/















Теги: станки
Год: 1960
Похожие




Текст
СОВНАРХОЗ
БАШКИРСКОГО ЭКОНОМИЧЕСКОГО АДМИНИСТРАТИВНОГО РАЙОНА
СТЕРЛИТАМАКСКИЙ ОРДЕНА ЛЕНИНА
СТАНКОСТРОИТЕЛЬНЫЙ ЗАВОД ИМЕНИ ЛЕНИНА
сЛ 0^
УНИВЕРСАЛЬНЫЙ
ВЕРТИКАЛЬНО-СВЕРЛИЛЬНЫЙ СТАНОК
МОДЕЛЬ 2А135
Chlomaker.ru
ОПИСАНИЕ
И РУ НО ВОДСТВО
ПО ОБСЛУЖИВАНИЮ
ГОСИНТИ МОСКВА : 9 й О
chipmaker.ru
НАЗНАЧЕНИЕ
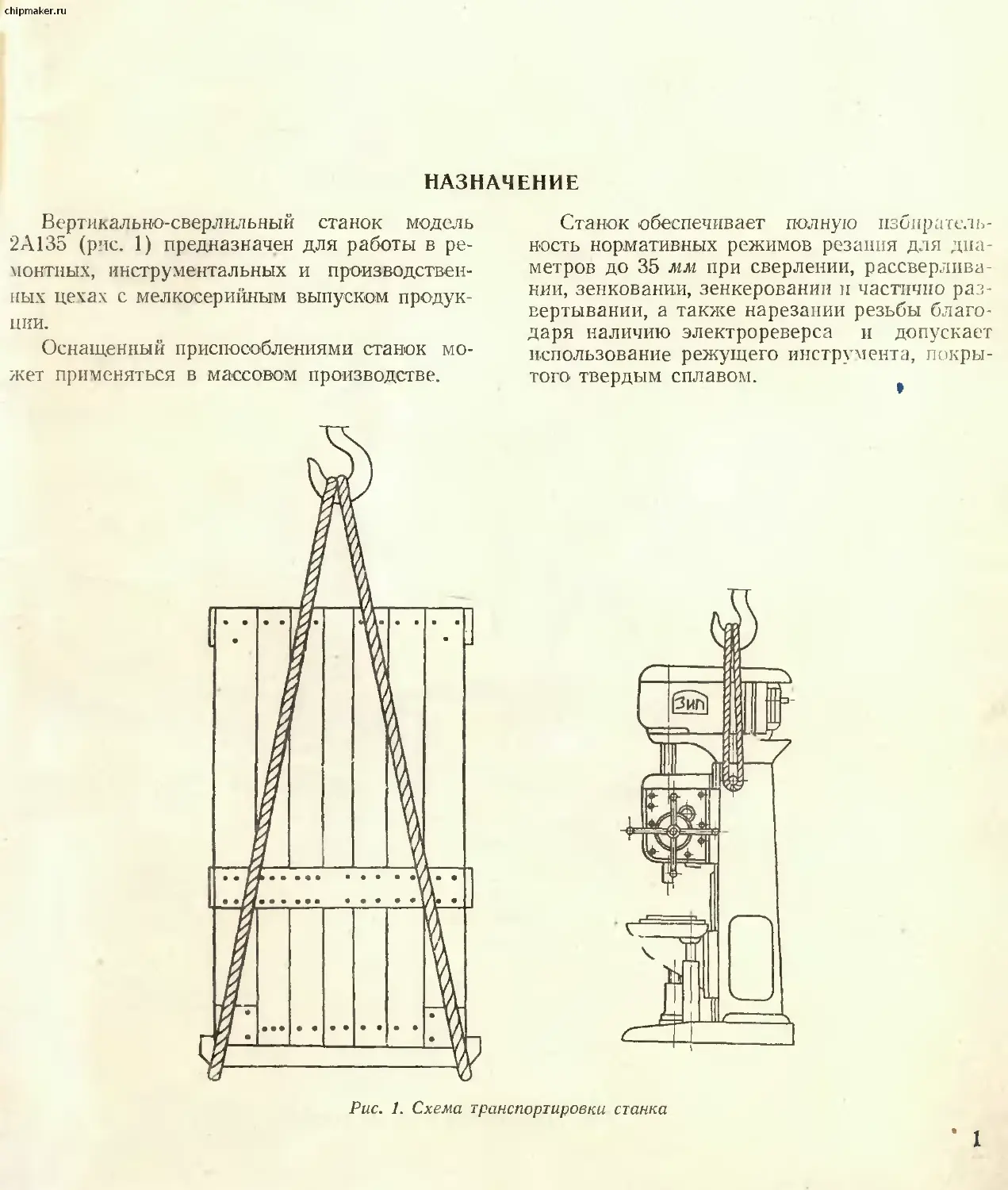
Вертикально-сверлильный станок модель
2А135 (p’ic. 1) предназначен для работы в ре-
монтных, инструментальных и производствен-
ных цехах с мелкосерийным выпуском продук-
ции.
Оснащенный приспособлениями станок мо-
жет применяться в массовом производстве.
Станок обеспечивает полную избиратель-
ность нормативных режимов резания для диа-
метров до 35 мм при сверлении, рассверливг!-
нии, зенковании, зенкеровании и частично раз-
вертывании, а также нарезании резьбы благо-
даря наличию электрореверса и допускает
использование режущего инстрх мента, покры-
того твердым сплавом.
Рис. 1. Схема транспортировки станка
1
chipmaker.ru
РАСПАКОВКА И ТРАНСПОРТИРОВКА СТАНКА
При распаковке станка надо следить за
тем, чтобы не повредить станок распаковоч-
ным инструментом, для чего вначале сни-
мается верхний щит упаковочного ящика, а
затем боковые щиты.
Применять лом при распаковке станка не
рекомендуется, так как можно повредить вы-
ступающие части станка.
Транспортировку станка в распакованном
виде надо производить пеньковым канатом
согласно схеме, приведенной на рис. 1. При
транспортировке необходимо следить за тем,
чтобы не помять канатом выступающие части
станка. Соприкосновение каната с острыми
углами не допускается.
Примечание: При транспорти-
ровке станка в горизонтальном положе-
нии противовес шпинделя демонтирован
и подлежит установке на станок при его
монтаже у потребителя.
ФУНДАМЕНТ СТАНКА. МОНТАЖ И УСТАНОВКА
Chipmaker.ru
Фундамент (рис. 2) должен выстояться и
окрепнуть до установки станка. Пустоты и
трещины в затвердевшем фундаменте не до-
пускаются. При кладке фундамента необходи-
Зсииз стопа
Рис. 2. Фундамент и установка станка
2
chipmaker.ru
мо предусмотреть четыре колодца сечением
100'100 и глубиной 275 мм для фундамент-
ных болтов.
Точность работы станка в значительной
мере зависит от правильности установки.
Выверка станка на фундаменте произво-
дится при помощи чувствительного уровня
(0.01; 0,02 мл! на 1 м длины).
После установки и выверки станка на фун-
даменте колодцы под фундаментные болты за-
ливают цементным раствором, а после его за-
твердевания затягивают гайки фундаментных
болтов.
При наличии железобетонного пола
устройство специального фундамента необя-
зательно.
ПОДГОТОВКА СТАНКА К ПЕРВОНАЧАЛЬНОМУ ПУСКУ
Антикоррозионное покрытие станка, нане-
сенное на время перевозки, а также пыль и
грязь смывают чистыми хлопчатобумажными
концами, смоченными керосином. Очищенные
поверхности насухо вытирают и слегка смазы-
вают маслом.
При чистке станка разборка его частей не
рекомендуется; очистка поверхности металли-
ческими предметами и наждачной бумагой не
допускается. После очистки заливают масло в
корпус коробки скоростей и кронштейна, для
чего требуется 10,5 л индустриального масла
марки 20 (веретенное 3) ГОСТ 1707—51. Мес-
та заливки и смазки станка указаны в разде-
ле «Смазка станка».
В фундаментную плиту заливают охлаж-
дающую жидкость. После подключения стан-
ка к сети производят его опробование на хо-
лостом ходу, на самых низких оборотах шпин-
деля при выключенной подаче. Затем после-
довательно проверяют работу станка на всех
скоростях шпинделя и подач, начиная с самых
низких, а также работу насоса.
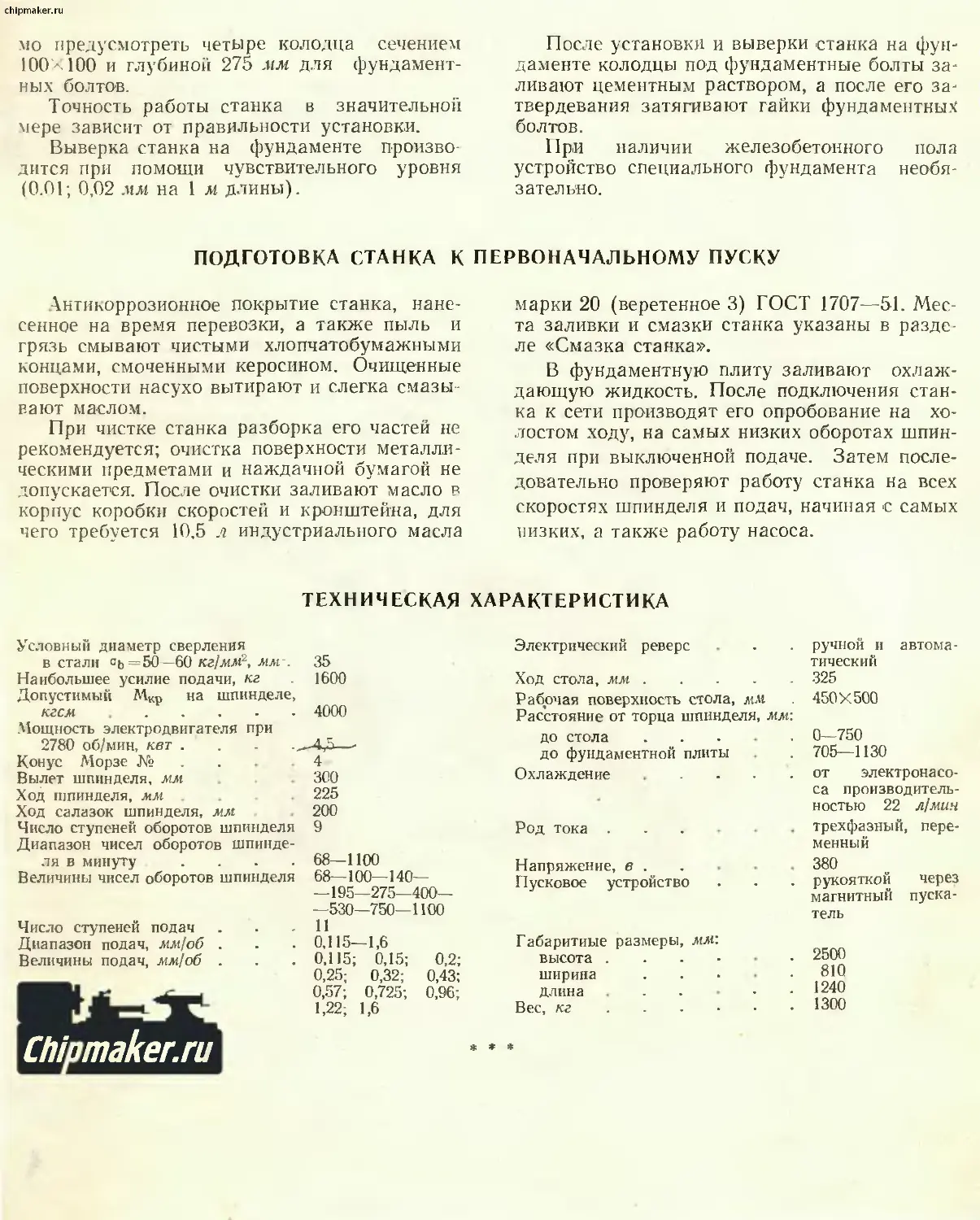
ТЕХНИЧЕСКАЯ характеристика
Условный диаметр сверления
в стали сь=50—60 кг/мм2, мм .
