/

























Текст
Минионтажспецстрой СССР
Главное техническое управление
ВНЙИмонтажспедетрой
РЕКОМЕНДАЦИИ
ПО ИЗГОТОВЛЕНИЮ СКВОЗНЫХ РАЗВИТЫХ ПО ВЫСОТЕ
БАЛОЧНЫХ ПРОФИЛЕЙ ДЛЯ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ
Центральное бюро
научно-технической информации
Москва-19 76
Министерство монтажных и специадьвш:
строительных работ СССР
Главное техническое управление
Всесоюзны* научно-исследовательский институт
т монтажным я специальным строительным работам
РЕКОМЕНДАЦИИ
ПО ИЗГОТОВЛЕНИЮ СКВОЗНЫХ РАЗВИТЫХ ПО ВЫСОТЕ
БАЛОЧНЫХ ПРОФИЛЕЙ ДЛЯ СТРОПЕ ЛЬНЫ X КОНСТРУКЦИЙ
Центральное бюро
научно-техничее кой информация
Москва-1976
УДК 624,072.2.002.2
Применение сквозных развитых по высоте двутавровых балок,
получаемых из прокатных путем разрезки стенки профиля по ломаной
линии и соответствующей сборки образованных половин, в строи¬
тельных и технологических конструкциях при замене сплошностен-
чатых балок из двутавров по ГОСТ 8239-72 снижает расход металла
на 20-28% при уменьшении^ общей стоимости конструкции на 15-18$,
а при замене решетчатых конструкций вдвое сокращаются трудозатра¬
ты на их изготовление.
Рекомендации по изготовлению сквозных развитых по высоте ба¬
лочных профилей и их применение в строительных конструкциях раз¬
работаны ВНИИмонтадспецстроем совместно с ЦНШСК им. В.А. Куче¬
ренко на основании научно-исследовательских и проектных разра¬
боток по расчету, конструированию и технологии их изготовления с
учетом отечественного и зарубежного опыта. Рекомендации рас¬
смотрены и одобрены научно-техническим советом ВНИИмонтажспец-
строя.
В работе над рекомендациями принимали участие ВНИКТИсталь-
конструкция и ЦНШЭПсе ль строй.
Составители: Чернашкин В.Г., Чернов Ю.А., Симаков ЮЛ1.
Рекомендации предназначены для инженерно-технического
персонала производственных, проектных и научно-исследователь¬
ских организаций в качестве руководства при изготовлении сквоз¬
ных развитых балочных профилей.
Замечания и предложения просим . направлять по адресам:
Москва, 2- й проезд Перова поля, д« 9, ВНИИмонтажспецстрой и
Москва, 2-я Институтская ул., д. 6, ЦНИИСК им. В.А. Кучеренко.
I. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Настоящие рекомендации составлены в развитие главы
СНиП Ш-В.5-62* "Металлические конструкции. Правила изготовления,
монтажа и приемки”, "Инструкции по изготовлению стальных конст¬
рукций из углеродистой и низколегированной стали (9 7-g ] ж
V ГМ(А/ СоСх /
“Инструкции по монтажу стальных конструкций промышленных зданий
■ ■ гада-
1.2. Рекомендации распространяются на изготовление развитых
по высоте двутавров с отверстиями в стенке, применяемых в конст¬
рукциях одноэтажных и многоэтажных зданий и сооружений, в ка¬
честве балок покрытия (перекрытия), прогонов и т.п.
Рекомендации не распристраияются на конструкции из развитых
двутавров, непосредственно воспринимающие многократно действую¬
щие подвижные и вибрационные нагрузки, и на конструкции, подле¬
жащие контролю Госгортехнадзора.
При изготовлении развитых двутавров, предназначенных для
эксплуатации при расчетных температурах от -40 до -65°С } также
надлежит руководствоваться специальными требованиями, указанными
в проекте.
Приме чание. Рекомендации распространяются на раз¬
витые по высоте швеллеры из прокатных профилей по ГОСТ 8240-72
"Сталь прокатная. Швеллеры1*.
1.3. Исходным материалом для изготовления, развитых балок
являются прокатные двутавровые балки по ГОСТ 8239-72 "Сталь
прокатная. Балки двутавровые. Сортамент" и широкополочные (про¬
ект сортамента; выпуск широкополочных двутавров намечается в
ближайшие годы) из стали классов С38/23, С44/29 и С46/33 для
сварных конструкций по ГОСТ 380-71* "Сталь углеродистая обикко-
- 3 -
венйКГО качестве» Марки и общие технические требования” и
ГОСТ 5058-65* "Сталь низколегированная конструкционная. Парки и
общие технические требования".
Марка стали назначается в соответствии о указаниями
СНиП П-В.3-72 “Стальные конструкции. Норны проектирования".
1.4. Качество и марки стали, из которой изготовляется раз¬
витые профили, а такие типы и марки электродов, сварочной про¬
волоки, флюсов, защитных газов и метизов, применяемых при изго¬
товлении этих конструкций, должны соответствовать указаниям про¬
екта, удовлетворять требованиям приложений 1,3 СНиП П-В.3-72, а
также соответствующих стандартов и технических условий и удосто¬
веряться сертификатами или паспортами заводов-поставщиков.
