/











































































































































































































































































































































































Текст
Высшее образованиеУчебникВ. А. Новиков, С. В. Савва
Н. И.ТатаринцевЭЛЕКТРОПРИВОД
В СОВРЕМЕННЫХ
ТЕХНОЛОГИЯХЭЛЕКТРОТЕХНИКА A*iA
Высшее образование
БАКАЛАВРИАТВ. А. НОВИКОВ, С. В. САВВА, Н. И. ТАТАРИНЦЕВЭЛЕКТРОПРИВОД
В СОВРЕМЕННЫХ
ТЕХНОЛОГИЯХУчебникПод редакцией В. А. НовиковаДопущеноУчебно-методическим объединением вузов России
по образованию в области энергетики и электротехники
в качестве учебника для студентов высших
учебных заведений, обучающихся по направлению
подготовки «Электроэнергетика и электротехника»МоскваИздательский центр «Академия»
2014
Посвящается 90-летию1 первой в стране кафе¬
дры «Электрификация промышленных предпри¬
ятий» Ленинградского электротехнического ин¬
ститута (в настоящее время кафедра «Робототех¬
ника и автоматизация производственных систем»
Санкт-Петербургского государственного электро¬
технического университета «ЛЭТИ»), начавшей
подготовку инженеров-электроприводчиковПРЕДИСЛОВИЕУчебник «Электропривод в современных технологиях» имеет од¬
ноименное название с дисциплиной, входящей в вариативную часть
профессионального цикла дисциплин примерного учебного плана,
разработанного в соответствии с новым федеральным государствен¬
ным образовательным стандартом высшего профессионального обра¬
зования (ФГОС ВПО) и рекомендованного вузам РФ, обеспечиваю¬
щим подготовку бакалавров по направлению 140400 «Электроэнерге¬
тика и электротехника», профиль «Электропривод и автоматика».В ФГОС ВПО определена область профессиональной деятельно¬
сти бакалавра, указаны объекты профильно-специализированной
профессиональной деятельности, в частности: электрический привод
и автоматика механизмов и технологических комплексов в различных
отраслях хозяйства, нормативно-техническая документация и систе¬
мы стандартизации. Применительно к указанным объектам уточнен¬
ная область профессиональной деятельности бакалавра определяется
как совокупность технических средств, способов и методов человече¬
ской деятельности для преобразования, применения электрической
энергии, управления потоками энергии, разработки и изготовления
устройств и систем, реализующих эти процессы. Ориентируясь имен¬
но на такие область и объекты профессиональной деятельности ба¬
калавра, подготовлен учебник.Материал учебника состоит из четырех глав и приложения, в ко¬
торых с позиций современной теории и практики электроприводных
систем последовательно рассмотрены актуальные вопросы создания
современного высокоавтоматизированного технологического обору¬
дования. Дана обобщающая классификация технологических функ¬
ций электроприводов при их применении в механизмах и техноло¬
гических комплексах в различных отраслях хозяйства. С позиции
этого обобщения представлен материал по проектированию электро¬
приводов для разных технологий и реализации функций управления
электроприводами в технологиях.1 Кафедра основана в 1922 г.3
Учебник способствует формированию и развитию следующих про¬
фессиональных компетенций (ПК), которые должен иметь бакалавр,
завершивший подготовку по основной образовательной программе,
предусмотренной ФГОС ВПО:общепрофессиональных — способность и готовность анализи¬
ровать научно-техническую информацию, изучать отечественный
и зарубежный опыт по тематике исследования (ПК-6);для проектно-конструкторской деятельности:• готовность участвовать в работе над проектами электроэнергети¬
ческих и электротехнических систем и отдельных их компонен¬
тов (ПК-8);• способность разрабатывать простые конструкции электроэнерге¬
тических и электротехнических объектов (ПК-9);• готовность обосновать принятие конкретного технического реше¬
ния при создании электроэнергетического и электротехнического
оборудования (ПК-14);• способность рассчитывать схемы и элементы основного оборудо¬
вания, вторичных цепей, устройств защиты и автоматики элек¬
троэнергетических объектов (ПК-15);• способность рассчитывать режимы работы электроэнергетиче¬
ских установок различного назначения, определять состав обо¬
рудования и его параметры, схемы электроэнергетических объ¬
ектов (ПК-16);для производственно-технологической деятельности:• способность использовать нормативные документы по качеству,
стандартизации и сертификации электроэнергетических и элек¬
тротехнических объектов, элементы экономического анализа
в практической деятельности (ПК-20);• готовность обосновывать технические решения при разработ¬
ке технологических процессов и выбирать технические средства
и технологии с учетом экологических последствий их примене¬
ния (ПК-21);для организационно-управленческой деятельности:• способность анализировать технологический процесс как объект
управления (ПК-28);• готовность обеспечивать соблюдение заданных параметров тех¬
нологического процесса и качество вырабатываемой продукции
(ПК-37);для научно-исследовательской деятельности:• готовность участвовать в исследовании объектов и систем элек¬
троэнергетики и электротехники (ПК-38);• готовность изучать научно-техническую информацию, отечествен¬
ный и зарубежный опыт по тематике исследования (ПК-39);• готовность понимать существо задач анализа и синтеза объектов
в технической среде (ПК-41).4
Системы автоматизированных электроприводов совместно с ком-
пьютерными средствами автоматизации — мощный и высокоэф¬
фективный инструмент многих технологий и средство повышения
их энергоэффективности. Технологии, основанные на движении
различных механизмов машин и агрегатов, доминируют над иными
технологиями в промышленности и являются наиболее энергоемки¬
ми. Важно рассматривать их с позиции применения в автоматизи¬
рованных технологических комплексах, в которых технологические
и транспортные машины и агрегаты осуществляют технологические
процессы обработки и переработки различных веществ, изготавляют
готовые продукты производства.Определим основные общетехнические понятия, используемые
в учебнике. Электропривод — электромеханическая система, со¬
стоящая в общем случае из взаимодействующих преобразователей
электроэнергии, электромеханических и механических преобразо¬
вателей, управляющих и информационных устройств и устройств
сопряжения с внешними электрическими, механическими, управ¬
ляющими и информационными системами, предназначенная для
приведения в движение исполнительных органов рабочей машины
и управления этим движением в целях осуществления технологиче¬
ского процесса [9].Рабочая машина — устройство, выполняющее механические дви¬
жения с целью преобразования материала (вещества). Различают ра¬
бочие машины технологические, преобразующие форму, свойства,
положение материала (обрабатываемого вещества), и транспортные
или подъемно-транспортные, преобразующие положение материа¬
ла (перемещаемого вещества). Рабочая машина включает в себя не¬
сколько (систему) производственных механизмов.Производственный механизм (простейшая рабочая машина) —
устройство, выполняющее механические движения с целью преоб¬
разования материала (вещества) и состоящее из однодвигательного
электропривода, передаточного механизма, исполнительного органа.Передаточный механизм (.механическая передача) — система
тел, предназначенная для преобразования движения одного или не¬
скольких тел в требуемые движения других тел. Обычно в переда¬
точном механизме имеется входное звено, приходящее в движение
от воздействия двигателя (в частности, электродвигателя) и выходное
звено, соединенное с исполнительным органом рабочей машины.
Если в преобразовании движения участвуют жидкие или газообраз¬
ные тела, то передаточный механизм называется гидравлическим
или пневматическим.Исполнительный орган рабочей машины — часть рабочей ма¬
шины, непосредственно осуществляющая преобразование формы,
свойства, положения материала в технологическом процессе.Технологический агрегат — устройство, объединяющее техно¬
логическую машину, которая выполняет механические движения5
с целью преобразования формы, свойства и положения материала,
с устройствами, обеспечивающими тепловые, химические и другие
(не механические) воздействия на материал в процессе производ¬
ства продукции. Такое объединение или присоединение называет¬
ся агрегатированием. В частном случае под агрегатом понимают
объединение двигателя с насосом (насосный агрегат) или двигателя
с компрессором (компрессорный агрегат) и др.Технологический комплекс — совокупность рабочих машин и тех¬
нологических агрегатов, составляющих одно целое при выполнении
технологического процесса. Примерами технологических комплек¬
сов являются прокатный стан, бумагоделательная машина, кордная
линия, представляющие собой систему машин и технологических
агрегатов для осуществления соответственно прокатки металла, из¬
готовления бумаги в рулонах, корда для покрышек.Производственная линия — то же, что технологический ком¬
плекс, но производственное оборудование в котором размещено
в одну линию.Технологический процесс — совокупность последовательных дей¬
ствий и методов обработки, изготовления, изменения состояния,
свойств, формы сырья, материала или полуфабриката, осуществляе¬
мых в процессе производства продукции.Производство — процесс создания материальных благ.Исторически сложилось так, что совершенствование крупных ра¬
бочих машин в ходе технического прогресса превращало их в техно¬
логические комплексы, но термин «машина» сохранился. Например,
бумаго- или картоноделательными машинами называются простые
машины и крупные комплексы, содержащие большое число техно¬
логических агрегатов. В учебнике крупные машины рассматриваются
как технологические комплексы.В настоящее время широко применяют термины электропри-
водные системы и интегрированные электроприводные системы.
И тот и другой термин отражает все более развивающуюся интеграцию
электроприводов со средствами автоматизации, но термин «интегри¬
рованные электроприводные системы» чаще используют применитель¬
но к крупным рабочим машинам и к технологическим комплексам.Механизмы, машины, агрегаты и комплексы часто называют об¬
щим термином промышленные установки или промышленное обо¬
рудование. Применяют также термины технологическое, транс¬
портное, подъемно-транспортное оборудование. Применительно
к электротехническому оборудованию используют понятие элек¬
троустановки.Электроустановка — совокупность электрических машин, аппа¬
ратов, линий и вспомогательного оборудования (вместе с сооруже¬
ниями и помещениями, в которых они установлены), предназначен¬
ные для производства, преобразования, трансформации, передачи,
распределения электрической энергии.6
При сохранении сложившейся терминологии основные акценты
и учебнике сделаны на функциональные особенности оборудования
и технологическом процессе и функции управления приводами, ме¬
ханизмами, агрегатами и комплексами.В приложении к учебнику приведены адреса интернет-сайтов и
Web-серверов фирм — производителей систем электроприводов и
автоматизации. По этим адресам можно получить информацию о
современных средствах фирм и о применении этих средств в техно¬
логиях. На отдельных сайтах имеются фотографии и видеоклипы,
иллюстрирующие различные технологии [1 — 3, 10, 18, 21, 32, 34].При написании учебника принимался во внимание уровень ком¬
петенций бакалавров с учетом двухступенчатой системы обучения
(бакалавры, магистры), предусмотренной новым ФГОС ВПО.Настоящий учебник может быть также использован при изучении
дисциплин, традиционных для других направлений нового ФГОС
ВПО: «Мехатроника и робототехника», «Управление в технических
системах», «Автоматизация технологических процессов и произ¬
водств».Материал книги распределяется между авторами следующим об¬
разом: гл. 2 — В. А. Новиков, гл. 3 — С. В. Савва, гл. 4 — Н.И.Тата-
ринцев, остальной материал написан авторами совместно.Авторы выражают благодарность за предоставление материалов
к написанию фрагментов учебника своим коллегам: О. И. Зементову,
В. О. Осипову, А. А. Прокопову, а также за подготовку части материа¬
ла к изданию магистрантам С. Н. Андрееву и М.А.Ярыгину. Авторы
выражают особую благодарность А. Е. Козяруку, И. Г. Ефимову, со¬
трудникам и бывшему заведующему кафедрой «Автоматизированный
электропривод» МЭИ (Технический университет) Ю.Н. Сергиевско¬
му, а также сотрудникам кафедры «Робототехника и автоматизация
производственных систем» СПбГЭТУ «ЛЭТИ» за помощь в созда¬
нии учебника.
Глава 1СРЕДСТВА ЭЛЕКТРОПРИВОДНОЙ ТЕХНИКИ,
ПРЕДНАЗНАЧЕННЫЕ ДЛЯ УПРАВЛЕНИЯ
ТЕХНОЛОГИЧЕСКИМ ОБОРУДОВАНИЕМ1.1. Виды современных технологий, основанных
на управляемых электродвижениях
исполнительных органов механизмов, машин
и комплексовСогласно одному из определений, технология — это способ преоб¬
разования вещества, энергии, информации в процессе изготовления
продукции, обработки и переработки материалов, сборки готовых из¬
делий, контроля качества, управления. Технология воплощает в себе
методы, приемы, режим работы, последовательность операций и про¬
цедур. Она тесно связана с применяемыми средствами, оборудова¬
нием, инструментами, используемыми материалами. Совокупность
технологических операций образует технологический процесс.Среди общего числа технологий можно выделить отдельный
вид — высокие технологии. Это условное обозначение наукоемкой
универсальной, многофункциональной, многоцелевой технологии,
имеющей широкую сферу применения, способной вызвать цепную
реакцию нововведений, обеспечивающей более оптимальное по срав¬
нению с предшествующими технологиями соотношение затрат и ре¬
зультатов. В мировой практике к высоким технологиям, как правило,
относят микроэлектронику, коммуникационную технику, биотех¬
нологии, создание новых материалов, микромеханику и те произ¬
водственные технологии, в которых непосредственно использованы
новейшие достижения физики, химии, механики и информатики.
Именно к таким технологиям принадлежат современные техноло¬
гии, основанные на управляемых электродвижениях исполнитель¬
ных органов механизмов, машин и комплексов. В них используются
новейшие достижения в микропроцессорной и коммуникационной
технике, в силовой электронике, в новых материалах, из которых из¬
готавливают линейные и вращательные двигатели.В системе промышленного производства можно выделить три
класса технологических процессов: 1) добыча сырья, 2) переработка
сырья в полуфабрикат, 3) переработка полуфабриката в товарный
продукт. Первый класс включает в себя процессы добычи твердых,
жидких или газообразных полезных ископаемых, заготовку сырья8
лесопромышленными и сельскохозяйственными комплексами; вто¬
рой — технологии изменения агрегатного состояния или химического
состава вещества; третий — технологии изменения формы и состава
вещества для получения готового товарного продукта. Во всех тех¬
нологических процессах участвуют транспортные и подъемно-транс¬
портные системы, обеспечивающие единство и непрерывность тех¬
нологических процессов.В каждом классе технологических процессов существуют подклас¬
сы, отражающие особенности сырья и способы его добычи, пере¬
работки и изготовления из него готового продукта. Например, при
добыче твердого сырья выделяют технологии подземной, надземной
(открытой) и воднотранспортной разработок; при переработке ста¬
ли — продукта сталеплавильного производства — применяют техно¬
логии непрерывной разливки стали или переработки заготовок, по¬
лученных в результате охлаждения стали в специальных колодцах.Разнообразные производства различают по виду готовой про¬
дукции. Базовыми производствами являются: агропромышленное,
добыча полезных ископаемых, лесопромышленное и лесоперераба¬
тывающее, металлургическое, машиностроительное, бумаге- и кар-
тоноделательное, текстильное, химическое, пищевое.Каждое производство включает в себя технологические ком¬
плексы, объединяющие группу технологических агрегатов, машин
и транспортных средств. Эти комплексы состоят из разнообразных
агрегатов и машин. Например, прокатные станы содержат клети,
ножницы, рольганги и манипуляторы; бумагоделательные машины —
прессы, группы сушильных цилиндров, каландры, наматывающие
устройства, связанные непрерывно движущимися сетками и полот¬
ном бумаги. В структуре технологического процесса производства
готового продукта можно выделить три части: подготовку исходного
сырья в вид, удобный для изготовления готового продукта; изготов¬
ление готового продукта; обработку (резание) и упаковку готового
продукта для отправки его потребителю. В первой части используют
технологические комплексы, применяющие насосы, компрессоры,
смесители, центрифуги, сепараторы, дозаторы и другие механизмы.Технологические комплексы второй части являются главными
п производстве и используют оборудование разных типовых групп.
К технологическим комплексам третьей части производства относят
конвейеры, манипуляторы, кантователи, подъемно-транспортные ма¬
шины, упаковочные машины и другие аналогичные им машины.Особое место занимают технологические комплексы городского
хозяйства. В них системы автоматизированных электроприводов ак¬
тивно используют для водоснабжения и водоотведения, кондицио¬
нирования и вентиляции зданий и сооружений; для электрического
транспорта зданий (лифтов) и городского транспорта (трамваев, трол¬
лейбусов, вагонов метро); для мини-прачечных и мини-производств
мясных и молочных продуктов.9
Любой современный технологический комплекс следует рассма¬
тривать как автоматизированный технологический комплекс (АТК).
В соответствии с технологическим процессом работа АТК опреде¬
ляется задающей программой. При этом осуществляются: контроль
и регулирование электромагнитных, механических, технологических
переменных, показателей качества готовой продукции (переработан¬
ного вещества); автоматическая оптимизация обобщенных показате¬
лей качества работы АТК; контроль состояния электротехнического,
механического и технологического оборудования.В общем виде задача АТК заключается в преобразовании ис¬
ходного вещества в готовую продукцию (переработанное вещество)
на основе получения от технологической среды информации в виде
задающей программы / и энергии Р.Издержки функционирования АТК в виде таких вредных влияний
на среду, как искажение параметров сети электроснабжения, иска¬
жение информации, электромагнитные поля, должны быть сведены
к допустимому по стандартам минимуму, а технологические отходы
переработаны в полезную продукцию. Готовая продукция должна
соответствовать требованиям стандарта к качеству, производиться
за минимально короткое время при минимальном потреблении энер¬
гии. Высвобождаемая энергия машин должна возвращаться в среду,
куда должны поступать информация о работе АТК и данные о каче¬
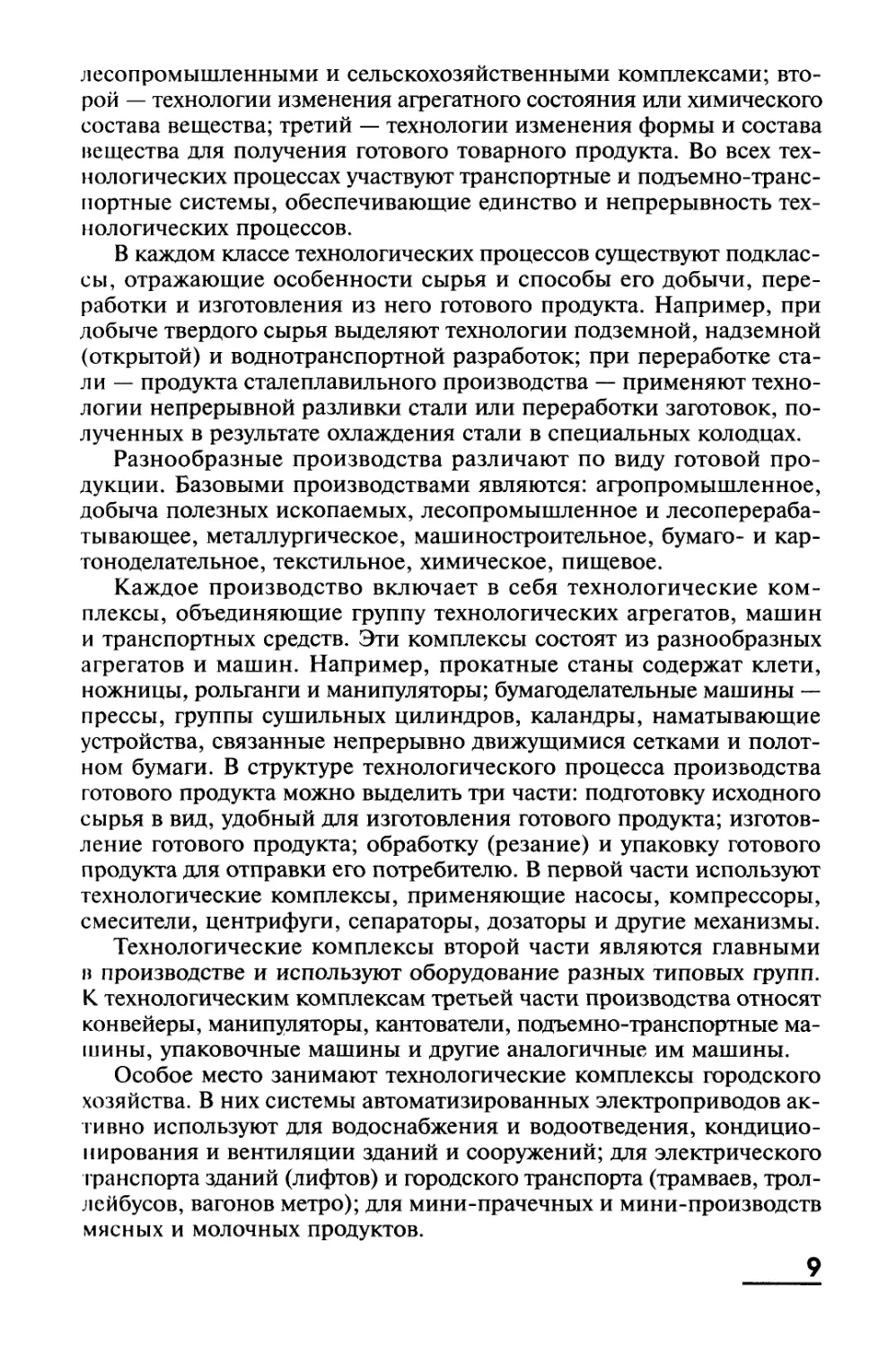
стве готовой продукции.Функциональная схема современного АТК приведена на рис. 1.1.
Производственные механизмы рабочей машины оснащаются индиви¬
дуальными электроприводами с электродвигателями М, управляемыми
электронными преобразователями УП, программируемыми микрокон¬
троллерами приводов КП. Совместную работу приводов и механизмов,
входящих в состав технологического агрегата, координирует техноло¬
гический программируемый микроконтроллер КТ. Координацию со¬
вместной работы агрегатов технологического комплекса выполняет
один из микроконтроллеров КТ или специализированный промыш¬
ленный компьютер ПК, входящий в состав станции оператора СО.
Через магистральный преобразователь МП осуществляется связь АТК
с распределенной системой управления технологическим процессом.
Микроконтроллеры (далее контроллеры) взаимодействуют через ком¬
муникационную связь, структура которой в соответствии с существую¬
щими стандартами по индустриальным сетям средств вычислительной
техники может быть различной. Контроль агрегатов и управление ими
могут осуществляться с периферийных пультов операторов ПО.
Контроллер привода выполняет:• управление силовой частью УП;• регулирование момента электродвигателя, скорости и положения
механизма;• программно-логическое управление пуском, остановом и режи¬
мом рабочего функционирования привода;10
if
• автоматическую настройку регуляторов в режиме наладки, кон¬
троль состояния и диагностирования неисправностей в компо¬
нентах электропривода;• защиту и сигнализацию электропривода.Технологический контроллер обеспечивает:• выработку заданий на КП в соответствии с координированной
работой приводов агрегата;• программно-логическое управление пуском, остановом и режи¬
мом рабочего функционирования агрегата;• регулирование технологических переменных;• контроль состояния и диагностирования неисправностей в ком¬
понентах агрегата.Компьютерные системы управления электроприводами, механиз¬
мами, технологическими агрегатами и комплексами выполняются
по единой идеологии с гибким варьированием аппаратных и про¬
граммных средств. В общем случае в состав систем входят: програм¬
мируемые контроллеры, модули интеллектуальной периферии, систе¬
мы визуализации и обслуживания, средства коммутаций, ПК.Контроллеры могут иметь разную конструкцию, но всегда пред¬
усмотрена возможность варьирования их конфигурации благода¬
ря применению устройств расширения и периферийных модулей.
Основой контроллера является центральный блок, содержащий цен¬
тральный процессор и блок питания. В зависимости от задач авто¬
матизации на системной шине контроллера могут монтироваться
различные периферийные модули: цифровых и аналоговых вводов/
выводов, предварительной обработки сигналов, коммуникационных
процессоров. Предусмотрена возможность варьирования разных ти¬
пов центральных процессоров, блоков питания, периферийных мо¬
дулей. Для объектов, требующих повышенной надежности работы,
используют контроллеры, состоящие из двух или трех центральных
блоков с процессорами резервного действия. Программа пользова¬
теля для таких контроллеров такая же, как и для обычных.Модули интеллектуальной периферии решают специальные задачи
пользователя по измерению, оценке, регулированию, стабилизации,
позиционированию и др. Они «интеллектуальны», так как обладают
собственными процессорами и решают самостоятельно в реальном
времени специализированные задачи управления. Их периферий-
ность определяется тем, что с управляемым процессом они непосред¬
ственно связаны через собственные вводы/выводы, благодаря чему
центральный процессор не перегружается и за необходимое время
выполняет собственные задачи.Системы визуализации и обслуживания включают в себя сред¬
ства от простых дисплеев до информационных систем, выполняе¬
мых на базе ПК, которые используют также для подготовки, отладки
и записи программ в контроллеры. В соответствии с задачами про¬
граммно-логического и непрерывного управления, диагностирова¬12
ния, контроля состояния функциональных узлов оборудования, ото¬
бражения информации об управляемом процессе существует стан¬
дартное программное обеспечение в виде функциональных блоков,
обеспечивающих решение частных задач и органично встраиваемых
в программы пользователя. Имеются программы-драйверы, решаю¬
щие задачу сопряжения контроллеров со стандартной периферией,
другими контроллерами и компьютерными средствами автоматиза¬
ции в коммуникационной сети.Электропривод переменного тока стал доминирующим в новых
разработках технологического оборудования, а частотно-регулируе-
мый электропривод с асинхронным короткозамкнутым двигателем
широко применяют и выпускают многие электротехнические фирмы
мира. Совместно с компьютерными средствами управления привод
переменного тока имеет большие функциональные возможности
и адаптирован ко всем объектам применения, где ранее использо¬
вался привод постоянного тока.Оснащение одного производственного механизма или техноло¬
гического агрегата современным компьютеризированным электро¬
приводом не дает заметного эффекта в технологическом процессе.
Эффективным является автоматизация технологического комплек¬
са, объединяющего в технологическом процессе много механизмов
агрегатов и машин. Это учитывают все ведущие электротехнические
корпорации, которые выпускают компьютеризированные электро¬
приводы с развитыми сетевыми и другими средствами, превращаю¬
щими электропривод в эффективный инструмент автоматизации
технологических процессов, где широко используются механизмы
и машины. В состав интегрированных систем многодвигательных
электроприводов включают средства среднего (технологического)
уровня автоматизации, которые ранее относились к автоматизиро¬
ванным системам управления технологическими процессами (АСУ
ТП). Ориентация на автоматизированные технологические комплек¬
сы отражает современный подход к автоматизации механизмов и ма¬
шин, взаимосвязанных технологическим процессом.1.2. Унифицированная платформа средств
электроприводной техникиАнализ мирового опыта создания нового и модернизации дей¬
ствующего технологического оборудования показывает высокую
динамику развития регулируемых электроприводов, компьютерных
средств автоматизации, использования информационных сетей. Она
обусловлена стремлением к максимальному повышению произво¬
дительности технологического оборудования и качества изготавли¬
ваемой продукции. Все ведущие электротехнические корпорации
выпускают регулируемые электроприводы комплектно с компью¬13
терными средствами автоматизации в виде гибко программируемых
систем, предназначенных для широкого использования. Окупаемость
средств, вложенных в такие системы, является наиболее быстрой. Ре¬
гулируемые электроприводы совместно с технологическими устрой¬
ствами используют в качестве средств управления технологическими
переменными — уровнем, давлением, влажностью, температурой,
дозированием и др. Они предназначены для широкого применения
в разнообразных технологиях.Ведущие электротехнические корпорации мира осуществляют раз¬
работку и продажу электроприводов главной для себя и перспектив¬
ной для рынка серии с широкими функциональными и структурными
возможностями, различными вариантами их технической реализации
по условиям применения для самых разнообразных машин и меха¬
низмов. В главных сериях электроприводов разных корпораций мож¬
но отметить много аналогичных признаков. Основными являются
потребительские признаки, характеризующие функциональные, кон¬
структивные и энергосберегающие возможности электроприводов, их
электромагнитную совместимость с технологической средой.Можно выделить следующие общие тенденции развития электро¬
приводов, имеющие устойчивый характер:• постоянно расширяющееся применение регулируемых электро¬
приводов в промышленном оборудовании, транспорте, авиаци¬
онной и космической технике, медицине, бытовой технике для
достижения новых качественных результатов в технологии;• замена нерегулируемых электроприводов регулируемыми в энер¬
гоемком оборудовании (насосы, компрессоры, вентиляторы и др.)
с целью энергосбережения;• распространение блочно-модульных принципов построения
электроприводов, информационных средств, средств управления
и систем управления в целом;• динамичная компьютеризация электроприводов, механизмов, агре¬
гатов и комплексов и новая идеология проектирования систем;• дальнейшее развитие методов каскадного (подчиненного) управ¬
ления, получивших широкое распространение в электроприводах
и органично применимых к управлению технологическими пере¬
менными и интегральными показателями качества обработки,
переработки и производства вещества;• активное развитие и внедрение систем диагностирования, обслу¬
живания, визуализации технологических процессов и процессов
управления.Унифицированные системы выполняют на базе комплектных
электроприводов переменного и постоянного токов. Электроприво¬
ды постоянного тока применяют в новых разработках, как правило,
для целей модернизации оборудования. При создании нового обору¬
дования преимущественно используют электроприводы переменного
тока с асинхронными, синхронными и индукторными двигателями.14
В качестве систем ступенчатого регулирования скорости применяют
электроприводы с двухскоростными асинхронными двигателями, в ко¬
торых секции обмоток статора соединены в треугольник или двойную
звезду. Однако в большинстве практических приложений в настоящее
время используют регулируемые электроприводы с управляемым пре¬
образователем и системами управления, оптимальным образом при¬
способленными по энергетическим и технологическим показателям.Управляемые преобразователи электроэнергии изготавливают
главным образом как полупроводниковые преобразователи в виде
неуправляемых и управляемых выпрямителей, автономных инверто¬
ров напряжения и тока, инверторов, ведомых сетью, преобразовате¬
лей частоты с непосредственной связью. Для устранения искажения
формы напряжения сети в преобразователях применяют фильтроком¬
пенсирующие устройства. Виды преобразователей и их комбинации
определяются типом электродвигателя и задачами управления, мощ¬
ностью, диапазоном регулирования, необходимостью рекуперации
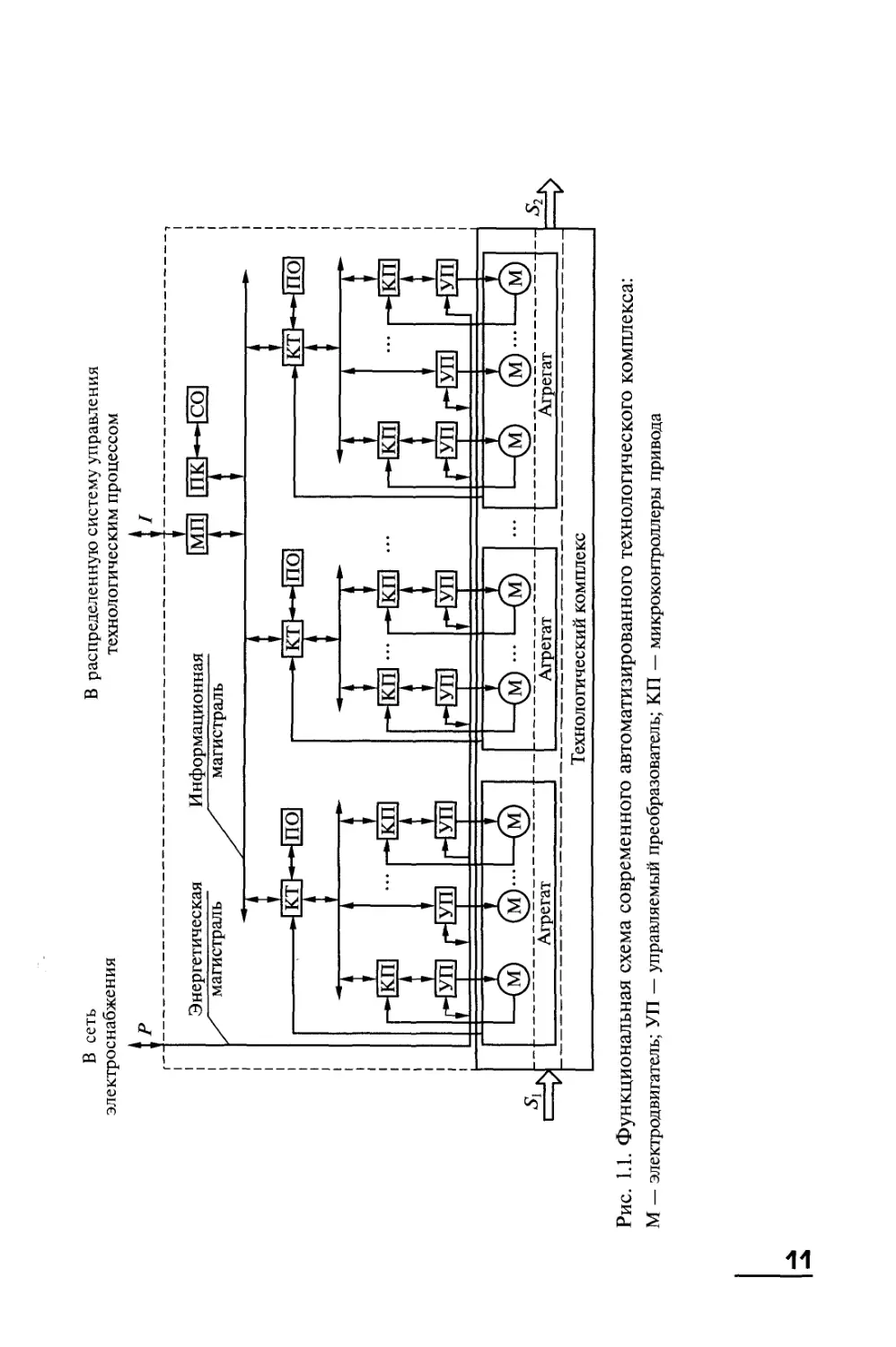
энергии в сеть, влиянием преобразователей на питающую сеть.Дадим краткую характеристику систем «управляемый электрон¬
ный преобразователь—двигатель», которые в свое время являлись,
а некоторые являются и сейчас, средством унифицированных плат¬
форм электроприводов разных фирм (рис. 1.2). Схемотехнические
решения преобразователей в электроприводах остаются традицион¬
ными. С учетом возрастания требований к энергетическим характе¬
ристикам электроприводов и их влиянию на сеть развитие получают
преобразователи, обеспечивающие экономичные способы управле¬
ния электроприводами. Изменения схем преобразователей главным
образом связаны с появлением новых полупроводниковых прибо¬
ров, применением блочных принципов построения преобразовате¬
лей на основе унифицированных силовых гибридных модулей, в том
числе на базе интеллектуальных силовых модулей.В электроприводах постоянного тока кроме управляемых выпря¬
мителей (рис. 1.2, а) для получения высокого быстродействия находят
применение системы с неуправляемыми выпрямителями и широтно¬
импульсными преобразователями (рис. 1.2, б). В этом случае можно
обходиться без фильтрокомпенсирующего устройства.Преобразователи, используемые для управления вентильными
двигателями (рис. 1.2, в), содержат управляемый выпрямитель, ана¬
логичный выпрямителю привода постоянного тока, и автономный
инвертор, который управляется по сигналам, поступающим от дат¬
чика положения ротора синхронного двигателя (СД).Коммутатор в схеме вентильного двигателя (ВД) по принципу
действия представляет собой управляемый инвертор, который может
питаться непосредственно от источника постоянного тока (сети по¬
стоянного тока, аккумуляторной батареи) или от управляемого вы¬
прямителя, если двигатель подключается к сети переменного тока.
В этом случае коммутатор представляет собой преобразователь ча-15
%гЕ*-К2>-NnННisJ .. K.I
I Ъ*\9 In ■фг*г■Hi-уViKJ . ■ K.I
1 v*\ 1I—i(m)>—I |Ф'ТнРГtCT^tI NJ rvl I/ (M]в1 1 4*ISI 1, ISI L| и <M]гujHI-гН$Hhf■KrQCnrdb:*b-к*!**-Т^Т”1nvj.m;eM*fHI-it—^ 1 ^;Г it-fc*-Игнч--Иг-И:VV, -,VJ ■Muj/’ jf *
t 'JM:-Wr-Hr-Иг-ИгVN Vs* "■ V4| -,VJ .Рис. 1.2. Системы «управляемый электронный преобразователь—двигатель»
постоянного (а, б) и переменного (в — и) токов16
стоты со звеном постоянного тока. В тиристорных преобразователях
частоты коммутация тока в вентилях может быть естественной или
искусственной. Естественная коммутация тиристоров используется
в тех случаях, когда нагрузка инвертора (трехфазная обмотка СД) со¬
держит источник ЭДС той же частоты, что и выходное напряжение
инвертора. При этом благодаря действию этой ЭДС осуществляется
коммутация вентилей, получившая название естественной.Естественная коммутация вентилей, позволяющая использовать
простой по схеме инвертор, может быть осуществлена только при
сравнительно большой ЭДС двигателя, когда его скорость не ниже
10 % номинальной. В связи с этим пуск ВД затруднен и необходимы
специальные меры для устранения этого недостатка.Инвертор с искусственной коммутацией вентилей — преобразо¬
ватель постоянного напряжения или тока в переменный с принуди¬
тельной коммутацией вентилей, вследствие чего его работа практи¬
чески не зависит от характера и режима нагрузки.Регулировать скорость вентильного двигателя можно за счет из¬
менения напряжения на выходе выпрямителя с помощью сигнала и
и частоты автономного инвертора сигналом f Датчик положения
ротора обеспечивает требуемую коммутацию тиристоров инверто¬
ра. Реактор, включенный между выпрямителем и инвертором, вы¬
полняет задачи фильтра.В системах частотного управления асинхронными двигателя¬
ми преимущественно используют инверторы напряжения (ИН)
(рис. 1.2, г, д). Если необходимость рекуперации энергии в сеть пе¬
ременного тока отсутствует, возможно применение неуправляемого
выпрямителя, что приводит к наиболее простой и экономичной схеме
преобразователя (рис. 1.2, д). Возможность применения полностью
управляемых приборов и широтно-импульсной модуляции (ШИМ)
делает эту схему одной из широко используемых в большом диапазоне
мощностей. При необходимости рекуперации энергии в сеть пере¬
менного напряжения наряду с тиристорными инверторами использу¬
ют транзисторные инверторы, схемы которых полностью аналогичны
схеме автономного инвертора асинхронного двигателя (АД).Преобразователи частоты с инверторами тока (рис. 1.2, ё) содер¬
жат два звена. Первое звено — управляемый выпрямитель на тири¬
сторах, промежуточный контур постоянного тока — реактор, второе
звено — автономный инвертор тока, выполненный на обычных од¬
нооперационных или запираемых тиристорах. Автономный инвертор
тока (ИТ) содержит конденсаторы, которые являются источником
реактивной энергии для нагрузки.Главное отличие схемы инверторов тока от инверторов напряже¬
ния состоит в отсутствии шунтирующих обратных диодов. Вследствие
этого можно изменить полярность напряжения на входе инвертора
и при неизменном направлении тока перевести двигатель в генера¬
торный режим. Таким образом, при потреблении энергии из сети17
выпрямитель работает в режиме выпрямления, инвертор — в режиме
инвертирования, электрическая машина — в двигательном режиме,
в первом или третьем квадрантах электромеханических координат.Если двигатель переходит в генераторную область (второй или
четвертый квадрант электромеханических координат), то инвертор
должен работать управляемым выпрямителем, полярность напря¬
жения на промежуточном контуре изменится, ток в этом контуре
не меняет своего направления, а управляемый выпрямитель пере¬
водится в инверторный режим.К основным достоинствам преобразователей с инвертором тока
относятся возможность рекуперации энергии в сеть и безаварийность
режима короткого замыкания по выходу. Основные недостатки: огра¬
ничение верхнего уровня диапазона регулирования выходной часто¬
ты (обычно/2тах = 100... 125 Гц); коммутационные перенапряжения
на тиристорах ИТ; дополнительные потери в двигателе при несину¬
соидальной форме тока.Преобразователи, содержащие неуправляемый выпрямитель и ве¬
домый сетью инвертор и составляющие основу асинхронно-вентиль¬
ного каскада (рис. 1.2, ж), находят применение в приводах большой
мощности при ограниченном диапазоне регулирования скорости. .
Определенную перспективу имеют мощные преобразователи ча¬
стоты (ПЧ) с непосредственной связью в машинах двойного питания
(рис. 1.2, з) и при управлении низкоскоростными асинхронными
или синхронными двигателями (рис. 1.2, и). Для управления син¬
хронными двигателями и машина¬
ми двойного питания можно также
использовать схемы преобразовате¬
лей, приведенные на рис. 1.2, г, д.
Рассмотренные схемы преобразова¬
телей охватывают диапазон мощно¬
стей от десятков киловатт до десят¬
ков мегаватт. Наиболее интенсивное
развитие в исследовании и приме¬
нении к асинхронным короткозам¬
кнутым двигателям и синхронным
двигателям с постоянными магни¬
тами имеют системы, показанные
на рис. 1.2, в, д.Развитие мощных преобразова¬
телей частоты происходит в направ¬
лении создания многоуровневых
преобразователей со звеном посто¬
янного тока. Такие преобразователи
выполняют, в том числе и для высо¬
ковольтных приводов. Трехуровне¬
вый ПЧ изображен на рис. 1.3.Рис. 1.3. Преобразователь часто¬
ты с трехуровневым активным
выпрямителем и автономным
трехуровневым инвертором на¬
пряжения18
Области применения высоковольтных приводов весьма разно¬
образны: насосные станции, системы теплоснабжения и канализа¬
ционных сооружений, компрессоры в нефтяной и газовой промыш¬
ленности, вентиляторы шахтного проветривания, центрифуги (на¬
пример, в производстве сахара), тестомесильные машины, миксеры,
мельницы, экструдеры (червячные прессы) и др.Высоковольтные ПЧ ориентированы на применение с высоко¬
вольтными электродвигателями. В отечественной промышленности
наибольшее распространение получили асинхронные и синхронные
электродвигатели с номинальным напряжением питания 6 и 10 кВ.
Программа поставок зарубежных производителей высоковольтных
электродвигателей стандартизована на следующие напряжения: 2,4; 3,3;
4,16; 4,8; 6,0; 6,6; 7,2 кВ. Соответствующие напряжения имеют и ПЧ.Наибольшее распространение получили высоковольтные пре¬
образователи частоты, выполненные по схеме «12-пульсный не¬
управляемый выпрямитель — промежуточное звено постоянного
тока — трехуровневый инвертор напряжения». Выходной инвертор
напряжения реализуется на базе высоковольтных ЮВТ-транзисто-
ров. Возможно также выполнение инвертора напряжения на базе
запираемых тиристоров (GTO, IGCT). Выпрямитель получает пи¬
тание от входного трехобмоточного трансформатора с вторичными
обмотками, сдвинутыми друг относительно друга на угол 30 эл.град.
12-пульсный выпрямитель состоит из двух диодных 6-пульсных мо¬
стов. Возможна комплектация ПЧ 24-пульсным блоком входного вы¬
прямителя. В моделях с выходным напряжением до 4,16 кВ возможно
непосредственное подключение выходного инвертора к двигателю.
При необходимости рекуперации энергии торможения привода в сеть
электропитания в ПЧ применяется активный трехуровневый выпря¬
митель, аналогичный по своей структуре трехуровневому инвертору.
Схема такого ПЧ показана на рис. 1.3.Ряд корпораций производят высоковольтные ПЧ, выполненные
по схеме, состоящей из входного трансформатора, многоуровневого
инвертора и системы управления. Входной трансформатор служит
для преобразования входного напряжения (3 фазы, 6 кВ) в выход¬
ное напряжение (18 фаз, 578 В), которое после выпрямления питает
ячейки инвертирования. Основной особенностью данного транс¬
форматора является то, что вторичные обмотки разделены на три
группы, по шесть обмоток в группе. Фазовый сдвиг между соседними
обмотками в группе составляет 10°, фазовый сдвиг между 1-й и 6-й
обмотками группы составляет 50°. Каждая фаза инвертора состоит
из шести ячеек инвертирования, что позволяет осуществлять на об¬
мотке двигателя амплитудную модуляцию по 13 уровням, в сочетании
с ШИМ-модуляцией. Подобная многоуровневая ШИМ позволяет
получать практически синусоидальные токи в обмотках и снижает
потери в двигателе. Преобразователи частоты данной конструкции
не требуют дополнительных сетевых фильтров для защиты сети от по¬19
мех, генерируемых преобразователем, имеют высокий КПД (« 98 %)
и высокий коэффициент мощности (« 95 %).Существенным недостатком высоковольтных электроприводов,
построенных по рассмотренным схемам, является их высокая стои¬
мость. Снижения стоимости можно достичь, применив так назы¬
ваемую двухтрансформаторную схему ПЧ. В схеме преобразователя
осуществляется двойная трансформация напряжения с помощью по¬
нижающего и повышающего высоковольтных трансформаторов. Это
позволяет использовать для регулирования частоты относительно
дешевый низковольтный преобразователь частоты. Такие высоко¬
вольтные преобразователи отличают относительная дешевизна и про¬
стота практической реализации. Вследствие этого они наиболее часто
применяются для управления высоковольтными электродвигателя¬
ми в диапазоне мощностей до 1... 1,5 МВт. При большей мощности
электропривода повышающий трансформатор вносит существенные
искажения в процесс управления электродвигателем. Для улучшения
формы выходного напряжения низковольного преобразователя их
комплектуют выходными синусоидальными фильтрами.Основными недостатками двухтрансформаторных преобразова¬
телей являются высокие массогабаритные характеристики, меньшие
по отношению к другим схемам КПД (93... 96 %) и надежность. Пре¬
образователи, выполненные по этой схеме, имеют ограниченный
диапазон регулирования частоты вращения двигателя как сверху, так
и снизу от номинальной частоты. При снижении частоты на выходе
преобразователя нарушается режим работы выходного трансформа¬
тора вследствие увеличения насыщения сердечника. Поэтому, как
показывает практика, диапазон регулирования ограничен в преде¬
лах яном> п > 0,5яном. Для расширения диапазона регулирования ис¬
пользуют трансформаторы с увеличенным сечением магнитопровода,
но это повышает его стоимость, массу и габариты. При увеличении
выходной частоты растут потери в сердечнике трансформатора на пе-
ремагничивание и вихревые токи. В диапазоне мощностей до 1 МВт
экономически оправданным может быть применение низковольтного
двигателя вместо высоковольтного и более дешевого низковольтного
преобразователя частоты.В системах многодвигательных электроприводов возможно ис¬
пользование общих выпрямителей для группы широтно-импульсных
преобразователей или автономных инверторов (рис. 1.4). Достоин¬
ство таких схем заключается в возможности энергосбережения при
передаче энергии торможения с двигателя на двигатель через звено
постоянного напряжения. Подробно об этом сказано в гл. 3 настоя¬
щего учебника.Электромеханические преобразователи (ЭМП) развиваются
в следующих направлениях: конструирование многополюсных ма¬
шин с учетом их совместной работы с управляемыми полупровод¬
никовыми преобразователями; применение новых магнитных мате-20
КТпоин.IIIJIrf’lj1 \ЛN*' ИН„1М11■J\Л 1J1 \ЛN’ Ivl*Рис. 1.4. Система многодвигательного электропривода с групповым выпря¬
мителем и автономными инверторами напряжения:ГВ — групповой выпрямитель; М — электродвигатель; ИН — инвертор напряжения;
ТМ — тормозной модуль; КТ — контроллер технологический; ПО — пульт операторариалов, в том числе для постоянных магнитов; совершенствование
или исключение контактных узлов; использование интенсивных ме¬
тодов охлаждения машин; развитие работ по высокотемпературной
сверхпроводимости. В аспекте использования ЭМП в регулируемых
электроприводах рассмотрим их в том же диапазоне мощностей, что
и преобразователи электроэнергии.Электродвигатели постоянного тока совершенствуются за счет
использования в щеточно-коллекторном узле металловолокнистых
и металлокерамических материалов, что дает возможность существен¬
но повысить окружную скорость двигателей. Однако применение
щеточно-коллекторного узла в традиционных двигателях постоян¬
ного тока приводит к существенному сокращению доли их выпуска
по сравнению с двигателями переменного тока.Безусловно, перспективны вентильные двигатели, которые, яв¬
ляясь по существу синхронными двигателями, рассматриваются спе¬
циалистами по ЭМП как двигатели постоянного тока в связи с тем,
что питание их производится от сети постоянного тока через авто¬
номный инвертор, управляемый сигналами от датчиков положения
ротора. Вентильные двигатели с высококоэрцитивными магнитами
на роторе имеют минимальную удельную массу по сравнению с лю¬
быми другими машинами. При их использовании удачно решаются
вопросы конструирования мехатронных модулей.В вентильных двигателях средней и большой мощности обычно
используются синхронные двигатели с обмоткой возбуждения, распо¬
ложенной на роторе. Вентильные двигатели мощностью 30... 200 кВт21
стали исполняться бесконтактными с обмоткой возбуждения, спе¬
циальным образом располагаемой на статоре вместе с трехфазной
обмоткой. Ротор в этом случае представляет собой безобмоточное
зубчатое колесо (зубчатку), через которое замыкается магнитный
поток, создаваемый обмотками возбуждения и трехфазного пере¬
менного тока. Вращается он синхронно с вращающимся магнитным
полем, создаваемым трехфазной обмоткой. Обмотка возбуждения
в этом случае усиливает магнитный поток и тем самым увеличивает
вращающий момент двигателя.Асинхронные короткозамкнутые электродвигатели конструк¬
тивно наиболее просты и надежны и получают широкое распро¬
странение в регулируемых электроприводах с автономными инвер¬
торами с ШИМ. Совершенствование двигателей происходит за счет
использования новых материалов и новых способов интенсивного
охлаждения. Перспективы применения асинхронных электродвига¬
телей с фазным ротором связаны, прежде всего, с их использованием
в машинах двойного питания.Синхронные электродвигатели традиционно используют в диа¬
пазонах мощностей от сотен киловатт и более. Их совершенствование
происходит за счет исключения контактов путем перехода на вращаю¬
щиеся выпрямители и применения постоянных магнитов.Находит применение вентильно-индукторный электропривод
(ВИП), основными достоинствами которого являются простота,
технологичность изготовления, невысокая стоимость индукторного
электродвигателя, сочетающаяся с широкими регулировочными воз¬
можностями. Мощность таких электроприводов составляет от единиц
до нескольких сотен киловатт и более. Структура силовой части при¬
вода при питании его от трехфазной сети переменного тока аналогична
структуре силовой части асинхронного привода (см. рис. 1.2, д). Авто¬
номный инвертор напряжения в рассматриваемом случае выполняет
функции коммутатора. При этом дополнительно используется датчик
положения ротора для коммутации ключей аналогично вентильному
приводу. В современных схемах ВИП широко используют микропро¬
цессорные средства управления, позволяющие в ряде случаев отка¬
заться от применения датчика положения, а необходимую для работы
информацию о положении ротора получать косвенным путем.В диапазоне малых мощностей традиционно применяют шаговые
электродвигатели, которые в силу своих конструктивных особенно¬
стей обеспечивают создание компактных многокоординатных меха-
тронных модулей с дискретными перемещениями.Состояние электродвигателей, как и иных технических средств
АТК, постоянно подвергается контролю. В связи с этим кроме дат¬
чиков скорости, положения ротора в двигатели встраивают датчики
температуры и вибраций. Это дает возможность повысить эксплуа¬
тационную надежность электродвигателей. Другим путем повышения
надежности электродвигателей в производственных условиях является22
переход на конструктивно закрытые варианты их исполнения с ис¬
пользованием методов интенсивного поверхностного охлаждения.
Это позволяет исключить дисбаланс вращающихся частей двигателей
вследствие электростатического оседания на них производственной
пыли при самовентиляции и устранить преждевременное разруше¬
ние опор из-за вибраций.При проектировании нового технологического оборудования стре¬
мятся к использованию «коротких» механических передач и безредук-
торных электроприводов. В работе [34] показано, что по массогаба¬
ритным показателям и КПД безредукторные электроприводы вполне
сравнимы с массогабаритными показателями и КПД редукторных
электроприводов, если учитывается не только двигатель, но и редук¬
тор. Применение «коротких» механических передач и безредукторных
электроприводов дает существенный выигрыш в достижении более
высоких качественных показателей систем управления движением
исполнительных органов машин и технологическими переменными
и более высокой надежности механизмов. Это объясняется тем, что
механическая передача, охваченная обратными связями, существенно
ограничивает полосу пропускания частот системы управления из-за
наличия упругих механических колебаний. Простейшие механиче¬
ские передачи промышленного применения имеют несколько частот
упругих колебаний в силу податливости зубьев, валов и опор. Если
к этому добавить усложнение передач из-за необходимости приме¬
нять устройства выборки люфтов, то можно полагать, что тенденция
движения к безредукторным приводам будет сохраняться, особенно
для технологического оборудования высокой производительности
и высокого качества. Этим же обусловлено развитие работ по созда¬
нию типовых приводных модулей технологического оборудования
и мехатронных систем. Наиболее распространенные схемы переда¬
точных механизмов и редукторов, применяемых в электроприводных
системах, рассмотрены в подразд. 3.2.Применение пневмоприводов ограничено той областью, где
по условиям технологической среды не применимы электроприводы.
Что же касается гидроприводов, то с учетом явной тенденции пере¬
хода в них на насосы переменной производительности, в которых
регулируются скорость и давление, гидроприводы следует рассма¬
тривать как электроприводы с гидромеханической передачей усилия
или момента. Традиционная область применения гидроприводов —
объекты с малыми перемещениями и большими усилиями.1.3. Бдочно-модульные принципы комплектования
электроприводовВ состав комплектного электропривода входят: электродвигатель
с датчиком или без датчика скорости; управляемый электронный пре¬23
образователь, состоящий из силовых полупроводниковых элементов
(диодов, тиристоров, транзисторов и др.) с системой охлаждения,
защитных предохранителей, разрядных и защитных RLC-цепей,
контроллеров управления преобразователями и контроля состояния
элементов преобразователей; силовой трансформатор, автотранс¬
форматор, реактор, фильтры; коммутационная и защитная аппа¬
ратура в цепях постоянного и переменного токов (автоматические
выключатели, линейные контакторы, рубильники, предохранители);
устройства торможения электродвигателей; контроллеры управления
электроприводом, модули интеллектуальной периферии, ввода и вы¬
вода сигналов, сетевые средства, терминалы, кнопки управления;
пульты управления, содержащие командные, сигнальные и управ¬
ляющие устройства; источники питания.В соответствии с идеологией блочно-модульного исполнения ком¬
плектных электроприводов, как правило, предусматривается возмож¬
ность широкого варьирования средств, входящих в состав комплект¬
ного электропривода, с целью их адаптации к режимам и условиям
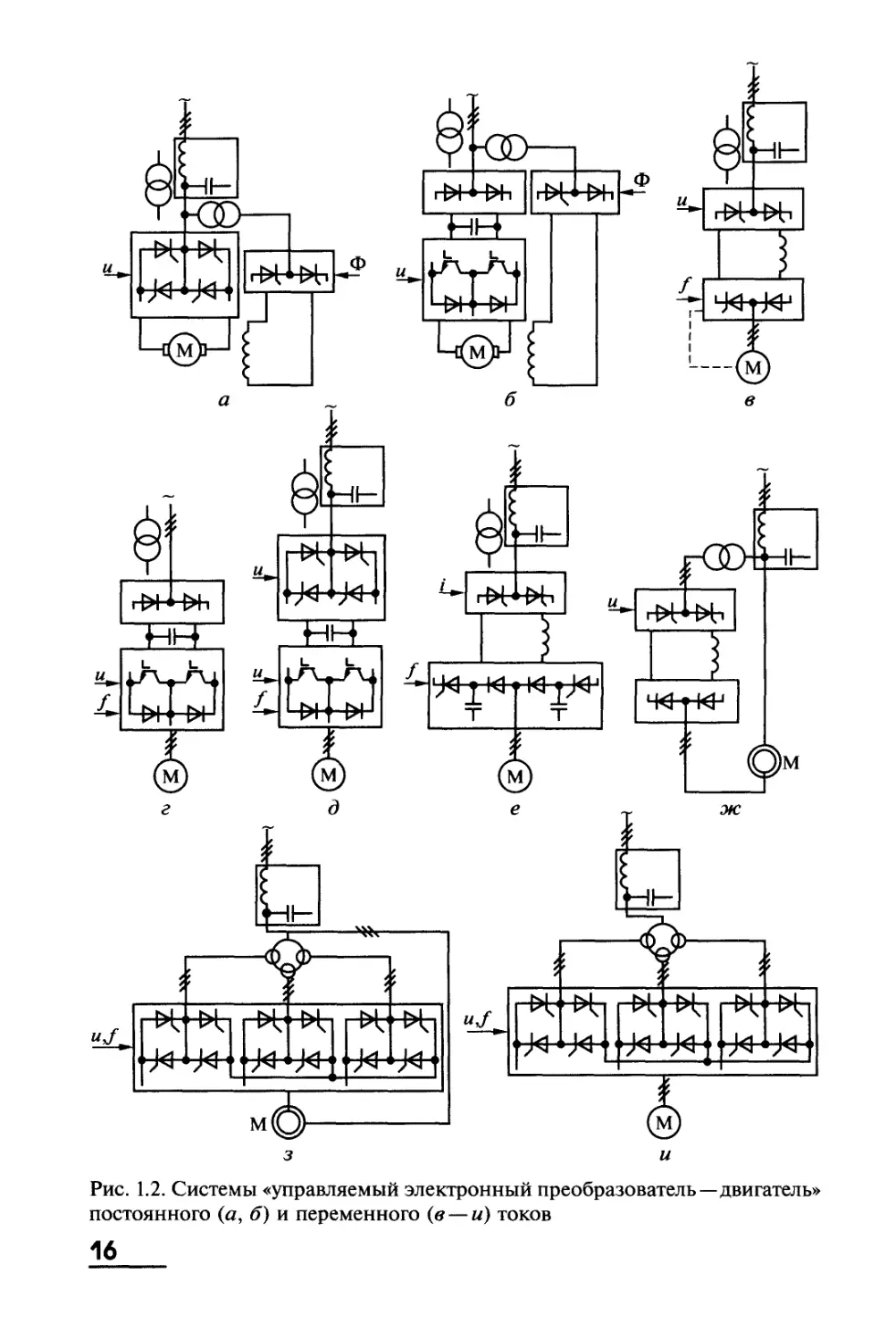
работы механизмов в технологических агрегатах.Типовая структурная схема комплектного электропривода пока¬
зана на рис. 1.5.Модули электронного преобразователя соответствуют конкретной
схеме электропривода. Так, для частотно-регулируемых электропри¬
водов переменного тока применяют модули выпрямителя и инверто¬
ра; для электроприводов постоянного тока — модули реверсивного
или нереверсивного выпрямителя.Комплектные электроприводы имеют исполнения, отличаю¬
щиеся:• по току, напряжению и мощности преобразователей;• числу двигателей — одно-, многодвигательные;• наличию или отсутствию реверса — нереверсивные, реверсив¬
ные;• способу торможения — с рекуперацией, без рекуперации энергии
в сеть, динамическое торможение;• диапазону изменения скорости;• регулируемым переменным — скорость, положение, синхрониза¬
ция скоростей или положений, нагрузка многодвигательных элек¬
троприводов, мощность, натяжение, давление, подача и др.;• напряжению и частоте питающей сети — 380, 660 В; 3, 6 или 10 кВ;• способу связи с питающей сетью — трансформаторная связь, ре¬
акторная связь.Комплектные электроприводы имеют также различные исполне¬
ния: по конструкции, виду охлаждения силовых полупроводниковых
элементов (естественное, воздушное с помощью вентиляторов, во¬
дяное), по обслуживанию шкафов с аппаратурой (одно- или двусто¬
роннее) и т.п. Указанные признаки отражены в типе, который при¬
сваивает электроприводу завод-изготовитель.24
Рис. 1.5. Типовая структурная схема комплектного электропривода:КЗА — коммутационно-защитная аппаратура; ФНТ1, ФНТ2 — силовые модули филь¬
трации, согласования напряжений и ограничения токов на входе и выходе электрон¬
ного преобразователя; М — электродвигатель с датчиком скорости ДС или без негоОсновным средством управления электроприводом является про¬
граммируемый контроллер, с помощью которого решаются задачи,
изложенные в подразд. 1.1. Имеются базовый модуль контроллера
и модули расширения. С помощью базового модуля решаются все за¬
дачи управления локальным электроприводом с учетом его функцио¬
нальной ориентации на заданную область применения. С помощью
интеллектуальных модулей расширения решаются задачи последова¬
тельного или параллельного управления несколькими электроприво¬
дами, позиционирования, синхронизации скоростей и положений,
управления технологическими переменными и др.Рассмотрим реализацию средств управления в комплектных элек¬
троприводах с частотным регулированием скорости. В зависимости
от схемы управляемого преобразователя частоты и задач управле¬
ния приводом базовые модули контроллеров совместно с перифе¬
рийными устройствами могут иметь разнообразные схемы. Схема
одного из вариантов комплектного электропривода [46], на которой25
в верхней части показаны силовые цепи, а в нижней части — цепи
управления, относящиеся к контроллеру привода и к внешним це¬
пям, представлена на рис. 1.6.Преобразователи переменного тока изготавливают в двух основ¬
ных конструктивных исполнениях: в виде преобразователей частоты,
предназначенных для питания от сети переменного трехфазного на¬
пряжения, и в виде автономных инверторов напряжения, питающихся
от сети постоянного напряжения. Преобразователи частоты включают
в себя блок силового выпрямителя, звено постоянного тока и авто-Для 1-фазной
сети используйте
клеммы R/L1
и S/L2Предохранители
\ U~§ L2 —>-ЕЭS L3—>—ЕЭ-Главный
выключательДроссель пост. Контакт Тормозной
тока (опция) теплового резистор
(опция)Многофункцио¬
нальные
дискретные
входы
(функции
по умолчанию)Многопрофильный
— релейный выход
Ошибка! 250 В~/30 В = (10 мА... 1 А)
(функции
по умолчанию)\ Многофункцио¬
нальный
оптронный выход
+48 В=, макс, 50 мА
(функции
по умолчанию)Многофункциональные
импульсные/аналоговые входы
(по умолчанию: задание частоты)Входы защитного
отключенияВыходы контроля
— (функции
по умолчанию)Интерфейс Memobus
RS-485/422
макс. 115 кбит/сРис. 1.6. Комплектный электропривод переменного тока
26
Рис. 1.7. Схемы ПЧ с диодным выпрямителем (а), активным выпрямите¬
лем (б), выпрямителем с рекуперацией (в)номный инвертор напряжения. Схемы наиболее распространенных
ПЧ показаны на рис. 1.7. В ПЧ имеются одинаковые автономные ин¬
верторы напряжения и разные выпрямители. Как правило, преобра¬
зователи частоты применяют в системах однодвигательного привода.
На базе автономных инверторов напряжения, питающихся от общего
блока выпрямления (выпрямления/рекуперации), реализуются эко¬
номически эффективные системы многодвигательного привода.Преобразователи частоты и автономные инверторы напряжения
могут использоваться для управления как стандартными асинхрон¬
ными двигателями, так и СД. Область применения регулируемых
электроприводов переменного тока очень широка. Для удобства
рассмотрения их функциональных и конструктивных особенностей
целесообразно выделить характерные сегменты рынка приводной тех¬
ники. В зависимости от области применения приводов переменного
тока фирмы-производители преобразовательной техники предлагают
следующие специализированные серии приводов.27
Электроприводы общего назначения (стандартные электро¬
приводы). Используют для автоматизации простых производствен¬
ных механизмов, типовых объектов городского, жилищно-комму¬
нального хозяйства. В связи с острой конкуренцией в секторе стан¬
дартных приводов на рынке в основном представлена продукция
крупных электротехнических корпораций, которые смогли снизить
стоимость своей продукции за счет больших объемов производства
и организованного международного рынка сбыта. Информацию
о фирмах и о стандартных электроприводах переменного тока мож¬
но получить на сайтах электротехнических корпораций (см. прило¬
жение).Высокодинамичные электроприводы. Применяют для реше¬
ния задач автоматизации достаточно сложных производственных
механизмов и машин. Как правило, такие приводы характеризуют¬
ся гибко программируемой системой управления, могут оснащаться
датчиками обратной связи по скорости двигателя, имеют в стандарт¬
ной комплектации широкий набор дискретных и аналоговых входов/
выходов, позволяют расширять функции за счет дополнительных
плат (карт).Модульное исполнение приводов позволяет значительно умень¬
шить потребность в запчастях, повысить ремонтопригодность, со¬
кратить время простоев при аварийных ситуациях. Предусмотрены
дополнительные модули: рекуперативного и динамического тормо¬
жения, входные и выходные фильтры, дроссели и др. Микропроцес¬
сорная система управления преобразователя выполняется на базе
универсальной платы, пригодной для ПЧ любой мощности. Стан¬
дартное программное обеспечение платы позволяет реализовывать
системы на основе алгоритмов скалярного и векторного управления.
На базовой плате имеются входы для подключения импульсного
датчика скорости (энкодера) с интерфейсом HTL, для других типов
датчиков (TTL, lVss, ENDat, резольверов) существуют стандартные
платы расширения. Также возможно увеличить количество дискрет¬
ных и аналоговых входов-выходов. Преобразователи имеют широкий
набор встроенных специальных и технологических функций, по¬
зволяющих адаптировать систему управления привода для решения
конкретных прикладных задач. В стандартном исполнении ПЧ имеет
адаптивный ПИ-регулятор скорости, свободный ПИД-регулятор, ма¬
тематические и логические блоки, программируемые нелинейности,
интегрирующие и дифференцирующие блоки, программные кулачко¬
вые переключатели. В ряде случаев в ПЧ могут быть дополнительно
установлены специальные платы, например технологические платы
Т100, Т300, Т400 в приводах Simovert фирмы Siemens, позволяющие
управлять летучими ножницами, грейферным краном, моталками,
многодвигательным приводом и. т.п. В стандартном исполнении так¬
же реализован полный набор специальных функций: подхват на ходу,
автоматическое повторное включение и т. д.28
Преобразователи разработаны с учетом простоты интеграции
в системы автоматического управления, имеют широкие коммуни¬
кационные возможности. Большое количество встроенных функций
позволяет создавать распределенные системы управления, снижая
требования к системе верхнего уровня. Поддерживаются сетевые
протоколы Profibus-DP, CAN, Simolink, USS.Простота выбора оборудования и наладки приводов обеспечива¬
ется специальными программами, облегчающими выбор оборудова¬
ния, интеграцию приводов в контроллерные системы управления,
наладку привода. Например, при наладке можно непосредственно
видеть и редактировать структурную схему системы управления.
Благодаря применению специальных методов автоматической на¬
стройки и идентификации параметров двигателя возможно добиться
качественной настройки за короткое время и без применения слож¬
ной и дорогостоящей аппаратуры. Программы позволяют снимать
осциллограммы переходных процессов.Возможностями, изложенными ранее, характеризуются, например,
приводы Sinamics фирмы Siemens. К основным областям примене¬
ния этих приводов относятся установки, где от привода требуется
точное позиционирование, точное поддержание скорости, согласо¬
ванное движение нескольких механизмов или специализированные
технологические функции. Привод позволяет достигать высокой про¬
изводительности и точной синхронизации перемещений. Преобра¬
зователи частоты изготавливают в двух исполнениях: с воздушным
и с водяным охлаждением. Тепло, выделяемое преобразователями,
можно отводить из шкафа или места, где установлены преобразова¬
тели, без воздухообмена. Преобразователи с водяным охлаждением
можно использовать в следующих устройствах: экструдеры, прессы,
волочильные машины, стеклодутьевые машины, приводы гребных
винтов судов, цементные мельницы, текстильное оборудование.Высокодинамичные взаимосвязанные (многодвигательные)
электроприводы. В сегменте этих электроприводов производят
преобразователи, предназначенные для управления асинхронными
электродвигателями при высоких требованиях к точности и динами¬
ке регулирования. Электроприводы этого сектора обладают всеми
свойствами электроприводов предыдущего сектора и ориентирова¬
ны на применение в многодвигательных электроприводах машин
и комплексовДля дальнейшего ознакомления с приводами этого сектора рас¬
смотрим основные силовые модули, из которых комплектуют си¬
стемы индивидуальных и многодвигательных высокодинамичных
электроприводов на примере приводов фирмы Siemens. Эти модули
показаны на рис. 1.7 в составе индивидуальных ПЧ.Модуль диодного выпрямителя (ДВ) (см. рис 1.7, а) снабжает
модули инверторов выпрямленным напряжением при работе при¬
вода в двигательном режиме и позволяет питать многодвигательную29
систему (см. рис. 1.4). Можно установить параллельно максимум три
модуля ДВ. Схема состоит из одного «ведущего» модуля и максимум
двух «ведомых». Для обеспечения равенства нагрузок ставится вы¬
равнивающий дроссель с икз = 2%. Номинальный ток должен быть
снижен на 10%. Возможна 12-пульсная схема выпрямления при пи¬
тании двух модулей ДВ от трехобмоточного трансформатора со сме¬
щенными обмотками.Для электрической развязки модуля ДВ от питающей сети при¬
меняют главный контактор и/или автоматический выключатель
(разъединитель) со стороны сети. В случае неисправности главный
контактор также обеспечивает аварийное отключение силового пита¬
ния блока выпрямления. Эффективное отделение от питающей сети
и ограничение помех, идущих в сеть, достигается также применением
входного дросселя и сетевого фильтра.Для торможения двигателя в цепь постоянного напряжения до¬
полнительно устанавливают электронно-резистивный модуль (см.
рис 1.7, а), с помощью которого происходит управляемое рассеива¬
ние энергии торможения на резисторе. Совместно с таким модулем
обеспечивается работа двигателя в четырехквадрантном режиме.
Энергия торможения двигателя рекуперируется автономным инвер¬
тором напряжения в сеть постоянного напряжения и рассеивается
на резисторе.Основными компонентами модуля активного выпрямителя (АБ)
(см. рис 1.7, б) являются диодный выпрямитель и управляемый пре¬
образователь постоянного напряжения в переменное напряжение,
выполненный на транзисторах. Схема активного выпрямителя полно¬
стью совпадает со схемой автономного инвертора. Она обеспечивает
работу привода в четырехквадрантном режиме и рекуперирует энер¬
гию торможения в сеть электропитания. Схемное решение блока обе¬
спечивает поддержание практически неизменного напряжения звена
постоянного тока независимо от напряжения питающей сети даже
в процессе рекуперации. Быстродействующий векторный регулятор
АВ синхронизирован с направлением вектора питающей сети и под¬
чинен регулятору напряжения звена постоянного тока. Этот вектор¬
ный регулятор выдает в сеть практически синусоидальный ток, что
с помощью фильтра помогает свести до заданного уровня гармоники,
генерируемые преобразователем, в сеть. Векторный регулятор также
позволяет регулировать coscp, в результате чего АВ может работать как
компенсатор реактивной мощности. Активный выпрямитель может
передавать энергию в сеть без помощи автотрансформатора. Переход
от двигательного режима к генераторному происходит почти мгно¬
венно, за один период ШИМ инвертора. Точно регулируемое напря¬
жение на звене постоянного тока гарантирует качественное питание
инвертора независимо от напряжения питающей сети. С помощью
АВ высшие гармоники и коммутационные провалы снижены до не¬
значительного уровня.30
Модуль АВ позволяет управлять приводом независимо от свойств
питающей сети, это возможно благодаря активной защите от про¬
падания напряжения, перенапряжений, колебаний напряжения
и частоты при помощи векторного регулятора и безынерционной
системы мониторинга. Сетевой фильтр обеспечивает оптимальную
пассивную защиту от кратковременных пиков напряжения. Если на¬
пряжение выходит за допустимые пределы или полностью пропадает,
электроника немедленно оповещает об этом и АВ снимает силовое
питание с привода. В результате, угроза перегорания предохраните¬
лей полностью устраняется даже в режиме рекуперации. Напряже¬
ние, передаваемое в сеть, имеет высокую частоту ШИМ, и система
управления способна отреагировать на любые возмущения в течение
миллисекунд. При проседании напряжения на одной из фаз питаю¬
щей сети АВ может продолжать работу в течение нескольких секунд
с питанием от оставшихся двух фаз. Преимуществом АВ является
практически полное отсутствие высших гармоник, искажающих
форму тока в сети, вследствие чего входной ток снижается. Вход¬
ные компоненты также могут быть выбраны на более низкий ток.
Это относится к трансформаторам, кабелям, предохранителям и т.д.
Поскольку напряжение звена постоянного тока поддерживается вне
зависимости от напряжения питания, можно снизить номинальные
токи инверторов и двигателей. Вследствие нечувствительности АВ
к питающему напряжению и отсутствия помех в сети можно стро¬
ить электропривод по унифицированным методам, без учета свойств
питающей сети.Векторный регулятор с датчиком напряжения позволяет работать
с сетями электропитания, с пониженным или повышенным напря¬
жением.Модуль выпрямления/рекуперации (ВР) с автотрансформато¬
ром (см. рис 1.7, в) обеспечивает работу привода в четырехквадрант¬
ном режиме, т.е. позволяет питать автономные инверторы в двига¬
тельном режиме и рекуперировать избыточную энергию из звена
постоянного тока в сеть переменного тока. Это достигается встречно¬
параллельным включением двух независимых выпрямительных мо¬
стов. Рекуперативный мост подключается к сети через согласующий
автотрансформатор. Согласующий автотрансформатор обеспечивает
максимальный момент двигателя на полной скорости при рекупера¬
ции. Максимально можно установить параллельно три модуля ВР.
Схема состоит из одного «ведущего» и максимум двух «ведомых».
Модуль ВР может питать несколько инверторов. Суммарный входной
ток инверторов, подключенных к звену постоянного тока, не должен
превышать номинальный ток модуля.При выборе модулей АВ и ВР необходимо учитывать, что сум¬
марный выпрямленный ток, потребляемый системой автономных
инверторов, определяется разностью токов инверторов, работающих
в двигательном и в тормозном режимах. Необходимо также обратить31
внимание на то, что при использовании любых модулей должен осу¬
ществляться предварительный заряд конденсатора в звене постоян¬
ного тока и ограничиваться ток заряда конденсатора. Это делается
средствами выпрямителей или дополнительными средствами.При использовании модулей, обеспечивающих рекуперацию энер¬
гии в сеть переменного тока, требуется напряжение короткого замы¬
кания питающей сети не менее 5 %. Этого можно достичь с помощью
коммутационного дросселя, имеющего большую индуктивность, чем
в схеме с модулем диодного выпрямителя, или с помощью соответ¬
ствующего трансформатора. Модули могут решать технологические
задачи с помощью технологических плат и связываться с програм¬
мируемым контроллером по сети Proflbus-DP. Функции замкнутого
и разомкнутого управления полностью обеспечиваются микропро¬
цессорной системой модуля: программное управление и управление
оператором с местного пульта; блок драйверов и командный уровень;
регуляторы напряжения и тока; функции мониторинга и обработки
величин в реальном времени; связь с помощью двунаправленного
порта RAM и интерфейса SComl.Сервоприводы. Сервоприводы — электроприводы, обеспечива¬
ющие в широком диапазоне регулирования скорости динамичные,
высокоточные движения исполнительного органа (ИО). Сервопри¬
воды в основном применяют в станкостроении и робототехнике
в качестве приводов подач в станках и приводов звеньев манипу¬
ляторов. Часто сервоприводы используют и в других областях про¬
мышленности для точных и быстрых перемещений (производствен¬
ные конвейерные линии пищевой и медицинской промышленности,
упаковочные машины, машины полиграфической продукции и др.).
Такие приводы выпускают преимущественно в диапазоне мощно¬
стей 30 Вт ... 50 кВт.Система управления сервоприводом содержит три контура регули¬
рования: тока/момента, скорости, положения. В зависимости от ре¬
шаемой задачи сигнал управления может быть подан в требуемый
контур от внешней системы управления (ЧПУ, программируемого
контроллера и т.п.). Управление сервоприводами от внешней системы
может осуществляться как через управляющие входы (дискретные,
аналоговые, импульсные) сервопреобразователя, так и по информа¬
ционной сети. Управление по сети осуществляется через интерфейс¬
ные модули, дополнительно подключаемые к сервопреобразователю
(модули сетей DeviceNet, ProflBus-DP, Mechatrolink). Имеются мо¬
дули для организации распределенных систем с использованием по¬
следовательного канала обмена информацией RS-422/RS-485 и/или
дискретных входов/выходов.Сервопреобразователями являются, как правило, ПЧ, выполнен¬
ные по схеме, представленной на рис. 1.7, а. Для малых мощностей
сервоприводов питание осуществляется от однофазной сети, но ав¬
тономные инверторы и двигатели выполняются трехфазными.32
Высокая динамика сервоприводов обеспечивается высокой ди¬
намикой процессоров. Так, например, система управления серво¬
преобразователя серии W [46] реализована на базе 32-разрядного
RISC-процессора. Высокое быстродействие контуров регулирования
(контур тока/момента — 62,5 мкс, контур скорости — 125 мкс, контур
положения — 250 мкс) и гибкие возможности по их настройке по¬
зволяют использовать сервоприводы серии W в высокодинамичных
системах с повышеными требованиями к точности регулирования
(прецизионных станках высокой точности). Система «сервопреобра¬
зователь — двигатель» серии W обладает диапазоном регулирования
скорости 1:5 ООО и способна выдерживать кратковременные пере¬
грузки до 300 % номинального момента. Высокая точность позици¬
онирования и регулирования скорости обеспечивается встроенным
в серводвигатель имульсным датчиком положения с разрешающей
способностью до 16 384 имп./об. Серводвигатели могут снабжаться
инкрементальными и абсолютными датчиками положения. В ком¬
плектацию сервоприводов входят также дополнительные системные
компоненты: защитные автоматические выключатели, контакто¬
ры, ограничители перенапряжений, помехоподавляющие фильтры,
устройства защитного отключения, дроссели для цепей переменного
и постоянного тока, тормозные резисторы, пульты управления, кабе¬
ли и разъемы для системы «сервопреобразователь — двигатель» и для
подключения периферийных управляющих устройств.Двигатели, предлагаемые к использованию с сервопреобразова¬
телями серии W, имеют различные варианты исполнения: по но¬
минальной скорости вращения — 1000, 1 500, 3 000, 6 000 мин-1;
наличию или отсутствию встроенного электромагнитного тормоза;
конструктивному исполнению корпуса — прямоугольные и цилин¬
дрические; степени защиты корпуса — IP55 или IP67; способу ис¬
полнения вала — со шпонкой и без шпонки; типу датчика положения
ротора — инкрементальный и абсолютный.1.4. Мехатронные модули электроприводовВ соответствии с тенденцией сокращения податливых механиче¬
ских узлов в электроприводах машин и механизмов стремятся к объе¬
динению в единое целое электродвигателя, передаточного механизма
и исполнительного органа механизма, что повышает качество и про¬
изводительность механизмов. Такие объединенные устройства назы¬
ваются мехатронными модулями. Их использование целесообразно
в широко распространенных механизмах, так как появляется возмож¬
ность унификации модулей и создания их широкой номенклатуры
для разнообразных областей применения. К данным модулям отно¬
сят: мотор-редукторы; электрошпиндели металлообрабатывающих
станков; мотор-колеса электротранспортных средств; приводные33
модули звеньев промышленных манипуляторов, статоры и роторы
которых располагаются на смежных звеньях манипуляторов; мотор-
барабаны тяговых лебедок; двигатели-ролики и двигатели-цилиндры,
предназначенные для транспортирования материалов.Мотор-редукторы. Мотор-редуктор состоит из электродвигателя
и понижающего редуктора, образующих единую конструкцию. Редук¬
тор соответствующего типа выбирают с учетом монтажного простран¬
ства, способа крепления и соединения с приводимым механизмом.
Мотор-редукторы производят российские и зарубежные компании
[SEW-Eurodrive, Flender, Sumitomo, Varvel, Motovario и др.].Компания SEW-Eurodrive выпускает редукторы в стандартном ис¬
полнении и со сниженным люфтом [45]. Типоразмер редуктора за¬
висит от вращающего момента на его выходном валу. Значение этого
момента Ма [Н м] рассчитывается по номинальной мощности дви¬
гателя Рдв [кВт] и частоте вращения на выходе редуктора па [мин-1]:
Ма= 9 550РДВ ц/яа, где г\ — КПД редуктора.Мотор-редукторы характеризуются отдаваемой мощностью или
создаваемым вращающим моментом при заданной частоте враще¬
ния выходного вала. При этом дополнительным параметром является
эксплуатационный коэффициент. Типичные потери мощности в по¬
нижающих редукторах — потери на трение в зубчатом зацеплении,
в подшипниках и манжетах, а также потери от перемешивания масла
при смазке погружением. Чем выше частота вращения на входе ре¬
дуктора, тем больше и потери мощности. В цилиндрических, плоских
цилиндрических, конических и планетарных редукторах КПД зубча¬
той передачи различных ступеней достигает 97...98%. В червячных
редукторах различного исполнения КПД может составлять 30...90 %.
Если КПД менее 50%, то редуктор подвержен эффекту статическо¬
го самоторможения. Такие приводы можно применять только в том
случае, если нагрузка не создает обратного момента или он настолько
мал, что не может вызвать повреждения редуктора.Серводвигатель с редуктором — комбинация из синхронного или
асинхронного серводвигателя и одного из следующих редукторов:
редукторы в стандартном исполнении: цилиндрические (R), пло¬
ские цилиндрические (F), конические (К), червячные (S); редукторы
со сниженным люфтом: цилиндрические (R), плоские цилиндриче¬
ские (F), конические (К); низколюфтовые планетарные (PS).Для выбора параметров серводвигателей с редуктором необходи¬
мы следующие данные: вращающий момент на выходном валу Ма тах;
частота вращения выходного вала патах; угловой люфт а < Г, 3', 5',
6', 10', > 10'; монтажная позиция Ml... Мб; температура окружающей
среды; нагрузочные и скоростные диаграммы; величина предпола¬
гаемых внешних радиальных и осевых нагрузок.Линейные электродвигатели. Применяют в сервоприводах,
обеспечивающих максимальные динамические точности слежения
и позиционирования. Лучшие решения имеются в приводах с син-34
34Рис. 1.8. Линейный двигатель переменного тока:/ — подвижная первичная часть; 2 — платформа подвижной первичной части, на ко¬
торую устанавливается исполнительный орган машины; 3 — концевой выключатель;
4 — буферный ограничитель перемещения; 5 — измерительная линейка датчика по¬
ложения; 6 — гибкий механизм подводки электропитания; 7 — считывающее устрой¬
ство датчика положения; 8— опоры подвижной части; 9 — направляющая, по которой
совершает движение подвижная часть; 10 — неподвижная вторичная частьхронными линейными двигателями, сборка которого выполняется
на рабочей машине, в которую они встраиваются.Один из вариантов линейного двигателя компании SEW-Eurodrive
показан на рис. 1.8.Электропривод с линейным двигателем имеет следующие преиму¬
щества по сравнению с электроприводом, выполненным с исполь¬
зованием вращательного двигателя и ПМ, преобразующего враща¬
тельные движения в поступательные:• более высокие скорости и ускорения;• отсутствие люфтов и упругих деформаций и, как следствие этого,
более высокие полосы пропускания систем регулирования, зам¬
кнутых по положению;• более высокие динамические точности слежения и позициони¬
рования.Электрошпиндели. Электрошпиндели — вращающиеся устрой¬
ства, предназначенные для закрепления режущих инструментов
и металлообрабатывающих станках. Наиболее широко их применяют
и шлифовальных станках, где режущим инструментом является шли¬
фовальный круг. Мощности электрошпинделей 0,3... 25 кВт, частоты
вращения — 6... 100 тыс. мин'1 [39].Применение высокоскоростных электрошпинделей в шлифоваль¬
ных станках позволяет повысить качество обработки при малых раз-35
мерах привода. Выбор мощности электрошпинделя при регулируемом
приводе определяется диапазоном регулирования и технологически¬
ми особенностями станка. Номинальная мощность для длительного
режима Рном = Ршл D, где Ршл — мощность шлифования; D — диапа¬
зон регулирования частоты вращения.Технические характеристики электрошпинделей (регулировочные
возможности и перегрузочная способность) в основном определяются
жесткостью вала, опорами и механической прочностью ротора.Одним из наиболее важных узлов электрошпинделей являются
его опоры: шариковые, воздушные или гидравлические. Шарико¬
вые опоры наиболее просты, но при их использовании применяют
специальные системы смазывания — установки масляного тумана.
Воздух из пневмосети поступает в устройство очистки, регулируемый
редуктор и установку масляного тумана. Создаваемая смесь мине¬
рального масла и воздуха передается шлангом к электрошпинделю
на расстояние до 1 м. Применение масляного тумана обеспечивает
проникновение смазочного материала, охлаждение всех элементов
подшипников и исключает загрязнение опор электрошпинделя. Не¬
достатком такого способа является загрязнение атмосферы цеха ту¬
маном, выходящим из электрошпинделя. При большом числе рабо¬
тающих станков это создает опасность значительной концентрации
масляного тумана в цехе.Большим недостатком шариковых опор является существование
предельного значения произведения диаметра опоры (мм) на частоту
вращения (мин-1). Для лучших образцов оно не превышает 106. Таким
образом, с ростом частоты вращения снижаются допустимый диаметр
вала шпинделя и, следовательно, его жесткость, поэтому возникает
ограничение мощности, которую может развить электрошпиндель
при увеличении частоты вращения.Применение подшипников с воздушной смазкой позволяет по¬
высить жесткость шпинделя путем увеличения диаметра шеек вала.
Условием номинальной работы шпинделя с воздушными опорами
является надежная очистка сжатого воздуха от пыли, воды и масла.
Для этого используют пульт питания сжатым воздухом. Давление
воздуха на входе опор составляет 0,5...0,6 МПа.При мощности шпинделей до 10 кВт требуемое давление достигает
1,5 МПа. В этом случае применяют автономные компрессорные уста¬
новки, так как в заводских пневматических сетях давление не превы¬
шает 0,6 МПа. Срок службы пневматических опор во много раз пре¬
вышает срок службы шариковых опор — 2 ООО ч и более. Санитарные
условия эксплуатации таких опор намного лучше, чем шариковых,
так как из шпинделя выходит очищенный от пыли воздух.При использовании гидравлических опор требуется специаль¬
ная гидростанция высокого давления с большими радиаторами для
охлаждения масла. Масло подается в опоры под давлением, достаточ¬
ным для создания масляной пленки независимо от частоты враще¬36
ния вала. Поскольку агрегаты должны находиться непосредственно
у станка, то это существенно повышает уровень шума в цехе и ухуд¬
шает условия работы станочников.Другая важная проблема конструирования электрошпинделей —
отвод тепла, выделяемого в опорах и в электродвигателе. Применяют
воздушное и жидкостное охлаждения. Воздушное охлаждение исполь¬
зуют при незначительной мощности электрошпинделя (до 1 кВт).
Целесообразность выбора такого варианта определяется типом опор.
Большинство электрошпинделей имеет рубашки охлаждения корпу¬
са антикоррозионной жидкостью, подаваемой специальным насосом
из гидробака. В электрошпинделях используют частотно-регулируе¬
мые электродвигатели переменного тока — асинхронные коротко-
замкнугые и вентильные.Мотор-колеса. В автомобильных транспортных средствах, где
есть источник электроэнергии, применяют мотор-колеса. Наиболее
часто их используют на большегрузных автосамосвалах и в гибрид¬
ных автомобилях. Источником электроэнергии является синхронный
генератор, установленный на валу первичного двигателя — высоко¬
скоростного дизеля или газовой турбины. В мотор-колесе приме¬
няется асинхронный короткозамкнутый или вентильный двигатель.
Система «синхронный генератор — управляемые полупроводниковые
преобразователи — двигатели мотор-колес» образует электромехани¬
ческую трансмиссию.К мотор-колесам предъявляются жесткие требования по миними¬
зации размеров и массы, а также по достижению высоких энергети¬
ческих показателей, что важно в связи с соизмеримостью суммарной
мощности мотор-колес с мощностью источника электропитания.На самосвалах БелАз в трансмиссиях ОАО «Силовые машины»
используются короткозамкнутые асинхронные тяговые электродви¬
гатели (рис. 1.9) [35]. Для уменьшения габаритных размеров исполь¬
зуют их с редукторами и встраивают в мотор-колеса. В самосвалах
грузоподъемностью 360 т и менее применяют по два тяговых дви¬
гателя, которые встраивают в задний мост (ведущим является один
мост). В самосвалах грузоподъемностью 450 т используют четыре
тяговых двигателя, которые встраивают в два моста (ведущими яв¬
ляются оба моста).Важным достоинством трансмиссий переменного тока являет¬
ся полный их контроль и управление параметрами во всех режимах
работы. Например, обеспечивается движение самосвала с полным
грузом по поверхности с уклоном до 12,7 %, торможение и остановка
на уклоне под действием электрического тормоза, затем продолжение
движения в заданном направлении. При этом механические (или ги¬
дравлические) тормоза в работе не участвуют и не изнашиваются —
они рассматриваются как резервные.Трансмиссии переменного тока производства ОАО «Силовые ма¬
шины» для самосвалов БелАз грузоподъемностью до 360 т выполняют37
Рис. 1.9. Асинхронный тяговый электродвигатель самосвалапо схеме, изображенной на рис. 1.10. В самосвалах грузоподъемно¬
стью 450 т комплект электрооборудования удваивается.Трансмиссия содержит синхронный генератор СГ с возбуди¬
телем В, диодный выпрямитель ДВ, тормозные резисторы в цепи
выпрямленного напряжения, автономные инверторы напряжения
ИН1 и ИН2, асинхронные двигатели Ml и М2, а также редукторы,
которые приводят в движение правое и левое колеса. Используется
двигатель ТАД-5. Основные параметры двигателя следующие: Р =
= 625 кВт, U= 661 В, coscp = 0,839,/= 29,1 Гц, 5 = 1,25 %, КПД = 0,94.
Напряжение питания ИН 1 ООО В, частота 111ИМ 2 кГц. Реализовано
векторное управление раздельно всеми тяговыми двигателями и со¬
ответствующими ИН, а, следовательно, реализован электрический
дифференциал за счет независимого управления правыми и левыми
двигателями и колесами.В системе применен круиз-контроль (задание скорости и движе¬
ние без водителя). При этом обеспечивается плавное регулированиеРис. 1.10. Электротрансмиссия переменного тока для самосвала:СГ — синхронный генератор; В — возбудитель; ДВ — диодный выпрямитель38
скорости во всех режимах работы без изменения схемы, без бросков
токов и электромагнитных моментов двигателей, без ударов, при
плавном выборе зазоров редукторов. Аналогично варианту привода
с асинхронными двигателями выполняется привод с синхронными
двигателями (вентильный электропривод).Для мотор-колес легких электрических транспортных средств
(электровелосипеды, мотороллеры, легкие автомобили, инвалидные
кресла) применяют вентильно-индукторные приводы (ВИП) [14].
Стоимость такого двигателя меньше стоимости вентильного двигателя
почти в 3 раза при прочих одинаковых технических параметрах.Датчик положения ротора нежелательно использовать в ВИП мас¬
сового применения, поскольку он значительно усложняет его кон¬
струкцию. Исключение датчика положения ротора и снижение шума
благодаря соответствующему управлению являются необходимыми
условиями для широкого использования привода. Первая пробле¬
ма решается применением специально разработанного оригиналь¬
ного способа управления коммутацией, когда текущая информация
о значении токов используется для определения углов коммутации
в любом режиме работы.Бездатчиковое управление сравнительно просто реализуется для
приводов большой мощности (киловатты и более), когда удельное
сопротивление обмотки относительно мало. Для приводов малой
мощности (сотни ватт) происходит изменение сопротивления при
повышении температуры, что учитывают при разработке алгоритма
управления. Снижения шума и вибраций добиваются путем управ¬
ления формой импульсов токов.Мотор-барабаны, двигатели-ролики, двигатели-цилиндры.
