/






























































































































Текст
ЮЙЗлиотечка слесаря
ВЫПУСК 1
А. М. ДМИТРОВИЧ
ЧТО НУЖНО ЗНАТЬ
СЛЕСАРЮ О МЕТАЛЛАХ
И МАТЕРИАЛАХ
ГОСУДАРСТВЕННОЕ ИЗДАТЕЛЬСТВО БССР
Редакция производственной литературы
МИНСК 1962
6П3.4
Д53
Настоящим изданием редакция производственной ли-
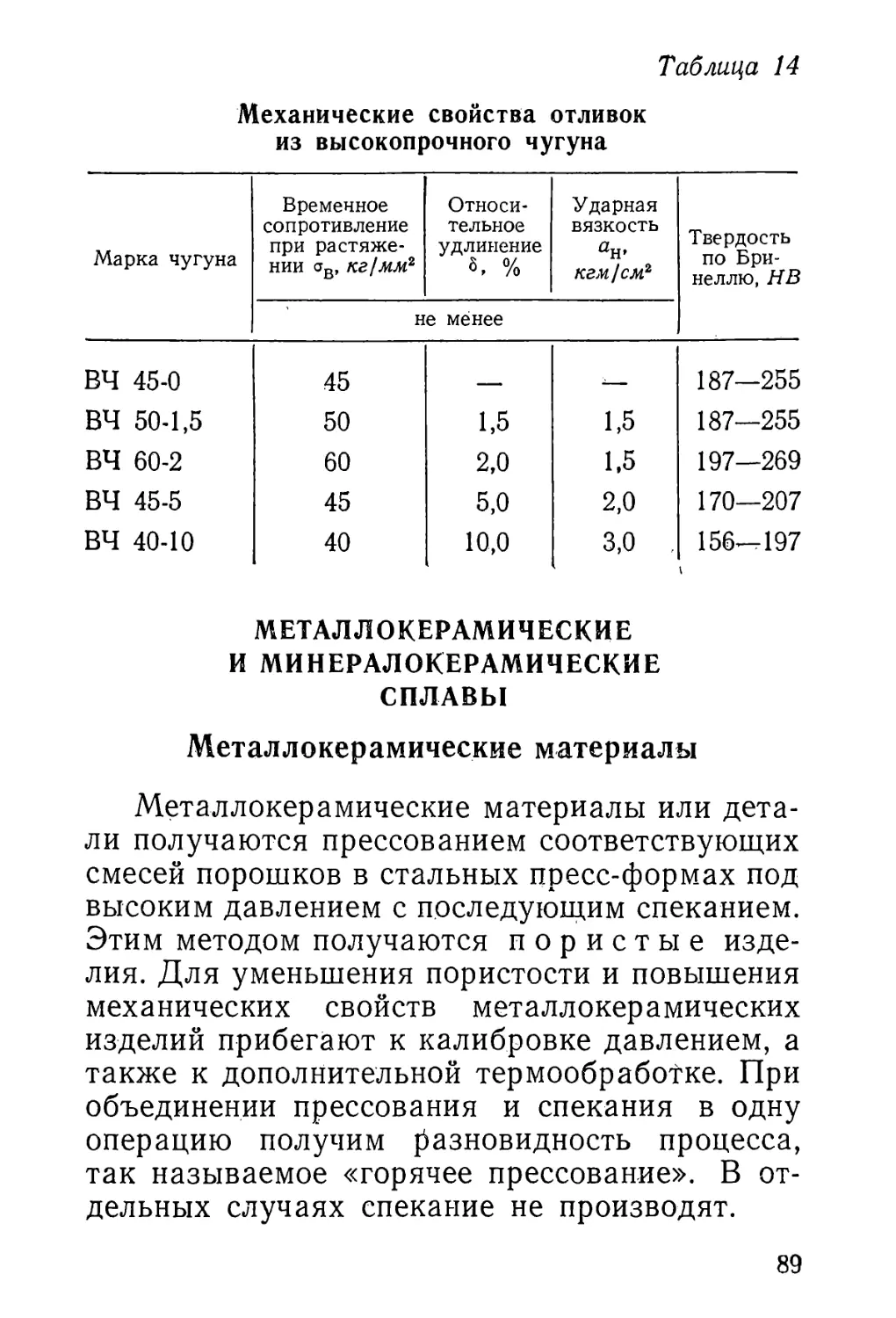
тературы приступает к выпуску серии брошюр под об-
щим названием «Библиотечка слесаря».
В отдельных выпусках «Библиотечки слесаря» будут
приведены краткие систематизированные данные по ма-
териалам, инструменту и приспособлениям, отдельным
операциям и процессам.
Значительное внимание в выпусках этой библиотеч-
ки уделено вопросам механизации производственных
процессов, описанию прогрессивных способов обработки
и оборудования, применяемого слесарями-новаторами.
В 1962 году будут выпущены следующие брошюры:
«Что нужно знать слесарю о металлах и материалах»,
«Заготовительные и пригоночные слесарные работы»,
«Пайка, лужение и гальванические покрытия».
«Библиотечка слесаря» рассчитана на мастеров, бри-
гадиров и слесарей механосборочных и ремонтных цехов.
СТРОЕНИЕ МЕТАЛЛОВ И СПЛАВОВ
Общие сведения о металлах и сплавах
Тысячи различных машин, станков и при-
боров производятся ежегодно на наших заво-
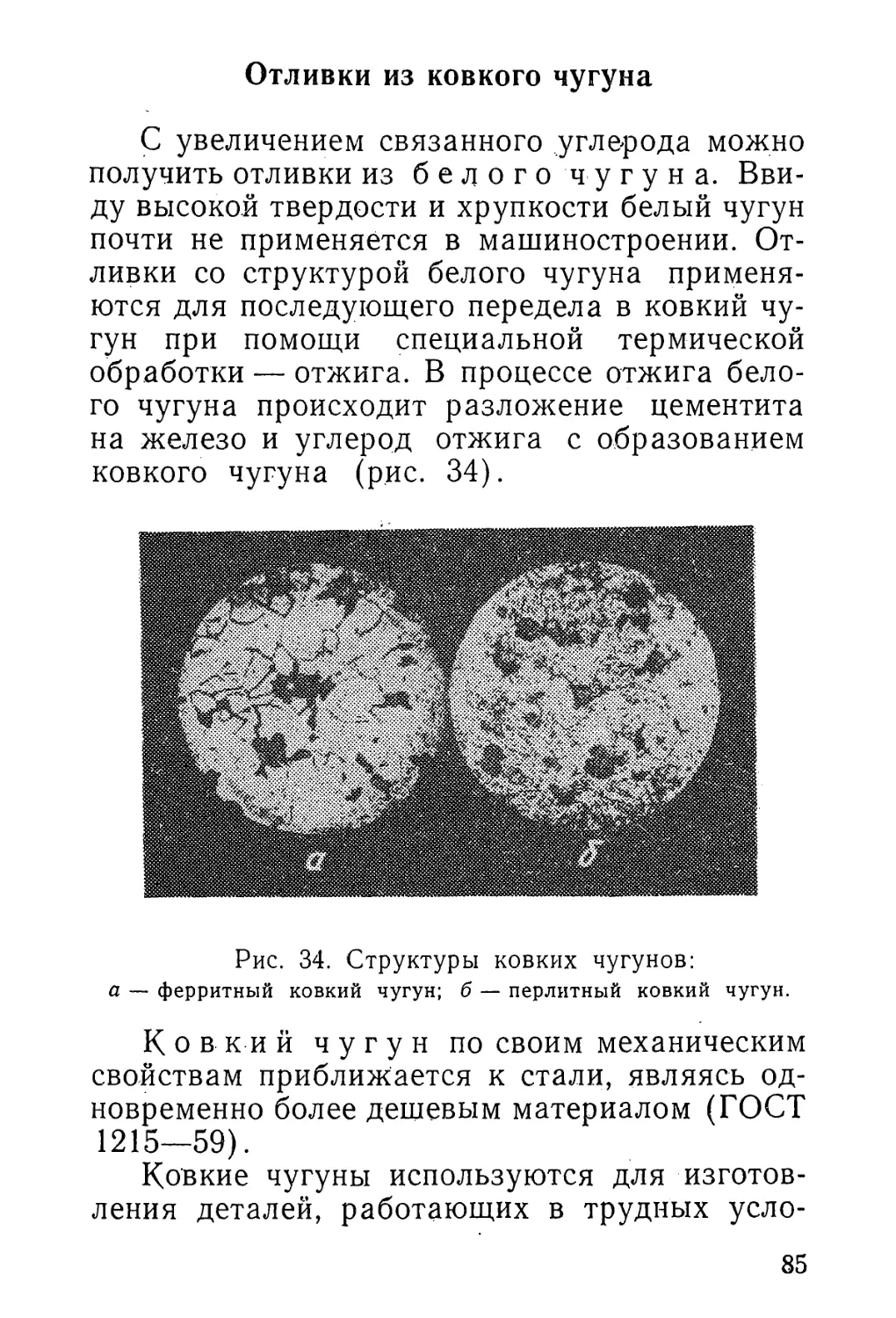
дах. И почти в каждой машине, механизме,
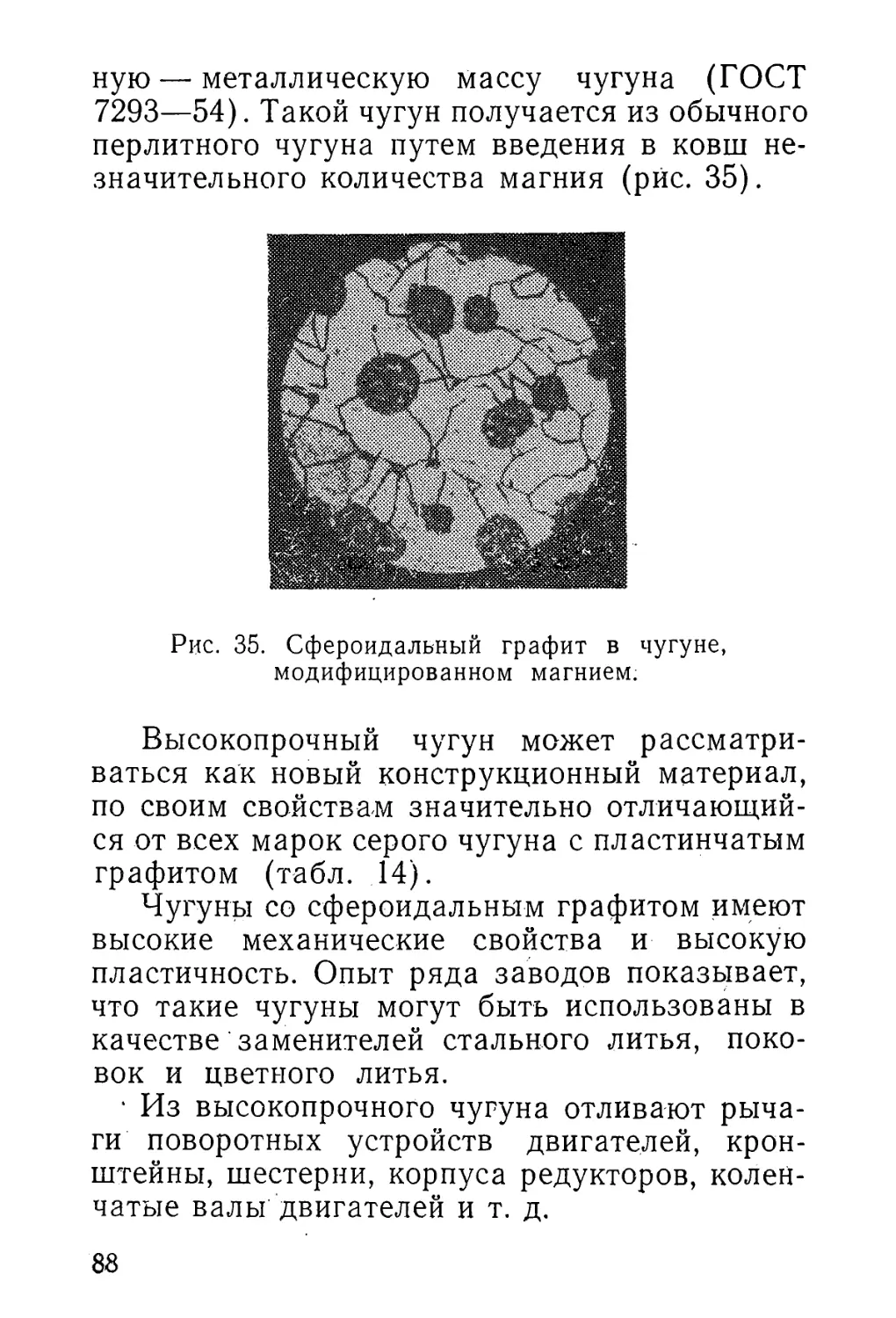
приборе основными^ материалами для изго-
товления являются различные металлы или
сплавы. Металлические материалы в громад-
ных количествах применяются в различных
отраслях нашего народного хозяйства. Мощ-
ные автомобили и экскаваторы, тысячекило-
метровые магистрали железных дорог, гигант-
ские мосты и миниатюрные приборы, метал-
лорежущие станки и космические ракеты,
разнообразные приборы быта — все это изго-
товлено из металла.
Металлы не случайно являются важнейши-
ми материалами современной техники. Дело
в том, что металлы способны к взаимному
растворению, образованию многочисленных
соединений различного типа, разнообразным
фазовым превращениям, а это позволяет по-
з
лучать большое число сплавов, отличающихся
различной структурой и самыми разнообраз-
ными сочетаниями полезных свойств. В за-
висимости от количества составляющих, вхо-
дящих в тот или иной сплав, могут в
значительной степени изменяться механиче-
ские, физические и химические свойства, кото-
рыми обладает данный сплав.
Наиболее широко применяются на практи-
ке технические металлы, среди которых преж-
де всего нужно назвать железо и его сплавы
с углеродом и другими элементами, или так
называемые черные металлы. Вторую
группу составляют такие металлы, как медь,
алюминий, магний, никель, цинк, олово, сви-
нец и их сплавы, которые относятся к техниче-
ским цветным металлам и сплавам.
Знание свойств и особенностей металлов
и сплавов, применяемых на производстве, по-
зволяет более рационально строить технологи-
ческий процесс их обработки и повышать про-
изводительность труда.
Поэтому для творческого участия каждого
слесаря-машиностроителя в улучшении каче-
ства продукции необходимо постоянное повы-
шение уровня знаний в области металлове-
дения.
Понятие о структуре металлов
Все металлы и металлические сплавы яв-
ляются в твердом состоянии веществами крис-
таллическими со строго упорядоченным распо-
ложением атомов. Кристаллическое (зерни-
стое) строение можно отчетливо видеть при
4
изучении свежего излома некоторых металлов.
Но судить по излому о величине зерен очень
трудно. Для различных сплавов, а в ряде слу-
чаев для одного и того же сплава, но после
разной термической обработки структура
Рис. 1. Схема ячейки кристаллической решетки.
сплава (внутреннее его строение) может резко
отличаться. Иногда в изломе видны очень
крупные зерна, а иногда в нем вообще нельзя
различить никаких зерен, и они выявляются
только при рассмотрении под микроскопом.
Современные достижения науки и специ-
альные методы рентгеноструктурного анализа
позволили не только выявить внешний вид ме-
таллических зерен, но и установить их внут-
реннее строение.
Применение электронного микроскопа, по-
зволяющего наблюдать строение вещества при
увеличениях в несколько десятков тысяч раз,
дало возможность изучить мельчайшие струк-
турные составляющие.
Различными способами исследования уста-
5
новлено, что атомы металлов занимают в про-
странстве строго определенное положение,
образуя пространственную (кристаллическую)
решетку.
Строение кристаллической решетки и рас-
положение в ней атомов зависит от природы,
металла. Рассматривая схему элементарной
ячейки, кристаллической решетки (рис. 1),
можно заметить, что расположение в решетке
атомов может быть различным в зависимости
от расстояний а, b, с (параметры решетки) и
углов между осями решетки — α, β, γ.
При сочетании различных параметров и уг-
лов могут получаться различные типы крис-
таллических решеток.
В металлах и сплавах наиболее широко
встречаются три из них:
а) кубическая объемноцентрированная ре-
шетка (центрированный куб); б) кубическая
решетка с центрированными гранями (гране-
центрированный куб); в) гексагональная ре-
шетка с плотной упаковкой атомов.
Схема кристаллической решетки в ви-
де центрированного куба представлена на
рис. 2, а. В элементарной ячейке такой решет-
ки находится 9 атомов, из которых один рас-
положен в центре, а остальные — по вершинам
куба. Решетку типа центрированного куба
образуют после затвердевания такие металлы,
как ванадий (V), вольфрам (W), калий (К),
молибден (Мо), натрий (Na), хром (Сг) и др.
Такую же решетку имеет железо (Fе) при
температурах ниже 910° и в интервале темпе-
ратур от 1390 до 1535° (это состояние железа
условно обозначается Fе — α).
я
Строение кристаллической решеткц и рас-
положение в ней атомов зависит от природы,
металла. Рассматривая схему элементарной
ячейки, кристаллической решетки (рис. 1),
можно заметить, что расположение в решетке
атомов может быть различным в зависимости
от расстояний a, b, с (параметры решетки) и
углов между осями решетки — а, р, у.
Схема кубической решетки с центрирован-
ными гранями (гранецентрированный куб)
представлена на рис. 2, б. В элементарной
Рис. 2. Схемы кристалли-
ческих решеток:
а — кубическая объемноцен-
трированная (центрирован-
ный куб); б — кубическая с
центрированными гранями
(гранецентрированный куб»);
в — гексагональная плотно-
упакованная.
ячейке такой решетки расположено 14 атомов,
из которых 8 — по вершинам куба, а 6 —
в центре каждой из его граней.
Кубическую решетку с центрированными
гранями образуют в процессе кристаллизации
металлы: алюминий (А1), кальций (Са), медь
(Си), никель (№), свинец (РЬ) и др.
Решетку «гранецентрированный куб» имеет
также железо в интервале температур от 910°
до 1390°; это состояние железа обозначается
Ре — у.
Гексагональная решетка с плотной упаков-
кой атомов представлена на рис. 2, в. В эле-
ментарной ячейке такой решетки расположено
17 атомов: 12 — по вершинам решетки, имею-
щей вид правильной шестигранной призмы,
2 — в центрах верхнего и нижнего оснований
и 3 — в средней части ячейки. Характеристи-
кой гексагональной решетки являются два па-
7
раметра — сторона шестигранника (а) и вы-
сота призмы (с).
В гексагональную решетку кристаллизуют-
ся такие металлы, как бериллий (Ве), кадмий
(Сс1), кобальт (Со), магний (М§), титан (П),
цинк (2п) и некоторые другие.
Исследованиями установлено, что такие
свойства металлов и сплавов, как твердость,
прочность, пластичность, зависят от кристал-
лического строения металла, от его структуры.
Строение металла изучается современными
методами макроструктурного и микрострук-
турного анализа.
Макроскопический анализ
Для оценки качества и свойств металлов и
их сплавов— сталей, чугунов и цветных спла-
вов — большое значение имеют металлографи-
ческие исследования, проводимые для изуче-
ния структуры металла.
Существуют два метода исследования
структуры — макроскопический (макроана-
лиз) и микроскопический (микроанализ).
К макроанализу относятся исследования
структуры металлов и сплавов, при которых
изучаемый образец рассматривается невоору-
женным глазом или при небольшом увеличе-
нии (до 30 раз).
Макроскопическое исследование позволяет
выявить и изучить видимую структуру и раз-
личные дефекты поверхности изделия или об-
разца— пористость, раковины, трещины, га-
зовые пузыри, включения вредных примесей
(серы и фосфора), волосовины и т. д. Макро-
8
анализ выявляет также структуру первичной
кристаллизации или изменение структуры в
результате деформации первичных кристаллов
Рис. 3. Макрошлиф деформированной заготовки.
при обработке металлов давлением (рис. 3).
Этот способ используется и для выявления не-
однородности сплава по химическому составу
в отдельных участках.
Для исследования макроструктуры образ-
цы, вырезанные из детали, грубо шлифуются
и протравливаются специальными реактивами.
На полученных таким образом макрошлифах
выявляются трещины, пузыри, раковины, шла-
ковые включения и -первичная кристаллизация.
Реактивами для травления служат обычно
растворы соляной и серной кислот.
Макроанализ широко применяется для вы-
явления характера распределения в стали
вредной примеси — серы.
Неоднородное строение стали после про-
хождения различного вида термической или
химико-термической обработки также отчет-
ливо выявляется макроанализом.
9
Изучение структуры при помощи
микроскопа
Микроскопический метод исследования
структуры (микроанализ) заключается в том,
что изучаемый металл или сплав рассматри-
вается при помощи специальных металлогра-
фических микроскопов, могущих давать уве-
личение до 2 000—3 000 "раз.
Знание микроструктуры позволяет оценить
качество термической обработки и установить
соответствие полученных механических свойств
требуемым от данной детали по техническим
условиям.
Структура сплава (различная для различ-
ных способов термообработки) при одном и
том же химическом составе оказывает решаю-
щее влияние на механические свойства
сплава.
Для определения микроструктуры из ис-
пытуемого металла вырезают образец, под-
вергаемый грубой обдирке при помощи напиль-
ника или шлифовального круга и шлифованию
наждачной бумагой различных номеров.
После шлифования бумагой самого тонкого
номера .производится полировка образца, а за-
тем, для выявления микроструктуры,— трав-
ление шлифа специальными реактивами.
Действие реактивов сводится к следующе-
му. Различные кристаллы (зерна) сплава име-
ют различную травимость и поэтому разъ-
едаются при травлении неодинаково. Если та-
кой протравленный шлиф осветить, то часть
зерен будет отражать падающий на них свет
на объектив, и они будут казаться при наблю-
10
дении'в микроскоп светлыми. Часть зерен бу-
дет отражать свет в сторону, и они будут ка-
заться темными. Темными линиями будут так-
же выявляться границы зерен.
Выявление границ зерен облегчается еще и
тем, что скопляющиеся на стыке зерен при-
меси, загрязняющие металл, травятся сильнее.
Кроме этого, разные зерна после травления
кажутся окрашенными по-разному, что допол-
нительно помогает разобраться в строении ме-
талла.
Для исследования микроструктуры приме-
няются специальные металлографические ми-
кроскопы, позволяющие рассматривать по-
верхность шлифов в отраженном рвете
(рис. 4).
Рис. 4. Общий вид металлографического микроскопа.
11
В настоящее время для изучения строения
металлов начинают применять электронный
микроскоп, дающий увеличение в 20 000 —
30 000 раз и больше. Электронный микроскоп
значительно расширяет возможности дальней-
шего изучения структуры металлов.
Рис. 5. Структура стали У12 в закаленном
состоянии (электронная микрофотография).
На рис. 5 приведена микрофотография ста-
ли, содержащей 1,2% С, снятая на электрон-
ном микроскопе при увеличении в 12 000 раз.
Выявляемые под микроскопом различия в
структурах различных металлов объясняются
их природой и особенностями процесса кри-
сталлизации.
Схема процесса кристаллизации
В жидком состоянии металла атомы его
находятся в непрерывном хаотическом движе-
нии. При охлаждении металла переход из жид-
12
кого состояний в твердое сопровождается
образованием кристаллической решетки, при
этом атомы металла занимают строго опре-
деленное положение, образуя кристаллы. Про-
цесс образования кристаллов при переходе
металла из жидкого состояния в твердое на-
зывается первичной кристаллизацией (в от-
личие от вторичной кристаллизации, происхо-
дящей при некоторых условиях в твердом ме-
талле).
