






































































































































































































































































































































































































Автор: Шеховцов В.П.
Теги: электротехника электроэнергетика электричество электрооборудование учебник электротехнологические установки профессиональное образование издательство форум инфра м
ISBN: 5-8199-0117-7
Год: 2004




ЭЛЕКТРИЧЕСКОЕ
И
ЭЛЕКТРОМЕХАНИЧЕСКОЕ
ОБОРУДОВАНИЕ
УДК 621.31(075.32)
ББК 31.29-5я723
Ш 54
Рецензенты:
зам. директора по УВР ОПТ А.В. Рыдкий;
начальник СКТБ ГНЦ РФ ФЭИ С.В. Кузиков
Шеховцов В.П.
Ш 54 Электрическое и электромеханическое оборудование: Учебник. — М.:
ФОРУМ: ИНФРА-М. 2004. — 407 с.: ил. — (Профессиональное образование).
ISBN 5-8199-0117-7 (ФОРУМ)
ISBN 5-16-001891-3 (ИНФРА-М)
Учебник содержит описание принципов действия, основного ЭО и облас-
ти применения электротехнологических установок различного назначения.
Рассмотрено электрооборудования общепромышленных установок. Дан ма-
териал по металлообрабатывающим станкам различных групп. Большое вни-
мание уделено описанию принципиальных электрических схем управления
электроприводом механизмов по новой разработанной методике. В приложе-
ниях представлен наиболее современный справочный материал по электро-
двигателям и условным буквенным обозначениям в электрических схемах
для руководства при проектировании. Учебник предназначен для учащихся
техникумов элекротехнического профиля.
УДК 621.31(075.32)
ББК 31.29-5я723
ISBN 5-8199-0117-7 (ФОРУМ)
ISBN 5-16-001891-3 (ИНФРА-М)
© Шеховцов В.П., 2004
© ИД «Форум», 2004
СОДЕРЖАНИЕ
Введение 5
Глава 1. Электрооборудование электротехнологических 6
установок
1.1. Общие сведения об электротехнологических установках 6
1.2. Электротермические установки 8
1.2.1 Электроустановки нагрева сопротивлением 9
1.2.2 Электроустановки индукционного нагрева 22
1.2.3 Электроустановки дугового нагрева 40
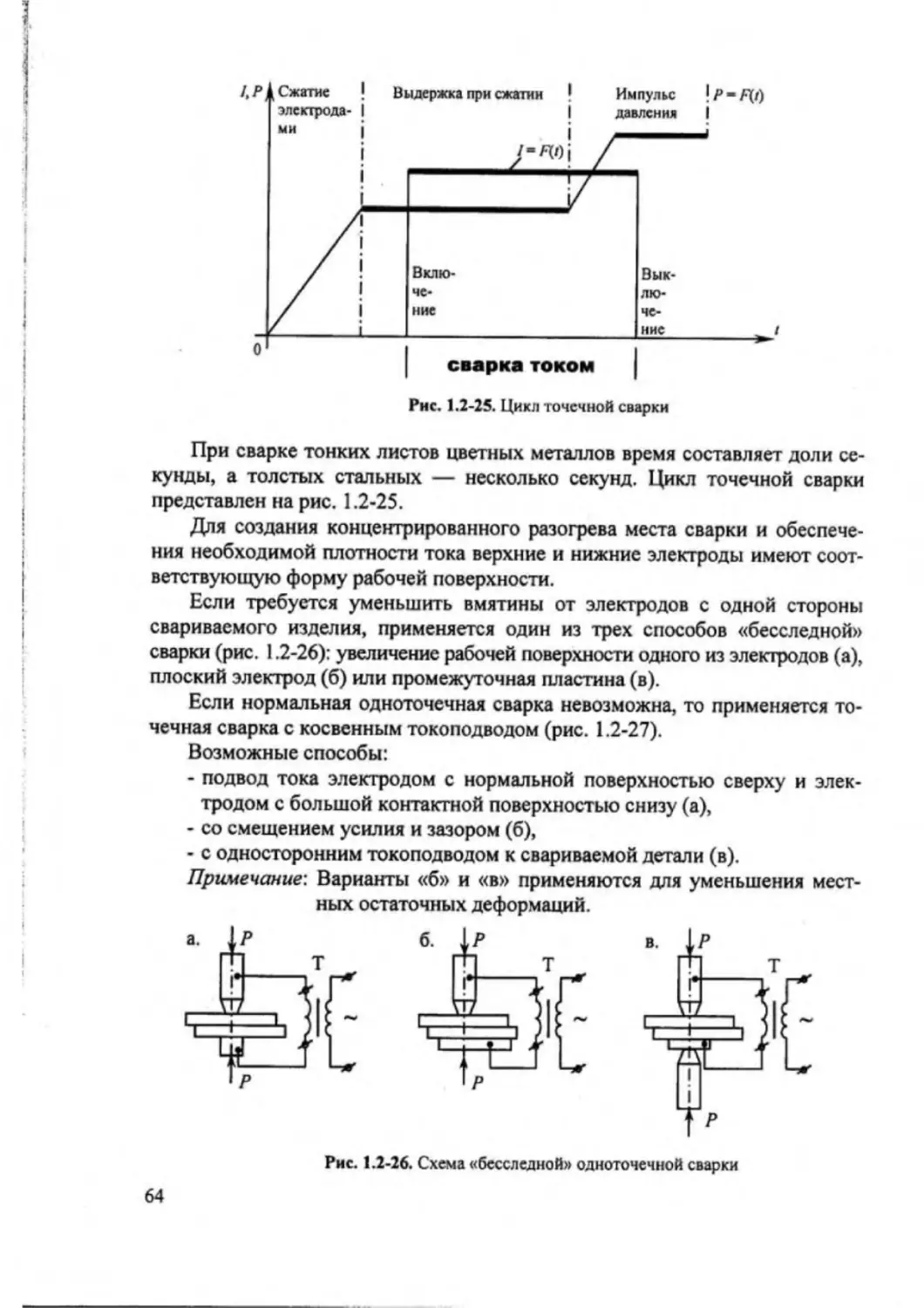
1.2.4 Электроустановки для сварки 58
1.2.5 Электроустановки высокоинтенсивного нагрева 91
1.3. Электрохимические и электрофизические установки 111
1.3.1 Электролизные установки 111
1.3.2 Электрохимические установки 118
1.3.3 Электроэрозионные установки 123
1.3.4 Электрохимико-механические установки 136
1.4. Электромеханические установки 144
1.4.1 Магнитоимпульсные установки 144
1.4.2 Электромагнитные установки 147
1.4.3 Электрогидравлические установки 150
1.4.4 Ультразвуковые установки 154
1.5. Электрокинетические установки , 160
1.5.1 Электрофильтры 161
1.5.2 Установки для разделения сыпучих смесей 162
1.5.3 Установки для разделения эмульсий и суспензий 164
1.5.4 Опреснительные установки 166
1.5.5 Установки электростатической окраски 167
Глава!. Электрооборудование общепромышленных 168
установок
2.1. Общие сведения об общепромышленных установках 168
2.2. Вентиляционные установки 174
2.3. Компрессорные установки 179
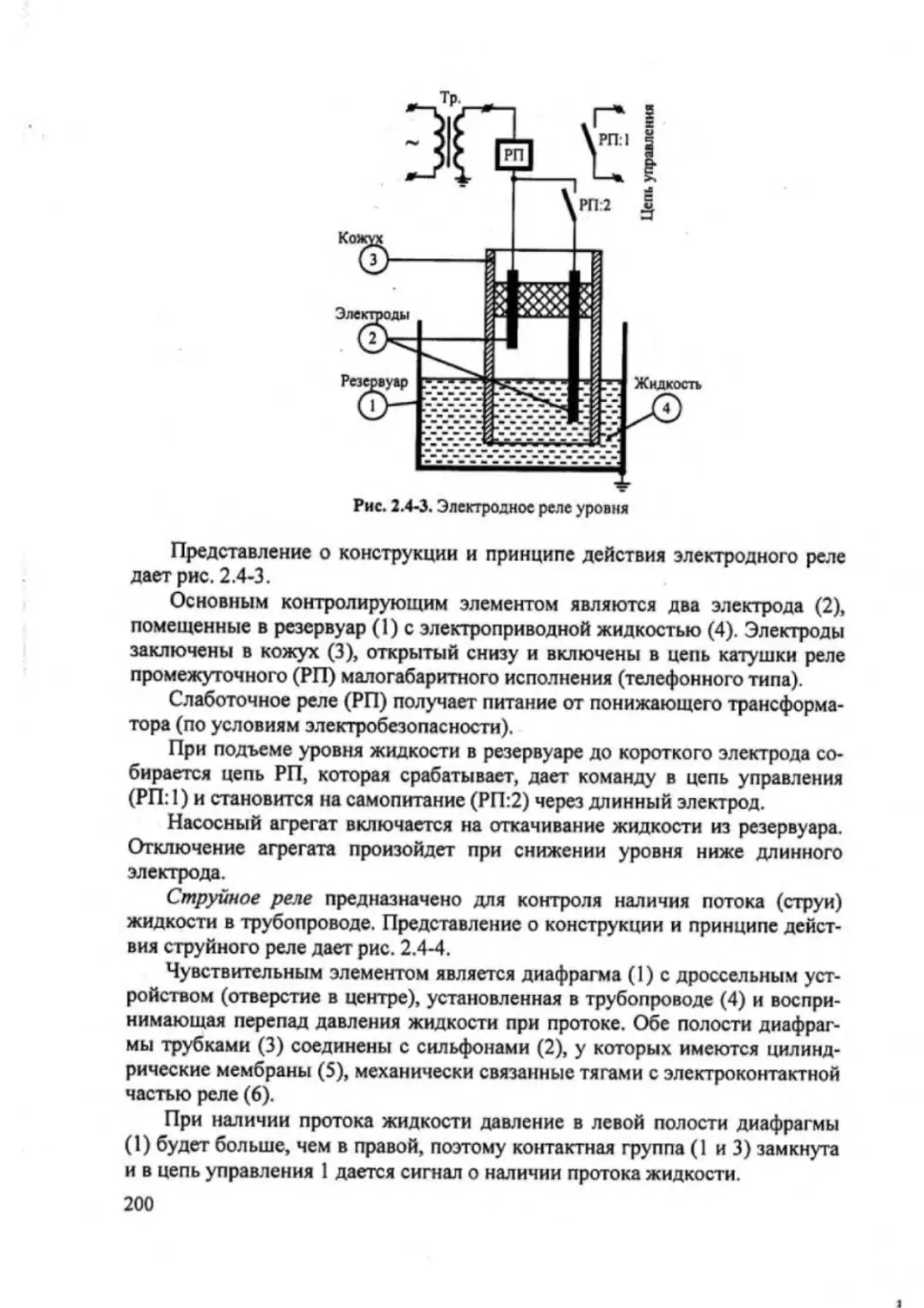
2.4. Насосные установки 196
Глава 3. Электрооборудование подъемно-транспортных 210
установок
3.1. Общие сведения о подъемно-транспортных установках 210
3.2. Подвесные и наземные электротележки 212
3.3. Конвейеры 222
3.4. Мостовые краны 239
3.5. Лифты 265
3
Глава 4. Электрооборудование металлообрабатывающих 289
1 станков
4.1. Общие сведения о металлообрабатывающих станках 289
4.2. Токарные станки 295
4.3. Сверлильные и расточные станки 306
4.4. Строгальные станки 322
4.5. Фрезерные станки 343
4.6. Шлифовальные станки 356
4.7. Агрегатные станки 371
4.8. Кузнечно-прессовые установки 379
Приложения 393
Приложение А. Рекомендуемые АД для ЭП установок и их услов- 393
ное обозначение (маркировка)
Приложение Б. Условные буквенно-цифровые обозначения в 399
электрических схемах (ГОСТ.710-81)
Приложение В. Принципы составления и понимания электриче- 402
ских цепей элементов принципиальных электри-
ческих схем
Приложение Г. Методика изучения и описания принципиальных 404
электрических схем управления ЭП установок
Литература 406
Введение
Настоящая разработка выполнена для специальности 1806 «техническая
эксплуатация и обслуживание электрического и электромеханического обо-
рудования промышленных отраслей» по дисциплине «электрическое и элек-
тромеханическое оборудование».
Базовым документом является рабочая программа по указанной дисци-
плине.
Разработка представляет собой комбинацию учебника и пособия по изу-
чению программного материала.
Основное направление — дать представление о существующих элек-
троустановках, перспективных направлениях и научить принципам понима-
ния и рассмотрения любых принципиальных схем.
Для этой цели разработана новая методика изложения принципиальных
схем (приложение Г) и показана на рассматриваемых схемах.
Подразделы изложены по схеме: общая характеристика механизма, ос-
новные устройства и управление (на примерах принципиальных схем
управления электроприводом).
Ввиду перспективности расширен материал по электротехнологическим
установкам (глава 1).
Рассмотрение принципиальных схем производится с применением
«смысловых» условных буквенных обозначений элементов, но дается их
перевод в обозначениях (приложение Б) согласно требованиям междуна-
родной электротехнической комиссии (МЭК), которые при проектировании
являются обязательными. Контактные группы элементов имеют полную ну-
мерацию, что облегчает их отыскание в схемах, особенно разветвленных.
Даны рекомендации по выбору наиболее современных электродвигате-
лей для ЭП (приложение А).
Объем изложенного материала позволяет варьировать им преподавате-
лям при составлении «календарных планов».
Данная разработка может быть использована в других учебных заве-
дениях по профилю дисциплины при любых формах обучения (дневное, ве-
чернее, дистанционное, заочное).
Достоинствами настоящей разработки являются:
• возможность индивидуального освоения материала учащимся,
• использование в качестве основы при разработке принципиальных
схем при проектировании,
• применение новой методики глубокого изучения схемного материала
для вновь поступивших принципиальных электрических схем управ-
ления электроприводом.
Новый методический материал введен в учебный процесс и опробован в
Обнинском политехникуме в течение 10 лет.
В. П. Шеховцов
5
Глава 1.
Электрооборудование
электротехнологических установок
1.1. Общие сведения об электротехнологических установках
Электротехнологическими называются установки, в которых электриче-
ская энергия преобразуется в другие виды энергии с одновременным вы-
полнением технологического процесса.
Развитию электротехнологии способствует развивающаяся энергетика,
создание новых источников энергоснабжения, сооружение мощных линий
электропередачи и др.
Совершенствование ее влечет за собой создание материалов, обладаю-
щих новыми свойствами: высокой прочностью, термостойкостью, устойчи-
востью к действию агрессивных сред и т.п.
Созданы принципиально новые устройства, разработаны качественно
новые принципы конструирования и изготовления электронных микросхем.
Электротехнологические установки имеют результирующее действие на
обрабатываемый материал: от электрического тока, от электрических и маг-
нитных полей.
Это действие при технологическом процессе зависит от состояния ве-
щества изделия. Вещество может находиться в четырех агрегатных состоя-
ниях: твердом, жидком, газообразном и плазменном.
Твердое состояние имеют проводники, полупроводники и диэлектрики,
металлы и неметаллы, кристаллические и аморфные вещества.
Жидкое состояние у расплавленных металлов, солей, щелочей, оксидов,
минеральных и органичных диэлектриков, жидких кристаллов (особая раз-
новидность).
Газообразное состояние имеют сложные активные вещества, создающие
в обычных условиях соединения — целевой продукт.
Плазменное состояние имеют вещества в электропроводной среде,
обеспечивающие процессы на ионном уровне, и способные быть источни-
ком лучистой энергии и средством нагрева.
При комплексном воздействии на любое вещество можно получить
много различных технологических операций.
К таким операциям относятся: изменение температуры, формы, струк-
туры, состава, свойств вещества и т.д.
По характеру действия на обрабатываемое вещество все электротехно-
логические установки условно делятся на электротермические, электрохи-
мические, электромеханические и электрокинетические.
Классификация электротехнологических установок представлена на
рис. 1.1-1.
6
Рис. 1.1-1. Классификация элсктротсхнологических установок
Нагрева сопротивлением £
Индукционного нагрева Л н
Дугового нагрева о 1
Для электросварки | ж X х х с: о
Высокоинтенсивного нагрева X
У ь
О ж
Электролизные
Электрохимические
Электроэрозионные
Электр охи мико - механич е ские
М агнитоимпульсные
Электр о магнитные
Электр огид р ав лич е ские
Ультразвуковые
Электрофильтры
Для разделения сыпучих смесей
Для разделения эмульсий и суспензий
Опреснительные
Электростатической окраски
е- х
« о
ж *
X s
£
о
о
3
X
о
о
г.
3
2
о
X
СО
X
5
о
о
п
£
п
п
8
о
ЭЛЕКТРОТЕХНОЛОГИЧЕСКИЕ УСТАНОВКИ
1.2. Электротермические установки
В основе работы установок этой группы лежит нагрев изделий и мате-
риалов с помощью электрической энергии (ЭЭ).
Преобразование ЭЭ в тепло, а значит и нагрев, возможны следующими
способами:
- Нагрев сопротивлением происходит за счет выделения теплоты в
проводящем материале при протекании по нему электрического тока.
Этот вид нагрева основан на законе Джоуля-Ленца и применяется в
установках прямого и косвенного действия. В установках прямого
действия теплота выделяется непосредственно в нагреваемом изделии.
В установках косвенного действия тепловая энергия выделяется в спе-
циальных нагревательных элементах (НЭ) и затем передается в нагре-
ваемый объект. В обоих случаях нагреваемый объект может быть в
твердом, жидком или газообразном состоянии.
- Индукционный нагрев происходит за счет преобразования энергии
электромагнитного поля в тепловую посредством наведения в нагре-
ваемом теле вихревых токов. Этот вид нагрева основан на законе
Джоуля-Ленца и применяется в установках прямого и косвенного дей-
ствия.
- Дуговой нагрев происходит за счет теплоты электрической дуги, воз-
никающей между электродами. Применяется в установках прямого и
косвенного действия.
Примечание — Это основные способы, которые в дальнейшем будут
рассмотрены более подробно на примере установок и
регуляторов.
- Диэлектрический нагрев происходит за счет сквозных токов прово-
димости и смещения при поляризации. В этом случае полупроводник
или непроводящий материал помещают в высокочастотное электриче-
ское поле.
- Электронно- или ионно-лучевой нагрев происходит за счет тепло-
вой энергии, возникающей при столкновении быстродвижущихся
электронов или ионов, ускоренных электрическим полем, с поверхно-
стью нагреваемого объекта.
- Плазменный нагрев основан на нагреве газа за счет пропускания его
через дуговой разряд или высокочастотное поле (электромагнитное
или электрическое). Полученная таким образом низкотемпературная
плазма используется для нагрева различных сред.
- Лазерный нагрев происходит за счет поглощения высококонцентри-
рованных потоков световой энергии поверхностью нагреваемых объ-
ектов. Такие потоки энергии получают в лазерах — оптических кван-
товых генераторах.
8
1.2.1. Электроустановки нагрева сопротивлением
Принцип действия таких установок основан на законе Джоуля-Ленца.
Количество теплоты, выделяющейся в проводнике, при прохождении по
нему электрического тока зависит от сопротивления проводника, электриче-
ского тока в цепи, времени его прохождения
е=/!л, p=c/!s/(p/),
где Q— количество выделяющейся теплоты, Дж; I— ток, A; R — сопротив-
ление, Ом; t — время, с; Р — мощность, выделяющаяся в проводнике, Вт;
U — напряжение, В; S’ — площадь сечения, м , р — удельное сопротивление
проводника, Ом • м; / — длина проводника, м.
Источником теплоты в установках являются нагревательные элемен-
ты (НЭ).
Выбор материала и конструкции НЭ определяется особенностями тех-
нологического процесса и конструкции установки.
По температурным пределам работы НЭ подразделяют на 3 группы:
- низкотемпературные, нагрев до 230-430 °C;
- среднетемпературные, нагрев до 630-1030 °C;
- высокотемпературные, нагрев до 2230-3030 °C.
Для изготовления НЭ с рабочей температурой до 1230 °C наиболее рас-
пространенным материалом являются
• нихромы — сплав никеля (75-78 %) и хрома (около 25 %);
• фехрали — сплав железа (73 %), хрома (13 %), алюминия (4 %);
• хромоникелевые жаропрочные стали — сплав железа (до 61 %), хрома
(22-27 %), никеля (17-20 %).
Для высокотемпературных НЭ наиболее распространены карборунды
(спекание кремнезема и угля — SiC), керамика, графит, тугоплавкие метал-
лы (молибден, тантал, вольфрам) и др.
По форме среднетемпературные НЭ выполняются в виде зигзагов (про-
волочных и ленточных) или спиралей, а высокотемпературные — в виде
стержней круглого или квадратного сечения и труб.
Для низкотемпературного нагрева широко применяются трубчатые
электронагреватели — ТЭНы.
ТЭН представляет собой металлическую трубку, заполненную тепло-
проводным электроизоляционным материалом, в которой находится элек-
тронагревательная спираль.
ТЭНы электробезопасны, могут работать в любой среде, стойки к виб-
рациям.
Мощность до 15 кВт, напряжение до 380 В, ресурс до 40 тыс. ч, рабочая
температура до 730 °C.
Примерами электроустановок нагрева сопротивлением являются: элек-
трические печи сопротивления (ЭПС) и различные нагревательные устрой-
ства, обеспечивающие технологические процессы производства.
9
ЭПС применяются для технологических операций в машиностроении,
металлургии, легкой промышленности и т. п.
По исполнению печи выпускаются косвенного и прямого действия, по
назначению — нагревательные и плавильные, по режиму работы — перио-
дически и непрерывно действующие.
По конструкции:
• периодического действия — колпаковые, элеваторные, камерные,
шахтные;
• непрерывного действия — конвейерные, толкательные, протяжные.
ЭПС для плавки металлов. Предназначены для выплавки олова, свин-
ца, цинка и других металлов с температурой плавления до 530 °C.
По конструктивному исполнению такие печи делят на тигельные и ка-
мерные (или ванные).
Тигельная ЭПС представляет собой металлический сосуд — тигель, по-
мещенный в цилиндрический корпус, выполненный из огнеупорного мате-
риала (футеровка). НЭ расположены на футеровке снаружи тигля. КПД печи
50-55 %, удельный расход ЭЭ при плавке алюминия 700-750 кВт • ч/кг.
Камерная ЭПС предназначена для переплавки алюминия на слитки. Она
имеет больший объем, КПД до 60-65 %, удельный расход ЭЭ составляет
600-650 кВт • ч/кг.
Во всех типах ЭПС возможен внутренний и внешний обогрев.
При внутреннем обогреве нагреватели ТЭНы размещены в расплавлен-
ном металле и работают при температуре не выше 570 °C.
При внешнем расположении открытых высокотемпературных нагрева-
телей можно получить температуру в рабочем пространстве печи до 930 °C.
Элекрооборудование и регулирование параметров ЭПС
Мощность современных ЭПС колеблется от сотен ватт до нескольких
мегаватт.
Печи мощностью более 20 кВт выполняются трехфазными при равно-
мерном распределении нагрузки по фазам и подключаются к сетям 220, 380,
660 В непосредственно или через печные трансформаторы (или автотранс-
форматоры).
Применяемое в ЭПС ЭО включает 3 группы: силовое ЭО, аппаратура
управления и контрольно-измерительная (КИП).
К силовому ЭО относятся
- силовые понижающие трансформаторы и регулировочные авто-
трансформаторы (АТ),
- силовые электроприводы (ЭП) вспомогательных механизмов,
- силовая коммутационная и защитная аппаратура.
К аппаратуре управления относятся комплектные станции управления
с коммутационной аппаратурой.
10
К КИП относятся приборы (устройства) контроля, измерения и сигна-
лизации. Обычно вынесены на щит.
ЭПС, получающие сетевое питание, значительно проще, так как не ну-
ждаются в силовых трансформаторах.
Регулировочные трансформаторы и АТ целесообразно применять, когда
печь выполнена с НЭ, меняющими свое сопротивление в зависимости от
температуры (вольфрамовые, графитовые, молибденовые), для питания со-
ляных ванн и установок прямого нагрева.
Все промышленные печи сопротивления работают в режиме автомати-
ческого регулирования температуры. Регулирование рабочей температуры в
ЭПС производится изменением подводимой мощности.
Регулирование подводимой к печи мощности может быть дискретным и
непрерывным.
При дискретном регулировании возможны следующие способы:
- периодическое подключение и отключение ЭПС к сети (двухпозици-
онное регулирование);
- переключение НЭ печи со «звезды» на «треугольник», либо с последо-
вательного соединения на параллельное (трехпозиционное регулиро-
вание).
Наибольшее распространение получило двухпозиционное регулирова-
ние, так как способ прост и позволяет автоматизировать процесс.
Процесс двухпозиционного регулирования температуры ЭПС представ-
лен на рис. 1.2-1.
Рис. 1.2-1. Двухпозиционный дискретный регулятор температуры ЭПС
Функциональная схема двухпозиционного дискретного регулятора тем-
пературы ЭПС состоит из следующих основных элементов:
• ПТК — прибор теплоконтроля, для обработки входного сигнала и вы-
дачи исполнительного;
11
• В — выключатель сетевой, для подключения (отключения) ЭПС к сети;
• КВ — катушка выключателя.
Рядом показаны графики изменения температуры в печи (ТЭпс)> темпе-
ратуры изделия (ГН1д) и потребляемой мощности (Рпотр).
Принцип действия состоит в следующем: в рабочем пространстве ЭПС
температура контролируется датчиком температуры (термопара, термометр
сопротивления или фотоэлемент), сигнал, с которого поступает на вход ПТК.
ПТК вырабатывает сигнал в зависимости от отклонения фактической темпе-
ратуры от заданной (7^) и выдает его на катушку выключателя. При дости-
жении Tw + ДТ выключатель В отключится. За счет поглощения теплоты
нагреваемым телом и потерь в окружающее пространство температура сни-
жается. При достижении - ДТ выключатель В включится.
За счет повторения таких циклов изделие прогревается и выдерживается
при заданной температуре в течение времени (/), определяемом технологи-
ческим процессом.
Такое регулирование называется дискретным в зоне нечувствительно-
сти регулятора. Точность поддержания заданной температуры не ниже ±1 %.
При трехпозиционном регулировании подводимая к печи мощность из-
меняется при переключении нагревателей со «звезды» на «треугольник».
Такое регулирование позволяет снизить мощность, потребляемую из сети.
С энергетической точки зрения такой способ регулирования достаточно
эффективен, поскольку при нем не оказывается вредного влияния на пи-
тающую сеть (не происходит отключения ЭПС от сети).
При непрерывном регулировании изменяется подводимое напряжение.
Это достигается несколькими способами, но самый эффектный из всех —
импульсное регулирование с использованием тиристорных регуляторов.
Процесс импульсного регулирования мощности печи представлен на
рис. 1.2-2.
Периодичность работы тиристоров выбирают в зависимости от тепло-
вой инерционности ЭПС.
Выделяют три основных способа импульсного регулирования:
- импульсное регулирование при частоте коммутации fk = 2fc (где fc —
частота тока питающей сети) с изменением момента отпирания тири-
стора называется фазоимпульсным или фазовым (кривые 1);
- импульсное регулирование с повышенной частотой коммутации fk > 2/f
(кривые 2);
- импульсное регулирование с пониженной частотой коммутации fk<fc
(кривые 3).
Путем импульсного регулирования можно получить плавное регулиро-
вание мощности в широких пределах без дополнительных потерь, обеспечи-
вая соответствие потребляемой печью и подводимой из сети мощностей.
Примечание — ПТК непрерывного регулятора, в отличие от ПТК двух-
позиционного регулятора, имеет потенциометрический
элемент (ПЭ).
12
Рис. 1.2-2. Тиристорный импульсный регулятор температуры ЭПС
Электрическая схема непрерывного регулятора
температуры ЭПС (рис. 1.2-3)
Основные элементы схемы:
БТ — блок тиристров, состоит из 6 тиристоров, включенных по два
встречно-параллельно в каждую фазу печи;
БУТ — блок управления тиристорами, вырабатывает сигнал на управ-
ляющие электроды тиристоров;
ПТК — прибор теплоконтроля, принимает сигнал от ДТ, обрабатывает
и выдает рассогласование в БУТ;
ПЭ — потенциометрический элемент, имеет движок, перемещаемый
ЭД с механической передачей, в зависимости от сигнала ДТ;
ДТ — датчик температуры (термопара);
ИСН — источник стабилизированного напряжения постоянного тока;
КЛ — контактор линейный;
BAI, ВА2 — выключатели автоматические, для защиты цепей от КЗ.
Исходное состояние.
Поданы все виды питания (включены BAI, ВА2), изделие находится в
печи.
Работа схемы. __
Кн.пТ4, — собирается цепь |КЛ
|КЛ 11 — подключается к сети через ТРИ НЭ печи (КЛ: 1... 3),
— становится на самопитание (КЛ:4).
Начат процесс нагрева изделия. Регулирование осуществляется по схе-
ме: ДТ - ПТК - БУТ - БТ.
Сигнал регулирования (Ц*г) пропорционален разности температур за-
данной и фактической, т. е. U^r = 7^ - = А Т.
13
Следовательно, чем больше эта разность, тем больше окажется напря-
жение на НЭ и выделяемая ими мощность.
Значит в момент включения тиристоры будут открыты, а на НЭ макси-
мальное напряжение.
По мерс нагрева ДГ уменьшается до ДГМИН, что приведет к постепенному
прикрытию тиристоров, снижению напряжения на НЭ и потреблению мощ-
ности.
В конечном итоге ДТ, и РПотр будут иметь значения поддержи-
вающие Гид.
Автоматический регулятор температуры и печь как объект регулирова-
ния представляют собой замкнутую непрерывную САР с обратной связью
по температуре печи.
Принципиальная электрическая схема
управления ЭПС (рис. 1.2-4)
Назначение. Для управления защиты и сигнализации однозонной ка-
мерной ЭПС.
Основные элементы схемы:
АТ — автотрансформатор трехфазный, для питания нагревателя печи;
АД с ЭМТ — асинхронный двигатель с электромагнитным тормозом,
для подъема и опускания двери камеры, реверсивный;
Рис. 1.2-3. Электрическая схема непрерывного регулятора температуры ЭПС
14
Рис. 1.2-4. Принципиальная электрическая схема управления печью сопротивления
КП и КО — контакторы подъема и опускания двери камеры;
ВКП и ВКО — выключатели конечные поднятого и опущенного со-
стояния двери;
КЛ — контактор линейный для подключения и отключения АТ к сети;
РП — реле промежуточное, для коммутации цепи КЛ;
ДТ — датчик температуры печи.
Органы управления.
УП — универсальный переключатель («ручное»-(>-«автоматическое»),
для выбора режима управления;
ПТК—прибор теплоконтроля, для управления в автоматическом ре-
жиме;
Кн.П, Кн.О, Кн.С — кнопки «Подъем», «Опускание», «Стоп» двери.
Режимы работы:
- автоматический — основной, от ПТК;
- ручной — резервный, от УП.
Работа схемы.
Исходное состояние.
Поданы все виды питания (включены BAI, ВА2, ВАЗ).
Изделие загружено в камеру, дверь камеры опущена.
УП — «О». Засвечена лампа «зеленая» ЛЗ — «ЭПС отключена».
Печь к работе готова.
15
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
Ввод в работу в «Автоматическом режиме».
Установить УП — «А» — подключается ПТК и собирается цепь РП (Т°Мии)>
РП 1 — собирается цепь КЛ (РП замкнется),
КЛ — подключится к сети АТ (КЛ:1...3),
— собирается цепь, засветится лампа «красная» ЛК (КЛ:4),
— разомкнется цепь, погаснет ЛЗ (КЛ:5).
ЭПС подключена к сети, засвечена ЛК — «ЭПС включена», начат процесс
разогрева.
Регулирование ТЭпс °C.
Регулирование двухпозиционное в соответствии с рис. 1.2-1.
Включение и отключение печи осуществляется через контакт Гмин °C в
ПТК при достижении TJM °C.
Но так как есть «зона нечувствительности», то отключение будет при
Гмин °C = Гид °C + ДТ °C, а включение при ТмЖ °C = Tw °C - ДТ °C.
1ри отключении. Размыкается цепь рп (контакт Тмпм °C).
РП i — размыкается цепь |кл! (контакт РП),
КЛ| — отключается от сети АТ (КЛ: 1.. .3), а следовательно, и ЭПС,
— собирается цепь ЛЗ, лампа засвечивается «ЭПС — отключена»
(КП:5),
— размыкается цепь ЛК, лампа гаснет.
Процесс повторяется до полного прогрева изделия, а длительность его опре-
деляется технологическими условиями, УП — «О».
Выгрузка изделия.
КнП 14 — кратковременно, при этом:
|кп] Т — подключится к сети АД с ЭМТ (КП:1...3), растормозится и будет
работать на «Подъем»,
— становится на самопитание (КП:4),
— блокируется цепь КО (КП:5).
При достижении верхнего положения ВКП — разомкнется, КП и «подъ-
ем» прекратится, АД остановится.
Изделие выгружается, другое загружается, дверь опускается.
КнО14 — кратковременно, при этом:
[ко] Т — подключится к сети АД с ЭМТ (КО:1...3), растормозится и будет
работать на «опускание»,
— становится на самопитание (КО:4),
— блокируется цепь КП (КО:5). _____
По достижении нижнего положения ВКО: 1 — разомкнется, КО i и «опус-
кание» прекратится. АД остановится.
Подготовится цепь КЛ (ВКО.2).
Работа в «ручном режиме».
Включение и отключение ЭПС производится с помощью УП, установкой его
соответственно в положение «Р» и «О». Контроль температуры визуальный.
16
1
Аварийный режим.
Если при работе в режиме «А» по достижении °C = °C + ДГ °C от-
ключения не произойдет (Гмии °C — не разомкнется), то по достижении Гмакс °C
собирается цепь лампы «желтой» ЛЖ, ЛЖ засветится — предупредитель-
ный сигнал о неисправности.
Защита, блокировки, сигнализация:
силовая цепь АТ — от токов КЗ (ВА1),
силовая цепь АД — от токов КЗ и перегрузки (ВА2),
цепи управления АД — от токов КЗ (ПР1, ПР2),
цепи управления и сигнализации — от токов КЗ (ВАЗ),
взаимная блокировка цепей |кп| и |ко|(КО:5, КП:5).
Ограничение перемещений двери в крайних положениях (ВКП, ВКО:1).
«Запрет» на включение ЭПС при открытой двери (ВКО:2).
ЛЗ — «ЭПС отключена».
ЛК — «ЭПС включена».
ЛЖ — «Превышение °C.
Питание цепей:
3 -380 В, 50 Гц — силовая сеть,
1 - 380 В, 50 Гц, линейное — цепи управления АД,
1 - 220 В, 50 Гц — цепи управления и сигнализации.
ЭО нагревателя трансформаторного масла.
Технологическая схема нагрева трансформаторного масла
Нагреватель (рис. 1.2-5) предназначен для нагрева и очистки от механи-
ческих примесей трансформаторного масла.
Применяется при монтаже и ремонте мощных маслонаполненных элек-
трических аппаратов, а также облегчает выполнение профилактических работ.
Представляет собой электроустановку, основным элементом которой
является колонна 1, в которой установлен нагреватель электрический НЭ.
НЭ состоит из трех нагревательных секций, к которым из шкафа управ-
ления ШУ подводится электропитание.
ШУ предназначен для оперативного управления ЭО. На нем установле-
ны органы управления и световая сигнализация.
Для прокачки масла предназначен масляный насос 13. Все оборудова-
ние нагревателя для защиты от климатических факторов внешней среды
размещается в сварной металлической оболочке, которая с трех сторон име-
ет дверцы для обслуживания.
Технологический процесс нагрева трансформаторного масла осуществ-
ляется следующим образом. Подключенный к маслонаполненному электри-
ческому аппарату нагреватель образует замкнутую масляную систему.
Масло по трубопроводу через фильтр грубой очистки 15 (Ф]) и входной
вентиль 6 всасывается насосом 13 и подается в колонну 1.
Рис. 1.2-5. Технологическая схема нагрева трансформаторного масла
В колонне 1 масло нагревается НЭ и через фильтр тонкой очистки 14
(Ф2) поступает в выходной трубопровод.
По выходному трубопроводу через реле протока 12 и выходной вентиль
4 нагретое масло возвращается в маслонаполненный аппарат.
Циркулирующее масло нагревается. Время его нагрева определяется
расходом. Максимально допустимая температура Т'доп = 80-85 °C.
Фильтр грубой очистки Ф[ предназначен для очистки масла от механи-
ческих примесей размером до 0,5 мм. Фильтрующим элементом является
сетка.
Фильтр тонкой очистки Ф2 производит окончательную очистку от меха-
нических примесей нагретого масла.
Тонкость фильтра — не более 5 мкн.
Для контроля технологического процесса применяются следующие кон-
трольно-измерительные приборы.
Термометр 8 (1\ °C). Контроль температуры масла на входе в колонну.
Термометр 9 (Т2 °C). Контроль температуры масла на выходе из колонны.
Манометр 10 (Л). Контроль давления масла в колонне.
Мановакуумметр 11 (Р2), подключается через вентиль 3.
Контроль давления масла на выходе и засорения фильтра тонкой очист-
ки Ф2. Р2 > 0,2 МПа.
Реле протока 12. Контроль масла в трубопроводе и его расхода. Масля-
ная система имеет вспомогательные патрубки.
Воздушник с вентилем 2. Вентиляция системы при заполнении.
18
-
Пробоотборник с вентилем 5. Отбор проб на анализ.
Сливной с вентилем 7. Слив масла из колонны.
Принципиальная электрическая схема нагревателя
трансформаторного масла (рис. 1.2-6)
Назначение. Для управления, защиты и сигнализации нагревателя трансфор-
маторного масла.
Основные элементы схемы.
ЭН — элекронагреватель масла, трехфазный, из стальной гофрированной
ленты.
М — приводной АД с КЗ-ротором масляного насоса.
КЛ1, КЛ2 — контакторы двигателя насоса и ЭН.
РТМ РТэн — реле температурные, для контроля температуры масла и ЭН.
РП — реле протока, контролирующее проток масла через колонну.
РЗС — реле звукового сигнала, для снятия сигнала.
R1 ...R5 — ограничительные резисторы в цепях сигнальных ламп.
R6 — сопротивление в цепи заземленной нейтрали, для ограничения тока
растекания на землю.
Органы управления.
Кн.П и Кн.С, Кн.ЗС — кнопки «Пуск» и «Стоп» насоса, снятия звукового
сигнала.
Вэн — выключатель ЭН.
Гм - В, Тм - Н — контакты термометра масла, для формирования цепей при
перегреве и регулировании температуры.
Гэн- В — контакт термометра ЭН.
Режимы работы.
- Полуавтоматический, при автоматическом поддержании нормальной
температуры масла.
- Ручной, от Кн.П и Кн.С, Кн.ЗС, Вэн.
Работа схемы.
Исходное состояние.
Поданы все виды питания (включены АВ и АВ 1), засвечены ЛС1 «Установка
включена» и ЛСЗ «Нет протока», заблокирована цепь КЛ2 , РТМ Т.
Масляная система нагревателя готова к заполнению насосом.
Ввод в работу.
КнПТФ — собирается цепь КЛ1 ,
— засвечивается ЛС2 «Насос включен».
|КЛ1Г — подключается к сети М (КЛП1...3) и пускается,
— становится на самопитание (КЛ1:4),
— готовится цепь КЛ2 (КЛ 1:5).
Колонна и трубопроводы заполняются маслом подключенного аппарата до
погасания ЛСЗ «Нет протока».
19
Рис 1.2-6. Принципиальная электрическая схема нагревателя трансформаторного масла
При этом реле струйное разомкнет цепь [рп] (PC).
РП I — готовится цепь КЛ2|(РП).
Вэн-«В» — собирается цепь КД2|-
_____ — засвечивается ЛСД «ЭН» включен.
|ЙЛ2 |? — подключается к сети ЭН (КЛ2:1...3), начинается нагрев ЭН.
Масло циркулирует по магистрали, разогревается. Засвечены лампы ЛС1,
ЛС2, ЛСД. Погашены ЛС5 «Масло перегрето» и ЛСЗ «Нет протока».
Регулирование Т„ °C.
При Тц = Густ °C размыкается цепь РТМ (Тм - Н).
— размыкается цепь|КЛ2| (РТМ: 1),
— готовится цепь |РТЭН 1(РТМ:2),
— гаснет ЛСД «ЭН включен».
КЛ2 Ф— отключается от сети ЭН (КЛ2:1...3).
Масло продолжает циркулировать и охлаждаться.
РТМ Т — собирается цепь КЛ2|(РТМ:1),
— засвечивается ЛСД «ЭН включен»,
_____ — размыкается цепь РТэн (РТМ:2) повторно.
КЛ11Т — подключается к сети ЭН (КЛ2:1...3).
Примечание — При исправной работе элементов схемы °C поддер-
живается в зоне нечувствительности термометра масла дис-
кретно (включением и отключением ЭН автоматически).
Вывод из работы. ______
Кн.С? 1 — размыкается цепь КЛ1 > гаснет ЛС2 «Насос включен».
КЛ1 1 — отключается от сети М (КЛ1:1...3) и останавливается,
— размыкается цепь самопитания (КЛ 1 :Д),
— размыкается цепь |кЛ2| (КЛ1 :^)-
КЛ2 i — отключается от сети ЭН (КЛ2:1...3),
— гаснет ЛСД «ЭН включен».
Остановка насоса приводит к прекращению циркуляции масла, собирается
цепь |рп (PC), засвечивается ЛСЗ «Нет протока». Установить Вэн — «О».
Примечание— По окончании работ с аппаратом магистраль приготовить
для возврата масла и перекачать его насосом, а затем от-
ключить АВ1 и АВ.
Если на момент «вывода из работы» ЭН был отключен, то
операция сводится к остановке насоса.
Защита, блокировки, сигнализация.
Силовая сеть, цепи управления ЭН — от токов КЗ (АВ и П2).
Двигатель насоса М — оттоков КЗ (АВ1) и перегрузки (ТР1 и ТР2).
21
Цепи управления М и автоматики — оттоков КЗ (П1).
Блокировки. ЭН не включается, если остановлен М или отсутствует проток
масла (контакты КЛ1:5 и РП в цепи |кЛ2|)-
Защита от «перегрева масла» (Гм - В).
При отказе контакта Гм - Н (не разомкнется) в процессе работы и Гм= °C
ЭН нс отключится.
Ты> 7^ °C. Собирается цепь РТЭн (Гн- В) и засвечивается ЛС5.
РТЭн t — размыкается цепь______(РТЭИ-1) аварийно,
____ —собирается цепь |узс|(РТэн:2), |уЗС включается.
РТМ 4 —размыкается цепь|кд2|(РТм:1).
КЛ2| — отключается от сети ЭН (КЛ2:1 ...3) и гаснет ЛС4.
Засветка ЛС5 «Масло перегрето» сопровождается звуковым
сигналом. Установить Вэн — «О» и отключить УЗС.
Кн.ЗС 11 — собирается цепь [рзс
|РЗС Т — становится на самопитание (РЗС: 1),
— размыкается цепь УЗС (РЗС:2).
Примечание — Выдержка времени исключает включение ЭН повторно до
принятия мер.
Защита от «перегрева ЭН» (Гэн — В).
7эн> Лол °C. Собирается цепь РТэн (Гэн- В), схема отрабатывает аналогич-
но, но ЛС5 не засвечена.
Примечание — Ситуация может возникнуть при местном перегреве элемен-
тов ЭН.
Лампы сигнальные:
ЛС1 — «Установка включена»,
ЛС2 — «Насос включен»,
ЛСЗ — «Нет протока»,
ЛС4 — «ЭН включен»,
ЛС5 — устройство звуковой сигнализации аварийного состояния «ЭН пере-
грет».
Питание цепей.
3 ~ 3 80 В, 50 Гц — силовая сеть.
1 ~ 220 В, 50 Гц — цепи управления, автоматики и сигнализации.
1.2.2. Электроустановки индукционного нагрева
Основы индукционного нагрева
Индукционный нагрев проводящих тел основан на поглощении ими
электромагнитной энергии, возникновении наведенных вихревых токов, на-
гревающих тело по закону Джоуля-Ленца.
22
Принципиальная схема индукционного нагрева включает: индуктор, за-
зор и нагреваемое тело.
Индуктор создает переменный во времени магнитный поток, дейст-
вующий на нагреваемое тело.
В нагреваемом теле возникает ЭДС (Е), которая обеспечивает возник-
новение вихревых токов (Z) и выделение мощности (Р).
Е = 4,44Фи/10-8, P = E2E/Z2,
где Е — ЭДС, возникающая в нагреваемом теле, В; Ф — магнитный поток,
создаваемый индуктором, Вб; w — число витков индуктора, шт.;/— часто-
та питающей сети, Гц; Р — мощность, выделяемая в нагреваемом теле, Вт;
R — сопротивление нагреваемого тела, Ом; Z — полное сопротивление це-
пи, Ом.
Формы индукторов различны — цилиндрическая, плоская и др.
Индукторы изготавливают обычно из меди — немагнитного материала,
охлаждаемого водой.
Он имеет много витков и может быть снаружи и внутри нагреваемого тела.
Максимальное значение КПД индуктора т]н = 0,70...0,88.
Коэффициент мощности зависит от зазора — чем больше зазор между
индуктором и нагреваемым телом, тем ниже cos <р.
Глубина нагрева тела увеличивается с ростом его удельного сопротив-
ления и снижается с увеличением частоты тока.
Достоинствами электроустановок индукционного нагрева являются:
- высокая скорость нагрева и неограниченный уровень температур,
- простота автоматизации технологического процесса,
- возможность регулирования зоны действия вихревых токов в про-
странстве (ширина и глубина прогрева),
- хорошие санитарно-гигиенические условия труда.
Но, вместе с этим, требуются более сложные источники питания и по-
вышенный удельный расход ЭЭ на технологические операции.
Ток индукторов составляет от сотен до нескольких тысяч «А» при сред-
ней плотности тока 20 А/мм2.
Индукционный способ нагрева применяется для:
- плавки металлов и неметаллов,
- поверхностной закалки,
- нагрева изделий для пластической деформации и т.п.
Общие сведения об индукционных ЭТУ
Индукционные ЭТУ разделяются на плавильные, нагревательные и за-
калочные.
Они могут работать от источников на частотах:
23
50 Гц — промышленная;
0,5-10 кГц — средняя;
сотни-тысячи кГц — высокая.
Плавильные установки (печи) разделяются по конструкции на индукци-
онные канальные печи (ИКП) и индукционные тигельные печи (ИТП).
Для рабочего процесса печей характерно:
- электродинамическое и тепловое движение жидкого металла в ванне
или тигле, что способствует получению однородного по составу ме-
талла и равномерному прогреву по всему объему;
- малый угар металла (в несколько раз меньше, чем в дуговых печах).