Их применяют для намотки и транспортирования гибких материа¬
лов, конструктивно они выполняются в двух вариантах. В первом
варианте вал барабана, ролика или цилиндра одновременно являет¬
ся валом ротора двигателя. Во втором варианте барабаны, цилиндры
представляют собой массивные роторы обращенных асинхронных
электродвигателей, статорные обмотки которых располагаются на не¬
подвижных валах. Подвод питания статорных обмоток осуществля¬
ется через полые части неподвижных валов. Применяется частотное
регулирование скорости роторов от преобразователей частоты по¬
добно регулированию скорости обычных асинхронных короткозамк¬
нутых электродвигателей.1.5. Интеграция средств электроприводной
техники со средствами автоматизацииРегулируемые электроприводы, как правило, являются и авто¬
матизированными, многие операции в них выполняются средства-39
40
ми управления без участия оператора. Принимая во внимание, что
основные средства управления в электроприводах — программируе¬
мые микроконтроллеры и/или промышленные компьютеры, уместно
определять современный автоматизированный электропривод как
компьютеризированный. Это определение подходит для интегри¬
рованных систем многодвигательных электроприводов, объединяе¬
мых с компьютерными средствами автоматизации и разветвленны¬
ми информационными сетями в составе технологических агрегатов
и комплексов.На современном рынке электроприводной техники в основном
предлагают не отдельные компоненты систем (двигатели, электрон¬
ные преобразователи и др.), а все необходимое для реализации вы¬
сокоэффективных систем управления технологическим процессом,
т. е. в комплексе.Одним из примеров комплексных решений является вариант ком¬
плексной системы автоматизации фирмы Siemens, представленный
на рис. 1.11 [47, 49].В данном решении можно выделить несколько особенностей:• обращение ко всем аппаратным и программным компонентам
реализовано на одном языке;• интегрированная коммуникационная система базируется на меж¬
дународных признанных стандартах информационных сетей
(от уровня корпоративного управления до полевого уровня), та¬
ких как Industrial Ethernet, Profibus и др.;• конфигурация аппаратных компонентов и систем связи выпол¬
няется централизованно в одной среде;• применение модульной концепции и создание обширной базы
стандартных библиотек.В составе данной комплексной системы можно выделить:• систему управления процессами (SIMATIC PCS7), осуществляю¬
щую управление технологическим процессом и контроль докумен¬
тооборота этого процесса;• системы управления производственными машинами и ком¬
плексами (SIMOTION) с системами приводов SINAMICS [49],
позволяющие реализовать сложные технологии, требующие вы¬
сокоточного управления движением исполнительных органов
машин;• системы числового программного управления машинами и про¬
цессами SINUMERIC с приводами SIMODRIVE [50];• человеко-машинный интерфейс (SIMATIC HMI);• промышленную информационную сеть (SIMATIC NET);• датчики (SIMATIC Sensors);• устройства защиты и пуска двигателей (SIMOCODE-DP).Далее в учебнике будут раскрыты прикладные функции боль¬
шинства компонент подобной комплексной системы применительно
к конкретным технологиям.41
1.6. Электроприводы периферийных
исполнительных устройствПериферийные исполнительные устройства выполняют вспомо¬
гательные операции в технологическом процессе и оснащаются не¬
регулируемыми по скорости электроприводами. Как правило, это
электроприводы переменного тока, в частности электроприводы
с асинхронными короткозамкнутыми электродвигателями. Двигатели
этого типа малой и средней мощности запускают прямым включе¬
нием в сеть без ограничения пусковых токов. Для двигателей сред¬
ней и большой мощности применяют системы управляемого пуска,
выполняющие функции ступенчатого или плавного в ограниченном
диапазоне регулирования скорости. Однако эти приводы облада¬
ют низкими энергетическими показателями из-за больших потерь
электроэнергии. Их использование возможно для кратковременно¬
го снижения скорости до определенных значений и исключено при
плавном регулировании скорости в большом диапазоне.В качестве систем ступенчатого регулирования скорости электро¬
приводов используют также приводы с двухскоростными асинхрон¬
ными двигателями, в которых секции обмоток статора соединены
по схеме треугольник или двойная звезда.Основные узлы управления в таких электроприводах выполняют
функции коммутации и защиты. Часто применяют релейно-контак-
торные схемы управления. Асинхронные двигатели напряжением
до 1 кВ защищают: от многофазных, а в случае заземленной нейтра¬
ли и заземления корпусов также от однофазных коротких замыканий
(КЗ); от перегрузок, если они возможны по условиям эксплуатации
или характеристике приводного механизма; от понижения напряже¬
ния, если самозапуск двигателей недопустим или нежелателен.Защиту выполняют плавкими предохранителями, расцепителями
автоматических выключателей или тепловыми реле магнитных пу¬
скателей. Защиту двигателя от КЗ в сетях с глухозаземленной ней¬
тралью выполняют трехфазной (от междуфазных КЗ и однофазных
на землю).Автоматические выключатели осуществляют все виды защиты:
от КЗ — электромагнитными и полупроводниковыми расцепителя¬
ми; от перегрузки — электротепловыми расцепителями; от снижения
напряжения — расцепителями минимального напряжения [4].1.7. Электроприводы с устройствами
плавного пуска и торможения механизмовУстройство плавного пуска и торможения (УПП), выполняемое
на базе тиристорного силового регулятора напряжения, обеспечивает
плавный пуск и остановку трехфазных асинхронных двигателей с ко¬42
роткозамкнутым ротором. Данные устройства являются современной
альтернативой традиционным способам пуска с воздействием на на¬
пряжение статора АД, таким как переключение звезда/треугольник,
автотрансформаторный пуск, введение добавочных сопротивлений
в статорную цепь. В отличие от перечисленных способов УПП обе¬
спечивает бесступенчатый пуск и останов двигателя за счет плавного
тиристорного регулирования напряжения на статорных обмотках,
защиту механизмов и двигателей, а также связь с системами автома¬
тизации. Применение УПП — экономичное решение, позволяющее:
уменьшить стоимость эксплуатации механизмов путем снижения ме¬
ханических воздействий и улучшения эксплуатационной готовности
оборудования; уменьшить влияние пуска двигателей на электриче¬
скую сеть за счет ограничения бросков тока и провалов напряжения
в сети. Наиболее часто УПП применяют в центробежных механизмах,
насосах, вентиляторах, компрессорах и конвейерах.Выпуск УПП осуществляется большинством компаний-произ-
водителей техники электропривода и автоматизации. Рассмотрим
основные функции УПП на примере устройств Altistart 48 компа¬
нии Schneider Electric. Типовая схема подключения УПП для одного
направления вращения с сетевым и байпасным контакторами (см.
приложение, позицию 33) приведена на рис. 1.12. Устройство выпол¬
нено на базе тиристорного регулятора напряжения. Система регули-43
рования момента, реализованная в данном
УПП, поддерживает момент, развиваемый
двигателем во время ускорения и замедления
для ограничения механических воздействий
на кинематическую цепь. В вентиляторах,
компрессорах и конвейерах плавный пуск
уменьшает механические и гидравлические
удары, проскальзывание и износ лент. По¬
мимо этого, УПП осуществляет контроль
перегрузки и недогрузки привода (определе¬
ние обрыва и схода ленты, заклинивания),
ограничивает броски тока и провалы напря¬
жения при пуске, допускает подхват на ходу
вентилятора, вращающегося в обратном на¬
правлении, и отслеживает порядок чередова¬
ния фаз. Применяемое в насосах УПП обе¬
спечивает плавное повышение давления в магистралях, уменьшает
гидравлические удары в магистрали и в обратных клапанах, защиту
трубопроводов за счет сглаживания явлений разряжения и избы¬
точного давления, определение срыва насоса или кавитации. При
классическом виде плавного пуска с ограничением тока статора ди¬
намический (ускоряющий) момент, приложенный к двигателю, равен
моменту двигателя за вычетом момента нагрузки.Электромеханические и механические характеристики асинхронно¬
го привода с УПП показаны на рис. 1.13. Кривые Mdи Id соответствуют
прямому пуску от сети АД. По оси абсцисс указана относительная ско¬
рость двигателя n/ns, где ns — синхронная скорость. Кривая Md[ очер¬
чивает область формирования момента привода с УПП, зависящего
от тока ограничения ht- Плавный пуск выполняется при управлении
моментом внутри этой области. Кривая Мг соответствует моменту со¬
противления, который должен быть всегда меньше момента Mdl.В УПП возможно получение приблизительно постоянного ди¬
намического момента во всем диапазоне изменения скорости при
пуске, увеличенного пускового момента для быстрого разгона дви¬
гателя с ограничением его нагрева и уменьшенного динамического
момента на завершающей стадии пуска для плавного нагружения
привода в установившемся режиме. Такое управление наиболее ра¬
ционально для центробежных насосов или механизмов с большим
моментом нагрузки при пуске.1.8. Интегрированные электроприводные
системы машин и технологических комплексовЭлектроприводная система машин и технологических комплексов,
интегрированная с системой автоматизации, включает в себя следую¬44Id-h,.Кп Рис. 1.13. Электромеха¬
нические и механиче¬
ские характеристики
асинхронного привода
с УПП
щие компоненты: многодвигательные комплектные электроприводы,
источники электропитания электроприводов, силовые электросети,
программируемые контроллеры управления движением, технологи¬
ческие контроллеры (программируемые логические контроллеры),
информационные сети, человеко-машинные интерфейсы, устрой¬
ства удаленного ввода/вывода, датчики, коммутационно-защитную
аппаратуру. Комплектные электроприводы содержат все компонен¬
ты, о которых было сказано в подразд. 1.3. Для многодвигательных
электроприводов рациональным является применение групповых
источников электропитания автономных инверторов напряжения,
такую схему часто применяют в машинах и комплексах при суммар¬
ной мощности приводов более 200 кВт.Для координированного управления механизмами машин исполь¬
зуют различные наборы средств и алгоритмов управления. Приме¬
няют алгоритмы управления по времени, состоянию объекта, готов¬
ности, определенной последовательности работы. Система управ¬
ления машиной выполняет следующие функции: сбор и первичную
обработку данных; контроль процесса; управление процессом, его
стабилизацию и оптимизацию; вспомогательные функции. Кроме
управления электромагнитными и механическими переменными вы¬
полняется управление технологическими переменными, по которым
оценивается качество изделий производимых машиной.В учебнике даны примеры систем управления машинами, вы¬
полненными на базе интегрированных электроприводных систем.
Такие системы создаются на единой платформе унифицированных
средств электроприводной техники, например на платформе, пока¬
занной на рис. 1.11.Выпускают и специализированные интегрированные электропри-
водные системы, ориентированные на применение в больших группах
типовых машин и технологических комплексов. Например, фирмой
Ошгоп разработана система для многодвигательных (многоосевых)
машин и производственных конвейерных линий в которой возможно
управление 16, 32 и 64 исполнительными органами, выполняющими
для реализации заданной технологии угловые и линейные движения
[46, 51]. Применяют сервоприводы с вращательными и линейными
электродвигателями, быстродействующими ПЧ с векторным управ¬
лением. Полоса пропускания замкнутых по скорости систем, оце¬
ниваемая на уровне -3 дБ амплитудно-частотной характеристики,
приведенной к единичной обратной связи, составляет 2 кГц. Преду¬
сматривается подавление вибраций нагрузки приводов в диапазоне
частоты 1... 200 Гц при четырех предустановленных значениях частот.
Один из вариантов такой системы показан на рис. 1.14.Быстродействующая информационная сеть MECHATROLINK-II
обеспечивает обмен данными со всеми приводами и, соответственно,
создает взаимосвязанное управление с поддержанием высокой точно¬
сти отработки заданных воздействий, а также выполняет интеграцию45
«яЯяx3Xa<D«о05X§зxxc3P3Оaяa<L>HЯS46
данной системы в общую среду автоматизации Omron OSP, что по¬
зволяет использовать стандартные библиотеки, настройки и модуль¬
ные решения интеллектуальной платформы средств фирмы. Данная
система позволяет осуществить:• координированное управление сложными перемещениями по 32
осям с синхронизацией по надежному и быстрому каналу связи;• выполнение одновременно до 14 заданий;• перемещение по сложной траектории с различными видами ин¬
терполяции;• контроль и отладку, включая функции протоколирования и по¬
строения осциллограмм;• коммуникацию по интерфейсам Ethernet, DeviceNet, ProfIBus-DP,
Mechatrolink.Подобные системы выполняются также с дифференцированными
функциями управления движениями ИО и соответствующим ком¬
плектом средств электроприводной техники, включающих в себя
специализированные контроллеры, ПЧ, линейные и вращательные
электродвигатели, информационные сети и др. В работе [51] пред¬
ставлены комплекты многодвигательных систем электроприводов,
нацеленные на реализацию функций: сложных управляемых движе¬
ний, многоосевой синхронизации, поточечного позиционирования
от одного до многоосевых движений, движений с линейной и кру¬
говой интерполяцией, электронных «кулачков» и др.Электроприводные системы технологических комплексов, имею¬
щих в своем составе несколько машин и агрегатов, формируют пу¬
тем наращивания электроприводных систем машин и применения
средств координированного управления машинами. Одной из функ¬
ций управления комплексом является контроль и поддержание в со¬
ответствии с программой технологических переменных, определяю¬
щих качество изделий производства, а также показателей эффек¬
тивности производства — производительности и энергосбережения.
Это осуществляется путем управления всеми агрегатами комплекса;
в случае отклонения контролируемых переменных от заданных зна¬
чений вырабатываются управляющие воздействия на агрегаты, лик¬
видирующие эти отклонения.В качестве примера рассмотрим комплекс холодной прокатки ме¬
таллической полосы. В металлургии такой комплекс называют станом
холодной прокатки. Процесс холодной прокатки заключается в сле¬
дующем. Полосовая листовая сталь, прокатанная в горячем состоя¬
нии до толщины от одного до нескольких миллиметров, подвергается
завершающей прокатке в холодном состоянии до тонкой листовой
стали, которая служит материалом для корпусов автомобилей и бы¬
товых электроприборов. Таким образом, холодная прокатка является
завершающим процессом, в результате которого достигаются необ¬
ходимые потребителям размеры и качество стали. В связи с требо¬
ваниями высокой точности изделий по толщине, размерам и другим47
параметрам в прокатных станах, выполняющих холодную прокатку,
применяют управление начальной настройкой стана и адаптивное
управление рабочими режимами стана с помощью технологических
контроллеров и промышленных компьютеров. Модель, по которой
осуществляется управление начальной настройкой, называют на¬
строечной моделью; управление выполняется известными в теории
прокатки способами. С помощью такой модели, исходя из размеров,
типа и других параметров горячекатаной листовой стали, являющейся
заготовкой для холодной прокатки, вычисляют режимы работы про¬
катного стана, обеспечивающие получение окончательных размеров
и формы (растворы между валками прокатного стана, скорость про¬
катки, натяжения и т.п.). Управление по такой модели — наиболее
важный вид управления, определяющий производительность, каче¬
ство холодной прокатки и энергопотребление.Стан холодной прокатки (рис. 1.15) имеет клети К1 — К5, в кото¬
рых одновременно происходит прокатка металла [10]. Металл дви¬
жется в одном направлении, и в каждой рабочей клети производится
последовательное его обжатие. Все клети, разматыватель и устрой¬
ство намотки в рулон (моталка) оснащены автоматизированными
электроприводами, осуществляющими регулирование скорости, под¬
держание межклетьевых натяжений и толщины металла в заданных
пределах. В каждой клети имеются рабочие и прижимные валки.
К рабочим валкам через передаточный механизм (ПМ) присоединен
электродвигатель. Существует и более сложная силовая схема при¬
соединения двух электродвигателей: одного к верхнему, а другого
к нижнему валкам.Управление раствором рабочих валков каждой клети осущест¬
вляется с помощью двух нажимных винтов и автоматизированных
электроприводов, обеспечивающих заданные режимы позициони¬
рования и слежения с синхронизацией двигателей электроприводов.
Подробно такая схема рассмотрена в подразд. 2.6.Нормальный режим прокатки металлической полосы до заданных
параметров (толщины, ширины, качества поверхности) возможен
при стабилизации соотношений скоростей валков всех клетей про¬
катного стана и одновременном регулировании скоростей электро¬
приводов для того, чтобы получить необходимые заправочные и рабо¬
чие скорости. Требования к соотношению скоростей устанавливают
из условия равенства количества металла, проходящего в единицу
времени, а заданные растворы валков — из условий технологии про¬
катки металла.При выходе металла из каждой клети выполняется контроль тол¬
щины и натяжения этого металла. Заданные значения толщины и на¬
тяжения обеспечиваются системами регулирования.Кроме основного оборудования, показанного на рис. 1.15, имеется
дополнительное оборудование, обеспечивающее требуемые режимы
смазки механизмов стана и требуемые температурные условия обжа-48
X и0500С5©йФпяФ.-'&<ЬэОс&О* I •intjiiW «./_7~*(1X52)0t><h/_7~/_7"©СЮCN-ъ“f-JLLS3_mяwнce*Оaя«0
a
g103ЯКЗHоrtS«нsx§fflяaсоайхXсевОaялL_UнЯКоЯОн49
тия металлической полосы в клетях, которое состоит из комплексов
насосного оборудования и накопителей смазочных и охлаждающих
жидкостей.Комплекс управления включает в себя станцию оператора с про¬
мышленным компьютером, технологический контроллер, посты опе¬
ратора, сетевые средства, средства управления электроприводами,
входящие в состав блоков управления (БУ). Блоки БУ содержат все
компоненты комплектных электроприводов, рассмотренных ранее.
С распределенной системой управления технологическим процессом
(РСУТП) связь комплекса управления осуществляется через межсе¬
тевой преобразователь (МП).При рабочем функционировании комплекса модель процесса
используется совместно с реальным процессом. При этом реальные
и виртуальные процессы происходят в реальном времени и срав¬
ниваются. В модель и в реальную систему поступают все задающие
и возмущающие воздействия. На этапе пуска-наладки выявляются
все отклонения от планируемых результатов и устраняются причины
этих отклонений. При рабочем функционировании комплекса со¬
поставление реального и виртуального процессов дает возможность
провести мероприятия, улучшающие реальный процесс.С помощью модели возможна автоматическая оптимизация ком¬
плекса при непредвиденных отклонениях реального процесса от ожи¬
даемого. Например, если полосовая сталь поступает на стан с изме¬
ненными свойствами, то возможна автоматическая перенастройка
программы управления станом и корректировка скоростей прокатки
и коэффициентов обжатия проката в отдельных клетях. Такая коррек¬
тировка выполняется электроприводными системами комплекса.1.9. Сети и интерфейсы интегрированных
электроприводных систем технологических
комплексовОбеспечение требуемых информационных взаимосвязей компо¬
нентов интегрированных электроприводных систем технологических
комплексов достигается при помощи сетей и коммуникационных ин¬
терфейсов. Необходимость в их использовании может определиться
уже на первом этапе проектирования, например в тех случаях, когда
компоненты технологического комплекса и системы автоматизации
(СА) территориально рассредоточены. Однако выбор сетевых средств
на этом этапе является преждевременным. Выбору и проектирова¬
нию сетей должны предшествовать этапы, на которых определяют
функциональные задачи СА и ее структуру. Требования к сетям
промышленных систем формулируют одновременно с выбором ап¬
паратных средств всей СА с обязательным учетом возможности ее
дальнейшего развития.50
В сложных системах автоматизации технологических комплексов
стремятся к выбору широко распространенных сетевых средств, обла¬
дающих соответствием известным национальным и международным
стандартам. Если СА многоуровневая, то в ней могут использоваться
одновременно несколько сетей и даже несколько различных сетей
на одном уровне управления. В таких случаях прибегают к исполь¬
зованию так называемой бесшовной технологии проектирования се¬
тей, суть которой заключается в создании взаимосвязанной сетевой
структуры, состоящей из сетей различных иерархических уровней.Сетевую структуру СА условно разделяют на три уровня:1) информационный (верхний);2) управления (средний);3) полевой (нижний).Информационный уровень характеризуется большими объема¬
ми данных, большой удаленностью между узлами, низкой требова¬
тельностью ко времени доставки данных. На этом уровне находятся
программируемые логические контроллеры (ПЛК) отдельных фаз
технологического процесса, технологического комплекса, цеха, ав¬
томатизированных рабочих мест операторов. ПЛК цеха интегри¬
рует данные от технологических контроллеров, интеллектуальных
устройств и датчиков, выполняет первичную обработку информации
для ее передачи на верхний уровень. На этом же уровне расположены
SCADA-системы и серверы данных. Представителем информацион¬
ного уровня является сеть Ethernet. Поскольку эта сеть почти повсе¬
местно распространена в офисных и административных локальных
вычислительных сетях, она широко используется для связи персо¬
нальных компьютеров с ПЛК.Все большее развитие получают другие интерфейсы, основанные
на Ethernet, у которых отсутствуют основные недостатки, такие как
негарантированность доставки данных во времени и большие издерж¬
ки, при передаче данных небольшого объема: Ethemet/IP, EtherCAT,
Proflnet.Уровень управления предназначен для объединения устройств
управления, таких как ПЛК, станции оператора и инженерные стан¬
ции, реализуемые на базе ПК. Управляющие устройства обменива¬
ются между собой информацией о синхронизации и координации
управления оборудованием для выполнения технологического про¬
цесса. На этом уровне распространены «корпоративные» сети. Allen
Bradley использует ControlNet, Omron — Controller Link, a Siemens —
Profibus FMS.Полевой уровень включает в себя интерфейсы, посредством ко¬
торых к ПЛК подключаются исполнительные механизмы и датчики,
а также удаленные модули ввода/вывода. На этом уровне самое боль¬
шое разнообразие сетей. Распространение получили сети DeviceNet,
ProfibusDP. Многие устройства используют протоколы, основанные
на интерфейсе RS422/485. Развиваются быстродействующие специа¬51
лизированные сети, предназначенные для управления движением —
Mechatrolink-II, EtherCAT. Эти сети используются для синхрониза¬
ции осей движения в сервоприводных системах, в них используются
как автономные контроллеры управления движением, так и ПЛК
со специальными модулями, выполняющими функции управления
движением и позиционированием.Конкретную сеть в данной СА можно отнести к одному из уров¬
ней. Однако одна и та же сеть может иметь разное функциональное
назначение. Наиболее распространенные сетевые протоколы, отно¬
сящиеся к разным уровням структуры сети, приведены далее.Уровень Сетевой протоколИнформационный EtherNet (HTTP, FTP, E-mail, Sockets, FINS);EtherNet/IP (IP = Industrial Protocol); ControllerLinkУправления SysmacLink, ControllerLink; FL-net, EtherNet/IP;Proflbus FMSПолевой CompoBus/S; CAN, DeviceNet, CompoNet;Profibus/DP, ProfiNet; CompoWay/F, Modbus/RTU;
Mechatrolink-II, EtherCAT; протоколы, реализо¬
ванные на последовательной шине RS232/422/485Для построения структуры сети необходимо иметь четкое пред¬
ставление о коммуникационных возможностях электроприводных
систем промышленного оборудования, составе сетей и их основных
характеристиках:• тип и количество узлов сети;• протяженность сети;• скорость передачи информации;• вид физического носителя линий связи;• используемые протоколы.Для конкретной сети параметры этих характеристик заранее из¬
вестны (в технических руководствах, как правило, приводятся мак¬
симальные значения параметров и их взаимосвязь). В тех случаях
если они не удовлетворяют требованиям СА (например, количество
узлов недостаточно), выбирают другую сеть или меняют сетевую
структуру в целом.1.10. Типовая алгоритмическая структура
интегрированных электроприводных систем
машин и комплексовМатематические модели и структура систем управления.Основываясь на блочно-модульных принципах построения совре¬
менных компьютерных систем управления электроприводами машин
и комплексов (как технических средств, так и программных и алго¬52
ритмических средств), структурную схему системы управления тех¬
нологическим комплексом, выполненной на базе интегрированной
электроприводной системы, можно представить в виде трехуровневой
иерархической схемы (рис. 1.16) [36].Первый (нижний) уровень содержит взаимосвязанную электро¬
магнитную подсистему (ЭП), входными переменными и которой яв¬
ляются сигналы управления различными полупроводниковыми пре¬
образователями, а выходными переменными N — электромагнитные
моменты (силы) электродвигателей. Второй уровень содержит взаи¬
мосвязанную механическую подсистему (МП), имеющую обратные
связи с ЭП по цепям электромагнитной индукции. Выходными пере¬
менными МП являются переменные q, характеризующие движения
механизмов (линейные и угловые перемещения, скорости, упругие
силы и моменты). Подсистемы МП и ЭП, рассматриваемые совмест¬
но, образуют взаимосвязанную электромеханическую систему (ЭМС).
Третий уровень содержит технологическую (функциональную) под¬
систему (ТП), обеспечивающую управление технологическими пере¬
менными е в соответствии с заданными значениями. Эти переменные
являются выходными переменными технологического объекта управ¬
ления (ТОУ). Подсистема ТП совместно с частью подсистемы МП
образует механикотехнологическую систему (МТС), включающую
в себя исполнительные органы машин комплекса, взаимосвязанные
между собой обрабатываемым материалом.Для каждой из подсистем возможно рассматривать соответствую¬
щие им регуляторы: РЭП, РЭМС, РТО, находящиеся в межуровне-
вой подчиненности в комплексе управления (КУ) взаимосвязанной
системы аналогично тому, как это имеет место в технологическом
объекте управления (ТОУ). На регуляторы поступают сигналы зада¬
ний переменных N3, q3, е3 и измеренные или вычисленные значения
переменных. Подсистемы каждого уровня содержат информационные
средства (ИС) и идентификаторы (ИД), формирующие необходимую
информацию для процесса управления на каждом уровне и в системе
управления в целом. В общем случае подсистемы управления каждого
уровня представляют собой адаптивные системы, осуществляющие
автоматическую оптимизацию подсистем при изменении их параме¬
тров, которая выполняется модулями автоматической оптимизации
(МАО) в соответствии с моделями процессов управления в электро¬
магнитной, электромеханической системах управления (М ЭСУ, М
ЭМСУ) и в системе управления технологическим объектом в целом
(М СУТО). Вершиной КУ является система управления процессом
в технологическом комплексе, действия которой определяются при¬
нятым обобщенным критерием качества Q и моделью технологиче¬
ского процесса (МТП). Модель и обобщенный критерий устанав¬
ливаются в соответствии с частными критериями qk(a-j) (вектор а,-
включает в себя совокупностью свойств (параметров) ах, а2, ап
технологического комплекса) и показателями технологического53
процесса (ПТП), определяющими его эффективность. Такими по¬
казателями эффективности являются оценки: производительности,
качества технологии, энергозатрат. Управление ПТП выполняется
с помощью модуля автоматической оптимизации процесса, сравни¬
вающим виртуальные и реальные процессы и вырабатывающим ко¬
манды на коррекцию показателей реального процесса.Функции автоматической оптимизации используются в режимах
наладки каждой из подсистем и рабочего функционирования в со¬
ответствии с изменением параметров и воздействий в системе. Мо¬
дели могут содержать как математические описания объектов, или
подсистем, так и обобщенные показатели нормированных динами¬
ческих характеристик, в соответствии с которыми выполняется ав¬
томатическая настройка подсистем и системы управления в целом
на оптимальные режимы функционирования.На рис. 1.16 слева показаны эквивалентные схемы, отображаю¬
щие электромагнитные и механические процессы в подсистемах ЭП
и МП, и структура исполнительных органов подсистемы ТП с об¬
рабатываемым материалом на примере стана холодной прокатки,
справа — технические средства комплекса управления: контроллеры
привода, входящие в состав преобразователей частоты; технологиче¬
ские контроллеры; промышленные компьютеры, входящие в состав
автоматизированного рабочего места (станции оператора). Рассмо¬
трим подсистемы комплекса.Взаимосвязанная электромагнитная подсистема. Управление
взаимосвязанными электромагнитными переменными использует¬
ся при управлении электродвигателями постоянного и переменно¬
го токов, так как необходимо осуществить независимое управление
электромагнитным моментом и потоком. Выполняется это системами
векторного управления. Значительно более разнообразными могут
быть варианты взаимосвязей в том случае, когда много электродви¬
гателей и управляемых полупроводниковых преобразователей со¬
ставляют единую сложную систему электропривода технологического
комплекса. Используют системы с параллельным и последовательным
включениями управляемых преобразователей, с параллельным и по¬
следовательным включениями электродвигателей.Параллельное и последовательное включение управляемых пре¬
образователей применяется как для увеличения мощности, так и для
реализации двухканального управления. Во втором случае использу¬
ется включение мощного преобразователя с ограниченным быстро¬
действием совместно с маломощным быстродействующим преоб¬
разователем.Широкое распространение находят системы электроприводов
с групповыми источниками электропитания. Рекуперация энергии
в таких системах происходит с двигателя на двигатель. В случае не¬
обходимости рекуперации энергии в сеть электропитания применя¬
ются АВ или ВР модули электронных преобразователей.54
Рис. 1.16. Структурная схема системы управления технологиче-55
При групповом управлении несколькими электродвигателями
постоянного тока от общего управляемого преобразователя, кроме
одновременного управления скоростью всех электродвигателей путем
изменения напряжения якорных цепей, необходимо также и управ¬
ление скоростью отдельных электродвигателей. В этом случае при¬
меняют управление электродвигателями по цепи якоря и по цепи
возбуждения.Математические описания ЭП выполняют методами, изучаемыми
в дисциплинах «Теоретическая электротехника» и «Теория электро¬
привода», в частности используют уравнения Максвелла и Кирх¬
гофа.Электрическая цепь, соответствующая многодвигательному элек¬
троприводу с групповым выпрямителем и несколькими автономными
инверторами, показана на рис. 1.16.Взаимосвязанная механическая подсистема. Рассмотрим взаи¬
мосвязанные многомассовые МП, управление которыми осущест¬
вляется многодвигательными электроприводами. Если исходить
из предположения, что взаимосвязь МП и ЭП оказывается слабой
(а, по существу, это предположение связано с оценкой влияния об¬
ратных связей по ЭДС двигателей на динамику сепаратных систем
управления), то МП можно рассматривать независимо от ЭП.Если в многомассовой упругой МП в явном виде отсутствуют зве¬
нья с распределенными параметрами, то механическую подсистему
можно представить в виде многих элементов с сосредоточенными
массами, соединенных между собой безмассовыми упругими связя¬
ми. Под действием нескольких входных переменных МП будет со¬
вершать основное движение и колебательные движения относительно
основного [40]. Колебания МП всегда являются затухающими из-за
влияния восстанавливающих сил системы, поэтому математическое
описание МП следует выполнять с учетом этих сил. Однако делать это
можно только для простых случаев или после упрощения исходной
модели системы, в связи с тем что полная математическая модель
МП может оказаться сложной и обращение с нею в задачах анализа
и синтеза взаимосвязанных систем управления станет практически
невозможным. Поэтому целесообразно вначале составить детализи¬
рованное математическое описание МП без учета демпфирующих
сил, выполнить ее упрощение таким образом, чтобы с достаточной
точностью отразить динамические свойства системы в заданных
полосах частот сепаратных подсистем, а затем уже в упрощенных
моделях учесть силы демпфирования. К механическим системам
с сосредоточенными параметрами могут быть приведены и системы
с распределенными параметрами.Математические описания МП выполняют методами, изучае¬
мыми в дисциплине «Теоретическая механика», в частности ис¬
пользуют уравнения Лагранжа. При исследовании МП возникают
задачи:56
• определения структуры механической модели МП, обеспечиваю¬
щей при т входных и г выходных переменных оптимальное ре¬
шение задачи управления ЭМС;• анализа и синтеза МП, в соответствии с которыми на стадии про¬
ектирования находят такие сочетания инерционно-жесткостных
и демпфирующих параметров, которые обеспечивали бы малую
интенсивность колебаний механизмов в заданных полосах частот
сепаратных подсистем управления.Рассмотрим наиболее общий вариант МП, при котором отдельные
элементы системы имеют несколько степеней свободы. Такая подси¬
стема установлена в манипуляторах, экскаваторах, портальных кра¬
нах. Дифференциальные уравнения, характеризующие свободные ко¬
лебания такой МП, могут быть получены из уравнений Лагранжа:Решение уравнения (1.1) относительно Т и П приводит к систе¬
ме линейных однородных дифференциальных уравнений второго
порядка:где q — ^-вектор обобщенных координат, q = [qxq2 --QkV\ М, С —
симметричные квадратные матрицы размера кхк соответственно
коэффициентов инерции и коэффициентов жесткостей (цгУ = \xJhПо полученным дифференциальным уравнениям целесообразно
составить структуру механической модели, которую в дальнейшем
удобно использовать для анализа и синтеза МП.Подставляя частные решения в уравнение (1.2), получимгде q0 — А;-вектор относительных амплитуд свободных колебаний;т = j = l>k-(1.1)2^ V'Z/'=l 7=1\inqx + ... + \xXkqk +cnq{ + ... + cxkqk = 0;
H2i£i + • • • + VikQk + c2\Q\ + • • • + с2кЯк = 0;
V-k\Q\ + • • • + VkkQk + ck\Q\ + • • • + CkkQk = 0’или в векторно-матричной форме:Mq(/) + Cq = 0,(1.2)-A,Mq0 +Cq0 = 0,
Записав это уравнение в виде(M-1C-A,I)q0 = 0, (1.3)где I — единичная матрица, можем определить вектор q0 как соб¬
ственный вектор матрицы МЧС, а X — как ее собственные значе¬
ния.Для многих вариантов механизмов, имеющих одну степень свобо¬
ды, уравнение (1.3) можно представить в более простом виде:(G-a.I)q0=0, (1.4)где1оС\2 /М-12C\k/\iW1С12147ОIIS1оIIС2\ Л122^"22 / М-22‘ C2k/\i22=С21С22" С2к_Ск\1\^ккCkllV-kkСЪ*-Л-*-I_С'к\Ск2 '" с'кк_Собственные значения Х}, Х2, ..., Хк матрицы G определяют соб¬
ственные частоты упругих колебаний механической подсистемы
соу 1 = у[Х^, соу2 = ’ •••’ тук = л/^-л— Решение уравнения (1.4) для
каждого из найденных Хг дает собственные векторы матрицы G,
имеющие важное значение при исследовании динамики МП. Соот¬
ношение относительных амплитуд колебаний элементов механиче¬
ской системы в теоретической механике иллюстрируется графически
в виде форм колебаний. Однако они не дают однозначного ответао преимущественной принадлежности интересуемой частоты коле¬
баний к тому или иному элементу МП. Такую информацию можно
получить, если совместно с формами колебаний рассматривать для
каждой юуг и распределение относительных значений потенциальной
энергии, запасаемой в упругих звеньях Пи{г) =Су{ДЫг -q^jr)2, где
Пу(Г) — относительное значение потенциальной энергии, запасаемой
в упругом звене си при X = Xr\ q0ir, qQjr — относительные амплитуды
колебаний /-го иу'-го инерционных звеньев.Тогда можно точно установить принадлежность каждой частоты
колебаний элементам МП, что важно в задачах синтеза при варьи¬
ровании инерционно-жесткостных параметров для получения за¬
данных частот колебаний.Для математического описания МП в составе системы управления
при линейном приближении необходимо знать передаточную матри¬
цу, связывающую выходные и входные переменные. Такая матрица
может быть определена либо по уравнению состояния, либо непо¬
средственно по дифференциальным уравнениям, составленным для
известной структуры механической модели. Методики определения
матриц и расчета собственных частот колебаний системы изложены
в [4, 5, 15, 16].58
Определив передаточные матрицы механической системы, следует
их упростить, исключив из рассмотрения все члены, соответствую¬
щие значениям частот собственных колебаний, значительно превы¬
шающих верхнюю границу полос пропускания сепаратных систем
управления. В первую очередь это относится к полюсам передаточных
функций. Достаточно иметь два-три члена рассматриваемых произве¬
дений, соответствующих минимальным частотам колебаний для того,
чтобы получить математическое описание МП, близкое к реально¬
му. Нули передаточных функций следует ограничивать предельными
значениями частот, но при этом следует иметь в виду, что значения
минимальных частот колебаний, определяющих нули передаточных
функций, могут быть меньшими минимальных частот колебаний,
определяющих полюса, и эквивалентирование следует выполнять
с определенной осторожностью.Следует отметить, что эквивалентирование механической систе¬
мы можно выполнять и на уровне механической модели, если ис¬
пользовать методику уменьшения обобщенных координат, осно¬
ванную на преобразовании парциальных систем МП, содержащих
или коэффициент инерции ц, и два коэффициента податливостей
ej_i j, ej j+b или два коэффициента инерции \xJ+l и один коэффи¬
циент податливости eJ j+l (коэффициент податливости определяется
как величина, обратная коэффициенту жесткости). Если значения
парциальных частотС Л-1/2 ( Л-1/2ej~\jejj+\ ] . ч „ М7Ц7+1г j „ , „ ’ ПУ'JJ+1отвечают неравенствам шпу- »сотах и оопу- » ютах, где сотах — верх¬
няя граница полосы пропускания сепаратной системы управления,
то преобразование парциальной системы одного вида в парциальную
систему другого вида не приводит к существенным искажениям ди¬
намической характеристики всей системы. Параметры парциальной
системы одного вида преобразуются в эквивалентные параметры пар¬
циальной системы другого вида по следующим формулам:> ^jJ+\ > ^j~hjv-j = ; ^ ^у+1 = , Vpej-hj+ejj+\ ej-u+ejj^ej,j +1 ~ ej-\J + ej,j +1 ’ И-y ~ M-y + M-y’ + l 5e"= e"= ^ -У~1 11 , .. ey',y'+l’ y+> 11 I 11 Cy',y+1’M-y + И- y+1 И-У + H- y'+lгде «'» и «"» обозначают преобразованные параметры.Приведенные коэффициенты демпфирования в передаточных
функциях обычно бывает сложно рассчитать и приходится пользо¬
ваться их приближенными оценками, но это не вносит существен¬59
ных погрешностей в динамические модели механических систем,
так как значения этих коэффициентов оказываются очень малыми
и пределы их изменений для однородных сред также малы. Так, на¬
пример, при деформациях металлических конструкций приводов
коэффициенты демпфирования составляют 0,02...0,07. Поэтому,
приняв средние значения этих коэффициентов, можно выполнить
теоретические исследования, а далее для реальных конструкций
уточнить их значения по результатам экспериментальных исследо¬
ваний.Таким образом, для механической подсистемы произвольного
вида через уравнения Лагранжа можно получить систему дифферен¬
циальных уравнений и механические модели. В соответствии с этим
можно определить динамические свойства подсистемы с учетом об¬
ратных связей по механическим переменным. На рис. 1.16 показа¬
на механическая модель многомассовой подсистемы разветвленной
структуры.В сложных многомассовых МП путем применения электропривод-
ных узлов добиваются новых соотношений параметров и обеспечи¬
вают активное влияние на колебания звеньев системы. На этой базе
в настоящее время сложилось новое направление в теоретической
и прикладной механике, которое называют активной или адаптив¬
ной механикой.Взаимосвязанная технологическая подсистема. Математи¬
ческое описание технологических подсистем содержит описания
физических процессов, характерных для той или иной технологии.
Часто эти описания содержат эмпирические формулы с разнообраз¬
ными значениями коэффициентов, зависящих от многих факторов
важных для конкретной технологии (см. гл. 2 и 3). Управление тех¬
нологическими переменными диктует необходимость управления
механическими переменными, а через них — и управления электро¬
магнитными переменными. В соответствии с этим и устанавлива¬
ют виды оценок показателей качества управления переменными
каждого уровня.В наиболее общем виде описание каждой из подсистем может
быть выполнено в виде системы нелинейных дифференциальных
уравнений±= F(x,u,f,t),илих = А(х, t )х + В(х, / )u + D(x, t)i;У = Сх,где А(х, t), В(х, t), D(x, t) — матрицы состояния, управления и воз¬
мущения соответственно; С — масштабная матрица; х, u, f, у — век¬
торы переменных состояния, управления, возмущения и измеряемых
переменных соответственно.60
Каскадное (подчиненное) и модальное управление. Деком¬
позиция взаимосвязанных систем. Разработку алгоритмов управ¬
ления электроприводами технологических объектов разного произ¬
водственного назначения выполняют, как правило, с учетом трех
важнейших оценок эффективности: быстродействия (с учетом огра¬
ничений на потребляемую мощность) и связанной с ним производи¬
тельностью, интегральной квадратичной оценки ошибок управления
и связанным с ней качеством технологического процесса, энергопо¬
требления. Достижение положительных результатов по второй оценке
предопределяет (с учетом энергетических ресурсов) положительный
результат и по первой оценке.Методы формального синтеза алгоритмов управления взаимосвя¬
занными системами и сложности, возникающие при этом, достаточ¬
но хорошо освещены в литературе по теории управления. В теории
и практике управления взаимосвязанными ЭМС сложилось направ¬
ление, в котором формальные процедуры оптимального синтеза одно¬
мерных или многомерных регуляторов по тем или иным критериям
используют редко. Зачастую стремятся получить нормированные дина¬
мические процессы на основе типовых алгоритмов управления при ма¬
лых и больших изменениях переменных, учитывая всю совокупность
физических особенностей технических средств, на базе которых реа¬
лизуется ЭМС. Для автономных систем при малых изменениях пере¬
менных — это широко известные в методах каскадного (подчиненного)
управления настройки контуров регулирования на «оптимум по моду¬
лю» (ОМ) и «симметричный оптимум» (СО), а в методах модального
управления — стандартные распределения корней характеристических
полиномов. Такие настройки соответствуют стабилизирующим и сле¬
дящим (контурным) режимам работы систем, а также режимам пара¬
болических, треугольных и трапецеидальных движений, характерных
для больших изменений переменных и соответствующих пусковым,
тормозным, циклическим, программно-логическим режимам рабо¬
ты систем электроприводов. Последнее реализуется формированием
соответствующих программных заданий на входы систем управления
с использованием или без использования ограничений переменных
регуляторов. Оптимизация динамических процессов при больших из¬
менениях переменных осуществляется при условии оптимизации ди¬
намических процессов при малых изменениях переменных.Следует отметить, что в унифицированных системах автомати¬
зированных электроприводов, выпускаемых на рынке различными
фирмами в виде управляемых преобразователей или комплектных
ЭП, предусмотрено, как правило, раздельное регулирование электро¬
магнитного момента и потока двигателя. В частотно-регулируемых
электроприводах переменного тока осуществляют регулирование мо¬
дуля потока статора или ротора. В любых случаях структуры контуров
регулирования электромагнитных переменных являются закрытыми
для пользователя и возможна только настройка параметров в режиме61
самонастройки или путем ввода в систему информации о параметрах
используемого электродвигателя.В связи с тем что включение электропривода в сеть и его рабо¬
та при наличии только электромагнитных контуров невозможна,
в основном электронном блоке контроллера привода предусматрива¬
ется установка регулятора скорости, структура и параметры которого
могут меняться. По отношению к контуру регулирования электро¬
магнитного момента регулятор скорости включается и по структуре
каскадного управления. Его же реализация, как и реализация регу¬
ляторов других механических переменных (положения, натяжения
и др.), а также технологических переменных может производиться
как в рамках методов каскадного, так и модального управления. Для
этого, как правило, используют дополнительные интеллектуальные
технологические модули.Методы оптимизации автономных систем можно органично пе¬
ренести и на взаимосвязанные системы, но при этом одновременно
следует решать задачу декомпозиции взаимосвязанной системы. В об¬
щем случае для системы, содержащей т сепаратных систем и обеспе¬
чивающей регулирование т выходных переменных, можно получить
матрицу оценок размера (гахт) регулируемых переменных:Формально декомпозиция обеспечивается при реализации усло¬
вий диагональной доминантности матрицы J, т. е.где Ju — диагональный элемент матрицы; сумма недиаго¬нальных элементов строки матрицы оценок, / ф j.В этом случае обобщенная оценка может быть записана в сле¬
дующем виде:где г, — весовой коэффициент оценки каждой регулируемой пере¬
менной, учитывающей ее вклад в формирование показателей каче¬
ства технологического процесса.Рассматривая малые отклонения переменных, в качестве Jy можно
использовать интегральную квадратичную оценку (ИКО), при кото¬
рой ошибка /-й переменной(1.6)Jij a()i ^Oij &\jl\ij + ... + dfjlrij + ... + &nilnij Irij jгде cirj
При использовании ИКО во взаимосвязанных системах миними¬
зация матрицы J приводит к реализации условия (1.6), что соответ¬
ствует декомпозиции системы, т.е. превращению взаимосвязанных
сепаратных систем в квазиавтономные системы. Исключение для
ЭМС составляют системы электрической синхронизации, в которых
предусматривается применение перекрестных связей для синхрони¬
зации движений механизмов при действии возмущений.Декомпозиция взаимосвязанной электромеханической системы мо¬
жет быть формально обеспечена применением многомерного регуля¬
тора, синтезируемого методами модального управления. Однако более
практичной является динамическая декомпозиция, обеспечиваемая,
выражаясь языком синергетической теории управления, организаци¬
ей притягивающих множеств в фазовом пространстве переменных.
В электромеханических системах т притягивающих множеств могут
быть образованы в т сепаратных системах, синтез алгоритмов управ¬
ления которыми выполняется не только по фазовым переменным,
но и по обобщенным переменным, существенно влияющим на дина¬
мику системы. Такими переменными являются частоты коммутации
широтно-импульсных модуляторов управляемых полупроводниковых
преобразователей, собственные частоты колебаний механизмов, по¬
лосы пропускания или частоты среза сепаратных систем.Положительные результаты данного подхода в электромеханиче¬
ских системах определяются следующим:• условие регулирования электромагнитных и механических пере¬
менных, как правило, диктуется регулированием технологических
переменных. Их виды, методы оптимизации и возможности хо¬
рошо известны из исследований автономных систем, и они со¬
ставляют основу сепаратных систем;• развитие управляемых полупроводниковых преобразователей идет
по пути широкого применения ШИМ с частотами коммутации
до 15...20 кГц, что создает потенциальные возможности для рас¬
ширения полос пропускания систем;• тенденция к упрощению механических передач, переходу к без-
редукторным электроприводам и мехатронным модулям приводит
к существенному повышению собственных частот колебаний ме¬
ханической подсистемы, а следовательно, и к расширению полос
пропускания систем управления.На каждом уровне взаимосвязанной системы управления синтез
алгоритмов управления может быть выполнен автономно с учетом
представления математической модели нижнего уровня в эквива¬
лентном упрощенном виде аналогично тому, как это делается при
синтезе контуров регулирования автономных систем каскадного
(подчиненного) управления. Оптимизация взаимосвязанной системы
по ИКО с использованием редуцированных наблюдателей и много¬
мерных регуляторов, содержащих элементы собственных каналов
и перекрестных связей — в виде регуляторов состояния или модаль¬63
ных регуляторов, одновременно приводит к декомпозиции системы.
Это обстоятельство должно быть принято во внимание при синтезе
алгоритмов управления с вовлечением в этот синтез не только пара¬
метров регуляторов, но и параметров объектов управления.Особым и распространенным случаем взаимосвязей ЭМС являют¬
ся взаимосвязи через технологические агрегаты, которые объединя¬
ются упругим обрабатываемым материалом (это характерно для ста¬
нов холодной прокатки, бумагоделательных машин, кордных линий
и других объектов). В таких системах условие декомпозиции может
быть установлено из анализа соотношений собственных частот упру¬
гих колебаний МП соу к, к = 1, п с частотами среза сепаратных системуправления <х>с/, i = \,т [4].Выполнив, например, сепаратные системы управления скоростью
и соотношением скоростей с использованием типовых алгоритмов
управления (ОМ — в электромагнитных контурах, СО — в механи¬
ческих) и реализовав частоты среза контуров регулирования ско¬
ростями сос/ из условия оос/ > 8соуу, где соУ7 — минимальные частоты
упругих колебаний обрабатываемого материала, обеспечивающего
взаимосвязи систем, получим хорошо декомпозированную динами¬
ческую систему, в которой сепаратные системы можно рассматривать
квазиавтономными.Использование изложенных ранее приемов декомпозиции си¬
стем и типовых алгоритмов управления дает хорошие возможности
для автоматических настроек сепаратных систем и взаимосвязанных
систем управления в целом в режимах наладки и рабочего функцио¬
нирования.КОНТРОЛЬНЫЕ ВОПРОСЫ1. Какие средства электроприводной техники используют для реализации
управляемых электродвижений исполнительных органов механизмов,
машин и комплексов?2. Какие задачи решают при выполнении технологии программируемым
контроллером привода и программируемым технологическим контрол¬
лером?3. Дайте краткую характеристику системам «управляемый электронный
преобразователь — двигатель», которые являются современным средством
унифицированных платформ электроприводной техники.4. В чем заключается блочно-модульный принцип комплектования электро¬
приводов?5. Какие серии электроприводов производит электропромышленность, ка¬
ковы их особенности и область применения?6. Какие технические средства систем автоматизированных электроприво¬
дов применяют при создании новых и модернизации действующих про¬
изводственных механизмов и машин?64
7. В чем особенность мехатронных модулей электроприводов и какова эф¬
фективность их применения в технологиях?8. Каким образом обеспечивается интеграция средств электроприводной
техники со средствами автоматизации?9. Каковы области применения и функции устройств, обеспечивающих
плавные пуски и торможения электроприводов?10. Каковы основные компоненты интегрированных электроприводных си¬
стем машин и технологических комплексов, какие задачи решаются с их
помощью в технологиях?И. Какие подсистемы существуют в типовой алгоритмической структуре
интегрированных электроприводных систем машин и комплексов и ка¬
ково распределение целей и задач управления подсистемами?12. Каковы основы математических описаний подсистем, в чем особенности
управления каждой подсистемой?
Глава 2ТЕХНОЛОГИЧЕСКИЕ ФУНКЦИИ
ЭЛЕКТРОПРИВОДОВ2.1. Классификация технологических функцийВ подразд. 1.1 рассмотрены виды современных технологий, осно¬
ванных на управляемых электродвижениях исполнительных органов
механизмов, машин и комплексов. Реализация этих движений вы¬
полняется средствами унифицированных электроприводов, адапти¬
рованных к конкретной технологии.В работах [2, 23, 26] дана классификация электроприводов по чис¬
лу используемых электродвигателей, характеру движения, типам
электродвигателя и силового преобразователя, структурам и техни¬
ческой реализации систем управления, виду механической передачи.
В главных сериях унифицированных электроприводов разных фирм
можно отметить признаки этой классификации. Вместе с этим выде¬
ляют потребительские признаки классификации, характеризующие
технологические, конструктивные и энергосберегающие возможно¬
сти электроприводов, их электромагнитную совместимость с техно¬
логической средой. Этим признакам в настоящее время уделяется
большое внимание.Автоматизация современных технологических объектов сопрово¬
ждается применением большого числа электромеханических систем,
с помощью которых решаются задачи повышения качества продук¬
ции и эффективности технологического оборудования. Во многих
случаях автоматические системы управления электроприводами
следует рассматривать как взаимосвязанные системы, так как в со¬
став технологического оборудования могут входить десятки электро¬
приводов, объединенных по цепям управления, питания и нагрузки.
Следует отметить и взаимосвязь выходных переменных электроме¬
ханических систем при формировании технологических показателей
обрабатываемых изделий, характеризующих их качество. Эта взаи¬
мосвязь осуществляется через систему исполнительных органов тех¬
нологического объекта, объединенных обрабатываемым материалом.
Важно расчленить взаимосвязи, выявить технологические функции66
электроприводов и установить их влияние на конечную цель их соз¬
дания — высокую эффективность технологии.Многие механизмы, машины и агрегаты имеют специфичное на¬
звание с учетом отраслевого применения. Например, намоточные
устройства в металлургии называют моталками, а в целлюлозно-
бумажной промышленности (ЦБП) — накатами. Технологические
функции этих устройств одинаковы, как и принципиальные решения
при создании электроприводов этих машин.Анализируя функциональные особенности технологического обо¬
рудования, в котором активно используются электромеханические
системы, можно все его разнообразие свести к следующим типовым
группам оборудования:• предназначенное для физической и химической переработок веще¬
ства и содержащее энергоемкие однодвигательные электроприводы
с продолжительным режимом работы (насосы, компрессоры, вен¬
тиляторы, мельницы, дефибреры, смесители, центрифуги и др.);• металло-, дерево- и камнеобрабатывающие станки;• прокатное, кузнечное, прессовое и штамповочное;• резательное (гильотинные, барабанные, летучие ножницы, дис¬
ковые и ленточные пилы, резательные станки и др.);• горнодобывающее (роторные и ковшовые экскаваторы, угледо¬
бывающие машины, буровое оборудование и др.);• предназначенное для транспортирования и обработки гибких
материалов;• промышленные манипуляторы и роботы;• транспортное (транспортеры, конвейеры, рольганги, монорельсы,
электротранспорт и др.);• подъемно-транспортное (краны, лифты);• контрольно-испытательное (измерительные машины, испытатель¬
ные стенды, имитаторы и др.);• мониторинговое (телевизионные системы наблюдения за техно¬
логическим процессом, телескопы, радиотелескопы, оптические
системы космического наблюдения и др.).В каждой группе выделяют типовые функциональные модули,
для которых формируется библиотека программных моделей, отра¬
жающих динамические процессы в модулях и алгоритмы управле¬
ния в соответствии с заданными функциями управления движением
и технологией. Такие алгоритмы разрабатывают на основе типовых
функций управления, используемых во всех группах технологическо¬
го оборудования. Назовем некоторые типовые функции управления
неременными:• соотношением моментов нагрузки электроприводов, имеющих
механическую связь;• скоростью и соотношением скоростей;• положением и соотношением положений электроприводов, имею¬
щих механические взаимосвязи;67
• одновременное управление соотношением скоростей и положе¬
ний, применяемое в агрегатах прокатного производства;• соотношением скоростей и натяжений (усилий);• скоростями и натяжениями полосовых материалов с реализацией
тормозных режимов электроприводов на сматывающих устрой¬
ствах, управление натяжением в зоне обработки полотна и ли¬
нейной скоростью в наматывающем устройстве;• технологическими переменными через переменные электропри¬
водов (скорости, положения и др.) и переменными исполнитель¬
ных устройств иного вида (давление, температура, подача эмуль¬
сий и др.).Далее в учебнике подобные функции раскрыты для большинства
групп технологического оборудования.Рассмотрим в качестве примера группу резательного оборудо¬
вания, в частности резательные станки (PC), применяемые в про¬
изводственных системах различных отраслей промышленности,
например металлургической, ЦБП, полиграфической. В целлюлоз¬
но-бумажной промышленности применяют продольно-резательные
станки (ПРС), выполняющие смотку бумажного полотна с одного
рулона, резку и намотку его на несколько других рулонов, и станки
поперечной резки (СПР) для резания картонного полотна на листы
заданного формата. Основным требованием к электроприводным
системам (ЭПС) станков является: высокая производительность,
необходимость поддержания с высокой точностью скоростей меха¬
низмов станка и натяжения полотна в статических и динамических
режимах работы, управление соотношением нагрузок механически
взаимосвязанных электроприводов, обеспечение циклического режи¬
ма работы станков с оптимальными диаграммами движений. Допол¬
нительно к этому система управления электроприводом ножа СПР
решает две основные задачи: расчет заданных значений положения,
скорости, ускорения ножа в зависимости от координаты картонно¬
го полотна; расчет управляющего воздействия на контур скорости
электропривода ножевых валов.Существует большое разнообразие PC, отличающихся видом
полотна, особенностями технологии, установленной мощностью
оборудования и др. Для PC требуется исследование динамики вза¬
имосвязанной системы управления электроприводами с учетом
влияния упругих звеньев в механизмах станка и в натянутом полот¬
не. Исследование динамики необходимо для оптимизации работы
станка с целью повышения его производственной эффективности
по показателям производительности, качества обработки полотна
и энергопотребления. Задачи оценки динамических характеристик
станков решают на стадии проектирования при их создании и мо¬
дернизации.Развивая блочно-модульную идеологию построения средств и си¬
стем управления PC, можно выделить группы механизмов станков,68
для которых характерны общие функциональные задачи управления
в технологическом процессе (функциональные модули), и в соот¬
ветствии с этим подготовить динамические и программные моде¬
ли модулей. Из таких модулей можно формировать динамические
и программные блоки-комплексы, адекватные конкретному виду PC.
В соответствии с этой идеологией можно обеспечить экономичную
технологию проектирования систем управления любыми PC.Упрощенные схемы типовых функциональных модулей ЭПС ме¬
ханизмов PC, предназначенных для использования в ЦБП, приве¬
дены на рис. 2.1, а — ж.Для каждого из модулей имеется математическое описание и ком¬
пьютерные модели с разной степенью детализации динамических
процессов. Процессы рассматривают на механико-технологическом
и электромеханическом уровнях с учетом контуров регулирования
технологическими, механическими и электромагнитными перемен¬
ными. Дадим краткую характеристику модулей.Модуль 1 (см. рис. 2.1, а). Осевой раскат рулона Р1 через ведущий
вал ВВ. Контур регулирования привода рулона Р1 замкнут по натя¬
жению в рабочем режиме и по скорости в режиме заправки. Привод
В В замкнут по скорости. Функциональный модуль характеризуется
большой установленной мощностью привода рулона Р1, если не ис¬
пользуется ослабление потокосцепления двигателя рулона Р1.Динамические процессы на механико-технологическом уровне
описываются уравнениями следующего вида:pa = J {{M№-My -Мс);Му = ср~{ (со - co^i) + b((o - G)pX);PiOp, =Jix(Fnrv{ -My - Afcl);Fn = CnP~X Ob - ^pi - tfpie) + bn (uB - vpl - yple);^pi — ®pi^pi ’Lnc-]p£ + e = (Lncny[ Fn.Рассматривают процессы продольного растяжения полотна. Пол¬
ное математическое описание динамических процессов в растянутом
полотне приведено в подразд. 2.5.Описания динамических процессов на электромеханическом
уровне зависят от принятых для реализации вариантов: системы
электропривода, системы электропитания, способа торможения
электропривода. Так, например, при исцользовании электропривода
переменного тока с векторным управлением при поддержании по¬
стоянства потокосцепления ротора динамические процессы описы¬
ваются уравнениями вида [37]:69
Р1 —ВВОpi —^ВВОВВо -► Р2ВВОпв~/Р2\( ° ) 1р11р11р11ФР11Bl B21 1 !
! ! :в0 0 0®®®®®®@ @ @ВВ1ОВВ2— QВВ1QНБОВВ2оР1 —►ВВОНБрУу11У11УQ!1V11У1?1?9®®®®®®®®дежиРис. 2.1. Схемы типовых функциональных модулей (а — ж) и блоков-ком¬
плексов (з, и) резательных станков:Р1 — РЗ — рулоны; ВВ — ведущий вал; ПВ — прижимной вал; НБ — ножевой блок;
М — электродвигатель; Bl — В5 — валы70
(«la ~Rlha + ™Оэл°ТЛ*Щ -к2рЧ2)\ip — jr> rj, (Mip R\h^+^Q3R^T\R\ha ^г^оэл^г)»/?,аГ,оpu> = J ЧМдв-My-Mc); со0эл =(0/>n +C°P; (2.1)U\a -[^Р7’а(/7)^:пг/Рт(^_'С)](г/РПТ ~ кщНа)’’
wip = [^/ртр(/?)^пг/рт(^_т)](г/рм ■_^дт/1р);Wpnx - ^/рпт(/7)(МЧ'2 ~~ ^ДПТ^г); WPM - ^Рм(/?)(МРС _^дм^дв)’
/?CQpi = 11 (/^Гр, - My - McE); My = cp-1 (CD - a>pl) + Z>(co - copl);Wpc = W^PC (P)(UF ~~ ^ДС03 _ WPHT )? WPHT ~ ^PHT (P)iUF + ^ДНТ^п )•Переменные и параметры уравнений (2.1) раскрыты далее при
изложении материала с учетом принятых в учебнике [37] систем ко¬
ординат векторного управления АД.Для других вариантов векторного управления и при использо¬
вании электропривода постоянного тока уравнения будут другими.
Часть таких вариантов систем электропривода рассмотрена в рабо¬
тах [37, 41, 43].Если для торможения электропривода используется активный
выпрямитель и обеспечивается рекуперация энергии торможения
из звена постоянного тока в сеть переменного тока, то уравнения
(2.1) дополняют уравнениями [37, 43]:a«а ^па ®0эл •^"рIр ;Цр иф ^Р Щэл^аLpdипа ~ М/ГрТа(Р)кп(иРпка _/a)j Un$ “ ^РТр (Р)^п (WPH^p _/р)?u^=W^H{p){U*-Ud).71
Для каждого из вариантов систем разрабатывают математические
описания и средства математической стыковки разных вариантов
систем в составе единой системы управления функциональным мо¬
дулем. Аналогичные действия выполняют и для других функцио¬
нальных модулей, приведенных на рис. 2.1, а —ж. Не останавлива¬
ясь подробно на этих действиях, дадим лишь общую характеристику
динамических свойств остальных модулей.Модуль 2 (рис. 2.1, б). Периферический раскат рулона Р1 через
ведущий вал ВВ. Используется прижимной транспортер. Контуры
регулирования переменными в приводах выполняются аналогично
модулю 1. Аналогичны и уравнения динамики приводов.Модуль 3 (рис. 2.1, в). Осевой накат бумаги в рулон Р2 через ве¬
дущие валы ВВ. Приводы ведущих валов и рулона регулируются
по скорости, требуемое значение натяжения задается коэффициен¬
тами соотношений скоростей.Модуль 4 (рис. 2.1, г). Периферический накат бумаги в рулон Р2
через ведущие валы ВВ с помощью несущих валов В1 и В2 и при¬
жимного вала ПВ. Привод ведущих валов регулируется по скорости,
привод периферического наката регулируется по скорости с управ¬
лением загрузкой каждого электропривода.Модуль 5 (рис. 2.1, д). Секция последовательного ведения бумаги
или картона между двумя ведущими валами ВВ1 и ВВ2, приводы ре¬
гулируются по скорости с заданным соотношением скоростей.Модуль 6 (рис. 2.1, е). Секция последовательного ведения бумаги
между двумя ведущими валами ВВ1 и ВВ2 с механизмом продольно¬
го реза — ножевым блоком НБ, приводы регулируются по скорости
с заданным соотношением скоростей.Модуль 7 (рис. 2.1, ж). Секция поперечного реза картона или бу¬
маги НБ. Полотно сматывается с рулона Р1 через ведущие валы ВВ.
Привод НБ регулируется по положению, с обратной связью от коор¬
динаты и скорости ножа. Привод рулона регулируется по натяжению,
привод валов — по скорости.Из типовых функциональных модулей формируют блоки-ком-
плексы. На основании математического описания модулей и средств
математической стыковки разных вариантов модулей в составе еди¬
ного комплекса подготавливают математические описания и ком¬
пьютерные модели комплекса, например в программной среде МАТ-
LAB-Simulink, и исследуют динамические процессы в соответствии
с задачами технологии.В качестве примера на рис. 2.1, з приведена кинематическая схема
комплекса непрерывной линии по производству трехслойного гофро¬
картона, включающего в себя СПР с барабанными ножницами, пред¬
назначенными для поперечного резания картона, а на рис. 2.1, и по¬
казан комплекс ПРС. Описание системы управления первым ком¬
плексом дано в подразд. 3.4.5, вторым комплексом — в подразд.
2.18.3.72
Аналогичный анализ вариантов функциональных модулей и спо¬
соб формирования блоков-комплексов можно применить для других
групп технологического оборудования. Фактически это соответствует
применению блочно-модульной идеологии, давно используемой при
создании электроприводной техники, к технологическому оборудо¬
ванию, а вместе с ним и к механической части приводов и исполни¬
тельных органов механизмов, машин и комплексов, объединенных
обрабатываемым материалом. В настоящее время эта идеология
распространяется и на математическое и программное обеспечение
систем. Именно такой подход обеспечивает создание высокоэффек¬
тивного технологического оборудования.Понятие эффективности относится к экономическим категориям.
Показателями оценки эффективности, используемыми в экономиче¬
ских исследованиях, являются: чистый доход, чистый дисконтирован¬
ный доход, индекс доходности, срок окупаемости проекта и др. [15]. Ис¬
пользуют также понятие коммерческой эффективности, которая харак¬
теризует с экономической точки зрения технические, технологические
и организационные решения. Для получения коммерческой эффектив¬
ности в машинах и комплексах применяют высокодинамичные электро-
приводные системы, которые не только полностью обеспечивают реше¬
ние разнообразных задач в конкретной технологии, но и способствуют
созданию новых машин и технологий. По этой причине большинство
электротехнических фирм — производителей электроприводной тех¬
ники переменного тока приводят данные о полосах пропускания сер¬
воприводов, замкнутых по скорости или по положению. Назывались
вначале двухзначные цифры — 40, 80 Гц, позднее трехзначные — 200,
400 Гц, а в 2012 г. появились уже и четырехзначные — 2000 Гц [46]. Эти¬
ми цифрами аргументируются высокие потенциальные возможности
приводов, при их использовании в новых технологиях.Большинство задач создания или модернизации ЭПС рабочих
машин и технологических комплексов может быть решено за счет
использования типовых унифицированных средств электропривод¬
ной техники и систем автоматизации. Важным при этом является
их выбор и компоновка в максимальной степени адаптированные
к конкретному объекту и к режимам функционирования объекта
в технологическом процессе. Поэтому в условиях большого разно¬
образия технических решений и вариантов технического и програм¬
много обеспечения систем стремятся иметь формализованный под¬
ход, с помощью которого можно свести процесс выбора технических
и программных средств к последовательности действий и оценок для
принятия оптимальных решений. Важно это иметь и потому, что
электротехнические компании и инжиниринговые фирмы, как пра¬
вило, выполняют работы широкой отраслевой направленности для
весьма разнообразных технологических объектов и наличие едино¬
образного подхода к решению разнонаправленных задач существенно
сокращает время выполнения предпроектных работ.73
При этом следует применять методики проектирования, которые
оперируют динамическими моделями и основаны на проработке
основных положений теорий системного анализа применительно
к ЭПС. Эти методики включают в себя проработку следующих во¬
просов: формирования частных и обобщенных критериев качества;
классификации электроприводов, механизмов и технологий как еди¬
ного целого; разработки математических моделей систем, подсистем
и процессов; компьютерного моделирования и оптимизации систем;
принятия решений о базовом варианте системы; выбора технических
средств и разработку программного обеспечения.Формирование вариантов решений (выполнения системы), вклю¬
чающих в себя сочетания разных компонент электротехнической,
механической и технологической подсистем (рекуперация энергии
в сеть переменного или постоянного тока, с редукторами или без
редукторов, с разными вариантами передаточных механизмов; с до¬
полнительными исполнительными органами и др.) является одним
из начальных этапов создания системы. На этом же этапе пред¬
варительно выбирают структуру системы и электрооборудование.
Выполнить этот этап удобно, если использовать содержание ячеек
матрицы модулей (рис. 2.2, а), составленной в соответствии с клас¬
сификацией технологических, механических и электротехнических
устройств системы. Такая классификация выполняется по группам,
подгруппам и отдельным решениям в каждой подсистеме. Унифи¬
цированные электротехнические устройства обстоятельно представ¬
лены в каталогах, в руководствах по монтажу, наладке, программи¬
рованию и эксплуатации (см. приложение и [45 — 51]). Унифициро¬
ванные механические и технологические устройства представлены
и классифицированы в 40 томах энциклопедии машиностроения,
подготовленной РАН.Если при исследовании функциональных модулей доминируют
их динамические характеристики, то при исследовании блоков-ком-ТехнологияКачество технологииоXл5S§ю«коо,СЭлектропотреблениеа бРис. 2.2. Матрицы динамических моделей функциональных модулей (а)
и блоков-комплексов (б)74
плексов оперируют обобщенными и частными критериями, характе¬
ризующими их эффективность в технологии. Такими частными кри¬
териями являются критерии, отражающие оценки качества техноло¬
гии, производительность, электропотребление для каждого варианта
комплекса. Варианты комплексов для исследований целесообразно
представлять в виде матрицы блоков (рис. 2.2, б). Подробней об этом
изложено в подразд. 2.18.2.2. Единство электроприводов постоянного
и переменного токов в реализации
технологических функцийАлгоритмы управления электроприводами постоянного тока
в реализации технологических функций хорошо изучены и раскры¬
ты в литературе [ 2, 3, 11, 12, 16, 23, 26, 39, 41]. Имеются унифици¬
рованные структуры систем регулирования и управления такими
электроприводами с двигателями независимого возбуждения, обе¬
спечивающими однозонное и двухзонное регулирование скорости
электроприводов и решение разнообразных задач технологий. В свя¬
зи с тем что в настоящее время эффективность электроприводов по¬
стоянного тока ниже эффективности электроприводов переменного
тока, их применение связано в основном с проектами модернизации
электроприводов технологического оборудования, в котором замена
установленных электродвигателей постоянного тока и передаточных
механизмов не предусмотрена. Модернизацию выполняют путем при¬
менения современных микропроцессорных средств, полупроводни¬
ковых преобразователей, интерфейсов и сетевых средств для инте¬
грации электроприводов старых поколений в современные системы
автоматизации. Средства такой модернизации рассмотрены в [15].Алгоритмы управления электроприводами переменного тока
развиваются на протяжении более 40 лет и к настоящему моменту
времени разработаны устойчивые решения, обеспечивающие высо¬
кую динамику и энергетику этих приводов. Как было отмечено в гл.1 в новых проектах технологического оборудования преимуществен¬
ное распространение имеют электроприводы, выполняемые на базе
асинхронных короткозамкнутых двигателей и явнополюсных син¬
хронных двигателей с постоянными магнитами (вентильный элек¬
тропривод). Первые применяются в диапазоне мощностей от долей
киловатт до нескольких мегаватт, вторые — в диапазоне от десят¬
ков ватт до 50 кВт. Существует тенденция увеличения диапазона
мощностей вторых электроприводов до нескольких сотен киловатт
и примеры их применения в высокодинамичном и высокопроизво¬
дительном оборудовании, в частности в машинах бумагоделательного
производства. Мощные электроприводы выполняются также на базе
асинхронных электродвигателей с фазным ротором, регулирование75
скорости которых вверх и вниз от номинальной скорости осущест¬
вляется преобразователем частоты, устанавливаемым в цепи ротора.
Такой привод имеет минимальную установленную мощность преоб¬
разователя частоты и наименьшие потери мощности. Вместе с этим
приходится решать задачу плавного и энергосберегающего пуска
таких приводов, их применение рационально для технологическо¬
го оборудования с длительным режимом работы, редкими пусками
и ограниченным диапазоном регулирования скорости относительно
номинальной скорости.Доминирующим управлением в приводах переменного тока явля¬
ется векторное управление, а математическое описание электромаг¬
нитных и электромеханических процессов в приводах выполняется
во вращающейся системе координат, ориентированной по вектору
потокосцепления ротора электродвигателя. В унифицированной
электроприводной технике приводные преобразователи (преобра¬
зователи частоты) на выбор пользователя имеют, как правило, век¬
торные и скалярные (по (///'-характеристике) алгоритмы управления,
но в любом варианте отсутствует доступ к структуре контуров регу¬
лирования и к настройке параметров регуляторов электромагнитных
переменных. Настройки выполняются автоматически по данным дви¬
гателей, вводимым в программу автоматической настройки [14]:Рном — номинальная мощность на валу;«ном — номинальная частота вращения;^1homY — номинальные напряжения при соединении обмоток^ЛномДв схему «звезда» и схему «треугольник»;^1номУ — соответствующие номинальные токи;I \ номА/ihom ~ номинальная частота сети;рп — число пар полюсов;Л ном ~~ номинальный КПД;coscPhom — номинальный коэффициент мощности;kj — кратность пускового тока, к, = 1пуск ;■* 1номмтсккм — кратность пускового момента, ки = —-1—;НОМл i мКX — кратность критического момента, А, =Мном/лв — момент инерции двигателя;Мк'и — кратность минимального момента, к'и = — т'--.*** НОММетоды настройки и параметрирования приводов описаны в гл. 4
учебника.76
В качестве примера рассмотрим системы управления, применяе¬
мые в комплектных частотно-регулируемых электроприводах фирмы
Siemens [48, 49, 50]. Частотное управление асинхронными электро¬
двигателями осуществляется двумя основными способами:1) по функциональной характеристике, связывающей напряжение
и частоту статора электродвигателя (^///'-характеристике); применя¬
ется для электроприводов, в которых отсутствуют особые требования
к динамике;2) векторным; используется для электроприводов со средней и вы¬
сокой динамиками.Теоретические аспекты этих способов управления рассматрива¬
ются в работах [37, 41, 43]. Каждый из них адаптирован к частным
случаям с помощью функциональных модулей, влияющих на стати¬
ческие и динамические характеристики электроприводов.Функциональные схемы систем управления электроприво¬
дами, в которых использованы описанные способы, приведены
на рис. 2.3, а, б.Все модули функциональных схем реализуются программно
на контроллере привода. В соответствии с этим существует набор
типовых программных модулей и программ связки модулей, обеспе¬
чивающих реализацию нужной системы управления.Управление по U/f-характеристике реализовано в системе управ¬
ления одним или несколькими асинхронными электродвигателями
(см. рис. 2.3, а). Датчик скорости ДС используется в системах с ши¬
роким диапазоном регулирования скорости (более 1:50). Если этот
диапазон мал, то можно обойтись без датчика скорости. При этом
система управления будет иметь более простой вид. Такие системы
применяются в приводах насосов, вентиляторов, в транспортных
средствах при ограниченном диапазоне регулирования скорости.Для поддержания постоянства потокосцепления статора в соответ¬
ствии с {///"-характеристикой применяются модули //^-компенсации
и Ud-коррекции. При отсутствии ДС повышение «жесткости» меха¬
нической характеристики электропривода при изменении нагрузки
достигается с помощью модуля компенсации скольжения. Он повы¬
шает частоту напряжения статора пропорционально нагрузке.В системе предусматриваются регулирование тока ограничения
в соответствии с заданным значением /*ах воздействием на напряже¬
ние или частоту статора и выбор U/f— характеристики, соответствую¬
щей управлению механизмами, имеющими постоянную или вентиля¬
торную нагрузку. Имеется защита от «опрокидывания» привода в слу¬
чае превышения момента нагрузки выше критического значения.В качестве датчиков скорости используют аналоговые или им¬
пульсные датчики. Во втором случае применяют датчики с двумя
каналами импульсов, имеющих фазовый сдвиг 90°.Векторное управление реализовано в системе управления асин¬
хронным электродвигателем, функциональная схема которого показа-77
MvЗадатчикинтенсивностиdп*/dt /*f<&м*tI*эдс-вычи-слительПреобразовательчастоты/^-регулятор*9РегуляторскоростиЛ/>/,£и.■О— Е!гНкпкорректорUа/ю- регуляторРегулирование по грузу
Действует при / >f/солО/Управ¬лениеклю¬чамиHI-г/Динамическаямодельдвигателяf*/скбРис. 2.3. Функциональные схемы систем управления скоростью частотно¬
регулируемого АД:а — управление по [///"-характеристике; б — векторное управление; ДС — датчик
скорости; М — электродвигатель; символом «*» обозначены заданные значения пере¬
менных, символом «а» — оценки значений переменных78
на на рис. 2.3, б. В ней предусмотрена возможность управления одно-
и многодвигательными электроприводами, в том числе электропри¬
водами, взаимосвязанными механически по нагрузке. Динамические
характеристики таких электроприводов аналогичны динамическим
характеристикам электроприводов постоянного тока. Достигается
это управлением составляющими Iw и вектора тока статора, первая
из которых пропорциональна моменту двигателя, а вторая — пото-
косцеплению. Значения 1Ш и оценивают по динамической модели
двигателя, составленной путем представления мгновенных значений
переменных в виде результирующих векторов и перехода к вращаю¬
щимся системам координат. В системе предусмотрена возможность
ограничения момента двигателя в соответствии с заданным значе¬
нием и управления интенсивностью изменения момента. Система
управления с датчиком скорости (см. рис. 2.3) используется в меха¬
низмах с большим диапазоном регулирования скорости.Вариант векторного управления электропривода без датчика ско¬
рости применяется в производственных механизмах при диапазоне
регулирования скорости, не превышающем 1:50 (например, в экстру¬
дерах и вентиляторах большой мощности, в транспортных и подъем¬
ных механизмах, центрифугах). Бездатчиковое определение скорости
в электроприводе переменного тока рассмотрено в учебнике [37].В первых разработках систем управления функциональные воз¬
можности контроллера привода расширялись путем подключения
интеллектуальных модулей технологической группы Т100 — Т300.
В современных условиях такой необходимости нет, и все функцио¬
нальные задачи решаются контроллером привода. К таким задачам
относятся:• реализация П-, ПИ-, И-, ПД-, ПИД-регуляторов усилия, натя¬
жения, подачи, давления, температуры и других технологических
переменных;• задание требуемых режимов пуска приводов в соответствии
с управляющей командой;• синхронизированное управление электроприводами;• реализация быстрых последовательных интерфейсов, позволяю¬
щих выполнить каскадное управление группами комплектных
электроприводов и осуществить связь с сетью технологического
уровня, с технологическим контроллером и (или) промышленным
компьютером;• наблюдение за важными сигналами (параметрами) через индика¬
тор параметров (функция мультиметрии) и др.Некоторые функции управления, которые наиболее часто встре¬
чаются в технологических агрегатах, автоматизируемых средствами
электроприводов, запрограммированы в модулях памяти контроллера
в виде стандартных программных модулей. Вместе с тем пользовате¬
лю предоставляется возможность реализации специальных решений,
соответствующих частным технологическим задачам.79
Алгоритмические структурные схемы электромагнитных ди¬
намических процессов при векторном управлении асинхронным
двигателем намного сложнее аналогичных схем электроприводов
постоянного тока вследствие взаимосвязи электромагнитных пере¬
менных. В качестве примера на рис. 2.4 показан один из вариан¬
тов алгоритмической структурной схемы системы регулирования
скорости в эффективных (действующих) значениях переменных
[37]. Во вращающейся системе координат а — (3 ось а ориентирова¬
на по вектору потокосцепления ротора. Обозначения переменных
пояснять не будем. Многие из них известны. Для раскрытия неиз¬
вестных переменных следует обратиться к первоисточнику, где даны
подробные математические описания систем и примеры их расче¬
та. При реализации тормозных режимов с рекуперацией или без
рекуперации энергии торможения в сеть переменного напряжения
алгоритмические структурные схемы дополняются соответствую¬
щими моделями, отображающими динамические электромагнитные
процессы. Для оценки переменных и идентификации параметров
электромагнитных процессов используются наблюдатели состояния.
Модели таких процессов рассмотрены в работах [37, 41]. Часть этих
описаний дана в подразд. 2.1.Аналогичны алгоритмические структурные схемы электромагнит¬
ных динамических процессов при векторном управлении синхронны¬
ми двигателями, в том числе и явнополюсными СД с постоянными
магнитами [37].В частотно-регулируемых электроприводах фирмы АВВ использу¬
ется технология прямого управления моментами (технология DTC).
В результате применения мощного цифрового сигнального процес¬
сора система быстро реагирует на изменения нагрузки, меняя мо¬
мент на валу двигателя и тем самым повышая качество управления.
В систему входят следующие основные модули:• регулирования в скользящем режиме вектора потокосцепления
статора 4^ и момента М двигателя по значениям, вводимым в него
заданных и действительных величин;• модели АД, в которой через каждые 25 мкс осуществляется вычис¬
ление потока статора и момента по введенной в нее информации:
токам двух фаз статора АД, напряжению цепи постоянного тока
и положению «ключей» ИН; кроме того, в этом модуле произво¬
дится вычисление скорости АД и частоты выходного тока ИН.
Таким образом модель АД осуществляет организацию обратных
связей по регулируемым переменным в САР;• быстродействующего логического автомата, переключающего
ключи автономного инвертора в зависимости от оптимизации
вектора выходного напряжения ИН по предельным отклонениям
момента и потока статора. Таким образом, организация ШИМ-
управления осуществляется как функция заданных переменных
электромагнитного состояния АД. Отметим также объединение80
Л g5 m* 22 aS Па оx g,ё “я 3s £t °^ Й^ 2Q v^ я
л 4X (T)а 82 I§ а
н к
касил§оaсввого03аю ь-о 5(L> sa ис Xs sаа £>HJ О.о н <и0>-i-
иs *и Я
о, 5О X X он u г оо 1 ё аS i S я4 Sа х5 (-Нн 2о 2ft ок 55
р -е
•еа ааw h f чго w О "Ч»■> u нS 5 g й£ ? 9 &&оk я■С и
ft? §« •&
gf
2 §82
задач ШИМ-управления и регулирование момента, при которомотсутствует программное ШИМ-управление;• регулятора скорости;• задания и ограничения момента;• задания потока статора.Описание системы управления дано в учебнике [4], технология
прямого управления моментами обстоятельно рассмотрена в рабо¬
тах [19, 37].Следует подчеркнуть, что быстродействие и полоса пропускания
контуров регулирования электромагнитных переменных значительно
превосходят аналогичные показатели контуров регулирования скоро¬
сти и положения вследствие проявления упругих деформаций и меха¬
нических резонансов в кинематических передачах, исполнительных
органов машин, в обрабатываемом материале. Частота ШИМ-ин-
вертора может быть несколько килогерц и период т ШИМ может со¬
ставлять десятые и сотые доли миллисекунды. Частоты механических
резонансов могут быть несколько герц, в лучшем случае — несколько
десятков или сотен герц при специальном исполнении двигателей
и механической части приводов. В связи с этим при математическом
описании механических и технологических подсистем можно ис¬
пользовать упрощенные математические описания электромагнит¬
ных подсистем, сводя их к известным описаниям электромагнитных
подсистем электроприводов постоянного тока.Алгоритмическая структурная схема такой подсистемы, ориен¬
тированной на встраивание в систему управления производствен¬
ной машиной (подразд. 2.18.3), показана на рис. 2.5. Считается,
что ¥2 - const. Параметры и переменные подсистемы приведены
к исполнительным органам механизмов машины, что удобно, когда
рассматривают модели комплексов управления технологическими
переменными. Подобные модели используют не только для исследо¬
вания, но и для управления в период эксплуатации комплекса. Сле¬
дует отметить, что при расчете и выборе компонентов электропри¬
вода параметры и переменные приводятся к двигателям. Параметры
^эл Тэ» см/> Сы могут иметь разные значения для разных вариантов
схем «ПЧ — двигатель» и способов векторного управления. Так, для
варианта системы управления, показанного на рис. 2.4, R3i = Rh
T3i = <зТъ сш = ъ/2рпк2^2, се/ = рп к2х¥2> гДе R\ — сопротивление ста¬
тора; а — коэффициент рассеяния двигателя (ст = \ - 1}т/{ЦЬ2))\
Тх — постоянная времени статора; к2 = Lm/L2 — коэффициент;
4*2 — потокосцепление ротора; рп — число пар полюсов. Методи¬
ка расчета параметров и постоянных времени двигателя изложена
в работах [3, 37].Для детального исследования влияния электромагнитных про¬
цессов на управление технологическими переменными возможно
исследование процессов по полной модели электромагнитной под¬
системы.83
2.3. Управление соотношениями переменных
электропривода для повышения энергетической
эффективностиОбстоятельные исследования энергосберегающих режимов элек¬
троприводов выполнены в учебных пособиях [7, 14]. Остановимся
на наиболее важных моментах, которые необходимо учитывать при
рассмотрении вопросов энергопотребления и энергосбережения
в электроприводах, при их использовании для технологий.Потери мощности в установившемся режиме. При выполне¬
нии производственным механизмом заданной работы его электро¬
привод потребляет из сети энергию, мощность которой является
функцией времени технологического процесса. При питании при¬
вода от трехфазной сети переменного тока потребляемая мощность
Рвх =3£/ф/фсо8ф, Вт, где £/ф — фазное напряжение, В; /ф — фаз¬
ный ток, А; ф — угол сдвига между ними. Механическая мощность
на валу двигателя Р = Ма>, Вт, где со — угловая скорость, рад/с;
М — момент, Н м. Номинальная мощность Рном соответствует
номинальному моменту Мнои и номинальной угловой скорости®ном — ^^ном/30-МОЩНОСТЬ, необходимая для выполнения технологического про¬
цесса Р^, зависит от вида технологии и определяется, как правило,
произведением технологических переменных. Например, мощность
резания определяется произведением усилия резания и скорости
резания, мощность подачи жидкости с заданным давлением — про¬
изведением подачи и давления, мощность подъема груза с заданной
скоростью — произведением силы тяжести и скорости подъема и т.д.
Как и в других устройствах, у привода имеются номинальные зна¬
чения технологических переменных, при которых КПД технологии
имеет максимальное значение. Часто такие значения технологических
переменных называют оптимальными значениями.Передача мощности от Ръх до Рт сопровождается потерями мощ¬
ности АР/. Сумма потерь: ^АР, = АР = Рвх -Рт. Различают следую¬
щие составляющие потерь:1) потери в линии электропитания: АРлт = 3/2ин(/)/?лин, где RmH —
сопротивление линии; /лин — полный ток. Полный ток, в свою оче¬
редь, определяется активной /а и реактивной /р составляющими. Пер¬
вая создает момент двигателя и, следовательно, активную мощность,
вторая — магнитное поле двигателя и реактивную мощность. Потери
в линии, где могут находиться трансформаторы, реакторы, фильтры,
существенно зависят от соБф, в связи с чем стремятся иметь его близ¬
ким к 1. Это условие реализуется путем применения в ПЧ активных
или неуправляемых выпрямителей;2) потери в электронных ПЧ АРпч. В связи с высокими значения¬
ми КПД эти потери малы;84
3) потери мощности АРдв в электродвигателе в установившемся
режиме представляют обычно суммой двух составляющих: постоян¬
ных К и переменных V потерь: ДРдв = К + V. К постоянным потерям
К относят потери мощности, не зависящие от нагрузки двигателя:
потери в магнитопроводе (стали), механические и добавочные по¬
тери, потери, связанные с возбуждением двигателей; к переменным
потерям V — потери, выделяемые в обмотках двигателей при проте¬
кании по ним токов, зависимых от загрузки электропривода.Полные переменные потери в АД, учитывающие переменные по¬
тери в статоре К,ив роторе К2, определяют по формуле [14]:V = V^V2=Me>J 1 + ly,где Rj — активное сопротивление фазы статора; Т?2 — активное
сопротивление ротора, приведенное к статору (с учетом разницы
в числе витков ротора и статора); со0 ~~ синхронная скорость; 5 —
скольжение.Потери мощности при работе двигателя в номинальном режиме
определяются по паспортным данным двигателя с помощью номи¬
нального КПД г|ном и номинальной мощности двигателя Рнои\
\ — х\дрном = />ном Щ2М-, или как разность между потребляемой электри-Л номческой мощностью Pihom и номинальной мощностью двигателя Рном:
А Р — Р - Рном л 1ном -*■ ном1Постоянные потери мощности: К - АРном - VHOM, где VH0M — пере¬
менные потери в двигателе в номинальном режиме.В широком диапазоне нагрузок КПД двигателя имеет значения0,8... 0,9. Двигатель, работающий значительную долю времени с ма¬
лой нагрузкой или вхолостую, имеет низкий КПД и создает лишние
потери;4) потери в передаточном механизме и в механических узлах ис¬
полнительного органа АРП М определяются значениями КПД меха¬
низмов Г|п.м-Потери энергии в установившемся режиме. Потребляемая в те¬
чение периода времени Т энергия W, Дж, описывается формулойтW = ^P(t)<to. В частном случае, когда на отдельных интервалахомощность постоянна и равна Рь формула энергии приобретает видmW = ^Pjti, где m — число интервалов. Потери энергии определяют-
/=1 тся следующим образом: AW = jAP(0d/.оЭффективность процесса преобразования энергии определяется
двумя факторами:85
1) соответствием подводимой мощности Рт требованиям опти¬
мального технологического процесса;2) минимизацией потерь мощности (энергии) при выполнении
технологического процесса.Первый фактор определяется технологами и отражается в про¬
граммах управления технологическим процессом. В современных
системах управления применяется автоматическая оптимизация про¬
цесса, в результате которой выполняется корректировка данных про¬
граммы и вывод процесса на оптимальные условия в соответствии
с принятыми критериями качества и текущими значениями возму¬
щений в системе. Такие критерии предусматривают и минимизацию
энергозатрат на выполнение процесса.Второй фактор предусматривает применение для любых режимов
работы технологического оборудования такое управление соотноше¬
ниями переменных электропривода, при котором при прочих равных
условиях обеспечивается энергосберегающий режим.Частными случаями процесса являются: непрерывный процесс
с постоянной нагрузкой, требующий правильного выбора оборудова¬
ния; циклический процесс с пиковым приложением нагрузки и с по¬
следующим холостым ходом, требующий применения накопителей
энергии для гашения пиковых потерь мощности.Полная оценка фактической энергетической эффективности си¬
стемы делается только на основе КПД цикла г|ц (возможно двух или
трех циклов) при сопоставлении необходимой полезной энергии
за некоторый цикл WnojlAl с энергией, потребленной от источника
за это же время, lVn0Tp il:W W_ ПОЛ.Ц __ гг пол.ц ч~ W ~ W + AW ’'' потр.ц гг пол.ц тигг цгде АЖЦ — потери энергии за цикл.При работе двигателя с циклически изменяющейся нагрузкой
полные потери энергии за цикл составятДИ^ = jW)cU = £/V,,О /=1пгде /ц — время цикла, tn = п — число участков цикла; Аtt —;=1соответственно потери мощности и время работы на i-м участке
цикла.Коэффициент мощности асинхронного электропривода. Приработе электропривода в установившемся режиме коэффициент
мощности
где Ра, Q, S — соответственно активная, реактивная и полная (кажу¬
щаяся) мощности. Если электропривод работает в некотором цикле
при различных нагрузках или скоростях, то он как потребитель реак¬
тивной энергии характеризуется средневзвешенным или цикловым
коэффициентом мощности, который определяется отношением по¬
требленной активной энергии за цикл Wa к полной или кажущейся
энергии Wn в соответствии с формулойCOS(Pu П " I^A/=1где Pah St — соответственно активная и полная мощности на этапах
цикла.Активная Ра и реактивная Q мощности применительно к трехфаз¬
ному АД могут быть рассчитаны по следующим формулам [ 14]:Р& = Р\& = ^мех + А Р = Мы+к + Vx+V2;
Q = 3U'bIu + Ma0s-, ^кзЦ U- R'■2Для большинства АД coscpHOM «0,8...0,9, для этих значений Q =
= (0,5...0,75)Р1. Чем ниже coscp, тем большую реактивную мощ¬
ность потребляет АД из системы электроснабжения, загружая ее
элементы дополнительным током и вызывая в ней соответствую¬
щие потери.Коэффициент мощности АД существенно зависит от его нагруз¬
ки. При холостом ходе АД коэффициент мощности невелик, так
как относительно велика доля реактивной мощности по сравнению
с активной. По мере увеличения нагрузки двигателя возрастает и
coscp, достигая своего максимального значения примерно в области
номинальной нагрузки двигателя.Для расчета входящих в приведенные формулы тока намагничи¬
вания / и приведенного номинального тока ротора Г2 АД можно
использовать следующие приближенные формулы:I I sino ‘S'homCOS9hom I уц -Мном ^^Фном IHOM(COSO.sincpH0M ^V2Х^2ном ~^lHOM^^S(p'номK+jK-i’мгде Хм — кратность максимального момента АД, Хм = Мк^ НОМкритический момент двигателя.87
При Х,м >1,7 приведенный номинальный ток ротора Г2 может быть
рассчитан по формуле 1'2пош * /i„omCOS(Phom [14]. При этом погреш¬
ность получаемого результата составит менее 5 %.Основное допущение при расчетах состоит в том, что электромаг¬
нитный момент двигателя принимается равным моменту на валу дви¬
гателя. Тем самым не учитываются механические потери в двигателе,
которые относят к нагрузке двигателя. Это допущение справедливо
для двигателей мощностью более 10 кВт. Для двигателей небольшой
мощности оно приводит к заметным ошибкам.Потери мощности в двигателе при частотном регулировании
скорости. Эти потери остаются практически постоянными при по¬
стоянной нагрузке [ 14]:ар=м~Аггк */<“>•Рп( А + А)где Li — индуктивность рассеяния фазы статора, Ц =Хх/{Ъг/,); Ь2 —
приведенная индуктивность ротора, Ь2 = Х'2/(2п/,).Механические характеристики АД при частотном двухзонном ре¬
гулировании скорости приведены на рис. 2.6, а [14]. Для того чтобы
компенсировать падение напряжения в обмотках статора и сохранить
неизменный критический момент Мк при низких частотах, напряже¬
ние U\ изменяют так, как показано на рис. 2.6, б. Допустимый момент
несколько уменьшается при низких скоростях в связи с ухудшением
вентиляции и уменьшается обратно пропорционально скорости при
высоких скоростях из-за снижения магнитного потока. Такие механи¬
ческие характеристики устанавливают, если нагрузка мало меняется
при изменении скорости. При больших изменениях нагрузки целе¬
сообразно формировать механические характеристики при других
соотношениях частоты и напряжения статора.Рис. 2.6. Механические характеристики АД при двухзонном частотном ре¬
гулировании скорости (а) и U/f-характеристика (б), соответствующая по¬
стоянству критического момент Мк: дительно допустимый момент двигателя88
В общем случае при выборе соотношения между частотой и на¬
пряжением, подводимым к статору АД, исходят из условия сохране¬
ния перегрузочной способности двигателя и достижения высоких
энергетических показателей. Эти соотношения устанавливаются
формулой, получившей название «закон Костенко»:Л_ = Л_ ГШ9ном /ном V ^номгде С/1ном, /ном — номинальные напряжение и частота сети; U, f — на¬
пряжение и частота ПЧ; Мном, М — номинальное и текущее значе¬
ния момента двигателя. Управление в соответствии с этой формулой
при ненасыщенной магнитной системе обеспечивает практическое
постоянство коэффициента мощности и абсолютного скольжения.
При этом КПД системы не зависит от скорости.В зависимости от вида нагрузки Мс = F((o) привода U//-характе¬
ристики ПЧ могут быть разными: при постоянном моменте нагрузки
Мс = const, U/f = const; при моменте, соответствующем постоянству
мощности, Мс = /ссо1 , (Ulyff) = const, при вентиляторной нагрузкемс = const рс = const, Мс = к(£>~1Мс = коз2вРис. 2.7. Механические характеристики асинхронного привода для разных
характеристик нагрузки:
а — Мс = const, б — Мс = ка~\ в — Мс = кол289
Мс = к(л2, U/f1 - const. Механические характеристики для этих слу¬
чаев показаны на рис. 2.7 [33].Учитывая то, что ток намагничивания /ц, создающий магнитное
поле, является значительной частью тока статора, а в номинальном
режиме /цном = (0,35 ...0,40)/1ном (/1н0м ~ номинальный ток статора),
целесообразно при малых нагрузках уменьшать поток и ток намаг¬
ничивания и тем самым уменьшать потери мощности.Управление динамическими режимами привода при частотном
регулировании скорости может сопровождаться ограничениями
по мощности и потерям энергии, если использовать управление ин¬
тенсивностью изменения скорости (положительными и отрицатель¬
ными) на этапах цикла работы привода, а также в режимах разгона
и торможения привода. При малых значениях интенсивности потери
энергии будут малыми. Очевидно, что такие режимы должны быть со¬
гласованы с производительностью технологического оборудования.2.4. Управление моментом и соотношениями
моментовУправление моментом. Управление моментом двигателя выпол¬
няется в любой системе регулирования скорости электропривода
в соответствии с изменяющимся моментом нагрузки. Наряду с этим
необходимо предусматривать ограничение механических перегрузок
электропривода [16, 17]. Механические перегрузки являются важной
особенностью рабочих режимов для большинства общепромышлен¬
ных механизмов циклического действия. Для механизмов передви¬
жения на рельсовом ходу они обусловлены перекосами при большом
пролете крана или ветровой нагрузкой, если сооружение работает под
открытым небом. Перегрузки крюковых подъемных лебедок могут
возникать при подхвате примерзшего или заклиненного груза. Наи¬
более тяжелые и частые механические перегрузки возникают у меха¬
низмов, для которых при нормальном течении технологического про¬
цесса возможна работа на упор — механическое стопорение ИО.Систематическими механическими перегрузками и механиче¬
скими стопорениями сопровождается работа всех механизмов, уча¬
ствующих в процессе черпания грунта или перемещения материала:
напорных, подъемных и тяговых лебедок экскаваторов и грейферных
кранов. При работе в мягких грунтах перегрузки могут достигать
опасных значений, но нарастают постепенно. Такие режимы назы¬
вают мягкими стопорениями. При черпании скальной породы экс¬
каватором или смерзшегося транспортируемого грунта грейферным
краном возможны внезапные заклинивания ИО — так называемые
резкие стопорения.Во всех случаях, когда возникающие по любой причине механи¬
ческие перегрузки превосходят перегрузочную способность привода90
и допустимую нагрузку механизма, должно обеспечиваться автомати¬
ческое ограничение момента, развиваемого двигателем, допустимым
значением. Допустимый момент двигателя определяется максималь¬
но допустимой нагрузкой механизма по условиям его механической
прочности. Его кратность относительно номинального момента
не должна превышать перегрузочной способности двигателя. Вы¬
бранное из этих условий значение момента в дальнейшем будем на¬
зывать допустимым стопорным моментом Мсит.Требования к системе ограничения момента для разных меха¬
низмов различны. Если опасные перегрузки представляют собой
несистематическое, редкое явление, система может действовать как
защитное устройство, вызывающее отключение привода и перерыв
в работе механизма. Примером может служить максимальная защи¬
та двигателя, отключающая его от сети с помощью контактора или
автомата при токе, превышающем номинальный в 2 — 2,5 раза.Однако подобные устройства неприменимы для механизмов, ра¬
бота которых систематически сопровождается перегрузками и стопо-
рениями. В таких случаях должно предусматриваться автоматическое
ограничение момента, не вызывающее перерывов в работе механиз¬
ма, которые недопустимо снизили бы его производительность. Не¬
прерывное ограничение момента может быть осуществлено электри¬
чески или механически.Электрическое ограничение достигается использованием электро¬
привода с экскаваторной механической характеристикой. Оно широ¬
ко применяется не только для ограничения механических перегрузок,
но и для формирования переходных процессов пуска, реверса и тор¬
можения. Качество ограничения момента обычно характеризуется за¬
полнением экскаваторной характеристики, которое тем больше, чем
жестче ее рабочий участок и чем круче падающий. Идеальная экскава¬
торная характеристика 1 и реальные экскаваторные характеристики 2
и 3 с разным заполнением показаны на рис. 2.8. При достаточно вы¬
сокой жесткости рабочего участка реальных характеристик их запол¬
нение может оцениваться так называемым коэффициентом отсечки^ЧУГС — MQJ Л/стоп.Для выяснения основных физических
особенностей режимов резких стопоре-
ний проанализируем переходный процесс
электропривода подъема экскаватора-ло¬
паты, вызванный внезапной остановкой
ковша при столкновении с невзорванной
скалой.Примем, что момент М двигателя в пе¬
реходном процессе изменяется в соответ- Рис. 2.8. Экскаваторные ме-
ствии с механической характеристикой 2, ханические характеристики
представленной на рис. 2.8, и единствен- привода:НЫМ упругим элементом схемы является 1 — идеальная; 2, 3 — реальные91
м )---=■Рис. 2.9. Расчетная схема (а) и динамические процессы (б) режима резкого
стопорения электроприводаподъемный канат. В соответствии с расчетной схемой (рис. 2.9, а),
пренебрегая имеющимися в механизме силами трения, можно за¬
писать:(2.2)Здесь Л/J2 = с 12Ф — приведенный к валу двигателя момент, соз¬
даваемый на барабане натяжением каната, где с]2 — приведенная
к валу двигателя жесткость каната; ср — приведенное к валу двигателя
удлинение каната, выраженное в виде углового перемещения бара¬
бана; J\ — приведенный к валу двигателя момент инерции электро¬
привода.Уравнение падающего участка экскаваторной характеристикигде р =М = М„■^СТОП МQIC ^
СО/^ТГ1■рсо,модуль жесткости падающего участка меха¬нической характеристики.Подставив выражения для М12 и Л/ в формулу (2.2) и продиффе¬
ренцировав его, получим следующее дифференциальное уравнение:d2oo Р dco с 12 Л
~гт + т ~г+ г'ю = 0.
dt2 Jx dt JxКорни характеристического уравнения
Ритак как обычно92Р2JL± li^-£ii=-a±JC22 Jx ]j4J2 Jx J-; Q — частота упругих колебаний.(2.3)
Решение уравнения относительно скорости двигателя следует ис¬
кать в видесо = e_a'(>4sinQ/ + Bcosflt),где А и В — постоянные интегрирования.Примем, что в момент начала стопорения инерционные массы
привода движутся со скоростью сонач = соотс и М = М]2 = Мотс. Подста-с1аЛвив начальные условия: (со)0 = сонач и —— = 0 при t = 0, определимV о/ /опостоянные интегрирования:(X— “СОНач’ ^ — ®нач •Решение уравнения после подстановки постоянных интегриро¬
вания и преобразований приобретает видСО = Юна, Jl + е~“ sin(Qr + Т,), (2.4)где 'F, = arctg—.аРешение исходного дифференциального уравнения относительно
момента М12, пропорционального натяжению каната и характеризую¬
щего нагрузку механической части привода, следует искать в видеМп =^стоп +e-a'(C,sinf2/‘ + Z)cosQ/1), (2.5)где С и D — постоянные интегрирования.С помощью начальных условий (Мп)о = Мотс, \ —^J2 | = С12СОНач^ dt Joопределяем постоянные^ стаи Моте ).QD — ~(.М СТ0П — Л/отс).После преобразований с учетом того, что-^стоп — М отс — (Золоте — Р®нач’решение уравнения относительно Мп приобретает следующий вид:Мп = Л/с10„ + соначр,|1 + | е-^япда-Ч'г),где Ч? 2 = arctg—с\2 ~а(393
Полученным аналитическим зависимостям (2.4) и (2.5) соответ¬
ствуют изображенные на рис. 2.9, б сплошными линиями кривые
со, Л/,2 =f(t). Штриховые линии соответствуют процессу стопоре-
ния при (3 = 0, т. е. при идеальной экскаваторной характеристике 7
(см. рис. 2.8). В этом случае процесс стопорения протекает при М =
= Мстоп = const, и уравнения (2.3) —(2.5) упрощаются:со = сонач cosQq?; (2.6)М12 = Л^стш + ^^M2Lsinfi0r, (2.7)где О.0 = sjcn/J\ — частота свободных колебаний упругой механи¬
ческой системы.Пропорциональный усилию в канате момент Мх2 возрастает (см.