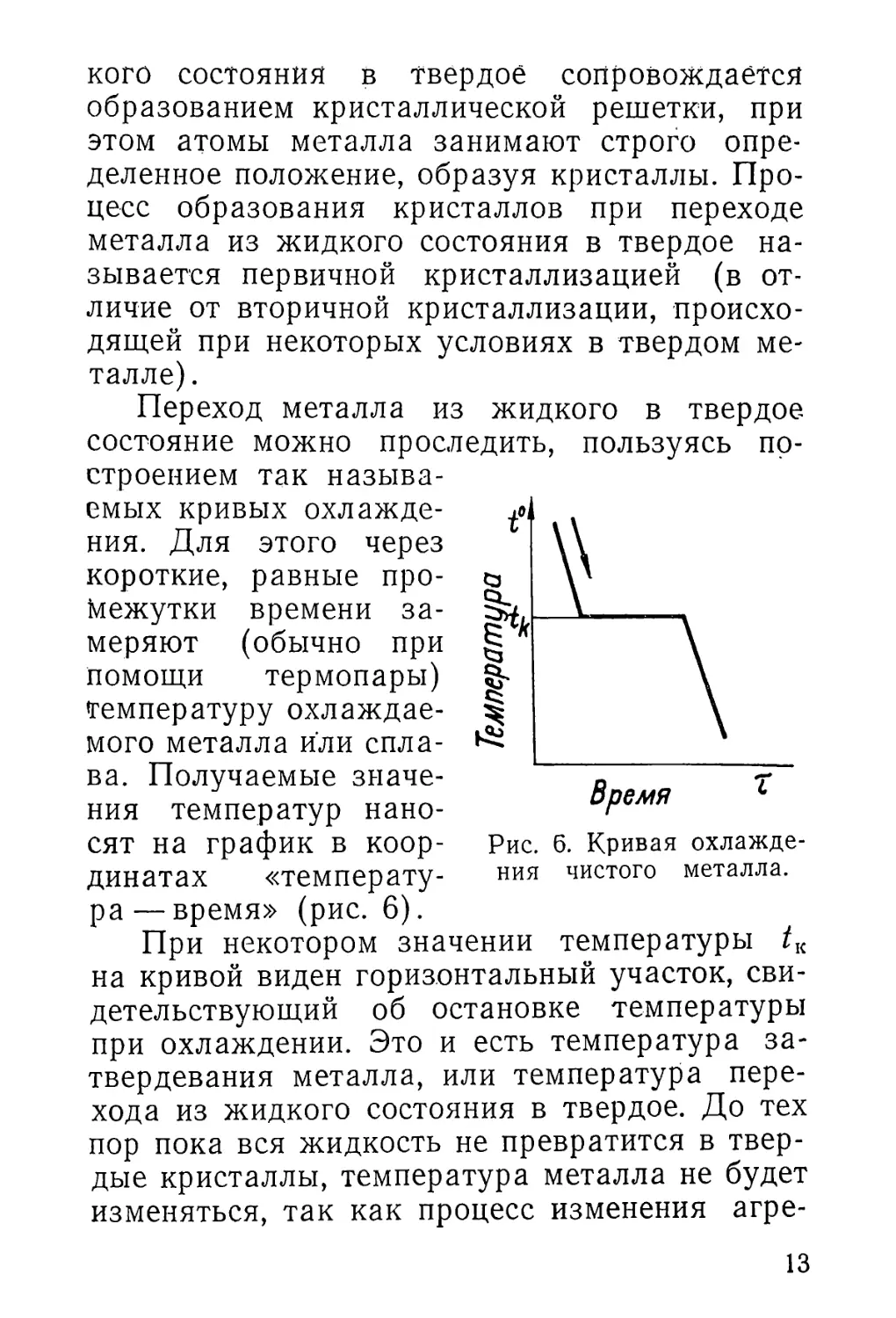
Переход металла из жидкого в твердое
состояние можно проследить, пользуясь по-
строением так называ-
емых кривых охлажде-
ния. Для этого через
короткие, равные про-
межутки времени за-
меряют (обычно при
помощи термопары)
температуру охлаждае-
мого металла или спла-
ва. Получаемые значе-
Время
Рис. 6. Кривая охлажде-
ния чистого металла.
ния температур нано-
сят на график в коор-
динатах «температу-
ра— время» (рис. 6).
При некотором значении температуры tK
на кривой виден горизонтальный участок, сви-
детельствующий об остановке температуры
при охлаждении. Это и есть температура за-
твердевания металла, или температура пере-
хода из жидкого состояния в твердое. До тех
пор пока вся жидкость не превратится в твер-
дые кристаллы, температура металла не будет
изменяться, так как процесс изменения агре-
13
гатного состояния металла (процесс кристал-
лизации) сопровождается выделением тепла.
После полного затвердевания никаких измене-
ний для нашего случая (рис. 6) с металлом при
дальнейшем охлаждении не происходит, и кри-
вая охлаждения будет с течением времени
плавно опускаться.
Исследования структур твердых металлов
позволили установить, что некоторые из них
при различных температурах могут иметь раз-
личное строение кристаллической решетки или
различные параметры при сохранении формы
решетки. Эти изменения строения кристалли-
ческой решетки всегда сопровождаются изме-
нением физико-механических свойств металла.
Перестройка атомов одного вида кристал-
лической решетки в другую или изменение ре-
шетки при определенных температурах назы-
вается полиморфизмом, или аллотропией.
Различные кристаллические формы метал-
ла, получающиеся в результате аллотропиче-
ского превращения, называются аллотропиче-
скими модификациями. Они обозначаются
буквами греческого алфавита а (альфа), |3 (бе-
та), у (гамма) и б (дельта), начиная с той
формы, которая существует при более низкой
температуре.
Переход одной аллотропической формы в
другую при охлаждении металла сопровож-
дается выделением тепла и протекает при
постоянной температуре.
Поэтому на кривой охлаждения, построен-
ной в координатах «температура — время
охлаждения» для металлов, имеющих различ-
ные аллотропические модификации, процесс
14
перехода из одной модификации в другую ха-
рактеризуется горизонтальной площадкой.
Так, замеряя при охлаждении расплавлен-
ного железа через равные промежутки време-
ни его температуру, мы замечаем, что при тем-
пературе 1535° на кривой охлаждения (рис. 7)
Жидкое состояние
Время охлаждения
Рис. 7. Кривая охлаждения железа.
появляется горизонтальный участок. При этой
температуре происходит кристаллизация же-
леза, переход его из жидкого состояния в
твердое. При дальнейшем охлаждении уже
15
твердого железа при температуре 1390° на кри-
вой охлаждения появляется снова горизонталь-
ный участок. Для железа в температурном ин-
тервале 1535—1390° характерным является
строение кристаллической решетки в виде
центрированного куба. Эта модификация носит
название а(6)-железо. При температуре 1390°
происходит аллотропическое превращение
а(6)-железа в у-железо, имеющее решетку в
виде куба с центрированными гранями. Эта мо-
дификация (у-железо) оказывается устойчи-
вой от 1390° до 910°. При температуре 910° на
кривой охлаждения наблюдается опять гори-
зонтальный участок. При этой температуре
у-железо превращается в немагнитное а-желе-
зо (обозначаемое иногда как (3-железо), устой-
чивое до 768°, имеющее решетку в виде центри-
рованного куба. Эта же решетка сохраняется
и от 768 до 0° у магнитного а-железа.
Таким образом, железо имеет две аллотро-
пические модификации: а-железо, существую-
щее от 0 до 910° и свыше 1390° (б-железо), и
у-железо, существующее в интервале темпера-
тур 910—1390° (площадка при температуре
768° связана не с аллотропическим превраще-
нием, а с изменением магнитных свойств).
Кроме железа, к полиморфным металлам
относятся: олово, титан, марганец, кобальт
и др.
Как указывалось выше, изменение в строе-
нии кристаллической решетки сопровождается
изменением свойств. Так, а-железо почти не
растворяет углерода (предел растворимости
до 0,04% С), а у-железо растворяет значитель-
ное количество углерода (до 2% С). В даль-
16
нейшем будет показано, что это имеет большое
значение при образовании железоуглероди-
стых сплавов — сталей и чугунов.
Особенно большое значение для практики
имеют аллотропические превращения железа
в его сплавах с углеродом. Изучая процессы,
происходящие при нагреве и охлаждении ста-
ли, Д. К. Чернов нашел, что при изменении
температуры меняются размеры зерен и свой-
ства стали, т. е. происходят структурные пре-
вращения при определенных температурах, за-
висящих от химического состава стали. Эти
температуры Чернов назвал критическими точ-
ками «а» и «б»; теперь их называют точками
Чернова. Эти точки связаны с перестройкой
пространственной решетки, чем и определяет-
ся физическая сущность тепловых превраще-
ний в железе и стали. Открытие Черновым пре-
вращений в стали в твердом состоянии и уста-*
новление зависимости критических точек от
содержания углерода дало возможность со-
здать научно обоснованную технологию терми-
ческой обработки.
Строение железоуглеродистых сплавов
В машиностроении чистые металлы находят
весьма ограниченное применение. Для изготов-
ления различных деталей применяются пре-
имущественно сплавы. Сплавы — вещества
сложные, состоящие из двух или нескольких
химических элементов, называемых компонен-
тами. Например, бронзы представляют собой
разнообразные сплавы меди с оловом, алюми-
нием, свинцом или другими металлами; лату-
2 Зак. 975
17
ни — это сплавы меди с цинком; сложные спла-
вы железа с углеродом и другими элементами
образуют чрезвычайно разнообразные группы
сталей и чугунов.
Важнейшей особенностью сплавов является
то обстоятельство, что они значительно проч-
нее компонентов, входящих в их состав. А по-
вышение прочности сплава означает, что для
изготовления детали или машины потребуется
меньше металла, вес машины будет облегчен,
а стоимость ее снизится.
Отдельные элементы, вводимые в сплав,
способны значительно повышать износостой-
кость деталей, что удлиняет срок службы де-
талей и машин в целом.
В процессе кристаллизации могут образо-
вываться различные по строению составные
части сплава — механическая смесь, твердый
раствор или химическое соединение.
Механическая смесь образуется в
том случае, когда компоненты нерастворимы в
твердом состоянии и не образуют химических
соединений. Так, если компонент А и компо-
нент В образуют при сплавлении механическую
смесь, то мы при изучении структуры такого
сплава увидим под микроскопом мельчайшую
смесь кристалликов А и В (рис. 8).
Каждый из компонентов, образующих ме-
ханическую смесь, сохраняет в сплаве свою
кристаллическую решетку. Особенностью спла-
вов, состоящих из механической смеси двух
компонентов, является то, что можно подо-
брать такое соотношение компонентов, при ко-
тором сплав будет иметь наименьшую темпе-
ратуру плавления. Сплавы такого состава на-
18
зываются эвтектическими (легко-
плавкими) или просто эвтектикой.
Эвтектические сплавы имеют мелкокристал-
лическое однородное строение, высокую проч-
ность и хорошие литейные свойства.
Рис. 8. Схема струк-
туры сплава, обра-
зующего механиче-
скую смесь.
Рис. 9. Схема кристалли-
ческой решетки химиче-
ского соединения компо-
нентов Л. и Б.
При образовании химического сое-
динения в сплавах компоненты А и Б об-
разуют общую кристаллическую решетку
(рис. 9), отличающуюся от структуры обра-
зующих соединение элементов.
Кристаллы химических соединений обычно
имеют повышенную твердость и хрупкость.
Поскольку при образовании химического
соединения расположение атомов в общей кри-
сталлической решетке характерно только для
данного химического соединения, его состав
может быть выражен химической форму-
лой. Например, в сплавах железа с углеродом
может образоваться химическое соединение
цементит, формула которого Fe3C; при введе-
нии в сталь добавок в виде вольфрама может
образоваться другое химическое соединение —
2*
19
карбид вольфрама ШС. Карбиды вольфрама,
хрома, молибдена отличаются очень высокой
твердостью, поэтому они всегда находятся в
специальных инструментальных сплавах — в
быстрорежущих сталях и в твердых сплавах.
Твердые растворы занимают про-
межуточное положение. При образовании твер-
Рис. 10. Схема кристаллической решетки
твердого раствора:
* а — замещения; б — внедрения.
дых растворов из некоторых компонентов А
и Б они могут растворяться не только в жид-
ком виде, но и в твердом состоянии. В этом
случае при остывании структура такого рас-
твора может состоять из кристаллической ре-
шетки металла Л, в которой размещены атомы
металла Б, или наоборот (рис. 10).
При рассмотрении под микроскопом крис-
таллы твердого раствора не отличаются от
кристаллов чистого металла. С точки зрения
структуры твердые растворы не похожи ни на
механическую смесь, ни на химическое соеди-
нение. От механической смеси их отличает то,
что твердые растворы имеют одну кристалли-
ческую решетку.
В отличие от химических соединений твер-
дые растворы образуют кристаллическую ре-
20
шетку, не общую для обоих компонентов, а
свойственную одному из металлов, входящих в
сплав (металлу-растворителю), в которой ко-
личество атомов растворенного металла не
постоянно, а зависит от его концентрации в
сплаве и от температуры. Специальные иссле-
дования показали, что существуют два вида
твердых растворов.
В твердых растворах замещения (рис. 10, а)
атомы растворенного металла Б замещают
один или несколько атомов в решетке металла-
растворителя А. Твердые растворы замещения
образуются, например, сплавами железа с ни-
келем, марганцем, хромом, меди с никелем
и др.
Твердые растворы внедрения (рис. 10, б)
образуют кристаллическую решетку, в кото-
рой атомы растворенного металла Б внедряют-
ся в промежутки между атомами растворите-
ля. Такие твердые растворы внедрения получа-
ются в сплавах железа с углеродом.
Возможность замещения атомов металла-
растворителя атомами других элементов ши-
роко используется в технике для специальных
химико-термических процессов (цементация,
азотирование, хромирование и др.)-
Рассмотренные выше однородные состав-
ные части сплава (механические смеси, твер-
дые растворы и химические соединения), в
зависимости от соотношения компонентов, вхо-
дящих в сплав, и от температур, могут образо-
вывать различные структуры.
Рассмотрим в качестве примера структур-
ные составляющие железоуглеродистых спла-
вов.
21
Однофазные структуры
Феррит — твердый раствор углерода в
альфа-железе (Ре-а). Феррит представляет со-
бой мелкие зерна почти чистого железа. Твер-
дость феррита характеризуется 70—90 едини-
цами по Бринеллю (70—90 НВ) К Феррит
обладает высокой пластичностью, малой проч-
ностью и магнитными свойствами. Кристалли-
ческая решетка феррита — объемноцентриро-
Рис. И. Структура феррита.
ванный куб; пределы растворимости углерода в
феррите 0,008% при комнатной температуре и
0,04% С при 723°. Под микроскопом феррит
различается как светлые зерна (рис. 11).
Аустенит — твердый раствор углерода
в гамма-железе (Ре-'у). Структура аустенита
приведена на рис. 12.
Способы определения твердости см. на стр. 37.
22
Аустенит значительно тверже феррита.
Твердость аустенита соответствует 170—
220 НВ.
Аустенит характерен хорошей сопротивляе-
мостью истиранию и химической стойкостью.
Кристаллическая решетка аустенита — гра-
нецентрированный куб, у которого в центре по-
мещается атом углерода. Предел растворимо-
сти углерода в аустените при ИЗО0 равен 2%.
Сохранению аустенита способствуют добавки
марганца, хрома и других элементов, поэтому
Рис. 12. Структура аустенита.
аустенит при комнатных температурах можно
наблюдать только в структуре некоторых ле-
гированных сталей. В чистых железоуглероди-
стых сплавах аустенит существует только при
высоких температурах, а при температуре ни-
же 723° он распадается с образованием пер-
лита.
Цементит' — химическое соединение
23
углерода с железом (карбид железа Ре3С).
Очень хрупкая и самая твердая структур-
ная составляющая. Твердость цементита око-
ло 800 НВ. Цементит имеется во всех желе-
зоуглеродистых сплавах, содержащих свыше
0,008% углерода (за исключением серого
ферритного чугуна и ковкого чугуна).
Рис. 13. Структура цементита в виде сетки
между зернами.
При рассмотрении под микроскопом цемен-
тит наблюдается в виде пластинок, игл или
сетки по границам зерен (рис. 13).
Форма цементита в стали влияет на меха-
нические свойства, особенно на ударную вяз-
кость. При образовании сетки цементита по
границам зерен сталь становится очень хруп-
кой. Для разрушения цементитной сетки необ-
ходима специальная термическая обработка
стали.
24
Двухфазные структуры
Перлит — механическая смесь кристал-
лов феррита и цементита, содержащая 0,83%
углерода. Структура перлита образуется в ре-
зультате распада аустенита при температуре
723°. При этом часть углерода образует твер-
Рис. 14. Структура перлита:
а — пластинчатый перлит; б — зернистый перлит.
дый раствор с а-железом (феррит), а часть
углерода, выпадающего из аустенита, образует
химическое соединение Ре3С (цементит).Твер-
дость перлита составляет 160—200 НВ. В за-
висимости от формы частичек цементита пер-
лит под микроскопом наблюдается в виде пла-
стинчатого (рис. 14, а) или в виде зернистого
строения (рис. 14, б).
Форма цементита в виде пластинок неустой-
чива — при нагреве цементит стремится при-
нять стабильную форму зерен.
25
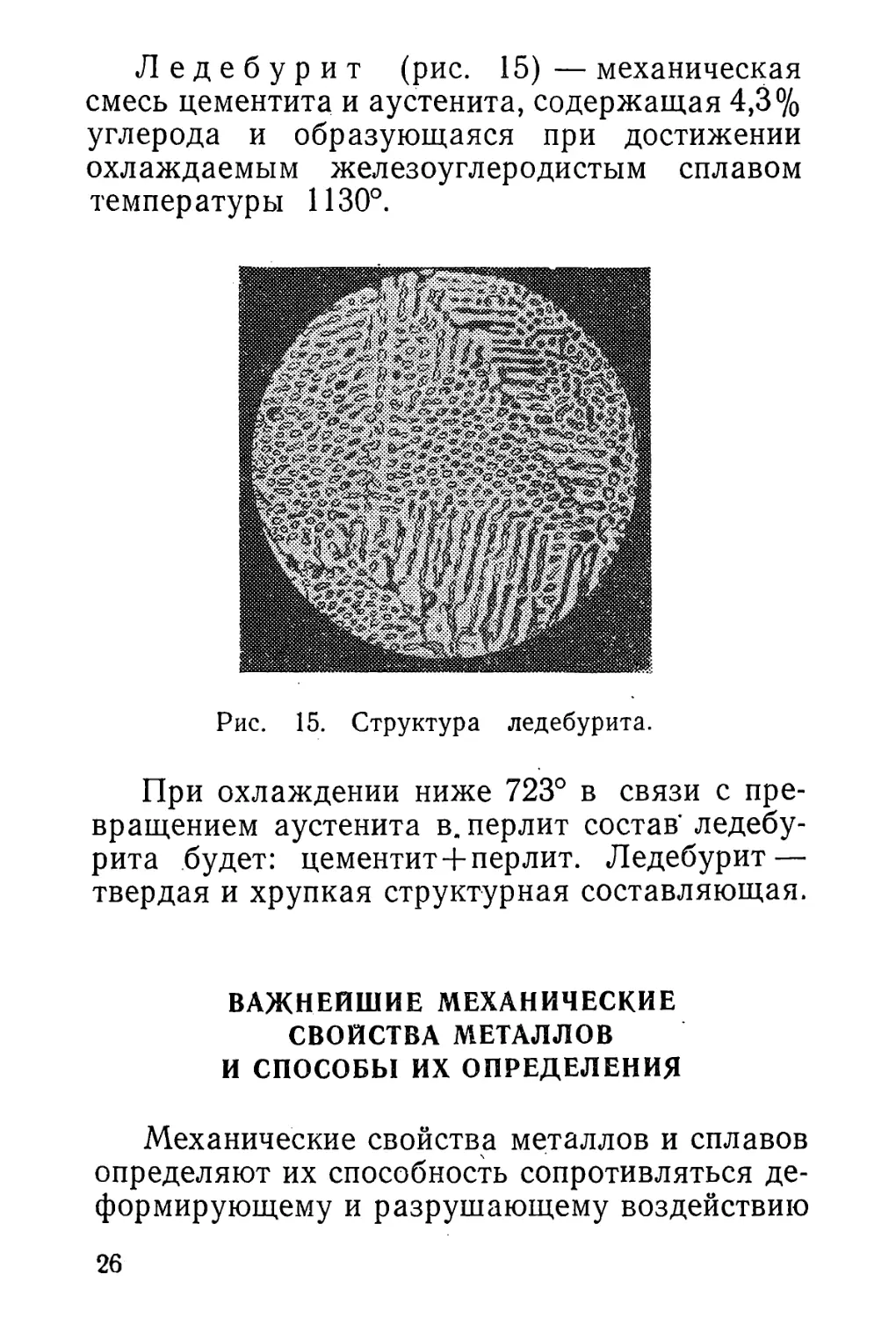
Ледебурит (рис. 15) — механическая
смесь цементита и аустенита, содержащая 4,3%
углерода и образующаяся при достижении
охлаждаемым железоуглеродистым сплавом
температуры 1130°.
Рис. 15. Структура ледебурита.
При охлаждении ниже 723° в связи с пре-
вращением аустенита в. перлит состав'ледебу-
рита будет: цементит + перлит. Ледебурит —
твердая и хрупкая структурная составляющая.
ВАЖНЕЙШИЕ МЕХАНИЧЕСКИЕ
СВОЙСТВА МЕТАЛЛОВ
И СПОСОБЫ ИХ ОПРЕДЕЛЕНИЯ
Механические свойства металлов и сплавов
определяют их способность сопротивляться де-
формирующему и разрушающему воздействию
26
внешних сил. Механические свойства зависят
от химического состава, структурного состоя-
ния, внешнего силового воздействия, способов
технологической обработки металлов и ряда
других факторов.
Определение механических свойств прово-
дится на образцах стандартных размеров и
формы по единой методике, установленной для
каждого вида испытаний Государственными
общесоюзными стандартами (ГОСТ).
Испытания могут проводиться при постоян-
ной или плавно изменяющейся нагрузке (ста-
тические испытания), при ударной
нагрузке (динамические испытания)
и при нагрузке, меняющейся по величине или
по величине и направлению (испытания
на усталость).
Отдельную группу составляют техноло-
гические испытания, характеризующие
способность металлов подвергаться тому или
иному виду технологической обработки (в осо-
бенности обработке давлением),
Статические испытания на растяжение
Среди статических методов испытаний наи-
более широкое распространение получили ис-
пытания прочности металлов и сплавов при
растяжении.
Прочность — это способность металла со-
противляться разрушению под действием при-
ложенной к металлу внешней нагрузки.
При испытаниях на растяжение образец де-
формируется плавно возрастающей нагрузкой
27
до его разрушения. Эти испытания дают воз-
можность определить ряд механических харак-
теристик, оценивающих прочность и пластич-
ность испытуемого металла.
Испытания на растяжение проводятся на
разрывных машинах. Основными частями
каждой машины являются: механизм, создаю-
щий растяжение образца, и механизм, заме-
ряющий усилия растяжения.
В соответствии с ГОСТ 7855—61 все вновь
строящиеся разрывные машины для испытания
образцов, деталей и изделий с разрывным уси-
лием от 50 кг до 200 г снабжаются самопишу-
щими диаграммными устройствами, позволяю-
щими получать высоту ординаты диаграммы
(соответствующую предельной нагрузке) от
150 до 350 мм при масштабе записи деформа-
ции 1 1; 5 1; 10 1; 50 1; 100: 1.
Размеры и форма образцов установлены
ГОСТ 1497—61. Наибольшее распространение
имеют образцы цилиндрической формы, у ко-
торых расчетная начальная длина /0 в 5 или
10 раз больше диаметра (пятикратные и деся-
тикратные образцы). Образец с диаметром с10,
равным 10 мм, называется основным (табл. 1).
Образцы, имеющие другие размеры, называют-
ся пропорциональными.
В некоторых случаях разрешается приме-
нять образцы, имеющие иное отношение рас-
четной длины к диаметру (например, для
стальных отливок применяются 2,5-кратные
образцы).
Для определения механических свойств
листового металла применяются плоские об-
разцы. Однако испытания плоских образцов
28
Таблица 1
Размеры образцов для испытания на растяжение
Образец
Основной:
длинный
короткий
Пропорциональ-
ный:
длинный
короткий
Расчетная
длина 10,
мм
100
50
и,зУТ0
5,65/7^
Площадь
попереч-
ного сече-
ния образ-
ца г0,
мм2
78,5
78,5
от 7 и
выше
Диаметр
образца
й0, мм
10
10
от 3 и
выше
Символы
для обо-
значения
кратности
образцов
°10
°5
&10
о5
дают менее точные результаты вследствие
искажения формы поперечного сечения.
В процессе постепенного нагружения об-
разцов при испытании меняется длина образца
и величина усилия, необходимого для рас-
тяжения.
В большинстве современных конструкций
машин для испытания на статическое растя-
жение зависимость между нагрузкой и дефор-
мацией образца записывается автоматически,
в виде так называемой диаграммы растяжения.
На диаграмме растяжения по оси ординат от-
кладывается нагрузка, а по оси абсцисс — со-
ответствующее ей удлинение образца. Типич-
ная диаграмма растяжения для малоуглероди-
стых сталей имеет т^КОЙ вид, -как показано на
рис. 16,
29
На диаграмме растяжения могут быть вы-
делены следующие важнейшие участки и
точки:
Рис. 16. Диаграмма растяжения
для малоуглеродистой стали.
1. На участке О — Рпц сохраняется закон
прямой пропорциональности между нагрузкой
Р и удлинением образца Д/. Нагрузка Рпц на-
зывается нагрузкой при пределе пропорцио*
нальности,
2. На участке Рпц55—Рт образец начинает
получать остаточные деформации,
3. Горизонтальный участок за точкой Рт ,
на котором образец получает значительное
остаточное удлинение без увеличения растяги-
вающих усилий, характеризует текучесть ме-
талла (Рт— нагрузка при пределе текучести).
4. За точкой Т нагрузка снова возрастает
30
до некоторой точки в, соответствующей макси-
мальной нагрузке Рв. При этом на образце по-
является утоньшение — шейка, диаметр кото-
рой постепенно уменьшается, до тех пор пока
не наступит разрыв образца. Наибольшее уси-
лие Рв, которое предшествует разрушению об-
разца, называется нагрузкой при временном
сопротивлении.
5. После образования шейки происходит па-
дение нагрузки, и при непрерывном уменьше-
нии сечения шейки в точке к происходит раз-
рыв образца при усилии Рк,
Если разделить нагрузки, соответствующие
указанным характерным точкам, на площадь
поперечного сечения образца до растяжения,
то можно определить следующие основные ме-
ханические характеристики материала: предел-
пропорциональности ( апц ), предел упругости
(ao>os)> предел текучести ( с0,2 ) и временное
сопротивление ( св). Из них наиболее часто
пользуются пределом текучести и временным
сопротивлением.
Предел текучести (физический) —
наименьшее напряжение, при котором образец
деформируется без заметного увеличения рас-
тягивающей нагрузки:

Значение усилия Рт для диаграмм растя-
жения различного вида определяется в соот-
ветствии с ГОСТ 1497—61 по схемам, приве-
денным на рис. 17,
Временное сопротивление —
31
Рис. 17. Определение нагрузки, соот-
ветствующей площадке текучести, в
зависимости от вида диаграммы.
условное напряжение, соответствующее макси-
мальному усилию, которое может выдержать
образец до разрушения:
Р
ав = -=Л кг/'мм2.
