/




























































































































































































Автор: Блюменштейн В.Ю. Клепцов А.А.
Теги: общая технология машиностроения обработка металлов машиностроение сварочное производство конструирование оснастки
ISBN: 978-5-8114-1099-6
Год: 2011
Похожие




Текст
В. Ю. БЛЮМЕНШТЕЙН,
А. А. КЛЕПЦОВ
ПРОЕКТИРОВАНИЕ
ТЕХНОЛОГИЧЕСКОЙ
ОСНАСТКИ
Издание второе,
исправленное и дополненное
ДОПУЩЕНО
Учебно-методическим объединением вузов
по образованию в области автоматизированного
машиностроения (УМОАМ) в качестве учебного пособия
для студентов высших учебных заведений,
обучающихся по направлению подготовки
дипломированных специалистов
«Конструкторско технологическое обеспечение
машиностроительных производств*
н
ЛАНЫ®
САНКТ-ПЕТЕРБУРГ • МОСКВА • КРАСНОДАР
2011
ББК34.5я73
Б 71
Блюменштейн В. Ю., Клепцов А. А.
Б 71 Проектирование технологической оснастки: Учеб-
ное пособие. 2-е изд., испр. и доп. — СПб.: Издатель-
ство «Лань», 2011. — 224 с.: ил. — (Учебники для
вузов. Специальная литература).
ISBN 978-5-8114-1099-6
Дана классификация и изложена методика проектирования
приспособлений. Особое внимание уделено системам технологиче-
ской оснастки. Рассмотрены схемы установки заготовок, методи-
ки выбора и расчетов основных типов приспособлений. Приведе-
ны примеры типовых конструкций станочных приспособлений.
Учебное пособие предназначено для студентов вузов, обучаю-
щихся по дисциплине «Проектирование технологической осна-
стки» и специальностям «Технология машиностроения» и «Обо-
рудование и технология сварочного производства».
ББК34.5я73
Рецензенты:
Б. Л. ГЕРИКЕ— доктор технических наук, профессор, глав-
ный научный сотрудник Института угля и углехимии СО РАН;
М. В. ЧИБРЯКОВ — доктор технических наук, профессор, зав.
кафедрой технологии металлов и ремонта машин Кемеровского
государственного сельскохозяйственного института.
Обложка
А. Ю. ЛАПШИН
Охраняется законом РФ об авторском праве.
Воспроизведение всей книги или любой ее части
запрещается без письменного разрешения издателя.
Любые попытки нарушения закона
будут преследоваться в судебном порядке.
© Издательство «Лань», 2011
© В. Ю. Блюменштейн,
А. А. Клепцов, 2011
© Издательство «Лань»,
художественное оформление, 2011
ПРЕДИСЛОВИЕ
Интенсификация производства в машиностроении не-
разрывно связана с техническим перевооружением и мо-
дернизацией средств производства на базе применения
новейших достижений науки и техники. Техническое
перевооружение, подготовка производства новых видов
продукции машиностроения и модернизация средств про-
изводства неизбежно включают процессы проектирования
средств технологического оснащения и их изготовления.
Во всем объеме средств технологического оснащения при-
мерно 50% составляют приспособления.
В зависимости от типа производства технический уро-
вень и структура приспособлений различны. Для массово-
го, крупно- и среднесерийного производства характерно
применение специальных и специализированных приспо-
соблений. Специальные приспособления имеют одноце-
левое назначение и предназначены для выполнения опре-
деленной операции на одной модели станка. Процесс
проектирования и изготовления этих приспособлений
отличается большой трудоемкостью и высокой стоимо-
стью. В условиях мелкосерийного и единичного произ-
водства широкое распространение получили системы пе-
реналаживаемой оснастки с различной степенью нор-
мализации и стандартизации их элементов. Они более
мобильны при подготовке производства и не требуют боль-
ших затрат.
В последнее время в области проектирования приспо-
соблений достигнуты значительные успехи. Разработаны
6
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
методики расчета точности приспособлений различного
назначения, усовершенствованы методики расчета кон-
трольных и сборочных приспособлений и др.
Авторы сделали попытку обобщить опыт, накоплен-
ный промышленностью в области проектирования и экс-
плуатации приспособлений, а также 30-летний опыт пре-
подавания соответствующей дисциплины в Кузбасском
государственном техническом университете.
В учебном пособии наряду с общими требованиями и
классификацией приспособлений приведены сведения о
конструктивных элементах приспособлений, методики
выбора системы и проектирования специальных станоч-
ных приспособлений, методики точностного и силового
расчета. Не ограничиваясь рассмотрением только станоч-
ных приспособлений, авторы приводят методики проек-
тирования и расчета контрольных и сборочных приспо-
соблений.
Учебное пособие предназначено для студентов старших
курсов механических специальностей и может быть ис-
пользовано при курсовом и дипломном проектировании.
ГЛАВА 1
ОСНОВНЫЕ ПОНЯТИЯ
И ОПРЕДЕЛЕНИЯ
1.1.
ОПРЕДЕЛЕНИЕ ПОНЯТИЯ
ПРИСПОСОБЛЕНИЯ
В соответствии с ГОСТ 3.1109-82 средства технологиче-
ского оснащения (СТО) — совокупность орудий производ-
ства, необходимых для осуществления технологического
процесса.
СТО включают в себя:
• технологическое оборудование — станки, сборочные
стенды, стапели, контрольно-испытательное оборудо-
вание;
• технологическую оснастку — режущий, вспомогатель-
ный и мерительный инструмент и приспособления;
• средства механизации и автоматизации производст-
венных процессов — подъемно-транспортные устрой-
ства, роботы, манипуляторы и др.
В машиностроении технологической оснастке отводит-
ся значительная роль — об этом говорит то, что, при доле
стоимости металлорежущих станков 100%, стоимость раз-
личного вида инструментов составляет 5-7% этой суммы,
приспособлений — 15-20%.
По ГОСТ 3.1109-82 приспособление — это технологи-
ческая оснастка, предназначенная для установки или на-
правления предмета труда или инструмента при выполне-
нии технологической операции.
Приспособлениями в машиностроении называются
вспомогательные устройства, используемые для выполне-
ния операций механической обработки, сборки и контро-
ля изделий.
Применение приспособлений способствует:
8
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
• обеспечению заданного качества обрабатываемых де-
талей;
• повышению производительности и культуры труда и
его безопасности;
• обеспечению технологической подготовки производ-
ства при совершенствовании производства, перевоору-
жении на выпуск новых изделий, в том числе реконст-
рукции, расширении или новом строительстве;
• обеспечению экономических предпосылок выбора кон-
струкций приспособлений и путей уменьшения затрат
на технологическую подготовку производства.
Повышение производительности труда достигается пу-
тем устранения разметки заготовок, сокращения подгото-
вительно-заключительного и вспомогательного времени,
применения многоинструментальной и многоместной об-
работки, а также интенсификации режимов резания в ре-
зультате увеличения жесткости технологической системы.
Применение приспособлений расширяет возможности
использования универсальных станков. Часто быстрая
замена устаревшего оборудования бывает невозможна.
В этом случае повысить производительность труда мож-
но, применяя соответствующие приспособления.
Использование приспособлений снижает затраты на
изготовление изделий. Целесообразность применения тех
или иных приспособлений должна обосновываться эконо-
мическим расчетом.
Применение автоматизированных приспособлений со-
вместно с управляющими и транспортирующими устрой-
ствами является одним из эффективных направлений ав-
томатизации универсального технологического оборудо-
вания.
1.2.
КЛАССИФИКАЦИЯ ПРИСПОСОБЛЕНИЙ
По целевому назначению приспособления делят на
пять групп:
1. Станочные приспособления предназначены для ус-
тановки и закрепления обрабатываемых заготовок соот-
ветственно условиям выполнения технологического про-
ГЛАВА 1. ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ
9
цесса, т. е. для связи заготовки с технологической систе-
мой (металлорежущим станком). Они составляют около
80-90% всего парка приспособлений.
Использованием этих приспособлений решаются сле-
дующие задачи:
• установка обрабатываемых заготовок в технологиче-
ской системе методом полной взаимозаменяемости, без
выверки, что дает возможность автоматического полу-
чения размеров на предварительно настроенных стан-
ках;
• повышение производительности труда за счет механи-
зации и автоматизации закрепления заготовок;
• расширение технологических возможностей металло-
режущего оборудования.
2. Приспособления для установки, закрепления и ре-
гулирования режущего инструмента. Они играют роль
связующего звена между режущим инструментом и ме-
таллорежущим оборудованием. Данная группа приспо-
соблений характеризуется большим количеством унифи-
цированных нормализованных и типовых устройств
вследствие широкой стандартизации режущего инстру-
мента (расточные оправки, сверлильные патроны, дер-
жавки и др.).
3. Сборочные приспособления предназначены для вы-
полнения соединений сопрягаемых деталей в сборочные
единицы и изделия.
Различают следующие группы сборочных приспособ-
лений:
• для закрепления базовых деталей собираемого изде-
лия;
• для транспортирования комплектующих деталей и
узлов;
• для обеспечения правильной ориентации соединяемых
элементов изделия (например, для поддержки тяже-
лой детали в процессе ее присоединения);
• для предварительного деформирования собираемых
упругих элементов (пружин, разрезных колец и др.);
• для выполнения различных видов соединений — за-
прессовки, клепки, развальцовки и других операций,
10
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
когда по ходу сборки требуется приложение больших
сил (неподвижные соединения);
• для контроля качества выполненного соединения.
4. Контрольные приспособления, используемые для
контроля геометрических параметров изготавливаемого
изделия в производственных условиях с требуемой точно-
стью и производительностью.
5. Приспособления для захвата, перемещения и пере-
вертывания обрабатываемых заготовок. Эти приспособле-
ния применяются для тяжелых объектов, перемещение
которых вручную невозможно или затруднительно. В ав-
томатизированном производстве эта группа приспособле-
ний применяется для всех видов заготовок.
По технологическому признаку различают приспособ-
ления:
• сверлильные (около 60% всех станочных приспособ-
лений);
• фрезерные (около 30% всех станочных приспособле-
ний);
• токарные (около 7% всех станочных приспособлений);
• расточные;
• протяжные;
• зуборезные;
• шлифовальные и другие по видам обработки.
По степени специализации различают приспособле-
ния:
• универсальные, предназначенные для обработки боль-
шой номенклатуры деталей и используемые в еди-
ничном и мелкосерийном производствах. Многие из
этих приспособлений являются устройствами, рас-
ширяющими возможности станков, и поставляются
вместе с оборудованием (тиски, патроны, делитель-
ные головки, поворотные столы, магнитные плиты
и др.);
• специальные — непереналаживаемые приспособления
одноцелевого применения, не предназначенные для
разборки с целью последующего использования их уз-
лов и деталей, т. е. используемые для обработки опре-
деленной детали в определенной операции. Примени-
ГЛАВА 1. ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ
11
ются в массовом и крупносерийном производствах.
При изменении конструкции детали или технологии
ее изготовления эти приспособления снимаются со
станков и идут на переплавку;
• переналаживаемые (групповые или обратимые) при-
способления — для обработки деталей различных ти-
поразмеров, близких по конструктивно-технологиче-
ским признакам. Область применения — серийное
производство. Переналаживаемые приспособления
состоят из базовой (постоянной) части и комплекта
сменных установочных и зажимных элементов, состав-
ляющих наладку, и заменяют от одного до несколь-
ких десятков специальных приспособлений.
Затраты на проектирование и изготовление группо-
вого переналаживаемого приспособления с комплектом
сменных наладок значительно ниже затрат на изготовле-
ние соответствующего количества специальных приспо-
соблений.
По степени механизации и автоматизации приспособ-
ления бывают:
• ручные, при использовании которых все приемы уста-
новки и снятия заготовок выполняются вручную;
• механизированные, оснащенные каким-либо видом
привода для механизации закрепления заготовок;
• полуавтоматические (с разомкнутым циклом) — при-
способления, в которых все приемы, за исключением
смены заготовок, автоматизированы;
• автоматические (с замкнутым циклом). Автоматизи-
рованы все приемы, приспособление управляется сис-
темой управления станка.
1.3.
СИСТЕМЫ ПРИСПОСОБЛЕНИЙ
Под системой, понимается комплекс основополагаю-
щих принципов, положенных в основу конструкции при-
способления.
В соответствии с единой системой технологической
подготовки производства (ЕСТПП) единый комплекс при-
способлений машиностроения образуют шесть систем.
12
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
1.3.1.
УНИВЕРСАЛЬНО-СБОРНЫЕ
ПРИСПОСОБЛЕНИЯ (УСП)
Система предложена в 1947 году В. С. Кузнецовым и
В. А. Пономаревым и нашла широкое применение в еди-
ничном и мелкосерийном производстве.
УСП представляет собой систему, состоящую из набо-
ра стандартных деталей и сборочных единиц, из которых
компонуются различные приспособления одноцелевого
назначения.
После использования приспособлений они разбирают-
ся, а детали возвращаются на склад и применяются при
сборке других приспособлений. В основу системы УСП
положена идея постоянного кругооборота стандартизован-
ных деталей и сборочных единиц.
Фонд УСП составляет 15-25 тыс. деталей, при этом
можно одновременно собрать 150-200 компоновок. Срок
службы УСП — 15-20 лет, срок окупаемости комплекта —
2-3 года.
Детали комплекта разбиты на 8 групп (табл. 1.1).
Основой компоновки УСП являются базовые детали,
которые имеют Т-образные и шпоночные пазы (плиты,
угольники, кольца). Базирование элементов приспособле-
ния осуществляется в «координатный угол» с помощью
соединения паз-шпонка, а закрепление — с помощью бол-
тов с закладными головками.
Используются три серии УСП в зависимости от габа-
ритных размеров однотипных конструкций, крепежной
резьбы, а также размеров Т-образных и шпоночных па-
зов:
• первая серия (малая) — паз 8Н7, резьба М8, использу-
ется на приборостроительных заводах;
• вторая серия (средняя) — паз 12Н7, резьба М12, приме-
няется на заводах общего (среднего) машиностроения;
• третья серия (крупная) — паз 16Н7, резьба М16, для
заводов тяжелого машиностроения.
С целью обеспечения высокой износостойкости все де-
тали УСП изготовляются из качественных легированных
и инструментальных сталей и подвергаются термообработ-
ГЛАВА 1. ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ
13
Табл ица 1.1
Группы деталей УСП
№ групп деталей Наименование групп деталей Количество в группе Среднее количество, %
© © Б S типоразмеров деталей (примерно)
1 Базовые (плиты квадрат- ные, прямоугольные, круглые; базовые уголь- ники и кольца) 11 16 200 1
2 Корпусные или опорные (подкладки и опоры раз- ной конфигурации, уголь- ники, призмы и т. п.) 28 96 2000 10
3 Установочные (шпонки, пальцы, штыри фикси- рующие, переходные втулки) 13 168 2800 14
4 Направляющие (втулки кондукторные постоянные и быстросменные, кондук- торные планки, валики, колонки) 5 89 600 3
5 Прижимные (прихваты — плоские, изогнутые, виль- чатые и др.) 14 21 800 4
6 Крепежные 19 85 12 000 60
7 Разные детали (всевоз- можные планки, детали шарнирных соединений, центры, эксцентрики, рукоятки, пружины и пр.) 24 41 1200 6
8 Готовые неразборные сбо- рочные единицы (базовые, опорные, установочные, делительные и др.) 36 45 400 2
Всего 150 410 20000 100
ке и последующему шлифованию всех поверхностей, по-
скольку одни и те же детали УСП выполняют различные
функции в различных приспособлениях и могут работать
различными поверхностями.
14
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
Базовые и корпусные детали выполняются из стали
12ХНЗА.
Установочные и направляющие элементы изготавли-
ваются, как правило, из стали У8А или У12А с закалкой
до твердости 48-55 HRC.
Себестоимость полного комплекта УСП составляет око-
ло 50-80 тыс. $. Система УСП считается рентабельной,
если средний срок службы компоновки не превышает
15 смен, в том числе 1 смена — на сборку, 2 смены — на
транспортировку, 1 смена — на разборку. На детали УСП
установлен 701 государственный стандарт.
Достижимая точность обработки в приспособлениях
УСП — IT 8-9, в отдельных случаях — IT 7-8. Организа-
ционно система УСП требует наличия на предприятии спе-
циализированного участка УСП, совмещенного со складом
комплектующих УСП, на котором бригада квалифициро-
ванных сборщиков осуществляет сборку приспособлений
по представленным из механообрабатывающих цехов чер-
тежам (эскизам) обрабатываемых деталей, с последующей
разборкой приспособлений после их использования. При
этом инженерный контроль не требуется.
Для оценки времени технологической подготовки про-
изводства с использованием той или иной системы при-
способлений пользуются понятием «цикл оснащения опе-
рации».
Заявка на Готовность
приспособление к обработке
Сборка
компоновки
Внедрение
Время оперативного оснащения
(3...4 часа)
Рис. 1.1
Цикл оснащения операции УСП
ГЛАВА 1. ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ
15
Цикл оснащения операции — это промежуток време-
ни между моментом заказа приспособления и моментом
его готовности к работе (рис. 1.1).
Достоинства системы УСП:
• значительное сокращение цикла технологической под-
готовки производства и сроков проектирования и из-
готовления оснастки;
• резкое снижение трудоемкости и себестоимости изго-
товления оснастки для нового изделия;
• экономия металла;
• быстрая окупаемость системы (2-3 года).
Недостатки УСП:
• низкая жесткость приспособлений из-за наличия боль-
шого количества стыков деталей приспособления и в
результате низкая точность обработки;
• низкий уровень механизации ввиду отсутствия в ком-
плекте быстродействующих универсальных приводов:
закрепление деталей производится вручную;
• высокие требования к точности и шероховатости по-
верхностей деталей системы и в результате высокая
начальная стоимость комплекта.
Исходными для сборки приспособления являются раз-
личные базовые элементы, с которыми (при компоновке
и сборке приспособления) собираются установочные эле-
менты дополнительного базирования (рис. 1.2).
Вместе с тем идея системы УСП оказалась настолько
удачной, что получила дальнейшее развитие как в обра-
ботке металлов резанием, так и в сопряженных областях.
Так, на базе комплекта УСП разработаны:
• универсально-сборные круглые накладные кондукторы
(УСКНК). В комплект УСП включены дополнительно
делительные диски, направляющие планки, кондуктор-
ные втулки, самоцентрирующие головки для сверления
отверстий, расположенных по окружности. Наиболь-
ший диаметр сверления — 38 мм, диаметры окружно-
стей расположения осей отверстий — 45-670 мм, чис-
ло отверстий — от 2 до 36, точность взаимного распо-
ложения отверстий — ±0,1 мм, время сборки одного
кондуктора в среднем составляет 40 мин;
16
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
Приспособление УСП для обработки пазов сепаратора:
1 — опора с базовым пальцем; 2 — базовые установочные элементы; 3 — прихват;
4 — гайка крепления; 5 — базовые планки; 6 — базовая плита; 7 — планки.
• универсально-сборные прямоугольные накладные кон-
дукторы (УСПНК) для сверления отверстий в прямо-
угольных фланцах;
• универсально-сборные контрольно-измерительные при-
способления (УСКИП) для измерения отклонений от
прямолинейности, плоскостности и взаимного располо-
жения поверхностей крупногабаритных деталей и сбо-
рочных единиц. В качестве измерительных инструмен-
тов используются индикаторы часового типа, минимет-
ры, оптиметры и т. д. В комплект входят стержни и
валики (для сборки корпуса приспособления), базовые
опоры с высокоточными шарикоподшипниками, кре-
пежные узлы. Время сборки приспособления — 2 часа,
габариты приспособления— 2000x1500x1500 мм, по-
грешность измерения — 0,005-0,02 мм;
• универсально-сборные приспособления для растачива-
ния (УСПР);
ГЛАВА 1. ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ
17
• универсально-сборные штампы (УСШ).
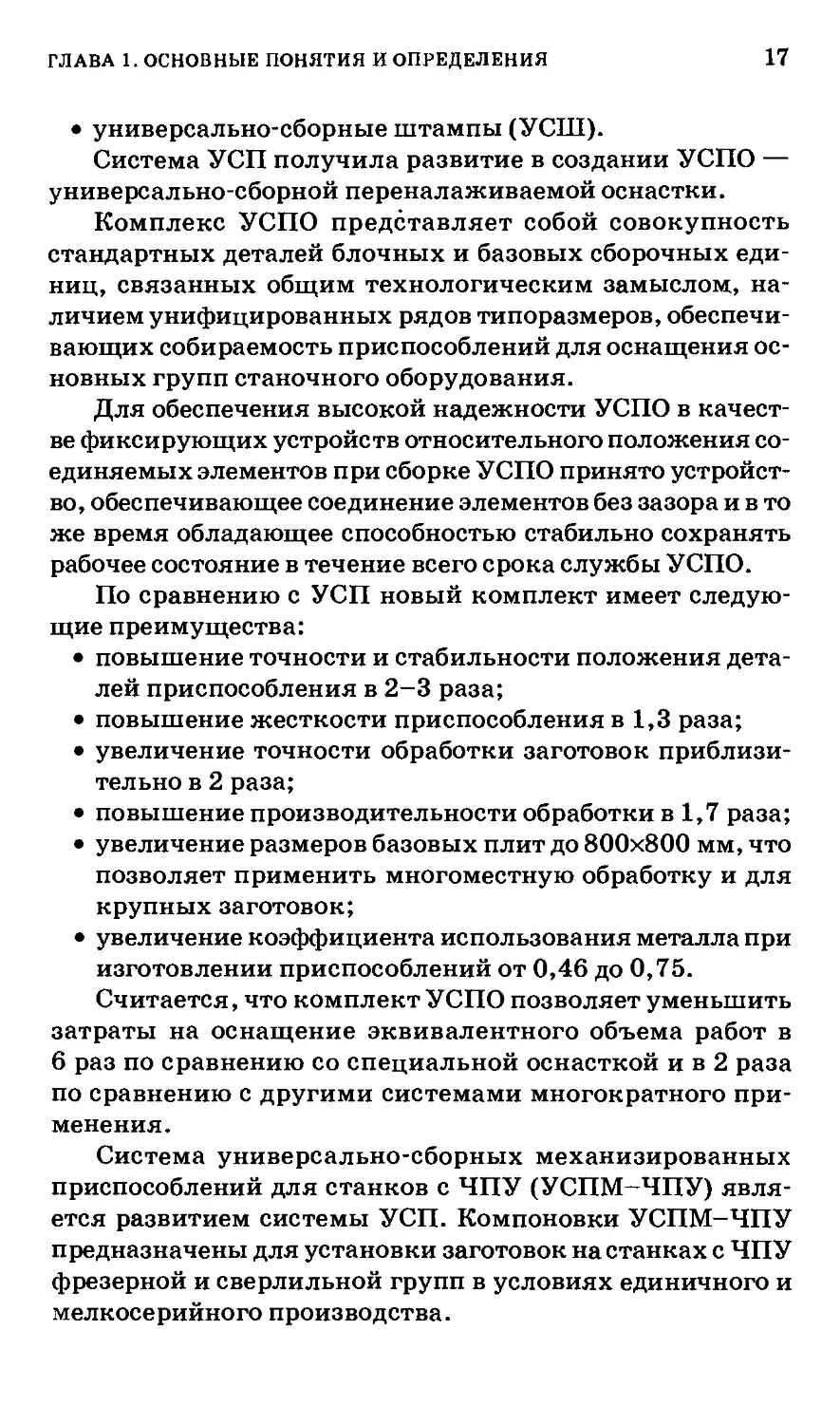
Система УСП получила развитие в создании УСПО —
универсально-сборной переналаживаемой оснастки.
Комплекс УСПО представляет собой совокупность
стандартных деталей блочных и базовых сборочных еди-
ниц, связанных общим технологическим замыслом, на-
личием унифицированных рядов типоразмеров, обеспечи-
вающих собираемость приспособлений для оснащения ос-
новных групп станочного оборудования.
Для обеспечения высокой надежности УСПО в качест-
ве фиксирующих устройств относительного положения со-
единяемых элементов при сборке УСПО принято устройст-
во, обеспечивающее соединение элементов без зазора и в то
же время обладающее способностью стабильно сохранять
рабочее состояние в течение всего срока службы УСПО.
По сравнению с УСП новый комплект имеет следую-
щие преимущества:
• повышение точности и стабильности положения дета-
лей приспособления в 2-3 раза;
• повышение жесткости приспособления в 1,3 раза;
• увеличение точности обработки заготовок приблизи-
тельно в 2 раза;
• повышение производительности обработки в 1,7 раза;
• увеличение размеров базовых плит до 800x800 мм, что
позволяет применить многоместную обработку и для
крупных заготовок;
• увеличение коэффициента использования металла при
изготовлении приспособлений от 0,46 до 0,75.
Считается, что комплект УСПО позволяет уменьшить
затраты на оснащение эквивалентного объема работ в
6 раз по сравнению со специальной оснасткой и в 2 раза
по сравнению с другими системами многократного при-
менения.
Система универсально-сборных механизированных
приспособлений для станков с ЧПУ (УСПМ-ЧПУ) явля-
ется развитием системы УСП. Компоновки УСПМ-ЧПУ
предназначены для установки заготовок на станках с ЧПУ
фрезерной и сверлильной групп в условиях единичного и
мелкосерийного производства.
18
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИИ ЕСКОЙ ОСНАСТКИ
Основой комплектов УСПМ-ЧПУ являются гидравли-
ческие блоки, представляющие собой базовые плиты УСП с
сеткой пазов и встроенными гидроцилиндрами, а также пли-
ты без встроенных цилиндров. В последнем случае для ме-
ханизации зажимов применяют различные гидроцилиндры.
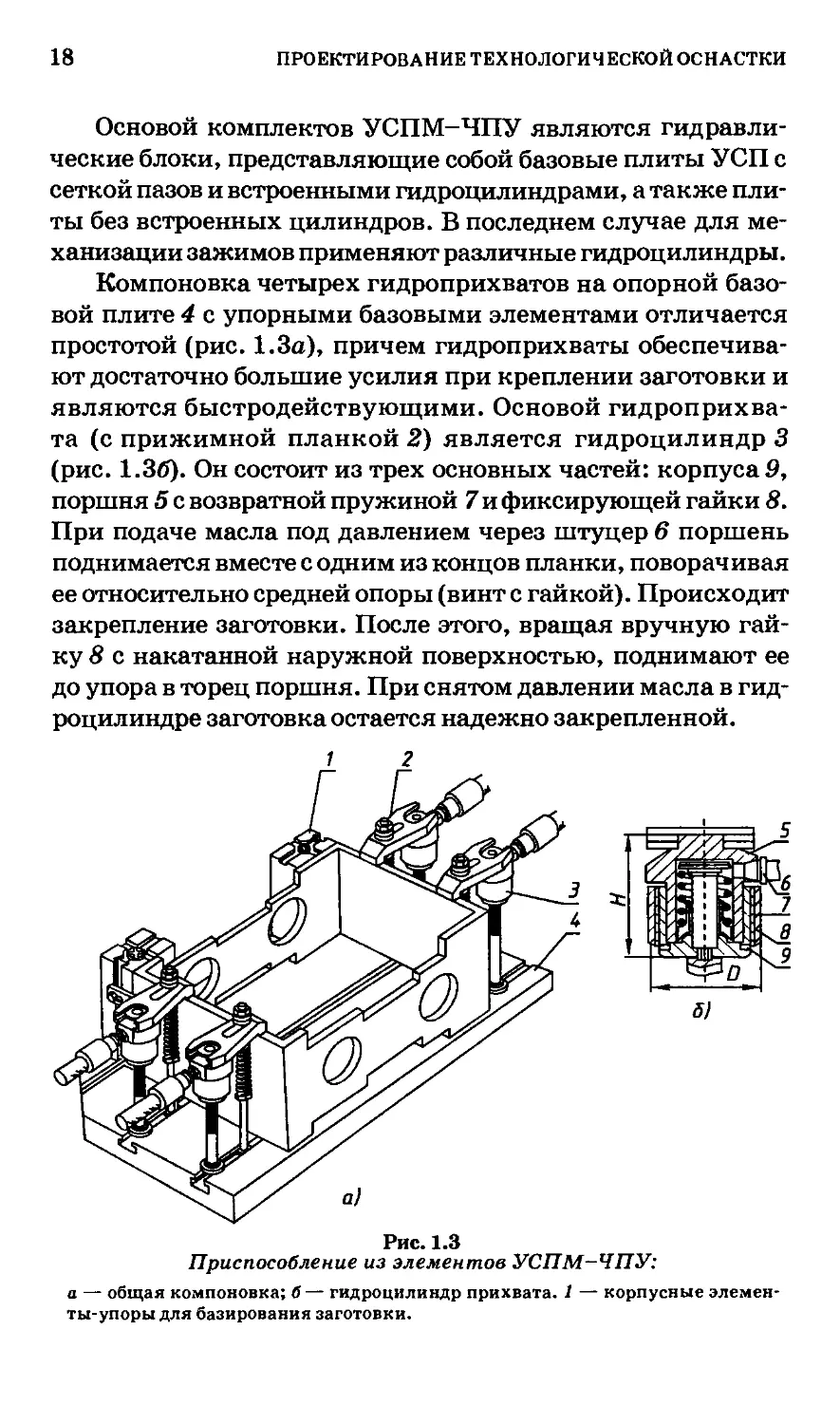
Компоновка четырех гидроприхватов на опорной базо-
вой плите 4 с упорными базовыми элементами отличается
простотой (рис. 1.3а), причем гидроприхваты обеспечива-
ют достаточно большие усилия при креплении заготовки и
являются быстродействующими. Основой гидроприхва-
та (с прижимной планкой 2) является гидроцилиндр 3
(рис. 1.36)- Он состоит из трех основных частей: корпуса 9,
поршня 5 с возвратной пружиной 7 и фиксирующей гайки 8.
При подаче масла под давлением через штуцер 6 поршень
поднимается вместе с одним из концов планки, поворачивая
ее относительно средней опоры (винт с гайкой). Происходит
закрепление заготовки. После этого, вращая вручную гай-
ку 8 с накатанной наружной поверхностью, поднимают ее
до упора в торец поршня. При снятом давлении масла в гид-
роцилиндре заготовка остается надежно закрепленной.
1 2
Рис. 1.3
Приспособление из элементов УСПМ-ЧПУ:
а — общая компоновка; б— гидроцилиндр прихвата. 1 — корпусные элемен-
ты-упоры для базирования заготовки.
ГЛАВА 1. ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ
19
УНИВЕРСАЛЬНО-НАЛАДОЧНЫЕ
ПРИСПОСОБЛЕНИЯ (УНП)
Система УНП основана на использовании сменных
установочных, зажимных и направляющих элементов,
образующих наладку на базе универсального нормали-
зованного базового агрегата. Часто установочные элемен-
ты такого приспособления допускают регулирование в
целях его наладки для обработки не только однотипных
или близких по форме и конструктивно-технологическим
параметрам деталей, но и деталей, входящих в другие
классы.
Базовые агрегаты — законченные механизмы много-
кратного использования, имеющие стандартную конст-
рукцию и выпускающиеся централизованно. Базовые аг-
регаты эксплуатируются до полного износа и постоянно
находятся на станке.
При запуске новой партии обрабатываемых деталей
базовый агрегат УНП не снимают со станка, а лишь пере-
устанавливают сменные элементы или устанавливают ре-
гулируемые опоры (рис. 1.4). Наладки УНП на склад не
сдаются, а хранятся на рабочем месте. УНП находят наи-
большее применение в серийном и мелкосерийном произ-
водстве в условиях группового метода обработки деталей
(многономенклатурное производство).
Заявка на
приспособление
Наличие Проектирование
базового наладки
агрегата ------------------
Готовность
к обработке
Изготовление .. .
Установка
наладки ,
наладки
Время оперативного оснащения
(около 15 часов)
Рис. 1.4
Цикл оснащения операции УНП
20
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
Оснащение УНП требует группирования обрабатывае-
мых заготовок по габаритным размерам. Экономически
достижимая точность — IT 7-9.
Эта система является одной из основ внедрения груп-
пового метода обработки деталей и должна состоять из
164 стандартов.
УНП целесообразно применять на станках с ЧПУ в
мелкосерийном производстве, особенно при использова-
нии групповых методов обработки. К УНП относятся че-
тырехкулачковые патроны с независимым перемещени-
ем кулачков, универсально-наладочные тиски, скальча-
тые кондукторы и др.
УНИВЕРСАЛЬНО-БЕЗНАЛАДОЧНЫЕ
ПРИСПОСОБЛЕНИЯ (УБП)
Конструкция УБП представляет собой законченный
неразборный механизм с постоянными (несъемными) ус-
тановочными элементами для установки обрабатываемых
заготовок по элементарным схемам базирования.
Типовыми представителями УБП являются универ-
сальные станочные тисы, универсальные двух- или трех-
кулачковые токарные патроны, в частности поводковые,
универсальные поворотные и делительные столы и стой-
ки, делительные головки, магнитные плиты. УБП целе-
сообразно применять на станках с ЧПУ в единичном и мел-
косерийном производстве.
Патроны передают крутящий момент на заготовку от
шпинделя станка с помощью хомутика, кулачков или
торцовых ножей, врезающихся в металл левого торца за-
готовки при поджиме ее задним центром. Кулачки пред-
ставляют собой независимые эксцентрики, которые под
действием центробежных сил, воздействующих на гру-
зы, приближаются к поверхности заготовки и зажимают
ее за счет сил самоторможения при воздействии силы ре-
зания.
Патроны с торцевыми (плавающими) ножами не за-
крывают наружную поверхность заготовки и точно опре-
деляют положение торца всех заготовок партии (рис. 1.5).
ГЛАВА 1. ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ
21
12 3 4 5
Рис. 1.5
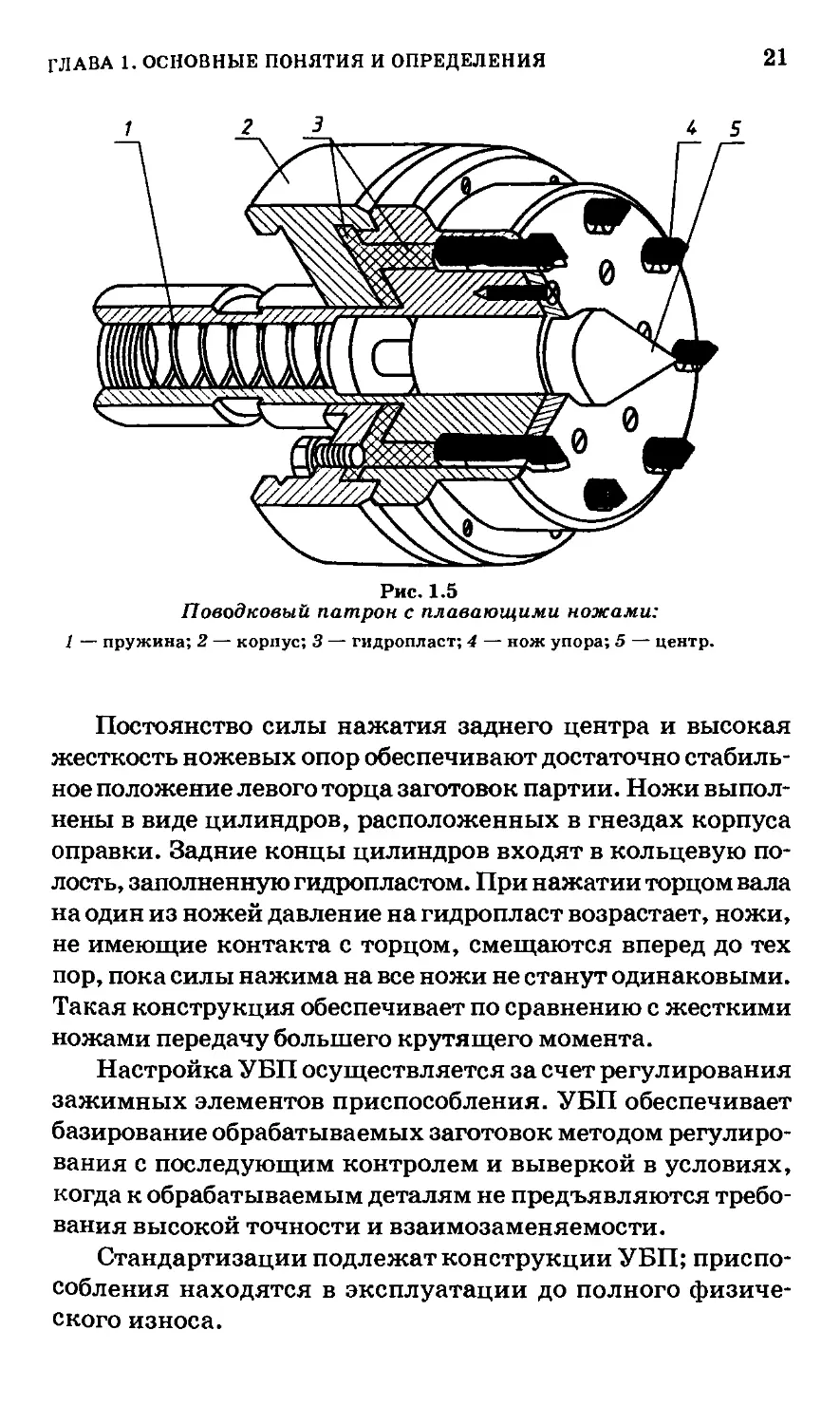
Поводковый патрон с плавающими ножами:
1 — пружина; 2 — корпус; 3 — гидропласт; 4 — нож упора; 5 — центр.
Постоянство силы нажатия заднего центра и высокая
жесткость ножевых опор обеспечивают достаточно стабиль-
ное положение левого торца заготовок партии. Ножи выпол-
нены в виде цилиндров, расположенных в гнездах корпуса
оправки. Задние концы цилиндров входят в кольцевую по-
лость, заполненную гидропластом. При нажатии торцом вала
на один из ножей давление на гидро пласт возрастает, ножи,
не имеющие контакта с торцом, смещаются вперед до тех
пор, пока силы нажима на все ножи не станут одинаковыми.
Такая конструкция обеспечивает по сравнению с жесткими
ножами передачу большего крутящего момента.
Настройка УБП осуществляется за счет регулирования
зажимных элементов приспособления. УБП обеспечивает
базирование обрабатываемых заготовок методом регулиро-
вания с последующим контролем и выверкой в условиях,
когда к обрабатываемым деталям не предъявляются требо-
вания высокой точности и взаимозаменяемости.
Стандартизации подлежат конструкции УБП; приспо-
собления находятся в эксплуатации до полного физиче-
ского износа.
22
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
Большинство конструкций УБП поставляются как
принадлежности станков или централизованно по заяв-
кам предприятий. Оснащение операций при наличии УБП
на предприятии не требует времени в отличие от приспо-
соблений других систем. Приспособлениями УБП можно
оснащать токарные, фрезерные, сверлильные и другие
операции.
Затраты на оснащение УБП незначительны, однако
большое время на установку обрабатываемых заготовок
ограничивает область применения УБП единичным и мел-
косерийным производством.
Основные недостатки УБП:
• требуется контроль положения заготовки в процессе
ее установки методом регулирования;
• в результате увеличивается вспомогательное время на
установку детали.
1.3.4.
СПЕЦИАЛИЗИРОВАННЫЕ НАЛАДОЧНЫЕ
ПРИСПОСОБЛЕНИЯ (СНП)
Это приспособления, состоящие из специализирован-
ного базового агрегата и сменных наладок для установки
родственных по конфигурации и технологии обработки
заготовок с идентичными схемами базирования.
Базовые агрегаты СНП представляют собой закончен-
ные механизмы стандартной конструкции долговремен-
ного применения; они эксплуатируются до полного изно-
са и со станка не снимаются.
Настройка СНП осуществляется регулированием ра-
бочих элементов и сменой наладок либо только сменой
наладок. Многоместные приспособления обеспечивают
возможность смены заготовок вне рабочей зоны станка.
Пример СНП — мембранный патрон внутришлифо-
вального станка.
Эффективной областью применения СНП на станках с
ЧПУ является серийное производство. Например, приспо-
собление, показанное на рис. 1.6, предназначено для уста-
новки заготовок деталей типа рычагов, которые базируются
по плоскости и двум отверстиям при обработке по контуру.