Применяются для производства фасонного литья из черных и цветных
металлов.
Рабочие температуры печей:
750 °C — для выплавки алюминия,
1200 °C — для выплавки меди,
1200-1400 °C — для выплавки чугуна,
1600 °C —для выплавки стали.
Индукционные канальные печи (ИКП) работают только на промыш-
ленной частоте.
Схема и конструкция однофазной ИКП представлена на рис. 1.2-7.
Канал с расплавленным металлом (1) является короткозамкнутым вит-
ком вторичной обмотки трансформатора.
В канале расходуется 90-95 % подведенной к печи электрической энергии.
С целью уменьшения потока рассеяния (Ф,) первичную (W|) и вторич-
ную (w2) обмотки располагают на одном стержне магнитопровода, по кото-
рому проходит основной магнитный поток (Ф,).
Магнитный поток первичной обмотки Ф], пересекая канал с металлом,
наводит в нем ЭДС.
Рис. 1.2-7. Схема и конструкция ИКП
24
Возникающий в короткозамкнутом витке (канал с металлом) ток, про-
ходя по металлу, выделяет теплоту согласно закону Джоуля-Ленца.
По конструкции ИКП представляет собой футерованную ванну (7), за-
ключенную в металлический корпус (6).
Индукционная единица состоит из индуктора (3), шихтованного магни-
топровода (2) из трансформаторной стали и подового камня (10) с охваты-
вающими индуктор плавильными каналами (1).
Для слива металла (8) через сливной носок (4) печь наклоняется при
помощи гидро- или электропривода.
Загрузку печи ведут сверху через проем, закрытый во время плавки фу-
терованной крышкой (5).
Подъем крышки производится гидро- или электроприводом. Подовый
камень (10) охлаждается воздухом при помощи вентилятора (9) через зазор
между индуктором и подовым камнем.
ЭСН к индуктору подводится по гибким кабелям.
Достоинством ИКП является их высокий энергетический КПД, дости-
гающий 60-95 %.
Вследствие большого зазора между индуктором и каналом печи, что вы-
звано необходимостью футеровки, реактивная мощность печи в несколько раз
больше ее активной мощности, поэтому естественный cos <рп = 0,3...0,7.
Меньшие значения коэффициента мощности соответствуют ИКП для
плавки металлов с низким удельным сопротивлением (медь, алюминий), а
большие значения — с высоким (сталь, чугун).
Особенностями ИКП являются:
- необходимость непрерывного режима работы,
- необходимость оставления части металла при сливе (20-30 % от пол-
ной емкости печи),
- сложность перехода к плавке других металлов.
При плавке удельный расход ЭЭ составляет:
270-330 кВт - ч/т— при плавке меди, емкость печи 16 т, удельная мощ-
ность 30 кВт/т, производительность до 10 т/ч (13-15 т/ч при плавке ла-
туни).
360-500 кВт • ч/т — при плавке алюминия, емкость печи от 0,17 до 40 т,
производительность от 0,075 до 10 т/ч.
95-110 кВт • ч/т — при плавке цинка, емкость печи до 100 т, производи-
тельность 30 т/ч.
Индукционные тигельные печи (ИТП) работают на промышленных,
средних и высоких частотах. Схема и конструкция однофазной ИТП пред-
ставлена на рис. 1.2-8.
ИТП состоит из индуктора (1), подключаемого к источнику питания пе-
ременного тока, расплавленного металла (2), находящегося внутри огне-
упорного тигля (4), и магнитопровода внешнего (3), применяемого в печах
большой емкости.
25
' I
Рис. 1.2-8. Схема и конструкция ИТП
Магнитопровод предназначен для экранирования от полей рассеяния
индуктора и уменьшения потерь энергии.
Нагрев и расплавление садки происходит за счет вихревых токов, наво-
димых в ней. Плотность тока в садке неравномерна. Наибольшая — в слое,
прилегающем к стенкам тигля, а наименьшая — в центральной части.
Вследствие этого возникает естественная циркуляция расплава в тигле, ско-
рость которой зависит от напряженности магнитного поля, частоты источ-
ника, удельной мощности печи и т.п.
Кроме того, ИТП имеют механизмы подъема крышки (5), наклона печи,
загрузки (подвесные тележки, мостовые краны и т. п.).
В ИТП большой емкости применяются источники питания промышлен-
ной частоты, средней и малой емкости — повышенной и высокой частоты.
КПД печи определяется зазором между индуктором и садкой. При
уменьшении толщины стенки тигля электрический КПД (т|з) увеличивается,
а тепловой (qT) — уменьшается. Практически т|э = 0,6...0,8.
Большие значения относятся к печам большой емкости для плавки ста-
ли и чугуна, а меньшие — к печам переплавки цветных металлов (медь,
алюминий).
Практически г|т = 0,8...0,85.
Определяется видом футеровки и температурой расплава. Общий КПД
тигельной печи т)п=т)эг|т = 0,48...0,68.
Естественный коэффициент мощности ИТП невысок
cos<pn =0,8...0,3.
Для компенсации реактивной мощности требуется установка конденса-
торных батарей.
Печи могут работать с оставлением сплава (25-30 % емкости тигля) или
без него.
В тигель можно загружать любую шихту: отходы литейного производ-
ства, чушки, мелкую стружку и т.п.
Неэлектропроводные тигли изготавливают из кварцитовых, магнези-
товых, циркониевых масс. Они размещаются внутри индуктора, не погло-
щают энергии электромагнитного поля и одновременно являются тепло-
26
изоляторами между расплавляемым металлом и охлаждаемыми стенками
индуктора.
Электропроводящие тигли изготавливают из жароупорных сталей, ле-
гированных чугунов и графитов. Они поглощают наибольшую часть энер-
гии переменного электромагнитного поля. Нагрев осуществляется косвен-
ный: излучением (для шихты раздробленной с малым коэффициентом за-
полнения) до расплавления, а после расплавления — контактный. Наружные
стенки таких тиглей должны быть изолированы от внутренних стенок ин-
дуктора.
Индукторы изготавливают из медной трубки (круглого или квадратного
сечения), охлаждаемой водой, накладываемой в один слой. Обмотка состоит
из нескольких катушек, имеющих раздельное охлаждение.
Толщина стенок медной трубки должна быть не менее 1,35^; где —
глубина проникновения тока при рабочей частоте.
Магнитопроводы являются средством защиты каркаса печи от нагрева
магнитным полем.
ИТП выпускаются различных емкостей, мощностей и частот питающей
сети.
Например, для плавки стали созданы печи емкостью 0,06-6 т, мощно-
стью 90-2230 кВт, частотой тока 2400-500 Гц и производительностью
0,132-3,5 т/ч.
Индукционные нагревательные установки (ИНУ).
Такие установки относятся к установкам сквозного нагрева. ИНУ сквоз-
ного нагрева применяются для нагрева заготовок под последующую пласти-
ческую деформацию: ковку, штамповку, прессовку, прокатку и т.д.
Необходимая частота для сквозного нагрева цилиндрических стальных
заготовок ориентировочно может быть определена из соотношения
где dQ — диаметр нагреваемой заготовки, см.
Нагрев считается глубинным, если соблюдается условие
где г0 — радиус нагреваемой заготовки, мм; Дэгор — глубина проникнове-
ния тока в металл горячей заготовки, мм.
Источники питания ИНУ выполняют на частотах от 50 Гц до 10 кГц
(промышленная и средняя).
По режиму работы ИНУ подразделяются на установки периодического
и непрерывного действия.
27
В установках периодического действия нагревается только одна заго-
товка или ее часть.
В установках непрерывного действия одновременно находится несколь-
ко заготовок, расположенных в продольном или поперечном поле. В про-
цессе нагрева они перемещаются по длине индуктора, нагреваясь до задан-
ной температуры. В таких нагревателях полнее используется мощность ис-
точника питания, выше КПД и производительность, чем у установок
периодического действия.
Индукторы выполняются круглого, овального, квадратного или прямо-
угольного сечения. Для нагрева концов заготовок — щелевыми или петлевыми.
Индукционные закалочные установки (ИЗУ).
Такие установки относятся к установкам поверхностного нагрева, кото-
рый основан на поверхностном эффекте и эффекте близости.
При проявлении поверхностного эффекта ток в нагреваемом изделии
распределяется неравномерно. Наибольшая плотность тока имеет место в
поверхностных слоях изделия.
Рост плотности тока от центра к поверхности заготовки происходит по
экспоненциальному закону
Л=Л«
где j\ — среднеквадратичное значение плотности тока на расстоянии х от
поверхности проводника, А/м1 2; j0 — среднеквадратичное значение плотно-
сти тока на поверхности проводника, А/м2; А/ — глубина проникновения, м.
Из этого следует, что при высокой частоте в поверхностных слоях можно
получить большие плотности тока, обеспечивающие быстрый нагрев металла.
ИЗУ применяются для подготовки детали под последующую термохи-
мическую обработку (закалка, цементация, азотирование и т. п.).
Индукционная закалка заключается в быстром нагреве поверхности из-
делия с последующим быстрым охлаждением на воздухе, в воде или масле.
При этом поверхность приобретает высокую твердость и способность хо-
рошо работать на трение, а мягкая сердцевина обеспечивает высокую со-
противляемость ударным нагрузкам. При таком нагреве удается во много
раз уменьшить объем нагреваемого металла (по сравнению со сквозным на-
гревом) и значительно сократить расход ЭЭ.
Индукторы характеризуются удельной поверхностной мощностью
(Вт/м2), которая зависит от частоты тока (/), глубины прогрева (Д/)> разме-
ров нагреваемых изделий и изменяется в широких пределах.
Оптимальная частота, необходимая для нагрева на заданную глубину,
определяется из соотношения
1
J°" ~ пцЛ/2 Р’
28
где р — удельное электрическое сопротивление нагреваемого материала,
Ом • м; А/ — глубина электрического прогрева, м; ц — магнитная прони-
цаемость металла заготовок, безразмерная.
Электрический КПД (т|э) индуктора зависит от ряда величин: геомет-
рических размеров индуктора и детали, удельного сопротивления их
материалов, магнитной проницаемости металла заготовки.
Так г|э = 0,7...0,8 при нагреве стали и Т|э = 0,5 при нагреве цветных ме-
таллов.
Тепловой КПД индуктора (т]г) при неизменной удельной мощности па-
дает с повышением частоты и увеличением габаритов заготовки, снижением
ее теплопроводности.
Так при высокотемпературном нагреве тугоплавких металлов (вольф-
рама, молибдена и др.) т]т = 0,5...0,3.
Естественный коэффициент мощности ИЗУ низок, поэтому необходим
выбор компенсирующей конденсаторной батареи.
erf = P(<g<P. — tgq>.),
гДе — расчетная мощность конденсаторной батареи, кВАр; Р — по-
требляемая активная мощность, кВт; (р, и ф, — сдвиг фаз между током и
напряжением до и после компенсации.
Источники питания ЭТУ
Любая ЭТУ состоит из следующих элементов:
- источника питания,
- согласующего устройства (трансформатор или автотрансформатор),
- конденсаторной батареи для компенсации реактивной мощности,
- индуктора установки,
- сети источник — индуктор,
- аппаратуры защиты, автоматического управления и регулирования,
- механизмов загрузки, выгрузки и перемещения нагреваемого изделия.
Так как по частоте потребляемого тока индукционные установки вы-
полняются на промышленной, повышенной и высокой частоте, то источни-
ки питания должны этому соответствовать.
Печные трансформаторы предназначены для питания печей на про-
мышленной частоте (50 Гц). Применяются одно- и трехфазные силовые
масляные трансформаторы. Они имеют ступенчатое регулирование напря-
жения переключением ответвлений обмотки ВН.
Трансформаторы мощностью до 1000 кВ • А имеют устройство ПБВ
(переключение без возбуждения), а более 1000 кВ • А — устройство РПН
(регулирование под нагрузкой).
29
Для питания установок печей малой и средней мощности используется
внутризаводская сеть напряжением 220, 380 или 660 В. Установки большой
мощности питаются от сетей 10(6) кВ.
Вторичные напряжения за счет большого числа ступеней регулирования
(до 16) изменяются в широких пределах (от сотен до десятков вольт).
Кроме того вторичная обмотка может переключаться со «звезды» на
«треугольник».
Питание однофазных установок вызывает асимметрию тока, что отра-
жается на работе другого ЭО.
Для устранения этого недостатка применяются симметрирующие уст-
ройства, состоящие из реактора и батареи конденсаторов.
Преобразователи частоты в установках средней частоты (до 10 кГц)
применяются машинные (двигатель-генераторные) и статические (тиристор-
ные) преобразователи частоты.
Машинные преобразователи представляют собой агрегаты, состоящие
из трехфазного АД или СД частотой 50 Гц и однофазного индукторного
синхронного генератора средней частоты.
В таких генераторах обмотки переменного тока и возбуждения (посто-
янного тока) размещены в пазах статора.
Ферромагнитный ротор имеет зубчатую форму наружной поверхности
без обмоток.
Пульсирующий магнитный поток создается при вращении ротора за
счет изменения воздушного зазора между статором и ротором по схеме зу-
бец-паз.
Поток пересекает витки обмотки переменного тока, что приводит к на-
ведению в ней ЭДС повышенной частоты.
где zp — число зубцов ротора; со — угловая скорость ротора, рад/сек.
Охлаждение агрегатов воздушное, водяное или воздушно-водяное.
Мощность — до 500 кВт, напряжение — до 1600 В, частота — до 10 кГц.
Возбуждение генераторов — от электромашинных и магнитных усили-
телей или от тиристорных возбудителей.
Тиристорные преобразователи предназначены для замены (в перспек-
тиве) машинных.
Схема силовой цепи тиристорного преобразователя частоты (ТПЧ)
представлена на рис. 1.2-9.
Через шкаф ввода (ШВ) переменный ток промышленной частоты по-
ступает на блок выпрямителей (БВ).
Выпрямительный блок представляет собой трехфазный мостовой управ-
ляемый вентиль, преобразующий переменный ток промышленной частоты в
выпрямленный ток.
30
Рис. 1.2-9. Принципиальная электрическая схема силовой цепи ТПЧ
Преобразованный выпрямленный ток сглаживается в блоке (БР) реакто-
ров (дросселей), а затем преобразуется в инверторе (И) в однофазный пере-
менный ток повышенной частоты. В данном устройстве применен двухтакт-
ный инвертор. Принцип действия «И» основан на поочередном отпирании
вентилей моста, в результате чего в нагрузке будет проходить переменный
ток, частота которого равна частоте коммутации управляемых вентилей ин-
вертора.
При открывании пары вентилей В( и В4 ток через нагрузку протекает в
направлении «вниз», а при открывании пары вентилей В3 и В2 — в направ-
лении «вверх».
Запуск ТПЧ осуществляет блок пуска (БП), подключаемый через под-
строечную емкость (С) и контакт (К) контактора.
ТПЧ выпускаются на частоты 0,5-10 кГц, мощности — до 3200 кВт, на-
пряжения — до 800 В.
Ламповые генераторы предназначены для получения высоких частот
(50-5000 кГц).
Принципиальная электрическая схема лампового генератора представ-
лена на рис. 1.2-10.
Такие генераторы изготавливают на мощности более 20 кВт с промежу-
точным звеном постоянного тока, что повышает КПД установки. Ламповый
генератор (ЛГ) собирается из четырех отдельных блоков.
БП представляет собой силовой трансформатор (Т), повышающий на-
пряжение цеховой сети до 6-10 кВ, обмотки которого могут соединяться
«звездой» или «треугольником».
БВ представляет собой выпрямительный мост на тиратронах или на вы-
соковольтных кремниевых вентилях. На выходе моста — выпрямленный
ток напряжением до 9-15 кВ.
БГ представляет собой трехэлектродную лампу (ЛГ), преобразую-
щую энергию постоянного тока в энергию высокочастотных электрических
31
БП — блок питания
БВ — блок выпрямителей
БГ — блок генератора
БКК — блок колебательного контура
ЛГ — лампа генераторная
И — индуктор
L, — воздушный трансформатор
Т — силовой трансформатор
Рис. 1.2-10. Принципиальная электрическая схема лампового генератора
колебаний. Генератор собран по схеме с самовозбуждением (автогенератор).
Напряжение возбуждения подается на ЛГ от собственной системы колеба-
тельных контуров через обратную связь. Для получения незатухающих ко-
лебаний на сетку ЛГ подается напряжение, находящеесе в противофазе с ее
анодным напряжением, что достигается применением индуктивной обрат-
ной связи от колебательного контура.
Анодное напряжение подводится к ЛГ через сглаживающий дроссель
(), а для разделения цепей постоянного и переменного тока предназначе-
на разделительная емкость (Ср).
БКК представляет собой колебательный контур, состоящий из конден-
саторной батареи (Ск) и воздушного трансформатора (LJ, во вторичную
цепь которого включен индуктор (И).
Принципиальная электрическая схема ЭСН и контроля ИКП
промышленной частоты (рис. 1.2-11)
Предназначена для питания и контроля за процессом индукционной ка-
нальной печи.
ЭСН печи осуществляется от печного трансформатора (ТрП), подклю-
чаемого выключателем (В) и установленного непосредственно в цеху.
Напряжение понижается до 380 В и подводится к индуктору печи. Па-
раллельно индуктору ИКП подключена компенсирующая конденсаторная
батарея, состоящая из постоянно подключенной секции (С) и управляемых
секций (С|-СД где — количество секций.
32
F
50 Гц
Рис. 1.2-11. Принципиальная электрическая схема ЭСН и контроля ИКП
промышленной частоты
Поскольку в ИКП режим работы постоянный, подстройка конденсатор-
ной батареи автоматически не требуется.
На стороне ВН контролируется напряжение (Vi), ток (А|), потребляемая
активная мощность (W) и энергия (Wh), подключенными через измеритель-
ные трансформаторы напряжения (ТН1) и тока (ТТ1, ТТ2). Эти же транс-
форматоры можно использовать в схемах релейной защиты.
На стороне НН контролируется напряжение (V2) и ток (А2), подключен-
ными через измерительные трансформаторы ТН2 и ТНЗ.
Примечание — Эта же схема справедлива для установки тигельной печи,
если на стороне НН установить автоматический регулятор
(АР) режима, а подключение Cj-C* обеспечить контакта-
ми контакторов по сигналу регулятора.
Принципиальная электрическая схема АУ режимом индукционной
тигельной печи (рис. 1.2-12)
Предназначена для управления режимом индукционной тигельной печи
средней частоты.
Основные элементы схемы.
И — индуктор, выполненный по автотрансформаторной схеме с отпай-
ками. Предназначен для создания магнитного потока в печи.
Г и ОВГ — генератор и обмотка возбуждения генератора машинного
преобразователя средней частоты.
ТРВ — тиристорный регулятор возбуждения генератора.
БПИ — блок переключения индуктора, для обеспечения двухпозицион-
ного регулирования нагрузки печи.
2 Шехоыюв В П
33
Рис. 1.2-12. Принципиальная электрическая схема АУ с режимом индукционной тигельной печи
Vf Ж1
РКМ — регулятор коэффициента мощности, для поддержания cos ср в
заданных пределах.
БК — блок конденсаторов.
ТТ и TH — трансформаторы тока и напряжения измерительные.
ТРВ предназначен для управления возбуждением генератора. Включа-
ет: выпрямительную часть регулятора — тиристорный преобразователь
(ТП), блок импульсно-фазового управления тиристорами (БИФУ), блок пи-
тания (БП) и выпрямители (ВП1, ВП2).
ТП собран по простейшей полууправляемой однофазной мостовой схе-
ме с двумя тиристорами (TI и Т2) и двумя диодами (Д1 и Д2). Нулевой диод
(ДЗ) предназначен для защиты ОВГ от перенапряжений.
БИФУ выполнен на базе стандартного магнитного усилителя типа
ТУМ-А. Он имеет обмотку задающую (ОЗ), в которую подается сигнал за-
дания с потенциометра и обмотку отрицательных обратных связей
(ООС) по напряжению (Ur) и току (1Т) генератора.
Сигналы ООС поступают от TH и ТТ через выпрямители ВП1 и ВП2,
включенные параллельно.
Сопротивление резистора на входе ВП2 (R() выбирается так, чтобы при
= ^гжд = R** напряжения на выходах выпрямителей были равны, т.е.
А- А-эад
^вых(ВШ) = ^Лых(ВП2) •
Б11_И обеспечивает переключение числа витков индуктора с помощью
контакторов К1 и К2, по сигналам, вырабатываемым при больших измене-
ниях нагрузки.
РКМ контролирует фазовый сдвиг между напряжением и током генера-
тора и поддерживает заданное значение коэффициента мощности установки
(cos<p« 1) с точностью ±3 %. Это достигается автоматически путем ступен-
чатого (У ступеней) переключения конденсаторов (С, — С„) в БК при по-
мощи контакторов (KMt — KMN ).
Автоматическое регулирование.
Закон регулирования определяется выражением
Рг = IrUT coscp,
где Рг — мощность, получаемая с генератора на нагрев, кВт; /г — ток ге-
нератора, A; UT — напряжение генератора, В; coscp — коэффициент мощ-
ности.
Исходным параметром регулирования является эквивалентное сопротив-
ление (Я,) контура индуктор—конденсаторы.
Изменение нагрузки (Я,) происходит за счет изменения емкости в кон-
туре и изменения объема металла садки (в тигельных печах).
2*
35
Управляющие сигналы возникают вследствие сравнения Я, и
Яном — номинальное активное сопротивление нагрузки генератора, при
котором он отдает максимальную мощность, ограниченную UrMa и /гжд
(внешняя характеристика генератора).
Возможны следующие варианты.
Яэ > R**. В этом случае по каналу напряжения с помощью тока в об-
мотке возбуждения генератора (ОВГ) поддерживается UrMi с точностью
±2 %, а £/выч(ВП1) ^»их(вп2)-
Я, < . По каналу тока поддерживается /глад с точностью ±2 %, а
^»мх(ВП2) > ^»ых(ВП1)"
Таким образом, при незначительных отклонениях нагрузки автоматиче-
ски поддерживаются заданные параметры генератора.
При значительных отклонениях нагрузки в блок БПИ подаются сигна-
лы, пропорциональные напряжению и току генератора, т.е. вводится факти-
ческая величина R3 и сравнивается с /^ом.
В начале плавки R^ > /^0M, включен Kt, в работе индуктор полный. По
мере расплавления R> постепенно уменьшается.
Когда R, < RHOtt на заранее заданную величину, контактор К) отключа-
ется, а К2 включается. К генератору будет присоединена отпайка индуктора.
Когда R> > Ямом на заранее заданную величину, контактор К2 отклю-
чится, a Kj включится, в работе снова полный индуктор.
Таким образом блок БПИ осуществляет двухпозиционное регулирова-
ние нагрузки.
На базе такого регулятора можно построить и САР теплового режима
индукционных нагревательных установок.
Принципиальная электрическая схема ИНУ
промышленной частоты (рис. 1.2-13)
Предназначена для питания, регулирования и контроля процесса в ИНУ
до 3000 кВт мощностью, получающей питание от цеховой сети.
Основные элементы схемы:
И — индуктор,
Тр. ВД — трансформатор вольтодобавочный предназначен для регули-
рования мощности индуктора по сигналам САР.
С помощью контакторов (КЛ), находящихся в САР в первичной
обмотке (w|) Тр. ВД возможны переключения.
С(-Су —батарея конденсаторов для регулирования коэффициента
мощности (cos ф).
36
TT, TH — измерительные трансформаторы тока и напряжения.
W, V, А, ф — КИП, для измерения мощности, напряжения, тока, угла
сдвига по фазе между векторами напряжения и тока.
BAI, ВА2 — выключатели автоматические, для защиты цепей от токов КЗ.
Регулирование мощности ИНУ осуществляется в соответствии с зако-
ном Рн = /м£7исо5ф.
В САР вводятся параметры регулирования (от TH) и /н (от ТТ), а коэф-
фициент мощности можно изменить за счет емкости конденсаторной батареи.
Напряжение на индукторе (С/м) регулируется Тр. ВД через вторичную
обмотку (и>2), включенную последовательно в контур И.
За счет переключений в первичной обмотке (W|) напряжение во вторичной
(w2) обмотке Тр. ВД может изменяться как по величине так и по направлению.
Напряжение Тр. ВД суммируется или вычитается из напряжения сети.
Для отключения цепей индуктора при ремонте и наладке предназначен
контактор КЛ5 (на схеме представлен контактами).
Принципиальная электрическая схема индукционной
закалочной установки (ИЗУ) средней частоты (рис. 1.2-14)
Предназначена для управления, контроля и защиты ИЗУ.
Основные элементы схемы.
Г и ОВГ — генератор и обмотка возбуждения генератора. Привод от ди-
зель-генератора, напряжение — 380 В, частота 2,5 или 8 кГц.
37
KOI..2
Рис. 1.2-14. Принципиальная электрическая схема индукционной закалочной установки средней частоты
И — индуктор, для создания переменного магнитного потока для закалки.
ТрЗ — трансформатор закалочный, понизительный, для согласования на-
пряжения генератора (380 В) с напряжением на индукторе (15-120 В).
РВГ — реле включения генератора.
TH, ТТ1, ТТ2 — измерительные трансформаторы напряжения и тока.
Рк — разрядник, для защиты от перенапряжений якоря генератора при
обрыве цепи индуктора. Перенапряжения могут возникнуть при
разряде емкости через обмотку якоря генератора.
PH — реле напряжения максимального, для размыкания цепи РВГ. Ус-
тавка срабатывания PH ниже напряжения пробоя разрядника.
РМ1, РМ2, РМЗ — реле максимального тока, для защиты от токов КЗ
цепей: силовой, разрядника, возбуждения.
КО — контактор отключения ИЗУ, в схеме представлен контактами.
Используется для отключения установки при мелких ремонтах и
наладке.
Пр.1, Пр.2 — предохранители, для защиты первичной цепи TH от то-
ков КЗ.
R, — резистор регулирования возбуждения генератора.
Rp — резистор разрядный, обеспечивающий защиту ОВГ от перенапря-
жений при размыкании контакта РВГ.
С, С| - — блок конденсаторов для повышения cos ф.
А1, А2, V, W и ср — КИП (амперметр, вольтметр, счетчик энергии и фа-
зометр), для контроля режима работы ИЗУ.
ВП1, ВП2, ВПЗ — выпрямители, для питания катушек реле PH, РМ1, и
РМ2 соответственно.
Включение в работу.
Двигатель — генераторный преобразователь в работе, поданы все виды
питания, закаливаемая деталь установлена и закреплена.
Кн.ВТ], — собирается цепь РВГ ,
РВГ f — собирается цепь ОВГ (РВГ: 1),
— становится на самопитание (РВГ:2).
Вращающийся Г возбуждается, получает питание И.
Контролируются параметры:
А1 — первичный ток закалочного трансформатора Тр3,
А2 — ток возбуждения генератора Г,
V — напряжение на генераторе,
W — потребляемая энергия,
Ф — угол сдвига по фазе между током и напряжением Г.
При высокой производительности и специализации на одной детали
ИЗУ такого типа приобретает вид станка.
Такой станок обеспечивает закрепление закаливаемой детали, ее пере-
мещение в процессе закалки, подачу закалочной среды на деталь, охлажде-
ние детали.
39
Все ЭО устанавливается в комплектных устройствах — шкафах управ-
ления.
Диапазон мощностей таких станков — от 30 до 300 кВт.
По такой схеме может быть изготовлена ИНУ.
1.2.3. Электроустановки дугового нагрева
Вольт-амперные характеристики дуги и источника питания.
Вольт-амперные характеристики (ВАХ) дуги и источника конечной
мощности представлены на рис. 1.2-15.
и.,иЛ
и-иа
I
Рис. 1.2-15. Вольт-амперные характеристики дуги и источника питания
40
Уравнение напряжений источника и дуги имеет вид:
£/.-Ц,+/Л+^.
где U* — напряжение источника конечной мощности, В; Ua — напряжение
дуги, В; U6=IaR^ — напряжение на балластном сопротивлении, включен-
ном последовательно в цепь дуги, В; /д — ток дуги, A; R$ — сопротивле-
_ _ _ т т di
ние балластное, Ом; U = ъ-^- — напряжение регулирования, В; L — ин-
dt
дуктивность, Гн.
ВАХ дуги и источника пересекаются в двух характерных точках (1 и 2).
Рассматриваемую характеристику можно разбить на 3 зоны:
• 0... I — зона устойчивого гашения дуги,
• 1...2 — зона горения дуги,
• 2 вправо — зона ограничения тока.
Зажигание дуги осуществляется при токе КЗ (1К), точка 1 соответствует
неустойчивому горению дуги (Ц).
Устойчиво дуга может гореть только в точке 2 (/2), так как = UA.
В точке 1 любое увеличение тока дуги увеличивается до предельного
значения Z2, так как в этом случае UM > U*.
Правее точки 2 горение дуги невозможно, так как £/и < £/д. На нижнем
рисунке представлено распределение мощностей при горении дуги:
• Рл — мощность горения дуги,
• Р6 — мощность, выделяемая на балластном сопротивлении, предна-
значенном для ограничения тока дуги,
• Р — запас мощности регулирования.
Мощность электрической дуги можно регулировать тремя основными
способами.
- Изменением напряжения питающей сети (t/H) при постоянном балла-
стном сопротивлении (/^).
Способ представлен на верхнем рис. 1.2-16.
Регулирование осуществляется за счет изменения напряжения (t/„2) и
тока (Z2.).
Напряжение источника можно изменить переключением числа витков
трансформатора или тока возбуждения генератора.
- Изменением балластного сопротивления (R*) при неизменном напря-
жении источника ().
Способ представлен на нижнем рис. 1.2-16.
41
и.
Рис. 1.2-16. Вольт-амперные характеристики дуги и источника при регулировании
напряжения и балластного сопротивления
Регулирование осуществляется за счет изменения тока (/2>).
При увеличении R* ВАХ источника становится круче, точка устойчи-
вого горения (2') смещается влево.
Способ менее экономичен, чем предыдущий, так как источник, выра-
батывая постоянную мощность, избыток ее при уменьшении мощно-
сти дуги рассеивает на балластном сопротивлении.
- Воздействием на дугу различных факторов, в результате чего изменя-
ются условия ее горения при постоянных значениях напряжения ис-
точника и сопротивления цепи.
42
Такими факторами могут быть: магнитное поле, давление окружающей
дугу среды, напряженность электрического поля, атмосфера газа и др.
При питании от индивидуальных источников получение нужной ВАХ
(крутизны ее) и регулирование мощности дуги производится на переменном
токе включением дросселей с регулируемым индуктивным сопротивлением
или трансформаторов с изменяемой индуктивностью.
Это позволяет повысить КПД системы «источник питания - электричес-
кая дуга» и увеличить крутизну характеристики питающей цепи.
При большей крутизне характеристики САР, поддерживающая заданное
значение тока дуги, более чувствительна, независимо от изменения условий
ее горения.
Условием непрерывного горения дуги переменного тока является соот-
ношение
^-<0,54 при cos(p<0,85,
где и* — амплитудное значение напряжения источника.
Способы зажигания дуги
В промышленных установках применяются 3 способа возбуждения ду-
гового разряда:
- Импульсное касание электродов. В момент касания под напряжением в
переходном контакте выделяется тепловая энергия, вызывающая рас-
плавление участка электрода. При разведении электродов мостик из рас-
плавленного металла взрывается. Под действием электрического поля
между электродами горячие участки испускают электроны, увеличиваю-
щие ионизацию пространства. Возникает цепь тока через образовавшую-
ся плазму.
- Взрыв проводника — проволочки малого сечения. Применяется при
неподвижных электродах. Проволочка должна взрываться при токе,
близком к номинальному току дуги. Материал проволочки должен
иметь высокую температуру плавления, чтобы после ее взрыва темпе-
ратура продуктов взрыва была близкой к температуре плазмы дуги.
- Высокочастотный высоковольтный пробой дугового промежутка. Для
этой цели применяется осциллятор, схема которого представлена на
рис. 1.2-17.
Рис. 1.2-17. Принципиальная электрическая схема осциллятора
43
Осциллятор — это преобразователь тока промышленной частоты низ-
кого напряжения (60-220 В) в ток высокой частоты (150-500 кГц) высокого
напряжения (3-8 кВ).
В его состав входят:
Тр.1 — повышающий трансформатор с выходом 3-8 кВ,
Рк — разрядник искровой, контурный,
Тр.2 — высокочастотный трансформатор,
Сж, L, —емкость и индуктивность колебательного контура КК.
Колебательный контур (КК) предназначен для выделения из широкого
спектра частот, генерируемых искровым разрядом, частоты 150-500 кГц,
необходимой для пробоя промежутка и безопасной для человека.
- L, С — индуктивности и емкости, препятствующие попаданию в сеть
высокой частоты,
- СБ — емкость, препятствующая попаданию напряжения источника
питания дуги в обмотку высокочастотного трансформатора,
- R — токоограничивающее сопротивление.
Электродуговые печи (ЭДП) применяются в различных отраслях про-
мышленности и разделяются на 3 класса:
- дуговые печи прямого действия (ЭДППД),
- дуговые печи косвенного действия (ЭДПКД),
- дуговые печи сопротивления (ЭДПС).
ЭДППД предназначены, в основном, для выплавки высоколегирован-
ных сортов стали.
Обычно — это трехфазные печи.
Эскиз такой печи представлен на рис. 1.2-18 А.
Основными элементами печи являются:
- стальной кожух (7), внутри которого находится огнеупорная фу-
теровка (6), а сверху — свод печи (4), через который введены
электроды;
- электроды (3), которые могут перемещаться вертикально с по-
мощью механизма подъема (2).
- вспомогательные устройства, предназначенные для наклона пе-
чи, ее загрузки и выгрузки и другие.
Принцип действия состоит в следующем.
Электрическая дуга горит между электродами и нагреваемым материа-
лом (скрапом). Под действием температуры скрап расплавляется, и жидкий
металл стекает в подину. В шихте образуются колодцы, в которые опуска-
ются электроды до тех пор, пока они не достигнут расплавленного металла
на подине печи.
При повышении уровня расплавленного металла электроды автоматиче-
ски поднимаются, что предотвращает короткое замыкание.
Горящая дуга не стабильна, длина ее меняется от короткого замыкания
до обрыва. Причиной этого является обвал и перемещение скрапа.
44
Рис. 1.2-18. Эскиз ЭДП прямого и косвенного действия
Механизм подъема
электродов
Электроды
Свод печи
Эл. дуга
Футеровка
Кожух,
стальной
Корпус
Эл. дуга
Электроды
Персплавл
материал
Футеровка
Кожух
Период расплавления считается законченным, когда весь металл в ванне
печи перешел в жидкое состояние.
Образующиеся шлаки всплывают на поверхность и затем удаляются.
Ванна с металлом образует естественную нулевую точку трехфазной
цепи, поэтому ЭДП оказывается включенной по трехпроводной системе
трехфазного тока без «нулевого провода».
ЭДПКД предназначены для переплава цветных металлов и их спла-
вов, выплавки некоторых сортов чугуна и никеля.
Обычно — это однофазные печи.
Эскиз такой печи представлен на нижнем рис. 1.2-18, Б.
Основными элементами печи являются:
45
- стальной кожух (6), внутри которого находится огнеупорная фу-
теровка (5), расположенный горизонтально;
- электроды (3), расположенные по оси цилиндрической ванны, ко-
торые перемещаются с помощью механизма подачи;
- вспомогательные устройства, предназначенные для непрерывного
качания печи в процессе работы, ее загрузки (выгрузки) и другие.
Принцип действия состоит в следующем.
Электрическая дуга горит между электродами, расположенными над на-
греваемым материалом. Теплообмен между электрической дугой и материа-
лом осуществляется, в основном, за счет излучения.
Выделяемая энергия поглощается материалом, что приводит к его на-
греванию и расплавлению.
Печь после расплавления части шихты работает с непрерывным качани-
ем, осуществляемым ЭП от реверсивного двигателя. При такой работе обес-
печивается более равномерный нагрев футеровки печи, что повышает срок
службы. Кроме того, нагретые прямым излучением дуги части футеровки
периодически омываются и охлаждаются расплавленным металлом, более
холодным, чем футеровка.
Одновременно улучшается качество металла за счет его перемешивания.
Подача электродов осуществляется автоматически или вручную.
Дуговые печи с косвенным нагревом имеют небольшую емкость, до 0,5 т.
Достоинством таких печей является значительно меньший угар металла,
по сравнению с печами прямого действия, так как дуга находится на неко-
тором удалении от расплавляемого материала.
ЭДПС. Дуга в них горит под слоем электропроводной шихты. Теплота
выделяется в дуговом разряде и преимущественно при прохожде-
нии тока через шихту в расплавленных материалах.
Передача теплоты в объем печи осуществляется за счет теплопро-
водности, излучения и конвекции.
Кроме того, можно выделить вакуумные дуговые печи, в которых дуга
горит в атмосфере инертного газа или паров расплавленного металла.
В плазменных печах дуга горит в струе плазмы инертного газа. Все это
направлено на исключение засорения расплава материалом электродов и
увеличение интенсивности передачи энергии на ванну.
Характеристики и показатели ЭДП.
Электрические характеристики печи и ее технологические показатели
представлены на рис. 1.2-19.
Из них видно, что потери (9) электрической мощности (Рм) в сети рас-
тут пропорционально квадрату тока, а полный КПД (4) печи (т|эдп ) с ростом
тока снижается вместе с коэффициентом активной (coscp) мощности (7).
Мощность дуги (6 — РЛ) и полная активная мощность (5) печи (Рэдп )
увеличиваются до максимального значения, а затем снижаются.
46
кВтч/т
т/ч
Пэдл - пол-
ный КПД
печи
COS ф - ко-
эффициент
мощности
печи
Пд-КПД
дуги
Р„ - мощ-
ность эл.
потерь,
кВт
Р„ - мощ-
ность теп-
ловых по-
терь, кВт
Рэдл - МОЩ-
НОСТЬ печи,
кВт
Рд - мощ-
ность дуги,
кВт
Рис. 1.2-19. Рабочие, электрические и тепловые показатели ЭДП
I - время
ле-
ния, ч
А/-уд
расход
g - часовая
_ < I
Оптимальные пределы работы
I I
Возможные пределы работы
С/, — нап-
ряжение
/ дуги
Удельный расход (2) электроэнергии (N) при токе 1\ имеет минимальное
значение, КПД печи (т|эдп ) — максимальное значение.
Таким образом, током определяется режим минимального расхода
ЭЭ. Ток соответствует максимальной мощности дуги (PJ и минимально-
му времени расплавления (г), что определяет режим наибольшей производи-
тельности ЭДП.
47
Оптимальный энергетический режим будет определяться током /2, г
котором себестоимость плавления наименьшая.
Если предприятие работает в условиях дефицита ЭЭ, решающим я в.
ется режим минимального расхода ее при токе Если требуется Haw6oj
шая производительность, то печь работает при токе /3.
Таким образом, характеристики ЭДП позволяют проанализировать
работу, определить оптимальный режим и сделать выводы о правильное
эксплуатации ЭО.
Электрооборудование дуговых печных установок.
Основное ЭО ЭДП представлено на рис. 1.2-20.
ЭДП представляет собой мощный энергопотребитель 2 категории н
дежности электроснабжения (ЭСН).
ЭСН печи осуществляется по главной (подводящей) сети, которая с»
стоит из сети высшего напряжения (длинной), печного трансформатора
сети низшего напряжения (короткой).
Длинная сеть состоит из разъединителя (Р), силового выключателя neL
ного (ВП), реактора токоограничивающего (РТО) и линий ЭСН.
Разъединитель (Р) предназначен для обеспечения видимого разрыва си
ловой цепи ВН. Коммутация цепей осуществляется им только в обесточен
ном состоянии (при отключенном ВП).
Выключатель печной (ВП) силовой предназначен для коммутации в се
ти ВН (на всех режимах), защиты сети от токов КЗ (более технологически)
величин КЗ) и отключения по другим сигналам релейной защиты.
Оперативное отключение и включение может быть выполнено масля-
ными, воздушными и вакуумными выключателями ВН.
Реактор (дроссель) токоограничивающий (РТО) предназначен для ог-
раничения бросков тока при эксплуатационных КЗ и обеспечения устойчи-
вого горения дуги.
У работающих ЭДП непрерывно режим работы РТО прерывистый, а ус-
ловия работы тяжелые, поэтому он должен удовлетворять повышенным тре-
бованиям термической и механической прочности. Ток КЗ ограничивается до
значений (2-3)/„oM электрода при общем реактивном сопротивлении уста-
новки 30-40 %. Так как реактивное сопротивление трансформатора 6-10 %,
а короткой сети 5-10%, то со стороны ВН включается РТО, входящий в
комплект трансформаторного агрегата.
Трансформатор печной (Тр.П) предназначен для питания электродуго-
вых печей и имеет специальное исполнение.
Для ЭДП небольшой и средней мощности применяют трехфазные, а
для большой мощности — однофазные трансформаторы. Использование
однофазных трансформаторов позволяет за счет более рациональной
конструкции сети повысить cos <р и регулировать пофазно мощность и
напряжение.
48
РТО 1..
3-10 кВ, 50 Гц
TH
Пр. 4...6
О Пр. 1...3
вп
W-h
ВРП
АРМ
П1
Рис. 1.2-20. Принципиальная электрическая схема ЭСН и контроля ЭДП
Тр.П
ЭДП - электрическая дуговая печь
Тр.П - трансформатор печной
РТО - реактор токоограничивающий
Р - разъединитель
ВП - выключатель печи силовой ВН
ВРП - выключатель реактора печи
В - выключатель TH
Пр - предохранители
АРМ - автоматический
регулятор мощности
ЩК - щит контроля
TH, ТТ - трансформаторы
напряжения и тока
измерительные
W • h - счетчик активной
энергии
W - ваттметр
V - вольтметры
П1 и П2 - переключатели
V,hV2
Печные трансформаторы имеют следующие особенности:
- высокое значение номинального тока на стороне НН (до сотен кА);
- большой коэффициент трансформации при числе ступеней до 40 и более;
- высокая стойкость к технологическим токам КЗ и действию темпера-
туры;
49
- обмотка ВН — 10(6), 35, 110 кВ, а НН — 320, 510 В.
Примечание — Пределы регулирования напряжения в обмотке НН при
320 В от 220 до 320 В (максимального) и от 100 до 120 В
(минимального) — для трансформаторов до 8000 кВ • А.
Для трансформаторов более 8000 кВ • А при 510 В в об-
мотке НН регулирование от 370 до 510 В (максимально-
го) и от 130 до 185 (минимального).
Обмотка ВН включается по схеме «звезда» или «треуголь-
ник», а НН — по схеме «треугольник».
Система охлаждения масляная с принудительной циркуляцией масла
через теплообменник.
В процессе плавки требуется изменение напряжения в широких преде-
лах в соответствии с технологическим процессом (расплавление, окисление,
рафинирование).
При плавке скрап расплавляется, в печь вводится максимальная мощ-
ность для ускорения процесса. Продолжительность этапа составляет 50 % от
общего времени плавки. При потребляемой до 80 % электроэнергии, дуга не
устойчива.
При окислении дуга горит спокойнее, как и при рафинировании (удале-
ние вредных примесей и выжигание лишнего углерода).
Температура дуги выше, дуга — короче, что достигается регулировани-
ем (снижением) напряжения.
Переключение ступеней напряжения печных трансформаторов малой и
средней мощности (до 10 000 кВ • А) осуществляется при снятой нагрузке
(ПБВ).
Для этой цели силовой выключатель (ВП) сблокирован с переключате-
лем отпаек трансформатора.
Трансформаторы более мощные имеют устройство переключения под
нагрузкой (РПН), установленное на крышке трансформатора.
Трансформаторный агрегат состоит из регулирующего АТ (автотранс-
форматора) с обмотками грубой и тонкой регулировки и главного транс-
форматора.
На первичную обмотку главного трансформатора напряжение сети по-
дается полное на первой ступени, а на остальных ступенях — зависящее от
положения переключателя отпаек.
Короткая сеть предназначена для передачи ЭЭ от вторичной обмотки
трансформатора в рабочее пространство печи.
При незначительной протяженности сети ее сопротивление является
определяющей составной частью общего сопротивления ЭДП. Это сущест-
венно влияет на энергетические показатели работы печи: мощность, cos ф,
КПД и т.д.
Короткая сеть должна иметь минимальную длину, рациональное распо-
ложение токоподводов и равномерную загрузку фаз.
50
Она имеет 4 основных участка:
- шинные пакеты (от выходов трансформатора до неподвижных башма-
ков),
- гибкая кабельная гирлянда (между неподвижными и подвижными
башмаками),
- трубошины (от подвижных башмаков до электрододержателя),
- электроды, перемещающиеся вместе с кареткой, на которой проложе-
ны трубошины.
Защита короткой сети от перегрузки выполнена на стороне НН с по-
мощью максимальных реле с зависимой от тока выдержкой времени. Вы-
держка времени составляет 5-10 с.
Защита от аварийных КЗ выполнена на стороне ВН с помощью макси-
мальных реле мгновенного действия.
Уставку реле выбирают равной 5/н, чтобы оно не реагировало на токи
эксплуатационных КЗ, ограниченных значениями (2-2,5)/и.
Система контроля представлена контрольно-измерительными прибо-
рами (КИП), подключенными через измерительные трансформаторы тока
(ТТ 1...2) и напряжения (TH) со стороны ВН (амперметры, ваттметр, счет-
чик активной энергии).
На НН контролируются фазные и линейные напряжения с помощью
вольтметров, подключаемых через переключатели (П1 и П2).
Токи в фазах НН измеряются амперметрами (АЗ...А5), подключенными
через токовые трансформаторы (ТТ 3...5).
Автоматическое регулирование мощности ЭДП.
Для обеспечения нормальной и высокопроизводительной работы дуго-
вые печи имеют автоматический регулятор мощности (АРМ), который
предназначен для поддержания постоянства заданной мощности.
Работа АРМ основана на регулировании длины дуги за счет изменения
положения электродов относительно загрузки (в печах прямого нагрева) или
друг относительно друга (в печах косвенного нагрева).
Исполнительным органом чаще всего бывает электродвигатель с меха-
нической передачей. Трехфазные печи имеют АРМ для каждого электрода.
Обязательно предусматривается и ручное управление перемещением элек-
тродов.
Задаваемый оператором электрический режим печи осуществляется в
соответствии с законом регулирования
~ ja ^2ф1 ’
где А — параметр регулирования; 7Л, U2/a — заданные значения тока дуги
и фазного напряжения; а,Ь — коэффициенты пропорциональности.
Такой АРМ работает в зоне нечувствительности по току, не превышаю-
щей ±5-10 %.
51
Основные требования к регулятору мощности:
- высокое быстродействие, для обеспечения заданного режима, исклю-
чив нарушения в течение 1,5-3 с;
- осуществление зажигания дуги и плавное изменение мощности в пре-
делах 20-125 % номинальной;
- остановка электродов, если напряжение исчезло внезапно.
На рис. 1.2-21 представлена принципиальная электрическая схема регу-
лятора мощности дуги на одну фазу типа РМД-М (регулятор мощности ду-
ги модернизированный).
Предназначен для поддержания заданной мощности ЭДП прямого на-
грева, выплавляющей сталь, трехфазного исполнения.
Основные элементы:
• Э — электроды;
• Д с ПМ — двигатель постоянного тока с передачей механической, для
перемещения электродов;
• ТТ и TH — трансформаторы тока и напряжения;
• АТ — автотрансформатор, для задания тока дуги;
• ВпТ и ВпН — выпрямители канала тока и канала напряжения;
• Тр.С — трансформатор стабилизирующий с четырьмя обмотками.
Обмотки 1 и 2 — ввод сигнала по скорости изменения тока дуги
(dijdt')* сигнал управления (Uy).
Обмотки 3 и 4 — гибкая отрицательная обратная связь по напряжению
ЭМУ, способствующая успокоению колебаний в процессе регулирова-
ния.
