нагревом под
горячую обработку давлением (ковку, прокатку). Такое совме-
щение выгодно как в экономическом отношении, так и с точки
зрения качества, поскольку при гомогенизирующем отжиге про-
ката или поковок может возникать перегрев, обезуглероживание
и пр. Однако гомогенизирующий отжиг проката и поковок дает
лучшее выравнивание химического состава вследствие улуч-
ив
шення диффузионного обмена ато- мов за счет механического раздроб- ления пограничных выделений при деформации. Гомогенизирующим отжигом нельзя добиться значительного улуч- шения свойств очень загрязненных сталей, так как включения тормозят развитие диффузионных процессов и сами по себе являются причиной понижения механических свойств. 7 Температура гомо отжига различны аблица 12.1 геннзнрующего х сплавов
Сплавы Температура отжига, °C
Алюминиевые Магниевые Титановые Бронзовые 450—550 390—405 850—900 700—750
Гомогенизирующий отжиг целе-
сообразно выполнять для сложнолегированных сталей, у кото-
рых возникает значительная ликвация легирующих элементов
(быстрорежущие, шарикоподшипниковые, хромоникелевые н
др.). Температура гомогенизирующего отжига некоторых спла-
вов приведена в табл. 12.1.
12.2. ПРЕВРАЩЕНИЯ ПРИ НАГРЕВЕ
ХОЛОДНОДЕФОРМИРОВАННОГО МЕТАЛЛА
Пластическая деформация вызывает значительные структур-
ные изменения: увеличение плотности вакансий и дислокаций,
уменьшение размеров блоков, дробление и деформирование зе-
рен, появление текстуры деформации и возникновение значи-
тельных остаточных внутренних напряжений. В результате де-
формации прочность металла возрастает, а пластичность пони-
жается. Деформированный металл находится в неравновесном
состоянии, поэтому стремится самопроизвольно перейти в более
равновесное состояние с меньшей свободной энергией, главным
образом, за счет уменьшения общего количества дефектов крис-
таллической решетки и их перераспределения.
В зависимости от температуры и времени нагрева и струк-
турных изменений различают возврат и процессы рекристалли-
зации. Под возвратом понимают совокупность любых самопро-
извольных процессов изменения плотности н распределения де-
фектов в деформированных кристаллах до начала рекристал-
лизации. Если возврат протекает без существенного снижения
плотности дислокации и нх перемещения, то его называют воз-
вратом первого рода, или отдыхом. Если же прп возврате в
результате перемещения дислокаций образуются малоугловые
границы, то его называют возвратом второго рода, или полиго-
низацией. Процессы рекристаллизации делят на первичную об-
работку, собирательную ц вторичную рекристаллизацию. Рас-
смотрим эти процессы подробнее.
Отдых. В основе отдыха лежит снятие напряжений в объе-
мах с наивысшей энергией, накопленной при деформации. В про-
цессе отдыха происходит перераспределение точечных дефектов,
147
снижение нх концентрации, избыточной против равновесной при
данной температуре. Вакансии мигрируют к дислокациям и
границам зерен и здесь аннигилируются. Аннигилируют и меж-
доузловые атомы на краевых дислокациях и при встрече с ва-
кансиями. При отдыхе происходит лишь небольшое перераспре-
деление дислокаций, плотность их существенно не уменьшается.
Процессы уменьшения энергии и напряжений при отдыхе по
существу происходят за счет перемещения атомов на небольшое
расстояние. Процесс отдыха протекает при температуре ниже
0,2 Тил. Он сопровождается снятием микронапряжений второго
и частично третьего рода, изменением некоторых физических
свойств (например, электропроводности).
Отдых и в первую очередь связанное с ним изменение элек-
трического сопротивления проходит ступенями. Между темпе-
ратурой и временем отдыха имеется логарифмическая зависи-
мость. Легирующие элементы, у которых температура плавления
более высокая, чем у матрицы, и диффузия их в матрице за-
труднена по сравнению с самодиффузией, сдвигает начало отды-
ха до более высокой температуры.
Полигонизация. Полигонизация наблюдается при повышении
температуры выше 0,25 Тпл. Вследствие увеличения подвижно-
сти атомов и вакансий становится возможным перемещение дис-
локаций по нормали к плоскости скольжения, в результате чего
возникают стенки. Стенка дислокаций одного знака является
малоугловой границей, разделяющей соседние субзерна с не-
большой разориентировкой решеток. Для образования полиго-
нальной структуры дислокации переходят (переползают) с од-
ной плоскости на другую, поэтому скорость полигонизации в
значительной мере определяется этим процессом. Кроме пере-
ползания прн полигонизации имеется поперечное скольжение,
а при образовании субграниц движутся не только одиночные
дислокации, но и дислокационные группы.
Процесс роста субзерен слиянием их границ приводит к то-
му, что угол разориентировки соседних субзерен возрастает, а
энергия границ, приходящаяся на одну дислокацию, уменьша-
ется, что и обусловливает рост субзерен. Границы субзерен яв-
ляются препятствием для перемещения дислокации, поэтому
предел текучести связан с диаметром субзерен d соотношением
Холла-Петча:
1
От = о0-|-Ы"1 ' (12.1)
Следовательно, с увеличением размеров субзерен предел теку-
чести понижается, изменяются и другие свойства: твердость,
электропроводность и т. д. Интенсивность разупрочнения тем
больше, чем выше температура нагрева (рис. 12.2).
Кинетика образования и устойчивость полигонизированной
структуры зависят от следующих факторов: исходной дислока-
148'
ционнои структуры, возникаю-
щей в результате пластической
деформации или после других
процессов; химического соста-
ва сплава; условий нагрева н
т. п. Полигональное состояние
металла является достаточно
стабильным. Устойчивость та-
кой структуры возрастает
вследствие взаимодействия гра-
ниц субзерен с примесными
атомами и дисперсными части-
цами.
В результате сочетания сте-
пени деформации и температу-
ры нагрева вместо хаотическо-
го расположения дислокаций
может возникнуть ячеистая
структура, так как вследствие
полигонизации дефекты струк-
туры вытесняются из тела зер-
на, плотность их становится
меньше и они сосредотачива-
ются на границах субзерен.
грева на свойства холоднокатаного же-
леза:
1 — плотность р; 2 — электросопротивление;
3 — растворимость в 1%-иой Н«5О4; 4 —
временное сопротивление ов ; 5 — вязкость
(число закручиваний до трещины); б—удли-
нение 8
Выделение примесей при старении делает границы менее прони-
цаемыми для диффузии и термически более стабильными.
Первичная рекристаллизация (рекристаллизация обработ-
ки). Первичная рекристаллизация заключается в зарождении
н росте зародышей новых зерен с более совершенной структу-
рой, отделенных от остальной (деформированной) матрицы
границами с большим углом разориентнровки (высокоугловы-
ми). Плотность дислокаций во вновь возникших зернах состав-
ляет 106— 107 см-2 вместо 10й — 1012 см-2 в окружающей
деформированной матрице. Атомы высокоугловых границ рас-
положены неупорядочено и обладают повышенной подвижно-
стью. Поэтому высокоугловые границы способны к быстрой
миграции, а вновь образовавшиеся зерна — к быстрому росту
за счет окружающей деформированной матрицы. Зародыши
рекристаллизации возникают преимущественно на границах де-
формированных зерен и двойников, в полосах скольжения и
возле включений. Центрами рекристаллизации .могут быть
отдельные, наиболее совершенные, ячейки и субзерна в дефор-
мированном металле. Рост их может происходить за счет сосед-
них (менее совершенных) ячеек и субзерен. В результате груп-
повой коалесценции могут образовываться высокоугловые гра-
ницы вследствие исчезновения отдельных, малоугловых границ.
Центрами рекристаллизации могут служить также крупные
субзерна, образовавшиеся в результате рассыпания полигональ-
149
ных границ. В этом случае дислокации, разделявшие полигоны,
постепенно исчезают вследствие перехода их к соседним поли-
гональным границам, что приводит к повышению плотности дис-
локаций в них и увеличению угла разориентнровкн между со-
седними субзернами. Движущей силой роста зародышей (гото-
вых субзерен) является разность энергии наклепанных участков
по обе стороны от границы, которая продвигается в зерно с
большей плотностью дислокаций. С ростом степени деформа-
ции ячеистая и субзеренная структура совершенствуются, по-
этому число зародышей рекристаллизации увеличивается.
Температура /Л.р начала рекристаллизации обработки зависит
от многих факторов: длительности выдержки, степени деформа-
ции, состава, наличия дисперсных частиц, состояния границ зе-
рен и блоков. Она определяется по микроструктуре, появлению
уколов иа рентгенограмме, иногда по резкому снижению твер-
дости. Приближенно зависимость между температурой рекристал-
лизации и временем выдержки может быть выражена формулой
о
тр = Aekr, (12.2)
где тр — время рекристаллизации;
А — постоянная, зависящая от состава, степени деформа-
ции и пр.;
<2 — энергия активации процесса;
Т — температура, К;
k — постоянная Больцмана.
Формула показывает, что с увеличением времени выдержки
температура начала рекристаллизации понижается. Это пониже-
ние наблюдается только до определенной температуры, ниже
которой рекристаллизация не может происходить (порог ре-
кристаллизации). С повышением степени деформации темпера-
тура начала рекристаллизации снижается за счет увеличения
термодинамического потенциала вследствие увеличения плот-
ности вакансий и дислокаций.
Для технически чистых металлов А. А. Бочвар установил,
что между порогом рекристаллизации и температурой плав-
ления металлов существует зависимость
Тр = (0,34-0,4) Гпл-
Процесс рекристаллизации происходит либо в интервале
температур, либо при данной температуре в течение определен-
ного времени. Скорость рекристаллизации определяется скоро-
стью зарождения центров рекристаллизации и скоростью их
роста. Окончание _ рекрнсталлнзацни под микроскопом об-
наруживается по исчезновению полосчатой структуры, а рент-
генографически — по полному исчезновению размытых колец
на дебаеграммах.
150
На температуру рекристаллизации значительное влияние
оказывают предшествующие рекристаллизации — температура
и скорость деформации. С понижением температуры или повы-
шением скорости деформации увеличивается плотность де-
фектов (вакансий, дислокаций, образуются и более мелкие бло-
ки), что повышает накопленную свободную энергию, т. е. увели-
чивает движущую силу рекристаллизации, которая приводит к
понижению ее температуры. Повышение температуры деформации
приводит к росту температуры рекристаллизации. Причиной
этого является развитие процессов возврата, возможность
образования стабильной ячеистой структуры, т. е. снижение
термодинамического потенциала. Чем мельче исходное зерно,
тем больше общая поверхность высокоугловых границ, на ко-
торых могут зарождаться центры рекристаллизации. Поэтому
с измельчением исходного зерна температура рекристаллизации
понижается.
Значительное влияние на температуру рекристаллизации
оказывают прнмеси, легирующие элементы н дисперсные час-
тицы. В наибольшей степени (на 50—200 ° С) ее повышают при-
меси и специальные добавки с малой растворимостью. Эти при-
меси располагаются в первую очередь на границах зерен, явля-
ющихся наиболее активными центрами зарождения центров
рекристаллизации, на границах ячеек или возле дислокаций,
образуя облака Коттрелла. Атомы примесей нли добавок пре-
пятствуют движению дислокации. По мере увеличения коли-
чества примесных атомов температура рекристаллизации вна-
чале повышается, а затем, при достижении насыщения, остает-
ся на одном уровне. Влияние включений обусловлено в основ-
ном изменением поверхностной энергии.
С отрывом границы зерна от включений общая пограничная
поверхность увеличивается тем больше, чем выше дисперсность
включений.
Легирующие элементы, образующие твердые растворы заме-
щения. также повышают температуру рекристаллизации (на 10—
200 ° С) тем больше, чем больше разница в размерах атомов
легирующих элементов и матрицы. В некоторых случаях примес-
ные атомы понижают температуру рекристаллизации (прнмеси
никеля, железа, кобальта понижают температуру рекристаллиза-
ции вольфрама и молибдена). Прн значительном легировании
элементами, имеющими температуру плавления меньшую, чем
матрица, температура рекристаллизации также может пони-
жаться.
Повышению температуры рекристаллизации способствует
также сегрегация атомов растворенного элемента и выделение
промежуточных и стабильных фаз в процессе старения.
Размеры зерна, образовавшегося по окончании первичной
рекристаллизации, определяются скоростью зарождения центров
151
рекристаллизации и скоростью их роста- Все рассмотренные
факторы, влияющие на начало и конец первичной рекристал-
лизации, соответствующе влияют на размеры зерна после пер-
вичной рекристаллизации.
Собирательной рекристаллизацией называют рост одних ре-
кристаллизованных зерен за счет соседних, также рекристалли-
зованных, зерен вследствие миграции высокоугловых границ.
В результате первичной рекристаллизации образующиеся зерна
имеют неправильную форму и разные размеры. Если граница
искривлена, то атом, находящийся на вогнутой поверхности,
имеет большее число соседей и, следовательно, меньшую энер-
гию, чем атом, расположенный на выпуклой поверхности.
Вследствие этого граница смещается к центру кривизны. Дви-
жущей силой этого смещения является стремление к минимуму
площади поверхности и энергии границы. С ростом температуры
скорость диффузионного движения повышается, поэтому при
повышенной температуре значительно возрастает скорость ро-
ста зерен и увеличение их размеров. Скорость роста зерен
уменьшают примесные атомы и дисперсные частицы.
Вторичная рекристаллизация. Вторичной рекристаллизацией
называется процесс неравномерного (аномального) роста зерен,
когда некоторые из них вырастают до больших размеров за
счет окружающих (мелких) зерен. Причиной такого роста явля-
ется появление отдельных зерен, способных к росту прн ста-
бильности остальных зерен.
Размеры зерен после рекристаллизации зависят от степени
деформации, температуры нагрева, исходной структуры и хими-
ческого состава сплава. При данном химическом составе п ис-
ходной структуре размеры рекристаллизованных зерен опре-
деляются степенью деформации, температурой нагрева и вре-
менем выдержки. Дисперсные частицы тормозят рост зерен.
Это объясняется тем, что обход границей частицы приводит к
увеличению протяженности границ дисперсная частица — мат-
рица и, следовательно, к увеличению а-суммарной поверхност-
ной энергии.
Сила F, тормозящая миграцию границы, определяется по
формуле
F=^’ (12.3)
где f—объемная доля дисперсных частиц;
d— их средний диаметр;
о — энергия поверхности раздела дисперсная частица — мат-
рица, кгс • м. •
Максимальный диаметр D зерна, после достижения которого
рост зерен прекращается,
Отсюда следует, что чем больше объемная доля и чем мень-
152
ше размеры включений, тем сильнее тормозящее влияние их.
Вторичная рекристаллизация происходит в металле после
некоторой критической деформации (от 1 до 15%). При отжиге
после докритической деформации рост рекристаллизованных
зерен не наблюдается, возникает полигонизация, а также пере-
мещение высокоугловых границ на небольшое расстояние.
Критическая степень деформации соответствует возникнове-
нию значительной неоднородности в деформация разных зерен.
Одной из причин неравномерной деформации является различ-
ная кристаллографическая ориентировка зерен. В первую оче-
редь деформируются зерна, у которых плоскости легчайшего
скольжения совпадают с направлением максимальных каса-
тельных напряжений (45°). С повышением напряжений в де-
формации участвуют и менее благоприятно ориентированные
зерна. Однако накопленная плотность дислокаций еще недоста-
точна для образования многочисленных центров рекристалли-
зации. В то же время скорость роста вновь образовавшихся
зародышей выше, чем миграция исходных высокоугловых гра-
ниц, поэтому образуются новые, но достаточно крупные рекрис-
таллизованные зерна. С повышением степени деформации уве-
личивается число возможных центров рекристаллизации, вслед-
ствие чего возникает большое число более мелких зерен. Чем
больше степень деформации, тем мельче размер рекристалли-
зованного зерна.
Иногда при больших обжатиях появляется второй макси-
мум роста зерна. Причиной этого максимума, вероятно, явля-
ется вторичная рекристаллизация. Зависимость размера зерна
от степени деформации и температуры отжига при постоянном
времени выдержки изображается в виде пространственной дн
аграммы. Такие диаграммы построены для многих марок ста-
лей и сплавов. Одиако они не отражают полностью влияние
различных факторов (времени выдержки, исходной структуры
и пр.) на размер зерна.
При отжиге деформированного металла может происходить
изменение текстуры, возникшей при деформации. Текстура де-
формации может перейти в аналогичную ей текстуру рекристал-
лизации, однако более часто возникает новая ориентировка
зерен, отличная от ориентировки в деформированном состоянии.
На образование текстуры рекристаллизации влияют многие
факторы — вид обработки давлением, температура отжига, ком-
бинация различных деформаций и отжига и т. д. Управляя эти-
ми факторами, можно получить необходимую текстуру.
Для выявления зависимости роста зерна при горячей дефор-
мации и после отжига горячедеформпрованного металла, стро
ятся соответствующие диаграммы рекристаллизации. Диаграм-
мы рекристаллизации, построенные для холоднодеформнровап-
ного металла, непригодны для определения закономерностей
роста зерна при горячей деформации.
153
12.3. ДОРЕКРИСТАЛЛИЗАЦИОННЫЙ ОТЖИГ
Дорекристаллизационный отжиг может быть смягчающим и
упрочняющим.
Дорекристаллизационный смягчающий отжиг применяется
для повышения технологической пластичности за счет частич-
ного разупрочнения металла. Он применяется в качестве про-
межуточной и конечной операции.
Для тугоплавких металлов и сплавов дорекристаллизацион-
ный отжиг применяется в промежутках между операциями во-
лочения при температурах 1100—-900° С. В рекристаллизацион-
ном состоянии эти сплавы хрупкие. Горячая деформация созда-
ет волокнистую структуру, металл становится более пластич-
ным, чем в рекристаллизационном состоянии. Можно проводить
волочение, которое приводит к повышению прочности и пони-
жению пластичности. Дальнейшее волочение становится невоз-
можным, поэтому вводится промежуточный дорекристаллиза-
ционный отжиг, сохраняющий волокнистое строение металла прн
снижении прочности и повышении пластичности, увеличивается
и порог хладноломкости. В зависимости от толщины проволоки
вводится один или два промежуточных отжига. Дорекристалли-
зационный отжиг проволок и листов тугоплавких металлов мо-
жет осуществляться и в качестве конечной операции для повы-
шения пластичности и повышения порога хладноломкости.
Дорекристаллизационный упрочняющий отжиг применяется
для частичного снятия остаточных напряжений и повышения
упругих свойств пружин и других изделий. Во время техноло-
гических операций изготовления пружины (навивка), мембран
(изгиб) возникают остаточные напряжения, вызывающие пони-
жение предела упругости. Изделия прн эксплуатации при не-
больших усилиях могут терять свои размеры. Для стабилиза-
ции размеров и повышения их упругих свойств вводится доре-
кристаллизационный отжиг (отпуск). Например, после навивки
спиральных пружин из высокопрочных проволок они имеют по-
ниженную упругость и теряют свои размеры при небольших
напряжениях. Отпуск прн 350—400° С приводит к частичному
снятию внутренних напряжений, повышению предела упругости
и стабильности размеров пружины.
12.4. РЕКРИСТАЛЛИЗАЦИОННЫЙ ОТЖИГ
Рекристаллизационный отжиг является одним из самых рас-
пространенных методов термической обработки. Целью его яв-
ляется устранение наклепа, возникшего вследствие деформации,
повышение пластичности. Рекристаллизационный отжиг при-
меняется при изготовлении листов, проволок, холоднодеформи-
рованных прутков и т. д.
Отжиг листовых низкоуглеродистых сталей. Производство
изделий методом холодной штамповки из листовых материалов
154
Рис. 12.3. Структура инзкоуглероднстой стали:
а— кипящей (08 кп)а б— нестареющей (0В Ю).
является одним из наиболее производительных и экономичных
способов изготовления различных деталей, поэтому объем про-
изводства'листа по отношению к общему производству металлов
непрерывно растет и в настоящее время составляет несколько
миллионов тонн. Одним из основных требований к листовым
материалам является наличие достаточной пластичности. Требо-
вания к пластичности зависят от степени деформации металла
при штамповке, которая может колебаться от нескольких до
55%. Соответственно этому н требования к механическим свой-
ствам металла должны быть различными. Кроме механических
свойств весьма важной характеристикой способности листового
металла к штамповке является коэффициент анизотропии
свойств и отсутствие склонности к образованию линий сдви-
га (линий Чернова). Оптимальной структурой для нестарею-
щей стали 0810 является овальная форма зерен феррита 5—•
8 баллов, а для кипящей (08кп) округлая форма 5—7 бал-
лов с равномерно распределенными зернами цементита (рис.
12.3).
Для получения зерна овальной формы феррита и цементита
в нестареющей стали должны строго выдерживаться режим
горячей прокатки и смотки для фиксации азота в твердом
растворе. Температура конца прокатки должна быть 870—
880° С, а смотки 580—640° С, конечная степень обжатия — не
менее 16%. После горячей прокатки структура должна со-
стоять из зерен феррита и равномерно распределенного цемен-
тита.
Холодная прокатка приводит к вытягиванию зерен феррита
вдоль направления прокатки. Прн нагреве под рекристаллиза-
цию азот выделяется по границам зерен, образуя нитриды, тор-
мозящие поперечный рост зерен. Зерна феррита приобретают
овальную форму, вытянутую вдоль прокатки.
Формирование оптимальной структуры н свойств листовой
стали определяется следующими факторами:
1. Химическим составом стали;
155
2. Условиями горячей прокатки и смотки;
3. Степенью деформации при холодной прокатке;
4. Условиями отжига — скоростью нагрева, температурой и
временем отжига, скоростью охлаждения;
5. Степенью обжатия при легкой правке (дрессировке) и
последующего старения.
Поскольку температура рекристаллизации зависит от ско-
рости нагрева, то конкретный режим отжига выбирается с уче-
том допустимой скорости нагрева нагревательного агрегата.
Отжиг листовой стали может осуществляться в печах башен-
ного типа, индукционным и контактным способами нагрева, в
шахтных и в камерных печах полунепрерывного действия.
При непрерывном отжиге ленты в печах башенного типа
основное затруднение вызывает ускоренное охлаждение после
рекристаллизационного отжига, являющегося причиной терми-
ческого старения, вызывающего понижение пластичности метал-
ла. Этот способ нагрева применяется при отжиге листовой ста-
ли и жести, предназначенной для глубокой и нормальной вы-
тяжки. Для получения стали, способной к очень глубокой вы-
тяжке, используют стопочный (садками в 60—90 т) и рулонный
нагрев листов. В первом случае скорость нагрева низкая и ре-
кристаллизация заканчивается в процессе нагрева при темпе-
ратуре 600—620° С. Поэтому для сталей, предназначенных для
нормальной и глубокой вытяжки, выдержка при этой темпера-
туре может быть небольшой (2—4 ч). Для получения наиболее
высоких вытяжных свойств листы отжигаются при температуре
680° С с выдержкой 8—12 ч. В этом случае формируется наи-
более стабильная структура.
Наиболее широкое применение в настоящее время имеет от-
жиг листовой стали в плотных и распущенных рулонах. При
отжиге стали в рулонах скорость нагрева выше, чем при сто-
почном отжиге, поэтому температура нагрева и время выдерж-
ки выбираются большими.
Охлаждение с температуры рекристаллизации в обоих слу-
чаях достаточно медленное и металл не склонен к последую-
щему дисперсионному твердению. Однако при испытании на
растяжение такой металл имеет физический предел текучести,
площадку на диаграмме растяжения и склонен к образованию
линий скольжения (линий Чернова) прн штамповке. Для устра-
нения площадки текучести и склонности металла к образова-
нию линий скольжения применяют прокатку с обжатием 0,8—
1,2% (дрессировка)..
Перспективным способом отжига может оказаться скорост-
ной нагрев (250—300° С/с) металла токами высокой частоты.
При таком быстром нагреве углерод не успевает растворяться
в а- и у-твердом растворе, поэтому при дальнейшем быстром
охлаждении не фиксируется пересыщенный твердый раствор,
и сталь не склонна к старению.
156
Отжиг нержавеющей стали.
Листы из нержавеющей стали
производятся в основном аусте-
нитного и ферритного классов.
Они должны иметь высокую кор-
розионную стойкость, технологи-
ческую пластичность, необходи-
мую для изготовления сложных
изделий. Наиболее распростра-
нена аустенитная нержавеющая
сталь Х18Н10Т. Для экономии
никеля его частично или полно-
стью заменяют марганцем и азо-
том.
Вместо аустенитных все шире
в промышленности применяются
ферритные нержавеющие стали,
не содержащие никеля (08Х18Т1).
Рекристаллизационный отжиг
листов из нержавеющих сталей
производится главным образом в
проходных печах в виде непре-
рывной ленты с быстрым охлаж-
дением. Температура отжига для
стали IX18H10T равна 1100° С,
для стали 08Х18Т1 — 980° С.
Рис. 12.4. Кривые зависимости
микротвердости стали от времени
старения:
1 — сталь ОХ18Т1; сталь OX16TM
Время пребывания металла при этих температурах около
2—6 мнн в зависимости от скорости движения ленты. Для
аустенитных сталей охлаждение водяным душем не ухудшает
пластичность. Для ферритных сталей при содержании углерода
0,05—0,10% образуется твердый раствор, особенно по грани-
цам зерен, поскольку титан прн однократной термической обра-
ботке полностью не связывает углерод. В результате быстрого
охлаждения по границам зерен могут образовываться мартен-
ситные прослойки. Металл пересыщается углеродом и имеет
пониженную пластичность. При горячем травлении (450е С)
происходит распад твердого раствора с выделением карбидов,
пластичность стали прн этом повышается. Распад твердого рас-
твора происходит также в результате длительного вылежива-
ния при комнатной температуре с соответствующим повышени-
ем пластичности (рис. 12.4).
Введение промежуточного отжига после горячен прокатки
перед холодной приводит к выделению устойчивых карбидов
титана, связывающих весь углерод в сплаве. В этом случае пос-
ле рекристаллизационного отжига с ускоренным охлаждением
твердый раствор не фиксируется и металл приобретает высокую
пластичность.
157
Отжиг электротехнической стали. Электротехническая сталь
должна иметь высокую магнитную проницаемость, минималь-
ные удельные потери при перемагничивании и достаточную
пластичность. Поэтому трансформаторную сталь применяют в
рекристаллизационном состоянии. Чтобы удельные потери при
перемагничивании были минимальными, производится холодно-
катаная текстурованная сталь. Для создания такой текстуры
осуществляется определенное сочетание режимов прокатки и
отжига.
Основными требованиями к трансформаторам является на-1
личие магнитной индукции не менее В, = 17 2004-17 500 Гс,
= 18 200ч- 185000 Гс, = 1920° ч-1950 Гс. Удельные
потери для стали толщиной 0,3 мм должны быть не более
Pis/so — 0,8; Pn/sc — 1,05 Вт/кг.
Единственным легирующим элементом электротехнической
стали является кремний. Он повышает электросопротивление,
магнитную проницаемость, не увеличивая коэрцитивную силу.
Это приводит к уменьшению удельных потерь при перемагничи-
вании. Примеси (С, Мп, S, Р, N и др.) ухудшают магнитные
свойства стали. На промежуточных операциях они могут до-
пускаться в повышенном количестве с последующим их удале-
нием на конечной операции отжига. Наиболее благоприятная
текстура — ребровая или кубическая, полученная в результате
вторичной рекристаллизации, поэтому желательно задержать
развитие первичной рекристаллизации, которая лежит выше
700° С.
При высокой скорости прокатки на непрерывных станах
рекристаллизация металла не успевает завершиться. Для завер-
шения первичной и развития вторичной рекристаллизации го-
рячекатаный металл также подвергают рекристаллизационному
отжигу.
Наилучшие магнитные свойства имеет текстуроваиная сталь:
с ребровой текстурой (ПО) <001 >, которая характеризуется
тем, что ось легчайшего намагничивания <001 > ориентирована
вдоль прокатки, и с кубической текстурой (100) <001 >, при
которой плоскость куба лежит в плоскости листа, а ребро ку-
ба — как вдоль, так и поперек прокатки.
Холоднокатаная сталь с ребровой текстурой может быть по-
лучена на основе первичной или вторичной рекристаллизации.
В первом случае текстура (ПО) <001> должна формироваться
на первой стадии изготовления металла. Заготовки под холод-
ную прокатку должны иметь заданную текстуру. Для этого
исходный металл должен быть максимально освобожден от
вредных примесей (С, N, S и др.). Этот способ применяют в
основном при производстве тонких листов (0,03—0,08 мм). Во
втором случае для получения текстуры (100) <001 > необходи-
ма стабилизация матрицы, возникающей при первичной рекрис-
таллизации после холодной прокатки. Стабилизацию матрицы
158
можно осуществить, введя нитриды (AIN, SiN4) или сульфиды
(MnS, FeS), которые необходимо удалять при окончательном
отжиге.
Весь процесс производства электротехнической стали состоит
из черного отжига при температуре 720—780° С горячекатаного
металла, последующей холодной прокатки с большими обжа-
тиями (70—75%), светлого отжига при температуре 830—850° С,
второй холодной прокатки с небольшими обжатиями (5—12%)
и окончательного отжига (1000—1200°С), при котором про-
исходит вторичная рекристаллизация.
После первого отжига текстура матрицы не должна содер-
жать компоненты: (111) <112>; (НО); (001; (100) <001>.
При окончательном отжиге в сухом водороде или вакууме
развивается вторичная рекристаллизация с преимущественным
ростом зерен, имеющих ориентацию ( 110} <001 > с одновремен-
ным удалением дисперсных частиц. Образование такой струк-
туры происходит за счет роста зерен с ориентировкой (110} в
сторону граней, имеющих большую свободную энергию, чем
грань (ИО). Поэтому в результате роста зерен увеличивается
суммарная поверхность зерен, имеющих минимальную поверх-
ностную энергию.
Вторичная рекристаллизация протекает нормально при ми-
нимальном содержании углерода и кислорода, наличие углерода
и устойчивых окислов повышает температуру развития вторич-
ной рекристаллизации. Частичное удаление углерода произво-
дится обезуглероживающим отжигом. При отжиге в средах, со-
держащих водород и пары воды, может происходить внутрен-
нее окисление стали, также затрудняющее вторичную рекристал-
лизацию.
В очень тонких листах (0,03—0,08 мм) за счет эффекта тол-
щины может образовываться кубическая текстура. Кубическая
текстура образуется при условии, когда зерно пересекает все
сечение листа, и отжиг производится в атмосфере, содержащей
кислород. Эффект толщины заключается в том, что когда раз-
мер зерна становится равным толщине листа, рост зерен про-
исходит лишь в плоскости листа. В этом случае поверхностная
энергия границ {100} меньше, чем энергия грани {ПО}. Поэтому
рост зерна происходит в сторону грани {110} При этом пло-
щадь поверхности, занимаемой гранью {110}, увеличивается.
Рекристаллизационный отжиг цветных сплавов. Отжиг лис-
тов и прутков нз алюминиевых сплавов осуществляется в интер-
вале температур 300—500° С в течение 0,5—2,0 ч в зависимости
от химического состава сплава.
Для латуней применяют отжиг при температуре 600—700° С.
Однако листы из латуней, предназначенные для глубокой вы-
тяжки, отжигают при более низких температурах (450—550° С)
для получения мелкого зерна. При более высоких температурах
159
отжига происходит интенсивный рост зерна и возникает силь-
ная текстура рекристаллизации.
Наличие крупного зерна и значительной текстуры рекристал-
лизации ухудшает качество штампуемых деталей, возникают
значительная фестонистость и поверхность типа апельсиновой
корки. Рекристаллизационный отжиг сплавов титана произво-
дится при температурах ниже фазовых превращений (700—
£00° С) в зависимости от химического состава сплава.
12.5. ОТЖИГ ДЛЯ УМЕНЬШЕНИЯ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ
При охлаждении металла после отливки, прокатки, ковки,
при термической обработке, прн сварке металлических изделий,
а также при холодном деформировании (правке, прутков, изде-
лий) могут возникать очень большие остаточные напряжения,
иногда превышающие предел текучести. При длительном выле-
живании металла эти напряжения могут вызвать деформацию
или самопроизвольное разрушение. Складываясь с рабочими
напряжениями, они могут снижать эксплуатационную надеж-
ность изделий.
Для устранения напряжений изделие необходимо нагреть с
целью уменьшения предела текучести металла н увеличения
подвижности атомов. Остаточные напряжения при отжиге мо-
гут уменьшать двумя путями:
1. В результате пластической деформации, возникающей
при нагреве металла за счет понижения предела текучести ниже
величины остаточных напряжений.
2. Путем ползучести при напряжениях меньше предела те-
кучести.
В первом случае уменьшение остаточных напряжений про-
исходит аналогично тому, как при нагружении образца на раз-
рывной машине при комнатной температуре и последующем на-
гревании его под нагрузкой. При нагревании предел текучести
снижается и образец автоматически разгружается вследствие
появления пластической деформации. Во втором случае умень-
шение остаточных напряжений происходит аналогично тому, как
при испытании на релаксационную стойкость. Длина образца,
находящегося в захватах машины, в этом случае неизменна.
Уменьшение напряжений (релаксация) при заданной деформа-
ции происходит вследствие появления ползучести при падающем
напряжении.
Остаточные напряжения частично снижаютсй и при комнат-
ной температуре, но для этого требуется достаточное время.
Напряжения, оставшиеся в изделии после отжига, не могут
быть выше предела текучести, а так как с повышением темпе-
ратуры предел текучести сталей довольно резко снижает-
ся, то и внутренние напряжения понижаются (рис. 12.5).
160
Рис. 12.5. Снижение внутренних напря-
жений при нагреве и последующем охлаж-
дении (длительность выдержки при тем-
пературе — 20 ч. Цифры возле кривых —
напряжения до нагрева)
Рассмотрим некоторые
примеры отжига для снятия
напряжений.
Слитки. Если слитки ле-
гированной стали передают-
ся для дальнейшего переде-
ла в холодном состоянии,
то они подвергаются замед-
ленному охлаждению в из-
ложницах или в колодцах
(ямах) с крышками. Цель
такого охлаждения — умень-
шить внутренние напряже-
ния, так как в слитках высо-
колегированных сталей при
быстром охлаждении обра-
зуются внешние илн внут-
ренние трещины. В некото-
рых случаях в быстроохла-
жденных слитках таких ста-
лей возникают настолько большие напряжения, что они «стре-
ляют», распадаясь от возникших трещин на несколько кусков.
В дальнейшем переделе внутренние трещины проявляются в ви-
де открытых или закрытых «скворечников». Они очень опасны,
так как не всегда могут быть обнаружены и, попадая в конечное
изделие, могут вызвать аварийное разрушение его во время ра-
боты. После остывания слитки подвергаются отжигу для сня-
тия внутренних напряжений, для предупреждения возникнове-
ния трещин при хранении на складе, прн транспортировке в пе-
редельные цехн и при нагреве под передел.
Температура и время выдержки при отжиге выбираются с
учетом химического состава н размеров слитка. Посадка слит-
ков производится в печь с температурой не выше 300° С. Ско-
рость нагрева не более 100° С/ч.
Крупное стальное и чугунное литье желательно также под-
вергать отжигу для снятия внутренних напряжений. Это осо-
бенно важно для изделий, которые в процессе эксплуатации
должны сохранить свои размеры (станины станков, приспособ-
ления, корпусные детали, гильзы цилиндров). Для частичного
уменьшения внутренних напряжений широко применялось выле-
живание отливок при комнатной температуре в течение от не-
скольких месяцев до нескольких лет в зависимости от размеров
изделий. Если имеются соответствующие нагревательные печи,
уменьшение напряжений производится отжигом при соответст-
вующей температуре.
Сортовой металл и поковки. Сортовой металл и поковки из
легированных сталей, склонных после горячей деформации
к образованию мартенситной или бейнитной структуры.
6 9-477
161
необходимо также подвергать отжигу для уменьшения внутрен-
них напряжений- Длительное хранение неотожженного металла
может привести к образованию трещин.
Примером рекристаллизационного отжига для фиксирования
размеров изделия являются отпуск на оправках поршневых ко-
лец, навитых пружин и т. д. Особенно важно снижение остаточ-
ных внутренних напряжений, возникающих прн сварке, посколь-
ку они являются неравномерными и могут оказаться выше пре-
дела текучести. Если нет возможности отжигать изделия пол- 1
ностью, то целесообразно производить местный отжиг, нагревая
газовым пламенем.
Стабилизация после шлифовки. В готовых изделиях после
механической обработки (особенно шлифовки) в поверхностных
слоях металла возникают значительные остаточные напряже-
ния первого рода. Вызванные ими изменения размеров в про-
цессе эксплуатации высокоточных изделий могут привести пос-
ледние в негодность. Для уменьшения возникших остаточных на-
пряжений и стабилизации размеров изделий производится допол-
нительный нагрев при температуре 100—150° С в течение 50—
150 ч. В последнее время для стабилизации размеров иногда
применяют многократное охлаждение до температуры (—20) —
(—40° С).
Для устранения склонности к сезонному растрескиванию
латуней, возникающему в холоднодеформированной латуни в
условиях влажной среды, применяют нагрев до температуры
175—300° С. В результате нагрева значительно снижаются .