Наибольшее усилие подачи, кг
Допустимый Мкр на шпинделе,
кгсм ...........................
Мощность электродвигателя при
2780 об/мин, кет .
Конус Морзе №
Вылет шпинделя, мм
Ход шпинделя, мм
Ход салазок шпинделя, мм
Число ступеней оборотов шпинделя
Диапазон чисел оборотов шпинде-
ля в минуту . . . .
Величины чисел оборотов шпинделя
Число ступеней подач
Диапазон подач, мм]об .
Величины подач, мм]об .
35
1600
4000
—4Д—
4
300
225
200
9
68—1100
68—100—140—
—195—275—400—
—530—750—1100
11
0,115—1,6
0,115; 0,15; 0,2;
0,25; 0,32; 0,43;
0,57; 0,725; 0,96;
1,22; 1,6
Электрический реверс . . ручной и автома-
тический
Ход стола, мм...................325
Рабочая поверхность стола, мм 450X500
Расстояние от торца шпинделя, мм:
до стола .... 0—750
до фундаментной плиты . 705—ИЗО
Охлаждение.......................от электронасо-
са производитель-
ностью 22 л!мин
Род тока........................трехфазный, пере-
менный
Напряжение, в...................380
Пусковое устройство . . . рукояткой через
магнитный пуска-
тель
Габаритные размеры, мм:
высота . 2500
ширина .... . 810
длина . 1240
Вес, кг . 1300
Chipmaker.ru
* *
chipmaker.ru
ОПИСАНИЕ СТАНКА
Станок модели 2А135 состоит из следую-
щих узлов: колонны со столом и плитой, ко-
робки скоростей, кронштейна, коробки подач,
шпинделя, электрооборудования и узла
охлаждения.
На фундаментную плиту устанавливается
колонна; на верхнем конце ее крепится короб-
ка скоростей с подставкой.
По направляющим колонны перемещаются
стол и кронштейн.
Коробка скоростей
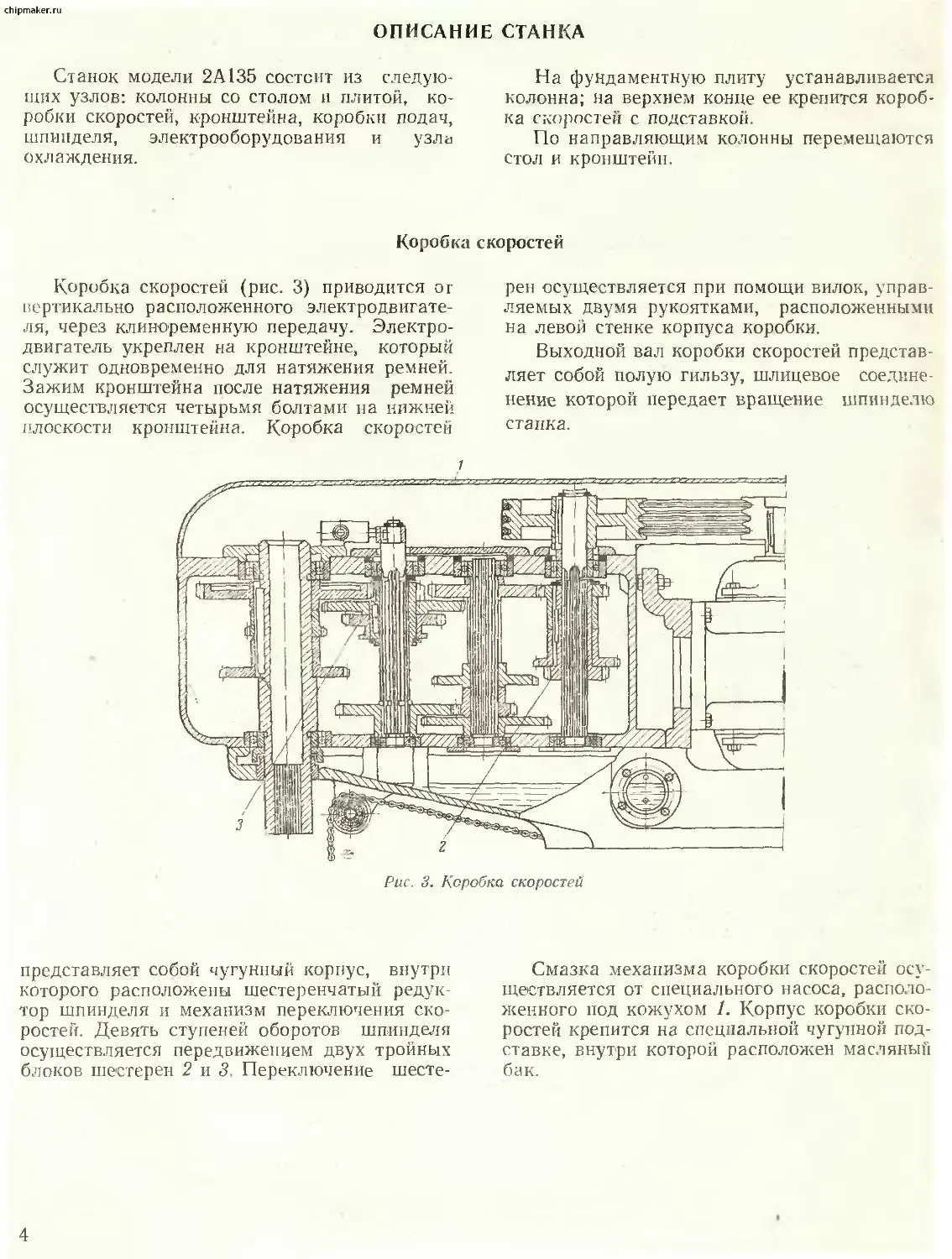
Коробка скоростей (рис. 3) приводится от
вертикально расположенного электродвигате-
ля, через клиноременную передачу. Электро-
двигатель укреплен на кронштейне, который
служит одновременно для натяжения ремней.
Зажим кронштейна после натяжения ремней
осуществляется четырьмя болтами на нижней
плоскости кронштейна. Коробка скоростей
реи осуществляется при помощи вилок, управ-
ляемых двумя рукоятками, расположенными
на левой стенке корпуса коробки.
Выходной вал коробки скоростей представ-
ляет собой полую гильзу, шлицевое соедине-
нение которой передает вращение шпинделю
станка.
1
Рис. 3. Коробка скоростей
представляет собой чугунный корпус, внутри
которого расположены шестеренчатый редук-
тор шпинделя и механизм переключения ско-
ростей. Девять ступеней оборотов шпинделя
осуществляется передвижением двух тройных
блоков шестерен 2 и 3 Переключение шесте-
Смазка механизма коробки скоростей осу-
ществляется от специального насоса, располо-
женного под кожухом 1. Корпус коробки ско-
ростей крепится на специальной чугунной под-
ставке, внутри которой расположен масляный
бак.
4
chipmaker.ru
Коробка подач
Коробка подач (рис. 4) установлена в кор-
пусе механизма подач. Привод коробки подач
осуществляется от шестерни 5, сидящей непо
ними шпонками. Вытяжные шпонки управ-
ляются рукоятками 1 и 2, помещенными на
левой крышке кронштейна. На конце вали-
Рис. 4. Коробка подач
средственно на шлицах шпинделя и зацеп-
ляющейся с двойной шестерней 4, сидящей на
оси. Шестерня 4 передает вращение посред-
ством шестерни 6 двойному конусу 3 с вытяж-
ка 7 имеется муфта с торцовыми кулачками,
сцепленная с муфтой, сидящей на червячном
валу механизма подач.
Механизм подач
Корпус механизма подач представляет со-
бой жесткую чугунную отливку, внутри кото-
рой размещены механизм подач, шпиндель и
. оробка подач.
Механизм подач (рис. 5) приводится ко-
робкой подач через муфту 15, служащую для
выключения механической подачи от кулач-
ка 18, установленного на лимбе 17. Эта же
муфта играет роль предохранительного
устройства при перегрузке. С помощью вин-
та 14 и пружины 13 муфту настраивают на
выключение (прощелкивание) при усилии по-
дачи, на 10% превышающем номинальное,
т. е. при усилии 1800 кг. Выключение механи
5
chipmaker.ru
ческой подачи в любой момент можно произ-
вести вращением штурвала 1 по часовой
стрелке.
Для настройки глубины сверления конец
сверла доводят вручную до контакта с де-
талью, а край кулачка 18 совмещают с деле-
На обойме сидит двусторонний храповой
диск 6, связанный с обоймой пружинными
собачками 5. При смещении обой ты зубцы
диска входят в зацепление с зубцами второго
диска 8, прикрепленного к червячному коле-
су 7.
Рис. 5. Механизм подач
нием 1имба 17, соответствующим глубине
сверления.
Принцип работы механизма подач заклю-
чается в следующем: вращая штурвал 1 про-
тив часовой стрелки, поворачивают соединен-
ную с ним муфту на 20° относительно вала.
Угол 20° ограничивается прорезью на муфте
и штифтом 20.
При этом зубцы муфты 21 благодаря ско-
су сдвигают обойму 4 в осевом направлении
и, входя торцом на торец зубцов обоймы,
фиксируют это смещение.
6
Так как цепь замкнута торцами зубнов
муфты 21 и обоймы 4, вращение червячного
колеса 7 передается на ват 3. При дальней-
шем вращении штурвала /, при включенной
подаче, собачки 5, сидящие в обойме 4. про-
скакивают по зубцам внутренней стороны ди-
ска 6, и таким образом производится ру чное
опережение механической подачи.
При выключении ручной подачи штурва-
лом 1, повернув его вправо по часовой стрел-
ке на 20е относительно вала 3, зуб муфты 21
ставят против впадины обоймы 4.
chipmaker.ru
Обойма 4, вследствие осевой силы, возни
кающей благодаря наклону зубцов дисков 6
и 8 специачьной пружины 9, смещается впра-
во и расцепляет диск. Механическая подача
прекращается. Механизм подач допускает
р\чную подачу шпинделя штурвалом, через
реечную шестерню 11 горизонтального вала 3
и гитьзу шпинделя 10, для чего необходимо
выключить штурвалом 1 механическую пода-
чу, а затем кольцо 2 переместить вдоль оси
вала 3 от себя, причем штифт 22 блокирует
штифт 20.
Таким образом, вращение штурвала '
передается непосредственно на горизонталь-
ный вал 3. Так как при выключении подачи
кулачком 18 через муфту 15 на червяке 16 го-
ризонтальный вал 3' не освобождается, вра-
щающийся инструмент не отходит от детали и
производит зачистку обрабатываемой поверх-
ности, что особенно важно .при подрезных ра-
ботах.
