

























































































































Автор: Базров Б.М.
Теги: формообразование со снятием стружки молоты и прессы разделительные операции без образования стружки, дробление и измельчение, обработка листового материала, изготовление резьбы общая технология машиностроения обработка металлов строительство машиностроение строительные конструкции издательство машиностроение
ISBN: 5-217-03061-5
Год: 2001




Б. М. Базров
МОДУЛЬНАЯ ТЕХНОЛОГИЯ
В МАШИНОСТРОЕНИИ
Москва "Машиностроение" 2001
Борис Мухтарбекович Базров - профессор, доктор
технических наук, действительный член Академии про-
блем качества, лауреат Ленинской премии, работает в Ин-
ституте машиноведения Российской академии наук, где
возглавляет научное направление - синтез структуры ма-
шин и технологий; ранее много лет проработал в Москов-
ском Государственном технологическом университете
«Станкин», заведовал кафедрой в Российском Государст-
венном университете нефти и газа им. И.М. Губкина; об-
ласть научных исследований - научные основы техноло-
гии машиностроения, управление технологическими про-
цессами, вопросы расчетов точности машин, особо следует
отметить разработанный метод замещения машины сово-
купностью координатных систем с деформирующимися
связями, послуживший основой создания новых методов
расчета машин и механизмов на точность; по результатам
исследований им опубликовано свыше 170 работ, среди
них четыре монографии и десятки изобретений.
В 1985 г. им была выдвинута идея сквозного приме-
нения модульного принципа в построении машинострои-
тельного производства, результатам разработки которой
посвящена монография.
УДК 621.9
ББК 34.5
Б 17
Базров Б. М.
Б17 Модульная технология в машиностроении. М.: Машиностроение,
2001. 368 с., ил.
Изложен системный подход’ в применении модульного принципа
при проектировании изделия, разработке технологического процесса, по-
строении технологического оборудования и организации производствен-
ного процесса. Приведен метод замещения изделия структурированным
множеством модулей и дано представление изделия как объекта производ-
ства. Раскрыты основы построения системы классификаций средств тех-
нологического оснащения, разработки модульных технологических про-
цессов, технологических средств и организации производства на принци-
пах модульной технологии. Рассмотрены вопросы системной унификации
и гибкости специализации производства.
Книга рассчитана на специалистов, работающих в области машино-
строения, преподавателей и студентов вузов машиностроительного про-
филя.
ББК 34.5
ISBN 5-217-03061-5
© Издательство "Машиностроение”, 2001
ОГЛАВЛЕНИЕ
5
ОГЛАВЛЕНИЕ
ПРЕДИСЛОВИЕ...................................................... 8
1. ВВЕДЕНИЕ...................................................... Ю
2. ПРОБЛЕМЫ МАШИНОСТРОИТЕЛЬНОГО ПРОИЗВОДСТВА..................... 12
2.1. Анализ современного состояния машиностроительного произ-
водства ............................................. 12
2.2. Пути совершенствования машиностроительного производства ... 21
3. МОДУЛЬНЫЙ ПРИНЦИП В МАШИНОСТРОИТЕЛЬНОМ ПРОИЗ-
ВОДСТВЕ.................................................24
3.1. Метод замещения изделия множеством модулей ... 26
3.1.1. Модуль поверхностей (МП) детали.................... 30
3.1.2. Модуль соединения (МС) деталей ..7................. 40
3.1.3. Изделие как ориентированное множество МН и МС...... 45
3.2. Технологическое обеспечение изделий на модульном уровне. 51
3.3. Модульный принцип в организации производства ......... 54
4. КЛАССИФИКАЦИЯ ОБЪЕКТОВ МАШИНОСТРОИТЕЛЬНОГО
ПРОИЗВОДСТВА............................................ 56
4.1. Анализ классификаций в машиностроительном производстве. 60
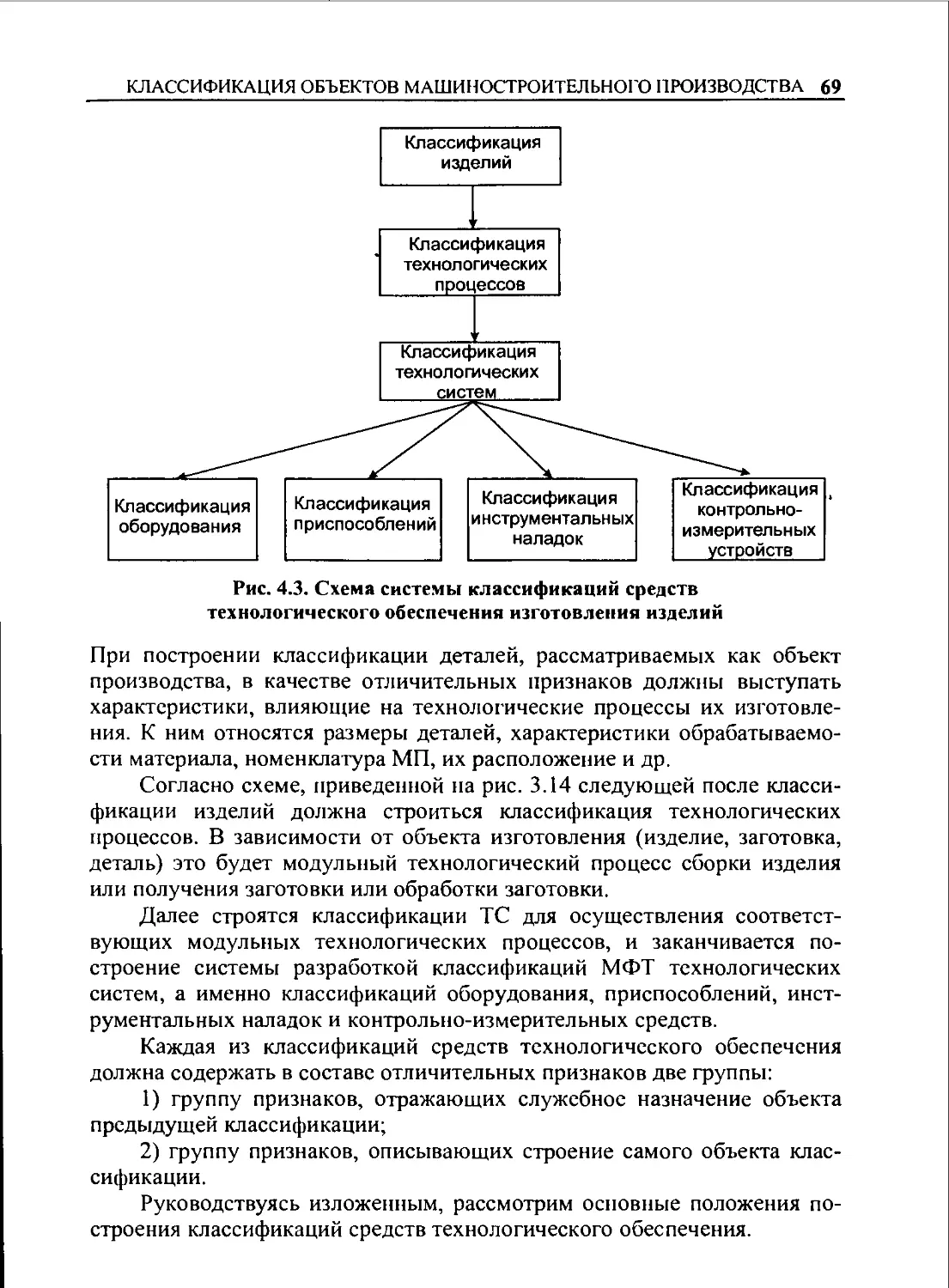
4.2. Системный подход в построении классификаций средств тех-
нологического обеспечения............................ 67
4.2.1. Построение классификаций модульных технологических
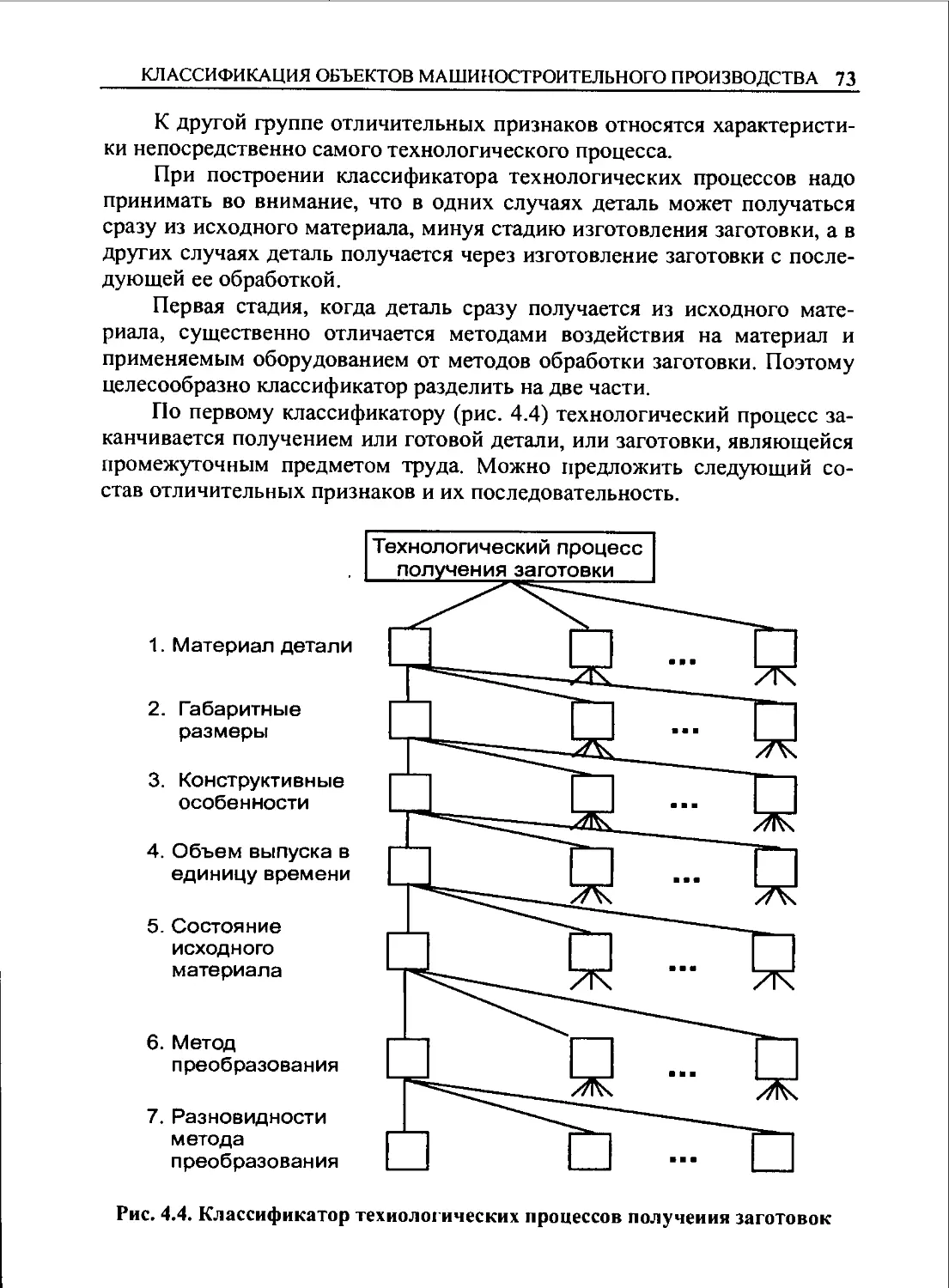
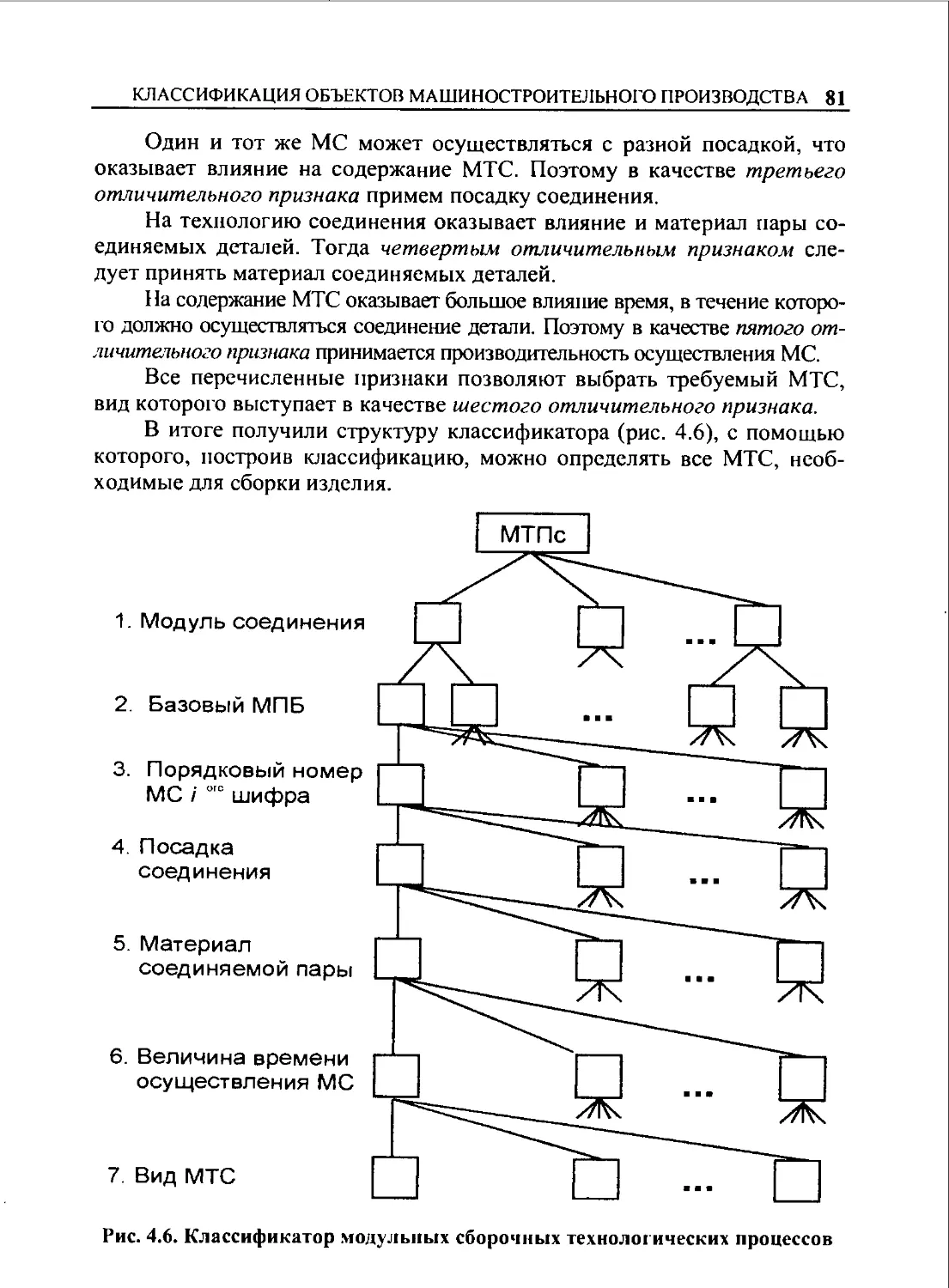
процессов........................................ 70
4.2.2. Построение классификаций технологических систем . 82
4.2.3. Принципы построения системы классификаций модулей
средств технологического обеспечения ............ 88
6
ОГЛАВЛЕНИЕ
5. МЕТОД ПРЕДСТАВЛЕНИЯ ИЗДЕЛИЯ КАК ОБЪЕКТА ПРОИЗ-
ВОДСТВА ...................................................... 92
5.1. Метод описания изделия на модульном уровне ............ 93
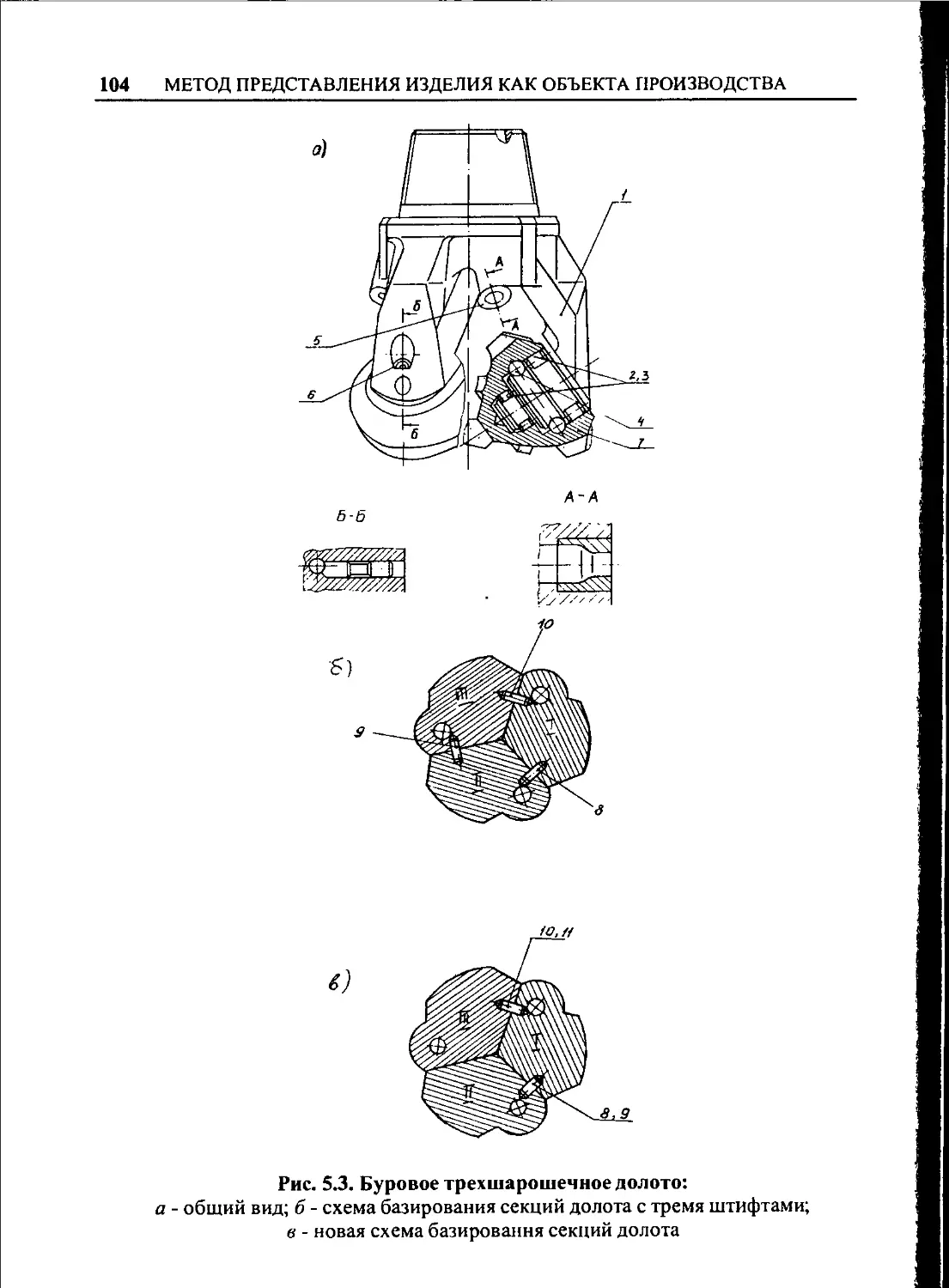
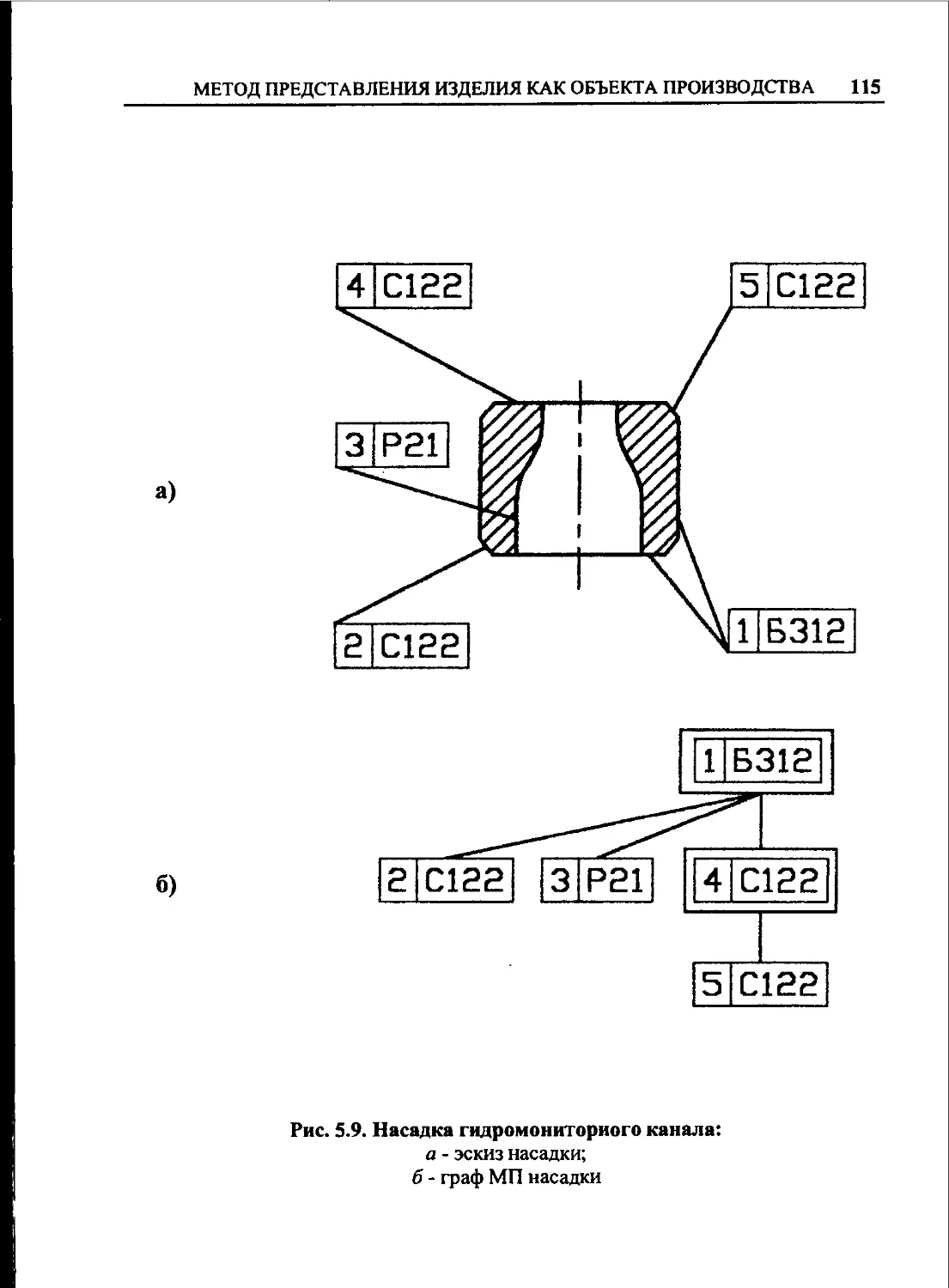
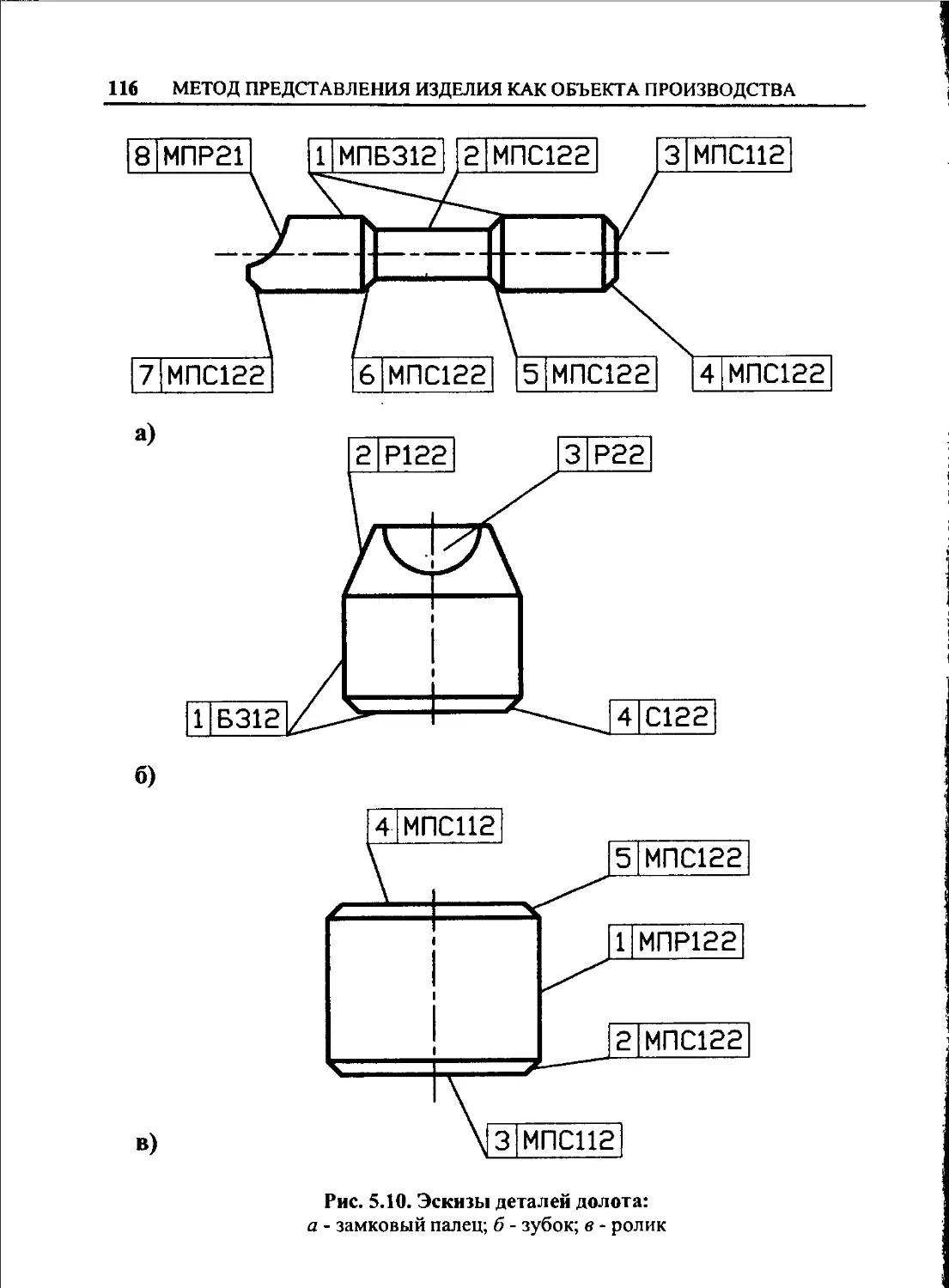
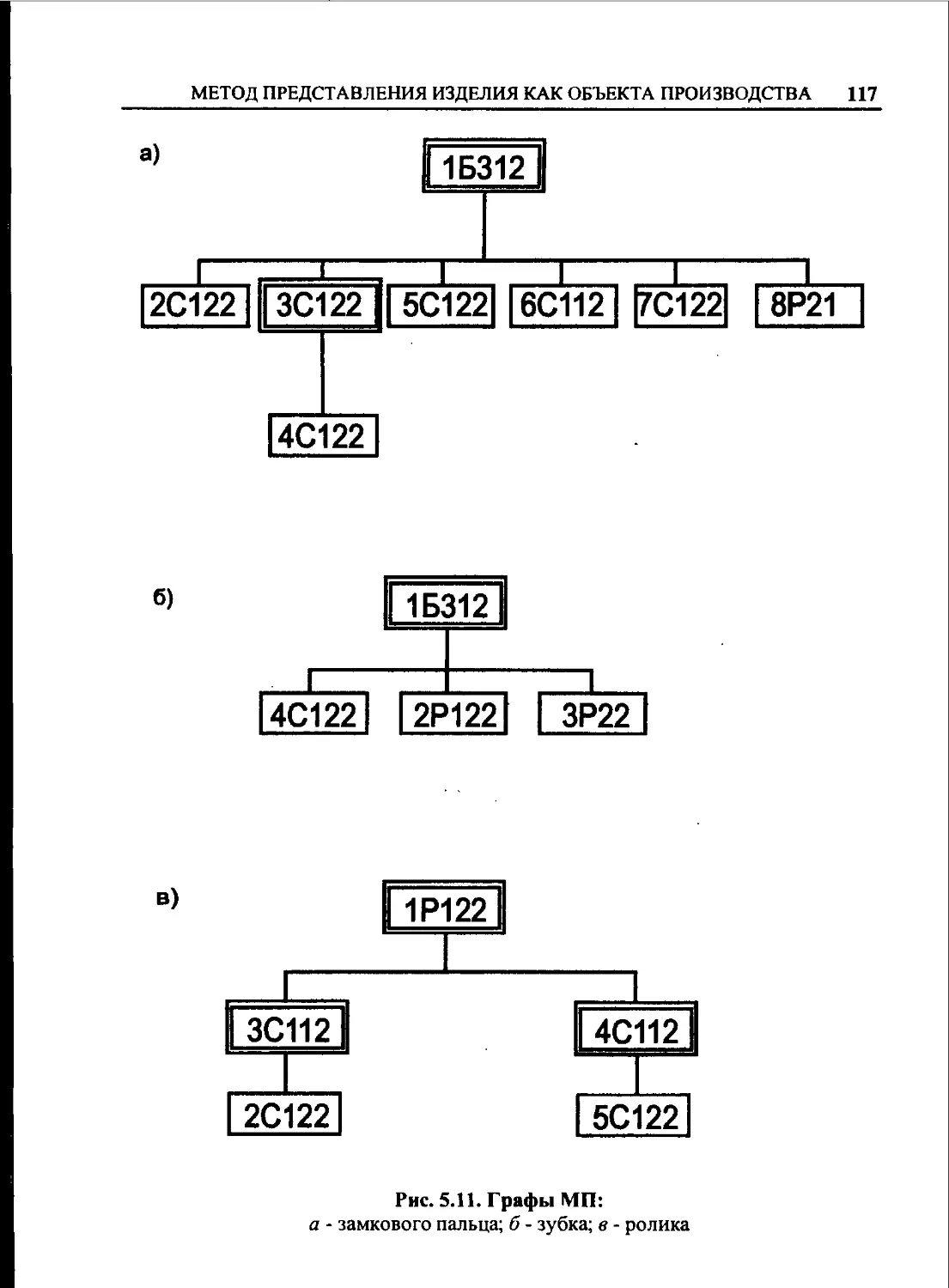
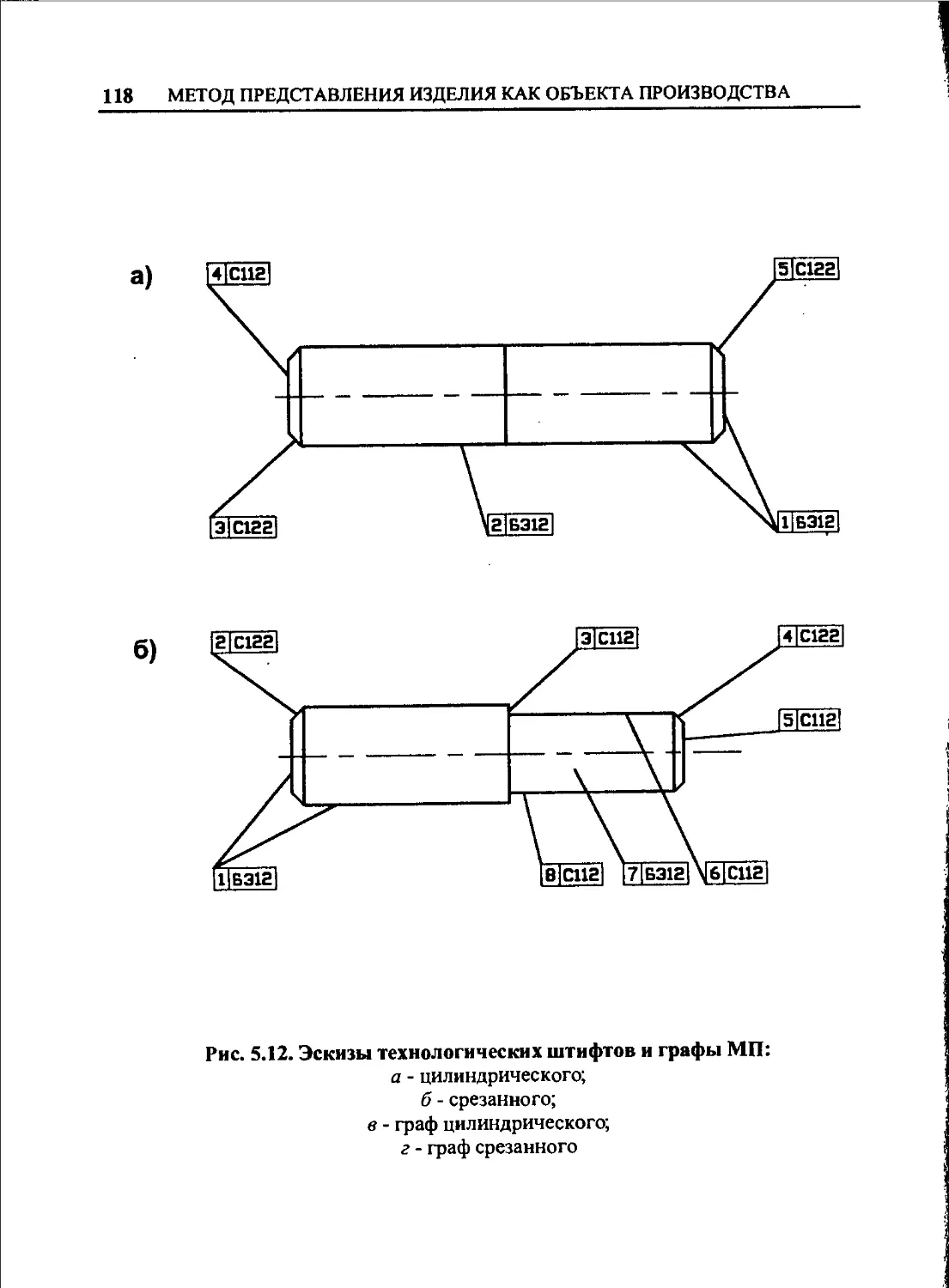
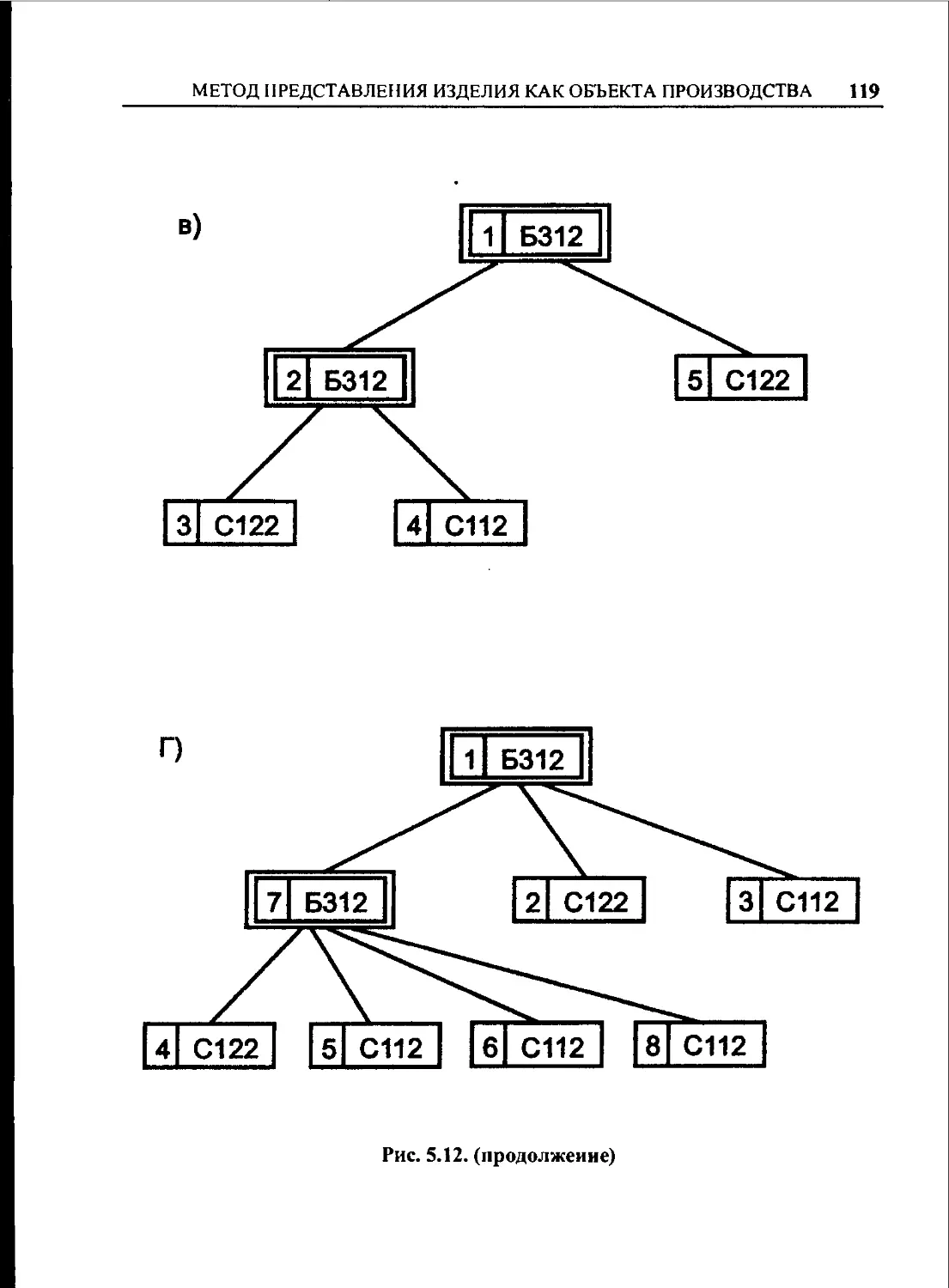
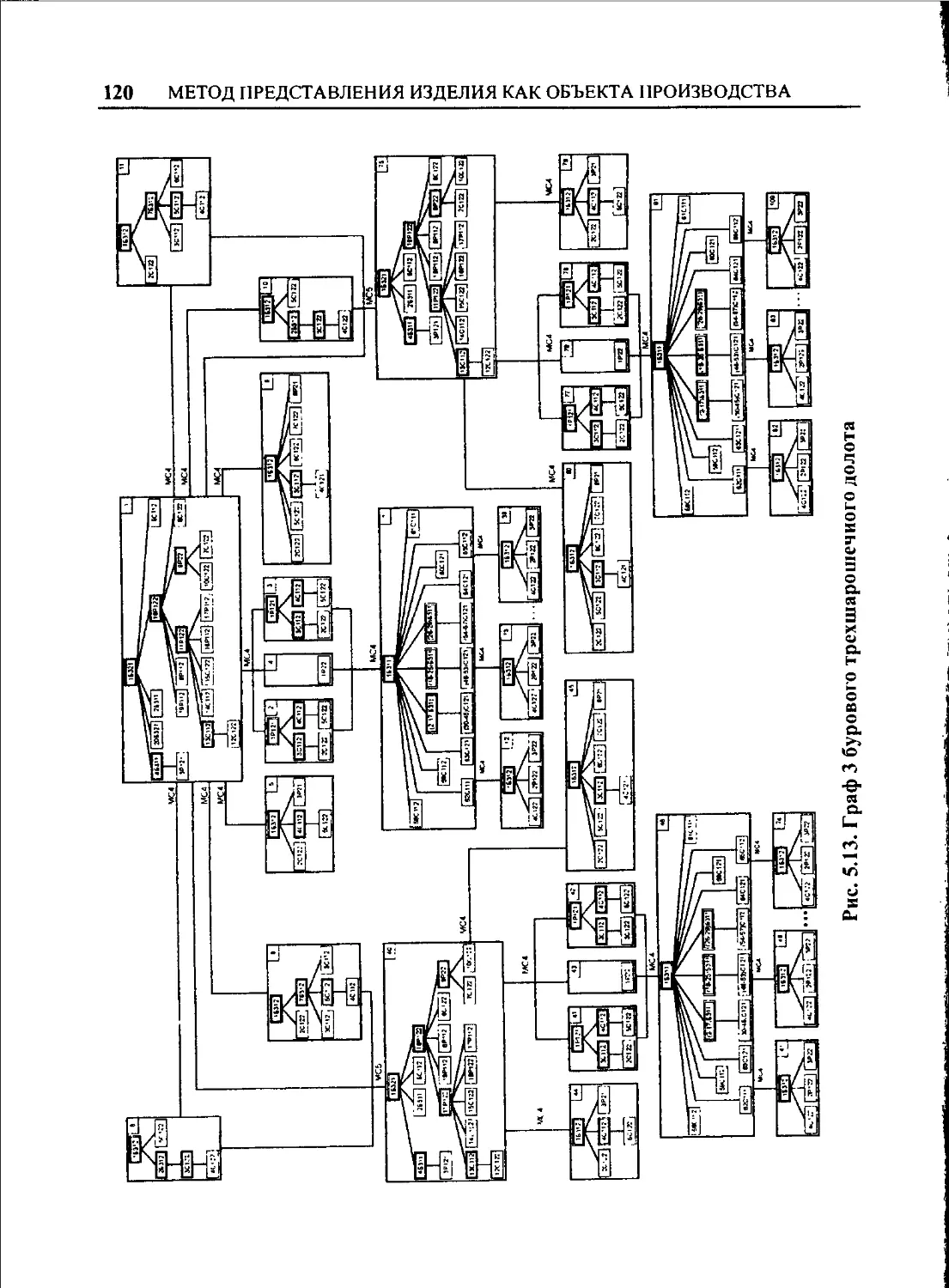
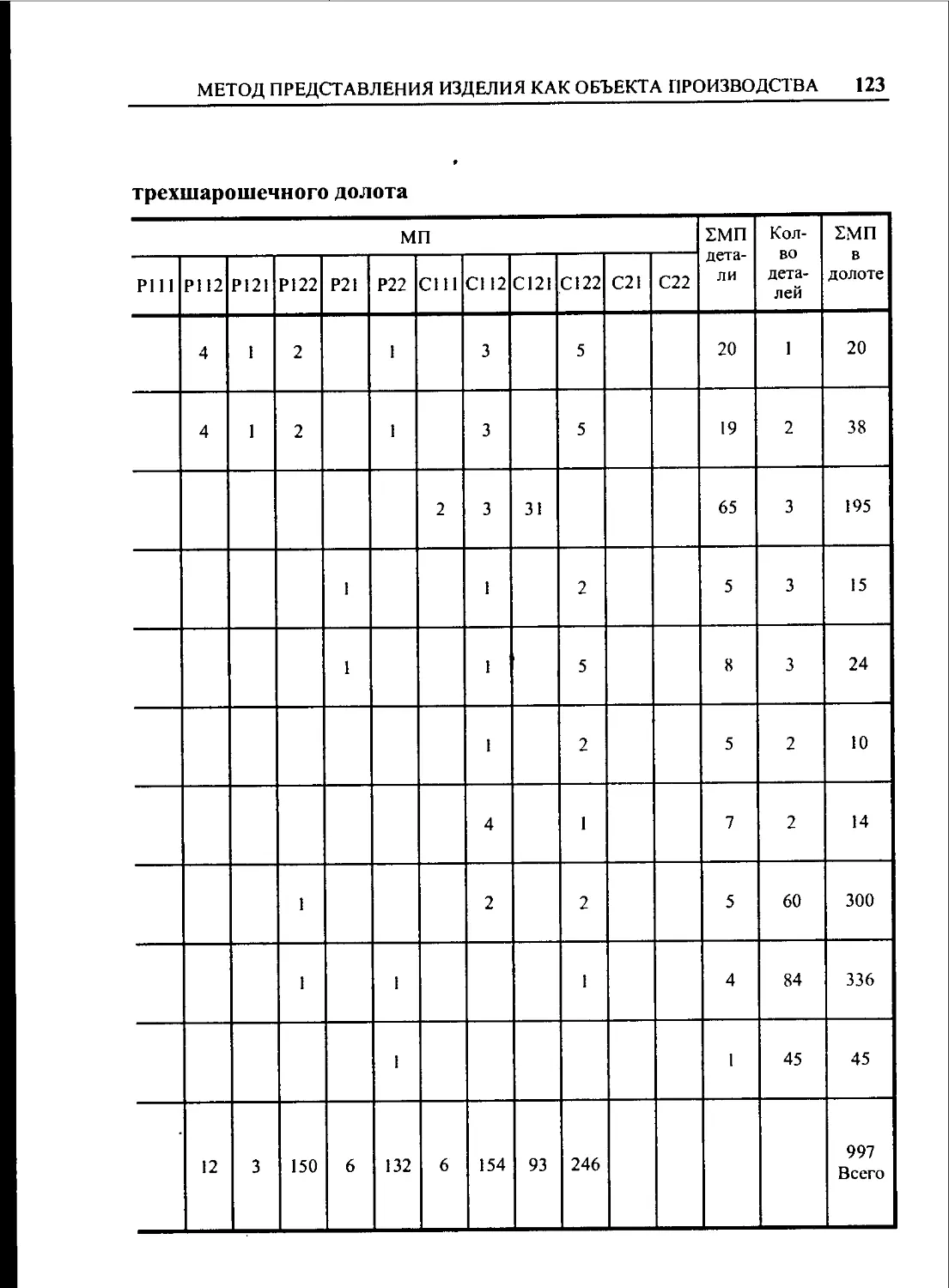
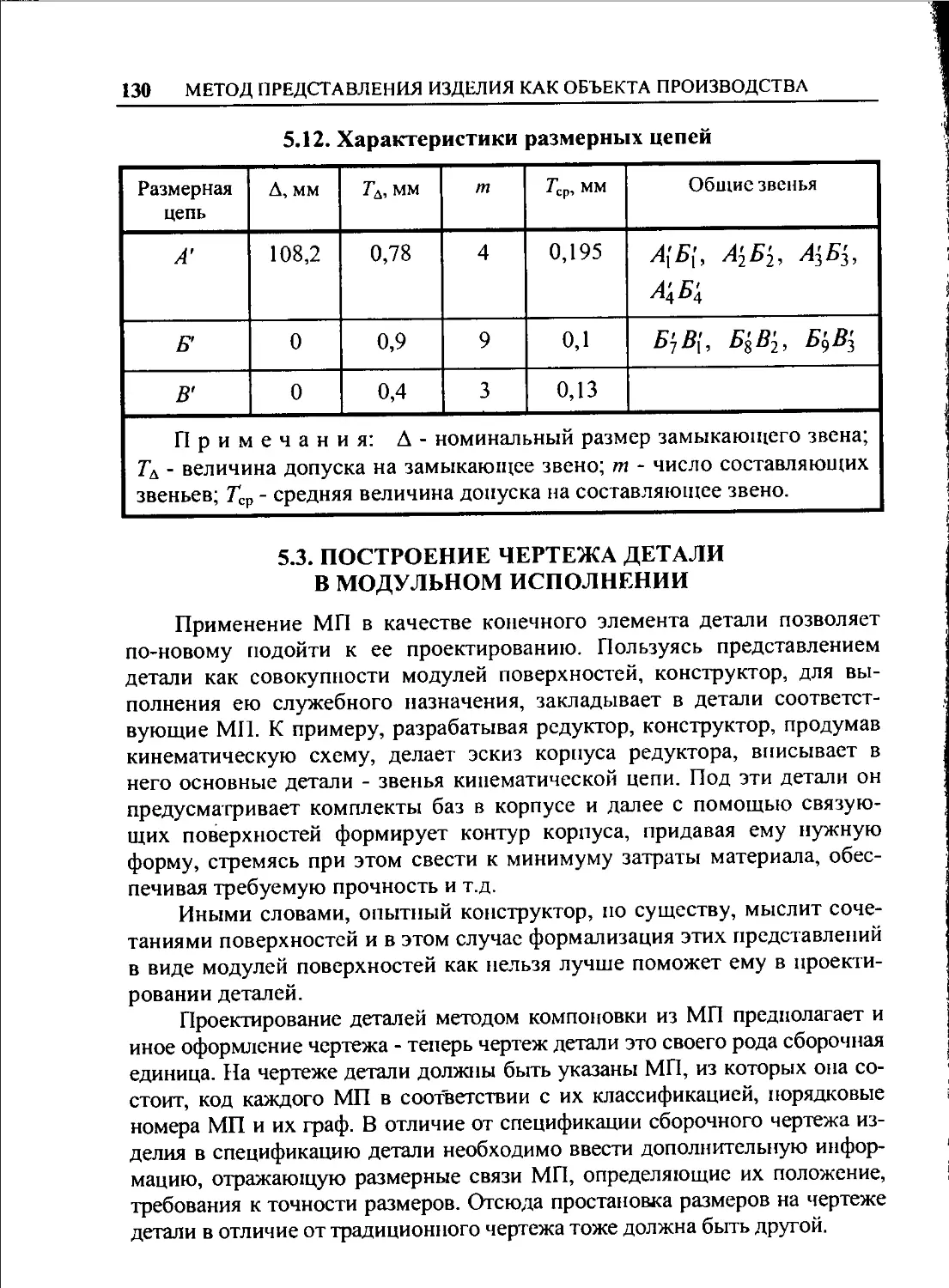
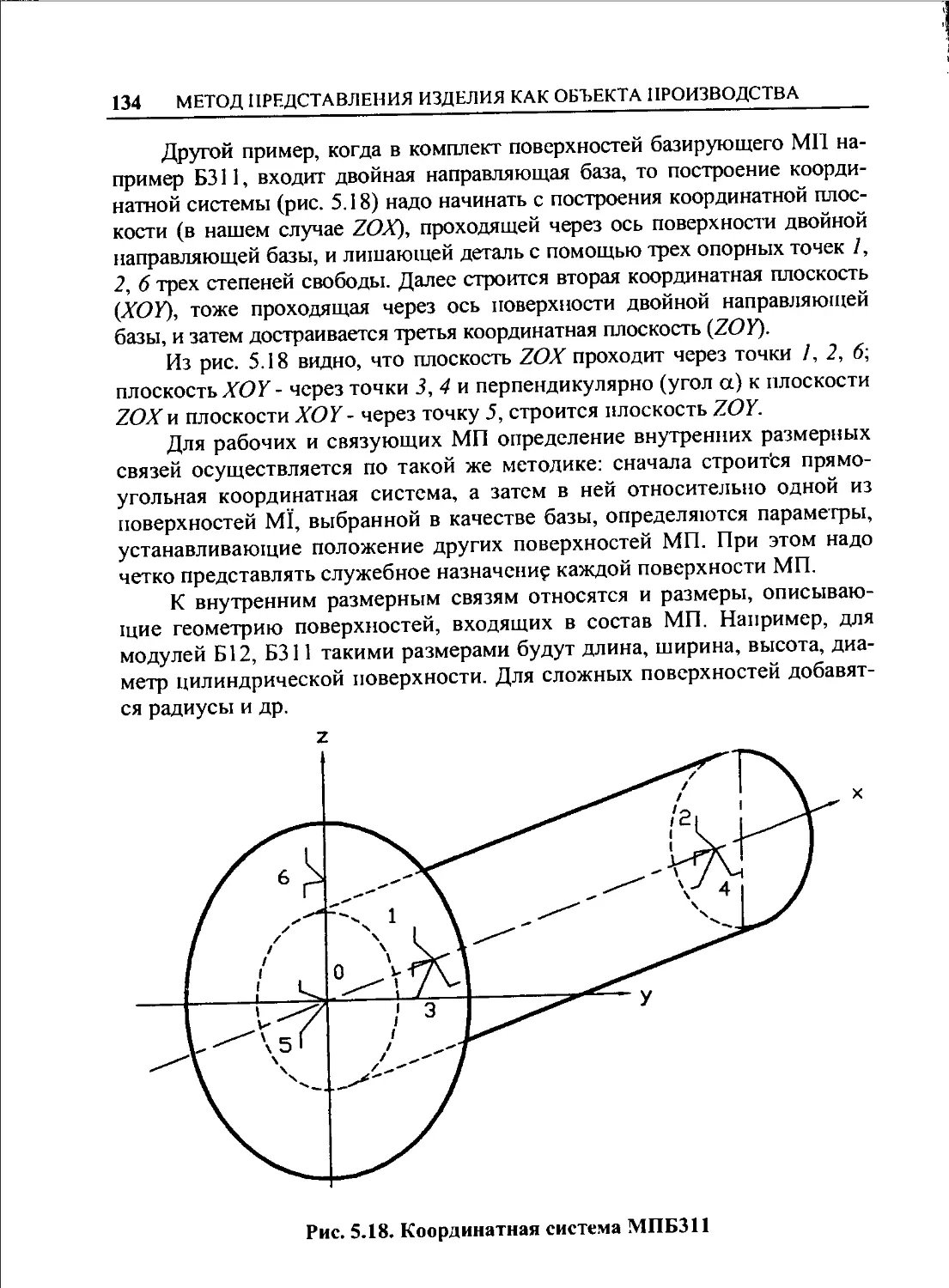
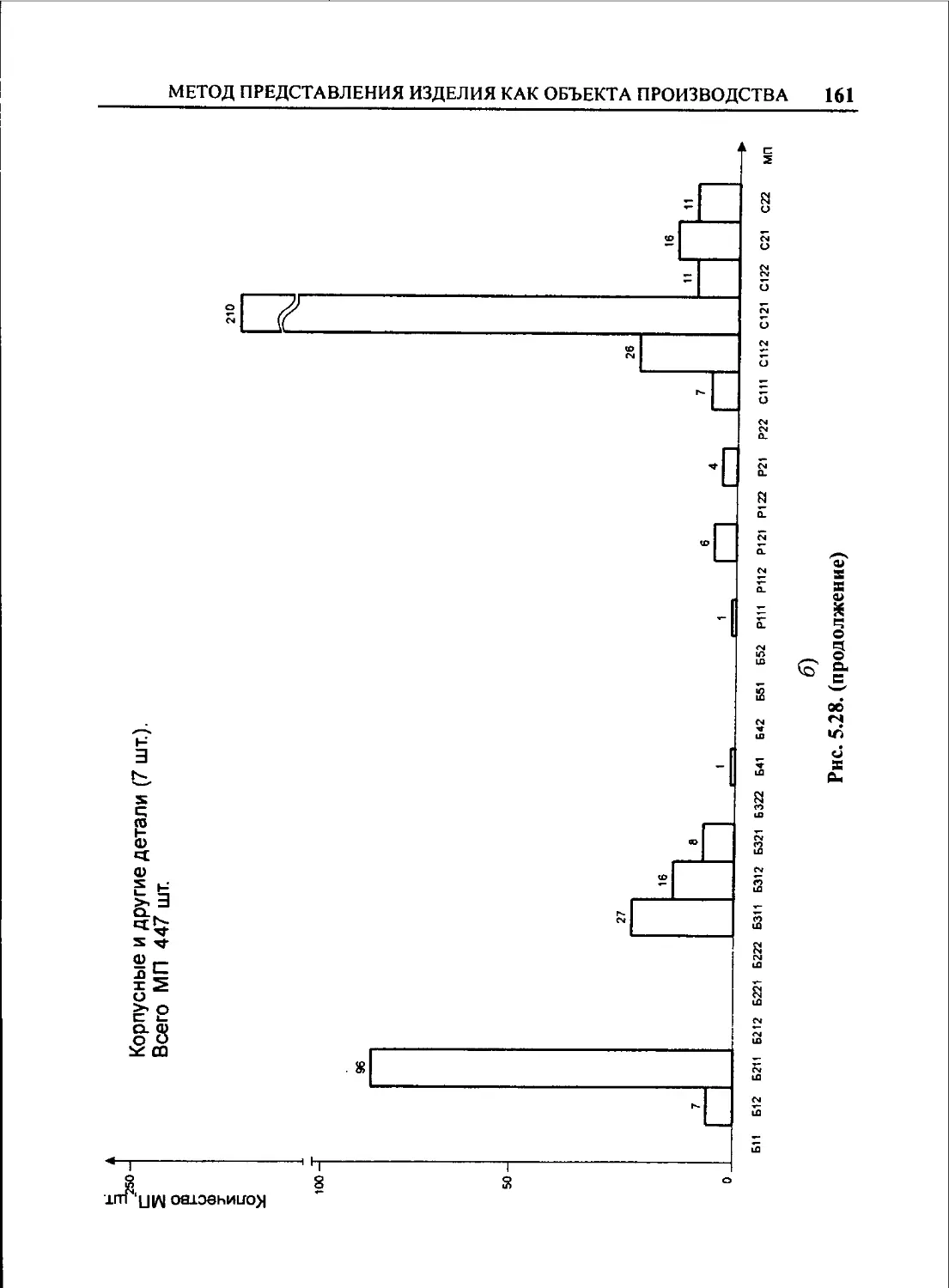
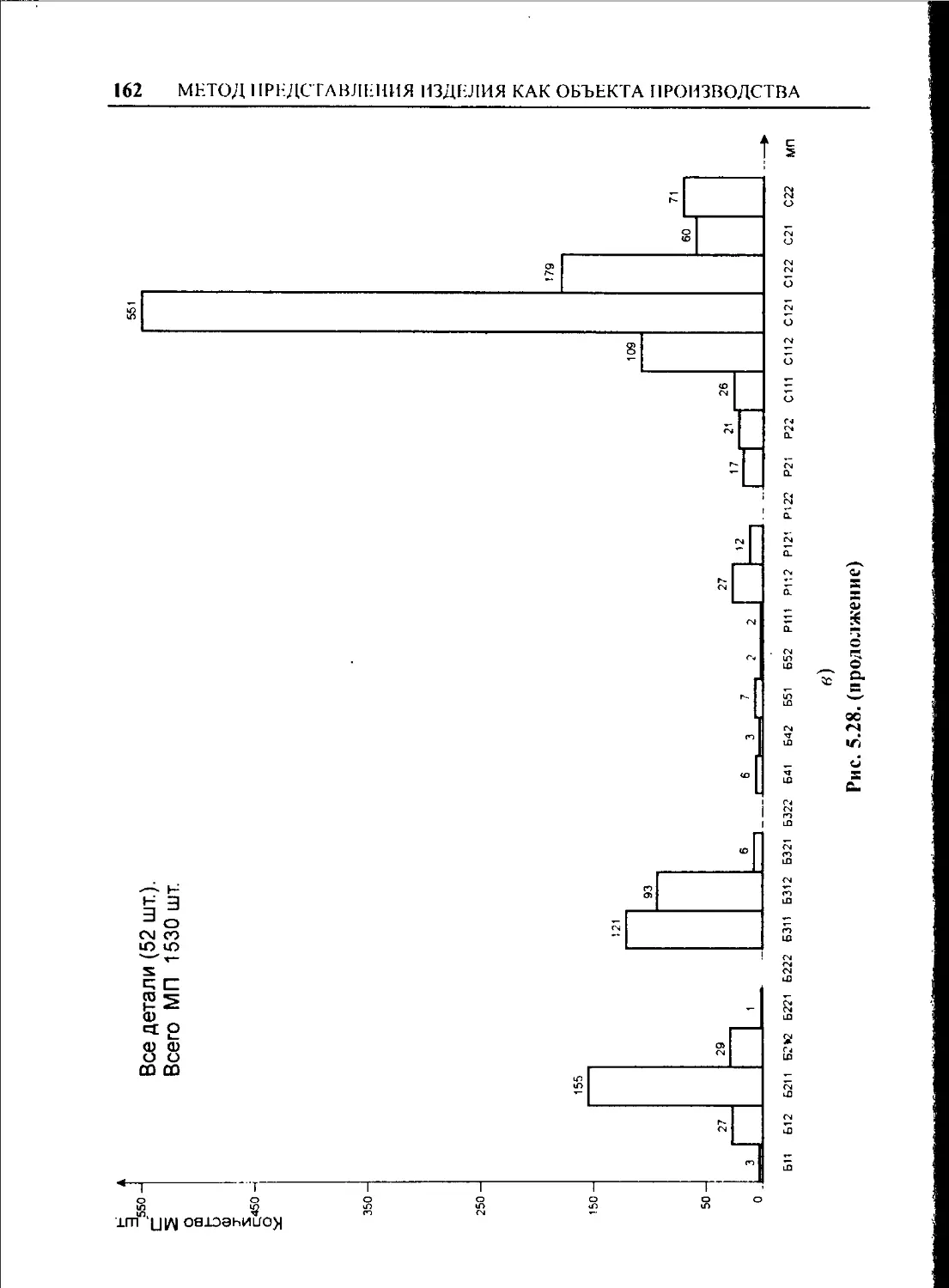
5.2. Модульное представление изделия на примере бурового трех-
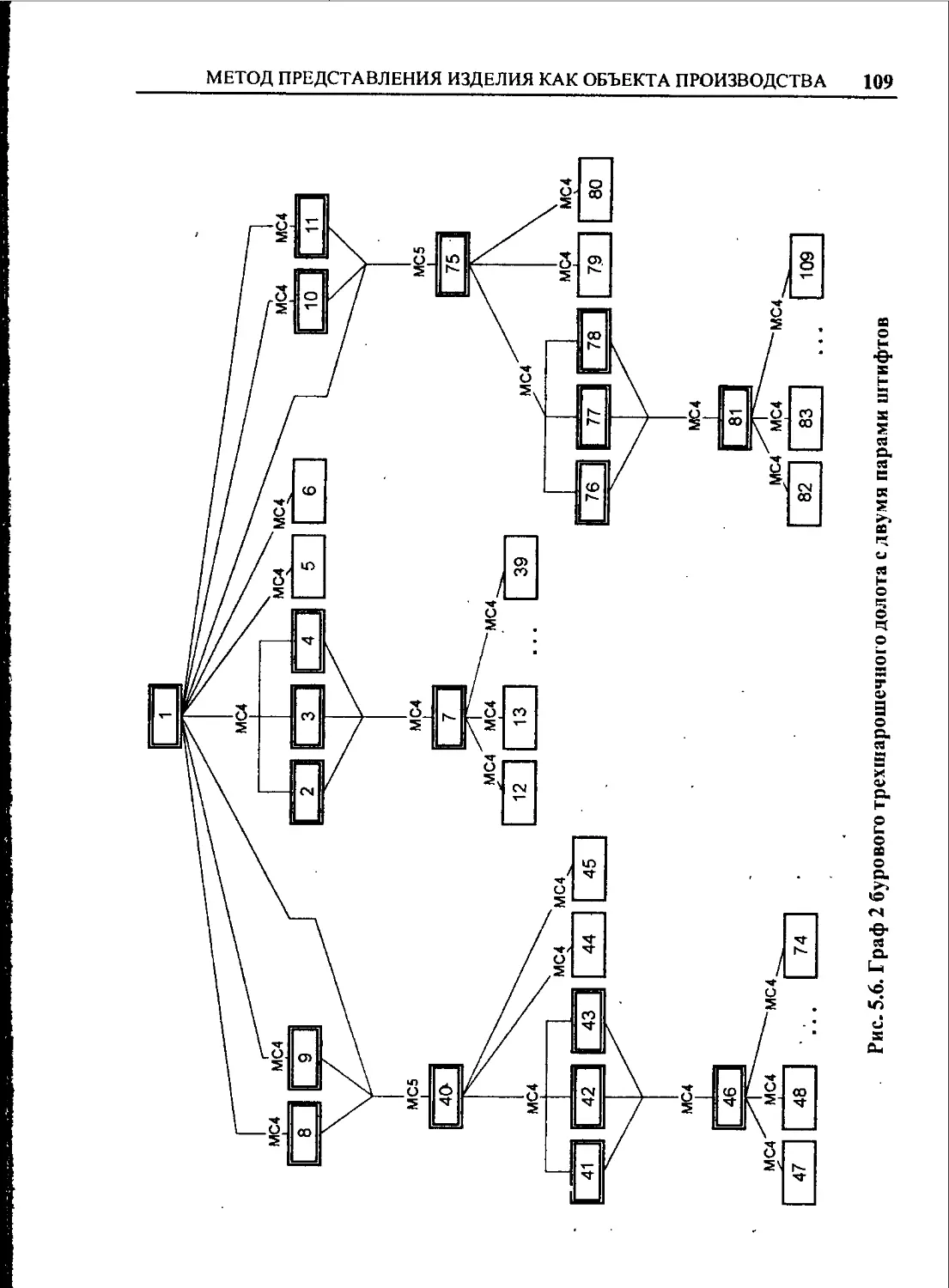
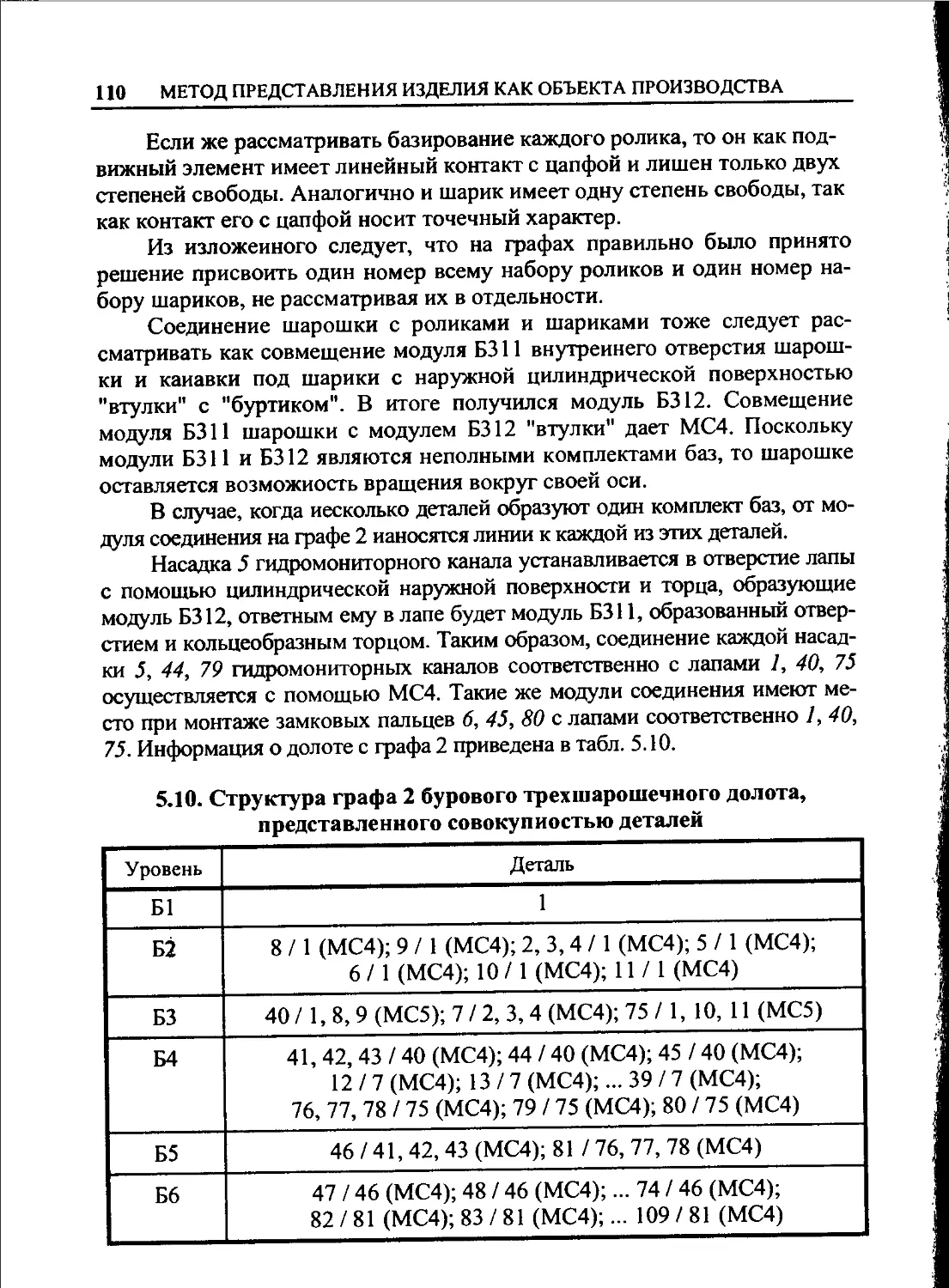
шарошечного долота ........................................ 103
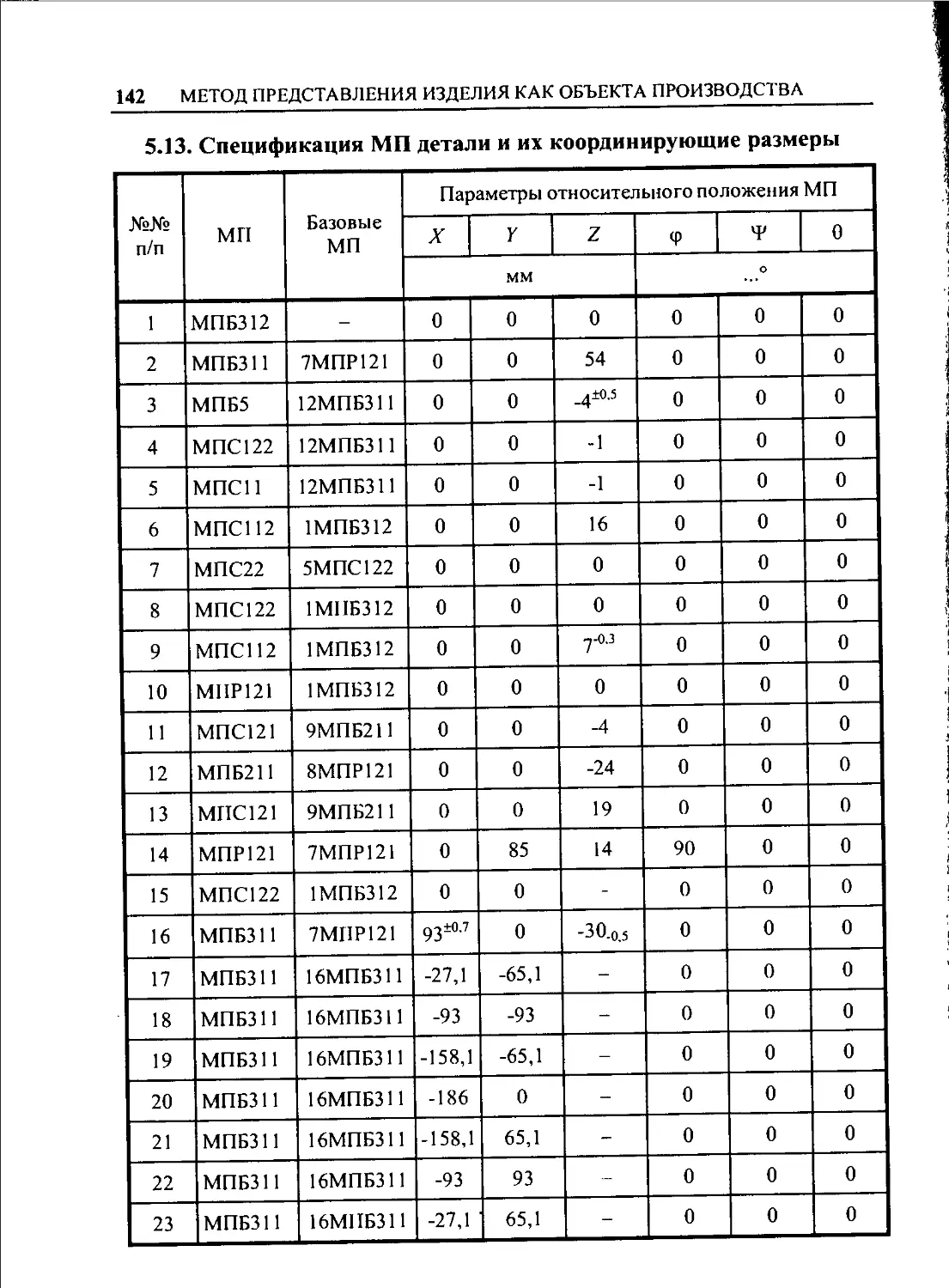
5.3. Построение чертежа детали в модульном исполнении...... 130
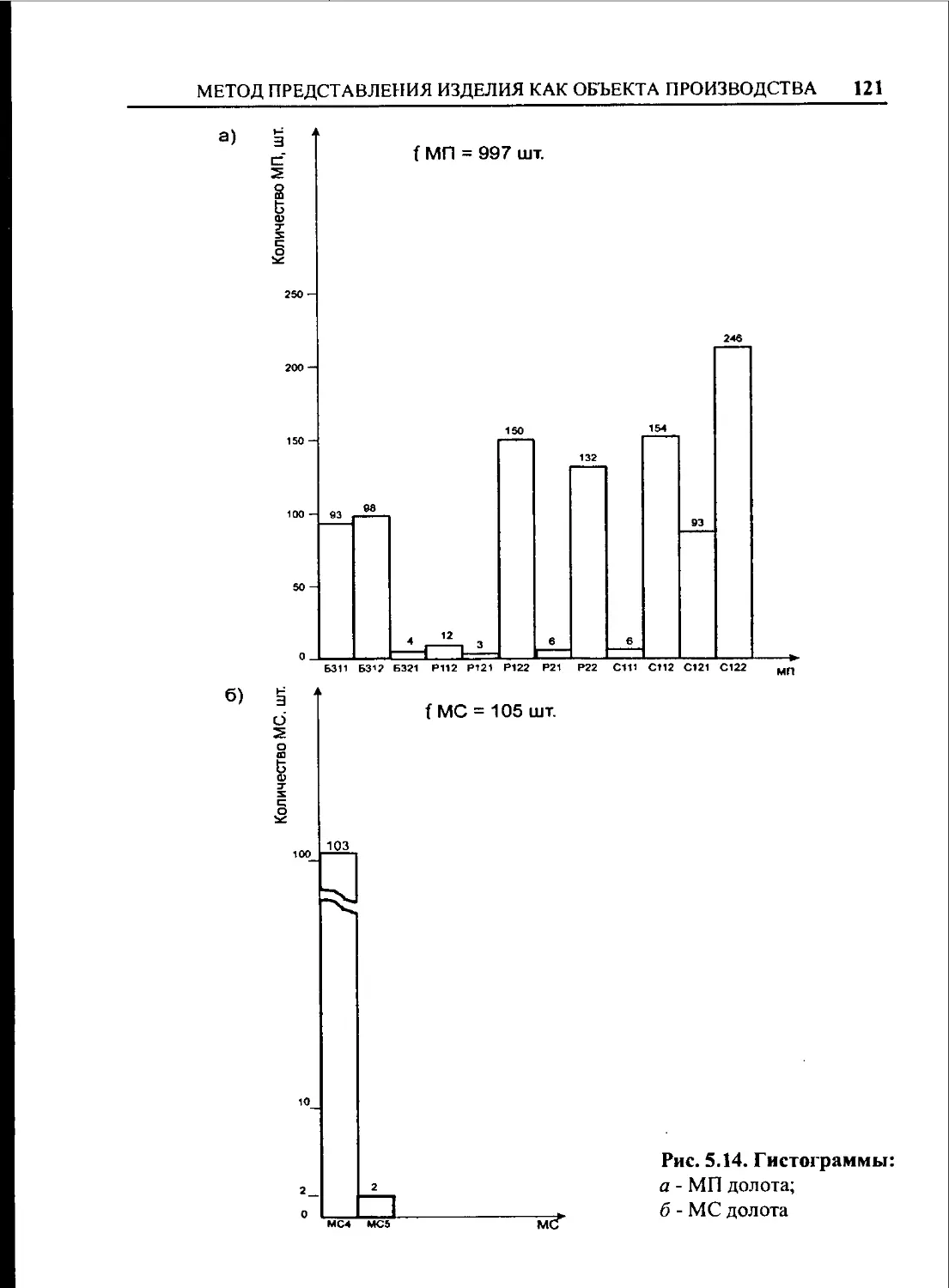
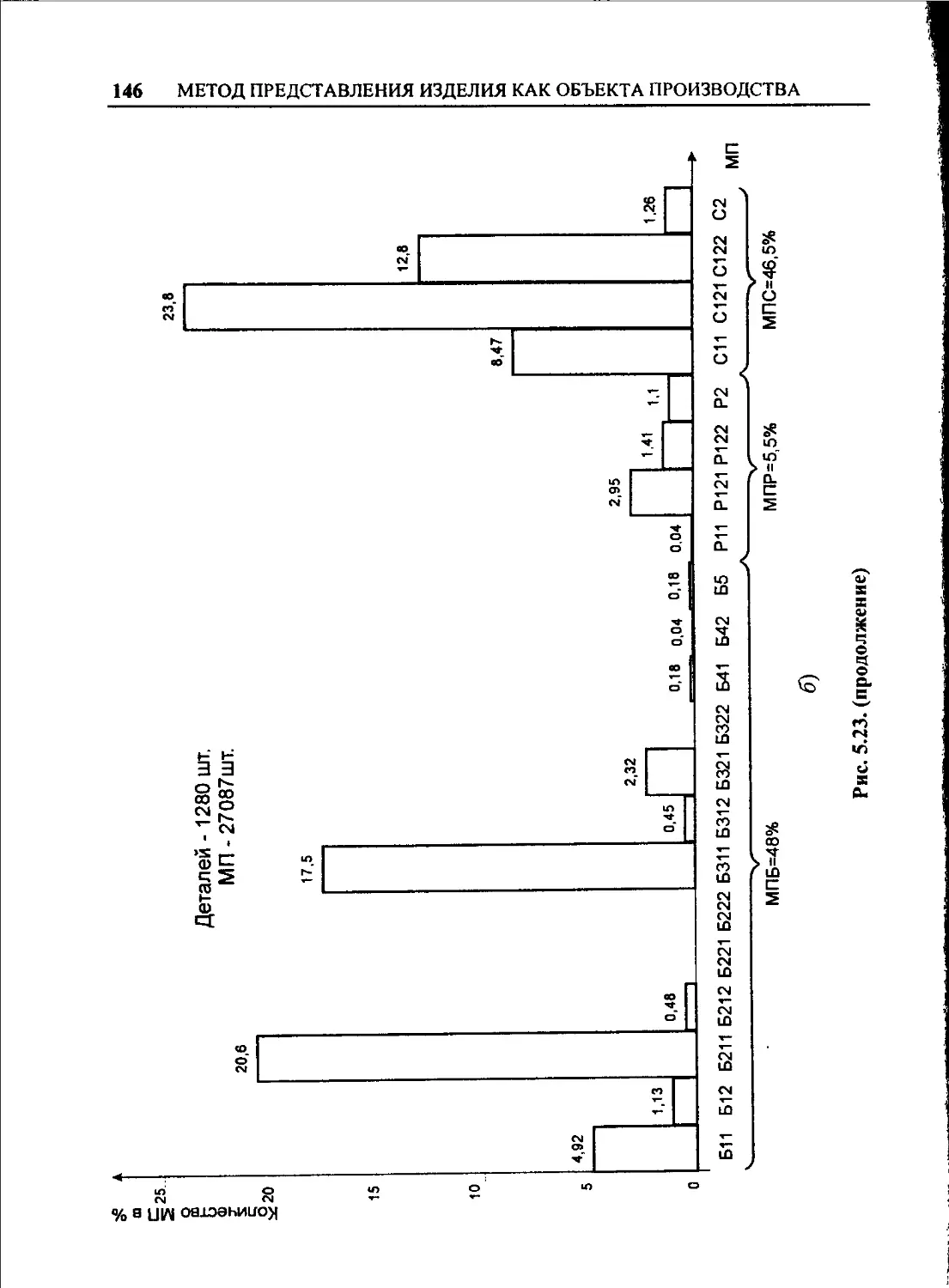
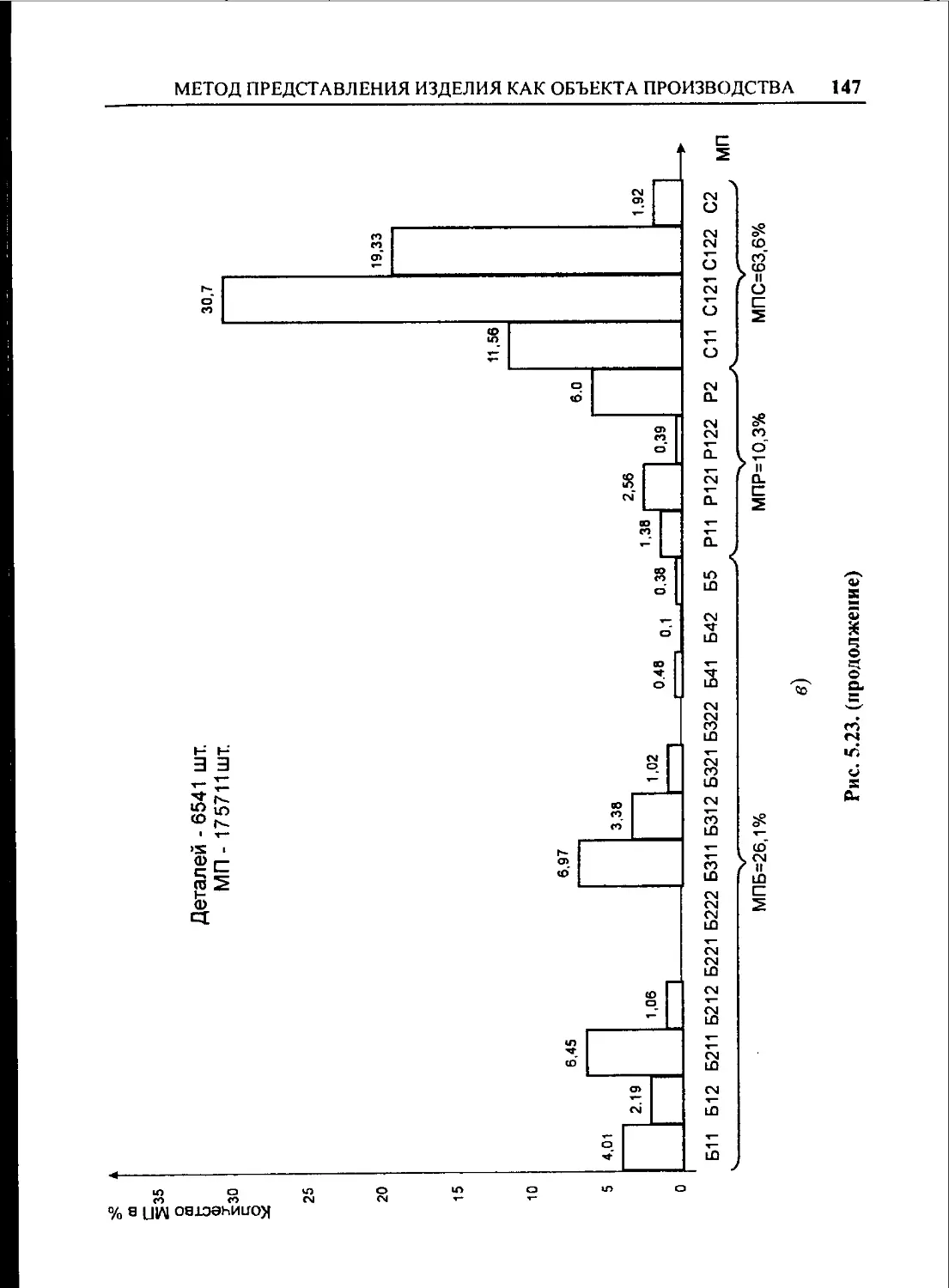
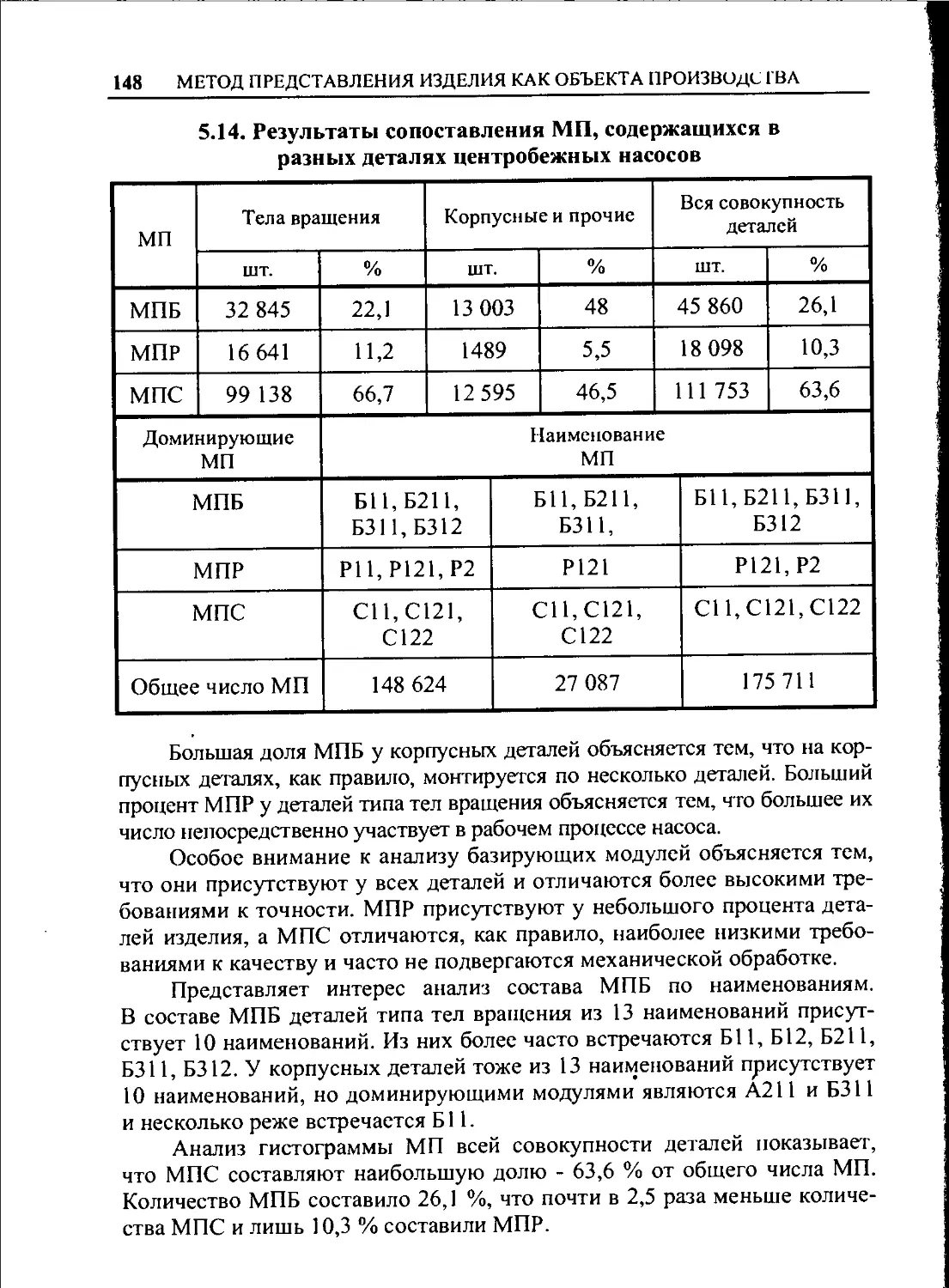
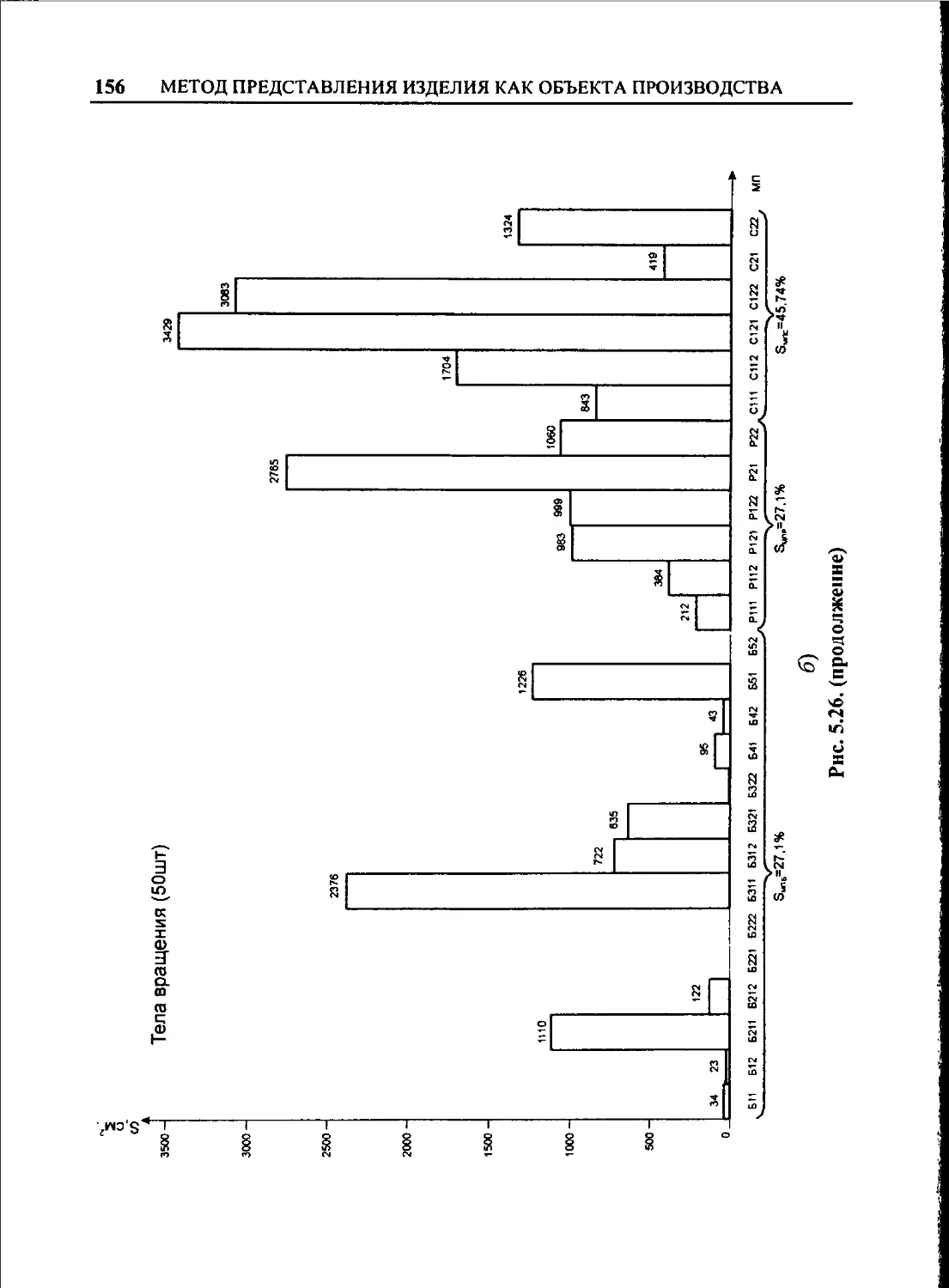
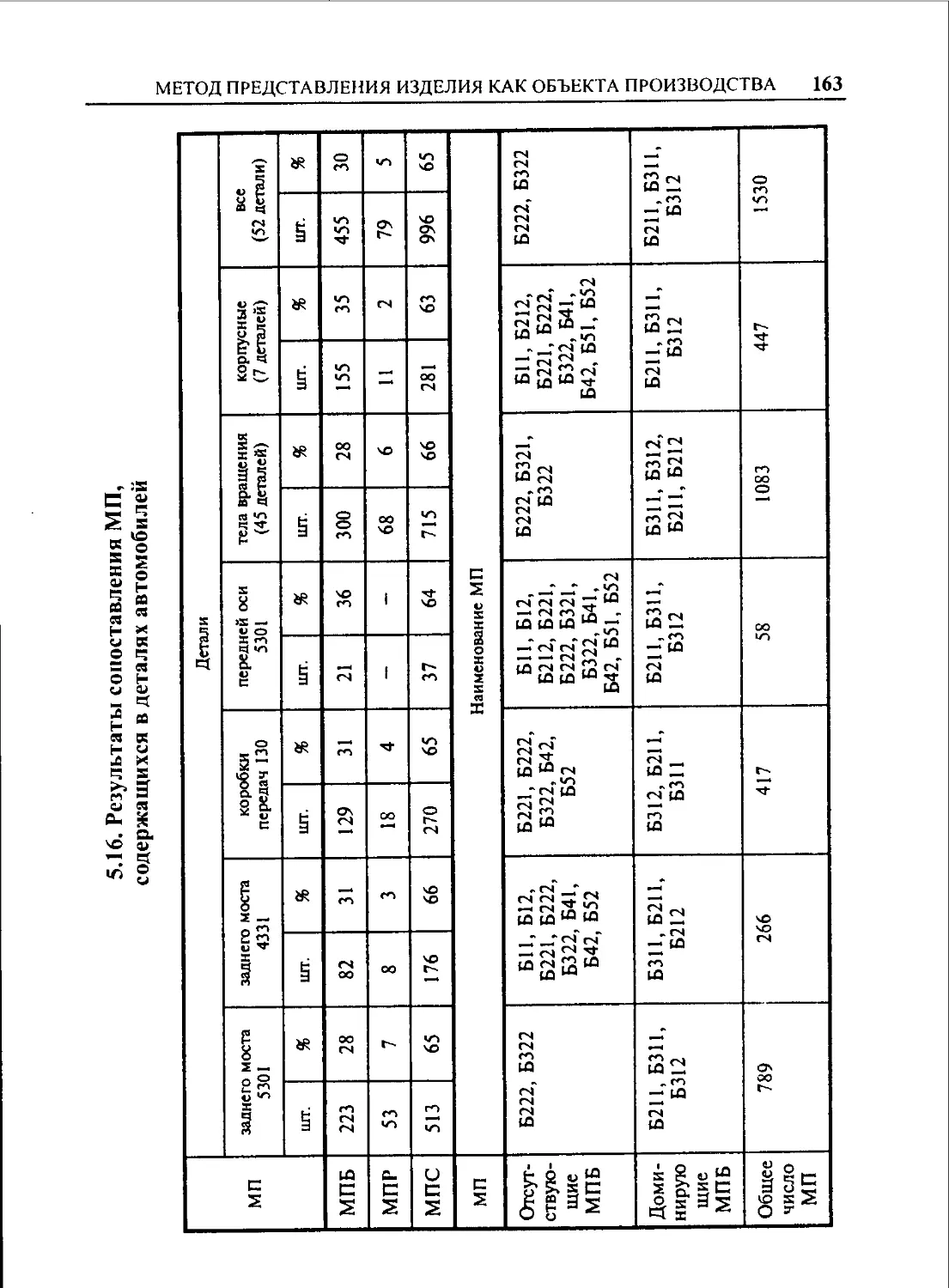
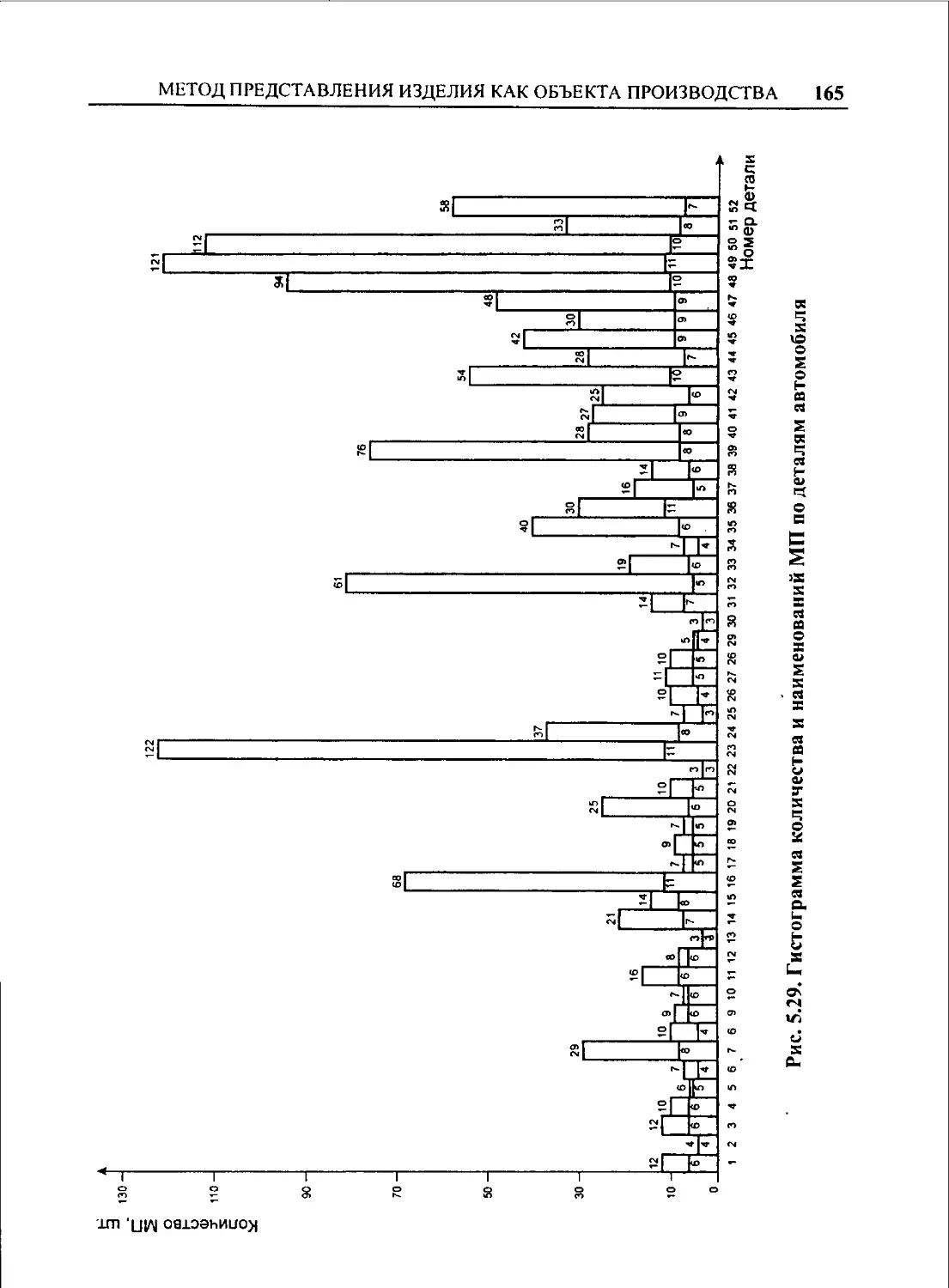
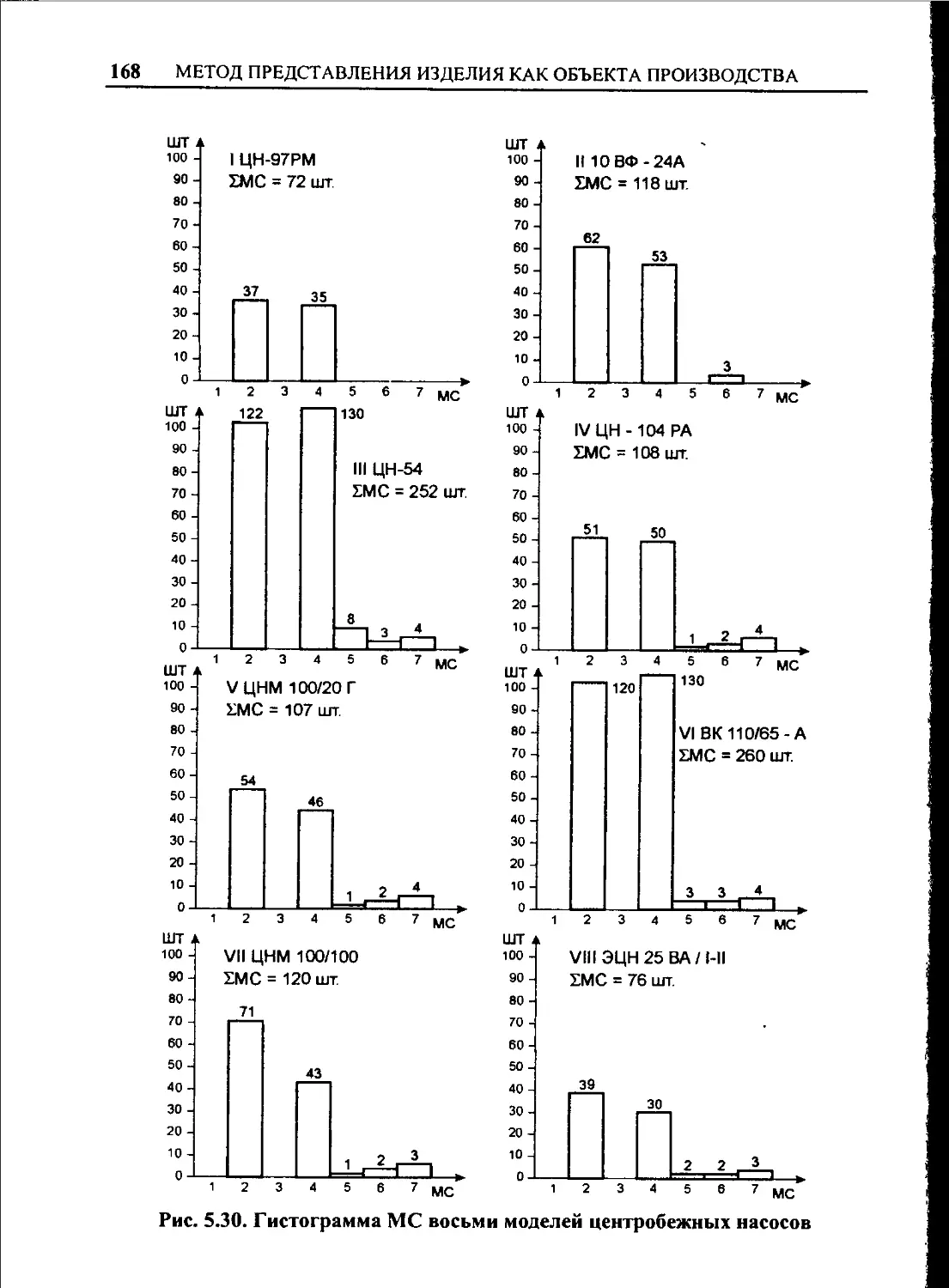
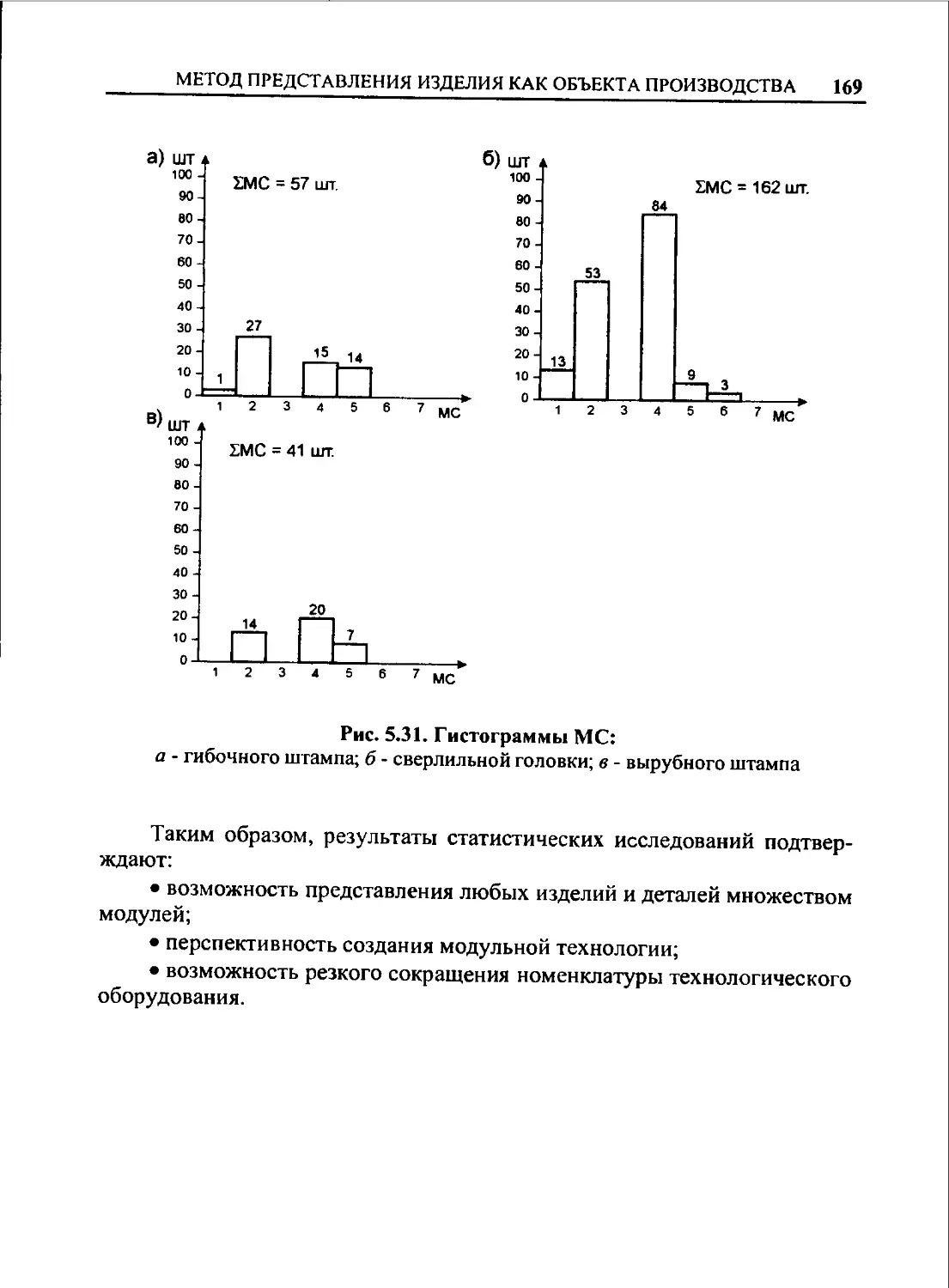
5.4. Статистическое исследование МП и МС................... 143
6. МОДУЛЬНОЕ ПОСТРОЕНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ.. 170
6.1. Анализ видов технологий ............................. 170
6.2. Разработка модульного технологического процесса сборки из-
делия ................................................... 186
6.2.1. Разработка модулей технологического процесса соедине-
ния деталей.......................................... 188
6.2.2. Построение модульного технологического процесса сбор-
ки изделия .......................................... 192
6.3. Разработка модульного технологического процесса изготовле-
ния детали............................................... 195
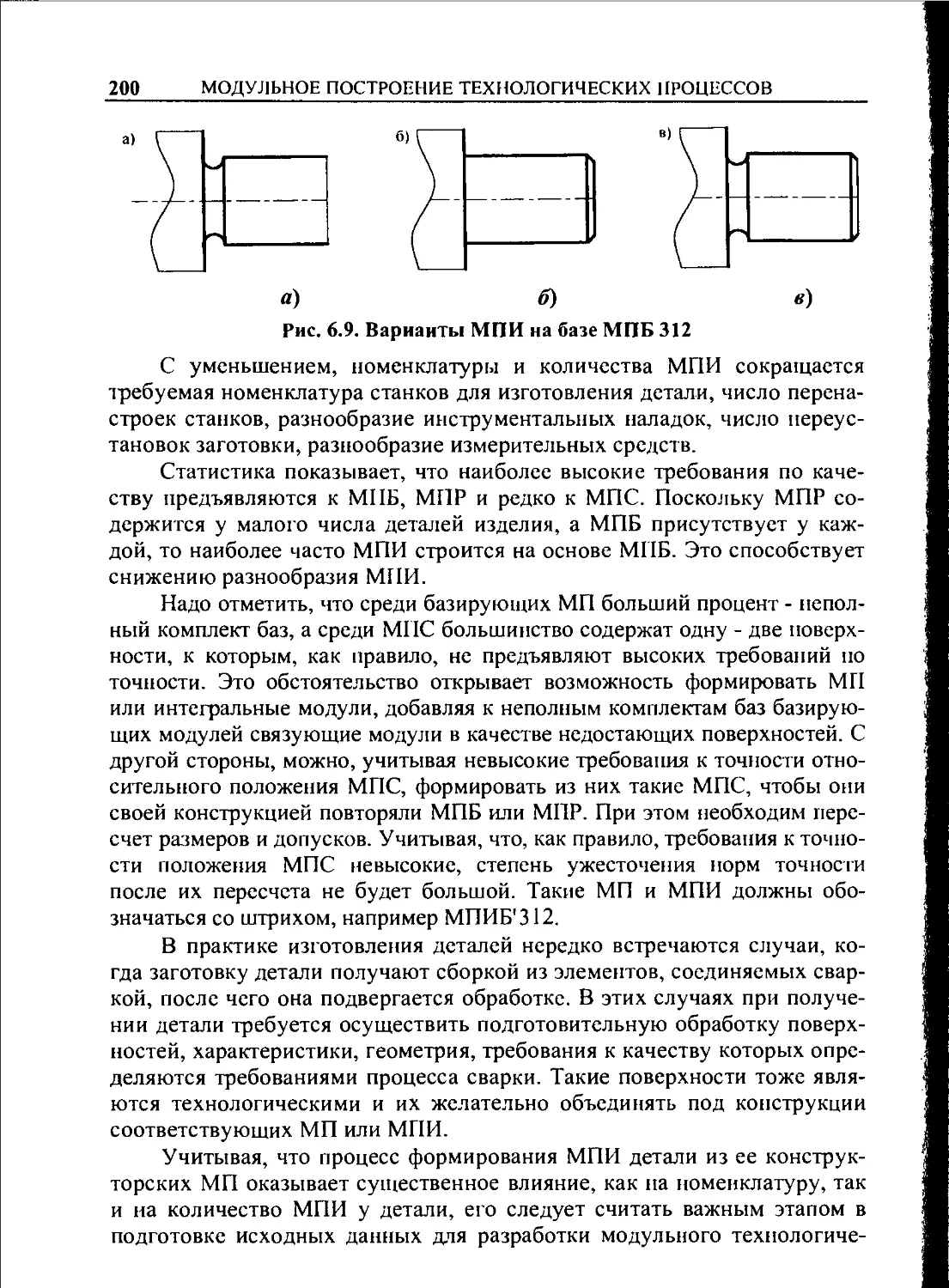
6.3.1. Формирование интегральных модулей поверхностей . 196
6.3.2. Разработка модулей технологического процесса изготов-
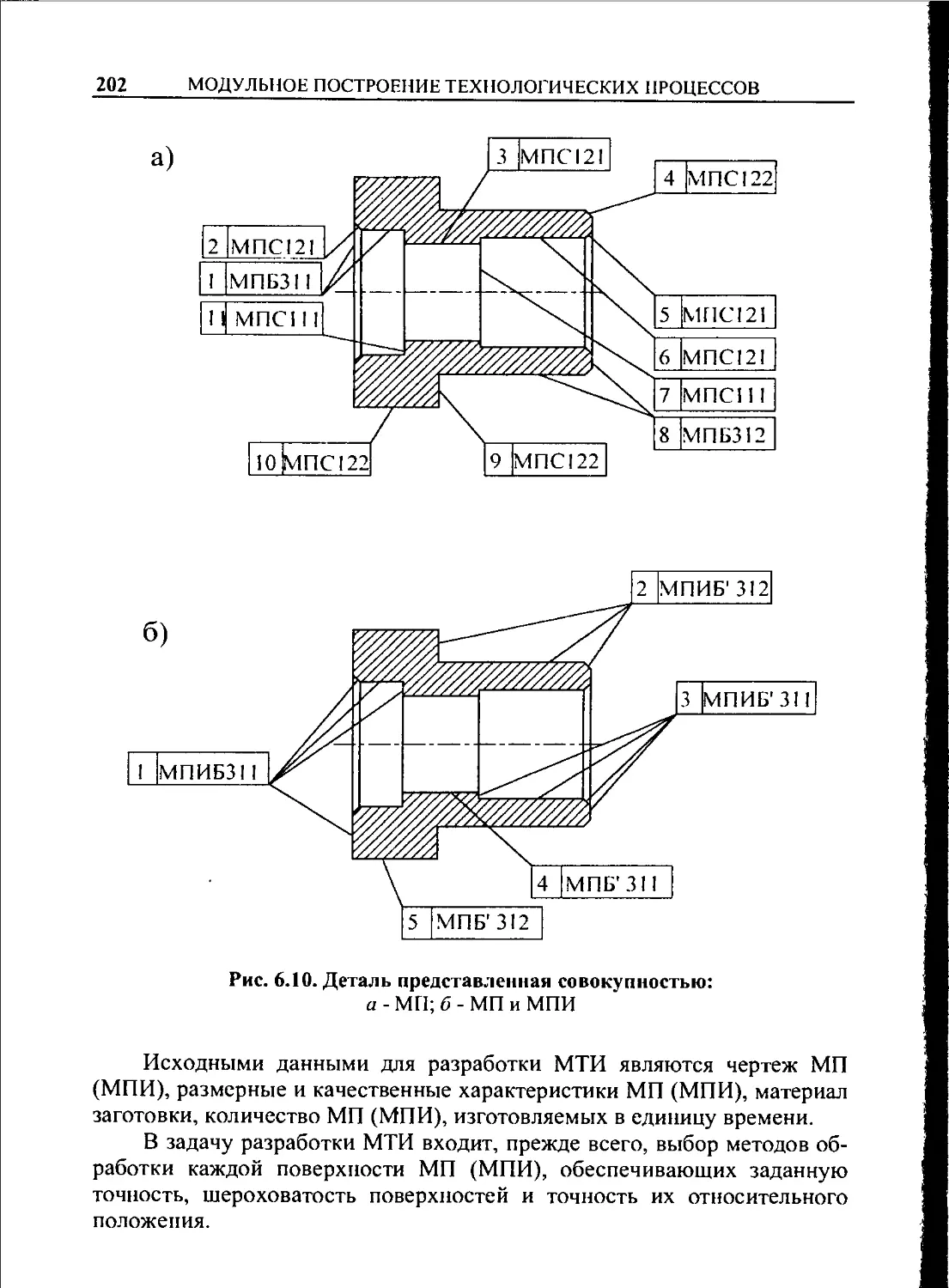
ления МП............................................. 201
6.3.3. Построение модульного технологического процесса изго-
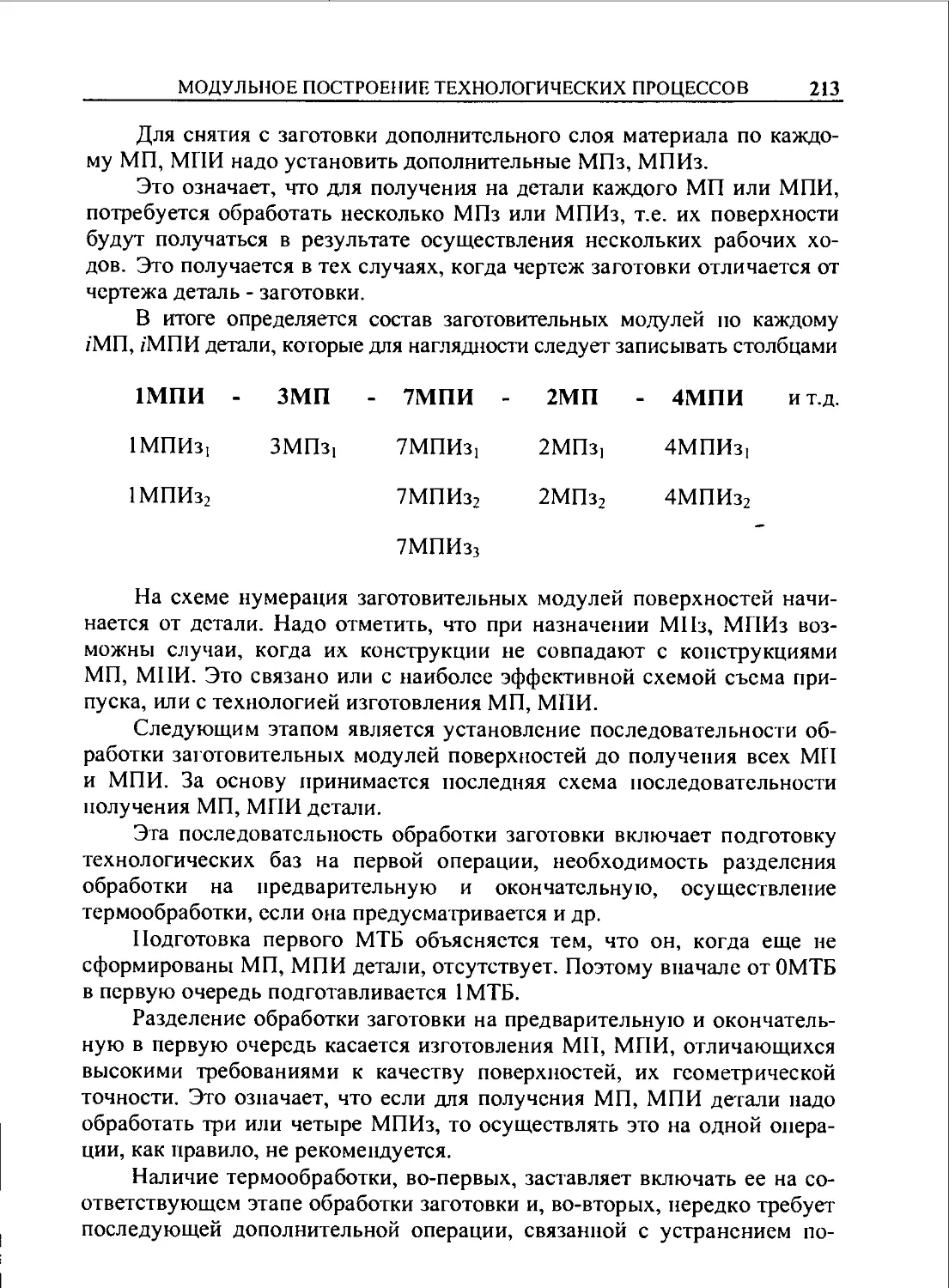
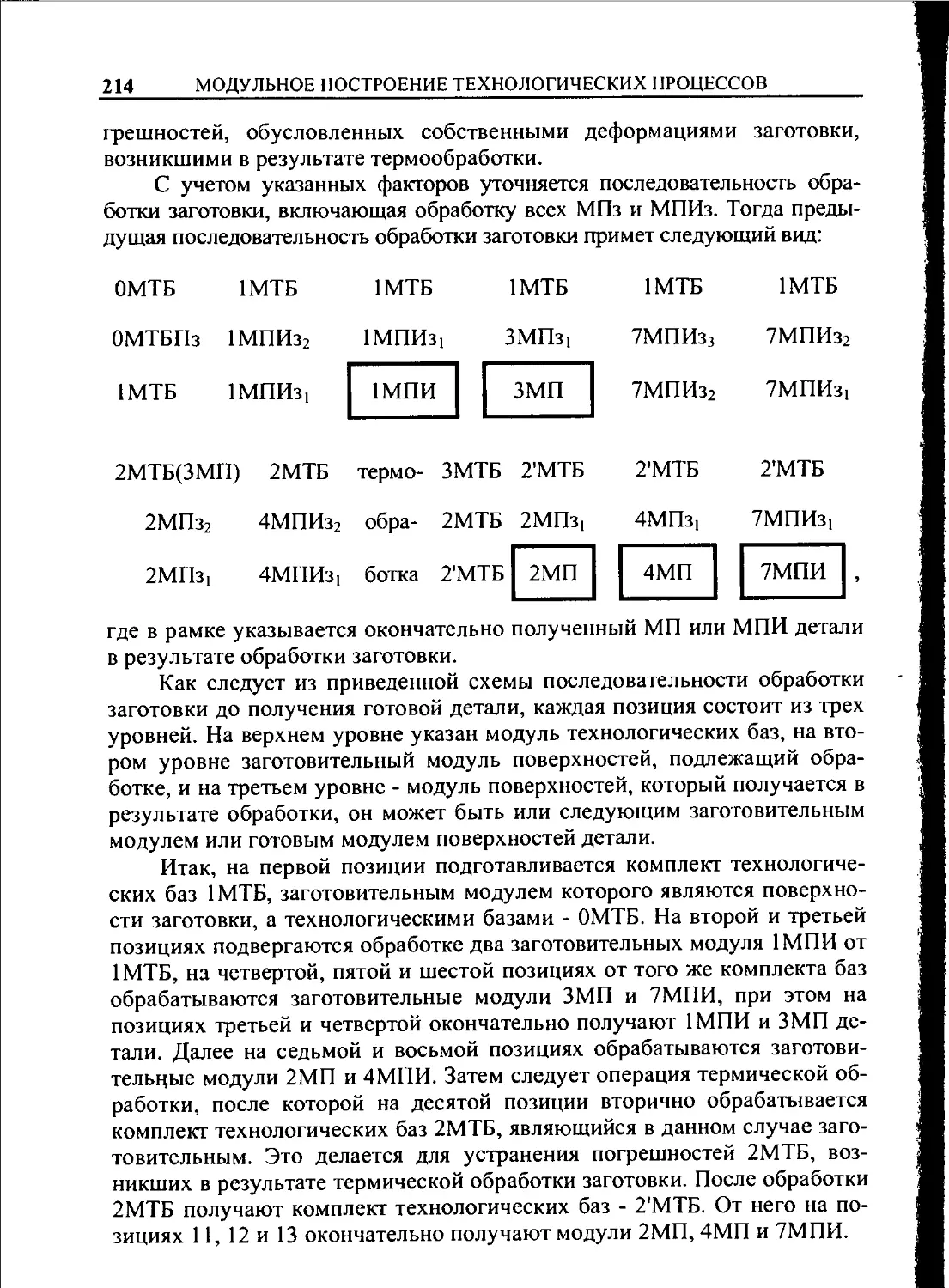
товления детали ..................................... 205
7. МОДУЛЬНОЕ ПОСТРОЕНИЕ СРЕДСТВ ТЕХНОЛОГИЧЕСКОГО
ОСНАЩЕНИЯ.................................................... 217
7.1. Модульное построение обрабатывающих технологических сис-
тем ..................................................... 222
7.1.1. Стаики и их технологические компоновки ......... 230
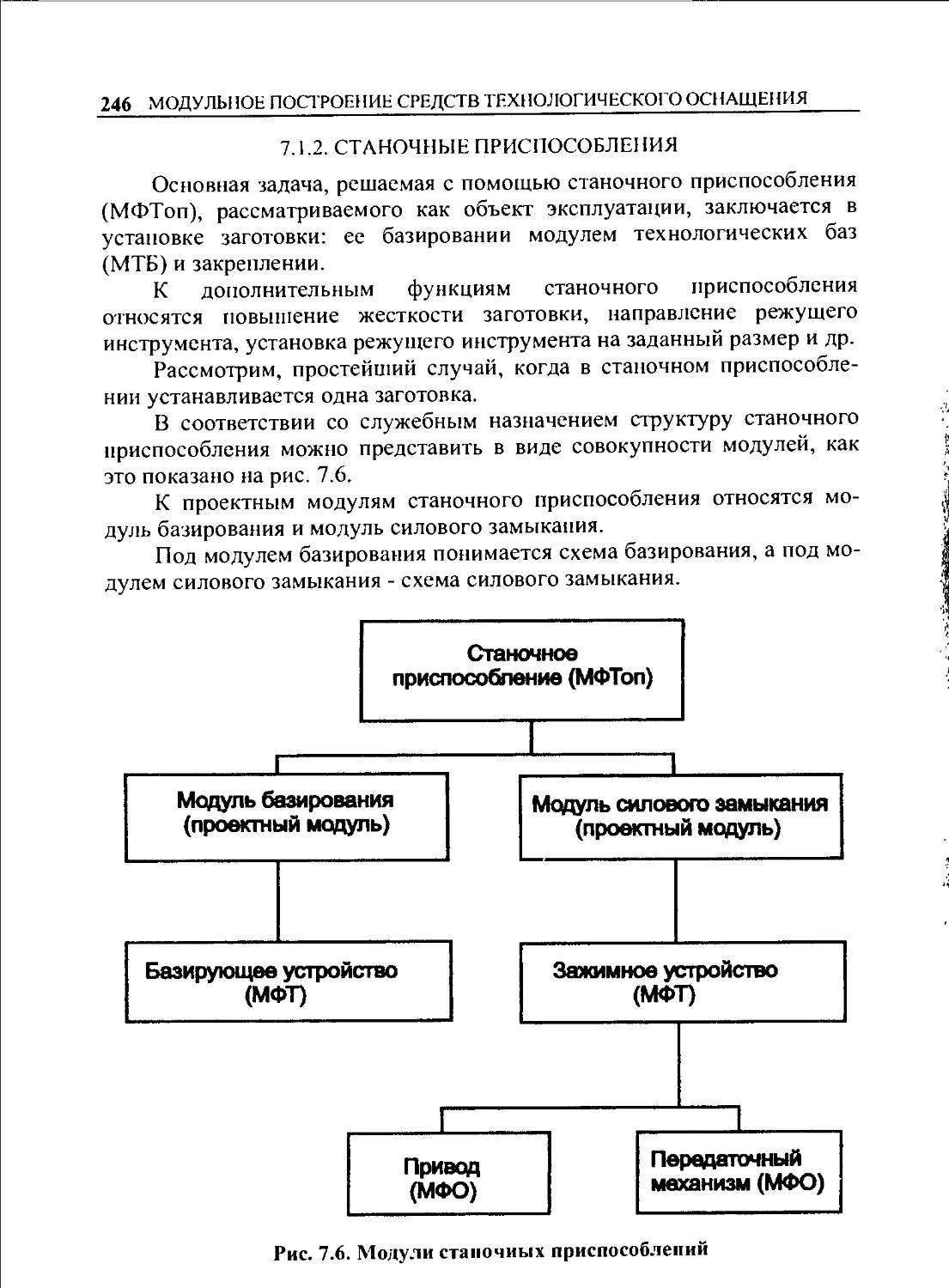
7.1.2. Станочные приспособления ....................... 246
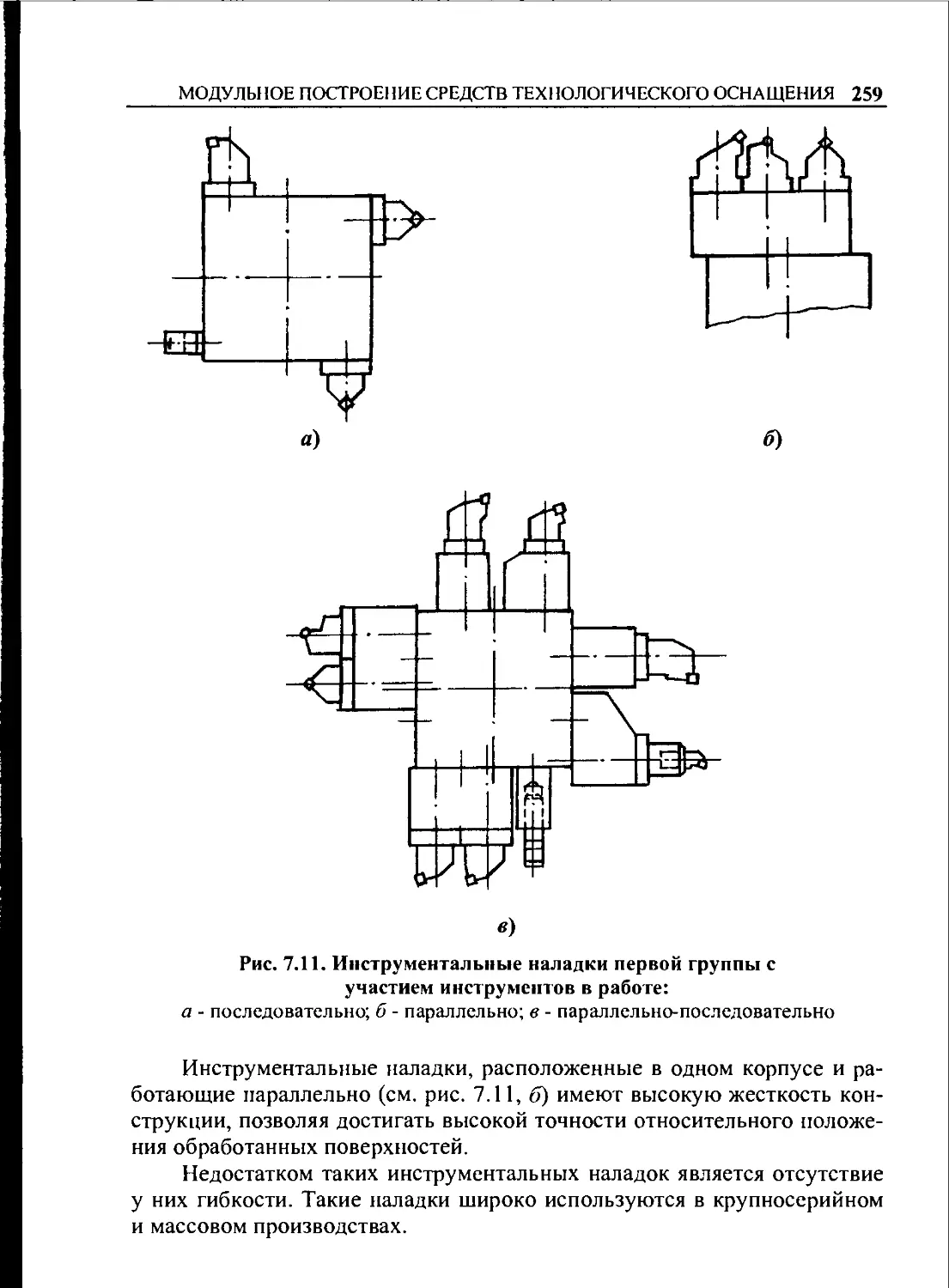
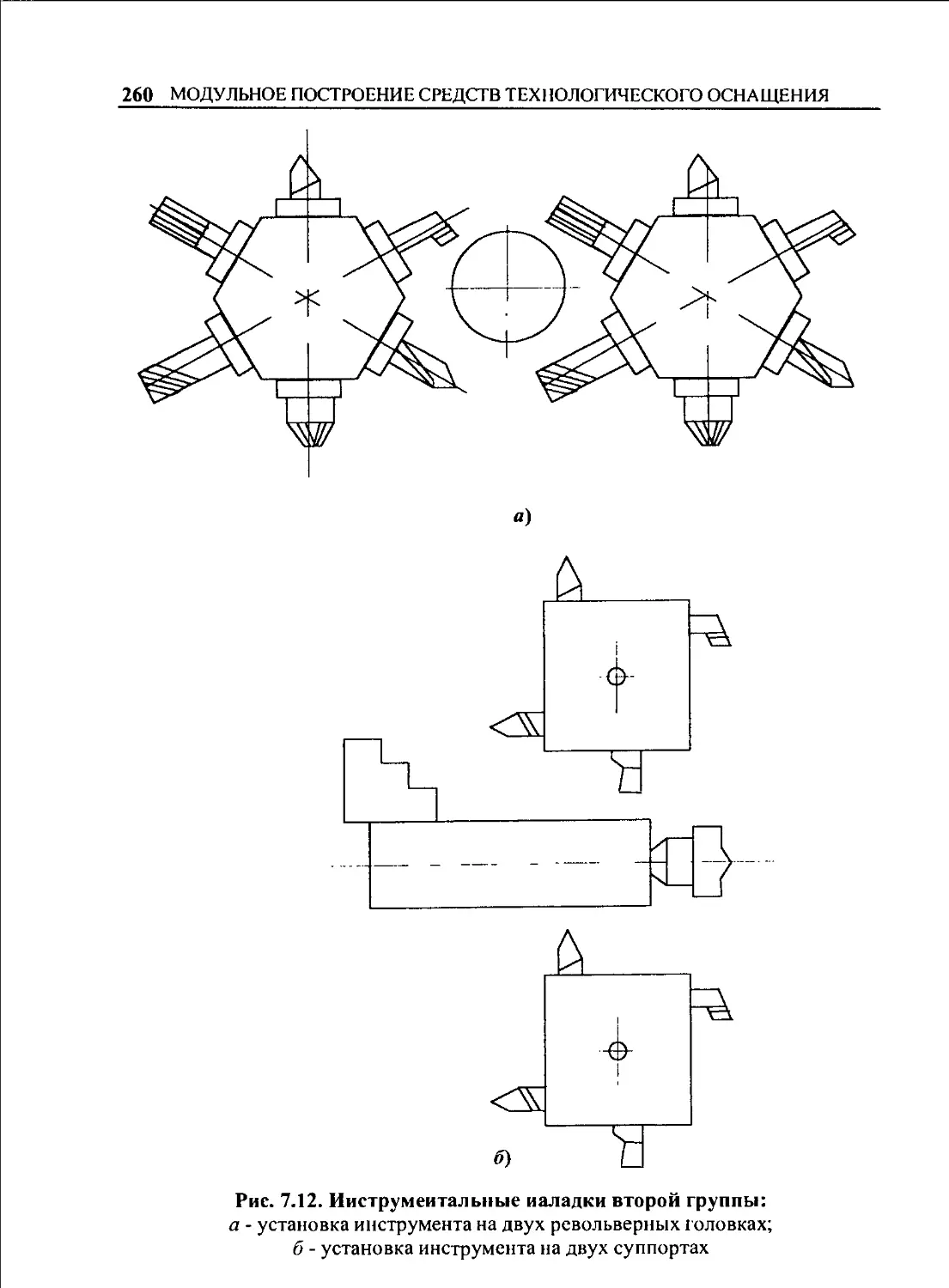
7.1.3. Инструментальные наладки........................ 257
7.1.4. Контрольно-измерительные устройства............. 264
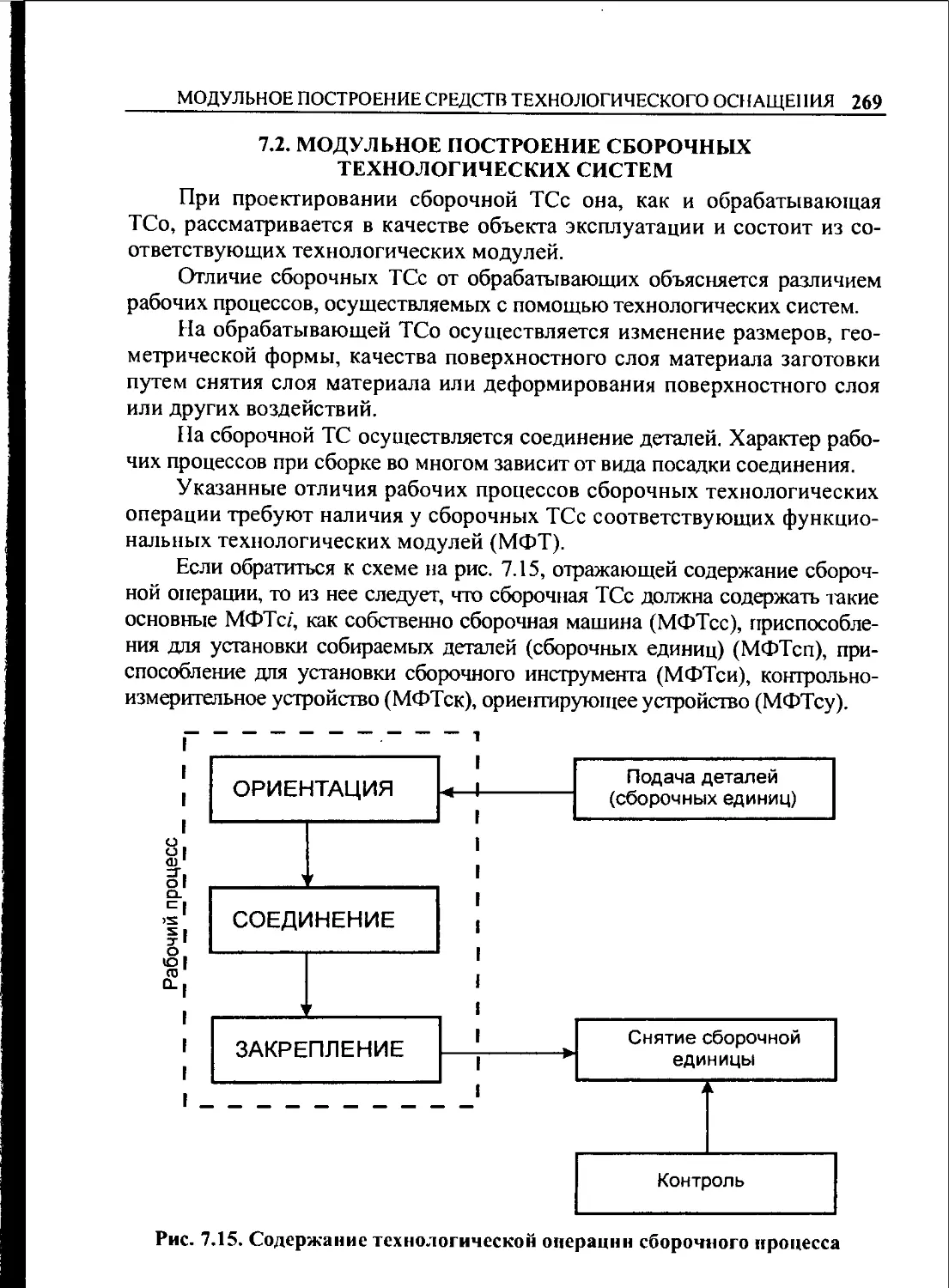
7.2. Модульное построение сборочных технологических систем. 269
ОГЛАВЛЕНИЕ
7
8. ПОСТРОЕНИЕ ПРОИЗВОДСТВЕННОГО ПРОЦЕССА НА ПРИН-
ЦИПАХ МОДУЛЬНОЙ ТЕХНОЛОГИИ ............................ 272
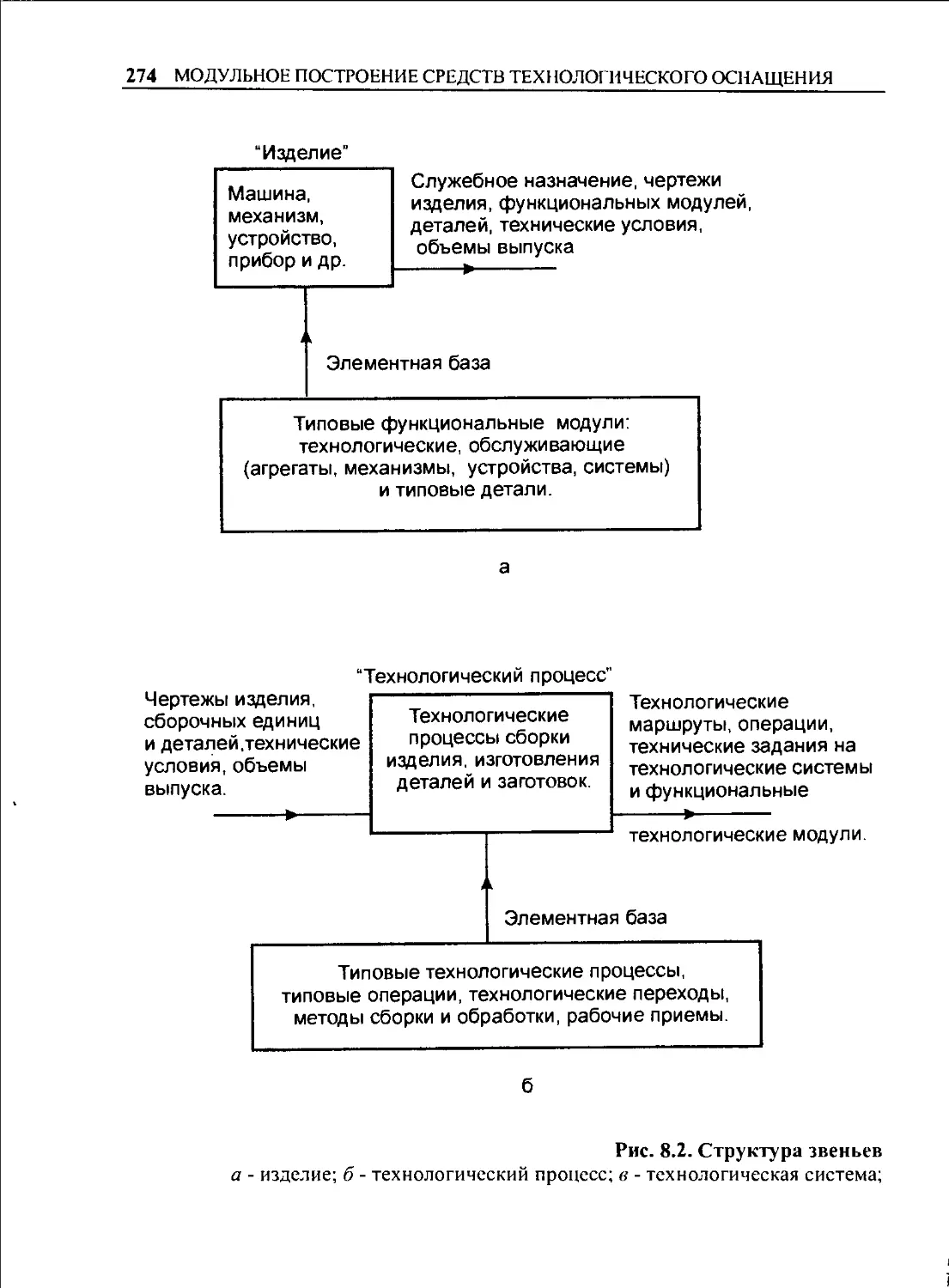
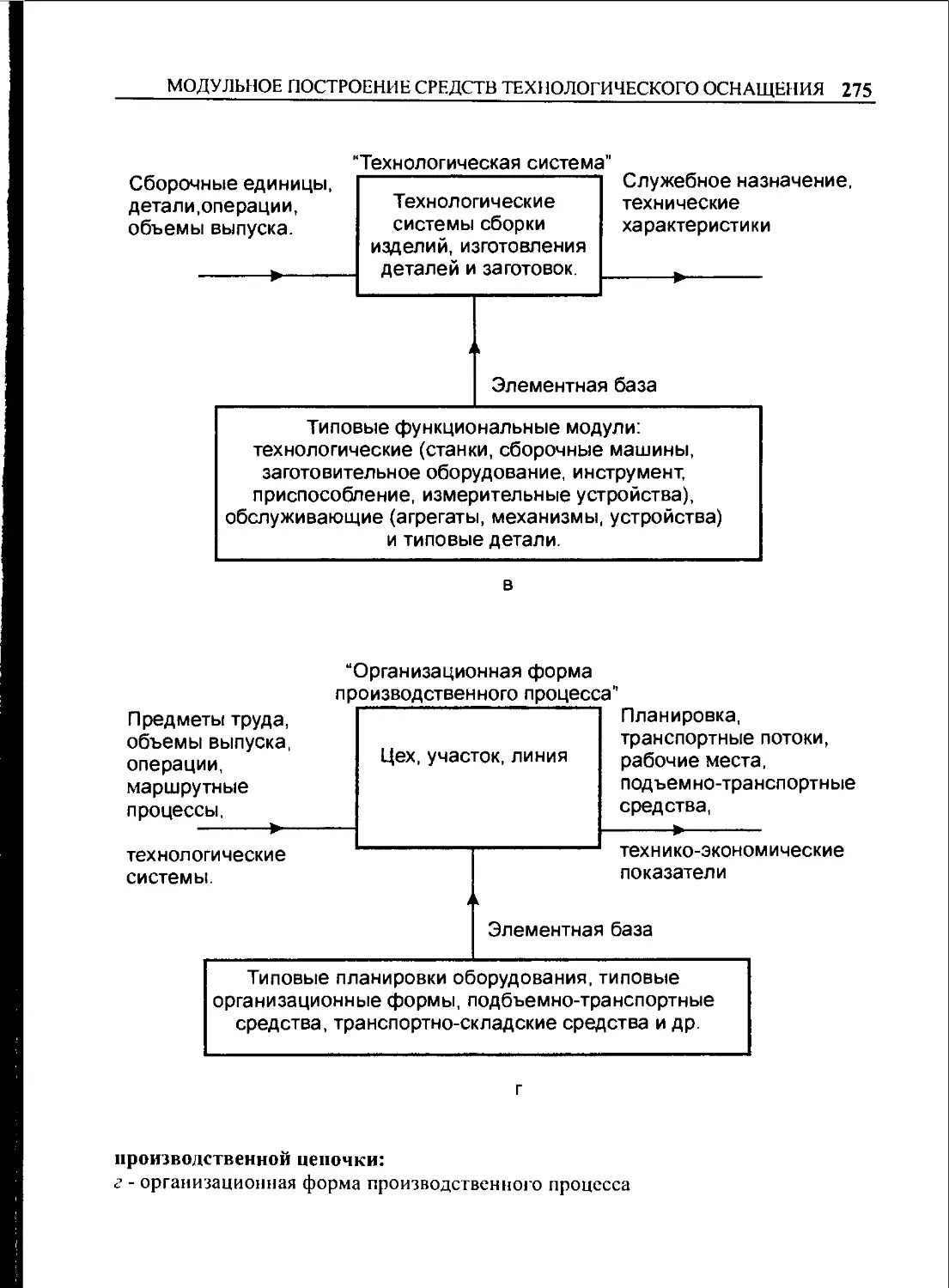
8Л. Анализ производственной цепочки традиционного исполнения .. 273
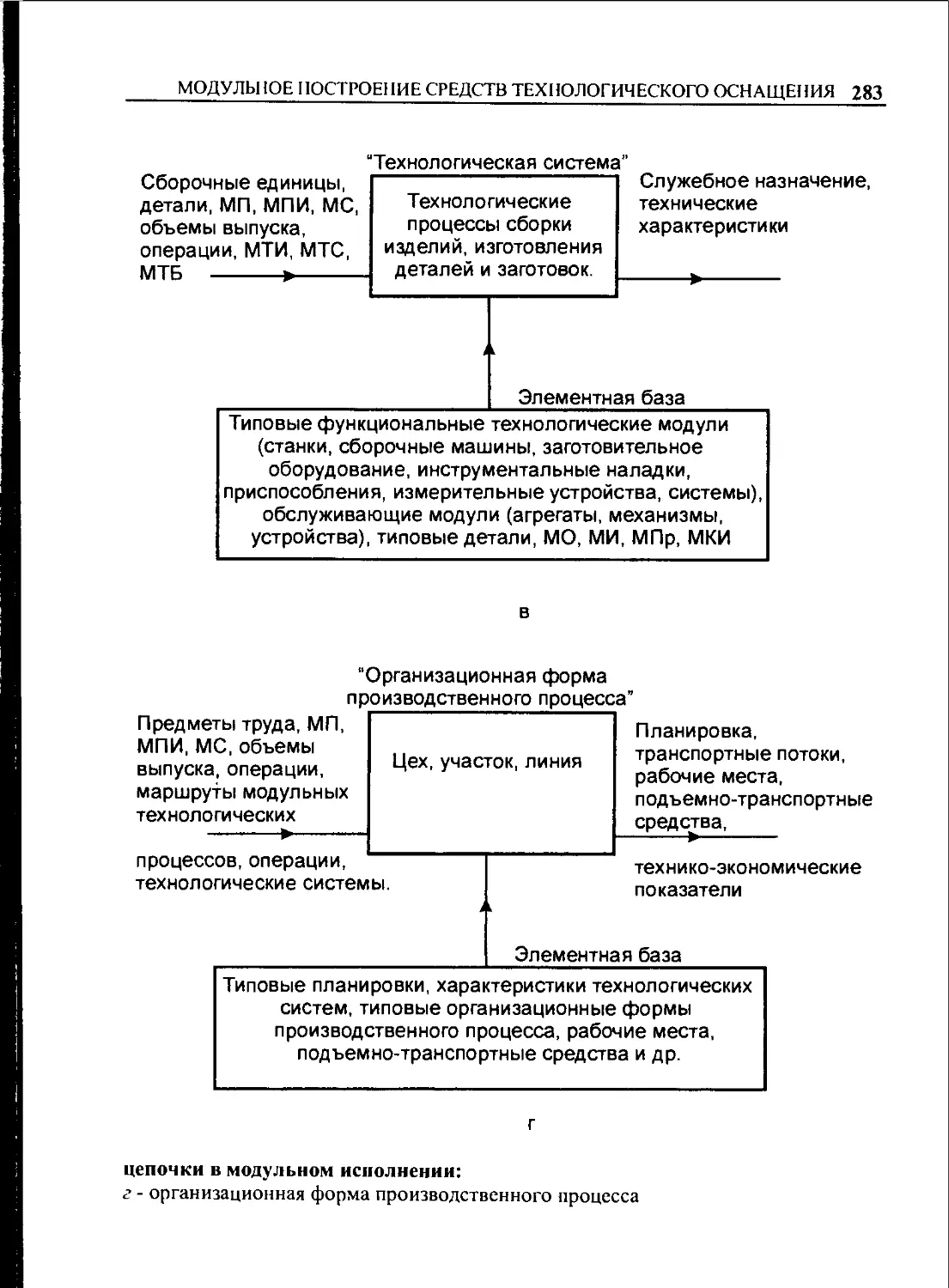
8.2. Производственная цепочка в модульном исполнении. 280
8.3. Гибкость производства в условиях модульной технологии. 284
8.4. Организация производственного процесса на принципах
модульной технологии ............................... 291
8.4.1. Формирование производственной программы на модуль-
ном уровне..............'......................... 291
8.4.2. Традиционные организационные формы производствен-
ного процесса .................................... 295
8.4.3. Совершенствование организационных форм производст-
венного процесса ................'................ 298
8.4.4. Организация производственного процесса в условиях мо-
дульной технологии .............................. 304
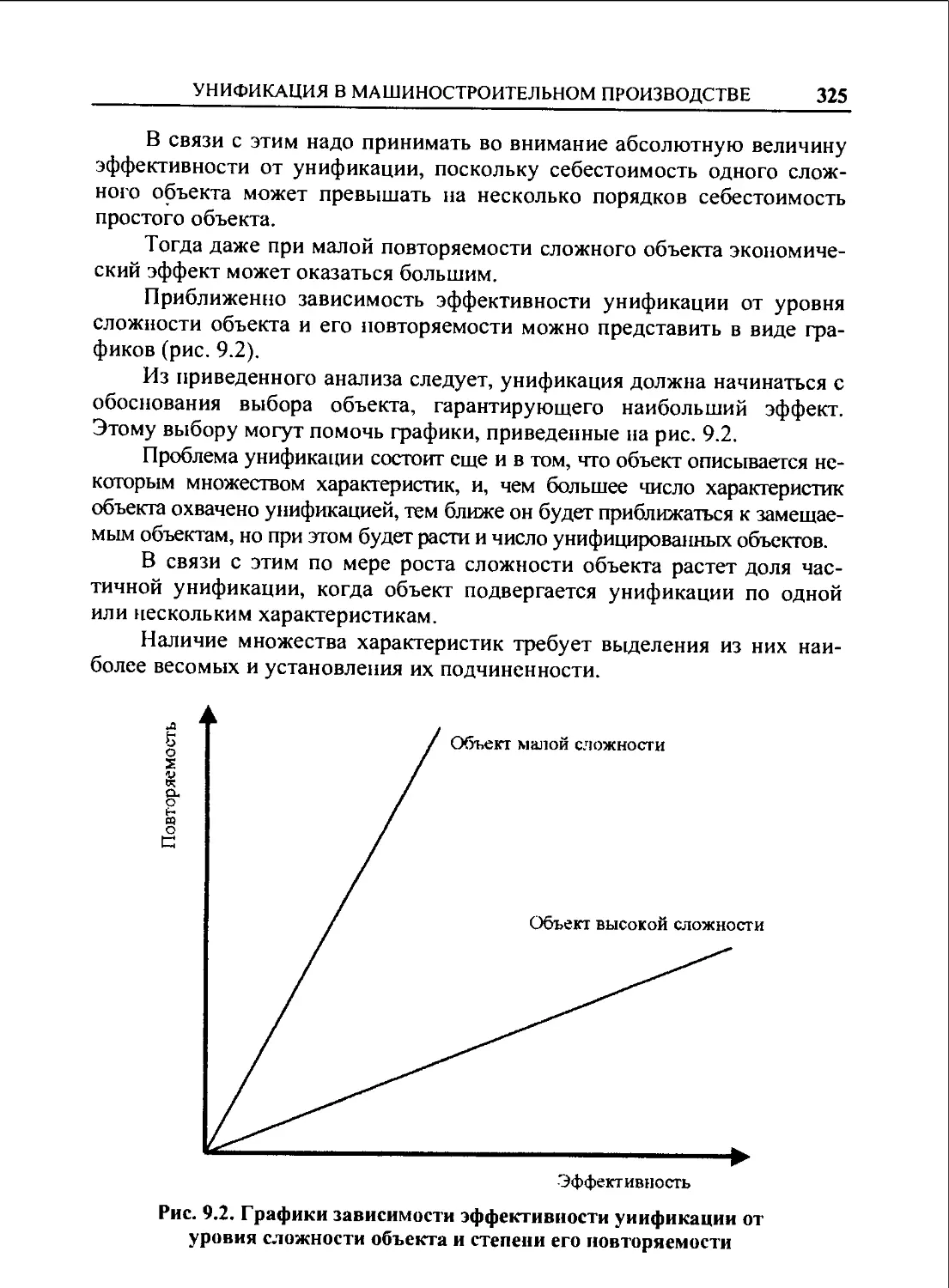
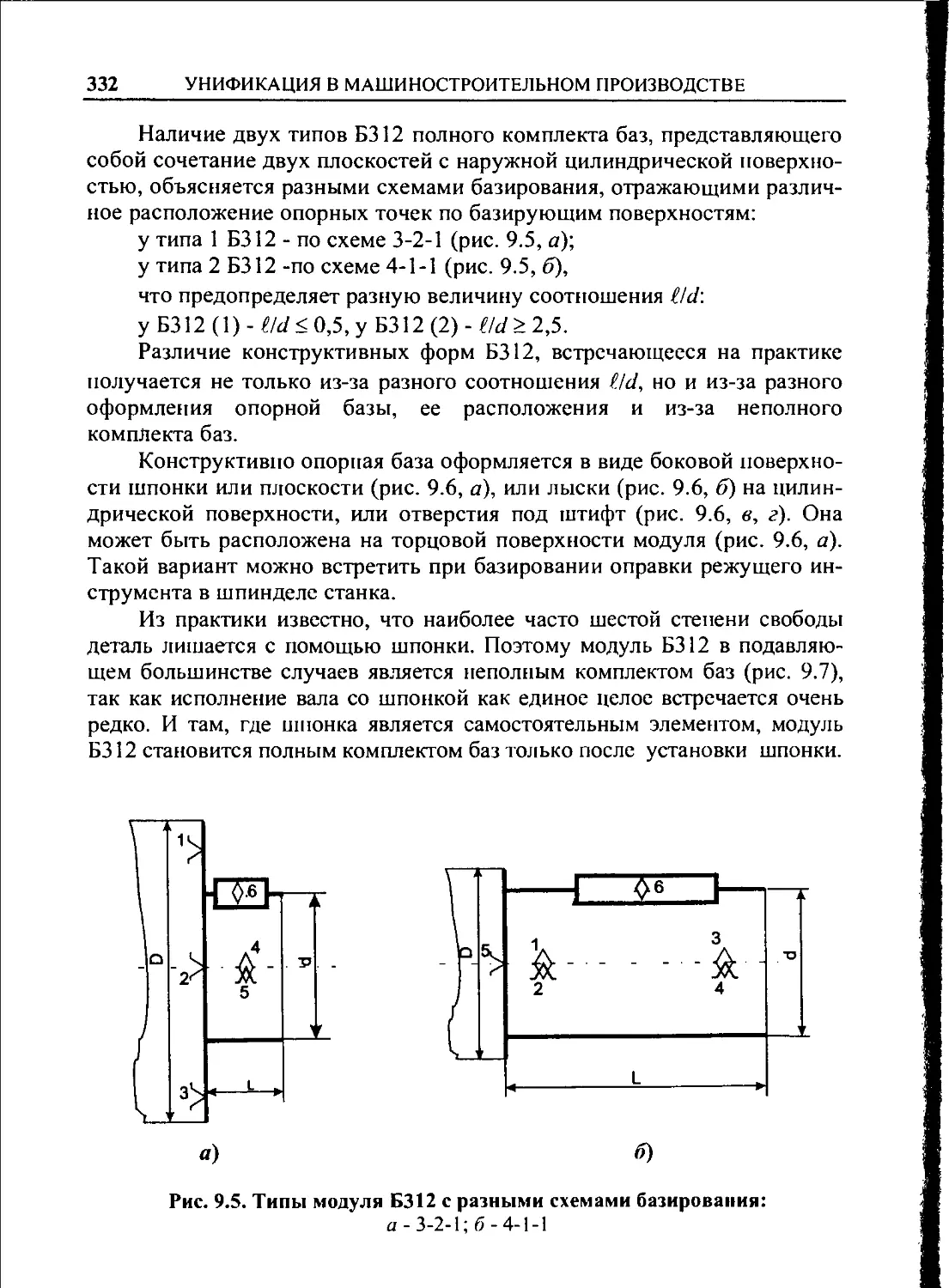
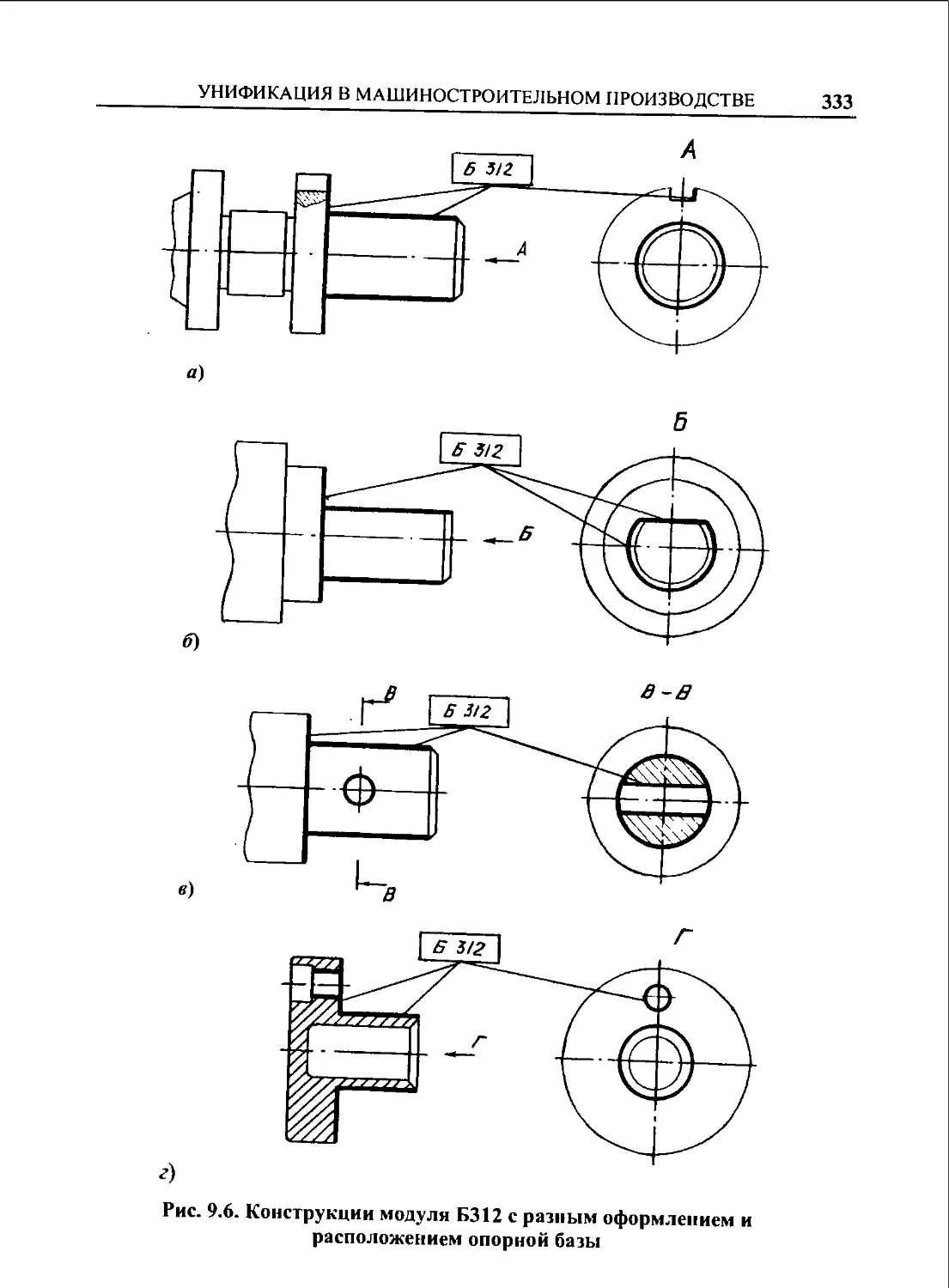
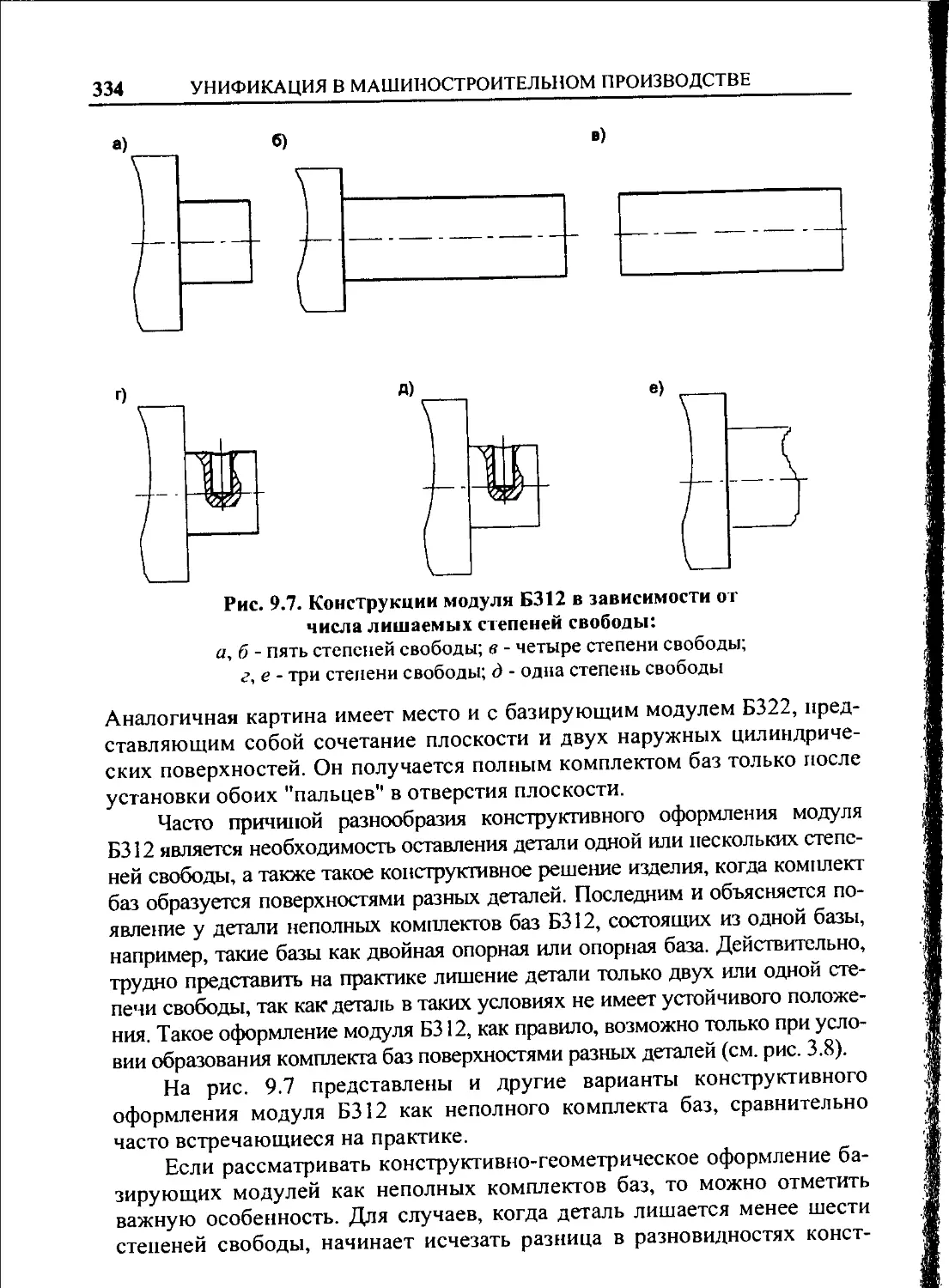
9. УНИФИКАЦИЯ В МАШИНОСТРОИТЕЛЬНОМ ПРОИЗВОДСТВЕ .... 313
9.1. Анализ унификации объектов звеньев производственной це-
почки .............................................. 317
9.2. Системный подход в унификации объектов звеньев производ-
ственной цепочки ................................... 321
9.3. Унификация модулей поверхностей................. 327
10. СПЕЦИАЛИЗАЦИЯ В МАШИНОСТРОИТЕЛЬНОМ ПРОИЗВОД-
СТВЕ .................................................. 341
11. КОНЦЕПЦИЯ ЗАВОДА XXI ВЕКА .......................... 352
12. ЗАКЛЮЧЕНИЕ.......................................... 360
СПИСОК ЛИТЕРАТУРЫ ...................................... 362
ПРИЛОЖЕНИЕ.............................................. 363
8
ПРЕДИСЛОВИЕ
ПРЕДИСЛОВИЕ
Современное машиностроение проникло практически во все сферы
человеческой деятельности и достигло огромных успехов в повышении
ее эффективности.
В то же время, в результате во многом стихийного развития, оно от-
личается неуправляемым ростом избыточного разнообразия выпускае-
мых изделий и средств технологического оснащения для их изготовле-
ния, многочисленным дублированием разработок в области технологий и
технологического оборудования.
Поэтому уже сегодня необходимо предпринимать меры по борьбе с
эзими недостатками, иначе машиностроение со временем может превра-
титься в убыточную отрасль. И эта задача не менее важна по своей зна-
чимости, чем создание новых машин и технологий.
Проблема состоит в том, чтобы связать в единую систему проекти-
рование изделий, разработку технологических процессов, создание
средств технологического оснащения и организацию производственных
процессов.
Это открывает путь к управлению машиностроительным производ-
ством и его развитием.
Главная задача в решении этой проблемы состояла в поиске так на-
зываемых "элементарных частиц", своего рода кирпичиков, с помощью
которых можно построить любое изделие независимо от его назначения
и конструкции.
Наличие таких "элементарных частиц" открывает путь к созданию
соответствующих "элементарных частиц" технологических, производст-
венных процессов и средств технологического оснащения, с использова-
нием которых возможен системный подход в построении машинострои-
тельного производства и управление им.
Представление о возможном существовании таких "частиц" изделий
сформировалось в результате проведения автором длительных, система-
тических исследований по изучению механизма образования геометриче-
ских погрешностей машин и опубликованных в работе [7] "Расчет точно-
сти машин на ЭВМ".
Идея написания книги возникла после того, как была найдена такая
"элементарная частица" изделия в виде модуля поверхностей детали. По-
сле проведения большого объема статистических исследований модулей
поверхностей деталей многочисленных разнообразных изделий возникла
ПРЕДИСЛОВИЕ
9
убежденность в объективности ее существования и возможности приме-
нения системного подхода в описании машиностроительного производ-
ства с использованием модульного принципа его построения.
Данная монография посвящена принципиально новому направле-
нию в построении машиностроительного производства.
В ней впервые изложены основы системного подхода в его построе-
нии, базирующегося на магистральном применении модульного принципа.
В силу новизны и масштабности поставленной задачи главный ак-
цент при ее решении был сделан на разработку и раскрытие основных
принципов системного подхода, охвата им важнейших сторон производ-
ства, начиная с проектирования изделий и заканчивая организацией про-
изводственного процесса.
Материал, изложенный в книге, - это результат работы за последние
пятнадцать лет. Основная идея книги раскрывается в гл. 3-8, где изло-
жены концепции, лежащие в основе применения системного метода в
описании машиностроительного производства.
В процессе работы над книгой из-за появления новых идей постоян-
но приходилось вновь пересматривать уже написанные главы, чтобы их
окончательный вариант соответствовал последующим разделам, еще на-
ходящимся в работе.
Обычно в таких случаях возникает противоречие между, с одной
стороны, стремлением автора скорее ознакомить общественность с но-
выми разработками в решении проблемы, и. с другой стороны, необхо-
димостью всестороннего изучения новой области.
В силу новизны постановки задачи и стремления охватить единой
системой разные стороны такой большой области, как машинострои-
тельное производство, автор не претендует на полное, всеобъемлющее
решение проблемы и дает себе отчет в том, что книга не может быть сво-
бодна от недостатков.
В то же время автор берет на себя смелость утверждать, что ему уда-
лось разработать концепцию, каркас системы, охватывающей главные сто-
роны машиностроительного производства, которая послужит основой для
дальнейших разработок в этой области и их широкого внедрения.
Автор надеется, что книга вызовет интерес у читателя и будет при-
знателен за критические замечания, с целью устранения их в последую-
щей работе.
10
ВВЕДЕНИЕ
1. ВВЕДЕНИЕ
Современный машиностроительный комплекс - это сложившаяся в
XX веке чрезвычайно сложная система со своими законами развития.
Большой удельный вес машиностроения среди других отраслей промыш-
ленности делает его значимым в масштабе народного хозяйства страны.
Развитие машиностроения во многом происходило стихийно, что в
итоге сделало его расточительным в расходовании материальных, энер-
гетических и трудовых ресурсов, отрицательно влияющим на экологию
окружающей среды, инерционным к изменяющимся требованиям обще-
ства. И чем дальше развивается машиностроение, тем сильнее проявля-
ются его негативные стороны.
В связи с этим проблема совершенствования машиностроения, по-
вышения его эффективности приобретает первостепенное значение. На
современном этапе наблюдается разрозненное решение отдельных задач
этой проблемы таких, как повышение производительности труда, качест-
ва изделий, снижение их материалоемкости, внедрение ресурсосбере-
гающих технологий и т.п.
Такой подход в решении проблемы не может кардинально изменить
существующее положение дел в машиностроении и требует проведения
новой научно-технической политики. Необходим, во-первых, системный
подход в решении проблемы, а, во-вторых, она должна решаться таким
образом, чтобы одновременно удовлетворялись требования общества в
целом и потребности каждого предприятия в отдельности.
Проведение такой научно-технической политики требует управле-
ния развитием машиностроительного комплекса, для чего необходимо
ввести организующее начало в построении машиностроительного произ-
водства. Решение этой задачи не может быть административным, а
должно базироваться на результатах исследования глубинных законо-
мерностей машиностроения.
В качестве такого организующего начала в построении машинострои-
тельного производства предлагается воспользоваться модульным принци-
пом. Модульный принцип нашел широкое применение в ряде других отрас-
лей промышленности, в то время как в машиностроении - лишь в виде от-
дельных не связанных друг с другом решениях. Предлагаемый модульный
принцип посфоения машиносфоительного производства базируется на
длительных исследованиях, в ходе которых удалось найти "элементарные
частицы" любой консфукции машиносфоительных изделий.
Такими "элементарными частицами" являются объективно сущест-
вующие модули поверхностей, представляющие собой элементы деталей.
Принципиальная новизна применения модульного принципа в машино-
Сфоительном производстве заключается в том, что он пронизывает после-
довательно все основные звенья машиносфоительного производства в виде
ВВЕДЕНИЕ
11
модульного проектирования изделий, технологических процессов, техноло-
гических средств и организации производственного процесса. При этом ме-
жду модулями указанных звеньев существует органичная связь, когда мо-
дуль последующего звена является функцией модуля предыдущего звена.
Ограниченность номенклатуры модулей поверхностей открывает
возможности создания единой элементной базы на модульном уровне
для всего машиностроительного производства. Ее обозримость создает
благоприятные предпосылки к управлению развитием машиностроитель-
ного комплекса.
В монографии анализируются проблемы машиностроительного
производства, излагается метод замещения изделия структурированным
множеством модулей, модульное построение технологических процессов
изготовления изделий, оборудования, раскрываются принципы построе-
ния единой элементной базы, организации производственного процесса в
условиях модульной технологии.
Предлагаемый в работе системный подход модульного построения
машиностроительного производства позволит осуществлять в едином
комплексе проектирование, изготовление и эксплуатацию машинострои-
тельной продукции и тем самым резко повысить ее технический уровень
и эффективность всего машиностроения.
ОСНОВНЫЕ УСЛОВНЫЕ ОБОЗНАЧЕНИЯ
МФТ- модуль функциональный технологический;
МФО - модуль функциональный обслуживающий;
МП - модуль поверхностей детали;
МПБ- модуль поверхностей базирующий;
МПР- модуль поверхностей рабочий;
МПС- модуль поверхностей связующий;
мтп- модульный технологический процесс;
мти- модуль технологического процесса изготовления детали;
мтс- модуль технологического процесса сборки изделия;
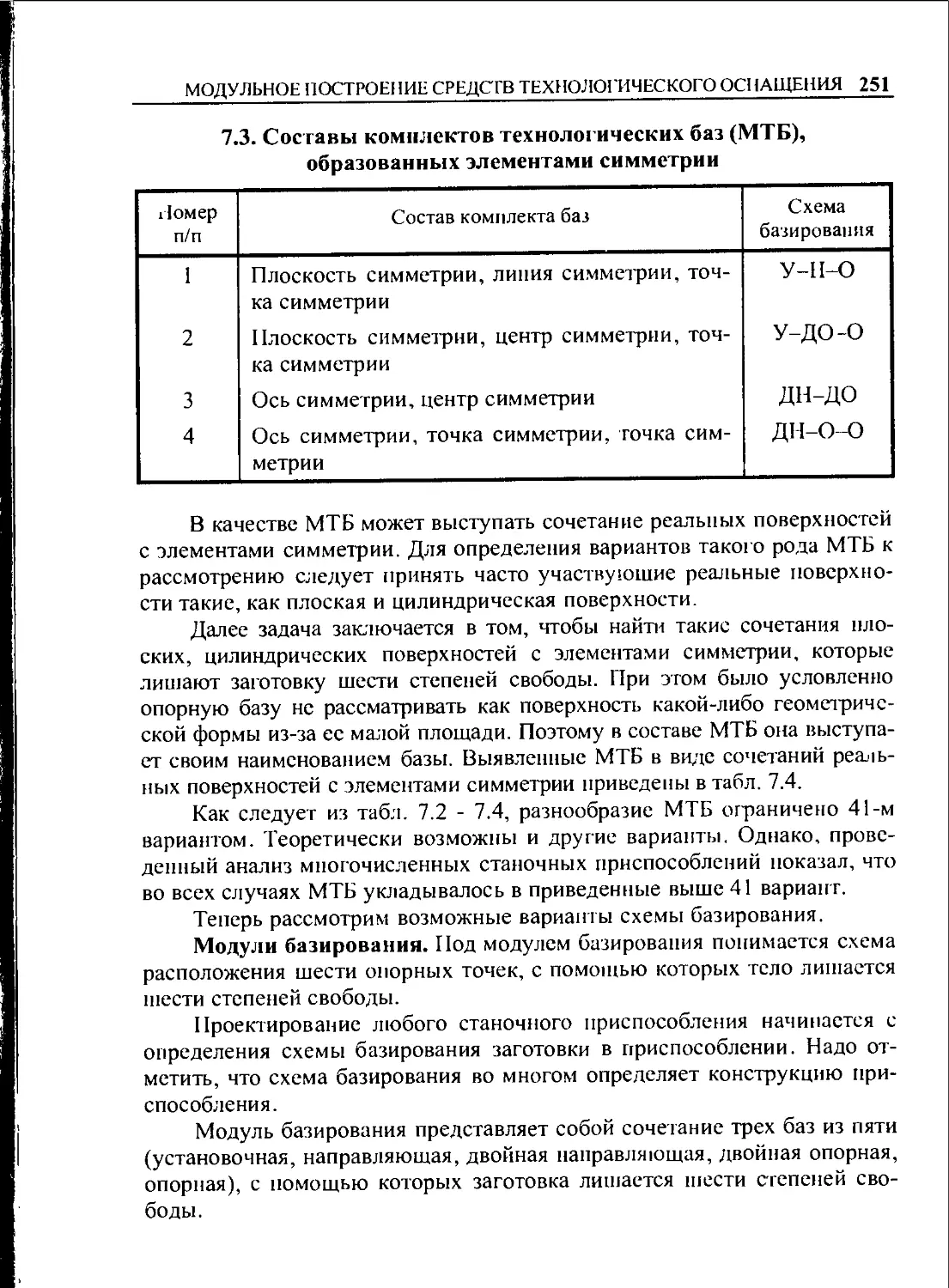
МТБ- модуль технологических баз;
МО- модуль технологического оборудования;
ми- модуль инструментальной наладки;
МПр - модуль приспособления;
мки- модуль контрольно-измерительного устройства;
тс- технологическая система;
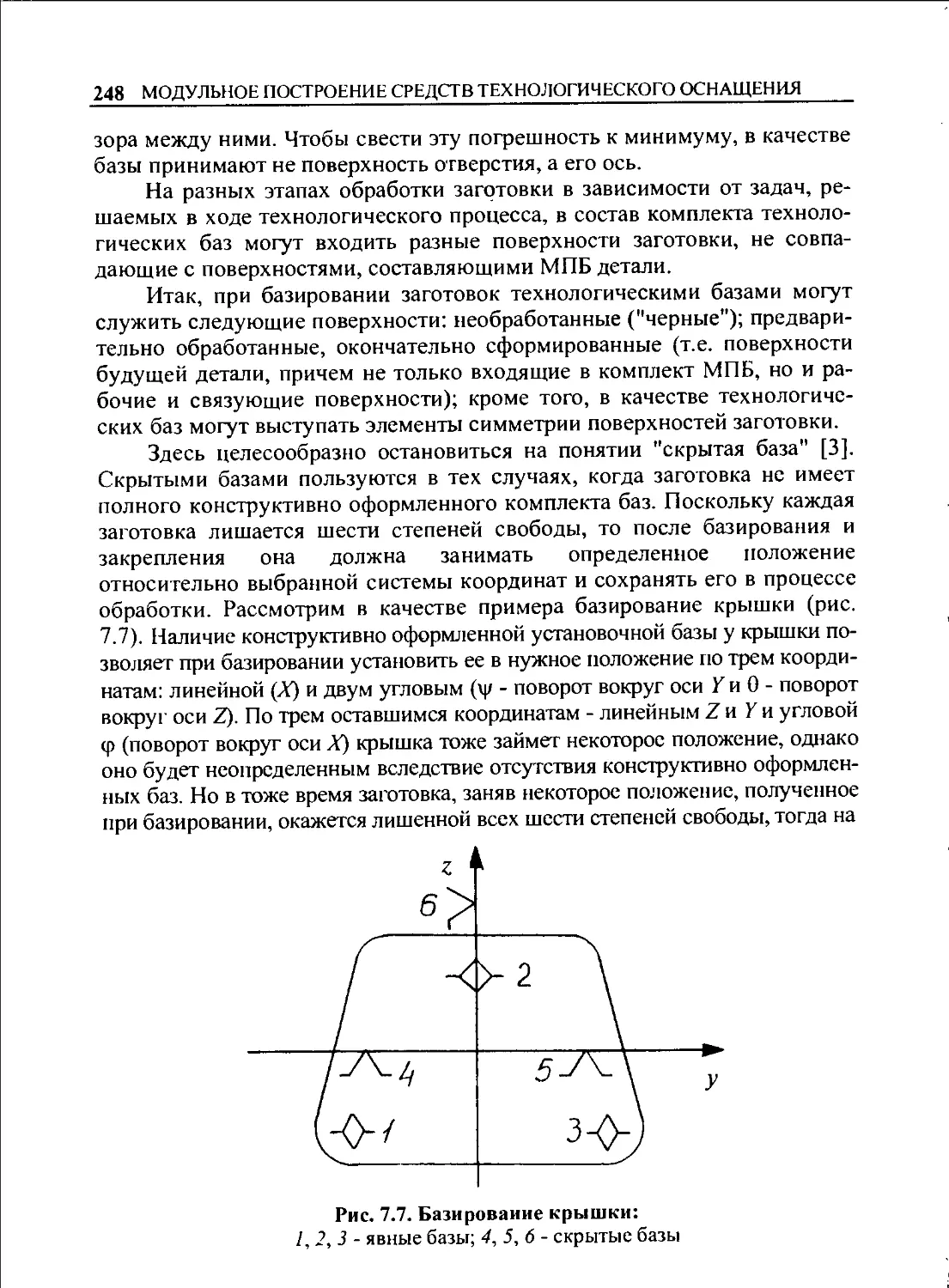
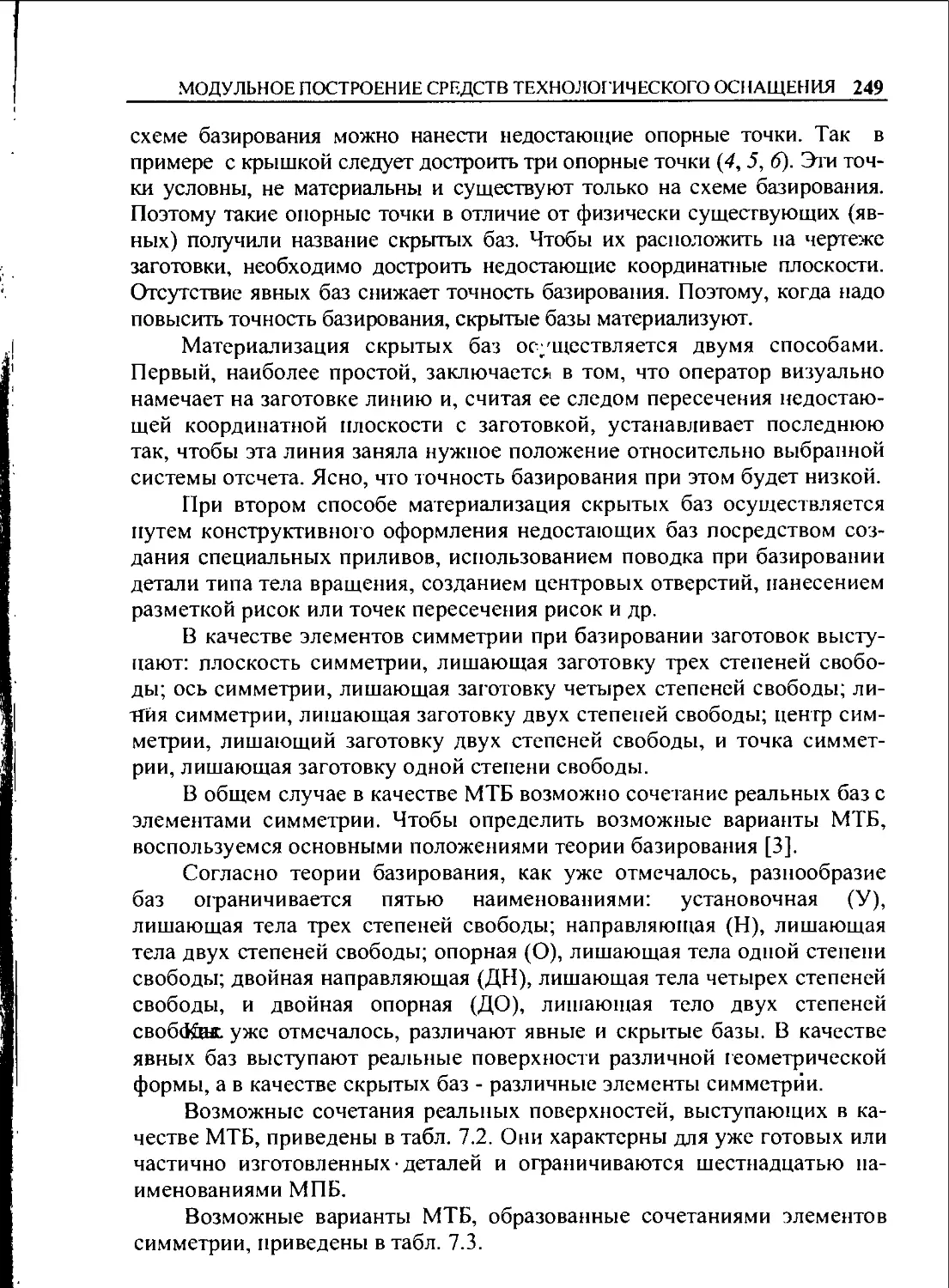
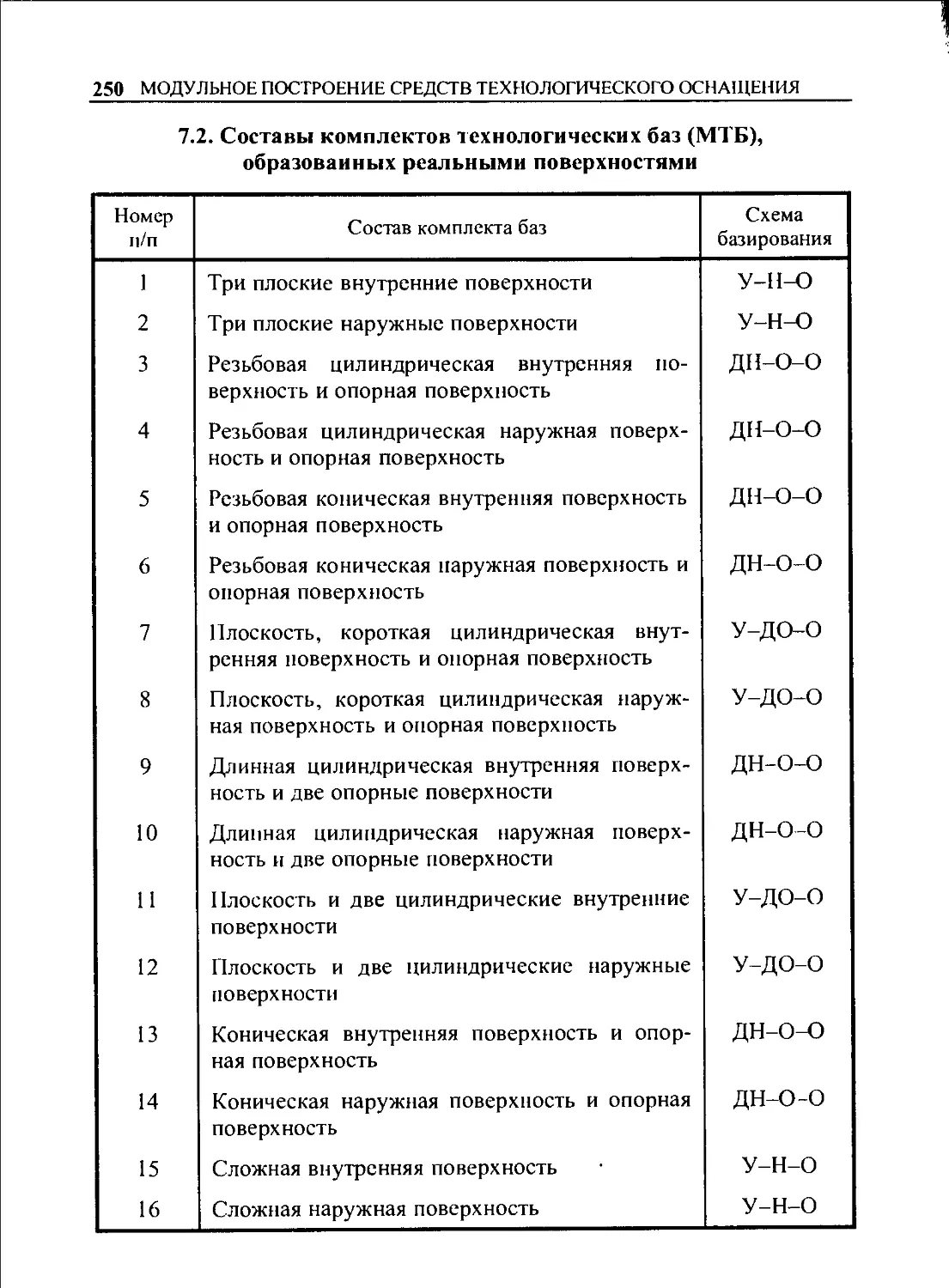
У-Н-О - установочная, направляющая, опорная базы;
У-ДО-О - установочная - двойная опорная - опорная базы;
ДН-О-О - двойная направляющая - опорная - опорная базы;
ДН-ДО - двойная направляющая - двойная опорная базы;
СФД- схема формообразующих движений;
РМ- рабочее место.
12
ПРОБЛЕМЫ МАШИНОСТРОИТЕЛЬНОГО ПРОИЗВОДСТВА
2. ПРОБЛЕМЫ МАШИНОСТРОИТЕЛЬНОГО
ПРОИЗВОДСТВА
Машиностроение - это технологическая база промышленности, оп-
ределяющая уровень технического развития страны, ее безопасность.
Его характерной чертой является чрезвычайно широкое разнообра-
зие выпускаемых изделий - от миниатюрного прибора до экскаватора, от
простейшего молотка до космического корабля.
Машиностроение в своем развитии достигло огромных успехов как в
создании современных машин, так и в их производстве. Однако в процессе
своего развития оно приобрело и целый ряд существенных недостатков,
сделавших его расточительным и инерционным к изменяющимся условиям.
Рассмотрим наиболее важные из них с целью постановки задачи со-
вершенствования машиностроительного производства.
2.1. АНАЛИЗ СОВРЕМЕННОГО СОСТОЯНИЯ
МАШИНОСТРОИТЕЛЬНОГО ПРОИЗВОДСТВА
В развитии промышленного производства, в том числе и машино-
строения, можно выделить две эры - индустриальную и информационную
(постиндустриальную). Первая прошла свой путь развития, начиная с про-
шлого века, и характеризуется преимущественным развитием отраслей ма-
териального производства и в первую очередь промышленности. Само про-
изводство в значительной степени стало массовым, крупносерийным, ори-
ентированным на рынки большого объема и на изделия массового спроса.
На смену индустриальной эры пришла информационная эра переход
к которой в ведущих странах Запада начался в 50 - 60 годы и завершился
в наиболее экономически развитых странах мира к середине 80-х годов.
В эру индустриализации основным фактором повышения эффектив-
ности производства была преимущественно экономия затрат живого тру-
да в самых различных сферах. Повышение эффективности использования
прошлого труда (производственных фондов, материально-
энергетических затрат) осуществлялось, в основном, в форме так назы-
ваемой "экономии на масштабах производства", снижения затрат ресур-
сов на единицу конечной продукции за счет повышения удельной мощ-
ности технологического оборудования и др.
Информационную эру отличает преимущественный рост экономики
сферы услуг (как в валовом продукте, так и в численности занятых) осо-
бенно отраслей, связанных с переработкой информации осуществлением
посреднической деятельности всех видов.
ПРОБЛЕМЫ МАШИНОСТРОИТЕЛЬНОГО ПРОИЗВОДСТВА
13
Производство в информационную эру становится в высшей степени
гибким, не массовым, ориентируется на индивидуальные запросы потреби-
телей, на небольшие по объему рынки сбыта, на отдельные "ниши" рынка.
Повышение эффективности производства идет главным образом по
пути экономии затрат прошлого труда, издержек по реализации продук-
ции и снижения накладных расходов. В информационную эру резко из-
менились соотношения в структуре стоимости издержек производства.
Например, доля издержек на оплату труда производственных рабочих в
общей стоимости продукции в большинстве отраслей промышленности
США и Японии составляет сегодня от 2 - 10 %, при этом резко возросла
доля издержек, связанных с реализацией продукции.
Если в индустриальную эру главным источником прибавочной стои-
мости является преимущес твенно физический труд производственных рабо-
чих, то в информационную эру - инженерный и управленческий труд.
Сегодня попытки искать пути увеличения прибыли только за счет
снижения издержек производства, особенно при наличии конкуренции с
ведущими фирмами, рано или поздно оборачиваются для предприятий
банкротством. Поэтому нужно искать пути в увеличении доходов пред-
приятия, а не в снижении издержек.
При наличии жесткой конкуренции снизить уровень издержек на
конкретном предприятии ниже определенной границы практически не-
возможно. В этих условиях следует искать пути увеличения доходов или
за счет повышения качества выпускаемой продукции при тех же ценах
или в выпуске новых изделий.
Прошли те времена, когда предприятие могло выпускать одну и ту
же продукцию десятилетиями. Сегодня в самых современных отраслях
промышленности (например, в электронике) жизненный цикл изделия
сокращается до нескольких месяцев. Если же говорить о машинострое-
нии, то в нем в среднем за 3 - 5 лет необходима полная замена выпускае-
мых изделий, полная смена средств технологического обеспечения.
Таким образом, четко видна тенденция сокращения жизненного
цикла изделия, обусловленная стремлением производителей быстрее и
максимально полно удовлетворять потребности общества, что в свою
очередь стимулирует рост этих потребностей. Непрерывно растущие по-
требности общества порождают рост разнообразия машиностроительных
изделий, их функционального назначения. Необходимость выпуска кон-
курентоспособной продукции усиливает эту тенденцию и требует непре-
рывного развития средств технологического обеспечения (технологиче-
ских процессов, оборудования, оснастки).
Все изложенное выше порождает структурные изменения в машино-
строении: меняются соотношение между типами производства, формы
взаимосвязей, его характер. Во-первых, сокращается удельный вес традици-
14
ПРОБЛЕМЫ МАШИНОСТРОИТЕЛЬНОГО ПРОИЗВОДСТВА
онного массового и крупносерийного производства, когда длительное время
выпускалось одно и тоже изделие. Теперь современное производство одно-
временно выпускает несколько разновидностей одного изделия и через ко-
роткое время переходит на выпуск нового изделия, увеличивая объемы вы-
пуска в единицу времени. Первое позволяет сохранить рынок сбыта, а вто-
рое получать наибольший доход. Во-вторых, сокращается доля единичного
и мелкосерийного производства за счет развития работ по стандартизации и
унификации. Так, например, в развитых странах единичное и мелкосерий-
ное производство в отличии’ от отечественного составляет значительно
меньшую долю объема машиностроения. К сожалению, в нашей стране ма-
шиностроение еще не перешло в постиндустриальную эру и этот тип произ-
водства составляет примерно одну треть объема машиностроения.
Несмотря на это, наблюдается устойчивая тенденция к росту доли
многономенклатурного разносерийного производства с увеличивающим-
ся ростом объемов выпуска продукции в единицу времени при непре-
рывном повышении ее качества.
Отсюда, современное предприятие должно быть способным быстро
переходить на выпуск новых изделий повышенного качества с минималь-
ными издержками. Сложность решения этой задачи усугубляется тем, что
номенклатура выпускаемых изделий, величины серий, в определенной сте-
пени, являются непредсказуемыми. Это не говорит о полном отсутствии
планирования выпуска продукции предприятием; планирование теперь
счроится на основе прогноза сбыта продукции. При этом, главное отличие
планирования в условиях рынка от централизованного директивного плани-
рования заключается в ориентации производства на конкретного потребите-
ля и даже на общественные явления и политические процессы.
Естественно, роль случайных и неучтенных факторов в прогнозе
достаточно велика и поэтому прогноз носит вероятностный характер, в
результате чего имеется достаточно большая непредсказуемость годовой
программы производства.
Работа современного предприятия в динамично изменяющихся ус-
ловиях заставляет решать как бы взаимоисключающие задачи - быстро
переходить на выпуск новой продукции и одновременно внедрять новые
технологии и технику, повышать качество изделий и снижать издержки
производства.
Чтобы машиностроительные предприятия отвечали современным
требованиям, надо подвергнуть машиностроительное производство ко-
ренной перестройке, устранив или сводя к минимуму его основные не-
достатки, носящие общий характер.
Общими основными недостатками машиностроительного производ-
ства являются избыточное разнообразие выпускаемых изделий и средств
технологического обеспечения, низкий уровень использования техноло-
ПРОБЛЕМЫ МАШИНОСТРОИТЕЛЬНОГО ПРОИЗВОДСТВА
15
гических средств и неприспособленность производства к быстрой и эф-
фективной перестройке на выпуск новой продукции.
Избыточное разнообразие выпускаемых изделий и средств техноло-
гического обеспечения велико и продолжает неуклонно расти. В отличие
