/

































Автор: Соколов Ю.В. Оботуров В.И. Тихомиров Г.М
Теги: строительство сварка строительные конструкции сварные конструкции
Год: 2006




Текст
МИНИСТЕРСТВО ОБРАЗОВАНИЯ РОССИЙСКОЙ ФЕДЕРАЦИИ
МОСКОВСКИЙ ГОСУДАРСТВЕННЫЙ СТРОИТЕЛЬНЫЙ УНИВЕРСИТЕТ
ИНСТИТУТ СТРОИТЕЛЬСТВА И АРХИТЕКТУРЫ
Кафедра металлических конструкций
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
К ЛАБОРАТОРНЫМ РАБОТАМ ПО СВАРКЕ
Дисциплины «Металлические конструкции, включая сварку»
для студентов специальности 2903
«Промышленное и гражданское строительство»
Москва 2006 г
Методические указания предназначены для студентов строительных Вузов и факультетов,
обучающихся по специальности 2903 « Промышленное и гражданское строительство» В
указаниях содержится описание 4 лабораторных работ, имеющее своей целью ознакомить
вопросы последовательность выполнения упражнений и составления отчета
Методические указания к лабораторным работам разработаны
доцентами, кандидатами технических наук Ю В Соколовым, В И Оботуровым
Тихомировым Г М
Рецензент доктор технических наук А П Шатов
ВВЕДЕНИЕ
Различные виды сварки и резки материалов навали широкое примене-
ние в строительстве при изготовлении и монтая е металлических и железобе-
тонных конструкций и отдельных их элементов Особенно широко сварка и
резка металлов применяемся при сооружены! металлургических , химичеш их
и машиностроительных предприятий , уникальных общественных и граждан-
ских зданий , мостов и нефте и газопроводов . резервуаров для хранения
нефти и сжиженных газов
Сваркой называется процесс получения неразъемных соединений по
средством установления межатомных связей между соединяемыми элемента-
ми при их нагревании и ( или ) пластическом деформировании
Различают три класса сварки :
термический термомехашшеский и механическим (ГОСТ 1 У521 -74 >
к термическому классу относятся виды сварки осуществляемые плав-
лением то есть местным расплавлением соединяемых поверхностей с ис-
пользованием! тепловой энергии и последующей кристаллизацией жидкого
металла сварочной ванны при охлаждении . Основными видами сварки тер-
мического класса являются электродуговая газовая электрошлаковая
чпе* що-тнс - евая нпа"ментщя лсз^э ас шрг "хм и дрз^с в щ
К термомеханическэ|Щ' классу относятся виды сварки , у которых ис-
пользуется тепловая энергия и давление Основные виды этого ютаооа -
контактная , диффузионная индукционно - прессовая дуго - прессовая л а-
зо - прессовая и другие
К механическому классу относятся виды сварки , осуществляемые с ис-
пользованием механической энергии и давления К ^тОму класс) относятся -
холодная сварка сварка взрывом ультразвуком , трением и другие
Термическая резка металлов и железобетона нашла широкое приме-
нение при изготовлении отдельных элементов строительных конструкций и
при демонтаже существующих зданий и сооружений Резка материалов бы-
вает разделительная и поверхностная В строительной отрасли наиболее ^ас-
то используется кислородная кислородно-флюсовая , дуговая , воздушно-
дуговая и плазменная виды термической резки , а также резка железобетона
кислородьым копьём
Целью разработанных методических, указаний является ознакомление
студентов с основными теоретическими положениями и получение учащими-
ся практических навыков
Лабораторная работа № 1 .
РУЧНАЯ ДУГОВАЯ СВАРКА
Цель работы : ознакомить студентов с основами ручной дуговой свар-
ки ( РДС ) и дать им возможность приобрести первоначальные навыки в вы-
ло т и I сварочных прихваток в нижнем положении
Область применения : заводы по изготовлению Металлических конст-
рукций и Железобетонных изделий , стройплощадки ( около 70 % всех сва-
рочных работ выполняется РДС )
Преимущества РДС : простота , дешевизна , подвижность оборудова-
ния , универсальность , высокое качество металла шва , равнопрочность шва
и основного металла , возможность выполнения сварки в тр} днодоступных
местах
Недостатки РДС : сравнительно невысокая производительность свар-
ки
Сущность процесса .
Открытая в 1802 году профессором В В Петровым элет трическая ду-
га является высокотемпературным и регулируемым в больших диапазонах
мощностей ( от 5 10б до 4 108 вт/см2 ) источником тепла , что очень
удобно для выполнения сварки и термической резки изделий различной тол-
щины , изготовленных из сталей , алюминиевых , медных , титановых и дру-
гих сплавов цветных металлов
Сварочная дуга есть стационарный электрический разряд , протекаю-
щий в атмосфере паров и ионизированных газов в дуговом промежутке меж-
ду электродом и свариваемым изделием при большой плотности тока В за-
висимости от величины сварочного тока максимальная температура в столбе
дуги может достигать 60000 - 80000 С
Наиболее широкое распространение получила ручная дуговая сварка
покрытыми электродами со стальным стержнем диаметром 2-6 мм
шовным сварочным материалом
веский электрод
Назначение покрытия электрода :
- стабилизация ( поддержание ) "оречия ду ги за счет пост} пающих из
и других ;
- рафинирование металла шва то есть выведение из сварного шва вред-
ные примесей серы , фосфора )
- тегирование металла шва то есть введение в сварной шов полезных
элементов ( марганца кремния никеля хрима титана и других ,
раскисление металла шва
Сущность процесса дуговой сварки - возникновение межатомных свя
зеи на границе кристаллических решеток свариваемою изделия и твердею-
щей сварочной ванны .
гварочьа^ ванна является смееьк расплавленного электродною и ос-
Н0ВЧЭ1 о металла а также некоторых компонентов перешедших в нее из
электродного покрытия После полной кристаллизации сварочная ванна пре-
вращается в металл сварного шва Всплывшие на поверхность твердеющей
ванны неметаллические компоненты - называемая шлаковая корка , по-
сле сварки удаляется механическим способом
Оборудование.
Рабочее место сварщика или сварочный пост ? кроме вспомогательной
сборочно - сварочной оснастки и простейшего слесарного инструмента ос-
нащено двумя токоподводящими кабелями , злектрододержателем источ-
ником питания ду ги ( Рис 1 1 )
К сварочному оборудованию РДС относятся только источники пита-
ния дуги
- при сварке на переменном токе - сварочный трансформатор ,
Сварочный пост ручной дуговой сварки .
Основные виды сварных соединений .
а)
г) Д)
а - стыковые , б - нахлесточные , в - тавровые , г - угловые , д - торцевые
Рис 1 2
Геометрическое очертание сечения сварных швов .
а - стыковой шов , б - угловой шов
Рис 1 3
- при сварке иа постоянном токе сварочный полу’провздкдлсовьд. ^ы
прямитель или сварочный еьерстор
Марк) источника питания дуги подбирают по максимальном) току . необхо
димом'\ для поддержания заданного режима сварки^, а также ВоЛьтампернь м
' арактеристикам электрической ду ги источника питания .