остаточные напряжения и металл становится нечувствитель-
ным к длительному вылеживанию во влажной атмосфере.
Рекомендуемая литература: [20], [21], [46], [50].
Глава 13
ОТЖИГ ВТОРОГО РОДА
Отжигом второго рода называется процесс термической обра-
ботки стали, при котором нагревом до температуры, как пра- j
вило, выше критических точек, выдержкой при этой температуре ,
и последующим медленным охлаждением образуется устойчи-
вая (равновесная) структура, свободная от остаточных напря-
жений.
Отжиг стальных изделий имеет целью снятие внутренних
напряжений, устранение структурной неоднородности, улучше-
ние обрабатываемости резанием и подготовку к последующей
термической обработке. Температура нагрева для различных
видов отжига показана на рис. 13.1,
162
13.1. РАЗНОВИДНОСТИ ОТЖИГА
СТАЛИ
Отжиг разделяется:
а)- по условиям нагрева
и выдержки — на полный,
неполный, сфероидизирую-
щий, субкритический (высо-
кий отпуск), графитизиру-
ющий;
б) по условиям охлаж-
дения — на изотермический
и обычный (при непрерыв-
ном охлаждении);
в) нормализацию;
г) патентирование.
Возможность исправле-
ния структуры перегретой
стали, полученной при литье,
ковке или закалке, определяется состоянием исходной струк-
туры. Если структура стали состоит из мартенсита, бейннта или
видманштетта, отжиг при температуре несколько выше точки
Аз не приводит к исправлению зерна. В этом случае проявля-
ется структурная наследственность и необходим значительный
перегрев выше точки Ь Чернова. Если исходная структура со-
стоит из феррита и перлита нли перлита, отжиг при темпера-
туре несколько выше точки Аз может привести к образованию
мелкого зерна, т. е. к исправлению структуры перегретой ста-
ли. Вероятиость проявления структурной наследственности рез-
ко уменьшается, если сталь с крупным зерном аустенита, полу-
чившимся прн отливке, ковке, сварке охлаждается в условиях,
обеспечивающих полный распад в перлитной области. Поэтому
структурная наследственность резче проявляется в легирован-
ных сталях, для которых обычные условия охлаждения отливок
поковок, проката часто не обеспечивают полного распада аусте-
нита в верхней (перлитной) ступени.
Наилучшим и наиболее эффективным способом устранения
последствий перегрева в структуре и изломе является полный
отжиг с распадом аустенита прн охлаждении на структуры
перлитного типа. Желательно, чтобы скорость нагрева до задан-
ной температуры при исходной кристаллографически упорядочен-
ной структуре не была слишком малой. Для исправления струк-
туры иногда необходимо применять двойной отжиг, или нормали-
зацию.
Полному отжигу подвергаются лишь доэвтектоидные стали,
так как полный отжиг заэвтектоидных сталей после медленного
охлаждения вызывает образованне грубой цементнтной сетки.
Это приводит к резкому снижению свойств стали (технологпче-
6*
163
ских и механических). Полный
Рис. 13.2. Графики обычного (7)
и изотермического (2) отжига
лее мелким зерном. Сталь
отжиг характеризуется нагревом
сталей на 20—50° С выше крити-
ческой точки Аз для углеродистых
и малолегированных сталей и
на 50—100° С выше точки Ъ Чер-
нова для более сложнолегирован-
ных сталей. При переходе через
точки Аз и b Чернова образуют-
ся мелкие зерна аустенита. По-
следующее медленное охлаж-
дение при обычном отжиге
(рис. 13.2, кривая 1) приводит к
распаду аустенита при малых сте-
пенях переохлаждения, в резуль-
тате чего получается сталь с бо-
становится мягче, устраняются внут-
ренние напряжения.
Режим отжига выбирают в зависимости от исходного состоя-
ния металла, химического состава и требуемой структуры.
Для изотермического отжига сталь нагревают на 20—30° С
выше точки А3 и после выдержки ускоренно охлаждают (на
воздухе или продувной печи) до температуры немного ниже
точки Л| (620—690°С). Выдержка при этой температуре долж-
на обеспечить полный распад аустенита (рис. 13.2, кривая 2).
Затем сталь охлаждается на воздухе. Температура изотермиче-
ской выдержки влияет на получающуюся структуру и свойства.
С понижением этой температуры, т. е. с повышением степени
переохлаждения аустенита, образуется более мелкопластнноч-
ный перлит, обладающий повышенной твердостью. Чем выше
температура выдержки, тем меньшую твердость имеет сталь,
однако наибольшая скорость распада аустенита (меньшее вре-
мя превращения) лежит обычно на 150—200° С ниже точки At.
Практически температура изотермической выдержки при отжиге
берется ниже А, на 30—100° С. Часто изотермический отжиг
осуществляют в двух печах. Сначала изделие нагревают и вы-
держивают в одной печи, а затем быстро переносят в другую,
нагретую до выбранной температуры, и выдерживают при ней
2—5 ч, после чего выдают на воздух. Изотермический отжиг
позволяет значительно сокрашать длительность процесса по
сравнению с обычным отжигом. Так как фазовая перекристал-
лизация совершается при постоянной температуре, этот отжиг
дает более однородную структуру. Он особенно удобен для
больших партий изделий или крупных поковок, требующих од-
нородной структуры по всему сечению.
Неполный отжиг характеризуется нагревом до температуры
(для доэвтектоидных сталей, между критическими точками Ас,
и ACi, для заэвтектоидных сталей — между точками Ас, и АСш
164
с последующим медленным охлаждением. При таком отжиге
происходит перекристаллизация только перлита. Неполный от-
жиг применяется преимущественно для заэвтектоидных сталей.
Для доэвтектоидных сталей он применяется в тех случаях, ког-
да микроструктура изделий не требует исправления, отсутст-
вует значительный перегрев и ферритная полосчатость, а тре-
буется только смягчение металла и снятие внутренних напря-
жений от горячей механической обработки (сортового проката
и поковок). Неполный отжиг в заэвтектоидной стали улучшает
структуру при условии, если в структуре стали предварительно
не существовало грубой цементитной сетки. При нагреве не-
сколько выше точки грубая цементитная сетка не устраня-
ется.
Сталь с грубой цементитной сеткой подвергают двойной
термической обработке- При первом нагреве необходимо раство-
рить сетку избыточного цементита и не дать ей вновь выделить-
ся при охлаждении. Для этого сталь нагревают выше точки
АСл1 и сравнительно быстро охлаждают. Повторный нагрев про-
изводится немного выше точки Лс, с последующим медленным
охлаждением.
Для предупреждения выпадания цементитной сетки в про-
кате и в поковках в технологических инструкциях оговарива-
ется пониженная температура конца прокатки и ковки.
Субкритический отжиг. Полный отжнг для малоуглеродис-
тых сталей конструкционных легированных сталей приводит к
значительному обособлению ферритных и перлитных участков
и сопровождается получением пониженной твердости. Сталь с
такой структурой плохо обрабатывается резанием, поэтому для
нее вместо полного часто применяется субкрптпческнй отжиг
(высокотемпературный отпуск). Нагрев осуществляется ниже
точки /1| с выдержкой, достаточной для уменьшения внутрен-
них напряжений и получения необходимой твердости. Высокий
отпуск применяется также для мартенситных илн бейннтных
сталей, т. е. для тех сталей (стали 18Х2Н4ВА, 18Х16Н2М и
др.), у которых после полного отжига может получиться мар-
тенситная или трооститная структура. В этом случае высокий от-
пуск является единственно возможным способом смягчения ста-
лей, подготовляемых к обработке резанием. При выборе темпера-
туры нагрева следует учитывать, что точка Л, у них может ле-
жать ниже 700° С, поэтому нагрев должен осуществляться до
температуры 650—670° С соответственно. Иногда для смягчения
таких сталей выгоднее применять двух- илн трехкратный крат-
ковременный отжиг. При высоком отпуске исправление зерна
феррита (перлита) не происходит, поэтому перегрев, получен-
ный при литье или горячей деформации, исправить нельзя. Во
время нагрева может происходить распад остаточного аустенита
и сфероидизация цементита.
16о
Сфероидизирующий отжиг применяют для придания стали
наилучшей обрабатываемости резанием и подготовки к закал-
ке. После горячей обработки структура высокоуглеродистой
стали состоит из пластинчатого перлита (заэвтектоидной — до-
полнительно выделений вторичного цементита по границам зе-
рен). Горячедеформированную сталь нагревают до температуры
несколько выше точки Дс, для превращения перлита в аустенит
и придания вторичному цементиту зернистой формы. С повы-
шением температуры нагрева количество вторичного цементита
уменьшается — остаются лишь крупные зерна. Увеличение вы-
держки при температуре нагрева приводит также к росту зерен
цементита. При правильно выбранной температуре нагрева, т. е.
при полном превращении перлита в аустенит и сохранении
достаточно большого количества мелкодисперсных зерен вто-
ричного цементита последующее охлаждение приводит к обра-
зованию структуры зернистого перлита (цементита). В этом
случае происходит обособленный рост фаз. Размер зерен цемен-
тита после отжига определяется количеством и размером зерен
цементита до охлаждения и, особенно, скоростью охлаждения в
подкритическом интервале температур, т. е. степенью переохлаж-
дения стали. Чем выше степень переохлаждения (чем больше
скорость охлаждения), тем дисперснее карбиды в отожженной
стали. При некоторых условиях вместо зернистого цементита
может образовываться полностью или частично пластинчатый
перлит. Образование пластинчатого перлита может происходить
при чрезмерно высокой температуре аустенизации, приводящей
либо к полному, либо к значительному растворению вторичного
цементита, в результате чего исчезает или резко уменьшается
число центров кристаллизации цементита при охлаждении.
Образованию пластинчатого перлита способствует также низ-
кая температура аустенизации, не обеспечивающая полного
исчезновения пластинчатого перлита и его диффузионного рас-
сасывания. Наконец, участки пластинчатого перлита могут
образовываться при слишком высокой скорости охлаждения
(высокой степени переохлаждения). В этом случае скорость
кооперативного роста настолько высока, что наряду с образо-
ванием зернистого цементита могут образоваться участки плас-
тинчатого перлита.
При сфероидизирующем отжиге необходимо устранить це-
ментитную сетку. Возможность ее устранения зависит от нали-
чия в ней поверхностно активных элементов и исходного состоя-
ния. Разделение цементитной сетки и сфероидизация цементита
по границам зерен цементитной сетки происходит тем легче,
чем тоньше она получилась после горячей обработки (чем выше
скорость охлаждения после горячей обработки давлением).
В сталях, склонных к образованию стабильной цементитной
сетки, при плавке целесообразно вводить небольшое количество
РЗМ, ШЗМ и других поверхностно активных элементов. Если
166
цементитная сетка не устранена, то вначале производится нор-
мализация и затем повторный сфероидизирующий отжиг, что
экономически очень невыгодно.
Значительные трудности возникают при получении зернис-
того цементита в эвтектоидных сталях (типа У7, У8) вследст-
вие отсутствия избыточных зерен вторичного цементита. Для
получения его нагрев ведется немного выше точки Ai, аустенит
оказывается неоднородным. При последующем охлаждении уча-
стки аустенита, обогащенные углеродом, служат центрами крис-
таллизации вторичного цементита. Сталь с зернистым цемен-
титом можно получить, используя маятниковый отжиг — много-
кратным нагревом выше критической точки с последующим
охлаждением. Практически такой отжиг не применяют из-за не-
равномерного распределения температуры металла в крупных
садках и неэкономичности. Сфероидизация пластинчатого це-
ментита может происходить при нагреве ниже точки Ль Однако
этот процесс длителен и не обеспечивает требуемой дисперсно-
сти и равномерности. Зернистая форма цементита получается
также после высокого отпуска предварительно закаленной ста-
ли. Эту операцию можно осуществлять иа метал;Гургических
заводах с ускоренным охлаждением после горячей прокатки.
Для ускорения сфероидизирующего отжига прокатку желатель-
но заканчивать при температурах в межкритическом интервале
или немного ниже точки /13.
Степень дисперсности цементита обычно оговаривается тех-
ническими условиями потребителя.
Отжиг слитков. Если непосредственно после разливки слитки
многих легированных сталей (18Х2Н4ВА, 08Х18Т1) в горячем
состоянии не поступают на прокатку, их подвергают отжигу.
Отжиг слитков производится с целью снятия напряжений, воз-
никающих при затвердевании металла в изложнице, или после
горячен обработки давлением, а также для снижения твердо-
сти и улучшения структуры слитков, подвергаемых механиче-
ской обработке перед прокаткой. Для предотвращения образо-
вания трещин посадка в печь слитков производится при тем-
пературе не выше 300° С, длительность выдержки определяется
весом металла.
Отжиг отливок. Во многих случаях отжиг отливок является
единственной термической операцией, обеспечивающей снятие
внутренних напряжений и улучшение механических свойств.
Для исправления структуры литой стали доэвтектондная сталь
подвергается нагреву до температур выше, чем деформирован-
ные стали, увеличивается и время выдержки при температуре.
Чем более сложно легирована сталь, тем выше температура к
время выдержки при отжиге. Это связано с более медленным
прохождением процессов диффузии в литой стали из-за нали-
чия большой неоднородности н различного рода выделений по
границам зерен.
167
Отжиг сварных соединений. Для уменьшения внутренних
напряжений применяют нагрев ниже точки Ас, а для исправле-
ния перегрева околошовной зоны — перекристаллизационный
отжиг с нагревом выше точки Ас,-
13.2. ГРАФИТИЗИРУЮЩИЙ отжиг
Графитизирующему отжигу подвергаются чугуны и некото-
рые стали, с целью выделения углерода в форме углерода от-
жига. Чугуны с углеродом отжига имеют более высокую плас-
тичность, а стали — повышенную износостойкость.
Современное состояние теории графитизации чугуна и стали
основывается, в основном, на результатах работ школы
К. П. Бунина (А. А. Баранов, Я. Н. Малиночка, Э. Н. Погреб-
ной, Ю. Н. Таран и др.). Поэтому при рассмотрении процессов
графитизации при термической обработке чугунов и сталей
использованы объяснения процессов этой школы.
Термодинамически более устойчивы структуры аустенит +.
+ графит и феррит + графит, чем структуры аустенит + це-
ментит и феррит + цементит, однако кинетически легче обра-
зуются последние. Для образования графита требуются боль-
шая концентрация флуктуаций углерода, значительный отвод
атомов железа от фронта графитизации, значительный приток
атомов углерода. Для образования цементита требуется мень-
шая концентрация флуктуаций углерода, меньшее количество
отводимых атомов железа от фронта кристаллизации. Удельный
объем кристаллической решетки цементита ближе к железу,
чем графита, поэтому образование цементита может происхо-
дить при значительной степени переохлаждения жидкости и
аустенита. При определенных условиях образуется более устой-
чивая структура, в которой вместо цементита имеется графит.
Образованию графита способствуют следующие факторы:
а) различные дефекты;
б) низкая степень переохлаждения жидкости или аустенита,
т. е. медленное охлаждение до температуры ниже критических
точек;
в) элементы, способствующие процессу графитизации;
г) достаточная изотермическая выдержка для превращения
цементита в графит (растворением цементита и диффузией к
местам зарождения центров графитизации).
Графитизация ковкого чугуна. К наиболее распространен-
ным конструкционным материалам относится ковкий чугун,
обладающий хорошим сочетанием механических свойств, техно-
логичностью и экономичностью. Изделия из ковкого чугуна
получают графитизирующим отжигом отливок из белого чугуна
(рис. 13.3). Исходная структура чугуна — ладебурит + вторич-
ный цементит + перлит. Для отжига изделия нагревают до
температуры 950—1000° С. При этой температуре в соответст-
168
вин с диаграммой Fe—Fe3C структура ледебурит + аусте-
нит + некоторое количество вторичного цементита (фазовый
состав аустенит 4- цементит). Цементит является метастабнль-
ной фазой, переходит в термодинамнческн более стабильный
графит и твердый раствор, что приводит к снижению термоди-
намического потенциала сплава.
Процесс графитизации протекает следующим образом. Белый
чугун сплава I, нагретый до температуры Та (рис. 13.4), имеет
термодинамический потенциал аустенита А, немей гита Ц и гра-
Рнс. 13.4. Участок диаграммы Fe—Fe3C:
а — с двойными линиями; б — термодинамический потенциал фаз
при температуре Та
№9
фита Г. В условиях метастабильного равновесия сплав I имеет
термодинамический потенциал 7ц-а- Химические потенциалы
углерода и железа в аустените и цементите характеризуются
соответственно значениями р-ц—л и р.ц_д. В условиях стабильного
равновесия термодинамический потенциал равен Zr-д. Разность
AZ = Zu-a — Zr-A является движущей силой процесса графити-
зации. Концентрация св и химический потенциал рЯл углерода
в аустените при стабильном равновесии ниже, чем при метастабиль-
ном. Следовательно, углерод в аустените белого чугуна обладает
большим химическим потенциалом, чем графит.
Зародыши графита возникают уже в процессе нагрева до тем-
пературы Та. Местами легкого зарождения графита являются
мелкие поры и трещины. Их поверхность покрывается графитом,
Ч"о уменьшает общую поверхностную энергию сплава. Графитные
включения возникают в основном в твердом растворе (аустените
или феррите) и на границе раздела их с цементитом. С появле-
нием зародышей графита аустенит становится неоднородным.
В тех участках, где аустенит соприкасается с цементитом, он
имеет состав с« и химический потенциал углерода в нем рц-л.
в участках, где аустенит соприкасается с графитом, соответственно
с
Съ И рг—А.
Благодаря градиенту химических потенциалов происходит
диффузионный перенос углерода от цементита к графиту. При
этом аустенит, соприкасающийся с цементитом, не насыщается
углеродом и здесь происходит растворение цементита. Вблизи
графита аустенит пересыщается углеродом и здесь сохраняется
возможность дальнейшего выделения графита. Поскольку хими-
ческий потенциал железа в аустените у графита (дг-а) выше, чем
у цементита (р.ц!_А), то возникает диффузионный поток атомов
железа. Подвижность атомов железа меньше, чем атомов угле-
рода, поэтому лимитирующим процессом графитизации является
скорость отвода атомов железа от растущего графитного вклю-
чения.
Первая стадия графитизации заканчивается с исчезнове-
нием цементита и переходом из аустенитно-цементитного состоя-
ния в аустенитно-графитное (рис. 13.3). Скорость графитизации
тем выше, чем выше температура нагрева. Но при этом форма
графитных включений более разветвленная, что отрицательно
влияет на механические свойства. На скорость графитизации
на первой стадии положительно влияют факторы, способству-
ющие появлению большого количества трещинок и пор: уско-
ренное охлаждение отливок (рис. 13.5, а, б), предварительная тер-
мическая обработка (рис. 13.5, в), низкотемпературная выдерж-
ка при нагреве (рис. 13.5, а). На скорость графитизации влияют
примеси и неметаллические включения. Сильно замедляют про-
цесс графитизации хром и марганец. Эти элементы увеличивают
170 .
t°C
fOOO
800
600
Рис. 13.5. Графики различных режимов отжига ковкого чугуна:
а — обычного; б — с предварительным быстрым охлаждением отливкн; в — с предвари-
тельной закалкой: г — с изотермической выдержкой при нагреве; д — с изотермической
выдержкой на второй стадии
межатомные связи в цементите н снижают его термодинамиче-
ский потенциал. Значительное количество хрома (0,2%) может
полностью устранить процесс графитизации, так как химический
потенциал углерода в цементите более низкий, чем графита.
Тормозят процесс графитизации кислород и сера. Адсорбируясь
на поверхности пор и трещин, они препятствуют выделению
графита. Кремний, никель, медь, алюминий, растворенные в
цементите, повышают его термодинамический потенциал. Оии
растворяются преимущественно в аустените и феррите и ие
образуют собственных карбидов. Первую стадию графитизации
эти элементы усквряют, а вторую замедляют. На скорость гра-
фитизации влияет взаимодействие примесей между собой (мар-
ганца с серой, алюминием и кислородом). Марганец связывает
серу в устойчивые сульфиды, а алюминий — кислород в окислы.
Вследствие возникновения этих соединений действие марганца,
серы и кислорода нейтрализуется.
Процесс графитизации могут ускорять неметаллические
включения, если упаковка атомов на их поверхностях сходна с
графитом. Во многих случаях образование графита у неметал-
лических включений связано с наличием возле них пор и
трещин.
После завершения первой стадии графитизации производится
охлаждение со скоростью, необходимой для выделения избыточ-
ного углерода (в соответствии с линией E'S') на графитных выде-
лениях. Чрезмерно быстрое охлаждение может привести к обра-
зованию вторичного цементита. Ниже температуры P'S'K' может
происходить распад аустенита на смесь феррита и графита
(А5-^Фр. + Г).
Наиболее выгодным по времени является непосредственный
распад аустенита на смесь феррита и графита (линия / на
рис. 13.6). Этому способствует зародышевое действие графит-
ных включений, образовавшихся на первой стадии. Выделение
эвтектоидного углерода происходит вначале на имеющихся гра-
фитных включениях. Вокруг графитных выделений образуется
ферритная оторочка. Дальнейший распад происходит присоеди-
171
нением атомов железа к феррит-
ной оторочке, а атомы углерода
диффундируют через феррит к
графитным включениям. В резуль-
тате полного распада аустенита
образуется смесь феррита и гра-
фита (рис. 13.7, а). Если часть
графнта на второй стадии кон-
тактирует с аустенитом, то гра-
фитное включение врастает в аус-
тенит и приобретает неблагопри-
ятную для механических свойств
форму.
Если только небольшая часть
аустенита распадается на феррит
и графит, остальная часть — на
перлит, то образуется структура
типа «бычий глаз» (рис- 13.7,6).
Такая структура встречается в
основном при отжиге перлитного
чугуна в окислительной среде.
Рис. 13.6. С — диаграмма ковкого
чугуна с наложенными кривыми
отжига:
1 — непрерывного охлаждения! 2 —
с изотермической выдержкой
Если значительно переохладить сплав, то может образоваться
эвтектоидная смесь феррита и цементита (зернистый, или плас-
тинчатый перлит) (рис. 13.7, в). В первом случае получают
ферритный, во втором — перлитный ковкий чугун. В зависимо-
сти от скорости охлаждения илн времени изотермической вы-
держки можно получить промежуточную структуру феррит +;
+ перлит + графит. Если в чугун ввести значительное количе-
ство марганца (больше 1%), то вторая стадия графитизации
может быть подавлена. В результате длительной выдержки ни-
же точки Л] образуется зернистый перлит.
Скорость графитизации на второй стадии тем выше, чем
большее количество графитных включений образовано на пер-
вой стадии, т. е. чем они дпсперснее прн одинаковом суммар-
Рис. 13.7. Структура ковкого чугуна:
d с-ферритного: 6— со структурой .бычий глаз*; а—перлитного
172
ном количестве графита. Скорость графитизации на второй ста-
дии снижают элементы, повышающие устойчивость аустенита
(хром, марганец, никель, медь, молибден). Алюминий, кремний
ускоряют процесс графитизации, по-видимому, за счет увеличе-
ния числа графитных включений на первой стадии.
Механические свойства ковкого чугуна (предел прочности,
удлинение) прежде всего зависят от общего количества гра-
фитных включений, т. е. от содержания углерода и от разме-
ров и формы графитных включений. Прочность н пластичность
их тем выше, чем меньше содержание углерода в чугуне. Но
уменьшение содержания углерода приводит к ухудшению ли-
тейных свойств и снижению скорости графитизации. При сни-
жении содержания углерода для сохранения жидкотекучести и
скорости графитизации содержание кремния стремятся держать
иа верхнем пределе. Оптимальное содержание углерода, крем-
ния н алюминия:
Е С + Si + 10А1 = 4,1.
Ферритный ковкий чугун имеет хорошую пластичность
(б = 8-^12%), но пониженную износостойкость. Перлитный
ковкий чугун имеет более высокую прочность и износостой-
кость по сравнению с ферритным, но пониженную пластичность
(6 = 4-5-8%). Чугун с зернистым цементитом имеет промежу-
точные свойства между ферритным и перлитным чугуном. За-
частую на первой стадии графитизации происходит частичное
обезуглероживание поверхностного слоя, в результате чего в
нем отсутствуют выделения графита. Поэтому иа второй стадии
графитизации вследствие отсутствия центров графитизации, из
аустенита образуется перлнт. Возникает перлитная «корочка»
снижающая пластичность чугуна. Для устранения перлитной
«корочки» чугун нагревают в нейтральной атмосфере.
Графитизирующему отжигу подвергают также высокопроч-
ный чугун с шаровидным графитом, получаемым введением при
плавке в чугун таких элементов, как магний илн церий. После
его застывания трудно получить стабильную структуру (фер-
рит + шаровидный графит). Обычно после отливки металли-
ческая основа состоит из различного сочетания феррита и пер-
лита (рис. 13.8). Для повышения пластичности такого чугуна
необходимо получить матрицу, полностью состоящую из ферри-
та. Для этого чугун нагревают до температуры 820—810 С
(структура аустенит + графит), затем охлаждают со скоростью,
необходимой для получения ферритной матрицы.
Графитизирующий отжиг серого чугуна. В некоторых слу-
чаях при производстве отливок нз серого чугуна происходит
отбел с поверхности. Для его устранения производится нагрев
до температуры 850—900° С, выдержка 0,5—1,5 ч с последую-
щим охлаждением металла на воздухе.
173
Рис. 13.8. Структура чугуна с шаровидным графи-
том:
в — перлитного; б— перлитно-ферритного; в — феррит-
ного
Рис. 13.9. Структура графитизированной
стали
Графитизация стали. В промышленности для изготовления
изделий, которые должны иметь повышенную износостойкость
и достаточную пластичность (втулки, вкладыши, штамповый
инструмент) применяют графитизированную сталь (сталь с
1,4% С и 1,2% Si). Сталь нагревают до температуры 860° С и
выдерживают длительное время для перевода заэвтектондного
цементита в графит, затем медленно охлаждают для дальней-
шего выделения графита. Наличие кремния более 1 % способст-
вует графитизации. Возникновение зародышей графита, как и
в чугуне, происходит легче всего в порах и трещинах, имеющих-
ся в стали. Если нагрев стали осуществлять выше линии E'S',
то образование графита легче всего происходит между линия-
ми E'S' и P'S'К'. Рост графитных включений происходит по
мере притока атомов углерода к ним и эвакуации атомов желе-
за. В зависимости от скорости дальнейшего охлаждения ниже
линии P'S'K' может происходить распад аустенита на феррит
и графит или образование перлита (рис. 13.9).
13.3. НОРМАЛИЗАЦИЯ
Нормализация стали представляет собой нагрев выше точки
ДГз доэвтектоидных и выше точки Агт заэвтектоидных сталей
с последующим охлаждением на воздухе для получения струк-
туры, состоящей из феррита и перлита, перлита и вторичного
цементита. У легированных сталей охлаждение на воздухе мо-
жет привести к образованию сорбита, троостита или мартен-
174
Рис. 13.10. Структура стали:
а— после ковки; б — после полного отжига; в—после нормализации
сита; в этом случае для смягчения стали дополнительно приме-
няют высокий отпуск. Ожидаемая при нормализации структу-
ра может быть определена по термокинетнческим диаграммам.
Нормализация в основном применяется для доэвтектоидных
сталей, для заэвтектоидных — лишь прн необходимости устра-
нения цементитной сетки. На машиностроительных заводах
применяют в основном нормализацию. Она экономически более
выгодна, чем отжиг, так как сокращается время пребывания
металла в печи. Нормализация позволяет получить и более
оптимальную структуру — мелкое зерно аустенита (феррит пос-
ле охлаждения распределен равномерно), обладающую более
высокими механическими свойствами (рис. 13.10). При норма-
лизации используют более высокую температуру нагрева с
меньшими выдержками. Для исправления структуры литого и
горячедсформированного металла иногда используют нагрев
выше точки b Чернова (па 100—150° выше точки А3).
Правильный выбор режима нормализации имеет большое
значение для получения заданной структуры для каждой марки
стали н исходной структуры в литом пли горячедеформпрован-
ном состоянии должен определяться экспериментально. Норма-
лизация повышает прочность и пластичность стали по сравне-
нию с отжигом, поэтому во многих случаях является оконча-
тельной термической обработкой, определяющей служебные
свойства изделия. Особенно благоприятна замена отжига нор-
мализацией литых деталей, выплавленных по новым техноло-
гическим вариантам (вакуумная плавка, электрошлаковый пере-
плав, раскисление стали поверхностно активными примесями).
Нормализация чугуна. В промышленности широко примени
ется нормализация ферритных ковких чугунов и чугуна с ша-
ровидным графитом для получения перлитной или феррито-пер-
литной основы. Нормализация улучшает износостойкость чугу-
на. Количество перлита, полученного после нормализации,
зависит от температуры и времени выдержки (рис. 13.11).
175
Рис. 13.11. Кривые зависимости коли-
чества перлита от температуры и времени
выдержки
Повышение температуры и
времени выдержки при нор-
мализации необходимо
вследствие малой скорости
растворения графита.
13.4. ВЛИЯНИЕ СТРУКТУРЫ
НА ОБРАБАТЫВАЕМОСТЬ
РЕЗАНИЕМ
Производительность обо-
рудования и качество изде-
лий, изготовляемых метал-
лообрабатывающей про-
мышленностью, определяет-
ся обрабатываемостью реза-
нием. Одной из важнейших
задач предварительной тер-
мической обработки являет-
ся получение структуры н
свойств, обеспечивающих
наилучшую
мость металла.
Обрабатываемость реза-
нием оценивается по стойко-
сти режущего инструмента и чистоте обрабатываемой поверх-
ности. Стойкость режущего инструмента определяется часовой
производительностью инструмента. Для одного и того же инстру-
мента желательна максимальная производительность, так как
это повышает производительность оборудования и уменьшает
расход инструмента. Обрабатываемость металла тем лучше, чем
ниже прочность (твердость) и пластичность материала, так как
при этом образуется стружка скола. На стойкость режущего
инструмента влияет и структура сплава. Наилучшая чистота
обработки поверхности обеспечивается сочетанием определен-
ной твердости с возможно низкой пластичностью и оптималь-
ной структурой. Чистота обрабатываемой поверхности зависит
также от скорости резания.
Наилучшую обрабатываемость резанием имеют серые, ков-
кие и высокопрочные чугуны, если их твердость не превышает
НВ = 189н-198 кгс/мм2. Для заэвтектоидных сталей наплуч-
шей является структура с зернистой формой цементита. Для
большей стойкости резца выгоднее иметь более крупные зерна
цементита, так как прн этом твердость стали более низкая. Чис-
тота поверхности лучше у стали с более дисперсным цементи-
том. Заводы-потребнтели заэвтектоидных сталей оговаривают
техническими условиями требуемую степень дисперсности це-
ментита. Для среднеуглероднстых сталей требования к струк-
176
туре зависят от условий работы инструмента и требований к
состоянию поверхности. Для низкоуглеродистых сталей обраба-
тываемость резанием зависит не только от структуры, но и от
условий резания. В общем случае можно считать, что более
низкую обрабатываемость резанием имеют стали со значитель-
но обособленными структурными составляющими, обладающи-
ми различной твердостью. Наличие цементитной сетки в заэв-
тектоидных сталях ухудшает обрабатываемость резанием, в то
время как наличие тонкой ферритной сетки в доэвтектоидиой
стали может улучшать ее.
Для улучшения обрабатываемости резанием, если это допус-
кается требованиями к свойству металла, применяются автомат-
ные стали. Эти стали имеют повышенное содержание серы,
фосфора или свинца, вызывающих некоторое понижение плас-
тичности. К структурным факторам, влияющим на обрабаты-
ваемость резанием, относится размер зерна. Сталь с крупным
зерном обрабатывается лучше, так как она более мягкая. По-
этому в качестве промежуточной операции термической обработ-
ки в некоторых случаях может применяться обработка иа
крупное зерно с последующим его исправлением. Таким обра-
зом, оптимальная структура для различных сталей при резании
может существенно отличаться. Для ее получения применяется
отжиг, нормализация, улучшение (закалка с отпуском). Выбор
оптимальной структуры и режимов термической обработки за-
висит от химического состава стали.
13.5. ПАТЕНТИРОВАНИЕ
Сущность патентирования заключается в получении про-
дуктов изотермического превращения переохлажденного аус-
тенита при температурах 450—550° С. Патентированию под-
вергают проволоку из углеродистой и нержавеющих сталей
для придания им способности к пластической деформации с
большими обжатиями. Нагрев проволоки производится до
температуры на J50—200° С выше критической точки (870—
920° С). Охлаждение ведут в соляной ванне с температурой
450—550° С. В ванне переохлажденный аустенит быстро рас-
падается на псевдо-эвтектоидную ферритно-карбидную смесь
тонкопластпнчатого строения (сорбит патентирования). В даль-
нейшем проволока подвергается холодному волочению с вы-
соким обжатием. Наплучшпми пластическими свойствами при
волочении и высокими прочностными характеристиками обла-
дает сталь, имеющая карбиды в тоикопластпнчатой форме
(сорбит патентирования). Степень дисперсности сорбита па-
тентирования зависит от температуры изотермической среды
(свинец, соль). С понижением температуры ванны до 450° С
степень дисперсности сорбита повышается, а при более низкой
температуре происходит бейнитное превращение.
Рис. 13.12. Сталь У9А:
а — после патентирования; б — после волочеиня с обжатием
50% (х 30000)
Прочность патентированной и холоднотянутой проволоки
определяется расстоянием между пластинками цементита и тон-
кой структурой. Микроструктура патентированной проволоки из
стали У9А состоит из чередующихся пластинок феррита и це-
ментита. После волочения с обжатием — строение 50% феррит-
ных пластинок становится ячеистым. Пластинки состоят из от-
дельных блоков, ограниченных цементитными пластинками с
одной стороны н скоплениями дислокаций с другой (рис. 13.12).
С повышением степени деформации при волочении межплас-
тиночные расстояния уменьшаются, происходит дробление яче-
ек. Повышается плотность дислокаций. Это вызывает повыше-
ние прочности проволоки. Пластины цементита и феррита вы-
Рис. 13.13. Графики зависимости
предела прочности от степени де-
формации:
1— Сей вотирование; 2 —патентирование
на сорбит
тянуты вдоль направления де-
формации. Можно считать, что
высокопрочная холоднотянутая
проволока представляет собой
естественный композиционный
материал, состоящий из упроч-
ненного пластической деформа-
цией феррита и вытянутых вдоль
направления деформации пласти-
нок цементита. В последнее вре-
мя для получения высокопрочной
проволоки применяют термиче-
скую обработку на бейнит (рис.
13.13).
Скорость патентирования за-
висит от времени, необходимого
для полного завершения струк-
турных превращений при нагре-
ве и охлаждении. При данном
химическом составе стали ско-
рость патентирования определя-
178
ется длиной печн н охлаждающей ваины. Обычно допустимые
скорости патентирования ограничиваются временем пребывания
в соляной ванне. Это время выбирается с некоторым избытком,
чтобы обеспечить однородность результатов патентирования.
Введение легирующих элементов увеличивает устойчивость
аустенита в стали и затрудняет процесс патентирования, сни-
жая его скорость. Если при температуре патентирования аусте-
нит распадается полностью, то волочение не вызывает затруд-
нений. Так как промышленные агрегаты имеют определенную
длину, то при постоянном режиме патентирования время пре-
бывания проволоки в изотермической печи также постоянно.
Поскольку увеличение содержания легирующих элементов в
стали повышает устойчивость переохлажденного аустенита, то
за время пребывания проволоки в изотермической среде может
не произойти полный распад аустенита. Нераспавшийся аусте-
нит при выходе проволоки из изотермической среды превраща-
ется в мартенсит нли нижний бейнит, понижая пластичность
проволоки. Для сталей с повышенным легированием необходи-
мо разрабатывать технологический процесс и создавать соответ-
ствующие агрегаты. В последнее время освоено производство
высокопрочной проволоки из специальных мартенситостарею-
щих сталей с прочностью с„ = 500 кгс/мм2. Технологический
процесс состоит из нормализации, волочения, старения.
Рекомендуемая литература: [1], [12], [13), [14], [22, гл. 7 и 8], [23],
[46, т. II, гл. 42—47], [55].
Глава 14
ЗАКАЛКА СТАЛИ
14.1. ВЫБОР РЕЖИМА НАГРЕВА
На получение оптимальной структуры после закалки и фор-
мирования конечных свойств, получаемых при отпуске закален-
ной стали, влияет правильный выбор температуры и времени
выдержки при нагреве под закалку. Температура нагрева под
закалку углеродистой стали выбирается на 20—-10“ С выше точ-
ки А3 для доэвтектоидной н на 30—50° С выше точки Д1 для
заэвтектоидной стали (рис. 14.1). Для легированных сталей тем-
пература нагрева под закалку может быть выше точки на
50—150° С.
Температура нагрева под закалку зависит от скорости на-
грева. Чем выше скорость, тем выше должна быть температура
нагрева и меньше выдержка при ней.
В этом случае зерна аустенита могут оказаться более мел-
кими, чем при медленном нагреве, вследствие увеличивающейся
скорости зарождения зародышей аустенита и недостаточного
времени для их роста.