• ОУ 1 и ОУ2 — обмотки ЭМУ, управляющая и отрицательной обратной
связи по напряжению (жесткой).
МДС ОУ2 всегда направлена встречно ОУ1.
ОУ2 выполняет следующие функции:
- ослабляет влияние остаточного намагничивания ЭМУ, которое значи-
тельно в таких усилителях,
- обеспечивает форсировку (ускорение) переходных процессов нараста-
ния и спадания напряжения ЭМУ, что сокращает время разгона и тор-
можения Д.
• R8 и R9 — резисторы, для регулирования интенсивности действия об-
ратной связи;
• R3, Д1 и R4, Д2 — резисторы и диоды плеч моста канала тока и на-
пряжения;
• R5, R6, R7 — подстроечные резисторы;
• ИЧ — измерительная часть, состоящая из канала тока и канала напря-
жения;
52
Рис. 1.2-21. Принципиальная электрическая схема регулятора мощности дуги на одну фазу т. РДМ-М
• ИП — источник питания постоянного тока, для режима ручного
управления электродами.
Органы управления:
• УШ — универсальный переключатель для выбора режима управления
электродами (А — «автоматический», Р — «ручной»),
• УП2 — универсальный переключатель, для «ручного» управления
электродами (А — «автоматический», В — «вверх», 0 — «нейтральное»,
Н — «низ»);
• ПС — переключатель ступеней печного трансформатора.
Режимы управления.
• УП] — «А» и УП2 — «А» — автоматическое управление;
• УП! — «Р» и УП2 — «В или Н» — ручное управление.
Работа схемы.
Исходное состояние.
ЭДП загружена скрапом. Обслуживающие системы приготовлены. ПС —
«1», УП1 — «А», УП2 — «А». Поданы все виды питания, пущен М и ЭМУ.
Схема готова к работе и подаче питания на печной трансформатор (не пока-
зан). Электроды в верхнем положении.
Включение в работу.
После включения печного трансформатора сразу начинает действовать
канал напряжения. На потенциометре R3—R4 появляется напряжение от
Вп.Н, ЭМУ возбуждается, Д через ПМ начинает опускать электрод. Анало-
гично будут работать и регуляторы двух других фаз печи.
При соприкосновении электрода с шихтой (подошел только один) на-
пряжение на Вп.Н, а следовательно, и на обмотке ОУ 1, становится равным «О»,
Д быстро затормаживается.
Когда с шихтой соприкоснется второй электрод, начинает действовать
канал тока. На потенциомегре R3—R4 появляется напряжение от Вп.Т, ЭМУ
возбуждается с противоположной полярностью, Д поднимает электрод.
После зажигания дуги по мере подъема электродов действие канала на-
пряжения усиливается, а канала тока уменьшается, скорость подъема элек-
тродов замедляется.
В соответствии с законом регулирования
Ц<ОУ1) ~
управляющий сигнал в ОУ 1 меняет не только величину, но и полярность.
При С/ИОУ1) ~ ® наступит равновесие и электрод остановится. С этого
момента АРМ начинает действовать автоматически.
В частности при подплавлении шихты увеличивается длина дуги,
вследствие чего уменьшается ток и возрастает напряжение дуги. В ОУ1 по-
дается напряжение с полярностью на опускание электрода, пока не восста-
новится заданный режим.
54
Если произошло увеличение тока дуги, то Д поднимает электрод и так
далее. При обрыве дуги или КЗ процесс регулирования аналогичен.
Ручное управление. Переход с автоматического регулирования на руч-
ное управление осуществляется при помощи двух универсальных переклю-
чателей УП1 и УП2.
УП1 в положении «Р» шунтирует вторичную цепь и отключает TH.
УП2 переводится в положение «О», а затем установкой его в положения
«В» или «Н», поднимают вверх или опускают вниз электрод.
При этом, подключается обмотка ОУ1 на нужную полярность к посто-
роннему источнику питания (ИП). Для остановки электрода необходимо
установить УП2 — «О».
Такие РМД-М имеют мощность исполнительного Д от 1,9 до 14 кВт, ус-
танавливаются для ЭДП емкостью до 5 т и недостаточно надежны, поэтому
при скорости подъема электрода 1,5 м/мин быстродействие мало.
Для устранения этого недостатка рекомендуется применять для печей
малой емкости (до 5 т) регуляторы на магнитных усилителях или тиристорах.
Принципиальная электрическая схема (автоматический регуля-
тор дуги, механическая передача, тиристорный) представлена на рис. 1.2-22.
Он имеет малоинерционные двигатели перемещения электродов мощностью
от 1 до 11 кВт, максимальную скорость подъема до 5 м/мин, а опускания —
не менее 2 м/мин.
Предназначена для управления и реверсирования приводным двигате-
лем электродов трехфазной сталеплавильной ЭДП, емкостью не менее 1,5 т.
Основные элементы схемы'.
• М — двигатель постоянного тока, реверсивный, для перемещения
электрода;
• Тр.С — трансформатор силовой, для питания схемы;
• ТПР — тиристорный преобразователь реверсивный, включает ТПО и
ТПП — комплекты тиристорного преобразователя «опускания» и
«подъема» электрода;
• РУ 1 и РУ2 — реакторы уравнительные;
• БП — блок питания автоматики;
• БУ — блок управления тиристорным преобразователем;
• БИФУО и БИФУП — блоки импульсно-фазового управления ком-
плектами ТПО и ТПП;
• ДТ и БТО — датчик тока и блок токоограничивающий, для ограниче-
ния возможных бросков тока якоря двигателя;
• ТТ — трансформатор тока измерительный;
• Тр.1 и Вп.1 —трансформатор и выпрямитель канала тока;
• Тр.2 и Вп.2 — трансформатор и выпрямитель канала напряжения;
• ПС: I и ПС:2 — переключатель ступеней, контакты;
• R1 и R2 — регулировочные резисторы канала тока и напряжения;
• ИЧ — измерительная часть;
55
От Тр.П
Рис. 1.2-22. Принципиальная электрическая схема АРДМТ на одну фазу сталеплавильной ЭДП
• R3 и R4 — потенциометры плеч моста, для формирования сигнала в
БУ;
• R5 и Д1, R6 и Д2 — резисторы и диоды узла задания ширины зоны не-
чувствительности регулятора;
• R7, С, R8 — потенциометры и сглаживающий конденсатор узла жест-
кой отрицательной обратной связи (ООС) по напряжению якоря дви-
гателя;
• Ст. и ДЗ — стабилитрон и диод узла ограничения сигнала ООС при
больших возмущениях в сети и режима;
• Э — электрод ЭДП.
Работа АРДМТ.
Исходное состояние.
ЭДП загружена скрапом, обслуживающие системы приготовлены, элек-
троды в верхнем положении. Поданы все виды питания. Схема готова к ра-
боте и подаче питания на Тр.П.
Включение в работу (режим «АУ»).
Питание (3-380 В, 50 Гц) подводится через трансформатор силовой
(Тр.С) к тиристорному преобразователю реверсивному (ТПР), состоящему
из двух комплектов (ТПО и ТПП) и далее через уравнительные реакторы
(РУ1 и РУ2) к якорю электродвигателя (М) с независимой обмоткой возбу-
ждения (ОВД). ТПР выполнен по трехфазной нулевой встречно-параллель-
ной схеме с совместным управлением тиристорами. После включения ЭДП,
измерительная часть (ИЧ), выполненная по принципу предыдущей схемы
(рис. 1.2-22), формирует по каналу напряжения сигнал (~ЬУ2Ф <0), кото-
рый снимается с плеча моста (R4) и подается в блок управления (БУ).
БУ вырабатывает сигнал на опускание «Э» и подает его на ТПО в виде
отпирающих тиристоры импульсов, формируемых в БИФУО, при этом, ти-
ристоры ТПП в этот момент заперты.
Двигатель (М) вращается на опускание электрода (Э) до момента его
соприкосновения со скрапом. Одновременно опускаются электроды двух
других фаз. При соприкосновении со скрапом второго электрода возникает
технологическое КЗ, которое воспринимается измерительной частью (ИЧ)
по каналу тока.
ИЧ формирует сигнал (а!й — Ы12ф > 0), который снимается с плеча
моста (R3) и подается в БУ.
БУ вырабатывает сигнал на подъем «Э» и подает его на ТПП в виде от-
пирающих тиристоры импульсов, формируемых в БИФУП, при этом, тири-
сторы ТПО в этот момент заперты. Происходит отрыв электродов от скрапа
и растягивание возникшей дуги между «Э» и скрапом. Действуют оба кана-
ла, ИЧ вырабатывает результирующий сигнал, который постоянно умень-
шается до момента сбалансированности (а1Л -Ы12Ф = 0), напряжение на
входе БУ тоже будет равно «нулю». ТПО и ТПП будут заперты, двигатель
57
неподвижен. При нарушении равновесного состояния будет действовать
узел жесткой ООС.
Если ток дуги больше заданного (1Л > 1яг), то по каналу тока сформиру-
ется сигнал на подъем электродов и — наоборот.
Узел жесткой ООС действует следующим образом.
Сигнал снимается с потенциометра (R7), сглаживается конденсатором
(С) и далее с потенциометра (R8) подается на вход БУ встречно с сигналом
рассогласования. Эта связь улучшает работу регулятора при колебаниях на-
пряжения сети 380 В и других возмущениях.
При подъеме электродов в случае больших нарушений режима ЭДП (КЗ
электрода) сигнал ООС ограничивается стабилитроном (Ст.). Это ограничи-
вает максимальную скорость подъема до 5 м/мин, а опускание происходит
со скоростью не менее 2 м/мин.
Так как регулятор работает в зоне нечувствительности, то ее можно ре-
гулировать в пределах от 3 до 10 % с помощью узла задания ширины зоны
нечувствительности (R5, R6 и Д1, Д2). Сигнал рассогласования проходит
на вход БУ только после того, как его значение превысит падение напряже-
ния от БП на соответствующем плече потенциометра, т. е. при а!я >bU2<s> —
на R5 или а!Л < bU29 — на R6.
При торможении двигателя перед остановкой или его реверсе возникает
инверторный режим ТПР. При этом работавший до начала торможения вы-
прямителем комплект тиристоров запирается, а другой комплект тиристоров
воспринимает тормозной ток двигателя (М), работая инвертором.
В этом случае сигнал с блока БТО подается на вход блока БУ. Поляр-
ность этого сигнала уменьшает выпрямленное напряжение и увеличивает
напряжение инвертора, если ток якоря двигателя будет увеличиваться.
1.2.4. Электроустановки для сварки
Общие сведения об электросварке
Электросварка — это способ получения неразъемного соединения ме-
таллических деталей путем их местного нагрева электроэнергией до жидко-
го или пластического состояния.
Наиболее распространенные виды электросварки — дуговая и контактная.
Дуговая сварка имеет несколько разновидностей (рис. 1.2-23). Соединя-
емые детали обычно нагреваются вместе с присадочным материалом при
помощи электрической дуги, температура в которой превышает 5000 °C.
В зоне сварки создается ванночка расплавленного металла, которая при
охлаждении затвердевает и образует сварной шов, прочно соединяющий
свариваемые детали.
• Сварка открытой дугой с плавящимся электродом (а) получила самое
широкое применение для черных металлов. Дуга получает питание от
58
Рис. 1.2-23. Классификация разновидностей дуговой сварки
источника переменного или постоянного тока, горит в воздухе между
свариваемыми деталями и электродом. В процессе сварки электрод
плавится и участвует в образовании сварного шва.
Электрод из проволоки, по химическому составу близкой к металлу
свариваемых деталей, покрыт обмазкой. Она содержит вещества, ко-
торые при расплавлении образуют шлаки и газы, повышающие устой-
чивость дуги и защищающие расплавленный металл от окисления.
• Ручная сварка открытой дугой с неплавящимся электродом (б) приме-
няется обычно для соединения цветных металлов и сплавов. Питание
дуги — от источника постоянного тока. Дуга горит между сваривае-
мыми деталями и угольным или графитовым электродом, а в зону
сварки вводится присадочный пруток.
• Сварка (полуавтоматическая или автоматическая) закрытой дугой с
плавящимся электродом (в) под слоем флюса применяется для соеди-
нения любых металлов.
Питание дуги от источника переменного или постоянного тока. Дуга
горит под слоем сыпучего вещества — флюса. Голая электродная про-
волока автоматически подается в зону сварки через флюс с помощью
механизма подачи. Под действием высокой температуры флюс пла-
вится и образует газовый пузырь, оболочка которого защищает металл
от действия кислорода и азота воздуха. При полуавтоматической свар-
ке дуга перемещается вручную, а при автоматической — все операции
автоматизированы. Автоматическая сварка под флюсом обеспечивает
высокое качество сварного соединения и высокую производитель-
ность (в 6... 12 раз выше, чем при ручной дуговой сварке).
• Сварка защищенной дугой и неплавящимся электродом (г) применяет-
ся для соединения нержавеющих и жаропрочных сталей. Защитной
средой является аргон, смесь аргона с небольшим количеством актив-
ных газов или углекислый газ.
Питание дуги — от источника переменного или постоянного тока.
Вольфрамовый электрод помещен в газоэлектрическую горелку, к ко-
торой под давлением подводится газ из баллона. Вытекающая из сопла
горелки струя газа защищает место сварки.
• Сварка (полуавтоматическая или автоматическая) защищенной дугой
(среда аргона или углекислого газа) и плавящимся электродом (д).
Неизолированная электродная проволока подается в зону сварки через
горелку с помощью механизма подачи. В горелку подается газ.
Сварка в среде аргона применяется при питании дуги как от источника
переменного, так и постоянного тока.
Сварка в среде углекислого газа для сталей любого состава — на по-
стоянном токе. При этом возможна «прямая полярность» сварки (де-(
таль соединена с положительным полюсом, а электрод — с отрица-
тельным) или «обратная» (электрод является анодом). «Обратная» по-
60
лярность применяется при сварке тонких листов, цветных металлов, в
среде углекислого газа и т.п.
Контактная сварка.
Электрическая контактная сварка — это процесс образования неразъем-
ного соединения при нагреве деталей протекающим по ним током, расплав-
ления и сдавливания их с последующим охлаждением зоны сварки за счет
теплопроводности в тело свариваемых изделий.
Контактная сварка обладает высокой производительностью, а во многих
случаях является единственно возможным и экономически целесообразным
способом соединения.
Общее количество тепловой энергии, выделяющейся между электрода-
ми определяется выражением
Q = (J\+Ryt,
где Q — джоулевая теплота, Дж; R* — контактное сопротивление между
деталями, Ом; Ra — сопротивление детали от электрода до места сварки, Ом;
/ — время прохождения тока, с; I— сварочный ток, А.
Из выражения следует, что энергия для сварки может быть получена
только при больших значениях токов (сотни и тысячи ампер), протекающих
через сопротивление R* в течение короткого промежутка времени (с), что
исключит ненужный нагрев всей массы деталей.
Для повышения КПД контактной сварки необходимо, чтобы Яд было наи-
меньшим, поэтому источники питания максимально приближены к месту сварки.
Нагревание металла происходит в месте контакта свариваемых деталей
по плоскости их соприкосновения. Это объясняется наибольшим значением
Rt в данном месте, так как поверхность металла не является идеально глад-
кой. При сжатии свариваемые детали соприкасаются лишь в отдельных точ-
ках, через которые проходит электрический ток. Так как площадь точек
очень мала, то в них возникает большое сопротивление прохождению тока,
что вызывает сильный локальный нагрев металла. С повышением темпера-
туры в месте сварки его сопротивление возрастает, что ускоряет выделение
теплоты и нагрев металла до температуры сваривания.
Сваривание нагретого до пластического или оплавленного состояния
металла происходит в момент сжатия деталей.
После снятия питания с точки сварки металл остывает за счет теплопро-
водности деталей.
Так как нагрев зависит от времени прохождения тока, то различают
«жесткий» и «мягкий» режимы.
«Жесткий» режим — это сварка токами большой силы при минималь-
ном времени нагрева. Применяется для сварки чувствительных к нагреву
легированных сталей и легкоплавких цветных металлов (алюминий и его
сплавы), например, для алюминия показатели:
61
Рис. 1.2-24. Виды контактной электросварки
- плотность тока 160. ..400 А/мм2,
- давление при сжатии 0,4-•• 1,2 ГПа,
- время сварки 0,1... 1,0 с.
«Мягкий режим» — это сварка с длительным прохождением тока и по-
степенным нагревом. Применяется для сварки менее чувствительных к на-
греву углеродистых сталей, например, их показатели:
- плотность тока 80... 160 А/мм2,
- давление при сжатии 0,15...0,4 ГПа,
- время сварки 0.5...3 с.
Контактная сварка имеет три разновидности (рис. 1.2-24).
• Стыковая (а) сварка — это способ контактной сварки, при котором де-
тали соединяются по всей площади их касания.
В зависимости от марки металла, площади сечения и требований к
качеству соединения сварка может выполняться сопротивлением и оплав-
лением.
Стыковая сварка сопротивлением применяется для малых сечений (до
300 мм2) свариваемых деталей и осуществляется следующим образом.
Заготовки с механически обработанными и зачищенными торцами ус-
танавливают в стыковую машину и закрепляют усилием Ft (зажим).
Затем их прижимают друг к другу усилием осадки ( ) и пропускают
ток. При прогреве металла в зоне сварки до пластического состояния про-
изойдет осадка. Подачу тока перед концом осадки прекращают. Температу-
ра нагрева при пластическом состоянии близка к температуре плавления и
составляет (0,8... 0,9) Тм °C.
Стыковая сварка оплавлением применяется для больших сечений (более
300 мм2) свариваемых деталей и осуществляется следующим образом.
Она состоит из трех стадий: предварительный подогрев, оплавление ц
окончательная осадка. ...
62
Предварительный подогрев в зажимах машины выполняется периоди-
ческим смыканием и размыканием изделий при постоянной подаче тока, что
обеспечивает процесс прерывистого оплавления торцов.
Затем изделия непрерывно медленно сближают, что приводит к прогре-
ву в глубину до пластического состояния и возникновению на торцах тонко-
го слоя расплавленного металла. Процесс заканчивается резким увеличени-
ем скорости сближения при небольшом усилии, осуществляющем осадку.
Такой процесс называется сваркой оплавлением с подогревом.
Если процесс осуществляется в две стадии: оплавление и окончательная
осадка, то он называется сваркой непрерывным оплавлением и осуществля-
ется следующим образом.
При включенном токе изделия сближаются и сжимаются, стык разогре-
вается. Затем усилие сжатия уменьшается, что приводит к увеличению кон-
тактного сопротивления и снижению сварочного тока. При этом соприкос-
новение по плоскости переходит в соприкосновение в отдельных точках. В
этих точках эффективность нагрева повышается, и отдельные выступающие
части оплавляются. После разрушения одних выступов металла начинается
соприкосновение очередных выступающих участков, что создает новые пу-
ти прохождения сварочного тока.
Оплавление концов свариваемых деталей продолжается до тех пор, пока
между их торцами не образуется прослойка жидкого металла. После этого
создается сплошное металлическое соединение свариваемого стыка за счет
небольшого усилия осадки.
Избыточный расплавленный металл выдавливается из зазора между
стыками и называется «грат».
Сварка оплавлением имеет следующие достоинства (по сравнению со
сваркой сопротивлением):
- шов более прочный, не требующий большой механической обработки,
- меньшая мощность сварочной установки,
- пониженный удельный расход электроэнергии,
- возможность сваривания различных металлов.
К недостаткам можно отнести небольшую потерю металла и наличие «гра-
та» на стыке свариваемых деталей.
• Точечная (б) сварка — это способ контактной сварки, при которой детали
соединяются в отдельных местах их касания, условно называемых точками.
Принцип действия состоит в следующем. С помощью нажимного уст-
ройства электроды плотно сжимают свариваемые детали, после чего про-
пускается электрический ток, нагревающий место сварки, что приводит к
образованию неразъемного соединения.
В центре свариваемой точки температура несколько выше Т °C плавле-
ния металла, а диаметр точки близок к диаметру электрода.
Время сварки определяется толщиной свариваемых деталей, физиче-
скими свойствами материала, мощностью сварочного устройства, степенью
сжатия деталей.
63
При сварке тонких листов цветных металлов время составляет доли се-
кунды, а толстых стальных — несколько секунд. Цикл точечной сварки
представлен на рис. 1.2-25.
Для создания концентрированного разогрева места сварки и обеспече-
ния необходимой плотности тока верхние и нижние электроды имеют соот-
ветствующую форму рабочей поверхности.
Если требуется уменьшить вмятины от электродов с одной стороны
свариваемого изделия, применяется один из трех способов «бесследной»
сварки (рис. 1.2-26): увеличение рабочей поверхности одного из электродов (а),
плоский электрод (б) или промежуточная пластина (в).
Если нормальная одноточечная сварка невозможна, то применяется то-
чечная сварка с косвенным токоподводом (рис. 1.2-27).
Возможные способы:
- подвод тока электродом с нормальной поверхностью сверху и элек-
тродом с большой контактной поверхностью снизу (а),
- со смещением усилия и зазором (б),
- с односторонним токоподводом к свариваемой детали (в).
Примечание-. Варианты «б» и «в» применяются для уменьшения мест-
ных остаточных деформаций.
Рис. 1.2-26. Схема «бесследной» одноточечной сварки
64
Рис. 1.2-27. Схема точечной сварки с косвенным токоподводом
Многоточечная сварка (рис. 1.2-28) применяется как для тонких листов (а)
при одностороннем токоподводе, так и для изделий большой толщины (б)
при двухстороннем токоподводе.
При точечной сварке принята следующая последовательность рабочих
операций:
- сжатие деталей электродами без пропускания тока,
- пропускание сварочного тока через сжатые детали,
- выключение тока и подъем верхнего электрода.
Если не соблюдать этой последовательности операций, то возможен не-
провар или прожог деталей в месте сварки.
• Шовная (в) сварка — это способ контактной сварки, при которой со-
единение двух свариваемых деталей (обычно листов) осуществляется
с помощью вращающихся роликов при пропускании через место свар-
ки электрического тока.
По принципу действия она аналогична точечной сварке. Шовная (роли-
ковая) сварка заключается в том, что заготовки соединяются непрерывным
прочноплотным сварным швом, состоящим из ряда последовательных то-
чек, частично перекрывающих друг друга.
Схема шовной сварки представлена на рис. 1.2-29.
Заготовки устанавливают в сварочной машине между роликами (или
между роликом и оправкой), один из которых ведущий.
На ролики действует усилие прижимного механизма и подводится ток.
Наиболее распространены два способа роликовой сварки:
- импульсное включение тока при непрерывном вращении роликов,
3 LUcxjoiuoi В.П
65
1-220 В, 50 Гц
Ведомой ролик
ПМ
Ведущий ролик
ТС - трансформатор
сварочный
Р - рубильник
ПР - прсрывагсль
ПМ - прижимной меха-
низм
ПС - переключатель
ступеней
ЭУ - элементы управ-
ления
Рис. 1.2-29. Схема шовной (роликовой) сварки
- включение тока при неподвижных роликах и вращение роликов при
выключенном токе.
Первый режим применяется при сварке листов суммарной толщиной до
1,5 мм. При большей толщине сваренные листы вследствие остывания стыка
после выхода из-под роликов могут расслоиться. Кроме того, непрерывная
подача тока может привести к короблению свариваемых листов.
Второй режим наиболее распространен, так как расход электроэнергии
меньше, а коробление незначительно.
Наиболее эффективно применение шовной (роликовой) сварки при из-
готовлении тонкостенных сосудов, сварных металлических труб и т.п.
Взаимное расположение роликов и свариваемых изделий показано на
рис. 1.2-30.
Рис. 1.2-30. Схема расположения роликов и изделий
Вольт-амперные характеристики сварочной дуги и источника (рис. 1.2-31).
Установки дуговой сварки работают в режиме многочисленных техно-
логических коротких замыканий во вторичной цепи источника. Они возни-
кают не только при зажигании дуги касанием электродов, но и во время
сварки, когда подача плавящегося электрода не согласуется со скоростью
его плавления.
Вольт-амперная характеристика (ВАХ) — это зависимость напряжения
от сварочного тока, вида
Ул = ^(4.) —для дуги, UM = —для источника.
66
Рис. 1.2-31. Вольт-амперные характеристики сварочной дуги и внешние
характеристики источника питания
ВАХ сварочной дуги.
По длине различают 3 вида сварочных дуг: длинная дуга (1), средняя
дуга (2) и короткая дуга (3).
В зависимости от нелинейного характера ВАХ дуги и величины свароч-
ного тока выделяется 3 зоны сварки:
• 1 зона — сварка малыми токами, до 100 А,
• 2 зона — сварка средними токами, от 100 до 1000 А,
• 3 зона — сварка большими токами, более 1000 А.
ВАХ источника питания сварочной дуги.
Устойчивость дуги при сварке определяется соответствием внешней
ВАХ источника = F(/„) и формы статической ВАХ дуги Ua = в
данном процессе.
Рабочая точка (РТ) и параметры сварки (t/crp и /С1р) определяются пе-
ресечением этих ВАХ.
По характеру наклона различают 3 вида ВАХ источника: круто падаю-
щая (1), полого падающая (2) и жесткая (3).
Для обеспечения безопасности эксплуатации, нужного режима сварки и
устойчивости дуги к источникам предъявляются следующие требования:
- напряжение холостого хода (t/^) должно быть безопасным, но доста-
точным для зажигания дуги;
- надежность работы в режимах частых технологических коротких за-
мыканий;
зе
67
- соответствие ВАХ источника и дуги при достаточной их мощности;
- наличие устройств плавного регулирования сварочного тока;
- экономичность сварочного процесса;
- удобство эксплуатации.
Напряжение холостого хода по технике безопасности не должно пре-
вышать 90 В. Наибольшим оно бывает у источников с круто- и полого па-
дающими характеристиками. По опыту эксплуатации наиболее часто при-
меняются источники, имеющие во вторичной цепи = 60-65 В.
Такие напряжения всегда больше ИЛ и облегчают не только первона-
чальное, но и повторное зажигание дуги, особенно при сварке на перемен-
ном токе.
Сварочная дуга переменного тока менее устойчива, чем дуга постоянно-
го тока, так как в каждый полупериод она гаснет и восстанавливается.
Перерывы в горении дуги будут тем меньше, чем выше напряжение хо-
лостого хода источника при других равных условиях.
Особенно важно время нарастания напряжения от нуля до значения
достаточного для зажигания дуги (С/,) и его восстановления. По ГОСТу оно
должно быть не более 0,03 с.
При сварке большими токами (зона 3) под флюсом (7э «С/д, т.е. они
мало отличаются.
При сварке открытой дугой должно соблюдаться соотношение
и,=(],3-},5)ия.
Частые технологические КЗ обеспечиваются ограничением тока КЗ (/х)
по отношению к рабочему току ( /с, ) в пределах
I, = (1,25 -2,0)ZCB р.
Рекомендуемая область применения источников, у которых ВАХ
• круто падающая: для ручной дуговой сварки, автоматической сварки
под флюсом и некоторых видов сварки в среде защитных газов; чем
круче характеристика (рис. 1.2-31, РТ1), тем меньше колебания тока
при изменении длины дуги;
• полого падающая: для автоматической сварки под флюсом тонкой
проволокой (в большинстве случаев);
• жесткая: для сварки в среде защитных газов на постоянном токе в 3
зоне (рис. 1.2-31, РТ2).
Регуляторы сварочного тока позволяют выполнить настройку сва-
рочного тока для различных режимов и получить семейство внешних
ВАХ с плавным или ступенчатым переходом с одной характеристики на
другую.
Для любой сварочной дуги рекомендуются следующие рабочие зоны:
68
• 1 зона — для ручной сварки малыми токами открытой дугой от ис-
точника с падающей характеристикой.
• 2 зона — для ручной сварки средними токами открытой дугой и ав-
томатической сварки под флюсом тонкой проволокой от источника с
падающей характеристикой.
В этом случае для напряжения дуги справедливо соотношение
I/.=4+W.,
где а и b — постоянные коэффициенты; 1Л — длина дуги.
Обычно эти значения находятся в пределах:
25... 50 В — для ручной сварки открытой дугой,
30... 40 В — для сварки под флюсом,
20... 30 В — для сварки в среде защитных газов.
• 3 зона — для автоматической сварки под флюсом толстой проволо-
кой большими токами от источника с жесткой характеристикой.
Сварка в среде защитных газов начинается при значительно меньших
токах.
Экономичность достигается выбором наивыгоднейшего значения рабо-
чего тока () при заданном напряжении дуги (Ua).
Источник питания должен быть рассчитан на номинальную нагрузку
(7С,НОЦ), при которой он не перегревается выше нормы.
Тепловой режим источника для ручной сварки оценивается продолжитель-
ностью работы (ПР), а для автоматической и полуавтоматической — продол-
жительностью включения (ПВ). «ПР» от «ПВ» отличается тем, что в первом
случае источник питания во время паузы не отключается от сети, а работает в
режиме холостого хода. Во втором случае — источник питания отключается
ПР=Л100, %, /,=/,+»„
где /р — время работы, мин; /п — время паузы, мин; Гц — время цикла, мин.
Условно за номинальный режим принимается ПР^ = 60 % (при одно-
постовой ручной дуговой сварке) и ПРНОМ = 100 % (при автоматической и
полуавтоматической сварке).
Принимается /ц = 5 мин (для ПР) и /ц = 10 мин (для ПВ).
При многопостовой ручной дуговой сварке ПРНОМ = 100 % и ПВ^ =
= 100 % (при автоматической и полуавтоматической сварке).
ЭО установок дуговой сварки
Основным элементом, обеспечивающим дуговой сварочный процесс
является источник питания сварочной дуги. Так как сварка возможна как на
69
переменном, так и на постоянном токе, то необходимо иметь источники пе-
ременного, постоянного и выпрямленного тока.
Источники питания сварочной дуги переменного тока — это сварочные
трансформаторы, одно- и трехфазные.
По количеству питаемых сварочных постов выполняются одно- и мно-
гопостовые.
Количество подключаемых к трансформатору сварочных постов (и) оп-
ределяется из соотношения
п =
где /нт — номинальный ток сварочного трансформатора, А; 1п — свароч-
ный ток одного поста, А; — коэффициент загрузки трансформатора.
Принимается К* =0,6...0,8.
По способу получения падающих внешних ВАХ и регулирования тока
выделяются источники питания двух типов:
- трансформаторы с нормальным магнитным рассеянием и дроссельным
регулятором тока (отдельным или встроенным),
- трансформаторы с повышенным магнитным рассеянием и катушеч-
ным, шунтовым или витковым ступенчатым регуляторами тока.
Аппараты с нормальным магнитным рассеянием (рис. 1.2-32) выполня-
ются двух видов: с отдельным (а) и встроенным (б) регуляторами тока (РТ).
Сварочный аппарат с отдельным РТ состоит из сердечника (2), на кото-
ром расположены первичная (1) и вторичная (5) обмотки. К первичной об-
мотке подводится напряжение ~220 В или ~380 В, а вторичная создает на-
пряжение холостого хода 60...65 В и соединяется последовательно с реак-
тивной обмоткой (3) регулятора тока. РТ — дроссель (Др), состоящий из
неподвижного магнитопровода (6) с обмоткой (3) и подвижного (4) магни-
топровода, между которыми зазор «5».
а) с отдельным дроссельным регулятором
б) со встроенным регулятором
Рис. 1.2-32. Схемы сварочных аппаратов с нормальным магнитным рассеянием
70
Сопротивление (индуктивное) РТ может изменяться в широких преде-
лах при изменении воздушного зазора с помощью винтового механизма
(управление местное или дистанционное).
При увеличении зазора индуктивное сопротивление «Др» уменьшается,
что приводит к увеличению сварочного тока, и — наоборот.
Наличие реактивной обмотки обеспечивает падающую внешнюю ВАХ,
благодаря чему напряжение дуги изменяется в соответствии с колебаниями
и изменениями ее длины.
Сварочный аппарат со встроенным РТ отличается тем, что все три об-
мотки находятся на одном магнитопроводе.
К преимуществам трансформаторов данной системы относятся ком-
пактность их конструкции, меньший расход меди и трансформаторной ста-
ли. При регулировании тока с максимального на минимальное значение не-
сколько увеличивается напряжение холостого хода, что повышает устойчи-
вость горения дуги.
По такой схеме изготавливаются трансформаторы типов ТСД и СТ на
J000 и 2000 А. Они имеют несколько ступеней изменения напряжения холо-
стого хода вторичной обмотки (U20) путем переключения отпаек на них и
предназначены для автоматической сварки под флюсом. ТСД-500 использу-
ется как для автоматической сварки под флюсом, так и для ручной. Он име-
ет следующие показатели: /н = 500 А, С/20 = 80 В, ПВ = 60 %, диапазон ре-
гулирования сварочного тока от 200 до 600 А.
Аппараты с повышенным магнитным рассеянием (рис. 1.2-33) выпол-
няются с подвижной (а) катушкой, с магнитным (б) шунтом, с шунтом и
подмагничиванием (в).
Все трансформаторы имеют первичную (1) и вторичную (3) обмотки,
магнитопровод (2) и различные устройства для регулирования тока.
Подвижная катушка (а) расположена на магнитопроводе и скользит по
его стержням, перемещаясь при помощи винтового механизма вручную.
При сближении с первичной (неподвижной) катушкой индуктивность рас-
сеяния уменьшается, что приводит к увеличению сварочного тока. На таком
принципе построено большинство сварочных трансформаторов типа «ТС»
(на токи от 120 до 500 А), «ТСК» и «ТД» (на токи 300 и 500 А). В отличие от
«ТС» трансформаторы «ТСК» имеют конденсаторы, включенные парал-
лельно первичной обмотке, что повышает cos ф сети. Трансформаторы но-
вых типов «ТД» имеют переключатель диапазонов, при помощи которого
катушки обеих обмоток переключаются с параллельного соединения на по-
следовательное, что обеспечивает 2 диапазона изменения сварочного тока.
Например, ТД-504 на номинальный ток 500 А имеет следующие показа-
тели при ПР^ = 60 %:
- диапазон 1. U20 = 60 В, пределы регулирования от 240 до 750 А;
- диапазон 2. U2Q = 70 В, пределы регулирования от 75 до 240 А.
71
а) с подвижной катушкой б) с магнитным шунтом
Рис. 1.2-33. Схемы сварочных аппаратов с повышенным магнитным рассеянием
Трансформаторы типов ТС, ТСК и ТД предназначены для ручной дуго-
вой сварки.
Магнитный шунт (б) расположен в окне магнитопровода между разне-
сенными катушками первичной и вторичной обмоток.
При повороте шунта (4) изменяется индуктивное сопротивление рас-
сеяния.
Если зазор между магнитопроводом (2) и шунтом (4) уменьшается, то
ток сварочный тоже уменьшается и — наоборот.
На этом принципе построены трансформаторы типа «СТШ» (на токи
250, 300 и 500 А). Некоторые из них имеют переключатели катушек сек-
ционированных обмоток с параллельного на последовательное соединение и
устройство отключения трансформатора от сети через 0,5... 1,0 с после пре-
кращения сварки.
Отключающее устройство исключает длительную работу на холостом
ходу, что обеспечивает повышение cos ф сети.
Трансформаторы типа «СТШ» предназначены для ручной дуговой свар-
ки и автоматической сварки под флюсом.
Шунт с подмагничиванием (в) постоянным током расположен в окне
магнитопровода между разнесенными катушками первичной и вторичной
обмоток.
72
На неподвижном шунте (4) расположена обмотка подмагничивания (5),
изменяя ток (/в) в которой, можно регулировать индуктивное сопротивле-
ние рассеяния основных обмоток.
При I п = 0 это сопротивление минимально, а сварочный ток — наи-
больший. Увеличение /п приводит к уменьшению сварочного тока.
На таком принципе построены трансформаторы новых типов ТДФ (на
токи 1000 и 1600 А при ПВН0М =100 %).
Трансформаторы позволяют выполнять ступенчато-плавное регулиро-
вание сварочного тока.
Ступенчатое (грубое) регулирование достигается переключением кату-
шек секционированной вторичной обмотки с параллельного на последова-
тельное соединение.
Плавное (тонкое) регулирование — изменением тока /п в обмотке (б),
получающей питание от однофазного тиристорного выпрямителя.
Трансформаторы типа «ТДФ» предназначены для автоматической свар-
ки под флюсом.
Витковое регулирование применяется у трансформаторов типа «ТСП»,
которые имеют секционированную вторичную обмотку. Повышенное рас-
сеяние достигается размещением первичной и большей части вторичной
обмотки на разных стержнях.
Трансформаторы типа «ТСП» предназначены для ручной дуговой свар-
ки. Например, ТСП-1 на 180 А при ПВ^ = 50%.
Осциллятор (рис. 1.2-17) предназначен для питания дуги токами высо-
кой частоты (150...260 кГц) и высокого напряжения (2...3 кВ) параллельно
со сварочным трансформатором, что облегчает зажигание дуги и повышает
ее устойчивость. Мощность осциллятора — 100...250 Вт. Осциллятор дает
возможность зажигать дугу даже без соприкосновения электрода с деталью.
В то же время ток такой частоты и напряжения безопасен для человека.
Осцилляторы применяют при сварке дугой малой мощности, при арго-
нодуговой сварке неплавящимся электродом, при значительном падении
напряжения в силовой сети и в других случаях.
Источники питания постоянного тока.
Питание сварочной дуги постоянным током дороже, чем переменным.
Однако применение постоянного тока целесообразно, когда к качеству
сварных швов предъявляются особо высокие требования или применение
переменного тока затруднено (например, при сварке тонких изделий).
Источники питания постоянного тока делятся на 2 группы:
- машинные сварочные преобразователи,
- полупроводниковые сварочные выпрямители.
Машинные сварочные преобразователи (рис. 1.2-34) состоят из генера-
тора (Г) постоянного тока и приводного асинхронного двигателя (АД) с
КЗ-ротором.
73
а) однопостовый универсальный
Рис. 1.2-34. Принципиальные электрические схемы сварочных аппаратов
с машинными генераторами постоянного тока
Примечание — Для работы в полевых условиях приводным является
двигатель внутреннего сгорания (ДВС).
Такие преобразователи имеют однокорпусное исполнение с расположе-
нием на одном валу «АД» и «Г».
Сварочные «Г» выполняются с двумя обмотками возбуждения:
- независимой (ОВН) параллельной и последовательной (ОВС) сериес-
ной, или
- параллельной (ОВП) и последовательной (ОВС) сериесной.
Однопостовые универсальные (а) сварочные аппараты имеют «Г» с не-
зависимой обмоткой возбуждения (ОВН).
«ОВН» получает питание от сети - тока через стабилизатор напряжения
(СН) и селеновый выпрямитель (СВ).
74
Она создает направленный магнитный поток «Ф|».
«ОВС» включена в сварочную сеть последовательно. При сварке по ней
проходит сварочный ток и создает магнитный поток Ф2, направление кото-
рого можно менять с помощью переключателя П (Р — размагничивание, П —
подмагничивание).
Если «Ф2» направлен встречно основному «Фр> (размагничивающее
действие), то внешняя характеристика генератора будет падающей. Наклон
ВАХ можно изменять подключением отпаек «ОВС» с помощью переключа-
теля отпаек «ПО».
Характеристика будет более пологой по мере увеличения переключен-
ных отпаек.
При изменении полярности «ОВС» действие ее будет подмагничиваю-
щее, т.е. «Ф2» и «Фр> совпадают по направлению, а «Г» имеет жесткую ха-
рактеристику.
Плавное регулирование сварочного тока обеспечивается регулировоч-
ным реостатом «RP» в цепи независимой обмотки возбуждения.
По такой схеме построены однопостовые преобразователи типа «ПСУ —
преобразователь сварочный универсальный».
Например, ПСУ-500 (на ток 500 А) имеет как падающие, так и жесткие
внешние ВАХ. Предназначен для ручной дуговой сварки и для сварки в за-
щитных газах.
При отсутствии переключателя «П» обмотка «ОВС» включается со-
гласно или встречно с основной обмоткой.
В первом варианте изготавливаются преобразователи однопостовые типа
ПСГ (на токи 350 и 500 А). Они имеют жесткие характеристики, так как
«Ф2» направлен согласно «Фр> (подмагничивающее действие) и компенси-
рует поток реакции якоря. Напряжение генератора мало изменяется при из-
менении сварочного тока, а «ОВС» имеет небольшое число витков.
Например, ПСГ-300 на ток 300 А (пределы регулирования тока от 50 до
350 А, а напряжения от 15 до 35 В) предназначен для сварки в защитных
газах.
Во втором варианте изготавливаются преобразователи однопостовые
типа «ПСО» (на токи от120 до 800 А) и «ПД» (на 500 А), предназначенные
для ручной дуговой и автоматической сварки под флюсом.
Например, ПСО-300 с номинальным током 300 А при ПР (ПВ) = 65 % и
номинальном напряжении 30 В позволяет регулировать сварочный ток от 75
до 300 А.
Многопостовые (б) сварочные аппараты имеют «Г» с самовозбуждени-
ем и подмагничивающей «ОВС».
Такой генератор имеет очень жесткую характеристику: его напряжение
практически не изменяется при изменении сварочного тока.
Например, ПСМ-1000 имеет приводной АД мощностью 75 кВт, снабжен
комплектом из 9 или 6 балластных реостатов (RB), рассчитан на одновре-
менное питание 9 или 6 постов с максимальным током 200 или 300 А.
75
Рис. 1.2*35. Структурная схема
сварочного выпрямителя
Примечание — В настоящее время машинные сварочные преобразова-
тели тока вытесняются полупроводниковыми свароч-
ными выпрямителями.
Сварочные выпрямители выполняются с неуправляемыми вентилями
и с тиристорами (управляемыми).
Структурная схема (рис. 1.2-35) включает следующие основные узлы.
• Понижающий сухой сварочный трехфазный трансформатор (Тр.С).
«Тр.С» с повышенным рассеянием выполнен с подвижными катушка-
ми вторичных обмоток.
Для расширения диапазонов сварочного тока при наличии переключаю-
щего устройства первичная обмотка может соединяться «звездой» или
«треугольником», а регулирование выпрямленного напряжения осущест-
вляется переключением отпаек первичной обмотки каждой фазы. Вто-
ричная обмотка собрана по шестифазной схеме или по трехфазной.
• Выпрямительный блок (ВБ). Выполняется на селеновых вентилях или
кремниевых диодах.
• Дроссель (Др.) для ограничения скорости нарастания тока при КЗ
электрода.
• Вентилятор (В), для охлаждения потоком воздуха полупроводниковых
вентилей, так как они чувствительны к повышению температуры.
• Аппаратура пуска, регулирования и защиты (АПРЗ).
• Контрольно-измерительные приборы (КИП), для контроля выпрям-
ленного напряжения и сварочного тока.
На неуправляемых вентилях построены однопостовые и многопостовые
выпрямители.
76
Рис. 1.2-36. Внешние ВАХ выпрямителя
1. Типа ВСС (на токи 120 и 300 А), селеновые и ВКС (на токи 120 и 300 А),
с кремниевыми диодами — однопостовые, однодиапазонные. Наибо-
лее новыми являются выпрямители с кремниевыми диодами типа ВД
(на 300 А), оснащенные переключателем диапазонов, однопостовые,
двухдиапазонные. В качестве примера на рис. 1.2-36 приведены внеш-
ние ВАХ для выпрямителя «ВД-303». Так как силовой трансформатор
выполнен с подвижными катушками вторичных обмоток, диапазон
рабочих токов и напряжений определяется их положением (раздвину-
ты или сдвинуты) по отношению к основной.
При раздвинутых катушках — диапазон малых значений рабочих
параметров (линия 1-3), а при сдвинутых — диапазон больших (ли-
ния 2-4).
При этом справедливо соотношение
С7, = 20 + 0,04/ев,
где — рабочее напряжение на зажимах выпрямителя, В; — ра-
бочий сварочный ток, А.
Однодиапазонные сварочные выпрямители имеют круто падающие
внешние ВАХ и предназначены для ручной дуговой сварки.
Например, ВСС-300 имеет следующие показатели: /ном с» = 300 А при
ПРцом = 65 %, пределы регулирования сварочного тока от 35 до 330 А
во всем диапазоне, С71ХХ. = 58...65 В, t/BK0M = 25 В.
Двухдиапазонные сварочные выпрямители имеют две внешние (по
выбору) ВАХ: полого падающую (или крутопадающую) и жесткую.
Предназначены для сварки плавящимся электродом в среде защитных
77
газов или для автоматической сварки под флюсом (выпрямители на
токи 500 и 1000 А соответственно).
2. Типа ВКСМ и В ДМ (на токи 1000 и 1600 А соответственно), с кремни-
евыми диодами и жесткими ВАХ, многопостовые.
Они отличаются друг от друга только большим током, который дос-
тигается параллельным соединением трех диодов в каждой фазе.
Комплектно с выпрямителем поставляются балластные реостаты для
получения падающих характеристик и регулирования тока сварочных
постов.
Электрическая схема силового блока сварочного выпрямителя ВКСМ-
100 представлена на рис. 1.2-37 в качестве примера.
Вентильный блок (ВБ) собран по шестифазной кольцевой схеме. Сва-
рочный трансформатор «Тр.С» имеет вторичную обмотку в виде двух
комплектов трехфазных обмоток.
Первичная обмотка соединена в «треугольник», отпайки которого
можно с помощью переключателя «П» переключать. Это позволяет
повысить вторичное напряжение на 5%, чтобы получить номинальное
напряжение на выходе выпрямителя при пониженном напряжении сети.
Для получения номинального тока сварки в каждой фазе соединены
параллельно по 2 вентиля.
Контроль рабочих параметров производится по амперметру (А) и
вольтметру (V).
На управляемых вентилях (тиристорах) созданы наиболее совершенные
однопостовые универсальные выпрямители типа ВДУ (на токи 500, 1000 и
3 -380 В, 50 Гц*
Рис. 1.2-37. Схема силового
блока сварочного выпрямителя
78
1600 А), имеющие круто падающие и жесткие характеристики Они обеспе-
чивают разнообразные сварочные операции. В целом тиристорные выпря-
мители представляют собой замкнутую систему автоматического регулиро-
вания (САР) с отрицательной обратной связью (ООС) по току — при
падающих внешних ВАХ и положительной обратной (ПОС) связью по вы-
ходному напряжению — при жестких ВАХ.
Возможна и одновременная работа «ООС» и «ПОС» для получения за-
данной крутизны полого падающих ВАХ.
Управление тиристорами импульсное от блока импульсно-фазового
управления (БИФУ), на вход которого подается усиленная разность задан-
ного значения сигнала и сигнала обратной связи по току (ООС), пропорцио-
нального текущему значению тока сварки.
Поступающие на тиристорный блок импульсы обеспечивают поддержа-
ние сварочного тока с заданной точностью.
Принципиальная электрическая схема сварочного
выпрямителя ВДУ-504 (рис. 1.2-38)
Назначение. Для защиты, контроля, сигнализации и управления про-
цессом электросварки выпрямленным током.
Основные элементы схемы.
Тр.С —трансформатор сварочный, вторичная обмотка включена по
6-фазной схеме.
Тр.У1, Тр.У2 — трансформаторы управления, для питания схем управ-
ления тиристорами и сварочным током (ДТ).
СБВ — силовой блок вентилей (тиристоров), для выпрямления и изме-
нения величины сварочного тока.
РУ, PC — реактор уравнительный и сглаживающий (для ограничения
скорости нарастания сварочного тока).
ДВ — двигатель вентилятора, для охлаждения СБВ.
КЛ1 — контактор линейный, для подключения к сети и пуска ДВ.
кРВ — контакт реле ветрового, для контроля потока воздуха.
КЛ2 — контактор линейный, для подключения к сети Тр.С.