Го
При статическом растяжении определяются
также показатели, характеризующие пла-
стичность металлов, т. е. способность их
получать остаточную деформацию под дейст-
вием нагрузки.
Показателями пластичности являются: от-
носительное удлинение и сужение.
32
Относительное удлинение при
разрыве определяется как отношение прира-
щения длины образца (после разрыва) к его
расчетной длине:
8 = Ар^. ЮО о/0,
где /к — длина образца после разрыва, мм;
/о—расчетная (начальная) длина его, мм.
Относительное сужение при раз-
рыве определяется как отношение уменьшения
площади поперечного сечения образца (после
разрыва) к первоначальной площади его попе-
речного сечения:
♦ - Роу/к '100%,
где Р 0—начальная площадь поперечного се-
чения образца, мм2;
Рк—площадь поперечного сечения образ-
ца в месте разрыва, мм2.
Ударные испытания
Механические свойства гладких образцов,
определенные путем медленного повышения
нагрузки, во многих случаях не соответствуют
действительным условиям нагружения деталей
в работе, когда нагрузка возрастает очень бы-
стро. Поэтому возникает необходимость иссле-
довать свойства металла при быстро возра-
стающей нагрузке, иными словами — при уда-
ре. К сожалению, невозможно достаточно точ-
но определить нагрузку (напряжение) при
ударном разрушении. Поэтому при ударных
испытаниях определяют работу, затрачивае-
3 Зак. 975
33
мую на динамическое разрушение образца, т. е.
определяют ударную вязкость. Наиболее рас-
пространенным видом испытания на удар яв-
ляется испытание па ударный изгиб. При этом
испытании образец, положенный на две опоры,
разламывается ударом. Количество работы,
поглощенной образцом при разрушении уда-
ром, зависит от формы и размера образца, рас-
стояния между опорами, формы надреза и т. д.
ГОСТ 9454—60 рекомендует применять стан-
дартные образцы основного типа сечением
10x10 мм и с вырезом в средней части радиу-
сом г=1 мм на глубину 2 мм. Изменение фор-
мы и размеров образца и вообще изменение
условий испытания обычно дает совершенно
другие результаты. Рассмотрим схему удар-
ных испытаний, применяемых для определения
ударной вязкости (рис. 18).
\30°1
V
Рис. 18. Основные размеры опор и ножа маятника^
34
Сущность этого способа испытания состоит
в разрушении образца стандартных размеров
и формы при помощи падающего маятника.
Определяемая при этом испытании ударная
вязкость по ГОСТ 9454—60 характеризуется
работой, расходуемой на ударный излом об-
разца, отнесенной к рабочей площади его по-
перечного сечения в месте надреза.
Испытания образцов на ударный изгиб
проводятся на специальных маятниковых коп-
рах (рис. 19).
Рис. 19. Общий вид маятникового копра.
з* 35
Перед испытанием маятник 1 отводится на
некоторый угол, а затем падает. При падении
маятник разрушает образец 5, помещенный на
опорах копра, и, продолжая двигаться по
инерции, поднимается на меньший угол. Этот
угол взлета маятника отсчитывается после
испытания на шкале копра* по положению
стрелки указателя 2, находящейся в началь-
ный момент возле упора.
Работа удара Лн, затраченная на разруше-
ние образца, принимается равной разности
энергии маятника в его положениях до и после
удара. Она определяется обычно без всяких
подсчетов по шкале, градуированной непосред-
ственно в килограммо-метрах. Точность отсче-
та работы удара Ан не ниже 0,1 кем. По опре-
деленному на копре значению работы удара
Лн вычисляется значение ударной вязкости по
формуле:
д
аа = -у- кгм/см2,
где Р — площадь поперечного сечения образца
в месте надреза (до испытания), см2.
Испытания на ударную вязкость позволяют
выявить такие важные свойства некоторых
сталей, как красноломкость и хладноломкость.
Ударная вязкость оказывается очень чувстви-
тельной к изменению структуры металла. Так,
например, укрупнение зерна, незначительно
отражающееся на статических механических
свойствах металлов и сплавов, резко повыша-
ет способность к хрупкому разрушению.
36
Определение твердости
Способ оценки механических свойств ме-
талла по показателям твердости является са-
мым распространенным. Под твердостью пони-
мают свойство металла сопротивляться про-
никновению в него более твердого тела, не
получающего остаточных деформаций при
испытании. Особенность испытаний для опре-
деления твердости состоит в том, что они могут
быть проведены непосредственно на деталях
без их разрушения и без изготовления специ-
альных образцов. Поэтому в ряде случаев
ограничиваются только определением твердо-
сти без сложных и требующих значительной
затраты времени испытаний на разрыв.
Существует несколько способов определе-
ния твердости. Приведем описание важнейших
из них.
Твердость по Бринеллю (ГОСТ
9012—59) определяется путем вдавливания в
поверхность испытуемого металла очень твер-
дого стального закаленного шарика диамет-
ром 10; 5 или 2,5 мм под действием значитель-
ной нагрузки (до 3 г) в течение определенного
времени. В результате этого на поверхности
изделия остается сферический отпечаток неко-
торого диаметра d (рис. 20, а).
Число твердости по Бринеллю обозначает-
ся знаком НВ и определяется как отношение
приложенной нагрузки Р к площади сфериче-
ской поверхности отпечатка:
37
Твердость по Бринеллю — величина раз-
мерная и выражается в кг/мм2, но в справоч-
ных таблицах и технической документации
указание размерности обычно опускается.
Чтобы избежать длительных вычислений,
на практике пользуются специальными табли-
цами для определения числа твердости в зави-
симости от диаметра отпечатка, диаметра ша-
рика и нагрузки. Замерив после снятия нагруз-
ки при помощи специальной лупы диаметр
отпечатка й, по этим таблицам непосредствен-
но находят соответствующее число твердости.
Величина нагрузки Р, действующей на ша-
рик, выбирается в зависимости от материала и
толщины испытываемого изделия.
Точность измерения диаметра отпечатка
должна быть в пределах ±0,01 мм.
Определение твердости стальным шариком
может производиться при значениях НВ не бо-
лее 450, так как при больших значениях твер-
дости деформируется сам шарик и значения
твердости могут устанавливаться только при-
близительно.
Твердость по Роквелу определяет-
ся путем вдавливания в испытуемый образец
стального шарика диаметром 1,588±0,001 мм
или алмазного конуса с углом при вершине
120°±0,5°. Алмазный конус применяется для
испытания твердых металлов (например, за-
каленной стали), а стальной шарик — для ис-
пытания более мягких металлов.
Применение алмазного наконечника позво-
ляет производить измерения твердости метал-
лов с ЯВ>450.
Нагружение шарика или конуса произво-
38
дится, согласно ГОСТ 9013—59, действием двух
последовательно прилагаемых нагрузок —
предварительной Р01 равной 10 кг, а затем
окончательной Р, равной (в сумме с предвари-
тельной) 60, 100 или 150 кг. Предварительная
нагрузка в 10 кг дается с целью установить
одинаково плотное соприкосновение между ал-
мазом (или шариком) и образцом, и таким
образом избежать ошибок, вызываемых раз-
личной чистотой обработки поверхности испы-
тываемых образцов.
Числа твердости по Роквелу определяются
в зависимости от разности в глубине внедре-
ния конуса или шарика при предварительной
и окончательной нагрузках (рис. 20, б). Чем
39
Рис. 20. Схема способов
определения твердости:
а — по Бринеллю; б — по Рок-
велу; в — по Викерсу.
тверже металл, тем на меньшую глубину про-
никает алмаз или шарик и тем большим будет
число твердости. За единицу твердости приня-
та величина, соответствующая осевому пере-
мещению наконечника на 0,002 мм.
Практически на приборе Роквела число
твердости после измерения автоматически по-
казывается на циферблате индикатора. Ци-
ферблат имеет 100 делений и две шкалы —
черную и красную. Градуировка шкалы вы-
полняется обратной, т. е. большему углубле-
нию шарика или конуса соответствует меньшая
цифра. При испытании алмазным конусом от-
счеты производятся по черной шкале (шка-
ла С), а при вдавливании стального шарика —
по красной (шкала В).
Так как значения твердости по Роквелу, за-
меренные по разным шкалам, несравнимы
между собой, то при испытаниях к числу твер-
дости Н# добавляют индекс, обозначающий
шкалу, по которой проводилось испытание, на-
пример: НЯС, НКВ, НЯА.
Нагрузка и соответственно шкала для ис-
пытаний выбираются по табл. 2.
Способ Роквела применяется для опреде-
ления твердости термически обработанных де-
талей, для изделий небольших габаритов и ма-
лых толщин. Вследствие того, что измерение
глубины вдавливания, а следовательно и по-
казателей твердости, производится автомати-
чески, производительность прибора Роквела
достаточно высока.
Определение твердости по Ви-
ке р с у (ГОСТ 2999—59) производится путем
вдавливания в испытуемый образец четырех-
40
Таблица 2
Выбор шкалы для определения твердости
по Роквелу
ЗПриближенные
значения твер-
дости по
Бринеллю,
НВ \
60—230
230—700
Свыше 700
Обозначение
шкалы Рок-
вела
Красная — В
Черная — С
Черная — А
Вид нако-
нечника
Стальной
шарик
Алмазный
конус
Алмазный
конус
Нагрузка Р,
кг
100
150
60
Обозначение
твердости по
Роквелу
няв
ннс
\НЯА
Допустимые
пределы
шкалы
25—100
20—67
70-85
гранной алмазной пирамиды с углом между
противоположными гранями а=136°±0,5°. При
этом на шлифованной или полированной по-
верхности образца получается микроскопиче-
ский пирамидальный отпечаток, диагональ ко-
торого принято обозначать через й (рис. 20, в).
Число твердости НУ, определенное этим
способом в соответствии с ГОСТ 2999—59, рав-
но отношению нагрузки Р к площади поверх-
ности полученного отпечатка (Р):

Величина нагрузки Р выбирается в соот-
ветствии с толщиной образца и твердостью
испытуемого материала по табл. 3.
Как видно из описания, испытание твердо-
сти по Викерсу имеет много общего с испыта-
41
Таблица 3
Рекомендуемые нагрузки при определении
твердости по Викерсу
Толщина
испытуемого
образца, мм
0,3—0,5
0,5-1
1—2
2—4
Свыше 4
Твердость, НУ
20—50
50—100
100-300
Рекомендуемые нагрузки,
—
5; 10
10; 20
20; 50
—
5; 10
20; 50
30; 50
—
5; 10
10; 20
20; 50
50
300—900
кг
5; 10
10; 20
20; 30
30; 50
50; 100
нием по Бринеллю и твердость НЕ и НУ до
значений 450 практически совпадает.
Определение твердости по Викерсу сводит-
ся к вдавливанию в испытуемую поверхность
алмазной пирамиды и последующему замеру
диагонали получаемого отпечатка. Для этого
в прибор вмонтирован микроскоп, окуляр-мик-
рометр которого позволяет измерять диагона-
ли отпечатков с точностью ±0,002 мм для диа-
гоналей длиной свыше 0,2 мм и с точностью
±0,001 мм — для диагоналей длиной менее
0,2 мм. По замеренному значению диагонали
отпечатка (I, пользуясь специальными табли-
цами, вычисленными для различных нагру-
зок Р, определяется число твердости НУ
Способ Викерса применяется для опреде-
ления твердости небольших по габаритам де-
талей и инструментов, металлов высокой твер-
дости, весьма малых сечений и тонких наруж-
ных слоев термически обработанных изделий.
42
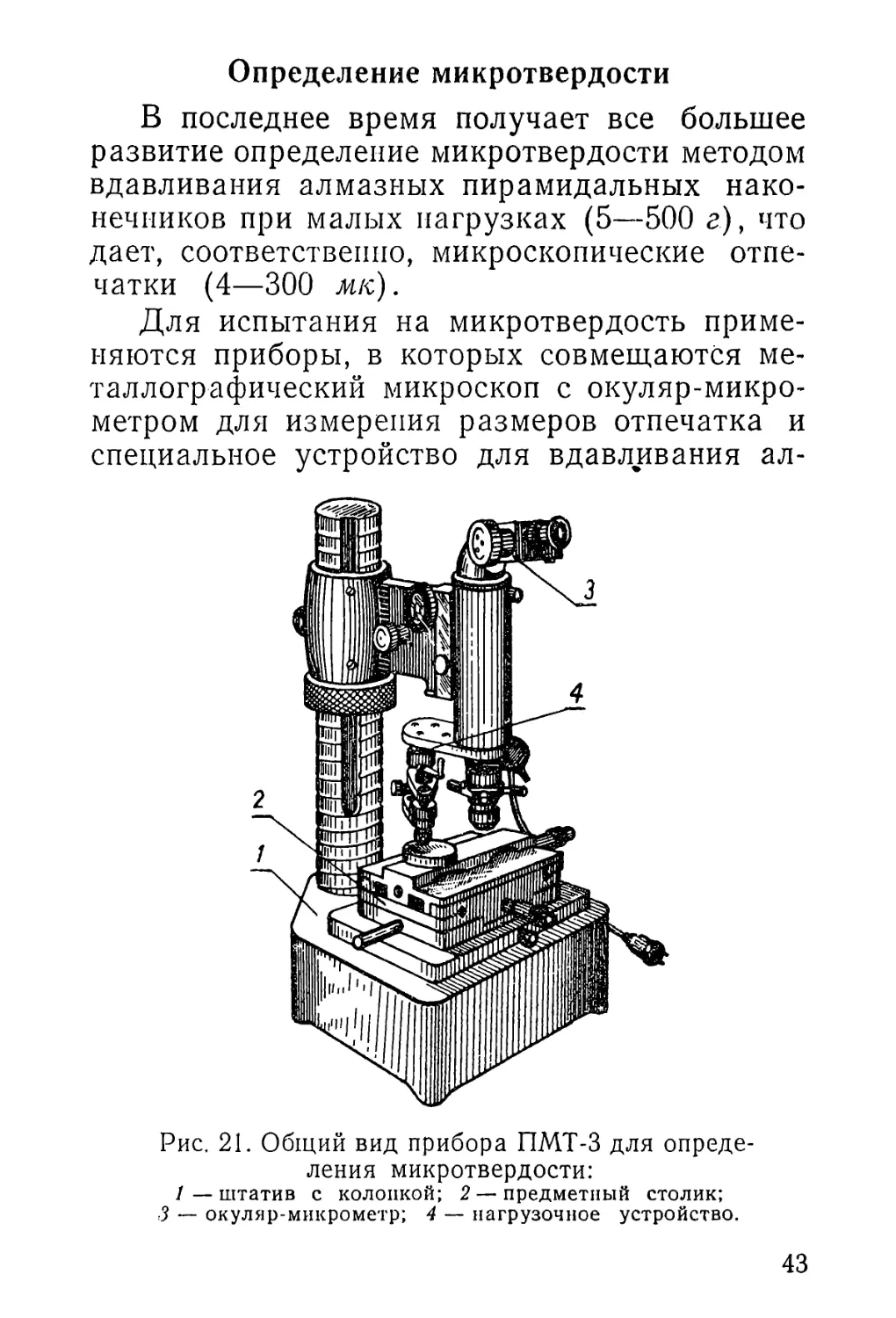
Определение микротвердости
В последнее время получает все большее
развитие определение микротвердости методом
вдавливания алмазных пирамидальных нако-
нечников при малых нагрузках (5—500 г), что
дает, соответственно, микроскопические отпе-
чатки (4—300 мк).
Для испытания на микротвердость приме-
няются приборы, в которых совмещаются ме-
таллографический микроскоп с окуляр-микро-
метром для измерения размеров отпечатка и
специальное устройство для вдавливания ал-
Рис. 21. Общий вид прибора ПМТ-3 для опреде-
ления микротвердости:
/—штатив с колонкой; 2 — предметный столик;
3 — окуляр-микрометр; 4 — нагрузочное устройство.
43
мазной пирамиды под небольшими нагрузками
(рис. 21).
Метод определения микротвердости позво-
ляет выявить твердость отдельных структур-
ных составляющих сплавов в различных частях
их кристаллических зерен и определить твер-
дость поверхностных слоев металла практиче-
Рис. 22. Микроотпечатки алмазной пирамиды
в карбидном сплаве.
ски любой толщины при различных способах
обработки поверхности.
По величине диагонали отпечатка й, изме-
ренной под микроскопом, число твердости, по-
лучаемое в единицах, соответствующих НУ,
определяется как отношение нагрузки к пло-
щади поверхности пирамидального отпечатка
(ГОСТ 9450—60).
Числа микротвердости могут определяться
по таблицам в зависимости от величины диаго-
нали отпечатка й.
Для определения микротвердости поверх-
44
^
ность испытуемой детали должна быть плоской
и полированной.
Приведенный на рис. 22 вид отпечатков ал-
мазной пирамиды в различных структурных
составляющих наглядно показывает возмож-
ности исследования структурной неоднород-
ности сплавов этим методом: чем тверже
структурная составляющая сплава, тем мень-
шим получается отпечаток. Применение мето-
да микротвердости позволяет исследовать
структурную неоднородность сплавов, метал-
лических покрытий и других тонких поверх-
ностных слоев металла. Определение микро-
твердости показало, что твердость отдельных
зерен сложного состава может во много раз
превышать среднее значение твердости.
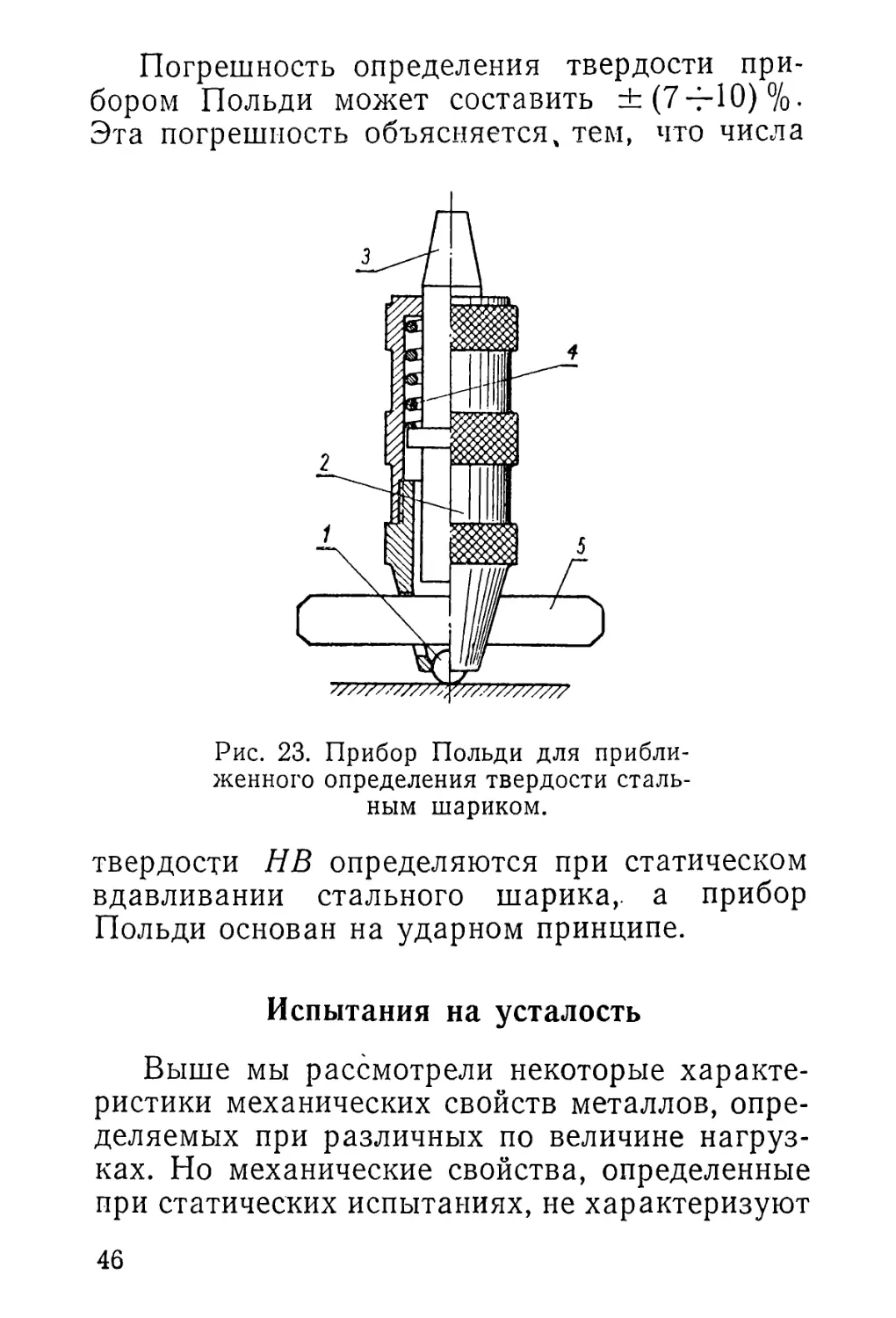
Определение твердости прибором Польди
Для приближенного определения твердости
массивных заготовок или деталей пользуются
переносными приборами. Применяемый для
этой цели прибор Польди (рис. 23) состоит из
корпуса 2 с шариком 1, бойка 3 и спиральной
пружины 4. В прибор закладывается эталон-
ный образец — брусок 5 с заранее определен-
ной твердостью НВ0.
При ударе молотком по бойку прибора ша-
рик вдавливается одновременно в поверхность
испытуемой детали и в эталонный брусок.
Твердость изделия (НВ) определяется пу-
тем сравнения диаметров отпечатков на по-
верхности металла и на эталонном бруске. Для
этого пользуются специальными таблицами,
прилагаемыми к прибору.
45
Погрешность определения твердости при-
бором Польди может составить ±(7-г-10)%.
Эта погрешность объясняется, тем, что числа
Рис. 23. Прибор Польди для прибли-
женного определения твердости сталь-
ным шариком.
твердости НВ определяются при статическом
вдавливании стального шарика,, а прибор
Польди основан на ударном принципе.
Испытания на усталость
Выше мы рассмотрели некоторые характе-
ристики механических свойств металлов, опре-
деляемых при различных по величине нагруз-
ках. Но механические свойства, определенные
при статических испытаниях, не характеризуют
46
сопротивления материала переменным нагруз-
кам. Нагрузки на детали во время их службы
могут меняться не только по величине, но.и по
знаку. Такие переменные нагрузки вызывают
в металле переменные (пульсирующие) напря-
жения, меняющие свою величину и знак. На-
пример, коленчатый вал автомобильного дви-
гателя при работе испытывает в поверхностных
слоях шеек попеременно то растягивающие, то
сжимающие напряжения. Большинство других
деталей машин и механизмов — валы, шатуны,
пальцы, шестерни и т. д. работают также в
условиях пульсирующих переменных напря-
жений. Для практики очень важно установить,
как ведут себя металлы в условиях знакопере-
менного нагружения и какие напряжения они
смогут выдержать без разрушения, без опасно-
сти поломки.
В подавляющем большинстве случаев на-
грузка на детали изменяется циклически, т. е.
увеличивается от определенного значения, про-
ходит через максимум и затем уменьшается
до исходной величины. В дальнейшем такой
цикл повторяется.
Явления разрушения металлов под дейст-
вием переменной (циклической) нагрузки на-
зываются усталостью.
Характерными признаками разрушения ме-
талла от усталости являются:
а) отсутствие заметных внешних признаков
пластической деформации;
б) наличие на поверхности разрушения
двух резко отличных друг от друга областей:
области развития трещины усталости с глад-
кой поверхностью (/) и области конечного раз-
47
рушения (2) с шероховатой поверхностью и со
следами хрупкого кристаллического излома
(рис. 24).
Основной задачей испытания на выносли-
вость (на усталость) является определение
так называемого предела усталости.
Рис. 24. Излом усталости.
Определение предела усталости при изгибе
консольно вращающихся образцов произво-
дится по схеме, изображенной на рис. 25.
В патроне 1, получающем вращение от при-
вода машины, закрепляется своим утолщен-
ным концом цилиндрический образец 2. На
Рис. 25. Схема испытания на усталость.
48
противоположном конце образца подвеши-
вается груз Р, действующий на образец через
шарикоподшипник 3. Верхние волокна образ-
ца испытывают напряжение растяжения, а
нижние — сжатия. За каждый полный оборот
образца осуществляется цикл нагружения.
В соответствии с ГОСТ 2860—45 за предел
усталости принимается наибольшее напряже-
ние, при котором образец выдерживает без
разрушения заданное число циклов, принимае-
мое за базу испытания.
Предел усталости стальных образцов опре-
деляют на базе 5—10 миллионов циклов, а об-
разцов из легких литейных сплавов — на базе
20 миллионов циклов.
Для получения сравнимых результатов не-
обходимо стремиться к полному совпадению
условий испытания и состояния образца. На
предел усталости, кроме внутреннего строения
металла, оказывают влияние: качество обра-
ботки поверхности образцов; упрочнение по-
верхности путем дробеструйной обработки, на-
катки и др.; форма образца и наличие надре-
зов; абсолютные размеры образцов и т. д.
Так как усталостные трещины начинают
обычно расти с поверхности детали, борьба с
-усталостью, помимо подбора более прочного
материала, заключается главным образом в
улучшении состояния и упрочнении поверхно-
сти. Это достигается: а) химико-термической
обработкой металлов; б) механической обра-
боткой (шлифовка, полировка, наклеп поверх-
ностного слоя путем обкатки роликом или
быстро летящей струей стальной либо чугун-
ной дроби); в) поверхностной закалкой токами
4 Зак. 975
49
высокой частоты. Этими мерами можно повы-
сить предел усталости на несколько десятков
процентов.
Особенно часто (преимущественно в высо-
копрочных сталях) причинами усталостных
изломов служат резкие изменения формы де-
талей (выкружки малого радиуса, шпоночные
канавки, надрезы, отверстия), вызывающие
концентрацию напряжений и являющиеся ме-
стами первоначального образования усталост-
ных трещин. Поэтому особое значение имеет
здесь правильный выбор конструкции.