I.5.. (I.I3)1. При изготовлении и приемке развитых двутавров
кроме общих правил настоящих рекомендаций следует руководство¬
ваться соответствующими дополнительными правилами для отдельных
видов сооружений, изложенными в СНиП Ш-В.5-62*.
1.6. Изготовление и крепление дополнительных деталей ;реб-
ра, планки и др.), а также операции по обработке развитых дву¬
тавров (сверление отверстий и пр.) следует осуществлять в со-
ометствии с инструкцией .
1.7 CI.8). Изготовление развитых двутавров должно произво¬
диться с соблюдением действующих правил техники безопасности и
охраны труда согласно СНиП Ш-А.11-70 "Техника безопасности в
строительстве" и требованиям "Инструкции по технике безопасности
при изготовлении стальных конструкций"
ГМСС СССР •
2. ПРИЕМКА И ХРАНЕНИЕ ПРОКАТНЫХ ДВУТАВРОВ
2.1. При приемке прокатных профилей следует руководствова¬
ться указаниями ГОСТ 75 66-69* “Сталь прокатная. Общие правила
приемки, упаковки и оформления документации".
2.2. Прокатные двутавры, предназначенные для изготовления,
должны быть проверены в соответствии с требованиями ГОСТ 8239-72,
рассортированы, уложены по профилям и маркам стали и перед пода¬
чей в производство выправлены. При хранении двутавров с индексом
I я
В скобках указаны номера пунктов, взятых из СНиП Ш-В.5-62
“Металлические конструкции. Правила изготовления монтажа
приемки".
- 4 -
”au в номерах и без него рекомендуется во избежание ошибок при
выдаче их в производство проставлять дополнительно на балках но-»
мер профиля и индекс,
2.3. Хранение двутавров должно осуществляться в соответст¬
вии с п. 2.2 СНиП Ш-В.5-62*.
На обоих торцах каждой балки необходимо указывать несмы¬
ваемой краской цветную маркировку стали, принятую на заводе, и
номер приемного акта.
2Л. Отходы прокатных двутавров должны храниться рассорти¬
рованными по маркам стали и по профилям.
Парка стали деловых отходов должна наноситься на каждой
■туке проката до резки и проверяться контролером ОГК. При отсут¬
ствии кучной маркировки деловые отходы отнооят к стали оамой
низкой марки, гранящейся на складе.
3. ИЗГОТОВЛЕНИЕ СКВОЗШХ РАЗВИТЫХ
ПО ВЫСОТЕ ДВУТАВРОВЫХ ПРОШЕЙ
3.1. Сквозные развитые по высоте двутавровые балки получа¬
ют продольной резкой по ломаной линии стенки прокатного профиля»
раздвижкой и перемещением полученных половин и сваркой их высту¬
пающих зубьев между собой. Такие балки следует изготовлять без
отходов металла, что достигается резкой любого четного количест¬
ва балок и соединением одинаковых половив (рис. 1,а).
Примечание. Как исключение допускается изготовление
развитых балок с отходами (ом. рис. 1,6), при этом величина от¬
ходов не должна превышать 2%.
3.2. Развитые балки изготовляются о применением соответст¬
вующего нестандартного оборудования. Производство может быть ор¬
ганизовано как с раздельными участками резки и оборооварк*, так
и о выполнением всех операций на одном участке.
3.3. Перед продольной резкой для исключения деформации по¬
ловин профиляf возникающей при резке, полки прокатного профиля
должны быть закреплены к продольным жестким элементам, обеспе¬
чивающим неподвижность балки при ее резке и иедеформируемость
половин профиля при последующем их перемещении,сборке и сварке.
Крепление рекомендуется осуществлять специальными зажимами
с механическим, пневматическим или гидравлическим приводом.
В качестве продольных жестких элементов следует применять
инвентарные кондукторы, специальное нестандартное оборудование.
- 5 -
1 ч
>00000
Г
г з
{КУЖКК
ООО
Рис. I* Схемы разрезки балок при изготовлении: а-без
отходов (цифрами обозначены половины оалок и их пе¬
ремещения при сборке); б - с отходами
При небольшом объеме изготовления в качестве жестких эле¬
ментов могут быть использованы прокатные балки, прикрепляемые
своими полками к полкам разрезаемого двутавра.
ЗА. Поверхность стеллажей или стола, на которых произво¬
дится резка, сборка и сварка развитых балок, не должна иметь от¬
клонений по вертикали, превышающих 2 мм на I м, но не более 12мм.
3.5. Подача и укладка прокатных двутавров, прием готовой
продукции, а также перемещения в технологическом процессе должны
осуществляться с помощью механизированных транспортных устройств
(кранов, рольгангов и т.д.), которые должны исключать механичес¬
кие повреждения двутавровых развитых балок при транспортировке,
а также обеспечивать перемещение разрезанных половин совместно с
продольными жесткими элементами.
Резка
3.6. При организации технологического процесса слодует пре¬
дусматривать одновременную резку не менее двух параллельно уло¬
женных прокатных балок. При этом режущий аппарат оборудуется
не менее чем двумя режущими головками.