ГЛАВА 1. ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ
23
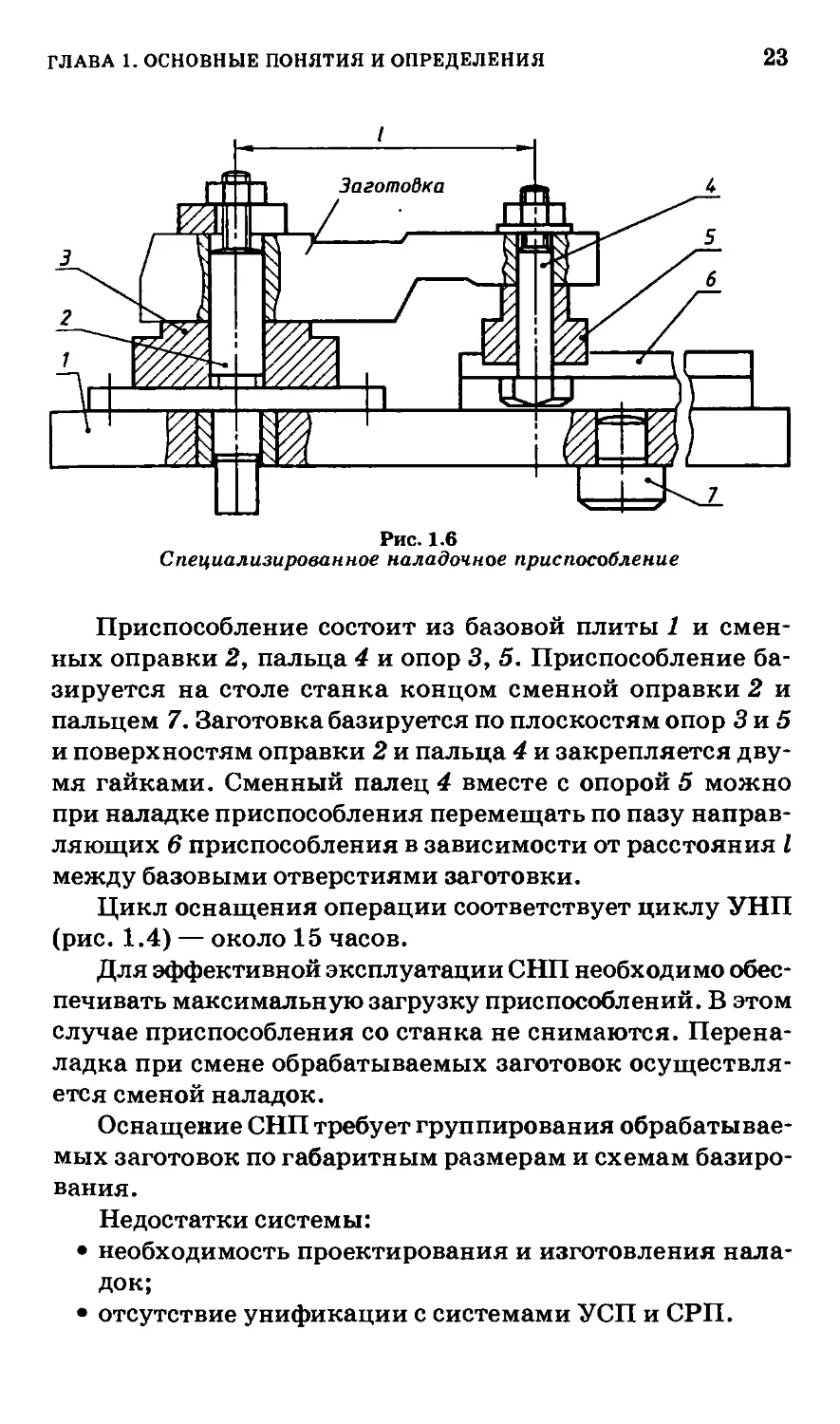
Рис. 1.6
Специализированное наладочное приспособление
Приспособление состоит из базовой плиты 1 и смен-
ных оправки 2, пальца 4 и опор 3, 5. Приспособление ба-
зируется на столе станка концом сменной оправки 2 и
пальцем 7. Заготовка базируется по плоскостям опор 3 и 5
и поверхностям оправки 2 и пальца 4 и закрепляется дву-
мя гайками. Сменный палец 4 вместе с опорой 5 можно
при наладке приспособления перемещать по пазу направ-
ляющих 6 приспособления в зависимости от расстояния I
между базовыми отверстиями заготовки.
Цикл оснащения операции соответствует циклу УНП
(рис. 1.4) — около 15 часов.
Для эффективной эксплуатации СНП необходимо обес-
печивать максимальную загрузку приспособлений. В этом
случае приспособления со станка не снимаются. Перена-
ладка при смене обрабатываемых заготовок осуществля-
ется сменой наладок.
Оснащение СНП требует группирования обрабатывае-
мых заготовок по габаритным размерам и схемам базиро-
вания.
Недостатки системы:
• необходимость проектирования и изготовления нала-
док;
• отсутствие унификации с системами УСП и СРП.
24
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
Экономически достижимая точность — IT 9, дости-
жимая точность при доработке наладок (подшлифовке в
сборе) — IT 8.
Область применения СНП — среднесерийное и круп-
носерийное производство.
Отличие от УНП — более высокая степень специали-
зации и наличие быстродействующего механического при-
вода для закрепления заготовки.
1.3.5.
СБОРНО-РАЗБОРНЫЕ
ПРИСПОСОБЛЕНИЯ (СРП)
Компоновки СРП собирают из стандартных деталей и
сборочных единиц как специальные приспособления дол-
госрочного применения.
В основу системы заложен принцип агрегатирова-
ния. В основном система базируется на тех же принци-
пах, что и УСП. Отличия от системы УСП заключаются
в следующем:
• детали УСП имеют универсальное назначение (точная
обработка и универсальные базы на всех плоскостях)
и в различных приспособлениях могут выполнять раз-
личные функции; детали и сборочные единицы СРП
имеют строгое функциональное назначение;
• приспособления системы УСП состоят из деталей, то-
гда как приспособления СРП компонуются в основном
из узлов;
• система СРП допускает применение специальных, из-
готовленных на предприятии деталей и узлов, допол-
няющих компоновку СРП, при том что система УСП
этого не позволяет;
• СРП имеют быстродействующий механический при-
вод для закрепления заготовок; в УСП этого нет.
Точность обработки с применением СРП — IT 7-9.
Для повышения точности допускается доработка на-
ладки на станке после сборки приспособления.
Компоновка СРП собирается на весь период произ-
водства изделия; после окончания эксплуатации произ-
водится демонтаж приспособления с последующим ис-
ГЛАВА 1. ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ
25
пользованием его узлов для сборки других компоновок
(рис. 1.7).
Эти приспособления специально предназначены для
оснащения фрезерных станков с ЧПУ (их можно также
использовать на сверлильных многоцелевых станках).
Элементы СРП—ЧПУ фиксируются системой «палец-от-
верстие» в отличие от УСП, где фиксация осуществля-
ется системой «шпонка-паз». Это гарантирует более вы-
сокую точность, жесткость и стабильность параметров
приспособления. Фиксирующие отверстия выполнены
во втулках из прочного и износостойкого материала.
Втулки запрессованы в корпуса плит и угольников. Для
крепления базовые элементы комплекта снабжены Т-образ-
ными пазами. В комплект СРП-ЧПУ входят базовые
сборочные единицы — 2-5%; прижимные элементы —
18-20%; опорные элементы (опоры регулируемые, под-
водимые, самоустанавливающиеся, планки, подклад-
ки)— 8-10%; установочные элементы (пальцы, шаб-
лоны)— 15-10%; крепежные детали— 45-50%; пру-
жины. Для механизации закрепления в комплект входят
прямоугольные и круглые плиты со встроенными гид-
равлическими цилиндрами, а также отдельные гидрав-
лические прижимы.
На рис. 1.8 изображены имеющие большую трудоем-
кость базовые сборочные единицы комплекта, на рис. 1.9 —
примеры прихватов, входящих в комплект.
Заявка на
приспособ-
ление
Получение
стандартных
деталей и
сборочных
единиц СРП
Проектирование
компоновки
Сборка
компоновки и
-------------доработка баз
Изготовление _____________
спец, деталей
Внедрение
Время оперативного оснащения около 20.. 25 часов
Рис. 1.7
Цикл оснащения операции СРП
26
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
Рис. 1.8
Базовые сборочные единицы комплекта СРП-ЧПУ:
а — прямоугольная плита; б — стойка; в — круглая плита; г — делитель-
ная стойка.
Рис. 1.9
Прихваты, входящие в комплект СРП-ЧПУ:
а — качающийся; б— гидравлический передвижной с регулируемой опорой;
в — Г-образный; г — угловой откидной; д — откидной; е — высокий.
ГЛАВА 1. ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ
27
1.3.6.
НЕРАЗБОРНЫЕ СПЕЦИАЛЬНЫЕ
ПРИСПОСОБЛЕНИЯ (НСП)
НСП представляют собой необратимые конструкции,
не предназначенные для разборки с целью повторного ис-
пользования их сборочных единиц и деталей.
После снятия изделия с производства либо после из-
менения технологического процесса НСП списываются в
металлолом целиком.
НСП проектируются и изготавливаются для различ-
ных видов обработки заготовок любых форм и габарит-
ных размеров и обеспечивают необходимую точность об-
работки, поскольку проектируются под заданные условия
обработки.
НСП обладает самым длительным циклом оператив-
ного оснащения (около 100 часов на одно приспособление
средней сложности) (рис. 1.10).
В конструкциях НСП максимально используются стан-
дартные детали, сборочные единицы и заготовки (50—70%
массы приспособления).
НСП применяются в крупносерийном и массовом про-
изводстве при длительности нахождения изделия в про-
изводстве, обеспечивающей эксплуатацию НСП до физи-
ческого износа или в условиях невозможности использо-
вания других систем приспособлений.
Помимо шести стандартных систем, образующих ком-
плекс приспособлений в машиностроении, существует
Заявка на приспособление
Заблаговременное изготовление стандартных деталей сборочных единиц и заготовок
Г Г Изготовление Сборка ЯиоЯпои„о
L—— внеарение Время оперативного оснащения около 100 часов
Рис. 1.1о
Цикл оснащения операции НСП
28 ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
набор средств механизации уже созданных приспособле-
ний — система агрегатированных средств механизации
зажима (АСМЗ).
Система состоит из комплекса универсальных силовых
устройств, выполненных в виде обособленных агрегатов,
с помощью которых механизируется и автоматизируется
закрепление заготовок в приспособлении.
Таким образом, УСП, УСПО, УНП, СНП, СРП отно-
сятся к переналаживаемым (обратимым) приспособлени-
ям, УБП — к универсальным приспособлениям, СНП — к
узкоспециальным приспособлениям.
ГЛАВА 2
МЕТОДИКА ВЫБОРА СИСТЕМЫ
И ПРОЕКТИРОВАНИЯ
СТАНОЧНОГО ПРИСПОСОБЛЕНИЯ
В конструкцию приспособлений входят восемь групп эле-
ментов:
• установочные — опоры, опорные пластины, установоч-
ные пальцы, оправки, призмы;
• зажимные — винтовые, эксцентриковые, клиновые,
рычажные и др. (пружинные, центробежные, инерци-
онные);
• установочно-зажимные — трехкулачковые, цанговые
патроны ит. п.;
• силовые приводы — электрические, пневматические,
гидравлические, магнитные и др.;
• элементы для направления и контроля положения ин-
струмента — кондукторные втулки, направляющие
втулки при растачивании, копиры, упоры, шаблоны,
установы;
• делительные устройства — нониусы, шкалы, линей-
ки, фиксаторы;
• корпусы приспособлений (цельные, литые, сварные,
кованые, сборные);
• вспомогательные элементы — тормоза, выталкивате-
ли, кантователи и т. д.
30
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
2.1.
ИСХОДНЫЕ ДАННЫЕ ПРИ ВЫБОРЕ
СИСТЕМЫ
СТАНОЧНЫХ ПРИСПОСОБЛЕНИЙ
К ним относятся:
• чертеж детали и заготовки с техническими требова-
ниями;
• программа выпуска деталей;
• технологический процесс изготовления детали с описа-
нием операции, для которой проектируется приспособ-
ление (оборудование, оснастка, режим обработки и т. д.);
• местные условия производства — наличие источников
энергии, квалификация рабочей силы, возможности
обновления оборудования, возможность механизации
и автоматизации производства.
2.2.
ПОСЛЕДОВАТЕЛЬНОСТЬ
ВЫБОРА СИСТЕМЫ
СТАНОЧНЫХ ПРИСПОСОБЛЕНИЙ
Подпонятием « выбор системы» подразумевается опре-
деление принадлежности приспособления, необходимого
для оснащения операции в конкретных условиях, к той
или иной системе станочных приспособлений с целью обес-
печения дальнейшего формирования конструкции при-
способления в соответствии с правилами и требованиями
выбранной системы.
При выборе системы станочных приспособлений ис-
пользуется метод аналогов. Это означает, что при выборе
системы по справочникам и каталогам подбирается при-
способление, наиболее подходящее для выполнения задан-
ной операции. Затем выбранное приспособление относит-
ся к той или иной системе, и производится окончатель-
ный выбор системы.
Последовательность выбора системы приспособле-
ний с учетом выбранного метода выглядит следующим
образом:
1) проведение анализа конструкции изделия, органи-
зационных и технических условий его изготовления;
ГЛАВА 2. МЕТОДИКА ВЫБОРА СИСТЕМЫ И ПРОЕКТИРОВАНИЯ
31
2) группирование технологических операций. Вы-
полняется с целью определения предполагаемых объе-
мов оснастки на планируемый период производства.
При групповой организации производства выбор сис-
темы приспособлений определяется:
• общностью используемого метода обработки (сборки)
по группам операций;
• составом операций группы, их суммарной трудоемко-
стью и повторяемостью;
• конструктивными и технологическими признаками
обрабатываемых изделий или их элементов (размеры,
марка материалов, элементы базирования и пр.);
3) установление принадлежности выбранных конст-
рукций к системам приспособлений;
4) определение исходных требований к приспособле-
ниям;
5) отнесение выбранных аналогов приспособлений к
той или иной системе;
6) определение соответствующих установленным тре-
бованиям исходных расчетных данных для проектирова-
ния и изготовления новых конструкций оснастки.
2.3.
АНАЛИЗ ВЛИЯНИЯ ОСНОВНЫХ ФАКТОРОВ
НА ВЫБОР СИСТЕМ
СТАНОЧНЫХ ПРИСПОСОБЛЕНИЙ
Этот анализ выполняется в соответствии с требования-
ми, изложенными в «Методических указаниях ЕСТПП.
Выбор и рациональное применение систем станочных при-
способлений».
Основные факторы, определяющие принадлежность
приспособлений к той или иной системе, относятся к од-
ной из трех групп.
Конструкторско-технологическая характеристика
обрабатываемых деталей:
• точность обработки;
• габаритные размеры;
• конфигурация обрабатываемой детали;
• материал обрабатываемой детали.
32
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
Экономические требования к оснащаемой операции:
• годовая программа выпуска деталей;
• планируемая продолжительность выпуска деталей;
• темпы оснащения операций.
Организационно-технологические условия выполне-
ния операции:
• вид оборудования;
• вид операции;
• форма организации технологического процесса.
2.3.1.
КОНСТРУКТОРСКО-ТЕХНОЛОГИЧЕСКАЯ
ХАРАКТЕРИСТИКА ОБРАБАТЫВАЕМЫХ ДЕТАЛЕЙ
Точность обработки. Достижимая точность обработки
при прочих равных условиях определяется погрешностью
установки заготовки. Структура основных составляющих
этой погрешности и влияние на нее фактора принадлеж-
ности приспособлений к определенной системе приведе-
ны в табл. 2.1.
Таблица 2.1
Основные составляющие погрешности
приспособлений разных систем
Системы приспособлений Погрешность приспособления
Погрешность установки заготовки Погрешность компоновки приспособления Погрешность установки присиособлеиия на станке
УБП Определяет- ся точностью выверки об- рабатывае- мой заготов- ки Определяется клас- сом точности при- способления, не компенсируется Не компенсируется
УСП Определяет- ся выбранной схемой уста- новки зато- товки и клас- сом точности приспособ- ления, не компенсиру- ется Определяется сум- марной погрешно- стью компоновки, не компенсируется
СРП Определяется сум- марной погрешно- стью компоновки, частично компенси- руется доработкой наладки Возможна частич- ная компенсация выверкой компо- новки при установке с помощью переход- ных элементов
ГЛАВА 2. МЕТОДИКА ВЫБОРА СИСТЕМЫ И ПРОЕКТИРОВАНИЯ
33
Продолжение табл. 2.1
Системы приспособлений Погрешность прнснособления
Погрешность установки заготовки Погрешность компоновки приспособления Погрешность устаиовкн приспособления на стайке
УНП Определяется по- грешностью налад- ки и базовой части. Частично компенси- руется доработкой наладки или ее вы- веркой Возможна компен- сация выверкой базовой части при- способления
СНП
нсп Определяется необходимой точно- стью обработки Возможна компен- сация выверкой приспособлений
Способы достижения заданной точности представлены
в табл. 2.2. Закрашены зоны экономически оправданной,
достижимой для каждой системы точности обработки.
Таблица 2.2
Достижимая точность обработки в приспособлениях
различных систем
Систе- мы приспо* собле- нии Заданная точность обработки
Низкая ГГ12 Нормальная ГГ9-11 Повышенная ГГ7-8 Высокая ГГ 6
УБП Выверка заготовок по раз- метке Выверка с помощью из- мерительных инструментов - -
УСП Сборка компоновки без компенсаторов - -
УНП Сборка базовой части й - , раладок.без компенсаторов z' М Г ' 4 ‘ г3 4 • ’ ~ Выверка б Аз (наличие компенса- торов • Доработка по месту баз приспособле- ния после его установки на станке
СНП
СРП Сборка компоновки без . компенсаторов Доработка по месту баз пристособле- ния после его, установки на' станке ‘ 1
НСП Проектирование и изготовление приспо- собления с заданной точностью
3 — 2330
34
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
Габаритные размеры обрабатываемой детали. Каждая
система приспособлений, за исключением НСП, создается
для обработки деталей, размеры которых находятся в оп-
ределенном диапазоне, ограниченном минимальными и
максимальными габаритными размерами. Ориентировоч-
ные максимальные габаритные размеры заготовок, обра-
батываемых в приспособлениях различных систем, приве-
дены в табл. 2.3.
Таблица 2.3
Максимальные габаритные размеры
закрепляемых заготовок
Системы приспо- соблений Вид приспособлений Максимальные габаритные размеры заготовок, мм
Длина Ширина Высота
УНП и СНП Токарные 300 500 *
Фрезерные и сверлильные 650 600 *
СРП Токарные * 800 *
Фрезерные и сверлильные 1000 500 *
УСП Паз 8 мм 220 120 100
Паз 12 мм 700 400 200
Паз 16 мм 2500 2500 100
УБП Токарные * 500 *
Фрезерные и сверлильные 1200 1000 *
НСП *
* — размер ограничен только возможностями оборудования.
Создание приспособлений для обработки заготовок
свыше габаритов, указанных в табл. 2.3, экономически и
технически не оправдано.
Конфигурация обрабатываемой детали влияет на вы-
бор схемы ее установки в приспособлении непосредствен-
но или через наладочные элементы.
Возможность реализации схем установки заготовок в
приспособлениях различных систем приведена в табл. 2.4
(отмечена знаком «+»).
ГЛАВА 2. МЕТОДИКА ВЫБОРА СИСТЕМЫ И ПРОЕКТИРОВАНИЯ
35
Таблица 2.4
Возможности систем по реализации схем установки
Системы приспособлений Схемы установки
по сложно- сти по степени специа- лизации по частоте применяе- мости по лишае- мым степе- ням свободы
простая сложная с до- полнительны- ми опорами универсальная специализиро- ванная специальная типовая оригинальная требующая выверки заготовки лишающая всех степеней
УБП + + + + +
УСП + + + + + + + + +
СРП + + + + + + + + +
УНП + + + +
СНП + + + + +
НСП + + + + + + + + +
2.3.2.
экономические’ ТРЕБОВАНИЯ
К ОСНАЩАЕМОЙ ОПЕРАЦИИ
К ним относятся:
• годовая программа выпуска деталей;
• планируемая продолжительность выпуска деталей;
• темпы оснащения операции (рис. 2.1).
Сравнительная длительность темпов оснащения
Рис. 2.1
Темпы оснащения операции
для различных систем
36
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
ОРГАНИЗАЦИОННО-ТЕХНОЛОГИЧЕСКИЕ
УСЛОВИЯ
ВЫПОЛНЕНИЯ ОПЕРАЦИИ
К ним относят:
• вид оборудования (универсальное, специализирован-
ное, специальное);
• вид операции;
• форму организации технологического процесса.
В настоящее время производственные цеха и участки
могут иметь предметную, технологическую или смешан-
ную специализации с соответствующими организацион-
ными формами, оборудованием, его размещением и сте-
пенью специализации оснастки.
Рекомендуется:
• на участках многономенклатурной обработки исполь-
зовать универсальные приспособления;
• на участках специализированной обработки приме-
нять специализированные приспособления;
• на участках специальной обработки использовать спе-
циальные приспособления.
В табл. 2.5 показана возможность использования при-
способлений различных систем по степени специализации
(возможность отмечена знаком «+»).
Таблица 2.5
Возможность использования
приспособлений различных систем
по степени специализации
Система приспособлений Степень специализации приспособлений
Универсальные Специа л изирова ни ы е Специа л ьиы е
УБП +
УСП (УСПО) + + +
СРП + + +
УНП +
СНП +
НСП +
ГЛАВА 2. МЕТОДИКА ВЫБОРА СИСТЕМЫ И ПРОЕКТИРОВАНИЯ
37
2.4.
ТЕХНИКО-ЭКОНОМИЧЕСКОЕ
ОБОСНОВАНИЕ ВЫБОРА СИСТЕМ
ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
Если по техническим характеристикам можно выбрать
несколько стандартных систем приспособлений (УСП,
УНП, СНП, СРП, УБП), окончательный выбор проводят
на основе экономического сравнения конкурирующих сис-
тем. При этом относительные затраты на оснащение опе-
рации неразборным специальным приспособлением (НСП)
принимаются равными единице. Еще более укрупненно
этот выбор проводят на основе экономического сравнения
конкурирующих систем. При этом относительные затра-
ты на оснащение операции неразборным специальным
приспособлением (НСП) принимаются равными единице.
Этот выбор можно провести по графику зон рентабельно-
сти (рис. 2.2).
2.4.1.
ЭКОНОМИЧЕСКИЕ РАСЧЕТЫ ЦЕЛЕСООБРАЗНОСТИ
ПРИМЕНЕНИЯ СПЕЦИАЛЬНЫХ ПРИСПОСОБЛЕНИЙ
В ЗАВИСИМОСТИ ОТ ЗАДАННОГО ВЫПУСКА
И ХАРАКТЕРА ПРОИЗВОДСТВА
Расчет экономической эффективности применения
приспособления основывается на сопоставлении затрат и
экономии, возникающих при его использовании и отно-
симых к годовому периоду. Затраты слагаются из расхо-
дов на амортизацию приспособления (амортизационные
отчисления) и расходов на его содержание и эксплуата-
цию. Экономия достигается за счет снижения трудоемко-
сти изготовления деталей, а следовательно, за счет сни-
жения затрат на заработную плату.
Приспособление считается рентабельным, если годо-
вая экономия, получаемая отего применения, больше свя-
занных с ним годовых затрат.
На практике сопоставляют экономичность различных
конструктивных вариантов приспособления для данной
операции. Полагают, что расходы на амортизацию стан-
ка, режущий инструмент и электроэнергию при исполь-
зовании различных вариантов остаются неизменными и
38
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
Рис. 2.2
График зон рентабельности систем приспособлений
определяют и сопоставляют лишь те элементы себестои-
мости операции, которые зависят от конструкции приспо-
собления.
Сопоставить себестоимость продукции при использо-
вании нового (модернизированного) приспособления (Cj)
и себестоимость продукции при использовании старого
(имеющегося) приспособления (С2) можно с помощью сле-
дующих выражений:
ГЛАВА 2. МЕТОДИКА ВЫБОРА СИСТЕМЫ И ПРОЕКТИРОВАНИЯ
39
(2.1)
где 3j, 32 — зарплата станочника, отнесенная к одной де-
тали, руб.; Н — накладные цеховые расходы в % к зар-
плате; Pj, Р2 — затраты на изготовление приспособления,
руб.; п — годовая программа выпуска деталей, шт.; А —
срок амортизации приспособления, лет; q — расходы, свя-
занные с эксплуатацией приспособления (ремонт, регули-
ровка, хранение) в % от их стоимости.
Для установившегося периода производства расходы
на проектирование и отладку приспособления погашены,
и их не учитывают.
Себестоимость обработки деталей в большой степени
зависит от годовой программы их выпуска (рис. 2.3).
Точка пересечения кривых соответствует программе
(п'), при которой оба варианта равноценны.
Поступления от продаж
Точка безубыточности
Преждевременные издержки
Постоянные издержки
Объем выпуска, п
Рис. 2.3
Зависимость стоимости обработки деталей
от программы их выпуска
40
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
Если п> п' (рис. 2.4), то выгоднее применять приспо-
собление, обеспечивающее затраты Cj (более сложное но-
вое); если п < п' — эффективнее оставить существующее
(при затратах на производство С2).
Для расчета п' необходимо определить Рг и Рг, что в
начальный период сделать сложно. В этом случае приме-
няют приближенный расчет по формуле Р — CN, где N —
количество деталей в приспособлении; С — постоянный
коэффициент, зависящий от сложности приспособления
и его габаритных размеров:
С = 1,5 — для простых приспособлений;
Cj = 3,0 — для приспособлений средней сложности;
С2 = 4,0 — для сложных приспособлений.
Затраты на зарплату станочника определяются по фор-
муле 3 = £шт • Зм, где tmT — штучно-калькуляционное вре-
мя на операцию, мин; Зм — минутная ставка рабочего.
Срок амортизации составляет: А = 1 год — для простых
приспособлений; А = 2-3 года — для приспособлений сред-
ней сложности; А = 4—5 лет — для сложных приспособле-
ний.
Если заранее известен срок выпуска продукции, для
которой проектируется приспособление, величину А берут
равной этому сроку.
Рис. 2.4
Сопоставление затрат на изготовление деталей с применением
различных вариантов приспособлений
ГЛАВА 2. МЕТОДИКА ВЫБОРА СИСТЕМЫ И ПРОЕКТИРОВАНИЯ
41
Годовые расходы q, связанные с эксплуатацией при-
способления, принимают равными 20% от величины Р.
В том случае, если дополнительно изменяется содер-
жание отдельных операций, то сопоставляют себестои-
мость механической обработки детали по различным тех-
нологическим процессам:
с-=хМ1+йо)+ЭДгйо
с’-£341+ж)+^г9г+йо
(2.2)
Если в сопоставляемых вариантах применяется раз-
личное технологическое оборудование, то учитывают до-
полнительно стоимость одной минуты работы станка.
Как было отмечено, приспособление считается рента-
бельным, если Э = С2 - Cj > Pj.
2.5.
ПОСЛЕДОВАТЕЛЬНОСТЬ
ПРОЕКТИРОВАНИЯ
СПЕЦИАЛЬНОГО ПРИСПОСОБЛЕНИЯ
К исходным данным относятся:
• чертежи заготовки и детали;
• описание технологической операции, для которой про-
ектируется приспособление. Сюда входит схема бази-
рования заготовки, метод обработки, модель оборудо-
вания, типоразмер режущего инструмента, получаемые
размеры обрабатываемых поверхностей с допусками,
режимы резания, особые условия обработки. Опти-
мальным вариантом является наличие операционной
карты на оснащаемую операцию;
• годовая программа выпуска деталей;
• технические данные оборудования — размеры рабо-
чего пространства станка, вид и мощность привода
станка;
• справочно-нормативная и руководящая информация
(альбомы чертежей типовых конструкций приспо-
соблений, требования по охране труда, стандарты,
42
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
нормали на детали и сборочные единицы приспособ-
лений, отраслевые и общетехнические методические
указания и т. п.).
1. Составление технического задания (ТЗ) на проекти-
рование приспособления. В соответствии с ГОСТ 2.103-79
техническое задание должно содержать полные исходные
данные для проектирования приспособления.
2. Разработка технического предложения.
По ГОСТ 2.118-73 техническое предложение разраба-
тывают с целью выявления дополнительных или уточнен-
ных требований к изделию, которые не могли быть указа-
ны в техническом задании, и это целесообразно сделать
на основе предварительной конструкторской проработки
и анализа различных вариантов изделия.
3. Разработка эскизного проекта (ЭП).
Требования к эскизному проекту определены ГОСТ
2.119-73. Эскизный проект разрабатывают, если это пре-
дусмотрено техническим заданием или протоколом рас-
смотрения технического предложения. Эскизный про-
ект разрабатывают с целью установления принципиаль-
ных (конструктивных, схемных и др.) решений изделия,
дающих общее представление о принципе работы и/или
устройстве изделия, когда это целесообразно сделать до
разработки технического проекта или рабочей докумен-
тации. Эскизный проект содержит графическую часть и
пояснительную записку.
Графическая часть представляет собой комплект сбороч-
ных эскизов или чертежей, дающих общее представление о
конструкции и принципе работы приспособления. Поясни-
тельная записка (по ГОСТ 2.105-95) содержит все необходи-
мые расчеты, связанные с изготовлением и работой приспо-
собления. Эскизное проектирование выполняется в опреде-
ленной последовательности:
• уточнение схемы установки заготовки в приспособле-
нии и приспособления на станке;
• точностной расчет приспособления; выполняется с це-
лью подтверждения возможности выбранного метода
обработки и выбранной схемы базирования заготовки
обеспечить заданную точность обработки;
ГЛАВА 2. МЕТОДИКА ВЫБОРА СИСТЕМЫ И ПРОЕКТИРОВАНИЯ
43
• выбор типа и конструкций установочных элементов
приспособления;
• силовой расчет приспособления, направленный на вы-
бор схемы закрепления заготовки и определение сил
зажима;
• выбор типа и конструкций зажимных устройств;
• выбор и расчет силового привода;
• выбор элементов для направления и контроля поло-
жения режущего инструмента (при необходимости);
• выбор делительных устройств (при необходимости);
• выбор вспомогательных элементов приспособления;
• выбор типа корпуса приспособления;
• предварительная компоновка приспособления. Снача-
ла наносится контур детали в масштабе и как мини-
мум в двух проекциях. Затем в указанной выше после-
довательности вычерчиваются элементы приспособле-
ния. При этом заготовка считается прозрачной. На
этой стадии может быть предложено несколько ком-
поновок приспособления, возникает задача выбора
наиболее экономичного варианта;
• определение технико-экономических показателей эф-
фективности приспособления. Выполняется в соответ-
ствии с п. 2.4.
4. Разработка технического проекта (ТП).
В соответствии с ГОСТ 2.120-73 технический проект
разрабатывают, если это предусмотрено техническим за-
данием, протоколом рассмотрения технического предло-
жения или эскизного проекта.
Технический проект разрабатывают с целью выявле-
ния окончательных технических решений, дающих пол-
ное представление о конструкции изделия, когда это це-
лесообразно сделать до разработки рабочей документации.
При необходимости технический проект может пре-
дусматривать разработку вариантов отдельных составных
частей изделия. В этих случаях выбор оптимального ва-
рианта осуществляется на основании результатов испы-
таний опытных образцов изделия.
Технический проект содержит только графическую часть,
включающую в себя сборочные чертежи приспособления и
44
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
чертежи деталей приспособления с техническими требо-
ваниями.
5. Разработка рабочего проекта (РП).
Рабочий проект — это комплекс документов, передаю-
щихся подрядчику для изготовления приспособления. Он
содержит сборочные чертежи приспособления, чертежи
деталей приспособления с техническими требованиями, а
также технологическую документацию, необходимую для
изготовления деталей и сборки приспособления.
На чертеже общего вида приспособления указыва-
ются:
• габаритные размеры;
• установочные размеры, т. е. размеры элементов, ко-
торыми приспособление сопрягается с элементами
станка;
• присоединительные размеры, выдерживаемые при
сборке, отладке и контроле приспособления при выда-
че его на рабочее место.
Сборочные чертежи должны содержать технические
требования на сборку и испытание приспособления.
ГЛАВА 3
ОСНОВНЫЕ НАПРАВЛЕНИЯ
ПРИ ПРОЕКТИРОВАНИИ
ПРИСПОСОБЛЕНИЙ
В условиях различного производства к конструкциям
приспособлений и их приводов предъявляются различ-
ные требования. При этом в последнее время наметились
две существенные тенденции в проектировании приспо-
соблений:
• механизация и автоматизация приспособлений;
• нормализация, унификация и стандартизация элемен-
тов, узлов и конструкций приспособлений.
3.1.
МЕХАНИЗАЦИЯ
И АВТОМАТИЗАЦИЯ
ПРИСПОСОБЛЕНИЙ
В крупносерийном и массовом производстве эконо-
мически оправдано применение специальных приспо-
соблений со встроенным или прикрепляемым силовым
приводом (преимущественно пневматическим или гид-
равлическим). Помимо общих требований — точность,
жесткость, компактность — главная задача при конст-
руировании сводится к максимальной механизации и
автоматизации приспособления с целью повышения
точности обработки, производительности и облегчения
тРУДа рабочих. Широко внедряются многоместные, по-
луавтоматические и автоматические приспособления,
столы для непрерывной обработки, автоматические по-
воротные и делительные столы для позиционной об-
работки, многошпиндельные приставки и агрегатные
46
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
головки, загрузочные устройства и т. п. При этом про-
ектирование должно вестись с максимальным приме-
нением стандартных и унифицированных решений. На
каждом из этапов проектирования могут выполняться
иные необходимые расчеты (кинематические, динами-
ческие, прочностные, жесткостные и др.).
В серийном производстве приспособления должны от-
вечать следующим требованиям (помимо перечисленных
выше):
• сроки и стоимость подготовки производства должны
быть минимальными, что в условиях большой номенк-
латуры и частой смены объектов производства имеет
решающее значение;
• время на переналадку оборудования должно быть ми-
нимальным, что очень важно при внедрении группо-
вых техпроцессов;
• приспособления должны быть экономичными в работе.
В мелкосерийном и единичном производстве до послед-
него времени механизации приспособлений не уделялось
достаточного внимания. Однако широкое внедрение стан-
ков с программным управлением различных систем вы-
явило необходимость механизации и автоматизации при-
способлений и при этих типах производства.
В первую очередь должны механизироваться и авто-
матизироваться следующие приемы технологической опе-
рации:
• загрузка заготовки в рабочую зону приспособления;
• установка заготовки — доведение ее базовых поверх-
ностей до полного контакта с установочными элемен-
тами приспособления;
• зажим и открепление заготовок;
• перемещения и повороты заготовки в процессе обра-
ботки;
• удаление обработанной детали из рабочей зоны при-
способления;
• очистка базовых поверхностей приспособления от
стружки при смене заготовок.
ГЛАВА 3. ОСНОВНЫЕ НАПРАВЛЕНИЯ ПРИ ПРОЕКТИРОВАНИИ
47
3 2
НОРМАЛИЗАЦИЯ И СТАНДАРТИЗАЦИЯ
ЭЛЕМЕНТОВ, УЗЛОВ И КОНСТРУКЦИЙ
ПРИСПОСОБЛЕНИЙ
Данное направление обусловлено частой сменой про-
дукции и стремлением оставить приспособление без изме-
нений.
Это противоречие разрешается нормализацией, уни-
фикацией и стандартизацией деталей и сборочных еди-
ниц приспособлений. При этом снижается объем конст-
рукторских работ, сокращается номенклатура и увели-
чивается количество подлежащих изготовлению деталей
одного наименования и размера. Нормализованные или
стандартные детали можно изготавливать большими пар-
тиями централизованным порядком, что снижает их стои-
мость. Нормализованные и стандартные детали, сборочные
единицы могут быть сняты с использованных приспособ-
лений и после частичного ремонта (если необходимо) пере-
даны на склад. В случае необходимости их повторно при-
меняют при сборке новых приспособлений.
В области приспособлений стандартизацией охвачены:
• конструктивные и размерные элементы деталей (резь-
бы, конусы, шпоночные соединения, уклоны, посад-
ки и т. д.);
• заготовки корпусов;
• сборочные единицы приспособлений;
• некоторые конструкции приспособлений;
• элементы силовых приводов;
• элементы приспособлений.
Проведенная стандартизация в области оснастки по-
зволяет проектировать приспособления с применением
стандартных деталей и сборочных единиц в объеме от 30
до 90% от общего количества деталей в конструкции.
Нормализация (упорядочение) проходит следующие
этапы:
• нормализация общих конструктивных и размерных
элементов. Объектом нормализации является уста-
новление размерных рядов на элементы приспособ-
лений, установление габаритных и присоединительных
48
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
размеров, нормализация конструктивных элементов
(резьб, деталей крепления, штифтов, шпоночных со-
единений, уклонов и т. п.), установление посадок для
применяемых сопряжений и допусков на основные де-
тали;
• нормализация деталей специальных приспособлений
(установочные элементы, детали зажимных устройств,
корпусы приспособлений и их элементы, установки
для проверки положения инструментов, детали вспо-
могательных устройств), а также их заготовок (отлив-
ки, поковки);
• нормализация сборочных единиц приспособлений раз-
личного функционального назначения: пневмо- и гид-
роцилиндров, пневмокамер, делительных и поворот-
ных механизмов, фиксаторов, выталкивателей и др.
Применение стандартных и нормализованных элемен-
тов и узлов позволяет снизить затраты на изготовление
приспособлений на 20-30% и сократить цикл освоения
новых изделий.
3.3.
ОБОЗНАЧЕНИЕ ТЕХНОЛОГИЧЕСКОЙ
ОСНАСТКИ
Машиностроительными нормалями МН 74-59 и
МН 81-59 «Инструмент и приспособления для машино-
строения: классификация и условные обозначения» уста-
навливается децимальная (десятичная) система классифи-
кации и цифровых обозначений технологической оснаст-
ки — инструмента и приспособлений, с целью упрощения
оформления технологической документации для всех звень-
ев производства, а также организации учета и хранения
технологической оснастки.
Данные нормали устанавливают четыре ступени клас-
сификации инструмента и приспособлений: группа, под-
группа, вид,разновидность.
Код имеет следующий формат (рис. 3.1).
Первые четыре цифры — это эксплуатационно-конст-
руктивная характеристика приспособления, четыре следую-
щих — порядковый номер типоразмера приспособления.
ГЛАВА 3. ОСНОВНЫЕ НАПРАВЛЕНИЯ ПРИ ПРОЕКТИРОВАНИИ
49
хххх-хххх
Группа Т
Подгруппа
Вид
Разновидность
Порядковый номер типоразмера
Рис. 3.1
Структура кода технологической оснастки
Для стандартной оснастки отведены номера типораз-
меров от 0001 до 3999. Номера типоразмеров специальной
технологической оснастки варьируются от 4001 до 9999.
В соответствии с этой классификацией вся технологи-
ческая оснастка машиностроительного производства раз-
бита на десять групп:
0 — инструмент и приспособления для литья, термо-
обработки, сварки, пайки и огневой резки;
1 — инструмент и приспособления для обработки дав-
лением;
2 — инструмент для обработки резанием металлов;
3 — инструмент для обработки резанием неметалли-
ческих материалов;
4 , 5 — резерв;
6 — инструмент вспомогательный;
7 — приспособления для станочных и ручных работ;
8 — средства измерения и контроля линейных и угло-
вых величин;
9 — резерв.
В седьмой группе (приспособления) выделены следую-
щие подгруппы:
0 — детали и узлы (сборочные единицы) приспособ-
лений;
1 — приспособления к токарно-винторезным, круг-
лошлифовальным, токарно-револьверным, токарно-кару-
сельным станкам, токарным полуавтоматам и автоматам,
резьбонарезным станкам;
4 - 2440
50
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
2 — приспособления к фрезерным, строгальным, дол-
бежным и плоскошлифовальным станкам;
3 — приспособления к сверлильным станкам;
4 — приспособления к расточным, планетарно-шлифо-
вальным, хонинговальным станкам;
5 — приспособления к зубообрабатывающим станкам;
6 — приспособления к прочим станкам;
7 — резерв;
8 — приспособления для ручных работ;
9 — дополнительные или сменные устройства и меха-
низмы, расширяющие область применения станков.
Подгруппы разделяются на виды, а виды — на разно-
видности.
Пример обозначения приспособления в технологиче-
ской документации — патрон 7102—0001:
7 (группа) — приспособления для станочных и ручных
работ;
1 (подгруппа) — приспособления к токарно-винторез-
ным станкам;
0 (вид) — универсальный патрон;
2 (разновидность) — самоцентрирующий шпиндель-
ный патрон.
Типоразмер универсального трехкулачкового токарно-
го самоцентрирующего патрона— 0001, следовательно,
судя по типоразмеру, патрон стандартный.
ГЛАВА 4
ПРОЕКТИРОВАНИЕ ЭЛЕМЕНТОВ
ПРИСПОСОБЛЕНИЯ
4.1.
ОСНОВНЫЕ ПРИНЦИПЫ УСТАНОВКИ
ЗАГОТОВКИ В ПРИСПОСОБЛЕНИИ
Для обеспечения работоспособности любой машины в со-
ответствии с ее служебным назначением при ее проекти-
ровании и сборке необходимо осуществить правильное вза-
имное расположение отдельных деталей и сборочных еди-
ниц. Задачи ориентировки заготовок на станках при их
обработке, а также взаимной ориентировки деталей и сбо-
рочных единиц в машинах при их проектировании и сбор-
ке решаются их базированием.
Требуемая точность обработки обеспечивается:
• приданием детали вполне определенного положения
относительно режущего инструмента и баз станка;
• неизменностью положения заготовки относительно баз
станка (приспособления) в процессе обработки.
Согласно ГОСТ 21495-76 установка — это процесс ба-
зирования и закрепления заготовки или изделия.
Рассмотрим по отдельности вышеуказанные элементы
процесса установки — базирование и закрепление.
4.2.