Технология сварки
Прг сварке рядовых I онструкций применяется переменный ток , как
более дешевый . а при изготовлении особо ответственных конструкций - по
стоянный -ок . обеспечивающий более высокое качество сварного шва
Шов вместе с прилегающими к чем) участками основного ме-алла на
зывается сварным соединением Различают следующие основные виды свар-
ных соединений стыковые нахлесточные . угловые . тавровые ,торцевые
Основными видами сварных швов считаются стыковые и угловые ( Рис. 1 2 ).
Стыковой шов характеризуется шириной в выпуклостью hB и глу
биной проплавления hn. угловой - катетом к . шириной в и глубиной
проплавления Н рис. 1.3 ).
Основными параметрами режима РДС считаются • сила сварочного
тока Хв диаметр электрода d3»число проходов п и скорость сварки VCB
Параметрь режима в значительной степени влияют на качество и размера
шва Например повышение силы тока увеличивает глубину проплавления v
мол ет привести к прожоп Увеличение скорости сварки и использование
электрода слишком большого диаметра может в свою очередь привести к об-
ратному эффект) - непровару Критериями оптимального режима сварки
принято считать равнэпрочностъ ме-алла сварного шва и основного металла
отсутствие внешних и внутренних дефектов и получение заданной геометрии
шва
Для предотвращения непровара при сварке деталей значительной
толщины ( более 6 мм ) применяется разделка кромок свариваемых поверх-
ностей (Рис 1 4 )
Разделка кромок под сварку элементов различной толщины .
^=^/4 3=f4-ff0
Рис 1.4
Классификация сварных швов .
а) б) в) г) д)
е) 1= = !1Ь
ж) [—г
I - по положению в пространстве а - нижнее , б - горизонтальное ,
в - вертикальное , г - потолочное , д - в « лодочку »
II - по протяженности е - цепной шов , ж - шахматный шов
III - по отношению к направлению действия усилия з - фланговый шов ,
и - лобовой , к - комбинированный , л - косой
- 8 -
сварные швы ь монтажных условиях мод л выполняться в различных
пространственных положениях в лижнем . горизонтальном на вертикальной
стенке вертикальном и потолочном Наиболее удобно выполнять сварной
шов в нижнем пространственном положении . С целью экономии металла уг-
ловые швы пс возможности выполняют оавнокатетными или в положении в
< лодочку » ( пис. 1 5 ।
Контрольные вопросы
1 В чем сущность ручной д} швой сварки ?
2 Какие функции выполняет покрытие электрода 9
3 Каковы основные виды сварных соединений и разновидности
сварных швов ?
4 Каковы источники питания дуги ?
5 Назовите основные параметры режима ручной дуговой сварки ?
6 В чем преимущества и недостатки ручной дуговой сварки 9
Практические упражнении
. Приобрести навык возбуждения и поддержания электрической дуги и
самостоятельно выполнить в нижнем положении ниточный шов свар-
ной валик ) длиной 50 - 70 мм
2 для конкретной металлической иг: т елезэзетсннэй кзнстр} кдш ( по
выбор} преподавателя ) определить виды сварных соединений . про-
странственное положение и размеры сварных швов ( упражнение
оформляется в виде эскиза конструкции заполнения таблицы )
п/п
| Катет । Положение
Тип шва | шва, s шва в ।
мм I пространстве
Режим сварки
d„ I Jo., 1 VCB,
мм । А | im Нас
Где d3 » К / 2 или о / 2 , JCB = ( 40 - 60 ) d3 , Ков
Кв Кн ) / ^ FH у)
FH « 0 4 см"'
у = 7,85 г / см* 1 2 3
3 Нарисовать схем} сварочного поста к описать сущность процесса РДС ,
перечислись функции , выполняемые покрытием электрода при сварке
Порядок выполнения работы .
1 Ознакомиться с методикой выполнения работы
2 Ответить на контрольные вопросы
3 Выполнить практические упражнения
4 Представить работу преподавателю и получить его подпись
- 9 -
МЕХАНИЗИРОВМШЫГ ВИДЫ Д> 1 СВОЙ СВАРКИ .
ЭЛЕКТРОШЛаКОВ АЯ СБаРК А .
строительстве
I Механизированная дуговая сварка в углекислом газе ( МДС со2 ) •
Область применения . МДС со2 в основном применяют н^ заводах
по изготовлению металлоконструкций , но возк ожно её использование и на
строительных площадках , если можно защитить место сварки от веща Этот
вид сварки наиболее эффективен при соединении тонких деталей
Достоинства . высокое качество металла шъа ая 'т- i -к
тельность низкая сж? имола всымююююъ щю св д ю сыти \ в про-
странственном положении .
Недостатки : МДс сс^ применяется только в защищен ю' о^ веща
местах . так как ветер может сдуть газовую защиту , что в свою очередь
приведет к окислению металла шва Механизированной дуговой сваркой в
СО? нельзя сваривать средне - и высот слегированные стали из-за выгорания
легирующих щементов
Су щнос^ь процесса МДС со2 тепло электрической дуги расплавля-
ет кромки основного металла и сварочную ( электродную ) проволоку , об-
разуя ванну жид! ого металла , при кристаллизации которого образуется свар-
ной шов Для защиты ванны я идкого металла окружающего воздуха , а так-
же для стабильного горения ду^и в зону сварки подается yi лекислый газ
(СО?) При этом виде сварки электродная проволока подается в зону свароч-
ной ванны с помощью специального механизма , а перемещение дуги вдоль
свариваемых кромок сварщик выполняет вручную
- 10 -
В зоне сварки протекают следующие химические реакции
- углекислый газ при высокой температуре диссоциирует
СО? -» СО + О ,
- образовавшийся кислород окисляет металл шва
Me + О-э МеО ,
- окисленный металл шва восстанавливают с помощью легирующих эле-
ментов сварочной проволоки , таких как кремний и марганец
2 МеО + Si SiO2 + 2 Me
МеО + Мп -» МпО + Me
Для организации поста МДС со? требуется следующее оборудование
1 Выпрямитель - источник питания дуги ,
2 Шланговый полуавтомат - подает сварочную пооволоку в зону сварки ,
3 Баллон с углекислым газом ,
4 Редуктор - понижает давления СО2 до рабочего значения при выходе
газа из баллона;
5 Подогреватель газа - предотвращает оледенения редуктора ,
6 Осушитель таза - удаляет из СО2 пары воды ,
7 Соединительные кабели и шланги ,
8 Электрододержатель или горелка (Рис 2 1 а )
Сварочные материалы
1 Сварочная электродная проволока - образует совместно с расплавлен-
ной частью основного металла металл сварного шва ,
2 Углекислый газ - защищает жидкий металл сварочной ванны от воз-
действия окружающего воздуха и стабилизирует горение дуги
Основные параметры режима сварки
1 JCB - сварочный ток ;
2 dn - диаметр сварочной проволоки ,
3 Vn - скорость подачи проволоки ,
4 Рсо2 - расход углекислого газа ,
5 П - число проходов
а) Схема полуавтоматической \ становки дл . сварки в защитных i атох
4 - электроподогреватель газа 5 - осушитель газа ; 6 - редуктор
п - расходомер газа ; S - электрододержатель . 9 - шланг для подачи
проволоки : 10 - чемодан с механизмом подачи проволоки .
i 1 - сварочный кабель 12 - кнопка ч Пуск » для подачи напряжения
б) Сварочный пост заводской полуавтоматической сварки, порошковой
проволокой.