BA, РНВА — выключатель автоматический с расцепителем независи-
мым (для аварийного отключения кнопкой Кн.ВА).
Органы управления.
ПД — переключатель диапазонов сварочного тока, для изменения схе-
мы соединения первичных обмоток Тр.С, Тр.У 1 одновременно.
Примечание — Пд — «I». Тр.С — соединение «А», Тр.У 1—«А»
Пд — «II». Тр.С — соединение «У», Тр.У 1—«У»
Такое подключение обмоток обеспечивает сохранение
фазировки схемы управления тиристорами.
ПУ — переключатель управления, для выбора характеристики источни-
ка сварочного тока (П — «падающая», Ж — «жесткая»).
79
380 В, 50 Гц
Рис. 1.2-38. Принципиальная электрическая схема сварочного выпрямителя В ДУ-504
Примечание — Падающая характеристика применяется только в диапазоне I.
Нужный вид характеристики обеспечивается Rw в БУ.
БП, БУ, БИФУ — блоки питания, управления сварочным током, им-
пульсно-фазового управления тиристорами.
Кн.ВА — кнопка «стоп аварийно».
Кн.П, Кн.С — кнопки «Пуск» и «Стоп» выпрямителя.
Режимы управления.
ПД - «I» и ПУ - «П» — «полуавтоматическое управление при «падаю-
щей» ВАХ и И. = 50...24 В, /«.ном ~ 500 А.
ПД - «I» и ПУ - «Ж» — «полуавтоматическое управление» при «жест-
кой» ВАХ и Кв= 50...24 В, /СВНом = 500 А.
ПД - «II» и ПУ - «Ж» — «полуавтоматическое управление» при «жест-
кой» ВАХ и К, = 25... 15 В, /св.ном = 500 А.
Работа схемы.
Исходное состояние.
Поданы все виды питания (включен ВА), ПД - «I», ПУ - «П».
Горит ЛС «питание». Сварочный выпрямитель подключен к сети.
Пуск.
Кн.П ТX — собирается цепь КЛ1 (Кн.П1
|КЛ 1 Т — подключается к сети Тр.У1,(^и пускается (КЛ1:1...3), соз-
дается поток охлаждающего воздуха,
— становится на самопитание (КЛ1:4).
Поток воздуха приводит к срабатыванию реле ветрового (кРВ), собирает-
ся цепь КЛ2 .
|КЛ2 Т—- подключается к сети ТР.С (КЛ2:1...3).
Выпрямитель работает на холостом ходу.
Работа схемы при сварке.
Сводится к рассмотрению работы БУ и формированию управляющих
сигналов.
Выбор вольт-амперной характеристики производится: ПД («I» или «II»),
ПУ («падающая» или «жесткая»), резистором регулируемым в БУ (RmJ.
Контроль тока сварки (/С1р) по амперметру (А), напряжения (К, и И,р) по
вольтметру (Г)-
Управление режимами сварки.
Формирование управляющего сигнала возлагается на БУ.
Ку — ксм — гк; Кб Гцд — Кос,
где — управляющий сигнал, для формирования угла открытия тиристо-
ров СБВ (выход БУ); Ксм — сигнал смещения (напряжение эмиттера KR6
транзистора); — задаваемое напряжение, для выбора внешней ВАХ
(вольт-амперной характеристики) выпрямителя; — сигнал ООС по току
сварки, для поддержания величины выбранного /«; Ук — напряжение эмит-
тер-коллектор транзистора; Уб — напряжение базы транзистора.
81
Рис. 1.2-39. «Падаюшие» характеристики ВДУ-504, ПД-1
Зависимости показывают, что управление сводится к изменению сигна-
ла, подаваемого на базу транзистора (Т), так как Кк = F(K6). Изменение Кб
производится регулируемым резистором R1W в БУ.
При работе с «падающими» характеристиками (рис. 1.2-39).
Переключатели установлены в положение ПД — «I» и ПУ — «П», что
соответствует Кв = 50...24 В, 4, «ом = 500 А.
Подключена ООС (Кос) по току сварки (для стабильного поддержания
величины 4,) и транзистор в БУ.
Примечание — Рабочее напряжение на зажимах сварочного выпрямите-
ля (Квр) выбирается в зависимости от 4,-
Квр = 20 + 0,04/С1.
Ток технологического КЗ (4) ограничивается в пределах:
4 = (1,25...2)4,.
Изменяя Kw(Kjn), можно получить семейство падающих характеристик
в диапазоне 4. = 500... 100 А (участок 2—1).
Стабильную работу на выбранной внешней ВАХ выпрямителя обеспе-
чивает датчик тока ДТ, который формирует Кос-
82
ДТ представлен в виде магнитного усилителя МУ с обмотками: рабочей
(РО) и подмагничивающей (ПО).
РО через выпрямитель ВП с фильтром RC на выходе и ПУ подключает-
ся к БУ. Выходом ДТ является Кос, поступающее на базу Т (R2).
ПО включена в цепь сварочного тока, что обеспечивает изменение в
зависимости от 7СВ в соответствии с ВАХ МУ.
Рабочая точка (т.е. 7свр и Квр) определяется пересечением ВАХ выпрями-
теля и сварочной дуги. Семейство рабочих точек представлено зависимо-
стью Квр = F(7CBp) в виде участка 1—2 прямой.
При сварке любые малые возмущения могут привести к отклонению
сварочного тока, а значит и к нарушению технологического процесса. ДТ
позволяет такие отклонения снизить до минимальных значений и удержи-
вать 7свр в зоне заданной величины.
Например, при увеличении 7свр увеличится и что приведет к умень-
шению (прикроется Т) и увеличению Vy уменьшится, следовательно,
угол открытия тиристоров уменьшится, что приведет к снижению 7свр и —
наоборот.
При работе с «жесткими» характеристиками (рис. 1.2-40)
Переключатели установлены следующим образом:
ПД — «I» и ПУ — «Ж», что соответствует К, = 50...24 В, 7СВНОМ = 500 А
или
ПД — «II» и ПУ — «Ж», что соответствует Ив = 25... 15 В, 7СВ„<>„ = 500 А.
83
При этом: ДТ отключен от БУ (Кос отсутствует), а в БУ отключен Т.
Тогда (Ку = Изж), т.е. управление и выбор рабочей точки сводится к па-
раллельному перемещению ВАХ выпрямителя в I и 1! диапазонах напряже-
ний изменением Кзж (R^J.
Малый диапазон напряжений применяется при коротких ВАХ свароч-
ной дуги.
Стоп.
Кн.СИ — размыкается цепь|КЛ 11 (Кн.С).
КЛ 1 X — отключается от сети ДВ и Тр.У1 (КЛ1:1 ...3),
размыкается цепь самопитания (КЛ 1:4).
При этом: вентилятор останавливается, поток воздуха прекращается,
размыкается цепь КЛ2 (РВ).
КЛ2 X — отключается от сети СБВ (КЛ2:1 ...3).
Сварочный выпрямитель в исходном состоянии. Для полного отключе-
ния ВА|, гаснет ЛС «питание».
Аварийное отключение.
Kh.BaTI — собирается цепь|РНВА (Кн.СА).
|РНВА| Т — приводит в действие механизм отключения BA, BAl.
Выпрямитель полностью отключается от сети, все элементы возвраща-
ются в первоначальное состояние.
Защита, блокировки, сигнализация.
- силовая сеть: от токов КЗ (ВА с ЭМР) и перегрузок (РТ1, РТ2);
• цепи управления и ДВ: оттоков КЗ (П1...ПЗ);
- блокировка: запрет на включение выпрямителя при отсутствии потока
охлаждающего воздуха (РВ);
- сигнал предупредительный о наличии напряжения на выпрямителе
(ЛС «питание»);
- защита от помех радиоприему (фильтр Сф> и Сф:).
Питание цепей.
3 ~ 380 В, 50 Гц — силовая сеть,
50... 15 В —сварочная сеть.
Особенности ручной дуговой сварки
Режим сварки металлов разной толщины и свойств определяется в спе-
циальных «Руководствах», а качество сварочных работ в большой степени
зависит от квалификации сварщика.
Переносные сварочные агрегаты снабжены сварочными проводами,
длина которых не более 30 м. При большей длине значительно увеличива-
ются электрические потери и снижается КПД сварочного аппарата.
Рекомендуются провода марок ПРГ (провод, резиновый, гибкий) и ПРГН
(провод, резиновый, гибкий, нейритовый), которые имеют жилы из ото-
жженных и облуженных свитых медных проволочек диаметром 0,18.. .0,22 мм.
84
Электродержатели должны надежно удерживать электроды диаметром
0,3... 6 мм, из холодной или горячекатаной проволоки, соответствующей
материалу свариваемых изделий.
Ток для электродов выбирается, исходя из соотношений
/св ~ SOiZjfl или /св = (20 +
где d^n — диаметр электрода, мм.
ЭО установок контактной сварки
Выпускаемые установки контактной сварки (УКС) делятся на две груп-
пы: общего назначения и специализированные.
Классификация УКС представлена на рис. 1.2-41.
Наиболее распространенными являются УКС общего назначения, из ко-
торых выделяют по способу получения энергии сварки преобразовательные
и накопительные.
Широкое применение получили установки переменного тока различных
частот однофазные.
УКС пониженной частоты (по сравнению с промышленной частотой
/=50 Гц) повышают энергетические показатели однофазных установок.
Они имеют выше коэффициент мощности и меньше потребляемую мощ-
ность при тех же значениях тока и размерах сварочного контура. На практи-
ке применяют импульсы тока частотой от 5 до 20 Гц.
УКС промышленной частоты составляют большинство, так как под-
ключаются к цеховой сети и не требуют специальных преобразовательных
устройств.
Их сварочные трансформаторы (ТС) имеют магнитопроводы стержне-
вого или броневого типа, набранные из пластин или витые из холоднокатаной
ленты. Первичная обмотка ТС — дисковая из медного провода, изолирована
стекловолокном. Вторичная обмотка выполнена одним витком или нескольки-
ми витками, соединенными параллельно. Ее витки изготовляют:
Рис. 1.2-41. Классификация установок контактной сварки
85
- из алюминиевого сплава литыми с внутренней стальной трубкой для
охлаждающей воды,
- сварными из медных полос и припаянными по периметру витков мед-
ными трубками для охлаждающей воды,
- из медных листов цельноштампованными и припаянными медными
трубками по периметру для охлаждающей воды.
Параллельные витки соединяются между собой с помощью медных кон-
тактных колодок.
После сборки обмотки заливают эпоксидным компаундом.
Применение однофазных УКС, включаемых в заводские трехфазные
сети, ограничено при их большой мощности, так как это может привести к
неравномерности нагрузки в фазах и перекосу напряжений.
Повторно-кратковременный режим работы вызывает периодические
изменения напряжения питающей сети, что оказывает вредное влияние на
другие электроприемники, работающие параллельно.
Коэффициент мощности УКС обычно составляет 0,5...0,6. По сравне-
нию с однофазными, рядом технологических и энергетических преимуществ
обладают — трехфазные (выпрямительные и тиристорные).
УКС с выпрямлением тока на стороне низкого напряжения ТС пред-
назначены для сварки крупногабаритных листовых конструкций из алюми-
ниевых сплавов, титана и стали (нержавеющей и жаропрочной).
Такие установки представляют собой трехфазный выпрямитель. Трех-
фазный выпрямитель может быть как во вторичной цепи понижающего ТС,
так и в первичной. В УКС с выпрямителем во вторичном контуре первич-
ную обмотку ТС включают по схеме «треугольник», а вторичную — по
схеме «звезда», к которой через вентили подключают сварочный контур.
Включение (отключение) трехфазного ТС и регулирование тока осуще-
ствляется игнитронами или тиристорами, включенными последовательно с
первичными обмотками.
При соединении первичных обмоток ТС по схеме «треугольник» и на-
личии вентилей не только в первичной, но и во вторичной цепи обеспечива-
ется сумма ампер-витков на одном стержне, практически — «нуль», в любой
момент времени. Поэтому вынужденного намагничивания магнитопровода
не происходит.
Возникающий мгновенный сварочный ток при включении выпрямителя
в переходном процессе определяется выражением
U —
12 = ^-(1-еЧ
где /2 — мгновенный сварочный ток переходного режима A; U2 — выпрям-
ленное вторичное напряжение, В; Л2 — активное сопротивление вторичного
контура, Ом; Т — эквивалентная постоянная времени, с; t — время действия
импульса, с.
86
При включении выпрямителя спад тока до «нуля» осуществляется по
экспоненте, крутизна которой определяется величиной Т, а через паузу — по-
вторное включение.
Таким образом, в зависимости от длительности паузы и величины угла
поджигания игнитронов (тиристоров), можно получить различные по форме
импульсы.
Достоинствами выпрямительных УКС являются:
- равномерная загрузка фаз;
- широкий диапазон регулирования формы, длительности импульса то-
ка и получение многоимпульсного режима;
- меньшая потребляемая мощность (по сравнению с однофазными);
- отсутствие влияния на значение сварочного тока намагничивания фер-
ромагнитных масс;
- большая универсальность и надежность в работе (по сравнению с низ-
кочастотными);
- повышенная скорость сварки при высоком качестве в шовных уста-
новках;
- возможность изготовления многоэлектродных установок или с груп-
повым питанием электродов от одного источника тока;
- возможность располагать электроды более компактно, что улучшает
конструктивное выполнение сварочных комплексов и линий.
Недостаток — выпрямление очень больших сварочных токов проблема-
тично.
УКС низкочастотные основаны на преобразовании трехфазного тока
промышленной частоты в импульсы тока низкой частоты (от 5 до 20 Гц).
Эго достигается кратковременным включением игнитронного выпрямите-
ля в первичной обмотке трехфазного ТС или тиристорного преобразователя.
Их достоинствами являются (по сравнению с однофазными):
- благоприятная форма импульса сварочного тока, плавное его нараста-
ние и спад;
- равномерная нагрузка фаз;
- пониженная потребляемая мощность, повышенный коэффициент мощ-
ности (cos ф), так как индуктивность контура ниже.
УКС накопительные предназначены для точечной сварки из легких
сплавов изделий малой толщины.
Это достигается с помощью накопителей энергии: конденсаторов, элек-
тромагнитных систем и вращающихся масс.
Достоинствами конденсаторных установок являются:
- низкое потребление мощности,
- стабильность сварочного тока при любых колебаниях напряжения сети.
Во время «паузы» происходит медленное накопление энергии в накопи-
теле с потреблением небольшой мощности из сети и кратковременное ис-
пользование ее во время процесса сварки.
87
УКС специализированные предназначены для сварки изделий специ-
альной конструкции и в каждом конкретном случае (не рассматриваются).
Элементы схем управления УКС
Для обеспечения заданной производительности контактных сварочных
установок и качества сварки необходимо строго выдерживать время проте-
кания сварочного тока в цикле сварки.
Это достигается соответствующими элементами схем управления, кото-
рые разрывают цепь сварки и управляются регуляторами времени.
Для разрыва цепи применяют механические выключатели тока, элек-
тромагнитные контакторы и электронные контакторы.
Механический выключатель тока. Имеет систему подвижных и непод-
вижных главных контактов, включенных в первичную цепь сварочного
трансформатора. Механизм привода подвижных контактов связан с устрой-
ством зажима свариваемых изделий и обеспечивает замыкание (размыкание)
их только в зажатом состоянии.
Такие выключатели предназначены для применения только в маломощ-
ных установках, так как они имеют малую скорость коммутации, а контакты
подгорают и требуют частой замены.
Электромагнитные контакторы по исполнению могут быть асинхрон-
ные и синхронные.
Асинхронные электромагнитные контакторы (пускатели) имеют огра-
ниченное применение (в маломощных установках), так как их контакты раз-
рывают цепь с рабочим током в произвольной точке синусоиды, что ограни-
чивает срок службы.
Синхронный электромагнитный контактор (рис. 1.2-42) устраняет не-
достаток предыдущего. Он разрывает электрическую цепь в момент прохо-
ждения синусоиды тока через «нуль», что исключает подгорание контактов.
Такой контактор имеет основную обмотку (00) и дополнительную (ДО).
Основная обмотка подключена через контакт регулятора времени (РВ) к се-
ти, а дополнительная — во вторичную цепь трансформатора управления
(ТУ). Сварочный трансформатор (ТС) подключается к сети контактом (КМ)
после его срабатывания.
После разрыва цепи «00» (РВ) она обесточивается, но якорь контактора
(КМ) удерживается в притянутом состоянии за счет «ДО». При прохожде-
нии синусоиды тока через «нуль» обесточится «ДО», контактор отпустит и
ТС отключится от сети. Рабочий цикл повторяется периодически.
Электронные контакторы. По исполнению могут быть тиристорные и
игнитронные.
Тиристорные контакторы (рис. 1.2-43) являются более современными
и в настоящее время получили широкое применение. Они надежнее игни-
тронных и удобнее в эксплуатации.
88
Рис. 1.2-42. Принципиальны
электрическая схема синхрон-
ного электромагнитного
контактора
Рис. 1.2-43. Принципиальны
электрическая схема тиристорного
контактора
Их включают в первичную цепь ТС встречно-параллельно по 2 в каж-
дую фазу. Управление закрытием и открытием тиристоров (Т) осуществля-
ется от блока импульсно-фазового управления (БИФУ) импульсами, пода-
ваемыми на управляющие электроды.
В общем случае тиристорный контактор позволяет не только включать
и отключать цепь тока, но и регулировать величину сварочного тока изме-
нением фазы управляющих импульсов.
Игнитронные контакторы (рис. 1.2-44) являются предшественниками
тиристорных и в настоящее время находят применение в УКС.
Игнитронный контактор представлен в составе упрощенной схемы си-
ловой цепи установки с однофазным ТС.
Рис. 1.2-44. Принципиальны электрическая схема игнитронного контактора
89
Он состоит из двух включенных встречно-параллельно игнитронов
И1 и И2. Для управления поджиганием игнитронов служит блок управления
поджиганием (БУП), который подключается через контакты регулятора
времени (РП2:1, РП2:2).
Игнитронный контактор, как и тиристорный, позволяет не только вклю-
чать и отключать цепь тока, но и регулировать сварочный ток изменением
фазы подаваемых поджигающих импульсов относительно начала полуволн
анодных напряжений.
На графике (справа) показана зависимость напряжения первой гар-
моники (t/j) от фазы поджигающего импульса (аш, аИг). Чем больше угол
(а = аИ1 = аИ2), тем меньше напряжение (С/|) прикладывается к первичной
обмотке ТС. Следовательно, напряжение и ток вторичной обмотки тоже бу-
дет меньше.
Регуляторы времени (РВ) делятся на электромеханические, электро-
пневматические и электронные.
Электромеханические РВ с электроприводом. Их рабочими органами
являются кулачки, которые при вращении вала ЭД своими выступами воз-
действуют на механические выключатели тока.
Электропневматические РВ применяются в УКС с пневмоприводом
сжатия свариваемых деталей.
Электронные РВ (рис. 1.2-45) могут применяться в любых УКС. Пред-
ставлена простейшая принципиальная электрическая схема для одной опе-
рации «импульс» сварочного цикла, т.е. времени протекания сварочного тока.
В состав схемы РВ входит: триод (Т), два реле промежуточных (РП1 и
РП2) и конденсатор (С) с регулируемым резистором (RP).
Принцип действия состоит в следующем: при подключении РВ к сети и
положительной полуволне «С» заряжается сеточным током триода «Т» по
цепи зажим 1 — RP — сетка «Т» — катод «Т» — контакт РП1 — реле РП2 —
зажим 2. Сеточный ток мал, поэтому РП2 не сработает.
При нажатии кратковременно «Кн» сработает РП2 и своим контактом
(РП2:4) заблокирует «Кн», а другими контактами с выдержкой времени
(РП2.1, РП2:2, РП2:3) воздействует на командные цепи. Одновременно с
нажатием «Кн», в первый момент конденсатор «С» прекращает заряжаться,
Рис. 1.2-45. Принципиальная электрическая схема электронного регулятора времени
90
«сетка» находится под отрицательным потенциалом, анодный ток отсутст-
вует.
Разряд конденсатора «С» происходит через «RP», что приводит к
уменьшению отрицательного потенциала на сетке и отпиранию триода «Т».
Появится анодный ток через реле РП1, оно сработает и разомкнет цепь
реле РП2 (контакт РП1). РП2 отключится, что приведет к снятию воздейст-
вия на командные цепи, а значит и прекращению сварочного тока.
Примечание— Регулирование выдержки времени РВ осуществляется
изменением темпа спадания тока разряда конденсатора
«С» при помощи резистора RP.
В таком виде схема применяется для точечной сварки. На основании
двух схем можно изготовить РВ для двух операций сварочного цикла: «им-
пульс» и «пауза» для установок шовной сварки.
Современные РВ сварочного цикла для точечной и шовной сварки по-
строены на бесконтактных логических элементах.
В таких схемах используются тактовые импульсы, вырабатываемые в
начале каждой полуволны однофазного питающего напряжения, имеющие
частоту 100 Гц (интервал между импульсами — 0,01 с). Каждой операции
сварочного цикла («импульс» или «пауза») соответствует заданное число
тактовых импульсов, по прохождению которых, счетная схема выдаст ко-
манды на отключение или включение статического контактора.
1.2.5. Электроустановки высокоинтенсивного нагрева
Высокоинтенсивный нагрев обеспечивается установками электронно-
лучевого и свето-лучевого нагрева.
Электронно-лучевые установки (ЭЛУ) применяются для обработки ту-
гоплавких и химически активных металлов, сварки, испарения металлов и
оксидов, выращивания монокристаллов, металлизации, напыления и т.д.
Основные технологические операции: плавка, испарение, термообра-
ботка и сварка.
Достоинства электронно-лучевого нагрева:
- возможность плавно изменять удельную энергию в зоне нагрева в ши-
роких пределах,
- большая удельная мощность (мегаватты) в месте действия луча на об-
рабатываемое изделие,
- пространственная управляемость положением луча с помощью маг-
нитной системы,
- возможность использования вакуума в качестве рабочей среды,
- прецизионное (малоразмерное) воздействие луча на изделие.
Недостатки:
- необходимость обеспечения высокого вакуума,
- сложное изготовление и эксплуатация ЭЛУ,
- высокая стоимость электронно-лучевого оборудования.
91
Принцип действия состоит в следующем.
Электронный луч представляет собой направленный поток электронов,
переносящий энергию от излучателя к изделию. Электроны ускоряются,
приобретая кинетическую энергию, пропорциональную их скорости.
При столкновении с обрабатываемым веществом они отдают приобре-
тенную энергию.
Глубокий вакуум в рабочей камере не только облегчает технологиче-
ский процесс, но и защищает катод от бомбардировки положительными ио-
нами.
Электрон, вышедший из катода электронной пушки, ускоряясь в элек-
трическом поле, приобретает энергию
где Wt — энергия электрона, эВ; т, — масса электрона, кг; и — линейная
скорость электрона, м/с; е0 — заряд электрона, К (Кулон); U — пройден-
ная электроном разность потенциалов, В.
Затем электрическим и магнитным полями электроны формируются в
электронный луч с мощностью
P,=I,U,>
где Рп — мощность электронного луча, Вт; Uy — ускоряющее напряжение, В;
1п — ток луча, А.
Удельная (Вт/мм2) мощность в луче определяется из соотношения
Р и
Р _2_
У* С я 1ГГ2 ’
dj, nr
где 5Л — поперечное сечение электронного луча на обрабатываемой по-
верхности, мм2; гя — радиус луча, мм.
Скорость электронов сформированного пучка, проходящего через рабо-
чую камеру, в момент воздействия на обрабатываемую поверхность опреде-
ляется
\ mr
Глубина проникновения (/>) электронов (около 10* м) определяется
Ь = 2,110-'7С/ур,
где р — плотность вещества, кг/м3.
92
В связи с малым проникновением электронов нагрев для твердых тел
является чисто поверхностным.
Мощность рентгеновского излучения тоже незначительна и не учитыва-
ется. Однако его биологическое действие опасно для обслуживающего пер-
сонала, что требует обеспечения защиты.
Нагретый выше температуры плавления металл является мощным ис-
точником термоэлектронной эмиссии.
Возникающий при этом и поглощаемый стенками камеры ток может
достигать «сотен А», что требует надежного заземления камеры ЭЛУ.
Плавка применяется для получения особо чистых металлов. Переплав-
ляемый материал может быть в любой форме: шихта, пруток, лом и т.п.
Показателями плавки являются: удельная энергия электронного луча,
теплопроводность и температура плавления вещества.
Достоинства плавки в вакууме:
- интенсивное удаление растворенных в металле газов, что улучшает
его механические свойства;
- очистка от некоторых растворяемых вредных примесей;
- значительное снижение окислительного действия кислорода за счет
удаления газообразных окислов из зоны.
В промышленности электронно-лучевую плавку применяют для выращи-
вания монокристаллов. Применение последующей после плавки заливки в ва-
кууме в литейные формы позволяет получить слитки массой до 20 т.
Локальный переплав обрабатываемых поверхностей обеспечивает вы-
сококачественные структуры для изготовления ответственных конструкций
с высокими показателями износостойкости. В качестве основы можно ис-
пользовать недорогие исходные металлы и сплавы.
ЭЛУ для переплавки металлолома (рис. 1.2-46) включает в себя:
- электронную пушку (1),
- форму (4) для загрузки металлолома (3),
- вспомогательные устройства.
Электронных пушек может быть одна или несколько. Ванна имеет фор-
му слитка, который образуется из расплава (5). Слиток извлекается из фор-
мы после окончания технологического процесса толкателем.
Форма имеет полости (6) для прокачивания охлаждающей среды и теп-
лосъема.
Расплавление металлолома осуществляется с помощью пучка электрон-
ных лучей (2), создаваемом электронной пушкой при ускоряющем напряже-
нии, подключенном к токоподводам (7).
ЭЛУ для выращивания монокристаллов (рис. 1.2-47) включает в себя:
- электронную пушку (1),
- тигель (7) для загрузки переплавляемрго материала (9),
- затравку (2) для формирования монокристалла (4),
- вспомогательные устройства.
93
Рис. 1.2-46. Схема ЭЛУ для переплавки металлолома
Электронные пушки
Пучок электронных
лучей
Металлолом
Форма (ванна)
Расплав
Затравка
пушка
4
5
ч\хххххх\\хх\ххх\\ххххх\ххххх\хххх\
Охлаждаемая
вода
Рис. 1.2-47. Схема ЭЛУ для выращивания монокристаллов
Переплавляемый
материал
Токоподвод
Монокристалл
Пучек электронных
лучей
Расплав
Тигель
Электронные пушки (четное количество) создают пучки электронных
лучей (5), действующие на переплавляемый материал. Высокое ускоряющее
напряжение подключается к токоподводам (3).
Испарение в вакууме материалов при нагреве их электронным лучом
широко используется для получения тонких пленок. Прямой нагрев
поверхности испаряемого материала возможен при работе в охлаждаемых
тиглях с химически активными и тугоплавкими материалами.
При электронно-лучевом испарении можно управлять электронным
пучком в пространстве и во времени, регулируя ввод энергии в вещество.
Такое испарение нашло применение в микроэлектронике для нанесения
металлических покрытий на стальную ленту, для изготовления фольги, для
нанесения пленок на неметаллическую основу и т.п.
Конденсационные покрытия применяются в оптической промышленно-
сти и в различных областях электроники.
С помощью размерной обработки заготовки электронным лучом по-
лучают глухие или сквозные отверстия заданных размеров и контуры.
Особой разновидностью размерной обработки является перфорация.
Этим способом изготавливают металлические и керамические элементы
фильтров, пористый материал для охлаждения камер сгорания и лопаток
турбин.
ЭЛУ для испарения в вакууме (рис. 1.2-48) включает в себя:
- электронную пушку (1);
- тигель (9) с испаряемым веществом (11), охлаждаемый водой (8);
- отклоняющую систему (3);
- бункер (5) с желобом (7) и вибратором (6);
- вспомогательные устройства.
Такая установка предназначена для нанесения из испаряемого вещества
(11) покрытий на поверхность подложки (4).
Из бункера (5) испаряемый материал по желобу (7) поступает в тигель (9),
охлаждаемый водой (8).
Равномерное дозированное поступление сыпучего вещества достигается
вибрированием желоба с помощью вибратора (6).
Траектория (2) электронного луча в направлении испаряемого вещества
обеспечивается магнитной отклоняющей системой (3).
Применение отклоняющего магнитного поля позволяет располагать
электронную пушку в любом удобном месте.
В результате воздействия луча (2) вещество (11) испаряется, частицы
пара поднимаются вверх и тонким слоем оседают на поверхности под-
ложки (4).
Электронно-лучевая термообработка применяется для отжига мате-
риалов в вакууме с целью повышения их пластичности и очищения поверх-
ности от адсорбированных газов. Обработка заключается в локальном на-
греве обрабатываемого участка.
96
Шеховцов В.П,
Рис. 1.2-48. Схема испарительной ЭЛУ
Электронно-лучевая сварка является одним из самых распространенных
технологических применений электронного луча. Она производится с по-
мощью тонкого пучка электронов, который сфокусирован на стыке соеди-
няемых изделий и нагревает их до плавления.
Сварочный шов получается чистым, без примесей. Общее количество
энергии для расплавления материала меньше, чем при других видах сварки.
Это обусловлено высокой местной концентрацией энергии. Сварочный шов
представляет собой вытянутый клин с большим отношением длины к шири-
не (20 : 1) зоны расплавления.
Глубина проплавления зависит от скорости сварки и температуры пред-
варительного прогрева свариваемого металла.
Различают два основных типа ЭЛУ сварки:
- низковольтный (рабочее напряжение от 15 до 20 кВ),
- высоковольтные (рабочее ускоряющее напряжение около 200 кВ).
Сварочная ЭЛУ состоит из:
• электронной пушки с высоковольтным источником постоянного тока,
• сварочной вакуумной камеры с вакуумной насосной системой и КИП,
• вспомогательных устройств, для охлаждения, обеспечения движений и
подвода электроэнергии.
Сварочные ЭЛУ с особо острофокусированным лучом работают при ус-
коряющем напряжении от 70 до 100 кВ.
Конструктивные особенности ЭЛУ
Во всех случаях ЭЛУ включает два комплекса: энергетический и элек-
тромеханический.
Энергетический комплекс ЭЛУ в своем составе имеет:
- электронную пушку,
- систему электропитания,
- систему управления лучом.
Электронная пушка — это устройство, в котором исходящий (эмиссия)
из катода пучок электронов формируется в электрическом и магнитном по-
лях в луч, ускоряемый в электрическом поле, и, проходя через отверстие в
аноде, направляется на нагреваемый объект.
Многочисленное семейство ЭЛУ применяется для плавления. Плавиль-
ные ЭЛУ применяются, главным образом, для переплавки стали, молибдена,
ниобия и других тугоплавких и химически активных металлов. Их мощ-
ность составляет от 50 (для лабораторных условий) до 2000 кВт (промыш-
ленного назначения).
По способу формирования электронного луча различают:
- ЭЛУ с кольцевым катодом,
- ЭЛУ с радиальной пушкой,
- ЭЛУ с аксиальной пушкой. •
98
ЭЛУ с кольцевым катодом работают на ускоряющем напряжении от 5
до 15 кВ.
Достоинства:
- простота конструкции,
- высокая проводимость, что позволяет получить большие токи пучка
электронов при низком напряжении;
Недостатки:
- размещение катода в плавильной камере, где при газовыделении с по-
верхности ванны образуется зона повышенного давления;
- сниженная эмиссионная способность за счет оседания положительных
ионов на катоде;
- пониженный срок службы.
Недостатки привели к ограниченному применению таких ЭЛУ — толь-
ко для переплава металлов с малым выделением газов.
ЭЛУ с радиальной пушкой этим недостаткам подвержены меньше. В та-
ких установках вокруг электрода по радиусу установлено несколько катодов
и анодов с отверстиями. Электроны через отверстия проходят к концу рас-
плавляемого электрода и ванне. Анод отделен от расплавленного металла,
но потенциал один и тот же. Электронную пушку представляет собой сис-
тема анод—катод.
Радиальные пушки работают при относительно низком ускоряющем на-
пряжении около 15 кВ.
Для увеличения мощности всей ЭЛУ необходимо увеличить количество
радиальных пушек.
ЭЛУ с аксиальной пушкой в плавильных установках получили наи-
большее распространение. В отличие от радиальной пушки, аксиальная
пушка образует сильно сфокусированный электронный луч.
Плавильная ЭЛУ с аксиальной пушкой представлена на рис. 1.2-49.
ЭЛУ состоит из трех основных частей по своему назначению:
- катодной камеры, в которой размещены катоды (1, 2), анод (3) и токо-
подводы (12),
- лучепровода с магнитными линзами (9),
- плавильной камеры, в верхней части которой размещается переме-
щаемый расплавляемый электрод (4), а в нижней — кристаллизатор с
ванной (5) для расплава (7) и слитка (6), охлаждаемой охладителем (8).
Катод является одним из основных узлов электронной пушки. Катоды
изготовляются из тугоплавких металлов (ванадий, тантал, молибден), окси-
дов редкоземельных металлов (цирконий, лантан), интерметаллических со-
единений (гексаборид лантана). Металлические катоды прямого нагрева
применяются при небольших токах эмиссии (до 20 мА), а косвенного нагре-
ва — при больших токах (до 200 мА).
Основной катод (К) выполнен в виде массивной, вогнутой снизу пла-
стины из вольфрама. Его разогрев до 2200 °C осуществляется бомбардировкой
4*
99
Токоподводы
=
Основной
катод (К)
Вспомогательный
катод (К1)
Экран
Электронный луч (Л)
Газы
Газы
11
0
12
Магнитные линзы
(М)
Рис. 1.2-49. Схема плавильной ЭЛУ с аксиальной пушкой
i
я
электронами от вспомогательного катода (К1). Между катодами приклады-
вается напряжение от 3,5 до 5 кВ. Вокруг катода расположен молибденовый
экран (11), находящийся под тем же потенциалом.
Вспомогательный катод (К1) прямого нагрева выполнен из вольф-
рамовой спирали. Его потенциал отрицателен по отношению к основно-
100
му, поэтому основной катод (К) является «анодом» относительно вспо-
могательного.
Анод (А) предназначен для создания электрического поля фокусирую-
щего электронный пучок. Его форма обеспечивает такое электрическое поле
(между катодом и анодом), которое не только фокусирует, но и пропускает
(практически полностью) поток электронов через анодное отверстие.
Заданная сходимость электронного луча при электростатической фоку-
сировке обеспечивается подбором конфигурации катодного (К) и анодного (А)
электродов.
После прохождения «анода» электронный луч поступает в лучепровод,
соединяющий катодную камеру с плавильной.
Электронный луч (Л, 10) сформированный в катодной камере, продол-
жает движение в пространстве, где отсутствует электрическое поле. Так как
«Л» обладает объемным пространственным зарядом, а электроны при дви-
жении сталкиваются, происходит расфокусировка луча.
Повторно «Л» фокусируется магнитными линзами.
Магнитная линза (М, 9) представляет собой катушку с магнитопрово-
дом, получающую питание от выпрямителя. Напряжение должно быть ста-
билизированным и иметь минимальную пульсацию.
Из лучепровода электронный луч поступает в плавильную камеру, где
находится расплавляемый электрод.
Расплавляемый электрод (Э) горизонтального расположения может пе-
ремещаться, т.е. его можно вводить в зону действия электронного пучка и
выводить из нее.
Под действием электронов пучка «Э» расплавляется в торцевой части,
жидкий металл каплями стекает в ванну (5).
Часть электронов луча проходит мимо электрода и попадает в ванну на
поверхность расплава (7), поддерживая его в нагретом состоянии.
В нижней части плавильной камеры размещается кристаллизатор, в ко-
тором стекающий металл формируется в слиток (6). Перемещая электрод,
можно регулировать процесс плавки и температуру нагрева расплавленного
металла.
Газы, образующиеся в плавильной камере, не должны попадать в катод-
ную камеру. С этой целью организуется их отсос из плавильной камеры, из
лучепровода (основная зона защиты), из катодной камеры (в случае прорыва).
Электроснабжение ЭЛУ получают от высоковольтных источников пи-
тания постоянного тока. Они включают: повышающие трансформаторы и
высоковольтные выпрямители, собранные на тиратронах, селеновых эле-
ментах или кремниевых диодах.
На крупных ЭЛУ для стабилизации тока пучка применяются парамет-
рические источники тока.
Из всех видов электрических печей наиболее сложный комплекс элек-
тротехнического оборудования имеют ЭЛУ.
101
В системе электроснабжения ЭЛУ выделяются основные вспомогатель-
ные цепи.
К основным относятся
- цепи накала катода,
- цепи питания преобразователя постоянного тока,
- цепи, обеспечивающие работу вакуумной камеры, к которым относят-
ся цепи системы вакуумирования и контроля вакуума.
К вспомогательным относятся цепи фокусировки, отклонения и раз-
вертки электронного луча.
Цепи питания ЭЛУ и обеспечения вакуума должны работать надежно и
стабильно, так как от этого зависит качество переплавляемого металла.
Электромеханический комплекс ЭЛУ в своем составе имеет
- вакуумную (рабочую) камеру с вакуумной системой,
- систему позиционирования и перемещения заготовки,
- систему наблюдения за ходом технологического процесса,
- систему биологической защиты от рентгеновского излучения,
- вспомогательные системы и устройства.
Вакуумная камера является наиболее важным и сложным элементом,
обеспечивающим технологический процесс. Основные требования: герме-
тичность, прочность, жесткость, а материал должен быть поглотителем из-
лучения.
Вакуумная система предназначена для создания и поддержания в рабо-
чем объеме вакуума от 10"’ до 10 4 Па.
Система позиционирования и перемещения заготовки зависит от вы-
полняемой операции. Наиболее простая — вытягивание слитка, сложная —
при размерной обработке, где обеспечивается до 6 видов различных пере-
мещений с погрешностью позиционирования от 1 до 5 мкм.
Светолучевые установки (СЛУ) применяются в технологических про-
цессах обработки различных материалов любой твердости (металлы, алма-
зы, рубины и т. д.)
Сверление без возникновения в обрабатываемом изделии механических
напряжений и с очень большой точностью.
Особенностью лазерной установки является интенсивный локальный
разогрев, обрабатываемого материала.
Интенсивность нагрева определяется глубиной проникновения излуче-
ния в материал и толщиной слоя, прогретого за счет теплопроводности
S = y/at,
где 5 — глубина проникновения излучения, м; а — температуропроводность
материала, м2/с, t — длительность воздействия лазерного излучения, с.
Для металлов нагрев является поверхностным, если 6 4at.
Процесс взаимодействия лазерного излучения с материалом включает в
себя стадии:
102
- поглощения света с последующей передачей энергии тепловым коле-
банием решетки твердого тела;
- нагрева металла без разрушения, включая и плавление;
- разрушения материала испарением и выброс его расплавленной части;
- остывания после окончания воздействия.
Нагрев и плавление используется при термообработке и сварке, а тепло-
вое разрушение и выброс расплавленной части преобладает в процессах
резки и сверления отверстий.
Лазер — оптический квантовый генератор (ОКГ) является источником
энергии, генерирующим монохроматические волны оптического диапазона
под воздействием индуцированного (вынужденного) излучения.
К оптическому излучению относятся:
- рентгеновское (в диапазоне длин волн « Хр» от 10 12 до 10‘3 мкм),
- ультрафиолетовое (в диапазоне длин волн « Хуф » от 10"3 до 0,38 мкм),
- видимое (в диапазоне длин волн « А.,» от 0,38 до 0,77 мкм),
- инфракрасное (в диапазоне длин волн « А.им» от 0,77 до 103 мкм).
Примечание — Согласно рекомендациям Комитета научно-техни-
ческой терминологии РАН в оптическое излучение
включено также рентгеновское излучение, 1968 г.
Оптическим излучением (светом) называются электромагнитные волны
(электромагнитное излучение), длины которых в вакууме лежат в диапазоне
(границы условны) от 10’12 до 103 мкм.
Рентгеновское — это электромагнитное излучение, которое возникает
при взаимодействии заряженных частиц и фотонов с атомами вещества и
характеризуются длинами волн в вакууме указанного диапазона.
Ультрафиолетовое — это электромагнитное излучение с длинами волн
от 10"3 до 0,38 мкм.
Видимое — это электромагнитное излучение с видимого спектра дли-
нами волн.
Инфракрасное — это электромагнитное излучение, испускаемое нагре-
тыми телами волны, длина которых в вакууме от 0,77 до 10' мкм.
Мононхроматическая — это синусоидальная электромагнитная волна,
одной определенной частоты.
Электромагнитные волны — это возмущения электромагнитного поля,
распространяющиеся в пространстве.
По законам квантовой механики энергия относительного движения лю-
бой системы связанных частиц распределена по уровням. Весь набор допус-
тимых энергий (И7) называется энергетическим спектром системы.
Состояние любой из частиц может изменяться при ее взаимодействии с
электромагнитным полем (ЭМП) или с другими частицами.
В этом случае переход частицы с более высокого уровня энергии (1К)
на нижний (FTm) сопровождается излучением электромагнитных волн, энер-
гия которых (Av) определяется соотношением
103
hv^ = Wn-Wm,
где h — постоянная Планка, Дж • с (й = 6,62 • 10”34 Дж • с); vnm — резонанс-
ная частота электромагнитных волн, Гц.
Данная формула выражает закон сохранения энергии при взаимодейст-
вии фотонов с микрочастицами:
переходы между состояниями микрочастиц происходят только при
взаимодействии с фотонами резонансной частоты.
Процесс получения света представлен на энергетической диаграмме
системы частиц (рис. 1.2-50).
Между двумя энергетическими уровнями W\ и W2 возможны 3 типа оп-
тических процессов:
- спонтанное (самопроизвольное) излучение,
- поглощение,
- индуцированное (вынужденное) излучение.
Лазер работает по трехуровневой схеме ОКГ, отражающей состояние
атома: W\ — Wc — W2.
Нижний уровень (И^) соответствует основному состоянию атомов в
электромагнитном поле.
Находящиеся в состоянии покоя атомы этого уровня, возбуждаются под
действием испускаемых импульсной лампой фотонов и переходят на более
высокий энергетический уровень (W2).
Верхний уровень (1Г2) соответствует возбужденному состоянию атомов,
переход которых снова в основное состояние происходит не сразу, а через
промежуточное состояние.
Средний уровень (1ГС) соответствует метастабильному состоянию ато-
мов, который является определяющим в работе лазера. Атомы находятся в
этом состоянии до тех пор, пока не возникнут условия для перехода. При
переходе испускается фотон с длиной волны света, а лавинообразное нарас-
тание интенсивности в активной среде обеспечивает усиление лазерного
света.
Рис. 1.2-50. Энергетическая диаграмма системы частиц
104
Рис. 1.2-51. Принципиальная схема лазера с рубиновым стержнем
Принцип работы лазера можно рассмотреть на примере его конструк-
ции (рис. 1.2-51) с применением рубинового стержня.
Основными элементами лазера являются рубиновый стержень (1), раз-
рядная трубка (5) и отражатели (2, 3).
Рубиновый стержень предназначен для усиления светового потока и
представляет собой кристалл окиси алюминия (Л12Оз) с примесью 0,05 %
окиси хрома (Сг20з).
Разрядная трубка предназначена для облучения рубинового кристалла
светом и представляет собой мощную импульсную лампу, заполненную не-
оном или криптоном.
Отражатели предназначены для многократного отражения потока све-
товой энергии и частичного его пропускания (4) в одном направлении, пред-
ставляют собой сплошное (2) и полупрозрачное (3) зеркала.
Принцип действия.
При вспышке разрядной трубки (5), подключенной к источнику пита-
ния, возбуждается активный элемент лазера — рубиновый стержень (I).
Атомы хрома, находящиеся в состоянии покоя на нижнем энергетиче-
ском уровне, под действием испускаемых импульсной лампой фотонов пе-
реходят на более высокий энергетический уровень.
После поглощения импульса света возбужденные атомы хрома через
промежуточное состояние переходят на более низкий уровень, при этом из-
лучая избыток энергии в виде электромагнитных колебаний.
Часть излучаемой атомами энергии рассеивается наружу через стенки стерж-
ня, а другая часть в виде фотонов направлена по оси стержня в обе стороны.
Направленные фотоны по пути своего движения вызывают цепную ре-
акцию образования новых фотонов, взаимодействуя с находящимися в
стержне возбужденными атомами.
105
Возникший поток световой энергии многократно отразившись от отража-
телей, установленных на концах рубинового стержня, лавинообразно нарастает
после каждого отражения. В итоге — мощный световой поток в виде светового
когерентного излучения выходит через полупрозрачное зеркало (3).
Когерентное — это излучение с одной частотой, одного направления и
с одинаковыми фазами (или постоянной разностью фаз).
Если на пути этого светового потока поставить фокусирующее световое
устройство (линзу), то всю энергию потока можно сфокусировать на очень
маленькой площади.
Наименьший технически возможный диаметр площадки, на которой
можно сфокусировать монохроматическое излучение, равен длине его вол-
ны «А.» при условии
D = 2,26F,
где D — диаметр входного отверстия объектива, F— фокусное расстояние.
Структурная схема промышленной
лазерной установки (рис. 1.2-52)
Установки светолучевой обработки имеют мощность непрерывного из-
лучения до нескольких «сотен кВТ» и энергию непрерывного импульса до
нескольких «сотен джоулей».
Их недостатки (большие габариты, сложность изготовления и эксплуа-
тации), в достаточной степени, компенсируются технологическими досто-
инствами, определяющими промышленное применение лазеров.
К таким достоинствам относятся:
- возможность передачи энергии на расстояние в виде светового луча в
любой оптически прозрачной среде,
- отсутствие механического и электрического контакта с обрабатывае-
мым изделием,
- наличие высокой концентрации энергии в месте нагрева,
- возможность плавного регулирования лучистого потока изменением
фокусировки луча,
- возможность получения импульса энергии длительности (до 10'9 с) и
непрерывного излучения.
В зависимости от назначения СЛУ состав оборудования может разли-
чаться. Представление об основном из них дает структурная схема промыш-
ленной лазерной установки.
Лазерная головка (1) является технологическим генератором когерент-
ного излучения, в основном газовым или твердотельным. Предназначена
для создания луча световой энергии заданной мощности излучения.
Оптическая система (3) предназначена для формирования луча с по-
мощью системы линз и обеспечения необходимой концентрации энергии в
месте нагрева.
106
Предметный столик (5) предназначен для размещения обрабатываемо-
го изделия (4) и обеспечения его перемещения в соответствии с программой
системы программного управления (6).
Система управления (8) предназначена для ввода в работу установки
и автоматического регулирования рабочего процесса. Состав элементов
107
САР определяется режимом работы лазера (непрерывным или импульс-
ным).
Емкостный накопитель (11) совместно с зарядным устройством (12)
обеспечивают преобразование и передачу энергии от внешнего источни-
ка к лазерному элементу с помощью электрического разряда (для газовых
лазеров).
Блок поджига (10) предназначен для мгновенного отпирания оптическо-
го резонатора (усилителя) накопившего энергию. Благодаря этому создается
импульс лазерного излучения до 104 раз увеличенной мощности и до 106 раз
уменьшенной длительности.
Стабилизация энергии излучения обеспечивается через обратную связь
от датчика энергии излучения (2) на выходе лазера и систему стабилизации
(7), с которой корректирующий сигнал поступает в систему управления (8).
В конечном итоге система управления вырабатывает сигналы на фор-
мирование импульса излучения установленной мощности и длительности,
реагируя на сигналы программного устройства и обратной связи.
Система охлаждения (9) предназначена для охлаждения разрядной
трубки лазера водой.
В промышленных ЭЛУ наибольшее применение нашли лазеры твердо-
тельные с оптическим возбуждением и газовые, так как можно получить
большие мощности энергии луча.