Чем выше статическая прочность материа-
ла ( ов), тем большее значение имеет состоя-
ние поверхности для усталостной прочности.
Например, если принять предел усталости по-
лированного образца за 100%, то при ухудше-
нии состояния поверхности предел усталости
изменяется очень широко, что видно из табл. 4.
Таблица 4
Влияние качества поверхности на предел
усталости
Вид механической
обработки
Полирование
Суперфиниш
Чистовое шлифование
Грубое шлифование
Фрезерование
Изменение
ств =
48 кг/мм2
100
95
93
90
70
предела усталости, %
ств =
96 кг/мм2
100
93
90
80
50
ств =
140 кг/мм2
100
90
88
70
35
50
Если изделие подвергнуть такой предвари-
тельной обработке, при которой на поверхно-
сти образуются остаточные напряжения сжа-
тия, то после приложения нагрузки эти напря-
жения вычитаются из напряжений растя-
жения, что уменьшает развитие усталостной
трещины.
Испытания на износ
При определении свойств металлов и спла-
вов особую группу представляют испытания на
износ. Работа машины всегда сопровождается
трением ее деталей в местах подвижных сое-
динений. В результате этого поверхности изна-
шиваются — происходит постепенное измене-
ние их качества, формы и размеров, меняются
величины зазоров. Это нарушает нормальную
работу сопряжений.
Износ детали машины или образца обычно
оценивается изменением линейного размера в
направлении, нормальном к поверхности (ли-
нейный износ).
На рис. 26 представлена схема испытания
на износ подшипникового сплава. При испы-
тании определяется износ подшипника по тол-
щине (Л), соответствующий п оборотам вала,
а затем строится графическая зависимость ве-
личины износа от пути трения в виде диаграм-
мы изнашивания (рис. 27).
Показателем износоустойчивости является
интенсивность износа i, представляющая отно-
шение линейного износа (Δh) к пути трения
(Δs), за который произошел износ
(i = Δh Δs).
4*
51
Рис. 26. Схема испытания
на износ.
Путь трения S
Рис. 27. Диаграмма изнашивания.
52
ЛинейнЬ/й износ h
На диаграмме изнашивания можно выде-
лить следующие стадии изнашивания:
I — период приработки деталей. Он состоит
в постепенном изменении прилегающих по-
верхностей трения — сглаживаются мельчай-
шие неровности, изменяется шероховатость
поверхности, т. е. происходит изменение мик-
рогеометрии поверхностей трения. Одновре-
менно может происходить изменение свойств
поверхностных слоев трущихся материалов.
Во время приработки интенсивность износа
постепенно снижается. Отметим, кстати, что
часто выполняемая слесарем работа по при-
шабровке подшипников, направляющих и дру-
гих деталей скольжения имеет целью умень-
шение износа в период приработки;
II — период нормальной работы. В этот пе-
риод интенсивность износа г остается постоян-
ной, что является характерным для нормаль-
ной эксплуатации узла трения;
III — период аварийного износа. Он может
наступить при неблагоприятном изменении
условий трения — прекращении подачи смаз-
ки, резком увеличении нагрузки и т. д.
МЕТОДЫ ИСПЫТАНИЯ
ТЕХНОЛОГИЧЕСКИХ СВОЙСТВ
МЕТАЛЛОВ
В соответствии с ОСТ 1682 технологиче-
скими пробами называются испытания, выяв-
ляющие способность металла принимать опре-
деленные деформации или воздействия, подоб-
ные тем, которые металл должен испытывать
при его обработке или в условиях дальнейшей
53
его службы в виде изделия. Некоторые виды
технологических испытаний, с которыми при-
ходится встречаться слесарю, приведены ниже.
Проба на загиб в холодном и нагретом
состоянии (ОСТ 1683)
Проба на загиб служит для определения
способности металла принимать без повреж-
дений заданный по размерам и форме загиб.
Размеры и форма образцов для этой пробы
зависят от рода материала. Так, для материа-
ла листового, профильного (уголки, швелле-
ры и т. д.) и полосового шириной болыие
100 мм толщина образца a должна быть равна
толщине испытуемого металла для сохранения
поверхностного слоя; ширина берется равной
b = 2a (но не меньше 10 cм), длина образца
равна L = 5a+150 мм.
Для пруткового металла (круглого, квад-
ратного и т. д.) и для полосового шириной
меньше 100 мм отрезается образец длиной
L = 5a+150 мм (где a — толщина образца);
поперечное сечение образца равно поперечно-
му сечению материала.
Образцы вырезаются в холодном состоя-
нии механическим путем. Острые ребра опили-
ваются (не более чем на 2 мм). Проба состоит
в загибе образца на установке, схема которой
представлена на рис. 28.
Проба может производиться в холодном
или в нагретом состоянии. Образец считается
выдержавшим пробу, если в нем после загиба
отсутствуют трещины, надрывы, расслоения
или излом.
54
L = 5a +150лнм
Рис. 28. Схема установки для испытания
на загиб.
В соответствии с ГОСТ 380—60 для углеро-
дистых сталей обыкновенного качества произ-
водятся испытания на загиб в холодном со-
стоянии по нормативам, приведенным в табл. 5.
Проба на осадку в холодном состоянии
(по ГОСТ 8817—58)
Для определения способности металла при-
нимать заданную по размерам и форме дефор-
мацию сжатия применяется проба на осадку.
Образец для этой пробы отрезается от прут-
ка и имеет диаметр d, равный диаметру испыты-
ваемого металла, а высоту h, равную удвоен-
ному диаметру (для стали) или полутора диа-
метрам (для сплавов алюминия). Торцовые
плоскости образца должны быть перпендику-
лярными его оси. Осадка производится в хо-
лодном или горячем состоянии под прессом.
55
механическим или пневматическим молотом до
заданной техническими условиями высоты h
(рис. 29).
Таблица 5
Условия испытаний на загиб для углеродистых сталей
Примечание: Сталь марок Ст. 6 и Ст. 7 на загиб
в холодном состоянии не испытывается.
56
Рис. 29. Образец для испытания на осадку
(а) и вид образца после осадки (б).
На~180° вокруг оправ-
ки диаметром, равным
тройной толщине образца
На 180° вокруг оправ-
ки диаметром, равным
двойной толщине образца
На 180° до соприкос-
новения сторон
Ст. 1, Ст. 2,
Ст. 3
Ст. 0,
Ст. 4
Ст. 5
Марки стали
Условия испытаний
Эскиз
Признаком того, что образец выдержал
пробу, служит отсутствие в нем после осадки
трещин, надрывов или излома. Л
Проба на перегиб (по ОСТ 1688)
Проба на перегиб служит для определения
способности металла выдерживать многократ-
ный загиб и разгиб и применяется для прутков
и проволоки фасонного сечения площадью не
свыше 120 мм2 и для полосового и листового
металла толщиной не свыше 5 мм.
Во всех случаях испытания образец выре-
зается так, чтобы сохранился поверхностный
слой; длина образца примерно 150 мм.
Загиб образца производится в тисках попе-
ременно в правую и левую стороны на 90° со
скоростью не свыше 60 перегибов в минуту.
Губки должны выполняться с определенным
радиусом закругления (2, 4, 6, 8 или 10 мм);
радиус указывается в технических условиях на
поставку.
Признаком того, что образец выдержал
пробу (заданное число перегибов), служит от-
сутствие после"пробы расслоений, отслаива-
ний, надрывов, трещин или излома как в ме-
талле образца, так и в его покровном слое
(оцинковка, полуда и т. д.). ОСТ 1688 рекомен-
дует пробу на перегиб доводить до разрушения
образца с определением соответствующего чис-
ла перегиба.
Проба на расплющивание (по ГОСТ 8818—58)
Проба на расплющивание применяется для
прокатного металла — полосового, пруткового,
листового и для головок заклепок.
57
Образцы для этой пробы отрезаются от
концов прутков и от полос (при пробе их в на-
гретом состоянии) без изменения поперечного
сечения материала.
Рис. 30. Проба на расплющивание:
а — полосы; б — головки заклепки.
Образцы из полос и листов для пробы в хо-
лодном состоянии имеют форму полос, ширина
которых в три раза больше толщины.
Проба (рис. 30, а) заключается в расплю-
щивании образца при помощи пресса, механи-
ческого или пневматического молота до полу-
чения полосы шириной, соответствующей тех-
ническим условиям (длина сплющенной поло-
сы должна быть равна двойной ширине).
Проба на расплющивание головок закле-
пок (рис. 30, б) производится до значения диа-
метра Д заданного техническими условиями.
Проба может выполняться в холодном или
нагретом состоянии металла. Качественный
58
образец после расплющивания не должен да-
вать трещин или надрывов.
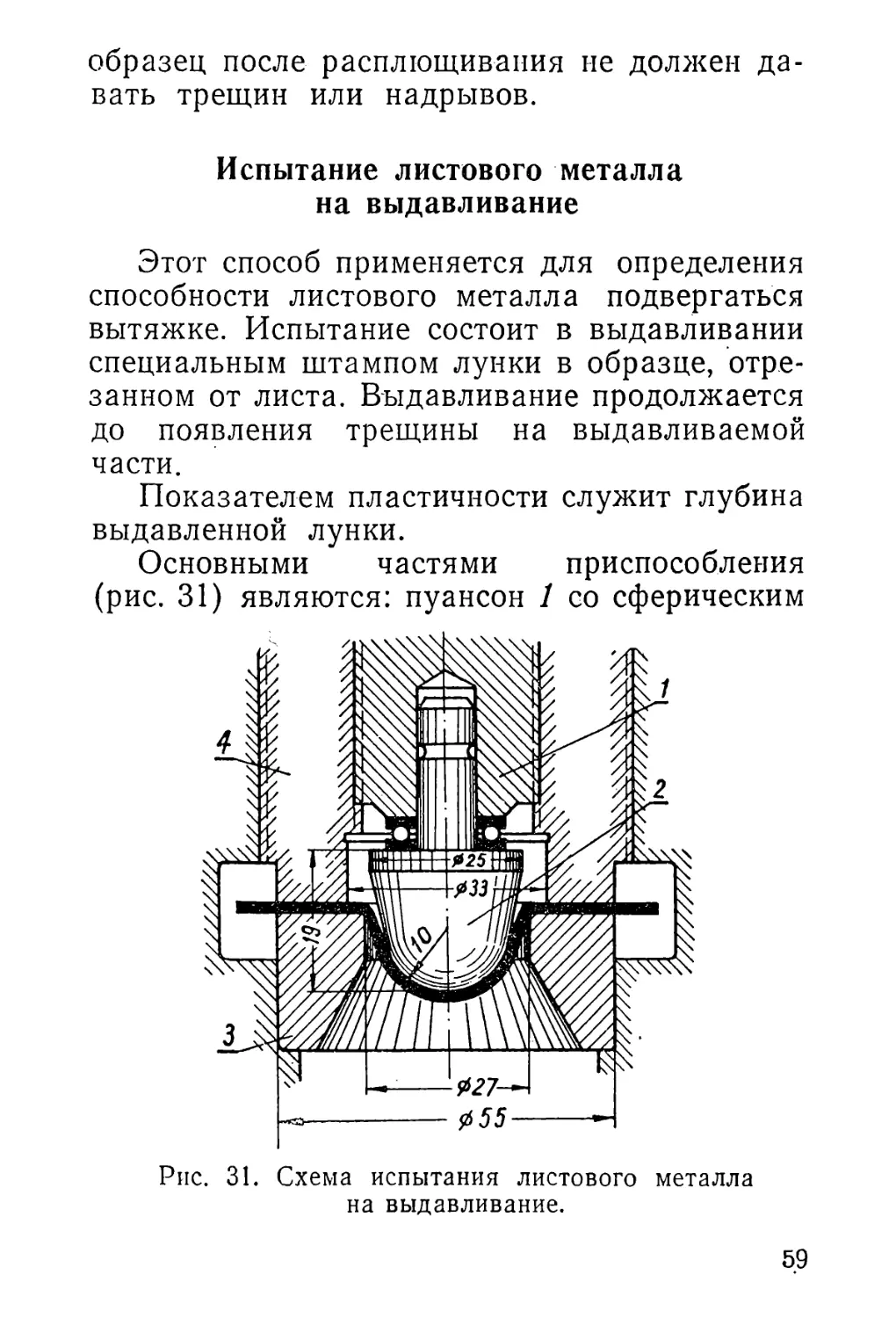
Испытание листового металла
на выдавливание
Этот способ применяется для определения
способности листового металла подвергаться
вытяжке. Испытание состоит в выдавливании
специальным штампом лунки в образце, отре-
занном от листа. Выдавливание продолжается
до появления трещины на выдавливаемой
части.
Показателем пластичности служит глубина
выдавленной лунки.
Основными частями приспособления
(рис. 31) являются: пуансон / со сферическим
Рис. 31. Схема испытания листового металла
на выдавливание.
59
наконечником 2, вращающийся в шарикопод-
шипнике, матрица 3 и прижим 4.
Прижатый к матрице при помощи прижима
образец выдавливается в средней части при
медленном перемещении пуансона. Появление
трещины при испытании устанавливается при
помощи зеркала, закрепленного на специаль-
ном кронштейне.
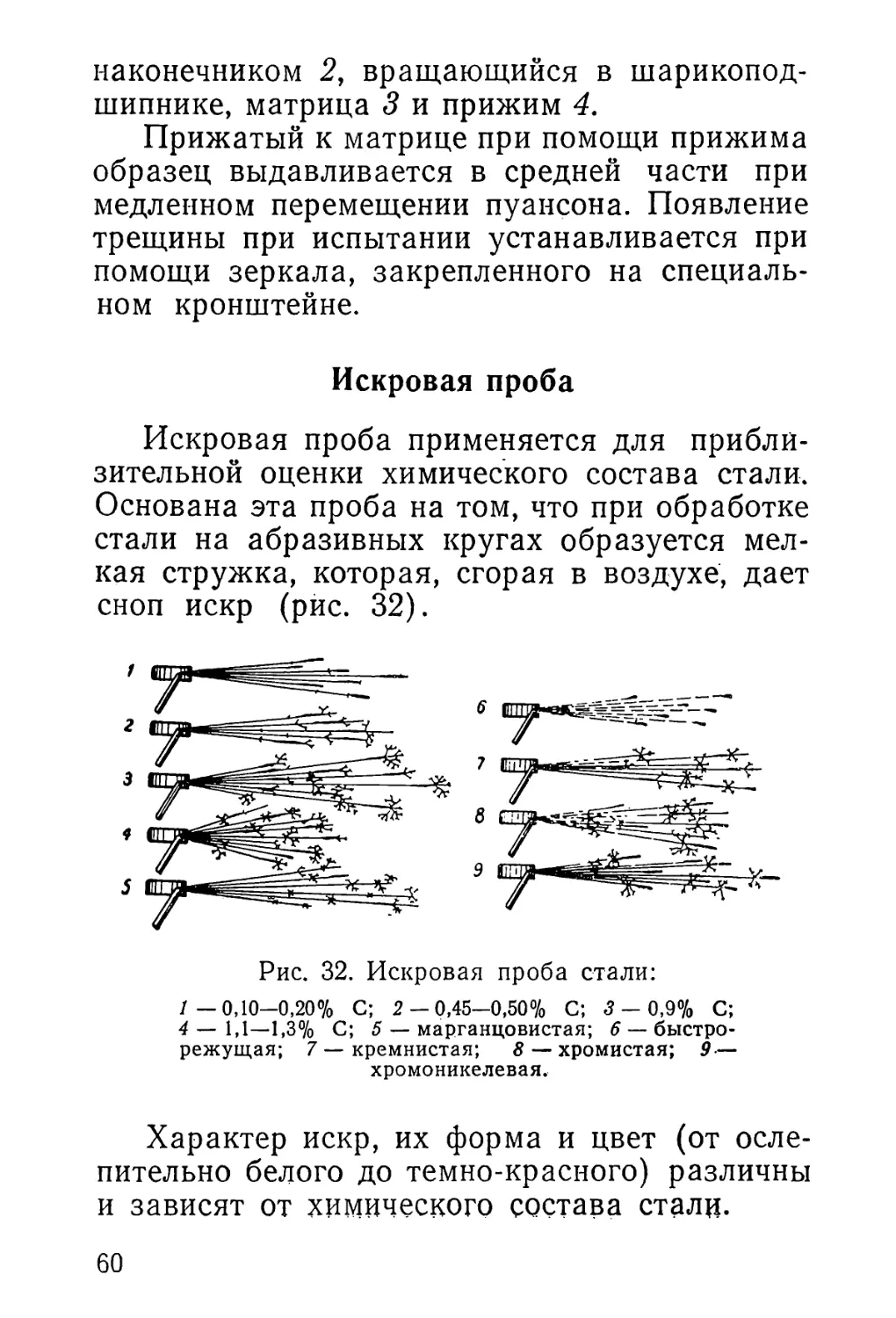
Искровая проба
Искровая проба применяется для прибли-
зительной оценки химического состава стали.
Основана эта проба на том, что при обработке
стали на абразивных кругах образуется мел-
кая стружка, которая, сгорая в воздухе, дает
сноп искр (рис. 32).
Рис. 32. Искровая проба стали:
/—0,10-0,20% С; 2-0,45-0,50% С; 5-0,9% С;
4 — 1,1—1,3% С; 5 — марганцовистая; 6 — быстро-
режущая; 7 — кремнистая; 8 — хромистая; 9—
хромоникелевая.
Характер искр, их форма и цвет (от осле-
пительно белого до темно-красного) различны
и зависят от химического состава стали.
60
Таблица 6
Искровая проба стали
61
Вид стали
Мягкая углеродистая
сталь (0,12% С)
Углеродистая сталь
(0,5% С)
Углеродистая сталь
(0,9% С)
Углеродистая сталь
(1,2°/о С)
Марганцовистая сталь
(10—14% Мп)
Быстрорежущая сталь
(9% W, 4% Сг)
Кремнистая сталь
Хромистая сталь
Хромоникелевая сталь
Характер искр
Гладкие светлые линии с не-
большими утолщениями на кон-
цах
Тонкие светло-желтые линии
со звездочками на концах
Длинные светло-желтые ли-
нии с крупными звездочками на
концах
Короткий сноп тонких светло-
желтых линий с частыми звез-
дочками
Тонкие и длинные светло-жел-
тые линии с крупными звездоч-
ками
Темно-красные прерывистые ис-
кры, шарообразные на концах
Светло-желтые линии с часты-
ми мелкими звездочками
Бледно-желтые прерывистые
линии с крупными редкими звез-
дочками
Толстые прерывистые искры с
крупными звездочками на концах
По мере увеличения углерода в стали сноп
искр укорачивается, а цвет искр делается тем-
нее. При известном навыке по искре, образую-
щейся при этой пробе, слесарь может почти
безошибочно определять состав углеродистой
стали с точностью до 0,1% углерода.
Определение сорта легированных сталей по
искровой пробе гораздо труднее, для этого ну-
жен большой опыт.
Характеристика искровой пробы для неко-
торых сталей дана в табл. 6.
ПРИМЕНЕНИЕ СТАЛЕЙ
В МАШИНОСТРОЕНИИ
Классификация стали
При выполнении слесарных операций сле-
сарь встречается с самыми различными мате-
риалами, из которых изготовляются как при-
меняемые им инструменты и станки, так и об-
рабатываемые детали.
Наибольшее распространение для произ-
водства деталей машин имеют различные мар-
ки стали и чугуна.
К стали относятся сплавы железа с уг-
леродом и некоторыми другими элементами,
содержащие до 2% углерода. В стали также
присутствуют примеси- кремния, марганца, се-
ры, фосфора и др.
По химическому составу сталь делится на
две большие группы: углеродистую и легиро-
ванную.
Свойства углеродистой стали за-
висят в основном от содержания углерода
62
(С). Эта сталь разделяется на низкоуглероди-
стую— с содержанием С до 0,25%, средне-
углеродистую — с содержанием С от 0,25 до
0,6, %, высокоуглеродистую — с содержанием
С от 0,6 до 2,0%.
Легированная сталь содержит в
своем составе легирующие элементы, т. е. при-
меси, специально вводимые для получения тре-
буемых свойств. Легирующими элементами яв-
ляются кремний, марганец, хром, никель, воль-
фрам, ванадий, молибден, титан, алюминий
и др.
Сера и фосфор являются вредными приме-
сями в сталях. Сера сообщает стали свойство
красноломкости, т. е. повышенную хрупкость
при нагреве. Фосфор делает сталь хладнолом-
кой, т. е. повышает хрупкость стали при по-
ниженных температурах.
Однако в некоторых случаях содержание
серы в стали может быть очень высоким — до
0,3%. Это обеспечивает получение хрупкой
структуры, облегчающей механическую обра-
ботку изделий. Многие слесари знают назва-
ние такой стали — автоматная. О ней будет
сказано ниже.
По назначению сталь бывает:
конструкционная — для изготовления де-
талей машин;
инструментальная — для изготовления ин-
струмента;
сталь с особыми свойствами — для деталей
специального назначения (жаропрочная сталь,
кислотоупорная, износоустойчивая и т. д.).
Поскольку в слесарном деле наиболее ши-
роко применяются материалы, идущие для из-
63
готовления деталей машин и инструментов,
приведем только характеристики конструкци-
онных и инструментальных сталей, не рассмат-
ривая сталей с особыми свойствами.
Конструкционные стали
Конструкционные стали в зависимости от
своего химического состава делятся на стали
обыкновенного качества, повышенного каче-
ства и качественные.
Углеродистые конструкционные стали обык-
новенного и повышенного качества (по ГОСТ
380—60) находят широкое применение в маши-
ностроении, являясь основным материалом для
изготовления деталей доашин, станков, метал-
локонструкций, болтогаечных и других изде-
лий. Эти стали используются преимуществен-
но для изготовления деталей, не требующих
термической обработки, а также для термо-
обработанных (но не очень ответственных) де-
талей. Некоторые примеры их применения при-
ведены в табл. 7.
Второй группой углеродистых конструкци-
онных сталей является сталь качественная. Со-
гласно ГОСТ 1050—60, качественная конструк-
ционная углеродистая сталь поставляется
по химическому составу и механическим свой-
ствам.
Качественная углеродистая сталь (33 мар-
ки) применяется для изготовления ответствен-
ных деталей, подвергаемых термической обра-
ботке, а также для холодной штамповки-вы-
тяжки (табл. 8).
64
Таблица 7
Характеристика некоторых углеродистых
конструкционных сталей обыкновенного качества
Марка
стали
Ст.О, МСт.О,
БСт.О
Ст.2,
МСт.2кп
Ст.З, МСт.З,
БСт.З
Ст.5, МСт.5,
БСт.5
Ст.6, МСт.6,
БСт.6
Характеристика и примерная область применения
Малоуглеродистая сталь, применяемая
для малонагруженных и неответственных
деталей (простые шайбы, подкладки, ко-
сынки, угольники, кожухи, обшивки и т. д.)
Высокопластичная, хорошо свариваемая
сталь. Идет на изготовление деталей, ра-
ботающих при небольших напряжениях,
но требующих вязкости (штампуемые, гну-
тые и т. д.)—- винты, шурупы, болтогаеч-
ные изделия, заклепки. Сталь марки Ст.2
используется для цементуемых деталей.
Вязкая ковкая сталь, хорошо штампует-
ся и сваривается. Применяется для из-
готовления кронштейнов, рычагов, осей, рам,
крепежных изделий и т. д.
Хорошо обрабатываемая сталь. Приме-
няется для изготовления рам машин, ва-
лов, осей, шатунов, пальцев, звеньев цепей
транспортеров и т. д.
Сталь повышенной прочности, плохо
сваривается, удовлетворительно обрабаты-
вается. Применение ограниченное — для
осей, валов, кривошипов, установочных
штифтов, шпонок и др.
5 Зак. 975
65
Таблица 8
Характеристика некоторых марок качественной
конструкционной углеродистой стали
66
Марка стали
10
15, 15Г
20
25
ЗОГ
Характеристика и примерная область применения
Малоуглеродистая сталь высокой пла-
стичности и свариваемости
Для цементуемых деталей (втулки, ро-
лики, звездочки, зубчатки) и для деталей,
штампуемых холодной высадкой и вытяж-
кой
Для цементуемых деталей (зубчатки
цепных передач, шестерни, валики, втул-
ки, ролики), для болтов, гаек, шпилек и
других малонагруженных, термически не-
обрабатываемых деталей; для сварных из-
делий
Пластичность и свариваемость хорошая.
Для малонагруженных деталей, требую-
щих вязкости (рычаги, втулки и др.), для
цементуемых и цианируемых деталей (ро-
лики, шестерни, втулки, пальцы и т. д.)
Для изготовления деталей, не испыты-
вающих больших напряжений — осей, ва-
лов, болтов, винтов, шайб и др.
После термической обработки (цианиро-
вания) может применяться для деталей,
работающих на износ
Детали, подвергающиеся истиранию: оси,
валы, зубчатые колеса
Продолжение таблицы 8
Для обработки на станках и автоматах с
целью получения всевозможных болтогаечных
изделий, втулок, валиков, роликов, штырей,
5*
67
Марка стали
30, 35
35Г2
40, 45, 50
55, 60, 65
50Г 50Г2
65Г, 75, 80,
85
Характеристика и примерная область применения
Сталь с хорошей обрабатываемостью; для
средненагруженных деталей (коленчатые
валы, оси, шпиндели, рычаги, тяги, серьги,
траверсы и др.). Сталь принимает закалку
в воде и масле
Принимает закалку в воде и масле. Для
ответственных деталей (рамы, оси, цапфы,
коленчатые рычаги, валы, полуоси и др.)