от необходимого роста разнообразия, обусловленного объективным за-
коном развития, избыточное разнообразие является результатом отсутст-
вия системы учета выпускаемых изделий и низким уровнем их унифика-
ции. Это, с одной стороны, приводит к созданию многочисленных конст-
рукций изделий одного функционального назначения, а с другой стороны
- к созданию разных изделий близких по своему функциональному на-
значению. Кроме того, избыточный рост разнообразия изделий сказыва-
ется на их качестве, снижая его, что приводит их к бысфому моральному
износу и необходимости создания новых изделий.
Особенно большое влияние на избыточное разнообразие изделий
оказывает низкий уровень унификации как самих изделий, так и их эле-
ментов. Практически любое машиносфоительное изделие состоит, при-
мерно, на 50 - 70 % из деталей общего назначения, таких, как валы, оси,
втулки, фланцы, шестерни, крышки, рычаги, планки, корпуса и т.п. Изде-
лия содержат много однотипных механизмов и сборочных единиц типа
шпиндельных узлов, подшипников, редукторов, типовых соединений
деталей. Отсюда, в среднем, на каждом машиностроительном предпри-
ятии в масштабе машиностроительного комплекса из общего числа но-
менклатуры изготовляемых деталей и сборочных единиц более 50 % яв-
ляются одинаковыми или очень близкими но своему конструктивному
оформлению. Низкий уровень их типизации и унификации, в свою оче-
редь, порождает излишнее разнообразие технологических процессов, а
оно тянет за собой рост разнообразия технологических средств.
В результате на тысячах машиностроительных предприятий подав-
ляющее большинство инженерно-технических работников ежегодно вы-
полняют, по существу, одни и те же работы, решают одни и те же задачи,
что влечет за собой в масштабе страны необоснованно Офомные расходы
зруда, времени и материальных средств. Огромная армия инженерно-
технических и научных работников на разных предприятиях совершен-
ствуют производство одних и тех же деталей, изделий, улучшает или
создает новые станки, приспособления, инструментальную оснастку.
Внешне создается впечатление большой и нужной работы, поскольку
появляется большое число новых технологических процессов, оборудо-
вания, инструмента. Однако, в своем большинстве, они представляют
множество решений, повторяющих или улучшающих известные. Уже
первое их сопоставление по технико-экономическим показателям пока-
зывает, что подавляющее большинство этих решений мало отличается
друг от друга по своей эффективности. Среди этого множества теряются
16
ПРОБЛЕМЫ МАШИНОСТРОИТЕЛЬНОГО ПРОИЗВОДСТВА
принципиально новые решения, могущие дать большой эффект, их вне-
дрение вызывает большие трудности хотя бы потому, что все заняты соб-
ственными изобретениями и усовершенствованиями.
В итоге вместо того, чтобы сконцентрировать высококвалифициро-
ванные кадры и их усилия на создание принципиально новых технологий
и техники, наблюдается распыление сил, бесконечное дублирование ра-
бот, что влечет за собой создание необоснованно большого разнообразия
средств технологического обеспечения, значительная часть которых ока-
зывается нестандартизованной.
Дублирование работ не только порождает необоснованно большое
разнообразие технологических процессов, оборудования, оснастки, оно
влечет за собой далеко идущие негативные последствия. В частности,
тормозит развитие типизации и унификации в машиностроении, не по-
зволяет строго увязать между собой развитие каждого из элементов тех-
нологического обеспечения, порождает необоснованно частую смену
физически неизношенной технологической оснастки и др.
Говоря о причинах разнообразия средств технологического обеспе-
чения, следует различать дублирование разработок и разный объем вы-
пуска одного и того же изделия.
Единичное, серийное и массовое производство одного и того же изде-
лия, естественно, требует разных процессов и технологических средств для
достижения в каждом конкретном случае наивысших технико-
экономических показателей и здесь разнообразие обусловлено объективной
необходимостью. Но. что касается дублирования работ, то оно является од-
ним из существенных факторов, порождающих разнообразие и необходимо
принимать меры для его снижения. Первопричиной разнообразия средств
технологического обеспечения является различие технологических процес-
сов для изготовления одних и тех же или схожих деталей, сборочных еди-
ниц и изделий даже в условиях одного и того же типа производства.
Попытки уменьшить это разнообразие посредством типизации и
унификации не дали ожидаемого эффекта, например, в механообработке
типовые процессы в среднем составляют 10 - 15 %. Отсюда большой
рост разнообразия технологического оборудования и оснастки. Так, на-
пример, практически невозможно установить все разнообразие станков
основных групп, не говоря о многоцелевых станках, выпускаемых для
гибких производств и специальных станков, разнообразие которых прак-
тически не поддается учету. Большие материальные и временные затраты
связаны с изготовлением оснастки. Действительно, из-за широкого раз-
личия технологических процессов и оборудования на современных пред-
приятиях при переходе на выпуск нового изделия используется только 20
- 30 % имеющейся оснастки, остальную оснастку приходится заменять,
несмотря на то, что физически она еще далеко не изношена. Даже при
ПРОБЛЕМЫ МАШИНОСТРОИТЕЛЬНОГО ПРОИЗВОДСТВА
17
переходе на выпуск новой модификации изделия удается использовать
только около 70 % технологической оснастки. В итоге в стране, но дан-
ным на 1988 год, оснащалось около 40 млн деталей-операций и на изго-
товление технологической оснастки ежегодно затрачивалось около 3
млрд рублей, 1 млрд норма-часов, 1 млн т качественного металла. По-
скольку в среднем 50 % оснастки сдается в лом неизношенной, то не-
трудно себе представить каковы потери в масштабе всего машинострои-
тельного комплекса.
Огромное разнообразие технологического обеспечения влечет за со-
бой еще один негативный аспект, заключающийся в утере технологиче-
ского знания.
Как уже отмечалось, современному машиностроению свойственно
огромное разнообразие выпускаемых изделий. Специфика некоторых из
них требует оригинальной технологии. Разработка и внедрение такой
технологии, как правило, связано с большими трудозатратами, требует
высокой квалификации разработчиков и длительного времени для ее от-
работки. После прекращения выпуска изделий информация об этой тех-
нологии становится зачастую недоступной для других изготовителей
подобных изделий от того, что эта технология нигде не была опублико-
вана. Если даже она была опубликована, то найти ее в огромном потоке
информации тоже чрезвычайно сложно. В итоге полезный опыт, приоб-
ретенный с большими трудностями и затратами, оказывается утерянным
и не может быть использован другими предприятиями.
Неуправляемый рост разнообразия технологических процессов и
средств делает практически невозможным создание единого банка техноло-
гических данных, их систематизации независимо от отрасли машинострое-
ния. особенно наглядно это видно нри разработке САПР технологической
подготовки производства (ТПП), когда потребовалась разработка поиско-
вых информационных систем. В итоге из-за отсутствия единой классифика-
ции технологических процессов и средств их оснащение разработчики каж-
дой САПР ТПП создают свою информационную систему, представляющего
собой в значительной степени банк данных в виде отрывочных данных, тре-
бующую неоправданно большой памяти ЭВМ.
Учитывая изложенное, становится очевидной необходимость введе-
ния системы учета выпускаемых изделий и средств технологического
обеспечения, а также их широкая унификация. Это позволит в несколько
раз снизить избыточность их разнообразия, а следовательно и расходы
трудовых и материальных ресурсов.
Низкий уровень унификации средств технологического оснащения
проявляется в низком коэффициенте использования как самих техноло-
гических средств, так и их технологических и технических возможно-
стей. Для современного машиностроения характерны огромные издерж-
18
ПРОБЛЕМЫ МАШИНОСТРОИТЕЛЬНОГО ПРОИЗВОДСТВА
ки, связанные с непродуктивными расходами на создание и содержание
средств технологического оснащения. Непродуктивность расходов объ-
ясняется в первую очередь полной или частичной невостребованностью в
течение календарного года значительной части имеющихся на предпри-
ятии технологических средств. Рассмотрим это на примере механической
обработки деталей различных типов производства.
Как известно, в единичном и мелкосерийном производстве приме-
няются широкоуниверсальные технологические средства, позволяющие
изготовлять детали широкой номенклатуры. Однако при их применении
на конкретных технологических операциях реализуется лишь небольшой
процент их технологических и технических возможностей. Например, при
изготовлении конкретных деталей на обрабатывающих центрах использует-
ся лишь малая доля широких возможностей последних.
С другой стороны, в результате определенной непредсказуемости (осо-
бенно характерной для производства в условиях рыночной экономики) но-
менклатуры деталей, изготовляемых на протяжении календарного года,
предприятие вынуждено иметь заведомо избыточный набор технологиче-
ских средств, некоторая часть которых оказывается невостребованной.
Таким образом, необходимость изготовления деталей широкой но-
менклатуры небольшими по размеру партиями и определенная непред-
сказуемость номенклатуры деталей вынуждают предприятия иметь
большое разнообразие технологических средств заведомо избыточных
как по составу, количеству, так и по технологическим и техническим
возможностям. Это влечет за собой дополнительные непроизводитель-
ные расходы, связанные с их приобретением, содержанием, увеличением
производственных площадей и др. В условиях рыночной экономики от-
рицательное значение этого фактора усиливается из-за острой необходи-
мости снижать издержки производства.
В крупносерийном и массовом производстве наблюдается другая
картина. В этих производствах применяются специализированные и спе-
циальные средства узкого служебного назначения. Поэтому даже при
незначительном изменении технологического процесса из-за внесения
изменений в конструкцию изготовляемой детали, а тем более при пере-
ходе на выпуск новой детали, приходится отказываться от целого ряда
физически и морально неизношенных, вполне работоспособных станков
и технологической оснастки, и создавать новые технологические средст-
ва. А их создание связано с большими материальными и трудовыми за-
тратами, что приводит к резкому росту сроков и трудоёмкости техноло-
гической подготовки производства.
Из изложенного следует, что сложившаяся практика создания и экс-
плуатации технологических средств ведет к огромному расточительству
материальных и трудовых ресурсов и, как следствие, к повышению себе-
ПРОБЛЕМЫ МАШИНОСТРОИТЕЛЬНОГО ПРОИЗВОДСТВА
19
стоимости изготовления изделий. Причиной такой низкой востребован-
ности технологических средств и заложенных в них возможностей явля-
ется отсутствие прямых связей между технологическими процессами и
технологическими средствами их обеспечения. Это наиболее ярко прояв-
ляется в условиях единичного и мелкосерийного производства. В таком
производстве используются широкоупиверсальные станки, которые соз-
даются не под конкретные технологические процессы, а под те или иные
методы обработки, например, точение, фрезерование, сверление и т.п.
Поэтому они и называются токарными, фрезерными, сверлильными и т.п.
Для таких станков изготовляют не инструментальные наладки для вы-
полнения технологических операций, а, как правило, универсальный режу-
щий инструмент и его оснастку, ориентированные на соответствующий ме-
тод обработки. Приспособления тоже создаются под соответствующий тин
станков, а не под заготовки. Поэтому они и классифицируются как приспо-
собления для фрезерных, сверлильных станков и т.д.
Таким образом, наблюдается отсутствие прямых связей между тех-
нологическими процессами и средствами их осуществления. Это вынуж-
дает придавазь последним высокую универсальность, что позволяет им
участвовать в осуществлении широкого спектра технологических про-
цессов. Однако в каждый момент времени с их помощью выполняется
конкретный технологический процесс и тогда многие из их возможно-
стей оказываются невостребованными.
В итоге можно констатировать, что отсутствие единого подхода в по-
строении технологических процессов, их многовариантность привели к то-
му, что технологические средства - основное оборудование, приспособле-
ния, инструмент, измерительные средства - развивались в значительной сте-
пени самостоятельно. Это и явилось одной из главных причин их неоправ-
данно огромного разнообразия. Другая негативная сторона отсутствия пря-
мых связей между технологическими процессами и оборудованием заклю-
чается в том, что появление новых прогрессивных технологических процес-
сов оказывается не подкрепленным технологическими средствами, выпус-
каемыми промышленностью. И тогда остаегся два пути: или отказаться от
прогрессивной технологии, чтобы воспользоваться выпускаемым оборудо-
ванием, или переходить на выпуск нового незапланированного оборудова-
ния, требующего, как всякое повое, значительно больших затраз и приво-
дящее к росту объема нестандартизованного оборудования и оснастки.
В то же время имеют место примеры наличия непосредственных свя-
зей между технологическими процессами и средствами их осуществления.
Примером тому служит массовое и крупносерийное производства. Уже
само название "операционный станок" говорит о том, что станок создан
только под осуществление конкретной зехнологической операции. Анало-
гично и инструментальные наладки предназначены для участия в конкрет-
20
ПРОБЛЕМЫ МАШИНОСТРОИТЕЛЬНОГО ПРОИЗВОДСТВА
ных операциях. Наличие непосредственных связей между технологически-
ми процессами и средствами их осуществления позволяет создавать по-
следние высокоэффективными. Специальные станки являются высокоэф-
фективными потому, что отличаются высокой производительностью, при
практически полном использовании их технологических возможностей и
качества. Как правило, такие станки являются многошпиндельными, мно-
гоинструментными параллельного действия, что способствует реализации
высокоэффективных технологических процессов.
Однако здесь наблюдается другая крайность - стоит только внести
незначительные изменения в операцию, как и станок, и оснастка оказы-
ваются неспособными приспособиться к этим изменениям и их прихо-
дится заменять на новые.
Все изложенное справедливо для сборочного и заготовительного
производства. Отсюда очевидны необходимость создания таких техноло-
гических средств, возможности которых использовались бы полностью в
каждом технологическом процессе.
Неспособность производства к быстрой и эффективной перестройке на
выпуск новых изделий не позволяет решать задачу быстрого реагирования
на изменяющиеся условия. Современные гибкие производства решают эту
задачу за счет применения широкоуниверсального и высокоавтоматизиро-
ванного оборудования. Это являсгся причиной их низкой эффективности,
поскольку такое оборудование и его обслуживание стоит очень дорого, а их
возможности в каждый момент времени работы используется на 10 - 30 %.
В результате, задача существенного повышения эффективности
мелкосерийного производства оказалась нерешенной, а созданные гибкие
производства дают ощутимый эффект при их использовании в среднесе-
рийном и даже крупносерийном производстве. Эффективное применение
их в последнем объясняется необходимостью частой переналадки из-за
расширения номенклатуры выпускаемых изделий. Но и в этом случае
эффект от их применения скорее объясняется текущим моментом, когда
наше массовое и крупносерийное производство оказалось неспособным в
короткие сроки перестраиваться на выпуск широкой номенклатуры изде-
лий. И в этих условиях гибкие производства оказались к месту, но при
этом не отличаются высокой эффективностью.
Учитывая развитие производства в направлении к многономенклатур-
ному разносерийному производству, оно должно быть эффективным и в
первом квартале, когда изготовляется широкая номенклатура изделий ма-
лыми партиями, и во втором квартале, когда изготовляется узкая номенк-
латура изделий большими партиями, что характерно для крупносерийного
производства. Такое производство можно создать только при условии, что
его гибкость достигается за счет гибкости технологического процесса, обо-
рудования и организационной формы производственного процесса.
ПРОБЛЕМЫ МАШИНОСТРОИТЕЛЬНОГО ПРОИЗВОДСТВА
21
Подводя итог изложенному, можно отметить, что современное ма-
шиностроительное производство характеризуется изготовлением на раз-
ных предприятиях большого числа одних и тех же или очень близких
друг к другу деталей, сборочных единиц, входящих в разные изделия;
значительным дублированием технологической подготовки производст-
ва; неоправданно огромным разнообразием технологических процессов,
оборудования оснастки; большим объемом ежегодного обновления фи-
зически неизношенных технологических средств; низким уровнем вос-
требованности технологических и технических возможностей технологи-
ческого оборудования; невысокой гибкостью производства.
2.2. ПУТИ СОВЕРШЕНСТВОВАНИЯ
МАШИНОСТРОИТЕЛЬН ОГО ПРОИЗВОДСТВА
Из приведенного анализа состояния машиностроительного произ-
водства очевидна необходимость его коренной перестройки, направлен-
ной на сведение к минимуму разнообразия технологических процессов,
оборудования, оснастки, дублирования работ по технологической подго-
товке производства, невостребованности технологического оборудования
и его возможностей, повышение гибкости и мобильности производства.
Перестройка машиностроительного производства должна осуществ-
ляться с позиций системного подхода, базирующегося на системе взаимо-
связанных классификаций изделий и средств технологического обеспече-
ния. Классификации оказывают огромное влияние на эффективность разви-
тия любой человеческой деятельности. От того, насколько правильно разра-
ботана классификация, в значительной степени зависит конечный результат.
К сожалению, вопросу разработки классификации в машиностроитель-
ном производстве не уделялось должного внимания, проводятся они неор-
ганизованно, нередко поручаются работникам невысокой квалификации, не
подвергаются критическому анализу на их правильность и тщательность
проработки. С другой стороны, разработка классификации процессов, обо-
рудования, оснастки осуществлялась автономно. В результате действующие
классификации оказываются не связанными друг с другом, что способствует
независимому развитию процессов и средств их осуществления.
Разработка единой системы классификаций в машиностроительном
производстве создаст предпосылки взаимосвязанного развития элементов
производства: технологических процессов, оборудования, оснастки и тем
самым будет способствовать сокращению их разнообразия, как в преде-
лах каждого передела, так и во всем производстве.
Следующим не менее важным мероприятием является широкая и
глубокая типизация и унификация как самих изделий, их элементов, так
и средств технологического обеспечения.
22
ПРОБЛЕМЫ МАШИНОСТРОИТЕЛЬНОГО ПРОИЗВОДСТВА
Отсутствие единой системы классификаций не позволило вырабо-
тать единого подхода к типизации и унификации технологических реше-
ний и характеристик конструктивных элементов деталей, сборочных
единиц. Ведется такая работа разрозненно, без строгой взаимной увязки.
В каждой отрасли машиностроения и на отдельных предприятиях эта
работа проводилась в значительной степени автономно, зачастую по ука-
заниям "сверху" там, где руководители понимали всю важность решения
этих вопросов. Все это привело к тому, что до сих пор не вскрыты и не
реализованы огромные резервы повышения эффективности машино-
строения, заложенные в типизации и унификации.
Системный подход в решении этих вопросов должен быть основан на
глубоком и всестороннем понимании объективных взаимосвязей между
технологией, оборудованием, оснасткой в каждом переделе машинострои-
тельного производства и связей между этими переделами. Только в этом
случае на каждом предприятии невыгодно будет пользоваться нетиповыми,
неунифицированными решениями, а у работников на каждом предприятии
появится вкус к типизации и унификации и понимание их необходимости.
Объективные связи между изделиями и средствами технологическо-
го обеспечения должны найти отражение в системе классификаций, ор-
ганично увязывающей их классификации в единую систему. Разработку
такой системы надо начинать с построения классификации изделий, за-
тем классификации технологических процессов и т.д. Но в каждом слу-
чае объект классификации должен отличаться постоянством, таким объ-
ектом не может быть изделие, процесс, станок, так как они непрерывно
развиваются. Таким объектом должен быть элемент изделия, процесса,
оборудования, отличающийся высокой устойчивостью. Если говорить об
изделии, то его элемент должен быть как бы "кирпичиком", из которого
может быть построено любое изделие подобно тому, как строитель из
одного и того же кирпича строит самые разнообразные здания. Такой
элемент должен быть постоянным по своему строению и отличаться ог-
раниченной номенклатурой.
Поскольку изделие представляет собой совокупность деталей, то ло-
гично за элемент принять саму деталь. Но деталь весьма индивидуальна по
своему строению, описывается большим числом характеристик, ее конст-
рукция непрерывно изменяется, что приводит к огромному разнообразию. В
связи с этим "кирпичик" нужно искать в самой детали. Им должен быть
элемент детали и искать его следует на основе анализа служебного назначе-
ния деталей и их поверхностей. Такой подход позволит при рассмотрении
любой детали исключить все несущественные ее стороны и выявить только
те, которые обеспечивают выполнение деталью ее служебного назначения.
В итоге проведенных исследований такой элемент был найден и по-
лучил название модуля поверхностей (МП) детали. Исследования пока-
ПРОБЛЕМЫ МАШИНОСТРОИТЕЛЬНОГО ПРОИЗВОДСТВА
23
зали ограниченную номенклатуру модулей поверхностей - всего 26 на-
именований, из которых конструктор может спроектировать любую де-
таль. Впервые это было опубликовано в работе [1].
Если под МП каждого наименования разработать модули техноло-
гических процессов их изготовления, а для осуществления последних -
модули технологического оборудования и оснастки, то эти модули и
должны выступать в качестве объектов при построении соответствую-
щих классификаций. В результате становится возможным создание сис-
темы органично связанных классификаций и единой элементной базы
машиностроительного производства на модульном уровне. Наличие та-
кой элементной базы, в свою очередь, позволит осуществить системную
унификацию модулей и сбалансировать развитие модулей каждого звена
производственной цепочки в соответствии с развитием других и тем са-
мым максимально обеспечить потребности в изделиях, технологических
средствах при минимальном разнообразии последних.
В соответствии с изложенным становится реальной идея модульного
построения производства машиностроительных изделий. Реализация та-
кой организации машиностроительного производства на всех машино-
строительных предприятиях создаст предпосылки для обеспечения оп-
тимального сочетания централизации и индивидуализации технологиче-
ской подготовки производства (ТПП).
Централизация должна заключаться в разработке типовых решений
с привлечением к этой работе только высококвалифицированных спе-
циалистов. Это позволит резко поднять уровень прогрессивности техно-
логических процессов на всех предприятиях страны, существенно сокра-
тить объём технологической подготовки и свести к минимуму разнообра-
зие технологических средств и дублирование ТПП. Кроме того, откры-
ваются широкие перспективы унификации и стандартизации средств
технологического обеспечения.
Индивидуализация технологической подготовки заключается в том,
что разработка модульных технологических процессов изготовления из-
делий и деталей должно осуществляться на предприятиях. Это позволит
учитывать конкретные условия данного предприятия и одновременно
пользоваться типовыми, прогрессивными решениями.
Организация подготовки машиностроительного производства на
машиностроительных предприятиях с использованием модульного прин-
ципа позволит совершить качественный скачок в повышении эффектив-
ности машиностроения страны и выйти на передовые рубежи нетрадици-
онным путем, с минимальными расходами, не повторяя путь стран,
имеющих машиностроение современного уровня.
24 МОДУЛЬНЫЙ ПРИНЦИП В МАШИНОСТРОИТЕЛЬНОМ ПРОИЗВОДСТВЕ
3. МОДУЛЬНЫЙ ПРИНЦИП В МАШИНОСТРОИТЕЛЬНОМ
ПРОИЗВОДСТВЕ
Модульный принцип давно и широко применяется в разных отраслях
промышленности, однако до сих пор не разработаны его научные основы.
Практически отсутствует строгий понятийный аппарат, в литературе можно
встретить самые разнообразные, нередко противоречащие друг дру|у понятия
модуля, модульного принципа и др., отсутствует классификация модулей и
т.д. Все это затрудняет внедрение модульного принципа в машиностроитель-
ное производство и требует проведения научных исследований в этой области.
На сегодня наиболее полно и широко вопрос о модульном принципе
в машиностроении освещен в работе А. Л. Васильева [2], где сделана по-
пытка систематизировать и обобщить результаты работ по его примене-
нию в различных отраслях промышленности.
Одним из важнейших терминов является "модульный принцип".
Автор [2] справедливо отмечает необходимость строгого и единого
понятия модульного принципа в технике и предлагает следующую его
трактовку: "Модульный принцип - особенность построения технических
систем, заключающаяся в подчинении их размеров проектному модулю
(модулям) и (или) в обеспечении возможности комплектования разнооб-
разных сложных нестандартных технических систем с большим различи-
ем характеристик из небольшого, экономически обоснованного количе-
ства типов и типоразмеров одинаковых первичных (типовых или стан-
дартных) общих модуль-элементов".
По этой формулировке есть ряд следующих замечаний:
1. Модульный принцип заключается не "... в обеспечении возможно-
сти комплектования...", а в самой реализации этой возможности. Кроме
того, здесь больше подходит слово "компоновка" нежели "комплектова-
ние", так как первое ближе к построению, сборке системы, а второе ха-
рактеризует обеспеченность системы необходимым набором элементов.
2. В общем случае из модулей можно построить как нестандартную,
так и стандартную, как сложную, так и простую системы, поэтому следу-
ет слова "нестандартные" и "сложные" из формулировки исключить.
3. В формулировке указывается, что сложные системы формируют из "...