II. Механизированная дуговая сварка порошковой проволокой
(МДСпп щ
Область применения : МДСпп находит широкое применение как на
заводах по изготовлению металлоконструкций , так и на стройплощадках ,
вытесняя ручную сварку
Достоинства : высокая производительность , использование для вы-
полнения сварных швов в любок пространственном положении
Недостатки : сложное изготовление , и , как следствие высокая цена
порошковой проволоки , высокая гигроскопичность порошка что треб) ет
прокаливания проволоки перед сваркой
Сущность процесса : тепло электрической дуги расплавляет кромки
основного металла и сварочную ( электродную ) проволоку , при этом обра-
зуется ванна жидкого металла , после кристаллизации которою образуется
сварной шов У этого вида сварки электродная проволока подается в зону
сварки с помощью подающего механизма , а перемещение дуги вдоль
свариваемых кромок осуществляется сварщш ом вручную
Для защиты жидкого металла сварочной ванно± используется порошоь ,
запрессованный внутрь сварочной проволоки , которая имеет трубчатое сече-
ние Химический состав порошка идентичен химсоставу обмазки электро -
дов , используемых при ручной дуговой сварке Иногда для улучшения за-
щиты сварочной ванны в зону сварки подают еще и углекислый газ
Для организации поста МДСпп требуется следующее оборудование
1 Сварочный выпрямитель - обеспечивает питание дуги ,
2 Шланговый полуавтомат - подает сварочную проволоку в зону сварки ,
3 Соединительные кабели (Рис 2 16)
Сварочные материалы
Основным сварочным материалом является порошковая проволока
Металлическая оболочка порошковой проволоки необходима для образова-
ния металла шва, а порошок - для защити ра ь ис ания , рафинирования ,
легирования металла шва а также для стабилизации горения дуги
(Рис 22)
- 13 -
Общий вид полуавтомата i конструкция оболочек
порошковых проволок
а) полуавтомат ранцево-о ^ипа , предназначенный для сварки конструкций
порошковой проволокой в монтажных -условиях
б) основные типы порошковой проволоки
2 и 2 - проволока в виде простой трубы ;
3 и 4 - проволока с зафопмованными в оболочку краями ;
о - проволока в в: дв о„ д-гс ы' очек
Общий вид сварочных тракторов
б)
а) сварочный трактор ТС — 17М , 6) сварочный ipai тор АД С — 1 000 — 2
Рис 2 3
14 -
Основные параметры режима сварки
1 JCb - сварочный ток ,
2 dn - диаметр порошковой проволоки
3 Vn - скорость подачи проволоь и ,
4 п - число проходов
III. Автоматическая дуговая сварка под слоем флюса ( АДСф ) .
Область применения : АДСф используется на заводах металлокон-
стру кций для сварки длинномерных швов ппи изготовлении сплошных дву-
тавровых колонн и балок , а также листовых конструкций
Достоинства : хорошее качество швов высокая производительность ,
возможность сваривать изделия значительной толщины за один проход
Недостатки : сварка , в основном используется , для выполнения
швов в нижнем положении и в положении « в лодочку »
Сущность процесса АДСф : тепло электрической дуги расплавляет
кромки основного металла и сварочную ( электродную ) проволоку , образуя
ванну жидкого металла при кристаллизации которого образуется сварной
шов
При этом виде сварки электродная проволока подается в зону сварки с
помощью механизма подачи , а перемещение дуги вдоль свариваемых кромок
осуществляется механизмом перемещения
Для защиты жидкого металла сварочной ванны от окружающего воз-
духа используют флюс , который наносят перед сваркой на свариваемые по-
верхности толщиной 30 - 40 мм Сварочную проволоку погружают в слой
флюса и зажигают дугу между концом проволоки и свариваемой поверхно-
стью За счет большой толщины флюса , дуга горит под его слоем При этом
часть флюса , расплавляясь вместе с основным и присадочным металлом , но
имея плотность меньше свариваемого материала , всплывает на поверхность
сварочной ванны и защищает ее от окружающего воздуха , а также раскисля-
- 15 -
ет . легирует и рафинирует металл шва Слэй флкюа над сварочной ванной
замедляет ее остывание и кристаллизацию ^-то способствует б^лее полному
протеканию металлургических процессов при взаимодействии металла швй с
фтюсох и улучшает качество шва
Для организации поста АДСф требуется следующее оборудование
1 Сварочный транформатор или выпрямитель - является источником
питания сварочной дуги
2 Сварочный автомат ( трактор или головка ) - служит для подачи сва
рочной проволоки б зону сварки и перемещения дуги вдоль сваривае-
мых кромок (Рис 2 3)
3 Шкаф управления - использу ется для управления режима сварки
4 Соединительные кабели .
Сварочные материалы
1 Сварочная электродная проволока
2 гранулированный флюс
тетры режима сварки
3 - скорость сварки ;
- ш 'хихю пола . окотом
- диаметр сварочной проволоки
IV . Электрошлаковая сварка ( ЭШС ).
Область применения : ЭШС применяется для сварки толстых листов
( вертикальные швы кожухов доменных печей , кольцевые швы сосудов вы-
сокою давления и реакторов ), а также стержней арматуры больших диамет-
- 16 -
Достоинства : высокое качество металла шва, сварка элементов
большой толщины за один проход , возможность механизации процесса вы-
сокая производительность
Недостатки : значительная ширина разупрочненной зоны основного
металла прилегающей к сварному шву
Сущность процесса ЭШС .
При электрошлаковой сварке процесс плавления основного и элек-
тродного металла происходит за счет тепла выделяемого в расплавленном
шлаке при прохождении через него электрического тока ЭШС - бездуговой
процесс с принудительным формированием шва
В случае сварки арматуры концы свариваемых стержней располагают
в медной инвентарной форме , которая не позволяет растекаться жидкому ме-
таллу Место соединения стержней засыпают гранулированным флюсом , по-
гружают во флюс электрод и зажигают дугу между электродом и арматурой
По мере расплавления флюса и образования жидкой шлаковой ванны процесс
ЭШС из дуговото переходит в бездуговой , так как ток начинает ид-и непо-
средственно через жидкий Флюс , обладающий достаточной электропровод-
ностью и большим электрическим сопротивлением , при этом дуга гаснет
Для поддержания процесса ЭШС в пространство , образованное кромками
свариваемого металла и медной инвентарной формой в ванну расплавленного
шлака постоянно подается присадочный металл Электрический ток , прохо-
дя через жидкую шлаковую ванну , поддерживает в ней температуру около
2000 - 2500° С , значительно превышающую температуру плавления металла
Такая высокая температура расплавляет присадочный материал и кромки ос-
новного металла, в следствие чего образуется жидкая металлическая свароч-
ная ван -на, над которой находится расплавленный шлак После отключения
электрического тока металл кристаллизуется и образуется сварной шов , а
медная инвентарная форма удаляемся
а) Схема сварки арматурных стержней больших диаметров
1 и 2 - свариваемые детали
4 - жидкая шлаковая ванна
> - жидкий металл
о - затвердевший наплавлен
НВ1Й металл ;
7 - формир} ющее сварной
шов медное приспособле-
ние
& - гранулированный флюс
9 - токоподводящие элементы
10 - электродная проволока ,
11 - подающий проволоку ме-
ханизм
61 Схема сварки толстолистового металла
1 - вертикалпро расположенные
свариваемые элементы ,
2 - медные формирующие ползуны
3 - расплавленный металл
4 - жидкая шлаковая ванна ,
5 - электрод
б - затвердевший наплавленный ме-
талл ;
7 - трубки подводящие к ползj нам
охлаждающую жидкость
Рис 2 4
18 -
Для организации поста ЭШС требуется следующее оборудование
1 Сварочный выпрямитель - является источником питания дуги и
электрического тока во время электрошлакового процесса ,
2 Шланговый полуавтомат - служит для подачи присадочной проволоки
в зону сварки ,
3 Соединительные кабели ,
4 Медная инвентарная форма - используется для удержания ванны жид-
кого металла и шлака и формирования сварного шва ( Рис 2 4)
Сварочные материалы
1 Сварочная электродная проволока или присадочный металл ,
2 Флюс - необходим для образования жидкой шлаковой ванны , а также
для защиты металла шва от окружающего воздуха , раскисления , ра-
финирования и легирования металла шва
Основные параметры режима сварки
1 JCB - сварочный ток ,
2 dn - диаметр сварочной проволоки или электрода ,
3 Vn - скорость подачи проволоки
Контрольные вопросы .