- 6 -
3.7. Резка стенок балки, как правило, осуществляется о по¬
мощью серийного автоматического или полуавтоматического обору¬
дования для кислородной (плазменной)резки с программным управ¬
лением или фотокопированием либо с механической или магнитной
головкой, перемещающейся по шаблону или копиру. Для этой цели мо¬
гут быть рекомендована газорезательные машины "Алмаз", "Луч";
СГФ-2, СГУ-1-60 и их модернизированные варианты. 6 качестве шаб¬
лонов или копиров рекомендуется использовать копировальные бара¬
баны или раздвижные универсальные шаблоны.
3.8. При кислородной резке следует руководствоваться режи¬
мами, обеспечивающими резку без грата и качество реза, допускаю¬
щее сварку без механической обработки кромок (высота неровностей
кромок не должна превышать 0,5 мм).
Для повышения производительности и качества поверхности ре-
за рекомендуется использовать газовую резку с кислородной заве¬
сой.
3.9. Отклонение линии реза от ее проектного положения не
должно превышать ±2,0 мм. Цроверку правильности линии реза сле¬
дует производить выборочно с помощью шаблона.
Сборка
3.10. Сборка сквозных развитых балок при резке одновременно
двух прокатных двутавров заключается в раздвижке половин разре¬
занного профиля, смене их местами с одновременным поворотом на
180° относительно продольной оси и стыковке выступающих зубьев
между собой.
При изготовлении одной балки производят раздвижку и смеще¬
ние разрезанных половин относительно друг друга, до совмещения
выступающих зубьев между собой (см. рио. 1,6).
3.11. Сборку следует осуществлять на специальных установках
или стендах д-*я изготовления развитых профилей с максимальной ме¬
ханизацией всех операций.
Примечание. В качестве такой установки1 рекомен¬
дуется использовать манипулятор. Он состоит из двух боковых и
центральной поворотной траверс (рис. 2). Прокатные двутавры ук¬
ладываются и укрепляются своими полками к боковым щ центральной
траверсам. После одновременной разрезки стенок обеих балок на¬
ружные траверсы вместе с прикрепленными к ним разрезанными поло¬
винами отодвигаются на высоту зуба, а центральная траверса вмес¬
те с другими половинами поворачивается на 180° относительно про¬
дольной оси. Состыкованные таким образом зубья завариваются.
1 Авт.свид, Л 489614.- "Открытия, изобретения, промышленные об¬
разцы и товарные знаки", 1975, £ 40.
- 7 -
1
а-а
2
Рис. 2. Схема установки для изготовления юаз-
витых профилей: I-боковая траверса; ^-централь¬
ная траверса; 3-прижимы (стрелками указвно
направление перемещения траверс)
3.12. Цри сборке развитых балок следует обеспечивать совпа-.
дение плоскостей свашваемых частей стенок. Отклонение не должно
превышать 0,1 (L , где & _ толщина стенки в мм.
Сварка
3.13 (2.27). Сварка собранных половин прокатного профиля
должна выполняться преимущественно высокопроизводительными мето¬
дами: автоматическим и полуавтоматическим под флюсом, в среде
защитных газов, порошковой проволокой, скоростными электродами и
т.д.
3.14 (Р.28). Сварку необходимо выполнять по заранее разра¬
ботанной технологии, соблюдение которой следует систематически
контролировать.
Технологический процесс сварки должен-обеспечивать требуе¬
мое качество сварки, геометрические размеры лвов и механические
свойства соединения.
3.15. Употребляемые сварочные материалы и режимы сварки долж¬
ны обеспечивать равнопрочность шва с основным металлом,
3.16. Яри разработке технологического процесса сварки раз¬
витых балок, как правило, следует предусматривать:
одностороннею сварку стенки без кантовки балок;
сварку стенки с проваром на всю толщину (5-12 мм; за один
проход оез разделки кромок*
Эти условия наиболее полно обеспечиваются сваркой порошко¬
вой проволокой на медных и других формующих подкладках с высту¬
пам», замыкающими шов и препятствующими вытеканию наплавленного
металла и образованию кратера в начале и конце сварного ива. При
этом оварку можно выполнять как открытой дугой, так и о газовой
защитой (приложение I).
3.17. Двусторонняя сварка развитых двутавров (без формующих
подкладок) производится без выводных планок с заполнением крате¬
ров.
Перед наложением шва с обратной стороны корень шва должен
быть зачищен, вырублен или выплавлен с помощью специального реза¬
ка.
3.18. К сварке указанными в п. 3.13 способами допускаются
электросварщики не ниже 3-го разряда (согласно "Единому тарифно¬
квалификационному справочнику работ и профессий рабочих, занятых
в строительстве и на ремонтно-строительных работах"), прошедшие
специальную теоретическую и практическую подготовку по освоению
технологии указанных способов сварки в соответствии о програм¬
мой, составленной на основании соответствующих указаний до каж¬
дому из применяемых способов сварки.
3.19. При обрыве дуги или нарушении подачи проволоки воз¬
буждать дугу следует на расстоянии 15-20 мм от места обрыва и
после зажигания перенести ее на незаплавленный кратер, пред¬
варительно очистив участок от шлака.