Твердотельные лазеры (рис. 1.2-53) дают излучение в красной и близ-
кой инфракрасной областях спектра.
В лазерах этого типа излучателем (активным элементом) является твер-
дое тело (стержень). Стержень (1), изготовленный из рабочего вещества,
помещен между двумя зеркалами (отражателями).
Рис. 1.2-53. Принципиальная схема твердотельного лазера
108
Темный отражатель (6) полностью отражает падающие на него лучи,
полупрозрачный (2) — частично отражает и частично пропускает.
В качестве рабочих лазерных веществ наиболее распространены
искусственные монокристаллы:
- рубин, активированный трехвалентными ионами хрома (Сг3*);
- гранат иттрий-алюминиевый, активированный трехвалентными иона-
ми неодима (Nd3*), а также неодимовые стекла.
Возбуждение осуществляется лампой-вспышкой (4), которая получает
питание от высоковольтного импульсного источника (5).
Лампа помещается внутри отражающего корпуса (3), имеющего форму эл-
липса в поперечном сечении, в его фокусах. Такое размещение лампы и стерж-
ня создает наилучшие условия равномерного освещения активного элемента.
Если нагрев достигнет предельных значений температуры, то возможно
прекращение когерентного излучения и даже разрушение стержня из-за воз-
никновения в нем термических напряжений.
Поэтому большинство твердотельных лазеров охлаждается водой, воз-
духом или жидким азотом.
Такие лазеры работают, обычно, в импульсном режиме. Длительность
импульса определяется индуктивностью и емкостью импульсной цепи и на-
ходится в пределах от 0,1 до 10 мс при мощности излучения от 102 до 106 Вт.
Частота импульсов зависит, в основном, от условий охлаждения и ха-
рактеристик импульсной лампы и достигает 600 импульсов в минуту.
КПД твердотельных лазеров не высок (от 1 до 6 %), так как часть под-
водимой энергии расходуется на нагрев.
Газовые лазеры (рис. 1.2-54) имеют рабочий диапазон мощностей от 1О'
до 109 Вт, создавая ихпучение с диапазоном длин волн от 0,1 до 1,2 мкм.
К этой группе относятся лазеры, работающие на углекислом газе.
Основным элементом является газоразрядная трубка (1), заполненная
газом, с двумя электродами (2 и 5) на концах.
В качестве активного газа применяется углекислый газ с добавкой азота
и гелия для повышения эффективности.
Энергетический процесс осуществляется на возбужденных молекулах
азота в инфракрасной области излучения.
Питание к электродам (2 и 5) подводится от высоковольтного импульс-
ного источника (4).
Молекулярный азот хорошо накапливает энергию возбуждения и в про-
цессе неупругих столкновений легко передает ее молекулам СОг.
Добавка гелия (Не) облегчает условия возникновения разряда и охлаж-
дает его благодаря своей высокой теплопроводности, а также способствует
переходу молекул СОг с нижних уровней на высокие.
Возникающее излучение выводится через окно (3) из материала, пропус-
кающего инфракрасные лучи. Такими материалами могут быть кристалличе-
ские бромиды калия (КВг), хлористого натрия (NaCl) или германия (Ge).
109
Рис. 1.2-54. Принципиальная схема газового лазера
Активный элемент молекулярных лазеров на СО2 может быть выполнен
в двух вариантах:
- с прокачкой газа вдоль трубки, как показано на рисунке;
- с прокачкой газа поперек трубки.
Давление газа от 0,1 до 102 кПа. Повышение давления позволяет сокра-
тить длину оптически активного участка.
Продольно-прокачные лазеры обеспечивают мощность, снимаемую с 1 м
длины резонатора не более 50 Вт.
Для получения большой мощности применяют многотрубные резонато-
ры или большой длины.
В многотрубных системах луч с помощью зеркал последовательно на-
правляется через все трубы. Охлаждение через теплообменник (6) водой,
воздухом или жидким азотом.
Поперечно-прокачные лазеры обеспечивают мощность с 1 см3 газа до
16 Вт. Расход газовой смеси через разрядную камеру составляет от 2 до 3 м3/с.
Газ предварительно охлаждается в теплообменнике. Давление газа — около
102 кПа.
Энергетический разряд осуществляется между анодной плитой и сек-
ционированным катодом. Такие лазеры работают в непрерывном режиме
генерации.
Газовые лазеры могут работать как в непрерывном, так и в импульсном
режиме. Их излучение обладает наименьшими углами расхождения, наи-
большей монохроматичностью и стабильностью частоты.
КПД наиболее высокий — от 5 до 20 %.
110
I
Область применения СЛУ чрезвычайно разнообразна и определяется
свойствами луча.
Применение твердотельных лазеров на базе рубина, иттрий-
алюминиевого граната (НАГ) и неодимового стекла позволило создать ряд
промышленных установок типа:
- «СЛС», для точечной сварки металлов толщиной до 0,3 мм;
- «Квант», для шовной сварки металлов;
- «Корунд», для сверления часовых камней и др.
Применение газовых лазеров на СО: позволило создать установки типа:
- «Катунь», для многоцелевых операций (резка, сварка материалов и
т.п.);
- «УПР», для подгонки толстопленочных резисторов, и т.д.
1.3. Электрохимические и электрофизические установки
В основе работы установок этой группы лежит электрохимическое дей-
ствие тока.
На этом принципе созданы следующие типы установок:
• электролизные,
• электрохимические,
• электроэрозионные,
• электрохимико-механические.
1.3.1. Электролизные установки
Электролиз — это явление выделения вещества на электродах при про-
хождении через электролит тока, процессы окисления и
восстановления на электродах, сопровождающиеся при-
обретением или потерей частицами вещества электронов.
Электролизер — это ванна, в которой процесс идет с поглощением
электрической энергии.
Принцип действия можно рассмотреть на схеме электролизера с анод-
ным растворением и катодным осаждением (рис. 1.3-1).
Основными элементами установки являются: электролит (1), электроды (2)
и источник питания (3).
Напряжение на электролизной ванне (СТ) состоит из трех составляющих
С/= С^ + С7ак+СТ„
где U] — напряжениие электрохимического разложения вещества, СТак —
приэлектродное напряжение (на аноде и катоде), СТ, — напряжение в элек-
тролите.
Ill
Рис. 1.3-1. Схема электролизной установки
Мощность, выделяющая в электролизной ванне (Рл), определяется вы-
ражением
=/([/,+и,+17,+^),
где I — ток в ванне, A, C/g, — падение напряжения на аноде и катоде, В;
/ — расстояние между электродами, м; о — удельная проводимость элек-
тролита, 1/(Ом • м).
Только часть этой мощности ( Z67,) расходуется на разложение вещест-
ва. Остальная мощность идет на нагрев электролита и транспортировку ио-
нов через раствор.
Эффективность электролизного процесса оценивается выходом по
энергии (Лэ, %)
А^ = а—102,
U
где a — электрохимический эквивалент вещества; Аг — выход металла по
току, г/Дж; U— напряжение на электролизере, В.
Выход металла по току — это количество металла (г), выделяемое на
единицу затраченной энергии (Дж).
Интенсивность процесса определяется электродной плотностью тока
(/„ Мм1)
J' = S'
где I — ток, A; S'— площадь погруженной в электролит части электрода, м .
112
Около поверхности электродов образуется двойной электрический слой,
который противодействует подходу и выходу ионов. Для ослабления проти-
водействия применяются:
- циркуляция электролита, для выравнивания температуры;
- вибрация электродов;
- импульсный источник питания.
В промышленности электролиз металлов и исходная среда определяют-
ся электрическим потенциалом выделяемого металла.
Металлы с положительным потенциалом выделяют из твердой черновой
основы путем ее растворения (например, медь с потенциалом «+0,34 В»).
Металлы с отрицательным потенциалом больше «-1» выделяют из рас-
творов их солей (например, цинк с потенциалом «-0,76 В»),
Металлы с отрицательным потенциалом меньше «-1» выделяют из рас-
плавов их солей (например, алюминий с потенциалом «-1,43»).
Примечание — Потенциалы металлов определены по отношению к «водо-
роду», у которого электрический потенциал равен «нулю».
Электролиз меди применяется для получения чистой электролитиче-
ской меди из черновой (полученной после плавки в печах) и для извлечения
ценных металлов, находящихся в ней.
Процесс ведется в электролизных ваннах.
Анодом является литая черновая медь в виде плит толщиной 35...45 мм
и массой около 300 кг.
Катодом является электролитическая (чистая) медь в виде пластин тол-
щиной 0,6...0,7 мм, подвешенных на ушках между анодами. Расстояние ме-
жду соседними анодами и катодами 35...40 мм.
Электролитом, которым заполняется ванна, является водный раствор
медного купороса (CuSO4), подкисленный серной кислотой (H2SO4) для
уменьшения сопротивления.
Процесс идет следующим образом:
на аноде
на катоде
в ванне
Си — 2е —♦ Си+\
Си + 2е —► Си,
CuSO4 5 Си** + SO4",
H2SO4 ±5 2Н++ SO4",
Н2О 5 Н+ + ОН’.
При пропускании через ванну электрического тока черновая медь ано-
дов растворяется, чистая медь осаждается на катодах, а благородные метал-
лы (некоторые примеси тоже) выпадают в осадок или переходят в раствор
(например, никель).
Процесс характеризуется следующими показателями:
- начальное напряжение Uo = 0,3...0,35 В;
- плотность тока электродная j, = 180.. .270 А/м2;
- выход по току фактический АТ = 92...98 %;
113
- удельный расход электроэнергии №уд = 200...379 кВт • ч/т;
- температура электролита поддерживается Т= 60 °C.
В целях выравнивания концентрации ионов меди у электродов и обес-
печения необходимой температуры применяется прямая циркуляция элек-
тролита, который подается снизу и сливается сверху ванны.
Электролиз цинка применяется для получения высококачественного
цинка (Zn) из водных растворов его солей.
Катодом являются алюминиевые пластины толщиной 4 мм. Анодом яв-
ляются свинцовые пластины толщиной 5...8 мм, с добавкой 1 % серебра для
снижения коррозии.
Электролитом является 5...6 % водный раствор сернокислого цинка
(ZnSO4) и серной кислоты (H2SO4). Во время электролиза на катоде осажда-
ется металлический цинк (Zn), который периодически снимают.
На аноде выделяется газообразный водород (Н), а в растворе образуется
серная кислота (H2SO4).
Процесс идет следующим образом:
на аноде
на катоде
в ванне
Znt+ + 2е —♦ Zn,
Н2О - 2е — 2Н* + 0,502,
ZnSO4 + Н2О ±5 H2SO4 + 0,5О2.
Процесс характеризуется следующими показателями:
- плотность тока электроднаяуэ = 400...600 А/м2;
- выход по току фактический Аг = 88...94 %;
- удельный расход электроэнергии Wya = 3500 кВт • ч/т чистого цинка;
- температура электролита Г = 40 °C.
Снятие цинка с катодов производится до 2 раз в сутки, затем его про-
мывают, формуют в пакеты и переплавляют в печах.
В процессе электролиза износ катодов составляет около 1,5 кг/т цинка, а
анодов — 0,8... 1,5 кг/т цинка.
Резкое повышение падения напряжения на ванне (до 3,3...3,6 В) указы-
вает на необходимость очистки анодов от шлама.
Такая необходимость очистки анодов — один раз в 20...25 дней, а като-
дов — один раз в 10 дней.
Шлам удаляется через отверстие в дне ванны.
В электролизном цехе ванны устанавливают рядом длинными бортами
по 20...30 штук и соединяют в один блок.
Для поддержания заданной температуры ванны охлаждаются водой, по-
даваемой по алюминиевым или углеродистым змеевикам.
Для снижения выделения водорода на катоде в раствор добавляют по-
верхностно-активные вещества.
Электролиз алюминия применяется для получения качественного алю-1
миния (AI) из расплавленных солей путем электролиза.
Анодом является угольный электрод, который расходуется в процесс^
электролиза, так как находится в сильно агрессивной среде. м
114
Анод подвешивается на подвижной раме, которая автоматически пере-
мещается по металлоконструкциям печи. Управляющим сигналом является
потеря напряжения в электролите.
Электролитом является раствор оксида алюминия (AI2O3) в расплавлен-
ном криолите (NajAlFe). Присутствие фтора (F6) придает среде высокую аг-
рессивность.
Катодом являются подовые блоки печи.
Ток к ванне подводится с двух сторон.
К аноду — по пакетам алюминиевых шин, по гибким медным токопро-
водам, по стальным штырям.
К катоду — по специальным токопроводам (блюмсам).
Размеры анода определяются заданной мощностью ванны и допустимой
плотностью тока.
Процесс характеризуется следующими показателями:
- плотность тока электроднаяуэ = 0,65... 1 А/см2;
- удельный расход электроэнергии Wya = 16000 КВт • ч/т;
- нормальное напряжение одной ванны U= 4,2...4,5 В;
- сила тока при работе I- 40...250 кА в зависимости от мощности.
Электролизеры объединяют в серию из 160... 170 шт., причем 4...5 из
них являются резервными.
Выливают металл из ванны вакуум-ковшами.
Вылитый из ванн алюминий поступает в миксеры литейного корпуса,
где он после усреднения и отстаивания разливается в слитки.
ЭО электролизных производств. Питание электролизных установок по-
стоянным током осуществляется от генераторов постоянного тока или по-
лупроводниковых выпрямительных агрегатов, преобразующих переменный
ток промышленной частоты в постоянный (выпрямленный).
Наибольшее распространение получили выпрямительные агрегаты,
имеющие КПД 97...98 %.
Преобразовательная подстанция (ППС) состоит из:
- распределительного устройства (РУ) переменного тока;
- силовых трансформаторов с регулированием напряжения;
- полупроводниковых агрегатов;
- РУ постоянного тока;
- потребителей собственных нужд.
Силовые трансформаторы (трехфазные) имеют устройство регулиро-
вания напряжения на стороне ВН (ПБВ — переключение без возбуждения
или РПН — регулирование под нагрузкой).
Количество вторичных обмоток определяется числом блоков с полу-
проводниковыми вентилями.
Обмотку ВН выполняют из алюминиевой ленты или проволоки, а об-
мотки НН — из алюминиевой ленты, ширина которой соответствует длине
магнитного сердечника.
115
Охлаждающая среда — силиконовое масло.
Наибольшая глубина регулирования необходима при пуске электролиз-
ных установок.
Для этой цели установлено устройство переключения сетевой обмотки
со «звезды» на «треугольник», обеспечивающее плавность пуска.
Нередко для изменения коэффициента трансформации применяют
трехфазный автотрансформатор, который устанавливается перед силовым
трансформатором и имеет такую же проходную мощность.
Обычно грубое регулирование осуществляется ступенями (ПБВ), внут-
ри которых плавное регулирование (РПН).
Выпрямительные агрегаты выполняются с неуправляемыми и управ-
ляемыми вентилями.
Структурная схема выпрямительного агрегата
с неуправляемыми вентилями (рис. 1.3-2)
Основные элементы схемы:
• Т — силовой трансформатор с ПБВ, имеющий 4 вторичных обмотки,
две из которых соединены «треугольником», а две — «звездой».
• БВ — блоки вентильные в количестве 4 штук, выполненные по шес-
тифазной мостовой схеме Ларионова.
• ДрН — дроссели насыщения в количестве 4 комплектов для плавного
регулирования напряжения. Каждый комплект состоит из 6 однофаз-
ных дросселей.
Рис. 1.3-2. Структурная схема выпрямительного агрегата с неуправляемыми вентилями ’
116
• ДрУ — дроссели уравнительные, для равномерного распределения
токов между БВ, т.к. напряжение обмоток, соединенных в «треуголь-
ник» на 1 % больше обмоток соединенных в «звезду».
• ВАБ — выключатели автоматические быстродействующие, катод-
ные. Используются для защиты полупроводниковых преобразовате-
лей при параллельной работе их на сборные щиты в случае внутрен-
него повреждения.
• Шинопроводы — для подведения тока к электролизным ваннам. Шино-
проводы собраны в пакеты из отдельных прямоугольных шин, выпол-
ненных из алюминия или меди, если алюминиевый непригоден вследст-
вие его малой антикоррозийной стойкости. Сечение шинопровода опре-
деляется по экономической плотности тока, которая принимается:
У» = 0,3...0,4 А/мм2 (для алюминиевых шин),
уж = 1... 1,3 А/мм2 (для медных шин),
у’эк = 0,15...0,2 А/мм2 (для стальных и чугунных шин).
Допустимый нагрев шин не более 70 °C, а допустимая потеря напря-
жения — не более 3 %. Так как рабочие токи электролизных ванн ве-
лики, сечение тоже большое — до 15 дм2. Шинопроводы больших се-
чений, собранные из прямоугольных шин, должны иметь для охлаж-
дения зазоры, равные толщине шин. Для компенсации удлинения при
нагреве на прямоугольных участках шинопровода через 20...25 м мон-
тируются температурные компенсаторы из гибких шин. Подводящие
шинопроводы прокладываются на эстакадах, а между ваннами — в
шинных каналах, закрытых железобетонными плитами.
Схема выпрямительного тиристорного агрегата (рис. 1.3-3)
Основные элементы схемы
• Т1...ТЗ — однофазные трансформаторы. Первичные обмотки их со-
единены в «звезду» через тиристоры, которые предназначены для
. плавного регулирования переменного тока. Вторичные обмотки
трансформаторов соединены по схеме двойной трехфазной «звезды».
• БВ — блок вентилей неуправляемых, анодных, подключенных к вто-
ричным обмоткам трансформаторов.
• ДТ и ДН — датчики тока и напряжения.
• РТ и PH — регуляторы тока и напряжения.
• СИФУ — система импульсно-фазового управления тиристорами.
В агрегате применена двухконтурная система регулирования:
- внутренний контур — токовый,
- внешний контур — напряжения.
Регулятор тока (РТ) подключен к входу СИФУ тиристорами, а регуля-
тор напряжения (PH) — к нагрузке.
117
Рис. 1.3-3. Схема выпрямительного тиристорного агрегата
В нормальном режиме PH находится в насыщенном состоянии, а при
увеличении напряжения на нагрузке выше заданного уровня корректирует
суммарное значение выпрямленного тока.
Сигналы от ДТ и ДН поступают на РТ и PH соответственно, где сравни-
ваются с опорными сигналами, соответствующими заданному значению.
Суммарный сигнал отклонения поступает на СИФУ тиристорами, кото-
рая вырабатывает управляющий сигнал для тиристоров, обеспечивающий
их незначительное открытие или закрытие.
Результатом регулирования является установившеесе значение выпрям-
ленного тока в соответствии с заданным.
1.3.2. Электрохимические установки
Установки электрохимической обработки в электролите
Электрохимическими способами обработки материалов условно приня-
то называть группу новых методов электротехнологии, которые применяют-
ся для удаления материала с обрабатываемой поверхности, его переноса,
формообразования деталей или структурных преобразований, осуществляе-
мых с помощью электрической энергии, вводимой непосредственно в зону
обработки.
Наиболее распространен процесс анодного растворения, т.е. перехода
металла, помещаемого в электролизер в качестве анода, из металлического
состояния в различные неметаллические соединения.
Процесс идет следующим образом:
118
Me0 - ле —♦ Мел+;
Me"4 + wR" — Me(R)„ или Me"* + иОН’ — Me(OH)„.
В начале металл анода отдает «л» электронов и переходит в ионное со-
стояние.
Затем образуются различные соединения, состав которых зависит от
продуктов электролиза или состава электролита.
Если это растворы кислот, то присутствует кислотный остаток «R» (на-
пример, SO42-, СГ и так далее), а результатом соединения будет соль кисло-
ты (растворима).
Если это нейтральный или щелочной раствор, то присутствует гидро-
ксильная группа «ОН», а результатом соединения будет гидрат оксида ме-
талла, практически не растворяемого в электролите (выпадает в осадок).
Для удаления осадка из зоны обработки повышают скорость движения
электролита, увеличивают плотность тока (до «сотен» А/см2).
В кислых растворах продукты реакции растворимы, поэтому обработка
производится при малой плотности тока (2...3 А/см2) и медленном переме-
шивании электролита.
В связи с этим возможны 2 вида обработки:
- электрохимическая обработка при невысокой плотности тока в ста-
ционарном электролите,
- электрохимическая обработка при высокой плотности тока в проточ-
ном электролите.
Установка ЭХО в стационарном электролите (рис. 1.3-4) применяется
для наиболее типичной операции — электролитическое шлифование или
полирование.
Рис. 1.3-4. Схема ЭХО в стационарном электролите
119
Принцип действия установки состоит в следующем.
При прохождении тока по цепи: источник (1) — амперметр (А) — анод
(5) — электролит (3) — катод (8) — регулятор тока (2) — источник (1)
происходят электрохимические процессы.
Поверхность анода (5) растворяется, образуются продукты растворения (6),
они задерживаются в углублениях детали, изолируя прохождение тока по
всей поверхности. Силовые линии (7) сосредоточиваются на незащищенных
поверхностях анода.
Выступы растворяются быстрее впадин, в результате чего происходит
сглаживание поверхности изделия — ее полирование.
Установка ЭХО в проточном электролите (рис. 1.3-5) предназначена
для копирования формы путем анодного растворения.
Принцип действия установки состоит в следующем.
Обрабатываемую деталь (1) устанавливают относительно электрода-
инструмента (2) с зазором, через который прокачивается электролит.
Деталь подключена к положительному полюсу и является анодом, а
катодом является электрод-инструмент (2).
При прохождении электрического тока по цепи электрод-инструмент (2) —
электролит-деталь (1) последняя растворяется, принимая форму электрода-
инструмента. Растворение происходит быстрее там, где зазор меньше.
Кроме этого, электрохимическим способом можно производить следую-
щие операции.
• Очистка поверхности металла анодным травлением от оксидов, ржавчин,
жировых пленок и других загрязнений путем анодного растворения.
• Заострение и затачивание режущего инструмента, изготовление игл из
цилиндрических прутков путем создания на острие повышенной
плотности тока.
• Профилирование металлических заготовок путем анодного растворе-
ния частей заготовки, помещенной внутрь катода.
• Гравирование и маркирование по металлу путем анодного растворения
открытых участков металла (участки, не требующие растворения
покрывают изолирующим составом).
Рис. 1.3-5. Схема ЭХО в проточном электролите
120
• Изготовление сеток (аналогично гравированию).
• Изготовление листового металла малой толщины путем анодного
растворения.
Установки для нанесения металлопокрытий н анодирования
Гальванотехника — это процесс нанесения металлопокрытий на поверх-
ность изделий методом электролиза.
Гальванотехника разделяется на гальваностегию и гальванопластику.
Гальваностегия — это электрохимический процесс нанесения металлов
на металлические изделия с целью повышения их механической прочности,
антикоррозийных свойств и улучшение декоративных качеств.
Гальванопластика — это электрохимический процесс нанесения метал-
лов на шаблоны, применяемые при изготовлении штампов различных
изделий. При нанесении металла предварительно основу покрывают слоем
графита, чтобы поверхность стала электропроводной.
Анодирование — это процесс получения оксидных антикоррозийных
покрытий на поверхности металлических изделий путем их анодной обра-
ботки в соответствующих растворах.
Оно широко применяется для защиты от коррозии изделий из алюми-
ния, магния и их сплавов.
Нанесение металлопокрытий производится в ванной с электролитом.
Анодные и катодные шины подключены к источнику постоянного тока.
На катодные шины подвешивают изделия, а на анодные — пластины
металла, которым покрывается изделие.
Электролит подогревается циркулирующей по змеевику горячей водой.
ЭО установок ЭХО
Электрохимическая обработка, основанная на анодном растворении, ве-
дется на постоянном, импульсном, пульсирующем токе.
Источники питания (ИП) преобразуют электрическую энергию про-
мышленной частоты в энергию, необходимую для ЭХО. ’
В качестве ИП, в основном, используются полупроводниковые выпря-
мители, регулирующими элементами в которых являются тиристоры.
Структурная схема ИП установок ЭХО (рис. 1.3-6) дает представление
о составе ЭО и принципе регулирования.
Сетевое питание (3 ~ 380 В, 50 Гц) подается через автоматический вы-
ключатель (АВ), главные контакты контактора (К), датчик тока (ДТ) на си-
ловой трансформатор (Т).
Пониженное напряжение с трансформатора (Т) поступает на блок тири-
сторов (БТ) и далее уже выпрямленное к межэлектродному промежутку
(МЭП).
121
3 ~ 380 В, 50 Гц
Рис. 1.3-6. Структурная схема источника питания установок ЭХО
Система управления тиристорами (СУТ) вырабатывает сигнал, позво-
ляющий получить различную форму выпрямленного тока и напряжения.
Система реверсирования (СР) обусловливает смену полярности ИП.
Система автоматического регулирования (САР) предназначена для ста-
билизации тока и напряжения в МЭП при нормальном технологическом
процессе.
Исполнительным органом САР является магнитный (МУ) усилитель,
обмотки управления которого воспринимают сигналы ДТ, МЭП и опорного
напряжения.
Результирующий сигнал управления с выхода МУ поступает в СУТ.
При нарушении нормального режима работы сигнал ДТ поступает в
САР, что приводит к запиранию тиристоров, и в систему защиты и сигнали-
зации (СЗС) на отключение источника от сети.
Для получения токов выше 600 А применяются ИП с тиристорами двух
вариантов.
Вариант 1 (рис. 1.3-7) для получения жесткой внешней характери-
стики ИП.
В этом случае блок тиристоров (БТ) управления включается в начало
первичной обмотки силового трансформатора (Т), а вторичная обмотка под-
ключена к выпрямителю (В).
ДР
Рис. 1.3-7. Источник питания, вариант I
Н
IV.
122
Рис. 1.3-8. Источник питания, вариант 2
Для управления тиристорами сигнал обратной связи поступает в виде
выходного напряжения с МЭП на блок управления тиристорами (БУТ).
Вариант 2 (рис. 1.3-8) для получения крутопадающей характеристи-
ки ИП.
В этом случае БТ включается в конец первичной обмотки по трехфаз-
ной мостовой схеме, а управляющий сигнал в БУТ поступает с резистора R.
Крутизна внешней характеристики определяется обратной связью по току и
напряжению.
Дроссели (Др) предназначены для уменьшения пульсаций рабочего тока.
1.3.3. Электроэрозионные установки
Общая характеристика и физические основы процесса.
Электроэрозионная обработка (ЭЭО) — это непосредственное исполь-
зование теплового эффекта электрической энергии для размерной обработки
металлов с высокими механическими свойствами.
Она основана на эффекте расплавления и испарения микрочастиц мате-
риала под действием импульсов электрической энергии, выделяемой между
электродом-инструментом и деталью, погруженными в жидкую непроводя-
щую среду.
Таким способом можно обрабатывать токопроводящие материалы лю-
бой механической прочности, вязкости, хрупкости и получать изделия слож-
ных форм, выполнять операции, не выполняемые другими методами.
При ЭЭО в межэлектродном пространстве (МЭП) поэтапно происходят
следующие физические процессы (рис. 1.3-9).
- При достижении пробивного напряжения (t/np) между электродом-
деталью (1) и электродом-инструментом (2) происходит пробой. В ре-
123
Рис. 1.3-9. Этапы процесса в МЭП при ЭЭО
зультате этого (длительность этой фазы 10"9... 10"’ с) образуется канал
сквозной проводимости, и сопротивление МЭП снижается от несколь-
ких МОм до долей Ом.
- Через канал проводимости (3) в виде импульса выделяется электриче-
ская энергия, накопленная в источнике питания. При этом происходит
электрический разряд (длительность этой фазы 1 О'6...104 с), который
проходит искровую и дуговую стадии. Высокая концентрация энергии в
зоне разряда и приэлектродных областях создает высокие температуры,
что приводит к образованию парогазовой полости (5). В приэлектрод-
ных областях на поверхности их плавится и испаряется металл.
- В результате повышения давления капли жидкого металла (4) выбра-
сываются из зоны разряда и застывают в окружающей электроды
жидкости в виде мелких сферических частиц (6).
После пробоя электрическая прочность МЭП восстанавливается. Сле-
дующий разряд возникает в другом месте между неровностями поверхно-
стей электродов. Электрод-инструмент получает возможность внедряться в
обрабатываемую деталь.
В процессе ЭЭО материалов могут изнашиваться оба электрода. Для со-
хранения электрода-инструмента подбирают пару металлов таким образом,
чтобы инструмент не разрушался. Подбирается режим работы источника
питания и его параметры, чтобы инструмент оставался целым.
Эффект ЭЭО во многом определяется параметрами импульсов (рис. 1.3-10).
124
Так как МЭП имеет малое сопротивление, то амплитуда тока в импульсе
достигает нескольких миллионов «А», скорость нарастания тока — до 108 А/с.
При этом плотность тока составляет Ю10 А/см2, а давление в зоне разря-
да достигает 10s Н/м2.
В составе импульса различают две стадии:
- рабочую, с импульсом прямой полярности (т„р) и
- холостую, С импульсом обратной полярности (Тобр)-
Прямой полярностью импульса считается та его часть, которая вызыва-
ет наибольшее разрушение обрабатываемой детали. Она изображается над
осью абсцисс независимо от истинной полярности.
Часть импульса, вызывающая разрушение электрода-инструмента, называ-
ется обратной полярностью импульса и изображается под осью абсцисс.
Униполярные импульсы — это импульсы, разрушающие только изделие.
Периодом (Т) импульса называется величина, обратная частоте (/„) им-
пульса, т.е. Т = —.
-/и
Период состоит из длительности импульса (ти) и паузы между импуль-
сами (тп).
Скважностью импульса называется отношение периода импульса к его
Т
длительности, т.е. q = —.
Ти
Крутизной импульса (5И) называется скорость нарастания тока (dilch),
определяемая углом наклона касательной к кривой фронта импульса (ц/), т.е.
5И = tg ц/.
Генераторы импульсов
Для нормального хода процесса размерной ЭЭО необходимо, чтобы че-
рез МЭП проходил стабильно поддерживаемый импульсный ток и исклю-
чался переход импульсного разряда в непрерывный дуговой разряд.
Формирование импульсов тока осуществляется с помощью специаль-
ных генераторов импульсов (ГИ).
Наиболее типичные ГИ применяются трех видов: релаксационные, ма-
шинные и статические (на транзисторах или тиристорах).
Релаксационные ГИ (рис. 1.3-11). Такие ГИ содержат накопители энергии.
Электрическая энергия в накопителе может запасаться в виде электрического
поля конденсатора или электромагнитного поля индуктивной катушки.
RC-генератор состоит из последовательно соединенных источника пи-
тания (G), коммутатора (К), токоограничивающего сопротивления (R) и на-
копительного конденсатора (С), подключенного к МЭП.
Емкостный накопитель (С) заряжается через токоограничивающее со-
противление (R), благодаря чему /мр меньше /нмп- К концу заряда напряже-
ния на емкости (£7С) и на источнике питания ((/ип) будут равны. Разрядка
происходит в течение времени
125
R
R
L
Рис. 1.3-11. Схемы релаксационных генераторов
Т
При большой скважности импульсов среднее значение разрядного тока
во время прохождения импульса т„ в п раз больше тока зарядки, поэтому
емкостный накопитель является, по существу, трансформатором тока.
Процесс повторяется с частотой, зависящей от параметров схемы. Регу-
лирование частоты следования и параметров импульсов осуществляется
путем изменения емкости конденсатора (С).
RC-генератор дает импульсы большой частоты (до 200 Гц) и скваж-
ности (до 30).
Импульсы 30... 10 > q > 5 применяются для искровой обработки, a q < 5 —
для электроимпульсной обработки.
RC-генераторы при Um = 100.. .250 В имеют мощность Рг = 0,05... 10 кВт.
В процессах ЭЭО ГИ с емкостным накопителем предпочтительнее, так
как индуктивный накопитель по энергетическим показателям ему уступает.
LC-генератор. Такой ГИ содержит обмотку вибратора (L) и якорь (Я),
механически связанный с электродом-инструментом.
В начале заряда якорь (Я) электромагнитного вибратора притягиваете^,
электрод-инструмент поднимается, а МЭП увеличивается.
К концу заряда конденсатора (С) ток через обмотку вибратора пос-
тепенно уменьшается, удерживающая якорь вибратора электромагнитная
сила ослабевает и электроды начинают сближаться, сокращая МЭП. >
126
После пробоя МЭП и прохождения импульса тока цикл работы ГИ
повторяется. Частота импульсов определяется соотношением L и С в цепи
генератора.
ГИ, выполненные по такой схеме, имеют высокие КПД и производи-
тельность.
RLC-генератор. Введение в зарядную цепь индуктивности (L) снижает
величину токоограничивающего сопротивления (R) и увеличивает КПД.
Такие ГИ работают при более низком напряжении, чем RC-генераторы,
так как при наличии резонанса между индуктивностью и емкостью напряже-
ние на конденсаторе-накопителе оказывается больше напряжения источника
питания.
Заряд конденсатора (С) может осуществляться как по экспоненциаль-
ному, так и по колебательному закону.
Колебательный процесс возникает при условии
^- = -L
4L~ LC
В таком режиме работы зарядной цепи Uc в конце зарядного периода
(*»р) равно почти удвоенной ЭДС.
Максимальное напряжение, до которого может зарядиться конденса-
тор, зависит от соотношения
U = —.
2L
СС-генератор. В схеме такого ГИ токоограничивающим элементом
является конденсатор (С 1).
Частотные свойства СС-генераторов определяются, в основном, час-
тотными характеристиками диодов выпрямителя (В).
КПД таких ГИ выше по сравнению с LC-генераторами.
Основной недостаток всех релаксационных генераторов — это связь
частоты импульсов тока с физическим состоянием МЭП. Он может быть
устранен, если в разрядную цепь ввести управляемый переключатель,
который в заданный момент времени будет подключать к МЭП накопи-
тельный конденсатор.
Основные их достоинства — простота и надежность.
Статические генераторы импульсов (СГИ)
В настоящее время для ЭЭО получили распространение статические ГИ
с широким диапазоном регулирования временных и энергетических пара-
метров при отсутствии накопительных элементов.
В них легко формируются прямоугольные и униполярные импульсы.
' Конструктивно они выполнены на транзисторах или тиристорах.
н Структурная схема широкодиапазонного СГИ (рис. 1.3-12) включает в
себя:
127
Рис. 1.3-12. Структурная схема широкоднапазонного СГИ
- БП — блок питания, обычно выпрямитель с напряжением 50...60 В;
- СБ1...СБ6 — силовые блоки, в состав которых включены силовые
транзисторы, работающие в ключевом режиме и переключающиеся
синхронно от задающего генератора; значение импульса тока
определяется количеством включенных параллельно СБ;
- ПБ — поджигающий блок, для подачи короткого импульса напря-
жением 150...300 В к МЭП; он способствует пробою МЭП, открытию
разделительного диода и формированию низковольтного разряда при
напряжении 40...25 В;
- ДР — диод разделительный. До пробоя он заперт, а после открыва-
ется и через МЭП проходит импульс тока заданной формы, ампли-
туды и длительности;
- ЗГ — задающий генератор, для задания частоты импульсов;
- ПУМ — предварительный усилитель мощности, для отпирания СБ
усиленными по мощности импульсами;
- БЗК — блок защиты от коротких замыканий, для отключения всех
транзисторов СБ (блокировка ЗГ) при КЗ МЭП.
Широкодиапазонные генераторы импульсов (ШГИ) обеспечивают на
выходе среднюю мощность 4 кВт при частотах от 0,1 до 440 кГц при любой
требуемой скважности импульсов.
Машинные генераторы импульсов (МГИ) предназначены для получения
импульсов энергии длительностью до миллисекунд, которые подаются на
промежуток электрод — деталь через токоограничивающее активное сопро-
тивление.
МГИ создают мощные импульсы (десятки кВт) частотой до 400 Гц и более.
Область применения — режимы черновой обработки.
По принципу действия МГИ делятся на коммутаторные и индукторные.
128
Коммутаторный МГИ представляет собой электрическую машину с
переменно-полюсной магнитной системой на статоре и обмоткой на якоре.
Обмотка расположена не равномерно, а узкими частями по окружности
якоря под полюсами, которых больше, чем у обычных машин, что повышает
частоту тока.
При вращении якоря генератора в его обмотке (узкий участок напротив
полюсов) возникает импульсная ЭДС, симметричная.
Униполярность импульсов создается коллектором (коммутатором) на
валу якоря.
Индукторный МГИ представляет собой электрическую машину бескол-
лекторного типа, вырабатывающую переменное напряжение повышенной
частоты.
Вращающаяся полюсная система в ней заменена зубчатым индуктором.
Обмотки якоря и возбуждения располагаются на статоре генератора.
Переменный магнитный поток возникает за счет изменения сопротивле-
ния магнитной цепи, обусловленного зубчатостью вращающегося индуктора.
Полуволны напряжения получаются несимметричными по амплитуде.
Униполярность импульсов тока достигается достижением малой амплитуды
обратной полуволны за счет зубцов индуктора.
Функциональная схема электроэрозионного станка (рис. 1.3-13) пред-
ставляет собой автоматическую систему с обратной связью по выходной
величине (Х,ых), поступающей от датчика выходной величины (ДВВ) в блок
сравнения (БС).
В БС «Хлых» сравнивается с заданной величиной «Хм», разность кото-
рых в виде результирующего сигнала поступает в усилитель сигнала (УС), а
затем через преобразователь (ПМ) и усилитель (УМ) мощности на исполни-
тельный орган (ИО).
Объектом управления (ОУ) является межэлектродный промежуток (МЭП),
который постоянно меняется в процессе обработки.
Регулируемым параметром является ток разряда, падение напряжения
на МЭП или их комбинация, так как измерение заряда затруднительно.
В таких станках наибольшее распространение получили регуляторы же-
сткого типа. Подвижная система перемещается электродвигателем (ЭД)
вверх или вниз. ЭД связан с электродом-инструментом механической пере-
дачей (рейка, винтовая, эксцентриковая или роликовая).
Рис. 1.3-13. Функциональная схема электроэрозионного станка
5 Ulexokuoi В П.
129
т
Рис. 1.3-14. Схема электроконтактной обработки
Электроконтактная обработка (ЭКО) применяется для съема металла
с электропроводной заготовки.
Простейшая схема ЭКО (рис. 1.3-14) включает: трансформатор (Т),
электрод-диск (1) и электрод-заготовку (2).
Напряжение промышленной частоты (Uc) подается на первичную об-
мотку «Т» и пониженное до 40 В подводится к электродам.
Дисковый электрод вращается от приводного ЭД и поступательно пере-
мещается вдоль заготовки. Межэлектродный промежуток заполнен непро-
водящей рабочей средой — воздухом, жидкостью и т. п.
На заготовку оказывается механическое и электрическое действие.
В общем случае возможны три вида тепловой обработки: механическая
(трение), электроконтактная и электроэрозионная.
При низких напряжениях (1...2 В) преобладает механическое трение,
при напряжении 2... 10 В электрическая энергия преобразуется в тепловую
благодаря контактному сопротивлению (электрические разряды при этом
отсутствуют).
При напряжении выше 10 В процесс приобретает чисто электроэрози-
онный характер, так как напряжение достаточно для возникновения дугово-
го разряда без соприкосновения электродов друг с другом.
Последняя разновидность ЭКО называется электро-контактно-дуговой.
Для ЭКО используется относительно простое оборудование, не требу-
ются специальные источники питания (на переменном токе). Такие станки
обычно создаются на базе металлорежущих.
Для ЭКО применяются трансформаторы мощностью 30...500 кВ • А при
напряжении на вторичной обмотке 30...70 В. Применение переменного тока
обеспечивает более высокие показатели, чем при постоянном, экономию
ЭЭ, меньшие габариты станков ЭКО и большую электробезопасность.
Автоматические регуляторы электроэрозиоиных станков (рис. 1.3-15)
В процессе электроэрозионной обработки изделия идет выработка его
материала, изнашивается электрод-инструмент (Э), а следовательно, увели-
чивается промежуток электрод-деталь (Э-Д).
130
Схема АР с промежуточным электромашинным усилителем
Рис. 1.3-15. Принципиальные электрические схемы АР элсктроэрозионных станков
Требуется непрерывное сближение электрода с деталью, т.е. поддержа-
ние определенной величины промежутка Э-Д соответствующего заданному
режиму обработки.
Такое регулирование автоматической подачи электрода обеспечивается
регуляторами.
А. АР с непосредственным включением.
Приводом «Э» является электродвигатель постоянного тока Д2 с неза-
висимым возбуждением, якорь которого включен в диагональ моста (1-2).
Плечи моста образованы потенциометром Rp«.r, токоограничивающим рези-
стором R и разрядным промежутком Э-Д.
ОВД2 — обмотка возбуждения приводного двигателя Д2.
Примечание — JX2. специального исполнения, имеет повышенную чув-
ствительность к изменению напряжения и тока якоря;
з»
131
напряжение и ток трогания Д2 не более 3 В и 0,16 А со-
ответственно.
Релаксационный генератор импульсов РГИ типа RC получает питание
от источника постоянного тока ИПТ напряжением 100...250 В.
РГИ предназначен для создания рабочих импульсов. Принцип его рабо-
ты состоит в следующем:
- конденсатор С заряжается через токоограничивающий резистор R;
- при достижении напряжения на конденсаторе (Гс) значения пробивно-
го (Ипр) происходит пробой промежутка «Э-Д», где запасенная в кон-
денсаторе энергия выделяется в виде импульса тока;
- по мере разряда «С» напряжение «Кс» уменьшается и достигает значе-
ния, при котором ток в промежутке «Э-Д» прекращается;
- конденсатор сразу начинает снова заряжаться, процесс повторяется с
определенной частотой, зависящей от параметров схемы.
Примечание — Регулирование частоты следования и параметров импуль-
сов производится изменением емкости «С»; генератор
RC создает импульсы большой частоты (до 200 Гц) и
скважности; скважность импульса (7) — это отношение
интервала времени между соседними импульсами (/о) ко
времени существования импульса (ги); большая скваж-
ность (7 > 5) применяется при электроискровой обработ-
ке, а малая (q < 5) — при электроимпульсной; средняя
мощность генераторов типа RC — от 0,05 до 10 кВт, они
просты и надежны.
Контролируемым параметром для регулятора является среднее напря-
жение на промежутке «Э-Д» (Г>д).
При отклонении «Гэ-д» от заданного на якоре Д2 появляется напряже-
ние соответствующей полярности, что приводит к перемещению электрода-
инструмента при помощи ходового винта.
Заданное среднее напряжение «Рид» устанавливается потенциометром
«Rper»-
Б. АР с промежуточным электромашинным усилителем.
Приводной электродвигатель «Д2» с независимой ОВД2 питается от ге-
нератора (Г), приводимым во вращение асинхронным двигателем (АД) с
КЗ-ротором.
Небольшой «Г» с двумя обмотками возбуждения ОВГ1 и ОВГ2, вклю-
ченными встречно, является промежуточным усилителем.
ОВГ1 включена через потенциометр R1 на падение напряжения в то-
коограничивающем резисторе R, пропорциональное току через промежуток
«Э-Д».
ОВГ2 включена через потенциометр R2 на напряжение этого проме-
жутка. В заданном режиме результирующая МДС генератора равна «0», а
при изменении промежутка изменяются напряжение и ток в нем.
132
Если промежуток увеличится в результате выработки, то «Гэ-д» станет
больше, а «Ь-д» меньше, тогда результирующая МДС > 0, что приведет к
перемещению электрода-инструмента в сторону уменьшения промежутка, и —
наоборот.
Рабочие импульсы подаются от машинного генератора импульсов «МГИ»,
имеющего щеточный коммутатор, создающий униполярное напряжение.
Такая схема питания «Д2» применяется с целью повышения чувстви-
тельности регулятора.
Примечания'.
1. Генераторы такого типа создают мощные импульсы (десятки кВт) с
малой скважностью, частотой 400 Гц, применяются для черновой об-
работки.
2. Промежуточный усилитель может быть транзисторный или тиристор-
ный.
3. Генераторы импульсов на транзисторах могут создавать импульсы
любой скважности, мощностью до 4 кВт при частотах от 0,1 до
440 кГц.
4. Импульсный ток между «Э - Д» должен поддерживаться стабильно,
не допускается переход импульсного разряда в непрерывный дуговой
разряд.
Принципиальная электрическая схема управления
электроэрозионным станком (рис. 1.3-16)
Назначение. Для управления, защиты и сигнализации копировально-
прошивочного электроэрозионного станка общего назначения модели 18М2.
Основные элементы схемы:
Д1 — асинхронный двигатель (АД) с КЗ-ротором, для перемещения
ванны с рабочей жидкостью (соляровое масло, 250 л);
Д2 — двигатель постоянного тока, для перемещения электрода Э и ав-
томатического поддержания заданного режима регулятором;
РГИ — релаксационный генератор импульсов, для создания импульсов,
подаваемых к промежутку электрод (Э) - деталь (Д);
Cl ...С6 — конденсаторы, для подбора режима обработки по частоте;
R1... R6 — токоограничивающие резисторы;
R7 — потенциометр, для установки заданного напряжения обработки
(Над) на промежутке «Э—Д»;
R8, R9 — ограничивающие резисторы цепей сигнализации;
КГ, КП и КО — контакторы генератора импульсов, подъема и опуска-
ния ванны;
PH — реле напряжения;
V — вольтметр, для контроля напряжения на РГИ и заданного режима;
ВКР, ВКП, ВКО — выключатели конечные рабочего, поднятого, опу-
щенного состояний ванны;
133
КГ:1...2
Рис. 1.3-16. Принципиальная электрическая схема управления электроэрозионным станком
КРС1, KPC2 — контактные разъемные соединения;
ЛС1, ЛС2 — лампы сигнальные «работа», «питание».
Органы управления
Кн.Г и Кн.С — кнопки подключения и отключения РГИ;
Кн.П и Кн.О — кнопки подъема и опускания ванны;
Кн.РП — кнопка реверса-подъема электрода-инструмента;
Кн.Р1...Кн.Р5 — кнопки режимов с защелками, для подключения кон-
денсаторов к промежутку «Э—Д»;
П — переключатель вольтметра (1 — напряжение РГИ, 2 — напряжение
заданное).
Режимы работы
Полуавтоматический:
• Кн.П и Кн.О — подъем и опускание ванны;
• Кн.Г и Кн.С — включение и отключение питания РГИ;
• Кн.РП — прекращение рабочего процесса;
• Кн.Р1...Кн.Р5 — установка рабочей частоты импульсов;
• АР — автоматический регулятор поддержания рабочего процес-
са (показан на рис. 1.3-15).
Работа схемы
Исходное состояние
Поданы все виды питания (3 - 380 В, 50 Гц и «= 220 В»).
Ванна заполнена соляровым маслом (250 л) с обрабатываемой деталью
«Д». П — «2 — заданное напряжение». Электрод отведен. Для подъема ван-
ны в рабочее положение нажать «Кн.П» и удерживать до достижения его,
при этом
КПI? — собирается цепь Д1 (КП:1...3), пускается Д1, ванна поднима-
ется,
— по достижении рабочего положения (ВКР — замкнется) заго-
рится ЛС1 — «работа», Кн.П отпустить, Д1 остановится.
Станок к работе готов, горит ЛС1 «работа».
Включение в работу
Нажать кратковременно Кн.Г, при этом
КГ| ? — подключится питание РГИ (КГ:1...2), пустится Д2 на опуска-
ние «Э»;
— \У) покажет заданное напряжение (Гид) «самого тонкого»
режима обработки по частоте (R6 и С6 включены постоянно);
— соберется цепь | PH |(КГ:2), зажгется ЛС2 «питание»;
PH f — зашунтируется Кн.Г (PH).
При пробое промежутка «Э—Д» начнется процесс эрозионной обработ-
ки, поддерживаемый АР в заданном режиме.