При наличии электрореверса, управляемо-
го как вручную, так и автоматически, можно
производить нарезание резьбы при ручном
подводе и отводе метчика.
По достижении требуемой глубины нарез-
ки, в случае ручного управления реверсом,
рукояткой 12 переключают направление вра-
щения шпинделя и выводят метчик.
Для автоматического реверса глубину на-
резки настраивают кулачком 19, который по
достижении глубины нарезки производит пе-
реключение. При нарезании резьбы следует
применять предохранительный патрон.
Кронштейн можно легко перемещать по
направляющим колонны вручную кривошип-
ной рукояткой, благодаря наличию червячной
реечной пары. При перемещении кронштейна
по направляющим клин кронштейна должен
быть предварительно отжат. Зажим и отжим
кронштейна в любом положении производят
клином при помощи ключа. Работа на станке
должна производиться после полного зажа-
тия всех болтов клина кронштейна.
Смазка механизма подачи и коробки подач
производится от специального насоса. \ста-
новленного в коробке подач.
Шпиндель
Шпиндель 2 (рис. 6) регулируется в осе-
вом направлении подтяжкой гайки 1 через
окно, расположенное на лобовой части крон-
штейна.
Осевые усилия подачи воспринимаются
\ порным подшипником 3.
Шпиндель уравновешивается грузом, по-
мещенным в колонне станка.
Смазка подшипников шпинделя произво-
дится фитилем из полости коробки подач. По-
дача пасла должна составлять одну каплю в
MIIHVTV.
Рис. 6. Шпиндель
chipmaker.ru
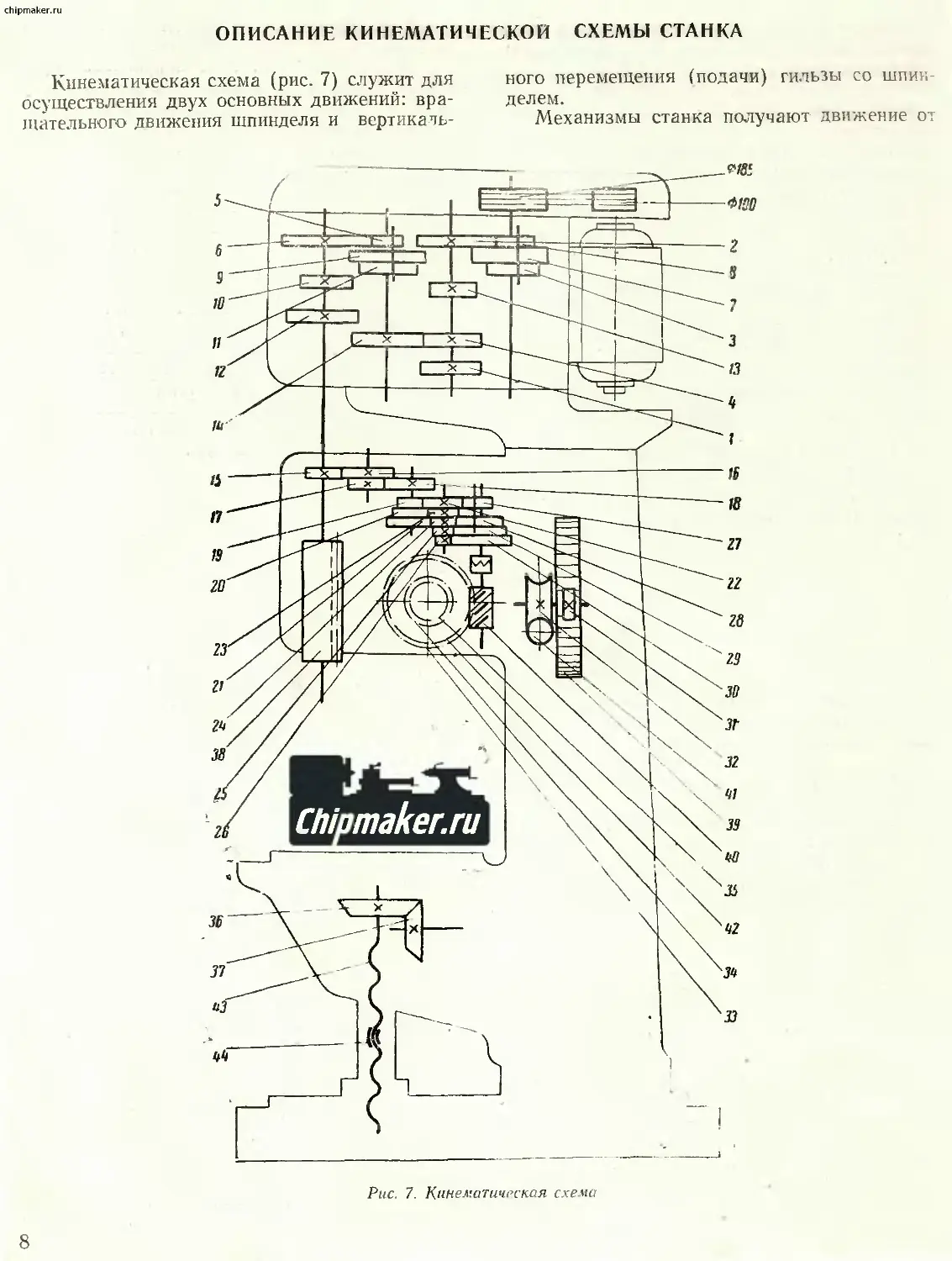
ОПИСАНИЕ КИНЕМАТИЧЕСКОЙ СХЕМЫ СТАНКА
Кинематическая схема (рис. 7) служит для
осуществления двух основных движений: вра-
щательного движения шпинделя и вертикаль-
ного перемещения (подачи) гильзы со шпик
делем.
Механизмы станка получают движение от
Рис. 7. Кинематическая схема
8
chipmaker.ru
:ндивидуального .электродвигателя посредст-
вом клиноременной передачи через шкивы
100 и 185 мм.
К типовой ремень типа \Н>00, ГОСТ
: 284—57
Шкив 0 185 мм сидит на первом валу ко-
робки скоростей, на котором находится но
.вижной тройной блок шестерен 3, 7 и 8, пере-
дающий вращение второму валу через не
юдвижно укрепленные на нем шестерни /, 2
। 13. Второй вал свя <ан с третьим через ше-
стерни 4 и 14. Скользящий по третьему вал'
">лок из трех шестерен 5, 9 и 11 через шестер-
1и 6, 10 и 12 передает вращение четвертому
а ту, который представляет собой пустотелую
. ильзу, по шлицевому отверстию которой сво-
'>отно перемещается шлицевой конец шпин
теля.
Механизм подач получает движение по
ц-дующей схеме; от шестерни 15, сидящей на
ш шцевой части шпинделя, через шестерни 16,
17 и 18 вращение передается пустотелому ва-
:ик\, на котором свободно вращаются шес-
срни 19, 20 и 21. постоянно сцепленные с
шестернями 22, 23 и 24. Шестерни 22, 24, 25 и
2Ь постоянно сцеплены с шестернями 27, 28,
29 и 30, свободно вращающимися на втором
полом валике.
Внутри обоих пустотелых валиков переме-
щаются вытяжные шпонки, блокирующие
шестерни 19, 20, 21, 27, 28. 29. 30, благодаря
чему получается 12 подач, из которых 11
различные. От второго пустотелого валика че-
рез кулачковую муфту вращение передается
червяку 40 и червячному колесу 42. сидящему
на одном валу с шестерней 35, которая сцепле-
на с рейкой 38. нарезанной непосредственно
на гильзе шпинделя. Таким образом враща
тельное движение всего механизма преобра
зуется в поступательное движение шпинделя.
Шпиндель может перемещаться и от руки
при помощи сидящего на горизонтальном ва-
лу штурвала. На горизонтальном валу сидит
шестерня 34. сцепленная с шестерней внутрен-
него зацепления 33 на лимбе установки глу-
бины сверления.
Подъем кронштейна осуществляется вра-
щением рукоятки через червяк 41, червячную
шестерню 32 и реечную шестерню 31, сцеп-
ляющуюся с рейкой 39, укрепленной на ко-
лонне станка.
Подъем стола производится вращением
рукоятки через конические шестерни 36. 37,
винт 43 и гайку 44.
ЭЛЕКТРООБОРУДОВАНИЕ СТАНКА
Chipmaker.ru
Электрооборудование станка состоит и
след' ющи.х узлов:
1. Трехфазного асинхронного коротко
амкнутого электродвигателя типа А42-2 мощ-
ностью 4,5 кет, служащего для вращения
шпинделя и рабочей подачи инструмента.
2. Электронасоса ПД-22 мощностью
(1.125 кет.
3. Пусковой и защитной аппаратуры,
встроенной в нишу колонны станка.
4 Командной аппаратуры, состоящей из
трех микропереключателей, управляемых от
рукоятки.
5. Коммутационных проводов, идущих в
основном по внутренним полостям колонны.
На станке можно производить как сверле-
ние с автоматическим выключением подачи по
окончании сверления, так и нарезание резьбы
с автоматическим или ручным реверсирова-
нием вращения инструмента. Перестройка
производится перестановкой
лимбе.
кулачка па
Описание электросхемы
(Рис. 8)
I Включением вводного пакетного выклю-
чателя (ВПВ) 4 подается напряжение на
пусковую и командную аппаратуру; пакет-
ыи выключатель насоса (ВПН) 11 служит
тля включения и выключения насоса охлажде
ния.
2. В исходном (среднем) положении ру-
коятки контакты а и б микропереключате-
ля 10 разомкнуты, цепь управления обесто-
чена.
3. Для пуска станка рукоятка управления
переводится вниз, контакты а и б и контак-
9
о
Рис. 8. Электросхема станка
1 — элек родвигатель А42-2; 2 — тепловое Пеле РТ-1; 3 — предохранители
ПР-60, НЕ-27; 4 — вводный выключатель ВП-25, 5 — выключатель освеще-
ния ВТ-1; 6 — лампа освещения; 7 — понижающий трансформатор ТПБ-50;
8, 9 и 10 — микропереключатели МП-1; // — выключатель электпонасоса
ВПЗ-10; /2—электронасос ПД-22: КП и КЛ—магнитные пускатели ААПКО-Ш
chipmaker.ru
chipmaker.ru
ты б и г микропереключателя 9 замыкаются,
включается пускатель КП, включающий элек-
тродвигатель 1. Если станок был налажен
для сверления, то по окончании обработки, в
зависимости от настройки, происходит выклю-
чение подачи без выключения вращения. От-
вод шпинделя производится вручную.
4. Если станок был настроен для нарезки
резьбы, то по окончании нарезания кулачок,
укрепленный на лимбе, через специальный
механизм воздействует на микропереключа-
тель 8, контакты которого бив размыкаются,
и отключается пускатель КП; контакты б и д
замыкаются, в результате чего включается
реверсивный пускатель КЛ.
Двигатель реверсируется, метчик выверты-
вается из изделия. При выводе метчика кон-
такты б и д размыкаются, но пускатель КЛ
питается через блок-контакты д и е.
5. Для следующей операции необходимо
рукоятку дожать в положение «вправо»,
вследствие чего выключается пускатель КЛ и
включается пускатель КП.
6. В любой момент станок можно выклю-
чить, переводя рукоятку в среднее положение
и реверсировать двигатель вручную перево-
дом рукоятки вверх.
Защита
1. Схемой предусмотрена защита от корот-
ких замыканий, от перегрузки и нулевая за-
щита.