3.20 (2.35). При сварке с прихватками наложение шва по¬
верх прихваток допускается только после зачистки последних от
шлака, а мест сварки от брызг. При этом неудовлетворительно вы¬
полненные прихватки должны быть удалены и при необходимости вы¬
полнены вновь.
- 9 -
3.21 (2.45). По окончании сварки сварные швы должна dim
очищены от шлака, брызг и натеков металла.
3.22 Контроль качества сварных швов должен осуществляться
кооперационно в процессе изготовления. Он включав! проверку ка¬
чества подготовки собираемых половин балки под сварку; проверку
правильности сборки и контроль технологии сварки, включая конт»
роль режимов и качества сварочных материалов.
3.23. Проверку качества сварных швов допустимыми методами
без разрушения контролируемых соединений следует производить в
соответствии о "Инструкцией по методам контроля, применяемым при
проверке качества сварных соединений стальных строительных конст¬
рукций и трубопроводов” (МН 375-67),
3.24. (2.48). 'Но внешнему виду сварные швы должны удовлет¬
ворять следующим требованиям:
а) иметь гладкую или мелкочешуйчатую поверхность (без на¬
плывов, сужений, прожогов и перерывов) и плавный переход к ос¬
новному металлу;
б) наплавленный металл должен быть плотным по всей длине
шва, не иметь трещин, скоплений и цепочек поверхностных пор (от¬
дельно расположенные поверхностные поры допускаются);
в) подрезы основного металла допускаются глубиной не более
0,5-1 мм при толщине стали соответственно 5-10 мм; при толщине
стали менее 5 мм подрезы не допускаются;
г) все кратеры должны быть заварены.
3.25 (2.58)* Трещины всех видов, направлений и размеров,
обнаруженные наружным осмотром или другими методами контроля,,
являются недопустимым дефектом швов. Концы трещин должны быть
засверлены, после чего участок шва с трещиной должен быть удален
(вырубкой или выплавкой с помощью специального резака), вновь за¬
варен и повторно проверен.
3.26 (2.55). Дефекты в сварных швах должны устраняться сле¬
дующими способами:перерывы швов и кратеры завариваются; швы с
непроварами и трещинами, а также с другими дефектами, превышающи¬
ми допускаемые, удаляются и завариваются вновь; подрезы основно¬
го металла, превышающие допускаемые, зачищаются и завариваются с
последующей зачисткой, обеспечивающей плавный переход от наплав.-
ленного металла к основному.
- 10 -
Исправленные дефекта швы или части юс должны б;<лъ -лоъъ
осмотренн. Исправление одного ш того я© дефектного места сварки
разрешается производить не более двух рвз.
4. ПРИЕМКА И СКЛАДИРОВАНИЯ РАЗВИТЫХ ДВУТАВРОВ
4.1. Приемка развитых двутавров производится после сварзш
зубьев и освобождения полок от продольных элементов,препятствую-
ох деформации половин профиля в процессе изготовления.
4.2. Отклонения по размерам и геометрической форме попереч¬
ных сечений развитых двутавров не должны превышать величин? ука¬
занных в таблице*
4.3. Смещение зубьев верхнего и нижнего поясов в продольном
направлении не должно превышать 5 мм.
4.4. Стрела прогиба (кривизна) развитых двутавров в обеих
плоскостях должна быть не более 0,001 длины двутавра и не выше
12 мм.
4.5. Винтообразные деформации (скручивание) допускаются до
I мм на I м длины развитогс профиля, но не более 12 мм на всю
длину•
но отверстию
Схема сечения развитого двутавра
Отклонение
[Величина допус¬
каемых отклоне-
; ний
4.6. Перемещение развитых двутавров на склад готовой про¬
дукции иди участок по изготовлению конструкций должно осущест¬
вляться с помощью специальных траверс и приспособлений, исклю¬
чающих деформации профиля.
4.7. Развитые двутавры должны храниться на складе в верти¬
кальном положении в штабелях высотой не более 2,0 м на специаль¬
ных стеллажах, исключающих опрокидывание балок. По высоте штаое-
ля должны быть проложены прокладки и подкладки под каждым рядом
профилей. Между штабелями должны быть оставлены проходы, а так¬
же промежутки между профилями для производства такелажных работ,
Допускается хранение развитых двутавров в горизонтальном положе¬
нии в штабелях высотой до 1,5 м при опирании каждого после¬
дующего ряда на предыдущие через прокладки.
Приложение I
СВАРКА БАЛОК ПОРОШКОВОЙ ПРОВОЛОКОЙ ШС-15/2
Сварка развитых оалок может Оыть выполнена порошковой прово¬
локой ЭПС-15/2. Далее приводятся характеристика и некоторые тех¬
нологические требования к полуавтоматической сварке открытой ду¬
гой порошковой проволокой ЭПС-15/2 балок из малоуглеродистой ста-'
ли ВСтЗ и низколегированных сталей 09Г2С, 14Г2, ЮГ2С1, ЮГ2С1Д,
15ХСНД, ЮХСНд толщиной 5-30 мм1 .
Проволока ЭПС-15/2 диаметром 2,8 мм предназначена для свар¬
ки в нижнем положении или наклонном (угол наклона до 30° к гори¬
зонтали) постоянным током обратной полярности. Коэффициент на¬
плавки проволоки 20-26 г/А*ч. Расход проволоки на I кг наплав,-
ленного металла 1,25 кг.