179
Рис. 14.1. Температура иагрева под за-
калку углеродистой стали:
/ — интервал температур под закалку
Рассмотрим подробнее
вопрос о выборе температу-
ры закалки для сталей с раз-
личным содержанием угле-
рода.
Доэвтектоидные стали.
Нагрев под закалку доэв-
тектоидных сталей обычно
производится выше точки
Аз. Закалка с межкритиче-
ского интервала приводит к
образованию мартенситно-
ферритной структуры. Свой-
ство стали с такой структу-
рой зависит от размеров и
характера распределения
ферритных и мартенситных
участков.
Закалка доэвтектоидной
стали с исходной обособлен-
ной структурой из межкри-
тического интервала температур приводит к получению крупных
участков феррита н мартенсита. В этом случае и предел проч-
ности н пластичность стали ниже, чем после закалки с темпера-
туры выше точки Аз. Если исходная структура до закалки пред-
ставляет собой равномерно распределенные небольшие участки
перлита в феррите или сорбитную структуру (в легированных
сталях типа 18Х2Н4ВА), то закалка из межкритического интер-
вала может привести к повышению предела прочности и полу-
чению достаточной пластичности и ударной вязкости, поскольку
в этом случае образуются мелкие и равномерно распределенные
участки феррита и мартенсита. Излом разрывных и ударных
образцов вязкий. Таким образом, при закалке из межкритнче-
ского интервала температур малоуглеродистая сталь должна
иметь в исходном состоянии сравнительно дисперсную струк-
туру.
Структура среднеуглеродистой стали (40, 40Х и др.) после
закалки из межкритического интервала состоит также из мар-
тенсита и феррита. Предел прочности и пластичности стали
ниже, чем после закалки с температуры выше точки А3. Для
легированных доэвтектоидных сталей температура нагрева под
закалку должна выбираться выше, чем для углеродистых, вслед-
ствие повышения критических точек и низкой скорости диффу-
зии легирующих элементов в аустените.
Эвтектоидные и заэвтектоидные стали. Для эвтектоидных и
заэвтектоидных углеродистых сталей температура нагрева на
30—50° С выше точки Af для получения микроструктуры, со-
стоящей нз мартенсита и карбидов. Наивысшая твердость, а
180
следовательно,, и износостойкость стали соответствует эвтекто-
идному содержанию углерода в мартенсите и наличию твердых
дисперсных частиц цементита. При повышении температуры на-
грева под закалку заэвтектоидных сталей появляются следую-
щие отрицательные явления:
1. Увеличивается содержание углерода в аустените, понижа-
ются точки М„ и Мк, что приводит к увеличению количества
остаточного аустенита и понижению твердости и износостойко-
сти стали.
2. Увеличиваются внутренние напряжения вследствие пони-
жения температуры мартенситного превращения, меньшей воз-
можности релаксации возникающих напряжений и увеличения
разности объема между аустенитом и мартенситом.
3. Увеличиваются размеры зерен аустенита, получается гру-
боигольчатый мартенсит, уменьшается сопротивление хрупкому
разрушению.
4. Повышается скорость обезуглероживания и окисления
металла.
Следовательно, повышение температуры нагрева под закалку
высокоуглеродпстых сталей может привести к снижению твер-
дости и возникновению закалочных трещин, так как образую-
щиеся при охлаждении напряжения могут превзойти сопротив-
ление хрупкому разрушению стали. Для средпелегировапных
сталей, наоборот, целесообразно более значительное повышение
температуры нагрева под закалку, чем для углеродистых ста
лей. Это необходимо для растворения легированных карбидов
в аустените, т. е. для повышения его легироватюстн. Увеличе-
ние содержания углерода в мартенсите при закалке в этом слу-
чае менее опасно, так как большинство легированных сталей
охлаждают в масле. При этом полностью используется назна-
чение легирующего элемента (понижение критической скорос-
ти закалки, увеличение прокаливаемости).
Температуру нагрева под закалку высоколегированных ин-
струментальных сталей выбирают 1200—1300° С, чтобы получить
максимальное раетворенпе легированных карбидов и обогаще-
ние аустенита легирующими элементами. При чрезмерном по-
вышении температуры в высоколегированных инструменталь-
ных сталях также могут возникать отрицательные явления:
рост зерен, оплавление карбидов на границах зерен, изменение
их формы. В таких сталях целесообразно иметь достаточное
количество первичных карбидов, нерастворимых при нагреве.
Свойства закаленной стали зависят от исходной структуры.
Наличие в структуре крупных зерен карбидов н карбидной сет-
ки, которые при нагреве под закалку не растворяются и оста-
ются в закаленной стали, приводит к понижению ее прочности
н износостойкости. Таким образом, время нагрева под закалку
зависит от исходной структуры (чем грубее выделения цементи-
та, тем большее время требуется для их растворения, следова-
1S1
тельно, и большее время нагрева). Склонность зерна к росту
выше у сталей с более крупными зернами цементита в исход-
ном состоянии вследствие меиыпей поверхности границ между
ферритом и цементитом, а также вследствие уменьшения коли-
чества карбидных частиц, препятствующих росту зерна.
14.2. ОХЛАЖДАЮЩИЕ СРЕДЫ
Конечным процессом закалки является охлаждение, цель
которого — в большинстве случаев получение мартенситной
структуры. В зависимости от состава стали скорость охлажде-
ния должна быть достаточной, чтобы предотвратить выделение
феррита, перлита, н в ряде случаев бейнита (рис. 14.2). Для
низкоуглеродистых малолегированных сталей скорость охлаж-
дения должна быть достаточной, чтобы устранить возможность
выделения феррита и перлита (рис. 14.2, а). Для сталей с уско-
ренным перлитным превращением необходимо ускоренное ох-
лаждение в перлитной области (рис. 14.2, б). Для сталей с уско-
ренным бейнитным превращением — в бейнитной (рис. 14.2, в).
В интервале мартенситного превращения (ниже 300° С) важно
иметь низкую скорость охлаждения. Это способствует пониже-
нию возникающих внутренних напряжений и предотвращает
образование закалочных трещин. Следовательно, охлаждающие
среды должны иметь высокую скорость охлаждения в верхнем
интервале температур и низкую — в нижнем (мартенситном)
интервале. Практически таких охлаждающих сред нет. Меха-
низм охлаждения стали в жидкости заключается в следующем:
в первый момент охлаждения образуется тонкая пленка пере-
гретого пара (лейденфростовская пленка), которая является
плохим проводником тепла и снижает скорость охлаждения.
Рис. 14.2. Кривые идеальной скорости I охлаждения при закалке
различных сталей:
а — малоуглеродистой; б — эвтектоидной; в — легированной о ускоренной
областью бейиитиого превращения
182
Эта пленка прочно держится на поверхности металла. Когда
количество теплоты, отнимаемой жидкостью, больше количест-
ва теплоты, излучаемой нагретым телом, пленка разрывается
и дальнейшее охлаждение происходит парообразованием на по-
верхности металла. Поскольку на парообразование расходуется
большое количество теплоты, то поверхность изделия охлажда-
ется очень интенсивно и температура ее быстро падает. Когда
температура поверхности достигает температуры кипения жид-
кости, охлаждение проходит теплоотдачей и значительно замед-
ляется.
В процессе охлаждения при закалке можно наметить три
периода:
1) образование пленки — замедленное охлаждение;
2) разрыв пленки и охлаждение парообразованием — уско-
ренное охлаждение;
3) охлаждение теплоотдачей непосредственно жидкости —
медленное охлаждение.
В качестве охлаждающих сред применяют воду, водные рас-
творы, различные масла, расплавленные соли или металлы и в
ряде случаев — воздух. Охлаждающую способность закалочных
сред чаще всего определяют по методике, основанной на испы-
тании эталонного серебряного образца диаметром 20 мм, кото-
рый вследствие малых размеров и высокой теплопроводности
считается тонким телом. По характеру изменения температуры
(Ти) в центре образца определяют коэффициент теплоотдачи
а и строят кривую зависимости его от температуры поверхности
образца Гпов. считая, что в процессе остывания температура
центральных точек образца равна температуре поверхности.
Охлаждающая способность охлаждающей среды характери-
зуется: критической плотностью теплового потока, коэффициен-
том теплоотдачи а прн пленочном и пузырьковом кипении, а
также при конвективной теплоотдаче в однофазной среде.
Охлаждающие среды можно разделить па имеющие агрегатные
превращения н не имеющие их. К первой группе относится воз
дух, ко второй — различные жидкости (вода, масло и т. д_).
Вода является наиболее удобной, распространенной и эко
номически выгодной охлаждающей средой. Но она имеет суще-
ственные недостатки. Охлаждающая способность воды зависит
от температуры нагрева. Чем выше температура воды, тем ни-
же ее охлаждающая способность в верхнем интервале темпера-
тур (700—500° С). В то же время она неизменна в мартенситной
области (350—100° С) (рис. 14.3). Поэтому при закалке значи-
тельного количества металла в ванне с неподвижной водой
охлаждающая способность с течением времени ухудшается.
Важное значение имеет относительное движение изделия и ох-
лаждающей жидкости. Чем больше относительная скорость
движения детали и охлаждающей жидкости, тем легче разры-
вается пленка и быстрее охлаждается деталь.
183
Рис. 14.3. Кривые зависимости охлажда-
ющей способности воды от температуры 800
(1 — 20° С; 2 — 60° С) при скорости дви-
жения 25 см/с
Рис. 14.4. Охлаждающая способность вод-
иых растворов поваренной соли различ-
ной концентрации:
1 — 15%; 2— 5%; 3—20%; 4- без соли 800 7Q0 600 500 С00 300 200 СГ
Охлаждающую способность воды при температуре 650—-
400° С можно изменять в широких пределах, вводя различные
добавки. Однако в области мартенситного превращения она во
всех случаях остается высокой. Для повышения охлаждающей
способности в воду вводят поваренную соль (NaCl), едкий
натр (NaOH) и др. Они уменьшают возможность образования
паровой пленки и способствуют более быстрому ее разрушению.
Процесс кипения происходит более равномерно, чем в воде без
добавок. Охлаждающая способность повышается, охлаждение
становится равномерным (рис. 14.4). С повышением темпера-
туры воды с добавками скорость охлаждения снижается менее
интенсивно. Охлаждающая способность воды зависит также от
содержания газов, усиливающих образование паровой пленки.
Поэтому вода различного происхождения имеет различную
охлаждающую способность. В процессе многократного исполь-
зования вода может уменьшать свою охлаждающую способ-
ность вследствие удаления газов и распада или осаждения со-
лей. Большое значение имеет состояние поверхности изделия:
грубые риски способствуют образованию пленки, окалнна ухуд-
шает теплопроводность металла и снижает эффективность
охлаждения. Охлаждающую способность воды при температуре
650—400° С можно уменьшить, добавляя в нее глицерин, жидкое
стекло и др. Однако в области мартенситного превращения ско-
рость охлаждения мало изменяется, так дак скорость тепло-
отдачи не уменьшается.
Растительные и минеральные масла являются очень распро-
страненными охладителями. Охлаждающая способность масла
в области температур 650—550° С примерно в три раза меньше,
чем воды. Преимущества масла перед водой: устойчивость
1Й4
Рис. 14.5. Сравнение охлаждающей
способности (v} воды (/) и масла (2)
Рис. 14.6. Охлаждающая способность
различных закаливающих сред:
а — спокойный (7) и сжатый [2) воздух;
б—расплав 60% Sn и 40% РЬ при темпе-
ратуре ванны 200° С (I), 350°С (2)
охлаждающей способности при нагреве его до температуры
150—200° С (так как с повышением температуры вязкость мас-
ла снижается, а подвижность повышается, что улучшает тепло-
отвод) и достаточно медленное охлаждение в нижней (мартен-
ситной) области температур (рис. 14.5).
Масло характеризуется окисляемостыо и летучестью, опре-
деляющими его долговечность; жидкотекучестью (вязкостью);
температурой вспышки, стоимостью н др. Основное значение име-
ет долговечность (способность сохранять охлаждающую спо-
собность длительное время), так как в масляных охлаждающих
системах одновременно находится несколько тонн масла п час-
тая смена его вызывает большие расходы. Свойство масла дли-
тельно удерживать одинаковую охлаждающую способность в
основном зависит от его окисляемости на воздухе и склонности
к разложению на легкие и тяжелые погоны, которые создают
загустение. Процесс разложения масел приводит к ухудшению
закаливаемости и повышает прнгораемость. Минеральные мас-
ла более долговечны, чем растительные. На результаты закал-
ки существенно влияет объем охлаждающей среды. При нецпр-
кулирующей охлаждающей среде объем ее должен быть в не-
сколько раз больше веса изделий.
В последнее время прн закалке в качестве охлаждающих
сред широко применяют расплавленные металлы, а также смеси
185
Таблица 14.1
Состав Температура,0 C
плавления применения
55% KNO3 + 45 % NaNO3 137 150—500
55% NaNO2 1-45% NaNOa 221 230—550
55 % KNO3 + 45 % NaNOa 218 230—550
NaNO2 317 325—600
KNOa 337 350—600
KOH (или NaOH) 360(322) 330—450
(30 % NaOH + 70 % KOH) 160 200—400
различных солей (для изотермической закалки) (табл.
14.1).
' * Удобной и распространенной охлаждающей средой являются
расплавленные соли щелочи. После закалки в едких щелочах
и последующей легкой промывки в воде изделия получают се-
ребристый или светлосерый цвет, если нагрев под закалку про-
изводился в соли; скорость охлаждения при закалке в распла-
вах едких щелочей значительно выше, чем при закалке в рас-
плавах селитры. Охлаждающая способность (100—-200° С/с)
расплавов щелочей, содержащих воду н подвергаемых интен-
сивному перемешиванию, значительно выше, чем минеральных
масел (55° С/с), что позволяет значительно расширить область
применения изотермической и ступенчатой закалки.
Для сталей мартенситного класса (сталь 18Х2Н4ВА) в ка-
честве охлаждающей среды применяют спокойный / или сжатый
2 воздух, обеспечивающий получение мартенситной структуры
при минимальных короблениях изделий (рис. 14.6,а).
Агрегатные закалочные среды с отводом тепла теплопровод-
ностью и конвекцией (расплавленные соли, воздух) имеют выс-
шую охлаждающую способность вскоре после внесения изделия
в среду, снижаясь при дальнейшем охлаждении соответственно
уменьшающемуся градиенту температуры (рис. 14.6). Следова-
тельно, повышение температуры закалочной среды приводит к
снижению скорости охлаждения.
Скорость охлаждения зависит также от размеров закалива-
емых изделий. Чем больше размеры изделий, тем с меньшей
скоростью они охлаждаются н тем большая выдержка требу-
ется в охлаждающей среде.
14.3. ЗАКАЛИВАЕМОСТЬ И ПРОКАЛИВАЕМОСТЬ СТАЛИ
Под закаливаемостью понимают способность стали повы-
шать твердость в результате закалки. Закаливаемость опреде-
ляется главным образом содержанием углерода и мало зависит
от содержания легирующих элементов. Под прокаливаемостью
понимают способность стали приобретать закаленный слой с
186
Рис. 14.7. Прокаливаемость
инструментальной стали:
а— малой; б — средней
мартенситной или троостито-мартенситной структурой и высо-
кой твердостью на заданную глубину. На рис. 14.7 представле-
ны изломы, макроструктура и кривые распределения твердости
по сечению образцов двух инструментальных сталей с различ-
ной прокалнваемостью. Закаленная зона твердых сталей харак-
терна фарфоровидным изломом, а незакаленная — волокнистым,
иногда кристаллическим. Закаленной части образцов соответст-
вует мартенситная структура, а незакаленной — различное со-
четание мартенсита и перлита (троостита, сорбита) (рис. 14.8).
Прокаливаемость — очень важная характеристика стали, от нее
зависят свойства, которые можно получить в сердцевине изде-
лия, а следовательно, во всем изделии. От прокаливаемости
зависит величина структурных напряжении, степень деформа-
ции и склонность к образованию трещин.
Глубина закаленного слоя зависит от соотношения факти-
ческой скорости охлаждения по глубине образца (щ, t>2 и с’з на
рис. 14.9) и критической скорости закалки окр. Скорость охлаж-
дения снижается по глубине образпа, а критическая скорость
закалки — постоянна. Мартенситную структуру приобретет та
187
часть образца, где фак-
тическая скорость ох-
лаждения выше крити-
ческой скорости закал-
ки (заштрихованная
часть). Таким образом,
прокаливаемость тем
больше, чем ниже кри-
тическая скорость за-
калки и чем выше ско-
рость охлаждения.
Критическая скорость
закалки зависит от ус-
тойчивости аустенита,
т. е. от характера диа-
граммы изотермическо-
го превращения (рис.
14.10). На рис. 14.10,а
схематично показаны
диаграммы изотерми-
ческого превращения
аустенита для трех об-
разцов с нанесением
критической скорости
охлаждения. Скорости
охлаждения поверхно-
сти и центра изделия
во всех трех случаях
одинаковы, и справа
на рис. 14.10, б указаны
кривые изменения ско-
рости охлаждения по
сечению образца н про-
каливаемость, соответ-
ствующая трем диа-
граммам изотермиче-
ского превращения.
Под глубиной про-
каливаемости подразу-
мевается толщина чис-
то мартенситной зоны.
Однако по твердости
ее определить трудно.
Появление небольшого
количества перлитной
составляющей незна-
чительно влияет на
твердость. Более удоб-
Рис. 14.9. Графики зависимости прокаливае-
мости от соотношения фактической скорости
охлаждения и критической скорости закалки
(Vk)
Рис. 14.11. Графики зависимости НRC
от содержания углерода в низколеги-
рованных сталях с содержанием мар-
тенсита:
] — 99.9%; 2 — 95%; 3 — 90%: 4 — 80%;
Б — 50%
Рис. 14.12. Определение прокалива-
емое™ по сечению закаленного бруска
Рис. 14.10. Кривые зависимости прокаливае-
мости от виза диаграммы изотермического пре-
вращения (заштрихован закаленный слой)
но за глубину закаленного слоя принимать зону с содержанием
50% мартенсита. Эта зона легко определяется по микрострукту-
ре и твердости (рис. 14.11). Твердость мартенситного и полу-
мартенситного слоя зависит только от содержания углерода. По
содержанию углерода в стали можно легко определить зону со-
держанием 50% мартенсита. Прокаливаемость определяют по
D
величине полумартенентиой зоны ht илн отношением -& (рис.
£>н
14.12). Но величины h и £- зависят от скорости охлаждения и
размеров образца. Поэтому более удобно определять прокали-
ваемость по критическому диаметру.
Критический диаметр — это диаметр образца максимального
сечения, прокаливающегося в данном охладителе насквозь.
Для определения критического диаметра серию образцов раз-
личного диаметра закаливают в различных средах. Затем изме-
ряют твердость по сечению образца н определяют критический
диаметр. При охлаждении в воде н масле критический диаметр
разный (рис. 14.13,а и б). Чтобы не ставить прокаливаемость
в зависимость от способа охлаждения, введено понятие идеаль-
ного критического диаметра Это диаметр максимального
сечення, прокаливающийся насквозь в идеальной жидкости,
отнимающей тепло с бесконечно большой скоростью.
Для определения прокаливаемости применяют следующие
методы: по излому, измерение твердости по сечению закален-
ного бруска, метод торцовой закалки.
189
188
Рис. 14.13. Определение критического диаметра брусков, закаленных:
а —* в воде; б — в масле
По излому прокаливаемость' определяется на образце ши-
риной 20 мм из инструментальной стали с низкой прокаливае-
мостью. Закаленному слою соответствует фарфоровидная часть
излома.
Измерением твердости определяют прокаливаемость на дис-
ках, вырезанных нз закаленного бруска длиной не менее четы-
рех диаметров. По результатам измерения твердости строят
кривые (рис. 14.12 и рис. 14.13).
Если провести горизонтальную линию, соответствующую
твердости полумартенситной зоны данной стали (рис. 14.12),
D
то отношение "д- будет соответствовать глубине закаленной
зоны (D — диаметр бруска; DB — диаметр незакалившейся
зоны).
Используя номограмму (рис. 14.14), по идеальному крити-
ческому диаметру D„ можно определить критический диаметр
£>« при охлаждении в различных средах. По известному крити-
ческому диаметру для одной среды можно определить также
критический диаметр при охлаждении в других средах. Напри-
мер, если известен идеальный критический диаметр (О„ =
= 55 мм), то для определения критического диаметра при
охлаждении в других средах от отметки 55 мм надо провести
вертикальную линию до пересечения с линией 4, соответствую-
щей идеальному охлаждению. От точки пересечения а проводят
горизонтальную линию до пересечения с линиями 1-—3, соответ-
ствующими различным охлаждающим средам (воздух, мине-
ральное масло, вода, 20° С). Перпендикуляры, восставленные
190
Рис. 14.14. Номограмма для определения прокаливаемостн
нз точек Ь, с, d, укажут критический диаметр (для воды 42,
для масла 28, для воздуха —3 мм).
Метод торцовой закалки согласно ГОСТ 5657—69 является
основным. По этому методу (рис. 14.15) стандартный образец
нагревают в течение 30 мин. Его предохраняют от обезуглеро-
живания, затем переносят в специальное закалочное устройст-
во, где струя воды охлаждает только торец. Процесс охлажде-
ния образца продолжается 10—12 мин, затем его вынимают из
приспособления, шлифовкой снимают на цилиндрической по-
верхности две площадки на глубину 0,3—0,35 мм. При шли-
фовке необходимо следить, чтобы поверхность образца не на-
гревалась. Измеряя твердость на боковой поверхности образца,
строят диаграмму прокаливаемостн (рис. 14.16). С увеличени-
ем расстояния от торца скорость охлаждения непрерывно сни-
жается. За глубину закалки принимают расстояние от поверх-
ности до слоя, который состоит из 50% мартенсита п 50% тон-
кого перлита. Идеальный критический диаметр определяют из
рис. 14.17.
Для определения глубины прокаливаемостн различных ма-
рок стали небходимо исследовать ряд плавок данной марки и
по результатам твердости построить полосу прокаливаемостн,
которая и будет характеризовать возможную прокаливаемость
различных плавок в пределах одной марки.
191
a
S
Рис. 14.15. Определение
прокаливаемости методом
торцовой закалки:
а— схема установки; б— мзде*
лне
Рис. 14.16. Кривая изме-
нения твердости по длине
образца
/^5 25
575
14.4. ВНУТРЕННИЕ НАПРЯЖЕНИЯ
Рис. 14.18. Кривые изменения во вре-
мени температуры на поверхности (7)
и в центре (2) детали и разности темпе-
ратур (3)
При термической обработ-
ке вследствие неравномерности
охлаждения по сечению изде-
лий возникают термические и
структурные напряжения пер-
вого рода *. Напряжения, воз-
никающие вследствие неодно-
временного теплового сжатия,
называют тепловыми, напря-
жения, возникающие вследст-
вие неодновременного превра-
щения аустенита по объему
стали и, следовательно, нерав-
номерности расширения —
структурными. Вследствие раз-
личной скорости охлаждения
по сечению изделия возникает
температурный градиент, зна-
чение которого тем больше,
чем с большей скоростью про-
изводится охлаждение. В на-
чальный период охлаждения температура на поверхности метал-
ла снижается с большей скоростью, чем в центре (рис. 14.18).
В конце охлаждения скорость понижения температуры в центре
больше, чем на поверхности. В результате этого градиент темпе-
ратур между центром и поверхностью сначала увеличивается,
а затем уменьшается.
Градиент температур зависит от скорости охлаждения, раз-
мера изделия, начальной температуры изделия, температуропро-
водности. Он вызывает различное по времени сжатие наружных
и внутренних слоев металла, в результате чего возникают теп-
ловые напряжения и деформация (рис. 14.19). При повышенных
температурах внешние слои пластически растянуты по отноше-
нию ко внутренним, т. е. в периферийных слоях возникают рас-
тягивающие напряжения, а во внутренних — сжимающие. В про-
цессе охлаждения знак напряжений меняется, и после полного
охлаждения внешние слои находятся под действием сжимаю-
щих, а внутренние — под действием растягивающих напря-
жений.
При наличии структурных превращений изменение знака и
величины напряжений приведено на рис. 14.20.
• Влияние термической обработки на величину напряжений второго ро-
да рассмотрено в главах 8—10.
7 у-477
193
Phg. 14.20. Кривые распределения тер-
мических и структурных напряжений
по сечению во время охлаждения:
1 — поверхность; 2 — промежуточная зона;
3 — сердцевина
Рис. 14.21. Кривые зависимости мак-
симальных осевых напряжений аю от
продолжительности и температуры от-
пуска
Рис. 14.22. Диаграммы мак-
симзльиых остаточных нап-
ряжений в цилиндрах из стали
с 0,3% С (закалка с 850° С) от
охлаждающей среды с темпера-
туры отпуска 650° С напряже-
ния:
1 — осевые, 2— окружные, 3— ра-
диальные
Напряжения, возникающие в процессе охлаждения, называ-
ются временными, напряжения, возникающие после полного
охлаждения — остаточными.
Величина, знак временных и остаточных напряжений зависят
от скорости охлаждения в интервале мартенситного превраще-
ния, температуры нагрева под закалку, разницы в объемах
исходной (аустенита) структуры и продуктов ее распада, прока-
лпваемости стали.
Отпуск закаленной стали приводит к снижению внутренних
напряжений первого и второго рода; чем выше температура
отпуска, тем меньше величина остаточных напряжений первого
рода (рис. 14.21). Почти полное устранение их достигается прн
температуре выше 550° С. Большое значение для снижения на-
пряжений имеет выдержка при температуре. Наиболее суще-
ственно напряжение снижается прн выдержке около 2 ч, даль-
нейшее увеличение выдержки влияет незначительно. Величина
остаточных внутренних напряжений зависит от скорости охлаж-
дения с температуры отпуска (рис. 14.22). При медленном ох-
лаждении они остаются такими же, как н при температуре от-
пуска. При быстром охлаждении заново возникают термические
напряжения первого рода.
14.5. ДЕФОРМАЦИЯ И ЗАКАЛОЧНЫЕ ТРЕЩИНЫ
Возникновение временных и остаточных напряжений явля-
ется причиной различных деформаций и образования закалоч-
ных трещин, а также влияет иа механические свойства закален-
ной стали. Возникновение закалочных трещин приводит к не-
исправимому браку изделий.
Образование трещин происходит в том случае, когда вре-
менные илн остаточные напряжения превышают сопротивление
разрыву металла. Возможность образования трещин тем мень-
ше, чем выше пластичность металла, чем выше сопротивление
хрупкому разрушению и чем меньше напряжения, возникающие
7* 195
Рис. 14.23. Кривые зависимости
твердости НВ удельного объема (и)
от содержания углерода прн закал-
ке с температур для доэвтекгоид-
вой стали выше Zs, заэвтектоидной
выше Zi (Г), после отжига (2)
при охлаждении. Поэтому закалочные трещины образовываются
в основном в малопластичных сталях. Для снижения склонности
сталей к образованию закалочных трещин при нагреве необхо-
димо получать структуры, обеспечивающие наибольшее сопро-
тивление хрупкому разрушению (мелкое зерно, отсутствие по-
граничных выделений по. границам зерен карбидов, интерметал-
лидов, неметаллических включений) и добиваться отсутствия
концентраторов напряжений в виде резких переходов малых ра-
диусов, наличия грубых рисок. Возможность образования зака-
лочных трещин можно устранить, применяя рациональный спо-
соб охлаждения.
Деформация при закалке может быть следствием объемных
изменений в результате термического сжатия и структурных
превращений, связанных с изменением их объема. Объемные
изменения в закаленной стали тем больше, чем выше содержа-
ние углерода в аустените (рис. 14.23). Временные напряжения
могут вызывать неравномерную деформацию в виде изменения
формы и размера деталей (коробление, образование эллипса
вместо окружности и т. д.). Это часто приводит к искажению
профиля частей изделий. Поскольку объемную деформацию
полностью устранить трудно, а наличие искажений вызывает
необходимость последующей механической обработки (шлифо-
вания, полировки, притирки), то перед окончательным составле-
нием технологии изготовления изделия необходимо изучить ха-
рактер изменения размеров изделий при закалке и выбрать
припуски и формы, учитывающие деформацию при закалке.
Коробление может быть самым различным: образование
эллипса, искривление колец, шайб по плоскости, искривление
стержней. Величина деформации и степень искажения формы
изделия тем меньше, чем ниже температура закалки и чем
ниже скорость охлаждения в мартенситной области. Для умень-
шения деформации применяют предварительную термическую
обработку перед окончательной механической обработкой. Прн
этом получается более дисперсная структура (сорбит), что по-
зволяет уменьшить разность объемов между исходной и зака-
ленной структурами. В некоторых случаях для уменьшения
196
объемных изменений при закалке рекомендуют сохранить неко-
торое количество остаточного аустенита (до 40%) при сохране-
нии высокой закалочной твердости. В этом случае при после-
дующей длительной эксплуатации изделий, особенно при низ-
ких температурах, может происходить распад остаточного аус-
тенита, который приводит к изменению размеров окончательно
готовых изделий и они становятся непригодными к эксплуа-
тации.
14.6. ОБРАБОТКА СТАЛИ ПРИ ТЕМПЕРАТУРЕ НИЖЕ НУЛЯ
Многие стали в закаленном состоянии могут содержать оста-
точный аустенит (кривая /, рис. 14.24), что в большинстве слу-
чаев нежелательно. Эффективным способом уменьшения коли-
чества остаточного аустенита является охлаждение стали сразу
после закалки до температуры, соответствующей окончанию
мартенситного превращения. При таком охлаждении часть аус-
тенита превращается в мартенсит. Этот способ называют обра-
боткой холодом *.
Цель обработки холодом: повышение твердости; стабилиза-
ция размеров; повышение ферромагнитных характеристик.
Обработка холодом применяется для повышения износоус-
тойчивости инструмента, особенно из быстрорежущих сталей,
для увеличения стабильности деталей шарикоподшипников н
для повышения износоустойчивости цементованных деталей.
Повышение твердости определяется количеством аустенита,
превратившегося в мартенсит. Поскольку количество остаточ-
ного аустенита зависит от температуры и Мк, то и прира-
щение твердости при обработке холодом определяется темпера-
турой начала мартенситного
превращения.
Выдержка ниже некоторой
температуры Мс задерживает
распад аустенита при обработ-
ке холодом. Если при закалке
сталь охлаждена до темпера-
туры ниже Л1с,то выдержка при
ней препятствует дальнейшему
распаду аустенита. Поэтому
если охлаждение произведено
ниже температуры А4С, то об-
работку холодом необходимо
производить после закалки.
Отпуск пли длительная выдер-
жка после закалки перед обра-
Рис. 14.24. Кривые зависимости коли-
чества остаточного аустенита от содер-
жания углерода при охлаждении до
температуры 20“ С (1) и до температу-
ры Л1к (2)
* Впервые была предложена
А. П. Гуляевым.
197
боткой холодом стабилизирует остаточный аустенит и резко
уменьшает эффект от применения обработки холодом. Вероятно,
это связано с релаксацией внутренних напряжений.
Прочность и пластичность стали после обработки холодом
во многих случаях определяется характером исходной и конеч-
ной структуры, получаемой при этой обработке. В крупных
обособленных участках остаточного аустенита при обработке
холодом образуется крупноигольчатый мартенсит — прочность
и пластичность закаленной стали понижаются. Превращение
равномерно распределенного остаточного аустенита при обра-
ботке холодом приводит к образованию мелкоигольчатого мар-
тенсита — прочность закаленной стали при этом возрастает, а
пластичность либо сохраняется, либо несколько понижается.
Как показывает практика, быстрое охлаждение до отрицатель-
ных температур изделий сложной формы из малопластичных
сталей может привести к возникновению закалочных трещин в
результате возникновения дополнительных напряжений. Поэто-
му изделие необходимо охлаждать равномерно, обматывая тон-
кие части асбестом и др.
14.7. СПОСОБЫ ЗАКАЛКИ
Существует несколько способов закалки, которые предот-
вращают возникновение различных дефектов и обеспечивают
необходимые механические свойства: закалка в одной среде,
прерывистая в двух средах, ступенчатая, изотермическая, с са-
моотпуском, струйчатая, принудительная.
Закалка в одной среде. Нагретую до определенной темпе-
ратуры деталь погружают в закалочную жидкость до полного
Рис 14.25. Схема различных способов за-
калки:
И — непрерывная в ед ной среде; 2 — в двух средах.
в— ступенчатая; 4— изотермическая
охлаждения (кривая 1 на
рис. 14.25). Для углеро-
дистой и малолегпрован-.
ной сталей в качестве за-
калочной жидкости при-
меняется вода, а для ле-
гированных — масло. Что-
бы твердость по всей по-
верхности была равномер-
ной, желательно обеспе-
чить относительное дви-
жение изделия и охлаж-
дающей среды. При меха-
низированной закалке в
агрегатах среда движет-
ся вследствие циркуляции.
В индивидуальном произ-
водстве движение прида-
198
ется изделию. Скорость относительного движения среды и изде-
лия не должна вызывать коробления. Для уменьшения внутрен-
них напряжений перед погружением в охлаждающую среду из-
делия некоторое время подстуживают иа воздухе. Такая закал-
ка называется закалкой с подстуживанием. Применяется для
легированных сталей, закаливаемых с высоких температур.
Прерывистая закалка в двух средах. Изделие охлаждают
сначала в быстро-, а затем в медленноохлаждающей среде (кри-
вая 2). В первой среде охлаждение производится до темпера-
туры 200—250° С, а затем изделие переносится в масло или на
воздух. При закалке в масле крупных изделий целесообразно
производить также прерывистое охлаждение с окончательным
охлаждением на воздухе. В индивидуальном производстве время
выдержки в первой среде определяет термист, для чего он дол-
жен иметь высокую квалификацию. В крупносерийном или мас-
совом производстве время пребывания изделия в первой среде
можно определить при помощи термощупа на пробных образ-
цах. Изделия из легированных сталей охлаждаются сначала в
масле до температуры, несколько превышающей начало мартен-
ситного превращения, а затем на воздухе. Во время охлаждения
на воздухе происходит мартенситное превращение. Так как в
интервале мартенситного превращения сталь имеет аномально
высокую пластичность, то изделия легко поддаются рихтовке
и правке. Применяется при закалке длинных изделий (разверт-
ки, протяжки и т. д.).
Ступенчатая закалка. Для уменьшения внутренних напря-
жений, предотвращения коробления и возможности образования
закалочных трещин нагретое изделие погружают в расплавлен-
ную соль с температурой 300—500° С, выдерживают в ней в
течение времени, необходимого для достижения температуры
среды, а затем охлаждают на воздухе (кривая 3). Мартенсит-
ное превращение происходит на воздухе. Используя возникаю-
щий прн распаде аустенита в мартенсит эффект «сверхпластич-
ности», в это время производят правку (рихтовку) изделий
(протяжку, развертку и пр.). Этот способ закалки применим
только для сталей с достаточной устойчивостью аустенита в
бейннтной области превращения (стали ХВГ, Х121, быстрорежу-
щие и пр.).
При изотермической закалке нагретое изделие охлаждается
в среде с температурой 250—350° С и выдерживается в ней до
окончания распада аустенита (кривая 4). Продуктом распада
является структура нижнего бейнита с меньшей твердостью, но
значительно большей пластичностью, чем мартенсит. Изотерми-
ческой закалке на бейнит подвергают обычно среднеуглеродис-
тые легированные стали, от которых требуется повышенная
вязкость (ударнорежущий инструмент, некоторые детали).
Закалка с самоотпуском применяется для инструментов ти-
па зубил, пуансонов, у которых рабочая часть должна иметь
199
высокую твердость, а нерабочая — более низкую. Эту закалку
выполняют двумя способами: по первому сначала охлаждают
только рабочую часть инструмента, затем производят отпуск
ее по цветам побежалости. После достижения требуемого цвета
побежалости инструмент полностью охлаждается в воде. По
второму способу изделие полностью охлаждают, затем нагре-
вают нерабочую часть либо в соляной, либо в песочной ванне.
За счет теплопроводности происходит нагрев рабочей части.
Когда цвет побежалости на ней достигнет заданного, весь инст-
румент быстро охлаждают. Твердость постепенно снижается от
рабочей к нерабочей части.
В последнее время закалка с самоотпуском все шире при-
меняется и в массовом производстве. Охлаждение производится
так, чтобы во внутренних слоях металла сохранилась доста-
точная температура для последующего разогрева поверхности,
обеспечивающего получение необходимой твердости закаленно-
го слоя. Примером может служить высокочастотная закалка.
Закалка с самоотпуском позволяет уменьшить возможность воз-
никновения закалочных трещин. Вероятно, и остаточные напря-
жения меньше, чем после обычной закалкн и отпуска.
Струйчатая закалка заключается в местном охлаждении
рабочей части изделия струей воды илн душем. Применяется
при закалке отверстий в инструменте, рабочей части штам-
пов. Интенсивное охлаждение обеспечивает требуемую твер-
дость.