рис. 2.9, б) по мере снижения скорости, так как запасенная в оста¬
навливающихся инерционных массах кинетическая энергия, осво¬
бождаясь, переходит в потенциальную энергию упругого растяжения
каната. Наличие избыточного запаса потенциальной энергии при
со = 0 является причиной, вызывающей разгон барабана и связан¬
ных с ним частей в противоположную сторону. Поэтому процесс
стопорения имеет колебательный характер, причем при идеальной
экскаваторной характеристике теоретически в соответствии с форму¬
лами (2.6) и (2.7) колебания являются незатухающими. Практически
вследствие неучтенных потерь на трение энергия упругих колебаний
в этом случае рассеивается в виде теплоты в трущихся элементах,
но медленнее, чем при (3^0.Полученные зависимости свидетельствуют о том, что при ограни¬
ченном экскаваторной характеристикой моменте двигателя М < Мстоп
максимальные нагрузки элементов привода в процессе стопорения
увеличиваются из-за динамической нагрузки и при неблагоприятных
условиях могут достигать опасных значений. Без учета затухания мак¬
симальное значение момента М12 рассчитывают по формуле (2.7):12 max стоп ® нач \*^1^Т2 •Отношение максимальной нагрузки к установившейся определяет
динамический коэффициентI/ _ Мцтах _ , , „ 12 о\-''-дин ду- 1 ®нач■*** стоп стопкоторый характеризует перегрузки механической части электроприво¬
да при резких стопорениях по сравнению с установившимся режимом
стопорения. Из формулы (2.8) следует, что перегрузки тем больше,
чем больше начальная скорость сонач, момент инерции /, и жесткость
рабочего оборудования сХ2.Сравнивая формулы (2.5) и (2.7), а также соответствующие харак¬
теристики (см. рис. 2.8), можно убедиться, что при уменьшении коэф¬94
фициента отсечки (увеличение (3) затухание колебаний увеличивается.
Как уже отмечалось, линейная связь момента двигателя со скоростью
аналогична вязкому трению Л/тр = fko и оказывает демпфирующее
действие, способствуя быстрому затуханию колебаний. Увеличение
затухания влечет за собой некоторое уменьшение динамического
коэффициента, поэтому для подъемных лебедок экскаваторов-лопат
и грейферных кранов желательна характеристика с коэффициентом
отсечки ктс = 0,7...0,8 (характеристика 3 на рис. 2.8). Такая форма
экскаваторной характеристики одновременно уменьшает частоту
стопорений, так как обеспечивает заблаговременное снижение ско¬
рости при механической перегрузке еще до достижения стопорной
нагрузки. По снижению скорости машинист оценивает нагрузку
двигателя и своевременно предпринимает действия, направленные
на уменьшение перегрузки, например уменьшает напорное усилие
экскаватора-лопаты при перегрузке электропривода подъема.Чем тяжелее условия стопорения, чем больше жесткость механи¬
ческого оборудования с]2, тем меньший коэффициент отсечки нужно
иметь. В этом отношении наиболее характерен механизм напора экс-
каватора-лопаты с реечной передачей, которая дает весьма жесткое
соединение рукояти с приводом. Из-за большой жесткости с12 в дан¬
ном случае процессы резких стопорений носят характер тяжелых
ударов с опасными значениями динамического коэффициента. Для
этого механизма выбирают котс = 0,6...0,7 и для защиты от поломок
в его кинематическую цепь вводят муфту предельного момента, на¬
строенную на срабатывание приМ= (1,2... 1,4)Мстоп.Если экскаваторная характеристика предусматривается только для
ограничения момента в переходных процессах, то для получения их
равномерно ускоренного протекания нужно более высокое заполне¬
ние. Оптимальным является к0ТС = 1, соответствующий характеристике
/, представленной на рис. 2.8.Управление соотношениями моментов. Для многодвигательных
электроприводов, имеющих кинематические взаимосвязи в механиз¬
мах, решается задача управления загрузкой каждого электропривода
при одинаковой скорости их движений. В длинных конвейерных ли¬
ниях несколько электроприводов и одно или два натяжных устрой¬
ства обеспечивают движение конвейерной линии со скоростью и.
Электроприводы с учетом потерь в линии распределены так, чтобы
равномерно создавать усилие в ленте. Приводы могут создавать раз¬
ные усилия (моменты) в зависимости от топологии линии и значения
потерь в ней. Аналогичная ситуация имеет место в прессовой части
бумагоделательной машины, где несколько электроприводов связаны
прессовыми валами и натянутой сеткой, а также в механизмах намот¬
ки с периферическим накатом ленточных материалов, в поворотных
платформах и столах.95
В приводах, механически связанных несколькими приводными
осями, необходимо сделать так, чтобы нагрузка распределялась между
двигателями равномерно или в соответствии с заданными соотноше¬
ниями. Решение этой задачи зависит от варианта подключения ПЧ:
один ПЧ на группу двигателей, или индивидуальный ПЧ на каждый
двигатель.Если все двигатели подключены к одному ПЧ и в них поддержи¬
вается определенная частота статора, то отклонение в распределении
нагрузки возможно только при разных характеристиках скольжения
у двигателей. Двигатель с жесткой характеристикой будет принимать
на себя большую нагрузку. Если допустимы небольшие отклонения
в распределении нагрузки, то необходимо выбирать двигатели с оди¬
наковыми характеристиками скольжения.Проблемы с распределением нагрузки могут возникнуть также из-
за передаточных механизмов. Несовпадение скоростей узлов переда¬
точных механизмов приводит к тому, что двигатель с меньшей скоро¬
стью принимает на себя большую нагрузку. И это происходит несмотря
на то, что двигатели имеют одинаковые характеристики скольжения.Как правило, вариант многодвигательного электропривода с груп¬
повым ПЧ применяют для двигателей одинаковой мощности, с близ¬
кими друг другу характеристиками скольжения и стабильными пере¬
даточными механизмами. Для выравнивания нагрузки и управления
соотношениями моментов нагрузки механически взаимосвязанных
электроприводов применяют индивидуальные ПЧ на каждый дви¬
гатель. В такой структуре многодвигательного электропривода су¬
ществует несколько решений задачи управления соотношением мо¬
ментов электроприводов.Основные функциональные схемы систем управления тремя
электроприводами, раскрывающие эти возможности, показаны
на рис. 2.10. В общем случае число электроприводов может быть
и большим. Система, в которой первый привод выбран ведущим,
и в нем реализуется типовая система регулирования скорости с бло¬
ком управления моментом БУМ1 и регулятором скорости РС, имею¬
щим ограничение выходного сигнала, представлена на рис. 2.10, а.
С учетом задания vM_3 или сом 3 привод обеспечивает скорость им или
сом движения исполнительного органа И01. Ведомые электроприводы
с И02 и ИОЗ, совершающие движения с той же скоростью, управля¬
ются только по заданиям моментов Мз2 и Мз3. Задания устанавливают
с помощью устройств заданий моментов так, как это выполняется
в случае независимого управления соотношением скоростей много¬
двигательных электроприводов. Устанавливая конкретные значения
коэффициентов соотношения моментов kC Mj, обеспечивают соответ¬
ствующие им нагрузки электроприводов. При суммарной нагрузке
электроприводов, превышающей допустимое значение, т. е. при пере¬
грузке электропривода, происходит ограничение значения выходного
сигнала РС и наступает режим стопорения механизмов.96
(^мз)зидсPCм,БУМ1ПМ1ИО! Ум(юм)—»~Г*~1—-*• БУМ2 ~(шуПМ2И02БУМз| ^пмзиозМ®м)^м(“м)ИОЗ ум(®м)Рис. 2.10. Функциональные схемы систем управления соотношением момен¬
тов электроприводов97
Каждый из приводов развивает предельный момент с учетом ко¬
эффициента kCMj, но механизмы останавливаются. Для варианта
привода «ведущий/ведомый» нагрузка равномерно распределяется
в полном диапазоне скорости после передачи задания на моменты
с регулятора скорости ведущего привода на регуляторы моментов
ведомых приводов. Ведущий привод должен оснащаться датчиками
скорости (ДС), например импульсным энкодером, если предусма¬
тривается широкий диапазон регулирования скорости (более 1: 50)
производственного механизма. При ограниченном диапазоне воз¬
можно использование обратной связи по оценке скорости двигателя,
выполняемой в БУМ1.Недостатком рассматриваемого варианта электропривода является
режим ускорения ведомых электроприводов при нарушении меха¬
нической связи ИО/, например в случае обрыва полотна, связываю¬
щего ИО/ отдельных приводов. Этот недостаток устранен в вариан¬
тах систем, показанных на рис. 2.10, б, в. В схеме, представленной
на рис. 2.10, б, все три привода выполнены одинаково, по структуре
ведущего привода с регуляторами скорости. Режимы ускорения и за¬
медления параметрируются одинаково средствами каждого электро¬
привода с помощью функционального модуля «задатчик интенсив¬
ности». Возможно использование одного модуля на все привода.Управление соотношением моментов приводов выполняется
на уровне регулируемых ограничений по величине момента ведущего
привода. Управление ограничениями моментов выполняется анало¬
гично схеме, приведенной на рис. 2.10, а. Процессы управления здесь
очевидны и особых пояснений не требуют.Значительно большие возможности выравнивания нагрузки
и управления соотношениями моментов нагрузки имеются в вари¬
анте системы, показанной на рис. 2.10, в. В системе применяются
регуляторы соотношения моментов (РСМ1, РСМ2), с помощью ко¬
торых корректируются значения частот индивидуальных преобра¬
зователей частоты с целью получения нужных соотношений, в том
числе и равных значений моментов. Как и в предыдущих вариантах
систем, эти соотношения устанавливаются коэффициентами ксмЬ
кс м2 по значению момента задания ведущего привода. В системе
управления, выполненной по такой схеме, существует несколько ва¬
риантов, рассмотрим их.1. Цифровое задание подается в виде статорной частоты /3 [48].
На рис. 2.10, в этот вариант не отражен. Для всех преобразователей
частоты параметрируется одинаковое время разгона и время торможе¬
ния. При использовании управления по {///'-характеристике или при
замыкании контура регулирования частоты не должна применяться
компенсация скольжения двигателя. Все ПЧ должны обеспечить за¬
данную скорость производственного механизма. Если, например,
предусматривается одинаковое распределение нагрузки, то это до¬
стигается сравнением заданного момента на первом приводе с за¬98
данным моментом на каждом из других приводов и частотной кор¬
рекцией ПЧ, с помощью РСМ1, РСМ2 и регуляторов частоты РЧ1,
РЧ2, РЧЗ. Управление распределением нагрузки можно использовать,
если замкнутые контуры регулирования частоты быстродействующие.
При технической реализации такой системы задание частоты, мо¬
мента и управление командами осуществляется с первого ПЧ на все
остальные через информационную сеть. В этом случае для ПЧ при¬
меняется специальная сетевая плата. Так, фирма Siemens применяет
для приводов SimovertVC сетевую плату SCB2 и интерфейс RS485.Недостатком такого варианта является низкая стабильность скоро¬
сти им или юм при больших изменениях нагрузки, так как регулирова¬
ние скорости производится косвенно по частоте преобразователя.2. В системе используется задание скорости механизма и в каче¬
стве регуляторов используются регуляторы скорости PCI, РС2, РСЗ.
Информация о скорости поступает по оценке скорости двигателей
с блоков управления моментом БУМ 1 — БУМЗ или с датчиков ско¬
рости (энкодеров), установленных на каждом двигателе. Выполняет¬
ся общее задание скорости или сом 3, одинаковые времена разгона
и времена торможения. При прочих равных условиях работы системы
по сравнению с вариантом 1 сигналы коррекции моментов и частоты
преобразователей поступают с РСМ1 и РСМ2 соответственно на бло¬
ки БУМ2 и БУМЗ (см. рис. 2.10, в пунктир). Очевидно, что в таком ва¬
рианте при использовании ПИ-регуляторов скорости можно получить
высокую стабильность скорости им или сом при больших изменениях
нагрузки приводов в соответствии с заданными соотношениями.3. При определенных условиях вариант 2 можно использовать, фор¬
мируя сигнал коррекции моментов на выходе РСМ1 и РСМ2 и подавая
его не на БУМ2 и БУМЗ, а на регуляторы скорости РС2 и РСЗ.Динамические процессы в системе управления скоростью меха¬
низма и соотношением моментов нагрузки трех электроприводов
описываются следующей системой уравнений:Р®м =JuCLMyi ~Мс.м)'’ Муi =с,/гЧсо,-сом) +6,(а>,.-сом);Р®, = Jf] {Mi - Myi - Mci); Mt = cMii;T3ipii + it = R;} (wp/ - ce/(D,.);«Рi = W„i {P)KiUV.Ti {t - )](Wp.Mi - £д.т/*,-);«р.м/ = И'р.м/{p){up,ci -kaMiMi); ирШ < upMOi;Mp.c.i — J^p.c i (/,)(^з.и i ~kacj(J)i + Up c M y), Up ci < ^p.co ii^р.с.м j ~~ И'р.с.м j y'^p.c; — ^p.c(/+l))? ^р.с.м j — ^р.с.м.о j ■>«з.и/=^з иД/?)сомз; / = 1,3; j = 1,2; P = />_1 =J(-)d/,99
где сом, со, — частоты вращения механизма и двигателя; Mh Myh Mch
Мс м — моменты двигателя, упругих сил и сил сопротивления двига¬
теля и механизма; /,, мр,- — составляющие токов и напряжений стато¬
ра по оси р в системе векторного управления; wp T„ up Mi, uph up c Mj,
«з и, — выходные переменные регуляторов тока, момента, скорости,
соотношения моментов, задатчика интенсивности; сом 3 — задание ча¬
стоты вращения механизма; Яэ „ Т.и — эквивалентное сопротивление
и электромагнитная постоянная времени статора двигателя; см ,• —
постоянная связи момента и тока двигателя; cei — постоянная связи
противоЭДС и частоты вращения ротора; ch bt — коэффициенты
жесткости и демпфирования четырехмассовой упругой механической
системы, образованной механизмом и тремя двигателями с учетом
приведения параметров ПМ,; Jh JM — моменты инерции двигателя
и механизма, приведенного к двигателю; А:д т„ ka Mi, А;д с, — коэффи¬
циенты датчиков тока, момента, скорости; kni, т, — передаточный
коэффициент и время запаздывания преобразователя частоты.Для управления соотношением моментов применяют системы
векторного управления электродвигателями при постоянных значе¬
ниях потокосцеплений ц/2/.Регуляторы тока статора РТ/ и электромагнитного момента РМ/
принимаются соответственно в виде ПИ- и И-регуляторов. Методика
расчета РТ/ и РМ/ для системы векторного управления частотно-ре¬
гулируемым приводом изложена в учебнике [37]. В рассматриваемом
случае: R3i = Я, T3i = aT{,; см, = 3/2рик2у2; cei = рпк2ц2.Настройки ПИ-регуляторов внешних контуров (частоты враще¬
ния) связаны с настройками ПИ-регуляторов соотношения момен¬
тов. То, что в этих контурах применяются именно ПИ-регуляторы,
очевидно, так как механизмы подвергаются действию возмущений
в виде изменяющихся моментов сопротивлений и с такими регуля¬
торами получают минимальные динамические ошибки. Для просто¬
ты рассмотрения задач настройки регуляторов можно считать, что
частоты среза юс, контуров регулирования внешними переменны¬
ми находятся в соотношениях с минимальными частотами упругих
колебаний механической части системы, определяемых условием
сос/ «: co^min/. С запасом сосг * ОДсо^^, . Аналогичная ситуация имеет
место в отношении частот среза контуров регулирования соотноше¬
ния моментов оосму: coCMy «: 0,1сосм,.В системе управления с регуляторами скорости при подаче управ¬
ляющего или возмущающего воздействия на систему моменты рас¬
пределяются в соответствии с коэффициентами соотношения мо¬
ментов. При одинаковых коэффициентах соотношения моментов
нагрузка распределяется поравну.Очевидно, что в таком варианте при использовании ПИ-регуля-
торов скорости можно получить высокую стабильность скорости им
или сом при изменении нагрузки приводов в соответствии с задан¬
ными соотношениями.100
2.5. Управление скоростью и соотношениями
скоростейУправление скоростью. Одним из режимов управления скоро¬
стью является ее стабилизация. Системы стабилизации скорости
(ССС) электроприводов применяют в случаях, когда с заданной точ¬
ностью необходимо поддерживать скорость движения ИО машин. Ре¬
жимы работы ССС разнообразны в зависимости от режимов работы
промышленных установок в технологическом процессе. Наиболее
характерным является режим длительной работы электроприводов
в установках с непрерывным технологическим процессом. К таким
установкам относятся: непрерывные прокатные станы, бумагодела¬
тельные машины, установки для производства полимерных мате¬
риалов, кордных тканей и др. Как правило, такие промышленные
установки многодвигательные и содержат до нескольких десятков
электроприводов.Режимы работы ССС могут быть кратковременными при про¬
граммном управлении скоростью в широких пределах. Стабилизация
скорости в этих случаях является частным режимом на небольших
временных интервалах. Это характерно для электроприводов ряда
металлообрабатывающих станков, реверсивных прокатных станов.При длительно-непрерывных режимах работы ССС особых тре¬
бований к режиму пуска электроприводов нет, режим пуска являет¬
ся вспомогательным. Систему стабилизации скорости проектиру¬
ют, исходя в основном из условий обеспечения заданной точности
стабилизации скорости в установившемся режиме. При этом важно
исключить долговременные дрейфы в информационно-измеритель¬
ных частях ССС, которые обусловлены, главным образом, тепло¬
выми процессами. В системах с кратковременным режимом работы
требование к точности стабилизации скорости на одних интервалах
времени может противоречить требованию максимального быстро¬
действия при изменении скорости на других интервалах.Наиболее важным показателем ССС является точность стаби¬
лизации, о которой можно судить, например, по отклонению ско¬
рости Дсост в установившемся режиме после завершения переходно¬
го процесса при изменении статического момента или напряжения
сети. Отношение отклонения Аюст к заданной скорости со3 определяет
показатель статической точности ССС Дсост/со3, который может быть
выражен в процентах. Показатель статической точности применяют
и основном для оценки сравнительно «грубых» ССС. В современ¬
ных системах управления электроприводами в качестве регулято¬
ров используют модули контроллеров приводов, обеспечивающие
сколь угодно малые статические ошибки по скорости при условии,
если регулятор скорости выполнять с интегральной составляющей.
В связи с этим более важным показателем, характеризующим точ¬
ность ССС, является показатель динамической точности, связанный101
с оценкой мгновенных отклонений скорости на различных времен¬
ных интервалах.Мгновенные отклонения скорости зависят от ряда факторов: ди¬
намических изменений момента сопротивления и напряжения сети;
параметрических возмущений в электродвигателях, полупроводни¬
ковых преобразователях и кинематических передачах; погрешности
измерения текущих значений скорости; помех в каналах управления.
Если один из названных факторов более значим по сравнению с дру¬
гими, то точность можно оценить только по этому фактору. В против¬
ном случае необходимо оценивать точность с учетом всех основных
факторов, приводящих к нестабильности системы управления.Динамическую точность можно оценить по отношению мгновен¬
ного максимального отклонения Лсомг или среднего квадратического
отклонения Асосрк к заданному значению скорости со3. Вторая оценка
полнее характеризует точность системы, так как она основана на ста¬
тистических данных отклонений. По динамической точности разли¬
чают следующие группы ССС: малой точности (больше 1... 5 %); сред¬
ней (0,1... 1 %); точные (0,01 ...0,1 %); высокоточные (менее 0,01 %).В зависимости от требований к точности системы электроприво¬
да выполняют с различными информационными и управляющими
устройствами. Применяются аналого-цифровые и цифровые устрой¬
ства, в которых различным образом осуществляются ввод задания, из¬
мерение скорости и формирование алгоритмов управления. Имеется
отличие и в выполнении силовой части электроприводов — выборе
полупроводникового преобразователя, электродвигателя, кинемати¬
ческой передачи. Например, для точных и высокоточных систем целе¬
сообразно выполнять электроприводы безредукторными с управлени¬
ем от ПЧ с ШИМ-инверторами, применять высокоточные энкодоры
или интерферометры. Для электроприводов малой и средней точности
применимы редукторные электроприводы. Для электроприводов ма¬
лой точности возможно управление по {///'-характеристике ПЧ и мож¬
но регулировать скорость при косвенном ее измерении.Существенным фактором в проектировании ССС является диа¬
пазон регулирования уровня скорости d = comax/comin, где comax, comjn —
максимальная и минимальная скорости электропривода. По этому
показателю системы электропривода разделяют на системы малого
(d < 3), среднего (3 < d < 50) и широкого (d > 50) диапазонов регу¬
лирования. В современных АСУ электроприводов можно обеспечить
диапазоны регулирования скорости до 100 000 и более. При широком
диапазоне регулирования уровня скорости необходимо использовать
датчики скорости.При изменении скорости в широком диапазоне могут существенно
меняться динамические характеристики возмущающих воздействий
и погрешности информационных устройств. В этих условиях ССС
можно выполнять с перенастройкой структуры информационной
и управляющей частей системы.102
Управление соотношениями скоростей. Управление соотноше¬
ниями скоростей необходимо применять в системах многодвигатель¬
ных машин, ИО которых взаимосвязаны гибким материалом. Для
примера на рис. 2.11 показаны три электропривода, но их может быть
намного больше. Блоки управления скоростью БУС включают в себя
необходимый набор силовых модулей и модулей управления, входя¬
щих в состав комплектного электропривода (см. гл. 1). Общая ско¬
рость электроприводов задается сигналом v3 0, поступающим на входы
БУС через устройства задания соотношений скоростей УЗСС.Можно включать УЗСС так, чтобы обеспечить следующие спосо¬
бы управления локальными электроприводами:• с последовательным (каскадным) управлением, когда с изменени¬
ем скорости предыдущего электропривода изменяются в опреде¬
ленном соотношении скорости последующих электроприводов
(рис. 2.11, а);А] А2 A31с к*vc.c *'х.саК БУС К БУС К БУСб1*нс. 2.11. Функциональная схема систем управления соотношением скоро¬
стей электроприводов:а последовательная; б — параллельная комбинированная103
• параллельным (независимым) управлением (рис. 2.11, б);• комбинированным управлением, сочетающим в себе способы па¬
раллельного и последовательного управления.Реализация этих способов выполняется с помощью специальных
модулей контроллеров приводов. При этом один из приводов (в рас¬
сматриваемом случае первый) является ведущим, остальные — ве¬
домыми. Устройство задания скорости УЗС может входить в состав
технологического модуля контроллера первого привода. В случае
управления всеми электроприводами от технологического контрол¬
лера возможна реализация последовательного и параллельного управ¬
ления средствами этого контроллера.Соотношения скоростей локальных электроприводов в общем
виде определяются равенствомCD; Ur,где kc ci+x — коэффициент устройства задания соотношения скоро¬
стей, принимающий к < 1 либо к > 1.Требуемое значение коэффициента кс с устанавливается. При из¬
менении сигнала иэ о (см. рис. 2.11, а) соответственно изменяются
сигналы из2 и из3:^з2 ~ ^с.с2^з.о ’^зЗ — ^“с.с3^з2 — kcc3kcc2U30.В результате изменяются скорости всех локальных электроприво¬
дов, а соотношения скоростей остаются прежними. Если и30 = const,
а из2 изменится путем изменения коэффициента соотношения ско¬
ростей ксх2, то изменятся и все последующие сигналы задания из3
и У34 и т. д., а следовательно, и скорости соответствующих локальных
электроприводов. Влияние изменения кс с2 на предыдущий сигнал
задания отсутствует.При параллельном управлении локальными электроприводами
УЗСС включаются независимо друг от друга (см. рис. 2.11, б) и изме¬
нение одного из сигналов задания не приводит к изменению других
сигналов заданий. В такой схеме соотношения скоростей локальных
электроприводов устанавливаются в соответствии с равенствомсо,-+} _ изМ ^ кс с /+]
со j v3j kccj/ V*i . l Уз/+1где kc cj — , kC Cj+1 —^3.0 ^3.0При изменении коэффициента соотношения скоростей одно¬
го из локальных электроприводов меняется скорость только это¬
го электропривода и, следовательно, соотношение скоростей двух104
рядом расположенных электроприводов. Соотношения скоростей
остальных электроприводов остаются неизменными. Регулирование
общей скорости всех электроприводов происходит так же, как и при
последовательном управлении.Рассмотрим системы управления скоростью и соотношени¬
ем скоростей механизмов, взаимосвязанных упругим ленточным
материалом. Многодвигательные электроприводы промышленных
установок выполняют с использованием электродвигателей перемен¬
ного и постоянного тока. Силовая часть многодвигательных электро¬
приводов может быть выполнена по схеме с общим преобразовате¬
лем на все или на группу электроприводов или с индивидуальными
управляемыми преобразователями (УП) на каждый электропривод
(см. гл. 1).Многодвигательные электроприводы с индивидуальными УП
применяются без ограничений по мощности и обеспечивают более
гибкое управление промышленными установками при широком диа¬
пазоне регулирования скорости. Для чистовой обработки металлов
в прокатных станах используют электроприводы с двухзонным ре¬
гулированием скорости. Электроприводы могут также выполняться
реверсивными, если прокатка металлической полосы происходит
сначала в одном, а затем в обратном направлении. Для большин¬
ства других промышленных установок применяют нереверсивные
электроприводы с однозонным регулированием скорости.Локальные системы управления каждым электродвигателем вы¬
полняются по типовым схемам. Взаимосвязь локальных систем осу¬
ществляется по цепи нагрузки через общее обрабатываемое полотно
и по цепи управления для задания общей скорости электроприводов
и соотношения скоростей электроприводов отдельных секций.Взаимосвязь локальных систем управления электроприводами
через общее обрабатываемое полотно имеется в тех случаях, когда
движение полотна в межсекционном промежутке происходит с опре¬
деленным значением натяжения F. Основные соотношения, характе¬
ризующие взаимосвязь электроприводов через полотно, могут быть
установлены на основании схемы, представленной на рис. 2.12, а.Для простоты рассмотрения предполагаем, что радиусы всех при¬
водных валов одинаковы: гх = г2 = г3 = г, а упругие деформации в ки¬
нематической цепи «двигатель — приводной вал» каждого из электро¬
приводов отсутствуют в рассматриваемой полосе частот.Схема, показанная на рис. 2.12, а, является частью более общей
схемы, поэтому действие на полотно приводных валов, предшеству¬
ющих валу 7 и следующих за валом 3, учтено в виде их реакций Fx
и Fa.При рассмотрении динамических процессов в натянутом в межсек¬
ционном промежутке полотне принимают следующие допущения:• полотно однородно и имеет по всей длине одинаковую толщинуи ширину;105
аРис. 2.12. Схема взаимосвязи электроприводов через податливое полотно (а)
и алгоритмическая структурная схема системы управления соотношением
скоростей электроприводов, взаимосвязанных движущимся полотном (б)106
• масса материала не влияет на его деформацию; деформация в по¬
лотне имеет упругий характер, причем равномерно распределяется
по поперечному сечению;• волновые процессы, связанные с распределением деформации
по длине, несущественны;• проскальзывание движущегося полотна относительно приводных
валов отсутствует.Состояние полотна на участке растяжения длиной /2 (см. рис. 2.12, а)
описывается дифференциальным уравнениемгде &2 — относительное удлинение, е2 = А/2//2 (А/2 — абсолютное зна¬
чение растяжения); vx и и2 — линейные скорости полотна в начале
и в конце участка растяжения.Натяжение, возникающее в материале,где с2 — коэффициент жесткости полотна при растяжении.Подставляя в (2.10) значение е2 из уравнения (2.9) и записывая
уравнение равновесия моментов в электроприводе 1 для случая, когда
параметры электропривода приведены к приводному валу, получим
следующую систему уравнений:где М{, Мс1 — моменты электродвигателя и сопротивлений, приве¬
денные к приводному валу; У, — приведенный момент инерции;Аналогично для электроприводов 2 и 3 (см. рис. 2.12, а):В уравнениях (2.11) и (2.12) не учтены коэффициенты внутренне¬
го демпфирования Ь2 и Ъъ гибкого полотна. При движении полотнаds2 _ и2 ~^(1 + £2)
d t /2(2.9)F2 — С2А/2 — с212 £2,(2.10)М, -MaX+(F2-Fl)r-J]G>lp = Q\v{ = со, л*;F2 =Щу2-их{ 1 + е2)];
Р(2.11)M2-Mc2+(F3-F2)r-J2a2p = fr, v2 = co2r;F3 =— [Уз-^гО + ез)];PL J(2.12)Мъ - Mc3 + (FA - F3)r-/3со3/? = 0; v3 = co3r.107
эффект замещения колеблющегося полотна неколеблющимся по¬
лотном на участке растяжения между двумя валами оказывает значи¬
тельно большее демпфирующее влияние по сравнению с внутренним
демпфированием полотна. Для малых скоростей движения полотна
эти эффекты могут быть равноценными, тогда в уравнениях (2.11) и
(2.12) следует записать:F2 = [^ + Ь^\у2 -^(1 + е2)];_ 1 1 Z7 •s2 — 7/2 с2 + Ь2рF3 - + ^3 j [у3 _ ^2 (1 + £3 >3_ 1 1 /7е3 — 1 7 F,.h Съ + ЬърСистемы уравнений (2.11) и (2.12) нелинейные из-за наличия про¬
изведений v{£2 и и2г3. Рассматривая для ССС переходные процессы
в приращениях координат относительно начальных значений, можно
записать системы уравнений в следующем виде:AM| - АМс] + (AF2 - AF{ )r - У,Aw,/? = 0; Avx = Асо,г;AF2 = ^-[Av2 - At;, (1 + £ 2нач )-v{ нач As 2 ]; As 2 = ;P C2l2AM2 - AMc2 + (AF3 - AF2 )r - J2Au)2p = 0; Av2 = Aco2r\ (2.13)AF3 = ^-[Аг;3 - Av2(1 + е3нач) -УгначАез]; Ae3 =P СУЪAM3 - AMc3 + (AFa - AF3 )r - J3Au>3p - 0; Au3 = Aco3r,где flHa4, и2нт — начальные значения линейных скоростей движения
полотна; е2нач, е3нач — начальные значения относительных удлине¬
ний.В связи с тем что начальные значения относительных удлинений
82нач 5 8знач ^ U можно в уравнениях системы (2.13) считать справед¬
ливыми приближенные равенства:0 + £2нач)~1» (1 + £Знач)~1- (2.14)Структурная схема трех электроприводов постоянного тока, вза¬
имосвязанных движущимся полотном, полученная на основании
системы уравнений (2.13) с учетом (2.14) и дополненная структур¬
ными схемами локальных систем управления, взаимосвязанных
по цепям задания общей скорости и соотношений скоростей, по¬108
казана на рис. 2.12, б. На схеме приняты следующие обозначения
Тъ2 -^Мнач» Та ~ /^2нач — постоянные времени, характеризую¬
щие скорость процесса изменения удлинения полотна на участках
/2 и /3; к2 = с2/2/у1нач; &3 = с313/и2нач; /р1, /р2, /р3 — передаточные числа
редукторов. Для частотно-регулируемых ЭП с АД следует применять
векторное управление моментом двигателей. Структурная схема трех
электроприводов переменного тока имеет аналогичный вид.2.6. Управление положением и соотношениями
положенийУправление положением. Управление положением выполня¬
ется в режимах слежения и позиционирования. Следящие и пози¬
ционные системы используют в электроприводах: промышленных
манипуляторов и роботов, механизмов подач металлообрабатываю¬
щих станков, нажимных устройствах прокатных станов, механизмов
оборудования мониторинга и др. Характерным для таких приводов
является наличие модулей измерения и регулирования положения.
Общие принципы построения и расчета следящих и позиционных
систем электроприводов изложены в работе [41]. В современных
комплектных электроприводах реализация режимов слежения и по¬
зиционирования выполняется с помощью интеллектуальных модулей
расширения контроллеров приводов. Имеются и специализирован¬
ные исполнения следящих и позиционных электроприводов, в виде
сервоприводов (см. гл. 1).Как известно, следящие режимы реализуются без ограничений
выходных сигналов регуляторов положения и скорости, а позици¬
онные — с ограничением этих сигналов. Программная реализация
регуляторов предусматривает также анализ уровней сигналов зада¬
ния и ошибок систем и их производных, границ допустимых значе¬
ний переменных, коррекцию ограничений и другие дополнительные
функции, обеспечивающие заданные или предельно-достижимые
динамические свойства систем.Позиционные режимы с прямоугольными временными диаграм¬
мами ускорений обеспечивают наибольшее быстродействие, но не
оптимальны по электропотреблению [18]. Они являются возбуди¬
телями полигармонических колебаний механизмов и источниками
дополнительных погрешностей движения исполнительных органов.
В связи с этим используют алгоритмы формирования треугольных,
трапецеидальных или гармонических временных диаграмм ускоре¬
ний при обработке заданных перемещений (см. гл. 3). Ухудшение
быстродействия систем принципиального значения не имеет.Применительно к линейным перемещениям на рис. 2.13, а, б по¬
казаны прямоугольные временные диаграммы ускорений a(t), а также
временные диаграммы скоростей v(t) и перемещений s(t) для режи¬109
мов малых и больших позиционирований механизмов, на рис. 2.13, в,
г — треугольные временные диаграммы ускорений для тех же режи¬
мов при допущении, что усилие сопротивлений равно нулю.При реализации систем с дискретными датчиками положения
(например, оптико-электронными) позиционирование выполняет¬
ся с точностью до одной дискреты датчика. При этом в контроллере
привода в соответствии с объемом задания и ограничениями на про¬
изводные ускорения рассчитывается оптимальная траектория движе¬
ния механизма. Погрешность позиционирования в таких системах
может быть сколь угодно малой. При использовании в качестве дат¬
чиков положения лазерных интерферометров эта погрешность может
измеряться микромиллиметрами.Наряду с этим имеются простые позиционные системы с боль¬
шими перемещениями (метры и десятки метров), в которых в ка¬
честве датчиков положения используются путевые датчики (ПД).
По сигналам этих датчиков устанавливают заданные значения скоро¬
стей — нулевое, минимальное («ползучая» скорость), максимальное
(номинальная скорость). Такие системы используют в транспортномРис. 2.13. Временные диаграммы режимов малых (а, в) и больших (б, г) ли¬
нейных позиционных перемещений механизмов при формировании пря¬
моугольных {а, б) и треугольных {в, г) временных диаграмм ускорений110
и подъемно-транспортном оборудовании. Анализ всех составляющих
суммарной погрешности позиционирования в позиционной системе
дан в работе [17]. Остановимся на главных моментах этого анализа.Установка ИО в требуемое фиксированное положение может обе¬
спечиваться при нулевом значении напряжения на двигателе и вклю¬
чении механического тормоза. Команда на отключение двигателя
поступает от ПД, установленного на некотором расстоянии от точки
остановки. Поскольку положение ПД при работе остается неизмен¬
ным, точность позиционирования полностью определяется условия¬
ми движения электропривода с момента поступления в схему сигнала
на отключение двигателя до момента полной остановки.Если принять, что остановка двигателя и включение механическо¬
го тормоза происходят одновременно и усилие тормоза возрастает
до установленного значения скачком, то процесс остановки можно
разделить на два этапа.Первый этап обусловлен наличием собственного времени сраба¬
тывания ПД и аппаратуры ta в схеме управления электроприводом.
В течение времени ta ИО механизма продолжает движение со скоро¬
стью ип, с которой он подошел к ПД, и проходит путь s' - unt.d. По ис¬
течении времени срабатывания аппаратуры /а двигатель отключается
от сети и включается механический тормоз. Наступает второй этап
процесса остановки, во время которого запасенная во всех поступа¬
тельно и вращательно движущихся частях установки кинетическая
энергия расходуется на совершение работы по преодолению сил ста¬
тического сопротивления движению на проходимом при этом пути
" и1s = —, где а — ускорение системы в процессе остановки:2 ад _ Ту + FCT
тъЗдесь FT + FCT — суммарное усилие сопротивления движению, об¬
условленное моментом механического тормоза МТ и моментом ста¬
тической нагрузки Мст, приведенное к поступательному движению
рабочего органа; тъ = /£/р2 — суммарная масса движущихся частей
установки, приведенная к поступательному движению ИО; JT — при¬
веденный к валу двигателя суммарный момент инерции электропри¬
вода; р = и/со — радиус приведения; со — угловая скорость двигателя,
соответствующая линейной скорости движения рабочего органа и.Полный путь, пройденный рабочим органом механизма с момен¬
та поступления в схему импульса датчика до полной остановки,S = V^VfaЗначения /а, ип, /Е, FT, FCT, определяющие полный путь S, при
работе механизма могут изменяться по разным причинам, поэтому
остановка электропривода будет происходить с определенной по¬
грешностью.111
Для уменьшения неточности остановки при проектировании схем
автоматического управления подъемно-транспортными механизмами
следует стремиться к уменьшению времени срабатывания аппаратуры
ta, для чего следует использовать быстродействующие аппараты и со¬
кращать число последовательно действующих элементов схемы.Возможности снижения неточности остановки за счет повышения
усилия тормоза невелики вследствие необходимости ограничения
максимального ускорения допустимым значением. Если принять, что
при включении тормоза максимальное ускорение должно быть равно
допустимому а,юи, то можно определить максимально допустимое уси¬
лие тормоза, которое в дальнейших расчетах является заданным:-^т.доп ~~ ^Х^доп — -^ст max-С учетом перечисленных факторов реальные значения относи¬
тельных отклонений ускорения А а/а составляют 0,1 ...0,5 и явля¬
ются существенными возмущениями, вызывающими неточность
остановки.Относительное отклонение остановочной скорости от среднего
значения Аи/ип0 при данном значении ип0 также существенно влияет
на точность остановки. Чем выше жесткость механической характе¬
ристики двигателя перед остановкой, чем более стабильна начальная
скорость привода ип, тем точность остановки выше. Для замкнутых
систем с ПИ-регулятором скорости Аи/ии0 = 0.При рассматриваемом способе остановки подбор необходимых
значений ип0 и Аи/ип0 обеспечивает получение заданной точности
остановки. В соответствии с этим остановка электропривода вы¬
полняется с использованием двух ПД. После срабатывания первого
датчика привод переходит с номинальной скорости на минимальную.
После срабатывания второго осуществляется остановка привода. За¬
дачей проектирования точной остановки является определение тре¬
буемой средней остановочной скорости и жесткости механической
характеристики при «дотягивании» к датчику точной остановки, ис¬
ходя из заданной допустимой неточности остановки Aswn.Управление соотношениями положений. Управление соотноше¬
ниями положений выполняется: в многоосевых системах электроприво¬
дов, формирующих пространственные движения ИО механизмов и ма¬
шин; в системах синхронизации движений ИО, имеющих или не имею¬
щих механические связи и в других случаях. Управление многоосевыми
системами электроприводов рассмотрено в подразд. 2.15. Остановимся
на системах синхронизации движений. Рассмотрим на примере систе¬
мы управления положением двухдвигательного привода нажимного
устройства с синхронизацией движений нажимных винтов.Функциональная схема системы автоматической синхрониза¬
ции нажимных винтов показана на рис. 2.14. Электродвигатели Ml,
М2 через зубчатую передачу 2, 3 приводят во вращение нажимные
винты 4, проходящие через неподвижно закрепленные на станине112
ДП1га3 2
,4/WоДП2J2чИж|Ч' I I. .I :/IIРис. 2.14. Функциональная схема системы автоматической синхронизации
положений нажимных винтов113
гайки 5. В зависимости от направления движения нажимные винты
поднимаются или опускаются, перемещая верхний валок 7 относи¬
тельно нижнего валка 8. Подушки 6 постоянно прижаты к нажим¬
ным винтам, а винты — к гайкам с помощью уравновешивающих
устройств. Уравновешивание достигается с помощью контргрузов 11,
передающих через систему рычагов 9 и штанг 10 уравновешивающее
усилие G на нижние подвески подушек верхнего валка. Электродви¬
гатели конструктивно размещены в местах 1.В системе синхронизации применены частотно-регулируемые
асинхронные электроприводы с векторным управлением. По инфор¬
мации, поступающей на координатные преобразователи КП1, КП2
от датчиков напряжения ДН1, ДН2 и тока ДТ1, ДТ2, вырабатыва¬
ются сигналы, обеспечивающие управление потоками и активными
составляющими токов с помощью регуляторов потока РПт1, РПт2
и тока РТ1, РТ2. Движения нажимных винтов синхронизированы
по положению и скорости с помощью регуляторов РСП и РСС.Система построена так, что управлению приводами по каналу
электрической синхронизации отдается предпочтение перед управ¬
лением по каналу совместного перемещения. Совместное перемеще¬
ние определяется задающим воздействием us, поступающим на входы
регуляторов положения РП1, РП2. Сигнал ошибки синхронизации
положений им подается на регулятор РСП, а от него на устройства
сравнения и ограничения COl и С02 с коэффициентом кс. При огра¬
ниченном сигнале на выходе регуляторов скорости PCI, РС2 и до¬
статочно большом кс ограниченные сигналы значительно меньше
приведенных сигналов по контуру синхронизации.В случае ограничения выходных сигналов PCI, РС2 обратные связи
по скорости оказываются разомкнутыми, поэтому для оптимальной
отработки задания по каналу синхронизации вводится сигнал разно¬
сти скоростей. Ограничения PC и СО выбираются равными, поэтому
при ограничении сигнала PC сигнал ошибки по каналу синхрониза¬
ции воздействует на скорость (снижает) опережающего двигателя.Структурная схема системы автоматической синхронизации пока¬
зана на рис. 2.15. Контуры регулирования токов /, и /2 представлены
замкнутыми с передаточными функциями:wm(p)~ г'2 ~ 1/АГдтг“col Т^р +1 ^со2 2 р +1где 7^3ь Т^э2 — эквивалентные малые постоянные времени замкну¬
тых контуров токов.Контуры регулирования потоков на схеме не показаны. Предпола¬
гается, что Oj = Ф2 = const. Начальное значение разности положений
sh s2 может быть задано сигналом мм. Упругие деформации в приво¬
дах и механизмах нажимных устройств не учитываются. Техническая
реализация системы синхронизации выполнена на базе комплект¬
ных электроприводов.114
2.7. Управление мощностью выполняемой
работыНеобходимость управления мощностью работы возникает в ма¬
шинах, выполняющих наматывание и сматывание материалов,
в металлообрабатывающих станках, в буровых машинах и в другом
оборудовании. Процессы наматывания и сматывания материалов
подробно рассмотрены в подразд. 2.12. Остановимся на процессах
резания металла и бурения земных пластов.Управление мощностью Рр и усилием Fp резания осуществляется
с помощью электроприводов механизма вращения инструмента (на¬
пример, фрезы, закрепленной в шпинделе) и механизма подачи при
изменении глубины резания tp и свойств материала (твердости мате¬
риала НВ). Стабилизируя мощность резания, следует иметь в виду,
что Рр = Fpvp. Если осуществляется стабилизация скорости ир, то вы¬
полнить условие Рр = const можно соблюдением условия Fp - const.
Таким образом, стабилизируя переменные ир и Fp при изменении
переменных tp и НВ, можно считать, что стабилизируем и сам про¬
цесс резания (ПР).Пример функциональной схемы системы стабилизации мощности
резания показан на рис. 2.16. Приняты обозначения: БУС, БУП —
блоки управления скоростью резания и положением (подачей); ДСР,
ДС, ДП — датчики скорости резания, скорости и положения вала
двигателя; НЭ — нелинейный элемент; РМ — регулятор мощности.
Стабилизация мощности осуществляется двумя сепаратными систе¬
мами, взаимосвязанными процессом резания. Обе системы выполне¬
ны на базе унифицированных систем сервоприводов и обеспечивают
управление скоростью резания и подачей. Электропривод шпинделя
выполнен на базе электродвигателя Ml, управляемого от ПЧ, и имеет
главную обратную связь по скорости резания ир. Датчик ДСР форми¬
рует информацию по сигналам иш и игоб, пропорциональным соответ¬
ственно частоте вращения сог двигателя Ml и радиусу обработки гоб.
Датчик мощности ДМ измеряет активную мощность привода и с уче¬
том потерь формирует сигнал ир, пропорциональный мощности ре-нэРис. 2.16. Функциональная схема системы стабилизации мощности реза¬
ния116
зания. В связи с тем что в системах векторного управления электро¬
приводами имеется информация о моменте М{ и частоте вращения со (
двигателя М1 мощность резания можно определить из произведения
Л/,со, с учетом потерь в механических передачах. Электропривод по¬
дач выполнен на базе асинхронного или синхронного с постоянны¬
ми магнитами электродвигателя М2, управляемого от ПЧ, и имеет
главную обратную связь по положению (подаче).Автоматическая стабилизация мощности резания выполняет¬
ся с помощью нелинейной обратной связи, действие которой на¬
чинается после превышения мощностью некоторого значения Рр0,
соответствующего рабочему режиму резания. При условии > До
на выходе нелинейного элемента НЭ и регулятора мощности РМ
появляется сигнал коррекции sK, уменьшающий подачу 5 так, чтобы
Рр = const. Регулятор мощности обеспечивает требуемую динамику
процесса стабилизации. В зависимости от режима работы привода
подач сигнал коррекции sK может быть подан не на вход регулятора
положения, а на вход регулятора скорости.Нелинейную коррекцию подачи удобно выполнять также по уси¬
лию резания Fp, которое может быть получено с помощью блока де¬
ления БД, реализующего зависимость Fp = Pp/vp. Непосредственно
измерять мощность или усилие резания сложно, поэтому применяют
косвенные оценки первичной мощности электропривода шпинде¬
ля Р\ и значения потерь в двигателе АРдъ1 и передаточном механизме
ЛД.мь Рр = Р\- ДРдв! - АРП м1. Потери ДРдв| и АРпм, можно учитывать
разными способами, в том числе по эмпирическим формулам с уче¬
том значений тока и частоты вращения электродвигателя. Их доля
существенна, когда металлообработка происходит при малых усилиях
резания. Однако в этом случае нет опасности появления чрезмерных
значений Рр, нарушающих нормальный ход процесса резания. При
больших значениях усилий резания можно пренебречь потерями
и считать, что Рр * Рх.Выбор регуляторов мощности, скорости резания, положения, ско¬
рости и тока привода подач и расчет их параметров могут быть вы¬
полнены на основании структурной схемы системы стабилизации
(рис. 2.17). В сепаратной системе стабилизации скорости ир не по¬
казан контур стабилизации потока двигателя, а электромагнитные
процессы отражены в виде эквивалентного инерционного звена с пе-кредаточной функцией WiX3(p) = ,г ■ -,м1- где кэм1, Тэм1 — соответ-Гэм1/> + 1ственно коэффициент и постоянная времени контура регулирования
тока i{. Аналогично в системе управления подачей процесс резания. , „ „ , , Fp(p) K.uiKхарактеризуется передаточной функцией НЛр) = —j = -, гдел (р) Трр +1кр, Тр — соответственно коэффициент и постоянная времени реза¬
ния. В соответствии с эмпирической формулой кр - CpvpSyp~\ где117
Рис. 2.17. Алгоритмическая структурная схема системы стабилизации мощ¬
ности резанияСр, п, ур — соответственно коэффициент и показатели степени, за¬
висящие от вида обработки, материала инструмента и детали. По¬
стоянная Тр « 2л/(ош, сош — частота вращения шпинделя. Изменение
глубины резания и твердости материала детали отражено в виде эк¬
вивалентного возмущения FpНастройка контуров управления вы¬
полняется по типовым динамическим характеристикам. В частности,
регуляторы РП, PC могут быть П-регуляторами, а РТ и РМ — ПИ-
регуляторами. Для ПИ-регулятора мощности с передаточной функ¬
цией WD (р) ~ рп м Тр м^ настройка параметров выполняется из ус-
Ь.м Рловий оптимизации системы стабилизации мощности по модулю.ТТогда трм = Гр, а Ррм = р , где — малая некомпен-цр^д.п^п.мг^р^д.мсируемая постоянная времени контура регулирования мощности.
Датчик мощности рассматривается безынерционным (см. рис. 2.17),кили как инерционное звено Waм(р) = где кам, Таи — соот-ГДм^ + 1ветственно коэффициент и постоянная времени датчика мощности.
Расчет параметров остальных регуляторов очевиден.Аналогичные системы применяют в буровых машинах, но в от¬
личие от металлообработки в этих системах изменяется не только
подача при стабилизации скоростих бурения, но и сама скорость,
так как в пласте бурения могут быть породы разной твердости и для
каждой из них имеется оптимальная скорость движения инструмента
бурения (например, долота).118
2.8. Управление давлением (напором) и подачей
(производительностью) жидкостей и газовОбщие сведения о нагнетателях и их характеристики. Ма¬
шина, в которой происходит преобразование механической работы
в механическую энергию жидкости, воздуха или газа, называется на¬
гнетателем. К нагнетателям относят насосы и воздуходувные маши¬
ны, которые широко используют на промышленных предприятиях,
в коммунальном и сельском хозяйстве и т. д. Воздуходувные машины
служат для повышения давления и подачи воздуха или другого газа.
В зависимости от степени сжатия воздуходувные машины подраз¬
деляют на вентиляторы и компрессоры. Мощности электродвигате¬
лей этих механизмов колеблются от долей единиц до десятков тысяч
киловатт.Нагнетатели классифицируют по принципу действия и конструк¬
ции:• объемные нагнетатели работают по принципу вытеснения, когда
давление перемещаемой среды повышается в результате сжатия.
К этой группе относят возвратно-поступательные (диафрагмен-
ные, поршневые) и роторные (аксиально- и радиально-поршне¬
вые, шиберные, зубчатые, винтовые и т.п.) насосы;• динамические нагнетатели работают по принципу силового воз¬
действия на перемещаемую среду. К этой группе относят лопаст¬
ные (радиальные, центробежные, осевые) нагнетатели и нагнета¬
тели трения (вихревые, дисковые, струйные и т.п.).Насос — устройство, служащее для напорного перемещения (вса¬
сывания, нагнетания) жидкости в результате сообщения ей энергии.
Насос преобразует механическую энергию двигателя в энергию пере¬
мещаемой жидкости, повышая ее давление. По назначению насосы
классифицируют на следующие группы: коммунального и промыш¬
ленного водоснабжения, погружные для подачи воды или нефти
из скважин, циркуляционные, питательные, водоотлива, для транс¬
портировки нефти и других продуктов. На современных насосных
установках наибольшее распространение получили лопастные на¬
сосы: центробежные и осевые.Вентилятор — воздуходувная машина, предназначенная для по¬
дачи воздуха или другого газа под давлением до 15 кПа при органи¬
зации воздухообмена. Мощные вентиляторы имеют большой момент
инерции, что затрудняет их пуск. В некоторых случаях требуется
применение электрического торможения для быстрой остановки
рабочего колеса.Вентиляторы, как и насосы, подразделяют на центробежные
и осевые. Характеристики центробежных вентиляторов аналогичны
характеристикам центробежных насосов.Компрессор — машина, предназначенная для сжатия и подачи
воздуха или какого-либо газа под давлением не ниже 0,2 МПа. Ком¬119
прессоры являются наиболее мощными нагнетателями. Мощность
компрессоров достигает 18000 кВт и выше. Отличие характеристик
компрессоров от других центробежных машин заключается в том, что
при изменении частоты вращения изменяется наклон их характери¬
стик. Это объясняется тем, что при более высоких частотах вращения
повышаются степень сжатия газов и их плотность.Наиболее типичные области применения компрессоров: генери¬
рование пневматической энергии (энергетические компрессоры),
транспортировка газа по магистральным газопроводам, компрессиро¬
вание воздуха для получения кислорода методом разделения, подача
воздуха и кислорода в сталеплавильную печь, холодильная техника.Все компрессоры являются быстроходными. Частота вращения
рабочего колеса составляет 3 000...20ООО мин1, поэтому для ком¬
прессоров применяют, как правило, быстроходные электродвигатели
с номинальной частотой вращения 3 000 мин-1. В случаях когда тре¬
буется большая частота вращения колеса, между двигателем и ком¬
прессором устанавливается повышающий редуктор или применяется
высокооборотный электродвигатель.Компрессоры и воздуходувки, как правило, работают в режимах
длительной нагрузки, вследствие чего их электроприводы должны
быть рассчитаны на длительную работу с большой наработкой часов
за год. Все компрессоры, за исключением воздуходувок, работают
на сеть с сопротивлением, что определяет существенную зависимость
момента сопротивления на валу от частоты вращения.Пуск компрессоров производится обычно при разгруженной ма¬
шине соединением полости нагнетания с атмосферой или с поло¬
стью всасывания, вследствие чего максимальный момент при пуске
не превышает 0,4 номинального. По принципу работы эти механизмы
бывают поршневыми, центробежными и ротационными.Поршневые механизмы в большинстве работают на низких ско¬
ростях, а центробежные и ротационные — при средних и высоких
скоростях. Особенностью поршневых машин является наличие в их
кинематической схеме кривошипно-шатунного механизма.Характерным для насосов, вентиляторов и компрессоров является
зависимость статического момента сопротивления от частоты враще¬
ния (Мс = f (со)) в соответствии с видом характеристики гидро- или
пневмосети, на которую работает нагнетатель.Сеть — система трубопроводов и отдельных агрегатов, присоеди¬
ненных к нагнетателю. Каждая сеть характеризуется потерями дав¬
ления, которые можно разделить на внутренние (на трение и в мест¬
ных сопротивлениях) и внешние (в выходном сечении сети). Сумма
внутренних и внешних потерь давления в сети определяет полное
гидравлическое сопротивление сети.Характеристики нагнетателей и сети. Схема одноступенчатого
центробежного насоса и его характеристики Н = f(Q) при различных
значениях частоты вращения вала со показаны на рис. 2.18, [13, 21, 28].120
абРис. 2.18. Схема одноступенчатого центробежного насоса (а) и его характе¬
ристики Н -f(Q) при различных значениях частоты вращения вала (б)Внутри неподвижного корпуса 1 насоса (рис. 2.18, а), имеющего спи¬
ральную форму, находится рабочее колесо 2, закрепленное на валу 3.
Колесо 2 состоит из двух дисков, между которыми расположены ло¬
пасти 4. Корпус насоса соединен с всасывающим и напорным трубо¬
проводами патрубками 5 и б. Если корпус насоса и его всасывающий
трубопровод наполнить жидкостью, а затем привести во вращение
рабочее колесо, то жидкость под действием лопастей рабочего колеса
приходит во вращение. Центробежные силы перемещают жидкость
на периферию, где создается повышенное давление, а в центре коле¬
са — разрежение. Вследствие этой разности давлений жидкость по¬
ступает в напорный трубопровод. Так осуществляется непрерывная
подача жидкости насосом.Характеристики насоса Н = f(Q) (Q — подача (производитель¬
ность), Н — напор (давление)) устанавливают зависимости перемен¬
ных от частоты вращения вала со (кривые 1 — 4) и от характеристик
сети (кривые 5, 5', 5" при отсутствии противодавления Нст и кри¬
вая 6 при его наличии) (рис. 2.18, б). Аналогичные характеристики
имеют вентиляторы, но в их характеристиках сети всегда отсутствует
противодавление. Противодавление или статическая составляющая
напора существуют в том случае, когда жидкость необходимо под¬
нимать на определенную высоту.Несмотря на различие видов транспортируемых жидкостей и га¬
зов для всех центробежных нагнетателей справедливы соотношения
подобия. Для конкретного нагнетателя, работающего со скоростями
со/ и юном на сеть, не имеющую статической составляющей напора,
соотношения подобия имеют вид:121
Q\ Ю1 ГЛ 1-^Г = — ИЛИ Q, = &0сог;Qi со,.рпол 1пол /( \2— или Нj - кн(о};{ щ)(О VИЛИ РПОл ,■ — кр(£>, ,где Нх, , Рпол j — напор, подача и развиваемая полезная мощность
для данной сети при номинальной частоте вращения нагнетателя
со, = coHOM; Hi, Qi, Pn0Jli — то же при произвольной частоте враще¬
ния нагнетателя.Из этих соотношений следует: подача нагнетателя пропорциональ¬
на частоте вращения нагнетателя; напор, развиваемый нагнетателем,
пропорционален квадрату частоты вращения; полезная мощность
пропорциональна кубу частоты вращения. Вентиляторы в отличие
от других нагнетателей всегда работают на сеть без противодавления,
вследствие чего зависимость момента статического сопротивления
на валу приводного двигателя от частоты вращения носит квадра¬
тичный характер, а подводимая к вентилятору мощность без учета
потерь на трение в подшипниках пропорциональна кубу частоты
вращения.Можно также записать характеристику пропорциональности на¬
гнетателя:Характеристика сети при наличии противодавления Нст определя¬
ется формулой// = HCJ + RQ2 (на рис. 2.18 кривая 6). Рабочие точки
Вном, Вх, В2 определяют как точки пересечения характеристики сети
с характеристиками нагнетателя, соответствующими различным ча¬
стотам вращения. Рабочая область регулирования частоты вращения
находится в пределах от со3 до соном. Подача Q со снижением частоты
вращения падает более интенсивно, КПД нагнетателя в этом случае
не остается постоянным, а снижается по мере уменьшения частоты
вращения.При отсутствии противодавления (идеальная магистраль) уравне¬
ние сети будет иметь вид Н = RjQ2 (см. кривые 5, 5'и 5" при раз¬
личных сопротивлениях сети Rj на рис. 2.18, б).Расчет мощности нагнетателей. Электродвигатель создает
на валу нагнетателя мощность, потребляемую нагнетателем. Часть
мощности передается потоку жидкости или газа, проходящему че¬122
рез нагнетатель. Из нагнетателя жидкость или газ выходят с запасом
мощности, которая называется полезной РПОл- Мощность на валу
электродвигателя должна быть больше мощности Рпол на величину
потерь в нагнетателе и в передаточном механизме. Эти потери учи¬
тываются соответствующими значениями КПД.Мощность, кВт, приводного электродвигателя центробежного на¬
соса определяется уравнениемgQ(H + АН)угЮ-3дв >ЛнПр - ргде Н — суммарный напор, Н - Нг+ — м; Нг — геодезический§У\напор, равный разности высот нагнетания и всасывания , м; Р2, Рх —
давление в резервуарах, куда и откуда перекачивается жидкость со¬
ответственно; АН — потеря напора в магистрали, которая зависит
от сечения труб, качества их обработки, профиля трубопровода и т.д.,
м; ух — удельный вес жидкости, кг/м3 ; g — ускорение свободного
падения, м/с2; цн — КПД нагнетателя (насоса, вентилятора, компрес¬
сора); г) — КПД передаточного механизма.Необходимая мощность, кВт, приводного электродвигателя вен¬
тилятора центробежного типа определяется по заданной произво¬
дительности (расходу газа) Q, м3/с, и суммарному напору (давлению
на выходе вентилятора) Н, Па:р QH 1(Идв ?ЛнЛгде г|н — КПД вентилятора; ц — КПД передаточного механизма.Заводы-изготовители, как правило, предоставляют характеристики
центробежных нагнетателей в виде графиков Н = /(Q) для различ¬
ных частот вращения нагнетателей.Нагнетатели поршневого типа в своем составе имеют кривошип¬
но-шатунный механизм, устройство управления клапанами УУК
всасывающего К1, КЗ и напорного К2, К4 трубопроводов и электро¬
привод с блоком управления (рис. 2.19, а). Такая схема наиболее ха¬
рактерна для компрессора. Расчет необходимой мощности двигателя
компрессора можно выполнить по индикаторной диаграмме сжатия
(рис. 2.19, б). Индикаторную диаграмму строят в координатах Р— V,
где Р — давление рабочего тела, Па; V — удельный объем рабочего
тела, м3/кг. Всасывание вещества происходит при постоянном давле¬
нии Рх и изображается на диаграмме горизонтальной прямой 7 — 2.
Если всасывается атмосферный воздух, Рх равно атмосферному дав¬
лению. В зависимости от конструкции нагнетателя процесс сжатия
может быть изотермическим (линия 2 — 3"), адиабатным (линия
2—3) или политропным (линия 2—3'). Нагнетание вещества изо¬
бражается горизонтальной прямой 3—4, что соответствует постоян¬123
ному давлению Р2. После удаления вещества из рабочего цилиндра
давление в нем мгновенно падает от Р2 до Рх (линия 4— 7) и цикл
повторяется.Удельная работа, затрачиваемая на сжатие вещества, в Р— V-
диаграмме отображается площадью, ограниченной линиями цикла.
Наименьшей площади 7 — 2—3" — 4 соответствует цикл с изотер¬
мическим сжатием по линии 2—3". Наибольшая работа (площадь
1 — 2—3—4) совершается при адиабатном сжатии по линии 2—3.Теоретические индикаторные диаграммы могут существенно от¬
личаться от действительных диаграмм, а получить их не всегда воз¬
можно. Поэтому при определении мощности, кВт, приводного дви¬
гателя компрессора пользуются приближенной формулойр 10 -3ол+Д,ДВ ^ 5ЛнЛ 2где Q — подача (производительность) компрессора, м3/с; Аи и Аа —
работа соответственно изотермического и адиабатического сжатия
1 м3 газа до давления Р2, Дж/м3 ; цн и ц — соответственно индика¬
торный КПД компрессора при реальном рабочем процессе и КПД
передаточного механизма. Значения величин Аи и Аа в зависимости
от выходного давления компрессора приведены в таблицах справоч¬
ной литературы.Электроприводы нагнетателей. Для привода насосов, вентиля¬
торов и компрессоров применяют нерегулируемые и регулируемые
электроприводы. Несмотря на очевидные тенденции к более широ¬
кому использованию регулируемых электроприводов нагнетателей,
особенно при мощности свыше 500 кВт, нерегулируемый привод
применяют в тех случаях, когда режим работы нагнетателя по техно¬
логическим условиям постоянен, или мощность его невелика и ре-Рис. 2.19. Нагнетатель поршневого типа (а) и индикаторная диаграмма сжа¬
тия (б)124
гулирование его производительности без больших потерь энергии
может быть осуществлено воздействием на нагнетатель или на его
гидравлическую сеть [27].Наиболее распространенным нерегулируемым приводом (вслед¬
ствие простоты и наименьших капитальных вложений) является
привод с короткозамкнутым асинхронным двигателем, который при¬
меняют для нагнетателей мощностью от самой малой до нескольких
тысяч киловатт. При мощностях свыше 300 кВт наряду с коротко-
замкнутым двигателем используют синхронные двигатели. Когда
по условиям пуска необходимо ограничение ускорений или пуско¬
вых токов, используют устройства плавного пуска. Применяют также
станции, обеспечивающие прямой, реакторный и автотрансформа¬
торный способы пуска.Нагнетатели, как правило, работают в режимах длительной нагруз¬
ки, нарабатывая за год большое количество часов; нагрузка на валу
приводного двигателя нормальная, перегрузок не возникает. Наи¬
более совершенным способом регулирования подачи нагнетателей
является изменение частоты вращения их двигателей, диапазон ре¬
гулирования которой обычно невелик; широкое регулирование тре¬
буется лишь в отдельных случаях.Регулируемый электропривод применяют в случаях, когда:• по условиям работы производительность нагнетателя необходимо
часто изменять в широких пределах (например, насосов систем
водоснабжения, энергетических и газовых компрессоров);• нагнетатель длительно работает с производительностью, суще¬
ственно меньшей номинальной (например, шахтные вентилято¬
ры);• нагнетатели нуждаются в автоматическом регулировании про¬
изводительности с повышенными требованиями к качеству ре¬
гулирования (например, холодильные компрессоры, некоторые
циркуляционные и питательные насосы);• необходим электропривод для испытательных и эксперименталь¬
ных установок (например, аэродинамических труб).Основным вариантом регулируемого привода нагнетателей в на¬
стоящее время является частотно-управляемый привод с асинхрон¬
ным короткозамкнутым двигателем.В качестве приводов нагнетателей применяют также асинхрон¬
но-вентильные каскады. Достоинство этих приводов применитель¬
но к нагнетателям определяется тем, что технико-экономические
показатели каскадов зависят от глубины регулирования, поскольку
преобразованию в этих приводах подвергается не полная энергия,
потребляемая приводом, а лишь часть ее, пропорциональная диапа¬
зону регулирования. Нагнетатели в большинстве случаев нуждаются
в неглубоком регулировании, поэтому каскадные схемы асинхронно¬
го привода для приводов средней и большой мощности рациональ¬
ны для регулирования частоты вращения нагнетателей. По этой же125
причине перспективен частотно-управляемый по цепи ротора привод
на основе машины двойного питания. При регулировании скорости
вверх и вниз от синхронной скорости в таком приводе можно иметь
минимальную установленную мощность ПЧ.Управление насосным, вентиляторным и компрессорным
оборудованием. Все регулирующие устройства в зависимости от их
влияния на характеристику сети или нагнетателя можно разделить
на три группы. В первую группу входят устройства, дросселирующие
сеть, т.е. изменяющие характеристику сети, но не изменяющие ха¬
рактеристику нагнетателя. К таким устройствам относятся клапаны,
шиберы, задвижки, диафрагмы и т.п. При дросселировании параме¬
тры рабочей точки (подача, давление, мощность и КПД) определяют
на характеристике нагнетателя при неизменной частоте вращения
рабочего колеса. Вторую группу образуют устройства, изменяющие
частоту вращения рабочего колеса (характеристику нагнетателя). При
этом характеристика сети исскуственно не меняется. Известно много
устройств, позволяющих изменять частоту вращения рабочего коле¬
са: электродвигатели постоянного и переменного тока, фрикционные
передачи, гидромуфты, индукторные муфты скольжения и др. Третья
группа включает в себя устройства, одновременно изменяющие харак¬
теристику нагнетателя и сети. Примером такого устройства является
входной направляющий аппарат, устанавливаемый в вентиляционном
агрегате. Сопротивление самого направляющего аппарата необходимо
учитывать при снятии характеристики вентиляционного агрегата.Изменение подачи или давления нагнетателя при регулировании,
отнесенное к подаче или давлению при исходном режиме, характе¬
ризует глубину регулирования.Дросселирование. Дросселирование при со = const — самый неэко¬
номичный, но весьма распространенный способ регулирования. Он
заключается в искусственном введении в сеть дополнительного со¬
противления, например в виде шибера. Так как сопротивление сети
при этом увеличивается, то характеристика сети становится более
крутой и рабочая точка передвигается по характеристике нагнетателя
влево вверх, определяя новые значения параметров работы. Посколь¬
ку наибольшая подача достигается при полностью открытом шибере,
то такой способ регулирования применяется только для уменьшения
подачи. Аналогично выполняется изменение результирующего сопро¬
тивления магистрали и для насосов.При неизменной скорости рабочая точка нагнетателя перемещает¬
ся по характеристике Q = /(Н) в сторону снижения подачи до точки
пересечения с новой характеристикой магистрали (рис. 2.20, а). При
этом часть напора AHv теряется на регулирующем устройстве.Снижение КПД имеет примерно квадратичную зависимость от ди¬
апазона регулирования подачи D = QHOM/Qp. При малом статическом
напоре в насосах и больших требуемых диапазонах изменения подачи
данный способ регулирования весьма неэкономичен.126
Рис. 2.20. Характеристики насоса и магистрали при регулировании подачи
задвижкой (а) и зависимости КПД от подачи (б) при регулировании задвиж¬
кой (7) и изменением частоты вращения вала (2)Это ограничивает область его применения, главным образом,
маломощными установками с относительно небольшим требуемым
диапазоном регулирования.Зависимости КПД от расхода при регулировании задвижкой (7)
и изменением частоты вращения (2), рассчитанные для конкретного
насоса, приведены на рис. 2.20, б. При регулировании центробежных
насосов, подающих воду, дросселирующее устройство следует распола¬
гать на напорном трубопроводе, так как если установить его на всасы¬
вающем трубопроводе, то при регулировании могут возникать кавита¬
ционные явления в потоке и нарушение нормальной работы насоса.Регулирование нагнетателей путем изменения частоты враще¬
ния. Механизм регулирования давления (напора) и подачи насоса при
изменении характеристик сети потребителями показан на рис. 2.21.
Если необходимо обеспечить регулирование напора и его стабили¬
зацию в соответствии с заданным значением Н3 при произвольном
изменении характеристик сети от / до 3 (рис. 2.21, а), то выполняют
измерение давления в магистрали и с помощью регулятора давления
автоматически меняют частоту вращения насоса (от со (до а>3) так, что¬
бы давление оставалось постоянным. При этом характеристики насоса
изменяются от Г до 3'. Расход насоса меняется от (?Адо Qc. Точки А,
В, С на характеристиках насоса Г, 2', 3' являются рабочими точками
при разных сопротивлениях магистрали, соответствующих характери¬
стикам сети 7, 2, 3. При изменении заданного значения Н3 будут со¬
ответственно меняться характеристики и параметры насоса.Аналогично обеспечиваются регулирование расхода и его стаби¬
лизация в соответствии с заданным значением <23при произвольном
изменении характеристик сети (рис. 2.21, б). Такой случай имеет ме-127
абРис. 2.21. Регулирование напора (а) и подачи (б) насоса путем изменения
частоты вращения вала при изменении характеристик сети потребителямисто в технологических агрегатах химической промышленности, когда
по значению заданного расхода насоса осуществляют расчет массы
(объема) жидкости, поступающей в агрегат за известный интервал
времени.Стабилизация расхода при изменении характеристики сети будет
сопровождаться изменением напора от НА до Нс, при этом значение
частоты вращения насоса будет меняться от со, до оо3.Совместная работа нагнетателей. В состав технологических
схем подачи воздуха в производственные помещения или подачи воды
на определенных технологических операциях входят, как правило,
несколько нагнетателей. Совместная работа нагнетателей в большин¬
стве случаев обусловлена следующими причинами:• один нагнетатель не может обеспечить требуемую подачу или дав¬
ление, а замена его другим, более мощным, невозможна;• в процессе эксплуатации в соответствии с требованиями техноло¬
гического процесса возникают режимы, связанные с продолжи¬
тельным изменением расхода и сопротивления сети (изменение
режима осуществляется отключением одного из нагнетателей);• требуется обеспечить надежность работы всей системы в целом.
Включение нагнетателей в совместную работу может быть парал¬
лельным, последовательным и смешанным (комбинированным).Параллельное включение двух и большего числа нагнетателей
рекомендуется тогда, когда требуется увеличение подачи, а соответ¬
ствующее увеличение частоты вращения рабочего колеса или раз¬
меров нагнетателя невозможно из-за чрезмерного усиления шума,
конструктивных или архитектурно-планировочных причин.Правило построения суммарной характеристики параллельно
включенных нагнетателей: при одинаковом давлении нужно сло¬
жить подачи.128
Суммарные затраты мощности равны сумме мощностей отдель¬
ных нагнетателей.При отключении одного из нагнетателей его индивидуальный уча¬
сток необходимо перекрыть клапаном (чтобы исключить бесполез¬
ное перетекание воздуха по нему из-за разности давлений Н2 - Нх),
а в сеть оставшегося в работе нагнетателя ввести дополнительное
давление ЛНш.Построение суммарной характеристики нагнетателей с разными
характеристиками в принципе не отличается от предыдущего по¬
строения.Если несколько нагнетателей, имеющих разные характеристики,
подключить к одной камере, то в ней можно создать настолько зна¬
чительное давление, что один из нагнетателей не сможет ему проти¬
водействовать, и поток воздуха пойдет через этот нагнетатель в об¬
ратную сторону. При этом разность полных давлений с обеих сторон
нагнетателя останется положительной, а поток изменит направление,
и нагнетатель, следовательно, будет работать при отрицательных по¬
дачах. Направление вращения рабочего колеса при этом не изменя¬
ется, поэтому нагнетатель по-прежнему будет потреблять мощность
(в противном случае нагнетатель стал бы работать как турбина, от¬
давая мощность на вал).При параллельной работе нагнетателей с разными характеристи¬
ками необходимо делать так, чтобы более мощные нагнетатели рабо¬
тали с максимальным КПД в номинальном режиме, а регулировать
расход в системе целесообразнее менее мощным нагнетателем.Последовательное включение двух или большего числа нагнета¬
телей применяется, когда давление, создаваемое одним нагнетателем,
недостаточно для преодоления сопротивления сети. Одно и то же
количество жидкости или газа последовательно перемещается все¬
ми нагнетателями, а давление, необходимое для преодоления со¬
противления всей сети, равно сумме давлений, создаваемых каждым
нагнетателем. Поскольку кинетическая энергия, сообщенная пото¬
ку первым нагнетателем, не теряется на удар, то общее статическое
давление может быть больше суммы статических давлений отдельных
нагнетателей.Правило построения суммарной характеристики последовательно
включенных нагнетателей: при одинаковой подаче нужно сложить
давление.Если нагнетатель включить последовательно с более мощным,
то его подача может увеличиться до значений, больших, чем его соб¬
ственная максимальная подача. При этом он станет сопротивлением
для более мощного нагнетателя, т. е. при сохранении направления
подачи разность давлений с обеих сторон нагнетателя изменит знак.
В многоступенчатых насосных агрегатах применяют несколько ра¬
бочих колес, что эквивалентно последовательному включению на¬
гнетателей.129
2.9. Управление давлением, оказываемым
на твердое и мягкое вещество, прокаткой
металлаУправление давлением. Управление давлением необходимо реа¬
лизовывать при создании кузнечно-прессового, прокатного, экстру¬
зионного оборудования. Большое распространение в разнообразных
технологиях имеют кузнечно-прессовые машины (КПМ) [6].Механические КПМ с маховиковыми электроприводами состав¬
ляют наибольшую группу по числу типов и количеству выпускаемых
и эксплуатируемых машин. В нее входят кривошипные прессы, ко¬
вочные машины и вальцы, винтовые прессы и др. Они осуществляют
деформацию металла или другого материала в процессе приложения
ударного усилия. При выраженной ударной нагрузке статический мо¬
мент сопротивления за цикл резко изменяется по различным законам
от значения момента холостого хода Мс х до максимального Мс тах
и вновь спадает до Мсх. При этом для большинства кривошипных
КПМ отношение Мстах/Мсх = 10...30.Функциональная схема системы управления прессом с маховико¬
вым приводом приведена на рис. 2.22. Электропривод с двигателем
Ml и блоком управления БУ1 является главным электроприводом,
а электроприводы с М2, М3, М4 и БУ2, БУЗ, БУ4 — электроприво¬
дами подач, выполняющими перемещение обрабатываемого изделияэтБУ557HZHt!Лк)/иПМ-(Ml)—[БУ1ПМБУ2ПМ(ш)—[БУЗ♦ IПМПОКТ♦ПрограммаРис.2.22. Функциональная схема системы управления прессом с маховико¬
вым приводом:1 — стол; 2 — заготовка; 3 — молот; 4 — шарнир; 5 — кулисный механизм; 6 — элек¬
тромагнитная муфта; 7 — маховик130
Рис. 2.23. Реальная зависимость изменения момента нагрузки на кривошипном
валу от угла поворота вала (а) и зависимость нагрузки, приведенной
к прямоугольной форме (б)с механизмами стола относительно оси удара молота. Блок БУ5 управ¬
ляет электромагнитной муфтой и электромагнитным тормозом ЭТ.На рис. 2.23, а приведена зависимость изменения момента на¬
грузки на кривошипном валу от угла поворота этого вала ср за цикл
(от ф = 0 до ф = 2л). Для некоторых КПМ кривая нагрузки может со¬
стоять из большего числа участков вследствие чередования различных
производимых операций. В большинстве случаев для КПМ график
нагрузки имеет два участка, а при наличии более двух участков при¬
водятся к эквивалентному графику из двух участков.Поскольку вследствие малости отношения ф0/2л характер из¬
менения Мс в пределах угла операции ф0 существенного значения
не имеет, кривая нагрузки Мс = /(ф) может быть приведена к пря¬
моугольной кривой, изображенной на рис. 2.23, б. При этом Мср
является средним моментом в пределах угла ф0.При отсутствии маховика в таком приводе кривая момента дви¬
гателя должна по форме повторять кривую нагрузки и его мощность
должна быть выбрана из условия обеспечения Мстах. Поскольку
А/с max ^ ^с.х> двигатель не полностью используется по нагреванию
и работа его сопровождается колебаниями скорости и резкими из¬
менениями момента и тока.Для устранения нежелательных для двигателя и сети изменений
момента и тока, а также снижения мощности в приводе устанавли¬
вается маховик, обеспечивающий уменьшение колебаний нагрузки
и скорости. Являясь аккумулятором кинетической энергии, маховик
при повышении нагрузки вследствие снижения скорости отдает часть
накопленной при холостом ходе энергии, чем обеспечивает выполне¬
ние рабочей операции. Момент двигателя повышается незначитель¬131
но, изменение тока существенно снижается, а колебания скорости
привода и машины в целом уменьшаются.Заштрихованная площадь графика Мс = /(ср) на рис. 2.23, 6
со знаком «-» соответствует энергии, отдаваемой маховиком при вы¬
полнении рабочей операции, а со знаком «+» — энергии, запасаемой
при разгоне привода двигателем в период холостого хода.Достигаемое при этом существенное уменьшение момента Л/дв тах
по сравнению с безмаховиковым приводом позволяет снизить уста¬
новленную мощность двигателя для большинства КПМ в 5 — 15 раз,
а в некоторых случаях и больше. Увеличение момента инерции ма¬
ховика приводит к снижению колебаний скорости и мощности дви¬
гателя.Поскольку в механических КПМ маховик является узлом маши¬
ны, т.е. размеры его ограничены конструктивными возможностями,
а частота вращения определяется кинематикой и прочностными по¬
казателями материала маховика, то выбор системы «двигатель — ма¬
ховик» может дать множество сочетаний для мощности двигателя
и момента инерции маховика.Оптимальное решение находится путем расчета, основанного
на наилучшем использовании двигателя по нагреванию, обеспечению
допустимых колебаний скорости привода от wx до comin и получению
наименьших эксплуатационных затрат на машину в целом.Приводам с оптимальными параметрами (мощностью Рлв, сколь¬
жением 5Н, моментом инерции У0) свойственны такие зависимости
Л/дв =/i(0 и со = /,(/), при которых за время tx скорость и момент
двигателя достигают значений скорости и момента холостого хода
к началу следующего цикла (рис. 2.24).Управление прокаткой метал¬
ла. Выполняется с помощью вра¬
щающихся рабочих валков, раствор
которых устанавливается нажимны¬
ми механизмами. Один из вариантов
нажимного механизма рассмотрен
в подразд. 2.6. В прокатке также не¬
обходимо реализовывать управление
давлением. Современной тенден¬
цией в реализации привода валков
(главного привода клети) является
применение двигателей переменного
тока: синхронных или асинхронных
с короткозамкнутым ротором. При
этом используются комплектные
преобразователи частоты со звеном
постоянного тока или непосред¬
ственные преобразователи частоты
(НПЧ) — циклоконверторы. По¬Рис. 2.24. Временные диаграммы
изменений переменных привода
за цикл работы пресса при опти¬
мальных параметрах132
следние находят применение в безредукторных приводах с понижен¬
ной частотой питания (от 25 Гц и ниже).Клети прокатного стана — основное технологическое обору¬
дование, осуществляющее деформацию металла в валках в режи¬
мах: нереверсивном (проход металла производится только в одном
направлении) или реверсивном (прокатываемый металл проходит
между валками несколько раз).Клети классифицируют по количеству и расположению валков,
по режиму работы. По количеству валков различают двухвалковые,
трехвалковые, четырехвалковые и многовалковые клети прокатных
станов (рис. 2.25). Приводными являются, как правило, рабочие
валки, в которых происходит обжатие металла. В многовалковых
в качестве приводных используют как рабочие, так и опорные вал¬
ки. По расположению валков клети выполняют с горизонтальными,
вертикальными и косыми валками. Некоторые клети имеют как го¬
ризонтальные, так и вертикальные валки. Двухвалковые (рис. 2.25, а)
и трехвалковые (рис. 2.25, б) клети применяют в случаях, когда от¬
ношение диаметра рабочего валка к его длине DJLB > 0,4, что обе¬
спечивает достаточную жесткость валка на изгиб. Такие клети уста¬
навливают на обжимных, заготовочных, сортовых и трубных станах.
Трехвалковая клеть имеет один двигатель, двухвалковая клеть может
иметь один или два двигателя с индивидуальным или групповым при¬
водом рабочих валков.Четырехвалковые клети (рис. 2.25, в), кроме двух рабочих, вы¬
полняющие обжатие металла валков, имеют два опорных валка, что
позволяет повысить жесткость рабочих валков. Приводными явля¬
ются рабочие валки при индивидуальном питании через шестерен¬
ные клети. В зависимости от мощности привода используют один
или два двигателя.Шести-, двенадцати- и двадцативалковые клети (рис. 2.25, г — е),
кроме двух рабочих валков, имеют 4, 10 и 18 опорных валков, обе¬
спечивающих высокую жесткость рабочих валков не только по вер¬
тикальной оси. Такие клети служат для прокатки тончайшей ленты
толщиной менее 0,1 мм. Приводными валками являются как рабочие,Рис. 2.25. Типовые клети прокатных станов:а — двухвалковые; 6 — трехвалковые; в — четырехвалковые; г — шестивалковые; д —
12-валковые; е — 20-валковыеабвгде133
так и опорные валки при индивидуальном и групповом питании. Ис¬
пользуются для станов холодной прокатки.Расчет момента прокатки. Для определения нагрузки прокат¬
ного двигателя необходимо знать энергию, которая идет на измене¬
ние формы заготовки, т. е. определить усилия давления или момент
прокатки, создаваемые в процессе обработки металла. Существуют
два способа определения момента прокатки: аналитический по эм¬
пирическим формулам и с использованием кривых удельного расхода
энергии на тонну проката [10, 39].Аналитический метод расчета момента прокатки — для про¬
катки металла необходимо к заготовке через валки приложить внеш¬
нюю силу, преодолевающую внутреннее сопротивление деформации,
а к рабочим валкам — момент прокатки:где F — усилие металла на один рабочий валок; Dp — диаметр рабо¬
чего валка; (3 — угол, определяющий точку приложения усилия F.
Усилие металла на один валокгде Fcр — среднее усилие металла на валки, МПа; S — поверхность
соприкосновения металла с одним валком, мм2.Значение среднего давления Fcp зависит от многих факторов: хи¬
мического состава и температуры металла, значения обжатия, тол¬
щины заготовки, скорости прокатки, коэффициента трения и т.д.
Современные методы расчета давления при прокатке основаны
на теории пластичности.Зона деформации металла в процессе прокатки показана на
рис. 2.26. Для расчета давления металла на валки широко применя¬
ют формулы А. И. Целикова.В общем случае прокаткигде к = 1,15; /г, — толщина металла после прохода, мм; hH — толщина
металла в нейтральном сечении, мм; Ah — обжатие, мм, Ah = hQ - h{;Мпр = /Х)р sin р,F= FcpS,Рис. 2.26. Схема зоны деформации ме¬
талла в процессе прокатки134
2 6 10 14 18 22 26 30 5Рис. 2.27. Номограммы для расчета давления металла на валки клетиh0 — толщина металла до прохода, мм; 8 — коэффициент, 5 == И ~ коэффициент трения металла о валки; Z)D — диа-V An Ап иметр рабочего валка, мм; I — длина дуги захвата, мм.Толщина раската в нейтральном сечении определяется из соот¬
ношения1/SДля упрощения расчетов по определению давления металла
на валки строят номограммы, представляющие собой зависимость
F/Fcp = /(5) для различных значений относительных обжатий—100К(рис. 2.27). Усилие металла на валки
F = F В Iл ср-^ср ?где Вср — средняя ширина раската, мм.Для холодной прокатки, характеризующейся значительным натя¬
жением прокатываемого металла, используют следующую формулу:FrЪ,\кхсрho£>0^0 ККhv + h, hn + hxгде L, = {к^ - ст0)/^:0; £>i = (&i - ох)/кх \ к$\\кх — соответственно пределы
текучести металла до и после прохода; а0 и а, — соответственно на¬
тяжения при входе и выходе металла из валков. Обычно Аг0 = 1,15а^0,
a ал0 определяется по кривым, характеризующим предел текучести
стали от степени обжатия ov0 = /(еЛ) (рис. 2.28).Расчет момента прокатки с использованием кривых удельного
расхода энергии — момент прокатки= FnDp,135
Рис. 2.28. Кривые, характеризующие предел текучести стали от степени об¬
жатиягде Fn — усилие на один валок при прокатке металла в п-м пропуске,
Н. В п-м пропуске 2Fn = An/Lni где Ап — расход энергии прокатки
в п-м пропуске; Ln — длина заготовки после п-то пропуска.Используя кривые удельного расхода энергии, определяют рас¬
ходуемую на прокатку энергию А„. Кривые удельного расхода энер¬
гии представляют зависимость Q = f(Xn) для обжимных, сортовых
и других станов и Q = /(h) для листовых станов, где Q — удельный
расход энергии на 1 т проката, кВт ч/т; Хп = SJSn_x — относитель¬
ное удлинение прокатываемой заготовки; h — толщина заготовки
в листовых станах, мм.Условия работы электроприводов прокатных станов (особенно
реверсивных) предъявляют высокие требования к электрическим
машинам. Для получения наилучших динамических показателей при
заданной установленной мощности требуются машины с предельны¬
ми характеристиками, высоким КПД и максимальной надежностью
в эксплуатации.Для привода валков рабочих клетей прокатных станов используют
двигатели на мощности от десятков до тысяч киловатт с различным
диапазоном скоростей. В установках мощностью до 200 кВт исполь¬
зуют в основном серийные двигатели, а для установок большей мощ¬
ности разрабатываются специальные двигатели.Обжимные станы, требующие больших обжатий при малых гео¬
метрических размерах заготовки по длине, требуют установки ре¬136
версивных двигателей, изготовляемых на малые частоты вращения
(50... 150 мин-1). Нереверсивные двигатели, используемые для полу¬
непрерывных и других станов, изготавливают более быстроходными
(100... 1250 мин"1).Управление клетью реверсивного прокатного стана. Реверсив¬
ные клети, кроме горизонтальных прокатных валков, могут иметь
пару вспомогательных вертикальных валков для обжатия боковых
граней заготовки. Такие клети называют универсальными (слябинги,
некоторые толстолистовые и балочные станы).Различают групповой и индивидуальный приводы прокатных
валков. При групповом приводе прокатные валки, установленные
в станине клети, приводятся во вращение от общего двигателя через
шестеренную клеть и универсальные шпиндели. При индивидуаль¬
ном приводе каждый из прокатных валков имеет привод от отдель¬
ного электродвигателя.Основные преимущества индивидуального привода валков перед
групповым состоят в увеличении предельной мощности, которая
может быть приложена к каждому валку; уменьшении суммарного
момента инерции, приходящегося на единицу мощности привода;
отсутствии шестеренной клети, потери мощности в которой могут
достигать 5 % мощности привода; отсутствии необходимости в точном
подборе диаметров валков. Уменьшение момента инерции, в свою
очередь, дает ряд преимуществ: уменьшается продолжительность про¬
катки вследствие увеличения допустимых ускорений и замедлений;
сокращается расход энергии на 1 т проката и на нагревание электри¬
ческих машин; менее опасными становятся срывы при захвате ме¬
талла; скорость захвата из-за изменения условий захвата может быть
увеличена, что приводит к возрастанию средней скорости прокатки
и, следовательно, к росту производительности стана.Основные недостатки индивидуального привода по сравнению
с групповым: увеличение количества электрооборудования; услож¬
нение схемы управления, связанное с необходимостью регулирова¬
ния соотношения скоростей и выравнивания нагрузок двигателей;
увеличение в некоторых случаях размеров машинного зала, так как
угол наклона шпинделей не должен превышать 6... 8°, вследствие чего
двигатели должны быть удалены от клети на большое расстояние.Индивидуальный привод валков применяют для мощных обжим¬
ных станов с диаметром валков 1 100... 1 300 мм. Для блюминга диаме¬
тром 1 000 мм можно использовать индивидуальный и групповой при¬
воды. Для заготовочных, рельсобалочных станов диаметром 900 мм
и менее предпочтительно применение группового привода.Цикл работы реверсивной клети стана горячей прокатки для одно¬
го пропуска в общем случае включает в себя разгон валков вхолостую
до скорости захвата слитка, разгон со слитком в валках до установив¬
шейся скорости, прокатку на этой скорости, торможение до скоро¬
сти выброса слитка и реверс вхолостую до скорости захвата слитка,137
повторный разгон со слитком в валках до установившейся скорости,
прокатку на этой скорости, торможение до скорости выброса слитка
и реверс вхолостую до скорости захвата при противоположном на¬
правлении вращения валков. Во время паузы между пропусками ме¬
талла с помощью нажимного устройства клети перемещают верхний
прокатный валок для изменения раствора между валками в соответ¬
ствии с требуемым обжатием. При необходимости заготовка переме¬
щается в поперечном направлении по рольгангу посредством линеек
манипулятора и кантуется (поворачивается на 90° вокруг своей про¬
дольной оси) с помощью кантователя. Рабочий рольганг возвращает
заготовку к клети для последующего пропуска. По окончании послед¬
него пропуска заготовка транспортируется рольгангом к следующему
механизму, а нажимное устройство перемещает верхний прокатный
валок в первоначальное положение.Работа электропривода реверсивных клетей характеризуется ча¬
стыми реверсами (с числом включений до 1 ООО и более в 1 ч) и удар¬
ной нагрузкой, которая может превышать номинальную в 2 раза и бо¬
лее. Диапазон регулирования скорости, определяемый скоростями
прокатки и захвата, составляет 10:1.Номинальная частота вращения прокатных двигателей обычно
составляет 50...70 мин1. Диапазон регулирования скорости измене¬
нием магнитного потока двигателя не превышает 2:1. Уменьшение
потока двигателя применяется только при небольших обжатиях, глав¬
ным образом при последних пропусках металла, так как работа при
ослабленном возбуждении ведет к непроизводительному нагреванию
и снижению перегрузочной способности двигателя.Исходными данными при расчете мощности прокатных двигате¬
лей реверсивного стана горячей прокатки служат программы про¬
катки и проектная производительность стана. В программе прокатки
указывают число пропусков, размеры слитков до и после каждого
пропуска, порядок кантовки слитков, марка и температура стали,
диаметр валков в каждом калибре. Расчет обычно выполняют для
всего сортамента стана, после чего устанавливается самая трудная
программа прокатки, характеризующаяся наибольшим произведе¬
нием полного удлинения металла на максимальную производитель¬
ность с учетом числа пусков в 1 ч. Расчет начинается с построения
скоростных и нагрузочных диаграмм (рис. 2.29). Треугольная кривая
скорости (рис. 2.29, I) обычно имеет место при первых пропусках,
когда длина слитка небольшая. При последующих пропусках, ког¬
да длина слитка увеличивается, кривая скорости принимает форму
трапеции (рис. 2.29, II). При последних пропусках для уменьшения
времени прокатки целесообразно увеличить скорость, ослабив маг¬
нитный поток двигателя. Соответствующая кривая скорости изобра¬
жена на рис. 2.29, III.Методы определения момента прокатки Мпр описаны ранее. Мо¬
мент двигателя определяется алгебраической суммой динамического138
^maxРис. 2.29. Скоростные и нагрузочные диаграммы привода в процессе про¬
катки:п3, пп — соответственно частоты вращения захвата и выброса; поси — основная часто¬
та вращения двигателя (при номинальных значениях частоты, напряжения и потока);
«шах — максимальная установившаяся частота вращения при номинальном напряже¬
нии и ослабленном магнитном потоке двигателя; пт — максимальная скорость для
треугольного графика скорости; Мпр — момент прокатки; Му, М3 — соответственно
динамический момент двигателя в случае ускорения и торможения; М%х — момент
трения (холостого хода)момента, момента прокатки и момента трения (см. рис. 2.29). График
моментов строится для всего цикла прокатки. По нему определяют
эквивалентный момент, который сравнивают с номинальным мо¬
ментом предварительно выбранного двигателя. В случае ослабления
магнитного потока момент двигателя условно увеличивают пропорци¬
онально скорости. Таким образом, фактически расчет ведется по ме¬
тоду эквивалентного тока. Если расчетный средний квадратичный
момент превышает номинальный момент предварительно выбранно¬
го двигателя, то выбирают другой двигатель или меняют программу
прокатки, уменьшая обжатие и увеличивая число пропусков.Основным требованием, предъявляемым к реверсивным станам
горячей прокатки, производящим заготовки для всех остальных ста-139
нов прокатного производства, является максимальная производитель¬
ность. Для уменьшения продолжительности цикла прокатки слитка
необходимо по возможности сокращать время отработки заданного
перемещения, определяемого длиной заготовки в каждом пропуске,
и время паузы между пропусками.Современной тенденцией в реализации привода валков (главного
привода клети) является применение двигателей переменного тока:
синхронных или асинхронных с короткозамкнутым ротором. При
этом используют комплектные преобразователи частоты со звеном
постоянного тока или непосредственные преобразователи частоты
НПЧ (циклоконверторы), которые применяются в безредукторных
приводах с пониженной частотой питания (от 25 Гц и ниже).Рассмотрим систему управления клетью толстолистового про¬
катного стана 2 800. Кинематическая схема двухвалковой клети (дуо)
стана с индивидуальным приводом валков приведена на рис. 2.30.Кроме нажимного устройства, осуществляющего изменение рас¬
твора валков перед каждым пропуском (проходом) металла, клеть
прокатного стана имеет ряд вспомогательных приводов с электро-
гидравлическим управлением для уравновешивания верхнего валка,
смены валков и т.п., схемы управления которыми не приводятся.Схема управления главным приводом клети с синхронными двига¬
телями для каждого валка мощностью 4000 кВт, частотой вращения
40/80 мин-1, напряжением 923 В при использовании циклоконвертора
фирмы Siemens (диапазон частот 0...4/8 Гц) приведена на рис. 2.31.