Для средненагруженных деталей (штыри,
сухари, шатуны, валы, оси, пальцы, тяги,
звездочки, гайки, болты); для слесарного
инструмента (гаечные ключи, молотки,
зубила)
Сталь высокой прочности и твердости
(шестерни, штоки, эксцентрики, прокатные
валки и др.; рессоры, пружины)
Для деталей, подвергающихся истира-
нию и действию высоких нагрузок (диски
трения, шестерни, шестеренные валы, чер-
вяки и др.)
Сталь имеет высокую прочность и упру-
гость. Для изготовления пружин, дисков
сцепления, рессор, пружинных шайб и дру-
гих деталей, подверженных значительному
износу
штифтов и т. д. применяется конструкционная
автоматная сталь (по ГОСТ 1414—54), отли-
чающаяся повышенным содержанием серы,
марганца и фосфора.
Содержание кремния в автоматной стали
находится в пределах 0,15—0,35%. Сталь этой
группы марок А12 и А20 применяется для из-
готовления винтов, болтов, гаек, для сложных
тонкостенных и особенно трудных для обра-
ботки деталей автостроения и точного маши-
ностроения. Сталь АЗО и А40Г применяется для
трудных в обработке частей машин, работаю-
щих при высоких напряжениях и высоких по-
верхностных давлениях.
Как видно из приведенных выше характе-
ристик, конструкционная углеродистая сталь
имеет широкое применение. Однако во многих
случаях ее свойства не удовлетворяют требо-
ваниям эксплуатации изделий, особенно в ин-
струментальном производстве, приборострое-
нии и при изготовлении ответственных узлов
машин. Качества стали могут быть повышены
введением специальных легирующих примесей.
Применение такой легированной стали, обла-
дающей повышенной прочностью и износо-
устойчивостью, увеличивает долговечность де-
талей, уменьшает вес изделий и их стоимость.
Поэтому в машиностроении легированные ста-
ли широко применяются.
Легированные машиностроительные стали
чрезвычайно разнообразны по составу и содер-
жанию легирующих примесей (ГОСТ 4543—
57). Наиболее характерные влияния легирую-
щих элементов приведены ниже.
Хр о и образует с углеродом очень твердые
•68
химические соединения — карбиды и частично
растворяется в феррите. Присутствие хрома
повышает механические свойства и износо-
устойчивость стали.
Никель растворяется в феррите, повы-
шая прочность и пластичность стали, увеличи-
вает сопротивление удару. Никель увеличива-
ет прокаливаемость и понижает критические
точки стали, что позволяет производить термо-
обработку при более низких температурах.
Вольфрам образует в стали карбиды,
что приводит к резкому увеличению твердости.
Вольфрам повышает красноломкость стали и
способствует устранению хрупкости при терми-
ческой обработке.
Ванадий находится в сталях преиму-
щественно в виде карбидов, что приводит к по-
вышению твердости и прочности. Ванадий спо-
собствует получению мелкозернистой структу-
ры стали, улучшает пластичность и ударную
вязкость. Если ванадий присутствует в сталях
одновременно с хромом, то сталь получает
упругие свойства, необходимые для изготовле-
ния пружин.
Молибден является карбидообразую-
щим элементом. Повышает прочность стали, не
уменьшая ее пластичности и вязкости. В при-
сутствии молибдена сталь получает мелкозер-
нистое строение.
Титан — карбидообразующий элемент.
Повышает прочностные свойства стали. Умень-
шает склонность стали к перегреву.
Марганец образует карбиды и раство-
ряется в феррите. При содержании свыше 1 %
марганец повышает прочность стали, увеличи-
69
вает износоустойчивость и стойкость против
ударных нагрузок.
Кремний растворяется в феррите, повы-
шая прочность и не снижая вязкости стали.
Кремний в сталях повышает жаропроч-
ность, кислотоупорность, электросопротивле-
ние, стойкость против коррозии. Вводится в
специальные электротехнические, жаростойкие
и стойкие против коррозии стали.
Алюминий вводится, главным обра-
зом, для раскисления и изменения величины
зерна аустенита. Входит в состав некоторых
жаростойких сталей.
В легированной стали может содержаться
один или несколько легирующих элементов.
Марки легированной стали обозначаются
буквами и цифрами. Первые две цифры слева
показывают среднее содержание углерода в
сотых долях процента, одна цифра впереди
указывает среднее содержание С в десятых до-
лях процента. Буквы справа показывают на-
личие легирующих элементов и обозначают:
Б — ниобий, В — вольфрам, Г — марганец,
Д — медь, К — кобальт, М — молибден, Н —
никель, П — фосфор, Р — бор, С — кремний,
Т — титан, У — углерод, Ф — ванадий, X —
х'ром, Ю — алюминий.
Цифры после букв указывают приблизи-
тельное процентное содержание соответствую-
щего элемента. Если содержание легирующе-
го элемента меньше или около 1%, то цифра
после буквы отсутствует; если содержание
около 1,5%, то ставится цифра 1, если около
2% — цифра 2 и т. д.
70
Для пояснения расшифруем некоторые
марки.
Например, сталь 60С2ХФА — хромокрем-
неванадиевая высококачественная сталь, со-
держащая 0,6% углерода, 2% кремний и около
1% хрома и ванадия.
Сталь 4Х8В2 — хромовольфрамовая сталь,
содержащая 0,4% углерода, около 8% хрома
и 2% вольфрама.
Х18Н12М2Т — хромоникельмолибденовая
сталь с титаном, содержащая около 18% хро-
ма, 12% никеля, 2% молибдена и около 1% ти-
тана.
В зависимости от химического состава и ме-
ханических свойств легированные конструк-
ционные стали подразделяются на качествен-
ные и высококачественные. Буква А в конце
марки стали служит для обозначения высоко-
качественной стали с пониженным содержани-
ем серы и фосфора.
В конструкционной легированной качест-
венной стали содержание серы и фосфора не
должно превышать 0,035% для каждого эле-
мента; в высококачественных сталях — серы и
фосфора не свыше 0,025%.
Некоторые высоколегированные стали вы-
деляются в особые группы, каждой из которых
присваивается своя буква, стоящая первой в
обозначении марки стали. Например, хроми-
стые нержавеющие стали имеют впереди мар-
ки букву Ж, магнитные стали — Е, быстроре-
жущие стали — Р, шарикоподшипниковые ста-
ли — Ш.
Повышенная стоимость легированных ста-
лей по сравнению с углеродистыми оправды-
71
вается их высокими качествами, особенно по-
сле, термообработки.
Примеры применения конструкционных ле-
гированных сталей приведены в табл. 9.
Таблица 9
Характеристика некоторых конструкционных
легированных сталей
Группа
стали
Хромо-
кремни-
стая
Хроми-
стая
Молибде-
новая
Никеле-
вая
Кремне-
марган-
цевая
Марка
стали
38ХС
ЗОХ, 20Х
35Х, 40Х
45Х
ЗОМ
ЗОН
40Н
35СГ
55СГ,
60СГ
Назначение стали
Ответственные детали высокой
прочности и износоустойчивости —
шестерни, червяки, валики, оси
Катки, валики, поршневые паль-
цы, шестерни, шатуны, цементуемые
детали
Оси, балансиры, болты, гайки, си-
ловые шпильки, зубчатые колеса,
коленчатые валы
Болты шатунов, валы, оси колес,
кривошипы, шестерни, державки для
резцов
Диски, диафрагмы турбин и др.,
работающие при температурах
до 450°
Коленчатые валы, оси, валы
Роторы, коленчатые валы и др.
детали повышенной вязкости
Оси, валы, шатуны, кривошипы
Рессорно-пружинная сталь
72
Продолжение таблицы 9
Группа
стали
Хромо-
никеле-
вая
Хромо-
кремне-
марган-
цевая
Хромова-
надиевая
Хромо-
марганце-
вая
Марка
стали
40ХН
ЗОХНЗА
12Х2Н4А
ЗОХГС
20ХГС
15ХФ,
20ХФ
50ХФА
18ХГТ
35ХГ2
50ХГ,
50ХГА
Назначение стали
Валы, шестерни, звенья цепных
передач, диски, роторы
Штоки, валы, шестерни, высоко-
нагруженные болты
Ответственные цементуемые дета-
ли: шестерни, пальцы поршневые,
валики, ролики и др.
Шестерни, оси, ролики, сварные
и клепанные конструкции
Болты, валики, дышла,' штоки,
гайки, втулки
Автомобильные шестерни, порш-
невые пальцы, распределительные
валики, болты
Пружины, рессоры
Сильно нагруженные шестерни
Детали, требующие большой из-
носоустойчивости (валы, оси, ша-
туны)
Пружины, рессоры
Для изготовления рессор и пружин приме-
няют качественную рессорно-пружинную сталь
по ГОСТ 2052—53, выплавляемую в мартенов-
ских и электрических печах. Рессорно-пружин-
ными сталями могут быть также углеродистые
стали марок 65, 70, 75, 85.
73
Инструментальные стали
Инструментальные стали служат для изго-
товления режущего, мерительного и ударного
инструмента.
В соответствии с условиями, в которых ра-
ботает инструмент, а также в зависимости от-
обрабатываемого материала инструменталь-
ные стали разбиваются на группы:
углеродистые инструментальные стали; ле-
гированные инструментальные стали; быстро-
режущие стали; штамповые стали; стали для
измерительных инструментов.
Углеродистые и легированные инструмен-
тальные стали должны обладать следующими
свойствами:
высокой твердостью на режущей кромке,
значительно превышающей твердость обраба-
тываемого изделия;
высокой износоустойчивостью для повыше-
ния стойкости режущего инструмента;
высокой прочностью для предохранения от
выкрашивания режущей кромки и для предот-
вращения излома в участках инструмента, вос-
принимающих наибольший крутящий или изги-
бающий момент;
достаточной вязкостью для предохранения
инструмента от поломки при вибрациях и
ударах.
Химическим элементом, определяющим
твердость углеродистой инструмен-
тальной стали, является углерод, а сами
стали различаются по классам:
а) качественная углеродистая инструмен-
тальная сталь;
74
б) высококачественная углеродистая ин-
струментальная сталь.
Характерной особенностью всех марок угле-
родистой инструментальной стали является
сравнительно неглубокая прокаливаемость.
Маркировка и области применения ее при-
ведены в табл. 10.
Таблица 10
Примерное назначение углеродистой
инструментальной стали
Марка
стали
У7А
У7
У8ГА
У8А
У8 и У8Г
Примерное назначение стали
Инструмент, подвергающийся ударам и
толчкам, требующий вязкости при умеренной
твердости,— зубила, обжимки, центры токар-
ных станков, клейма по стали, ножницы для
резки жести и т. д.
То же и дополнительно кувалды, кузнеч-
ные и слесарные молотки, гладилки, кернеры,
бородки и т. д.
Поперечные пилы, ручные ножовки, лен-
ты и т. д.
Инструмент, подвергающийся ударам и
требующий повышенной твердости при нали-
чии достаточной вязкости,— пробойники, нож-
ницы по металлу, пуансоны, матрицы, клей-
ма, кернеры, пилы по мягкому металлу, резцы
по меди, пневматический инструмент и т. д.
Кроме указанного для марки У8А — тисоч-
ные губки, зубила для угля, обжимки для
заклепок и т. д.
75
Продолжение таблицы 10
Марка
стали
У9А и У9
У10А,
У10
У11, У12,
УНА,
У12А
У13,
У13А
Примерное назначение стали
Инструмент с высокой твердостью при на-
личии некоторой вязкости — кернеры, дерево-
обделочный инструмент и т. д.
Инструмент, не подвергающийся резким и
сильным ударам и требующий некоторой вяз-
кости на лезвиях,— резцы, сверла, метчики,
развертки, плашки, ножовочные полотна, гре-
бенки, протяжки, волочильные кольца, фре-
зы и др.
Инструмент, не подвергающийся ударам и
требующий очень большой твердости,— токар-
ные и строгальные резцы, метчики, развертки,
протяжки, плашки, шаберы, калибры, напиль-
ники и т. д.
Инструмент, не подвергающийся ударам и
требующий исключительной твердости,— рез-
цы по твердому металлу, шаберы, зубила для
насечки напильников, волочильный инстру-
мент и т. д.
Цифры, стоящие за буквой У в марке, обо-
значают среднее содержание углерода в деся-
тых долях процента. Например, сталь мар-
ки У7 содержит 0,7% С, а сталь марки У13 —
1,3% С. Индекс А характеризует высококаче-
ственную сталь ^ГОСТ 1435—54).
Легированные инструменталь-
ные стали (ГОСТ 5950—51) отличаются
76
высокой прокаливаемостью, износоустойчиво-
стью и стойкостью при повышенных темпера-
турах.
В качестве легирующих элементов, улучша-
ющих свойства инструментальной стали, при-
меняются: хром, ванадий, вольфрам, кремний.
Примерное назначение различных марок
инструментальной стали указано в табл. 11.
Хромистые стали применяются для
изготовления инструментов, которые при за-
калке должны мало деформироваться,— штам-
пов, матриц, пуансонов, мерительных инстру-
ментов, калибров, лекал, плашек, длинных мет-
чиков и др.
Сталь марки X применяется для очень твер-
дых кулачков эксцентриков и пальцев, для то-
карных и долбежных резцов.
Хромокремнистая сталь идет на
изготовление сверл, разверток, фрез, пневма-
тических зубил, обжимок, клейм, метчиков,
плашек, гребенок.
Измерительные инструменты, для которых
недопустимо коробление при закалке, изготов-
ляются из стали ХГС.
Ванадиевая и хромованадие-
вая сталь служит для изготовления удар-
ного инструмента при' производстве болтов,
заклепок, гаек; применяется для кернеров,
штампов и обрезных матриц при холодных
работах.
Вольфрамовая сталь идет для из-
готовления спиральных сверл, разверток, мет-
чиков, роликовых ножей, шарошек.
Хромовольфрамовая сталь слу-
жит для изготовления матриц и пуансонов, ра-
77
ботающих в условиях нагрева; пресс-форм при
изготовлении деталей из пластмасс; штампов
при литье под давлением медных сплавов; но-
жей для обрезки металла в горячем состоянии.
Хромовольфрамовая инструментальная сталь
марки ХВ5 (алмазная сталь) обеспечивает
чрезвычайно высокую твердость (до 70 Й7?С)
и стойкость против истирания. Она идет на из-
готовление отделочного инструмента, работаю-
щего при малых сечениях стружки и при обра-
ботке очень твердых материалов.
Хромовольфрамокремнистая
сталь используется для пневматического ин-
струмента, зубил, обжимок. Из нее изготавли-
ваются пресс-формы для отливки под давлени-
ем сплавов на алюминиевой и магниевой
основе, пуансоны и обжимные матрицы при
холодных работах, резьбонакатные плашки и
другие приспособления.
Хромовольфрамомарганцевая
сталь служит для изготовления резьбовых
калибров, сложных, весьма точных штампов
для холодных работ, пуансонов сложной фор-
мы для холодной прошивки, сложных лекал.
Такой выбор изделий для этих сталей объяс-
няется тем, что они при закалке дают мини-
мальное коробление и изменение размеров
(особенно сталь ХВГ).
Для изготовления инструмента высокой
производительности, способного сопротивлять-
ся изнашиванию и не изменять своих режущих
свойств при нагреве в процессе обработки до
600—700°, применяется инструментальная- б ы-
строрежущая сталь (ГОСТ 9373—60).
78
Таблица 11
Примерное назначение различных марок
инструментальной стали
79
Наименование
инструмента
Резцы
Сверла
Фрезы
Долбяки, зен-
керы, раз-
вертки '
Метчики
Расточные
пластины,
перовые
сверла
Гребенки
Протяжки
Плашки
Применяемые
марки стали
Р9, Р18, 9ХС,
Х09, X, ХГ,
ХВГ, ХВ5
Р9, Р18, В1,
9ХС, Х09,
X, ХВГ,
9ХВГ
Р9,Р18,9ХС,
9ХВГ; ХВ5,
ХГ, ХВГ
Р9, Р18, 9ХС,
9ХВГ, X,
ХВГ, Х12М,
В1
Р18, 9ХС,
X, ШХ6,
ХВГ, 9ХВГ,
Х09, ХГ,В1
Р9, Р18,
9ХС, Х12М
Р18, Х09, X,
ХГ, 9ХВГ, .
ХВ5
Р9, ШХ15,
9ХС, 9ХВГ,
X, ХВГ,
Х12Ф
Р9, 9ХС,
Р18
Наименование
инструмента
7
Пилы
Деревооб-
делочный ин-
струмент
Инстру-
мент для хо-
лодной штам-
повки
Молотовые
штампы
Штампы
горячей вы-
садки
Измери-
тельный ин-
струмент
Пресс-фор-
мы
Кузнечно-
слесарный и
монтажный
инструмент
Применяемые
марки стали
Р9, Р18, X
ШХ6, Х09,
X, 9Х
ШХ9,ШХ15,Х,
ХГ, Х09, XI2,
Х12М, 9ХС,
5ХГМ, 5ХВГ,
9Х, 6ХС, 4ХВ2С,
5ХВ2С, 6ХВ2С,
9ХВГ, Ф, 8ХФ
4ХВ2С, 5ХВГ,
5ХВН, 5ХГМ,
5ХНМ, 5ХНТ,
7X3, 40ХНВА,
ЗХ2В8
ЗОХГС, 4ХС,
5ХГМ, 5ХВ2С,
7X3, 8X3,
4Х8В2, 5ХВГ
9ХС, 9ХВГ, X,
ХГ, ХВГ, ХГС
ЗОХГС, ЗХ2В8,
4ХС, 4ХВ2С,
4Х8В2, 12ХН2А,
ХГ
4ХС, Х05, Х09,
4ХВ2С
Красностойкость быстрорежущей стали объ-
ясняется тем, что в ее состав входит повышен-
ное количество вольфрама (9—18%) и такие
примеси, как хром, ванадий, молибден, ко-
бальт.
Из 9 марок наибольшее распространение
получила быстрорежущая сталь марок Р9 и
Р18, содержащая соответственно 9 и 18% воль-
фрама, 4% хрома и около 2% ванадия.
Сталь для измерительного инст-
румента должна обеспечивать высокую из-
носоустойчивость и сохранение постоянства
размеров и формы. Технические условия по
ГОСТ 2015—53 и 2016—53 для измерительных
частей калибров рекомендуют следующие мар-
ки стали: углеродистые У10А и У 1*2А, хроми-
стые X и ХГ, а также цементируемые стали
марок 15 и 20 и шарикоподшипниковую сталь
ШХ15 (ГОСТ 801—60). ^ )
ЧУГУННОЕ ЛИТЬЕ
Слесарю машиностроительного завода -при-
ходится встречаться с обработкой самых раз-
личных деталей, полученных путем отливки из
чугуна (станины, цилиндры, шестерни, вкла-
дыши, кронштейны, поршни, муфты и т. д.).
Чугун представляет собой сложный сплав
железа с углеродом, кремнием, марганцем, се-
рой, фосфором, содержащий свыше 2% угле-
рода (ГОСТ 5200—50). Углерод в чугуне может
находиться частично в свободном состоянии,
в виде графита, а частично — в химически свя-
занном, в виде цементита (Ре3С). Находясь в
80
свободном состоянии, углерод в чугуне при-
дает ему характерный цвет в изломе — от свет-
ло-серого до темного, в зависимости от содер-
жания графита. Серый излом объясняется вы-
делением графита на металлической основе.
Такой серый чугун обладает высокой прочно-
стью при сжатии, хорошо обрабатывается, но
обладает хрупкостью и пониженной сопротив-
ляемостью разрыву. Поэтому он обычно при-
меняется для изготовления деталей, работаю-
щих при статическом нагружении.
В последнее время в производство внедря-
ются новые методы модифицирования, улуч-
шающие механические свойства чугу-нов; ши-
рокое применение получают чугуны повышен-
ной прочности и легированные чугуны, что
значительно расширяет область применения
чугуна в машиностроении. Значительное рас-
пространение чугун получил вследствие своих
высоких литейных свойств — хорошей жидко-
текучести, позволяющей получать сложные
отливки, и малой усадки, не вызывающей
образования больших усадочных раковин и
внутренних напряжений. Можно без преуве-
личения сказать, что чугун является важней-
шим техническим сплавом современного ма-
шиностроения.
Серый чугун
Различают несколько сортов серого чугуна
(ГОСТ 1412—54).
Серые чугуны маркируются по следующе-
му принципу: буквы СЧ в марке обозначают
«серый чугун»; затем идет число, показываю-
6 Зак. 975
81
щее временное сопротивление чугуна при рас-
тяжении, и второе число, означающее предел
прочности при изгибе (например, чугун марки
СЧ-12-28 имеет ав = 12 кг/мм2 и аизг =28 кг/мм2
(табл. 12).
Таблица 12
Назначение серого литейного чугуна
Харак-
терис-
тика
чугуна
Малой
проч-
ности
Сред-
ней
проч-
ности
Повы-
шен-
ной
проч-
ности
Марка
чугуна
счоо
СЧ12-28
СЧ 15-32
СЧ 18-36
СЧ 21-40
СЧ 24-44
СЧ 28-48
СЧ 32-52
СЧ 35-56
СЧ 38-60
Примерная область применения
Небольшие шкивы, станочное литье,
плиты, планшайбы, части швейных ма-
шин, пишущих и счетных машин, ма-
лонагруженные детали машин' с толщи-
ной стенок до 15 мм и т. д.
Литые детали автомобилей и трак-
торов, станочное литье, крупные шкивы
и маховики, ответственные детали сель-
скохозяйственных машин, корпуса на-
сосов, поршни, поршневые кольца, ком-
прессорное литье, водяная и паровая
арматура, ответственное литье в сече-
ниях до 30 мм и 'т. д.
Паровозные и дизельные цилиндры,
шестерни, малые коленчатые валы, бло-
ки автомобильных цилиндров, цепные
звездочки, кулачковые валы, штампы,
ответственное высоконагруженное литье
1 с толщиной стенок до 100 мм и т. д.
Примечание. Чугун марок СЧ 28-48, СЧ 32-52,
СЧ 35-56 и СЧ 38-60 получается методом модифицирова-
ния, т. е. путем добавления небольшого количества спе-
циальных графитизирующих присадок (модификаторов). Мо-
дифицированные чугуны применяются для изготовления
различных ответственных деталей.
82
Различные типы серых машиностроитель-
ных чугунов классифицируются по структуре
на следующие группы.
Ферритный чугун. Почти весь угле-
род в этом чугуне находится в свободном со-
стоянии в виде графита. Чугуны этой группы
обладают пониженными механическими свой-
ствами — низким пределом прочности и низ-
кой твердостью, легко обрабатываются.
Излом крупнозернистый, темно-серого цвета
(рис. 33, а).
Феррито-перлитный чугун. В
этом чугуне часть углерода (до 0,83%) нахо-
дится в связанном состоянии, поэтому он твер-
же и прочнее ферритного, но хуже обрабаты-
вается. Твердость и прочность чугуна повы-
шается с увеличением в его структуре перлита.
Повышение твердости объясняется тем, что
цементит, входящий в состав перлита, пред-
ставляет собой очень твердое и хрупкое хими-
ческое соединение железа с углеродом — кар-
бид железа (рис. 33, б).
Перлитный чугун структурно состо-
ит из перлита и графита. В перлитных чугунах
содержится 0,83%,; связанного углерода. Твер-
дость и прочность этого чугуна еще более вы-
соки. По механическим показателям перлит-
ный серый чугун с мелкозернистой формой яв-
ляется наилучшим. Применяется перлитный
чугун для ответственных отливок (рис. 33, в).
Дальнейшее повышение количества связан-
ного углерода приводит к резкому снижению
прочности и повышению хрупкости чугуна.
Перлито цементитный чугун
имеет свыше 0,83% связанного углерода и
83
содержит в структуре свободный цементит
(рис. 33, г). Цементит, как твердая и хрупкая
составляющая, определяет низкие механиче-
ские свойства этого чугуна.
Рис. 33. Структуры серых чугунов:
а — ферритный: на светлом фоне феррита расположены
пластинки графита; б — феррито-перлитный: феррит
(светлый) + пластинчатый перлит+графит (темные
включения); в — перлитный: пластинчатый перлит+гра-
фит; г — перлито-цементитный: перлит (серый)+цемен-
тит (белый)+графитные включения.
84
Отливки из ковкого чугуна
С увеличением связанного углерода можно
получить отливки из белого чугуна. Вви-
ду высокой твердости и хрупкости белый чугун
почти не применяется в машиностроении. От-
ливки со структурой белого чугуна применя-
ются для последующего передела в ковкий чу-
гун при помощи специальной термической
обработки — отжига. В процессе отжига бело-
го чугуна происходит разложение цементита
на железо и углерод отжига с образованием
ковкого чугуна (рис. 34).
Рис. 34. Структуры ковких чугунов:
а — ферритный ковкий чугун; б — перлитный ковкий чугун.
Ковкий чугун по своим механическим
свойствам приближается к стали, являясь од-
новременно более дешевым материалом (ГОСТ
1215—59).
Ковкие чугуны используются для изготов-
ления деталей, работающих в трудных усло-
85
виях (шестерни, звенья цепей, детали сельско-
хозяйственных машин, автомобилей, трубопро-
водов и т. д.), а также в качестве заменителей
цветных металлов и углеродистых сталей.
Ковкие чугуны, легированные хромом и мо-
либденом, могут являться заменителями кон-
струкционных сталей при изготовлении рас-
пределительных валиков, коленчатых валов,
поршней, тормозных барабанов и т. д. При
легировании ковких чугунов медью и вана-
дием они могут заменять некоторые антифрик-
ционные сплавы для отливки втулок и под-
шипников.
Антифрикционный серый чугун
Антифрикционный чугун является низколе-
гированным ваграночным серым чугуном с
перлитной основой. В качестве легирующих
элементов входят хром, никель и другие эле-
менты.
В структуре антифрикционных чугунов не
допускается включение свободного цементита,
могущего оказать царапающее действие на
трущуюся поверхность.