Применяемая проволока должна иметь сертификат завода-изго-
товителя, в котором указывается марка проволоки, ее диаметр, но¬
мер партии, коэффициент йаплавки, механические свойства, вылет
электродной проволоки. Применение проволоки без сертификата не
допускается.
Внутренний диаметр мотка не должен превышать 450 мм. Моток
должен состоять из куска проволоки массой 5-40 кг. Повторная пе¬
ремотка проволоки не рекомендуется.
Поверхность применяемой проволоки не до;хяна иметь механи¬
ческих повреждений (смятие, раскрытие замка), а также следов
ржавчины* Наличие рисок от волочения на поверхности проволоки
не является браковочным признаком.
Проволока должна храниться в сухом помещении, срок хранения
6 месяцев. При более длительном хранении следует проверять техно¬
логические свойства проволоки при сварке на оптимальных режимах
(легкость зажигания дуги, отделяемость шлака, наличие дефектов -
пор и шлаковых включений).
Сварка стенки балки производится без специальной подготовки
свариваемых кромок после газовой резки.
Если при сборке балок необходимы прихватки, то они должны
выполняться электродами Э42А-350А или проволокой ЭЦС-15/2, перед
сваркой их следует тщательно очищать. Сварка конструкций должна
производиться после очистки кромок от загрязнения и масла.
—^—
Оказания, по оварке порошковой проволокой ЗПС-15ЙК, М., 1970.
(вМИмонтахс: * ец с т рей).
~ 13 -
Сварка развитых балок в манипуляторе, как правило, произ¬
водится с одной стороны на медных подкладках. В этих случаях
нрихватки стыкуемых половин не требуется. Гребни половин удержи¬
ваются прижатыми к медным пластинам специальными пневматическими
ижи эксцентриковыми захватами, которые вместе с медной подклад¬
кой устанавливаются сварщиком и^и подсобным рабочим, а после
сварки ива убираются.
В комплект сварочного поста входит источник питания сва¬
рочным током, полуавтомат, амперметр постоянного тока с пределом
намерения до 750 А с мунтом на 75 мВ и вольтметр постоянного то¬
ка на 75 В.
Источником питания сварочной дуги могут служить - преобразо¬
ватели ПСГ-500, ПС7-500 (при работе на жесткой характеристике).
Сварку рекомендуется производить полуавтоматами Д-765,
A-IQ35M конструкции ИЭС им. £.0. Патона или другими аналогичны¬
ми полуавтоматами*
Порошковая проволока после прижима верхним роликом должна
быть на 2/3 диаметра утоплена в канавку нижних роликов. Прижатие
ее должно быть минимальным для равномерной подачи. Деформация про¬
волоки не допускается.
Вылет проволоки ЭПС-15/2 рекомендуется устанавливать в пре¬
делах 40-60 мм. На меньвих вылетах, возможно образование пор в
металле ива*
При сварке стыковых овов электрод направляется с наклоном
до 15° от вертикального, положения. Для предотвращения образова¬
ния илдоовых включений рекомендуется вести сварку "утлрм назад"
по краю ванны, не допуская затекания шлака эа проволоку. Колеба¬
тельные перемещения конца электродной проволоки во время сварки
показаны на рисунке.
Схема движения электрода при сварке
Цри сварке ивов следует руковЪдотвоваться режимами, указан¬
ный в табл. 1. Порядок наложения ивов при многослойной сварке
такой же, как при ручной; перед наложением, последующего слоя
дожжен быть удален илак с предыдущего.
При случайном обрыве дуги или нарушении подачи проволоки
возбуждать дугу следует на расстоянии 10-15 мы от места обрыва и
после зажигания перенести ее на незаплявленный кратер.