2. Кронштейн заземлен дополнительной
жилой
Станок должен быть заземлен, для чего
имеется специальный болт.
3. Уход за электрооборудованием должен
производиться согласно типовым инструкци-
ям.
Указания по эксплуатации и обслуживанию
электрооборудования станка
Переключение скоростей и подач на ходу
не допускается и производится только после
остановки мотора.
Сроки чистки обмотки электродвигателя
зависят от условий среды, в которой работает
станок (наличие в помещении пыли, и т. д.),
и определяются по нормам для каждого слу-
чая в отдельности, но не реже одного раза в
6 месяцев. Все контактные соединения на
электроаппаратуре должны быть плотными и
свободными от окиси, для чего следует не ре-
же одного раза в месяц производить осмотр,
зачистку и подтяжку контактов. Контакты
магнитного пускателя должны быть свобод-
ными от смазки. Если контакты аппаратов.по-
темнели от нагрева или на поверхности обра-
зовались капельки меди, то поверхность слег-
ка запиливается бархатным напильником. Не-
обходимо помнить, что чистку и ремонт сле-
дует производить только после отключения
станка от сети.
СМАЗКА СТАНКА
Масло, применяемое для смазки, должно
быть чистым, бескислотным, не должно со-
держать воды и твердых частиц. Рекомендует-
ся употреблять индустриальное масло марки
«20» (веретенное «3»), ГОСТ 1707—51.
Механизмы коробки скоростей смазывают-
ся от специального насоса, подающего масло
из масляного резервуара в подставке коробки
скоростей. При работе станка масло, подавае-
мое насосом, разбрызгивается зубчатыми ко-
лесами на все рабочие поверхности коробки
скоростей.
Шестерни коробки подач и механизма по-
дач с называются от насоса, установленного в
коробке подач и подающего масло из нижней
полости корпуса кронштейна. Направляющие
колонны, поверхность стакана и шлицевая
часть шпинделя смазываются ежедневно.
Для заливки масла в коробку скоростей
требуется 6,5 л, в кронштейн — 4 л. Замену
масла следует производить первый раз после
12—15 дней, второй раз после 20—25 дней, за-
тем каждые 3 месяца.
При смене масла механизмы следует про-
мыть чистым керосином. Перед заливкой мас-
ло следует профильтровать. Для заливки мас-
ла в коробку скоростей необходимо снять
кожух 1 (см. рис. 3).
В процессе работы необходимо слепить за
работой маслонасосов коробки скоростей и
подач, а также за смазкой подшипников
шпинделя.
11
chipmaker.ru
Рис. 9. Схема смазки станка
Chipmaker.ru
Спецификация к схеме смазки станка
Обозначе- ние на рис. 9 Элемешы механизма, подлежащие смазке Наименование смазочных устройств Режим смазки или смена масла Марка смазочного » материала по ГОСТУ
1 Смазка валика подъема стола 1 раз в неделю; масленка Солидол УС-2
О Цапфа винта подъема 1 раз в неделю Индустриальное 45
3 Контроль смазки подшипников шпиндетя — —
4 Уровень масла коробки скоростей
5 Смазка подшипников и шестерен коробки скоростей Постоянная циркуляцион- ная от насоса Индустриальное 20
6 Смазка подшипников электродвигателя 1 раз в 6 месяцев Солидол УС-2
7 Слив масла из коробки скоростей —
8 Резервуар, для масла коробки скоростей
chipmaker.ru
0 Смазка подшипников и шестерен коробки подач Постоянная циркуляцион- ная от насоса Индустриальное 20
10 Контроль смазки коробки подач — •
11 Резервуар для масла кронштейна -
12 У ровень масла в кронштейне —
13 Слив .масла из кронштейна —
14 Смазка винта подъема сгола 1 раз в неделю по верху Индустриальное 20
15 Смазка подшипников электронасоса 1 раз в месяц Солидол УС-2
марки 20 (веретенное 3) ГОСТ 1707 -51 с кинематической вязкостью при 50°С в пре
1033 -51 с температурой каплепалевия 75°С.
1707—51 с кинематической вязкостью при 50°С в пре-
Индустриальное масло
делах 17—21 сст.
Солидол УС-2 (солидол Л) ГОСТ
Индустриальное масло марки 45 (машинное С) ГОСТ
телах 38-52 сст.
СПЕЦИФИКАЦИЯ
подшипников КАЧЕНИЯ
| № по рис. 10 Наименование Обозначение 1 Размер Количество ! Класс
1 Шарикоподшипник радиальный 710 50x80'Jl 2 Н
2 Шарикоподшипник упорный одинарный 8210 40x78 <22 1 н
3 Шарикоподшипник радиальный 205 ' 25X52X15 4 н
4 Шарикоподшипник радиальный 202 / 15 35 <11 4 н
5 Шарикоподшипник радиальный 306 4-^30x72x19 3 н
6 Шарикоподшипник радиальный 213 (, 65x120X23 1 н
7 Шарикоподшипник радиальный 307 ’ 35X80X21 3 н
8 Шарикоподшипник радиальный 214 1 70X125X25 1 н
9 Роликоподшипник конический 7206 1 3'Х62Х17.5 1 н
10 Шарикоподшипник радиальный 206 " 30X62X16 2 н
11 Роликоподшипник кинический 7204 20X45X15,5 1 н
12 Шарикоподшипник упорный одинарный 8107К |1 35x52X12 1 II
13 Шарикоподш ипник упорный одинарный 82С6К ' J 30Х52Х 16 1 н
14 Шарикоподшипник радиальный 208 40X 80X18 1 н
15 Шарикоподшипник радиальный 207 А- 35x72X17 1 н
Рис. 10. Схема расположения подшипникин
13
chipmaker.ru
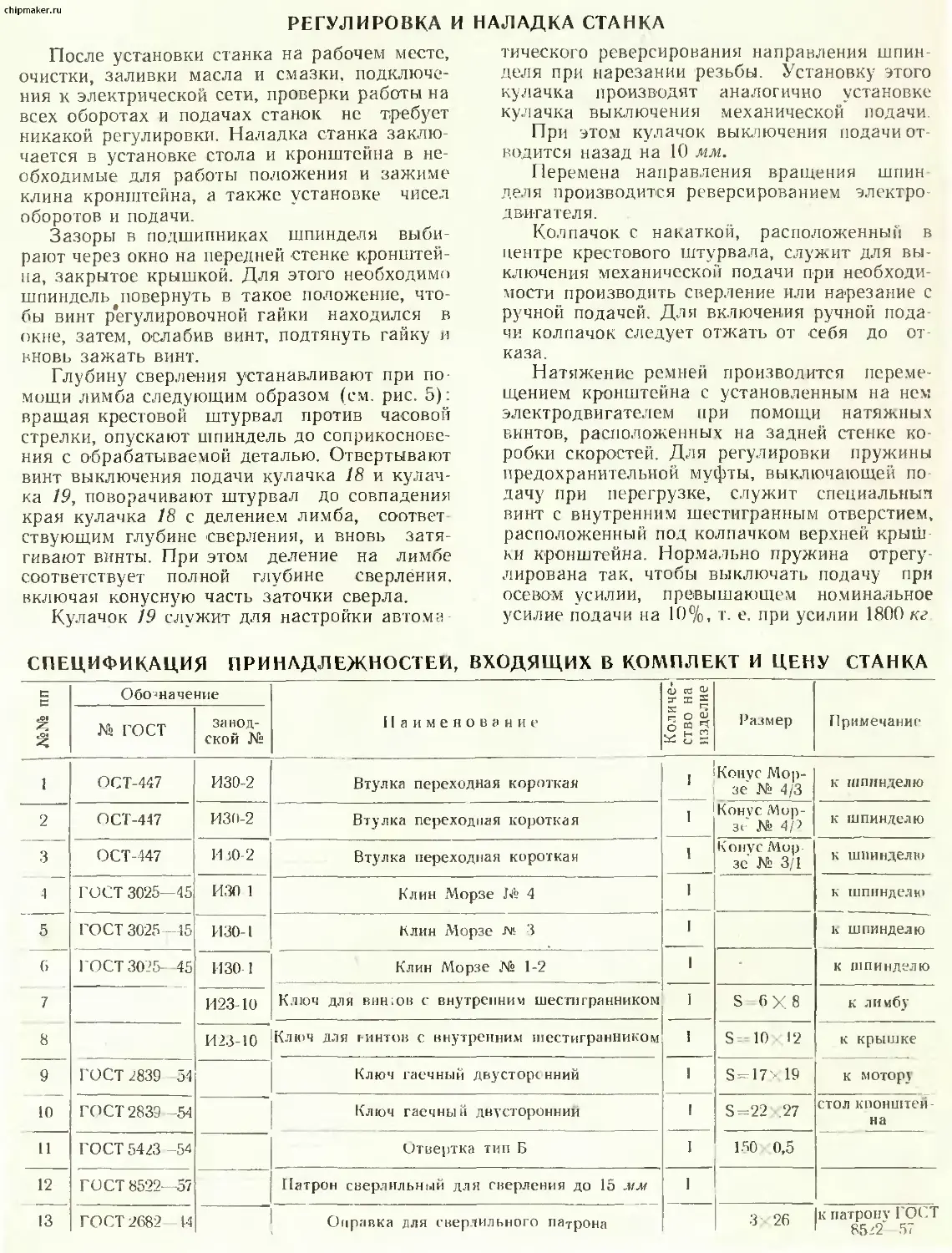
регулировка и наладка станка
После установки станка на рабочем месте,
очистки, заливки масла и смазки, подключе-
ния к электрической сети, проверки работы на
всех оборотах и подачах станок не требует
никакой регулировки. Наладка станка заклю-
чается в установке стола и кронштейна в не-
обходимые для работы положения и зажиме
клина кронштейна, а также установке чисел
оборотов и подачи.
Зазоры в подшипниках шпинделя выби-
рают через окно на передней стенке кронштей-
на, закрытое крышкой. Для этого необходимо
шпиндель повернуть в такое положение, что-
бы винт р*егулировочной гайки находился в
окне, затем, ослабив винт, подтянуть гайку и
вновь зажать винт.
Глубину сверления устанавливают при по-
мощи лимба следующим образом (см. рис. 5):
вращая крестовой штурвал против часовой
стрелки, опускают шпиндель до соприкоснове-
ния с обрабатываемой деталью. Отвертывают
винт выключения подачи кулачка 18 и кулач-
ка 19, поворачивают штурвал до совпадения
края кулачка 18 с делением лимба, соответ
ствующим глубине сверления, и вновь затя-
гивают винты. При этом деление на лимбе
соответствует полной глубине сверления,
включая конусную часть заточки сверла.
Кулачок 19 служит для настройки автома-
тического реверсирования направления шпин-
деля при нарезании резьбы. Установку этого
кулачка производят аналогично установке
кулачка выключения механической подачи.
При этом кулачок выключения подачи от-
водится назад на 10 мм.
Перемена направления вращения шпин
деля производится реверсированием электро-
двигателя.
Колпачок с накаткой, расположенный в
центре крестового штурвала, служит для вы-
ключения механической подачи при необходи-
мости производить сверление или нарезание с
ручной подачей. Для включения ручной пода-
чи колпачок следует отжать от себя до от-
каза.