Антифрикционный серый чугун применяет-
ся в качестве заменителя бронзы в подшипни-
ках при статической нагрузке.
В соответствии с ГОСТ 1585—57 различа-
ют семь марок антифрикционного чугуна
(табл. 13).
В ряде случаев в качестве антифрикцион-
ного материала — заменителя бронзы — при-
меняется модифицированный чугун (табл. 12).
86
Таблица 13
Характеристика антифрикционного чугуна
Форма
графита
Пла-
стин-
чатая
Шаро-
видная
Угле-
род
от-
жига
Группа
чугуна
Серый
Высо-
ко-
проч-
ный
Ков-
кий
Марка
АСЧ-1
АСЧ-2
АСЧ-3
АВЧ-1
АВЧ-2
АКЧ-1
АКЧ-2
Характеристика и назначение
Серый чугун, легированный хро-
мом и никелем. Предназначен для
работы в паре с термически обра-
ботанным валом
Серый чугун, легированный хро-
мом, никелем, титаном и медью.
Предназначен для работы в паре с
термически обработанным валом
Серый чугун, легированный тита-
ном и медью. Предназначен для ра-
боты в паре с «сырым» валом
Чугун с шаровидным графитом,
обработанный магнием. Предназна-
чен для работы в паре с термиче-
ски обработанным валом
То же, но для работы с «сырым»
валом
Перлитный и перлито-ферритный
ковкий чугун. Предназначен для ра-
боты в паре с термически обрабо-
танным валом
Перлито-ферритный и феррито-
перлитный ковкий чугун. Предна-
значен для работы в паре с «сырым»
валом
Чугун со сфероидальным графитом
В последние годы нашими учеными разра-
ботан метод получения высокопрочного чугу-
на со сфероидальными включениями графита,
в наименьшей степени ослабляющими основ-
87
ную — металлическую массу чугуна (ГОСТ
7293—54). Такой чугун получается из обычного
перлитного чугуна путем введения в ковш не-
значительного количества магния (рис. 35).
Рис. 35. Сфероидальный графит в чугуне,
модифицированном магнием.
Высокопрочный чугун может рассматри-
ваться как новый конструкционный материал,
по своим свойствам значительно отличающий-
ся от всех марок серого чугуна с пластинчатым
графитом (табл. 14).
Чугуны со сфероидальным графитом имеют
высокие механические свойства и высокую
пластичность. Опыт ряда заводов показывает,
что такие чугуны могут быть использованы в
качестве заменителей стального литья, поко-
вок и цветного литья.
• Из высокопрочного чугуна отливают рыча-
ги поворотных устройств двигателей, крон-
штейны, шестерни, корпуса редукторов, колен-
чатые валы двигателей и т. д.
88
Таблица 14
Механические свойства отливок
из высокопрочного чугуна
Марка чугуна
ВЧ 45-0
ВЧ 50-1,5
ВЧ 60-2
ВЧ 45-5
ВЧ 40-10
Временное
сопротивление
при растяже-
нии ав, кг/мм2
Относи-
тельное
удлинение
8, %
Ударная
вязкость
кгм/см2
не менее
45
50
60
45
40
1,5
2,0
5,0
10,0
;
1,5
1.5
2,0
3,0 ,
Твердость
по Бри-
неллю, НВ
187—255
187—255
197—269
170—207
156^-197
МЕТАЛЛОКЕРАМИЧЕСКИЕ
И МИНЕРАЛОКЕРАМИЧЕСКИЕ
СПЛАВЫ
Металлокерамические материалы
Металлокерамические материалы или дета-
ли получаются прессованием соответствующих
смесей порошков в стальных пресс-формах под
высоким давлением с последующим спеканием.
Этим методом получаются пористые изде-
лия. Для уменьшения пористости и повышения
механических свойств металлокерамических
изделий прибегают к калибровке давлением, а
также к дополнительной термообработке. При
объединении прессования и спекания в одну
операцию получим разновидность процесса,
так называемое «горячее прессование». В от-
дельных случаях спекание не производят.
89
Главными преимуществами металлокера-
мической технологии является возможность
получения:
сплавов из тугоплавких металлов (напри-
мер, твердые сплавы);
«псевдосплавов», или композиций-из метал-
лов, не смешивающихся в расплавленном виде
и не образующих твердых растворов (железо-
свинец, вольфрам-медь);
композиций из металлов и неметаллов (же-
лезо-графит);
пористых материалов.
Методы порошковой металлургии позволя-
ют получать материал в виде готовых изделий
точных размеров без последующей обработки
резанием.
Основными видами металлокерамических
изделий являются:
1. Антифрикционные материалы (железо-
графит, бронзо-графит, пористое железо,
а также чугуны.
2. Фрикционные материалы (металлическая
основа + графит, асбест, кремний).
3. Металлокерамические детали (шестерни,
шайбы, втулки и т. д.).
4. Медно-графитовые и бронзо-графитовые
щетки для динамомашин и электромоторов.
5. Магнитные материалы (постоянные маг-
ниты высокой подъемной силы из сплавов же-
леза с алюминием).
6. Пористые металлокерамические изде-
лия (фильтры, уплотнения).
7. Твердые сплавы.
Антифрикционные металлоке-
рамические материалы изготовля-
90
ются преимущественно на железной и медной
основах.
По химическому составу пористые подшип-
ники сильно отличаются от обычных антифрик-
ционных сплавов, вследствие особенностей их
структуры. В пористых подшипниках поры вы-
полняют роль мягкой составляющей, а твер-
дым структурным элементом является основ-
ной металл. Это позволяет применять в качест-
ве основного металла такие материалы, как
железо. Например, пористое железо (99—
100% Fe, 0,2% Si, до 0,1%С), изготовленное из
сравнительно грубых порошков и имеющее по-
ристость ^20%, с успехом применяется для
замены бронзы. В качестве пористых подшип-
ников применяют преимущественно бронзо-
графит (87—90% Си, 9—10%; Sn, 1—4% С) и
железо-графит (96—97% Fe, до 3% С).
Подшипники, изготовленные из металлоке-
рамических материалов, в зависимости от тех-
нологии изготовления и требуемых свойств
имеют от 10 до 40% пор по объему. Материа-
лы, изготовленные из грубых порошков, при
работе в одинаковых условиях должны быть
большей плотности, чем изготовленные из тон-
ких порошков.
Подшипники, изготовленные из пористых
материалов, отличаются малйм износом. При
их применении также мало изнашивается вал.
Это объясняется отсутствием сухого трения,
благодаря постоянному наличию масла в по-
рах, незначительной величиной коэффициента
трения и хорошей прирабатываемостью за счет
пористости материала; Незначительный износ
обеспечивает длительное сохранение точности
91
размеров и долговечность пористых подшип-
ников.
Пористые (железо-графитовые) подшипни-
ки прирабатываются лучше бронзы, почти оди-
наково с баббитом. Хорошая прирабатывае-
мость пористых подшипников объясняется пла-
стической деформацией за счет изменения
объема пор.
Пористые материалы потребляют значи-
тельно меньше смазки, чем литые. Они могут
длительное время работать на запасе, имею-
щемся в-порах втулки, т. е. без дополнитель-
ной смазки.
Основными компонентами металлоке-
рамических фрикционных мате-
риалов являются медь, олово, свинец и гра-
фит; они содержат также железо, кремний и
асбест.
Вследствие невысокого сопротивления раз-
рыву и срезу металлокерамические фрикцион-
ные материалы наносятся на стальную основу
(диск или ленту) тонким слоем толщиной от
0,25 до 10 мм.
Фрикционные материалы могут работать
при высоких температурах (в некоторых слу-
чаях нагрев при торможении доходит до 540°)
и высоких давлениях (до 70 кг/см2). Приме-
няются эти материалы в качестве фрикцион-
ных прокладок для тормозных дисков, лент и
колодок.
Кроме перечисленных изделий, методами
порошковой металлургии производятся сталь-
ные шестерни, работающие при небольших
нагрузках, кулачки, шайбы и другие детали.
Металлокерамическим методом можно
92
изготовлять детали с допусками до 0,03 мм по
диаметру и до 0,13 мм по высоте.
Металлокерамические методы являются
преимущественными для получения изделий из
тугоплавких металлов — W, Мо, Та; тугоплав-
кие металлы используются в электроламповой
промышленности в виде проволоки, прутков и
деталей.
Медно-графитовые и бронзо-
графитовые щетки для электрических
машин изготовляются исключительно металло-
керамическим способом. Графит препятствует
налипанию и свариванию металлических час-
тиц, находящихся в скользящем контакте, в
особенности при повышенной температуре,
устраняет проскакивание искр, а также сни-
жает окисляемость основного металла. Кроме
того, наличие графита обеспечивает уменьше-
ние коэффициента трения, а следовательно,
износа.
Медно-графитовые щетки содержат от 8
до 75% графита и соответственно 92—25%
меди.
Во многих отраслях электротехники при-
меняются металлокерамические магниты.
Методы металлокерамики (порошковой ме-
таллургий) используются для производства
твердых сплавов.
Твердые сплавы
Твердые сплавы представляют самостоя-
тельную группу инструментальных материа-
лов. Они применяются для различных видов
станочной обработки металлов, для изготовле-
93
ния штампового и волочильного инструмента,
правки шлифовальных кругов и т. д.
В группу металлокерамических твердых
сплавов (ГОСТ 3882—61) входят:
а) вольфрамовые твердые спла-
вы, состоящие на 85—98% из зерен карбида
и вольфрама (WC), скрепленных кобальтом,
выполняющим в этих сплавах роль связующего
вещества;
б) титано-вольфрамовые твер-
дые сплавы, могущие состоять из зерен
твердого раствора карбида вольфрама в кар-
биде титана (TiC) и избыточных зерен карбида
вольфрама со связующим элементом — ко-
бальтом или только из зерен твердого раство-
ра карбида вольфрама в карбиде титана (связ-
кой также является кобальт);
в) титано-тантало-вольфрамо-
вые твердые сплавы, структура кото-
рых состоит из зерен твердого раствора (кар-
бид титана — карбид тантала—-карбид воль-
фрама) и избыточных зерен карбида вольфра-
ма, сцементированных кобальтом.
Металлокерамические твердые сплавы из-
готовляются прессованием порошков ука-
занных материалов с последующим их спека-
нием.
Физико-механические свойства металлоке-
рамических твердых сплавов и их химический
состав по ГОСТ 3882—61 приведены в табл. 15.
Вольфрамовые и титано-вольфрамовые
твердые сплавы характеризуются следующими
особенностями. Вольфрамовые сплавы по мере
уменьшения содержания карбида вольфрама
постепенно увеличивают эксплуатационную
94
Таблица 15
Химический состав и физико-механические свойства некоторых
металлокерамических твердых сплавов
Вольфрамовые твердые сплавы
марка твердого
сплава
ВК2
вкзм
ВК6
ВК8
вкю
ВК15
ВК20
вкзо
| состав
1 сплава в %
•в-
Л
ч^
«С-
К
as
98
97
94
92
90
85
80
70 |
CJ
Н
Л
ч
\о
О
*
2
3
6
8
10
15
20
30
| физико-механические
| свойства
о со К
ж Я О)
О <ц <и
о,\о я
u 5
Ч со %,
CD S <.
ftu CU
е с *
100
но
136
140
150
165
190
200
I *8
к
ч
я
СХ а)
о я
15,2
15,1
14,8
14,6
14,4
14,0
13,5
12,6
° ^
О cd
с ч
Н * <П
& а »
си Ч а
90,0
91,0
88,5
87,5
87,0
86,0
85,0
82,5 |
|Титано-вольфрамовые и титано-тантало-вольфрамовые сплавы
о
1
щ
§5
T5K12B
Т5КЮ
Т14К8
Т15К6
Т30К4
ТТ7К12
состав сплава в %
Л
ч^
go
tec:
к
VO aJ
"о"
CJ
J3
ч
<Я
\о
о
<Я
83 1 12 1 5
85 9 6
78 8 14
79 6 15
66 4 30
81 1 12 | 4
+ карбид тантала
(ТаС-3%)
физико-механические
свойства
Я ^
н - а>
о 2 и
а* 3
CD К О^
аа (у
150
130
115
ПО
90
155
из
ч
5
а к
13,0
12,7
11,6
11,3
9,7
13,1
о ^
с ч
Н * <ц
<d Ч <у
87
88,5
89,5
90,0
92,0
87,0
прочность и сопротивляемость ударам и виб-
рациям, что объясняется возрастающей ролью
кобальта в сплавах. При этом >з-за повышаю-
щегося содержания кобальта снижается изно-
соустойчивость твердых сплавов этой группы
и допустимая скорость резания. Так, сплав с
максимальным содержанием карбида воль-
фрама ВК2 имеет наибольшие для вольфра-
мовых сплавов износоустойчивость и допусти-
мую скорость резания, но наименьшую экс-
плуатационную прочность и сопротивляемость
ударам, вибрациям и выкрашиванию.
Сплав с наибольшим содержанием кобаль-
та — В'КЗО — имеет наиболее низкую износо-
устойчивость, но наивысшие для вольфрамо-
вых сплавов эксплуатационную прочность и
сопротивляемость ударам и вибрациям.
Аналогично влияет кобальт и на эксплуа-
тационные свойства титано-вольфрамовых
сплавов.
Примерные области применения металло-
керамических твердых сплавов приведены в
табл. 16.
Таблица 16
Примерное назначение металлокерамических
твердых сплавов
Марка
сплава
Область применения
ВК2,
вкзм
Резцы и развертки для чистовой обработки
чугуна, цветных металлов и неметаллических
материалов; инструмент для алмазной обра-
ботки и точения при непрерывном резании.
96
Продолжение таблицы 16
Марка
сплава
ВК6
ВК8
вкю
ВК15
ВК20
вкзо
T5K12B
Область применения
Резцы для чистового и чернового точения;
фрезы, развертки, зенкеры для получистовой
и чистовой обработки чугуна, цветных метал-,
лов и неметаллических материалов. Волочиль-
ный инструмент, инструмент для правки шли-
фовальных кругов
Инструмент для. чернового точения, строга-
ния, фрезерования, сверления, развертывания.
Заменяет титановые сплавы при обработке
стали по корке и окалине. Волочильный ин-
струмент
Волочильный инструмент. Быстроизнаши-
вающиеся детали машин, приспособлений, ин-
струмента
Для волочения прутков и труб из стали
при повышенных обжатиях, для высадочного,
дыропробивного и штампового инструмента,
работающего в условиях небольших ударных
нагрузок
Для. быстроизнашивающихся деталей ма-
шин, приспособлений и инструмента, в том
числе штампового, работающих под действием
средних ударных нагрузок
То же, что и для ВК20, но при условиях
весьма больших ударных нагрузок
Тяжелое черновое точение стальных поко-
вок, штамповок и отливок. Все виды строга-
ния и сверления углеродистых и легирован-
| ных сталей
7 Зак. 975
97
. Продолжение таблицы 16
Марка
сплава
Т5КЮ
Г14К8
Т15К6
Т30К4
ТТ7К12
Область применения
Чистовое и фасонное точение, чистовое стро-
гание, черновое фрезерование и сверление уг-
леродистых и легированных сталей, включая
стальные поковки, штамповки и отливки по
корке и окалине
Черновое и чистовое точение, фрезерование,
рассверливание литых отверстий и черновое
зенкерование углеродистых и легированных
сталей
Черновое и чистовое точение, нарезание
резьбы, пол у чистовое и чистовое фрезерова-
ние, рассверливание и растачивание предва-
рительно обработанных отверстий, чистовое
зенкерование углеродистых и легированных
сталей
Чистовое точение, нарезание резьбы и раз-
вертывание углеродистых и легированных ста-
лей
Тяжелое черновое точение стальных поко-
вок, штамповок и отливок по корке. Все виды
строгания углеродистых и легированных ста-
лей. Тяжелое черновое фрезерование углеро-
дистых и легированных сталей
98
Для использования в качестве режущего
инструмента из твердых сплавов изготавли-
ваются пластинки и головки различной формы,
которые крепятся к державкам резцов, зенке-
ров, фрез, сверл, разверток и т. д.
Форма и размер пластинок и головок при-
ведены в ГОСТ 2209—55, насчитывающем око-
ло 400 типоразмеров этих изделий.
Минералокерамические сплавы
В последние годы получили применение в
качестве нового инструментального материа-
ла минералокерамические сплавы. Основу их
составляет тонко измельченный белый корунд
(А1203) и некоторые добавки. Спрессованная
в виде пластинок необходимой формы, эта
смесь затем спекается.
Форморазмеры некоторых изделий из ми-
нералокерамики, выпускаемых Московским
комбинатом твердых сплавов, показаны в
табл. 17.
Основным достоинством минералокерами-
ческого материала является способность со-
хранять режущие свойства при температурах,
доходящих до 1000—1100°.
Высокая теплостойкость резцов с минерало-
керамическими пластинками позволяет рабо-
тать со скоростями резания, значительно пре-
вышающими скорости, допускаемые резцами
из других материалов.
Сравнительные характеристики физико-ме-
ханических свойств минералокерамического
сплава ЦМ-332, выпускаемого Московским
комбинатом твердых сплавов, приведены в
табл. 18.
7*
99
Таблица 18
Сравнительные характеристики некоторых
инструментальных материалов
Наименование
сплава
Минерало-
керамический
Т15К6
ВК8
Р18
Временное со-
противление
ав, кг/мм2
при
изгибе
30—40
ПО
130
370
при
сжатии
150—180
300
350
380
Удар-
ная вяз-
кость
ан»
кгм/см2
0,05
0,3
0,6
0,89
Твердость,
HRA
90—92,5
90,0
87,5
79,0—81,0
Удельный
вес
3,83—3,93
11,3
14,6
8,7
СПЛАВЫ ЦВЕТНЫХ МЕТАЛЛОВ
Цветные металлы и их сплавы широко при-
меняются в общем машиностроении. Этому
способствует ряд ценных качеств, которыми
они обладают: устойчивость против коррозии,
пластичность, высокая электропроводность и
т. д. Особенно широкое применение имеют
сплавы меди и сплавы алюминия.
Медные сплавы
Основными сплавами на медной основе
являются латуни и бронзы.
Латунью называется сплав меди с цин-
ком. Латунь хорошо обрабатывается, сопро-
тивляется коррозии, имеет более высокие пока-
затели прочности, чем медь.
юз
Марки латуни обозначаются начальными
буквами основных легирующих элементов и
цифрами, указывающими на количество меди
и этих элементов. Так, марка ЛАЖМц 66-6-3-2
означает латунь с содержанием меди 66%,
алюминия 6%', железа 3% и марганца 2%,
остальное цинк (ГОСТ 1019—47).
Свойства латуни и области ее применения
определяются процентным содержанием меди
и цинка, а также других легирующих элемен-
тов (табл. 19).
Кроме латуней, слесарю приходится обра-
батывать детали из другой группы медных
сплавов — бронз.
Оловянистым.и бронзами назы-
ваются сплавы меди с оловом, содержащие
в качестве добавок свинец, фосфор, цинк. Ли-
тейные оловянистые бронзы характеризуются
по ГОСТ 613—50. Бронзы оловянистые, обра-
батываемые давлением, определяются по
ГОСТ 5017—49. Характеристики некоторых
оловянистых бронз приведены в табл. 20.
Применение оловянистых бронз носит в на-
стоящее время ограниченный характер. Вме-
сто них внедряются качественные и экономич-
ные заменители, в том числе специальные
(безоловянистые) бронзы (ГОСТ 493—54).
Специальные бронзы представля-
ют собой сплавы на основе меди с добавками
алюминия, марганца, кремния и др. Они ха-
рактеризуются высокой прочностью, антифрик-
ционными свойствами, стойкостью против кор-
розии и являются полноценными заменителями
оловянистых бронз, несколько уступая им шэ
литейным свойствам.
104
Таблица 19
Назначение литейных латуней
Марка
ЛА 67-2,5
ЛАЖ 60-1-1Л
Область применения
Детали общего машиностроения,
стойкие против коррозии
Арматура, втулки, подшипники
ЛК 80-ЗЛ
Л.КС 80-3-3
ЛМцС 58-2-2
ЛМцОС 58-2-2-2
Арматура для морской воды, шестерни
Литые подшипники и втулки
Армировка вагонных подшипников,
подшипники, втулки и другие анти-
фрикционные детали
Шестерни
ЛМцЖ 55-3-1
ЛМцЖ 52-4-1
ЛС 59-1Л
Ответственные детали несложной
конфигурации
Неответственные подшипники и ар-
матура
Втулки для шарикоподшипников
ЛАЖМц Гайки нажимных винтов, массивные
66-6-3-2 червячные винты
Бронзы употребляются для изготовления
паровой и водяной арматуры, антифрикцион-
ных деталей, зубчатых колес, направляющих
втулок клапанов, кранов и т. д. (табл. 21).
105
о Таблица 20
Состав и свойства некоторых оловянистых бронз
Назначение
Водяная и паровая
арматура, при дав-
лениях до 25 am
Детали, работаю-
щие на трение
Марка
БрОЦСН
3-7-5-1
БрОЦС
3-11-5
БрОЦС
6-6-3
БрОЦС
5-5-5
БрОЦС
4-4-17
Химический состав, %
(остальное — медь)
олово
(Sn)
2—4,5
2—4
5-7
4—6
3,5—
5,5
цинк
(Zn)
6—9
9—13
5—7
4—6
2—6
свинец
(Рв)
3-6
3-6
2—4
4—6
14—20
никель
(N1)
0,5-
1,5
—
при-
меси,
не более
1,3
1,3
1,3
1,3
1,3
Твердость по
Бринеллю, НВ
60
60
60
60
60
Временное сопро-
тивление при рас-
тяжении 8В,
кг/мм2
18
18
15
18
15
^5
v х
н х
х <и
о X
о к
хч
о >»
8
8
6
4
5
Таблица 21
Области применения некоторых
безоловянистых бронз
Марки
БрА 7
БрАМц 9-2
БрАЖ 94
БрАЖМц
10-3-1-5
БрАЖН 10-4-4
БрКМц 3-1
БрМц 5
БрС 30
Область применения
Пружины и пружинные детали
Фасонное литье, арматура при t° до
250°, детали электрооборудования
Втулки, шестерни, седла клапанов,
гайки нажимных винтов и т. д.
Подшипниковые втулки, шестерни,
фасонное литье
Седла клапанов, направляющие втул-
ки выхлопных клапанов, шестерни
Пружины, антифрикционные детали
Паровая арматура, материал для
штамповки
Свинцовистая бронза для заливки
подшипников
Сплавы алюминия
Чистый алюминий, обладающий незначи-
тельной прочностью, имеет в машиностроении
ограниченное применение. Значительно шире
применяются его сплавы с кремнием, медью,
107
магнием, марганцем, цинком, имеющие повы-
шенные механические свойства.
Промышленные сплавы алюминия делятся
на литейные и деформируемые.
Алюминиевые литейные сплавы по своему
химическому составу разделяются на 5 групп:
I. Сплавы на основе системы «алюминий —
кремний» (силумины); к ним относятся марки
АЛ2, АЛ4, АЛ9;
II. Сплавы на основе системы «алюми-
ний — медь — кремний» (алькусины) — марки
АЛЗ, АЛ5, АЛЮ;
III. Сплавы на основе системы «алюми-
ний — медь» — марка АЛ7;
IV. Сплавы на основе системы «алюми-
ний— магний» — марки АЛ8 и АЛ13;
V Сплавы алюминия с прочими компонен-
тами— марки АЛ1 и АЛИ.
Сплавы «алюминий — кремний» (силуми-
ны) отличаются, высокими литейными свойст-
вами и широко применяются для отливки де-
талей, отличающихся сложностью очертаний
или несущих большие нагрузки. Добавление
меди к этим сплавам приводит к повышению
твердости и предела прочности при растяже-
нии, а также значительно улучшает обрабаты-
ваемость резанием. Тройные сплавы «алюми-
ний— медь — кремний» (алькусины) идут на
изготовление различных ответственных дета-
лей, например головок цилиндров, двигате-
лей, поршней, деталей, работающих при по-
вышенной температуре, и др.
Характеристика и область применения раз-
личных алюминиевых литейных сплавов (по
ГОСТ 2685—53) даны в табл. 22.
108
Таблица 22
Назначение некоторых литейных алюминиевых
сплавов (литье в землю)
Марка
АЛ1 1
АЛ2
АЛЗ
АЛ4
АЛ5
АЛ7
АЛ8
АЛ9
АЛЮ
АЛИ
Характеристика и область применения
Термически упрочняемый, жаропрочный сплав
(поршни, головки цилиндров двигателей)
Имеет высокие литейные свойства; для отлив-
ки деталей сложной конфигурации и средней на-
груженности
Для головок цилиндров двигателей, деталей
приборов
Для крупных и сложных деталей, несущих
большие нагрузки
Для высоконагруженных деталей, работающих
при повышенных температурах
Для деталей, требующих высокого предела те-
кучести и твердости
Для ответственных, тяжело нагруженных де-
талей; стойкий против коррозии сплав
Для деталей средней нагруженности и слож-
ной конфигурации
Для поршней автомобильных двигателей, дета-
лей, работающих при повышенной температуре
Для сложных отливок, имеющих высокие ме-
ханические свойства
1
АЛ13
Для деталей, стойких против коррозии или ра-
ботающих при высоких температурах
109
Деформируемые алюминиевые сплавы де-
лятся на два класса: а) термически неупроч-
няемые, б) термически упрочняемые сплавы.
Сплавы второго вида пользуются преиму-
щественным распространением. Из деформи-
руемых упрочняемых алюминиевых сплавов в
машиностроении широко применяется дюр-
алюмин, основой которого является система
«алюминий — медь — магний».
Дюралюмин различных марок (ГОСТ
4784—49) применяется при изготовлении штам-
пованных деталей (Д1), нештампованных по-
луфабрикатов (Д6 и Д16), заклепок* (ДЗП и
Д18), а также деталей, работающих при повы-
шенных температурах (Д16). Характерной
операцией для дюралюмина является термиче-
ская обработка, заключающаяся в закалке и
последующем вылеживании в течение несколь-
ких суток (старение). Старение приводит к
повышению прочности и твердости дюралю-
мина.