Фазовое управление силовыми тиристорными модулями осущест¬
вляется микропроцессорной системой SIMADYN D при коммута¬
ции тиристорных групп в функции положения ротора (датчик BR).
Возбуждение двигателя предусмотрено от комплектных тиристор-Рис. 2.30. Кинематическая схема клети стана с индивидуальным приводом
двух валков:1 — двигатели; 2 — шпиндели; 3 — валки; 4 — нажимные винты; 5 — редуктор; 6 —
двигатели нажимного устройства140
25 кВ, 50 ГцРис. 2.31. Схема управления
приводом валка клети с син¬
хронным двигателем и НПЧ
(циклоконвертером)ных блоков с интерфейсом для управления от системы SIMADYN
D. Таким образом, управление приводом осуществляется по схеме
вентильного двигателя.Структурная схема системы управления главным приводом кле¬
ти в комплексе управления участка прокатного стана приведена
на рис. 2.32. Система управления SIMADYN D имеет модуль связиSYMADYN DРис. 2.32. Структурная схема
системы управления главным
приводом клети в комплексе
управления участком прокат¬
ного станаА0,4 кВ, 50 Гц141
142Рис. 2.33. Система управления двумя клетями стана холодной прокатки
с промышленной сетью управления приводами Profibus DP и таким
образом получает команды на режимы работы от системы программ¬
но-логического управления, реализованной на контроллере SIMATIC
S7-400 и связанной через модули удаленного ввода-вывода ЕТ-200 М
с пультом оператора ПО типа АР и информационным терминалом
(текстовая панель ОР оператора) на посту управления.Управление клетями нереверсивного прокатного стана. Рас¬
смотрим управление на примере стана холодной прокатки. Струк¬
тура стана рассмотрена в подразд. 1.8 (см. рис. 1.15). Схема системы
управления двумя клетями К, и К/+1 показана на рис. 2.33. Обжатие
металла в клетях производится до толщин Ht и Нм. Управление ско¬
ростью и соотношением скоростей валков выполняется с помощью
электродвигателей М2, М4, управление раствором валков dt и dM —
с помощью нажимных винтов НВ1 и НВ2 и следящих электроприво¬
дов с электродвигателями Ml, М3. Для простоты исследования вме¬
сто двух синхронизированных по положению и скорости следящих
систем на каждой клети рассматривается одна следящая система, что
эквивалентно полной синхронизации двух следящих систем.Управление натяжением полосы металла выполняют по двум ка¬
налам с помощью измерителя ИНт и датчика ДНт натяжения, нели¬
нейных элементов НЭ1, НЭ2 и регуляторов натяжения РНт1, РНт2.
Нелинейные элементы согласованы таким образом, что при малых
натяжениях работает канал с элементами НЭ2 и РНт2, при боль¬
ших — канал с элементами НЭ1 и РНт1.Упрощенная линеаризованная механическая модель прокатного
стана, отражающая упругие взаимосвязи клетей через гибкую ме¬
таллическую полосу и упругие связи приводов с валками, совместно
с контурами регулирования производных обобщенных координат
и упругих сил (натяжений) показана на рис. 2.34.Межклетьевое натяжение зависит от разности скоростей металла
на выходе клетей vh им и значений раствора валков dt и dM. Резуль¬
тирующее натяжение143
Отдельные составляющие этого равенства определяют следую¬
щим образом:FiM=-w;(P)di- F;:M=w;\P)di+i •Для конкретных параметров технологического режима прокатки
передаточные функции JV^(p), W”(p) можно записать в простом
виде. Для /-й и (/ + 1)-й клетей^т1 . лл/*Ч п\ _ ^т2^т(Р) = ^'{р) =TrlP+v Тт2р+\’где ктЬ кт2, Тт 1, Тт2 — соответственно технологические коэффициен¬
ты и постоянные времени.Составляющая F"'M, зависящая от разности скоростей металла
в смежных клетях, определяется с учетом межклетьевого расстояния
Д м, величины жесткости с, /+1, коэффициента демпфирования bt /+1
полосы металла и вытяжки ii+1 = 1:
с „ \FT"’ -
riJ+1 “С+ bij+1- ^--1 (1 + s/+i)]; е/+1 =1 1у^/,/+1 Cjj+i+Dij+\pгде 8/+1 — относительное удлинение полосы.Алгоритмическая структурная схема системы управления смеж¬
ными клетями показана на рис. 2.35. В связи с тем что эта схема
является частью более общей схемы, действия на агрегаты, предше¬
ствующие агрегату / и следующие за агрегатом / + 1, учтены в виде
их реакций Ft_{ t г(_х и FM i+2rM. Взаимосвязь сепаратных систем
управления агрегатами осуществляется по цепи нагрузки и по цепи
управления для задания общей скорости и соотношения скоростей
агрегатов. Последнее выполняет технологический программируемый
микроконтроллер.Выполнив сепаратные системы управления скоростью и соотно¬
шением скоростей с использованием типовых алгоритмов управления
(ОМ — в электромагнитных контурах, СО — в механических), реа¬
лизовав частоты среза контуров регулирования скоростями сос1 и сос2
из условия оос1 > 8 юу1, (ос2 > 8 соу2, получим хорошо декомпозирован¬
ную динамическую систему, в которой сепаратные системы можно
рассматривать квазиавтономными. О таком методе декомпозиции
говорилось в подразд. 1.9. Аналогично поступают и со следящими
системами нажимных механизмов.Использование изложенных приемов декомпозиции систем и ти¬
повых алгоритмов управления дает благоприятные возможности для
адаптивных настроек сепаратных систем и взаимосвязанных систем
управления в целом в режимах наладки и рабочего функциониро¬
вания.Система управления толщиной включает в себя замкнутую си¬
стему управления раствором валков dh регулятор толщины РТл144
145Рис. 2.35. Алгоритмическая структурная схема системы управления смежными клетями стана холодной прокатки
(см. рис. 2.33), блок компенсации транспортного запаздывания
БКЗ, датчик толщины ДТл и измеритель толщины ИТл. Задание
на толщину uHi и управление БКЗ осуществляются от КТ. К КТ от¬
носится также и часть схемы, ограниченная на рис. 2.33 штриховой
линией.2.10. Управление резанием неподвижного
и подвижного материалаХарактеристика оборудования и электроприводов. Резательное
оборудование в виде разнообразных ножниц, пил и станков исполь¬
зуется в технологических комплексах пищевых, бумаго- и картоно-
делательных, деревообрабатывающих, металлургических и других
производств. Наиболее широкое распространение и многообразие
резательного оборудования имеется в прокатном производстве.В прокатном производстве оборудование для резки металла (нож¬
ницы и пилы) относится к вспомогательной группе машин и меха¬
низмов, осуществляющей после получения проката заданной формы
функции формирования готовой продукции (резки металла заданной
длины, правки, укладки в пакеты и т.д.).В зависимости от требований ТП возможно резание в стационар¬
ном положении проката или при его движении. Ножницы и пилы
оснащаются системами автоматизации, выполняющими следующие
функции:• установка проката для резания на мерные длины в стационарном
положении (безупорная или с передвижным упором с учетом тем¬
пературного коэффициента расширения горячего металла);• резание на мерные длины движущегося проката (летучие ножни¬
цы и пилы);• регулирование скорости подачи дисковой пилы в зависимости
от загрузки привода вращения диска, свойств материала диска
и проката;• позиционное управление несколькими пилами для одновремен¬
ного резания проката на мерные длины в стационарном положе¬
нии.Ножницы применяют для поперечного и продольного резания
металла. Для резания горячего металла прямоугольного и квадрат¬
ного сечения на мерные длины и для обрезания переднего и заднего
концов его после прокатки на блюмингах, слябингах, заготовочных
и сортовых станах используют ножницы с параллельными ножами
двух типов: с верхним резом, когда резание производится при дви¬
жении верхнего ножа, и с нижним резом, когда резание происходит
при движении нижнего ножа.Ножницы с верхним резом более просты по конструкции, но име¬
ют существенные недостатки: заусеницы, образующиеся на нижней146
кромке металла, мешают его продвижению по рольгангу, а отрезае¬
мая часть металла вместе с ножом опускается ниже уровня рольганга,
поэтому ножницы должны быть снабжены подъемно-качающимся
столом.Ножницы с нижним резом получили большое распространение
для резания блюмов, слябов и сортового металла высотой более30...60 мм.Для резания проката небольшой ширины сечения (круг, квадрат
и т.д.) применяют параллельные ножи, для резания листового про¬
ката один из ножей устанавливают наклонно (гильотинные ножни¬
цы). Угол наклона ножа (угол реза) обычно не превышает 6° (мень¬
ший угол обеспечивает лучшее качество резания, но большее уси¬
лие резания). Ножницы с наклонным ножом (рис. 2.36, а) состоят
из горизонтального нижнего ножа 1 и наклонного верхнего ножа 2,
имеющего привод от двигателя 6, снабженного маховиком 7, через
редуктор 5, муфту сцепления 4 и коленчатый вал 3. Ножницы пред¬
назначены для поперечного резания горячего и холодного листа,
а также мелкого сортового проката пачками. В ножницах установлен
маховичный электропривод, позволяющий снизить мощность при¬
водного двигателя. Двигатель с маховиком 7 вращается непрерывно.
Привод соединяется с механизмом через муфту сцепления. Во время
паузы между резаниями муфта сцепления отключена. Перед резани¬
ем муфта включается, ножницы приходят в движение, производится
резание, после чего муфта вновь отключается и ножницы останавли¬
ваются. Для фиксации эксцентрикового вала в исходном положении
применяется электромагнитный тормоз.Схема резания металла с нижним неподвижным ножом и верхним
подвижным наклонным ножом приведена на рис. 2.36, б. Ножи име¬
ют регулируемый боковой зазор 8, определяемый сечением металла 3777Ш77/777абРис. 2.36. Ножницы с неподвижным нижним ножом и подвижным наклон¬
ным верхним ножом (а), схема резания металла (б)147
и его свойствами. Отрезаемая часть металла смещается вместе с под¬
вижным верхним ножом с помощью подъемно-качающегося стола
(качающегося рольганга). Процесс резания обеспечивается возврат¬
но-поступательным движением верхнего ножа при полном обороте
кривошипного (эксцентрикового) вала привода ножниц (круговой
режим) при резании металла максимальной толщины. При резании
металла меньшей толщины в целях сокращения времени цикла кри¬
вошипный вал ножниц совершает меньше одного оборота за цикл
с изменением направления вращения от цикла к циклу (качатель-
ный режим).При увеличении ширины листа верхний нож должен делать
больший ход, что требует увеличения эксцентриситета приводно¬
го эксцентрикового вала и, следовательно, момента резания. Этого
недостатка лишены ножницы с катящимся резом, подвижный нож
которых имеет дугообразную форму и сложное движение, обеспе¬
чивающее малый угол резания при небольшой дуге врезания в ме¬
талл.Для резания движущегося тонкого листа или мелкого сортового
металла применяют барабанные летучие ножницы. Недостатком этого
типа ножниц является непараллельность режущих кромок при реза¬
нии, отражающаяся на качестве поверхности разреза. Поэтому при
резании толстых листов используют кривошипные летучие ножницы
с поступательно-движущимися ножами.При поперечном резании горячего и холодного проката на мерные
длины (заготовки, готовые профили сложной формы) применяют
пилы, вращающийся пильный диск которых с помощью механизма
подачи совершает возвратно-поступательное или качательное движе¬
ние при резании. Используют салазковые, рычажные, маятниковые
механизы подачи. Пильный диск имеет отдельный привод, скорость
которого устанавливают исходя из требования оптимального режима
резания с учетом подачи, характеристик проката и свойств материа¬
ла пильного диска.В отечественной практике для резания горячего проката исполь¬
зуют высокопроизводительные роторные пилы. Механизм подачи
(водило) за время резания проката совершает полный оборот с оста¬
новкой в исходном положении. Вращение пильному диску передается
от отдельного двигателя, расположенного на оси вращения водила,
через клиноременную передачу.Усилие резания F для ножниц с параллельными ножами, рабо¬
тающими с прижимом,F=xS,где т — удельное сопротивление резанию, отнесенное ко всему по¬
перечному сечению и зависящее от относительной глубины резания,
МПа/мм2; S — площадь поперечного сечения разрезаемого метал¬
ла, мм2.148
Аналогично определяется усилие резания для ножниц с наклон¬
ным ножом, но в этом случае вместо площади поперечного сечения
необходимо подставлять значение площади действительного среза.
Статический момент на валу двигателя в зависимости от усилия F
и угла поворота кривошипа а можно определить по формулеМс = —Trsina,
ц iгде г) и / — соответственно КПД и коэффициент редукции переда¬
точного механизма; г — радиус кривошипа.Электропривод ножниц для лучшего использования запаса ки¬
нетической энергии вращающихся частей должен иметь достаточно
мягкую механическую характеристику, а также упорную характери¬
стику (экскаваторную).Для маховичного электропривода ножниц обычно применяются
АД с повышенным скольжением. Возможна также реализация по¬
добного режима средствами управления в частотно-регулируемом
асинхронном электроприводе.Часто для снижения момента инерции применяют два приводных
электродвигателя, действующих на общий вал. Суммарная мощность
двигателей в зависимости от типа ножниц, передаточного отношения
от вала двигателя к валу механизма и других факторов колеблется
от сотен до двух тысяч киловатт.Управление ножницами. Рассмотрим управление на примере нож¬
ниц с катящимся резом и летучих ножниц. Ножницы с катящимся
резом конструкции КО ВНИИМЕТМАШ служат для обрезки концов
и поперечного резания на мерные длины листов, поступающих от кле¬
ти толстолистового прокатного стана. Механизм катящегося реза нож¬
ниц работает следующим образом. Подвижный суппорт 1 (рис. 2.37)
ножниц с верхним ножом 2, имеющим дугообразную режущую кром¬
ку, совершает качательное движение с помощью коромысла 3 и экс¬
центрикового вала 4, приводимого в движение через суммирующий
редуктор 5 от двух асинхронных двигателей 6 с короткозамкнутым
ротором мощностью по 400 кВт. Нижний нож 9 закреплен на ста¬
нине. Для контроля углового положения эксцентрика предусмотрен
импульсный датчик 8. Эксцентриковый вал поворачивается при реза¬
нии на угол примерно 200° «вперед» из одного исходного положения
в другое, а затем обратно для следующего резания после подачи листа
на рез. Для фиксации эксцентрикового вала в исходных положениях
предусмотрена установка электромагнитных тормозов 7.Управление электроприводом механизма резания осуществляется
от двух комплектных частотно-регулируемых преобразователей АВ1
и АВ2 Simovert Master Drives фирмы Siemens (рис. 2.38).Электропривод обеспечивает:• выравнивание моментов с точностью 10 % при синхронной ра¬
боте двух двигателей Ml и М2 по схеме электроприводов «веду-149
Рис. 2.37. Кинематическая схема двухдвигательного привода ножниц с катя¬
щимся резомСигналы датчиковРис. 2.38. Система управление электроприводом ножниц с катящимся резом150
щий —ведомый», связанных по сети Simolink волоконно-оптиче¬
ским кабелем;• позиционное регулирование с установкой вала эксцентрика пере¬
менно в первое или второе исходное положение при каждом резе
(реализуется с помощью стандартной программы для технологи¬
ческого модуля Т300); в качестве реперной метки начала отсчета
координаты используется нулевой импульс датчика BR в крайнем
нижнем положении эксцентрика;• управление тормозными электромагнитами для фиксации суппор¬
та ножниц в исходном положении (реле 1KV и 2KV).
Генераторное торможение двигателей осуществляется с рекупе¬
рацией энергии в сеть переменного тока. При этом закрывается
трехфазный выпрямительный мост с тиристорами, работающими
в режиме ключей, и открывается инверторный мост с автотрансфор¬
матором, повышающим напряжение от ЭДС двигателя на 20 % для
компенсации потерь в цепи при рекуперации энергии.Ведущий электропривод АВ1 получает задание по сети Profibus-
DP от контроллера AD участка ножниц SIMATIC S7-400, причем
задание формируется в программе по сигналу пульта оператора АР
с учетом разрешающих сигналов блокировок: при зажатом положе¬
нии верхней и нижней кассет с ножами и наличии давления масла
в редукторе привода (сигналы реле давления и электроконтактного
манометра); при остановленных рольгангах у ножниц; при нахож¬
дении тележки уборки обрези под ножницами (сигнал датчика ис¬
ходного положения тележки).Пульт оператора имеет модули расширения (удаленного ввода-вы¬
вода) контроллера и связан с ним по сети Profibus-DP.Летучие ножницы, предназначенные для резания движущего¬
ся проката (полос, заготовок), имеют рабочий орган, выполненный
в виде двух барабанов или рычажных механизмов, снабженных син¬
хронно вращающимися ножами.Электропривод летучих ножниц, как правило, выполняется по¬
зиционным с отработкой рассогласования положения ножей и тре¬
буемого положения реза на прокате за период вращения ножей. При
этом обеспечиваются условия согласования горизонтальной состав¬
ляющей скорости ножей и линейной скорости проката.При позиционировании ножей летучих ножниц используются
варианты алгоритмов управления, осуществляющих оптимизацию
по условиям минимизации динамических моментов, тепловых по¬
терь в двигателе, времени отработки рассогласования или времени
работы с заданными динамическими моментами.Кроме резания проката такие ножницы используют для резания
и другого движущегося материала. Вопросы применения летучих
ножниц для поперечного резания картона в составе производствен¬
ных линий рассмотрены в подразд. 3.4.5 — выбор электроприводов
с учетом влияния условий эксплуатации и окружающей среды.151
2.11. Управление металло- и деревообработкойСостав и свойства электроприводных систем металло- и де¬
ревообрабатывающих станков. Металло- и деревообрабатывающие
станки выполняют схожие операции по обработке материалов, отли¬
чающиеся инструментальными средствами обработки и свойствами
обрабатываемых материалов. Например, деревообрабатывающие
станки выполняют продольный и поперечный раскрой досок на за¬
готовки, формирование необходимого поперечного сечения, обра¬
ботку концов деталей, выработку гнезд и отверстий, вытачивание
деталей, являющихся телами вращения; обеспечивают получение
деталей сложной формы с пространственно кривыми поверхностя¬
ми, уменьшение шероховатости поверхности деталей в результате
шлифования абразивными инструментами и т. д.Металлообрабатывающие станки наиболее распространены и слож¬
ны. Они выполняют все основные функции других станков. В связи
с этим рассмотрим системы управления именно этими станками.Многообразие металлообрабатывающих станков в основном обу¬
словлено конструктивно-технологическими особенностями обраба¬
тываемых деталей, все разнообразие которых условно можно разде¬
лить на три типа: валы, диски и корпусные детали. Для обработки
деталей типа тел вращения (валы и диски) используют токарные
центровые и патронно-центровые станки, а для корпусных — стан¬
ки расточно-фрезерно-сверлильной группы. Для изготовления спе¬
циальных деталей, таких как, например, зубчатые колеса, использу¬
ют специализированные зубообрабатывающие, зубошлифовальные
и другие станки. Электрофизические станки применяют для обработ¬
ки высокотвердых материалов. Для обработки листовых материалов
используют машины газовой, плазменной и лазерной резки.Основными технологическими процессами металлообработ¬
ки являются: точение, расточка, строгание, сверление, фрезерова¬
ние и шлифование. Некоторые из названных процессов показаны
на рис. 2.39 [1, 39].Точение (рис. 2.39, а) осуществляют на токарных станках за счет
вращения обрабатываемого изделия 1 (главное движение) и переме¬
щения резца 2 (движения подач) по осям jc — s{ и у — s2.Окружная скорость изделия в точке соприкосновения резца с об¬
рабатываемой деталью называется скоростью резания. Скорость ре¬
зания, м/мин, определяется по формулеи = 9,55тгб?исои = 30flfHo)M,где — диаметр обработки, м; сои — угловая скорость изделия,
рад/с.Величина подачи определяется перемещением резца, приходя¬
щимся на один оборот изделия. Глубина резания представляет собой
разность радиусов обрабатываемой и обработанной поверхностей.152
Рис. 2.39. Схемы основных технологических процессов металлообработки:
а — точение; б — сверление; в — строгание; г — фрезерованиеБыстрое перемещение суппорта, зажим и отжатие обрабатываемого
изделия, перемещение люнета, задней бабки и другие движения от¬
носятся к вспомогательным.В процессе обработки происходит износ инструмента. По дости¬
жении оптимального износа инструмент перетачивают. Время работы
инструмента между двумя переточками определяет его стойкость Т.Параметры обработки связаны между собой эмпирической фор¬
мулойv ^ , (2.15)Tmtpvsyuгде Cv — коэффициент, характеризующий вид и условия обработки,
а также материал изделия и резца; s — подача, мм/об; tv — глубина
резания, мм: Т — стойкость, мин; xv, yv, m — показатели степени,
зависящие от свойств обрабатываемого металла, материала резца
и вида обработки.153
При снятии стружки резцом возникает усилие F, приложенное
к режущей кромке инструмента, которое может быть разложено (см.
рис. 2.39, а) на три составляющие:где Fz — главная касательная сила, действующая в направлении
траектории главного движения, преодолеваемая шпинделем станка
и называемая усилием резания; Fy — радиальная сила, действую¬
щая нормально к обработанной поверхности и создающая давление
на суппорт; Fx — осевая сила, действующая в направлении подачи.Усилие резания рассчитывают по эмпирической формулеFz = CFt*F sy,vn, (2.16)где CF — коэффициент, характеризующий материал детали, резца
и вид токарной обработки; xF, yF, п — показатели степени.Мощность резания, кВт,/>,=^•104 (2.17)Коэффициенты и показатели степени в (2.15) и (2.16) принима¬
ются по справочникам режимов резания.По аналогичным формулам рассчитываются усилия Fxn Fy, кото¬
рые приближенно можно принять равными Fx ~ 0,4Fz и Fy « 0,3Fz.Усилие Fnb действующее на механизм подачи, помимо собствен¬
ного усилия подачи /^.содержит также составляющие, возникающие
в направляющих за счет сил трения от действия усилий Fz и Fy:Fnl = Fx + Fy),где щ — коэффициент трения в направляющих.Мощность подачи, кВт,D _ 1 Г\-3 _ FnS\ti) 1^_б^-“бо 0 •Аналогично рассчитывают усилие Рп2 и Рп2. Поскольку скорость
подачи во много раз меньше скорости резания, мощность подачи
намного меньше мощности резания и составляет относительно по¬
следней 1 ...0,1 %.Сверление (рис. 2.39, б) осуществляется за счет вращательного
(главного) движения инструмента — сверла 7 (иногда детали) и его
продольного перемещения в детали 2 — движения подачи. Продоль¬
ное и поперечное перемещения стола, перемещение шпиндельной
бабки, зажим колонны являются вспомогательными движениями.Окружную скорость на периферии сверла и, м/мин, называют ско¬
ростью резания при сверлении. Перемещение сверла вдоль своей оси
за один оборот определяет подачу. Скорость резания при сверлении
определяют по формуле154
Cvd7cv
v = —-—-—
z Tmsyv ’где Cv — коэффициент, зависящий от материала детали и сверла;
dc — диаметр сверла, мм; Т — стойкость сверла, мин; s — подача,
мм/об; yv, zv, m — показатели степени, зависящие от материала де¬
тали и диаметра сверла.Вращающий момент, Н м, при сверлении рассчитывают по фор¬
мулеМ = Cudxc^syu - ЮЛоткуда, зная угловую скорость сверла, находят мощность резания,
кВт:Pz =Л/сос-10-3.Силу Н, преодолеваемую механизмом подачи при сверлении,
и мощность подачи определяют по эмпирическим формулам, ана¬
логичным формулам для процесса точения.Расточка применяется для черновой, чистовой и алмазной об¬
работок отверстий на токарных и расточных станках. При расточке
резцы, оснащенные пластинками из быстрорежущей стали, твер¬
дых сплавов или из ограненного технического алмаза, закрепляют
в оправках. Скорость, силу и мощность резания при черновой и чи¬
стовой расточках определяют по тем же формулам (2.15) — (2.17), что
и для точения.Строгание (рис. 2.39, в) можно рассматривать как точение участка
детали с бесконечно большим диаметром. При этом деталь 7 переме¬
щается возвратно-поступательно относительно резца 2, снятие струж¬
ки происходит в течение рабочего хода, а обратный ход совершается
вхолостую. Скорость, с которой деталь перемещается относительно
резца при рабочем ходе, называется скоростью резания и, м/мин.
Продольное перемещение стола является главным движением.Перемещение резца за один двойной ход стола перпендикулярно
главному движению и называется движением подачи s, мм/мин. Ве¬
личина /р, на которую углубляется резец в изделие при одном проходе,
называется глубиной резания. Перемещение траверсы и суппортов,
подъем резца при обратном ходе, установочные медленные переме¬
щения стола относятся к вспомогательным движениям.Скорость, усилия и мощность резания при строгании определяют
по тем же формулам (2.15) —(2.17), что и для точения.Фрезерование (рис. 2.39, г) производится вращающейся фрезой /,
имеющей несколько режущих лезвий — зубьев, каждое из которых
за счет поступательного перемещения фрезы относительно детали 2
снимает стружку в пределах определенного угла поворота фрезы, а за¬
тем вращается вхолостую. Главным движением при фрезеровании
является вращение фрезы, перемещение детали относительно инстру¬155
мента представляет движение подачи. Быстрое перемещение стола,
на котором укреплена деталь, и ускоренное перемещение шпиндель¬
ной бабки при наладке относятся к вспомогательным движениям.Шлифование производится, как правило, абразивными кругами,
при этом каждое абразивное зерно в зоне обработки работает как
резец, снимая стружку с детали в пределах определенного угла пово¬
рота. Главное движение при шлифовании — вращение шлифоваль¬
ного круга. Поступательное перемещение круга относительно детали
представляет движение подачи. Различают плоское шлифование, при
котором обрабатывается плоская поверхность, и круглое шлифова¬
ние, при котором обрабатывается поверхность тела вращения.Помимо перечисленных ранее видов обработки на металлоре¬
жущих станках в станкостроении применяют электрофизические
и электрохимические методы обработки, под которыми понимают со¬
вокупность электрических, электромагнитных и электрохимических
процессов, придающих заготовке в сочетании с тепловым, механиче¬
ским или химическим воздействием заданные форму и размеры.Электрофизические и электрохимические методы можно раз¬
делить на четыре группы: электроэрозионные, основанные на ис¬
пользовании энергии электрических разрядов, возбуждаемых меж¬
ду инструментом и заготовкой; лучевые (лазерные), основанные
на воздействии на заготовку лучей с высокой плотностью энергии;
импульсные (ультразвуковые), основанные на ударном воздействии
на заготовку частиц абразива; анодного растворения, основанные
на том, что электрод, подключенный к положительному потенциалу,
растворяется.Явления, происходящие при электрофизических и электрохи¬
мических методах обработки, безусловно, иные, чем при резании,
но принципы управления движениями ИО остаются прежними.Характеристика приводов. При всем многообразии станков тре¬
бования, предъявляемые к приводам станков, определяются главным
образом не тем, к какой группе относится станок, а для какого дви¬
жения предназначен привод: главного, подачи или вспомогательного.
Именно это определяет мощность, способ и диапазон регулирования
скорости, необходимую плавность регулирования, требования к жест¬
кости и стабильности характеристик, требования к динамике.Электроприводы главного движения. Распространенными при¬
водами главного движения станков являются приводы с одно- и мно¬
госкоростным АД с короткозамкнутым ротором со ступенчатым
регулированием скорости резания путем переключения шестерен
коробки скоростей. Однако такое решение не может обеспечить
полную производительность. Кроме того, применение коробки ско¬
ростей со сложной кинематикой снижает точность работы станка
и увеличивает погрешности металлообработки. В настоящее вре¬
мя привод главного движения выполняется в виде частотно-регу-
лируемого электропривода с простым редуктором. Прогрессивным156
решением является использования мехатронното устройства в виде
электрошпинделя.Для электроприводов главного движения шлифовальных и заточ¬
ных станков, где требуется высокая частота вращения (6 ООО мин1
и более), применяют высокооборотные электроприводы переменно¬
го тока. Для этих станков используют специальные АД с частотным
управлением мощностью до 100 кВт, асинхронные высокоскоростные
двигатели мощностью до 4 кВт и др.Мощность, развиваемая при резании, определяется скоростью ре¬
зания и усилием резания, а усилие резания — подачей и глубиной ре¬
зания при неизменных материалах и геометрии резца и заготовки.Для приводов главного движения наиболее рациональным явля¬
ется способ регулирования скорости с постоянной мощностью, так
как большим скоростям резания соответствуют меньшие усилия ре¬
зания, а меньшим скоростям — большие усилия.Диапазон регулирования частоты вращения определяется преде¬
лами скоростей резания и диаметров обрабатываемых изделий. Это
обусловлено тем, что на универсальных станках могут обрабатываться
детали из различных материалов и разных размеров, в частности раз¬
ных диаметров. Для обработки изделий одинакового диаметра из раз¬
личных материалов необходимо обеспечить определенный диапазон
регулирования скорости резания. С другой стороны, рациональная
обработка изделий из одного и того же материала, но разных диа¬
метров, требует постоянной скорости резания.Соблюдение условия ир = const достигается регулированием скоро¬
сти привода с диапазоном регулирования, определяемым диапазоном
диаметров. Так, для токарных станков с диаметром устанавливаемых
изделий d = 320... 1 ООО мм требуемый диапазон регулирования частот
вращения около 50, а для токарно-карусельных станков с диаметром
обрабатываемого изделия d = 1 250...4ООО мм он доходит до 80.В станках с числовым программным управлением (ЧПУ) функ¬
ции, выполняемые электроприводом главного движения, значительно
усложнены. Помимо стабилизации скорости резания, при силовых
режимах резания требуются обеспечение режимов позиционирования
шпинделя при автоматической смене инструмента и производстве лег¬
ких долбежных и строгальных работ, а также возможность нарезания
резьбы как метчиками, так и резцами. Это неизбежно ведет к увеличе¬
нию требуемого диапазона регулирования частоты вращения. Так, при
требуемой точности позиционирования шпинделя 0,1 % и максималь¬
ной частоте вращения двигателя 3 000... 5 000 мин1 суммарный диапа¬
зон изменения частоты вращения должен быть не менее 10 000.На скоростях ниже номинальных регулирование осуществляет¬
ся с постоянным моментом. Таким образом, получается двухзонное
регулирование скорости. При небольшой мощности главного при¬
вода применяют однозонное регулирование скорости с постоянным
моментом.157
Стабильность работы привода характеризуется перепадом частоты
вращения при изменении нагрузки, напряжения питающей сети, тем¬
пературы окружающего воздуха и т. п. Погрешность регулирования
определяется суммированием следующих отклонений: отклонение
частоты вращения при изменении нагрузки на 0,4/ном по отношению
к 0,6/ном при номинальном напряжении питания и постоянной тем¬
пературе окружающей среды (20±5) °С; изменение частоты вращения
при изменении температуры окружающей среды от (20±5) до 45 °С
при питании номинальным напряжением при номинальной нагруз-
ке /ном; изменение частоты вращения при изменении напряжения
питания на ±10 % к номинальному при холостом ходе и постоянной
температуре.Погрешность частоты вращения при изменении направления вра¬
щения определяется при холостом ходе привода, номинальном на¬
пряжении питания и температре окружающего воздуха (20±5) °С:«пр + Ялгде ппр, пл — частота вращения при правом и левом направлениях.Отличительной особенностью главного привода для высокоавто¬
матизированных станков с ЧПУ является необходимость применения
реверсивного привода даже в тех случаях, когда по технологии обра¬
ботки не требуется реверс. Требование обеспечения эффективного
торможения и подтормаживания при снижении частоты вращения
и режимов поддержания постоянной скорости резания приводит
к необходимости применения реверсивного привода с целью полу¬
чения нужного качества переходных процессов.Электроприводы подачи. В электроприводах подач наибольшее
распространение получил сервопривод с передачами винт-гайка или
шестерня-рейка. Применяют высокомоментные асинхронные или
синхронные двигатели с возбуждением от постоянных магнитов,
устанавливаемые непосредственно на ходовой винт. Это существенно
сокращает механическую часть привода, снижает его момент инер¬
ции и повышает КПД. Для повышения производительности станков
перемещение ИО в зону обработки осуществляется на быстрых ходах
теми же электродвигателями подачи. Следующим шагом развития
приводов подач является применение сервоприводов с линейными
электродвигателями.Увеличение скорости быстрых перемещений до 10 м/мин, сниже¬
ние скорости установочных перемещений привело к значительному
увеличению диапазона регулирования скорости. Максимальная рабо¬
чая подача на современных многооперационных станках составляет10...30% скорости быстрых перемещений.Полный диапазон регулирования в станках фрезерной, расточной
и токарной групп составляет 100... 10000, а в карусельных расширя¬
ется до 30000...40000. Реальный диапазон регулирования привода158
подачи каждой оси в станках с ЧПУ при контурном фрезеровании
бесконечен, так как минимальная подача по каждой оси в двух точ¬
ках обрабатываемой окружности равна нулю.Вследствие неудовлетворительных динамических свойств регу¬
лируемого электропривода, особенно при возмущении по нагрузке,
появляется шероховатость поверхности, поэтому важно обеспечить
высокое быстродействие привода при сбросе и набросе нагрузки,
а также при реверсе двигателя под нагрузкой на самых малых часто¬
тах вращения (контурное фрезерование в режиме круговой интер¬
поляции). Для электроприводов подач изменение частоты вращения
при набросе и сбросе нагрузки 0,5Л/НОМ относительно уровня 0,5Мном
не должно превышать 100 % при п = 0,001 пном и времени восстанов¬
ления 100 мс. Время реверса под нагрузкой Мном при п = 0,001«ном
не более 0,5 с.К электроприводам подач предъявляют следующие основные
требования: минимальные размеры электродвигателя при высоком
вращающем моменте; высокая максимальная скорость; значитель¬
ная перегрузочная способность привода в режимах кратковременной
и повторно-кратковременной нагрузки; широкий диапазон регу¬
лирования; высокая стабильность характеристик; высокое быстро¬
действие при разгоне и торможении; высокое быстродействие при
набросе и сбросе нагрузки и при реверсе под нагрузкой на самых
малых частотах вращения; высокая равномерность движения при
различной нагрузке на всех скоростях вплоть до самых малых; вы¬
сокая надежность и ремонтопригодность; удобство конструктивной
установки двигателя на станке и встройки управляемых преобразо¬
вателей в шкафы и ниши станков. Этим требованиям в полной мере
удовлетворяют современные сервоприводы с частотным регулирова¬
нием скорости.Электроприводы вспомогательных движений, как правило,
не требуют регулирования скорости и выполняются с использова¬
нием нерегулируемых АД.2.12. Управление наматыванием, сматыванием
и обработкой гибкого материалаУправление наматыванием и сматыванием материала при кос-
иенном и непосредственном контроле натяжения [3]. В машинах
и механизмах, предназначенных для перематывания полосовых мате¬
риалов (листовой металл, бумага, различные пленки и т.п.), необхо¬
димо регулировать усилие в полосе, т. е. натяжение. В большинстве
случаев точность поддержания натяжения (или регулирования его
по заданному закону) влияет на качество продукта.Кинематическая схема намоточного устройства показана на
рис. 2.40, а. Узел 7 представляет собой валы последней клети стана159
а бРис. 2.40. Кинематические схемы осевого (а) и периферического (б) намо¬
точных устройствхолодной прокатки, последнюю секцию бумагоделательной машины
или другой узел механизма, из которого полоса 2 выходит с постоян¬
ной скоростью. На намоточном устройстве она наматывается в рулон
3. Валы узла 7 и рулон приводятся во вращение электродвигателями,
оборудованными собственными автоматическими системами управ¬
ления. Система управления электроприводом валов узла 7 осущест¬
вляет обычно стабилизацию скорости. Задачей электропривода на¬
моточного устройства является регулирование или поддержание на¬
тяжения. Если производится разматывание рулона, полоса движется
в направлении, противоположном показанному на рис. 2.40, а, и дви¬
гатель намоточного устройства работает в режиме торможения.Поскольку момент, развиваемый двигателем намоточного устрой¬
ства, прикладывается к валу, на который наматывается полоса, ско¬
рость двигателя Ml, которая должна обеспечиваться в каждый дан¬
ный момент времени, определяется скоростью движения полосы v
и текущим значением радиуса рулона гр. В ряде механизмов обычно,
когда устройство работает только в режиме намотки, момент двига¬
теля прикладывается к несущему валу 4, на который опирается на¬
матываемый рулон 3 (рис. 2.40, б). В этом случае при изменении ра¬
диуса гр не требуется изменения скорости двигателя, и при значении
и - const задача системы управления электроприводом наматывающе¬
го устройства сводится к стабилизации скорости или момента.Момент на валу наматывающего устройстваAf -^^пол -^^пот -^^деф ^/цин9где Мпол — полезный момент, т.е. момент, необходимый для созда¬
ния заданного натяжения F; Мпот — момент, необходимый для пре¬
одоления потерь в системе «двигатель —механизм»; Мдеф — момент,
затрачиваемый на деформацию изгиба полосы при наматывании
рулона; Мдин — динамический момент, обусловленный ускорением
и замедлением намоточного устройства при разгоне и торможении
и изменением угловой скорости рулона, связанной с изменением
его радиуса.В зависимости от условий работы соотношения между этими мо¬
ментами могут меняться. Полезный момент определяется значением
усилия F ив ряде случаев значительно превышает значение момен¬
та потерь, что позволяет пренебречь влиянием последнего на рабо¬
ту системы. Момент Мтф тем меньше, чем тоньше перематываемая
полоса металла; он практически равен нулю для материалов, имею¬
щих малую жесткость, например для бумаги. Динамический момент
рассмотрен далее.В процессе наматывания полезный момент Мпол = Frp, т. е. при
постоянном усилии натяжения (F = const) он прямо пропорциона¬
лен радиусу рулона.Полезная мощность Рпол = Fv при постоянном натяжении полотна
независимо от радиуса пропорциональна скорости полосы.Если двигатель вращает вал, на который наматывается рулон, че¬
рез редуктор, то его скорость со = vi/rv, где / — передаточное число
редуктора. Следовательно, при данном значении v диапазон регу¬
лирования скорости двигателя равен диапазону изменения радиуса
рулона.Различают два способа управления натяжением: с помощью дат¬
чика натяжения, выходное напряжение которого на входе замкнутой
системы сравнивается с заданным значением натяжения; при кос¬
венном определении значения натяжения, и регулирования одной
из переменных или комбинации переменных, меняющихся в функ¬
ции F.Системы с косвенным измерением натяжения широко распро¬
странены, хотя их недостатком является необходимость введения
поправки для учета статических потерь (Мпот), а при перематывании
толстой полосы — и момента, необходимого для изгиба полосы при
наматывании и размотке (Л/деф). Последняя составляющая поддает¬
ся учету, а учет потерь вследствие их неопределенности и сложной
зависимости от многих факторов часто затруднителен. При работе
с большими значениями натяжений потери составляют небольшую
часть общей мощности и их изменение незаметно влияет на точность
поддержания натяжения. При малых значениях натяжения роль по¬
терь возрастает и погрешность от их неточного учета может оказаться
значительной. Поэтому наиболее перспективным является исполь¬
зование систем с прямым измерением натяжения.Обычно даже натянутая полоса, проходящая между валками узла
/ и намоточным устройством (см. рис. 2.40, а), провисает под дей¬
ствием собственного веса. Изменение натяжения приводит к измене¬
нию положения полосы в пространстве, что позволяет использовать
в качестве датчиков натяжения устройства, измеряющие отклонение161
положения полосы от заданного положения и преобразующие его
в электрический сигнал. Другим распространенным способом из¬
мерения натяжения является измерение давления на подшипники
со стороны валика, который огибает натянутая полоса. Давление
преобразуется в электрический сигнал, например, с помощью маг¬
нитоупругого датчика, принцип действия которого основан на изме¬
нении магнитных свойств сердечника из электротехнической стали
под действием давления на сердечник.Если пренебречь разницей между моментом на валу двигателя
и полезным моментом, а также пренебречь потерями вращения элек¬
тродвигателя Ml, то электромагнитный момент двигателяFrили М.м=смФ/,,где i{ — активный ток двигателя.В результате сравнения этих выражений может быть сформули¬
рован наиболее распространенный закон косвенного регулирова¬
ния натяжения: при заданном постоянном натяжении Fнеобходимо
поддерживать постоянным активный ток, меняя поток возбуждения
двигателя пропорционально радиусу рулона.Другой способ косвенного регулирования натяжения состоит
в регулировании полезной мощности, которая должна поддержи¬
ваться постоянной при данной скорости и натяжении и изменять¬
ся при изменении и или заданного натяжения. Для этого измеряют
и регулируют электромагнитную мощность двигателя, воздействуя
на напряжение преобразователя; эта мощность считается примерно
равной полезной. В ряде случаев для уменьшения значения мощно¬
сти двигателя наматывающего устройства целесообразно применять
комбинированное управление, когда при изменении радиуса рулона
от минимального значения до 65... 80 % максимального частота вра¬
щения двигателя изменяется за счет воздействия на его магнитный
поток при постоянном напряжении, т. е. применяется ослабление
поля двигателя. А в оставшейся части диапазона изменения радиуса
рулона частота вращения двигателя изменяется при постоянном маг¬
нитном потоке двигателя. В зависимости от назначения механизма
и характера ТП разгон и торможение могут не быть рабочими ре¬
жимами. Например, на бумагоделательной машине заправка бумаги
на наматывающее устройство производится на полной рабочей ско¬
рости и нет необходимости поддерживать натяжение постоянным
в процессе изменения скорости в широких пределах. На других ме¬
ханизмах (например, на станах холодной прокатки, продольно-ре¬
зательных станках для бумаги и др.) заправка полосы производится
при неподвижном механизме или на низкой заправочной скорости.
В процессе разгона и торможения осуществляется перематывание по¬
лосы и должно поддерживаться заданное натяжение. В этом случае
при разработке системы управления натяжением необходимо знать162
закон изменения динамического момента. Динамический момент
на валу двигателя Ml (см. рис. 2.40, а)М = /—1УЛ дин J ^ >где J — момент инерции вращающихся частей наматывающего
устройства вместе с рулоном, приведенный к двигателю; ю — угло¬
вая скорость двигателя.Учитывая, что и = озгр/г, следовательно,dco _ / du vi
d/ rp dt r2 dt ’можно записатьСоставляющая Мдин j обусловлена необходимостью создания уско-
dfрения — при данном радиусе рулона г'
dt рМ , = ——дин1 Гр d/Значение / в этой формуле зависит от гр. Составляющая Мтн2,
обусловленная изменением /*р, определяется выражениемМ™"2 Гр2 drМомент инерции рулона включает в себя неизменный момент
инерции вращающихся частей механизма и двигателя /' и меняю¬
щийся с изменением радиуса рулона момент инерции наматываемого
(разматываемого) рулона:Т„ __ тр2где т — масса материала в рулоне, кг; р — радиус инерции рулона.
Массаm = q-103 п(г2 - rp2min )В,где q — удельная плотность, т/м3; гр — текущий радиус вала, на ко¬
торый наматывается материал; В — ширина материала.г2 _г2Квадрат радиуса инерции рулона р2 = ——_E£H£L Тогда
1десь Уп = J'2 i2163
Составляющие динамического момента
Мдин Iq-WnB з Л/
2/ р гV р Уdt ’Л/дин 2Л<7-l037LB 2 / О У/2/ rvu + ~~ri\ р У<чd/Связь между радиусом рулона и скоростью перематывания может
быть установлена, если записать выражение для изменения объема
рулона AQP за время t, в течение которого радиус рулона меняется
от гршч до гр:AQp = Я-(Рр — Рр нач )В.Эту величину можно выразить также и через толщину полосы 8, ее/ширину В и длину перемотанного за время / материала / = Ji;dt :оtД£?р = 2?8|уё/.Текущее значение радиуса рулона гр = ^гр нач + —fvdt, а его про¬
изводнаяdГр
d tЪи2л грнач +5и
2 пгпВыполнив алгебраические преоб¬
разования, можно получитьМдин 2q\Q3%B2/8 2
2nV 'Рис. 2.41. Временные зависимо¬
сти параметров и переменных
намоточного устройства в про¬
цессе намотки гибкого полотна164т-т drПри разматывании, когда знак —±Ld tотрицателен, знак Л/дин2 меняется
на обратный.Таким образом, при известных
гР.нач> 8, /0, q, В и заданном характере
изменения скорости во времени мож¬
но рассчитать зависимости изменения
радиуса рулона, момента инерции
и динамических моментов от време¬
ни (рис. 2.41).
Управление транспортированием и обработкой гибких матери¬
алов. Оборудование, выполняющее транспортирование и обработку
гибких материалов, входит в состав большого числа АТК непрерыв¬
но-поточных производств разных отраслей промышленности: метал¬
лургической, целлюлозно-бумажной, текстильной, химической и др.
К таким комплексам относятся: непрерывные станы горячей и хо¬
лодной прокатки, бумагоделательные машины, линии по обработке
полимерных материалов, машины текстильного производства и др.Непрерывные прокатные станы содержат несколько рабочих кле¬
тей, в которых одновременно производится прокатка металла. Металл
движется в одном направлении, и в каждой рабочей клети происходит
последовательное его обжатие. Все клети, разматыватель и устройство
намотки в рулон (моталка) оснащаются электроприводами.При одновременной прокатке металла в нескольких клетях коли¬
чество металла, выходящего из предыдущей клети, должно равняться
количеству металла, входящего в последующую клеть. Через каждую
клеть в единицу времени проходит одно и то же количество металла.
Для я-клетьевого станаFxv 1 = F2v 2 = ... = Fivi=... = Fnvn,где Ft — сечение металла; v, — скорость движения металла перед вхо¬
дом в /-ю клеть, / = 1, 2, ..., п.Скорость движения металла после обжатия в клети [39]„< = ®£i(l + S|)lгде со,-, dt —угловая скорость и диаметр рабочих валков /-й клети; St —
коэффициент опережения по скорости.Если предположить, что связь между валками двух соседних клетей
через металл отсутствует, то скорость выхода металла из /-й клетиУ.ых,=^0 +S,),
а скорость выхода металла из (/ + 1)-й клети_ (£>i+\di+\ /1 , с \
увых/+1 - 2 v1+t3(+l/-Следовательнов^/+1 _ ^вых г'+1 d j(\ + S j)®/ ^ВЫХ/ dj+\ (1 + Si+\ )В установившемся режиме FBUXiuBUXi = FBUxM ивыхМ. Принимая
во внимание, что FBblxi= FBxM и обозначив FBxM/FBblxi+l отношение,
характеризующее вытяжку металла в клети, через А,г+1, получим®/+l _ Ч ^/О'^^'/)- А/+1 J п , с (.2.15;<0/ di+l(l + Si+l)165
Условие (2.18) соответствует режиму свободной прокатки, когда
металл большого сечения не испытывает усилий натяжения и сжа¬
тия, а металл малых сечений прокатывается с образованием петли,
имеющей постоянную длину. При этом uBUXi= ивхМ.Если прокатка происходит с постоянным натяжением металла
между клетями, то®/+1 л г ^i (1 + Sj )со,У/' -Tv (2-19)^/+1 (1 ^/+1 )где 5 > 1 — постоянный коэффициент, зависящий от заданного на¬
тяжения.Из формул (2.18) и (2.19) следует, что скорости рабочих валков кле¬
тей должны быть разными, зависящими от рада параметров, которые
определяются технологией прокатки и свойствами металла.Нормальный режим прокатки обеспечивается при стабилизации
соотношения скоростей валков всех клетей прокатного стана. На¬
ряду с этим необходимо обеспечить одновременное регулирование
скорости всех электроприводов для того, чтобы получать требуемые
заправочные и рабочие скорости прокатного стана.В бумагоделательной машине часть групп приводных валов связа¬
на ленточной сеткой, движение которой происходит по замкнутому
тракту. Такие устройства применяются там, где бумага не имеет ме¬
ханической прочности. В другой части групп приводных валов связь
происходит только через бумажное полотно.Бумагоделательная машина в общей сложности может содержать
несколько десятков электроприводов, обеспечивающих непрерывное
движение бумаги при ее превращении из жидкой массы в плотное
полотно, намотанное в рулон. После окончания намотки рулона бу¬
мажное полотно переводится на новый тамбурный вал и происходит
намотка следующего рулона. Этот процесс непрерывно повторяется,
и бумагоделательная машина работает длительное время в непре¬
рывном режиме.Для электроприводов бумагоделательных машин характерны те же
основные особенности, что и для электроприводов непрерывных
прокатных станов. Однако если в прокатных станах линейные ско¬
рости движения металла возрастают от первой клети до последней,
то в бумагоделательных машинах наблюдается возрастание линейной
скорости движения бумаги только на первых секциях. В сушильной
части вследствие усадки бумаги скорости уменьшаются. Окончатель¬
ная обработка бумаги происходит при примерно постоянной линей¬
ной скорости.В линиях по производству и обработке магнитных, рентгеновских,
кино- и фотопленок применяют секции, аналогичные по своему
функциональному назначению секциям бумагоделательных машин.
Схема одной из таких линий показана на рис. 2.42. На сматывае¬
мую с рулона 1 полимерную пленку наносится покрытие с помощью166
4специальных валков 2, вращающихся в ванне с раствором. Толщина
слоя покрытия зависит от соотношения скорости движущейся ленты
и скорости валков. Далее пленка проходит сушильные камеры 3, по¬
сле чего она дополнительно обрабатывается в каландрах 4. Готовая
пленка наматывается в рулон 5.Для всех рассмотренных машин основные требования к АЭП
являются общими. Нужна длительная стабилизация с той или иной
точностью линейной скорости движения обрабатываемого полотна
и связанная с этим необходимость стабилизации соотношения скоро¬
стей отдельных секций, исходя из условий технологического процесса
и поддержания заданных натяжений в межсекционных промежутках.
Необходимо плавное регулирование скорости движения обрабаты¬
ваемого полотна, а следовательно, и соответствующее этому автома¬
тическое регулирование соотношения скоростей секций установки
в диапазонах, зависящих от требований технологического процесса
и свойств обрабатываемого полотна. Необходима подрегулировка
скорости отдельных секций с зависимым или независимым управ¬
лением скоростью соседних секций. Системы управления электро¬
приводами следует рассматривать как системы, взаимосвязанные
через непрерывно движущееся полотно (металл, бумага, полимерная
пленка, ткань и др.).Соотношения скоростей отдельных секций устанавливают, как
правило, относительно ведущей секции, в которой обеспечивается
только стабилизация скорости. К таким секциям относятся, напри¬
мер, сушильные секции бумагоделательных машин, первая клеть
непрерывных прокатных станов, механизмы нанесения покрытий
is линиях по обработке полимерной пленки и др. Системы управле¬
ния ведомыми секциями обеспечивают необходимую их синхрони¬
зацию с ведущей секцией.Совместно с системами управления скоростью в многодвигатель-
н ых промышленных установках применяются системы стабилиза¬
ции натяжений, межсекционных петель полотна, системы управле¬
ния устройствами размотки полотна из рулона и намотки в рулон
и др. Средствами электропривода обеспечивается и регулирование
технологических переменных, определяющих качество обработки
материала (толщины, гладкости поверхности, веса единицы пло¬
щади и др.).167
2.13. Управление движением в транспортных
технологияхВ настоящее время электроприводы применяются для управления
движением в технологиях производственного, железнодорожного
(рельсового), электромобильного и водного транспорта. Рассмотрим
особенности применения электроприводов в этих технологиях.Производственный транспорт (конвейеры и рольганги). Кон¬
вейеры широко применяются в различных отраслях промышленно¬
сти для перемещения сыпучих и штучных грузов. Для перемещения
сыпучих грузов применяют ленточные конвейеры (рис. 2.43) [17].
Между барабанами 2 и 7 натяжной 1 и приводной 6 станций распо¬
ложена гибкая лента 5. Барабан 2, ось которого может перемещаться
в направляющих 12, под действием груза 13 создает предваритель¬
ное натяжение ленты. Это натяжение обеспечивает передачу без
проскальзывания тягового усилия от барабана приводной станции.
Чтобы исключить провисание верхней рабочей и нижней холостой
ветвей ленты, вдоль трассы устанавливают поддерживающие ролики
11. Барабан приводной станции через редуктор 8 соединен с двигате¬
лем 10. Для сглаживания возможных ударов в процессе пуска и тор¬
можения валы двигателя и редуктора соединены упругой муфтой 9.
Транспортируемый груз подается на ленту через загрузочную воронку
3 и выгружается плужком 4.Длина ленточного конвейера может достигать 2... 3 км при скоро¬
сти движения ленты 1,5... 3 м/с и ширине ленты 2 м. Такой конвейер
может обеспечивать производительность 700 т/ч.Ленточные конвейеры применяют не только для транспортиро¬
вания груза в горизонтальной плоскости. При перемещении с углом
наклона более 20°, когда возможно осыпание груза, устанавливают
ленточный скребковый конвейер. Для перевозки людей используют
разновидность конвейера — эскалатор. Несущий орган в эскалато¬
рах — замкнутая цепь, охватывающая звездочки приводной и на-168
тяжной станций и снабженная ступенями. Поточные линии маши¬
ностроительных и автомобильных заводов оборудованы подвесными
конвейерами. Грузозахватывающие приспособления шарнирно при¬
соединены к каткам, движущимся по монорельсу. Тяговое усилие
каткам сообщается от двигателя цепью через звездочку приводной
станции. Разновидность подвесного конвейера — канатную дорогу —
используют как транспортное средство для пассажирских и грузовых
перевозок. Роль монорельса в такой дороге выполняет канат, подве¬
шенный на специальных опорах. Тяговое усилие от двигателя к грузо-
несущему приспособлению сообщается посредством дополнительного
каната приводной и натяжной станций канатной дороги.Режим работы приводных двигателей конвейеров — продолжи¬
тельный с редкими пусками и остановками при диапазоне регули¬
рования скорости, не превышающем 1:2, 1:3.Статические и динамические нагрузки приводов конвейера.
Основной фактор, определяющий статическую нагрузку конвейе¬
ра, — сила трения, действующая между тянущим элементом (лента,
цепь и др.) и поддерживающим устройством (ролики, монорельс,
канат и др.).Силы трения возникают в подшипниках вращающих элементов,
местах контакта роликов и катков с опорой, тяговом элементе при его
изгибах. Вследствие значительной протяженности конвейера и боль¬
шого количества движущихся элементов эти силы составляют значи¬
тельную часть суммарной статической нагрузки, а для горизонталь¬
ных конвейеров определяют всю статическую нагрузку привода.Силы сопротивления движению конвейера можно разделить
на две категории: силы, не зависящие от натяжения тягового эле¬
мента, и силы, зависящие от этого натяжения. Первые возникают
на прямолинейных горизонтальных и наклонных участках и рас¬
пределены по участку равномерно (рис. 2.44), вторые возникают
на участках изгиба тягового элемента и сосредоточены на дуге этого
участка (рис. 2.45). В соответствии с рис. 2.44 сила сопротивления
движению на прямолинейном участкеAFn = Cn<7/cosp + #/sin{3 = gl(Cn cosp + sinf3),где q — весовая нагрузка на 1 м пути; / — длина участка; Сп — ре¬
зультирующий коэффициент сопротивления движению на прямоли¬
нейном участке, Сп = + = U ••• 1,3; й — коэффициенттрения в подшипниках;/ — коэффициент трения качения роликов
п катков; D — диаметр ролика).Первое слагаемое уравнения силы сопротивления обусловлено
потерями в результате трения, а второе — составляющей веса пере¬
мещаемого по наклонному участку конвейера груза. При этом в рас¬
четах следует принимать sin|3 > 0 при движении на подъем и sin(3 < О169
при движении на спуск. Значения коэффициентов ju и f приведены
в справочной литературе и зависят от типа подшипников, роликов,
катков и опор [38].На участках изгиба (см. рис. 2.45) сила сопротивления движению
AFK состоит из двух слагаемых: силы от изгиба тягового элемента,
пропорциональной натяжению в набегающей точке участка Тнб,
и силы трения в подшипниках блоков или роликов, пропорциональ¬
ной равнодействующей силе N на участке. Следовательно,=^н6 + Л^,где £, — коэффициент сопротивления от изгиба тягового элемента;
d — внутренний диаметр ролика.Сила сопротивления вызывает увеличение натяжения тягового
элемента на каждом участке. Для прямолинейного участкаТс6 = Тн6 + AF1,для участка изгибаТсб = Тнб + A FH = КиТн6,где Ки — коэффициент увеличения натяжения на данном участке,
Ки - 1 + Си.В общем случае конвейер может состоять из большого числа участ¬
ков. Поскольку прямолинейные участки П отделены друг от друга
участками изгиба И, то во всей замкнутой конвейерной линии име¬
ется одинаковое число п участков П и И.Тогда результирующая сила сопротивления движению определится
как сумма сил всех участков:FCT = 2 A Fn+ £ A FM= 2^./,. (Сп cosp,- + sinp,-) + ^Си Д.i=l 1=1 /=1 i=1Рис. 2.44. Схема для расчета сил сопротивлений движению конвейера на пря¬
молинейных наклонных участках:а — ленточный конвейер; б — цепной и канатный конвейеры170
VвРис. 2.45. Схема для расчета сил сопротивлений движению конвейера
на участках изгиба тягового элемента:
а — на блоке; б — на шине; в — на батарее роликовДинамические нагрузки привода конвейера возникают в процессе
пуска и определяются движущимися массами собственно конвейера
и его приводной станции:где FmH — динамическая сила на обводе приводного элемента ра¬
диусом Rn; mt — масса движущихся элементов одного прямолиней¬
ного участка в совокупности с массой движущихся элементов пред¬
шествующего участка изгиба; /дв, /п — моменты инерции двигателя
и приводного элемента; /р — передаточное число редуктора привод¬
ной станции; ап — ускорение конвейера при пуске.Определение мощности электроприводов конвейеров. Мощ¬
ность электропривода конвейера определяется в соответствии с рас¬
четной статической нагрузкой FCT и заданной скоростью движения
конвейера и:где цр — КПД редуктора приводной станции; к3 « 1,1... 1,3 — коэф¬
фициент запаса, учитывающий неточности расчета силы сопротив¬
ления.Момент сопротивления на валу двигателей приводной станции
при известном передаточном числе редуктора /р:£ (Т^нб ~ТсЪ)игде Dn — диаметр приводного элемента.171
Номинальная мощность двигателей выбирается из условия
Р > Р-L НОМ — -L С*Силы трения покоя существенно больше, чем силы трения при
движении конвейера, поэтому для конвейерных установок характер¬
ны повышенные моменты трогания, которые у наружных установок
дополнительно возрастают в зимнее время. Это учитывают, выбирая
приводной двигатель с повышенным пусковым моментом, обеспе¬
чивающим надежный пуск конвейера при возможном снижении на¬
пряжения питающей сети.Для конвейерных линий значительной протяженности и с боль¬
шим числом тяжелых рабочих участков устанавливают несколько
приводных станций. Места расположения приводов определяют
на основании расчета диаграмм натяжений с учетом сопротивлений
на участках изгиба.Если в действующих конвейерах из-за изменения ТП или по дру¬
гим причинам возникает необходимость изменения производительно¬
сти конвейера, то мощность двигателя, кВт, приближенно определяют
по производительности с учетом профиля и длины трассы [38]:/> = ^2(с/ + Я)10-3,Лмгде к3 — коэффициент запаса (кл = 1,1... 1,25); Q — производитель¬
ность конвейера, Н/с; с — опытный коэффициент, определяемый ви¬
дом конвейера, его длиной и производительностью (с = 1,1... 2 — для
ленточных конвейеров, с = 1,5...2 — для скребковых, с = 0,2 — для
пластинчатых); L — длина трассы, м; Н — высота подъема, м; г|м —
коэффициент полезного действия механизма, цм = 0,75...0,85.Особенности динамики электропривода конвейера с учетом
упругости тягового органа. Механическая часть конвейеров пред¬
ставляет собой систему с распределенными по длине конвейера пара¬
метрами: массой перемещаемого груза, массой и упругостью тягового
органа, усилием статического сопротивления. Наличие упругих ме¬
ханических связей способствует возникновению колебаний, которые
при неблагоприятных условиях существенно увеличивают динами¬
ческие нагрузки оборудования. Движение системы с распределен¬
ными параметрами описывается дифференциальными уравнениями
в частных производных, решение которых в общем виде математиче¬
ски сложно. Однако для рассмотрения физических процессов, воз¬
никающих в пусковых режимах конвейеров, реальная механическая
система может быть представлена упрощенной динамической моде¬
лью, в которой распределенные массы, упругости и силы заменены
эквивалентными сосредоточенными параметрами.Основой для составления модели может служить эпюра натя¬
жений тягового органа конвейера в режиме пуска (рис. 2.46). Если
за условие эквивалентности принять равенство натяжений тягового
органа на приводном элементе реальной системы натяжениям в со-172
Рис. 2.46. Эпюра натяжений тягового органа конвейера в режиме пускаответствующих точках приводного элемента на модели, динамическая
модель подвижной части конвейера будет иметь вид, представленный
на рис. 2.47, а, а ее расчетная схема, приведенная к поступательному
движению, — на рис. 2.47, б.Движение привода согласно полученной динамической модели
описывается системой дифференциальных уравнений, в которой
не учитываются демпфирования:Fn + Ст эк (-ХСП — х0 ) ~~ ^т.эк (-*Ti — -^р ) — ’т.экХ’^'п Х0) Fctq+Fq ITIqXq,; (Л-п -^р ) -^ст.р Т0тпхр-'-р-Решение этой системы уравнений позволяет получить представ¬
ление о колебательном характере процесса пуска и о динамических
перегрузках тягового элемента. Возникшие при пуске колебания
в действительности демпфируются за счет вязкого трения во всей
подвижной части привода и главным образом внутри тягового эле¬
мента. В конце процесса пуска, когда работа двигателя соответствует
жесткой механической характеристике, колебания эффективно демп¬
фируются самим приводом. Происходит упругий удар, подобный рыв¬
ку при выборе слабины каната приводом подъема крана. Упругая вол¬
на, отражаясь, возвращается к приводному элементу. Для того чтобы
ослабить упругий удар и уменьшить распространяющийся импульс
скорости в таких конвейерных линиях используют пуск на предва¬
рительную пониженную скорость и уже с этой скорости выполняют
пуск на полную рабочую скорость. Интервал продолжительного пуска
конвейера включает в себя несколько периодов таких колебаний, что
позволяет в ряде случаев для устранения раскачивания груза исполь¬
зовать метод интерференции противофазных колебаний.Пуск выполняется в две ступени: сначала к механизму приклады¬
вается половина пускового момента, а через полпериода свободных
2 To I4 Л-ШШДШШШШИШШГо■ЛЛлтпХпГ„ сТХоFoГоFcr.p Fp Гр F0 Го FCToбРис. 2.47. Динамическая модель подвижной части конвейера (а) и расчетная
схема модели, приведенная к поступательному движению (б):тр, то — результирующие массы соответственно рабочей и холостой ветвей конвейе¬
ра с учетом приведенной к поступательному движению массы натяжного барабана;
тп — масса привода, приведенная к поступательному движению, ти = (Уп + JaBip )//?„ ;
стэк — эквивалентная жесткость ветвей тягового органа; х„, хр, jvt0 — координаты со¬
средоточенных масс соответственно ти, тр и т0; Гр = сТЭК (хи - хр) и Г0 = стэк (хп - х(1) —
соответственно упругие усилия рабочей и холостой ветвей тягового органа; Гстр, Гст0 —
соответственно результирующие усилия статического сопротивления рабочей и холо¬
стой ветвей тягового органа, причем Гстр + Гст0 = Гст\ Ги = Muip/Rnколебаний момент увеличивается до полного значения. В результате
средние ускорения от двух слагаемых пускового момента суммируют¬
ся, а периодические слагаемые ускорения компенсируются (рис. 2.48).
В конце процесса пуска момент привода снимается также ступенча¬
то. При этом основная часть процесса пуска проходит с постоянным
допустимым ускорением без колебаний. Эффективным здесь может
быть также применение устройств плавного пуска двигателей при¬
водной станции.Управление электроприводами механизмов конвейера. Непре¬
рывный, однонаправленный характер работы конвейеров определяет
длительный режим работы их электроприводов, которые выполня¬
ются нереверсивными, за исключением редких случаев, когда тре¬
буется изменение направления движения, например для эскалато¬
ров. Конвейеры транспортного назначения имеют одну неизменную
скорость движения и не требуют регулируемого электропривода. Для
некоторых конвейеров, обслуживающих ТП (сборочные конвейеры,174
красильные и сушильные линии и т.п.), в которых при смене соби¬
раемого или обрабатываемого изделия требуется изменение скорост¬
ного режима, применяется регулируемый электропривод.Несколько конвейеров могут объединяться общим производствен¬
ным процессом в единую транспортную систему. В этом случае дви¬
жения отдельных конвейеров должны быть строго согласованы между
собой по скорости. К электроприводам таких конвейеров предъяв¬
ляются требования синхронизации скоростей.К электроприводам механизмов транспортных средств с непре¬
рывным режимом работы предъявляются требования по обеспе¬
чению плавности пуска и торможения с надежным ограничением
ускорения и рывка, а также максимального момента двигателя и его
производной. Для канатных и ленточных конвейеров большой про¬
тяженности это требование обусловлено наличием больших масс по¬
ступательно движущихся элементов, приведенный момент инерции
которых может в 10 — 20 раз превышать момент инерции двигателей,
и значительной податливостью тянущих канатов и транспортерной
ленты. Большие маховые массы установки увеличивают возможность
пробуксовывания приводных барабанов и шкивов относительно
лент и канатов при пуске. Резкое приложение момента при наличии
упругих механических связей вызывает механические колебания при
пуске, в результате чего в ленте или канате возникают дополнитель¬
ные динамические усилия. Требование плавности пуска и замедле¬
ния остается в силе и для установок с коротким тяговым элементом.
В одних случаях ограничение ускорения и рывка до требуемых норм
диктуется условиями транспортирования людей (эскалаторы, канат¬
ные дороги), в других — условием надежного сцепления транспорти¬
руемых изделий с лентой (ленточные конвейеры) или уменьшением
раскачивания люлек и кабин (подвесные конвейеры).Все перечисленные требования определяют выбор системы электро¬
привода для данной группы механизмов. Наиболее распространеннымРис. 2.48. Динамические процессы при пуске конвейера с компенсацией
упругих колебаний175
типом электропривода механизмов непрерывной транспортировки яв¬
ляется нерегулируемый привод переменного тока на основе асинхрон¬
ных или синхронных двигателей. Плавность пуска и торможения может
обеспечиваться устройствами плавного пуска (см. подразд. 1.7).Для установок, в которых необходимо регулировать скорости
движения и момента при пуске и торможении, применяют частотно¬
регулируемые АД с короткозамкнутым ротором. Мощность привода
с асинхронным короткозамкнутым ротором ограничивается обычно
несколькими сотнями киловатт.Рольганги предназначены для транспортирования металла вра¬
щающимися роликами. По назначению различают рольганги рабо¬
чие, транспортные, пакетировочные, передвижные и т.д. Для сни¬
жения массы диаметр роликов рольганга выбирают минимальным,
удовлетворяющим условиям прочности. Режим работы рольгангов
определяется их назначением и типом прокатного стана.Рольганги могут иметь групповой или индивидуальный привод. При
групповом приводе секция рольганга, включающая в себя от трех до де¬
сяти и более роликов 7, имеет один или два общих приводных двигателя
2 (рис. 2.49, а). Групповой привод применяется для рольгангов, переме¬
щающих короткие заготовки, когда на один ролик может приходиться
почти вся масса заготовки. При индивидуальном приводе в этом случае
потребовалась бы значительно большая установленная мощность.Для рольгангов, перемещающих металл большой длины, когда
масса металла распределяется между большим числом роликов 7,1 II ill III ill ill III ill 111I JlL JlL JlL JlL ill J"6 66666666Рис. 2.49. Приводы рольганга:a — групповой; б — индивидуальный; / — ролик; 2 — двигатель176
применяется индивидуальный привод (рис. 2.49, б). Более высокая
стоимость индивидуального привода по сравнению с групповым для
транспортных рольгангов компенсируется простотой его конструк¬
ции, удобством изготовления и эксплуатационной надежностью. Для
этого привода обычно применяются короткозамкнутые АД с большой
перегрузочной способностью, питаемые от общего преобразователя
частоты с диапазоном регулирования 10...60 Гц.Момент статического сопротивления рольганга, Н м, состоит
из момента холостого хода Мхх и момента транспортирования ме¬
талла по роликам Мтр. Момент холостого хода рольганга, приведен¬
ный к валу двигателя:где zp — количество роликов рольганга; тр — масса одного ролика,
кг; dul — диаметр шейки ролика, м; |!ш — коэффициент трения сколь¬
жения в подшипниках ролика; / — передаточное число редуктора;
Лх — КПД редуктора при холостом ходе, цх = 0,5г|ном (г|ном — КПД
редуктора при номинальной нагрузке).Момент, Нм, транспортирования металла по роликамгде тм — масса металла, приходящаяся на одну секцию рольганга, кг;
/ — коэффициент трения качения металла по роликам; г|гр — КПД
редуктора при транспортировании металла по рольгангу, который без
большой погрешности может быть принят равным г|х.При групповом приводе рольганга масса тх обычно принимается
равной массе всего слитка тсл, при индивидуальном приводе — мас¬
се т'м, приходящейся на отдельный ролик.Полный момент, Н м, статического сопротивленияДинамический момент двигателя, необходимый для преодоления
сил инерции металла, роликов и двигателя:где а — линейное ускорение роликов и металла, м/с2; J — момент
инерции ролика относительно оси ролика, кг м2; /м — момент инер¬
ции движущегося металла, приведенный к оси ролика, кг м2; /дв —
момент инерции двигателя и редуктора, кг м2.Х.Х%цш+/-10-2= mMg(Zpmp + тм )0,5^Ш|1Ш + mMf • 10~2^ r\idm dш ^177
Если при движении металла по роликам сила инерции металла
тиа больше силы трения между металлом и роликами гам£цб (цб —
коэффициент трения при буксовании), имеет место проскальзыва¬
ние металла по роликам. Критическое ускорение, т. е. максимальное
ускорение, при котором не происходит буксования, якр = цб<§\ С уче¬
том |яб получают следующие значения акр: для холодного металла
акр = 0,98... 1,47 м/с2; для горячего металла акр = 1,47... 2,94 м/с2.Ускорение и замедление транспортируемого металла не может пре¬
вышать акр. Если двигатель развивает ускорение больше ускорения
акр, это приводит лишь к его избыточному нагреванию и повышенно¬
му износу роликов и не влияет на производительность рольганга.Рельсовый транспорт. Рельсовый транспорт широко использует¬
ся в производственном оборудовании, но более масштабно он при¬
меняется в транспортных перевозках людей и грузов.Кинематическая схема механизма передвижения по рельсам пред¬
ставлена на рис. 2.50. Для механизмов передвижения, работающих
на горизонтальном пути в производственном помещении, приве¬
денный к валу двигателя статический момент, обусловлен силами
трения:£р«?+с;) ц%+/МгУ1мгде Gq — общий вес незагруженного механизма; ju — коэффициент
трения в опорах ходовых колес; / — коэффициент трения качения
ходовых колес; г|м — КПД передаточного механизма; dn — диаметр
цапф (подшипников) колес; кр — коэффициент, учитывающий тре¬
ние реборд колес о рельсы, возникающее вследствие возможного
перекоса конструкции.Рис. 2.50. Кинематическая схема механизма передвижения по рельсам:
Т — тормоз; Р — редуктор178
а бРис. 2.51. Примерные зависимости Мст/Л/ст1 = f{G/GHOM) (а) и пределы из¬
менения нагрузок механизма передвижения по рельсам (б):Л/Ст1 — статический момент при номинальном грузеМаксимальная мощность двигателя, достигаемая при максималь¬
ной линейной скорости движения механизма и номинальном стати¬
ческом моменте в установившемся состоянии,дх _ 2A/^CTj/pymaxдв“ АсЛм ■ ю3 ’где DK — диаметр колеса.Как следует из формулы статического момента Мст, его изменения
вызываются изменениями веса G перемещаемого полезного груза,
а также изменениями условий трения в кинематических звеньях ме¬
ханизма. Если общий вес механизма G'Q невелик в сравнении с весом
номинального полезного груза Сном, что имеет место для механизмов
передвижения тележек мостовых, козловых кранов и подобных им
установок, то определяющее влияние оказывают изменения веса по¬
лезного груза (прямая 1 на рис. 2.51, а) [ 17]. Для механизмов передвиже¬
ния более тяжелых конструкций, например мостовых кранов, влияние
полезного груза на статические нагрузки привода невелико (прямая 2
на рис. 2.51, а). Поэтому при проектировании электроприводов таких
механизмов следует иметь в виду изменения и других факторов, в част¬
ности трения в передачах и реборд колес о рельсы. Точному расчету
зги изменения не поддаются. Их влияние можно учитывать ориенти¬
ровочно, снижая расчетные минимальные нагрузки на 20...30%.Основные особенности управления электроприводом в рельсовом
транспорте можно рассмотреть на примере асинхронного электро¬
привода трамвая модели 71-402 [42].Одним из современных вариантов производства данных типов
трамваев может считаться продукт компании ЗАО «Уралтрансмаш».
Тяговый привод, разработанный ЗАО «АСК», предназначен для пита¬
ния асинхронных тяговых двигателей вагона и состоит из четырех АД179
и двух идентичных ПЧ. Тяговый двигатель — асинхронный с коротко-
замкнутым ротором, номинальной мощностью — 54 кВт, максималь¬
ной — 85 кВт. Структура компонент привода показана на рис. 2.52.В качестве силовых элементов, из которых собран инвертор на¬
пряжения и буферный конвертор, использованы силовые модули.
Каждый модуль состоит из силовых IGBT-транзисторов с обратными
диодами и управляющего драйвера со встроенными датчиками тока,
температуры и набором автоматических защит.Для охлаждения силовых элементов двигателя используется вен¬
тилятор с двигателем переменного тока, питаемый от собственного
инвертора напряжения, аналогичного силовому инвертору, также
построенного на IGBT-транзисторах. Вентилятор включается ав¬
томатически при повышении температуры силовых транзисторов.
Скорость его вращения плавно нарастает от нуля до номинального
значения в зависимости от текущей температуры транзисторов. Си¬
стема управления построена на специализированном контроллере
привода. Преимущества тягового привода трамвая:1) обеспечение возможности использования асинхронных элек¬
тродвигателей с короткозамкнутым ротором, которые, будучи дешев¬
ле других двигателей, имеют более высокие характеристики по техно¬
логичности, надежности, электро- и пожаробезопасности, КПД;Напряжение
контактной сетиК тяговомувентилятораРис. 2.52. Структура компонент тягового привода трамвая
180
2) оптимальное, способствующее снижению энергопотребления,
двухзонное управление электроприводом. При движении со скоро¬
стью от нулевой до номинальной электропривод поддерживает задан¬
ный момент, а выше номинальной скорости — заданную мощность;3) обеспечение требуемых динамических характеристик трамвай¬
ного вагона при сохранении плавности разгона и торможения;4) рекуперация энергии при торможении, при наличии других по¬
требителей в контактной сети. При отсутствии потребителей энергия
рассеивается на тормозных резисторах. В любом случае не допускается
превышение напряжения сети выше определенного предела. Специ¬
ально контролируется обрыв тормозного резистора. Переход от рекупе¬
ративного торможения к реостатному происходит автоматически, при
этом возможна работа с частичной рекуперацией, т. е. одновременная
отдача энергии в сеть и рассеивание ее на тормозных резисторах.Использование асинхронного привода трамвая позволяет достичь
почти двукратного снижения удельного расхода электроэнергии на тягу
(48,4 Втч/тыс.км, вместо предписанных ГОСТ 93 Втч/тыс.км) [42].Автомобильный транспорт. Управление электроприводом в авто¬
мобильном транспорте необходимо в случае, когда для транспортного
средства ведущие колеса приводятся в движение от электродвигателя.
Применительно к большегрузным самосвалам, где используется элек¬
тромеханическая трансмиссия с мотор-колесами, этот вопрос рассмо¬
трен в подразд. 1.4. Остановимся на гибридных автомобилях, имеющих
иную схему привода, и рассмотрим один из вариантов привода.Источником электроэнергии является дизель-генераторный агре¬
гат. В качестве дополнительного источника энергии используется
супермаховик (маховик, изготовленный навивкой волокон или лент
на упругий центр). В приводе он является накопителем энергии. Та¬
кие схемы осуществлены в новых образцах гибридных электромо¬
билей нескольких фирм. К источнику электроэнергии подключается
специализированный разгонный электродвигатель малой мощно¬
сти, соответствующий эффективной удельной мощности источника
электроэнергии. Благодаря высокой частоте вращения разгонного
электродвигателя — до 35 ООО об/мин для легкового электромобиля
и 25 ООО об/мин для электробуса, удается получить такие же частоты
вращения супермаховиков накопителей. В результате получают ма¬
лые массы супермаховиков.Источник энергии и разгонный электродвигатель могут быть объ¬
единены в один энергетический блок, сходный по массе и габаритам
с демонтируемым с шасси автомобильным двигателем и его системами.
Таким образом, в энергетическом блоке химическая энергия топли¬
ва преобразуется в механическую в виде вращения вала, совершенно
так же, как и у теплового двигателя. Функцию сцепления выполняет
выключатель, подключающий электромотор к источнику энергии.Процесс регулирования частот вращения и моментов от суперма¬
ховика до ведущих колес осуществляется не электроприводом, а ме¬181
ханическим вариатором (коробкой передач). Процесс рекуперации
энергии при торможении выполняется так, что кинетическая энер¬
гия электромобиля переходит в супермаховик. При таком решении
реализуется почти традиционная автомобильная схема и соизмери¬
мые габариты и массы нового энергетического блока по сравнению
с существующими двигателями. Это позволяет легко заменять один
вид источника энергии на другой, получая при этом как автомобиль
(с обычной или гибридной схемой двигателя), так и гибридный эко¬
номичный и динамичный электромобиль новой концепции.Схема городского электробуса, выполненная по концепции, из¬
ложенной ранее, представлена на рис. 2.53.Блок супермаховичного накопителя 10, снабженный своим редук¬
тором 9, расположен независимо от остальных агрегатов и мягко под¬
вешен на раме для уменьшения небольших гироскопических усилий
при горизонтальном расположении супермаховика. С помощью узла
отбора мощности 4 и карданных передач 7 этот блок может связы¬
ваться с вариатором 5 как независимо, так и совместно с электро¬
двигателем 2. Электродвигатель может быть соединен с вариатором 5
и независимо от супермаховика, и играть роль полноценного тягового
двигателя в основном на стационарных режимах движения. Электро¬
двигатель в этом случае несколько увеличивается по мощности и мас¬
се, но энергоемкость супермаховичного накопителя может быть суще¬
ственно снижена, реально до 0,5 кВт ч. Вариатор позволяет тяговому
электродвигателю работать в эффективном диапазоне моментов и ча¬
стот вращения, передавая только часть мощности, необходимой для
движения электробуса, что благоприятно для его работы.Водный транспорт. В водном транспорте электроприводы также
нашли широкое применение. Суда, у которых одним из элементов
системы преобразования энергии топлива в механическую энергию
вращения гребного вала является электрическая машина, называют
судами с электрической тягой. Один или несколько электродвигате-1 2 3 4 5 6 7 8 9 10Рис. 2.53. Схема привода городского гибридного электробуса:1 — источник электроэнергии; 2 — электродвигатель; 3 — механизм реверса; 4 —узел
отбора мощности; 5 — планетарный дисковый вариатор; 6,7 — карданные передачи;
8 — главная передача; 9 — коническая зубчатая передача; 10 — супермаховичный на¬
копитель182
лей соединяются с валом винта напрямую или через редуктор. Пита¬
ние тяговых электроприводов осуществляется от электрогенераторов,
первичным приводом которых служит газовая турбина либо дизель.
На подводных лодках в подводном положении питание электродви¬
гателей осуществляется от аккумуляторов, а в надводном — от ди¬
зель-генераторов.При управлении судами с электродвигателями возникают те же
вопросы, что и в стандартных задачах управления электропривода¬
ми машин и комплексов. Кроме тяговых электроприводов, которые
считаются главными, имеются электроприводы механизмов управ¬
ления курсом судна, а также механизмов энергетических установок
и судовых систем. Тяговый частотно-регулируемый электропривод
судна рассмотрен в подразд. 3.3.6.2.14. Управление движением
в подъемно-транспортных технологияхПодъемно-транспортные технологии реализуются с использовани¬
ем машин, к которым относятся различные по конструкции подъем¬
ники, лебедки и краны. Подъемные краны — машины, служащие для
вертикального и горизонтального перемещения грузов. Основными
элементами подъемного крана являются подвижная металлическая
конструкция с расположенной на ней подъемной лебедкой.Подъемная (тяговая) лебедка. Применяется в случаях, когда
требуемые перемещения И О машины по вертикальным и наклонным
траекториям велики (десятки, сотни и даже тысячи метров). Лебедка
обеспечивает передачу усилия от привода к ИО с помощью подъ¬
емного или тягового каната соответствующей длины. По принципу
действия различают одно- и двухконцевые лебедки, а по конструкции
органа навивки каната — барабанные и лебедки с канатоведущими
шкивами [17].Одноконцевые подъемные лебедки являются неуравновешенными
подъемными механизмами. Кинематическая схема крановой крюко¬
вой подъемной лебедки представлена на рис. 2.54. Если не учитывать
потери на трение, приведенный к валу двигателя момент, обуслов¬
ленный весом груза,(Gq+G)Dq
гр 2/ iгде G — вес груза, имеющего массу т, G = mg', G0 — вес грузозахва¬
тывающего устройства (или подъемного сосуда) массой m0, G0 = m^g',
ip, in — соответственно передаточные числа редуктора и полиспаста;
D6 — диаметр барабана.Момент Мгр активный, направлен в сторону спуска, меняется при
изменении веса поднимаемого груза, но не зависит от направления183
движения. Поэтому при отсутствии по¬
терь на трение двигатель рассматривае¬
мой лебедки в статическом режиме при
подъеме работал бы в двигательном
режиме, а при спуске — в тормозном.
В реальном механизме имеются потери
трения, обусловливающие наличие ре¬
активного момента Мтр, который всегда
препятствует движению, изменяя свое
направление (знак) при изменении
направления движения. Суммарный
приведенный к валу двигателя статиче¬
ский момент является алгебраической
суммой момента Мтр, обусловленного
весом перемещаемого груза, и момен¬
та потерь Мтр.В случае перемещения достаточно
тяжелых грузов моменты потерь при
расчетах статических нагрузок могут
быть учтены с помощью соответствующих значений общего КПД
механизма. При подъеме номинального груза (G = Сном) статиче¬
ский моментМмст{ = Л/гр.ном + Л/тр.ном = -1=-, (2.20)Лл.номгде М м = ^G° + ^н.°~ ; Ллном — общий КПД лебедки при подъ-2 упеме номинального груза, учитывающий КПД всех звеньев кинема¬
тической цепи установки, Лл.ном = Л 1номЛ2номЛЗном - •Полагая КПД не зависящим от направления движения, для ре¬
жима спуска номинального груза получаемМст1 — -Л^/рр ном — -Л^тр.НОМ ~ -^тр.НОМ Л Л.НОМ • (2.21)Номинальные значения КПД приведены в справочных данных [21].
При подъеме пустого грузозахватывающего устройства (G = 0)Мст2 = А/рро + Мтр0, (2.22)где Л/ф0 = Mw„ = Мф0-Ьа!»2уп Г1л0Статический момент при спуске пустого грузозахватывающего
устройстваМС12 =-Л/ф0 --Л/^р0, (2.23)где М'тр0 — момент потерь при спуске пустого грузозахватывающего
устройства.Рис.2.54. Кинематическая схе¬
ма одноконцевой подъемной
лебедки:Т — механический тормоз; Р — ре¬
дуктор; П — полиспаст; КП —
крюковая подвеска; Б — барабан184
В этом случае момент нагрузки двигателя в зависимости от веса
грузозахватывающего устройства может быть движущим или тор¬
мозным. При тяжелом грузозахватывающем устройстве Мгр0 > Л/|р0
момент М'ст2 является движущим (тормозной спуск) и его значение,
полагая М'тр0 - Мтр0, можно найти по формулеМст 2 Мгр оf 1 Л
2 -(2.24)v Лл о )При легком грузозахватывающем устройстве возможно соотноше¬
ние Мтр о < М'тр0, при котором потери трения в механизме преодоле¬
ваются совместно моментом от веса грузозахватывающего устройства
и движущим моментом двигателя (силовой спуск). В этом случае по¬
нятие КПД не имеет физического смысла, и расчет значения М’ст2
необходимо выполнить по формуле (2.23), учитывая при этом, что
М’тр0 =Мхх, где Л/хх — момент, создаваемый потерями холостого
хода.Соотношения (2.20) — (2.24) определяют пределы изменения на¬
грузки двигателя в различных режимах работы одноконцевой лебедки.
Для каждого направления пределы изменения статической нагрузки
тем больше, чем относительно легче грузозахватывающее устройство.
Это положение иллюстрируют представленные на рис. 2.55, а зави-симости , °т = /Мст 1,^ном удля двух случаев: подъемной лебедки с лег-кой крюковой подвеской (——^— « 0,02) и лебедки экскаватораGq + СномGс ковшом (——^— « 0,4).G0 + GHOMMJ/V/CI ]0,80,6
0,4
0,2
0-0,20 0,2 0,4 0,6 0,8 G/GH0Mа бРис. 2.55. Примерные зависимости Мст/МстХ = f(G/GH0M) (а) и пределы из¬
менения нагрузок одноконцевой подъемной лебедки (б): G0/(G0 + <?ном) * 0,2; G0/(G0 + GH0M) * 0,4185
Линейные механические характери¬
стики двигателя М = /(со) при работе
на подъем и спуск и заштрихованные
области возможных нагрузок электро¬
привода для лебедки с легким захваты¬
вающим устройством в координатах со,
М показаны на рис. 2.55, б. Характер
статической нагрузки двигателя несим¬
метричен при разных направлениях его
вращения.Полученные соотношения могут
быть использованы для расчета статиче¬
ских нагрузок одноконцевых наклонных
подъемных лебедок. При этом вместо
веса поднимаемых частей G0+ G необхо¬
димо подставлять соответствующие значения натяжения подъемного
каната лебедки F. Усилие в канате уравновешивает составляющую
силы тяжести Fvp и силу сопротивления движению, обусловленную
трением, Fjp (рис. 2.56):F= Frp± FTp = (G + G0) sin(3 ± kTp (G + G0) cos (3.Знак «+» соответствует подъему, знак «-» — спуску груза; &тр —
отношение силы трения к силе нормального давления, ктр = Fjp/FN.
В ориентировочных расчетах можно принимать ктр - 0,08...0,15.Экскаваторные подъемные и тяговые лебедки при копании на¬
гружаются не только весом поднимаемого оборудования и грунта,
но также и силами сопротивления, возникающими при резании
грунта. Поэтому усилие в канате должно определяться с учетом уси¬
лия резания, которое может быть вычислено методами, описанными
в специальной литературе.Определение статических нагрузок — важный этап проектирова¬
ния электропривода. Оно необходимо для построения нагрузочной
диаграммы, выбора мощности двигателя и проверки его по нагрева¬
нию. Характер нагрузок и пределы их изменения в значительной сте¬
пени определяют режимы работы и выбор схемы электропривода.Динамические нагрузки электропривода одноконцевой подъемной
лебедки связаны с необходимостью пусков, реверсов и торможений.
При заданном ускорении едоп, которое обычно ограничено техноло¬
гическими условиями, динамический момент двигателяд/ - т dco -ТсIV± дин •'I ^ */£ьдоп’где Jz — суммарный приведенный к валу двигателя момент инерции,
включающий в себя момент инерции ротора двигателя и приведен¬
ный момент инерции всех вращательно и поступательно движущихся
частей установки.Рис. 2.56. Расчетная схема
одноконцевой наклонной
подъемной лебедки186
При рабочей скорости лебедки ир < 2 м/с основную долю в мо¬
менте /2 составляет момент инерции двигателя: = (1,2... 1,6)/дв. Для
более быстроходных установок влияние приведенных масс механиз¬
ма более значительно.Одноконцевые лебедки, являясь неуравновешенными механиз¬
мами, постоянно совершают дополнительную работу по подъему
захватывающего устройства. При спуске двигатель должен тормо¬
зить не только опускающийся полезный груз, но и балластный груз
G0. Эти факторы приводят к завышению мощности электродвигате¬
ля тем более значительному, чем больше вес грузозахватывающего
устройства, а также к соответствующему увеличению расхода энергии
на единицу полезного груза.Двухконцевые подъемные лебедки не имеют этого недостатка.
Если установка обслуживает только два уровня, вес подъемного со¬
суда уравновешивается весом второго такого же подъемного сосуда.
При этом достигается также увеличение производительности уста¬
новки примерно вдвое, так как операция подъема груза совмещается
со спуском пустого подъемного сосуда.Если установка должна обслуживать несколько уровней, например
этажей многоэтажного здания, подобное совмещение невозможно.
В этих случаях вместо второго подъемного сосуда навешивается бал¬
ластный контргруз — противовес. Вес противовеса С?пр с целью допол¬
нительного снижения требуемой мощности двигателя выбирают больше
веса подъемного сосуда G{). При этом уравновешивается и часть полез¬
ного груза: Gnр = С0 + aGH0M, где а — коэффициент уравновешивания.Кинематическая схема двухконцевой лифтовой лебедки с чер¬
вячным редуктором и канатоведущим шкивом представлена на
рис. 2.57.Результирующее усилие на канатоведущем шкиве определяется
разностью натяжений ветвей подъемного каната: F= Fx - F2. С учетом
сил трения в направляющих кабины FTp и противовеса F"p, а также
веса 1 м подъемного каната qK натяжения Fx и F2 определяют по сле¬
дующим формулам:F} =G + G0+ qKx ± /%'р;Fi = Gup + qAh - x) + f;;.Отсюда результирующее усилиеF = G - сxGHOM +qK(2x-H)± (F^ + F”).Знак «+» соответствует подъему кабины, знак «-» — спуску.Результирующее усилие F удобно представить в виде алгебраи¬
ческой суммы активного усилия Frp и реактивного усилия Fjp, обу¬
словленного трением. Эти составляющие определяют соответственно
активную Мтр и реактивную Мтр составляющие приведенного к валу
двигателя статического момента Мст. Составляющая Мтр должна учи-187
Рис. 2.57. Кинематическая схема двух¬
концевой лифтовой лебедки с червяч¬
ным редуктором и канатоведущим
шкивом:Т — тормоз; Р — редуктор; КВШ — кана¬
товедущий шкив; К — кабина; ПР — про¬
тивовес; УК — уравновешивающий ка¬
наттывать, кроме трения в направляющих, все потери на трение в подъ¬
емной лебедке. ТогдаМст М Тр + М\G + qK(2x Н) cc(jhom]Z)kbui2 L+ М . (2.25)Из формулы (2.25) следует, что статический момент зависит от за¬
грузки кабины и от коэффициента уравновешивания а. При боль¬
шой высоте подъема Н на статический момент может существенно
влиять вес ветвей каната. При этом в соответствии с формулой (2.25)
и рис. 2.57 момент Мст является функцией пути.Если высота подъема невелика, составляющая qK(2x-H) « 0.
Тогда при подъеме номинального груза (G = GHOM) и пустой кабины
(G = 0) статический моментМст1 = Мгр + М = (1 -а)GunytDном-'-'ЖВШ2/лЛл.:м,ст2-Мтр + Мjpv Р *1Л.НОМп ^ном АсВШ2/ 1Л.НОМ?(2.26)где г|л ном — КПД подъемной установки с учетом трения в направ¬
ляющих, соответствующий номинальной нагрузке.188
Статический момент при спускеМ'ст1 = Мгр - Л/тр = (1 - а)Л Л.НОМ ’(2.27)Af'т2 = -Мтр - Мтр = -аВлияние коэффициента уравновешивания а на требуемую мощ¬
ность двигателя можно оценить с помощью среднего квадратическо¬
го момента нагрузки Мск, задавшись определенным циклом работы.
Допустим, например, что цикл состоит из подъема номинального
груза за время /п и спуска пустой кабины за время /с. Полагая tn = tc,
по выражениям (2.26) и (2.27) получимЗначение а = аопт, при котором имеет место минимальное значе¬
ние Мск, можно определить, приравняв нулю производную подко¬
ренного выражения в формуле (2.28):Из формулы (2.28) следует, что при а = 0 момент Мск больше, чем
при а = 0,5, в 1,41 раза. Требуемая мощность двигателя при одинако¬
вом среднем значении момента минимальна при равномерной (по¬
стоянной) нагрузке. Оптимальное значение а зависит от параметров
цикла работы и потерь на трение в установке. С учетом этого при¬
нимаемый при проектировании коэффициент уравновешивания для
разных установок а = 0,4... 0,6.При большой высоте подъема Н на статический момент в соответ¬
ствии с формулой (2.25) оказывает значительное влияние неуравнове¬
шенный вес подъемного каната, который изменяется в функции ко¬
ординаты л; (см. рис. 2.57) и нарушает достигаемую выбором а = аопт
равномерность нагрузки. В результате требуемая мощность двига¬
теля увеличивается. Поэтому при большой высоте подъема обычно
применяют уравновешивание веса подъемного каната с помощью
компенсационного (уравновешивающего) каната УК, показанного
на рис. 2.57 штриховой линией. Для таких установок формулы (2.26)
и (2.27) применимы при любой высоте подъема.Из формул (2.26) и (2.27) следует, что при а = 0,5 максимальные
и минимальные нагрузки по значению и характеру одинаковы при
любом направлении движения. Об этом можно судить по представ¬
ленным на рис. 2.58, а примерным зависимостям ^ст = /( ^МСТ 1 V ном упри а = 0,5. Возможные пределы изменения нагрузок двухконцевойМ(СКр11л.ном(2.28)-^-(1-2а + 2а2) = 0; аопт=0,5.189
Рис. 2.58. Примерные зависимости Мст/Мы = f(G/GH0M) при а = 0,5 (а) и воз¬
можные пределы изменения нагрузок двухконцевой подъемной лебедки при
а = 0,5 и высоком КПД (б)подъемной лебедки при а = 0,5 и достаточно высоком КПД пред¬
ставлены в координатах со, М на рис. 2.58, б. Сравнивая соответ¬
ствующие кривые (см. рис. 2.55 и 2.58), можно заключить, что на¬
грузки двухконцевых подъемных лебедок изменяются в более широ¬
ких пределах и симметричны при разных направлениях движения
механизма. При расчете двухконцевых подъемных лебедок, в которых
вместо противовеса используется второй подъемный сосуд, можно
пользоваться полученными ранее соотношениями, полагая а = 0.Динамические нагрузки двухконцевых подъемных установок опре¬
деляются суммарным приведенным моментом инерции установки
и допустимым ускорением. Следует иметь в виду, что суммарный мо¬
мент инерции зависит от суммы масс всех движущихся элементов:V2Jz = Jjx в + J вр + (^пр + ™п.с + mrp + тк )-у,где /вр — приведенный момент инерции всех вращающихся элемен¬
тов лебедки; тпр, тп с, mTp, тк — масса соответственно противо¬
веса, подъемного сосуда, груза, подъемного и компенсационного
канатов.Поскольку мощность двигателя определяется разностью концевых
нагрузок, а момент инерции связан с суммой их масс, особенностью
двухконцевых подъемных лебедок является большой момент инерции
механизма, превышающий в 2 — 5 раз момент инерции двигателя.Подъемные краны. Имеется много разнообразных кранов, раз¬
личающихся конструктивным исполнением, обусловленным их ис¬
пользованием в различных подъемно-транспортных технологиях.Мостовой кран, схема которого приведена на рис. 2.59, являет¬
ся наиболее распространенным на промышленных предприятиях.