- 14 -
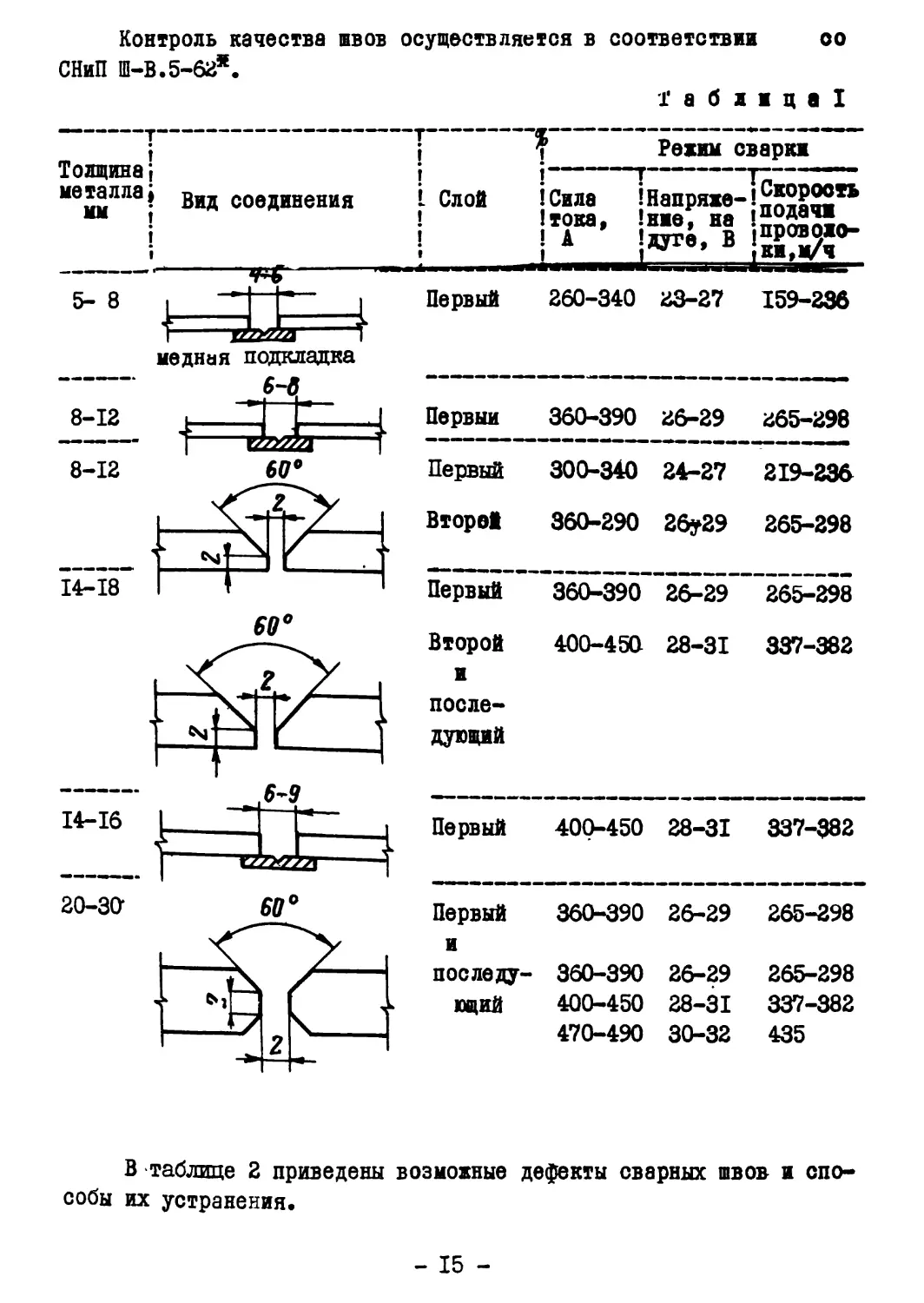
Контроль качестве ввов осуществляется в соответствии во
х' a d I I д I I
СНиП Ш-В.5-62*.
Толщинаj
металле} Ввд с0вдинения
14-18
69е
Репы сварк*
Слой
inn "Ъгк-]й»й”
Первый
260-340
аз-27
159-236
Первый
360-390
36-29
365—298
Первый
300-340
24-27
219-236
Второ!
360-390
26у29
265-298
Первый
360-390
26-29
265-298
Второй
■
после¬
дующий
400-450
28-31
337-382
Первый
400-450
38-31
337-382
Первый
и
последу¬
ющий
360-390
360-390
400-450
470-490
26-29
26-29
38-31
30-33
265-298
265-298
337-382
435
В таблице 2 приведены возможные дефекты сварных швов и спо¬
собы их устранения.
- 15 -
Таблица 3
Дефекты
Т -.-.тт-.-. -Г
! Причины возникновения дефектов
{Способы устране¬
ния дефектов
Поры
Высокое напряжение на дуге
Привести режимы
сварки в соответ¬
ствие с табл. I
Сварка ведется при малом вылете
Установить вы¬
проволоки
лет 40-60 мм
Поверхность металла загрязнена
Очистить металл
Использование некачественно из¬
Не подлежит ис¬
готовленной или ржавой проволоки
пользованию
Наличие технологической смазки
Проволоку прока¬
на проволоке
лить при темпера¬
туре 150-200°С в
течение 1-1,5 ч
Чрезмерное колебание сетевого
Рекомендуется
напряжения
сварка в С02
(10-12 д/мин)
Шлаковые
Нарушение техники сварки
См.рисунок и
включения,
текст выше
непровары
Плохо очищен от шлака предыдущий
Тщательно уда¬
слой при многослойной сварке
лить шлак
Приложение П
РЕКОМЕНДАЦИИ ПО РАСЧЕТУ, КОНСТРУИРОВАНИЮ
И ПРИМЕНЕНИЮ РАЗВИТЫХ ДВУТАВРОВ
Расчет развитых двутавров
По своим конструктивный особенностям сквозные развитые дву¬
тавры занимают промежуточное положение между сплошностенчатыми
балками и безраскосными фермами. Точный метод их расчета сопря¬
жен с известными трудностями ввиду сложной конфигурации отвер¬
стий. За рубежом нашел применение упрощенный способ расчета,ос-
- 16 -
нованный на приближенном расчете безраскооных ферм. Результат
экспериментальных исследований натурных балочных конструкций И8
развитых двутавров, проведенные во ВНИИмонтажспецстрое, подтвер¬
дили возможность использования этого способа*
В соответствии с основным положением приближенного расчета
бесраскосных ферм применительно к развитым двутаврам проверка иа
прочность осуществляется в ослабленном отверстием сечении по
максимальным нормальным напряжениям, действующим в тавровых поя¬
сах и состоящим из нормальйых напряжений <5л от изгибающего
момента М и нормальных напряжений <5^ возникающих от действии
момента Мо, условно приложенных поперечных сил, т.е.