ОСНОВНЫЕ ПОЛОЖЕНИЯ
ТЕОРИИ БАЗИРОВАНИЯ
При изготовлении машин возникают задачи соедине-
ния с заданной точностью двух или более деталей. Для
решения этих задач служит теория базирования.
При рассмотрении основ теории базирования делается
предположение, что все детали представляют собой абсо-
лютно твердые тела. В реальности соединяемые детали
52
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
Рис. 4.1
Контактные деформации
деталей
первоначально контактиру-
ют в точках (рис. 4.1а). В на-
чальный момент давление в
этих точках превышает пре-
делы текучести материалов,
что приводит к пластической
деформации, которая назы-
вается контактной. Точки контакта превращаются в пло-
щадки контакта (рис. 4.16), площадь которых увеличива-
ется до тех пор, пока давление на них не станет меньше
предела текучести материалов деталей. В результате кон-
тактных деформаций первоначально достигнутое положе-
ние сопряженных деталей изменяется. Так как все дета-
ли абсолютно твердые тела, предполагается, что контакт-
ных деформаций не происходит и сопряженные детали
сохраняют первоначально достигнутое положение.
В соответствии с ГОСТ 21495-76 базирование— это
процесс придания заготовке или изделию требуемого по-
ложения относительно выбранной системы координат.
Для определения положения деталей используется
прямоугольная система координат.
Число независимых перемещений, которые может
иметь тело в заданной системе координат, называется чис-
лом степеней свободы. Абсолютно твердое тело в простран-
стве имеет шесть степеней свободы.
В прямоугольной системе координат это три переме-
щения вдоль осей х, у, z и три вращения вокруг этих осей
(рис. 4.2).
Таким образом, чтобы однозначно определить положе-
ние призматической детали в выбранной системе коорди-
нат, необходимо лишить ее шести степеней свободы. Для
этого необходимо установить шесть геометрических свя-
зей между системой координат детали х, у, z и выбранной
системой координат X, Y, Z.
Геометрическими связями называются условия, ко-
торые налагают ограничение на положение точек тела в
пространстве.
Связи осуществляются через вспомогательные тела —
установочные и зажимные элементы приспособлений.
ГЛАВА 4. ПРОЕКТИРОВАНИЕ ЭЛЕМЕНТОВ ПРИСПОСОБЛЕНИЯ
53
Эффект действия связи на-
зывается реакцией связи.
В рассматриваемом при-
мере (рис. 4.2) геометриче-
ские связи показаны линия-
ми с точками на концах. Одна
из точек принадлежит систе-
ме координат детали х, у, 2,
другая — выбранной системе
координат X, Y, Z. Линия
символизирует постоянство
расстояния между этими дву-
мя точками. При этом каж-
дая геометрическая СВЯЗЬ ли- Базирование призматической
шает тело какой-то одной сте- детали
пени свободы.
Так, установка связи между началом системы коорди-
нат детали хуг и плоскостью XOY (связь $z, рис. 4.2) ли-
шает деталь перемещения вдоль оси г, так как попытка
перемещения вдоль этой оси приведет к изменению расстоя-
ния между точками, принадлежащими системе координат
детали и выбранной системы координат. Вместе с тем де-
таль может перемещаться вдоль осей х и у и вращаться во-
круг всех трех осей, не нарушая этого расстояния.
Аналогично установкой связей и $У деталь лиша-
ется перемещений вдоль осей х и у.
Лишить деталь вращения, например, вокруг оси х воз-
можно, установив геометрическую связь между какой-то
точкой, лежащей на оси у детали, и плоскостью XOY вы-
бранной системы координат. Установка геометрической
связи между произвольной точкой, лежащей на оси х де-
тали, и плоскостью XOY выбранной системы координат
лишает деталь вращения вокруг оси у.
Деталь лишается последней степени свободы — вра-
щения вокруг оси z установлением геометрической связи
между какой-то точкой на оси х и плоскостью выбранной
системы координат XOZ.
Базирование детали цилиндрической формы выглядит
следующим образом (рис. 4.3).
54
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
Рис. 4.3
Аналогично предыдуще-
му варианту (рис. 4.2) деталь
лишается трех степеней сво-
боды — трех перемещений —
наложением геометрических
связей на положение центра
системы координат детали.
По аналогии, деталь лишает-
ся вращений вокруг осей у viz
наложением геометрических
связей на положение точек,
принадлежащих оси х относи-
тельно плоскостей XOY и XOZ
Базирование цилиндрической выбранной системы КООрди-
детали нат (рис. 4.3).
Вращение вокруг оси х ци-
линдрической детали исключается наложением геометри-
ческой связи, например, между точкой пересечения оси у
системы координат детали с цилиндрической поверхно-
стью детали и точкой, расположенной в плоскости XOY
выбранной системы координат.
Предложенные схемы наложения связей неудобны для
определения положения реальных деталей, поскольку
реальные детали в машиностроении имеют сложные фор-
мы, поэтому связи, создающиеся при базировании, изо-
бражаются их символами — опорными точками (рис. 4.4).
Стрелка указывает направление действия геометриче-
ской связи, а также на поверхность или ось, служащую
вид
спереди и сбоку
Рис. 4.4
Условные обозначения
опорной точки — символа
геометрической связи
базой. В соответствии с ГОСТ
21495-76 база — это поверх-
ность или выполняющее ту
же функцию сочетание по-
верхностей, ось, точка, при-
надлежащая заготовке или
изделию и используемая для
базирования.
С использованием опор-
ных точек в качестве симво-
лов геометрических связей
ГЛАВА 4. ПРОЕКТИРОВАНИЕ ЭЛЕМЕНТОВ ПРИСПОСОБЛЕНИЯ
55
Рис. 4.5
Схема базирования
призматической заготовки
Рис. 4.6
Схема базирования
цилиндрической заготовки
базирование призматической
детали, показанное на рис. 4.2,
можно представить в виде сле-
дующей схемы (рис. 4.5).
При этом опорные точки
указывают на поверхности
призматической детали, слу-
жащие базами там, где гео-
метрические связи «протыка-
ют» поверхности детали. Это
означает, что для определе-
ния положения этой детали
необходимы реальные поверх-
ности, образующие систему
координат детали.
По аналогии, базирова-
ние цилиндрической детали
можно представить схемой,
показанной на рис. 4.6.
Представленные схемы с
использованием символов геометрических связей — опор-
ных точек называются схемами базирования деталей.
При рассмотрении схем базирования каждой разновид-
ности детали выделяются три базы: при базировании приз-
матической детали — три плоскости (см. рис. 4.5); при
базировании цилиндрической детали — ось цилиндра,
торцевая поверхность и наружная цилиндрическая по-
верхность (см. рис. 4.6).
Комплект баз — это совокупность трех баз, образую-
щих систему координат заготовки или детали.
Правило шести точек: для определения положения
детали, рассматриваемой как абсолютно твердое тело, от-
носительно другой детали необходимо и достаточно иметь
шесть опорных точек, лишающих деталь шести степеней
свободы.
Следует отметить, что силы не базируют.
Силы прикладываются после определения положения
деталей и фиксируют достигнутое положение, но не ба-
зируют.
56
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
4.3.
КЛАССИФИКАЦИЯ БАЗ
По назначению различают следующие типы баз.
Конструкторская база — используемая для определе-
ния положения детали или сборочной единицы в изделии.
Основная база — конструкторская база, принадлежа-
щая данной детали или сборочной единице и используе-
мая для определения ее положения в изделии.
Вспомогательная база — конструкторская база, при-
надлежащая данной детали или сборочной единице и ис-
пользуемая для определения положения присоединяемо-
го к ним изделия.
Технологическая база — база, используемая для опре-
деления положения заготовки или изделия в процессе из-
готовления или ремонта.
Измерительная база — база, используемая для опре-
деления относительного положения заготовки или изде-
лия и средств измерения.
По лишаемым степеням свободы существуют следую-
щие виды баз.
Установочная база — база, лишающая заготовку или
изделие трех степеней свободы — перемещения вдоль од-
ной координатной оси и поворотов вокруг двух других осей
(опорные точки 1, 2, 3 на рис. 4.5).
Направляющая база — база, лишающая заготовку или
изделие двух степеней свободы — перемещения вдоль од-
ной координатной оси и поворота вокруг другой оси (опор-
ные точки 4, 5 на рис. 4.5).
Опорная база — база, лишающая заготовку или изде-
лие одной степени свободы — перемещения вдоль одной
координатной оси или поворота вокруг оси (опорная точ-
ка 6 на рис. 4.5).
Двойная направляющая база — база, лишающая заго-
товку или изделие четырех степеней свободы — переме-
щений вдоль двух координатных осей и поворотов вокруг
этих осей (опорные точки 1, 2, 3, 4 на рис. 4.6).
Двойная опорная база — база, лишающая заготовку
или изделие двух степеней свободы — перемещений вдоль
двух координатных осей.
ГЛАВА 4. ПРОЕКТИРОВАНИЕ ЭЛЕМЕНТОВ ПРИСПОСОБЛЕНИЯ
57
По характеру проявления есть два класса баз.
Скрытая база — база заготовки или изделия в виде вооб-
ражаемой плоскости, оси или точки — ось вала, плоскость
симметрии детали и т. п. (опорные точки 1,2,3,4 на рис. 4.6).
Явная база — база заготовки или изделия в виде ре-
альной поверхности, разметочной риски или точки пере-
сечения рисок (опорные точки 1,2, 3 на рис. 4.5).
4.4.
ПОГРЕШНОСТЬ УСТАНОВКИ
ЗАГОТОВКИ В ПРИСПОСОБЛЕНИИ
Погрешность установки заготовки в приспособлении оп-
ределяется отклонением фактически достигнутого положе-
ния заготовки или изделия при установки от требуемого.
Погрешность установки заготовки включает в себя три
составляющие:
ёуст =ё5+ёа+ёпр, (4.1)
где ё5 — погрешность базирования заготовки; ёа — погреш-
ность закрепления заготовки; £пр — погрешность положе-
ния заготовки, вызванная неточностью самого приспо-
собления. Эти составляющие являются векторными ве-
личинами, т. е. помимо абсолютного значения имеют
собственное случайное направление. Поэтому погреш-
ность установки заготовки рассматривается как геомет-
рическая (векторная) сумма этих составляющих и абсо-
лютное значение погрешности определяется по формуле
Еуст = 7(£5)2 + (£а)2+(£„р)2. (4.2)
Рассмотрим каждую из вышеперечисленных погреш-
ностей.
4.4.1.
ПОГРЕШНОСТЬ БАЗИРОВАНИЯ
По ГОСТ 21495-76 погрешность базирования— это
отклонение фактически достигнутого положения заготов-
ки или изделия при базировании от требуемого.
Ниже приведено несколько примеров определения по-
грешности базирования.
58
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
Конструкторская база
Технологическая база
Рис. 4.7
Схема определения
погрешности базирования
призматической
заготовки
Пример 1 (рис. 4.7). Оп-
ределение погрешности бази-
рования при установке заго-
товки на плоскость. Необхо-
димо обеспечить размер Ад.
В результате обработки за-
готовки заданный размер Ад
получается как замыкающее
звено размерной цепи А. Зве-
но Ах является размером ста-
тической настройки техноло-
гической системы, и его по-
грешность представляет собой погрешность статической
настройки технологической системы. Звено Аг связывает
технологическую базу заготовки с ее конструкторской ба-
зой. Погрешность этого размера и является погрешностью
базирования для размераАд, т. е.
^SA ^-max -^-max ^-2max ^-1» ^2min
^SA ^-2max ^-1 ^-2min + ^-1 TA2*
Пример 2 (рис. 4.8). Определение погрешности ба-
зирования при установке заготовки по цилиндрическому
отверстию на разжимную оправку (без зазора).
Разжимная оправка позволяет выбрать зазор между
оправкой и внутренней поверхностью базового отверстия.
Таким образом, технологическая база — ось оправки со-
вмещается с конструкторской базой — осью отверстия за-
готовки.
В этом случае, учитывая, что с — настроечный размер,
е — r I -^max с -^min _ TD.
£&А- “С+ 2 С 2 " 2 ’
е — А —А — (^max г) (^min (Д — TD •
^2max \ 2 / \ 2 / 2 *
е&аз =0.
ГЛАВА 4. ПРОЕКТИРОВАНИЕ ЭЛЕМЕНТОВ ПРИСПОСОВЛЕНИЯ
59
0i2 C-const
Рис. 4.8
Схема определения погрешности базирования заготовки
на разжимную оправку
( при отсутствии эксцентриситета)
Пример 3 (рис. 4.9). Определение погрешности ба-
зирования при установке заготовки по цилиндрическо-
му отверстию на жесткую неразжимную оправку с за-
зором.
Задача решается методом максимума-минимума. По-
грешность размера Ах складывается из двух элементов:
• погрешности половины диаметра заготовки (D/2);
Рис. 4.9
Схема определения погрешности базирования
на неразжимную оправку
60
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
• погрешности за счет смещения осей сопрягаемых де-
талей при наличии посадочного зазора.
При обработке детали необходимо обеспечить размер Ад.
При этом ось отверстия заготовки является конструктор-
ской базой, а ось неразжимной оправки — технологиче-
ской базой, относительно которой производится статиче-
ская настройка технологической системы.
При данной схеме базирования конструкторская база
заготовки не совмещается с технологической. В резуль-
тате обработки заготовки заданный размер Ад получает-
ся как замыкающее звено размерной цепи А. Звено яв-
ляется размером статической настройки технологиче-
ской системы, и его погрешность представляет собой
погрешность статической настройки технологической
системы. Звено А2 связывает технологическую базу за-
готовки с ее конструкторской базой. Погрешность это-
го размера и является погрешностью базирования
для размера Ад. Номинальное значение размера А2 рав-
но нулю. При наличии в сопряжении детали с оправкой
зазора Smax погрешность базирования (погрешность раз-
мера А2) составит
Q
с — ^тах
ЕМ •
Погрешность базирования влияет на точность получае-
мых размеров, точность относительных поворотов поверх-
ностей, но не влияет на точность формы обрабатываемых
поверхностей.
Из приведенных примеров вытекают следующие вы-
воды:
• погрешность базирования возникает при несовмеще-
нии технологической и конструкторской баз и равна
допуску на размер, связывающий технологическую и
конструкторскую базы заготовки;
• при совмещении технологической базы с конструктор-
ской погрешность базирования равна нулю.
Пути уменьшения погрешности базирования:
• соблюдение принципа совмещения и единства баз —
совмещения технологических баз с конструкторскими;
ГЛАВА 4. ПРОЕКТИРОВАНИЕ ЭЛЕМЕНТОВ ПРИСПОСОВЛЕНИЯ
61
• выбор рациональной формы и расположения устано-
вочных элементов;
• уменьшение или устранение зазоров при установке за-
готовок на охватываемые установочные элементы.
Все это дает возможность унифицировать схемы уста-
новки по операциям технологического процесса, что важ-
но для автоматизированного производства, и позволяет
уменьшить погрешности базирования заготовок.
4.4.2.
ПОГРЕШНОСТЬ ЗАКРЕПЛЕНИЯ
Погрешность закрепления определяется отклонением
положения заготовки после закрепления от положения,
достигнутого при базировании. Возникновение погрешно-
сти закрепления связано с приложением сил, фиксирую-
щих достигнутое при базировании положение заготовки
на станке или в приспособлении (силовым замыканием).
Так, в примере, приведенном на рис. 4.10, приложение
силы закрепления Q вызовет упругие деформации элемен-
тов технологической системы — станка, приспособления
и заготовки. В результате положение заготовки, достиг-
нутое при базировании, изменится на величину суммар-
ной деформации технологической системы у. В этом слу-
чае при получении размера А возникнет погрешность, рав-
ная величине деформации у.
При обработке одной детали эта погрешность может
быть определена и скомпенсирована статической на-
стройкой технологической системы. При обработке пар-
тии заготовок на настроен-
ном оборудовании величина
деформации технологической
системы у по различным при-
чинам колеблется в пределах
от i/rain до i/raax.
В этом случае погрешность
закрепления для размера А со-
ставит
Схема определения
погрешности закрепления
^зА Утах Утт‘
62
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
В общем случае
Ез = (Утах “ Ут1п)СО8а,
(4.3)
где утах — наибольшее отклонение проекции смещения
измерительной базы; ymin — наименьшее отклонение про-
екции смещения измерительной базы; а — угол между
направлением выполняемого размера и направлением дей-
ствия силы закрепления.
При получении размера Б сила закрепления не вызо-
вет погрешности, поскольку деформации технологической
системы направлены перпендикулярно получаемому раз-
меру, т. е.
ЕзБ = (Утах “ Утт)СО890° = 0.
Сила закрепления должна надежно прижимать заго-
товку к опорам приспособления. При закреплении заго-
товки, когда сила зажима не обеспечивает плотного кон-
такта базовых поверхностей заготовки с опорами приспо-
собления, может произойти ее поворот или смещение.
Подобное смещение считается не погрешностью закреп-
ления, а грубой ошибкой методического характера из-за
принципиально неправильной схемы базирования.
Наибольшие перемещения, вызывающие погрешность
закрепления, имеют место в стыке «заготовка-установоч-
ные элементы приспособления». Зависимость контактных
деформаций для стыков «заготовка-опоры приспособле-
Зависимость упругих
деформаций технологической
системы от приложенной
нагрузки
ния» выражается экспоненци-
альным законом (рис. 4.11):
у = CQn, (4.4)
где Q — сила, приходящаяся
на опору; п, С — коэффициен-
ты, устанавливаемые экспе-
риментально и характеризую-
щие вид контакта, материал
заготовки, шероховатость и
структуру ее поверхностного
слоя.
ГЛАВА 4. ПРОЕКТИРОВАНИЕ ЭЛЕМЕНТОВ ПРИСПОСОБЛЕНИЯ
63
На опоры могут действовать разные силы, что необхо-
димо учитывать при расчетах.
В зажимных устройствах приспособлений величина Q
при обработке партии заготовок колеблется от максималь-
ного до минимального значения. Подставляя наибольшее
и наименьшее значения Q в выражение для расчета кон-
тактных деформаций, получили:
£з = C(Q"ax -Qnnun )cosa, (4.5)
где е' — составляющая общей погрешности закрепления,
возникающая вследствие непостоянства зажимной силы;
С — коэффициент, зависящий от свойств поверхностного
слоя заготовки.
Для характеристики неравномерности зажимной силы
введен так называемый коэффициент неравномерности
сил зажима:
«’тК (4.6)
*«min
где К = 1 — для механических зажимов (е' = 0); К = 1,3 —
для ручных зажимов.
При постоянной величине силы зажима выделяется
вторая составляющая погрешности закрепления е', вы-
зываемая неоднородностью качества поверхностного слоя
заготовки:
£3' = (Cmax-Cmln)Q"cosa. (4.7)
Экспериментально определено, что величина е' колеб-
лется в пределах ±10% от среднего значения е3, поэтому при
постоянной силе зажима принимается е' = Q,2CQn cos a.
Величины е' и е' представляют собой поля рассеива-
ния случайных погрешностей. Полагая, что распределе-
ние их подчиняется нормальному закону, получим для
стыка «заготовка-опора приспособления» абсолютную
величину погрешности закрепления:
£з=>/(ез)2+(О2- (4-8)
При приложении значительных усилий закрепления
наблюдаются упругие деформации самой заготовки (так
называемый прогиб). В результате смещения возникает
64
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
дополнительная составляющая е* определяемая зависимо-
стями сопротивления материалов. С учетом сказанного
ез = 7ез2+е'2 + Е* (4 • 9)
Пути уменьшения погрешности закрепления:
• повышение жесткости стыка «заготовка — опора при-
способления»;
• повышение однородности поверхностного слоя базо-
вых поверхностей заготовок и снижение их шерохова-
тости;
• увеличение жесткости деталей и сборочных единиц
приспособления, воспринимающих зажимную силу;
• стабилизация сил зажима заготовок;
• выбор рационального направления и точек приложе-
ния сил зажима — перпендикулярно направлению по-
лучаемого размера (cosa = 0).
Погрешность закрепления влияет на точность разме-
ров и точность относительных поворотов поверхностей,
но не влияет на точность формы.
4.4.3.
ПОГРЕШНОСТЬ ПОЛОЖЕНИЯ ЗАГОТОВКИ,
ВЫЗВАННАЯ НЕТОЧНОСТЬЮ ПРИСПОСОБЛЕНИЯ
Эта погрешность включает в себя три элемента:
Епр Еус + £н + £с , (4.10)
где £ус — погрешность изготовления и сборки приспособ-
ления; еи — погрешность, вызванная износом установоч-
ных элементов приспособления; ес — погрешность уста-
новки и фиксации приспособления на станке.
Составляющая еус характеризует неточность положе-
ния установочных элементов приспособления. При ис-
пользовании одного приспособления она представляет со-
бой систематическую постоянную погрешность; ее нередко
можно частично или полностью устранить соответствую-
щей настройкой станка. При использовании нескольких
одинаковых приспособлений (приспособлений-дублеров
и приспособлений-спутников) эта величина не компен-
сируется настройкой станка и входит полностью в со-
ГЛАВА 4. ПРОЕКТИРОВАНИЕ ЭЛЕМЕНТОВ ПРИСПОСОБЛЕНИЯ
65
став епр. Технологические возможности изготовления
приспособлений в современных инструментальных цехах
обеспечивают выдерживание составляющей еус в преде-
лах 0,01—0,005 мм (для прецизионных приспособлений
еще точнее).
Составляющая еи характеризует изменение положе-
ния контактных поверхностей установочных элементов
в результате их износа в процессе эксплуатации приспо-
соблений.
Интенсивность износа установочных элементов за-
висит:
• от конструкции и размеров установочных элементов;
• от материала и веса заготовки;
• от состояния базовых поверхностей заготовок;
• от условий установки заготовки в приспособлении и
снятия ее (с ударом, скольжением).
Черновые базовые поверхности заготовок с остатками
окалины и формовочной смеси изнашивают опоры при-
способлений сильнее, чем обработанные базы. Износ воз-
растает с увеличением веса заготовки и пути сдвига по опо-
рам при ее установке в приспособление и снятии с приспо-
собления.
Величина износа выражается формулой
[7 = р VV (мкм), (4.11)
где N — количество контактов заготовок с опорой, а
р = 0,05 — 2 — постоянная, зависящая от вида опор и усло-
вий контакта.
Большие значения р берут для более тяжелых условий
работы опор по нагрузке, пути сдвига, времени неподвиж-
ного контакта и абразивному действию заготовки.
Износ опор регламентируют заранее рассчитанной ве-
личиной и контролируют при плановой периодической
проверке приспособлений. Если износ достиг предельной
допустимой величины, приспособление подвергается ре-
монту путем смены опор.
Погрешность ес возникает в результате смещения и
перекосов корпуса приспособления на столе, планшай-
бе или шпинделе станка. В массовом производстве при
’ — 2330
66
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
однократном неизменном закреплении приспособления на
станке эта величина может быть скомпенсирована на-
стройкой станка.
В серийном производстве при многократной периоди-
ческой смене приспособлений на станках постоянная ве-
личина ес превращается в некомпенсируемую случайную
составляющую.
Смещения и перекосы приспособлений на станке
уменьшают, применяя направляющие элементы (шпон-
ки для Т-образных пазов, центрирующие пояски, фикса-
торы). При этом ес = 0,01 - 0,02 мм.
Абсолютная величина погрешности, вызванная неточ-
ностью приспособлений:
ЕПр = 7(еуе)2+(Еи)2+(£е)2. (4.12)
4.5.
ТОЧНОСТНОЙ РАСЧЕТ
СТАНОЧНОГО ПРИСПОСОБЛЕНИЯ
При точностном расчете приспособлений различают
две задачи:
• проектная задача, заключающаяся в назначении до-
пусков на размеры деталей приспособления, обеспечи-
вающих заданную точность обработки заготовки в при-
способлении (точность операции);
• проверочная задача, заключающаяся в определении
пригодности выбранной стандартной системы приспо-
соблений для выполнения технологической операции
при обеспечении заданной точности и производитель-
ности обработки.
4.5.1.
РЕШЕНИЕ ПРОЕКТНОЙ ЗАДАЧИ
Выполняется расчет допустимой погрешности установ-
ки заготовки в приспособлении. Суммарная погрешность
или поле рассеяния выполняемого размера в партии дета-
лей выражается известной зависимостью:
®=^1(Еу)2+^(еУеТ)2+Х3(еи)2+Х4(еи)2+Х5(ет)2+2;еф, (4.13)
ГЛАВА 4. ПРОЕКТИРОВАНИЕ ЭЛЕМЕНТОВ ПРИСПОСОБЛЕНИЯ
67
где t — коэффициент риска, определяющий возможный
процент получения брака при обработке (при t = 1 ожи-
даемый процент брака составит 32%, при t = 2 — 4,5%,
при t = 3 — 0,27%); А.,- — коэффициенты, зависящие от за-
кона рассеяния погрешностей; еу — погрешность выпол-
няемого размера, вызываемая упругими деформациями
элементов технологической системы; £уСТ — погрешность
установки заготовки в приспособлении; ен — погрешность
статической настройки технологической системы; еи —
погрешность, вызываемая размерным износом режущего
инструмента; ет — погрешность обработки, вызванная теп-
ловыми деформациями технологической системы; —
суммарная погрешность формы обработанной поверхно-
сти, включающая в себя отклонения формы обработанных
поверхностей и отклонения их углового положения.
Считается, что погрешности еу, еуст и еи подчиняются
нормальному закону распределения; при этом = Х2 =
= А3 = 1/9.
Распределение погрешностей еи и ет мало изучено, по-
этому считается, что их распределение подчиняется зако-
ну равной вероятности: Х4 = Х5 = 1/3.
В результате
(0 = 7£?+£?ст+Ен+Зе2+3е? + £ еф. (4.14)
В условиях обеспечения требуемой точности обработ-
ки необходимо, чтобы погрешность получаемого на дан-
ной операции размера в партии деталей со не превысила
допуска на заданный размер, т. е. ТА > со.
Поэтому
ТА > 7е?+е2уст+е?+3е2и+3е2 + £еф . (4.15)
Отсюда получим допустимую погрешность установки:
[еуст] < 4(ТА - £еф)2 - е? - е? - Зе2 - Зет2. (4.16)
При этом если под корнем получается отрицательное
число, это означает, что выбранный технологический ме-
тод обработки не обеспечивает заданной точности обработ-
ки в принципе. Например, нельзя точением на токарном
станке обеспечить шестой квалитет точности диаметра вала.
68
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
Проводится расчет допустимой погрешности изготов-
ления деталей и сборки приспособления. Исходя из фор-
мулы (4.2)
[ЕпР] = 7[£уст]2-(еб)2-(ез)2, (4.17)
где [еуст] — рассчитанная на предыдущем этапе допус-
тимая погрешность установки заготовки в приспособ-
лении.
Если в этом случае под корнем получено отрицатель-
ное значение, значит выбранный метод установки заго-
товки (метод базирования и закрепления) не обеспечива-
ет требуемой точности обработки.
Определяются погрешности изготовления и сборки
установочных элементов приспособления. Исходя из фор-
мулы (4.12) допустимая погрешность изготовления и сбор-
ки установочных элементов приспособления определяет-
ся как
[Еуе]=7[£пр]2-(еи)2-(ее)2- (4.18)
Погрешность установки приспособления ес на столе
станка с Т-образными пазами с помощью шпонок ко-
леблется в пределах 0,01-0,02 мм. Допустимая величи-
на износа установочных элементов еи задается конструк-
тором при расчетах как исходная и обычно не превы-
шает 0,01 мм.
Отрицательное значение под корнем этого выражения
означает необходимость ужесточения допусков на износ
установочных элементов приспособления, а также указы-
вает на необходимость смены метода установки приспо-
собления в технологической системе.
Назначаются допуски на размеры деталей приспо-
собления. С этой целью строится размерная цепь при-
способления в направлении получаемого размера Вд
(рис. 4.12).
Допуск на размер равен рассчитанному значению
погрешности изготовления и сборки установочных эле-
ментов приспособления ТА& = еус.
Далее из расчета цепи методом max - min определяют-
ся допуски на составляющие звенья А,- размерной цепи.
ГЛАВА 4. ПРОЕКТИРОВАНИЕ ЭЛЕМЕНТОВ ПРИСПОСОВЛЕНИЯ
69
Рис. 4.12
Схема назначения допусков
на детали приспособления
При этом должно выполняться условие метода полной
взаимозаменяемости:
ТАЛ=^ТА,, (4.19)
i=i
где I — количество составляющих звеньев размерной це-
пи А.
4.5.2.
РЕШЕНИЕ ПРОВЕРОЧНОЙ ЗАДАЧИ
Проводится расчет допустимой погрешности установ-
ки заготовки в приспособлении. Для этого по форму-
ле (4.14) определяется суммарная погрешность или поле
рассеяния получаемого на данной операции размера в пар-
тии деталей <о, проверяется выполнение условия (4.15) и
определяется допустимая величина погрешности установ-
ки заготовки в приспособлении по формуле (4.16).
Как было отмечено, если под корнем получается отри-
цательное число, это означает, что выбранный техноло-
гом метод обработки не обеспечивает заданной точности в
принципе.
Сравнивается погрешность установки, обеспечиваемая
рассматриваемым приспособлением (еуст)пр, с рассчитан-
ной допустимой величиной погрешности установки заго-
товки в приспособлении.
70
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
В случае выполнения условия [буСТ] > (буСт)пр применение
рассматриваемого приспособления обеспечит заданную
точность обработки детали. В противном случае следует
выбрать приспособление, обеспечивающее меньшую по-
грешность установки заготовки.
4.6.
ТИПОВЫЕ СХЕМЫ
УСТАНОВКИ ЗАГОТОВОК
В ПРИСПОСОБЛЕНИЯХ
Все типовые схемы установки заготовок в приспособ-
лениях разделены на две группы:
• установка заготовок типа «тела вращения»;
• установка заготовок типа «не тела вращения».
4.6.1.
ТИПОВЫЕ СХЕМЫ УСТАНОВКИ ЗАГОТОВОК
ТИПА «ТЕЛА ВРАЩЕНИЯ»
Рассматриваются следующие схемы установки загото-
вок: в призму, на оправку, в центрах, в самоцентрирую-
щих патронах.
Существует две схемы установки заготовок в призму:
• установка в длинную призму (рис. 4.13);
• установка в короткую призму (рис. 4.14).
Рис. 4.13
Схема базирования цилиндрической заготовки в длинную призму:
1-6 — опорные точки; 1, 2, 3, 4 — двойная направляющая скрытая база; 5 — яв-
ная опорная база; 6 — опорная скрытая база.
ГЛАВА 4. ПРОЕКТИРОВАНИЕ ЭЛЕМЕНТОВ ПРИСПОСОВЛЕНИЯ
71
Рис. 4.14
Схема базирования цилиндрической заготовки в короткую призму:
точки 1,2.3 — явная установочная база; точки 4,5 — двойная опорная скрытая
база; точка О’ — опорная скрытая база.
При базировании в любую призму технологическая
база — плоскость симметрии призмы совмещается с кон-
структорской базой — плоскостью симметрии заготовки.
Погрешности базирования осевых размеров заготовок,
получаемых от опорной (точка 5, рис. 4.13) или устано-
вочной базы (точки 1,2,3, рис. 4.14), а также размеров,
получаемых от вертикальной оси симметрии заготовок,
равны нулю, поскольку в этих случаях выполняется прин-
цип совмещения баз: £бЛ = 0, евБ = 0.
Погрешность базирования размера, получаемого вдоль
третьей координатной оси заготовки, определяется до-
пуском на диаметр заготовки, выбором технологической
базы при получении этого размера, а также углом приз-
мы а.
Возможны три схемы задания этого размера (рис. 4.15):
• технологическая база — нижняя точка наружной по-
верхности заготовки (размер ftj);
• технологическая база — верхняя точка наружной по-
верхности заготовки (размер h2);
• технологическая база — ось заготовки (размер Л3).
Во всех случаях погрешность базирования размеров
ебЛ = TD К, где TD — допуск на диаметр заготовки; К —
коэффициент, зависящий от схемы простановки размера
и угла призмы.
Стандартные призмы изготавливают с углами 60, 90,
120 и 180°; коэффициент К выбирается по справочным таб-
лицам.
72
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
Схемы простановки размеров при базировании заготовки
в призму
При этом, чем больше угол призмы а, тем меньше по-
грешность базирования. Установка цилиндрической за-
готовки на плоскость рассматривается, как схема базиро-
вания в призму с углом 180°.
Существует две группы схем установки заготовок на
оправки:
• установка на неразжимную оправку;
• установка на разжимную оправку.
В обоих случаях существуют варианты установки на
длинную и короткую оправки, следовательно, выделяют-
ся четыре схемы базирования на оправки.
Схемы базирования заготовки на длинную и короткую
неразжимные оправки показаны на рис. 4.16-4.17.
При этом технологической базой является ось оправки,
а конструкторской — ось посадочного отверстия заготовки.
Это означает несоблюдение принципа совмещения баз и при-
водит к возникновению погрешности базирования.
Погрешности базирования осевых размеров, получае-
мых от технологических баз, равны нулю, т. е. ебА = 0.
ГЛАВА 4. ПРОЕКТИРОВАНИЕ ЭЛЕМЕНТОВ ПРИСПОСОБЛЕНИЯ
73
Погрешности базирования радиальных размеров опреде-
ляются величиной несовмещения конструкторской и тех-
нологической баз Едп = Sm„/2, где — наибольший за-
зор между отверстием заготовки и оправкой.
Различие между длинной и короткой оправками опре-
деляется погрешностями относительных поворотов по-
верхностей заготовки, длиной оправки и величиной зазо-
ра в сопряжении (рис. 4.18).
Рассмотрим предельный случай: деталь опирается на
торец и направляется по оправке, контакт осуществляет-
ся в двух сечениях.
При этомАБ = Smin,AB = 1О, га/100 = АБ/АВ — откло-
нение от перпендикулярности оси отверстия заготовки
Рис. 4.16
Схема базирования заготовки на длинной неразжимной
оправке:
точки 1, 2, 3, 4 — двойная направляющая явная база; точка 5 — опор-
ная явная база; точка 6 — опорная скрытая база.
74
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИИ ЕСКОЙ ОСНАСТКИ
Схема базирования заготовки на короткой неразжимной
оправке:
точки 1,2,3 — установочная явная база; точки 4,5 — явная двойная
опорная база; точка 6 — опорная скрытая база.
относительно ее торцевой поверхности на длине 100 мм.
Тогда
^min _
1О “100'
Предельная длина оправки
/пред — ^min ' Ю0
° п
ГЛАВА 4. ПРОЕКТИРОВАНИЕ ЭЛЕМЕНТОВ ПРИСПОСОБЛЕНИЯ
75
Если lo < то заготовка устанавливается по схеме с
короткой оправкой; если 1О > 1*™, считается, что заготов-
ка устанавливается на длинную оправку.
Пример.
Отверстие заготовки имеет размер 03ОН9+0,05, оправ-
ка — л/100 = 0,05/100. Предельная длина оп-
равки составит
^-[О'('ОоОо155)31ОО=ЗОМм-
При установке на длинную и короткую разжимные
оправки приспособление позволяет выбрать зазор между
посадочным отверстием заготовки и оправкой и тем са-
мым совместить технологическую базу (ось оправки) с кон-
структорской базой заготовки (осью посадочного отвер-
стия). В принципе схемы базирования остаются теми же
самыми, что и при базировании на неразжимную оправ-
ку, но отсутствует зазор между оправкой и отверстием за-
готовки. В этом случае погрешности базирования осевых
размеров, получаемых от технологических баз, равны
нулю: Едд = 0. Погрешности базирования радиальных раз-
меров также равны нулю: евл = 0.
Центровые отверстия представляют собой искусствен-
ные технологические базы, призванные материализовать
геометрическую ось заготовки.
Используется две схемы базирования заготовок в
центрах:
Рис. 4.18
Определение варианта схемы базирования на оправку
76
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
• установка с передним жестким центром;
• установка с передним плавающим центром.
Первая схема реализуется устройством, называемым
«поводковый патрон» (рис. 4.19).
Левым центровым отверстием заготовка устанавлива-
ется на жестко закрепленный центр поводкового патро-
на. Справа заготовка поджимается подвижным центром
задней бабки. Тем самым заготовка лишается пяти степе-
ней свободы: двойная направляющая база (опорные точ-
ки 1, 2, 3, 4), реализованная центровыми отверстиями,
лишает заготовку четырех степеней свободы, жесткий ле-
вый центр обеспечивает опорную базу (точка 5) вдоль оси
заготовки. Шестой степени свободы лишает установка на
деталь хомутика для передачи крутящего момента (точка 6).
При сверлении центрового отверстия возникает погреш-
ность зацентровки Ец, зависящая от его глубины (рис. 4.20).
Кроме того, угол конической поверхности центрового
отверстия 2а, как правило, не совпадает с углом центра,
что приводит к неопределенности базирования. В зоне кон-
такта центра с центровым отверстием величина погреш-
ности зацентровки ец определяется как
rfmax -rfmin _Td. _ Td
2 2 ’ ц 2tga’
Достоинством рассмотренной схемы является отсутст-
вие подвижных элементов и зазоров в поводковом патро-
Схема базирования в центрах с передним жестким центром
ГЛАВА 4. ПРОЕКТИРОВАНИЕ ЭЛЕМЕНТОВ ПРИСПОСОБЛЕНИЯ
77
не, что обеспечивает высокую
жесткость технологической
системы. В результате диа-
метральные размеры обраба-
тываемой детали могут быть
получены с высокой точно-
стью. Данная схема использу-
ется на круглошлифовальных
станках для окончательной
обработки цилиндрических
поверхностей заготовок.
Вторая схема реализуется
Рис. 4.20
Схема возникновения
погрешности зацентровки
посредством самозажимного патрона (рис. 4.21). Он име-
ет передний подвижный подпружиненный центр, который
утапливается в отверстие при поджиме заготовки задним
центром до упора торцевой поверхности заготовки в плос-
кость патрона.
При данной схеме установки заготовка получает двой-
ную направляющую базу (опорные точки 1, 2, 3, 4), вра-
щение заготовки (опорная точка 6) передается кулачка-
ми самозажимного патрона. Технологической базой при
получении осевых размеров детали является торец заготов-
ки (опорная точка 5). Тем самым компенсируется погреш-
ность зацентровки и выполняется принцип совмещения
Рис. 4.21
Схема базирования в центрах с передним плавающим центром
78
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
баз. Погрешности базирования как осевых, так и ради-
альных размеров детали равны нулю.
Вместе с тем наличие переднего подвижного центра и
зазора между центром и отверстием патрона снижает же-
сткость технологической системы и уменьшает точность
получения радиальных размеров по сравнению с преды-
дущей схемой.
Схема базирования заготовки в самоцентрирующих
патронах не зависит от конструкции этих устройств (трех-
кулачковый патрон, цанговый патрон, устройство с гид-
ропластом и т. п.).
Самоцентрирующие патроны лишают заготовку пяти
степеней свободы, материализуя двойную направляющую
базу — ось вращения заготовки, и опорную базу (переда-
вая заготовке крутящий момент при обработке).
Шестая точка — опорная база, находится либо на сво-
бодном торце заготовки (при обработке на универсальных
токарно-винторезных станках, оснащенных трехкулачко-
вым патроном, линейные размеры замеряются от свобод-
ного торца; при обработке на токарных прутковых авто-
матах, оснащенных цанговым патроном, первым перехо-
дом обработки является подача прутка до упора), либо эта
опорная база располагается на торцевой поверхности па-
трона, до упора в которую устанавливается заготовка (при
обработке на токарных станках с ЧПУ, оснащенных само-
центрирующими патронами специальных конструкций).
Теоретически погрешности базирования как осевых,
так и радиальных размеров равны нулю, т. е. ЕбД = О,
е6а = 0.
Однако ввиду того, что самоцентрирующие патроны
любой конструкции представляют собой сложные устрой-
ства, содержащие большое количество подвижных деталей,
стыков, зазоров, их использование ведет к возникновению
значительной погрешности установки. Поэтому данная схе-
ма используется либо в мелкосерийном и единичном про-
изводстве (где требуется большая универсальность приспо-
соблений), либо при обработке всей детали с одного устано-
ва (на токарных прутковых кулачковых автоматах), либо
там, где не требуется высокая точность обработки.
ГЛАВА 4. ПРОЕКТИРОВАНИЕ ЭЛЕМЕНТОВ ПРИСПОСОБЛЕНИЯ
79
4.6.2.
СХЕМЫ УСТАНОВКИ ЗАГОТОВОК ТИПА
«НЕ ТЕЛА ВРАЩЕНИЯ»
Большинство деталей имеет сложную форму и уста-
навливается при помощи группы явных баз. Обычно ис-
пользуются две или три явные базы, материализованные
с помощью установочных элементов.
Рассматриваются следующие схемы установки загото-
вок: в «координатный угол»; по плоскости и двум отвер-
стиям; по плоскости и одному параллельному ей отвер-
стию; по плоскости и трем перпендикулярным к ней от-
верстиям.
Для реализации схемы установки в «координатный
угол» необходимы три взаимно перпендикулярных плос-
кости, реализующие систему координат детали (рис. 4.22).
Реализуется комплект из трех баз: установочная база
(опорные точки 1,2, 3); направляющая база (опорные точ-
ки 4, 5); опорная база (опорная точка 6). В данном случае
все опорные точки материализованы опорами приспособ-
ления. При этом комплект баз задает систему координат
заготовки, что и дало название этой схеме установки.
Для такой схемы погрешности базирования размеров,
получаемых от технологических баз, равны нулю.