Кран состоит из следующих частей: кабины управления 7; механизма
передвижения крана 2; кабеля электропитания грузовой тележки 3;190
электрооборудования 4\ моста крана 5; грузовой тележки 6; установ¬
ки главного токоприемника 7; кабины для обслуживания троллеев 8.
Крановый мост опирается на ходовые колеса и перемещается по рель¬
совым подкрановым путям, уложенным на выступах верхней части
стены цеха. Ходовые колеса крана приводятся во вращение механиз¬
мами передвижения крана 2, которые состоят из раздельных приво¬
дов, установленных на площадках пролетного строения моста.Тележка 6 движется по двум рельсам, закрепленным на главных
балках моста. Электрооборудование 4 размещено на площадке моста,
на тележке и в кабине управления. Питание крана осуществляется
через жесткие уголковые троллеи, размещенные вдоль подкрановых
путей, а питание механизмов тележки — через гибкий кабель 3, под¬
вешенный на специальном монорельсовом пути при помощи под¬
вижных кареток.При передвижении моста крана применен раздельный привод
на каждом колесном блоке. Привод выполнен в навесном исполнении
(установлен консольно на валу колеса). В состав привода входят четы¬
ре электродвигателя, по два с каждой стороны. Для смягчения удара
при подходе крана к концевым упорам или при сближении с другим
краном на торцевых балках предусмотрены пружинные буфера.На тележке установлены лебедки главного и вспомогательного
подъема и механизм передвижения тележки. Механизмы подъема
состоят из электродвигателей, соединенных с редуктором. Выходные
валы редукторов соединены с барабанами, на которые наматывает-3 4 5 6Рис. 2.59. Система управления мостовым краном191
ся стальной канат. Колодочные тормоза с пружинным замыканием
и электромагнитами переменного тока установлены на быстроход¬
ном валу редуктора, где действует наименьший вращающий момент.
В качестве ограничителя высоты подъема применен шпиндельный
выключатель, выключающий ток при достижении крюковой подве¬
ской крайнего верхнего или нижнего положения.Механизм передвижения тележки состоит из двигателя, тормоза,
вертикального зубчатого редуктора, двух ведущих и двух холостых
ходовых колес. На раме тележки укреплена линейка конечных вы¬
ключателей, ограничивающих путь передвижения тележки.На крановых установках допускается применять рабочее напряже¬
ние до 660 В. Поэтому крановые механизмы снабжают электрообо¬
рудованием на напряжение 220, 380 и 660 В переменного тока и 220,
440 В постоянного тока. В схеме управления предусматривают макси¬
мальную защиту, отключающую двигатель при перегрузках и корот¬
ком замыкании. Нулевая защита исключает самозапуск двигателей
при подаче напряжения после перерыва электроснабжения.Портальный {козловой) кран применяют в основном при строи¬
тельстве зданий, погрузке и разгрузке судов в морских или речных
портах. В приводах механизмов крана используют электродвигатели
переменного тока с регулированием от преобразователя частоты.
Схема одного из вариантов портального полноповоротного крана
типа «Сокол» представлена на рис. 2.60.В машинном отделении размещены: пульт управления, станция
оператора (дисплей ОР27), электродвигатели переменного тока ме¬
ханизмов подъема и механизма замыкания, электродвигатели венти¬
ляторов, толкатели тормозов, преобразователи частоты, контроллер
с интеллектуальными модулями ввода и вывода, кабельный канал
связи контроллера с пультами управления, станция управления за¬
мыканием грейфера.Используются электродвигатели переменного тока и преобразо¬
ватели частоты фирмы Konecranes. Преобразователи частоты обе¬
спечивают плавное регулирование частоты вращения приводных
двигателей в диапазоне 0... 100%. Питание вспомогательных элек¬
троприводов (вентиляторов, толкателей тормозов, насоса смазки)
осуществляется непосредственно от сети напряжением 380 В, 50 Гц.
Электрическое торможение электродвигателей — рекуперативное.
Механическое торможение осуществляется двумя тормозами, в ко¬
торых используются электродвигатели переменного тока мощностью
450 Вт. Охлаждение электродвигателей осуществляется вентилятором
мощностью 1,6 кВт. Нагревание электродвигателей контролируется
терморезисторами, информация с которых поступает в преобразова¬
тели частоты. В качестве датчика скорости используется энкодер.Система управления краном построена на базе контроллера
SIMATIC S7-400 фирмы Siemens. Все управление механизмами
осуществляется с использованием промышленных сетей Sinec L2192
Рис. 2.60. Система управления портальным полноповоротным краном:I — механизм разворота грузовой траверсы; 2 — механизм изменения вылета стрелы;
3 — машинное отделение; 4, 8 — механизмы поворота; 5 — барабан для намотки ка¬
беля; 6 — кабина; 7 — центральный токосъемник; 9, 15 — тупиковые концевые вы¬
ключатели; 10 — концевой выключатель кабеля; 11, 14 — механизмы передвижения
крана по рельсовому пути; 12, 13 — рельсовые захваты; 16 — концевой выключатель
перепасовкии Profibus-DP. Связь основных подсистем системы управления осу¬
ществляется посредством интеллектуального модуля ЕТ200Н и пере¬
численных ранее сетей. Реализуется одновременное управление меха¬
низмами крана: подъемным, замыкающим (например, замыкающим
створки грейфера), изменения вылета стрелы, поворотом, передви¬
жением крана по рельсовому пути, рельсовыми захватами.193
Рис. 2.61. Кинематическая схема подъемного механизма лифтаЛифт. Лифт — стационарная подъемная машина периодическо¬
го действия, предназначенная для подъема и спуска людей и (или)
грузов в кабине, движущейся по жестким прямолинейным направ¬
ляющим [22].Кинематическая схема одного из вариантов лифта представлена
на рис. 2.61. Лифт имеет полиспастную подвеску с кратностью поли¬
спаста 2, при которой тяговые канаты 8, сходящие с канатоведущего
шкива 7, огибают полиспастные блоки 6 на кабине 4 и противовесе 9
и крепятся к верхнему перекрытию шахты в машинном помещении.На лифтах с высотой подъема более 35 м предусмотрена установка
компенсирующих цепей 10, которые крепятся к полу кабины и раме
противовеса. Компенсирующие цепи уменьшают неравномерность
нагрузки на привод при изменении массы тяговых канатов в нижнем
и верхнем положениях кабины.Перемещение кабины и противовеса по направляющим осущест¬
вляется двухконцевой лебедкой, установленной в машинном помеще¬
нии, с помощью тяговых канатов 8. Там же размещены ограничители
скорости 5, контроллер, вводное устройство, кронштейн с клином
для крепления подвесного кабеля 2, выключатели освещения кабины
и шахты, розетка на напряжение 36 В и устройство натяжения 1 ка¬
натов 3. Лифт комплектуется специализированным контроллером.При отсутствии уравновешивающих канатов, трения кабины и про¬
тивовеса о направляющие усилие на канатоведущем шкиве (КВШ)194F = F, - F2 = [т - am + q(2X - H)]g,
где Fx и F2 — усилия в канатах по обе стороны КВШ, Н; т — масса
полезного перемещаемого груза, кг; а — коэффициент уравнове¬
шенности, а = 0,4... 0,6; q — удельная масса погонного метра каната,
кг/м; X — длина каната со стороны кабины, м; Н — высота подъема
кабины, м; g — ускорение свободного падения, м/с2.Момент и мощность на валу двигателя при его работегде /)Квш — диаметр КВШ, м; /ред — передаточное число редуктора;
,;пом — номинальная скорость движения кабины, м/с; Лред.п — значе¬
ние КПД редуктора и полиспатной подвески.Частота вращения двигателяРежим работы электропривода лифта характеризуется частыми
включениями и отключениями. При этом можно выделить следую¬
щие этапы движения: разгон электродвигателя до установившейся
скорости иуст; движение с установившейся скоростью; уменьшение
скорости при подходе к этажу назначения (непосредственно до нуля
или до малой скорости дотягивания); торможение и остановка каби¬
ны лифта на этаже назначения с требуемой точностью.Необходимость ограничения ускорений а и рывков р и обеспе¬
чения максимальной производительности лифта требуют, чтобы
но время переходных процессов электропривод обеспечивал разгон
и замедление кабины с максимальными допустимыми значениями
ускорения и рывка. Соответствующий выполнению этого условия
график движения кабины приведен на рис. 2.62. Обычно его при-ред11ред.п’ Р’ расч.дЛред.пu\ а; р; stРдоп1'пс. 2.62. Временные диаграммы позиционных движений кабины лифта195
нято считать оптимальным, поскольку при этом обеспечивается
минимальная длительность режимов разгона и торможения кабины.
При таком графике значения рывка и ускорения на определенных
интервалах переходного процесса поддерживаются постоянными
и равными предельно допустимым значениям.Проверку выбранного двигателя лифта проводят по эквивалент¬
ному моменту или мощности, ориентируясь на типовые скоростные
и нагрузочные диаграммы.2.15. Управление пространственными
движениями исполнительных органов машин.
Многоосевые электроприводы в технологияхТехнологии, основанные на пространственных движениях ИО,
реализуются в: промышленных манипуляторах, метало- и дерево¬
обрабатывающих станках, роботах-сварщиках, роботах покрасчиках,
портальных кранах, конвейерных и роторно-конвейерных линиях
многосерийных производств и в других машинах и комплексах. Для
всех них применяются многоосевые электроприводные системы, ха¬
рактеристика которым дана в подразд. 1.8. Рассмотрим металлообра¬
батывающие станки и промышленные манипуляторы.Управление пространственными движениями исполнительных
органов металлообрабатывающих станков. Рассмотрим этот вид
управления на примере многооперационного сверлильно-фрезерно-
расточного станка с горизонтальным шпинделем (рис. 2.63).Станок предназначен для высокопроизводительной обработки
корпусных деталей, устанавливаемых на поворотном столе 2. Обра¬
ботку деталей производят инструментом, закрепленным в шпинде¬
ле 3, подачей стойки 7, шпиндельной бабки 6 и стола в направлении
осей координатной системы OXYZ.Стол и подвижная стойка расположены на станине 1 станка. Стол
предназначен для установки и крепления обрабатываемых деталей
и состоит из двух основных частей — саней и встроенного поворот¬
ного делительного стола. Сани монтируются на станине стола, ко¬
торая, в свою очередь, закреплена на общей станине станка. Сани
с поворотным столом могут перемещаться по направляющим стани¬
ны стола в направлении оси X. Поворот на угол а г осуществляется
вокруг оси Y. Стойка перемещается по направляющим станины в на¬
правлении оси Z. Шпиндельная бабка расположена внутри стойки
и по ее направляющим перемещается в направлении оси Y. В ней
в отдельном корпусе монтируется шпиндель.Устройство для автоматической смены инструмента состоит из ма¬
нипулятора 4 и инструментального магазина 5 и расположено вне
рабочей зоны станка. Инструментальный магазин служит для хра-196
УЧПУf ПрограммаРис. 2.63. Система управления многооперационным станком с горизонталь¬
ным шпинделемпения комплекта инструмента, используемого для обработки детали
по программе и перемещения на угол yz требуемого гнезда с инстру¬
ментом в зону смены инструмента. Он выполнен в виде поворотно¬
го барабана с фиксированными гнездами и монтируется на верхнем
горце стойки. Манипулятор обеспечивает автоматический обмен
инструментов между магазином и шпинделем станка. Он закреплен
на переднем торце стойки и состоит из корпуса, двухзахватной по-
иоротной руки и механизма ее выдвижения в направлении оси Z
н поворота на угол |3Z.Широкий диапазон частот вращения шпинделя cqzh скоростей по¬
дач стола Хс, стойки ZCT и бабки У6 позволяет обрабатывать конструк¬
ционные материалы от легких сплавов до высокопрочных сталей.В станке применяются короткие жесткие кинематические свя-
1И с минимальным количеством зубчатых колес. В приводах подач
(линейные перемещения стола стойки и бабки) используются вы-
сокомоментные электродвигатели и кинематические передачи типа197
«винт —гайка качения», а в приводах поворота — червячные пере¬
дачи. В приводе шпиндельной бабки применяется тормозная муфта,
исключающая падение бабки при снятии напряжения сети.Станок оснащен автоматизированными системами электропри¬
водов 1 — 8 и трехкоординатным комбинированным устройством
числового программного управления УЧПУ на базе ПК, позволяю¬
щими осуществить контурное управлений и позиционирование ИО
станка, стабилизацию частоты вращения инструмента, управление
инструментальным магазином и устройством автоматической сме¬
ны инструмента.Все многообразие металлообрабатывающего оборудования можно
охарактеризовать несколькими понятиями, общими для всех видов
станков.Число управляемых осей характеризует возможности станка
по формированию траектории движения ИО станка в пространстве.
Координаты ИО станка могут изменяться одновременно, формируя
при этом траекторию движения, или поочередно. Число одновре¬
менно управляемых осей характеризует возможности станка обраба¬
тывать поверхности заготовки. Эти оси называют осями геометрии.
Остальные оси станка обеспечивают доступ инструмента к обраба¬
тываемым поверхностям и выполнение вспомогательных операций,
например, автоматическую смену инструмента, транспортировку за¬
готовок в рабочую зону станка и т.д.При обработке в плоскости достаточно перемещать И О одновре¬
менно только по двум осям, что достаточно для управления токар¬
ным станком. Для обработки корпусных деталей требуется минимум
три одновременно управляемые оси, а для сложных изделий, тре¬
бующих ориентации инструмента относительно поверхности дета¬
ли, число осей геометрии может быть пять и более. Это характерно
для многооперационных станков типа обрабатывающий центр или
специализированных, выполняющих обработку изделий со сложной
формой поверхности.Главное движение — движение обеспечивающее перемещение
рабочей точки, линии или поверхности инструмента относительно
заготовки и производящее при этом обработку. В токарных станках
таким движением является вращение заготовки, зажатой в патроне
шпинделя, во фрезерных — вращение инструмента (фрезы), установ¬
ленной в шпинделе, в шлифовальных — вращение шлифовального
круга. Как правило, главное движение имеет наибольшую установ¬
ленную мощность привода, так как именно главный привод станка
обеспечивает необходимое усилие резания.Движения подач — движения по осям геометрии станка, обе¬
спечивающее перемещение ИО станка по определенной плоской
или пространственной траектории (контуру) с заданной скоростью.
Диапазон изменения скоростей приводов подач очень велик и опре¬
деляется технологическими режимами обработки. Для соблюдения198
заданных технологических режимов обработки, задается контурная
скорость движения точки инструмента. Требуемые при этом скорости
подач по осям станка вычисляются системой управления в процессе
выполнения задания.Главное движение и движения подач называют основными дви¬
жениями. Кроме основных движений, в станках имеются вспомо¬
гательные движения, непосредственно не участвующие в процессе
резания, но способствующие ему или выполняющие вспомогатель¬
ные операции, обеспечивающие работу станка. Они осуществляют
подачу охлаждающей смазочной жидкости, зажим и отжим заготовки
и механизмов станков, автоматический подвод и отвод инструментов,
автоматический контроль размеров в процессе обработки и т.д.Для обработки заготовок на станке, как правило, используется
не один, а несколько инструментов. Для сложных корпусных деталей
их число иногда доходит до нескольких сотен. Наиболее простыми
системами смены инструмента являются револьверные головки,
несущие небольшое число инструментов (шесть — десять). Смена
инструмента осуществляется при этом поворотом револьверной го¬
ловки, ее фиксацией и зажатием. Более сложные системы снабжены
магазинами инструментов поворотного или цепного типов и автоопе¬
раторами для замены инструмента. Магазин инструментов распола¬
гается вне рабочей зоны станка и количество хранящихся в магазине
инструментов практически не ограничено.Современные станки оснащены станочным транспортом, обе¬
спечивающим доставку спутников с заготовками и деталями при за¬
грузке и выгрузке рабочего стола станка.Системы числового программного управления металлоо¬
брабатывающими станками [4]. Числовое программное управ¬
ление — управление обработкой заготовки на станке или роботом
по управляющей программе, заданной в цифровой форме. Станки
с устройствами числового программного управления (УЧПУ) в на¬
стоящее время являются высокоэффективным металлорежущим
оборудованием. Этому способствовала не только высокая степень
автоматизации обработки, но и возможность быстрой переналадки
их на обработку любой детали в пределах технологических возмож¬
ностей станка.Управляющая программа включает в себя геометрическую и тех¬
нологическую информацию. Геометрическая информация содержит
данные о траектории движения инструмента и ее параметрах. Боль¬
шинство траекторий, воспроизводимых УЧПУ, представляют собой
прямые и дуги окружностей, поэтому прямая и дуга окружности —
) го основные элементы траектории, задаваемые в управляющей про¬
грамме. Более сложные, аналитически не описываемые кривые обыч¬
но аппроксимируются отрезками прямых и дугами окружностей.Технологическая информация в управляющей программе вклю¬
чает в себя данные о технологических режимах станка и режущем199
инструменте, а также функциях дискретно-логического управления
вспомогательными системами станка.Любое УЧПУ выполняет четыре основные функции: цифровое
управление; обработку УП; связь с оператором; диагностирова¬
ние УЧПУ, тестирование программного обеспечения и аппаратных
средств УЧПУ.В зависимости от выполняемого задания УЧПУ работает в раз¬
личных режимах. Можно выделить несколько основных режимов
работы, которые соответствуют функциям УЧПУ:• режим наладки станка. В этом режиме оператор имеет возмож¬
ность управлять перемещениями станка вручную при помощи
клавиатуры или специальных задающих устройств. Этот режим
используется при установке и базировании заготовки на станке;• режим выхода в исходное состояние. Большинство станков осна¬
щены инкрементальными датчиками положения осей. Следова¬
тельно, после включения УЧПУ абсолютные координаты осей
станка неизвестны. Режим выхода в исходное состояние позволяет
осуществить поиск ноль-меток измерительных датчиков и опреде¬
лить положение осей станка в его системе координат;• режим ввода и вывода информации по каналам связи. Использу¬
ется при подготовке управляющей программы и связи с внешними
устройствами и модулями УЧПУ;• режим выполнения управляющей программы. Этот режим со¬
ответствует функции цифрового управления, а также включает
в себя контроль состояния оборудования и работы программно¬
го обеспечения. При сбоях в работе УЧПУ должно связываться
с оператором и сообщать об ошибке через интерфейс оператора.
При выполнении этого задания одновременно выполняется не¬
сколько задач — интерпретация, интерполяция и др. Дискретно¬
логическое управление, основанное на логическом анализе по¬
ступающей с датчиков информации и соответствующей реакции
на события, предусматривает также адаптацию управления к воз¬
мущениям, возникающим во время работы станка.
Управляющие технологические программы. Основа для состав¬
ления управляющей программы — информация о заготовке и детали,
которая представляется на бумаге в виде чертежа или в САПР в виде
геометрической модели. Главной задачей подготовки управляющей
программы для УЧПУ является построение траектории движения
расчетной точки инструмента относительно контура детали. Для
расчета геометрических перемещений используются три системы
координат.Система координат станка в соответствии с рекомендациями
ISO представляет собой правую прямоугольную декартову систему
координат, связанную с конструктивными элементами станка. Оси
системы координат станка параллельны поступательным переме¬
щениям осей станка. Обозначение осей координат и направления200
движения устанавливают так, чтобы программирование операций
обработки не зависело от того, что перемещается — инструмент или
заготовка.Ориентация осей системы координат станка связывается с на¬
правлением движения при сверлении на сверлильных, расточных,
фрезерных и токарных станках. Направление выхода сверла из за¬
готовки принимается за положительное направление оси Z. Ось X
перпендикулярна оси Z и параллельна плоскости установки заго¬
товки. Если такому определению соответствуют две оси, то за ось X
принимают ось с наибольшим перемещением. При известных осях
X и Z однозначно определяется ось Y Начало системы координат
станка выбирается произвольно, но обычно совмещается с базовой
точкой узла, несущего заготовку.Система координат инструмента предназначена для задания
положения режущих кромок относительно державки. Оси системы
координат инструмента параллельны осям системы координат стан¬
ка и направлены в ту же сторону, а начало располагается в базовой
точке инструментального блока. При установке инструмента в станок
его базовая точка, как правило, совмещается с базовой точкой узла
станка, несущего инструмент. В управляющей программе задается
траектория движения базовой точки инструмента. Таким образом,
управляющая программа не зависит от геометрических параметров
используемого инструмента, которые вводятся в УЧПУ независимо
от управляющей программы. При выполнении программы УЧПУ
рассчитывает траекторию движения режущей кромки инструмен¬
та, используя его параметры. Этот процесс называют коррекцией
на инструмент.Система координат детали служит для расчета координат опор¬
ных точек траектории инструмента. Опорными называют точки на¬
чала, конца, пересечения или касания геометрических элементов,
из которых образованы контуры детали и траектории инструмента.
Система координат детали используется при подготовке управляю¬
щей программы. При выполнении управляющей программы систе¬
ма координат станка, как правило, совмещается с системой коорди¬
нат детали с учетом базирования заготовки в рабочем пространстве
станка.В качестве системы координат детали принимается правая пря¬
моугольная система. При выборе начала системы координат детали
и ориентации ее осей исходят из простоты расчетов опорных точек
траектории.Управляющая программа записывается в виде последовательно¬
сти кадров, представляющих собой законченные по смыслу фразы
па языке кодирования геометрической, технологической и вспомога¬
тельной информации. Отдельные последовательности кадров для об¬
работки участков заготовки объединяются в главы, каждая из которых
начинается с главного кадра. Главный кадр содержит информацию201
об условиях обработки, с него можно начинать или возобновлять ра¬
боту станка по управляющей программе. Остальные кадры содержат
только изменения относительно предыдущих кадров и называются
дополнительными. Формат управляющей программы определяется
рекомендациями ISO и национальными стандартами.Управление пространственными движениями исполнитель¬
ных органов промышленных манипуляторов. Системы управления
электроприводами манипулятора обеспечивают движение рабочего
органа (схвата) по заданной пространственной траектории путем
управления движением отдельных звеньев манипулятора. Каждое
звено оснащено электроприводом и датчиками для контроля пере¬
мещений. Функциональные схемы систем управления движением
звеньев трехзвенных манипуляторов двух типов, в которых выделе¬
ны только переносные координаты, показаны на рис. 2.64 и 2.65.
Задающие воздействия qu, q23, q33 поступают на блоки управления
БУ1 — БУЗ электроприводами М1 — М3 от УЧПУ.Передаточные механизмы ПМ1 — ПМЗ обеспечивают реализа¬
цию требуемого вида движения (линейного или углового) звеньев.
Это движение определяется обобщенными координатами q{, q2, q3.
Датчики положения звеньев могут устанавливаться как на электро¬
двигателях, так и на звеньях манипулятора.В манипуляторе первого типа (см. рис. 2.64) на неподвижном
основании 1 размещена колонна 2, которая совершает угловые дви¬
жения ф и вертикальные линейные движения z с помощью электро¬
двигателей и передаточных механизмов, находящихся на основании.
На колонне установлена рука 3, которая с помощью электродвигателя
М3 совершает горизонтальные линейные г движения схвата 4 с гру¬
зом 5. Точкой Р отмечен центр массы схвата с грузом. Манипулятор
работает в цилиндрической системе координат.В манипуляторе второго типа (см. рис. 2.65) на неподвижном
основании 1 установлена колонна 2, совершающая угловые движе¬
ния ф! вокруг вертикальной оси, а звенья 3 и 4 совершают угловые3 4 5Рис. 2.64. Система управления движением звеньев манипулятора первого
типа202
Рис. 2.65. Система управления движением звеньев манипулятора второго
типадвижения ф2 и ф3 вокруг осей, перпендикулярных плоскости рисунка.
Схват 5 с грузом 6 совершает пространственные движения в сфери¬
ческой системе координат.Устройства ЧПУ выполняют в манипуляторах такие же функции,
как в металлообрабатывающих станках.Программирование траектории движения схвата с грузом выпол¬
няется в неподвижной системе координат основания. Вектор обоб¬
щенных координат схвата как функция времени технологического
процесса qc(/) (рис. 2. 66) формируется через вектор обобщенных
координат звеньев манипулятора, который в жесткой механической
системе по существу является вектором обобщенных координат при¬
водов qn(/). Векторы qc(0 и qn(/) связаны между собой отображением
преобразования координат Т, содержание которого устанавливается
из решения прямой задачи кинематики манипулятора. УЧПУ выра¬
батывает вектор задающих обобщенных координат приводов qn.3(0>
который связан с вектором задающих обобщенных координат схвата
манипулятора qC 3(0 обратным отображением преобразования коор¬
динат Т~х. Содержание Т~{ устанавливается из решения обратной
задачи кинематики манипулятора.Реализуя системы управления движением манипуляторов, стремят¬
ся к тому, чтобы инерционные свойства приводов и звеньев не вноси¬
ли искажений в заданные траектории движения схвата. С этой целью
применяют сервоприводы, обладающие большой полосой пропуска¬
ния. Однако динамические свойства манипулятора как объекта управ¬
ления не позволяют это сделать однозначно, рассматривая системы
управления звеньями манипулятора как автономные системы. Из-за
наличия кориолисовых и центробежных сил инерции для ряда схем
манипуляторов возникают динамические взаимосвязи звеньев, что
необходимо учитывать при проектировании систем управления.В общем случае динамические свойства манипулятора характери¬
зуются матрицей Wм(р, qп),р = d/dt, в соответствии с которой выпол-203
Рис. 2.66. Обобщенная матричная структурная схема системы управления
схватом манипулятораняется синтез матрицы управляющих устройств Wyy(p, qn). В обоб¬
щенной матричной структурной схеме системы управления схватом
манипулятора (см. рис. 2.66) F(/), Fc(/) — векторы сил, приложенных
к звеньям манипулятора и сопротивлений; qn(/) — вектор измеренных
значений обобщенных координат приводов; \¥и у(р) — матрица ин¬
формационных устройств. Кроме главных обратных связей по обоб¬
щенным координатам приводов в системе могут быть обратные свя¬
зи по промежуточным координатам, выполненные в соответствии
с принципами подчиненного управления.Уравнения кинематики и динамики манипуляторов. Уравнения
кинематики манипуляторов. Прямая и обратная задачи кинема¬
тики формулируются следующим образом.Прямая задача. Задана кинематическая схема манипулятора,
и в некоторый момент времени известны значения обобщенных ко¬
ординат, определяющих положение всех звеньев манипулятора друг
относительно друга. Требуется определить положение и ориентацию
схвата в системе отсчета, связанного с основанием.Обратная задача. Задана кинематическая схема манипулятора
и известны положения и ориентация схвата в системе координат
основания. Требуется определить значения обобщенных координат,
которые обеспечивают заданное положение схвата.Кинематическая схема манипулятора первого типа показана
на рис. 2.67, а. Если координаты точки Р в неподвижной системе
координат основания Ox^qZo (направления осей определены ортами
ix, iy, iz) обозначены xpypzp, то получим простейшие уравнения пря¬
мой задачи в следующем виде:хР = rcos(p; уР - rsincp; zP = z.Уравнения обратной задачи имеют вид:г = 4хр+Ур',Ф = arctg—;X рZ = Zp.204
Для некоторой траектории движения точки Р эти уравнения могут
быть записаны через обобщенные координаты и параметры траек¬
тории. Рассматривая прямолинейное движение точки Р в плоскости
О-^аУо (рис. 2.67, б), начиная от точки а с координатами h, а и обо¬
значив перемещение s(t), для обратной задачи имеемг = sjh2 + s(t)2;s(t)(2.29)Ф = a + arctg-hПоследовательно дифференцируя уравнения (2.29), получим ско¬
рости и ускорения:s(t)s(t) . hs(t)VA2 +*У(/)2 ’ ф h2+s(t)2’(2.30).. _ h2s(t)2 + [h2 + л(;)2].у(/)5(0, [/г2+s(/)2]£(/)-2s(Qi(;)2 ь
J[h2+s(t)2? ’Ф [h2+s(t)2fУсловия ограничения координат и их производных запишем в сле¬
дующем виде:f^min — Р — ^гпах ’ Фтт — ф — фгпах ’ Фгшп — Ф — Фтах ’\ (2.31)1И “ ^гпах ’ |^*| ~ ^тах ’ |Ф| — Фтах э |ф| — Фтах *Задавшись аналитическим видом s(t) и выполнив подстановки
в уравнениях (2.30), можно получить предельные значения модулей
скоростей и ускорений по степеням подвижности манипулятора.Рис. 2.67. Кинематическая схема манипулятора первого типа (а) и коорди¬
наты траектории прямолинейного движения точки Р (б)205
Так, при равномерном движении с постоянной скоростью и имеем
s(t) = s0+vt. Предельные значения соответственно равны:п* = V\и должны удовлетворять условиям (2.31). Рассчитанные для конкрет¬
ных значений предельные значения используются для выбора при¬
водов по скорости, моменту и мощности.Кинематическая схема манипулятора второго типа показана
на рис. 2.68. При такой схеме невозможно записать уравнения ки¬
нематики для прямой и обратной задач столь просто, как ранее.
В этом случае используются различные координатные системы для
отдельных звеньев, оси которых размечаются по определенным пра¬
вилам. Выполняя действия переноса координатных осей, записывают
уравнения для прямой и обратной задач кинематики. Эти действия
выполняются также по определенным правилам. Правила разметки
и переноса координатных осей и выводы уравнений кинематики для
манипулятора второго типа подробно изложены в пособии [32].Уравнения динамики манипуляторов. Динамика манипулято¬
ра описывается системой дифференциальных уравнений, в которых
отражается участие всех звеньев манипулятора в движении. Для со¬
ставления дифференциальных уравнений используется уравнение
Лагранжа второго рода для вынужденного движения:где Т, П — кинетическая и потенциальная энергии системы; —
обобщенная координата; Fj — обобщенная сила.to\dqj) 8qj dqj Jd_f дТ дТ = дП , F(2.32)J'Рис. 2.68. Кинематическая схема манипулятора второго типа
206
Рассмотрим математическое описание динамики на примере ма¬
нипулятора первого типа. Полагаем, что все звенья манипулятора
абсолютно жесткие тела и упругие деформации в звеньях и приво¬
дах отсутствуют. Обозначим: Jx — приведенный момент инерции ча¬
стей манипулятора, участвующих только во вращательном движении
(совместно с частями электропривода и передаточного механизма);
т2 — приведенная масса частей, участвующих в поступательном дви¬
жении по координате z [момент инерции этих частей, приведенный
к оси Z\ — т'ъ — масса руки, которая представляется в видеоднородного стержня длиной /; тъ — точечная масса, которой пред¬
ставляется схват с грузом.Кинетическая энергия манипулятора представляет собой сумму
кинетических энергий отдельных частей:Т = ^-(г2 + г2ф2 + z2) + ~ym-хг2 +| г-^ | ф2 +z22 12 т 2'Аналогично записывается уравнение потенциальной энергии:П = (т2 + т3 +т3 )gz,где g — ускорение свободного падения.Выполнив преобразования в соответствии с (2.32), получим(т3 + т3)г-(т3 + т3)г-т3^
,1:Ф2 = Fr\(т3 +m3)r2 + m'3lr + m'3 — + Jx + J2rФ +(2.33)+ 2(т3 + т3)г -т3~np = М;Обозначив:(т2 +т3 + m3)z + (m2 +т3 +m3)g = F .т3 + т3 = тэХ = ах, (т'3 + т3)г-т'3 — - В(г);/2(,т3 + т3)г2 + т31г + т'3 — + + /2 (г) = /э1 (г) = а2 (г);т2+т'3+т3= тэ2 = а3; В(г)(р2 = Ъх (г, ф); 2В(г)гу = Ь2 (г, г, ф),перепишем систему уравнений (2.33) в следующем виде:207
ax'r-bx{r,<$>) = Fr\a2(г)ф + b2(r, г, ф) = М;
a3z + a3g = Fz,
или в векторно-матричном видеах00~г-bx (г, ф)0Fr0а2{г)0Ф+b2{r,r, ф)+0=М00аК_z_0«з 8где [~bx{r, ф) b2(r, г, ф)]— вектор, обусловленный силами инерции
от взаимного влияния движений по координатам г и ф; Ьх(г, ф),
b2(r,r,ф) — векторы, обусловленные соответственно центробежной
и кориолисовой силами инерции; [0 0 я3#]т — вектор сил тяжести;
[Fr М Fz ]т — вектор обобщенных сил.Уравнение (2.34) можно записать в обобщенном виде:A(q)q + B(q, q) + C(q) = F, (2.35)где A(q) — матрица коэффициентов инерции, зависящих от векто¬
ра обобщенных координат q; B(q, q) — вектор сил и моментов сил
инерции, зависящих от обобщенных координат и скоростей; C(q) —
вектор сил и моментов сил тяжести; F — вектор обобщенных сил.Полученные уравнения используют для проектирования систе¬
мы управления манипулятором, выбора двигателей и передаточных
механизмов по степеням подвижности. По ним определяют силы
и моменты, необходимые для реализации заданного программного
движения. Задаваясь q как функцией времени q = q(t) и подставляя
ее в (2.35), находят F(t). Для стационарного движения, например
движения с максимальной скоростью по степеням подвижности,
определяют силы и моменты из уравнения F' = B(q, q) + C(q). При
заторможенных двигателях определяют статические нагрузки в при¬
водах из уравнения F" = C(q).Взаимосвязанные системы управления движением звеньев
манипулятора. Структурная схема системы управления манипу¬
лятором, соответствующая обобщенной структурной схеме, при¬
веденной на рис. 2.66, показана на рис. 2.69. Часть схемы, относя¬
щаяся к манипулятору, составлена по системе дифференциальных
уравнений (2.34). Она дополнена схемами регуляторов и приводов
для трех сепаратных систем, имеющих обратные связи по положе¬
нию, скорости и току. Манипулятор как объект управления имеет
взаимосвязи по координатам r(t) и ф(/) и автономную координату
z(t), что хорошо объясняется физикой процессов одновременного
движения звеньев. Система управления обеспечивает перемеще¬
ние центра масс схвата по заданной пространственной траектории
в виде траекторий координат хр(/), _ур(0, zp(t). Последние связаны208
ооааихSоаоRXКXсзS«Кж<ич03еваи>»3£«ооЕГS2нКао*оКCL.209
с координатами r(t), ср(/) и z(t) звеньев уравнениями прямой зада¬
чи кинематики.Задающие воздействия r3(t), ср3(0 и z3(t) формируются в УЧПУ ис¬
ходя из заданных координат rp3(t), фр з(/) и zp.3(t) и решения уравнений
обратной задачи кинематики. В идеальном случае необходимо обе¬
спечить условия автономности для трех сепаратных систем управле¬
ния звеньями и условия, при которых по отношению к траектории
P(t) можно было бы считать заданные и действительные переменные
примерно одинаковыми: r(t) ~ r3(t), ф(0 « фз(/)> z(t) * zjj). Контуры
регулирования токов в каждой системе замкнуты и учитываются в со¬
ставе эквивалентных передаточных функций W3r{p), fV3V(p), W3Z(p).
Без учета упругих связей приводов, передаточных механизмов и зве¬
ньев входными переменными манипулятора являются переменные
Fr(t), Fz(t). Задающими переменными для контуров регулиро¬вания токов являются переменные иХп м1ф и ulz. Для трех сепаратных
систем имеем:^% = ^ЛР)сюгклмг-Щг V* /^Ф^) _ ц/ /р\с £(+ \ rri(p\r'сдвфА'п.мф»^1ф V* /__ м/ / п\с к
/ iz\Иг^двЛп.м г ’u\z V')где Wir(p), Щр(р), Wiz(p) — передаточные функции замкнутых кон¬
туров регулирования токов; сдвг, сДВф, cmz — постоянных двигателей;
кп.мп ^п.мф> ^п.мг — коэффициенты передачи моментов от двигателей
к звеньям манипуляторов.С соответствующими индексами г, ф и z на схеме обозначены
передаточные функции: Wp c(p), WA C(p) — регуляторов и датчиков
скорости; Wp n(p), Wa n(p) — регуляторов и датчиков положения. По¬
лагая, что в системах реализуются известные условия пренебрежения
обратными связями по ЭДС двигателей, синтез регуляторов тока,
скорости и положения для автономных следящих и позиционных
систем можно выполнить по типовым методикам, изложенным, на¬
пример, в работе [3].Декомпозиция взаимосвязанных систем управления по коорди¬
натам r(t) и ф(0 предполагает реализацию условий автономности
в управлении координатами; они должны реагировать только на соб¬
ственные управляющие воздействия r3{t), фз^). Это возможно при
полной компенсации взаимосвязей звеньев манипулятора или при
значительном их ослаблении. Обеспечить условия автономности ко¬
ординат г3(0, Ф3(/) можно путем применения перекрестных коррек¬
тирующих связей в устройствах управления электроприводами или
применением динамической декомпозиции.210
При первом способе корректирующие связи выполняют так, что¬
бы сформировать дополнительные составляющие силы Fr{t) и мо¬
мента которые компенсируют соответствующие силы и мо¬
менты, образованные взаимосвязями звеньев манипулятора. Такие
перекрестные корректирующие связи показаны на структурной схе¬
ме (см. рис. 2.69) штриховыми линиями. Структура перекрестных
корректирующих связей полностью отражает структуру взаимосвя¬
зей координат манипулятора. Если принять W№ C r(p) = WaB C ^(р) = 1
и считать, что замкнутые контуры регулирования токов обладают
значительно более высоким быстродействием по сравнению с дру¬
гими контурами, то параметры корректирующих связей могут быть
в простейшем случае установлены из равенства М(г) « B(r)/W3r(p).
Знаки корректирующих сигналов противоположны знакам составля¬
ющих силы и момента, образованных взаимосвязями звеньев. Пара¬
метры взаимосвязей не остаются постоянными, т.е. B(r) = var, поэто¬
му и M(r) = var. Параметрическая зависимость отражена на рис. 2.69
двойными штриховыми линиями.При втором способе декомпозиции (динамической декомпози¬
ции) устанавливаются такие соотношения в быстродействии кон¬
туров управления сепаратных систем и взаимосвязей, при которых
динамические проявления взаимосвязей оказываются малыми. Это
требует высокого быстродействия (полос пропускания) контуров
управления, которое может ограничиваться динамическими свой¬
ствами управляемых преобразователей, приводов, передаточных
механизмов и звеньев манипулятора. В современных сервоприводах
переменного тока можно обеспечить высокие быстродействия при
соответствующих исполнениях механических узлов приводов.Для математической трактовки динамической декомпозиции вы¬
полним линеаризацию системы управления, рассматривая динами¬
ческие процессы в приращениях относительно начальных значений
переменных и параметров, обозначенных индексом 0. Траекторные
режимы движения звеньев манипулятора при больших изменениях
переменных и параметров можно рассматривать в виде последова¬
тельностей временных интервалов, на каждом из которых имеются
свои, постоянные на данном интервале начальные значения. Поэто¬
му анализ процессов в линеаризованных системах следует проводить
при всех наиболее неблагоприятных сочетаниях начальных значений
параметров и переменных. Структурная схема линеаризованной си¬
стемы управления без учета частей, относящихся к прямой и об¬
ратной задачам кинематики, показана на рис. 2.70. Перекрестные
связи приведены к выходу системы, a Wj(p) = иэ\{гй)р + 2Б(г0)г0] \
Операции умножения заменены суммированием в результате пре¬
образований: /*(/)ф(7) => г0Лф + ф0Аг, ф2 => 2ф0Лф. Приведя момент
сопротивлений, силу сопротивлений и перекрестные корректирую¬
щие связи к входам регуляторов скорости и рассматривая контуры
регулирований скоростей Дг(/), Дф(0 замкнутыми с передаточными211
Рис. 2.70. Алгоритмическая структурная схема линеаризованной системы
управления манипулятором первого типафункциями Wn(p), W^(p), а также приняв Wanr{p) = W^ip) = 1,
получим структурную схему системы, приведенную на рис. 2.71, а,
или в векторно-матричной форме, изображенную на рис. 2.71, б.
На рисунке обозначены:Рис. 2.71. Преобразованная алгоритмическая структурная схема системы
управления манипулятором первого типа:а — в форме переменных звеньев; б — в векторно-матричной форме
212
WFr (p) = [Жрх r (p)W3 r (Р)Г; ЖМф(p) = [Жрл ф(p)W3фЫГ1;
Z12(/>) = 2B(rQ)^p[Wpcr(p)W3r(p)Yu,L2\(p) = 2B(r0)4)Qp[Wpc(p(pW3(?(p)]-1;
y3=[Ar3(t) Аф3(0]т; у = И0 Аф(ОГ; f = [A/,(0 af2(t)Y;R>р.пг</>) 0; # =~Wn (р)р-х00 Wm{p)_0' 0Ln'10"L =; / =L21001Вектор выходных координат определяют из уравнения [42]:У = Gyy3 +Gyf, (2.36)где Gy, Gf — передаточные матрицы замкнутых взаимосвязанных
систем по управлению и возмущению:Gy=(I + WR)llVR; Gf =(I + WR)lW,где W = (I - HL) X H.Характеристический полином замкнутой системы det(/ + WR)
в случае декомпозиции разделяется на два полинома, содержащих
корни только собственных автономных систем.Оценим условия настройки контуров положения и скорости, при
которых взаимосвязи систем будут слабыми. Примем, что контуры по¬
ложения, скорости и тока в двух сепаратных системах оптимизированы
одинаково и соответствующие им малые некомпенсируемые постоян¬
ные времени контуров также одинаковы. Принимая регуляторы токов,
скоростей и положений соответственно в виде ПИ- и П-регуляторов
и полагая, что на входе регуляторов скорости установлены инерцион¬
ные звенья для уменьшения интенсивности динамических процессов
в контурах скорости и тока, а частоты среза контуров тока, скорости
и положения соответственно сог= соС ф(27^)“*; сосг = сосф = (47;)"1; сосг =
(\6Т Ух, получим из уравнения (2.36) передаточные функции°уи(р) = и G 22(р) = в следующем виде:А г3(0 ' Дф3(0Gy\\(p)— Gy22(p)'12ST 2р2 +\6Т р+\{ШТ2р2+\вТ.р+\)2+К{гй,щ)р^{2Т'р+\)‘-.(2.37)Здесь К(г0, ф0) = 1 024Т*-—г Ф(): > Т — малая некомпенсируе-m3\J э1 V0 )мая постоянная времени контура тока.213
Условие автономности систем может быть обеспечено в том слу¬
чае, если правое слагаемое знаменателя (2.37) мало. Тогда знамена¬
тель определяется выражением (128Tj,2р2 + 16Т^р +1)2 и передаточные
функции GyU(p), Gy22(p) равны передаточным функциям автоном¬
ных систем управления Wyl{(p) и Wy22(p)\Gyn(p) = Wyn(p), Gy22(р) = Wy22(р);1 (2.38)Wyn{p) = Wy22(p) =тт^Р2 + \втп + \Осуществить такое преобразование можно, уменьшив множитель
K(rQ, ф0).Из анализа параметров манипулятора следует, что всегда отно¬
шение[2Д(г„)фоРm3l-/3l('o)однако резерв в уменьшении К(г0, ф0) за счет этой части мал. Значи¬
тельно большие возможности имеются в уменьшении значения по¬
стоянной 7^ и, следовательно, в увеличении частот среза контуров
скорости и положения. Высокие частоты среза контуров скорости
и положения можно обеспечить только в том случае, если собствен¬
ные частоты колебаний, обусловленные упругими связями в приво¬
дах, передаточных механизмах и звеньях манипулятора, будут доста¬
точно велики. При этом изменения параметров манипулятора не бу¬
дут влиять на реализацию условий (2.38), так как при относительной
малости К(г0, ф0) его изменение не отразится на общем результате.Изменение коэффициента инерции J3\(r0) можно учесть при на¬
стройке регулятора скорости; если оно значительно, то можно ис¬
пользовать автоматическую подстройку постоянной рр с ф в зависи¬
мости от г, используя информацию с выхода датчика положения
координаты г.2.16. Управление технологическими
переменными агрегатов и машин средствами
многодвигательных электроприводовРазвитие микропроцессорных средств управления существенно
расширило функциональные возможности контроллеров приводов.
Интеллектуальные технологические модули контроллеров и кон¬
троллеры нового поколения обеспечивают решение разнообразных
технологических задач, включая задачи регулирования наиболее ча¬
сто встречающихся технологических переменных: подачи, давления,
уровня, натяжения, толщины и др.214
НасосРис. 2.72. Система управления технологическими переменными напускного
устройства бумагоделательной машиныТехнологические контроллеры без функций регулирования ука¬
занных переменных только координируют работу сепаратных систем
управления, что делает систему управления технологическими агре¬
гатами более простой.Рассмотрим в качестве примера систему управления технологи¬
ческими переменными напускного устройства бумагоделательной
машины (рис. 2.72).Напускное устройство обеспечивает равномерную и задаваемую
по весу подачу бумажной массы из напорного ящика через выпускной
клапан на движущуюся со скоростью и сетку машины. В соответствии
с заданным весом 1 м2, толщиной бумажного полотна на выходе ма¬
шины и скоростью машины в напускном устройстве устанавливает¬
ся заданный размер щели s выпускного клапана, а также давление р
и уровень бумажной массы L внутри напорного ящика. Регулирова¬
ние указанных переменных осуществляется средствами автоматизи¬
рованных электроприводов.Блоки управления скоростью (БУС) электроприводов включают
в себя базовую часть силовых модулей и модулей управления ком¬
плектных электроприводов. Регуляторы уровня РУ, давления РД
и положения клапана РП реализуются средствами контроллеров
приводов. Измерение переменных осуществляется датчиками ДУ,
ДД, ДП. Координацию значений задающих сигналов, подающихся
на регуляторы, UL3, Up3, US3, Uv3 выполняет технологический кон¬
троллер бумагоделательной машины. Совокупность этих значений
определяет массу 1 м2 бумажного полотна.215
2.17. Управление электроприводами агрегатов
и машин, имеющих транспортные запаздывания
в контурах регулирования технологических
переменныхДля технологических машин и комплексов непрерывно-поточных
призводств характерно временное запаздывание между воздействи¬
ем исполнительного устройства на технологическую переменную
и оценкой этого воздействия датчиком этой переменной. Такое
запаздывание называется транспортным запаздыванием. Наличие
транспортного запаздывания приводит к увеличению динамиче¬
ских ошибок системы, а при больших значениях — к нарушению
устойчивости системы. Рассмотрим это на примере системы управ¬
ления толщиной проката в стане холодной прокатки (см. подразд.
2.9 и рис. 2.33).Транспортное запаздывание возникает вследствие того, что из¬
меритель толщины (ИТл) можно устанавливать только на некотором
расстоянии Lr от клети. Поэтому от момента изменения dt до момента
измерения толщины Ht проходит время т, = LA/vh где — скорость
полосы на выходе из клети К,.Поскольку Vj является регулируемой переменной, a LA может ме¬
няться при переналадке системы, то значение т, является перемен¬
ным. Поэтому выполняют компенсацию транспортного запаздыва¬
ния введением искусственной задержки сигнала в блоке компенса¬
ции запаздывания (БКЗ) технологического контроллера на время
компенсации т2 и обеспечивают условие т2 = Если Tj = Т](/) = var,
то условие т2(t) = т,(/) обеспечивается при изменении значений т2(t)
с помощью блоков адаптивного управления.Структурная схема адаптивной системы управления толщиной
Н( показана на рис. 2.73, а, где кн — технологический коэффициент
толщины; е~Х]Р — оператор звена транспортного запаздывания; /сДХл —
коэффициент датчика толщины; F{p) — оператор БКЗ; W?Tn(p) —
передаточная функция регулятора толщины РТл.Структурная схема системы управления переменными vh FiM, vM,
di+{ показана на рис. 2.35.Записав передаточную функцию, связывающую переменные Mrl,
di и выполнив приведение воздействий Мс] и Л/т| к входу регулято¬
ра положения и раскрыв структуру оператора F(p), получим пре¬
образованную структурную схему, показанную на рис. 2.73, б, где
W3d(p) — передаточные функции модели объекта контура
управления толщиной и замкнутой системы управления раствором
валков di,W3X(p), W3l(p) — эквивалентные передаточные функции
преобразованной системы; е~Х2Р — оператор звена компенсацион¬
ного запаздывания; F'{p) — оператор беспоисковой адаптивной
настройки т2-216
217Рис. 2.73. Алгоритмическая структурная схема адаптивной системы управления толщиной:
а — исходная схема; 6 — преобразованная схема; в — временные диаграммы процесса адаптивной настройки т2
Адаптивная настройка осуществляется с помощью тестового сиг¬
нала ит, который периодически поступает в систему управления вме¬
сте с сигналом задания толщины uHi. Выявляя и оценивая ошибку
системы е' (часть полной ошибки s), значение и знак которой явля¬
ются функциейАт(/‘) = ix(t)-x2(t), определяют шаг изменения Ат2j
на каждом полупериоде jT0 тестового сигнала для того, чтобы в те¬
чение нескольких значений j получить равенство %2(t) = т^). При до¬
стижении равенства г' = 0 автоматическая подстройка заканчивается
и тестовый сигнал отключается.Временные диаграммы процесса адаптивной настройки т2 пока¬
заны на рис. 2.73, в.Оценка о, ошибки е'у на каждом интервале jT0 выполняется в видеhинтегральной квадратической оценки ау = J г] dt. Шаг Дт2у устанав-hливается в виде Дт2у = &асту, где — коэффициент настройки, опре¬
деляющий сходимость алгоритма адаптации с заданным качеством.
Полупериод частоты сигнала ит определяется временем ть времен¬
ным интервалом AtH(t) = t2 -tx оценки оу, быстродействием системы
управления толщиной при условии т2 = т,.2.18. Повышение эффективности технологий
средствами электропривода2.18.1. Показатели оценки эффективности технологий.
Принятие решения об оптимальном варианте
электроприводной системыПроцедура выбора оптимального варианта системы управления
многодвигательными электроприводами соответствует общей про¬
цедуре проектирования сложных систем управления, которая в со¬
ответствие с системно-техническим подходом сводится к решению
таких типовых задач, как определение общей структуры системы,
организации взаимодействия между подсистемами, учет влияния
внешних воздействий, выбор оптимальных структур подсистем и вы¬
бор оптимальных алгоритмов функционирования системы. Проек¬
тирование ведется исходя из целей создания системы и решаемых
ею задач в технологии. Соответствие системы этим целям и задачам
оценивают по критериям качества системы.Общая постановка задачи принятия решения об оптимальном
варианте системы формулируется следующим образом:1) имеется некоторое множество вариантов построения систе¬
мы (альтернатив) А, причем каждая альтернатива я, характеризуется
определенной совокупностью свойств аъ аъ ..., ат\218
2) имеется совокупность критериев qb q2, qn, отражающих ко¬
личественно множество свойств системы. Каждая альтернатива ха¬
рактеризуется вектором q, = [<7,(а7) q2(sLj) ■■■ <7и(а_/)]т, у = 1, aw;3) необходимо принять решение о выборе одной из альтерна¬
тив. Решение будет простым, если выбор производится по одному
критерию, и сложным, если выбор производится по совокупности
критериев.Задача принятия решения по выбору альтернативы по совокуп¬
ности критериев формально сводится к отысканию отображения Q,
которое векторам а, и q, ставит в соответствие действительное числоЕ = Q(a.j, q,), i = l,n, j = \,т, определяющее степень предпочтитель¬
ности данного решения. Оператор Q является обобщенным критери¬
ем, который присваивает каждому решению по выбору альтернативы
соответствующее значение Е. Это позволяет упорядочить множество
решений по степени предпочтительности.Наиболее простой метод формирования обобщенного критерия
заключается в том, что один из критериев qk принимается в качестве
обобщенного, а все остальные учитываются в виде ограничений,
определяющих область допустимых альтернатив:где q\Q) — величины, определяющие допустимые значения по всем
критериям, кроме qk.В этом случае задача сравнения альтернатив сводится к задаче
принятия решений со скалярным критерием. Оценки альтернатив,
не соответствующих заданным значениям qf\ показывают, что аль¬
тернатива может дальше не рассматриваться.Задача принятия оптимального решения при выборе альтернативы
формулируется как задача математического программирования:В случаях когда невозможно выделить один из критериев qk в ка¬
честве обобщенного здесь применяют более сложные методы пред¬
ставления обобщенного критерия, например в виде суммыгде Ьъ Ъъ ..., Ьп — положительные или отрицательные коэффици¬
енты.Задачи оптимизации систем в такой постановке решают метода¬
ми системного анализа. При проектировании электромеханических
систем используют частные критерии, включающие в себя оценки:шах[^(ау)] либо min[^(ay)]П(2.39)219
производительности, динамической точности и качества технологии,
электропотребления, надежности, сложности, массы и габаритных
размеров, стоимости, составляющих эксплуатационных показателей
и др.Наиболее значимыми критериями для любых задач проектирова¬
ния электроприводных систем являются критерии, имеющие взаи¬
мосвязанные оценки производительности, динамической точности
и качества технологии, электропотребления, стоимости (цены ре¬
шения). Остальные частные критерии учитываются в виде ограни¬
чений. Важным при этом является нормирование оценок, т. е. их
представление в виде относительных величин. Необходимо также
иметь обоснование значений коэффициентов bh устанавливающих
веса частных критериев в обобщенном критерии.Изложенная задача оптимизации может быть сведена, в частности,
к известной задаче о ранце [20], которая формулируется следующим
образом: дано к предметов, каждый /-й предмет имеет массу > 0
и полезность> 0, / = 1, к. Необходимо выбрать из этих предметов
такой набор, чтобы суммарная масса не превосходила заданной ве¬
личины W(вместимость ранца), а суммарная «полезность» предме¬
тов была максимальна.Другими словами, нужно определить набор бинарных величин
(£,, Ьъ Ьк), такой, чтоbxwx +b2w2 +... + bkwk < W,а сумма величин bxpx +b2p2 + ... + bkpk была максимальна.Величина b( = 1, если /-й предмет включается в набор, и bt = 0
в противном случае.Задача о ранце сводится к выбору вариантов частей системы
с учетом общего ресурсного ограничения и к максимизации общей
«полезности» выбранных вариантов и соответствует задаче построе¬
ния конфигурации системы. Задача рассматриваемого типа является
также составной частью более сложных задач комбинаторной опти¬
мизации.Для решения задачи используют разнообразные методы:• переборные точные методы (метод ветвей и границ, метод дина¬
мического программирования и их комбинации);• приближенные алгоритмы с гарантированной погрешностью
(по целевой функции, по ограничениям);• генетические алгоритмы и многокритериальные эволюционные
схемы решений и др.Все эти методы при большом числе вариантов решений характе¬
ризуются высокой вычислительной сложностью. Некоторое их упро¬
щение достигается чисто математическими манипуляциями и разного
рода условиями ограничений. При создании сложных электропри¬
водных систем стремятся делать упрощение как на математическом
уровне, так и на уровне технических решений с учетом отработанных220
методов управления и декомпозиции систем, в частности каскадных
методов управления и блочно-модульных методов проектирования
технических средств, математического и программного обеспече¬
ния систем.Рационально использовать следующую методику принятия реше¬
ния об оптимальном варианте электроприводной системы по сово¬
купности нескольких альтернатив ее создания:1) формирование h вариантов решений (выполнения системы),
включающих в себя сочетания разных компонент электротехни¬
ческой, механической и технологической подсистем (рекуперация
в сеть переменного или постоянного тока, механические передачи
с редукторами или без редукторов, с дополнительными ИО машин
и др.); предварительный выбор структур системы и электрооборудо¬
вания. Выполнить этот этап удобно, если использовать содержание
ячеек матрицы модулей (см. рис. 2.2, а), составленной в соответствии
с классификацией ранее названных подсистем. Такая классифика¬
ция выполняется по группам, подгруппам и отдельным решениям
в каждой подсистеме;2) формулирование частных и обобщенных критериев оптимиза¬
ции системы. Из большого числа частных критериев выделяют три
главных критерия, отражающих нормированные оценки произво¬
дительности, качества технологии, электропотребление для каждого
варианта, остальные частные решения представляются в виде огра¬
ничений. Обобщенный критерий записывается в виде стоимостной
суммы (2.39) с положительными весовыми коэффициентами, отра¬
жающими стоимостный вклад каждого частного критерия в суммар¬
ную оценку;3) составление упрощенных линеаризованных математических
моделей, описывающих каждый из разных вариантов решений. Эти
модели представляют собой модели-блоки (см. рис 2.2, б), так как они
составлены из моделей-модулей, присутствующих вместе с моделями
связей в ячейках матрицы модулей. В этих моделях кроме традици¬
онных переменных, используемых для описания движений, имеются
переменные, используемые для оценки точности технологии, электро¬
потребления, установленной мощности оборудования, потерь энергии
и др., необходимые для частных критериев. Используются относитель¬
ные значения переменных. В качестве базовых значений принимаются
значения, указанные в техническом задании, и значения, указанные
в характеристиках продвинутых рыночных изделий;4) компьютерное моделирование h систем с задающими и возму¬
щающими воздействиями, соответствующими конкретной техноло¬
гии. Исследование непрерывных, циклических, и комбинированных
режимов работы оборудования;5) получение из итогов моделирования нормированных оценок
производительности, качества технологии, электропотребления для
каждого варианта. Выбор из h вариантов системы к вариантов, от¬221
вечающих заданным нормированным значениям оценок. Такой вы¬
бор выполняется по итогам ранжирования h систем в соответствии
с ячейками матрицы блоков (см. рис. 2.2, б), размер которой зави¬
сит от числа и пределов ранжирования оценок производительности,
качества технологии, электропотребления. В простейшем случае эта
матрица имеет размер 3 х 3 х 3 и может быть сформирована, напри¬
мер, с пределами оценок: «меньше» (0,7...0,9), «норма» (0,9... 1,1),
«больше» (1,1... 1,3);6) обоснование и выбор значений весовых коэффициентов норми¬
рованных частных критериев в нормированном обобщенном крите¬
рии. Оптимизация к вариантов систем в соответствии с нормирован¬
ным обобщенным критерием, оценка которого выполняется в виде
относительной цены варианта. Базовой ценой является усредненная
цена электрооборудования, сложившаяся на рынке в настоящий мо¬
мент времени, а варьируемыми переменными, по которым выполня¬
ется оптимизация систем, — обобщенные нормированные оценки,
например оценки частот: среза контуров регулирования, упругих ко¬
лебаний механических элементов, широтно-импульсных модуляций
электронных устройств;7) принятие решения о базовом варианте системы для дальнейше¬
го проектирования по итогам оптимизации всех к вариантов систем.
Уточненный выбор электрооборудования системы;8) моделирование базового варианта системы по полным моделям
подсистем, получение уточненных оценок обобщенного и частных
критериев качества.Принимая во внимание большое влияние производительности
на цену варианта, можно выполнять оптимизацию по двум частным
критериям — качеству технологии и электропотреблению при за¬
данном значении производительности, а следовательно, и цене этой
производительности.В наиболее общем виде описания каждой из подсистем выполня¬
ется в виде системы нелинейных дифференциальных уравненийx = /’(x,u,f,a,0; Y =/(х, а),илих = А(х, а, t)x. + В(х, a, Ou + D(x, a, t) f;У = Сх;
у =/(х, а),где А(х, a, t), В(х, а,/), D(x, а,/) — матрицы состояния, управле¬
ния и возмущения соответственно; С — масштабная матрица; х,
u, f, у — векторы переменных состояния, управления, возмущения
и измеряемых переменных соответственно; у, а — векторы оценок
показателей частных критериев качества и варьируемых параметров
систем управления.222
Выбор формы математического описания связан с выбором
программной среды, в которой выполняется компьютерное моде¬
лирование вариантов системы. Если такой средой является МАТ-
LAB-Simulink, то описание выполняется также с использованием
алгоритмических структурных схем, полностью соответствующих
нелинейным дифференциальным уравнениям системы. Важно при
тгом качественно выполнять математическое описание технологи¬
ческой подсистемы, включающей в себя исполнительные органы
машины, объединенные обрабатываемым материалом. Следует под¬
черкнуть, что именно управление технологическими переменными
диктует необходимость управления механическими переменными,
а через них и управления электромагнитными переменными. В со¬
ответствии с этим устанавливаются виды оценок показателей каче¬
ства управления переменными каждого уровня и уточняются огра¬
ничения переменных, обусловленные особенностями выбранного
электрооборудования.На стадии проектирования важной оценкой является также цена
проекта, на эксплуатационной стадии — составляющие эксплуата¬
ционных затрат. Оба вида этих оценок вносятся в оценки трех ра¬
нее названных частных критериев. Таким образом, обобщенным
критерием на стадии проектирования определяется цена решения,
а на стадии эксплуатации — цена эксплуатационных затрат при за¬
данном качестве технологии и заданной производительности. При
таком подходе коммерческие оценки эффективности смыкаются
с экономическими оценками и возможно их получение в любых при¬
нятых в экономике формах.Нормированные оценки частных критериев целесообразно пред¬
ставлять в разностном виде (в виде потерь по каждой оценке) по от¬
ношению к базовым значениям. Базовыми значениями могут быть
заданные значения, а также средневзвешенные значения лучших
рыночных образцов техники. Для одноагрегатных рабочих машин
имеем:I дс <?, , qi3, / = 1,3 — текущая и заданная оценка трех частных крите¬
риев.Для многоагрегатных рабочих машин и технологических ком¬
плексов обобщенный критерий Q(а), содержащий указанные ранее
оценки, может быть записан в следующем виде:где <7,(а;), qj(aj), qf(a.f)—потери соответственно производитель¬
ности, качества продукции, энергоресурсов В(, Bj, Bf — весо-Q(a) = bx ———+ b2 q2i Ql(2.40)кnh(2(a) = + > (2.41)1 = 1j=/=1223
вые коэффициенты потерь; а — вектор варьируемых переменных,
а = [а/,ау,а/]; i = 1,k\j = 1,n\f = 1,h.Подобный критерий используется не только при оптимизации
на этапе проектирования, но и при автоматической оптимизации
на этапе эксплуатации систем. В автоматическом режиме осущест¬
вляется минимизация обобщенного критерия качества с учетом энер¬
гетических и технологических ограничений.Для конкретной технологии этот критерий трансформируется
в вид, отражающий специфику технологии, но основные его ком¬
поненты сохраняются. Так, для пятиклетьевого стана холодной про¬
катки обобщенный критерий качества записывается в следующем
виде:2>,"8/1,V 'Ч /ViУ1 + 1(/+1)н7 / 3->• mm,где y5max, — максимально возможная и фактическая скорость про¬
катки в пятой клети; (—■), ( ] — фактическая и заданная по-\hi ) I А/ Аперечная разнотолщинность на выходе из клети i; у, — коэффициент
относительной загрузки клети /; Рп PiH — фактическая и номиналь¬
ная мощность клети /.Минимизация первого слагаемого критерия обеспечивает макси¬
мизацию скорости прокатки, а следовательно, и производительности
стана. Минимизация пяти следующих слагаемых обеспечивает усло¬
вие равенства вытяжек по ширине полосы, которое записано через
относительные поперечные разнотолщинности, что приводит к до¬
стижению заданного качества металлической полосы. Минимизация
пяти последних слагаемых позволяет получить заданное распределе¬
ние нагрузок по клетям стана, которое основывается на требовании
минимизации суммарных энергетических затрат стана. Изложенная
методика применима к широкому классу других объектов.Матрицы модулей и блоков (см. рис. 2.2), содержащие математиче¬
ские модели вариантов решений, являются открытыми матрицами, по¬
зволяющие накапливать и уточнять информацию по отдельным решени¬
ям в создании разнообразных систем АЭП для технологий и, таким об¬
разом, создавать базу данных для различных решений. Математические
модели вариантов решений, доработанные в конкретной программной
среде, являются основой для подготовки многомодульных и многоблоч¬
ных программных средств электроприводных систем, используемых как
для отладки алгоритмов управления, так и для управления технологией
в соответствии с моделью технологического процесса (см. рис. 1.16).224
2.18.2. Повышение производительности, качества
технологии, энергосбереженияПовышение производительности. Производительность — пока¬
затель среднего объема произведенной товарной продукции на еди¬
ницу затраченных ресурсов, в частности временных ресурсов. Техни¬
ческая производительность характеризует технические возможности
АТК, производственной линии, обусловленные технологическим
процессом и конструкцией оборудования. При ее определении при¬
нимают в расчет количество переработанной или выпущенной про¬
дукции, длительность непосредственной работы оборудования, а так¬
же дополнительные затраты сырья и рабочего времени, необходимые
для успешного функционирования оборудования.Техническая производительность — главный технико-экономиче¬
ский показатель производственного оборудования. По значению этого
показателя решают вопрос о возможности использования конкрет¬
ной ЭПС в составе проектируемого АТК. При создании нового АТК
значение технической производительности устанавливает заказчик,
и она указывается в требованиях технического задания в соответствии
с производительностью всего технологического процесса. Оценку
производительности процесса выполняют в виде объема (веса, штук)
произведенной продукции в течение заданного интервала времени.В простейшем виде задачу производительности электропривода
и производственного механизма формулируют как задачу осущест¬
вления максимального перемещения за заданный промежуток вре-мени. Например, для углового перемещения имеем: max Jcod/, при{ф. ?0и ограниченииюкQ = Jifo'2d/ < <2доп. На практике эта задача чаще формулируется как'озадача обеспечения избытка мощности, с помощью которого можно
реализовать заданное перемещение за минимальное время.Производительность напрямую зависит от динамических свойств
системы управления движением ИО. Наиболее очевидным решени¬
ем для повышения производительности является переход к более
современному оборудованию, изменение механических конструк¬
ций технологических установок и применение высокодинамичных
электроприводных систем. Это обеспечит возможность получения
высоких скоростей движений ИО машин и комплексов и соответ¬
ственно обрабатываемого материала.Повышение качества технологии. Качество технологии тесно
связано с качеством произведенной продукции.Для полноты описания введены показатели качества — количе¬
ственные характеристики свойств продукции, рассматриваемые при¬
менительно к определенным условиям ее создания.225
Частный критерий, характеризующий качество технологии, явля¬
ется ключевым в процессе оптимизации системы по обобщенному
критерию и напрямую связан с динамическими свойствами ЭПС,
полосами пропускания контуров регулирования электромагнитных,
механических и технологических переменных и с уровнями возму¬
щающих воздействий в системе управления. Как правило, повы¬
шение производительности связано с повышением спектрального
состава, интенсивности возмущений, с увеличением динамических
ошибок и снижением качества технологии. Устранение этого явления
возможно путем соответствующего расширения полос пропускания
контуров регулирования и применения более сложных алгоритмов
регулирования. Все это, в конечном счете, сводится к задачам син¬
теза и оптимизации механической подсистемы, в которой неизбеж¬
ны резонансные колебания, если не синтезировать механическую
подсистему совместно с другими подсистемами с единых позиций
достижения заданных показателей качества технологии.С технической точки зрения вопрос качества всегда тесно свя¬
зан с полосой пропускания систем регулирования технологических
переменных. Необходимо увеличивать эту полосу при более высо¬
ких требованиях к качеству. Соответственно, необходимо упрощать
механические конструкции технологических установок, минимизи¬
ровать количество редукторных узлов, стараясь использовать безре-
дукторные приводы. Данное решение позволит создать механическую
подсистему технологического комплекса, не имеющую резонансов
в заданной полосе частот.Качество технологического комплекса будет определяться способ¬
ностью его систем управления отрабатывать заданное воздействие
с минимальной ошибкой. Соответственно, в данном случае полоса
пропускания такой системы должна быть достаточно большой, чтобы
не допустить чрезмерного влияния возмущений. В качестве примера
технического средства, позволяющего демпфировать частоты сво¬
бодных колебаний, можно представить решение фирмы Mitsubishi
Electric — сервоусилитель MR-J3. При автоматическом подавлении
вибраций система непрерывно определяет резонансы машины и в со¬
ответствии с полученными данными подстраивает характеристики
фильтра (частоты, амплитуды) для компенсации резонансов. Вибра¬
ции механической системы будут подавляться без необходимости зна¬
ния резонансных частот системы. Благодаря непрерывному анализу
данных характеристика фильтра постоянно подстраивается, и опти¬
мальное фильтрующее действие обеспечивается даже в том случае,
если резонансная частота изменяется.Повышение энергосбережения. Установленные стандартами по¬
казатели качества электроэнергии делают необходимым при выборе
систем электроприводов, особенно при большой их установленной
мощности, рассмотрение всей электротехнической цепи от ком¬
плектной трансформаторной подстанции, где осуществляется кон¬226
троль потребляемой активной и реактивной мощности и качества
электроэнергии, до ИО машин и комплексов. Следует оптимально
осуществлять набор силовых модулей (трансформаторов, реакто¬
ров, фильтров, полупроводниковых преобразователей, тормозных
средств), при которых обеспечиваются минимальные потери электро¬
энергии, не нарушаются показатели качества электроэнергии в сети
электропитания и решаются все задачи технологии. Анализ потерь
электроэнергии и методов электросбережения в собственно электро¬
приводах рассмотрен в подразд. 2.3 и [7, 14]. Остановимся на энер¬
госбережении средствами электропривода в технологиях.К основным методам сбережения электроэнергии в автоматизи¬
рованных электроприводах технологических агрегатов и комплексов
относятся следующие:1) применение вместо нерегулируемых электроприводов регули¬
руемых, с помощью которых возможно при изменении режимов ра¬
боты технологического оборудования и физико-механических свойств
обрабатываемого вещества устанавливать оптимальные по энергети¬
ческим затратам условия обработки вещества. Например, устанавли¬
вать оптимальные скорости насосов при изменении расхода и свойств
жидкости, шпинделей металлообрабатывающих станков при измене¬
нии размеров и материала обрабатываемых деталей, роторов дроби¬
лок при изменении размеров и свойств дробимых веществ и др.Переход на регулирование давления и расхода жидкости насос¬
ных агрегатов с помощью регулируемых электроприводов взамен
дроссельного регулирования приводит к исключению потерь напора
и экономии электроэнергии примерно на 30%. Аналогичная ситуа¬
ция имеет место в вентиляторах и компрессорах;2) применение силовых модулей регулируемых электроприводов,
имеющих максимальные КПД и коэффициенты мощности (главны¬
ми среди них являются электродвигатели, управляемые электронные
преобразователи — выпрямители и инверторы, тормозные модули,
обеспечивающие рекуперацию электроэнергии от двигателя в сеть
переменного или постоянного тока); максимально возможное ис¬
ключение потерь электроэнергии, связанное с использованием тор¬
мозных резисторов;3) применение энергосберегающих режимов регулирования ско¬
рости частотно-регулируемых электроприводов для механизмов,
имеющих вентиляторную нагрузочную характеристику, путем пара¬
метрирования таких соотношений U/f, при которых в области малых
скоростей вращения происходит снижение реактивного и результи¬
рующего тока двигателя и потерь электроэнергии;4) уменьшение установленной мощности электрооборудования
за счет применения двухзонного регулирования скорости электро¬
приводов механизмов, имеющих нагрузочную характеристику, об¬
ратно пропорциональную частоте вращения (регулирование при по¬
стоянстве мощности нагрузки);227
5) исключение режимов частых пусков и торможений технологи¬
ческих агрегатов и комплексов, циклических режимов комплексов
в результате применения дополнительных механизмов с регулируе¬
мыми электроприводами, обеспечивающими совмещение движений
основных механизмов в технологическом процессе для перевода их
в непрерывные режимы работы;6) использование адаптивных методов управления режимами элек¬
троприводов ИО технологических и транспортных машин для мини¬
мизации электропотребления при соблюдении заданных требований
к производительности машин и качеству обработки вещества.2.18.3. Комплексная оценка показателей
эффективности электроприводов в технологияхРассмотрим применение изложенных ранее методов к исследо¬
ванию и оптимизации ЭПС продольно-резательного станка (ПРС).
Станок включает в себя функциональные модули, показанные
на рис. 2.1, а, г, е. Главной задачей управления станком является
задача обеспечения качественного разрезания первичного рулона
на несколько вторичных рулонов с заданной плотностью их намотки.
При этом необходимо обеспечить стабилизацию линейной скорости
движения полотна ип и натяжение полотна FH в зоне ножевого блока
с учетом взаимосвязи механизмов станка через натянутое полотно.Функциональная схема системы управления станком показана
на рис. 2.74, а. При перемотке бумажного полотна с рулона Р1 на не¬
сколько рулонов Р2 происходит продольное резание полотна на мер¬
ные полосы дисковыми ножами Н. Число ножей на единицу мень¬
ше числа полос бумаги. Управление линейной скоростью движения
полотна ип производится с помощью механизма «периферического
наката», содержащего валы В1 и В2 с постоянными диаметрами,
к которым с помощью прижимного вала ПВ и нажимного винта НВ
прижимаются рулоны Р2.Для того чтобы обеспечить оптимальную скорость резания ир,
все ножи Н синхронно вращаются с частотой ю„, при которой ир =
= ип- гнюн, где гн — радиусы ножей. Для большей стабилизации ско¬
рости движения полотна в зоне резания применяют вращающийся
бумаговедущий вал ВВ (см. рис. 2.74, а) или два бумаговедущих вала
ВВ1, ВВ2 (рис. 2.74, б). Нужная ширина полос разрезанной бумаги
обеспечивается с помощью механизмов позиционирования ножей,
расположенных в ножевом блоке НБ.Для контроля технологических переменных используются датчики
радиусов рулонов ДР1 и ДР2, натяжение полотна ДНт, усилия при¬
жатия ДУ. Скорость движения полотна контролируется датчиками
скорости комплектных электроприводов.Система управления ПРС включает в себя следующие сепаратные
системы управления: натяжением полотна; скоростью полотна и, со-228
ДУВВ1Рис. 2.74. Система управления продольно-резательным станком:а — с одним бумаговедущим валом ВВ; б — с двумя бумаговедущими валами ВВ1,
ВВ2ответственно, частотами вращения валов ВВ, В1 и В2, ПВ и ножей;
усилием нажимных винтов; положением ножей; выравниванием на¬
грузки приводов, механически взаимосвязанных полотном.Системы управления частотой вращения валов и ножей СУВВ,
СУН, СУПВ, СУВ1 и СУВ2 выполняются как двухконтурные с ре¬
гуляторами тока РТ и скорости PC. В режиме заправки полотна
временно включается система управления частотой вращения Р1.
В рабочем режиме к этой системе подключается регулятор натяже¬
ния РНт и она становится трехконтурной. Системы управления по¬
ложением ножей СУПН и усилием нажимного винта СУНВ также
выполняются трехконтурными, соответственно с регулятором по¬
ложения и регулятором усилия.Продольно-резательный станок является типичным технологиче¬
ским агрегатом циклического действия, в котором реализуются два
вида алгоритмов управления. Первый — регулирование электромаг¬
нитных, механических и технологических переменных с заданной
точностью, продиктованной задачей технологии и производитель-229
Рис. 2.75. Временные диаграммы изменений скорости vn и натяжения FH
в течение времени цикла Тц работы станканостью. Второй — реализация этапов технологического цикла, сво¬
дящаяся к выработке задающих воздействий на сепаратные системы
управления.Временные диаграммы изменений скорости ип и натяжения FH
в течение времени цикла Тц показаны на рис. 2.75. Цикл состоит из
нескольких этапов:• разгон механизмов станка до скорости заправки полотна ип запр;• заправка полотна на тамбурные валы рулонов Р2;• кратковременная остановка станка для переключения структу¬
ры системы управления рулоном Р1 от управления скоростью
к управлению натяжением;• натяжение полотна до заданного значения FH 3;• разгон механизмов станка с натянутым полотном до рабочей, но¬
минальной скорости ип н;• обработка полотна при заданной скорости резания ир з и натяже¬
ния FH 3;• остановка станка после того, как на рулонах Р2 будет намотано
полотно заданной длины /п 3.После удаления намотанных рулонов Р2 цикл повторяется. Работа
станка продолжается до тех пор, пока не завершится перемотка ру¬
лона Р1, т.е. радиус рулона гр1 не станет равным радиусу тамбурно¬
го вала гтв1. Далее устанавливается новый рулон Р1, и работа станка
продолжается.Схема алгоритма управления станком предусматривает режим ава¬
рийного торможения в случае обрыва полотна. Выполнение алгорит¬
мов управления этапами технологического цикла возможно только
в том случае, когда реализовано управление всеми переменными,
обозначенными ранее, в соответствии с заданием.Основные возмущения, поступающие в зону резания, возникают
при вращении рулонов. Эти возмущения описываются в виде вол¬
новых процессов:230
5до = с0 + 2>* sin соkt + с'к cos соkt),к=1где ык — преимущественный спектральный состав возмущений, а из¬
меняющиеся случайным образом коэффициенты с0, ск, с'к отражают
меру неопределенности в описании возмущений.Частоты о)к — переменные величины, так как при изменении ра¬
диусов рулонов А*р1 и гр2 соответственно меняются и частоты враще¬
ния рулонов сор1 и сор2.Данная задача решается путем использования динамической де¬
композиции, алгоритмов управления переменными, имеющими ин¬
тегральные составляющие, и применением активных механических
узлов, обеспечивающих снижение возмущений в зоне резания.Управление переменными выполняется с использованием И-
и ПИ-регуляторов. Остановимся на применении активных меха¬
нических узлов. Такими узлами являются бумаговедущие валы (см.
рис. 2.74) с сепаратными системами регулирования их скоростей.
Представлена система с одним ведущим валом, с помощью которо¬
го подавляются возмущения, идущие от рулона Р1. Система с двумя
ведущими валами подавляет возмущения, идущие как от рулона Р1,
так и от рулона Р2. Такие системы применяются при повышенных
требованиях к качеству резания. При отсутствии ведущих валов зона
резания открыта для возмущений, и все возможности по уменьшению
динамических ошибок по скорости и натяжению могут быть связаны
только с регуляторами. Отметим, что эти возможности сохраняются
и в двух других вариантах систем станка. Вариант выбирают путем
анализа альтернатив, о чем говорилось ранее.Для выполнения условия декомпозиции можно использовать
условие соотношения собственных частот упругих колебаний, воз¬
никающих в полотне соупу с частотами среза сосу сепаратных систем
управления скоростями этих механизмов. Определив частоты среза
контуров регулирования скоростями сосу = (8... 10)соупу, можно рас¬
сматривать динамическую систему хорошо декомпозированной и се¬
паратные системы квазиавтономными. Следовательно, можно при¬
менять методы оптимизации автономных систем.Предварительно значения частот колебаний оценивают по при¬
ближенным формулам, которые могут быть получены при условии:
силы и моменты, действующие в системе, приложены к сосредо¬
точенным массам, которые не подвергаются деформации; упругие
звенья невесомы и характеризуются постоянной жесткостью связи,
т. е. коэффициентом пропорциональности между моментом и дефор¬
мацией; деформация упругих звеньев линейна и подчиняется закону
Гука; волновым движением деформации можно пренебречь.Механическая модель ПРС с учетом упругих свойств электро¬
приводов и натяжений полотна показана на рис. 2.76. Все параме¬
тры системы и переменные приведены к вращательным движениям231
Рис. 2.76. Механическая модель станка с учетом упругих свойств электро¬
приводов и натяжений полотнаи к ИО механизмов станка. Учитывая то, что на раскате применяются
«короткие» кинематические передачи или они отсутствуют, упругими
деформациями в приводе 1 можно пренебречь. Расчет собственных
частот колебаний механической системы выполняется на ПК. Пред¬
варительную оценку значений частот колебаний получают по при¬
ближенным формулам, которые могут быть записаны при условии,
что J[ «: Jpl, J'3 « J\ «: /р2.При движении полотна с усилиями натяжения FnJ кроме внутрен¬
него демпфирования появляется скоростное демпфирование. Ноже¬
вой блок в системе не рассматривается.Динамические процессы в системе управления электроприводами
ПРС описываются следующей системой уравнений:Пр.нт — Wp.m{p){uF ^д.нт-^п 1 )>Ир.у = ^р.у (P)(Upp -^д.у^п);Пр.с 1 — ^^р.с 1 (/0(^со1 ~^д.с1®1 —^р.нт)’«р.с/ = Wv.cAP)(uai -К.СI®/); i = 2,3;Ир.с/ — ~~ ^д.с ^р.см/)’ i ~Пр.сб — ^^р.сб (/^)(^р.у ~ ^Д.с6®б)»Пр.СМ/ _ ^^р.СМ/ (/^)(^с.му^р.с/-1 — ^р.С /')’ ^ _ j ~ 2»И»,- — ^(£>i-l^cc j i i ~ J ~T3ipii +/,' = Лэ'/Чир/ - С,/СО/);Ир / — [Жр.т / (/>)*п /^Р-т / — )1 (Ир с ,• — ^д.т /*'/)’ — 1? 6,i ~~ ^Miipih ’p&i = /f1 (М, -Myi-Mci); i = 1,5;=/6-1(Л/6-Мс6);232
МуХ =схр-х{ъх-ыр1) + Ьх{®х -сор1);МУ2 =с2р-х{щ-&в) + Ь2(ы2 -сов);Му,• = с,-/г1 (со,- - ир2/rt) + bi(со,- - Ур2// /); / = 3,5;
/?(0р] =/цЧ-^’гп'р! _^yl ~-^cSl)j/?Юр2 =/13'Lb-Fm + F'zV '=з УР 2 ’paB=Ji2(My2+Fn2r2-FnXrpX-Мс12);Fm =Cn\P~l(v* -УР1 -i;pi8i) + ^ni(L,B -yPi -^piei);^12 — ^"п iP (^p 2 ^b82 ) 2 (^p 2 ^b ^b82 )’^pl — ®pl^*pl) — ®в^2 ’ ^p2 — ®p2^*p2» ^xvpP ~ ’A> i^e,- + ez- = (£n,cn f Г1 /;; i = l, 2;Fi = гг1 (Л/у/ -~kFiFn)\ i = 3,5,где (£>j — частота вращения двигателя; cop], cop2 и сов — частоты враще¬
ния рулонов PI, Р2 и ведущего вала ВВ; upi и ив — линейные скоро¬
сти рулонов и ведущего вала; rpi и г2 — радиусы рулонов и ведущего
вала; г,-, i = 3,5 — радиусы валов В1 и В2 и прижимного вала ПВ;
Jj — момент инерции двигателя; JZi — суммарный момент инер¬
ции механизма; Mcli и Mci — суммарный момент сопротивления
механизма и момент сопротивления двигателя; Myi — момент упру¬
гих сил; М, — момент двигателя; с, и 6, — коэффициенты жесткости
и демпфирования упругой механической системы; сп/ и bni — коэф¬
фициенты жесткости и демпфирования полотна; Lni и е, — длина
и относительное удлинение полотна на заданном участке; FnX, Fnl —
натяжение, возникающее в полотне; Ft — усилия валов перифери¬
ческого наката, прилагаемые к рулону Р2, / = 3,5; FcT — суммарное
постоянное усилие прилагаемые к рулону Р2; «рт/, мрс/, wpcM/, wpy,
up нт — выходные переменные регуляторов тока, скорости, соотноше¬
ния моментов, усилия прижима и натяжения; /,, — составляющие
токов и напряжений статора по оси (3 в системе векторного управле¬
ния; R3i, T3i — эквивалентное сопротивление и постоянная времени
электромагнитной цепи двигателя; cMj — постоянная связи момен¬
та и тока двигателя; cei — постоянная связи противоЭДС и частоты
вращения ротора АД; kaTi, kKzi, клнт, &д у — коэффициенты датчиков
гока, скорости, натяжения и усилия прижима; kni, т; — передаточ-
пый коэффициент и время запаздывания преобразователя частоты;
и[7, uFw, umi — задания натяжения, усилия прижима и скорости;
kc cj — коэффициент соотношения скоростей; kC Mj — коэффициент
соотношения моментов.233
Обобщенная структурная схема динамической модели ПРС, со¬
ставленная на основе системы уравнений, приведена на рис. 2.77.На основании этой модели в среде Matlab Simulink возможно вы¬
полнить исследования электроприводной системы станка с учетом
изменяющихся радиусов и моментов инерции рулонов Р1 и Р2 при234
смотке/намотке полотна. Передаточная функция W', изображенная
на рисунке, имеет видW’■ = • / = 1 2J (bni/cni)p + VПодсистемы Wmi(p), / = 1,6 — подсистемы регулирования ско¬
рости с подчиненным контуром регулирования активного тока АД
при векторном управлении от преобразователя частоты. Упрощенная
структурная схема обобщенной подсистемы показана на рис. 2.5.Исходными данными к исследованию и оптимизации многодви¬
гательного АЭП ПРС являются данные станка, комплектных элек¬
троприводов и датчиков, параметры упругих свойств полотна и ме¬
ханической части приводов, режимы работы станка, характеристики
управляющих и возмущающих воздействий.Моделируется полный цикл работы станка при перемотке и ре¬
зании тамбура раската. В качестве примера на рис. 2.78 показаны
фрагменты результатов моделирования: реакция системы на малое
приращение (рис. 2.78, а); процесс заправки полотна, разгона ПРС
и обработку полотна на рабочей скорости с приложенным возмуща¬
ющим воздействием (рис. 2.78, б), время заправки и разгона до за¬
данной скорости соответствует 25 и 45 с соответственно.Рис. 2.78. Результаты моделирования динамических процессов:(I — реакция системы на малые приращения переменных; б — реакция системы
на большие приращения переменных235
ц0,751,0S= 1,25
'S=1,01,25Р^=0,758абРис. 2.79. Результаты оптимизации цены при трех значениях нормированной
производительности (а) и сечение поверхностей оптимизации при опреде¬
ленных нормированных значениях оценок (б):8 — качество технологии; S — электропотреблениеРезультаты оптимизации цены (Ц) при трех значениях нормиро¬
ванной производительности (Р) показаны на рис. 2.79, а. Данные
поверхности получены в прикладном пакете MathCAD с помощью
функции cspline. Зависимости цены (Ц) от производительности (Р)
при заданном качестве технологии (5) и разных значениях электро¬
потребления (S) (рис. 2.79, б), а также иные зависимости цены
от названных оценок можно получить в виде сечения поверхно¬
стей оптимизации при определенных нормированных значениях
оценок. Обобщенный критерий рассматривался в виде критериевАльтернативные варианты многодвигательных АЭП станка фор¬
мировались из следующих вариантов выполнения подсистем: в тех¬
нологической подсистеме — применение одного или двух ведущих
валов, осевая или с транспортером смотка раската; в механической
подсистемы — редукторные или безредукторные варианты раската,
наката и ведущих валов; в электротехнической (электромагнитной)
подсистеме — силовые электрические схемы с групповым или авто¬
номными источниками электропитания инверторов всех приводов,
с рекуперацией энергии торможения в сеть постоянного или пере¬
менного токов, использования синхронных или асинхронных двига¬
телей ведущих валов. Данные станка и системы управления, а также
результаты компьютерных и промышленных исследований систем
АЭП станка приведены в работе [8].Поверхности решений и сечения этих поверхностей дают нагляд¬
ное представление о возможном дрейфе оценок в случае вынужден¬
ных изменений решений в ходе создания систем АЭП.(2.40), (2.41).236
КОНТРОЛЬНЫЕ ВОПРОСЫ1. Назовите классификационные признаки технологических функций элек¬
троприводов.2. На чем основано единство электроприводов постоянного и переменного
токов в реализации технологических функций?3. Какие принципы управления обеспечивают высокую динамику электро¬
приводов переменного тока, для каких приложений эти принципы целе¬
сообразно использовать?4. При управлении какими соотношениями переменных можно повысить
энергетическую эффективность электропривода переменного тока, как
это связано с нагрузочными характеристиками электропривода?5. Как влияет вид механической характеристики электропривода на режи¬
мы ограничения и стопорения момента, для каких механизмов такие
режимы характерны?6. Назовите варианты систем управления соотношениями моментов на¬
грузки электроприводов, имеющих жесткие механические связи.7. Перечислите варианты систем управления соотношениями скоростей
электроприводов и исполнительных органов машин, взаимосвязанных
обрабатываемым материалом.8. Как следует повышать точность позиционирования электроприводов,
в которых положение определяется по сигналам путевых датчиков, для
каких механизмов применяются такие системы?9. С какой целью в системах синхронизации движений механизмов исполь¬
зуются регуляторы соотношения скоростей и соотношения положе¬
ний?10. Для каких технологий необходимо управление мощностью выполняемой
работы? Как это делается в металлообрабатывающих станках?И. Как меняются переменные нагнетателей при изменении характеристик
сети? Как выполняется расчет мощности насоса, вентиллятора, компрес¬
сора?12. Каков экономичный принцип управления давлением (напором) жидко¬
стей и газов?13. Каков экономичный принцип управления подачей (производительно¬
стью) жидкостей и газов?14. С какой целью в кузнечно-прессовых машинах применяется маховико¬
вый электропривод? Каковы оптимальные условия использования элек¬
тродвигателя совместно с маховиком?15. Какие методы расчета момента и мощности прокатки металла применя¬
ются для расчета и выбора однодвигательного или двухдвигательного
привода клети?16. Какие сепаратные системы управления применяются в реверсивных и не¬
реверсивных прокатных станах?17. Каковы особенности механизмов и электроприводов машин, предназна¬
ченных для резания неподвижного и подвижного материала?18. Назовите основные технологические процессы металлообработки и функ¬
ции электроприводов в этих процессах.237
19. Дайте физическую интерпретацию формул, устанавливающих зависимо¬
сти скорости, усилия и мощности резания, а также скорости и усилия
подач от параметров технологии и режимов металлообработки.20. Назовите принципы управления наматыванием, сматыванием и обра¬
боткой гибкого материала.21. Как выполняются системы управления наматыванием и сматыванием
материала при косвенном и непосредственном контроле натяжения?22. Каковы функции электроприводов в управлении транспортными маши¬
нами?23. Каковы функции электроприводов в управлении подъемно-транспорт¬
ными машинами?24. Дайте интерпретацию формул, по которым выполняется расчет приводов
одноконцевых и двухконцевых подъемных лебедок.25. Какими средствами обеспечивается управление пространственными дви¬
жениями исполнительных органов машин?26. Как формируются задания в многоосевых электроприводах металлообра¬
батывающих станков и промышленных манипуляторов?27. Как выполняется расчет параметров взаимосвязанных систем управления
многоосевыми электроприводами?28. Как выполняется управление технологическими переменными агрегатов
и машин средствами интегрированных электроприводных систем?29. Каковы частные и обобщенные критерии, применяемые для оценки эф¬
фективности электроприводов в технологиях?30. Каков алгоритм принятие решения об оптимальном варианте системы
автоматизированных электроприводов для технологии?
Глава 3ПРОЕКТИРОВАНИЕ ЭЛЕКТРОПРИВОДОВ
ДЛЯ ТЕХНОЛОГИЙ3.1. Общие положения по проектированию
электроприводовЭлектротехнический инжиниринг, обеспечивающий разработку
и внедрение электромеханического оборудования, в том числе и ЭПС
машин и комплексов, включает в себя: связь с разработчиками тех¬
нологического оборудования; разработку технической документации
по комплектам электрооборудования; связь с поставщиками и кон¬
сультантами унифицированных средств АЭП и другого электрообо¬
рудования; заказ и производство электрооборудования; монтаж и на¬
блюдение за монтажом электрооборудования на объекте заказчика;
обучение операторов технологического оборудования и обслуживаю¬
щего персонала; выполнение пусконаладочных работ; гарантийное
и сервисное обслуживание.Электротехнический инжиниринг является частью системного
инжиниринга, связанного с созданием нового или модернизацией
действующего технологического оборудования.Подробное рассмотрение этапов электротехнического инжини¬
ринга, включающего в себя и проектирование электроприводов, вы¬
полнено в работе [15]. Остановимся в этой главе на вопросах расчета
и выбора автоматизированных электроприводов для отдельных тех¬
нологий, в которых присутствуют задачи, характерные для большого
числа других технологий, и схемотехнических решениях систем для
технологий.Расчет АЭП. Расчет АЭП связан с определением мощности
электродвигателя, который выполняется в соответствии с режимами
S1 — S8 работы механизмов технологического оборудования на осно¬
вании нагрузочных и скоростных диаграмм.Систему электропривода выбирают в соответствии с данными
питающей электросети, мощностью, скоростью, режимами SI —S8
работы и перегрузочной способностью электродвигателя, а также
на основании требований к регулированию скорости (рабочему
диапазону, плавности изменения и точности поддержания заданной239
скорости) и динамическим показателям качества процесса регулиро¬
вания (быстродействию, перерегулированию и др.) [24, 25].На выбор системы электропривода могут влиять также условия
пуска механизмов. Многие механизмы (например, конвейеры) тре¬
буют обеспечения пуска под нагрузкой, а некоторые (например,
центробежные вентиляторы главного проветривания шахт, дробил¬
ки крупного дробления) обладают значительными инерционными
массами. В случае применения асинхронных короткозамкнутых
двигателей или синхронных с асинхронным пуском может оказать¬
ся, что время пуска механизма недопустимо велико и за это время
двигатель перегревается. Завышение мощности и момента вращения
двигателя по условиям пуска приводит к его недоиспользованию
в режиме рабочего функционирования и ухудшению энергетических
показателей. При пуске механическая часть двигателя может испы¬
тывать большие перегрузки, что неблагоприятно сказывается на ее
долговечности, особенно при наличии упругих элементов (канатов
лебедок, конвейерных лент и др.). Вследствие этого может оказать¬
ся необходимым применение устройства плавного пуска или регу¬
лируемого привода.Возможно применение редукторного привода или безредуктор-
ного с тихоходным двигателем. Рациональный выбор может быть
выполнен на основании технико-экономического сравнения, кото¬
рое должно учитывать не только различные стоимости тихоходного
и быстроходного (с дополнительным редуктором) двигателей, но и их
массу и габаритные размеры, влияющие на необходимые размеры
помещения, фундамента и затраты на несущие конструкции при его
размещении.При номинальной скорости исполнительного органа не менее
300 мин-1 предпочтительным является безредукторный привод с пря¬
мым соединением вала двигателя с валом рабочей машины (насо¬
са, вентилятора). При меньшей скорости рабочего органа выбор
не однозначен, хотя чаше всего редукторный привод имеет мень¬
шие массу и габаритные размеры. Для механизмов, не требующих
регулирования скорости, достаточно сравнения только по этим по¬
казателям. Безредукторный привод применяется в судовых гребных
установках и в тяговых установках электровозов.Для механизмов с частыми пусками и реверсами важно сравнение
двигателей по динамическим показателям. Безредукторные электро¬
приводы более динамичны и предпочтительны для регулируемых
электроприводов, так как их проще разгонять, тормозить, регули¬
ровать скорость. Поэтому они широко применяются для шахтных
подъемных установок и прокатных станов.При выборе системы электропривода необходимо учитывать ха¬
рактер нагрузки, создаваемой рабочим механизмом. Выравнивание
момента двигателя для нерегулируемых электроприводов с неравно¬
мерной или пульсирующей нагрузкой достигается увеличением инер¬240
ционных масс электропривода (поршневых компрессоров, дробилок
крупного дробления), хотя это может затруднить его пуск.Значительно сложнее решать этот вопрос для регулируемых ре¬
версивных электроприводов, так как увеличение механической инер¬
ции снижает их быстродействие (что очень важно в электроприводах
реверсивных прокатных станов).Наличие в нагрузке пиков тока требует дополнительной проверки
приводов по допустимой перегрузке.В случаях когда возможны перегрузки, которые не может преодо¬
леть привод, необходимо предусмотреть соответственно настроенную
защиту или систему управления, обеспечивающую ограничение тока
и момента двигателя, а также динамические нагрузки в механических
передачах (например, в экскаваторных электроприводах).Номинальные параметры силового электрооборудования
электропривода. Эти параметры устанавливают в соответствии
с параметрическими рядами на основе геометрических прогрессий.