& * d ^ Я % где R - расчетное сопротивление ста¬
ли растяжению и сжатию*
Нормальные напряжения от изгибающего момента предполагая*©!
распределенными линейно, пропорционально расстоянию от продожь-
ной оси балки, В соответствии с этим положением нормальные на¬
пряжения в сечении I-I для точек 1,2,3,4 (рис. I) будут равны:
I Я
/Л=±
Mi-1 • Н
JXHT
6 Ml-! W-h) /)
; м 1 ' I*'
1
хит
где н - высота развитой балки, са;
h - высота исходного профиля, см;
- 17 -
Jxm -собственный момент инерции развитого двутавра в сече¬
нии I-I (сечение нетто) относительно оси Х-Х, см4;
Мт-i - изгибающий момент от внепних усилий в сечении I-I,
кгс*ом.
В зоне одновременного действия изгибающего момента и попе¬
речной силы полная поперечная оила 0> в сечениях отверстия пред¬
полагается распределенной пропорционально моментам инерции тав¬
ровых поясов и сосредоточенной в середине отверстия. При сим¬
метричном сечении развитого профиля величина поперечной силы
распределяется поровну между тавровыми поясами (рис. 2).
Рис. 2. Распределение нормальных напряжении
в сечений I-I от условно приложенной попе¬
речной силы (ц.т« - центр тяжести тавровой
части оалки)
На некеторим расстоянии от условной точки приложения попе¬
речной силы к нормальным напряжениям от изгибающего момента до¬
бавляются напряжения, вызванные действием поперечной силы.
Таким образом, максимальные напряжения появляются в сечени¬
ях балки, в которых отверстие начинает изменяться по высоте,т.е.
в сечениях I-I и Ш-Ш. Напряжения в точках 1-8, вызванные допол¬
нительным моментом М -A ..J-Z могут оыть вычислены по
формулам:
* - -#- ^'Уin.— • (я) fC _ -и Q‘4 У’глох /а)
0Л8 V 2,6,эра —ТУ nr
- 18 -
где £ - длина тавровой части сечения постоянной высоты, см;
ft- поперечная сила в сечении, кгс;
jjmr расстояние от внутреннего края отверстия до центра
тяжести тавровой части сечения, см;
jf/nifl— расстояние от крайней фибры пояса до центра тяжести
тавровой части сечения, см;
~ собственный момент инерции таврового пояса балки пос¬
тоянной высоты в сечении с отверстием, см4.
Максимальные суммарные нормальные напряжения +&Я
возникают в точках 2,3,5,8 (см* рис. 2) и определяются по форму¬
лам:
6 = ± йж-ж & *то* ) к)
2,ъ 'Jxin Ч ЭцТ > ’' '
к - * / Мщ-т -Н Иж-ж Штт J . /с)
М6 ' -( Ънт -2. / [0/
Проверка прочности изгибаемых элементов из развитых дву¬
тавров производится по формулам (5) и (6), причем величины нор¬
мальных напряжений в точках 2 и 3 не должш* превышать
а в точках 5 и 8 за (т =1’2 ~ коэффициент условий
раооты, учитывающий местный характер экстремальных напряжений
в точках 2 и 3 (см. рис. 2)
Сечение в балке, в котором действуют максимальные сум¬
марные напряжения от момента и поперечной силы, можно определить
известным методом, произведя дифференцирование формул (5), (6)
по переменной X (расстояние до произвольно выбранного сечения
в пролете L ) и приравняв полученное выражение к нулю.Определив
момент и поперечную силу в этом сечении и подставив их значения
в формулы (5) и (б), получаем величину максимальных суммарных на¬
пряжений в точках 2,3,5*8, ближайших от сечения X.
Например, при равномерно распределенной нагрузке имеем джя
точек 2,3 х а для точек 5,8 х =у-Сг , где С4 ,С2-
постоянные величины, определяемые по формулам:
Из приведенных формул (5), (6) следует, что на несущую ело-
ообность сквозных развитых балок оказывает влияние поперечная си-
ха. Однако с увеличением пролета влияние поперечной силы за¬
ветно уменьшается.
Величины касательных напряжений в районе сварного шва сле¬
дует определять с учетом допущений, принятых длн определения нор¬
мальных напряжений. Для определения величины касательных напряже¬
ний вырежем часть балки, изображенную на рис. 3, и приложим дей¬
ствующие на нее силы (усилия A/i и ^ от момента, дейст¬
вующего на балке, условно принимаем приложенными по центру тя¬
жести тавровых поясов в сечениях отверстия;.
Рис. 3. Схема приложения внутренних усилий
йт, <20, Ж » Л при определении сдвига-
1 * 7-ющеЙ силы Т
Составляем сумму моментов с&л относительно точки Си из
уравнения равновесия вырезанной части балки определяем сдвигаю¬
щую силу Т по формуле:
2
В
Но
С7)
Зная величину сдвигающей енль* X» определяем касательные
ГГ* _ ы ««А.