экономически обоснованного количества типов и типоразмеров одинаковых
первичных (типовых или стандартных) общих модуль-элементов." Во-первых,
поскольку речь идет о принципе построения технической системы (путем
компоновки), то не надо в формулировку включать экономику, так как по-
следняя не является отличительным признаком принципа, а выступает лишь в
роли критерия эффективности его применения. Во-вторых, поскольку в фор-
мулировке первичные модули фигурируют как типы, то это говорит об уже
проведенной их типизации. Поэтому следует исключить уточнение, приведен-
ное в скобках и "количества типов" заменить на - номенклатура или разнооб-
МОДУЛЬНЫЙ ПРИНЦИП В МАШИНОСТРОИТЕЛЬНОМ ПРОИЗВОДСТВЕ 25
разве типов. В-третьих, наличие в формулировке определения "одинаковых"
противоречит наличию в формулировке "количества типов", так как последнее
говорит о том, что модули принадлежат разным типам. В-четвертых, если го-
ворить строго, то нельзя согласиться с введением термина первичные модули,
так как сложная система может состоять как из набора первичных модулей,
так и из модулей, которые сами представляют собой набор первичных моду-
лей; кроме того, система может быть одновременно представлена модулями
функциональными и конструктивными. В-пятых, непонятно с какой целью
введен термин "модуль-элемент"? Слова модуль и элемент можно рассматри-
вать в определенной степени как синонимы.
Принимая во внимание изложенные выше замечания, можно пред-
ложить следующую формулировку модульного принципа в технике: под
модульным принципом будем понимать построение различных техниче-
ских систем с разнообразными характеристиками путем компоновки их
из типовых модулей ограниченной номенклатуры.
Модульный принцип широко и успешно применяется в строитель-
ной индустрии, где здания сзроятся из стандартных элементов, а также в
судостроении, машиностроении и других отраслях промышленности.
При реализации модульного принципа часто используется метод базово-
го изделия, когда при одной и той же основе изделия меняются некото-
рые его присоединяемые элементы (модули). Например, на одной базо-
вой модели выпускается целое семейство автомобиля "Жигули". Анало-
гичный метод применяется и в станкостроении при создании на одной
базовой модели станка несколько разных станков.
Накопленный опьгг применения модульного принципа создаёт благопри-
ятные предпосылки для его широкого внедрения в машиностроение. Настала
пора перехода от случайного применения модульного принципа построения
отдельных объектов к системному подходу, когда и машиностроительные
изделия и средства их технологического обеспечения строятся из соответст-
вующих модулей, объединенных в единую систему. Осуществление такого
подхода при применении модульного принципа в машиностроительном про-
изводстве даст эффект несравнимо выше того, который имеется сегодня.
Реализация модульного принципа в машиностроительном производ-
стве с позиций системного подхода требует разработки:
• методов замещения объекта машиностроительного производства
множеством модулей;
• общих принципов построения из модулей изделий и средств техноло-
гического обеспечения (технологических процессов, оборудования, оснастки);
• терминологического обеспечения;
• методов унификации модулей изделий и средств их технологиче-
ского обеспечения;
• методов оценки эффективности модульного построения изделий и
средств их технологического обеспечения.
26 МОДУЛЬНЫЙ ПРИНЦИП В МАШИНОСТРОИТЕЛЬНОМ ПРОИЗВОДСТВЕ
3.1. МЕТОД ЗАМЕЩЕНИЯ ИЗДЕЛИЯ МНОЖЕСТВОМ МОДУЛЕЙ
Внедрение модульного принципа в машиностроительное производ-
ство должно начинаться с модульного построения изделия. При этом
следует исходить из того, что действенным, эффективным применение
модульного принципа будет только в том случае, если модули будут
представлять собой объективно существующие элементы. В этом случае
модули приобретают общий характер для машиностроения и могут при-
меняться при построении любого изделия.
При разработке метода замещения надо отметить, что для модуль-
ного принципа характерным является абстракция, модульность, иерар-
хия, устойчивость, унификация.
В связи с этим, в первую очередь надо разобраться с разнообразием
модулей, их подчиненностью и построить классификацию.
Все многообразие модулей машиностроительных изделий можно
свести к двум категориям: модуль-мера и модуль-изделие или в соответ-
ствии с их применением: проектный модуль и физический модуль [2]. В
качестве проектного модуля выступает мера, в соответствии с которой
модуль проектный может быть линейным, плоскостным, или объемным.
Под проектным линейным модулем понимается мера, характери-
зующая размер в одном направлении.
Под проектным плоскостным модулем понимается мера, характери-
зующая площадь определенной формы и габаритных размеров. Приме-
рами проектного плоскостного модуля являются форма и размеры обли-
цовочной плитки, паркетных щитов и т.п.
Под проектным объемным модулем понимается мера, характери-
зующая объем фиксированной формы и размеров. Примерами такого
модуля являются форма и размеры кирпича или условный контейнер ку-
бической формы (уникуб), внешние размеры и объем которого использу-
ется для измерения кубатуры трюмов, складов и т.п.
Модуль-изделие представляет собой полностью собранную самостоя-
тельную часть изделия, имеющую документацию на изготовление, про-
шедшую функциональную проверку и готовую к монтажу. Такие модули
могут легко соединяться, образуя различные системы, разъединяться и за-
меняться. Модуль-изделие характеризуется конструктивной и технологиче-
ской завершенностью, не требующей дополнительных работ по технической
подготовке, и обладает строго фиксированными параметрами [2].
В свою очередь, различают две разновидности модуль-изделия: кон-
структивный модуль и функциональный модуль.
Под конструктивным модулем понимается часть конструкции изделия,
рассматриваемого как совокупности деталей и сборочных единиц, а под функ-
циональным модулем - часть самого изделия как функционального объекта.
Приведенные выше понятия и определения модулей недостаточно
строги и требуют уточнений. Возьмем, к примеру, такой объект как кир-
МОДУЛЬНЫЙ ПРИНЦИП В МАШИНОСТРОИТЕЛЬНОМ ПРОИЗВОДСТВЕ 27
пич. С одной стороны, своей формой и размерами он относится к катего-
рии проектного модуля, а с другой стороны, как материальное тело, он
относится к физическому модулю.
Как видим, в обоих случаях модули имеют одни и те же параметры (250 х
120 х 65 мм), геометрическую форму. Основная разница заключается в-том, что
форма и размеры кирпича в качестве проектного модуля выступают как немате-
риальный объект, а во втором случае кирпич является материальным объектом.
Поэтому в определении проектного модуля надо уточнить, что мо-
дуль является нематериальным объектом, а в определении физического
модуля он является материальным объектом.
Недостаточно удачен и термин "модуль-мера", так как в переводе с
латинского модуль - это мера.
Принимая во внимание изложенное, построение классификации на-
до начинать с того, что все модули можно разделить на два класса: мо-
дуль-мера (проектный) и модуль-изделие (физический).
В качестве проектного модуля выступает нематериальный вообра-
жаемый объект, представляющий собой некую абстракцию. К нему мож-
но отнести, как уже отмечалось, модуль пространства (линейный, пло-
скостной, объемный), соотношение размерных параметров, например,
золотое сечение, модуль зубчатого колеса, отношение длины вала к его
диаметру и т.п. Все они характеризуют конструкцию изделия.
Физический модуль, являющийся материальным объектом, как уже
отмечалось, в свою очередь можно разделить на две группы: консгрук-
тивный и функциональный.
Функциональный модуль - это часть изделия, с помощью которой
реализуется та или иная функция изделия как объекта эксплуатации. На-
пример, в качестве функционального модуля выступает редуктор, зубча-
тая пара, система управления и т.п.
В свою очередь функциональные модули можно разделить на тех-
нологические и обслуживающие модули.
Под модулем функциональным технологическим (МФТ) будем пони-
мать модуль, с помощью которого изделие как объект эксплуатации выпол-
няет непосредственно свое служебное назначение. Например, у автомобиля
МФТ являются кузов ддя размещения перевозимого 1руза, шасси, с помо-
щью которого движется автомобиль, рулевое управление и т.п.
У обрабатывающей технологической системы к МФТ относятся станок
для осуществления закона относительного движения стола заготовки и суп-
порта инструментальной наладки, приспособление для установки заготовки,
инструментальная наладка и контрольно-измерительное устройство.
В свою очередь, для того, чтобы МФТ могли выполнять свои функции,
необходимы модули функциональные обслуживающие (МФО). Например, для
осуществления станком заданного закона относительного движения стола и
суппорта необходимы такие МФО как привод, коробка передач, коробка подач.
28 МОДУЛЬНЫЙ ПРИНЦИП В МАШИНОСТРОИТЕЛЬНОМ ПРОИЗВОДСТВЕ
Модуль физический конструктивный представляет собой закончен-
ную часть конструкции изделия.
Под конструкцией обычно понимается совокупность всех деталей и
сборочных единиц, образующих изделие. Исходя из формулировки кон-
структивного модуля, приведенной в работе [2], модулем может быть та
или иная часть конструкции.
В качестве конструктивного модуля может выступать сборочная
единица или деталь. Его служебное назначение в отличии от модуля
функционального не связано непосредственно с выполнением объекта
эксплуатации его служебных функций.
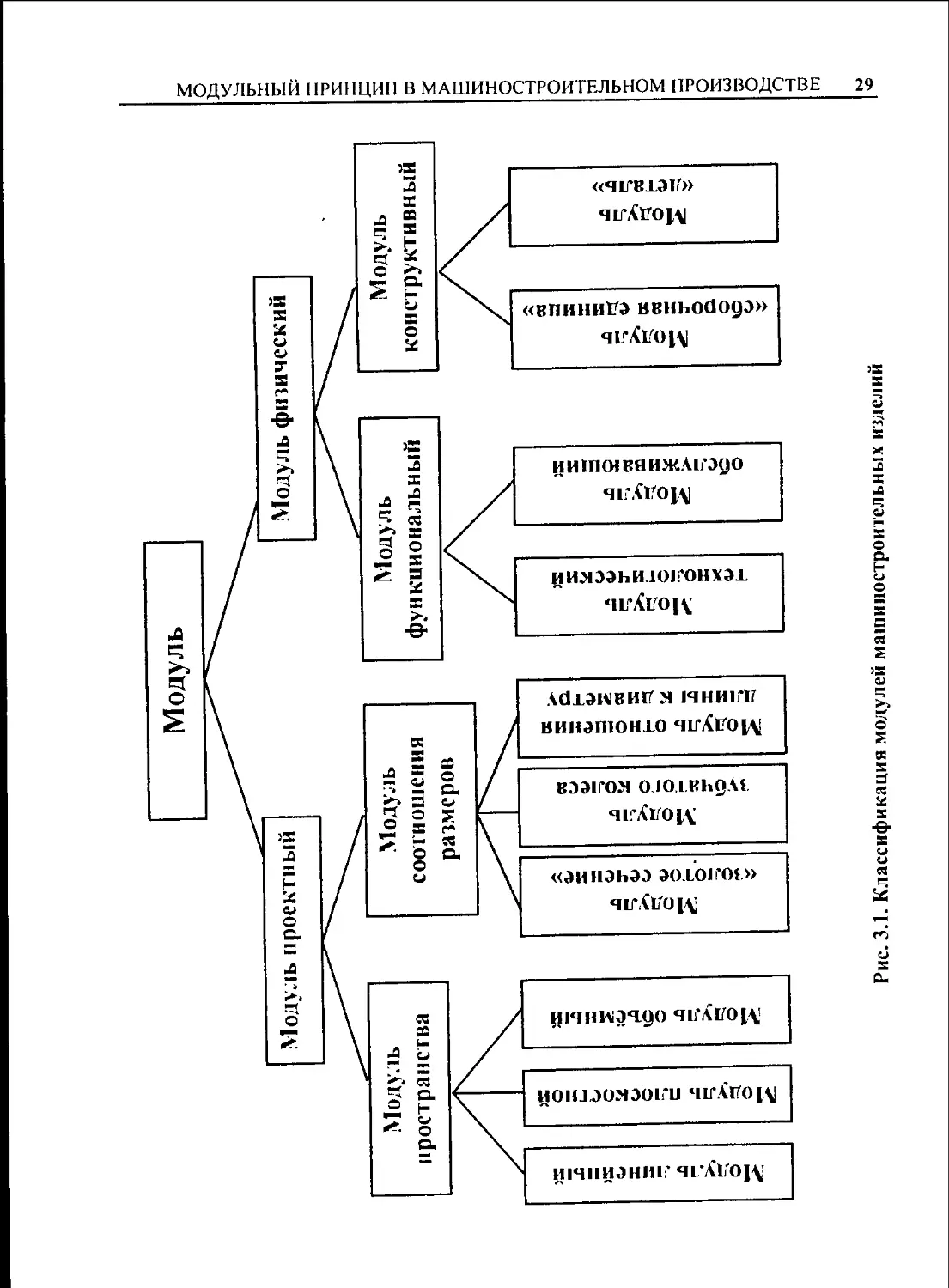
На основании изложенного, можно предложить классификацию мо-
дулей, приведенную на рис. 3.1.
Итак, если изделие рассматривать как объект эксплуатации, то оно
представляется совокупностью функциональных модулей.
Для каждого объекта эксплуатации характерны вполне определен-
ные МФТ, именно ими изделие одного назначения отличается от изделия
другого назначения. Поэтому МФТ определенного класса машин по сво-
ему назначению отличаются небольшим разнообразием, а рост разнооб-
разия МФТ связан, главным образом, с разнообразием изделий.
Действительно, например, обрабатывающие технологические сис-
темы любой конструкции всегда содержат такие МФТ как станок, при-
способление, инструментальную наладку и контрольно-измерительное
устройство. Другое дело, что эти МФТ отличаются конструктивным ре-
шением, но по назначению они остаются постоянными.
Что касается МФО, то в отличие от МФТ одни и те же МФО могут
применяться в изделиях самого разного назначения. Их тоже, как и МФТ,
можно классифицировать по функциональному назначению.
Если разнообразие МФТ и МФО обозримо, то о конструктивных мо-
дулях, в качестве которых выступают сборочные единицы и детали, такого
сказать нельзя - и сборочные единицы и детали отличаются огромным раз-
нообразием. Это обстоятельство приводит к тому, что представление сбо-
рочной единицы и детали в качестве модулей теряет практический смысл.
Поэтому поиск конструктивных модулей, из которых можно строить
конструкции самых разных изделий, приобретает первостепенное значение
для реализации модульного принципа в машиностроительном производстве.
Искать их надо, абстрагируясь от функционального назначения из-
делий, считая изделие некоей технической системой, независимой от то-
го, является ли она станком, швейной машиной или автомобилем.
Основу технической системы машиностроительного изделия со-
ставляет ее конструкция и потому именно в ней надо искать эти модули.
Проблема заключается в том, чтобы найти такой элемент, который
участвовал бы в любой конструкции изделий.
Рис. 3.1. Классификация модулей машиностроительных изделий
МОДУЛЬНЫЙ ПРИНЦИП В МАШИНОСТРОИТЕЛЬНОМ ПРОИЗВОДСТВЕ
30 МОДУЛЬНЫЙ ПРИНЦИП В МАШИНОСТРОИТЕЛЬНОМ ПРОИЗВОДСТВЕ
К такому модулю изделия предъявляются следующие требования:
он должен характеризоваться однозначностью, высокой устойчивостью,
описываться минимальным набором характеристик и отличаться не-
большой номенклатурой.
Однозначность модуля обеспечивает единое описание любых изде-
лий независимо от их назначения; высокая устойчивость гарантирует их
длительное использование, а малый набор характеристик и узкая но-
менклатура способствует типизации и унификации модулей.
3.1.1. МОДУЛЬ ПОВЕРХНОСТЕЙ (МП) ДЕТАЛИ
Любая деталь, создаваемая конструктором, предназначена выполнять
соответствующее служебное назначение посредством ее поверхностей. Сле-
довательно, каждая ее поверхность предназначена выполнять определенную
служебную функцию. Чтобы определить характер функций, выполняемых
поверхностями деталей, надо, прежде всего, выявить разновидности слу-
жебного назначения деталей. Анализ деталей различных изделий показыва-
ет, что независимо от того, в какие изделия входит деталь, она предназначе-
на или непосредственно участвовать в рабочем процессе, осуществляемом
изделием, и (или) выполнять роль базовой детали для монтажа гга ней дру-
гих деталей. Отсюда именно служебное назначение детали предопределяет
ее конструктивные формы, размеры, материал, требования к точности и т.д.
Например, если деталь предназначена передавать крутящий момент, то она
должна вращаться. Следовательно, конструктивно она будет выполнена в
виде тела вращения. В зависимости от величины передаваемого крутящего
момента будет выбран соответствующий материал детали и т.д.
Свое служебное назначение деталь выполняет с помощью специаль-
но для этого предназначенных поверхностей, которые принято называть
исполнительными. Конструктор, создавая деталь, прежде всего формиру-
ет у нее исполнительные поверхности.
В соответствии со служебным назначением деталей исполнительные
поверхности подразделяются на два подкласса: рабочие и базирующие
поверхности.
С помощью рабочих поверхностей деталь осуществляет рабочий
процесс. Например, если деталь является инструментом, то в зависимо-
сти от его типа у него должны быть поверхности для резания материала
или выдавливания и т.д. Если деталь, например, зубчатое колесо, предна-
значена передавать крутящий момент, то у нее будет набор зубьев, боко-
вые поверхности которых будут рабочими поверхностями.
Для того чтобы деталь могла выполнять функции базовой детали для
других деталей, она должна содержать соответствующие базы. Например,
чтобы на вал смонтировать зубчатое колесо, вал должен иметь комплекс баз в
виде торца, наружной цилиндрической поверхност и и плоскости, образуемой
МОДУЛЬНЫЙ ПРИНЦИП В МАШИНОСТРОИТЕЛЬНОМ ПРОИЗВОДСТВЕ 31
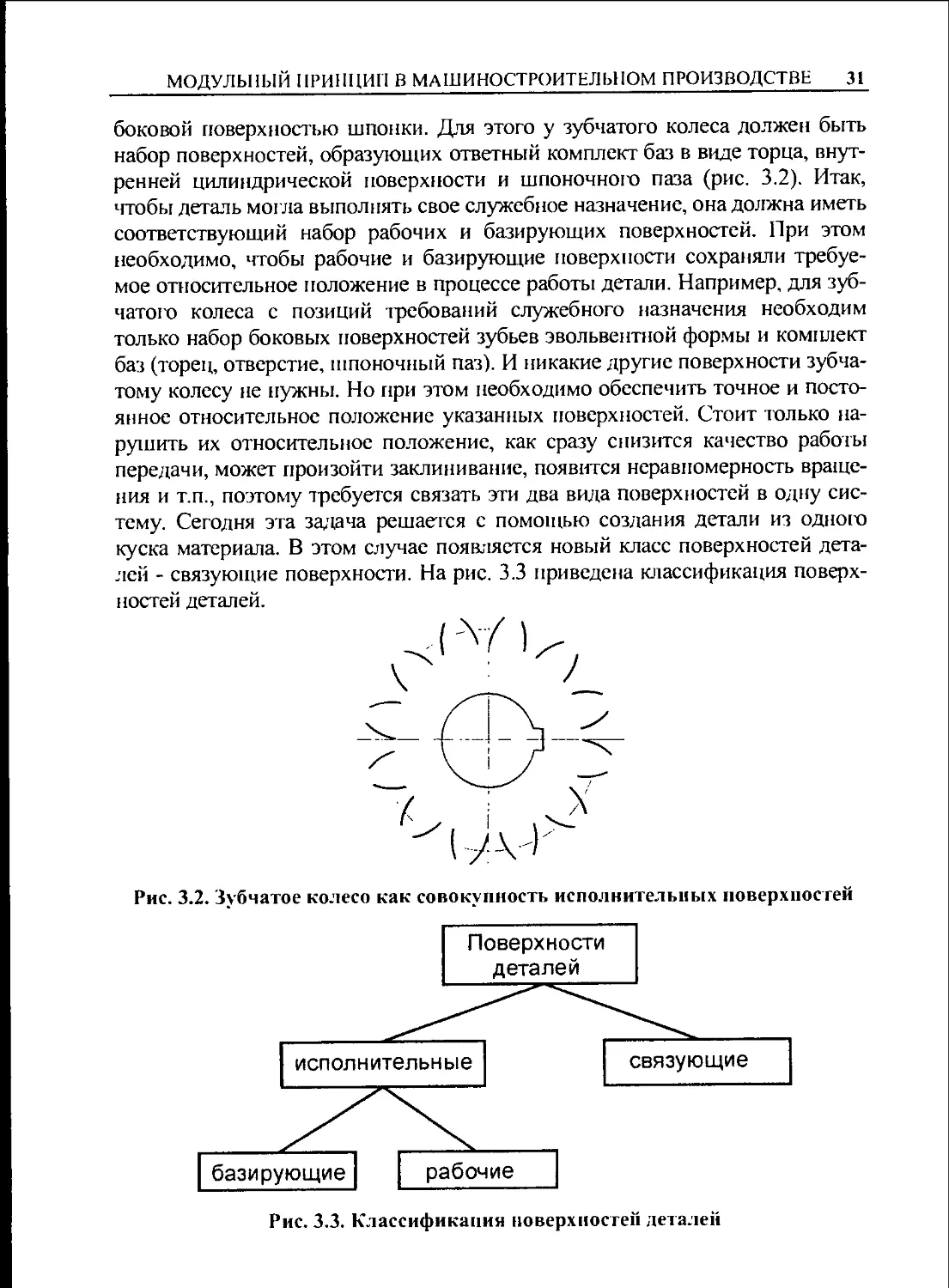
боковой поверхностью шпонки. Для этого у зубчатого колеса должен быть
набор поверхностей, образующих ответный комплект баз в виде торца, внут-
ренней цилиндрической поверхности и шпоночною паза (рис. 3.2). Итак,
чтобы деталь могла выполнять свое служебное назначение, она должна иметь
соответствующий набор рабочих и базирующих поверхностей. При этом
необходимо, чтобы рабочие и базирующие поверхности сохраняли требуе-
мое относительное положение в процессе работы детали. Например, для зуб-
чатого колеса с позиций требований служебного назначения необходим
только набор боковых поверхностей зубьев эвольвентной формы и комплект
баз (торец, отверстие, шпоночный паз). И никакие другие поверхности зубча-
тому колесу не нужны. Но при этом необходимо обеспечить точное и посто-
янное относительное положение указанных поверхностей. Стоит только на-
рушить их относительное положение, как сразу снизится качество работы
передачи, может произойти заклинивание, появится неравномерность враще-
ния и т.п., поэтому требуется связать эти два вида поверхностей в одну сис-
тему. Сегодня эта задача решается с помощью создания детали из одного
куска материала. В этом случае появляется новый класс поверхностей дета-
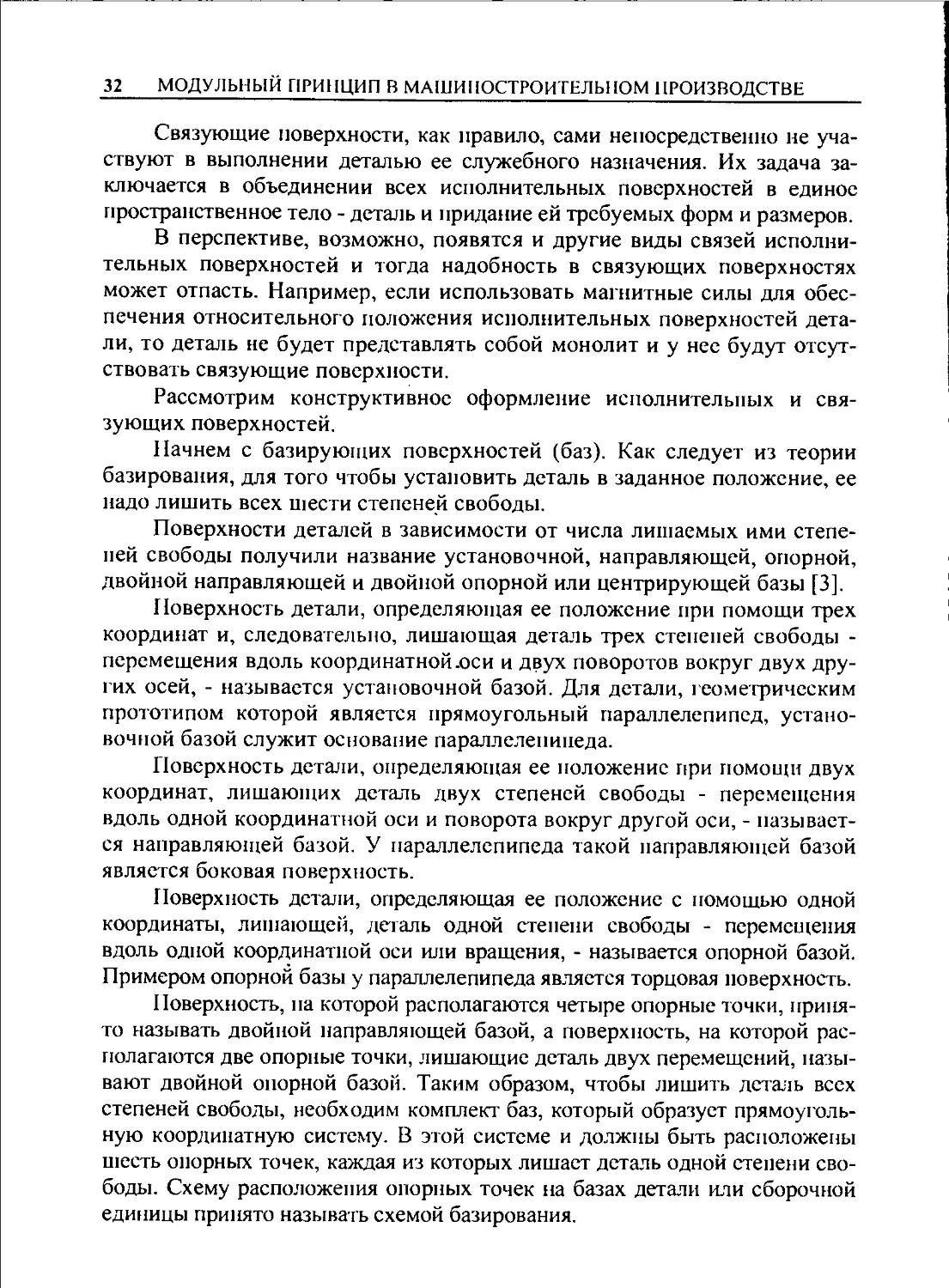
лей - связующие поверхности. На рис. 3.3 приведена классификация поверх-
ностей деталей.
Рис. 3.2. Зубчатое колесо как совокупность исполнительных поверхностей
Рис. 3.3. Классификация поверхностей детален
32 МОДУЛЬНЫЙ ПРИНЦИП В МАШИНОСТРОИТЕЛЬНОМ ПРОИЗВОДСТВЕ
Связующие поверхности, как правило, сами непосредственно не уча-
ствуют в выполнении деталью ее служебного назначения. Их задача за-
ключается в объединении всех исполнительных поверхностей в единое
пространственное тело - деталь и придание ей требуемых форм и размеров.
В перспективе, возможно, появятся и другие виды связей исполни-
тельных поверхностей и тогда надобность в связующих поверхностях
может отпасть. Например, если использовать магнитные силы для обес-
печения относительного положения исполнительных поверхностей дета-
ли, то деталь не будет представлять собой монолит и у нее будут отсут-
ствовать связующие поверхности.
Рассмотрим конструктивное оформление исполнительных и свя-
зующих поверхностей.
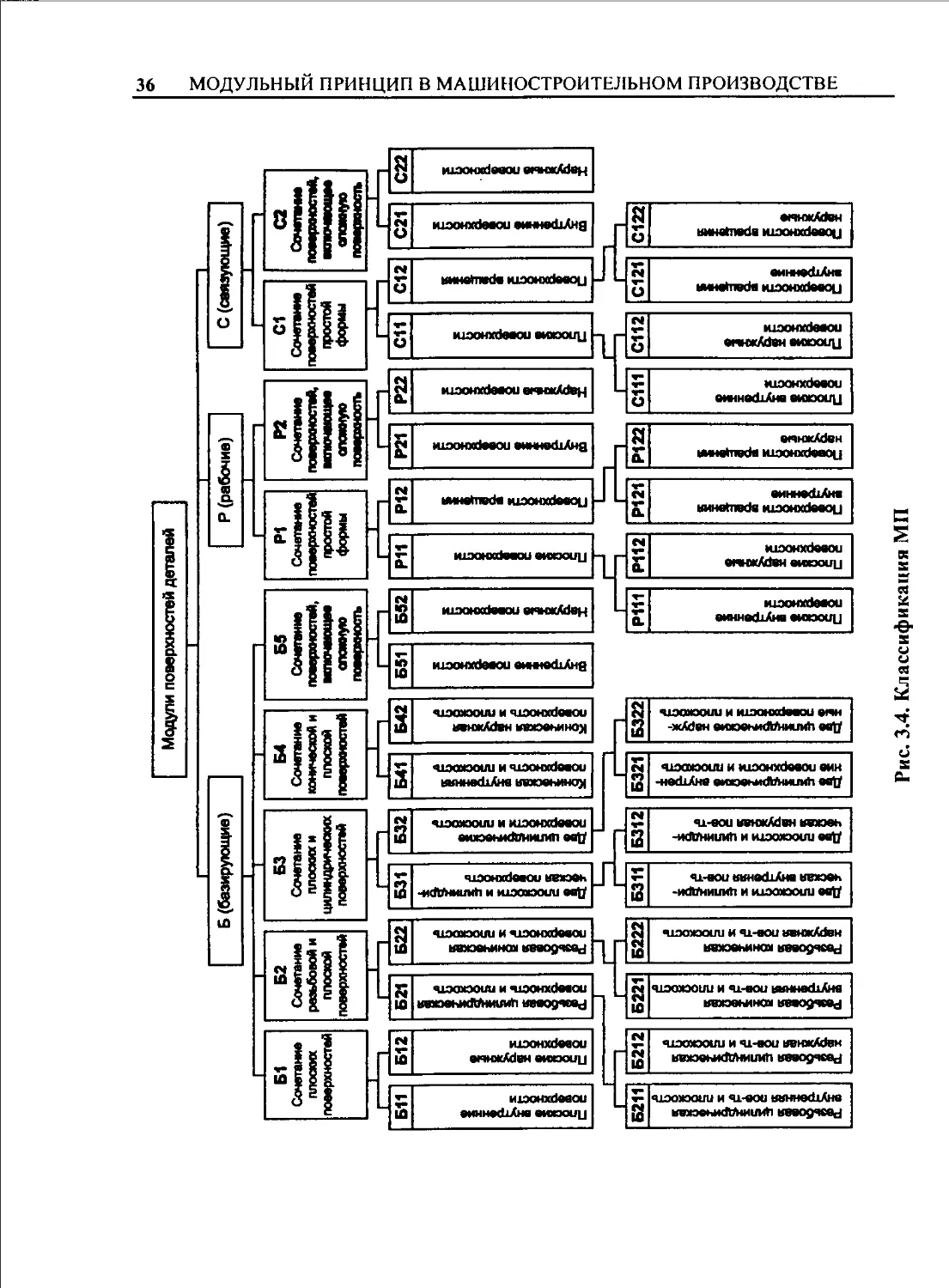
Начнем с базирующих поверхностей (баз). Как следует из теории
базирования, для того чтобы установить деталь в заданное положение, ее
надо лишить всех шести степеней свободы.
Поверхности деталей в зависимости от числа лишаемых ими степе-
ней свободы получили название установочной, направляющей, опорной,
двойной направляющей и двойной опорной или центрирующей базы [3].
Поверхность детали, определяющая ее положение при помощи трех
координат и, следовательно, лишающая деталь трех степеней свободы -
перемещения вдоль координатной .оси и двух поворотов вокруг двух дру-
гих осей, - называется установочной базой. Для детали, геометрическим
прототипом которой является прямоугольный параллелепипед, устано-
вочной базой служит основание параллелепипеда.
Поверхность детали, определяющая ее положение при помощи двух
координат, лишающих деталь двух степеней свободы - перемещения
вдоль одной координатной оси и поворота вокруг другой оси, - называет-
ся направляющей базой. У параллелепипеда такой направляющей базой
является боковая поверхность.
Поверхность детали, определяющая ее положение с помощью одной
координаты, лишающей, деталь одной степени свободы - перемещения
вдоль одной координатной оси или вращения, - называется опорной базой.
Примером опорной базы у параллелепипеда является торцовая поверхность.
Поверхность, па которой располагаются четыре опорные точки, приня-
то называть двойной направляющей базой, а поверхность, на которой рас-
полагаются две опорные точки, лишающие деталь двух перемещений, назы-
вают двойной опорной базой. Таким образом, чтобы лишить деталь всех
степеней свободы, необходим комплект баз, который образует прямоуголь-
ную координатную систему. В этой системе и должны быть расположены
шесть опорных точек, каждая из которых лишает деталь одной степени сво-
боды. Схему расположения опорных точек на базах детали или сборочной
единицы принято называть схемой базирования.
МОДУЛЬНЫЙ ПРИНЦИП В МАШИНОСТРОИТЕЛЬНОМ ПРОИЗВОДСТВЕ 33
Базирующие поверхности детали, предназначенные для базирования
на ней другой детали, принято называть вспомогательными базами. При-
нимая во внимание номенклатуру базирующих поверхностей, можно от-
метить, что комплект баз представляет собой набор из ограниченного
числа вариантов баз, таких как установочная, направляющая, опорная,
двойная направляющая и двойная опорная.
Отсюда, если учесть, что комплект баз должен обеспечить располо-
жение шести опорных точек по схеме 3-2-1, то возможны лишь следую-
щие сочетания баз, определяющие разнообразие комплектов баз:
установочная - направляющая - опорная;
двойная направляющая - опорная - опорная;
установочная - двойная опорная - опорная;
двойная направляющая - двойная опорная.
Функции базирующих поверхностей накладывают определенные
ограничения на разнообразие их конструктивного оформления. Напри-
мер, в качестве установочной и направляющей баз, как правило, исполь-
зуется плоская поверхность; в качестве двойной направляющей базы и
двойной опорной базы чаще всего выступает поверхность вращения, на-
пример, цилиндрическая поверхность, в качестве опорной базы может
выступать небольшой участок поверхности любой формы.
Рассматривая рабочие поверхности деталей, надо прежде всего ус-
тановить рабочие функции, которые выполняют детали. Рабочие функ-
ции можно разделить по роду рабочих процессов, в которых участвуют
детали. Такими рабочими процессами являются, например:
• процесс обработки;
• передача движения (вращательного, поступательного, сложного);
• герметизация;
• хранение сыпучих и жидких материалов;
• передача рабочей среды и др.
Для осуществления каждого из перечисленных рабочих процессов
детали имеют соответствующие рабочие поверхности.
Если, к примеру, деталь участвует в процессе обработки заготовки
резанием, то у нее, именуемой в данном случае инструментом, будет на-
бор поверхностей, образующих его режущую часть.
Например, у штампа рабочая поверхность чаще всего представлена
сложной по форме поверхностью. Рабочее колесо центробежного насоса
имеет рабочие поверхности для передачи рабочей среды, у турбинной
лопатки рабочей поверхностью служит поверхность сложной формы.
Если деталь предназначена передавать движение, то она имеет соот-
ветствующие рабочие поверхности. Например, для поступательного движе-
ния деталь имеет комплект направляющих поверхностей. Если деталь пере-
дает вращательное движение, крутящий момент, то она является кинемати-
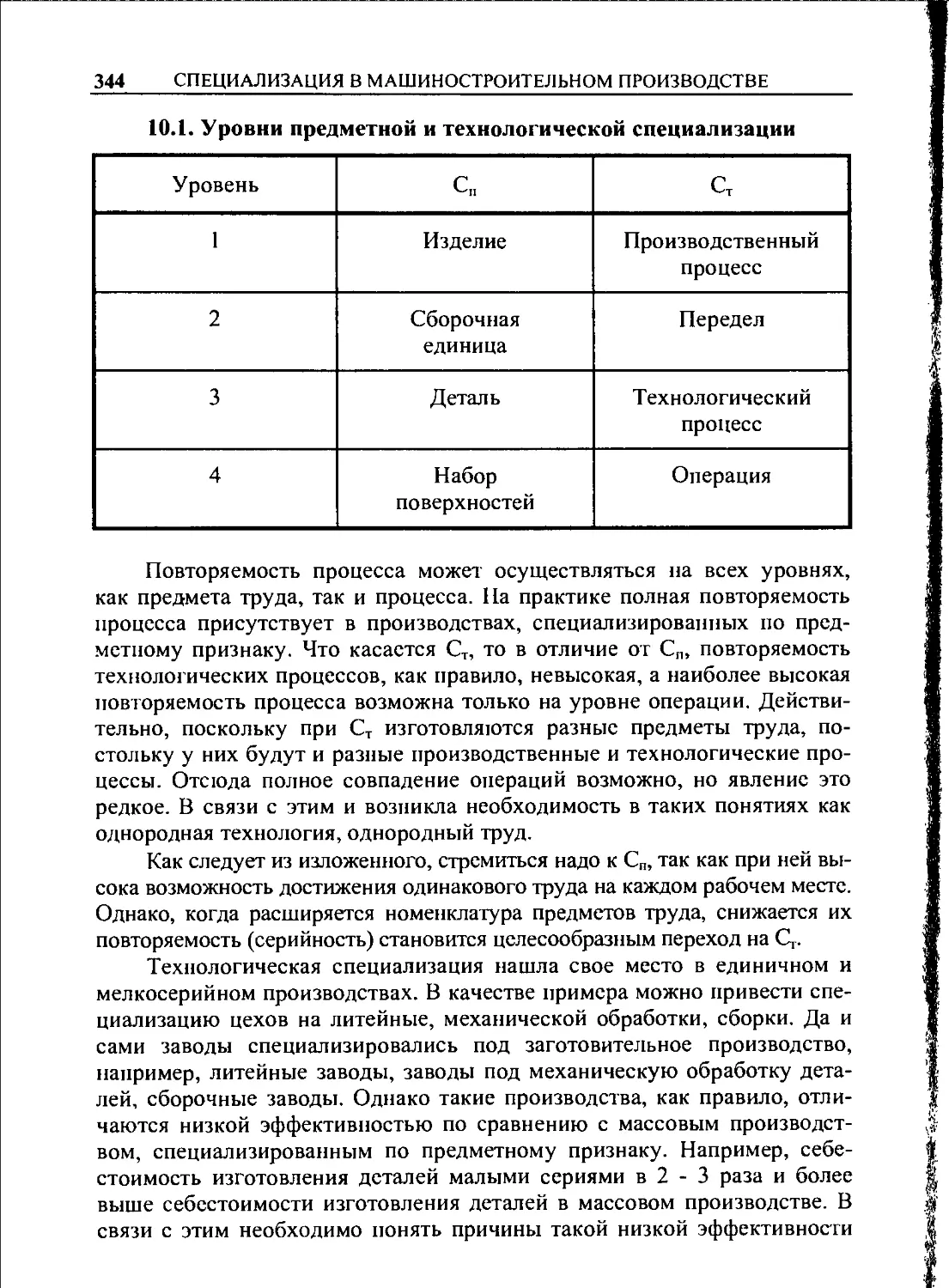
34 МОДУЛЬНЫЙ ПРИНЦИП В МАШИНОСТРОИТЕЛЬНОМ ПРОИЗВОДСТВЕ
веским звеном в кинематической цепи и должна иметь набор, например,
боковых поверхностей зубьев, а если эта передача осуществляется трением,
то рабочей поверхностью будет цилиндрическая поверхность.
Из приведенных примеров видно, что рабочие поверхности зависят
от характера рабочего процесса, в котором участвует деталь, и могут
представлять собой как совокупность поверхностей, так и отдельные по-
верхности, среди которых встречаются поверхности сложной геометри-
ческой формы. Условимся под поверхностями простой геометрической
формы понимать плоские, цилиндрические и конические поверхности.
Как уже отмечалось, связующие поверхности необходимы прежде
всего для достижения и сохранения требуемого относительного положе-
ния исполнительных поверхностей. Выполняя эту главную задачу, свя-
зующие поверхности попутно выполняют и ряд других вспомогательных
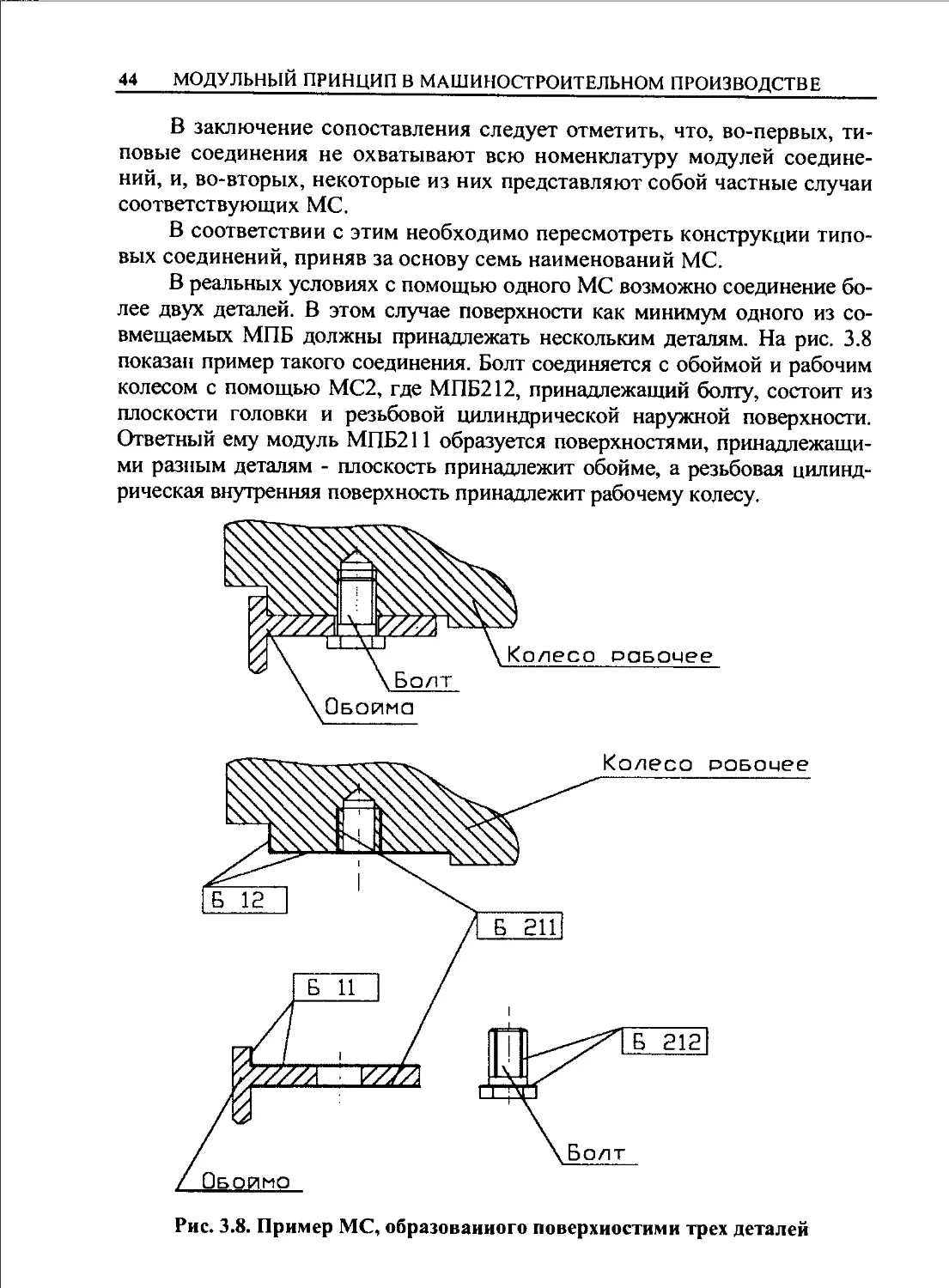
функций в ряде случаев, оказывающих существенное влияние на геомет-
рическую форму, как самих связующих поверхностей, так и детали в це-
лом. К таким функциям относятся:
• придание детали соответствующих конструктивных форм, обу-
словленных требованиями прочности, экономии материала, эстетики;
• ограничение габаритных размеров исполнительных поверхностей;
• обеспечение технологичности детали и др.
Например, если деталь представляет собой тело вращения и крепит-
ся консольно, то с позиции равной прочности деталь будет иметь по-
верхность вращения сложной формы. Чтобы избежать концентраторов
напряжений, необходимо обеспечить связь между торцем и поверхно-
стью вращения через поверхность, обеспечивающую плавный переход и
т.д. Большое влияние связующие поверхности оказывают на технологич-
ность детали, как для получения заготовки, так и для ее обработки и
сборки изделия. В связи с этим связующие поверхности выполняются в
виде различных канавок, скосов, фасок и т.п.
В тоже время, несмотря на то, что связующие поверхности не участ-
вуют в выполнении деталью ее служебных функций, они могут оказывать
существенное влияние на работу детали. В связи с этим в ряде случаев к
связующим поверхностям могут предъявляться достаточно высокие требо-
вания к качеству. Например, для детали типа тела вращения погрешности
формы и расположения связующих поверхностей могут вызвать дисбаланс.
Анализ выполнения деталями их служебных функций позволяет сде-
лать важный вывод о том, что деталь выполняет свое служебное назначение,
в основном, сочетаниями поверхностей и только в ряде случаев отдельными
поверхностями. Поэтому деталь можно представить как совокупность соче-
таний поверхностей, реже отдельных поверхностей, соответствующего слу-
жебного назначения. Они и являются теми кирпичиками, из которых можно
создать любую деталь независимо от того, к какому изделию она принадле-
МОДУЛЬНЫЙ ПРИНЦИП В МАШИНОСТРОИТЕЛЬНОМ ПРОИЗВОДСТВЕ 35
жит. В связи с этим было введено понятие модуля поверхностей (МП), под
которым понимается сочетание поверхностей (или отдельная поверх-
ность), предназначенных выполнять соответствующую служебную функ-
цию детали и придавать детали конструктивную форму, обусловленную
требованиями эксплуатации и изготовления.
Положив в основу классификации модулей поверхностей их служеб-
ный признак, можно все модули поверхностей разделить на три класса: ба-
зирующие (МПБ), рабочие (МПР), связующие (МПС) (рис. 3.4).
Деление всех модулей поверхностей по служебному признаку на три
класса придает им однозначность и является главным отличием и пре-
имуществом данной классификации. На любом предприятии любой кон-
структор или технолог сможет однозначно и безошибочно сгруппировать
все поверхности любой детали на модули трех классов.
Следующим шагом в разработке классификации модулей поверхно-
стей является деление каждого класса на подклассы, группы, подгруппы.
При этом следует помнить, что любая классификация характеризуется
объектом классификации, перечнем признаков и их последовательно-
стью, согласно которой производится группирование объектов.
В существующих классификациях поверхностей деталей в качестве
первого признака принимают геометрический, в соответствии с которым
деталь представляется в виде совокупности элементарных поверхностей.
Например, при кодировании деталь рассматривают как структуру, со-
стоящую из множества элементов. Различают элементы основной формы
детали и элементы, находящиеся в отношении наложения к элементам
основной формы. Элементы основной формы детали - это поверхности,
образующие главный контур детали: наружные и внутренние, цилиндри-
ческие, конические, криволинейные, поверхности вращения, плоские
торцы, поверхности движения. Элементы, находящиеся в отношении
наложения, расположены на элементах основной формы - это фаски,
лыски, резьбы, дополнительные отверстия, шлицы, зубья и т.п.
Такое деление детали на отдельные поверхности искусственно раз-
деляет поверхности, предназначенные совместно выполнять ту или иную
функцию детали. С другой стороны, одну и ту же деталь можно предста-
вить разными наборами поверхностей в зависимости от того, что пони-
мать под "элементарной" поверхностью. В нашем случае при построении
классификации МП группирование МП на первом уровне производится
не по геометрическому, а по служебному признаку.
В конечном итоге задача классификации заключается в том, чтобы полу-
чить номенклатуру МП в виде их конструктивно-геометрического оформле-
ния, которые в дальнейшем будут выступать как проектные модули.
Поэтому далее каждый класс МП должен подразделяться по призна-
кам, характеризующим конструктивно геометрическое оформление МП.
На рис. 3.5 приведены примеры конструктивного оформления МП.
Рис. 3.4. Классификация МП
МОДУЛЬНЫЙ ПРИНЦИП В МАШИНОСТРОИТЕЛЬНОМ ПРОИЗВОДСТВЕ
МОДУЛЬНЫЙ ПРИНЦИП В МАШИНОСТРОИТЕЛЬНОМ ПРОИЗВОДСТВЕ 37
Рис. 3.5. Примеры конструктивного оформления МП
38 МОДУЛЬНЫЙ ПРИНЦИП В МАШИНОСТРОИТЕЛЬНОМ ПРОИЗВОДСТВЕ
Рис, 3.5, (продолжение)
МОДУЛЬНЫЙ ПРИНЦИП В МАШИНОСТРОИТЕЛЬНОМ ПРОИЗВОДСТВЕ 39
Сначала рассмотрим деление класса базирующих модулей. Задача
любого МПБ - лишить объект всех степеней свободы. В зависимости от
схемы базирования и типа базирующих поверхностей, входящих в состав
МПБ, последние имеют соответствующее конструктивно-геометрическое
оформление.
Класс базирующих модулей поверхностей характеризуется наличи-
ем у модуля трех базирующих поверхностей, на которых может быть
построена прямоугольная система координат с расположением шести
опорных точек по схеме 3-2-1. Принимая во внимание возможный набор
поверхностей, которые лишают деталь от одной до четырех степеней
свободы, можно по конструктивно-геометрическому признаку разделить
класс МПБ на пять подклассов.
Первый, четвертый и пятый подклассы (Б1, Б4, Б5) делятся на две
группы по характеру поверхностей, образующих модуль. Комплекты баз,
содержащие внутренние (охватывающие) поверхности, вошли в первую
группу (Б 11, Б41, Б51), а комплекты баз, образованные наружными (ох-
ватываемыми) поверхностями, вошли во вторую группу (Б12, Б42, Б52).
Подклассы Б2 и БЗ делятся на две группы по геометрическим разно-
видностям поверхностей, входящих в подклассы. В группу Б21 входят
базирующие модули поверхностей, содержащие цилиндрическую резь-
бовую поверхность, а в группу Б22 - базирующие модули, содержащие
коническую резьбовую поверхность. В свою очередь каждая из групп
Б21 и Б22 делятся на две подгруппы:
Б211 и Б212 - в зависимости от того, охватываемой или охватываю-
щей является резьбовая цилиндрическая поверхность, также и Б221 и
Б222.
Аналогично подкласс БЗ делится на две группы Б31 и Б32. В Б31
входят базирующие модули, содержащие две плоскости и цилиндриче-
скую поверхность, а в группу Б32 - базирующие модули, содержащие две
цилиндрические поверхности и одну плоскую. Далее каждая из групп
базирующих модулей поверхностей Б31, Б32 подразделяется на две
группы Б311, Б312 и Б321, Б322 по признаку охватываемой или охваты-
вающей цилиндрической поверхности.
С классификацией рабочих модулей (МПР) дело обстоит сложнее, по-
скольку в отличие от базирующих модулей у МПР служебные функции раз-
нообразнее. Конструктивно-геометрическое оформление МПР зависит от
характера рабочего процесса, в осуществлении которого он участвует.
Если для деления МПР на подклассы в качестве отличительного
признака принять тип рабочего процесса, то может оказаться, что в раз-
ных подклассах окажутся МПР одинакового конструктивно-
геометрического оформления. Чтобы этого не произошло, деление МПР
на подклассы и группы следует производить по признакам, отражающим
конструкторско-геометрические характеристики. В дальнейшем, по мере
40 МОДУЛЬНЫЙ ПРИНЦИП В МАШИНОСТРОИТЕЛЬНОМ ПРОИЗВОДСТВЕ
накопления данных о реальных МНР и их анализу, появится возмож-
ность внести уточнения в их классификацию.
В связи с изложенным предлагается класс МПР разделить на под-
классы Р1 и Р2, в которые входят соответственно совокупности поверх-
ностей простой и сложной формы. В свою очередь каждый подкласс де-
лится на две группы. Подкласс Р1 делится по характеру геометрии по-
верхностей (плоские, вращения), а подкласс Р2 - по характеру функций,
выполняемых поверхностями (охватываемая, охватывающая). Группы
Р11 и Р12 делятся на подгруппы так же по характеру функций, выпол-
няемых поверхностями (охватываемая, охватывающая).
Аналогично, на тех же основаниях и по тем же признакам, была
проведена классификация связующих модулей поверхностей (МПС).
Класс МПС был разделен на подклассы С1 и С2, а они на группы СИ,
С12 и С21, С22. В свою очередь группы СИ и С12 разделены на под-
группы СИ 1, СИ2 и С121, С122.
В итоге все разнообразие МП ограничивается 26-ю наименования-
ми, классификация которых приведена на рис. 3.4.
Как следует из рис. 3.5, модули поверхностей в силу простоты сво-
его конструктивного оформления описываются небольшим набором ха-
рактеристик.
Из изложенного следует, что МП отличается однозначностью, кото-
рую ему придает его служебное назначение, и высокой устойчивостью.
Как показывает практика, конструктивное оформление МП за последние
50 лет не претерпели принципиальных изменений и нет признаков ожи-
дания их существенного изменения в обозримом будущем.
Все изложенное подчеркивает большую перспективу использования
МП для разработки модульного принципа построения машиностроитель-
ного производства.
3.1.2. МОДУЛЬ СОЕДИНЕНИЯ (МС) ДЕТАЛЕЙ
Машиностроительное изделие - это структурированное множество
сборочных единиц и деталей, монтаж которых в изделии осуществляется
посредством соединения деталей с помощью базирующих модулей поверх-
ностей. Соединение деталей происходит путем совмещения МПБ, высту-
пающего в качестве комплекта вспомогательных баз базовой детали с МПБ,
выступающим в качестве комплекта основных баз присоединяемой детали.
В соответствии с классификацией МП (см. рис. 3.4) номенклатура
МПБ ограничена 14-ю наименованиями. При этом базирующим модулям
Б11, Б211, Б221, БЗИ, Б321, Б41, Б51 соответствуют ответные им по
конструктивному оформлению и характеристикам базирующие модули
Б12, Б212, Б222, Б312, Б322, Б42, Б52.
Совмещение этих модулей создает соединение деталей, которое бу-
дем называть модулем соединения (МС).
МОДУЛЬНЫЙ ПРИНЦИП В МАШИНОСТРОИТЕЛЬНОМ ПРОИЗВОДСТВЕ 41
Как следует из парности базирующих модулей поверхностей, но-
менклатура МС ограничена семью наименованиями:
Б11
>МС1
Б12
Б211
> МС2
Б212
Б221
>МСЗ
Б222
Б311
>МС4
Б312
Б321
> МС5
Б322
Б41
>МС6
Б42
МС7
Таким образом, под модулем соединения будем понимать пару со-
вмещенных МПБ одной классификационной группы, принадлежащих со-
единяемым деталям, один из которых выступает в качестве комплекта
вспомогательных баз, а другой - в качестве комплекта основных баз.
Деление МПБ на основные и вспомогательные комплекты баз ус-
ловно и зависит от технологического процесса сборки. На рис. 3.6 приве-
дены примеры всех семи наименований МС и образующих их МПБ.
Представляет интерес сопоставить типовые соединения, рассматри-
ваемые в теории взаимозаменяемости и технических измерений с МС [4].
Анализ типовых соединений показал, что плоское, шпоночное и шлице-
вое соединения соответствуют MCI; резьбовые цилиндрические и кони-
ческие соединения соответствуют МС2 и МСЗ; цилиндрическое гладкое
соединение соответствует МС4; коническое гладкое соединение соответ-
ствует МС6 и сферическое соединение соответствует МС7. Таким обра-
зом, неохваченным типовыми соединениями остался только МС5.
МС всех наименований представляют собой неподвижные соединения,
когда присоединяемая деталь лишается всех степеней свободы. Если присое-
диняемая деталь должна иметь одну или несколько степеней свободы, то со-
вмещаемые МПБ являются неполными комплектами баз и соединение полу-
чается подвижным по соответствующим координатным осям. В этом случае
получаемое соединение является частным случаем соответствующего МС.
С учетом этого обстоятельства оказывается, что ряд типовых соеди-
нений представляют собой частные случаи соответствующих МС. Рас-
смотрим каждое типовое соединение.
Так, например, гладкое цилиндрическое соединение по существу
представляет собой соединение вал - втулка, где втулке оставляются две
степени свободы - возможность поступательно перемещаться вдоль оси и
вращаться вокруг продольной оси. Таким образом, соединение вал -
втулка является частным случаем МС4. Однако, за счет неподвижной
посадки это соединение может быть и неподвижным. Но и в этом случае
оказывается неопределенным положение втулки как вдоль оси, так и в
угловом положении.
Рис. 3.6. Примеры конструктивного оформления МС
МОДУЛЬНЫЙ ПРИНЦИП В МАШИНОСТРОИТЕЛЬНОМ ПРОИЗВОДСТВЕ
МОДУЛЬНЫЙ ПРИНЦИП В МАШИНОСТРОИТЕЛЬНОМ ПРОИЗВОДСТВЕ 43
Гладкое коническое соединение баз тоже является частным случаем
МС6, но при наличии шпонки оно полностью будет соответствовать мо-
дулю МС6.
Резьбовые соединения полностью соответствуют модулю МС2, если
имеет место цилиндрическая резьба, и модулю МСЗ, если резьба кониче-
ская.
Шпоночное соединение полностью соответствует модулю MCI в
случае призматической шпонки. Если шпонка сегментная, то соединение
становится подвижным, где шпонка получает одну степень свободы и
тогда соединение становится частным случаем MCI.
Подробнее остановимся на шлицевом соединении. Рассмотрим шлице-
вое соединение с прямобочными шлицами. В этом соединении 1 возможны
три способа центрирования (рис. 3.7): по наименьшему диаметру (d), по
наибольшему диаметру (£>) и по боковым поверхностям шлицев.
При центрировании по d или D это соединение можно отнести к мо-
дулю МС4 при условии, что соединяемые детали являются абсолютно
твердыми телами, контакт шлицев со стенками впадин будет происхо-
дить по одному из них. Это объясняется наличием погрешностей распо-
ложения шлицев в угловом направлении, однако какой из шлицев войдет
в контакт заранее неизвестно.
В случае центрирования по боковым поверхностям прямобочных
шлицев такое соединение нельзя отнести ни к одному из модулей соеди-
нения. Здесь можно говорить о взаимосвязанной системе нескольких
MCI, где пары шлиц - впадина, представляющие собой каждый MCI,
связаны друг с другом.
Такая система взаимосвязанных MCI охвачена дополнительными
связями, что затрудняет достижение высокой точности базирования де-
талей при их соединении.
Аналогичные системы возникают в шлицевых соединениях с эволь-
вентным или треугольным зубом.
Рис. 3.7. Шлицевое соединение:
а - центрирование по d; б - центрирование по D;
в - центрирование по боковым поверхностям шлицев
44 МОДУЛЬНЫЙ ПРИНЦИП В МАШИНОСТРОИТЕЛЬНОМ ПРОИЗВОДСТВЕ
В заключение сопоставления следует отметить, что, во-первых, ти-
повые соединения не охватывают всю номенклатуру модулей соедине-
ний, и, во-вторых, некоторые из них представляют собой частные случаи
соответствующих МС.
В соответствии с этим необходимо пересмотреть конструкции типо-
вых соединений, приняв за основу семь наименований МС.
В реальных условиях с помощью одного МС возможно соединение бо-
лее двух деталей. В этом случае поверхности как минимум одного из со-
вмещаемых МПБ должны принадлежать нескольким деталям. На рис. 3.8
показан пример такого соединения. Болт соединяется с обоймой и рабочим
колесом с помощью МС2, где МПБ212, принадлежащий болту, состоит из
плоскости головки и резьбовой цилиндрической наружной поверхности.
Ответный ему модуль МПБ211 образуется поверхностями, принадлежащи-
ми разным деталям - плоскость принадлежит обойме, а резьбовая цилинд-
рическая внутренняя поверхность принадлежит рабочему колесу.
Рис. 3.8. Пример МС, образованного поверхиостими трех деталей
МОДУЛЬНЫЙ ПРИНЦИП В МАШИНОСТРОИТЕЛЬНОМ ПРОИЗВОДСТВЕ 45
Чтобы сохранить достигнутое в результате соединения относитель-
ное положение деталей, необходимо осуществить их силовое замыкание.
Это осуществляется двумя способами: за счет неподвижной посадки по
каким-либо совмещаемым поверхностям МПБ, образующих МС, или
путем прижима с помощью специальных устройств.
Большое научное и практическое значение имеет классификация МС
каждого наименования по степеням свободы, конструктивному оформле-
нию, способам создания силового замыкания, уровню точности относитель-
но положения соединенных деталей и по другим признакам.
3.1.3. ИЗДЕЛИЕ КАК ОРИЕНТИРОВАННОЕ МНОЖЕСТВО МП И МС
Машиностроительные изделия отличаются колоссальным разнооб-
разием и в то же время в каждом из них проявляется определенное един-
ство, поскольку все они состоят из сборочных единиц и деталей.
Задача науки заключается в том, чтобы среди этого разнообразия уста-
новить черты, закономерности строения изделий, являющиеся общими не-
зависимо от их назначения и конструктивного оформления. Иными слова-
ми, задача состоит в построении такой схемы, которая позволила бы абстра-
гироваться от частностей конкретных конструктивных решений, отражая их
основные черты. В качестве такой схемы замещения изделия предлагается
структурированное множество МП и МС изделия.
Чтобы представить изделие множеством МП и МС, его следует рас-
сматривать как конструкцию, представляющую собой, в общем случае,
совокупность сборочных единиц и деталей, обезличенных по своему
функциональному назначению, где каждая деталь - это подмножество
МП, а положение любой сборочной единицы, детали достигается с по-
мощью соответствующих МС.
В качестве схемы замещения изделия воспользуемся графом иерархи-
ческой структуры. Тогда использование МП в качестве конечного элемента
изделия позволит рассматривать последнее как упорядоченное множество
модулей поверхностей в виде графа. Для этого надо построить три графа.
Пусть в качестве примера изделие состоит из трех сборочных единиц и пяти
деталей. Сначала строится граф, когда изделие рассматривается как сово-
купность сборочных единиц (С) и деталей (Д). Его построение начинается с
расположения на первом уровне базовой детали изделия. На втором уровне
располагаются детали и сборочные единицы, устанавливаемые на базовой
детали, на третьем уровне располагаются детали и сборочные единицы, ба-
зой которых являются детали или сборочные единицы предыдущего уровня
и т.д., до последней детали и сборочной единицы. Пример графа приведен
на рис. 3.9. Построенный граф показывает состав деталей и сборочных еди-
ниц, их относительное расположение и конструкторские базы, т.е. какие из
деталей и сборочных единиц выступают в качестве конструкторских баз для
других. На графе они отмечены двойными линиями.
46 МОДУЛЬНЫЙ ПРИНЦИП В МАШИНОСТРОИТЕЛЬНОМ ПРОИЗВОДСТВЕ
Рис. 3.9. Граф сборочных единиц и деталей изделия
Однако этот граф не отражает характер соединения дегалей и сбо-
рочных единиц, а это является одним из важных элементов конструкции
изделия, влияющих на его качество и во многом, определяющим техно-
логический процесс сборки изделия.
Отсутствие этой информации в графе делает неполным представле-
ние об изделии. В связи с этим необходимо построить второй граф изде-
лия, представленного совокупностью деталей, где все сборочные едини-
цы замещаются соответствующими графами деталей, из которых они
состоят. Здесь надо оговориться, что, если изделие не содержит сбороч-
ные единицы, то надо начинать построение сразу второго графа.
Граф деталей каждой сборочной единицы строится по той же мето-
дике, что и предыдущий граф. На рис. 3.10 показан граф деталей изделия,
где все сборочные единицы заменены соответствующими графами их
деталей. На этом графе видна подчиненность деталей, а на ребрах указа-
ны МС, с помощью которых происходит соединение соответствующих
деталей. Теперь, чтобы представить изделие ориентированным множест-
вом МП, необходимо каждую деталь изделия заместить их графами МП.
Граф МП детали строится следующим образом. Сначала на основе
анализа сборочного чертежа определяется служебное назначение каждой
поверхности детали, которые затем объединяются в соответствующие
МП. Далее определяется МПБ, являющийся комплектом основных баз
детали и устанавливаются МП, выступающие в качестве конструктор-
ских баз для других МП.
МОДУЛЬНЫЙ ПРИНЦИП В МАШИНОСТРОИТЕЛЬНОМ ПРОИЗВОДСТВЕ 47
Рис. 3.10. Граф деталей изделия
Рис. 3.11. Граф МП детали Д5
На основе этой информации строится граф, где на первом уровне
располагается МПБ, выступающий в роли комплекта основных баз дета-
ли, на втором уровне размещаются МП, базой которых является МПБ
первого уровня. На третьем уровне размещаются МП, базой которых яв-
ляются МП второго уровня и т.д. до последнего МП.
На рис. 3.11 в качестве примера показан граф МП детали Д5, где
двойной линией показаны МП, выступающие в качестве конструктор-
ской базы для других МП.
48 МОДУЛЬНЫЙ ПРИНЦИП В МАШИНОСТРОИТЕЛЬНОМ ПРОИЗВОДСТВЕ
Полученный граф МП детали показывает номенклатуру и число
МП, входящих в состав детали, их конструкторские размерные связи, а
приведенные на ребрах графа значения квалитета или допуска характери-
зуют уровень точности положения каждого МП относительно его конст-
рукторской базы. Заменив во втором графе все детали их графами МП,
получим граф МП всего изделия.
В качестве примера представления чертежа детали совокупностью
МП, рассмотрим корпус редуктора конической передачи. Как следует из
чертежа редуктора (рис. 3.12), корпус имеет только один рабочий модуль
поверхностей - 25Р21, выполняющий роль емкости под масло. Сам ре-
дуктор устанавливается плоскостью основания и двумя отверстиями,
выполняющими роль комплекта основных баз, относящегося к базирую-
щему модулю 1Б321.
Корпус редуктора, как видно из сборочного чертежа, содержит еще не-
сколько базирующих модулей, выполняющих роль комплектов вспомога-
тельных баз. В частности, поверхности / и 2 образуют базирующий модуль
6 Б311, по которым базируется левый стакан подшипника. Аналогично по-
верхности 3 и 4 образуют базирующий модуль 18БЗ11 под правый стакан, в
который установлены два подшипника. Для крепления обоих стаканов в
корпусе предусмотрены базирующие модули Б211 по 6 штук под крепление
каждого стакана. Эти базирующие модули содержат только одну базирую-
щую поверхность в виде внутренней резьбовой поверхности, другая по-
верхность этих модулей - торец принадлежит крышке. Таким образом, по-
верхности Б211 образованы разными деталями. Для слива масла в редукторе
предусмотрена заглушка, под которую в корпусе редуктора имеется бази-
рующий модуль 26Б221, выполненный в виде внутренней конической резь-
бовой поверхности. Под крышку, закрывающую корпус редуктора, преду-
смотрен базирующий модуль 12Б321, являющийся неполным комплектом
баз и содержащий одну плоскую поверхность. Для крепления крышки к
корпусу редуктора в корпусе имеется двенадцать базирующих модулей
Б211 (из которых на чертеже видны только два: № 10 и № 14) под установку
винтов, каждый из которых содержит лишь одну базирующую поверхность
в виде внутренней цилиндрической резьбы, а вторая поверхность - торец
принадлежит крышке. Остальные поверхности корпуса редуктора относятся
к связующим поверхностям, образующим соответствующие МПС.
В итоге корпус редуктора можно представить как совокупность соот-
ветствующих МП, которые указываются выносными линиями, подобно вы-
носным линиям на сборочном чертеже, указывающим детали, входящие в
состав изделия. Граф МП корпуса редуктора показан на рис. 3.13.
Из графа следует, что комплектом основных баз корпуса является
1Б321, относительно которого заданы модули 2, 3, 4, 6, 12, 15, 18, 21, 22,
23, 26. В свою очередь модули 2, 6, 12, 15, 18 и 26 являются базами для
других модулей, расположенных на третьем уровне.
МОДУЛЬНЫЙ ПРИНЦИП в МАШИНОСТРОИТЕЛЬНОМ ПРОИЗВОДСТВЕ 49
|9|С122| 110|В211| |11|СШ] |12|БЭ21| ]13|С21| 114|Бг11| |15|С112|
Рис. 3.12. Корпус конического редуктора
50 МОДУЛЬНЫЙ ПРИНЦИП В МАШИНОСТРОИТЕЛЬНОМ ПРОИЗВОДСТВЕ
Рис. 3.13. Граф МП корпуса конического редуктора
МОДУЛЬНЫЙ ПРИНЦИП В МАШИНОСТРОИТЕЛЬНОМ ПРОИЗВОДСТВЕ 51
Если все детали изделия представить подобного рода графами, то
получим граф МП изделия.
Таким образом, представление изделия ориентированным множест-
вом МП,,, МС позволяет абстрагироваться от его конкретного служебно-
го назначения, конструктивного оформления и перейти к описанию его
содержания через внутренние связи между МП и МС.
Такое представление изделий имеет важное значение для машинострое-
ния. В этом случае происходит обезличка производства с точки зрения наиме-
нования выпускаемых изделий, отпадает необходимость в строгой специали-
зации производства по типам изготовляемых изделий. Теперь и швейная ма-
шина, и буровое долото, и станок MOiyr быть представлены соответствующи-
ми множествами MI I и МС. 11роизводство этих изделий можно рассматривать
как изготовление определенной номенклатуры МП и реализации МС с соот-
ветствующими размерными и качественными характеристиками с учетом га-
баритных размеров изделий и деталей. В свою очередь это предполагает нали-
чие на заводе соответствующего технологического обеспечения для их изго-
товления. Имея его, можно на одном и том же заводе изготовлять самые раз-
нообразные изделия при условии, что характеристики МП их деталей соответ-
ствуют имеющемуся технологическому обеспечению.
3.2. ТЕХНОЛОГИЧЕСКОЕ ОБЕСПЕЧЕНИЕ ИЗДЕЛИЙ НА
МОДУЛЬНОМ УРОВНЕ
В состав технологического обеспечения изделий входят технологиче-
ские процессы, оборудование, оснастка. Как показывает практика, при раз-
работке технологического обеспечения модульный принцип системно прак-
тически не применяется. Лишь в последнее время в связи с развитием гиб-
ких производств, применением оборудования с ЧПУ появились технологи-
ческие модули, модульные системы некоторых видов инструмента и др.
В целом можно констатировать, что модульный принцип при разработке
технологического обеспечения осуществляется стихийно, фрагментарно, бес-
системно. В то же время, если им охватить все составляющие технологическо-
го обеспечения, при условии наличия тесных связей между модулями, то его
применение сулит очень большой эффект. Трудности такого решения задачи
объясняются огромным разнообразием средств технологического обеспече-
ния. Поэтому в первую очередь надо установить связи между ними.
Связи между модулями надо искать в анализе производственной це-
почки: изделие - технологический процесс - технологическая система -
организационная форма производственного процесса.
Представление изделия множеством МП и МС открывает перспективы
создания технологического оснащения изделий на модульном уровне, не
зависящего от их функционального назначения и конструкций, где объекта-
ми технологического обеспечения должны выступать Ml 1 и МС.
52 МОДУЛЬНЫЙ ПРИНЦИП В МАШИНОСТРОИТЕЛЬНОМ ПРОИЗВОДСТВЕ
В состав технологического обеспечения МП входят модули тех-
нологического процесса (МТИ) изготовления МП, технологических баз
(МТБ), технологического оборудования (МОи), инструментальной на-
ладки (МИи), приспособления (МПр) и контрольно-измерительного уст-
ройства (МКИ).
МТИ - это законченная часть технологического процесса изготовления
детали по получению МП и представляющая собой перечень определенной
последовательности технологических и вспомогательных переходов по из-
готовлению всех поверхностей МП, осуществляемых на одном рабочем
месте с указанием режимов процесса обработки и режущего инструмента.
МТБ - это комплект технологических баз, с помощью которого оп-
ределяется положение заготовки в технологической системе.
Для осуществления МТИ необходимы модули технологических
средств: МОи, МИи, МПри и МКИи.
МОи - предназначен для осуществления требуемого закона относи-
тельного движения рабочих органов, несущих обрабатывающий инстру-
мент и заготовку, с целью осуществления МТИ и представляет собой
соответствующую часть технологической обрабатывающей системы.
МИи - предназначен для выполнения технологических переходов
МТИ и представляет собой совокупность обрабатывающих инструментов.
МПри - предназначен для установки заготовки в соответствии с за-
данным МТБ и представляет собой часть приспособления в виде сово-
купности базирующих и зажимных элементов.
МКИи - предназначен для контроля качества МП и представляет
собой часть контрольно-измерительного устройства в виде совокупности
средств измерения.
Между модулями технологического обеспечения изготовления деталей
существуют определенные связи (рис. 3.14, а), показывающие, что для изго-
товления МП необходимы МТИ, МТБ, а для его контроля - МКИ. В свою
очередь для осуществления МТИ и МТБ необходимы МОи, МИи, МПри.
В состав технологического обеспечения получения МС входят
модули технологического процесса сборки (МТС) для получения МС,
технологических баз (МТБ), технологического оборудования (МОс), ин-
струментальной наладки (МИс), приспособления (МПрс) и контрольно-
измерительного устройства (МКИс).
МОДУЛЬНЫЙ ПРИНЦИП В МАШИНОСТРОИТЕЛЬНОМ ПРОИЗВОДСТВЕ 53
Рис. 3.14. Схема связей модулей технологического обеспечения:
а - изготовления МП; б - получения МС
МТС - это законченная часть технологического процесса сборки из-
делия (сборочной единицы) по получению МС и представляет собой пе-
речень технологических и вспомогательных переходов, осуществляемых
в определенной последовательности на одном рабочем месте с указанием
режимов процесса и требуемого инструмента.
МОс - предназначен для осуществления требуемого закона относи-
тельного движения соединяемых деталей в соответствии с МТС, в случае
механизированной сборки представляет собой соответствующую часть
технологической сборочной системы.
54 МОДУЛЬНЫЙ ПРИНЦИП В МАШИНОСТРОИТЕЛЬНОМ ПРОИЗВОДСТВЕ
МИс - предназначен для выполнения технологических переходов
МТС и представляет собой совокупность инструментов.
МПрс - предназначен для установки дегалей или сборочных единиц в
соответствии с заданным МТБ и представляет собой часть сборочного при-
способления в виде совокупности базирующих и зажимных элементов.
МКИс - предназначен для контроля качества соединения деталей и
представляет собой часть контрольно-измерительного устройства в виде
совокупности средств измерения.
Связи между модулями технологического обеспечения получения
МС приведены на рис. 3.14, б.
3.3. МОДУЛЬНЫЙ ПРИНЦИП В ОРГАНИЗАЦИИ ПРОИЗВОДСТВА
Наивысший эффект от применения модульного принципа в маши-
ностроительном производстве будет только в том случае, если он будет
пронизывать все звенья производственной цепочки, начиная с изделия и
заканчивая организацией производственного процесса.
Представление изделия совокупностью МП и МС, разработка моду-
лей технологических процессов и средств их осуществления дает воз-
можность создать элементную базу технологического обеспечения на
модульном уровне и с ее помощью реализовать системный метод при
внедрении модульного принципа в производстве.
Надо отметить, что эффективность производства во многом опреде-
ляется уровнем производственной цепочки: изделие - технологический
процесс - технологическая система - организационная форма производст-
венного процесса. При этом на эффективность производства влияет не
только уровень развития каждого звена, но и в не меньшей степени рав-
номерность их развития. Как показывает практика, развитие каждого
звена происходит во многом независимо друг от друга. Это порождает
большие сложности в осуществлении производственной цепочки.
Следует особенно подчеркнуть то, что неравномерность развития
звеньев производственной цепочки сводит практически на нет эффект от
звеньев с более высоким уровнем развития. В этом случае возникают
трудности в стыковке звеньев. Нестыковка звеньев друг с другом требует
компромиссных корректировок между ними, что оборачивается больши-
ми материальными и трудовыми затратами и в итоге существенным уве-
личением сроков технологической подготовки производства. Например,
развитие станочного оборудования происходит практически вне связи с
технологическими процессами (за исключением станков для крупносе-
рийного и массового производства).
МОДУЛЬНЫЙ ПРИНЦИП В МАШИНОСТРОИТЕЛЬНОМ ПРОИЗВОДСТВЕ 55
Как уже отмечалось, станки создаются под осуществление методов
обработки, например, станки шлифовальные или фрезерно-сверлильно-
расточные и т.п. В результате к разработанному конкретному технологиче-
скому процессу бывает сложно подобрать соответствующее ему станочное
оборудование. Как правило, выбранные станки оказываются, с одной сто-
роны, с избыточными возможностями (что удорожает себестоимость изго-
товления деталей и эксплуатации станков), а с другой стороны, невысокой
производительности. Такие примеры можно привести и по другим звеньям
производственной цепочки. В силу указанных причин нестыковка звеньев
приводит при переходе на выпуск нового изделия к тому, что 60 - 80 %
имеющейся технологической оснастки оказывается непригодной и от нее
приходится отказываться. В итоге растут в большом объеме работы по
проектированию и изготовлению технологической оснастки, а в ряде слу-
чаев и технологического оборудования. Все это существенно увеличивает
объем и сроки технологической подготовки и удорожает изготовление из-
делий, увеличивает сроки перехода на выпуск новых изделий.
Если воспользоваться модульным принципом в создании техноло-
гического обеспечения, то становится возможным свести к минимуму
указанные недостатки.
Сквозное применение модульного принципа должно начинаться с
представления производственной программы на модульном уровне. Это
означает, что производственная программа в итоге представляется мно-
жествами МП и МС составляющих изделия, подлежащие изготовлению с
учетом объема их выпуска.
Такое представление производственной программы (при наличии
элементной базы технологического обеспечения на модульном уровне)
позволяет рассчитывать с высокой точностью ожидаемую трудоемкость
изготовления изделий и потребности в технологических средствах.
При осуществлении технологической подготовки производства техно-
логические процессы разрабатываются путем компоновки их из МТИ, МТС,
МТБ элементной базы. Использование метода компоновки позволяет сокра-
тить сроки разработки технологических процессов, а применение МТИ и
МТС сведет к минимуму доводку технологических процессов, так как мТИ
и МТС вводятся в состав элементной базы после их апробации.
Модульное построение технологических средств позволяет под ка-
ждую технологическую операцию строить технологическую систему
компоновкой из имеющихся модулей. Зная, какие МТИ или МТС долж-
ны осуществляться на операции, легко определяются требуемые модули
МО, МИ, МПр, МКИ, образующие технологическую систему. Построен-
ная таким путем технологическая система будет иметь только необходи-
мый набор технологических и технических возможностей. Это открывает
перспективы адресного создания сборно-разборного технологического
оборудования из ограниченного набора типовых элементов.
56 КЛАССИФИКАЦИЯ ОБЪЕКТОВ МАШИНОСТРОИТЕЛЬНОГО ПРОИЗВОДСТВА
Применение модульного принципа позволяет по-новому подойти к ор-
ганизации производственного процесса. Теперь рабочие места будут спе-
циализироваться под изготовление заданной номенклатуры МП или осуще-
ствление МС по заранее известной технологии. Уровень специализации ра-
бочих мест, их планировка зависят от уровня серийности производства. Чем
выше серийность, тем выше уровень специализации рабочих мест.
Такая организация рабочих мест способствует применению поточ-
ной формы организации производственного процесса и высокоэффек-
тивных методов изготовления массового и крупносерийного производст-
ва в средне и мелкосерийном производстве.
На рис. 3.15 приведена принципиальная схема организации производ-
ства на основе применения модульного принципа по всем переделам. Со-
гласно этой схеме, любое изделие представляется множествами МП и МС, и
с помощью элементной базы технологического обеспечения строятся из
соответствующих модулей технологические процессы и технологические
линии по получению заготовок, изготовлению деталей и сборки изделий.
В заключение можно отметить, что представление изделий в виде
структурированного множества МП и МС позволяет, абстрагируясь от
служебного назначения и конструктивного решения каждого изделия,
найти их технологическую общность и широко использовать системный
метод в построении машиностроительного производства.
4. КЛАССИФИКАЦИЯ ОБЪЕКТОВ
МАШИНОСТРОИТЕЛЬНОГО ПРОИЗВОДСТВА
Классификация оказывает огромное влияние на эффективность раз-
вития любой области человеческой деятельности.
Это в полной мере относится и к классификациям, используемым в
машиностроительном производстве. Их роль трудно переоценить в деле
повышения эффективности всего машиностроения, на их основе, например,
строятся планы выпуска продукции по номенклатуре. С другой стороны,
мало уметь правильно построить классификации, нужно учитывать связи
между ними. К примеру, если классификации технологических процессов и
оборудования не согласованы между собой, то появление новых прогрес-
сивных технологических процессов окажется не подкрепленным технологи-
ческими средствами, выпускаемыми промышленностью. И тогда остается
два пути: или отказаться от прогрессивной технологии, чтобы воспользо-
ваться выпускаемым оборудованием, или непрерывно корректировать пла-
ны по выпуску нового незапланированного оборудования, требующего, как
всякое новое, значительно больших затрат и приводящее к росту объема
нестандартного оборудования, технологической оснастки.
КЛАССИФИКАЦИЯ ОБЪЕКТОВ МАШИНОСТРОИТЕЛЬНОГО ПРОИЗВОДСТВА 57
МТЗ - модуль технологического процесса получения
заготовительного модуля МП
МТИ - модуль технологического процесса изготовления МП
МТС - модуль технологического процесса получения МС
Рис. 3.15. Принципиальная схема организации модульного
машиностроительного производства
58 КЛАССИФИКАЦИЯ ОБЪЕКТОВ МАШИНОСТРОИТЕЛЬНОГО ПРОИЗВОДСТВА
Классификация начинается с систематизации объектов. Систематизация
преследует цель расположить объекты (предметы, процессы, явления, понятия
и т.д.) в определенном порядке и последовательности, образующие четкую
систему, удобную для пользования. При систематизации необходимо учиты-
вать взаимосвязь объектов. Наиболее простой формой систематизации являет-
ся алфавитная система расположения объектов. Такую систему используют,
например, в энциклопедических и политехнических справочниках, в библио-
графиях и т.п. Применяют также порядковую нумерацию систематизируемых
объектов или расположение их в хронологической последовательности.
Следующей ступенью является непосредственно классификация. Она
преследует цель расположить объекты по классам, подклассам, группам,
подгруггпам в зависимости от их общих признаков. Чанге классификацию
строят по десятичной системе. На ее основе, например, создан общесоюз-
ный классификатор продукции. Распределяются объекты гго признакам
сходства между ними, при этом любая классификация характеризуется объ-
ектом, классификационными (отличительными) признаками и их последо-
вательностью, согласно которой проводится группирование объектов.
Разделение любого множества объектов начинается с наиболее об-
щего призггака. Полученные подмножества объектов в свою очередь де-
лятся по менее существенному признаку и т.д.
Применяются два принципиально разных метода классификации -
иерархический и фасетный.
При иерархическом методе классификации множество объектов де-
лится на подчиненные подмножества. При этом классификация объектов
выглядит в виде пирамиды, а систему признаков можно представить в
виде цепочки от наиболее важного признака к менее важному признаку.
При фасетном методе классификации множество объектов делится
на независимые подмножества гго различным признакам и располагаются
они на одном уровне.
Классификации одних и тех же объектов со временем должны пере-
сматриваться в соответствии с появлением новых научных результатов,
новых задач.
В мире производится огромное разнообразие машиностроительных
изделий как по назначению, так и по конструктивному решению.
Прежде всего интерес представляет классификация их как объектов
эксплуатации. Она показывает как изделия распределяются по сферам
человеческой деятельности, насколько развит тот или иной вид изделий,
позволяет оценить их технический уровень, отбирать лучшие решения,
определять направление поиска новых решений.
Построение классификации начинается с определения цели классифи-
кации, а затем перечня и последовательности отличительных признаков.
Любое машиностроительное изделие создается для осуществления
соответствующего технологического процесса, будь то перевозка груза
КЛАССИФИКАЦИЯ ОБЪЕКТОВ МАШИНОСТРОИТЕЛЬНОГО ПРОИЗВОДСТВА 59
или игра на игральном автомате. Поэтому в качестве первого отличи-
тельного признака изделия должен выступать технологический процесс.
Поскольку основой любого технологического процесса является
труд, постольку с него должна начинаться классификация изделий.
Как известно, процесс труда характеризуется собственно трудом,
предметом труда и средствами труда.
В соответствии с этим состав отличительных признаков классифи-
кации изделий должен состоять из трех групп. К первой группе относятся
признаки, описывающие технологический процесс, ко второй группе -
признаки, описывающие предмет труда, и к третьей группе - признаки,
описывающие само изделие.
Первая группа признаков включает цель труда, вид преобразования,
вид технологического процесса и среду, в которой осуществляется тех-
нологический процесс. Например, транспортные машины в зависимости
от того, в какой среде осуществляются перевозки - по воде, под водой, по
суше, в воздухе, будут значительно различаться по своей конструкции.
Поскольку каждый вид технологического процесса описывается целым
рядом характеристик, постольку может иметь место достаточно большое
разнообразие изделий, осуществляющих вид технологического процесса.
Например, автомобиль в зависимости от перевозимого груза (пред-
мет труда) может быть трузовым или пассажирским. В свою очередь гру-
зовой автомобиль в зависимости от характера груза может в качестве
кузова иметь цистерну или открытый кузов.
Все это говорит за то, что сначала надо построить классификацию
изделий по видам осуществляемых ими технологических процессов, а
затем для каждого вида технологического процесса должны строится
видовые классификации изделий.
Как известно, под машиной понимается устройство, выполняющее ме-
ханические движения для преобразования энергии, материалов, информа-
ции, с целью замены или облегчения физического и умственного труда.
В соответствии с этим различают машины:
1) энергетические, преобразующие один вид энергии в другой;
2) рабочие, в том числе технологические, преобразующие форму,
свойства, положение предмета труда, и транспортные, изменяющие по-
ложение предмета труда;
3) информационные (шифровальные, арифмометры, компьютеры).
Таким образом, для этих машин по первому признаку все процессы
делятся на три группы:
• процессы, преобразующие энергию;
• процессы, преобразующие состояние предмета труда;
• процессы, преобразующие информацию.
В свою очередь каждая группа делится на подгруппы по виду пре-
образования.
60 КЛАССИФИКАЦИЯ ОБЪЕКТОВ МАШИНОСТРОИТЕЛЬНОГО ПРОИЗВОДСТВА
Поскольку книга посвящена машиностроительному производству,
то представляет интерес построение классификации изделий, связанных с
преобразованием состояния предмета труда.
По виду преобразований изделия можно разделить на две группы:
преобразующие свойства материала предмета труда и преобразующие
положение предмета труда.
Изделия каждой из этих групп делятся по виду осуществляемого
ими технологического процесса, затем по предметам труда и далее по
характеристикам непосредственно самого изделия.
Ниже рассматриваются классификации, имеющие место в машино-
строительном производстве.
4.1. АНАЛИЗ КЛАССИФИКАЦИЙ В МАШИНОСТРОИТЕЛЬНОМ
ПРОИЗВОДСТВЕ
В книге рассматриваются вопросы машиностроительного производ-
ства, поэтому интерес представляют классификации средств технологи-
ческого обеспечения изделий.
В машиностроении развитие технологических средств (оборудование,
приспособления, инструментальные наладки, измерительные средства) про-
исходит в значительной степени стихийно. В итоге их разнообразие практи-
чески стало необозримым и продолжает увеличиваться. При этом страдает
качество создаваемых технологических средств, так как для создания такого
огромного разнообразия нс хватает кадров требуемой квалификации и соот-
ветствующего уровня производства. Поэтому снижение разнообразия тех-
нологических средств до необходимого уровня имеет народнохозяйственное
значение. В связи с этим задача построения классификации технологиче-
ских средств приобретает особую актуальность.
Рассмотреть все имеющиеся классификации средств технологиче-
ского обеспечения в рамках данной книги не представляется возможным
из-за их многочисленности. Поэтому было решено, в качестве примера,
остановиться на анализе только классификаций средств технологическо-
го обеспечения производства деталей.
В задачу анализа входило установить наличие классификаций, соот-
ветствие классификаций задачам построения производства и наличие
связей между классификациями.
Говоря о соответствии классификаций задачам построения произ-
водства, имеется в виду, что для одного и того же множества объектов
можно построить целый ряд классификаций. Например, обрабатывающие
технологические системы (ТС) можно классифицировать по цвету, весу,
служебному назначению.
Первые две классификации не могут быть применены для выбора
обрабатывающих ТС при разработке технологических процессов и пото-
му не представляют интереса.
КЛАССИФИКАЦИЯ ОБЪЕКТОВ МАШИНОСТРОИТЕЛЬНОГО ПРОИЗВОДСТВА 61
При анализе классификаций необходимо не только определять их
соответствие поставленной задаче, но и состав, последовательность от-
личительных признаков. В перечне отличительных признаков вначале
должны быть признаки, описывающие служебное назначение объекта, а
затем должны следовать признаки, описывающие строение объекта, свя-
занные с обеспечением его служебного назначения.
Классификации технологических процессов и ТС. К сожалению,
приходится констатировать отсутствие достаточно проработанных клас-
сификаций технологических процессов. Можно говорить лишь об их де-
лении по типам деталей в основном на три группы - процессы изготовле-
ния корпусных деталей, процессы изготовления деталей типа тел враще-
ния и процессы изготовления остальных деталей.
Каждая из этих групп технологических процессов может делиться
на единичные, типовые и групповые процессы.
Что касается классификации обрабатывающих ТС, ранее называемых
системой СПИД (станок - приспособление - инструмент - деталь), то она
практически отсутствует и подменяется классификацией станков, являю-
щихся составной частью ТС и представляющих один из ее МФТ.
Классификация станков. В литературе приводятся различные
классификации станков. С точки зрения разработки технологических
процессов представляет интерес классификация станков по служебному
назначению. С помощью такой классификации технолог в процессе раз-
работки технологического процесса может подобрать требуемые станки.
Одной из первых была разработана классификация станков, соглас-
но которой все станки делятся на 12 групп:
Т - токарные станки;
С - сверлильные станки;
Ш - шлифовальные станки;
X - притирочные и полировальные станки;
Б - резьбонарезные станки;
К - зубообрабатывающие станки;
Ф - фрезерные станки;
Г - строгальные станки;
П - протяжные станки;
Р - распиловочные станки;
В - вспомогательные станки;
М - специальные станки (станки, предназначенные для осуществле-
ния операционной технологии), в эту группу входят и агрегатные станки.
Таким образом, разделение станков на группы вначале осуществля-
ется по методу обработки, который включает в себя вид режущего инст-
румента, геометрию изготовляемых поверхностей, схему обработки. В
свою очередь каждая группа станков содержит определенное количество
типов.
62 КЛАССИФИКАЦИЯ ОБЪЕКТОВ МАШИНОСТРОИТЕЛЬНОГО ПРОИЗВОДСТВА
Анализ классификационных признаков при разделении групп стан-
ков на типы показал, что типы станков характеризуют следующие при-
знаки или сочетания признаков:
1) метод обработки (ТМ);
2) назначение (Н);
3) степень автоматизации (СА);
4) особенности конструкции (ОК);
5) ТМ, ОК;
6) И, ОК;
7) ТМ, СА;
8) СА, ОК;
9)ТМ, II;
10) ТМ, СА, ОК;
II) ТМ, II, ОК;
12) ТМ, Н, СА;
13) ТМ, СА, ОК.
Таким образом, разделение станков на типы осуществляется по ком-
плексу признаков, количество вариантов которых составляет 13. Некоторые
из признаков повторяют признаки при разделении станков на группы. Это
ТМ и Н. При этом по признаку Н типы станков делятся на универсальные,
широкого применения и специализированные станки.
Внутри типа станки разделены на 10 типоразмеров по основному
технологическому параметру оборудования. Например, для токарных
станков - по наибольшему диаметру обрабатываемого изделия, для свер-
лильных станков - по наибольшему диаметру сверления и т.д.
В ходе эволюции машиностроительного производства с появлением
принципиально нового оборудования классификация станков подверга-
лась изменению. Но главная идея, заложенная в 1936 году, в которой
предлагается последовательное трехстепенное подразделение всего клас-
са станков, осталась.
В настоящее время нашла распространение классификация, построенная
по десятичной системе [5], где все станки разбиты на десять групп (0 - 9), каж-
дая группа - на десять типов (0 - 9), а каждый т ип - на десять типоразмеров (0 -
9). Ниже приведено наименование ipynn станков новой классификации:
0 - резервные;
1 - токарные;
2 - сверлильные и расточные;
3 - шлифовальные и доводочные;
4 - комбинированные, электрофизические, электрохимические;
5 - зубо- и резьбообрабатывающие;
6 - фрезерные;
7 - строгальные, долбежные и протяжные;
8 - разрезные;
9 - разные.
КЛАССИФИКАЦИЯ ОБЪЕКТОВ МАШИНОСТРОИТЕЛЬНОГО ПРОИЗВОДСТВА 63
В отличие от первой в новой классификации в группу объединены
станки как по общности одного метода обработки, так и нескольких ме-
тодов. Например, ipynnw станков 3, 5 и 7 являются результатом объеди-
нения групп ШсХ, БсКиГсПиз первой классификации.
Анализ классификационных признаков при разделении групп стан-
ков на типы показал, что типы станков характеризуют следующие шесть
признаков или сочетания признаков:
I) метод обработки (ТМ);
2) назначение (Н);
3) степень автоматизации (СА);
4) особенности конструкции (ОК);
5) ТМ, Н;
6) СА, ОК.
Как и в первой классификации, в новой классификации разделение
станков на типы осуществляется по комплексу признаков, первым из ко-
торых является метод обработки. Признак ТМ повторяет признак разде-
ления станков на ipyniibi. Тип 9 каждой группы объединяет разные стан-
ки, которые нельзя отнести к другим типам. Например, в группу свер-
лильных и расточных станков в тип 9 (разные) входят специализирован-
ные сверлильные и расточные станки, одним из представителей которых
являются агрегатные станки. Анализ станков, входящих в тип 9 для каж-
дой группы показал, что основным признаком, по которому входят стан-
ки в этот тип является Н (назначение).
Имеют место также классификации станков по отдельным призна-
кам, таким как метод обработки или уровень точности.
Представляют интерес известные классификации агрегатных станков
но конструктивным (рис. 4.1) и технологическим признакам (рис. 4.2).
По технологическим признакам (рис. 4.2) агрегатное оборудование
различается по видам выполняемых операций и степени их концентрации
при обработке детали. Степень концентрации операций влияет на компо-
новку aiperaTHoro станка, определяя число силовых головок, общее чис-
ло инструментов и конструкцию узлов.
Анализ рассмотренных классификаций станков показывает, что в
них сделана попытка удовлетворить требования и технолога, и конструк-
тора. Однако, попытка оказалась неудачной, так как и для технолога, и
для конструктора информации о станках в этих классификациях оказа-
лось недостаточно: технологу, чтобы выбрать нужный станок для кон-
кретной операции, а конструктору - получить достаточно подробное
представление о конструкции станка. Имеется и ряд других недостатков,
носящих методический характер, например, можно отметить повторение
некоторых признаков, по которым определяются группа и тип станков,
или в разных ipynnax дальнейшее деление станков осуществляется с раз-
ной последовательностью отличительных признаков и др.
Рис. 4.1. Классификация агрегатных станков по конструктивным признакам
64 КЛАССИФИКАЦИЯ ОБЪЕКТОВ МАШИНОСТРОИТЕЛЬНОГО 11РОИЗВОДСТВА
КЛАССИФИКАЦИЯ ОБЪЕКТОВ МАШИНОСТРОИТЕЛЬНОГО ПРОИЗВОДСТВА 65
Рис. 4.2. Классификация агрегатных сгаиков по технологическим признакам
Токарно-фрезерные
66 КЛАССИФИКАЦИЯ ОБЪЕКТОВ МАШИНОСТРОИТЕЛЬНОГО ПРОИЗВОДСТВА
Проведенный анализ показал, что в станкостроении имеется целый
ряд классификаций, но ни одна из них не отвечает в полной мере требо-
ваниям технолога. Этому имеются объективные причины, заключающие-
ся в первую очередь в отсутствии строгой классификации технологиче-
ских процессов, под осуществление которых создаются станки.
В результате в классификациях станков основных групп первым клас-
сификационным признаком вместо технологической операции выступает
метод обработки, а дальше идут признаки, характеризующие назначение
станка и его особенности. Таким образом, фактически отсутствует связь
между классификациями станков и технологических процессов.
Представляет интерес анализ классификаций других составляющих
ТС, которые выступают в качестве функциональных технологических
модулей (МФТ).
К ним относятся станочное приспособление, инструментальная на-
ладка, контрольно-измерительное устройство. К сожалению, поиск клас-
сификаций инструментальных наладок показал, что они практически от-
сутствуют. Вместо них можно встретить классификации режущего инст-
румента. Отсутствует также и классификация, охватывающая все кон-
трольно-измерительные устройства.
Классификация станочных приспособлений. В настоящее время
приспособления различают по:
• степени специализации (универсальные, специальные);
• виду технологического процесса (приспособления к станкам, сбо-
рочные приспособления, контрольно-измерительные приспособления);
• типу технологического оборудования (для токарных, сверлильных,
фрезерных, шлифовальных и других станков).
Приспособления многократного применения подразделяются по
конструктивному признаку на:
• универсально-сборные (УСП);
• сборно-разборные (СРП);
• универсально-безналадочные (УБП);
• неразборные специальные (НСП);
• универсальные наладочные (УНП);
• специализированные наладочные (СНП);
• а!регатные средства механизации зажима (АСМЗ).
Перечисленные классификации характеризуют лишь область при-
менения и дают некоторое представление о строении приспособления, но
не раскрывают элементы, составляющие приспособления, а так же харак-
теристики служебного назначения приспособлений.
Подводя итог анализу классификаций средств технологического
обеспечения производства деталей, можно отметить следующее:
КЛАССИФИКАЦИЯ ОБЪЕКТОВ МАШИНОСТРОИТЕЛЬ! 1ОГО ПРОИЗВОДСТВА 67
1) отсутствие классификаций технологических систем, инструмен-
тальных наладок и контрольно-измерительных устройств;
2) недостаточную глубину проработки классификаций технологиче-
ских процессов, станков, станочных приспособлений;
3) отсутствие непосредственных связей между перечисленными
классификациями, позволяющие их объединить в единую систему.
Примерно такое же положение дел с классификациями имеет место
в заготовительном и сборочном переделах.
Изложенное показывает, что, несмотря на важное значение класси-
фикаций в машиностроительном производстве, вопросу их построения до
сих пор не уделялось достаточного внимания.
4.2. СИСТЕМНЫЙ ПОДХОД В ПОСТРОЕНИИ КЛАССИФИКАЦИЙ
СРЕДСТВ ТЕХНОЛОГИЧЕСКОГО ОБЕСПЕЧЕНИЯ
Данный раздел посвящен разработке принципов построения клас-
сификаций технологических процессов изготовления деталей и сборки
изделий, обрабатывающих и сборочных технологических систем в их
взаимосвязи.
Трудности в построении перечисленных классификаций заключают-
ся, прежде всего, в сложности объектов классификации, описываемых
большим числом характеристик и, как следствие, наличием их огромного
разнообразия. Однако, последнее и предопределяет актуальность про-
блемы классификации.
Наибольший эффект от классификации средств технологического
обеспечения будет только тогда, когда их классификации будут пред-
ставлять собой взаимосвязанную систему.
Это позволит, во-первых, увязать развитие технологических процес-
сов, оборудования и оснастки друг с другом, во-вторых, обоснованно
планировать выпуск каждого из них и, в-третьих, легко находить требуе-
мые технологические средства для осуществления технологического
процесса. Другими словами, появляется возможность управлять развити-
ем средств технологического обеспечения.
Построение классификаций, а тем более связанных между собой, в
такой обширной области как машиностроение, в силу огромного разно-
образия объектов, является очень сложной задачей, решение которой не
лежит на поверхности.
Задача усложняется непрерывным ростом разнообразия объектов,
обусловленным расширением спектра реализуемых ими функций, повы-
шением требований к качеству, быстрым моральным износом.
Задача построения системы классификаций средств технологическо-
го обеспечения изготовления изделий ставится впервые. В силу ее новиз-
ны и масштабности она является самостоятельной задачей исследования.
68 КЛАССИФИКАЦИЯ ОБЪЕКТОВ МАШИНОСТРОИТЕЛЬНОГО ПРОИЗВОДСТВА
Ниже излагаются методический подход и основные принципы по-
строения системы классификаций.
Чтобы классификации средств технологического обеспечения объе-
динить в единую систему, нужно установить их подчиненность, а на-
чальные отличительные признаки каждой классификации должны связы-
вать предыдущую классификацию с последующей.
Этого можно достичь, если в качестве первых отличительных при-
знаков их классификаций будут выступать характеристики служебного
назначения классифицируемых объектов.
На рис. 3.14 приведена схема связей средств технологического
обеспечения, отражающая их подчиненность в соответствии с их слу-
жебным назначением. Эта схема и должна лечь в основу построения сис-
темы классификаций, общий вид которой приведен на рис. 4.3. Для каж-
дого передела будет своя система классификаций, отличающаяся от дру-
гих объектами классификации.
Построение системы классификаций должно начинаться с класси-
фикации изделий, в качестве которых выступают само изделие или де-
таль.
Если при построении классификации изделий последние рассматри-
вать как объекты эксплуатации, то кроме того, что классификация будет
очень большой, часто возможны случаи, когда изделия, попавшие в раз-
ные группы, будут изготовляться по одному и тому же технологическому
процессу.
Чтобы этого избежать, надо изделие рассматривать как объект про-
изводства. В этом случае классификация изделий будет осуществляться
по признакам, определяющим требования к технологическим процессам.
Все сказанное справедливо и для классификации деталей. При этом
надо отметить, что часто одинаковые детали, участвующие в разных из-
делиях, выступают под разными названиями. Это приводит к повторной
разработке на их изготовление технологических процессов.
Поэтому, идентификация изделий и деталей по признакам, опреде-
ляющим требования к их технологическим процессам, имеет большое
практическое значение, так как открывает путь к построению банка тех-
нологических процессов.
При рассмотрении изделия как объекта сборки в качестве отличи-
тельных признаков должны выступать габаритные размеры изделия, но-
менклатура МС, вид посадки и материалы сопрягаемой пары деталей.
Что касается сборочных единиц, составляющих изделие, то они не
должны приниматься в качестве отличительных признаков, так как деление
изделия на сборочные единицы является условным, зависящим от целого
ряда организационно-технических факторов и не оказывает существенного
влияния на содержание сборочного технологического процесса.
КЛАССИФИКАЦИЯ ОБЪЕКТОВ МАШИНОСТРОИТЕЛЬНОГО ПРОИЗВОДСТВА 69
Рис. 4.3. Схема системы классификаций средств
технологического обеспечения изготовления изделий
При построении классификации деталей, рассматриваемых как объект
производства, в качестве отличительных признаков должны выступать
характеристики, влияющие на технологические процессы их изготовле-
ния. К ним относятся размеры деталей, характеристики обрабатываемо-
сти материала, номенклатура МП, их расположение и др.
Согласно схеме, приведенной на рис. 3.14 следующей после класси-
фикации изделий должна строиться классификация технологических
процессов. В зависимости от объекта изготовления (изделие, заготовка,
деталь) это будет модульный технологический процесс сборки изделия
или получения заготовки или обработки заготовки.
Далее строятся классификации ТС для осуществления соответст-
вующих модульных технологических процессов, и заканчивается по-
строение системы разработкой классификаций МФТ технологических
систем, а именно классификаций оборудования, приспособлений, инст-
рументальных наладок и контрольно-измерительных средств.
Каждая из классификаций средств технологического обеспечения
должна содержать в составе отличительных признаков две группы:
1) группу признаков, отражающих служебное назначение объекта
предыдущей классификации;
2) группу признаков, описывающих строение самого объекта клас-
сификации.
Руководствуясь изложенным, рассмотрим основные положения по-
строения классификаций средств технологического обеспечения.
70 КЛАССИФИКАЦИЯ ОБЪЕКТОВ МАШИНОСТРОИТЕЛЬНОГО ПРОИЗВОДСТВА
4.2.1. ПОСТРОЕНИЕ КЛАССИФИКАЦИЙ МОДУЛЬНЫХ
ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
Технологический процесс представляет собой совокупность опера-
ций, осуществляемых в определенной последовательности.
В свою очередь операция представляет собой перечень определен-
ной последовательности технологических и вспомогательных переходов,
где технологический переход характеризуется методом обработки или
соединения, рабочим инструментом и режимом рабочего процесса.
Разнообразие технологических процессов характеризуется разнообра-
зием содержания операций, их последовательности и количеством. Если
принять во внимание еще и разнообразие технологических средств, условий
производства, то в итоге технологический процесс будет описываться боль-
шим числом характеристик, возможные сочетания которых приводят прак-
тически к бесчисленному множеству технологических процессов. Поэтому
до сих пор не разработана общая классификация технологических процес-
сов изготовления деталей, получения заготовок и сборки изделий.
В литературе можно встретить лишь классификации элементов тех-
нологии, например, классификации методов воздействия на заготовки,
структур технологических процессов, методов обработки, методов обес-
печения точности выходных параметров изделий и др.
В связи с большим числом характеристик, описывающих как назна-
чение технологических процессов, так и непосредственно процессы, для
построения их классификации надо, прежде всего, выбрать в качестве
отличительных признаков только такие характеристики, которые объек-
тивно описывают наиболее важные их стороны.
Второй задачей является установление между этими характеристиками
связей и на этой основе определение последовательности отличительных при-
знаков от более существенных к менее существенным, т.е. от признаков с
большим уровнем обобщения к признакам с меньшим уровнем обобщения.
К сожалению, в своем большинстве такие связи не установлены, а в луч-
шем случае лишь обозначены. В результате рост разнообразия технологиче-
ских процессов во многом обусловлен субъективным фактором в лице техно-
лога. Например, если предложить нескольким квалифицированным техноло-
гам разработать независимо друг от друга технологический процесс изготов-
ления одной и той же детали или сборки изделия при одинаковых условиях
производства, то получим разные технологические процессы. Они будут от-
личаться числом операций, их последовательностью, содержанием. И тогда в
классификации технологических процессов появится группа процессов, близ-
ких по своему внутреннему содержанию и решающих одну и ту же задачу.
Поэтому в качестве отличительных признаков надо выбирать такие
характеристики технологических процессов, которые не зависят от субъ-
ективного фактора.
КЛАССИФИКАЦИЯ ОБЪЕКТОВ МАШИНОСТРОИТЕЛЬНОГО ПРОИЗВОДСТВА 71
В качестве первой группы отличительных признаков должны высту-
пать характеристики, описывающие назначение технологических процессов.
К ним относятся, прежде всего, характеристики объекта производ-
ства, объем его выпуска в единицу времени и условия производства.
К последним относятся окружающая среда, состав имеющегося техноло-
гического оборудования и другие условия.
Как известно, технологический процесс отличается многовариантно-
стью. Как уже отмечалось, под изготовление одной и той же детали можно
разработать группу технологических процессов, которые, обеспечивая за-
данное качество детали и требуемую производительность, будут отличаться:
• числом операций;
• последовательностью операций;
• числом и последовательностью технологических переходов в опе-
рации;
• содержанием технологических переходов.
Эта многовариантность во многом зависит от организации технологиче-
ского процесса, определяемой наличием того или иного оборудования, произ-
водственными условиями и субъективным фактором. К этому надо добавить,
что технологическую операцию формируют по организационному принципу,
так как она является основным элементом производственного планирования и
учета. Поэтому, такие характеристики технологического процесса как число и
содержание операций и в некоторой степени их последовательность во мно-
гом определяется организационно-техническими факторами.
Это порождает формальный рост разнообразия технологических
процессов, хотя все они будут одинаковыми по своему содержанию.
В связи с этим в состав отличительных признаков надо включать
только те характеристики, которые оказывают определяющее влияние на
внутреннее содержание технологического процесса.
Классификация модульных технологических процессов изго-
товления деталей (МТПи). В задачу технологического процесса изго-
товления детали входит получение годной детали в нужном количестве.
Модульный технологический процесс изготовления детали пред-
ставляет собой определенную последовательность осуществления МТИ
для получения МП детали.
Для построения классификации МТПи надо выделить такие харак-
теристики деталей, которые влияют на важнейшие стороны технологиче-
ского процесса.
Сложившаяся практика разработки технологических процессов подраз-
деляет детали по виду конструкции на детали типа тел вращения, корпусные,
плоские и прочие. Такое деление базируется на применении традиционного
станочного оборудования, когда станки создавались в зависимости от вида
конструкции детали. Например, токарные, круглошлифовальные станки при-
72 КЛАССИФИКАЦИЯ ОБЪЕКТОВ МАШИНОСТРОИТЕЛЬНОГО ПРОИЗВОДСТВА
меняются для изготовления деталей типа тел вращения, а фрезерные, стро-
гальные станки - для изготовления корпусных и плоских деталей.
Если же проанализировать технологические процессы изготовления
деталей, то можно встретить примеры фрезерной обработки плоских по-
верхностей у деталей типа тел вращения, а обработку поверхностей вра-
щения - у корпусных и плоских деталей.
Это говорит о том, что деление конструкций деталей на указанные
виды связано не с требованиями технологического процесса, а с требова-
ниями имеющегося оборудования. Поэтому такую характеристику дета-
ли не следует принимать в качестве отличительного признака.
Габаритные размеры детали оказывают влияние не столько на мето-
ды обработки, сколько на выбор технологического оборудования и орга-
низацию технологического и производственного процессов. Например,
при изготовлении деталей с очень большими габаритными размерами
целесообразно не заготовку перемещать относительно станка, а станок
относительно заготовки. Поэтому, строго говоря, и эту характеристику
детали не следует включать в состав отличительных признаков. Если же
говорить о влиянии габаритных размеров на процесс, то их влияние су-
щественно сказывается при получении заготовок.
В то же время другие стороны детали, такие как материал, ее каче-
ство, конструктивные характеристики и другие оказывают существенное
влияние на содержание технологического процесса.
Конструкция детали оказывает непосредственное влияние на техно-
логический процесс составом поверхностей, геометрической формой,
размерами, требованиями к качеству, относительным расположением
поверхностей, жесткостью. Марка материала детали, вернее его обраба-
тываемость, оказывают влияние на выбор метода и режима обработки.
Уровень геометрической точности, шероховатости поверхности и
требований к качеству поверхностного слоя поверхности детали тоже во
многом предопределяет выбор метода и режима обработки.