1 Описать область применения МДСсо2 МДСпп АДСф ЭШС ,
2 Преимущества и недостатки МДСсо?, МДСпп , АДСф , ЭШС
3 Схемы и сущность процессов МДСсо2, МДСпп , АДСф , ЭШС ,
4 Основные параметры режима сварки МДСсо2, МДСпп , АДСФ , ЭШС ,
5 Сварочное оборудование и материалы для МДСсо?, МДСгп , АДСф ,
ЭШС,
6 Назначение флюса , порошка , СО2 и шлака ,
7 Чем отличается РДС от МДС , АДС и ЭШС ,
8 Что общего и что отличает АДСф и ЭШС ,
Практические упражнения .
1 Нарисовать схему сварочного поста МДСсо?, МДСпп , АДСф ЭШС ,
2 Выполнить наплавку сварного шва на стальную пластину с помощью
МДСсо?, МДСпп и АДСф
Порядок выполнения работы .
1 Ознакомиться с методикой выполнения работы
2 Ответить на контрольные вопросы
3 Выполнить практические упражнения
4 Представить работу преподавателю и получить его подпись
- 19 -
Лабораторная работа № 3 .
КОНТАКТНЫЕ ВИДЫ СВАРКИ .
Цель работы познакомить студентов с основными понятиями кон
тактньн видов сварки , применяемых б строительстве v Рис 3/1 )
I Контактная стыковая сварка оплавлением ( КССО )
Область применения : сварка стержней арматуры труб рельсов и
дру гою проката осу ществляемая в основном Ра специализированных заво
дах ( Рис 3 2а )
Достоинства : возможность сварки арматуры ( проката ) больших
сечений высокая производительность безотходное производство
Недостатки • на изделиях после сварки необходимо удалять гра”
( исключение составляют соединения арматуры . используемой в железобе-
тонных конструкциях )
Сущность процесса
Свар± ьаемо е штеме^ю захэе-летн- е кед-П; имах - а юдя
щихся под напряжением медленно сближаю^ до легьо-'о сопршюс-овеш я
таь как каелнге происходит в здюй - дву' лги пешогькю точках ьоюш г-
ной поверхности то сопротивление контакта становится настолько болп -
шим , что металл мгновенно нагревается до температуры плавления и даже
испарения Перегретый и расплавленный металл выбрасывается из зонь сты-
ка в виде брь.зг и искр Так как процесс продолжается при постоянном
сблил ении свариваемых элементов то в контактное соприкосновение всту-
пают все новою & новь е части деталей а процесс взрывно - искриволэ плав-
ления постепенно распространяется на всю торцевую поверхность изделий
С искрами и брызгами жидкого металла из зоны а арки уда 5 юл о с кислы и
жировые пленки при этом свариваемые поверхности выравниваются Сва-
рочный процесс заканчивается выключением электрического тока и оконча -
- 20 -
Общий вид основных типов контактной сварки .
а) б)
а - контактная стыковая сварка б - контактная точечная сварка
1 и 2 - свариваемые элементы , 3 - медные электроды ,
4 - зона сварного соединения , 5 - сварочный трансформатор ,
Р - сжимающее усилие
Рис 3 1
Схемы процессов основных видов контактной сварки и
цикл работы контактной машины .
а) б)
а - контактная стыковая сварка оплавлением , б - контактная стыковая
сварка сопротивлением , в - контактная точечная сварка , г - цикл работы
контактной точечной машины
где J - сварочный ток , А , Р - сжимающее усилие , кг ,
t - время протекания тока, сек
Рис 3 2
- 21 -
тельным сжатием элементов - осадкой , в результате которой жидкий ме-
талл вхэ давливается из зоны свар! и образуя шк называемый грш При иеоб
ходимости грат удаляют механическим путем
Сварочное оборудование контактная сварочная машина для КССО
Сварочные материалы отсутств^ ют
Основные параметры режима свар! и
1 JCB - сварочный ток
2т- время прохождения тока сек
3 Р - усилие сжатия кг
II. Контактная стыковая ставка сопротивлением ( КССС )
Область применения сьагь а с^ер--ей api ат 5 i дэ ютэ
проката осуществляемая в основном на специализированных заводах
рРис 3.26)
Достоинства : высокая производительность безо-ходнэе производ-
ство , возможность сварки разнородных материалов
Недостатки : необходимость подготовки торцевых поверхностей
для сварки , невозмол ность сварки изделии больших сечений большая веро-
ятность окисления свариваемых поверхностей
Сущность процесса
Свариваемые детали с предварительно обработанными торцами
( как правило на -окарном станке ) закрепляют в медных зажимах и сбли-
жают до соприкосновения , сжимая пх с некоторым усилием Р После этого
включают электрический ток , при прохождении ь оторого по свариваемым
- 22 -
элементам в зоне их кочтаь та выделяется тепло согласно закон}
Джоуля - Ленца равное Q = 0,24 J?CB Rj т
За счет тепла выделяемого в месте контакта , торцы деталей нагре-
ваются до пластического состояния , после чего к свариваемым элементам
прикладывается } силие осадки и одновременно отключается электрический
ток Часть металла при э^ом выдавливается , образуя трат , который имеет
округлую форм}
Сварочное оборудование контактная сварочная машина для КССС
Сварочные материалы отсутствуют
Основные параметры режима сварки
1 JCB - сварочный ток ,
2т- время прохождения тока , сек ,
3 Р - усилие сжатия , кг
III. Контактная точечная сварка ( КТС I.
Область применения . используется при изготовлении сварных арма-
турных каркасов и сеток для железобетонных конструкций , а также для со-
единения тонколистового металла на специализированных заводах
(Рис 3 2в )
Достоинства : высокая производительность , возможность роботиза-
ции и автоматизации процесса сварки
Недостатки : соединение ограничивается размерами сварной точки
Сущность пропесса .