Закалка с немедленным отпуском. Для предотвращения воз-
никновения закалочных трещин крупные изделия (штампы)
охлаждают в воде или масле до температуры, ниже темпе-
ратуры начала мартенситного превращения, извлекают из
охлаждающей среды и сразу же переносят в подготовленную
печь на отпуск. Наиболее трудно определить момент, когда
необходимо прервать охлаждение. При серийном произ-
водстве время пребывания изделия в охлаждающей среде
устанавливается опытным путем с использованием термо-
щупа.
Принудительная закалка в специальных прессах или приспо-
соблениях является наиболее эффективной. Даже в индивиду-
альном производстве можно разработать и применить универ-
сальные оправки, обеспечивающие минимальную деформацию п
коробление. Нагрев изделий производится в свободном состоя-
нии, охлаждение — в штампах закалочных прессов или в спе-
циальных приспособлениях. Для устранения коробления и де-
формации прн отпуске также можно применять нагрев в специ-
альных приспособлениях.
Закалка с использованием тепла предшествующих процес-
сов (совмещение закалки с охлаждением отливок и штампо-
вок). Это возможно при бесприпускном литье и штамповке
легированных сталей и специальных сплавов. Следует отметить
200
с
более высокую устойчивость переохлажденного аустенита, что
обеспечивает большую прокаливаемость стали, более низкую
критическую скорость охлаждения.
14.8. ОТПУСК УГЛЕРОДИСТОЙ
И СРЕДНЕЛЕГИРОВАННЫХ СТАЛЕЙ
После закалки изделия подвергаются отпуску при различных
температурах. Отпуск бывает низко-, средне- и высокотемпера-
турным.
Температура низкотемпературного отпуска (150—250° С)
выбирается в зависимости от химического состава так, чтобы
получить требуемые механические свойства.
В большинстве случаев считают, что низкотемпературный
отпуск предназначен лишь для снижения внутренних напряже-
ний первого рода, и совершенно не учитывают существенное по-
вышение прочности. Однако, снижение напряжений первого
рода при низкотемпературном отпуске приводит к существен-
ному повышению сопротивления отрыву. Повышаются проч-
ность, пластичность и вязкость закаленной стали. Для этого
отпуск при температуре 150—250° С должен быть не менее
2—5 ч.
Среднетемпературный отпуск производится при температуре
300—450° С. В углеродистой стали происходит практически пол-
ное выделение углерода из решетки Fea и структура представ-
ляет собой дисперсную смесь кристаллов феррита и цементита
(троостит). В легированных сталях процесс распада затягива-
ется до более высоких температур. Время отпуска выбирается
в соответствии с требованиями по механическим свойствам. При
этих температурах производится отпуск рессор и пружин. Основ-
ными легирующими элементами, используемыми для легиро-
вания рессорных и пружинных сталей, являются марганец,
кремний (стали 60Г, 60С). Иногда применяется хром и ванадий
(сталь 50ХФА). Для изготовления мелких пружин применяется
холодноволоченая проволока ОВС (содержание углерода 0,9%).
подвергаемая после навивки отпуску при температуре 350° С
для стабилизации размеров. Тонкие и плоские пружины изго-
тавливают из закаленной стали У9. Среднетемпературный
отпуск обеспечивает наиболее высокий предел упругости, уста-
лости при умеренной пластичности и вязкости (ов = 140 ч-
-5- 160 кгс/мм2). Отпуск пружин п рессор производится обычно
на специальных оправках или приспособлениях.
Высокотемпературный отпуск производится при температуре
500—650°С. Структура стали состоит из рекристаллизованных
зерен феррита и карбидов (сорбит). Цель его — получение опре-
деленного сочетания прочностных свойств (ав, со.з, o—i). Обычно
<зв = 95 ч-120 кгс/мм2, пластичность 8=12-4-16% и ударная
вязкость Си = 8 ч- 12 кге • м/см2.
201
Рис. 14.26. Кривые зависимости механичес-
ких свойств от температуры отпуска для
одной марки стали:
Т — верхний предел; 2 —нижний предел по хим-
составу
Термическая обработ-
ка, состоящая из закалки
и высокотемпературного
отпуска, называется улуч-
шением. В качестве улуч-
шаемых используют сред-
неуглеродистые стали с
содержанием различного
количества легирующих
элементов: хрома, нике-
ля, марганца, кремния,
молибдена и вольфрама
(стали 40, 45, 40Х, 45Х,
40ХНМ). Часто в качестве
улучшаемых используют
стали с меньшим со-
Рис. 14.27. Кривые зависимости мехами-
ческих свойств от температуры и времени
выдержки при отпуске:
1— верхний предел; 2— нижний предел по хим-
составу
держанием углерода
(18Х2Н4ВА) и нержаве-
ющие.
Температуру и время
отпуска выбирают исходя
из требуемых для дета-
лей механических свойств,
используя диаграммы за-
висимости механических
свойств от температуры
отпуска. Однако эти диа-
граммы построены для
определенного химическо-
го состава. Фактически,
вследствие колебания хи-
мического состава стали
в пределах марки, возни-
кает колебание механи-
ческих свойств (рис.
14.26) . Большое значение для получения заданных механиче-
ских свойств имеет длительность выдержки при отпуске. Ее
выбирают так, чтобы обеспечить полный прогрев изделия и до-
полнительную выдержку для получения заданных свойств. Чем
выше температура, тем меньше должна б1?1ть выдержка для
получения одинаковых свойств (рис. 14.27). Для получения бо-
лее высокой пластичности и вязкости при одинаковой прочности
выгодно применять более высокую температуру отпуска. Но это
требует от термиста высокой квалификации. Практически для
верхнего и нижнего пределов по химическому составу применяе-
мых марок сталей необходимо построить соответствующие гра-
фики и по ним устанавливать режим отпуска.
При массовом производстве для получения стабильных ме-
202
ханических свойств стремятся сужать пределы по химическому
составу (селективные марки). Это создает определенные за-
труднения металлургическим заводам при выплавке стали, по-
этому на одном предприятии для различных деталей желатель-
но применять близкие по химическому составу стали.
Многие улучшаемые стали склонны к отпускной хрупкости
второго рода (чувствительность к скорости охлаждения). Что-
бы вязкость не снижалась, после выдержки при температуре
отпуска производится ускоренное охлаждение. Некоторые ста-
ли (40ХНМА, 18ХН4ВА), содержащие молибден и вольфрам,
практически не склонны к отпускной хрупкости, поэтому могут
охлаждаться после отпуска с низкой скоростью.
14.9. ОТПУСК ВЫСОКОЛЕГИРОВАННЫХ СТАЛЕЙ
Высоколегированные инструментальные стали (Х12, Х12Ф и
быстрорежущие), закаленные с высокой температурой, имеют
структуру, состоящую из мартенсита, остаточного аустенита и
нерастворившихся карбидов. В этих сталях мартенсит устой-
чив до высоких температур (500—600° С). При этих темпера-
турах возникает явление вторичной закалки в основном вслед-
ствие образования дисперсных специальных карбидов и
частично вследствие распада остаточного аустенита. Для наи-
более полного выделения дисперсных карбидов и распада
остаточного аустенита применяют многократный отпуск; тем-
пературу его выбирают соответственно химическому составу
стали. Твердость быстрорежущих сталей может достигать
/IRC 65—67.
Высокохромнстые стали (Х12, Х12Ф, Х12М и др.), наибо-
лее часто применяющиеся для накатных плашек и другого
инструмента, после закалки с температурой 970—1020’ С под-
вергаются отпуску при температуре 250—400“ С для получе-
ния наивысшей твердости.
Для легированных сталей (типа быстрорежущих), подвер-
гаемых отпуску на вторичную твердость, особенно важно мак-
симальное растворение карбидов в аустените, ибо только леги-
рующие элементы, растворенные в аустените, вызывают явле-
ние вторичной твердости. При высоком температурном отпуске
выделяются дисперсные специальные карбиды, обеспечиваю-
щие возрастание твердости.
Для уменьшения количества остаточного аустенита быстро-
режущую сталь после закалки вначале подвергают обработке
холодом, затем — однократному отпуску при температуре
540—580° С вместо трехкратного. Поскольку основной причи-
ной вторичной твердости является выделение дисперсных кар-
бидов, возможно, уменьшать количество отпусков нерациональ-
но. Особенность распада остаточного аустенита в быстрорежу-
щей стали заключается в том, что при температуре отпуска
203
остаточный аустенит не распадается, а выделяются лишь спе-
циальные карбиды. В результате их выделения аустенит обед-
няется легирующими элементами и становится менее стабиль-
ным. Процесс превращения аустенита в мартенсит происходит
во время охлаждения при температуре 150—20° С.
Рекомендуемая литература: [1], [21, [31, [15J, [21, т. 1, р. III, Б], [22,
гл. 7], [30], [44], [45], (46. т. 2, гл. 40].
Глава 15
ЗАКАЛКА И ОТПУСК ЧУГУНА
Применение закалки с отпуском к серому, ковкому, высо-
копрочному, белому чугуну позволяет существенно повысить
его свойства: износостойкость, прочность. Поэтому закалка
чугуна в промышленности становится такой же необходимой,
как и стали. Особенно эффективной стала закалка после усо-
вершенствования технологии производства чугуна, обеспечи-
вающей оптимальную структуру, главным образом, благо-
приятную форму и распределение графита.
15.1. закалка и отпуск серого чугуна
Закалка серого чугуна повышает твердость, износостой-
кость, увеличивает количество связанного углерода (при за-
калке ферритных и ферритно-перлитных чугунов). Закалка с
отпуском может улучшить механические свойства. Например,
износостойкость звездочек комбайна, изготавливавшихся из
чугуна марок СЧ18-36 или СЧ21-40, после закалки и отпуска
увеличилась в 4—6 раз. Особенно эффективной она является
для модифицированного чугуна СЧ 32-52 и др.
Закалка серого чугуна производится из аустенитно-графит-
ного состояния. В процессе нагрева и охлаждения графитные
включения практически мало изменяются по размерам, форме
и характеру расположения.
При нагреве и во время выдержки при температуре закал-
ки может происходить частичное растворение графита — кон-
центрация углерода в аустените будет изменяться в соответст-
вии с линией E'S'. Скорость растворения графита в аустените
меньше, чем скорость растворения цементита. Температура и
время нагрева выбираются из расчета, чтобы содержание угле-
рода н аустените не превышало эвтектоидного состава. При
избыточном содержании углерода в аустените после охлажде-
ния сохраняется большее количество остаточного аустенита, а
концентрация углерода в мартенсите также повышается, что
увеличивает склонность чугуна к закалочным трещинам. Обыч-
204
но температура нагрева под за-
калку серого чугуна находится в
пределах 840—900° С. Время вы-
держки при температуре нагрева
под закалку зависит от исходной
структуры и размеров изделия.
Охлаждение простых деталей про-
изводится в воде, а сложных —
в масле. Чтобы устранить образо-
вание закалочных трещин, охла-
ждение делают прерывистым.
Для получения требуемых меха-
нических свойств закаленные чу-
Рис. 15.1. Кривые зависимости НВ
(2), св (1) от температуры отпуска
серого чугуна
гуны подвергают отпуску.
Для уменьшения коробления и образования закалочных
трещин все чаще начинает применяться изотермическая закал-
ка, обеспечивающая требуемые механические свойства.
Для уменьшения внутренних напряжений, предотвращения
деформации и закалочных трещин может применяться изотер-
мическая закалка в расплавленных солях с температурой
250—320 ° С.
Отпуск серого чугуна служит, главным образом, для регу-
лирования твердости (рис. 15.1).
15.2. ЗАКАЛКА ВЫСОКОПРОЧНОГО ЧУГУНА
Закалка н отпуск высокопрочного чугуна существенно
изменяют механические свойства (рис. 15.2). Поскольку гра-
фит в высокопрочном чугуне имеет шаровидную форму, кон-
центрация напряжений на границах с матрицей сравнительно
небольшая, то механические свойства чугуна сильно зависят
от строения матрицы. При нагреве и выдержке происходит на-
сыщение аустенита углеро-
дом за счет растворяющихся
графитных включений. Тем-
пература нагрева 850—
900° С. Высокая температу-
ра нагрева может приводить
к росту зерен аустенита,
увеличению содержания уг-
лерода в нем. При охлажде-
нии может образовываться
крупноигольчатый мартен-
сит, увеличиваться колнче-
Рис. 15.2. Кривые зависимости HRC от
температуры отпуска чугунов:
1 — перлн гного; 2 — ферритно-перлитного; 3 —
ферритного; 4 — серого
ство остаточного аустенита,
возникать закалочные тре-
щины. Для высокопрочного
чугуна применяют также
205
изотермическую закалку. Тем-
пература нагрева 850—920° С,
Таблица 15.1
Свойства высокопрочного чугуна
Чугун °В ’ кгс/мм2 с0.2- кгс/мм’ % °н- кгс-м/см’
ВЧ-80-3 80 50
ВЧ-100-4 100 70
ВЧ-120-4 120 90
охлаждение — в охлаждающей
среде с температурой 260—
300° С. В результате изотерми-
ческой закалки повышаются
прочность и вязкость чугуна.
Термически обработанный
высокопрочный чугун по своим
свойствам приближается к ста-
ли (табл. 15.1). Из него можно изготавливать высоконагружен-
ные изделия (коленчатые валы, шестерни и т. д.).
15.3. ЗАКАЛКА КОВКОГО ЧУГУНА
Закалка с последующим высокотемпературным отпуском
применяется для получения ковкого чугуна с зернистым цемен-
титом. Она может производиться после окончания первой ста-
дии графитизации или после специального нагрева ферритных
и феррито-перлитных чугунов с температуры 850—900° С. Кро-
ме высокотемпературного, может применяться низкотемпера-
турный отпуск для получения чугуна с более высокой износо-
стойкостью. При этом пластичность понижена.
Эффективна изотермическая закалка. Она может приме-
няться по окончании первой стадии графитизации. Оптималь-
ная температура охлаждающей среды при этом 250—300° С.
15.4. ЗАКАЛКА БЕЛОГО ЧУГУНА
Изделия из чугуна с отбеленной поверхностью обладают
очень высокой износостойкостью, поэтому его применяют для
изготовления изделий, работающих на износ (валки для горя-
чен прокатки, размалывающие шары и пр.). В качестве осно-
вы для таких изделий применяют чугуны с содержанием уг-
лерода 2,9—3,1%, кремния около 0,6—0,8%. Отлнвкн ускорен-
но охлаждают для отбеливания поверхности. Внутренняя
часть отливок имеет строение серого чугуна. В последние годы
внутреннюю часть отливок отливают из высокопрочного чугуна.
Износостойкость белого чугуна повышается в результате за-
калки с температуры 850—900° С и ускоренного охлаждения для
сохранения отбела и получения структуры, состоящей из мар-
тенсита. Для снижения внутренних напряжений производится
отпуск, температуру которого выбирают, исходя из условий
работы изделия.
Рекомендуемая литература: (10), (13J.
206
Глава 16
ЗАКАЛКА И СТАРЕНИЕ СПЛАВОВ
Закалка без полиморфных превращений с последующим
старением применяется для самых разнообразных сплавов:
алюминиевых, магниевых, титановых, жаропрочных, тугоплав-
ких. Упрочнение достигается выделением при старении из
пересыщенного твердого раствора зон Г.— П. или дисперсных ча-
стиц. Рассмотрим режимы термической обработки некоторых
сплавов.
16.1. ЗАКАЛКА И СТАРЕНИЕ АЛЮМИНИЕВЫХ СПЛАВОВ
Закалке и старению подвергаются как деформируемые, так
и литейные сплавы, содержащие легирующие элементы, обра-
зующие при старении упрочняющие частицы. Нагрев под закал-
ку производится до температур, обеспечивающих необходимое
насыщение сплава легирующими элементами. Чрезмерное
повышение температуры может привести к росту зерна и оп-
лавлению неравновесных эвтектик на границах зерен и к сни-
жению механических свойств. В то же время выдержка прн
температуре нагрева должна обеспечить наиболее полное
растворение интерметаллидных фаз, она зависит от величины
частиц ннтерметаллндных фаз и характера их распределения
в исходном состоянии. Для деформируемых сплавов выдержки
при нагреве выбирают значительно меньшими, чем для ли-
тейных, так как в первом случае исходная структура состоит
из более дисперсных включений вторичных фаз. Охлаждение
при закалке проводят со скоростью выше критической. Крити-
ческая скорость охлаждения зависит от устойчивости переох-
лажденного твердого раствора. Например, закалка сплава Д16
осуществляется в воде, а тонкостенных детален из А1 — Zn —
Mg — на воздухе. Практически в большинстве случаев алюмини-
евые сплавы охлаждаются в воде.
После закалки образуется пересыщенный твердый раствор
и различное количество первичных выделений (рнс. 16.1, а).
Перегрев сплава может привести к значительному огрублению
границ зерен (рнс. 16.1, б).
После закалкн сплавы имеют более высокие прочность и
пластичность, чем в отожженном состоянии, что позволяет осу-
ществлять небольшую пластическую деформацию.
Во время выдержки при комнатной температуре или при
нагреве в твердом растворе происходят структурные измене-
ния, являющиеся подготовкой к распаду, или наблюдается рас-
пад с выделением интерметаллидов, отличающихся от твер-
дого раствора составом и кристаллической решеткой и отде-
ленных от твердого раствора хотя бы частичной поверхностью
раздела.
207
Рис. 16.1. Структура сплава Д16 после закалки с температуры:
а 530° С, б— 560° С. е — закалка с 505° С-Р старение при 300° С
Во многих закаленных алюминиевых сплавах подготовитель-
ные стадии распада, а иногда и начало распада могут происхо-
дить при комнатной температуре. В значительном количестве
сплавов подготовка к распаду и распад происходят лишь при
нагреве до температуры 100—200° С. Процессы предвыделения
и начальная стадия выделения сопровождаются повышением
прочности и снижением пластичности. Дальнейшее повышение
температуры старения приводит к росту упрочняющей фазы
(рис. 16.1, в) и снижению прочности. Конкретные режимы тер-
мической обработки и получаемые механические свойства для
некоторых алюминиевых сплавов приведены в табл. 16.1.
16.2. ТЕРМИЧЕСКАЯ ОБРАБОТКА МАГНИЕВЫХ СПЛАВОВ
Особенность термической обработки магниевых сплавов —
большие выдержки при нагреве под закалку и старение вследст-
вие невысокой скорости диффузионных процессов. Нагрев под
закалку производится при температуре около 400° С с охлаж-
дением на воздухе или в горячей воде, а старение — при темпе-
ратуре 150—200° С. Образовавшийся после закалки пересы-
Таблица 16.1
Режимы термической обработки алюминиевых сплавов
Сплав Термообработка °в* кгс/ммг °0,2- кгс/мм8 s. %
Д1 Закалка — 505 ± 5° С, естественное старение 49 32 14
Д16 Закалка — 530 ±5° С, естественное старение 54 40 11
AK4-I Закалка—530 ± 5° С, старение при 190 ± ±10°С— 12 — 24 ч 42 28 12
В95 Закалка — 465° С, старение при 120° С—24 ч 60 55 8
АЛ4 Закалка — 535 ± '5° С, старение при 175’ С— 15 ч 26 8 7
208
щенный твердый раствор алюминия в магнии при старении рас-
падается — из него выделяется равновесная '[-фаза. На началь-
ных этапах старения она имеет форму пластин, укрупняющихся
с повышением температуры и увеличением длительности старе-
ния. Наибольшую прочность сплав достигает с момента нача-
ла роста при старении кристаллов -[-фазы.
16.3. ТЕРМИЧЕСКАЯ ОБРАБОТКА ЖАРОПРОЧНЫХ СПЛАВОВ
Жаропрочные сплавы на железной и никелевой основе уп-
рочняются в основном за счет выделения при старении терми-
чески устойчивых интерметаллических соединений, наиболее
часто Nis(Al, Ti), и частично за счет карбидов. Количество
упрочняющей фазы в наиболее жаропрочных сплавах достигает
60%. Температура нагрева под закалку тем выше, чем больше
содержится в сплаве упрочняющих фаз. Например, сплав
ХН77ТЮР (ЭИ437Б), содержащий 10% Ni3 (Ti, Al), нагревается
под закалку до 1080° С, а сплав ЖС6К с содержанием 56%
Ni3(AI, Ti) — до 1220° С. Температура старения также зависит
от степени легпрованности сплава и температурных условий
работы изделия. Охлаждение при закалке производится на
воздухе.
У сплавов с большим содержанием упрочняющей фазы
значительное ее количество успевает выделиться в процессе
охлаждения. Старение осуществляется при температуре 750—
950° С в зависимости от состава сплава. Для улучшения струк-
туры иногда применяют двойную закалку, первую с более вы-
сокой температурой — для наиболее полного растворения уп-
рочняющей фазы, а вторую с более низкой — для получения
более благоприятной формы и характера расположения уп-
рочняющих фаз. Для полноты выделения упрочняющей фазы
может применяться ступенчатое старение, первое с более высо-
кой температурой с целью получения сравнительно крупных
Рис. 16.2. Структура жаропрочных сплавов после
закалки и отпуска:
а — ХН77ТЮР (X 50000); 6— ЖС6К (X 5000)
205
Таблица 16.2
Режимы термической обработки жаропрочных сплавов
Сплав Режим обработки °800’ кг с/мм’
10Х11Н20ТЗР Закалка с 1100—1150° С, воздух, старение 750—
(ЭИ 696) 775 — 15—20 ч 15
ХН77ТЮР Закалка с 1080° С — 8 ч, старение при 750° С — 16 ч 25
(ЭИ 437Б) ХН55ВМТКЮ Закалка с 1220° С — 4 ч при 1050 — 4 ч,
(ЭИ 929) старение при 880°С — 4 ч 45
ЖС6К Закалка с 1210—1220° С, воздух, отжиг при
950 — 4 ч 52
частиц (>200 А) упрочняющей фазы и второе прн более низ-
кой температуре. Наличие достаточно крупных частиц, получен-
ных при более высокой температуре старения, увеличивает ско-
рость распада пересыщенного раствора при более низкой темпе-
ратуре.
Режимы термической обработки некоторых жаропрочных
сплавов приведены в табл. 16.2, типичные структуры — на
рис. 16.2.
16.4. ЗАКАЛКА И СТАРЕНИЕ ТИТАНОВЫХ СПЛАВОВ
800
600
400
С’С
1600
1400
1200
.1000
AL, % (шломн)
10 2030 40 50 60 70 80
20 30 40 50 60 70 во 00 юо
Al % (масс)
Рис. 16.3. Диаграмма состояния титан —
алюминий
Термическая обработка применяется для титановых сплавов
с а + p-структурой. Она состоит нз закалки и последующего
старения. Нагрев производится до температуры с однородной
p-структурой (рис. 16.3), охлаждение — со скоростью, обеспечи-
вающей получение метастабильных фаз р, а'(а"), p-фаза является
переохлажденной высокотемпературной p-фазой, а'-фаза имеет
гексагональную кристал-
лическую решетку такую
же, как а-тнган, и иголь-
чатое строение по струк-
туре (рис. 16.4). Мартен-
ситная а'-фаза не имеет
высокой твердости и проч-
ности. Некоторое повыше-
ние прочности наблюда-
ется с увеличением содер-
жания легирующих эле-
ментов.
При значительном уве-
личении содержания ста-
билизирующих элементов
возможно образование а"-
фазы, которая представля-
ло
Рис, 16.4. Структура
сплава ВТЗ-1:
а — закалка с 850° С; б—
закалка с S5O° С + ста-
вен иё при 400° С
ет собой пересыщенный твердый раствор на основе а"-титана. Струк-
тура имеет характерное игольчатое строение. Кристаллическая
решетка а"-фазы близка к ромбической. Прочность и пластичность
а"-фазы больше, чем а'-фазы. В определенных условиях охлаж-
дения может происходить образование ш-фазы, имеющей гексаго-
нальную кристаллическую решетку н повышенные твердость и
хрупкость. Прн нагреве закаленного сплава происходят фазовые
превращения, связанные с распадом а', а", (3, ш-фаз. а'-фаза может
распадаться с образованием смеси а-н p-фаз для сплавов с изо-
морфными р-титану элементами или по реакции а'-> а -> й -> а +
4-TiX для титановых сплавов с эвтектоидно образующими эле-
ментами. Превращения в а"-фазе можно представить по схеме
а -> а + аобо “ + рнеравп °- + ₽ ИЛИ TiX. Распад ₽- и ш-фаз
происходит последовательно: р -> 0 -р <> + а + р -> а Т iX. В ре-
зультате структурных превращений (рнс. 16.4) изменяются меха-
нические свойства.
Механические свойства титановых сплавов зависят как от
температуры нагрева (рис. 16.5) под закалку, так п от темпе-
ратуры старения (рис. 16.6). Режимы термической обработки и
свойства сплавов приведены в табл. 16.3.
Таблица 16.3
Режимы термической обработки титановых сплавов
Сплав Обработка ав- кгс/мы3 а0»2’ кгс/.мм* %
ВТ6-С Закалка 880—980° С, старе-
ние при 450—500°С по 100 5—7
ВТ14 За калка 870—910° С, старе-
ние при 480—560° С 115—120 100 4—8
ВТЗ-1 Закалка 860—900° С, старе-
ние при 500—620° С 120—130 110 8—10
ВТ22 Закалка 690—750° С, старе-
иие при 480—540° С 140—150 130 7—5
21 Г
Рис. 16.5. Кривые зависимости св, <р,
а„ от температуры закалки сплава ВТЗ-1
Рис. 16.6. Кривые зависимости оВ1 ф> 6 от
температуры отпуска сплава ВТЗ-1
16.5. закалка и старение
СПЛАВОВ НА ОСНОВЕ
ТУГОПЛАВКИХ МЕТАЛЛОВ
В последнее время боль-
шое внимание уделяется
термической обработке
сплавов на основе тугоплав-
ких металлов (ниобия, мо-
либдена и вольфрама). Ту-
гоплавкие сплавы, в частно-
сти на основе ниобия и мо-
либдена, можно подвергать
упрочняющей термической
обработке.
Для системы Nb—С рас-
творимость углерода при
2335° С составляет около
0,03% (по массе), при ком-
натной температуре менее
0,01% (по массе). Для мо-
либдена растворимость угле-
рода при 2200° С составляет
0,02% (по массе).
Переменную раствори-
мость в Nb и Мо имеет ряд
элементов групп VB, IVA
и т. д.
Установлено, что элемен-
ты Ti, Zr, Hf наиболее эф-
фективно влияют на повы-
шение прочностных характе-
ристик сплавов как за счет
упрочнения твердого раство-
ра, так и за счет образова-
ния специальных карбидов,
а в случае молибдена также
интерметаллических фаз в
процессе старения.
Термическая обработка
для ниобиевых и молибдено-
вых сплавов заключается в
закалке на пересыщенный
твердый раствор с последую-
щим старением, способствующим выделению упрочняющей фазы.
Процесс охлаждения сплавон с температуры закалки должен
произнодиться с высокими скоростями для предотвращения рас-
пада твердого раствора, а также препятствующими выделению
212
по границам зерен карбидов
Nb2C для сплавов на основе
Nb и Мо2С — для молибдено-
вых сплавов. Эти карбиды по-
вышают хрупкость сплавов.
Температура и время вы-
держки при нагреве под закал-
ку должны обеспечивать наи-
более полное растворение ле-
гирующих элементов.
Для молибденовых сплавов,
полученных электронно-луче-
вой плавкой с последующим
дуговым переплавом (типа
ВМ2, ВМЗ), оптимальной тем-
пературой закалки является
1900 ± 50° С. Повышение тем-
пературы закалки до 2050—
2100° С хотя и обеспечивает
более полное растворение ле-
гирующих элементов, но резко
ухудшает пластичность спла-
ва. Температура нагрева под
закалку ниобиевых сплавов, за-
калка и старение молибдено-
вых н других сплавов произво-
дятся в вакууме или защитной
атмосфере, поскольку эти спла-
вы активно взаимодействуют
с кислородом воздуха уже при
температуре 550—650° С.
По сравнению с закален-
ным состоянием сплав, под-
вергнутый старению, обладает
значительно большей хрупко-
стью.
Для некоторых ниобиевых
сплавов оптимальная темпера-
тура старения составляет
1100° С илн 0,5 Тлл сплава,
т. е. аналогично оптимальной
температуре старения термо-
упрочняемых цветных ста-
вов, у которых она также со-
ставляет (0,5-=-0,6) Тпп.
Аналогичная картина на-
блюдается и для молибдено-
вых сплавов.
Рис. 16.7. Влияние термической об-
работки на время (т) до разрушения
жаропрочного сплава системы Nb_______
W — Мо — Zr — С (температура испы-
тания 1100° С, напряжение с =
= 25 кгс/мм2):
а — электронно-лучевая плавка; б — дуго-
вая гарписажная плавка; / — горячекова-
ный; 2— отожженный при 1500° С; 3. 5 —
закаленный с f 500° С
момеханической обработки на дли-
тельную прочность молибденового
сплава а (Мо — Tt — Zr—Nb—С):
1 — волочение; 2 — закалка; 3 — закалкаЦ-
+ деформация; 4 — закалка + старение;
5 — -*ькалка 4- деформация 4- старение
213
На рис. 16.7 и 16.8 приведено влияние термической обра-
ботки на механические свойства некоторых сплавов ниобия
и молибдена.
Необходимы дальнейшие теоретические исследования и рас-
ширение применения термической обработки сплавов на основе
тугоплавких металлов.
Рекомендуемая литература: [16], [18], [27], [45], [50, гл. 8 и 9].
Глава 17
ТЕРМОМЕХАНИЧЕСКАЯ ОБРАБОТКА
Под термомеханической обработкой (ТМО) следует пони-
мать совокупность операций, состоящих из нагрева, деформа-
ции и охлаждения (в различной последовательности), в ре-
зультате которых окончательная структура металлического
сплава, а следовательно и его свойств, формируются в усло-
виях повышенной плотности несовершенств строения, создан-
ных пластической деформацией.
В промышленности используются различные виды ТМО.
Наиболее распространены для стали следующие (рис. 17.1, а):
1) низкотемпературная (НТМ.О), которая заключается в
деформации аустенита, переохлажденного ниже температуры
рекристаллизации и критических точек Ai с последующим бы-
стрым охлаждением для получения мартенситной структуры;
2) высокотемпературная (ВТМО), которая состоит из дефор-
мирования аустенита выше критических точек и быстрого ох-
лаждения для фиксирования мартенситной структуры;
Рис. 17.1. Классификационные схемы ГМО:
о —для сталей; б —для стареющих сплавов (Лллл —деформация
214
3) предварительная (ПТМО), заключается в наклепе стали
до термической обработки, последующим быстром нагреве до
аустенитного состояния и закалки. В результате такой обработ-
ки образовавшийся мартенсит наследует тонкую структуру, по-
лученную при предварительной пластической деформации.
Для стареющих сплавов наиболее распространенными схе-
мами ТМО являются следующие (17.1, б):
1) низкотемпературная (НТМО) —состоит из обычной за-
калки, холодной деформации и последующего старения;
2) высокотемпературная (ВТМ.О) —заключается в горячей
деформации, закалке с деформационного нагрева и старения;
3) предварительная термомеханнческая обработка
(ПТМО) —заключается в том, что полуфабрикат, полученный
после горячей деформации в перекристаллизованном состоя-
нии, сохраняет перекристаллизованную структуру и при нагреве
.под закалку с последующим старением. Эффект повышения
прочности в этом случае называют пресс-эффектом.
17.1. ТЕРМОМЕХАНИЧЕСКАЯ ОБРАБОТКА
СТАРЕЮЩИХ СПЛАВОВ
Пластическая деформация является одним из эффективных
факторов, влияющих на кинетику, а в ряде случаев и на ме-
ханизм старения. Ускоряющее влияние пластической деформа-
ции на распад твердых растворов было впервые установлено
С. Т. Конобеевским, который связывал его с увеличением ко-
эффициентов диффузии в деформированных сплавах.
Пластическая деформация перед старением нежелезных
сплавов илн отпуском стали может ускорять образование про-
межуточной фазы н переход ее в стабильную. Возможно непо-
средственное образование стабильной фазы, минуя промежу-
точные. Например, предварительная деформация перед ста-
рением сплавов Си — Ti ускоряет образование промежуточной
а'-фазы при старении и переход ее в стабильную а-фазу.
В то же время при определенных условиях (большой степе-
ни пластической деформации н относительно низкой темпера-
туре старения) пластическая деформация может задерживать
образование зон Г.—П. и промежуточных фаз вследствие за-
крепления примесных атомов возле дислокаций. Может воз-
никнуть состояние неоднородного раствора. Примером может
служить отсутствие выделений е-карбпда при отпуске до
температуры 250° С в предварительно деформированной зака-
ленной стали, а также при старении в закаленных и сильно
деформированных молибденовых сплавах. Интенсификация
процесса распада твердого раствора может быть обусловлена
возрастанием скорости возникновения зародышей. Вследствие
этого увеличивается количество зародышей и повышается сте-
пень дисперсности выделяющихся частиц.
215
Термомеханическая обработка сплавов тугоплавких метал-
лов (ниобия, молибдена, тантала, вольфрама) состоит из за-
калки с высоких температур для получения пересыщенного
твердого раствора, теплой деформации ниже температуры ре-
кристаллизации и последующего старения. Наилучшая струк-
тура после деформации—ячеистая. Образование ячеистой
структуры зависит от определенного соотношения между тем-
пературой и степенью деформации. Обычно температура рас-
пада твердого раствора с образованием интерметаллических
соединений в тугоплавких металлах (молибдена, вольфрама)
довольно высока. При старении процессы предвыделеиия или
образования дисперсных частиц происходят по границам ячеек,
тормозя развитие рекристаллизации. Температура рекристалли-
зации может повыситься при этом на 300—500° С. Следова-
тельно, ТМО сплавов на основе тугоплавких металлов может
существенно повысить жаропрочность по сравнению с закалкой
и старением или только деформацией. В этом случае эффект
повышения жаропрочности связан с косвенным влиянием дис-
персных частиц, сохраняющих наклепанное состояние металла
до высоких температур; Особенно эффективным для повышения
прочности стареющих сплавов является совмещение пласти-
ческой деформации со старением (динамическое старение ДС).
Температура должна подбираться такой, чтобы обеспечить обра-
зование ячеистой структуры и выделение дисперсных фаз.
ВТМО стареющих сплавов состоит из закалки, деформаци-
онного нагрева и последующего старения. При горячей дефор-
мации повышается плотность дислокаций. В зависимости от
условий деформации (температуры, скорости деформации, ско-
рости охлаждения) можно получить перекристаллизованную
структуру с пересыщением твердого раствора атомами легиру-
ющего элемента. Наиболее оптимальной структурой для по-
вышения механических свойств является полигонизованная или
ячеистая структура, полученная в результате горячей деформа-
ции. Сплав с ячеистой структурой подвергают старению ниже
температуры рекристаллизации. Полученные механические свой-
ства выше, чем после закалки и старения.
ВТМО позволяет повысить жаропрочность сплавов, если их
эксплуатировать при температуре ниже температуры рекри-
сталлизации. Поэтому ВТМО применяют для повышения проч-
ности и жаропрочности дисперсионно твердеющих аустенитных
сталей и никелевых сплавов, эксплуатируемых при невысоких
температурах.
17.2. низкотемпературная ТЕРМОМЕХАНИЧЕСКАЯ ОБРАБОТКА (НТМО)
Низкотемпературная термомеханическая обработка конст-
рукционных сталей заключается в нагреве до аустенитного со-
стояния, переохлаждении ее. до области устойчивого’ аустенита
216
(500—350°С), деформации при этой температуре с последую-
щим быстрым охлаждением. После закалки сталь подвергается
отпуску при температуре 200—220° С. Поскольку пластическая
деформация происходит при температуре ниже температуры
рекристаллизацив аустенита, то в нем создается высокая плот-
ность дислокаций и может возникать ячеистая структура. Умень-
шаются размеры зерен и блоков. Возникшая более тонкая
структура наследуется мартенситом. Следствием этого является
одновременное повышение прочности и пластичности стали, по
сравнению со свойствами стали после обычной закалки. Одно-
временное повышение прочности и пластичности при НТМО
отражают повышение сопротивления отрыву. Увеличивается со-
противление распространению трещин. Повышение хрупкой
прочности и сопротивления распространению трешин является
следствием изменения размера зерен и образования ячеистой
структуры, границы которой имеют то же значение, что й
граиипы зерен. Поэтому в формуле Петча-Холла размер зерен
можно заменить размерами ячеек.
Вероятной причиной упрочнения сталей при НТМО являются
изменения дислокационной структуры аустенита при его де-
формации и последующей «передаче» этих изменений мартен-
ситу, а также процессы выделения или перераспределения ато-
мов углеродами карбидов при дополнительном отпуске. Боль-
шое значение имеет повышение хрупкой прочности мартенсита
с уменьшением размера мартенситных кристаллов. Низкотемпе-
ратурная термомеханнческая обработка может применяться для
тех сталей, у которых имеется область устойчивости аустенита
при температуре 500—400° С.
Применение НТМО ограничивается необходимостью приме-
нения больших усилий при деформации и в связи с этим бы-
стрым износом оборудования и инструментов. Наиболее просто
НТМО можно осуществлять при прокатке и штамповке изде-
лий простой формы.