Расположение поверхностей сказывается на вспомогательных пере-
ходах, связанных с переходом обрабатывающего инструмента от одной
поверхности к другой. От уровня жесткости детали зависит выбор метода
обработки, режима процесса обработки.
Объем выпуска деталей в единицу времени, характеризующий тип
производства, оказывает влияние и на содержание технологического
процесса и на выбор технологических средств.
Таким образом, в первую группу отличительных признаков должны
быть включены: состав и число поверхностей деталей, их размеры, гео-
метрическая форма, качественные показатели, относительное располо-
жение, жесткость конструкции детали, а также объем выпуска деталей в
единицу времени.
КЛАССИФИКАЦИЯ ОБЪЕКТОВ МАШИНОСТРОИТЕЛЬНОГО ПРОИЗВОДСТВА 73
К другой группе отличительных признаков относятся характеристи-
ки непосредственно самого технологического процесса.
При построении классификатора технологических процессов надо
принимать во внимание, что в одних случаях деталь может получаться
сразу из исходного материала, минуя стадию изготовления заготовки, а в
других случаях деталь получается через изготовление заготовки с после-
дующей ее обработкой.
Первая стадия, когда деталь сразу получается из исходного мате-
риала, существенно отличается методами воздействия на материал и
применяемым оборудованием от методов обработки заготовки. Поэтому
целесообразно классификатор разделить на две части.
По первому классификатору (рис. 4.4) технологический процесс за-
канчивается получением или готовой детали, или заготовки, являющейся
промежуточным предметом труда. Можно предложить следующий со-
став отличительных признаков и их последовательность.
Рис. 4.4. Классификатор технологических процессов получения заготовок
74 КЛАССИФИКАЦИЯ ОБЪЕКТОВ МАШИНОСТРОИТЕЛЬНОГО ПРОИЗВОДСТВА
В качестве первого признака следует принять материал детали, так
как он определяет методы его преобразования.
Вторым признаком должны быть габаритные размеры детали, так
как они ограничивают выбор современных методов преобразования ис-
ходного материала для получения детали и оборудования.
Третий признак - конструктивные особенности детали, влияющие
на выбор методов преобразования исходного материала. Например, к
ним относятся тип детали (корпусные, плоские, нежесткие и др.), их эле-
менты (толщина стенки, наличие внутренних полостей и т.п.).
Четвертым признаком является объем выпуска деталей в единицу
времени. Этот признак в определенной степени характеризует тип произ-
водства (единичный, серийный, массовый) и тем самым оказывает суще-
ственное влияние на выбор метода преобразования исходного материала,,
по уровню производительности.
Пятый признак - состояние исходного материала. К примеру, оно
может быть жидким, твердым, порошкообразным и т.п.
Шестой признак - это метод воздействия на исходный материал, за-
висящий от состояния исходного материала. Например, если в исходном
состоянии сталь жидкая, то возможно применение литья; если исходный
материал находится в твердом состоянии, то применяется метод пласти-
ческой деформации, сварка и т.п.
В свою очередь каждый из методов воздействия на исходный мате-
риал отличается разновидностями. Поэтому целесообразно ввести седь-
мой признак - разновидности метода воздействия. Например, литье мо-
жет быть кокильным, центробежным, под давлением, в оболочковые
формы, по выплавляемым моделям и т.д., а пластическая деформация
металлов может осуществляться ковкой, штамповкой и др.
В результате воздействия на исходный материал возможно получе-
ние или готовой детали, или заготовки.
Как видим, первые четыре признака характеризуют объект произ-
водства - деталь, последующие признаки - внутреннее содержание техно-
логического процесса.
Если результатом воздействия является деталь, то технологический про-
цесс на этом этапе заканчивается, если - заготовка, то дальше следуют признаки,
описывающие саму заготовку и процесс ее обработки до получения детали.
В этом случае, в силу отличия методов и оборудования обработки
заготовки от методов и оборудования получения заготовки, состав и по-
следовательность отличительных признаков будут другими.
Рассмотрим построение второго классификатора технологических
процессов, когда деталь получается посредством обработки заготовки.
Проблема классификации технологических процессов, как уже от-
мечалось, заключается в их многовариантности, когда для одной и той же
детали может быть разработано несколько технологических процессов.
КЛАССИФИКАЦИЯ ОБЪЕКТОВ МАШИНОСТРОИТЕЛЬНОГО ПРОИЗВОДСТВА 75
Поэтому надо попытаться исключить или свести к минимуму мно-
говариантность технологических процессов.
Как показывает анализ технологических процессов, их вариантность
обусловлена, с одной стороны, различием в организации технологическо-
го процесса, а, с другой стороны, различием их внутреннего содержания.
Организация технологического процесса характеризуется такими призна-
ками как последовательность операций, их содержание и число. В зависимости
от конкретных производственных условий изготовление одной и той же детали
может быть организовано с разным числом операций и их последовательно-
стью. При этом внутреннее содержание процессов может быть одинаковым.
Внутреннее содержание технологического процесса характеризуется
методами обработки, режимами процесса, последовательностью изготов-
ления поверхностей, содержанием технологических переходов и их по-
следовательностью.
Вариантность внутреннего содержания технологического процесса
изготовления детали определяется наличием конкурирующих методов
обработки, субъективным фактором в лице технолога при определении
последовательности как изготовления поверхностей детали, так и техно-
логических переходов.
Чтобы свести к минимуму вариантность технологических процес-
сов, надо исключить из состава отличительных признаков такие характе-
ристики организации технологических процессов, как количество опера-
ций, их содержание и последовательность.
Таким образом, классификация технологических процессов должна
строиться по признакам, связанным с внутренним содержанием процесса.
В качестве первых отличительных признаков должны выступать ха-
рактеристики деталей, причем те характеристики, которые оказывают суще-
ственное влияние на внутреннее содержание технологического процесса.
Согласно методике разработки традиционных технологических про-
цессов деталь оказывает влияние на их внутреннее содержание составом
элементарных геометрических поверхностей (плоскость, отверстие и т.п.), и
видом конструкции (корпусная деталь, плоская, тело вращения и др.).
При этом элементарная геометрическая поверхность, в свою оче-
редь, влияет на процесс размерами, требованиями к точности, шерохова-
тости, качеством поверхностного слоя.
В результате получается большое число признаков, описывающих
деталь, что делает классификацию достаточно громоздкой.
При таком представлении детали возникают затруднения в опреде-
лении связей между поверхностями, определяющими последователь-
ность их обработки, в выборе технологических баз.
Кроме того, отсутствие строгих критериев, по которым конструк-
цию детали следует относить к тому или иному виду, нарушает одно-
значность классификации деталей.
76 КЛАССИФИКАЦИЯ ОБЪЕКТОВ МАШИНОСТРОИТЕЛЬНОГО ПРОИЗВОДСТВА
Модульное построение детали позволяет, во-первых, уменьшить
число элементов, составляющих деталь, в 2 - 3 раза по сравнению с пред-
ставлением ее совокупностью элементарных поверхностей, во-вторых,
делает прозрачными размерные связи между МП и, в-третьих, позволяет
заменить группу отличительных признаков, характеризующих поверхно-
сти одним признаком в виде шифра МП.
Что касается такой характеристики детали, как ее габаритные раз-
меры, то их не следует принимать в качестве отличительного признака,
так как они не оказывают влияния на внутреннее содержание технологи-
ческого процесса.
Было бы желательно в качестве отличительного признака ввести ха-
рактеристики размерных связей МП, показывающие конструкторские
базы МП и иерархию последних.
Эти характеристики оказывают влияние на выбор последовательно-
сти изготовления МП. Однако последовательность изготовления МП от-
личается многовариантностью, зависящей от многих причин, в том числе
и от субъективного фактора в лице технолога.
Поэтому, на сегодня нецелесообразно в качестве отличительных
признаков детали включать характеристики размерных связей МП, хотя в
дальнейшем к этому вопросу можно будет вернуться.
В связи с изложенным, в качестве первого отличительного признака
следует принять состав МП детали, под которым понимается перечень
всех МП, составляющих деталь.
Следующим признаком желательно принять последовательность из-
готовления МП, составляющих деталь. Однако, последовательность из-
готовления МП зависит от многих причин. Исследования этого вопроса,
к сожалению, не позволяют сформулировать правила, дающие возмож-
ность однозначно определять последовательность изготовления поверх-
ностей или МП детали.
Кроме того, проблема заключается еще и в том, что каждый МП де-
тали может изготовляться за несколько рабочих ходов, в зависимости от
формы и размеров заготовки.
В результате последовательность изготовления МП детали усложня-
ется за счет введения промежуточных МП до получения окончательных
МП.
И все-таки, если включить в состав отличительных признаков хотя
бы последовательность изготовления МП без промежуточных МП, то
получим возможность определения некоторого очертания маршрутного
процесса.
Правда, в этом случае возможна вариантность последовательности
изготовления МП для одной и той же детали.
Отсутствие однозначных правил определения маршрутного процес-
са приводит к тому, что по этому признаку определение последователь-
КЛАССИФИКАЦИЯ ОБЪЕКТОВ МАШИНОСТРОИТЕЛЬНОГО ПРОИЗВОДСТВА 77
ностей изготовления МП должно осуществляться методом статистики.
Иными словами, если технолог видит, что в классификации отсутствует
последовательность МП для данной детали, то он сам разрабатывает эту
последовательность изготовления МП и вводит ее в классификацию.
При применении компьютера нет проблем определять с помощью
классификации наличие последовательности МП для данного состава
МП детали.
Таким образом, в качестве второго отличительного признака при-
мем последовательность изготовления МП детали.
Давнее в классификации должно найти отражение число обработок
заготовки для окончательного получения каждого МП детали.
С этой целью введем понятие заготовительного МП (обозначим его
МПз), который представляется своего рода заготовкой для МП детали.
В зависимости от формы и размеров заготовки число МПз для полу-
чения МП детали может быть разным. Это говорит о том, что заготовка
должна найти отражение в классификации МТПи.
В одних случаях заготовка может частично повторять деталь, т.е.
содержать ряд поверхностей, являющихся поверхностями детали. Тогда
обработке подвергается только другая часть поверхностей заготовки.
В других случаях для получения детали приходится обрабатывать
все поверхности заготовки, а ее геометрическая форма может существен-
но отличаться от формы детали.
Поэтому в классификаторе должны найти отражение такие характе-
ристики, как форма и размеры заготовки, а так же ее материал.
Материал заготовки представляет интерес с точки зрения его обра-
батываемости. В начальной стадии обработки он может отличаться от
свойств материала детали. Это в первую очередь касается поверхностно-
го слоя заготовки, характеристики которого в зависимости от метода по-
лучения заготовки могут существенно отличаться от характеристик ос-
новного материала. Что касается формы и размеров заготовки, то они
оказывают влияние на технологический процесс опосредовано через ве-
личины снимаемых припусков.
Отсюда в качестве третьего отличительного признака примем заго-
товительный модуль каждого МП детали. При этом надо помнить, что лю-
бой МП детали в общем случае может получаться в результате нескольких
рабочих ходов. Это означает, что у этого МП будет несколько МПз.
Разница между МПз/ и получаемым МП (промежуточным или окон-
чательным) является величиной снимаемого припуска.
Число МПз, величины припусков зависят от формы и размеров заго-
товки и требований к качеству изготовления МП.
В тех случаях, когда некоторые МП детали сформировались на эта-
пе получения заготовки, у них будут отсутствовать МПз и в классифика-
торе номер МПз запишется как "О".
78 КЛАССИФИКАЦИЯ ОБЪЕКТОВ МАШИНОСТРОИТЕЛЬНОГО ПРОИЗВОДСТВА
Заготовка влияет на технологический процесс своей жесткостью и
обрабатываемостью материала через методы обработки и режимы про-
цесса обработки.
Чем, к примеру, ниже жесткость заготовки, тем ниже режим процес-
са обработки. Что касается материала заготовки, то его обрабатывае-
мость определяет метод обработки. Причем, у разных МПз одного МП
характеристика обрабатываемости материала одной и той же заготовки
может быть разной. Например, при обработке "по корке" обрабатывае-
мость материала может иметь одно значение, а при последующей обра-
ботке - другое значение.
Таким образом, в качестве четвертого отличительного признака
примем жесткость заготовки, а в качестве пятого отличительного при-
знака - обрабатываемость материала заготовки.
На технологию изготовления МП большое влияние оказывает за-
данное время на его получение. Величина времени изготовления МП оп-
ределяет требования к выбору методов обработки, схемы осуществления
технологических переходов.
Поэтому, шестым отличительным признаком должно быть время
изготовления МП.
Все перечисленные признаки определяют назначение технологиче-
ского процесса.
Внутреннее содержание технологического процесса описывается
большим числом характеристик, а именно содержанием технологических
переходов, их последовательностью.
В свою очередь содержание технологического перехода характеризуется
методом обработки, обрабатывающим инструментом, режимом обработки.
Метод обработки и обрабатывающий инструмент определяются:
• материалом заготовки;
• размерами обрабатываемой поверхности;
• требованиями к точности, шероховатости, качеству поверхностно-
го слоя изготовляемой поверхности;
• жесткостью заготовки;
• величиной снимаемого припуска;
• заданной производительностью обработки.
Наличие такого большого числа характеристик технологического про-
цесса приведет к 1ромоздкости классификации, особенно если принять во
внимание вариантность технологических переходов, их последовательность.
Таким образом, несмотря на то, что из числа отличительных при-
знаков были исключены характеристики технологического процесса,
обусловленные его организацией, применяемым технологическим обору-
дованием, вариантность технологического процесса все-таки сохраняет-
ся, хотя и в значительно меньшей степени.
КЛАССИФИКАЦИЯ ОБЪЕКТОВ МАШИНОСТРОИТЕЛЬНОГО ПРОИЗВОДСТВА 79
Построением модульных технологических процессов можно суще-
ственно сократить число отличительных признаков. Это получается за
счет замены группы таких признаков как технологические переходы, их
содержание (метод обработки, обрабатывающий инструмент, режим об-
работки) на один признак - модуль технологического процесса (МТИ),
который включает все перечисленные характеристики технологического
процесса получения МП.
Поэтому, последним седьмым отличительным признаком должен
быть вид МТИ.
Полученный классификатор модульных технологических процессов
изготовления деталей (МТПи) приведен на рис. 4.5.
Построив с его помощью классификацию МТПи, можно осуществ-
лять их поиск при технологической подготовке производства.
Технолог, получив чертеж детали в модульном представлении и за-
дание на ее изготовление, разрабатывает последовательность изготовле-
ния ее МП и чертеж заготовки.
1 Состав МП
2. Последовательность
изготовления МП
3. МПз
4. Жесткость
заготовки
5. Обрабатываемый
материал заготовки
6. Время
изготовления МП
7. Вид МТИ
Рис. 4.5. Классификатор модульных технологических процессов
изготовления деталей
80 КЛАССИФИКАЦИЯ ОБЪЕКТОВ МАШИНОСТРОИТЕЛЬНОГО ПРОИЗВОДСТВА
После этого, зная состав МП, последовательность их изготовления, число
МПз для получения каждого МП, значение жесткости заготовки, обрабаты-
ваемости ее материала и заданную производительность, технолог с помощью
классификации находит все МТИ по обработке каждого МП детали.
С помощью этих данных технолог переходит к организации техно-
логического процесса, определяя содержание операций, их число и по-
следовательность.
Построение классификации модульных технологических про-
цессов сборки (МТПс). Технологический процесс сборки по существу
представляет собой соединение в определенной последовательности де-
талей посредством осуществления соответствующих МС.
Последовательность осуществления МС, объединение их в операции
зависит от многочисленных факторов, в том числе организационно-
технических и субъективного фактора.
Поэтому, чтобы избежать их влияния на классификацию технологи-
ческих процессов сборки, в качестве исходных данных должна выступать
уже разработанная схема сборки. Она определяет детали сборочной еди-
ницы, выступающие в роли базовых, показывает, какие детали к ним
присоединяются, в какой последовательности и с помощью каких МС
происходит сборка изделия.
В этом случае с помощью классификации можно будет определить
состав модулей технологического процесса (МТС), содержащихся в
МТПс изделия, а последовательность их осуществления уже определена
схемой его сборки.
В соответствии с этим в качестве первого отличительного признака
должен выступать МС изделия. Это позволит заменить большое число
характеристик, влияющих на содержание МТС, таких как геометрическая
форма соединяемых поверхностей, их размеры, уровень точности и ше-
роховатости на один показатель - вид МС.
В качестве дальнейших отличительных признаков должны высту-
пать характеристики, непосредственно влияющие на содержание МТС.
Как было показано ранее, любой МС представляет собой соедине-
ние двух МПБ, один из которых является базовым, принадлежащим ба-
зовой детали, а второй - присоединяемым, принадлежащим присоеди-
няемой детали.
В зависимости от того, какой из двух сопрягаемых МПБ является
базовым, возможно различие в их МТС.
Например, технология ввинчивания винта в корпусную деталь будет
отличаться от технологии навинчивания корпусной детали на винт.
Учитывая это обстоятельство, в качестве второго отличительного
признака следует принять базовый МПБ соединения МС.
КЛАССИФИКАЦИЯ ОБЪЕКТОВ МАШИНОСТРОИТЕЛЬНОГО ПРОИЗВОДСТВА 81
Один и тот же МС может осуществляться с разной посадкой, что
оказывает влияние на содержание МТС. Поэтому в качестве третьего
отличительного признака примем посадку соединения.
На технологию соединения оказывает влияние и материал пары со-
единяемых деталей. Тогда четвертым отличительным признаком сле-
дует принять материал соединяемых деталей.
На содержание МТС оказывает большое влияние время, в течение которо-
го должно осуществляться соединение детали. Поэтому в качестве пятого от-
личительного признака принимается производительность осуществления МС.
Все перечисленные признаки позволяют выбрать требуемый МТС,
вид которого выступает в качестве шестого отличительного признака.
В итоге получили структуру классификатора (рис. 4.6), с помощью
которого, построив классификацию, можно определять все МТС, необ-
ходимые для сборки изделия.
Рис. 4.6. Классификатор модульных сборочных технологических процессов
82 КЛАССИФИКАЦИЯ ОБЪЕКТОВ МАШИНОСТРОИТЕЛЬНОГО ПРОИЗВОДСТВА
С помощью такой классификации технолог после построения схемы
сборки определяет для каждого МС требуемый МТС с учетом посадки,
материалов деталей и заданной производительности.
Далее в соответствии с конкретными условиями он формирует опе-
рации, их число и последовательность. В итоге получается модульный
технологический процесс сборки изделия.
4.2.2. ПОСТРОЕНИЕ КЛАССИФИКАЦИЙ ТЕХНОЛОГИЧЕСКИХ
СИСТЕМ
Целью классификации ТС является обеспечить возможность их по-
иска, отвечающих требованиям конкретного технологического процесса.
С помощью такой классификации технолог при разработке техноло-
гического процесса может выбирать требуемую ТС или же при отсутст-
вии таковой грамотно формулировать требования на ее разработку.
ТС создается для выполнения одной или группы технологических
операций. В массовом производстве ТС создаются для выполнения одной
технологической операции и потому являются специальными. В
единичном и мелкосерийном производствах ТС создаются для выполне-
ния достаточно широкой 1руппы технологических операций и потому
являются универсальными системами. Однако, состав технологических
операций в группе является неопределенным, так как для единичного и
мелкосерийного производств ТС создаются не под конкретные операции,
а под методы обработки или сборки.
Модульная технология позволяег снять эту неопределенность, так как в
этом случае ТС создается под изготовление (осуществление) конкретных МП
(МС) по заданным МТИ (МТС). Таким образом, можно точно определить,
какие технологические операции могут быть осуществлены на данной ТС.
Для построения классификации ТС надо определить перечень и по-
следовательность таких отличительных признаков, которые непосредст-
венно оказывают влияние на выбор ТС. Для этого ТС надо рассматривать
как объект эксплуатации, который характеризуется служебным назначе-
нием и составом МФТ.
Проблема построения классификации ТС заключается в их большом
конструктивном разнообразии при решении одной и той же задачи. Для
технолога, разрабатывающего технологический процесс, конструктивное
решение ТС, ее компоновка не имеют принципиального значения и по-
тому этими признаками можно пренебречь.
Учитывая изложенное выше, рассмотрим построение классифика-
ции ТС на примере обрабатывающих систем (ТСо).
Обрабатывающая технологическая система в общем случае состоит
из таких МФТ как станок, инструментальная наладка, приспособление
для установки заготовки и контрольно-измерительное устройство.
КЛАССИФИКАЦИЯ ОБЪЕКТОВ МАШИНОСТРОИТЕЛЬНОГО ПРОИЗВОДСТВА 83
Ее служебное назначение заключается в получении определенных
МП по заранее установленным МТИ путем обработки заготовки с задан-
ной производительностью. Имея эту информацию, можно определить
возможные сочетания МП в операциях, а отсюда и возможный набор
технологических операций.
Из изложенного следует, что в качестве первых отличительных при-
знаков, описывающих служебное назначение ТСо, должны выступать
изготовляемые МП и их МТИ.
Характеристики МП определяют требования к таким качественным
характеристикам ТСо, как ее геометрическая точность, виброустойчи-
вость. Первая обеспечивает заданную точность МП, а вторая - заданную
шероховатость поверхностей МП.
Из содержания МТИ, по которым изготовляются МП, вытекают требо-
вания к обрабатывающему инструменту, закону относительного движения
инструмента и заготовки, значению скоростей движений. В свою оче-
редь из этих требований вытекают требования к составу МФТ.
Итак, классификация ТСо должна начинаться с признаков, описы-
вающих ее служебное назначение.
Первым отличительным признаком должны быть габаритные раз-
меры обрабатываемой заготовки, которые накладывают отраничения на
габаритные размеры ТСо.
В качестве второго отличительного признака должен выступать
МП, подлежащий изготовлению на ТСо. Предполагается, что на МП ка-
ждого наименования из 26-ти (см. классификацию МП на рис. 3.4) по-
строены классификации, учитывающие разнообразие размерных и каче-
ственных характеристик данного МП.
Поэтому в качестве второго признака выщупает код МП, отражаю-
щий конкретные характеристики модуля поверхностей данного наимено-
вания.
В качестве следующих отличительных признаков должны выступать
характеристики технологического процесса. Процесс обработки заготов-
ки характеризуется набором технологических переходов и схемой бази-
рования заготовки. Поэтому классификация должна учитывать не только
МТИ, но и МТБ, который тоже отличается большим разнообразием.
При базировании заготовки с помощью одного и того же комплекта
технологических баз ее обработка может осуществляться по разным МТИ.
Поэтому в качестве третьего отличительного признака примем
МТБ.
Тогда четвертым отличительным признаком должен быть модуль
технологического процесса.
Таким образом, характеристики МП определяют требования к МКИ,
характеристики МТБ - требования к МПр и характеристики МТИ - тре-
бования к МО и МИ.
84 КЛАССИФИКАЦИЯ ОБЪЕКТОВ МАШИНОСТРОИТЕЛЬНОГО ПРОИЗВОДСТВА
Отсюда следует, что в качестве пятого отличительного признака
должны выступать модули технологических средств.
В итоге получаем классификатор, приведенный на рис. 4.7.
Технолог при разработке модульного технологического процесса,
зная состав изготовляемых на операции МП, их МНИ и МТБ, с помощью
классификации определяет необходимые модули технологических
средств, что позволяет определять состав МФТ обрабатывающей техно-
логической системы.
Станок определяется как сумма МО, инструментальная наладка -
как сумма МИ, контрольно-измерительное устройство - как сумма МКИ.
Что касается приспособления, то его основу должен определять
комплект технологических баз.
В тех случаях, когда ТСо предназначена для осуществления группы
операций, надо определять состав МФТ по каждой операции.
2. МП
3. МТБ
4. МТИ
1. Габаритные
размеры заготовки
5. МО,МИ,МПр,МКИ
Рис. 4.7. Классификатор технологических обрабатывающих систем
КЛАССИФИКАЦИЯ ОБЪЕКТОВ МАШИНОСТРОИТЕЛЬНОГО ПРОИЗВОДСТВА 85
Изложенный методический подход в построении классификации
ТСо справедлив и для построения классификации сборочных технологи-
ческих систем.
Далее следует рассмотреть построение классификаций каждого
МФТ.
Методический подход в их построении должен быть одним и тем же
и поэтому рассмотрим построение классификации одного из МФТ.
Надо отметить особое положение такого МФТ, как приспособление
для установки заготовки. Дело в том, что изготовление на ТС одних и тех
же МП по заданным МТИ у разных заготовок возможно от разных ком-
плектов технологических баз. И заранее знать, каким будет комплект
технологических баз не представляется возможным. Это не позволяет
включить в .состав характеристик служебного назначения ТСо комплек-
ты технологических баз (МТБ) и заранее установить возможные конст-
руктивные решения приспособлений.
Последнее привело к тому, что на практике, за исключением массо-
вого и крупносерийного производств, приспособления являются смен-
ными элементами ТСо. Эта особенность сохраняется и при применении
модульной технологии.
В связи с этим построение классификации приспособлений приоб-
ретает особую актуальность.
Классификация станочных приспособлений. Как известно, любое
станочное приспособление предназначено для установки в нем заготов-
ки. Эта операция состоит из двух этапов: базирования заготовки и при-
ложения силового замыкания (закрепление). Поэтому классификация
станочных приспособлений в соответствии со своим служебным назна-
чением должна делить множество приспособлений по таким признакам,
как характеристики заготовки, схема базирования, схема силового замы-
кания, привод, механизмы базирования и зажима и др., описывающие
конструктивные особенности приспособления.
По первым признакам технолог может правильно выбирать нужное
приспособление, а по остальным конструктор может находить в архиве или
технической литературе аналоги разрабатываемому приспособлению.
Поэтому классификатор станочных приспособлений должен вклю-
чать две группы отличительных признаков. Первая группа признаков
описывает постановку задачи, и включает в себя такие отличительные
признаки, как количество устанавливаемых заготовок, размеры заготов-
ки, уровень точности установки заготовки, МТБ.
Следующая i-руппа отличительных признаков описывает конструк-
цию приспособления и включает схему базирования, базирующие уст-
ройства, схему силового замыкания, зажимное устройство, передаточный
механизм, привод и дополнительные устройства, связанные с выполне-
нием дополнительных функций.
86 КЛАССИФИКАЦИЯ ОБЪЕКТОВ МАШИНОСТРОИТЕЛЬНОГО ПРОИЗВОДСТВА
На рис.4.8 приведен классификатор приспособлений, содержащий
двенадцать отличительных признаков.
1. Количество
объектов
2. Габаритные
размеры
3. Уровень
точности
обработки
4. Комплект
технологических
баз (МТБ)
5. Схема
базирования
7. Схема силового
замыкания
ПРИСПОСОБЛЕНИЕ
6. Тип базирующего
устройства
8. Количество
зажимных
элементов
9. Тип зажимного rJ—1 устройства | | ...
11. Привод
10. Передаточный
механизм
12. Дополнительное
устройство
Рис. 4.8. Классификатор станочных приспособлений
КЛАССИФИКАЦИЯ ОБЪЕКТОВ МАШИНОСТРОИТЕЛЬНОГО ПРОИЗВОДСТВА 87
В качестве первого признака выступает количество устанавливае-
мых заготовок.
Второй признак - габаритные размеры заготовки.
Третий признак - уровень точности установки заготовки в приспо-
соблении.
Четвертый признак - модуль технологических баз.
Первые три признака в классификаторе очевидны и не требуют осо-
бых комментариев. Что касается четвертого признака, то он требует
пояснений.
Заготовка, как и деталь, может базироваться с помощью одного из
четырнадцати вариантов базирующих МП. Однако, в отличие от детали
при базировании заготовки имеется определенная специфика из-за того,
что в качестве МТБ могут выступать поверхности детали, не входящие в
состав МПБ или поверхности заготовки, не являющиеся поверхностями
детали.
Как показали исследования, в общем случае в качестве МТБ могут
выступать реальные поверхности, элементы симметрии и сочетание ре-
альных поверхностей с элементами симметрии, лишающие заготовку
шести степеней свободы. Таким образом, число возможных МТБ значи-
тельно больше четырнадцати.
Пятый признак - схема базирования, реализуемая с помощью уста-
новочных элементов приспособления.
Шестой признак - тип базирующего устройства, различие которых
заключается в наличии подвижных и неподвижных установочных эле-
ментов. Первые позволяют реализовывать схемы базирования, когда в
качестве баз выступают элементы симметрии.
Седьмой признак - схема силового замыкания заготовки в приспо-
соблении, определяющая количество и расположение зажимных элемен-
тов в приспособлении.
Восьмой признак - количество зажимных элементов.
Девятый признак - тип зажимного устройства (зажимные устройст-
ва прямого действия, плавающие и самоустанавливающиеся).
Десятый признак - передаточный механизм, в функции которого
входит передача усилия от привода к зажимным элементам.
Одиннадцатый признак - вид привода; он может быть механиче-
ским, электрическим, пневматическим и т.д.
Двенадцатый признак - дополнительные устройства, связанные с
выполнением приспособлений дополнительных функций, к примеру,
кондукторная втулка, установ для вывода инструмента на заданное по-
ложение, подводимая опора и т.п.
88 КЛАССИФИКАЦИЯ ОБЪЕКТОВ МАШИНОСТРОИТЕЛЬНОГО ПРОИЗВОДСТВА
4.2.3. ПРИНЦИПЫ ПОСТРОЕНИЯ СИСТЕМЫ КЛАССИФИКАЦИЙ
МОДУЛЕЙ СРЕДСТВ ТЕХНОЛОГИЧЕСКОГО ОБЕСПЕЧЕНИЯ
Магистральное применение модульного принципа в машинострои-
тельном производстве открывает путь к построению элементной базы
средств технологического обеспечения на модульном уровне.
Элементной базе должна предшествовать разработка системы клас-
сификаций модулей средств технологического обеспечения.
Основой построения системы классификаций служит схема связей
средств технологического обеспечения на модульном уровне, приведен-
ная на рис. 3.14. Содержание модулей зависит от производственного пе-
редела, поэтому система классификаций должна строиться отдельно для
каждого передела, хотя принципы их построения будут одинаковыми.
Рассмотрим построение системы классификаций модулей средств техно-
логического обеспечения на примере производства деталей. Ее построение
должно начинаться с разработки классификации МП каждого наименования
из двадцати шести, приведенных на рис. 3.4, так как они отличаются ориги-
нальностью конструкции. И для каждого из них необходимо строить свою
систему классификаций модулей средств технологического обеспечения.
Таким образом, общая система классификаций модулей средств техно-
логического обеспечения производства деталей будет представлять собой
совокупность систем классификаций модулей средств технологического
обеспечения всех наименований МП, выступающих в роли подсистем.
Рассмотрим построение системы классификаций модулей средств тех-
нологического обеспечения на примере одного из наименований МП.
В соответствии со схемой, приведенной на рис. 3.14, для построения сис-
темы классификаций надо построить следующие цепочки классификаций:
<0
И
S МП — мки
( МТБ — МПр.
Построение системы классификаций должно начинаться с разработ-
ки классификации МП.
МП любого наименования характеризуется конструкцией, размера-
ми, точностью и качеством поверхностей МП. Все перечисленные харак-
теристики оказывают существенное влияние на содержание технологии
получения МП.
На практике у одного наименования МП возможны варианты конст-
руктивного решения. Если при этом их различие окажется существенным,
то надо строить систему классификаций для каждого варианта конструкции.
КЛАССИФИКАЦИЯ ОБЪЕКТОВ МАШИНОСТРОИТЕЛЬНОГО ПРОИЗВОДСТВА 89
При построении классификации МП в качестве первого отличительно-
го признака следует принять характеристики его конструкции. Такой харак-
теристикой может выступать соотношение размеров конструкции, оказы-
вающее существенное влияние на технологию изготовления МП.
Следующим отличительным признаком должен быть размер конст-
рукции МП. Однако, конструкция МП описывается группой размеров.
Поэтому, задача заключается в том, чтобы из i-руппы размеров выбрать в
качестве отличительных признаков только те, которые существенно
влияют па технологию изготовления МП.
Таких размеров может оказаться несколько. В этом случае надо по-
пытаться найти между ними функциональные связи. При наличии таких
связей достаточно принять в качестве отличительного признака только
один из них, остальные можно определять путем расчета.
В случае отсутствия функциональных связей между ними придется
их принять в качестве отличительных признаков, расположив по убы-
вающей степени важности или уровня обобщения.
Следующими отличительными признаками должны быть уровень
точности размеров и затем уровень качества поверхностей, как правило -
уровень шероховатости.
Принимая во внимание изложенное, можно предложить в первом
приближении классификатор МП, приведенный на рис. 4.9.
1. Соотношение
размеров
конструкции МП
2. Главный размер
3. Уровень точности
4. Уровень
шероховатости
Рис. 4.9. Классификатор модулей поверхностей
90 КЛАССИФИКАЦИЯ ОБЪЕКТОВ МАШИНОСТРОИТЕЛЬНОГО ПРОИЗВОДСТВА
Следующим этапом в построении системы классификаций является
разработка классификаций МТИ и МКИ, так как они непосредственно
связаны с МП.
При определении отличительных признаков у обеих классификаций
первые признаки должны быть связаны с МП. Если говорить о построе-
нии классификации МТИ, то в качестве последующих признаков должны
выступать наиболее важные характеристики МТИ, к которым относятся
методы обработки, режимы процесса обработки, перечень и последова-
тельность технологических переходов.
Построение классификации МТИ по таким признакам представляет-
ся сложной задачей из-за многовариантности МТИ. Например, одна и та
же поверхность МП может быть получена разными конкурирующими
методами, последовательность технологических переходов для получе-
ния одного и того же МП тоже может быть разной.
Однако последовательность технологических переходов определя-
ется, с одной стороны, сущностью самого процесса обработки, а с другой
стороны, организацией процесса обработки.
Например, чтобы изготовить МПБ211, надо сначала просверлить
отверстие, а потом нарезать резьбу. Что касается обработки торца, то это
можно сделать до сверления отверстия или после сверления отверстия.
Последнее определяется удобством обработки, конструкцией станка
или другими соображениями.
В связи с изложенным, последовательность технологических пере-
ходов следует исключить из состава отличительных признаков.
Итак, в качестве первого отличительного признака МТИ следует
принять вид МП заданного наименования, который отражает тип конст-
рукции МП, его размерные и качественные характеристики.
Вторым отличительным признаком должна быть величина припус-
ка, которая оказывает влияние на выбор метода обработки и режимы
процесса обработки.
На эти же стороны МТИ оказывают влияние материал заготовки и
заданное время изготовления МП.
Поэтому они должны выступать в качестве третьего и четвертого
отличительных признаков.
Пятым отличительным признаком примем метод обработки. По-
скольку МП представляет собой сочетание нескольких поверхностей,
постольку они могут иметь разную геометрию, а следовательно, и обра-
батываться разными методами.
Поэтому пятый отличительный признак может представлять собой
один метод обработки или совокупность методов.
Например, при изготовлении МПБ12, представляющего собой сово-
купность плоских поверхностей, метод их обработки будет один (фрезе-
рование, протягивание и т.д.).
КЛАССИФИКАЦИЯ ОБЪЕКТОВ МАШИНОСТРОИТЕЛЬНОГО ПРОИЗВОДСТВА 91
При изготовлении МПБЗ11, состоящего из торца, отверстия и шпо-
ночного паза, будут иметь место такие методы обработки, как подрезка
торца, растачивание отверстия и фрезерование шпоночного паза.
И последним, шестым отличительным признаком будет режим
процесса обработки.
В результате получили классификатор МТИ, который представлен
на рис. 4.10.
Аналогичным образом должны строится классификации МКИ, МО,
МИ и МПр.
При построении их классификаций в качестве первых отличитель-
ных признаков должны выступать у МКИ - МП, у МО и МИ - МТИ и у
МПр-МТБ.
В качестве последующих отличительных признаков должны высту-
пать характеристики, описывающие содержание МКИ, МО, МИ и МПр.
1. Тип МП
2. Вид МП
3. Величина
припуска
4. Материал
заготовки
5. Время
изготовления
МП
6. Методы
обработки
7. Режимы
процесса
обработки
Рис. 4.10. Классификатор модулей технологического процесса
92 МЕТОД ПРЕДСТАВЛЕНИЯ ИЗДЕЛИЯ КАК ОБЪЕКТА ПРОИЗВОДСТВА
5. МЕТОД ПРЕДСТАВЛЕНИЯ ИЗДЕЛИЯ
КАК ОБЪЕКТА ПРОИЗВОДСТВА
Любое машиностроительное изделие является технической систе-
мой, описываемой совокупностью элементов, отношение к которым за-
висит от того с каких позиций рассматривать изделие.
Изделие можно рассмазривать как объект эксплуатации или как объект
производства. В первом случае оно представляется совокупностью функ-
циональных элементов, определяемых служебным назначением изделия.
Например, конструкция технологической обрабатывающей системы - это
техническая система, состоящая из базовой детали (станины), инструмен-
тальной бабки изделия, инструмента, приспособления, других устройств и
отдельных деталей, несущих соответствующие функциональные нагрузки.
Если эту же технологическую систему рассматривать как объект
производства, то его конструкция представляет собой техническую сис-
тему в виде совокупности сборочных единиц и деталей, обезличенных с
точки зрения их функционального назначения. К примеру, рабочему при
изготовлении детали на станке безразлично, в состав какой машины она
входит и каково ее служебное назначение, ему нужны только чертеж де-
тали и технические требования на нее.
Из этих двух представлений первичным является изделие как объ-
ект эксплуатации, так как оно создается для удовлетворения соответст-
вующих потребностей человека, вторичным является изделие как объект
производства. Отсюда машиностроительные предприятия по изготовле-
нию изделий в принципе должны быть обезличены с точки зрения слу-
жебного назначения выпускаемых изделий. Однако, сложившаяся прак-
тика построения машиностроительного производства по отраслевому
признаку препятствует созданию таких предприятий, хотя постепенно
она сдает свои позиции. Это можно наблюдать на примере заводов, вы-
пускающих широкую номенклатуру изделий, а также специализирован-
ных производств по выпуску механизмов и устройств (редукторы, под-
шипники и др.), деталей типа зубчатых колес, винтов, гаек и т.п., обезли-
ченных с точки зрения их участия в конкретных изделиях.
В связи с этим особую актуальность приобретает разработка метода
описания изделия как объекта производства. На сегодня при составлении
технической документации в соответствии с ЕСКД эта сторона в описа-
нии изделия практически не находит достаточного отражения.
Технологу важно на этапе получения задания по выпуску нового из-
делия быстро и точно определить ожидаемую трудоемкость изготовле-
ния изделия, потребности в технологических средствах и возможность
его изготовления в заданных производственных условиях. Однако ин-
формация, приводимая в конструкторской документации, мало способст-
вует решению этой задачи. В частности, в документации отсутствует ин-
МЕТОД ПРЕДСТАВЛЕНИЯ ИЗДЕЛИЯ КАК ОБЪЕКТА ПРОИЗВОДСТВА
93
формация в явном виде о структуре изделия, взаимосвязях между сбо-
рочными единицами, деталями, их подчиненности, характере размерных
связей и уровню их точности, уровню точности деталей. Например, если
деталь имеет только несколько поверхностей высокой точности, то воз-
никает вопрос как оценивать уровень ее точности в целом.
Кроме того, в документации отсутствуют сведения об обрабатывае-
мости материала деталей, что затрудняет выбор методов обработки и
технологического оборудования.
Частично необходимая технологу информация находится в техниче-
ской документации, но в неявном виде, и для ее получения требуется
высокая квалификация технолога и достаточно большие затраты време-
ни. Наличие указанной информации в явном виде не только упростит
задачу технолога, но и послужит конструктору критерием оценки качест-
ва проекта в сопоставлении с другими вариантами.
Таким образом, при описании изделия на стадии оформления конст-
рукторской документации в соответствии с ЕСКД, необходимо ввести
еще один раздел, в котором нашла бы отражение информация, характе-
ризующая изделие как объект производства.
Разработка метода описания изделия как объекта производства приобре-
тает особую актуальность в современных условиях, когда наблюдается быст-
рая смена выпускаемых изделий и становится важной способность быстро и
точно оценить возможности производства по выпуску новой продукции.
5.1. МЕТОД ОПИСАНИЯ ИЗДЕЛИЯ НА МОДУЛЬНОМ УРОВНЕ
В основу решения этой задачи должно быть положено представле-
ние изделия как структурированного множества МП и МС, где в качестве
схемы его замещения принят граф иерархической структуры. Использо-
вание такого 1рафа позволит получить информацию о структуре изделия,
подчиненности сборочных единиц, деталей, МП, МС, конструкторских
базах, характере размерных связей, уровню их точности и др. Однако,
представление изделия таким графом имеет ряд неудобств таких, как
необходимость в большом пространстве, большой объем графической
информации (даже для изделий небольшой сложности), что делает граф
груднообозримым. Поэтому, после построения графа изделия с целью
удобства оценки и анализа изделия целесообразно всю информацию
представить в более удобном и емком виде.
Отсюда, задача заключается в разработке метода описания изделия как
объекта производства и способа формализации получаемой информации.
Как уже отмечалось в п. 3.1.3, получение конечного графа, описы-
вающего изделие на модульном уровне, осуществляется последователь-
ным построением трех графов. Следовательно, метод описания изделия
должен включать этапы построения графа изделия, отражающего сово-
94 МЕТОД ПРЕДСТАВЛЕНИЯ ИЗДЕЛИЯ КАК ОБЪЕКТА ПРОИЗВОДСТВА
купность сборочных единиц и деталей, графа, отражающего совокуп-
ность деталей и графа, отражающего совокупность МП и МС.
В общем случае граф иерархической структуры -это совокупность
узлов, связанных ребрами. Для получения информации об изделии с по-
мощью графа можно воспользоваться такими его характеристиками, как
количество уровней, количество узлов на одном уровне, количество уз-
лов в ветви, разновидности ветвей и др. Перечисленные характеристики
графа могут нести разную информацию в зависимости от того, множест-
во каких объектов изделия он отражает.
Путем введения дополнительных обозначений на графе можно расши-
рить объем информации об изделии. Например, введя обозначение узла двой-
ными линиями, можно показать, что он является конструкторской базой, или
указать на ребрах символы, характеризующие уровень точности и др.
Рассмогрим описание всех трех графов на примере изделия, со-
стоящего из трех сборочных единиц и пяти деталей.
Граф 1 изделия, представленного совокупностью сборочных еди-
ниц и деталей изображен на рис. 3.9. Обозначим уровень графа буквой
А, двойной линией детали и сборочные единицы, выступающие в качест-
ве конструкторских баз, для других деталей или сборочных единиц.
С помощью графа 1 (см. рис. 3.9) информацию об изделии можно
записать в виде таблицы (табл. 5.1). Таблица показывает, что структура
изделия состоит из четырех уровней, содержит три сборочные единицы и
пять деталей. Условимся обозначать монтируемый элемент и его конст-
рукторскую базу в виде дроби, где в числителе указывается смонтиро-
ванный элемент, а в знаменателе - его база. На первом уровне располо-
жена деталь ДI, на втором уровне - сборочная единица С1, сборочная
единица С2 и деталь Д2 и у всех базой является деталь Д1 с первого
уровня. На третьем уровне расположены сборочная единица СЗ и детали
ДЗ, Д4; базой сборочной единицы СЗ и детали ДЗ является деталь Д2 со
второго уровня, а базой детали Д4 является сборочная единица С1 со
второго уровня. 11а четвертом уровне расположена деталь Д5 с базой де-
тали Д4 с третьего уровня. Информация с этого графа представляет инте-
рес для разработки общей схемы сборки изделия.
Граф 2 изделия, представленного совокупностью деталей, изо-
браженный на рис. 3.10, получен в результате замены каждой сборочной
единицы соответствующей совокупностью деталей, из которых она со-
стоит, и изображаемой тоже графом иерархической структуры.
Чтобы различать участие одних и тех же деталей в разных графах, усло-
вимся обозначать буквой А уровни графа 1, буквой Б - уровни графа сбороч-
ной единицы, показывающего состав ее деталей и буквой В - уровни графа 2.
Информация с графа 2 об изделии представлена в табл. 5.2. В ней
рядом с дробным изображением двух деталей в круглых скобках указан
МС, по которому они соединяются.
МЕТОД ПРЕДСТАВЛЕНИЯ ИЗДЕЛИЯ КАК ОБЪЕКТА ПРОИЗВОДСТВА
95
5.1. Структура графа 1 изделия, представленного совокупностью
сборочных единиц и деталей
Уровень Сборочная единица Деталь
А1 - Д1
А2 С1 /Д1,С2/Д1 Д2/Д1
АЗ СЗ/Д2 ДЗ/Д2, Д4/С1
А4 - Д5/Д4
Sa = 4 Ес = з ЕД = 5
Sa - количество уровней; SC - количество сборочных единиц; Ед - количество деталей в изделии.
5.2. Структура графа 2 изделия,
представленного совокупностью деталей
Уровень Деталь
В1 Д1
В2 Д6 / Д1 (МС4); Д8 / Д1 (МСЗ); Д2 / Д1 (МСЗ)
ВЗ Д7 / Д6 (МС6); Д9 / Д8 (МС 1); Д10 / Д8 (МС5); Д11 / Д2 (МС4); ДЗ / Д2 (МС6)
В4 Д4/Д7 (МС4); Д12/Д11 (MCI)
В5 Д5/Д4(МС2)
Ев = 5 Ед = 12; MCI =2;МС2 = 1; МСЗ = 2; МС4 = 3; МС5 = 1;МС6 = 2; SMC = И
В табл. 5.3 - 5.5 представлена информация о сборочных единицах
Cl, С2, СЗ, входящих в состав изделия.
Как следует из графа 2 изделие содержит 12 деталей, расположен-
ных на пяти уровнях, а номенклатура МС ограничена шестью наимено-
ваниями. Из графа 2 видно, что структура изделия содержит пять ветвей:
96
МЕТОД ПРЕДСТАВЛЕНИЯ ИЗДЕЛИЯ КАК ОБЪЕКТА ПРОИЗВОДСТВА
5.3. Структура графа сборочной единицы,
представленной совокупностью деталей
Уровень Деталь
Б1 Д6
Б2 Д7/Д6
ЕБ = 2 £д = 2
5.4. Структура графа сборочной единицы,
представленной совокупностью деталей
Уровень Деталь
Б1 Д8
Б2 Д9/Д8;Д10/Д8
Еб = 2 2Д = 3
5.5. Структура графа сборочной единицы,
представленной совокупностью деталей
Уровень Деталь
Б1 дн
Б2 Д12/Д11
£Б = 2 ХД = 2
Д1 - Д6 - Д7 - Д4 - Д5;
Д1 -Д8-Д9;
Д1 -Д8-ДЮ;
Д1 -Д2-Д11 -Д12;
Д1 -Д2-ДЗ.
Наибольшая ветвь содержит пять деталей, а наименьшая - три дета-
ли. Из них ветви 2 и 3 и ветви 4 и 5 - параллельно связанные, так как
имеют общие детали - в первой паре Д1 и Д8, а во второй паре Д1 и Д2.
На этом же графе 2 можно видеть контуры конструкторских раз-
мерных цепей. Пусть, к примеру, в качестве технических требований на
изделие требуется обеспечить заданную точность относительного поло-
МЕТОД ПРЕДСТАВЛЕНИЯ ИЗДЕЛИЯ КАК ОБЪЕКТА ПРОИЗВОДСТВА
97
жения деталей Д5, Д9 и деталей ДЮ, Д11. Обозначим эти положения
указанных деталей замыкающими звеньями соответственно Ад и Бд, как
это показано на рис. 5.1. Тогда с помощью графа 2 без сборочного чер-
тежа изделия легко построить контуры их размерных цепей. Для этого
надо принять ребра, соединяющие смежные детали, за звенья размерных
цепей, тогда из рис. 5.1 следует, что
Ад =_/(Ai, Аг, Аз, Ад, Aj, АД;
Бд=ДБ1, Б2, Б3, Бд).
На графе 2 можно видеть характер размерных цепей, их взаимосвя-
зи, например, размерные цепи А и Б являются параллельно связанными
цепями, так как имеют общее звено | А$ Б21, и содержат соответственно
шесть и четыре составляющих звена. Зная величину допуска на замы-
кающее звено, можно определить величину среднего допуска (Тср) на
составляющие звенья. Такой способ построения размерных цепей отли-
чается простотой и легко поддается формализации и автоматизации.
Для получения информации об изделии как объекте производства на
этапе построения графа 2 следует ввести дополнительную информацию о
характеристиках деталей изделия и результатах размерного анализа. В таб-
личной форме следует показать тип детали по конструктивному оформлению
Рис. 5.1. Контуры размерных цепей А и Б на графе 2 изделия
98 МЕТОД ПРЕДСТАВЛЕНИЯ ИЗДЕЛИЯ КАК ОБЪЕКТА ПРОИЗВОДСТВА
(корпусная, тело вращения и т.п.), габариты, требования к точности МП, мате-
риал детали. Надо отметить, что технолога интересует не марка материала, а
его обрабатываемость. Поскольку методика оценки степени обрабатываемо-
сти недостаточно разработана, то следует указывать марку материала, реко-
мендуемый материал режущего инструмента и диапазоны скоростей резания.
Эта информация дает представление технологу о возможных мето-
дах обработки, требуемом инструменте и технологическом оборудовании
для изготовления детали.
Важное значение имеют характеристики размерных цепей изделия:
величины замыкающих звеньев, их допуски, число составляющих звень-
ев, величина среднего допуска на составляющее звено. Данные о размер-
ных цепях позволяют в первом приближении определить наиболее эф-
фективные методы достижения заданной точности замыкающих звеньев,
характер технологического процесса сборки и др.
Итак, с помощью графа 2 можно видеть структуру изделия (сбо-
рочной единицы), количество деталей, ветвей, их протяженность, число
уровней, размерные связи, степень их точности и др.
Граф 3 изделия, представленного совокупностью МП и МС, изо-
браженный на рис. 5.2, а получен в результате замены в графе 2 каждой
детали соответствующим множеством МП, представленных тоже в виде
соответствующих графов иерархической структуры.
С целью достижения большей компактности при построении графа 3
на нем вместо наименований МП в соответствии с классификацией указы-
ваются порядковые номера, расшифровка которых приведена, в табл. 5.6.
Перед построением графа 3 необходимо построить графы МП каж-
дой детали и дать их описание. В табл. 5.7 в качестве примера приведено
описание графа МП детали 1, где МП, выступающий в роли конструк-
торской базы для других модулей, записывается в знаменателе.
В табл. 5.8 приведено описание графа 3. Читать ее надо следующим
образом: МП1 расположен на уровне 1 графа 3, входит в состав детали 1,
расположенной на уровне 1 графа 2 и на уровне 1 графа 1; МП 18 располо-
жен на уровне 2 графа 3, входит в состав детали 1, расположенной на уровне
1 графа 2 и на уровне 1 графа 1; МП7 расположен на уровне 2 графа 3, уча-
ствует в модуле соединения МС4 и входит в состав детали 1, расположен-
ной на уровне 1 графа 2 и на уровне 1 графа 1. Два МП5, расположенные на
уровне 2 графа 3, участвуют в МСЗ и входят в состав детали 1, расположен-
ной на уровне 1 графа 2 и на уровне 1 графа 1. MI18 расположен на уровне 3
графа 3, участвует в МС4, входит в состав детали 6, расположенной на
уровне 2 графа 2, входящей в состав сборочной единицы С1 на уровне 1; в
свою очередь сборочная единица С1 расположена на уровне 2 графа 1. Та-
ким образом деталь 6 участвует в составе графа 1 через сборочную единицу
С1. Аналогично описываются остальные модули поверхностей.
МЕТОД ПРЕДСТАВЛЕНИЯ ИЗДЕЛИЯ КАК ОБЪЕКТА ПРОИЗВОДСТВА
99
Рис. 5.2. Граф 3 изделия:
- граф МП, МС; б - граф МП, МС с размерными цепями
с
100 МЕТОД ПРЕДСТАВЛЕНИЯ ИЗДЕЛИЯ КАК ОБЪЕКТА ПРОИЗВОДСТВА
Рис. 5.2. (продолжение)
МЕТОД ПРЕДСТАВЛЕНИЯ ИЗДЕЛИЯ КАК ОБЪЕКТА ПРОИЗВОДСТВА 101
5.6. Порядковые номера
модулей поверхностей
Номер по порядку Наименование МП Номер по порядку Наименование МП
1 БИ 14 Б52
2 Б12 15 Pill
3 Б211 16 Р112
4 Б212 17 P12I
5 Б221 18 Р122
6 Б222 19 Р21
7 Б311 20 Р22
8 Б312 21 Cl 11
9 Б321 22 CU2
10 Б322 23 С121
II Б41 24 С122
12 Б42 25 С21
13 Б51 26 С22
5.7-. Структура детали 1,
представленной совокупностью МП
Уровень МП
1 МП1
2 . МП18/МП1; МП7/МП1;МП5/МП1; Мп5/МП1
Х = 2 £МП = 5;МП1 = 1;Мп5 = 2;Мн7= 1;МП18= 1
102 МЕТОД ПРЕДСТАВЛЕНИЯ ИЗДЕЛИЯ КАК ОБЪЕКТА ПРОИЗВОДСТВА
5.8. Структура графа 3 изделия,
представленного совокупностью МП и МС
Уровень МП
Г1 МП1 (Д1,В1) А1
Г2 МП18 (Д1, Bl) А1; МП7 (МС4) (Д1, Bl) А1; МП5 (МСЗ) (Д1, Bl) А1; МП5 (МСЗ) (Д1, Bl) А1
ГЗ МП8 (МС4) (Д6, В2) (С1, Б1) А2; МП6 (МСЗ) (Д8, В2) (С2, Б1) А2; МП6 (МСЗ) (Д2, В2) А2
Г4 МП17 (Д6, В2) (С1, Б1) А2; МП23 (Д6, В2) (С1, Б1) А2; МП11 (МС6) (Д6, В2) (С1, Б1) А2; МП20 (Д6, В2) (С1, Б1) А2; МП21 (Д8, В2) (С2, Б1) А2; МП2 (MCI) (Д8, В2) (С2, Б1) А2; МП16(Д8, В2) (С2,Б1) А2; МП10 (МС5) (Д8, В2) (С2, Б1) А2; МП19 (Д8, В2) (С2, Б1) А2; МП2 (Д2, В2) А2; МП 12 (МС6) (ДЗ, В2) А2; МП 15 (Д2, В2) А2; МП22 (Д2, В2)А2
Граф 3 дает всю информацию, представленную предыдущими гра-
фами 1 и 2, так как на нем указаны и сборочные единицы, и детали изде-
лия, и МС. Дополнительно граф 3 показывает состав МП всего изделия и
каждой детали в отдельности.
С помощью графа 3 можно строить размерные цепи. Если на графе 2 в
качестве звеньев размерной цепи были приняты ребра графа, характери-
зующие расстояние между деталями в неявном виде, то теперь их можно
заменить конкретными размерами между МП. Для этого надо за расстояние
между двумя деталями принять размеры, определяющие положение двух
МП, принадлежащих деталям, образующим звено размерной цепи. В каче-
стве примера найдем размеры, являющиеся составляющими звеньями раз-
мерной цепи А. На графе 3 видны МП, которыми соединяются детали, обра-
зуя МС. Детали Д1 и Д6 соединяются модулями МП7 с МП8, детали Д6 и
Д7 - модулями МП11 с МП 12, детали Д7 и Д4 - модулями МП8 с МП7, де-
тали Д4 и Д5 - модулями МПЗ с МП4, детали Д1 и Д8 - модулями МП5 с
МП6, детали Д8 и Д9 - модулями МП2 с МП1, детали Д8 и ДЮ - модулями
МП 10 и МП9, детали Д1 и Д2 - модулями МП5 с МП6, детали Д2 и Д11 -
модулями МП8 и МП7, детали Д11 и Д12 - модулями МП1 с МП2, детали
Д2 и ДЗ - модулями МП12 с МП11.
После совмещения МПБ, образующих МС, составляющими звенья-
ми размерной цепи А будут размеры этих деталей, определяющие рас-
МЕТОД ПРЕДСТАВЛЕНИЯ ИЗДЕЛИЯ КАК ОБЪЕКТА ПРОИЗВОДСТВА 103
стояние между МПБ, один из которых является комплектом основных
баз детали, а другой МПБ - комплектом вспомогательных баз, с помо-
щью которого присоединяется к этой детали другая деталь.
На примере размерной цепи А ее размеры как расстояния между со-
ответствующими МП показаны на графе 3 (рис. 5.2, б), где
Ад - расстояние между МП21 (Д9) и МП25 (Д5);
А| - расстояние между МП25 (Д5) и МП4 (Д5);
Аг - расстояние между МПЗ (Д4) и МП7 (Д4);
А3 - расстояние между МП8 (Д7) и МП 12 (Д7);
Ад - расстояние между МП 11 (Д6) и МП8 (Д6);
А5 - расстояние между МП7 (Д1) и МП1 (Д1);
Ае - расстояние между МП1 (Д1) и МП5 (Д1);
Аг - расстояние между МП6 (Д8) и МП2 (Д8);
А« - расстояние между МП1 (Д9) и МП21 (Д9).
Для получения информации об изделии как объекте производства
достаточно в сопроводительной документации указывать только один
последний граф 3, так как он несет информацию всех трех графов. Что
касается графов 1 и 2, то они могут быть приведены только для облегче-
ния изучения изделия. Это становится актуальным, когда изделие содер-
жит значительное число деталей и сборочных единиц.
В заключение можно отметить, что с помощью графов и приведенных
таблиц технолог сравнительно быстро без чертежей получает достаточно
подробное и наглядное представление об изделии как объекте производства,
а именно о структуре изделия, степени его сложности, количестве сбороч-
ных единиц, деталей, МП, МС, размерных цепях, их характеристиках и др.
Особенно актуален такой метод описания изделия в условиях авто-
матизации технологической подготовки производства.
Пользуясь изложенной методикой, можно любое машиностроитель-
ное изделие описать в виде структурированного множества МП и МС.
5.2. МОДУЛЬНОЕ ПРЕДСТАВЛЕНИЕ ИЗДЕЛИЯ НА ПРИМЕРЕ
БУРОВОГО ТРЕХШАРОШЕЧНОГО ДОЛОТА
Буровое трехшарошечное долото является основным породоразрушаю-
1цим инструментом при бурении скважин. Оно состоит (рис. 5.3) из трех секций,
каждая из которых содержит лапу 1, опорный подшипник, состоящий из двух
наборов цилиндрических роликов 2, 3 и набора шариков 4, насадку 5 гид-
ромониторного канала, замковый палец 6 и шарошку 7 с зубками в количестве
28 штук. Лапа каждой секции представляет собой сектор в виде двугранного
угла в 120°, вследствие чего три соединенные лапы образуют в поперечном
сечении круг, а наборы роликов и шариков образуют соответствующие под-
шипники. В процессе бурения скважины долото вращается и совершает посту-
пательное движение, одновременно вращаются и шарошки, разрушая породу.
104 МЕТОД ПРЕДСТАВЛЕНИЯ ИЗДЕЛИЯ КАК ОБЪЕКТА ПРОИЗВОДСТВА
Рис. 5.3. Буровое трехшарошечное долото:
а - общий вид; б - схема базирования секций долота с тремя штифтами;
в - новая схема базирования секций долота
МЕТОД ПРЕДСТАВЛЕНИЯ ИЗДЕЛИЯ КАК ОБЪЕКТА ПРОИЗВОДСТВА 105
Для представления долота в модульном исполнении воспользуемся
принципами, изложенными в п. 5.1, согласно которым сначала надо по-
строить граф 1 сборочных единиц и деталей изделия. Построение должно
начинаться с определения базовой детали. Однако, конструкция трехша-
рошечного бурового долота отличается от традиционных конструкций
изделий отсутствием базовой детали, поэтому его называют бескорпус-
ным долотом. Такое решение объясняется дефицитом пространства, в
которое должно вписываться долото.
Отсутствие базовой детали у долота привело к дефекту его конст-
рукции, заключающемуся в наличии степеней свободы у каждой секции.
Действительно, секции в долоте соединяются друг с другом посредством
совмещения плоскостей двугранного угла их лап. Такое базирование сек-
ций оставляет каждой из них два перемещения на плоскости двугранного
угла лапы и одно вращение вокруг оси перпендикулярной к плоскости
двугранного угла [6].
Неподвижность секций долота в отличие от традиционных решений
достигается путем их сварки в стыках лап. Чтобы осуществить сварку сек-
ций, необходимо предварительно их ориентировать относительно друг дру-
га, для чего в конструкцию долота введены три технологических штифта
цилиндрической формы, с помощью которых соединяются все секции.
Относительная ориентация секций долота и обеспечение постоянства
их положения до сварки осуществляется следующим образом. Одну из сек-
ций условно выбирают в качестве базовой и к ней присоединяют вторую
секцию, а ко второй секции присоединяют третью секцию.
Чтобы построить граф 1 долота, надо знать подчиненность всех де-
талей долота, а для этого необходимо установить схемы базирования ка-
ждой детали и сборочной единицы. В результате ввода грех технологиче-
ских штифтов базирование одной секции относительно другой осуществ-
ляется по плоскости двугранного угла и цилиндрическому штифту (рис.
5.3, б). Контакт по плоскости лишает секцию трех степеней свободы, а
контакт с цилиндрическим штифтом - двух степеней свободы. В итоге у
каждой секции остается по одной степени свободы - вращение вокруг
цилиндрического штифта. Следовательно, создаются неполные комплек-
ты основных и вспомогательных баз. Наличие указанных степеней сво-
боды затрудняет фиксирование положения секций перед сваркой. С це-
лью облегчения фиксации секций относительно друг друга введен третий
штифт, соединяющий первую и третью секции. Однако введение третье-
го штифта нарушает правило шести точек, согласно которому для лише-
ния шести степеней свободы необходимо и достаточно шести опорных
точек. С вводом третьего штифта количество базирующих точек увели-
чивается до девяти, а какие шесть из них будут образовывать фактиче-
скую схему базирования непредсказуемо и зависит от многих причин [6].
106 МЕТОД ПРЕДСТАВЛЕНИЯ ИЗДЕЛИЯ КАК ОБЪЕКТА ПРОИЗВОДСТВА
Избыточное число базирующих точек приводит к следующему. На
сборку поступают лапы с погрешностями расположения осей отверстий под
штифты, диаметров отверстий и штифтов относительно друг друга. Поэто-
му из-за них и погрешностей при монтаже секции III третий штифт может
не войти в отверстие лапы этой секции. В этом случае его ввод в отверстие
нарушит контакт плоскостей двугранных углов лап секций II и III. С тем,
чтобы избежать указанных недостатков и обеспечить гарантированное при-
легание плоскостей лап, зазор в штифтовом соединении третьего штифта
увеличивают. Однако увеличение зазора снижает точность базирования.
Таким образом, введением третьего штифта добились лишь облег-
чения соединения секций в долото, но при этом относительная подвиж-
ность секций сохранилась.
Указанная неопределенность базирования, как уже отмечалось, затруд-
няет установление фактических схем базирования секций в долоте. Поэтому
при построении графа 1 были приняты следующие условия. За базовую де-
таль 1 долота была принята лапа одной из трех секций, которую будем в
дальнейшем считать секцией I, все детали этой секции будем считать при-
надлежащими непосредственно долоту. Дальнейшая подчиненность деталей
долота определяется следующим образом. В лапу 1 вставляется технологи-
ческий штифт 8 (рис. 5.3, б) и они вместе образуют неполный комплект баз
для секции II (сборочная единица С1). В свою очередь лапа секции II со
вставленным в нее технологическим штифтом 9 образуют неполный ком-
плект баз для секции III (сборочная единица С2), а третий технологический
штифт 10 входит одновременно в лапы секций III и I.
При таком базировании граф 1 долота примет вид, приведенный на
рис. 5.4. Из графа 1 видна структура долота, состоящего из двух сборочных
единиц - С1 и С2, двух наборов роликов 2, 3 и одного набора шариков 4,
насадки 5 гидромониторного канала, замкового пальца 6, шарошки 7 и трех
технологических штифтов 8, 9,10 и зубков от 11-го до 38-го номера.
Рис. 5.4. Граф 1 бурового трехшарошечиого долота с тремя штифтами
МЕТОД ПРЕДСТАВЛЕНИЯ ИЗДЕЛИЯ КАК ОБЪЕКТА ПРОИЗВОДСТВА 107
Поскольку опорный подшипник состоит из двух наборов цилиндриче-
ских роликов и набора шариков и каждый из перечисленных элементов (ро-
лик, шарик) в одном наборе имеют одинаковую схему базирования, то на гра-
фе 1 все они, находящиеся в одном наборе, выступают под одним номером.
Как следует из графа 1 базой С1 являются детали 1 и 8, базой С2 -
сборочная единица С1 и деталь 9, а деталь 10 одновременно связана со
сборочной единицей С2 и деталью 1. Наличие третьего штифта 10 при-
водит к тому, что С2 превращается в его конструкторскую базу, и деталь
10 оказывается одновременно принадлежащей двум деталям, что невоз-
можно. Этот конструктивный недостаток приводит к нарушению струк-
туры графа, когда С2 имеет лишнюю связь. Отсюда следует, что анализ
структуры графа может показывать ошибки в конструкции изделия.
Чтобы устранить этот недостаток долота, было решено внести сле-
дующие изменения в его конструкцию. В качестве базовой детали долота
была принята лапа 1 секции I, и для обеспечения определенности базиро-
вания секций II и III у базовой детали (лапа 1) на каждой плоскости ее
двугранного угла было смонтировано по паре штифтов 8, 9 и 10, 11, из
которых в каждой паре один штифт цилиндрический, а другой срезан-
ный, заменившие три технологических штифта [6]. Таким образом, каж-
дая плоскость двугранного угла базовой лапы 1 вместе с парой штифтов
(см. рис. 5.3, в) образуют два полных комплекта баз (Б322), а две другие
лапы имеют по одному ответному модулю Б321, с помощью которого
присоединяются к первой лапе. Базируясь по ним, секции II и III лиша-
ются всех степеней свободы. С учетом этих изменений граф 1 теперь
принял вид, представленный на рис. 5.5. Как видно из графа 1 характер-
ной чертой долота является то, что базы сборочных единиц С1 и С2 об-
разованы поверхностями трех деталей (лапа и два штифта), также и база
детали 7 образована поверхностями трех деталей (тремя подшипниками:
два роликовых и один шариковый). В табл. 5.9. приведено описание по-
следнего варианта графа 1.
Рис. 5.5. Граф 1 бурового трехшарошечиого долота с двумя парами штифтов
108 МЕТОД ПРЕДСТАВЛЕНИЯ ИЗДЕЛИЯ КАК ОБЪЕКТА ПРОИЗВОДСТВА
5.9. Структура графа 1 бурового трехшарошечного долота,
представленного совокупностью сборочных единиц и деталей
Уровень Сборочная единица Деталь
А1 - 1
А2 - 8/1; 9 /1; 2 /1;3 /1; 4/ 1; 5 /1; 6/1; 10/ 1; 11 / 1
АЗ Cl / 1, 8, 9; С2/1, 10, И 7/2, 3,4
А4 - 12/7; 13/7; ...39/7
Теперь перейдем к построению графа 2 (рис. 5.6), когда сборочные
единицы С1 и С2 представлены графами составляющих их деталей. •
Для этого раскроем состав деталей каждой сборочной единицы и ус-
тановим все МС, с помощью которых соединяются детали в долоте.
Сборочная единица С1 состоит из базовой детали 40 и смонтирован-
ных на ней двух наборов цилиндрических роликов 41, 42, набора шариков
43, насадки 44 гидромониторного канала, замкового пальца 45 и шарошки
46 с 28-ю зубками (от 47 до 74). Сборочная единица С2 содержит тот же
состав деталей - лапу 75 (базовая деталь), два набора цилиндрических ро-
ликов 76, 77, набор шариков 78, насадку 79 гидромониторного канала, зам-
ковый палец 80 и шарошку 81 с 28-ю зубками (от 82 до 109).
Теперь установим все МС, с помощью которых соединяются детали, и
укажем их на ребрах графа 2. Как цилиндрический, так и срезанный штиф-
ты соединяются с лапой 1 путем совмещения модуля БЗ 11 лапы 1 с моду-
лем БЗ 12 штифта, образуя МС4. При этом надо отметить, что модули БЗ 11
и Б312 являются неполными комплектами баз и совмещаются по непод-
вижной посадке. Эта неопределенность базирования не влияет на построе-
ние графа 2. С помощью МС4 соединяется и каждый зубок с шарошкой.
Чтобы определить модули соединения роликов и шариков с цапфой
лапы и шарошкой, необходимо провести анализ их базирований.
Условимся рассматривать набор роликов как втулку, состоящую из
бесконечно большого числа роликов, а набор шариков как кольцо, со-
стоящее из бесконечно большого числа шариков. Тогда соединение на-
бора роликов с цапфой будет представлять собой совмещение отверстия
втулки с цапфой. Отсюда два набора цилиндрических роликов и набор
шариков, принадлежащих шарошке, образуют "втулку", которая своим
отверстием и буртиком (кольцо из шариков) составят модуль БЗ 11 в виде
неполного комплекта баз. Это означает, что "втулка" может вращаться
вокруг своей оси на цапфе, которая представляет собой модуль Б312.
Таким образом, соединение цапфы с "втулкой" представляет собой МС4.
МЕТОД ПРЕДСТАВЛЕНИЯ ИЗДЕЛИЯ КАК ОБЪЕКТА ПРОИЗВОДСТВА 109
Рис. 5.6. Граф 2 бурового трехшарошечиого долота с двумя парами штифтов
110 МЕТОД ПРЕДСТАВЛЕНИЯ ИЗДЕЛИЯ КАК ОБЪЕКТА ПРОИЗВОДСТВА
Если же рассматривать базирование каждого ролика, то он как под-
вижный элемент имеет линейный контакт с цапфой и лишен только двух
степеней свободы. Аналогично и шарик имеет одну степень свободы, так
как контакт его с цапфой носит точечный характер.
Из изложенного следует, что на графах правильно было принято
решение присвоить один номер всему набору роликов и один номер на-
бору шариков, не рассматривая их в отдельности.
Соединение шарошки с роликами и шариками тоже следует рас-
сматривать как совмещение модуля БЗ11 внутреннего отверстия шарош-
ки и канавки под шарики с наружной цилиндрической поверхностью
"втулки" с "буртиком". В итоге получился модуль Б312. Совмещение
модуля Б311 шарошки с модулем Б312 "втулки" дает МС4. Поскольку
модули Б311 и Б312 являются неполными комплектами баз, то шарошке
оставляется возможность вращения вокруг своей оси.
В случае, когда несколько деталей образуют один комплект баз, от мо-
дуля соединения на графе 2 наносятся линии к каждой из этих деталей.
Насадка 5 гидромониторного канала устанавливается в отверстие лапы
с помощью цилиндрической наружной поверхности и торца, образующие
модуль Б312, ответным ему в лапе будет модуль Б311, образованный отвер-
стием и кольцеобразным торцом. Таким образом, соединение каждой насад-
ки 5, 44, 79 гидромониторных каналов соответственно с лапами 1, 40, 75
осуществляется с помощью МС4. Такие же модули соединения имеют ме-
сто при монтаже замковых пальцев 6, 45, 80 с лапами соответственно 1, 40,
75. Информация о долоте с графа 2 приведена в табл. 5.10.
5.10. Структура графа 2 бурового трехшарошечного долота,
представленного совокупностью деталей
Уровень Деталь
Б1 1
Б2 8 /1 (МС4); 9 /1 (МС4); 2, 3,4 /1 (МС4); 5 /1 (МС4); 6 /1 (МС4); 10/1 (МС4); 11/1 (МС4)
БЗ 40/ 1,8, 9 (МС5); 7/2, 3, 4 (МС4); 75/1, 10, И (МС5)
Б4 41, 42, 43 / 40 (МС4); 44 / 40 (МС4); 45 / 40 (МС4); 12/7 (МС4); 13/7 (МС4);... 39 / 7 (МС4); 76, 77, 78 / 75 (МС4); 79 / 75 (МС4); 80 / 75 (МС4)
Б5 46 / 41,42, 43 (МС4); 81 /76, 77, 78 (МС4)
Б6 47 / 46 (МС4); 48 / 46 (МС4);... 74 / 46 (МС4); 82/81 (МС4); 83/81 (МС4); ...109/81 (МС4)
МЕТОД ПРЕДСТАВЛЕНИЯ ИЗДЕЛИЯ КАК ОБЪЕКТА ПРОИЗВОДСТВА 111
Теперь перейдем к построению графа 3, отражающего совокупность
МП деталей долота. Для его построения нужно каждую деталь долота
заменить на множество МП. Поскольку в традиционном исполнении чер-
тежей деталей информация о составляющих их МП отсутствует, то на
рис. 5.7 - 5.13 приведены эскизы деталей долота с указанием составляю-
щих их МП и графами. Надо отметить, что у таких деталей как ролик и
шарик отсутствуют МПБ. Объясняется это тем, что они являются под-
вижными элементами. В том случае, когда они неподвижны, т.е. когда
они не выполняют своих служебных функций, их рабочие поверхности
переходят в категорию базирующих поверхностей. Однако на чертеже
указываются только МП исходя из служебного назначения деталей.
На эскизах деталей не указывались так же МПС, которые получаются
на этапе изготовления заготовки и дальнейшей обработке не подвергаются.
Поскольку из трех лап долота лапа 1 выполняет роль базовой детали, по-
стольку ее надо рассматривать отдельно. Но общим для всех лап долота
является то, что они непосредственно не участвуют в рабочем процессе, а
выполняют роль базовых деталей для монтажа на них других деталей.
Лапа 1 (рис. 5.7) содержит четыре МПБ, восемь МПР и восемь
МПС, всего 20 МП. Из них шесть МП, как следует из графа, выступают в
роли конструкторских баз для других МП.
После монтажа на лапе 1 четырех штифтов на обеих плоскостях
двугранного угла вместо двух модулей Б321, будут образованы два мо-
дуля Б322.
Лапы 2 и 3 (рис. 5.7, б, в) содержат каждая по три МПБ, восемь
МПР и восемь МПС - итого 19 штук. Из них шесть являются конструк-
торскими базами для других МП. Количество МПБ у них сократилось за
счет того, что лапы 2 и 3 устанавливаются на лапе 1 модулем Б321.
Шарошка (рис. 5.8) предназначена для участия в рабочем процессе
- дроблении породы и потому имеет одну степень свободы - вращение на
цапфе лапы. На ней устанавливаются твердосплавные зубки путем со-
вмещения модуля Б311 шарошки с модулем Б312 зубка по неподвижной
посадке.
Шарошка устанавливается на цапфе лапы через подшипник, образо-
ванный двумя наборами цилиндрических роликов и одним набором ша-
риков. В связи с этим шарошка имеет комплект основных баз - модуль
БЗ11, состоящий из двух поверхностей цилиндрического отверстия и
одной сферической поверхности под шарики. Эти поверхности образуют
неполный комплект баз, оставляющий шарошке одну степень свободы.
Количество зубков, устанавливаемых на шарошке, равно 28, поэто-
му под них она содержит 28 модулей БЗ 11, с учетом еще одного БЗ 11
всего МПБ равно 29 и 36 МПС; итого шарошка содержит 65 МП.
112 МЕТОД ПРЕДСТАВЛЕНИЯ ИЗДЕЛИЯ КАК ОБЪЕКТА ПРОИЗВОДСТВА
б)
1Б321
I3P121 I Ql1P122ll I19P1121 I8P112 I ||9Р2П| I 6С1221
130112)1 |йСЙ2] |15С122]|16Р112| р7Р112| |7С122| [Г0С122|
tl2C122|
в)
1Б321
|ЗР121 I ||11Р122|| R9P112I I 8Р112] II 9Р22 II ТбС122|
। — | । | |~ —I I ~1
ЦЗС112Ц |Т4С112] |15С122|F6P1121 Ц7Р1121 [70113 |10С122|
|12С122|
Рис. 5.7. Лапа долота:
а - эскиз лапы; б - граф МП лапы /; в - граф МП лап 2 и 3
a)
Рис. 5.8. Шарошка долота:
а - эскиз шарошки; б - граф МП шарошки
МЕТОД ПРЕДСТАВЛЕНИЯ ИЗДЕЛИЯ КАК ОБЪЕКТА ПРОИЗВОДСТВА
114 МЕТОД ПРЕДСТАВЛЕНИЯ ИЗДЕЛИЯ КАК ОБЪЕКТА ПРОИЗВОДСТВА
Насадка гидромониторного канала (рис. 5.9) состоит из комплекта
основных баз в виде модуля БЗ 11 и рабочей поверхности - модуля Р21
для прохождения струи промывочной жидкости и трех МПС. Итого на-
садка содержит 5 МП.
Замковый палец (рис. 5.10, а) содержит модули: Б312, Р21, С112 и
пять С122.
Зубок (рис. 5.10, б) содержит модули Б312, Р22, Р122 и С122.
Ролик (рис. 5.10, в) содержит модули Р122, два С112 и два С122.
Шарик состоит только из одного модуля - Р22.
Графы МП замкового пальца, зубка и ролика приведены на рис. 5.11.
Технологический штифт цилиндрический (рис. 5.12, а) содержит
модули: два Б312, один С112 и два С122.
Технологический штифт срезанный (рис. 5.12, б) содержит моду-
ли: два Б312, четыре С112 и два С122. Графы МП цилиндрического и
срезанных штифтов приведены на рис. 5.12, в, г.
По результатам анализа детали долота в модульном представлении и
их графов был построен граф 3 модулей МП и МС долота, приведенный
на рис. 5.13. В табл. 5.11 представлены составы МП каждой детали доло-
та по наименованию и количеству. На основании этой таблицы построе-
ны гистограммы МП и МС долота (рис. 5.14).
Наличие графов 2 и 3 позволяет осуществить размерный анализ
конструкций долота и с его помощью установить заложенные конструк-
тором методы достижения точности размерных цепей, проверить пра-
вильность простановки размеров на чертежах деталей, оценить уровень
технологичности конструкции и др.
К наиболее важным техническим требованиям на долото, которые
можно выразить в виде замыкающих звеньев размерных цепей, относятся
допуски на Ад, Бд, Вд, где
Ад - величина диаметрального размера долота;
Бд - разновысотность долота, выраженная как расстояние между крайни-
ми точками вершин конусов шарошек секций I и II (Бд) и секций 1 и III (Б”д)
Вд - величина наибольшего смещения образующей конуса шарошки
относительно оси цапфы лапы долота; поскольку у долота три шарошки,
то и замыкающих звеньев тоже будет три - В, В , В .
Сложность построения размерных цепей заключается в том, что ось
резьбы ниппеля образуется после сборки долота. Поэтому строить раз-
мерные цепи А, Б и В надо от базовой детали, в качестве которой высту-
пает лапа 1 секции I.
При построении размерной цепи А замыкающим звеном является
величина диаметрального размера условной окружности долота, под ко-
торой понимаемся окружность, проведенная через три наиболее удален-
ные калибрующие зубки трех шарошек, лежащие на радиусах, располо-
женных под углом 120°.
МЕТОД ПРЕДСТАВЛЕНИЯ ИЗДЕЛИЯ КАК ОБЪЕКТА ПРОИЗВОДСТВА 115
4 С122 5 С122
Рис. 5.9. Насадка гидромониторного канала:
а - эскиз насадки;
б - граф МП насадки
116 МЕТОД ПРЕДСТАВЛЕНИЯ ИЗДЕЛИЯ КАК ОБЪЕКТА ПРОИЗВОДСТВА
б)
Рис. 5.10. Эскизы деталей долота:
а - замковый палец; б - зубок; в - ролик
МЕТОД ПРЕДСТАВЛЕНИЯ ИЗДЕЛИЯ КАК ОБЪЕКТА ПРОИЗВОДСТВА 117
11Б312|
2С122 ЗС1221 5С122 6С112 7С122 8Р21
4С122
Рис. 5.11. Графы МП:
а - замкового пальца; б - зубка; в - ролика
118 МЕТОД ПРЕДСТАВЛЕНИЯ ИЗДЕЛИЯ КАК ОБЪЕКТА ПРОИЗВОДСТВА
Рис. 5.12. Эскизы технологических штифтов и графы МП:
а - цилиндрического;
б - срезанного;
в - граф цилиндрического;
г - граф срезанного
МЕТОД ПРЕДСТАВЛЕНИЯ ИЗДЕЛИЯ КАК ОБЪЕКТА ПРОИЗВОДСТВА 119
Рис. 5.12. (продолжение)
120 МЕТОД ПРЕДСТАВЛЕНИЯ ИЗДЕЛИЯ КАК ОБЪЕКТА ПРОИЗВОДСТВА
Рис. 5.13. Граф 3 бурового трехшарошечиого долота
МЕТОД ПРЕДСТАВЛЕНИЯ ИЗДЕЛИЯ КАК ОБЪЕКТА ПРОИЗВОДСТВА 121
[мы:
122 МЕТОД ПРЕДСТАВЛЕНИЯ ИЗДЕЛИЯ КАК ОБЪЕКТА ПРОИЗВОДСТВА
5.11. Содержание МП в деталях бурового
Деталь мп
БИ Б12 Б211 Б212 Б221 Б222 Б311 Б312 Б321 Б322 Б41 Б42 Б51 Б52
Лапа 1 2 2
Лапа 2, 3 2 1
Шарошка 29
Насадки 1
Замковый палец 1
Штифт цилиндри- ческий 2
Штифт срезанный 2
Ролик
Зубок 1
Шарик
ЕМП по каждому наимено- ванию у долота 93 98 4
МЕТОД ПРЕДСТАВЛЕНИЯ ИЗДЕЛИЯ КАК ОБЪЕКТА ПРОИЗВОДСТВА 123
трехшарошечного долота
мп 1МП дета- ли Кол- во дета- лей 1МП в долоте
Pill Р112 Р121 Р122 Р21 Р22 С111 Cl 12 С121 С122 С21 С22
4 1 2 1 3 5 20 1 20
4 1 2 1 3 5 19 2 38
2 3 31 65 3 195
1 1 2 5 3 15
1 1 5 8 3 24
1 2 5 2 10
4 1 7 2 14
1 2 2 5 60 300
1 1 1 4 84 336
1 1 45 45
12 3 150 6 132 6 154 93 246 997 Всего
124 МЕТОД ПРЕДСТАВЛЕНИЯ ИЗДЕЛИЯ КАК ОБЪЕКТА ПРОИЗВОДСТВА
Соединив калибрующие зубки трех шарошек, через которые прове-
дена окружность, с осью резьбы ниппеля, получим три отрезка
(Яд , Яд , Яд j, их примем за замыкающие звенья трех размерных це-
пей, образующих величину диаметрального размера окружности долота.
Поскольку все размерные цепи, обозначенные одной буквой (А, А ,
А; Б, Б; В, В, В), идентичны, то построим только по одной из них.
Итак, размерные цепи А, Б и В строятся от лапы 1 и конкретно от модуля
Б321. Сначала с помощью графа 2 (рис. 5.15) выявим детали, участвую-
щие в размерных цепях А, Б и В; начнем с замыкающих звеньев:
Яд - расстояние между деталями 40 и 74;
Б'ь - расстояние между деталями 12 и 74;
В'А - расстояние между деталями 12 и 1.
С помощью графа 2 можно сравнительно просто установить детали,
участвующие своими размерами в размерных цепях А, Б, В.
С этой целью сначала нанесем на графе 2 (рис. 5.15) замыкающие
звенья Яд , 2>д , 2?д в виде отрезков, соединяющих соответствующие
детали. Далее построим контур каждой размерной цепи из размеров, ох-
ватывающих детали, участвующие в размерных цепях. Здесь надо отме-
тить одно важное обстоятельство. В тех случаях, когда МП, являющийся
комплектом основных или вспомогательных баз, образован поверхно-
стями, принадлежащими разным деталям, эти детали должны быть объе-
динены в один комплект (Ki). Тогда контур размерной цепи будет вклю-
чать расстояния между деталями и сборочными единицами.
Из рис. 5.15 с размерными цепями А, Б, В видно, что размерная
цепь А' содержит следующие звенья:
Яд - расстояние между деталями 40 и 74;
А{ - расстояние между деталями 74 и 46;
А'-} - расстояние между деталью 46 и комплектом КЗ;
А'у - расстояние между комплектом КЗ и деталью 40.
В размерную цепь 6’' входят:
5д - расстояние между деталями 12 и 74;
Б{ - расстояние между деталями 74 и 46;
Б'^ - расстояние между деталью 46 и комплектом КЗ;
Б'^ - расстояние между комплектом КЗ и деталью 40;
МЕТОД ПРЕДСТАВЛЕНИЯ ИЗДЕЛИЯ КАК ОБЪЕКТА ПРОИЗВОДСТВА 125
Рис. 5.15. Граф 2 бурового трехшарошечного долота с контурами размерных цепей Д', Б', В'
126 МЕТОД ПРЕДСТАВЛЕНИЯ ИЗДЕЛИЯ КАК ОБЪЕКТА ПРОИЗВОДСТВА
Б'ц - расстояние между деталью 40 и комплектом К1;
Б'$ - расстояние между комплектами К1 и К2;
Б'^ - расстояние между комплектом К2 и деталью 7;
Бу - расстояние между деталями 7 и 72.
В размерную цепь В входят:
В& - расстояние между деталями /2 и К1;
В[ - расстояние между комплектом К1 и комплектом К2;
В% - расстояние между комплектом К2 и деталью 7;
В$ - расстояние между деталями 7 и 12.
Следующим этапом в построении размерных цепей является уста-
новление размеров этих деталей, являющихся составляющими звеньями.
Задача решается с помощью графа 3.
На графе 3 можно видеть МПБ, которыми детали, охваченные раз-
мерной цепью, базируются в долоте. У таких деталей звеном размерной
цепи будет расстояние между МПБ, выступающим в роли комплекта ос-
новных баз, и МПБ - комплекта вспомогательных баз, по которому бази-
руется другая деталь, вошедшая в состав размерной цепи.
В общем случае МП является пространственной фигурой, поэтому
расстояние между ними описывается тремя линейными (х, у, z) и тремя
угловыми (<р, Т, 0) размерами. Отсюда символ звена любой размерной
цепи в общем случае отражает функцию шести аргументов, т.е.
Ai =j{x,y, z, <р, % 0)
где х, у, z - линейные размеры;
<р, % 0 - угловые размеры.
В соответствии с изложенным с помощью графов 2 и 3 найдем зве-
нья размерных цепей А', Б', В' как расстояния между соответствующими
МП деталей.
С помощью графа 2 устанавливаются детали, чьи размеры являются
звеньями размерной цепи, а с помощью графа 3 устанавливаются МП
этих деталей, ограничивающие звенья размерной цепи.
Запишем звенья размерных цепей как расстояния между соответст-
вующими МП, как показано на рис. 5.16.
Размерная цепь А'. Как следует из графа 2 замыкающее звено Ад
представляет собой расстояние между деталями 74 (наиболее выступаю-
щий зубок) и 40 (лапа).
При этом у детали 74 крайним МП является модуль ЗР22, а у лапы
40 модулем, определяющим ее положение на базовой лапе 1 долота, яв-
ляется модуль 1Б321. Тогда А'д запишется как расстояние между моду-
лями ЗР22 (74) и 1Б321 (40).
18Р122 (1)
9Р22 (1)
11Р122 (1)
* Б312(1)
Б311
1Р121 (2)
1Р22 (в)
1Р121 (3)
МС4
Б',
МЕТОД ПРЕДСТАВЛЕНИЯ ИЗДЕЛИЯ КАК ОБЪЕКТА ПРОИЗВОДСТВА
и
и
Рис. 5.16. Размерные цепи Л', Б', В' бурового трехшарошечного долота
128 МЕТОД ПРЕДСТАВЛЕНИЯ ИЗДЕЛИЯ КАК ОБЪЕКТА ПРОИЗВОДСТВА
Звеном А{ является расстояние между модулями ЗР22 и 1Б312 зуб-
ка 74, где модуль 1Б312 - комплект основных баз.
Звеном А\ является расстояние между деталями 46 (шарошка) и 74.
Эти детали соединяются путем совмещения модуля 1Б312 зубка 74 с мо-
дулем 29БЗ11 шарошки 46, образуя МС4.
Тогда звеном А'г будет расстояние между модулями 29Б311 и
1Б311 шарошки 46.
Звеном Aj является расстояние между шарошкой 46 и комплектом
КЗ деталей 41, 42, 43, образующих модуль Б312 (комплект вспомога-
тельных баз) и модуль БЗ 11, выступающего в роли комплекта основных
баз, которым комплект деталей базируется на лапе 40.
Шарошка 46 монтируется на комплекте КЗ путем совмещения мо-
дулей 1Б311 с Б312, образующих МС4.
Тогда звеном А^ будет расстояние между модулями Б312 и Б311
комплекта КЗ.
Звеном Л4 является расстояние между комплектом КЗ и лапой 40.
Комплект КЗ монтируется на лапе 40 путем совмещения его модуля БЗ 11
с набором модулей (18Р122, 9Р22, IIP 122) цапфы лапы, образующих
модуль Б312. Тогда А\ - это расстояние между Б312 и Б321 лапы 40.
В итоге можно записать:
Лд - расстояние между модулями ЗР22 зубка 74 и 1Б321 лапы 40;
Л( -расстояние между модулями ЗР22 и 1Б312 зубка 74;
^2 - расстояние между модулями 29Б311 и 1Б311 шарошки 46, где
с помощью 1Б311 шарошка базируется на комплекте КЗ, а с помощью
29БЗ11 зубок 74 базируется в шарошке;
Л( - расстояние между модулями БЗ 12 и БЗ 11, принадлежащими КЗ;
А\ - расстояние между модулями цапфы лапы 40, образующих МО-
ДУЛЬ Б312, по которому базируется КЗ и модулем 1Б321 лапы 40. Как ви-
дим, эта размерная цепь Л' содержит на одно составляющее звено больше.
Это объясняется тем, что на графе 2 звеньями размерной цепи были рас-
стояния между деталями. Поэтому число звеньев меньше на единицу числа
деталей. А на графе 3 звеньями размерной цепи являются размеры деталей,
и потому число звеньев равняется числу деталей.
Аналогично строятся размерные цепи Е> и В'.
Размерная цепь Б';
Б'л - расстояние между модулями ЗР22 зубка 74 и ЗР22 зубка 12;
Б{ - расстояние между модулями ЗР22 и 1Б312 зубка 74;
МЕТОД ПРЕДСТАВЛЕНИЯ ИЗДЕЛИЯ КАК ОБЪЕКТА ПРОИЗВОДСТВА 129
- расстояние между модулями 1 БЗ 11 и 29БЗ11 шарошки 46;
Б$ - расстояние между модулями БЗ 12 и БЗ 11, принадлежащими КЗ;
Б^ - расстояние между модулем Б312, образованного группой мо-
дулей 18Р122, 9Р22, 11Р122 и модулем 1Б321, принадлежащих лапе 40;
Б$ - расстояние между модулями 1Б321 и 20Б321 лапы 1;
Б'ь - расстояние между модулем 20Б321 и модулем Б312 (18Р122,
9Р22, 11Р122)лапы 1;
Б'-j - расстояние между модулями Б311 и Б312 комплекта К2;
Б% - расстояние между модулями 1Б311 (комплект основных баз) и
29БЗ11 шарошки 7;
Бу - расстояние между модулями 1Б312 и ЗР22 зубка 12.
В данной размерной цепи число составляющих звеньев больше, чем
деталей, вошедших в ее контур, на две единицы. Это объясняется тем,
что размерная цепь состоит из двух ветвей, замыкающихся на базовой
детали (лапа 7), по двум разным комплектам баз 1Б321 и 20Б321. Поэто-
му, лапа / содержит два составляющих звена, из которых одно - расстоя-
ние между этими модулями, а другое - расстояние между цапфой и ком-
плектом основных баз.
Размерная цепь В''.
В'л - расстояние между модулями ЗР22 зубка 12 и Б312 (18Р122,
9Р22, ИРШ) лапы /;
В{ - расстояние между Б311 и Б312 комплекта К2;
В^ - расстояние между модулями 1Б311 и 29Б311 шарошки 7;
В'< - расстояние между модулями 1Б312 и ЗР22 зубка 12.
Как следует из рис. 5.16, размерные цепи оказались параллельно
связанными и имеют общие звенья. Зная величины допусков на замы-
кающие звенья можно рассчитать величины допусков. В табл. 5.12 при-
ведены основные характеристики размерных цепей.
Из приведенного примера следует, что с помощью графов, гисто-
грамм и таблиц, описывающих изделие, можно получить информацию о
количестве сборочных единиц и деталей, входящих в его состав, номенк-
латуре и количестве МП и МС, структуре изделия (количество уровней и
ветвей), размерных цепях, их взаимосвязях, уровне точности и др.
Наличие такой информации и элементной базы технологического
обеспечения МП и МС позволяют технологу в короткие сроки изучить
изделие, оценить его технологичность, определить ожидаемую трудоем-
кость сборки изделия и изготовления его деталей.
130 МЕТОД ПРЕДСТАВЛЕНИЯ ИЗДЕЛИЯ КАК ОБЪЕКТА ПРОИЗВОДСТВА
5.12. Характеристики размерных цепей
Размерная цепь Д, мм Гд, мм т Т’ср, ММ Общие звенья
А' 108,2 0,78 4 0,195 АЩ, ^2^2’ 4*3 > А\Б'^
5' 0 0,9 9 0,1 БуВ{, Б'^В^, E^Bj
В' 0 0,4 3 0,13
Примечания: А - номинальный размер замыкающего звена; Гд - величина допуска на замыкающее звено; т - число составляющих звеньев; Тср - средняя величина допуска на составляющее звено.
5.3. ПОСТРОЕНИЕ ЧЕРТЕЖА ДЕТАЛИ
В МОДУЛЬНОМ ИСПОЛНЕНИИ
Применение МП в качестве конечного элемента детали позволяет
по-новому подойти к ее проектированию. Пользуясь представлением
детали как совокупности модулей поверхностей, конструктор, для вы-
полнения ею служебного назначения, закладывает в детали соответст-
вующие МП. К примеру, разрабатывая редуктор, конструктор, продумав
кинематическую схему, делает эскиз корпуса редуктора, вписывает в
него основные детали - звенья кинематической цепи. Под эти детали он
предусматривает комплекты баз в корпусе и далее с помощью связую-
щих поверхностей формирует контур корпуса, придавая ему нужную
форму, стремясь при этом свести к минимуму затраты материала, обес-
печивая требуемую прочность и т.д.
Иными словами, опытный конструктор, по существу, мыслит соче-
таниями поверхностей и в этом случае формализация этих представлений
в виде модулей поверхностей как нельзя лучше поможет ему в проекти-
ровании деталей.
Проектирование деталей методом компоновки из МП предполагает и
иное оформление чертежа - теперь чертеж детали это своего рода сборочная
единица. На чертеже детали должны быть указаны МП, из которых она со-
стоит, код каждого МП в соответствии с их классификацией, порядковые
номера МП и их граф. В отличие от спецификации сборочного чертежа из-
делия в спецификацию детали необходимо ввести дополнительную инфор-
мацию, отражающую размерные связи МП, определяющие их положение,
требования к точности размеров. Отсюда простановка размеров на чертеже
детали в отличие от традиционного чертежа тоже должна быть другой.
МЕТОД ПРЕДСТАВЛЕНИЯ ИЗДЕЛИЯ КАК ОБЪЕКТА ПРОИЗВОДСТВА 131
В связи с этим представляет интерес анализ методов простановки
размеров на чертежах деталей традиционного оформления. Анализ лите-
ратуры по простановке размеров показал, что нет единого общепринято-
го метода простановки размерных связей. Среди многочисленных разра-
боток в этой области можно выделить общие положения, на которые ав-
торы в той или иной степени рекомендуют опираться при простановке
размеров на чертежах деталей. К ним относятся, во-первых, проведение
размерного анализа машины и, во-вторых, при простановке размеров
должны учитываться технологические возможности их осуществления.
Во многих работах делаются попытки классифицировать размеры,
например, предлагается различать основные размеры и сопряженные;
размеры, входящие в размерные цепи изделия, и свободные размеры.
В другой работе под основными размерами понимаются размеры, кото-
рые связывают основные поверхности детали, непосредственно участ-
вующие в рабочем процессе машины. Различают размеры, являющиеся
звеньями сборочных размерных цепей, размеры, входящие в системы
размеров, координирующие размеры и т.п.
При простановке размеров в ряде работ различают простановку
размеров в зависимости от типа поверхности детали, например, размеры
для криволинейных поверхностей деталей, размеры для деталей, изго-
товленных гибкой, и т.п.
Отсутствие единого метода простановки размерных связей приводит
к тому, что разные конструкторы неоднозначно решают задачу проста-
новки размеров, характеризующих относительное положение поверхно-
стей детали.
При простановке размеров на чертеже детали, последняя рассматри-
вается как совокупность элементарных геометрических поверхностей без
учета их служебного назначения.
В связи с изложенным разработка метода простановки размерных
связей на рабочих чертежах деталей независимо от их конструктивных
форм и принадлежности к той или иной машине приобретает особую
актуальность, особенно если учесть бурное развитие работ по автомати-
зированному проектированию машин.
В основу метода простановки размеров на чертежах деталей должно
быть положено служебное назначение поверхностей. И здесь предлагаемое
модульное представление детали как нельзя лучше решает эту задачу. В этом
случае все размерные связи детали должны с одной стороны определять отно-
сительное положение модулей поверхностей, а с другой стороны - описывать
поверхности, составляющие модуль и их положение внутри модуля.
Назовем размерные связи, определяющие относительное положение
модуля поверхностей на детали, внешними связями, а определяющие поло-
жение поверхностей внутри модуля - внутренними размерными связями.
132 МЕТОД ПРЕДСТАВЛЕНИЯ ИЗДЕЛИЯ КАК ОБЪЕКТА ПРОИЗВОДСТВА
Внешние размерные связи. Для установления внешних размерных
связей модуля поверхностей необходимо на его поверхностях построить
прямоугольную координатную систему. Поскольку МП представляет
собой пространственную фигуру и относительно детали должен быть
лишен всех степеней свободы, постольку его положение однозначно оп-
ределяется шестью координатами: тремя линейными и тремя угловыми.
Назовем эти шесть координат координирующими размерами МП.
База, относительно которой задается положение МП, определяется его
служебным назначением и служебным назначением детали, в которую он вхо-
дит, и должна рассматриваться как прямоугольная координатная система.
Сравнительно просто решается задача простановки координирую-
щих размеров для большинства базирующих модулей. Любой базирую-
щий модуль предназначен для реализации соответствующей схемы бази-
рования, поэтому на его поверхностях сравнительно просто строить ко-
ординатную систему. В тех случаях, когда детали оставляется одна или
несколько степеней свободы, базирующий МП является неполным ком-
плектом баз, и координатные плоскости строятся на имеющихся поверх-
ностях модуля, а к ним достраиваются недостающие координатные плос-
кости так, чтобы получилась полная координатная система [7].
Сложнее строить координатного систему на МПР и МПС, так как
рабочие и связующие МП могут представлять собой как отдельные по-
верхности, так и совокупности поверхностей расположенных друг отно-
сительно друга под произвольными углами, и, кроме того, часто их по-
верхности бывают сложной пространственной формы. В таких случаях
конструктору предоставляется право привязки координатной системы к
МП по своему усмотрению, но желательно разработать единую методику
построения координатной системы.
К внешним размерным связям относятся так же размеры, описы-
вающие габариты детали.
Внутренние размерные связи. К внутренним размерным связям от-
носятся размеры, определяющие относительное положение поверхностей
МП. Поскольку базирующие, рабочие и связующие МП выполняют раз-
ные служебные функции, то и простановка размерных связей внутри этих
модулей должна производиться по-разному.
Рассмотрим простановку внутренних размерных связей для поверх-
ностей базирующих МП. Каждая поверхность модуля выполняет роль
базы, с помощью которой деталь лишается соответствующего числа сте-
пеней свободы. Согласно числу лишаемых степеней свободы на бази-
рующей поверхности должно располагаться такое же число опорных то-
чек. Как известно [7], расположение опорных точек на базирующих по-
верхностях комплекта баз возможно только по схеме 3-2-1.
Для того чтобы правильно установить размерные связи между по-
верхностями, составляющими базирующий МП, можно предложить еле-
МЕТОД 11РЕДСТАВЛЕНИЯ ИЗДЕЛИЯ КАК ОБЪЕКТА ПРОИЗВОДСТВА 133
дующие правила построения системы координат. Построение координат-
ной системы должно начинаться с построения координатной плоскости
на поверхности, лишающей деталь трех степеней свободы, т.е. на устано-
вочной базе. Далее достраиваются остальные две координатные плоско-
сти сначала на направляющей базе, а потом на опорной базе.
Если базируемой детали оставляется одна или несколько степеней
свободы, то это означает, что число опорных точек в схеме базирования
будет меньше шести, и базирующий МП будет содержать одну или две
поверхности. Тогда для определения внутренних размерных связей не
требуется построения полной координатной системы.
В качестве примера построим координатную систему на поверхно-
стях модуля Б12. С помощью трех опорных точек полностью определя-
ется положение установочной базы в пространстве, поэтому примем ее в
качестве базы (А) для простановки размерных связей внутри модуля А12
(рис. 5.17).
Для определения положения направляющей базы Б относительно
установочной, зная положение начала системы координат, достаточно
задать угол а (рис. 5.17). Для определения положения опорной базы В
надо задать два угла. Угол у определяет положение опорной базы отно-
сительно установочной базы, и угол р - положение относительно направ-
ляющей базы. Углы а, Р, у должны быть равны 90°.
Как видим, размерными параметрами, определяющими относитель-
ное положение поверхностей внутри модуля А12, являются только угло-
вые величины. В зависимости от конструкции МПБ относительное поло-
жение его поверхностей может описываться другими параметрами.
Рис. 5.17. Схема размерных связей относительного положения поверхностей
МПБ12
134 МЕТОД ПРЕДСТАВЛЕНИЯ ИЗДЕЛИЯ КАК ОБЪЕКТА ПРОИЗВОДСТВА
Другой пример, когда в комплект поверхностей базирующего МП на-
пример БЗ 11, входит двойная направляющая база, то построение коорди-
натной системы (рис. 5.18) надо начинать с построения координатной плос-
кости (в нашем случае ZOX), проходящей через ось поверхности двойной
направляющей базы, и лишающей деталь с помощью трех опорных точек 1,
2, 6 трех степеней свободы. Далее строится вторая координатная плоскость
(XOY), тоже проходящая через ось поверхности двойной направляющей
базы, и затем достраивается третья координатная плоскость (ZOY).
Из рис. 5.18 видно, что плоскость ZOX проходит через точки /, 2, 6;
плоскость ХОY - через точки 5, 4 и перпендикулярно (угол а) к плоскости
ZOX и плоскости XOY - через точку 5, строится плоскость Z.OY.
Для рабочих и связующих МП определение внутренних размерных
связей осуществляется по такой же методике: сначала строитбя прямо-
угольная координатная система, а затем в ней относительно одной из
поверхностей MI, выбранной в качестве базы, определяются параметры,
устанавливающие положение других поверхностей МП. При этом надо
четко представлять служебное назначение каждой поверхности МП.
К внутренним размерным связям относятся и размеры, описываю-
щие геометрию поверхностей, входящих в состав МП. Например, для
модулей Б12, Б311 такими размерами будут длина, ширина, высота, диа-
метр цилиндрической поверхности. Для сложных поверхностей добавят-
ся радиусы и др.
Рис. 5.18. Координатная система МПБ311
МЕТОД ПРЕДСТАВЛЕНИЯ ИЗДЕЛИЯ КАК ОБЪЕКТА ПРОИЗВОДСТВА 135
Таким образом, все "размеры, которые описывают деталь, можно
разделить на четыре типа:
• координирующие размеры, определяющие относительное положе-
ние МП;
• координирующие размеры, определяющие относительное положе-
ние поверхностей, составляющих МП;
• размеры, описывающие геометрическую форму поверхностей МП;
• размеры, описывающие габариты детали.
Представление чертежа детали совокупностью модулей поверхно-
стей требует не только нанесения указанных типов размеров, но и указа-
ния норм точности на эти размеры.
Назначение норм точности, когда поверхности детали рассматривают-
ся только в j-еометрическом отношении, вызывает сложности, связанные с
необходимостью учета взаимных связей между поверхностями. Конструк-
тор должен знать служебное назначение каждой поверхности и основанные
на этом признаке связи с другими поверхностями. Однако, практически ни
одна из методик назначения норм точности или не учитывает этого или не
раскрывает как это надо делать. В итоге каждый конструктор решает задачу
назначения допусков по-своему, в силу своей квалификации и опыта. В ре-
зультате возникают многочисленные ошибки, такие как неправильный вы-
бор конструкторских баз при простановке размеров, определяющих поло-
жение поверхностей на детали, отсутствие увязки между допусками на по-
верхности совместно выполняющих ту или иную служебную функцию де-
тали, избыточность или недостаток размеров на чертеже детали и др. При-
менение метода модульного построения детали позволяет в большинстве
случаев избежать перечисленных ошибок.
В основе метода назначения допусков на координирующие размеры
МП лежит размерный анализ. Пользуясь этим методом, установление норм
точности начинают с определения геометрических характеристик, опреде-
ляющих выполнение машиной, механизмом, сборочной единицей своего
служебного значения. Далее геометрическую характеристику принимают в
качестве исходного звена и строят соответствующие линейные размерные
цепи и цепи относительных поворотов. Затем, выбрав один из пяти извест-
ных методов [3], рассчитывают допуски на составляющие звенья размерных
цепей, которыми являются координирующие размеры МП детали.
Метод размерного анализа является важным инструментом в реше-
нии целого ряда задач, связанных с проблемой точности машин. Однако,
надо отметить, что с тех нор как были разработаны основы теории раз-
мерных цепей, методы их расчета практически не претерпели существен-
ных изменений.
Одним из значительных недостатков метода размерного анализа в
том виде, как он применяется, является то, что установление размерных
136 МЕТОД ПРЕДСТАВЛЕНИЯ ИЗДЕЛИЯ КАК ОБЪЕКТА ПРОИЗВОДСТВА
связей осуществляется путем независимого построения линейных раз-
мерных цепей и цепей относительных поворотов.
Оба подвида размерных связей строятся как независимые цепи и рас-
сматриваются как независимые величины. В то же время деталь представля-
ет собой совокупность поверхностей, образующих единое пространственное
тело. Поэтому назначение допусков на расстояния и повороты поверхно-
стей, как на независимые величины, т.е. без их взаимного согласования, при-
водит к значительным ошибкам. Ошибки начинаются уже с неточностей
определения положения размеров. Например, показывая на чертеже детали
(рис. 5.19, а), что плоскость Б должна быть параллельна плоскости А, не
указываются координаты точки (О) поворота плоскости Б и направление
поворота. В результате такого задания углового размера возможны различ-
ные варианты фактического положения плоскости Б в пределах, заданных
допуском. 11екоторые из этих вариантов показаны на рис. 5.19, в, г.
Если несколько аналогичных деталей смонтированы в столбик (рис.
5.19, б), то в зависимости от характера угловых отклонений их плоско-
стей от параллельности, положение верхней плоскости столбика относи-
тельно нижней плоскости при одном и том же допуске будет разным.
На рис. 5.19, д, е показаны два варианта сборки трех деталей с оди-
наковыми угловыми погрешностями (Да) плоскости Б относительно
плоскости А. В первом-случае (рис. 5.19, д) средняя деталь повернута при
сборке на 180° таким образом, чтобы ее угловая погрешность была бы
направлена в противоположную сторону угловым погрешностям двух
других деталей. Тогда погрешность углового положения верхней плоско-
сти столбика относительно основания будет ровна Да.
Во втором случае (рис. 5.19, е) все угловые погрешности сложились
и погрешность углового положения верхней плоскости столбика относи-
тельно основания будет равна ЗДа.
С целью устранения указанных недостатков следует пересмотреть
метод простановки размеров, в основу которого должен быть положен
чертеж детали в модульном представлении и основные положения про-
странственных размерных цепей [7].
Представление детали совокупностью модулей поверхностей - это пер-
вый необходимый шаг в применении пространственных размерных цепей.
Под пространственной размерной цепью понимается совокупность ра-
диус-векторов, образующих замкнутый контур, где радиус-векгоры соеди-
няют начала систем координат и геометрических элементов, перемещения и
повороты которых непосредственно участвуют в решении поставленной
задачи. Тогда в графическом изображении пространственная размерная цепь
может быть представлена как совокупность координатных систем и геомет-
рических элементов, соединенных радиус-векторами [7].
а) б) в) г)
Рис. 5.19. Связи между размерами и поворотами поверхностей детали:
а - эскиз детали; б - сборочная единица из трех деталей;
в - направления поворота поверхности "Б"; г - повороты поверхности "Б" при среднем положении точки О;
д - сборочная единица из деталей с противоположенным направлением поворота поверхности "Б";
е - сборочная единица из деталей с одинаковым направлением поворота поверхности "Б"
МЕТОД ПРЕДСТАВЛЕНИЯ ИЗДЕЛИЯ КАК ОБЪЕКТА ПРОИЗВОДСТВА
138 МЕТОД ПРЕДСТАВЛЕНИЯ ИЗДЕЛИЯ КАК ОБЪЕКТА ПРОИЗВОДСТВА
Принципиальное отличие расчета пространственной размерной цепи от
линейной и угловой заключается в том, что линейные (X, Y,Z)n угловые (ф, Ч7,
а) размеры и допуски на них рассматриваются как взаимосвязанные величи-
ны, а нормы точности на поверхности МП должны назначаться из условия их
совместного участия в выполнении соответствующей функции детали.
Для назначения допусков на поверхности МП следует разработать
типовые требования к точности МП каждого наименования в виде соот-
ветствующей системы параметров. При этом МП разного наименования
будут иметь и разные системы параметров.
В основе назначения допусков на параметры внутренних размерных связей
лежат зависимости между этими параметрами и качеством выполнения модулем
поверхностей его служебного назначения. К примеру, служебное назначение
МПБ заключается в обеспечении заданной точности базирования детали или
сборочной единицы. Отсюда необходимо назначать допуски не только на
относительное положение поверхностей модуля, но и на отклонения размеров,
поворотов, геометрической формы поверхностей и уровень их шероховатости.
Если взять в качестве примера рабочий модуль (Р22) - боковые по-
верхности эвольвентного зуба, то допуски на его геометрические параметры
будут определяться из условий требуемой точности зацепления.