Натяжение ремней производится переме-
щением кронштейна с установленным на нем
электродвигателем при помощи натяжных
винтов, расположенных на задней стенке ко-
робки скоростей. Для регулировки пружины
предохранительной муфты, выключающей по-
дачу при перегрузке, служит специальный
винт с внутренним шестигранным отверстием,
расположенный под колпачком верхней крыш-
ки кронштейна. Нормально пружина отрегу-
лирована так, чтобы выключать подачу при
осевом усилии, превышающем номинальное
усилие подачи на 10%, т. е. при усилии 1800 кг
СПЕЦИФИКАЦИЯ принадлежностей, входящих в комплект и цену станка
с Обозначение це- на !ие
№№ : № ГОСТ завод- ской № Наименование Коли ство изде/ Размер Примечание
1 ОСТ-447 ИЗО-2 Втулка переходная короткая ] Конус Мор- зе № 4/3 к шпинделю
2 ОСТ-447 ИЗО-2 Втулка переходная короткая I Конус Мор- зе № 4/2 к шпинделю
3 ОСТ-447 ИзО 2 Втулка переходная короткая I Конус Мор зе № 3/1 к шпинделю
4 ГОСТ 3025—45 ИЗО 1 Клин Морзе № 4 I к шпиндель»
5 ГОСТ 3025—45 И.30-1 Клин Морзе м 3 ] к шпинделю
6 ГОСТ 3035- 45 ИЗО 1 Клин Морзе № 1-2 I к шпинделю
7 И23-10 Ключ для вин;ов с внутренним шестигранником I S 6X8 к лимбу
8 И23-10 Ключ для гинтов с внутренним шестигранником I S 10 12 к крышке
9 ГОСТ 3839 54 Ключ гаечный двусторс нний I S= 17'^19 к мотору
10 ГОСТ 2839 -54 Ключ гаечный двусторонний I S=22 27 стол кронштей- на
11 ГОСТ 5423 54 Отвертка тип Б I 150 0,5
12 ГОСТ 8522- 57 Патрон сверлильный для сверления до 15 мм I
13 ГОСТ 2682 14 Оправка для сверлильного патрона 3 26 к патрону ГОСТ 85J2' 57
chipmaker.ru
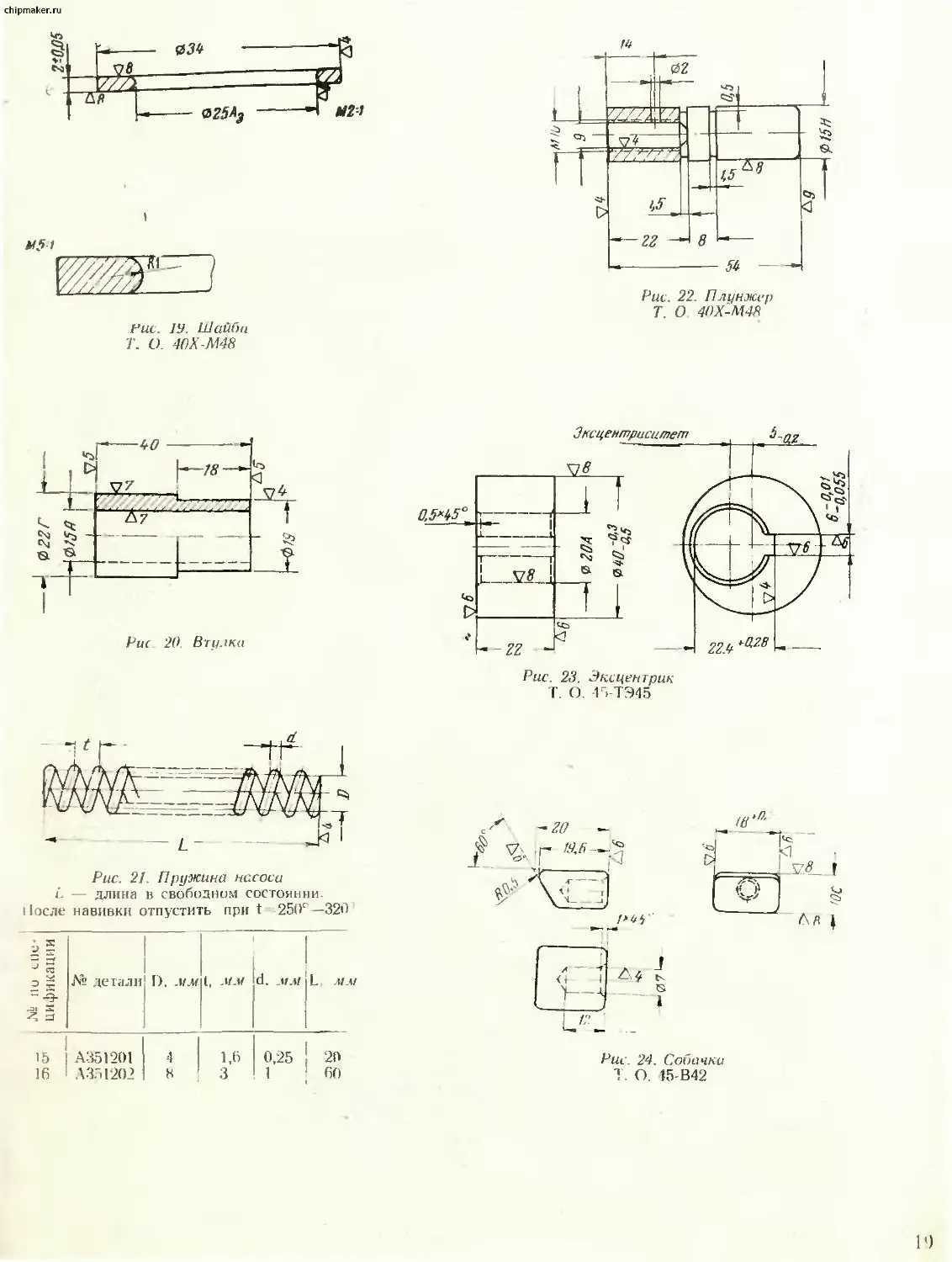
а?5А3 ------•» H2i
Гис. 19. Шайба
Т. О. 40Х-М48
Рис. 23. Эксцентрик
Т. О. 15-ТЭ45
- 0,0 Б5
Рис. 21. Пружина насоса
L длина в свободном состоянии.
После навивки отпустить при t 250е — 320
№ ии <А1е цификации № Детали D. им 1, мм d. мм L мм
15 А351201 4 1,6 0,25 20
16 \3.">Г2О2 8 3 1 60
Рис. 24. Собачка
Т. О. 15-В42
14
chipmaker.ru
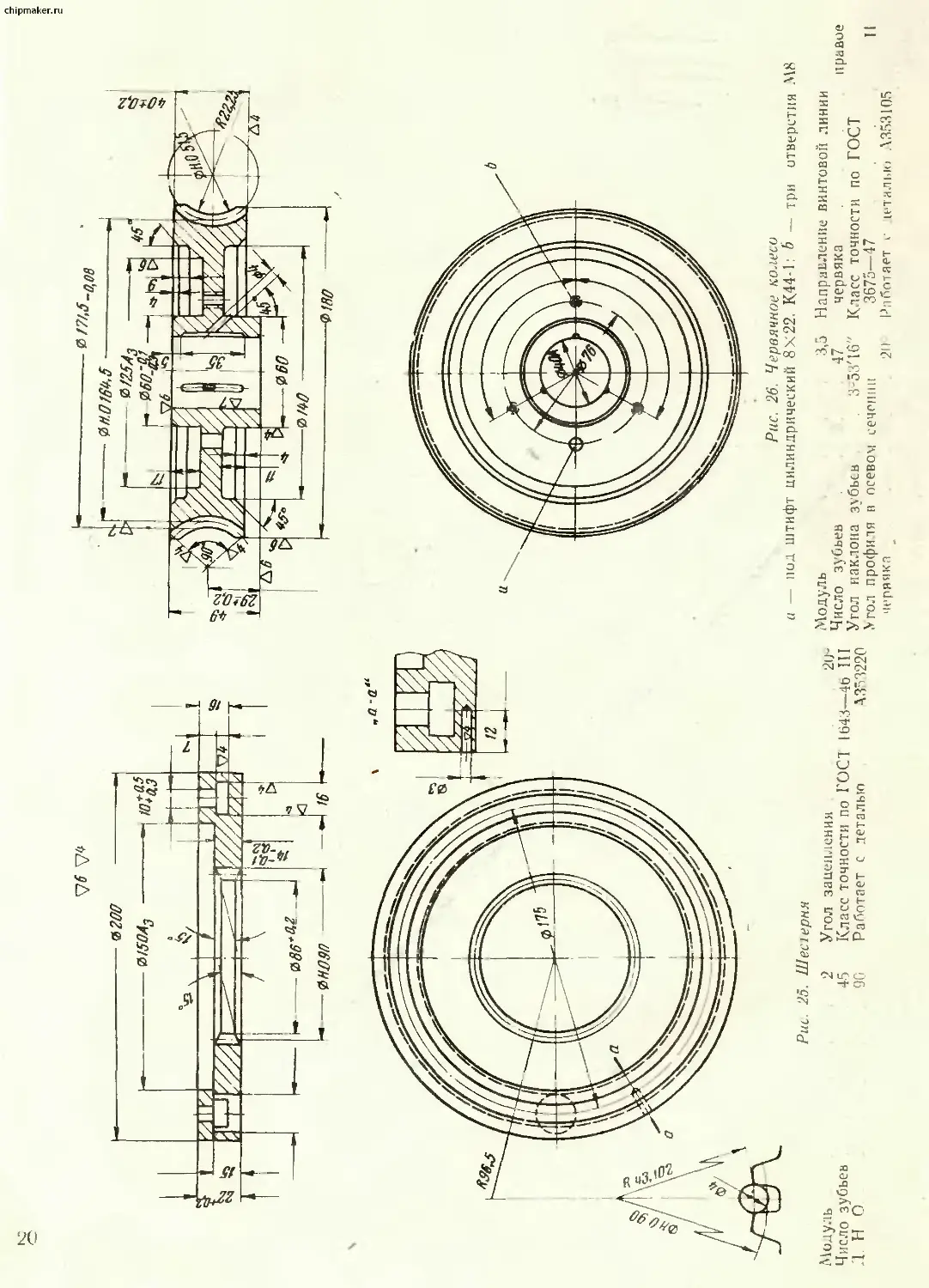
Рис 25. Шеиерня
Рис. 26. Червячное колесо
а под штифт цилиндрический 8X22 К14-1 b — три отверстия М8
Модуль
Число зубьев
I Н О
2 Угол зацепления 2и-
45 Класс точности по ГОСТ 1643—40 III
90 Работает с деталью А353220
Модуль 3,5
Число зубьев 47
Угол наклона зубьев 3-53'16"
Угол профитя в осевом сечении
червяка 20
Направление винтовой линии
червяка правое
Класс точности по ГОСТ
3675—47 II
Работает с шталыо Л353105
chipmaker.ru
НОРМЫ ТОЧНОСТИ И МЕТОДЫ проверки
Проверка Ai I
(ГОСТ проверка № 2)
Плоскостность рабочей поверхности
•тола (см рис. 27)
К рабочей поверхности стола по
различным направлениям провероч-
ной гранью прикладывается линейка
Щупом измеряется просвет между
нижней гранью линейки и поверхно-
стью стола
Допуск 0,1 мм на длине (ООП ««
(только в сторону вогнутости)
Проверка Л« 2
Перпендикулярность рабочей поверх
чости стола к напр (вляющим ко-
лонны (см рис. 28)
На рабочей поверхности стола уста-
навливается рамный уровень
Второй уровень прикладывается к
направляющим колонны. Проверка
производится в крайнем верхнем и
нижнем положениях стола
а) в продольной плоскости
б) в поперечной плоскости
Погрешность определяется алгебра-
ической разностью показаний уров
шей
Допуск U,05 мм на длине i'JU и и
(отклонение передней часть стола
только вверх) 0,03 м.м на длине
300 и.м
Проверка № 3
(ГОСТ проверка № 4)
Радиальное биение конуса шпин-
деля (cv рис. 29)
В отверстие шпинделя плотно
вставляется цилиндрическая оправ-
ка. Индикатор устанавливается так,
чтобы его мерительный штифт касал-
ся поверхности очравки. Шпиндель
приводится во вращение
Допуск 0,05 мм на длине ЗОН мм
Проверка М 4
(ГОСТ проверка № 6)
Перпендикулярность оси шпинделя
л рабочей поверхности стола (см.