Номинальные мощности электрических машин соответствуют ряду
R10 с знаменателем геометрической прогрессии R10 = * 1,25,
а номинальные мощности трансформаторов соответствуют ряду
R5 с знаменателем R5 = у/10 * 1,6.В диапазоне 1... 10000 кВт ряд номинальных мощностей электри¬
ческих машин имеет вид: 1,1; 1,5; 2,2; 3,0; 4,0; 5,5; 7,5; 11; 15; 18,5;
22; 30; 37; (45); 55; 75; 90; 110; 132; 160; 200; 250; 315; 400; 500; 630;
800; 1 000; 1 250; 1 600; 2 000; 2 500; 3 200; 4 000; 5 000; 6 300; 8 000. При
этом значения, заключенные в скобки, не рекомендуются к приме¬
нению.Номинальные токи соответствуют ряду R10.Номинальные напряжения до 1 000 В для приемников постоянного
тока — 27, 110, 220, 440 В, а для приемников переменного тока — 40,
220, 380, 660 В. Для источников энергии (генераторов, трансформа¬
торов) номинальное напряжение выше на 5 % (115, 230, 460 В посто¬
янного тока и 230, 400, 690 В переменного тока).Специфическому стандарту подчиняются вторичные напряжения
трансформаторов, предназначенных для питания полупроводниковых
преобразователей. Это значения, позволяющие получить стандарт¬
ные значения выпрямленного напряжения.Номинальные значения скоростей вращения машин трехфазного
тока определяются известным соотношением, связывающим часто¬
ту питающей сети и число пар полюсов с синхронной частотой: пс =
= 60f/pn. Поэтому параметрический ряд синхронных скоростей вра¬
щения при питании от сети с частотой 50 Гц имеет следующий вид:
(100); (125); (150); (166,6); (187,5); 200; 250; 300; 375; 500; 600; 750;1 000; 1 500; 3 000 мин-1. При этом значения, заключенные в скобки,
не рекомендуются к применению.При частоте питания 400 Гц параметрический ряд имеет следую¬
щие значения: (1 500); (3 000); 4 000; 6000; 12000; 24000 мин-1.241
3.2. Особенности передаточных механизмов,
используемых в системах управления
движением исполнительных органовПередаточные механизмы (ПМ), обеспечивающие передачу движе¬
ния от М к ИО, подразделяют на ПМ линейных и вращательных
движений. Наиболее характерными ПМ линейных движений являют¬
ся винтовые, реечные, тросовые, цепные; ПМ вращательных движе¬
ний — зубчатые цилиндрические и конические, червячные, планетар¬
ные, волновые. Тип ПМ выбирают исходя из сложности его кон¬
струкции, КПД, люфта, размеров и массы, свойств самоторможения,
жесткости, удобства компоновки, технологичности, долговечности,
стоимости. Рассмотрим устройство и особенности применения ПМ,
наиболее распространенных в системах управления движением ИО.Передаточные механизмы линейных движений. Передача
«винт — гайка скольжения» (рис. 3.1, а) служит для преобразования
вращательного движения в поступательное, а в отдельных случаях для
преобразования поступательного движения во вращательное. Досто¬
инствами передачи являются: простота конструкции, компактность,
высокая надежность, плавность, бесшумность, обеспечение медлен¬
ных перемещений с большой точностью, большой выигрыш в силе.
Недостатки — повышенный износ резьбы вследствие большого тре¬
ния, низкий КПД, наличие люфтов.Ом иV.ЛУ/ЛУЛшa s,F2 3 4s, FОм_ X / ■вРис. 3.1. Передаточные механизмы линейных движений:а — «винт —гайка скольжения»; б — «винт —гайка качения»; в — дифференциальный
винтовой; г — реечный242
Преобразование вращательного движения винта 1 в поступа¬
тельное перемещение s гайки 2 определяется формулойц>рркС = — 2 пгде ф — угол поворота винта; рр — шаг резьбы; к — число заходов
резьбы.Скорость гайки_ аРркV 2п 'Здесь со — угловая скорость винта.КПД винтовой парыЛ,tg(V+Pc)’где у — угол подъема винтовой линии, vj/ = arctgf \
PzV ^СР JiPz = Ppk —ход резьбы; dcp — средний диаметр резьбы); рс — приведенный уголfтрения скольжения, рс = arctg — (Л — коэффициент тренияcos(a/2)скольжения; a — угол профиля резьбы).С учетом дополнительных потерь в резьбе из-за ошибок изготов¬
ления и потерь в опорах КПД передачи riBn = (0,9...0,95)—tg(V + Pc)Обычно г|вп = 0,25...0,70.Условие самоторможения (условие, при котором передача движе¬
ния невозможна) определяется неравенством ц/ < рс. Преобразование
поступательного движения во вращательное практически возможно
при \|/ > 2рс. В этом случае угол поворота и скорость винта опреде-, 2715 2пи
ляют по формулам ф = , со = .Ррк рркВращающий момент, приложенный к ведущему вращательному
звену 1,М = Fc^tg(\\f + рс),где. Fc — осевая сила, приложенная к поступательно движущемуся
ведомому звену 2.Мощность на ведущем звенер_ Fcv'Лв.пгде и — линейная скорость ведомого звена.243
Передача «винт — гайка качения» (рис. 3.1, б) предназначена
для преобразования вращательного движения в поступательное и,
наоборот, поступательного движения во вращательное. По сравне¬
нию с передачей «винт — гайка скольжения» она характеризуется
значительно большим КПД, меньшим износом, большей точностью
хода, повышенной долговечностью. Между рабочими поверхностями
гайки 1 и винта 4 передачи помещены стальные шарики 3. Скорость
перемещения шариков отличается от скорости ведущего и ведомого
звеньев, поэтому для обеспечения непрерывной циркуляции шариков
концы рабочей части резьбы соединены возвратным каналом 2.Формулы, используемые для расчета режимов преобразования
вращательного движения в поступательное, и наоборот, аналогичны
формулам для передачи «винт —гайка скольжения». Однако при рас¬
чете КПД вместо угла рс применяется приведенный угол трения ка-
/чения рк = arctgfк 1 (dul — диаметр шарика; /к — приведенный0,5^икоэффициент трения качения).Коэффициент^ имеет малые значения, поэтому КПД передачи
имеет высокие значения г|в п « 0,8 ...0,9. Эффект самоторможения
в такой передаче отсутствует.Дифференциальная винтовая передача (рис. 3.1, в) состоит
из винта 2 с двумя участками резьбы разных шагов (рх и/?2)> но одного
направления (правого или левого), гайки 3 и стойки /. При враще¬
нии винта 2 гайка 3 совершает два поступательных движения: отно¬
сительно винта 2 и вместе с винтом относительно стойки 7. Полное
поступательное перемещение гайки 3 относительно стойки 1Р\ ~ Piл = ф-~ >2 пгде ф — угол поворота винта.Аналогично скоростьР\ ~ Piи2 = СО- ■2лДостоинство этой передачи — возможность получения малых ли¬
нейных перемещений.Реечная передача (рис. 3.1, г) предназначена для преобразования
вращательного движения шестерни 1 в поступательное перемещение
(зубчатой) рейки 2, и наоборот. Перемещение рейкиndq> d<as = —или s = —2-,360 2где d — делительный диаметр шестерни; ф — угол поворота шес¬
терни.В первом случае угол ф измеряется в градусах, во втором — в ра¬
дианах.244
Кривошипно-шатунный меха¬
низм (рис. 3.2) состоит из кривошипа
радиусом R, шатуна длиной L и пол¬
зуна, совершающего возвратно-по-
ступательные движения s. Для выяс¬
нения принципиальных особенностей
механизма рассмотрим соотношения
момента и сил без учета трения в со¬
единениях звеньев [6].Из треугольника сил (см. рис. 3.2)
находим соотношение момента на
кривошипном валу с составляющими
Т и F деформирующей силы Fa:Мк = RT = RFsin(a + Р),где а — угол поворота кривошипа;
(3 — угол отклонения шатуна от вер¬
тикальной оси.Обычно отношение радиуса криво¬
шипа к длине шатуна L составляетJ_L ~ 10Х = — <илиТ = /’sin (а + Р)F=FJ cosp-7777777T777777ZРис. 3.2. Кривошипно-шатунный
механизмsin а< —.
sinp 10Тогда сила, создаваемая моментом на ползуне при R = sm/2 (sm =
= 2R — полный ход ползуна):F -feo:B- rc0Sp - 2A/*C0SP .
д sin(a + Р) sm sin(a + P)Перемещение ползуна до крайнего нижнего положения опреде¬
ляется из геометрических соотношений:s = (R + L) - (Rcosa + \J L2 - R2 sin2 a),илиs = R( 1 -cosa) + L1 -I У I sin"aРаскладывая подкоренное выражение в биноминальный ряд и ог¬
раничиваясь двумя членами разложения, получим значение корня.2sin^ai-i *
2{Lsm-4 a,тогда
Для малых углов а вблизи крайнего нижнего положения ползуна
sin2 а * 0 получим приближенное выражение перемещенияs « i?(l -cosa) = ——® -.2(l-cosa)Дифференцируя это выражение и опуская слагаемые второго по¬
рядка малости, находим скорость ползунаds da ds D . smnn .v = — = со— « козsma = —sina.da dt da 60Мощность ползунаК = vF^.Мощность на валу кривошипаРк = vFa/r\,где г| — КПД кривошипно-шатунного механизма.Если кривошипно-шатунный механизм используется в прессовом
оборудовании, то его КПД оценивается при рабочем ходе ползуна
и может составлять rj » 0,35... 0,55. Значение КПД зависит от потерь
энергии на трение и упругие деформации станины и других элемен¬
тов конструкции пресса.Передаточные механизмы вращательных движений. Цилин¬
дрическая и коническая зубчатые передачи (рис. 3.3, а, б) приме¬
няются как двусторонние передачи, различающиеся направлениями
размещения осей шестерен. В одноступенчатом варианте они обе¬
спечивают малые значения коэффициентов редукции (до 5...8).Ф1 хФ1сзФ2Ф1Ф 2У//^/Л1_IФ1 -X*77777777,Ф2Рис. 3.3. Передаточные механизмы круговых движений:
а — цилиндрический; б — конический; в — червячный; г — планетарный246
"IIIРис. 3.4. Волновая зубчатая передача:1 — контур жесткого колеса; II — контур гибкого колеса до деформации; III — контур
гибкого деформированного колеса; Д0 — радиальная деформация гибкого колесаЧервячная передача (рис. 3.3, в) используется как силовая пере¬
дача, обеспечивающая коэффициенты редукции до 300 и более. Она
обладает свойством самоторможения. Недостатком передачи являет¬
ся невысокий КПД.Планетарная передача (рис. 3.3, г) применяется как двусторон¬
няя зубчатая передача, имеющая малые размеры и массу и большие
значения коэффициентов редукции. Особенностью передачи является
наличие колес с перемещающимися геометрическими осями (сател¬
литами), которые обкатываются вокруг центрального колеса.Волновая зубчатая передача (рис. 3.4, а, б) состоит из генера¬
тора волн 1 (два ролика, установленные на водиле), гибкого колеса2 (тонкостенная цилиндрическая оболочка с нарезанным зубчатым
венцом с числом зубьев z{), жесткого, фиксированного относительно
корпуса колеса 3, внутри которого нарезан зубчатый венец с числом
зубьев Z2- При вращении роликов происходит деформация гибкого
колеса, сравнимая с размерами зуба, и осуществляется зацепление
и передача движения от одного колеса к другому. Торцевое сечение
показано на рис. 3.4, в.После полного оборота генератора волн (ф] = 2л) вал гибкого коле¬
са поворачивается в противоположном генератору направлении на уголФ2 = 2ж———. Коэффициент редукции передачи / = — = ———.Zi ф2 Zi~Z2Если гибкое колесо связать с корпусом, а жесткое — с выходным
валом, то после поворота генератора волн на угол ф[ = 2п жесткое
колесо повернется в том же направлении, что и генератор волн,на угол ф3 = 2п———. Коэффициент редукции от генератора волн14 yiWW 1 rsXJlVLy tg — — .Фз Z2 - ZiОсобенностями волновой передачи являются: большие значения
коэффициентов редукции (до 50...300 в одной ступени), одновре¬к жесткому колесу /' =Ф1 _ z2247
менное зацепление большого числа пар зубьев колес (что дает воз¬
можность передавать большие крутящие моменты при относительно
малых размерах и массе), высокая кинематическая точность и малый
люфт, высокий КПД (0,6...0,85).Поворотные платформы {ПП) применяют для угловых и вра¬
щательных движений (поворотов) больших масс (рис. 3.5). Зубчатый
венец ЗВ большого диаметра связан с неподвижным основанием. Ве¬
дущие шестерни ВШ, приводимые в движение от электродвигателей
М через редукторы Р, поворачивают платформу вокруг центральной
оси. Платформы выполняются с роликовыми опорами качения РОК
и центральной цапфой ЦЦ оси вращения. Для фиксирования за¬
данного положения платформы используется механический тормоз
Т с электромагнитным приводом. При горизонтальном положении
поворотной платформы статический момент механизма поворота2/(с+о;)ркр1У1 ст /Ср в >dpir\где кр — коэффициент, учитывающий трение роликов опорного роли¬
кового круга о направляющие, а также трение в центральной цапфе
оси вращения платформы;/ — коэффициент трения качения роликов
или ходовых колес; DKp — диаметр роликового круга; dp — диаметр
роликов; / — передаточное число редуктора.Статический момент электропривода поворота мало зависит
от веса полезного груза G, так как для подавляющего большинства
машин вес поворотной платформы с оборудованием значительно
больше веса полезного груза. Важнейшей особенностью механизмов
передвижения и поворота является большая механическая инерция,
влияние которой тем больше, чем тяжелее движущееся сооружение
и чем выше скорость движения.ТЧСГИ T4C3Z3I248
2' 2Рис. 3.6. Устройство выборки люфта в цилиндрической передачеУстройства выборки люфтов. Во всех ПМ имеются люфты, ока¬
зывающие отрицательное влияние на динамику приводов. Исключе¬
ние (выборку) люфтов выполняют механическими и электромехани¬
ческими способами. Выборка люфтов в ПМ может быть выполнена,
в частности, с помощью замыкающей кинематической цепи в одно¬
ступенчатой передаче, содержащей колеса 1,2 и предварительно за¬
крученный торсион Т (рис. 3.6). Момент закрутки торсиона выби¬
рается большим максимально возможного момента в основной
кинематической цепи. Коэффициент редукции замкнутого контура,
состоящего из колес 2, 1 и 7', 2', принимается равным 1, т.е. /зк == hvhi - Щ-— = 1, где z{,z'2, Z2, Z\ — число зубьев колес V, 2' и 2, 1.
Z2 Z\Аналогичные функции имеют и другие устройства выборки люфтов.3.3. Расчет режимов и выбор
автоматизированных электроприводов3.3.1. Расчет и выбор комплектных электроприводов
и их компонентовШирокий спектр продукции, представленной на современном
рынке регулируемых электроприводов, в сочетании с высокопроиз¬
водительными компьютерными средствами автоматизации обеспечи¬
вает возможность решения прикладных задач автоматизации любого
уровня сложности. Актуальной задачей, возникающей в настоящее
время перед проектировщиком систем автоматизации типовых про¬
изводственных механизмов и технологических комплексов, является
расчет и выбор компонентов комплектных электроприводов машин
и комплексов по следующим критериям, определяющим технические
и экономические показатели создаваемых систем:• обеспечение требуемых технических характеристик системы;• соответствие международным стандартам и положениям;• экономичность принимаемых технических решений;• надежность и универсальность;• устойчивость к внешним факторам, действующим со стороны на¬
грузки, питающей сети, окружающей среды;249
• оптимизация системы по критериям энерго- и ресурсосбереже¬
ния;• простота в обслуживании и ремонтопригодность.Тщательная проработка технических решений при первоначаль¬
ном расчете и выборе комплектного электропривода, как правило,
помогает предотвратить появление проблем при пусконаладке и даль¬
нейшей эксплуатации электропривода, а также снизить уровень за¬
трат на внедрение системы.Приведем общие положения, на которые необходимо обращать
особое внимание при выборе электропривода переменного тока
на базе АД:• выбор номинальной мощности преобразователя частоты по номи¬
нальной мощности двигателя не является достаточным. При выборе
стандартных приводов в общем случае необходимо осуществлять
проверку соответствия номинального тока двигателя номинальному
выходному току преобразователя, т. е. соблюдение условия /дв < /пр.
Выбор мощности привода, предназначенного для механизма с по¬
стоянным моментом нагрузки, требует предварительного анализа
нагрузочной диаграммы этого механизма в целях проверки способ¬
ности преобразователя выдерживать ожидаемые перегрузки;• учет требуемого рабочего диапазона регулирования скорости дви¬
гателя. Работа в области частот выше номинальной (50 Гц), как
правило, возможна только при пониженном моменте двигателя,
т.е. при Мт < Мтлюм = 9 550Ртлюм/паклюм (где МД|,ном - номиналь¬
ный момент двигателя, Н м; /*дВНОМ — номинальная мощность
двигателя, кВт; лдвном — номинальная частота вращения ротора
двигателя, мин-1). Необходимо также учитывать, что максималь¬
ная частота вращения ротора определяется параметрами механи¬
ческой части двигателя. При работе двигателя в области низких
частот с моментом, близким к номинальному, необходимо учи¬
тывать параметры системы охлаждения двигателя. Во избежание
перегрева, а следовательно, и потерь мощности двигателя в этом
режиме требуется использовать принудительную вентиляцию;• возможность работы привода в тормозном режиме с отдачей энер¬
гии торможения через модуль инвертора на звено постоянного
тока. При проектировании приводов подъемно-транспортных ма¬
шин, устройств размотки материала и прочих механизмов с боль¬
шим моментом инерции, режим работы которых подразумевает
быструю остановку или резкое снижение скорости, необходимо
предусматривать тормозные модули (тормозные резисторы) либо
модули рекуперации энергии торможения в питающую сеть;• учет длины силового кабеля для подключения двигателя. При пре¬
вышении допустимой длины кабеля требуется предусматривать
специализированный фильтр на выходе преобразователя частоты
и учитывать дополнительные потери мощности в фильтре и пи¬
тающем кабеле.250
Для надежного функционирования электропривода необходимо
обеспечить соответствие параметров питающей сети техническим
характеристикам преобразователя.Допустимые отклонения номинальных параметров питающей
сети. Преобразователи частоты, серийно выпускаемые фирмами-
производителями приводной техники, предназначены для эксплуа¬
тации в сетях с ограниченными значениями напряжения питания
и частоты. Так, например, преобразователи частоты Sinamics S120
фирмы Siemens могут эксплуатироваться в сетях со следующими ра¬
бочими диапазонами трехфазного переменного напряжения: от 380 В
-10 % (-15 % < 1 мин) до 480 В +10 %; от 660 В -10 % (-15 % < 1 мин)
до 690 В +10%. Номинальная частота питающего напряжения для
данных преобразователей должна лежать в диапазоне 47... 63 Гц.В некоторых случаях указанные пределы могут быть превышены.
Например, значение питающего напряжения может резко возрасти
на конечных участках длинных магистральных линий в вечерние часы
и в выходные дни, когда отключаются мощные потребители. При
питании электроприемников от локальных источников электроэнер¬
гии, например дизель-генераторов, возможно значительное сниже¬
ние питающего напряжения. При проектировании электропривода
необходимо проводить оценку возможных отклонений параметров
питающей сети от номинальных.Искажения в питающей сети. В большинстве случаев частота
и напряжение питающей сети находятся в пределах нормы, однако
в сети периодически возникают возмущения, которые могут приве¬
сти к возникновению неисправностей или выходу из строя преоб¬
разователя. Для предотвращения таких ситуаций необходимо обра¬
щать внимание на следующие факторы: наличие оборудования для
коррекции коэффициента мощности сети (так, например, переклю¬
чение ступеней конденсаторной установки может вызвать большие
броски напряжения, которые являются частой причиной выхода
из строя преобразователей частоты); наличие мощного сварочного
оборудования, особенно контактных и высокочастотных сварочных
аппаратов; наличие других приводов, полупроводниковых преобра¬
зователей электротермических систем и т. д. Современные преобра¬
зователи частоты способны выдерживать интенсивные возмущения
в питающей сети, например броски напряжения до 4 кВ. Однако
перечисленное ранее оборудование может вызвать более мощные
искажения. При невозможности устранения исходных причин иска¬
жений в питающей сети необходимо, как минимум, предусмотреть
установку входных сетевых дросселей в цепи питания преобразова¬
телей, а также ограничителей перенапряжений на базе варисторов.
Необходимо наличие защиты преобразователя от коротких замыка¬
ний в сети и устройства грозозащиты.Сети с изолированной нейтралью. Некоторые промышленные
установки предназначены для работы в условиях с повышенными251
требованиями к электробезопасности. Как правило, питание таких
установок осуществляется от сетей с изолированной нейтралью. Ис¬
пользование преобразователей частоты в таких сетях возможно только
при отсутствии входных помехоподавляющих фильтров. При наличии
в преобразователе встроенного фильтра подавления электромагнитных
помех необходимо удалить конденсаторы фильтра, связанные с корпу¬
сом преобразователя. Для предотвращения нежелательных отключений
преобразователя от замыкания выходной фазы на землю рекоменду¬
ется использовать устройство защитного отключения (УЗО).Ограничения со стороны двигателя. В стандартном исполнении
АД охлаждается с помощью крыльчатки, вращающейся со скоростью
вращения его вала. Этот способ охлаждения эффективен при работе
двигателя с номинальным моментом при номинальной скорости (зона
7 на рис. 3.7). При работе в продолжительном режиме на пониженной
скорости (зона 3) максимальный момент двигателя ограничен значе¬
нием, равным 75 % номинального момента при нулевой частоте. До¬
пустимый момент увеличивается до уровня номинального при увели¬
чении частоты вращения до 50 % номинального значения. При работе
двигателя в данной зоне требуется применение вентилятора незави¬
симого обдува. Работа двигателя с увеличенным моментом (зона 2)
обычно не продолжительна, поскольку ограничена перегрузочной спо¬
собностью преобразователя (обычно 150 % номинального тока преоб¬
разователя в течение 60 с) и не приводит к перегреву двигателя.Работа стандартных АД в диапазоне частоты выше номинальной,
как правило, ограничена двойной номинальной частотой вращения
двухполюсного двигателя (6000 мин-1) вследствие наличия ограниче¬
ний со стороны подшипников. Однако в данном режиме происходит
снижение потока магнитного возбуждения (так как выходное напря¬
жение преобразователя ограничено значением входного напряжения),
что влечет за собой уменьшение максимального момента двигателя
обратно пропорционально повышению частоты вращения выше
номинального значения. Если обмотки стандартного асинхронного
двигателя с параметрами У/Д 380/220 В соединить треугольником
(номинальное напряжение двигателя UaM = 220 В) и питать его че¬
рез преобразователь частоты с номинальным входным напряжением
400 В, номинальный момент можно обеспечить на частоте вращения^1 — 1?^З^ДВ.НОМ'Тип нагрузки механизма. Выбор системы «преобразователь ча¬
стоты-двигатель» определяется требованиями, предъявляемыми
к диапазону регулирования скорости, и характеристикой нагрузки
приводного механизма. Соотношение между частотой вращения п
двигателя и моментом нагрузки Мн различно для разных классов
машин и механизмов (рис. 3.8). Большинство из них могут рассма¬
триваться как нагрузки с постоянным, не зависящим от частоты вра¬
щения моментом (прямая 7). Типичным примером таких механизмов
являются конвейеры, компрессоры и т.д.252
Рис. 3.7. Режимы работы системы
«ПЧ—АД» под нагрузкой:/ — зона работы с номинальным мо¬
ментом при номинальной скорости;
2 — зона работы с увеличенным момен¬
том двигателя; 3 — зона продолжитель¬
ной работы на пониженной скоростиРис. 3.8. Механические характеристи¬
ки различных нагрузок:/ — с постоянным моментом, не завися¬
щим от частоты; 2 — с переменным момен¬
том, зависящим от частоты; 3 — с нелиней¬
ной зависимостью момента от частотыНекоторые механизмы следует рассматривать как нагрузки с пе¬
ременным моментом, зависящим от частоты вращения (кривая 2).
Типичным примером таких нагрузок служат центробежные насосы
и вентиляторы. Момент нагрузки этих механизмов пропорционален
квадрату частоты вращения, а потребляемая мощность соответствен¬
но пропорциональна частоте вращения в третьей степени. Данный
факт означает, что снижение частоты вращения двигателя приводит
к значительному снижению мощности, потребляемой механизмом,
и соответственно обеспечивает экономию электроэнергии, что явля¬
ется основной причиной применения регулируемых электроприводов
вентиляторов и насосов.Некоторые механизмы имеют нелинейные зависимости момента
нагрузки от частоты вращения (кривая 3). Выбор двигателя для та¬
ких механизмов требует предварительного анализа их механических
характеристик, так как необходимо обеспечить достаточный запас
по моменту двигателя для реализации всех требуемых режимов ра¬
боты механизма. Отдельного рассмотрения требует режим пуска
привода, т.е. выбранный двигатель должен обеспечивать достаточ¬
ный пусковой момент и момент, который требуется для ускорения
механизма.3.3.2. Расчет гармоник тока и напряжения
в электросети, питающей преобразователь частотыНеуправляемый диодный выпрямительный мост в составе ПЧ яв¬
ляется источником высокочастотных гармоник тока и напряжения.253
6-пульсныйнеуправляемыйвыпрямительа-ОUc L,V3ОАвтотранс-
матс
: 1,2форматор■«г6-пульсныйуправляемыйвыпрямительипРис. 3.9. Эквивалентная схема системы «питающая сеть — звено постоян¬
ного тока ПЧ» для двигательного (а) и генераторного (б) режимов работыВ некоторых случаях необходимо оценивать уровень этих гармоник,
так как превышение допустимого уровня их содержания в питающей
сети вызывает дополнительные потери в питающем трансформаторе
и другом силовом оборудовании. Для расчета уровня гармоник в кон¬
кретной питающей сети необходимо знать ее полное сопротивление,
значение которого зависит от уровня тока короткого замыкания сети,
номинальных параметров питающего трансформатора и установлен¬
ного полного сопротивления питаемых электроприемников. Суще¬
ствуют прикладные программы для определения количественного
состава гармоник тока и напряжения в питающей сети в зависимости
от нагрузки, типа и числа подключенных преобразователей. Напри¬
мер, программное обеспечение Нагшас4, созданное фирмой Siemens
для анализа гармонического состава сети, питающей ПЧ.Состав гармоник, поступающих в питающую сеть, зависит от ре¬
жима работы привода. Рассмотрим двигательный режим работы при¬
вода с использованием неуправляемого выпрямителя и генераторный
режим с использованием модуля выпрямления/рекуперации, взяв
за основу соответствующие эквивалентные схемы (рис. 3.9).Предположим, что ток нагрузки /н остается постоянным и рас¬
считаем его соответственно для двигательного и генераторного ре¬
жимов:254
■ _ * дв.ном . • _ /дв.ном Л дв Л и*Н - ТТ ’ Н ~ ТТ ’^вЛдвЛи ^вгде /’дв.ном — номинальная мощность двигателя; г|дв, т{и — соответ¬
ственно КПД двигателя и инвертора; UB — выпрямленное напряже¬
ние на звене постоянного тока.В двигательном режиме UB можно оценивать без учета падения
напряжения в промежуточных цепях: UB- 1,35 Uc, где Uc — напряже¬
ние питания сети на входе преобразователя. В генераторном режиме
значение UB задается при настройке контура регулирования напря¬
жения на звене постоянного тока.Емкость конденсатора С определяется для конкретного преобра¬
зователя частоты или инвертора. Индуктивность сетевого фильтра
Lc рассчитывается исходя из мощности короткого замыкания 5^3
на стороне высокого напряжения питающего трансформатора, его
номинальной мощности ,ST_H и напряжения короткого замыкания
wk3t (%)> а также напряжения короткого замыкания входного сете-
иого дросселя мКЗд (%) и номинальной активной или полной мощ¬
ности инвертора SKM0U. В режиме рекуперации энергии при наличии
модуля выпрямления/рекуперации необходимо также учитывать на¬
пряжения короткого замыкания согласующего автотрансформатора
^кзат (%)• Суммарная индуктивность сети таким образом складыва¬
ется из следующих компонентов:А: ~ ^К3 в + L\a т + Асз д + ( АкЗ ат ) >г, U2Cгде /КЗв = —1 составляющая высоковольтной питающеи сети;<3KCDU2uK3 тАсзт = —^ составляющая питающего трансформатора; LK3 =ОтнС0^сиКЗд *= — составляющая входного сетевого дросселя; LKЗат =^и.н®U2uK3 ат= — составляющая согласующего автотрансформатора (при*~*и.н®использовании модуля выпрямления/рекуперации); со = 2тг/.Расчет гармоник, поступающих в питающую сеть, рассмотрим
на примере привода мощностью 90 кВт при работе в двигательном
и генераторном режимах [48].Пример 3.1. Для работы в двигательном режиме используется преобра¬
зователь частоты мощностью 90 кВт с входным сетевым дросселем (мКЗд =
= 2 %). В генераторном режиме используется инвертор с звеном постоянного
тока мощностью 90 кВт, питающийся от модуля выпрямления/рекуперации
мощностью 90 кВт с входным сетевым дросселем (г/КЗд = 4%). Номиналь¬
ный выходной ток преобразователя/инвертора /и ном = 186 А. Инверторный
мост модуля выпрямления/рекуперации подключается к питающей сети255
через согласующий автотрансформатор (wK3aT = 2%). Характеристики пи¬
тающей сети, одинаковые для обоих режимов: используется трансформатор
2.2/0,4 кВ, STH = 150 кВ • А, ыКЗт = 4 %, SK3 = 10 MB - А. КПД двигателя 94,9 %,
КПД инвертора 98 %. Емкость конденсатора в звене постоянного тока пре¬
образователя частоты и инвертора С = 12 мФ.Компоненты для расчета индуктивности питающей сети Lc:40°2 г , 4002 0,04 гLk-*k= 7 = 51мкГн; LKr,T = г-2 = 136мкГнКЗв 10-106 314 КЗт 150-103-3144002 0,02 __Q г , _ 4002 -0,04 _КЙ . .
п 2% — —мкГн, -^кзл4% — г~ — 158 мкГн,КЗд2% 7з-400 186-314 л/з-400 186-314^К3ат2% =79 мкГн.Таким образом, в двигательном режиме: Lc = L'KЗв +/>кзт + Асзд2% =
= 266 мкГн.В генераторном режиме: Ьс = Цав + ЬКЗт + /^Зд4% + ЬКЗат2% = 424 мкГн.Ток нагрузки в двигательном режиме при £/„ = 521 В:т _ ^дв.ном 90 ' 103 1 д"“^.ЛдвЛи ' 521-0,949 0,98 "Ток нагрузки в генераторном режиме при том же значении UB = 521 В:т _ ^дв.номЛдвЛи = 90 103 0,949 0,98 = 161 д
иъ 521Приведем количественные результаты анализа гармонического состава тока
питающей сети в специализированном программном пакете Excel/VBA с гра¬
фиками изменения формы тока и напряжения питающей сети в двигательном
и генераторном режимах (рис. 3.10), тока и напряжения на звене постоянного
тока ПЧ в двигательном и генераторном режимах (рис. 3.11), а также диаграм¬
мы, отражающие гармонический состав тока питающей сети (% основной
гармоники) в двигательном и генераторном режимах (рис. 3.12).Двигательный режим: /с(1} = 145,5 А — амплитудное значение первой гар¬
моники тока питающей сети во вторичной обмотке трансформатора; costp(]) =
= 0,963 — коэффициент мощности первой гармоники; /сХ= 153,2 А — средне¬
квадратичное значение тока питающей сети во вторичной обмотке трансфор¬
матора; Кф2= 7,2 % — коэффициент искажения формы тока питающей сети
во вторичной обмотке трансформатора; ЛГф1 = 2 % — коэффициент искажения
формы тока питающей сети в первичной обмотке трансформатора.Генераторный режим: /с(1} = 152 А — амплитудное значение первой гар¬
моники тока питающей сети во вторичной обмотке трансформатора; coscp(1) =
= 0,796 — коэффициент мощности первой гармоники; /сХ= 162,5 А — средне¬
квадратичное значение тока питающей сети во вторичной обмотке транс¬
форматора; Кф2 = 8,6 % — коэффициент искажения формы тока питающей
сети во вторичной обмотке трансформатора; = 2,4 % — коэффициент ис¬
кажения формы тока питающей сети в первичной обмотке трансформатора;
а = 141,3° — угол открытия тиристоров модуля выпрямления/рекуперации.256
/с, А; ис, В
30020010000,002 0,006 0,010 0,014 0,018 t, с
а/с, A; Uc, В
3002001000-100-200-300-4000,002 0,006 0,010 0,014 0,018 t, сРис. 3.10. Изменение тока (1) и напряжения (2) питающей сети в двигатель¬
ном (а) и генераторном (б) режимахСледует отметить, что ток нагрузки в звене постоянного тока в генератор¬
ном режиме ниже, чем в двигательном, вследствие влияния КПД двигателя
и инвертора. Однако значение основной гармоники тока питающей сети
в генераторном режиме больше, чем в двигательном, так как коэффициент
мощности cos(p(1) в генераторном режиме меньше, чем в двигательном (угол
открытия тиристоров модуля выпрямления/рекуперации р ф 0). Данный факт
обусловлен также применением повышающего автотрансформатора. Несмо-2570,002 0,006 0,010 0,014 0,018 t,
б
/н, A; UB, В
800
700
600
500
400
300
200
1002—z—\✓—ч' -iV'\\/Vt\/\\//\V0 0,0020,0060,010а0,0140,018 t, с/н, А; ил, В
5004003002001000-100-200ч2/А//V\\Л\/\/\/w /\\/ '
//0,0020,0060,010б0,0140,018 t, сРис. 3.11. Изменение тока (7) и напряжения (2) звена постоянного тока
в двигательном (а) и генераторном (б) режимах1008060402001I Р/1 I Г^1 . m , —ж ,11 13 17 19 23 25
а100806040200. Г71 . У\1 И 13 17 19 23 25
бРис. 3.12. Гармоники тока питающей сети, % основной гармоники, в двига¬
тельном (а) и генераторном (£) режимах258
тря на большую индуктивность питающей сети Lc в генераторном режиме
наблюдаются более высокие гармоники тока из-за неблагоприятного влия¬
ния угла р модуля выпрямления/рекуперации.3.3.3. Расчет и выбор электроприводов непрерывного
действия без рекуперации энергии торможения
в электросетьРежимы разгона и торможения. Если в режиме работы меха¬
низма с большим моментом инерции требуется выполнение высоко¬
динамичного разгона/торможения, следует учитывать изменение мо¬
мента, обусловленного инерционностью механизма, т. е. при разгоне
необходимо обеспечивать дополнительный динамический момент.
Согласно основному уравнению движения электропривода требуемый
суммарный момент складывается из статического и динамического
моментов. Режим разгона/торможения механизма определяется ти¬
пом нагрузки. Если момент нагрузки (сопротивления) приводов насо¬
сов и вентиляторов определяется выражением Мс = Мстах(п/птах)2,
то при постоянном моменте двигателя (т. е. при разгоне с контролем
ограничения тока при постоянном потокосцеплении двигателя) вре¬
мя разгона от нулевой до максимальной скорости птах (мин-1) можно
рассчитать по формулегде / — сумма моментов инерции нагрузки и механических передач,
приведенных к валу двигателя, и момента инерции ротора двигате¬
ля, кг-м2.Момент, требуемый для разгона механизма, определяется разно¬
стью моментов двигателя и нагрузки (рис. 3.13). По окончании раз¬
гона, т.е. при скорости птах, моменты двигателя и нагрузки сравни¬
ваются. Ускорение при разгоне тем выше, чем больше отношение
Л/дв/МСшахи чем ниже суммарный момент инерции системы.мдв Момент
разгонаNmaxРис. 3.13. Изменение моментов двигателя и нагрузки при разгоне259
оni-\ni лтах пРис. 3.14. Пример разбиения на отрезки характеристик моментов двигателя
и нагрузкиЕсли зависимость момента нагрузки от частоты вращения отлича¬
ется от квадратичной или момент двигателя не остается постоянным
в период разгона, то время разгонаРазбив данную функцию на т отрезков, можно получить следую¬
щую аппроксимацию (рис. 3.14):Для вычисления данного выражения необходимо иметь значения
моментов двигателя Мт и нагрузки Мс, представленные в табличном
виде. Для примера рассчитаем время разгона привода вентилятора.Пример 3.2. Вентилятор оснащен редуктором с коэффициентом пере¬
дачи i - 1/3. Требуется разогнать до скорости птах = 4450 мин-1. Мощность,
потребляемая вентилятором на максимальной скорости, Ртах = 67 кВт. Ме¬
ханическая характеристика вентилятора приведена на рис. 3.15, а его момент
инерции JB = 25 кг м2. Максимальный момент нагрузкиТаким образом, характеристику момента нагрузки вентилятора можно
записать в видеПо известному моменту инерции вентилятора выберем двигатель мощно¬
стью 75 кВт, имеющий следующие номинальные данные: Л/дв ном = 484 Нм;
«дв.ном= 1480 мин-'; /дв.„ом= 134 А; /дв= 1,4 кг-м2./р 30 I Мю(п)-Мс(п)J% Т dп(п, -«/-()•260
О 0,2 0,4 0,6 0,8 1,0 п/пРис. 3.15. Механическая характеристика вентиляторашахСуммарный момент инерции, приведенный к валу двигателя,J* = 1л. + j№ = 25 • З2 +1,4 = 225 +1,4 - 226,4 кг • м2.Характеристика момента нагрузки вентилятора, приведенного к двига¬
телю, имеет следующий вид:Для управления вентилятором требуется преобразователь частоты со сле¬
дующими номинальными данными: /пчн = 90 кВт; /ПЧн = 186 А.Ток двигателя во время разгона должен соответствовать номинальному
длительному току преобразователя частоты. Таким образом, допустимый
момент двигателягде /двтах = 1 пчн ~ 186 А, а ток намагничивания двигателя /цдв = 0,35/ДВ НОМ.Полагая КПД редуктора г|р = 1, получим:дв maxСледовательно= 694 Н м.Время разгона вентилятора до птах = 4450 мин ':М,м*Lr* с гдв maxстах-1 =68,6 с.261
Расчет и выбор тормозных резисторов в системах без реку¬
перации энергии в электросеть. Для осуществления остановки или
снижения скорости приводов в генераторном режиме используются
блоки рекуперации тормозной энергии в питающую сеть либо блоки
торможения с встроенными или внешними тормозными резисторами.
Использование модулей рекуперации энергии в сеть экономически
оправдано для индивидуальных или многодвигательных приводов
общей мощностью свыше 150...200 кВт, работающих в генераторном
режиме с определенной цикличностью. В большинстве же случаев на¬
ходят применение блоки торможения с встроенными или внешними
тормозными резисторами.Тормозные резисторы предлагаются производителями преобразо¬
вательной техники в качестве дополнительной комплектации к пре¬
образователям частоты и выбираются исходя из конкретных пара¬
метров режима торможения по каталожным данным. Основными
параметрами выбора тормозных резисторов являются: номинальное
сопротивление, продолжительность включения в процентах от обще¬
го времени рабочего цикла Т, пиковая мощность торможения Ртгпах
в течение определенного времени, мощность торможения в продол¬
жительном режиме Рг дл и температура окружающей среды. Некото¬
рые производители указывают нагрузочную способность тормозного
резистора в процентах от номинального момента конкретного при¬
вода при определенных параметрах рабочего цикла.В общем случае пиковую мощность тормозного резистора рас¬
считывают по формулеU2D в maxт max — ^ jгде U2max — порог срабатывания тормозного прерывателя преобра¬
зователя частоты (либо прерывателя внешнего тормозного модуля);
R — сопротивление резистора.Как правило, табличные данные пиковой, номинальной или продол¬
жительной мощности тормозного резистора указываются производите¬
лями для конкретных преобразователей частоты с учетом порога сраба¬
тывания тормозного прерывателя, настроенного по умолчанию. Однако
в некоторых случаях значение порога срабатывания может настраиваться
пользователем. Соответственно снижение данного порога влечет за со¬
бой уменьшение допустимой пиковой мощности торможения.Например, параметры тормозных резисторов для приводов серии
Simovert VC указаны из расчета цикличности торможения — 90 с
(рис. 3.16). Значение ^20 характеризует допустимую (номинальную)
мощность торможения в течение 20 с с цикличностью 90 с, Р2 —
максимальную (пиковую) мощность торможения в течение 3 с с по¬
следующим ее линейным снижением в течение 20 с, а Рдв — макси¬
мально допустимую длительную мощность торможения. При этом
/*20 = 4/*дв; Рз = 6РДВ.262
Рис. 3.16. Диаграммы изменения нагрузки при торможении привода с ис¬
пользованием внешнего тормозного резистораПри выборе тормозного резистора необходимо учитывать циклич¬
ность и параметры режима торможения привода. Порядок действий
при выборе тормозного резистора следующий:1) построить диаграмму изменения мощности торможения в те¬
чение рабочего цикла привода Рт = f(t);2) рассчитать среднее значение мощности торможения Ртср в те¬
чение рабочего цикла;3) выбрать тормозное сопротивление из условия Р20 > 4Ръср;4) определить максимальную (пиковую) мощность торможения Рттах
и проверить выполнение условия Рттах < 1,5/20- Если условие не выпол¬
няется, необходимо выбрать тормозной резистор большей мощности.Если реальное время цикла не равно 90 с, процедура выбора тор¬
мозного резистора сводится к построению диаграммы изменения
мощности торможения в течение рабочего цикла и выбору на ней от¬
резка времени Т-90 с, где значение РТср максимально. Дальнейшие
действия в соответствии с п. 3 и 4 описанной методики.Для определения максимальной мощности торможения при про¬
верке условия Р1 тах < 1,5Р2о необходимо рассматривать всю область
построенной диаграммы. Если торможение привода происходит не¬
регулярно и случается при остановке привода, методика выбора тор¬
мозного резистора аналогична методике, применяемой для времени
цикла, отличного от 90 с.Для определения мощности торможения при остановке необхо¬
димо рассчитать:• момент торможения привода, Н м,где — суммарный момент инерции вала двигателя и нагрузки,
приведенной к валу двигателя, кг м2; пл — скорость двигателя в на¬263
чальный момент торможения, мин-1; tT — время торможения привода
до полной остановки, с;• максимальную мощность торможения, кВт,ттах - 9550 >где т|дв — КПД двигателя;• среднее значение мощности торможения, кВт,Мощность тормозного резистора можно определить на основе
полученных значений средней и максимальной мощностей тормо¬
жения.Для примера рассмотрим расчет режима торможения привода
вентилятора.Пример 3.3. Привод вентилятора должен тормозиться с максимальной
частоты вращения птах = 1 500 мин-1 до полной остановки с помощью су¬
ществующего тормозного резистора. Предполагается, что нагрузка имеет
квадратичную зависимость момента от частоты вращения.Данные системы электропривода следующие: номинальная мощность
четырехполюсного двигателя Р№ ном = 250 кВт; номинальный ток двигате¬
ля /дВ.ном = 430 А; номинальный момент двигателя М№НОМ= 1 600 Н м; мак¬
симальная частота вращения вентилятора птах = 1 500 мин-1; потребляемая
нагрузкой при птах мощность Ртах = 198 кВт; момент инерции вентиля¬
тора /в = 223 кгм2; момент инерции вала двигателя: /дв = 3,6 кг м2; КПД
двигателя г|дв = 0,962; номинальная мощность преобразователя частоты
^пч ном = 250 кВт; номинальная мощность внешнего тормозного резистора
Р20 = 100 кВт; пиковая мощность торможения Рттах = 1,5Р20 = 150 кВт; дли¬
тельная мощность торможения Рт дл = 25 кВт.Для оптимального использования тормозного резистора целесообразно
осуществлять торможение с постоянным темпом замедления, так как в случае
торможения с постоянным тормозным моментом в течение одного и того же
времени будет генерироваться большая пиковая мощность торможения. При
оптимизации использования тормозного резистора необходимо учитывать
пиковую мощность и энергию торможения, т.е. их значения должны оста¬
ваться в пределах допустимых.1. Расчет режима торможения с постоянным темпом замедления.1.1. Найдем пиковую мощность торможения для тормозного резистора. Мо¬
мент двигателя при торможении
Таким образом,М =М (——1 -дв.т 1Г± н max rr\ +V ^max J 60/тСоответственно мощность двигателя в тормозном режиме:а Лр ж* 2пп 2itдв т " двт~60~~ 60,_п_) Jinn„
нтах|л_ 60/тп.V УМаксимальная мощность двигателя в тормозном режиме достигается прии= , /2тш1х 1■Jfrи определяется выражениемр _ и я Afmaxдв.т max — /щ;п 'Минимально возможное время торможения определяется заданной пи¬
ковой мощностью торможения Рттах с учетом Р№Ттах = Лтах/Ляв* Т-е- мини¬
мальное время торможения*ттт /7Ш™хЗ,10_405()2Т1^'чпахЧдвй 1 спп J 7г21 5002 0,9622 п 0
= 226,6л-1 500 з —2 - = 17,52 с.VlO 4 0502 1 260,5-150ООО21.2. Расчет энергии, выделяемой при торможении. Целью расчета явля¬
ется проверка на соответствие выделяемой тормозной энергии допустимому
уровню. В режиме остановки с постоянным замедлением скорость двигателя
п = nmax (1 -(//7Т)). Соответственно мощность двигателя при торможении/ чЛРдвт 60М п И-—) - J^Un max h _J_н max max| 6QОбщий вид зависимости мощности двигателя от времени в режиме тор¬
можения нагрузки с квадратичной зависимостью момента от частоты вра¬
щения приведен на рис. 3.17. Отрицательная область характеристики соот¬
ветствует режиму выделения тормозной энергии. Энергия, выделяемая при
торможении на внешнем резисторе,-^н maxima^0 1 ^ 2тШ2тах (^ tp= Лдв J Pm,dt =602-60L t
Рис. 3.17. Зависимость мощности двигателя от времени в режиме торможе¬
ния нагрузки с квадратичной зависимостью момента от частоты вращенияВремя /0 можно определить из условия Рт = 0:гt(\ —60Л/ДВ тах^т, м I 226,6• 2п-1 500 ип ^ л60-1 260,5-17,52 1 ~4'72 с-Отрицательное значение t0 показывает, что даже в самом начале тормо¬
жения тормозной момент превышает момент нагрузки. В этом случае зна¬
чение tQ в выражении для расчета энергии торможения необходимо прирав¬
нять к нулю. Тогда0,962-271-17,52f 1 260,5 1 500 226,6 • 2л • 1 5002 ^ , осс60 [ 4 2 60 17,52 )- '^катс<Допустимая энергия торможения, рассеиваемая на данном тормозном
резисторе за 90 с (время рабочего цикла для тормозного резистора),WJAOn = Prjul 90 = 25 ■ 90 = 2 250 кВт • с,т. е. рассчитанное значение энергии находится в пределах допустимого.Можно определить, что торможение привода должно осуществляться
с минимальной цикличностью Т = (JVT /WTmn) • 90 = 74,2 с. Диаграммы из¬
менения мощности и момента двигателя при торможении привода до полной
остановки за 17,52 с приведены на рис. 3.18.1.3. Проверка правильности выбора преобразователя частоты. Макси¬
мальный момент, развиваемый двигателем в режиме торможения в момент
перехода через нулевую скорость (п = 0),Мдв т тах = - /2^”та* = - 22в’в' ^'1500 = -2 032 И • м.
двттах 60/Т 60-17,52Максимальный ток двигателя, соответствующий моменту Л/,дв.т max*Тдв шахг м Vдвтах I / г2 _ г2 \ , г2\А дв.н 1 \хн-ТогдаПоложим номинальный ток намагничивания двигателя /цном = 0,31/дв ном./двтах = Jjfi) <43°2 ~0’312 -4302) + 0,312 -4302 = 536 А.266
О 2 4 6 8 10 12 14 16 t, С8 10 12 14 16 t, сбРис. 3.18. Диаграммы изменения за период торможения мощности (а) и мо¬
мента (б) двигателяПараметры выбранного преобразователя частоты:Рпч ном — 250 кВт, /лч ном — 510 А, -/пч max — 694 А.Таким образом, преобразователь частоты выбран правильно.2. Режим торможения с постоянным тормозным моментом. Мак¬
симальная мощность торможения в этом режиме достигается при п = птах.
Момент торможения определяется на основе пиковой мощности тормозно¬
го резистора:150000-60МПР, шах 602 7ШП= -993 Н м.‘тахЛдв 2я-1 500-0,962Минимальное время торможенияJ2nnmav I -М. н шах 226,6-271-1 500 /1260,5 Q= = arctg J = 26,9 с,60 -VI 260,5 -993 V 993ботм;тах-^дв.тarctg^н_М„т. е. при той же пиковой мощности время торможения с постоянным тор¬
мозным моментом больше. В этом случае мощность двигателя при тормо¬
жении2 ппР = М* ДВ.Т 1ГЛ ДВ.Т 5267
гден max /МдftgarctgМн max 60jMH max Maa i ^MnJ2nn„Энергия торможения здесь может быть рассчитана только численными
методами. Например, при разделении участка торможения на т сегментов
можно получить следующую аппроксимацию:t=m р » рЛ ДВ.Т/ ~ Л ДВ.Т/+1(ti+1 -Ь).При разбиении участка торможения на 10 сегментов энергия торможе¬ния*-1739 кВт-с.Результаты численного расчета энергии торможения приведены в табл. 3.1.Диаграммы изменения мощности и частоты вращения двигателя при тор¬
можении привода с постоянным моментом за 26,9 с приведены на рис. 3.19.3. Расчет торможения с постоянным замедлением и последующим
ограничением тормозного момента. При торможении с фиксированным
темпом замедления момент двигателя возрастает при переходе частоты вра¬
щения двигателя через нуль. В некоторых случаях необходимо ограничивать
момент торможения, например до значения номинального момента двига¬
теля. Однако при этом увеличивается продолжительность торможения. Для
оптимизации использования тормозного резистора момент торможенияТаблица 3.1//Л в~ Лдв^дв^00-155,93012,69-131,64-371,9125,38-110,98-685,6938,07-92,94-949,42410,76-76,85-1169,02513,44-62,21-1 348,87616,13-48,63-1492,21718,82-35,85-1601,47821,51-23,61-1678,37924,20-11,72-1 724,061026,890,00-1 739,22268
Рис. 3.19. Диаграммы из¬
менения за период тор¬
можения мощности (а)
и частоты вращения (б)
двигателя05 10 15 20 25 /, с-20-40-60-80-100-120-140-160р1 ДВ.Т»кВтп, об/минограничивают только при достижении максимальной мощности торможе¬
ния, которая достигается на частоте вращения/2тш33-60 мн шах‘т min226,6 • 2тс • 15003
3-60 1260,5 17,52= 1099,5 мшгДля расчетов режима торможения с фиксированным темпом замедления
без ограничения момента следует использовать ранее вычисленное время
торможения ?Tmin = 17,52 с. Момент двигателя при достижении максималь¬
ной мощности>2 _ ч 2Маъ.т = митахпУ2тштах =1 26() 5( 1099,560/Т500226,6-2л-150060-17,52= -1 354,4 Н-м.Момент двигателя при переходе через нулевую скоростьМ„J2nn„
60226,6-2я-1500
60-17,52= -2032 Н м.Таким образом, ограничивать тормозной момент можно в диапазоне от
-1 354,4 до -2032 Н-м. В данном примере момент торможения ограничи¬
вается номинальным моментом двигателя (-1 600 Н-м), что иллюстрирует
рис. 3.20.Рассчитаем частоту пх и момент времени tx перехода в режим ограниче¬
ния момента торможения:269
я. =п„J2nnn
60fT m-м„1 500 |—( 226’6 '271 1500 -1 6001 =
Ч 260,5 V 60-17,52= 877,8 мин-1;U =trРис. 3.20. Диаграмма изме¬
нения момента двигателя
за период торможения= 17,521 1~^2Л 1 = 7,27 с.
1 1 500 1Определим увеличенное время торможе-t'r —1\ +J2nn„rarctgM fi±r± дв.ном /fmax J- 226,6 -2tc- 1500 ( /1 260,5 877,8 ) _= 7,27 + ^=arctg .——^ -19,28 c.60 260,5 1600 1600 1500В диапазоне времени от 0 до tx энергия торможенияЖ,Лдв 2л/т тш60(1-1J2nnL2-60К1-1-\\0,962-2л. 17,5260226,6-2л-150021260,5-15002-60-17,521-1-7,2717,521-1J )7,2717,52= -1032 кВт - с.Для расчета энергии торможения Wj2 в данном диапазоне tx...t'T необхо¬
димо определить мощность торможения2 л пР =-М* ДВ.Т ДВ.НОМ £Q 5гдеmax /МдtgarctgММнтах Г1\дв.ном '*тахбОУ^нтах^д
J 2nnmt,v(t-t ОВ этом случае энергия торможения может быть рассчитана только чис¬
ленными методами. При разбиении участка торможения на 10 сегментов
энергия торможения: Wt2 « —815 кВт-с. Таким образом, суммарная энергия
торможенияWT = WlX +Wt2 « -1 032-815 = -1847 кВт - с.Результаты численного расчета энергии торможения представлены
в табл. 3.2.270
Таблица 3.2/tРа в~ Пдв \07,27-147,05018,47-130,23-160,1129,67-114,14-301,22310,87-98,66-424,10412,07-83,69-529,40513,27-69,14-617,65614,47-54,92-689,28715,67-40,97-744,66816,87-27,21-784,02918,07-13,57-807,571019,270,00-815,4110 12 14 16 18 LcРис. 3.21. Диаграммы
изменения мощности
(а) и момента (б) двига¬
теля при торможенииДиаграммы изменения мощности и момента двигателя при торможении
привода за 19,28 с приведены на рис. 3.21.271
3.3.4. Расчет и выбор электропривода циклического
действия с рекуперацией энергии торможения
в электросетьДля примера рассмотрим расчет электропривода циклического
действия центрифугиПример 3.4. Центрифуга оснащена асинхронным шестиполюсным
АД с системой принудительного охлаждения. Исходные данные системы
электропривода: момент инерции пустого барабана JL - 565 кгм2; момент
инерции заполненного барабана Jv= 1 165 кг м2; момент инерции запол¬
ненного барабана после удаления воды JE = 945 кг м2; частота вращения
при загрузке nF= 180 мин-1; частота вращения при отжиме ns = 1 240 мин-1;
частота вращения при выгрузке nR = 70 мин-1; время загрузки tF = 34 с; вре¬
мя отжима ts = 35 с; время выгрузки tR = 31,83 с; время разгона от пF до ns
tbS = 45 с; время торможения от nsjxo 39 с; момент при выгрузке МR -= 500 Н • м; момент трения Мтр = 120 Н • м; номинальная мощность двигателя
РДв „ом = 250 кВт; номинальный ток двигателя /дв.ном = 430 А, номинальный
момент двигателя Млв ном = 2410 Н м; номинальная частота вращения дви¬
гателя Ядв.ном = 989 мин-1; КПД двигателя г|дв = 0,96; момент инерции дви¬
гателя /дв = 7,3 кг м2.Диаграмма изменения частоты вращения центрифуги в течение рабочего
цикла приведена на рис. 3.22.На диаграмме можно выделить следующие участки: 1 — разгон с часто¬
ты вращения выгрузки до частоты вращения загрузки, = tbF\ 2 — загрузка
с частотой вращения nF, Лt2 = tF, 3 — разгон с частоты вращения загрузки
до частоты вращения отжима, At3 = tbS; 4 — отжим с частотой вращения пs,
At4 = ts; 5 — торможение с частоты вращения отжима до частоты вращения
выгрузки, Ats - ty, 6 — выгрузка с частотой вращения пR, At6 = tR.Времена tF, tbS, ts, tv и tR указаны в исходных данных. Разгон с частоты
вращения выгрузки nR до частоты вращения загрузки пF должен осущест-Рис. 3.22. Диаграмма изменения частоты вращения центрифуги в течениерабочего цикла272
Рис. 3.23. Диаграмма изменения момента инерции центрифуги в течение
рабочего циклавляться с тем же ускорением, что и при разгоне до частоты вращения ns-
Таким образом,thp — t.?rZn* = 45-1^--70 =4.67 с.ns-nF 1 240-180Суммарное время цикла:T = tbF+tF+tbS+ts+tv+tR =189,5 с.Диаграмма изменения момента инерции центрифуги в течение цикла
представлена на рис. 3.23. Предполагается, что момент инерции центрифуги
линейно увеличивается в течение загрузки (участок 2) и уменьшается при
разгоне до скорости отжима (участок 3) и при выгрузке (участок 6). В общем
случае для определения момента привода при изменении частоты вращения
и момента инерции справедливо следующее выражение:М- / 2я dw nndJ
60 dt 60 d t ’где M — в Н м; J — в кг- м2, п — в мин-1.С учетом линейности характеристик n{t) и J{t) можно использовать сле¬
дующие отношения:dn _ Ап. dJ AJ
d t At dt At1. Расчет момента двигателя на участках цикла. Момент двигателя необхо¬
димо рассчитывать в начальной и конечной точках каждого участка (рис. 3.24).
Момент в начальной точке участка будем обозначать индексом «0», в конечной
точке — «1». Между этими точками момент изменяется линейно.На участке 1 при разгоне с частоты вращения выгрузки до частоты вра¬
щения загрузкиМд„о = мт ,=(JL+ = (565 + 7,3)|5М_™ +120= 1 532 Н м.273
Рис. 3.24. Диаграмма изменения момента двигателя центрифуги в течение
рабочего цикла, разбитого на шесть участковНа участке 2 при загрузке с частотой вращения пF (Ап = О, А/ ф 0)л я ЛуГ НИ с- J у — J1 л-180 1165 — 565 < л>о/; тт
Мав20=Мав21 = 6Q; v- 4 + Мтр = — — + 120 = 286 Н м.На участке 3 при разгоне с частоты вращения загрузки до частоты вра¬
щения отжима (Ап ф 0, AJ ф 0)М =(J +/ \2к nS ~ nF . nnF J Е ~ Jy . АЖ _двзо {jy J№)60 tbS 60 tbS тр= (1165 + 7,3) 2^1240-180 + л-180 945-1165 +no = 2 н.м;7 60 45 60 45М =(Т 4-Т \2nnS ~nF . nns J Е -Jy л 4 _ДВЗ* 60 tbS 60 tbS Tp= (945 + 7,3)—1 240 ~180 + --1 240 945 ~1 165 +120 = 2152 H • м.
v '60 45 60 45На участке 4 при отжиме с частотой вращения ns (Ап = 0, AJ - 0)Мдв40 = Млв41 = М^ = 120 Н • м.На участке 5 при торможении с частоты вращения отжима до частоты
вращения выгрузки (Ап ф 0, А/ = 0)мд>5„ =М„51 =(JE+ + = (945 - 7,3)|g70 ~‘9240 + 120 == -2872 Н-м.На участке 6 при выгрузке с частотой вращения пR, (Ап = 0, AJ ф 0)
М,м=мш „I + 5635178345 +120 + 500 = 576 Н-м.274
2. Проверка теплового режима работы двигателя. На определенных участ¬
ках цикла двигатель работает с частотой вращения больше номинальной,
таким образом, попадая в диапазон ослабления потокосцепления. В этом
диапазоне для обеспечения требуемого момента двигателя необходим боль¬
ший ток, чем в диапазоне с постоянным потокосцеплением. Поэтому для
проверки теплового режима двигателя целесообразно использовать метод
среднеквадратичного тока.Ток двигателя в диапазоне работы с постоянным потокосцеплением при
п<п^ „„„/ = ( М т I (/2 _/2 \ + j2дв А/ АЛ V яв ном л цном/ ^ -*• цном *у\ч^'дв.ном JТок двигателя в диапазоне работы с ослабленным потокосцеплением
при п > птмоиМ ]2 ( П V / л21 ГТП \ , -Г -W-T ч * * П п I J 2ц ном/ = да , (/2дв All I дв.ном*дв.номТок двигателя рассчитывается в начальной (с индексом «О») и в конечной
(с индексом «1») точках каждого участка. На участках 3 и 5 дополнительно
рассматривается точка входа в диапазон работы с ослабленным потокосце¬
плением (с индексом «FW»). Для упрощения расчетов предположим, что ток
двигателя на этих участках изменяется линейно. Диаграмма изменения часто¬
ты вращения центрифуги в течение рабочего цикла с выделением диапазона
работы с ослабленным потокосцеплением приведена на рис. 3.25:л * * ns ~ ^дв.ном .^-1240-989 , р гс
Aw = ns-nr = 7240-^180 = Ш’66 С’а * _ * ns ~ ^дв.ном _ тП 1 240 — 989 _ о Т7 ^A'w "tv П'-П. “ 3s 1240 - 70 “ 8,37 С-Рис. 3.25. Диаграмма изменения частоты вращения центрифуги в течениерабочего цикла275
На участке 1 при разгоне с частоты вращения выгрузки до частоты вра¬
щения загрузкиMmW=M№n =1532 Н м;/„10 =h.uIj^J(43°2 ->33>32> + 133-32 = 292 А-На участке 2 при загрузке с частотой вращения nFМдв20=Мдв2] = 286 Н-м;/,.2» = /„,2, j(^}2(4302-133,3!) + 133,3> = 142 А.На участке 3 при разгоне с частоты вращения загрузки до частоты вра¬
щения отжимаЛ^двзо =2 966 Н-м;= |§М)2<430>-133,3^133,3^ = 520 А;М„зт =М- М"" ~М"ж At,=2152-2152Г2 96610,66 = 2 344,8 Н ■ м;
hs 45/,„w = <43°2 -133,32) +133,3г = 419,5 А;Л/..,, =2152 Н м;/„3, - |^То)2 <«°2 -133-32w)2 +133’32 (ill)2 - 469,9 А'На участке 4 при отжиме с частотой вращения ns
-^^дв40 — -^^дв41 — -^тр ~ 120 Н • М,Ш(4302-133’32)Ш-3^2®2=109>з а-На участке 5 при торможении с частоты вращения отжима до частоты
вращения выгрузки-^дв50 — ^as5FW ~ ^mi 1 — ~^ 872 Н • М,л»=|Щ2<4з°2-1зз>з2){^)2+133’з2(^)2 -620 А;4.5/Ж - /д.5, = 1Щ)2<43°2 -133-32> + 133'32 = 505 А-276
На участке 6 при выгрузке с частотой вращения пR
Л^двбо =Л/Двб1 = 576 Н-м;/„60 = Л*, |^)W-133,3V133,3> =1653 А-Используя диаграмму, приведенную на рис. 3.26, рассчитаем среднеква¬
дратичное значение тока двигателя центрифуги. Для участков 3 и 5, где ток
двигателя изменяется, можно записать следующее соотношение:/Тогда для всего рабочего циклаII,,Т = I\i)tbF + F + 2 (^30 + Hfw + IУFW )itbS ~ FW ) ++ l\FW + + HfW^\ )^3FW + ++ 3 ( 750 +I‘iFW + 1 bFW )^-hFW iFPv(ty ~ ^4f\V ) + == 2922 • 4,67 +1422 • 34 +1(5202 + 419,52 + 520 • 419,5) • (45 -10,66) +
+|(419,52 + 469,92 + 419,5 • 469,9) -10,66 +109,32 • 35 ++|(6202 +5052 +620-505)-8,37+5052 -(39-8,37)+165,32 -31,83 = 22 557 472 A2 -c;Рис. 3.26. Диаграмма изменения тока двигателя центрифуги в течение рабо¬чего цикла277
22 557 472
v 189,5= 345 А.Рис. 3.27. Диаграмма из¬
менения мощности тор¬
можения центрифуги в те¬
чение рабочего циклаРассчитанное среднеквадратичное значе¬
ние тока двигателя находится в допустимых
пределах, так как номинальный ток двигателя
^ЦВ.НОМ = 430 А.3. Расчет мощности торможения. Торможе¬
ние двигателя имеет место при переходе из ре¬
жима отжима в режим выгрузки на участке 5
(рис. 3.27). Тормозной момент двигателя при
этом составляет 2 872 Н ■ м.Максимальная мощность торможения на зве¬
не постоянного тока при частоте вращения пs\р iiH5ons _ 2 872 • 1 240 п % n no _-'ттах 9 550 п г т и,Уо9 550
= 350,8 кВт.Минимальная мощность торможения на звене постоянного тока при ча¬
стоте вращения пR:р _ ^дв50nR _ 2J$72^70. о 96 • 0 98 _ 19 8 кВтттш - 9550 ~ 9 550 ~Энергия торможения центрифуги в течение рабочего цикла (см. рис. 3.27)350,8 + 19,8И'-tv =•39 = 7 226,7 кВт с.2 2
Среднее значение мощности торможения за рабочий циклР =т.срWT _ 7 226,7
Т 189,5= 38 кВт.Вследствие большой мощности торможения целесообразно примене¬
ние преобразователя частоты с модулем рекуперации энергии торможения
в питающую сеть.4. Выбор преобразователя частоты. Максимальный ток двигателя — 620 А
(в режиме торможения), а среднеквадратичный ток — 345 А. Выбранный
преобразователь частоты с рекуперацией энергии в сеть имеет следующие
номинальные параметры: ^пчном = 250 кВт; /Пчном = 510 А; /Пчтах = 694 А;
номинальный ток в звене постоянного тока /в.„ом = 605 А.Проверим преобразователь на допустимый максимальный ток в звене
постоянного тока в режиме рекуперации:j -^ттах _ 350,8-Ю^ _ acq двргаах “U5^_ 1,35-400 “Допустимый ток в звене постоянного тока преобразователя в режиме
рекуперации составляет 92 % значения тока, допустимого для двигательно¬
го режима:278
/в.ртах = ^в ном • 1,36-0,92 = 605-1,36-0,92 = 757 А,где 1,36 — значения коэффициента, учитывающего перегрузочную способ¬
ность ПЧ.Таким образом, блок выпрямления/рекуперации преобразователя вы¬
бран правильно.5. Выбор автотрансформатора для согласования модуля рекуперации
с питающей сетью. При выборе согласующего автотрансформатора в первую
очередь необходимо рассчитать среднеквадратичное значение тока в звене
постоянного тока для режима рекуперации:/ = ^>тск = -L ~(р2 +р2 + р р =л в.р.ск jj jj ттах ттт 1 тшах тnun J rj-,= — /-(350,82 +19,82 + 350,8-19,8)—^— = 175 А.540 \ 3^ 489,5Допустимое среднеквадратичное значение тока для согласующего авто¬
трансформатора с продолжительностью включения 25 %= /».„„■ Л92Щ = /, „„„ 0,46 = 605 -0,46 = 278,3 А.При работе нескольких центрифуг возможен выбор системы многодвига¬
тельного привода, состоящего из модуля выпрямлении/рекуперации, шины
звена постоянного тока и автономных инверторов для каждой центрифуги.
При правильном согласовании циклов работы центрифуг энергия, переда¬
ваемая на звено постоянного тока при торможении одними центрифугами,
может полезно использоваться другими центрифугами в двигательном ре¬
жиме. Таким образом, возможен выбор модуля выпрямления/рекуперации
меньшей мощности.3.3.5. Выбор электроприводов с учетом влияния
условий эксплуатации и окружающей средыПреобразователи частоты предназначены для эксплуатации
в условиях промышленного производства. Однако существуют опре¬
деленные ограничения по их использованию, которые необходимо
учитывать при проектировании:• для обеспечения свободной вентиляции необходимо выдерживать
требуемые производителем зазоры между плоскостями блока пре¬
образователя и соседним оборудованием;• температура среды эксплуатации преобразователя в общем случае
не должна превышать 40 °С. При превышении данного предела,
необходимо вводить поправку на снижение выходного тока при¬
вода. Следует также учитывать снижение выходного тока приво¬
да при установке на высоте выше 1 000 м над уровнем моря. Для
учета данных факторов при выборе привода следует использо-279
Рис. 3.28. Диаграмма изменения поправочного коэффициент Кт на высоте
установки до 1 ООО м выше уровня моря в функции температуры окружаю¬
щей средывать поправочный коэффициент Кт (рис. 3.28). Учет снижения
номинального выходного тока преобразователя при работе блока
на высоте 1000...4ООО м над уровнем моря осуществляется с по¬
мощью поправочного коэффициента К] (рис. 3.29). При пони¬
жении температуры окружающей среды это снижение тока, если
необходимо, может быть скомпенсировано поправочным коэф¬
фициентом К'т (рис. 3.30). При высоте установки более 2 000 м
в соответствии с IEC 60664-1 кроме ограничения тока необходи¬
мо уменьшать напряжение. Снижение напряжения производитсяРис. 3.29. Диаграмма изменения поправочного коэффициента Кг в зависи¬
мости от высоты установки преобразователя над уровнем моря280
к'т1,51,00,50,7620 25 30 35 40 45 Т,° СРис. 3.30. Диаграмма изменения поправочного коэффициента Ктъ зависи¬
мости от температуры внешней средыРис. 3.31. Диаграмма изменения поправочного коэффициента Ки в зависи¬
мости от высоты установки преобразователя над уровнем моряс помощью поправочного коэффициента Ки для отдельных пре¬
образователей (рис. 3.31);• большинство современных преобразователей имеет степень защи¬
ты корпуса IP20, IP21 или IP54. Устройства со степенью защиты
IP20 и IP21 требуют дополнительной защиты от попадания внутрь
корпуса пыли, грязи и воды. Как правило, они устанавливаются
в щитах, имеющих требуемую степень защиты корпуса, устрой¬
ства вентиляции и кондиционирования;• промышленные преобразователи частоты предназначены для фик¬
сированной установки и не обеспечивают устойчивость к повы¬
шенным ударным нагрузкам и вибрации. Допустимые нагрузки
указываются в эксплуатационной документации;• преобразователи частоты не устойчивы к воздействию коррози-
онно-активных сред.281
3.3.6. Расчеты и выбор регулируемых
электроприводов для типовых механизмовПриводы угловых и линейных перемещений. К приводам угло¬
вых перемещений относится, например, привод поворотного стола,
в котором зубчатый венец связан с неподвижным основанием. Ве¬
дущая шестерня, приводимая в движение от электродвигателя через
редуктор, поворачивает стол вокруг центральной оси. Выполним
расчет параметров, необходимых для выбора электропривода стола,
на котором симметрично относительно оси вращения и друг дру¬
га расположены четыре заготовки. Стол диаметром D осуществля¬
ет циклические перемещения заготовок с заданным ускорением а
за время t. Кривые этого движения показаны на рис. 2.13, б. Момент
инерции стола /с определяется выражениемг 1 2Jc = 2mrc'где т — масса стола; гс — радиус стола.Упрощенный расчет момента инерции /3 заготовок, расположен¬
ных на столе:J, =4mJ I,где т3 — масса одной заготовки, /., — расстояние от центра тяжести
заготовки до оси вращения стола.При этом общий момент инерции стола с заготовками:J о = J с + «/ з .Максимальная частота вращения стола за время цикла:гдеat - J(at)2 -4as %Dv = ; 5 = .2 ’ 4Время разгона столаМощность Р [кВт], требуемая для перемещения стола с заготов¬
кой, складывается из динамической мощности Рд и статической
мощности РСТ:Р = Р +Р •Х * Д 1 -*■ СТ 9Р = Jonд 91200?рг|’282
(4 m3+mCT)g\iLdn2-1 000-9 550rj ’где \iL — коэффициент трения качения; d — диаметр опорного эле¬
мента; г| — КПД передаточного механизма, включающего в себя ре¬
дуктор и передачу шестерня — зубчатый венец.Значение момента инерции поворотного стола с заготовками, как
правило, существенно превышает значение момента инерции ротора
двигателя. Поэтому в расчете пусковой мощности последней вели¬
чиной можно пренебречь.Выбранный двигатель с номинальными параметрами мощности
^дв.ном и скорости «дв.ном необходимо проверить на достаточность
по моменту Мр в режиме разгона стола с заготовками. Для этого
с учетом коэффициента перегрузки кп двигателя необходимо выпол¬
нение условия кпМюм0№ > Мр, гдеР -9 550A/f — Дв-Н°м ■ДВ.НОМ _ ’^дв.номпПередаточное число редуктора / определяется из соотношенияппдв.ном*п.пгде /п п — передаточное число промежуточной передачи (шестерня —
зубчатый венец).Аналогично выполняются расчеты и выбор приводов линейных
перемещений. Реализация таких приводов выполняется стандартны¬
ми средствами производителей электроприводной техники.Транспортные и тяговые электроприводы. Основное отличие
тяговых электроприводов (ТЭП) от обычных электроприводов боль¬
шой мощности заключается в условиях монтажа двигателей и огра¬
ниченном месте для их размещения. Это обусловило специфичность
их конструкций (ограниченные диаметры и длина, многогранные
станины, специальные устройства для крепления и т.п.).Тяговые приводы городского и железнодорожного транспорта,
а также двигатели мотор-колес автомобилей эксплуатируются в слож¬
ных погодных условиях, во влажном и пыльном воздухе. Также,
в отличие от электроприводов общего назначения, ТЭП работают
в самых разнообразных режимах (кратковременных, повторно-крат¬
ковременных с частыми пусками), сопровождающихся широким из¬
менением частоты вращения ротора и тока нагрузки (при трогании
с места он может в два и более раз превышать номинальный). В руд¬
ничных электровозах ТЭП должны также удовлетворять требованиям,
предъявляемым к взрывозащищенному электрооборудованию.283
В настоящее время происходит массовая замена тяговых электро¬
приводов постоянного тока на электроприводы переменного тока.
Это позволяет значительно сократить энергопотребление и повысить
диапазон и плавность регулирования скорости, а также осуществлять
рекуперацию энергии в сеть во время торможения транспорта. Рас¬
смотрим конкретные решения, применяющиеся в различных типах
тяговых и транспортных приводов.Современные электроприводы судовых гребных установок. Та¬
кие приводы изготавливают на базе вентильных электродвигателей
в комбинации с системами электропитания и управления. Система
питания может быть расположена совместно с двигателем в составе
единого агрегата. Вентильный электродвигатель гребной установ¬
ки может быть выполнен как в традиционном, так и в погружном
исполнении. Электропривод установки обеспечивает: пуск, работу
на заданной частоте вращения, реверс и отключение двигателя; ав¬
томатическое регулирование и стабилизацию частоты вращения дви¬
гателя; автоматическое регулирование с целью улучшения шумовых
характеристик двигателя (при необходимости); контроль, отобра¬
жение и дистанционную передачу информации о параметрах и ре¬
жимах работы электропривода; диагностику отклонений от нормы
параметров электропривода и защиту оборудования при нарушении
нормального функционирования электропривода и/или в случае воз¬
никновения аварийной ситуации.Эксплуатационными преимуществами электроприводов судовых
гребных установок на базе вентильных электродвигателей являются:
высокий КПД во всем диапазоне регулирования оборотов, улучшен¬
ные массогабаритные характеристики, низкий уровень вибрации
и шума.В настоящее время в судостроении широко применяются дизель-
электрические безредукторные приводные системы гребных винтов,
которые позволяют значительно увеличить КПД приводных устано¬
вок, уменьшить их габаритные размеры, а также осуществлять регули¬
рование скорости вращения и положения гребных винтов в широком
диапазоне, обеспечивая высокую маневренность судна.Пример функциональной схемы дизель-электрической системы
гребной установки фирмы Siemens, построенной на базе высоко¬
вольтного частотного электропривода, представлен на рис. 3.32.
Каждая винтовая группа (ВГ) приводится в движение синхронным
двигателем с постоянными магнитами мощностью до 12 МВт, уста¬
новленным в корпусе гребного механизма. Гребные винты каждой
группы закреплены непосредственно на валу двигателя с двух его
сторон.Управление двигателями осуществляется от индивидуальных вы¬
соковольтных преобразователей частоты. Электропитание преобра¬
зователей выполняется от трехобмоточных трансформаторов Т. Каж¬
дый преобразователь комплектуется тормозными резисторами (ТР),284
Рис. 3.32. Электроприводная система мощной гребной установки судна
модулями водяного охлаждения (МО), а также блоком управления
движением (БУ), обеспечивающим координацию блоков контроля
тяги (КТ) и контроля азимута (КА).Двигатели и преобразователи частоты монтируются на вращаю¬
щейся платформе, что позволяет обойтись без применения носовых
рулевых установок и повысить маневренность судна.Питание системы электропривода осуществляется резервирован¬
ными дизель-генераторными установками (G) с блоками управления
питанием (БУП). На судне устанавливаются источники бесперебой¬
ного питания (ИБП) с блоками аккумуляторных батарей, от которых
в случае необходимости могут питаться судовые системы. Приводная
система гребных винтов строится по модульному принципу, что по¬
зволяет в короткие сроки устранить возможные неисправности без
потери хода судна.Тяговые электроприводы пассажирских и грузовых электро¬
возов. Тяговые электроприводы с диаметром колес 1 250 мм также
оснащаются вентильными электродвигателями. Особенностью таких
приводов является отсутствие редуктора и расположение двигателя
непосредственно на оси колесной пары. В состав электропривода
входят комплект тяговых вентильных двигателей и преобразователь
частоты с системой управления.Примером реализации системы управления тяговыми электро¬
приводами является агрегатная структура системы управления элек¬
тровоза ЭП10, представленная на рис. 3.33. Конструктивно систе¬
ма управления и диагностики выполнена в виде набора агрегатно-Пульт 1MVBБлок А61
Управление
локомотивомВерхний уровеньБлоки ввода-вывода
к аппаратам и от аппаратов__л .11БлокБлокБлокА63А64А65Пульт 2MVBБлок А62
Управление
локомотивом . ': jMVBТяговый Тяговый Тяговый Преобразовательпреобразователь преобразователь преобразователь собственных нужд
№ 1 № 2 № 3Нижний уровеньРис. 3.33. Система управления тяговыми электроприводами электровоза
286
и программно-независимых модулей различного назначения, соеди¬
ненных между собой интерфейсом связи типа MVB (Multifunctional
Vehicle Bus). Весь набор модулей системы функционально делится
на два уровня:1) верхний уровень — подсистема управления электровозом;2) нижний уровень — подсистемы управления преобразователями.К верхнему уровню системы управления относятся:• органы управления и дисплеи на пультах управления;• блоки электронных устройств А61, А62, А63, А64, А65.К нижнему уровню системы управления относятся:• подсистемы управления тяговыми преобразователями частоты;• подсистема управления преобразователем собственных нужд.Структура и состав компонентов тяговых электроприводов пере¬
менного тока электровоза аналогичны компонентам тяговых электро¬
приводов трамвая (см. подразд. 2.13).Приводы механизмов подъемно-транспортных машин. Выбор
системы электропривода и режимы его работы в значительной сте¬
пени определяются статической нагрузкой, создаваемой механизмом
па валу приводного двигателя. Значение и характер статической на¬
грузки двигателя механизмов прерывистого действия существенно
зависят от кинематической схемы и природы сил, определяющих
сопротивление движению. Если в подъемных лебедках основной
силой сопротивления является вес поднимаемого груза (активная
сила), то в механизмах передвижения и вращения — реактивная сила
трения. В неуравновешенной подъемной лебедке без противовеса
направление действия активной силы не зависит от массы груза,
а в уравновешенной подъемной лебедке (с противовесом) направле¬
ние результирующей силы определяется массой перемещаемого груза.
Нормальная, отвечающая всем требованиям технологического про¬
цесса работа механизма циклического действия зависит от правиль¬
ного выбора электропривода и системы электроснабжения.При активном моменте нагрузки всегда возникает опасность па¬
дения груза с угрозой для жизни людей и разрушения механизмов.
Поэтому к конструкции как механической, так и электрической ча¬
стей правилами предъявляются требования, направленные на обе¬
спечение безопасности в соответствии с правилами ПБ 10-14-92
«Правила устройства и безопасной эксплуатации грузоподъемных
кранов». Обязательно наличие в конструкции механической части
подъемника тормоза так называемого нормально замкнутого типа,
т.е. при отключенном приводе механизм должен быть всегда затор¬
можен. Тормоз должен обладать достаточным запасом тормозного
момента, называемым коэффициентом запаса торможения. Также
обязательным требованием является обеспечение опускания груза
только работающим электродвигателем. Указанные требования опре¬
деляют схемные решения и построение силового канала электропри¬
вода механизма подъема с преобразователем частоты:287
• электропривод должен обеспечивать достаточный запас пускового
момента при максимальной допустимой нагрузке и максимальном
допустимом снижении питающего напряжения;• растормаживание механического тормоза должно производиться
только после того, как электропривод разовьет пусковой момент,
достаточный для подъема груза;• срабатывание любой защиты электропривода должно приводить
к отключению электропривода с затормаживанием механическим
тормозом;• преобразователь частоты должен быть оборудован устройством
рекуперации или рассеяния энергии торможения (тормозной рези¬
стор) с мощностью, достаточной для обеспечения опускания груза
максимальной допустимой массы на номинальной скорости.
Выбор крановых электродвигателей. Двигатели для механизмов,выполняющих рабочие операции по подъему и горизонтальному пе¬
ремещению груза, выбираются в зависимости от требований, предъ¬
являемых к работе каждого механизма, перерабатываемого груза, рода
тока, значения напряжения, скорости и диапазона ее регулирования,
конструктивного исполнения двигателя, способа защиты от влияния
окружающей среды.Исходными данными при выборе электродвигателей являются:
статические и динамические нагрузки, приведенные к валу двигате¬
ля; параметры режима работы; время приложения статической и ди¬
намических нагрузок, а также технологические особенности работы
механизмов, определяющие число грузовых циклов.В задачу выбора двигателя входят предварительный выбор двига¬
теля, расчет его на удовлетворение тепловому режиму, а также про¬
верка обеспечения заданных ускорений (обеспечения пускового ре¬
жима и запаса сцепления для механизмов передвижения).Нагрузки механизмов кранов изменяются как по абсолютному
значению от номинальных до значений холостого хода, так и по на¬
правлению в режимах тяги (подъема) и торможения (спуска). Области
изменения нагрузок крановых механизмов при подъеме и передви¬
жении [17] представлены на рис. 3.34. Заштрихованные области со¬
ответствуют статическим нагрузкам при установившемся движении;
незаштрихованные области, ограниченные штрихпунктирными ли¬
ниями, — действию нагрузок в режиме разгонов и торможений. Более
частой штриховкой отмечена область действия установившихся на¬
грузок механизмов, не подвергающихся давлению ветра или движе¬
нию под уклон. Более редкой штриховкой на рис. 3.34, б обозначена
зона действия нагрузок от попутного ветра.Статические нагрузки. Статическая мощность на валу электро¬
двигателя подъемной лебедки при подъеме груза, (кВт),Р - 9,81(0+ gK
103m„r| ’288
M = (0...0,5)MfЛ/ = (0,1...0,5)Мном
М = (0...0,1ЩН,Рис. 3.34. Области изменения нагрузок крановых механизмов при подъеме
(а) и передвижении (б)где Q — вес поднимаемого груза, Н; q — вес крюковой подвески,
захвата, спредера, грейфера или грузоподъемного магнита, Н; ип —
номинальная скорость подъема груза, м/с; ц — КПД канатной си¬
стемы и механизма при подъеме номинального груза; тп — число
механизмов, поднимающих груз.Статическая мощность на валу электродвигателя механизма гори¬
зонтального передвижения крана (тележки), когда механизм работает
в помещении при отсутствии ветровой нагрузки,р =л ст.гоG + Q + q)vT( <$ndCJ +2\1\03ткг[Dv^Рб + Ргде G — вес передвигающегося механизма (крана, тележки), Н; иг —
скорость передвижения груза, м/с; тк — число механизмов передви¬
жения; г\ — КПД механизма; срп — коэффициент трения в подшипни¬
ках ступиц колес (для подшипников качения фп = 0,015); DK — диа¬
метр ходового колеса, м; dCT — диаметр ступицы ходового колеса, м
(обычно для расчетов принимается dCT/DК - 0,25); ц — коэффициент
трения качения (ц = 0,5 • 10_3 м); Крб — коэффициент формы ходового
колеса, учитывающий трение его реборд (КрЬ - 1,3... 1,4); р — уклон
рельсового пути тележки или крана (при расчете мостовых кранов
принимается р = 0,003, для строительных кранов р = 0,01).Если механизм работает на открытом воздухе,ОG + Q + q)vJ (рп^ст + 2ц103 mkr\^рб + Р10ътку\ ’где WB — среднее усилие, воздействующее на механизмы крана и гру¬
за от ветра.289
В соответствии с государственным стандартом ветровая нагрузка
на кранWB = pSK,где р — давление на конструкции крана и груза, Па; SK — площадь
парусности крана, м2.ПараметрР = Якъ Ссвщ,где q — давление ветра на высоте 10 м; квс — коэффициент высоты;
св — коэффициент лобового сопротивления ветру; щ — коэффици¬
ент нагрузки.Параметргде р — плотность воздуха, р = 1,225 кг/м3; ив — скорость ветра у зем¬
ли, м/с.Площадь парусности крана (тележки) с достаточной точностью
можно принять5^ =0,8^7.Площадь парусности грузаSK2=0,2llG.Статическая мощность на валу электродвигателя механизма по¬
ворота стрелового крана^с.вр = 77^ [о. 5фВр Аф (р + Q) + /(3,2sin ± Р о],iu тВрГ|где G — вес поворотной части крана, Н; п — частота вращения кра¬
на, мин'1; фвр — коэффициент трения поворотного круга (фвр = 0,01);
DKp — диаметр поворотного круга, м; / — вылет стрелы (размер от оси
вращения до оси подъемного каната), м; у — угол направления ветра
к наветренной площади груза (при определении максимальной мощ¬
ности статической нагрузки sin у = 1, при определении средней квадра¬
тической нагрузки sin у = 0,8); р — уклон пути крана (для портальных
кранов р = 0,006, для башенных кранов р = 0,01, для судовых кранов
Р = 0,04); твр — число механизмов поворота; 3,2 — коэффициент,
учитывающий давление ветра на груз при скорости ветра 15 м/с.Статическая мощность на валу электродвигателя механизма из¬
менения вылета стрелы/’стс= wV<0’18i'cr+10i;c,)’где С — вес перемещаемых конструкций стреловой части крана, Н;
иС Т — скорость горизонтального перемещения груза, м/с; ис в — ско¬
рость вертикального перемещения груза, м/с.290
Статическая мощность на валу электродвигателя механизмов спе¬
циальных захватов, толкателей, выдвижных устройствгде Fcр — среднее усилие при перемещении рабочего органа, Н; и —
скорость перемещения, м/с.При этом Fmах механизма, работающего на упор, должно прини¬
маться не более 2Fcp.Динамические нагрузки. Разгон и торможение механизмов про¬
исходят при затрате кинетической энергии на изменение скоростных
параметров движущихся элементов. Уравнение движения механизма
с постоянным моментом инерции имеет видгде М — момент двигателя при ускорении или торможении; Мст —
момент статической нагрузки; /— момент инерции электропривода;
to — угловая скорость двигателя; dco/dt — ускорение или замедление
в процессе пуска или торможения.Уравнение (3.1), решенное относительно конечной скорости ме¬
ханизма при линейных механических характеристиках двигателя,
принимает видгде и — конечная скорость разгона (замедления), м/с; а — ускорение
(замедление) механизма, м/с2; пном — номинальная частота вращения
вала электродвигателя, мин-1; Мнш — номинальный момент на валу
электродвигателя Н м; я*ач, п*кон — начальная и конечная частоты вра¬
щения электродвигателя при пуске (торможении) механизма в отно¬
сительных единицах; Л/*ач, М*КОИ — начальный и конечный моменты
при пуске (торможении) в относительных единицах; Л/*т — относи¬
тельное значение момента статической нагрузки.Время пуска (торможения) может быть определено из (3.1) для
конкретных значений параметров пуска (торможения). При посто¬
янном ускорении (замедлении) /п = и/а.Приведение моментов инерции элементов механической передачи
к валу электродвигателя выполняют по следующим формулам:• для вращающихся частей крановр __ J ср^ст 10 V(3.1)/V = ———J —9,55 Mfном V'Кред^оп.у '1*ред*оп.у• для поступательно движущихся частей кранов*^ПОСТ ^э2«/"дв +пост9l(G + q + 0,7Q)u2"2* «ном Л291
где /дв — момент инерции двигателя, кг-м2; 0,2 — коэффициент,
учитывающий момент инерции тормоза и первой шестерни редукто¬
ра; GBp — вес вращающихся частей крана, Н; RBp — средний радиус
вращающихся масс крана; Q — вес груза, Н; / — расстояние от оси
вращения механизма поворота крана до оси грузового каната, м; /ред,
*оп.у ~ передаточные числа редуктора и опорно-поворотного устрой¬
ства; 0,7 — коэффициент, учитывающий, что в цикле работы кра¬
на число пусков с грузом не превышает 60 % общего числа пусков;
G — вес перемещаемых конструкций крана (тележки); q — вес под¬
вески, Н; v — скорость линейного перемещения, м/с; тк — число
механизмов.Расчетная мощностьНОМ^ ^ | рЮ3ЛмехG—n vHOM(a’a + m), (3.2)Р = , ж ст -^и.пУв.н _ Ю Г|мех ^ 10 ^и пУв.нЛмехгде ки п — коэффициент использования двигателя по пусковому току;
Ув.н ~■ коэффициент ветровой нагузки; G — вес перемещаемого ме¬
ханизма; Qn — вес груза с подвеской для механизмов передвижения
и поворота (для механизмов подъема G отсутствует); а' = /0бщМюст
(/пост — момент инерции поступательно движущихся элементов); а —
ускорение механизма; т = />ст/[(С+ QJ^hom] — параметр статической
нагрузки, характеризующий условия работы механизмов.В формуле (3.2) учтены особые условия нагрузки при ветре, крене,
уклонах путей и других противодействующих факторах. Расчетная
мощность полностью определяется параметрами механизма и требуе¬
мыми средними ускорениями и позволяет предварительно выбрать
двигатель исходя из условия Рном > Рр, где Рном — номинальная мощ¬
ность двигателя по каталогу при ПВ = 40 %.Для механизмов подъема Рр = РС1мои, поэтому двигатель можно
выбрать непосредственно по мощности статической нагрузки.Проверка выбора двигателя по тепловому режиму при известной
нагрузочной диаграмме может быть выполнена по эквивалентному
току исходя из условия/ > / = Elili (3 з)-* ном ^ 1 экв ^ ?а в случаях, когда ток двигателя пропорционален вращающему мо¬
менту или мощности, — по уравнениям эквивалентного моментаУ Mh-Мном >M3KB=l^j-±, (3.4)или мощностиР > p = (3 5)х НОМ ЭКВ л1292
При непосредственной оценке потерь можно применить метод
средних потерь:ЛЛюм > (3-6)В формулах (3.3)...(3.6) /;, Mh Ph APt — соответственно ток, мо¬
мент, мощность, потери мощности в двигателе на i-м участке грузо¬
вой траектории в течение времени thСистема управления мостовым краном. В настоящее время при¬
меняются различные системы управления электроприводами мосто¬
вых кранов, но наиболее совершенной является система управления
электроприводами переменного тока с частотными преобразователя¬
ми и управлением от программируемого технологического контрол¬
лера [4]. На схеме системы управления (см. рис. 2.59) в качестве БУ
рассматриваются блоки управления скоростями механизмов крана
с частотными преобразователями. Используются системы электро¬
привода с индивидуальными ПЧ и системы с индивидуальными ИН
и групповыми выпрямителями. Для управления движением моста
применяются отдельные приводы с каждой стороны моста, и пред¬
усматривается выравнивание нагрузок приводов при проявлении
механических перекосов при движении моста. В частности, могут
использоваться приводы с преобразователями частоты MOVTTRAC
31 С110-503-4-00 и С370-503-4-00 фирмы SEW Evrodrive. Преобразо¬
ватели подключаются непосредственно к трехфазной сети перемен¬
ного тока напряжением от 3 х 380 до 3 х 500 В, частотой 50 или 60 Гц.
Они обеспечивают изменение трехфазного выходного напряжения
до значения напряжения сети с пропорционально увеличивающейся
выходной частотой до настраиваемого значения базовой частоты, на¬
ходящейся в интервале 50... 150 Гц (для специальных характеристик
от 5 до 400 Гц). Эта особенность позволяет управлять трехфазными
АД с постоянным моментом до достижения номинальной частоты,
а выше нее — с постоянной мощностью.Все входы и выходы системы потенциально развязаны. В элек¬
тронной схеме имеется импульсный блок питания, который функ¬
ционирует независимо от частоты сети и в широком диапазоне на¬
пряжений — 380...500 В.Пост оператора реализован на базе клавишной панели FBG 31С-
01, в состав которой входят текстовый дисплей с подсветкой, тремя
языками на выбор и мембранная панель с шестью клавишами. На ди¬
сплей выводятся расширенное и краткое меню параметров. Клавиш¬
ная панель обеспечивает: отображение выходной частоты, тока, тем¬
пературы и других измеряемых величин; фиксацию неисправностей;
считывание и коррекцию всех параметров; сохранение данных.Для управления механизмами подъема и передвижения использу¬
ются эргономичные ручные манипуляторы типа джойстик.293
Система управления электроприводами мостового крана реали¬
зована на контроллере с возможностью его связи с ПК по последо¬
вательному интерфейсу RS-485 для обмена информацией с верхним
уровнем управления и уровнем дистанционного управления. В состав
контроллера входят модули ввода и вывода, обрабатывающие сигна¬
лы управления и блокировки. Рассматриваемая система управления
реализует следующие функции:1) принимает команды управления от ручного манипулятора —
джойстика: «Подъем» — релейный сигнал, «Спуск» — релейный сиг¬
нал, «Нейтральное положение (останов)» — релейный сигнал и «За¬
дание скорости» — аналоговый сигнал;2) обеспечивает пусковой момент на валу электродвигателя;3) при получении команды «Подъем» СУ выдает релейную коман¬
ду на включение электропривода, принимает блокировочный сигнало снятии электромеханического тормоза путем включения питания
электромагнита и преодоления тормозного усилия пружин, начиная
движение вверх со скоростью, определяемой аналоговым сигналом
«Задание скорости» от джойстика. При положении джойстика 1 обе¬
спечивается минимальная скорость подъема, при положении джой¬
стика 6 — максимальная. При установке джойстика в нейтральное
положение («Стоп») привод осуществляет торможение и по дости¬
жении минимальной скорости подает релейную команду на отклю¬
чение электромеханического тормоза, а также отключает выходное
напряжение преобразователя;4) при получении команды «Спуск» привод создает тормозной
момент на валу двигателя и выдает релейную команду на включение
питания электромеханического тормоза, принимает блокировочный
сигнал о снятии тормоза и начинает движение вниз со скоростью,
определяемой аналоговым сигналом «Задание скорости» от джойсти¬
ка. При спуске груза в положении джойстика 1 — 5 осуществляется
тормозной спуск, в положении 6 — двигательный. При положении
джойстика 1 обеспечивается минимальная скорость спуска, при по¬
ложении 5 — максимальная;5) при переводе джойстика в нейтральное положение для дости¬
жения высокоточной посадочной скорости груза в конце торможе¬
ния выдерживается время останова электродвигателя при помощи
торможения импульсами постоянного напряжения согласно приве¬
денной на рис. 3.35 характеристики разгона и торможения (fn, /тах,
Уост — частота при пуске, максимальная, при останове соответствен¬
но; tp, tT, t0CT — время разгона, торможения, останова соответствен¬
но). При поступлении команды «Нейтральное положение» («Стоп»)
выдается релейный сигнал на отключение питания электромехани¬
ческого тормоза. После этого отключается выходное напряжение
преобразователя;6) в преобразователе реализовано два независимо программируе¬
мых времени разгона и торможения в пределах 0,01 ...600 с. Допол-294
Рис. 3.35. Зависимость изменения частоты, обеспечивающей достижение
высокоточной посадочной скорости груза при помощи торможения импуль¬
сами постоянного напряжения, от временинительно к этим значениям можно осуществлять программирование
пользователем еще 12 значений времени разгона (торможения) в за¬
висимости от положений джойстика;7) в преобразователе реализована функция «обхода» заданной
частоты, исключающая работу двигателя на задаваемой оператором
частоте вращения, при которой возникает механический резонанс
в комплексе «электродвигатель — механическая нагрузка»;8) после получения команды «Аварийный стоп» преобразователь
осуществляет торможение, выдает релейную команду на отключе¬
ние питания электромеханического тормоза и отключает выходное
напряжение;9) преобразователь обеспечивает: защиту от недопустимой пере¬
грузки и короткого замыкания, в том числе на землю; защиту от не¬
допустимых перенапряжений на силовых элементах; блокировку ра¬
боты при недопустимых отклонениях питающего напряжения и его
исчезновении; защиту от неполнофазного режима работы; защиту
от неисправности в блоках и узлах преобразователя;10) при аварии преобразователь выдает релейный сигнал «Ава¬
рия», релейный сигнал на отключение электромеханического тормоза
и снятие питающего напряжения с его выходов;11) преобразователь имеет функцию адаптации для оптимального
управления конкретным электродвигателем.3.3.7. Расчеты и выбор регулируемых
электроприводов для механизмов с переменными
моментами нагрузки, переменными моментами
инерции, с диаграммами ускорения и замедления,
отличными от прямоугольных диаграммМеханизмы с переменными моментами нагрузки. Периодиче¬
скими либо ударными изменениями нагрузки характеризуется, на¬295
пример, работа поршневого компрессора и прессового оборудования.