17.3. ТЕРМОМЕХАНИЧЕСКАЯ ОБРАБОТКА СТАЛИ
С ДЕФОРМИРОВАНИЕМ МАРТЕНСИТА
Представляет собой разновидность НТМО — заключается в
деформации стали не перед мартенситным превращением, а
после его окончания. Обычно деформацию производят после
закалки и отпуска средне- и высокоуглероднстых сталей. В ре-
зультате деформирования мартенсита прочность повышается за
счет наклепа н дальнейшего старения при низком отпуске. Проч
ность повышается тем больше, чем выше содержание углерода
(рис. 17.2). Основной причиной повышения прочности в этом
случае является увеличение плотности дислокаций. В низкоот-
пущениой стали, состояшей из пересыщенного раствора углеро-
да (0,25—0,3%) в равновесии с частицами е-карбнда, происхо-
217
Рис. 17.2. Кривые зависимости <т0,2
сплавов железа от степени деформа-
ции X и содержания углерода
дит блокировка вновь образо-
ванных дислокаций. Блокиров-
ка их происходит как за счет
углерода, находящегося'в мар-
тенсите до наклепа, так и за
счет углерода, поступающего
при растворении е-карбида.
Это связано с тем, что энерге-
тически выгоднее расположе-
ние углерода в дефектах крис-
таллической решетки, чем в ви-
де е-карбида. Дополнительная
блокировка дислокаций за счет
углерода растворившихся е-
карбидов при отпуске приво-
дит к повышению предела те-
кучести.
17.4. ВЫСОКОТЕМПЕРАТУРНАЯ
ТЕРМОМЕХАНИЧЕСКАЯ
ОБРАБОТКА СТАЛЕЙ
Высокотемпературная тер-
момеханическая обработка
(ВТМО) состоит из пластиче-
ской деформации стали в ау-
стенитном состоянии и последу-
ющей закалки. Образующееся
при деформации мелкое зерно,
повышенная плотность дислокаций наследуются мартенситной
структурой (или другими продуктами распада аустенита). Это
приводит к повышению механических свойств (сопротивления
отрыву, сопротивления распространению трещин). ВТМО — бо-
лее универсальная обработка и может быть применена для
самых разнообразных металлов и сплавов на существующем
оборудовании. Ограниченность ВТМО состоит в том, что в боль-
шинстве случаев в результате закалки и отпуска сталь имеет
повышенную твердость н не поддается механической обработке
(кроме шлифовки). Поэтому при помощи ВТМО изготавливают
детали сравнительно простой формы.
17.5. ПРЕДВАРИТЕЛЬНАЯ ТЕРМОМЕХАНИЧЕСКАЯ ОБРАБОТКА
Предварительная термомеханическая обработка (ПТМО)
очень перспективна. Детали в виде заготовок подвергаются
вначале пластической деформации, затем высокотемпературно-
му отпуску, механической обработке и последующей закалке
после быстрого нагрева до аустенитного состояния. При ука-
218
занных условиях тонкая структура, возникающая при предва-
рительной пластической деформации, сохраняется и металл,
в конечном счете, приобретает высокую прочность. Сохранение
тонкой структуры, возникающей при пластической деформации,
возможно лишь при скоростном нагреве под отжнг и закалку.
Медленный нагрев и длительная выдержка приводят к огруб-
лению тонкой структуры (снижение плотности дислокаций, уве-
личение размеров блоков, рост зерен аустенита), поэтому сталь
не получает дополнительного упрочнения.
При ПТМО холодная пластическая деформация предшест-
вует термической обработке и по времени может быть отдалена
от последней. Холодной деформации подвергается сталь со
структурой ферритно-карбидной смеси, т. е. в пластическом со-
стоянии. Режим последующей термической обработки подбира-
ется так, чтобы изменения, вызванные в структуре стали
холодным наклепом, были возможно полнее сохранены или опти-
мально видоизменены. Между холодной деформацией и окон-
чательной термической обработкой можно ввести дополнитель-
ную термическую обработку в виде отпуска для облегчения об-
рабатываемости резанием. При холодном деформировании
повышается плотность дислокаций в ферритной матрице. Если
цементит находится в виде пластинок, происходит их дробле-
ние, утонение, уменьшение межпластиночного расстояния, проис-
ходит накопление дефектов внутри пластинок цементита. При
зернистой форме цементита деформация стали не вызывает
изменения их формы, размеров и расстояния между ними. Со-
ответственно этому степень упрочнения при деформировании
и развитии субструктуры значительно больше в стали со струк-
турой пластинчатого цементита, чем в стали со структурой зер-
нистого цементита.
ПТМО стареющих сплавов заключается в том, что сплав,
имеющий после горячей деформации перекристаллизованную
структуру, сохраняет ее и при нагреве под закалку и затем
осуществляется старение. К ПТМО может быть отнесен пресс-
эффект алюминиевых сплавов. Сущность его заключается в
том, что после прессования и закалки заготовок из алюминие-
вых сплавов у них сохраняется перекристаллизованная струк-
тура, закрепляемая дисперсными частицами, выделяющимися
при старении.
17.6. ИСПОЛЬЗОВАНИЕ ТЕПЛА НАГРЕВА
ПРЕДШЕСТВУЮЩИХ ОПЕРАЦИЙ
В последнее время для конечной термической операции за-
калки и улучшения начинает широко использоваться нагрев под
прокатку, ковку и литье. Это стало возможным вследствие уве-
личения точности температурного режима прокатки и ковкп.
Эффективность закалки после прокатного или ковочного нагрева
219
Рис. 17.4. Кривые зависимости вели-
чины зерна и механических свойств
стали 45 от продолжительности вы-
держки между окончанием горячей де-
формации и закалкой
Рис. 17.3. Относительное удлинение и
предел прочности арматуры диаметром
10 мм, термически упрочненной по
двум схемам:
а — сталь Ст. 5 сп; б—35ГС: в—20 ГС;
/ — упрочнение с прокатного нагрева, пре-
рванное охлаждение с самоотпуском; 2 —
упрочнение с отдельного нагрева (закалки)
в воде и последующий отпуск в печи
получается, если закалка следует непосредственно за дефор-
мацией и не успевает произойти собирательная рекристаллиза-
ция. Особенно эффективно ВТМО для малоуглеродистых ста-
лей, применяемых для арматуры (рис. 17.3). Прочность стали
растет с уменьшением выдержки между концом прокатки и
началом интенсивного охлаждения (рис. 17.4), а также с повы-
шением степени и скорости деформации. Возникающие при де-
формации аустенита дефекты наследуются продуктами распада,
металл приобретает мелкое зерно. Возможность осуществления
ВТМО в линиях прокатных цехов связана с применением уста-
новок для интенсивного охлаждения металла и самоотпуска.
Такая термическая обработка обеспечивает получение требуе-
мых механических свойств. Применение термической обработ-
ки к прокатным изделиям позволяет повысить прочность зна-
чительного количества проката, применяемого в прокатанном
состоянии для изготовления различных конструкций. Это дает
возможность экономить сотни тысяч тонн металла.
Рекомендуемая литература: [4], [15], [61], [57].
220
Глава 18
ПОВЕРХНОСТНАЯ ЗАКАЛКА
Под поверхностной закалкой понимают такую закалку, при
которой поверхностные слои закаливаются на некоторую глу-
бину, а сердпевина остается незакаленной. Применяется такая
закалка для изделий, поверхность которых должна обладать
износоустойчивостью.
Детали перед закалкой нагревают так, чтобы поверхностные
слои были нагреты выше точки Ai или А3, а сердцевина-—ниже
точки Л| (рис. 18.1). При быстром охлаждении (выше крити-
ческой скорости) в наружном слое образуется мартенсит, а во
внутренних слоях превращений не происходит. Глубина зака-
ленного слоя зависит от расстояния, на котором температура
нагрева превышает температуру точек А, и А3, и прокаливае-
мое™ стали.
Разность температур между поверхностными и внутренними
слоями металла тем больше, чем выше скорость нагрева и чем
меньше выдержка при нагреве (рис. 18.2). Для поверхностной
закалки применяют стали с содержанием углерода более 0,4%.
при закалке которых можно получить твердость выше HRC 58
и высокое сопротивление износу. Существуют следующие спо-
собы нагрева под поверхностную закалку:
1) в соляных или свинцовых ваннах;
2) газовым пламенем;
3) контактный;
4) в электролите;
5) индукционный токами высокой частоты.
18.1 . НАГРЕВ В РАСПЛАВЛЕННЫХ
СОЛЯНЫХ ВАННАХ
Поверхностная закалка при
нагреве в соляных ваннах за-
ключается в кратковременном
нагреве при 830—860° С и ох-
лаждении в масле для прида-
ния поверхности стали повы-
шенной твердости (HRC 40—
45). Этот метод в основном
применяется для закалки не-
рабочей части сварных инстру-
Рис. 18.1. Кривые изменения темпера,
туры по сечению:
/ — э .момент нагрева; 2 — через какой-то
промежуток времени после окончания на-
грева
221
Рис. 18.2. Кривые изме-
нения температуры по се-
чению во время нагрева
(Ti<“2<'t3 и т. д.):
а — медленного; б — интен-
сивного
тентов (развертки, сверла и т. д.). Рабочая часть их изготавли-
вается из быстрорежущей стали, а нерабочая — из стали 9ХС
или X. Закалке подвергается вначале рабочая часть инструмен-
та с температуры 1200—1280° С, затем с более низкой (830—
860” С) —нерабочая часть. Выдержка при температуре нагрева
нерабочей части должна быть не больше 2—4 мин (в зависимо-
сти от диаметра инструмента), чтобы предотвратить возмож-
ность понижения твердости рабочей части инструмента. Твер-
дость после закалки HRC 40—45. Обычно нагревают в приспо-
соблении одновременно большое количество изделий.
1В.2 . НАГРЕВ ГАЗОВЫМ ПЛАМЕНЕМ
Сущность способа сводится к нагреву поверхности обраба-
тываемой детали газовым пламенем температурой 2400—3200° С.
Благодаря высокой температуре пламени количество тепла, под-
водимое к поверхности, значительно превышает количество теп-
ла, отводимое теплопроводностью в глубь детали. В результате
поверхностный слой быстро нагревается до температуры закал-
ки, в то время как сердцевина детали остается ненагретой.
Последующее быстрое охлаждение (водой) приводит к закалке
поверхностного слоя.
Наиболее эффективно применять газопламенную поверхност-
ную закалку для деталей, которые трудно или невозможно за-
калить другими способами. Особенно этот способ применяется
в металлургической промышленности для закалки прокатных
валков, крупных зубчатых колес, ходовых колес кранов и пр.
Глубина закаленного слоя 3—10 мм. Свойства его зависят
от химического состава стали, состава применяемого газа, рас-
стояния между наконечником горелки и нагреваемой поверхно-
стью, скорости перемещения горелкн или закаливаемой детали,
мощности пламени горелки, расстояния между средней зоной
пламени и охлаждающей струей, температуры охлаждающей
воды.
222
Рнс. 18.3. Схема способов пламенной закалки:
1 — эона нагрева; 2 — эона охлаждения
В качестве горючего материала применяются самые разно-
образные газы. Наилучшим с технологической и экономической
точек зрения является природный. В настоящее время в боль-
шинстве случаев применяют для пламенной закалки ацетилен
(кислородно-ацетилеиовая закалка). Целесообразным во многих
случаях является применение для поверхностного нагрева жид-
кого горючего — керосина.
Для практического применения в промышленности разрабо-
таны различные конструкции наконечников, специальные уста-
новки, отработаны различные технологические приемы и режи-
мы нагрева.
Режим закалки выбирается и корректируется для каждой
детали отдельно. При выборе глубины закаливаемого слоя ру-
ководствуются следующими соображениями:
1) чем больше глубина требуемого слоя, тем ниже произ-
водительность установки;
2) с увеличением глубины слоя увеличивается коробление
детали, а следовательно, и припуски иа шлифовку. Чем меньше
требуемая глубина закаленного слоя, тем интенсивнее произво-
дится нагрев, не допуская перегрева.
Недостатки газовой закалки:
1) пониженная твердость по образующей в месте окончания
нагрева (зона отпуска) или на стыке спиралей;
2) сильный перегрев поверхностных слоев металла;
3) трудность механизации и автоматизации процесса;
4) низкая производительность по сравнению с другими спо-
собами поверхностной закалки.
В зависимости от характера передачи тепла от пламени к
поверхности детали и способа охлаждения существуют четыре
способа поверхностной закалки: стационарный (рис. 18.3, и).
вращательный (рис. 18.3, б), поступательный (рис. 18.3, в),
комбинированный (рис. 18.3, г).
Стационарный способ. При стационарном способе обраба-
тываемая деталь и горелка не движутся. Пламя горелки нагре-
вает только часть поверхности изделия, которую необходимо
закалить. После прогрева до требуемой температуры поверх-
ность быстро охлаждается водой.
223
При вращательном способе горелка стоит неподвижно, а
деталь вращается со скоростью 10—20 м/мин. Деталь под пла-
менем вращается до тех пор, пока поверхность не нагреется до
требуемой температуры, после чего производится охлаждение
водой из специального наконечника. Вращательный способ при-
меняется для закалки тел вращения небольшого диаметра при
незначительной ширине закаливаемой поверхности (шейки ко-
ленчатых валов, папф и пр.).
При вращательном способе горелка и охлаждающее устрой-
ство стоят неподвижно, а закаливаемая деталь медленно вра-
щается в сторону пламени и струи воды, расположенной на
некотором расстоянии от горелки. Этим способом закаляют
тела вращения больших диаметров с различной шириной зака-
ливаемой поверхности (крупные валы, ходовые колеса и пр.).
При поступательном способе горелка и охлаждающее уст-
ройство движутся вдоль закаливаемой поверхности неподвиж-
ной детали. Применяется при закалке деталей, имеющих зна-
чительную длину (направляющие различных станков и машин).
При комбинированном способе горелка с охлаждающим уст-
ройством движется вдоль вращающейся детали по спирали.
Применяется при закалке деталей, имеющих цилиндрическую
форму и значительную длину закаливаемой поверхности (про-
катные валки и пр.).
1В.З . КОНТАКТНЫЙ НАГРЕВ
Контактный нагрев заключается в том, что ток из электри-
ческой сети через понижающий и сварочный 2 трансформаторы
подводится к медным роликам 1 (рис. 18.4), которые, перека-
тываясь по поверхности изделия 3, обычно имеющей вид тела
вращения, нагревают ее. При этом изделие является как бы
сопротивлением, включенным в цепь. Вслед за роликами дви-
жется охлаждающее устройство. В качестве охлаждающей жид-
кости применяется вода.
Для контактного нагрева поверхности используют свароч-
ные трансформаторы мощностью 25—200 кВт. Напряжение 2—•
6 В, плотность тока 500—600 А/мм, ши-
рина роликов 100—10 мм, скорость
движения роликов 5—8 мм/с при глу-
бине закалки 2—3 мм. Ролики прижи-
маются к нагреваемой поверхности си-
лой около 10 кгс на 1 мм ширины ро-
лика. Если необходимо увеличить глу-
бину закалки, снижают скорость дви-
жения роликов.
Медный токонесущий ролик непре-
рывно охлаждается водой до темпера-
туры не выше 450° С.
224
При прохождении тока в несколько ампер через поверхность
раздела электрод — деталь создается высокая плотность тока
порядка сотеи ампер на квадратный миллиметр.
Преимущества этого способа — безопасность работы (на-
пряжение 10—15 В), сравнительно небольшие капитальные за-
траты. Недостатки: неоднородность закаленного слоя, понижен-
ная твердость верхнего слоя.
18.4 . НАГРЕВ В ЭЛЕКТРОЛИТЕ * •*
Нагрев в электролите (рис. 18.5) заключается в том, что
изделие 1 погружают в ваину с электролитом 2 (раствор Na 2СО3,
NaOH, Na2SO4 и др.), через который пропускают постоянный
ток от источника 4 напряжением 200—380 В через анод 5
и изделие /, являющееся катодом. Вокруг него образуется
плотная водородная оболочка 3, которая изолирует изделие от
остальной массы электролита и служит электрическим сопро-
тивлением. Ток, проходя через это сопротивление, быстро на-
гревает поверхность изделия. Охлаждение нагретой поверхно-
сти производится или в электролите после выключения тока,
или погружением детали в воду (масло) или другими спо-
собами.
Этот способ можно отнести также к способам внешнего
нагрева. Преимущество его: простота
и малые капитальные затраты. Недо-
статки: трудность регулирования тем-
пературы. Этот метод закалки внедрен
иа некоторых тракторных заводах
(Алтайском, Харьковском).
1В.5. ИНДУКЦИОННЫЙ НАГРЕВ ••
Сущность индукционного нагрева
заключается в том, что электрический
ток высокой частоты (ТВЧ) подводит-
ся от генератора ВЧ 5 и батареи
конденсаторов 4 к индуктору 1,
чаще всего изготовленному из
медиой трубки, охлаждаемой во-
дой (рис. 18.6). При пропускании
тока через индуктор 1 возникает
магнитное поле 2. Если в это
магнитное поле поместить метал-
лическое изделие 3, то в нем воз-
никнет э. д. с. и ток той же часто-
* Предложен И. 3. Ясногородскпм.
•* Разработан В. П. Вологдиным.
Рис. 18.5. Схема нагрева
в электролите
Рнс. 18.6. Схема нагрева ТВЧ
8 9-477
225
Таблица 18.1
Зависимость глубины проникновения тока от частоты
Частота тона. Гц 50 2000 10 000 100 000 1 000 000
Глубина проникновения тока, мм: при 15° С при 850° С 22 90 0,5 14 0,23 6,5 0,07 2,0 0,02 0,07
Vf’
ты, но обратного направления. Распределение индуктированного
тока по сечению изделия неравномерное. Ток течет в основном
лишь в поверхностном слое (поверхностный эффект).
Глубина 8 проникновения тока в металл зависит от частоты
тока f и физических свойств (р; р.)
8 = 5 • 3 • 104 ]/"Л,
г р/’
где р — удельное сопротивление стали, Ом • см;
р — магнитная проницаемость стали;
f—частота питающего тока, Гц.
Для практических целей пользуются более простой формулой:
при температуре 15° С 8 =
при температуре > 760° С 8 =
Для стали 45 эта зависимость представлена в табл. 18.1.
Глубина проникновения тока зависит также от расстояния
между индуктором и деталью (эффект близости). Сущность
этого явления заключается в том, что в случае системы из
двух проводников, в которых течет переменный ток разного
направления, наибольшая плотность тока будет в местах наи-
более близко расположенных. Поэтому форма индуктора долж-
на согласоваться с формой изделия.
Распределение температуры по сечению стального изделия
при индукционном нагреве зависит от следующих факторов:
глубины проникновения тока в металл, теплопроводности, ско-
рости нагрева, температуры поверхности, размеров и формы
изделия.
Частоту тока для индукционного нагрева изделий выбирают
в зависимости от требуемой глубины закаленного слоя с уче-
том формы и размера нагреваемого изделия. В начале индук-
ционного нагрева тепло выделяется в слое б, равном глубине
проникновения тока в холодный металл. Вследствие наличия
ферромагнитных свойств температура металла в первый период
нагрева (кривая 1 на рис. 18.7) резко возрастает лишь в тон-
ком поверхностном слое. Когда температура поверхностного
слоя металла достигнет точки Кюри (^к), магнитная проницае-
226
rc.
Рис. 18.7. Распределение температуры
по сечению нагреваемого цилиндра:
/ — яачальныП период нагрева; 2 — тем-
пература поверхности достигла точки Кю-
ри *к;
Рис. 18.8. Распределение температуры
по сечению изделия в зависимости от
частоты:
I — поверхностный нагрев током радиочас-
тоты; 2 — глубинный нагрев током звуко-
вой частоты
мость его станет близкой к единице: количество тепла, выде.
ляющегося в этом слое, уменьшается и повышение температу-
ры замедляется (кривая 2). Значительная часть энергии будет
выделяться в более глубоких слоях, еще обладающих ферро-
магнитными свойствами. Глубина проникновения тока увеличи-
вается (кривая 2) до значений, при которых почти вся подво-
димая энергия будет поглощаться в горячем неферромагнит-
иом слое. Эту глубину проникновения тока обычно называют
горячей глубиной проникновения (бк).
Часть тепловой энергии за счет теплопроводности отводится
в глубь изделия. Количество отводимого в глубь металла тепла
тем больше, чем медленнее нагрев. Чтобы обеспечить равно-
мерное распределение температуры в нагреваемом слое и наи-
меньший перегрев поверхности закаливаемого изделия, глуби-
на закаленного слоя должна быть несколько меньше, чем глу-
бина проникновения тока. Такой нагрев наиболее экономичен.
Поэтому соответственно требуемой глубине закалки подбирает-
ся и частота тока. Для получения глубоких закаленных слоев
применяется звуковая частота (кривая 2 на рис. 18.8), для
слоев менее 1,5 мм — радиочастота (кривая /). При нагреве
изделия на большую глубину или при сквозном нагреве ча-
стоту тока необходимо уменьшать. При этом значительная
часть тепла передается изделию теплопроводностью из поверх-
8*
227
Рис. 18.9. Кривые изменения темпе-
ратуры по времени н зависимости от
удельной мощности (нагрев выше точ-
ки Кюри):
/ — при значительном замедления; 2 — без
замедления
ностиых слоев, где оно генери-
руется индукционным методом.
Весь процесс нагрева от
комнатной температуры до
температуры нагрева под за-
калку делится иа два этапа
(рис. 18.9):
1) от комнатной темпера-
туры до точки Кюри (tK);
2) отточки Кюри до температуры закалки (/„).
В зависимости от соотношения скорости нагрева в интерва-
ле до точки Кюри и в области температур выше этой точки
при общем одинаковом времени нагрева до температуры за-
калки время, приходящееся на прохождение температурного
интервала, в котором идет основной процесс образования аусте-
нита, различно. При небольшой скорости нагрева выше tK оно
больше (та), чем при быстром нагреве (т6).
Параметрами индукционного нагрева стали, определяющи-
ми формирование структуры, являются температура закалки и
скорость нагрева в области фазовых превращений.
Для расчета скорости нагрева в том или ином интервале
температур необходимо иметь кривую нагрева, полученную
осциллографированием или построенную упрощенно по време-
ни, необходимому для нагрева до заданной температуры. В ре-
зультате быстрого нагрева аустенит при индукционном нагреве
характеризуется мелким размером зерен, блоков, увеличением
искажений второго рода, большей концентрационной неодно-
родностью, чем при обычном нагреве.
Однако и при этом иагреве возможен перегрев стали, рост
зерна аустенита и при охлаждении соответственно крупно-
игольчатый мартенсит. Выбирают такую температуру нагрева
под закалку, которая обеспечила бы требуемую закалочную
твердость и отсутствие перегрева.
В зависимости от скорости нагрева меняется и оптималь-
ная температура нагрева под закалку. Для практического поль-
зования для многих сталей построены диаграммы преимущест-
венных и допустимых режимов индукционного нагрева (рис.
18.10). Преимущественные и допустимые режимы нагрева
зависят от исходной структуры (рис. 18.11). Пользуясь диа-
граммами, подбирают оптимальные параметры нагрева для
данной стали с учетом необходимой глубины закаленного слоя.
.228
Рис. 18.10. Диаграмма преимуществен-
ных и допустимых режимов индукци-
онной закалки стали ХВГ для зон:
1 — перегрева; П — допустимых режимов;
[II— преимущественных режимов; IV —
неполной закалки
Рис. 18.11. Диаграмма преимуществен-
ных режимов для стали с 0,36% С
с различной исходной структурой;
А — с крупной исходной структурой (балл
I), Б — с мелкой исходной структурой
(балл 8). Обозначения I—IV те же, что
и на рис. 18.10
Особенности строения аустенита, получаемого при индукцион-
ном нагреве (мелкое зерно, концентрационная неоднородность
по углероду и легирующим элементам), приводит к снижению
устойчивости аустенита — сдвигу кривых начала распада на
С-образных диаграммах влево.
Твердость стали после поверхностной закалки зависит от
содержания углерода (кривая 1 на рис. 18.12), как и после
обычной закалки. Кривая распределения твердости по глубине
закаленного слоя представлена иа рис. 18.13. В результате за-
калки в стали возникают остаточные напряжения: в наружном
слое сжимающие, в переходном — растягивающие. Они могут
вызвать образование закалочных трещин. При правильно по-
добранном режиме закалки и отпуска их можно предотвратить.
Для снижения остаточных напряжений и улучшения механи-
ческих свойств после индукционной закалки изделия подверга-
ются низкотемпературному отпуску. Свойства при этом полу-
чаются более высокими, чем после обычных закалки и отпус-
ка. Выгодно применять самоотпуск. Сущность самоотпуска при
индукционной закалке заключается в том, что изделие при
закалке после нагрева в первый момент резко охлаждается
так, чтобы на поверхности изделия образовался слой мартен-
сита нужной глубины, затем охлаждение прекращается и зака-
ленный с поверхности слой подвергается отпуску за счет того
тепла, которое сохранилось в более глубоких слоях пли серд-
229
Рис. 18.12. Графики зависимости твер-
дости закаленной стали от содержания
углерода:
1 — при поверхностной закалке; 2 — диапа-
зон, полученный при обычной закалке; 3 —
для полумартенснтной зоны
Рис. 18.13. Кривые распределения
температуры и по глубине наг-
ретого слоя стали 45 после закалки:
Хк — глубина закаленного слоя, /п— тем-
пература поверхности; / — мартенсит; // —
мартенсит 4* феррит; III — перлит фер-
рит
цевине изделия. Средние и низкие температуры самоотпуска
(200—350° С) достигаются при обычно применяемых режимах
высокочастотного нагрева; самоотпуск на более высокие тем-
пературы требует применения особых режимов нагрева. Режим
самоотпуска подбирается экспериментально при помощи тер-
мощупа для получения заданной твердости. При самоотпуске
наряду с понижением твердости интенсивно снижаются зака-
лочные напряжения тем в большей степени, чем выше темпе-
ратура самоотпуска.
Индукционная закалка повышает механические свойства:
усталостную прочность, износостойкость, уменьшает чувстви-
тельность к надрезам. При зональной закалке участков дета-
лей, наиболее подверженных износу (шейки коленчатых валов),
образуется граница между закаленным и незакаленным участ-
ками. Остаточные напряжения сжатия вблизи границы посте-
пенно снижаются и переходят в растягивающие, максимум
которых расположен в незакаленной зоне на некотором рас-
стоянии от границы (рис. 18.14). Это место имеет пониженную
прочность, поэтому граница между закаленным и незакален-
230
Рис. 18.14. Кривые распре-
деления твердости HRC и ос-
таточных напряжений с/и аос
на поверхности цилиндричес-
кого изделия с местной закал-
кой (сталь 45, диаметр изде-
лия 65 мм; частота тока
8000 Гц)
ным участками не дол-
жна располагаться в
местах концентраторов
напряжений (отвер-
стий, малых радиусов
перехода и т. д.). Охла-
ждение легированных
сталей производится не
душирующим приспо-
соблением, а в отдель-
ном закалочном баке
с соответствующей ох-
лаждающей жидко-
стью. Прн индукционном нагреве изделий со сложной конфигу-
рацией (маломодульные шестерни, валнки со шлицами и т. п.)
в результате действия эффекта близости ток, а следовательно и
температура, распределяются неравномерно. Это приводит к то-
му, что после охлаждения глубина и структура закаленного слоя
по контуру изделия также неравномерны. Может возникнуть как
перегрев, так и иедогрев. Возникают дополнительные напряже-
ния, понижается конструктивная прочность.
Разработанный на автозаводе им. И. А. Лихачева метод
поверхностной закалки при глубинном индукционном иагреве
позволяет избежать этого недостатка.
Особенности поверхностной закалки при глубинном нагреве
следующие:
а) глубина нагрева должна быть больше, чем требуемая
глубина закаленного слоя;
б) применяемая сталь должна иметь меньшую прокалпвае-
мость, чем глубина прогрева, поэтому глубина закаленного слоя
определяется ие глубиной нагретого слоя, а прокалпваемостыо
применяемой стали. При этом переходный слой от закаленной
поверхности к сердцевине состоит из продуктов распада аусте-
нита (троостит и сорбит), соответственно распределение твер-
дости по глубине изделия более плавное, чем при обычной
индукционной поверхностной закалке;
в) скорость нагрева в области фазовых превращений 2—
10° С/с, а время нагрева деталей 2—100 с.
231
18.6. ПОВЕРХНОСТНАЯ ЗАКАЛКА
ГРАФИТИЗИРОВАННОЙ СТАЛИ И ЧУГУНА
Поверхностная закалка графитизированной стали, высоко-
прочного и ковкого чугуна применяется для повышения изно-
состойкости и конструктивной прочности, а серого и белого чу-
гуна — для повышения износостойкости. Оно может осуще-
ствляться нагревом ТВЧ, газовым пламенем, в электролите.
При поверхностной закалке графитизированной стали и чугу-
нов необходимо подбирать температуру и время, обеспечиваю-
щие частичное растворение графита без перегрева. Для по-
верхностной закалки серых чугунов обычно применяют чугуны
с перлитной основой.
Для графитизированной стали в качестве оптимального ре-
жима закалки рекомендуется нагрев со скоростью 200—300° С
до температуры 930—960° С, охлаждение в масле, отпуск при
температуре 180—200° С. Твердость поверхности при этом
HRC 59—62.
При индукционном нагреве высокопрочного чугуна оптималь-
ным является нагрев со скоростью 50° С/с до температуры
1000—1050° С с последующим охлаждением в масле и отпуском
на требуемую твердость.
Поверхностная закалка изделий из ковкого чугуна широко
применяется в промышленности для повышения износостойко-
сти. Нагрев под закалку производится в течение 6—8 с до
температуры L030—1070° С, охлаждение — в воде. Закалка про-
изводится с самоотпуском или после нее производится низко-
температурный отпуск. Применяется также нагрев с длительной
выдержкой при температуре.
Поверхностный нагрев различными способами применяется
и для закалки изделий из отбеленного чугуна для повышения
износостойкости.
Рекомендуемая литерагура: [16], [19], [28]. [70].
Раздел третий
ХИМИКО-ТЕРМИЧЕСКАЯ ОБРАБОТКА МЕТАЛЛОВ
Химико-термическая обработка металлов и сплавов заклю-
чается в иагреве и выдержке их при высокой температуре в
активных средах, в результате чего изменяются химический
состав, структура и свойства поверхностных слоев металлов и
сплавов. Для создания такой среды используют твердые,
жидкие и газообразные вещества, химический состав н свой-
ства которых определяют изменение химического состава по-
верхностных слоев обрабатываемого металла. В промышленно-
сти широко применяют насыщение углеродом, азотом, совме-
стное насыщение азотом и углеродом, хромом, алюминием. Все
шире применяют насыщение бором, кремнием, вольфрамом, а
также совместное насыщение несколькими элементами.
Химико-термической обработке подвергаются самые различ-
ные металлы и сплавы для придания им специальных свойств:
усталостной прочности, износо-, коррозие- и жаростойкости и
пр. За счет применения химико-термической обработки дефи-
цитные металлы можно заменять на более дешевые, легируя
соответствующим образом их поверхность. Хнмнко термическая
обработка применяется для тугоплавких металлов, металлоке-
рамических конструкционных материалов и твердых сплавов.
Ведутся работы по разработке агрегатов для этой обработки.
Продолжаются теоретические и экспериментальные исследова-
ния для создания научных основ управления процессами, про-
исходящими при химико-термической обработке.
Химико-термическая обработка состоит из следующих ста-
дий:
1) образование активных веществ в окружающей среде или
отдельном реакционном объеме
2) транспортировка веществ к поверхности металла, если
они возникли в стороне от поверхности насыщаемого металла:
3) абсорбция активных атомов или молекул поверхностью
металла;
4) отвод продуктов реакции в окружающее пространство;
5) диффузия.
Образование веществ в простейших случаях происходит по
следующим реакциям;
233
обмена
СгСЬ + Fe = FeCl2 + Сг; (19-1)
восстановления
. Ва20з + 6Na = 3Na2O + 2Ва; (19.2)
термическое разложение а) диссоциации
2NH3 = 2N + 6Н; (19.3)
СН4 = С + 4Н; (19-4)
б) диспропорционирования
2СО = С + СО2; (19.5)
ЗА1С1 = А1С1з + 2А1. (19.6)
Абсорбционный процесс может включать простую физиче-
скую абсорбцию, при которой полнатомиый абсорбционный
слой на всей поверхности изделия или в ее активных участках
образуется вследствие действия ваи-дер-ваальсовых сил притя-
жения. Возможна химсорбция с возиикновеиием сильных хими-
ческих связей между абсорбированными атомами и атомами
металлической поверхности.
Условием абсорбции является наличие растворимости и об-
разование химического соединения. Имеются две точки зрения
на первичные образования. По первой вначале образуется хи-
мическое соединение, а затем идут процессы растворения и
диффузии, по второй вначале происходит растворение абсорби-
рующих атомов, а затем возможно образование химического
соединения. Экспериментально наблюдается второй случай.
Глава 19
ОБЩИЕ ЗАКОНОМЕРНОСТИ
ДИФФУЗИОННЫХ ПРОЦЕССОВ
19.1. МЕХАНИЗМ ДИФФУЗИИ
Вследствие наличия абсорбированных атомов на поверхно-
сти металла возникает диффузия их вглубь. Причиной диффу-
зионного перемещения является градиент химического потен-
циала, возникающий между поверхностью и внутренними слоя-
ми металла. Путь х диффузии пропорционален корню квадрат-
ному из числа перескоков и:
х2 = п или х = п,
т. е. корню квадратному из времени t (19.7)
x~^'rDt,
где D — коэффициент диффузии.
234
В твердых растворах замещения основным механизмом диф-
фузии является вакаисионный. В твердых растворах внедрения
при малых размерах примесных атомов диффузия проходит по
междуузлиям.
Результирующий поток атомов выражается первым законом
диффузии А. Фика.
Зависимость коэффициента диффузии D от температуры выра-
жается формулой
__0_
D = Doe «Л (19.8)
где Do — экспериментальная постоянная;
Q — энергия активации, кал/моль;
R = 1,987 кал/(моль • К) — газовая постоянная.
Диффузионный поток атомов элемента зависит не от гра-
диента концентрации, а от градиента химического потенциала.
Градиент химического потенциала определяет направление диф-
фузии. Поскольку химический потенциал вещества в растворе
определяет его термодинамическую активность, то можно счи-
тать, что диффузия происходит в направлении уменьшения тер-
модинамической активности. Например, при диффузионном от-
жиге двух сваренных пластин с одинаковым содержанием угле-
рода, но с различным содержанием легирующих элементов
(кремния, марганца, хрома) диффузия углерода происходит в
сторону пластины с меньшим содержанием кремния и с боль-
шим содержанием марганца и хрома. Следовательно, легирую-
щие элементы могут изменять термодинамическую активность
углерода. В рассмотренном случае кремний повышает термоди-
намическую активность углерода, а хром и марганец —- пони-
жают.
На коэффициент диффузии элементов в твердом растворе
могут влиять такие факторы:
1) энергия активации диффузии; меньше для небольших
атомов внедрения, чем для больших атомов замещения. Напри-
мер, энергия активации диффузии углерода в железе Q =
= 135,7 кДж/г-атом (32400 кал/г-атом), а при диффузии хрома
или алюминия в железе около 250,8 кДж/г-атом (60 000 кал/г-
атом);
2) энергия активации меньше для диффузии в металле ра-
створителя с более низкой температурой плавления;
3) энергия активации меньше для диффузии в решетке с
меньшим атомным коэффициентом упаковки;
4) коэффициент диффузии зависит также от концентрации;
5) коэффициент диффузии по границам зерен больше, чем
по телу зерна.
На диффузию влияет деформация. Ускорение диффузии при
деформации наблюдается главным образом по плоскости сдви-
га и границам зерен. При наличии неоднородного напряжеино-
235
©т поверхности, см
го состояния, как было показано С. Т. Конобеевским, атомы с
большим радиусом стремятся переместиться в растянутые об-
ласти, а атомы с меньшим радиусом — в сжатые. Такое явле-
ние называется восходящей диффузией (1.2).
Восходящая диффузия может наблюдаться и при образовании
новой, более устойчивой термодинамической фазы. Например, в
стали происходит диффузия углерода к карбидам. В любой точке
диффузионной зоны в данный момент времени скорость измене-
de -
ния концентрации во времени согласно второму закону Фика
связана со второй производной радигента концентрации:
Это выражение относится к одномерной диффузии. Рассмот-
рим случай бесконечного источника при полубесконечной пла-
стине (рис. 19.1). В этом случае исходная концентрация на
поверхности постоянна. Атомы диффундируют в пластину, ко-
торая вправо распространяется до бесконечности.
Решение уравнения (19.10) для этого случая имеет вид:
|1в-">
где сп — концентрация на поверхности пластин;
со — исходная концентрация в пластине;
сх — концентрация на расстоянии х от поверхности.
Величина Irf Л— = lrf(z) представляет собой функцию оши-
бок Гаусса, значение которой находят по специальным таблицам.
Пример. Науглероживание стальной пластины с 0,1% С в газовой сре-
де при температуре 1000° С при условии, что концентрация углерода на
поверхности пластины поддерживается постоянной (0,93% по массе). При-
мем коэффициент диффузии углерода в аустените при 1000° С D = 0,31 X
X Ю”6 см2/с. Время выдержки 10 и 100 мин. Составим таблицу значений
и построим по ним график (табл. 19.2 и рис. 19.2).