напряжения Т" « действующие в сварном шве;
Т =
а в
Н0 d 4,
(8)
где
ft = - поперечная сила, кге;
В - ваг отверстий в сквозной развитой балке, см;
- 20 -
И0 - расстояние мёжду центрами тяжести полуоеченжй,
см;
d - толщина стенЕИ двутавра» см;
(£-£}- длийа сварного шва с учетом непровара на кон¬
цах, см.
Общую устойчивость, а также устойчивость стенки развитых
двутавров проверяют в соответствии с положениями СНиП П-В*3-72
для изгибаемых балок со сплошной стенкой. Особое внимание при
этом следует обращать на проверку устойчивости стенок в районе
опорных узлов и сосредоточенных грузов.
Для балочных конструкций из развитых двутавров величина про¬
гиба от нормативной нагрузки определяется с учетом влияния попе¬
речных сил. Прогиб ^ принимается состоящим из двух: прогибе
fxt от действия изгибающего момента, определяемого так же*, как
для балки со сплошной стенкой, и прогиба вызванного дейст¬
вием поперечных сил, который состоит из прогиба стоек спловной
части балки и прогиба тавровых поясов длиной $' балки над от¬
верстием:
/= 4М +4q•
Значения fM и Определяются по общим формулам со¬
противления материалов*
Величину прогиба от действия поперечной силы для ба¬
лочных конструкций с соотношением — ^ ^ где длина
пролета, можно принимать приближенно равной б% от прогдба, выз¬
ванного действием изгибающего момента:
/„•
Для случаев, когда развитые двутавры используются в комби¬
нированных системах (арки с затяжкой, щпренгежьные балки и т.д.)
и подвержены действию осевой силы с изгибом, прочность их про¬
веряется формулами (5) и*(6) с учетом третьего слагаемого нор-*
мальных напряжений - от действия осевой силы* распределенной про¬
порционально жесткости поясов:
^моне = вм ф 6$ + <5^
Рекомендации по конструировании
При проектировании конструкций из развитых двутавров сле¬
дует.руководствоваться.следующей геометрией раскроя прокатного
изделия:
- 21 -
I. Степень развития прокатного профиля рекомендуется
принимать в пределах 1,5. Большая степень развития, получаемая
более глубоким вырезом стенки, требует дополнительных мероприя¬
тий по усилению сечений в районе отверстий, что значительно ос¬
ложняет процесс изготовления; то же относится и к дополнитель¬
ным вставкам, устанавливаемым между выступающими частями разре¬
занных половин профиля, которые, увеличивая степень развития ус¬
ложняют технологию и требуют дополнительного расхода металла на
вставки и вертикальные ребра жесткости. Учитывая это, большая
степень развития в настоящих рекомендациях не рассматривается.
В таблице приводятся наиболее употребляемые варианты раз¬
вития прокатных двутавров по ГОСТ 8239-72 и геометрические ха¬
рактеристики их поперечных сечений.
2. Рекомендуемый угол, образуемый наклонной линией реза с
продольной осью балки, ^ 60°.
3. При условии соблюдения пп. I и 2 в балочных конструкциях
из развитых двутавров при длину тавровой части се¬
чения S постоянной высоты целесообразно принимать равной с
обязательной проверкой величины касательных напряжений в районе
сварного шва.
Применение развитых двутавров
Рациональная область применения развитых двутавров в строи¬
тельных конструкциях определяется, с одной стороны, ограниченны¬
ми возможностями повышения жесткости и, следовательно, ограни¬
ченной величиной перекрываемых пролетов; с другой стороны, —
влиянием поперечной силы, которое, как было отмечено выше, уве¬
личивается при небольших пролетах и значительных нагрузках.
В связи с этим применение развитых балок в изгибаемых эле¬
ментах целесообразно при соотношении = 15 ! ^0 в констрУк-
циях прогонов, балок покрытий пролетом до 21 м для неотапливае¬
мых зданий при облегченной кровле.
Использование развитых двутавров в неразрезных балочных
конструкциях, а также в комбинированных системах покрытий дает
возможность снизить расчетный момент и поперечную силу и, тем
самым, увеличить диапазон перекрываемых пролетов. Примером тако¬
го применения развитых двутавров могут служить рамные конструк¬
ции, арки треугольного очертания с затяжкой, шпренгельные балки
и т.д.
- 22 -
-t ^ v-
~ 23 -
ОГЛАВЛЕНИЕ
1. Общие положения 3
2. Цриеика и хранение прокатных, двутавров 4
3. Изготовление сквозных развитых по высоте двутавро¬
вых профилей 5
Резка 6
Сборка 7
Сварка 8
Приемка и складирование развитых двутавров II
Приложения:
I. Сварка балок порошковой проволокой ЭПС-15/2 13
Я. Рекомендации по расчету, конструированию и примене¬
нию развитых двутавров 16
Редактор В.И.Захшдова
Технический редактор Е.А.Мордвивцева
Корректор Е.Л.Темкина
Подписано в печать
if*}-1976 с Тирак 500 ■
Объем 1,5 п.л. Уч.-рзд. 1,2 л. Изд.* 3805 Зак.^'Пзна 12 коп
ОВН'ХИ ЦБНТИ Нкнмонтажспецстрок СССР