Важным достоинством этой схемы является возмож-
ность выполнения принципа совмещения баз.
При выборе баз руководствуются следующими реко-
мендациями:
• в качестве технологических баз принимаются по-
верхности, относительно которых задано наибольшее
Схема базирования в «координатный угол»
80
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
количество размеров, т. е. основные конструкторские
базы;
• в качестве установочной технологической базы при-
нимается поверхность детали, имеющая наибольшие
габаритные размеры;
• в качестве направляющей технологической базы при-
нимается поверхность детали, имеющая наибольшую
протяженность.
Недостатком данной схемы установки является то, что
в машиностроении ограничен круг деталей, имеющих пра-
вильную призматическую форму.
Для реализации схемы установки по плоскости и двум
отверстиям заготовка должна иметь одну плоскую поверх-
ность и два отверстия любого диаметра, как угодно распо-
ложенные, с осями, перпендикулярными к этой поверх-
ности. Если заготовка не имеет таких отверстий, в целях
технологического базирования возможна подготовка тех-
нологических отверстий (рис. 4.23).
Заготовка плоской поверхностью устанавливается на
опоры, тем самым материализуется явная установочная
технологическая база (опорные точки 1, 2, 3). Двумя от-
верстиями заготовка устанавливается на короткие уста-
новочные цилиндрические пальцы: реализуются две двой-
ные опорные базы — опорные точки 4, 5 на одном ци-
линдрическом пальце и опорные точки 6, 7 на другом
цилиндрическом пальце. Таким образом, нарушается пра-
вило шести точек, и возникает неопределенность базиро-
вания: невозможно предсказать, какая опорная точка
(5 или 7) лишит заготовку последней степени свободы.
Условие возможности установки детали на плоскость
и два цилиндрических (коротких) установочных пальца
выглядит следующим образом:
ТД, + ТАП < Slmax + S2max, (4.20)
где Ао, Ап — номинальные расстояния между центрами
базовых отверстий и установочных пальцев; ТАО — допуск
на межцентровое расстояние базовых отверстий; ТАП —
допуск на межцентровое расстояние установочных паль-
ГЛАВА 4. ПРОЕКТИРОВАНИЕ ЭЛЕМЕНТОВ ПРИСПОСОБЛЕНИЯ
81
Цвв; Slmax, S2max — максималь-
ные зазоры в сопряжении со-
ответственно первого и второ-
го отверстий с пальцами.
Данное условие является
жестким, так как трудно вы-
держать допуски на межцен-
тровые расстояния отверстий
заготовки и пальцев (особен-
но при больших габаритах де-
талей) в нужных пределах.
Например, при наиболее
употребительной посадке за-
готовки отверстиями на уста-
новочные пальцы Hl /fl пре-
Рис. 4.23
Схема базирования заготовки
на плоскость
и два отверстия
дельные отклонения при номинальных диаметрах паль-
( +0,019 \
цев (отверстий) от 10 до 18 мм составляют -o.oie г В этом
-0,033 )
случае
Smax == 0.019 - (-0,033) = 0,052 мм,
“Slmax + S2max = 0,052 + 0,052 = 0,104 ММ.
Это означает, что сумма допусков на межцентровые
расстояния посадочных отверстий и установочных паль-
цев, составляющие иногда несколько сотен или тысяч
миллиметров, не должна превышать 104 мкм. Данное ус-
ловие практически невыполнимо.
Учитывая необходимость повышения определенности
базирования, один из установочных пальцев делают сре-
занным. Схема базирования заготовки на плоскость и ци-
линдрический и срезанный установочные пальцы пред-
ставлена на рис. 4.24.
Условие установки заготовки в этом случае выглядит
следующим образом:
Sim.x + S2ro.x у > ТА, + ТА,, (4.21)
где D — диаметр срезанного установочного пальца; Ь — ши-
рина центрирующей ленточки срезанного установочного
82
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
Рис. 4.24
Схема установки заготовки на один цилиндрический
и один срезанный палец
пальца. Поскольку диаметр D срезанного пальца может
превышать ширину b центрирующей ленточки в несколь-
ко десятков раз, установка заготовки на пальцы упро-
щается. Срезанный палец дает возможность установить
заготовку на пальцы с небольшими зазорами в сопряже-
ниях «палец-отверстие» при широких допусках на меж-
центровые расстояния между осями базирующих паль-
цев и базовых отверстий заготовки. При этом срезанный
палец лишает заготовку всего одной степени свободы —
перемещения в направлении центрирующей ленточки
(опорная точка 6 на рис. 4.24). «Лишняя» опорная точка 7
устраняется и тем самым обеспечивается соблюдение пра-
вила шести точек, т. е. обеспечивается полная определен-
ность базирования.
Ширина центрирующей ленточки:
______*^2тах-Р______
ТА^, + ТАП - Slmax
(4.22)
Погрешность базирования для вертикальных разме-
ров, получаемых от технологической базы, равна нулю —
выполнен принцип совмещения баз.
Погрешность базирования для горизонтальных разме-
ров (длины и ширины) определяется перекосом заготовки
ГЛАВА 4. ПРОЕКТИРОВАНИЕ ЭЛЕМЕНТОВ ПРИСПОСОБЛЕНИЯ
83
на установочных пальцах в пределах зазоров. В наихудшем
случае, когда зазоры в сопряжениях установочных паль-
цев с отверстиями будут максимальными, тангенс угла по-
ворота заготовки на установочных пальцах составит
tga = ^imax +^2m«x' (4.23)
2 Ao
Смещения детали от ее среднего положения в направ-
лениях, перпендикулярных оси цилиндрического паль-
ца, определяются как
a a
хгаш=^; Х111ах=^-+Т4>+Т-Ап. (4.24)
Для уменьшения угла поворота заготовки на устано-
вочных пальцах целесообразно брать расстояние Ао наи-
большим. При прямоугольной базовой плоскости базо-
вые отверстия следует располагать на концах ее диаго-
нали.
Данная схема используется при обработке деталей ма-
лых и средних размеров типа корпусов, плит, рам и кар-
теров.
Ее достоинства: простая конструкция приспособления;
возможность соблюдения принципа постоянства баз; от-
носительно простая передача и фиксация заготовок на
поточных и автоматических линиях.
Недостатки этой схемы установки: необходимость точ-
ной обработки базовых отверстий заготовки на первых
операциях изготовления детали; сравнительно большие
погрешности базирования при получении большинства
размеров детали.
Ввиду универсальности эта схема установки корпус-
ных заготовок остается самой распространенной.
В схеме установки заготовки по плоскости и одному
параллельному ей отверстию применен длинный срезан-
ный палец (рис. 4.25). Можно было бы применить корот-
кий цилиндрический палец, однако условия установки на
него очень жесткие.
Условие возможности установки по плоскости и одно-
му параллельному ей отверстию аналогично условию ус-
тановки по предыдущей схеме (рис. 4.24) при Slmax = 0 и
84
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
S2max у ГД1.О + гА1.п > где ТАП о и ТАп п — допуски на рас-
стояния соответственно между базовой плоскостью дета-
ли и осью отверстия и осью пальца.
Ширина центрирующей ленточки:
< ^2тах-О
Т’Аьо + ^’А1.п
(4.25)
Рис. 4.25
Схема базирования
по плоскости и длинному
отверстию
Рис. 4.26
Схема базирования заготовки
по плоскости
и трем отверстиям
Для реализации схемы
установки заготовки по плос-
кости и трем перпендикуляр-
ным к ней отверстиям при-
меняются три коротких сре-
занных установочных пальца
(рис. 4.26).
Данная схема применяет-
ся при обработке корпусных
деталей на автоматических
линиях; при этом установоч-
ные пальцы выполняются
втягивающимися в корпус
приспособлениями для того,
чтобы заготовка могла быть
передвинута в рабочую зону
приспособления толкателем
(«волоком»). При этом базо-
вые отверстия обрабатывают-
ся по IT 6...8.
Преимущества схемы по
сравнению с установкой на
два пальца: несколько мень-
ший угол поворота заготов-
ки (меньшие погрешности
базирования) и большая про-
стота установки на пальцы.
Недостатки схемы: быст-
рый износ срезанных устано-
вочных пальцев и снижение
точности установки.
ГЛАВА 4. ПРОЕКТИРОВАНИЕ ЭЛЕМЕНТОВ ПРИСПОСОБЛЕНИЯ
85
4.7.
ПОСЛЕДОВАТЕЛЬНОСТЬ ВЫБОРА
МЕТОДА УСТАНОВКИ ДЕТАЛЕЙ
Для решения этой задачи вне ГОСТ 21495-76 вводится
понятие главной технологической базы.
Главная технологическая база — база, лишающая
заготовку или изделие наибольшего числа степеней сво-
боды.
Схема установки заготовки выбирается в следующей
последовательности:
• выбор главной технологической базы и метода ее реа-
лизации (установочная или двойная направляющая
могут быть реализованы плоскостью, группой плоско-
стей, отверстием, цилиндрической поверхностью, цен-
трами и т. д.);
• определение степеней свободы, которых будет лишена
деталь посредством главной технологической базы, и
определение того, какие степени свободы останутся;
• выбор дополнительных технологических баз и мето-
дов их реализации. При этом установочные элементы
дополнительных технологических баз не должны дуб-
лировать функции установочных элементов главной
технологической базы;
• расчет погрешностей базирования, закрепления и ус-
тановки заготовки;
• выбор конструкции установочных элементов приспо-
собления.
4.8.
КОНСТРУКЦИИ УСТАНОВОЧНЫХ
ЭЛЕМЕНТОВ ПРИСПОСОБЛЕНИЙ
Все установочные элементы по конструкции делятся на
4 группы: опоры; установочные пальцы; оправки; призмы.
4.8.1.
ОПОРЫ
Опоры обеспечивают правильное однообразное положе-
ние обрабатываемых деталей относительно режущего ин-
струмента. Выбор того или иного типа опор определяется
86
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
схемой базирования (рис. 4.27). Как правило, опоры при-
меняются для установки деталей по плоским поверхностям
для того, чтобы повысить определенность базирования.
Опоры жесткие постоянные (ГОСТ 13440-68; 13442-68)
и опорные пластины постоянные жесткие (ГОСТ 4743-68).
Наиболее распространенная конструкция опор жест-
ких постоянных — с плоской головкой (рис. 4.28а). Опо-
ра со сферической головкой повышает определенность ба-
зирования, так как сводит контакт детали с приспособле-
нием к точке (рис. 4.286). Опоры с насеченной головкой
повышают силы сцепления и применяются для деталей,
имеющих литейную корку (рис. 4.28в).
Сопряжение опор с отверстиями выполняется по Н7/рб
(Н7/гб, Н7/пб).
Опорные площади под головки опор должны слегка
выступать и обрабатываться одновременно, чем обеспечи-
вается расположение их в одной плоскости. Опоры с пло-
скими головками после их запрессовки также шлифуют-
ся одновременно, для чего по высоте головки оставляется
припуск 0,2-0,3 мм на шлифование после сборки.
Иногда в отверстия для уменьшения его износа под
опоры запрессовывают стальные закаленные втулки
Рис. 4.27
Классификация опор
ГЛАВА 4. ПРОЕКТИРОВАНИЕ ЭЛЕМЕНТОВ ПРИСПОСОБЛЕНИЯ
87
Рис. 4.28
Опоры:
а — с плоской головкой; б — со сферической головкой; в — с насеченной
головкой; г — с запрессованной втулкой.
(рис. 4.28г). Торцы втулок одновременно шлифуют, чем
обеспечивают необходимую плоскостность. Посадка втул-
ки в корпус выполняется по НЧ/рб (Н7/пб), посадка опо-
ры во втулку — НЧ/js6 (Н7/hQ).
Опоры выдерживают давление до 400 кгс/см2 (40 МПа).
Поверхности опор должны обладать большой износо-
стойкостью, поэтому их обычно изготавливают из ста-
лей 15 и 20 с цементацией на глубину 0,8-1,2 мм с после-
дующей закалкой до твердости 50-55 HRC3. Особо ответ-
ственные опоры изготавливают из сталей У7А или 20Х;
сталь 20Х перед закалкой до 55-60 HRC3 подвергают це-
ментации.
Опорные пластины по сравнению с опорами дают
большую жесткость контакта детали с приспособлением
(рис. 4.29). Поэтому они применяются для тяжелых дета-
лей с массой более 4000 кг.
Недостаток опорных пластин — неопределенность ба-
зирования. В том случае, если деталь имеет неплоские ба-
зовые поверхности, происходит ее деформация.
Опорные пластины имеют два исполнения по ГОСТ
4743-68: плоские (исполнение 1, рис. 4.29а); с косыми
пазами (исполнение 2, рис. 4.296).
Пластины крепятся двумя или тремя винтами. Мате-
риал — сталь 20Х ГОСТ 4543-71, твердость 55-60 HRC3,
глубина цементации— 0,8-1,2 мм. Опорные пластины
шлифуются после сборки приспособления совместно.
Плоские пластины целесообразно закреплять на вер-
тикальных стенках корпуса приспособления, так как при
88
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
А-А
горизонтальном их расположении в углублениях над го-
ловками винтов (1-2 мм) скапливается мелкая стружка,
трудно удаляемая при очистке приспособления. Для того
чтобы не повредить выступающие головки винтов, кре-
пежные отверстия делают рядом с опорной поверхностью,
а не в ней.
Пластины с косыми пазами устанавливают на горизон-
тальных поверхностях корпуса. В этом случае стружка,
сдвигаемая при перемещении устанавливаемой детали,
попадает в углубления (косые пазы) и не нарушает кон-
такта при установке. Косой срез дает большую площадь
ГЛАВА 4. ПРОЕКТИРОВАНИЕ ЭЛЕМЕНТОВ ПРИСПОСОБЛЕНИЯ
89
Рис. 4.30
Поворотная
самоустанавливающаяся
опора
контакта по сравнению с прямым в направлении, перпен-
дикулярном стороне.
Выбор типа опор зависит от размеров и состояния ба-
зовых поверхностей:
• детали с чисто обработанными базовыми поверхностя-
ми больших размеров устанавливают на опорные пла-
стины, а небольшие — на опоры с плоской головкой;
• детали с необработанными поверхностями устанавлива-
ют на опоры со сферической или насеченной головкой.
Опоры регулируемые самоустанавливающиеся приме-
няются для установки по плоскостям заготовок, имеющих
значительные отклонения относительных поворотов или
формы базовых поверхностей.
Они бывают двух типов:
• поворотные опоры лишают заготовку одной степени
свободы (рис. 4.30). Опо-
ра может поворачиваться
на небольшие углы и за-
нимать положение в соот-
ветствии с наклоном базо-
вой плоскости;
• линейные опоры, само-
устанавливающиеся по вы-
соте (рис. 4.31).
Самоустанавливающиеся
опоры в соответствии с ГОСТ
3.1107-81 используются в ком-
плекте с жесткими опорами.
Эти опоры не базируют,
поскольку становятся подво-
димыми опорами после того,
как определено положение
изделия (выполнено базиро-
вание) в заданной системе ко-
ординат.
Регулируемые винтовые
опоры позволяют перенастраи-
вать приспособление с одно-
го типоразмера деталей на
УУ - плавающая
/\ - регулируемая
Рис. 4.31
Самоустанавливающиеся
опоры
90
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
Регулируемые винтовые опоры:
1 — регулировочные элементы опоры.
другой (рис. 4.32). Данные опоры вворачиваются по резь-
бе в корпус приспособления, и глубина ввертывания мо-
жет колебаться в значительной степени.
Различают опоры: с лыской под ключ (ГОСТ 4084-68),
с шестигранной головкой (ГОСТ 4085-68), с круглой го-
ловкой (ГОСТ 4086-68), усиленные (ГОСТ 4740-68). Эти
опоры обязательно фиксируются контргайкой во избежа-
ние самопроизвольного разрегулирования: зажимом гай-
кой с обратной стороны; затягиванием гайки на опоре; за-
креплением эксцентриковым винтом.
Материал винтовых регулируемых опор — стали 45,
40Х.
Вспомогательные подводимые опоры применяются
для увеличения жесткости и устойчивости устанавливае-
мых деталей. Эти опоры подводятся после того, как де-
таль установлена и закреплена на жестких опорах.
4.8.2.
УСТАНОВОЧНЫЕ ПАЛЬЦЫ
Применяются для установки деталей по плоскости и
отверстиям (рис. 4.33, 4.34).
Постоянные пальцы запрессовываются в корпус при-
способления по прессовой посадке Н7/k6, диаметры их
установочных поверхностей выполняются по посадке £6
или /9 в зависимости от требуемой точности базирования.
Сменные пальцы применяются при интенсивной экс-
плуатации приспособления, когда они сравнительно бы-
стро изнашиваются и заменяются. Пальцы могут закреп-
ляться винтами или гайками.
ГЛАВА 4. ПРОЕКТИРОВАНИЕ ЭЛЕМЕНТОВ ПРИСПОСОБЛЕНИЯ
91
Рис. 4.33
Классификация установочных пальцев
а)
5)
Рис. 4.34
Установочные пальцы:
а — постоянные цилиндрические; б— сменные цилиндрические; в — постоян
ные срезанные.
92
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
При базировании детали по плоскости и двум отвер-
стиям пальцы обычно применяются в сочетании с опор-
ными пластинами. Опорные пластины у пальцев бывают
круглыми и квадратными.
Опорные пластины могут быть выполнены заодно с
пальцем, а в случае большого их износа — раздельно.
В этом случае для предотвращения от поворота пальцев
применяют штыри или шпонки. Для облегчения установ-
ки пальцы выполняются с заборными конусами.
4.8.3.
ОПРАВКИ
Оправки используются для установки заготовок по
внутренним цилиндрическим поверхностям. В качестве
установочных элементов используются: пальцы; оправки
со сменными кольцами; многоступенчатые оправки с ба-
зированием в корпусе приспособления по плоскости и вы-
ступу корпуса либо по плоскости и отверстию в корпусе
(рис. 4.35).
Как правило, оправки используются для базирования
деталей по цилиндрической поверхности и плоскости.
Оправки могут быть цилиндрическими или многогран-
ными и закрепляться в корпусе либо по посадке с натя-
гом, либо винтами. Иногда, чтобы не делать всю оправку
точной, делают только один базирующий поясок.
Для установки по наружным цилиндрическим плос-
костям используются различные конструкции втулок —
одноступенчатые или многоступенчатые. Втулки могут
закрепляться в корпусе по посадке с натягом, винтами
либо комбинированно. Для предотвращения от поворота
Рис. 4.35
Центровые оправки:
а — конусная для высокой точности центрирования; б — для установки
заготовки с гарантированным зазором.
ГЛАВА 4. ПРОЕКТИРОВАНИЕ ЭЛЕМЕНТОВ ПРИСПОСОБЛЕНИЯ
93
втулки применяют шпонки, детали во втулке — специ-
альные выемки или штыри в корпусе приспособления.
4.8.4.
ПРИЗМЫ
Призмы применяются для установки деталей по наруж-
ным цилиндрическим поверхностям и могут быть непод-
вижными (ГОСТ 12196-76), подвижными (ГОСТ 12193-76),
опорными (ГОСТ 12195-76), с боковым креплением (ГОСТ
12197-76) и установочные (ГОСТ 12194-76) (рис. 4.36).
Неподвижные призмы крепятся на губках тисков и
имеют два отверстия для направляющих штифтов и два
отверстия для крепления (рис. 4.36а). Неподвижные приз-
мы изготавливаются в двух исполнениях: исполнение 1
(без поднутрения); исполнение 2 (с поднутрением для бо-
лее надежного прилегания необработанной поверхности
детали к основной опоре).
Подвижные призмы имеют боковые стенки-направ-
ляющие и отверстие в торце для присоединения привода
Рис. 4.36
Стандартные призмы:
а — неподвижные; б — подвижные; в — опорные; г — с боковым
креплением; д — установочные.
94
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
(рис. 4.366). Для подвижных призм применяются специ-
альные направляющие колодки.
Опорные и с боковым креплением призмы имеют ту же
систему крепления, что и неподвижные (рис. 4.36в, г).
Отличаются от неподвижных другим расположением ба-
зирующих поверхностей и большими их размерами. Опор-
ные призмы применяются для установки коротких дета-
лей или как элемент опорной сборной призмы при базиро-
вании длинных изделий.
Установочные (рис. 4.365) и подвижные призмы кре-
пятся с помощью направляющих колодок.
Призмы изготавливаются из стали 20Х ГОСТ 4543-71
с цементацией рабочих поверхностей на глубину h =
= 0,8-1,2 мм и закалкой до 55-60 HRC3 с последующим
шлифованием.
При установке детали по черновой базе, а также при
установке ступенчатых валов рабочие поверхности призм
делают узкими. Крупные изделия устанавливают на чу-
гунные или сварные призмы со стальными сменными за-
каленными пластинками на наклонных плоскостях.
4.9.
ЗАКРЕПЛЕНИЕ ЗАГОТОВОК
И ЗАЖИМНЫЕ УСТРОЙСТВА
ПРИСПОСОБЛЕНИЙ
4.9.1.
СИЛЫ, ДЕЙСТВУЮЩИЕ НА ЗАГОТОВКУ
В ПРИСПОСОБЛЕНИИ
Зажимные устройства — это элементы приспособле-
ния, обеспечивающие надежный контакт заготовки с ус-
тановочными элементами и предупреждающие ее смеще-
ние и вибрации под действием сил резания.
Необходимость применения зажимных устройств от-
падает, если обрабатывается тяжелая заготовка, при ус-
ловии, что силы резания малы по сравнению с ее весом.
Необходимость закрепления отпадает также, если силы,
возникающие при обработке, приложены так, что они при-
жимают заготовку к установочным элементам (например,
зенкование отверстия, рис. 4.37).
ГЛАВА 4. ПРОЕКТИРОВАНИЕ ЭЛЕМЕНТОВ ПРИСПОСОБЛЕНИЯ
95
Рис. 4.37
Зенкование отверстия заготовки
При обработке на заготовку действуют силы резания,
силы объемного и силы второстепенного и случайного ха-
рактера.
По величине, направлению и месту приложения силы
резания являются переменными факторами. При не-
установившемся режиме (врезании инструмента) вели-
чина сил резания возрастает от нуля до определенного
максимума.
Например, при сверлении отверстия при выходе свер-
ла крутящий момент несколько увеличивается. Зажим-
ная сила должна определяться по последней стадии обра-
ботки, т. е. по наибольшему крутящему моменту. При ус-
тановившемся режиме величина сил резания подвержена
колебаниям из-за непостоянного припуска и механиче-
ских свойств материала. При затуплении инструмента
силы резания возрастают на 10-30%.
При некоторых видах обработки (строгание, долбле-
ние) силы резания представляют собой нагрузку ударного
характера.
К силам объемного характера относятся вес заготов-
ки, центробежные и инерционные силы.
96
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
Вес заготовки учитывается при ее установке на верти-
кальные и наклонные элементы. Фактор веса создает раз-
личные условия закрепления заготовки, если ее обработка
осуществляется в поворотных или вращающихся приспо-
соблениях. В процессе обработки происходит уменьшение
веса и непрерывное изменение положения центра тяжести
заготовки, что также необходимо учитывать при расчетах.
Центробежные силы возникают в процессе обработки
при смещении центра тяжести установленной заготовки
относительно оси ее вращения. Величина действующих
на заготовку центробежных сил и моментов (при динами-
ческом дисбалансе) сопоставима с силами резания при ско-
ростных методах обработки. Например, при растачивании
отверстия для уменьшения центробежных сил применя-
ют противовесы.
Инерционные силы при обычных методах обработки
возникают и имеют существенное значение в случае, ко-
гда заготовка совершает возвратно-поступательное дви-
жение или имеет вращательное движение при резком из-
менении скорости этого движения, т. е. при наличии
больших угловых ускорений (например, при торможе-
нии патрона токарного станка). К силам второстепенного
и случайного характера можно отнести: силы, возникаю-
щие при отводе рабочего инструмента; силы трения при
выводе сверла из просверленного отверстия; силы трения
и сопротивления, возникающие при движении заготовки
в процессе обработки и др.
Обычно эти силы невелики и в большинстве случаев
во внимание не принимаются.
4.9.2.
ТРЕБОВАНИЯ, ПРЕДЪЯВЛЯЕМЫЕ
К ЗАЖИМНЫМ УСТРОЙСТВАМ
К числу основных требований относят:
• надежность в работе;
• простоту конструкции;
• удобство в обслуживании;
• зажимные устройства не должны деформировать за-
готовки и портить их поверхность;
ГЛАВА 4. ПРОЕКТИРОВАНИЕ ЭЛЕМЕНТОВ ПРИСПОСОБЛЕНИЯ
97
• закрепление и открепление заготовок должно произво-
диться с минимальной затратой сил и времени рабочего;
• зажимные устройства должны обеспечивать равномер-
ность зажима, особенно при закреплении нескольких
заготовок в многоместных приспособлениях;
• зажимные устройства не должны сдвигать заготовку в
процессе закрепления;
• силы резания должны восприниматься не зажимны-
ми, а установочными элементами приспособления;
• место приложения сил зажима выбирается по условию
наибольшей жесткости, устойчивости крепления и
минимальной деформации заготовки;
• зажимные устройства должны обеспечивать постоян-
ство сил зажима;
• в ручных зажимных устройствах усилие руки не долж-
но превышать 15 кгс (150 Н);
• детали зажимных устройств должны быть износостой-
кими, а наиболее подверженные износу должны быть
сменными.
4.9.3.
ВЫБОР СХЕМЫ ЗАКРЕПЛЕНИЯ ДЕТАЛИ
Под выбором схемы закрепления заготовки понима-
ется выбор точек приложения и направления действия сил
зажима. Выбор схемы закрепления производится парал-
лельно с выбором метода установки деталей.
При этом руководствуются следующими положениями.
1. Силы резания не должны восприниматься зажим-
ными устройствами. Это означает, что следует выбирать
схему зажима детали так, чтобы сила резания Р была бы
направлена на какой-либо из установочных элементов,
расположенный на линии действия этой силы или вблизи
него. Это позволит уменьшить силу зажима Q, а следова-
тельно, уменьшит смятие детали и ее деформацию при за-
креплении, а также габариты зажимных устройств и при-
способления в целом.
В противном случае в некоторый момент времени мо-
жет оказаться, что Р > Q и заготовку вырвет из приспо-
собления (рис. 4.38). Кроме того, зажимное устройство
7 - 2330
98
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
Вариант действия силы
резания против силы
закрепления
воспринимает все удары и
вибрации в процессе резания,
что приводит к его повышен-
ному износу.
2. Для обеспечения кон-
такта детали с установочны-
ми элементами приспособ-
ления и устранения сдвига
при ее закреплении зажим-
ное усилие необходимо на-
правлять перпендикулярно
поверхности установочного элемента (рис. 4.39).
3. Для устранения деформации детали при закрепле-
нии точку приложения зажимного усилия следует выби-
рать так, чтобы линия действия этого усилия пересекала
поверхности установочных элементов (рис. 4.40).
4. Для уменьшения деформации поверхностей деталей
при закреплении необходимо уменьшать удельное давле-
ние в местах контакта зажимного устройства с деталью
путем распределения зажимного усилия (рис. 4.41).
5. Для уменьшения вибраций и деформаций деталей
под действием сил резания необходимо повышать жест-
кость технологической системы путем увеличения числа
мест закрепления детали и приближения их к обрабаты-
ваемым поверхностям. Точки приложения сил зажима
должны быть расположены как можно ближе к обрабаты-
ваемой поверхности.
а) неправильно
Рис. 4.39
Выбор направления приложения зажимного усилия
ГЛАВА 4. ПРОЕКТИРОВАНИЕ ЭЛЕМЕНТОВ ПРИСПОСОБЛЕНИЯ
99
Рис. 4.40
Выбор точек приложения сил зажима
6. Если в неавтоматизированном производстве рабочий
выполняет в смену в среднем до 750 циклов « закрепление-
открепление», то зажимное устройство должно быть ме-
ханизировано.
Ориентировочные данные по продолжительности за-
крепления заготовок различными зажимными устройст-
вами:
• в трехкулачковом патроне ключом — 0,07 мин;
• затяжка одного винтового зажима ключом — 0,07 мин;
• закрепление заготовки поворотом штурвала — 0,04 мин;
Рис. 4.41
Распределение зажимного усилия по поверхности заготовки
100
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
• закрепление заготовки поворотом рычага или рукоят-
ки — 0,04 мин;
• закрепление заготовки маховичком или звездочкой —
0,03 мин;
• закрепление заготовки поворотом рукоятки пневмо-
или гидрокрана — 0,01 мин.
4.9.4.
МЕТОДИКА РАСЧЕТА СИЛ ЗАЖИМА
Целью силового расчета приспособления является оп-
ределение величины сил зажима заготовки.
Исходные данные для расчета сил зажима: режимы
резания при обработке заготовки; величина, направление
и место приложения сил, сдвигающих заготовку; схемы
базирования и закрепления заготовки; сведения о жест-
кости технологической системы; коэффициенты запаса и
коэффициенты трения.
Поскольку заготовка в процессе обработки не должна
менять своего положения относительно установочных эле-
ментов приспособления, расчет сил зажима сводится к
решению задачи статики на равновесие заготовки под дей-
ствием приложенных к ней внешних сил. К заготовке при-
ложены силы резания, зажимные силы и реакции опор,
при этом заготовка должна оставаться неподвижной. При
расчетах определяется наибольшая величина силы зажи-
ма Q, которая должна быть достаточной для предупреж-
дения смещения установленной в приспособлении заго-
товки.
Расчет сил зажима производится в следующей после-
довательности.
1. Составляется расчетная схема, на которой изобра-
жается заготовка в масштабе, и показываются все силы,
действующие на нее в процессе обработки (силы резания,
зажима, реакции опор, веса, силы трения в местах кон-
такта детали с установочными и зажимными элементами).
Схема составляется для наиболее неблагоприятного вари-
анта расположения режущего инструмента по длине об-
рабатываемой поверхности, при котором для удержания
детали требуется наибольшее зажимное усилие.
ГЛАВА 4. ПРОЕКТИРОВАНИЕ ЭЛЕМЕНТОВ ПРИСПОСОБЛЕНИЯ
101
2. Составляется уравнение сил и моментов из условия
равновесия деталей под действием сил:
£м,=0. (4.26)
Для составления уравнения сил необходимо устано-
вить направление возможного перемещения детали под
действием сил резания и определить величину проекций
всех сил на направление возможного перемещения.
Для составления уравнения моментов необходимо
определить точку, вокруг которой возможен поворот де-
тали под действием силы резания, и определить относи-
тельно этой точки моменты сил резания и моменты удер-
живающих сил.
3. Вводится коэффициент запаса k, учитывающий ус-
ловия обработки (иначе говоря, учитывающий возможное
увеличение в процессе обработки сил резания).
4. Совместным решением уравнений сил и моментов
определяется величина силы зажима заготовки.
4.9.5.
РАСЧЕТ СИЛ ЗАЖИМА
ДЛЯ ТИПОВЫХ СЛУЧАЕВ УСТАНОВКИ
Пример 1. Зажимное устройство предупреждает сме-
щение заготовки под действием внешних сил.
Схема 1. Силы резания Р и зажима Q направлены в
одну сторону и прижимают заготовку к опорам приспо-
собления (рис. 4.42). Этой схеме расчета соответствуют об-
тачивание в центрах, протягивание отверстий, цекование
бобышек и др. При Р = const Q = 0.
При нестабильной величине силы резания Р (напри-
мер, фрезерование) сила зажима Q должна выбирать зазо-
ры в системе и повышать ее жесткость для устранения
вибраций. В этом случае величина силы подбирается из
опыта.
Схема 2. Сила резания направлена против силы за-
жима (рис. 4.43).
В этом случае сила зажима Q = kP, где k — коэффици-
ент запаса.
102
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
к определению силы зажима
к определению силы зажима
В зависимости от конкретных условий построения тех-
нологической операции значения k следует выбирать диф-
ференцированно:
1=6
* = (4.27)
|=о
где
• k0 = 1,5 — гарантированный коэффициент запаса;
• — коэффициент, учитывающий колебание припус-
ка при черновой обработке заготовок; k4 = 1,2 — для
черновой обработки; k4 = 1,0 — для чистовой и отде-
лочной обработки;
• k2 — коэффициент, учитывающий увеличение сил ре-
зания вследствие затупления режущего инструмента;
k2 = 1,0—1,9 — в зависимости от метода обработки и
допускаемого затупления инструмента;
• k3 — коэффициент, учитывающий увеличение сил ре-
зания при прерывистом резании; при прерывистом ре-
зании k3 = 1,2, при стационарном k3 = 0;
• k4 — коэффициент постоянства сил зажима, завися-
щий от характера зажима; k4 = 1,3 — для ручных за-
жимов; k4 = 1,0 — для зажимных устройств, имеющих
механический привод;
• k5 — коэффициент, характеризующий удобство распо-
ложения рукояток в ручных зажимных устройствах;
ГЛАВА 4. ПРОЕКТИРОВАНИЕ ЭЛЕМЕНТОВ ПРИСПОСОБЛЕНИЯ
103
k5 = 1,0 — при удобном положении рукоятки и угле ее
поворота до 90°; k5 = 1,2 — при большом диапазоне
угла поворота рукоятки (более 90°) и при неудобном
расположении рукоятки;
• k6 — учитывает наличие моментов, стремящихся про-
вернуть заготовку; fe6 = 1,0 — если заготовка установ-
лена базовой плоскостью на опоры и установочные
пальцы, могущие в случае аварии зажимного устрой-
ства предотвратить смещение заготовки; fe6 = 1,3 —
если заготовка установлена на опоры или другие эле-
менты с большой поверхностью контакта и отсутству-
ет возможность предупреждения ее смещения в слу-
чае аварии зажимного устройства.
Таким образом, коэффициент запаса может колебать-
ся в пределах k = 1,5-8,0.
Схема 3. Силы резания стремятся сдвинуть заготов-
ку вдоль установочных элементов (рис. 4.44). Эта схема
характерна для тех случаев обработки, когда подача ин-
струмента меняется в разных направлениях (маятниковое
фрезерование, фрезерование замкнутых контуров и т. д.).
Смещение заготовки предупреждается силами трения
в местах контакта заготовки с опорами и зажимными эле
ментами.
Составляется уравнение сил по оси х:
1^=0,
qa + Q/2-*p=o, (4,28)
и определяется сила зажима
ър
<4-29>
где k — коэффициент запаса;
/i — коэффициент трения в
точке контакта заготовки с за-
жимным элементом; f2 — ко-
эффициент трения в точках
контакта заготовки с устано-
вочными элементами приспо-
собления.
к определению силы зажима
104
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
Для контакта гладких плоских поверхностей f =
= 0,1-0,15, для контакта по линии или в точке f= 0,2-0,3,
для опор с рифлением f = 0,5-0,8.
Эта расчетная схема применима при установке заго-
товки на два пальца и перпендикулярную им плоскость.
В этом случае сила резания должна восприниматься си-
лой трения, возникающей на базовой плоскости заготов-
ки, т. е. пальцы служат только для базирования и долж-
ны быть полностью разгружены.
Схема 4. Силы резания направлены против опор и
одновременно стремятся сдвинуть заготовку в боковом
направлении (рис. 4.45).
Составляется уравнение сил по оси х:
£Fx=0, ftP2=Q/i+(Q+P1)/2, (4.30)
и определяется сила зажима
Следует обратить внимание, что если составляю-
щая Pj/г превысит составляющую kP2, то необходимость
в закреплении заготовки отпадает.
Схема 5. Силы обработки направлены против зажим-
ного устройства и одновременно стремятся сдвинуть заго-
товку в боковом направлении (рис. 4.46).
к определению силы зажима
к определению силы зажима
ГЛАВА 4. ПРОЕКТИРОВАНИЕ ЭЛЕМЕНТОВ ПРИСПОСОБЛЕНИЯ
105
Уравнение сил по оси х выглядит следующим образом:
= 0, kP2 = QA + (Q - Pi )f2. (4.32)
Тогда сила зажима определится по формуле
^Рг + Pif2
fi+f2
(4.33)
Пример 2. Зажимное устройство предотвращает про-
ворачивание заготовки под действием момента от силы
резания.
Схема 1. Заготовка закреплена в трехкулачковом
патроне и находится под действием момента Мрез и осевой
силы Рх (рис. 4.47).
Вначале рассчитывают на сдвиг в осевом направлении.
Уравнение сил вдоль оси х выглядит следующим образом:
Qfi = kPx, (4.34)
где /j — коэффициент трения. Тогда сила зажима опреде-
лится по формуле
Q = (4.35)
Затем рассчитывают на возможность провертывания
заготовки. Уравнения моментов относительно оси х:
М^3 = Ргг, kMve3 = Mrp,
Мтр = Qf2R, kP2r = Qf2R, (4.36)
откуда
^~hR’ <4'37»
где f2 — коэффициент трения при проворачивании заго-
товки.
Сила на одном кулачке:
« kP2r
<4-38>
Из двух сил зажима Q выбирают наибольшую.
Схема 2. Заготовка центруется по выточке и при-
жимается к трем опорам двумя или несколькими при-
хватами.
106
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
В процессе обработки возникают сдвигающий мо-
мент М и осевая сила Рх (рис. 4.48).
Уравнения моментов относительно оси х:
kP г
М = Ргг, kM = Мтр = kPxr = f&^R, QcyM =
/i-п
(4.39)
где /j — коэффициент трения в местах контакта заготов-
ки зажимными элементами.
Уравнение сил:
kP
kPx = FTp.c^ = Q^f, Qw = (4.40)
Из двух значений QcyM выбирается наибольшее.
Схема 3. Установка заготовки на цанговую разжим-
ную оправку (рис. 4.49).
Уравнение моментов относительно оси х:
M = P2R, Mrp = Qcyttf1r=kP2R, (4.41)
где Рг — сила резания, направленная по касательной к
наружной поверхности радиуса R; — коэффициент тре-
ния рабочих элементов цанги по внутренней поверхности
заготовки радиуса г. Суммарная сила зажима определит-
ся по формуле
„ kP,R
Q'V. (4.42)
/V
ГЛАВА 4. ПРОЕКТИРОВАНИЕ ЭЛЕМЕНТОВ ПРИСПОСОБЛЕНИЯ
107
Рис. 4.48
Расчетная схема
к определению силы зажима
Рис. 4.49
Расчетная схема
к определению силы зажима
Схема 4. Установка цилиндрической заготовки в
призме (рис. 4.50).
Без учета трения на торце можно записать
Q = 2N2,
N2=Q N= Q
2 2sina
kP,R~
2Qf>R
2 sin a
+ QfiR,
(4.43)
где N — реакция опор, которую разложили на две состав-
ляющие Nj и ПРИ наличии только крутящего момента.
Q =
kPzR
A-R + /2
R
sin a
kP2
sma
(4.44)
При наличии осевой сдвигающей силы:
kPx=^- + Qf!,
2sina
Q = kPx., • (4.45)
Были рассмотрены наи-
более распространенные схе-
мы установки и закрепления.
Принцип расчета сил зажи-
ма для всех схем один и тот
же: определение всех дейст-
вующих сил и моментов, при-
равнивание всех сил к нулю
и определение силы зажима.
Рис. 4.50
Расчетная схема
к определению силы зажима
108
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
После расчета силы зажима Q определяются основные
размеры зажимного устройства, исходная сила или мо-
мент на рукоятке или силовом узле привода приспособ-
ления.
4.9.6.
КЛАССИФИКАЦИЯ ЗАЖИМНЫХ ЭЛЕМЕНТОВ
Классификация зажимных элементов представлена на
рис. 4.51.
Простые зажимные элементы называются зажимами.
Каждый зажимной механизм имеет ведущее звено, к
которому прикладывается исходная сила, и одно или не-
сколько ведомых звеньев (прижимных планок, плунже-
ров, кулачков), передающих обрабатываемой детали
силы зажима. Многозвенные механизмы зажимают одну
деталь в нескольких точках или несколько деталей в
многоместном приспособлении одновременно и с равны-
ми силами.
Рис. 4.51
Классификация зажимных элементов
ГЛАВА 4. ПРОЕКТИРОВАНИЕ ЭЛЕМЕНТОВ ПРИСПОСОБЛЕНИЯ
109
Ручные механизмы требуют применения значительной
мускульной энергии и утомляют рабочего; механизиро-
ванные устройства работают от энергии, передаваемой
приводом; автоматизированные зажимные устройства
приводятся в действие приводом и управляются системой
управления станка. Они осуществляют зажим и освобож-
дение заготовок без участия рабочего.
Основные характеристики простых и комбинирован-
ных механизмов приведены ниже.
Для любого механизма можно определить передаточ-
ные отношения сил i и перемещений in:
i=^F' Q = Wi, (4.46)
w
где Q — сила зажима, развиваемая на ведомом звене; W —
исходная сила, прикладываемая к ведущему звену меха-
низма;
in =-^~, SQ=Swi„, (4.47)
о»,
где Sq — перемещение ведомого звена; Sw — перемеще-
ние ведущего звена.
Для комбинированных механизмов:
« = ПА» =ГК. (4.48)
I I
Сила зажима, развиваемая комбинированными меха-
низмами:
Q = WfJif, SQ =Swfli„i. (4.49)
1 1
Коэффициент полезного действия механизма:
^ = 0-' (4.50)
'♦ид
где Q„a — сила, развиваемая идеальным механизмом (без
потерь на трение).
Согласно «золотому правилу» механики i < 1 характе-
ризует выигрыш в силе; in < 1 характеризует проигрыш в
расстоянии.
110
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
4.9.7.