Свариваемые стержни располагают перпендикулярно один другому
между медными электродами сварочной контактной машины Медные элек-
троды служат для подключения электрического тока и для передачи сжи-
- 23 -
мающих усилий на свариваемые летали . С помощью специального механиз
ма ( пневматического . гидравлического и т г ) медные электроды сдавли-
вают свариваемые стержни с заданным усилием после чего мел ду электро
дами пропускают электрический ток , при прохождении которого выделяется
определенное количество -епла расплавляющего контактиру ющие поверх-
ности на некоторую глубину Далее давление на свариваемые элементы уве
личивают до так называемо! о давления проковки и выдерживают При задан-
ной силы сжатия в течение некоторого времени Элеьтрический ток от сва
риваемых деталей отключают обычно раньше снятия давления (Рис 3.2г)
Сварочное оборудование : контактная сварочная машина для КТС
Сварочные материалы отсутствуют
Основные параметры режима сварки
1 J в - сварочный ток
2 . т - время прохождения тот а сек
Р - усилие сжатия „ кг
Контрольные вопросы .
Область применения КССО КССС . КТС .
2 Преимущества и недостатки КССО , КССС , КТС
3 Схемы и сущность процессов этих видов сварки .
4 Сварочные материалы и оборудование КССО , КССС , КТС
5 Основною параметры реж! мов кон f иют ь ' вгдов свирки
6 Почему при контактных видах сварки свариваемые детали не привари-
ваются к электродам и контактным-зажимам 7
Практические упражнения .
1 Нарисовать схему машины для ь очтактной сварки
2 Определить время сборки и сварки арматурных стержней 5 свариваемых
КССО
3 Сделаю эскизы сварных соединений выполненные КССО и КТС
Порядок выполнения работы .
1 Ознакомиться с методикой выполнения работы
2 Ответить на контрольные вопросы
3 Выполнись практические упражнения
Представить работу преподавателю и получить его подпись
- 24 -
Лабораторная работа Хе 4
ГАЗОВАЯ СВАРКА
ТЕРМИЧЕСКАЯ РЕЗКА МЕТАЛЛОВ И ЖЕЛЕЗОБЕТОНА .
Цель работы дать студентам общее представление о юзовой сварке
и основных видах резки оборудовании и оснащении сварочного поста , съа
ровных материалах и параметрах режима сварки и резки
I Газовая сварка .
Область применения : в строительстве тазовая сварт а используется
при монтаже тру бопроводов в системах водоснабжения водяного и парового
отопления в жилых домах и производственных зданиях а щкл е при сбооке
конструкций вентиляционных систем из тонколистового металла С помо-
щью газовою пламени также осуществляют наплавку металла для восстанов-
ления поверхностного слоя подверженнь > шносу юмщюг сюситепы-
машин | ^убья ковшей экскаваю г . / т ' ш.^лерщ . -щ-
Преимущества : этот вид с а^л п д( дщ- ж м^Ль х
толщин (05-4 мм). его характеризуют oGc^y ж нвачия и моо ть-
ность оборудования , универсал ^осщ , ма ?я сюшуостъ обор'довинчу п сва-
рочных материалов , удовлетворительное качество металла шва возмож-
ность сваривать изделия в полевых у словиях при отсутствии электроэнергии
Недостатки • низкая производительность сварки возникновение зна-
чительных сварочных деформаций и напряжений
Сущность процесса
Источником тепла при использовании газовой сварки служит свароч-
ное пламя газовой горел! и которое образуется в результате сгорания горю-
чего газа ( чаще всею ацетилена ) в кислороде
Сварочное пламя условно делится на три зоны ядро средняя зона и
факел
- 25 -
В первой зоне - ядре происходит частичное раз юление ацетилена , в
результате которого образуется х гтерод и водород Тверцыс раскаленные
частицы х глсрода вызывают яркое свечение ядра пламени хотя температх ра
в этой зоне относительно невысока , она колеблется в пределах от 300 до
1000“ С
В средней зоне сгорает ацетилен в кислороде с образованием закиси
yi лерода и водорода Образовавшаяся с.месь газов обладает восстановитель-
ными свойствами по отношению к окис там железа Эта зона находится в
2-3 мм от ядра и имеет максимальную температх рх , достигающую
3050 - 3150“ С Именно этой зоной ведут нагрев и сварку стальных деталей
В третьей ( окислительной ) зоне - факеле протекает вторая стадия
сгорания ацетилена в атмосферном кислороде в результате чего образуются
двуокись углерода и пары воды , которые при высокой температуре окисляю!
железо В этой зоне температура значительно ниже чем в средней зоне и на-
ходится в пределах от 1200 до 2500° С
Для сварки малоу гтеродистых сталей и некоторых сплавов цветных
металтов используют нормальное пламя у которо! о отношение кислорода к
ацетилену равно О? / Ст Н-> = 1,1 1,2
При ошошении Оз / С2 Н2 более 1,2 , птамя становится окислитель-
ным так как в газовой смеси преобладает кислород Л аким пламенем свари-
вают латунь
Если в пламени присутствует избыточный ацетилен , то есть при от-
ношении О? / С2 Н; Z 1,1 , то оно становится науглероживающим , так как
С? Н2 распадается па свободный водород и углерод , который , в свою оче-
редь поглощается жидким металлом сварочной ванны Такое пламя исполь-
зуется при сварке чугуна и твердых ставов
Сущность процесса газовой сварки , как и других видов сварки птав-
чением . состоит в образовании межатомных связей между свариваемыми
элементами при кристаллизации жидкой сварочной ванны При газовой
сварке сварочная ванна образуется в результате перемешивания расплавлен-
- 26 -
нигс мешгш сьзргваемьн громок уединяемых делю i присадочной про-
В0ТЮК11 После полнот кристаллизсцгн остывший металл .варочной ванны
образует сварной шов
Пост газовой сварка
Сварочный пост газовой сварки комплектуется следующим оборудо-
ванием и аппаратурой ( Рис 4.1 )
1 ацетиленовый генератор ( Рис 4.2 ) ил! свальной баллон с ацетиле-
нов ( цвет баллон* белый t.