Таким образом, на чертеже детали в модульном исполнении должны
фигурировать координирующие размеры МП и поверхностей внутри МП,
размеры габаритов детали, размеры, описывающие геометрию поверхностей
МП, с указанием соответствующих допусков к точности относительного
положения поверхностей, геометрической формы, шероховатости. При на-
личии угловых размеров отпадет необходимость в таких понятиях как пер-
пендикулярность и параллельность поверхностей, осей детали.
На основании изложенного можно переходить к вопросу оформле-
ния чертежа детали в модульном исполнении.
Вначале введем условные обозначения четырех типов размеров,
описывающих размерные связи поверхностей детали.
Координирующие размеры МП - это размеры, определяющие отно-
сительное положение двух модулей поверхностей, один из которых вы-
ступает в роли конструкторской базы. Условимся координирующие раз-
меры МП обозначать отрезком (линейный размер) и дугой (угловой раз-
мер), ограниченными с одной стороны точкой, а с другой стороны -
стрелкой, направленной на базу (рис. 5.20, а, б).
В общем случае для определения положения МП, с построенными
на них координатными системами, на чертеже детали необходимо нанес-
ти три линейных и три угловых координирующих размера, как это пока-
зано на рис. 5.21. Три проекции R io трем координатным осям будут
линейными размерами X, Y, Z, а три угла ф, 4х, 0 - угловыми размерами,
где угол ф - поворот координатной системы МП вокруг оси ОХ, угол Т -
вокруг оси OY и угол 0 - вокруг оси OZ.
МЕТОД ПРЕДСТАВЛЕНИЯ ИЗДЕЛИЯ КАК ОБЪЕКТА ПРОИЗВОДСТВА 139
а) ф---------------------►!
б) |---------------------Н
В
Рис. 5.20. Условные обозначения размеров:
а - координирующие размеры МП;
б - координирующие размеры поверхностей МП;
в - размеры поверхностей детали
Рис. 5.21. Размерные связи положения МП относительного
базового МПб
140 МЕТОД ПРЕДСТАВЛЕНИЯ ИЗДЕЛИЯ КАК ОБЪЕКТА ПРОИЗВОДСТВА
При простановке координирующих размеров МП возникает задача со-
гласования координатных систем МП с проекциями чертежа. Дело в том,
что в банке МП каждый модуль поверхностей уже имеет свою координат-
ную систему, ориентированную определенным образом относительно его
поверхностей. В зависимости от положения МП на детали проекции осей
его координатной системы относительно проекций чертежа детали могут
занимать какое угодно положение. В связи с этим возникает необходимость
в определении проекций координатной системы МП на каждом виде черте-
жа. Для этого сначала надо каждому виду чертежа (в плане, фронтальном,
сбоку) присвоить соответствующую плоскость прямоугольной системы ко-
ординат, а затем сформулировать правила определения проекции коорди-
натной системы МП на каждом виде чертежа.
Таким образом, на чертеже детали должны быть указаны направле-
ния координатных осей каждого МП и положение начала координат.
Если на чертеже детали нанести оси координатных систем всех состав-
ляющих ее МП с указанием начал координатных систем, то при наличии
большого числа МП чертеж окажется перегруженным условными обозначе-
ниями, что затруднит его чтение. Поэтому с целью разгрузки чертежа от
условных обозначений можно предложить все координирующие размеры
МП отражать в спецификации, прилагаемой к чертежу. В ней должны быть
указаны МП, конструкторские базы, шесть координирующих размеров X, Y,
Z, ф, Ч7, 0, направления осей координатных систем МП и допуски на коор-
динирующие размеры, а также положение координатной системы МП отно-
сительно координатной системы чертежа. В тех случаях, когда деталь со-
держит небольшое число МП, можно их системы координат и координи-
рующие размеры наносить на самом чертеже.
Координирующие размеры определяющие относительное положе-
ние поверхностей МП предлагается обозначать: линейный размер - от-
резком с одной стрелкой, направленной на базу, и угловой размер - дугой
с одной стрелкой, направленной на базу (рис. 5.20, б).
Размеры, описывающие геометрию поверхностей, габариты де-
тали обозначаются традиционно (рис. 5.20, в).
Предложенный метод простановки размеров отличается тем пре-
имуществом, что обеспечивает единый подход к простановке размеров
независимо от вида поверхности и конструкции детали.
При безбумажном производстве, когда чертеж детали отсутствует и
на станки с ЧПУ поступают соответствующие управляющие программы,
проблема перенасыщения чертежа отсутствует и реализация предложен-
ной системы простановки размеров решается значительно проще.
При оформлении чертежа желательно на нем или отдельно к нему по-
строить граф МП детали, который наглядно показывает конструкторские
размерные связи между МП, конструкторские базы, уровень точности отно-
сительного положения МП и др.
МЕТОД ПРЕДСТАВЛЕНИЯ ИЗДЕЛИЯ КАК ОБЪЕКТА ПРОИЗВОДСТВА 141
На рис. 5.22 в качестве примера показан чертеж детали в модульном
исполнении, а в табл. 5.13 приведена спецификация МП детали.
Рис. 5.22. Чертеж детали в модульном исполнении
142 МЕТОД ПРЕДСТАВЛЕНИЯ ИЗДЕЛИЯ КАК ОБЪЕКТА ПРОИЗВОДСТВА
5.13. Спецификация МП детали и их координирующие размеры
№№ п/п МП Базовые МП Параметры относительного положения МП
X Y Z <р Д' 0
ММ о
1 МПБ312 - 0 0 0 0 0 0
2 МПБ311 7МПР121 0 0 54 0 0 0
3 МПБ5 12МПБ311 0 0 -4±0-5 0 0 0
4 МПС 122 12МПБ311 0 0 -1 0 0 0
5 МПС 11 12МПБ311 0 0 -1 0 0 0
6 МПС112 1МПБ312 0 0 16 0 0 0
7 МПС22 5МПС122 0 0 0 0 0 0
8 МПС 122 1МПБ312 0 0 0 0 0 0
9 МПС112 1 МПБЗ 12 0 0 -у-0.3 0 0 0
10 MIIP121 1 МПБЗ 12 0 0 0 0 0 0
И МПС121 9МПБ211 0 0 -4 0 0 0
12 МПБ211 8МПР121 0 0 -24 0 0 0
13 МПС121 9МПБ211 0 0 19 0 0 0
14 МПР121 7МПР121 0 85 14 90 0 0
15 МПС122 1 МПБЗ 12 0 0 - 0 0 0
16 МПБ311 7МПР121 93±0'7 0 -30.0.5 0 0 0
17 МПБ311 16МПБ311 -27,1 -65,1 - 0 0 0
18 МПБ311 16МПБ311 -93 -93 - 0 0 0
19 МПБ311 16МПБ311 -158,1 -65,1 - 0 0 0
20 МПБ311 16МПБ311 -186 0 - 0 0 0
21 МПБЗ11 16МПБ311 -158,1 65,1 - 0 0 0
22 МПБЗ11 16МПБ311 -93 93 -- 0 0 0
23 МПБЗ И 16МПБ311 -27,1 65,1 - 0 0 0
МЕТОД ПРЕДСТАВЛЕНИЯ ИЗДЕЛИЯ КАК ОБЪЕКТА ПРОИЗВОДСТВА 143
5.4. СТАТИСТИЧЕСКОЕ ИССЛЕДОВАНИЕ МП И МС
Статистический анализ МП и МС представляет большой научный и
практический интерес, поскольку впервые деталь рассматривается как со-
вокупность МП. Информация о распределении в деталях и изделиях МП и
МС по наименованиям, количеству, качественным характеристикам позво-
лит глубже понять закономерности построения деталей и изделий. Это в
свою очередь открывает путь к разработке научно обоснованного метода
конструирования деталей и изделий, автоматизации их проектирования,
типизации и унификации. Указанная информация очень важна и для по-
строения эффективного производства деталей, сборки изделий, их контро-
ля, создания высокоэффективного технологического оборудования, выбора
наилучшей организационной формы производства.
Представляет большой интерес такой анализ и для конкретного
предприятия. С помощью полученной информации в результате приве-
денного статистического анализа МП можно наперед с достаточно высо-
кой степенью точности определять ожидаемую трудоемкость изготовле-
ния деталей и сборки изделий, потребности в технологическом оборудо-
вании и оснастке как по номенклатуре, так и по количеству, а отсюда и
потребности в рабочей силе.
В процессе исследования решались следующие задачи:
1) показать, что любая деталь любого изделия может быть представ-
лена совокупностью МП в пределах их классификации;
2) установить характер распределения МП в зависимости от типа
детали;
3) определить соотношение МПБ, МПР, МПС в деталях различного
типа;
4) исследовать разнообразие МС в изделиях и др.
С целью подтверждения тезиса о возможности представления любой
детали совокупностью МП было рассмотрено свыше полутора тысяч раз-
личных деталей таких изделий, как центробежные насосы различных
моделей, буровое трехшарошечное долото, турбодетандер, швейная ма-
шина, станки, штампы, коробка передач автомобиля и др. По каждой
анализируемой детали определялся состав содержащихся в ней МП и
строилась гистограмма их распределения.
Гистограммы строились следующим образом. После анализа чертежа
сборочной единицы, куда входит деталь, определялось служебное назначе-
ние каждой ее поверхности и на основе этой информации поверхности объ-
единялись в модули поверхностей. Далее по горизонтальной оси располага-
лись 26 наименований МП, а по вертикальной оси - количество МП.
Анализ такой гистограммы позволяет увидеть, какие наименования
МП и в каком количестве присутствуют у детали, каков процент МПБ,
МПР и МПС и др.
144 МЕТОД ПРЕДСТАВЛЕНИЯ ИЗДЕЛИЯ КАК ОБЪЕКТА ПРОИЗВОДСТВА
Гистограммы строились для одной детали, для совокупности дета-
лей одного изделия, для деталей, объединенных в группы по общности
конструктивного оформления.
В ходе исследования проводилась оценка в процентах МПБ, МПР,
МПС как у совокупности деталей одного изделия, так и у совокупностей
деталей разных изделий, у групп деталей разных по конструктивному
оформлению. Были построены гистограммы, показывающие распределе-
ние МП по наименованиям у разных деталей.
Имея гистограммы, отражающие распределение МП деталей по на-
именованиям и распределение наименований МП по деталям, можно, при
наличии элементной базы технологического обеспечения, с достаточно
высокой точностью оценить затраты времени, связанные с трудоемко-
стью изготовления годовой программы, потребности в технологических
средствах.
Чтобы повысить точность расчетов ожидаемой трудоемкости изго-
товления деталей желательно иметь гистограмму площадей МП. Такая
гистограмма была построена на примере деталей турбодетапдера. Ниже
приводится статистический анализ МП совокупностей деталей ряда из-
делий и сборочных единиц.
Распределение МП деталей центробежных насосов. Анализу бы-
ли подвергнуты детали 22-х центробежных насосов типа ЦП, ЦНА, ВН,
ЭПЖН-2, ДПН и др. Было рассмотрено 6541 деталь, из них оригиналь-
ные составили 534 штуки, общее число МП, содержащихся в этих дета-
лях, составило 175 711 штук. Гистограммы МП строились для группы
деталей типа тел вращения (рис. 5.23, а), группы корпусных деталей,
включая и все другие детали (рис. 5.23, б) и всей совокупности деталей
(рис. 5.23, в). В состав группы деталей типа тел вращения вошли фланцы,
втулки, валы, заглушки, цилиндры, обоймы, ниппели, колеса рабочие и
т.п.
В состав группы корпусных деталей вошли спираль корпуса, крон-
штейны, полуспирали верхняя и нижняя, планки, ребра, стойки.
При построении гистограмм по горизонтальной оси вместо 26 на-
именований было отложено 21 наименование МП, так как подкласс Б5 не
делился на ipynnbi Б51 и Б52, подклассы Р2 и С2 не делились на под-
классы Р21, Р22 и С21, С22, а группы PH и Cl 1 не делились па подгруп-
пы PH 1, Р112 и СП 1, С112.
В табл. 5.14 приведены результаты сопоставления двух групп дета-
лей со всей совокупностью деталей центробежных насосов.
Сопоставляя гистограммы МП деталей, можно отметить следующее.
У деталей типа тел вращения доминирует класс МПС (66,7 %), на втором
месте МПБ (22,1 %). У корпусных деталей доминирует класс МПБ (48
%), а на втором месте - МПС (46,5 %).
Количество МП в %
МЕТОД ПРЕДСТАВЛЕНИЯ ИЗДЕЛИЯ КАК ОБЪЕКТА ПРОИЗВОДСТВА 145
а)
Рис. 5.23. Гистограммы МП деталей центробежных насосов:
а - деталей типа тел вращения; б - корпусных и других деталей; в - всей совокупности деталей
Количество МП в %
б)
Рис. 5.23. (продолжение)
МЕТОД ПРЕДСТАВЛЕНИЯ ИЗДЕЛИЯ КАК ОБЪЕКТА ПРОИЗВОДСТВА
Количество МП в
МЕТОД ПРЕДСТАВЛЕНИЯ ИЗДЕЛИЯ КАК ОБЪЕКТА ПРОИЗВОДСТВА
в)
Рис. 5.23. (продолжение)
148 МЕТОД ПРЕДСТАВЛЕНИЯ ИЗДЕЛИЯ КАК ОБЪЕКТА ПРОИЗВОДС ГВА
5.14. Результаты сопоставления МП, содержащихся в
разных деталях центробежных насосов
МП Тела вращения Корпусные и прочие Вся совокупность деталей
ШТ. % ШТ. % шт. %
МПБ 32 845 22,1 13 003 48 45 860 26,1
МПР 16 641 11,2 1489 5,5 18 098 ю,з
МПС 99 138 66,7 12 595 46,5 111 753 63,6
Доминирующие МП Наименование МП
МПБ Б11, Б211, Б311, Б312 Б11, Б211, Б311, Б11, Б211, Б311, Б312
МПР Pl 1, Р121, Р2 Р121 Р121, Р2
МПС CH, С121, С122 Cl 1, С121, С122 Cl 1, С121, С122
Общее число МП 148 624 27 087 175 711
Большая доля МПБ у корпусных деталей объясняется тем, что на кор-
пусных деталях, как правило, монтируется по несколько деталей. Больший
процент МПР у деталей типа тел вращения объясняется тем, что большее их
число непосредственно участвует в рабочем процессе насоса.
Особое внимание к анализу базирующих модулей объясняется тем,
что они присутствуют у всех деталей и отличаются более высокими тре-
бованиями к точности. МПР присутствуют у небольшого процента дета-
лей изделия, а МПС отличаются, как правило, наиболее низкими требо-
ваниями к качеству и часто не подвергаются механической обработке.
Представляет интерес анализ состава МПБ по наименованиям.
В составе МПБ деталей типа тел вращения из 13 наименований присут-
ствует 10 наименований. Из них более часто встречаются Б11, Б12, Б211,
Б311, Б312. У корпусных деталей тоже из 13 наименований присутствует
10 наименований, но доминирующими модулями являются А211 и Б311
и несколько реже встречается Б11.
Анализ гистограммы МП всей совокупности деталей показывает,
что МПС составляют наибольшую долю - 63,6 % от общего числа МП.
Количество МПБ составило 26,1 %, что почти в 2,5 раза меньше количе-
ства МПС и лишь 10,3 % составили МПР.
МЕТОД ПРЕДСТАВЛЕНИЯ ИЗДЕЛИЯ КАК ОБЪЕКТА ПРОИЗВОДСТВА 149
Таким образом, наиболее важные, с точки зрения служебного назна-
чения, базирующие и рабочие модули с высокими требованиями к каче-
ству в сумме составили около 36 %.
На рис. 5.24 приведена гистограмма, показывающая распределение
по количеству наименований МП и их общему числу у 17 разных деталей
одного центробежного насоса. Из гистограммы следует, что количество
наименований МП изменяется от детали к детали от 2 до 11 наименова-
ний, а общее число МП, содержащихся в каждой детали, меняется от 2 до
72 штук.
Для всей совокупности деталей 22-х центробежных насосов но-
менклатура МП от детали к детали изменяется от 2 до 13 наименований,
а число МП -от 2 до 327 штук.
Распределение МП деталей турбодетандера. Для анализа были
отобраны 60 оригинальных деталей турбодетандера, в их число вошли
втулка, фланец, корпус, вал-шестерня, колесо рабочее, крыльчатка, стой-
ка, шпиндель, корпус редуктора, лимб, ось, диск и др. Детали были раз-
биты на две группы - тела вращения (50 шт.) и остальные, состоящие из
деталей корпусного типа, плоских и др. (10 шт.).
Все детали были представлены совокупностями МП и построены
гистограммы MI аналогично тому, как были построены гистограммы МП
деталей центробежных насосов. В качестве примера на рис. 5.25 приве-
дены гистограммы МП деталей типа тел вращения, корпусных и всей
совокупности деталей. Результаты исследования гистограмм представле-
ны в табл. 5.15.
Анализ гистограмм МП групп тел вращения (рис. 5.25, а) показал,
что базирующие МП из общего числа МП деталей типа тел вращения
составляют 17,93 %, рабочие несколько больше - 21,71 %, а наибольшая
доля выпала на МПС - 60,36 %. Среди базирующих МП наибольшую
долю составляют Б211- 6,9 %, остальные МПБ (за исключением Б311) не
превышают 3 %.
При рассмотрении гистограмм распределения МП у корпусных де-
талей (рис. 5.25, б) можно отметить, что из общей номенклатуры МП у
них отсутствуют 12 модулей: Б11, Б12, Б212, Б221, Б222, Б42, Б51, Б52,
Pl 11, Р112, Р122, Р22. При этом МПС составляют наибольшую величину
от общего числа МП - 71,50 %, базирующих МП почти в 3 раза меньше,
т.е. 25,98 %, а рабочие МП составляют всего 2,52 %. У базирующих МП
наибольшую долю составляют А211 и АЗ И, составляющие соответст-
венно 18,4 % и 4,5 %. Количество остальных МПБ незначительно и не
превышает 1,6 %. У рабочих МП преобладает Р121, количество которых
почти в 3 раза больше, чем количество Р21. Доминирующим у связую-
щих МП является С121, который составляет 52 % общего числа МП. Ка-
ждый из остальных МПС не превышает 10 %.
МП, шт.
МЕТОД ПРЕДСТАВЛЕНИЯ ИЗДЕЛИЯ КАК ОБЪЕКТА ПРОИЗВОДСТВА
Рнс. 5.24. Гистограмма количества и наименований МП по деталям центробежного насоса
Количество МП в %
а)
Рис. 5.25. Гистограммы МП деталей турбодетандера:
а - деталей типа тел вращения; б - корпусных и других деталей; в - всей совокупности деталей
МЕТОД ПРЕДСТАВЛЕНИЯ ИЗДЕЛИЯ КАК ОБЪЕКТА ПРОИЗВОДСТВА
152 МЕТОД ПРЕДСТАВЛЕНИЯ ИЗДЕЛИЯ КАК ОБЪЕКТА ПРОИЗВОДСТВА
Корпусные детали (10шт)
% 8 UM О81эаьи1го>|
МЕТОД ПРЕДСТАВЛЕНИЯ ИЗДЕЛИЯ КАК ОБЪЕКТА ПРОИЗВОДСТВА 153
Все детали (60 шт)
154 МЕТОД ПРЕДСТАВЛЕНИЯ ИЗДЕЛИЯ КАК ОБЪЕКТА ПРОИЗВОДСТВА
5.15. Результаты сопоставления МП, содержащихся в
деталях турбодетандера
МП Тела вращения Корпусные и прочие Вся совокупность деталей
ШТ. % ШТ. % шт. %
МПБ 256 17,93 218 25,98 474 20,76
МПР 310 21,71 22 2,52 332 15,02
МПС 864 60,36 602 71,50 1466 64,22
Доминирующие МП Наименование МП
МПБ Б211, Б311, Б312, Б51 Б211, Б311 Б211, Б311, Б312
МПР Р112, Р121, Р122, Р21, Р22 Р121 Р121, Р122, Р21, Р22
МПС С112, С121, С122 Cl 11, С121 С112, С121, С122
Общее число МП 1430 842 2272
Представляет интерес информация о распределении площадей МП
деталей. В связи с этим к гистограммам МП были построены гистограм-
мы распределения площадей МП каждого наименования для 60 дета-
лей турбодетандера (рис. 5.26, а), для деталей типа тел вращения (рис.
5.26, б), для корпусных и других деталей (рис. 5.26, в).
Анализ гистограммы МП и их площадей всей совокупности деталей
(рис. 5.26, а) показывает следующее. Количество МП практически всегда
непропорционально сумме их площадей. Так например, количество МПС
составляет 64,22 % общего числа МП, а их площадь - 50 %, МПБ составля-
ют около 21 %, а площадь - 30,3 %, МПР составляют 15,02 %, а площадь -
19,7 %. То же самое можно показать и по отдельным наименованиям МП.
Например, БЗ 11 по количеству составляет 3,6 %, а по площади - 17,1 %.
На рис. 5.27 приведена гистограмма, показывающая распределение
МП по наименованию и количеству у 20 деталей турбодетандера. При
выборе 20 деталей из 60 отбирались только те, которые существенно от-
личались по конструктивному оформлению, а близкие по конструкции
были исключены из рассмотрения.
S,cm?.
^611 Б12 6211 Б212 6221 Б222 6311 6312 Б321 Б322 Б41 Б42 Б51 Б52^111 P112 P121 P122 P21 Ргг^СШ C112 C121 С122 C21 C22^ МП
S^=30.3% S^=19,7% 8^=50%
a)
Рис. 5.26. Гистограммы площадей МП деталей турбодетандера:
а - всей совокупности деталей; б - деталей типа тел вращения; в - корпусных и других деталей
МЕТОД ПРЕДСТАВЛЕНИЯ ИЗДЕЛИЯ КАК ОБЪЕКТА ПРОИЗВОДСТВА
156 МЕТОД ПРЕДСТАВЛЕНИЯ ИЗДЕЛИЯ КАК ОБЪЕКТА ПРОИЗВОДСТВА
Тела вращения (50шт)
МЕТОД ПРЕДСТАВЛЕНИЯ ИЗДЕЛИЯ КАК ОБЪЕКТА ПРОИЗВОДСТВА 157
Корпусные детали (10 шт
МП. шт.
Рис. 5.27. Гистограмма количества и наименований МП но деталям турбодетандера
МЕТОД ПРЕДСТАВЛЕНИЯ ИЗДЕЛИЯ КАК ОБЪЕКТА ПРОИЗВОДСТВА
МЕТОД ПРЕДСТАВЛЕНИЯ ИЗДЕЛИЯ КАК ОБЪЕКТА ПРОИЗВОДСТВА 159
Из гистограммы следует, что количество наименований МП от дета-
ли к детали изменяется от 3 до 10, а по количеству МП, содержащихся в
одной детали, от 11 до 237 штук.
Распределение МП деталей автомобилей. Анализу были подверг-
нуты детали заднего моста автомобиля "Бычок"-5301 и 3ил-4331, короб-
ки передач Зил-130 и передней оси автомобиля "Бычок"-5301.
Для проведения исследования был проведен отбор деталей, осно-
ванный на следующих соображениях.
С целью повышения достоверности результатов исследования сле-
дует рассмотреть широкую номенклатуру деталей по их конструктивно-
му строению. При этом надо стремиться к минимальному объему иссле-
дований при получении достаточно полного представления о модульном
строении деталей.
В связи с этим к рассмотрению были приняты детали разных узлов
автомобилей: заднего моста, коробки передач, передней оси. Это позво-
лило охватить широкий круг деталей, в который вошли не только детали,
характерные для автомобиля, но и многие детали общего машинострое-
ния, применяющиеся в многочисленных изделиях другого назначения.
С другой стороны, представляет интерес рассмотреть детали одного
изделия, чтобы получить представление о распределении МП только в
одном изделии. Поэтому было рассмотрено 39 деталей заднего моста
автомобиля 5301. В их состав вошли детали, отличающиеся разным кон-
структивным оформлением и сравнительно высокой трудоемкостью ме-
ханической обработки.
Из других узлов к рассмотрению были приняты детали, значительно
отличающиеся по конструкции от вошедших в состав 39 деталей. В то же
время представляет интерес сопоставить детали, одинаковые по назначе-
нию, входящие в состав одноименных узлов, но принадлежащих разным
автомобилям. С этой целью были рассмотрены 2 детали заднего моста
автомобиля 4331.
В соответствии с изложенными соображениями были отобраны
52 детали. Все детали были разделены на две группы: тела вращения - 45
шт. и остальные - 7 шт.
Были построены гистограммы распределения МП деталей по груп-
пам, а именно заднего моста автомобиля 5301, заднего моста автомобиля
4331, коробки передач автомобиля 130, передней оси автомобиля 5301,
группы тел вращения, группы корпусных деталей и общая гистограмма
МП всех деталей.
На рис. 5.28 приведены гистограммы МП деталей типа тел враще-
ния, корпусных и всех 52-х деталей.
Б11 612 6211 6212 6221 6222 6311 Б312 6321 6322 641 642 Б51 652 Р111 Р112 Р121 Р122 Р21 Р22 С111 С112 С121 С122 С21 С22 МП
a)
МЕТОД ПРЕДСТАВЛЕНИЯ ИЗДЕЛИЯ КАК ОБЪЕКТА ПРОИЗВОДСТВА
Рис. 5.28. Гистограммы МП деталей автомобиля:
а - деталей типа тел вращения; б - корпусных и других деталей; в - всей совокупности деталей
МЕТОД ПРЕДСТАВЛЕНИЯ ИЗДЕЛИЯ КАК ОБЪЕКТА ПРОИЗВОДСТВА
б)
Рнс. 5.28. (продолжение)
Количество МП, шт
Все детали (52 шт.).
Всего МП 1530 шт.
Б11 Ы2 Б211 Б2»2 Б221 Б222 Б311 Б312 Б321 Б322 Б41 Б42 Б51 Б52 Р111 Р112 Р121 Р122 Р21 Р22 CW С112 С121 С122 С21 С22 МП
МЕТОД ПРЕДСТАВЛЕНИЯ ИЗДЕЛИЯ КАК ОБЪЕКТА ПРОИЗВОДСТВА
«)
Рис. 5.28. (продолжение)
5.16. Результаты сопоставления МП,
содержащихся в деталях автомобилей
МП Детали
заднего моста 5301 заднего моста 4331 коробки передач 130 передней оси 5301 тела вращения (45 деталей) корпусные (7 деталей) все (52 детали)
шт. % шт. % шт. % шт. % шт. % шт. % шт. %
МПБ 223 28 82 31 129 31 21 36 300 28 155 35 455 30
МПР 53 7 8 3 18 4 - - 68 6 11 2 79 5
МПС 513 65 176 66 270 65 37 64 715 66 281 63 996 65
МП Наименование МП
Отсут- ствую- щие МПБ Б222, Б322 Б11, Б12, Б221, Б222, Б322, Б41, Б42, Б52 Б221, Б222, Б322, Б42, Б52 Б11, Б12, Б212, Б221, Б222, Б321, Б322, Б41, Б42, Б51, Б52 Б222, Б321, Б322 Б11, Б212, Б221, Б222, Б322, Б41, Б42, Б51, Б52 Б222, Б322
Доми- нирую щие МПБ Б211, Б311, Б312 Б311, Б211, Б212 Б312, Б211, Б311 Б211, Б311, Б312 Б311, Б312, Б211, Б212 Б211, Б311, Б312 Б211, Б311, Б312
Общее число МП 789 266 417 58 1083 447 1530
МЕТОД ПРЕДСТАВЛЕНИЯ ИЗДЕЛИЯ КАК ОБЪЕКТА ПРОИЗВОДСТВА
164 МЕТОД ПРЕДСТАВЛЕНИЯ ИЗДЕЛИЯ КАК ОБЪЕКТА ПРОИЗВОДСТВА
Результаты сопоставления характеристик перечисленных гистограмм приве-
дены в табл. 5.16. В частности, в ней показано процентное и количественное со-
держание МПБ, МНР и МПС. В связи с тем, что в большинстве случаев наиболее
высокие требования к качеству предъявляются к МПБ, последним при анализе
было уделено большее внимание. В табл. 5.16 приведены так же данные, характе-
ризующие состав МПБ, а также доминирующие и отсутствующие МПБ.
Из анализа данных табл. 5.16 видно, что наибольшую часть составляют
МПС, второе место занимают МПБ и на последнем месте - МПР. Последнее
объясняется тем, что значительная часть деталей в изделиях не участвует в
рабочем процессе, а потому у многих деталей отсутствуют МПР. Так к при-
меру, из 52-х рассмотренных деталей у 22 деталей МПР отсутствуют.
Можно также отметить разные соотношения между МПС, МПБ и
МПР у разных групп деталей. Например, у корпусных деталей больший
процент содержится МПБ и меныпий процент МПР по сравнению с
группой деталей типа тел вращения. Это объясняется, как уже отмеча-
лось тем, что корпусные детали служат, в основном, для установки на
них других деталей и узлов. С увеличением количества корпусных дета-
лей в группе эта особенность будет проявляться еще ярче.
В обеих указанных группах деталей среди МПБ доминируют моду-
ли Б211, БЗ 12 и БЗ 11, а в группе деталей тел вращения - еще и Б212.
Во всех группах деталей, приведенных в табл. 5.16, отсутствуют модули
Б222 и Б322. Отсутствие модуля Б322 объясняется тем, что он получается в ре-
зультате сборки трех деталей: детали, содержащей плоскость, входящую в со-
став Б321, и двух пальцев. Поэтому у детали, содержащей плоскость модуля
Б322, сначала изготовляется модуль Б321, а затем, после сборки, получается
модуль Б322. У деталей типа тел вращения отсутствует модуль Б321, так как
базирование по такой схеме характерно, главным образом, для корпусных и
плоских деталей. Эго подтверждается и гистограммой МП (рис. 5.28, б), из ко-
торой следует, что у корпусных деталей модуль Б321 встречается восемь раз.
Сопоставлять гистограммы МП деталей разных групп по полной номенк-
латуре модулей не представляется возможным из-за большой разницы объемов
выборки. Например, в грушгу деталей типа тел вращения вошло 45 деталей, а в
грушту корпусных деталей всего 7 деталей. Поэтому, можно сделать лишь со-
поставление в процентном отношении МПБ, МПР, МПС в каждой группе.
На рис. 5.29 приведена гистограмма, показывающая распределение
наименований МП и их количества от детали к детали. Из гистограммы
видно, что число наименований МП в 52 деталях колеблется от 3 до 11, а
количество МП от 3 до 122 штук.
По результатам исследований МП деталей центробежных насосов, турбоде-
тандера, автомобиля была составлена сводная таблица (табл. 5.17), в которой от-
ражено процентное соотношение МПБ и МПС для деталей разных групп и изде-
лий. Из этого соотношения можно сделать вывод, что, как привило, наибольший
процент составляют МПС, затем МПБ и меньший процент имеют МПР. Причем
доля МПБ больше у корпусных деталей, а МПР - у деталей типа тел вращения.
Количество МП,
Рис. 5.29. Гистограмма количества и наименований МП по деталям автомобиля
МЕТОД ПРЕДСТАВЛЕНИЯ ИЗДЕЛИЯ КАК ОБЪЕКТА ПРОИЗВОДСТВА
1Л
5.17. Результаты сопоставления МП, содержащихся в деталях центробежных насосов,
турбодетандера н автомобилей
Изделие Тела вращения Корпусные детали Все детали
МПБ МПР МПС МПБ МПР МПС МПБ МПР МПС
%
Центробежные насосы 22,1 Н,2 66,7 48 5,5 46,5 26,1 ю,з 63,6
Турбодетандер 17,93 21,71 60,36 25,98 2,52 71,50 20,76 15,02 64,22
Автомобиль 28 6 66 35 2 63 30 5 65
Пределы отклонений
Все изделия От 17,93 до 28 От 6 до 21,71 От 60,36 до 66,7 От 25,98 до 48 От 2 до 5,5 От 46,5 до 71,50 От 20,76 до 30 От 5 до 15,02 От 63,6 до 65
МЕТОД ПРЕДСТАВЛЕНИЯ ИЗДЕЛИЯ КАК ОБЪЕКТА ПРОИЗВОДСТВА
МЕТОД ПРЕДСТАВЛЕНИЯ ИЗДЕЛИЯ КАК ОБЪЕКТА ПРОИЗВОДСТВА 167
Исследование распределения МС в изделиях. Анализу были под-
вергнуты такие изделия, как центробежные насосы, сверлильная головка
станка, вырубной и гибочный штампы. Для выявления МС были проана-
лизированы схемы сборки перечисленных изделий.
На рис. 5.30 приведены гистограммы распределения МС восьми мо-
делей центробежных насосов, на рис. 5.31 показаны гистограммы МС
гибочного штампа, вырубного штампа и сверлильной головки.
Результаты анализа сведены в табл. 5.18, из которой следует, что
номенклатура МС в зависимости от изделия колеблется от 2 до 5 наиме-
нований, редко встречаются МС7, МС6, отсутствует во всех изделиях
МСЗ. В центробежных насосах, поскольку они состоят в основном из
деталей типа тел вращения, отсутствует MCI, а наиболее часто встреча-
ется МС2 и МС4.
В заключение проведенных исследований можно отмегить следующее:
1) показано, что любая деталь разных изделий может быть пред-
ставлена совокупностью МП, в пределах 26-ти наименований;
2) практически отсутствуют детали, содержащие всю номенклатуру
МП; наибольшее число наименований МП в одной детали не превышает,
как правило, 13-ти наименований;
3) в изделиях средней сложности номенклатура МС не превышает 5-
ти наименований;
4) отсутствуют устойчивые зависимости между номенклатурой МП
в деталях и их конструкциями.
5.18. Результаты сопоставления различных изделий
по содержанию в них МС
Изделие МС1 МС2 МСЗ МС4 МС5 МС6 МС7
шт.
Центробежный насос УЦНМ100/20г - 54 - 46 1 2 4
Гибочный штамп 1 27 - 15 14 - -
Сверлильная головка 13 53 - 84 9 3 -
Вырубной штамп - 14 - 20 7 - -
168 МЕТОД ПРЕДСТАВЛЕНИЯ ИЗДЕЛИЯ КАК ОБЪЕКТА ПРОИЗВОДСТВА
ШТ .
100 -
90 -
100 - IV ЦН - 104 РА
90- ЕМС = 108 шт.
80 -
ШТ
100- 1110ВФ-24А
90- ЕМС = 118 шт.
80 -
ШТ
ШТ
100- VIII ЭЦН 25 BA / I-II
90 - ЕМС = 76 шт.
80 -
VII ЦНМ 100/100
ЕМС = 120 шт.
Рис. 5.30. Гистограмма МС восьми моделей центробежных насосов
МЕТОД ПРЕДСТАВЛЕНИЯ ИЗДЕЛИЯ КАК ОБЪЕКТА ПРОИЗВОДСТВА 169
Рис. 5.31. Гистограммы МС:
а - гибочного штампа; б - сверлильной головки; в - вырубного штампа
Таким образом, результаты статистических исследований подтвер-
ждают:
• возможность представления любых изделий и деталей множеством
модулей;
• перспективность создания модульной технологии;
• возможность резкого сокращения номенклатуры технологического
оборудования.
170 МОДУЛЬНОЕ ПОСТРОЕНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
6. МОДУЛЬНОЕ ПОСТРОЕНИЕ ТЕХНОЛОГИЧЕСКИХ
ПРОЦЕССОВ
Эффективность производства машин в первую очередь зависит от уровня
технологической подготовки производства, основу которой составляет техноло-
гия. В процессе эволюции машиностроения сформировались три вида техноло-
гий: единичная, типовая и групповая, имеющие свои преимущества и недостат-
ки. В этой главе приводится анализ единичной, типовой и групповой техноло-
гий, показывается необходимость создания модульной технологии, объеди-
няющей в себе преимущества единичной, типовой и групповой технологий,
раскрывается методика разработки модульных технологических процессов.
6.1. АНАЛИЗ ВИДОВ ТЕХНОЛОГИЙ
Каждый из перечисленных выше трех видов технологий с учетом
своих преимуществ и недостатков имеет определенную область эффек-
тивного применения.
Единичная технология. С начала становления машиностроения
применялась единичная технология, когда под сборку каждого изделия,
под изготовление каждой детали разрабатывались единичные (индиви-
дуальные) технологические процессы.
Единичный технологический процесс - это процесс изготовления
или ремонта изделия одного наименования, типоразмера и исполнения
независимо от типа производства.
К преимуществам единичного технологического процесса относятся, с
одной стороны, возможность учесть все особенности данного изделия, а с
другой стороны, единичный технологический процесс позволяет наиболее
эффективно осуществлять изготовление изделия за счет учета конкретных
производственных условий технологического оборудования, приспособле-
ний, инструментальной оснастки, квалификации рабочих и т.п. При созда-
нии нового производства под единичный технологический процесс в массо-
вом и крупносерийном производствах создают специальные станки, сбо-
рочные машины, сложные специальные приспособления и инструмент.
Преимущества и недостатки единичной технологии проявляются по-
разному в зависимости от типа производства.
Рассмотрим ее применение в полярных типах производства - единичном
и массовом. В единичном производстве высокая продолжительность проекти-
рования технологического процесса входит в противоречие с продолжитель-
ностью самого процесса. Чем тщательней и подробней разрабатывается еди-
ничный технологический процесс, например, изготовления детали, тем боль-
ше времени требуется для его разработки и тем выше должна быть квалифи-
кация технолога. Однако, наступает такой момент, когда затраты времени на
разработку процесса входят в противоречие с затратами времени на само изго-
товление детали, т.е. первые становятся значительно больше последних. Ил-
МОДУЛЬНОЕ ПОСТРОЕНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ 171
люстрацией такого положения дел может служить разработка технологиче-
ского процесса изготовления деталей на станке с 411У, где технологическая
подготовка обработки заготовок на станках с ЧПУ отличается большой тща-
тельностью и подробностью разработки технологического процесса. Так, к
примеру, документация технологического процесса изготовления детали на
станке с ЧПУ содержит карту наладки, операционно-техническую карту, схе-
му движения инструментов, операционную расчетно-техническую карту, кар-
ту программирования, чертежи специального инструмента и оснастки.
Все это приводит к росту трудоемкости проектирования операции.
Например, только разработка управляющей программы и ее отладка для
деталей средней сложности требует нескольких рабочих дней технолога,
в то время как обработка небольшой партии таких деталей может уло-
житься в одну рабочую смену. Поэтому в условиях единичного произ-
водства при использовании технологического оборудования с ручным
управлением проектируется лишь маршрутный технологический про-
цесс, а операционная технология определяется рабочим. В этом случае
качество изготовления изделия во многом зависит от квалификации ра-
бочего, отсюда уровень его квалификации должен быть высоким.
Надо отметить еще одно обстоятельство. При разработке единично-
го технологического процесса технолог руководствуется в значительной
степени личным опытом. Поэтому разные технологи, проектируя техно-
логические процессы на изготовление одного и того же изделия, даже
для одних и тех же условий производства приходят к разным решениям.
Таким образом, проектирование единичного технологического про-
цесса отличается большим числом возможных решений по каждому кон-
кретному изделию, подлежащему изготовлению. При сравнительно ма-
лом времени, отводимом на разработку процесса, возможность подкреп-
ления принимаемых решений объективными технико-экономическими
расчетами очень ограничена.
Индивидуальность единичных технологических процессов с одной
стороны и штучность изготовления изделия с другой стороны привело к
применению в единичном производстве широкоуниверсального обору-
дования и оснастки. Их применение имеет ряд существенных недостат-
ков. Во-первых, не применяются высокопроизводительные рабочие про-
цессы, во-вторых, из-за частой переналадки оборудования время его не-
посредственной работы оказывается небольшим, в-третьих, в каждый
момент времени работы оборудования используется лишь незначитель-
ная часть заложенных в нем технологических возможностей.
Все перечисленное и невозможность применения высокоэффективного
поточного метода организации производственного процесса из-за большого
различия маршрутных процессов разных изделий приводит к повышению
себестоимости изготовления изделия, которая оказывается в 2 - 3 раза и бо-
лее выше себестоимости в массовом производстве.
172 МОДУЛЬНОЕ ПОСТРОЕНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
Значимость негативных проявлений недостатков единичной техно-
логии усиливается в условиях рыночной экономики, для которой харак-
терны высокая частота сменяемости выпускаемой продукции и широкая
номенклатура изделий, требующие частой перестройки производства. В
единичном производстве резко возрастает объем проектных работ по
разработке технологических процессов, а из-за недостатка времени на
проектирование сокращается число рассматриваемых вариантов, что в
итоге приводит к снижению качества разработанного процесса.
В массовом производстве высокая трудоемкость тщательной разработ-
ки единичного технологического процесса оказывается оправданной, так
как ее величина несопоставимо мала по сравнению с трудоемкостью изго-
товления всего объема изделий данного наименования. Оправдывает себя
в массовом производстве и применение специального оборудования, осна-
стки, отличающиеся высокопроизводительными рабочими процессами при
минимальной избыточности технологических и технических возможностей.
Недостатки единичной технологии в массовом производстве проявля-
ются в большой длительности технологической подготовки производства,
обусловленной необходимостью создания специальных технологических
средств, отличающихся индивидуальностью и оригинальностью решений.
Другой недостаток заключается в том, что внесение изменений в
конструкцию предмета труда приводит к росту расходов, связанных с
отказом от вполне работоспособного оборудования и оснастки и созда-
нием новых, на что требуется много времени и средств. Эти недостатки
становятся часто определяющими в конкурентной борьбе.
Если рассматривать недостатки единичной технологии в масштабе всего
машиностроительного производства страны, то потери от них неизмеримо воз-
растают. Дело в том, что в среднем машиностроительное изделие состоит при-
мерно на 70 % из обшемашиностроительных узлов и деталей, которые мало раз-
личаются в разных изделиях. Но на сотнях тысяч машиностроительных предпри-
ятий их изготовляют по оригинальным технологиям, мало отличающимся по
эффективности друг от друга, но использующих оригинальную оснастку, а в
крупносерийном и массовом производстве и оригинальное технологическое обо-
рудование. При этом прогрессивные высокоэффективные решения, разработан-
ные на каком-либо одном предприятии, теряются в огромном разнообразии раз-
работок и практически не находят применения на других предприятиях.
Таким образом, в силу несовершенства единичной технологии ее широ-
кое применение в масштабе машиностроительного комплекса страны приво-
дит к расточительству трудовых, материальных и энергетических ресурсов.
Все перечисленные выше негативные стороны единичной техноло-
гии послужили причиной поиска новых видов технологий, свободных от
этих недостатков. Первым шагом в этом направлении явилась разработка
типовой технологии, когда в 30-е годы проф. А. П. Соколовский выска-
зал идею типизации технологических процессов.
МОДУЛЬНОЕ ПОСТРОЕНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
173
В ее задачу входило сокращение трудоемкости проектирования техно-
логических процессов, уменьшение разнообразия технологических средств
и сокращение тем самым трудоемкости технологической подготовки произ-
водства, используя при этом последние достижения науки и техники, и ши-
роко распространяя их по машиностроительным предприятиям.
Типовая технология. Типовой технологический процесс характе-
ризуется единством содержания и последовательности большинства тех-
нологических операций и переходов для группы изделий с общими кон-
структивными признаками. Тем самым он разрешает противоречие меж-
ду большими затратами на проектирование процесса и малыми
затратами времени на изготовление изделия. Разрабатывая, например, на
группу деталей, близких по своему конструктивному оформлению, один
типовой процесс, можно разработать более совершенный процесс, так
как на его проектирование можно затратить достаточно времени и
средств. Пользуясь типовым процессом, рабочий технологический
процесс на деталь из группы будет разработан достаточно быстро и ка-
честйЕиновые процессы позволяют избегать повторных и новых разрабо-
ток при проектировании рабочих технологических процессов, вследствие
чего облегчается труд технолога по разработке рабочего технологическо-
го процесса и сокращаются затраты времени на его проектирование.
Несмотря на положительные стороны типовой технологии ее внедрение
наталкивается на определенные трудности. С тем, чтобы разобраться насколь-
ко они объективны и чем вызваны, и в итоге определить эффективную область
применения типизации, необходимо изучить сущность типовой технологии,
методику проектирования типового технологического процесса.
В основе типовой технологии лежит классификация изделий или их эле-
ментов (узлов, деталей) на классы - подклассы - группы -подгруппы- типы.
Тип представляет собой группу схожих изделий (элементов), среди которых
выбирается типовой представитель, обладающий наибольшей совокупностью
свойств изделий (элементов), принадлежащих этой группе. На типовой пред-
ставитель разрабатывается типовой технологический процесс, по которому
осуществляется изготовление всех изделий (элементов) этого типа. В случае
отсутствия в конкретном изделии (элементе) той или иной черты при разра-
ботке рабочего процесса соответствующая операция из типового процесса
исключается, а при наличии какой-либо черты, отсутствующей у типового
представителя, добавляется соответствующая операция.
Здесь надо отметить важное обстоятельство - типовой технологиче-
ский процесс, приобретая универсальность, одновременно теряет черты
индивидуальности. Действительно, типовой процесс разрабатывается
под группу конструктивно схожих деталей, вошедших в один тип. По
этому типовому процессу изготовляются все детали группы несмотря на
то, что они в чем-то отличаются друг от друга. В этом и заключается
универсальность типового технологического процесса, что позволяет
174 МОДУЛЬНОЕ ПОСТРОЕНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
сократить затраты времени на разработку рабочих технологических про-
цессов, применять типовую оснастку.
Потеря индивидуальности типового процесса заключается в том, что
он не учитывает различия, специфики изделий (элементов), вошедших в
один тип. Рассмотрим к примеру изготовление деталей. Как известно, в ка-
ждом типе из группы деталей выбирают типовую деталь, которая отличает-
ся наиболее часто встречающимися конструктивными формами, размерами,
требованиями к точности и другими показателями качества. Типовая деталь,
как правило, наиболее сложная из всех деталей, вошедших в данный тип.
Поэтому, если бы для каждой детали из этой группы были разработаны еди-
ничные технологические процессы, то многие из них будут более эффек-
тивными, чем типовой процесс, так как учитывают все особенности каждой
детали. Иными словами, потеря индивидуальности не позволяет типовому
процессу стать оптимальным для каждой детали данной группы.
Наличие изделий, резко отличающихся по своему конструктивному
оформлению и требованиям к качеству, удаляет типовой процесс от оп-
тимального. Это является одним из ограничений расширения номенкла-
туры изделий в группе. В результате номенклатуру изготовляемых изде-
лий приходится делить на большее число типов, что приводит к росту
числа типовых процессов.
В связи с этим важное значение приобретают принципы построения
классификации изделий (деталей). Рассмотрим этот вопрос на примере
деталей.
В задачу классификации входит приведение всего многообразия дета-
лей к минимальному числу типов, для которых можно разработать типовые
технологические процессы. По классификации проф. А. П. Соколовского
детали делятся на классы, которые в свою очередь делятся на подклассы,
группы, типы. Подклассы и группы служат промежуточными звеньями
классификатора и самостоятельного значения не имеют. К классу относятся
детали, которые своей конфигурацией определяют общность технологиче-
ских задач, решаемых при их изготовлении. Следовательно, классификаци-
онный признак, по существу, отражает, в неявном виде, технологию изго-
.товления, что подтверждает классификация проф. А. П. Соколовского, в
которой предусмотрено 15 классов: валы, втулки, диски, эксцентриковые
заготовки, крестовины, фасонные кулачки, рычаги, плиты, угольники, зуб-
чатые колеса, ходовые винты и червяки, мелкие крепежные детали. При
этом указывается, что к этой классификации, имеющей общий машино-
строительный характер, целесообразно добавлять новые классы деталей,
характерных для отдельных отраслей промышленности (например, турбин-
ные лопатки, шариковые подшипники и т.п.).
Разбиение деталей на группы и подгруппы заканчивается типом.
Под типом понимается совокупность деталей одного класса, имеющих в
определенных производственных условиях общий план операции, осу-
МОДУЛЬНОЕ ПОСТРОЕНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
175
ществляемый в основном одинаковыми методами обработки при одно-
родном оборудовании, приспособлениях и инструменте [8].
Практически к одному типу относятся детали, для которых можно
составить общую карту типового процесса. В пределах типа допускаются
некоторые отклонения в порядке обработки. Возможно исключение или
добавление некоторых (не характерных) переходов и даже операций.
Использование в качестве классификационных признаков техноло-
гических характеристик приводит к следующему. Если предположить,
что вдруг методы, технологические процессы, оборудование коренным
образом изменились, то приведенная выше классификация, основанная
на технологических признаках, окажется непригодной, и тогда станут
непригодными и типовые процессы.
В настоящее время такое явление уже наблюдается, постепенно разви-
тие технологии начинает входить в противоречие с существующей класси-
фикацией. Это можно наблюдать на примере изготовления деталей на обра-
батывающих центрах, которые благодаря своей высокой универсальности
позволяют обрабатывать детали по своей конфигурации и другим характе-
ристикам, входящие не только в разные типы, но даже в разные классы.
Вторым существенным недостатком классификации является попа-
дание в один тип небольшой группы деталей, что приводит к росту коли-
чества типов и, следовательно, типовых технологических процессов.
Действительно, деталь описывается широким набором характеристик,
оказывающих существенное влияние на содержание технологического
процесса. Поэтому представляется маловероятным наличие большой
группы разных деталей с весьма близкими характеристиками. Например,
конструктивно похожие детали будут отличаться по уровню требований
к геометрической точности, шероховатости поверхности и материалу. А
это потребует для их изготовления различных методов обработки, режи-
мов, последовательности обработки поверхностей, требований к подго-
товке технологических баз и др. Следовательно, разработанные техноло-
гические процессы будут существенно отличаться друг от друга. И чем
сложнее в конструктивном отношении детали, чем больше они содержат
поверхностей, тем меньше будет деталей, принадлежащих одному типу.
Это вынуждает осуществлять группирование деталей лишь по не-
скольким наиболее важным характеристикам, однако даже в этом случае
число типов деталей становится большим, а значит возрастает число ти-
повых процессов, и в итоге теряются преимущества самой идеи типиза-
ции. В то же время увеличение номенклатуры деталей, принадлежащих
одному типу, приводит к тому, что разработанный типовой технологиче-
ский процесс все больше отклоняется от оптимального единичного про-
цесса для деталей каждого наименования, вошедших в этот тип.
И третий недостаток заключается в том, что по мере развития тех-
ники появляются все новые и новые детали, которые не укладываются в
176 МОДУЛЬНОЕ ПОСТРОЕНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
разработанные типы. Следовательно, будет непрерывно расти количест-
во типовых технологических процессов.
Большое разнообразие деталей, с одной стороны, широкое внедре-
ние станков с ЧПУ, требующих очень тщательной и подробной разработ-
ки технологических процессов, с другой стороны, - привели к тому, что
идея типизации стала развиваться применительно к обработке отдельных
поверхностей деталей. Стали разрабатывать типовые процессы на обра-
ботку элементарных поверхностей или сочетаний поверхностей, что по-
требовало их классификации.
Классификационными признаками элементарных поверхностей явля-
ются геометрическая форма, размеры, точность, качество поверхностного
слоя, материал детали. Такая классификация наиболее важное значение
имеет для разработки технологии изготовления деталей на станках с ЧПУ.
Недостатком этой классификации является неоднозначность деления
поверхностей на элементарные. Кроме того, как справедливо отметил проф.
А. А. Маталин, типовой технологический процесс изготовления детали, со-
ставленный из сочетаний типовых процессов обработки отдельных поверх-
ностей, не всегда будет лучшим, "... так, как определенные сочетания эле-
ментарных поверхностей в конкретной заготовке иногда дают возможность
более целесообразного построения последовательности и их объединения,
применения комбинированного инструмента и т.п." [8], чем это будет, если
воспользоваться имеющимися типовыми решениями.
Однако главным недостатком классификации элементарных по-
верхностей является то, что ее классификационные признаки опять-таки
отражают по своему содержанию технологию их изготовления. Поэтому
стоит только измениться технологии, и данная классификация окажется
непригодной. В последнее время начинают приобретать распространение
типовые процессы по обработке сочетаний поверхностей детали.
Под типовым сочетанием поверхностей понимается сочетание поверх-
ностей, встречающееся у различных деталей, при котором все элементарные
поверхности могут быть обработаны при неизменной технологической базе
или на одних и тех же станках, одинаковыми инструментами, при одинако-
вом содержании и последовательности операций, установок и переходов.
Классификационными признаками сочетаний поверхностей являют-
ся: конфигурация отдельных поверхностей, взаимное расположение, точ-
ность обработки отдельных поверхностей и точность их взаимного рас-
положения, размеры отдельных поверхностей, соотношение размеров
между ними, материал обрабатываемой заготовки.
Разрабатывая типовые процессы обработки сочетания поверхно-
стей, составляют план их обработки по операциям, устанавливают по-
следовательность переходов для каждой операции, определяют типы ре-
жущих инструментов для отдельных переходов. Примерами таких про-
цессов могут служить процессы обработки концентричных наружных и
МОДУЛЬНОЕ ПОСТРОЕНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
177
внутренних поверхностей вращения, перпендикулярных или параллель-
ных поверхностей и т.п.'
Как и в предыдущих случаях, классификация сочетаний поверхностей
изделия строится на классификационных признаках, отражающих техноло-
гию обработки этих сочетаний. Поэтому изменение технологии по мере ее
развития приведет к невозможности использования данной классификации.
Кроме того, на разных предприятиях, в силу различия в имеющемся
парке технологического оборудования, инструментальной оснастке, ква-
лификации технологов, других производственных условий, будут фор-
мироваться различные типовые сочетания поверхностей. И тогда одна и
та же деталь, как показывает практика, на разных предприятиях будет
представлена разной совокупностью сочетаний поверхностей, а, следова-
тельно, будет изготовляться по разным технологическим процессам.
Другим важным недостатком существующих классификаций сочета-
ний поверхностей является объединение поверхностей, не связанных меж-
ду собой совместным выполнением служебных функций детали. Более
того, наблюдаются случаи, когда поверхности, связанные совместным вы-
полнением служебной функции детали, искусственно разделяются и вы-
полняются в разном сочетании. Например, поверхности, составляющие
комплект баз, попадают в разные сочетания поверхностей, обрабатывае-
мых на разных операциях. Это приводит к накоплению погрешностей их
относительного положения в процессе изготовления, что требует в ряде
случаев для уменьшения этой погрешности проведения дополнительной
операции. В этом случае за технологическую базу при обработке одной
поверхности принимается другая поверхность этого комплекта.
В силу отмеченных недостатков, несмотря на, казалось бы, очевид-
ные преимущества идеи типизации, типовая технология до сих пор не
нашла ожидаемой широты применения. И главной причиной такого по-
ложения дел является то, что в основу построения классификации изде-
лий, деталей, сочетаний поверхностей, отдельных поверхностей положе-
ны технологические признаки.
Групповая технология. Возникновение групповой технологии обу-
словлено высокой себестоимостью изготовления изделий в условиях еди-
ничного и мелкосерийного производств. Задача групповой технологии за-
ключается в повышении эффективности производства путем увеличения
серийности производства через организацию в условиях единичного и мел-
косерийного производств изготовления изделий (элементов) партиями. Это
позволяет специализировать рабочие места и применять высокопроизводи-
тельные методы, характерные для крупносерийного производства, органи-
зовывать производственный процесс с элементами поточного метода. Та-
ким образом, производство, характеризуемое совместным изготовлением
групп изделий с разными конструктивными, но общими технологическими
признаками, называется 1рупповым производством.
178 МОДУЛЬНОЕ ПОСТРОЕНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
Принципиальная сущность групповой технологии, основоположником
которой является проф. С. П. Митрофанов [9], заключается прежде всего в
группировании изделий (элементов) по технологическому подобию. Для
группы изделий (элементов) проектируется комплексное изделие (элемент),
представляющее собой собирательный образ, в котором отражены основные
свойства изделий (элементов) этой группы. В качестве комплексного изделия
(элемента) выступает или какое-то изделие (элемент) из группы, или искусст-
венно созданное изделие (элемент). Например, комплексная деталь формиру-
ется следующим образом: берется из группы наиболее сложная деталь, кото-
рая включает все поверхности других деталей или, если она не содержит всех
поверхностей, к ней искусственно добавляют отдельные поверхности, кото-
рые имеются у других деталей. Под изготовление комплексного изделия
(элемента) строится технологический процесс, используемый для изготовле-
ния всей группы изделий (элементов), получивший название группового
процесса. В случае отсутствия у конкретного изделия (элемента) этой группы
какого-либо свойства из ipynnoeoro технологического процесса исключается
соответствующая операция или переход.
Групповая технология не противоречит типовой и, по своей сущно-
сти, является развитием идеи типизации технологических процессов. Если
типовая технология направлена на повышение эффективности всей техно-
логической подготовки производства, то групповая технология решает за-
дачу повышения эффективности самого технологического процесса.
Различают групповую операцию и групповой технологический процесс.
Групповая технологическая операция разрабатывается для выполнения тех-
нологически однородных работ при изготовлении группы изделий (элемен-
тов) на специализированном рабочем месте при условии возможности час-
тичной подналадки технологической системы. Групповой технологаческий
процесс представляет собой комплекс групповых технологических операций,
выполняемых на специализированных рабочих местах в последовательности
технологического маршрута группы изделий элементов. При групповом тех-
нологическом маршруте процессы изготовления некоторых заютовок или их
группы могут иметь пропуски отдельных операций.
Применение методов групповой обработки и типизации технологиче-
ских процессов особенно эффективно тогда, когда на их основе в серийном
и мелкосерийном производствах удается создать групповые поточные или
даже автоматические линии изготовления изделий или деталей отдельных
групп. Создание подобных линий обычно основано на сочетании принципов
типизации технологических процессов и групповой обработки, на примене-
нии общего типового маршрута, например при обработке заготовок по от-
дельным групповым операциям, выполняемым на станках с групповыми
настройками, и при широком использовании групповых переналаживаемых
приспособлений. Примером такой многопредметной поточной линии может
служить линия групповой обработки шпинделей фрезерных станков [8].
МОДУЛЬНОЕ ПОСТРОЕНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
179
При групповой технологии в отличие от типовой технологии, где клас-
сификация осуществляется по технологическим признакам в неявном виде,
группирование изделий (элементов) осуществляется по технологическим
признакам в явном виде. Например, формирование технологической группы
деталей, подлежащих изготовлению на одной операции, осуществляется по
общности технологических признаков в следующей последовательности:
метод обработки (точение, фрезерование, растачивание, сверление и т.п.);
модель станка (токарный, токарновинторезный, токарный полуавтомат и
др.); набор поверхностей детали, формируемых в результате обработки за-
готовки и величины припусков; требования к точности и шероховатости
обрабатываемых поверхностей; режущий инструмент; приспособление.
В соответствии с этими признаками отбор деталей производится сле-
дующим образом. Сначала отбирается группа деталей, имеющих в своем
процессе одинаковые операции по методу обработки, далее из этой группы
отбираются детали, обрабатываемые на станках одинаковой модели. Но
здесь возможны определенные коррективы. Может оказаться, что некото-
рые детали, не попавшие в группу из-за различия в модели станка, можно
обрабатывать на станке той же модели, под которую формируется группа. В
этом случае в технологических процессах таких деталей следует изменять
модель станка и включать эти детали в технологическую группу.
Модель станка автоматически предопределяет отбор деталей в техноло-
гическую группу по их габаритам. Далее отбирают детали, у которых должен
быть обработан одинаковый набор поверхностей. Здесь тоже возможна неко-
торая корректировка технологических процессов деталей, которую надо
учесть и, если пошли на изменения, то они должны быть зафиксированы.
Затем проводится проверка на совпадение поверхностей заготовок под
вышеуказанный набор поверхностей деталей и учет величин припусков, под-
лежащих снятию. Может оказаться, что различие в поверхностях заготовок и в
величинах припусков потребует для разных заготовок разную технологию.
Детали, оставшиеся в группе, сопоставляют по уровню требований к
точности и шероховатости поверхностей, которые должны получиться
после обработки, так как разный уровень требований может потребовать
разных станков по классу точности, разных режимов обработки.
Далее оставшиеся детали анализируются по набору режущего инстру-
мента и приспособлений, используемых на этой операции. Там, где это
можно, вносятся коррективы с тем, чтобы сохранить деталь в группе. Ана-
лизируя приспособления и оснастку под инструмент, предусматривают воз-
можность их изменения с тем, чтобы использовать для разных деталей.
В итоге, получают технологическую группу деталей, на которую раз-
рабатывается групповая операция или групповой технологический процесс.
Надо отметить, что отбор деталей в технологическую группу дол-
жен проводиться с учетом организации производства, т.е. обязательно
надо принимать во внимание календарный план выпуска, месячные и
180 МОДУЛЬНОЕ ПОСТРОЕНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
сменные задания. Только после этого приступают к проектированию
групповой технологической операции или процесса.
Как следует из изложенного и в групповой технологии классифика-
ция деталей является технологической и поэтому стоит только изменить-
ся технологии, как сразу же придется изменить и состав деталей, входя-
щих в технологические группы.
Поскольку на каждом предприятии имеющееся технологическое
оборудование и оснастка отличаются от имеющихся на других предпри-
ятиях, постольку одна и та же номенклатура деталей может разбиваться
на разные технологические группы.
Групповые операции с успехом применяют для деталей, цикл изго-
товления которых ограничивается одной операцией (автоматные и ре-
вольверные заготовки, заготовительные процессы, отделочные опера-
ции), а также для деталей, которые после данной групповой операции
проходят обработку по индивидуальным процессам или входят в новые
группы деталей, формируемые для других операций.
При внедрении групповой технологии возникают большие трудности,
связанные с организацией больших технологических групп не только в свя-
зи со сложностью в построении групповых наладок и приспособлений, но и
из-за необходимости учета календарного планирования по выпуску деталей.
Детали, изготовляемые по групповой технологии, хотя и похожие,
но все же разные детали. Поэтому, за редким исключением избавится~
совсем от переналадки станков практически не удается.
По мере увеличения номенклатуры деталей в группе при разработке
групповой наладки возрастают ее сложность, количество позиций и вре-
мя простоя инструментальных позиций. Это ограничивает номенклатуру
деталей, приводит к росту числа групп и, следовательно, увеличению
числа групповых технологических процессов (операций).
Как показала практика внедрения групповой технологии, она оправды-
вает себя при условии многократного повторения выпуска данной группы
изделий (элемегпов). Если повторяемость отсутствует или ггезначительна,
затрата на технологическую подготовку, которьге значительно вьгше по
сравнению с единичной технологией, себя не окупают. Примером эффек-
тивного применения групповой технологии может служить авиационная
промышленность, где имеет место вьгеокая повторяемость групп.
Как показала практика, при использовании методов группового
производства в среднем достигается повышение выпуска на одного рабо-
тающего на 33 % и загрузки оборудования на 30 %, сокращение продол-
жительности наладки на 60 - 70 %, времени подготовки производства на
20 %, цикла производства на 70 %, объема незавершенного производства
на 60 % и складских запасов на 40 % [8].
В целом практика внедрения типовой и групповой технологии показы-
вает возможность существенного повышения эффективности производства.
МОДУЛЬНОЕ ПОСТРОЕНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
181
Подводя итог анализу внедрения разных видов технологий, можно от-
метить, что к сожалению, до сих пор доминирует единичная технология.
Несмотря на очевидные преимущества типовой и [рупповой технологий
реализуется лишь очень малая часть возможностей повышения эффективно-
сти производства, заложенная в самой идеи типизации.
В работе [8] отмечается, что главной причиной неудач при практи-
ческой реализации идеи типизации является стремление использовать
принцип типизации технологических процессов и методику в любых
производственных условиях, сделав ее универсальной для всех видов
производства.
Сторонники такой точки зрения стремятся осуществлять типизацию
технологических процессов под конкретные условия производства от-
дельных предприятий. Это, по их мнению, позволит максимально ис-
пользовать резервы повышения эффективности производства на каждом
отдельном предприятии с учетом его конкретных условий (тип производ-
ства, имеющееся технологическое оборудование, инструменты и оснаст-
ка, а также опыт технологов).
Однако, при этом получается, что под одну и ту же номенклатуру
изделий на разных предприятиях будут разработаны разные типовые
технологические процессы. В итоге, в погоне за некоторым увеличением
эффективности на конкретных предприятиях теряется эффект в масштабе
всего машиностроения.
Поэтому с этим нельзя согласиться, так как само содержание поня-
тия "типизация" предполагает именно универсальность решения задачи
построения типовых процессов для любых производственных условий. И
только в этом случае будет достигнут максимальный эффект от реализа-
ции идеи типизации в масштабе всего машиностроения.
Идея типизации должна носить межотраслевой характер и безус-
ловно прав проф. А. П. Соколовский, когда ставил задачу использовать
принцип типизации технологических процессов в любых производствен-
ных условиях.
Охват производства деталей в машиностроении типовой технологи-
ей в 80-е годы составлял 10-20 %, а групповой технологией - в пределах
10 - 30 % в зависимости от отрасли машиностроения, что очень мало.
Возникает вопрос - почему такой малый процент внедрения, когда
целесообразность, эффективность реализации идеи типизации не вызы-
вает ни у кого сомнения, почему имеются предприятия, где раньше при-
менялась групповая технология, а потом она была забыта ?
Практика показывает, что все рациональное, эффективное не забы-
вается и не отвергается. Значит имеются объективные причины, препят-
ствующие внедрению типовой и групповой технологий.
Главной причиной существующего положения дел в области внедре-
ния типовых технологических процессов, по нашему мнению, является то,
182
МОДУЛЬНОЕ ПОСТРОЕНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
что в основу развития и внедрения типизации положен тезис - изделие
должно быть приспособлено к существующей технологии. Это находит
отражение прежде всего в том, что все классификации в типовой и группо-
вой технологиях строятся по явным или неявным технологическим призна-
кам. В этом заключается их главная и принципиальная ошибка. Такое по-
строение классификаций обусловлено стремлением максимально исполь-
зовать имеющиеся технологические и производственные возможности ка-
ждого производства, что может обеспечить лишь сиюминутный успех и
реализовать только малую часть огромных резервов, таящихся в идее ти-
пизации применительно ко всему машиностроению.
Построение классификации по технологическим признакам приво-
дит к неограниченному росту количества типов в типовой технологии.
Это способствует росту разнообразия технологического обеспечения,
которое совершенствуется и развивается стихийно, случайно, примени-
тельно к случайно выбранным объектам (изделиям, деталям, операциям,
технологическим процессам).
При групповой технологии, поскольку предприятия отличаются
друг от друга технологическими средствами, одна и та же номенклатура
изделий (элементов) будет разбита на разные технологические группы.
Есть и другая причина низкого уровня распространения типовой и
групповой технологий, носящая субъективный характер, но тем не менее
имеющая важное значение.
Навязываемые предприятиям, из хороших побуждений сверху, ти-
повая и групповая технологии часто вызывают противодействие со сто-
роны работников предприятий, что в определенной степени имеет, по
нашему мнению, и объективные причины.
Во-первых, на местах стремятся максимально использовать имею-
щиеся технологические возможности предприятия с наименьшими изме-
нениями, что не согласуется с типовым отраслевым процессом, во-
вторых, это желание внести изменения один раз и затем долго получать
максимальный эффект от этого. Принятая на некоторых заводах типиза-
ция процессов в пределах только своей номенклатуры изделий должного
эффекта не приносит. При охвате типовыми процессами широкой но-
менклатуры изделий типовых процессов получается слишком много. С
другой стороны, как показывает опыт, охват типизацией только неболь-
шого числа традиционных изделий для данного предприятия тоже не
приносит существенного эффекта, поскольку изготовление таких
изделий на предприятии уже достаточно хорошо освоено до типизации.
Если бы предприятие, один раз перестроив свое технологическое
обеспечение, в дальнейшем могло длительное время использовать одни и
те же технологические процессы, то оно охотно пошло бы на такой шаг.
Кроме того, при внедрении типовой технологии возникают трудности
с определением типов, которые во многом зависят от уровня сложности
МОДУЛЬНОЕ ПОСТРОЕНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
183
изделий (элементов). Например, практика показывает, что сложная деталь
описывается широким набором характеристик и потому разработка для
таких деталей типовых процессов наталкивается на большие трудности.
Из такого положения есть два выхода: или отказаться от типовой
технологии, или включать в типы небольшое число деталей, но тогда
резко возрастает число типовых технологических процессов. Поэтому
внедрение типовой технологии дает эффект прежде всего для простых
деталей типа валов, зубчатых колес, втулок и т.п.
На рост типов оказывает влияние развитие техники, когда непре-
рывно появляются новые конструктивные решения деталей и последние
не укладываются в известные типы.
С другой стороны, при переходе предприятия на выпуск модернизи-
рованных и тем более новых изделий появляются детали, которые вклю-
чаются в известные отраслевые типы, но отсутствовавшие ранее на дан-
ном предприятии. Все это приводит к появлению новых типовых процес-
сов и необходимости их обеспечения технологическими средствами. Да-
же на предприятиях, где типовые процессы достаточно широко внедре-
ны, объем технологической подготовки производства остается сравни-
тельно большим. Поэтому предприятиям бывает проще приспосабливать
изготовление деталей под существующее у них технологическое обеспе-
чение, чем пользоваться типовыми процессами.
При внедрении групповой технологии, как уже отмечалось, тоже
возникают большие трудности, связанные с организацией больших тех-
нологических групп не только в связи со сложностью в построении груп-
повых наладок и приспособлений, но и из-за необходимости учета кален-
дарного планирования по выпуску деталей. Кроме того, предприятия
часто неохотно идут на применение этих процессов из-за того, что не
получают быстрого и ощутимого долговременного эффекта от их вне-
дрения. Это касается, прежде всего, многономенклатурного единичного
и мелкосерийного производства.
Наибольший эффект от внедрения групповых технологических про-
цессов получают, главным образом, в среднесерийном производстве с
установившейся периодически сменяемой номенклатурой деталей.
Реализация тезиса - изделие приспособить к технологии -приводит к
стихийному, неорганизованному, неуправляемому развитию технологии,
порождая тем самым огромное разнообразие технологических процессов
и средств их осуществления.
Чтобы коренным образом исправить сложившееся положение дел и
максимально использовать эффективность типизации в масштабе всего
машиностроения, необходимо принципиально изменить взгляд на по-
строение типовых и групповых технологических процессов, их организа-
цию, надо переориентировать машиностроителей на развитие производ-
ства по принципу - технология должна приспосабливаться к изделию.
184
МОДУЛЬНОЕ ПОСТРОЕНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
Реализация этого пути развития должна начинаться прежде всего с
построения классификаций изделий, не содержащих технологических
признаков.
Возникают вопросы: как строить такие классификации, что прини-
мать за классификационные признаки ? Проф. Б. С. Балакшин [3] спра-
ведливо утверждал, что в основу классификации изделий должен быть
положен признак служебного назначения изделий. Сходство служебного
назначения изделия по его мнению во многом предопределяет сходство
требований к качеству и конструкций и, как следствие, сходство техно-
логиФазвивая этот тезис, надо установить связи между служебным на-
значением изделий и их конструкцией, и через эти связи выйти на по-
строение классификации изделий. Известно, что любое множество объ-
ектов можно классифицировать по разным признакам. Выбор признаков
определяется целью классификации.
В нашем случае целью классификации является группирование из-
делий таким образом, чтобы изделия, попавшие в одну группу, обладали
бы близкими конструктивными и качественными характеристиками. Это
позволит изготовлять их по одному технологическому процессу.
На построение такой классификации большое влияние оказывает вы-
бор объекта классификации. Если в качестве объекта классификации при-
нять изделие, то, поскольку оно описывается большим количеством харак-
теристик, это приведет к малому числу изделий в группе и большому
числу типов. В пределе получим не типовую, а единичную технологию.
Таким образом, желательно, чтобы объект классификации был с од-
ной стороны простым, т.е. описывался небольшим числом характеристик, а
с другой стороны отличался бы высокой устойчивостью. Как следует из гл.
3 в качестве такого объекта, отвечавшего указанным требованиям, можно
принять модуль поверхностей (МН) и модуль соединения (МС).
Выбор МП и МС в качестве объектов классификации позволит в си-
лу их высокой устойчивости разрешить противоречие между непрерыв-
ным изменением изделий и стремлением к постоянству средств техноло-
гического обеспечения.
Поскольку изделие представляется множеством МП и МС, то тех-
нологические процессы изготовления деталей и сборки изделия будут
строиться путем их компоновки из модулей технологического процесса.
Задача технолога заключается в обеспечении каждого МП и МС ти-
повыми модулями средств технологического обеспечения.
Такая постановка задачи будет способствовать развитию производ-
ства изделий по принципу - технология должна приспосабливаться к из-
делию. В связи с тем, что четко определены объекты изготовления, появ-
ляется возможность организованного, управляемого развития техноло-
гии, сведения к минимуму разнообразия технологических средств, дуб-
лирования работ в области технологической подготовки производства;
МОДУЛЬНОЕ ПОСТРОЕНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
185
сравнительно просто можно систематизировать и широко распростра-
нять научно-технические достижения в области технологии. Предпри-
ятие, один раз перестроив свою технологию и технологические средства
под изготовление модулей поверхностей, затем будет ими многократно и
долговременно пользоваться. Все это будет способствовать максималь-
ному использованию резервов повышения эффективности, заложенных в
идее типизации.
Теперь, прежде чем начинать разработку новой технологии, можно
будет познакомиться с существующим технологическим обеспечением
на модульном уровне. Уже одно это сократит дублирование работ, даст
возможность сравнительно быстро и эффективно распространять передо-
вую технологию на все предприятия.
Изменения номенклатуры деталей, подлежащих изготовлению, не
будут требовать больших изменений в технологическом обеспечении.
Какими бы новыми не будут изделия, их детали, они все равно будут
содержать МП и МС, под которые уже есть типовые модули
технологического процесса, оборудования, оснастки.
В связи с изложенным возникает необходимость в разработке прин-
ципиально нового вида технологии - модульной технологии. Чтобы пра-
вильно сформулировать постановку задачи разработки нового вида тех-
нологии, нужно подвести итог анализу единичной, типовой и групповой
технологии.
Применение единичного процесса позволяет строить оптимальный
процесс, но приводит к большим затрат времени на его разработку; типо-
вой технологический процесс, снижая объем и сроки технологической
подготовки производства, не обеспечивает оптимального процесса для
каждой детали одного типа; групповой технологический процесс хотя и
увеличивает размер партии, но требует повторяемости выпуска изделий,
что существенно снижает область его эффективного применения. Кроме
того, все три вида технологии не обладают гибкостью, так как не позво-
ляют изменять в случае надобности маршрут.
Учитывая отмеченные недостатки единичного, типового и группо-
вого процессов, а также принимая во внимание необходимость приспо-
сабливания технологии к изделию, новый вид технологического про-
цесса должен:
• учитывать индивидуальные особенности изготовляемой детали;
• использовать типовые технологические решения;
• создавать предпосылки для широкого использования поточной
формы организации производства;
• позволять в случае необходимости изменять последовательность
выполнения операции технологического процесса.
186
МОДУЛЬНОЕ ПОСТРОЕНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
6.2. РАЗРАБОТКА МОДУЛЬНОГО ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
СБОРКИ ИЗДЕЛИЯ
Технологический процесс сборки изделия - это заключительный
этап его изготовления, во многом определяющий эксплуатационные
свойства изделия.
В современном механосборочном производстве сборочные про-
цессы занимают значительное место, например, трудоемкость узловой
и общей сборки составляет от 20 % до 70 % всей трудоемкости изго-
товления машин. Остается высокой и себестоимость сборочных работ в
результате большой доли ручного труда и широкого использования
рабочей силы высокой квалификации; наблюдается существенное от-
ставание уровня механизации и автоматизации сборочных работ. Не-
сколько лучше в этом отношении находятся массовое и крупносерий-
ное производства, что касается единичного и мелкосерийного произ-
водств, то уровень их механизации и автоматизации весьма низок. Все
это приводит к снижению уровня производительности сборочных про-
цессов и высокой себестоимости изделий.
Учитывая непрерывное увеличение номенклатуры выпускаемых из-
делий при одновременном росте объемов выпуска, без существенных
мероприятий по интенсификации сборочного производства, численность
сборщиков, потребности в производственных площадях будут неуклонно
расти. Отсюда главной проблемой сборочного производства является его
совершенствование, сокращение затрат живого труда, освобождение ра-
бочих, и в первую очередь от выполнения физически тяжелых и моно-
тонных операций. Решение этой проблемы сборочного производства тре-
бует, прежде всего, совершенствования технологии и широкого внедре-
ния механизации и автоматизации сборочных работ.
Одной из главных причин сложившегося положения в сборочном
производстве является отсутствие единого подхода в решении проблем
сборки. Это объясняется, с одной стороны, отраслевым подходом к ре-
шению проблем сборочного производства, когда в каждой отрасли ма-
шиностроения автономно решают проблемы технологии, проектируют и
изготовляют для своих нужд средства механизации и автоматизации сбо-
рочных процессов. С другой стороны, изделия машиностроения отлича-
ются огромным разнообразием конструкций, массы, размеров, техниче-
ских требований, порождающих большое многообразие сборочных про-
цессов, оборудования, оснастки, инструмента. Все это вызывает большие
трудности в изучении закономерностей технологии сборки, выработки
единого подхода к ее совершенствованию, широкого применения типи-
зации, унификации, стандартизации. К разработке сборочного техноло-
МОДУЛЬНОЕ ПОСТРОЕНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
187
гического процесса нового изделия технолог, как правило, относится как
к решению новой оригинальной задачи. В итоге рождается еще один
"новый" сборочный процесс, но по своему существу мало чем отличаю-
щийся от действующих.
Разработка единого подхода в решении проблемы повышения эф-
фективности сборочного производства возможна только на основе пони-
мания глубинных закономерностей и взаимосвязей между его элемента-
ми.
Предлагаемый модульный принцип построения технологических
процессов изготовления изделий, основанный на представлении изделия
как структурированного множества модулей поверхностей и модулей
соединения, открывает новые перспективы в решении проблемы совер-
шенствования сборочного производства. Он позволяет выработать еди-
ный подход в разработке сборочных процессов, средств их осуществле-
ния, широком внедрении типизации, унификации и стандартизации.
В основе технологического процесса сборки любого изделия лежит
прежде всего процесс соединения его деталей, сборочных единиц. Этот
процесс является неотъемлемой частью сборочного процесса и составля-
ет его основу. Именно эта часть сборочного процесса в первую очередь
определяет эффективность всего технологического процесса и предъяв-
ляет требования к средствам механизации и автоматизации.
Соединение деталей, сборочных единиц происходит посредством
совмещения их баз, в качестве которых выступают базирующие модули
поверхностей (МПБ).
Анализ литературы, посвященной сборочным процессам, показыва-
ет, что в их изучении основное внимание уделялось исследованию непо-
средственно процесса соединения деталей, кинематики движения соеди-
няемых деталей, действующих сил. Практически не изученным остался
вопрос разнообразия комплектов баз, которыми сопрягаются соединяе-
мые детали, отсутствие их типизации и унификации. А именно здесь
кроются резервы существенного повышения эффективности сборочного
производства. Действительно, соединение деталей - это процесс совме-
щения двух МПБ - комплекта основных баз присоединяемой детали с
комплектом вспомогательных баз базовой детали.
Совмещенная пара базирующих модулей поверхностей получила
название модуля соединения (МС).
Анализ многочисленных соединений деталей разных изделий (сбо-
рочных единиц) подтвердил, что комплекту основных баз присоединяе-
мой детали всегда соответствует вполне определенный и единственный
ответный ему комплект вспомогательных баз у базовой детали. Все раз-
нообразие МС ограничивается семью наименованиями МС (см. п. 3.1.2):
188
МОДУЛЬНОЕ ПОСТРОЕНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
МС2-
Б211
Б212 ’
МСЗ-
Б221 .
Б222 ’
МС4--^’
Б312’
мс5-^|^-; МСб-^-; МС7--|^.
Б322 Б42 Б52
Таким образом, при сборке любого изделия соединение его деталей,
сборочных единиц будет происходить через осуществление МС в преде-
лах семи наименований.
Отсюда следует, что, если для семи наименований МС разработать
модули технологического процесса (МТС) их осуществления, то по-
строение технологического процесса сборки изделий можно рассматри-
вать, в основном, как его компоновку из этих частей технологического
процесса, объединенных соответствующими вспомогательными перехо-
дами.
Тогда под модульным технологическим процессом сборки изделия
будем понимать объединение МТС, осуществляемых в последовательно-
сти, определяемой схемой сборки изделия. Следовательно, первой зада-
чей реализации модульного принципа в построении технологических
процессов сборки изделий является разработка технологии осуществле-
ния модулей соединений.
6.2.1. РАЗРАБОТКА МОДУЛЕЙ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
СОЕДИНЕНИЯ ДЕТАЛЕЙ
Модуль технологического процесса (МТС) соединения деталей
представляет собой перечень технологических и вспомогательных пере-
ходов в заданной последовательности. При этом должны быть обеспече-
ны заданное качество МС и производительность процесса.
На содержание МТС определяющее влияние оказывает конструкция
МС, его размерные и качественные характеристики, материал, размеры и
конструкция соединяемых деталей. Эти факторы можно разделить на две
группы: факторы, определяемые непосредственно МС (конструкция,
размеры, качественные показатели), и факторы, определяемые соединяе-
мыми деталями (материал, размеры, конструкция). Если факторы первой
группы оказывают непосредственное влияние на выбор метода соедине-
ния и перечень переходов, то факторы второй группы оказывают влия-
ние, главным образом, на выбор МТС среди равнозначных и второсте-
пенное влияние - на переходы.
В монографии основное внимание уделено рассмотрению факторов
первой группы. Модули соединения одного наименования могут сущест-
венно различаться видом посадки, конструкцией, размерами и качест-
венными характеристиками.
МОДУЛЬНОЕ ПОСТРОЕНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
189
В качестве примера на рис. 6.1 приведены два вида одного и того же
МС4, образованные модулями поверхностей Б311 и Б312.
Чтобы разработать необходимое количество МТС, охватывающее в
основном все разнообразие МС, надо построить классификации модуля
соединения каждого наименования.
Наибольшее влияние на технологию соединения оказывает вид по-
садки: подвижная (с зазором) или неподвижная (с натягом). В первом
случае количественной характеристикой соединения будет величина за-
зора, а во втором случае - величина натяга.
МС4
Рис. 6.1. Разновидности конструктивного оформления МС4
190 МОДУЛЬНОЕ ПОСТРОЕНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
Значения натяга и зазора определяются служебным назначением со-
единения и регламентируются видом посадки и степенью (классом) точ-
ности.
Соединение с зазором отличается определенной спецификой. Кон-
такт деталей в этом соединении осуществляется с помощью пары МПБ,
выполняющих роль рабочих модулей поверхностей в случае наличия их
относительного движения. Конструктивное оформление последних сов-
падает с соответствующими МПБ и зависит от числа степеней свободы,
заложенного в соединении, и заданной траектории движения. Например,
в соединении "ласточкин хвост" ползун имеет одну степень свободы -
возможность поступательного движения, а в шарнирном соединении де-
таль имеет три степени свободы - возможность трех вращательных дви-
жений.
Специфика соединения с зазором заключается в том, что соединение
представляет собой совмещение двух МПБ - прямого и ответного ему, ко-
гда изделие не работает, т.е. подвижное соединение превращается в непод-
вижное. В этом случае при наличии относительного движения МПБ дета-
лей, образовавших соединение (МС), переходят в категорию МПР. Здесь
надо отметить еще одно обстоятельство: заданная траектория движения
одного модуля относительно другого обеспечивается соответствующими
поверхностями у МПР, выполняющих роль баз, в задачу которых входит
лишение деталей соответствующих степеней свободы. К примеру, в соеди-
нении "ласточкин хвост", чтобы ползун мог двигаться только поступатель-
но, две поверхности МПР должны выполнять роль, аналогичную тем, ко-
торые выполняют соответственно установочная и направляющая базы. С
их помощью ползун лишается пяти степеней свободы - трех вращательных
и двух поступательных движений.
Поэтому, когда подвижное соединение переходит в категорию не-
подвижного соединения, МС оказывается образованным парой МПБ,
представляющих собой неполные комплекты баз. При этом у МС одного
наименования состав поверхностей в МПБ может быть разным в зависи-
мости от того, скольких степеней свободы лишаются детали в этом со-
единении. На рис. 6.2 в качестве примера приведены три варианта МС4:
лишение зубчатого колеса, установленного на валу, всех степеней свобо-
ды (рис. 6.2, а), лишение зубчатого колеса пяти степеней свободы (рис.
6.2, б), когда зубчатому колесу оставляется возможность вращения на
валу, и лишение зубчатого колеса четырех степеней свободы (рис. 6.2, в),
чтобы оно могло вращаться на валу и перемещаться вдоль его оси.
Кроме перечисленных выше факторов содержание МТС зависит от
того, какая из соединяемых деталей является в процессе сборки базовой,
т.е. детали, к которой присоединяется другая деталь.
МОДУЛЬНОЕ ПОСТРОЕНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
191
Рис. 6.2. Варианты базирования зубчатого колеса при лишении:
а - шести степеней свободы; б - пяти степеней свободы;
в - четырех степеней свободы
Например, при сборке МС2 в одном случае гайка навинчивается на
винт, а в другом случае винт ввинчивается в корпус. В обоих случаях
МС2 будет один и тот же, однако МТС будут разными.
Чтобы учесть это обстоятельство при разработке МТС, необходимо
ввести различие в обозначении МС. В этой связи предлагается следующее.
Как отмечалось выше, МС в записи представляет собой отношение двух
базирующих модулей поверхностей. Отсюда предлагается в знаменателе
этого отношения указывать базирующий модуль поверхностей, выступаю-
щий в роли комплекта вспомогательных баз детали, являющейся базовой, а
в числителе - базирующий модуль поверхностей, выступающий в роли ком-
плекта основных баз присоединяемой детали. Например, если у МС2 гайка
навинчивается на винт, то МС будет представлен дробью
Б211
Б212
- МС2;
192 МОДУЛЬНОЕ ПОСТРОЕНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
если же винт ввинчивается в корпус, то МС будет записан как
Б212
Б2Й-МС2
т.е. в этом случае резьбовое отверстие с торцом будет выступать в роли
комплекта вспомогательных баз. Указание МС на схеме сборки изделия в
виде дроби вызывает неудобства. Поэтому предлагается МС одного наиме-
нования, но разного отношения МПБ отмечать нанесением штриха. В нача-
ле параграфа была приведена номенклатура МС, у которых в отношении
МПБ в знаменателе выступали МПБ с четным числом. Условимся МС,
имеющих в знаменателе МПБ с нечетным числом, обозначать со штрихом:
Ит~мсг Ц12_мсг- |§|-мсЛ
|^-МС4';
Б311
Б322
Б321
МС5’; |^-МС6'; -Щ-МС7'.
Б41 Б51
Изложенное выше говорит о том, что для осуществления МС одного
наименования необходимо разработать группу МТС учитывающих влия-
ние многочисленных факторов.
В структуре технологического процесса сборки МТС находится ме-
жду переходом и операцией. Поэтому в качестве технологической доку-
ментации на процессы сборки надо ввести дополнительный документ -
карту модуля технологического процесса по осуществлению МС.
В этой карте под осуществление МС должны быть указаны в опре-
деленной последовательности все необходимые технологические и вспо-
могательные переходы, требуемый инструмент, оснастка, оборудование,
режимы рабочего процесса, а так же затраты времени.
После того как будут разработаны МТС, необходимо их обеспечить
соответствующими модулями оборудования, инструмента, оснастки,
контрольно-измерительных средств.
6.2.2. ПОСТРОЕНИЕ МОДУЛЬНОГО ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
СБОРКИ ИЗДЕЛИЯ
Начинается разработка модульного технологического процесса
сборки изделия с построения маршрутного процесса.
На этом этапе устанавливается последовательность соединения де-
талей и сборочных единиц, выявляются МС и намечаются сборочные
операции.
Все это находит отражение в виде схемы сборки изделия. На рис.
6.3 показан сборочный чертеж части редуктора с указанием
составляющих его деталей.
МОДУЛЬНОЕ ПОСТРОЕНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
193
Рис. 6.3. Чертеж редуктора
На рис. 6.4 приведена схема сборки этой части редуктора, из кото-
рой видно, в какой последовательности детали устанавливаются в корпус
1 редуктора, с помощью каких МС происходит соединение деталей и
какие сборочные единицы образуются в процессе сборки.
В отличии от традиционной схемы сборки в нашем случае указыва-
ются МС, с помощью которых осуществляются соединения деталей.
Как видно на схеме сборки (рис. 6.4), указываются не только наиме-
нования МС, но и последовательность их осуществления.
На рис. 6.5 приведена гистограмма МС, имеющих место в процессе
сборки редуктора. Из нее следует, что из семи возможных наименований
МС в сборке приведенной части редуктора участвуют только четыре на-
именования: MCI, МС2, МС4 и МС5; их количество составляет 14 штук,
а доминирует среди них МС4.
Этот пример показывает, что какими бы не были разными сбороч-
ные технологические процессы, сущность каждого из них заключается в
осуществлении той или иной последовательности МС в пределах семи
наименований.
Рис. 6.4. Схема сборки редуктора
МОДУЛЬНОЕ ПОСТРОЕНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
МОДУЛЬНОЕ ПОСТРОЕНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
195
>МС
Следующим этапом в построении модульного сборочного процесса
является разработка технологической операции. Структура технологиче-
ской операции модульного сборочного процесса отличается тем, что она
состоит из МТС и вспомогательных переходов, необходимых для осуще-
ствления перехода от одного МТС к другому, и других вспомогательных
действий, например, подвод и отвод инструмента и др.
При разработке сборочной операции окончательно определяется со-
став осуществляемых МТС, их последовательность и устанавливаются
необходимые вспомогательные переходы.
Далее производится расчет режимов рабочего процесса и осуществ-
ляется выбор технологического оборудования, инструмента и оснастки
на основе анализа технологических карт МТС.
Разработка модульного сборочного технологического процесса за-
канчивается заполнением карт на сборочные операции.
6.3. РАЗРАБОТКА МОДУЛЬНОГО ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
ИЗГОТОВЛЕНИЯ ДЕТАЛИ
Исходными данными для разработки модульного технологического
процесса изготовления детали является ее чертеж в модульном представле-
нии и объем выпуска. Поэтому, прежде чем разрабатывать модульный техно-
логаческий процесс, надо деталь представить совокупностью МП. Однако
МП, приведенные в классификации (см. рис. 3.4) являются конструкторски-
ми, так как своим конструктивно-геометрическим оформлением и характери-
стиками отражают требования служебного назначения детали.
В тоже время анализ различных деталей показывает, что у них встре-
чаются поверхности, не принадлежащие к базирующим, рабочим или свя-
196 МОДУЛЬНОЕ ПОСТРОЕНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
зующим МП. Объясняется это тем, что при изготовлении деталей действуют
законы технологии, вследствие чего приходится предусматривать у детали
различного рода дополнительные поверхности, облегчающие ее изготовле-
ние. Такие поверхности, улучшающие технологичность детали, будем на-
зывать технологическими и условимся относить их к классу МПС.
Однако с позиций технологии изготовления детали в ряде случаев
такие МП желательно объединять с другими МП в |руппы, получившие
название интегральных модулей поверхностей (МПИ).
Поэтому в тех случаях, когда некоторые МП объединяют в МПИ, надо
внести соответствующие коррективы в чертеж детали. В соответствии с
этим в общем случае чертеж детали в модульном исполнении может быть
представлен совокупностью только МП или только МПИ или МП с МПИ.
В связи с появлением МПИ необходимо сформулировать правила
их формирования.
6.3.1. ФОРМИРОВАНИЕ ИНТЕГРАЛЬНЫХ МОДУЛЕЙ ПОВЕРХНОСТЕЙ
Как уже отмечалось, деталь содержит базирующие, рабочие и свя-
зующие поверхности, где в состав последних условно входят и техноло-
гические поверхности.
Опытный конструктор, проектируя деталь, в какой-то мере уже пре-
дусматривает технологию ее изготовления, вводя соответствующие тех-
нологические поверхности. Вот почему у детали встречаются поверхно-
сти, не относящиеся ни к одному из трех классов МП, определяемых
служебным назначением детали.
В связи с изложенным важное значение приобретает разработка
принципов объединения МП в группы (МПИ). Если в основу формиро-
вания МПИ положить общность технологии их изготовления, удобство
изготовления, т.е. технологические признаки, то это приведет к росту
разнообразия таких МПИ. На каждом предприятии в силу его конкрет-
ных производственных условий будут формировать свои МПИ. Чтобы
избежать этого, объединять в группы надо конструкторский МП только с
МП, выполняющим роль технологических поверхностей.
Появление на детали технологических поверхностей в одних случаях
объясняется стремлением повысить эффективность изготовления, а в других
случаях - обеспечить физическую возможность изготовления детали. На-
пример, канавка (рис. 6.6, а) на детали необходима в одном случае для вы-
хода инструмента, а в другом случае - для обеспечения получения прямого
угла между образующей цилиндрической поверхности и торцом. Другой
пример - большая протяженность базирующей поверхности типа двойной
направляющей вызывает трудности обеспечения ее точности, в то время как
для выполнения ею своего служебного назначения достаточно иметь два
цилиндрических пояска по краям этой поверхности (рис. 6.6, б, в).
МОДУЛЬНОЕ ПОСТРОЕНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
197
в) г)
Рис. 6.6. Технологические поверхности:
а - канавка; б - выточка на наружной поверхности;
в - выточка на внутренней поверхности; г - выборка на плоской поверхности
В этом случае и появляется выточка, которая в данном случае вы-
полняет роль связующей поверхности, но по своему назначению явля-
ется технологической и связана с базирующим модулем. Аналогичное
решение можно наблюдать у деталей, имеющих плоские поверхности
большой площади. Здесь также делают выборку поверхности (рис. 6.6, г),
занижая ее по размеру, тогда установочная база формируется только по
периметру детали. В этом случае тоже появляется связующая поверх-
ность, связанная с базирующим модулем, выполняющая роль технологи-
ческой поверхности.
Из приведенных примеров следует, что между определенными мо-
дулями поверхностей имеются тесные связи и их целесообразно обраба-
тывать совместно на одной операции, за один установ, также как все по-
верхности одного МП.
В других случаях появление технологических поверхностей обу-
словлено физической необходимостью получения на детали базирую-
щих, рабочих или связующих поверхностей. Таким примером является
шпоночный паз, который служит в качестве опорной базы для лишения
детали, например, зубчатого колеса, одной степени свободы -вращения
на валу. Для этой цели требуется лишь одна из боковых поверхностей
шпоночного паза, входящая в контакт с боковой поверхностью шпонки
вала. Однако изготовить ее нельзя без изготовления других поверхностей
(рис. 6.7, а) шпоночного паза, не принимающих участия в выполнении
служебных функций детали.
198
МОДУЛЬНОЕ ПОСТРОЕНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
Рис. 6.7. Технологические поверхности:
а - поверхности шпоночного паза; б - канавка;
в - поверхность зуба; г - конусная поверхность
Другой пример, для того, чтобы нарезать резьбу в отверстии метчи-
ком, необходимо для выхода метчика отверстие сделать длиннее, чем
длина резьбы. Если резьбу изготовляют резцом, то нужна канавка для
выхода резца (рис. 6.7, 6) и т.д.
В качестве технологических поверхностей в ряде случаев можно рас-
сматривать и различного рода фаски, в функцию которых входит устране-
ние недостатков, обусловленных применяемым методом обработки, а также
использование их для облегчения направления детали во время сборки.
Другими примерами являются поверхности зуба, не являющиеся
эвольвентной частью его поверхности (рис. 6.7, в), получающиеся при
нарезке зубьев традиционными методами, или конические поверхности
(рис. 6.7, г), получающиеся при изготовлении отверстия сверлом.
Следует отметить, что не всегда конструктор на рабочих чертежах
деталей предусматривает технологические поверхности, и тогда технолог
должен внести соответствующие коррективы в чертеж детали. В этом
случае это будет проработкой детали на технологичность. Такие поверх-
ности оказываются связанными с соответствующим МП размерными
связями, что и является признаком, на основе которого их можно объе-
динять в один МПИ.
МОДУЛЬНОЕ ПОСТРОЕНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
199
В некоторых случаях в одну группу следует объединять два бази-
рующих МПБ. Например, чтобы получить на детали полный комплект
баз Б312, надо в шпоночный паз вставить шпонку. В связи с этим на валу
неполный комплект баз Б312 (в виде торца и наружной цилиндрической
поверхности) должен быть связан размерами со шпоночным пазом (Б11).
Поэтому их целесообразно объединить в одну группу (рис. 6.8).
Таким образом, в общем случае, конструкторскому МП могут со-
путствовать как связующие МП, выполняющие роль технологических
поверхностей, так и МПБ или МПР.
Поскольку МПИ формируется на базе основного МП, к которому
присоединяются другие МП, постольку в обозначении МПИ должен фи-
гурировать его код. Например, если в основе МПИ лежит модуль Б312,
то интегральный модуль будет иметь код МПИБ312. Надо отметить, что
интегральные модули одного наименования могут различаться набором
как сопутствующих им МП, например, разного вида канавок, так и по-
верхностей, входящих в состав самого МП, а в некоторых случаях и раз-
личным расположением этих поверхностей. Это объясняется назначени-
ем деталей, их конструктивным оформлением. В связи с этим в дальней-
шем желательно осуществить типизацию МПИ.
На рис. 6.9 приведены примеры МПИ на основе МПБ312 откуда сле-
дует, что на основе одного наименования МПБ может быть сформировано
несколько вариантов интегральных модулей, поэтому теоретически одну и
ту же деталь можно представить различным набором МПИ. С другой сто-
роны не безразлично, каким набором МПИ из возможных вариантов пред-
ставлять деталь. Дело в том, что на эффективность разрабатываемого тех-
нологического процесса большое влияние оказывает количество и номенк-
латура интегральных модулей, из которых состоит деталь.
Рис. 6.8. МПИ, составленный из двух МПБ
200
МОДУЛЬНОЕ ПОСТРОЕНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
«) б) в)
Рис. 6.9. Варианты МПИ на базе МПБ 312
С уменьшением, номенклатуры и количества МПИ сокращается
требуемая номенклатура станков для изготовления детали, число перена-
строек станков, разнообразие инструментальных наладок, число переус-
тановок заготовки, разнообразие измерительных средств.
Статистика показывает, что наиболее высокие требования по каче-
ству предъявляются к МПБ, МПР и редко к МПС. Поскольку МПР со-
держится у малого числа деталей изделия, а МПБ присутствует у каж-
дой, то наиболее часто МПИ строится на основе МПБ. Это способствует
снижению разнообразия МПИ.
Надо отметить, что среди базирующих МП больший процент - непол-
ный комплект баз, а среди МПС большинство содержат одну - две поверх-
ности, к которым, как правило, не предъявляют высоких требований по
точности. Это обстоятельство открывает возможность формировать МП
или интегральные модули, добавляя к неполным комплектам баз базирую-
щих модулей связующие модули в качестве недостающих поверхностей. С
другой стороны, можно, учитывая невысокие требования к точности отно-
сительного положения МПС, формировать из них такие МПС, чтобы они
своей конструкцией повторяли МПБ или МПР. При этом необходим пере-
счет размеров и допусков. Учитывая, что, как правило, требования к точно-
сти положения МПС невысокие, степень ужесточения норм точности
после их пересчета не будет большой. Такие МП и МПИ должны обо-
значаться со штрихом, например МПИБ'312.
В практике изготовления деталей нередко встречаются случаи, ко-
гда заготовку детали получают сборкой из элементов, соединяемых свар-
кой, после чего она подвергается обработке. В этих случаях при получе-
нии детали требуется осуществить подготовительную обработку поверх-
ностей, характеристики, геометрия, требования к качеству которых опре-
деляются требованиями процесса сварки. Такие поверхности тоже явля-
ются технологическими и их желательно объединять под конструкции
соответствующих МП или МПИ.
Учитывая, что процесс формирования МПИ детали из ее конструк-
торских МП оказывает существенное влияние, как па номенклатуру, так
и на количество МПИ у детали, его следует считать важным этапом в
подготовке исходных данных для разработки модульного техпологиче-
МОДУЛЬНОЕ ПОСТРОЕНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
201
ского процесса. В связи с этим предлагаются следующие рекомендации
по формированию МПИ.
1. Формирование МПИ должно осуществляться:
а) присоединением к МПБ или к МПР связующих модулей, состоя-
щих из технологических поверхностей;
б) присоединением к МПБ, являющимся неполным комплектом баз,
МПС в виде недостающих поверхностей для образования полного ком-
плекта баз;
в) объединением нескольких МП, образующих типовую конструк-
цию МПБ, МПР.
2. При составлении МПИ запрещается разъединять поверхности,
принадлежащие одному МП.
3. В МПИ могут объединяться разные по наименованиям МП.
Как показывает накопленный опыт, наиболее часто МПИ формируется
путем присоединения к МПБ связующих МП, реже МПС присоединяются к
МПР, еще реже МПБ объединяются с МПБ или МПС объединяется с МПС.
4. После формирования всех МПИ детали необходимо произвести
корректировку размеров и норм точности как в пределах каждого МПИ,
так и детали в целом.
На рис. 6.10 показан пример представления детали совокупностью
МП и МПИ.
6.3.2. РАЗРАБОТКА МОДУЛЕЙ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
ИЗГОТОВЛЕНИЯ МП
Разработка модульного технологического процесса (МТП) изготов-
ления детали представляет собой компоновку его из процессов по изго-
товлению МП или МПИ детали. Поэтому, прежде чем начинать разраба-
тывать МТП, надо создать банк модулей технологического процесса
(МТИ). Для этого сначала надо определить положение МТИ.среди дру-
гих элементов технологического процесса изготовления детали.
В технологаи машиностроения широко используются такие термины
как технологический переход, операция. При изготовлении МП или МПИ
вследствие того, что он содержит несколько поверхностей, потребуется не-
сколько технологических и вспомогательных переходов. Этот набор пере-
ходов можно назвать операцией только в том случае, если будет изготов-
ляться на станке только один МП. В других случаях потребуется введение
нового термина. Надобность в новом термине объясняется еще и тем, что
модульный процесс имеет блочное строение, где под блоком понимается
модуль технологического процесса изготовления МП или МПИ.
Таким образом, под модулем технологического процесса понимает-
ся совокупность технологических и вспомогательных переходов по изго-
товлению одного МП или МПИ.
202
МОДУЛЬНОЕ ПОСТРОЕНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
Рис. 6.10. Деталь представленная совокупностью:
а - МП; б - МП и МПИ
Исходными данными для разработки МТИ являются чертеж МП
(МПИ), размерные и качественные характеристики МП (МПИ), материал
заготовки, количество МП (МПИ), изготовляемых в единицу времени.
В задачу разработки МТИ входит, прежде всего, выбор методов об-
работки каждой поверхности МП (МПИ), обеспечивающих заданную
точность, шероховатость поверхностей и точность их относительного
положения.
МОДУЛЬНОЕ ПОСТРОЕНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
203
В зависимости от вида заготовки, требований к точности и качеству
поверхностного слоя поверхность детали может быть получена в не-
сколько рабочих ходов. Чтобы обеспечить однозначность в определении
МТИ, условимся под МТИ понимать такую совокупность технологиче-
ских и вспомогательных переходов, в которой каждая поверхность МИ
(МИИ) должна обрабатываться за один рабочий ход.
В связи с этим появляется необходимость в таких понятиях, как заго-
товительный модуль поверхностей (МПз). Действительно, чтобы разрабо-
тать МТИ и получить требуемые качественные характеристики МИ (МПИ)
детали, необходимо иметь соответствующую заготовку, в роли которой в
нашем случае выступает заготовительный модуль поверхностей.
Для определения размеров МПз необходимо рассчитать значения
припусков, снимаемых с каждой поверхности в один рабочий ход. При-
бавляя припуски к размерам поверхностей МП (МПИ), получаем
чертеж МПз.
На практике часто, чтобы из заготовки получить ту или иную по-
верхность детали требуемого качества, приходится припуск снимать в
несколько рабочих ходов. В этом случае число заготовительных моду-
лей, подлежащих обработке для получения МП (МПИ) детали, будет
зависеть от числа рабочих ходов.
В общем виде схема заготовительных модулей для получения МП
будет иметь вид:
МП - МПз! - МПз2 - ... - МПз„,
где МПз, - заготовительный модуль для получения МП (МПИ); МПз2 -
заготовительный модуль для получения МПз,; МПз3 - заготовительный
модуль для получения МПз2; МПз„ - заготовительный модуль для полу-
чения МПз„.!.
Надо отметить, что в этой схеме МПз могут отличатся по своей
конструкции от МП и друг от друга. Это зависит от конфигурации за-
готовки, способа получения МП, технологических особенностей
изготовления МП.
Например, при точении детали из прутка можно получить один и
тот же модуль Б312 двумя способами (рис. 6.11), где МПз будут отли-
чаться по конструкции и размерам. Примером, когда конструкция МПз
отличается от МП, может служить изготовление модуля Б211. Сначала
на заготовке надо получить МПз в виде отверстия и торца, которые в
совокупности представляют собой БЗ 11, а затем, нарезав резьбу и под-
резав торец, получить Б211 (рис. 6.12).
Таким образом, для изготовления одного МП могут быть примене-
ны разные МТИ, причем они в зависимости от МПз могут существенно
отличаться друг от друга.
Все изложенное справедливо и для МПИ.
204
МОДУЛЬНОЕ ПОСТРОЕНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
Рис. 6.11. Варианты технологии получения модуля Б312
Рис. 6.12. Технология получения модуля Б311
Разработка МТИ начинается с выбора методов обработки поверхно-
стей заготовительного модуля для получения МП (МПИ). Выбираемый
метод обработки должен обеспечить требуемую точность, а также каче-
ство поверхностного слоя при наивысшей производительности.
Известно, что часто одно и тоже качество поверхности детали мо-
жет быть получено разными методами обработки, а их выбор определя-
ется эффективностью и типом производства. Поэтому, при разработке
МТИ необходимо учитывать серийность производства.
Следует напомнить, что одним из преимуществ модульной технологии
является возможность использования прогрессивных технологических про-
цессов крупносерийного и массового производств в серийном и даже в еди-
ничном производстве. Отсюда при разработке модулей технологического
процесса надо ориентироваться на методы, применяемые в крупносерийном
и массовом производстве. Чтобы реализовать такие методы в мелкосерий-
ном и тем более в единичном производстве, потребуется создание нового
технологического обрабатывающего оборудования, на что требуется много
МОДУЛЬНОЕ ПОСТРОЕНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
205
времени, средств и труда. Поэтому параллельно нужно внедрять модуль-
ную технологию на действующем оборудовании за счет применения на
станках единичного и мелкосерийного производства многоинструментных
наладок, а в ряде случаев осуществлять частичную модернизацию станков.
Ориентация на существующее оборудование и конкретные условия
производства сужает универсальность МТИ, но повышает их эффектив-
ность для данного производства. Если же разрабатывать МТИ под новое
оборудование, то критерии выбора методов будут несколько иными.
При разработке МТИ выбирается метод обработки для получения
каждой поверхности МП (МПИ). При этом отбираются конкурирующие
методы обработки при условии, что они обеспечивают заданные качест-
венные характеристики. Весьма вероятно, что для разных поверхностей
МП (МПИ) будут выбраны разные методы обработки. В этом случае на-
до учитывать размеры МП (МПИ), конкретные условия реализации дан-
ной технологии и, в первую очередь, станок, на котором будет осуществ-
ляться обработка. Эти условия и определяют выбор из перечня конкури-
рующих методов наиболее подходящего.
Далее определяются режущий инструмент, последовательность тех-
нологических переходов, назначаются режимы обработки, с тем чтобы
обеспечить заданную точность обработки поверхностей МП (МПИ) по
размерам, геометрической форме, уровню шероховатости, относитель-
ному расположению поверхностей.
Итогом разработки МТИ является технологическая карга, где будут
указаны все данные как в операционной карте, и должны быть
приведены чертежи заготовительного и получаемого модулей.
При разработке МТИ для единичного и среднесерийного произ-
водств модульная технология позволяет осуществлять совмещение тех-
нологических переходов во времени, так как у деталей даже в единичном
изготовлении будут обрабатываться типичные модули на специализиро-
ванных рабочих местах.
Чтобы можно было реализовывать такие МТИ, необходимы легко-
переналаживаемыс регулируемые быстросменные предварительно на-
страиваемые инструментальные наладки.
6.3.3. ПОСТРОЕНИЕ МОДУЛЬНОГО ТЕХНОЛОГИЧЕСКОГО
ПРОЦЕССА ИЗГОТОВЛЕНИЯ ДЕТАЛИ
Модульный процесс объединяет в себе преимущества единичного,
типового и группового процесса плюс приобретает еще и гибкость.
Все эти преимущества должны обеспечиваться методикой проекти-
рования технологического процесса, в связи с чем в основу проектирова-
ния модульного процесса положены следующие основные принципы:
206
МОДУЛЬНОЕ ПОСТРОЕНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
1. Деталь должна быть представлена совокупностью МП и МПИ.
2. Все поверхности одного МП или МПИ должны изготовляться на
одной операции.
3. Технологический процесс должен быть индивидуальным и учи-
тывать все особенности детали.
4. Операция модульного процесса должна компоноваться из МТИ.
Разработка модульного технологического процесса включает сле-
дующие этапы:
• анализ исходных данных;
• формирование интегральных модулей поверхностей;
• проектирование чертежа заготовки;
• разработка маршрута изготовления детали;
• проектирование операций;
• оформление технической документации.
Рассмотрим кратко перечисленные этапы.
Исходные данные. В соответствии с заданием на изготовление из-
делия технолог для разработки технологического процесса изготовления
детали должен иметь следующие исходные данные: чертеж детали, тех-
нические требования на деталь, чертеж сборочной единицы, в которую
входит деталь, количество деталей, выпускаемых в год, размер серии.
Чтобы разработать модульный технологический процесс, необходи-
мо иметь дополнительные данные: банк МПИ, банк модулей технологи-
ческого процесса (МТИ), чертеж детали в модульном исполнении, спе-
цификацию модулей поверхностей, из которых состоит деталь, и граф
МП детали.
Технолог должен изучить спецификацию МП, из которых состоит
деталь, размерные связи и граф конструкторских размерных связей МП.
Формирование интегральных модулей поверхностей позволяет
осуществлять проектирование процесса изготовления детали как компо-
новку его из модулей технологического процесса изготовления каждого
МП и МПИ, из которых она состоит. Поэтому прежде чем разрабатывать
модульный технологический процесс, надо представить деталь совокуп-
ностью МП и МПИ. Однако формирование МПИ должно производиться
организованно. С этой целью необходимо на первых порах осуществить
типизацию МПИ, а затем и унификацию. Если этого не сделать, то тех-
нологи будут одну и ту же деталь представлять разными по содержанию
интегральными модулями, а это повлечет за собой разнообразие МТИ
изготовления МПИ и модулей технологических средств. Таким образом,
технолог, формируя МПИ, должен стремиться использовать типовые
МПИ, под которые уже имеется технологическое обеспечение.