При расчете и выборе приводов с периодическими изменениями на¬
грузки необходимо учитывать следующие рекомендации:• применять преобразователи частоты с векторным управлением;• для приводов с низким моментом инерции и существенными
колебаниями момента нагрузки (например, одноцилиндровый
поршневой компрессор) номинальный момент выбираемого дви¬
гателя должен составлять не менее 80 % максимального значения
момента нагрузки;• для стабильного запуска привода от управляемого преобразо¬
вателя в начальном диапазоне выходной частоты, когда система
управления имеет разомкнутую обратную связь по скорости, но¬
минальный момент двигателя должен составлять от 130 до 150 %
максимального момента нагрузки. При использовании режима
векторного управления с датчиком обратной связи по скорости
достаточно, чтобы номинальный момент двигателя был равен
максимальному моменту нагрузки;• если двигатель и исполнительный орган имеют упругую связь, на¬
пример, через ременную передачу, то возможно возникновение
упругих колебаний. При этом необходимо избегать совпадения
частоты упругих колебаний и частоты изменения нагрузки.Для приводов с ударными изменениями нагрузки характерны сле¬
дующие особенности:• если момент инерции привода достаточно высок, ударный мо¬
мент нагрузки может быть кратным номинальному моменту дви¬
гателя;• если привод имеет низкий момент инерции, то при возникнове¬
нии ударной нагрузки, двигатель может быть заторможен до пол¬
ной остановки. При определенных условиях привод может менять
направление вращения и кратковременно ускоряться в направле¬
нии, противоположном движению. Для предотвращения подоб¬
ных ситуаций необходимо использовать векторное управление
с датчиком скорости;• ограничить броски момента двигателя при возникновении удар¬
ных нагрузок возможно за счет увеличения момента инерции
привода. При работе через редуктор дополнительную инерцион¬
ную массу (маховик) целесообразно располагать на быстроходном
валу редуктора.В предположении, что двигатель и нагрузка жестко связаны, при
условии пренебрежения электромагнитной постоянной времени при¬
вода, справедливо дифференциальное уравнение:dM,
где Тм — механическая постоянная времени привода; /0 — суммар¬
ный момент инерции привода, приведенный к валу двигателя; sH —
номинальное скольжение двигателя; Мав ном — номинальный момент
двигателя; п0 — скорость идеального холостого хода двигателя.При известном моменте инерции возможно выполнение расчета
момента двигателя. Однако данный расчет будет справедлив только
при работе привода в разомкнутой по скорости системе управле¬
ния. В замкнутой по скорости системе значения момента двигателя
будут выше.Если момент нагрузки Мн меняется по законуМн (t) = Мн + АМН sinCtDj/),
то момент двигателя определяется выражениемM№(t) = МН+ - =sin((DH/-(p),лА + (юн^м)гдеФ = arctg(coHTM).При этом отношение моментов двигателя и нагрузки
Д^дв _ 1Vl + (<oH3"„)2'Таким образом, демпфирование колебаний момента нагрузки
происходит тем эффективнее, чем больше механическая постоян¬
ная времени Ти и чем выше частота колебаний момента нагрузки
(рис. 3.36).В случае если момент нагрузки имеет вид ступенчатой функции,
то момент двигателя определяется выражениями:Д/д»(/) = Л/нп1га(1-е-'/7'"), 0<rst„;M„(t) = АГнта>(1 -е~»т- , t>t„,где t0 — длительность ступенчатого приложения момента нагрузки.Рис. 3.36. Зависимость демпфирования колебаний момента нагрузки от вре¬
мени297
Пример характеристики момента нагрузки одноцилиндрового
поршневого компрессора представлен на рис. 3.37.Характеристика момента нагрузки компрессора может быть при¬
ближенно описана следующими выражениями:Мн (О = Мнmax sin(coH/), 0 < aHt < я;Мн (t) = 0, я < сон/ < 2я;СОн = .
н /-60где / — передаточное число редуктора. В этом случае момент дви¬
гателяЮнА) д/Mw(t) = Се а«т» + ншах _ф)5 о < сон/ < я;у/i+(®нтму)2COh/q —ДВгдеС =MRB(t)~Ce , я < ©и/1 < 2я,^нтах 8Ш(ф)(1-е 71/(<°1,Гм))Л/1 + (юн7Тм)2 ’Ф = arctg((oH7"M).Механизмы с переменными моментами инерции. К таким ме¬
ханизмам относятся, например, механизмы намотки и смотки раз¬
личных материалов. Момент инерции нагрузки меняется, так как
в результате технологической операции меняется радиус и масса ру¬
лона. Динамический момент и параметры электропривода для таких
механизмов рассмотрены в подразд. 2.12.Рис. 3.37. Зависимость момента нагрузки одноцилиндрового поршневого
компрессора от угла поворота кривошипа298
Рис. 3.38. Зависимости скорости (а) и ускорения (б) от времени при изме¬
нении ускорения в процессе разгона и торможения по синусоидальной или
прямоугольной функцииМеханизмы с диаграммами ускорения и замедления, отличны¬
ми от прямоугольных диаграмм. Демпфирование бросков момента
при разгоне/торможении различных механизмов возможно за счет
введения нелинейных законов изменения скорости. Рассмотрим ва¬
риант изменения скорости в функции sin2(co?)-Выражения для скорости и ускорения имеют вид:^ = ^maxSin2((00;а = tfmaxsin(2co/),ягде со = -—; йтах = ^тахсо; /р — время разгона.^рЗависимости скорости и ускорения для вариантов ступенчатого
задания скорости и прямоугольного графика изменения ускорения
и изменения скорости по закону (3.7) приведены на рис. 3.38.Площадь под кривой скорости на рис. 3.38 соответствует пройден¬
ному пути. Время разгона /р равно времени торможения /т. При этомп — и со = wmax ^пглхки ^ fПри одинаковых значениях пройденного пути, времени движе¬
ния и максимальной скорости значение максимального ускорения
при изменении скорости по закону (3.7) на тг/2 больше, чем в ва¬
рианте разгона/торможения по линейному закону. Максимальный
момент двигателя достигается только при значении скорости итАХ/2.
При использовании закона (3.7) привод должен быть выбран с со¬
ответствующим запасом по моменту, чтобы обеспечить возможность
получения данного ускорения.299
3.3.8. Расчеты и выбор режимов электрического,
механического и комбинированного торможения
электроприводовКинетическая энергия механизма при торможении его электро¬
приводом либо рассеивается на тормозном резисторе, либо возвра¬
щается в питающую сеть, либо рассеивается в двигателе при торможе¬
нии постоянным током. Имеются возможности сохранения энергии
торможения на конденсаторе в звене постоянного тока ПЧ, но они
существенно ограничены. Кинетическая энергия двигателя lVKaB
и энергия Wc, которая может быть запасена в конденсаторе звена
постоянного тока, определяются выражениями:где /дв — момент инерции двигателя, Сос — емкость конденсатора
в звене постоянного тока преобразователя. Как правило, запаса энер¬
гии Wc недостаточно для компенсации энергии WK дв, даже без учета
сопутствующих потерь в других элементах цепи питания двигателя.
Рассмотрим возможные варианты торможения, принимая во внима¬
ние потери мощности в компонентах привода [48].Суммарная мощность торможения двигателя не должна превышать
суммы потерь мощности в двигателе, в выходном дросселе, в инвер¬
торе и в источнике питания. Таким образом, должно выполняться
следующее соотношение:Потери в преобразователе зависят от текущей нагрузки, а поте¬
ри в дросселе и двигателе — от нагрузки и скорости. При снижении
скорости происходит снижение потерь в стали двигателя и дросселя,
в то время как зависящие от тока нагрузки потери в двигателе, дрос¬
селе и преобразователе растут с увеличением тормозного момента.
В первом приближении сумму потерь можно принять за постоянную
величину. Тормозной момент при номинальной скорости на холостом^c-^DC^DCmax ^DCn)’где1УЛ Т'*дВ9 550 'Отношение для тормозного момента:^ (-^Кдв -^Vhhb Fy const) ' ^ 550V const300
ходу относительно небольшой. При этом ток двигателя примерно
равен току намагничивания /ц. Потери на холостом ходу при номи¬
нальной скорости могут быть оценены следующим образом:Д^дв ~ (0>4...0,5).РКдвном -(0,4...0,5)1-1 \РГ\ 1дв+ РгV жз.ном 5Кинвр +Р о»93 Г500-* V диод rV транз ^ I 400U пТормозной момент9 550Приведем расчет режима торможения привода, обладающего боль¬
шим моментом инерции. Момент торможения привода:М = -/ я 2n dn
1 60 dtВремя торможения привода с линейным замедлением при посто¬
янном тормозном моменте•^общ^^тах30Момент торможения также может быть представлен в следующем
виде:Л/. =_ ]Г/у. 9 550 _ 9 550 птмТогда выражение для времени торможения в функции скоростиt = г"1” f "d"30МТптахJo5mK , 2 2чV'*rnax />60 А/ т„ «maxили =*^общ^«тах60Скорость двигателя при торможении в функции времени имеет вид
Рис. 3.39. Зависимость скорости от
времени при торможении с мо¬
ментом торможения, изменяю¬
щимся обратно пропорционально
скорости двигателя или неизмен¬
нымПри замедлении с моментом торможения, обратно пропорцио¬
нальным скорости двигателя, время торможения может быть сокра¬
щено примерно в 2 раза (рис. 3.39).Значительно увеличить экономичность электроприводной систе¬
мы позволяют электроприводы с рекуперацией энергии торможения
в питающую сеть. Примером такой системы может служить электро¬
привод центрифуги, расчет которого представлен в подразд. 3.3.4.Расчет энергии торможения механического тормоза. Множе¬
ство приводов оборудуются механическим тормозом. Применение
механических тормозов необходимо для приводов с большим момен¬
том удержания груза, например для приводов подъемников и лифтов.
Механические тормоза также осуществляют функцию аварийного
останова в случае возникновения неисправности электропривода.Приведем расчет энергии торможения для механического тормоза
электропривода подъемника, работающего с противовесом. Нагруз¬
ка имеет максимальную кинетическую энергию при опускании груза
с максимальной массой на номинальной скорости. Энергия тормо¬
жения может быть определена по формуле— ^^кин.дв+Z ЛмехЛр (^кин • НОМ ^^ПОТ.НОМ ) 5где^кин.дв+Z - 2 (*^дв + Л + )С0ДВ шах = +Z j jИ'кин.ном = ^X^max;И'паг.ном = AmSh',w = M (0 — = M j2VmaxT 1 4 тшдв max ^ T J} 2 ?302
= тк + тг + тп + тц;Ат = тк+тТ-тп,где тк — масса клети подъемника; тТ — масса груза; тп — масса проти¬
вовеса; тц — масса цепи; /дв — момент инерции двигателя; /т — момент
инерции тормоза; /р — момент инерции редуктора; итах — максимальная
скорость перемещения клети с грузом; D — диаметр шкива; i — коэф¬
фициент передачи редуктора; МТ — момент механического тормоза;
цр — КПД редуктора; г|мех — КПД механических передач подъемника.Итоговое выражение для энергии торможенияMTiОтсюда следует, что механическое торможение возможно при
условииМомент, развиваемый механическим тормозом, должен быть выше
статического момента нагрузки. Энергия торможения также может
быть вычислена через тормозной момент. Тормозной момент при
опускании груза1Л мех'n pAmg—Мт >ЛмехЛр bmg —мех 1р .О,номО)И^ном = Amgy;W, =+Z *^дв Л ’'Y^m = mK + mT + mn + mn;
Am = mK+ mT - mn.303
3.4. Расчеты и выбор электроприводных систем
для технологий обработки и переработки
вещества3.4.1. Нагнетание жидкостей и газовРазнообразие условий применения нагнетателей, их конструкций
и режимов эксплуатации определяет возможность и экономическую
целесообразность использования различных систем электропривода.Для привода насосов, вентиляторов и компрессоров наряду с ре¬
гулируемыми приводами применяются нерегулируемые электропри-Рис. 3.40. Схема системы управления каскадом вентиляторов с устройства¬
ми плавного пуска двигателей304
ДымососВентиляторКомандыоператораСигнал аварии
в систему
автоматикиiСигнал аварииДатчикразреженияЬКомандыоператораДатчикдавленияИз»]Рис. 3.41. Схема системы управления дымососом и вентиляторомводы. Это делается в тех случаях, когда режим работы нагнетателя
по технологическим условиям постоянен или мощность его неве¬
лика и регулирование его производительности без больших потерь
энергии может быть осуществлено воздействием на нагнетатель или
на его гидравлическую сеть. Схема такой системы электроприводов
вентиляторов показана на рис. 3.40.Система, реализованная с использованием устройства плавного
пуска Altistart 48 производства фирмы Schneider Electric, позволя¬
ет выполнять каскадный пуск нескольких вентиляторов от одного
пускового устройства. Данная схема применяется в случаях, ког¬
да не требуется регулирование производительности вентиляторов,305
но необходимо избежать больших скачков тока при запуске двига¬
телей.Пример системы управления дымососом и вентилятором, яв¬
ляющейся частью общей системы управления котлом, представлен
на рис. 3.41. В этой системе применены частотно-регулируемые при¬
воды. Система позволяет осуществлять как ручное, так и автомати¬
ческое управление разрежением дымососа и давлением вентилятора,
в зависимости от сигналов, поступающих от оператора, устройств
управления верхнего уровня, датчиков.3.4.2. Физическая переработка вещества
с использованием вращательных движений
исполнительного органаВ данных механизмах в основном применяются асинхронные
реверсивные электроприводы с частотным управлением, машины
двойного питания и всевозможные механические вариаторы, управ¬
ляемые муфты и т.д. Рассмотрим управление процессом переработки
вещества на примере процесса дробления.Автоматическое управление процессом дробления включает
в себя: управление загрузкой материала в дробилку; регулирование
скорости дробления, исходя из минимума затрат электроэнергии;
регулирование гранулометрического состава продуктов дробления.Производительность дробилки в зависимости от прочности и круп¬
ности дробимого материала ограничивается пропускной способностью
или нагрузкой двигателя дробилки. При дроблении прочных пород ко¬
личество материала, подаваемого в дробилку, должно ограничиваться
допустимой нагрузкой двигателя привода дробилки; если дробимый
материал обладает малой прочностью, то его количество ограничи¬
вается пропускной способностью дробилки. Поэтому управление за¬
грузкой материала в дробилку для исключения перегрузки двигателя
привода дробилки или завала дробилки осуществляют в зависимости
от нагрузки двигателя и уровня материала в дробилке. Значительное
повышение эффективности процесса дробления обеспечивает управ¬
ление загрузкой материала в зависимости от размеров дробимого мате¬
риала или на основе измерения косвенных параметров, характеризую¬
щих этот показатель (например, виброскорости в конусной дробилке
и амплитуды колебаний корпуса щековой или валковой дробилки).В дробильных механизмах система управления осуществляет:• контроль минимального уровня вещества в бункере над пла¬
стинчатым питателем, установленным перед дробилкой. Чтобы
избежать повреждения пластин питателя при загрузке вещества,
в бункере должна быть каменная «постель»;• контроль завала дробилок, применяемый для предупреждения
вынужденных остановок;306
• контроль состояния подшипников дробилок, предусматривающий
сигнализацию о перегревании подшипников, измерение темпе¬
ратуры масла на сливе из подшипников и сигнализацию о пре¬
кращении потока масла с одновременной подачей команд в схему
электропривода для необходимых блокировок;• учет количества перерабатываемого вещества с помощью конвей¬
ерных весов, установленных за дробилками крупного дробления,
после промежуточных складов и перед бункерами корпуса обо¬
гащения;• контроль наличия руды на питателях и конвейерах с помощью
электродных или других датчиков, необходимый для информации
оператора о прохождении материала через течки;• обнаружение и удаление металлических предметов из потока руды
с помощью металлоискателей;• контроль размеров продуктов дробления.Регулирование дробилки заключается в стабилизации количества
материала в ее рабочем пространстве. Если уровень материала пре¬
вышает заданное значение, подводимый поток уменьшается, если
запас меньше заданного значения, поток увеличивается. Схемы ав¬
томатизации цикла дробления обеспечивают также пуск и остановку
дробилки и вспомогательных механизмов с соблюдением определен¬
ной технологической последовательности.Рассмотрим систему управления на примере двухвалковой дро¬
билки (рис. 3.42).Электропривод дробилки выполнен на базе двух АД с короткозам¬
кнутым ротором и частотным преобразователем. В систему управле¬
ния входят датчики, которые контролируют массу на входе дробилки,
наличие металлических предметов в общей массе вещества, массу
дробимого материала на выходе дробилки. Кроме того, применяют-Рис. 3.42. Схема системы управления двухвалковой дробилкой307
ся датчики уровня, вибраций корпуса установки, температуры опор
и переполнения входного бункера.Общее управление роторной дробилкой осуществляется программи¬
руемым технологическим контроллером КТ, задачами которого являют¬
ся: управление работой роторной дробилки, реализация режима техни¬
ческого диагностирования, отображение процесса дробления. В состав
контроллера входят: NT-терминал, ручной пульт управления, четыре
аналоговых модуля ввода и вывода на восемь входов и восемь выходов,
два температурных модуля (для контроля температуры подшипников).
Количество модулей обусловлено количеством датчиков, контролиру¬
ющих различные технологические и технические параметры. В состав
контроллера также входит флэш-карта, на которой записаны основные
предустановочные параметры для процесса дробления. Вся информа¬
ция о процессе дробления отображается на NT-терминале.При дроблении реализуются алгоритмы оптимизации, осущест¬
вляющие две задачи:1) для заданной производительности дробильного агрегата обеспе¬
чить минимальное электропотребление при произвольном времен¬
ном варьировании массы, размера и физических свойств вещества;2) обеспечить максимальную производительность дробильного
агрегата с ограничением мощности электропотребления в системах
автономного питания при произвольном временном варьировании
массы, размеров и физических свойств вещества.Для решения сформулированных задач оптимизации применяются
математические модели дробильных агрегатов, отражающие физиче¬
ские и энергетические составляющие процесса дробления вещества.
Независимо от типов дробильных агрегатов их математическое опи¬
сание имеет общую основу, которая в наибольшей степени выражена
для роторных дробилок.3.4.3. МеталлообработкаСтанок типа обрабатывающего центра, краткое описание систе¬
мы управления которым дано в подразд. 2.15, показан на рис. 3.43.
Главный привод станка (привод вращения шпинделя) обозначен
буквой С. Приводы подач обозначены координатами перемещения:
Y — вертикальное перемещение шпиндельной бабки; W — горизон¬
тальное перемещение шпинделя; В — вращение поворотного стола;
Z — продольное перемещение поворотного стола; X — поперечное
перемещение поворотного стола.Приводы, реализующие движения вспомогательных механизмов
(например, в зажимных приспособлениях, загрузочных устройствах,
насосах, магнитных сепараторах и др.), обозначаются специальны¬
ми буквами. Так, например в станке WH(Q) 105 CNC вспомогатель¬
ным приводом является привод механизма автоматической смены
инструментов ZN.308
Рис. 3.43. Общий вид металлообрабатывающего станка типа обрабатываю¬
щего центраСтруктура технических средств электроприводной системы станка
показана на рис. 3.44. Система реализована на базе ПЧ SINAMICS
S120 и контроллера семейства SIMATIC фирмы SIEMENS.Будучи частью семейства средств автоматизации SIEMENS, при¬
вод SINAMICS S120 является модульной системой, обеспечивающейГProfibusSIMATICDRIVE-CLiQIT-СЕ?JOE?г|т□□□□SINAMICS S120
AC Drive3D.35CLDRIVE-CLiQШ2.rFMotorsРис. 3.44. Структура технических средств электроприводной системы метал¬
лообрабатывающего станка309
высокопроизводительные одноосные и многоосные движения для
большого количества промышленных приложений. Благодаря отдель¬
ным модулям питания и приводным модулям систему SINAMICS S120
можно применять для реализации различных конфигураций приводов,
зависящих от режимов их работы в технологиях. Модуль питания вы¬
бирается в соответствии с количеством приводных модулей и необхо¬
димым уровнем производительности. Соединение модулей выполня¬
ется с помощью цифрового системного интерфейса DRIVE CLiQ.Управление технологией металлообработки выполняется системой
ЧПУ Sinumerik 802D si. В системе управления применены зарекомен¬
довавшие себя стандартные интерфейсы передачи данных: Ethernet,
PROFIBUS, USB. Приводная система SINAMICS может использо¬
ваться в широком спектре условий окружающей среды и параметров
питающей сети. Все это обеспечивает высокую надежность и высо¬
кую гибкость системы управления станком.3.4.4. ЭкструзияЭкструзия — метод формования в экструдере изделий или полу¬
фабрикатов неограниченной длины продавливанием расплава по¬
лимера или иного материала через формующую головку с каналами
необходимого профиля. Переработка полимерного материала экс¬
трузией осуществляется на специальных машинах — экструдерах.
Система управления одношнековым экструдером с использованием
частотно-регулируемого привода [44] представлена на рис. 3.45. Си¬
стема состоит из группы термодатчиков ТД и термоконтроллеров ТК
DTC, ТК DTA, которые обеспечивают регулирование необходимой
температуры смеси в технологическом процессе экструзии. Преоб-СырьеРис. 3.45. Схема системы управления одношнековым экструдером310
разователь частоты ПЧ и двигатель М обеспечивают скорость вра¬
щения шнека. Вся система управляется с помощью ПЛК, в который
закладывается управляющая программа. Связь компонентов системы
осуществляется по интерфейсу RS-485. Связь панели оператора ПО
с ПЛК осуществляется по интерфейсу RS-232. Данная конфигура¬
ция позволяет следить за параметрами производимого материала,
регулировать скорость подачи сырья, а также легко адаптироваться
к изменению типа сырья и рабочих прес-сформ, что обеспечивает
гибкость и универсальность системы.Мощность, потребляемая в зоне загрузки, расходуется на преодо¬
ление сил трения при движении пробки материала. Значение ее не¬
велико (около 10 % суммарной потребляемой мощности), и им можно
пренебречь. Исключение составляют червячные машины с продоль¬
ными канавками на внутренней поверхности цилиндра в зоне загруз¬
ки. В этом случае потребляемая на продвижение пробки гранул мощ¬
ность в 2 —5 раз больше, чем в машинах с гладким цилиндром.В зоне плавления мощность затрачивается на преодоление со¬
противления движению пробки в тонком слое расплава вблизи
стенки цилиндра, а также на преодоление сил трения пробки о сер¬
дечник червяка и витки нарезки. Следует отметить, что по длине
зоны плавления происходит изменение состояния перерабатывае¬
мого материала. Размеры пробки гранул непрерывно уменьшают¬
ся, а сама пробка покрывается слоем расплавленного материала.
Одновременно меняются теплофизические и реологические харак¬
теристики материала, что вызывает определенные трудности при
аналитическом описании процесса в зоне плавления. Мощность,
затрачиваемая в зоне дозирования, определяется суммой мощностей
расходуемых на принудительное проталкивание массы по винтово¬
му каналу червяка Рх\ на срез материала в зазоре между вершиной
витка нарезки и стенкой цилиндра Р2; на создание циркуляцион¬
ного потока в витках нарезки червяка Ръ. Мощность привода, по¬
требляемая в зоне дозирования с постоянными геометрическими
размерами червяка, Вт,п n3D*n2L3 n2D2nfitga„ .?i=—\—-Hi +— 2 4 Дрг;п n3Dln2L3Рг= —“М-2,ztгде D4 — диаметр гребня червяка, м; L3 — длина зоны нагнетания
(зоны дозирования), м; h — глубина винтового канала (нарезки), м;
ач — угол винтовой нарезки червяка; п — частота вращения червяка,
с-1; Цх — эффективная вязкость материала в винтовом канале, кг с/м2;
\i2 — эффективная вязкость материала в зазоре между гребнем нарезки
червяка и цилиндром, кг-с/м2; Арг — перепад давления в экструзион¬
ной головке, кг/м2; t — шаг винта.311
Значением мощности Р3 (на создание циркуляционного потока)
ввиду ее малости можно пренебречь.Технологическая мощность, затрачиваемая на продвижение ма¬
териала в цилиндре червячной машины, Вт,Значения эффективной вязкости щ и \х2 для различных перераба¬
тываемых материалов определяются по реологическим кривым в за¬
висимости от скоростей сдвига и температуры (ц =f(T, -5)).
Скорость сдвига в винтовом канале червяка, с-1,Скорость сдвига в зазоре между гребнем нарезки и цилиндром, с ',Аналогично определяется технологическая мощность, затрачивае¬
мая на продвижение материала в формующей головке машины.
Падение давления в формующей головкеЗдесь Ар, — падение давления на i-м участке канала формующей
головки, кг/м2,где Q — объемная производительность экструдера, м3/с; ц, — эффек¬
тивная вязкость (реологический фактор), кг с/м2; kt — коэффициент
геометрической формы i-то участка канала, м3.Величины эффективной вязкости определяются по реологи¬
ческим кривым в зависимости от скоростей сдвига и температуры
(|! = f(S,T)). Соответственно находятся: скорости сдвига при дви¬
жении материала через цилиндрический, конический, сужающийся
(клиновидный) и призматический формующий участки канала; об¬
щие потери давления в формующей головке Ар - Арх + Ар2 + Ар3 + Ар4;
технологическая мощность, затрачиваемая на продвижение материала
в формующей головке Рг.Общая технологическая мощность экструдера:+ 1*2 >, n3D^n2L3 n2D2nhtga4 i^D\n2L3
*П= -h Hi+ 2 \t9 _K2{D4-h)(D4-2h)n1 hyln2(D4-2h)2+t2 '4= Xaa-p = pn+pT.312
Требуемая мощность электродвигателя, Вт,где г| — КПД редуктора.Исходя из расчетов выбирается двигатель, а затем и другие ком¬
поненты электроприводной системы.3.4.5. РезаниеРассмотрим применение электроприводных систем в резательном
оборудовании на примере барабанных ножниц, предназначенных
для работы в составе непрерывной линии по производству трех¬
слойного гофрокартона, и выполняющих поперечное резание кар¬
тона. Структура технических средств линии показана на рис. 3.46.
Технологический процесс начинается с подачи верхнего и среднего
слоев картона с раскатов 1 в гофрирующий пресс 2. Клеенаносящий
вал гофрпресса осуществляет склеивание среднего гофрированного
слоя с верхним. Нижний слой картона подается по направляющим
валикам к клеенаносящему валу 3, где приклеивается к среднему
слою. На сушильном столе 4 склеенное полотно сушится, после
чего поступает на станок поперечного резания (СПР) 7, который
осуществляет его подвод к ножевым валам станка и резание на за¬
данные форматы. Ножевые валы СПР функционируют по принципу
летучих ножниц. Отрезанные листы гофрокартона попадают на при¬
емное устройство 8.Скорость современных непрерывно-поточных гофролиний дости¬
гает 300...400 м/мин. Диапазон изменения формата отрезаемых ли¬
стов обычно составляет 1:5, а отклонение отрезаемого формата от за¬
данного не должно превышать ±1 мм. Пределы задания и точность
резания потребительских форматов определяются динамическими
характеристиками системы управления электроприводом ножевых
валов СПР и особенностями механической конструкции станка.Пример реализации системы автоматического управления лини¬
ей гофрокартона на базе комплектных электроприводов перемен¬
ного тока и компьютерных средств автоматизации фирмы Mitsubishi
Electric приведен на рис. 3.47.Комплектные электроприводы секций состоят из преобразова¬
телей частоты UZ1 — UZ5 Mitsubishi FR-A 540 и асинхронных элек¬
тродвигателей Ml — М5 с импульсными датчиками скорости (энко-
дерами). Алгоритмы управления процессом резания и скоростями
электроприводов реализуются на программируемом контроллере 10
Mitsubishi A2SH.Для обеспечения работы системы автоматического управления
электроприводом ножевых валов СПР на измерительном колесе 5,
расположенном после сушильного стола, установлен датчик коорди-313
314Рис. 3.46. Функциональная схема системы управления линией по производству листов трехслойного гофрокартона
315Рис. 3.47. Функциональная схема системы управления линией по производству листов трехслойного гофрокартона
наты и скорости полотна, а на оси одного из ножевых валов — датчик
координаты и скорости ножа 6.Человеко-машинный интерфейс системы управления представлен
постом оператора 9 Mitsubishi МАС-Е700, на котором осуществля¬
ются задания скорости линии, опережения приводов линии отно¬
сительно сушильной секции, форматов отрезанных листов, а также
индикация скоростей и нагрузок приводов линии, фактического фор¬
мата отрезанного листа, количества листов, попавших в допустимый
диапазон ошибки резания, и не попавших при заданном формате,
индикация рабочих режимов и состояния механизмов линии, ото¬
бражение аварийных сообщений.Для связи между программируемым контроллером, электропри¬
водами и постом оператора используется промышленная сеть СС-
Link.Программирование системы, настройка и визуализация пере¬
ходных процессов при регулировании технологических переменных
в процессе резания полотна картона осуществляются с пульта инже¬
нера 77, представляющего собой портативный компьютер со спе¬
циализированным программным обеспечением.Система управления гофролинией (см. рис. 3.47) включает в себя
систему последовательного ведения приводов линии по скорости
и систему управления СП Р. Механизмы линий отражены в виде при¬
водных валов. Нумерация валов соответствует нумерации механиз¬
мов, принятой на рис. 3.46.Система последовательного ведения предназначена для автома¬
тического согласования скоростей регулируемых приводов линии
в процессе технологических изменений рабочей скорости и в режи¬
мах пуска и останова линии. Задание скорости линии осуществля¬
ется в блоке БЗ заданием скорости ведущего привода сушильного
стола 4. Для приводов, входящих в состав цепи последовательного
ведения, задается опережение относительно предыдущей секции
в пределах ±10% с точностью 0,01 %. Диапазоны задания скорости
и опережения — настраиваемые. Расчет и задание опережения при¬
водов линии производятся в блоке последовательного ведения БПВ.
Информация о суммарном задании скорости и опережения каждого
привода поступает на вход контура скорости преобразователя ча¬
стоты FR-A540. Применение векторного управления и импульсного
датчика ИД в цепи обратной связи по скорости обеспечивает под¬
держание заданной скорости приводов с точностью ±0,01 % в стати¬
ческом режиме работы, а также высокую динамику приводов линии
в переходных режимах.Система управления СПР реализует алгоритмы управления дви¬
жением ножевых валов для обеспечения точного резания картонного
полотна на заданные форматы.Обеспечение точного резания возможно при выполнении двух
кинематических условий: совпадение начала режущей кромки ножа316
с заданной границей отрезаемого полотна; во время резания линей¬
ные скорости кромки ножа и полотна должны находиться в задан¬
ном соотношенииин k^jn, (3.8)где kv — коэффициент опережения (ки = 1,02... 1,07).Поскольку резание происходит при каждом обороте ножей, то для
обеспечения заданной длины отрезаемого полотна движение ножей
от момента предыдущего реза до последующего должно происходить
неравномерно, с замедлениями и ускорениями в зависимости от тре¬
буемого формата.Система управления электроприводом станка решает две основ¬
ные задачи: расчет заданных значений положения, скорости, уско¬
рения ножа в зависимости от координаты картонного полотна; рас¬
чет управляющего воздействия на контур скорости электропривода
ножевых валов.При выполнении первой задачи необходимо выбрать такой за¬
кон регулирования координат ножа, чтобы максимально облегчить
работу регулятора положения РП ножа на момент выполнения ре¬
зания и обеспечить более мягкий режим работы механической части
электропривода. Для этого путь ножа за цикл работы (один оборот)
делят на зоны регулирования и синхронизации. В зоне регулиро¬
вания изменяется скорость ножа, в зоне синхронизации скорость
ножа поддерживается постоянной, определяемой по условию (3.8),
а кромка полотна синхронизируется с положением ножа. Резание по¬
лотна происходит в зоне синхронизации. При этом одну часть зоны
синхронизации нож проходит перед моментом резания, после него
следует вторая часть зоны синхронизации.Размер зоны синхронизации до реза выбирают в зависимости
от длительности переходной характеристики регулятора положения
ножа; размер зоны синхронизации после момента резания опреде¬
ляется временем, необходимым для выполнения расчетов, опреде¬
ляющих параметры следующего момента резания.Расчет координат ножа в начале и в конце зоны регулирования
обеспечивается условием синхронизации скорости ножа со скоро¬
стью полотна по соотношению (3.8). Выполнение этого условия
при движении ножа в зоне регулирования позволяет входить в зону
синхронизации с минимальными отклонениями положения и ско¬
рости. В качестве расчетной базы в зоне регулирования выбран за¬
кон, определяющий координату положения ножа Xz и его скорость
vz в зависимости от текущей координаты кромки полотна Хп и его
скорости ип:Xz = Xnkv + (LB-kvFz)PX(yy,
vz = vn(kv + (LB- kvFz)f>PV(y),(3.9)317
где у — относительная координата полотна в зоне синхронизации, у =
= (Зх, (3 = l/(Fz - lc/kv)\ Fzn Lb — соответственно заданный и базовый
форматы; /с — длина зоны синхронизации, /с = unkvт; т — заданное
время движения ножа в зоне синхронизации; РХ(у), РУ(у) — полино¬
мы, удовлетворяющие граничным условиям зоны синхронизации.Расчет скорости и координаты ножа осуществляет блок расчета
полиномов БРП. Входными величинами БРП являются значения
скорости и координаты полотна, поступающие от измерителя по¬
лотна 5. На выходе БРП формируются задания на координату Xz
и скорость vz ножа.Рассчитанные задания на координату Xz и скорость vz ножа, а так¬
же измеренная координата Хп и скорость ип полотна для формата
больше базового, представлены на рис. 3.48. За базовый формат LB
принята длина окружности, определяемая радиусом барабана с но¬
жами.Расчет длины отрезанного листа, а также расчет и формирова¬
ние задания системе на новый цикл Тц осуществляются по сигналу
от блока прерывания БП (см. рис. 3.47), на который поступает сигнал
прохождения нулевой метки импульсного датчика ножевых валов,
соответствующий завершению очередного цикла резания.Система управления построена по принципу подчиненного управ¬
ления с последовательной коррекцией задания. Входным сигналом
регулятора положения РП является ошибка положения ножа, рас¬
считанная исходя из задания на положение Xz и сигнала обратной
связи по координате ножа Хи. Регулятор положения РП осущест¬
вляет расчет ошибки по положению; его характеристика имеет видt_А/tКА/ .т1 цtРис. 3.48. Изменение координат ножа и полотна на протяжении циклов
реза318
пропорционального звена с квадратичной зависимостью от ошибки.
Заданием скорости является сигнал с выхода регулятора положения,
просуммированный с рассчитанным заданием на скорость привода
ножей vz. ПИ-регулятор скорости PC и обратная связь по скорости
привода ножей реализованы в ПЧ.3.4.6. Экскавация и бурениеВ настоящее время в горной, как и в других отраслях промыш¬
ленности, происходит перевод технологического оборудования
на электроприводы переменного тока. Многие фирмы предлагают
различные решения в данной области. Фирма АВВ, например, пред¬
ставляет специальную линейку приводов ACS800 для горной про¬
мышленности, в которой реализован принцип прямого управления
моментом (DTC).Использование системы прямого управления моментом в составе
электроприводов горных машин и механизмов позволяет реализо¬
вать такие динамические свойства, которые необходимы в режимах
резких изменений нагрузки в сочетании с высоким быстродействи¬
ем приводов [19]. Большая перегрузочная способность при относи¬
тельно простом алгоритме управления электроприводом оказыва¬
ет существенное влияние на выбор этого варианта при сравнении
с другими известными схемами. Использование в каналах управ¬
ления электроприводом релейных гистерезисных регуляторов мо¬
мента и потокосцепления статора придает системам DTC свойства
робастных систем.Применение системы прямого управления моментом оказывается
оправданным в тех случаях, когда для горной машины характерным
является следующее:• интенсивный повторно-кратковременный режим работы;• резко изменяющийся момент нагрузки на валу двигателя, способ¬
ный создать стопорный режим;• использование в составе горной машины механизмов с много¬
двигательным электроприводом;• наличие в составе горной машины механических элементов об¬
ладающих низкой жесткостью;• влияние на характер нагрузки электропривода случайных фак¬
торов, возникающих из-за неопределенности внешних условий
эксплуатации горной машины;• возможность возникновения в металлоконструкциях горной ма¬
шины механических колебаний и динамических перегрузок.
Системы электропривода переменного тока, в которых реализо¬
ван алгоритм прямого управления моментом, обладают свойством
инвариантности к изменениям момента нагрузки на валу двигате¬
ля. Кроме того, системы DTC обладают низкой чувствительностью
к неточности информации о состоянии электропривода и механиз¬319
ма, вызванной неизбежными измерительными и вычислительными
ошибками. Поэтому система может быть с успехом использована
в составе широкого класса горных машин. Выделим из этого класса
карьерные экскаваторы и буровые станки.Карьерные экскаваторы. К электроприводам главных механиз¬
мов одноковшовых карьерных экскаваторов наиболее полно предъ¬
являются все перечисленные ранее требования.Электроприводы должны рассматриваться как многомассовые
системы из-за наличия в кинематической части механизмов ярко
выраженных упругих элементов. Для механизма подъема это подъ¬
емный канат. Хотя рукоять экскаватора можно считать жестким эле¬
ментом, у механизма напора необходимо учитывать жесткость кана¬
тов напорной лебедки или кремальерного механизма в зависимости
от конструктивного исполнения. Механизм поворота платформы
экскаватора также содержит упругие элементы из-за наличия в схе¬
ме длинных валов и люфтов в зубчатых передачах, имеющих зубья
большого модуля. Кроме того, поскольку электропривод двухдвига¬
тельный, необходимо учитывать возможную асимметрию в нагрузке
двигателей.На работу экскаватора оказывает влияние ряд случайных факто¬
ров, которые возникают из-за неопределенности физико-механиче¬
ских свойств извлекаемой породы, состояния механической систе¬
мы экскаватора (степень износа главных механизмов) и действий
машиниста.При упругой деформации механических элементов с низкой ветхо¬
стью, таких как канаты, длинные металлоконструкции (стрела, руко¬
ять), длинные валы, в деформированных на растяжение и изгиб эле¬
ментах запасается потенциальная энергия. Это обусловливает появ¬
ление в металлоконструкциях механических колебаний, вызывающих
значительные динамические перегрузки. При этом основная часть
кинетической энергии заключена в роторе двигателя и редукторе, т. е.
в элементах кинематической схемы, лежащих до упругих звеньев. При
резких изменениях скорости движения ковша в забое и при стопоре-
нии запасенная кинетическая энергия преобразуется в потенциаль¬
ную энергию деформации элементов конструкции и канатов.Таким образом, карьерному экскаватору присущи практически
все характерные признаки, обосновывающие применение частот¬
но-регулируемого электропривода с системой прямого управления
моментом для его главных механизмов. Это обстоятельство обусло¬
вило выбор карьерного экскаватора типа прямая лопата в качестве
примера объекта регулирования с системой электропривод DTC
в составе горной машины.Частые пуски, реверсы и торможения электроприводов главных
экскаваторных механизмов требуют, чтобы в динамических режимах
двигатель развивал постоянный момент, близкий к номинальному
значению. Это позволяет существенно повысить эффективность ис-320
Рис. 3.49. Система управления экскаватором типа прямая лопата:ПП — приемный пункт; К — кабель гибкий; КТП — кольцевой токоприемник; КРУ —
комплектное распределительное устройство; Т1 — трансформатор; ИН-П, ИН-Н
и ИН-В/Х — соответственно автономные инверторы напряжения электроприводов
подъема, напора и поворота (врагцения)/хода; КЗА — коммутационно-защитная ап¬
паратура; МП, МН, MB, МК и MX — электродвигатели подъема, напора, поворота,
замыкания и хода ковша соответственно; ГВ — групповой выпрямитель321
пользования экскаватора за счет сокращения времени цикла экска¬
вации. Поскольку к экскаваторному электроприводу не предъявля¬
ется специальных требований по точности управления и жесткости
рабочей части механической характеристики, система DTC-управле-
ния может быть построена в бездатчиковом варианте. Расчет модели
экскаватора описан в работе [19].Экскаватор питается переменным трехфазным током от карьерной
или строительной сети электроснабжения. Повышение производи¬
тельности экскаватора и снижение динамических перегрузок в ме¬
ханизмах достигнуто применением электроприводов переменного
тока с групповым выпрямителем (ГВ) и автономными инверторами
на каждый привод.Схема ЭПС экскаватора прямая лопата представлена на рис. 3.49.Группа двигателей каждого из главных механизмов получает пита¬
ние от соответствующего автономного инвертора напряжения. Элек¬
тродвигатели хода подключаются контакторами к преобразователю
привода поворота, когда последний не работает. Управление всеми
электроприводами осуществляет машинист экскаватора с пульта
управления, который включает в себя аппаратуру ручного управле¬
ния и информационно-диагностические средства.Буровые станки. К главным механизмам буровых станков от¬
носятся буровые насосы (на морских буровых установках также це¬
ментировочные насосы), ротор и буровая лебедка. У буровой лебед¬
ки следует различать систему, обеспечивающую привод лебедки при
подъеме колонны бурильных труб из скважины, и систему, обеспечи¬
вающую торможение при спуске колонны, которые в общем случае
можно рассматривать как самостоятельные системы.Главные электроприводы работают не одновременно, в основных
рабочих режимах действуют буровые насосы и ротор (режим бурения)
или буровая лебедка в режиме спускоподъемных операций (СПО),
причем потребляемая электроприводами мощность в большой сте¬
пени зависит от текущей глубины бурения. С учетом этого мощность
главных электроприводов сбалансирована так, чтобы максимальная
потребляемая мощность в режимах бурения и СПО была одного по¬
рядка и не превышала мощность источника энергии.Электропривод насоса. Технологические функции буровых насо¬
сов при роторном бурении состоят в создании потока промывочной
жидкости (бурового раствора) через бурильные трубы к забою сква¬
жины и через затрубное пространство от забоя к устью скважины,
что необходимо для выноса от забоя на поверхность частиц разбу¬
ренной породы. При турбинном бурении промывочная жидкость,
кроме того, приводит во вращение турбобур с долотом на конце, т. е.
служит рабочим материалом для турбины турбобура.Электропривод ротора. Буровой ротор предназначен для при¬
ведения во вращение колонны бурильных труб. При роторном бу¬
рении это необходимо непосредственно для вращения долота, при322
турбинном бурении — для вспомогательных целей. Необходимая
мощность привода ротора на установках различных классов состав¬
ляет 75...600 кВт. Стандарты на буровые установки регламентируют
мощность и номинальный момент на вращающемся столе ротора,
а также максимальную частоту вращения (при малых нагрузках)
и максимальный момент (при нулевой частоте вращения).Выбор вида привода и его характеристик выполняют с учетом сле¬
дующих требований и технологических особенностей работы:• привод ротора должен быть реверсивным;• в основных рабочих режимах ротор должен вращаться в одном
(прямом) направлении;• обратное направление вращения необходимо только в некоторых
вспомогательных режимах, поэтому допустим реверс после опера¬
тивных переключений с кратковременным перерывом питания;• режим работы — длительный, причем момент нагрузки может
быть постоянным или колебаться в некоторых пределах (вплоть
до максимального);• при регулировании частоты вращения ниже номинальной при¬
вод должен обеспечивать возможность длительной работы при
номинальном моменте нагрузки, при регулировании частоты
выше номинальной — при постоянной номинальной мощности,
однако привод ротора работает при меньших моменте и мощно¬
сти, в связи с чем автоматическое обеспечение указанных усло¬
вий не требуется;• пусковые характеристики привода не регламентируются, необхо¬
димо лишь, чтобы момент на роторе не превышал максимального,
который составляет обычно 1,5... 1,6 номинального;• требуемый статизм механической характеристики в пределах но¬
минальной нагрузки должен быть не более 5... 10 % номинальной
частоты вращения;• требования к плавности регулирования частоты вращения зависят
от расчетной глубины бурения (плавное регулирование необхо¬
димо на установках глубокого бурения, а на прочих установках
допустимо ступенчатое изменение частоты вращения).
Специфическим является требование ограничения момента инер¬
ции привода. Ротор приводит во вращение длинную упругую колонну
груб. Для уменьшения динамических нагрузок в трубах при закли¬
нивании долота привод должен иметь возможно меньший момент
инерции.В зависимости от класса буровой установки для привода ротора
рекомендуется применять: для установок глубокого и сверхглубокого
бурения — глубоко регулируемый электропривод ротора; для прочих
буровых установок — нерегулируемый электропривод со ступенча¬
тым изменением частоты вращения ротора с помощью редуктора;
возможно также применение группового привода ротора от транс¬
миссии буровой лебедки. Функциональная схема привода бурового323
станка СБШ-250 показана на рис. 3.50. Установленная мощность
электроприводов станка составляет 400 кВт, в том числе: привода
ротора — 100 кВт, привода лебедки — 80 кВт, приводов водяногоI кт | [noil 1П021 |поз|Рис. 3.50. Система управления буровым станком:1 — мачта; 2 — гидравлический цилиндр; 3 — опора; 4 — машинное отделение; 5 —
гусеничный ход; 6 — домкрат; 7 — кабина324
центробежного насоса — 17 кВт, приводов винтовых компрессо¬
ров — 20 кВт. Остальная мощность расходуется в основном электро¬
приводами маслонасосов, гидравлических насосов, вентиляторов
и электромагнитов.Для выноса из забоя на поверхность частиц разбуренной породы
(буровой мелочи) в станке, кроме насосов, используются винтовые
компрессоры для создания воздушно-водяной системы. Основными
являются электроприводы ротора Ml, лебедки М2, М3, насоса М4,
компрессора М5, Мб.Гусеничный ход станка обеспечивается электроприводами М13,
М14. Электроприводы Ml — М3, М13, М14 являются регулируемыми,
управление ими осуществляется от блоков БУ, остальные электро¬
приводы — нерегулируемые. Питание их осуществляется через ком¬
мутационно-защитную аппаратуру КЗА.Электроприводы маслонасосов гидравлических систем станка,
а также вентиляторов охлаждения двигателей и проветривания по¬
мещений (М7 —М12) относятся к вспомогательным электроприво¬
дам станка.3.5. Введение в расчеты и выбор
многодвигательных электроприводных
систем машин и комплексов3.5.1. Компоновка многодвигательных
электроприводов машин и комплексов
с электрическими магистралями переменного
и постоянного тока, с комбинированными
магистралямиВ современной промышленности используется множество машин
и комплексов, в которых необходимы многодвигательные электро¬
привода. Это обусловлено сложностью технологии, габаритами ма¬
шин, необходимостью повышать динамику и быстродействие и мно¬
гими другими факторами. К таким типам приводов относятся при¬
вода: бумага- и картоноделательной машины, многоклетьевых про¬
катных станов, больших конвейеров, экскаваторов и др. Рассмотрим
компоновку многодвигательной системы на примере машины для
упаковки рулонов и бумагоделательной машины (БДМ).Структурная схема ЭПС машины для упаковки рулонов представле¬
на на рис. 3.51. Система реализована на базе средств фирмы Siemens.Привода используют общую магистраль переменного тока, ко¬
торая подключена к электросети через входной разъединитель QS1.
Все привода оборудованы индивидуальными ПЧ, подключенными
к магистрали через автоматические выключатели и контакторы. Срав-325
датчики, концевые
выключатели, клапаныZH OS ЭУЛ0017326Рис. 3.51. Структурная схема ЭПС машины для упаковки рулонов
нительно мощные ПЧ в цепи подключения имеют сетевые фильтры
и дроссели.Привода управляют движением механизмов и аппаратов линии:
формовочным, подачи пленки, подъема рулонов, транспортеров и др.
Для приводов механизмов небольшой мощности применяются ПЧ,
конструктивно совмещенные с электродвигателями.В соответствии с управляющей программой контроллер Simatic
S7-400 управляет движением механизмов и аппаратов линии, а также
сварочным аппаратом и аппаратом нанесения клея. Связь с двига¬
телями и другими агрегатами комплекса происходит по шине Pro¬
fibus DP и с помощью дискретных входов/выходов (DI/DO). Также
с помощью дискретных входов/выходов контроллер получает сигна¬
лы от датчиков, концевых выключателей и управляет автоматикой
линии и клапанами. Настройка необходимых параметров, а также
изменение программы происходит с помощью пульта оператора ПО
Simatic Panel ОР670.Система позволяет гибко настраивать машину, быстро менять
управляющую программу, отслеживать состояние всех компонен¬
тов, а также контролировать все технологические параметры про¬
цесса упаковки.Структурная схема ЭПС БДМ представлена на рис. 3.52. Система
реализована с использованием группового выпрямителя с рекупера¬
цией ВР, общей шины постоянного тока и модулей инвертора напря-Рис. 3.52. Структурная схема ЭПС БДМ327
жения ИН для каждого двигателя. Электропитание ВР осуществляет¬
ся через коммутационно-защитную аппаратуру КЗА, сетевой фильтр
СФ и коммутационный дроссель КД. Управление осуществляется
с помощью программируемого логического контроллера PLC, к ко¬
торому через сеть ProfiBus DP подключены привода, операторские
панели ОР270 и пульт инженера. Рабочая станция (станция операто¬
ра) подключена с помощью промышленной сети Ethernet.Для выбора мощности компонент электроприводной системы сна¬
чала необходимо рассчитать параметры секций БД М. Значительная
часть мощности, необходимой для вращений секций БДМ, затрачи¬
вается на трение в различных элементах машины и частично на на¬
тяжение вырабатываемого полотна бумаги или картона. Мощность
зависит от ряда факторов, к которым относятся: ширина машины,
ее скорость, вакуум в сосущих ящиках и валах, натяжение полотна
и сукон, масса полотна, смазка подшипников, интенсивность отвода
конденсата из сушильных цилиндров и т. п. Некоторые из этих фак¬
торов трудно учесть при расчете мощности, и поэтому часто отдают
предпочтение методам расчета, основанным на статистических экс¬
периментальных данных. На практике применяют:• поэлементный метод, когда расчет необходимой мощности вы¬
полняется отдельно для каждого элемента секции с последующим
суммированием результатов расчета для получения полной мощ¬
ности секции;• расчет по кривым «идеального момента» для отдельных секции,
полученным с учетом результатов испытаний ряда машин и много¬
летнего опыта конструирования БДМ машиностроительной фир¬
мой «Фойт» (Австрия);• расчет по значениям удельных мощностей, полученным в резуль¬
тате обследования большого числа БДМ.В настоящее время существует много вариантов построения
многодвигательных комплексов. В частности, применяются комби¬
нированные системы, включающие в себя магистрали и переменно¬
го и постоянного тока. Их структура зависит от множества различ¬
ных факторов: количества электроприводов, их мощностей, схемы
электропитания, способа управления, топологии технологической
машины и др.3.5.2. Управление рекуперацией энергии торможения
отдельных электроприводов в сеть группового
источника электропитания инверторов
многодвигательных электроприводовДолгое время излишнюю энергию, поступающую в ПЧ при тормо¬
жении ими АД с высокоинерционной нагрузкой (ПТО, нагрузочные
стенды, электротранспорт, моталки, центрифуги и т.д.), рассеивали328
на специальных тормозных резисторах. Это необходимо было делать
для ограничения уровня напряжения на шинах постоянного тока
преобразователей при работе в тормозных режимах. Отказ от ис¬
пользования тормозных резисторов грозил бы выходом ПЧ из строя
или невозможностью задания необходимых временных рамок раз¬
гона и торможения управляемых механизмов.Применение тормозных резисторов несущественно влияет на сто¬
имость оборудования систем, однако влечет за собой ряд опреде¬
ленных неудобств при их проектировании и эксплуатации: боль¬
шие габариты, разогрев поверхности до температуры 100 °С и выше,
обязательная защита от попадания пыли и влаги и т.д. Однако са¬
мым отрицательным фактором в случае их применения является то,
что излишняя энергия преобразуется в ненужное тепло, за которое
предприятие платит деньги. В теплое время года, когда температура
в помещениях с технологическим оборудованием и так достаточно
высока, тормозные резисторы, подключенные к ПЧ, способствуют
еще большему ее повышению. Это налагает дополнительные требо¬
вания к оснащению помещений с электрооборудованием системами
вентиляции и кондиционирования, что также влечет за собой допол¬
нительные затраты. Используя системы рекуперации энергии можно
не рассеивать излишнюю энергию на резисторах, а возвращать ее
обратно в питающую сеть, обеспечивая экономию дорогостоящих
энергоресурсов. Современные ПЧ позволяют сократить энергопо¬
требление технологическим оборудованием и осуществлять полную
корректировку параметров энергии торможения в соответствии с па¬
раметрами сети. Ведущие производители промышленного оборудо¬
вания и механизмов уже широко применяют такие системы.При определении параметров компонентов системы рекуперации
нужно учитывать следующие факторы:• изменение уровня сетевого напряжения;• номинальные ток двигателя, напряжение, коэффициент мощ¬
ности;• максимальную мощность нагрузки и условия перегрузки;• потери в приводах и других компонентах.Структурная схема системы многодвигательного электропривода,
содержащая групповой управляемый выпрямитель УВ, три модуля
инверторов напряжения ИН, подключенных к электродвигателям М,
и активный выпрямитель АВ с рекуперацией энергии в сеть пере¬
менного тока, представлена на рис. 3.53. В многоприводных конфи¬
гурациях модуль АВ выбирается таким образом, чтобы обеспечить
передачу в сеть мощности торможения одного, нескольких или всех
электродвигателей, учитывая потери в элементах цепи, включая соб¬
ственные.При включении системы с несколькими приводами, объединен¬
ными по шине постоянного тока, необходимо ограничивать пусковой
гок, поскольку электролитические конденсаторы в ИН имеют малое329
Рис. 3.53. Структурная схема системы много¬
двигательного электропривода, содержащая
групповой активный выпрямитель и управ¬
ляемый выпрямитель для заряда конденса¬
торов инверторов напряжениясопротивление. Для этого применяется У В, который подключается
контактором для заряда конденсаторов звена постоянного тока. По¬
сле плавного заряда конденсаторов до номинального напряжения
У В отключается.В многодвигательных системах энергия, накопленная приводами,
может использоваться для поддержания заданного уровня напряжения
в звене постоянного тока, при кратковременных нарушениях регла¬
мента электроснабжения и тем самым обеспечения работоспособно¬
сти системы. Для обеспечения стабильности системы один из при¬
водов может использоваться для отдачи энергии при торможении
и поддержания необходимого уровня напряжения в звене постоянно¬
го тока. Такой режим называется кинетической буферизацией (КБ)
энергии. Буферный привод должен иметь достаточно большой момент
инерции и запас кинетической энергии, чтобы покрыть потребление
энергии остальными приводами во время нарушения электроснабже¬
ния системы. Во время КБ скорость буферного привода понижается
в зависимости от момента инерции и потребляемой энергии. Если не¬
обходимо поддержание соотношения скоростей для индивидуальных
приводов системы, это может быть обеспечено при использовании
буферного привода в качестве ведущего по скорости.Если среди группы двигателей нет привода с достаточным мо¬
ментом инерции, то в качестве буферного может использоваться до¬330
полнительный двигатель с маховиком на валу, имеющим необходи¬
мый момент инерции. Этот двигатель связывается с общим звеном
постоянного тока через соответствующий инвертор. В таком случае
при пропадании электропитания скорости ведомых приводов будут
сохранены в течение некоторого времени за счет КБ, снижаться бу¬
дет только скорость буферного привода.Функция КБ должна быть активизирована для всех инверторов.
Для инвертора буферного привода при этом порог фазы буфериза¬
ции должен быть установлен максимально высоко (например, 85 %);
для остальных инверторов он должен быть установлен максималь¬
но низким (например, 65 %). Это предотвращает взаимное влияние
приводов друг на друга.Для упрощения расчета режима КБ примем, что все приводы си¬
стемы имеют нагрузку с постоянным моментом. В расчете учитыва¬
ется только момент инерции буферного привода.Мощность, которую требуется иметь в звене постоянного тока
в двигательном режиме,D ®БПD _ V н max /
rDC ~ 2Li Лдв/'Линв ®БП maxгде Ри тах,, Л да/ — мощность, потребляемая нагрузкой, и КПД каждо¬
го из двигателей приводной системы; соБП — частота вращения приво¬
да, выполняющего функцию буферного; соБПтах — частота вращения
двигателя буферного привода в момент старта режима буферизации;
Линв — КПД инвертора буферного привода.В генераторном режимеРDC - ^БПЛинвЛвП-Справедливо равенствоZPл max / ®БП _ и „- -^бпЛинвЛбп •i Лдв/Линв ®БПтахВ процессе КБ буферный привод должен обеспечивать некупера-
цию мощности /бП в звено постоянного тока:р V"1 Р\\ max г ^БП _ р ^БП■* Б П — 2 рек max/ Лдв/ЛбпЛинв ®БПтах ®БП maxИзменение частоты вращения двигателя буферного привода
во времени при КБ определяется выражением®БП - ЮБП max•^БПt,где JБП — момент инерции буферного привода.Во время КБ скорость приводов системы должна поддерживаться
в течение определенного времени /Б. Мощность, отдаваемая звеном331
постоянного тока, которая необходима для поддержания работы си¬
стемы в двигательном режиме, рассчитывается по формулеРвс= I К' ■i ЛдвгЛ инвМощность, которую буферный привод отдает в режиме рекупе¬
рации,Pdc = ^бпЛбпЛинв-Таким образом, во время КБ буферный привод должен обеспе¬
чивать постоянную мощность:рР — ^ н тах / _ р
БГ1 2~d „ 2 — ''рек •
i Лдв/ЛбпЛинвПри этом энергия, отдаваемая в звено постоянного тока,^^БП — ^кин ~ ’^'•^БП (®БП шах — ®БП min ) — -^рек^Б •Частота вращения буферного привода в процессе КБ:2 РI 2 рек ,ЮБП - л/^БП ном 7 * •J БПМомент буферного привода увеличивается с понижением часто¬
ты вращения:рм - Рек(ОБПНа частоте соБП = ооБП min момент буферного привода должен соот¬
ветствовать номинальному значению. Если буферный привод исполь¬
зуется только на номинальной скорости, соБПтах = соБПном, требуемая
номинальная мощность буферного привода(ОБП ном — 1ГЛ БП номшБП ном — ~~х рек®БП 13.5.3. Системы управления скоростями,
соотношениями скоростей механизмов машин,
распределением нагрузок механически связанных
электроприводовРассмотрим системы управления применительно к бумагодела¬
тельной (БДМ) и картоноделательной (КДМ) машинам. Регулируе¬
мый многодвигательный электропривод машин Представляет собой
совокупность аппаратных и программных средств, обеспечивающих332
бесперебойность и непрерывность технологического процесса, точное
поддержание заданных режимов работы технологического оборудо¬
вания, а также требуемое качество выпускаемой продукции.Основными задачами системы управления многодвигательным
электроприводом БДМ и КДМ являются последовательное ведение
секционных электроприводов, распределение нагрузок в приводах,
состоящих из нескольких приводных секций, кинематически связан¬
ных общим валом, а также поддержание заданного натяжения полот¬
на бумаги или картона между отдельными секциями машины.Система последовательного ведения предназначена для автомати¬
ческого согласования скоростей регулируемых приводов машины, как
в процессе технологических изменений рабочей скорости, так и в ре¬
жимах пуска и останова. Функциональная схема системы управления
скоростями четырех последних секций сухой части машины, взаи¬
мосвязанных натянутым полотном бумаги или картона, представлена
на рис. 3.54. В связи с тем что приведенная схема является частью
более общей схемы, действие на полотно секции, предшествующей
первой секции, учтено в виде ее реакции Fx.Скорость секции и{ относительно скорости предыдущей секции
vt. i:Vi = !>/_,( 1 + k3i),где k3i — заданное опережение, %.Поведение полотна на межсекционных участках растяжения дли¬
ной Lt_\i с учетом скоростного и внутреннего демпфирований опи¬
сывается дифференциальными уравнениями:— + bl\yi-Vi_l(\ + £,.)]; S, = -у- JT— F;, р=^~,Р ) А-и ci + btp d tгде Fi — натяжение; e, — относительное удлинение; и,- и vt_{ — ли¬
нейные скорости полотна в начале и в конце участка растяжения; с,
и bi — коэффициенты жесткости и внутреннего демпфирования.Взаимосвязь сепаратных систем управления секциями осущест¬
вляется по цепи нагрузки и по цепи управления для задания общей
скорости и соотношения скоростей секций. Последнее выполняет¬
ся ТК сухой части машины. Поддержание заданных скоростей сек¬
ций и их соотношений осуществляется средствами комплектного
электропривода переменного тока. В конце сухой части машины
устанавливаются датчики натяжения (ДНт) полотна. Чаще всего они
используются для коррекции натяжения полотна между клеильным
прессом и последующей сушильной группой, а также между послед¬
ней сушильной группой и каландром. Регулятор натяжения РНт обе¬
спечивает добавочное задание на вход блока регулятора скорости PC
последующей по ходу полотна секции, а также осуществляет коррек¬
тировку скоростей секций, расположенных после данной секции,
с целью сохранения заданного соотношения их скоростей. Блоки333
334Рис. 3.54. Функциональная схема системы управления скоростями, соотношениями скоростей секций машины и натя¬
жением полотна бумаги или картона
управления моментом БУМ содержат все компоненты частотно-ре¬
гулируемого электропривода с системой векторного управления.Сепаратные системы управления скоростью и соотношением ско¬
ростей выполняются с использованием типовых алгоритмов управ¬
ления (ОМ — в электромагнитных контурах, СО — в механических).
Условие декомпозиции в данной системе может быть установлено
из анализа соотношений собственной частоты упругих колебаний
механической подсистемы соу/ с частотами среза сепаратных систем
управления сос/_ь оос;.Система распределения нагрузки предназначена для распределе¬
ния нагрузки между приводными валами, механически связанными
через общую одежду или прижим, с целью устранения передаваемых
при этом уравнительных моментов, вызывающих нарушение струк¬
туры полотна бумаги либо картона и преждевременный износ тех¬
нологического оборудования. Механическая связь приводных валов
характерна для сеточной и прессовой частей машин. Обобщенная
функциональная схема системы распределения нагрузки приводов
мокрой части БДМ приведена на рис. 3.55.Распределение нагрузки выполняется по принципу автоматиче¬
ского регулирования нагрузки ведомого привода, заданной в про¬
центном отношении от суммарной нагрузки механически связанных
приводов. Заданные соотношения поддерживаются при изменении
суммарной нагрузки связанных приводов. Обеспечивается блоки¬
ровка контуров распределения нагрузки при работе групп в режиме
раздельного управления.Заданием на скорость приводов гауч-вала, сетковедущих валов
верхней и нижней сетки является величина и3, поступающая от схе¬
мы последовательного ведения. Сигнал выхода регулятора скорости
сетковедущего вала нижней сетки используется для расчета задания
на распределение нагрузки ведомых приводов гауч-вала и сеткове¬
дущего вала верхней сетки.В приводных секциях гауч-вала, пересасывающего (пикап) и гра¬
нитного валов, имеющих жесткие механические связи с основными
секциями, применена схема, реализующая задание тока нагрузки ве¬
домого привода в заданной доле от нагрузки ведущего привода. Ре¬
гулятор скорости гауч-вала в режиме совместной работы заводится
в ограничение дополнительным сигналом задания. При этом значе¬
ние верхнего предела ограничения устанавливается в заданном соот¬
ношении от значения нагрузки сетковедущего вала нижней сетки.В приводной секции сетковедущего вала верхней сетки использо¬
ван принцип подчиненного регулирования скорости ведомой секции
относительно внешнего контура распределения нагрузки. На вход ре¬
гулятора скорости этого привода к заданию скорости v3 добавляется
выходной сигнал регулятора нагрузки PH. Контур распределения на¬
грузки обеспечивает поддержание нагрузки ведомой секции в задан¬
ной доле от суммарной нагрузки ведущего и ведомого приводов.335
336Рис. 3.55. Функциональная схема системы управления скоростями, соотношением скоростей секций машины и распре-
Регулятор скорости отсасывающего вала получает задание от схемы
последовательного ведения, то же самое задание подается и на входы
регуляторов скорости ведомых приводов первого и третьего прессов.
Регуляторы скорости прессов 1 и 2 в режиме совместной работы за¬
водятся в ограничение дополнительным сигналом задания. При этом
значение верхнего предела ограничения устанавливается в заданном
соотношении от значения нагрузки отсасывающего вала.Задачей системы распределения нагрузки является, во-первых,
расчет величин моментов нагрузки отдельных приводных секций
в соответствии с заданными коэффициентами распределения на¬
грузки и в соответствии с текущей суммарной нагрузкой привода
в целом; во-вторых, поддержание заданного соотношения моментов
в установившихся и переходных режимах работы привода. В общем
случае расчет задания моментов секций для сеточного или прессового
агрегата, включающего п связанных приводных секций, выполняется
следующим образом.Текущий суммарный момент нагрузки агрегата:М= At j + М 2 +... + Л/п.Введем коэффициенты kh определяющие долю номинального мо¬
мента секции /' в суммарном номинальном моменте:М£ 1¥А1НОЫном + М2 ном М„ номВыразим текущую нагрузку агрегата в долях у от номинального
момента:— у{Мх ном + М2 ном + • • • + мп ном) — уМ^ ном.При равномерной нагрузке всех секций, когда доля нагрузки каж¬
дой секции по отношению к номинальному моменту секции одина¬
кова, соотношение имеет следующий вид:
уНОМукхМг ном + ук2М^ ном +... + укп Мт ном.При регулировании распределения нагрузки доля момента каждой
секции / может быть изменена в большую или меньшую сторону; вы¬
разим это отклонение через коэффициент а,. Тогда текущая нагрузка
привода будет определяться выражениемY^x ном = Мт ном + уа2к2М1 ном + • • • + УъпкпМъ ном.Из этой формулы получаем следующие соотношения:
у = уа^! + уа2к2 +... + уа пкп;1 = а ^ +а2к2 +... + апкп.На основании этого соотношения можно задавать с помощью ко¬
эффициентов а, соотношение токов приводных секций. В этом слу¬337
чае будет задаваться превышение или уменьшение доли тока секции
по отношению к коэффициенту суммарной загрузки у.3.5.4. Интегрированная электроприводная система
комплекса вентиляции автодорожного тоннеляОписание комплекса вентиляции. В соответствии с проектны¬
ми объемно-планировочными решениями, условиями эксплуатации
и положениями специальных технических условий, комплекс систем
вентиляции для рассматриваемого объекта обеспечивает достижение
следующих целей:• поддержание нормируемых параметров газовоздушной среды;• обеспечение расчетного воздухообмена в транспортных отсеках;• обеспечение воздухообмена для эксплуатации кабельных и комму¬
никационных отсеков и прочих служебных помещений тоннеля.
Достижение указанных целей предусматривается устройствомприточно-вытяжной тоннельной вентиляции в соответствии с про¬
дольно-поперечной схемой: с механическим удалением загрязненно¬
го воздуха (или продуктов горения) из верхней зоны транспортных
отсеков, с механическим притоком в нижнюю зону (в центральной
части) и частично естественным притоком наружного воздуха через
порталы тоннеля (на наклонных участках). Исходя из условий опти¬
мизации предусмотрено совмещение систем вытяжной общеобмен¬
ной и противодымной тоннельной вентиляции В1 — ВЗ, что достига¬
ется огнестойким исполнением вытяжных каналов и вентиляторов,
а также установкой нормально-открытых противопожарных много¬
целевых клапанов с электроприводом в воздухо- и дымозаборных
отверстиях каналов.Вытяжные каналы системы вентиляции располагаются в средней
части тоннеля — на втором уровне над кабельными коллекторами
(по одному каналу длиной 600 м на каждый транспортный отсек),
в наклонных участках — на втором уровне над эвакуационным про¬
ходом (всего два канала длиной 330 м, на оба транспортных отсека).
В качестве оконечных вытяжных устройств применяют многоцелевые
клапаны с электроприводом с шагом не более 15 м.Вентиляция, реализованная в соответствии с продольно-попе-
речной схемой, является основной в режиме транспортной пробки
и функционально совмещена с противодымной защитой. Для обе¬
спечения вентиляции транспортных отсеков в нормальных режимах
движения автотранспорта, проектом предусмотрена установка струй¬
ных вентиляторов УСВ1 — УСВ10 в нишах и под потолком транс¬
портных отсеков.Система автоматизированного управления комплексом вен¬
тиляции. Фрагмент функциональной схемы автоматизированной
системы управления комплексом тоннельной вентиляции (АСУВ)
приведен на рис. 3.56. Система управления приточно-вытяжными338
rr&tnn0,4 кВ|УСВ1[~|УСВ2[|УСВ4[1УСВ5Глшг.ШШНЛупПИ34уппЫ-иштаЙЙШШССО N02СО N02СО N02СО N02СО N02СО N02Profibus1ШИ1^уппЦ^=шт{_=ШшЬ[=|упп1_|~УСВ7УСВ8УСВ9I ТК | | ТК |Industrial Ethernet TPIJ УК
1.П*1Рис. 3.56. Фрагмент функциональной схемы автоматизированной системы
управления комплексом тоннельной вентиляциивентиляционными агрегатами построена на базе резервированных
технологических контроллеров ТК повышенной надежности Siemens
Simatic S7-400H с поддержкой безударного автоматического переклю¬
чения на резервный процессорный блок в случае отказа ведущего
базового блока. Модули ввода/вывода установлены в станциях рас¬
пределенного ввода-вывода ЕТ 200М, которые подключены к лини¬
ям связи резервированной сети PROFIBUS DP через интерфейсные
модули IM 153-2. В активном состоянии находится линия, подклю¬
ченная к ведущему базовому блоку контроллера. Для подключения
ведомых DP устройств к резервированной сети PROFIBUS DP ис¬
пользуются блоки связи Y-Link.Система управления струйными вентиляторами, вентиляторами
подпора кабельных шахт и эвакуационного отсека, шиберирующими
завесами эвакуационного отсека, приводами дверей в кабельных от¬
секах, клапанами двойного действия в транспортных отсеках, а также
клапанами в перекрытиях кабельных отсеков используются модуль¬
ные станции ET200S с интеллектуальными интерфейсными модулями
IM151-8 CPU и электронными модулями ввода-вывода.Система управления клапанами основной приточно-вытяжной вен¬
тиляции также построена на базе модульных станций системы распре¬
деленного ввода/вывода ET200S с интеллектуальными интерфейсными
модулями IM151-8 CPU и модулями ведущего устройства PROFIBUS
DP. В качестве ведомого устройства используются модульные станции
системы распределенного ввода/вывода ET200S с интерфейсными
модулями IM151-1 для подключения станции к сети PROFIBUS DP
и поддержкой обмена данными с ведущим сетевым устройством.339
Система автоматизированного электропривода мощных венти¬
ляционных агрегатов реализована на базе комплектных электро¬
приводов КЭП с ПЧ шкафного исполнения Siemens SINAMICS
G150. Для снижения уровня высших гармоник в питающей сети ПЧ
вентиляционных агрегатов, характеризуемые номинальной мощно¬
стью 630 кВт с питанием от сети 0,4 кВ, имеют в своем составе вы¬
прямительные блоки, которые реализованы по 12-пульсной схеме
выпрямления. Струйные вентиляторы в транспортных отсеках под¬
ключаются к питающей сети через устройства плавного пуска УПП
Siemens 3RW44.Система автоматического адаптивного регулирования пара¬
метров газовоздушной смеси. Данные от системы автоматического
контроля параметров газовоздушной смеси (АГВ), автоматической
системы управления дорожным движением (АСУДД), автоматизи¬
рованной системы управления вентиляцией АСУВ передаются с по¬
мощью программно-технических средств УК контрольно-измери¬
тельных и вычислительных сетей (КИВС) в систему автоматического
адаптивного регулирования параметров газовоздушной смеси (АРГ).
На основе полученных данных система АРГ производит анализ рас¬
пределения вредных веществ в газовоздушной среде транспортной
зоны тоннеля и соответствующим образом формирует необходимые
режимы работы системы АСУВ. Система АРГ реализует следующие
функции:• нормализация показаний распределенной системы датчиков га-
зоанализа;• интеллектуальная фильтрация ложных локальных пикообразных
показаний датчиков;• определение наличия зон повышенной концентрации;• анализ кривой распределения вредных веществ в транспортной
зоне тоннеля; определение максимального значения концентра¬
ции вредных веществ в транспортной зоне;• определение требуемой производительности и режимов работы
системы тоннельной вентиляции на основании максимального
значения концентрации вредных веществ и режимов движения
транспорта в тоннеле.Нормализация показаний распределенной системы датчиков
газоанализа 1 и 2 осуществляется технологическими контроллера¬
ми ТК путем усреднения показаний датчиков СО и N02 по зонам
транспортных отсеков тоннеля. Неисправные датчики из расчета
исключаются. Фильтрация ложных локальных пикообразных по¬
казаний датчиков осуществляется в программном блоке обработки
сигнала датчика газоанализа, предусматривается настройка времени
фильтра. Определение требуемой производительности и режимов
работы системы тоннельной вентиляции производится на основа¬
нии текущего значения концентрации вредных веществ и режимов
движения транспорта для каждого транспортного отсека. При этом340
системой АРГ формируются и передаются в систему АСУВ команды
на включение установок струйной вентиляции продольными рядами.
Все ТК подключены к сети Industrial Ethernet ТР через управляемые
коммутаторы УК.В случае превышения заданных предельных значений концен¬
трации вредных веществ дополнительно формируются и передаются
в систему АСУВ команды на включение установок приточно-вытяж-
ной вентиляции с открытием соответствующих клапанов в транс¬
портном отсеке, где зафиксировано превышение концентраций.
Производительность приточно-вытяжных систем при этом прямо
пропорциональна уровню концентрации вредных веществ.Визуализация, диспетчеризация и верхний уровень управления
комплексом реализованы на базе SCADA-системы WinCC фирмы
Siemens. С помощью SCADA-системы осуществляется диагностика
и управление всеми элементами системы, как в ручном, так и в ав¬
томатическом режимах работы. Для круглосуточного наблюдения
за дорожной обстановкой и инженерными системами тоннеля вся
необходимая информация выводится на экран коллективного поль¬
зования диспетчерской службы объекта. Детальная диагностика
и управление режимами работы систем производится дежурными
операторами с автоматизированных рабочих мест систем АСУТП
и АСУДД тоннеля.3.6. Проектирование электроприводов
с использованием специальных программных
средствПрограммные средства, предназначенные для расчета и ис¬
следования. В инженерной практике при проектировании ЭПС,
а также при выборе оптимальных проектных решений, широко при¬
меняются компьютерные методы исследования и оптимизации. Эти
методы позволяют повысить эффективность решений и сократить
сроки и затраты на выполнения проектов.Для решения задач исследования и оптимизации систем приме¬
няют следующие программные средства: MATLAB (MathWorks, Inc);
GPSS (компания Minuteman Software — США); SCILAB, MATHCAD
(Mathsoft, Inc); DERIVE (Soft Warehouse); SCADA (Supervisory Control
And Data Acquisition — диспетчерское управление и сбор данных)
или DCS (Distributed Control Systems — распределенная система
управления) — системы, реализующие в том числе и функции схе¬
матичного отображения технологических процессов; Case-средства
(Computer-Aided Software/System Engineering) [15]. Указанные сред¬
ства отличаются друг от друга формой представления данных, харак¬
тером решаемых задач, графическими возможностями, способностью
взаимодействия.341
В настоящее время для исследования и оптимизации систем чаще
всего используют MATLAB, в котором помимо обычных языковых
конструкций, позволяющих выполнять процедурное, объектно-ори¬
ентированное и визуальное программирование, содержится боль¬
шое количество встроенных алгоритмов для математических расче¬
тов и для анализа и графической визуализации данных, численных
и символьных вычислений, создания инженерной и научной графи¬
ки, имитационного моделирования, программирования, разработки
приложений и графического интерфейса пользователя (GUI).Программы MATLAB — платформо-независимые, поэтому поль¬
зовательские программы при необходимости могут быть перенесены
на любую платформу без изменения.Открытая архитектура облегчает применение MATLAB для изуче¬
ния языковых конструкций, принципов программирования и созда¬
ния пользовательских приложений.Программные средства, предназначенные для схемного проек¬
тирования. Весь спектр проблем, связанных с проектной деятельно¬
стью (графических, аналитических, экономических, эргономических,
эстетических и др.), в настоящее время решается с использованием
эффективных компьютерных технологий и систем автоматизирован¬
ного проектирования (САПР).Различают системы проектирования трех уровней: высокого,
среднего и низкого. Системы высокого и среднего уровней, в зна¬
чительной мере схожие между собой, называют трехмерными. Про¬
ектирование в них происходит на уровне твердотельных моделей
с привлечением мощных конструкторско-технологических библиотек
и использованием современного математического аппарата для про¬
ведения необходимых расчетов. Кроме того, эти системы позволяют
с помощью средств анимации имитировать перемещение в простран¬
стве испольнительных органов изделия (например, манипуляторов
робота), а также отслеживают траекторию движения инструмента
при разработке и контроле технологического процесса изготовления
спроектированного изделия. Все это делает трехмерное моделирова¬
ние неотъемлемой частью совместной работы САПР/АСТПП. К си¬
стемам высокого уровня относятся Pro/ENGINEER (США), EUCLID
QUANUM (Франция), T-FLEX CAD, СПРУТ (Россия); к системам
среднего уровня Mechanical Desktop (фирмы AutoDESK), SolidWorks
96 (фирмы SolidWorks) и др.Системы низкого уровня — графические редакторы, предназна¬
ченные для автоматизации инженерно-графических работ. Совместно
с компьютером и монитором они представляют собой электронный
кульман, т. е. хороший инструмент для выполнения конструкторской
документации. Системы низкого уровня называют двухмерными.
К ним относятся AutoCAD, MiniCAD, Microsoft Visio (США), КОМ¬
ПАС (фирмы «АСКОН», Россия), ElectriCS (ООО «РОЗМЫСЕЛ»,
Россия), EPLAN (Германия) [15].342
Программные средства, предназначенные для управления
и эксплуатации. Для параметрирования, мониторинга и наладки
современных приводов переменного тока производители оборудова¬
ния предлагают специальное программное обеспечение, позволяю¬
щее упростить и ускорить эти процедуры. В качестве примера можно
привести программные продукты компании Siemens.Программное обеспечение средств автоматизации разных фирм
имеет общие признаки построения интерфейса проектировщика,
системы команд и функций. Например, промышленное програм¬
мное обеспечение SIMATIC предназначено для настройки и про¬
граммирования различных средств автоматизации фирмы Siemens.
Это система тесно связанных инструментальных средств для кон¬
фигурирования, программирования, диагностики и обслуживания
систем автоматизации SIMATIC S7/ WinAC. Инструментальные
средства содержат исчерпывающий набор функций, необходимых
для всех этапов разработки и эксплуатации систем автоматическо¬
го управления:• планирование, проектирование, конфигурирование и настройка
параметров аппаратуры и систем промышленной связи;• разработка программы пользователя;• документирование данных проекта;• тестирование, отладка и выполнение пуско-наладочных работ;• обслуживание систем автоматизации;• управление процессом;• архивирование данных.Аналогичные системы имеются и у других крупных электротех¬
нических фирм. Подробней это рассмотрено в гл. 4.КОНТРОЛЬНЫЕ ВОПРОСЫ1. Назовите основные ряды номинальных значений параметров в электро¬
оборудовании.2. Каковы особенности передаточных механизмов, используемых в системах
управления линейными движениями И О?3. Каковы особенности передаточных механизмов, используемых в системах
управления вращательными движениями НО?4. Какие основные положения необходимо учитывать при расчете и выбо¬
ре электроприводов переменного тока?5. Как влияет на работу электрооборудования наличие высших гармоник
в кривых токов и напряжений?6. Как выполняется расчет и выбор тормозных резисторов в электроприво¬
дах, не имеющих рекуперации энергии в электросеть?7. Как выполняется расчет и выбор электроприводов циклического действия
с рекуперацией энергии в электросеть?8. Как влияют на выбор электроприводов условия эксплуатации и окру¬
жающая среда?343
9. Перечислите особенности расчета и выбора регулируемых электропри¬
водов для типовых механизмов.10. Каковы особенности расчета и выбора регулируемых электроприводов
для механизмов с переменными моментами нагрузки и переменными
моментами инерции?11. Назовите особенности расчета и выбора регулируемых электроприводов
для механизмов с диаграммами ускорения и замедления, отличными
от прямоугольных диаграмм.12. Каковы варианты преобразования энергии торможения при использова¬
нии режимов электрического, механического и комбинированного тор¬
можения электроприводов?13. Перечислите особенности расчета и выбора электроприводных систем
для технологий обработки и переработки вещества.14. Как выполняется управление рекуперацией энергии торможения отдель¬
ных электроприводов в сеть группового источника электропитания ин¬
верторов многодвигательных электроприводов?15. Каковы условия буферизации энергии в звене постоянного тока много¬
двигательных электроприводов при кратковременных нарушениях регла¬
мента их электроснабжения?16. Какие специальные программные средства используются при проекти¬
ровании электроприводов?
Глава 4РЕАЛИЗАЦИЯ ЭЛЕКТРОПРИВОДНЫХ СИСТЕМ
В ТЕХНОЛОГИЯХ4.1. Методы программирования
электроприводных систем технологического
оборудованияПрограммирование и параметрирование комплектных регулиру¬
емых электроприводов постоянного тока и частотно-регулируемых
электроприводов переменного тока позволяет выбрать вариант (кон¬
фигурацию) системы регулирования и ввести параметры встроенного
объектно-ориентированного программного обеспечения (ПО).Параметрирование может быть выполнено с помощью промыш¬
ленного портативного компьютера (ноутбука) или клавишной пане¬
ли диалогового терминала комплектного устройства, который по¬
зволяет:• представлять на экране параметры и характеристики преобразо¬
вателя, режимы работы и неисправности;• изменять параметры и конфигурацию преобразователя по срав¬
нению с заводскими настройками;• сохранять варианты настроек и конфигурации в энергозависимой
памяти терминала;• управлять электроприводом в локальном (ручном) режиме.
Меню диалогового терминала включает в себя уровни доступаи может быть заблокировано кодом (паролем) доступа.Серия комплектных частотно-регулируемых электроприводов
SIMOVERT VC фирмы Siemens позволяет выполнять параметриро¬
вание тремя способами:1) с помощью встроенного терминала PMU, имеющего четырех¬
значный жидкокристаллический (LCD) дисплей и шесть операци¬
онных клавиш [Т],2) с помощью дополнительного подключаемого по интерфейсу
RS485 пульта оператора, имеющего четырехстрочный дисплей и циф¬
ровую клавиатуру в дополнение к операционным клавишам;3) с помощью компьютера с сервисной программой SIMOVIS под
Windows для параметрирования, диагностики и управления преоб¬
разователями.Qргот345
Параметры, используемые при параметрировании, различают
по назначению (имени) и номеру. Номер параметра состоит из буквы
и трехзначного числа. Буквами Р, U, Н, L обозначают изменяемые
параметры, буквами г, n, d, с — неизменяемые параметры визуали¬
зации. Параметр имеет числовое значение. Некоторые параметры
имеют индексы, т. е. можно иметь несколько значений для параме¬
тра с одним номером. При использовании терминала PMU после¬
довательным переключением р производится выбор номера, ин¬декса, значения параметра; клавишами [Z^j и |*у[ — увеличение или
уменьшения значения параметра. Комбинацией клавиш
+или+ !Z\iпереключаются режимы индикации: номера параме¬
тра, оперативного дисплея и т.д. При выполнении процедуры пара¬
метризации могут быть выбраны варианты: «заводская» настройка
параметров; «быстрая» параметризация, когда известны и могут быть
точно заданы параметры (структура и числовые значения) системы
регулирования; детальная параметризация, когда известны не все
параметры и уточнения параметров модели двигателя предусматри¬
вается в режиме самонастройки при пуске (процедура выполнения
отдельных операций приводится в руководстве по эксплуатации).При сохранении общего принципа параметрирования электропри¬
водов другими ведущими электротехническими фирмами, например
Schneider Electric, предлагается более простая методика параметриро¬
вания. Для параметров указывается код, дается описание, возможный
диапазон настройки, заводская установка значений.На приведенном рис. 4.1 в качестве примера показана струк¬
тура доступа к меню преобразователя частоты Altivar 58 фирмы
Schneider Electric.Принцип параметрирования при использовании четырех клавиш
диалогового терминала ENT, ESC, (0), весьма прост:• с помощью клавиш — больше и (jjr) — меньше можно «листать»
номенклатуру меню,• с помощью клавиш ENT — «выбор» и ESC — «возврат» можно
«перебирать» параметры в меню и при использовании клавиш
© © менять их значения, подтверждая или отменяя выбор
клавишами ENT и ESC соответственно.В меню LnG (язык) можно выбрать текст сообщений из пяти
основных европейских языков.В меню CFG (макроконфигурация) осуществляется автоматиче¬
ский выбор номенклатуры входов-выходов и параметров, предостав¬
ленный для дополнительных вариантов по сравнению с заводской
настройкой.В меню rEF (идентификация) индицируются мощность и напря¬
жение преобразователя, и выполняется конфигурация преобразова¬
теля с нормальным или увеличенным моментом.346
Первое Последующие
включение включенияРис. 4.1. Структура доступа к меню преобразователя частоты Altivar 58Меню контроля SUP производит выбор параметров контроля,
ускорения, замедления, ограничения тока, вида торможения, а так¬
же задания частоты и отображение параметров и состояния рабо¬
тающего двигателя.Настроечное меню SEt позволяет задавать числовые значения пара¬
метров двигателя, включая контур регулирования, с учетом выбранной
макроконфигурации и наличия карты расширения входов/выходов.Меню привода drC позволяет производить оптимизацию привода
с введением данных конкретного двигателя, в том числе двигателя
специального исполнения по напряжению, исполнению ротора и т. д.,
задания формы кривых разгона и торможения, выбора частоты ШИМ
преобразователя, функций адаптации тока ограничения в зависи¬
мости от выходной частоты, времени торможения при увеличенном
моменте инерции механизма и т. д.Меню управления CtL предназначено для конфигурирования типа
управления с изменением назначения дискретных входов управления,
ограничением максимальных и минимальных сигналов задания, для
активизации управления преобразователем с помощью встроенного
терминала.347
ibaAnalyzerE:\IBA_Messung\050111\SEVJBN32244.datIBA1тL- AutoRoHing;Sec 1 ' '251232119-i1715900800700600500400300200too-i0eoooo50000H40000-30000'20000'10000'0-- PaeeCounter L2— TampFum (C]- FrActSTAC
4kN)sSiкмиSecSecNiSecРис. 4.2. Пример записи архивированных данных процесса прокатки на тол¬
столистовом стане 5000348
Меню входов-выходов 1-0 предлагает выбор по назначению ана¬
логовых и дискретных входов и выходов управления с учетом предва¬
рительного выбора, сделанного в меню CtL, и установленной в пре¬
образователе карты расширения входов-выходов.Меню неисправностей FLt позволяет выбрать режимы автомати¬
ческого перезапуска после сброса или устранения неисправностей,
режимы косвенной тепловой защиты с учетом уменьшения допу¬
стимой мощности в функции скорости для двигателя с естественной
вентиляцией, типа остановки при появлении неисправности и т.д.Меню файлов FLS позволяет сохранить четыре файла конфигура¬
ции преобразователя или вернуться к заводским настройкам.Ведущие фирмы — производители комплектных регулируемых
электроприводов — включают в объем поставки сервисные програм¬
мы, позволяющие не только выполнить параметрирование электро¬
приводов, но обеспечить также оценку качества регулирования и со¬
стояния оборудования, оперативную диагностику отказов, оптими¬
зацию параметров настройки электроприводов.Для оптимизации параметров комплекса технологического обо¬
рудования поставляются также программно-аппаратные информа¬
ционные комплексы обработки данных, например DPM64 фирмы
IBA (ingenieurbtiro anhaus GmbH, Германия). Комплекс DPM64 пред¬
ставляет собой пассивную станцию в сети Profibus DP для обработки
данных объемом до 12 Мбод с дискретными и аналоговыми входами
и выходами, интегрируемую в конфигурацию системы программи¬
руемого контроллера со стандартным DP-мастером. В объем заказа
могут быть включены интерфейсные карты для персонального ком¬
пьютера и ноутбука, ПО обработки данных для 64 аналоговых и 64
дискретных сигналов с возможностью расширения до 512 каждого
вида сигналов.Архивирование данных позволяет индицировать и регистрировать
процессы для анализа в будущем.Пример записи архивированных данных процесса прокатки
в клети кварто толстолистового стана 5000 (программный пакет
iba Analyzer, позволяющий выбрать номенклатуру регистрируемых
данных, масштаб, размерность, вид надписи и т.д.) [15] приведен
на рис. 4.2.На рисунке представлены:• время прокатки в автоматическом режиме (Auto Rolling);• счетчик пропусков в клети (Pass Counter);• температура (Temp Fum) листов перед клетью (нечетные пропу¬
ски при реверсивной прокатке);• усилие прокатки (FrActSTAC);• скорости прокатки для верхнего и нижнего валков (MD Speed Up,
MD Speed Down) и задание скорости (Speed Upper Ref);• токи главных приводов постоянного тока (верхний двигатель
MdrActCurrTop, нижний двигатель MdrActCurrBot).349
4.2. Программные средства комплектных
электроприводов4.2.1. Библиотека программ стандартных функций
управленияФункции систем разомкнутого и замкнутого управления частотой
вращения и моментом двигателя, функции обмена данными по се¬
тевым интерфейсам, а также функции диагностики и оперативного
управления электроприводом реализуются в ПО преобразователей
частоты с помощью функциональных блоков. Эти блоки могут пара-
метрироваться и соединяться друг с другом в различных комбинациях
посредством связующих цифровых сигналов — битов, 16- либо 32-раз-
рядных слов. Предназначение функциональных блоков определяет ис¬
полняемые ими функции. Блоки содержат в своей структуре входы,
выходы и параметры. Микропроцессорная система управления приво¬
да производит расчет функциональных блоков в заданной последова¬
тельности за определенные временные интервалы. Параметры блоков
обеспечивают их адаптацию к прикладным задачам, служат для по¬
строения связей между блоками с помощью цифровых сигналов и для
визуализации внутренних сигналов системы управления привода.В общем случае параметры бывают изменяемыми (настроечными)
и неизменяемыми (индикационными). Каждый параметр имеет ин¬
дивидуальный цифровой или буквенный идентификационный код.
Некоторые параметры могут содержать индексы для хранения не¬
скольких вариантов настроек. Обязательными атрибутами параметра
являются также значение настройки по умолчанию (заводская уста¬
новка) и диапазон настройки/индикации. Примерами настроечных
параметров функционального блока являются: нормирование вход¬
ного сигнала, темп разгона/торможения в блоке генератора темпа
изменения задания частоты (задатчика интенсивности), коэффици¬
енты пропорциональной и интегральной составляющих ПИ-регуля-
тора частоты и т.д.Пользовательское меню преобразователя частоты для удобства
настройки и диагностики разбивается на функциональные группы —
подпункты, в которые входят параметры, относящиеся к взаимосвя¬
занным функциональным блокам. В качестве примера можно назвать
группы настройки преобразователя, двигателя, дискретных и ана¬
логовых входов/выходов, технологических функций, формирования
задания, диагностики неисправностей, обмена данными по встро¬
енным сетевым протоколам и т. д.Производители поставляют преобразователи с исходными (завод¬
скими) установками параметров, содержащими некоторые базовые
настройки. Изменения, внесенные в настройки параметров, всегда
можно отменить, вернувшись к заводским установкам.350
Для быстрого ввода в эксплуатацию преобразователя можно вы¬
полнить его упрощенную параметризацию. Такой вариант параме¬
тризации допустим для простых применений, когда условия работы
привода четко определены и не требуется проведение тестирования
привода под нагрузкой с детальной настройкой параметров. Про¬
цедура быстрой параметризации включает установку параметров,
определяющих номинальные данные двигателя (тип двигателя, номи¬
нальную частоту и напряжение питания, ток, мощность, coscp, КПД,
частоту вращения вала об/мин, ток намагничивания, тип охлажде¬
ния), тип нагрузки на валу двигателя (с постоянным или переменным
моментом), допустимую перегрузочную способность, источники по¬
дачи сигналов задания и команд управления, ограничения выходной
частоты преобразователя (минимальное и максимальное значения),
темпы разгона и торможения, выбор алгоритма управления часто¬
той или моментом (скалярное, векторное с датчиком скорости или
без датчика).Если условия работы преобразователя заранее не определены и его
настройка осуществляется непосредственно при пуске приводного
механизма, то требуется выполнение детальной параметризации
преобразователя. Такая настройка включает выполнение следующих
основных шагов:1) настройка силовой части. В определенный параметр системы
управления привода записывается код, соответствующий конкрет¬
ному заказному номеру силовой части преобразователя. Это необ¬
ходимо в случае замены платы управления или при ее перестановке
на другой силовой блок;2) настройка дополнительных плат и опций. Осуществляется кон¬
фигурация и настройка дополнительных плат расширения и обмена
данными по стандартным сетевым протоколам;3) настройка преобразователя. В ходе настройки преобразовате¬
ля указываются реальное значение напряжения на входе преобра¬
зователя, номинальные данные двигателя и датчика скорости (при
его наличии), алгоритм управления частотой или моментом, частота
коммутации ШИМ инвертора, нормирующие значения для сигналов
тока, напряжения, частоты, частоты вращения и момента. Для ре¬
жима одновременной работы преобразователя на группу двигателей
в параметре, определяющем номинальный ток двигателя указыва¬
ется сумма номинальных токов всех двигателей. Номинальный ток
намагничивания двигателя, как правило, неизвестен. Его значение
рассчитывается автоматически при введении номинальных данных
двигателя. Для точного определения параметров двигателя необхо¬
димо выполнить процедуру идентификации двигателя. При этом
определяются: параметры эквивалентной схемы замещения АД (ак¬
тивные составляющие сопротивлений статора и ротора, индуктивно¬
сти рассеяния статора и ротора, взаимная индуктивность), активная
составляющая сопротивления кабеля двигателя, падения напряжения351
на IGBT модулях, время запаздывания при подаче открывающих
импульсов на IGBT модули. Точное определение активного сопро¬
тивления обмотки статора, например, существенно влияет на устой¬
чивость системы векторного управления с датчиком обратной связи
по скорости. Оно также необходимо в режиме скалярного управления
с увеличением выходного напряжения инвертора в области низких
частот. Настраиваемые параметры показаны на эквивалентной схеме
замещения системы «автономный инвертор ПЧ—АД» (рис. 4.3).Кроме параметров эквивалентной схемы замещения при иденти¬
фикации можно определить характеристику намагничивания дви¬
гателя, что позволяет улучшить динамику привода. Характеристи¬
ка должна сниматься в случае работы системы ПЧ—АД в области
ослабления поля (с выходной частотой более 50 Гц), в особенности
в режиме векторного управления.Дальнейшая настройка привода подразумевает адаптацию параме¬
тров преобразователя к типу нагрузки на валу двигателя. Для настрой¬
ки высокоточных приводов, как правило, предусмотрены функцио¬
нальные параметры (макроконфигурации), определяющие, в зависи¬
мости от типа нагрузки на валу двигателя, базовые настройки набора
параметров, отвечающих за динамические свойства привода.Например, при настройке приводов Simovert VC можно выбрать
базовые макроконфигурации для следующих стандартных приме¬
нений:• стандартные приводы (насосы, вентиляторы);• механизмы с упругими связями, редукторами и большим момен¬
том инерции (например, бумагоделательные машины);• механизмы, работающие в режиме резких ускорений/замедле¬
ний с постоянным моментом инерции (например, летучие нож¬
ницы);• механизмы, режим работы которых характеризуется резкими на-
бросами нагрузки (для диапазона регулирования частоты не бо¬
лее 1:5);• механизмы с мягкой рабочей характеристикой в области низких
частот (при регулировании скорости с импульсным датчиком
с большим числом импульсов на оборот);• механизмы с высоким пусковым моментом (тяжелый пуск);• механизмы с высокой динамикой в области ослабления поля (на¬
пример, приводы испытательных стендов).Описанные макроконфигурации определяют настройки ряда па¬
раметров, существенно влияющих на динамические характеристики
привода:• коэффициент регулятора скорости Рр, зависящий от суммарного
момента инерции привода;• постоянная времени интегрирования тр регулятора скорости влия¬
ет на точность поддержания заданной скорости и определяет ве¬
личину перерегулирования переходного процесса по скорости;352
1trс2
SейXк&Ч353
• фильтрация сигнала измеренной скорости используется только
в замкнутых системах регулирования скорости или момента при¬
вода при наличии импульсных помех в сигнале скорости;• оптимизация поддержания момента компенсирует влияние дис¬
кретности цифровой замкнутой системы регулирования скорости
и повышает точность поддержания момента при разгоне. При этом
сигнал измеренной скорости подвергается дифференцированию.