2 . стальной баллов с кислородом ( цвет баллона голубой 2
3 редукторы ( Рис 4 3 ) - i ислородный и ацетиленовый ( в случае ис-
пользования ацетилена из баллонов )
4 сварочная горелка ( Рис 4 4 ,
5 соединительные шланги - кислородный г ацетиленовый
Ацетилен транспортируются к месте сварки в основном в стальных
ба’-пэню ei г о ш с ~ д\ под д*вгщ er t - г хб-ОаткВ
отттТ’-<ие о- миом хд-' пх сч av юмв ле- лшд в баллонах запол-
ненной пс-рыт01 I ассэи т^ош^а-юГ дехны в зл о.мы; в свою очередь
растворен адеюпен такы способ хране-ш? в балконах юрючего газа , по-
зволяет сделать ацетилен взрывобезопасным
На монтажной п юшадке ацетилен также может быть получен в ацети-
леновом генераторе при взаимодействии карбида кальция с водой
СаС2 + 2Н2О = С2Н2 -г Са(ОН)- +Q
Ацетиленовый генератор в обязательном порядке должен быть осна-
щен предохранительным ( водяным ) затвором , защищающим генератор от
взрыва при обратном ударе который может произойти в тех случаях , когда
пламя прорывается по шлангам од юрелки ь генератору . Обратный удар воз-
никает если скорость горения горючего газа превышаю скорость сю выхода
из горел ши а также от перегрева мундштука газовой о редки, от засорения
оюсосшя мундштука пли при неправильном зажигании газового пламени
- 27 -
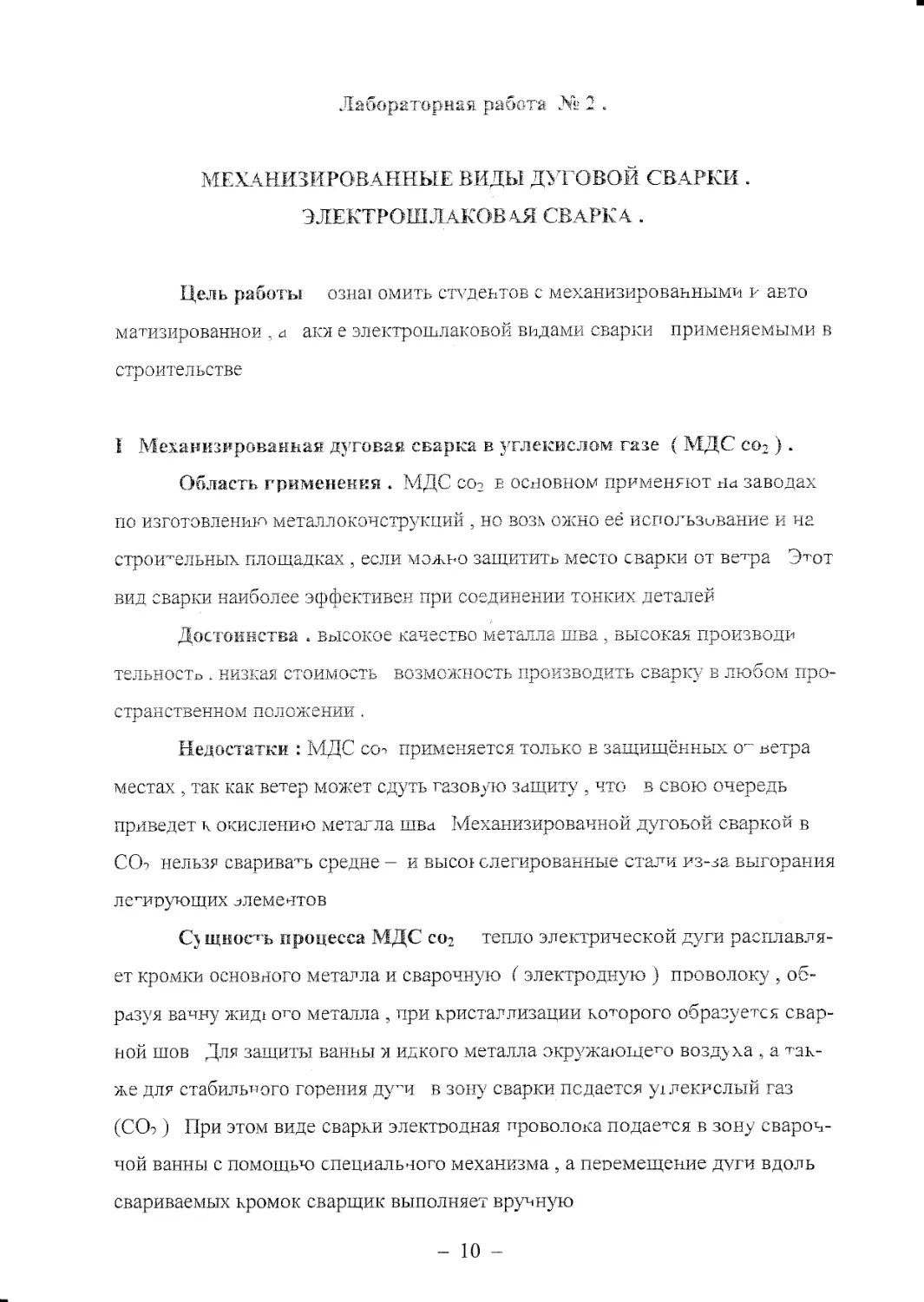
Сварочный пост газовой сварки
1 - сварочный стол ,
2 - свариваемые детали ,
3 - присадочный металл ,
4 - горелка ,
5 - соединительный шланг ,
6 - ацетиленовый редуктор ,
7 - кислородный реду! тор
8 - пористая масса
Общий вид ацетиленового генератора
। - манометр
2 - предохранительный клапан ,
3 - корпус промывателя
4 - соединительный шланг
5 - уплотнительный винт ,
6 - водяной затвор
Общий вид балочных редукторов
а - кислородный редуктор , б - ацетиленовый редуктор
Рис 4 3
- 28 -
Тзстлт.ленные i свапочномх пэстх ’-дзовьч бал лот т»' оскащаю^к-я газ >
выми редутгторами т ислороднымт и ацетиленовыми . т оторые предназначе-
ны для снижения дав гения газа до рабочего значения и поддержания давле-
ния постоянным ь процессе сварки независимо о^ его количества ь бал юле
Например максимальное давление в кислородном баллоне достигает значе-
нии ] > 0 Мпа ( 1 ^0 агм ) в то время как рабочее давление кислоро та при га-
зовой сварке необходимо по щера ивать р пределах 0 1 - 1 > Мпа ( 1 0 - J5
атм I
Из редукторов заг-репленных на газовых баллонах кистород и горю-
чий га*’ по соединительным шлангам раздельно поста лают в сьарочнхю го-
релкх Горелка предназначена для правильного смешивания » ислорода с го-
рючим газом подачи горючей смеси к свариваемым элементам и создания
концентрированного пламени требуемой мощности
При поджигании пламени необходимо строго соблюдать последова-
тельность тейстьий ^начала па четверть оборота открываю! кислородный
вентиль затем ацетиленовый и заживают рыходршх-ю i-ь мундштх ка смесь
.iOs-ле чего приступают к регулировке сварочного пламени Такая последова-
тельность вызвана следующим обстоятельством в смесительнхло камерх ки-
с юрод поступает с большой скоростью что создает разрежение и обеспечи-
вает подсос ацсти гена При окончании работы деистах юг в обратном поряд-
ке сначала закрывают ацети геновый вентиль потом кис юродныи
Основы технологии газовой сварки
Газовой сваркой можно варить швы в любом пространственном поло-
жении и любых видов Наиболее часто этим видохт сварки вытю шлется со-
единение в стык
При толщине до 2 мм элементы сваривают с отбортовкой кромок без
присадочного материала При большей толщине производят одно - идидв^х
стороннюю разделкх кромок При толщине летали до 3 мм применяют пе-
вхто сваркх при которой горелка движется справа налево Присадочная про-
волока в этом случае находится слева от горелки и передвигается впереди
Схема и ня екторной газовой горелки
1 - соединительный ниппель , 2 - трубка наконечника , 3 - смесительная
камера , 4 - накидная гайка , 5 - корпус , 6 - вентиль для кислорода ,
7 - трубка рукоятки , 8 - кислородный ниппель , 9 - ацетиленовый ниппель ,
10 - кислородная трубка , И - вентиль для ацетилена , 12 - сопло
инжектора, 13-мундштук, 14 - горючая смесь
Рис 4 4
Техника сварки левый ( а) и правый ( б ) способы
1 - чрисадочний пруток,
2 - горелка
Рис 4 5
Подготовка кромок свариваемых газовой сваркой изделий
Таблица 4 1
Название шва Вид соединения Размеры , мм
Толщина металла, S LP ’ Притупление, с
С отбортовкой кро- мок , без присадоч- ного металла 0,5- 1,0 - -
Без скоса кромок, односторонний 1 3 0,5-2 -
Без скоса кромок двухсторонний , V - образный , X - образный 3-6 16-25 1-2 2-4 2-4 2-3 2-3
V - образный при разной толщине лис- 5-20 2-4 1,5-2,5
- 30 -
пламени При толщине элем;
при которой горелка движется впереди сварочной проволоки слева направо
Правая свар} а увеличивает производительность на 20 -25 % г снижает рас
ход ацетилена на
Тол нат лона горелки к свариваемой поверхности зависит от толщины
детали чем больше толщина металла тем большая концентрация тепла и
соответственно больший угол наклона i орелки необходимы
Сварочные материалы.