ЗАЖИМНЫЕ ЭЛЕМЕНТЫ КЛИНОВОГО ТИПА
Клин лежит в основе практически всех зажимных
устройств, поэтому зажимные элементы клинового типа
будут рассмотрены подробно.
Применяют следующие разновидности клиновых ме-
ханизмов (рис. 4.52).
К достоинствам клиновых механизмов относят: про-
стоту конструкции; компактность устройств, позволяю-
щую размещать их в труднодоступных зонах приспособ-
ления; большие развиваемые усилия; наличие свойства
самоторможения.
Самоторможение выражается в том, что клин, пере-
мещенный в рабочее положение (при закреплении заго-
товки), не возвращается в исходное положение (не «вы-
пускает» заготовку) под действием внешних сил, даже
если снято усилие, приложенное к клину для закрепле-
а — плоский односкосый клин; б — двускосы н круглый клии.
ГЛАВА 4. ПРОЕКТИРОВАНИЕ ЭЛЕМЕНТОВ ПРИСПОСОБЛЕНИЯ
111
ния заготовки. Происходит
«заклинивание» клина, и в
случае аварии привода заго-
товка остается зажатой.
Условие самоторможения
клина. Известно, что если те-
ло 1, нагруженное нормаль-
ной реакцией N, под действи-
ем силы© равномерно пере-
мещается на плоскости 2, то
Рис. 4.53
Схема к определению
угла трения
при наличии силы трения F полная реакция R отклоняет-
ся от нормали на некоторый угол ф, называемый углом
трения (рис. 4.53).
При этом
= (4.51)
Так как коэффициент трения скольжения f = F/N, то
1§ф = / и ф = arctgf.
Условие самоторможения клина выглядит следующим
образом:
• tga < tgф + tgф1 — с трением на двух поверхностях при
разнородных парах трения;
• tga < 2tgф — с трением на двух поверхностях при од-
нородных парах трения;
• tga < tgф — с трением на наклонной поверхности,
где ф и ф! — углы трения на поверхностях клина; a — угол
скоса клина.
Учитывая, что тангенсы малых углов примерно рав-
ны самим этим углам, выраженным в радианах, условия
самоторможения клина принимают следующий вид:
• а<ф + ф! — с трением на двух поверхностях при раз-
нородных парах трения;
• a < 2ф — с трением на двух поверхностях при однород-
ных парах трения;
• a < ф — с трением на наклонной поверхности.
Клин и сопряженные с ним поверхности выполняют-
ся из стали и шлифуются.
Если/= tgф= 0,1-0,15, тоф = 5°43'- 8°30'.
112
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
Тогда условие самоторможения для клина с трением
на двух поверхностях выглядит как а < (11-17)°.
Приведенные цифры представляют собой предель-
ный случай равновесия клина. Для надежности закли-
нивания величину угла а при расчетах берут меньше пре-
дельных. Для гарантированного самоторможения кли-
на создается так называемый запас самоторможения,
который определяется коэффициентом запаса самотор-
можения
(4.52)
а
Обычно величина этого коэффициента принимается не
менее 3.
Расчет соотношения сил клиновых механизмов при-
веден для механизмов с односкосым клином.
Схема 1. Идеальный механизм.
Соотношение сил находится из условия равновесия
клина (рис. 4.54): W = Род = Qwtga, тогда 0нд = W/tga.
Под действием исходной силы W ведущего звена оно
перемещается на величину Sw, приводя к перемещению
ведомого звена на расстояние SQ.
Исходя из последней формулы можно сделать вывод о
том, что идеальный клиновой механизм при а —> 0 разви-
вает силу зажима
Во всех последующих формулах коэффициент при W
представляет собой передаточное отношение клина г.
Схема 2. Механизм с трением на обеих поверхностях
клина (рис. 4.55). Отметим, что Q = Q'.
Соотношение сил:
W = Poa = F1, F1 = Qtg^1, W=Qtg(a + (p)-l-Qtg(p1,
откуда
W
® tg(cx + Ф) + tgtpj (4.53)
Выражение можно представить как Q = Wi, где i =
= l/tg(a + ф) + tgqjj — передаточное отношение клина, т. е.
коэффициент, определяемый только конструкцией клина.
ГЛАВА 4. ПРОЕКТИРОВАНИЕ ЭЛЕМЕНТОВ ПРИСПОСОБЛЕНИЯ
113
Рис. 4.55
Схема механизма с трением
на обеих поверхностях клина
Поскольку угол скоса клина а и углы трения ф и в
радианном выражении много меньше единицы, передаточ-
ное отношение клина i значительно больше единицы. Это
означает, что усилие W, приложенное к клину, многократ-
но им увеличивается (Q). С другой стороны, для того что-
бы исполнительный элемент клинового механизма пере-
местился на расстояние SQ (рис. 4.54), сам клин должен
переместиться на значительно большее расстояние Sw.
Тем самым клиновой механизм демонстрирует «золотое
правило» механики Архимеда: «выигрывая в силе, про-
игрываем в расстоянии».
Схема 3. Механизм с трением только по наклонной
плоскости клина.
Согласно рис. 4.54 1§ф! = 0, отсюда
Q = W .
1е(а + ф)
Схема 4. Клиновой механизм с двумя роликами
(рис. 4.56).
В данном случае трение скольжения заменяется тре-
нием качения, и в формулу (4.53) вместо коэффициен-
та трения скольжения 1§ф1 и угла трения скольжения ф
Я — 2330
114
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
Схема клинового механизма с двумя роликами
следует подставлять приведенные коэффициент трения ка-
чения tg(plnn и угол трения качения фпр.
Тогда формула приобретает вид
tg(a + <pnp) + tg<plnp ’
В конструкциях с роликами снижаются потери на тре-
ние, а силы зажима увеличиваются на 35-50%. Вместе с
тем должен быть предусмотрен механизм, удерживающий
клин в рабочем положении, так как при использовании
роликов свойство самоторможения теряется.
Клиновые механизмы с роликами обычно использу-
ются в качестве усилителей приводов и являются несамо-
тормозящими (обычно а > 10°), так как коэффициент тре-
ния качения /кач = tg(pnp очень мал.
ГЛАВА 4. ПРОЕКТИРОВАНИЕ ЭЛЕМЕНТОВ ПРИСПОСОБЛЕНИЯ
115
4.9.8.
КЛИНОПЛУНЖЕРНЫЕ
МЕХАНИЗМЫ
Клиноплунжерные механизмы применяются с одним,
двумя и большим числом плунжеров. Одно- и двухплун-
жерные устройства обычно используются в качестве уси-
лителей привода; многоплунжерные — в качестве центри-
рующих механизмов патронов и оправок.
Плунжер представляет собой промежуточную деталь
нажимного действия (обычно цилиндрический валик),
служащую для передачи усилия от одного элемента меха-
низма к другому или воздействующую непосредственно
на зажимаемую заготовку.
По ГОСТ 12483-67 предусмотрены три исполнения
плунжеров (рис. 4.57).
Плоским торцом плунжер воспринимает давление, а
сферическим торцом воздействует на зажимаемую заго-
товку или какую-нибудь деталь механизма. Головка огра-
ничивает осевое перемещение плунжера. Для обеспечения
упругого воздействия плунжера на деталь применяются
пустотелые плунжеры (ГОСТ 12484-67).
Материал плунжеров — сталь 45 ГОСТ 1050-88 (либо
другой материал с теми же свойствами), 40-45 HRCa с по-
следующим хромированием.
Одноплунжерные клиновые механизмы.
Схема 1. Рассматриваются условия равновесия плун-
жера, а не клина, поэтому силы Р и Q1 направлены от кли-
на на плунжер (рис. 4.58): Р = N, Q = Q± - F2 = Q± - Ptg(p2-
сферическим и
вторым плоским
торцом
сферическими
торцами
сферическим
торцом и плоской
головкой
Рис. 4.57
Варианты исполнения плунжеров
116
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
Рис. 4.58
Схема двухопорного плунжера
Исходя изданных, представленных в п. 4.9.7, усилие
зажима, развиваемое одноплунжерным механизмом, со-
ставит
l-№ + ,MtCT;
tg(a+<p)+tg<p, |1'аа)
Схема 2. Для данного механизма вместо tg(p2 форму-
лы (4.55) подставляется tg(p2np,т- е- приведенный коэффи-
циент трения, выраженный через коэффициент трения
для двухопорного плунжера. Последнее необходимо в свя-
зи с тем, что условия трения консольного плунжера иные,
чем двухопорного (рис. 4.59).
Величина tg(p2nn находится при рассмотрении момен-
тов относительно точки поворота О:
tg<p2np=~ tg<p2>
где I — расстояние от средней точки контакта консольно-
го плунжера с клином до середины направляющей плун-
ГЛАВА 4. ПРОЕКТИРОВАНИЕ ЭЛЕМЕНТОВ ПРИСПОСОБЛЕНИЯ
117
Q
жера; tg(p2 — коэффициент трения двухопорного (непере-
кошенного) плунжера.
Тогда
(4.56)
ж 1 - tg(a + (р) • tg(p2„n
tg(a + 9) + tg9!
Схема 3. Для этого механизма угол трения ф (схе-
ма 1, формула (4.55), рис. 4.58) заменяется углом фпр
(рис. 4.60):
g ж 1 ~ tg(a + ФорНефг
tg(a4^np) + tgq>i '
Механизмы с роликами выполняются несамотормозя-
щими, с углами скоса клина a > 10°.
(4.57)
4.9.9.
РЫЧАЖНЫЕ МЕХАНИЗМЫ
Рычажные зажимы применяются в сочетании с дру-
гими элементарными зажимами, образуя более сложные
зажимные системы. При помощи рычага можно изменять
величину и направление передаваемой силы, а также осу-
ществлять одновременное и равномерное закрепление за-
готовки в нескольких точках.
118
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
Рис. 4.60
Схема плунжера с роликом
Рычаги используются в
виде прихватов прижимных
планок в винтовых и эксцен-
триковых зажимных устрой-
ствах или в качестве усилите-
лей приводов.
Существует три схемы ис-
пользования рычагов.
Схема 1 (рис. 4.61).
Из равенства моментов сил
относительно опор ^Мо=0
получают
Q(Zi + Z2) - Wl. = О,
откуда
(4.58)
где Q — сила зажима; W — исходная сила, развиваемая
приводом; т] — КПД, учитывающий потери на трение в
опоре рычага; Т) = 0,95.
W
При Zj = Z2 Q = ~5-n-
Схема 2 (рис. 4.62).
В соответствии с данной схемой £Мо=0; WZj = QZ2,
откуда
Рис. 4.61
Первая расчетная схема рычага:
1 — деталь; 2 — точка опоры.
ГЛАВА 4. ПРОЕКТИРОВАНИЕ ЭЛЕМЕНТОВ ПРИСПОСОБЛЕНИЯ
119
При lj = l2 Q = Wq.
Схема 3 (рис. 4.63).
В соответствии с рис. 4.62 £МО =0; QI = WL, откуда
Q = W^-T]. (4.60)
При Z = 0,5L Q = 2ТУт].
В сравнении с первой схемой вторая развивает силу
зажима в два раза, а третья — в четыре раза большую.
Наиболее распространен двуплечий рычаг (схема 2).
Материалы рычагов:
сталь 45 ГОСТ 1050-88,35-40 HRC3; сталь 20 с цемента-
цией на глубину h = 0,8-1,2 мм, с закалкой до 50-55 HRC3.
1 — деталь; 2 — точка опоры.
120
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
4.9.10.
ВИНТОВЫЕ МЕХАНИЗМЫ
Эти зажимные механизмы применяют в приспособле-
ниях с ручным закреплением заготовки, в приспособле-
ниях механизированного типа (например, в сочетании с
пневмоприводом), а также на автоматических линиях при
использовании приспособлений-спутников (рис. 4.64).
Преимущества устройств — большая сила зажима,
простота конструкции, надежность, наличие самотормо-
жения, простота механизации и автоматизации. Недоста-
ток — относительно большое время зажима. В принципе,
винт — это тот же клин, «навернутый» на цилиндр.
Обозначим:
• d2 (D2) — средний диаметр резьбы — диаметр вообра-
жаемого, соосного с резьбой цилиндра, образующая
которого пересекает профиль витков в точках, где
ширина канавки равна половине номинального шага t
для однозаходной резьбы и для многозаходной резьбы —
половине номинального шага t, разделенного на чис-
ло заходов;
• t — шаг резьбы;
• гср — средний радиус резьбы;
• V — угол подъема резьбы — угол между касательной к
винтовой поверхности в точке, лежащей на среднем
диаметре резьбы и плоскостью, перпендикулярной оси
резьбы;
_d2(P2)
с₽ 2 ‘
Винтовой механизм можно рассматривать как комби-
нированный, состоящий из рычага с плечами гср и I и кли-
на с трением только на наклонной поверхности. Для иде-
ального механизма:
-_L. • 1
^Д. РЫЧ г > ^д. клина tgot’ (4-61)
где I — длина рукоятки, ключа, мм.
W
„ . Q г. W . tga 1
Таккак t = ^, =-—, то ^=-^7- = -—•
W д tga W tga
ГЛАВА 4. ПРОЕКТИРОВАНИЕ ЭЛЕМЕНТОВ ПРИСПОСОБЛЕНИЯ
121
Следовательно, усилие, развиваемое винтовым меха-
низмом,
Фид. винт — ^ид.рыч^ид. клина Фнд. вннт — tgV|/ * (4.62)
tg\g = tga, если резьбовую поверхность рассматривать как
клин (развертка на вертикальную плоскость); tg\g = ———.
В реальных механизмах учитываются потери на трение в
резьбе и на поверхностях контакта винта или гайки с
зажимным изделием.
Зажим винтами со сферической пятой (рис. 4.65).
В этом случае учитывается трение только в резьбе, т. е.
трение на наклонной плоскости клина, для которого
1
'клииа tg(a + (p)‘
Поскольку \|/ = а, то
W-I
Q_rcptg(v + <pHp)’ (4.63)
где (рнр — приведенный угол трения.
У механизмов с треугольной или трапецеидальной
резьбой гайка перемещается как бы по V-образному жело-
бу. Поверхность трения при этом больше, чем при переме-
щении по плоскости (при прочих равных условиях).
Рис. 4.64
Схема винтового механизма
Рис. 4.65
Сферическая пята винта
122
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
f
В этих случаях пользуются приведенным коэффициен-
том трения /пр, выраженным через коэффициент трения f
при плоском контакте:
^"₽ cosa/2’
где а/2 — половина угла при вершине резьбы.
Для метрической резьбы а/2 = 30°, трапецеидальной
а/2 = 15°, квадратной а/2 = 0°.
Для метрической резьбы /пр =—при /=0,1,
cos30
/пр = 0,115; /пр = tg(pnp = 0,115, (рПр = arctg/np = 6°40'.
Q
Коэффициент полезного действия механизма Т] = -^-:
tga
л = <4-64>
f
Условие самоторможения:
a = \|/ < (рПр = 6°40'.
Коэффициент запаса самоторможения К = ° - =
' t8“ = ‘"=2^-
При этом tg(pj = 0 (трения по плоскости клина нет)
(рис. 4.66):
У стандартных метрических резьб углы подъема
= (2-4)°, поэтому все механизмы с такой резьбой явля-
ются самотормозящими:
М = WI = Qrcptg(v + (рпр) = Мре^.
Вышеприведенные формулы довольно громоздки, по-
этому пользуются упрощенными выражениями.
При зажиме винтами со сферической головкой Q - 140W,
при этом I = 14d, I — длина ключа; d — номинальный диа-
метр резьбы.
При зажиме гайками Q ~ 656W.
Материал винтов — сталь 45, ГОСТ 1050-88,33-38 HRC3.
Материал пят — сталь 45, 40-45 HRC3.
Рукоятки к винтам — сталь 45, звездообразные — сталь
35Л-1 ГОСТ 977-88, ковкий чугун КЧ 30-6 ГОСТ 1215-79.
ГЛАВА 4. ПРОЕКТИРОВАНИЕ ЭЛЕМЕНТОВ ПРИСПОСОБЛЕНИЯ
123
Рис. 4.66
• Схема определения угла подъема
„ V tg<₽l + tg<P
резьбы К = ---йх
tga
Во избежание износа в чугунные корпусы приспособ-
лений устанавливаются переходные резьбовые втулки с
наружной и внутренней резьбой (ГОСТ 4741-68).
4.9.11.
ЭКСЦЕНТРИКОВЫЕ ЗАЖИМНЫЕ
МЕХАНИЗМЫ
Эксцентрик представляет собой круглый диск или ва-
лик, у которого рабочий участок профиля является дугой
окружности. Данный механизм используется при малых
силах резания, так как сила зажима невелика, и при об-
работке без вибраций, так как имеет малый запас само-
торможения. Кроме того, эксцентриковые механизмы чув-
ствительны к точности заготовок.
У этих механизмов ось вращения смещена относитель-
но их геометрического центра; величина этого смещения е
называется эксцентрисите-
том (рис. 4.67).
Горизонтальная линия
делит эксцентрик на две сим-
метричные половины, пред-
ставляющие собой два криво-
линейных клина. Для зажи-
ма путем поворота кулачка
на некоторый угол обычно
используется участок профи-
ля нижнего клина.
Рассматривая механизм
как комбинированный, со-
стоящий из рычага и клина с
трением на двух поверхностях
(на оси и в точке зажима), по-
лучают силовые зависимости:
а
Рис. 4.67
Схема эксцентрикового
зажимного устройства
124
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
• для идеального механизма:
(4.65)
где рср = D/2 — средний радиус эксцентрика; D — диа-
метр эксцентрика, — средний угол подъема эксцен-
трика в точке зажима;
• для реального механизма:
Qc₽ " W Pep tg(acp + ф) + tgqjj ’ (466)
где Qcp — среднее значение силы зажима; acp — сред-
ний угол подъема эксцентрика в точке зажима; ф,ф! —
углы трения скольжения в точке зажима и на оси экс-
центрика соответственно.
Обычно принимают: f = tg9 = tg9i = 0,1, acp = 4°,
pcp = D/2. При нормальной длине рукоятки I ~ 2D получа-
ют 12W.
Коэффициент полезного действия эксцентрика при
аср = 4° составляет т]ср = 0,3.
Недостатки эксцентриковых зажимных устройств:
• непостоянство угла подъема и сил зажима (при боль-
шом колебании размеров зажимаемых деталей);
• большой линейный ход и угол поворота меньше 180°;
• небольшие развиваемые усилия;
• зажим происходит вруч-
ную (это исключительно
ручные устройства);
• чувствительность к точ-
ности заготовок. Если раз-
мер заготовки, по которому
происходит закрепление,
колеблется в широких пре-
делах, на заготовках, име-
ющих минимальные раз-
меры, эксцентрик может
не развить требуемое уси-
лие либо вообще «провер-
нуться».
Рис. 4.68
Эксцентриковое зажимное
устройство с торцевым
кулачком
ГЛАВА 4. ПРОЕКТИРОВАНИЕ ЭЛЕМЕНТОВ ПРИСПОСОБЛЕНИЯ
125
Поэтому вместо эксцентриков иногда применяют кулач-
ки с рабочим профилем, очерченным по архимедовой спи-
рали или эвольвенте по торцевой поверхности (рис. 4.68).
Угол поворота этих кулачков достигает 180°, что уве-
личивает их самотормозящие свойства.
Материал эксцентриковых кулачков — сталь 20Х ГОСТ
4543-71. Допускается замена сталями других марок, ме-
ханические свойства которых не ниже, чем у стали 20Х.
Глубина цементации для таких сталей h = 0,8-1,2 мм,
твердость 55-60 HRC3.
4.10.
УСТАНОВОЧНО-ЗАЖИМНЫЕ ЭЛЕМЕНТЫ
ПРИСПОСОБЛЕНИЙ
Разделение элементов на установочные и зажимные
требует отдельного времени на установку детали и ее за-
крепление. Для повышения производительности труда ис-
пользуются установочно-зажимные элементы двух видов:
• ориентирующие — для ориентации детали в одной
плоскости симметрии и зажима;
• самоцентрирующие — для ориентации деталей в двух
взаимно перпендикулярных плоскостях симметрии и
закрепления.
4.10.1.
ПРИЗМАТИЧЕСКИЕ ОРИЕНТИРУЮЩИЕ
МЕХАНИЗМЫ
Для ориентирования и центрирования деталей не-
круглой формы часто используют механизмы с непод-
вижными, установочными и подвижными призмами
(рис. 4.36).
В ориентирующих механизмах одна из призм крепится
жестко — неподвижная или установочная, вторая выпол-
няется подвижной (рис. 4.69). В этом случае направляющая
база — горизонтальная ось симметрии (рис. 4.69а, опор-
ные точки 4, 5).
На рис. 4.696 показан ориентирующий механизм, в ко-
тором призма 1 закреплена жестко, а призма 2 перемеща-
ется винтом.
126
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
Рис. 4.69
Ориентирующие
установочно-зажимные устройства
При ориентировании и зажиме литых и кованых за-
готовок с неточными размерами по длине применяют ус-
тановочную и подвижную призмы. Первая (установочная)
выставляется при наладке по размерам заготовки, после
чего крепится жестко.
В качестве примера на рис. 4.70 приведен кондуктор с
выступами 1, служащими для ориентации заготовки 2.
Заготовка 2 поджимается качающейся опорой 3, установ-
ленной на откидной планке 4.
4.10.2.
САМОЦЕНТРИРУЮЩИЕ УСТАНОВОЧНО-ЗАЖИМНЫЕ
ЭЛЕМЕНТЫ
К ним относят всевозможные конструкции самоцен-
трирующих патронов и разжимных оправок: трехкулач-
ковые самоцентрирующие патроны, цанговые патроны и
оправки, оправки и патроны с пластинчатыми (тарельча-
ГЛАВА 4. ПРОЕКТИРОВАНИЕ ЭЛЕМЕНТОВ ПРИСПОСОБЛЕНИЯ
127
тыми) пружинами, мембранные патроны, патроны и оп-
равки с гидропластом и др.
Цанговые механизмы. Цанга — стальная разрезная
втулка с упругими лепестками, имеющими утолщенную
головку с конической частью. Эти механизмы использу-
ются для зажима прутков различных профилей и штуч-
ных заготовок и применяются в револьверных станках и
прутковых автоматах.
Существует три основных типа цанговых патронов:
• с втягиваемой цангой (с прямым конусом, рис. 4.71);
• с выдвижной цангой (с обратным конусом, рис. 4.72);
• с неподвижной цангой (рис. 4.73).
Недостаток патронов с втягиваемой и выдвижной цан-
гами заключается в том, что при подаче прутка до упора в
револьверной головке первый при зажиме оттягивает пру-
ток, а второй преодолевает большие силы трения с его по-
верхностью. В патронах с неподвижной цангой большое
место в полости шпинделя занимает нажимная труба.
Недостаток всех цанговых патронов — при колебании
диаметров заготовки и ее формы они не обеспечивают кон-
такта по всей площади сопрягаемых поверхностей.
Рис. 4.71
Схема цангового патрона
с прямым конусом
Рис. 4.72
Схема цангового патрона с обратным конусом
128
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
Рис. 4.73
Схема цангового патрона с неподвижной цангой
Сила зажима заготовки определяется следующим вы-
ражением:
л -КР^
’ (4.67)
где К — коэффициент запаса; Р2 — окружная сила реза-
ния; гг — радиус, по которому зажимается заготовка;
г2 — радиус, по которому обрабатывается заготовка; Д —
коэффициент трения в точке зажима.
Сила, развиваемая цанговым патроном:
W
QcyM -tgfa + qO + tgqh’ (4,68)
где a — угол цанги; (р — угол трения на конусе цанги;
(р! — угол трения цанги по заготовке. Сила, развиваемая
одним лепестком цанги:
Q=^-, (4.69)
TL
где п — число лепестков.
Основные и присоединительные размеры для зажим-
ных цанг установлены ГОСТ 2876-80. Угол конуса цанги
a = 30°, при меньших углах возникает опасность закли-
нивания цанги во втулке. Угол конуса у втулок a = 29°
при прямом конусе и а = 31° при обратном конусе.
К числу преимуществ цанговых механизмов относят
высокое быстродействие и возможность автоматизации
процесса установки заготовки.
Материалы цанг: стали У8А, У10А, 65Г, 9ХС и др.
Хвостовая часть имеет твердость 30-35 HRC3, рабочая
часть — 45-60 HRC3. Тонкостенные цанги выполняют из
стали 9ХС, крупные цанги — из сталей 15Х и 12ХНЗА.
ГЛАВА 4. ПРОЕКТИРОВАНИЕ ЭЛЕМЕНТОВ ПРИСПОСОБЛЕНИЯ
129
Оправки и патроны с пластинчатыми пружинами.
Обеспечивают прочное закрепление по внутренней или
наружной цилиндрическим поверхностям и точность цен-
трирования в пределах 0,01-0,02 мм.
На рис. 4.74 изображена консольная оправка для за-
крепления заготовки 2 по внутренней цилиндрической
поверхности.
Втулка 4, входящая в центрирующую выточку корпу-
са оправки 1 и затягиваемая винтом 5 с внутренним квад-
ратом, имеет на своей наружной поверхности набор тарель-
чатых пружин 3. Пружина представляет собой коническое
кольцо сплошное или с двумя рядами прорезей (наруж-
ных и внутренних) для повышения упругости. От осевой
силы, вызываемой затяжкой винта, пружины частично
сплющиваются, и диаметр их установочной (наружной)
поверхности увеличивается на 0,1-0,4 мм в зависимости
от их размеров.
Пружины выполнены из стали 60С2А твердостью 40-
45 HRC3. Толщина пластины составляет 0,5-1,25 мм.
Сила зажима определяется по формуле
л КМ^.
0—f^. (4.70)
где R — радиус, по которому обрабатывается заготовка.
Мембранные патроны. Используются для точного цен-
трирования заготовок по наружной или внутренней по-
верхностям при шлифовании (рис. 4.75).
Рис. 4.74
Схема оправки с тарельчатыми
пружинами
Рис. 4.75
Схема мембранного патрона
Ч - 2330
130
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
Они состоят из круглой привертываемой к планшай-
бе станка пластины (мембраны) 1 и симметрично распо-
ложенных кулачков 2. Число кулачков — 6-12. Внутри
шпинделя проходит шток 3 пневмоцилиндра. Включая
пневматическое устройство, прогибают пластину и тем
самым раздвигают кулачки. При отходе штока назад пла-
стина, стремясь вернуться в исходное положение, сжима-
ет своими кулачками заготовку 4.
Материал мембраны — стали 65Г, ЗОХГС, У7А, твер-
дость 40-45 HRC3. Точность центрирования в данном па-
троне составляет 0,003-0,005 мм. Сила зажима определя-
ется по формуле
(4-71)
Q nfR ’
где п — число кулачков.
Силаф создает момент, изгибающий мембрану. При
достаточно большом количестве кулачков момент М мож-
но приближенно представить равномерно распределенным
по окружности радиуса R:
М=^~.
2tlR
(4.72)
Самоцентрирующие механизмы с гидропластмассой.
Если в замкнутую полость приспособления поместить ми-
неральное масло или пластическую массу (гидропластмас-
су) и воздействовать на них внешней силой, то возникает
гидростатическое давление, которое по закону Паскаля
равномерно передается на все стенки полости.
На рис. 4.76 упрощенно представлен самоцентрирую-
щий патрон с гидропластмассой.
В корпус 1 патрона запрессована тонкостенная втул-
ка 4. В полости, образованной выточками в корпусе и втул-
ке, помещена гидропластмасса 5. Под воздействием на-
жимного винта 2 и плунжера 3 давление массы сжимает
втулку 4, которая при этом центрирует и закрепляет об-
рабатываемую деталь 6.
Жидкие заполнители под высоким давлением (300 МПа
и более) легко проникают в зазоры подвижных сопряже-
ний и требуют надежных уплотнений. Поэтому получили
ГЛАВА 4. ПРОЕКТИРОВАНИЕ ЭЛЕМЕНТОВ ПРИСПОСОБЛЕНИЯ
131
применение гидропластмассы, удовлетворяющие двум ос-
новным требованиям:
• не просачиваться в зазоры сопряжений, где не преду-
смотрены специальные уплотняющие устройства;
• равномерно, без заметных потерь на трение передавать
давление на значительные расстояния.
Гидропластмасса включает в себя: смолу полихлорви-
ниловую; дибутилфталат (пластификатор); стеарат каль-
ция (стабилизатор); вакуумное масло. Как правило, гид-
ропластмассы работают в интервале температур от -20 до
+60° (в зависимости от марки) и плавятся при температу-
ре 120-140°С.
Заливают массу в расплавленном виде.
При проектировании патронов и оправок с гидропла-
стмассой рассчитываются (рис. 4.77):
• параметры упругих тонкостенных втулок;
• размеры нажимных винтов и плунжеров у приспособ-
лений с ручным приводом;
• размеры плунжеров, диаметр цилиндра и ход поршня
у приспособлений с механизированным приводом.
Последовательность расчета следующая.
1. Диаметр установочной поверхности центрирующей
втулки D определяется из чертежа детали.
2. Длина тонкостенной части втулки I = (l,0-l,3)Z6, где
1б — длина базового отверстия детали.
Рис. 4.76
Схема самоцентрирующего
патрона с гидропластмассой
Рис. 4.77
Схема самоцентрирующего
патрона с гидропластмассой
132
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
3. Допустимая упругая деформация втулки (увели-
чение или уменьшение диаметра) в ее средней части
Д1>доп = [о]Л/Е, где [а] — допускаемое напряжение, Е —
модуль упругости. При Д-Одоп > Smax механизм центрирует
и зажимает деталь, при Д£>доп = Smax механизм только цен-
трирует деталь, при АЛДОП < Smax механизм применять
нельзя, S,nax — максимальный зазор между установочной
поверхностью втулки и базовой поверхностью зажимае-
мой детали в свободном состоянии.
4. Базовые поверхности деталей обрабатывают обыч-
но по IT 7-9.
5. Толщина тонкостенной части втулки h = (0,01-
0,025)Л; диаметр изменяется в пределах D = 10-150 мм.
6. При I > 0,3D гидростатическое давление в полости
приспособления составляет
2&DEh
Р- D2 ’
при I < 0,3D
l,25&DEh
Р DI
7. Крутящий момент Мкр = l,4106ix/ft3.D, где i =
= ДДдоп ~ Smax — запас деформации, обеспечивающий на-
тяг при зажиме деталей; Smax = Л«ах - Л” ln, где D^ — мак-
симальный диаметр детали; Л“ In — минимальный диаметр
втулки.
8. Коэффициент, характеризующий длину контактной
зоны а = 1к/\ = 0,5-0,8, где 1к — длина контактной зоны,
т. е. участка упругой втулки, прилегающего к зажимае-
мой детали после деформации.
9. Сопряжение втулок с корпусом выполняется по по-
садкам с натягами по IT 7-8.
10. Материал втулок: при диаметре заготовки D < 40 мм
применяется сталь 40Х, 35-40 HRC3-, при диаметре заго-
товки D > 40 мм — сталь У7А, 33-36 HRC3.
11. Технические требования к конструкции очень же-
сткие: шероховатость сопрягаемых поверхностей Ra 0,8,
полости втулки под гидро пластмассу — Ra 3,2; разностен-
ность тонкостенной части не более ±(0,01—0,05) мм в за-
висимости от диаметра втулки Л; биение установочной
ГЛАВА 4. ПРОЕКТИРОВАНИЕ ЭЛЕМЕНТОВ ПРИСПОСОБЛЕНИЯ
133
поверхности относительно базовой поверхности приспо-
собления не более 0,01 мм.
12. Материал плунжеров: сталь 45, твердость 40—
45 HRC3.
13. Диаметр плунжера d = (l,2-l,8)x/Z).
4.11.
СИЛОВЫЕ ПРИВОДЫ ПРИСПОСОБЛЕНИЙ
Эта группа элементов предназначена для механизации
процессов закрепления и открепления заготовок (рис. 4.78).
К преимуществам ручных приводов относят просто-
ту в изготовлении и большую свободу места расположе-
ния. Недостатки ручных приводов: значительное время
Рис. 4.78
Классификация силовых приводов приспособлений
134
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
закрепления; нестабильность силы зажима и утомляе-
мость рабочего при частой смене изделий; ограниченная
сила зажима.
Выбор типа привода осуществляется на основе сравне-
ния преимуществ и недостатков, степени быстродействия,
сил зажима и др.
Наибольшее распространение получили механизиро-
ванные приводы.
4.11.1.
ПНЕВМАТИЧЕСКИЙ ПРИВОД
Этот привод используется вследствие относительной
простоты и невысокой себестоимости конструкции при на-
личии в цехе пневмосети. В качестве рабочей среды исполь-
зуется атмосферный воздух.
Достоинства привода:
• высокое быстродействие (скорость воздуха в магист-
ралях достигает 180 м/с, масла в трубопроводах гид-
равлического привода — 4 м/с);
• простота управления, надежность и стабильность в
работе;
• нечувствительность к изменению температуры окру-
жающей среды;
• использование отработанного воздуха для удаления
стружки с рабочих поверхностей приспособления;
• постоянство возможности регулировки усилия зажима;
• экологическая чистота привода.
Недостатки пневмопривода:
• большие габариты вследствие низкого давления (в це-
лях безопасности) воздуха в пневмосети (6,3 МПа, до-
пускается падение давления примерно до 4,0 МПа);
• низкий коэффициент полезного действия из-за утечек
воздуха;
• отсутствие плавности хода зажимных элементов вслед-
ствие высокой скорости воздуха в магистралях.
Пневмопривод состоит из пневмодвигателя, пневма-
тической аппаратуры и пневмосети, представляющей со-
бой трубы, рукава, каналы и соединения.
Пневмоприводы классифицируются:
ГЛАВА 4. ПРОЕКТИРОВАНИЕ ЭЛЕМЕНТОВ ПРИСПОСОБЛЕНИЯ
135
• по виду (принципу работы) — поршневые и мембран-
ные (диафрагменные);
• по схеме действия — односторонние и двусторонние;
• по методу компоновки — встроенные, прикрепляемые
и приставные;
• по виду установки на станке — стационарные и вра-
щающиеся.
У встроенных пневмодвигателей цилиндры растачива-
ются, а мембраны размещаются непосредственно в корпу-
се приспособления.
Исполнительные устройства прикрепляемых пневмо-
приводов монтируются на корпусе приспособления. Если
приспособление больше не применяется в производстве,
то пневмодвигатель отделяется от него и используется на
другом приспособлении.
Приставные пневмодвигатели полностью выделены в
самостоятельный агрегат и многократно используются в
компоновках с различными приспособлениями для меха-
низации закрепления заготовок в уже существующих руч-
ных приспособлениях.
В пневмодвигателях двустороннего действия рабочий
и холостой ход осуществляются сжатым воздухом, в ци-
линдрах одностороннего действия рабочий ход произво-
дится сжатым воздухом, а холостой — усилием пружины.
Пневмодвигатели двустороннего действия применя-
ются при наличии в приспособлении самотормозящих за-
жимных механизмов, требующих больших усилий на
штоке поршня не только во время работы, но и во время
холостого хода. Двигатели одностороннего действия ре-
комендуется применять в случаях, когда усилия при хо-
лостом ходе невелики. Эти двигатели не требуют уплотне-
ния штока, вдвое уменьшается расход воздуха на цикл
зажима. Недостаток их состоит в том, что при рабочем ходе
часть усилия затрачивается на сжатие пружины.
Конструкции пневмодвигателей. К стационарным
пневмодвигателям относятся стационарные пневмоци-
линдры и пневмокамеры с мембранами.
Стационарные пневмодвигатели — пневмоцилиндры
одностороннего и двустороннего действия.
136
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
Стандартные диаметры цилиндров составляют ряд
50; 60; 75; 100; 125; 150; 200; 250; 300 мм.
Конструкции пневмоцилиндров стандартизованы.
Пневмоцилиндры выпускаются без торможения (испол-
нение 1) и с торможением (исполнение 2). Для увеличе-
ния плавности хода штока в пневмоцилиндрах применя-
ются тормозные золотники (рис. 4.79).
В конце хода цилиндрический выступ 1 поршня вхо-
дит в выточку 2 в крышке и образуется узкий зазор меж-
ду поршнем и корпусом. Создается воздушная подушка,
воздух медленно выходит через этот зазор и скорость пе-
ремещения штока уменьшается.
По виду крепления цилиндры разделяются на ци-
линдры с креплением: на удлиненных стяжках; на лапах;
на переднем или заднем фланце; на проушине или цапфе.
Конец штока может иметь наружную или внутреннюю
(для диаметров цилиндров свыше 50 мм) резьбу с подво-
дом воздуха через отверстие с метрической или кониче-
ской резьбой.
Во избежание скопления конденсата (масла, воды, гря-
зи) рекомендуется при горизонтальном монтаже цилинд-
ров устанавливать их таким образом, чтобы отверстия в
крышках для присоединения трубопроводов находились
внизу.
Встроенные пневмоцилиндры целесообразно приме-
нять в специальных приспособлениях в массовом и круп-
носерийном производстве, а также в базовой части пере-
налаживаемых приспособлений в серийном и мелкосерий-
Схема тормозного золотника
ном производстве.
Стандартные пневмоци-
линдры двустороннего дейст-
вия с односторонним штоком
предназначены для привода
перемещений узлов различ-
ного производственного обо-
рудования, технологической
оснастки, устройств автома-
тизации и механизации,они
работают при температуре воз-
ГЛАВА 4. ПРОЕКТИРОВАНИЕ ЭЛЕМЕНТОВ ПРИСПОСОБЛЕНИЯ
137
духа -45.. .+60°С, скорость перемещения штока достигает
0,5 м/с.
По направлению действия усилия, развиваемого пнев-
моцилиндром, различают тянущий и толкающий режи-
мы работ.
Элементы конструкций и расчета пневмоцилиндров.
Основными и наиболее ответственными элементами кон-
струкции пневмоцилиндра являются уплотнения кольце-
вых зазоров в сопряжениях поршней с цилиндрами, што-
ков с отверстиями, а также уплотнения золотниковых пар.
Требования к уплотнениям: герметичность при всех рабо-
чих режимах; высокая износостойкость и минимальные
потери на трение; надежность работы при высоких и низ-
ких температурах и способность не разрушаться в резуль-
тате химического взаимодействия с уплотняемой средой;
удобство монтажа и демонтажа и отсутствие необходимо-
сти подтяжки и регулирования при эксплуатации; эконо-
мичность.
Износостойкость уплотнений обеспечивается смазкой
уплотняемых поверхностей.
В пневмоцилиндрах используются два типа уплотнений:
• манжеты (воротники) F-образного сечения из масло-
стойкой резины для уплотнения поршней и штоков.
При сборке манжеты устанавливаются с натягом, для
чего в расточке цилиндра предусматривается монтаж-
ная фаска для предохранения уплотнения от повреж-
дения. При поступлении в цилиндр воздуха высокое
давление, как клин, распирает лепестки манжеты и
автоматически уплотняет поступательные пары;
• кольца круглого сечения из маслостойкой резины для
уплотнения поршней, штоков и неподвижных соедине-
ний. Кольца закладываются в прямоугольные канавки,
проточенные на поршне, а кольца для штоков — в ка-
навки, расточенные в отверстии с небольшим натягом,
обеспечивающим предварительное уплотнение.
Поршни и штоки могут быть сборными и цельными.
Цельные поршни изготавливаются заодно со штоком
из среднеуглеродистой стали. Поршни сборные изготав-
ливают из чугуна или алюминиевых сплавов. Поскольку
138
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
поршни уплотняются и не несут поверхностей, по кото-
рым происходит трение скольжения, то к точности разме-
ров и формы поверхностей, а также к шероховатости по-
верхностей предъявляются невысокие требования: точ-
ность размеров IT 12-13, шероховатость поверхностей не
более Ra 1,25.
Штоки на одном конце имеют цапфу для присоедине-
ния поршня, выполненную с большой точностью (IT 7-9),
и резьбу для крепления поршня. На другом конце имеет-
ся конус с резьбой внутренней или наружной для присое-
динения штока к зажимному механизму приспособления.
Материал штоков — сталь 40Х ГОСТ 4543-71 с закал-
кой до твердости 45-55 HRC3 и хромированием; сталь 20Х
с цементацией на глубину h = 0,8-1,2 мм, закалкой до
твердости 30-45 HRC3 и хромированием; сталь 45 с закал-
кой до твердости 30-35 HRC3 и хромированием.
Цилиндры могут быть цельными или сборными.
Длина цилиндра выбирается такой, чтобы ход штока
был на 10... 20 мм больше требуемого перемещения зажим-
ных элементов.
Толщина стенок цилиндров: стальных — 4-8 мм, чугун-
ных — 10-18 мм, из алюминиевого сплава — 10-18 мм.
Зеркало цилиндра (гильза) при уплотнении F-образ-
ными манжетами обрабатывается по IT 11-12 (по диамет-
ру) и имеет шероховатость Ra 0,63-1,25.
При уплотнении кольцами круглого сечения диаметр
цилиндра должен соответствовать IT 6-9, шероховатость
при этом не менее Ra 0,16-0,32.
Материалы элементов пневмоцилиндров:
• цельные цилиндры — чугун СЧ 20 ГОСТ 1412-85; ста-
ли 45, 35 ГОСТ 1050-88 с закалкой и высоким отпус-
ком до твердости 28-32 HRC3 и хромированием;
• гильзы сборных цилиндров — стали 45,35 ГОСТ 1050-
88 с закалкой и высоким отпуском до твердости 28-
32 HRC3 и хромированием;
• крышки и фланцы — чугун СЧ 20 ГОСТ 1412-85;
сталь 35 ГОСТ 1050-88 с оксидированием.