Примечание — Изменение режима обработки по частоте производится
подключением цепей RC с помощью Кн.Р., при этом
можно задать 6 режимов обработки по частоте вплоть до
135
самого грубого, когда включены все Кн.Р1...Кн.Р5, При
изменении режима по (у) контролировать заданное на-
пряжение.
Вывод из работы
По окончании обработки нажать Кн.РП и поднять электрод Э, после че-
го кратковременно нажать Кн.С,-при этом:
КГ 1 — отключится питание РГИ (КГ: 1...2), остановится Д2,
— разомкнется цепь PH , погаснет ЛС2 «питание».
| PH | i — разомкнется цепь, шунтирующая Кн.Г (PH).
Примечание — При нажатии Кн.РП меняется направление тока в якоре
Д2, осуществляется реверс, электрод отводится от детали.
Для опускания ванны нажать Кн.О, при этом
| КО | Т — подключится к сети Д1 (КО:1...3), пустится и будет работать
до отпускания кнопки,
— погаснет ЛС1 «работа» (ВКР — разомкнется), как только ван-
на сойдете рабочего положения.
Снять все виды питания.
Защита, блокировки, сигнализация
• Силовая сеть переменного тока — от токов КЗ (Пр.2: 1 ...3).
• Силовая сеть постоянного тока: от токов КЗ (Пр.1: 1...2) и провалов
напряжения (PH).
• Цепи якоря противоположного направления Д2 — взаимная блокиров-
ка (Кн.РП).
• От предельных перемещений ванны (ВКП, ВКО) при подъеме и опус-
кании.
• ЛС1 — «рабочее» положение ванны.
• ЛС2 — «питание» подано на РГИ, Д2.
Питание цепей
3 - 380 В, 50 Гц — силовая сеть переменного тока.
1 ~ 380 В, 50 Гц — цепи управления и сигнализации - тока,
= 220 В — силовая сеть, цепи управления и сигнализации = тока.
1.3.4. Электрохимико-механические установки
Электрохимико-механическая обработка (ЭХМО) — это процесс обра-
ботки металлических изделий в электролитах в сочетании с механическими
и электроэрозионными процессами.
Возможны 3 вида ЭХМО: анодно-абразивная, анодно-механическая,
электроэрозионно-химическая.
Анодно-абразивная обработка.
В основе обработки анодное растворение и механическое (абразивное)
действие на изделие.
136
Рис. 1.3-17. Схема анодно-абразивной обработки
Действующие факторы:
- электрический ток, обеспечивающий анодное растворение;
- механическая сила абразивных частиц;
- тепловой поток, обеспечивающий тепловую эрозию поверхности из-
делия.
Схема анодно-абразивной обработки (ААО) представлена на рис. 1.3-17.
Электрод-инструмент (1) подключен к отрицательному полюсу ИПТ и
является катодом.
«ЭИ» движется со скоростью «"Оэи» вдоль обрабатываемой поверхности
и прижимается к ней извне силой «F», но так, чтобы был минимальный за-
зор (Омин). За счет внешней силы возникает сила трения «Лр».
Межэлектродный промежуток (МЭП) заполнен электролитом (2).
Электрод-заготовка (ЭЗ) подключен к положительному полюсу ИПТ (5)
и является неподвижным анодом (4).
Расходуемая на обработку электрическая мощность (Р - и„1тп) пропор-
циональна напряжению ИПТ и току, проходящему через МЭП.
Расходуемая на обработку механическая энергия (Л = РэиЛр) пропор-
циональна скорости движения ЭИ и силе трения.
Таким образом, при ААО материал снимается с выступов на «ЭЗ» более
интенсивно, чем во впадинах.
Снятый с поверхности «ЭЗ» материал может находиться в трех конеч-
ных состояниях:
- в виде металлических снятых частиц (результат механического воз-
действия);
- в виде застывших капель металла (результат электроэрозионной обра-
ботки);
- химически связанном с составляющими электролита (результат элек-
трохимической обработки).
Следовательно, интенсивное снятие металла с микровыступов можно
обеспечить подбором режима, меняя роль любого из этих воздействий.
137
В МЭП процесс осуществляется следующим образом.
Вначале идет анодное растворение металла на выступах, где плотность
тока МЭП наиболее высокая.
Применение электролитов, образующих оксиды или нерастворимые со-
единения металла, приводит к образованию пассивной пленки (3).
Образовавшаяся пленка снижает плотность тока на микровыступах, ин-
тенсивность обработки снижается.
Для возобновления анодного растворения на пассивном участке необходи-
мо удалить образовавшуюся пленку механическим (абразивным) воздействием.
Кроме того, электролит при прохождении через него тока вследствие
газовыделения и выделения теплоты, расширяется.
Для сближения электродов необходимо приложить внешнее усилие (F),
уравновешивающее гидростатическое давление.
Закон регулирования определяется соотношением
РлЭИ=—X,
дэз
где Рсрэи — среднее давление электрода-инструмента; 5Эз — площадь обра-
батываемой поверхности электрода-заготовки; К — коэффициент пропор-
циональности.
Отсюда
- при Рэи = Рср.эи наступает равновесие (ААО),
- при РЭи < Рср.эи равновесие нарушено (ЭХО),
- при Рэи > Рср.эи равновесие нарушено (АМО).
Поскольку ААО предусматривает присутствие абразивных частиц, то
они могут вводиться двумя способами:
- применением ЭИ в виде токопроводящих абразивных дисков;
- использованием электролита, содержащего абразивные частицы.
Первый способ применяется при грубой ААО.
Зерна, выходящие из абразивного круга, образуют минимальный зазор
между электродами и снимают микровыступы с ЭЗ, способствуя притоку
свежего электролита.
Второй способ применяется для тонкой ААО, улучшающей качество
поверхности ЭЗ.
Электролит, содержащий зерна абразива, подается в сравнительно боль-
шой зазор между электродами.
В результате движения абразивных частиц с микровыступов удаляется
пассивирующая пленка.
Вследствие этого металл в этих местах быстро растворяется, зазор меж-
ду электродами увеличивается, плотность тока снижается, интенсивность
процесса падает.
Анодно-механическая обработка (АМО) основана на одновременном
использовании электроэрозионных и электрохимических процессов.
138
Рнс. 1.3-18. Схема анодно-механической обработки
Схема АМО представлена на рис. 1.3-18.
Электрод-инструмент (1) подключен к отрицательному полюсу ИПТ (5)
и является катодом.
«ЭИ» движется вдоль обрабатываемой поверхности с высокой скоро-
стью «г>эи» и прижимается извне усилием «F».
МЭП заполнен электролитом (2) — водным раствором жидкого стекла,
что обеспечивает образование в нем нерастворимых соединений металла
заготовки с анионами электролита, осаждающихся в виде пленки (3) на
эл ектроде-детал и.
Электрод-деталь (4) подключен к положительному полюсу ИПТ и явля-
ется неподвижным «анодом».
В «МЭП» процесс осуществляется следующим образом.
Обработка выполняется, в основном, за счет удаления микровыступов с
поверхности детали термоэрозионным способом.
При высоком напряжении (С/ипт) и большом давлении, создаваемым
усилием «Г», плотность тока на выступах детали достигает значений, при
которых преобладающими становятся электротермические явления, обу-
словленные местным выделением теплоты.
Кратковременность контакта обеспечивается формой инструмента (на-
личие канавок 6).
В момент кратковременного электрического контакта микровыступа и
«ЭИ» теплота выделяется в осевшей пленке, которая плавится, что способ-
ствует распространению теплоты в глубь микровыступа.
Наибольшая энергия сосредоточена у основания выступа, что приводит
к плавлению металла в этом месте и тепловому микровзрыву.
Примечание 1. Если представить выступ в виде полусферы с радиусом
Я, то площадь поверхности полусферы S^/2 = 2л7?2, а
площадь круга у основания .9^ = я/?2, таким образом,
плотность тока на площади основания выступа будет в
два раза больше, чем на поверхности.
139
Тепловой взрыв приводит к термоэрозионному съему материала с вы-
ступа и образованию лунки (впадины), на дне которой обнажается металл.
На поверхности лунки, заполненной электролитом, идет кратковремен-
ное анодное растворение, которое после остывания заканчивается образова-
нием непроводящей пленки.
Этот процесс повторяется снова, когда поверхность лунки вновь ока-
жется выступом.
Примечание — В процессе АМО одновременно с термоэрозионным раз-
рушением детали может иметь место электрическая эро-
зия электрода-инструмента, вызванная разрядами между
ближайшими точками электродов.
При напряжении более 20 В возможно образование ду-
гового разряда, разрушающего пассивную пленку или
сами микровыступы, вместо которых образуются лунки.
Длительность протекания электрических разрядов неве-
лика, так как они механически прерываются при движе-
нии «ЭИ» с большой скоростью.
Электроэрозионно-химическая обработка (ЭЭХО) основана на удале-
нии металла с поверхности заготовки анодным растворением и электроис-
кровой эрозией в потоке электролита, прокачиваемого через МЭП.
Схема ЭЭХО представлена на рис. 1.3-19.
Электрод-инструмент (1) подключен к отрицательному полюсу «ИПТ»
и является «катодом». В центре «ЭИ» есть отверстие (6) для подачи элек-
тролита в «МЭП».
Электролит (2) — водный раствор (например, хлористого натрия) не
должен содержать углерод (это предотвращает шлакование и уменьшает
мощность обработки) имеет большую теплопроводность.
Такой раствор должен обладать определенной диэлектрической прони-
цаемостью и пробиваться при достижении напряжения пробоя (С7пр).
Электрод-заготовка (4) подключен к положительному полюсу «ИПТ» (5) и
является «анодом».
В «МЭП» процесс осуществляется следующим образом.
Характер процесса определяется величиной мгновенного напряжения
межэлектродного промежутка (С/Мэп)«
При С7МЭП » С7пр пробивается «МЭП», канал разряда (3) образуется в
местах с наименьшей диэлектрической прочностью.
В этом месте металл расплавляется, образуется лунка, а расплав выбра-
сывается из нее. Вокруг электрического разряда образуется парогазовая по-
лость, за пределами которой металл в ионной форме переходит в раствор.
После того, как Uwn становится меньше напряжения дугового разряда,
разряд прекращается.
Таким образом, при разряде осуществляется ЭЭО, а металл удаляется
потоком электролита в виде застывших капель.
140
ИНТ
-х Источник (6) Отверстие
5 ) постоянного х-/1
тока
Электрод-инструмент (катод)
Канал разряда
Электрод-заготовка (анод)
Рис. 1.3-19. Схема электроэрозионно-химической обработки
При отсутствии разряда осуществляется ЭХО с образованием шлама в
виде нерастворимых соединений.
Процесс повторится снова при превышении «£/эмп» пробивного напря-
жения.
Описанные оба механизма удаления металла совмещаются во времени,
но не в пространстве.
Итак, достоинствами ЭЭХО являются:
- высокая производительность при высокой чистоте обработки;
- возможность обработки токопроводящих материалов любой твердости;
- возможность широкого регулирования режимов обработки от черновой
до чистовой без прекращения процесса и без снятия детали;
- пониженное количество отходов по сравнению с механической обра-
боткой на металлорежущих станках.
Основным недостатком является необходимость взаимного относитель-
ного перемещения инструмента и обрабатываемой детали. Поэтому область
применения, в основном, сводится к процессам резки и шлифования.
Принципиальная электрическая схема разрезного станка (рис. 1.3-20)
предназначена для анодно-механического разрезания деталей.
Электрод-инструмент (3) подключен к отрицательному полюсу источни-
ка и является катодом.
Рис. 1.3-20. Принципиальная электрическая схема разрезного станка
141
По форме инструмент может быть диском или лентой.
Электрод-деталь (1) подключен к положительному полюсу источника и
является «анодом».
Электролит, представляющий собой раствор жидкого стекла, подается
через патрубок (2) в зазор между инструментом и поверхностью детали.
Вращающийся электроприводом (ЭП) диск (3) увлекает электролит в зазор.
Обработка ведется в соответствии с описанными выше процессами.
Источником постоянного тока является генератор (Г) напряжением
20...30 В, которое можно регулировать регулятором возбуждения (резистор
Rpi), изменяя величину тока в обмотке возбуждения генератора (ОВГ).
Величина тока якоря «Г» изменяется регулятором тока (резистор RT).
Для контроля процесса установлены КИП: вольтметр (V) и амперметр (А).
Включение станка производится контактом (К).
На станках такого принципа действия можно производить как чистовую
анодно-механическую обработку, так и обдирку — черновое шлифование.
При чистовой обработке осуществляется анодное растворение металла
при прохождении электрического тока через электролит (электролиз), а об-
разовавшаяся пленка удаляется вращающимся диском-инструментом.
При обдирке применяется повышенная плотность тока, процесс близок
к электролизному, поверхность шероховатая. Инструментом являются «дис-
ки-катоды» различной формы.
Источники питания установок ЭХМО
Источниками питания (ИП) электрохимико-механической обработки
(ЭХМО) могут быть генераторы постоянного тока, двухполупериодные вы-
прямители, импульсные генераторы и так далее.
В «ИП ЭХМО», по сравнению с «ИП» электрохимической обработки
(ЭХО), в меньшей мере сказывается влияние КЗ, так как электроды быстро
перемещаются относительно друг друга. Это упрощает конструкцию ИП и
делает их более надежными в работе.
Один из вариантов таких «ИП» для установок анодно-механической об-
работки (АМО) представлен на рис. 1.3-21.
ИП состоит из следующих основных элементов.
• Т — питающий трансформатор, трехфазный, имеющий обмотки ©1 и
©2. Первичная обмотка (©1) включена «звездой», а каждая фазная об-
мотка имеет отпайки для ступенчатого регулирования первичного на-
пряжения с помощью переключателя (П); вторичная обмотка (©2)
включена по шестифазной схеме выпрямления через диоды (Д1-Д6)
вместе с уравнительным реактором (УР).
• ДТ — датчик тока, для регулирования тока на выходе, он имеет две
последовательные обмотки на выходной шине ИП и фактически явля-
ется магнитным усилителем (МУ);
142
Рис. 1.3-21. Принципиальная электрическая схема ИП установки
АМО для отрезных операций
• Д и Rn — выпрямитель и резистор подстроечный, для подачи и уста-
новки питания на ДТ;
• КА — командоаппарат, для ввода команды в блок автоматической по-
дачи электрода-инструмента (ЭИ);
• АВ — автоматический выключатель, для защиты от токов КЗ и пере-
грузок;
• V, А, Яш — вольтметр, амперметр и его шунт, для контроля выходных
параметров «ИП».
В процессе обработки напряжение питания не регулируется, что повы-
шает требования к жесткости и устойчивости его внешней характеристики.
В ИП ЭХМО на выходе напряжение может регулироваться в пределах
от 2 до 30 вольт.
Конструкции современных станков ЭХМО включают в себя, кроме ИП:
- устройства для вращения «ЭИ»,
- пневматические зажимы для закрепления ЭЗ.
Диски «ЭИ» снабжены направляющими для ограничения ширины реза-
ния, оборудованы системой вентиляции и устройством промывки горячей
водой для полного удаления жидкого стекла.
143
1.4. Электромеханические установки
В основе работы установок этой группы лежит возникновение механи-
ческих усилий в обрабатываемом материале, вызванных прохождением им-
пульсного тока.
На этом принципе созданы следующие типы установок:
• магнитоимпульсные,
• электромагнитные,
• электрогидравлические,
• ультрозвуковые.
1.4.1. Магнитоимпульсные установки (МИУ)
Принцип действия
Магнитоимпульсная обработка (МИО) — это способ пластической де-
формации металлов и их сплавов при прямом преобразвоании электриче-
ской энергии в механическую непосредственно в обрабатываемом изделии.
Обработка производится под действием электродинамических сил, воз-
никающих в проводящем теле, помещенном в переменное электромагнитное
поле.
МИУ (рис. 1.4-1)состоит из:
- источника питания — зарядного устройства (ИП);
- батареи конденсаторов — накопителя энергии (БК);
- коммутирующего устройства (КУ) с индуктором (И).
«БК» от «ИП» через выпрямительное устройство (ВУ) заряжается до
установленного напряжения заряда (£/,).
По окончании заряда «КУ» собирает цепь разряда «БК» через «И».
Ток разряда, проходя по «И», создает магнитный поток, который дейст-
вует на металлическую деталь (МД) и создает в ней вихревые токи.
Импульс тока при разряде «БК» на «И» имеет длительность и форму,
определяемые параметрами разрядного контура: R, L, С.
Энергия разряда определяется выражением
^ = 0,5Z^+ZJ,
где Ly„ — индуктивность установки (БК, ошиновки, разрядника); — ин-
дуктивность индуктора.
ВУ КУ
ИП - источник питания
ВУ - выпрямительное устройство
БК - батарея конденсаторов
И - индуктор
МД - металлическая деталь
КУ - коммутирующее устройство
Рис. 1.4-1. Принципиальная электрическая схема МИУ для обработки металлов
144
Эффективность использования энергии БК определяется соотношением
Т] = _ = -!.
IK
раэр
где £ = 1^+4.
Полное давление на заготовку (кг/см2) обусловлено плотностью энергии
электромагнитного поля.
Операции: развальцовка тонкостенных металлических заготовок любых
форм, опрессовка, выдавливание гофров, раздача труб, че-
канка, штамповка.
Опрессовка кабельных наконечников, обжатие тонкостенных
металлических труб с образованием резьбы, напрессовка ме-
таллических колпачков на фарфоровые изоляторы, изготов-
ление многогранных торцевых ключей из цилиндрических
заготовок, соединение деталей напрессовкой соединитель-
ных колец, соединение металлических деталей с неметалли-
ческими, сборку узлов и изделий, напрессовку втулок на тросы.
Преимущества:
- отсутствие движущихся и трущихся частей;
- легкость управления и регулирования мощности;
- компактность, простота обслуживания, ремонтоспособ-
ность и возможность встраивания в поточные линии;
- несложность механизации и автоматизации обработки;
- высокая производительность при лучших условиях труда
по сравнению с другими методами обработки деталей дав-
лением.
Недостатки:
- относительно невысокий КПД процесса;
- сложность обработки деталей с отверстиями или пазами,
мешающими прохождению тока;
- недостаточная долговечность индукторов при работе в
электрических полях высокой напряженности;
- сложность обработки деталей большой толщины.
Элементы МИУ
На рис. 1.4-2 показана функциональная электрическая схема МИУ, ко-
торая состоит из трех основных узлов: ИП, подготовительного и исполни-
тельного (технологического).
К первому узлу относятся зарядное устройство (ЗУ) для заряда батареи-
накопителя (БК) энергии до требуемого напряжения.
Ко второму узлу относятся:
145
БК - батарея конденсаторов
ЗУ - зарядное устройство
УУКС - устройство управления,
контроля и сигнализации
ДК - датчик команд
ДН - делитель напряжения
БАУ - блок АУ
ПУ - поджигающее устройство
КУ - коммутирующее устройство
И - индуктор
Рис. 1.4-2. Функциональная электрическая схема МИУ
- БК — батарея конденсаторов, для накапливания энергии;
- КУ — коммутирующее устройство для замыкания и размыкания цепи
БК-И.
- система управления с элементами:
• ПУ — поджигающее устройство, для подачи команды на включение
коммутатора;
• БАУ — блок автоматического управления, для подачи импульса на
включение поджигающего устройства при достижении установлен-
ного напряжения заряда БК;
• ДК и ДН — датчик команд и делитель напряжения, для регулирова-
ния значения запасаемой энергии в автоматическом режиме работы;
• УУКС — устройство управления, контроля и сигнализации;
• КЗ — короткозамыкатель, для снятия остаточного напряжения с
накопителя энергии и блокировки.
К третьему узлу относится индуктор (И) и связанная с ним технологи-
ческая оснастка (токопровод).
Работа схемы
Напряжение промышленной частоты поступает на ЗУ, в которое входит
повышающий трансформатор, высоковольтный выпрямитель и пускорегу-
лирующая аппаратура.
Генератор импульсов тока (ЗУ, БК, КУ и ПУ) преобразует электрический
ток промышленной частоты в импульсы тока большой амплитуды, которые
образуются при разряде мощной батареи на технологическую установку.
При наборе БК применяются импульсные конденсаторы, что обуслов-
лено их способностью отдавать накопленную энергию в виде коротких им-
пульсов большой мощности.
146
Они должны иметь минимальную индуктивность, а их конструкция
должна обеспечивать возможность работать длительно в режиме, близком к
режиму КЗ.
Коммутатор должен выполнять следующие функции:
- подавать импульс напряжения на рабочую катушку индуктора в за-
данный момент,
- пропускать возникающий импульсный ток за определенный промежу-
ток времени и регулировать напряжение на БК.
Выполнением этих функций управляет ПУ.
Индуктор — технологический узел, должен отвечать следующим требо-
ваниям:
- иметь высокую эффективность преобразования электрической энергии
в механическую энергию деформации заготовки;
- обладать высокой механической и электрической прочностью;
- конструктивная и технологическая простота.
В зависимости от назначения индукторы выполняют в виде одно- и
многовитковых катушек, плоской спирали и др.
1.4.2. Электромагнитные установки (ЭМУ)
К ним относятся насосы магнитогидродинамического принципа дейст-
вия, предназначенные для транспортировки жидких металлов.
Они делятся на кондукционные и индукционные насосы.
Кондукционные насосы предназначены для перекачивания проводящей
жидкости под действием силы, возникающей при взаимодействии магнит-
ного поля системы насоса и электрическим током, проходящим через нахо-
дящуюся в насосе проводящую жидкость.
Кондукционные насосы могут быть постоянного и переменного тока.
Кондукционный насос постоянного тока (рис. 1.4-3) подобен ЭД по-
стоянного тока, в котором обмотка якоря заменена токопроводящей
жидкостью.
Сила (F), действующая на элементарный проводник (di) с током (/) в
магнитном поле (В) определяется по «правилу левой руки»
G - источник постоянного тока
N, S - полюса электромагнита
К - канал с токопроводящими шинами
РТI - регулятор тока в катушке электромагнита
РТ2 - регулятор тока через канал
/-ток в канале
В - индукция магнитного поля
F- сила, действующая на проводник
Рис. 1.4-3. Принципиальная схема кондукционного насоса постоянного тока
147
1итопровод
Канал с жидкостью
Рис. 1.4-4. Принципиальная схема насоса-трансформатора
F = IBdlsxn а.
Сила (F) будет максимальной при а = 90°, т.е., когда она перпендику-
лярна векторам тока и индукции магнитного поля.
Принцип действия кондукционных насосов переменного тока аналоги-
чен, но в этом случае направление тока должно изменяться в соответствии с
изменением направления магнитного поля, создаваемого электромагнитной
системой насоса. Таким образом в каждый из полупериодов действие тока
«/» и магнитного потока «Ф» создает электромагнитную силу F, действую-
щую в одном и том же направлении. Часто такие насосы и трансформаторы
объединяют в единое целое (рис. 1.4-4).
Индукционные насосы
Индукционные электромагнитные насосы для перекачки жидких метал-
лов являются одной из разновидностей магнитогидродинамических машин
переменного тока.
Подвижной частью в них является жидкий металл, для перемещения ко-
торого применяется бегущее или вращающееся магнитное поле, образован-
ное трехфазной обмоткой переменного тока.
Винтовой индукционный насос по своему устройству аналогичен асин-
хронному двигателю с полым ротором.
Трехфазная обмотка, питающаяся от сети, размещена на магнитопрово-
де внешнего статора (иногда она размещается и на внешнем, и на внутрен-
нем статоре).
Между статорами находится плоская труба из немагнитного материала,
внутри которой протекает жидкий металл.
На рис. 1.4-5 показана конструкция одновиткового насоса, когда труба с
жидким металлом делает один виток вокруг внутреннего статора.
При подключении к сети насоса в системе образуется вращающееся
магнитное поле, индуцирующее вихревые токи в жидкометаллическом про=-
воднике. Возникающие при этом электромагнитные силы вынуждают жид-
кий металл двигаться с линейной скоростью «и» в сторону вращения поля.и
148
вешний статор
Внутренний статор
идкий металл
Рис. 1.4-5. Принципиальная схема винтового индукционного насоса
Плоская труба из немагнитного материала
Механическая мощность насоса определяется соотношением
где ^Lex — механическая мощность насоса, Вт; Н — развиваемый насосом
напор, Н/м2; Q— объемный расход насоса, м3/с.
Я = £; Q=vS,
где F — сила, действующая на жидкий металл, Н; S — сечение плоской тру-
бы, м2; v—скорость перемещения жидкого металла, м/с.
В многовитковом насосе (труба «л» раз охватывает внутренний статор) на-
пор «Я» увеличивается в «л» раз, а расход Q во столько же раз уменьшается.
Плоский линейный индукционный насос по устройству подобен асин-
хронному линейному двигателю. Он состоит из двух плоских статоров—
индукторов, в пазах которых располагаются трехфазные многополюсные
обмотки. В зазоре между индукторами расположен плоский канал прямо-
угольного сечения, внутреннюю часть которого заполняет жидкий металл.
Взаимодействие бегущего поля индукторов с индуцированными в жид-
ком металле вихревыми токами приводит к появлению электромагнитных
сил. В результате их действия на элементарные объемы металла в нем раз-
вивается давление, и он перемещается с некоторым скольжением в направ-
лении движения поля.
Цилиндрический линейный индукционный насос.
В нем на жидкий металл действуют электромагнитные силы, создавае-
мые бегущим полем.
, Канал с жидким металлом в таком насосе имеет кольцевое сечение.
Внутри канала размещается сердечник без обмотки. Поверх его расположен
индуктор, охватывающий канал. Трехфазная обмотка расположена в коль-
цевых пазах индуктора.
149
1.4.3. Элсктрогидравлические установки (ЭГУ)
Электрогидравлический эффект — это возникновение высокого давле-
ния при высоковольтном электрическом разряде между электродами, по-
груженными в непроводящую жидкость.
При этом импульсная ударная волна создает давление до 300 МН/м2
(3 • 103 атм).
По существу электрический разряд в жидкости — это новый способ
преобразования электрической энергии в механическую без промежуточных
звеньев и с высоким КПД.
Принцип действия. При высоковольтном разряде в жидкости энергия,
запасенная в накопителе очень быстро преобразуется в тепловую, световую
и механическую.
Практически несжимаемая жидкость приводит к возникновению элек-
трогидравлического удара, что еще больше усиливает действие электриче-
ского взрыва.
Выделяются 3 стадии.
1. Стадия подачи высокого напряжения на разрядный промежуток (РП);
при этом оно несколько «мкс» удерживается постоянным. Формиру-
ется канал разряда для потока электронов от отрицательного к поло-
жительному электроду. Время (xt) первой стадии определяется свой-
ством жидкости, напряжением, формой и размерами электродов. Оно
будет тем меньше, чем выше напряжение, меньше длина рабочего
промежутка и площадь положительного электрода. Продолжитель-
ность стадии (tj = 10-7мкс) — до образования токопроводящего канала.
2. Стадия яркой вспышки. Начинается после пробоя межэлектродного
пространства (промежутка). При этом выделяется большая часть за-
пасенной в накопителе энергии за короткое время, сопровождаемая
значительным световым излучением. Сопротивление промежутка
падает резко, а ток резко возрастает (на несколько порядков). Плот-
ность тока в токопроводящем канале достигает значений 106 А/см2,
что приводит к разогреву окружающей среды, ее диссоциации и ио-
низации, вследствие чего, в канале разряда образуется плазма с тем-
пературой до 20- 103 °C, что приводит к повышению давления и
расширению канала со скоростью 106 см/с. Возникает ударная волна,
распространяющаяся от канала разряда в виде зоны сжатия с очень
крутым передним фронтом, причем скорость распространения
ударной волны в несжимаемой среде гораздо выше скорости рас-
ширения канала разряда. При подходе ударной волны к некоторой
точке среды давление, плотность и другие характеризующие среду
параметры скачкообразно возрастают. По мере удаления фронта
волны от канала скорость ее распространения приближается к зву-
ковой (1440 м/с), а давление на фронте волны падает в результате
рассеяния энергии.
150
3. Стадия дугового разряда. При этом плотность тока в канале и темпе-
ратура плазмы в нем уменьшаются, ток поддерживается за счет тер-
моэлектронов катода, в канале образуется пар и создается парогазовая
среда, которая расширяется с понижением давления в ней. Окружаю-
щие сферу слои воды по инерции продолжают двигаться. При дости-
жении максимального размера сфера начинает сжиматься. Таких цик-
лов «расширение—сжатие» может быть несколько.
Начальный диаметр канала при высоковольтном пробое воды составля-
ет десятые доли мм.
Если разряд возбуждается через проволочку, то она определяет началь-
ный диаметр канала разряда и его форму геометрически правильную, а не
искривленную.
С увеличением диаметра взрывающейся проволочки максимум мощно-
сти электрического разряда растет до некоторого оптимального значения, а
затем снижается.
Выбор размера проволочек обусловлен соблюдением оптимальных парамет-
ров разряда как по электрическим, так и по гидродинамическим показателям.
Оптимальный диаметр проволочки из меди при разряде в воде опреде-
ляется по эмпирической формуле
1 1 1
4=1,610_3С’1/’£%
ОПТ * *
где С — емкость конденсаторов, Ф; U — напряжение, В; L — индуктив-
ность разрядного контура, Гн.
Носителями энергии при искровом высоковольтном разряде в жидкости
являются ударная волна и парогазовая сфера.
Режимы работы электрогидравлической установки подбирают так, что-
бы большая часть запасенной в конденсаторах-накопителях энергии выде-
лялась в разрядном промежутке за первый полупериод изменения тока.
ЭГУ (рис. 1.4-6) работает следующим образом.
Конденсатор-накопитель (С) заряжается от сети через трансформатор (Т) и
выпрямитель (Д). Значения импульсов тока ограничиваются зарядным со-
противлением (R).
При пробое формирующего промежутка (ФП) конденсатор разряжается
на рабочий искровой промежуток (РП) технологического устройства.
Т - повышающий трансформатор
Д - выпрямитель
ФП - формирующий промежуток
РП РП - разрядный промежуток
С - накопитель энергии
Рис. 1.4-6. Принципиальная электрическая схема ЭГУ
151
Энергетические возможности электрического разряда в непроводящей
жидкости (воде) ограничиваются напряжением заряда и емкостью конденса-
торных батарей установок.
ЭГУ могут выполнять следующие технологические операции: разруше-
ние, дробление, формообразование.
Очистка литья от формовочной земли производится в воде и полно-
стью исключает пылеобразование.
При этой операции очищаемые отливки помещают в бак. Электроды ус-
танавливают относительно изделия, подают серию импульсов, которые и
обеспечивают очистку от формовочной земли.
Применение многоэлектродных трехфазных установок позволяет про-
изводить обработку сразу нескольких отливок, устанавливаемых относи-
тельно электродов в произвольном положении.
Формообразование — это процесс получения фасонных изделий из тон-
колистового материала с использованием направленных ударных волн вы-
сокой интенсивности, возникающих в жидкости при импульсном электриче-
ском разряде.
Основные факторы формообразования: сверхвысокие ударные гидрав-
лические давления, мощные кавитационные процессы, ультразвуковое из-
лучение.
Для получения различных по форме изделий создаются различные фор-
мы волн — с острым фронтом, сферические и др.
Это достигается различным расположением электродов и различными
формами проволочек, закорачивающих межэлектродный промежуток.
Варианты ЭГУ для штамповки показаны на рис. 1.4-7.
а) Вариант с размещением рабочих электродов с одной стороны заготовки
в открытой камере.
Деформация заготовки происходит под действием ударной волны, обра-
зующейся при расширении газовой сферы, и сопутствующего гидропотока.
Рис. 1.4-7. Варианты ЭГУ для штамповки
152
Листовую заготовку (4) укладывают на матрицу (5) и прижимают к ней
с помощью прижимных устройств. Над заготовкой в открытой камере
(2) находится жидкая передающая среда (1).
На определенном расстоянии от заготовки размещены положительный и
отрицательный электроды (3), которые подключены к генератору им-
пульсов тока ЭГУ.
При высоковольтном разряде между электродами возникает токопрово-
дящий канал, мгновенное расширение которого приводит к возникнове-
нию в жидкости ударной волны.
б) Вариант с размещением рабочих электродов с одной стороны заготовки
в закрытой камере и повышенной эффективностью использования энер-
гии разряда.
в) Вариант с размещением рабочих электродов внутри заготовки в закры-
той камере и высокой эффективностью использования энергии разряда.
Различную форму ударной волны можно получить изменением расстоя-
ния между электродами.
Если расстояние между электродами достаточно мало, то фронт волны —
сферический, несколько сантиметров — цилиндрический.
Плоский фронт можно получить, применив тонкую проволочную сетку,
которая мгновенно испаряется при прохождении импульса тока.
Форму ударной волны можно привести в соответствие с формой рабо-
чей полости матрицы. Для этого проволоку, закорачивающую концы элек-
тродов, изгибают таким образом, чтобы разряд был направлен по возник-
шему плазменному каналу.
Кроме рассмотренных установок с непосредственным воздействием ра-
бочей среды на заготовку, есть устройства, в которых деформация заготовки
производится с помощью промежуточного звена (рис. 1.4-8).
Принцип действия состоит в следующем.
Корпус (1) ЭГУ заполнен жидкостью (2), в которой при разряде между
электродами (3) возникает давление.
Под действием давления поршень с пуансоном движется вниз и придает
заготовке, находящейся в матрице, необходимую форму.
Тонкое измельчение. При этом технологическом приеме материал дово-
дится до дисперсного состояния или разрушается волной, которая возникает
при электрогидравлическом ударе в жидкости.
Разрушающая способность волны зависит от параметров разрядного
контура, а энергия импульса — от напряжения и емкости конденсатора.
Для дробления различных минеральных сред применяются простые и
надежные электрогидравлические вибраторы (ЭГ-вибраторы), представ-
ляющие собой систему «цилиндр—поршень» (рис. 1.4-9).
Принцип действия состоит в следующем.
Корпус ЭГ-вибратора (1) заполнен жидкостью (водой), в которой нахо-
дится обрабатываемый материал.
153
Рис. 1.4-8. ЭГУ для формообразования
с жидким промежуточным звеном
Рнс. 1.4-9. ЭГ-вибратор
На электроды (3) от источника питания подается высоковольтный им-
пульс, вызывающий искровой разряд между ними. При этом в жидкости
возникает импульс давления, под действием которого поршень перемещает-
ся вдоль своей оси. Вследствие этого в полости цилиндра возникает разря-
жение, что приводит под действием атмосферного давления к возврату
поршня в исходное положение.
Таким образом обеспечивается возвратно-поступательное движение
поршня, а следовательно, и механический импульс, передаваемый на обра-
батываемый материал.
Частота перемещения поршня задается частотой электрических разря-
дов в том случае, если общее время движения поршня вверх-вниз меньше
периода следования разрядов.
1.4.4. Ультразвуковые установки (УЗУ)
В основе данного способа обработки лежит механическое воздействие
на материал. Ультразвуковым он называется потому, что частота ударов со-
ответствует диапазону неслышимых звуков (/ = 6... 10s кГц).
Звуковые волны представляют собой механические упругие колебания,
которые могут распространяться только в упругой среде.
При распространении звуковой волны в упругой среде материальные
частицы совершают упругие колебания около своих положений со скоро-
стью, которая называется колебательной.
Сгущение и разряжение среды в продольной волне характеризуется и^
быточным, так называемым звуковым давлением.
Скорость распространения звуковой волны зависит от плотности среды,
в которой она движется. л<
154
Чем жестче и легче материал среды, тем больше скорость.
При распространении в материальной среде звуковая волна переносит
энергию, которая может использоваться в технологических процессах.
Достоинства ультразвуковой обработки:
- возможность получения акустической энергии различными техниче-
скими приемами;
- широкий диапазон применения ультразвука (от размерной обработки
до сварки, пайки и так далее);
- простота автоматизации и эксплуатации.
Недостатки'.
• повышенная стоимость акустической энергии по сравнению с другими
видами энергии;
- необходимость изготовления генераторов ультразвуковых колебаний;
- необходимость изготовления специальных инструментов со специаль-
ными свойствами и формой.
Ультразвуковые колебания сопровождаются рядом эффектов, которые
могут быть использованы как базовые для разработки различных процессов:
- кавитация, т.е. образование в жидкости пузырьков (во время фазы
растяжения) и лопание их (во время фазы сжатия); при этом возни-
кают большие местные мгновенные давления, достигающие значений
108 Н/м2;
- поглощение ультразвуковых колебаний веществом, в котором часть
энергии превращается в тепловую, а часть расходуется на изменение
структуры вещества.
Эти эффекты используются для:
- разделения молекул и частиц различной массы в неоднородных сус-
пензиях;
- коагуляции (укрупнения) частиц;
- диспергирования (дробления) вещества и перемешивания его с другими;
- дегазации жидкостей или расплавов за счет образования всплывающих
пузырьков больших размеров.
Элементы УЗУ
Любая УЗУ включает в себя три основных элемента:
- источник ультразвуковых колебаний;
- акустический трансформатор скорости (концентратор);
- детали крепления.
Источники ультразвуковых колебаний могут быть двух видов - меха-
нические и электрические.
Механические источники преобразуют механическую энергию, напри-
мер, скорость движения жидкости или газа.
К ним относятся ультразвуковые сирены и свистки.
id Электрические источники УЗК преобразуют электрическую энергию в
механические упругие колебания соответствующей частоты. Преобразова-
155
тели бывают электродинамические, магнитострикционные и пьезоэлектри-
ческие.
Наибольшее распространение получили магнитострикционные и пьезо-
электрические преобразователи.
Принцип действия магнитострикционных преобразователей основан на
продольном магнитострикционном эффекте, который проявляется в измене-
нии длины металлического тела из ферромагнитных материалов (без изме-
нения их объема) под действием магнитного поля.
Магнитострикционный эффект у разных металлов различен. Высокой
магнитострикцией обладают никель и пермендюр.
Пакет магнитострикционного преобразователя представляет собой сер-
дечник из тонких пластин, на котором размещена обмотка для возбуждения
в нем переменного электромагнитного поля высокой частоты.
При магнитострикционном эффекте знак деформации сердечника не
изменяется при изменении направления поля на обратное. Частота измене-
ния деформации в 2 раза больше частоты (/) изменения переменного тока,
проходящего по обмотке преобразователя, так как в положительный и отри-
цательный полупериоды происходит деформация одного знака.
Принцип действия пьезоэлектрических преобразователей основан на
способности некоторых веществ изменять свои геометрические размеры
(толщину и объем) в электрическом поле. Пьезоэлектрический эффект обра-
тим. Если пластину из пьезоматериала подвергнуть деформации сжатия или
растяжения, то на ее гранях появятся электрические заряды. Если пьезоэле-
мент поместить в переменное электрическое поле, то он будет деформиро-
ваться, возбуждая в окружающей среде ультразвуковые колебания. Колеб-
лющаяся пластинка из пьезоэлектрического материала является электроме-
ханическим преобразователем.
Широкое распространение получили пьезоэлементы на основе титана
бария, цирконата-титана свинца (ЦТС).
Акустические трансформаторы скорости (концентраторы продольных
упругих колебаний) могут иметь различную форму (рис. 1.4-10).
Они служат для согласования параметров преобразователя с нагрузкой,
для крепления колебательной системы и ввода ультразвуковых колебаний в
зону обрабатываемого материала.
Рис. 1.4-10. Формы концентраторов
156
Эти устройства представляют собой стержни различного сечения, вы-
полненные из материалов с коррозионной и кавитационной стойкостью, жа-
ростойкостью, стойкостью к агрессивным средам и на истирание.
Концентраторы характеризует коэффициент концентрации колебаний (К^)
где Si — площадь сечения большего торца, соединенного с вибратором, мм2;
S2 — площадь сечения малого торца, соединенного с инструментом, мм2.
Увеличение амплитуды колебаний торца с малым сечением по сравне-
нию с амплитудой колебаний торца большего сечения объясняется тем, что
при одинаковой мощности колебаний во всех сечениях трансформатора
скорости интенсивность колебаний малого торца в раз больше.
Технологическое использование УЗК
В промышленности ультразвук используется по трем основным направ-
лениям: силовое воздействие на материал, интенсификация и ультразвуко-
вой контроль процессов.
Силовое воздействие на материал применяется для механической обра-
ботки твердых и сверхтвердых сплавов, получения стойких эмульсий и т.п.
Наиболее часто применяются две разновидности ультразвуковой обра-
ботки на характерных частотах 16...30 кГц:
- размерную обработку на станках с применением инструментов,
- очистку в ваннах с жидкой средой.
Основным рабочим механизмом ультразвукового станка является аку-
стический узел (рис. 1.4-11). Он предназначен для приведения рабочего ин-
струмента в колебательное движение.
Акустический узел получает питание от генератора электрических ко-
лебаний (обычно ламповый), к которому подключается обмотка (2).
Главным элементом акустического узла является магнитострикционный
(или пьезоэлектрический) преобразователь энергии электрических колеба-
ний в энергию механических упругих колебаний — вибратор (1).
Колебания вибратора, который попеременно удлиняется и укорачивает-
ся с ультразвуковой частотой в направлении магнитного поля обмотки, уси-
ливаются концентратором (4), присоединенным к торцу вибратора.
К концентратору крепится стальной инструмент (5) так, чтобы между
его торцом и обрабатываемой деталью (6) оставался зазор.
Вибратор помещается в эбонитовый кожух (3), куда подается проточная
охлаждающая вода.
Инструмент должен иметь форму заданного сечения отверстия. В про-
странство между торцом инструмента и обрабатываемой поверхностью детали
из сопла (7) подается жидкость с мельчайшими зернами абразивного порошка.
157
Вибратор магнито-
_/ стрикционный
Рис. 1.4-11. Акустический узел УЗУ
От колеблющегося торца инструмента зерна абразива приобретают
большую скорость, ударяются о поверхность детали и выбивают из нее
мельчайшую стружку.
Хотя производительность каждого удара ничтожно мала, произво-
дительность установки относительно высока, что обусловлено высокой час-
тотой колебаний инструмента (16...30 кГц) и большим количеством зерен
абразива (20... 100 тыс/см3), движущихся одновременно с большим ускоре-
нием.
По мере снятия слоев материала производится автоматическая подача
инструмента.
Абразивная жидкость подается в зону обработки под давлением и вы-
мывает отходы обработки.
С помощью ультразвуковой технологии можно выполнять такие опера-
ции, как прошивка, долбление, сверление, резание, шлифование и другие.
Примером могут быть выпускаемые промышленностью ультразвуковые
станки прошивочные (модели 4770, 4773А) и универсальные (модели 100А).
Ультразвуковые ванны (рис. 1.4-12) применяются для очистки поверх-
ностей металлических деталей от продуктов коррозии, пленок окислов,
минеральных масел и т.п.
Работа ультразвуковой ванны основана на использовании эффекта ме-
стных гидравлических ударов, возникающих в жидкости под действием
ультразвука.
Принцип действия такой ванны состоит в следующем.
Обрабатываемая деталь (1) погружается (подвешивается) в бачок (4),
заполненный жидкой моющей средой (2).
158
Клей
Деталь
Жидкая моющая среда
Волны УЗ колебаний
Бачок (ванна)
Диафрагма
Подставка
Вибратор магнито-
стрикционный
Рис. 1.4-12. Ультразвуковая ванна
Излучателем ультразвуковых колебаний является диафрагма (5), соеди-
ненная с магнитострикционным вибратором (6) с помощью клеящего соста-
ва (8).
Ванна установлена на подставке (7). Волны ультразвуковых колебаний (3)
распространяются в рабочей зоне, где производится обработка.
Наиболее эффективна ультразвуковая очистка при удалении загрязне-
ний из труднодоступных полостей, углублений и каналов небольших размеров.
Кроме того, этим методом удается получить стойкие эмульсии таких
несмешивающихся обычными способами жидкостей как вода и масло, ртуть
и вода, бензол, вода и другие.
Аппаратура УЗУ сравнительно дорога, поэтому экономически целесо-
образно применять ультразвуковую очистку небольших по размеру деталей
только в условиях массового производства.
Интенсификация технологических процессов.
Ультразвуковые колебания существенно изменяют ход некоторых хи-
мических процессов.
Например, полимеризация при определенной силе звука идет более ин-
тенсивно. При снижении силы звука возможен обратный процесс — депо-
лимеризация.
, Поэтому это свойство используется для управления реакцией полимери-
зации. Изменяя частоту и интенсивность ультразвуковых колебаний, можно
обеспечить требуемую скорость реакции.
(। В металлургии введение упругих колебаний ультразвуковой частоты в
расплавы приводит к существенному измельчению кристаллов и ускорению
159
образования наростов в процессе кристаллизации, уменьшению пористости,
повышению механических свойств затвердевших расплавов и снижению
содержания газов в металлах.
Ряд металлов (например, свинец и алюминий) не смешиваются в жидком
виде. Наложение же на расплав ультразвуковых колебаний способствует
«растворению» одного металла в другом.
Ультразвуковой контроль процессов.
С помощью ультразвуковых колебаний можно непрерывно контролировать
ход технологического процесса без проведения лабораторных анализов проб.
Для этой цели первоначально устанавливается зависимость параметров
звуковой волны от физических свойств среды, а затем по изменению этих
параметров после действия на среду с достаточной точностью судят о ее
состоянии. Как правило, применяются ультразвуковые колебания неболь-
шой интенсивности.
По изменению энергии звуковой волны можно контролировать состав
различных смесей, не являющихся химическими соединениями. Скорость
звука в таких средах не изменяется, а наличие примесей взвешенного веще-
ства влияет на коэффициент поглощения звуковой энергии. Это дает возмож-
ность определить процентное содержание примесей в исходном веществе.
По отражению звуковых волн на границе раздела сред («просвечива-
ние» ультразвуковым лучом) можно определить наличие примесей в моно-
лите и создать приборы ультразвуковой диагностики.
1.5. Электрокинетические установки
В основе работы таких установок используется электронно-ионная тех-
нология (ЭИТ).
Сущность ее состоит в том, что действие электрического поля высокой
напряженности на твердое, жидкое или газообразное вещество изменяет его
свойства и способствует распределению частиц обрабатываемого вещества
в пространстве.
ЭИТ включает три основные процесса: электризацию вещества, форми-
рование движения в электрическом поле и готового продукта.
Развитие получили следующие основные виды ЭИТ:
• Электрогазоочистка — выделение из газового (воздушного) потока
твердых тел или жидких частиц.
• Электросепарация — разделение многокомпонентных систем на со-
ставные части.
• Электроокраска — нанесение твердых или жидких покрытий на изделия.
Эти виды ЭИТ используются в промышленных установках: электро-
фильтрах; для разделения суспензий, эмульсий и сыпучих смесей; в опрес-
нителях; для окраски.
160
1.5.1. Электрофильтры (рис. 1.5-1)
Предназначены для очистки запыленного газа от посторонних частиц.
Он состоит из следующих основных элементов:
- системы подготовки газов для последующей подачи в электрофильтр,
- источника питания (в комплекте с регулирующим автотрансформато-
ром «АТ», повышающим трансформатором «Т» и высоковольтным
выпрямителем «В»),
- собственно электрофильтра.
Принцип действия электрофильтра заключается в следующем.
От источника питания по кабелю с ограничительным сопротивлением
«R» через изолирующий ввод на коронирующий электрод «Эк» и осадитель-
ный электрод «Эо» подается высокое напряжение постоянного тока (вы-
прямленного).
Между Эг - Эо возникает электрическое поле. По мере повышения на-
пряжения после возникновения коронного разряда ток быстро возрастает.
При дальнейшем повышении напряжения коронный разряд может перейти в
искровой. Рабочие токи в электрофильтре обычно 0,1...0,5 мА/м длины
электрода.
Коронированием называется лавинообразный процесс ионизации, кото-
рый наступает при разности потенциалов между электродами 50...80 кВ.
Образуется две зоны: первая — вокруг коронирующего электрода (за-
полняется положительно и отрицательно заряженными ионами и электро-
нами), вторая — между короной и осадительным электродом (заполняется
только отрицательными ионами и электронами).