рис. 30)
В отверстие шпинделя вставляется
жесткая оправка На оправке укреп-
ляется индикатор так, чтобы его ме-
рительный штифт касался верхней
грани линейки, установленной на
с голе:
а) в продольной плоскости
б) в поперечной плоскости
Погрешность определяется разно-
стью показаний индикаторов в точ-
ках а и 01, или в и Bi, отнесенной к
диаметру окружности, описанной
штифтом индикатора
Проверка производится при край-
нем верхнем и нижнем положениях
стола
Допуск, мм:
а) 0,1 на диаметр 300 мм (нижний
конец шпинделя может откло-
няться только к колонне)
б) 0,06 на диаметре 300 ,и.«
21
chipmaker.ru
22
chipmaker.ru
Проверка № 5
(1 ОСТ проверка j\° 7)
Параллельность оси шпиндели по
направлению перемещения гильзы
(см рис 31)
'низ.
проверки з >чер от-
я по двум диа-
м обра-
нделя
В отверстие шпинделя плотно Доп\^(Г 0,05 мм на длине 300 мм (в
вставляется цилиндрическая оправка. протонной плоскости нижний конец
Индикатор устанавливается так, что- щитделя может отклоняться только
бц его мерительный штифт касался к колонне)
образующей оправки, лежащей:
а) в ’“продольной плоскости
б) в поперечной плоскости
Гильза перемещается вверх ij.
В каждом разде ----------
клонения произвол
метрально противоп
зующим (при повороте li
180°)
Погрешность определяется 7
арифметической результатов
замеров в данной плоскости
Проверка № 6
(ГОСТ проверка № 8)
Перпендикулярность оси нагружен
ного шпинделя к рабочей поверхно
тти стола (см. рис. 32)
на
ней
Шпиндель нагружается в осевом Допуск, м
направлении усилием, равным усилим?
подач . (1600 кг)
Ветичина прикладываемой нагруз-
ки измеряется динамометром. Рам-
ным1 уровнем проверяется перпенди-
кулярность осн шпинделя к поверх-
ности стола:
а) в продольной плоскости;
б) в поперечной плоскости
Погрешность определяется алгеб-
раической разностью показаний уров
ней в данной плоскости
Проверка производится при сред-
них положениях стола, шпиндельной
бабки и шпинделя
chipmaker.ru рсфср Башсовнархоз Упра вление машиностроения ПАСПОРТ Инвентарным сверлильного станка № 32 - * ’d'
Т и п 1 Вер гикально-сверлпл ь- ный станок Год выпуска Завод
Завод-изготови- тель З-д им. Ленина г. Стерлитамак Время пуска станка в эксплуатацию Цет
Модель 2А135 iz 1 Класс точности | Место установки •
Заводской Станок особо пригоден или приспособлен
Вес станка 1300 кг Габарит: длина 1240 мм, ширина Я10 д/и; высота 2500 мм
Основные данные Г \Chipmaker.ru
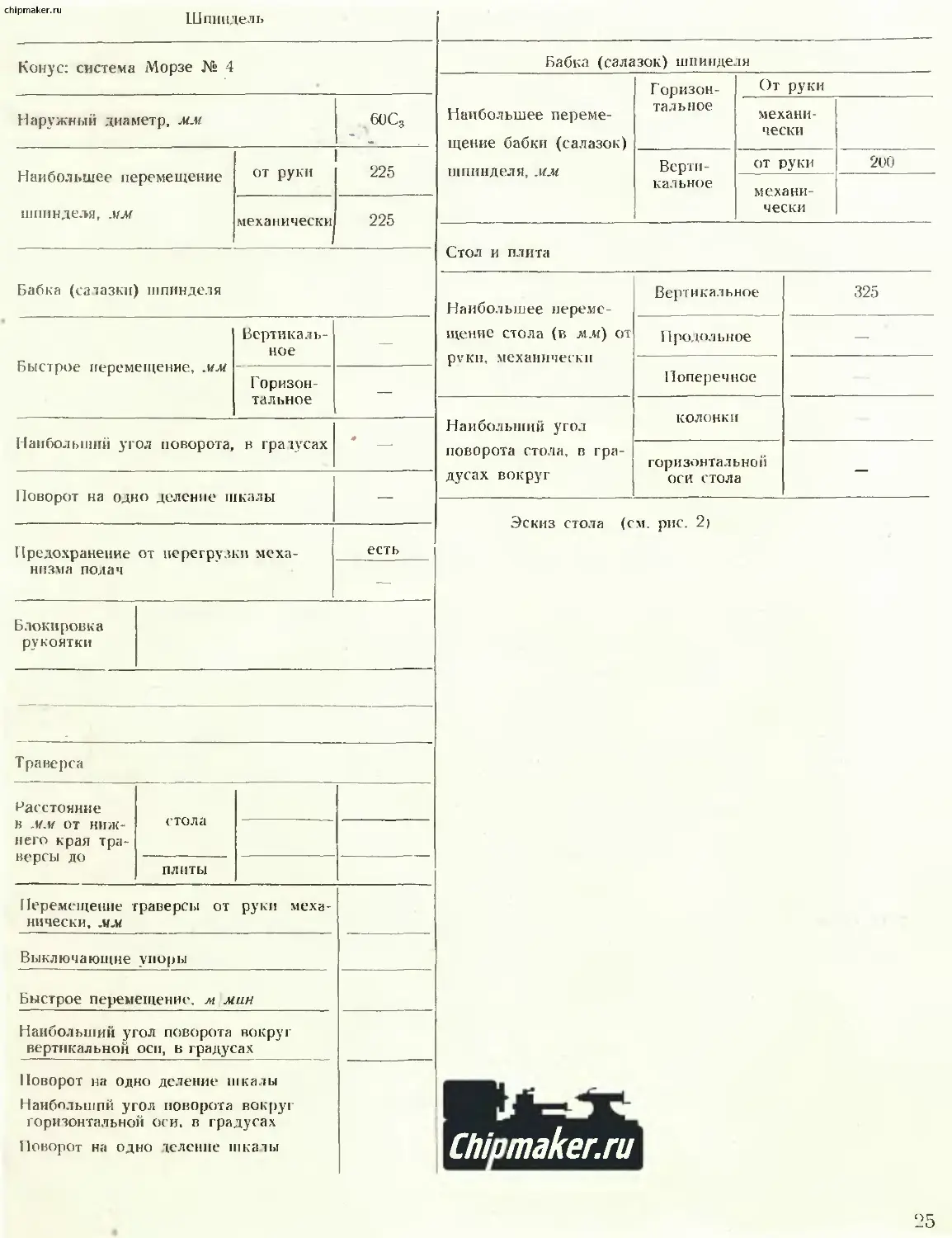
Основные размеры Шпиндель
Число шпинделей 1 Выключающие упоры ег ть
Расстояние между осями шпинделей, мм Наименьшее Автоматическое выключение на
Наибольшее деля
Наибольший диаметр сверления 35 мм Длина линейки для измерения глубины сверления
Расстояние в мм от оси шпинделя (вылет оси шпик 1еля в .мл/) до станины Наимень- шее 11аиболь- шее Перемещение на отно деление линейки, мм
— —
Быстрое перемещение, m{jhuh
вертикальных направляющих — 300
Перемещение на о шо деление лимба, мм 1
Расстояние в мм от торца шпинделя ДО стола 0 750
Перемещение на один оборот тимба 2'25 «
плиты 705 ИЗО
24
chipmaker.ru ттг Шпиндель
Конус: система Морзе № 4
Наружный диаметр, мм 60С3
Наибольшее перемещение шпинделя, мм от руки 225
механически 225
Бабка (салазки) шпинделя
Быстрое перемещение, мм Вертикаль- ное —
Горизон- тальное —
Наибольший угол поворота, в гра тусах *
Поворот на одно деление шкалы —
Предохранение от перегрузки меха- низма подач есть
—
Блокировка рукоятки
Бабка (салазок) шпинделя
Наибольшее переме- щение бабки (салазок) шпинделя, мм Горизон- тальное От руки
механи- чески
Верти- кальное от руки 200
механи- чески
Стол и плита
Наибольшее переме- щение стола (в м.и) от реки, механически Вертикальное 325
Продольное —
Поперечное
Наибольший угол поворота стола, в гра- дусах вокруг колонки
горизонтальной оси стола —
Эскиз стола (см рис. 2;
Траверса
Расстояние в мм от ниж- него края тра- версы до стола
плиты
Перемещение траверсы от руки меха- нически, мм Выключающие упоры —
Быстрое перемещение . м мин
Наибольший угол поворота вокруг
вертикальной оси, в градусах
Поворот на одно деление шкалы
Наибольший угол поворота вокруг