Возможны три задачи, возникающие при выполнении
расчетов:
ГЛАВА 4. ПРОЕКТИРОВАНИЕ ЭЛЕМЕНТОВ ПРИСПОСОБЛЕНИЯ
139
• требуется определить усилие на штоке при заданном
диаметре цилиндра и давлении воздуха;
• требуется определить диаметр поршня при известном
усилии на штоке и давлении;
• требуется определить время срабатывания пневмоци-
линдра.
Усилие на штоке:
1) для цилиндров одностороннего действия:
ТУ = 0,785Л2рт)-Р; (4.73)
2) для цилиндров двустороннего действия:
• при давлении в бесштоковой полости —
W = 0,785Л2рт); (4.74)
• при давлении в штоковой полости —
W=0,785(Z>2-d2)pT); (4.75)
3) для сдвоенных цилиндров:
• при ходе в одну сторону —
W = 0,785(2Z>2-d2)pT); (4.76)
• при ходе в обратную сторону —
W = 0,785[(Л2 + d2) + (D2 - d2)] рц; (4.77)
• для цилиндров с рычагами-усилителями —
W=0,785Z>2piT); (4.78)
где D, d — диаметры цилиндра и штока; р — давле-
ние сжатого воздуха; Т) = 0,85-0,9 — коэффициент по-
лезного действия цилиндра; Р — сопротивление сжа-
той пружины в конце рабочего хода поршня (обычно
Р = (0,05-0,2)VK); i — передаточное отношение сил ры-
чажного механизма.
Диаметр цилиндра определяют исходя из формул
(4.73-4.78). Для простоты из формул исключают коэффи-
циент полезного действия, но зато найденную расчетом
потребную силу W на штоке увеличивают в 1,5 раза; диа-
метр цилиндра двустороннего действия находят по фор-
муле 1,517 = 0,785Л2рили
140
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
П = (4-79)
Обычно, как было отмечено, р = 4-6 кгс/см2, тогда
£> = 0,7ч/Й\
Найденный по формуле диаметр округляют до ближай-
шего размера нормального ряда, а затем проверяют дейст-
вительную силу на штоке.
Точный расчет времени срабатывания пневмоцилинд-
ра достаточно сложен. Анализ временных диаграмм рабо-
ты пневмоцилиндра показал, что:
• поршень начинает двигаться в тот момент, когда уси-
лие на штоке достигнет
I nd2 \„
W =Ц—jApj >FTP,
где Др! — разность давлений в полостях в начале хода
поршня; FTp — сила трения;
• в конце хода поршня усилие на штоке определяется не
полным магистральным давлением рм, а разностью
давлений в полостях, которая в 2-3 раза меньше рм.
Поэтому нельзя немедленно после окончания хода
поршня прикладывать технологическое усилие (силу
резания), так как изделие может быть вырвано из за-
жимного устройства;
• если требуется уменьшить время движения поршня,
то необходимо принять меры к быстрейшему стравли-
ванию воздуха из штоковой полости (например, уве-
личить диаметр трубопровода или вначале выпускать
воздух из штоковой полости, а затем впускать в пер-
вую).
Ориентировочно время срабатывания пневмоцилинд-
ра может определяться по формуле
V
— ^1 + ^2 + ^3 ~ ,
где tj — время выстоя поршня, т. е. время от начала от-
крытия впускного канала до начала движения поршня
(давление растет, но усилие на поршне не превышает силы
трения покоя); t2 — время движения поршня (в этом ин-
ГЛАВА 4. ПРОЕКТИРОВАНИЕ ЭЛЕМЕНТОВ ПРИСПОСОБЛЕНИЯ
141
тервале в зависимости от размеров цилиндра давление
может либо возрастать, либо падать); t3 — время после-
действия, т. е. время от момента окончания хода поршня
до полного выравнивания давления в бесштоковой полос-
ти цилиндра с магистральным; V— объем полости при
данной длине хода; VB = 17...25 м/с — скорость движения
воздуха в воздуховоде; S — сечение воздухопроводных
каналов.
Т„1У_
. _ V _ 4 LD2
SFB nd2K d2V„’ (4.80)
4 в
где d — диаметр воздухопровода; D — диаметр поршня;
L — длина хода поршня.
Элементы конструкций и расчеты мембранных пнев-
модвигателей. Мембранный пневмодвигатель, называемый
пневмокамерой, в качестве рабочего органа имеет упругую
растягивающуюся мембрану 4 между двумя крышками 1
и 2; к центру мембраны прикреплен шток 3 (рис. 4.80).
В пневмокамере одностороннего действия при подаче
воздуха в левую полость мембрана перемещается к пра-
вой крышке и перемещает шток вправо, сжимая пружи-
ну. При снятии давления в левой полости пружина воз-
вращает мембрану в исходное положение. Такие конст-
рукции применяются в тех
случаях, когда усилие при
обратном движении штока
невелико.
В том случае, если при
обратном ходе на шток дей-
ствуют значительные силы,
применяются пневмокаме-
ры двустороннего действия.
Здесь давление может под-
водиться к обеим полостям
пневмокамеры, а возврат
штока в исходное положе-
ние осуществляется возду-
хом при рабочем давлении.
Рис. 4.80
Схема пневмокамеры
142
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
В сравнении с поршневыми приводами мембранные
пневмодвигатели имеют ряд преимуществ:
• у камер одностороннего действия отсутствуют какие-
либо уплотнения, у двигателей двустороннего дейст-
вия требуются уплотнения только штока;
• компактность и небольшой вес, технологичность в из-
готовлении;
• мембраны долговечны (выдерживают до 600 000 вклю-
чений), тогда как манжеты цилиндров выходят из
строя примерно через 10 000 включений.
К числу основных недостатков пневмокамер относят не-
большой ход штока и непостоянство развиваемых усилий.
Во всех случаях, когда не требуется больших переме-
щений и сил на штоке, следует отдавать предпочтение мем-
бранным пневмодвигателям.
Стандартные диаметры Л пневмокамер составляют
ряд: 160; 200; 250; 320; 400 мм.
Толщина мембраны в зависимости от диаметра пнев-
мокамеры составляет t = 3-10 мм.
Диаметр опорной шайбы составляет: для резиноткане-
вых мембран d = 0,7.0, для резиновых d = D - 2t — (2—4) мм.
Самыми ответственными деталями пневмокамер явля-
ются мембраны, которые могут быть плоскими и тарель-
чатыми.
Материалы мембран — ткань прорезиненная, покры-
тая с двух сторон маслостойкой резиной, или резина с тка-
невой прокладкой маслостойкая.
Способы крепления опорных шайб:
• в пневмокамерах одностороннего действия, если шток
не располагается в рабочей полости, опорная шайба
свободно прилегает к мембране;
• если шток расположен в рабочей полости, то произво-
дится соединение опорной шайбы.
В пневмокамерах двустороннего действия мембрана
закрепляется между двумя опорными шайбами. Соедине-
ние опорных шайб со штоком может производиться свар-
кой, по посадке с натягом или гайкой.
Закрепление мембран в корпусе может производить-
ся двумя способами. При креплении резинотканевых
ГЛАВА 4. ПРОЕКТИРОВАНИЕ ЭЛЕМЕНТОВ ПРИСПОСОБЛЕНИЯ
143
мембран винты пропускаются непосредственно через
мембрану.
Расчет пневмокамер сводится к определению усилия
на штоке. Следует учитывать, что усилие на штоке изме-
няется по мере его движения, так как на определенном
участке перемещения начинает оказывать сопротивление
мембрана.
Длина хода штока зависит от материала мембран, диа-
метра и толщины мембраны и определяется по формуле
h = (0,18-0,45)2).
Усилие на штоке пневмокамер одностороннего дейст-
вия для тарельчатых и плоских мембран из прорезинен-
ной ткани в исходном положении штока
W~(2) + d)2p-P, (4.81)
1о
где р — давление воздуха; Р — усилие возвратной пру-
жины.
В положении после перемещения на расстояние 0,32)
для тарельчатых и 0,072) для плоских мембран
W=^^(2) + d)2p-P. (4.82)
АО
Для плоских резиновых мембран в исходном положении
W = ±d2p-P, (4.83)
в положении после перемещения на 0,222)
W = ^^d2p-P. (4.84)
Материалы пневмокамер: корпусы — чугун или алю-
миниевые сплавы, сталь 35 (иногда пластмасса); опорные
шайбы — сталь 35 с оксидированием. Материалы штоков
и их уплотнений те же, что и у поршневых двигателей.
Пневматическая аппаратура и пневмопанели исполь-
зуются для управления пневмоприводом:
• для пуска, реверсирования и включения пневмодви-
гателя используются распределительные краны, кла-
паны с ручным управлением и пневмораспределители
с автоматическим управлением;
• для регулирования давления в полостях цилиндра —
пневмоклапаны давления;
144
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
• для регулирования скорости движения поршня —
дроссели (регуляторы потока);
• для торможения поршня в конце хода — тормозные
золотниковые устройства;
• для последовательного включения двух пневмодвига-
телей одного приспособления — краны последователь-
ного включения;
• для предотвращения аварии в случае внезапного паде-
ния давления воздуха в сети — обратные клапаны и
реле давления;
• для очистки сжатого воздуха от влаги и механических
примесей — фильтры-влагоотделители;
• для насыщения сжатого воздуха маслом (масляным
туманом), смазывающим трущиеся детали пневмо-
двигателя, — маслораспылители (пневматические мас-
ленки);
• для подключения пневмопривода к цеховой пневмо-
сети или его отключения на время длительных пере-
рывов в работе — вентили (вводные краны) и др.
При автоматизации цикла работы приспособления или
станка на базе путевой пневмоавтоматики дополнительно
применяются:
• для автоматического управления воздухораспредели-
телями — трехходовые клапаны или пневматические
путевые выключатели;
• для образования пауз (задержек) в движениях, пре-
дусмотренных циклом, — пневмоклапаны выдержки
времени.
В зависимости от требований, предъявляемых к пнев-
моприводу, выбирается тот или иной комплект необходи-
мой пневмоаппаратуры, который формируется в пневмо-
панели (пневмомикросхемы).
Воздухопроводная арматура. Воздухоподводящие тру-
бопроводы могут быть жесткими (медные, латунные или
стальные трубки) и гибкими (резиновые или резинотка-
невые рукава). Кроме того, при монтаже используется раз-
личная соединительная арматура: штуцеры, ниппели, хо-
мутики для крепления рукавов на ниппелях, скобы для
крепления трубок к корпусу и т. п.
ГЛАВА 4. ПРОЕКТИРОВАНИЕ ЭЛЕМЕНТОВ ПРИСПОСОБЛЕНИЯ
145
Резинотканевые рукава вследствие громоздкости при-
меняют с вращающимися цилиндрами или с цилиндрами
передвижных приспособлений.
Латунные (ГОСТ 494-90) й медные (ГОСТ 617-90) тру-
бопроводы следует предпочитать стальным (ГОСТ 8732-
78 и ГОСТ 3262-75), так как последние быстро подверга-
ются коррозии.
При монтаже медных и латунных трубок необходимо
соблюдать следующие условия:
• трубки не должны мешать работе; их следует по воз-
можности располагать в полостях корпуса приспособ-
ления (или станка);
• радиус изгиба трубки должен быть не менее 2,5-3 ее
диаметров;
• для облегчения монтажа форма изгиба трубок должна
допускать возможность их небольшой упругой дефор-
мации;
• из всех вариантов монтажа следует выбирать тот, при
котором длина трубок получается минимальной, а схе-
ма — наиболее компактной.
Из формулы (4.79) находят сечение воздухопроводных
каналов
5 = -^ (4.85)
и диаметр воздухопровода круглого сечения
D2L
tv. •
(4.86)
4.11.2.
ГИДРАВЛИЧЕСКИЙ ПРИВОД
Данный подраздел изложен кратко, так как является
предметом изучения в соответствующей учебной дисцип-
лине.
Имеет ряд преимуществ по сравнению с другими типа-
ми приводов:
• высокие давления в системе позволяют применять ра-
бочие цилиндры небольшого диаметра (20, 30, 40, 50,
Ю 2330
146
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
60 мм), в результате чего конструкции гидравлических
приводов получаются компактными;
• рабочая среда — масло индустриальное, поэтому не
требуется дополнительная смазка;
• отсутствие неполадок, вызываемых конденсацией во-
дяных паров (ржавчина и засорение);
• практическая несжимаемость масла позволяет приме-
нять гидропривод не только для силовых механизмов,
но и для точных перемещений рабочих органов;
• возможность бесступенчатого регулирования усилия
зажима и скорости перемещения штока.
Недостатки гидропривода:
• утечки жидкости ухудшают характеристики работы
гидропривода;
• изменение свойств рабочей жидкости в зависимости
от температуры;
• высокая стоимость;
• необходимость более квалифицированного обслужи-
вания.
Гидроприводы обычно используются для зажима од-
ной крупной заготовки в нескольких точках или малень-
ких заготовок в многоместном приспособлении и по ис-
точнику энергии приводы делятся на пневмогидравличе-
ские, механогидравлические и гидравлические.
Эти приводы представляют собой независимую гидрав-
лическую установку (агрегат), состоящую из электродви-
гателя, насоса, резервуара для масла и аппаратуры управ-
ления и регулирования. Такой агрегат в зависимости от
его мощности может обслуживать один станок, группу из
2-5 станков и, наконец, целый участок (30—40) станков.
Гидроустановка развивает давление 50-80 кгс/см2 (5-
8 МПа) и питает рабочие гидроцилиндры, встраиваемые в
корпуса стационарных приспособлений или установлен-
ные на шпинделях станков. Простейшая схема гидравли-
ческого привода приспособления приведена на рис. 4.81.
В массовом производстве обычно применяются гидро-
установки, рассчитанные на обслуживание одного стан-
ка. В серийном производстве целесообразно применять
групповые установки.
ГЛАВА 4. ПРОЕКТИРОВАНИЕ ЭЛЕМЕНТОВ ПРИСПОСОБЛЕНИЯ
147
Гидропривод, как пра-
вило, компонуется из нор-
мальных и стандартных уз-
лов, что заметно снижает
первоначальные затраты на
его внедрение.
Обычно используется три
типа гидронасосов: шесте-
ренчатые, лопастные и экс-
центриковые поршневые.
Гидроцилиндры служат
для преобразования энергии
подводимой под давлением
жидкости в механическую
работу исполнительных ор-
ганов станка и приспособле-
ния. Цилиндры различаются
по номинальному давлению
Рис. 4.81
Типовая схема гидравлического
привода приспособления:
1 — электродвигатель; 2 — насос; 3 —
резервуар для масла; 4 — аппаратура
управления и регулирования; 5 — ап-
паратура предохранительная; 6 — гид-
роцнлиндр; 7 — трубопроводы.
масла, диаметрами поршня
и штока, ходом поршня и наибольшим рекомендуемым
расходом масла, конструкцией и исполнением.
В основном используются две группы конструкций
гидро цилиндров: цилиндры, встраиваемые в конструкцию
приспособления, и агрегатированные цилиндры, выпус-
каемые в двух исполнениях, — двустороннего и односто-
роннего действия с возвратной пружиной.
Предварительно сжатые пружины создают в гидросис-
теме противодавление 1-1,5 кгс/см2 (0,1-0,15 МПа).
Основные параметры гидроцилиндров должны соот-
ветствовать требованиям ГОСТ 6540-68. Диаметры стан-
дартных цилиндров составляют Л = 10-800 мм, ход порш-
ня L = 4-9500 мм, принятые расчетные номинальные дав-
ления р = 25-630 кгс/см2 (2,5-63 МПа).
Применяются стационарные стандартизованные гид-
роцилиндры: гидроцилиндры одностороннего действия со
сплошным штоком (ГОСТ 19897-83); гидроцилиндры од-
ностороннего действия с полым штоком (ГОСТ 19898-90).
Кроме стационарных применяются вращающиеся гидро-
цилиндры.
148
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
Аппаратура к гидроприводам делится на 2 типа:
• контрольно-регулирующая: предохранительные кла-
паны; обратные клапаны; редукционные клапаны (для
снижения давления); аккумуляторы; манометры;
• аппаратура управления: золотниковые распредели-
тельные устройства; распределительные краны.
Трубопроводы могут быть двух типов: стальные бес-
шовные трубы (ГОСТ 8734-75) и гибкие армированные
шланги.
Для гидронасоса рассчитываются:
• производительность:
V _SL_WL
гЦ1 tTh РЩ1 ’
(4-87)
где S — площадь цилиндра; L — ход поршня; W — уси-
лие на штоке; р — давление жидкости; t — время за-
жима заготовки; Т)х = 0,7-0,9 — объемный КПД, учи-
тывающий утечки масла в системе;
• требуемая мощность двигателя для привода насоса:
ът Р^произв WL
“ 75 1ООТ)2 “ 75 100tT)2 ’
(4.88)
гдет]2 = Т)1Т)мех — общий КПД насоса; т)мех — механиче-
ский КПД насоса.
Усилие на штоке гидроцилиндра определяется по фор-
мулам:
• для штоковой полости:
W = J(Z>2 -</2)рц; (4.89)
• для бесштоковой полости:
W = ^D2T)p, (4.90)
где D — диаметр поршня; d — диаметр штока; р — дав-
ление рабочей жидкости; т) — КПД гидроцилиндра;
Внутренний диаметр трубопровода определяется по
формуле
d. S* QnpOH3B
= 4,6 V ’ (4.91)
¥ 'ЖИЛК
ГЛАВА 4. ПРОЕКТИРОВАНИЕ ЭЛЕМЕНТОВ ПРИСПОСОБЛЕНИЯ
149
где Q — производительность (расход жидкости); ^жидк —
скорость перемещения жидкости в трубопроводе;
Ужидк = 1,5 м/с — для всасывающих трубопроводов;
Ужидк = 4,0 м/с — для нагнетающих.
4.11.3.
ПНЕВМОГИДРАВЛИЧЕСКИЙ ПРИВОД
Обладает преимуществами пневмо- и гидропривода:
возможностью создания высоких давлений, быстродейст-
вием, небольшими габаритами, относительно низкой стои-
мостью.
Этот привод состоит из преобразователя давления
(мультипликатора) с необходимой аппаратурой и подклю-
чаемых к нему рабочих гидроцилиндров, осуществляю-
щих зажим заготовок (рис. 4
По принципу работы
преобразователи делятся на
2 группы — прямого и после-
довательного действия.
На схеме контуром А вы-
делен преобразователь давле-
ния, состоящий из пневмо-
цилиндра низкого давления
и гидроцилиндра высокого
.82).
Рис. 4.82
Схема пневмогидравлического
привода прямого действия
давления; контуром В обведен рабочий гидроцилиндр, свя-
занный с преобразователем трубопроводом.
Данный привод прямого действия основан на преобра-
зовании низкого давления сжатого воздуха в высокое дав-
ление жидкости за счет разности диаметров Dx и d.
По закону Паскаля давление жидкости передается во
все стороны равномерно. Следовательно,
nd2 nD2. _ D2
4 Рв , Рж Рв ^2 •
Усилие на штоке привода:
(4.92)
гдерж — давление жидкости; рв — давление воздуха; Dx —
диаметр пневмоцилиндра; D — диаметр гидроцилиндра;
d— диаметр штока пневмоцилиндра; т] = т]от)мт)м — КПД
150
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
привода; Т]о = 0,95 — объемный КПД привода; т]м = 0,95 —
механический КПД преобразователя; Т)^ =0,9 — механи-
ческий КПД рабочего гидроцилиндра;
ц =0,95 0,95 0,9 = 0,8.
Ход штока пневмоцилиндра определяется из равенст-
ва перемещаемых объектов жидкости:
L 4 ~l 4 ’
отсюда!. = l(D/d)2, где!. —ход плунжера (штока); I —ход
штока рабочего гидроцилиндра.
Пневмогидравлический привод с преобразователем
последовательного действия представляет собой систему
из двух блоков, каждый из которых состоит из пневмати-
ческого и гидравлического цилиндров и работает по сле-
дующему замкнутому циклу:
• срабатывает блок низкого давления, осуществляющий
через рабочие гидроцилиндры подвод прихватов (или
плунжеров) к поверхности заготовки и предваритель-
ный ее зажим;
• срабатывает блок высокого давления, осуществляю-
щий окончательный зажим заготовок;
• блок высокого давления переключается на разжим, а
в это время под действием пружин или сжатого возду-
ха поршни рабочих гидроцилиндров, а вместе с ними
и масло возвращаются в исходное положение.
В отличие от преобразователей прямого действия пре-
образователи последовательного действия обеспечивают
экономию сжатого воздуха на 90-95% от объема, расхо-
дуемого обычными пневмоприводами той же мощности.
Схема действия такого привода показана на рис. 4.83.
4.11.4.
МЕХАНОГИДРАВЛИЧЕСКИЙ ПРИВОД
Эти приводы целесообразно применять в условиях мел-
косерийного и опытного производства, а также в случаях,
когда на заводе отсутствует компрессорная установка, или
когда применение пневмогидравлического привода сопря-
жено с известными трудностями (рис. 4.84).
ГЛАВА 4. ПРОЕКТИРОВАНИЕ ЭЛЕМЕНТОВ ПРИСПОСОБЛЕНИЯ
151
Рис. 4.83
Схема действия пневмогидравлического привода
последовательного действия (с насосом подкачки)
Винт 2 вращается рукояткой с плечом L, при этом
плунжер перемещается влево и вытесняет жидкость под
поршень D, шток которого осуществляет зажим.
о- WL D2 р
'•eptgOl' + qJnp) d2
(4.93)
где W — усилие на исходном звене (рукоятка); L — плечо
приложения силы; гср — средний радиус резьбы; \|/ — угол
подъема резьбы; <рпр — приведенный угол трения; D — диа-
метр поршня гидроцилиндра; d — диаметр плунжера; т] —
коэффициент, учитывающий потери в уплотнениях; Р —
сопротивление возвратной пружины.
4.11.5.
ЭЛЕКТРОМЕХАНИЧЕСКИЙ
ПРИВОД
Данный привод находит
применение в станках токар-
но-револьверной группы, аг-
регатных станках и автомати-
ческих линиях.
Достоинства привода: зна-
чительные зажимные усилия,
быстродействие, возможность
Рис. 4.84
Схема механогидравлического
привода
152
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
гайки
Рис. 4.85
Схема электромеханического привода
автоматизации управления, стабильность зажимных
усилий.
Привод обязательно имеет самотормозящую переда-
чу — это его главная особенность. Структурная схема
привода включает источник питания, коммутирующее
устройство для включения и отключения электродви-
гателя, электродвигатель, приводной механизм (редук-
тор) и зажимной механизм с самотормозящей переда-
чей (рис. 4.85).
Усилие зажима определяют по формуле
= м„у = п620_"*-------- (4 94)
^cptg(V + фпр) nrcptg(y + <pnp) ' -а >
где N — мощность электродвигателя; п — число оборо-
тов вала электродвигателя; гср — средний радиус резь-
бы; у — угол подъема резьбы; <рпр — угол трения в резьбе;
i — передаточное отношение редуктора; т] — КПД ре-
дуктора.
4.11.6.
ВАКУУМНЫЙ ПРИВОД
Обеспечивает прижим заготовки к опорной плоскости
корпуса силой атмосферного давления за счет создания
полости с разряженным воздухом с одной из ее сторон.
В этом случае заготовка не деформируется под действием
приложенных сил зажима. Поэтому такие приспособле-
ГЛАВА 4. ПРОЕКТИРОВАНИЕ ЭЛЕМЕНТОВ ПРИСПОСОБЛЕНИЯ
153
ния особенно удобны при закреплении тонких плоских
деталей из немагнитных материалов.
Сила зажима достигает при этом сотен килограммов,
поэтому данный привод применяется на чистовых и отде-
лочных операциях.
Принципиальная схема установки для создания вакуу-
ма показана на рис. 4.86.
Бак-ресивер 5 — сосуд для скапливания газа, посту-
пающего в него и расходуемого через трубы меньшей пло-
щади сечения. Он служит для мгновенного зажима дета-
ли при включении вакуумного приспособления 8 с помо-
щью крана 7. Кран 3 отсекает насос от бака-ресивера в то
время, когда насос не работает, во избежание засасыва-
ния вакуумного масла в ресивер.
В вакуумном приспособлении заготовка 1 устанавлива-
ется на приспособление 2, из полости 3 которого удаляется
воздух (рис. 4.87). Заготовка к корпусу приспособления
прижимается атмосферным давлением. Герметичность сис-
темы обеспечивается уплотне-
нием из круглого или прямо-
угольного резинового шнура 4.
Открепление заготовки осуще-
ствляется сообщением полос-
ти 3 с окружающей средой.
Для равномерного много-
точечного прижима на уста-
новочной плоскости плиты
выполняют большое количе-
ство мелких близко располо-
женных отверстий (рис. 4.88).
В этом случае закрепление
производится без уплотнения
и отсутствует выпучивание и
коробление заготовки.
Сила зажима в вакуумном
приспособлении определяет-
ся по формуле
Q = (Pa-p0W-Pyn, (4.95)
Рис. 4.86
Схема вакуумного привода:
1 — электродвигатель; 2 — вакуум-
ный насос; 3, 7 — управляющие ор-
ганы; 4 — стрелочный вакуумметр;
5 — бак-ресивер; 6 — очиститель;
8 — вакуумное приспособление.
Рис. 4.87
Схема вакуумного
приспособления
с уплотнением
154
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
SSS|S|S|8|S|8|8|!?
2
Рис. 4.88
Схема вакуумного приспособления
без уплотнения:
1 — заготовка; 2 — корпус приспособ-
ления.
где ра — атмосферное давление; ро — остаточное давление
в камере после разрежения; F — площадь, ограниченная
внутренним контуром резиновой прокладки; Руп — упру-
гая сила сжатой прокладки; (ра ~ро)=рИ— избыточное
давление.
Обычно избыточное давление составляет не более
0,1-0,15 кгс/см1 2 (0,01-0,015 МПа). Более глубокий ваку-
ум незначительно увеличивает силу прижима.
Базовая поверхность заготовок может быть обработан-
ной или черновой. Рабочая поверхность корпуса приспо-
собления должна иметь шероховатость не более Ra 0,8.
Отклонение от прямолинейности этой поверхности — не
более 0,02 мм на длине 300 мм.
4.11.7.
МАГНИТНЫЕ ПРИВОДЫ
Обладают рядом достоинств по сравнению с другими
быстродействующими приводами:
• равномерное распределение силы притяжения по всей
опорной поверхности деталей вместо приложения со-
средоточенных нагрузок;
• удобный и технически простой подвод энергии или
полная автономность в действии (в случае применения
постоянных магнитов);
• большее рабочее пространство и широкий доступ к об-
рабатываемым поверхностям;
• высокая жесткость приспособления, обеспечивающая
точную обработку;
• удобство управления;
• отсутствие сложных дополнительных устройств для
обеспечения работы магнитных приспособлений.
ГЛАВА 4. ПРОЕКТИРОВАНИЕ ЭЛЕМЕНТОВ ПРИСПОСОБЛЕНИЯ
155
Недостатки магнитных приводов: небольшие усилия
зажима; закрепление деталей только из магнитных мате-
риалов; возможность намагничивания деталей; возмож-
ность отказа для электромагнитного привода.
Принцип действия привода основан на том, что маг-
нитный поток от электро- или постоянного магнита замы-
кается через заготовку и создает силу, прижимающую за-
готовку.
Привод применяется для закрепления деталей с боль-
шой магнитной проницаемостью: незакаленной стали,
чугуна (хуже), закаленной быстрорежущей и легирован-
ной стали.
Главным условием применения привода является на-
личие больших гладких поверхностей на заготовках (с ми-
нимальной шероховатостью), так как с увеличением зазо-
ров сила зажима снижается.
Электромагнитный привод выполняется в виде плит
и планшайб, питание которых производится постоянным
током. Отличается простотой конструкции, удобством
управления и невысокой стоимостью. Электромагнитное
поле может намагнитить режущий инструмент, что при-
ведет к снижению эффективности процесса резания. По-
этому область применения электромагнитного привода —
плоскошлифовальные станки, где инструментом служит
абразивный круг.
В приспособлении к основанию 1 прикреплен корпус 2
с окнами, в которые вставлены плоские сердечники 3
(рис. 4.89). Между корпусом и сердечником устанавлива-
ются немагнитные прокладки 4. На каждом сердечнике
смонтирована электромаг-
нитная катушка 5.
Используется две схемы
подключения катушек:
• начала всех обмоток при-
соединяются к положи-
тельному полюсу (+), а
концы — к отрицатель-
ному полюсу (-). Когда
устанавливается деталь,
Рис. 4.89
Схема действия
электромагнитного привода
156
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
разноименные полюса замыкаются. Поток, проходя-
щий через опорную поверхность детали, сопровожда-
ется появлением магнитных сил, которые удержива-
ют заготовку (как на рис. 4.89). В этом случае корпус
приспособления является магнитопроводом и изготав-
ливается из стали;
• начало 1-й катушки (+), конец (-), начало 2-й катуш-
ки (-), конец (+) и т. д.; сердечники получают чередую-
щуюся полярность. В этом случае корпус не является
магнитопроводом и может быть изготовлен из любого
материала. Однако размер детали должен быть не мень-
ше расстояния между соседними сердечниками.
Исходные данные для расчета: размер и конфигура-
ция заготовки в плане; толщина заготовки; материал за-
готовки; силы резания.
Расчет электромагнитной плиты ведется в следующей
последовательности.
1. Определяется сила зажима
Q = -^=-,
гдеРрез — сила резания, сдвигающая деталь; f — коэффи-
циент трения; k — коэффициент запаса.
2. Число пар полюсов определяется исходя из разме-
ров и конструкции детали:
2п = -^-, (4.96)
где Zmax — наибольшая длина детали; t = 35-50 мм — шаг
полюсов.
3. Определяется удерживающая сила на одну пару по-
люсов:
Q' = £. (4.97)
4. Рассчитывается площадь поперечного сечения элек-
тромагнита:
Р' = 2,5 106-^-, (4.98)
где В — магнитная индукция материала сердечника, Тл:
ГЛАВА 4. ПРОЕКТИРОВАНИЕ ЭЛЕМЕНТОВ ПРИСПОСОБЛЕНИЯ
157
5. Определяется общее сопротивление магнитопровода:
<4Л00>
гдеХ/, — длина магнитопровода; Ц, — магнитная прони-
цаемость каждого участка магнитопровода; — попереч-
ное сечение каждого участка магнитопровода; ц = B/(PqH);
Н — напряженность магнитного поля.
6. Рассчитывается общий магнитный поток:
Ф = 0,7ВД'. (4.101)
7. Количество ампер-витков обмотки электромагнита
составит
фр
<4Л02»
где I — ток в обмотке; <п — количество витков в обмотке.
8. Диаметр обмотки определяется по формуле
‘,“Ж’ <4лоз)
где q = (3-5) А/мм2 — допустимая плотность тока.
Кроме того, сила зажима может быть рассчитана по
формуле
сЬ2
Q = 4,06-^- или Q = 4,06B2S,
О
где Ф — величина магнитного потока, пересекающего
опорную поверхность детали, Вб; S — площадь, на кото-
рую поток распространяется, см2; В = Ф/S — магнитная
индукция, Тл.
Существует три класса точности плит: П — повышен-
ной точности; В — высокой точности; А — особо высокой
точности.
Материал сердечников электромагнитов — сталь 10,
основные детали выполняются из стали 10 или 15 и чугу-
на СЧ 15.
Отклонения от плоскостности и параллельности пло-
ских поверхностей — не более 0,02 мм на длине 300 мм.
Шероховатость рабочей поверхности плиты Ra 0,8-0,2.
Номинальное напряжение постоянного тока 17 = 36,
110,220 В.
158
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
S)
Рис. 4.90
Схема действия магнитной
плиты
Детали, обработанные
на электромагнитных пли-
тах (патронах), приобрета-
ют остаточные магнитные
свойства. При их работе в
сборочной единице они мо-
гут притягивать продукты
износа. Размагничивание
деталей производится в пе-
ременном магнитном поле
(/ = 50 Гц), плотность кото-
рого уменьшается от мак-
симума до нуля.
Привод с постоянными
магнитами автономен в дей-
ствии, так как, будучи од-
нажды намагниченным, сохраняет свою работоспособность
в течение длительного времени.
В приводе магнитный блок разделен на две самостоя-
тельные части: неподвижный блок 2 и подвижный блок 3
(перемещается в направлении стрелки) (рис. 4.90).
При включении приспособления подвижный блок за-
нимает место, при котором под полюсами верхнего блока
располагаются полюса нижнего блока одинаковой с ним
полярности (два магнитных потока).
Для отключения приспособления подвижный блок
перемещается в положение, при котором полюса верхне-
го и нижнего блока имеют противоположную полярность.
Магнитный поток от полюса магнита верхнего блока бу-
дет проходить к противоположному полюсу нижнего бло-
ка. Таким образом, магниты нижнего блока как бы ней-
трализуют действия магнитов верхнего блока.
Основные размеры прямоугольных магнитных плит
принимаются по ГОСТ 16528-87.
Кроме плит применяются магнитные патроны, служа-
щие для закрепления заготовок из магнитных материа-
лов типа дисков, колец и т. п., а с помощью центрирую-
щих элементов возможна установка заготовок более слож-
ной конфигурации (также при чистовых режимах).
ГЛАВА 4. ПРОЕКТИРОВАНИЕ ЭЛЕМЕНТОВ ПРИСПОСОБЛЕНИЯ
159
Удерживающая сила плит и патронов — до 15 кгс/см2
(1,5 МПа).
Шероховатость рабочей поверхности плит и патро-
нов принимается в зависимости от точности на уровне
Ra 1,6-0,2.
Лучший материал для постоянных магнитов — сталь
с высоким содержанием С, В, Со, X (магнитные свойства
сохраняются не менее двух лет). Кроме того, применяют
магниты из бариевых сплавов (Fe2O3 + ВаСО3), получае-
мые методом порошковой металлургии.
4.12.
КОРПУСЫ ПРИСПОСОБЛЕНИЙ
Корпус является основой приспособления и несет на себе
установочные, направляющие, делительные элементы, за-
жимные устройства, а также вспомогательные детали и ме-
ханизмы. Корпус воспринимает силы, возникающие при
зажиме детали, в процессе ее механической обработки и
при закреплении приспособления на станке. Поэтому кор-
пус должен обладать следующими свойствами:
• иметь достаточную жесткость и прочность при мини-
мально возможном весе;
• иметь конструкцию, удобную для очистки приспособ-
ления от стружки и отвода СОЖ;
• обеспечивать возможность быстрой и удобной установ-
ки и съема заготовки;
• обеспечивать установку и закрепление приспособления
на станке без выверки;
• должен быть прост в изготовлении;
• обеспечивать безопасность работы (недопустимы ост-
рые углы и малые просветы между рукоятками и кор-
пусом, могущие повлечь за собой защемление рук ра-
бочего).
Корпусы бывают следующих типов:
• литые, позволяющие получать корпусы сложной кон-
фигурации. Достоинства — большая прочность, жест-
кость и виброустойчивость. Недостаток — длительные
сроки изготовления (так как необходимо делать моде-
ли, стержневые ящики, а также производить старение);
160
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
• сварные из листового материала, также позволяющие
получать корпусы сложной конфигурации. Сроки и
стоимость изготовления таких корпусов, их вес зна-
чительно ниже, чем у литых. Недостаток — коробле-
ние при сварке, поэтому необходимо применять тер-
мообработку — отжиг при температуре не менее 880°С
и обработку (очистку) дробью;
• кованые, имеющие простую конфигурацию и неболь-
шие размеры. Преимущества — высокая жесткость,
прочность, виброустойчивость;
• сварно-литые — отливаются отдельные части, потом
свариваются. Преимущества — высокая прочность и
жесткость. Недостаток — большая сложность и тру-
доемкость изготовления;
• сборные, получаемые из отдельных нормализованных
или стандартизованных деталей, скрепленных вин-
тами. Достоинства — простота и низкая стоимость,
возможность унификации и агрегатирования. Недос-
таток —возрастание объема механической обработки
и снижение жесткости вследствие большого числа
стыков.
Материалы стандартных элементов корпусов:
• плит — Ст. 3 по ГОСТ 380-94. Остальные элементы кор-
пусов изготавливаются из серого чугуна СЧ 20, ста-
ли 35Л; точность изготовления — IT 14. Отклонения
от параллельности и перпендикулярности поверхно-
стей корпусов, как правило, не более 0,025 мм на дли-
не 160 мм;
• остальные корпусы изготавливаются из серого чугуна
СЧ 20, СЧ 30 поГОСТ 1412-85; сталей 35Л, Ст. 3, а так-
же алюминиевых и магниевых сплавов.
Корпусы небольших специальных приспособлений для
средних и легких работ выполняют из эпоксидных смол с
различными наполнителями (стекловолокно, железный
порошок). Усадка смол невелика (0,05-0,1%) и корпусы
из нее прочны, износостойки, легки и виброустойчивы.
Опорные элементы корпусов, предусмотренные для
установки на стол станка и для обеспечения должной
устойчивости и правильного расположения приспособле-
ГЛАВА 4. ПРОЕКТИРОВАНИЕ ЭЛЕМЕНТОВ ПРИСПОСОБЛЕНИЯ
161
ния относительно рабочей поверхности стола, должны
шлифоваться совместно (ножки и платики).
На всех позициях обработки заготовки центр тяжести
приспособления должен находиться внутри контура, обо-
рудованного опорными элементами корпуса.
Для ориентирования фрезерных, строгальных и дру-
гих приспособлений относительно стола применяются
шпонки и штыри, входящие в Т-образные пазы стола.
Материал шпонок: сталь 40Х — ГОСТ 4543-71, сталь 45 —
ГОСТ 1050-88, 40-45 HRC3.
Шпонки могут быть призматическими привертными
(ГОСТ 14737-69), ступенчатыми (ГОСТ 14738-69, рис. 4.91)
и круглыми (ГОСТ 14739-69, рис. 4.92).
Рис. 4.91
Ступенчатая шпонка
Рис. 4.92
Круглая шпонка
Рис. 4.93
Базирование корпуса приспособления
на прямоугольном столе станка
II - 2П0
162
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
на круглом столе станка
Для уменьшения влияния гарантированных зазоров
на перекосы приспособления расстояние между шпонка-
ми следует назначать возможно большим.
Пример установки корпуса с привертной шпонкой
(опорные точки 4, 5 — направляющая база) показан на
рис. 4.93.
Установочные штыри изготавливаются поГОСТ 12213-
66, материал — сталь У8А, 55-60 НЛСЭ(рис. 4.94).
Для закрепления корпусов приспособлений на столе
станка в них предусматриваются отверстия или проуши-
ны под болты.
4.13.
ДЕЛИТЕЛЬНЫЕ УСТРОЙСТВА
(ФИКСАТОРЫ)
Фиксаторы являются наиболее ответственными в де-
лительных приспособлениях, от которых зависит точность
деления при позиционной обработке.
Фиксаторы обычно представляют собой стержни раз-
личной формы, которые монтируются на корпусе приспо-
собления. В процессе обработки стержень заводится в одно
из отверстий, предусмотренных в подвижной (поворотной)
ГЛАВА 4. ПРОЕКТИРОВАНИЕ ЭЛЕМЕНТОВ ПРИСПОСОБЛЕНИЯ
163
части, и жестко фиксирует ее относительно корпуса.
Управление фиксаторами осуществляется вручную или
автоматически. Кроме простых фиксаторов используют-
ся относительно сложные делительные механизмы типа
делительных головок с механизмами мальтийского кре-
ста, с использованием храповых механизмов и др. Они
имеют механический, пневматический или гидравличе-
ский привод.
Фиксаторы выполняются с цилиндрической (рис. 4.95),
призматической и конической рабочей частью.
Фиксатор 3 продольно подвижен в направляющей
втулке 2, установленной в неподвижном корпусе приспо-
собления, и под действием пружины заскакивает в фик-
сирующие втулки!, размещенные в поворотной части.
Суммарная погрешность шага делительного устройства,
переносимая на обработанные детали:
DS = S1 + S2 + 81+A, (4.104)
где Si и S2 — зазоры в сопряжениях; 81 — допуск на рас-
стояние между осями двух соседних фиксирующих вту-
лок; А — возможный эксцентриситет втулок.
Сопряжение фиксаторов (ГОСТ 13160-67, ГОСТ 13162-
67) с направляющими и фик-
сирующими втулками выпол-
няется по посадке Н7/qf> при
8j < 0,03 мм; в точных при-
способлениях — по H6/h5 и
8Х < 0,02 мм; в особо точных
приспособлениях 8Х < 0,015;
Sj и S2 < 0,01 мм.
Для уменьшения влияния
зазоров и повышения точности
применяют фиксаторы с кони-
ческой или призматической
рабочей частью (рис. 4.96).
Для этих фиксаторов
DS = S2 + 8!+A. (4.105)
частью
Рис. 4.95
Схема фиксатора
с цилиндрической рабочей
164
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
Рис. 4.96
Схемы фиксаторов с призматической и конической
рабочими частями
При этом следует иметь в виду, что при малейшем за-
грязнении фиксирующего гнезда механизм не обеспечи-
вает необходимой точности деления.
Фиксаторы изготавливаются из стали 45 ГОСТ 1050-
88 и закаливаются до твердости 40-45 HRC3 или стали 20Х
с цементацией и закалкой до твердости 55-60 HRC3.