МОДУЛЬНОЕ ПОСТРОЕНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
207
Проектирование чертежа заготовки. При зрадиционном проекти-
ровании чертежа заготовки учитывают геометрию детали, материал, ме-
тод получения заготовки. При этом стремятся по возможности макси-
мально приблизить геометрию заготовки к контуру детали.
Для этого на поверхностях детали, получаемых в результате обра-
ботки, определяют величины припусков, необходимые для обеспечения
заданного качества и точности поверхностей. Нанеся эти припуски на
деталь, получим контур требуемой заготовки. Однако несовершенство
методов получения заготовок или нерентабельность высокоточных мето-
дов для данного типа производства зачастую не позволяет получить та-
кую заготовку, в результате чего геометрия реальной заготовки, как пра-
вило, существенно отличается от геометрии детали.
Для модульного процесса желательно иметь такую геометрию заго-
товки, которая бы представляла собой тот же набор модулей поверхно-
стей, что и у детали. Это способствовало бы, с одной стороны, созданию
благоприятных условий для обработки заготовки, а, с другой стороны,
применению более эффективных методов получения заготовки. В связи с
этим в перспективе должна быть разработана модульная технология по-
лучения заготовки, которая позволит сократить расходы на материал и
уменьшить трудоемкость механической обработки.
Разработка маршрута изготовления детали. Маршрут модульно-
го технологического процесса должен строиться как единичный процесс,
что позволяет учитывать специфику конкретной детали, ее заготовки и
приблизить тем самым процесс к оптимальному.
Маршрут модульного процесса должен строиться таким образом, что-
бы изготовление всех поверхностей МП или МПИ осуществлялось на од-
ной операции и желательно за один уставов. Это гарантирует высокую
точность относительного положения его поверхностей. Как известно, в
состав МПИ входит прежде всего конструкторский МП, являющийся осно-
вой МПИ. В него включаются только те МП, которые связаны совместным
выполнением соответствующей служебной функции детали. Наличие
таких связей поверхностей предопределяет требования к точности их
относительного положения. Обработка всех поверхностей МПИ на одной
операции позволяет воспользоваться принципом единства баз, когда все
поверхности обрабатываются от одних технологических баз. Это позволяет
избежать накопления погрешностей относительного положения
поверхностей МПИ по сравнению с их обработкой на разных операциях.
В традиционных технологических процессах при обработке заготовок
сложных деталей процесс, как правило, содержит несколько операций, не-
сколько комплектов технологических баз (МТБ). При этом часто получается
так, что поверхности, входящие в один МП или МПИ, обрабатываются на
разных операциях и от разных технологических баз или в разной последова-
тельности. Например, в условиях единичного и мелкосерийного произ-
208
МОДУЛЬНОЕ ПОСТРОЕНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
водств, когда стремятся полностью изготовить деталь на одном - двух стан-
ках, каждая поверхность обрабатывается предназначенным для нее инстру-
ментом, причем обработка поверхностей одного МП чаще всего произво-
дится не друг за другом, а после обработки ряда других поверхностей. Это
приводит к накоплению погрешностей обработки относительного положе-
ния поверхностей одного МП. В условиях крупносерийного и массового
производств часто поверхности одного МП обрабатываются на разных опе-
рациях, что тоже приводит к накоплению погрешностей обработки относи-
тельного положения поверхностей. Если накопленная погрешность относи-
тельного положения поверхностей становится больше допустимой, то для ее
устранения в конце технологического процесса вводится дополнительная
операция, где одна или несколько из поверхностей МП или МПИ обрабаты-
ваются, а другие принимаются за технологические базы.
Поэтому обработка всех поверхностей модуля на одной операции,
за один установ позволит избежать накопления погрешностей их относи-
тельного положения, а также повысить точность положения самого МП
или МПИ, так как за один установ обеспечивается точность всех его ко-
ординирующих размеров. Если при этом обработка всех поверхностей
МП или МПИ осуществляется многоинструментной наладкой, то сокра-
тится и число настроек технологической системы.
Модульный технологический процесс, как и традиционный, может со-
стоять из одной или нескольких операций. На операции модульного процесса
может изготовляться один или несколько МП и МПИ. В результате такого
построения модульный процесс приобретает гибкость, т.е. способность в ог-
раниченных пределах менять последовательность выполнения операций. Дей-
ствительно, существенным недостатком традиционных технолотических про-
цессов является отсутствие у них гибкости, когда не допускается изменять
последовательность выполнения операций и технологических переходов. Эго
объясняется, тем, что технолог, строя технологический процесс, часто вынуж-
ден выбирать технологические базы, не совпадающие с конструкторскими
базами. В таких случаях он производит пересчет размеров и допусков. Поэто-
му, если произвольно изменить маршрут обработки поверхностей, то нару-
шатся размерные связи технологического процесса и возникнут дополнитель-
ные неучтенные погрешности. Причем размерные связи обычного технологи-
ческого процесса достаточно сложны и запутанны из-за того, что поверхности
одного МП или МПИ часто выполняются на разных операциях.
В модульном технологическом процессе все поверхности МП, МПИ
выполняются на одной операции, что упрощает размерные связи процес-
са и делает их в значительной степени обозримыми. Это позволяет оце-
нить влияние изменения последовательности обработки МП, МПИ на
погрешность обработки и допустимость се изменения.
Прежде чем приступить к изложению методики проектирования мар-
шрута модульного процесса, необходимо остановиться на следующем во-
МОДУЛЬНОЕ ПОСТРОЕНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
209
просе. Согласно существующей методике проектирование технологиче-
ского процесса включает два основных этапа: разработку маршрута изго-
товления детали и проектирование операций. Оба этапа оказывают боль-
шое влияние на эффективность разрабатываемого технологического про-
цесса. Однако, если операцию можно оценить по критерию себестоимости
или производительности на количественном уровне, то также оценить
маршрут не представляется возможным. При традиционном проектирова-
нии маршрута технологического процесса устанавливаются перечень и
последовательность операций, технологические базы, станочное оборудо-
вание. При этом остаются неизвестными величины снимаемых припусков,
число рабочих ходов при обработке каждой поверхности детали, режимы
обработки, затраты времени. Таким образом, маршрут не дает информа-
ции, которая позволила бы на этом этапе проектирования подсчитать про-
изводительность и себестоимость изготовления детали. Вследствие ука-
занного недостатка оценить эффективность технологического процесса
становится возможным лишь после проектирования операций, т.е. после
полной разработки процесса. Это существенно удлиняет поиск оптималь-
ного варианта разрабатываемого технологического процесса и увеличивает
трудоемкость проектирования. В то же время установленные маршрутом
структура процесса: число и последовательность операций, методы обра-
ботки и оборудование оказывают сущест венное влияние на себестоимость,
производительность и в конечном итоге на эффективность изготовления
детали. Поэтому разработанный маршрут накладывает ограничения на
проектирование операций и ограничивает поиск эффективного варианта.
Другим недостатком существующей методики проектирования тех-
нологического процесса является отсутствие строгих правил по выбору
последовательности обработки поверхностей детали, выбору технологи-
ческих баз, объединения технологических переходов в операции.
Все изложенное выше говорит о тех трудностях, с которыми прихо-
дится сталкиваться при проектировании технологических процессов.
Перечисленные недостатки в значительной степени снижаются при
использовании модульного принципа в построении технологического
процесса. В этом случае технологический процесс компонуется из МТИ
изготовления модулей поверхностей детали. При этом предполагается,
что есть банк предварительно разработанных МТИ и варианты МТБ. Ти-
повые МТИ включают величины снимаемых припусков, режимы
рабочих ходов, конкретные модели станков, что позволяет иметь
достаточно точную оценку затрат времени на обработку МН или МПИ.
Таким образом, появляется возможность в первом приближении ко-
личественно оценивать по разработанному маршруту себестоимость и
производительность процесса изготовления детали.
Разработка маршрута модульного технологического процесса кроме та-
ких зрадиционных этапов как определение технолотических баз (МТБ), по-
210 МОДУЛЬНОЕ ПОСТРОЕНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
следовательности обработки поверхностей и формирование операций вклю-
чает дополнительно выбор схемы съема припусков. При этом съем припуска
рассматривается как процесс последовательной обработки соответствующих
заготовительных модулей поверхностей (МПз, МПИз). В итоге получают
маршрут обработки МПз, МПИз заготовки для получения готовой детали.
Содержание традиционных этапов при разработке маршрута мо-
дульного технологического процесса тоже существенно меняется.
Разработка маршрута модульного технологического процесса вклю-
чает определение последовательности изготовления МП и МПИ детали,
выбор технологических баз, установление МПИз по каждому МП и МПИ
детали, последовательности обработки МПИз и формирование операций.
Определение последовательности изготовления МП, (МПИ) де-
тали и выбор технологических баз производится на основе анализа
перечня МП и МПИ детали и графа их размерных связей. Анализ начи-
нается с изучения графа конструкторских размерных связей МП. Затем
производится корректировка простановки координирующих размеров на
чертеже детали в связи с формированием МПИ. Например, если МП,
вошедший в состав МПИ, был координирован относительно МП, не во-
шедшего в состав этого МПИ, то необходимо внести соответствующие
изменения в его координирующие размеры.
При определении последовательности изготовления МП и МПИ де-
тали необходимо придерживаться известных рекомендаций, заключаю-
щихся в том, что сначала надо изготовлять наиболее ответственные по-
верхности, к которым в первую очередь обычно относятся МПБ и МПР с
высокими требованиями к качеству.
Последовательность изготовления МП и МПИ во многом зависит от
выбора комплектов технологических баз (МТБ) Поэтому остановимся
подробнее на этом вопросе.
С точки зрения эффективности изготовления детали выгоднее вос-
пользоваться принципом единства баз, когда от одного МТБ изготовля-
ются все МП и МПИ. Однако это практически не удается или в силу не-
возможности физически осуществить такую обработку или из-за невоз-
можности обеспечить требуемую точность. В первом случае приходится
менять МТБ, а во втором случае применять принцип совмещения баз,
когда МТБ совпадает с МП, МПИ, являющимся конструкторской базой.
Выбор комплектов технологических баз (МТБ) следует начинать с
анализа конструкторских размерных связей МП, МПИ детали и попытки
реализовать принцип единства баз. С этой целью вначале строится граф
МП, МПИ и затем проводится поиск у детали такого МП (МПИ), относи-
тельно которого можно обработать все или большинство МП, МПИ.
Поиск МТБ рекомендуется проводить в следующей последовательности.
Сначала составляют список модулей поверхностей (МП, МПИ), претендую-
щих на роль единых технолотических баз. В него включают все МП, МПИ,
МОДУЛЬНОЕ ПОСТРОЕНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ 211
выполняющие роль конструкторских баз. Вошедшие в этот список модули
поверхностей оцениваются по числу заданных относительно них МП, МПИ,
уровню точности относительного положения. В итоге в качестве МТБ выби-
рается тот МП или МПИ, относительно которого задано большее число моду-
лей с наиболее высокими требованиями к точности их положения.
Далее оценивается возможность обработки всех МП, МПИ относи-
тельно выбранного в качестве МТБ. Если среди них окажутся МП, МПИ,
которые не могут быть изготовлены, например невозможен доступ к ним,
или высокие требования к точности, или другие причины, то для них по
той же методике выбирают в качестве технологических баз другой МП.
Так продолжается до тех пор, пока не будут определены все МТБ,,
обеспечивающие изготовление всех модулей поверхностей.
Затем для модулей, у которых МТБ не совпадают с конструкторской
базой, с помощью размерных цепей пересчитывают допуски на их коор-
динирующие размеры. Каждый комплект технологических баз анализи-
руют на соответствие его требованиям, предъявляемым к базирующим
поверхностям, и при необходимости принимают меры по устранению
установленных недостатков.
В итоге получается необходимый перечень комплектов технологи-
ческих баз (МТБ) для изготовления всех МП и МПИ детали.
Принимая во внимание все МТБ, их очередность, МП и МПИ изго-
товляемые от каждого МТБ и уровень качества модулей поверхностей,
устанавливается ориентировочная последовательность изготовления по-
следних. Эта последовательность может быть представлена в виде
схемы, пример которой представлен ниже:
1МТБ 1МТБ 1МТБ 2МТБ 2МТБ
1МПИ - ЗМП - 7МПИ - 2МП - 4МПИ и т.д.
Из этой схемы видна последовательность изготовления модулей по-
верхностей детали и технологические базы, относительно которых дол-
жен изготовляться каждый модуль поверхностей.
Следующим этапом является выбор технологических баз на первой
операции.
Выбор технологических баз на первой операции модульного техно-
логического процесса решает те же задачи, что и при проектировании
традиционного технологического процесса. На этом этапе происходит
установление размерных связей между поверхностями, получающимися
в результате обработки на первой операции и поверхностями, остающи-
мися у детали необработанными, а также осуществляется распределение
припусков на обработку поверхностей.
212
МОДУЛЬНОЕ ПОСТРОЕНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
После выбора МТБ на первой операции, который обозначается как
ОМТБ, уточняется последовательность получения МП, МПИ детали пу-
тем ввода этапа получения 1 МТБ.
В итоге последовательность получения МП, МПИ приобретает вид
ОМТБ 1МТБ 1МТБ 1МТБ 2МТБ 2МТБ
1МТБ - 1МПИ - ЗМП - 7МПИ - 2МП - 4МПИ и т.д.
Эта последовательность может существенно отличаться от первой,
так как от ОМТБ может оказаться целесообразным изготовить и ряд дру-
гих модулей поверхностей, может измениться и последовательность из-
готовления других МП, МПИ из-за выбора ОМТБ.
Далее для каждого МП, МПИ определяются их заготовительные мо-
дули (МПз, МПИз).
Чертеж заготовительного модуля поверхностей отличается от чер-
тежа МП (МПИ) размером припуска, который должен сниматься одним
рабочим ходом инструмента. Чтобы определить МПз, МПИз, надо рас-
считать по известным методикам величины припусков на каждую по-
верхность каждого МП, МПИ детали.
Разные МП и МПИ, составляющие деталь, как правило, существенно от-
личаются как конструкцией, так и своими МПз, МПИз. На практике получить
заготовку, с которой в одних местах снимается припуск величиной десятые
доли миллиметра, а в других - величиной в несколько миллиметров, как пра-
вило, не представляется возможным или из-за отсутствия соответствующих
методов изготовления заготовки или по экономическим соображениям.
Поэтому, обычно заготовка существенно отличается от той, которая
получается, когда каждый МП, МПИ детали получается путем обработки
одного заготовительного модуля поверхностей.
В связи с этим введем понятие "деталь - заготовка", под которой бу-
дем понимать контур детали с нанесенными на каждый ее МП, МПИ
припусками, снимаемыми последними рабочими ходами.
Далее с учетом чертежа заготовки определяется количество загото-
вительных МП, МПИ и последовательность их обработки.
Чтобы установить эту последовательность, надо контур "деталь - за-
готовка" вписать в контур заготовки. Сделать это можно только после
выбора технологических баз на первой операции.
Вписывание в контур заготовки контура "деталь - заготовка" гаран-
тирует наличие припусков под изготовление всех поверхностей детали.
После его вписывания появившаяся разница между контурами "деталь -
заготовка" и контуром заготовки будет тем дополнительным слоем мате-
риала, который предстоит снять. В некоторых местах заготовки возмож-
ны совпадения ее контура с контуром "деталь - заготовка".
МОДУЛЬНОЕ ПОСТРОЕНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
213
Для снятия с заготовки дополнительного слоя материала по каждо-
му МП, МПИ надо установить дополнительные МПз, МПИз.
Это означает, что для получения на детали каждого МП или МПИ,
потребуется обработать несколько МПз или МПИз, т.е. их поверхности
будут получаться в результате осуществления нескольких рабочих хо-
дов. Это получается в тех случаях, когда чертеж заготовки отличается от
чертежа деталь - заготовки.
В итоге определяется состав заготовительных модулей по каждому
/МП, /МПИ детали, которые для наглядности следует записывать столбцами
1МПИ - змп - 7МПИ - 2МП - 4МПИ и т.д.
1МПИЗ| ЗМПЗ[ 7МПИЗ! 2МПЗ| 4МПИЗ|
1МПИз2 7МПИз2 2МПз2 4МПИз2
7МПИз3
На схеме нумерация заготовительных модулей поверхностей начи-
нается от детали. Надо отметить, что при назначении МПз, МПИз воз-
можны случаи, когда их конструкции не совпадают с конструкциями
МП, МПИ. Это связано или с наиболее эффективной схемой съема при-
пуска, или с технологией изготовления МП, МПИ.
Следующим этапом является установление последовательности об-
работки заготовительных модулей поверхностей до получения всех МП
и МПИ. За основу принимается последняя схема последовательности
получения МП, МПИ детали.
Эта последовательность обработки заготовки включает подготовку
технологических баз на первой операции, необходимость разделения
обработки на предварительную и окончательную, осуществление
термообработки, если она предусматривается и др.
Подготовка первого МТБ объясняется тем, что он, когда еще не
сформированы МП, МПИ детали, отсутствует. Поэтому вначале от ОМТБ
в первую очередь подготавливается 1 МТБ.
Разделение обработки заготовки на предварительную и окончатель-
ную в первую очередь касается изготовления МП, МПИ, отличающихся
высокими требованиями к качеству поверхностей, их геометрической
точности. Это означает, что если для получения МП, МПИ детали надо
обработать три или четыре МПИз, то осуществлять это на одной опера-
ции, как правило, не рекомендуется.
Наличие термообработки, во-первых, заставляет включать ее на со-
ответствующем этапе обработки заготовки и, во-вторых, нередко требует
последующей дополнительной операции, связанной с устранением по-
214
МОДУЛЬНОЕ ПОСТРОЕНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
грешностей, обусловленных собственными деформациями заготовки,
возникшими в результате термообработки.
С учетом указанных факторов уточняется последовательность обра-
ботки заготовки, включающая обработку всех МПз и МПИз. Тогда преды-
дущая последовательность обработки заготовки примет следующий вид:
ОМТБ ОМТБПз 1МТБ 1МПИз2 1МТБ 1МПИз, 1МТБ ЗМП31 1МТБ 7МПИз3 1МТБ 7МПИз2
1МТБ 1МПИЗ[ 1МПИ ЗМП 7МПИз2 7МПИз,
2МТБ(ЗМП) 2МПз2 2МТБ 4МПИз2 термо- обра- ЗМТБ 2МТБ 2'МТБ 2МПЗ[ 2'МТБ 4МПз, 2’МТБ 7МПИЗ[
2МПз, 4МПИЗ, ботка 2'МТБ 2МП 4МП 7МПИ
где в рамке указывается окончательно полученный МП или МПИ детали
в результате обработки заготовки.
Как следует из приведенной схемы последовательности обработки
заготовки до получения готовой детали, каждая позиция состоит из трех
уровней. На верхнем уровне указан модуль технологических баз, на вто-
ром уровне заготовительный модуль поверхностей, подлежащий обра-
ботке, и на третьем уровне - модуль поверхностей, который получается в
результате обработки, он может быть или следующим заготовительным
модулем или готовым модулем поверхностей детали.
Итак, на первой позиции подготавливается комплект технологиче-
ских баз 1МТБ, заготовительным модулем которого являются поверхно-
сти заготовки, а технологическими базами - ОМТБ. На второй и третьей
позициях подвергаются обработке два заготовительных модуля 1МПИ от
1МТБ, на четвертой, пятой и шестой позициях от того же комплекта баз
обрабатываются заготовительные модули ЗМП и 7МПИ, при этом на
позициях третьей и четвертой окончательно получают 1МПИ и ЗМП де-
тали. Далее на седьмой и восьмой позициях обрабатываются заготови-
тельные модули 2МП и 4МПИ. Затем следует операция термической об-
работки, после которой на десятой позиции вторично обрабатывается
комплект технологических баз 2МТБ, являющийся в данном случае заго-
товительным. Это делается для устранения погрешностей 2МТБ, воз-
никших в результате термической обработки заготовки. После обработки
2МТБ получают комплект технологических баз - 2'МТБ. От него на по-
зициях 11, 12 и 13 окончательно получают модули 2МП, 4МП и 7МПИ.
МОДУЛЬНОЕ ПОСТРОЕНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
215
На практике возможны разные варианты последовательности изготовле-
ния одной и той же детали. Эта многовариантность является результатом
влияния большого числа факторов на эффективность изготовления детали
таких, как выбор технологического оборудования, разнообразие режущего
инструмента, удобство установки заготовки, организационные факторы и др.
В результате разные технологи по-разному будут устанавливать по-
следовательность предварительной обработки и разную последователь-
ность обработки МПз, МПИз заготовки.
Таким образом, определение последовательности обработки заго-
товки носит творческий характер. Технолог должен выбрать такой вариант,
чтобы с одной стороны можно было наиболее эффективно снять весь
припуск, а с другой стороны максимально использовать имеющиеся
технологические средства при минимальной необходимости создания но-
вых. На основе анализа схемы последовательности обработки МПз,
МПИз необходимо объединить их в операции и таким образом получить
маршрут модульного технологического процесса.
Маршрут обработки заготовки должен обеспечить заданное качест-
во при наивысшей производительности и с наименьшими затратами.
Основным принципом построения маршрута модульного техноло-
гического процесса является формирование операций по обработке не
отдельных поверхностей, а модулей поверхностей. На одной операции
можно обрабатывать один или несколько МПз, МПИз одного или не-
скольких наименований МП (МПИ). На объединение модулей поверхно-
стей в операции важное влияние оказывают требования к качеству и про-
изводительности обработки, тип производства, масса и габариты заго-
товки, ее конструктивные особенности, имеющиеся станки с их техноло-
гическими и техническими характеристиками.
Модули поверхностей одного наименования могут различаться по
размерам поверхностей, расположением на детали, требованиями к точ-
ности обработки, качеством поверхностного слоя. Это разнообразие при-
водит к тому, что МП, МПИ одного наименования могут обрабатываться
на разных операциях.
Большое влияние на формирование маршрута оказывает тип произ-
водства. Как известно, в массовом и крупносерийном производстве ре-
комендуется высокая дифференциация технологического процесса на
операции при одновременной высокой концентрации технологических
переходов на одной операции. В этих условиях целесообразно строить
маршрут из операций, на которых обрабатывают модули поверхностей
одного наименования, и повышать концентрацию операции за счет обра-
ботки нескольких модулей этого наименования.
В единичном и мелкосерийном производствах может оказаться целе-
сообразной обработка на одной операции модулей разного наименования.
Это снизит число транспортных операций. Крупные детали, имеющие
216 МОДУЛЬНОЕ ПОСТРОЕНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
большую массу, также целесообразно обрабатывать с минимумом переста-
новок, поэтому маршрут должен быть коротким. Иначе будут необоснован-
но высокими затраты времени и труда на передачу заготовки от станка к
станку, увеличится влияние погрешности установки на точность обработки.
Обработка деталей небольших размеров характеризуется малыми затратами
времени, поэтому при разработке маршрута следует стремиться к меньшему
числу операций, так как затраты времени на передачу заготовки от станка к
станку могут превышать время обработки заготовки на станке.
При формировании маршрута в единичном и мелкосерийном производ-
стве желательно разрабатывать по несколько вариантов маршрута, сохранив
содержание операций и заменяя только их последовательность. Эти варианты
помо1уг впоследствии изменять в случае необходимости маршрут движения
заготовки от станка к станку, придавая тем самым процессу гибкость и обес-
печивая лучшие технико-экономические показатели производства.
Проектирование операции технологического процесса. В резуль-
тате проектирования операции должна быть выбрана схема базирования
заготовки, определена последовательность обработки модулей поверхно-
стей, выбраны технологические средства, рассчитаны затраты штучно-
калькуляционного времени и составлена технологическая карта. Проек-
тирование операции предполагает, что известны МП, МПИ, которые не-
обходимо обрабатывать, и МТИ их изготовления.
Операция формируется из модулей технологического процесса из-
готовления МП, МНИ. Проектирование операции начинается с выбора
схемы базирования заготовки под заданный МТБ. Схема базирования
должна обеспечить требуемую точность обработки при наивысшей про-
изводительности. При этом должны быть обеспечены удобная установка
и снятие заготовки, доступ к поверхностям всех модулей поверхностей,
обрабатываемых на данной операции.
Затем необходимо выбрать наилучшую последовательность обра-
ботки МПз, МПИз на операции по критерию производительности.
В технологических картах МТИ указываются применяемое технологи-
ческое оборудование и оснастка. Поэтому с учетом всех МТИ, составляю-
щих операцию, определяются необходимые технологические средства.
Заканчивается проектирование операции заполнением технологиче-
ской карты, в которой, в отличие от операционной карты традиционного
технологического процесса, указываются только последовательность обра-
ботки МПз и МПИз, МТИ их обработки и вспомогательные переходы ме-
жду последними и связанные с установкой и снятием заготовки. К опера-
ционной карте должны прикладываться карты соответствующих МТИ, в
которые занесены числовые значения режимов резания, наименования и
характеристики инструмента и другая необходимая информация.
Пример модульного технологического процесса приведен в "При-
ложении".
МОДУЛЬНОЕ ПОСТРОЕНИЕ СРЕДСТВ ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ 217
7. МОДУЛЬНОЕ ПОСТРОЕНИЕ СРЕДСТВ
ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ
Анализ традиционных технологических средств показывает, что они
не отвечают современным требованиям машиностроительного производ-
ства.
Во-первых, отсутствует системный подход в развитии составляю-
щих технологических средств, т.е. технологическое оборудование, при-
способления, инструмент, контрольно-измерительные средства развива-
ются в основном самостоятельно, независимо друг от друга, во многом
стихийно, что приводит часто к нестыковке между ними и неоправданно
огромному их разнообразию.
Во-вторых, отсутствует единая элементная база технологических
средств; формируется элементная база раздельно по отдельным состав-
ляющим, разрозненно, неоднородно, фрагментарно.
В-третьих, технологические средства не отличаются гибкостью, так
как в основном создаются двух видов - универсальные и специальные,
что входит в противоречие с тенденцией развития машиностроительного
производства по пути расширения номенклатуры изделия, их быстрой
сменяемости при увеличении объемов выпуска в единицу времени. При-
менение универсальных технологических средств приводит к потерям за
счет избыточности заложенных в них возможностей, а специальных - к
необходимости их замены при переходе на выпуск новых изделий.
Главной причиной перечисленных недостатков является огромное,
неуправляемое разнообразие технологических процессов. Свести это
разнообразие к обозримому количеству, как уже отмечалось, обуслов-
ленное большим числом объективных и субъективных факторов, не из-
меняя подхода к их проектированию, практически не представляется
возможным.
Попытки устранить указанные недостатки технологических средств
были, но они не могли принципиально увенчаться успехом, так как бази-
ровались на традиционной технологии. Действительно, результаты ана-
лиза разработок в области построения технологических средств показы-
вают, что имели место попытки создания технологических средств под
конкретные технологические процессы в условиях серийного производ-
ства. Однако решение этой задачи натолкнулось на огромное разнообра-
зие технологических процессов, которое продолжает непрерывно воз-
растать. Объективными причинами такого разнообразия являются появ-
ление новых конструкций деталей, материалов, методов обработки. Од-
нако очень часто рост разнообразия технологических процессов является
неоправданным, зависящим от субъективного подхода технолога.
Сокращение этого разнообразия посредством типизации и унифика-
ции технологических процессов не дало существенного эффекта из-за
218 МОДУЛЬНОЕ ПОСТРОЕНИЕ СРЕДСТВ ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ
несовершенства методов типизации и унификации, что подтолкнуло к
разработке технологических систем (ТС), способных перестраиваться в
зависимости от изменения конструкции заготовки и технологического
процесса. Однако это дало лишь некоторый эффект, главным образом,
для среднесерийного производства с повторяющейся номенклатурой из-
делий. Повторяющаяся номенклатура изделий позволяет сократить раз-
нообразие технологических операций. Например, для изготовления дета-
лей были разработаны станки со сменными элементами (шпиндельными
головками, столами, приспособлениями) для узкой номенклатуры изго-
товляемых деталей. Найденные решения не нашли широкого применения
из-за низкой экономической эффективности, обусловленной, с одной
стороны, узкой областью использования, а, с другой стороны, высокой
технической сложностью и высокой стоимостью.
В крупносерийном и массовом производствах задача использова-
ния технологических средств при изменении технологических процес-
сов решается с помощью создания переналаживаемого оборудования.
Однако эти решения тоже не носят универсального характера и при-
меняются для изготовления деталей, имеющих аналогичные конструк-
ции. Следует отметить, что все разработки, направленные на устране-
ние указанных недостатков технологических средств, ведутся авто-
номно, разрозненно, не охвачены единой идеей, и поэтому их решения
носят частный характер и не решают проблему в целом. В то же время
огромные потери, которые в связи с этим несут как машиностроитель-
ный комплекс страны, так и отдельно каждое машиностроительное
предприятие, ставят эту проблему в один ряд с важнейшими народно-
хозяйственными задачами.
Выходом из создавшегося положения является применение модуль-
ного принципа при разработке технологических процессов и их техноло-
гических средств.
Предлагаемая концепция построения средств технологического ос-
нащения, основанная на их модульном построении, предполагает реали-
зацию двух принципов:
• технологические средства должны создаваться только под кон-
кретные технологические процессы;
• технологические средства должны иметь возможность быстрой и
надежной конструктивной перестройки.
В основу реализации первого принципа положены связи между
модулями средств технологического обеспечения (см. рис. 3.14 ).
Благодаря этим связям удается обойти трудности, вызванные ог-
ромным разнообразием технологических операций, и в то же время не
препятствовать их совершенствованию, обусловленному объективным
законом развития. Такой подход к решению проблемы практически не
МОДУЛЬНОЕ ПОСТРОЕНИЕ СРЕДСТВ ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ 219
накладывает ограничений на разнообразие операций, но при этом каждая
из них должна состоять из типовых МТИ или МТС.
Реализация второго принципа требует разработки элементной ба-
зы технологических средств на модульном уровне. Важным условием
реализации второго принципа является типизация и унификация модулей
(МО, МИ, МПр, МКИ), а так же разработка технических решений сты-
ковки этих модулей, технологических и организационных мероприятий,
обеспечивающих быструю, надежную и качественную сборку технологи-
ческих систем из модулей.
Успех внедрения предлагаемой концепции в условиях рыночной
экономики во многом зависит от того, как будет решаться удовлетворе-
ние запросов потребителей создаваемыми обрабатывающими (ТСо) и
сборочными технологическими системами (ТСс). Анализ тенденций раз-
вития ТС показывает, что до сих пор во главу угла ставится задача по-
вышения технического уровня ТС, а именно качества и производитель-
ности, совершенствование систем управления и контроля, и т.д. При
этом практически не рассматриваются вопросы, связанные с соответ-
ствием ТС конкретным производственным условиям, например,
насколько данная ТС удовлетворяет индивидуальным запросам
потребителя, как полно используются технологические и технические
возможности ТС в процессе ее эксплуатации на конкретном рабочем
месте, иными словами все то, что привлекает потребителя и делает ТС
конкурентоспособной. Поэтому, при создании ТС наряду с повышением
технических характеристик, необходимо учитывать условия экс-
плуатации ТС на конкретном рабочем месте. Для этого ТС следует
рассматривать как единое целое с технологией и организацией
производственного процесса. Это означает, что ее технический уровень
должен соответствовать уровню технологии и организации на каждом
рабочем месте. Например, зарубежные станкостроительные фирмы, а в
последнее время и отечественные, стараются приспособить свою
продукцию к индивидуальным потребностям потребителя за счет при-
менения специальной технологической оснастки, в некоторых случаях
путем замены некоторых узлов станка, например, шпиндельной коробки
или стола и др. Но это все полумеры, которые не решают кардинально
данную проблему. Точно знать требуемые технологические возможности
и технические характеристики ТС можно только в том случае, если она
создается под осуществление конкретного технологического процесса.
В решении задачи максимального удовлетворения индивидуальных
запросов потребителей полезно воспользоваться опытом таких динамич-
но развивающихся отраслей, как производства автомобилей и компьюте-
ров. И та, и другая отрасль стремятся решать задачу максимального
удовлетворения потребностей индивидуального потребителя. И хотя в
этих отраслях далеко не все идеально, но многие их черты должны найти
220 МОДУЛЬНОЕ ПОСТРОЕНИЕ СРЕДСТВ ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ
применение в создании технологических систем. Обеим отраслям харак-
терны массовость выпускаемой продукции, малая номенклатура изделий
с большим объемом выпуска каждого наименования, высокий уровень
типизации и унификации элементов, хорошо развитая элементная база,
высокий технический уровень, позволяющий осуществлять "отверточную
технологию" и высокий уровень кооперации.
Все это отвечает требованиям рыночной экономики. "Отверточная
технология" сборки позволяет приблизить производство к новым рынкам
сбыта. Автомобилестроители осуществляют это путем организации в
нужном месте только сборочных заводов, а производители компьютеров
организуют многочисленные центры, где собирают компьютеры разной
конфигурации по индивидуальным запросам потребителей.
Малый ассортимент выпускаемых моделей позволяет на разработку
новых моделей затрачивать меньше финансовых средств и привлекать
только высококвалифицированных специалистов. Это способствует бы-
строму переходу на выпуск новых моделей, позволяя своевременно реа-
гировать на изменяющиеся запросы потребителей. Узкая номенклатура
выпускаемых изделий делает их элементную базу обозримой, что упро-
щает типизацию и унификацию элементов, способствует повышению
уровня организации самой базы, развитию кооперации.
Если с этих позиций оценить станкостроение не только отечествен-
ное, но и мировое, то можно отметить следующее. Объем выпуска стан-
ков достаточно велик, хотя и меньше выпуска автомобилей и тем более
компьютеров. Однако, номенклатура станков, количество их типоразме-
ров несравнимо выше и практически не поддается учету. В результате
элементная база огромна, плохо организована, элементы отличаются
низким уровнем типизации и унификации, что не способствует развитию
кооперации.
Конечно, станок имеет свою специфику и его нельзя сравнивать с
автомобилем или компьютером, но приведенные выше характерные чер-
ты производства последних должны обязательно найти отражение в ор-
ганизации производства станков.
Во-первых, надо на несколько порядков сократить разнообразие
станков, что позволит:
а) увеличить объемы выпуска станков одного типа, следовательно,
поднять уровень специализации его производства и тем самым снизить
себестоимость изготовления станков;
б) при разработке новых моделей, за счет сокращения числа типов,
уменьшить потребность в высококвалифицированных специалистах и
объеме требуемых денежных средств;
в) снизить разнообразие элементов, поднять уровень их типизации и
унификации и организовать единую элементную базу.
МОДУЛЬНОЕ ПОСТРОЕНИЕ СРЕДСТВ ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ 221
Во-вторых, нужны другие принципы построения станков, обеспе-
чивающие возможность легко учитывать особенности производства кон-
кретного потребителя, позволяющие упростить технологию сборки и
приблизить ее к потребителю.
Итак, ТС должна создаваться под конкретный технологический
процесс, строиться из модулей и поддаваться быстрой и надежной пере-
стройке в соответствии с изменяющимися условиями. Только в этом слу-
чае будет разрешено противоречие между стремлением к минимальному
разнообразию средств технологического обеспечения при неуклонном
росте разнообразия выпускаемых изделий.
Разрешение этого противоречия достигается на модульном уровне,
когда из ограниченной номенклатуры модулей технологических средств
будут создаваться практически любые ТС под конкретные технологиче-
ские процессы.
Рассмотрим этот вопрос на примере обрабатывающих ТСо по изго-
товлению деталей.
Соответствие обрабатывающей ТСо конкретному технологическому
процессу решается за счет того, что она создается под изготовление оп-
ределенной группы МП по заданным модулям технологического процес-
са (МТИ). В этом случае на обрабатывающей ТСо, специализированной
под изготовление заданной номенклатуры модулей деталей по соответст-
вующим модулям технологического процесса, может быть осуществлена
любая технологическая операция в пределах возможных комбинаций
модулей технологического процесса. Заданное в такой форме служебное
назначение ТСо однозначно определяет требуемые наборы методов об-
работки и режущего инструмента, а также емкость инструментального
магазина и технические характеристики.
Поскольку номенклатура МП ограничена 26-ю наименованиями, то
номенклатура обрабатывающих ТСо для изготовления широкого круга
деталей теоретически может быть ограничена всего несколькими десят-
ками.
Построение ТС путем компоновки из ограниченного набора мо-
дулей позволит легко удовлетворять индивидуальные запросы потреби-
телей.
Узкая номенклатура ТС, высокий уровень типизации и унификации
модулей средств технологического обеспечения и ограниченное их раз-
нообразие открывают возможность изготовлять на заводах, главным об-
разом, элементы ТС, а их сборку осуществлять методом "отверточной
технологии" на предприятиях заказчика.
В итоге на станкозаводах будет осуществлена глубокая специализа-
ция производства, увеличится уровень серийности выпускаемой продук-
ции, что позволит существенно снизить себестоимость ТС.
222 МОДУЛЬНОЕ ПОСТРОЕНИЕ СРЕДСТВ ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ
7.1. МОДУЛЬНОЕ ПОСТРОЕНИЕ ОБРАБАТЫВАЮЩИХ
ТЕХНОЛОГИЧЕСКИХ СИСТЕМ
При проектировании ТСо она, как уже отмечалось, рассматривается
как объект эксплуатации, т.е. также, как и любое другое машинострои-
тельное изделие, создаваемое для выполнения определенных служебных
функций. Машиностроительное изделие, как отмечалось в гл. 3, может
быть представлено совокупностью функциональных технологических
(МФТ) модулей, что в полной мере справедливо и для ТСо. Такими
функциональными технологическими модулями обрабатывающих ТСо
являются станок, инструментальная наладка, приспособление и кон-
трольно-измерительное устройство.
Проектирование ТСо начинается с формулирования его служебного
назначения.
Анализ формулировок служебного назначения традиционных ТСо
показал, что они отличаются большим разнообразием и значительной
неопределенностью.
Надо отметить, что разработка служебного назначения ТСо является
очень важным этапом в построении ТСо, во многом, определяющим со-
ответствие ТСо решаемым задачам. Служебное назначение традицион-
ных ТСо отличается тем, что они создаются под осуществление или кон-
кретных технологических операций (операционные ТСо), или одного или
нескольких методов обработки (универсальные ТСо) деталей.
Отсутствие единого подхода в построении технологических процес-
сов, их огромное разнообразие, многовариантность технологического
процесса под изготовление одной и той же детали послужило в первую
очередь причиной отсутствия единой элементной базы, трудностями в
разработке классификации ТСо и их типажа. Особенно отчетливо это
видно на примере обрабатывающих ТСо.
На практике для единичного и мелкосерийного производств создают
ТСо под методы обработки (точение, фрезерование и т.п.) заготовок, а для
крупносерийного и массового производств - под конкретные операции.
В последнее время отмечается стремление изготовлять детали при
минимальном числе операций. Установка на полную обработку детали на
одной - двух ТСо приводит к следующим отрицательным последствиям.
Прежде всего, ТСо должна быть универсальной. И здесь возникают
трудности в определении степени ее универсальности. Необходимо опреде-
лить набор методов обработки, разнообразие формообразующих движений,
емкость инструментального магазина, наконец, компоновку ТСо.
В условиях единичного и серийного производств эта задача является
неопределенной, особенно, если номенклатура изготовляемых деталей на
ТСо непредсказуема. С другой стороны, при одном и том же наборе методов
обработки, реализуемых ТСо, процессы изготовления детали могут быть
МОДУЛЬНОЕ ПОСТРОЕНИЕ СРЕДСТВ ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ 223
разными, а для каждого из них есть своя наилучшая компоновка ТСо. Часто
на предприятиях-заказчиках плохо осведомлены о современных достижени-
ях в области технологии, нередко они доверяют конструкторам как в опреде-
лении служебного назначения ТС, так и ее компоновки. В итоге конструктор
берет на себя функцию не только конструирования того или иного техноло-
гического оборудования, но и определения его целевого назначения. Напри-
мер, имеет место тезис: "дайте нам деталь, и мы создадим станок". При этом,
естественно, конструктор не в состоянии грамотно оценить потребности на-
родного хозяйства в таком станке, что в конечном итоге приводит к неуправ-
ляемому и неоправданному росту разнообразия технологического оборудо-
вания и, как следствие, - необоснованному росту затрат.
Неопределенность служебного назначения ТСо вызывает трудности в
разработке ее конструкции. Например, при создании обрабатывающих цен-
тров имеет место неопределенность в обосновании реализуемых методов
обработки, в определении емкости инструментального магазина. У разных
обрабатывающих центров для изготовления деталей одного и того же типа
емкость инструментального магазина может различаться в несколько раз.
Это объясняется тем, что в условиях непредсказуемой номенклатуры
выпускаемых деталей не представляется возможным расчетным путем
определить фактически требуемую емкость инструментального магазина.
Ориентация ТСо в единичном и мелкосерийном производствах на осу-
ществление методов обработки, а не технологического процесса приводит к
тому, что в ТСо закладывается структура, не позволяющая достичь высокой
производительности. Из-за того, что технологический процесс обработки
детали может быть любым в пределах реализуемых на ТСо методов обработ-
ки, ТСо строится по принципу последовательной обработки разными инст-
рументами с одного шпинделя. Такая структура является самой низкой по
производительности. Кроме того, в единичном и мелкосерийном производст-
вах резко возрастают затраты времени на их переналадку.
Попытки создать обрабатывающие центры, многооперационные
станки с несколькими шпинделями делают их эффективными для серий-
ного производства только при известной и периодически повторяющейся
номенклатуре деталей.
Говоря о производительности широкоуниверсальных, высокоавто-
матизированных ТСо, надо отметить следующее. Объединение несколь-
ких методов обработки в одной ТСо сокращает затраты времени на
транспортирование заготовки, на ее переустановку.
Однако при этом увеличиваются затраты времени, связанные с пе-
реустановкой инструмента. При этом не надо забывать, что при обработ-
ке каждой поверхности детали надо попасть в поле допуска ее размера,
поэтому необходимо время на настройку станка на заданную точность.
Затраты машинного времени практически находятся на одном уровне с
обычными станками с ЧПУ. В итоге производительность обрабатываю-
224 МОДУЛЬНОЕ ПОСТРОЕНИЕ СРЕДСТВ ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ
щих центров по штучному времени поднялась незначительно. Зато стои-
мость таких ТСо увеличилась примерно на один - два порядка.
При использовании таких ТСо много времени затрачивается на под-
готовку и отладку управляющих программ. Для сложных корпусных де-
талей затраты времени на разработку и отладку управляющей программы
могут составлять несколько рабочих смен. Это ограничивает минималь-
ное количество заготовок в партии, при которой обработка их на станках
с ЧПУ будет эффективной. Такое ограничение потребовало предвари-
тельного отбора деталей для обработки на широкоуниверсальных стан-
ках с ЧПУ. Ясно, что в единичном производстве их применение за ред-
ким исключением малоэффективно.
Другим недостатком широкоуниверсальных ТСо, как уже отмечалось,
является то, что заложенные в них возможности реализуются в незначи-
тельной степени. Для конкретного производства они имеют излишний запас
по уровню универсальности, точности, автоматизации. Если провести ста-
тистические исследования по уровню точности обрабатываемых деталей,
применению мощности привода станка, инструмента, емкости инструмен-
тального магазина в течение года, то можно будет увидеть, что заложенные
в станке возможности используются в лучшем случае на 50 %. К примеру,
по данным профессора X. Опитца (ФРГ), универсальные станки 87 % всего
срока службы используются на 20 % установленной мощности, 12 % срока
службы - до 75 % и только около 1 % срока службы - на 100 % [10].
Чтобы избежать перечисленных выше недостатков, надо прежде всего
создавать ТСо непосредственно под технологию. Примером эффективности
такого подхода являются специальные (операционные) ТСо в массовом и
крупносерийном производствах, которые создаются под конкретные опера-
ции. Специальные ТСо отличаются высокой производительностью, при
этом технологические возможности и качество, заложенные в них, исполь-
зуются практически полностью. Все это приводит к короткому сроку нх
окупаемости. Как правило, такие ТСо являются многошпиндельными, мно-
гоинструментпыми параллельного действия, что способствует реализации
высокопроизводительных технологических процессов.
Однако построение такого рода ТСо для мелкосерийного и, тем бо-
лее, единичного производства наталкивается на трудности, обусловлен-
ные наличием огромного разнообразия технологических процессов.
Для сведения к минимуму перечисленных недостатков современных
ТСо следует, прежде всего, в основу проектирования технологических про-
цессов изготовления деталей положить принципы модульной технологии.
В связи с этим представляет интерес приведенное в работе [11] со-
поставление традиционных и модульных технологических процессов в
условиях крупносерийного производства.
К рассмотрению были приняты 53 детали бытовой швейной маши-
ны класса 144 Подольского завода, отличающиеся сравнительно высокой
МОДУЛЬНОЕ 11ОСТРОЕНИЕ СРЕДСТВ ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ 225
трудоемкостью механической обработки. Из этих деталей были отобра-
ны 17 деталей-представителей, отражающие характерные черты 53-х де-
талей. Далее по каждой детали-представителю были рассмотрены заводские
и разработаны модульные технологические процессы. При этом на каждой
операции изготовляемая часть детали представлялась совокупностью эле-
ментарных поверхностей (Пэ) в заводском технологическом процессе, и -
совокупностью МП в модульном технологическом процессе.
Для обеспечения равных условий сопоставления при проектирова-
нии модульных технологических процессов выдерживалась та же точ-
ность, производительность и использовалось то же станочное оборудова-
ние, что и при заводской технологии. Однако, вследствие того, что у де-
талей поверхности, вошедшие в состав МП, в заводских процессах изго-
товляются на разных операциях, инструментальные наладки в модуль-
ных технологических процессах получились в ряде случаев другими. Что
касается схем базирования заготовок и приспособлений, то в обоих слу-
чаях они были практически одинаковыми.
При анализе заводских технологических процессов в качестве их
характеристик по каждой операции рассматривался комплект элементар-
ных поверхностей (КП), представляющий собой набор поверхностей раз-
ного наименования, количество операций в технологическом процессе, а
так же количество Пэ и их наименований, изготовляемых на операциях
по всему технологическому процессу, количество моделей станков и
инструментов, применяемых в технологическом процессе.
При анализе модульных технологических процессов в отличие от заво-
дских вместо КП в качестве характеристики по каждой операции рассматри-
вался комплект модулей поверхностей (КМ), представляющий собой набор
разных наименований МП, по всему технологическому процессу учитыва-
лось количество вариантов КМ, их общее число. Остальные характеристики
были те же, что и при анализе заводских технологических процессов.
Методика сопоставления заводских и модульных технологических про-
цессов предусматривала анализ операционных технологий по каждой из 17-ти
деталей и общую оценку технологического процесса по каждой детали. Срав-
нение проводилось по одной детали, по двум деталям и т.д. до 17-ти деталей.
Сопоставлялось общее количество элементарных поверхностей и
МП, количество наименований Пэ и МП, вариантов КП и КМ и наборов
инструмента (КИ).
Сопоставление процессов показало, что в модульных технологиче-
ских процессах 17-ти деталей в 2,2 раза сократилось разнообразие техно-
логических операций по составу изготовляемых поверхностей и повыси-
лась их повторяемость, на 48 единиц сократилось количество используе-
мого режущего инструмента.
В общем случае с ростом числа сопоставляемых процессов разно-
образие операций традиционных технологических процессов будет уве-
226 МОДУЛЬНОЕ ПОСТРОЕНИЕ СРЕДСТВ ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ
личиваться еще больше по сравнению с разнообразием операций мо-
дульных процессов. Это объясняется тем, что у первых одно и то же со-
четание поверхностей может иметь разное относительное расположение,
а одно и то же сочетание поверхностей одного относительного располо-
жения может изготовляться различными методами обработки.
Таким образом, если воспользоваться модульной технологией, то
можно свести к минимуму отмеченные выше недостатки ТСо. В этом
случае, во-первых, появляется возможность однозначно формулировать
служебное назначение ТСо, подобно операционной ТСо для массового
производства, и, во-вторых, становится определенной задача технологи-
ческого обоснования ТСо.
В служебном назначении должно быть в первую очередь указано, для
изготовления каких МП предназначена обрабатывающая ТС и по каким
модулям технологического процесса (МТИ) они должны изготовляться.
Такое служебное назначение позволяет заложить в ТСо только те техноло-
гические возможности, уровень качества, которые практически будут нуж-
ны и всегда будут почти полностью использованы во время эксплуатации
станка. Поскольку перечень технологических переходов, реализуемых на
создаваемый ТСо, будет неизменным, это позволяет, в первую очередь,
применять более производительные технологические процессы за счет со-
вмещения переходов и применения высокоэффективных методов, исполь-
зуемых в массовом и крупносерийном производствах.
Таким образом, ТСо даже в единичном производстве может быть
многоинструментной, последовательно-параллельного действия, отли-
чающейся высокой производительностью, с ограниченным набором ин-
струмента. Для таких ТСо не будет проблемы в определении емкости
инструментального магазина.
Существенно упростится решение задачи, связанной с подготовкой
управляющих программ. К каждой ТСо в соответствии с ограниченным
набором МТИ, которые на ней могут быть осуществлены, можно заранее
разработать модули управляющих программ (МУП). Из этих модулей
управляющих программ будут собираться управляющие программы на
конкретные операции.
В соответствии с этим в служебном назначении обрабатывающей
ТС должно быть указано следующее:
• номенклатура МП, подлежащих изготовлению на ТСо, с их раз-
мерными и качественными характеристиками;
• перечень МТИ под каждый МП, подлежащий изготовлению на ТСо;
• габаритные размеры, конструкции, материал деталей, изготовляе-
мых на ТСо;
• условия, в которых будет работать ТСо.
МОДУЛЬНОЕ ПОСТРОЕНИЕ СРЕДСТВ ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ 227
Для единичного и мелкосерийного производств не целесообразно
создавать ТСо для изготовления МП одного наименования. Это потребу-
ет увеличения номенклатуры ТС для изготовления одной детали и коли-
чества транспортных операций. Поэтому, для единичного и мелкосерий-
ного производств, целесообразно создавать ТСо для изготовления групп
МП из нескольких наименований, близких по конструкции. При этом
поскольку номенклатура МП ограничена 26-ю наименованиями, то но-
менклатура ТСо будет значительно меньше. Действительно, принимая во
внимание возможность объединения МП в группы по конструктивной, а,
следовательно, и технологической общности, каждая ТСо сможет изго-
товлять МП нескольких наименований.
В крупносерийном и массовом производстве ТСо должны отличаться
высоким уровнем специализации, на них могут изготовляться параллельно
или параллельно-последовательно несколько МП одного или нескольких
наименований. В отличие от ТСо единичного и мелкосерийного произ-
водств, они создаются под группы МП, которых объединяет не сходство
технологий изготовления, а требования технологического процесса.
Как следует из приведенного выше служебного назначения ТСо, она
одновременно является специальной и универсальной.
Специальной она будет потому, что предназначена для осуществле-
ния узкой номенклатуры МТИ, а универсальной потому, что па ней изго-
товляются разные детали.
Специализация ТСо позволяет в условиях единичного и мелкосе-
рийного производств использовать высокопроизводительные методы
изготовления, характерные для крупносерийного, массового произ-
водств, а универсальность - придает ей гибкость.
Как уже отмечалось, конструктивное оформление ТСо должно от-
личаться от традиционных возможностью легкой и надежной сборки-
разборки конструкции. Такое конструктивное решение придает ТС гиб-
кость, позволяя быстро реагировать на смену выпускаемых изделий и
изменение технологии изготовления.
Чтобы можно было конструктивно перестраивать ТСо, она должна
представлять собой совокупность функциональных модулей. Служебное
назначение ТСо, базирующееся на модульной технологии, позволяет оп-
ределять состав МФТ, ТСо рассматриваемой, как объект эксплуатации.
У обрабатывающей ТСо типовыми МФТ являются собственно ста-
нок (МФТоо), приспособление (МФТоп) для установки заготовки, инст-
рументальная наладка (МФТои) и контрольно-измерительное устройство
(МФТок).
С помощью этих МФТ осуществляется служебное назначение любой
обрабатывающей ТСо. В общем случае у ТСо количество каждого наиме-
нования МФТ, за исключением станка, может быть больше единицы.
228 МОДУЛЬНОЕ ПОСТРОЕНИЕ СРЕДСТВ ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ
Для функционирования МФТ при эксплуатации ТСо необходимы
соответствующие функциональные обслуживающие модули (МФО). К
ним относятся: привод, система управления, магазин инструмента, сис-
тема настройки и т.п.
В свою очередь каждый МФТ технологической системы тоже может
быть представлен совокупностью МФТ и МФО низшего порядка. Таким
образом, ТСо можно рассматривать как иерархическую структуру, в ос-
нове которой лежат связи функциональных модулей.
Итак, проектирование ТСо должно начинаться с определения ее
служебного назначения.
Исходными данными для определения служебного назначения ТСо
является описание технологической операции.
Из анализа технологической операции устанавливаются подлежа-
щие изготовлению МП, их МТИ, габариты заготовки, ее материал, МТБ,
которым заготовка устанавливается в приспособлении, МИ под каждый
МТИ, и МКИ. Заканчивается определение служебного назначения ТСо
описанием условий, в которых она должна работать.
Таким образом, характеристиками служебного назначения ТСо яв-
ляются количество одновременно обрабатываемых заготовок, габарит-
ные размеры заготовки, ее материал, наименования и количество изго-
товляемых МП, расположение МП, точность расположения МП, качест-
венные характеристики МП, модули технологического процесса (МТИ)
по изготовлению каждого МП.
Каждая из перечисленных характеристик предъявляет соответст-
вующие требования к функциональным технологическим модулям ТСо.
Поэтому служебное назначение каждого МФТ технологической сис-
темы является функцией ее служебного назначения.
Следующим этапом в проектировании ТС после определения ее
служебного назначения является технологическое обоснование ТСо. По
существу определение служебного назначения ТСо является составляю-
щей ее технологического обоснования.
Технологическое обоснование ТСо оказывает большое влияние на
эффективность их применения. Недостаточная степень проработки тех-
нологического обоснования ТСо приводит к таким потерям, которые мо-
гут свести на нет все его конструктивные усовершенствования. Иными
словами ТСо, отсталая по своему техническому решению, но с тщатель-
но проработанным технологическим обоснованием, может оказаться в
эксплуатации эффективнее ТСо, опережающей ее по техническому уров-
ню. Однако, несмотря на важность технологического обоснования, этому
вопросу до сих пор не уделяется достаточного внимания.
Действительно, технологическое обоснование часто отсутствует как
самостоятельный этап в процессе проектирования ТСо, вместо этого час-
тично или полностью часто выступая в качестве исходных данных. На-
МОДУЛЬНОЕ ПОСТРОЕНИЕ СРЕДСТВ ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ 229
пример, при проектировании операционной ТСо в состав задания входит
технологическая операция с указанием требований технологии к созда-
ваемой ТСо.
Сложнее решается задача технологического обоснования ТСо для
единичного и мелкосерийного производств. Эти ТСо отличаются универ-
сальностью по сравнению с операционными ТСо. И здесь задаче техно-
логического обоснования характерна значительная неопределенность,
поскольку неизвестна номенклатура деталей, подлежащих изготовлению,
неизвестно какие будут осуществляться технологические операции и в
каких конкретных производственных условиях будет работать ТСо.
Таким образом, проблема технологического обоснования как самих
ТСо, так и их элементной базы заключается, прежде всего, в несовершен-
стве методов разработки технологических процессов.
Методы разработки единичных, типовых и групповых технологиче-
ских процессов, как уже отмечалось, имеют общий недостаток, заключаю-
щийся в том, что их проектирование осуществляется по принципу изготов-
ления отдельных по геометрическому признаку поверхностей или комплек-
сов поверхностей, объединенных удобством изготовления и не связанных
общностью служебного назначения. Это приводит практически к большому
неконтролируемому разнообразию сочетаний поверхностей, изготовляемых
на станках, а, следовательно, и самих операций. Если к этому присовоку-
пить различные варианты относительного расположения поверхностей у
одного сочетания поверхностей и разных наборов методов обработки одно-
го и того же сочетания поверхностей, то разнообразие операций становится
практически неограниченным. Это и является одним из источников неопре-
деленности задачи технологического обоснования.
В этих условиях не представляется возможным обосновать единую
элементную базу ТСо, а, следовательно, невозможно строить ТСо мето-
дом компоновки из модулей с учетом конкретных производственных
условий заказчика.-
Применение модульной технологии позволяет свести к минимуму
указанные недостатки. Действительно, номенклатура МП ограничена
всего 26-ю наименованиями, при этом сочетание поверхностей одного
МП может иметь только несколько вариантов их относительного распо-
ложения, где каждый из вариантов МП с заданными пределами характе-
ристик изготовляется одним набором методов обработки.
В итоге разнообразие операций сокращается на несколько порядков,
становится обозримым и прогнозируемым. В связи с этим становится
возможным создание элементной базы ТСо.
В этих условиях задача технологического обоснования ТСо стано-
вится определенной.
Таким образом, задача совершенствования методов технологическо-
го обоснования ТСо представляется весьма актуальной.
230 МОДУЛЬНОЕ ПОСТРОЕНИЕ СРЕДСТВ ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ
В состав технологического обоснования ТСо и ее МФТ кроме фор-
мулирования служебного назначения входит определение необходимых
технологических возможностей и технологической компоновки.
Ниже рассматривается МФТ обрабатывающей технологической
системы.
7.1.1. СТАНКИ И ИХ ТЕХНОЛОГИЧЕСКИЕ КОМПОНОВКИ
Станок является МФТоо обрабатывающей технологической системы,
главная задача которого заключается в обеспечении заданного закона отно-
сительного движения элементов, несущих станочное приспособление
(МФТоп) для установки заготовки или заготовку, если она непосредственно
устанавливается на стол станка, и инструментальную наладку (МФТои), а в
ряде случаев контрольно-измерительные устройства (МФТок).
Для выполнения заданного служебного назначения станок должен
содержать конечные элементы в виде суппорта, револьверной головки,
стола и т.п. для установки инструментальных наладок (КЭИ) и конечные
элементы в виде рабочих столов, патронов и т.п. для установки заготовки
(КЭЗ). КЭИ и КЭЗ можно считать МФТ станка, с помощью которых он
выполняет свое служебное назначение.
К другим МФТ станка относятся механизм передачи движения от
привода к конечным элементам и базовая деталь (станина), в которой
осуществляется относительное движение КЭИ и КЭЗ.
Связи между конечными элементами станка и базовой деталью
осуществляются с помощью промежуточных элементов в виде салазок,
кареток, поворотных столов, крестовых столов и других.
Большинство остальных механизмов и устройств станка, не участ-
вующих непосредственно в выполнении станком его назначения, следует
отнести к МФО, обслуживающих его МФТ.
Одним из первых этапов в проектировании станка является опреде-
ление его компоновки.
Как известно, компоновка станка формируется на стадии эскизного
проекта и определяется как совокупность его МФТ и МФО, характери-
зующаяся их типом, относительным расположением и перемещениями в
определенной системе координат. Она обеспечивает выполнение задан-
ного технологического процесса и оказывает существенное влияние на
его технико-экономические показатели.
В связи с этим сама компоновка станка становится объектом изуче-
ния, а поиск, обоснование, оценка и выбор компоновки станка с учетом
конкретных условий производства позволяют максимально использовать
технологические возможности проектируемого станка и достигнуть вы-
соких технико-экономических показателей.
Компоновка станка - это система расположения узлов и направляю-
щих станка, характеризующаяся структурой, пропорциями и свойствами.
МОДУЛЬНОЕ ПОСТРОЕНИЕ СРЕДСТВ ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ 231
Различают технологическую, координатную, базовую и конструк-
ционную компоновки [12].
Технологическая схема построения станка, в которой в ।
соответствии с технологической задачей определяют состав рабочих и
установочных движений, число необходимых шпинделей, схему
обработки, число различных по назначению позиций и размеры,
называется технологической компоновкой. По существу технологическая
компоновка станка представляет собой совокупность его МФТ.
Компоновку, раскрывающую состав и порядок сочетания коорди-
натных движений в станке, называют координатной.
Компоновка, определяющая тип станка по разновидностям базовых
узлов и другим признакам, называется базовой.
Компоновка, уточняющая конструктивное исполнение и некоторые
другие особенности станка, называется конструкционной.
Среди перечисленных компоновок определяющее влияние на эф-
фективность решения станком технологической задачи оказывает техно-
логическая компоновка. В связи с этим дальнейший материал посвящен
вопросу определения технологической компоновки станка.
Определение технологической компоновки станка является много-
вариантной задачей, решение которой отличается достаточно высокой
трудоемкостью. Поэтому желательно исключить из рассмотрения второ-
степенные черты станка и представить его технологическую компоновку
в виде схемы, отражающей ее главные черты,
В общем случае станок может содержать по несколько КЭЗ и КЭИ.
Каждый КЭ монтируется на станке с помощью набора соответствующих
промежуточных элементов, которые в совокупности представляют собой
ветвь станка.
Поэтому станок можно рассматривать как совокупность ветвей, ка-
ждая из которых заканчивается соответствующим конечным элементом.
Конечный элемент станка может быть неподвижным или переме-
щаться, с целью осуществления формообразующих движений или уста-
новочных движений, для выполнения вспомогательных переходов техно-
логической операции.
Любой закон относительного движения заготовки и инструмента
можно разложить по осям прямоугольной координатной системы. В со-
ответствии с этим конечный элемент может в общем случае осуществ-
лять шесть координатных движений: три поступательных движения
вдоль осей X, У, Z и три вращательных движения вокруг каждой из коор-
динатных осей: ф(А1, 0(Z).
Падо отметить, что каждая ветвь заготовки (3) или инструмента (И)
выполняет определенные функции, в соответствии с которыми имеет
определенный состав элементов.
232 МОДУЛЬНОЕ ПОСТРОЕНИЕ СРЕДСТВ ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ
В свою очередь ветвь станка может состоять из группы подветвей в
зависимости от числа конечных элементов. В связи с этим введем такие
понятия, как подветвь и куст ветвей [11]. Подветвь станка будет иметь
место тогда, когда ветвь 3 или И начинается от станины, а затем разветв-
ляется. Тогда и появляются минимум две подветви, где подветвь - это
часть ветви 3 или И от точки разветвления до соответствующего конеч-
ного элемента.
Поскольку ветвь станка в общем случае может делиться многократ-
но, то следует различать уровни подветвей.
Подветвью 1-го уровня является ветвь, ограниченная базовой дета-
лью и первой точкой разветвления. Как видим, подветвь 1-го уровня, при
отсутствии ветвей большего порядка, превращается в ветвь.
Подветвью 2-го уровня (рис. 7.1, а) будем считать часть ветви, за-
ключенной между первой точкой разветвления и конечным элементом
(КЭ) или второй точкой разветвления.
Подветвью 3-го уровня (рис. 7.1, б) будем считать часть ветви, за-
ключенной между второй точкой разветвления и конечным элементом
или третьей точкой разветвления.
Подветвью 4-го уровня (рис. 7.1, в) будем считать часть ветви, за-
ключенной между третьей точкой разветвления и конечным элементом
или четвертой точкой разветвления.
Подветвью л-го уровня (рис. 7.1, г) будем считать часть ветви, за-
ключенной между и-ой точкой разветвления и конечным элементом или
точкой разветвления п + 1.
Анализ разновидностей ветвей, приведенных на рис. 7.1, показыва-
ет, что, во-первых, с увеличением точек разветвления количество конеч-
ных элементов или последующих точек разветвления как минимум уд-
ваивается, во-вторых, ветви, содержащие одну или несколько подветвей,
имеют общие элементы. С учетом этого обстоятельства состав каждой
ветви можно представить суммой подветвей соответствующих уровней.
В качестве примера рассмотрим схему ветвей на рис. 7.1, в.
Согласно этой схеме станок имеет 9 ветвей в соответствии с числом
конечных элементов. Тогда каждую ветвь можно записать следующим
образом:
В1 = В13, + В3,2,+ В2,1 + В10;
В2 = 823, + В3,2, + В2,1 + В10;
ВЗ = В332 + В322, + В2,1 +В10;
В9 = В934 + В3422 + В221 + В10.
МОДУЛЬНОЕ ПОСТРОЕНИЕ СРЕДСТВ ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ 233
Г)
Рис. 7.1. Пример графов технологических компоновок станка,
содержащих подветви:
а - двух уровней; б - трех уровней; в - четырех уровней; г - п уровней
234 МОДУЛЬНОЕ ПОСТРОЕНИЕ СРЕДСТВ ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ
Из приведенной записи ветвей видны их общие звенья. Например, у
ветвей В1 и В2 общими звеньями будут элементы, входящие в состав
подветвей B3|2j, B2J и В10.
Как следует из рис. 7.1, в, все ветви сходятся в одной точке О, свя-
занной со станиной станка.
Таким образом, появляется так называемый "куст" ветвей, состоящий
из группы ветвей исходящих из одной нулевой точки. Простейший станок
содержит два куста ветвей, каждый из которых выродился в одну ветвь.
Далее каждую ветвь можно представить в виде совокупности конеч-
ного и промежуточных элементов.
Таким образом, в качестве формализованного описания технологи-
ческой компоновки станка предлагается граф, представляющий собой
совокупность конечных элементов, их ветвей с указанием содержащихся
в каждой ветви промежуточных элементов.
Проектируемый станок должен отвечать требованиям, определяе-
мым современными условиями производства. Однако задача его проек-
тирования осложняется тем, что современные производственные условия
могут существенно изменяться.
Чтобы станок, проектируемый для неопределенных производствен-
ных условий, был высокоэффективным, он должен отличаться высокой
гибкостью, обладать необходимым минимумом технологических и тех-
нических возможностей при высокой производительности.
Такое решение возможно, если рассматривать станок не как неиз-
менный, а как непрерывно изменяющийся объект, приспосабливающийся
к переменным условиям производства.
В связи с этим такой станок должен быть сборно-разборным и фор-
мироваться методом компоновки из соответствующих элементов.
Как уже отмечалось, проблема технологического обоснования эле-
ментной базы как МФТ технологических систем, так и самих технологи-
ческих систем заключается, прежде всего, в несовершенстве методов
проектирования технологических процессов.
Применение модульных технологических процессов позволяет раз-
решить эту проблему.
В этом случае становятся определенными наборы МП, изготовляе-
мых на ТС, и модули технологического процесса (МТИ) для их изготов-
ления. Отсюда можно однозначно определять законы формообразующих
движений, которые должен осуществлять станок.
Выполнение станком заданного служебного назначения осуществ-
ляется в первую очередь через реализацию технологической схемы обра-
ботки, которая, в свою очередь, осуществляется с помощью соответст-
вующей компоновки станка.
Формированию технологической компоновки станка должен пред-
шествовать анализ структуры технологической операции.
МОДУЛЬНОЕ ПОСТРОЕНИЕ СРЕДСТВ ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ 235
При этом надо подчеркнуть, что структуру операции надо рассмат-
ривать с точки зрения ее влияния на конструкцию станка. На рис. 7.2
приведена схема, отражающая основные стороны структуры технологи-
ческой операции. Рассмотрим их влияние на требования к станку.
О пера цп я
I
Количество заготовок
и инструмента
.
Количество обрабатываемых
сторон заготовки
I
Наименования н кол-во МН
на обрабатываемой стороне
заготовки
I
МТИ каждого МП
Способ обработки:
а) заготовок,
б) сторон заготовки,
в) МП на стороне заготовки,
I) поверхностейодного МП
Рис. 7.2. Состав технологической операции
236 МОДУЛЬНОЕ ПОСТРОЕНИЕ СРЕДСТВ ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ
Число обрабатываемых заготовок на одной операции влияет на число
рабочих или установочных позиций станка. Например, в одном случае чис-
ло установочных позиций будет равно числу заготовок, а в другом случае
будет одна установочная позиция, но при наличии нескольких рабочих по-
зиций. В рассмотренных примерах у станка будет разное число ветвей 3 и
И. Так же и число обрабатываемых сторон заготовки влияет на установочные и
рабочие позиции станка. К примеру, при наличии у заготовки четырех обраба-
тываемых сторон в станке должно быть предусмотрено или перемещение заго-
товки на вывод обрабатываемой стороны в рабочую позицию, или несколько
рабочих позиций для одновременной обработки нескольких сторон заготовки.
Наименования изготовляемых МП определяют МТИ и непосредст-
венно не оказывают влияния на конструкцию станка, его компоновку.
Что касается количества МП, расположенных на одной обрабатываемой
стороне заготовки, то они требуют от станка соответствующих устано-
вочных движений инструмента или заготовки, т.е. влияют на состав про-
межуточных элементов ветвей И и 3.
МТИ определяют методы обработки заготовки по изготовлению со-
ответствующих МП, а, следовательно, и перечень формообразующих,
установочных движений конечных элементов ветвей 3 и И.
Большое влияние на структуру компоновки станка и разнообразие
его компоновок оказывает способ обработки: последовательный, парал-
лельный и смешанный.
Надо подчеркнуть, что способ обработки в равной степени относится к
следующим уровням схемы операции: обрабатываемым заготовкам, обраба-
тываемым сторонам заготовки, изготовляемым МП и поверхностям одного
МП. Причем способ обработки на одном уровне не связан со способом об-
работки на другом уровне. К примеру, при обработке на операции трех заго-
товок они могут изготовляться параллельно, а обрабатываемые стороны
заготовки - последовательно; модули поверхностей на одной стороне заго-
товки - смешанным способом, а поверхности одного МП - последовательно.
Параллельная обработка трех заготовок потребует наличия у станка
трех рабочих позиций; последовательная обработка сторон заготовки -
установочных движений в ветвях 3; смешанная обработка МП на обраба-
тываемой стороне заготовки - многоинструментной наладки и устано-
вочных движений инструмента.
Из изложенного видна связь между содержанием технологической
операции и требованиями, предъявляемыми к станку.
Переход от технологической операции к технологической компоновке
станка осуществляется через технологическую схему обработки (ТСО).
ТСО показывает состав конечных элементов и набор формообразую-
щих и установочных движений, необходимых для осуществления операций.
Одна и та же ТСО может быть реализована с помощью разных тех-
нологических компоновок станка, но одновременно она накладывает и
МОДУЛЬНОЕ ПОСТРОЕНИЕ СРЕДСТВ ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ 237
определенные ограничения на возможные варианты компоновок. Это в
первую очередь касается числа ветвей станка, которое должно быть рав-
но числу конечных элементов.
Итак, формирование технологической компоновки станка должно
начинаться с определения исходных данных, получаемых по результатам
анализа структуры технологической операции.
Структура операции определяется на основе анализа технологиче-
ской карты и наладки на операцию модульного технологического про-
цесса изготовления детали.
Если такие характеристики технологической операции, как число
обрабатываемых заготовок, обрабатываемых сторон у каждой заготовки,
наименование и число МП на обрабатываемой стороне заготовки, МТИ
каждого МП, а также способ обработки заданы в явном виде, то ТСО
определяется следующим образом.
Этап 1 - определение МТСО - модуля технологической схемы об-
работки заготовки для получения одного МП.
В основе определения МТСО лежит следующая цепочка взаимосвязей
МП -> МТИ СФД -> МТСО,
где СФД - схема формообразующих движений.
МП и МТИ заданы и записаны в технологической карте операции.
МТИ отражает методы обработки, режущий инструмент, способ обра-
ботки поверхностей МП.
Из этой информации определяются формообразующие движения
получения каждой поверхности МП и в итоге определяется схема фор-
мообразующих движений. Зная способ обработки всех поверхностей
МП, в дополнении к СФД устанавливаются необходимые установочные
движения, в результате чего определяется МТСО данного МП.
Этап 2 - определение множества МТСО в случае изготовления на
операции нескольких МП. По изложенной выше методике определяются
МТСО для всех МП, изготовляемых на операции при обработке одной
заготовки. В итоге получаем перечень МТСО:
1МП - 1МТИ - 1СФД- 1МТСО;
2МП - 2МТИ - 2СФД - 2МТСО;
ЗМП - ЗМТИ - ЗСФД - ЗМТСО;
4МП - 4МТИ - 4СФД - 4МТСО;
//МП - ///МТИ - ///СФД - ///МТСО,
238 МОДУЛЬНОЕ ПОСТРОЕНИЕ СРЕДСТВ ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ
где п - число МП, а т - число МТИ; п > т; при наличии одинаковых МП
п > т.
В приведенном выше перечне некоторые МП могут иметь одинако-
вые МТСО. Это получается в случае изготовления одинаковых МП или
одинаковой технологии.
Для определения ТСО производится суммирование всех МТСО и
после исключения дублирующих формообразующих и установочных
движений получают ТСО для изготовления всей совокупности МП, при
обработке одной заготовки.
Этап 3 - включение в состав ТСО установочных движений, связан-
ных со способом обработки сторон заготовки, переходом от обработки
одного МП к обработке другого МП, расположенных на одной стороне
заготовки.
Дополнив ТСО установочными движениями, связанными с перечис-
ленными выше действиями и, исключив дублирующие установочные
движения, получим TCOZ на обработку одной z-ой заготовки.
Этап 4 - учет движений, связанных с обработкой нескольких заго-
товок. Они могут обрабатываться по разным схемам, что учитывается
через дополнительные соответствующие установочные движения. Учтя
эти установочные движения и исключив дублирующие движения, в итоге
получим ТСО операции.
Зная все разнообразие МТИ, для осуществления которых предна-
значен станок, можно определить обобщенную ТСО станка, обеспечи-
вающую осуществление любых возможных сочетаний МТИ (из числа
заданных) в операциях.
Задача формирования технологической компоновки станка является
многовариантной, что дает конструктору возможность выбора варианта
для создания лучшей конструкции станка.
Поэтому поиск технологической компоновки станка заключается в
определении перечня возможных вариантов компоновки в одинаковой
степени, отвечающих требованиям технологической задачи.
Вариации технологической компоновки станка являются, прежде
всего, результатом разного перераспределения координатных движений
ТСО по ветвям 3 и И.
Для отображения вариантов технологической компоновки станка
можно предложить обобщенный граф, охватывающий возможное множе-
ство компоновок (рис. 7.3). Согласно этому графу технологическая ком-
поновка станка с общей станиной может содержать от одного до k кустов
ветвей, каждый куст может содержать от одной до т ветвей и каждая
ветвь может состоять из двух и более подветвей.
Из такого обобщенного графа можно выбрать граф любой техноло-
гической компоновки.
Рис. 7.3. Обобщенный граф технологических компоновок станков:
1 - конечный элемент КЭ,; т - конечный элемент КЭ„
МОДУЛЬНОЕ ПОСТРОЕНИЕ СРЕДСТВ ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ 239
240 МОДУЛЬНОЕ ПОСТРОЕНИЕ СРЕДСТВ ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ
Итак, поиск технологической компоновки станка должен заканчи-
ваться определением следующих ее характеристик:
1) составом конечных элементов (КЭЗ; и КЭИ/);
2) числом позиций, занимаемых каждым конечным элементом;
3) перечнем движений, совершаемых каждым конечным элементом;
4) числом кустов и ветвей;
5) составом промежуточных элементов каждой ветви и построением
графа технологической компоновки.
Прежде чем переходить к разработке алгоритма поиска вариантов
технологической компоновки станка, остановимся на вопросе влияния
движений, совершаемых конечным элементом, на ее характеристики.
Влияние одного и того же координатного движения конечного элемента
по-разному может оказывать влияние на технологическую компоновку станка.
В связи с этим можно движения классифицировать на следующие
пары движений:
1) формообразующие (Аф, Уф, 7Ф, фф, \рф, 0Ф) или установочные (Ху,
Уу, Zy, <ру, \|/у, 0У) движения;
2) относительные (Хо, Yo, Zo, <р0, фо, 0О) или переносные (Х„, У„, Zn,
фп, ф„, 0п) движения;
3) необходимые (А-,,, У„, Z„, ф,„ ф„, 0„) или возможные (А"в, Ув, Z„, фв,
фв, 0В) движения.
Любое координатное движение в общем случае может одновремен-
но относится ко всем трем указанным парам.
Деление движений на формообразующие и установочные отражает
характер совершаемых переходов - формообразующее отражает техноло-
гический переход, а установочное движение - вспомогательный переход.
Деление движений на относительные и переносные позволяет опре-
делить необходимые промежуточные элементы ветви КЭ.
Если движение, совершаемое КЭ, является относительным, то это
означает, что движение осуществляется с помощью элемента, на котором
непосредственно смонтирован данный КЭ.
Если это же движение является переносным, то для его осуществле-
ния потребуется ввести в ветвь данного КЭ соответствующую пару про-
межуточных элементов.
Деление движений на необходимые и возможные характеризует вари-
антность технологической компоновки станка. Если только какие-либо дви-
жения, совершаемые КЭ, являются возможными, то это означает, что это дви-
жение может осуществляться или данным КЭ или другим КЭ. Следовательно,
в зависимости от того, каким из КЭ будет осуществляться данное движение,
будет зависеть и состав промежуточных элементов ветви этого КЭ.
Для получения алгоритма определения технологической компонов-
ки станка на основе анализа исходных данных надо составить таблицу. В
МОДУЛЬНОЕ ПОСТРОЕНИЕ СРЕДСТВ ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ 241
эту таблицу должны быть занесены все конечные элементы станка, все
технологические и вспомогательные переходы операции и совершаемые
движения с указанием принадлежности последних к соответствующей
паре движений.
Технологические переходы определяются из технологических карт
на изготовление каждого МП, там же приводятся и вспомогательные пе-
реходы, связанные с осуществлением МТИ соответствующего МП.
Дополнительно нужно учитывать такие вспомогательные переходы,
как переход от обработки одной заготовки к другой заготовке, переход
на обработку другой стороны обработки заготовки, переход па обработку
другого МП, расположенного на одной стороне заготовки. Кроме того,
необходимо учитывать способы обработки (параллельный, последова-
тельный, смешанной).
После заполнения такой таблицы в последней строке по каждому
конечному элементу должны быть указаны все совершаемые им движе-
ния. Анализ этих движений позволит установить дублирующие движе-
ния, возможные варианты распределения движения по ветвям и требуе-
мые промежуточные элементы.
Рассмотрим в качестве примера определение технологической ком-
поновки станка, схема которого приведена на рис. 7.4, а, изложенного в
работе [13], выполненной под руководством автора.
На данной операции обрабатывается одна заготовка с четырех сто-
рон одновременно двумя силовыми двухпозиционными поворотными
головками. Одна силовая головка двухшпиндельная, другая силовая го-
ловка трехшпиндельная. На каждой стороне заготовки должны быть из-
готовлены по заданным МТИ один МПБ211 и два МПБ311. Для получе-
ния МПБ211 необходимо предварительно подготовить МПБ311, пред-
ставляющий собой отверстие с торцом.
Тогда в соответствии с заданными МТИ каждого МП обработка за-
готовки осуществляется следующим образом. С помощью двухпозици-
онной двухшпиндельной силовой головки производится изготовление
МПБ211. С этой целью на одном шпинделе установлен комбинирован-
ный инструмент - сверло с цековкой (с их помощью получается
МПБ311), а на другом шпинделе установлен метчик, с помощью которо-
го получают МПБ211.
У другой двухпозиционной трехшпиндельной силовой головки один
шпиндель несет фрезу, а с другой стороны на двух шпинделях установлены
два сверла. Сначала фрезой обрабатывается плоскость двух бобышек, а затем,
после поворота силовой головки, одновременно сверлятся два отверстия.
Во всех случаях у данного станка координатные установочные движе-
ния, связанные с подводом инструмента, совпадают с соответствующими
координатными формообразующими движениями. Поэтому в дальнейшем
будем оперировать только формообразующими движениями.
242 МОД> ЛЬНОЕ ПОСТРОЕНИЕ СРЕДСТВ ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ
КЭШ КЭ31 КЭИ2
Рис. 7.4. Граф технологической компоновки агрегатного станка:
а - схема станка; б - граф
На основе данных в технологической карте на операцию в таблицу
записывается последовательность технологических и вспомогательных
переходов и указываются движения, которые должны или могут осуще-
ствляться конечными элементами. Для рассматриваемого примера дан-
ные приведены в табл. 7.1.
Анализ строки 7 табл. 7.1 показывает, что теоретически возможны
поступательные формообразующие движения Уф, Х$, совершаемые КЭ31.
Однако, в связи с тем, что силовые головки работают одновременно,
возможен только один вариант, когда движения Уф и Аф совершают КЭИ1
и КЭИ2.
Поэтому итоговая схема движений будет иметь вид, приведенный в
строке 8 табл. 7.1.
МОДУЛЬНОЕ ПОСТРОЕНИЕ СРЕДСТВ ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ 243
7.1. Характеристики технологической компоновки станка
Номер п/п Переход КЭ31 КЭИ1 КЭИ2
1 Смена заготовки - - -
2 Смена стороны обработки заго- товки Оу - -
3 Обработка Б311 Обработка торца и отверстия >Ф(в) Уф *ф(в) -
4 Переход к Б211 - Оу -
5 Обработка Б211 Поверхность 1 (на- резание резьбы) ^ф(в) УФ Уф(в) -
6 Обработки двух БЗ11 Фрезерование тор- цов бобышек ^Ф(В) - Уф ^ф(В)
Переход к поверх- ности 2 - - Оу
Обработка двух отверстий ^ф(в) - УФ ^ф(в)
7 Перечни движений конечных эле- ментов за исключением дубли- рующих движений Оу ^Ф(в) Аф(в) Уф Оу Кф(в) Уф Оу -^ф(в)
8 Выбранная схема движения fy(o) Уф(о) 0у(н) Аф(„) ^ф(о) Оу(п)
КЭ31 совершает только одно установочное движение (0у), которое
является относительным. Что касается движений, совершаемых КЭИ1 и
КЭИ2, то здесь, опуская формообразующие вращательные движения ин-
струментов, надо решить, какие из движений Уф, Аф, 0у надо принять за
относительные движения, а какие - за переносные.
244 МОДУЛЬНОЕПОСТРОЕНИЕ средств технологического оснащения
Учитывая, что КЭИ2 дважды совершает движение Уф, а Лф и 0У один
раз, примем движение Уф относительным (Уф(о)), а движения Аф и 0у пере-
носными (Аф(п), 0У(„)).
Аналогично для КЭИ1 примем движение Уф относительным (Уф(0)), а
движение 0У - переносным (0У(„)).
В итоге получим схему движения (см. строку 8 в табл. 7.1), которая
должна быть осуществлена с помощью технологической компоновки
станка.
Теперь можно перейти к построению графа технологической ком-
поновки станка.
Число ветвей будет равно трем, так как число ветвей определяется
числом конечных элементов.
Поскольку в данном случае, судя по технологической наладке, от-
сутствуют группы КЭ, расположенные на одном элементе, постольку
будут только три ветви, а кусты будут отсутствовать.
Следующим шагом в построении технологической компоновки
станка является определение состава элементов каждой ветви.
Ветвь 1 (КЭ31) должна содержать КЭ31 и одну пару промежуточ-
ных элементов для осуществления поворота КЭ31 вокруг оси Z па 90°.
Ветвь 2 (КЭИ1) должна содержать КЭИ1 и две пары промежуточ-
ных элементов. Одна пара промежуточных элементов должна обеспечить
поступательное формообразующее движение КЭИ1, а другая пара про-
межуточных элементов - вращательное установочное движение.
Ветвь 3 (КЭИ2) должна содержать две пары промежуточных эле-
ментов для осуществления двух взаимно перпендикулярных поступа-
тельных формообразующих движений КЭИ2, содержащих крестовый
стол, а так же третью пару промежуточных элементов для осуществле-
ния вращательного установочного движения.
В итоге получим граф технологической компоновки станка, приве-
денный на рис. 7.4, б. В скобках у каждого конечного элемента первая
цифра означает количество инструментов или заготовок, установленных
на конечном элементе, а вторая цифра указывает на число позиций, за-
нимаемых данным конечным элементом.
На основе изложенного был предложен [13] следующий алгоритм
определения технологической компоновки станка для заданной опера-
ции, приведенный на рис. 7.5.
Если известно, что станок создается под несколько операций, то
аналогичная процедура осуществляется для каждой операции. Затем из
всей совокупности вариантов схем движения исключаются дублирую-
щие движения, а для остальных строятся графы вариантов технологи-
ческой компоновки станка.
МОДУЛЬНОЕ ПОСТРОЕНИЕ СРЕДСТВ ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ 245
Рис. 7.5. Алгоритм определения технологической компоновки станка
246 МОДУЛЫ 1ОЕ ПОСТРОЕНИЕ СРЕДСТВ ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ
7.1.2. СТАНОЧНЫЕ ПРИСПОСОБЛЕНИЯ
Основная задача, решаемая с помощью станочного приспособления
(МФТоп), рассматриваемого как объект эксплуатации, заключается в
установке заготовки: ее базировании модулем технологических баз
(МТБ) и закреплении.
К дополнительным функциям станочного приспособления
относятся повышение жесткости заготовки, направление режущего
инструмента, установка режущего инструмента на заданный размер и др.
Рассмотрим, простейший случай, когда в станочном приспособле-
нии устанавливается одна заготовка.
В соответствии со служебным назначением структуру станочного
приспособления можно представить в виде совокупности модулей, как
это показано на рис. 7.6.
К проектным модулям станочного приспособления относятся мо-
дуль базирования и модуль силового замыкания.
Под модулем базирования понимается схема базирования, а под мо-
дулем силового замыкания - схема силового замыкания.
Рис. 7.6. Модули станочных приспособлений
МОДУЛЬНОЕ ПОСТРОЕНИЕ СРЕДСТВ ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕ11ИЯ 247
Для реализации перечисленных проектных модулей станочное при-
способление содержит модули функциональные технологические (бази-
рующие устройства и зажимные устройства), а для обеспечения их функ-
ционирования станочное приспособление содержит модули функцио-
нальные обслуживающие: передаточные механизмы и приводы.
Модуль базирования находится в прямой зависимости от МТБ заго-
товки, с помощью которого она базируется в приспособлении.
Модули технологических баз (МТБ). Заготовка, как и деталь в изде-
лии, может базироваться в приспособлении с помощью одного из 14-ти ва-
риантов МПБ. Однако, в отличие от детали, при базировании заготовки
имеется определенная специфика из-за того, что в качестве МТБ, как прави-
ло, выступают поверхности, не являющиеся поверхностями детали. Исклю-
чение составляют только те поверхности, которые формируются при изго-
товлении заготовки и дальнейшей обработке не подлежат и потому уже яв-
ляются поверхностями детали. К ним относятся в первую очередь связую-
щие и рабочие поверхности и очень редко базирующие. Таким образом, в
общем случае заготовка представляет собой совокупность поверхностей,
одни из которых являются поверхностями будущей детали, а другие суще-
ствуют временно, пока их не обработают. Принимая во внимание, что МТБ
определяются при разработке технологического процесса, определить их у
заготовок, как это делается для деталей, т.е. на основе анализа сборочного
чертежа изделия, в которое входит деталь, не представляется возможным.
Следует отметить, что совокупность поверхностей заготовки, при-
нимаемая за комплект технологических баз (МТБ), зависит от того, какие
поверхности и на каком этапе технологического процесса изготовления
детали должны быть обработаны.
На первых операциях заготовку часто базируют но еще не обрабо-
танным поверхностям, а также по элементам симметрии - плоскости, оси,
линии, центру, точке - лишающим заготовку соответственно грех, четы-
рех, двух, двух и одной степени свободы. Это делается для наивыгод-
нейшего распределения припуска по поверхностям, подлежащим обра-
ботке, а также для установления размерных связей между обрабатывае-
мыми и необрабатываемыми поверхностями заготовки.
Указанные элементы симметрии широко используются в качестве
МТБ и при последующей обработке заготовок. Их выбор определяется
также простановкой координирующих размеров поверхностей деталей
относительно элементов симметрии на рабочих чертежах деталей и не-
обходимостью уменьшения погрешностей базирования заготовок. Так,
например, при установке заготовки не по элементам симметрии, а по ох-
ватывающим или охватываемым поверхностям, возникает по1решность
базирования, обусловленная неопределенностью базирования. Например,
если заготовку установить отверстием на цилиндрический штырь, то
возможная погрешность базирования будет определяться величиной за-
248 МОДУЛЬНОЕ ПОСТРОЕНИЕ СРЕДСТВ ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ
зора между ними. Чтобы свести эту погрешность к минимуму, в качестве
базы принимают не поверхность отверстия, а его ось.
На разных этапах обработки заготовки в зависимости от задач, ре-
шаемых в ходе технологического процесса, в состав комплекта техноло-
гических баз могут входить разные поверхности заготовки, не совпа-
дающие с поверхностями, составляющими МПБ детали.
Итак, при базировании заготовок технологическими базами могут
служить следующие поверхности: необработанные ("черные"); предвари-
тельно обработанные, окончательно сформированные (т.е. поверхности
будущей детали, причем не только входящие в комплект МПБ, но и ра-
бочие и связующие поверхности); кроме того, в качестве технологиче-
ских баз могут выступать элементы симметрии поверхностей заготовки.
Здесь целесообразно остановиться на понятии "скрытая база" [3].
Скрытыми базами пользуются в тех случаях, когда заготовка не имеет
полного конструктивно оформленного комплекта баз. Поскольку каждая
заготовка лишается шести степеней свободы, то после базирования и
закрепления она должна занимать определенное положение
относительно выбранной системы координат и сохранять его в процессе
обработки. Рассмотрим в качестве примера базирование крышки (рис.
7.7). Наличие конструктивно оформленной установочной базы у крышки по-
зволяет при базировании установить ее в нужное положение по трем коорди-
натам: линейной (Л) и двум угловым (у - поворот вокруг оси У и 0 - поворот
вокруг оси Z). По трем оставшимся координатам - линейным Zu У и угловой
Ф (поворот вокруг оси Л) крышка тоже займет некоторое положение, однако
оно будет неопределенным вследствие отсутствия конструктивно оформлен-
ных баз. Но в тоже время заготовка, заняв некоторое положение, полученное
при базировании, окажется лишенной всех шести степеней свободы, тогда на
Рис. 7.7. Базирование крышки:
Z, 2, 3 - явные базы; 4, 5,6- скрытые базы
МОДУЛЬНОЕ ПОСТРОЕНИЕ СРЕДСТВ ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ 249
схеме базирования можно нанести недостающие опорные точки. Так в
примере с крышкой следует достроить три опорные точки (4,5, 6). Эти точ-
ки условны, не материальны и существуют только на схеме базирования.
Поэтому такие опорные точки в отличие от физически существующих (яв-
ных) получили название скрытых баз. Чтобы их расположить на чертеже
заготовки, необходимо достроить недостающие координатные плоскости.
Отсутствие явных баз снижает точность базирования. Поэтому, когда надо
повысить точность базирования, скрытые базы материализуют.
Материализация скрытых баз осуществляется двумя способами.
Первый, наиболее простой, заключается в том, что оператор визуально
намечает на заготовке линию и, считая ее следом пересечения недостаю-
щей координатной плоскости с заготовкой, устанавливает последнюю
так, чтобы эта линия заняла нужное положение относительно выбранной
системы отсчета. Ясно, что точность базирования при этом будет низкой.
При втором способе материализация скрытых баз осуществляется
путем конструктивного оформления недостающих баз посредством соз-
дания специальных приливов, использованием поводка при базировании
детали типа тела вращения, созданием центровых отверстий, нанесением
разметкой рисок или точек пересечения рисок и др.
В качестве элементов симметрии при базировании заготовок высту-
пают: плоскость симметрии, лишающая заготовку трех степеней свобо-
ды; ось симметрии, лишающая заготовку четырех степеней свободы; ли-
ния симметрии, лишающая заготовку двух степеней свободы; центр сим-
метрии, лишающий заготовку двух степеней свободы, и точка симмет-
рии, лишающая заготовку одной степени свободы.
В общем случае в качестве МТБ возможно сочетание реальных баз с
элементами симметрии. Чтобы определить возможные варианты МТБ,
воспользуемся основными положениями теории базирования [3].
Согласно теории базирования, как уже отмечалось, разнообразие
баз ограничивается пятью наименованиями: установочная (У),
лишающая тела трех степеней свободы; направляющая (Н), лишающая
тела двух степеней свободы; опорная (О), лишающая тела одной степени
свободы; двойная направляющая (ДН), лишающая тела четырех степеней
свободы, и двойная опорная (ДО), лишающая тело двух степеней
свобгйшг. уже отмечалось, различают явные и скрытые базы. В качестве
явных баз выступают реальные поверхности различной геометрической
формы, а в качестве скрытых баз - различные элементы симметрии.
Возможные сочетания реальных поверхностей, выступающих в ка-
честве МТБ, приведены в табл. 7.2. Они характерны для уже готовых или
частично изготовленных • деталей и ограничиваются шестнадцатью на-
именованиями МПБ.
Возможные варианты МТБ, образованные сочетаниями элементов
симметрии, приведены в табл. 7.3.
250 МОДУЛЬНОЕ ПОСТРОЕНИЕ СРЕДСТВ ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ
7.2. Составы комплектов технологических баз (МТБ),
образованных реальными поверхностями
Номер и/п Состав комплекта баз Схема базирования
1 Три плоские внутренние поверхности У-Н-0
2 Три плоские наружные поверхности У-Н-0
3 Резьбовая цилиндрическая внутренняя по- верхность и опорная поверхность ДН-О-О
4 Резьбовая цилиндрическая наружная поверх- ность и опорная поверхность ДИ-О-О
5 Резьбовая коническая внутренняя поверхность и опорная поверхность ДН-О-О
6 Резьбовая коническая наружная поверхность и опорная поверхность ДН-О-О
7 Плоскость, короткая цилиндрическая внут- ренняя поверхность и опорная поверхность У-ДО-О
8 Плоскость, короткая цилиндрическая наруж- ная поверхность и опорная поверхность У-ДО-О
9 Длинная цилиндрическая внутренняя поверх- ность и две опорные поверхности ДН-О-О
10 Длинная цилиндрическая наружная поверх- ность и две опорные поверхности ДН-О-О
И Плоскость и две цилиндрические внутренние поверхности У-ДО-О
12 Плоскость и две цилиндрические наружные поверхности У-ДО-О
13 Коническая внутренняя поверхность и опор- ная поверхность ДН-О-О
14 Коническая наружная поверхность и опорная поверхность ДН-О-О
15 Сложная внутренняя поверхность У-Н-0
16 Сложная наружная поверхность У-Н-0
МОДУЛЬНОЕ ПОСТРОЕНИЕ СРЕДСТВ ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ 251
7.3. Составы комплектов технологических баз (МТБ),
образованных элементами симметрии
Номер п/п Состав комплекта баз Схема базирования
1 Плоскость симметрии, линия симметрии, точ- ка симметрии У-Н-О
2 Плоскость симметрии, центр симметрии, точ- ка симметрии У-ДО-О
3 Ось симметрии, центр симметрии ДН-ДО
4 Ось симметрии, точка симметрии, точка сим- метрии ДН-О-О
В качестве МТБ может выступать сочетание реальных поверхностей
с элементами симметрии. Для определения вариантов такого рода МТБ к
рассмотрению следует принять часто участвующие реальные поверхно-
сти такие, как плоская и цилиндрическая поверхности.
Далее задача заключается в том, чтобы найти такие сочетания пло-
ских, цилиндрических поверхностей с элементами симметрии, которые
лишают заготовку шести степеней свободы. При этом было условленно
опорную базу не рассматривать как поверхность какой-либо геометриче-
ской формы из-за ее малой площади. Поэтому в составе МТБ она выступа-
ет своим наименованием базы. Выявленные МТБ в виде сочетаний реаль-
ных поверхностей с элементами симметрии приведены в табл. 7.4.
Как следует из табл. 7.2 - 7.4, разнообразие МТБ ограничено 41-м
вариантом. Теоретически возможны и другие варианты. Однако, прове-
денный анализ многочисленных станочных приспособлений показал, что
во всех случаях МТБ укладывалось в приведенные выше 41 вариант.
Теперь рассмотрим возможные варианты схемы базирования.
Модули базирования. Под модулем базирования понимается схема
расположения шести опорных точек, с помощью которых тело лишается
шести степеней свободы.
Проектирование любого станочного приспособления начинается с
определения схемы базирования заготовки в приспособлении. Надо от-
метить, что схема базирования во многом определяет конструкцию при-
способления.
Модуль базирования представляет собой сочетание трех баз из пяти
(установочная, направляющая, двойная направляющая, двойная опорная,
опорная), с помощью которых заготовка лишается шести степеней сво-
боды.
252 МОДУЛЬНОЕ ПОСТРОЕНИЕ СРЕДСТВ ТЕХНОЛОГИЧЕСКОГО ОС11АЩЕНИЯ
7.4. Составы комплектов технологических баз (МТБ), образованных
сочетаниями реальных поверхностей с элементами симметрии
Номер п/п Состав комплекта баз Схема базирования
1 Две плоскости, точка симметрии У-Н-О
2 Плоскость, линия симметрии и опорная по- верхность У-Н-О
3 Плоскость, линия симметрии и точка сим- метрии У-Н-О
4 Плоскость, короткая цилиндрическая внут- ренняя поверхность, точка симметрии У-ДО-О
5 Плоскость, короткая цилиндрическая на- ружная поверхность, точка симметрии У-ДО-О
6 Плоскость, центр симметрии, точка симмет- рии У-ДО-О
7 Плоскость, центр симметрии, опорная по- верхность У-ДО-О
8 Длинная цилиндрическая внутренняя поверх- ность, опорная поверхность, точка симметрии ДН-О-О
9 Длинная цилиндрическая внутренняя по- верхность, центр симметрии ДН-ДО
10 Длинная цилиндрическая внутренняя по- верхность, две точки симметрии ДН-О-О
И Длинная цилиндрическая наружная поверх- ность, опорная поверхность, точка симметрии ДН-О-О
12 Длинная цилиндрическая наружная поверх- ность, центр симметрии ДН-ДО
13 Длинная цилиндрическая наружная поверх- ность, две точки симметрии ДН-О-О
14 Плоскость симметрии, центр симметрии, опорная поверхность У-ДО-О
15 Плоскость симметрии, линия симметрии, опорная поверхность У-Н-О
16 Плоскость симметрии, короткая цилиндри- ческая внутренняя поверхность, точка сим- метрии У-ДО-О
МОДУЛЬНОЕ ПОСТРОЕНИЕ СРЕДСТВ ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ 253
Продолжение табл. 7.4
Номер п/п Состав комплекта баз Схема базирования
17 Плоскость симметрии, короткая цилиндриче- ская наружная поверхность, точка симметрии У-ДО-О
18 Плоскость симметрии, короткая цилиндриче- ская внутренняя поверхность, опорная по- верхность У-ДО-О
19 Плоскость симметрии, короткая цилиндриче- ская наружная поверхность, опорная поверх- ность У-ДО-О
20 Ось симметрии, две опорные поверхности ДН-О-О
21 Ось симметрии, точка симметрии, опорная поверхность ДН-О-О
Из приведенных пяти баз возможны следующие четыре модуля ба-
зирования:
1) установочная - направляющая - опорная базы (У-Н-О);
2) установочная - двойная опорная - опорная базы (У-ДО-О);
3) двойная направляющая - опорная - опорная базы (ДН-О-О);
4) двойная направляющая - двойная опорная базы (ДН-ДО).
Каждый из 41 варианта МТБ реализует один из четырех модулей ба-
зирования.
Для обеспечения постоянства положения заготовки, полученного в
результате ее базирования в приспособлении, необходимо осуществить
ее прижим к опорам, т.е. осуществить силовое замыкание.
Модули силового замыкания. Под модулем силового замыкания
понимается схема расположения сил, обеспечивающих зажим заготовки
в приспособлении.
По правилам приложения силового замыкания [3] на каждую опор-
ную точку по нормали должна действовать сила зажима.
Поскольку совокупности опорных точек образуют определенные ба-
зы, то возможно приложение сил зажима в количестве меньше шести, но в
этом случае они должны прикладываться по определенным правилам.
В общем случае на базах, образующих модуль базирования, можно
построить прямоугольную систему координат. В тех случаях, когда
плоскости координат системы совпадают с поверхностями, выступаю-
щими в качестве баз, силы зажима распределяются по координатным
плоскостям.
254 МОДУЛЬНОЕ ПОСТРОЕНИЕ СРЕДСТВ ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ
В этом случае возможны следующие варианты их распределения по
координатным плоскостям:
а) на одну координатную плоскость;
б) на две координатные плоскости;
в) на три координатные плоскости.
Надо отметить, что в зависимости от конкретных условий не всегда
должно быть приложено шесть сил на шесть опорных точек. Например, в
некоторых случаях бывает достаточно приложить одну силу в одной ко-
ординатной плоскости.
В соответствии с изложенным под модулем силового замыкания бу-
дем понимать схему сил зажима, действующих в координатных плоско-
стях системы, построенной на опорных точках схемы базирования.
Итак, на основе изложенного, возможны следующие модули сило-
вого замыкания:
1) сила, действующая на одну координатную плоскость;
2) две силы, действующие на одну координатную плоскость;
3) три силы, действующие па одну координатную плоскость;
4) две силы, действующие на две координатные плоскости;
5) три силы, действующие на две координатные плоскости;
6) четыре силы, действующие на две координатные плоскости;
7) пять сил, действующих на две координатные плоскости;
8) две силы, действующие на три координатные плоскости;
9) три силы, действующие на три координатные плоскости;
10) четыре силы, действующие на три координатные плоскости;
11) пять сил, действующих на три координатные плоскости;
12) шесть сил, действующих на три координатные плоскости.
В тех случаях, когда в качестве базы выступает центр или ось симмет-
рии, дополнительно будут иметь место два модуля силового замыкания:
13) три силы, действующие в радиальном направлении к центру
симметрии, и расположенные через 120°;
14) шесть сил, действующих по три силы в двух параллельных плоскостях
и расположенных перпендикулярно к оси симметрии; при этом в каждой плос-
кости силы действуют в радиальном направлении и расположены через 120°.
Модули функциональные технологические. С помощью этих мо-
дулей реализуются проектные модули, а станочное приспособление вы-
полняет свое служебное назначение.
Для реализации модуля базирования приспособление должно иметь
в качестве МФТ базирующее устройство, которое представляет собой
совокупность установочных элементов.
Базирующие устройства можно разделить на устройства:
1) с неподвижными установочными элементами;
2) с подвижными установочными элементами;
3) со смешанными установочными элементами.
МОДУЛЬНОЕ ПОСТРОЕНИЕ СРЕДСТВ ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ 255
В качестве примера базирующего устройства с подвижными устано-
вочными элементами на рис. 7.8 показана установка корпусной детали в
приспособлении, где модулем базирования является ДН-ДО. Двойная
направляющая база реализуется с помощью двух подвижных самоцен-
трирующих призм, а двойная опорная база - с помощью одной самоцен-
трирующей призмы.
Для реализации модуля силового замыкания приспособление долж-
но иметь в качестве МФТ зажимное устройство. Зажимное устройство
может быть прямого действия, плавающее, самоустанавливающееся, са-
моцентрирующее (рис. 7.9).
В зажимном устройстве прямого действия (рис. 7.9, а) базы зажимных
элементов не меняют своего положения. В зажимном устройстве плавающе-
го типа (рис. 7.9, б) базы зажимных элементов "плавают" относительно заго-
товки до контакта с заготовкой, после чего их положение фиксируется.
В зажимном устройстве самоустанавливающегося типа (рис. 7.9, в)
ipynna зажимных элементов имеет одну базу.
В зажимном самоцентрирующем устройстве (рис. 7.9, г) выдвиже-
ние групп элементов осуществляется с одинаковой скоростью относи-
тельно базы. Такое устройство одновременно выполняет и роль бази-
рующего механизма.
Модули функциональные обслуживающие (МФО). В их задачу
входит обеспечение функционирования МФТ.
К наиболее часто встречающимся МФО относятся приводы и пере-
даточные механизмы.
Для реализации дополнительных функций в приспособлении могут
присутствовать подводимые опоры, кондукторные плиты, установы и др.
Рис. 7.8. Базирование детали двойной направляющей и двойной опорной
базами
256 МОДУЛЬНОЕ IЮСТРОЕНИЕ СРЕДСТВ ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ
Рис. 7.9. Примеры зажимных устройств действия:
а - прямого; б - плавающего; в - самоустапавливающегося;
г - самоцентрирующего
Итак, под модулем приспособления (МПр) будем понимать совокуп-
ность модулей базирования и силового замыкания для установки в приспо-
соблении одной заготовки. В общем случае в одном приспособлении могут
устанавливаться несколько заготовок. В таком случае оно должно содер-
жать столько же и МПр. Однако на практике в конструктивном отношении
приспособление может не представлять собой арифметическую сумму
МОДУЛЬНОЕ ПОСТРОЕНИЕ СРЕДСТВ ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕ11ИЯ 257
МПр. В некоторых случаях возможны изменения модулей базирования и
силового замыкания. Например, один зажим в приспособлении может од-
новременно прижимать к базам несколько заготовок.
В заключение надо отметить, что в современных условиях станоч-
ное приспособление должно быть гибким. Первый уровень гибкости мо-
жет быть достигнут посредством регулировки относительного поло-
жения элементов приспособления.
В случае существенного изменения технологической операции на
станке необходим второй уровень гибкости, когда требуется перекомпо-
новка станочного приспособления.
Таким образом, станочное приспособление должно быть регулируе-
мым и сборно-разборным.
Изложенное модульное представление станочного приспособления
открывает путь к построению гибких приспособлений, где регулировке
должны подвергаться элементы МФТ приспособления.
С этой целью в конструкциях базирующих устройств должны закла-
дываться возможности регулировки положения установочных элементов
и их быстрой замены.
В конструкции зажимных устройств должны закладываться воз-
можности регулировки относительного положения зажимных элементов,
их замены, изменения величин ходов и др.
Для достижения второго уровня гибкости, когда требуется быстрая
перекомпоновка приспособления, конструкция последнего должна пред-
полагать возможность замены одних модулей на другие.
Унификация этих модулей и проработка вопроса их стыков в про-
цессе сборки приспособлений позволит успешно решить поставленную
задачу.
7.1.3. ИНСТРУМЕНТАЛЬНЫЕ НАЛАДКИ
Для технолога при разработке технологического процесса представ-
ляют интерес не отдельные обрабатывающие инструменты, а их сово-
купность - инструментальная наладка, необходимая для выполнения тех-
нологической операции.
Главной задачей инструментальной наладки (МФТои) является
обеспечение требуемого относительного положения набора обрабаты-
вающего инструмента.
Так же как и заготовка в станочном приспособлении, каждый инст-
румент наладки устанавливается или непосредственно на станке или в
специальном приспособлении. Поэтому под инструментальной наладкой
будем понимать совокупность обрабатывающих инструментов, зани-
мающих заданное положение на станке относительно комплекта баз, по
которым устанавливается заготовка.
258 МОДУЛЬНОЕ ПОСТРОЕНИЕ СРЕДСТВ ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ
Как отмечалось ранее, под модулем инструментальной наладки
(МИ) понимается совокупность обрабатывающих инструментов для
осуществления заданного МТИ под изготовление МП (МПИ).
В общем случае одна операция может состоять из одного или не-
скольких разных МТИ. Поэтому в первом случае инструментальная на-
ладка будет состоять из одного МИ, а во втором - будет образована не-
сколькими МИ.
Надо отметить, что в конструктивном отношении при одном и том
же МТИ инструментальные наладки могут быть разными, так как с по-
мощью одного МТИ могут изготовляться разные МП. В свою очередь
МП может быть одного наименования, но с разным расположением по-
верхностей (рис. 7.10) или с разными по величине размерами.
Для всех трех вариантов МП, приведенных на рис. 7.10 инструмен-
тальные наладки будут разными или по составу инструмента, или по его
расположению.
С другой стороны, для одного и того же МП могут быть разными
МТИ, например, из-за разных требований к точности. Это может привес-
ти к различию инструментальных наладок по составу инструментов.
Итак, инструментальные наладки различаются составом обрабаты-
вающих инструментов и их относительным расположением.
По признаку установки инструментальных наладок на станке все их
разнообразие можно свести к двум группам.
К первой группе относятся наладки, у которых инструменты уста-
новлены на одном конечном элементе станка (рис. 7.11). Участие инст-
рументов в работе может быть последовательным (рис. 7.11, а), парал-
лельным (рис. 7.11, б) и смешанным (рис. 7.11, в).
В случае, показанном на рис. 7.11, а, приведенные инструменты мо-
гут образовывать одну или несколько инструментальных наладок. В слу-
чае, показанном на рис. 7.11, б, имеет место одна инструментальная на-
ладка.
Ко второй группе относятся наладки, у которых инструменты уста-
навливаются на нескольких конечных элементах станка (рис. 7.12). Уча-
стие инструментов в работе тоже может быть последовательным, парал-
лельным или смешанным.
Рис. 7.10. МПБ311 с разными характеристиками
МОДУЛЬНОЕ ПОСТРОЕНИЕ СРЕДСТВ ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ 259
«)
Рис. 7.11. Инструментальные наладки первой группы с
участием инструментов в работе:
а - последовательно; б - параллельно; в - параллельно-последовательно
Инструментальные наладки, расположенные в одном корпусе и ра-
ботающие параллельно (см. рис. 7.11, б) имеют высокую жесткость кон-
струкции, позволяя достигать высокой точности относительного положе-
ния обработанных поверхностей.
Недостатком таких инструментальных наладок является отсутствие
у них гибкости. Такие наладки широко используются в крупносерийном
и массовом производствах.
260 МОДУЛЬНОЕ ПОСТРОЕНИЕ СРЕДСТВ ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ
Рис. 7.12. Инструментальные наладки второй группы:
а - установка инструмента на двух револьверных головках;
б - установка инструмента на двух суппортах
МОДУЛЬНОЕ ПОСТРОЕНИЕ СРЕДСТВ ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ 261
Конструктивные решения инструментальных наладок, где инстру-
менты участвуют в работе последовательно, отличаются меньшей жест-
костью и точностью. Это объясняется большим числом элементов между
инструментом и корпусной деталью и результатом переустановки инст-
рументов в рабочей зоне.
Конструктивное исполнение инструментальных наладок второй
группы отличается большим разнообразием. Некоторые их примеры
приведены на рис. 7.12. Они различаются количеством конечных элемен-
тов станка, на котором устанавливаются инструментальные наладки; но-
менклатурой и типом инструментов, устанавливаемых на каждом конеч-
ном элементе станка.
Как правило, эти наладки отличаются гибкостью, позволяя выво-
дить на рабочую позицию инструменты в различном сочетании.
При разработке традиционных технологических процессов, в силу
их большого разнообразия, проектируются индивидуальные инструмен-
тальные наладки. Состав инструментов, их относительное положение в
наладке зависит от конкретных операций. Это и является главной причи-
ной их огромного разнообразия.