Поэтому при прохождении через полость электрофильтра запыленного
газа большинство пылинок получает отрицательный заряд и движется к по-
ложительному осадительному «Эо» электроду.
Осадительные электроды периодически встряхиваются с помощью меха-
низма встряхивания и осевшая пыль осыпается в бункер, которая затем уда-
ляется.
Рис. 1.5-1. Принципиальная схема электрофильтра
6 Швжоыю» В.П
161
Для обеспечения оптимальной эффективности работы потребляемая
электрофильтром мощность не должна ограничиваться.
Достигаемый применением на производстве электрофильтров экономи-
ческий эффект весьма значителен, поскольку пыль, улавливаемая им, пред-
ставляет большую ценность, а потребляемая мощность сравнительно неве-
лика.
Улавливаемая пыль содержит много ценных элементов: серебро, медь,
никель, сурьма, цинк, свинец, магний и другие.
Гигиенический эффект трудно переоценить, так как предприятия энер-
гетической (тепловые электростанции) и металлургической промышленно-
сти выбрасывают в воздух огромное количество всевозможных газов, за-
грязняющих атмосферу и окружающую среду.
Например, электрофильтр ДГПН-55-3, потребляющий всего 83 кВт,
имеет производительность очистки от дымовых газов 1 00 м3/с (0,23 кВт • ч
на 1000 м3).
Созданы и успешно применяются электрофильтры для очистки воздуха
в животноводческих помещениях и на птицефермах с большой запыленно-
стью и бактерицидностью.
Например, такие агрегаты улавливают 90 % пылевых частиц и 80 %
микроорганизмов при производительности 350...420 м3/ч воздуха и потреб-
ляемой мощности 0,7 Вт.
Коронирующие электроды должны обладать особой формой для созда-
ния интенсивного и достаточно однородного коронного разряда.
Такие электроды могут быть без фиксированных точек разряда (тонкая
проволока) или с фиксированными точками разряда (колючая проволока).
Более сложная форма электродов может быть выполнена на базе труб,
уголков и т. п.
Осадительные электроды выполняются в виде труб круглого, квадрат-
ного или шестиугольного сечения.
К коронирующим электродам ток подводится по высоковольтному бро-
нированному одножильному кабелю или по стальным шинам диаметром
10... 12 мм, расположенным на опорных изоляторах внутри защитного ко-
жуха (в случае небольшого расстояния ПС от фильтра).
1.5.2. Установки для разделения сыпучих смесей (рис. 1.5-2)
Предназначены для очистки семян различных культур.
Электросепараторы состоят из следующих основных элементов:
- коронирующего и осадительного электродов,
- дозирующего и приемного бункеров,
- вспомогательных устройств.
По конструкции они бывают камерные, решетчатые, барабанные и ци-
линдрические.
162
Бункер-дозатор
Камерная Решетчатая
Рис. 1.5-2. Установки для разделения сыпучих смесей
Принцип действия зерноочистительных машин состоит в следующем.
Попадая из «бункера-дозатора» (1) в поле коронного разряда, семена за-
ряжаются и ориентируются вдоль силовых линий поля. Под действием силы
«Е,» электрического поля перемещаются от коронирующего электрода (2) к
осадительному (3). Степень перемещения зависит от вида семян и их элек-
трофизических свойств.
Имея различную массу, а следовательно, и силу тяжести «Ет», семена
сортируются по различным ячейкам приемного бункера.
Камерные установки имеют, обычно, проволочные электроды, а на се-
163
мена действует результирующая двух сил: поля «F,» и тяжести «FT». Дви-
жущиеся части отсутствуют.
Решетчатые установки имеют плоские электроды, причем, осадитель-
ный — в виде решетки. Так как электроды располагаются наклонно, на се-
мена действует результирующая трех сил: поля «F,», тяжести «FT» и трения
«Fq,». Движущиеся части отсутствуют.
Барабанные установки имеют подвижный осадительный электрод в ви-
де барабана. При вращении барабана, на семена, подаваемые тонким слоем
на его поверхность, действует результирующая четырех сил: поля «F,», цен-
тробежная «Fu», тяжести «FT» и трения «F^,».
Сила поля «F,» удерживает семена на поверхности барабана. Она зави-
сит от диэлектрической проницаемости.
Под действием результирующей силы семена в нижней части барабана
в разных местах отрываются, что позволяет из одной и той же партии семян,
предварительно очищенных другим способом, выделить фракции с одно-
родными качественными показателями.
Если семена остались на барабане, то они снимаются щеткой (5).
Диэлектрический сепаратор аналогичен барабанному, но электрическое
поле создается намотанными параллельно в один слой изолированными
проводами (8) на диэлектрический барабан (6). Питание подается от сети
через токоподводящие кольца (7).
Обработка семян в электрическом поле повышает их всхожесть, энер-
гию прорастания, выживаемость и урожайность.
1.5.3. Установки для разделения эмульсий и суспензий (рис. 1.5-3)
В основу работы таких установок положено явление электрофореза, т.е.
движение частиц в жидкости или газе под воздействием электрического поля.
Установки для разделения эмульсий в промышленности используются
для получения сухого каучука.
Принцип действия таких установок состоит в следующем.
Ванна (2) наполняется эмульсией каучука, система валиков движет
замкнутую металлическую сетку (3), служащую анодом. Катод (1) помещен
на дно ванны.
Находясь в электростатическом поле, частицы каучука получают отри-
цательный заряд и перемещаются к аноду, где и осаждаются.
Осажденный на сетке (3) влажный каучук по мере движения проходит
промывку над ванной (4) водой распылителя (5), а затем сушится на столе с
нагревателем (6).
В конце процесса сухой каучук с металлической сетки срезается ножом (7).
Установки для разделения суспензий в промышленности используются
для обезвоживания каолина при очистке его от примесей (пирита, слюды,
кварца и так далее).
164
Рис. 1.5-3. Установки для разделения эмульсий и суспензий
Для этой цели загрязненный каолин размешивают в воде, добавляют в
него жидкое стекло и после отстаивания удаляют.
Полученную водную суспензию каолина пропускают через раздели-
тельную установку, показанную на рис. 1.5-3 внизу.
Твердые частицы суспензии перемещаются в направлении вращающе-
гося анода (+) и осаждаются на фильтровальном сукне, покрывающем анод.
Отделенная от каолина вода уходит к катоду (-) и затем в слив. Отло-
жения каолина скапливаются на медленно перемещающемся сукне анода и
собираются по окончании процесса.
165
1.5.4. Опреснительные установки (рис. 1.5-4)
В основу работы таких установок положено явление электроосмоса, т.е.
движение жидкости по отношению к твердому телу под действием электри-
ческого поля.
Рассматриваемая установка электроосмотического опреснения воды
предназначена для очищения морской воды и получения из нее пресной.
Установка включает 10—12 ячеек, соединенных последовательно, рабо-
тающих самостоятельно.
Ячейка разделена диафрагмами (3) на три отделения: анодное (6), сред-
нее (7) и катодное (8).
Материалом диафрагм служит керамика, пергамент, замша и др.
Принцип действия состоит в следующем.
Подлежащая очистке вода по трубам (9) поступает в нижнюю часть всех
трех отделений ячейки.
Растворенные в воде соли (Na2SC>4, Са28О4, СаНСОз и другие) диссо-
циируют на катионы (Na+, Са**, Н*), движущиеся к катоду и анионы (SCV
НСО3~“), движущиеся к аноду.
Вода в катодном отделении (8) становится щелочной, а в анодном (6) —
кислой, которая по трубам (1) отводится из ячейки.
Обедненная солями вода из среднего (7) отделения первой ячейки по
трубе (4) подается в нижнюю часть второй ячейки.
После очищения во второй ячейке вода из ее среднего отделения посту-
пает в нижнюю часть третьей ячейки и так далее.
По мере обеднения очищаемой воды солями сопротивление раствора
постепенно от ячейки к ячейке возрастает.
Поэтому напряжение, подводимое к электродам от источника постоян-
ного тока, изменяется ступенчато от 55 до 220 В по мере роста сопротивле-
ния раствора.
Рис. 1.5-4. Ячейка опреснительной установки
166
Например, в электростатической установке для очистки воды из 12 яче-
ек напряжение распределяется таким образом: первые пять ячеек — по 55 В,
вторые четыре ячейки — по 70 В, следующие две ячейки — по 110 В и по-
следняя — 220 В.
Электрические установки, основанные на явлении электроосмоса, при-
меняются для очистки воды, выделения растворенных в ней веществ, полу-
чения питьевой воды для населения и пресной воды для промышленности.
1.5.5. Установки электростатической окраски (рис. 1.5-5)
В таких установках используется также явление элетрофореза.
Рассматриваемая установка предназначена для окраски металлических
изделий в высоковольтном электрическом поле.
Принцип действия ее состоит в следующем.
На заземленный конвейер (6) подвешивают подготовленные к окраске
изделия (2).
Конвейер движется от входа камеры к выходу (по направлению стрелки).
Внутри камеры сверху и снизу конвейера на изоляторах (3) подвешены
рамы с металлическими сетками (4), соединенными с высоковольтным вы-
прямителем (1).
Сетки (отрицательный потенциал) являются коронирующими электро-
дами. При заданном напряжении между сетками и конвейером (140 кВ) на-
чинается коронный разряд.
Вдуваемые пневматическим распылителем (7) частицы краски заряжа-
ются в электрическом поле и, превратившись в отрицательные ионы, дви-
жутся к положительно заряженным изделиям (аноду).
Заряженные частицы падают на изделие со всех сторон и равномерно
плотным слоем краски окрашивают всю его поверхность. Для удаления из
камер паров растворителей и обеспечения заданного состава атмосферы, в
камере окраски установлен вытяжной вентилятор (5).
Рис. 1.5-5. Установка для окраски в электростатическом поле
167
Глава 2
Электрооборудование
общепромышленных установок
2.1. Общие сведения об общепромышленных установках
К общепромышленным условно можно отнести насосные установки и
установки сжатого воздуха (УСВ), так как в них нуждается любое предпри-
ятие.
Установки подобного рода обеспечивают жизнедеятельность рабочего
персонала и технические процессы на производстве.
Кроме того, они имеют много общего в принципе действия, конструк-
тивных решениях, характеристиках.
Установки сжатого воздуха по назначению, давлению на напоре и
принципу действия УСВ классифицируются в соответствии с табл. 2.1.
Таблица 2.1
Классификация установок сжатого воздуха
Назначение установки Вентиляторы Воздуходувки Компрессоры
Давление на напоре, Па (1...I,!)- 10s (1,1...4,0) • 105 (4...1000)- 10*
(4...6) 105 (6...15) -10$ (I5...1000) • 105
Принцип действия Осевые Турбинные Ротацион- ные Поршневые
ЦЕНТРОБЕЖНЫЕ
Вентиляторы предназначены для вентиляции производственных помеще-
ний, отсасывания газов, подачи воздуха или газа в камеры электропечей и т.п.
Из табл. 2.1 видно, что они имеют небольшой перепад давления (до 104 Па)
между всасом и напором.
Выполняются осевыми или центробежными.
Представление о составе оборудования и движении воздуха дает рис. 2.1-1.
Центробежные и осевые вентиляторы отличаются конструкцией воздуш-
ной полости и расположением приводного электродвигателя.
У центробежных воздушная полость выполнена в виде «улитки» при распо-
ложении ЭД вне этой полости, а у осевого — ЭД расположен внутри воздуш-
ной полости (раструба), что обеспечивает его охлаждение потоком воздуха.
Рабочее колесо (1) центробежного вентилятора расположено в корпусе
эксцентрично, что позволяет повысить давление на напоре.
Рабочее колесо (1) осевого вентилятора по форме сходно с воздушным
или гребным винтом, которые создают тягу (поток) воздуха через раструб.
168
А. Центробежный
Рабочее
Рис. 2.1-1. Общий вид центробежного (А) и осевого (Б) вентиляторов
На предприятиях наибольшее распространение получили центробежные
вентиляторы, для которых характерны следующие зависимости:
0 = С|й), Л/=С2(02, /> = С3й)3,
где Q — производительность вентилятора, м3/с; М — момент на валу венти-
лятора, Н • м; Р — статическая мощность на валу вентилятора, кВт; С|, С2,
С3 — постоянные коэффициенты; со - угловая скорость вентилятора (двига-
теля), рад/с.
Зависимость Р = F(co3) представляет собой кубическую параболу и на-
зывается «вентиляторной характеристикой».
Компрессоры предназначены для получения сжатого воздуха или га-
за с повышенным давлением с целью его использования в пневматиче-
ских устройствах (пневмоустановки, пневмоинструмент, пневмоавтома-
тика и т.п.).
Примечание — Воздуходувки являются разновидностью компрессоров
и обеспечивают давление воздуха или газа от 1,1 • 105
до 4 ♦ 10s Па.
Из табл. 2.1 видно, что компрессоры работают при большом перепаде
давления между всасом и напором и выполняются поршневыми и центро-
бежными (турбинные и ротационные).
Представление о составе оборудования и движении воздуха дает рис. 2.1-2.
Центробежные компрессоры создают давление воздуха на напоре до
15 • 10J Па при высокой производительности и не требуют дополнительных
систем для обеспечения нормальной работы.
Они просты по устройству и надежны в эксплуатации.
Турбинные и ротационные центробежные компрессоры отличаются
конструкцией роторов (1) и корпусов (2).
В турбинном компрессоре на роторе, расположенном в корпусе эксцен-
трично, установлены лопасти (4).
169
Рис. 2.1-2. Схемы компрессоров: турбинного (А), ротационного (Б) и поршневого (В)
Увеличение давления при вращении создается за счет сжатия воздуха
между корпусом и лопастями.
В ротационном компрессоре эксцентрично расположенный ротор имеет
пластины (5), которые перемещаются в направляющих ротора под действи-
чентробежных сил при его вращении.
Увеличение давления создается путем сжатия воздуха в камерах, обра-
зуемых пластинами и корпусом, к которому они плотно прилегают при
вращении.
Для работы компрессора без потребления воздуха (газа) предусмотрен
обходной трубопровод с клапаном (6).
На всасывающих и напорных трубопроводах, обычно, устанавливаются
невозвратные вентили (3), которые исключают обратный ход воздуха при
остановке компрессоров.
Особенностью центробежных компрессоров является равномерное ис-
течение воздуха повышенного давления, что не требует установки дополни-
тельных приспособлений для выравнивания неравномерности нагрузки на
ЭП. При отсутствии противодавления справедливы соотношения, приведен-
ные для вентиляторов.
Поршневые компрессоры создают давление воздуха на напоре до 108 Па
при сравнительно малой производительности.
Рабочим органом является поршень (7), возвратно-поступательное движе-
ние которого обеспечивается ЭД через кривошипно-шатунный механизм (10).
При движении поршня вниз воздух поступает через впускной клапан (8), а
вверх — выталкивается через выпускной клапан (9).
Особенностью поршневых компрессоров является неравномерность вы-
хода воздуха на напоре, что требует дополнительных устройств, выравни-
вающих неравномерность.
170
Сглаживание пульсаций возможно установкой маховика на валу при-
водного ЭД.
Для уменьшения колебаний давления воздуха у потребителя после ком-
прессора устанавливают ресивер (промежуточный воздухосборник), кото-
рый представляет собой герметичный резервуар.
Наличие трущихся частей, а следовательно, и повышенного нагрева тре-
бует вспомогательных обслуживающих систем:
- системы охлаждения (СВО — система водяного охлаждения),
- системы смазки (масляная система).
Наибольшая неравномерность получается у компрессоров одинарного
действия (подача воздуха только при движении поршня вверх, как показано
на рис. 2.1-2).
Для уменьшения неравномерности применяются компрессоры двойного
действия (подача воздуха производится при движении поршня в обе стороны).
Высокие давления воздуха (газа) получают в многоступенчатых ком-
прессорах, в которых сжатие происходит последовательно в нескольких ци-
линдрах или камерах.
Таким образом, очевидно, что поршневые компрессорные установки яв-
ляются более сложными конструкциями по сравнению с центробежными.
Насосные установки применяются на производстве для обеспечения
технологического процесса предприятия и жизнедеятельности работающего
коллектива.
Насосы работают в системе водоснабжения и канализации, перекачива-
ют агрессивные и технологические жидкости и т.п.
По принципу действия насосные установки можно разделить на три
группы: поршневые, центробежные и оседиагональные.
Поршневые (ПН) предназначены для перекачивания жидкости при
больших высотах всасывания (до 6 м) с небольшой производительностью.
Как и для всех поршневых систем, характерны неравномерность хода и
пульсация нагрузки (при всасывании жидкости — холостой ход, а при сжа-
тии — рабочий), поэтому жидкость в напорном трубопроводе течет нерав-
номерно.
Для сглаживания пульсаций нагрузки и повышения равномерности хода
в одном насосе применяют несколько рабочих цилиндров, а на валу уста-
навливают маховик.
Поршневые насосы во избежание гидроудара и поломки пускаются
только при открытых задвижках на напоре.
При работе насоса на магистраль, где поддерживается постоянный на-
пор (Н), поршню при каждом ходе приходится преодолевать постоянное
среднее усилие независимо от скорости перемещения.
Pep = CHQ-, Мср = Рср/о>; Р^ = С, Q = С2ш,
где Рср — средняя мощность на валу, кВт; Н— напор, м.ст.ж; Q — произво-
дительность, м3/с; Л/ср — среднее значение момента на валу, Н • м.
171
Из соотношений следует, что - const.
Таким образом, поршневой насос пускается в ход под нагрузкой, что
требует ЭП с повышенным пусковым моментом.
Для нормальной эксплуатации поршневых насосных установок необхо-
димы вспомогательные системы (водяного охлаждения и смазки).
Центробежные (ЦН) предназначены для перекачивания жидкости при
малых высотах всасывания с большой производительностью.
В отличие от поршневых насосов, ход равномерный, а истечение жид-
кости без пульсаций.
Особенностью насосов является необходимость заполнения полости
жидкостью перед пуском, в противном случае, насос не будет перекачивать
жидкость из-за «разрыва струи».
Если насос находится ниже уровня перекачиваемой жидкости, то для
его заливки достаточно открыть вентиль (задвижку) на напоре, и заполнение
произойдет самотеком.
Если насос находится выше уровня жидкости, то для его заполнения не-
обходимы дополнительные устройства.
Для этой цели применяют:
• вакуум-насосы, создающие разряжение в полости насоса, что обеспе-
чивает заливку;
• аккумуляторные баки, заполненные жидкостью и установленные выше
уровня жидкости; так как бак соединен с всасывающим трубопрово-
дом, то после остановки полость насоса всегда будет заполнена.
Пуск насоса возможен в трех вариантах:
• при закрытой напорной задвижке; в этом случае давление в напорном
трубопроводе повышается плавно и гидравлический удар исключен;
пуск, практически, вхолостую;
• при открытой напорной задвижке; целесообразно применять, если
насос расположен ниже уровня жидкости и есть обратный клапан;
время пуска меньше, чем при закрытой задвижке, так как не требуется
тратить время на открытие задвижки;
• при одновременном открытии напорной задвижки и пуске ЭД — это
частный случай первых двух вариантов.
При остановке необходимо сначала медленно закрыть задвижку на на-
поре, а затем остановить ЭД насоса.
Примечание— Предварительное закрытие задвижки на напоре (перед
остановкой) необходимо во избежание возможного гид-
роудара (при отсутствии обратного клапана) и гидротур-
бинного режима насоса под напором жидкости в системе.
Оседиагональные (ОДН) предназначены для транспортировки неодно-
родных по плотности и вязкости жидкостей.
Например, откачка разлитой нефти, удаление нефтеостатков из емко-
стей, перекачка грунтовых и глинистых растворов.
172
Насосы семейства ОДН более мощны, долговечны и виброустойчивы,
чем все известные.
При малом весе (например, 35 кг) они имеют производительность до
150 м5/час. Это новейшая выпускаемая серия работает в нефтеперегонной
промышленности, в нефтяных терминалах морских и речных портов.
В настоящее время выпущены насосы производительностью до 1000 м3/час
для выполнения уникальной операции, недоступной другим, - перекачки
холодного мазута.
Электропривод. Режим работы — продолжительный, реверса не требу-
ется.
• АД с короткозамкнутым ротором, мощностью до 100 кВт при напря-
жении 380 В, с прямым пуском от мощной сети или через автотранс-
форматор (реактор), ограничивающий пусковой ток.
• Синхронные двигатели (СД), мощностью более 100 кВт при напряже-
нии 10 (6) кВ, с прямым пуском от мощной сети.
Наиболее применимы: серии 4А (основного исполнения), 4АР (с повы-
шенным пусковым моментом), АИ (новая серия) на напряжение 380 В и
СДН (насосы, вентиляторы, дымососы), СДК (компрессоры) на напряжение
10(6) кВ.
Примечания'.
1. АД с фазным ротором применяются, если необходимо регулирование
скорости механизмов с вентиляторной нагрузкой на валу (например,
вентиляторы и дымососы котельных).
2. Для компрессорных установок двигатели обычно тихоходные, а для
насосных и вентиляторных — быстроходные.
3. Технически и экономически обоснованный нижний предел номи-
нальных мощностей синхронных двигателей (СД) составляет от 500
до 600 кВт.
СД с частотой вращения до 1000 об/мин выпускаются с явнополюс-
ными роторами с демпферной (пусковой) обмоткой, а с частотой, враще-
ния 1500 об/мин, как правило, мощностью свыше 12 500 кВт с массивны-
ми полюсами без демпферной обмотки.
СД с частотой вращения до 3000 об/мин имеют неявно выраженные по-
люса.
СД выпускаются на напряжение 6 и 10 кВ, а низковольтные (0,38 кВ) до
320 кВт заменяются на более экономичные АД.
В настоящее время для возбуждения СД применяют только полупро-
водниковые статические или бесщеточные системы возбуждения.
173
2.2. Вентиляционные установки (ВУ)
Центробежные вентиляторы являются основным элементом различных
вентиляционных установок.
Они обеспечивают технологический процесс производства (подача газа
в рабочие объемы) и условия трудовой деятельности (кондиционеры, обще-
цеховая система вентиляции).
Вентиляционные установки достаточно просто поддаются автоматиза-
ции по сигналам изменения режима и реагируют на них без участия обслу-
живающего персонала путем переключения в схемах управления.
Это позволяет задачи обслуживающего персонала свести к периодиче-
скому контролю за установками и плановой профилактике.
Основным параметром регулирования таких установок, на который на-
до воздействовать, является угловая скорость приводного электродвигателя.
Это наглядно представлено на рис. 2.2-1.
Процесс регулирования сводится к изменению количества воздуха (га-
за) на выходе вентиляционной установки и, в конечном итоге, к выполне-
нию соотношений:
Q _ (Р, Л/, со,2 Р, _( со, V
Q со ’ М со ’ Р со ’
к: ном ном ком \ иом / 'ном '. ном/
где Qi, М\ и Р\ — новые значения производительности вентиляционной
установки, момента и мощности на валу приводного электродвигателя.
Производительность ВУ можно регулировать следующими способами:
• изменением скорости приводного ЭД (для среднего диапазона регули-
рования),
• изменением количества работающих вентиляторов на общую магист-
раль (для широкого диапазона регулирования),
А. Мощность на валу Б. Производительность В. Момент на валу
приводного ЭД вентилятора приводного ЭД
174
• изменением сопротивления воздушной магистрали (прикрытие за-
движки, для местного подрегулирования),
• поворотом лопастей рабочего колеса.
На производстве применяется, в основном первые два способа, так как
они наиболее эффективны.
Примечание — Для изменения скорости приводного АД обычно изме-
няют подводимое к статору напряжение ступенчатым
переключением отпаек автотрансформатора или дроссе-
ля, включенных в цепь статора.
Регулятор температуры является основным устройством поддержания
заданной температуры в помещении изменением расхода воздуха.
Принципиальная электрическая схема АУ электроприводом
вентиляционной установки (рис. 2.2-2)
Назначение. Для пуска, управления и защиты силовой цепи и цепей
управления вентиляционной установки (ВУ).
ВУ предназначена для проветривания производственных
помещений (ПП) и поддерживания температуры в задан-
ных пределах (Г1М °C).
Основные элементы схемы.
АД1, АДО и АДЗ, АД4 — приводные асинхронные двигатели с КЗ-рото-
ром вентиляторов 1 и 2 групп.
КЛ, KI, К2, КЗ — контакторы: линейный, малой, средней и большой
скорости.
К4 — контактор подключения 2 группы вентиляторов.
К5 — контактор отключения всех вентиляторов в «автоматическом»
режиме управления при Г °C « °C.
АТ — автотрансформатор, для регулирования напряжения на статорах
АД вентиляторов с целью изменения их скорости.
Органы управления.
УП — универсальный переключатель, для выбора способа управления
(«А» — автоматическое, «О» — отключено, «Р» — ручное).
ПК1 — переключатель контакторов скоростей при «ручном» управле-
нии вентиляторов («О» — отключено, «М» — малая скорость,
«С» — средняя скорость, «Б» — большая скорость).
РТ1 (Р1 и Р2) — регулятор температуры с выходными реле, для «автома-
тического» управления вентиляторами при малых отклонениях тем-
пературы воздуха в помещении от °C (7\ °C > °C > 7г °C).
РТ2 (РЗ и Р4) — регулятор температуры с выходными реле, для «авто-
матического» управления вентиляторами при больших отклоне-
ниях температуры воздуха в помещении от °C (7з °C »
» Г5ад °C » Т4 °C).
175
3~М0 В, 50 Гц
Рис. 2.2-2. Принципиальная электрическая схема АУ электроприводом вентиляционной установки
Режимы работы:
УП — «А» — «автоматическое» управление, основной режим.
УП — «Р» — «ручное» управление, резервный режим.
Работа схемы.
Исходное состояние.
Поданы все виды питания (включены В А, А1, А2, АЗ, А4).
* пом
Органы управления установлены: ПК1 — «О», ПК2 — «1», УП — «А».
При этом: РТ 1 и РТ2 подключены; Pl, Р2, РЗ, Р4 |.
К5, К2 |t — собирается цепь | КЛ | (К5, К2:4),
— отпайки АТ переключаются на среднюю ско (К2:1...3).
КЛ f — через АТ к сети подключаются (АД1) и (д (КЛ:1...3),
пускаются.
Вентиляторы 1 и 2 работают на средней скорости и проветривают ПП со
средней интенсивностью (производительностью).
Автоматическое управление.
Д = Г?<>м °C > Тмд °C. ______
Pl J — блокируются цепи KI (Р1:1) и | К2 |(Р1:2),
— готовится цепь | КЗ | (Р 1:3).
К2 | — собирается цепь f КЗ ] (К2:6),
— размыкается цепь отпаек АТ (К2:1 ...3),
— размыкается цепь| КЛ | кратковременно (К2:4),
— готовится цепь | К1 |(К2:5).
Примечание — Ввиду быстротечности процесса и наличия остаточного
магнетизма | КЛ не потеряет питание, поэтому АТ бу-
______ дет подключен к сети (КЛ: 1 ...3).
КЗ t — АД 1, АДО перейдут на БС (КЗ: 1 ...3),
— восстанавливается цепь питания КЛ (К3:4).
Вентиляторы 1 и 2 работают на большой скорости и проветривают по-
мещение с максимальной интенсивностью (производительностью). ’
Примечание—Если оба вентилятора справляются, то температура в
помещении будет снижаться, а при Тпом °C = Тзы °C, ВУ
вернется в исходное состояние.
Если оба вентилятора не справляются, то ГПом °C будет увеличиваться.
Тз = Гпом °C » Ты °C.
РЗ t — собирается цепь К4 (РЗ).
К4 t — подключается 2 группа вентиляторов (К4:1... 3).
ВУ работает на большой скорости, помещение проветривается с макси-
мальной интенсивностью (номинальной производительностью).
Примечание — Если ВУ справляется, то °C будет снижаться и при
достижении Т1ад °C она вернется в исходное состояние.
Т2 = Tnw °C < Tw °C.
177
KI
помещение с
°C будет по-
'мд °C ВУ вернется в исходное
=
м
КД
Р2 [t —блокируются цепи К2 |(Р2:2) и КЗ |(Р2:3),
— готовится цепь | kj (Р2:1),
К2 1 — размыкается цепь отпаек AT (К2:1 ...3),
— размыкается цепь КД кратковременно (К2:4),
— собирается цепь| К1 " (К2:5).
^7й,(АЛ2) перейдут на МС (К 1:1...3),
станавливается цепь питания КД (К 1:4).
Вентиляторы 1 группы работают на МС и проветривают
наименьшей интенсивностью (производительностью).
Примечание — Если оба вентилятора справляются, то Тпом
вышаться, а при Тп<м °<
состояние.
Если вентиляторы не справляются, то Г °C будет снижаться.
' °C « 7" °C
юм 1 зал
t — размыкается цепь К5 (Р4).
1 — размыкается цепь КД (К51
| — отключается от сети АТ и (АДп, (аД2(КД:1...3).
ВУ остановлена, находится в ждущем режиме/Тю мере повышения Тпом °C
включится на МС, а при Тпом °C = °C вернется в исходное состояние.
Ручное управление.
Применяется при выходе из строя автоматики, которая отключается.
При этом:
Устанавливают: УП — «Р».
Управление скоростями от ПК1 («О» — «М» — «С» — «Б») последова-
тельной установкой в соответствующее положение.
Подключение 2 группы вентиляторов ПК2 — «2».
Элементы цепей при включении и отключении срабатывают аналогично.
Контроль Тпом °C визуально по КИП.
Ручное управление возможно как дистанционно, так и с местного поста.
Защита, блокировки.
- Силовая сеть ВУ оттоков КЗ (ВА с максимальным расцепителем),
- АД от токов КЗ и перегрузок (А1...А4 с комбинированными расцепи-
телями),
- цепи управления от токов КЗ (Пр.),
- во избежание КЗ отдельных частей обмоток АТ цепи контактов, сраба-
тывание которых не требуется, блокируются, что исключает одновре-
менное включение двух контакторов К1 (К2:5, К3:5), К2 (К1: 5,
К3:6),| КЗ | (К 1:6, К2:6).
Питание цепей.
3 - 380 В, 50 Гц — силовая сеть.
1 ~ 220 В, 50 Гц — цепи управления.
KI
178
2.3. Компрессорные установки
Основное назначение компрессорных установок (КУ) — это обеспече-
ние технологического процесса. В цехах устанавливается КУ небольшой
мощности, а на предприятиях, при централизованном обеспечении потреби-
телей сжатого воздуха — компрессорные станции (КС).
График потребления сжатого воздуха на промышленных предприятиях,
как правило, имеет в течение суток переменный характер.
Для обеспечения нормальной работы потребителей необходимо, чтобы
давление воздуха поддерживалось постоянным.
Давление в воздуховоде зависит от потребления воздуха и производи-
тельности компрессора. Если расход равен производительности, то давление
воздуха в магистрали будет номинальным.
Если потребление воздуха становится больше производительности, то
давление падает, и наоборот.
Таким образом, основным условием автоматизации КУ является под-
держание постоянства давления воздуха в магистрали.
Производительность КУ регулируется следующими способами:
• путем открывания всасывающих клапанов с помощью регулятора дав-
ления,
• периодическим включением компрессорных агрегатов в соответствии
с графиком потребления воздуха и величиной давления в магистрали.
Устройства автоматизации
Основным устройством, контролирующим давление воздуха в магист-
рали и формирующим сигнал в схему управления является электрокон-
тактный манометр.
Представление о принципе действия и конструкции дает рис. 2.3-1.
Неподвижный Подвижный контакт
Рис. 2.3-1. Электроконтактный манометр
179
Основным элементом манометра является трубка (4) Бурдона, которая
изгибается по неполной дуге, плоского поперечного сечения, закрытая с од-
ного конца (подвижного). Неподвижный конец сообщается с контролируе-
мой средой (вход).
При увеличении давления трубка изгибается, а при уменьшении — сжи-
мается. Действие основано на линейной зависимости между упругой де-
формацией и давлением внутри нее. Изменение давления вызывает переме-
щение закрытого конца трубки, который связан тягой с передаточным меха-
низмом (3). ПМ представляет собой зубчатую передачу (например, сектор—
шестерня), которая перемещает подвижный контакт (1), установленный на
стрелке (2), жестко связанной с осью передачи. Два неподвижных контакта
1 и 3 (5) подключаются к цепям управления.
При повышении давления трубка (4) стремится разогнуться и, если ус-
тавка по давлению будет превышена, замкнется цепь с контактами 2 и 3, а
при понижении давления ниже уставки — цепь с контактами 1 и 2.
Контактная система допускает работу в цепях напряжением 380 В пе-
ременного тока и 220 В постоянного тока, что нс требует промежуточных
преобразований.
Кроме контактных манометров, применяются реле давления действую-
щие по другому принципу (поршневые, сильфонные и др.)
Так как КУ большой мощности и большого давления (поршневые) об-
служиваются вспомогательными системами, то в их составе действуют при-
надлежащие им устройства автоматизации, обеспечивающие защиту КУ при
отказе.
Например, отказ системы водяного охлаждения контролируется струй-
ным реле, а системы смазки — реле давления масла.
Так как при сжатии воздух нагревается, то необходимо не только его
охлаждать, но и контролировать температуру воздуха датчиками температу-
ры и формировать аварийно-предупредительные сигналы.
Все сигналы, сформированные устройствами автоматизации, вводятся в
релейно-контактные схемы управления электроприводом, что рассматрива-
ется ниже.
Технологическая схема КУ с двумя поршневыми
компрессорами (рис. 2.3-2)
Такая схема применяется для бесперебойного обеспечения сжатым воз-
духом предприятий с небольшим и средним потреблением.
Управление — автоматизированное.
Компрессорная станция (КС) включает 2 поршневых компрессора (ПК1,
ПК2) небольшой или средней производительности.
КУ включает:
Приводной АД (1).
180
Рис. 2.3-2. Технологическая схема КУ с двумя поршневыми компрессорами
Поршневой компрессор (2) с обслуживающими системами: масляной и
водяного охлаждения (СВО).
Масло, предназначенное для смазки трущихся частей, залито в картер
компрессора.
СВО с принудительной циркуляцией воды, поступающей через клапан
(3) и уходящей через клапан (4). Вода пропускается через охлаждающие ру-
башки цилиндров и промежуточные холодильники, где нагретый при сжа-
тии воздух соприкасается с трубками циркулирующей холодной воды.
СВО обеспечивает поддержание температуры сжатого воздуха в ком-
прессоре (особенно при больших давлениях) в допустимых пределах.
Охлаждается теплая вода в теплообменниках (ТО1, ТО2).
Охлажденный и сжатый воздух поступает через обратный клапан (5) в
воздухоочистительное устройство (ВОУ1, ВОУ2).
Обратный клапан предотвращает работу одного компрессора на другой
при разнице в создаваемом ими давлении.
ВОУ (6) предназначено для комплексной очистки сжатого воздуха от
пыли, влаги и масла.
Для облегчения пуска КУ должен быть открыт разгрузочный вентиль (7),
который закрывается после пуска.
Охлажденный воздух через невозвратный клапан (8), исключающий
снижение давления в ресиверах при остановленных КУ, подается в ресиве-
ры (9) Р1 и Р2.
Подача воздуха к потребителю производится из ресивера через кла-
паны (10).
Перед потреблением сжатого воздуха производится снижение давления
до рабочего, редукционным клапаном (11) РК и дополнительная очистка от
примесей фильтром тонкой очистки (12) Ф.
Датчиками автоматического управления служат 2 электроконтактных
(Ml, М2) манометра (13). Подвижные контакты датчиков устанавливаются
на верхние и нижние пределы давления воздуха в ресиверах.
Верхние пределы для обоих манометров могут быть одинаковыми и при
достижении их КУ будут остановлены. Нижние пределы давления маномет-
ров устанавливаются разными. При снижении давления включается только
один компрессор, если давление продолжает снижаться, то включается и
второй компрессор.
Принципиальная электрическая схема АУ ЭП
компрессорной установки (рис. 2.3-3)
Назначение. Для пуска, управления, защиты и сигнализации приводных
АД КУ малой и средней мощности.
Основные элементы схемы.
Д1, Д2 — приводные АД КУ I и КУ2,
182
3-380 В, 50 Гц
А
В
С
о
Рис. 2.3-3. Принципиальная электрическая схема АУ электроприводом компрессорной установки
КЛ 1, КЛ2 — контакторы линейные,
РКН — реле контроля напряжения в цепях управления,
РУ1, РУ2 — реле управления пуском и остановкой Д1, Д2;
РУЗ — реле управления подключением второй КУ при работающей од-
ной КУ, если она не справляется, а давление снизилось до ми-
нимального значения (М2-Н),
РУ4 — реле управления остановкой обоих КУ при повышении давле-
ния до верхнего предела (Ml-В, М2-В),
РВ— реле времени, обеспечивает выдержку времени, необходимую
для повышения давления выше минимального, при работе КУ1
и КУ2 одновременно.
Примечание — Если давление повысится (М2-Н разомкнется), | РУЗ |},
РВ |Х (РУЗ:2); обе КУ будут работать, повышая дав-
ление до верхнего предела.
Если давление до истечения времени не повысится, то
появится аварийно-предупредительный сигнал о неис-
правности.
R, Идь Кдз, И-рег — ограничительные и регулировочные резисторы.
РСВ1, РСВ2 — реле струйные водяной магистрали, для контроля прото-
ка воды.
Органы управления.
КУ1, КУ2 — ключи управления. Для выбора режима управления («Р» —
ручной, «А» — автоматический).
ПР — переключатель режимов, для выбора КУ, включаемой первой
(«К1» —«К2»).
Кн.П1, Кн.П2, Кн.С1, Кн.С2 — кнопки «пуск» и «стоп» КУ 1 и КУ2.
В — выключатель сигнальной лампы ЛБ «питание цепей управления».
Ml (Ml-H, Ml-В), М2 (М2-Н, М2-В) — манометры электроконтактные,
для автоматического управления пуском и остановкой КУ 1 и КУ2.
Примечание — Манометры М1 и М2 отрегулированы так, чтобы М2-Н
замыкался при меньшем давлении, чем М1-Н.
Верхние пределы (Ml-В, М2-В) — одинаковые.
Режимы работы :
КУ — «А» — «автоматическое управление», основной режим.
КУ — «Р» — «ручное управление», резервный режим.
Работа схемы.
Исходное состояние.
Поданы все виды питания (включены BAI, ВА2, ВАЗ).
Органы управления установлены в положения: КУ1 — «А», КУ2 — «А»,
ПР — «К1», В — «включено».
При этом:
РКН| Т — размыкается цепь аварийно-предупредительной сигнализа-
ции ЛК1 «Нет питания» (РКН) на пульте.
— горит сигнальная лампа ЛБ «питание цепей управления».
184
Обслуживающие системы и устройства в работе (РСВ1 и РСВ2 замкнуты).
Давление сжатого воздуха в магистрали не менее нижнего предела (М1-Н
и М2-Н разомкнуты).
Компрессоры остановлены, находятся в ждущем режиме, идет потреб-
ление воздуха.
Автоматический пуск.
Давление в магистрали снизилось до нижнего предела (Ml-Н замкнут),
собирается цепь | РУ 1 |.
| РУ 111 — собирается цепь | К Л11 (РУ 1:1),
— становится на самопитание (РУ 1:2).
КЛ 111 — подключается к сети Д1 (КЛ1:1...3), пускается,
— становится на самопитание (КЛ 1:4).
В работе КУ1, давление повышается (Ml-Н размыкается), компрессор
справляется.
Если один компрессор не справляется, то давление воздуха в магистра-
ли продолжает снижаться (М2-Н замкнется), собирается цепь | РУЗ •
РУЗ11 — собирается цепь РУ2 |(РУЗ: 1),
— собирается цепь РВ |(РУЗ:2), приводится в действие.
РУ2 |Т — собирается цепь КЛ2 |(РУ2:1),
— становится на самопитание (РУ2:2).
КЛ2|t — подключается к сети Д2 (КЛ2:1...3), пускается,
— становится на самопитание (КЛ2:4).
В работе оба компрессора, давление воздуха повышается (М2-Н, а затем
Ml-Н размыкаются), | РУЗ |Х, Цепь | рв | разомкнется, | РВ выводится из
действия. Компрессоры справляются.
Автоматическая остановка.
Если один работающий компрессор справляется, то он будет работать
до повышения давления в магистрали до верхнего предела (Ml-В или М2-В
замкнутся), собирается цепь | РУ4].
IРУ41? — разомкнется цепь | РУ ] ] и | РУ21 (РУ4).
При работе только КУ 1. _____
|ру| 11 — разомкнется цепь 1 КЛ 11 (РУ 1:1),
— разомкнется цепь самопитания (РУ 1:2).
КЛ1|1 — отключится от сети Д1 (КЛ1:1...3) и остановится,
— разомкнется цепь самопитания (КЛ2:4).
При работе только КУ2.
| ру211 — разомкнется цепь|кЛ2~] (РУ2:1),
— разомкнется цепь самопитания (РУ2:2).
КЛ211 — отключится от сети Д2 (КЛ2:1 ...3) и остановится,
— разомкнется цепь самопитания (КЛ2:4).
185
Если оба работающих компрессора справляются, то они отключаются
одновременно по такой же логической схеме.
Ручное управление.
Применяется при выходе из строя автоматики, которая отключается.
При этом:
КУ 1 — «Р», КУ2 — «Р», ВАЗ отключен, ЛБ погашена.
Управление КУ от кнопок «Пуск» (Кн.П1, Кн.П2) и «Стоп» (Кн.С1,
Кн.С2), контроль за давлением в магистрали — визуальный.
Элементы схемы при замыкании и размыкании цепей срабатывают ана-
логично.
«Ручное управление» возможно как с местного поста, так и дистанци-
онно с пульта (при наличии дублирующих Кн.П и Кн.С).
Защита, блокировки.
• Силовая сеть Д1 и Д2 — от токов КЗ и перегрузки (ВА1 и ВА2 с ком-
бинированными расцепителями).
• Цепи управления двигателями — оттоков КЗ (П1 и П2).
• Цепи автоматики — от токов КЗ (ВАЗ с максимальным расцепителем).
• Запрет на «Пуск», если нет протока охлаждающей воды (РСВ1 и
РСВ2).
Сигнализация:
- ЛК1 «Нет питания» в цепях автоматического управления (РКН), ЛК2
«Авария», оба компрессора не справляются за установленное время,
давление в магистрали ниже нормы (РВ).
- ЛЖ предупредительный сигнал о снижении давления в ресиверах при
управлении с местного поста (РВ).
- ЛБ лампа белая, контроль наличия напряжения в цепях управления.
Питание цепей.
3 ~ 380 В, 50 Гц — силовая сеть.
I ~ 220 В, 50 Гц — цепи управления и автоматики.
1 ~ 24 В, 50 Гц — цепи пультовой сигнализации.
Технологическая схема КУ с приводом от СД (рис. 2.3-4)
Дзя многих предприятий требуется бесперебойное снабжение произ-
водственных участков сжатым воздухом.
С целью уменьшения обслуживающего персонала, наблюдающего за
работой КУ, применяется автоматизированный электропривод.
Компрессорная станция (КС) включает 5 компрессорных установок
(КУ) большой производительности. Каждая КУ работает на общую воздуш-
ную магистраль по своей технологической схеме.
КУ включает:
- Приводной СД (1) высокого напряжения и большой мощности со схе-
мой управления, защиты и сигнализации.
186
Напорный коллектор
И
Р
Р5
кТО1
К1
г ДМ2
РДМ1
Ш
МО1
ВОУ1
кР2...Р4
отР2 Р4
Масло
Распределительный коллектор
1 - Приводной СД КI
2 - Компрессор поршневой KI
3 ,4 - Датчики давления масла и реле на напоре и сливе
5 - Реле струйное СВО
6 - Невозвратный клапан на напоре компрессора
7 - Воздухоочистительная установка
8 - Разгрузочный автоматический вентиль
электромагнитный
9 - Датчик температуры и реле
>к МН 12 - Ресивер с невозвратным на напоре
и раздаточным клапаном
13 - Датчик давления воздуха и реле
Рис. 2.3-4. Технологическая схема КУ с приводом от СД
- Двухцилиндровый поршневой компрессор (2) с обслуживающими сис-
темами: масляной и водяной.
Масляная система предназначена для смазки трущихся поверхностей.
Циркуляция масла принудительная, насосом (МН).
Давление масла на входе и выходе контролируется датчиками ДД1 и
ДД2, от которых через реле давление масла РДМ1 (3) и РДМ2 (4) сиг-
нал поступает в схему управления и защиты.
Отработанное масло охлаждается в маслоохладителе МО и проходит
тонкую очистку от механических примесей в фильтрах системы.
Система водяного охлаждения (СВО) предназначена для теплосъема с
нагретых частей. Циркуляция воды принудительная, насосом СВО.
Наличие протока воды контролируется реле струйным водяным (5).
Сигнал от РСВ поступает в схему управления и защиты.
- Воздухоочистительное устройство (7) предназначено для комплексной
очистки поступающего с компрессора сжатого воздуха через клапан
(6). Воздух очищается от механических и аэрозольных примесей.
Невозвратный клапан (6) исключает обратный ход воздуха при оста-
новленном компрессоре.
На ВОУ установлен автоматический электромагнитный разгрузочный
вентиль (8) для облегчения пуска компрессора.
Перед пуском он открывается, а по окончании пуска — закрывается.
Сигнал о состоянии разгрузочного вентиля (открыт или закрыт) по-
ступает в схему управления защиты.
Температура сжатого воздуха в напорном коллекторе контролируется
датчиком температуры ДТ и через реле промежуточное РПТ поступает
в схему управления и защиты. Срабатывание ДТ и РПТ (9) свиде-
тельствует о неисправности КУ.
- Ресивер (11) предназначен для создания запаса сжатого воздуха и ис-
ключения пульсаций потребляемого. Ресивер подключен к напорному
коллектору через невозвратный клапан (10), исключающий обратный
ход воздуха из ресивера при остановленной КС.
Расход воздуха через распределительный коллектор, к которому реси-
веры подключены раздаточными клапанами (12), а давление контро-
лируется ДД. Сигнал с РПДВ (13) поступает в схему управления. Пе-
ред потреблением воздуха давление снижается до рабочего и произво-
дится дополнительная очистка.
Принципиальная электрическая схема АУ СД
поршневого компрессора (рис. 2.3-5)
Назначение. Для пуска, управления, защиты и сигнализации приводного
СД КУ большой мощности.
Основные элементы схемы.
188
3 - 6 кВ, 50 Гц
3-380 В, 50 Гц
Рис. 2-3-5. Принципиальная электрическая схема АУ СД поршневого компрессора
СД — синхронный двигатель, привод компрессорного агрегата.
Примечание — СД применяются в электроприводах, где требуется по-
стоянная частота вращения и большая мощность (свыше
500 кВт). Напряжение более 1 кВ.
В и АД — возбудитель и приводной асинхронный двигатель, для пита-
ния постоянным током системы возбуждения СД.
ВМ, ЭмВ и ЭмО — включатель масляный с электромагнитами «вклю-
чения» и «отключения», встроенными в него.
TH и ТТ — трансформаторы понижающие, напряжения и тока.
PH, РФ, РМ, РТ — реле напряжения, форсировки, максимального тока,
токовое.
Примечание — PH контролирует напряжение в силовой сети, от-
ключается при большом и длительном снижении его на
35 % и более.
РФ контролирует напряжение в силовой цепи, отклю-
чается при малом и длительном снижении его на 15 %.
ВА1 и ВА2 — выключатели автоматические, для коммутации и защиты
цепей приводного АД и цепей управления СД.
РАВ и РАО — реле автоматического «включения» и «отключения» мас-
ляного выключателя.
РПВ и РПО — реле промежуточное «включения» и «отключения», для
размножения контактов.