Для повышения жесткости и долговечности фиксато-
ров после поворота производится зажим подвижной час-
ти с помощью специальных устройств. Устройства имеют
ту же конструкцию, что и для зажима самоустанавливаю-
щихся и подводимых опор.
Кроме ручных, применяются фиксаторы, действую-
щие от механических, пневмо- и гидроприводов.
4.14.
ЭЛЕМЕНТЫ ДЛЯ НАПРАВЛЕНИЯ И КОНТРОЛЯ
ПОЛОЖЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА
К ним относятся кондукторные втулки, кондукторные
плиты, копиры и установы.
4.14.1.
КОНДУКТОРНЫЕ ВТУЛКИ
Служат для направления режущего инструмента при
обработке отверстий на сверлильных и расточных стан-
ках (ГОСТ 18435-73).
Применяются неподвижные и вращающиеся втулки.
Неподвижные кондукторные втулки могут быть посто-
янными, сменными и быстросменными.
ГЛАВА 4. ПРОЕКТИРОВАНИЕ ЭЛЕМЕНТОВ ПРИСПОСОБЛЕНИЯ
165
Постоянные втулки выполняются без буртика (тип 1
по ГОСТ 18429-73) и с буртиком (тип 2 ГОСТ 18430-73) и
применяются при обработке неточных отверстий одним
инструментом (сверлом, зенкером) в условиях мелко-
серийного производства.
Посадка втулки в плиту — НЧ/hG, в технически обос-
( НЧ НЧ )
нованных случаях —НЧ / рбл^— или —или/77/гб.
рб го )
Сменные втулки применяются при обработке отверстия
одним инструментом в условиях крупносерийного и массо-
вого производства, когда они сравнительно быстро изнаши-
ваются и необходима их быстрая замена. Они устанавлива-
ются в промежуточных втулках (ГОСТ 18433-73) по посад-
ке Н4/q&. От проворачивания и подъема при обработке (под
воздействием сходящей стружки) сменные втулки без бур-
тика (ГОСТ 15362-73) крепятся стопорными винтами, а
втулки с буртиком (ГОСТ 18431-73) — головкой винта.
Быстросменные втулки (ГОСТ 18432-73) используют-
ся в случаях, когда точное отверстие получается путем
последовательного применения нескольких инструментов,
для каждого из которых требуется своя втулка (например,
сверло, зенкер, развертка). Они устанавливаются в проме-
жуточных втулках по посадке НЧ/qG или HG/q5. На бур-
тике имеется площадка под головку винта и выточка.
При замене втулку поворачивают так, чтобы под голов-
кой винта оказалась выточка; после этого ее свободно
вынимают и заменяют другой. В такой конструкции не
требуется вращать винт при смене втулки.
Промежуточные втулки (ГОСТ 18433-73) служат для
установки сменных или быстросменных втулок в приспо-
собление. Они монтируются в корпусах или кондуктор-
ных плитах по посадке НЧ/hfi.
Направляющие втулки под расточной инструмент за-
прессовываются в различных кондукторах и служат для
направления сверл и скалок с резцами; сопряжение скалок
с втулками выполняется по посадкеН7/д6 или HG/q5.
Применение кондукторных втулок упраздняет опе-
рацию разметки, уменьшает увод сверла и разбивку
166
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
обрабатываемых отверстий, точность которых заметно
увеличивается по сравнению с обработкой без кондукто-
ров.
Сопряжения мерного режущего инструмента с кондук-
торными втулками осуществляется в системе вала по по-
садкам F7/Л6, G6/A5 или G7/Л5.
Ориентировочно количество сверлений через кондук-
торную втулку —10 000-15 000.
Расстояние от нижнего торца кондукторной втулки
до детали составляет (0,3—1,0) от внутреннего диаметра
втулки.
Материалы втулок: сталь 9ХС ГОСТ 5950-2000 при
диаметре сверления до 9 мм; сталь У10 ГОСТ 1435-99 при
диаметре сверления от 9 до 27 мм; сталь 20Х с цементаци-
ей и закалкой при диаметре сверления более 27 мм.
Допуск на межцентровое расстояние втулок составля-
ет 1/2-1/3 от допуска на межцентровое расстояние отвер-
стий (обычно ±0,1...±0,02 мм).
Кроме стандартных применяются специальные конст-
рукции кондукторных втулок (для обработки отверстий в
уступе или углублении, на криволинейных поверхностях,
для сверления близкорасположенных отверстий и др.).
Вращающиеся кондукторные втулки. При растачива-
нии отверстий с передним направлением расточной скал-
ки рекомендуется на скалку надевать стальную закален-
ную втулку 2, которая не вращается в направляющей втул-
ке 1 кондуктора (рис. 4.97). Это исключает возможность
попадания мелкой стружки в зазор между вращающейся
скалкой и отверстием втулки. Для отвода стружки на на-
правляющей втулке 1 предусматривается конический уча-
сток К.
Рис. 4.97
Схема вращающейся
кондукторной втулки
Конструкции вращаю-
щихся кондукторных вту-
лок — по машиностроитель-
ной нормали МН 358-60.
Материал втулок 1 и 2 —
сталь ХВГ ГОСТ 5950-73, за-
каленная до твердости 62-
65 HRCa.
ГЛАВА 4. ПРОЕКТИРОВАНИЕ ЭЛЕМЕНТОВ ПРИСПОСОБЛЕНИЯ
167
4.14.2.
КОНДУКТОРНЫЕ ПЛИТЫ
В зависимости от связи с корпусом кондуктора плиты
могут быть жесткими, откидными, съемными, подвесны-
ми, подъемными.
Жесткие плиты отливают за одно целое с корпусом или
прикрепляют к нему сваркой, а чаще при помощи винтов;
в последнем случае для точной фиксации плиты при сбор-
ке предусматриваются контрольные штифты.
Откидные или шарнирные плиты позволяют откры-
вать кондуктор для установки и снятия деталей.
Съемные или накладные плиты используются для об-
работки систем отверстий в крупных деталях на радиаль-
но-сверлильных станках. Они накладываются непосред-
ственно на деталь и после необходимой ориентировки при-
крепляются к ней.
Подвесные плиты применяют при сверлении многошпин-
дельными головками. Плита вместе с головкой подвешива-
ются на шпиндель станка и направляющими колонками свя-
зываются с корпусом приспособления. Над плитой распола-
гаются пружины, которые в момент ее контакта с деталью
начинают сжиматься и плитой закрепляют деталь.
Подъемные плиты устанавливаются на уступах коло-
нок скальчатых кондукторов и с помощью рукоятки или
пневмопривода и реечной передачи поднимаются и опус-
каются, осуществляя одновременно и зажим детали.
Материал плит — чугун, реже сталь. Толщина плит
зависит от высоты кондукторных втулок (в пределах 15-
30 мм). Для высоких втулок на плитах предусматривают-
ся бобышки.
4.14.3.
УСТАНОВЫ
Применяются для установки (наладки) положения сто-
ла станка вместе с приспособлением относительно режу-
щего инструмента.
Установы выполняются в виде различных по форме пла-
стин, призм и угольников, прикрепленных на корпусе при-
способлений. Между инструментом и рабочей поверхностью
168
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
установи в процессе наладки вводится стальной закален-
ный щуп. Непосредственное соприкосновение фрезы с
установом во избежание их повреждения не допускается.
Чаще всего установы применяются при обработке на
фрезерных станках, настроенных на автоматическое по-
лучение размеров.
Различают высотные и угловые установы.
Высотные служат для правильного расположения де-
тали относительно фрезы по высоте; угловые — и по вы-
соте, и в боковом направлении.
Конструкции установов и их расположение на корпу-
сах приспособлений должны обеспечивать возможность
быстрой и точной ориентации обрабатываемой детали от-
носительно фрезы.
Высотные круглые установы выполняются по ГОСТ
13443-89; высотные прямоугольные установы — по ГОСТ
13444-83; угловые установы — поГОСТ 13445-76.
Торцевые угловые установы изготавливаются из стали
У 7А ГОСТ 1435-74 с закалкой до 55—60 HRC3 или стали 20Х
ГОСТ 4543-71 с цементацией и закалкой до 55-60 HRC3.
Плоские щупы изготавливаются по ГОСТ 8925-68,
стандартная толщина — 1,3,5 мм. Цилиндрические щупы
изготавливаются по ГОСТ 8926-68, стандартные диамет-
ры — 3 и 5 мм.
Материал щупов— сталь У7А ГОСТ 1435-74, 55-
60 HRC3.
4.14.4.
КОПИРЫ
Для обработки фасонных и сложно профилированных
поверхностей применяют приспособления, снабженные
копирами. Роль копиров — направлять режущий инстру-
мент относительно заготовки для получения заданной тра-
ектории их относительного движения. Обработку с копи-
рами производят на фрезерных, токарных, строгальных,
шлифовальных и других станках.
Наиболее общим случаем обработки по копиру явля-
ется фрезерование замкнутого контура методом круговой
подачи (рис. 4.98).
ГЛАВА 4. ПРОЕКТИРОВАНИЕ ЭЛЕМЕНТОВ ПРИСПОСОБЛЕНИЯ
169
Схема фрезерования по копиру
Рис. 4.99
Применение ролика
конической формы:
1 — фреза; 2 — ролик.
Скрепленные заготовка 1 и копир вращаются вокруг
общей оси. Подача режущего инструмента 2 производит-
ся с помощью следящих устройств. В механических сле-
дящих устройствах копиры принимают на себя все силы,
возникающие при обработке, и должны иметь высокую
износостойкость и жесткость.
Связь между копиром и исполнительным устройством
осуществляется посредством силового привода (гидро-,
пневмо- и др.). Точность обработки при этом зависит от
точности профиля копира.
Материал копиров — стали У8А, У10А, 20, 20Х с це-
ментацией и закалкой до 58-62 HRC3.
В связи с уменьшением диаметра фрезы после переточ-
ки копир и ролик выполняются конической формы с уг-
лом наклона профиля 10-15° (рис. 4.99).
После заточки фрезы ролик перемещается вдоль оси,
поэтому размер детали остается постоянным.
4.15.
ВСПОМОГАТЕЛЬНЫЕ ЭЛЕМЕНТЫ
ПРИСПОСОБЛЕНИЙ
К ним относятся направляющие и приспособления с
передвижными и поворотными частями, механизмы для
закрепления и подъема поворотных частей приспособле-
ния, выталкиватели и др.
170
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
4.15.1.
НАПРАВЛЯЮЩИЕ
В тисках, делительных приспособлениях и других уст-
ройствах перемещение подвижных частей осуществляет-
ся по прямолинейным или круговым направляющим раз-
личной формы.
Прямолинейные направляющие для салазок обычно
выполняются Т-образными или в виде ласточкиного хво-
ста с планками и клиньями для регулирования зазора в
сопряжении (рис. 4.100).
Салазки 1 прикрепляются к направляющим 2 с по-
мощью планок 7 и болтов 6', необходимый зазор в сопря-
жении Б обеспечивается путем шабрения планок при
сборке.
Планка 3 и винты 5 служат для регулирования зазора
в сопряжении А, после чего винты стопорятся контргай-
ками 4.
Регулирование зазора можно осуществить с помощью
клиньев. Клинья 1 выполняются с уклоном 1:100 или 1:50.
Клинья 1 перемещаются при вращении винтов 2, бурти-
ки которых входят в пазы клиньев.
Направляющие в виде ласточкиного хвоста (рис. 4.101)
применяются при повышенных требованиях к точности
приспособлений.
Рис. 4.100
Схема Т-образных направляющих
ГЛАВА 4. ПРОЕКТИРОВАНИЕ ЭЛЕМЕНТОВ ПРИСПОСОБЛЕНИЯ
171
Направляющие в виде
ласточкиного хвоста
Рис. 4.102
Схема использования круговых
направляющих
Регулирование зазора между салазками 1 и их направ-
ляющей 2 производится планкой 3 с помощью винта 4 с
контргайкой.
Круговые направляющие поворотных приспособлений
(рис. 4.102) с целью облегчения пригонки выполняются
кольцеобразными, с канавками для смазки на поверхно-
стях контакта. В ряде случаев (особенно для больших и
тяжелых приспособлений) поворотная часть монтирует-
ся на шариках с целью уменьшения сил трения.
4.15.2.
МЕХАНИЗМЫ
ДЛЯ ЗАКРЕПЛЕНИЯ И ПОДЪЕМА
ПОВОРОТНЫХ ЧАСТЕЙ
ПРИСПОСОБЛЕНИЙ
Для повышения жесткости и предупреждения вибра-
ций, а также для повышения долговечности фиксаторов
подвижные части приспособлений после их перемещения
необходимо закреплять. Выполнение этого требования
особенно важно для фрезерных приспособлений, испыты-
вающих большие нагрузки.
В ряде конструкций для затяжки поворотной части
используются эксцентриковые валики.
В крупных делительных приспособлениях с верти-
кальной осью перед вращением подвижной части необхо-
димо ее несколько приподнять для облегчения поворота.
Для подъема и закрепления после деления может быть
использован эксцентриковый валик.
172
ПРОЕКТИРОВАНИЕТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
4.15.3. ВЫТАЛКИВАТЕЛИ
Используются для ускорения выемки небольших де-
талей из приспособлений. Конструкции основных типов
выталкивателей представлены на рис. 4.103.
Пружинный
Кнопочный
Рис. 4.103
Конструкции выталкивателей
ГЛАВА 5
ТИПОВЫЕ КОНСТРУКЦИИ
ПРИСПОСОБЛЕНИЙ
ДЛЯ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
5.1.
ПРИСПОСОБЛЕНИЯ ДЛЯ ТОКАРНЫХ
СТАНКОВ
На токарных станках обрабатываемые детали в зависи-
мости от формы и размеров устанавливают в центрах или
патронах. Один центр располагают в шпинделе передней
бабки, а второй — в шпинделе задней бабки. Патроны
устанавливают и закрепляют на конце шпинделя перед-
ней бабки станка.
Патроны предназначены для закрепления относитель-
но коротких деталей. Их классифицируют:
1) по типу привода:
• ручные;
• механизированные;
2) по числу кулачков:
• 2-, 3- и 4-кулачковые;
3) по возможности центрирования:
• самоцентрирующие;
• с независимым перемещением кулачков;
4) по степени специализации:
• универсальные;
• специальные;
5) по конструкции:
• клиновые;
• рычажно-клиновые;
• рычажные;
• спирально-рычажные;
• винтовые и т. д.
Технические требования на токарные патроны общего
назначения — по ГОСТ 1654-71.
174
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
Трехкулачковый клиновой самоцентрирующий па-
трон используется в условиях крупно- и среднесерийного
производства (групповая технология) и предназначен для
базирования и закрепления заготовок деталей «Диск» и
« Вал» при их обработке на токарных станках с ЧПУ с вы-
сокой частотой вращения шпинделя (рис. 5.1).
Заготовку устанавливают на плавающий центр 4, под-
жимаемый пружиной 6, втулками 8 и 9. Крутящий мо-
мент передается заготовке сменными кулачками 3, уста-
новленными на основных кулачках 1, смонтированных в
корпусе 11. Сила зажима передается кулачкам от приво-
да тягой 7 через втулку 5 и рычаги 2. Патрон устанавли-
вают на фланце 10 шпинделя станка.
Инерционный патрон с эксцентриковыми кулачками
предназначен для передачи крутящего момента заготов-
кам типа валов, устанавливаемых в центрах (рис. 5.2).
Эксцентриковые кулачки 3 зафиксированы на осях 7
посредством штифтов и закреплены через шайбы 8 винта-
ми 9. Оси запрессованы в корпус 5 и закреплены винта-
ми. Рычаги 1 установлены на
осях между корпусом и дис-
ком 6. К рычагам винтами 2
крепятся грузы. В рычагах
по окружности выполнены
5 отверстий под штифт 14,
запрессованный в кулачок,
что обеспечивает возможность
установки кулачков в раз-
личных угловых положени-
ях при наладке кулачков на
различные диаметры. К шты-
рям 12, установленным на
рычаге и в корпусе, прикреп-
лены пружины 13, которые
разводят кулачки в исходное
положение по окончании об-
работки заготовки. На кор-
пусе закреплен переходный
фланец 4 с отверстием, соот-
1
Рис. 5.1
Схема трехкулачкового
клинового патрона:
1 — основной кулачок; 2 — рычаг;
3 — кулачок сменный; 4 — центр;
5, 8, 9 — втулки; 6 — пружина;
7 — тяга; 10 — фланец; 11 — корпус
приспособления.
ГЛАВА 5. ТИПОВЫЕ КОНСТРУКЦИИ ПРИСПОСОБЛЕНИЙ
175
Рис. 5.2
Инерционный патрон с эксцентриковыми кулачками
ветствующим наружному посадочному размеру шпинде-
ля станка. Патрон закреплен на шпинделе станка шпиль-
ками 10 и гайками 11. После включения вращения шпин-
деля под действием центробежной силы грузы расходят-
ся, и кулачки касаются заготовки. Под действием силы
резания кулачки закрепляют заготовку.
5.2.
ПРИСПОСОБЛЕНИЯ ДЛЯ ФРЕЗЕРНЫХ
СТАНКОВ
Фрезерные станки составляют свыше 10% от общего
парка металлорежущих станков. В структуре штучного
времени вспомогательное время достигает 37—49%, из
которого до 40% затрачивается на установку детали. Кро-
ме того, до 5% времени затрачивается на переналадку
станка, связанную со сменой партии деталей.
Следовательно, основные резервы для повышения про-
изводительности труда скрыты в возможности совершен-
ствования установочно-зажимных приспособлений.
Машинные тиски относятся к группе универсальных
приспособлений, допускающих переналадку. Корпус и ме-
ханизм зажима являются постоянными; в состав наладки
176
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
Рис. 5.3
Тиски переналаживаемые с пневмоприводом:
1 — рычаг; 2 — губка подвижная; 3 — губка неподвижная; 4 — планка; 5 — ру
коятка; 6 — кран распределительный; 7 — поршень; 8 — шток; 9 — пневмоци-
линдр; 10 — корпус; 11 —основание.
входят сменные губки и установочные элементы, проек-
тируемые в соответствии с формой детали.
Машинные тиски классифицируют:
1) по конструкции:
• с одной подвижной губкой;
• самоцентрирующие с двумя подвижными губками;
• с плавающими губками;
• с губками, перемещающимися взаимно;
2) по конструкции механизма зажима:
• винтовые;
• эксцентриковые;
• эксцентриковые с рычажным усилителем;
3) по типу силового привода:
• ручные;
• пневматические;
• механогидравлические;
• пневмогидравлические;
• гидравлические;
• пружинные;
4) по направлению усилия, прилагаемого к подвижной
губке:
• с тянущим усилием;
• с толкающим усилием.
ГЛАВА 5. ТИПОВЫЕ КОНСТРУКЦИИ ПРИСПОСОБЛЕНИЙ
177
Конус Морзе
Кроме того, машинные тиски могут быть поворотны-
ми в одной плоскости, поворотными в двух взаимно пер-
пендикулярных плоскостях и неповоротными.
Тиски переналаживаемые с пневмоприводом обеспе-
чивают широкие возможности для присоединения смен-
ных наладок (рис. 5.3). Тиски предназначены для базиро-
вания и закрепления заготовок плоских деталей при об-
работке их на фрезерных и сверлильных станках.
12 — 2330
178
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
Тиски состоят из основания 11 и поворотного кор-
пуса 10 со встроенным пневмоцилиндром 9. При пово-
роте рукоятки распределительного крана 6 в положение
зажима сжатый воздух поступает в штоковую полость
пневмоцилиндра, в результате чего поршень 7 со што-
ком 8 опускается вниз, поворачивая по часовой стрел-
ке рычаг 1. Рычаг перемещает подвижную губку 2. Пе-
реналадка неподвижной губки 3 осуществляется пово-
ротом рукоятки 5 против часовой стрелки, при этом
выступ планки 4 выходит из паза корпуса тисков. За-
тем губку 3 перемещают в требуемое положение до тех
пор, пока не будет достигнуто заданное расстояние ме-
жду губками.
Стол круглый поворотный с механическим приводом.
Для настройки стола на требуемый угол поворота служат
пальцы 3 (рис. 5.4), установленные и закрепленные в коль-
цевом пазу стола. Упором для пальцев является выдвиж-
ной фиксатор 2- Поворот производится вручную или от
механического привода. Рукояткой 1 изменяют направ-
ление вращения стола.
5.3.
ПРИСПОСОБЛЕНИЯ ДЛЯ СВЕРЛИЛЬНЫХ
СТАНКОВ
Станки сверлильной группы составляют свыше 19%
станочного парка. Для обработки отверстий на свер-
лильных станках проектируется и изготавливается мно-
гообразная оснастка: скальчатые и другие типы кондук-
торов, поворотные столы и стойки, многошпиндельные
и револьверные головки, вспомогательный инструмент
и т. п.
Наибольшее применение нашли скальчатые кондук-
торы консольного и портального типов, с ручным или
пневматическим зажимом.
В конструкцию любого скальчатого кондуктора вхо-
дят постоянные и сменные элементы (наладки).
В постоянную часть входят корпус, две или три скал-
ки, несущих кондукторную плиту, механизм для переме-
щения скалок и зажима обрабатываемых деталей.
ГЛАВА 5. ТИПОВЫЕ КОНСТРУКЦИИ ПРИСПОСОБЛЕНИЙ
179
Сменные наладки проектируются в соответствии с
конфигурацией обрабатываемых деталей и состоят из
установочных зажимных узлов и сменной кондукторной
плиты с комплектом кондукторных втулок. Для базиро-
вания и фиксации сменных наладок в корпусе и кондук-
торной плите предусматриваются установочные поверх-
ности (центрирующие отверстия, установочные пальцы,
Т-образные пазы и т. п.).
Существующие разновидности скальчатых кондукто-
ров позволяют обрабатывать самые разнообразные по фор-
ме и размерам детали, начиная от валиков и кончая пло-
скостными деталями длиной до 1 м и более.
По конструкции механизма подъема и опускания ска-
лок, который одновременно является и силовым механиз-
мом, зажимающим обрабатываемые детали кондукторной
плитой, скальчатые кондукторы делятся на следующие
основные типы:
• с реечным механизмом и приставным роликовым или
эксцентриковым замком;
• с реечным механизмом и торсионно-роликовым замком;
• с реечно-конусным (клиновым) механизмом;
• с реечно-пружинным механизмом;
• с пружинно-кривошипным или пружинно-кулачко-
вым механизмом;
• с пневматическим приводом.
Скальчатый кондуктор консольного типа с пневмопри-
водом. В корпус 1 встроен пневмоцилиндр 3 (рис. 5.5),
шток которого служит средней скалкой кондуктора и свя-
зан с плитой 2. Две другие скалки служат для направле-
ния плиты относительно корпуса при ее вертикальных
перемещениях.
Поворотные приспособления. Многие детали имеют
отверстия, расположенные по окружности или с разных
сторон, в том числе и со стороны плоскости, принимаемой
за установочную. Обработку таких отверстий приходится
выполнять в несколько установов с большой затратой
вспомогательного времени. Для сокращения вспомога-
тельного времени на сверлильных станках широко исполь-
зуется принцип позиционной обработки.
180
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
Рис. 5.5
Скальчатый кондуктор консольного типа с пневмоприводом
ГОСТ 16889-71:
1 — корпус; 2 — плита ГОСТ 16870-71; 3 — цилиндр пневматический.
Приспособлениями для позиционной обработки отвер-
стий могут служить перекладные ящичные кондукторы,
используемые для сверления отверстий с разных сторон.
Закрепленная в таком кондукторе деталь перемещается или
поворачивается вместе с кондуктором, занимая различные
положения относительно шпинделя. Однако в перекладных
кондукторах преимущества позиционной обработки полно-
стью не используются, так как установки детали здесь заме-
нены ручными установками самого кондуктора, также тре-
бующими значительных затрат времени на совмещение оси
инструмента с осями кондукторных втулок. Кроме того, пе-
ревертываемые и перемещаемые на столах станков кондук-
торы можно применять только для мелких деталей.
Для сверления крупных деталей обычно используют-
ся накладные кондукторы. Для обработки одной детали
в лучшем случае число кондукторов равно числу обсвер-
ливаемых сторон детали.
Перекладные и накладные кондукторы, проектируе-
мые как специальные приспособления, не отвечают тре-
бованиям скоростной обработки, и их следует заменять
наладками на поворотные приспособления, что повыша-
ет производительность и облегчает труд рабочих (рис. 5.6).
ГЛАВА 5. ТИПОВЫЕ КОНСТРУКЦИИ ПРИСПОСОБЛЕНИЙ
181
Столы и стойки имеют корпус (неподвижная часть) и
планшайбу (подвижная часть).
Угол поворота отсчитывается по круговой шкале с но-
ниусом или, чаще, с помощью фиксатора. Палец фикса-
тора помещается в корпусе, а фиксирующие втулки — в
планшайбе или специальном диске, вращающемся совме-
стно с планшайбой. Цикл поворота планшайбы включа-
ет: выключение фиксатора; поворот планшайбы вместе с
деталью; включение фиксатора.
Для повышения жесткости приспособления и разгруз-
ки фиксатора применяются элементы для прижима и
подъема поворотной части (вспомогательные элементы
рассмотрены ранее).
В условиях единичного и мелкосерийного производст-
ва применяются поворотные приспособления с ручным
приводом, крупносерийного и массового производств —
пневмо-, гидро-, пневмогидро-, электроприводы.
На планшайбе поворотных приспособлений монтиру-
ются сменные наладки для базирования и закрепления
деталей (установочно-зажимныеэлементы, кондукторные
плиты со стойками и др.).
Стойка с делительной планшайбой и эксцентриковым
креплением предназначена для радиально-сверлильных
станков. Заготовку устанавливают непосредственно на
рабочую поверхность планшайбы или в приспособление,
Рис. 5.6
Классификация поворотных приспособлений
182
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
Рис. 5.7
Стойка с делительной планшайбой
и эксцентриковым креплением:
1 — палец; 2 — рукоятка; 3 — втулка с резьбовым гнездом; 4 — лимб.
которое центрирует по отверстию. Пальцы 1 (рис. 5.7) и
резьбовые гнезда втулки 3 служат для установки и закре-
пления плиты с кондукторными втулками. Планшайбу
фиксируют в заданном положении поворотом рукоятки 2.
Деление может производиться на 2, 3, 4, 6, 8, 12 частей.
Настройку на заданное деление выполняют поворотом
лимба 4, имеющего шкалу с делениями.
5.4.
ПРИСПОСОБЛЕНИЯ ДЛЯ КРЕПЛЕНИЯ
И ФИКСАЦИИ РЕЖУЩЕГО ИНСТРУМЕНТА
НА СТАНКАХ
К ним относятся многошпиндельные головки к свер-
лильным станкам, подрезные, обточные, расточные и фре-
зерные головки.
ГЛАВА 5. ТИПОВЫЕ КОНСТРУКЦИИ ПРИСПОСОБЛЕНИЙ
183
Многошпиндельные головки обеспечивают одновре-
менную работу нескольких одно- или разноименных ин-
струментов. Головки делятся на специальные и универ-
сальные, с шестеренчатым или кривошипно-шатунным
приводом.
Головки с шестеренчатым приводом состоят из корпу-
са, центрального вала с ведущей шестерней, промежуточ-
ных валов с паразитными шестернями, рабочих шпинде-
лей с ведомыми шестернями и державками для закрепле-
ния режущего инструмента.
Многошпиндельные головки центрируют по буртику
гильзы шпинделя вертикально-сверлильного или агрегат-
ного станка и крепят шпильками и гайками.
Например, многошпиндельная головка предназначена
для одновременной обработки четырех отверстий (рис. 5.8).
Ведущий валик 4 связан сегментными шпонками с веду-
щим зубчатым колесом 3, находящимся в зацеплении од-
новременно со всеми зубчатыми колесами 2 рабочих шпин-
делей 1.
Револьверные головки применяются для последова-
тельной обработки отверстий в деталях различным режу-
щим инструментом.
Расчет многошпиндельных головок. Исходные данные:
• чертеж детали с техническими требованиями;
• технологический процесс с указанием режимов ре-
зания;
• диаметр и длина режущего инструмента и размеры их
хвостовиков;
• техническая характеристика станка (мощность двига-
теля, предельные значения скоростей резания и подач
ит. д.);
• чертеж приспособления для установки и закрепления
обрабатываемой заготовки.
1. Расчет режима резания, как для многоинструмен-
тальной наладки; определение частоты вращения инстру-
мента:
1000V
п =---—
тсЛ
(5.1)
184
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
где D — диаметр инструмента,
мм; п — частота вращения ин-
струмента, об/мин.
2. Выбор частоты вращения
шпинделя станка п„.
3. Определение передаточ-
ного отношения кинематиче-
ской цепи головки:
Л
1~=~’ <5-2>
,(,ст ~раб
где 2вед — число зубьев шесте-
рен ведущего шпинделя; zpa6 —
число зубьев шестерен рабоче-
го шпинделя.
4. Определение подачи го-
ловки станка по минимальной
расчетной подаче инструмента:
Рис. 5.8 S„ = Soi, (5.3)
Многошпиндельная головка
с консольным расположена- где g — минимальная расчет-
еж зубчатых колес:
, „ „ ная подача инструмента по тех-
1 — шпиндель; 2, 3— зубчатые
колеса; 4 — валик; 5 — пробка. НОЛОГИЧвСКОМУ ПрОЦвССу; i
передаточное отношение кине-
матической цепи головки.
Значение SCT корректируется по паспорту станка.
5. Пересчет подачи для каждого инструмента:
S, (5.4)
где I — передаточное отношение для каждого шпинделя
головки.
6. Определение минутной подачи:
^мии — Son.
(5.5)
7. Определение мощности, потребляемой головкой:
N -i-kiNj + ... + k„N„
П
(5.6)
где klt k2, ..., kn — число одинаковых инструментов в
головке; Nlt N2,..., Nn — мощность, потребляемая каж-
ГЛАВА 5. ТИПОВЫЕ КОНСТРУКЦИИ ПРИСПОСОБЛЕНИЙ
185
дым инструментом (определяется по справочнику);
Т] = 0,8-0,9 — коэффициент полезного действия головки.
При этом должно выполняться условие:
где т]ст = 0,8 — коэффициент полезного действия станка;
N„ — мощность двигателя станка.
Выбор кинематической схемы головки определяется
следующими требованиями:
• ось ведущего шпинделя должна располагаться в точке
равнодействующей усилий подачи инструментов;
• усилия к рабочим шпинделям не должны передавать-
ся через шестерни других рабочих шпинделей;
• количество паразитных шестерен должно быть мини-
мально возможным, все рабочие шпиндели должны
иметь правое вращение;
• следует размещать паразитные зубчатые колеса вокруг
ведущего шпинделя по возможности равномерно, что-
бы уменьшить радиальную нагрузку подшипника ве-
дущего шпинделя;
• при близком расположении шпинделей все шестерни
должны располагаться в одной плоскости.
Составление кинематической схемы начинается с опре-
деления диаметров делительных окружностей и модулей
шестерен.
При этом необходимо использовать стандартный ряд
модулей зубчатых зацеплений т = 2; 2,5; 3; 4; 5; 6; 8; 10;
12 мм при минимальном числе зубьев z = 16. Ширину зуб-
чатых колес принимают равной 6-10 модулям. Рекомен-
дуемые передаточные отношения: i = 4-5 — на замедле-
ние и I = 2-2,5 — на ускорение.
Окружная скорость зубчатого венца должна составлять
не более 5-6 м/с для зацеплений 8-й степени точности и не
более 10-12 м/с — для зацеплений 7-й степени точности.
Далее проводится корректировка числа зубьев колес,
расчет на прочность зубчатых колес и валов, расчет и вы-
бор подшипников.
Остальные параметры головки принимают по конст-
руктивным соображениям.
ГЛАВА 6
КОНТРОЛЬНЫЕ ПРИСПОСОБЛЕНИЯ
Контрольными приспособлениями считаются специаль-
ные измерительные устройства для контроля геометриче-
ских параметров изделий в производственных условиях с
требуемой точностью и производительностью. От стан-
дартного мерительного инструмента — штангенциркуля,
микрометра, калибра и т. п. — их отличает специальная
конструкция. От лабораторных приборов они отличаются
тем, что работают в производственных условиях — в це-
хах предприятий.
Контрольные приспособления применяются для кон-
троля геометрических параметров — точности размеров,
относительного поворота, формы поверхностей заготовок,
деталей, сборочных единиц и машин. Приспособления для
проверки деталей применяются на промежуточных эта-
пах обработки (межоперационный контроль) и для окон-
чательной их приемки.
Погрешность измерения, под которой понимают разность
между показанием контрольного приспособления и факти-
ческим значением измеряемой величины, должна быть по
возможности малой. Однако чрезмерное повышение точно-
сти измерения может привести к усложнению и удорожа-
нию приспособления и снижению его производительности.
На основе обобщения производственного опыта ве-
личина погрешности измерения находится в пределах
10-20% допуска на контролируемый параметр.
На выбор принципиальной схемы контрольного приспо-
собления влияет заданная производительность контроля.
ГЛАВА 6. КОНТРОЛЬНЫЕ ПРИСПОСОВЛЕНИЯ
187
При 100% -ном контроле деталей и поточной форме ор-
ганизации производства время контроля не должно пре-
вышать или быть равным такту поточной линии.
Для выборочного контроля деталей при хорошо отла-
женных стабильных технологических процессах их изго-
товления требования к производительности контрольных
приспособлений могут быть снижены, поэтому можно при-
менять более простые конструкции.
Контрольные приспособления классифицируются:
• по типу конструкции: стационарные (для малых и
средних деталей); переносные (для крупных деталей);
• по количеству измеряемых параметров: одномерные
(контролируют один параметр); многомерные (для кон-
троля нескольких параметров);
• по степени автоматизации: ручные; полуавтоматиче-
ские; автоматические;
• по принципу действия: для пассивного контроля; для
активного контроля;
• по месту контроля: для входного контроля (проверки
качества заготовок); для промежуточного (межопера-
ционного) контроля; для приемочного контроля изде-
лий.
6.1.
ЭЛЕМЕНТЫ КОНТРОЛЬНЫХ
ПРИСПОСОБЛЕНИЙ
Контрольные приспособления состоят из следующих
групп элементов: установочные элементы; зажимные уст-
ройства; измерительные устройства; вспомогательные уст-
ройства; корпусы приспособлений.
Установочные элементы контрольных приспособле-
ний — это те, на которые проверяемая деталь устанавли-
вается своими измерительными базами относительно из-
мерительного устройства.
Для этого применяют постоянные опоры со сфериче-
скими и плоскими головками, опорные пластины, а так-
же специальные детали (секторы, кольца) в зависимости
от конфигурации базы в плане. Опоры со сферическими
головками применяют для установки деталей на черновые
188
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
базы; для установки на чисто обработанные базы исполь-
зуют опоры с гладкой и достаточно развитой поверхно-
стью. Для повышения износостойкости опоры рекомен-
дуется термически обрабатывать до 55-60 НЛСЭ.
Для установки на наружные цилиндрические поверх-
ности используют призмы. Так как контакт детали с приз-
мой происходит по очень узким площадкам (теоретиче-
ски линиям), наблюдается сравнительно быстрый износ
опорных плоскостей и потеря точности контрольного при-
способления. Для сокращения погрешности установки
применяются элементы с роликами или переставными
валиками (рис. 6.1).
Иногда к рабочим поверхностям призмы для повыше-
ния износостойкости припаиваются пластинки из твер-
дого сплава.
Угол призмы а и положение измерительного элемента
оказывают влияние на точность измеряемого диаметра.
Погрешность измерения диаметра изделия составляет
ЗГ sinfl
2[sin(a/2) +
(6.1)
где 8 — допуск на диаметр заготовки; 0 — угол установки
измерительного инструмента (рис. 6.2).
Наибольшая точность измерения достигается при от-
ношении sin0/sin(a/2) = 1, поскольку еизм = 0. Для a = 90°
угол 0 = 45°.
Рис. 6.1
Установка контролируемого изделия в призмы;
а — с роликами; б — с переставными валиками.
6)
ГЛАВА 6. КОНТРОЛЬНЫЕ ПРИСПОСОБЛЕНИЯ
189
В призмах проверяется отклонение от цилиндричности
поверхностей валов.
Отклонение от круглости поперечного сечения вала
равно разности величин а и Ь для призмы с углом а = 90°
(рис. 6.2). В этом случае ось не меняет своего положения
по высоте.
Конусность цилиндрической поверхности определяет-
ся по разности показаний измерительного прибора в двух
различных поперечных сечениях.
Для базирования по внутренним цилиндрическим по-
верхностям применяются гладкие цилиндрические оправ-
ки или пальцы. Однако здесь
необходимо считаться с по-
грешностью базирования из-
за радиального зазора между
базовым отверстием и оправ-
кой. Чтобы устранить его вли-
яние, применяют кониче-
ские оправки с конусностью
1:1000-1:10 000 или разжим-
ные оправки и пальцы.
Для точного центрирова-
ния контролируемого изде-
лия применяются втулки с
гидропластмассой, гофриро-
ванные втулки, а также уст-
ройства мембранного типа.
Для снижения погрешно-
сти базирования контроли-
руемых изделий часто ис-
пользуется набор цилиндри-
ческих оправок с перепадом
диаметров ступеней 0,005-
0,010 мм либо ступенчатые
оправки с меньшим перепа-
дом диаметров ступеней.
Оправки должны иметь
шероховатость исполнитель-
ных поверхностей не более
Рис. 6.2
Определение погрешности
измерения при базировании
в призмы
190
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
Ra 0,63-0,16 и погрешность формы в поперечном сече-
нии не более 0,005 мм; твердость не должна быть ниже
55-60 HRC3.
Установка контролируемых изделий на оправке ис-
пользуется не только для проверки концентричности их
отверстий и отклонений от перпендикулярности торцевых
поверхностей изделия относительно оси отверстий, но и
для проверки отклонений от соосности отверстий, меж-
осевых расстояний отверстий, а также расстояний от оси
обработанных отверстий до параллельно расположенных
плоскостей.
Кроме рассмотренных схем установки, в контрольных
приспособлениях встречаются сочетания элементарных
поверхностей в качестве установочных баз (плоскость, от-
верстие, наружная цилиндрическая поверхность) и др.
При выборе принципиальной схемы контрольного
приспособления необходимо придерживаться следующих
принципов:
• принципа совмещения баз (измерительной и техноло-
гической) с целью сокращения погрешности базиро-
вания;
• обеспечения плотности контакта контролируемого из-
делия с установочными элементами и измерительны-
ми элементами приспособления.
Зажимные элементы контрольных приспособлений
должны предупреждать смещение установленного для
проверки изделия относительно измерительного устрой-
ства и обеспечивать плотный контакт установочных баз
изделия с опорами приспособления.
Требования, предъявляемые к зажимным элементам:
величина сил зажима должна быть небольшой; силы за-
жима должны быть стабильны.
Необходимость в зажимных устройствах отпадает,
если деталь занимает вполне устойчивое положение на
опорах приспособления, и силы от измерительного устрой-
ства не нарушают этой устойчивости.
Применяются ручные зажимные устройства (рычаж-
ные, пружинные, винтовые, эксцентриковые), а также
устройства с приводом (пневмозажимы), в которых ежа-
ГЛАВА 6. КОНТРОЛЬНЫЕ ПРИСПОСОВЛЕНИЯ
191
тый воздух используется и для привода вспомогательных
элементов приспособления (подъем, поворот или вытал-
кивание деталей).
Место приложения силы зажима должно быть выбра-
но так, чтобы не вызывать деформаций детали и элемен-
тов контрольного приспособления.
Влияние зажимного устройства на показания измери-
тельного прибора не должно превышать 5% от величины
контролируемого параметра. При стабильной величине
силы зажима эта погрешность имеет постоянную величи-
ну и ее можно учесть при настройке.
Измерительные устройства являются исполнительны-
ми элементами контрольных приспособлений и по прин-
ципу действия бывают предельными и отсчетными.
Предельные измерительные устройства не сообщают
о величине контролируемого параметра и позволяют су-
дить только о годности изделия на основании предвари-
тельной их настройки. Примером предельных устройств
могут служить предельные калибры — скобы, пробки,
щупы и др.
В контрольных приспособлениях широкое распростра-
нение получили предельные измерительные устройства —
электроконтактные датчики (рис. 6.3).
Если диаметр контролируемой детали D находится в
поле допуска, то лампы 1 и 2 не загораются. Если диаметр
Рис. 6.3
Схема работы электроконтактного датчика
192
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
Рис. 6.4
Схема
пневматического микрометра
детали меньше допустимого, замыкается нижняя пара
контактов и загорается лампа 1; при диаметре D больше
максимально допустимого замыкается верхняя группа
контактов и загорается лампа 2. Лампа 3 загорается при
размыкании обоих контактов, т. е. когда детали годны.
Сопротивления подобраны так, что на любой стадии рабо-
ты приспособления горит одна из трех ламп.
Погрешность измерения датчика класса «О» — не бо-
лее ±0,001 мм, измерительное усилие — не более 0,1-0,2 гс
(0,01 Н).
Отсчетные измерительные устройства сообщают о ве-
личине контролируемого параметра посредством стрелоч-
ного прибора либо цифровой индикацией. Наиболее рас-
пространенные отсчетные измерительные устройства кон-
ГЛАВА 6. КОНТРОЛЬНЫЕ ПРИСПОСОБЛЕНИЯ
193
трольных приспособлений —
индикаторы часового и рычаж-
ного типов.
Цена деления этих уст-
ройств составляет от 0,01 до
0,001 мм.