1 Сварочная проволока ( химический состав проволоки подбирается
идентичным основном} металлу)
2 Гооючий газ < наиболее часто используется ацетилен ) и окислитель -
кислород
Основные параметры газовой сварки
1 Диаметр присадочной проволоки dnp = t / 2 + 1
t - толщина свариваемого металла
2 Расход горючего газа t ацетилена > А = n t
п - эмпирический коэффициент . равный ЮС — 120 л час мм
3 Расход кислорода К= ' 1,1 и 1,2 ) А
4 . Номер мундштука горелки
№ 1 при t < 1,5 мм :
- 2 пои = 2 - 3 мм 1
- No 3 при t = З-ч 4 мм
5 Скорость сварки UCB = а /1
а - эмпирический коэффициент . равный 12 - 1 5 мм м , час
II. Термическая резка металлов р железобетона .
А. Термическая резка металлов .
Область применения К основным видам термической резки исполь-
зуемым в строительстве относятся кислородная резка резка плазменной
дугой воздушно - дуговая и дуговая резка . Кислородная резка и резка плаз-
менной дугой б основном применяется при раскрое листов на заводах по из-
готовлению метшлсконструкпий - разделительная резка , а также при под-
готовке - разделке кромок под сварку Дубовая v воздушно - д\ говая резка
чаще всего используется при демонтаже старых металлических конструкций
Сущность процессов термической резки .
Все виды резки металлов , согласно принятой классификации делятся
на резк> окислением и резк} плавлением При резке окислением металл сго-
рает в струе кислорода , а образовавшиеся в результате взаимодействия ме-
талла с кислородом жидкие окислы под действием силы тяжести и давления
газа удаляются из плоскости реза При резке плавлением металл сначала на-
гревается до плавления , а затем удаляется под действием силы тяжести и
струи газа из зоны реза
Кислородная ( газовая ) резка .
Кислородная резка относится к виду резки окислением Процесс ки-
слородной резки начинается с нагрева металла газовым пламенем ( газовая
смесь подается по наруя ному каналу мундштука газового резака ) до темпе-
ратуру воспламенения стали (1150° С ) После э^ого по центральному кана-
лу мундппука подается кислород , который , вступая в реакцию с нагретым
металлом , окисляет его Рис 4 6а ) При окислении ( горении ) металла
выделяется большое количество тепла , расходуемое на разогрев прилегаю-
щих к области реза слоев металла Различают два вида газовой резки разде-
лительную и поверхностную
Кислородной резкой можно обрабатывать металлы , обладающие сле-
дующими свойствами
1 Температура плавления металла должна быть выше его воспламенения
( например , температура воспламенения железа 1 1 50 0 С,а температу-
ра плавления - 15390 С ) Далеко не все металлы удовлетворяют это-
му требованию Наибольшее распространение газовая резка получила
при обработке черных металлов с содержанием углерода не более
0,7 % , так как при большем содержании углерода в стали температура
плавления становится ниже температуры воспламенения По этой же
причине чугун не поддается кислородной резке
- 32 -
a - схема газовозе резака б схема резки плазменной струёй
в - схема резки плазменной дугой 1 - разрезаемый лист 2 - источник
питания : 3 - осциллятор • 4 - реостат • 5 - плазмотрон
6 плазменная дуга 7 - плазменная струя
Рис 4.6 "
Машинная резка металла
а,б - полуавтоматические маши-
ны для кислородной резки
в - автоматическая машина для
кислородной резки:
। - несущая колонна; 2 шар
нирная рама: 3 - копир, - реза-
ки : 5 - разрезаемый лис^ •
Схема резки железобетона пруть овым копьём
Рис
а - схема процесса резки •
б - копьё с сердечником из
прутков;
в - ко'I »ё с -реvя гои хве венны-
ми наружными прутками ,
г - проволочная навивка на
трубу
д - копье с сердечником из
г \ -к > г>0 ю ’^4
на пбкш наш
1 - труба, 2 - прутки .
3 - проволочная навивка
48
- 33 -
2 Температура плавления оьислов металла должна быть ниже температу-
ры плавления основною металла Эюму условию не отвечают высоко-
легированные стали и цветные металлы
3 Разрезаемый металл должен иметь низкую теплопроводность Этому
условию не удовлетворяют цветные металлы , например алюминий и
Таким образом , кислородная резка может быть использована для из-
готовления деталей из малоуглеродистых и низколегированных сталей Ки-
слородная резка бывает ручной , полуавтоматической и автоматической
( Рис 4 7 ) Обработку цветных металлов , высоколегированных сталей и чу-
г\на. можно осуществить кислородно - флкыиюи г г менной или другими
видами резки
Плазменная резка_
Этот вид резки относится к резке плавлением Плазменная резка мо-
жет быть использована для обработки любых строительных материалов так
как температура в плазменной дше может достигать 30 000° С
Сущность процесса заключается в местном расплавлении металла на
}зком участке вдоль линии реза и удалении расплавленного металла струей
плазмы , образующейся в плазменном резаке - плазматроне
Плазматрон состоит из следующих основных элементов медного ,
охлаждаемого водой сопла , циркониевого электрода и изолятора , находяще-
гося между ними Плазменная дуга питается от источника постоянного тока ,
который подключается следующим образом минус - к тугоплавкому элек-
троду , плюс - к соплу или разрезаемой детали
Для эффективного возбуждения дуги используют высокочастотный
осциллятор После возбуждения дуги в сопло под большим давлением пода-
ют плазмообразующий газ , необходимый для ее обжатия Плазменная дуга
является высоко ионизированной сжатой дугой , выдуваемой газом из сопла в
виде плазменного факела длиной 20 - 30 мм В обычной сварочной дуге
- 34 -
температур, гк превышает о(Ю i Ь(ЮО С е < время а» плазменной д\ ге
она может достигать 30000 С
Благодаря высокой температуре и концентрации тентовой знергни
плазменная резка ь настоящее время широко применяется при изготовлении
строительных юнструкций С помощью плазменной стрхи моя но разрезать
металлы с большой скоростью в S - Ч) раз быстрее , чем i ислородной рез-
кой Использование такого дорогого вида резки как п «гуменная при обра-
ботке изделий из малоуглеродистых и низколегированных сталей является
экономически выгодным за счет мюличения скорости резки , и как следствие
производите гьности труда На заводах по изготовлению металлоконстру к-
ций используется как ручная , так и машинная плазменная резка
Воздушно - д\ г овая резка .