Сплавы на основе магния
Чистый магний легко окисляется на возду-
хе и обладает низкими механическими свойст-
вами. Поэтому он идет, главным образом, на
изготовление магниевых литейных сплавов,
предназначенных для производства фасонных
отливок.
Наибольшее применение находят сплавы
магния с алюминием, цинком и марганцем
(табл. 23). Все магниевые сплавы имеют очень
хорошую обрабатываемость, допускающую
высокие скорости резания. Недостатками маг-
110
ниевых сплавов, по сравнению с алюминиевы-
ми, являются худшие литейные свойства, мень-
шая коррозионная стойкость и относительно
невысокие механические свойства.
Таблица 23
Литейные магниевые сплавы
Марка
МЛ1
МЛ2
МЛЗ
МЛ4
МЛ5
МЛ6
Средний химический
состав в % (остальное —
магний)
алюми-
ний
(А1)
3
6
8,5
10
цинк
(Zn)
1
2,5
0,5
0,9
марганец
(Мп)
Кремний
1,25
1,5
0,3
0,3
• 0,3
0,3
Твердость по
Бринеллю, НВ
40
30
40
50—60
50—65
50—65
Временное сопро-
тивление при
растяжении
ов, кг/мм2
9
9
16
16—23
15—23
15—23
^5
О) о4"
о ,
Я«э
Относитель
удлинение
2
3
6
2—5
2-5
1—4
Примечание. Показатели механических свойств за-
висят от вида термической обработки (отжиг, гомогениза-
ция с закалкой, старение).
Однако низкий удельный вес (в 1,5 раза
меньше алюминиевых сплавов) и способность
выдерживать ударные нагрузки обеспечили
распространение этих сплавов в технике. Нуж-
но помнить, что низкая сопротивляемость
магниевых сплавов коррозии требует создания
защитных покрытий, стойких против окисле-
ния, и последующей лакировки, окраски и т. д.
Ill
Из литейных магниевых сплавов преимуще-
ственное применение получил сплав МЛ5, при-
меняемый для литья в землю, в кокиль и под
давлением. Сплав отличается хорошими ли-
тейными свойствами и отличной обрабаты-
ваемостью резанием. Он применяется для
изготовления высоконагруженных деталей
авиадвигателей, агрегатов и приборов, радио-
аппаратуры, пишущих машин, биноклей, фото-
аппаратов и т. д.
Подшипниковые сплавы
Заливка подшипников скользящего трения
производится специальными подшипниковыми
(антифрикционными) сплавами. Эти сплавы
неоднородны и состоят из пластичной основы с
равномерно расположенными в ней твердыми
кристаллами.
Высокая пластичность основной массы
сплава дает хорошую прирабатываемость его,
а твердые кристаллы воспринимают давления,
передаваемые на подшипник.
Наиболее полно этим требованиям отвеча-
ют оловянистые и свинцовистые баббиты, осно-
ву которых составляют такие пластичные ме-
таллы, как олово и свинец (ГОСТ 1320—55).
В качестве подшипниковых сплавов могут
также применяться алюминиевые сплавы,
бронзы и т. д.
Наилучшим баббитом считается сплав на
оловянистой основе (марка Б 83).
В машиностроении широкое применение
имеют баббиты марки Б16 и Б6 (табл. 24).
112
Таблица 24
Области применения баббитов
Название
баббита
Высокооловя-
нистый
Оловянистый
Никелевый
(мышья ко-
вистокад-
миевый)
Теллуристый
Малооловя-
нистый
Кальциевый
Марка
Б83
Б16
БН
БТ
Б6
БКА,
| БК1-2
Область применения
Подшипники двигателей внутрен-
него сгорания, турбин, турбокомпрес-
соров, компрессоров, генераторов
больших мощностей
Подшипники паровых турбин мощ-
ностью до 1 200 л. с, компрессоров
до 500 л. с, генераторов до 500 кет,
редукторов прокатных станов и т. д.
Подшипники тракторных и авто-
мобильных двигателей, паровых тур-
бин до 1 200 л. с.у локомобилей, ге-
нераторов-до 500 кет, прокатных
станов, подъемных машин мощностью
до Г 800 л. с. и др.
Коренные и шатунные подшипники
тракторных и автомобильных двига-
телей
Подшипники металлорежущих
станков, вентиляторов, дымососов,
шаровых мельниц, электродвигате-
лей до 250 кет
Подшипники подвижного состава
Баббиты на основе олова (например, Б 83)
применяются для наиболее тяжелых условий
работы — при очень больших давлениях и вы-
8 Зак. 975
113
соких числах оборотов вала (например, для
подшипников паровых турбин).
При средних величинах удельных нагрузок
и при средних числах оборотов вала успешно
применяются более дешевые, свинцовистые
баббиты. Изготовляемые на основе свинца,
баббиты БКА и БК-2 образуют группу каль-
циевых баббитов (ГОСТ 1209—59).
С обработкой баббитов слесарь наиболее
часто встречается при операции пришабровки
подшипников. Иногда слесарю приходится так-
же выполнять заливку вкладышей подшипни-
ков различными антифрикционными сплавами.
Некоторые особенности заливки подшипни-
ков и их обработки будут рассмотрены в по-
следующих выпусках этой серии.
В качестве материала, предназначенного
для изготовления втулок, заливки вкладышей
и подшипников, могут применяться антифрик-
ционные сплавы на цинковой основе (ГОСТ
7117—54). Эти сплавы включают две марки:
ЦАМ-10-5 (А1—10%, Си — 5%, осталь-
ное — цинк);
ЦАМ-9-1,5 (А1—10%, Си—1,5%, осталь-
ное — цинк).
Твердость этих антифрикционных сплавов
не менее НВ90.
НЕМЕТАЛЛИЧЕСКИЕ
КОНСТРУКЦИОННЫЕ МАТЕРИАЛЫ
Кроме металлов, в машиностроении нахо-
дят применение различные неметаллические
материалы — дерево, пластмассы, резина, ас-
бест- и другие.
114
Древесина и древесные пластики
Древесина отличается небольшим удель-
ным весом, малой теплопроводностью, способ-
ностью к поглощению влаги.
Широкое применение находит древесина
для изготовления моделей в литейных цехах,
кузовов автомашин и товарных вагонов, ру-
кояток инструментов и др.
Для повышения стойкости против в^агопо-
глощения древесину предварительно пропиты-
вают специальными веществами (искусствен-
ными смолами и др.).
Слоистые древесные материалы (древес-
ные пластики) получаются путем прессования
пропитанных смолой листов шпона толщиной
от 0,25 до 1 мм (например, балинит).
Балинит получается горячим прессованием
березового шпона, обрабатываемого раство-
ром едкого натра и пропитанного бакелитовы-
ми смолами. Балинит выпускается листами
толщиной 1—6 мм или плитами толщиной
10—60 мм и применяется как обшивочный и
прокладочный материал. Плиточный балинит
применяется для изготовления гибочных
штампов и оправок.
В соответствии с ГОСТ 8697—58 слоистые
древесные пластики представляют собой ма-
териал, полученный из листов лущеного шпо-
на, склеенных между собой искусственными
смолами резольного типа в процессе термиче-
ской обработки под. высоким давлением. В за-
висимости от расположения волокон в смеж-
ных слоях шпона и назначения изготовляются
11 марок древесно-слоистых пластиков (ДСП).
8*
115
После сокращенного обозначения этих мате-
риалов — ДСП — ставятся буквенные значки,
указывающие порядок укладки шпона в пла-
стике:
А — волокна древесины во всех слоях име-
ют параллельное направление или каждые
4 слоя с параллельным направлением череду-
ются с одним слоем, имеющим направление
волокон под углом 20—25° к смежным слоям;
Б — каждые 5—20 слоев с параллельным
направлением волокон чередуются с одним
слоем, в котором направление волокон.перпен-
дикулярно направлению их в смежных слоях;
В — волокна во всех смежных слоях взаим-
но-перпендикулярны;
Г — волокна в смежных слоях последова-
тельно смещены на угол 25—30°.
Последние знаки в марках (а, э, м, т) опре-
деляют назначение материала (табл. 25).
Древесные слоистые пластики толщиной
менее 15 мм называются тонколистовыми, а
толщиной 15 мм и более — толстолистовыми.
Для производства отдельных деталей ма-
шин применяется прессованная древесина в
виде досок, клееных брусков, плит и заготовок
различных размеров. Маркировка прессован-
ной древесины, основные размеры заготовок,
применяемые породы и примерная область
применения (по ГОСТ 9629—61) приведены
в табл. 26.
Таблица 25
Характеристика древесных слоистых пластиков
Марки
ДСП
1
ДСП-А
ДСП-Б-а
ДСП-Б
ДСП-В
ДСП-Г
ДСП-Б-э
ДСП-В^э
ДСП-Б-м
ДСП-В-м
ДСП-Г-м
ДСП-Б-т
Толщина
(от—до)
15—60
15-60
15-60
/1 —12
\ 1,5—60
15-60
15—60
/ 1 —12
\ 15—60
15—60
15-60
15—60
15-60
Материал
шпона
Береза
Береза
Береза,
липа,
бук
Береза,.
липа,
бук
Береза
Береза,
липа,
бук
Береза
Примерная область при-
менения
Для изготовления под-
шипников в судострои-
тельной промышленности
Для деталей авиацион-
ных конструкций
Конструкционный и ан-
тифрикционный материал
Зубчатые колеса, втул-
ки, вкладыши подшипни-
ков и др.
Конструкционные и
электроизоляционные де-
тали в электротехнике
Самосмазывающийся ан-
тифрикционный материал
для ползунов лесопиль-
ных рам и других анало-
гичных деталей
Для деталей машин
текстильной промышлен-
ности
117
Таблица 26
Характеристика прессованной древесины
Марки
дпо
ДПД
дпч
ДП-Кл
ДПК
дп-гт
дп-гп
Толщина
заготовки,
мм
15—60
30; 40;
50
45—80
40; 50;
60; 80
, 10—120
20—180
30—200
. Вид
• породы
Береза,
бук, оси-
на
То же
Граб,
бук, бе-
реза
Береза,
бук, оси-
на
Береза,
бук, оси-
на, оль-
ха, граб,
клен,
ясень
То же
То же
Примерная область
применения
Упругие прокладки, ку-
лачки, сегменты зубчатых
передач, втулки и вкла-
дыши подшипников
Подшипники, шары, вы-
колотки, крепежные
штанги
Ткацкие челноки
Подшипники, ползуны,
подкладки
i —.
Вкладыши в подшипни-
ки, уплотнительные коль-
ца, пробки, пальцы-соеди-
нительных муфт
Вкладыши в подшипники
Вкладыши в подшипни-
ки при смазке минераль-
ными маслами, уплотни-
тельные кольца
118
Пластмассы
Пластмассы, применяемые в машинострое-
нии, представляют собой искусственные мате-
риалы, в состав которых входят органические
соединения — смолы и наполнители. В боль-
шинстве случаев применяются искусствен-
ные — синтетические смолы.
При образовании синтетических смол ши-
роко применяется реакция полимеризации,
т. е. процесс образования искусственного ве-
щества (полимера) путем соединения множе-
ства молекул одного и того же состава в моле-
кулу большого молекулярного веса. Такие
полимеры, как полиэтилен, полистирол, поли-
пропилен и др., могут применяться непосредст-
венно в качестве исходного материала для
изготовления деталей и заготовок прессова-
нием, литьем под давлением, выдавливанием.
Полиэтилен, например, в виде блоков, листов,
пластин, труб, стержней легко обрабатывает-
ся на обычных металлорежущих станках пу-
тем точения, фрезерования, сверления и т. д.
Он также хорошо поддается обработке слесар-
ными инструментами. Однако слесарю нужно
помнить, что высокая эластичность полиэтиле-
на не позволяет производить нарезание резь-
бы при помощи метчиков, плашек и лерок. На-
резать резьбу следует резцом на токарных
станках.
В зависимости от применяемой смолы
пластмассы могут быть термопластичными и
термореактивными. Термопластичные смолы
способны размягчаться под действием повы-
шенной температуры и получать необходимую
119
форму; они допускают повторное использова-
ние, т. е. при повторном нагреве размягча-
ются.
Термореактивные смолы при нагревании
переходят в неплавкое и практически нераст-
воримое состояние; изделия, изготовленные из
этих смол, не могут быть вновь размягчены и
переработаны.
Для повышения механических свойств
пластмасс в их состав вводятся наполнители —
порошкообразные или волокнистые вещества,
которые после пропитки смолами спрессовы-
ваются в монолитную пластмассу. Наполните-
ли (древесная мука, хлопчатобумажная ткань,
стекловолокно, асбест, бумага и др.) придают
изделиям из пластмасс повышенную проч-
ность, твердость, теплостойкость и другие
свойства.
В состав пластмасс могут входить также
различные красители .и пластификаторы.
Пластификаторы облегчают переработку
пластмасс, повышают их эластичность и неко-
торые другие свойства.
Отдельные виды пластмасс обладают хо-
рошими антифрикционными или фрикционны-
ми свойствами и могут быть использованы для
изготовления вкладышей подшипников или де-
талей тормозных устройств (тормозные колод-
ки). Все пластмассы являются диэлектриками
и обладают малой теплопроводностью. Произ-
водство пластических масс и синтетических
смол возрастет за семилетие (1959—1965 гг.)
в 7 раз.
Детали из пластмасс могут изготавливать-
ся прессованием; литьем, совмещенным с прес-
120
сованием; штамповкой и механической обра-
боткой на станках. Часть операций по обра-
ботке изделий из пластмасс приходится вы-
полнять и слесарю (зачистка облоя, грата, лит-
ников, сверление отверстий и т. д.).
Основные группы пластмасс, наиболее ши-
роко применяемых в различных отраслях ма-
шиностроения и станкостроения приведены в
табл. 27.
Композиционные пластики пред-
ставляют собой прессовочные материалы на
основе термореактивных смол с наполнителями
в виде порошков или волокон. В эту же груп-
пу входят пропитанная смолами и нарезанная
в виде крошки ткань (текстолитовая крошка)
и древесный шпон (бакелитовая крошка).
Пластмассы этой группы применяются
главным образом для изготовления сравни-
тельно небольших деталей путем горячего
прессования в металлических пресс-форм-ах.
Фенопласты (ГОСТ 5689—60) пред-
ставляют собой термореактивные прессовоч-
ные массы, получаемые в результате совмест-
ной обработки фенольноформальдегидных
смол или их модификаций и наполнителей,
окрашивающих веществ и некоторых других
добавок.
Наполнителями являются: древесная мука,
асбестовое волокно, кокс, графит, минераль-
ные и органические наполнители.
Фенопласты предназначены для изготовле-
ния различных изделий методом прямого прес-
сования с применением нагрева. Некоторые из
них могут использоваться для литьевого прес-
сования и профильного выдавливания.
121
Таблица 27
Характеристика основных групп пластических материалов
Группа
'ИКЙ
Композиционные плас!
Наименование
Волокнит
Стеклово-
локнит
Асторпрок
Асболит
Характеристика
Состоит из резольно-эмульси-
онной смолы и наполнителей в
виде растительных волокон (оче-
сы хлопка, лен и т.д.)
То же, но наполнитель — стек-
лопряжа
Тканая асбестовая лента, ар-
мированная проволокой и про-
питанная фенольноформальде-
гидной смолой
1
Состоит из асбестовых воло-
кон, каолина и смолы
Область применения
Детали, требующие повышен-
ной ударной вязкости
Детали, отличающиеся элек-
троизоляционными свойствами и
водостойкостью
Тормозные накладки
Тормозные колодки
Продолжение таблицы 27
Группа
ые фенопласты
Композиционн
Наименование
Пресспорошки
марок:
К-15-2, К-17-2,
К-18-2, К-19-2,
К-20-2
(ГОСТ 5689 —
60), монолит
ФФ, К-18-Ц0-5
Пресспорошки
марок
К-21-22, 1
К-211-2,
К-220-23,
К-211-3,
К-211-4
Характеристика
Новолачные и резольные фе-
нольноформальдегидные смолы
с наполнителями из древесной
муки
То же; в пресспорошках
К-211-3 и К-211-4 наполнитель—
молотая слюда и кварцевая
мука
Область применения
Прессование деталей приборов
и аппаратов (корпуса, ручки, ру-
коятки и т. д.) в машинострое-
нии
Отличаются высокими электро-
изоляционными свойствами, при-
меняются для деталей электро-
и радиотехники
Продолжение таблицы 27
Группа
пласты
ционные фено
Компози
Наименование
Пресспорошок
К-6
Пресспорошки
ФКП-1иФКП-2
Прессматериа-
лы ФКПМ-10,
ФКПМ-15,
ФКП-25
Характеристика
Смесь резольной смолы с ас-
бестовым волокном
Продукты совмещения ново-
лачных смол с синтетическим
каучуком; наполнитель — древес-
ная мука
То же; с минеральным напол-
нителем
Область применения
Для изготовления деталей по-
вышенной теплостойкости и ме-
ханической прочности; обладает
фрикционными свойствами
Изделия с большим сопротив-
лением динамическому нагруже-
нию и статическому изгибу
Для электроизоляционных из-
делий
Продолжение таблицы 27
Группа
стые пластмасс!
Слои
Наименование
Текстолит
(марки-ШТ-1,
ПТ, ПТК)
ГОСТ-5-52
Стеклотексто-
лит (марки
КАСТ,
КАСТ-1,
КАСТ-15 и др.)
Анизотропный
материал
«СВАМ»
Характеристи
Слоистый прессованный мате-
риал из хлопчатобумажной или
льняной ткани, пропитанной ба-
келитовой смолой
Спрессованная, уложенная сло-
ями стеклянная ткань, пропитан-
ная смолами. Отличается повы-
шенной прочностью на растяже-
ние, диэлектрическими свойства-
ми и малым водопоглощением
Получается прессованием лис-
тов стеклошпона, изготовленно-
го путем укладки стеклянных
волокон параллельно одно дру-
гому с одновременным их по-
крытием, эпоксидной смолой
Область применения
Бесшумные шестерни, втулки,
вкладыши подшипников, детали
электрооборудования (электро-
щитки, панели и т. д.)
Конструкционный материал;
выпускается в листах толщиной
от 0,5 до 15 мм
Судостроение (катера, лодки,
баки), автомобилестроение (ку-
зова автомашин, автоцистерны),
машиностроение (трубы, фитин-
ги, резервуары) и т. д.
Продолжение таблицы 27
Группа
1ластмассы
Слоистые ]
3
§
s
и
(D
Наименование
Асботекстолит
марок А и Б
Гетинакс
(ГОСТ 2718—
54)
Неолейкорит
Органическое
стекло (плек-
сиглас)
Характеристика
Слоистый материал из специ-
альной асбестовой ткани, пропи-
танной фенольноформальдегид-
ной смолой
Слоистый пластический мате-
риал на основе, листов бумаги и
бакелитовой смолы
Непрозрачная литая специаль-
ная фенольноформальдегидная
смола
Прозрачный пластик, получае-
мый обычно в виде листового
материала толщиной 2—10 мм.
Хорошо строгается, пилится и
полируется
Область применения
1 Фрикционные детали, несущие
значительную J силовую нагруз-
ку (диски сцепления и др.)
Листы, трубы, прессованные
детали; детали высокочастотных
установок; электроизолирующий
материал
Детали, не несущие нагрузки
Для остекления машин, при-
боров, для технических и деко-
ративных изделий (легко штам-
пуется при незначительном на-
греве)
Продолжение таблицы 27
Группа
Литые смолы
пластики
Прочие
Наименование
Полиамидные
смолы (капрон)
марок П-68,
АК-7, П-6,
П-54
Фибра
(ГОСТ 6910—
54)
Бакелит В-4К
Характеристика
Синтетические полиамидные
смолы с температурой плавле-
ния 200—240 ; применяются для
изготовления деталей литьем
под давлением
Материал, получаемый путем
пропитывания бумаги раствором
хлористого цинка с последую-
щим прессованием
Бакелитовая смола, смешан-
ная с каолином
Область применения
Зубчатые колеса, конические
шестерни, втулки, подшипники,
уплотняющие кольца и др.
Для штамповки неответствен-
ных деталей; прокладочный и
электроизолирующий материал
Антифрикционные покрытия;
может применяться для пропит-
ки пористого цветного литья
Продолжение таблицы 27
Группа
тастики
Прочие ш
Наименование
Винипласт ли-
стовой марок
ВН, ВП, ВНТ
(ГОСТ 9639-61)
Аминопласты
марок А и Б (по
ГОСТ 9359—60)
Характеристика
Жесткий листовой непрозрач-
ный или прозрачный термопла-
стичный материал толщиной 2—
20 мм; получается прессованием
уложенных слоями поливинил-
хлоридных пленок
Термореактивные прессовочные
массы различных цветов, полу-
чаемые в результате совместной
обработки смол с сульфитной
целлюлозой, окрашивающими ве-
ществами и другими добавками
Область применения
Антикоррозийный материал,
работающий при температуре от
0 до + 60°
Предназначены для изготовле-
ния методом прямого прессова-
ния различных изделий бытово-
го и технического назначения, к
которым предъявляются повы-
шенные требования в отношении
внешнего вида
Слоистые пластмассы получаются
прессованием бумаги, хлопчатобумажной и
асбестовой ткани, древесного шпона и других
наполнителей, пропитанных фенольнофор-
мальдегидной или бакелитовой смолой. Из
этой группы материалов слесарю наиболее
часто приходится встречаться с изделиями из
текстолита. Текстолит выпускают в виде ли-
стов, плит, круглых болванок, труб, стержней
и фасонных изделий. Текстолит хорошо обра-
батывается.
Текстолит не только с успехом заменяет
такие дефицитные сплавы, как бронза и баб-
бит, но и работает 'лучше их в тяжело нагру-
женных, подшипниках скольжения. Шестерни
из текстолита имеют ряд преимуществ по
сравнению с металлическими: бесшумный ход,
спокойная, ровная передача вращения, малый
вес, устойчивость против вибрации.
Очень перспективным является применение
различных стеклопластиков и слоистого ма-
териала СВАМ, механически'е свойства кото-
рых приведены в табл. 28.
Отдельную группу пластиков — литые
смолы — образуют термореактивные смолы
(неолейкорит и др.) и термопласты (органиче-
ское стекло и др.), не содержащие наполните-
ля и получаемые методом литья.
Особый интерес представляет применение
в машиностроении полиамидных смол, различ-
ные марки которых известны под названием
нейлон, капрон и др.
Получаемые из полиамидных смол литые
и прессованные изделия могут заменять метал-
лические сплавы. Например, отдельные пред-
9 Зак. 975
120
Таблица 28
Сравнение прочности некоторых материалов
машиностроения
Материал
Сталь 30ХГСА
Дюралюмин Д16
Дельта-древесина
Текстолит
Стеклотекстолит
СВАМ (1 1)
Удельный
вес
7,85
2,80
1,35
1,35
1,65
1,9
Временное
сопротивление
при растя-
жении
с в, кг/мм2
160
42—46
30
17—18
25—30
48—50
Предел проч-
ности при
сжатии
асж, кг 1мм2
160
44
20
16
—
42
со
S ч
8-й *
450
300
120
40—80
110—140
245—270
приятия Белоруссии (Гомельский авторемонт-
ный завод, Минский камвольный комбинат
и др.) из отходов капронового производства из-
готавливают детали станков и механизмов —
подшипники, шестерни, поршни тормозных ци-
линдров, рессорные втулки и т. д. Наиболее
эффективным способом производства изделий
из полиамидных смол является литье под дав-
лением.
Резина и резиновые изделия
Резина является продуктом переработки
каучука при его взаимодействии с серой под
влиянием термического воздействия (вулкани-
зация). Важнейшими свойствами резины яв-
ляются эластичность, прочность и способность
130
при некоторых условиях приобретать пластич-
ность.
Из резины изготовляются: изделия для
оснащения движущихся устройств (шины,
ремни, ленты), рукава, амортизаторы, уплот-
нительные прокладки, монтажные детали
(кольца, шаровые клапаны, трубки), электро-
изоляционные материалы и изделия (ленты,
трубки).
В таблице 29 приведены характеристики
некоторых групп резиновых изделий.
Таблица 29
Характеристика некоторых резиновых изделий
Группа ре-
зиновых
изде.пий
Изделия
для осна-
щения
движу-
щихся
устройств
Наименование
изделий
Плоские при-
водные ткане-
вые прорезинен-
ные ремни
Ремни привод-
ные клиновые
Ленты тран-
спортерные
Номер
гост
ГОСТ 101—54
ГОСТ 1284—57
ГОСТ 20—57
Краткая
характеристика
Ширина от 20
до 1 200 мм
Выпускаются
состыкованными
с длиной по
внутренней ок-
ружности от 500
до 14 000 мм
Ширина от 300
до 2 000 мм;
длина от 25 до
400 мм
9*
131
Продолжение таблицы 2$
Группа
резиновых
изделий
Рукава
Изделия,
несущие
нагруз-
ку
Уплотни-
тели
Наименование
изделий
Для газов при
сварке и резке
металлов, для
пневматических
инструментов
То же для
воздушных тор-
мозов
Рукава рези-
новые высокого
давления с ме-
таллическими
оплетками
Резиновые по-
душки для
штамповки лис-
тового матери-
ала
Резиновые
подшипники
Резиновые
уплотнители и
резино-металли-
ческие подшип-
ники
Номер
ГОСТ
ГОСТ
9356—60
ГОСТ
1335—51
ГОСТ
6286—60
ГОСТ
7199—54
ГОСТ
4671—53
Краткая
характеристика
Внутренний
диаметр от 6
до 17 мм
Внутренний
диаметр от 13
до 35 мм
Внутренний
диаметр 4—
38 ,мм, длина
400—2 200 мм
Составные
пластины тол-
щиной до 125—
300 мм
Металличес-
кие гильзы —
вкладыши, об-
ложенные внут-
ри слоем ре-
зины
Для буровых
машин
щ
Продолжение таблицы 29
Группа
резиновых
изделий
Уплотни-
тели
Наименование
изделий
Кольца рези-
новые уплотни-
тельные.