Применение модульной технологии позволяет определить необхо-
димые инструментальные наладки и ограничить их разнообразие.
Проектирование инструментальных наладок должно основываться
на методе компоновки их из модулей инструментальной наладки.
В модульных технологических процессах на операциях изготовляет-
ся один или несколько МП (МПИ) по одному или нескольким МТИ. По-
этому инструментальная наладка может рассматриваться как сумма МП
под каждый из изготовляемых на операции МП (МПИ). Но это не озна-
чает, что проектирование инструментальной наладки надо рассматривать
как арифметическое суммирование МИ.
При изготовлении на операции нескольких МП их МИ могут со-
держать один или несколько одинаковых инструментов, а в некоторых
случаях их МИ могут быть даже одинаковыми. В таких случаях из ин-
струментальной наладки на операцию надо исключать дублирующие
инструменты.
При разработке МИ состав инструмента, необходимость их относи-
тельного движения определяются содержанием МТИ, а относительное
положение инструментов зависит от изготовляемого МП (МПИ).
С целью сокращения разнообразия вариантов МИ под МП (МПИ)
одного наименования их желательно выполнять регулируемыми. На рис.
7.13 показан пример такого модуля инструментальной наладки для изго-
товления МПБ.
Регулируемый МИ позволяет с помощью одной конструкции охва-
тить определенный диапазон размеров изготовляемого МП.
262 МОДУЛЬНОЕ ПОСТРОЕНИЕ СРЕДСТВ ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ
Рис. 7.13. Регулируемая инструментальная наладка для изготовления
МПБ311
В условиях гибкого производства инструментальная наладка должна
быть способна легко перестраиваться. Перспективным решением этой за-
дачи является инструментальная наладка, образованная инструментами,
расположенными на нескольких конечных элементах станка.
В качестве такого примера может служить инструментальная налад-
ка, образованная инструментами, расположенными на двух револьвер-
ных головках (рис. 7.12, а). В этом случае МИ образуется инструмента-
ми, выходящими в рабочую позицию с двух револьверных головок.
МОДУЛЬНОЕ ПОСТРОЕНИЕ СРЕДСТВ ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ 263
Если инструментальная наладка на операцию содержит несколько
МИ, то путем поворотов револьверных головок последовательно форми-
руются соответствующие МИ. В каждом гнезде револьверной головки
может устанавливаться один или несколько инструментов. Это еще
больше расширяет возможности револьверных головок в образовании
как МИ, так и инструментальных наладок.
В отличие от традиционных технологических процессов при приме-
нении модульной технологии можно определить с высокой точностью
потребности в инструментальных наладках к данному станку. Это объяс-
няется тем, что станок предназначен для изготовления определенных МП
(МПИ) по заданным МТИ, поэтому не представляет труда определить
необходимый перечень МИ. Отсюда становится известным необходимый
состав инструментов, их распределение по револьверным головкам. А
это позволяет определить необходимое количество гнезд в каждой ре-
вольверной головке.
Что касается последовательности вывода МИ на рабочую позицию,
то она определяется составом конкретной операции.
В тех случаях, когда инструментальная наладка располагается толь-
ко на одном конечном элементе станка, ее желательно конструировать
сборно-разборной, что расширит область ее применения.
При разработке МИ необходимо предусмотреть легкость достиже-
ния требуемой точности настроечных размеров.
При параллельном участии в работе нескольких инструментов одно-
го МИ желательно предусматривать сведение к минимуму их взаимного
силового воздействия. Это позволит достигать более высокой точности
размеров и шероховатости обработанных поверхностей.
Особое внимание следует обратить на борьбу со стружкой особенно
в тех случаях, когда инструментальная наладка установлена в одном кор-
пусе или на одном конечном элементе станка.
Инструментальная наладка как объект эксплуатации состоит из со-
ответствующих функциональных технологических модулей (МФТ).
Она, как и станочное приспособление, предназначена для базирова-
ния и закрепления обрабатывающих инструментов и поэтому в качестве
МФТ должна содержать базирующие и зажимные устройства.
В качестве МФО инструментальные наладки могут содержать меха-
низмы настройки инструментов на заданные размеры, приводы для ме-
ханизированного зажима инструментов, механизмы передачи усилий от
приводов к зажимным элементам.
Как следует из изложенного, инструментальная наладка, как объект
эксплуатации, во многом похожа на станочное приспособление.
В отличие от станочных приспособлений разнообразие комплектов
баз, которыми инструменты базируются в наладке, значительно меньше
разнообразия технологических баз заготовок.
264 МОДУЛЬНОЕ ПОСТРОЕНИЕ СРЕДСТВ ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ
7.1.4. КОНТРОЛЬНО-ИЗМЕРИТЕЛЬНЫЕ УСТРОЙСТВА
Контрольно-измерительное устройство, являясь модулем (МТФок)
обрабатывающей технологической системы, предназначено для измере-
ния качественных показателей МП.
К наиболее важным качественным показателям МП, относятся его
геометрическая точность и качество поверхностного слоя.
Рассмотрим подробнее вопрос измерения геометрической точности МП.
Геометрическая точность детали оценивается традиционными кон-
трольно-измерительными средствами через измерение погрешностей
группы геометрических характеристик, таких как размер, геометрическая
форма поверхности, показатели относительного положения поверхно-
стей: параллельность, перпендикулярность, соостность и др.
Под измерение отклонений этих характеристик от заданных значе-
ний создаются многочисленные контрольно-измерительные средства как
универсального, так и специального типа.
Методы измерения геометрической точности детали. Все разно-
образие методов измерения точности деталей можно свести к двум ви-
дам: дифференцированному и комплексному [7].
Сущность дифференцированного метода заключается в измерении
точности отдельных геометрических характеристик детали, а комплекс-
ного метода - в измерении одной величины, отражающей влияние на
точность детали некоторой совокупности геометрических характеристик.
Примером комплексного измерения точности детали является кон-
троль кольца с помощью проходного-непроходного калибра, когда одно-
временно учитывается влияние диаметрального размера и геометрической
формы поперечного сечения кольца. Другим примером является контроль
величины утечки рабочей среды за единицу времени в плунжерной парс.
Оба метода измерения имеют существенные недостатки. Поэтому,
прежде чем рассматривать задачу построения контрольно-измерительных
средств, надо остановиться на анализе методов измерения точности МП.
Дифференцированный метод измерения имеет важный недостаток, заклю-
чающийся в контролировании отдельных геометрических характеристик как
независимых величин. В тоже время деталь является единым пространственным
телом, условно представляемым в виде совокупности отдельных поверхностей.
Поэтому для правильной оценки геометрической точности детали необходимо
знать связи между отдельными Геометрическими характеристиками.
На рис. 5.19 в качестве примера показано, к чему может привести отсут-
ствие учета связей между размерами и поворотами поверхностей детали.
На рис. 5.19, а приведен эскиз детали, на котором заданы размер а и
угол а поворота поверхности Б относительно поверхности А.
Если в результате соединения трех таких деталей в сборочную еди-
ницу требуется получить размер с (рис. 5.19, б), то надо допуски на раз-
мер а и поворот на угол а рассматривать как взаимосвязанные.
МОДУЛЬНОЕ ПОСТРОЕНИЕ СРЕДСТВ ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ 265
Пусть заданы допуски на размер а (0,1 мм) и на угол а (0,1 мм) на
длине £. Тогда максимальная погрешность размера с будет равна сумме
погрешностей а и а трех деталей, т.е. 0,6 мм.
Однако, отсутствие указаний на положение точки поворота (т. О) по-
верхности Б и направление поворота может привести к разному положению
Б относительно поверхности А и разной величине погрешности при одной и
той же величине допуска, как это показано на рис. 5.19, г. Из рис. 5.19, г
видно, как положение точки О влияет на величину допуска. Поскольку на-
правление поворота поверхности Б и положение точки О у деталей не кон-
тролируются, то в процессе сборки они могут занимать любое положение.
В результате при одних и тех же величинах допусков на а и а вели-
чина размера с в сборочной единице будет разной. На рис. 5.19, д сред-
няя деталь оказалась развернутой на 180° и в итоге погрешность размера
с получилась меньше, чем в случае рис. 5.19, е, где повороты поверхно-
стей Б у всех деталей направлены в одну сторону.
Из приведенного примера следует, что при контроле точности дета-
лей рассмотрение размеров и поворотов поверхностей в качестве незави-
симых величин препятствует установлению фактической точности дета-
лей сборочной единицы. Поэтому при назначении допусков на них надо
устанавливать связи между ними.
Поскольку деталь описывается большим числом геометрических ха-
рактеристик, то возникает задача определения геометрических характе-
ристик, между которыми надо устанавливать связи.
В современных традиционных контрольно-измерительных средст-
вах определение группы контролируемых параметров осуществляется в
зависимости от разных причин. В специальных измерительных средствах
на состав контролируемых геометрических характеристик оказывает
влияние конструкция детали, стремление к снижению затрат времени на
измерения, удобство измерения и др.
Таким образом, говорить о каких-то общих правилах по группиро-
ванию геометрических характеристик для их контроля не приходится.
Модульное построение детали позволяет сформулировать эти правила.
Действительно, из чертежа МП виден состав его поверхностей, что позволя-
ет определить группы геометрических характеристик, описывающие эти
поверхности. Точность любого МП характеризуется точностью:
1) каждой поверхности МП;
2) относительного положения поверхностей МП;
3) положения МП относительно МП, выступающего в качестве кон-
структорской базы.
Рассмотрим в качестве примера МПБЗ 11, эскиз которого приведен на
рис. 7.14.
266 МОДУЛЬНОЕ ПОСТРОЕНИЕ СРЕДСТВ ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ
Рис. 7.14. Геометрические характеристики МПБ311
К первой группе его геометрических характеристик относятся диаметраль-
ный размер d, длина £ отверстия и характеристики геометрической формы торца,
цилиндрического отверстия и одной стороны паза, входящей в состав МП.
Ширина а и глубина b паза непосредственно к МПБ311 не относятся
и потому являются сопутствующими размерами.
Ко второй группе геометрических характеристик относятся характе-
ристики, описывающие относительное положение трех поверхностей
МП: торца, цилиндрического отверстия и боковой стороны паза.
Как следует из рис. 7.14 (/d > 2,5, поэтому схема базирования, реа-
лизуемая данным МПБ311, будет состоять из четырех (/, 2, 3, 4)
опорных точек на оси цилиндрической поверхности и по одной опорной
точке (5, 6) на торце и боковой стороне паза.
В соответствии с этой схемой базирования торец должен быть пер-
пендикулярен к оси цилиндрической поверхности, а боковая поверхность
паза должна, быть параллельна оси цилиндрической поверхности в двух
взаимно перпендикулярных плоскостях.
К третьей группе геометрических характеристик относятся три линей-
ных и три угловых координирующих размера, определяющих положение
координатной системы МПБЗ11 относительно координатной системы, по-
строенной на МП, являющемся конструкторской базой. Для других наиме-
нований МП геометрические характеристики первой и второй групп могут
быть другими. Что касается третьей группы, то она будет одной и той же.
Теперь задача состоит в установлении связей между геометрическими
характеристиками внутри групп и между группами и последующим назна-
чением на них допусков. Здесь надо исходить из условия влияния геометри-
ческих характеристик на служебное назначение МП. К примеру, МПБЗ 11
предназначен для базирования детали, тогда надо знать, как отклонения его
геометрических характеристик влияют на точность базирования.
Начинать следует с однозначного описания геометрических харак-
теристик. Это касается в первую очередь координирующих линейных и
МОДУЛЬНОЕ 11ОСТРОЕНИЕ СРЕДСТВ ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ 267
угловых размеров, определяющих относительное положение поверхно-
стей МП.
В нашем случае относительное положение МПБ311 зависит от реа-
лизуемой им схемы базирования. Схема базирования представлена на
рис. 7.14, где шесть опорных точек должны располагаться на трех по-
верхностях, образующих прямоугольную систему координат [7]. Из них
четыре опорные точки располагаются на оси цилиндрической поверхно-
сти, представляющей собой линию пересечения двух взаимно перпенди-
кулярных координатных плоскостей. Начало координатной системы, как
видно их рис.7.14, располагается на пересечении торца с этой осью.
Таким образом, при задании допуска на поворот торца, точкой поворо-
та должна быть точка О, (рис. 7.14), а его поворот должен быть задан отно-
сительно двух взаимно перпендикулярных координатных плоскостей.
Боковая сторона паза должна быть расположена на расстоянии а/2
от оси цилиндрической поверхности и параллельно ей. Точкой возмож-
ного поворота в двух координатных плоскостях, проходящих через ось,
должна быть точка О2.
Перечисленные условия дают однозначное описание геометрических
характеристик, определяющих относительное положение поверхностей МП.
Допуски на отклонения геометрических характеристик должны на-
значаться взаимосвязанными, исходя из задачи решаемой МП.
МПБЗ 11, являясь базирующим модулем, может выступать в качест-
ве комплекта основных или вспомогательных баз. Отсюда отклонения
его геометрических характеристик будут вызывать погрешность базиро-
вания детали. Поэтому при назначении допусков надо исходить из их
влияния на погрешность базирования.
Для оценки точности базирования детали надо построить прямо-
угольные координатные системы на комплекте основных баз (МПБ) ба-
зируемой детали и на комплекте вспомогательных баз (МПБ) детали,
выступающей в качестве конструкторской базы. Тогда точность базиро-
вания можно оценивать через отклонения трех линейных и трех угловых
координирующих размеров, определяющих положение устанавливаемой
детали относительно базовой.
Теперь при установлении допусков на геометрические характери-
стики МП первых двух групп надо знать величины допусков на указан-
ные выше шесть координирующих размеров.
При назначении величин допусков надо учитывать возможные взаим-
ные компенсации отклонений разных геометрических характеристик. Это
позволит путем соответствующего назначения расположения полей допус-
ков достигать заданную точность базирования при расширенных допусках.
Решение этой задачи возможно на основе применения теории про-
странственных размерных цепей [7]. В данной работе такая задача не рас-
сматривается, так как является предметом самостоятельного исследования.
268 МОДУЛЬНОЕ ПОСТРОЕНИЕ СРЕДСТВ ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ
Средства измерения точности МП. Поскольку на операции могут
изготовляться несколько МП, то в общем случае контрольно-
измерительное устройство может состоять из одного или нескольких
МКИ. В задачу каждого МКИ входит контроль точности группы геомет-
рических характеристик, описывающих соответствующий МП, получае-
мый на данной операции.
Поскольку состав МП, изготовляемых на операциях, меняется в за-
висимости от содержания операций, постольку контрольно-
измерительное устройство должно быть способным к быстрой пере-
стройке. В соответствии с этим оно должно быть сборно-разборным и
содержать соответствующее количество МКИ.
Поэтому первоначально должны быть разработаны МКИ для каждого
наименования МП. При этом следует продумать вопросы стыковки их при
установке в контрольно-измерительное устройство на заданную операцию.
Надо отметить, что не всегда контрольно-измерительное устройство
входит в состав обрабатывающей ТС в качестве ее функционального
технологического модуля. Однако, задача измерения результатов обра-
ботки остается, а поэтому контрольно-измерительное устройство должно
входить в состав рабочего места. Модуль контрольно-измерительного
устройства должен содержать столько измерителей, сколькими геомет-
рическими характеристиками описывается точность заданного МП.
К примеру, при измерении точности МПБЗ11 необходимо контролиро-
вать отклонения размеров d, (, а, Ь, угловых размеров торца и боковой сто-
роны паза в двух взаимно перпендикулярных координатных плоскостях.
Кроме того, надо контролировать положение МПБ311 относительно
МП, являющегося его конструкторской базой.
Между перечисленными выше геометрическими характеристиками,
как уже отмечалось, существуют связи.
Измерить их можно или отдельно каждую и затем, суммируя ре-
зультаты по определенным правилам, определять годность МП, или пы-
таться по обобщенным критериям комплексно оценить соответствие МП
заданным требованиям.
В соответствии с принятым решением и должны строиться модули
контрольно-измерительного устройства.
Если принимается дифференцированный метод контроля, то МКИ
должен содержать число измерителей, равное числу контролируемых
геометрических характеристик и вычислительное устройство для опреде-
ления годности МП по результатам измерений.
При оценке точности через обобщенный критерий должно изме-
ряться меньшее число параметров, по показаниям которых сразу опреде-
ляется годность МП. Можно предположить, что МКИ во втором случае
будет проще в конструктивном отношении.
МОДУЛЬНОЕ ПОСТРОЕНИЕ СРЕДСТВ ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ 269
7.2. МОДУЛЬНОЕ ПОСТРОЕНИЕ СБОРОЧНЫХ
ТЕХНОЛОГИЧЕСКИХ СИСТЕМ
При проектировании сборочной ТСс она, как и обрабатывающая
ТСо, рассматривается в качестве объекта эксплуатации и состоит из со-
ответствующих технологических модулей.
Отличие сборочных ТСс от обрабатывающих объясняется различием
рабочих процессов, осуществляемых с помощью технологических систем.
На обрабатывающей ТСо осуществляется изменение размеров, гео-
метрической формы, качества поверхностного слоя материала заготовки
путем снятия слоя материала или деформирования поверхностного слоя
или других воздействий.
На сборочной ТС осуществляется соединение деталей. Характер рабо-
чих процессов при сборке во многом зависит от вида посадки соединения.
Указанные отличия рабочих процессов сборочных технологических
операции требуют наличия у сборочных ТСс соответствующих функцио-
нальных технологических модулей (МФТ).
Если обратиться к схеме на рис. 7.15, отражающей содержание сбороч-
ной операции, то из нее следует, что сборочная ТСс должна содержать такие
основные МФТс/, как собственно сборочная машина (МФТсс), приспособле-
ния для установки собираемых деталей (сборочных единиц) (МФТсп), при-
способление для установки сборочного инструмента (МФТси), контрольно-
измерительное устройство (МФТск), ориентирующее устройство (МФТсу).
1
Рис. 7.15. Содержание технологической операции сборочного процесса
270 МОДУЛЬНОЕ ПОСТРОЕНИЕ СРЕДСТВ ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ
Для функционирования МФТс/ при эксплуатации сборочной ТСс
необходимы соответствующие модули функционального обслуживания
(МФО). К ним относятся привод, загрузочное устройство, магазин и др.
Проектирование сборочной ТС должно начинаться с определения ее
служебного назначения.
Исходными данными для определения служебного назначения сбо-
рочной ТСс, реализующей модульную сборочную технологическую опе-
рацию, является описание технологической операции.
Из анализа сборочной технологической операции устанавливаются
подлежащие осуществлению МС, их МТС, габариты соединяемых дета-
лей (сборочных единиц), материал сопрягаемых деталей, сборочный ин-
струмент, базирование соединяемых деталей (сборочных единиц) перед
сборкой.
Служебное назначение сборочной ТСс должно включать:
1) номенклатуру МС, подлежащих осуществлению на ТСс, их раз-
мерные и качественные характеристики;
2) перечень МТС под каждый МС, осуществляемые на ТСс;
3) габаритные размеры, конструкцию, материал деталей (сборочных
единиц), собираемых с помощью ТСс;
4) условия, в которых будет работать ТСс.
Перечисленная информация позволяет однозначно определять ме-
тоды сборки, которые должны осуществляться с помощью ТСс, необхо-
димый инструмент и требования к конструкции.
Следующим этапом в проектировании сборочной ТСс является ее
технологическое обоснование.
В технологическое обоснование сборочной ТСс кроме формулиро-
вания служебного назначения входит определение требуемых технологи-
ческих возможностей и технологическая компоновка системы.
Рассмотрим основные МФТс/ сборочной ТСс, которые в свою оче-
редь состоят из соответствующих МФТс/ и МФОсг.
Сборочная машина, являясь МФТсс, предназначена для осуществ-
ления относительного движения конечных элементов, несущих приспо-
собления для установки собираемых деталей (сборочных единиц), сбо-
рочного инструмента и в ряде случаев контрольно-измерительного уст-
ройства.
Как следует из приведенного назначения сборочной машины, она
практически не отличается от назначения станка обрабатывающей ТСо.
Поэтому в технической литературе можно встретить использование тер-
мина "станок" применительно к сборочному оборудованию.
С помощью относительного движения конечных элементов осуще-
ствляется ориентация собираемых деталей (сборочных единиц), их со-
единение, закрепление и другие необходимые действия.
МОДУЛЬНОЕ ПОСТРОЕНИЕ СРЕДСТВ ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ 271
Таким образом, в качестве МФТ сборочной машины выступают ее
конечные элементы в виде соответствующих столов, суппортов и т.п.
К другим МФТ сборочной машины можно отнести механизм пере-
дачи движения от привода к конечным элементам и базовую деталь (ста-
нину, платформу), в которой осуществляется относительное движение
конечных элементов.
Связи между конечными элементами сборочной машины и базовой
деталью осуществляются с помощью различного рода промежуточных
элементов в виде салазок, кареток, поворотных столов и т.п.
Остальные механизмы и устройство сборочной машины можно от-
нести к МФО, предназначенным для обслуживания ее МФТ.
К специфике сборочной машины относится широкое применение
роботов. В этом случае сборочную ТС можно рассматривать как сово-
купность роботов. Таким примером могут служить сборочные ТС, при-
меняемые при сборке автомобилей.
На рабочей позиции в базовую деталь, например кузов автомобиля,
монтируются отдельные детали (сборочные единицы) одновременно или
последовательно, одним или несколькими роботами.
Здесь же возможны и такие операции как сварка, сверление, нареза-
ние резьбы, кленка и т.п.
Приспособление для установки собираемых деталей (сборочных
единиц), являясь МФТсп сборочной ТСс, решает, как объект эксплуата-
ции, две задачи: базирование детали (сборочной единицы) и ее закрепле-
ние.
В соответствии с этим такое приспособление должно содержать два
МФТ: базирующее и зажимное устройства. В основе первого лежит про-
ектный модуль базирования, а в основе второго - проектный модуль си-
лового замыкания.
Проектный модуль базирования представляет собой схему базиро-
вания и является ответным МТБ, с помощью которого базируется в при-
способлении деталь (сборочная единица). Базирующее устройство реали-
зует модуль базирования через совокупность опорных элементов, распо-
ложенных соответствующим образом.
Проектный модуль силового замыкания представляет собой схему
расположения сил, обеспечивающих зажим детали, а зажимное устройст-
во реализует его с помощью совокупности зажимных элементов.
В сборочной ТС в зависимости от содержания сборочной операции
могут быть МФТ для ориентации соединяемых деталей (сборочных еди-
ниц), МФТ их подачи в рабочую зону и др.
Аналогично следует описать и остальные МФТ сборочной техноло-
гической системы.
272 МОДУЛЫЮЕ ПОСТРОЕНИЕ СРЕДСТВ ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ
8. ПОСТРОЕНИЕ ПРОИЗВОДСТВЕННОГО ПРОЦЕССА НА
ПРИНЦИПАХ МОДУЛЬНОЙ ТЕХНОЛОГИИ
Прежде чем сформулировать основные положения метода построе-
ния производственного процесса на принципах модульной технологии,
необходимо подвергнуть анализу содержание производственного про-
цесса современного машиностроительного предприятия, которое будем
рассматривать в виде производственной цепочки изделие - технологиче-
ский процесс - технологическая система - организационная форма произ-
водственного процесса.
Задача анализа заключается в следующем: во-первых, описать и
проанализировать каждое звено производственной цепочки, во-
вторых, установить и исследовать связи между ее звеньями. С этой
целью представим производственную цепочку в виде блок-схемы, где
каждое звено является самостоятельным блоком со своим входом -
выходом (рис. 8.1).
Каждое звено характеризуется объектом, его элементной базой, а
также входными и выходными данными. Такой способ описания произ-
водственного процесса позволяет дать его обозримое представление и,
вместе с тем, отразить его наиболее существенные стороны и их взаимо-
связи.
Наиболее важной составной частью каждого звена является его эле-
ментная база. Под элементной базой звена будем понимать совокупность
элементов, из которых строится объект. В качестве выходных данных
выступают содержание объекта и набор (система) характеристик, описы-
вающих объект. Входными данными являются объект предыдущего зве-
на и его выходные данные, преобразованные в соответствии с требова-
ниями данного звена.
Анализ элементной базы, входных и выходных данных каждого зве-
на, взаимосвязей между звеньями позволяет вскрыть недостатки совре-
менного производственного процесса и наметить пути повышения его
эффективности.
Рис. 8.1. Схема производственной цепочки
МОДУЛЬНОЕ ПОСТРОЕНИЕ СРЕДСТВ ТЕХНОЛОГИЧЕСКОГО ОС! 1АЩЕНИЯ 273
8.1. АНАЛИЗ ПРОИЗВОДСТВЕННОЙ ЦЕПОЧКИ
ТРАДИЦИОННОГО ИСПОЛНЕНИЯ
Рассмотрим каждое звено традиционной производственной цепочки
(рис. 8.2).
Звено "изделие". Его объектом является машиностроительное изде-
лие: машина, механизм, устройство, инструмент, прибор и т.н., а выход-
ными данными - характеристики, описывающие изделие, и объем выпус-
ка в единицу времени.
Любое изделие в традиционном производстве представляется сово-
купностью функциональных модулей: технологических, которые опреде-
ляются его служебным назначением, и обслуживающих (агрегаты, меха-
низмы, устройства, системы), а так же деталей, входящих в состав моду-
лей и непосредственно в изделие.
При проектировании изделий стараются применять типовые унифици-
рованные функциональные технологические и обслуживающие модули. В
то же время в каждом изделии содержится достаточно высокий процент
оригинальных модулей и деталей. Таким образом, как видно из рис. 8.2, а, в
состав, элементной базы звена "изделие" входят типовые функциональные
технологические и обслуживающие модули и детали, а выходными данны-
ми являются их служебное назначение, чертежи, технические условия и
объем выпуска изделия, модулей, деталей в единицу времени.
К сожалению, количество типовых элементов в базе, как правило,
невелико и потому машиностроительные изделия отличаются огромным
разнообразием по составу функциональных модулей и деталей. Даже
изделия одного служебного назначения могут отличаться друг от друга
значительным разнообразием содержащихся в них элементов.
По мере сужения области машиностроения до подотрасли, разнооб-
разие функциональных технологических модулей существенно сокраща-
ется. Однако, это не касается других элементов изделия.
Звено "технологический процесс". Его объектом являются технологиче-
ские процессы сборки изделий, изготовления деталей и заготовок, а выходными
данными - содержание технологических процессов (маршруты, операции).
Рассмотрим состав элементной базы этого звена. Элементная база
сборочных технологических процессов изделий содержит апробирован-
ные практикой методы соединений, рабочие приемы, технологические
переходы для осуществления соединений деталей. В состав элементной
базы могут так же входить типовые сборочные операции и типовые сбо-
рочные технологические процессы.
При проектировании технологического процесса изготовления дета-
ли или заготовки в состав элементной базы входят методы обработки,
рабочие приемы, технологические переходы, типовые операции и типо-
вые технологические процессы.
274 МОДУЛЬНОЕ ПОСТРОЕНИЕ СРЕДСТВ ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ
“Изделие”
а
“Технологический процесс”
б
Рис. 8.2. Структура звеньев
а - изделие; б - технологический процесс; в - технологическая система;
МОДУЛЬНОЕ ПОСТРОЕНИЕ СРЕДСТВ ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ 275
“Технологическая система"
в
“Организационная форма
производственного процесса"
г
производственной цепочки:
г - организационная форма производственного процесса
276 МОДУЛЬНОЕ ПОСТРОЕНИЕ СРЕДСТВ ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ
Существенным недостатком элементной базы является наличие в
ней методов обработки и соединения. Во-первых, их довольно значи-
тельное количество, во-вторых, часто они применяются в различных со-
четаниях и, в-третьих, сочетание их с многочисленными способами при-
менения порождает бесчисленное количество технологических операций
и процессов. Среди них доля типовых операций и технологических про-
цессов составляет очень малую часть.
Поэтому исключение из элементной базы методов обработки, соеди-
нений, рабочих приемов позволит существенно сократить ее разнообразие.
В качестве входных данных должны выступать выходные данные звена
"изделие". Однако, законы технологии требуют определенного преобразо-
вания представления изделия, связанного с его изготовлением. С этой це-
лью, во-первых, осуществляется анализ конструкции изделия на техноло-
гичность и вносятся соответствующие коррективы, во-вторых, изделие
представляется вместо совокупности функциональных модулей и деталей
совокупностью сборочных единиц и деталей, а так же вводится дополни-
тельная информация по объему выпуска каждого элемента (рис. 8.2, б).
Звено "технологическая система". Объектом звена являются техноло-
гические системы сборки, изготовления деталей и получения заготовок, а
выходными данными - те характеристики технологических систем, кото-
рые необходимы для построения производственного процесса (рис. 8.2, в).
Методика проектирования технологических систем та же, что и любо-
го другого машиностроительного изделия. В состав элементной базы вхо-
дят типовые функциональные технологические модули сборочного, обра-
батывающего и заготовительного оборудования, некоторые из них выпус-
каются специализированными заводами. Что касается функциональных
обслуживающих модулей, то их состав практически не отличается от звена
"изделие", те же типовые агрегаты, механизмы, устройства и т.п.
Поскольку и у звена "технологическая система" типовых элементов
в базе мало, постольку технологические системы тоже отличаются боль-
шим разнообразием.
Входными данными звена являются сборочные единицы и детали,
подлежащие изготовлению, их технологические процессы и объемы вы-
пуска.
Звено "организационная форма производственного процесса".
Объектом этого звена может быть производственная линия, участок, цех.
В состав элементной базы входят типовые организационные формы про-
изводственного процесса, подъемно-транспортные и транспортно-
складские средства, оборудование, схемы потоков предметов труда и
технологической оснастки, рабочие места, типовые линии, участки, цехи.
На вход звена поступают предметы труда, маршруты технологических
процессов, операции, технологические системы, ряд дополнительных
данных, описывающих программу выпуска и др. Выходными данными
МОДУЛЬНОЕ ПОСТРОЕНИЕ СРЕДСТВ ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ 277
являются планировка производственного помещения и состав оборудо-
вания, рабочие места, принятая форма организации производственного
процесса, технико-экономические показатели (рис. 8.2, г).
Итак, если объединить рис. 8.2, а - 8.2, г в одну схему, то получим
развернутую схему производственной цепочки, дающую достаточно
полное представление о производственном процессе.
Одним из основных компонентов любого звена производственной це-
почки является его элементная база, в которую должны входить только
типовые решения. Ее состав, разнообразие элементов, уровень их типиза-
ции и унификации, связь с элементными базами других звеньев оказывают
определяющее влияние на эффективность производственного процесса.
Анализ элементных баз производственной цепочки традиционного
исполнения показывает, что элементы делятся на несколько уровней в
направлении от простого к сложному. К сожалению, уровень типизации
и унификации элементов в целом невысок и значительно колеблется как
от одной элементной базы к другой, так и в пределах одной элементной
базы звена. Предпочтительнее в этом отношении выглядит элементная
база "изделие", более слабое выражение это нашло у элементных баз ос-
тальных звеньев.
Низкий уровень типизации и унификации составляющих элемент-
ных баз порождает большое разнообразие элементов, входящих в объект,
и выходных данных и, как следствие, большие объемы конструкторско-
технологической подготовки производства.
Другим большим недостатком традиционной производственной це-
почки является отсутствие органичных связей между элементными база-
ми, преемственности между элементными базами, выходными данными,
низкий уровень связей между входными и выходными данными звеньев
последовательно по всей цепочке. В результате каждый раз при переходе
на выпуск нового изделия приходится проделывать большой объем ра-
бот, связанный с преобразованием выходных данных предыдущего звена
во входные данные последующего звена, с корректировкой объектов
звеньев, обеспечивающих требования, предъявляемые входными данны-
ми последующих звеньев. Кроме того, отсутствие четких регламентаций
по проведению таких работ, участие в этих работах специалистов
разного уровня квалификации сказывается на качестве этих работ. В
итоге растут материальные, трудовые и временные затраты, связанные с
созданием производственного процесса и его функционированием.
Перечисленные недостатки объясняются, как уже отмечалось, пре-
жде всего, независимым развитием элементных баз звеньев производст-
венной цепочки и практически отсутствием методических разработок
системного подхода в построении цепочки как таковой.
Остановимся подробнее на первой причине, рассматривая последова-
тельно все звенья. Развитие элементной базы "изделия" напрямую практи-
278 МОДУЛЬНОЕ ПОСТРОЕНИЕ СРЕДСТВ ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ
чески не связано с элементной базой "технологический процесс" и тем бо-
лее с элементными базами остальных звеньев. Под связью звеньев "изде-
лие" и "технологический процесс" понимается наличие технологических
процессов под изготовление элементов изделия. Использование элемент-
ной базы звена "технологический процесс" осуществляется только тогда,
когда конструктор проектирует изделие. На этом этапе, с целью обеспече-
ния технологичности конструкции, он вносит соответствующие корректи-
вы, как в элементы конструкции, так и в саму конструкцию. При этом сте-
пень проработки изделия на технологичность в большей степени зависит
от уровня подготовленности конструктора в области технологии, а потому
во многом носит субъективный характер. Отсутствие органичных связей
между элементными базами звеньев "изделие" и "технологический про-
цесс" порождает длительный и трудоемкий этап отработки изделия на тех-
нологичность и его доводку при создании первых образцов.
С развитием элементной базы звена "технологический процесс"
имеет место следующее. Если рассматривать задачу построения элемент-
ной базы "технологический процесс" как органично связанную с эле-
ментной базой звена "изделие", то надо было бы разрабатывать элементы
технологического процесса под изготовление элементов "изделие". Од-
нако наличие огромного разнообразия элементной базы "изделия" сдела-
ло невозможным такой путь. И ее развитие пошло по другому пути. Так,
к примеру, для изготовления деталей стали разрабатывать методы обра-
ботки отдельных поверхностей. Такие методы обработки отличались вы-
сокой универсальностью, что давало возможность их применения для
обработки отдельных поверхностей у широких групп деталей. Под осу-
ществление методов обработки стали создавать технологическое обору-
дование, инструмент и на этой основе разрабатывать элементы техноло-
гического процесса: технологические переходы, группы технологических
переходов, операции. Таким образом, разрабатываемые элементы техно-
логического процесса были ориентированы на изготовление отдельных
поверхностей или комплексов поверхностей.
По мере развития машиностроения из многообразия изделий стали
формироваться типы изделий или типовые комплексы поверхностей де-
талей, под изготовление которых стали создаваться типовые процессы и
операции. Однако удельный вес их в составе элементной базы невелик и
по мере появления новых изделий приходится создавать новые техноло-
гические процессы.
Рассматривая развитие элементной базы звена "технологическая
система", можно отметить, что она состоит из двух частей. В первую
часть входят функциональные технологические модули технологической
системы: станки, сборочные машины, инструментальные наладки, при-
способления, измерительные устройства. Во вторую часть входят функ-
циональные обслуживающие модули общего машиностроения (агрегаты,
МОДУЛЬНОЕ ПОСТРОЕНИЕ СРЕДСТВ ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ 279
механизмы, устройства, приборы, системы), а также детали. Каждая из
двух частей развивается самостоятельно. Поскольку создание техноло-
гических систем направлено на осуществление технологической опера-
ции под изготовление случайного объекта, например, для изготовления
случайного набора поверхностей детали, то обрабатывающую техноло-
гическую систему создают под осуществление того или иного метода
или комплекса методов обработки, а не под осуществление какой-либо
части технологического процесса. Исключение составляют станки мас-
сового и крупносерийного производств, которые проектируются под
конкретные технологические операции.
Если говорить о развитии инструментальных наладок, то и здесь
вместо того, чтобы в качестве элемента базы создавать инструменталь-
ные наладки под осуществление той или иной части технологического
процесса, вынуждены разрабатывать отдельные инструменты для осуще-
ствления соответствующего метода обработки. Сами инструментальные
наладки проектируются для осуществления конкретных технологических
операций и в состав элементной базы не входят.
Развитие приспособлений идет по пути их создания для установки
деталей, сборочных единиц, заготовок, которые случайны по своей кон-
струкции, а не для осуществления тех или иных типовых схем базирова-
ния и установок. Вот почему приспособления классифицируются или по
типу объекта, который устанавливается (корпусные детали, детали типа
тел вращения и т.п.), или по типу технологического оборудования (при-
способления для фрезерных, сверлильных, шлифовальных и др. станков),
для которого они создаются.
Измерительные устройства создаются для контроля качества отдель-
ных поверхностей или набора поверхностей для конкретных объектов.
Из изложенного следует, что практически отсутствует непосредст-
венная связь между первой частью элементной базы "технологическая
система" и элементной базой звена "технологический процесс".
Вторая часть элементной базы аналогична элементной базе "изде-
лия", в ней наблюдается типизация отдельных элементов под те или иные
компоненты технологической системы. Например, есть ряд типовых ба-
зирующих, зажимных элементов, употребляемых в приспособлениях.
Таким образом, развитие всей элементной базы звена "технологи-
ческая система" идет практически независимо от развития элементной
базы звена "технологический процесс".
Надо подчеркнуть еще один важный момент - элементные базы в
том виде, в каком они существуют, предопределяют в общем случае
многоступенчатость проектирования соответствующего объекта, не по-
зволяют компоновать его из типовых элементов, и вынуждают осущест-
влять подробное его проектирование. Например, из элементарных по-
верхностей проектируют оригинальные детали, а из них - сборочные
280 МОДУЛЬНОЕ ПОСТРОЕНИЕ СРЕДСТВ ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ
единицы. При проектировании технологического процесса технологиче-
ские переходы проектируют из рабочих ходов, а операции - из техноло-
гических переходов. Аналогично проектируют технологические системы
и их компоненты.
Подводя итог краткому анализу традиционной производственной
цепочки, можно сделать следующий вывод. Если говорить строго, то по
существу элементные базы звеньев отсутствуют. Для существенного по-
вышения эффективности производства необходимо расширение эле-
ментной базы каждого звена, повышение уровня типизации, унификации
элементов, обеспечение органичных связей между элементами внутри
элементной базы и между элементными базами звеньев. Это возможно
осуществить при условии рассмотрения производственной цепочки как
единого целого на основе системного подхода.
В основу решения этой проблемы должна быть положена идея орга-
нично объединяющая все звенья производственной цепочки. В качестве
такой объединяющей идеи предлагается воспользоваться модульной тех-
нологией.
8.2. ПРОИЗВОДСТВЕННАЯ ЦЕПОЧКА В МОДУЛЬНОМ ИСПОЛНЕНИИ
Применение модульной технологии позволяет воспользоваться мо-
дульным принципом построения всей производственной цепочки, так как
она предполагает тесную связь между всеми звеньями на модульном
уровне (рис. 8.3).
В этом случае элементные базы, входные - выходные данные всех
звеньев производственной цепочки должны содержать соответствующие
модули, взаимосвязанные друг с другом Это обеспечит органичные, детер-
минированные связи между звеньями всей производственной цепочки.
Звено "изделие". Как следует из гл. 3, любое изделие может быть
представлено ориентированными множествами сборочных единиц, дета-
лей и МП, МС.
В связи с этим элементная база звена будет содержать 26 наимено-
ваний МП и 7 наименований МС.
Учитывая ограниченность их номенклатуры, они сравнительно лег-
ко могут быть типизированы и унифицированы. Па следующих уровнях
располагаются типовые детали и функциональные модули. При этом ка-
ждая из типовых деталей будет состоять из МП, а функциональные мо-
дули из МП и МС. Таким образом, появляется непосредственная связь
между элементами разных уровней. С такой элементной базой (рис. 8.3,
а) сокращается многоступенчатость процесса проектирования деталей,
так как ее проектирование будет сводиться, в основном, к компоновке из
модулей. Кроме этого, типизация и унификация МП и МС позволит по-
высить качество проектирования.
МОДУЛЬНОЕ ПОСТРОЕНИЕ СРЕДСТВ ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ 281
Выходные данные должны содержать служебное назначение, чер-
тежи изделия, сборочных единиц, деталей, модулей и др.
Звено "технологический процесс". Входные данные должны со-
держать не только чертежи изделия, сборочных единиц и деталей, но и
множества МП и МС, входящие в их состав, гистограммы распределения
и объемы выпуска в единицу времени как самого изделия, так и его эле-
ментов, включая МП и МС.
Здесь надо отметить, что законы технологии требуют определенной
трансформации МП. Поэтому наряду с МП на входе звена "технологиче-
ский процесс" должны быть и МПИ.
У этого звена меняется и сам объект, в качестве которого теперь вы-
ступают модульные технологические процессы (рис. 8.3, б).
Элементная база звена состоит из типовых модульных технологиче-
ских процессов, операций, МТИ, МТС и МТБ. При этом между уровнями
элементов базы имеют место тесные связи, поскольку операция состоит
из модулей, а технологический процесс из операций.
С таким составом элементной базы существенно упрощается проек-
тирование технологических процессов, поскольку основная часть разра-
ботки процессов заключается в их компоновке из соответствующих мо-
дулей.
Выходными данными будут маршруты, операции и технические за-
дания на проектирование технологических систем и их функциональных
технологических модулей.
Звено "технологическая система". Объекты сохраняются в том же
виде, что и у звена традиционной производственной цепочки, т.е. это
технологические системы сборки, изготовления деталей и заготовок. Но
отличает их от зрадиционных технологических систем другое служебное
назначение. Они предназначены для изготовления МП или осуществле-
ния МС по заранее заданным МТИ и МТС.
Па вход звена должны поступать чертежи сборочных единиц, дета-
лей, МП, МПИ, МС, входящие в их состав, объемы выпуска, операции
модульных технологических процессов, МТИ, МТС, МТБ (рис. 8.3, в).
Выходные данные должны включать служебное назначение техно-
логической системы, ее технические характеристики и другие данные,
необходимые для разработки проекта производства.
В состав элементной базы должны входить типовое технологиче-
ское оборудование, типовые функциональные технологические модули
(станки, сборочные машины, инструментальные наладки, приспособле-
ния, измерительные устройства) и функциональные обслуживающие мо-
дули (агрегаты, механизмы, устройства), а так же типовые детали, МО,
МИ, МПр, МКИ.
282 МОДУЛЬНОЕ ПОСТРОЕНИЕ СРЕДСТВ ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ
“Изделие”
а
“Технологический процесс”
б
Рис. 8.3. Структура звеньев производственной
а - изделие; б - технологический процесс; в - технологическая система;
МОДУЛЬНОЕ ПОСТРОЕНИЕ СРЕДСТВ ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ 283
“Технологическая система"
в
“Организационная форма
производственного процесса'
цепочки в модульном исполнении:
г - организационная форма производственного процесса
284 МОДУЛЬНОЕ ПОСТРОЕНИЕ СРЕДСТВ ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ
Эту элементную базу отличает от базы аналогичного звена традици-
онной производственной цепочки то, что вместо инструмента входят
инструментальные наладки, а все функциональные технологические мо-
дули базируются на соответствующих модулях. Например, станок состо-
ит из определенных МО, инструментальная наладка - из МИ, приспособ-
ление - из МПр, контрольно-измерительное устройство - из МКИ.
Таким образом, и у этой элементной базы прослеживаются тесные
связи между элементами разных уровней.
Звено "организационная форма производственного процесса".
Объект остается тот же, что и у звена в традиционной цепочке: линия,
участок, цех. На вход звена поступают предметы труда, МП, МПИ, МС,
объемы выпуска, маршруты модульных технологических процессов,
операции, технологические системы (рис. 8.3, г).
В состав элементной базы входят типовые планировки оборудова-
ния, нодъемно-транспортные средства, транспортно-складские средства,
схемы потоков предметов труда и технологической оснастки, типовой
состав рабочих мест.
Выходными данными является планировка производственного участка,
транспортные потоки, состав рабочих мест, технико-экономические показатели.
Итак, в отличие от традиционного представления производственной
цепочки модульное ее построение предполагает наличие в элементных
базах звеньев соответствующих модулей. У "изделия" - МП, МПИ, МС, у
"технологического процесса" - МТИ, МТС, МТБ, у "технологической
системы" - МО, МИ, МПр, МКИ и у "организационной формы производ-
ственного процесса" - рабочие места, предназначенные для изготовления
МП, МПИ, МС, по заданным МТИ, МТС, МТБ.
В данной производственной цепочке четко прослеживаются опреде-
ленные связи между элементами ее звеньев. Эта связь открывает путь к
системному проектированию машиностроительного производства.
8.3. ГИБКОСТЬ ПРОИЗВОДСТВА В УСЛОВИЯХ
МОДУЛЬНОЙ ТЕХНОЛОГИИ
Характер современного машиностроительного производства требу-
ет решения проблемы его гибкости.
Как следует из работ, посвященных гибким производствам, нет одно-
значного определения "гибкости" производства. В работе [10] приведен доста-
точно подробный анализ многочисленных определений гибкого производства.
Например, отмечается, что:
• технологи под гибкой производственной системой (ГПС) понима-
ют систему станков для обработки различных деталей, принадлежащих
одной технологической группе или, другой вариант: ГПС - это система,
способная обрабатывать детали в любом порядке;
МОДУЛЬНОЕ ПОСТРОЕНИЕ СРЕДСТВ ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ 285
• организаторы производства отмечают, что ГПС - это система тех-
нологического оборудования, объединенного транспортными средствами
и управляемого центральной ЭВМ, или другой вариант: ГПС - это обра-
ботка деталей в соответствии с групповой технологией;
• экономисты-производственники определяют ГПС как автоматизи-
рованную систему, работающую в серийном производстве, в которой
обработка деталей производится на универсальных станках с показате-
лями близкими к обработке на автоматических линиях в условиях массо-
вого производства;
• специалисты по автоматизации производства считают, что ГПС -это
два и более станка с ЧПУ типа CNC с автоматической подачей и снятием
заготовок, управляемых от центральной ЭВМ, способные приспосабливать-
ся к случайной последовательности деталей или, другой вариант: ГПС - это
централизованное управление от ЭВМ двумя и более станками с ЧПУ.
Как видим, ни в одном из приведенных описаний ГПС не раскрыва-
ется понятие гибкости производства.
Такую попытку сделал В. Н. Васильев в работе [10], где он пишет
"... следует исходить из понятия "гибкое производство", которое позволя-
ет за короткое время и при минимальных затратах, на том же оборудова-
нии, предприятию регулярно переходить на выпуск новой продукции
произвольной номенклатуры, но в пределах их технологического назна-
чения и технических характеристик и параметров".
По сравнению с предыдущими такая формулировка в определенной
степени раскрывает существо гибкого производства, но и она имеет ряд
недостатков: во-первых, из формулировки следует исключить слова "при
минимальных затратах", так как характеризуют не существо гибкого
производства, а его эффективность, во-вторых, надо исключить слова
"регулярно переходить на выпуск новой продукции", так как в условиях
многономенклатурпого разносерийного производства нельзя требовать
регулярности перехода на выпуск новых изделий.
В литературе встречаются так же такие понятия, как полная гиб-
кость, тактическая и стратегическая гибкость. Последние два понятия
различаются тем, что в первом случае переход на выпуск новых изделий
осуществляется в пределах годовой программы, а во втором случае про-
изводство способно переходить на другую годовую программу.
Из изложенного следует, что нет достаточно строгого понятийного
аппарата, сравнительно полно раскрывающего сущность гибкого произ-
водства. Поэтому, прежде чем рассматривать анализ состояния вопроса
создания гибких производств, попытаемся сформулировать представле-
ние о гибкости производства.
Из словаря русского языка [18] "гибкий - это способный легко изме-
няться, умело, быстро приспосабливаться к условиям и обстоятельствам".
286 МОДУЛЬНОЕ ПОСТРОЕНИЕ СРЕДСТВ ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ
В этом понятии отражена как сама сущность гибкости -способность
изменяться, приспосабливаться к изменяющимся условиям и обстоятель-
ствам, так и то как должна осуществляться - легко, умело, быстро.
Таким образом, под гибкостью производства будем понимать преж-
де всего его способность изменяться, приспосабливаться к новым усло-
виям и ситуациям.
Поскольку любая деятельность должна быть эффективной, постоль-
ку гибкое производство должно бьггь мобильным.
Отсюда, под гибким производством следует понимать
производство, способное мобильно переходить на выпуск новой
продукции, приспосабливаясь к изменяющимся условиям.
Если принять предложенную формулировку гибкого производства,
то под это понятие подпадает любое производство, способное выпускать
изделия более одного наименования. А сами гибкие производства можно
сопоставлять по степени гибкости, мобильности и эффективности.
Иными словами, сопоставление должно показывать, какое разнообра-
зие изделий гибкие производства могут выпускать, как быстро могут пере-
ходизь на выпуск новых изделий и какие имеют показатели эффективности.
Поэтому для оценки гибкости производства необходимо ввести понятие
"степень гибкости", которая характеризует уровень разнообразия изделий,
выпускаемых предприятием. Тогда под полной гибкостью производства
следует понимать производство, способное изготовлять любое изделие. По
мере уменьшения номенклатуры изделий, которую может выпускать произ-
водство, будет уменьшаться и степень гибкости производства.
Проблема гибкости производства решалась по двум принципиально
разным путям:
• посредством создания широкоуниверсального производства;
• посредством создания перестраиваемого производства.
В первом случае шли в разработках от единичного производства по-
средством повышения степени его универсальности, за счет создания
широкоуниверсального оборудования.
Во втором случае отталкивались от массового производства за счет
создания быстропереналаживаемых автоматических линий и станков со
сменными элементами - шпиндельными коробками, рабочими столами.
И тот и другой путь оказались дорогостоящими.
Достижение гибкости через универсальность отличается тем, что в
производство закладываются избыточные возможности, в результате
чего в каждый момент времени имеет место невостребовапность опреде-
ленной части этих возможностей.
Достижение гибкости за счег перестройки производства осуществляется
через переналадку оборудования, а при значительном отличии нового изделия
от предыдущего через замену у оборудования некоторых его элементов.
МОДУЛЬНОЕ ПОСТРОЕНИЕ СРЕДСТВ ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ 287
В обоих случаях мобильность гибкого производства достигается за счет
комплекса организационных мероприятий и автоматизации, как самих техно-
логических процессов, так и управления производственным процессом.
Как показала практика создания ГПС для мелкосерийного произ-
водства, их экономическая эффективность оказалась невысокой, а в ряде
случаев даже отрицательной. Это объясняется в первую очередь высокой
стоимостью широкоуниверсального технологического оборудования и
дорогостоящими техническими решениями по автоматической перена-
ладке технологического оборудования и замены его элементов.
В связи с этим возникла задача подбора такой номенклатуры дета-
лей, которая позволяла бы повысить эффективность ГПС. Практика по-
казала, что выгоднее изготовлять сложные детали, требующие большого
числа переходов в процессе обработки.
Иными словами, получилось так, что не производство приспосабли-
вается к изменяющейся программе выпуска изделий, а программу выпус-
ка изделий стали приспосабливать к производству.
Первой главной причиной низкой экономической эффективности
ГПС, по нашему мнению, является несоответствие традиционных мето-
дов проектирования и организации технологических процессов новому
технологическому оборудованию, созданному для ГПС.
Какими бы совершенными в техническом отношении не были бы,
например, обрабатывающие центры, все равно их технологическая про-
изводительность остается невысокой из-за последовательной обработки
поверхностей детали с одного шпинделя.
Другой не менее важной причиной низкой экономической эффек-
тивности ГПС является то, что гибкость производства достигается только
с помощью оборудования, которое является или широкоуниверсальным
или перестраиваемым.
Из изложенного следует, что для построения высокоэффективного
гибкого производства, надо, во-первых, разрешить противоречие между
старыми методами проектирования и организации технологических про-
цессов и новым прогрессивным технологическим оборудованием; во-
вторых, гибкость производства должна достигаться комплексным путем
за счет гибкости технологических процессов, технологического оборудо-
вания и организационной формы производственного процесса.
Решение перечисленных задач возможно, если воспользоваться
принципами модульной технологии.
Рассмотрим, как достигается гибкость перечисленных выше звеньев
производственной цепочки в условиях модульной технологии.
Гибкость модульного технологического процесса достигается за
счет изменения параметров режима обработки и последовательности
операций. Если первое не вызывает затруднений, то второе возможно
только у модульных технологических процессов. Это становится воз-
288 МОДУЛЬНОЕ ПОСТРОЕНИЕ СРЕДСТВ TEXIГОЛОГИЧЕСКОГО ОСНАЩЕНИЯ
можным в результате того, что обязательным условием построения мо-
дульных технологических процессов является обработка всех поверхно-
стей одного МП на одной операции.
Известно, что в традиционных технологических процессах запреще-
но менять последовательность операций при осуществлении технологи-
ческого процесса, так как это может привести к браку.
Дело в том, что в традиционных технологических процессах, как правило,
имеют место достаточно сложные размерные связи между изготовляемыми
поверхностями, межпереходными размерами. Объясняется это тем, что при
определении наборов поверхностей, обрабатываемых на операциях, исходят не
только из условия точности их относительного положения, но так же и удобст-
ва обработки, возможности достижения высокой производительности, сниже-
ния потребностей в приспособлениях и др. Поэтому часто поверхности, при-
надлежащие одному МП, изготовляются на разных операциях, и технологиче-
ские базы не совпадают с их конструкторскими базами. В таких случаях техно-
лог ужесточает соответствующие допуски на межопсрационные размеры.
Все это приводит к сложным запутанным размерным цепям межпе-
реходных размеров, и изменение последовательности операций может
привести к их нарушению и браку.
Например, поверхности МПБ311 - торец, отверстие и шпоночный паз
часто изготовляются на разных операциях. В тех случаях, когда расчеты
показывают, что получаемая в результате этого ожидаемая накопленная
погрешность их относительного положения превышает допустимую вели-
чину, технолог вводит дополнительную операцию для ее уменьшения. По-
этому, если нарушить последовательность операций, то получится брак.
Поскольку в модульных технологических процессах поверхности,
принадлежащие одному МП, всегда изготовляются на одной операции,
то у этих процессов размерные цепи сравнительно просты и допускают в
определенных фаницах изменение последовательности операций.
Это и придает модульному технологическому процессу некоторую
гибкость, позволяя в случае необходимости в ограниченных пределах
изменять последовательность операций. Например, если станок, на кото-
рый должна поступить заготовка, оказывается загруженным, то можно
изменить маршрут и направить заготовку на свободный станок.
Гибкость обрабатывающей ТС. Традиционные обрабатывающие
ТС допускают переналадку при переходе па изготовление новых деталей,
а в ряде случаев и частичную замену таких элементов как шпиндельные
бабки, столы, приспособления. Причем замена осуществляется лишь в
узких границах изменяющихся условий, например, для строго ограни-
ченной номенклатуры изготовляемых деталей.
Проблема перекомпоновки обрабатывающих ТС заключается не
столько в технических решениях, сколько в определении необходимой
номенклатуры элементов ТС.
МОДУЛЬНОЕ ПОСТРОЕНИЕ СРЕДСТВ ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ 289
Трудности в определении номенклатуры сменных элементов обуслов-
лены непредсказуемым разнообразием традиционных технологических
процессов. С этой проблемой столкнулись разработчики агрегатных стан-
ков, когда пытались определить потребности в нормализованных узлах.
В результате задачу стали решать на основе статистических данных час-
тоты повторяемости узлов в агрегатных станках, взятых за несколько лет.
Однако такой подход не дает общего решения, позволяя получить
достаточно приблизительную оценку, справедливую лишь для опреде-
ленных условий, например, заданной группы изготовляемых деталей.
Применение модульной технологии открывает путь к общему реше-
нию этой задачи. Одно из главных отличий в определении необходимой
номенклатуры элементов ТС состоит в том, что в качестве элементов
принимаются не конструктивные элементы, а МФТ: станок, приспособ-
ление, инструментальная наладка, контрольно-измерительное устройст-
во. В свою очередь каждый МФТ представляет собой комбинацию из
соответствующих модулей:
• станок - это комбинация МО;
• приспособление - комбинация МПр;
• инструментальная наладка - комбинация МИ;
• контрольно-измерительное устройство - комбинация МКИ.
Состав модулей, образующих соответствующий МФТ, определяется
операцией, которая в модульном технологическом процессе описывается
совокупностью МП, МТИ, МТБ. В свою очередь МТИ и МТБ определя-
ют необходимые для их осуществления модули технологических средств
(МО, МИ, МПр, МКИ).
Имея элементную базу технологического обеспечения на модуль-
ном уровне, можно МФТ получать методом компоновки из указанных
выше модулей, а обрабатывающие ТС - методом компоновки из МФТ.
В соответствии с изложенным можно ввести несколько уровней гибко-
сти ТС в направлении от низшего к высшему: изменение скоростей движе-
ний - переналадка - замена некоторых МФТ - полная перекомпоновка ТС.
Гибкость организационной формы производственного процесса за-
ключается в изменении уровня специализации рабочих мест и изменении
маршрута движения предмета труда по рабочим местам при одном и том
же технологическом процессе.
В традиционном производстве изменение уровня специализации ра-
бочего места (РМ) достигается за счет замены технологических систем
или их МФТ. Например, если требуется незначительно изменить уровень
специализации РМ, то у ТС технологическую оснастку заменяют на дру-
гую. Если требуется существенно изменить уровень специализации РМ,
то заменяют ТС. Например, вместо универсальных ТС устанавливают
специализированные или специальные ТС.
290 МОДУЛЬНОЕ ПОСТРОЕНИЕ СРЕДСТВ ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ
В традиционном производстве возможность изменения маршрута
движения предмета труда по РМ обеспечивается за счет универсальности
РМ. Чем выше уровень универсальности РМ, тем больше вариантов
маршрутов движения предмета труда. В пределе предмет труда может
обрабатываться на любом РМ, однако, при этом, как уже отмечалось, не
будет востребована значительная доля возможностей РМ.
Основная причина низкой гибкости организационной формы произ-
водственного процесса в традиционных производствах заключается в
больших затратах, связанных с заменой ТС при существенном изменении
номенклатуры изделий и серийности их выпуска.
Надо отметить, что уровень специализации РМ связан с их расста-
новкой. При высоком уровне специализации РМ они выстраиваются в
линию, реализуя поточный вид организации производственного процес-
са. Поэтому при изменении уровня специализации РМ в какой-то момент
необходимо не только заменить ТС, но и осуществить перепланировку
производственного участка.
Если, к примеру, в течение одного квартала существенно измени-
лась серийность выпускаемой продукции, то потребуется заменить ТС и
изменить их расстановку.
Такой путь практически нереализуем из-за необходимости иметь
большой резерв оборудования и поэтому предприятие продолжает рабо-
тать с тем же оборудованием, лишь в некоторых случаях изменив его
расстановку и заменив оснастку.
Таким образом, традиционное производство отличается низким
уровнем гибкости организационной формы производственного процесса.
Использование принципов модульной технологии позволяет суще-
ственно повысить гибкость организационной формы производственного
процесса следующим образом.
Во-первых, в достаточно широком диапазоне возможно изменение
уровня специализации РМ при том же технологическом оборудовании.
Дело в том, что, как показали исследования[13], на одном и том же стан-
ке возможно изготовление нескольких наименований МП, и в этих пре-
делах с некоторыми изменениями технологической оснастки можно из-
менять уровень специализации РМ, а, следовательно, и маршруты дви-
жения предметов труда.
В случае существенного изменения уровня специализации РМ при
сохранении этого же оборудования, возможно, понадобится изменить
планировку РМ.
В заключение следует отметить, что применение принципов мо-
дульной технологии позволяет решать задачу достижения гибкости про-
изводства более эффективно за счет комплексного подхода, когда гиб-
кость обеспечивается гибкостью модульных технологических процессов,
ТС и организационной формы производственного процесса.
МОДУЛЬНОЕ ПОСТРОЕНИЕ СРЕДСТВ ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ 291
При этом степень изменения гибкости каждого из перечисленных
звеньев производственной цепочки должна определяться в соответствии
с конкретными условиями при достижении наибольшей экономической
эффективности.
8.4. ОРГАНИЗАЦИЯ ПРОИЗВОДСТВЕННОГО ПРОЦЕССА НА
ПРИНЦИПАХ МОДУЛЬНОЙ ТЕХНОЛОГИИ
Организация производственного процесса зависит от величины объ-
ема выпуска изделий на участке или в цехе, серийности изделий, их габа-
ритов, технологии изготовления.
8.4.1. ФОРМИРОВАНИЕ ПРОИЗВОДСТВЕННОЙ ПРОГРАММЫ НА
МОДУЛЬНОМ УРОВНЕ
Исходными данными для организации производства прежде всего
является производственная программа выпуска изделий.
Производственная программа предприятия и его подразделений харак-
теризуется номенклатурой и объемом выпуска изделий. По результатам
анализа объектов производства уточняются исходные данные, т.е. определя-
ется номенклатура и количество сборочных единиц и деталей. Объем вы-
пуска изделий определяют в натуральных единицах (штуки, комплекты),
ценностных (рублях) или в единицах массы и представляют в двух видах -
укрупненно или детально. При значительной номенклатуре изделий про-
грамму разрабатывают только по изделиям-представителям.
Чтобы определить потребности в основном технологическом обору-
довании и оснастке, правильно выбрать организационную форму произ-
водства, необходимо установить трудоемкость изготовления изделий. Это
возможно только после разработки технологических процессов. Такая ме-
тодика расчета оправдана для массового и крупносерийного производств.
Однако с увеличением номенклатуры выпускаемых изделий эта задача
существенно усложняется и резко возрастает трудоемкость ее решения.
Чтобы упростить задачу, расчеты ведутся укрупненно. Все изделия и
детали группируют по конструктивно-технологическим признакам и
расчеты ведут только по типовым представителям каждой группы.
Для единичного, мелко- и среднесерийного производств трудоем-
кость определяется по комплексной детали каждой ipynnbi. Но даже и в
таком варианте расчет для данных условий производства весьма пробле-
матичен. Действительно, практически невозможно в сжатые сроки разра-
ботать технологические процессы на ipyiiny комплексных деталей. И
тогда стараются воспользоваться типовыми процессами. Таким образом,
расчеты ожидаемой трудоемкости и погребностсй в основном оборудо-
вании и оснастке оказываются весьма приблизительными и возможны
существенные ошибки.
292 МОДУЛЬНОЕ ПОСТРОЕНИЕ СРЕДСТВ ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ
Кроме того, что не рассматривается вся номенклатура изделий, сами
типовые процессы в значительной степени отличаются от фактических
технологических процессов. В итоге такая приближенная оценка приво-
дит к тому, что приобретенное основное технологическое оборудование
и оснастка оказываются, с одной стороны, с избыточными технологиче-
скими возможностями, большая часть которых оказывается невостребо-
ванной, а, с другой стороны, может не хватать тех или иных единиц обо-
рудования и оснастки. Кромё того, всегда имеют место ошибки в опреде-
лении требуемого количества технологических средств. Здесь тоже од-
них технологических средств окажется в избытке и часть из них будет
простаивать, а других будет недостаточно. Все это отрицательно сказы-
вается па ритмичности работы производства, вызывает трудности с обес-
печением фактически требуемых технологических средств, приводит к
большим расходам, связанным с простоями оборудования и оснастки и в
итоге всего этого существенно снижает эффективность производства.
Чтобы избежать указанных недостатков, требуется проводить полную
разработку технологических процессов на изготовление каждого изделия
программы. Такой путь решения задачи практически невозможен из-за
необходимости в разработке большого числа технологических процессов,
которую надо осуществить в начале года в сжатые сроки, а, с другой сто-
роны, из-за того, что в условиях единичного и мелкосерийного произ-
водств да еще с учетом рыночной экономики в начале года вся производст-
венная программа неизвестна и в значительной своей части формируется в
течение года. Решение указанной проблемы возможно в случае представ-
ления производственной программы на модульном уровне в виде
множеств МС и МП, входящих в состав изделий, подлежащих выпуску.
Для этого надо знать объем выпуска и иметь техническую документацию
на каждое изделие. В сравнительно короткие сроки можно по каждому
изделию и каждой детали, входящих в его состав, определить множества
МС и МП с учетом годовой программы выпуска. Просуммировав эти
множества всех изделий в соответствии с годовой программой, получим
множества МС и МП, подлежащих изготовлению в течение календарного
года.Имея технологическое обеспечение на модульном уровне (МТИ,
МТС, МО, МИ, МПр, МКИ) под изготовление каждого МС и МП, срав-
нительно просто, в сжатые сроки и с высокой точностью, подсчитать
трудоемкость осуществления производственной программы, а так же
потребности в основном технологическом оборудовании и оснастке.
Такая методика расчетов отличается невысокой трудоемкостью, так
как не требует разработки технологических процессов, и обеспечивает
высокую точность расчета за счет того, что в расчетах учитываются все
составные элементы изделия, подлежащие выпуску.
Все перечисленное справедливо для тех случаев, когда в начале го-
да известна вся производственная программа.
МОДУЛЬНОЕ ПОСТРОЕНИЕ СРЕДСТВ ТЕХНОЛОГИЧЕСКОГО ОСНА1ЦЕ11ИЯ 293
В условиях единичного и среднесерийного производств очень часто
производственная программа может формироваться в течение календар-
ного года, особенно в условиях рыночной экономики. В этом случае рез-
ко усложняется задача определения потребностей в технологических
средствах. Однако и здесь представление программы выпуска в виде
множеств МП и МС позволяет, с одной стороны, существенно упростить
задачу, а с другой - значительно повысить точность определения потреб-
ностей в технологических средствах. Дело в том, что множества МС и
МП отличаются достаточно высокой устойчивостью по отношению к
изменяющейся программе выпуска. Иными словами, при значительном
изменении программы выпуска изменение множеств МС и МП по но-
менклатуре будет незначительным.
Рассмотрим основные этапы определения потребностей в техноло-
гических средствах на календарный год в условиях применения модуль-
ной технологии.
Этап 1. Определение номенклатуры и количества МС и МП, подле-
жащих осуществлению в течение календарного года.
Исходными данными является программа выпуска, выраженная в
виде номенклатуры изделий с указанием объема выпуска по каждому
наименованию изделия.
Если таких данных нет, и значительная часть производственной
программы формируется в течение года, то в качестве исходных данных
можно принять производственную программу выпуска прошлого года.
По каждому изделию устанавливается номенклатура и число МС, кото-
рое умножается на число этих изделии, выпускаемых в год. Аналогично
у каждой детали определяются номенклатура и число МП, составляющие
деталь, и умножаются на число деталей, выпускаемых в год. В итоге оп-
ределяют номенклатуру и число множеств МС и МП, подлежащих изго-
товлению в течение года.
Эти совокупности МС и МП удобнее представлять в виде гисто-
грамм, у которых на горизонтальной оси располагаются наименования
МС или МП, а по вертикали - их количество.
Рассмотрим в качестве примера буровое трехшарошечное долото с го-
довой программой в 1000 шт. В состав долота входят следующие детали:
шарошка - 3 шт., лапа - 3 шт., замковый палец - 3 шт., гидромониторная па-
садка - 3 шт., ролик - 60 шт., зубок - 84 шт., шарик - 45 шт. (см. п. 5.2).
Для каждой из перечисленных деталей были определены номенкла-
тура МП и количество МП каждого наименования (см. рис. 5.14). С по-
мощью этих данных можно определить годовую программу изготовле-
ния каждого наименования МП.
Аналогично определяется номенклатура МС и количество МС каж-
дого наименования одного долота и то же умножаются на годовой вы-
пуск долота.
294 МОДУЛЬНОЕ ПОСТРОЕНИЕ СРЕДСТВ ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ
Иа технологические процессы и трудоемкость сборки МС и изго-
товления МП оказывают большое влияние их характеристики. МС или
МП одного и того же наименования могут значительно различаться по
своим размерам и даже конструктивному оформлению. К основным ха-
рактеристикам, описывающим модули, относятся размеры, требования к
точности, шероховатости поверхностей, марка материала, тип заготовки.
Например, МС4 различается величиной диаметрального размера, типом
посадки, определяющим величину зазора или натяга, материалом сопря-
гаемых поверхностей. Другой пример, модуль МПБЗ 12 характеризуется
величиной диаметрального размера, длиной цилиндрической поверхно-
сти, квалитетом точности, уровнем шероховатости, маркой материала.
Поэтому про!рамма выпуска в МС и МП должна быть детализирована
путем учета различия в характеристиках каждого наименования МС и МП.
Этап 2. Определение трудоемкости изготовления программы вы-
пуска изделий.
Для этой цели необходимо в условиях традиционной технологии
иметь технологические процессы сборки изделий и изготовления деталей.
Как уже отмечалось, на их разработку требуется много времени, которое
значительно больше сроков формирования программы выпуска. В случае
модульного представления программы выпуска предполагается, что на
предприятии уже имеется типовое технологическое обеспечение изготов-
ления МС и осуществления МС. Поэтому первой задачей является уста-
новление наличия технологического обеспечения под их изготовление. В
технологическое обеспечение входят технологические процессы изготов-
ления модулей, требуемые технологическое оборудование и оснастка.
Если окажется, что для некоторых наименований МС и МП такого
обеспечения нет, то требуется их разработать. Процент таких модулей
для предприятий, стабильно выпускающих определенную продукцию, по
нашим представлениям не будет превышать 2 - 3%. Для предприятий,
выпускающих продукцию, существенно изменяющуюся из года в год,
появление модулей, не обеспеченных технологически, не превысит 10 %.
На практике резкое изменение продукции для предприятия вряд ли воз-
можно, а если таковое и имеет место, то это не повторяется каждый год.
Здесь нужно иметь в виду и обратную связь, когда предприятие берет
заказы, ориентируясь на имеющееся технологическое обеспечение.
Итак, наличие типового технологического обеспечения под изготов-
ление МС и МП позволяет в короткие сроки просчитывать трудоемкость
изготовления модулей каждой сборочной единицы и детали. Для этого
имеются данные о составе модулей, содержащихся в каждой сборочной
единице и детали и их трудоемкости. Трудоемкость изготовления моду-
лей должна быть зафиксирована в МТС и МТИ их изготовления. Однако
при проектировании операций, естественно, возникают дополнительные
вспомогательные переходы, затраты времени на осуществление которых
МОДУЛЬНОЕ ПОСТРОЕНИЕ СРЕДСТВ ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ 295
можно учитывать посредством применения соответствующих коэффици-
ентов.
Из изложенного следует, что для определения расчетной трудоемко-
сти в нашем случае не требуется подробная разработка технологических
процессов.
Этап 3. Определение потребностей в технологическом оборудова-
нии и оснастке.
В технологических картах МТС и МТИ имеется информация о при-
меняемых технологических средствах. Это позволяет определить по-
требности в номенклатуре и количестве технологического оборудования,
инструментальных наладок, измерительных средств. Однако, следует
отметить, что если инструментальные наладки и измерительные средства
напрямую связаны с изготовляемыми модулями и их технологическими
процессами, то технологическое оборудование (станки, сборочные ма-
шины) требует дополнительной информации для их определения.
Дело в том, что один и тот же модуль, например МПБЗ 12, может
принадлежать деталям разных габаритных размеров. И это может повли-
ять на выбор станка.
В связи с этим требуется указывать в информации о модулях наиме-
нование деталей и сборочных единиц, в которые они входят.
Что касается определения потребностей в приспособлениях, то
здесь надо основываться на анализе технологических процессов ана-
логичных деталей, сборочных единиц.
Подводя итог изложенному, можно отметить, что модульное пред-
ставление производственной программы позволяет существенно снизить
сроки и повысить точность расчетов по определению трудоемкости и
потребностей в технологических средствах.
8.4.2. ТРАДИЦИОННЫЕ ОРГАНИЗАЦИОННЫЕ ФОРМЫ
ПРОИЗВОДСТВЕННОГО ПРОЦЕССА
Применение модульной технологии требует и новой организации
производственного процесса. Чтобы определить, какой она должна быть,
сначала следует установить недостатки традиционных организационных
форм процесса.
В практике машиностроения существуют два вида производствен-
ных процессов - поточный и непоточный. Из них наиболее эффективным
является поточный вид из-за более высокой производительности труда,
короткого цикла изготовления, упрощения планирования, учета, и управ-
ления производством.
В единичном, мелкосерийном и среднесерийном производствах, как
правило, применяется непоточный вид производственного процесса. При
этом используются в основном две организационные формы: одна в виде
296 МОДУЛЬНОЕ ПОСТРОЕНИЕ СРЕДСТВ ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ
участка с групповой расстановкой оборудования, а вторая - в виде тех-
нологически замкнутого участка.
В единичном и мелкосерийном производствах деталей применяется,
главным образом, групповое расположение однородного оборудования,
например, группа токарных станков, группа фрезерных станков, группа
сверлильных станков и т.д.
При такой организации производства деталь во время изготовления
совершает многократные и значительные по длине пути перемещения.
Так, к примеру, деталь может пройти участки фрезерных, токарных,
сверлильных станков для полного ее изготовления. Все это требует ши-
рокого применения транспортных средств, усложняет планирование, за-
трудняет учет, увеличивает цикл изготовления, усложняет контроль ка-
чества изготовления.
В этих условиях возникает противоречие между стремлением более
полно зафузить станки и порядком поступления готовых деталей во вре-
мени на сборку в соответствии с требованиями технологических процес-
сов сборки изделий и календарным планированием. Очень часто недог-
руженность станка объясняется не столько техническими трудностями
его загрузки, сколько ограничениями, накладываемыми требованиями
сборки. Если пренебречь этими требованиями и загружать станки полно-
стью, то появится необходимость в увеличении складских помещений,
где готовые детали будут пролеживать, ожидая вызова на сборку.
При такой организации производства исключается возможность
применения поточной формы.
С увеличением количества деталей, подлежащих изготовлению в
единицу времени, переходят к более совершенной организационной
форме - технологически замкнутым участкам. На технологически замк-
нутом участке изготовляются детали, однородные по своему служебному
назначению, подобные по конструктивному оформлению и близкие по
размерам, например, участок для изготовления шпинделей или корпус-
ных деталей и т.п.
Эта организационная форма предполагает наличие на участке прак-
тически всей требуемой номенклатуры оборудования для изготовления
однородной группы деталей. При этом оборудование устанавливается по
возможности в последовательности, соответствующей ходу технологиче-
ских процессов большинства деталей группы. Такая возможность обес-
печивается тем, что для однородных деталей можно использовать типо-
вую технологию.
Таким образом, вторая организационная форма теоретически созда-
ет предпосылки для реализации поточных производственных процессов.
Она по сравнению с предыдущей позволяет улучшить организацию пла-
нирования и учета, детали проходят меньшую длину пути, сокращается
время на перенастройку оборудования при переходе от обработки одной
МОДУЛЬНОЕ ПОСТРОЕНИЕ СРЕДСТВ ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ 297
детали к другой, так как их технологические процессы близки; короче
становится цикл изготовления, проще организовать контроль качества.
Технологическое оборудование на технологически замкнутых уча-
стках может связываться транспортными средствами, различного рода
подъемно-транспортными устройствами.
Сопоставление рассмотренных двух организационных форм произ-
водственного процесса показывает, что организация технологически
замкнутых участков позволяет достигать более высоких технико-
экономических показателей.
С увеличением серийности эффективность технологически замкну-
тых участков растет. В последнее десятилетие в связи с широкой автома-
тизацией производственных процессов преобладающей организационной
формой в единичном и мелкосерийном производствах стала форма тех-
нологически замкнутых участков. Широкое развитие находят гибкие
производственные системы. Изменилось и оборудование, например,
станки стали применять многоцелевые, на которых можно осуществлять
фрезерование, сверление, растачивание и другие методы обработки.
Широкая универсальность станков во многих случаях позволяет
производить полную обработку детали.
Все это привело к тому, что сформировалась тенденция к такой орга-
низации производства изделий в мелкосерийном и даже в среднесерийном
производстве, при которой деталь проходит минимум станков. Даже обра-
ботка достаточно сложной детали может производиться на одном станке с
применением большого количества различного режущего инструмента.
Негативным моментом современных технологически замкнутых
участков является применение дорогостоящего оборудования, что суще-
ственно снижает экономический эффект, обусловленный более полным
использованием календарного времени.
При дальнейшем увеличении выпуска изделий одной номенклатуры
организуют предметно-замкнутые участки. На них полностью изготов-
ляют сборочные единицы, например, двигатель, коробка скоростей, ре-
дуктор и т.п.
При дальнейшем увеличении количества выпускаемых деталей в
единицу времени целесообразно организовывать производственный про-
цесс по поточной форме.
Разновидностями поточной организации производства являются пе-
ременно-поточная и непрерывно-поточная формы. Причем в последнее
время начинает доминировать переменно-поточная форма, отличающая-
ся периодическим запуском на одном и том же оборудовании деталей
нескольких наименований.
Поскольку поточная форма организации производственного процес-
са наиболее эффективна, естественно стремление использовать поточный
метод в единичном и мелкосерийном производствах. Его применение
298 МОДУЛЬНОЕ ПОСТРОЕНИЕ СРЕДСТВ ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ
послужило причиной появления групповой технологии. Ее задачей явля-
лось обеспечение возможности изготовления группы разных деталей по
одному и тому же технологическое процессу. Решению этой задачи в
определенной степени способствует и типовая технология. Однако прин-
ципы классификации деталей под групповую технологию не позволяют
организовывать значительные по размерам партии деталей в мелкосе-
рийном и тем более в единичном производствах, а потому поточная
форма организации процессов практически не находит там применения.
С другой стороны, в массовом производстве тоже наметились серь-
езные изменения, породившие тенденцию выпуска в массовом производ-
стве одного и того же изделия попеременно партиями разных его моди-
фикаций. Эти изменения обусловлены необходимостью удовлетворять
быстро меняющиеся запросы потребителей. Однако при этом возникает
противоречие между желанием, с одной стороны, максимально быстро
удовлетворять потребности потребителя, выпуская разные изделия, а с
другой - стремиться избежать перерывов в производственном процессе,
изготовляя изделия крупными партиями. Таким образом, и в массовом
производстве возникает проблема применения поточного метода.
Действительно, наблюдаемая в машиностроении тенденция ускоре-
ния смены выпускаемой продукции изменяет содержание массового про-
изводства, расширяя номенклатуру изготовляемых изделий и тем самым
приближая его по номенклатуре к серийному производству, а по количе-
ству деталей, выпускаемых в единицу времени, сохраняя его в роли мас-
сового. Эти противоречивые условия и вызывают трудности осуществле-
ния производства по поточной форме.
В связи с этим, необходимо изыскивать пути широкого применения
поточной формы во всех типах производства, начиная с массового и за-
канчивая единичным производством.
Реализовать такое решение возможно при условии построения тех-
нологических процессов и технологических средств на новых прин-
ципах, как это было показано в гл. 6.
8.4.3. СОВЕРШЕНСТВОВАНИЕ ОРГАНИЗАЦИОННЫХ ФОРМ
ПРОИЗВОДСТВЕННОГО ПРОЦЕССА
Совершенствование организационных форм производственного про-
цесса должно идти в направлении широкого применения поточного метода.
Рассмотрим возможность его применения независимо от типа производства.
Под поточным производственным процессом понимается непрерыв-
ность движения изготовляемых изделий и равномерный их выпуск в еди-
ницу времени.
В таком идеальном представлении поточный производственный
процесс можно встретить в отраслях с непрерывным циклом производст-
МОДУЛЬНОЕ ПОСТРОЕНИЕ СРЕДСТВ ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ 299
ва, например, при производстве нефтепродуктов в нефтепереработке, где
производство является "бессерийным".
Поточный производственный процесс характеризуется следующими
свойствами:
1) прямоточностью, когда предмет труда движется поступательно от
одной единицы оборудования к другой без возвратного движения;
2) непрерывностью движения предмета труда в процессе его изго-
товления;
3) ритмичностью, когда изделие в конце производственного процес-
са сходит через одинаковые промежутки времени.
Наивысший уровень поточности производственного процесса будет
при наличии всех трех перечисленных свойств.
В машиностроительном производстве, являющимся, как правило,
дискретным, трудно найти такой процесс. Наиболее близко к идеальной
форме приближаются процессы, реализуемые с помощью роторных ли-
ний.
По мере отхода от массового производства растет номенклатура из-
готовляемых изделий и уменьшается размер партий и при единичном
производстве теоретически должна иметь место бесконечно большая
номенклатура изделий, выпускаемых по одной штуке.
Естественно, не представляется возможным применять поточную
форму в единичном производстве в том виде, в каком она применяется в
массовом производстве. По мере сокращения величины серий выпускае-
мых изделий и увеличения их номенклатуры должно происходить измене-
ние самой поточной формы. И практика показывает, что такие противоре-
чивые требования, когда, с одной стороны, надо изготовлять изделия
большими партиями, а, с другой, - выпускать разные изделия в ту же еди-
ницу времени разными небольшими партиями, приводит к трансформации
самого поточного метода организации производственных процессов.
В передовых странах ведутся поиски возможностей применения по-
точной формы организации производства при выпуске изделий неболь-
шими партиями. Так, например, в Японии, была создана и стала приме-
нятся система организации производства, получившая название "kanban"
(производство без запасов) или just in time, т.е. "точно вовремя" или "как
раз вовремя", когда необходимые заготовки детали поступают на обра-
ботку в требуемом количестве, в нужное место и время. Система подроб-
но изложена в работе [19].
Эта система позволяет управлять производственным процессом че-
рез заключительные этапы - сборку и отправку готовой продукции, а не
посредством производственных календарных планов. При этом реализу-
ется не традиционное управление, распределенное по времени, а система
"вытягивания" разрешения на производство, при которой изготовление
или закупка очередной партии, например деталей, санкционируется
300 МОДУЛЬНОЕ ПОСТРОЕНИЕ СРЕДСТВ ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ
только (и немедленно) при возникновении потребности в них. Единст-
венная регламентирующая документация - план-график окончательной
сборки и карточка-разрешение на обработку с указанием типа и количе-
ства необходимых деталей, сопровождающая контейнер или паллет с
деталями на протяжении всего производственного процесса.
Механизм действия системы "вытягивания" прост. По окончании
цехом или участком-пользователем обработки партии заготовок (дета-
лей) пустой контейнер возвращается в цех-поставщик, предшествующий
цеху-пользователю в технологической цепочке. Получив его, цех-
поставщик приступает к изготовлению очередной партии заготовок (де-
талей) и отправляет полный контейнер цеху-пользователю в жесткие
сроки. Таким образом, цех-пользователь запускает производство цеха-
поставщика. Такая же система взаимоотношений устанавливается между
рабочими производственного участка, выполняющими последовательные
операции технологического процесса (рис. 8.4). Когда рабочему на опе-
рации В требуется очередная партия деталей, он берет паллет с деталями
на выходе операции А и одновременно прикрепляет карточку к пустому
паллету или к стойке рядом с рабочим местом А. Это побуждает рабоче-
го на операции А начать обработку очередной партии деталей. Если в
процессе задействован посторонний поставщик (как, например, в опера-
ции Е), он извещается о необходимости поставить следующую партию
деталей так же с помощью карточки.
"Секрет" метода заключается в количестве карточек, циркулирую-
щих на заводе одновременно. Для его определения специалисты фирмы
Toyota разработали формулу, в которой учитываются средняя дневная
потребность в заготовках (деталях) на протяжении месяца, количество
заготовок (деталей) в контейнере, время ожидания и время обработки
одного контейнера, а так же допустимое время на непредвиденные си-
туации (не более 10 % от общего времени).
Вследствие короткого времени подготовки производства и ограни-
ченного количества деталей в контейнере (не более 10 % дневной потреб-
ности) метод "kanban" предполагает многократные ежедневные перемеще-
ния деталей и узлов из цеха в цех. Готовые изделия от субподрядчиков
могут поставляться на заводы, фирмы до- четырех раз в день. В
производстве, организованном по методу just in time, материально-
технические запасы рассматриваются как причина простоев, избыточной
(неиспользуемой) мощности оборудования, диспропорций между коли-
чеством рабочих и потребностями производства. Производительность
определяется не книгой заказов, а планом-графиком окончательной
сборки. Приоритеты не закрепляются, очередность изготовления деталей
обусловливается только очередностью их поступления. Ни одна деталь не
производится до тех пор, пока не израсходованы эквивалентные ей.
Рис. 8.4. Схема управления производственным процессом посредством метода "Kanban" [19]:
/ - тележка с деталями (заготовками); 2 - операция А; 3 - тележка с изготовленными деталями; 4 - операция В;
5 - операция С; 6 - операция Д; 7 - посторонний поставщик; 8 - операция Е
МОДУЛЬНОЕ ПОСТРОЕНИЕ СРЕДСТВ ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ 301
302 МОДУЛЬНОЕ ПОСТРОЕНИЕ СРЕДСТВ ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ
Многие зарубежные специалисты считают, что производство,
управляемое по такому методу, должно обладать рядом специфических
особенностей: жестким графиком с минимальными колебаниями и от-
клонениями; использованием фиксированного набора материалов, ком-
понентов и подузлов; небольшим подготовительно-заключительным
временем - ввиду малых размеров партий выпускаемых изделий (на под-
готовку станка на японских предприятиях обычно уходит чуть более 10
мин, тогда как на американских - более 6 ч); применением групповой
технологии и освоением каждым рабочим станков разных типов; посто-
янным визуальным контролем качества в ходе производственных опера-
ций с расчетом на полное отсутствие дефектов.
Принцип, заложенный в этой системе, находится в противоречии с
традиционными принципами организации массового и крупносерийного
производств из-за отказа изготовлять изделия одного наименования
крупными партиями. В системе "kanban" под поточным производствен-
ным процессом понимается непрерывно-поточное многопредметное про-
изводство, в котором "перемешиваются" разные изделия.
На сегодня это пока изделия одного наименования, но разных мо-
дификаций.
Главным препятствием на пути применения поточного метода в
многономенклатурном производстве является необходимость переналад-
ки оборудования.
Это подтверждают и сами создатели метода "kanban", специалисты
фирмы Toyota признают, что он неприменим для ряда производственных
ситуаций, в частности, при частых изменениях конструкции изготовляе-
мых изделий и значительных колебаниях объема выпуска в отдельные
дни (мелко- и среднесерийное производство), при внедрении новых мо-
делей, когда требуется четкий сбалансированный комплексный график.
Если бы удалось реализовать такую систему для изделий разных на-
именований, то была бы решена проблема применения поточного метода
в условиях даже единичного производства.
Путь решения этой задачи заключается в первую очередь в приме-
нении других принципов построения технологических процессов и обо-
рудования, направленных на сокращение затрат времени, связанных с
наладкой и переналадкой технологического оборудования и оснастки,
поскольку с уменьшением серийности выпуска деталей увеличивается
частота переналадок и растет доля затрат времени на наладку. Это стано-
вится возможным при переходе на модульную технологию.
От времени наладки оборудования и оснастки при переходе на изго-
товление новой детали или сборку нового изделия зависит размер пар-
тии. Чем меньше величина времени на наладку, тем меньше число дета-
лей (изделий) может быть в партии.
МОДУЛЬНОЕ ПОСТРОЕНИЕ СРЕДСТВ ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ 303
Итак, по мере снижения серийности выпуска изделий поточный вид
производства начинает терять свои идеальные черты и при групповой
обработке он уже в значительной степени оказывается трансформиро-
ванным. Но даже в таком виде, как показало внедрение групповой техно-
логии, производственный процесс, содержащий отдельные черты поточ-
ности, отличается более высокими технико-экономическими показателя-
ми по сравнению с непоточным процессом.
Наибольшая трансформация поточного метода должна проявится в
единичном производстве. Действительно, единичное производство является
полярным массовому, поэтому здесь поточный метод, в том виде, в каком
он существует в массовом, быть не может. В единичном производстве изде-
лия изготовляются самые разные, их маршрутные процессы существенно
разнятся. Лишь в редких случаях удается сгруппировать небольшие партии
под групповые процессы и обеспечить прямоточность их обработки.
Но в общей массе изделий широкой номенклатуры партии изделий
составляют лишь очень незначительную часть и поэтому не могут суще-
ственно влиять на улучшение технико-экономических показателей про-
изводства.
Чтобы в этих условиях воспользоваться поточной организацией
производственных процессов, ее форма должна измениться.
Возникает вопрос, в каком направлении и как должна изменяться
сама поточная форма организации производства.
Если в традиционном массовом производстве поточность предпола-
гает сквозное прохождение заготовки по всему маршруту, то в единич-
ном и мелкосерийном производствах сделать это не удается, так как у
разных деталей маршруты их обработки получаются разными, разными
получаются и затраты времени на операции. Таким образом, через одни
станки проходит большее количество деталей, а через другие - меньшее
и при этом движутся они по разным маршрутам.
Поскольку поточный метод в идеальном виде применить в единич-
ном производстве не представляется возможным, то необходимо иссле-
довать возможные изменения его характеристик.
Например, в единичном производстве не представляется возможным
реализовать прямоточность, но при этом возможно обеспечить потоки не
на группу станков, расположенных в определенной последовательности, а
на отдельные станки. Это позволит резко увеличить коэффициент загрузки
станков и сократить время пролеживания деталей.
Но такой путь существенно усложняет организацию работы всего про-
изводственного участка или цеха. Поэтому желательно сохранить основные
черты поточного метода, рассмотрев их возможные изменения.
Рассмотрим организацию производственного процесса, опираясь на
принципы модульной технологии.
304 МОДУЛЬНОЕ ПОСТРОЕНИЕ СРЕДСТВ ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ
8.4.4. ОРГАНИЗАЦИЯ ПРОИЗВОДСТВЕННОГО ПРОЦЕССА
В УСЛОВИЯХ МОДУЛЬНОЙ ТЕХНОЛОГИИ
Модульная технология открывает перспективы применения поточ-
ного метода организации производственного процесса даже в условиях
единичного производства тем, что позволяет объединять в группы детали
или сборочные единицы разной конструкции по общности содержащихся
в них МП, МС и осуществлять специализацию рабочих мест.
Эффективность организации производственного процесса характе-
ризуется выходными показателями, к наиболее важным из которых отно-
сятся такт выпуска деталей, ритмичность выпуска деталей, цикл изготов-
ления детали, коэффициент загрузки оборудования, время пролеживания
заготовок. Значения этих показателей зависят от целого ряда факторов,
которые можно разбить на три группы:
1) входные данные (программа выпуска, технологические процессы, ка-
чество предметов труда, поступающих на вход производственного процесса);
2) характеристики производственного участка (состав и количество
оборудования, планировка оборудования, размер и состав партий, оче-
редность запуска партий);
3) возмущающие факторы (отказы оборудования, нарушения мате-
риально-технического снабжения, другие организационно-технические
нарушения).
Все перечисленные факторы оказывают воздействие на производствен-
ный процесс, включающий в себя обработку заготовок, сборку сборочных
единиц, транспортирование предметов труда, готовых изделий, технологиче-
ской оснастки, наладку и переналадку технологического оборудования. '
Чтобы при разработке производственного процесса учитывать все
перечисленные выше факторы и быстро определять в каждом конкрет-
ном случая наилучшую организационную форму, надо построить соот-
ветствующую математическую модель. С помощью последней можно
будет, моделируя на ЭВМ различные условия и ситуации производствен-
ного участка, находить наилучшие решения.
Если рассматривать действующее производство, то оно уже имеет
соответствующее оборудование и планировку, что накладывает ограни-
чения на организацию производства. Поэтому будем рассматривать
вновь создаваемое производство.
Прежде всего, остановимся на специализации рабочих мест (РМ).
Рабочее место представляет собой элементарную единицу структу-
ры предприятия, где размещается исполнитель работ, обслуживаемое
технологическое оборудование и оснастка, предметы труда, подъемно-
транспортные устройства, средства механизации и автоматизации.
РМ в условиях модульной технологии предназначено для осуществ-
ления технологических операций, состоящих из набора МТИ или МТС
МОДУЛЬНОЕ ПОСТРОЕНИЕ СРЕДСТВ ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ 305
для изготовления МП или сборки МС. В связи с этим на РМ выполняют-
ся следующие функции:
• осуществление рабочего процесса;
• загрузка-разгрузка технологического оборудования предметами труда;
• установка-снятие приспособлений, инструментальных наладок;
• хранение приспособлений, инструментальных наладок, контроль-
но-измерительных устройств;
• сборка-разборка, настройка приспособлений, инструментальных
наладок и др.
В зависимости от конкретных условий перечисленные функции мо-
гут осуществляться по-разному и с разным уровнем механизации и авто-
матизации. Например, смена инструментальных наладок, их хранение
может осуществляться с помощью самого станка, оснащенного инстру-
ментальным магазином и автооператором или (если у станка их нет) с
помощью дополнительных средств, или вручную.
На РМ целесообразно в ряде случаев осуществлять сборку управ-
ляющих программ (УП) из модулей, введение в нее дополнительной ин-
формации и проведение необходимой корректировки.
В условиях модульной технологии УП компонуется из модулей управ-
ляющей программы (МУП), где МУП - это часть управляющей программы
для осуществления модуля технологического процесса (МТИ, МТС).
Желательно все перечисленные операции по подготовке УП осуществ-
лять централизованно в бюро подготовки УП. Однако, если этот процесс ав-
томатизировать, то для повышения оперативности управления процессом об-
работки эти работы можно осуществлять на РМ. Что касается корректировки
УП с учетом конкретных условий таких как износ режущего инструмента,
изменение качественных характеристик технологической системы и др., ока-
зывающих влияние на точность обработки, то ее надо осуществлять на РМ.
Состав РМ. В общем случае в состав РМ должны входить: станок,
магазин инструментальных наладок, магазин приспособлений, магазин
контрольно-измерительных средств, магазин заготовок, тара для загото-
вок, устройство для смены на станке приспособлений, стол для сборки-
разборки приспособлений, инструментальных наладок и контрольно-
измерительных средств, устройство для подготовки и корректировки УП,
загрузочно-разгрузочные устройства.
Наличие перечисленных устройств определяется конкретными ус-
ловиями. Например, если на станке есть инструментальный магазин, то
для него не нужны специальные устройства. При обработке деталей типа
тел вращения задача оснащения приспособлениями решается сравни-
тельно просто из-за их небольшого разнообразия и универсальности.
Количество приспособлений и инструментальных наладок, хранящихся
на РМ, зависит от широты номенклатуры обрабатываемых заготовок на
306 МОДУЛЬНОЕ ПОСТРОЕНИЕ СРЕДСТВ ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ
РМ, размеров партий, частоты повторяемости партий, а также габарит-
ных размеров оснастки. Знание этих факторов позволит определить, ка-
кие приспособления и инструментальные наладки, в каком количестве
должны находиться на РМ, а какие должны поступать из цеха.
РМ должно быть организовано таким образом, чтобы не было про-
стоев станка. Большое влияние на эффективность РМ оказывает его пла-
нировка, которая во многом зависит от габаритов обрабатываемых заго-
товок, размеров партий и др.
Главное отличие РМ в условиях модульной технологии заключается
в его специализации по изготовлению заданной номенклатуры МП (МС)
по заданным МТИ (МТС).
Степень специализации РМ зависит от серийности производства.
Если для единичного и мелкосерийного производства, учитывая непред-
сказуемость номенклатуры предметов труда, создавать РМ под изготов-
ление МП (МС) одного наименования, то потребуется значительное ко-
личество РМ для обработки заготовок одной детали (сборки одной сбо-
рочной единицы) и транспортных операций.
Поэтому для единичного и мелкосерийного производств целесооб-
разно создавать рабочие места под изготовление (сборку) нескольких
наименований МП (МС).
Отбор под одно РМ нескольких наименований МП (МС) должен
осуществляться по критерию конструктивной и технологической схоже-
сти и организационным соображениям. Это позволит сократить номенк-
латуру технологического оборудования и оснастки.
В крупносерийном и массовом производствах РМ должны иметь
высокий уровень специализации. Это означает, что одно РМ предназна-
чено для изготовления одного наименования МП или сборки МС. Но в
зависимости от требований технологического процесса на одном РМ мо-
жет изготовляться (осуществляться) несколько наименований МП (МС)
или несколько МП (МС) одного наименования.
В некоторых случаях узким местом в специализации РМ может быть
обеспечение его приспособлениями. Дело в том, что РМ, с одной стороны,
является универсальным, так как на нем осуществляется обработка или
сборка разнообразных предметов труда. Например, в механическом цехе
на РМ могут обрабатываться заготовки разнообразных деталей в пределах
заданных габаритных размеров. С другой ртороны, РМ является специали-
зированным, так как у различных предметов труда изготовляются (осуще-
ствляются) одни и те же МП (МС) по заданным МТИ (МТС).
В связи с этим через РМ могут проходить, в условиях единичного и
мелкосерийного производств, заранее неизвестные предметы труда, что в
ряде случаев может вызвать трудности в обеспечении РМ приспособле-
ниями. В связи с этим на РМ желательно предусмотреть сборку-разборку
МОДУЛЬНОЕ ПОСТРОЕНИЕ СРЕДСТВ ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ 307
приспособлений, а также развивать и широко использовать универсаль-
но-сборные приспособления.
Организационная форма производственного процесса. Принци-
пиальное отличие организации производственного процесса в условиях
модульной технологии заключается в применении поточного метода для
любой серийности производства, специализации рабочих мест не под
методы обработки, сборки и не под конкретные операции, а под изготов-
ление определенных МП (МС) по заданной технологии МТИ (МТС). При
этом производственный участок (цех) рассматривается как технологиче-
ское поле, представляющее собой совокупность специализированных
РМ. В этом поле от одного РМ к другому перемещаются предметы труда
в соответствии со своими маршрутными технологическими процессами.
Рассмотрим организацию производственного участка механической
обработки заготовок в условиях модульной технологии.
Для придания производственному участку гибкости, необходимой в
условиях многономенклатурного разносерийного производства, надо
обеспечить возможность заготовке, обрабатываемой по заданному мо-
дульному процессу, проходить разными маршрутами РМ.
Для этого каждое РМ должно специализироваться таким образом, чтобы
оно частично дублировало одно-два РМ по номенклатуре изготовляемых МП.
Это позволит изменять маршрут движения заготовки не только из-за
загруженности на данный момент следующего по маршруту обработки
РМ, но и, в случае отказа технологического оборудования на каком либо
РМ, обойти его через другое РМ, не прерывая производственный процесс
и не производя заделов.
В связи с этим необходимо ввести такое понятие как маршрут дви-
жения заготовки. При обработке заготовки по определенному модульно-
му технологическому процессу она может перемещаться по технологиче-
скому полю разными маршрутами.
Как уже отмечалось, поточный вид производственного процесса яв-
ляется наиболее эффективным. Поэтому исследуем формы его примене-
ния в различных типах производства в условиях модульной технологии.
Поточный метод характеризуется прямоточностью, непрерывностью
и ритмичностью. Рассмотрим возможность реализации каждого из пере-
численных свойств в единичном производстве - полярном массовому.
Обеспечение прямоточности движения заготовок. В массовом
производстве, где обрабатывается деталь одного наименования, нет про-
блем с организацией прямоточности. В единичном производстве, когда
изготовляются детали широкой номенклатуры единичными экземплярами,
обеспечение прямоточности весьма проблематично. Наиболее простое ре-
шение этой задачи - применение широкоуниверсальных станков; их можно
выстроить в линию и обрабатывать любые детали. Но такой путь и самый
дорогой, так как оборудование получается очень дорогим, его технологи-
308 МОДУЛЫ ЮЕ ПОСТРОЕНИЕ СРЕДСТВ ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ
веские возможности используются при обработке конкретной детали лишь
в малой степени, а коэффициент использования оборудования низким из-за
больших затрат времени на переналадку оборудования.
В условиях модульной технологии для реализации прямоточности
движения заготовок необходимо осуществить следующие мероприятия.
Как показывает анализ состава МП, у деталей типа тел вращения
номенклатуру МП составляют, в основном, Б312, Б212, Б311, В211, Б42,
Б41, из них в количественном отношении доминируют Б312 и Б212.
У корпусных деталей основную номенклатуру МП составляют
Б311, Б211, Б11, Б12, Б321. В количественном отношении, как правило,
преобладают модули Б311, Б211 ив меньшей степени Б11, Б12, Б321.
Различие в номенклатуре МП влечет за собой и различие в МТИ, а,
следовательно, и в оборудовании.
Кроме того, не только у разных по конструктивному оформлению де-
талей, но и у одинаковых в зависимости от модульных процессов наблюда-
ется различие в технологических базах, требующее разных приспособлений.
Все перечисленное вызывает трудность в определении характера
специализации станков и обеспечении прямоточности движения загото-
вок разных деталей.
Деление деталей на группы по общности содержащихся в них МП
позволяет решить задачу обеспечения прямоточности через разработку
обобщенных маршрутов движения заготовок для каждой группы дета-
лей. Под обобщенным маршрутом движения предметов труда будем по-
нимать такую последовательность расстановки технологического обору-
дования, специализированного под изготовления соответствующих МП
(МС) по заданной технологии, при которой возможно прохождение через
РМ разных предметов труда без возврата.
Как показывает практика разработки технологических процессов из-
готовления деталей в единичном производстве, технолог, разрабатывая
процесс, следит, главным образом, за тем, чтобы маршрут изготовления
детали включал имеющееся оборудование. Кроме того, процессы под
разные детали разрабатываются независимо друг от друга, что приводит
к росту разнообразия маршрутных процессов. Это является существен-
ным препятствием в организации прямоточности движения заготовок.
В связи с этим, для обеспечения прямоточности движения заготовок
предлагается рассматривать разработку не отдельных модульных про-
цессов, а сразу некоторой совокупности модульных технологических
процессов с учетом группирования деталей и расстановки оборудования
в соответствии с обобщенным маршрутом движения.
Поэтому, во-первых, под каждую группу деталей должен быть раз-
работан обобщенный маршрут движения, а разрабатываемые маршрут-
ные процессы на детали этой группы должны ему соответствовать. При
этом допускается отсутствие в маршрутных процессах деталей той или
МОДУЛЬНОЕ ПОСТРОЕНИЕ СРЕДСТВ ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ 309
иной операции и тогда заготовка в своем движении минует соответст7,
вующие станки обобщенного маршрута.
Во-вторых, технологические операции должны компоноваться из МТИ
под соответствующие МП, МПИ с учетом известной специализации станков.
Таким образом, на разработку модульных технологических процес-
сов накладываются определенные ограничения.
Надо отметить, что эффективность применения поточного метода в
единичном производстве зависит в значительной степени от того, на-
сколько правильно выбран уровень специализации станков.
Обеспечение непрерывности и ритмичности движения заготовок.
В единичном производстве характер технологических процессов сущест-
венно отличается от процессов в массовом производстве. В массовом
производстве следующие друг за другом технологические процессы оди-
наковы в качественном и количественном отношении.
В единичном производстве в отличие от массового производства
технологические процессы, следующие друг за другом, отличаются чис-
лом операций, содержанием и длительностью операций.
Анализ временных затрат технологических процессов в единичном
производстве показывает доминирующую долю подготовительно-
заключительного времени в штучно-калькуляционном времени и соизме-
римые с ним времена перерывов.
Из-за действия многочисленных случайных факторов обеспечение не-
прерывности и ритмичности движения заготовок в единичном производстве
- задача чрезвычайно сложная. Как известно, под ритмичностью производ-
ства деталей понимается выпуск деталей через равные промежутки времени.
Но в единичном производстве следующие друг за другом разные детали
существенно отличаются длительностью технологических операций. Кроме
того, следует подчеркнуть, что ритмичность тесно связана с синхронностью
операций, когда длительности операций технологического процесса одина-
ковы, а сами операции осуществляются одновременно.
В единичном производстве из-за того, что деталь изготовляется в одном
экземпляре, операции ее технологического процесса не могут осуществляться
параллельно во времени, поэтому нельзя говорить об их синхронизации.
В этих условиях под синхронизацией следует понимать одновре-
менность и одинаковую длительность разных операций, осуществляемых
на рабочих местах обобщенного маршрута.
Как следует из изложенного, для обеспечения непрерывности и
ритмичности движения заготовок и выпуска деталей, надо управлять как
построением модульных технологических процессов, так и самим произ-
водственным процессом в целом.
Применение принципов модульной технологии позволяет управлять
производственным процессом, добиваясь синхпонизяпии лпопяпий
310 МОДУЛЬНОЕ ПОСТРОЕНИЕ СРЕДСТВ ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ
Управление производственным участком. Примем в качестве це-
ли управления производственным участком в условиях заданного техно-
логического оборудования и его планировки достижение максимального
выпуска деталей при заданном их качестве. К возмущающим факторам
относятся различие выпускаемых деталей, их модульных технологиче-
ских процессов, отказы оборудования.
В качестве исходных данных примем состав группы деталей, изго-
товляемых по обобщенному маршруту движения заготовок; состав ста-
ночного оборудования, расставленного в соответствии с обобщенным
маршрутом; специализацию станков под изготовление соответствующих
МП, МПИ и условие прямоточности движения заготовок.
При таких условиях в единичном производстве будет осуществляться
поток заготовок разных деталей вдоль линии оборудования. Но этот поток
будет прерываться из-за различных по величине затрат подготовительно-
заключительного времени на операциях, затрат времени на технологические
и вспомогательные переходы и наличие перерывов между технологически-
ми операциями. На рис. 8.5 в качестве примера показаны маршруты обра-
ботки четырех разных деталей в условиях единичного производства и раз-
ной длительности операций их технологических процессов. Из рис. 8.5 сле-
дует, что заготовки разных деталей в силу различия технологических про-
цессов проходят разные станки, и длительности операций разных деталей на
одних и тех же станках получаются тоже разными. Длительность операции
пропорциональна высоте столбика на рис. 8.5.
Вследствие перерывов в движении заготовок по линии оборудования
невозможно обеспечить ритмичность выпуска деталей. Поэтому следует
ставить задачу сведения к минимуму перерывов в движении заготовок.
Перерывы складываются из-за разницы в затратах подготовительно-
заключительного времени на операциях как одного, так и разных техно-
логических процессов. Они включают в себя затраты времени на смену
приспособлений, инструмента или инструментальных наладок, разработ-
ку и введение управляющих программ и их отладку, настройку станков
на заданную точность и др. Влияние организационных факторов на пере-
рывы рассматривать не будем, но при этом надо отметить, что поточная
организационная форма способствует уменьшению их влияния, так как
простои из-за них становятся очевидными и легче найти их причину.
Из изложенного следует, что для достижения максимального выпус-
ка деталей надо обеспечить ритмичность выпуска деталей через синхро-
низацию операций по времени, как это имеет место на поточных линиях
массового производства.
Однако, в единичном производстве синхронизация операций имеет
свою специфику. В этих условиях под синхронизацией следует понимать
совмещение во времени операций технологических процессов разных
деталей на разных станках и одинаковую длительность этих операций.
МОДУЛЬНОЕ ПОСТРОЕНИЕ СРЕДСТВ ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ 311
Станки
деталь 1
деталь 2
деталь 3
деталь 4
Рис. 8.5. Схема маршрутов движения заготовок деталей 1,2,3, 4
Иными словами синхронизация сводится к тому, чтобы на всех рабо-
тающих станках операции осуществлялись бы одновременно и были бы оди-
наковыми по длительности независимо от того, какие детали изготовляются.
Чтобы осуществить такую синхронизацию, необходимо воздейство-
вать на ход производственного процесса путем его управления.
К наиболее существенным факторам, выступающим в роли управ-
ляющих воздействий на ход производственного процесса, через их изме-
нение, можно отнести:
• состав группы деталей;
• маршрут модульного технологического процесса;
• содержание операции модульного технологического процесса;
• последовательность запуска деталей;
• маршрут движения заготовки;
• организационные факторы.
312 МОДУЛЬНОЕ ПОСТРОЕНИЕ СРЕДСТВ ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ
Здесь надо отметить, что достичь полной синхронности в реальных
условиях единичного производства практически невозможно, так как в
силу действия неучтенных факторов будет присутствовать некоторая
разница в длительности операций.
В связи с этим при решении задачи синхронизации, с целью сведения к
минимуму времени пролеживания заготовок, технологические процессы надо
строить таким образом, чтобы длительность операции на последующем станке
была бы несколько меньше длительности операции на предыдущем станке.
Итак, на основании изложенного для реализации поточного метода
в организации производственного процесса надо придерживаться
следующих рекомендаций:
1. При разработке модульных технологических процессов их маршрут-
ные процессы должны соответствовать обобщенному маршруту движения
заготовок. Это обеспечит прямоточность движения заготовок всех деталей.
2. Формировать группы запуска деталей по критерию схожести их
модульных технологических процессов.
3. На основе анализа группы модульных технологических процессов
подвергать их корректировке с целью выравнивания длительности операций
на станках и обеспечения их синхронности по всему обобщенному маршруту.
4. В качестве инструмента анализа целесообразно пользоваться гра-
фиками длительности операций на всех станках обобщенного маршрута.
5. Корректировку длительности операций осуществлять путем из-
менения перечисленных ранее управляющих воздействий на ход произ-
водственного процесса.
Эффект корректировки модульных технологических процессов во мно-
гом зависит от выбора последовательности управляющих воздействий.
Без специальных исследований этого вопроса не представляется
возможным рекомендовать ту или иную последовательность изменения
управляющих воздействий.
По нашему мнению, эта последовательность не является единствен-
ной и зависит от конкретных условий.
В одном случае может оказаться достаточным изменение только по-
следовательности запуска заготовок разных деталей, а в других случаях
может потребоваться изменение всех управляющих воздействий.
Учитывая многочисленность комбинаций условий производствен-
ного процесса, для поиска условий, обеспечивающих синхронизацию,
целесообразно воспользоваться вычислительной техникой и методом
математического моделирования.
Как следует из изложенного, управление производственным про-
цессом с целью достижения наибольшего выпуска деталей при заданном
качестве в условиях модульной технологии является важной проблемой
и требует проведения специальных исследований.
УНИФИКАЦИЯ В МАШИНОСТРОИТЕЛЬНОМ ПРОИЗВОДСТВЕ
313
9. УНИФИКАЦИЯ В МАШИНОСТРОИТЕЛЬНОМ
ПРОИЗВОДСТВЕ
Отличительной чертой современного машиностроительного произ-
водства является безудержный рост разнообразия средств технологиче-
ского обеспечения (технологических процессов, оборудования, оснаст-
ки). Однако в своем большинстве новые технологические решения не
оказывают радикального влияния на повышение эффективности произ-
водства машин.
В итоге расходы, связанные с разработкой и осуществлением новых
решений, существенно снижают эффективность производства.
В этих условиях возникает задача огромной важности - упорядочи-
вание номенклатуры средств технологического обеспечения, отбор луч-
ших решений, регламентация их качества.
В святой с этим представляет интерес анализ проблемы стандарти-
зации, унификации и типизации в машиностроении.
К наиболее важным понятиям в этой области относятся стандарти-
зация, унификация, типизация, агрегатирование. Перечисленные понятия
относятся к одной категории, но отличаются местом в проблеме сокра-
щения разнообразия и уровнем обобщения.
Согласно терминологии, установленной Комитетом ИСО (СТАКО),
стандартизация - это установление и применение правил с целью упо-
рядочения деятельности в определенной области на пользу и при участии
всех заинтересованных сторон, в частности, для достижения всеобщей
оптимальной экономии при соблюдении условий эксплуатации (исполь-
зования) и требований безопасности.