'п
236
Таблица 19.2
X, см г f (Z) сх=с — (г„ -с„)
10 мин /57 = 0,0137
0,0548 ( = 4/57) 2,0 0,995 0,104 % по массе
0,0274 (=2/01) 1.0 0,843 0,23
0,0137 (=/О0 0,5 0,521 0,50
0 (=0) 0,0 0,100 0,93
t = 100 мин /Й7 = 0,0431
0,20 2,32 1,0 0,10
0,10 1,16 0,894 0,19
0,05 0,58 0,582 0,45
0 ' 0 0,00 0.43
Кроме диффузии элемента в одном направлении наблюдается
взаимная диффузия, состоящая в одновременной диффузии А в В
и В в А (рис. 19.3, а). Для такой диффузионной пары уравнение
имеет вид:
с х Сср
где Сер—среднее значение Ci н с?.
Обе кривые изменения концентрации симметричны относительно
сСр, если Da=Db- Если Da>Db, то атомы А легче переме-
щаются в одном направлении, чем атомы В в противоположном.
Кривые концентрации нарушаются относительно сср (рис. 19.3,6).
Рассмотрим это явление на примере системы медь — латунь. На
исходной поверхности системы медь-—латунь устанавливаются
реперы Мо из молибденовой проволоки. Поскольку DZn > Dcu,
то число атомов цинка, движущихся направо (в медь), превышает
число атомов меди, движущихся на-
лево (латунь). Возникает результи-
рующий поток атомов, направлен-
ных вправо за линию реперов. Эти
избыточные атомы вызывают соот-
ветствующее смещение влево кристал-
лических плоскостей с реперами как
единого целого. Это явление назы-
вают эффектом Киркендалла.
ко
so
о
Рис. 19.3. Эффект Киркендалла:
д — оба элемента имеют одинаковый коэффициент
днффузки; б — один элемент имеет больший коэф-
фициент диффузии
100
50
О
___Си
гп
Си_
Со
Ко
Си
Расстояние
t
237
Рис. 19.4. Атомная (а) и реактивная
(б) диффузии: х — расстояние от по-
верхности
19.2. КИНЕТИКА ОБРАЗОВАНИЯ
ДИФФУЗИОННЫХ СЛОЕВ
Различают диффузию двух
видов: атомную и реактивную.
Прн атомной диффузии не
происходит образование новых
фаз в процессе самой диффу-
зии. Перемещение атомов диф-
фундирующего вещества совер-
шается в одной и той же фазе
(твердом растворе) до предель-
ной растворимости в поверх-
ностном слое и плавным понижением по мере удаления от по-
верхности в глубь металла (рис. 19.4, о).
При реактивной диффузии на поверхности металла может
возникать одна или несколько новых фаз, отличных по кри-
сталлическому строению от исходного твердого раствора (рис.
19.4,6). В этом случае диффузия происходит внутри различных
фаз. Распределение концентрации внедряемого элемента про-
исходит по сечению диффузионной зоны. При этом для диф-
фузии внедряемого элемента характерно наличие скачков кон-
центрации, которые наблюдаются в местах перехода от одной
фазы к другой (рис. 19.4,6). Строение слоев и скорость хими-
ко-термической обработки зависит от количественного соотно-
шения всех стадий. При достаточно активной абсорбции и
высокой скорости диффузии на поверхности металла образует-
ся твердый раствор предельной концентрации ст с плавным
понижением концентрации в глубь насыщаемого металла или
сплава (кривая 1 на рис. 19.5,6). При недостаточно энерге-
тичной абсорбции и сравнительно высокой скорости диффузии
Рис. 19.5. Изменение концентрации в диффузионном слое:
а _ диа-рамма состояния металла (А — насыщающий компонент Бу, б — графики измене-
ния концентрации по глубине слоя; 1 — начальный момент; 2 — скорость диффузии боль-
ше скорости абсорбции; 3 — скорость диффузии меньше скорости абсорбции, х — рассто-
яние от поверхности.
238
Рис. 19-6. Изменение концентрации в диффузионном слое при образовании
нескольких химических соединений в двухкомпонеитиом сплаве:
а —диаграмма состояния металла (Л — насыщающий компонент В); б—графики нзые'
нения концентрации по глубине слоя (х — расстояние от поверхности)
концентрация компонента В на поверхности соответствует точ-
ке Ci, а распределение компонента кривой 2 на рнс. 19.5,6.
Если абсорбция идет интенсивно, а скорость диффузии недо-
статочна для быстрого отвода атомов компонента В в глубь
металла, то на поверхности возникает избыток атомов В сверх
концентрации ст. Может образоваться слой химического сое-
динения (кривая 3 на рис. 19.5, 6).
В двухкомпонентной системе (рис. 1J9.5, а, 19.6, о) диффузия
может происходить при условии наличия двух степеней свобо-
ды, т. е. только при однофазном состоянии. Если структура
состоит из двух фаз, состав их строго соответствует предель-
ной концентрации для данной температуры и изменяться не
может. Поэтому химический состав различных зон изменяется
скачкообразно (рис. 19.6,6). В трехкомпонентной системе из-
менение состава фаз возможно н при наличии двух фаз, так
как в этом случае сохраняется две степени свободы. В четы-
рехкомпонентных сплавах диффузионные процессы возможны
и при наличии трех фаз. Конкретные случаи будут рассмотре-
ны ниже. Строение диффузионного слоя зависит от многих фак-
торов: состава сплава, температуры и выдержки, состава ак-
тивной среды и скорости охлаждения. В двухкомпонеитных
сплавах в зависимости от количества химических соединений,
образующихся между основными компонентами, диффузионный
слой может состоять нз двух или нескольких зон, представляю-
щих собой химическое соединение и переходный слой — твер-
дый раствор.
Возможность образования нескольких фаз, находящихся в
равновесии между собой и внешнем средой, в многокомпонеит-
239
Рис. 1,9.7. Горизонтальный разрез
тройной диаграммы состояния железо—
хром--углерод при температуре 950° С
но увеличиваться. Когда она
ных сплавах показана А. А. По-
повым на примере цементации
для системы железо — хром —
углерод.
На рис. 19.7 приведен гори-
зонтальный разрез тройной
диаграммы железо — хром —
углерод при температуре 950°С.
Из этой диаграммы следует,
что если сплав, содержащий
2% Сг, подвергнуть науглеро-
живанию (такое содержание
хрома имеют некоторые цемен-
туемые стали), то концентра-
ция углерода будет непрерыв-
достигнет предельной раство-
римости (точка 7), на поверхности стали появится карбид
(Fe, Сг)3С (точка 2), который будет существовать вместе
с аустенитом. При дальнейшем науглероживании состав фаз
изменяется — содержание углерода в аустените увеличивается
(от точки 1 к точке 6), а в карбиде — уменьшается (от точки
2 к точке 7). Содержание хрома уменьшается в обеих фазах.
Для любого состава, получающегося при науглероживании,
можно определить состав фаз по точкам пересечения канод
(1—2, 4—5, 6—7) с линиями разреза тройной диаграммы. На-
пример, при составе стали, соответствующем точке 3, состав
аустенита определяется точкой 4, а состав карбида—точкой 5.
По мере увеличения содержания углерода в стали количество
карбидов увеличивается, а количество аустенита уменьшается.
Когда содержание углерода соответствует точке 7, на поверх-
ности стали остается только одна фаза — карбид (Fe, Сг)зС.
Так, если при цементации содержание углерода на поверх-
ности увеличивается свыше предела его растворимости в аусте-
ните до образования карбидов, то продолжается диффузия его
в более глубоко лежащие слои, в которых будут образовывать-
ся новые карбиды, близкие по составу к точке 2, и т. д. Таким
образом, будет расти двухфазный аустенитно-карбиднын слой.
В то же время на основании имеющегося теоретического и
экспериментального материала можно считать, что в большин-
стве случаев формирование диффузионного слоя происходит не
последовательно (по мере возрастания концентрации диффун-
дирующего элемента), а прерывисто и начинается с образова-
ния фазы среднего или высшего состава с последующим фор-
мированием низшего состава. На основании этого считают, что
попытки определения фазового состава диффузионного слоя с
помощью диаграмм состояния несостоятельны.
Строение фазового слоя зависит от соотношения скорости
абсорбции и диффузии диффундирующего элемента. Скорость
240
их в значительной степени определяется температурой. Состав
и ширина зон зависят от времени процесса. Структура диффу-
зионной зоны может претерпевать изменения в процессе охлаж-
дения. Быстрое охлаждение фиксирует высокотемпературное
состояние фаз (при отсутствии полиморфных превращений).
При медленном охлаждении вследствие изменения раствори-
мости могут выделяться дополнительные фазы. Большое зна-
чение для протекания поверхностных реакций при химико-тер-
мической обработке имеет скорость подвода и отвода продук-
тов реакции. У поверхности насыщаемого металла в результа-
те десорбции образуется область повышенной концентрации
продуктов взаимодействия активных агентов и продуктов реак-
ции. Возникают газообразные барьеры из продуктов реакции
на поверхности металла и на поверхности насыщающего эле-
мента (повышенная концентрация активных агентов). Эти ба-
рьеры, вероятно, снижают длину свободного пробега активных
атомов и затрудняют доступ их в зону реакции. За счет устра-
нения концентрационных барьеров можно повысить скорость
химико-термической обработки. Примером может служить ин-
тенсификация процесса цементации вследствие увеличения ско-
рости газового потока, применения кипящего слоя.
Подбор рационального состава насыщающей среды прово-
дится эмпирически. Г. В. Самсоновым сделаны попытки научно
обосновать требования к насыщающей среде и предугадать ход
процесса насыщения. Для этого необходимо знать значения
теплоты хемсорбцин и десорбции насыщающих веществ и про-
дуктов реакции; характер изменения этих значений с увеличе-
нием степени заполнения поверхности, энергии активации хем-
сорбцнн вещества и другие константы, которые еще неизвест-
ны. Состав среды должен быть таким, чтобы атомы насыщаю-
щего компонента имели высокую теплоту хемсорбцни и прочно
абсорбировались на поверхности. В то же время продукты
реакции должны иметь низкую теплоту абсорбции. Таким обра-
зом, правильно подобранные активаторы существенно влияют
на интенсивность процесса насыщения и диффузии (изменением
концентрации насыщающего элемента на поверхности металла).
Активаторы процесса химико-термической обработки должны
ускорять доставку насыщающего элемента к изделию образо-
ванием газовой фазы, разлагаться и испаряться при нагреве
и вытеснять воздух из объема, в котором проводится насыще-
ние; приводить к удалению окисных пленок на насыщаемом
металле. Однако применение активаторов дает эффект только
в начальной стадии, а в последующих стадиях этот эффект
снижается, так как активаторы не влияют на скорость диффу-
зии элементов в металле.
211
19.3. МЕТОДЫ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ
Для ускорения процессов химико-термической обработки
перспективно применение электрического тока (электро-химико-
термическая обработка ЭХТО): метод тлеющего разряда, метод
цементации с применением ТВЧ, ТПЧ и электроконтактного
нагрева.
Это позволяет повысить скорость процессов химико-терми-
ческой обработки, во много раз сократить время (часто до
нескольких минут). Применение ЭХТО позволяет управлять
структурой диффузионного слоя, повышать его пластичность и
работоспособность. По методу тлеющего разряда электрический
ток пропускается через слой частиц проводящих материалов,
-находящихся в недосжиженном состоянии, и изделие. Приме-
нение тлеющего разряда, например при азотировании, приво-
дит к расщеплению молекулы азота. Образовавшиеся атомы
азота абсорбируются поверхностью стали. Метод тлеющего
разряда в небольшом размере применяется на практике и при
других видах насыщения. Возникновение тлеющего разряда
происходит при включении тока высокого напряжения (900—
П00 В) между изделиями, которые служат катодом и крышкой
(анодом). При этом в контейнере, где находятся изделия, под-
держивается низкое давление (I—Ю мм рт. ст.). При исполь-
зовании тлеющего разряда интенсифицируются химические
-реакции в окружающей среде, ускоряются процессы абсорбции,
хемсорбции, диффузии, изменяются активность и структурное
состояние поверхностных слоев металла.
Для диффузионного насышения металлов и сплавов приме-
няют порошковый (твердофазный), жидкий (жидкофазный),
безэлектролизный, электролизный, газовый (газофазный) мето-
ды. Разрабатывают также вакуумный, гальвано-диффузионный,
шликерный методы (из паст и суспензий) в кипящем или ви-
брокипящем слое, в тлеющем разряде и другие методы насы-
щения.
При твердофазном насыщении могут протекать два про-
цесса: а) образование и доставка (перенос) активных атомов,
насыщающих элементов через газовую фазу, заполняющую все
зазоры между частицами порошковой смеси; б) твердофазная
.диффузия в местах контакта (плотного соприкосновения) ча-
стиц порошковой смеси с насыщаемым металлом.. Эффект на-
сыщения зависит от размера частиц насыщающей порошковой
смеси и активатора процесса. Скорость насыщения зависит от
площади контактной поверхности взаимодействующих состав-
ляющих смеси и растет с повышением ее. Толщина слоя уве-
личивается с уменьшением размеров зерна. Однако, вероятно,
значение твердофазной диффузии при насыщении в порошко-
вых смесях мало.
Перспективным методом диффузионного насыщения, осо-
:242
бенно многокомпонентного, является электронно-лучевое напы-
ление с последующим диффузионным отжигом. Предваритель-
но изготавливаются заготовки из материала, имеющего в своем
составе требуемые для насыщения элементы, затем при помощи
электронной пушки напыляют на деталь слой, состоящий из;
требуемых компонентов. Деталь с напыленным слоем отжигают
для получения заданной глубины слоя.
Рекомендуемая литература: [8, гл. 3], (22, гл. 9], (54].
Глава 20
ЦЕМЕНТАЦИЯ СТАЛИ
Цементацией называют процесс насыщения поверхности ста-
ли углеродом для получения высок^и^" поверхностной твердости,,
износостойкости и усталостной прочности. Цементацию приме-
няют в основном для получения науглероженного слоя толщи-
ной 0,6—2,5 мм и значительно реже — толщиной более 2,5 мм.
Для этого обогащают углеродом поверхностный слой низко-
углеродистой стали доэвтектоидиой или заэвтектоидной кон-
центрации и выполняют последующую термическую обработку.
Цементация осуществляется в твердых, жидких и газообразных,
средах, содержащих углерод; углеродосодержащие среды назы-
вают карбюризаторами. Цементация — наиболее древний и один
из самых распространенных методов химико-термической обра-
ботки, применяемых в самых разнообразных отраслях промыш-
ленности. В настоящее время в массовом производстве приме-
няется в основном газовая цементация, в мелкосерийном и
индивидуальном — цементация в твердом карбюризаторе, ма-
ло — в жидких средах и пастах.
Науглероживание осуществляется диффузней, обусловлен-
ной высокой растворимостью углерода в т'-железе. Цементация
углеродом происходит в основном из газов (СО, СН4 и пр.),
образующихся из твердого, жидкого карбюризаторов, а также
нз специально вводимого в рабочее пространство газа.
Скорость процесса цементации и химический состав слоя
зависит также от растворимости и коэффициента диффузии
углерода. Оба элемента определяются действием нескольких
факторов: температурой и временем процесса, структурным со-
стоянием сплава, химическим составом стали. Коэффициент
диффузии углерода можно повысить воздействием пластиче-
ской деформации выше температуры области динамического
старения.
Ускорение диффузии происходит вследствие взаимодействия
атомов углерода с генерируемыми и быстродвижущимпся в
очаге деформации дислокациями, а также возникающими избы-
точными вакансиями и комплексами вакансия — атом углерода.
243
"Рис. 20.1. Условия равновесия смесей СО2 и СО со
сталями с различным содержанием углерода
В результате цементации концентрация углерода в поверхност-
ном слое составляет 0,8—1,3%. Равновесие газов СО и СО2
с железом и его окислами показано на рис. 20.1. Кривая 1
(изобара реакции при давлении, равном 1 ат) соответствует
равновесным составам газовой смеси, которые устанавливают-
ся по реакции 2СО = СО2 + С, если железо насыщено углеро-
.дом или углерод имеется в виде графита.
Константа равновесия
л = £со^с, (20.1)
рсо
•где Рсос — парциальное давление СО2;
Рсо — парциальное давление СО; ас — активность углерода,
растворенного в железе (углеродный потенциал).
При насыщенном состоянии железа углеродом активность его
равна единице (ас = 1), поэтому
При содержании СО больше равновесного будет идти науг-
лероживание. При содержании СО меньше равновесного про-
исходит обезуглероживание. С повышением температуры рав-
новесное содержание СО в газовой среде увеличивается. При
концентрации углерода в a-железе меньше предела насыщения
активность углерода, растворенного в железе, меньше едини-
цы. На рис. 20.1 изображены изобары равновесия для железа
с содержанием углерода 0,5; 0,4; 0,2; 0,1; 0,05.
При образовании Fe3C активность углерода больше еди-
ницы
РСО,«с(1?еЗ<-)
ГСО
244
Для сохранения' К постоянным при определенной температуре
при условии ас (Fe3C) > 1 необходимо увеличить содержание СО
и уменьшить содержание СО2, поэтому кривая равновесия для
этого случая лежит левее кривой 1. Источником образования
газовой среды в твердом карбюризаторе является взаимодействие
воздуха, имеющегося в цементационном ящике, с углеродом
древесного угля, в результате чего образуются газы СО и СО2.
При повышении температуры реакция
СО2 + С^2СО
сдвигается вправо.
У поверхности стали окнсь углерода диссоциирует по урав-
нению 2COj=tCO2 4-С. При этом углерод в атомарном состоянии
абсорбируется поверхностью железа. При наличии в твердом
карбюризаторе углекислых солей ПагСОз, Ва2СО3 могут проис-
ходить реакции:
Na2CO3 = Na2O + СО2; (20.1)
СО2+С = 2СО:
ВаСОз = ВаО + СО2, (20.3)
СО2 + С = 2СО,
т. е. углекислые соли являются дополнительным источником
углекислого газа, в результате чего процесс цементации акти-
визируется. Исследования показывают, что эффективным явля-
ется также наличие ВаО. Это можно объяснить тем, что окиси
бария, натрия и других элементов являются дополнительными
поставщиками кислорода, вследствие чего в результате реакции
между углеродом и кислородом создается более высокая кон-
центрация окиси углерода в цементирующем газе Для равно-
весных соотношений это означает, что под действием активизи-
рующих средств, связывающих углекислоту, кривая равнове-
сия 1 сдвигается влево—в сторону более высокого содержания
окиси углерода. В качестве карбюризатора при газовой цемен-
тации используют различные газы (природный, светильный, ге-
нераторный и др.), а также газы, получаемые прн разложении
жидкостей (синтпн, керосин, бензол, нитробензол, триэталамин
н др.), подаваемых или в шахтные муфельные печи, или в печи
непрерывного действия.
Цементующими газами являются окись углерода и предель-
ные и непредельные углеводороды. При разложении их образу-
ется атомарный углерод:
2СО СО2 + С;
С„Н2п 2пН + пС; (20.4)
СпН2п+2 -э- (2„ + 2) Н + пС. .(20.5)
Рис. 20.2. Условия равновесия при
цементации метана со сталями с раз-
личным содержанием углерода
Рис. 20.3. Кривые зависимости состава
газа и углеродного потенциала атмос-
феры ас от количества сырого природ-
ного газа при 950° С
Наибольшее применение для цементации получили метан,
этан, пропан, получаемые либо в виде газа, либо при разло-
жении жидкостей. Метан является более активной средой, чем
окись углерода. На рис. 20.2 показаны кривые равновесия меж-
ду метаном, водородом, железом и углеродом.
Константа равновесия системы СН4 = С 4- 2Нг:
Р2Н ас
К = -75^' (20.6)
нсн.
где Рн, и Рен, — парциальные давления газов;
ас— активность углерода, растворенного в железе
(углеродный потенциал).
При ас < 1 равновесный состав газовой фазы изменяется в
сторону увеличения водорода и уменьшения метана. Правее
кривых равновесия происходит цементация, левее — обезугле-
роживание.
Из уравнений (20.1) и (20.6) следует, что для получения
определенного насыщения железа углеродом (для регулирования
углеродного потенциала ас) необходимо подбирать соответствую-
СО2 Н,
щее соотношение газов и ргг (рис. 20.3).
kjd VjJTI 4
Углеродный потенциал (активность углерода) регулируют
прямыми и косвенными методами. Прямой метод основан на
измерении какого-либо параметра стали, зависящего от содер-
жания углерода (электросопротивления, длины и пр.), при кос-
венном регулируют состав газовой среды (по точке росы).
После медленного охлаждения цементованный слой состоит
из трех зон: заэвтектоидной с содержанием углерода более
246
Рис. 20.4. Строение цементованного слоя (а) и кривые распределения углерода
по глубине слоя (б)
0,8—0,7%, эвтектоидной с содержанием углерода 0,8—0,7% и
доэвтектоидной с содержанием углерода менее 0,7% (рнс. 20.4).
Содержание углерода, глубина цементованного слоя, ширина
зон и форма распределения цементита в цементованном слое
(рис. 20.5) зависят от различных факторов: химического со-
става стали; температуры и времени цементации; состава кар-
бюризатора (твердого и газового).
Рис. 20.5. Структура цементованного слоя стали после медленного охлаждения:
а—10; 6—12ХНЗА; «— IBX2H4A
247
20.1. ВЛИЯНИЕ ЛЕГИРУЮЩИХ ЭЛЕМЕНТОВ
И ПРИМЕСЕЙ НА ПРОЦЕСС ЦЕМЕНТАЦИИ
Легирующие элементы влияют на термодинамический потен-
циал углерода, а тем самым на скорость цементации, концен-
трацию углерода в слое (рис. 20.6). Они влияют также на фор-
му и характер выделения карбидов, склонность зерна к росту,
количество остаточного аустенита. В последнее время большое
значение придается прокаливаемости и теплостойкости цемен-
тованного слоя.
Никель, кремний, алюминий, медь понижают термодинами-
ческую активность углерода и вследствие этого снижают ско-
рость цементации, способствуют снижению концентрации угле-
рода в слое. Никель понижает критическую скорость закалки,
снижает точку мартенситного превращения, что приводит к уве-
личению количества остаточного аустенита. Никель — единст-
венный элемент, который повышает хрупкую прочность цемен-
тованного слоя.
Марганец слабо влияет на концентрацию углерода в слое,
повышает термодинамический потенциал углерода, а следова-
тельно, и скорость цементации, снижает критическую скорость,
закалки, увеличивает прокаливаемость цементованного слоя.
Он препятствует образованию абнормальной структуры и спо-
собствует стабилизации цементитной сетки при охлаждении ста-
ли после цементации.
Хром повышает термодинамическую активность углерода,
способствует повышению скорости цементации, интенсивно по-
вышает концентрацию углерода
в цементованном слое, снижает
критическую скорость закалки и
увеличивает прокаливаемость. Он
препятствует образованию абнор-
мальной структуры и способству-
ет стабилизации цементита прн
охлаждении, несколько повышает
теплостойкость.
Вольфрам, молибден и вана-
дий повышают концентрацию
углерода в цементованном слое,
но менее интенсивно, чем хром,
уменьшают склонность зерна к
росту, повышают теплостойкость
рис. 20.6. Кривые зависимости1 содержа-
ния углерода от глубины цементованного
слоя иизкоуглеродистой стали:
1—без легирующих элементов; 2—1.19Мл;
3 —0,83 W; 4—1.04% Мо: 5-1.26% Сг; 6 -
4.4% N1: 7 - 1% S1
248
щементованного слоя. Вольфрам и особенно молибден в со-
четании с никелем интенсивно снижают критическую ско-
рость закалки, увеличивают прокаливаемость, благоприятст-
вуют образованию абнормальной структуры и сфероидизации
цементитной сетки при охлаждении. Количество остаточного
аустенита в цементованном слое зависит от содержания леги-
рующих элементов и температуры цементации. Увеличению
количества остаточного аустенита способствуют элементы, ко-
торые повышают устойчивость переохлажденного аустенита в
области перлитного и бейнитного превращения и одновременно
понижают температуру мартенситного превращения. При обыч-
ных температурах цементапии (910—950° С) на структуру слоя
(количество остаточного аустенита) наиболее сильно влияет
никель. Если цементация производится при высоких темпера-
турах (980—1020°С), увеличению количества остаточного ау-
стенита способствуют молибден, вольфрам вследствие повыше-
ния устойчивости аустенита и понижения температуры мартен-
ситного превращения. Причиной этого является увеличение ле-
гированности аустенита вследствие растворения при высоких
температурах специальных карбидов. Остаточный аустенит в
цементованном слое располагается неравномерно, наибольшее
его количество сохраняется в эвтектоидном слое. Результатом
структурной неоднородности являются большие растягивающие
напряжения, которые зачастую во время охлаждения вызывают
скалывание частиц цементованного слоя.
Титан вводится в цементуемые стали главным образом для
получения прпродномелкозернистых сталей.
Бор применяется в основном для увеличения прокаливаемо-
сти сердцевины.
Кислород снижает скорость цементации, интенсивно увели-
чивает склонность к анормальности н сфероидизации цемен-
титной сетки при охлаждении после цементации.
Водород уменьшает склонность к образованию анормальной
структуры прн охлаждении в поверхностном слое.
В сталях с карбидообразующими элементами карбиды мо-
гут выделяться при температуре цементации. Рост образовав-
шихся и возникновение новых карбидов приводит к обеднению
аустенита. Это дает возможность новым порциям углерода не-
прерывно растворяться в аустените, и таким образом концен-
трация углерода в слое все более увеличивается. В стали, ле-
гированной элементами, не образующими карбиды, уменьше-
ние содержания углерода в слое объясняется действием этих
элементов на уменьшение растворимости углерода в аусте-
ните.
249
20.2. ТЕХНОЛОГИЯ ЦЕМЕНТАЦИИ
Стали для цементации. Выбор марки стали для цементации
зависит от условий работы изделии. От цементуемых изделий
требуются самые разнообразные свойства: износостойкость,
усталостная прочность, хорошие антикоррозионные свойства,
теплостойкость. Изделия из цементуемых сталей должны соче-
тать высокую износостойкость поверхностного слоя с высокой
пластичностью сердцевины. Такое сочетание свойств вызывает-
ся необходимостью иметь высокое сопротивление ударным на-
грузкам, которым зачастую подвергаются цементуемые из-
делия.
Во многих случаях при изготовлении очень точных деталей
после цементации и закалки отдельные места их подвергаются
механической обработке (резанием, протяжке и пр.). В этих
случаях твердость сердцевины после закалки ограничивается
не выше HRC 39, поэтому содержание углерода в стали допус-
кается не более 0,16%. Если цементуемые детали не подверга-
ются механической обработке после цементации и закалки
(кроме шлифовки), то для них применяются стали с более
высоким содержанием углерода. Более высокое содержание
углерода в стали позволяет уменьшить глубину цементуемого
слоя. Механические свойства некоторых сталей приведены в
табл. 20.1.
Влияние температуры и времени на структуру цементован-
ного слоя. Цементация стали обычно осуществляется при тем-
Таблица 20.1
Механические свойства
Марка стали ст0,2» kfc/m№ св* кгс/мм£ 6.% ф.% °н, кгс-м/см* Прокали- лнвае- МОСТЪ. ММ Назначение
10.15Х 20Х.15Г, 20Г 20—60 40—80 11—25 35—55 5—7 10—15 Детали, ра- ботающие на износ без больших нагрузок
18ХГТ 20ХГР 12ХНЗА 70—90 95—100 9—11 50—55 8—9 15—20 Средиена- гружениые детали
12X2 г!4А 20Х2Н4А 95—100 115—130 9—10 45—50 8—9 15—20 Нагружен- ные детали
18Х2Н4ВА 85—95 115—125 12 50—60 10—12 80—100 Высо кона- гр ужен иые детали боль- ших сечений, охлаждае- мые на воз- духе
250
Рис. 20.7. Кривые зависимости глубины цементации В от температуры и вре-
мени для хромоникелевой стали с 4,3% Ni:
1 — древесный уголь (60 частей), карбонат натрия (40 частей); 2—светильный газ; 3—
опилки (15 частей)
пературе выше точки Д. в аустенитном состоянии. Предель-
ная концентрация углерода в наружном слое (для углероди-
стых сталей) при нормальной технологии определяется поло-
жением линии ES диаграммы состояния железо — углерод.
При десятичасовой выдержке при 940° С концентрация угле-
рода достигает 0,9%, при 980—1000° С повышается до 1,2%.
При повышении температуры до 1100° С вследствие высокой
скорости диффузии концентрация повышается незначительно
(рис. 20.7). Скорость цементации (глубина цементованного
слоя) тем выше, чем выше температура цементации, так как
увеличивается коэффициент диффузии углерода в аустените
(рис. 20.8). В то же время повышение температуры цемента-
ции увеличивает диффузионную подвижность углерода, глуби-
ну цементованного слоя и снижает концентрацию углерода в
сталях со значительным количеством карбидообразующих эле-
ментов. На концентрацию углерода в наружном слое и глуби-
ну цементованного слоя существенно влияет время выдержки
(рис. 20.7). При повышении температуры время выдержки су-
щественно не повышает концентрацию углерода в поверхност-
ном слое. Происходит лишь увеличение глубины заэвтектоидной
н эвтектоидной зон, т. е. растет область с повышенной кон-
центрацией углерода.
Цементация в твердом карбюризаторе. Основной составляю-
щей твердого карбюризатора является древесный уголь твер-
251
Рис. 20.8. Кривые зависимости глу-
бины 6 цементованного слоя от
продолжительности цементации при
разных температурах
Рис. 20.9. Графики зависимости
глубины цементации от содержания
q углекислых солей
дых пород (березовый, дубовый и др.) в виде зерен диаметром
4—IX) мм. Для активации древесного угля к нему присаживают-
ся различные добавки углекислых солей. Вместо древесного
угля иногда используют торфяной кокс. Выбранный состав кар-
бюризатора должен иметь способность к выделению активного
углерода с необходимой скоростью при выбранной температуре
цементации и сохранением активности при многократном при-
менении. Карбюризатор в процессе цементации должен давать
минимальную усадку и не вызывать дефектов (разъедание) на
поверхности от примесей. Кроме древесного угля и углекислых
солей в карбюризатор входят другие составляющие: кокс для
уменьшения усадки, патока для хорошего связывания углекис-
лых солей с древесным углем. Составляющими карбюризаторов
являются влага (до 6%) и сера (в минимальном количестве,
так как разъедает поверхности деталей и способствует проник-
новению углерода через омедненный слой). Влияние состава
карбюризатора на глубину цементации при различном содер-
жании углерода в слое показано на рис. 20.9. Приведенные
данные справедливы для малолегированных сталей. При це-
ментации сталей, легированных вольфрамом (молибденом),
хромом, марганцем, ширина зон и концентрация углерода зна-
чительно больше, чем при цементации углеродистой стали. Для
сталей, легированных карбидообразующими элементами, следу-
ет применять карбюризаторы с меньшим количеством активных
примесей. При температуре 980—1010° С цементацию надо про-
водить в менее активных карбюризаторах, чем при температуре
930—950° С. Таким образом, состав применяемого карбюризато-
ра выбирают с учетом состава применяемой стали, температу-
ры и длительности цементации. Это обеспечивает наиболее вы-
252
годную концентрацию углерода и структуры цементованного'
слоя.
Предложены карбюризаторы, в которых в качестве актива-
торов вводится ацетат натрия CH3COONa или ацетат бария —
Ва(СН3СОО)г. Ацетат бария при нагревании разлагается с
образованием углекислого бария и ацетона, который в свою
очередь разлагается на атомарный углерод, метан и окись
углерода:
2Ва (СН3СОО)2 = 2ВаСО3 + 2 (СН3)2СО; (20.7)
2 (СНз)гСО = ЗСН4 + 2СО + С. (20.8)
Цементация в таком карбюризаторе ускоряется вследствие
появления в газовой фазе большого количества метана (10—
12%). Для ускорения цементации в твердом карбюризаторе
применяют цементацию с нагревом токами высокой частоты
(ТВЧ). Вследствие малой длительности нагрева значительного
роста зерна при этом не происходит.
Цементация в газовом карбюризаторе. При газовой цемен-
тации содержание углерода и скорость цементации зависят, по-
мимо температуры и времени выдержки, от состава газа, ско-
рости его подачи. Давление в печах для газовой цементации
не превышает 50 мм. вод. ст. Образующийся при распаде угле-
водородных соединений свободный углерод в зависимости от
его количества может не только адсорбироваться поверхностью
стали, но и выделяться в виде сажистой пленки, затрудняющей
процесс цементации. При недостатке свободного углерода кон-
центрация углерода в цементованном слое понижена. Количе-
ство образующегося свободного углерода регулируется скоро-
стью подачи газа или жидкого углеводорода, а также введени-
ем нейтрального газа (эндогаза). Управление процессом ведет-
ся автоматическим регулированием углеродного потенциала.
Повышение скорости подачи цементующего газа увеличивает
количество свободного углерода в печи и повышает концентра-
цию углерода в цементованном слое (рис. 20.10). Для некото-
рых сталей (не склонных к росту зерна) успешно применяется
цементация в течение нескольких часов при высоких темпера-
турах (980—1030° С). При этом соответствующим образом под-
бирается состав газа. Эффективно применение газовой цемен-
тации с нагревом ТВЧ.
Цементация стали в жидкой среде. Цементация производится
в соляной ванне: 75—85% Na2CO3,10—15% NaCl и 8—10 % SIC
(карборунд). В ванне происходят реакции:
2NaCO3 + SIC = Na2CO3 + NasO + CO + C; (20.9)
3Na2CO3 + SiC = Na2CO3 + 2Na2O + 4CO;
2CO = C + CO2.
(20.10)
253
Рис. 20.10. Кривые распределения содержания углерода и микротвердости по
глубине цементованного слоя (цементация при 950° С, 1,5 ч) стали 12ХНЗА:
1 — ыикротвердость; 2 — содержание углерода; 3 — то же, что н 2, в стали 20. Числа,
%, обозначают добавки газа-карбюризатора; S — глубина слон
Цементация проводится при температуре 880—900° С в те-
чение 30 мин. При этом образуется слой глубиной 0,15—0,20 мм.
Недостатком такой цементации является получение неравно-
мерного слоя и непрерывное выделение тинной пены, загрязняю-
щей рабочее место.
Имеются попытки цементации с нагревом в электролите
(метод И. 3. Ясногородского). В состав электролита вводятся
вещества, диссоциирующие с выделением углерода (80% аце-
тона и 20% воды и пр.).
20.3. ТЕРМИЧЕСКАЯ ОБРАБОТКА ЦЕМЕНТУЕМЫХ ИЗДЕЛИЙ
Свойства изделий из цементуемых сталей определяются
структурой, формирующейся в процессе цементации, охлажде-
ния после цементации и последующей дополнительной термиче-
ской обработки. В зависимости от технологии цементации, со-
става стали и скорости охлаждения концентрация углерода в
поверхностном слое может колебаться в пределах 0,8—1,4%.
Заэвтектоидный цементит может выделяться по границам зе-
рен в виде сплошной или прерывистой сетки. После достаточ-
но медленного охлаждения может происходить обособление
феррита и цементита, т. е. образовывается абнормальная струк-
тура. По границам зерен может происходить внутреннее окис-
ление (наблюдается в виде темной составляющей). В структу-
ре стали иногда сохраняется различное количество остаточно-
го аустенита. Размеры зерен колеблются в широких пределах.
254
Рис. 20.11. Диаграмма изотермического превращения аустенита в сталях:
а— 18Х2Н4ВА; б— 12Х2Н4А; в— 12ХНЗА; —.— — для сердцевины; >—. для
цементованного слоя
Выбор окончательного режима термической обработки оп-
ределяется требованиями конструктивной прочности цементуе-
мых изделий и наибольшей экономичностью всего цикла. Пе-
ременная концентрация углерода по глубине слоя вносит су-
щественные изменения в устойчивость переохлажденного аусте-
нита. В верхней (перлитной) области превращения увеличение
содержания углерода стали 18Х2Н4ВА приводит к снижению
устойчивости переохлажденного аустенита, а в нижней — к по-
вышению устойчивости по сравнению с сердцевиной (рис.
20.11). В сталях 12Х2НЧА и 12ХНЗА повышение содержания
углерода увеличивает устойчивость аустенита в обеих областях
(рис. 20.11, б, в).
Наиболее распространенными вариантами окончательной
термической обработки цементуемых изделий являются (рис.
20.12) следующие:
а) закалка с температуры цементации и отпуска при тем-
пературе 160—200° С;
б) закалка с температуры цементации, обработка холодом
и отпуск;
в) одинарная закалка с дополнительного нагрева и отпуск;
г) двойная закалка и отпуск;
Рис. 20.12. Диаграмма режимов
окончательной термической обра-
ботки цементуемых изделий!