Получили развитие также
индуктивные датчики и пнев-
матические микрометры с по-
грешностью измерения до 0,5-0,2 мкм и менее.
На рис. 6.4 приведена схема пневматического микро-
метра высокого давления с сильфонами.
По трубке 8 воздух поступает в сильфоны 3 и 10 через
сопла 4 и 9. Из сильфона 3 он подается к измерительному
устройству 6, а из сильфона 10 — к регулируемому кла-
пану 11. Давление в сильфоне 3 меняется в зависимости
от фактического размера заготовки 7. Давление в сильфо-
не 10 устанавливается постоянным. Деформация сильфо-
нов вызывает перемещение подвешенной на плоских пру-
жинах планки 1, которая связана с измерительным при-
бором 2 или датчиком 5.
На рис. 6.5 приведена схема прибора с ротаметром.
Воздух под давлением поступает к вертикальной рас-
ширяющейся трубке 1, в которой находится поплавок 2.
Возле трубки расположена шкала 3. Чем больше зазор
между деталью 4 и пробкой 5, тем больше скорость возду-
ха и высота подъема поплавка в трубке 1.
Пневматические приборы точны, малоинерционны и
производительны. Их можно использовать для проверки
размеров, формы и взаимного расположения поверхно-
стей. При выборе отсчетных измерительных устройств
необходимо учитывать их метрологические (цена деления,
предел измерения и др.) и экономические (затраты на из-
мерительное устройство, продолжительность работы до
повторной установки, время на измерение и др.) показа-
тели.
К вспомогательным элементам относятся:
• поворотные устройства (в приспособлениях для про-
верки радиального или осевого биения);
13 — 2330
194
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
Рис. 6.6
Схема штокового передаточного устройства
• устройства для перемещения измерительных элемен-
тов (в приспособлениях для проверки прямолинейно-
сти или параллельности поверхностей);
• приводные механизмы для вращения деталей (при кон-
троле цилиндрических деталей);
• подъемные устройства (для установки и снятия дета-
лей);
• передаточные устройства (между контролируемым из-
делием и отсчетным устройством).
Передаточные устройства оказывают прямое влияние
на точность контроля. На рис. 6.6-6.7 приведены приме-
ры наиболее распространенных конструкций передаточ-
ных устройств, связывающих контролируемое изделие с
измерительным устройством.
Измерительное устройство выносится в удобное место,
что предостерегает его от случайных повреждений в про-
цессе работы, так как благо-
Схема рычажного
передаточного устройства
даря ограничивающим упо-
рам ход штифта меньше пре-
дела измерения индикатора.
Подвеска рычага выпол-
няется на плоских стальных
пружинах толщиной 0,2-
0,3 мм. Эта система не требу-
ет регулировки, так как в
процессе ее работы износ не
наблюдается. Кроме того, от-
сутствуют зазоры, характер-
ные для рычагов, устанавли-
ваемых на осях. Все это сни-
ГЛАВА 6. КОНТРОЛЬНЫЕ ПРИСПОСОБЛЕНИЯ
195
жает погрешность, вносимую передаточным устройством
в величину контролируемого параметра.
Корпусы являются базовыми деталями контрольного
приспособления, во многом определяющими качество всей
конструкции. Они выполняются в виде массивной и жесткой
плиты или корпусной детали, на которой располагают
основные и вспомогательные детали и устройства. Материал
корпусов — серый чугун СЧ 15, СЧ 20 ГОСТ 1435-74.
Корпусы ответственных приспособлений подвергаются
старению с целью устранения внутренних напряжений.
6.2.
ТИПОВЫЕ СХЕМЫ КОНТРОЛЯ
Контроль линейных размеров производится в основ-
ном стандартными приборами.
6.2.1.
КОНТРОЛЬ ОТКЛОНЕНИЙ ФОРМЫ И РАСПОЛОЖЕНИЯ
ПОВЕРХНОСТЕЙ
1. Схема контроля отклонения от плоскостности и
прямолинейности плоских поверхностей. Контроль это-
го параметра производится перемещением измеритель-
ного устройства относительно контролируемой поверх-
ности в одном направлении (при контроле отклонения от
прямолинейности поверхности) или в двух взаимно пер-
пендикулярных направлениях (при контроле отклонения
от плоскостности поверхности) (рис. 6.8).
2. Схема контроля отклонения от цилиндричности по-
верхности. Контролируется при установке цилиндрической
Рис. 6.8
Схема контроля отклонения
от прямолинейности
и плоскостности поверхностей
Рис. 6.9
Схема контроля отклонения от
цилиндричности поверхности
196
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
детали в центрах с использованием приспособления типа
«скоба» с продольным перемещением приспособления
вдоль оси поверхности (рис. 6.9).
3. Схема контроля отклонения от круглости цилиндри-
ческой поверхности. Выполняется в призмах при базиро-
вании по контролируемой поверхности, причем измери-
тельное устройство должно быть расположено против од-
ной из базовых поверхностей призм (рис. 6.10). При любом
другом расположении измерительного устройства контро-
лируется радиальное биение цилиндрической поверхности.
4. Схема контроля отклонения от параллельности
плоскостей. Контролируется двумя измерительными
устройствами, расположенными на одной базе (при непод-
вижном контролируемом изделии), либо одним измери-
тельным устройством с перемещением контролируемого
изделия вдоль линии измерения (рис. 6.11).
5. Схема контроля отклонения от параллельности осей
отверстий. Производится двумя индикаторами от одной
базы с использованием оправки (рис. 6.12).
6. Схема контроля отклонения от параллельности оси
отверстия относительно базовой плоскости. Контролиру-
ется двумя измерительными устройствами с использова-
нием оправки, причем в качестве измерительной базы ис-
пользуется конструкторская база изделия (рис. 6.13). Оп-
равка может быть использована для контроля соосности
отверстий, расположенных в противоположных стенках
изделия, как предельный калибр.
Схема контроля отклонения
от круглости цилиндрической
поверхности
Рис. 6.11
Схема контроля отклонения
параллельности поверхностей
ГЛАВА 6. КОНТРОЛЬНЫЕ ПРИСПОСОБЛЕНИЯ
197
Рис. 6.12
Схема контроля отклонения от
параллельности осей отверстий
Рис. 6.13
Схема контроля отклонения
от параллельности оси
отверстия относительно
базовой плоскости
Схемы контроля отклонения от соосности осей отверстий
и шеек валов:
а — контроль отклонения от соосности шеек валов; б — контроль отклонения от
соосности отверстий.
7. Схема контроля отклонения от соосности осей от-
верстий и шеек валов. При контроле отклонения от соос-
ности шеек валов (рис. 6.14а) изделие устанавливается в
призму своей измерительной базой. Отклонение от соос-
ности контролируемой поверхности относительно изме-
рительной базы производится при вращении изделия.
При контроле отклонения от соосности отверстий ис-
пользуются оправки (рис. 6.146). Измерительное устрой-
ство устанавливается на вращающейся оправке (слева).
В контролируемое изделие устанавливается неподвижная
цилиндрическая оправка, относительно которой и произ-
водится измерение отклонений.
8. Схема контроля радиального биения шеек валов. Кон-
троль радиального биения шеек вала может производиться
198
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
как относительно базовых шеек, так и относительно центро-
вых отверстий. В первом случае контролируемое изделие
устанавливается базовыми шейками на призмы (рис. 6.15).
Во втором случае контролируемое изделие устанавли-
вается центровыми отверстиями на вращающиеся или не-
подвижные центры. В обоих случаях контроль произво-
дится при вращении контролируемого изделия на приз-
мах или в центрах.
9. Схема контроля торцевого биения вращающихся
поверхностей. Контроль производится измерительным
устройством, расположенным на периферии контролируе-
мой поверхности при вращении контролируемого изделия
в призмах или центрах (рис. 6.16).
10. Схема контроля отклонения от перпендикуляр-
ности поверхностей. Контроль от перпендикулярности
Рис. 6.15
Схема контроля радиального биения шеек вала
Рис. 6.16
Схема контроля торцевого биения вращающихся поверхностей
ГЛАВА 6. КОНТРОЛЬНЫЕ ПРИСПОСОБЛЕНИЯ
199
Схема контроля отклонения от перпендикулярности поверхностей
Рис. 6.18
Схема контроля отклонения от
перпендикулярности торца
корпуса относительно оси
отверстия
Рис. 6.19
Схема контроля межосевого
расстояния отверстий
поверхностей относительно измерительной базы произ-
водится на неподвижном изделии двумя измерительны-
ми устройствами, предварительно настроенными по эта-
лону (рис. 6.17).
11. Схема контроля отклонения от перпендикулярно-
сти торца корпуса относительно оси отверстия. Контроль
производится измерительным устройством на вращаю-
щейся оправке, установленной в отверстии — измеритель-
ной базе (рис. 6.18).
12. Схема контроля межосевого расстояния отверстий.
Межосевое расстояние отверстий А (рис. 6.19):
а _ "I" О>2 di + £^2
“ 2 2 '
Отклонение от параллельности осей отверстий на дли-
не L составляет (а^ - a2)/L.
200
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
Рис. 6.20
Схема контроля
отклонения от
перпендикулярности
осей отверстий
13. Схема контроля откло-
нения от перпендикулярности
осей отверстий (на длине Lt).
Индикатор закрепляется на
оправке, устанавливаемой с
зазором в контролируемое от-
верстие. Два отверстия в про-
тивоположных стенках кор-
пуса — измерительные базы.
В них устанавливается длин-
ная цилиндрическая оправка.
Индикатор устанавливается
в позицию, показанную на
рис. 6.20, и на ноль. Затем оправка с индикатором пово-
рачивается на 180° в положение, указанное пунктиром, и
производится отсчет показания индикатора. Эта цифра и
есть отклонение от перпендикулярности оси нижнего от-
верстия относительно осей боковых отверстий на длине L х.
6.2.2.
АКТИВНЫЙ
КОНТРОЛЬ
Сущность его заключается в автоматическом контро-
ле размеров каждой детали в процессе обработки и авто-
матической поднастройке или выключении станка по ре-
зультатам контроля (рис. 6.21).
Такие схемы нашли применение в шлифовальных и
хонинговальных станках.
Рис. 6.21
Типовая схема активного контроля:
1 — измерительное устройство; 2 — измерительный
прибор; 3 — командное устройство; 4 — усилитель ко-
мандного устройства; 5 — блок сигнализации; 6 — ис-
полнительный орган станка.
ГЛАВА 6. КОНТРОЛЬНЫЕ ПРИСПОСОБЛЕНИЯ
201
6.3.
МЕТОДИКА
ПРОЕКТИРОВАНИЯ КОНТРОЛЬНОГО
ПРИСПОСОБЛЕНИЯ
Минимальный набор исходных данных, необходимых
для проектирования контрольного приспособления:
• чертеж контролируемого изделия с техническими тре-
бованиями;
• величину допустимой погрешности контроля;
• требуемую производительность контроля;
• описание условий, для работы в которых должно быть
спроектировано приспособление;
• справочную и нормативную литературу.
Стандартная последовательность проектирования при-
способления включает в себя следующие этапы:
1. Уточнение схемы установки контролируемого изде-
лия в приспособлении либо контрольного приспособления
на изделии.
2. Выбор типоразмера и конструкции установочных
элементов.
3. Выбор схемы измерения в соответствии с п. 6.2.
4. Точностной расчет контрольного приспособления.
5. Выбор типоразмера измерительных элементов.
6. Выбор типов и конструкций вспомогательных эле-
ментов.
7. Предварительная компоновка приспособления; на
этом этапе может быть предложено несколько вариантов
компоновки.
8. Окончательная разработка конструкции приспособ-
ления.
Все перечисленные этапы в основном аналогичны со-
ответствующим пунктам при проектировании станочного
приспособления. Особенность имеет точностной расчет
контрольного приспособления.
Цель точностного расчета контрольного приспособле-
ния заключается в определении допустимой величины по-
грешности измерительного устройства, являющейся ис-
ходной при выборе модели и типоразмера измерительно-
го устройства.
202
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
Точностной расчет выполняется в следующей после-
довательности.
1. Определение допустимой погрешности измерения
контролируемого параметра.
Допустимая погрешность измерения 8ИЗМ, как было
отмечено, не должна превышать 10-20% величины допус-
ка на контролируемый параметр.
2. Определение допустимой величины погрешности
измерительного устройства.
Для этого используется формула для определения сум-
марной погрешности контрольного приспособления:
ДПр = >/е|+еНЕп+Аэ+Ам» (6.2)
где Eg — погрешность базирования детали в контрольном
приспособлении; е3 — погрешность закрепления детали в
контрольном приспособлении; Ел — погрешность переда-
точных устройств контрольного приспособления; Дэ —
погрешность настройки контрольного приспособления по
эталону; Дм — погрешность измерительного устройства,
определяющая погрешность метода измерения.
Для обеспечения требуемой точности контроля необ-
ходимо, чтобы Дпр < 8ИЗМ, где 8ИЗМ — допустимая погреш-
ность измерения.
С учетом этого условия допустимая величина по-
грешности измерительного устройства определяется по
формуле
Ам=Лзм-е|-е32-^-АЬ (6-3)
Погрешность базирования е6 определяется расчетом
исходя из схемы установки детали в приспособлении.
Погрешность закрепления е3 возникает лишь в тех
случаях, когда используются специальные зажимные
устройства для закрепления детали в контрольном при-
способлении.
Погрешности передаточных устройств обусловлены
неточностями изготовления рычагов и других деталей, а
также наличием зазоров между осями и отверстиями ры-
ГЛАВА 6. КОНТРОЛЬНЫЕ ПРИСПОСОБЛЕНИЯ
203
чагов, неточностью их перемещений; эти погрешности
определяются расчетным путем.
Необходимость настройки приспособления возника-
ет при контроле абсолютных величин — размеров и рас-
стояний.
При контроле относительных параметров (отклонений
формы, отклонений от параллельности, от перпендику-
лярности) одним измерительным устройством нет необ-
ходимости настраивать приспособление по эталону. В этом
случае измерение происходит при относительном переме-
щении детали и измерительного устройства, и за начало
отсчета может быть принято любое показание устройст-
ва, от которого замеряются только отклонения.
При контроле относительных параметров необходи-
мость в настройке приспособления по эталону возникает
лишь тогда, когда измерение этих параметров произво-
дится несколькими измерительными устройствами, без
относительного движения детали и измерительных уст-
ройств. В этом случае все измерительные устройства долж-
ны быть перед измерением настроены на один и тот же
размер — на «ноль». Погрешность относительного пара-
метра определяется как разность показаний двух измери-
тельных устройств в процессе измерения.
Погрешность настройки приспособления по эталону
определяется по формуле
ДЭ=7Д*ЗГ+Д*СТ, (6.4)
где Дизг — погрешность изготовления эталона; Дуст — по-
грешность базирования эталона в контрольном приспособ-
лении.
Погрешность изготовления эталона назначается в со-
ответствии с требованиями ЕСДП. При этом для обеспече-
ния заданной точности контроля точность изготовления
эталона должна быть на 1-2 квалитета выше точности из-
готовления контролируемой детали.
Погрешность базирования эталона в контрольном при-
способлении определяется в зависимости от выбранной
схемы базирования аналогично погрешности £6.
204 ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИ ЧЕСКОЙ ОСНАСТКИ
Допустимая величина погрешности измерения Дм оп-
ределяет выбор модели и типоразмера измерительного
устройства.
В том случае, если с помощью одного измерительного
устройства производится одновременный контроль не-
скольких параметров, тип измерительного устройства оп-
ределяется по наименьшей допустимой величине погреш-
ности измерения из всех, определенных на стадии точно-
стного расчета.
ГЛАВА 7
СБОРОЧНЫЕ ПРИСПОСОБЛЕНИЯ
7.1.
ЗНАЧЕНИЕ СБОРОЧНЫХ ПРОЦЕССОВ
В МАШИНОСТРОЕНИИ
В структуре технологических процессов изделий машино-
строения наибольший удельный вес занимают обработка
металлов резанием и сборка. Трудоемкость общей и узло-
вой сборки составляет в среднем около 30% всей трудоем-
кости изготовления машин. В массовом и крупносерийном
производствах эта доля меньше, а в единичном и мелкосе-
рийном, где выполняется большой объем пригоночных ра-
бот, трудоемкость сборки нередко достигает 40% (табл. 7.1).
Сборка органически связана со всеми предшествующи-
ми процессами; при создании же машины высокого каче-
ства сборке принадлежит решающая роль.
Таблица 7.1
Объем и состав сборочных работ в машиностроении
Отрасль машиностроения Объем сбо- рочных работ в % к общей тру- доемкости Состав сборочных работ в % к их объему
Механизи- рованные Ручные
1. Тяжелое машиностроение 30-35 15-20 80-85
2. Станкостроение 25-30 22-25 75-78
3. Автомобилестроение 18-20 50-55 45-50
4. Тракторное и сельскохо- зяйственное машинострое- ние 20-25 40-50 40-50
5. Электромашиностроение 35-40 25-30 70-75
6. Строительное и дорожное машиностроение 25-30 35-40 60-65
206
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
Поэтому при разработке технологического процесса
сборки особое внимание должно быть уделено оснащению
операций сборочными приспособлениями и инструмента-
ми; при этом техническое совершенство их является од-
ним из основных факторов, обусловливающих эффектив-
ность процесса сборки машин.
С помощью специально сконструированных приспо-
соблений и инструментов даже малоквалифицированный
рабочий дает на сборке изделий вполне удовлетворитель-
ные результаты.
7.2.
КЛАССИФИКАЦИЯ И КОНСТРУКЦИИ
СБОРОЧНЫХ ПРИСПОСОБЛЕНИИ
Сборочные приспособления классифицируются:
1) по степени специализации:
• универсальные — применяются на любой операции,
которая соответствует функциям, выполняемым дан-
ным приспособлением или инструментом (единичное
и мелкосерийное производство);
• специальные — применяются для выполнения опре-
деленной операции с конкретным объемом сборки
(крупносерийное и массовое производство);
2) по типу привода:
• механические;
• гидравлические;
• пневматические;
• пневмогидравлические и др.;
3) по назначению:
• приспособления-зажимы для закрепления собираемых
изделий, сборочных единиц или деталей в требуемом
для сборки положении, а также для придания устой-
чивости сборочной единице и облегчения ее сборки;
• приспособления для точной и быстрой установки со-
единяемых деталей обеспечивают получение требуе-
мых монтажных размеров;
• приспособления для предварительного деформирова-
ния собираемых упругих элементов (пружин, разрез-
ных колец);
ГЛАВА 7. СБОРОЧНЫЕ ПРИСПОСОБЛЕНИЯ
207
• приспособления для выполнения запрессовки, клеп-
ки, развальцовки и других операций, когда по ходу
сборки требуется приложение больших сил.
К универсальным сборочным приспособлениям отно-
сятся плиты, сборочные балки, тиски, угольники, струб-
цины, домкраты и различные вспомогательные устройст-
ва-подкладки, клинья, винтовые прихваты и др.
Плиты служат для установки, выверки и закрепления
собираемых изделий, выполняются из чугуна. На их об-
работанной поверхности выполняются Т-образные пазы,
положение собираемого изделия выверяется по уровню.
Сборочные балки применяются для тех же целей, что
и плиты. Установочную плоскость балок обрабатывают и
делают продольные Т-образные пазы для крепления соби-
раемых изделий. Балки устанавливают на фундамент и
выверяют по уровню в горизонтальном положении.
Призмы и угольники служат для установки и закреп-
ления базовых деталей. Установочные поверхности уголь-
ников и призм обрабатывают и на них выполняют сквоз-
ные продолговатые окна для крепежных болтов.
Струбцины используются для временного скрепления
деталей, а также для выполнения вспомогательных работ
(правки, запрессовки, распрессовки и т. п.).
Домкраты служат для выверки и поддержки громозд-
ких и тяжелых деталей.
Кроме того, при сборке крупных изделий применяют-
ся приспособления-стапели. Благодаря постоянству баз в
самих стапелях обеспечивается точная стыковка сбороч-
ных единиц при сборке. Различают разделочные и собст-
венно сборочные стапели. Первые предназначены для вы-
полнения механической доработки стыков, вторые — для
выполнения всех подготовительных операций и сборки с
применением клепки, крепления на болтах и др.
Наиболее распространенные зажимные приспособле-
ния — тиски. Их преимущество в том, что они делают
излишним изготовление специальных зажимных при-
способлений, особенно если используются сменные губ-
ки, которым придается любая форма в зависимости от
формы зажимаемых деталей. Губки изготавливаются из
208
ПРОЕКТИРОВАНИЕТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
мягкой стали, латуни, меди, алюминия. Иногда их отли-
вают из свинца.
Однако обычные слесарные тиски требуют большого
времени на установку и снятие заготовки. Поэтому при-
меняют быстродействующие тиски, например пневмати-
ческие.
В зависимости от размеров пневмокамеры усилие за-
жима может достигать 4000 кгс (40 КН).
Быстродействующий пневматический зажим развива-
ет силу закрепления до 250-300 кгс (2,5-3,0 КН).
Пневматическая струбцина обеспечивает силу зажима
до 1000 кгс (10 КН), время закрепления составляет 1,5-2,0 с.
Специальные сборочные приспособления для закреп-
ления могут быть стационарными и передвижными. В зави-
симости от размеров сборочные единицы устанавливают на
верстаке или на полу и закрепляют винтовыми, эксцентри-
ковыми или пневматическими зажимами. Для базирования
сборочных единиц применяют призмы, конусные центры,
плоские выступы или кольцевые опоры, часто облицован-
ные вкладышами из мягких сплавов, фибры или кожи.
Сборочные приспособления для выполнения опера-
ции запрессовывания. Силы, необходимые при сборке,
создают прессами — универсальными или специальными.
Требуемая мощность этих средств определяется исхо-
дя из расчетной силы запрессовки с коэффициентом запа-
са от 1,5 до 2,0; большие значения коэффициента выбира-
ются для менее мощных прессов.
Сборочные технологические прессы развивают следую-
щие усилия запрессовки:
• электромагнитные — до 1,5 тс (15 КН);
• пневматические — до 15 тс (150 КН);
• ударно-импульсные — до 7 тс (70 КН);
• механические и пневмогидравлические — до 80 тс
(800 КН);
• гидравлические — свыше 80 тс (свыше 800 КН).
Кроме требуемой силы запрессовки при выборе типа
пресса учитывается также возможность использования
его, исходя из габаритных размеров данной сборочной еди-
ницы, и экономичность.
ГЛАВА 7. СБОРОЧНЫЕ ПРИСПОСОБЛЕНИЯ
209
Технологическая оснастка для сборки резьбовых со-
единений. Резьбовые соединения в конструкциях машин
составляют 15-25% от общего количества сборочных со-
единений. Такая распространенность объясняется их про-
стотой и надежностью, удобством регулирования затяж-
ки, а также возможностью разборки и повторной сборки
соединения без замены детали.
При завинчивании шпилек механизированным инст-
рументом для удерживания их используют головки, прин-
цип действия которых основан на захвате шпильки либо
за резьбу, либо за цилиндрическую часть. Предваритель-
ное завинчивание шпилек выполняется вручную.
Постановка шпилек с помощью ручных инструмен-
тов — малопроизводительная и трудоемкая операция; по-
этому там, где возможно, необходимо использовать меха-
низированный способ, т. е. применять шпильковерты, а
лучше специальные стационарные установки.
7.3.
ЭЛЕМЕНТЫ СБОРОЧНЫХ
ПРИСПОСОБЛЕНИЙ
Специальные сборочные приспособления включают:
корпус; установочные элементы; зажимные элементы;
силовой привод и некоторые другие элементы.
Установочные элементы имеют то же назначение, что
и в станочных приспособлениях — обеспечивают деталям
требуемое положение без выверки. Так как при сборке
применяют, как правило, окончательно обработанные де-
тали, то установочные элементы должны иметь достаточ-
но большие опорные поверхности (постоянные опоры с
плоской головкой, опорные пластины, широкие призмы,
установочные пальцы и др.).
В сборочных приспособлениях установочные элемен-
ты часто облицовывают твердой резиной или пластмас-
сами, чтобы предупредить порчу поверхностей базовых
деталей.
Зажимные устройства приспособлений должны:
• обеспечивать надежное и прочное крепление детали
сборочной единицы;
14 — 2330
210
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
• осуществлять зажим немногими простейшими прие-
мами и возможно быстрее;
• предотвращать деформацию детали или повреждение
ее поверхностей;
• предотвращать смещение деталей при необходимости
их точной установки.
В сборочных приспособлениях применяются почти те
же разновидности зажимных механизмов, что и в ста-
ночных приспособлениях. В тех случаях, когда рабочая
зона приспособления ограничена необходимостью пода-
чи сопрягаемых деталей по более или менее сложным
траекториям, зажимное устройство должно быть по воз-
можности малогабаритным и расположено так, чтобы не
мешать выполнению сборки. Этому требованию удовле-
творяют низко расположенные прихваты и Г-образные
прижимы.
При проектировании сборочной оснастки необходимо
там, где это экономически оправдывается, применять бы-
стродействующие пневматические и пневмогидравличе-
ские зажимные устройства, обеспечивающие сокращение
вспомогательного времени и благодаря этому снижение
на 5-7% трудоемкости сборки.
Очевидно, что сборка не может быть точной, если при
зажиме или при выполнении операций деталь будет де-
формироваться. Это может происходить вследствие не-
правильного положения детали или сборочной единицы
или неудачного выбора места зажатия, при недостаточ-
ном количестве опор, под действием слишком большой
силы зажатия и т. п. Следует учитывать, что нередко де-
формируются даже довольно массивные детали, в особен-
ности, если закрепление производится вручную, бескон-
трольно.
Поэтому пневмо- или гидрозажимы, удерживающие
детали с постоянным и необходимым давлением, имеют
значительное преимущество перед ручными.
При необходимости включения в зажимные элементы
силовых винтов для их вращения следует применять ме-
ханический привод с муфтами, ограничивающими кру-
тящий момент.
ГЛАВА 7. СБОРОЧНЫЕ ПРИСПОСОБЛЕНИЯ
211
Закрепление базовых деталей собираемого изделия
непосредственно на магнитной плите недопустимо из-за
возможности его намагничивания.
Для небольших сил зажима удобны вакуумные зажим-
ные устройства, а для больших сил — пружинные. Пру-
жинные устройства часто применяют в приспособлениях
для пайки и склеивания деталей. Они не препятствуют
тепловым расширениям деталей при нагреве и их сокра-
щению при охлаждении.
К вспомогательным устройствам сборочных приспо-
соблений относятся поворотные механизмы, делительные
механизмы, фиксаторы, выталкиватели и др.
Их функциональное назначение и конструктивное
оформление аналогично станочным приспособлениям.
7.4.
МЕТОДИКА ПРОЕКТИРОВАНИЯ
СПЕЦИАЛЬНЫХ
СБОРОЧНЫХ ПРИСПОСОБЛЕНИЙ
К исходным данным для проектирования относятся:
• чертеж изделия (сборочной единицы);
• технические условия на приемку изделия;
• технологический процесс сборки;
• схемы базирования собираемых узлов и деталей в из-
делии;
• каталоги оборудования и сборочных инструментов;
• заданная производительность сборки;
• программа выпуска изделий;
• требуемая точность соединений и др.
Установлен следующий порядок проектирования:
1) по сборочному чертежу устанавливаются базовые
поверхности, которые могут быть использованы для кре-
пления или фиксации сборочной единицы в приспособле-
нии при выполнении данной операции;
2) определяются тип, размер, количество и взаимное
расположение установочных элементов;
3) определяются ориентировочно силы, которые бу-
дут действовать на приспособление в процессе его исполь-
зования, а затем по величине этих сил устанавливаются
212
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
место приложения и величина сил для закрепления базо-
вых деталей;
4) выбираются типоразмер и конструкция зажимного
устройства;
5) разрабатывается принципиальная схема приспособ-
ления;
6) разрабатывается конструктивная схема приспособ-
ления (эскизная компоновка) и путем расчета на прочность
определяются размеры основных его деталей;
7) окончательно оформляется конструкция приспособ-
ления;
8) производится расчет приспособления на экономич-
ность;
9) составляются рабочие чертежи и сдаются в произ-
водство.
Методика расчета сил зажима сборочных приспособ-
лений такая же, как и в станочных приспособлениях.
Расчет сил зажима сводится к задаче статики на рав-
новесие сборочной единицы под действием приложенных
к ней внешних сил. Расчет следует вести, учитывая наи-
большие значения сдвигающих сил и моментов.
При расчете силы зажима следует учитывать коэффи-
циент запаса, представленный в виде
где Ко = 1,5 — гарантированный коэффициент запаса;
К4 — коэффициент, характеризующий зажимное уст-
ройство с точки зрения постоянства развиваемых сил:
• К4 = 1,3 — для зажимных устройств с ручным при-
водом;
• К4 — 1,0 — для зажимных устройств с механизирован-
ным приводом;
• К4 = 1,2 — в случае, если допуск на размер заготовки
влияет на силу зажима, что имеет место при использо-
вании пневмокамер, пневморычажных систем, мем-
бранных патронов и др.;
К5 — коэффициент, характеризующий удобство рас-
положения рукояток в ручных зажимных устройствах:
ГЛАВА 7. СБОРОЧНЫЕ ПРИСПОСОБЛЕНИЯ 213
• К5 = 1,0 — при удобном положении рукоятки и малом
диапазоне угла поворота;
• К5 = 1,2 — при большом диапазоне угла поворота ру-
коятки (более 90°);
К6 — коэффициент, учитывающий наличие моментов,
стремящихся провернуть деталь:
• К6 = 1,0 —если базовая деталь установлена плоскостью
на опоры с ограниченной поверхностью контакта;
• К6 = 1,5 — если базовая деталь установлена на план-
ки или другие элементы с большой поверхностью кон-
такта.
ЛИТЕРАТУРА
1. Выбор и рациональное применение систем станочных при-
способлений: методические указания. ЕСТПП. — М.: Изд-
во стандартов, 1979. — 108 с.
2. МН 74-59 и МН 81-59. Инструмент и приспособления для
машиностроения: классификация и условные обозначения.
3. Блюменштейн, В. Ю. Проектирование технологической
оснастки : учеб, пособие / В. Ю. Блюменштейн, А. А. Клеп-
цов. — Кемерово : ГУ КузГТУ, 2006. — 205 с.
4. Трусов, А. Н. Проектирование технических средств авто-
матизации и технологической оснастки : учеб, пособие /
А. Н. Трусов. — Кемерово : ГУ КузГТУ, 2001. — 144 с.
5. Безъязычный, В. Ф. Станочные приспособления для стан-
ков с ЧПУ : учеб, пособие / В. Ф. Безъязычный, В. Д. Кор-
неев, В. Н. Ливанов, Т. Д. Кожина [и др.] / под общ. ред.
В. Ф. Безъязычного. — М. : Машиностроение, 2000. —
147 с.
6. Андреев, Г. Н. Проектирование технологической оснаст-
ки машиностроительного производства: учеб, пособие для
вузов / Г. Н. Андреев, В. Ю. Новиков, А. Г. Схиртладзе /
под ред. Ю. М. Соломенцева. — М.: Высшая школа, 1999. —
415 с.
7. ГОСТ 21495-76. Базирование и базы в машиностроении.
8. Станочные приспособления: справочник: в 2 т. — Т. 1 / под
ред. Б. Н. Вардашкина, А. А. Шатилова. — М. : Машино-
строение, 1984. — 592 с.
9. Станочные приспособления: справочник: в 2 т. — Т. 2 / под
ред. Б. Н. Вардашкина, В. В. Данилевского. — М.: Маши-
ностроение, 1984. — 656 с.
ЛИТЕРАТУРА
215
10. Ансеров, М. А. Приспособления для металлорежущих
станков. — Л.: Машиностроение, 1975. — 652 с.
11. Корсаков, В. С. Основы конструирования приспособлений
в машиностроении / В. С. Корсаков. — М.: Машинострое-
ние, 1988. — 277 с.
12. Горошкин, В. С. Приспособления для металлорежущих
станков : справочник / В. С. Горошкин. — М.: Машино-
строение, 1979. — 301 с.
13. Косов, Н. П. Станочные приспособления для деталей слож-
ной формы /Н. П. Косов. — М.: Машиностроение, 1979. —
234 с.
14. Косов, Н. П. Технологическая оснастка : учеб, пособие /
Н. П. Косов, А. Н. Исаев, А. Г. Схиртладзе, О. И. Драчев
[и др.] — Тольятти, 2003. — 245 с.
15. Константинов, О. Я. Магнитная технологическая оснаст-
ка / О. Я. Константинов. — Л.: Машиностроение, 1974. —
383 с.
16. Болотин, X. Л. Станочные приспособления / X. Л. Бо-
лотин, Ф. П. Костромин. — М.: Машиностроение, 1973. —
344 с.
17. Вейц, В. Л. Электромеханические зажимные устройства
станков и станочных линий / В. Л. Вейц, Л. И. Фрид-
ман. — Л.: Машиностроение, 1973. — 262 с.
18. Кузнецов, Ю. И. Оснастка для станков с ЧПУ : справоч-
ник / Ю. И. Кузнецов [и др.]. — М.: Машиностроение,
1990. —512 с.
19. Маслов, А. Р. Приспособления для металлообрабаты-
вающего инструмента : справочник / А. Р. Маслов. — М.:
Машиностроение, 2002. — 256 с.
20. Переналаживаемая технологическая оснастка / под ред.
Д. И. Полякова. — М.: Машиностроение, 1988. — 456 с.
21. Пружинно-гидравлическая оснастка для металлорежу-
щих станков / под общ. ред. Л. М. Мышлевского. — М.:
Машиностроение, 1983. — 149 с.
22. Палей, М. М. Технология производства приспособлений,
пресс-форм и штампов / М. М. Палей. — М. : Машино-
строение, 1979. — 293 с.
23. Технология технического контроля в машиностроении :
справочное пособие / под общ. ред. В. И. Чупырина. —
М. : Издательство стандартов, 1990. — 400 с.
ОГЛАВЛЕНИЕ
Предисловие............................................ 5
Глава 1
Основные понятия н определения......................... 7
1.1. Определение понятия приспособления................ 7
1.2. Классификация приспособлений...................... 8
1.3. Системы приспособлений .......................... 11
1.3.1. Универсально-сборные приспособления (УСП)... 12
1.3.2. Универсально-наладочные
приспособления (УНП) .............................. 19
1.3.3. Универсально-безналадочные
приспособления (УБП)............................... 20
1.3.4. Специализированные наладочные
приспособления (СНП)............................... 22
1.3.5. Сборно-разборные приспособления (СРП)...... 24
1.3.6. Неразборные специальные приспособления (НСП) .. 27
Глава 2
Методика выбора системы
н проектировании станочного приспособления............. 29
2.1. Исходные данные при выборе
системы станочных приспособлений....................... 30
2.2. Последовательность выбора системы станочных
приспособлений......................................... 30
2.3. Анализ влияния основных факторов на выбор систем
станочных приспособлений............................... 31
2.3.1. Конструкторско-технологическая характеристика
обрабатываемых деталей.............................. 32
ОГЛАВЛЕНИЕ
217
2.3.2. Экономические требования к оснащаемой
операции........................................... 35
2.3.3. Организационно-технологические условия
выполнения операции'............................... 36
2.4. Технико-экономическое обоснование
выбора систем технологической оснастки................. 37
2.4.1. Экономические расчеты целесообразности
применения специальных приспособлений
в зависимости от заданного выпуска
и характера производства........................... 37
2.5. Последовательность проектирования
специального приспособления............................ 41
Глава 3
Основные направления при проектировании
приспособлений......................................... 45
3.1. Механизация и автоматизация приспособлений........ 45
3.2. Нормализация и стандартизация элементов, узлов -
и конструкций приспособлений........................... 47
3.3. Обозначение технологической оснастки.............. 48
Глава 4
Проектирование элементов приспособления................ 51
4.1. Основные принципы установки заготовки
в приспособлении....................................... 51
4.2. Основные положения теории базирования............. 51
4.3. Классифнкация баз................................. 56
4.4. Погрешность установки заготовки в приспособлении.. 57
4.4.1. Погрешность базирования...................... 57
4.4.2. Погрешность закрепления...................... 61
4.4.3. Погрешность положения заготовки, вызванная
неточностью приспособления......................... 64
4.5. Точностной расчет станочного приспособления....... 66
4.5.1. Решение проектной задачи..................... 66
4.5.2. Решение проверочной задачи................... 69
4.6. Типовые схемы установки заготовок в приспособлениях . . 70
4.6.1. Типовые схемы установки заготовок типа
«тела вращения» ................................... 70
4.6.2. Схемы установки заготовок типа
«не тела вращения»................................. 79
4.7. Последовательность выбора метода установки деталей.... 85
4.8. Конструкции установочных элементов приспособлений... 85
4.8.1. Опоры........................................ 85
4.8.2. Установочные пальцы.......................... 90
4.8.3. Оправки ..................................... 92
4.8.4. Призмы....................................... 93
4.9. Закрепление заготовок и зажимные устройства
приспособлений......................................... 94
4.9.1. Силы, действующие на заготовку в приспособлении . 94
218
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
4.9.2. Требования, предъявляемые к зажимным
устройствам ..................................... 96
4.9.3. Выбор схемы закрепления детали............ 97
4.9.4. Методика расчета сил зажима.............. 100
4.9.5. Расчет сил зажима для типовых случаев установки . 101
4.9.6. Классификация зажимных элементов......... 108
4.9.7. Зажимные элементы клинового типа......... 110
4.9.8. Клиноплунжерные механизмы................ 115
4.9.9. Рычажные механизмы....................... 117
4.9.10. Винтовые механизмы...................... 120
4.9.11. Эксцентриковые зажимные механизмы....... 123
4.10. Установочно-зажимные элементы приспособлений .... 125
4.10.1. Призматические ориентирующие механизмы____ 125
4.10.2. Самоцентрирующие установочно-зажимные
элементы........................................ 126
4.11. Силовые приводы приспособлений............... 133
4.11.1. Пневматический привод................... 134
4.11.2. Гидравлический привод................... 145
4.11.3. Пневмогидравлический привод............. 149
4.11.4. Механогидравлический привод............. 150
4.11.5. Электромеханический привод.............. 151
4.11.6. Вакуумный привод........................ 152
4.11.7. Магнитные приводы....................... 154
4.12. Корпусы приспособлений ...................... 159
4.13. Делительные устройства (фиксаторы)........... 162
4.14. Элементы для направления и контроля
положения режущего инструмента..................... 164
4.14.1. Кондукторные втулки..................... 164
4.14.2. Кондукторные плиты...................... 167
4.14.3. Установы................................ 167
4.14.4. Копиры.................................. 168
4.15. Вспомогательные элементы приспособлений...... 169
4.15.1. Направляющие............................ 170
4.15.2. Механизмы для закрепления и подъема
поворотных частей приспособлений................ 171
4.15.3. Выталкиватели........................... 172
Глава 5
Типовые конструкции приспособлений
для металлорежущих станков......................... 173
5.1. Приспособления для токарных станков........... 173
5.2. Приспособления для фрезерных станков.......... 175
5.3. Приспособления для сверлильных станков........ 178
5.4. Приспособления для крепления и фиксации
режущего инструмента на станках.................... 182
Глава 6
Контрольные приспособления......................... 186
6.1. Элементы контрольных приспособлений........... 187
6.2. Типовые схемы контроля........................ 195
ОГЛАВЛЕНИЕ 219
6.2.1. Контроль отклонений формы и расположения
поверхностей .................................. 195
6.2.2. Активный контроль....................... 200
6.3. Методика проектирования контрольного
приспособления..................................... 201
Глава 7
Сборочные приспособления........................... 205
7.1. Значение сборочных процессов в машиностроении.. 205
7.2. Классификация и конструкции сборочных
приспособлений..................................... 206
7.3. Элементы сборочных приспособлений............. 209
7.4. Методика проектирования специальных
сборочных приспособлений........................... 211
Литература......................................... 214
Валерий Юрьевич БЛЮМЕНШТЕИН
Александр Алексеевич КЛЕПЦОВ
ПРОЕКТИРОВАНИЕ
ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
Учебное пособие
Издание второе,
исправленное и дополненное
Зав. редакцией
инженерно-технической литературы Б. Г. Физулов
Художественный редактор С. Ю. Малахов
Технический редактор Е. Е. Егорова
Корректоры В. О. Логунова, А. М. Плетнева
Подготовка иллюстраций М. О. Мотыгина
Верстка А. Г. Сандомирская
Выпускающие Г. М. Матвеева, Т. В. Ананченко
ЛР №065466 от 21.10.97
Гигиенический сертификат 78.01.07.953.П.007216.04.10
от 21.04.2010 г., выдан ЦГСЭН в СПб
Издательство «ЛАНЬ»
lan@lanbook.ru; www.lanbook.com
192029, Санкт-Петербург, Общественный пер., 5.
Тел./факс: (812)412-29-35, 412-05-97, 412-92-72.
Бесплатный звонок по России: 8-800-700-40-71
Подписано в печать 26.10.10.
Бумага офсетная. Гарнитура Школьная. Формат 84'1081/32.
Печать офсетная. Усл. п. л. 11,76. Тираж 1000 экз.
Заказ № 2330
Отпечатано в полном соответствии с качеством
предоставленных диапозитивов в ОАО «Издательско-
полиграфическое предприятие «Правда Севера».
163002, г. Архангельск, пр. Новгородский, 32.
Тел./факс(8182) 64-14-54, тел.: (8182) 65-37-65, 65-38-78, 20-50-52
www.ippps.ru, e-mail: zakaz@ippps.ru