Стандарт - это нормативно-технический документ по стандартиза-
ции, устанавливающий комплекс норм, правил, требований к объекту
стандартизации и утвержденный компетентным органом. Стандарт, раз-
работанный на основе достижений науки, техники, передового опыта,
должен предусматривать оптимальные для общества решения.
В основе проблемы сокращения разнообразия изделий лежит основ-
ное противоречие между производителем и потребителем, которое за-
ключается в следующем. Сокращение разнообразия изделий приводит к
тому, что для конкретных условий выбранное из ряда стандартных наи-
более подходящее изделие полностью не сможет учесть всю совокуп-
ность условий эксплуатации. Отсюда эффективность его эксплуатации
будет ниже в отличие от изделия, специально спроектированного для
этого случая. Однако с другой стороны сокращение номенклатуры изде-
лий позволит увеличить серийность их выпуска.
В связи с этим возникает необходимость в выборе критерия, по ко-
торому можно было бы решать задачу сокращения разнообразия. Таким
критерием является величина затрат на удовлетворение заданного спроса
314 УНИФИКАЦИЯ В МАШИНОСТРОИТЕЛЬНОМ ПРОИЗВОДСТВЕ
(потребности) типоразмерами ряда. При этом нельзя иметь в виду только
затраты на производство. В самом деле, учет только интересов произво-
дителей неизбежно приведет к выбору неоправданно малого числа типо-
размеров, поскольку благодаря этому можно достичь большей серийно-
сти выпуска и, следовательно, осуществить специализацию производст-
ва. С другой стороны, учет затрат только в сфере потребления приведет к
неоправданно большому числу типоразмеров ряда, поскольку потреби-
телям выгодно иметь достаточно широкое разнообразие типоразмеров
изделий для сокращения потерь из-за несоответствия значений парамет-
ров предлагаемых и требуемых типоразмеров изделий.
Противоречие между производителями и потребителями на общего-
сударственном уровне следует разрешать по критерию наименьших сум-
марных затрат. Но в условиях рыночной экономики в выбор критерия
вносит поправку учет конъюнктуры рынка.
Рассмотрим роль стандартизации, унификации, типизации и агрега-
тирования на примере сокращения разнообразия некоторого конечного
множества А объектов.
Стандартизация решает задачу сокращения разнообразия множества
А объектов посредством установления параметрических (типораз-
мерных) рядов объектов. Под параметрическим рядом объектов понима-
ется совокупность типоразмеров, например, изделий некоторого функ-
ционального назначения, предназначенных для удовлетворения заданно-
го спроса. Типоразмер изделия определяется как конкретное изделие,
отличающееся от других конкретных изделий значением одного или не-
скольких параметров (показателей), характеризующих данные изделия. В
целом изделие данного функционального назначения характеризуется,
как правило, широким спектром (набором) показателей, которые могут
быть разбиты на две группы. Это, во-первых, параметры, дающие техни-
ческую характеристику изделию, и, во-вторых, показатели, определяю-
щие качество изделия. При построении рядов изделий во внимание при-
нимаются лишь главные параметры (показатели), которые определяют
наиболее важные конструктивные и эксплуатационные особенности из-
делий. В силу этого типоразмер изделия можно отождествить с некото-
рым набором значений главных параметров (показателей).
Применительно к технологическому оборудованию изложенное
можно интерпретировать как распределение всех объектов множества А
на прессы, станки, сборочные машины и т.п. и установление их парамет-
рических рядов. Иными словами, с помощью стандартизации все объек-
ты множества А, с одной стороны, систематизированы по типам, а, с
другой стороны, в каждом типе они расставлены в ряд по значениям тех
или иных параметров. Таким образом, в пределах всего множества объ-
ектов и каждого типа осуществлена определенная упорядоченность. На-
УНИФИКАЦИЯ В МАШИНОСТРОИТЕЛЬНОМ ПРОИЗВОДСТВЕ
315
пример, для одного типа все объекты расставлены по убывающей по ка-
кому-либо его показателю, например, точность или размер.
Из изложенного следует, что стандартизации должна предшество-
вать типизация объектов.
Наиболее полно понятие типизации приведено в работе [16] - "Типи-
зация, разработка типовых конструкций или технологических процессов на
основе общих для изделий (процессов) технических характеристик".
Применительно к технологии под типизацией технологических про-
цессов понимают такое направление в построении технологии, которое
заключается в классификации технологических процессов машин, дета-
лей и их элементов и затем в комплексном решении задач, возникающих
при осуществлении процессов каждой классификационной группы.
В соответствии с Р50-54-93-88 типовой процесс разрабатывается
для изготовления в конкретных производственных условиях типового
представителя группы изделий, обладающих общими конструктивно-
технологическими признаками.
Анализируя изложенное, можно следующим образом сформулиро-
вать понятие типизации.
Типизация - это выделение из множества объектов такого предста-
вителя (типа), который содержит наибольшее число отличительных
свойств группы объектов этого множества.
Проблема типизации заключается в определении критерия, по кото-
рому определяется перечень отличительных свойств для определенного
типа.
Вернемся к множеству А объектов. При группировании объектов по
типам множество А объектов заменяется на множество Б типов. Множест-
во Б в свою очередь можно представить как множество подмножеств объ-
ектов, внутри каждого из которых содержится типовой представитель.
Следующим шагом к стандартизации является унификация.
Унификация - это рациональное сокращение числа объектов одина-
кового функционального назначения, т.е. приведение различных видов
продукции к наименьшему числу типоразмеров, марок, форм, свойств и
т.п.
Тогда в нашем примере можно множество Б заменить на меньшее
множество В, состоящее из унифицированных типов.
Унификация является наиболее распространенной и эффективной
формой стандартизации. Унификацию можно осуществлять до стандарти-
зации, если ее результаты не оформляются стандартом. Но стандартизация
изделий, их составных частей и деталей предполагает их унификацию.
Отличие унификации от стандартизации заключается в том, что, во-
первых, унифицированные типоразмеры являются рекомендуемыми, а не
обязательными и, во-вторых, при стандартизации лишь часть типов и
316
УНИФИКАЦИЯ В МАШИНОСТРОИТЕЛЬНОМ ПРОИЗВОДСТВЕ
число типоразмеров утверждается стандартом. Тогда в нашем примере
появится множество Г из стандартизованных типов, заменяющее множе-
ство В.
На основе приведенного анализа можно сделать следующие выводы
по месту и роли стандартизации, унификации и типизации:
1. Все три процесса направлены на сокращение разнообразия объ-
ектов.
2. Процессы сокращения разнообразия в случае стандартизации и
унификации по своей сущности ничем не отличаются и включают в себя,
во-первых, типизацию объектов (определение обобщенных объектов),
во-вторых, количественное ограничение множества данного типа но
тому или иному его параметру.
3. Стандартом утверждаются лишь некоторые унифицированные
объекты, а область применения их становятся шире. Поэтому унифици-
рованный объект стоит ниже стандартизованного по уровню распростра-
нения.
Отсюда под стандартизацией можно понимать унификацию более
высокого уровня обобщения, например, после унификации установлен
типоразмерный ряд какого-либо изделия, а стандарт из этого ряда фор-
мирует ряд с меньшим числом объектов и рекомендует их для употреб-
ления в более широкой области.
Применяется также и симплификация, под которой понимается сокра-
щение числа типов и других разновидностей объектов до числа, достаточно-
го для удовлетворения существующих в данное время потребностей.
Следует подчеркнуть, что стандартизация, унификация и типизация
только изделий далеко не используют возможных резервов повышения
эффективности их производства. Дело в том, что, как правило, изделие -
это сложная система, состоящая из многочисленных узлов, агрегатов,
механизмов, деталей, отличающихся друг от друга и требующих разного
технологического обеспечения. Отсюда возникает задача типизации,
унификации, стандартизации не только изделий, но и их элементов.
При сокращении разнообразия элементов изделий находит приме-
нение агрегатирование, под которым понимается принцип создания изде-
лия из унифицированных элементов. Иными словами, агрегатирование -
это принцип создания машин, оборудования, приборов и др. изделий из
унифицированных или стандартных агрегатов (автономных сборочных
единиц), устанавливаемых в изделии в различном количестве и комбина-
циях. При этом желательно из минимального числа типоразмеров агрега-
тов создавать максимальное число компоновок изделия.
На практике, естественно, не удается унифицировать все элементы
изделий. Поэтому любое изделие состоит из оригинальных, типовых,
унифицированных и стандартных элементов.
УНИФИКАЦИЯ В МАШИНОСТРОИТЕЛЬНОМ ПРОИЗВОДСТВЕ
317
Принимая во внимание изложенное выше, рассмотрим состояние
вопроса унификации в механосборочном производстве.
9.1. АНАЛИЗ УНИФИКАЦИИ ОБЪЕКТОВ ЗВЕНЬЕВ
ПРОИЗВОДСТВЕННОЙ ЦЕПОЧКИ
Ставя задачу унификации, нужно думать о том, как вызвать интерес
производителя к унификации, как создать у производителя побудитель-
ные мотивы к решению этой проблемы. С одной стороны, таким мотивом
является необходимость в условиях рынка переходить на выпуск новых
изделий высокого качества в короткие сроки и с минимальными издерж-
ками, с другой - получение большого экономического эффекта в произ-
водстве изделий от применения унификации. Решение обеих задач воз-
можно, если любому унифицированному изделию соответствуют унифи-
цированные средства технологического обеспечения и формы организа-
ции производственного процесса.
Только в этом случае у производителя появится истинный интерес к
унификации, так как можно ожидать большой экономический эффект.
В связи с этим представляет интерес анализ унификации в машино-
строительном производстве с позиций системного подхода. Для этого
рассмотрим состояние унификации объектов в каждом звене производст-
венной цепочки "изделие - технологический процесс - технологическая
система - организация производственного процесса" и наличие связей
между унифицированными объектами разных звеньев этой цепочки.
Сначала остановимся на анализе унификации объектов каждого зве-
на цепочки в отдельности.
К объектам унификации звена "изделие" относится изделие и его со-
ставные части: агрегаты, механизмы, устройства, детали. Унификации
подвергались как элементы конструкции, так и их характеристики: раз-
меры, показатели качества поверхности и др.
Унификация изделий носит главным образом отраслевой характер
(унификация автомобилей, строительных машин, станков и т.п.). Что
касается унификации объектов, входящих в состав изделий в качестве
его элементов, то чем ниже уровень объекта в иерархии элементов
(подшипники, зубчатые колеса и т.п.) изделия, тем в большей степени
они приобретают межотраслевой характер. Следует отметить
сравнительно большой объем работ, проведенных по унификации
объектов звена "изделие", но еще остается большое количество как
изделий, так и их элементов, не охваченных унификацией.
Большая работа проведена по унификации и элементов изделий на
уровне механизмов и устройств, например, унификация редукторов,
подшипников, на уровне деталей (унификация зубчатых колес, крепежа
и др.). И чем ниже уровень, на котором располагается элемент в иерар-
318
УНИФИКАЦИЯ В МАШИНОСТРОИТЕЛЬНОМ ПРОИЗВОДСТВЕ
хии элементов изделия, тем вероятнее его более широкое применение в
многочисленных изделиях и тем больший эффект ожидается от унифи-
кации.
Объектами унификации звена "технологический процесс" является
как сам технологический процесс, так и его составляющие -маршрутный
процесс и операция.
Здесь, в отличие от звена "изделие", успехи унификации значитель-
но скромнее.
Объяснить это можно огромным разнообразием технологических
процессов, которое является результатом таких объективных факторов
как разная оснащенность машиностроительных предприятий технологи-
ческим оборудованием и оснасткой, различие в объемах выпускаемой
продукции в единицу времени, различие производственных условий.
Когда разрабатывается типовой или унифицированный технологи-
ческий процесс, то всегда закладывается определенное технологическое
оборудование. Если на предприятии этого оборудования нет, то возника-
ет проблема в реализации такого процесса. С другой стороны, в повсе-
дневной практике в силу организационных причин часто возникает про-
блема, например, в обеспечении процесса требуемой технологической
оснасткой. И тогда приходится в спешном порядке подыскивать или из-
готовлять другую оснастку, не заложенную унифицированным процес-
сом, а, следовательно, изменять и технологический процесс.
В отличие от изделий, которые можно унифицировать по одному -
двум параметрам, унификация технологических процессов по одному -
двум признакам не дает эффекта. Дело в том, что отличие у детали одной
группы какой-либо характеристики может не позволить применить уни-
фицированный технологический процесс.
Это подтверждает применение типовых технологических процессов.
На практике очень часто приходится при разработке рабочего технологи-
ческого процесса исключать или заменять ту или иную операцию из ти-
пового процесса, не говоря уже об изменениях в режимах обработки на
операциях.
Отсюда следует, что учет всех существенных особенностей детали,
влияющих на технологический процесс, приведет к снижению количест-
ва деталей в группе и тогда потребуется разработать большее число уни-
фицированных технологических процессов. В результате эффект от уни-
фикации получится незначительным.
Еще одной причиной, затрудняющей унификацию технологических
процессов, является их невысокая устойчивость во времени из-за непре-
рывного развития методов изготовления и технологических средств.
В итоге на практике в большей степени эффект можно ожидать от
унификации маршрутных технологических процессов.
УНИФИКАЦИЯ В МАШИНОСТРОИТЕЛЬНОМ ПРОИЗВОДСТВЕ
319
Унификация объекта звена "технологическая система" по объему и
уровню близка к унификации объектов звена "изделие", так как это - те
же машины, состоящие из механизмов, устройств деталей, подпадающие
под категорию объектов звена "изделие". Все достижения в унификации
последних в значительной степени справедливы и для них.
Однако надо отметить следующие недостатки унификации техноло-
гических систем. По существу отсутствует унификация обрабатывающих
и сборочных технологических систем. Их подменяют станками, сбороч-
ным оборудованием, являющимися составными частями технологиче-
ских систем. В результате, при проектировании технологических процес-
сов приходится подбирать среди существующего оборудования не тех-
нологические системы, а их составные части.
Другим важным недостатком является отсутствие унификации та-
ких элементов технологических систем, как инструментальные наладки,
приспособления, контрольно-измерительные устройства, выступающие в
роли МФТ.
В итоге это не позволяет установить связи между унифицированны-
ми объектами звеньев "технологический процесс" и "технологическая
система".
В качестве объектов звена "организация производственного процес-
са" можно рассматривать производственные цехи, участки, рабочие мес-
та. Объекты этого звена, как и звена "технологический процесс", оказа-
лись практически не унифицированы.
Итак, анализ унификации объектов звеньев производственной це-
почки показал разный уровень унификации. Если унификация объектов
звена "изделие" нашла достаточно широкое распространение, то унифи-
кация объектов звеньев "технологический процесс" и "формы организа-
ции производственного процесса" практически отсутствует.
Но наиболее важным недостатком является отсутствие тесных свя-
зей между унифицированными объектами звеньев производственной
цепочки.
Если между унифицированными объектами первых звеньев связь
где-то существует, то дальше она практически исчезает. Например, к
широко распространенным узлам и деталям, имеющим
общемашиностроительное назначение (подшипники качения, зубчатые
колеса и т.п.), можно встретить соответствующие унифицированные или
типовые технологические процессы и технологические средства.
В других случаях эта связь проявляется по отдельным унифициро-
ванным параметрам, например, стандартным, когда значениям размера
диаметра отверстий деталей соответствуют размеры мерного инструмен-
та (сверла, зенкера, развертки).
320 УНИФИКАЦИЯ В МАШИНОСТРОИТЕЛЬНОМ ПРОИЗВОДСТВЕ
Слабые связи между унифицированными объектами звеньев произ-
водственной цепочки можно объяснить, во-первых, отсутствием поста-
новки такой задачи, во-вторых, неравномерностью степени унификации
объектов звеньев производственной цепочки и, в третьих, независимо-
стью развития этих объектов. Доказательством последнего является от-
сутствие строгих связей между их классификациями, невозможностью
объединить эти классификации в единую систему. К примеру, при разра-
ботке типовых технологических процессов изготовления деталей они
классифицируются в соответствии с конструктивными формами, требо-
ваниями к точности деталей. В свою очередь, при создании станков связь
их с типовыми процессами отсутствует и станки классифицируются по
методу обработки (сверлильные, фрезерные и т.п.).
При отсутствии тесных связей между унифицированными объекта-
ми звеньев производственной цепочки эффект от применения унифика-
ции будет минимальным. К примеру, если для унифицированной детали
нет соответствующего унифицированного технологического процесса, то
эффект от ее унификации будет только за счет снижения трудоемкости
проектирования. Если же унифицированному технологическому процес-
су нет соответствующей унифицированной технологической системы,
эффект будет только от сокращения трудоемкости проектирования про-
цесса. В этом случае для унифицированной детали придется проектиро-
вать индивидуальный технологический процесс, а к унифицированному
технологическому процессу - технологическую систему.
Из изложенного следует, что главный резерв повышения эффектив-
ности от применения унификации кроется в обеспечении связей между
унифицированными объектами производственной цепочки. Иными сло-
вами, унифицированному объекту звена "изделие" должен соответство-
вать унифицированный объект звена "технологический процесс", а ему -
унифицированный объект звена "технологическая система" и т.д.
Итак, можно констатировать, что резервы повышения эффективно-
сти машиностроительного производства за счет применения унификации
далеко не использованы.
В то же время на фоне непрерывного развития и усложнения техни-
ки, огромного разнообразия средств ее технологического обеспечения,
роль унификации чрезвычайно возрастает.
Дальнейшее развитие унификации в машиностроении, по нашему
мнению, должно осуществляться с позиций системного подхода, когда
унификации одновременно подвергаются связанные между собой объек-
ты всех звеньев производственной цепочки.
УНИФИКАЦИЯ В МАШИНОСТРОИТЕЛЬНОМ ПРОИЗВОДСТВЕ 321
9.2. СИСТЕМНЫЙ ПОДХОД В УНИФИКАЦИИ ОБЪЕКТОВ
ЗВЕНЬЕВ ПРОИЗВОДСТВЕННОЙ ЦЕПОЧКИ
Системный подход базируется на установление связей по вертикали
между объектами одного звена и по горизонтали между объектами звень-
ев производственной цепочки, когда на каждом уровне объекту звена
"изделие" соответствует объект звена "технологический процесс" и т.д.
Установление указанных связей надо начинать с определения соста-
ва объектов каждого звена и их иерархии. При этом следует придержи-
ваться правила, что объект верхнего уровня представляет собой совокуп-
ность объектов предыдущего уровня.
Звено "изделие”. Изделие рассматривается как объект производства
и потому состав и иерархию объектов можно представить как цепочку:
изделие - сборочная единица - деталь - МС - МП.
Звено "технологический процесс" можно представить цепочкой
объектов: технологический процесс - операция - МТС - МТИ.
Звено "технологическая система" можно представить цепочкой
объектов: технологическая система - модули функциональные техноло-
гические (МФТ) - МО, МИ, МПр, МКИ.
Звено "организация производственного процесса" можно предста-
вить цепочкой объектов: производственный участок - рабочее место -
модуль рабочего места.
Если свести все вертикальные цепочки объектов звеньев в одну схе-
му, как это показано на рис. 9.1, то станут очевидными горизонтальные
связи между объектами звеньев.
Представляет интерес анализ этой схемы. Согласно правилам ее по-
строения по вертикали объекты каждого звена расставлены таким обра-
зом, что с понижением уровня расположения объекта снижается и уро-
вень его сложности. Таким образом, появляется зависимость степени
сложности объекта от уровня его расположения, показанная на рис. 9.1.
На эффективность унификации большое влияние оказывают такие
характеристики объекта как его разнообразие (Р), устойчивость (У), по-
вторяемость (П).
Эти характеристики зависят от степени сложности (Сл) объекта и
могут быть представлены в виде функций
Р=/ИСл), У=/2(Сл), П=ЯСл).
С повышением уровня сложности объекта повышается степень его
разнообразия, так как более сложный объект описывается большим чис-
лом характеристик. Следовательно, и число комбинаций характеристик
объекта тоже увеличивается.
Уровень сложности объекта
Уровень разнообразия объекта
Уровень устойчивости объекта
Уровень повторяемости объекта
"Изделие" "Технологический процесс" "Технологичес- кая система" ’’Организация производственного процесса"
Изделие Технологический процесс Технологическая система Участок (завод, цех, участок)
Сборочная единица Технологическая операция сборки МФТсо, МФТси, МФТсп, МФТск Сборочное рабочее место (РМс)
Деталь Технологическая операция обработки МФТоо, МФТои, МФТоп, МФТок Рабочее место обработки (РМо)
МС МТС МОс, МИс, МПрс, МКИс Модуль РМс
МП МТИ МОо, МИо, МПро, МКИо Модуль РМо
Рис. 9.1. Схема связей между объектами звеньев производственной цепочки
УНИФИКАЦИЯ В МАШИНОСТРОИТЕЛЬНОМ ПРОИЗВОДСТВЕ
УНИФИКАЦИЯ В МАШИНОСТРОИТЕЛЬНОМ ПРОИЗВОДСТВЕ
323
С понижением уровня сложности объекта увеличивается степень
его повторяемости, так как теоретически объект может участвовать в
большем количестве объектов старшего уровня. И с понижением уровня
сложности объекта растет количество объектов большей сложности, в
которых он может участвовать.
С понижением уровня сложности объекта повышается степень его
устойчивости, так как с уменьшением числа характеристик уменьшается
степень разнообразия объекта.
Перечисленные теоретические зависимости отмечены на схеме рис. 9.1 в
виде осей со стрелками, указывающими соответствующее направление увели-
чения данной характеристики по отношению к уровню сложности объекта.
Анализ этих зависимостей может подсказать пути достижения наи-
большей эффективности от унификации.
Эффект от унификации достигается в производстве за счет увеличе-
ния количества одинаковых объектов, что позволяет повысить уровень
специализации производства и снизить себестоимость его изготовления,
а так же за счет упрощения обслуживания унифицированного объекта во
время эксплуатации.
Если учесть снижение себестоимости изготовления и расходов на
эксплуатацию унифицированного объекта, то величину эффекта (АС) от
одного унифицированного объекта можно определить из уравнения
ДС = (Си + С)-(Сну + С,у),
где C„, С, - затраты на изготовление и эксплуатацию неунифицированно-
го объекта; Сиу, С)у - затраты на изготовление и эксплуатацию унифици-
рованного объекта.
Есть еще одно обстоятельство, которое необходимо учитывать. Унифи-
цированный объект, приобретая универсальность (замещает ipynny близких
объектов), теряет черты индивидуальности, т.е. отличается от оптимального
решения. В результате унифицированный объект в процессе эксплуатации
будет выполнять свое назначение с худшими показателями. И чем больше
характеристики замещаемых объектов отличаются от характеристик унифи-
цированных объектов, тем больше будут потери от его эксплуатации.
Чтобы учесть эти потери, обозначим их через Сп и тогда
АС = (С„ + С,) - (Сиу + С)у + С„).
Однако сам процесс унификации связан с определенными затратами
(Су), которые тоже снижают величину эффекта от унификации объекта.
С учетом этого обстоятельства эффект (АС) от унификации одного
объекта можно представить зависимостью
ДС=(С„ + С,)-(Сиу + Сэу + С„) - Су. (1)
324
УНИФИКАЦИЯ В МАШИНОСТРОИТЕЛЬНОМ ПРОИЗВОДСТВЕ
Принимая во внимание эту зависимость, рассмотрим влияние по-
вторяемости, устойчивости и разнообразия объекта на эффективность
унификации.
Эффект от унификации объекта будет в том случае, если объект по-
вторяется и, чем чаще он повторяется, тем больше должен быть эффект.
Как видно из последнего уравнения, стоимость затрат на унифика-
цию вынесена за скобки, так как эти затраты не зависят от числа повто-
рений объекта.
Чтобы учесть повторяемость объекта, уравнение (1) должно иметь вид
АС = (С„ + С,) - (Сиу + С1у + С„) - Су/щ (2)
где п - число повторений.
При числе повторений равном 1 Си = Сиу, С, = Сэу тогда
АС = - С„ - Су
и будет иметь место отрицательный эффект.
С увеличением п будет уменьшаться величина Сиу, так как она явля-
ется функцией п, причем
СцУ — Си - Ьп,
где b - постоянный коэффициент.
Тогда
АС = (Си + С,)п - [(С„ - Ьп) + С,у + Сп]и - Су/п.
При больших значениях п величиной Су можно пренебречь.
Итак, чем выше повторяемость объекта, тем больше будет эффект
от унификации. Поэтому следует отдавать предпочтение унификации
объектов меньшей сложности.
На повторяемость объекта сказывается и его устойчивость во вре-
мени, т.е. длительность его существования. Чем устойчивее объект, тем
вероятнее его большая повторяемость.
Как следует из схемы на рис. 9.1 устойчивость объекта растет по
мере снижения его сложности. Это усиливает довод в пользу унифика-
ции объектов малой сложности.
Но чем проще объект, тем меньше его разнообразие и в пределе
можно придти к одному объекту, когда отпадает необходимость в уни-
фикации.
Как известно, потребность в унификации связана с наличием разно-
образия объектов, а оно тем больше, чем сложнее объект. Отсюда с рос-
том сложности объекта растет актуальность унификации. Однако при
этом падает уровень повторяемости объекта, что снижает целесообраз-
ность унификации.
УНИФИКАЦИЯ В МАШИНОСТРОИТЕЛЬНОМ ПРОИЗВОДСТВЕ
325
В связи с этим надо принимать во внимание абсолютную величину
эффективности от унификации, поскольку себестоимость одного слож-
ного объекта может превышать на несколько порядков себестоимость
простого объекта.
Тогда даже при малой повторяемости сложного объекта экономиче-
ский эффект может оказаться большим.
Приближенно зависимость эффективности унификации от уровня
сложности объекта и его повторяемости можно представить в виде гра-
фиков (рис. 9.2).
Из приведенного анализа следует, унификация должна начинаться с
обоснования выбора объекта, гарантирующего наибольший эффект.
Этому выбору могут помочь графики, приведенные на рис. 9.2.
Проблема унификации состоит еще и в том, что объект описывается не-
которым множеством характеристик, и, чем большее число характеристик
объекта охвачено унификацией, тем ближе он будет приближаться к замещае-
мым объектам, но при этом будет расти и число унифицированных объектов.
В связи с этим по мере роста сложности объекта растет доля час-
тичной унификации, когда объект подвергается унификации по одной
или нескольким характеристикам.
Наличие множества характеристик требует выделения из них наи-
более весомых и установления их подчиненности.
Рис. 9.2. Графики зависимости эффективности унификации от
уровня сложности объекта и степени его повторяемости
326
УНИФИКАЦИЯ В МАШИНОСТРОИТЕЛЬНОМ ПРОИЗВОДСТВЕ
Решение этой задачи наталкивается на трудности, связанные с отсутст-
вием между некоторыми характеристиками причинно-следственных связей.
У объектов высокой сложности, описываемых большим числом ха-
рактеристик, выбор характеристик, подлежащих унификации, и их по-
следовательности является важной и непростой задачей.
В этом случае требуется поиск характеристик, отличающихся высоким
уровнем обобщения. Например, в сложных конструкциях надо искать харак-
теристики, отражающие характерные особенности строения конструкции.
При определении характеристик, подлежащих унификации, надо
принимать во внимание преемственность. При переходе на выпуск
новых изделий у них всегда наблюдается определенная преемственность,
как в функциональном назначении, так и в их строении. К примеру, с
момента появления автомобиля и на сегодняшний день в автомобиле
сохранились колеса, шасси, рулевое управление. Поэтому задача состоит
в прогнозировании устойчивости на длительный период наиболее
важных характеристик изделия и их унификации.
Из изложенного следует, что при меньшем числе характеристик
объекта проще решается задача его унификации. Таким образом, и в этом
случае предпочтительнее унификация более простого объекта.
Подводя итог всему вышеизложенному, можно рекомендовать сле-
дующее. Учитывая изменения условий эксплуатации изделий, сравни-
тельно быструю их смену, обусловленную во многом конкурентными
соображениями, доминировать должен метод агрегатирования. При этом
метод агрегатирования должен рассматриваться в широком понимании,
когда не только изделие компонуется из агрегатов, а и каждый элемент
изделия компонуется из элементов предыдущего уровня сложности.
Унификация по горизонтали должна осуществляться слева направо,
т.е. унификации должен подвергаться объект звена "изделие", затем объ-
ект его уровня звена "технологический процесс" и т.д.
Здесь надо отметить, что уровень разнообразия объектов после-
дующих звеньев производственной цепочки может быть больше уровня
разнообразия объектов предыдущих звеньев.
Действительно, например, одному изделию соответствует несколько
технологических процессов. Это связано с тем, что при выпуске изделия
в разных объемах требуются разные технологические процессы.
В свою очередь один и тот же технологический процесс может быть
реализован с помощью нескольких технологических систем.
Начинать реализацию системного подхода в унификации надо с объек-
тов наименьшей сложности, с учетом изложенных выше рекомендаций.
Ниже излагается вопрос унификации объекта наименьшей сложно-
сти первого звена производственной цепочки.
Унификация объектов других звеньев этого уровня должна решать-
ся по мере их разработки.
УНИФИКАЦИЯ В МАШИНОСТРОИТЕЛЬНОМ ПРОИЗВОДСТВЕ
327
9.3. УНИФИКАЦИЯ МОДУЛЕЙ ПОВЕРХНОСТЕЙ
Унификация включает типизацию объектов, отбор характеристик,
подлежащих унификации, установление рационального размерного ряда
каждой характеристики.
Если рассмотреть варианты модулей поверхностей любого наиме-
нования из 26-ти приведенных в классификации (см. рис. 3.4), то нетруд-
но заметить, что они будут различаться конструктивным оформлением,
размерами, требованиями к качеству. Все эти различия определяются, с
одной стороны, различием в служебном назначении, а, с другой стороны,
необоснованным разнообразием, обусловленным тем, что проектировали
детали разные конструкторы, т.е. субъективным фактором.
Начинать унификацию МП надо с типизации их конструктивного
оформления.
Наиболее строгому обоснованию поддается типизация базирующих
модулей поверхностей (МПБ), так как конструкции строятся на
основных положениях теории базирования. Поэтому унификацию МП
будем рассматривать в первую очередь на примере МПБ.
Все 14 базирующих модулей поверхностей (см. рис. 3.4) решают одну
и ту же задачу - обеспечение требуемого положения детали, лишая ее соот-
ветствующего числа степеней свободы. В то же время они отличаются раз-
нообразием как в конструктивных решениях, так и в характеристиках. При
этом указанное разнообразие наблюдается не только между разными наиме-
нованиями МПБ, но и в пределах одного наименования.
В качестве примера рассмотрим исследование разнообразия норм точно-
сти базирующих модулей поверхностей Б11 и Б12, образованных сочетанием
плоских поверхностей, представляющих собой координатный угол [17].
Для анализа были выбраны детали узлов, близких по своему слу-
жебному назначению, - суппортной группы металлорежущих станков
моделей 1К282, 1283 станкозавода "Красный пролетарий".
Были отобраны 31 модуль Б11 и Б12, являющиеся комплектами ос-
новных баз деталей, т.е. предназначенные выполнять одно и то же слу-
жебное назначение.
Поскольку поверхности модуля Б11 или Б12 образуют прямоуголь-
ную систему координат, то распределение опорных точек будет соответ-
ствовать одной схеме базирования и должно соответствовать схеме 3-2-
1. Значит одна его поверхность выполняет роль установочной базы, дру-
гая - направляющей базы и третья - опорной базы. Учитывая требования
к конструктивному оформлению этих базирующих поверхностей, соот-
ношение их площадей должно быть равным примерно 1 : 0,3 : 0,1.
Проведенный анализ соотношений площадей установочной и на-
правляющей баз у тридцати одного модуля Б11 и Б12 показал, что вместо
требуемого отношения равного 3,3 оно колеблется от 1 до 10,5.
328
УНИФИКАЦИЯ В МАШИНОСТРОИТЕЛЬНОМ ПРОИЗВОДСТВЕ
Анализ требований к точности этих модулей, проставленных на ра-
бочих чертежах деталей, показал следующее:
1. У 10-ти модулей отмечаются разные требования к шероховато-
сти установочной и направляющей базы; у остальных модулей требова-
ния к шероховатости этих поверхностей одинаковы.
2. Отмечается разнообразие величин допусков на отклонение гео-
метрической формы установочной базы.
3. Наблюдается большое разнообразие в требованиях к точности от-
носительного расположения поверхностей внутри модуля. Известно, что
для правильного выполнения комплектом баз своего служебного на-
значения необходимо обеспечить перпендикулярность опорной базы к
установочной и направляющей. Однако, анализ этих данных показал, что у
22-х модулей такие требования отсутствуют, хотя требования к точности
формы и шероховатости поверхностей у этих модулей достаточно высоки.
В ряде случаев требования к относительному расположению по-
верхностей внутри модуля задаются неправильно.
Надо так же отметить, что кроме разнообразия норм точности часто
наблюдается отсутствие требований к точности на некоторые параметры,
а также сравнительно большое количество ошибочных решений.
Таким образом, отсутствие типовых представителей модулей, у которых
грамотно выполнено их конструктивное оформление, правильно проставлены
размеры и назначены требования к точности и шероховатости поверхностей,
приводит не только к их большому разнообразию, но и к тому, что модули у
реальных деталей имеют множество ошибок. Поэтому типизация
конструкций модулей и унификация характеристик не только снизит
разнообразие модулей, но и одновременно повысит качество деталей.
Как следует из теории базирования, для лишения детали шести степеней
свободы базирующий модуль должен содержать три базы; для лишения пяти
или четырех степеней свободы - должен содержать две базы, для лишения
трех или двух степеней свободы - должен содержать две или одну базу и для
лишения одной степени свободы - должен содержать одну базу. Отсюда раз-
личие конструктивного оформления МПБ определяется числом лишаемых
степеней свободы, составом образующих его баз, геометрией поверхностей,
выступающих в роли баз, и относительным их расположением.
Базирующий модуль, лишающий деталь всех степеней свободы,
принято в технической литературе называть полным комплектом баз, а
во всех других случаях - неполным комплектом баз.
Как уже отмечалось, у любого МПБ, лишающего деталь шести сте-
пеней свободы, опорные точки должны располагаться на трех плоскостях
прямоугольной координатной системы по схеме 3-2-1.
В зависимости от образующих МПБ баз он реализует ту или иную
схему базирования, представляющую собой распределение опорных то-
чек по базам, где с помощью:
УНИФИКАЦИЯ В МАШИНОСТРОИТЕЛЬНОМ ПРОИЗВОДСТВЕ
329
• установочной (У) базы деталь лишается трех степеней свободы;
• направляющей (Н) базы - двух степеней свободы;
• двойной направляющей (ДН) базы - четырех степеней свободы;
• двойной опорной (ДО) базы - двух степеней свободы;
• опорной (О) базы - одной степени свободы.
Из пяти перечисленных баз для лишения детали шести степеней
свободы возможны следующие четыре варианта сочетаний баз с соответ-
ствующими схемами базирования:
У-Н-0 3-2-1;
У-ДО-О 3-2-1;
ДН-0-0 4-1-1;
ДН-ДО 4-2.
Пространственное расположение опорных точек этих схем базиро-
вания зависит от геометрии и относительного положения поверхностей
базирующего модуля.
На рис. 9.3 показаны сочетания баз, образующие каждый из четыр-
надцати МПБ. Из рис. 9.3 следует, что модули Б11 и Б12, Б221 и Б222,
Б321 и Б322 реализуют только одно сочетание баз, модули Б51 и Б52
могут реализовать любое сочетание баз из четырех возможных, а
остальные базирующие модули могут реализовать два сочетания баз.
Надо так же отметить, что МПБ, реализующий то или иное сочета-
ние баз, в зависимости от числа лишаемых степеней свободы будет
иметь разное конструктивное оформление.
Рассмотрим в качестве примера базирующий модуль МПБЗ 12, пред-
ставляющий собой сочетание двух плоских и одной наружной цилиндри-
ческой поверхностей.
Теоретически Б312 можно разделить на шесть вариантов по количе-
ству лишаемых с его помощью степеней свободы (рис. 9.4). Каждый ва-
риант Б312 может быть представлен разным сочетанием баз (как это
видно на рис. 9.4) из двух возможных. Варианты сочетания баз и опреде-
ляют типы конструктивного оформления БЗ 12.
Как следует из рис. 9.4, все конструктивное разнообразие Б312 мо-
жет быть распределено по 11 вариантам сочетаний баз, расположенных
на нижнем ряду. Они в свою очередь укладываются в три варианта по
количеству содержащихся в модуле баз: три базы, две базы и одна база.
Надо подчеркнуть, что все варианты, относящиеся к неполному комплекту
баз (содержащему менее трех баз), являются частными случаями одного из двух
вариантов полного комплекта баз. Отсюда все конструктивное разнообразие
БЗ 12 может быть сведено к двум типам, из которых путем исключения той или
иной поверхности может быть получен любой частный случай.
330
УНИФИКАЦИЯ В МАШИНОСТРОИТЕЛЬНОМ ПРОИЗВОДСТВЕ
У-Н-О —1Б11
У-Н-О |Б12
У-ДО-О
Ь2П
ДН-О-О
У-ДО-О
ДН-О-О IZ |
ДН-О-О |Б221
ДН-О-О Б222
У-ДО-О
ДН-О-О DO i I ]
У-ДО-О • ~^=B312
ДН-О-О
У-ДО-О |Б321
У-ДО-О IБ322
ДН-О-О |Б41
ДН-О-О Б42
У-Н-О
У-ДО-О
Б51
ДН-О-О
ДН-ДО
У-Н-О
У-ДО-О Б52
ДН-О-О X
ДН-ДО X X
Рис. 9.3. Сочетания баз, образуемых разновидностями базирующих модулей
поверхностей
Число лишаемых
степеней свободы
УНИФИКАЦИЯ В МАШИНОСТРОИТЕЛЬНОМ ПРОИЗВОДСТВЕ
Базы
Рис. 9.4. Сочетания баз, образующих разновидности модуля Б312
332 УНИФИКАЦИЯ В МАШИНОСТРОИТЕЛЬНОМ ПРОИЗВОДСТВЕ
Наличие двух типов БЗ 12 полного комплекта баз, представляющего
собой сочетание двух плоскостей с наружной цилиндрической поверхно-
стью, объясняется разными схемами базирования, отражающими различ-
ное расположение опорных точек по базирующим поверхностям:
у типа 1 Б312 - по схеме 3-2-1 (рис. 9.5, а);
у типа 2 Б312 -по схеме 4-1-1 (рис. 9.5, б),
что предопределяет разную величину соотношения Ud\
у Б312 (1) - 0,5, у Б312 (2) - 6W> 2,5.
Различие конструктивных форм Б312, встречающееся на практике
получается не только из-за разного соотношения f.ld, но и из-за разного
оформления опорной базы, ее расположения и из-за неполного
комплекта баз.
Конструктивно опорная база оформляется в виде боковой поверхно-
сти шпонки или плоскости (рис. 9.6, а), или лыски (рис. 9.6, б) на цилин-
дрической поверхности, или отверстия под штифт (рис. 9.6, в, г). Она
может быть расположена на торцовой поверхности модуля (рис. 9.6, а).
Такой вариант можно встретить при базировании оправки режущего ин-
струмента в шпинделе станка.
Из практики известно, что наиболее часто шестой степени свободы
деталь лишается с помощью шпонки. Поэтому модуль Б312 в подавляю-
щем большинстве случаев является неполным комплектом баз (рис. 9.7),
так как исполнение вала со шпонкой как единое целое встречается очень
редко. И там, где шпонка является самостоятельным элементом, модуль
Б312 становится полным комплектом баз только после установки шпонки.
Рис. 9.5. Типы модуля Б312 с разными схемами базирования:
а-3-2-1; б-4-1-1
УНИФИКАЦИЯ В МАШИНОСТРОИТЕЛЬНОМ ПРОИЗВОДСТВЕ
333
Рис. 9.6. Конструкции модуля Б312 с разным оформлением и
расположением опорной базы
334
УНИФИКАЦИЯ В МАШИНОСТРОИТЕЛЬНОМ ПРОИЗВОДСТВЕ
Рис. 9.7. Конструкции модуля Б312 в зависимости от
числа лишаемых степеней свободы:
а,б- пять степеней свободы; в - четыре степени свободы;
г, е - три степени свободы; д - одна степень свободы
Аналогичная картина имеет место и с базирующим модулем Б322, пред-
ставляющим собой сочетание плоскости и двух наружных цилиндриче-
ских поверхностей. Он получается полным комплектом баз только после
установки обоих "пальцев" в отверстия плоскости.
Часто причиной разнообразия конструктивного оформления модуля
Б312 является необходимость оставления детали одной или нескольких степе-
ней свободы, а также такое конструктивное решение изделия, когда комплект
баз образуется поверхностями разных деталей. Последним и объясняется по-
явление у детали неполных комплектов баз БЗ 12, состоящих из одной базы,
например, такие базы как двойная опорная или опорная база. Действительно,
трудно представить на практике лишение детали только двух или одной сте-
пени свободы, так как деталь в таких условиях не имеет устойчивого положе-
ния. Такое оформление модуля БЗ 12, как правило, возможно только при усло-
вии образования комплекта баз поверхностями разных деталей (см. рис. 3.8).
На рис. 9.7 представлены и другие варианты конструктивного
оформления модуля Б312 как неполного комплекта баз, сравнительно
часто встречающиеся на практике.
Если рассматривать конструктивно-геометрическое оформление ба-
зирующих модулей как неполных комплектов баз, то можно отметить
важную особенность. Для случаев, когда деталь лишается менее шести
степеней свободы, начинает исчезать разница в разновидностях конст-
УНИФИКАЦИЯ В МАШИНОСТРОИТЕЛЬНОМ ПРОИЗВОДСТВЕ 335
руктивного оформления базирующих модулей разного наименования. И
чем меньшего числа степеней свободы лишается деталь, тем меньше бу-
дет эта разница. Действительно, если деталь лишена одной степени сво-
боды, то базирующий модуль должен содержать одну опорную базу, на-
пример, в виде небольшого участка плоскости. Эта поверхность может
принадлежать любому наименованию базирующего модуля.
Таким образом, основное различие в конструктивно-геометри-
ческом оформлении каждого из 14-ти наименований базирующих моду-
лей поверхностей будет при лишении детали шесть степеней свободы.
Конструктивно каждый базирующий модуль, как следует из изложенно-
го, может содержать, в зависимости от числа лишаемых степеней свобо-
ды, три, две или одну поверхность, выступающих в качестве баз.
Что касается рабочих и связующих модулей поверхностей, то требуются
специальные исследования, посвященные анализу их служебного назначения.
После проведения такого исследования можно будет построить типовые пред-
ставители по каждому наименованию этих двух классов модулей поверхно-
стей.
Анализ МП различных наименований, принадлежащих реальным
деталям, показывает, что МП одного наименования имеет разнообразие
конструктивного оформления, размерных связей, требований к точности,
шероховатости.
Итак, унификация МП любого наименования должна включать ти-
пизацию их конструктивного оформления, построение классификации
каждого типа и унификацию его характеристик.
Рассмотрим в качестве примера унификацию модуля БЗ 11. Напом-
ним, что унификация - это рациональное сокращение числа объектов
одинакового функционального назначения.
Модуль Б311 предназначен для осуществления базирования деталей
по двум сочетаниям баз: У-ДО-О или ДН-О-О, что находит отражение в
его конструктивном решении, как это показано на рис. 9.8.
Главным различием в их конструкции будет значение отношения
длины к диаметру (Vd).
Как показывает практика, для реализации сочетания баз У-ДО-О
модуль Б311 должен иметь значение f.ld < 0,5, а для реализации сочета-
ния баз ДН-0-0 - должен иметь значение fJd > 2,5.
Отсюда все разнообразие конструктивного оформления модуля
БЗ 11 можно свести к двум типам (рис. 9.9).
В свою очередь каждый из типов БЗ 11 делится по конструктивному
оформлению на подтипы, эскизы которых показаны на рис. 9.9.
После того как установлены типы и подтипы конструктивного
оформления модуля, надо переходить к унификации их параметров. С
этой целью должна быть построена классификация каждого подтипа,
после чего проведена унификация значений параметра.
336
УНИФИКАЦИЯ В МАШИНОСТРОИТЕЛЬНОМ ПРОИЗВОДСТВЕ
Рис. 9.8. Типы модуля Б311 с разными схемами базирования:
а - 3-2-1; б-4-1-1
Б)
У///Л\Ш7М
Рис. 9.9. Эскизы разновидностей модуля Б311:
а - отношение длины к диаметру торца менее 0,5; б - более 2,5
При построении классификации выявляются основные параметры
модуля, и определяется их последовательность.
Для этого сначала выявляется главный параметр модуля, являю-
щийся важнейшим из основных параметров.
УНИФИКАЦИЯ В МАШИНОСТРОИТЕЛЬНОМ ПРОИЗВОДСТВЕ
337
Основные характеристики, определяющие функциональное назначе-
ние модуля Б311, можно свести к трем группам: размерные, точностные и
показатели качества поверхностей. Каждая из перечисленных групп
содержит ряд показателей, например, в размерной группе три основных
размера - d, f, D; в группе точностных характеристик - точность размеров,
относительного положения поверхностей, геометрической формы; в группе
характеристик качества поверхности - шероховатость, описываемая целой
системой показателей таких, как Ra, Rz, шаг между неровностями и др.
Анализ характеристик перечисленных групп, описывающих модуль,
показывает их достаточно большое количество и наличие между ними
неоднозначных связей.
Последнее приводит к большим трудностям в построении класси-
фикации модуля.
Поэтому задача заключается не только в отборе важнейших харак-
теристик по влиянию на служебное назначение модуля, но и наличию
между ними однозначных связей.
Рассмотрим наличие связей между группами характеристик и харак-
теристиками внутри групп.
Наличие связей между тремя группами характеристик на качествен-
ном уровне заключается в том, что значение нормы точности на размер
зависит от величины размера, а значение шероховатости поверхности
зависит от уровня точности. Наличие таких связей позволяет предложить
следующую последовательность параметров: размеры - требования к
точности - требования к шероховатости.
Теперь задача заключается в выборе основных и главного парамет-
ров. Главным параметром из перечисленных для любого подтипа модуля
БЗ 11 является диаметральный размер d, выступающий в роли посадочно-
го размера при соединении деталей.
Если в состав отличительных признаков включить размеры d, D и I, то соче-
тание значений этих размеров у модуля БЗ 11 будет великое множество. Чтобы
избежать этого, следует в качестве отличительных признаков ввести отношения fJd
и Did, что позволит, зная величину d, легко вычислить значения (. и D.
Как отмечалось выше, в зависимости от реализуемой схемы базирования,
модуль БЗ 11 должен иметь значения отношения Ш равным или меньше 0,5 и рав-
ным или больше 2,5, а значения (Jd между 0,5 - 2,5 являются ошибочными.
Что касается отношения Did, то оно хотя и имеет важное значение,
но выступает скорее в роли ограничения после отношения Hid. Например
при f/d < 0,5, чтобы торец с диаметром D выполнял роль установочной
базы, он должен быть примерно в три раза больше величины d. При этом
следует указать на наличие такой закономерности, как рост отношения
Did с увеличением (. На рис. 9.10 показаны два варианта первого типа
модуля БЗ 11, но с разными значениями L
338
УНИФИКАЦИЯ В МАШИНОСТРОИТЕЛЬНОМ ПРОИЗВОДСТВЕ
Рис. 9.10. Эскизы модуля Б311 с разной величиной I
Для второго типа модуля БЗ 11, когда (,/d > 2,5, торец выполняет
роль опорной базы и потому его диаметр должен быть больше d лишь
настолько, чтобы конструктивно выполнять роль опоры. При этом с уве-
личением I значение Did должно незначительно увеличиваться.
Из изложенного следует, что отношение Did носит рекомендатель-
ный характер и не должно входить в состав отличительных признаков
классификации.
Теперь обратимся к группе показателей точности, которые делятся
на показатели точности размеров, геометрической формы и относитель-
ного положения поверхностей модуля.
Как известно, между ними существуют определенные связи, изуче-
ние которых является самостоятельной темой научных исследований.
Наша задача заключается лишь в том, чтобы обозначить наличие
этих связей и в первом приближении показать участие показателей точ-
ности в построении классификации модуля.
Наличие связей между показателями точности на размер и относи-
тельное положение поверхностей надо искать во взаимосвязях размер-
ных цепей и цепей относительных поворотов поверхностей деталей в
машине.
В методическом отношении наиболее четко они изложены при опи-
сании пространственных размерных связей [7].
Если провести размерный анализ конструкции машины, то заданное
положение двух деталей описывается двумя видами цепей: размерной и
относительных поворотов поверхностей.
УНИФИКАЦИЯ В МАШИНОСТРОИТЕЛЬНОМ ПРОИЗВОДСТВЕ
339
Поэтому величина допуска на относительное положение двух дета-
лей должна делиться на две части. Это и определяет связь между допус-
ками на размер и относительное положение поверхностей.
Поскольку деление величины допуска на две части является результа-
том решения конкретных задач, постольку оно не поддается регламентации.
Однако, в общем случае, как показывает практика, обе части допуска явля-
ются, как правило, величинами одного порядка. Поэтому в качестве отличи-
тельного признака достаточно принять только точность размера.
Что касается связей между допусками на отклонения размера и гео-
метрической формы, то допуск на геометрическую форму в большинстве
случаев составляет часть допуска на размер.
Таким образом и в этом случае достаточно ввести в качестве отли-
чительного признака только точность на размер.
Если рассматривать показатели точности на размеры (nd, то сложность
задачи заключается в том, что требования к точности I и d не связаны между
собой. В связи с этим примем во внимание следующее обстоятельство. Если
дифференцировать требования к точности размеров £ и d с помощью квалите-
тов, то окажегся, что для одного номера квалитета величина допуска на d бу-
дет расти (как следует из системы допусков и посадок) с увеличением его но-
минала. Для размера I эта закономерность отсутствует. Величина допуска на I
носит случайный характер и зависит от характеристик размерной цепи, в ко-
торую входит размер I в качестве одного из ее звеньев, т.е. от числа звеньев в
цепи, величины допуска на замыкающем звене. Эго делает невозможным
включение показателя точности I в классификацию.
В связи с изложенным введем в состав отличительных признаков
значения квалитета точности только на размер d.
Следующим отличительным признаком будет качество поверхности
- шероховатость, которая тоже описывается группой показателей. Если
принять каждый из них в качестве отличительного признака, то класси-
фикация очень усложняется. Поэтому в качестве показателя шероховато-
сти предлагается принять один из наиболее распространенных показате-
лей - среднеарифметическое отклонение (Ra).
Итак, из изложенного следует, что классификация каждого типа
МПБ312 должна строится в соответствии со следующей последователь-
ностью отличительных признаков:
Надо отметить, что при унификации базирующих модулей поверх-
ностей они в изделиях работают парами, образуя соответствующий МС,
например, если деталь имеет МПБ311, то он соединяется с другой дета-
лью, которая содержит МПБ312.
340
УНИФИКАЦИЯ В МАШИНОСТРОИТЕЛЬНОМ ПРОИЗВОДСТВЕ
Поэтому при построении классификации какого-либо наименования
МПБ она должна распространяться и на ответный ему МПБ. В нашем
случае предлагаемая классификация модуля Б311 должна быть справед-
лива и для модуля БЗ12.
После построения классификации необходимо осуществить унифи-
кацию параметров путем построения параметрических рядов.
Параметрический ряд представляет собой числовую последователь-
ность отличительного признака, подчиняющуюся той или иной зависи-
мости, например, геометрической прогрессии. Подчиненность значений
отличительного признака параметрическому ряду требует выбирать мо-
дуль не с любым значением отличительного признака, получаемым в
результате расчета или принимаемым волевым способом, а лишь со
значением чисел параметрического ряда.
Выбор зависимости, по которой строится параметрический ряд, яв-
ляется очень важной и сложной проблемой и может рассматриваться как
самостоятельная задача научного исследования, имеющая большое прак-
тическое значение.
В общем случае при построении параметрических рядов распреде-
ление значений того или иного параметра рассматривается как рассеяние
случайной величины. При этом нужно принимать во внимание частоту
применения значений параметров.
Эта частота зависит от многих факторов, в связи с чем целесообраз-
но ввести три уровня унификации значений параметра: общемашино-
строительный, отраслевой и заводской.
Поскольку МП является общим для деталей любого машинострои-
тельного изделия, постольку построение ряда одного и того же пара-
метра должно осуществляться для каждого уровня.
Теоретически желательно при построении параметрических рядов
идти по пути от общего к частному.
Сначала надо построить параметрический ряд на общемашинострои-
тельном уровне, затем с учетом специфики строить параметрические ряды
для отраслей из значений ряда общемашиностроительного уровня, а из зна-
чений ряда отраслевого уровня строить параметрические ряды для предпри-
ятий, специализированных под выпуск определенной продукции.
В тех случаях, когда нет информации о каких-либо закономерностях
частоты появления значений параметра, видимо, следует принять закон
рассеяния равной вероятности.
В нашем случае, при построении параметрических рядов модуля
В311 имеют место определенные зависимости между его параметрами,
которыми следует воспользоваться.
Во-первых, имеет место зависимость между уровнем точности (квалите-
том) и уровнем шероховатости. Как правило, с повышением требований к
точности размера и формы, величина шероховатости должна уменьшаться.
СПЕЦИАЛИЗАЦИЯ В МАШИНОСТРОИТЕЛЬНОМ ПРОИЗВОДСТВЕ
341
Во-вторых, если уже существуют ряды, определенные стандартом, на-
пример, величины d, то их тоже необходимо принимать во внимание.
Если статистические данные отсутствуют то, как уже отмечалось
выше, следует воспользоваться законом рассеяния равной вероятности. В
связи с этим предлагается для модуля БЗ 11 первого типа предложить ряд
f./d с шагом в одну десятую единицы, а именно:
0,5; 0,4; 0,3; 0,2; 0,1;
для модуля Б311 второго типа ряд с шагом в 0,5 единицы:
2,5; 3; 3,5; 4; 4,5; 5; 5,5; и т.д.
Что касается такого параметра, как уровень точности размера d, то
можно предложить ряд с шагом в один квалитет, а ряд уровня шерохова-
тости согласовать с уровнем требований к точности.
10. СПЕЦИАЛИЗАЦИЯ В МАШИНОСТРОИТЕЛЬНОМ
ПРОИЗВОДСТВЕ
Специализация - это форма организации общественного производст-
ва, являющаяся мощным средством повышения его эффективности.
Машиностроение представляет собой отрасль очень сложную для
специализации в связи с изготовлением огромной номенклатуры изделий
с помощью разнообразных технологических процессов и оборудования.
Происходящие в промышленности структурные преобразования измени-
ли соотношение между типами производства: существенно уменьшилась
доля массового и крупносерийного производств, доминировать стало
многоиоменклатурное разносерийное производство. Возникшие в стране
рыночные отношения привели к большой непредсказуемости производ-
ственной программы, которая может подвергаться существенным кор-
ректировкам в течение года.
Все это требует анализа эффективности сложившихся методов спе-
циализации производства и их соответствия современным условиям.
В связи с изложенным, сначала остановимся на сущности специали-
зации, ее разновидностях.
Специализация (С) - это форма общественного разделения труда и
его рациональная организация, основанная на расчленении производст-
венного процесса и специализации орудий труда [20]. В данной работе
рассматривается технологическое разделение труда, основанное на рас-
членении производственного процесса по фазам, стадиям, операциям.
Разновидности С производственного процесса можно свести к двум
видам: предметной специализации (Сп) и технологической специализа-
ции (Сг). В работе [20] отмечается, что Сп - это изготовление однородных
342
СПЕЦИАЛИЗАЦИЯ В МАШИНОСТРОИТЕЛЬНОМ ПРОИЗВОДСТВЕ
предметов труда с помощью разнородных технологий, а Ст - изготовле-
ние разнородных предметов труда с помощью однородной технологии.
Задача С заключается в достижении однородности труда (в пределе
- одинакового труда), и чем она выше, тем выше эффективность произ-
водства. Однородность труда является понятием относительным. К при-
меру, в машиностроительном производстве труд в заготовительном, об-
рабатывающем и сборочном переделах разнороден, по по сравнению с
трудом в горнодобывающей отрасли их труд можно считать в опреде-
ленной степени однородным. Однородность труда при С„ и Ст достигает-
ся по-разному, но в обоих случаях предпосылкой однородности труда
является схожесть процессов.
При С„ первичным является предмет труда, а вторичным -
технологическая среда, под которой понимается совокупность техноло-
гических процессов и средств. Это означает, что под предмет труда соз-
дается необходимая технологическая среда, включающая самые разнооб-
разные, но необходимые методы, процессы изготовления и средства их
обеспечения. Эта технологическая среда представляет собой одну или
набор линий рабочих мест поточного типа.
К недостаткам Сп относится то, что с изменением предмета труда
технологическая среда заменяется на новую. Примером производства,
специализированного по предметному признаку, является производство
массового выпуска одного изделия, например, автомобиля. В таком про-
изводстве многократно повторяется один и тот же производственный
процесс, состоящий из большого числа разных технологических процес-
сов. Все технологические процессы а, следовательно, и их операции тоже
многократно повторяются. Поэтому труд на каждой операции будет по-
вторяться, но отличаться от операции к операции.
Другим недостатком Сп является разнородность технологической
среды, которая включает широкий спектр технологических процессов,
методов изготовления, технологического оборудования и оснастки.
В то же время анализ технологических процессов разных изделий
показывает, что их можно объединять в группы по общности методов
изготовления.
Такое объединение технологических процессов в группы, когда созда-
ется однородная технологическая среда для изготовления разных предметов
труда, называется технологической специализацией. В общем случае техно-
логическая среда создается под заранее заданный набор параметров предме-
тов труда, в результате чего может изготовляться широкий круг предметов
труда, вписывающихся своими характеристиками в эти параметры.
Таким образом, при С, первичным является технологическая среда, а
вторичным - предмет труда. В отличие от С„, когда при смене предметов
труда меняется технологическая среда, при С, технологическая среда оста-
ется постоянной и представляет собой технологическое поле рабочих мест.
СПЕЦИАЛИЗАЦИЯ В МАШИНОСТРОИТЕЛЬНОМ ПРОИЗВОДСТВЕ
343
Теоретически каждое рабочее место в таком поле должно быть спе-
циализировано под однородную технологию (определенные операции) и
тогда разные предметы труда будут двигаться от одного рабочего места к
другому в соответствии со своими технологическими маршрутами, но
при этом на каждом рабочем месте будут повторяться одни и те же соот-
ветствующие операции, но над разными предметами труда.
Примером производства, специализированного по технологическо-
му признаку, может служить, например, литейный завод (цех).
На практике, особенно в современных условиях, на одном предпри-
ятии приходится изготовлять сравнительно широкую номенклатуру из-
делий в разных количествах. Это приводит к тому, что на предприятии
присутствуют оба вида специализации. В связи с этим при специализа-
ции производства для получения наибольшего эффекта возникает задача
выбора вида С.
Критерием выбора вида С является уровень экономической эффек-
тивности. Экономическая эффективность от С - это, прежде всего, увели-
чение объема выпуска продукции при одновременном повышении ее
качества, ритмичности работы и в итоге производительности труда. Наи-
больший эффект от С„ получается тогда, когда на рабочих местах труд
становится одинаковым. К этому стремятся при реализации обоих видов
С. Однако имеет место и различие, например, при С„ более полно ис-
пользуются производственные мощности и основные фонды, а при Ст -
сокращаются сроки и издержки освоения производства новых изделий.
Это уже в определенной степени предопределяет область применения
видов С.
Разделение процесса и применение специальных технологических
средств является необходимым условием однородности труда, но недос-
таточным для получения высокой эффективности производства.
Эффективность производства от С будет только в случае повторяе-
мости процесса, и чем выше повторяемость, тем выше эффективность.
Отсюда необходимым и достаточным условием высокой эффективности
С является разделение процесса с применением специальных технологи-
ческих средств и его повторяемость
Рассмотрим производство как многоуровневую структуру, где со-
держание уровней зависит от вида С. Если при С„ рассматриваются
уровни изготовляемого изделия, то при Ст - уровни процесса, как это
следует из табл. 10.1, при этом каждому уровню соответствует опреде-
ленная технологическая среда.
С понижением уровня предмета труда от изделия к набору поверх-
ностей и от производственного процесса к операции снижается разно-
родность технологии, а, следовательно, растет однородность труда.
344
СПЕЦИАЛИЗАЦИЯ В МАШИНОСТРОИТЕЛЬНОМ ПРОИЗВОДСТВЕ
10.1. Уровни предметной и технологической специализации
Уровень с„ ст
1 Изделие Производственный процесс
2 Сборочная единица Передел
3 Деталь Технологический процесс
4 Набор поверхностей Операция
Повторяемость процесса может осуществляться па всех уровнях,
как предмета труда, так и процесса. На практике полная повторяемость
процесса присутствует в производствах, специализированных по пред-
метному признаку. Что касается Ст, то в отличие от Сп, повторяемость
технологических процессов, как правило, невысокая, а наиболее высокая
повторяемость процесса возможна только на уровне операции. Действи-
тельно, поскольку при Ст изготовляются разные предметы труда, по-
стольку у них будут и разные производственные и технологические про-
цессы. Отсюда полное совпадение операций возможно, но явление это
редкое. В связи с этим и возникла необходимость в таких понятиях как
однородная технология, однородный труд.
Как следует из изложенного, стремиться надо к Сп, так как при ней вы-
сока возможность достижения одинакового труда на каждом рабочем месте.
Однако, когда расширяется номенклатура предметов труда, снижается их
повторяемость (серийность) становится целесообразным переход на Сг.
Технологическая специализация нашла свое место в единичном и
мелкосерийном производствах. В качестве примера можно привести спе-
циализацию цехов на литейные, механической обработки, сборки. Да и
сами заводы специализировались под заготовительное производство,
например, литейные заводы, заводы под механическую обработку дета-
лей, сборочные заводы. Однако такие производства, как правило, отли-
чаются низкой эффективностью по сравнению с массовым производст-
вом, специализированным по предметному признаку. Например, себе-
стоимость изготовления деталей малыми сериями в 2 - 3 раза и более
выше себестоимости изготовления деталей в массовом производстве. В
связи с этим необходимо понять причины такой низкой эффективности
СПЕЦИАЛИЗАЦИЯ В МАШИНОСТРОИТЕЛЬНОМ ПРОИЗВОДСТВЕ
345
технологической специализации производства и начинать надо с анализа
соответствия технологической среды требованиям Ст.
Технологическая среда традиционного единичного и мелкосерийно-
го производства деталей на станках представляет собой набор широко-
универсального оборудования, расстанавливаемого группами по одно-
типности станков (участок токарных станков, участок фрезерных станков
и т.д.). Изготовление деталей организуется таким образом, чтобы деталь
изготовлялась -на минимальном количестве станков с перемещением по
мере надобности от одного участка станков к другому участку.
Таким образом, для изготовления широкой номенклатуры деталей
технологическая среда содержит широкоуниверсальное оборудование и
оснастку, а деление процесса достигается за счет групповой расстановки
станков. В последнее время стали применять обрабатывающие центры,
реализующие методы обработки станков разных групп. С их помощью
удается изготовлять полностью деталь на одном - двух станках.
Внешне создается впечатление наличия специализации производст-
венного процесса. Однако по существу она отсутствует, так как изготов-
ление каждой новой детали осуществляется на широкоуниверсальном
оборудовании и при обработке заготовки на каждом станке стараются
обработать как можно больше поверхностей в пределах возможностей
станка. В итоге вместо дифференциации технологических процессов на
операции наблюдается сокращение числа операций и концентрация пе-
реходов в одной операции, что снижает однородность труда. Таким обра-
зом, фактически не выполняется ни одно из условий специализации -
разделение процесса и специализация оборудования. Это приводит в
первую очередь к низкой повторяемости, как технологических процес-
сов, так и операций, а отсюда и к низкой эффективности производства.
Действительно, поскольку размеры партий деталей невелики, а конст-
рукции деталей разные, то при индивидуальных технологических про-
цессах повторяемость операций будет ничтожно мала.
Кроме того, применение широкоуниверсального оборудования ведет
к снижению технологической производительности, так как обработка по-
верхностей заготовки осуществляется последовательно с одного шпинделя.
В то же время такое оборудование отличается высокой стоимостью и не-
востребованностью в конкретных производственных условиях значитель-
ной части своих технологических и технических возможностей.
Все перечисленное и привело к низкой эффективности производств,
специализированных по технологическому признаку.
Если сопоставить частоту применения Сп и Ст по предприятиям, то
окажется, что чаще применяется С,. Это объясняется тем, что доля продук-
ции предприятий массового и крупносерийного производств (именно они
специализированы по предметному признаку) составляет около 20 %.
346 СПЕЦИАЛИЗАЦИЯ В МАШИНОСТРОИТЕЛЬНОМ ПРОИЗВОДСТВЕ
Остальная продукция выпускается предприятиями, ориентированны-
ми на технологическую специализацию. Отсюда очевидна актуальность
совершенствования методов технологической специализации, что позволит
существенно поднять эффективность машиностроительного комплекса.
С другой стороны, актуальность Ст возрастает в связи с резким со-
кращением сроков жизненного цикла изделий.
Если в первой половине XX века одно и тоже изделие могло выпус-
каться десятилетиями, например, автомобиль "Победа" или станок 1А62,
то сегодня в самых современных отраслях промышленности, например,
электронной, жизненный цикл изделий составляет всего несколько меся-
цев. Таким образом, в современных условиях в короткие промежутки
времени возможны существенные изменения производственной про-
граммы, как по номенклатуре выпускаемых изделий, так и по объемам
их выпуска. Отсюда возникает необходимость в гибкости самой С, т.е. в
своевременном изменении вида С в соответствии с изменяющимися ус-
ловиями. Постоянство того или иного вида С в современных условиях
может привести даже к отрицательному эффекту. Подтверждением этого
может служить пример, когда на поточных линиях массового производ-
ства пытаются изготовлять разные, хотя и конструктивно близкие изде-
лия небольшими сериями. Действительно, поскольку производство было
специализировано по предметному признаку на выпуск одного изделия в
массовом количестве, то переход на выпуск другого, даже близкого изде-
лия в той же технологической среде, приводит к большим потерям вре-
мени на переналадку технологических средств. И чем шире номенклату-
ра изделий, тем больше потери.
Таким образом, для достижения наивысшей эффективности произ-
водства, специализация должна быть гибкой. Для этого надо создать воз-
можности для быстрого перехода с одного вида С на другой вид. С этой
целью необходимо провести анализ того, как осуществляются оба вида С
на машиностроительных предприятиях.
Анализ специализации производства различных машиностроитель-
ных предприятий показал, что наиболее организованно на уровне изде-
лия осуществляется Сп. Это прежде всего выражается в отраслевом по-
стпоении машиностроения, когда были организованы такие отрасли как
авиастроение, станкостроение, автомобилестроение и т.п. В индустри-
альную эру это было оправдано, так как тогда машиностроительное про-
изводство отличалось значительной долей изготовления изделий массо-
вого спроса, узкой номенклатурой и было ориентировано на рынки
большой емкости. Такому производству характерна высокая повторяе-
мость производственного процесса, что и предопределило высокую эф-
фективность С„.
В наступившей затем информационной эре производство становится
в высшей степени гибким, немассовым, ориентированным на индивидуа-
СПЕЦИАЛИЗАЦИЯ В МАШИНОСТРОИТЕЛЬНОМ ПРОИЗВОДСТВЕ 347
лизированные запросы потребителей, на небольшие по емкости рынки. В
итоге стало доминировать многономенклатурное разносерийное произ-
водство. Иными словами, стала быстро расширяться номенклатура вы-
пускаемых изделий при падении их серийности, в результате чего резко
снизился уровень повторяемости производственного процесса в первую
очередь на уровне изделия, и увеличились затраты на переналадку тех-
нологических средств.
С другой стороны, частый переход на выпуск новых изделий при Сп
требует больших затрат, связанных с изменением технологической сре-
ды, т.е. на переоснащение каждый раз производства новыми технологи-
ческими средствами.
Таким образом, в новых условиях Си перестала во многих случаях
себя оправдывать. Выходом из этого положения является переход на
технологическую специализацию производства, которая в новых услови-
ях приобретает высокую актуальность. Ст позволяет снизить степень раз-
нообразия технологической среды и производственной структуры,
уменьшить разнообразие видов труда, их сочетаний. Это означает при-
менение однородной рабочей силы, упрощение обслуживания, снижение
трудоемкости переналадок оборудования, упрощение организации и
управления производством [21].
Аналогичные соображения изложены в работе [22], где отмечается,
что заводы, ориентированные на предметную специализацию, строились
по принципу самодостаточности с включением в их состав всех техноло-
гических переделов, т.е. создавались своего рода натуральные хозяйства.
Это привело к распыленности технологических ресурсов, а в совре-
менных условиях они в одних случаях оказываются избыточными, а в
других случаях (при переходе на выпуск других изделий) их оказывается
недостаточно.
Поскольку в современных условиях обновление выпускаемой про-
дукции начинает идти невиданными ранее темпами, то у таких предпри-
ятий с такой же скоростью должно обновляться и технологическое обо-
рудование.
Выходом из этого положения с наименьшими затратами является
реорганизация таких предприятий на базе доминирующей роди техноло-
гической специализации путем соответствующего преобразования
имеющегося совокупного технологического потенциала.
На смену постоянным организационным структурам промышлен-
ных предприятий должна придти переменная, гибкая организационная
структура на базе технологической специализации.
Однако, реализация Ct вызывает значительно большие трудности,
чем Сп из-за большого разнообразия технологических процессов и значи-
тельной непредсказуемости номенклатуры изготовляемых изделий.
348
СПЕЦИАЛИЗАЦИЯ В МАШИНОСТРОИТЕЛЬНОМ ПРОИЗВОДСТВЕ
Попытки переходить с одного вида специализации на другой нахо-
дят отражение в виде соответствующих организационных мероприятий.
Стремление к технологической специализации, к обеспечению од-
нородности технологии при выпуске широкой номенклатуры изделий
привело к делению производственного процесса на три передела -
заготовительный, обрабатывающий, сборочный, которые реализуются в
виде цехов или участков в зависимости от масштаба предприятия. Это
снижает разнородность технологий в пределах каждого передела.
Что касается каждого передела, то внутри их возможны и С„ и Ст. В
тех случаях, когда требуется выпускать какие-либо предметы труда в
больших количествах, осуществляется Сп, для чего организуются соот-
ветствующие технологические линии поточного типа. Для изготовления
остальных предметов труда применяют типовую и групповую техноло-
гии. По типовой технологии предметы труда объединяются в ipynnw по
признаку конструктивного подобия, что повышает однородность техно-
логических процессов, а по групповой технологии - по схожести техно-
логии изготовляемых отдельных поверхностей и их технологий, что по-
вышает однородность операций.
Применение этих технологий дает определенный локальный
эффект, но не решает проблемы в целом из-за огромного и постоянно
увеличивающегося разнообразия изделий и непостоянства производст-
венной программы
С увеличением серийности и уменьшением номенклатуры предме-
тов труда организуют так называемые предметно-замкнутые участки.
Деление на участки представляет собой Сп, а внутри участка реализуется
Ст на уровне типового технологического процесса.
Однако в современных условиях, когда производственная нрофамма
может претерпевать серьезные изменения, предметно-замкнутые участки
придется часто изменять, что связано с большими расходами, из-за необхо-
димости перестраивать производство. Поэтому необходимо найти универ-
сальное решение, при котором изменение производственной программы не
будет вызывать серьезных изменений в организации производства.
Итак, задача повышения эффективности С в современных условиях за-
ключается в пересмотре методов организации Ст, в направлении повышения
ее эффективности и обеспечении гибкости С, т.е. возможности быстрого
перехода с одного вида С на другой вид при минимальных издержках.
Решение первой задачи заключается, прежде всего, в достижении
высокой повторяемости процесса на каждом рабочем месте, а второй -
возможности перехода с одного вида С на другой вид с помощью одних
и тех же технологических средств.
Вышеприведенный анализ методов осуществления С в современном
машиностроительном производстве показал, что традиционная техноло-
гическая среда не позволяет решать эти задачи.
СПЕЦИАЛИЗАЦИЯ В МАШИНОСТРОИТЕЛЬНОМ ПРОИЗВОДСТВЕ
349
Проблема заключается в создании такой технологической среды,
которая одновременно была бы и универсальной и специальной, т.е. по-
зволяла бы осуществлять различные технологические процессы на спе-
циализированных рабочих местах. Такая технологическая среда позволит
изготовлять широкую номенклатуру изделий и обеспечивать высокую
эффективность их производства.
Разрешение противоречия между двумя противоположными требо-
ваниями к технологической среде осложняется тем, что, согласно объек-
тивному закону развития, разнообразие изделий и средств их технологи-
ческого обеспечения непрерывно растет.
Создание требуемой технологической среды становится возможным,
если при построении производственного процесса воспользоваться принци-
пами модульной технологии. Согласно этим принципам рабочие места при
изготовлении деталей специализируются под изготовление одного или не-
скольких модулей поверхностей (МП) деталей по заранее заданным моду-
лям технологического процесса (МТИ), а при сборке изделий рабочие места
специализируются под осуществление модулей соединений (МС) по задан-
ным модулям (МТС) сборочного процесса. В этом случае технологическая
среда должна представлять не любую, а только ту совокупность способов,
методов, технологических процессов, которая необходима для изготовления
всех МП, МС, а высокая однородность операций позволит применять спе-
циализированное технологическое оборудование и оснастку.
На примере производства деталей это будет выглядеть следующим
образом. В цехе устанавливаются станки, специализированные под изго-
товление одного или нескольких наименований МП таким образом, чтобы
была охвачена вся номенклатура МП, ограниченная 26-ю наименованиями.
Номенклатура станков будет еще меньше при условии, что на каждом
станке изготовляется по несколько наименований МП, близких по конст-
руктивному оформлению. Заготовка детали в процессе обработки будет
проходить только те станки, которые специализированы под изготовление
МП, составляющих данную деталь. Заготовка другой детали, если состав
ее МП отличается от первой, будет двигаться по другому маршруту.
Такая технологическая среда разрешает противоречие между необ-
ходимостью осуществления разнообразных технологических процессов
при постоянстве специализированных рабочих мест. Разнообразие тех-
нологических процессов обеспечивается индивидуальными маршрутами
движения предметов труда, а однородность технологии реализуется на
уровне рабочих мест за счет их специализации.
В итоге достигается расчленение технологического процесса на
операции, специализация оборудования, а ограниченная номенклатура
МП и МС гарантирует высокую повторяемость процесса на уровне рабо-
чего места. Все это позволит поднять эффективность Ст в условиях даже
единичного производства.
350
СПЕЦИАЛИЗАЦИЯ В МАШИНОСТРОИТЕЛЬНОМ ПРОИЗВОДСТВЕ
Технологическая среда построения по модульному принципу от-
крывав! путь к гибкой С.
Рассмотрим решение этой задачи в общей постановке. Пусть имеет-
ся многономенклатурнос разносерийное производство с объемом выпус-
ка по наименованиям изделий от 1 шт. до десятков тысяч штук. В таком
производстве должны иметь место оба вида С. И чем ниже уровень
предмета труда или процесса, тем вероятнее увеличение доли Сп.
Действительно, если на уровне изделия вероятность повторяемости
невысока, то с понижением уровня предмета труда его повторяемость
возрастает за счет наличия в одном изделии одинаковых сборочных еди-
ниц и деталей.
Технологическая среда такого производства будет представлять со-
бой поле рабочих мест, специализированных под изготовление заготови-
тельных модулей, МП и осуществление МС.
Главное достоинство этой технологической среды заключается в
том, что при переходе с одного вида С на другой вид, не требуется заме-
на технологического оборудования. Теоретически это выглядит следую-
щим образом. Если надо изготовить партию изделий, то предметы труда
будут последовательно проходить рабочие места в соответствии с мар-
шрутом технологического процесса.
Изготовление партии другого изделия с другим технологическим
процессом будет осуществляться по другому маршруту рабочих мест. Но
в обоих случаях реализуется поточный метод и имеет место С„.
В то же время на каждом из тех же рабочих мест при прохождении
разных предметов труда в любой последовательности осуществляется
однородная технология. Отсюда следует, что производство оказывается
одновременно специализированным по предметному и технологиче-
скому признакам, чем и обеспечивается гибкость С.
Иными словами, на рабочих местах возможно осуществление одно-
родных операций над разными предметами труда и одинаковые операции
над одинаковыми предметами труда.
При такой технологической среде не возникает проблемы перехода
с одного вида С на другой, это происходит автоматически. К примеру,
если изготовляется группа разных деталей по одной штуке, то будет реа-
лизовываться Ст в чистом виде. На каждом задействованном рабочем
месте будут изготовляться разные детали, но с однородными технологи-
ческими операциями.
Как только появится партия одинаковых деталей, так автоматически
реализуется С„, поскольку все они будут перемещаться от одного рабоче-
го места к другому по одному и тому же маршруту и на всех этих рабо-
чих местах операции будут повторяться.
Таким образом, при такой технологической среде не надо предпри-
нимать каких-либо действий для перехода от одного вида С к другому.
СПЕЦИАЛИЗАЦИЯ В МАШИНОСТРОИТЕЛЬНОМ ПРОИЗВОДСТВЕ
351
При осуществлении такой специализации возникает ряд задач, от
решения которых во многом зависит ее эффективность.
Во-первых, надо определить степень специализации рабочего места,
с которой связано общее число рабочих мест технологической среды и
эффективность технологических процессов.
Чем глубже специализация рабочего места, тем меньше число пере-
наладок, затраты времени на переналадки, но при этом растут число не-
обходимых рабочих мест, длина пути движения предмета труда и затра-
ты времени на транспортные операции.
Во-вторых, надо предусмотреть и определить степень дублирования
рабочих мест друг другом по осуществлению технологических операций.
Дело в том, что с ростом величины партии должна повышаться и степень
дифференциации их технологических процессов. Например, если партия
содержит десять деталей, то заготовки будут проходить через три рабо-
чих места. Если же партия содержит десять тысяч штук заготовок одной
детали, то целесообразно увеличить число рабочих мест в технологиче-
ском маршруте.
Определенность специализации рабочих мест позволяет методом
математического моделирования на ЭВМ сравнительно быстро переби-
рать большое число вариантов и находить оптимальные степени специа-
лизации рабочих мест и дифференциацию модульных технологических
процессов.
К сожалению, существующий уровень технологических процессов и
средств не позволяет на одних и тех же рабочих местах осуществлять и
получение заготовок, и их обработку. Поэтому, учитывая специфику тех-
нологий по получению заготовительных модулей, изготовлению МП и
осуществлению МС, в определенных условиях целесообразно разделить
общее поле рабочих мест на три поля в соответствии с заготовительным,
обрабатывающим и сборочным переделами.
В заключение изложенного можно сделать следующие выводы:
1. Практически на каждом предприятии одновременно реализу-
ются предметная и технологическая специализации.
2. В связи с падением удельного веса массового и крупносерийного
производств, расширения номенклатуры выпускаемых изделий особую ак-
туальность приобретает технологическая специализация производства
' 3. Эффективность технологической специализации в традицион-
ном производстве невысока из-за низкой дифференциации технологи-
ческих процессов и применения широкоуниверсальных технологиче-
ских средств.
4. Применение модульного принципа в машиностроительном про-
изводстве открывает путь к реализации гибкой специализации и повы-
шению эффективности технологической специализации.
352
КОНЦЕПЦИЯ ЗАВОДА XXI ВЕКА
11. КОНЦЕПЦИЯ ЗАВОДА XXI ВЕКА
В современных условиях обновление выпускаемой продукции, в том
числе и машиностроительной, начинает идти невиданными темпами при од-
новременном росте требований к их качеству, объемов выпуска изделий в
единицу времени. Эго ведет к тому, что доминирующим становится многоно-
менклатурное разносерийное производство. Именно на этот тип производства
и надо ориентироваться при разработке концепции завода будущего.
Прогнозируемое многономенклатурное разносерийное производство
объединяет в себе черты как единичного производства, характеризующего-
ся широкой номенклатурой изготовляемых изделий, так и массового, отли-
чающегося выпуском изделий в больших количествах.
Каждая из этих особенностей предъявляет соответствующие требова-
ния к технологии, оборудованию, оснастке, формам организации и ме-
тодам управления производством. Между этими требованиями имеются
противоречия. Например, изготовление широкой номенклатуры деталей
требует применения универсальных станков, а необходимость большого
выпуска изделий в единицу времени требует применения специальных
станков, отличающихся высокой производительностью. Возникает задача
совмещения этих двух требований в одном производстве. Для ее решения
производство должно отличаться одновременно высокой гибкостью и
высокой производительностью. В связи с этим у единичного производства
надо взять его высокую гибкость, а у массового производства - его высо-
кую производительность и совместить это в одном производстве.
В условия, когда с большой скоростью происходит смена выпускае-
мых изделий, завод XXI века нужно рассматривать не как застывшее во
времени организационно-техническое решение, а как живой организм,
который должен развиваться, совершенствоваться и приспосабливать-
ся к изменяющимся условиям.
Он должен развиваться в направлении повышения эффективности и
качества изготовления изменяющихся по номенклатуре и количеству
изделий, быть способным обновлять технологию и перестраивать техни-
ческие средства, формы организации и методы управления производст-
вом, практически не прерывая ход производственного процесса.
Чтобы приспосабливаться к изменяющимися условиям, такой завод
должен обладать не только гибкостью, но и мобильностью. Если гиб-
кость предполагает способность завода перестраиваться на изменение
выпускаемых изделий, как по номенклатуре, так и по количеству, то мо-
бильность предполагает делать это быстро и организовано.
Для достижения высокой гибкости и мобильности производства в
основу построения завода должен быть положен модульный принцип,
пронизывающий все переделы производства, все его подразделения, тех-
нологическую подготовку и организацию производства. Только в этом
КОНЦЕПЦИЯ ЗАВОДА XXI ВЕКА
353
случае можно эффективно осуществлять перестройку технологического
процесса, оборудования, планировку участков, цехов, структуру органи-
зации и управления производственным процессом.
Решение этой проблемы заключается в модульном построении изде-
лий, средств их технологического обеспечения, в реализации системной
унификации и создании элементной базы технологического обеспечения
на модульном уровне.
Магистральное применение модульного принципа должно базировать-
ся, во-первых, на наличии элементных баз на модульном уровне каждого
звена производственной цепочки: изделие - технологический процесс - тех-
нологическая система - организационная форма производственного процес-
са. При этом элементные базы должны быть открытыми для вывода мо-
рально устаревших решений и ввода новых прогрессивных решений. Во-
вторых, элементные базы должны быть органично связаны между собой.
На рис. 11.1 приведена иллюстрация сквозного применения модуль-
ного принципа при производстве деталей. Как следует из рис. 11.1, с по-
мощью элементной базы чертеж детали проектируется методом компо-
новки из МП, модульный технологический процесс компонуется из МТИ
и МТБ, а обрабатывающая технологическая система формируется мето-
дом компоновки из МО, МП, МПр, МКИ.
Обработка заготовок осуществляется на рабочих местах, специали-
зированных под изготовление определенных МП по заданным МТИ.
Структура организации производства по модульному принципу по-
казана на рис. 11.2.
В качестве информационного обеспечения должна быть база
данных технологического обеспечения на модульном уровне. С ее
помощью разрабатываются модульные технологические процессы
изготовления деталей и сборки изделий, проектируется ТС и каждый ее
функциональный технологический модуль.
С помощью модулей технологических средств, поступающих со
склада, осуществляется сборка ТС и их МФТ (технологического обору-
дования, приспособлений, инструментальных наладок и контрольно-
измерительных устройств).
Для осуществления производственного процесса организуется тех-
нологическое поле рабочих мест, специализированных под изготовление
групп МП (МС) по заранее известной технологии.
Предметы труда в процессе их изготовления или сборки проходят
через рабочие места в соответствии со своими маршрутными технологи-
ческими процессами.
Модульный принцип построения производства позволяет, с одной
стороны, легко разрешать возникающие "узкие" места производства, а, с
другой стороны, развивать и приспосабливать его к изменяющимся усло-
виям, не нарушая при этом производственный процесс.
Изготовление Проектирование средств
деталей технологического обеспечения
Рис. 11.1. Схема организации производства деталей по модульному принципу:
РМ, - 1-ое рабочее место
КОНЦЕПЦИЯ ЗАВОДА XXI ВЕКА
КО1ЩЕ11ЦИЯ ЗАВОДА XXI ВЕКА
355
Рис. 11.2. Структура организации машиностроительного производства по
модульному принципу
Склад модулей Программа выпуска изделий
технологических средств «-> в модульном представлении
356
КОНЦЕПЦИЯ ЗАВОДА XXI ВЕКА
Чтобы гибкость производства была экономически эффективной, она
должна достигаться комплексным путем, т.е. за счет придания гибкости
технологическому процессу, оборудованию, оснастке и организационной
форме производственного процесса.
• Уровень гибкости каждого звена производственной цепочки должен
определяться техническими возможностями, и также учитывать степень
их влияния на гибкость производства. При этом, в качестве критерия вы-
бора уровня гибкости всей производственной системы и каждого звена
производственной цепочки должен выступать экономический фактор.
При таком подходе к решению задачи создаваемые гибкие производства
будут экономически эффективными.
Гибкость технологического процесса предполагаег изменение в случае
необходимости последовательности и содержания операций технологического
процесса в определенных пределах. Это позволяет более полно загружать
оборудование, лучше организовывать производственный процесс.
Гибкость технологической системы. Традиционные обрабаты-
вающие технологические системы, как правило, выполняются в виде не-
разборных, стационарных машин, работающих до полного морального
или физического износа, после чего они списываются.
В нашем случае гибкость ТС должна заключаться в возможности ее
перекомпоновки, для чего она должна состоять из модулей и выполнять-
ся сборно-разборной и регулируемой.
В условиях многономенклагурного разносерийного производства, когда
достаточно широко изменясгся номенклатура изготовляемых деталей и величи-
ны партий, традиционные ТС в одних случаях находятся непрерывно в работе, в
дру1их случаях работают лишь незначительную часть времени за смену, при
далеко не полном использовании их технологических и технических возможно-
стей, а в некоторых случаях не участвуют в работе. Все это приводит к тому, что
завод вынужден держал, в наличии парк технологического оборудования
больше того, который требуется на тот или иной календарный промежуток вре-
мени. Это, в свою очередь, порождает увеличение производственных площадей,
расходов на приобретение и содержание оборудования, сдерживает применение
прогрессивных форм организации производственного процесса, что ведет к
увеличению себестоимости изготовления изделий.
Выполнение обрабатывающих ТС сборно-разборными позволяет их
перекомпоновывать по мере изменения номенклатуры изготовляемых
изделий, деталей и величины партий. При этом мало того, что формиру-
ется та ТС, которая нужна, но и создается она только с теми технологи-
ческими и техническими возможностями, которые нужны на данный ка-
лендарный промежуток времени. Таким образом, ТС получаются более
простыми и эффективными в процессе эксплуатации.
Гибкость технологической оснастки. В настоящее время до 75 %
применяемой в промышленности оснастки выполняется специальной
КОНЦЕПЦИЯ ЗАВОДА XXI ВЕКА
357
(необратимой), предназначенной для одной операции и в процессе экс-
плуатации не переналаживается.
В условиях изменяющейся номенклатуры изделий, деталей и их
партионности делает нерентабельным применение специальной и, как
правило, дорогой механизированной оснастки, которая занимает при
хранении много производственных площадей, даже в условиях хорошо
организованного складского хозяйства.
Кроме того, не всегда мощность инструментальных цехов заводов позво-
ляет изготовлять оснастку разового применения в нужных количествах и в
требуемые сроки. Иногда часть всей спроектированной оснастки не успевают
изготовить к требуемому сроку, и тогда обрабатывают дезали по разметке
универсальными способами, с низкой производительностью и недостаточной
точностью. Это приводит к увеличению брака и трудоемкости работ, недоис-
пользованию возможностей по повышению качества продукции.
Как правило, специальная оснастка не обладаег свойством преемственно-
сти (обратимости) и при изменении типа выпускаемой машины ее списывают в
лом, иной раз задолго до износа. Это приводит к увеличению объема слесарно-
подгоночных работ при сборке машин и к задержке сроков освоения новой тех-
ники. В единичном и мелкосерийном производствах находят широкое приме-
нение универсальная оснастка и универсальные сборно-разборные приспособ-
ления. Первые обладают избыточными возможностями, что снижает их эффек-
тивность, а вторые отличаются избыточным разнообразием элементов.
Негибкая оснастка в условиях быстрого развития техники уже не
соответствует современным требованиям.
Модульный принцип построения оснастки открывает путь к созданию
гибкой оснастки, которую можно быстро изменять и переналаживать по
мере необходимости. Это достигается за счет ее выполнения сборно-
разборной, регулируемой, состоящей из шраниченного набора модулей.
Гибкость организационной формы производственного процесса.
Для получения наивысшей эффективности производственного процесса
его организационная форма должна изменяться в зависимости от размера
партии изделий, их качественных характеристик. При этом надо стре-
миться к тому, чтобы любая организационная форма по возможности
реализовывала поточный вид производства, так как поточность обеспе-
чивает наивысшие технико-экономические показатели.
Применение гибких модульных технологических процессов, сбор-
но-разборного оборудования и оснастки позволяет осуществлять гибкую
форму организации производственного процесса.
В условиях многономенклатурного разносерийного производства,
когда изменяются размеры партий от нескольких штук до тысяч, изго-
товляются изделия и детали различной массы и конфигурации, форма
организации производственного процесса в идеале должна быть спо-
собна непрерывно трансформироваться.
358
КОНЦЕПЦИЯ ЗАВОДА XXI ВЕКА
Гибкость технологических процессов, оборудования и оснастки по-
зволяет менять организационную форму производственного процесса
путем изменения маршрутов движения предметов труда по рабочим мес-
там, изменения назначения и степени специализации рабочих мест за
счет быстрой перекомпоновки оборудования и оснастки.
Как уже отмечалось, завод должен отличаться не только гибкостью,
но и высокой мобильностью.
Достижению высокой мобильности производства препятствует
большой объем технологической подготовки производства, характерный
для многономенклатурного разносерийного производства.
Действительно, технологическая подготовка отличается высокой трудо-
емкостью, как в единичном, так и в массовом производстве. Например, как
показывают статистические данные, в среднем, при запуске нового изделия на
каждую зысячу новых деталей требуется разработать свыше 15 тыс. листов
различной технической документации и изготовить до 5 тыс. различных при-
способлений и инструментов. В единичном - большой объем трудоемкости
технологической подготовки обусловлен, с одной стороны, высокой частотой
смены изготовляемых изделий, а, с другой - широким применением станков с
ЧПУ, требующих больших затрат времени на разработку и отладку управ-
ляющих программ. В массовом производстве большой объем технологиче-
ской подготовки объясняется необходимостью тщательной проработки техно-
логии изготовления и широким применением специального оборудования и
оснастки, требующих больших затрат времени на их проектирование и изго-
товление. С ростом номенклатуры выпускаемых изделий растет сложность их
конструкций и уровень требований к качеству изготовления при сокращении
сроков подготовки выпуска. Все это приводит к опережающему росту объема
технологической подготовки производства.
Таким образом, в условиях многономенклатурного разносерийного
производства возрастает актуальность сокращения трудоемкости и сро-
ков технологической подготовки.
К другим препятствиям повышения мобильности производства от-
носится низкий уровень унификации средств технологического обеспе-
чения и несовершенство методов организации как технологической под-
готовки производства, так и производственного процесса.
Решение проблемы достижения высокой мобильности производства
должно базироваться на модульном построении средств технологическо-
го обеспечения, реализации системной унификации на модульном уровне,
совершенствовании методов организации производства и автоматизации
информационных, технологических и производственных процессов.
Системная унификация предполагает унификацию модулей эле-
ментных баз звеньев производственной цепочки, когда унифицирован-
ному модулю предыдущего звена соответствует унифицированный мо-
дуль последующего звена.
КОНЦЕПЦИЯ ЗАВОДА XXI ВЕКА
359
Завод XXI века должен отличаться непрерывной конструкторско-
технологической подготовкой производства, чему способствует магист-
ральное применение модульного принципа.
Для получения наибольшей эффективности завод должен работать
круглосуточно с минимальными перерывами, вызываемыми технической не-
обходимостью, и обеспечивать высокую интенсификацию производственного
процесса. Последнее должно достигаться не только за счет высоких режимов
непосредственно рабочих процессов, но и вспомогательных процессов, а так-
же высокой согласованнос ти рабочих и вспомогательных процессов.
В основе организации производственного процесса должен лежать
поточный метод в виде непрерывнопоточного многопредметного произ-
водства, в котором "перемешиваются" различные изделия.
Это достигается за счет организации производства методом "вы-
тягивания точно во время", когда отправной точкой является выпуск го-
ловного изделия в тот самый момент, когда в нем есть потребность.
В соответствии с этими принципами на сборку изделия поставлять
сборочные единицы надо только тогда, когда они нужны на сборке, а
детали - тогда, когда собираются сборочные единицы.
Иными словами, реализуется система планирования, организации и
управления производственного процесса, смысл которой заключается в
том, чтобы на участках, расположенных на последующих этапах произ-
водственного процесса, как бы "вытягивалась" в нужное время необхо-
димая продукция с предыдущих участков.
Такая организация производства становится возможной и эффек-
тивной при условии минимальных затрат времени на переналадку обору-
дования, переоснащения рабочих мест, т.е. при минимальных перерывах
производственного процесса.
Метод организации производства на принципе "вытягивание точно
вовремя" может быть широко внедрен только в условиях модульного
построения объектов всех звеньев производственной цепочки, обеспечи-
вающих высокую гибкость производства и снижающих перерывы в про-
изводственном процессе, связанных с большой затратой времени на пе-
реналадку и перестройку технологического оборудования.
Организация производства по принципу "вытягивание точно во время"
позволяет свести к минимуму заделы, складские запасы, уменьшить потреб-
ности в производственных площадях и повысить качество продукции.
Эффективность производства, качество выпускаемых изделий во многом
зависят от уровня его автоматизации. 11оэтому на заводе автоматизацией долж-
ны бьггь охвачены по возможности все функции как основного, так и вспомога-
тельного производства, при этом степень автоматизации должна быть экономи-
чески обоснованной. Этому способствует возможность создания элементной
базы машиностроительного производства из модулей технологических и орга-
низационных решений, отработанных и проверенных практикой.
360
ЗАКЛЮЧЕНИЕ
12. ЗАКЛЮЧЕНИЕ
Ведущиеся в России и за рубежом работы по совершенствованию
машиностроительного производства отличаются разрозненностью, от-
сутствием общей идеи, фрагментарностью и различием подходов, мето-
дов и средств в их решении.
Все это приводит к дублированию работ, распылению сил, отсутст-
вию концентрации усилий на главных направлениях, в ряде случаев не-
совместимости разработок.
В итоге развитие машиностроительного комплекса как единого це-
лого осуществляется во многом стихийно, нерационально,
неравномерно, когда одни проблемы решаются достаточно полно, другие
частично, а некоторые практически не решаются; с другой стороны,
многочисленные разработки не поддаются учету, что делает
машиностроение необозримым, а процесс его развития - неуправляемым.
Из изложенного следует, что сегодня главная задача заключается не
столько в поиске новых технологических и технических решений, сколь-
ко в разработке и осуществлении системного подхода в организации,
планировании и управлении развитием машиностроительного комплекса.
Решить эту проблему можно только с помощью новой идеи, способ-
ной обеспечить единый методический подход в разрешении перечислен-
ных задач.
Такой идеей является магистральное применение модульного прин-
ципа в построении машиностроительного производства, когда изделия и
средства их технологического обеспечения строятся из взаимосвязанных
модулей.
Предлагаемое модульное машиностроение является принципиально
новым направлением в развитии машиностроения. Оно позволит совер-
шить качественный скачок в повышении эффективности машинострои-
тельного комплекса за счет:
• организации производства по поточному методу независимо от
размера партий выпускаемых изделий;
• снижения разнообразия технологических средств и, как следствие,
увеличения серийности их выпуска;
• увеличения срока службы модулей технологических средств до их
физического или морального износа;
• создания единой элементной базы машиностроения и ее широкой
унификации;
• возможности повышения специализации предприятий по выпуску
технологического оборудования;
ЗАКЛЮЧЕНИЕ
361
• возможности сбалансированного выпуска средств технологиче-
ского обеспечения;
• построения высокоэффективных гибких и мобильных произ-
водств, способных в сжатые сроки с минимальными издержками перехо-
дить на выпуск новой продукции;
• возможности управлять развитием машиностроения, быстро при-
спосабливая его к изменяющимся потребностям общества.
Особенно такой подход актуален для отечественного машинострое-
ния, поскольку общие недостатки мирового машиностроения для отече-
ственного в настоящее время усугубляются проблемами, связанными с
его перестройкой, обусловленной переходом на рыночную экономику.
На подавляющем большинстве отечественных машиностроительных
предприятий за последние годы практически не обновлялся парк основ-
ного технологического оборудования и его физический и моральный из-
нос составляет 50 % и более. Одновременно произошла утеря кадрового
потенциала.
Начавшаяся реконструкция и перевооружение отечественного ма-
шиностроения требуют в первую очередь замены в кратчайшие сроки 60
- 70 % основного технологического оборудования.
На решение указанной проблемы традиционным путем из-за недос-
татка мощностей станкостроительных предприятий, квалифицированных
кадров и отсталого оборудования потребуется длительное время и боль-
шие финансовые ресурсы.
Отсюда следует, что проблема возрождения отечественного маши-
ностроения должна решаться нетрадиционным путем.
Современное отечественное машиностроение должно быть высоко-
рациональным, управляемым в своем развитии, единым для выпуска
гражданской и оборонной техники. Решение этой задачи возможно по-
средством построения модульного машиностроительного производства,
что позволит осуществить перевооружение машиностроительного ком-
плекса с минимальными расходами материальных, трудовых и финансо-
вых ресурсов, и в сжатые сроки вывести его на современный уровень.
362
СПИСОК ЛИТЕРАТУРЫ
СПИСОК ЛИТЕРАТУРЫ
1. Базров Б. М. Совершенствование машиностроительного производства на ос-
нове модульной технологии //Станки и инструмент. № 10. 1985. С. 22 - 25.
2. Васильев А. Л. Модульный принцип формирования техники. М.: Издательст-
во стандартов, 1989. 238с.
3. Балакшин Б. С. Теория и практика технологии машиностроения: В 2-х кн.
Кн. 2. Основы технологии машиностроения. М.: Машиностроение, 1982. 367 с.
4. Якушев А. И. Основы взаимозаменяемости и технические измерения. М.:
Машиностроение, 1968. 400 с.
5. Проектирование металлорежущих станков и станочных систем: Справочник-
учебник. В 3-х т. Т. I. Проектирование станков / А. С. Проников, О. И. Аверьянов, Ю.
С. Аполлонов и др.; Под общ. рсд. А. С. Проникова. М.: Изд-во МГТУ им. Баумана;
Машиностроение, 1994. 444 с.
6. Базров Б. М., Аванесов В. С., Каминский Я. А. Точность и эффективность
сборки буровых трехшарошечных долот. Серия ХМ-3. М.: ЦИНТИхимнефтемаш,
1981. 37 с.
7. Базров Б. М. Расчет точности машин на ЭВМ. М.: Машиностроение, 1984. 267 с.
8. Маталии А. А. Технология машиностроения: Л.: Машиностроение, 1985. 496 с.
9. Митрофанов С. П. Групповая технология машиностроительного производст-
ва. Л.: Машиностроение, 1983. Т. 1. 404 с. Т. 2. 376 с.
10. Васильев В. Н. Организация, управление н экономика гибкого интегрально-
го производства в машиностроении. М.: Машиностроение, 1986. 312 с.
11. Базров Б. М., Насиров Э. 3. Технологическое обоснование станков И Вест-
ник машиностроения. № 10. 1989. С. 19 - 24.
12. Врагов Ю. Д. Анализ компоновок металлорежущих станков (основы комно-
нетики). М: Машиностроение, 1978. 208 с.
13. Насиров Э. 3. Технологическое обоснование компоновок станков (на при-
мере а1регатных станков). Канд. Диссертация. М. 1999. 207 с.
14. Базров Б. М. Классификация станочных приспособлений И Станки и инст-
румент. 1989. №3. С. 26-31.
15. Альбом по проектированию приспособлений: Учебное пособие для студен-
тов машиностроительных вузов / Б. М. Базров, А. И. Сорокин, В. А. Губарь и др. М.:
Машиностроение, 1991. 121 с.
16. Советский энциклопедический словарь / Гл. рсд. А. М. Прохоров. С56. 3-е
изд. М.: Сов. энциклопедия, 1984. 1600 с.
17. Богуцкий М. Е. Назначение и контроль норм точности на изготовление
комплекта баз, образованного совокупностью плоских поверхностей. Канд, диссерта-
ция М. 1989. 26 с.
18. Словарь русского языка. Т. 1. М.: Русский язык, 1981. 698 с.
19. Бобкова А. И„ Теслюк Л. И. Новые методы управления производством за
рубежом. М.: Экспресс-информация, 1986. Вып. 1. ТС-3. "Автоматизированные сис-
темы управления". С. 9.
20. Поляков Д. И., Костин А. И. Специализация в машиностроении. М.: Ма-
шиностроение, 1975. 362 с.
21. Базров Б. М. Модульная технология - путь к высшей форме организации
машиностроительного производства И Справочник. Инженерный журнал. М.: Маши-
ностроение. № 8. 1998. С. 22 - 29.
22. Мухии А. В. Технологический подход к обоснованию новой концепции ор-
ганизации промышленного производства // По всей стране. № 11. 2000. С. 4 - 7.
ПРИЛОЖЕНИЕ
363
ПРИЛОЖЕНИЕ
ПРИМЕР МОДУЛЬНОГО ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
ИЗГОТОВЛЕНИЯ ДЕТАЛИ
Технологический процесс разрабатывался на изготовление детали
"Вал 17 оси" станка МК6046 под существующее на заводе технологиче-
ское оборудование. В соответствии с методикой разработки модульных
технологических процессов чертеж детали представлен в модульном ис-
полнении (рис. 1) и к нему приложен граф МП и МПИ этой детали (рис.
2), из которого видны конструкторские базы модулей поверхностей и их
размерные связи.
В качестве заготовки принят пруток 0 25 мм, / = 285 мм.
Количество рабочих ходов для получения из заготовки каждого МП,
МПИ детали и тем самым числа их заготовительных модулей (МПг) при-
ведены ниже:
1МПИБ312 2МПИБ312 8МПИБ312
1МПИБ31221 2МПИБ31221 8МПИБ3122,
1МПИБ312г2 2МПИБ312г2 8МПИБ312г2
1МПИБ312г 2МПИБ312г 8МПИБ312г
12МПИБ51
11МПБ51 7МПС112 14МПС112
12МПИБ51г 11МПБ51г 7МПС112г
14MriC112z
Далее была установлена последовательность обработки МП/ и вы-
браны технологические базы, представленные в виде схемы обработки
заготовки (рис. 3), где в каждом столбце первым показан модуль техно-
логических баз, а в прямоугольниках отмечены полученные окончатель-
но МП, МПИ детали.
Маршрутный процесс приведен в карте, где указаны операции и по-
лучаемые при их осуществлении МП, МПИ.
В операционной карте в отличие от традиционных приводятся по-
лучаемые МП, МПИ, модули технологических процессов (МТИ), по ко-
торым они изготовляются, и вспомогательные переходы, не связанные с
выполнением МТИ.
К каждой операционной карте прикладываются технологические
карты МТИ, по которым изготовляются МП и МПИ. В качестве примера
приведены технологические карты на одну операцию и один МТИ.
364
ПРИЛОЖЕНИЕ
Рис. 1. Чертеж детали в модульном исполнении
Состав МПИ: 1ИБ312=1Б312+4С122+5С122; 2ИБ312=2Б312+9С21+ЗС122;
8ИБ312=8Б312+10С21+6С122; 12ИБ51=12Б51+ 1ЗС111; 11Б51; 7С112; 14С112
Рис. 2. Граф МП, МПИ детали
0МТБ41 1МТБ40
1ИТБ40г 8ИБ312г
1ИТБ4021 8 И Б312 Z2
I14C112, 7С112|
1МТБ40
8ИБ312 22
8H5312zi
|10С21, 6C122I
21МТБ40
2ИБ312г
2ИБ312 Z2
2МТБ40
2ИБ312 Z2
2ИБ312
9С21, ЗС122
2МТБ40 2МТБ40 2МТБ40 1МТБ40
1ИБ312г 1ИБ312 Z2 11Б51 Z 12ИБ51 z
1ИБ312гз 1ИБ312 zi 11Б511 12ИБ51
14С122, 5С1221 | 11Б51 | 112Б51, 13С111
0МТБ41 1МТБ40 2МТБ40 2МТБ40
1 ИТБДОгт 8ИБ312г, 2ИБ312г1 1ИБ312 21
1ИТБ40 .W312 .1ИБ312
11МТБ411 18Б312) I 1Б3121
Рис. 3. Схема последовательности обработки заготовки
!нв. Мподл. | Подпись н дата | Взам. инв. № | Инв.№дубл. | Подпись н дуга
МАРШРУТНАЯ КАРТА (заглавный лист) Заготовка - пруток 0=25мм €=285мм № документа:
МК6046.020000.033 КМП
Литера 1 in
Номе Наименование и содержание операции Заготовительная Оборудование Отрезной станок
1 "»П 5 £ 5 frs 51 001
— 005 Фрезерно-центровальная 14С112; 7СН2; 1MTB41zi Фрезерно-центровальный станок
010 Токарная Токарный станок
гИБЗПга^ИБЗ^ьвИБЗ^вИБЗПгг, 1ИБ312z3; ШБЗПг,; 11Б51
02 0 Фрезерная Горизонтально-фрезерный станок
12ИБ51
025 Слесарная. Снять заусенцы Слесарный верстак •
030 Центрошлифовальи ая Центрошлифовальный станок
1МТБ41
040 Крутошлифовальная Круглошпифовальный станок
2ИБ312, 8ИБ312; 1ИБ312
050 Контрольная
Контролировать 1ИБ312,2ИБ 312, 8ИБ312,12ИБ51
Разраб. Лист.
Нач.ТБ 1
Тес. ОГТ
Листсе
Изм Лист Ждокум. Подпись Дата Изм Лист № докуй Подгвкь Дата Н. контр. 1
ПРИЛОЖЕНИЕ
сл
№ документа:МКб046,020000. ОЗЗКОП Лист: 1 Листов: 7 Эскизов: 1
Разраб. ОПЕРАЦИЯ №:
Проверил 010 1МТБ40
Н. контр I
МО1
Код i ЕВ 1 МД | ЕН | Нрасх КИМ | Код заготовки Профиль и размер КО I из
МО2 Пруток 0 25
А Цех 1 Уч. | РМ | Опер. | Код и наименование опера£$<и Обозначение документа
Б Код, нанменоваше оборудования СМ | проф. I Р I УТ | КР I КОНЦ 1 ЕН ОП ! Кшт. 1 Tri . I Тшт
010 : Токарная с ЧПУ ;
16Л20ПФЗ | • : :
Всп. переход Установить заготовку в приспособление по 1МТБ40 0,02
Модуль 1 Изготовить 8МПИБ312г2 по 8МТИБ312г2 0,24
Модуль 2 : Изготовить 8MTME312zi по 8MTHB312zi ; 0,24
Всп. переход Контролировать 8MTME312zi • i 0.2
Всп. переход Переустановить заготовку по 2МТБ40 ; : 0,4
Модуль 3 : Изготовить 2МПИБ312г2 по 2MTHE312z2 : 0,2
Модуль 4 Изготовить 2МПИБ31221 по 2МТИБ312г! ! 0,2
Модуль 5 Изготовить 1МПИБ312г2 по 1МТИБ312г2 0,5
Модуль 6 Изготовить lMTME312zi по 1МГИБ312г! : 0,5
Модуль 7 : Изготовить 11МПБ51 по 11МТЙБ51 0,2
Всп. переход ; Контролнровать ЗМПИБЗП/!, НИПИКЗПг], 11МПБ51 : 0,06
Всп. переход Снять заготовку и уложить в тару 0,02
1 1
Изм Лист №докум. Пода Дата Изм Лист № докум. Подл Дт
№ документа Лист: Листов:
МК6046.020000.033 МТИ
НОМЕР ДЕТАЛИ: MK604o.020000.033
НАЗВАНИЕ ДЕТАЛИ: Вал 17 оси_____
Модуль технологического
______процесса ( МТИ)
Номер и наименование
получаемого МПИ (МП):
8МТИБ312г2
8МПИБ312г2
Q
Номер
операции:
№* пе- ; реход. Содержание перехода Инструмент (код и наименование) Расч.р азм. t Режимы То тв !
Вспомогат. Режущий Измерит. Днам. Шир. L S | п V
.... 1 Инструмент № 1 по 0,05^
8 МИ312гг на рабочую
ПОЗИЦИЮ
2 Обточить поверхность Пластины 3/4 Штангенцирк. 0,3 800 88 0,16
(1)до D=22 Т15К6
выдерживая размер (2)
L=26
ПРИЛОЖЕНИЕ
НАУЧНОЕ ИЗДАНИЕ
Базров Борис Мухтарбекович
МОДУЛЬНАЯ ТЕХНОЛОГИЯ В МАШИНОСТРОЕНИИ
Лицензия ЛР 080003 от 12.09.96 г.
Редактор С. М. Макеева
Художественный редактор Т. Н. Погорелова
Корректор Е. Д. Макаренко
Инженеры по компьютерному макетированию
М. А. Евсейчева, Т. А. Сынкова
Сдано в набор 19.10.00. Подписано в печать 14.12.00
Формат 60 х 88 / 16. Бумага офсетная. Гарнитура Times ЕТ.
Печать офсетная. Усл. печ. л. 23,00. Усл. л. кр-отт. 23.00. Уч.-изд. л. 23,00.
Тираж 1000 экз. Заказ 501
Издательство "Машиностроение", 107076. Москва, Стромынский пер. 4
Оригинал-макет подготовлен в издательско-полиграфическом центре
Тамбовского государственного технического университета
392000, г. Тамбов, ул. Советская, 106, к. 14
Книга подготовлена к печати в издательстве «Компания Спутник-1-»,
по вопросам издания и распространения книг различной тематики,
а также по вопросам сотрудничества с авторами и научными организациями
обращаться потел.: (095) 174-32-31
Воскресенская типография Комитета по делам издательств,
полиграфии и книжной торговли
Московской области: 140200, г. Воскресенск Московской области,
ул. Центральная, д. 30