/ — цементация, 2 — высокая закалка;
8 — закалка; 4 — низкий температурный
отпуск; 5 —субкритическнй отжиг ббСЬСв
6 — обработка холодом; 1 — высокотем-
пературный отпуск (Б20° С)
255
1 — превращение аустенита сердцевины;
2 — превращение аустенита в цементован-
ном слое; 3— комбинированная закалка
д) субкрнтический отжиг
после цементации при темпе-
ратуре 650—670° С, последую-
щая одинарная закалка и от-
пуск;
е) закалка с температуры
цементации и отпуск при тем-
пературе 500—540° С.
Экономически наиболее вы-
годна непосредственная закал-
ка изделий с температуры це-
ментации с предварительным
подстуживанием и последую-
щим отпуском (рис. .21.12, а).
Однако для нее требуются ста-
ли, не склонные к перегреву и
получению значительного ко-
личества остаточного аустени-
та. Перед низким температурным отпуском применяют обработ-
ку холодом (рис. 20.12, б).
Наиболее распространенным режимом термической обработ-
ки является одинарная закалка с дополнительного нагрева и
низкотемпературный отпуск (рис. 20.12, в). Для углеродистых
малолегированных сталей, склонных к перегреву, и для устра-
нения цементитной сетки в легированных сталях применяется
двойная закалка: первая с температуры 930—950 °C, а вторая
с температуры 780—810°С (рис. 20.12,а). Для изделий, под-
вергаемых механической обработке, перед окончательной за-
калкой после цементации производится субкритический отжиг
при температуре 650—670° С, затем — одинарная закалка и от-
пуск (рис. 20.12,д). При термической обработке теплостойких
цементуемых сталей закалка осуществляется с температуры
цементации (1020—1040° С), затем производится многократный
отпуск при температуре 500—540 ° С.
Часто после окончательной термической обработки цемен-
туемые изделия подвергаются обработке резанием (сверление,
чистовая обточка и пр.), которая возможна прн твердости серд-
цевины не более HRC39. Для получения указанной твердости
для некоторых сталей (18Х2Н4ВА) необходимо применять спе-
циальную закалку: прерывистую, изотермическую и комбини-
рованную. Особенно эффективна комбинированная закалка
(рис. 20.13), использующая различную устойчивость аустенита
в сердцевине и цементованном слое (2) стали. Она заключает-
ся в охлаждении изделия после нагрева в изотермической среде
с температурой 260—320° С (ниже точки М для сердцевины и
выше точки М для цементованного слоя). Выдержка при дан-
ной температуре приводит к распаду переохлажденного аусте-
нита сердцевины. В цементованном слое сохраняется аустенит.
256
После достаточной выдержки при температуре 260—320° С
производится нагрев изделия до температуры 550—570° С или
620—640° С с выдержкой для получения необходимой твердо-
сти сердцевины и последующим охлаждением до комнатной
температуры. Понижение твердости сердцевины является след-
ствием распада мартенсита. В цементованном слое при этих
температурах сохраняется аустенит, распадающийся при охлаж-
дении до комнатной температуры.
Одним из наиболее опасных дефектов при термической об-
работке цементуемых изделий является деформация. Для пред-
отвращения деформации необходимо рационально выбрать ре-
жим термической обработки. Кроме этого применяют охлаж-
дение на специальных прессах и приспособлениях.
После окончательной термической обработки структура це-
ментованного слоя состоит из отпущенного мартенсита, карби-
дов и некоторого количества остаточного аустенита. Твердость
цементованного слоя находится в пределах HRC 58—62 и плав-
но снижается по глубине. Сжимающие напряжения, возникаю-
щие в поверхностном слое при цементации, способствуют по-
вышению предела выносливости изделий.
Повышение содержания углерода в слое до 1,4% приводит
к повышению износостойкости и контактно-усталостной прочно-
сти. Предел прочности при изгибе, кручении, ударная вязкость
и предел выносливости понижаются (рис. 20.14). На предел
выносливости стали существенно влияет глубина цементуемого
слоя (рис. 20.15).
Рис. 20.14. Кривые зависимости аи,
ов.нз. цементованной стали марок
18ХГМ и 12Х2Н4А от содержания
углерода (в скобках — глубина слоя)
Рис. 20.15. Кривые зависимости преде-
ла выносливости от глубины цементо-
ванного слоя
9 9-477
257
Наличие карбидной сетки понижает контактную выносли-
вость слоя, способствует скалыванию, образованию шлифовоч-
ных трещин. Остаточный аустенит, имея пониженную твердость,
понижает износостойкость поверхностных слоев. В последнее
время в некоторых случаях наличие остаточного аустенита
считается целесообразным (для нешлифуемых шестерен задне-
го моста) вследствие улучшенной прирабатываемости поверх
ностей.
С увеличением размеров зерна уменьшается сопротивление
хрупкому разрушению цементованного слоя. При шлифовке
легче образуются шлифовочные трещины.
В ряде случаев может оказаться перспективным примене-
ние цементации малоуглеродистой легированной стали, имею-
щей состав быстрорежущих. Это позволяет получить структуру
с равномерным распределением карбидов в матрице без при-
сущей быстрорежущим сталям карбидной неоднородности. Тем-
пература цементации 1250° С — в течение 6 ч с последующим
высоким температурным отпуском при 550° С.
Рекомендуемая литература: [21, т. 1, разд. 3, 2], [22, гл. 10], [29], [46,
т. 2, гл. 51], [47], [56], [61].
Глава 21
АЗОТИРОВАНИЕ
Азотированием называют процесс насыщения стали и дру-
гих сплавов азотом для придания изделиям высоких твердо-
стей, износостойкости, антикоррозионных свойств и повышения
предела выносливости металлов. Основоположником процесса
азотирования является И. П. Чижевский, который первый в
1910—1915 гг. доказал возможность насыщения стали ц спла-
вов азотом для улучшения их служебных свойств. Значитель-
ный вклад в развитие теории и практики азотирования сдела-
ли советские ученые Н. А. Минкевич, И. Е. Конторович,
С. Ф. Юрьев, Ю. М. Лахтин и др. Из зарубежных исследовате-
лей следует назвать Фри и Джиолити. В последние годы рабо-
ты по азотированию возглавляет школа Ю. М. Лахтина.
В сплавах железо — азот могут существовать четыре фазы:
а, у, (', е (рис. 21.1). а-фаза — твердый раствор азота в железе
(азотистый феррит), в котором концентрация азота при комнат-
ной температуре не превышает 0,015%, а при температуре
590°С—около 0,1%; у-фаза— твердый раствор азота в у-железе
(азотистый аустенит), промежуточная у'-фаза переменного соста-
ва с решеткой ГЦК (Fe4N), промежуточная е-фьза с решеткой
ГП и широкой областью гомогенности (от 8,1 до 1,1%). При
быстром охлаждении с температуры выше 590еС азотистый
258
аустенит превращается в азотистый мар-
тенсит, а при медленном — образуется
смесь кристаллов а- и у'-фаз. При мед-
ленном охлаждении с температуры
590° С вследствие переменной раствори-
мости азота в а-и е-фазах выделяется
вторичная -('-фаза (Fe4N).
Азотирование стали осуществляет-
ся атомарным азотом/ образующимся
при диссоциации аммиака, вводимого
в рабочее пространство.
Диссоциация аммиака происходит
по реакции
2NH3s=t2N + 6Н.
Степень диссоциации аммиака за-
висит от температуры, давления, скоро-
сти прохождения аммиака через печь
Рис. 21.1. Диаграмма Fe—N
и наличия специальных катализаторов.
Количество азота, поглощаемого сталью, зависит от степени
диссоциации аммиака, температуры и времени процесса. Для
получения оптимальной степени диссоциации аммиака в зависи-
мости от температуры процесса устанавливают определенную
скорость подачи его в печь. Чем выше температура, тем выше
степень диссоциации аммиака: если 500° С, то 15—20%, если
580° С, то 50—60%. Для газового азотирования в a-фазе основ-
ная реакция
NH3+Fe»lN]Fe+3/2H2,
константа равновесия которой
где Рн„ Pnh, — соответствующие парциальные давления;
ам — активность азота в а-фазе.
Активность азота (азотный потенциал) при данной темпера-
туре определяется отношением парциальных давлений аммиака
и водорода:
о
рЗ/2 *
Азотный потенциал связан с составом насыщающей атмосферы
и давлением
О Д(1 — а) (100+аД)1'2
“NT = (В + 15аД)3-'2 *
9*
259
Рис. 21.2. Кривая изменения концен-
трации азота по глубине азотированного
слоя железа при t = 600° С
где А — содержание NH3 в
газовой смеси;
В — содержание Н2;
а — степень диссоциации
аммиака;
Р— давление в смеси.
При помощи соотношения
можно найти зависимость
активности насыщенной ат-
мосферы от температуры, дав-
ления и состава газовой сме-
си, т. е. определить концент-
рацию азота, которую мож-
но получить в изделии при на-
• * сыщении в данной атмосфере.
При наличии легирующих элементов в стали вводится коэф-
фициент легирования
n /м \ .
Тл = I — I = const,
\ “N /С
тогда активность азота (азотный потенциал)
л , N
-Г “МТл >
где ай—активность азота (азотный потенциал) легированной
стали;
“n — активность азота в чистом железе;
n . .
7л —коэффициент легирования.
Структура слоя зависит от температуры азотирования.
При насыщении железа азотом ниже эвтектоидной темпера-
туры на поверхности располагается слой с наиболее высокой
концентрацией азота, представляющий собой е-фазу, ниже—е ф-
+ т' и т'-фазы, а за ними — a-фаза с отдельными выделениями
•/-фазы. Содержание азота по глубине слоя изменяется скачко-
образно (рис. 21.2). Если насыщение азотом производится выше
эвтектоидной температуры, то при последующем медленном
охлаждении образуется эвтектоид a ф- f', располагающийся не-
посредственно за двухфазным слоем е ф- •/. Азотирование железа
и мягкой углеродистой стали не дает существенного приращения
твердости, поэтому не применяется для повышения износостой-
кости и усталостной прочности, а только для повышения сопро-
тивления коррозии. , «
Для получения повышенной твердости и соответственного
улучшения износоустойчивости и предел» выносливости приме-
няют легированные стали, содержащие элементы, образующие
устойчивые нитриды (Сг, W, Мо, Ti, Nb, Zr, V).
260
21.1. АНТИКОРРОЗИОННОЕ АЗОТИРОВАНИЕ
Антикоррозионному азотированию подвергают углеродистые
стали в основном для повышения коррозионной стойкости в
атмосферных условиях. Самую высокую стойкость имеет слой
6 + у'. Оптимальные режимы антикоррозионного азотирования
показаны на рис. 21.3. Как видно из диаграммы, азотирование
Рис. 21.3. Диаграмма зависимости свойств
слоя от режимов антикоррозионного азо-
тирования:
1 — хрупкий; 2— удовлетворительной элас-
тичности; 3 — беспорнстый. но с малой кон-
центрацией азота; 4 — выдерживающий
испытание п воде, но пористый; 5 — некор-
розионно стойкий; 6 — рекомендуемый
производится при температуре выше 600° С с выдержкой менее
60 мин. Азотированный слой обладает также повышенной кор-
розионной стойкостью в водопроводной воде, бензине, перегре-
том паре и других средах, кроме кислот и морской воды. Корро-
зионная стойкость азотированной стали определяется не только
стойкостью нитридного слоя, но и способностью азотированной
стали пассироваться с образованием защитной пленки окисно-
го характера. Наряду с повышением коррозионной стойкости
азотирование углеродистой стали повышает твердость, предел
выносливости.
21.2. АЗОТИРОВАНИЕ ЛЕГИРОВАННОЙ СТАЛИ
Упрочняющее действие азотирования в легированных сталях
обусловлено образованием в поверхностном слое дисперсных
нитридов и карбонитрпдов, а также возникновением значитель-
ных сжимающих напряжений. Легирующие элементы и углерод
уменьшают глубину слоя и повышают твердость азотированного
(рис. 21.4). Азотирование легированных сталей производится
при температуре ниже 580° С. Наиболее дисперсные нитриды
возникают при азотировании стали, содержащей алюминий. По-
этому твердость слоя также оказывается наиболее высокой.
Азотированию подвергаются самые разнообразные стали н спла-
вы: конструкционные улучшаемые, нержавеющие, аустенитные,
инструментальные и в последнее время чугуны и титан. Наи-
более широко используется для азотирования сталь 38ХМЮА.
При закалке в масле сталь прокаливается на глубину 30 мм.
261
a— глубины слоя; б— твердости
Вследствие наличия в ней молибдена она не склонна к отпуск-
ной хрупкости после медленного охлаждения. Недостаток этой
стали — повышенная загрязненность неметаллическими вклю-
чениями, низкая прокаливаемость крупных изделий. Взамен ее
разрабатывают новые марки стали. В ряде отраслей промыш-
ленности для повышения предела усталости ответственных де-
талей широко применяется азотирование улучшаемых конструк-
ционных сталей марок 18Х2Н4ВА, 30Х2НВФА, 40ХНМА, 38ХА
и др. После азотирования твердость их ниже, чем стали
38ХМЮА (рис. 21.5), но прочность в крупных сечениях выше.
Эффективно применение азотирования для повышения износо-
стойкости аустенитных жаропрочных и нержавеющих сталей.
Эти стали имеют высокие жаропрочность, жаростойкость, кор-
розионную стойкость, невысокие твердость и износостойкость.
Азотирование придает стали поверхностную твердость и высо-
кую износостойкость,, значительно повышая долговечность и
надежность изделий. Широко применяется азотирование инстру-
ментальных сталей. В последние годы внедряется в промыш-
ленность азотирование чугуна с шаровидным графитом и титана.
Азотирование ведется в специальных печах периодического
действия, в рабочее пространство которых подается аммиак.
Охлаждаются изделия после азотирования с печыо. Скорость
азотирования тем больше, чем выше температура азотирования,
а твердость с повышением температуры азотирования понижа-
ется (рис. 21.6 и рис. 21.7). Повышение скорости азотирования
является следствием увеличения коэффициента диффузии, а
снижение твердости — следствием коагуляции нитридов. При
повышении температуры азотирования увеличивается деформа-
ция изделий, что является нежелательном.
Наиболее простым и проверенным способом ускорения про-
цесса азотирования стали 38ХМЮА является применение двух-
262
Рис. 21.5. Графики распределения
микротвердости глубииноазотиро-
ваниого слоя различных сталей (1—
38ХМЮА; 2—40ХС; 3 — 20Х; 4—
18ХГТ; 5 —40Х; 6 —UIX15; 7 —
9ХС:
а — температура азотирования 500° С,
степень диссоциации аммиака 20—30%,
т =»= 48 ч; б—температура азотирова-
ния— 550°С; степень диссоциации амми-
ака 35—40%; т = 36 ч
и трехступенчатого способа.
Первая ступень ведется при
температуре 515—520° С в
течение 10—15 ч, а-диссоци-
ация 20—30%; вторая — при
температуре 550—560° С в
течение 30—40 ч, а = 35—
40 % • Для получения слоя
0,5—0,7 мм можно приме-
нять трехступенчатое азоти-
рование (515° С, 7—8 ч, а =
= 20%; 560° С, 5—6 ч, а =
= 40%; 580° С, 2—3 ч, а =
= 50%). На первой ступени
формируется слой с мелко-
дисперсными нитридами, на
второй и третьей — повыша-
ется скорость азотирования.
Для конструкционных сталей (18Х2Н4ВА, 40ХНМА и пр.)
применяются более низкие температуры азотирования (480—
510° С в течение 35—50 ч, диссоциация 15—20%). Аустенитные
стали азотируются при температуре 560° С в течение 20 ч,
иости и температуры азотирования:
и — глубины слоя; б—твердости; 1 — перлитный (38ХМЮА); 2 — мартенситный 2QXi3i
8 — аустенитный 4X14 классы стали
263
-Рис. 21.7. Кривые зависимости глубины слоя и твердости от продолжитель-
ности азотирования стали 38ХМЮА при различных температурах:
•а — глубины слоя; б — твердости
диссоциация 40—50%. Получают слой 0,10—0,15 мм. В послед-
нее время применяют ионное и жидкое (мягкое) азотирование.
Ионное азотирование в тлеющем разряде можно проводить
в аммиаке, в смеси водорода и азота или в чистом азоте. В азо-
те за счет тлеющего разряда образуется большое количество
различных ионов (N+, W и пр.). В этом случае процесс насы-
щения идет быстрее, чем при обычном газовом азотировании.
Наибольшее ускорение наблюдается в начальной стадии. Ион-
ное азотирование позволяет получить максимальную твердость
на поверхности стали за короткое время t — 570° С, т = 2,5 ч,
при слое, достаточном для обеспечения работоспособности де-
талей.
Эффективным способом поверхностного упрочнения неле-
гированных конструкционных сталей является жидкостное (мяг-
кое) азотирование в цианид-цианатных ваннах при температуре
570° С в течение 1—6 ч с продувкой воздуха. Для низкоуглеро-
дистых сталей 20, 20Х, 20ХН оптимальный режим цианирова-
ния 570° С 1—1,5 ч, для улучшаемых 570° С 2—2,5 ч.
Недостаток — высокая токсичность используемых солей. Для
снижения токсичности применяют кратковременное азотирова-
ние сталей в газовой среде при температуре 550—580° С с после-
дующей термической обработкой (закалкой и отпуском азоти-
рованного феррита) диффузионной зоны. Независимо от
технологии ведения процесса азот находится в состоянии пере-
сыщенного твердого раствора в решетке «-железа. Зафикси-
рованный закалкой с температуры насыщения азот придает
диффузионной зоне высокую прочность и позволяет существенно
повысить усталостную прочность изделий. Пересыщенный
твердый раствор азота в а-железе неустойчив и склонен к дис-
персионному твердению, которое позвожет регулировать свой-
ства слоя. При азотировании на поверхности стали формируется
264
слой, состоящий из поверхностной нитридной зоны и глубокого-
диффузионного подслоя.
Азотирование ведется при температуре 560—580° С в атмо-
сфере частично диссоциированного аммиака со степенью диссо-
циации 30—40%.
21.3. СВОЙСТВА АЗОТИРОВАННОЙ ЛЕГИРОВАННОЙ СТАЛИ
Поверхностный слой стали, азотированной при температуре
510—580° С, состоит из зоны, где располагается тонкая, хруп-
кая, нетрйвящаяся область из в- и у-фаз (рис. 21.8).
За этой областью идет основная часть азотированного слоя,
состоящая из а- и т'-фаз, иногда в ней присутствует нитридная
прожилка (рис. 21.8). Дисперсные нитриды легирующих эле-
ментов при увеличении в 500—800 раз не видны. Прн азотиро-
вании происходит измельчение блоков, возникновение упругих
напряжений и искажение атомной решетки a-железа. Рентгено-
графические исследования показали, что азотирование при тем-
пературе 500° С приводит к образованию сегрегаций азота и
легирующих элементов. Этой стадии соответствует наиболее
высокая твердость. При более высокой температуре азотирова-
ния (540° С) выделяются метастабильные нитриды с решеткой,
когерентной с решеткой матрицы. Дальнейшее повышение тем-
пературы азотирования до 560° С приводит к нарушению коге-
рентности. Размер нитридов становится равным 50—100 А, твер-
дость снижается. Нитриды имеют ГЦК-решетку типа NaCl. По-
верхностная твердость азотированного слоя хромоалюминиевой
стали более НВ 1100. Она интенсивно снижается по глубине
слоя. Максимальная твердость расположена на глубине
0,1—0,15 мм. Высокая твердость азотированного слоя объясня-
ется также тем, что легирующие элементы неравномерно рас-
пределены между отдельными фазовыми составляющими азо-
тированного слоя. Алюминий и кремний
сосредоточены в основном в нитридной
f'-фазе, титан, ванадий, хром, молибден
и вольфрам — в основном в a-фазе. При-
чиной высокой твердости является гете-
рогенная структура, состоящая из пере-
сыщенного высокоазотистого феррита с
искаженной кристаллической решеткой и
дисперсных выделений легированного
кубического нитрида (Fe, Me)4N.
В азотированном слое высокохромис-
тых сталей обнаруживается нитрид CrN.
На глубине 0,05 мм обычно располагает-
ся хрупкая е-фаза. Ее удаляют поверх-
ностным деазотированием, илн шлифов-
кой, на глубину 0,05 мм.
Рис. 21.8. Микрострукту-
ра азотированного слоя
стали 38ХМЮА (режим
515 — 7 ч-|-560 — 5 ч +
4-580 — 21 ч)
265
Рис. 21.9. Предел выносливости
(a_t) азотированных (7) и неаэоти-
рованиых (77) образцов с различ-
ными дефектами:
1 — гладкий; 2 — с буртом (С= 22 мы).
3 — с буртом (г«= 2 мы); 4 — с попереч-
ным отверстием (d = 5 ыы); III— азо-
тированная сталь (0,35% С, 0,98% Мп;
1,48% Сг, 0.38% Мо)
Свойства азотированных изделий зависят от наличия зна-
чительных сжимающих напряжений. Азотирование повышает
износо- и теплостойкость, усталостную прочность, коррозионную
стойкость, снижает чувствительность к концентраторам напря-
жений на поверхности металла (рис. 21.9) в повышает кавита-
ционную стойкость. В то же время азотирование снижает плас-
тичность стали, а в аустенитной и нержавеющей стали понижает
коррозие- и жаростойкость.
Рекомендуемая литература: [38], [37], [46, т. 2].
Глава 22
НИТРОЦЕМЕНТАЦИЯ И ЦИАНИРОВАНИЕ
Поверхностное насыщение стали одновременно углеродом и
азотом в газовой среде называется нитроцементацией, а в рас-
плавленной цианистой ванне — цианированием. Они применя-
ются для повышения износостойкости и прочности изделий.
Обеспечивают более высокую износостойкость и усталостную
прочность, чем цементация, но несколько более низкую, чем
азотирование, более экономичны. Они производятся при более
низких температурах, чем цементация, с меньшими выдержка-
ми. Возможна непосредственная закалка после окончания про-
цесса, следовательно возникает меньшая деформация. В послед-
нее время цианированием н нитроцементацией все чаще заме-
няют газовую цементацию. Их широко применяют для кон-
струкционных и инструментальных сталей. Азот, диффундируя
в сталь, одновременно' с углеродом увеличивает коэффициент
диффузии углерода (рис. 22.1), благоприятно влияет на степень
науглероживания и глубину поверхйбстного слоя. Понижая тем-
пературную область существования у-железа (рис. 21.1), азот
266
способствует интенсивному на-
сыщению стали углеродом при
более низких температурах,
чем при цементации.
22.1. ЦИАНИРОВАНИЕ В ЖИДКОЙ
СРЕДЕ
Цианирование в жидкой
среде осуществляется в рас-
плавленных солях, содержащих
цианистые (NaCN, Ca(CN)2)
и нейтральные (NaCl, №2СОз,
ВаС12) соли.
Жидкостное цианирование
производится в трех темпера-
турных интервалах:
1) при 900—940° С для по-
лучения слоя глубиной 0,8—
2,0мм (высокотемпературное);
2) прн 830—860° С для по-
лучения глубиной 0,1—0,5 мм
Рис. 22.1. Графики зависимости коэф-
фициента диффузии углерода и азота
от температуры:
1 — нитроцементация (CO-J-CHaCN)i 2 —
науглероживание СО.
(средпетемпературное);
3) при 560—580° С для получения слоя глубиной 0,01—
0,02 мм (низкотемпературное).
Графики зависимости содержания углерода и азота в слое
от температуры процесса показано иа рнс. 22.2.
Жидкостное цианирование — наиболее экономичный способ
насыщения стали азотом и углеродом: минимальные капиталь-
ные затраты и минимальный цикл всей термической обработки
Рис. 22.2. Графики зависимости содержания N и С от режима цианирования
и содержания NaCN:
а — 23—27% NaCN; 6—30% NaCN; • — 60% NaCN.
267
мости глубины слоя от
продолжительности при
различной температуре
(сталь 10. ванна 20% NaCl,
20%NaCN, 60% ВаС12):
1 — общая глубина; 2 — глу-
бина эвтектоидного слоя
в ванне 1,5—3 ч.
при небольшой деформации и высокой
оперативности, возможность осуществле-
ния процесса на любом предприятии, где
имеются агрегаты с непрерывным прове-
дением процесса. Основной недостаток,
приводящий к сокращению его примене-
ния в промышленности — ядовитость ци-
анистых солей, необходимость изоляции
участка и соблюдение строгих мер по тех-
нике безопасности.
Высокотемпературное цианирование
применяется вместо цементации для по-
лучения слоев глубиной 0,8—1,5 мм. Оно
проводится при температуре 900—950° С
для получения слоя 1,0—1,2 мм с вы-
держкой 1—1,5 ч, что намного меньше,
чем при цементации (рис. 22.3). Циани-
рование ведут в среде, состоящей из ней-
тральных солей (ВаС12 + NaCl) с добав-
кой 8—12% NaCN. Зеркало ванны покрывают слоем графита,
чтобы не было угара цианистых солей. Время выдержки изделий
При цианировании происходят реакции:
ВаС12 + 2NaCN2 = 2NaCN + Ba (CN)2; (22.1)
Ba (CN)2 = BaCN2 -f- C; (22.2)
Ba (CN2) + O2 = BaO + CO 4-2N. (22.3)
Выделяющиеся атомарный углерод и азот диффундируют в по-
верхность стали.
При высокотемпературном цианировании концентрация азо-
та в слое минимальна (0,2—0,3%), а концентрация углерода
может достигать 1—1,2%. В качестве нейтральной соли приме-
няют ВаС12, NaCl, карбюризатор NaCN (3—8%). Для сталей
с природным мелким зерном закалка производится непосредст-
венно после цианирования, после предварительного подстужи-
вания. Стали, у которых при температуре цианирования наблю-
дается рост зерна в слое, дополнительно нагревают под за-
калку.
Средиетемпературное цианирование применяется для полу-
чения слоев глубиной 0,2—0,6 мм. Оно проводится при темпе-
ратуре 830—860° С в течение 3—4 ч. Цианирование ведут в сре-
де, состоящей из нейтральных солей: 25—50% NaCl и 25—50%
Na2CO3 с добавкой 20—25% NaCN. В результате взаимодей-
ствия цианистой соли с кислородом происходят реакции
2NaCN + О2 = 2«aCNO;
2NaCNO + О2 = ЦагСОз + 2N + СО; (22.4)
268
«Na CNO = N a2CO3 + CO 4- 2N 4-2NaCN. (22.5)
Окись углерода в присутствии железа диссоциирует:
2СО = СО2 + С. (22.6)
Атомарные азот и углерод, образующиеся по реакции (22.4) —
(22.5), абсорбируются поверхностью металла. По реакциям
(22.4), (22.5) видно, что в ванне непрерывно происходит обра-
зование и накопление углекислого натрия. Происходит умень-
шение скоростей реакции и выделение активного азота и угле-
рода.
При значительном количестве накопившегося углекислого
натрия может происходить реакция:
Na2CO3 + 4С + N2 = ЗСО + 2NaCN (22.7)
или
Na2CO3 = Na2O 4- СО2.
Это приводит к снижению скорости цианирования, иногда
может вызвать обеднение поверхностного слоя азотом и угле-
родом и пониженную закалочную твердость.
Для уменьшения содержания углекислого натрия (30—40%)
и увеличения активности процесса в ванну непрерывно добав-
ляют цианистый и хлористый натрий. Иногда применяют ван-
ны с цианидовым кальцием (Ca(CN)2). В этом случае происхо-
дят реакции:
Са (CN)2 = CaCN2 4- С; (22.8)
CaCN2 4- О2 = СаО 4- СО 4- 2N; (22.9)
2Са (CN)2 4- ЗО2 = 2СаО 4- 4СО 4- 4N. (22.10)
Эти соли более дешевые, чем соли цианистого натрия. Однако
при работе с ними происходит обильное выделение темной пены
и осадка, неравномерное насыщение поверхности деталей по
глубине ванны. Участок загрязнен пеной и осадком. Наиболее
интенсивно процесс цианирования при 830—860° С происходит
в первые часы, а затем замедляется. Содержание азота око-
ло 0,9%, углерода 0,6—0,7%. Заэвтектоидная зона отсутствует.
Закалка производится непосредственно с температуры циани-
рования.
Низкотемпературное цианирование применяется для повы-
шения износостойкости инструментальных сталей, главным
образом быстрорежущих. Оно производится при температуре
520—560° С в течение 0,5—1,5 ч, глубина слоя 0,01—0,025 мм.
Цианирование ведут в нейтральных солях Na2CO3 и NaCl с до-
бавкой 35—50% NaCN. Иногда в качестве цианистой соли при-
меняют желтую кровяную соль. Во время расплавления эта
соль неядовита. Ванна с такой солью склонна к вспениванию
и имеет различную скорость цианирования по глубине ванны.
Поверхность металла насыщается в основном азотом.
269
22.2. НИТРОЦЕМЕНТАЦИЯ
Нитроцементация является более прогрессивным способом
химико-термической обработки, чем жидкостное цианирование, и
получает все большее распространение на заводах. Нитроцемен-
тацию можно производить в шахтных печах для газовой цемен-
тации или азотирования. Она применяется для конструкционной
и инструментальной стали.
Нитроцементация конструкционной стали производится при
температуре 840—860° С или при температуре 900—930° С, вы-
держка при температуре 3—6 ч, глубина слоя 0,6—1,2 мм. Для
инструментальной стали применяют температуру 560° С, глуби-
на слоя 0,01—0,025 мм.
Нитроцементация осуществляется газом, состоящим из 20%
МН|-й 97—80% науглероживающего газа, применяемого для
газовой цементации. Распространены жидкие среды, например,
триэтаноламина (C2H2OH)2N.
Источниками активных атомов углерода и азота являются
реакции диссоциации метана, окиси углерода и аммиака.
При взаимодействии углеводорода и аммиака может образо-
ваться синильная кислота:
2СпНш + пМНз = nHCN + пС + (п + т) Н2; (22.11)
2nHCN = nH2 + 2пС +2HN. (22.12)
При использовании триэтаноламина источником атомарного угле-
рода и азота являются метан, окись углерода и синильная
кислота, образующиеся по реакции:
2 (С2Н2ОН)2 N = 2СН4 + 4СО + 2HCN + Н2. (22.13)
На границе раздела газ — металл протекают сорбционные
процессы, приводящие к накоплению в поверхностном слое угле-
рода и азота, которые диффундируют в глубь металла.
Процесс можно ускорить также за счет диссоциации актив-
ного карбюризатора — синильной кислоты, образующейся по
реакциям (22.11) и (22.13).
22.3. ЦИАНИРОВАНИЕ В ТВЕРДОЙ СРЕДЕ
Цианирование конструкционной и инструментальной стали
иногда осуществляют в твердой среде и пастами. Эти способы
применяют прн термической обработке некоторых инструментов
и деталей на металлургических заводах. Наиболее эффективно
цианирование конструкционной стали пастами. Состав пасты:
стандартный карбюризатор для цементации (55%), поташ
(24%), желтая кровяная соль (11%), замешиваемые на жид-
ком стекле.
Технология состоит в нанесениу пасты на детали слоем 3—•
4 мм. После просушки детали укладывают в ящики с песочны-
270 '
ми затворами и помещают в печь с температурой 920—930° С.
После достижения требуемой глубины слоя детали закаливают.
Глубина слоя может быть 1.—1,3 мм за 1,5—2,5 ч.
Паста применяется для низкотемпературного цианирования
инструментов из быстрорежущей стали. Смесь состоит из дре-
весного угля (60—80%) или готового карбюризатора с добав-
кой желтой кровяной соли (40—20%).
Ящик с инструментом, упакованный в пасте, нагревается до
540—560° С и выдерживается при этой температуре 3—6 ч. Глу-
бина слоя 0,02—0,025 мм.
22.4. СУЛЬФОЦИАНИРОВАНИЕ
Сульфоцианирование — это процесс насыщения поверхности
металла одновременно азотом, углеродом и серой. Вероятно,
частично сера растворяется в небольших количествах в стали
и образует сульфиды илн входит в состав карбоиитридной фа-
зы. Оно повышает износостойкость изделий вследствие умень-
шения коэффициента трения, лучшей прирабатываемости. Суль-
фоцианирование выполняют при температуре 550—570° С в циа-
нистых вайнах с добавкой солей, содержащих серу (Na2SO4,
NajSjOs и др.), выдержка от 10 мин до 2 ч. Глубина слоя за-
висит от продолжительности выдержки, состава ванны.
22.5. СТРУКТУРА И СВОЙСТВА ЦИАНИРОВАННОЙ СТАЛИ
Содержание углерода и азота в цианированном слое зависит
от температуры и состава. Последующая термическая обработ-
ка (отжиг и закалка) могут приводить к уменьшению содержа-
ния углерода и азота в поверхностном слое (рис. 22.4). Струк-
тура цианированиого слоя может состоять нз светлой слабо
травящейся зоны и последующей, более темной. На поверхно-
сти слоя образуется карбонитрид с решеткой цементита. После
закалки цианированный слой состоит из мартенсита, остаточ-
ного аустенита и дисперсных частиц карбоиитридной фазы. При
глубоком цианировании может образовываться заэвтектоидная
зона.
Цианированный слой имеет высокую твердость HRC 59—62.
Контактная и усталостная прочность после нитроцементации
выше, чем после газовой цементации (рис. 22.5). Прочностные
характеристики в карбонитридном слое с повышением концент-
рации азота н углерода вначале повышаются, затем снижают-
ся (рис. 22.6). Ударная вязкость цпаннрованной стали выше,
чем цементованной или азотированной.
На нетравленых шлифах на глубине 0,05—0,15 мм иногда
наблюдается темная сетка или отдельные мелкие темные гло-
були, располагающиеся по границам зерна. При наличии
этого дефекта механические свойства цианированиого слоя зна-
271
Рис. 22.4. Кривые распределения зависи-
мости содержания углерода и углерода
с азотом по глубине диффузионного слоя:
1 — нитроцементация; 2 — нитроцементация -|-
4- отжиг 4- закалка; 3 — газовая цементация;
4 — газовая цементация 4" отжнг 4- закалка
Рис. 22.5. Контактная проч-
ность стали 14ХГСН2МА после
нитроцементации (/) и газовой
цементации (2) (отпуск при
230° С)
Рис. 22.6. Кривые зависимости прочностных характеристик сталей 25ХГТ
(с) и 25ХГМ (б) от содержания углерода и азота в карбонитридном слое
чительно снижаются. Вероятность образования дефекта тем
больше, чем выше содержание азота. Появлению дефектов спо-
собствуют также кислородсодержащие составляющие в газовой
среде.
Рекомендуемая литература: [47], [56], [72].
Глава 23
БОРИРОВАНИЕ
Борирование — процесс насыщения стали бором. Оно повы-
шает износо-, тепло- и коррозиостойкость в различных средах.
Существуют следующие способы борирования:
1) твердое — в закрытых контейнерах с засыпкой изделий
порошковыми смесями с бороотдающими веществами: бурой
илн карбидом бора и их смесями с различными добавками или
без них;
2) жидкостное, или электролизное, с применением тех же
веществ в расплавленном состоянии;
3) газовое.
Механизм твердого борирования в порошке карбида бора
заключается в том, что карбид бора восстанавливает борный
ангидрид (В2О3), содержащийся в техническом карбиде бора в
количестве 2,0%, до низкого окисла В2О2, парами которого (кис-
лородом) бор переносится к насыщаемой поверхности. При
взаимодействии В2О2 с железом происходит регенерация В2О2.
Механизм электролизного борирования в ваннах с бурой
(Na2B4O7), вероятно, происходит в расплавах с содержанием
менее 40% В20з, электролиз начинается с выделения ионов нат-
рия. После достижения напряжения, необходимого для разло-
жения В20з, наряду е ионами натрия выделяются ионы бора.
В результате реакции В3+ — Зе -> В, где е — электроны, актив-
ный бор взаимодействует с поверхностью металла. Количество
активного бора определяется температурой процесса, плотностью-
тока электролиза и уменьшением А/' реакции восстановления
В20з. При жидкостном борировании основой ванны является бу-
ра, в которую добавляют различные восстановители (карбид
бора и др.). Поскольку бура является электролитом, то при до-
бавлении карбида бора и помещении в нее детали начинает
функционировать гальванический элемент деталь (катод) —бу-
ра (электролит) — карбид бора (анод).
Получение активного бора происходит электрохимическим
путем. При газовом борировании с применением треххлористого
бора (ВС13) и водорода последний восстанавливает треххлорис-
тый бор (ВС13) в реакционной зоне до свободного бора, который
диффундирует в металл.
273
23.1. СПОСОБЫ БОРИРОВАНИЯ
Применяется борирование в порошке карбида с размерами
зерен 250—300 мкм, смесь В4С (79%), Na2B4O7 (16%) и KBF„
(5%), иногда гранулированный карбид бора с размерами зерен
около 2,7 мм. В состав гранул вводится небольшое количество
активизатора и аморфного углерода. Борированный слой состо-
ит из борида железа (FeB) и полуборида железа (Fe2B), имеет
повышенную хрупкость. В этом слое возникают трещины, по-
этому стремятся к получению слоя только с полуборидом же-
леза (Fe2B).
Электролизное борирование в расплавленной буре (Na2B4O7).