Номер
гост
ГОСТ 38—52
Краткая
характеристика
Для соедини-
тельных рука-
вов автотормо-
зов; морозо-
устойчивы до
-55СС
Твердая резина, изготовляемая из резино-
вых смесей с 40—60% серы с применением
длительной вулканизации, называется эбони-
том. Эбонит представляет собой твердый, но
термопластичный материал с диэлектрически-
ми свойствами. Выпускается в листах, труб-
ках, стержнях.
Асбест и асбестовые материалы
Асбест отличается огнестойкостью, низкой
тепло- и электропроводностью и стойкостью
против кислот и щелочей. Применяется асбест
как жаростойкий прокладочный и уплотни-
тельный материал во фланцевых соединениях,
сальниках, в качестве теплоизолятора и т. д.
Приведем характеристику некоторых групп
асбестовых изделий, применяемых в машино-
строении.
Асбестовое волокно употребляет-
ся как составная часть изоляционных смесей,
для изготовления тормозных накладок, фрик-
ционных колец и других изделий.
133
Нити и шнуры асбестовые по
ГОСТ 1779—55 применяются как теплоизоля-
ционный материал для уплотнения сальников
и вентилей, крышек, люков и т. д. при темпера-
турах до 400°.
Ткань асбестовая по ГОСТ 6102—52
выпускается в виде ткани обыкновенной,
ткани с латунной или медной проволокой и
ткани с примесью хлопка. Используется для
теплоизоляции, изготовления ремней и оболо-
чек шлангов, набивок и т. д.
Картон асбестовый по ГОСТ
2850—58 применяется как теплоизоляционный
и уплотнительный материал. Такой картон вы-
пускают в листах размером от 900X900 мм до
1 000 X 1 000 мм. Толщина листов от 2 до 12 мм.
Паронитпо ГОСТ 481—58 представляет
собой листовой материал из асбеста, каучука
и наполнителей. Применяется как прокладоч-
ный мafepиaл для уплотнения водяных и па-
ровых трубопроводов при давлении до
50 кг/см2 и при температуре до 450°. В средах
бензина, керосина и масла паронит выдержи-
вает давление до 75 кг/см2 (при комнатной
температуре).
Асбометаллические прокладки
и кольца изготовляются двух типов:
а) асбестовый картон заключен между двумя
штампованными пластинами из фольги, меди,
латуни или алюминия; б) между листами
асбестового картона расположен стальной пер-
форированный каркас. Такие прокладки при-
меняются для уплотнения различных соедине-
ний двигателей, трубопроводов, автотрактор-
ных деталей и т. д.
134
Лента тормозная тканая (по
ГОСТ 1198—55) представляет собой много-
слойную ткань из асбестовой нити и латунной
или красномедной проволоки. Ленты могут
быть с битумной или масляной пропиткой.
Коэффициент трения — не менее 0,35.
Кольца фрикционные пресс о-
ваные (ГОСТ 1786—57) изготавливаются из
специального асбестового картона. Коэффици-
ент трения не менее 0,34. Так как эти детали
изготовляются без отверстий для заклепок,
слесарю приходится заниматься сверлением,
раззенковкой и приклепыванием фрикционных
колец к металлическому диску колеса.
Бумага асбестовая электро-
изоляционная по ГОСТ 9426—60 вы-
пускается в рулонах для нужд электротехниче-
ской промышленности.
АБРАЗИВНЫЕ МАТЕРИАЛЫ
При слесарных отделочных операциях
(шлифовании, полировке, доводке) применя-
ются специальные вещества — абразивные ма-
териалы, или абразивы, из которых изготов-
ляют шлифовальные шкурки, круги, бруски,
притиры и другие инструменты для шлифо-
вальных работ. С помощью абразивных мате-
риалов можно обрабатывать изделия любой
твердости.
Абразивы представляют собой продукт
дробления естественных горных пород или
искусственных материалов, обладающих высо-
кой твердостью.
135
В качестве абразивных материалов приме-
няются алмаз, корунд, карборунд, наждак и
др. (табл. 30).
Таблица 30
Характеристика абразивного материала
Наименование
Наждак
Корунд
Карбид бора
Карборунд черный
Электрокорунд
нормальный
Электрокорунд
белый
Карборунд зеленый
Область применения
Для притирки клапанов, уплот-
нительных бронзовых колец,
сплавов меди и мягкой стали
Для притирки закаленных
уплотнительных колец
Для притирки уплотнительных
колец из азотированной стали и
твердых сплавов
Для шлифования мягкой брон-
зы, меди, латуни, сплавов алюми-
ния и серого чугуна
Для шлифования и притирки
ковкого чугуна, твердой бронзы
и стали (кроме закаленной
быстрорежущей)
Для шлифования и притирки
закаленной быстрорежущей ста-
ли и ее заменителей, для заточ-
ки мелких сверл, разверток и т. д.
Для шлифования и притирки
твердых сплавов и очень твер-
дых сталей
136
В зависимости от величины зерен абрази-
вы делятся на три группы: шлифзерно, шлифо-
вальные порошки и микропорошки. Согласно
ГОСТ 3647—59, абразивы внутри указанных
групп различаются по номерам зернистости
(табл. 31).
Таблица 31
Классификация абразивов по группам зернистости
Наимено-
вание груп-
пы зерни-
стости
Шлиф-
зерно
—
—
Номер
зерни-
стости
200
160
125
100
80
63
50
40
32
25
20
16
—
Размер зерен
основной фрак-
ции, мк
2 500—2 000
2 000—1 600
1600—1250
1 250—1 000
1 000—800
800—630
630—500
500—400
400—315
315—250
250—200
200—160
—
—
Наимено-
вание груп-
пы зерни-
стости
Шлифо-
вальные
порошки
»
Микропо-
рошки
Номер
зерни-
стости
12
10
8
6
5
4
3
М40
М28
М20
М14
М10
М7
М5
Размер
зерен
основной
фракции,
мк
160—125
125—100
100—80
80—63
63—50
50—40
40—28
40—28
28—20
20—14
14—10
10—7
7-5
5—3
137
Зернистость абразивов характеризуется ве-
личиной режущих зерен. Измельченные мате-
риалы, применяемые в качестве абразивных,
подвергаются просеиванию через сита с раз-
личными по величине отверстиями.
Размер стороны ячейки сит в свету состав-
ляет от 2 500 до 40 ж/с. Чем крупнее ячейки
сит, через которые проходят частички основ-
ной фракции абразивных материалов, тем
больше номер зернистости.
Размеры зерен микропорошков определя-
ются микроскопическим методом на основе ли-
нейного измерения зерен или фотоэлектриче-
ским методом — по скорости осаждения зерен.
Последний метод определения номера микро-
порошков используется при получении мелких
абразивных порошков способом взмучивания.
Размеры зерен в шлифпорошках № 4 и
№ 3 определяются комбинированным методом.
При этом зерна крупнее 40 мк определяются
размерами сторон ячеек сит в свету, а более
мелкие — линейны^! измерением зерен под
микроскопом.
Шлифзерна и шлифовальные порошки вы-
соких номеров служат исходным материалом
для изготовления шлифовальных кругов. Мик-
ропорошки и шлифовальные порошки низких
номеров применяются как притирочный и до-
водочный материал.
Абразивно-доводочные мате-
риалы могут быть: а) мягкими (химически-
ми) и б) твердыми (режущими). Различие
между ними состоит в следующем. При довод-
ке мягкими материалами на поверхности ме-
талла образуются тончайшие пленки химиче-
138
ских соединений, удаляемые зернами абрази-
вов. При доводке твердыми материалами зер-
на абразивов оказывают режущее воздействие
непосредственно на микронеровности поверх-
ности.
Пасты Государственного оптического ин-
ститута (ГОИ) действуют на обрабатываемый
металл и механически, и химически. Они име-
ют в своем составе окись хрома, стеарин, керо-
син и некоторые другие вещества. Пасты ГОИ
(грубая, средняя и тонкая) выпускаются в ви-
де кусков цилиндрической формы или пластин.
Грубая паста (темно-зеленого, почти чер-
ного цвета с отдельными заметными крупин-
ками) снимает слой металла толщиной в деся-
тые доли миллиметра; средняя паста (темно-
зеленого цвета) снимает несколько десятков
микрон и тонкая (светло-зеленого цвета) —
слой металла в несколько микрон.
По виду получаемой поверхности грубая
паста оставляет штриховку и матовость, сред-
няя оставляет меньше следов, тонкая дает зер-
кальный блеск.
Припуск на полирование должен быть ра-
вен 0,01—0,03 мм. Обычно полированию пред-
шествует шлифование.
При выполнении операций шлифования
пользуются шлифовальными шкур-
ками. Шлифовальная шкурка представляет
собой основу (из специально подготовленной
ткани или "плотной бумаги), на которую при
помощи клея нанесен слой абразивных зерен.
Шкурки выпускаются в виде листов или ру-
лонов.
Для изготовления шкурок применяются
139
шлифзерна от 125 номера зернистости и шли-
фовальные порошки всех номеров.
В зависимости от основы шкурки и абра-
зивного материала шлифшкурки подразделя-
ются по ГОСТ 5009—52 (для тканевой основы)
и ГОСТ 6456—53 (для бумажной основы) на
несколько видов (табл. 32).
Таблица 32
Характеристика шлифовальных шкурок
Основа
Тканевая (бязь,
нанка, саржа)
по ГОСТ
3357-*-59
Бумажная по
ГОСТ 6124—52
Вид шкурки
Электрокорун-
довая
Карбидкремни-
евая
Кремневая
Кварцевая
Стеклянная
Электрокорун-
довая
Карбидкрем-
ниевая
Кремневая
Стеклянная
Абразивный материал
и его обозначение
Электрокорунд (Э)
Черный карбид крем-
ния (КЧ)
Зеленый карбид крем-
ния (КЗ)
Кремень (Кр)
Кварц (Кв)
Стекло (С)
Электрокорунд нор-
мальный (Э)
Электрокорунд реге-
нерированный (Эр)
Карбид кремния чер-
ный (КЧ)
Карбид кремния зе-
леный (КЗ)
Кремень (Кр)
Стекло (С)
140
Шлифовальные круги
Для приготовления шлифовальных кругов
наждак, корунд и карборунд размельчают в
зерна с острыми кромками. Эти зерна связы-
вают веществами, называемыми связкой. От
характера связующего вещества (связки) за-
висит прочность круга. Связка бывает керами-
ческая, бакелитовая и вулканитовая. Шлифо-
вальные алмазные круги (ГОСТ 9770—61)
могут иметь бакелитовую или металлическую
связку.
Шлифовальные круги различают не толь-
ко по виду связки, но также по зернистости и
твердости.
Крупнозернистые круги применяются для
обдирочных работ, а мелкозернистые — для
окончательной отделки.
Под твердостью шлифовального круга под-
разумевают сопротивляемость связки вырыва-
нию шлифующих зерен с поверхности инстру-
мента под влиянием внешних усилий.
Твердость шлифовальных кругов, а также
другого абразивного инструмента обозначает-
ся следующим образом:
М-
СМ-
С-
СТ-
Т-
ВТ-
ЧТ-
— мягкий
- среднемягкий
-средний .
- среднетвердый
- твердый . .
- весьма твердый
- чрезвычайно твердый
Ml, M2, МЗ
. СМ1, СМ2
. CI, C2
СТ1, СТ2
. Tl, T2
ВТ1, ВТ2
ЧТ1, ЧТ2
141
Цифры 1, 2 и 3 справа от буквенного обо-
значения показывают твердость абразивного
инструмента в порядке ее возрастания. Зер-
нистость кругов обозначается номером. Круги
зернистостью № 10—40 применяются для гру-
бой обдирки; № 46—100—для шлифования.
Шлифовальные круги изготовляются раз-
нообразных форм и размеров в зависимости
от цели их применения (табл. 33).
На каждом шлифовальном круге стоят обо-
значения: типоразмер по ГОСТ 2424—60, вид
абразивного материала, номер зернистости по
ГОСТ 3647—59, твердость по ГОСТ 3751—47,
вид связки, допустимая скорость вращения и
степень (класс) дисбаланса. Например, услов-
ное обозначение шлифовального круга разме-
рами 250X40X75 мм из электрокорунда нор-
мального на керамической связке зернисто-
стью № 80, твердостью СМ2, с окружной рабо-
чей скоростью 35 м/сек, 2 класса дисбаланса
будет таким: 250X40X75 Э 80 СМ2 К 35 м/сек.
2 кл. ГОСТ 4785—53.
При шлифовании твердой стали следует
применять мягкие круги, так как в них зату-
пившиеся зерна легко выкрашиваются и обна-
жают следующие зерна с острыми кромками.
Для мягкой стали лучше применять твердые
круги, как наиболее стойкие.
Для цветных металлов (медь, латунь) при-
меняют крупнозернистые мягкие круги.
Для ручных шлифовальных машинок и
станков с гибкими валами, часто применяемых
при слесарных работах, используются различ-
ной формы шлифовальные головки и мелкие
шлифовальные круги (табл. 34).
142
Таблица 33
Форма сечений шлифовальных кругов
(по ГОСТ 2424—60)
Виды кругов
и обозначения
Форма сечения
Виды кругов
и обозначения
Форма сечения
Плоские пря-
мого профиля
(ПП)
Плоские с
двухсторонним
коническим про-
филем (2П)
Плоские 45°
конического про-
филя (ЗП)
■
гхз
ш
Плоские с
двухсторонней
конической вы-
точкой (ПВДК)
Диски (Д)
\W^;V>\ 1 №?!ШШ
Кольца (К)
Продолжение таблицы 33
Виды кругов
и обозначения
Форма сечения
Виды кругов
и обозначения
Форма сечения
Плоские с ма-
лым углом ко-
нического про-
филя не более
30° (4П)
Чашки ци-
линдрические
(ЧЦ)
Плоские с вы-
точкой (ПВ)
Плоские с ко-
нической выточ-
кой (ПВК)
ш
Чашки кони-
ческие (ЧК)
т~гт
Тарелки (Т)
Плоские с
двухсторонней
выточкой (ПВД)
17^
№IR=«
Плоские риф-
леные (ПР)
Формы сечений шлифовальных головок
(по ГОСТ 2447—60)
Таблица 34
Виды головок
Форма сечения
Виды головок
Форма сечения
Цилиндриче-
ские
Угловые
ш
Конические с закруг-
ленной вершиной
Шаровые
Продолжение таблицы 34
Виды головок
Виды головок
Форма сечения
Конические с
углом конуса
60°
Сводчатые
Шаровые с цилинд-
рической боковой по-
верхностью
^•■''r'-FrQ
Для заправки инструмента, доводочных
работ и других операций слесарь пользуется
шлифовальными брусками различной формы
(табл. 35).
Формы и размеры абразивного инструмен-
та стандартизованы (табл. 36).
Правила и нормы безопасной работы с аб-
разивным инструментом (шлифовальные кру-
ги, головки, бруски и сегменты) приведены в
ГОСТ 3881—53.
Таблица 35
Формы сечений шлифовальных брусков
(по ГОСТ 2456—60)
Виды
брус-
ков
Форма сечения
Виды
брусков
Форма сечения
Квад-
рат-
ные
Круглые
Плос-
кие
Полу-
круглые
Трех-
гран-
ные
Для хо-
нинга,
плоские
ю*
147
Таблица 36
Спецификация абразивного инструмента
Наименование инструмента
Круги шлифовальные плоские
прямого профиля (ПП)
Круги шлифовальные фасон-
ного профиля
Головки шлифовальные
Бруски шлифовальные
Сегменты шлифовальные
Круги шлифовальные алмаз-
ные
Номер соответствующего
ГОСТа
2424—60;
2424—60;
2447—60;
2456—60;
2464—60
9770—61
4785—53
4785—53
4785—53
4786—53
4786—53
НАБИВКИ САЛЬНИКОВЫЕ
Для сборки сальниковых уплотнений ма-
шин и аппаратуры слесарь пользуется различ-
ными сальниковыми набивками. Дополни-
тельная пропитка антифрикционным составом
придает отдельным видам набивок (пропитан-
ным) способность смазывать сальник. Набив-
ки изготовляются трех типов: плетеные, ска-
танные и кольцевые.
Характеристика сальниковых набивок по
ГОСТ 5152—55 приведена в табл. 37.
148
Таблица 37
Характеристика и область применения сальниковых набивок
Тип на-
бивки
Плетеные
набив-
ки
Марка
Хлопчатобу-
мажная сухая
(ХБС) и про-
питанная (ХБП)
Пенька су-
хая (ПС) и про-
питанная (ПП)
Характеристика
набивки
Шнур, сплетен-
ный из хлопчато-
бумажной нити;
для ХБП—пропи-
танный антифрик-
ционным составом
Шнур, сплетен-
ный из льняной,
пеньковой или
джутовой пряжи;
для ПП—пропи-
танный антифрик-
ционным составом
Размеры
(диаметр или
сторона квад-
рата, мм)
Диаметр от
5 до 50; квад-
рат от 4X4
до 50X50
Диаметр от
5 до 50; квад-
рат от 4x4
до 50x50
Условия применения
среда
Воздух, смазоч-'
ные масла, вода,
углеводороды; для
ХБП — дополни-
тельно пары, газы
Воздух, смазоч-
ное масло, угле-
водороды, топли-
во нефтяное, пар,
вода; для ПП—до-
полнительно рас-
творы щелочей, со-
леная вода
03 (X
не более
200
160
100
100
Продолжение таблицы 37
Марка
Характеристика
набивки
Размеры
(диаметр или
сторона квад-
рата, мм)
Условия применения
среда
Асбестовая
сухая (АС),
пропитанная
(АП) и асбесто-
проволочная
(АПР)
Шнур, сплетен-
ный из асбестовой
нити; для АП—
пропитан анти-
фрикционным со-
ставом; для АПР—
скручен с медной
или латунной про-
волокой, пропитан
и прографичен
Диаметр от
5 до50;квад-
рат от 4X4
до 50x50
Тальковая су-
хая (ТС) и про-
питанная (ТП)
Тальковый
сердечник е оп-
леткой из хлопча-
тобумажной нити;
для ТП — пропи-
тан антифрикци-
онным составом
Диаметр от
6 до 50; квад-
рат от 10x10
до 50X50
Воздух, инерт-
ные газы и пары,
водяной пар, во-
да, растворы ще-
лочей; для АП —
дополнительно
нефтепродукты, га-
зы и пары агрес-
сивные
Промышленная
вода, нейтральные
растворы солей,
водяной пар
Продолжение таблицы 37
Тип на-
бивки
Плетеные
набив-
ки
Скатан-
ные на-
бивки
Марка
Асбестовая
маслобензостой-
кая (АМБ)
Прорезинен-
ная хлопчатобу-
мажная (ПХБ),
льняная (ПЛ),
льняная с ре-
зиновым сердеч-
ником (ПЛРС)
Характеристика
набивки
Шнур, сплетен-
ный из асбесто-
вой нити и про-
питанный анти-
фрикционным мас-
лобензостойким
составом
Скатанный шнур
из прорезиненной
хлопчатобумажной
или льняной тка-
ни; для ПЛРС —
с резиновым
сердечником
Размеры
(диаметр или
сторона квад-
рата, мм)
Квадрат
от 4x4 до
50X50
Диаметр
от 8 до 70;
квадрат от
8x8 до
60X60
Условия применения
среда
Кислые масла,.
топливо нефтяное,
органические рас-
творители
Промышленная
вода
о
я
я ~*
м о»-Si
а о, <и
« я
С оз
не более
30
200
300
100
СП
10 Продолжение таблицы 37
Тип на-
бивки
Скатан-
ные на-
бивки
Марка
Прорезинен-
ная асбестовая
(ПА), асбесто-
металлическая
(ПАМ), асбе-
стовая с рези-
новым сердеч-
ником (ПАРС)
и асбометалли-
ческая с рези-
новым сердеч-
ником (ПАМРС)
Характеристика
набивки
Скатанный шнур
из прорезиненной
асбестовой или ме-
таллической тка-
ни; для ПАРС и
ПАРМС — с рези-
новым , сердечни-
ком
Размеры
(диаметр или
сторона квад-
рата, мм)
Диаметр от
8 до 70; квад-
рат от 8x8
до 60x60
Условия применения
среда
Промышленная
вода, насыщенный
и перегретый во-
дяной пар
К
О Л S
«о S3
Е- Н К
не более
1.00
400
Продолжение таблицы 37
Тип на-
бивки
Скатан-
ные на-
бивки
Кольце-
вые
Марка
Компенсиру-
ющая хлопча-
тобумажная
(КХБ) или
льняная (КЛ)
Манжеты
хлопчатобу-
мажные (MX Б),
льняные (МЛ)
и асбестовые
(МА)
Характеристика
набивки
Многослойная
полоса из проре-
зиненной хлопча-
тобумажной или
льняной ткани,
согнутая, опрессо-
ванная по длине
и вулканизирован-
ная
Многослойные
кольца фигурно-
го сечения из про-
резиненной ткани,
уплотненные в
пресс-форме, вул-
канизированные и
графитированные
Размеры
(диаметр или
сторона квад-
рата, мм)
Ширина от
19 до 65, вы-
сота от 19
до 70
Внутрен-
ний диаметр
от 10 до 460,
ширина от 5
до 40. Вы-
сота от 5
до 55
Условия применения
среда
Промышленная
вода, вода соленая
Инертные газы,
воздух, промыш-
ленная вода, пар,
нефтепродукты
К
О) Л S
5 а,
§ .О...Г
не более
200
400
(для
МА
—200)
100
100
(для
МА
—300)
ел
^ Продолжение таблицы 37
Тип на-
бивки
Кольце-
вые
Марка
Кольца раз-
резные асбесто-
алюминиевые
(КРА)
Характеристика
набивки
Кольца состоят
из сердечника —
асбестовых пропи-
танных нитей и
многослойной
обертки из промас-
ленной, прографи-
ченной алюминие-
вой фольги, со-
вместно скручен-
ных и уплотнен-
ных в пресс-форме
Размеры
(диаметр или
сторона квад-
рата, мм)
Размеры
колец — по
согласова-
нию с заказ-
чиком
Условия применения
среда
Нефтепродукты
О)
К
(Я О.
схоо
Ю о
с сч
S ft-г
не более
50
400
ИСПОЛЬЗОВАННАЯ ЛИТЕРАТУРА
Афанасьев П. А. Применение пластических масс
в машиностроении. М., Машгиз, 1961.
Г у л ь к о М. М. Металлы и материалы. Москва —
Киев, Машгиз, I960.
Д м и т р о в и ч А. М. Металлы в машиностроении.
Минск, Госиздат БССР, 1956.
Крапивницкий Н. Н., Кучер А. М. и др. Тех-
нология металлов. М.—Л., Машгиз, I960.
Сергеев М. А. Справочник слесаря. Л., Лениздат,
1961.
Справочник машиностроителя, том VI. М., Машгиз, 1956.
Яковлев В. Н. Справочник слесаря-монтажника.
М., Машгиз, 1959.
СОДЕРЖАНИЕ
Строение металлов и сплавов 3
Общие сведения о металлах и сплавах —
Понятие о структуре металлов 4
Макроскопический анализ 8
Изучение структуры при помощи микроскопа 10
Схема процесса кристаллизации 12
Строение железоуглеродистых сплавов 17
Важнейшие механические свойства металлов и спо-
собы их определения 26
Статические испытания на растяжение 27
Ударные испытания 33
Определение твердости 37
Определение микротвердости . 43
Определение твердости прибором Польди 45
Испытания на усталость 46
Испытания на износ 51
Методы испытания технологических свойств ме-
таллов . 53
Проба.на загиб в холодном и нагретом состоя-
нии 54
Проба на осадку в холодном состоянии 55
Проба на перегиб 57
Проба на расплющивание —
Испытание листового металла на выдавливание 59
Искровая проба 60
Применение сталей в машиностроении 61
Классификация стали —
Конструкционные стали 64
Инструментальные стали 74
156
Чугунное литье 80
Серый чугун 81
Отливки из ковкого чугуна 85
Антифрикционный серый чугун 86
Чугун со сфероидальным графитом 87
Металлокерамические и минералокерамические
сплавы 89
Металлокерамические материалы —
Твердые сплавы 93
Минералокерамические сплавы 99
Сплавы цветных металлов 103
Медные сплавы —
Сплавы алюминия 107
Сплавы на основе магния ПО
Подшипниковые сплавы 112
Неметаллические конструкционные материалы 114
Древесина и древесные пластики ' 11.5
Пластмассы 119
Резина и резиновые изделия 130
Асбест и асбестовые материалы 133
Абразивные материалы 135
Шлифовальные круги 141
Набивки сальниковые 148
Использованная литература 155
Дмитрович, Анатолий Михайлович.
Что нужно знать слесарю о металлах и материалах.
(Библиотечка слесаря. Выпуск 1). Минск, Госиздат
БССР, 1962.
6ПЗ. 4
Редактор Ф. Каштанов
Художник Ф. Новиковский
Художественный редактор А. Труханова
Технический редактор В. Ермоленко
Корректор А. Королёва
AT 14332. Сдано в набор 4/1V 1962 г. Подп. к пе-
чати 19/VII 1962 г. Тираж 14 600 экз. Формат
70Х907з2- Физ. печ. л. 5. Усл. печ. л. 5,85. Уч.-изд.
л. 5,4. Зак. 975. Цена 25 коп.
Полиграфический комбинат им. Я- Коласа
Главиздата Министерства культуры БССР,
Минск, Красная, 23,