Воздушно дуговая резка относится к резке и гавлением ^ак как ме-
тал г в области реза расплавляется теплом электрической дугн и в жидком со-
сюянии удаляется стрхей сжагою воздуха давление которою должно быть
не менее 0 4 Мпа ( 4 0 ати ) При обработке металла могут использоваться
угольные или графитовые чеплавящиеся электроды
Преимуществом этого вида резки является простота применяемого
обору лования а также возможность разрезать металл различно! о химическо-
го состава в любохг пространственном положении Однако нужно отметить ,
что кромки деталей пос ie обработки получаются неровными с натеками ,
поэтому требулот механической обработки Кроме того . металл обрабаты-
ваемого изделия в области peja науглероживается на глубину 0 3 - 0,4 мм
Перечисленные ьышс недостатки не способствуют широкому использованию
разделительной воздушно - дутовой резки на завозах изготавливающих ме-
таллоконструкции Болес широю применяется поверхностная воздушно - ду-
говая резка Поверхностная резка испо гьзуется для вырезки дефектов свар-
ных швов зачистки корней швов перед наложением подварочного валика
Б. Термическая резка железобетона .
Основные способы резки железобетона следующие
- 35 -
1 Кислородно - флюсовая резка
2 Резка кислородным или кислородно - флюсовым копьем ,
3 Резка дугой косвенного действия ,
4 Газоплазменная резка
Наиболее часто используются первые два вида резки
Кислородно - флюсовая резка используемся для обработки железобе-
тонных изделий небольшой толщины Например , с помощью этого вида
можно подрезать сваи под один уровень одну сваю сечением 300 х 300 мм
обрезают за 7 минут
Резка кислородным или кислородно - флюсовым копьём применяется
для прожигания ( выплавления ) отверстий или проемов в железобетонных
конструкциях толщиной до 4 м без использования ударных способов
Сущность способа . Для прожигания бетона используют толстостен-
ную трубу диаметром 12 - 35 мм и длиной до 6 м или обычную водопровод-
ною трубу с заложенной внутрь малоуглеродистой проволокой диаметром
2 - 6 мм Один конец трубы подсоединяют через шланг к баллону с кислоро-
дом а другой любым ci особом , назревают до ярко - белого цвета За-ем в
трубу подают кислород , при этом разогретый металл конца трубы начинает
гореть в струе кислорода с выделением большого количества тепла Макси-
мальная температура , которую можно получить при горении металла равна
3500° С , в то время как бетон ( в зависимости от класса ) плавится при тем-
пературе 1400 - 2200° С Таким образом , факел горящего металла расплав-
ляет и сжигает бетон , а образовавшийся шлак удаляется струей кислорода
Проем в железобетонной констпукции большой толщины можно опганизо
вать и комбинированным методом сначала прожигают небольшие о-верстия
на всю толщину бетона по периметру проема , после чего тонкие перемьшки
удаляют механическим путем
Посты термической резки металлов и железобетона .
Пост термической резки комплектуется следующим оборудованием и
аппаратурой
- 36 -
1 ручная кислородная резка :
- баллон с ацетиленом или ацетиленовый генератор ;
- баллон с кислородом
- редукторы - кислородный и ацетиленовый •
- газовый резак ,
- соединительные шлачги - кислородный и ацетиленовый
2 Ручная плазменная резка :
- источник питания дуги z два спаренных сварочных выпрямителя ) с
высокочастотным осциллятором
- компрессор для сжатия ^аза
- плазматрон
- соединительные шланги ( охлаждающая жидкость и газ )
- - токоподьодящий кабеле
3 Воздушно - д\ говая резка .
- сварочный трансформатор или сварочный выпрямитель
- компрессор для сжатия воздуха
- электрододержатель
- соединительные шланги,
- токочодводящий кабель
4 Режа железобетона кислородным копьём
- толстостенная или водопроводная труба и проволока диаметром 2 ж о
мм из малоуглеродистой стали
- соединительные шланги
- баллон с кислородом
пост ручной луговой или газовой сварки .
Основные параметры режима термической резки .
1 ручная кислородная резка
- мощность газового пламени определяемая расходом v давлением )
горючего газа и кислорода ,
- номера наружного и внутреннего мундштуков
- скорость резки
2 Р\ иная плазменная резка
- сила тока,
- напряжение на дуге ,
- скорость резки ,
- расход ити давление сжатого газа
3 Воздушно - дуговая резка
- диаметр угольного или графитового электрода
- сила 4 ока
- расход или давление сжатого воздуха.,
- скорость резки
4 Резка железобетона кислородным копьем
- диаметр трубы ,
- диаметр проволоки и ее ко шчесгво в сечении трубы
- рабочее давление кислорода
Контрольные вопросы .
I Приведите примеры применения [азовой сварки в строительстве
2 R чем заключается сущность газовой сварки ?
3 Назначение и работа газового редуктора , ацетиленового генератора
водяного затвора
4 Перечислите параметры режима газовой сварки
5 Какое необходимо иметь оборудование и оснастку для организации на
строительной площадке или в цехе завода поста тазовой сварки 9
6 Назовите различие между ацетиленовым и кислородным баллонами
7 В чем сущность кислородной ( плазменной , воздушно - дуговой )
резки металлов . резки железобетона кислородным копьём 9
8 Какими свойствами должны обладать стати и цветные металлы . обра-
батываемые кислородной ( плазменной воздушно - дуговой ) резкой 9
9 Какое необходимо иметь оборудование и оснастку для организации на
заводе или стройплощадке поста кислородной ( плазменной , воздуш -
но - дуговой ) резки металлов . резки железобетона кислородным
копьем ?
К) Каким видом резки можно разрезать элементы конструкций из малоуг-
леродистых и низколегированных сталей , алюминиевых сплавов чу-
гунных из цел и й 9
Практические упражнения.
1 Сделать эскизы поста газовой сварки при испо тьзовании ацетилена из
баллона и ацетиленового генератора ,
2 Для конкретною стального элемента выбрать разделку кромок и пара-
метры режима газовой сварки ,
3 Сделать эскизы поста кислородной , плазменной или воздушно - дуго-
вой резки ,
4 Выбрать вид резки элементов конструкций из малоуглеродистой стали ,
алюминиевых сплавов , старых металлических конструкций .
5 Выбрать параметры режима кистородной ( плазменной или воздушно -
дутовой ) резки при обработке конструкций из малоуглеродистой стали;
Порядок выполнения работы .
1 Ознакомиться с методикой выполнения работы
2 Ответить на контрольные вопросы
3 Выполнить практические упражнения
4 Представить работу препоцаватетю и получить его подпись
- 38 -
СОДЕРЖАНИЕ
Стр
Введение 3
1 Лабораторная работа 1 Ручная дуговая сварка 4
2 Лабораторная работа № 2 Механизированные виды дуговой
сварки Электрошлаковая сварка 10
3 Лабораторная работа К0 3 Контактные виды сварки 20
4 Лабораторная работа № 4 Газовая сварка Термическая резка
металлов и железобетона 25
- 39 -