горизонтальной оси, в градусах
Поворот на одно деление шкалы
Chipmaker.ru
25
chipmaker.ru
Принадлежности и приспособления
Для закрепления изделия Для настройки и охлаждения станка
Тиски специальные Тип Ширина губок, мм Расход губок, мм Вес, кг Насос охлаждающей жидкости Тип ПД-22
Производительность, .г мин
— —— — —
Специальные ключи
11атрош>1 Тип Диаметр зажимов Вес, кг С ьемные рукоятки Тля перемещения стола и кронштейна
наибольший наименьший
Кулач ковые 4* 3, — —
2*
Для специальных работ
Предохранительный патрон для нарезания резьбы нет
Для закрепления инструмента
Иагрины специаль- ные г атрон 15 ГОСТ 8522-57 Реверсивная головка для нарезания резьбы нет
V/lipdnkd К ПпТрОНу О ZO ГОСТ 2682—44 Многошпиндельная сверли 1ьная головка (число шпинделей)
Перечень материалов (описание, инструкции и т. д.) к станку
Привод
Рол привода Индивидуальный электродвигатель Число оборотов в минуту Контрпривод приемного шкива станка —
Электродвигатели Ремни и цепи
На тначениг Привод Охлаждение Местонахождение Коробка скоростей Колонна, стол, плита
Число оборотов в минуту Нормальные раз- меры ремней, це- пей (№ стандарта, завод-пзготовп- тель) Ремень кли- новой ГОСТ 1284 57 А 1000 Цепь мото- циклетная ГОСТ 3609 -52 тип П-№21. 1150
1 1 2 1 1 2 1 i 2
2870 2800
Мощность, кеш 4,5 0,1 Число рядов (рем- ней, прокладок, пластин) 3 1
Инвентарный №
Матерна 1 ремень прорезинен нын сталь
26
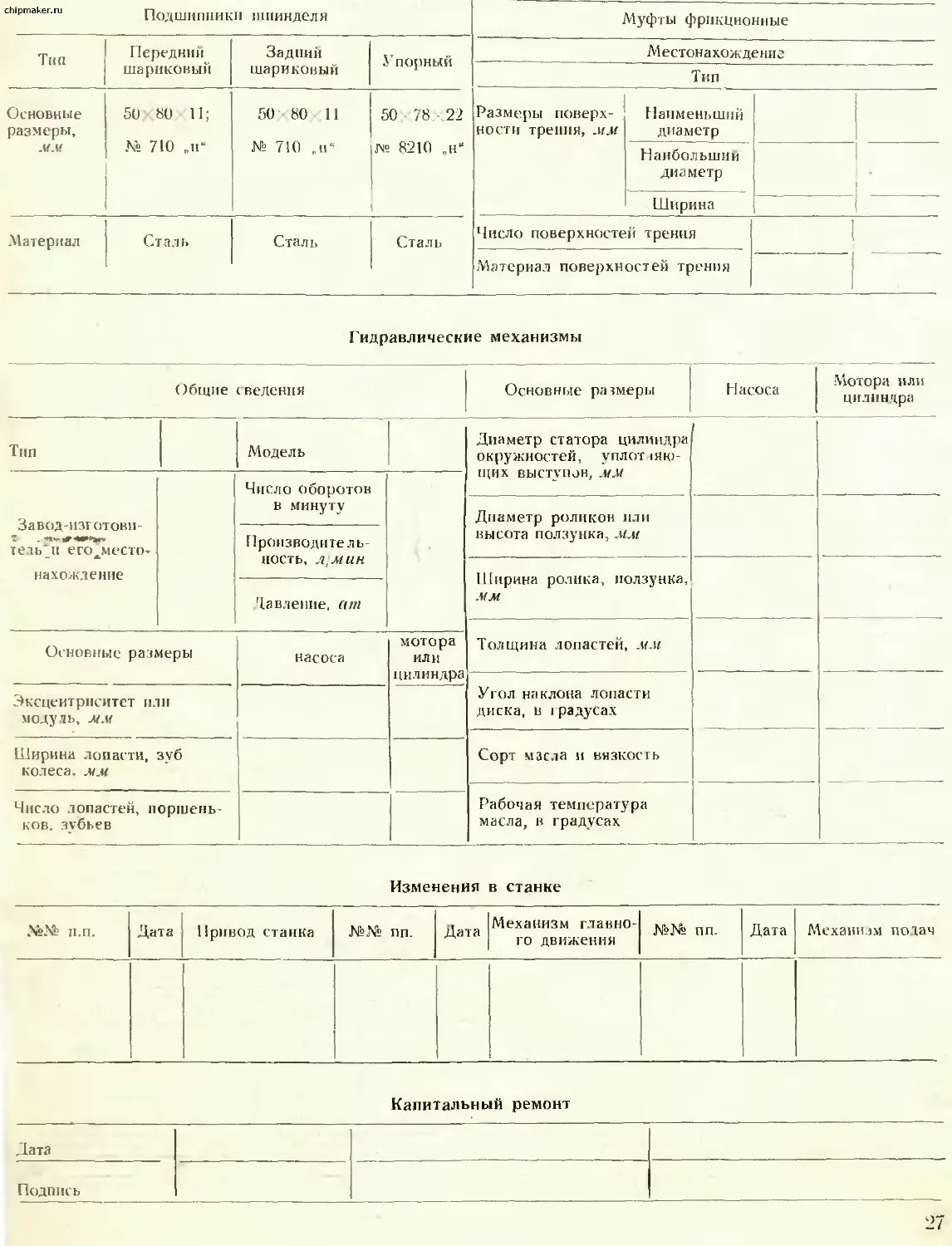
chipmaker.ru ПОДШИПНИКИ ШНИНДелЯ Муфты фрикционные
Тип Передний шариковый Задний шариковый J порный Местонахождение Тип
Основные размеры, ММ 50 80 11; № 710 „н“ 50 80 11 № 710 „и“ 50 78 22 № 8210 „н“ Размеры поверх- ности трения, мм Наименьший диаметр Наибольший диаметр Ширина —
Материал Сталь Сталь Сталь Число поверхностей трения
Материал поверхностей трения
Гидравлические механизмы
Общие ведения Основные размеры Насоса Мотора или цилиндра
Тип Модель Диаметр статора цилиндра окружностей, уплот <яю- щих выступов, мм
Завод-изготови- тель ji его^место- нахождение Число оборотов в минуту
Диаметр роликов или высота ползунка, мм
Производитель- ность, Л, At ин
Ширина ролика, ползунка, мм
Тавтение, ат
Толщина лопастей, .и.и
Основные размеры насоса мотора или цилиндра
Угол наклона лопасти диска, в градусах
Эксцентриситет пли модуль, мм
Сорт мзс^а и вязкость
Ширина лопасти, зуб колеса, мм
Число лопастей, поршень- ков. зтбьев Рабочая температура масла, в градусах
Изменения в станке
К»№ н.п. Дата Привод станка №№ пп. Дата Механизм главно- го движения №№ пп. Дата Механизм потач
Капитальный ремонт
Дата
Подпись
chipmaker.ru
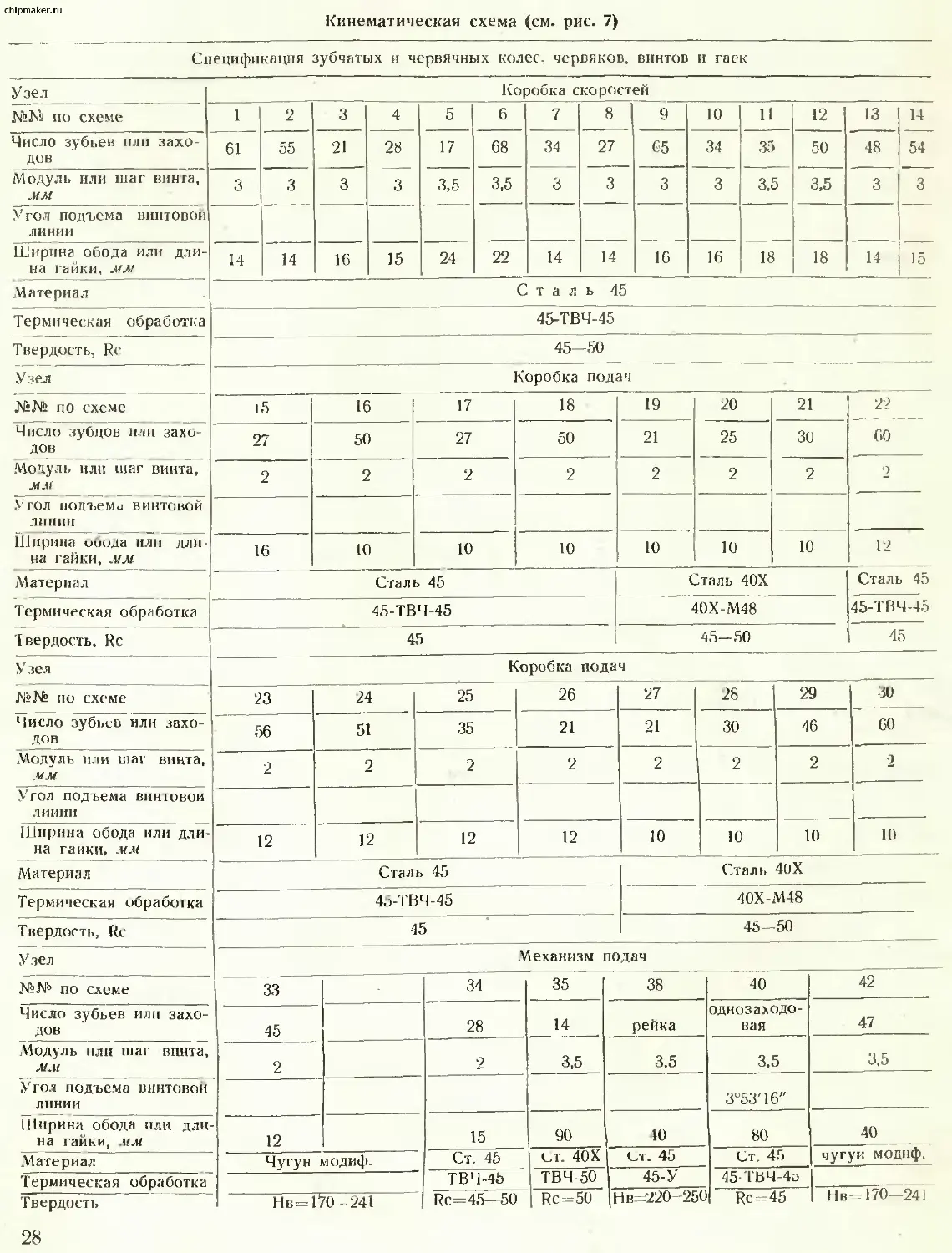
Кинематическая схема (см. рис. 7)
Спецификация зубчатых и червячных колес, червяков, винтов и гаек
Узел Коробка скоростей
№№ по схеме 1 2 3 4 5 6 7 8 9 10 И 12 13 14 54
Число зубьев или захо- дов 61 55 21 28 3 17 68 34 27 65 34 35 50 48
Модуль или шаг винта, мм 3 3 3 3,5 3,5 3 3 3 3 3,5 3,5 3 3
Угол подъема винтовой линии 15
Ширина обода или дли- на гайки, мм 14 14 16 15 24 22 14 14 16 16 18 18 14
Материал Сталь 45
Термическая обработка 45-ТВЧ-45
Твердость, Rc 45—50
Узел Коробка подач
№№ по схеме 15 16 17 18 19 20 21 22
Число зубцов или захо- дов 27 50 27 50 21 25 30 60
Модуль или шаг винта, мм 2 2 2 2 2 2 2 2
Угол подъема винтовой липни
Ширина обида или дли- на гайки, мм 16 10 10 10 10 10 10 12
Материал Сталь 45 Сталь 40Х Сталь 45
Термическая обработка 45-ТВЧ-45 40Х-М48 45-ТВЧ-45
Твердость, Rc Узел 45 45-50 45
Коробка подач
№№ по схеме 23 24 25 26 27 28 29 3U
Число зубьев или захо- дов 56 51 35 21 21 30 46 60
Модуль или шаг винта, мм 2 2 2 2 2 2 2 2
Угол подъема винтовом линии
Ширина обода или дли- на гайки, мм 12 12 12 12 10 10 10 10
Материал Сталь 45 Сталь 4бХ
Термическая обрабонса 4а-ТВЧ-45 40Х-М48
Твердость, Ri 45 45—50
Узел Механизм подач
№№ по схеме 33 34 35 38 40 42
Число зубьев или захо- дов 45 28 14 рейка однозаходо- вая 47
Модуль пли шаг винта, мм 2 2 3,5 3,5 3,5 3,5
Угол подъема винтовой линии 3°53'16"
Ширина обода пли дли- на гайки, мм 12 15 90 10 80 40
Материал Чугун модиф. Ст. 45 ст. 40 X Ст. 45 Ст 45 чугун моднф.