Деталь из стали подключается в качестве катода в цепь посто-
янного тока, анодом служит предварительно пропитанный бу-
рой графитовый стержень. Оптимальный режим электролизного
борирования в ванне следующий: плотность тока на катоде
0,15—0,20 А/см2, напряжение 2—14 В; температура 930—950° С;
выдержка 2—6 ч, глубина слоя 0,15 —ь- 0,35 мм.
Повышение температуры или увеличение выдержки при тем-
пературе приводит к повышению хрупкости слоя при неболь-
шом увеличении глубины (рис. 23.1).
В качестве активизатора в расплавленную буру вводится
30—40% карбида бора, содержащего 76—78% бора и 24—
22% углерода. Глубина борированного слоя зависит от состава
ванны (при температуре 1000° С, выдержке 5 ч у = 0,2ч-
0,4 мм) и температуры борирования (рис. 23.2 и рис. 23.3).
При борировании применяют жидкие ванны состава: а) 70%
Na2B4O7 и 30% SiC; б) 60%
Na2B4O7, 15% NaCl и 30%
силикомарганца с 17% Мп.
Для восстановления бора
%карбидо бора ^нейтральны! солей
о б
Рис. 23.1. Кривые зависимости толщи- Рис. 23.2. Кривые зависимости глу-
ны борированного слоя от темперадбины борированного слоя (температу-
туры при выдержке 4 ч для различ- ра 1000° С, 5 ч) от:
НЫХ сталей: а— содержания в панне карбида бора; б—
1 — 30ХГСА- 2—I2XH3A; 3—I2XH2A) содержания н ванне нейтральных солей
4 — 35- 5 — 40Х- 6 — 66С2А (1г ВаС1, н Ir NaCl) и 20% карбида бора
274
Рис. 23.3. Кривые зави-
симости глубины слоя от
продолжительности и тем-
пературы (состав ваины
60% буры и 40% карбида
бора)
вместо карбида бора в буру добавляют
карбид кремния, силикокальций марки
KaCul, ферросилиций марки Сн90, фер-
ромарганец марки Мп5.
Практический интерес представ-
ляет низкотемпературное электро-
лизное борирование (плотность тока
на катоде 0,2А/см2). Оно проводится
в ваннах следующего состава: 30%
Na2SOi + 70% Na2B4O7 при темпера-
туре 600° С в течение 4 ч. Прн этом об-
разуется слой 15 мкм. На поверхности
образуется борид железа FeB, а ни-
же— полуборид железа Fe2B н а-твер-
дый раствор. Твердость слоя НВ 1800—
2000.
Газовое борирование является очень
перспективным. Наиболее удобным является применение в ка-
честве газовой среды треххлористого бора (ВС13). Этот способ
применяется мало — вследствие токсичности отходящих газов
(НС1 п частично остатков ВС1з).
Для нейтрализации отходящих газов их пропускают через
воду. При этом образуется раствор смеси соляной (НС1) и бор-
ной (Н3ВО3) кислот, которые затем нейтрализуют щелочью.
Борирование титана и чугуна. Для борирования титана ре-
комендуется состав: 55% А12О3 + 45% (50% В2О3 +
+ 50% Ti) + 2% NaF. После насыщения прн температуре 900° С
в течение 4 ч образуется слой глубиной 35 мкм, состоящий иа
поверхности из боридов титана TiB, TiB2 и зоны а-твердого
раствора с включениями дпборида титана TiB2. Концентрация
бора на поверхности 9%.
Разрабатываются методы многокомпонентного насыщения
титана. Для повышения износостойкости чугунов может быть
использовано борохромирование при индукционном нагреве
ТВЧ. Детали предварительно обмазывают смесью: окнсь хрома,
алюминия, бор кристаллический, натрий хлористый, натрий фто-
ристый и криолит. Глубина слоя около 200—400 мкм.
Рекомендуемая литература: [47], [56], [72].
Глава 24
ДИФФУЗИОННАЯ МЕТАЛЛИЗАЦИЯ
Диффузионному насыщению металлами подвергаются самые
разнообразные материалы: черные, цветные, тугоплавкие метал-
лы и их сплавы и различные неметаллы (графит, кремний и
т. п.). Оно повышает жаро-, коррозио- и износостойкость.
275
Многие процессы насыщения освоены промышленностью
(алитирование, хромирование, цинкование), другие находятся в
стадии промышленного освоения (силицирование, бериллизация,
карбидизация, вольфрамирование, молибденирование), некото-
рые проходят лабораторные проверки.
Насыщение может осуществляться одним или одновременно
несколькими элементами.
24.1. АЛИТИРОВАНИЕ СТАЛИ
Алитированием называется процесс насыщения поверхности
стали, чугуна и других сплавов алюминием для повышения жа-
ростойкости и коррозионной стойкости изделий, изготовленных
из них (детали газовых турбин, клапаны, печная арматура н
т. п.). Наиболее старый способ — алитирование в порошкообраз-
ных смесях (рис. 24.1), содержащих алюминий или ферроалю-
миний, окись алюминия А12О3 и небольшое количество хлорис-
того аммония (NH4CI).
Процесс алитирования протекает с участием субхлорида
алюминия:
AICI3 + 2А1 = ЗА1С1; (24.1)
А1С1з = AlCl-J-Ch; (24.2)
ЗА1С1 + xFe = FexAl2 + А1С13; (24.3)
ЗА1С1 + (х +1) Fe = FexAI3 4- FeCl3. (24.4)
Алитированный слой состоит из a-твердого раствора и соеди-
нения РезА1, Поверхностная зона слоя иногда может состоять
из интерметаллидов РезА1 или смесн Fe2Al5 и РезА1. Алитиро-
ванный слой имеет повышенную твердость и повышенную хруп-
кость. Алитирование в расплавленных солях осуществляется в
сплаве, состоящем из 0,2—0,4% А1 и 6—8% Fe илн в расплаве
алюминия, содержащем 6—8% Si при 660—750° С с выдержкой
40—60 мин или 5—10 мин и последующим диффузионным от-
жигом.
В зависимости от режима глубина слоя равна 0,1—0,4 мм.
Недостаток процесса — нали-
пание алюминия на поверх-
ность деталей, неравномер-
ность распределения глубины
слоя.
Рис. 24.1. Кривые зависимости глуби-
ны алитированного слоя стали от про-
должительности насыщения алюми-
нием при температуре 900° С:
1 — углеродистая; 2 — аустенитная с тита-
ном; 3 — аустенитная легированная
276
В промышленности широко применяется алитирование ста-
ли металлизацией с последующим диффузионным отжигом. При
металлизации на поверхность изделия наносится слой алюми-
ния толщиной 0,4—0,8 мм, затем производится обмазка алю-
миния защитным слоем для предохранения его от окисления и
последующий диффузионный отжиг при температуре 950—
1100° С в течение 1—3 ч; глубина слоя 0,1—0,6 мм.
Эффективным является низкотемпературное алитирование в
ваннах, содержащих алюминий и его соли. При этом на поверх-
ности более электроположительного металла (стали) образует-
ся алитированный слой. Примером такой технологии является
алитирование при температуре 600° С в течение 4 ч в расплаве,
содержащем КС1 и LiCl (2:3) 4- 3—10% FeAl и порошок алю-
миния. Толщина алитированного слоя 0,2 мм.
Особенно большое значение имеет применение алитирования
для повышения жаростойкости некоторых деталей газовых тур-
бин (турбинных лопаток). Алитированный слой защищает ме-
талл от окисления в течение более тысячи часов. Алитирование
лопаток выполняют следующими способами: диффузионным —
в порошках ферроалюминия, шликерным, в расплавленных
электролитах.
В результате алитирования образуется поверхностный слой
с содержанием 30—40% А1 и состоящий из алюмидов никеля
NiAl3, NiAl. Микротвердость алитированного слоя равна 900—
1000 кгс/мм2, твердость 400—420 кгс/мм2.
При проведении процесса алитирования титана в состав ме-
таллокерамической смеси вводится окись алюминия, кальций-
алюминиевая лигатура, фтористый алюминий. Образование в
насыщающей смеси активных атомов алюминия происходит, ве-
роятно, в результате протекания прн температуре 800—1000°С
следующих реакций:
СаА12 -> Са + 2А1;
А12О3 4- ЗСа -> ЗСаО 4- 2А1;
А12Оз 4- ЗСаА1 -> ЗСаО 4- 8AL
(24.5)
(24.6)
(24.7)
Глубина алитированного слоя при постоянной температуре
и выдержке в значительной мере зависит от содержания в смеси
А12Оз, СаА12 и AIF3. Оптимальным составом является смесь,
состоящая из (70% AI2O3 4~ СаА12) 4- 5A1F3.
Алитированный слой на титане состоит из ннтерметаллидов
TiAI3 и TiAl, составляющих 40% от общей глубины слоя, н
твердого раствора алюминия в титане. Концентрация алюмцния
на поверхности титана после алитирования составляет 20—25%
при температуре насыщения 1000° и 10—15% прн 900° С.
277
24.2 ХРОМИРОВАНИЕ, СИЛИЦИРОВАНИЕ
Хромирование повышает износо-, жаро-, эррозионную и кор-
розионную стойкость. Его широко применяют для повышения
износостойкости инструментов и деталей. Во многих случаях
вначале производится цементация на небольшую глубину, а за-
тем хромирование в различных порошковых смесях (65% Сг,
34% А12Оз и 1% NH4CI) и др. Установлено влияние размера
фракций порошков на скорость процесса. Оптимальные разме-
ры 100—160 мкм.
Для хромирования ленты, слябов разработан метод вакуум-
ного хромирования (УкрНИИспецсталь). В рабочей камере соз-
дается вакуум 1 • 10-3 мм рт. ст., испаряющийся хром (марки
ФХ010) нагревается до температуры 1600° С и поступает на
поверхность изделия, имеющего температуру 1200° С, диффун-
дируя в глубь металла, и образует слой различной глубины.
Наружный напыленный слой содержит столько же хрома, сколь-
ко испаряющийся феррохром. Внутренний слой представляет
собой твердый раствор хрома в a-железе. Для хромирования
часто применяют специальные стали, содержащие марганец, ти-
тан, ниобий н ванадий, которые ускоряют диффузию хрома в
сталь. Это объясняется тем, что этн элементы связывают угле-
род стали в карбиды, в результате чего диффузия хрома про-
текает быстрее. Применяют также газовое хромирование.
Перспективно применение скоростного нагрева для насыще-
ния стали алюминием и хромом (рис. 24.2). Алюмохромирован-
ный слой, получаемый при скоростном нагреве при температуре
1050—1200° С в течение 1—10 мин при скорости нагрева 50—-
450° С/с, имеет лучшие свойства (менее хрупок), чем получен-
ный при обычном нагреве.
Силицирование — насыщение стали кремнием — применяет-
ся для повышения кислотостойкое™, а в ряде случаев и износо-
стойкости. Силицирование стали осуществляется в порошко-
образных смесях (60% ферросилиция, 39% глинозема илн као-
лина, 1 % хлористого аммония) илн в газовой среде. При газо-
вом силицировании через ферросили-
ций или карбид кремния пропускают
хлор, который взаимодействует с крем-
нием и образует S1CI4. В дальнейшем
происходят реакции:
S1CI4 + Si = 2S iCl2; (24.8)
2SiCl2 +xFe = FexSi + SiCl4. (24.9)
Рис. 24.2. Кривые изменения концентрации алю-
миния и хрома по глубине диффузионного слоя
стали 20 (ся = 50° С/с, t = 1100° С, т = 10 мин):
/ — А1. 2 — Сг (электронагрев) 1? С/о, 3 — А1, 4 — Сг
(нагрев в пени)
278
В результате газового силицирования при температуре
3000° С в течение 2—4 ч образуется диффузионный слой глуби-
ной 0,5—1 мм с концентрацией кремния на поверхности 14%.
При газовом силицировании необходимо применять меры безо-
пасности при работе с хлором.
Для силицирования титана рекомендуется смесь соста-
ва 70%
SiO2 + 30%А1 + 2%NaF.
Силицированный слой на титане состоит из силицидов титана
TiSi2, TisSi и зоны a-твердого раствора. Глубина силицирован-
ного слоя после насыщения при температуре 900° С в течение
4 ч на сплаве ВТ1 составляет 70 мкм при концентрации крем-
ния на поверхности 12—16%.
243. ТИТАНИРОВАНИЕ
Насыщение низкоуглеродистой стали титаном (титанирова-
ние) придает ей высокую коррозионную и кавитационную стой-
кость. Кроме этого, для средне- и высокоуглеродистых сталей
повышается твердость и износостойкость. Разработка оптималь-
ной технологии находится в стадии исследования. Получены
положительные результаты прн титаннрованни в порошковых
смесях 75% порошка малоуглеродистого титана, 15% плавико-
вого шпата и +4% фтористого натрия +6% НС1. В процессе
тнтанированпя происходит встречная днфорузия углерода, ко-
торая способствует образованию карбидов титана.
Проводятся работы по титаиированню в вакууме при темпе-
ратуре 1000° С в течение 4 ч. На стали 08 кп образуется слой
0,1 мм с концентрацией титана в его поверхностной зоне 85—
95%. На высокоуглеродистых сталях и чугунах образуется тон-
кий слон карбида титана.
Диффузионное тнтанпрование чугуна (СЧ 18—36) произво-
дится в порошке: 70% титанового порошка марки ПТ6, 8% фто-
ристого натрия и 22% окиси алюминия, температура 1000° С
в течение 2—10 ч. Покрытие состоит из твердого раствора на
основе карбида титана, растворяющего около 20% Fe, глубина
слоя за 6 ч 20 мкм.
24.4. ЦИНКОВАНИЕ, КАРБИДИЗАЦИЯ, БЕРИЛЛИЗАЦИЯ
Цинкование проволоки, ленты и других изделий предназна-
чено для повышения коррозионной стойкости. В промышленно-
сти оно осуществляется в большинстве случаев на непрерывных
агрегатах погружением металла в расплав цинка при темпера-
туре 460° С. Поверхность оцинкованной стали состоит из мно-
гослойного покрытия, которое состоит на 3/$ или '/г из цинка,
а переходный слой — из железа и ннтерметаллидиых соединений
279
железа и цинка. При дополнительном отжиге оцинкованной
стали (t = 490—550° С) в течение 10 мин происходят диффузи-
онные процессы, приводящие к получению пластичного покры-
тия, состоящего из фазы FeZn7. Коррозионная стойкость такого
покрытия существенно повышается. В отдельных случаях при-
меняют цинкование в порошке цинка прн температуре 360—
400° С в течение 1—3 ч. В этом случае диффузионный слой со-
стоит в основном из фазы FeZn7.
Карбидизацией — эффективным способом повышения износо-
стойкости инструментов и деталей — является применение по-
крытий из карбида или нитрида титана. Карбид титана имеет
решетку типа NaCl. Твердость его НВ 1800-М500 тем выше,
чем больше содержание углерода в нем.
' Нитрид титана также имеет решетку типа NaCl и твердость
НВ > 2800 кгс/мм2. Процесс ведут в муфелях, в которые вво-
дятся метан или жидкие углеводороды. Источником титана яв-
ляется тетрахлорид титана (TiCl4), через который при темпера-
т7ре 40—50° С пропускается водород. Водород восстанавливает
TiCl4 до TiCls, вводимый затем в муфель. В муфеле прн высо-
кой температуре TiCl2 диспропорцнонирует с образованием ато-
марного активного титана, который взаимодействует с углеро-
дом подложки илн газовой среды и образует карбид титана.
Процесс осаждения покрытий из карбида титана производится
при температуре 1000° С с выдержкой 1—2,5 ч. При этом обра-
зуется слой толщиной 4—6 мкм. Для получения максимальной
твердости содержание углерода в карбиде должно быть около
17—20%. Сцепление осажденного слоя карбида титана со сталь-
ной подложкой хорошее. Так, в процессе осаждения происходит
взаимная диффузия компонентов подложки — железа и хрома
в осажденный слой, а титана — в подложку. Вместо карбида
титана могут быть использованы карбиды ниобия.
Хорошие результаты дает покрытие резцовых пластин из
твердого сплава нитридом титана слоем 3—6 мкм. Покрытия из
нитрида титана получаются в смеси водорода, азота и паров
TiCl4 при температуре 1000° С с выдержкой около 2 ч.
Основным недостатком осаждения покрытий из карбида и
нитрида титана является взрывоопасность применяемой смеси,
содержащей водород. Для устранения этого недостатка имеют-
ся попытки заменить водород парами цинка, магния, кадмия
и др.
Бериллизация способствует значительному повышению ока-
линостойкости стали и других сплавов. Бериллизация произво-
дится в порошкообразных смесях, состоящих из 98—99% берил-
лия (Be) (или ферробериллия) и 1—2% хлоридного аммония
NH4C1 при температуре 1050° С в течение нескольких часов.
Глубина слоя около 0,2 |ш, состоит из внешней зоны — берил-
лидов железа (FeBe2), лежащей под ней зоны a-твердого рас-
твора и бериллидов и, наконец, зоны a-твердого раствора.
280
Однако следует иметь в виду большую токсичность берил-
лия и необходимость принимать соответствующие меры предо-
сторожности.
24.5. ХИМИКО-ТЕРМИЧЕСКАЯ ОБРАБОТКА
СПЕЧЁННЫХ МАТЕРИАЛОВ И ТУГОПЛАВКИХ МЕТАЛЛОВ
Особенность химико-термической обработки спеченных ма-
териалов связана с особенностью нх строения. Они обладают
значительной пористостью и дефектностью межчастичных гра-
ниц. К деталям из порошковых сплавов применяются все виды
химико-термнческой обработки. При большой плотности мате-
риала глубина слоя практически не отличается от глубины диф-
фузионного слоя на компактных материалах. Со снижением
плотности глубина проникновения слоя увеличивается.
Проводятся работы по совмещению процессов спекания и хи-
мико-термической обработки. Насыщение производится в газо-
вых илн жидкостных средах.
Обработка тугоплавких металлов. При хнмнко-термнческой
обработке тугоплавких металлов (Мо, Nb, W) производится на-
сыщение углеродом, азотом, бором и кремнием. Образующиеся
карбидные, нитридные, боридные и силицидные слон имеют вы-
сокую твердость, износо- и жаростойкость и пр.
При диффузии хрома в молибден слой состоит нз двух зон.
Первая (внешняя толщиной 3—7 мкм) состоит из твердого рас-
твора молибдена в хроме. Вторая, примыкающая к первой, пред-
ставляет собой твердый раствор хрома в молибдене. На грани-
це этих зон концентрация хрома изменяется скачкообразно.
Возможно, вначале на поверхности молибдена образуется
наложенный слой хрома, в который диффундирует молибден из
внутренних зон образца. Затем происходит диффузия хрома из
этого слоя в молибден. При диффузии кремния в молибден при
температуре 1200° С за первые 72 ч возникает диффузионный
слой, состоящий из одной фазы высшего состава Mo2Si2. При
последующем увеличении выдержки в структуре диф-
фузионного слоя появляются две другие фазы более низкого
состава (MoSi3 и Mo3Si).
Рекомендуемая литература: [25]. [46], [47], [56].
СПИСОК ЛИТЕРАТУРЫ
1. Ассоиов А. Д. Современные методы термической обработки.—Мл Ма-
шиностроение. 1964. —191 с.
2. А с с о и о в А. Д. Технология термической обработки деталей машин.
Мл Машиностроение, 1969.—263 с.
3. Алексеенко М. Ф. Структура и свойства теплостойких конструк-
ционных и нержавеющих сталей.— Мл Обороигиз, 1962.—215 с.
4. 'Бернштейи М. Л. Термомехаиическая обработка металлов и спла-
вов.— Т. 1. т. 2.— Мл Металлургия, 1968.—1171 с.
5. Бернштейн М. Л., Займовский В. А. Механические свой-
ства металлов.— Мл Металлургия, 1979.—494 с.
6. Бернштейн М. Л. Структура деформированных металлов.— Мл
Металлургия, 1976.—432 с.
7. Блантер М. Е. Фазовые превращения при термической обработке
стали.— Мл Металлургиздат, 1962.—268 с.
8. Бокштейи С. 3. Строение и свойства металлических сплавов.— М.:
Металлургия, 1971.—496 с.
9. Бокштейи С. 3. Структура и механические свойства легированной
стали.— М: Металлургиздат, 1962.—278 с.
10. Богачев И. Н. Металлография чугуна. — Свердловск: Металлургиз-
дат, 1962.—392 с.
11. Б оч вар А. А. Основы термической обработки сплавов.— М.: Метал-,
лургиздат, 1940.—298 с.
12. Бунин К. П., Баранов А. А. Металлография.— Мл Металлур-
гия, 1970.—-254 с.
13. Бунин К. П., Таран Ю. Н. Строение чугуна.— Мл Металлургия,
1972.—160 с.
14. Бунин К. П., Баранов А. А., Погребной Э. Н. Графитиза-
ция стали.— Киев, Изд-во АН УССР, 1961.—86 с.
15. Вишняков Д. Яо Ростовцев Г. Н., Неуструев А. А.
Оборудование, механизация и автоматизация в термических цехах.—M,j
Металлургиздат, 1964.—467 с.
16. В а н Флек Л. Теоретическое и прикладное материаловедение. Пер. с
англ.—-М.: Атомиздат, 1975.-—472 с.
17. Геллер Ю. А. Инструментальные стали.—Мл Металлургия, 1975.—
584.
18. Глазунов С. Г., Моисеев В. Н. Конструкционные титановые
сплавы. Мл Металлургиздат, 1974.—367 с.
19. Головин Г. Ф., Замятин М. М. Высокочастотная термическая
обработка.— М.—Л.: Машиностроение, 1968.—227 с.
20. Горелик С. С. Рекристаллизация металлов и сплавов.— Мл Метал-
лургия, 1967.—565 с.
21. Гудремон Э. Специальные стали,—Пер. с нем.— Мл Металлургиздат,
1965, Т. 1, т. 2.— 966 с.
22. Гуляев А. П. Термическая обработка стали.— Мл Машгиз, I960.—
496 с.
23. Гуляев А. Л. Металловедение.— Мл Металлургия, 1979.—647 с.
24. Стандарты по методам испытания: ГОСТ 7564—73; ГОСТ 10243—62;
ГОСТ 1778—70; ГОСТ 5639—65; ГОСТ 5640—68; ГОСТ 6032—75; ГОСТ
11878—66; ГОСТ 5657—69.—М,: Стандартгиз.
282
25. Дубинин Г. Н. Диффузионное кремирование сплавов.— М.: Маши-
ностроение, 1964.—451 с.
26. Е ко бор и Т. Физика и механика разрушения и прочности твердых тел.—
Пер. с англ.— М.: Металлургия, 1971.—264 с.
27. Захаров М. В., Захаров А. М. Жаропрочные сплавы.— М., Ме-
таллургия, 1972.— 384 с.
28. Кндин И. Н. Физические основы электротермической обработки метал-
лов и сплавов.— М.: Металлургия, 1962.— 375 с.
29. Козловский И. С. Химико-термическая обработка шестерен.— Мл
Машиностроение, 1970.— 232 с.
30. Колачев В. А., Ливанов В. А., Елагин В. И. Металлове-
дение и термическая обработка цветных металлов и сплавов.— М.: Метал-
лургия, 1972.— 480 с.
31. Коттрел А. X. Строение металлов и сплавов.— Пер. с англ.— Мл
Металлургиздат, 1961.— 288 с.
32. Кристин Дж. Теория превращения в металлах и сплавах.— Пер. с
англ.— М.: Мир, 1978.— 806 с.
33. Курдюмов Г. В., Утевский Л. М., Энтин Р. И. Превраще-
ние в железе и стали. — М-: Наука, 1977.—237 с.
34. К у р д ю м о в Г. В. Явление закалки и отпуска стали.— М.: Метал-
лургиздат, 1960.
35. Коцюбинский О. Ю. Стабилизация размеров чугунных отливок.—
М.: Машиностроение, 1974.— 296 с.
36. Л а х т и н Ю. М. Металловедение н термическая обработка металлов.—
М.: Металлургия, 1976.— 407 с.
37. Л ахти и Ю. М. Физические основы процесса азотирования.— М.: Маш-
гиз, 1948,— 143 с.
38. Лахтин Ю. М., Коган Я. Д. Азотирование стали.— М.: Машино-
строение, 1976.—254 с.
39. Ливший Б. Г. Металлография.— М.: Металлургиздат, 1971.— 511 с.
40. Лозинский М. Г. Высокотемпературная металлография.— Мл Маш-
гиз, 1956.—312 с.
41. Лысак Л. И., Николнн Б. И. Физические основы термической
обработки стали.— Киев; Техника, 1975.— 304 с.
42. Мак Лин Д. Границы зерен в металлах.— Пер. с англ.— М.: Метал-
лургиздат, 1960.— 322 с.
43. Мак Лин Д. Механические свойства металлов.— Пер. с англ.— М.»
Металлургиздат, 1965.— 431 с.
44. Малин кина Е. И. Образование трещин при термической обработке
стальных изделий.— М-; Машиностроение, 1965.— 176 с.
45. Мальцев М. В. Термическая обработка тугоплавких, редких металлов
и их сплавов.— Мл Металлургия, 1974.—343 с., ил.
46. Металловедение и термическая обработка.— Т. 1, т. 2—Мл Металлург-
издат, 1961.
47. Минке вич А. Н. X им и ко-терм ячеек a i обработка металлов и спла-
вов.— М.: Машиностроение, 1965.—491 с.
48. Натапов Б. С., Благовещенский Н. А. Термическая обра-
ботка металлов.— М.: Металлургиздат, 1955.—392 с.
49. Н сайков И. И. Дефекты кристаллической решетки металлов.— Мл
Металлургия, 1968.—180 с.
50. Но ви ко а И. И. Теория термической обработки металлов.— Мл Метал-
лургия, 1978.—392 с.
51. Петров Н. П., Трошкин Т., Веселов Б. П. Термическая
обработка стали в контролируемых атмосферах.— Мл Машиностроение,
1969.—152 с.
52. П о п о в А. А. Фазовые превращения в металлических сплавах.— Мл
Металлургиздат, 1963.—311 с.
53. Попов А. А., Попова Д. Е. Изотермические и термокипетическле
диаграммы распада переохлажденного аустенита.— М.: Машсиз, 1965.—
495 с.
283
54. П о п о в А. А. Теоретические основы химико-термической обработки
стали.—Свердловск: Металлургиздат, 1962.—120 с.
55. Потемкин К. Д. Термическая обработка и волочение высокопрочной
проволоки.—Мл Металлургиздат, 1963.—120 с.
56. Райцес В. Б. Технология химико-термической обработки на машино-
строительных заводах.— М.: Машиностроение, 1965.—230 с.
57. Рабинович Н. X. Термомеханическая обработка алюминиевых спла-
вов.— М.: Машиностроение, 1973.—160 с.
58. Русские ученые металловеды: [Сб. статей!.—Мл Машгиз, i960.
59. Садовский В. Д. Структурная наследственность в стали.— М.: Ме-
таллургия, 1973.—208 с.
60. Си о р ин И. И. Роль русской науки в развитии металловедения и
термической обработки металлов. — Т. 1, т. 2. — Мл Машгиз, 1951.
61. С а г а р а д з е В. С. Повышение надежности цементуемых деталей. —
М.: Машиностроение, 1975.—287 с.
62. Соколов К. Н. Оборудование термических цехов.— Мл Машгиз,
1957.—420 с.
63. Солодихии А. Г. Технические и экономические основы термической
обработки металлов.— М.: Машгиз, 1965.—451 с.
64. Стародубов К. Ф. Дипломное проектирование термических цехов.—
Киев: Вища школа, 1974.—160 с.
65. Утевсой Л. М. Отпускная хрупкость стали.— Мл Металлургиздат,
66. Физическое металловедение. Вып. 1, 2, З/Под ред. Р. М. Каиа.— Мл
Мир, 1967, 1968 гг. — 490 с.
67. Фридман Д. Б. Механические свойства металлов. — Т. 1, т. 2.— Мл
Машиностроение, 1974.—472 с.
68. Чалмерс Б. Физическое металловедение. — Мл Металлургиздат.
1963.—455 с.
69. Чернов Д. К. Наука о металлах / Под ред. ГудцоваН. Т.— Мл Метал-
лургиздат, 1950.—563 с.
70. Шеп е л я к о в с к ий К. 3. Упрочнение деталей машин поверхностной
закалкой при индукционном нагреве.—Мл Машиностроение, 1972.—287с.
71. Штейнберг С. С. Основы термической обработки стали.— Сверд-
ловск: Металлургиздат, 1945 .— 158 с.
72. Шубин Р. П., Приходько В. С. Технология и оборудование
термического цеха.— Мл Машиностроение, 1971. — 280 с.
73. Энтин Р. И. Превращение аустенита в стали. — Мл Металлургиздат,
1960, 252 с., ил.
74. Юм-Роз ер и В., Рейнор Д. В. Структура металлов и сплавов.—
Пер. с англ.— Мл Металлургиздат, 1959.— 391 с., ил.
ОГЛАВЛЕНИЕ
Введение....................•.................................... 5
Раздел первый
ТЕОРИЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ
Глава I. Общие закономерности структурных изменений при термнчесиой
обработке.......................................................... 7
1.1. Основы термо дниамики металлов и сплавов ................. 7
1.2. Структурные изменения в пределах одной-фазы.................. 10-
1.3. Закономерности фазовых превращений ..... ........ 17
1.4. Классификация видов термической обработки ................. 39
Глава 2. Превращения при нагреве стали........................... 41
2.1. Механизм и кинетика перуито-аустенитного превращения.......41
2.2. Влияние исходной структуры, состава и скорости иагрева на П->А-
п ревращение . ................................................. 44
2.3. Рост зерна аустенита при нагреве...........................49
2.4. Влияние размера зерна на свойства стали....................53
Глава 3. Превращение аустенита при охлаждении ...................54
3.1. Изотермический распад аустенита ...........................57
3.2. Распад аустенита в доэвтектоидной и заэвтектоидной сталях ... 62
3.3. Влияние различных факторов иа устойчивосгь аустенита.......67
Глава 4. Мартеиситиое превращение.................................... 70-
4.1. Движущие силы мартенситного превращения...................72
4.2. Механизм превращения ...........................................74
4.3. Кинетика мартенситного превращения........................78
4.4. Влияние пластической деформации на мартенситное превращение . . 81
4.5. Стабилизация аустенита....................................82
4.7. Влияние состава стали на мартенситное превращение ...... 83
4.6. Структура и свойства закаленной стали.....................85
Глава 5. Бейнитмое превращение .......................................91
5.1. Кинетика бейнитного превращения................................. 91
5.2. Морфология и механизм образования бейнита...................93
Глава 6. Превращение аустенита прн непрерывном охлаждении .... 95
6.1. Влияние скорости охлаждения................................95
6.2. Сопоставление превращений при изотермических выдержках и не-
прерывном охлаждении.............................................. 98
6.3. Механические свойства продуктов превращения аустенита .... 102
Глава 7. Закалка без полиморфных превращений.......................104
7.1. Превращения при иагреве....................................... 104
7.2. Кинетика распада переохлажденного раствора ................106
7.3. Механические свойства сплава, закаленного иа твердый раствор 106
285
Глава 8. Старение . ..............................,
8.1. Термодинамика процессов выделения фаз из твердого раствора
8.2. Структурные изменения прн старении......................... .
€.3. Изменение свойств при старении..............................
8.4. Старение мартенситостареющнх сталей........................
-8.5. Термическое и деформационное старение малоуглеродистой стали
Глава 9. Отпуск..............................................
9.1. Общие закономерности.......................................
9.2. Влияние легирующих элементов...............................
9.3. Механические свойства отпущенной стали.....................
9.4. Отпускная хрупкость сталей...............................’ ’
Раздел второй
ПРАКТИКА ТЕРМИЧЕСКОЙ ОБРАБОТКИ
Глава 10. Структура стали после горячей деформации...............
10.1. Формирование структуры при горячей деформации.............
10.2. Влияние деформации на механические свойства стали.........
10.3. Плавочный контроль........................................
Глава 11. Нагрев металла.........................................
11.1. Скорость нагрева металла...................................
11.2. Химическое действие нагревающей среды......................
Глава 12. Отжиг первого рода.....................................
12,1. Гомогенизирующий отжиг-...................................
12.2 Превращения при нагреве холоднодеформированного металла . . .
12.3. Дорекристаллизационный отжиг..............................
12.4. Рекристаллизационный отжиг................................
12.5. Отжиг для уменьшения остаточных напряжений................
Глава 13. Отжиг второго рода.....................................
13.1.
13.2.
13.3.
13.4.
13.5.
Глава 14. Закалка стали
14.1.
14.2.
14.3.
14.4.
14.5.
14.6.
14.7. Способы закалки.................................
14.8. Отпуск углеродистой и среднелегированных сталей
14.9. Отпуск высоколегированных сталей......... .
Глава 15. Закалка и отпуск чугуна...................
15.1. Закалка и отпуск серого чугуна...............
15.2. Закалка высокопрочного чугуна................
15.3. Закалка ковкого чугуна .................
15.4. Закалка белого чугуна .......................
Глава 16. Закалка и старение сплавов ...............
16.1. Закалка и старение алюминиевых сплавов ....
16.2. Термическая обработка магниевых сплавов ....
16.3. Термическая обработка жаропрочных сплавов . . .
Разновидности отжига стали..................
Графитизирующий отжиг.......................
Нормализация...................'............
Влияние структуры на обрабатываемость резанием
Патентирование ..............................
Выбор режима нагрева....................
Охлаждающие среды.......................
Закаливаемость и прокаливаемость стали . .
Внутренние напряжения...................
Деформация и закалочные трещины ....
Обработка. стали при температуре ниже нуля
107*
107
108
111
113
114
117
117
123
125
127
131
131
132
135
136.
139
142
145
145
147
154
154
160
162
163
168
174
176
177
179
179
182
186
193
195
197
198
201
203
204
204
205
206
206
207
207
208
209
286
16.4. Закалка и старение титановых сплавов................... 210
16.5. Закалка и старение сплавов на основе тугоплавких металлов . . 212
Глава 17. Термомехаиическая обработка...........................214
17.1. Термомеханическая обработка стареющих сплавов ........ 215
17.2. Низкотемпературная термомехаиическая обработка (НТМО) ... 216
17.3. Термомеханическая обработка стали с деформированием мартенсита 217
17.4. Высокотемпературная термомеханическая обработка сталей ... 218
17.5. Предварительная термомехаиическая обработка..............218
17.6. Использование тепла нагрева предшествующих операций......219
Глава 18. Поверхностная закалка............................... 221
18.1. Нагрев в расплавленных соляных ваннах ...................221
18.2. Нагрев газовым пламенем..................................222
18.3. Контактный нагрев........................................224
18.4. Нагрев в электролите *...................................225
18.5. Индукционный нагрев**....................................225
18.6. Поверхностная закалка графитизированной стали и чугуна . . . 232
Раздел третий
ХИМИКО-ТЕРМИЧЕСКАЯ ОБРАБОТКА МЕТАЛЛОВ
Глава 19. Общие закономерности диффузионных процессов............234
19.1. Механизм диффузии......................................-. 234
19.2. Кинетяка образования диффузионных слоев...................238
19.3. Методы химико-термической обработки.......................242
Глава 20. Цементация стали..................................... 243
20.1. Влияние легирующих элементов и примесей на процесс цементации 248
20.2. Технология цементации.....................................250
20.3. Термическая обработка цементуемых изделий.................254
Глава 21. Азотирование.............,........................... 258
21.1. Антикоррозионное азотирование.............................261
21.2. Азотирование легироаанной стали...........................261
21.3. Свойства азотированной легированной стали..............265
Глава 22. Нитроцементация и цианирование.......................266
22.1. Цианирование в жидкой среде ............................ 267
22.2. Нитроцементация ..........................................270
22.3, Цианирование в твердой среде..............................270
22.4. Сульфоцнаннрованне...................................... 271
22.5. Структура и свойства цианированиой стали .... -...........271
Глава 23. Борирование.......................................... 273
23.1. Способы борирования........................................274
Глава 24. Диффузионная металлизация..............................275
24.1. Алитирование стали.........................................276
24.2. Хромирование, силицирование................................278
24.3. Титанирование..............................................279
24.4. Цинкование, карбидизация, бериллизация.....................279
24.5. Химико-термическая обработка спеченных материалов и тугоплав-
ких металлов.................................................... 281
.......................;.......................282
Список литературы
Борис Соломонович Натапов
ТЕРМИЧЕСКАЯ ОБРАБОТКА МЕТАЛЛОВ
Редактор Р. С. Деловая
Художественный редактор С. В. Анненков
Технический редактор Л. Ф. Волкова
Корректор Н. Н. Шевченко
Информ, бланк № 5453
Сдано в набор 30.11.79. Подп. в печать 27.05.80. БФ 06093.
Формат 60х901/1в. Бумага типогр» № 2. Лит. гарн. Выс. печать.
18 печ. л. 18,86 уч.-изд. л. Тираж 8500 экз.
Изд. №4143. Зак. 9-477. Цена 80 к.
Головное издательство издательского объединения «Вища шко-
ла». 252054, Кнев-54, ул. Гоголевская, 7.
Харьковская книжная фабрика «Коммунист» республиканского
производственного объединения «Полиграфкиига» Госкомиздата
УССР. 310012, Харьков-12, Энгельса. 11.