Для использования этой функции необходимо отсутствие помех
в сигнале датчика скорости, чтобы исключить возникновения ко¬
лебаний в замкнутой системе;• темп нарастания сигнала задания активной составляющей тока
статора /1(3. Снижение значения этого параметра приводит к повы¬
шению динамики контура регулирования тока статора в области
ослабления потокосцепления (при работе на частоте выше 50 Гц).
Увеличение значения параметра снижает перерегулирование ак¬
тивной составляющей тока статора при резких бросках момента;• настройкой динамического момента обеспечивается дополнитель¬
ный динамический момент в области низких частот при работе без
датчика обратной связи. Дополнительный момент задействуется
в режимах ускорения/замедления;• фильтрация сигнала измеренного напряжения звена постоянно¬
го тока — снижение значения этого параметра приводит к повы¬
шению динамики контура регулирования напряжения на звене
постоянного тока;• задание потокосцепления двигателя относительно номинального
значения в диапазоне частот от 0 до 50 Гц;• оптимизация работы при неполной нагрузке привода позволяет
снизить потери в стали статора двигателя за счет снижения за¬
дания потокосцепления пропорционально снижению нагрузки
на валу;• фильтрация сигнала задания потокосцепления двигателя обеспе¬
чивает устойчивость контура регулирования потокосцепления
в режиме оптимизации при частичной загрузке и в области частот
выше номинальной;• компенсация запаздывания ключей инвертора позволяет компен¬
сировать колебания момента в диапазоне частот выше 10 Гц.
Оптимизация настроек привода проводится вручную путем даль¬
нейшей подстройки этих и ряда других параметров в соответствии
с индивидуальными требованиями в каждом конкретном случае.Современные автоматизированные электроприводы на базе пре¬
образователей частоты имеют дополнительные функции, позволяю¬
щие расширить возможности настройки системы. Наиболее распро¬
страненными из них являются следующие функции:• автоматический перезапуск используется для автоматического
сброса возникшей неисправности (пропадания питания) и пере¬
запуска преобразователя;354
• кинетическое буферирование позволяет осуществлять управление
двигателем при кратковременном пропадании питания за счет
кинетической энергии вращения высокоинерционной нагрузки.
При активации этой функции выходная частота преобразовате¬
ля снижается до определенного уровня так, что привод работает
в генераторном режиме, принимая энергию от нагрузки. При воз¬
обновлении питания преобразователь выводит двигатель на преж¬
нюю частоту вращения;• работа при пониженном напряжении обеспечивает работу при¬
вода при просадках напряжения до 50 % номинальной величины.
При этом соответственно ограничивается максимальный выход¬
ной ток преобразователя;• поддержание максимального напряжения звена постоянного
тока UB max обеспечивает безостановочную работу привода при
возникновении генераторных режимов в течение определенного
времени. При этом осуществляется регулирование выходной ча¬
стоты преобразователя таким образом, чтобы не дать двигателю
перейти на надсинхронную частоту вращения;• торможение постоянным током позволяет останавливать двига¬
тель с нагрузкой за наименьшее возможное время. Для этого в ста¬
торные обмотки вращающегося двигателя подается постоянный
ток, в результате чего генерируется тормозной момент. В процессе
торможения постоянным током, энергия торможения выделяет¬
ся в обмотках двигателя, что создает опасность их перегрева при
длительном торможении;• подхват на ходу позволяет подключать к выходу преобразователя
вращающийся двигатель, с которого до этого было снято силовое
питание. При этом преобразователь осуществляет поиск текущей
частоты вращения двигателя и обеспечивает его плавный вывод
на заданную частоту;• температурная адаптация служит для компенсации ошибки
регулирования частоты вращения или момента двигателя в зам¬
кнутой системе управления, возникающей при температурных
изменениях сопротивлений обмоток статора и ротора. При отсут¬
ствии встроенного датчика температуры обмоток статора, расчет
сопротивлений осуществляется по заложенным в преобразователь
тепловой и электрической моделям двигателя.4.2.2. Программное обеспечение параметрирования,
мониторинга и наладки комплектных
электроприводовДля параметрирования, мониторинга, наладки современных при¬
водов переменного тока производители оборудования предлагают
специальное ПО, позволяющее упростить и ускорить эти процедуры.355
В качестве примера можно привести программные продукты компа¬
нии Schneider Electric.Для всей гаммы приводной техники компании Schneider Electric
(преобразователей частоты, устройств плавного пуска и интеллек¬
туальных пускателей) предлагаются постоянно совершенствуемые
диалоговые программные средства PowerSuite. Их использование
с применением стандартного ПК или мини-компьютера —карманно¬
го ПК (КПК) — позволяет осуществлять подготовку файлов данных,
которые можно загружать в ПЧ или в устройства плавного пуска.
Программное обеспечение PowerSuite создает файлы данных, обе¬
спечивая нужное взаимодействие между функциями конфигурации
и настройки изделия. Оно содержит все функции встроенного или
выносного терминала управления (конфигурирование или настройка
приводных устройств, управление, сигнализация и т.д.) с пользова¬
тельским интерфейсом в среде Windows (рис. 4.4). Связь между ПЧ
и ПК осуществляется по последовательному интерфейсу.Программное обеспечение PowerSuite может использоваться:• автономно для подготовки и сохранения исходных файлов конфи¬
гурации и настройки на дискетах, CD или жестком диске;• подключенным к ПЧ или пусковому устройству для конфигура¬
ции, настройки и управления ими;. PowarSwite Worfcshap Soft |*П?58Г Jl.SSfJdMoI a\ »1«H nffli -ГЛAdjustments / Onve ControlDC injection j ACC-DEC extended j T otque/cuirent bop ] Speed loop j
Threshold Detection j Speed Feebaek } Preset speed» j Reset mete» j
Accel / Decei j LSP/WSP ) Jump frequencies j Thefmal protection j Motor detafe ] Swdchngmode jtccenmfes petaiAltivar 58tAltivaRPT Tjp»otfla*p j Lmeai^3 BRA DeceL Raap Adaptation Г* iFRT Switch to Ramp 2 H* (oTo ~H
Fiequmoy IAcceleration
Auto DC Inj.
Auto TuningControl modedc I at rest SDCDC Ini. Tim TDCdeadb./pedst BSPDeceleration OECDecRampAdapt BRA
Eric pulse NoEncoder chk.
GainHigh Speed
Int. i Lint
IR Compens.
Jump Freq. 2
Jump Freq. 3
Jump Freq.LSP Time
Machine Coef
Max. Freq.
Mot. Cos Phi
Motor flux
Noise Reduct
Nom.Mot.Curr
Nom.Mot.Freq
Mot.VoWENCFLGuseTFRCOSFLUNRDNCRFRSpAcceleiabon yj [Deceleration »| |Low Speed "*j j High Speed *1 [Gan ' j Stability ▼( jlR Compens. *\TTTTf W j Jo jjj | (XO ‘ -fj | 500 j-J j 20 “fjSA7V58PU18N4Рис. 4.4. Диалоговое окно ПО PowerSuite для настройки параметров преоб¬
разователя частоты356
Fde Qonfigurebon Qisplay Xocis Scope ?ф Ш "■j ATV31|7 Scope
>*4 Displays—Г* FRefBeforeRmp:-~W Output Freq.P bne Voltagei -R MotorCurrenti•••• Г" DrvThermStatГ Mot.ThermStat;•••• P MachSpeedLow;•••• Г Phys ValueAHUp Phys.ValueAJ2I f Phys ValueAO!-P Int Scale AOl
SettktgtMrametere• Г Acceleration!■•■ Г* Deceleration;•■••• Г Low Speed! P Htah Speed: P I Mot ThermalP Accelerationi P Deceleration?! P LSP TimeoutI P Skip FreqUP Skip Freq 2! Г Sip Comp| P Volage Boost| P Fr I oop ‘Stah! P Freql oopOam| Г Mot Freq ThrP MotThrmThrMdCommand* ФЕНЮ 3-:|Ф :+:| 'A w 5з1н■♦•11=8' й?I Г "\— Freq. fef. before temp
Output frequency— MotorCurrentc:Revere*Rotation)l0 9 504)Frequency referenceРис. 4.5. Диалоговое окно ПО PowerSuite для управления приводом от ПК
и осциллографирования переходных процессов• для пересылки файлов конфигурации и файлов настройки от ПК
к устройству, и наоборот.PowerSuite предоставляет возможность оперативного управ¬
ления приводом и осциллографирования переходных процессов
при наладке. Диалоговое окно PowerSuite для управления приво¬
дом с ПК и осциллографирования переходных процессов показано
на рис. 4.5.4.3. Программные средства систем
автоматизации4.3.1. Программные средства промышленных
компьютеров, программируемых контроллеров,
терминалов и интеллектуальных модулейПрограммное обеспечение средств автоматизации. Все фирмы-
производители средств автоматизации разрабатывают соответственно
и ПО этих средств. Программное обеспечение имеет общие признаки
в построении, интерфейсе проектировщика, системе команд и функ¬
ций. Рассмотрим ПО для настройки и программирования различных
средств автоматизации фирмы Omron.357
Программные продукты объединены в серию СХ, основанную
на коммуникационной платформе СХ-Server (СХ-Programmer, СХ-
Simulator, СХ-Supervisor, CX-Motion, СХ-Position, CX-Protocol и др.).
Эта коммуникационная платформа включает драйверы сетевой связи
для всех программных протоколов OMRON, сетей Ethernet, Control¬
ler Link и последовательной связи.Широкий набор программных средств СХ обеспечивает одновре¬
менный доступ к различным программируемым логическим устрой¬
ствам и сетям через СХ-Server, что повышает удобство и простоту
обращения с оборудованием OMRON. Данные программные сред¬
ства выполняют функции: драйвера WINDOWS для обмена данными
между системами ПЛК OMRON и Microsoft Office а также VBA, про¬
граммирования для всех типов ПЛК, тестирования пользовательских
программ, SCADA, настройки параметров модулей динамического
управления CS1W-MC***, настройки параметров модулей позицио¬
нирования CS1W-NC и CJ1W-NC, программирование коммуника¬
ционных модулей поддерживающих макропротокол.CX-Programmer обеспечивает единую платформу ПО для про¬
граммируемых логических контроллеров (ПЛК) OMRON всех типов:
от микроконтроллеров до двухпроцессорных систем. Программатор
упрощает преобразование и повторное использование управляющих
программ, созданных с помощью ПО для ПЛК предыдущих поко¬
лений.Усовершенствованная функция «сравнение проектов» позволяет
детально сравнить программу ПЛК и ПК. За счет интеграции с дру¬
гими программными средствами CX-Programmer обеспечивает со¬
вместное использование комментариев, что повышает скорость раз-,
работки и упрощает эксплуатацию ПЛК.Главной особенностью среды CX-Programmer является появление
в ней, по аналогии со средствами для разработки программ для ПК,
функции компиляции программы. Фактически за этой возможностью
стоит мощный анализатор текста программы, который производит
проверку исходного текста и сигнализирует о фактических ошибках
и фрагментах кода, выполнение которых может происходить неверно
(например, использование одного и того же выхода в более чем одной
цепочке). Благодаря этой возможности удается резко уменьшить ко¬
личество ошибок, оставшихся на момент отладки программы, а так¬
же сократить время ее написания. Это время можно использовать
для более тонкой настройки характеристик оборудования, а также
для сокращения длительности и оптимизации рабочего цикла про¬
граммы.В состав функциональных устройств ПЛК, как правило, входят
различные средства ввода и отображения информации, позволяю¬
щие осуществлять контроль за ходом технологического процесса.
Такие устройства принято называть средствами человеко-машинно¬
го интерфейса.358
CX-Designer — программная среда для работы с программируе¬
мыми терминалами (панелями оператора) серии NS. С помощью
нее решается весь спектр задач, связанных с программированием
и настройкой терминалов:• создание и редактирование экранов, таблиц данных, строковыхи цифровых таблиц;• управление обменом данных между ПЛК и NS;• ведение хронологии аварийных сообщений и вызовов экранов.CX-Supervisor — SCADA пакет компании OMRON с помощью ко¬
торого возможно создание приложений верхнего уровня управления.
Простые приложения можно быстро создать с помощью большого ко¬
личества готовых функций и библиотек. За счет ясной прямолинейной
структуры сокращается время на ознакомление с программой. С помо¬
щью ОРС существует возможность установки связи с ОРС серверами
2-й версии. Поддержка баз данных SQL, ODBC, MS Access, dBase, CSV
и MS Excel, а также импорт компонентов ActiveX позволяет создавать
гибкие приложения с широкими функциональными возможностями.Программирование промышленных компьютеров и програм¬
мируемых контроллеров. Простые компьютерные средства автома¬
тизации работают по жестким программам, заложенным в них при
изготовлении. Их программирование для конкретных приложений
заключается в записи необходимой для управления информации:
кодов режима, управляющих слов, бит разрешения или запрета, ко¬
эффициентов, пределов изменения данных и т.д. Таким способом
программируются многие устройства низкого уровня: модули ввода/
вывода, модули связи, специализированные контроллеры (локальные
регуляторы), датчики и исполнительные устройства с микропроцес¬
сорным управлением.Устройства управления более высокого уровня: программируемые
логические контроллеры, системы числового программного управле¬
ния, промышленные ПК, некоторые интеллектуальные регулирую¬
щие модули требуют написания программы управления оборудова¬
нием. Поэтому для их программирования используются специальные
программные инструментальные средства. Эти средства могут нахо¬
диться в самом устройстве управления, и тогда для программирова¬
ния достаточно небольшой консоли. Если они находятся на специ¬
альном программаторе или ПК, то создаваемая с их помощью про¬
грамма загружается в управляющее устройство по каналу связи.Особенностями программ для устройств этого уровня являются
наличие развитого математического аппарата обработки битовой
информации, преимущественно целочисленная арифметика, боль¬
шое разнообразие функций и функциональных блоков по анализу
информации с датчиков, реализации законов управления и обмена
по каналам связи. Эти программы реализуют основные алгоритмы
автоматического управления. От них требуются хорошее быстродей¬
ствие и высокая надежность.359
Для систематизации разрабатываемых инструментальных пакетов
программирования логических контроллеров разработан стандарт
МЭК IEC—1131, который включает в себя пять языков.В качестве примера инструментального средства для программи¬
рования контроллеров можно назвать пакеты CX-Programmer для
контроллеров фирмы Omron, Simatic Step7 для контроллеров фир¬
мы Siemens.Программирование терминалов. Для удобной работы обслужи¬
вающего персонала с компьютерными системами управления в про¬
изводственных условиях используются средства человеко-машинного
интерфейса MMI (Man Machine Interface), которые включают в себя
промышленные терминалы, информационные панели, консоли дан¬
ных. Эти устройства также имеют средства программирования, кото¬
рые используют те же типы данных, что и программируемые контрол¬
леры, но предназначены для удобного ввода и наглядного представле¬
ния оперативной информации о процессе управления. Входной язык
для написания программ промышленных терминалов представляет
собой набор графических образов элементов индикации, текстовых
сообщений, цифровых и стрелочных дисплеев, диаграмм, экранов
для графических зависимостей (трендов), кнопок, переключателей
и других элементов управления. Все это поддерживается системой
связи с данными программируемых контроллеров и системой орга¬
низации экранного диалога. Примером такого пакета может служить
пакет CX-Designer, предназначенный для программирования про¬
мышленных NS-терминалов фирмы Omron.Общий контроль и управление технологическим процессом, сбор
и архивирование данных, их статистическая обработка и докумен¬
тирование выполняются на верхнем уровне, где используются про¬
мышленные или обычные ПК. Эти устройства используют известные
операционные системы и работают под управлением специальных
программных приложений, разработанных в среде инструментальных
средств систем дистанционного контроля, управления и диспетчери¬
зации SCADA (Supervisor Control And Data Acquisition). Примером
такой системы может служить пакет CX-Supervisor, предназначенный
для автоматизированных систем управления, построенных на базе
контроллеров фирмы Omron. Эти программные приложения могут
дополняться или создаваться полностью на языках программирова¬
ния общего назначения, например в среде Delphi или Visual С, или
в пакетах систем управления базами данных.Программирование интеллектуальных модулей. Под интел¬
лектуальными модулями программируемого контроллера понимают
модули, которые обрабатывают данные по некоторому алгоритму
независимо от центрального процессора, выполняющего основную
программу управления. Фактически интеллектуальные модули яв¬
ляются сопроцессорами. Их можно разделить на четыре группы мо¬
дулей, которые:360
1) вводят информацию, выполняя ее предварительную обработку,
например модули высокоскоростного счета;2) выводят информацию с представлением ее в требуемом виде,
например ASCII-модули, предназначенные для масштабирования ин¬
формации с учетом системы физических единиц и вывода ее на пе¬
чать в удобном виде с текстовыми комментариями;3) вводят информацию, обрабатывают ее по определенным алго¬
ритмам и выдают управляющие сигналы, например модули ПИД-ре-
гулирования или модули числового программного управления;4) берут информацию из памяти контроллера, обрабатывают ее
по определенным алгоритмам и возвращают снова в память контролле¬
ра, например модуль нечеткой (fuzzy) логики Omron FZ001, реализую¬
щий законы управления, основанные на методах нечеткой логики.Применение интеллектуальных модулей значительно расширя¬
ет функциональные возможности программируемых контроллеров,
снижает объем работы по составлению основной управляющей про¬
граммы, разгружает центральный процессор от ряда стандартных
вычислений.Некоторые из этих модулей имеют свое ПО для программиро¬
вания. Например, для ввода базы знаний в модуль нечеткой (fuzzy)
логики Omron FZ001 используется инструментальный программный
пакет FSS, который устанавливается на ПК и имеет связь с модулем
по интерфейсному порту RS-232C. Он включает в себя средства для
формирования функций принадлежности входов и выходов, ввода
правил, выбора метода дефазификации, а также для обмена данными
с модулем, наблюдение за процессом принятия решений и отладки
базы знаний.Другие модули программируются с помощью данных, вводимых
в модуль или память контроллера. Например, программирование ин¬
теллектуальных модулей контроллеров фирмы Omron осуществляет¬
ся записью значений управляющих бит и слов в область памяти DM
в режиме программирования. Оперативное управление и передача
данных выполняются через область ввода/вывода IR. Эти модули
являются специальными, для их адресации используются переклю¬
чатели на передней панели модуля.4.3.2. Программирование контроллеров
для реализации алгоритмов управления
электроприводными системами
технологического оборудованияПрограммирование алгоритмов управления по времени. Авто¬
матическое управление в функции времени — один из наиболее рас¬
пространенных способов управления в дискретной автоматике. Ал¬
горитм такого управления можно представить в виде двух частей:361
1) алгоритм формирования последовательности интервалов вре¬
мени;2) алгоритм управления исполнительными устройствами в соот¬
ветствии с интервалами времени.Формирование последовательности интервалов времени выполня¬
ется с использованием устройств создания выдержек времени (реле
времени или таймеров) или счетчика последовательности импульсов
заданной длительности. В программируемых контроллерах предпо¬
чтительнее использовать первый способ. Во-первых, программиро¬
вание контроллеров допускает введение большого количества про¬
граммных таймеров. Во-вторых, такой подход удобнее при отладке
системы управления и коррекции значений интервалов времени.Последовательность интервалов времени формируется последо¬
вательностью таймеров, которые составляют генератор интервалов
времени (ГИВ). Программная реализация ГИВ на языке релейно¬
контактных схем приведена на рис. 4.6. В рассматриваемой програм¬
ме используются таймеры с задержкой на включение. Управляющий
бит «Запуск» в общем случае может представлять достаточно сложную
логическую функцию, зависящую от разных сигналов управления,
в том числе и от флагов таймеров, составляющих ГИВ.При установке бита «Запуск» в единичное состояние (ON) тайме¬
ры последовательно формируют интервалы времени, а при установ¬
ке в нулевое состояние (OFF) все таймеры сбрасываются в течение
одного цикла сканирования программы. Сам бит «Запуск» имеет
нулевой интервал времени от начала запуска ГИВ.Управляющие сигналы на исполнительные устройства формиру¬
ются в функции состояния бита «Запуск» и флагов таймеров ГИВ.
Так, в приведенной программе, бит ИУ (исполнительное устройство)
включается при установке бита «Запуск» в ON и выключается после
отработки таймера TIM2, а также включается после отработки тай¬
мера TIMi и выключается после отработки таймера TIMj.Рис. 4.6. Программа реализации генератора интервалов времени, включаю¬
щего в себя последовательность таймеров362
Управление по состоянию объекта. Для управления по состо¬
янию объекта необходимо иметь информацию об этом состоянии.
Поэтому при разработке таких систем обязателен выбор датчиков.
Количество датчиков и объем поставляемых ими данных должны
быть достаточными для получения полной информации об объекте,
необходимой для решения конкретных задач управления.Можно выделить два способа управления по состоянию объекта:1) последовательность действий (состояний объекта) жестко опре¬
делена и информация с датчиков позволяет контролировать оконча¬
ние действия или переход объекта в новое состояние, каждое новое
действие начинается после окончания предыдущего;2) выбор нового действия (состояния объекта) определяется те¬
кущими значениями параметров, каждое новое действие начинается
после того, как выполнятся необходимые для этого условия.Первый способ называют также программным, а последователь¬
ность действий объекта, которая реализуется при этом управлении —
программой. В общем случае управление может включать оба спо¬
соба, например, в программе учитывается состояние параметров,
в зависимости от которого потребуется та или иная последователь¬
ность действий.Алгоритм жесткого последовательного управления по состо¬
янию объекта. Автоматическое управление в функции состояния
объекта при жесткой последовательности операций также является
одним из распространенных способов управления в дискретной ав¬
томатике. Последовательность операций может выполняться одно¬
кратно по одной команде или повторяться многократно в повто¬
ряющихся циклах. Алгоритм такого управления можно представить
в виде двух частей:1) алгоритм формирования последовательности действий или
шагов управления (отдельных операций, выполняемых в объекте
управления);2) алгоритм управления исполнительными устройствами в соот¬
ветствии с шагом управления.Последовательность шагов (отдельных операций, выполняе¬
мых в объекте управления) формируется с использованием датчи¬
ков состояния объекта, которые информируют систему управления
об окончании текущей операции. Факт окончания предыдущей опе¬
рации является необходимым условием начала следующей.Различные шаги управления могут использовать одни и те же дат¬
чики или исполнительные устройства, поэтому необходимо фикси¬
ровать шаги. В этом случае работа датчиков на последующих шагах
не будет влиять на предыдущие и, соответственно, на управляемые
ими исполнительные механизмы. Для этого в программе каждый шаг
управления связывается с битовой переменной (признаком шага),
которая в момент активизации шага устанавливается в единичное
состояние ON.363
Таким образом, последовательность действий в объекте управле¬
ния формируется программой, которая генерирует ряд шагов, по¬
следовательно устанавливая связанные с ними биты. По окончании
последнего шага все признаки шагов сбрасываются. Если цикл не¬
обходимо повторить, то последний шаг должен опять запустить про¬
грамму последовательности шагов.Управление исполнительными механизмами определяется те¬
кущим шагом. Действие указывается для того механизма, который
на этом шаге включается или выключается. Исходя из этого, фор¬
мируется функция управления исполнительными устройствами: для
каждого устройства определяется, на каком шаге оно включается,
на каком выключается.Рассмотрим пример управления позиционным манипулятором,
схема которого представлена на рис. 4.7. Система управления подоб¬
ным манипулятором рассмотрена в подразд. 2.15. Манипулятор имеет
электрические приводы подъема и перемещения схвата и пневмати¬
ческий привод разжима схвата 1, 2 (рис. 4.7, б). Управление движе¬
нием звеньев манипулятора осуществляется путем подачи управля¬
ющих сигналов: VI — подъем, V2 — опускание, V3 — выдвижение,
V4 — втягивание, V5 — разжим схвата (зажим схвата выполняется
пружиной). Контроль состояния звеньев манипулятора выполняется
конечными выключателями: SQ1 — поднят, SQ2 — опущен, SQ3 —
выдвинут, SQ4 — втянут, SQ5 — схват разжат.Рис. 4.7. Схемы движений звеньев позиционного манипулятора (а) и пнев¬
матического привода разжима схвата (б)zа364
SQ4Переставить
В—АDIFUP(13)Диф. В—АРис. 4.8. Программа взятия изделия с места В и его установки на место АЗажатое состояние схвата определяется контактным датчиком
давления PS по отсутствию давления в приводе захвата. Исходное
состояние манипулятора — схват поднят над местом А.Рассмотрим программу взятия изделия с места В и его установ¬
ку на место А, которая выполняется однократно после подачи ко¬
манды «Переставить В—А». Траектория движения схвата показана
на рис. 4.7 пунктирной линией.Для однократного выполнения действий операции перестановки
изделия с места В на место А по изменению состояния бита коман¬
ды «Переставить В—А» из OFF в ON (по переднему фронту сигна¬
ла) формируется дифференциальный сигнал-бит «Диф. В—А» (см.
рис. 4.8), который устанавливается на время одного сканирования
программы.Если манипулятор не находится в исходном состоянии, то уста¬
навливается бит сообщения Wpn «Манипулятор не в исходном со¬
стоянии» и ставится на самоудержание через инверсный сигнал-бит
RstW сброса аварийных и предупредительных сообщений. После при¬
ведения манипулятора в исходное положение (схват поднят и втянут)
необходимо кратковременно подать сигнал RstW.Если манипулятор в исходном состоянии, то начинает рабо¬
тать программа последовательности шагов (рис. 4.9). По сигна¬
лу-биту «Диф. В—А» устанавливается флаг выполнения команды
«Исп. В—А. Шаг 1», который одновременно является первым ша¬
гом в программе.Установившись, флаг «Исп. В—А. Шаг 1» становится на само¬
удержание. Затем последовательно, по мере выполнения движений
исполнительными механизмами и срабатывания датчиков устанавли¬
ваются остальные шаги программы. Каждый предыдущий шаг раз¬
решает установку следующего. Установка бита «Шаг 8» сбрасывает
все шаги программы.Формирование управляющих сигналов на исполнительные меха¬
низма манипулятора приведено на рис. 4.10.Алгоритм гибкого управления по состоянию объекта. Для си¬
стем дискретного автоматического управления объектами с конечным
числом состояний, у которых алгоритм перехода из одного состояния
в другое определяется значениями параметров объекта и не имеет
жесткой последовательности, могут быть использованы известные
алгоритмы цифровых автоматов, например автомата Мура [31].365
<Диф. В—А» SQ4 SQ1 Шаг «Исп. В— А. Шаг 1»—М Q) Разжим схвата, выдвижение«Исп. В—А. Шаг 1»SQ5 SQ3 «Исп. В-А. Шаг 1» «Шаг 2»— О Опускание«Шаг 2» II SQ2 «Шаг 2» «Шаг 3»i О Зажим схвата«Шаг 3»PS «Шаг 3» «Шаг 4»-П О Подъем«Шаг 4»—IMSQ1 «Шаг 4» «Шаг 5»М О Втягивание«Шаг 5» II SQ4 «Шаг 5» «Шаг 6»-II о ОпусканиеШаг 6»—1Ь~SQ2 «Шаг 6» «Шаг 7»—II—HI о Разжим схвата«Шаг 7»—IMSQ5 «Шаг 7» «Шаг 8»“| | 11 О ПодъемИSQ 1 «Шаг 9»-оКонец циклаРис. 4.9. Программа управления позиционным манипуляторомБлок-схема автомата Мура представлена на рис. 4.11, где Y — век¬
тор выхода, S — вектор текущего состояния, S* — вектор нового
состояния, X — вектор входа, В — функция выхода, М — память,
А — функция перехода. Если алгоритм управления конкретным объ¬
ектом строить на основе алгоритма автомата Мура, то векторы будут366
«Шаг 1» «Шаг 2» vi", О«Шаг 4» «Шаг 6»—II—44—«Шаг 8»HI «Шаг 2» «Шаг 4» V2О«Шаг 6» «Шаг 8»«Шаг 1»
11«Шаг 5»М (II«Шаг 5»
||ИV4ОII«Шаг 1»
||«Шаг 3»М ,11«Шаг 7»NМV1 11\Рис. 4.10. Программа формирования управляющих Рис. 4.11. Блок-схема
сигналов на исполнительные устройства манипуля- автомата Мура
тораиметь конкретное содержание. Вектор выхода Y определяет совокуп¬
ность сигналов управления на исполнительные устройства объекта
управления.Векторы состояния S и S* отражают режимы работы объекта
и его отдельных частей. Вектор входа X соответствует совокупности
внешних сигналов управления, влиянию возмущающих воздействий
на объект управления и состоянию текущих параметров самого объ¬
екта управления.Рассмотрим общую задачу алгоритмизации систем управления
машинами, выполняющими упаковку сыпучих продуктов. В цикле
упаковки выделяются три основных операции: протяжка пленки, го¬
ризонтальная сварка, дозирование. Система управления упаковочной
машиной имеет три исполнительных механизма: сервопривод про¬
тяжного механизма Ml, пневмопривод горизонтальной сварки М2
и сервопривод дозатора М3 (рис. 4.12, а). Контроль работы системы
осуществляется с помощью датчика метки LSI, энкодера на узле про¬
тяжки пленки LS2 и энкодера на приводе дозатора LS3.Все операции в машине происходят последовательно, услови¬
ем выполнения следующей операции является сигнал об оконча¬
нии текущей операции. Временные диаграммы процесса показаны
на рис. 4.12, б.Рассмотрим технологический процесс одного цикла упаковки.
При наличии питания, разрешения на работу и нажатии на кнопку
«Пуск» привод М1 производит протяжку пленки вдоль формовочно¬
го рукава. Датчик метки LS1 выдает сигнал на останов привода М1
в нужном месте напротив сварных губок горизонтальной сварки.
Сигнал с датчика LSI дает команду на работу привода сварных губок
М2. Сваривание происходить в месте отсутствия рисунка на пакете
возле метки. После истечения времени, предусмотренного техноло¬
гией сварки, выдается сигнал о завершении данной операции. Время367
LS3FILLER М3
(Auger type)i( 111 Registration
markSensor for
emply coliПротяжкапленкиОГоризонтальнаясваркаООДозированиеО&ОВремяВремяВремяРис. 4.12. Функциональная схема системы управления упаковочной маши¬
ной (а) и временные диаграммы последовательного выполнения операций
упаковки (б)сваривания и температура губок зависит от упаковочного материала.
Сигнал завершения сварки дает команду на включение привода до¬
затора М3. Число оборотов привода контролируется энкодером LS3.
Изначально выполняется масштабирование одного оборота дозатора
до веса продукта, который сыплется в пакет, и, в зависимости от за¬
программированного оператором веса продукта, дозатор вращает¬
ся необходимое число оборотов. Процесс завершения дозирования
определяется по сигналу LS3, по которому дается команда на вклю¬
чение привода Ml протяжного механизма и цикл повторяется.368
Необходимо определить все состояния, в каких может находиться
рассматриваемый объект управления. Следует учитывать возможные
состояния системы: наличие аварии, разрешения на работу, аварий¬
ного останова, питания. Соответственно система будет иметь семь
состояний:• S1 — машина не готова к работе;• S 2 — машина готова к работе;• S3 — сварка;• S_4 — дозирование;• S_5 — протяжка;• S_6 — авария;• S_7 — аварийный останов.Таким образом, вектор состояния имеет вид S = {S_l, S_2, S_3,
S_4, S_5, S_6, S_7} и может быть представлен двоичным числом. Обя¬
зательным условием является то, что только одному состоянию в каж¬
дый момент времени будет соответствовать единичное значение.Далее необходимо определить все сигналы, которые присутству¬
ют в системе.Сигналы с датчиков:LS I — сигнал метки;LS 3 — отмеренная доза продукта.Сигналы с кнопок:SB1 — питание,SB 2 — разрешение на работу;SB 3 — пуск машины;SB4 — останов;SB 5 — аварийный останов.Для предотвращения аварий и обеспечения выполнения процесса
упаковки в соответствии с технологией предусмотрены программные
сигналы контроллера:• 03 — превышение времени сварки;• _04 — неисправность привода дозатора;• _05 — отсутствие датчика метки;• _06 — завершение сварки.Программные сигналы 03 и _06 формируются задержками тайме¬
ров в контроллере, 04 — на основании информации с датчика LS3,
_05 — на основании информации с датчиков LSI и LS2.Поскольку упаковочная машина имеет три исполнительных
устройства Ml, М2, М3, то вектор управления (выхода) будет иметь
вид Y = {Ml, М2, М3}. Его компоненты могут быть представлены
битами, значение которых определяется текущим состоянием объ¬
екта управления.Вектор входа включает в себя все перечисленные выше сигналы
системы. Вектор входа будет иметь вид X = {LS1,LS3, SB_1, SB_2,
SB_3, SB_4, SB_5, _03, _04, _05, _06}. Все элементы вектора входа
представляются битовыми переменными.369
Функция перехода определяет условия перехода из одного состоя¬
ния (текущего S) в другое (новое S*). Для наглядного описания функ¬
ции перехода используются графы. В этом случае состояния объекта
описываются вершинами, а условия перехода из одного состояния
в другое — дугами. Определим условия перехода системы:Т_1=не SB_1 — отсутствие питания;T_7=SB_5 — аварийный останов;Т_1 и Т_7 — условия перехода системы из любого состояния,
поскольку это условие аварийного останова и пропадания питания,
а эти события могут произойти в любой момент времени работы упа¬
ковочной машины. Аварийный останов, например, может понадо¬
биться для предотвращения механических повреждений машины;T_12=SB_2 — разрешение на работу;T_23=SB_3 — нажатие кнопки пуск;Т_34=_06 — завершение сварки;Т_36=_03 — превышение времени сварки;T_45=LS_3 — завершение дозирования;Т_46=_04 — неисправность привода дозатора;T_52=SB_4 &LS_1 — останов машины;T_53=LS_1 — завершение протяжки;Т_56=_05 — превышение времени протяжки;T_62=SB_6 — сброс аварии;T_72=SB_6 — сброс аварийного останова.В соответствии с заданными состояниями объекта и условиями
перехода получим граф состояний упаковочной машины, изобра¬
женный на рис. 4.13.Т 72Т 7
На рисунке приняты следующие обозначения:• состояния упаковочной машины:S_1 — машина не готова к работе,S_2 — машина готова к работе,S3 — сварка,S_4 — дозирование,S5 — протяжка,S_6 — авария,S_7 — аварийный останов;• условия перехода:Т_1 — отсутствие питания,Т_7 — аварийный останов,Т_12 — разрешение на работу,Т_23 — пуск машины,Т_34 — завершение сварки,Т_36 — превышение времени сварки,Т_45 — завершение дозирования,Т_46 — неисправность привод дозатора,Т_52 — останов машины,Таблица 4.1Новое со-
стояние
Текущее\.
состояниеS_lS_2S_3S_4S_5S_6S_7S_l—T_12————T_7SB 2SB 5S_2T_l—T_23SB_3———T 7SB_1SB_5S_3T 1—T_34—T_36T_7SB_1SB_06SB_03SB_5S_4T_1——T_45T_46T_7SB_1LS3SB04SB_5S_5T_11 52T_53LSI——T_56T_7SB_1SB4&LS1SB_05SB 5S_6T_1T_62————T 7SB_1SB_6SB_5S_7T_1T_72—————SB_1SB_6371
000000(000000)000001(000002)000002(000004)000003(000007)000004(000010)5.00
—i/f-SB 1000005(000017)000006(000024)000007(000035)[Program Name: NewPrograml]
[Selection Name: Условия_перехода]Питание5.044 I SB 5Аварийный
останов
3.00 5.014 I 1 I-5 1 SB 2Машина Разреше-
не готова ние на
к работе работу
3.01 5.02—1 I 1 1 S 2 SB 3Машина Пуск
готова машины
к работе
3.02 6.033.04Неисправность
привода дозатора
5.03 4.00. I SB_4 LSI
Останов Датчик
метки4.007.09—О—Т 52Отсутствиепитания<7.00>а043Аварийныйостпнов<7.01 >
а051Разрешенаработа<7.02>а059Нажатие
кнопки
пуск <7^04>а070Сварказавершена<7.05>а079Превышено
время сварки<7М>а095Дозированиезавершено<7.07>а087Привод дозато¬
ра неисправен<7.08>а096Остановмашины<7.09>а061Завершение
протяжки
<7.10>
а071Превышениевременипротяжки<7.11 >
а097Сброс аварии<7Л2>а062Сбросаварийногоостанова<7.13>аОбОРис. 4.14. Программа проверки условий и формирования переходов в соот¬
ветствии с последовательностью работы ИО машины372
Т_53 — завершение протяжки,Т_56 — превышение времени протяжки,Т_62 — сброс аварии,Т_72 — сброс аварийного останова,■=> — условие перехода с любого состояния;• нажатие физических кнопок:SB_1 — питание,SB 2 — разрешение на работу,SB 3 — пуск машины,SB4 — останов,SB_5 — аварийный останов,SB 6 — сброс аварии.Функцию перехода можно представить в табличном виде (табл. 4.1).
В этом случае условие перехода записывается в графу на пересечении
строки текущего состояния и столбца нового состояния. Когда объект
находится в каком-либо состоянии, то в памяти записан соответствую¬
щий ему текущий вектор состояния. Если при этом условия ни одно¬
го из переходов, соответствующих этому состоянию, не выполнятся,
то это означает, что переход в новое состояние не требуется.Если выполнится условие какого-либо перехода, то соответствую¬
щий элемент вектора нового состояния будет установлен. Это озна¬
чает, что требуется переход и его надо записать в память как текущее
состояние. При этом изменится вектор управления и переведет объ¬
ект в новое состояние. Далее будут проверяться условия переходов
из этого состояния.Программа проверки условий и формирования переходов в соот¬
ветствии с табл. 4.1 приведена на рис. 4.14.4.3.3. Программирование контроллеров
для решения задач повышения надежности
электроприводных системПроизводители компьютерных средств автоматизации уделяют
вопросам надежности большое внимание: проводят жесткий отбор
аппаратных средств; вводят дополнительные элементы, например
сторожевой таймер; вводят дополнительные программы тестирования
в процессе управления; контроль сохранности программы управления
и данных; резервирование аппаратных средств и линий связи.Результаты внутреннего тестирования и проверок компьютерных
средств автоматизации фиксируются в служебной и архивной памяти.
Эта информация доступна из управляющей программы, поэтому при
разработке программ необходимо учитывать влияние возможных от¬
казов на качество управления. При создании систем управления не¬
обходимо обращать внимание на ее устойчивость к отказам, как при
выборе технических средств, так и при проектировании схемы под¬373
ключения и при разработке управляющей программы. Отказ всегда
возможен, поэтому надо стремиться строить систему так, чтобы его
своевременно обнаружить и минимизировать ущерб от его появле¬
ния. Рассмотрим некоторые мероприятия по повышению надежности
компьютерных систем управления.Обрыв электрических цепей входных сигналов или замыкание их
на корпус — одна из наиболее часто встречающихся неисправностей.
Входом модуля ввода это состояние будет восприниматься как сигнал
нулевого напряжения или тока. Одним из способов определить такую
неисправность является выведение сигнала этого уровня из информа¬
ционного диапазона. Например, для аналоговых сигналов используют
сигналы напряжения 1... 5 В или тока 4... 20 мА. Если входной сигнал
меньше 1 В или 4 мА, то это означает, что входная цепь оборвана,
в ней имеется плохой контакт или замыкание на корпус.Для дискретных сигналов, где нулевой сигнал является информа¬
ционным, управляющую программу необходимо строить так, чтобы
появление аварийного нулевого сигнала не привело к опасным по¬
следствиям. Например, цепи, предназначенные для подачи сигнала
останова, должны в исходном состоянии подавать сигнал высокого
уровня, а сигнал останова — низким уровнем, т.е. сигнал подается
инверсным. В этом случае обрыв цепи будет снимать высокий уро¬
вень, что равнозначно сигналу останова. Останов в большинстве слу¬
чаев — более благоприятное последствие аварии, чем невозможность
остановить. Примером может служить подключение датчиков уровня
откачивающей насосной станции. Датчик минимального уровня, ко¬
торый останавливает насосы при снижении уровня ниже минималь¬
ного, должен выдавать сигнал останова низким напряжением, пото¬
му что при отказе датчика из-за обрыва цепей напряжение на входе
модуля ввода тоже будет отсутствовать и насосы остановятся. Таким
образом, насос будет защищен от продолжительной непрерывной
работы и от попадания воздуха в систему. Датчики более высокого
уровня должны выдавать нулевой сигнал при повышении уровня.
В этом случае при обрыве цепей этих датчиков насосы будут вклю¬
чаться чаще, но переполнения осушительной ямы не произойдет.Контроль состояния датчиков позволяет косвенно определить
их неисправность, например, когда датчик остается в каком-либо
состоянии независимо от значения измеряемого параметра. В неко¬
торых случаях такую неисправность можно определить по возник¬
новению противоречивого, недопустимого в нормальных условиях
эксплуатации состояния нескольких датчиков.В рассмотренном ранее примере с датчиками уровней осушитель¬
ной насосной станции таким противоречивым состоянием является
случай, когда датчик минимального уровня показывает, что уровень
ниже минимального, а датчики верхних уровней показывают, что
уровень воды выше. В этом случае целесообразна выдача предупре¬
ждения обслуживающему персоналу о неисправности датчиков.374
Фрагмент программирования такого предупреждения на языке ре¬
лейно-контактных схем приведен на рис. 4.15.Явление «дребезга» дискретного датчика возникает из-за влия¬
ния различных шумов на работу датчиков (например, волнение по¬
верхности воды для датчиков уровня, пульсации давления или потока
вследствие работы насосов для датчиков давления и потока, дребезг
датчиков приближения, когда они находятся на пороге чувствитель¬
ности, и т.д.). Для борьбы с этим явлением, чтобы обеспечить ги¬
стерезис переключения, устанавливают два датчика или используют
датчик с гистерезисом переключения. Однако такой подход снижает
точность определения значения параметра, но исключает возможные
колебания и неоправданно частые переключения состояний.Способом борьбы с этим явлением является также установка
временных задержек на переключение сигнала. На входе механизма
устанавливается устройство, в котором входной сигнал X при вводе
в механизм обрабатывается программой так, чтобы сигнал X*, на¬
правленный в алгоритм принятия решения, был равен входному,
если тот находится в одном из допустимых состояний более задан¬
ного интервала времени, иначе сигнал X* сохраняет свое значение.
Пример такой программы на языке релейно-контактных схем при¬
веден на рис. 4.16.Защита от затянувшегося пуска и контроль продолжитель¬
ности включения целесообразны для периодически работающих
механизмов. Например, насосная станция гидравлики металлорежу¬
щего станка, которая включает насос и гидроаккумулятор, работает
в основном при большом расходе гидравлики, когда действуют вспо¬
могательные механизмы: зажимы заготовки и инструмента, манипу¬
ляторы и т.д., а в процессе обработки заготовки лишь поддержива¬
ется давление в системе гидравлики. Насос такой гидростанции при
неработающих гидравлических механизмах должен поднять давление„ , Отказ датчика
BL2 BL1 уровняBL3ИнРис. 4.15. Фрагмент про¬
граммирования предупре¬
ждения о неисправности
датчикаX XII иTIMII ИX X*
М II1llТ1М\ XX'Т1М\ XРис. 4.16. Пример программирования установ¬
ки временных задержек на переключение сиг¬
нала:X— входной сигнал с датчика; X* — сигнал с филь¬
трацией от дребезга; Т, — интервал времени375
Рис. 4.17. Пример программирования защиты от за¬
тянувшегося пуска и контроля продолжительности
включения:SP — гистерезисное реле давления, которое включается
при снижении давления ниже минимального и выключа¬
ется при его повышении выше максимального; N— насос;
FHI — флаг режима вспомогательных технологических
операций когда работают гидравлические механизмы;
Wm 1 — флаг предупредительного сообщения о возможной
неисправности в системе гидравлики; Тх — время работы
насоса до полного подъема давления; RstW — бит сброса
предупредительных сообщенийв системе гидравлики за определенное время, превышение которого
свидетельствует о неисправности: обрыв муфты насоса, течь в трубо¬
проводах, неисправность в золотниках или гидроцилиндрах испол¬
нительных устройств. Такой контроль целесообразен как при вклю¬
чении станка, так и в ходе выполнения технологического процесса.
Пример его программной реализации приведен на рис. 4.17.Защита от частых пусков необходима для периодически рабо¬
тающих механизмов. Слишком частые пуски насоса системы гидрав¬
лики являются свидетельством неисправности в системе, например
утечки гидравлики, и ведут к быстрому износу оборудования.Пример программы контроля частоты пуска насоса приведен
на рис. 4.18. В этой программе таймер TIM2 через период Т2 пере¬
запускает себя и сбрасывает счетчик CNT3, который считает коли¬
чество запусков насоса. Если за период между сбросами его значение
превысит N3, флаг счетчика установится и будет выдано сообщениео частых пусках.Предупредительный и аварийный контроль значений технологи¬
ческих переменных — важный фактор повышения надежности. В авто¬TIM2НTIMк!2т2SPIINIITIM2—CNT||311*3CNT3Wm 2 RstWwm2Рис. 4.18. Пример программы контроля частоты пу¬
ска насоса:Т2 — период времени, на котором контролируется частота
включений; N3 — количество допустимых включений за пе¬
риод Т2\ Wm2 — предупредительное сообщение о повы¬
шенной частоте включений376
матизированных системах управления на все регулируемые и измеряе¬
мые переменные в диапазоне их изменения устанавливают предупре¬
дительные и аварийные максимальные и минимальные пределы. При
выходе значения переменной за предупредительные пределы выдается
сообщение оператору. При выходе значения переменной за аварийные
пределы запускаются программы, которые переводят технологический
процесс в режим, исключающий развитие аварийной ситуации.Приведенные примеры предупреждения аварий и отказов не охва¬
тывают всего многообразия задач, возникающих при создании на¬
дежных систем управления. В каждом конкретном случае необходимо
подходить творчески и рассматривать различные варианты поведения
системы и предусматривать соответствующие действия.4.4. Организация и выполнение
электромонтажных и пусконаладочных работ14.4.1. Нормативно-техническое обеспечение
электромонтажных работ, наладки и эксплуатации
электроприводов и систем автоматизацииПроизводство электромонтажных работ, наладка и эксплуатация
электроустановок регламентируются правилами и нормами, обяза¬
тельными для всех видов электромонтажных работ, включающих
электроснабжение и электрооборудование со средствами автомати¬
зации. К электроснабжению и силовому электрооборудованию от¬
носятся воздушные линии электропередач, внешние кабельные сети
цеха, подстанции и распределительные устройства.К электрооборудованию и средствам автоматизации относятся
электроприводы производственных механизмов и машин, освети¬
тельное электрооборудование, контрольно-измерительные приборы,
системы и средства автоматизации, внутренние кабельные разводки
цеха к электроприемникам, включая программируемые контроллеры
и промышленные сети коммуникаций [15].Основными документами нормативно-технического обеспечения
всех видов электротехнических работ являются правила ПУЭ, ПТЭ,
ПТБ, СНиП [15, 29, 30].Правила выполнения электромонтажных работ содержат общие
требования к строительно-монтажным работам, определяющие без¬
опасность работающих (раздел 12 СНиП III-4-80) и требуют соблю¬
дения ГОСТ 12.3.032—84.В перечень требований стандарта входят условия снятия и вклю¬
чения напряжения в зоне монтажных работ, выполнения защитных1 См. [15].377
заземлений, временных ограждений, порядок производства работ
с силовым электрооборудованием, места и условия безопасного пре¬
бывания работающих.Системы электроснабжения в зависимости от способа заземле¬
ния электроустановок подразделяют на питающие распределитель¬
ные сети с заземленной нейтралью и сети с изолированной нейтра¬
лью. При этом различают сетевое (рабочее) заземление токоведущих
проводников и защитное заземление открытых проводящих частей
электроустановок.В соответствии со стандартом МЭК-364 предусмотрены следую¬
щие системы электроснабжения, кодируемые сочетанием букв I,
N,T:• система TN (сетевое рабочее заземление с использованием у по¬
требителя совмещенного рабочего и защитного проводника PEN
с возможностью его разделения на нулевой рабочий N и защит¬
ный заземленный РЕ проводник);• система IT (изолированная нейтраль с допускаемым соединением
с землей через проводник или сопротивление, проводящие части
установки потребителя имеют защитное заземление РЕ);• система ТТ (сетевое рабочее заземление с использованием у по¬
требителя нулевого рабочего проводника N, открытые проводящие
части имеют отдельное заземление РЕ);• система TI (отличается от системы ТТ отсутствием соединения
проводящих частей с землей и сетевым заземлением).Системы TN, IT, ТТ, приведенные соответственно на рис. 4.19—4.21,показаны применительно к трехфазной распределительной сети пере¬
менного тока, причем в системе TN предусматривается использова¬
ние источника однофазного тока с заземленным выводом.Электроустановки переменного тока напряжением до 1 кВ могут
выполняться с заземленной или с изолированной нейтралью (систе-О 1PENРЕNNРЕР !<! с
! >|► i
ЗлеГСТ£1 1КТ£1НО1 <>о-вкаг ! Г<1 I г
№1 ! >1Злегста)ктрно> (ю-вка»№2(1111111Рис. 4.19. Схема системы электроснабжения типа TN378
А оВ оС о-N 9ОРис. 4.20. Схема системы электроснабжения типа ITРЕЭлектро¬установкамы TN и IT), причем использование системы IT обычно ограничи¬
вается специальными взрывоопасными и другими опасными про¬
изводствами. Электроустановки в трехпроводных сетях постоянного
тока могут выполняться с заземленной или изолированной средней
точкой (системы TN и IT), а электроустановки с однофазными ис¬
точниками тока — с одним заземленным (системы TN) или обоими
изолированными проводниками (система IT), причем в этих уста¬
новках не допускается заземление открытых проводящих частей без
их зануления (система ТТ).В соответствии с ГОСТ 12.1.030—81 защитное заземление и зану-
ление электроустановок постоянного и переменного тока частотой
до 400 Гц должно обеспечить защиту обслуживающего персонала при
прикосновении к их токоведущим частям, которые могут оказаться
под напряжением в результате повреждения изоляции. Защитное
заземление выполняется электрическим соединением РЕ корпусов
электроустановок непосредственно с заземлителем (заземляющей
магистралью). Зануление выполняется электрическим соединениемА о-
Во-
Со-
N9-о о о оЭлектро¬установкаРЕРис. 4.21. Схема системы электроснабжения типа ТТ379
с заземленной точкой N источника питания (система с глухозазем-
ленной нейтралью TN).Защитное заземление или зануление электроустановок должно
быть выполнено при номинальном напряжении 380 В и выше пере¬
менного тока и 400 В и выше постоянного тока, а также при работах
в условиях с повышенной опасностью (ГОСТ 12.1.013—78) при на¬
пряжении выше 42 В переменного тока и выше 110 В постоянного
тока.Для стационарных электроустановок с изолированной нейтралью
(система IT) защитное заземление выполняется в сочетании с кон¬
тролем сопротивления изоляции.Пожарная безопасность на объекте обеспечивается в соответствии
с требованиями Правил пожарной безопасности при производстве
строительно-монтажных работ ППБ-05—86.Снижение пожарной опасности электротехнических изделий до¬
стигается:• исключением использования легковоспламеняющихся и ограни¬
чением массы горючих материалов;• использованием средств и элементов электротехнической защи¬
ты, снижающих вероятность возникновения пожара, уменьшени¬
ем величины переходных сопротивлений в силовых контактных
соединениях;• применением элементов и выбором режимов работы электротех¬
нических изделий с меньшими значениями перегрузки и пере¬
грева частей изделия.При проведении работ по монтажу, модернизации, ремонту или
техническому обслуживанию оборудования электроустановок у по¬
требителя также используются нормативные документы, принятые
в данной отрасли или у данного потребителя: отраслевые стандарты
(ОСТ); ведомственные руководящие документы (ВРД); стандарты
предприятия (СТП); технические условия на изделие (ТУ).Проектная организация в соответствии с ЕСКД (ГОСТ 2.601—95)
должна разрабатывать эксплуатационные документы, комплект ко¬
торых содержит:• руководство по эксплуатации (РЭ);• инструкцию по монтажу, пуску, регулированию и обкатке изде¬
лия (ИМ);• паспорт (ПС), удостоверяющий гарантии и технические харак¬
теристики;• ведомость комплекта запасных частей, инструмента и принад¬
лежностей (ЗИП);• нормы расхода запасных частей и материалов;• другие документы, содержащие сведения об изделии и комплекте
документации.Комплект рабочих чертежей, предназначенный для произ¬
водства электромонтажных работ (марки ЭМ по ГОСТ 21.613 — 88380
«СПДС. Силовое электрооборудование. Рабочие чертежи»), вклю¬
чает в себя:• общие данные по чертежам силового электрооборудования;• схемы электрические принципиальные комплектных трансфор¬
маторных подстанций, питающей и распределительной сетей,
управления электроприводами силовых установок;• схемы или таблицы подключения;• планы расположения электрооборудования и прокладки электри¬
ческих сетей;• кабельный журнал;• ведомости трубозаготовительную и заполнения труб кабелями
и проводами.В состав рабочей документации силового электрооборудова¬
ния входят также габаритно-установочные чертежи комплектных
устройств управления и чертежи электромонтажных конструкций.Правила пользования электрической энергией устанавливают
технические условия на присоединение электроустановок потреби¬
телей.Проектные решения в комплекте рабочей документации долж¬
ны соответствовать общим требованиям безопасности в части при¬
менения электротехнических изделий с учетом их конструктивных
особенностей.При выполнении электромонтажных работ следует учитывать
классы электротехнических изделий по способу защиты человека
от поражения электрическим током. ГОСТ 12.2.007.0—75 устанавли¬
вает пять классов защиты электротехнических изделий:0 — рабочая изоляция без элементов заземления (если изделия
не отнесены к классам II и III);01 — рабочая изоляция, элемент для заземления и провод без за¬
земляющей жилы для присоединения к источнику питания;I — рабочая изоляция и элемент заземления (при наличии про¬
вода для подключения к источнику питания необходимо иметь за¬
земляющую жилу и вилку с заземляющим контактом);II — двойная или усиленная изоляция без элементов для зазем¬
ления;III — использование безопасного сверхнизкого напряжения (при
отсутствии изделий электрических цепей, работающих при другом
напряжении).Безопасным сверхнизким напряжением считается номинальное
напряжение 42 В (без нагрузки не более 50 В), причем при особо
неблагоприятных условиях (например, при работе с незаземленным
инструментом и возможностью соприкосновения с заземленными
металлическими поверхностями) это напряжение снижается до 12 В.
Защитное заземление допускается не выполнять для установок, части
которых не могут находиться под переменным напряжением выше
42 В или под постоянным напряжением выше 110 В.381
Для присоединения заземляющего проводника применяют свар¬
ные или специальные резьбовые соединения; использование крепеж¬
ных соединений для этой цели не допускается. Каждая заземляемая
часть оборудования должна иметь независимый заземляющий про¬
водник для соединения с заземляющей магистралью.Общие требования безопасности предъявляют также специаль¬
ные требования к органам управления в части снабжения надпися¬
ми, указывающими управляемый объект, обеспечения взаимными
блокировками при возможности выполнения одной и той же опера¬
ции с нескольких рабочих мест (кроме кнопок аварийного отключе¬
ния) и выполнения элементов управления в определенной цветовой
гамме.Кнопки аварийного отключения имеют толкающий элемент
увеличенного размера красного цвета. Кнопки пуска (включения)
должны иметь ахроматическую расцветку (черную, серую или белую,
но в некоторых случаях допускается зеленый цвет) и фронтальное
кольцо, если выполнены не в утопленном исполнении или имеют
свободный ход не менее 4 мм. Органы включения (переключения)
технологических операций и режимов должны быть выполнены ах¬
роматического или синего цвета. Желтым цветом должны быть от¬
мечены органы управления, осуществляющие воздействие для пре¬
дотвращения аварии.В определенной цветовой гамме также выполняются органы све¬
товой сигнализации:• красный цвет используется для аварийных и запрещающих сиг¬
налов;• желтый — для предупредительных сигналов (достижение предель¬
ных значений, переключение на автоматическую работу);• зеленый — для сигнализации готовности, нормального режима
работы;• белый — для оперативных сигналов включенного состояния;• синий — в специальных случаях, когда использованы отмечен¬
ные выше цвета.Специальные требования предъявляются к маркировке разъемных
соединений и различительной окраске и маркировке проводников.
Маркировка должна быть выполнена на обеих частях разъемных
соединений и на обоих концах каждого проводника в соответствии
с проектной документацией.Для различения проводников по функциональному назначению
цепей следует применять следующие цвета изоляции: черный —
для силовых цепей; красный — для цепей управления, измерения
и сигнализации переменного тока; синий — для цепей управления,
измерения и сигнализации постоянного тока; двухцветный зеле¬
но-желтый — для цепей заземления; голубой — для проводников,
соединенных с нулевым проводом (N) и не предназначенных для
заземления.382
4.4.2. Проектно-сметная документация
для производства монтажных работПроизводство монтажных работ выполняется по рабочим строи-
тельно-монтажным чертежам со сводным сметным расчетом стои¬
мости. Сметная стоимость электромонтажных работ включает в себя
прямые затраты и накладные расходы, составляющие определенный
процент от прямых затрат или заработной платы рабочих (указывает¬
ся в соответствующих ценниках в зависимости от вида работ). Пря¬
мые затраты состоят из основной заработной платы рабочих, опреде¬
ляемой по расценкам, приведенным в ценнике Госстроя на монтаж
определенного вида оборудования, стоимости расходных материалови, при необходимости, затрат, связанных с эксплуатацией специ¬
альной техники.Кроме того, при монтаже используется документация заводов—по¬
ставщиков комплектующего оборудования: паспорта, технические
описания, инструкции по эксплуатации. Техническое описание и
(или) инструкция по эксплуатации изготовителя электротехнического
оборудования (прибора) содержит следующую информацию:• назначение и технические данные оборудования;• общие описание устройства и работы с указанием мер безопас¬
ности;• порядок установки и подготовка к работе;• порядок работы;• техническое обслуживание;• возможные неисправности и методы их устранения;• правила хранения и транспортировки;• комплект поставки;• гарантийные обязательства изготовителя.Паспорт на конкретное изделие (при наличии технического опи¬
сания и инструкции по эксплуатации) содержит технические данные
по результатам испытания этого изделия, сведения о комплектности
поставки, свидетельство о сертификации и приемке со штампом от¬
дела технического контроля (ОТК).Документация поставщиков изделия может включать в себя фор¬
муляр, содержащий сведения, указанные для паспорта, и предназна¬
чений также для внесения данных в период эксплуатации (длитель¬
ность и условия работы, техническое обслуживание, ремонт и т.д.).Проект производства электромонтажных работ (ППР) разрабаты¬
вается на основании рабочих чертежей и смет по видам выполняемых
работ с разбивкой на монтажные зоны и этапы. Он включает в себя
также определение фонда заработной платы в соответствии с тру¬
доемкостью работ, сведения о количестве и квалификации рабочих,
потребности в складировании материалов, условия транспортиров¬
ки оборудования, получаемого по ведомости заказов, а также меро¬
приятия, требуемые по технике безопасности. Основным элементом383
проекта являются графики производства работ, устанавливающие
взаимосвязь и последовательность всех монтажных операций.Электромонтажные и пусконаладочные работы являются частью
комплекса операций по созданию нового объекта и поэтому они
включаются в локальный график, согласованный с комплексным
графиком работ по вводу объекта в эксплуатацию.Примерный вид локального графика электротехнических работ,
включая электроприводы (ЭП) и локальные автоматизированные
системы управления (АСУ) объекта, имеющего технологическую ли¬
нию обработки материала с последовательным расположением ма¬
шин (например, участок прокатного стана), приведен на рис. 4.22.
На таких объектах можно производить наладку ЭП отдельных машин
до окончания монтажа ЭП всей линии, а также монтаж элементов
АСУ и совмещение работ на последующих этапах до сдачи объекта
в эксплуатацию.Комплексный график при монтаже и наладке оборудования объ¬
екта определяет конечный срок ввода всего объекта в эксплуатацию
с учетом выполнения требуемой последовательности работ. На уровне
инженерной подготовки производства строительно-монтажных работ
объекта разрабатывается сетевой график, примерный вид которого
на девять событий приведен на рис. 4.23.Основные составляющие сетевого графика — события и работы
(этапы). События изображены кружками, в которых указаны поряд¬
ковые номера этапов работ. Работа изображена стрелками, указыва¬
ющими порядок ее выполнения и ее продолжительность (например,
в днях). Существует понятие критического пути — от начального со¬
бытия до конечного с наибольшим суммарным временем длительно¬
сти выполняемых работ. Критический путь, выделенный на рис. 4.23Время выполнения№п/пНаименование
этапов работНедели
1 -го месяца2-Недели
го месяцаНедели
3-го месяца1234123412341Монтаж ЭП2Наладка ЭП—3Монтаж АСУ ТП4Автономная наладка АСУ ТП5Комплексная наладка ЭП и АСУ6Опробование режимов работы,
устранение замечаний и сдача
в эксплуатациюРис. 4.22. Примерный вид локального графика электротехнических работ384
Рис. 4.23. Примерный вид сетевого графика на девять событийутолщенными стрелками, определяет максимальную длительность
работ 33 дня. Очевидно, что выполнение в заданные сроки работ
на критическом пути сетевого графика требует особого внимания
и рассматривается в первую очередь при минимизации времени вво¬
да объекта в эксплуатацию.4.4.3. Выполнение электромонтажных
и наладочных работЭлектромонтажные работы выполняются специализированными
организациями с разделением электромонтажных бригад по видам
выполняемых работ. Пусконаладочные работы также выполняются
специализированными организациями или специализированны¬
ми бригадами пусконаладки предприятия с участием специалистов
по контрольно-измерительным приборам (КИП), программно-техни¬
ческим средствам автоматики централизованных служб предприятия,
а также специалистов —поставщиков нестандартного электрообору¬
дования, приборов технологического контроля и средств автоматики
с программируемыми устройствами, требующими отладки непосред¬
ственно на объекте.При производстве электромонтажных и наладочных работ долж¬
ны выполнятся технические и организационные мероприятия, обе¬
спечивающие безопасность работающих.Технические мероприятия предусматривают:• применение и проверку электротехнических изделий с изоляцией
токоведущих частей, установкой защитных оболочек, кожухов для
исключения возможности случайного прикосновения;• правильное выполнение и проверку защитных заземлений;• принятие мер от ошибочного включения, установку и проверку
запрещающих блокировок включения;• проверку электрических сигнализирующих устройств, предупре¬
дительных знаков и надписей;385
• использование инструмента с безопасным напряжением, соот¬
ветствующего требованиям эргономики.Работники, обслуживающие электроустановки, кроме устройства
и правил работы, должны знать Правила техники безопасности при
обслуживании электроустановок в пределах занимаемой должности
и иметь квалификационную группу по электробезопасности, под¬
тверждаемую выданным удостоверением установленной формы.Для получения группы I достаточно пройти инструктаж по элек¬
тробезопасности для данной электроустановки с оформлением в жур¬
нале инструктажа без выдачи удостоверения. Группы электробез¬
опасности II, III, IV и V для персонала, обслуживающего электроуста¬
новки, могут быть присвоены после проверки знаний в зависимости
от опыта работы на обслуживаемых или аналогичных установках.Административно-технические, дежурные и оперативно-ремонт-
ные работники при получении группы II должны иметь стаж работы
не менее 1 мес, при получении группы III — не менее 2 мес работы
в предыдущей группе. Для получения группы IV требуется стаж ра¬
боты не менее 3 мес. Для получения группы V работники с общим
средним образованием должны иметь стаж работы 12 мес, а с высшим
техническим и специальным средним образованием — 6 мес.Неэлектротехнический персонал, привлеченный к работе в зоне
электроустановок, практиканты учебных заведений с учетом стажа
работы могут получить группу не выше III.Группы электробезопасности присваиваются отделами техники
безопасности предприятий, причем при аттестации, кроме специ¬
альных знаний, требуется также знание приемов оказания первой
помощи пострадавшим при несчастных случаях, а для групп IV
и V — также знание организации безопасного проведения электро¬
технических работ.Организационные мероприятия включают в себя распоряжение
на производство работ оперативному электротехническому персоналу
с необходимой квалификационной группой, выделение для монтажной
организации зоны производства работ, принятие мер по предотвраще¬
нию ошибочной подачи в нее напряжения и при необходимости, орга¬
низации ограждения от действующей части объекта с указанием мест
прохода персонала. Для работы в установках напряжением до 1 кВ опе¬
ративный персонал должен иметь квалификационную группу не нижеIII, а в условиях напряжения выше 1 кВ — не ниже IV.Распоряжение на производство конкретного вида работ — на¬
ряд — определяет состав рабочей бригады, место, время начала
и окончания работ, условия безопасной работы с назначением от¬
ветственного лица, а также материалы и инструменты, необходимые
для выполнения работ.Для производства строительно-монтажных работ на территории
действующего предприятия в соответствии со СНиП III-4—80 состав¬
ляется акт-допуск, по которому представители заказчика и генераль¬386
ного подрядчика согласуют объем и сроки работ. На производство
работ повышенной опасности составляется наряд-допуск (строитель¬
но-монтажные работы на сооружениях, находящихся в аварийном
состоянии, или в зонах с постоянно действующими опасными про¬
изводственными факторами).Наряд-допуск содержит разделы «Наряд», в котором указываются
приведенные ранее данные, и «Допуск», в котором удостоверяется
прохождение инструктажа о мерах безопасности на рабочем месте
и отметка начала и окончания работ. Форма наряда-допуска приве¬
дена в работе [15].4.4.4. Приемосдаточные испытания оборудования.
Обучение персоналаПриемосдаточные испытания нового оборудования по индивиду¬
альному проекту могут проходить в два этапа [15]:этап 1 — испытание машины или ее наиболее ответственных ра¬
бочих узлов после контрольной сборки отдельных машин у заказчика
под нагрузкой;этап 2 — испытания после монтажа и наладки комплекса обору¬
дования на объекте для сдачи объекта в опытную или промышлен¬
ную эксплуатацию.Для выполнения работ первого этапа при отсутствии штатного
электрооборудования производится монтаж и наладка электрообо¬
рудования испытательного стенда, разрабатываемого по отдельной
документации.Организация работ для приемосдаточных испытаний на объекте
(на втором этапе) включает в себя подготовку следующих докумен¬
тов: план-график работ, программа и методика испытаний, приказ
о проведении работ, приказ о составе приемочной комиссии.В соответствии со СНиП III-4—80 (раздел 14) перед испытанием
смонтированного оборудования необходимо провести ряд техниче¬
ских и организационных мероприятий, обеспечивающих безопас¬
ность работ.На вновь смонтированную установку рабочее напряжение пода¬
ется эксплуатационным персоналом только после введения на элек¬
троустановке эксплуатационного режима и при наличии письменной
заявки руководителя работ. Допускается временная подача напряже¬
ния ниже 1 ООО В для проведения наладочных работ по постоянной
схеме на щиты, станции управления и силовые сборки, на которых
не введен эксплуатационный режим, но в этом случае обязанности
по выполнению мероприятий, обеспечивающих безопасные условия
труда при поданном напряжении, возлагаются на руководителя на¬
ладочных работ.Объем и нормы испытаний силового электрооборудования (элек¬
тродвигателей, генераторов, трансформаторов, выключателей, разъ¬387
единителей, разрядников, конденсаторных установок, аккумулятор¬
ных батарей, силовых кабельных линий высоковольтных, а также
распределительных устройств, вторичных цепей и электропроводки
до 1 ООО В и др.) приведены в документе Р.Д34.45-51.300—97 (Объем
и нормы испытаний электрооборудования), предназначенном для
персонала, занимающегося наладкой и эксплуатацией электрообо¬
рудования электрических станций и сетей.В ходе работ ведется протокол испытаний, составляется протокол
согласования отступления от проектных решений или оценки резуль¬
татов испытаний, а также устранения замеченных недостатков.ГОСТ 34.603—92 устанавливает общие требования и виды испы¬
таний автоматизированных систем (АС): предварительные, опытная
эксплуатация, приемочные.Предварительные испытания, которые могут быть автоном¬
ными (охватывают части АС) и комплексными (для взаимосвязан¬
ных частей АС или АС в целом), проводятся в целях подготовки АС
к опытной эксплуатации. Предварительные испытания выполняются
после отладки и тестирования программных и технических средств
системы.Опытную эксплуатацию проводят в соответствии с программой
и указывают порядок устранения выявленных недостатков. Продол¬
жительность опытной эксплуатации должна быть достаточной для
проверки функционирования АС и проверки готовности обслужи¬
вающего оперативного персонала.Приемочные испытания проводят в соответствии с программой
и методикой испытаний при предъявлении технического задания (ТЗ)
на создание АС, рабочих журналов, актов приемки и завершения
работ по опытной эксплуатации. В процессе этих испытаний про¬
водят проверку функционирования АС в условиях, указанных в ТЗ,
автономно и в составе комплекса, а также проверку средств вос¬
становления работоспособности АС после отказов и практическую
выполнимость всех рекомендованных процедур. Протоколы испы¬
таний по программе обобщают в едином протоколе, на основании
которого делают заключение о соответствии системы требованиям
ТЗ и возможности оформления акта приемки АС в постоянную экс¬
плуатацию.При составлении акта приемки объекта в эксплуатацию также
могут быть указаны сроки устранения отдельных замечаний.Окончание приемосдаточных испытаний с устранением замеча¬
ний оформляется актом о завершении работ.Технический прогресс диктует новые требования к обслуживанию
оборудования, которое становится все сложнее, требуя участия спе¬
циалистов многих профилей, знания особенностей применения тех¬
нической продукции многих отечественных и зарубежных фирм.Ведущие производители электротехнического оборудования
средств и систем автоматизации организуют учебные центры для388
подготовки специалистов по обслуживанию и ремонту поставляемой
техники, а также проводят консультации и обучение инженерно-тех-
нического персонала предприятий.4.5. Эксплуатация электроприводов
технологического оборудования.
Гарантийное и сервисное обслуживание1В технической документации на электроприводы, в частности
в руководствах пользователя, заводы-изготовители предоставляют
необходимые сведения по эксплуатации оборудования: последова¬
тельность ввода в эксплуатацию, рекомендации по монтажу, требо¬
вания к внешней окружающей среде, условия электромагнитной со¬
вместимости, а также рекомендации по неисправностям и способам
их устранения, которые могут возникнуть в процессе эксплуатации
изделия. Оборудование должно эксплуатироваться квалифициро¬
ванным персоналом, в строгом соответствии с изложенной инфор¬
мацией. Несоблюдение условий эксплуатации может привести к на¬
рушению работоспособности оборудования и, как следствие, утрату
гарантийных обязательств поставщика.Новое поставляемое оборудование, как правило, имеет гарантию
на бесплатное устранение дефектов и замену комплектующих. Стан¬
дартная заводская гарантия обычно не превышает 18 мес и произво¬
дится службами гарантийного ремонта. Послегарантийный ремонт
обычно производится службами эксплуатации или с привлечением
специализированных организаций.Традиционная система обслуживания оборудования строилась
по подрядному принципу с составлением дефектных ведомостей
и привлечением подрядных организаций, не заинтересованных в объ¬
ективной диагностике состояния оборудования.Перевод на сервисное обслуживание предполагает оценку качества
работ по тем же критериям, по которым работают эксплуатационные
службы: повышение ремонтопригодности, совершенствование тех¬
нологии ремонтов, оперативность в сборе информации о состоянии
оборудования на основе систематической диагностики и т. д. Ведущие
электротехнические фирмы (производители оборудования, научно-
технические инжиниринговые центры) предлагают сервисные услуги
для поставляемого оборудования, создают сети сервисных партнеров
с расширением гарантийных обязательств и созданием складов для
поставки запчастей.В объем комплексного сервисного обслуживания на основе дого¬
ворных обязательств могут быть включены: техническая поддержка
в вопросах обслуживания и настройки оборудования на объекте за-1 См. [15].389
казчика, постгарантийный ремонт с продлением гарантии, диагно¬
стика и обследование с плановой заменой запчастей и т.д.Инжиниринговые службы сервисных организаций учитывают риск,
связанный с выполнением постгарантийных обязательств, разрабаты¬
вают технологии перехода на сервис, учитывающие состояние обору¬
дования, объем передаваемых на сервис функций, регламент выпол¬
няемых работ, документацию по технике безопасности и охране труда,
бюджет и систему расчетов по плановым и внеплановым работам.Внедрение сервисного обслуживания обеспечивает повышение
надежности работы оборудования, снижение сроков и исключение
внеплановых ремонтов за счет систематической диагностики и устра¬
нения неисправностей в процессе технического обслуживания.4.6. Экологические аспекты внедрения
и модернизации технологических объектовВопросы экологии при развитии и перевооружении крупных тех¬
нологических объектов, расположенных, как правило, в плотно насе¬
ленных районах, требуют решения комплекса технических проблем,
связанных с техногенной нагрузкой на среду обитания. Улучшение
конкретных технологических показателей, связанных с уменьшени¬
ем загрязнения атмосферы, почвы, накапливания не утилизируемых
производственных отходов, происходит в первую очередь с внедре¬
нием прогрессивных технологий и оборудования, оснащенных кон¬
трольно-измерительными приборами и системами оптимизации тех¬
нологических режимов, контроля аварийных ситуаций.В связи с отсутствием методических материалов по решению эко¬
логических задач в рамках системного подхода при оценке экологич¬
ности конкретного производства многие проблемы экологического
плана возникают на стадии наладки, ввода в эксплуатацию, но не¬
редко и в процессе эксплуатации объекта.Разработка современных машин и других технологических объ¬
ектов с высокими экологическими характеристиками, применение
энергосберегающих технологий, способствующих улучшению эко¬
логических показателей, также тесно связаны с работами в области
совершенствования электроприводов и систем автоматизации.Основными направлениями таких работ, решающих задачи эко¬
номики и экологии являются:• совершенствование комплектных электроприводов и средств ав¬
томатизации с использованием материалов, не выделяющих газов,
пыли, вредных продуктов окисления, снабжение эффективными
системами защиты и очистки, включая замкнутые оборотные ци¬
клы водоохлаждения;• расширение номенклатуры и совершенствование характеристик
контрольно-измерительных приборов;390
• использование систем автоматического управления с повышен¬
ными требованиями к надежности функционирования;• разработка новых технических и программных средств контроля
технологических процессов, связанных с опасностью загрязнения
окружающей среды;• внедрение на экологически опасных производствах мощных ин¬
формационных систем.В рамках Федеральной системы обязательной экологической сер¬
тификации разработана система управления окружающей средой
на предприятиях и производствах металлургического комплекса,
литейных и прокатных производствах, в металлообработке и обо¬
ронной промышленности.КОНТРОЛЬНЫЕ ВОПРОСЫ1. Что включает в себя библиотека программ стандартных функций управ¬
ления электроприводами?2. Что входит в ПО параметрирования и наладки электроприводов?3. Какие программные средства используются в промышленных компью¬
терах, контроллерах, терминалах и интеллектуальных модулях?4. Как выполняется программирование контроллеров для реализации ал¬
горитмов управления оборудованием?5. Какие возможности программирования контроллеров можно использо¬
вать для повышения надежности систем управления?6. Что включает в себя нормативно-техническое обеспечение электромон¬
тажных работ, наладки и эксплуатации электроприводных систем?7. Что представляет собой проект производства электромонтажных работ,
локальный и сетевой графики выполнения работ?8. Какие технологические и организационные мероприятия выполняются
при производстве электромонтажных и пусконаладочных работ?9. Какие методы применяются для настройки параметров электротехниче¬
ского оборудования и параметрирования комплектных электроприво¬
дов?10. Как выполняются приемосдаточные испытания электрооборудования?11. Как организуется гарантийное и сервисное обслуживание электрообору¬
дования?
ПРИЛОЖЕНИЕСредства систем электроприводов и автоматизации,
методики расчета и проектирования регулируемых
электроприводовПодробную информацию о средствах систем электроприводов и автома¬
тизации можно найти на соответствующих интернет-сайтах.Управляемые преобразователи и их компоненты для систем электропри¬
водов переменного тока [1, 2, 4, 8, 9, 11, 13— 15, 21, 24].Сервоприводы [3, 4, 7 — 9, 16, 24].Промышленные компьютеры и контроллеры [1 — 3, 5 — 7, 16, 24, 29].
Информационные сети и их компоненты [1 — 3, 5 — 7, 16, 24].Пульты, терминалы и станции оператора [1, 3, 5 — 7, 24, 29].
Высоковольтные электроприводы [1, 3, 10].Электродвигатели и мотор-редукторы [1 — 5, 7, 9, 19 — 21, 23, 24].
Коммутационно-защитная аппаратура [1—5, 7, 9, 11, 24, 28].Устройства плавного пуска [1, 2, 4, 8, 9, 11].Средства модернизации существующих электроприводов постоянного
тока [1—4].Кабели и провода [2, 15, 17].Датчики [1—5, 7, 8, 16, 23 — 27, 29].Низковольтные комплектные устройства [1, 2, 4, 8, 9, 11 — 15, 17, 22, 24].
Методики расчета [1—4, 9, 10, 18, 21].Методики проектирования [1—4, 9, 10, 18, 21, 30, 31].Internet-сайты:1. http://www.automation-drives.ru2. http://www. schneider-electric. ru3. http://www. omron.com4. http://www.bosclirexroth.com5. http://www.heidenhain.com6. http://www.gefanuc-europe.com7. http://www.fagorautomation.com8. http://www.yaskawa.com9. http://www.ab.com10. http://www. mitsubishi-automation.com11. http://www.keb.de12. http://www.lenze.de13. http://www.vacon.com14. http://www.danfoss.com15. http://www.alstom.com16. http://www.elau.de392
17. http://www.baumueller.com18. http://www.sew-eurodrive.ru19. http://www.flender.com20. http://www.reduktor.ru21. http://www.abb.com22. http://www.eldin.ru23. http://www.vemz.ru24. http://www.bourns.com25. http://www.skbis.ru26. http://www.leinelinde.se27. http://www.hubner.ru28. http://www.avtron.com29. http://www.pgcontrols.com30. http://aep.mpei.ac.ru/old/eldrive31. http://elmech.mpei.ac.ru/EM32. http://www.siemens.com33. http://www.schneider-electric.com34. http://industrial.omron.ruКаталоги и описания технических средств можно найти на фирменных
компакт-дисках и на WEB-серверах фирм — производителей систем электро¬
приводов и автоматизации:НПФ «Ракурс» http://www.rakurs.comКонтроллеры:«ProSoft» http://www.prosoft.ru
«RTSoft» http://www.rtsoft.ru
«Siemens» http://www.siemens.ru
«Motorola» http://www.siemens.ru
«Texas Instruments» http://www.ti.ruПрограммное обеспечение:«MATLAB» http://www.mathwork.comЭлектроприводы:«SEW Eurodrive» http://www.sew-eurodrive.com
НТЦ Приводная техника http://www.privod.ru
СПИСОК ЛИТЕРАТУРЫ1. Автоматизация типовых технологических процессов и установок /А. М.Корытин, Н. К. Петров, С. Н.Радимов, Н. К. Шапарев. — М. : Энер-
гоатомиздат, 1988.2. Автоматизированный электропривод промышленных установок /
Г. Б. Онищенко, М. И. Аксенов, В. П. Грехов и др. ; под ред. Г. Б. Онищен¬
ко. - М. : РАСХН, 2001.3. Башарин А. В. Управление электроприводами / А. В. Башарин, В. А. Но¬
виков, Г. Г. Соколовский. — JI. : Энергоиздат, 1982.4. Белов М. П. Автоматизированный электропривод типовых производ¬
ственных механизмов и технологических комплексов / М. П. Белов, В. А. Но¬
виков, JI. Н. Рассудов. — М: Издательский центр «Академия», 2007.5. Борцов Ю.А. Автоматизированный электропривод с упругими свя¬
зями / Ю.А. Борцов, Г. Г.Соколовский. — СПб. : Энергоатомиздат. Санкт-
Петербург. отд-ние, 1992.6. Бочаров Ю.А. Кузнечно-штамповочное оборудование / Ю.А.Боча¬
ров. — М. : Издательский центр «Академия», 2008.7. Браславский И. Я. Энергосберегающий асинхронный электропривод /
И. Я. Браславский, 3. Ш. Ишматов, В. Н. Поляков ; под ред. И. Я. Браславско¬
го. — М. : Издательский центр «Академия», 2004.8. Горев М. В. Исследование динамических характеристик электропри-
водных систем резательных станков / М. В. Горев, В. А. Новиков // Известия
СПбГЭТУ «ЛЭТИ». — 2010. Сер. Электротехника. — Вып. 9. — С. 79 — 86.9. ГОСТ 50369—92. Электроприводы. Термины и определения. — М. :
Изд-во стандартов, 1993.10. Дружинин Н. Н. Непрерывные станы как объект автоматизации /Н. Н. Дружинин. — М. : Металлургия, 1975.11. Егоров Ю.Н. Приводы автоматизированных систем. Электроприводы
и управление в технологических машинах / Ю. Н. Егоров, И. М. Семенов. —
СПб. : Изд-во Политехи, ун-та, 2008.12. Егоров Ю. Н. Электропривод и автоматика. Электрические приводы
технологических машин / Ю. Н. Егоров, И. М. Семенов. — СПб. : Изд-во
Политехи, ун-та, 2008.13. Иванов Г. М. Электропривод в химической и целлюлозно-бумажной
отраслях промышленности / Г. М. Иванов, А. Г. Иванов. — М. : МГИУ, 2008.14. Ильинский Н. Ф. Электропривод: энерго- и ресурсосбережение /Н. Ф. Ильинский, В. В. Москаленко. — М. : Издательский центр «Акаде¬
мия», 2008.394
15. Инжиниринг электроприводов и систем автоматизации / М. П. Белов,
О. И. Зементов, А. Е. Козярук и др. ; под ред. В. А. Новикова, Л. М. Черниго¬
ва. — М. : Издательский центр «Академия», 200616. Ключев В. И. Теория электропривода / В. И.Ключев. — М. : Энерго-
атомиздат, 2001.17. Ключев В. И. Электропривод и автоматизация общепромышленных
механизмов / В. И. Ключев, В.М.Терехов. — М. : Энергия, 1980.18. Ковчин С. А. Теория электропривода / С. А. Ковчин, Ю. А. Сабинин. —
СПб. : Энергоатомиздат, 2000.19. Козярук А. Е. Прямое управление моментом в электроприводе пере¬
менного тока машин и механизмов горного производства / А. Е. Козярук,
В.В. Рудаков. - СПб. : СПбГГИ, 2008.20. Левин М. Ш. Эвристический алгоритм для многокритериальной блоч¬
ной задачи о рюкзаке / М. Ш.Левин, А. В. Сафонов // Искусственный ин¬
теллект и принятие решений. — 2009. — № 4. — С. 53 — 64.21. Лезнов Б. С. Энергосбережение и регулируемый привод в насосных
установках / Б. С. Лезнов. — М. : Энергоатомиздат, 1998.22. Лифты / под ред. Д. П. Волкова. — М. : Изд-во АСВ, 1999.23. Москаленко В. В. Электрический привод / В. В. Москаленко. — М. :
Издательский центр «Академия», 2007.24. МЭК (IEC) 60.034—17. Машины электрические вращающиеся. Асин¬
хронные электродвигатели при эксплуатации с преобразователями.25. МЭК (IEC) 61.800. Системы силовых электроприводов с регулируе¬
мой скоростью.26. Онищенко Г. Б. Электрический привод / Г. Б. Онищенко. — М. : Из¬
дательский центр «Академия», 2006.27. Онищенко Г. Б. Электропривод турбомеханизмов / Г. Б. Онищенко,
М.Г.Юньков. — М. : Энергия 1972.28. Поляков В. В. Насосы и вентиляторы / В. В. Поляков, Л. С. Сквор¬
цов. — М. : Сройиздат, 1990.29. Правила устройства электроустановок. — М. : Энергоатомиздат,
1998.30. Правила эксплуатации электроустановок потребителей. — М. : Энер¬
гоатомиздат, 1994.31. Прокопов А. А. Компьютерные технологии автоматизации / А. А. Про¬
копов, Н. И.Татаринцев, Л. А. Цирлин. — СПб.: Изд-во СПбГЭТУ «ЛЭТИ»,
2001.32. Робототехника и гибкие автоматизированные производства. В 9 кн. —
Кн. 5. Моделирование робототехнических систем и гибких автоматизирован¬
ных производств / С. В. Пантюшин, В. М. Назаретов, О. А.Тягунов и др. ; под
ред. И. М. Макарова. — М. : Высш. шк., 1986.33. Розанов Ю.К. Электронные устройства электромеханических си¬
стем / Ю.К.Розанов, Е.М.Соколова. — М. : Издательский центр «Акаде¬
мия», 2004.34. Свечарник Д. В. Электрические машины непосредственного при¬
вода: Безредукторный электропривод / Д. В. Свечарник. — М. : Энергоато¬
миздат, 1988.395
35. Серов Н.А. Электротрансмиссии самосвалов БелАЗ грузоподъемно¬
стью 136 т / Н. А. Серов, П. Н. Калачиков, М. В. Пронин, А. Г. Воронцов / Сб.
«Горное оборудование и электромеханика». — 2005. — № 5. — С. 22 — 25.36. Современная прикладная теория управления. Ч. 3. Новые классы ре¬
гуляторов технических систем / А. А. Колесников, Jl. Н. Рассудов, В. Б.Яковлев
и др. ; под ред. А. А. Колесникова. — Таганрог : Издательство ТРТУ, 2000.37. Соколовский Г. Г. Электроприводы переменного тока с частотным
регулированием / Г. Г. Соколовский. — М. : Издательский центр «Акаде¬
мия», 2006.38. Соколов М. М. Автоматизированный электропривод общепромыш¬
ленных механизмов / М. М. Соколов. — М., Энергия, 1976.39. Справочник по автоматизированному электроприводу / под. ред.В. А. Елисеева и А. В. Шинянского. — М. : Энергоатомиздат, 1983.40. Теория механизмов и машин / К. В. Фролов, С. А. Попов, А. К. Мусатов
и др. ; под ред. К. В. Фролова. — М. : Высш. школа, 2003.41. Терехов В. М. Системы управления электроприводов / В. М. Терехов,
О. И. Осипов ; под ред. В. М. Терехова. — М. : Издательский центр «Акаде¬
мия», 2005.42. Гейзер А. И. Трамвайные вагоны моделей 71-402 и 71-403 с асинхрон¬
ным приводом производства ФГУП «Уралтрансмаш» / А. И. Гейзер // «Транс¬
порт Урала». — 2005. — № 5. — С. 16 — 24.43. Шрейнер Р. Т. Математическое моделирование электроприводов
переменного тока с полупроводниковыми преобразователями частоты /
Р.Т.Шрейнер. Екатеринбург : УРО РАН, 2000.44. Intelligent Extruder for Polymer Compounding / Alper Eker, Mark
Giammattia, Paul Houpt. — USA GE Global Research, 2012. — 107 c.45. Мотор-редукторы. SEW-Eurodrive. Каталог 1054 1659/RU. 2008.46. Приводная техника Omron. Каталог, Omron, 2012.47. SIMATIC PLC, каталог SIMATIC. Siemens, 2011.48. SIMOVERT MASTER DRIVES — Application Manual / Siemens AG,
2004.49. Sinamics G150 от 75кВт до 1 500 кВт. Руководство по эксплуатации.
Siemens, 2011.50. Sinumeric&Simodrive. Системы ЧПУ, электроприводы, двигатели,
соединительная техника, для станков и обрабатывающих машин. Каталог
NC 60. Siemens, 2008.51. Trajexia motion control system. Programming manual. Omron, 2010.
ОГЛАВЛЕНИЕПредисловие 3Глава 1. Средства электроприводной техники, предназначенныедля управления технологическим оборудованием 81.1. Виды современных технологий, основанных на управляемых
электродвижениях исполнительных органов механизмов, машини комплексов 81.2. Унифицированная платформа средств электроприводной техники 131.3. Блочно-модульные принципы комплектования электроприводов 231.4. Мехатронные модули электроприводов 331.5. Интеграция средств электроприводной техники со средствами
автоматизации 391.6. Электроприводы периферийных исполнительных устройств 421.7. Электроприводы с устройствами плавного пуска и торможения
механизмов 421.8. Интегрированные электроприводные системы машини технологических комплексов 441.9. Сети и интерфейсы интегрированных электроприводных систем
технологических комплексов 501.10. Типовая алгоритмическая структура интегрированных
электроприводных систем машин и комплексов 52Гпава 2. Технологические функции электроприводов 662.1. Классификация технологических функций 662.2. Единство электроприводов постоянного и переменного токовв реализации технологических функций 752.3. Управление соотношениями переменных электроприводадля повышения энергетической эффективности 842.4. Управление моментом и соотношениями моментов 902.5. Управление скоростью и соотношениями скоростей 1012.6. Управление положением и соотношениями положений 1092.7. Управление мощностью выполняемой работы 1162.8. Управление давлением (напором) и подачей (производительностью)
жидкостей и газов 119397
2.9. Управление давлением, оказываемым на твердое и мягкое вещество,
прокаткой металла 1302.10. Управление резанием неподвижного и подвижного материала 1462.11. Управление металло- и деревообработкой 1522.12. Управление наматыванием, сматыванием и обработкой гибкого
материала 1592.13. Управление движением в транспортных технологиях 1682.14. Управление движением в подъемно-транспортных технологиях 1832.15. Управление пространственными движениями исполнительных
органов машин. Многоосевые электроприводы в технологиях 1962.16. Управление технологическими переменными агрегатов и машин
средствами многодвигательных электроприводов 2142.17. Управление электроприводами агрегатов и машин, имеющих
транспортные запаздывания в контурах регулирования
технологических переменных 2162.18. Повышение эффективности технологий средствами электропривода.... 2182.18.1. Показатели оценки эффективности технологий. Принятие ре¬
шения об оптимальном варианте электроприводной системы.... 2182.18.2. Повышение производительности, качества технологии,
энергосбережения 2252.18.3. Комплексная оценка показателей эффективности
электроприводов в технологиях 228Гпава 3. Проектирование электроприводов для технологий 2393.1. Общие положения по проектированию электроприводов 2393.2. Особенности передаточных механизмов, используемых в системах
управления движением исполнительных органов 2423.3. Расчет режимов и выбор автоматизированных электроприводов 2493.3.1. Расчет и выбор комплектных электроприводов и их
компонентов 2493.3.2. Расчет гармоник тока и напряжения в электросети, питающей
преобразователь частоты 2533.3.3. Расчет и выбор электроприводов непрерывного действиябез рекуперации энергии торможения в электросеть 2593.3.4. Расчет и выбор электропривода циклического действияс рекуперацией энергии торможения в электросеть 2723.3.5. Выбор электроприводов с учетом влияния условий
эксплуатации и окружающей среды 2793.3.6. Расчеты и выбор регулируемых электроприводов для типовых
механизмов 2823.3.7. Расчеты и выбор регулируемых электроприводов
для механизмов с переменными моментами нагрузки,
переменными моментами инерции, с диаграммами ускоренияи замедления, отличными от прямоугольных диаграмм 295398
3.3.8. Расчеты и выбор режимов электрического, механическогои комбинированного торможения электроприводов 3003.4. Расчеты и выбор электроприводных систем для технологий обработкии переработки вещества 3043.4.1. Нагнетание жидкостей и газов 3043.4.2. Физическая переработка вещества с использованием
вращательных движений исполнительного органа 3063.4.3. Металлообработка 3083.4.4. Экструзия 3103.4.5. Резание 3133.4.6. Экскавация и бурение 3193.5. Введение в расчеты и выбор многодвигательных электроприводных
систем машин и комплексов 3253.5.1. Компоновка многодвигательных электроприводов машини комплексов с электрическими магистралями переменного
и постоянною тока, с комбинированными магистралями 3253.5.2. Управление рекуперацией энергии торможения отдельных
электроприводов в сеть группового источника электропитания
инверторов многодвигательных электроприводов 3283.5.3. Системы управления скоростями, соотношениями скоростей
механизмов машин, распределением нагрузок механически
связанных электроприводов 3323.5.4. Интегрированная электроприводная система комплекса
вентиляции автодорожного тоннеля 3383.6. Проектирование электроприводов с использованием специальных
программных средств 341Глава 4. Реализация электроприводных систем в технологиях 3454.1. Методы программирования электроприводных систем
технологического оборудования 3454.2. Программные средства комплектных электроприводов 3504.2.1. Библиотека программ стандартных функций управления 3504.2.2. Программное обеспечение параметрирования, мониторингаи наладки комплектных электроприводов 3554.3. Программные средства систем автоматизации 3574.3.1. Программные средства промышленных компьютеров,
программируемых контроллеров, терминалови интеллектуальных модулей 3574.3.2. Программирование контроллеров для реализации алгоритмов
управления электроприводными системами технологичесого
оборудования 3614.3.3. Программирование контроллеров для решения задач
повышения надежности электроприводных систем 3734.4. Организация и выполнение электромонтажных и пусконаладочных
работ 377399
I4.4.1. Нормативно-техническое обеспечение электромонтажных
работ, наладки и эксплуатации электроприводов и систем
автоматизации 3774.4.2. Проектно-сметная документация для производства монтажных
работ 3834.4.3. Выполнение электромонтажных и наладочных работ 3854.4.4. Приемосдаточные испытания оборудования. Обучение
персонала 3874.5. Эксплуатация электроприводов технологического оборудования.Гарантийное и сервисное обслуживание 3894.6. Экологические аспекты внедрения и модернизации технологическихобъектов 390Приложение 392Список литературы 394