Термическая обработка Твердость ТВЧ-45 ТВЧ 50 45-У 45 ТВЧ-4О
Нв=170 -241 Rc=45—50 Rc 50 Нв- 220 25 0 Rc 45 Нв=170—241
28
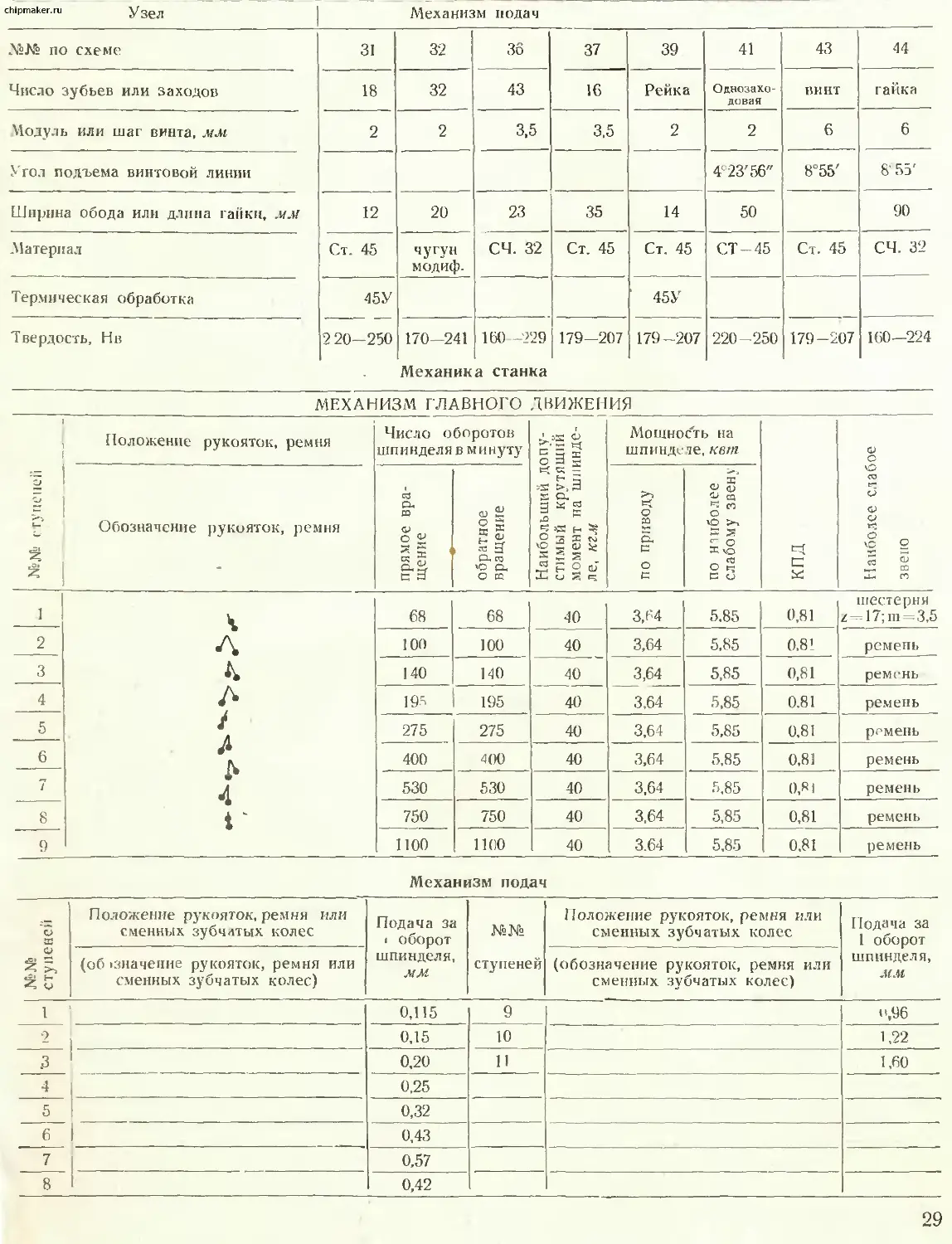
chipmaker.ru У Зе Л Механизм подач
V°№ по схеме 31 32 36 37 39 41 43 44
Число зубьев или заходов 18 32 43 16 Рейка Однозахо- довая ВИНТ гайка
Модуль или шаг винта, мм 2 2 3,5 3.5 2 2 6 6
Угол подъема винтовой линии 4°23'56" 8°55' 6 55'
Ширина обода или длина гайки, мм 12 20 23 35 14 50 90
.Материал Ст. 45 чугун модиф. СЧ. 32 Ст. 45 Ст. 45 СТ-45 Ст. 45 СЧ. 32
Термическая обработка 45У 45У
Твердость, Нв 2 20—250 170-241 Механик 160 -229 а станка 179—207 179-207 220- 250 179-207 160—224
МЕХАНИЗМ ГЛАВНОГО ДВИЖЕНИЯ
№№ cryiicneii Положение рукояток, ремня Число оборотов шли н де л я в ми н у ту Наибольший допу- стимый крутящий момент на шпинде- ле, кгм Мощность на шпинделе, кет КПД Наиболее слабое звено
Обозначение рукояток, ремня прямое вра- щение обратное вращение по приводу по наиболее слабому звену
1 ч i Л й 4 i‘ 68 68 40 3,64 5,85 0,81 шестерня l 17; ш 3,5
2 100 100 40 3,64 5,85 0.8’ ремень
3 140 140 40 3,64 5,85 0,81 ремень
4 195 195 40 3.64 5,85 0.81 ремень
5 275 275 40 3,64 5,85 0,81 ремень
6 400 400 40 3,64 5,85 0,81 ремень
7 530 530 40 3,64 5,85 ОД 1 ремень
8 750 750 40 3,64 5,85 0,81 ремень
9 1100 1100 40 3.64 5,85 0,81 ремень
Механизм подач
№№ ступеней Положение рукояток, ремня или сменных зубчатых колес Подача за 1 оборот шпинделя, мм №№ ступеней Положение рукояток, ремня или сменных зубчатых колес Подача за 1 оборот шпинделя, мм
(об «значение рукояток, ремня или сменных зубчатых колес) (обозначение рукояток, ремня или сменных зубчатых колес)
1 0,115 9 о,96
2 0,15 10 1,22
.3 0,20 11 1,60
4 0,25
5 0,32
6 0,43
7 0,57
8 0,42
29
chipmaker.ru
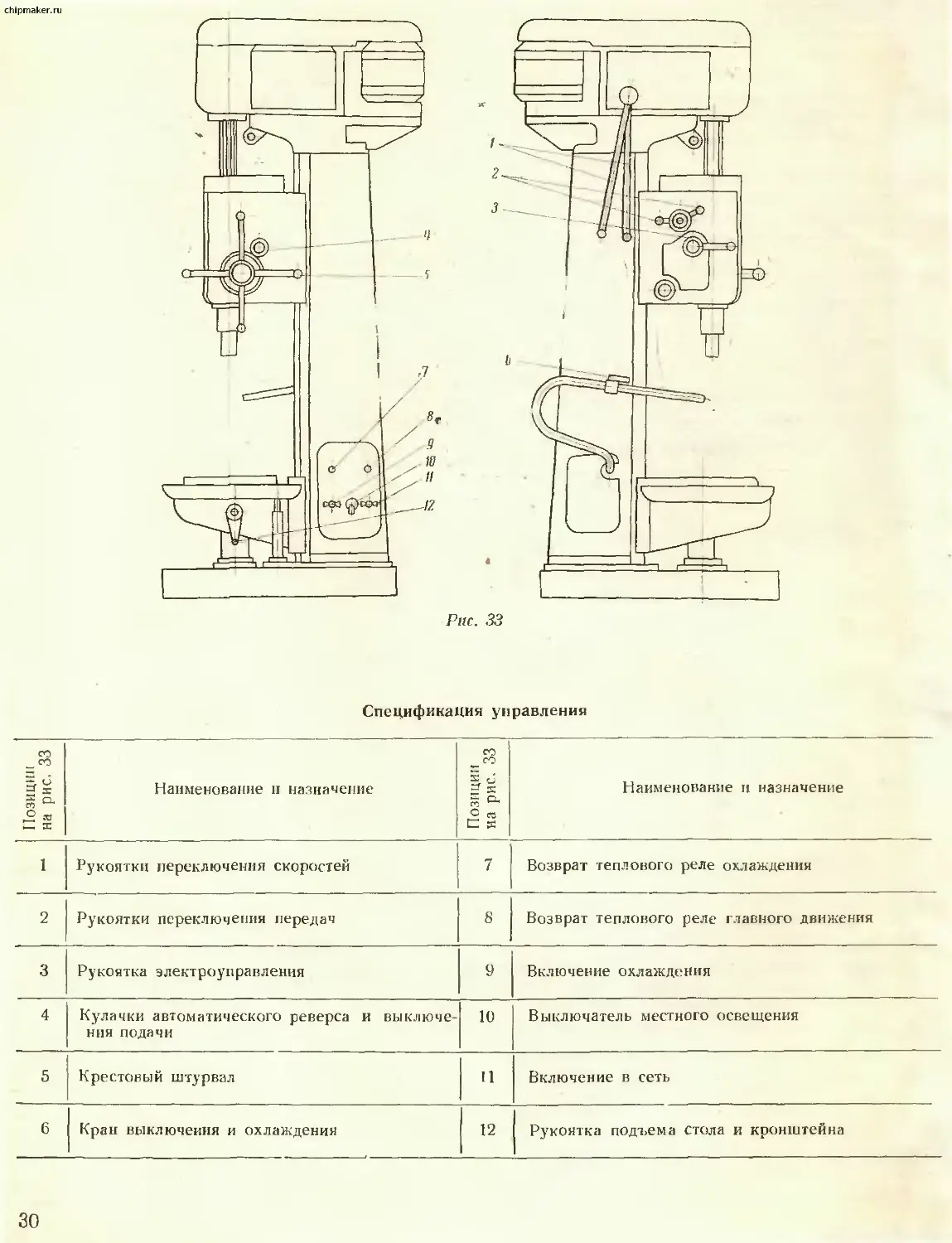
Рис. 33
Спецификация управления
Позиции на рис. 33 Наименование и назначение Позиции на рис. 33 Наименование и назначение
1 Рукоятки переключения скоростей 7 Возврат теплового реле охлаждения
2 Рукоятки переключения передач 8 Возврат теплового реле главного движения
3 Рукоятка электроуправления 9 Включение охлаждения
4 Кулачки автоматического реверса и выключе- ния подачи 10 Выключатель местного освещения
5 Крестовый штурвал 11 Включение в сеть
6 Кран выключения и охлаждения 12 Рукоятка подъема стола и кронштейна
30
chipmaker.ru
СОДЕРЖАНИЕ
Стр.
Назначение .........................................................1
Распаковка и транспортировка станка 2
'фундамент станка, монтаж и установка . . . . —
Подготовка станка к первоначальному пуску . 3
Техническая характеристика . —
Описание станка . . 4
Описание кинематической схемы станка . 8
Электрооборудование станка 9
Смазка станка..................... . .11
Спецификация подшипников качения . . 13
Регулировка и наладка станка ... 14
Спецификация принадлежностей, входящих в комплект и цену станка —
Спецификация чертежей запасных деталей . 15
Нормы точности и методы проверки . . . . .21
Паспорт сверлильного станка ........................................ 24
Chioniaker.ru
chipmaker.ru
ГОСИНТИ № 902 Т-04748—18/IV-1960 г. 3,28 п. л. 6000 экз. Зак. 4546
ГОСИНТИ. Москва, ул. Димитрова, 33/13,
г. Калинин. Областная типография.