КЛ — контактор линейный, для подключения АД к силовой сети при
пуске.
РЧ — контакт реле часового, обеспечивает управляющий импульсный
сигнал длительностью 30 с при пуске и остановке КУ.
РПЧ — реле промежуточное часовое, для запоминания управляющего
сигнала и размножения контактов.
РПВМ, РПДВ и РПДМ — реле промежуточное выключателя масляного
давления воздуха и давления масла, для размножения контактов.
РПП — реле промежуточное положения разгрузочного вентиля ВОУ
(воздухоочистительного устройства).
Примечание — Вентиль разгрузочный (ВР) открывается для уменьше-
ния начального момента сопротивления при пуске.
Открывается ВР электромагнитом (ЭМ), закрывается
усилием пружины автоматически (при наличии питания
в цепях защиты и сигнализации) во всех режимах управ-
ления.
ОВВ и RB — обмотка возбуждения возбудителя и резистор регулиро-
вочный.
РКП и РВКП — реле контроля пуска и времени контроля пуска СД для
контроля начала и длительности пуска до выхода его на естест-
венную характеристику.
При затянувшемся пуске КУ отключается.
190
РДМ — реле давления масла, установлены на магистрали.
РСВ и РВВ — реле струйное и времени СВО.
Примечание — Реле струйное установлено на магистрали, при запол-
ненной СВО и наличии протока воды, контакт РСВ
замкнут.
Реле времени обеспечивает выдержку времени на сра-
батывание защиты при остановке насоса СВО, т.к. за-
полненная система способна некоторое время обеспе-
чивать теплосъем.
РПТ — реле промежуточное температуры сжатого воздуха, подключа-
ется к ДТ на воздушной магистрали.
РПЗ — реле промежуточное «защиты», при срабатывании дает сигнал
на исполнение.
КФ— контактор форсировки, для шунтирования резистора RB с це-
лью увеличения тока возбуждения СД.
PCI-PC6 — реле сигнализации, для формирования цепей звуковой и
световой сигнализации, при неисправностях в обслуживающих
системах и силовой сети.
УЗС — устройство звуковой сигнализации.
Органы управления.
РЧ — реле часовое механическое на диспетчерском пункте, для вы-
дачи управляющего сигнала в схему при АУ.
ПА — переключатель автоматики, для переключения режимов
управления («А» или «Р»).
КУ — ключ управления, для пуска «включено» и остановки «О» СД в
режиме «ручного» управления.
КР— ключ разрешения работы КУ («запрет» или «разрешено»). Ра-
бота разрешается при исправном состоянии, а запрещается —
при неисправном или при проведении ремонтных или профи-
лактических работ на магистрали.
Режимы работы.
ПА — «А». Автоматическое управление, основной режим.
Применяется на предприятиях, где требуется бесперебойное
снабжение воздухом. Количество персонала сокращено, управ-
ление и контроль с диспетчерского пульта.
ПА — «Р». Ручное управление, резервный режим.
Применяется при выходе из строя автоматики.
Управление и контроль на местном посту визуально.
Включение и выключение КУ с помощью ключа управления «КУ».
Работа схемы.
Исходное состояние.
Поданы все виды питания, включены BAI, ВА2.
Органы управления установлены в положения: ПА — «А», КУ — «О»,
КР — «р».
191
При этом:
PH t — разомкнется контакт в цепи|ЭмО|(РН),
РФ t — разомкнется контакт в цепи КФ |(РФ).
Приготовлены обслуживающие системы и устройства, введены в работу:
Масляная система. При этом, собирается цепь РПДМ (РДМ1, РДМ2).
РПДМ t — разомкнется цепь сигнализации и защиты [рсз |(РПДМ: 1),
— готовится цепь |ЭмВ|(РПДМ:2).
СВО. При этом, собирается цепь|рвв| (РСВ).
|РВВИ — разомкнется цепь сигнализации и защиты| РС41 (РВВ).
Закрыт вентиль разгрузочный ВОУ (ВР).
Аварийно-предупредительные сигналы отсутствуют.
КУ готова к работе. Режим — «автоматический, ждущий».
Примечание — Разгрузочный вентиль открывается перед каждым пуском
КУ и закрывается после окончания пуска автоматически.
Автоматический пуск.
Примечание — Автоматическое включение и отключение КУ осуществ-
ляется в зависимости от суточного графика потребления
воздуха и давления в воздушной магистрали.
Пусковым органом является импульсный контакт часо-
вого механизма, замыкаемый на 30 с.
При давлении воздуха в воздушной магистрали ниже нормы (РПДВ:1 —
разомкнут, РПДВ:2 — замкнут) и наличии импульсного сигнала (РЧ —
замкнут на 30 с) собирается цепь [РПЧ|.
РПЧ|Т — становится на самопитание (РПЧ: 1),
— собирается цепь |РПВ|(РПЧ:2),
— готовится цепь |рао| (РПЧ:3).
[РПВ|Т — размыкается цепь самопитания |РПЧ| (РПВ: 1),
— становится на самопитание (РПВ:2),
— готовится цепь |РАО|(РПВ:3),
— собирается цепь |РАВ| (РПВ:4).
IPABIT — начат отсчет выдержки времени (РАВ:1, РАВ:2).
Примечание — Выдержка времени необходима для полного открытия
ВР и срабатывания |рпп|» причем /РАв2 > 4>дв:1» что ис-
ключает включение | рпЗ (замкнут ВР).
| ЭМ 11 — открывается ВР,
— собирается цепь|РПВ] (РПЧ:2),
РПЧ11 — размыкается цепь самопитания (РПЧ:1) повторно,
— размыкается основная цепь |РПВ| (РПЧ:2), но она останется
на самопитании,
— размыкается цепь |РАО| дополнительно (РПЧ:3).
192
ppiril f — готовится цепь ЭмВ (РПП:1),
— готовится цспь| рпз |(РПП:2).
По истечении выдержки времени собирается цепь ЭмВ (РАВ:1).
ЭмВ| t — I ВМ |Т — размыкается цепь |ЭмВ| (ВМ: 1),
(ВМ:3),
— готовится цепь
— готовятся цепи |РВКП, ЭмО, КФ| (ВМ:4),
— подключается к сети статор СД (ВМ).
КЛ, РПВМ|Т — подключается к сети АД (КЛ 1:3) и пускается,
— размыкается цепь | РАВ | (РПВМ:1),|РАВ| I, прекратив отсчет
времени,
— готовится цепь |РАО (РПВМ:2).
Подано питание и возбуждение на СД, начался «пуск». ВР открыт и
удерживается электромагнитом ЭМ в открытом положении до окончания
пуска. Идет продувка ВОУ в атмосферу.
РТ Ц — собирается цепь |РВКП| (РТ).
|РВКП| t — начат отсчет времени контролируемого пуска (РВКП).
СД разгоняется, своевременно выходит на естественную характеристи-
ку. По мере разгона 1П снижается до 7НОМ.
РТ |Т — размыкается цепь |РВКП|(РТ), |РВКП|1.
ВР закрывается под действием пружины. Пуск состоялся.
Цепь|рпп] размыкается, |рпп| I — размыкается дополнительно цепь
|ЭмВ| (РПП: 1),
— размыкается дополнительно цепь | РПЗ | (РПП:2).
КУ пополняет запас сжатого воздуха, давление повышается.
Автоматическая остановка.
Если при работе КУ давление воздуха в магистрали будет не менее
нормы (сработает ДД, разомкнется РПДВ:2 и замкнется РПДВ:1), то оста-
новка произойдет при наличии импульсного управляющего сигнала (РЧ).
При этом, собирается цепь |РПЧ1-
РГГЧ|Т — собирается цепь |РАО|(РПЧ:3).
РАО|Т — собирается цепь |РПО|(РАО:1),
— становится на самопитание (РАО:2).
РПО|Т — размыкается цепь |РПВ| (РПО:1),
— собирается цепь |ЭмО|(РПО:2).
|ЭмО| 1 — | ВМ 11 — готовится цепь |ЭмВ|(ВМ: 1),
— размыкается цепь КЛ, РПВМ (ВМ:2),
— размыкается цепь | РПЗ |(ВМ:3),
— размыкаются цепи |РВКП, КФ, ЭмО| (ВМ:4).
7 Шеховцов В.П.
193
Компрессор остановлен и находится в «ждущем режиме».
Если сигнал на отключение есть (он запоминается), |PAO|t> а давление в
магистрали ниже нормы (разомкнут РПДВ:1), то КУ продолжает работать
до срабатывания ДЦ.
Ручное управление.
ПА — «Р». Пуск и остановка КУ производится ключом управления
«КУ» («включено» — «отключено»).
Отключены цепи автоматики. Остальные элементы срабатывают
по цепям ручного управления аналогично ранее изложенного.
Контроль параметров КУ визуальный.
Защита, блокировки, сигнализация (рис. 2.3-6).
Рис. 2.3-6. Принципиальная электрическая схема защиты и сигнализации СД поршневого
компрессора
194
Защита:
• силовой сети 3 ~ 6 кВ, 50 Гц — от токов КЗ (РМ);
• силовой сети 3 * 380 В, 50 Гц — от токов КЗ и АД — от перегрузки
(ВА1);
• цепей управления 1 - 220 В — от токов КЗ (ВА2);
• КУ при снижении давления масла в системе (РДМ1, РДМ2);
• КУ при прекращении циркуляции охлажденной воды (РСВ);
• КУ при перегреве сжатого воздуха (РПТ);
• СД от длительного и глубокого снижения УСети (PH);
• СД от выпадения из синхронизма (РФ);
• СД от затянувшегося пуска (РКП).
Блокировки:
- запрет пуска при закрытом разгрузочном вентиле (РПП);
- запрет пуска при отсутствии давления масла в системе (РПДМ);
- запрет пуска при положении КР — «3»;
- запрет на остановку КУ при пониженном давлении воздуха при АУ
(РПДВ).
Примечание — Засветка любого табло на пульте диспетчера, сопровож-
даемая звуковым сигналом, является фактом остановки
КУ.
Табло имеют красный (аварийный) цвет, кроме послед-
него (желтого цвета).
Питание цепей:
3-6 кВ, 50 Гц — силовая сеть высокого напряжения;
3 ~ 380 В, 50 Гц — силовая сеть низкого напряжения;
1 - 220 В, 50 Гц — цепи управления;
= 220 В — цепи защиты и сигнализации;
= 48 В — цепи автоматики;
= 24 В — цепи световой и звуковой сигнализации.
7«
195
2.4. Насосные установки
Насосные установки предназначены для транспортировки жидкости, за-
полнения и осушения резервуаров, для обслуживания механизмов (напри-
мер, система водяного охлаждения).
Наибольшее распространение получили центробежные насосы.
Для централизованного обеспечения водой промышленных и сельско-
хозяйственных объектов сооружаются насосные станции, состоящие из
крупных насосных агрегатов, и с обслуживающим персоналом.
Характеристики центробежных насосов (ЦН).
Эксплуатационные свойства ЦН определяются зависимостью напора
(давление жидкости) на выходе от производительности при различных ско-
ростях
Я=Г(0,
где Н— напор на выходе, м. ст. жидкости; Q— производительность, м3/с.
Эти зависимости, обычно, приводятся в виде графиков в каталогах для
каждого конкретного агрегата.
Представление о характеристиках центробежного насоса и магистралей
дает рис. 2.4-1.
Для определения рабочей точки, которая определяется пересечением двух
характеристик: насоса и магистрали, нужно знать зависимости Ян= F(Q) и
= F(Q).
Полный напор (77) в системе состоит из двух составляющих:
н=н.+я»« = нс + се2,
где Нс — статический напор, м; 7/дин — динамический напор, м; Q — произ-
водительность, м’/с; С — постоянная величина.
В зависимости от преобладающей составляющей, характеристика маги-
страли может быть статической (А) или динамической (Б), которая пред-
ставляет собой параболу по форме.
Из рис. 2.4-1 видно, что при снижении оборотов приводного ЭД харак-
теристика насоса перемещается вниз параллельно номинальной (соном).
Таким образом, при приводе от АД и работе:
• при статической характеристике магистрали
- производительность изменяется (от £>Ном до Q\) значительно;
- чрезмерное снижение скорости, когда характеристики не пересека-
ются, насос перестает качать («срыв струи»).
Примечание — Такой вариант возможен при снижении напряжения в сети.
• при динамической характеристике магистрали:
- производительность изменяется (от ном. до 1) незначительно;
- чрезмерное снижение скорости (до 2) не приводит к прекращению
подачи жидкости, но производительность уменьшается.
196
При приводе от СД скорость не изменяется, но угол отставания ротора
от статора увеличивается, что уменьшает момент на валу двигателя.
При чрезмерном снижении напряжения сети СД выпадают из синхро-
низма и останавливаются.
Производительность центробежных насосов можно регулировать сле-
дующими способами:
• дросселированием трубопровода (например, закрывать задвижки на
напорной магистрали);
• изменением угловой скорости (со) приводного ЭД (например,
изменением напряжения в цепи статора АД);
• изменением числа работающих на магистраль агрегатов;
• изменением положения рабочего органа механизма (например, пово-
ротом лопаток рабочего колеса).
Дросселирование осуществляется прикрытием задвижки на напоре, при
этом (рис. 2.4-1, Б) характеристика магистрали перемещается влево (до точ-
ки РТ') при неизменной угловой скорости насоса (сомом). При новом положе-
нии рабочей точки (РТ') производительность (О') уменьшится, а напор (/Г)
увеличится (теоретически). Реально часть напора (A/f) теряется на регули-
рующем устройстве, а следовательно, фактический напор (Нф’) тоже
уменьшится. Расчеты показывают, что уменьшение производительности (Q)
в два раза приводит к снижению КПД насоса в 4 раза и увеличивает потери
мощности до 38 % от номинальной мощности ЭД.
Следовательно, данный способ целесообразно применять в установках
небольшой мощности (несколько кВт) при преобладании статического на-
пора в магистрали.
Изменение угловой скорости осуществляется изменением подводимого к
статору электродвигателя напряжения (дроссель насыщения) или включением в
цепь ротора добавочного сопротивления. При этом характеристика насоса пе-
ремещается вниз параллельно номинальной (Ином)- Из рис. 2.4-1 видно, что при
статической характеристике производительность (Q\) снижается значительно
больше, чем при динамической для одной и той же скорости (cot).
Расчеты показывают, что электрический способ регулирования более
экономичен, чем дросселирование, так потери мощности меньше (до 16%).
Следовательно, данный способ целесообразно применять в установках
средней мощности (десятки кВт).
Примечание —Для установок большой мощности (сотни и тысячи кВт)
этот способ неэкономичен; в этом случае применяются
каскадные схемы электроприводов, в которых «потери
скольжения» возвращаются в сеть или преобразуются в
механическую мощность и поступают на вал механизма;
преобразование «энергии скольжения» возможно с по-
мощью вентильных схем или вспомогательных машин
на одном валу с главным двигателем.
197
Рис. 2.4-1. Характеристики H = F(Q) при статическом (А) и динамическом (Б) напоре
Изменение числа работающих агрегатов, подключенных на магистраль
параллельно, целесообразно применять при статическом напоре, так как
общая производительность совместно работающих агрегатов — это сумма
производительностей всех работающих агрегатов, что обеспечивает их эко-
номичную работу.
Примечание. При динамическом напоре общая производительность уве-
личивается незначительно, а агрегаты работают с пони-
женным КПД.
Устройства автоматизации насосных установок.
Наряду с аппаратурой общего назначения для пуска, переключения и
управления, в системах автоматизации применяется специальная аппаратура.
Поплавковое реле уровня предназначено для контроля уровня в резер-
вуарах с неагрессивной жидкостью и выдачи сигнала в схему управления.
Представление о конструкции и принципе действия поплавкового реле
дает рис. 2.4-2.
В резервуар (1) погружается поплавок (2), который подвешен на гибком
канате (5), перекинутом через блок (4). Уравновешивание осуществляется с
помощью груза (8).
На канате укреплены две переключающие шайбы (7), положение которых
можно изменить в соответствии с условиями регулирования. Переключающие
шайбы (7) при достижении предельных уровней жидкости поворачивают коро-
мысло (6), связанное с контактным устройством (3), которое замыкает четную
(2 и 4) или нечетную (1 и 3) пару контактов цепей управления.
Электродное реле уровня предназначено для контроля уровня электро-
проводных жидкостей и выдачи сигнала в схему управления.
Рис. 2.4-2. Поплавковое реле уровня
199
Рис. 2.4-3. Электродное реле уровня
Представление о конструкции и принципе действия электродного реле
дает рис. 2.4-3.
Основным контролирующим элементом являются два электрода (2),
помещенные в резервуар (1) с электроприводной жидкостью (4). Электроды
заключены в кожух (3), открытый снизу и включены в цепь катушки реле
промежуточного (РП) малогабаритного исполнения (телефонного типа).
Слаботочное реле (РП) получает питание от понижающего трансформа-
тора (по условиям электробезопасности).
При подъеме уровня жидкости в резервуаре до короткого электрода со-
бирается цепь РП, которая срабатывает, дает команду в цепь управления
(РП:1) и становится на самопитание (РП:2) через длинный электрод.
Насосный агрегат включается на откачивание жидкости из резервуара.
Отключение агрегата произойдет при снижении уровня ниже длинного
электрода.
Струйное реле предназначено для контроля наличия потока (струи)
жидкости в трубопроводе. Представление о конструкции и принципе дейст-
вия струйного реле дает рис. 2.4-4.
Чувствительным элементом является диафрагма (1) с дроссельным уст-
ройством (отверстие в центре), установленная в трубопроводе (4) и воспри-
нимающая перепад давления жидкости при протоке. Обе полости диафраг-
мы трубками (3) соединены с сильфонами (2), у которых имеются цилинд-
рические мембраны (5), механически связанные тягами с электроконтактной
частью реле (6).
При наличии протока жидкости давление в левой полости диафрагмы
(I) будет больше, чем в правой, поэтому контактная группа (1 и 3) замкнута
и в цепь управления 1 дается сигнал о наличии протока жидкости.
200
Рис. 2.4-4. Струйное реле
Примечание — Струйное реле, обычно, применяется в системах охлаж-
дения, поэтому этот сигнал является разрешающим пуск
механизма.
При уменьшении количества протекающей жидкости (например, оста-
новка насоса) перепад давления изменяется на диафрагме, контактная груп-
па левая (1 и 3) размыкается, а правая (2 и 4) замыкается. При этом выдается
сигнал на остановку двигателя, который обслуживается этой СВО, через
цепь управления 2 и он останавливается.
Реле контроля заливки предназначено для контроля заливки гидравли-
ческой полости центробежных насосов.
Они могут работать на принципе поплавка, но в настоящее время наи-
большее распространение получили реле мембранного типа.
Такие реле устанавливаются выше уровня насоса от 0,3 до 0,5 м. При
заливке полости насоса жидкостью мембрана прогибается, перемещая при-
крепленный к ней шток, что переключает контактную систему реле, разре-
шая пуск насоса.
После снижения давления в полости мембрана пружиной возвращается
в исходное положение.
Достоинством мембранных реле является большая чувствительность и
способность выдерживать высокие давления. Такие реле применяют при
заливке насосных агрегатов с помощью вакуум-насоса.
201
Принципиальная электрическая схема АУ задвижкой
центробежного насосного агрегата (рис. 2.4-5)
Назначение. Для управления задвижкой ЦНА, сигнализации ее состоя-
ния и защиты цепей управления.
Основные элементы схемы.
Д1, Д2 — приводные двигатели ЦНА и задвижки на напоре агрегата.
КМ, КО, КЗ — контакторы пускателя магнитного (ПМ) Д1, открытия и
закрытия задвижки агрегата.
РП — реле промежуточное.
РУ — реле уровня, для контроля уровня в резервуаре и коммутации це-
пей управления насоса и задвижки.
РД — реле давления, для контроля давления в полости насоса и выдачи
сигнала на управление задвижкой.
П — передача понижающая, механическая.
ВКА, ВКО и ВКЗ — выключатели конечные «аварийный» (при неисправ-
ности механизма), состояния задвижки «открыто» и «закрыто».
ВБ — выключатель безопасности, для отключения электрических цепей
при ручном управлении задвижкой.
Rl, R2 — ограничительные резисторы в цепях сигнальных ламп.
Органы управления.
КУ — ключ управления, для выбора режима управления насосом («Р» —
ручное, «О» — отключено, «А» — автоматическое).
Кн.П и Кн.С — кнопки «пуск» и «стоп» Д1 (на местном посту).
КН.О, Кн.З, Кн.С1 — кнопки ДУ открытием, закрытием и остановкой
задвижки (на пульте оператора).
Нн > Н > Нн — сигнал от датчика уровня в резервуаре, отклонение от
нормального.
«РТ» — сигнал от датчика давления в полости насоса о повышении дав-
ления.
Режимы управления'.
КУ — «А» — «автоматическое управление» ЦНА и задвижкой, основ-
ной режим;
КУ — «Р» — «ручное управление» ЦНА и задвижкой (местное или ДУ).
Работа схемы.
Исходное состояние.
Поданы все виды питания (включены В A, BAI, ВА2), КУ — «А», ВБ -
«В», резервуар осушен до «Нн», задвижка на напоре закрыта, полость насоса
заполнена, система осушения приготовлена.
При этом: — засвечена вполнакала ЛЗ «задвижка закрыта»,
— погашена ЛО «задвижка открыта».
ЦНА в «ждущем режиме».
202
Рис. 2.4-5. Принципиальная электрическая схема ЛУ электроприводом задвижки центробежного насосного агрегата
Автоматическое управление. ____
При поступлении жидкости в резервуар (Н > Нн) собирается цепь РУ
РУ Т — собирается цепь КМ (РУ:1),
— готовится цепь РП (РУ:2).
КМ ? — подключается к сети(gj) (КМ: 1...3),
— становится на самопитание (КМ:4).
При работе насоса на закрытую задвижку давление в полости повысится
«(РТ)», при этом собирается цепь РП | (РД).
|РП | ? — собирается цепь КО (РП: 1),
— размыкается цепь КЗ |(РП:2) повторно.
КО Т — подключается к сети (КО:1...3) и пускается на открытие
задвижки,
— становится на самопитание (КО:4),
— блокируется цепь КЗ (КО:5),
— шунтируется часть резистора R2 (КО: 6).
Задвижка начинает открываться, при этом собирается цепь ЛО (ВКЗ),
она загорается полным накалом (ярко) на все время открывания.
При полном открытии задвижки контакт ВКО разомкнется, при этом
разомкнется цепь КО , погаснетЛЗдГоревшая вполнакала.
КО i — отключается от сети (Д2)(КО:1...3) и останавливается,
— размыкается цепь самопитания (КОЛ),
— готовится цепь КЗ (КО:5),
— включается полностью R2 в цепь ЛО, она переходит на горе-
ние вполнакала.
ЦНА работает на откачку жидкости из резервуара, ЛО «задвижка от-
крыта» горит вполнакала, ЛЗ «задвижка закрыта» погашена, уровень в ре-
зервуаре снижается.
При полной откачке жидкости (Н < Нн) размыкается цепь РУ ,
РУ |Ф — размыкается цепь КМ (РУ: 1),
— размыкается цепь РП (РУ:2).
КМ ф — отключается от сети (Щ) (КМ:1...3) и останавливается,
____ — размыкается цепь самопитания (КМ:4).
РП 1— размыкается цепь КО (РП:1), параллельная цепи самопита-
ния,
— собирается цепь КЗ (РП:2).
При отключенном ЦНА давление в полости снижается (P>L), при этом
повторно размыкается цепь рп (РД).
КЗ |Т — подключается к сети@) (К3:2...3) и пускается на закрытие
задвижки,
— становится на самопитание (К3:4),
204
— блокируется цепь I КО |(КЗ:5),
— шунтируется часть резистора R1 (К3:6).
Задвижка начинает закрываться, при этом собирается цепь ЛЗ (ВКО),
она зажигается полным накалом (ярко) на все время закрывания.
При полном закрытии задвижки контакт ВКЗ разомкнется, при этом ра-
зомкнется цепь | КЗ I» погаснет ЛО, горевшая вполнакала.
(К3:1...3) и останавливается,
КЗ i — отключается от сети
— размыкается цепь самопитания (К3:4),
— готовится цепь КО (К3:5),
— включается полностью R1 в цепь ЛО, она переходит на горе-
ние вполнакала.
ЦНА отключен от сети и остановлен, ЛО «задвижка открыта» погашена,
ЛЗ «задвижка закрыта» горит вполнакала. ЦНА в «ждущем режиме».
Ручное управление.
При неисправности РУ или РД , установить КУ — «Р».
«Пуск» насоса от Кн.П, открытие задвижки от Кн.О. Элементы сраба-
тывают по цепям «ручное управление», цепи «автоматическое управление»
отключены. Контроль уровня по стеклянному уровнемеру визуально, на ме-
стном посту.
Остановка насоса от Кн.С, закрытие задвижки от Кн.З.
Примечание— При наличии связи с пультом оператора открытие и за-
крытие задвижки производится дистанционно операто-
ром.
При действиях с местного поста вручную, в целях безо-
пасности, отключить ВА2 или ВБ, что исключит оши-
бочное включение Д2 с пульта оператора.
При «неисправности» механизма задвижки схема управ-
ления отключается аварийным конечным выключателем
ВКА, гаснут ЛО и ЛЗ.
Зашита, блокировка, сигнализация:
— силовая цепь и цепи Д1, Д2, от токов КЗ и перегрузки (BA, ВА1 с
комбинированными расцепителями);
— цепи управления Д2, от токов КЗ (ВА2 с максимальным расцепите-
лем);
— ограничение хода задвижки (ВКО и ВКЗ);
— взаимная эл. блокировка цепей | КО | (К3:5) и КЗ (КО:5);
— ЛО «задвижка открыта» горит вполнакала, сигнализация состояния;
— ЛЗ «задвижка закрыта» горит вполнакала, сигнализация состояния.
Примечание — Переходный процесс открывания (закрывания) задвижки
сопровождается горением ЛО (ЛЗ) полным накалом (ярко).
Питание цепей.
3 ~ 380 В, 50 Гц — силовая сеть.
1 - 220 В, 50 Гц — цепи управления, автоматики, сигнализации.
205
Принципиальная электрическая схема АУ двумя
откачивающими насосами (рис. 2.4-6)
Назначение. Для пуска, управления защиты и сигнализации откачи-
вающими насосами без дежурного персонала.
Основные элементы схемы.
Д1, Д2 — приводные двигатели основного и резервного центробежного
насосов.
КМ1, КМ2 — контакторы магнитных пускателей (ПМ1, ПМ2) двигате-
лей Д1.Д2.
РКН — реле контроля напряжения, для включения предупредитель-
ного сигнала при исчезновении напряжения в цепях управле-
ния.
РА — реле аварийное, для включения аварийного сигнала о
ненормальной работе насосов (переполнение резервуара).
РУ1, РУ2 — реле уровня, для управления пуском и остановкой насосов
в автоматическом режиме.
Органы управления.
ПУ1, ПУ2 — переключатели управления, для выбора режима управле-
ния насосов («Р» — ручное, «А» — автоматическое).
ПО — переключатель откачки, для выбора «основного» насоса
(пускается первым), тогда другой будет «резервным».
ДУ —датчик уровня, электродный, для коммутации цепей
управления при подъеме уровня жидкости.
Примечание — Такие датчики применяют для контроля уровня электро-
проводных жидкостей.
Режимы управления.
ПУ1 — «А», ПУ2 — «А» — «автоматическое управление», основной
режим,
ПУ1 — «Р», ПУ2 — «Р» — «ручное управление», резервный режим, с
местного поста.
Работа схемы.
Исходное состояние.
Поданы все виды питания (включены В А1... ВАЗ), ПО — «I», ПУ1 — «А»,
ПУ2 — «А», засвечена ЛЗ «Питание».
Резервуар осушен до нормального уровня (Э1 — замкнут). Система
осушения приготовлена.
Насосная установка в «ждущем режиме».
Автоматическое управление.
При поступлении жидкости в резервуар уровень будет повышаться,
замкнется контакт Э2, при этом готовится цепь РУ2 |и собирается цепь
РУ1 |(Э2).
3У1 Т — собирается цепь КМ1 (РУ 1:1),
206
Рис. 2.4-6. Принципиальная электрическая схема АУ двумя
откачивающими насосами
______ — становится на самопитание (РУ 1:2),
КМ1| t — подключается к сети Д1 (КМ 1:1.. .3) и пускается,
— становится на самопитание (КМ1:4).
В работе насос 1, уровень в резервуаре снижается, при полном осуше-
нии резервуара насос остановится (разомкнется Э2 и Э1).
«Основной» насос справляется.
207
РУ2
КМ2
Если «основной» насос не справляется, то уровень продолжает повы-
шаться, замкнется контакт ЭЗ, при этом собирается цепь| РУ2~|(ЭЗ).
Т — собирается цепь КМ2 (РУ2:1).
— становится на самопитание (РУ2:2).
t — подключается к сети (^2) (КМ2:1...3) и пускается,
— становится на самопитание (КМ2:4).
В работе оба насоса, уровень в резервуаре снижается, при полном осу-
шении резервуара остановятся оба насоса (разомкнутся ЭЗ, Э2, Э1).
«Основной» и «резервный» насосы при одновременной работе справ-
ляются.
Примечание — Это возможно при большом поступлении жидкости в ре-
зервуар и исправной системе.
Если оба насоса не справляются, то уровень продолжает повышаться,
замкнется контакт Э4, при этом собирается цепь РА (Э4).
собирается цепь ЛК1 (РА) и засвечивается табло «Перепол-
PA Т —
нение» на пульте диспетчера.
Примечание—Такой вариант возможен при чрезмерном поступлении
жидкости в резервуар или «срыве» ЦН. Обслуживающий
персонал принимает меры по аварийному сигналу.
Ручное управление.
«Пуск» насосов от кнопок Кн.П! и Кн.П2 при положении ПУ 1 — «Р» и
ПУ2 — «Р». Элементы срабатывают по цепям «ручное управление», цепи
«автоматическое управление» отключены (ВАЗ>1).
Контроль уровня по стеклянному уровнемеру на резервуаре визуально,
на местном посту.
Остановка насосов от кнопок Кн.С1 и Кн.С2.
Защита, блокировки, сигнализация.
— Силовая сеть и цепи управления Д1 и Д2, от токов КЗ и перегрузки
(ВА1 и ВА2 с комбинированными расцепителями).
Примечание — Общая защита силовой цепи и цепи управления приме-
няется для ЭД мощностью до 10 кВт, при большей мощ-
ности цепи пускателя имеют отдельную защиту.
- Цепи автоматического управления и контроля, от токов КЗ (ВАЗ с
максимальным расцепиталем).
- Возможен выбор только одного (из двух) режима работы (ПУ 1, ПУ2).
- Пуск насосов возможен только в определенной последовательности
(ПО) при АУ, а остановка одновременно.
- Предупредительный сигнал о наличии питания в цепях АУ (лампа зе-
леная ЛЗ «питание»).
- Аварийный сигнал на пульте диспетчера об отсутствии питания в це-
пях АУ (лампа красная ЛК2 «нет питания»).
208
- Аварийный сигнал на пульте диспетчера о переполнении резервуара
(лампа красная ЛК1 «переполнение»).
Питание цепей.
3 ~ 380 В, 50 Гц — силовая сеть,
1 ~ 220 В, 50 Гц — цепи управления и автоматики,
1 ~ 24 В, 50 Гц — цепи пультовой сигнализации диспетчера.
Глава 3
Электрооборудование
подъемно-транспортных установок
3.1. Общие сведения о подъемно-транспортных установках
Для эффективной работы производства необходимы подъемно-транс-
портные установки различного назначения и различного конструктивного
исполнения.
Основными из них являются:
• подвесные (тельферы) и наземные электротележки (электрокары),
• конвейеры (транспортеры),
• мостовые краны,
• лифты грузовые и пассажирские.
Электротележки относятся к классу горизонтального электротранс-
порта для небольших производственных площадей.
Предназначены для выполнения вспомогательных транспортных опера-
ций с грузами ограниченных весо-габаритных показателей.
Подвесные электротележки состоят из следующих основных узлов: ме-
ханизма передвижения с приводом от электродвигателя переменного тока,
подъемной лебедки с электроприводом, устройства управления и безопасности.
Такие «ЭТ» являются основным узлом легких кран-балок.
Наземные электротележки состоят из следующих основных узлов: ис-
точника питания (АБ), двухосного шасси с приводом от ЭД постоянного
тока и устройств управления и торможения.
Простота в эксплуатации определила их широкое применение на произ-
водстве.
Более подробно вопросы конструкции и управления рассмотрены в раз-
деле 3.2.
Конвейеры относятся к классу механизмов непрерывного транспорта
для междуоперационных перемещений изделий и материалов внутри произ-
водственных помещений и между ними.
Грузонесущим устройством может быть лента, ролики, крюки или дру-
гие приспособления.
Обычно, это автоматизированные установки длительного режима рабо-
ты, большой производительности и неприхотливые к окружающим условиям.
Общими узлами для всех вариантов транспортеров являются: тяговый
орган с электроприводом, аппаратура управления, система устройств натя-
жения и поддержания. t
Широкое применение нашли конвейеры в поточно-транспортных сис-
темах (ПТС) крупносерийного производства. к
Более подробно вопросы конструкции и управления изложены в разделе 3.3.
210
Мостовые краны. Краны — это грузоподъемные устройства, предна-
значенные для вертикального и горизонтального перемещения на неболь-
шие расстояния достаточно тяжелых грузов.
По конструктивным особенностям, условиям работы и назначению кра-
ны бывают мостовые, портальные, козловые, башенные и другие.
В цехах производства наибольшее применение нашли мостовые краны.
Они успешно выполняют подъемно-транспортные операции и не являются
помехой для размещения оборудования технологических линий.
Основными узлами всех мостовых кранов являются: механизм пере-
движения с электроприводом, механизм подъема (опускания) груза с элек-
троприводом и защитная панель, обеспечивающая безопасность при экс-
плуатации.
Все механизмы с редукторами, а краны комплектуются стандартным
оборудованием по типовым схемам.
Мостовые краны большой грузоподъемности (более 15 т) оборудованы
двумя механизмами подъема: главный (например, на 20, 30 или 50 т) и
вспомогательный (например, на 5,5 или Ют, соответственно).
Управление контроллерное или командоконтроллерное из кабины опе-
ратором-крановщиком.
Все ЭО располагается на мосту, который передвигается по рельсам,
проложенным вдоль цехового пролета. Грузоподъемные лебедки передви-
гаются по направляющим, проложенным вдоль моста.
Электроснабжение от цеховой сети, напряжением не более 500 В, под-
водится по скользящим контактам (троллеям).
Для обслуживания ЭО предусмотрен люк для выхода из кабины на
мост, а токоведущие части кабины ограждены.
Все металлоконструкции крана заземлены через подкрановые пути, ко-
торые соединены с контуром заземления цеха.
Более подробно вопросы конструкции и управления мостовыми крана-
ми изложены в разделе 3.4.
Лифты относятся к классу вертикального транспорта для зданий и со-
оружений, прерывистого режима работы.
Предназначены для перемещения грузов и людей.
Грузонесущее устройство - кабина. В зданиях современных промыш-
ленных предприятий установлены стационарно различные лифтовые уста-
новки, обеспечивающие трудовую деятельность. Они имеют высокую сте-
пень автоматизации и безопасности при эксплуатации.
Применяются лифты грузовые и пассажирские, с проводником и без про-
водника. В основном, лифты производств - тихоходные, но в многоэтажных
зданиях заводоуправления необходимы скоростные и высокоскоростные.
При всем многообразии конструкций и вариантов основными узлами
являются: подъемная лебедка с электроприводом, аппаратура управления и
система устройств безопасности.
211
Производительность лифта зависит от ряда факторов и определяется из
соотношения:
„ 360QK3GMM
и К * И w ли
где Ку — коэффициент загрузки кабины, зависящий от интенсивности гру-
зопотока; GH0M — номинальная грузоподъемность, кг; Н— высота подъема, м;
VK — скорость движения кабины, м/с; г£ — суммарное время промежуточ-
ных операций, кроме движения, с; 3600 — переводной коэффициент в часы.
Производительность определяется массой перевозимого за час груза
или количества пассажиров (G4W = 75 кг).
Кроме того, должны обеспечиваться допустимые значения ускорений и
замедлений при переходных процессах (не более 3 м/с2), точная остановка
на уровне этажной площадки.
Более подробно вопросы лифтовых установок изложены в разделе 3.5.
3.2. Подвесные и наземные электротележки
Средствами транспортировки небольших грузов в пределах ограничен-
ных площадей производственных объектов являются электротележки под-
весного и наземного исполнения.
Область применения: складские помещения, производственные цеха и
территории.
Подвесные электротележки (ЭТ) предназначены для подъема и пе-
ремещения грузов на производственных объектах по строго определен-
ному пути.
«ЭТ» имеют небольшие габариты, что позволяет решать вопросы тран-
спортировки в небольших объемах производственных помещений.
Их обслуживание не требует квалифицированного персонала.
Такими тележками оснащены и кран-балки, представляющие собой лег-
кие мостовые краны грузоподъемностью до 5 т. Мост кран-балки имеет свой
механизм передвижения от отдельного электродвигателя, а «ЭТ» движется
вдоль моста, что позволяет перемещать груз в трех взаимно перпендикуляр-
ных направлениях и доставлять в любую досягаемую точку производствен-
ных площадей.
Технические данные.
• Грузоподъемность — от 0,1 до 5 т.
• Мощность — в соответствии с грузоподъемностью.
• Электроснабжение — от сети 3 ~ 380 В, 50 Гц по троллеям (контакт-
ным проводам).
212
• Режимы работы:
- повторно-кратковременный (ПКР) как для механизма подъема, так и
для механизма передвижения, если груз транспортируется на не-
большие расстояния (в пределах участка цеха или склада),
- ПКР для механизма подъема и длительный режим (ДР) для меха-
низма передвижения, если груз транспортируется на большие рас-
стояния (по территории предприятия).
• Для маломощных ЭТ:
- привод - АД с КЗ-ротором;
- скорость - от 0,2 до 0,5 м/с;
- управление - от кнопочного пульта с земли.
• Для мощных ЭТ:
- привод — АД с фазным ротором;
- скорость — от 0,8 до 1,5 м/с;
- управление — от контроллера из кабины кран-балки.
Примечание— Применение электродвигателей с фазным ротором це-
лесообразно при большой грузоподъемности, так как
для обеспечения плавной «посадки» груза требуется
регулирование скорости АД.
Кинематическая схема подвесной электротележки
Подвесная электротележка (рис. 3.2-1) состоит из 3 основных частей:
- грузоподъемного механизма (электроталь), предназначенного для подъ-
ема (опускания) и удержания груза;
Рис. 3.2-1. Кинематическая схема подвесной
электротележки
213
- механизма передвижения (ходовая тележка), предназначенного для
перемещения поднятого груза в строго определенном направлении;
- монорельса, определяющего горизонтальное движение в двух направ-
лениях.
Электроталь смонтирована на ходовой тележке и включает следующее
оборудование:
• электродвигатель (5) подъемного механизма;
• редуктор (10) цилиндрический, для снижения частоты вращения элек-
тродвигателя до величины, обеспечивающей заданную линейную ско-
рость подъема (опускания) крюка;
• электромагнитный тормоз (9), для затормаживания вала двигателя при
отключении его от сети или исчезновения напряжения в сети, приме-
няется колодочный тормоз, работающий от усилия пружин при охвате
вала колодками;
• выключатель конечный (7) крюка, для ограничения подъема крюка,
при нажатии на него двигатель отключается от сети и затормаживается;
• барабан канатный (6), для сматывания (разматывания) и хранения ка-
ната;
• крюк (8), для крепления поднимаемого груза.
Ходовая тележка смонтирована на монорельсе (3), опирается ходовыми
колесами на нижние полки двутавровой балки.
Привод на колеса через цилиндрический редуктор (11) от электродвига-
теля (2).
Монорельс — двутавровая балка с конечными выключателями (4) на
концах, для ограничения горизонтального хода.
Примечание — Электроснабжение через токосъемники от троллеев (кон-
тактных проводов), проложенных на уровне монорельса.
Принципиальная электрическая схема
подвесной электротележки (рис. 3.2-2)
Назначение. Для управления, защиты и блокировки цепей электропри-
вода.
Основные элементы схемы:
Д1, Д2 — асинхронные двигатели с КЗ-ротором для привода механиз-
мов подъема и передвижения.
ЭмТ — электромагнитный тормоз, колодочный.
КП, КС и КВ, КН — контакторы «подъем», «спуск» и «вперед», «назад».
ВКК и ВКВ, ВКН — выключатели конечные «крюка» и «вперед», «назад».
Органы управления:
Кнопочный пульт — с кнопками «Кн.П», «Кн.С» и «Кн.В», «Кн.Н» для
управления «подъемом», «спуском» груза и движением «вперед», «назад», ja
214
Рис. 3.2-2. Принципиальная электрическая схема подвесной электротележки
Примечание — На электротележках не применяется шунтирование кно-
пок вспомогательными контактами контакторов.
Работа каждого двигателя возможна только при удержа-
нии в нажатом положении соответствующей кнопки.
Это устраняет опасность ухода тележки от оператора
при выпускании из рук кнопочного пульта управления,
так как он подвешен на гибком кабеле к тележке и пере-
мещается вместе с ней.
Режим управления.
«Ручное управление» — от кнопочного пульта с земли.
Работа схемы.
Исходное состояние.
Подано питание (BAf), крюк поднят, все механизмы в промежуточном
положении (включены ВКК, ВКВ, ВКН), груз на земле. Схема к работе го-
това.
При подъеме груза.
Kh.CJ и удерживается оператором, при этом:
КС |Т — подключается к сети(Д|) и ЭмТ (КС:1...3),
— блокируется цепь| КП (КС:4).
r Электродвигатель растормаживается, пускается и выходит на естест-
венную характеристику. Канат сматывается с барабана, крюк опускается.
215
При достижении крюком нужного уровня (для захвата груза) Кн.С], (от-
пускается оператором). Двигатель отключается от сети (КС:1...3), заторма-
живается и останавливается.
После захвата груза.
Кн.ПТ и удерживается оператором, при этом:
КП | Т — подключается к сети (Дм и ЭмТ (КП: 1... 3),
— реверсируется (изменено чередование 2 фаз),
— блокируется цепь| КС1(КП:4).
Электродвигатель работает на подъем груза до нужной высоты, по дос-
тижении которой «Кн.П» отпускается оператором, а двигатель затормажи-
вается и останавливается.
При перемещении груза горизонтально вперед
Kh.BJ и удерживается оператором, при этом:
| КВ | Т — подключается к сети (Д23 (КВ: 1...3),
— блокируется цепь| КН (КВ:4).
Электродвигатель пускается, выходит на естественную характеристику.
Тележка с грузом движется «вперед» и сопровождается оператором до места
назначения.
Остановка отпусканием любой нажатой кнопки на кнопочном пульте
(Кн.П, Кн.С, Кн.В, Кн.Н).
Примечание— Управление при «спуске» груза и передвижении «на-
зад» аналогично, но по своим цепям управления.
Защита:
• от токов КЗ — силовая цепь и цепи управления,
• от перегрузки — Д1 и Д2 (ВА с комбинированным расцепителем),
• от конечных перемещений — по горизонтали (ВКВ, ВКН),
— по вертикали (ВКК).
Блокировка (цепей противоположного назначения):
• электромеханическая (Кн.П, Кн.С, Кн.В, Кн.Н),
• электрическая (КС:4, КП:4, КН:4, КВ:4).
Питание.
3 ~ 380 В, 50 Гц — силовая сеть,
1 ~ 380 В, 50 Гц, — цепи управления.
Наземные электротележки предназначены для транспортировки грузов
на производственных площадках с твердым и ровным покрытием (напри-
мер, асфальт, бетон и др.).
Электротележки (ЭТ) работают в узких проходах помещений различ-
ного производственного назначения, где невозможна работа других транс-
портных средств.
Достоинствами «ЭТ» являются: хорошая маневренность, удобное
управление, простота обслуживания, малошумность и отсутствие вредных1
и*
для человека газов.
о»
216
В состав оборудования «ЭТ» входит:
- грузовая платформа (рама), на которой устанавливается все оборудо-
вание;
- двухосное шасси на пневматических шинах, управляющая — передняя
ось, ведущая — задняя;
- тормозная система гидравлическая (с приводом на задние колеса) и
механическая (с ручным приводом на вал ЭД);
- электропривод от электродвигателя постоянного тока через карданный
вал и дифференциал — на заднюю ось;
- система управления контроллерная — от несимметричного контрол-
лера;
- аккумуляторная батарея (АБ) свинцово-кислотная или щелочная —
источник электроэнергии.
Кроме того, на базе «ЭТ» построены и другие машины безрельсового
напольного электротранспорта: электрогрузчики, электроштабелеры,
электротягачи.
Для работы механизма подъема применяется система гидравлики, при-
водимая в действие насосом гидравлики.
Приводом насоса является отдельный электродвигатель постоянного
тока, получающий электропитание от «АБ».
Электродвигатели постоянного тока защитного исполнения (от брызг и
попадания твердых частиц более 1 мм размером), последовательного или
смешанного возбуждения, естественного охлаждения, реверсивные.
Технические данные таких ЭД приведены в табл. 3.2-1, режим работы
двигателей повторно-кратковременный с ПВН0М = 40 %.
Регулирование частоты вращения производится в соответствии с зави-
симостью:
С/-/Лх.
п =------!—
я СеФ0.
где пя — частота вращения вала ЭД об/мин; U— напряжение, подводимое
к якорю, В; 1Я — ток якоря, А; RlZ — суммарное сопротивление якоря и
всех последовательно включенных обмоток и резисторов, Ом; Се — машин-
ная постоянная величина (коэффициент), зависящая от обмоточных данных
машины; Фо, — магнитный поток обмоток возбуждения двигателя, Вб.
Вебер = Вольт • сек.
Г - PN
* 60а’
где р — число пар полюсов машины; N — число проводов обмотки; а —
число параллельных ветвей обмотки; 60 — переводной коэффициент в
«об/мин».
217
Таблица 3.2-1
Технические данные двигателей постоянного тока для механизмов передвижения
безрельсового напольного электротранспорта
Тип транспортного средства Тип двигателя постоянного тока Л.» кВт t/и, В /и, А л, об/мин
номин. максим.
этм ГТ-3 1,35 24 79 1940 3000
ЭТ-1240 ЗДТ.31 1,4 24 80 2350 4000
ЭТ-1010 ЭТ-550М ЗДН.37 2,0 40 70 1650 2500
ЭТ-2040 РТ-2 3,6 40 115 1550 3000
ЭТ-2047 ЭТ-550М ЗДТ.73 5,5 40 165 1500 3500
ЭТ-5040 ЗДТ.82 7,5 72 125 1450 3000
На производстве широкое распространение получили однодвигательные
аккумуляторные тележки т. ЭТ-2040, основные технические данные кото-
рых представлены в табл. 3.2-2. Она имеет деревянную грузовую платфор-
му, под которой расположена щелочная АБ и двигатель последовательного
возбуждения. По составу оборудования соответствует выше перечисленному.
Таблица 3.2-2
Технические данные ЭТ-2040
Показатели Ед. измер. Величина
Г рузоподъемность т. 2
Масса тележки т. 1,86
Скорость: с грузом км/час 16
без груза 22
Двигатель (тип) — РТ-2
Аккумуляторная батарея (тип) — 36ТЖН-400
Условное обозначение АБ:
36 ТЖН-400
Количество последова-
тельно соединенных
элементов - 36
Емкость номинальная
одного аккумуляторного
элемента, А • час.
Область применения
Т - транспортная
Материал пластин
аккумулятора
При 1/э = 1,8 В
Полностью заряженная АБ имеет
£/аБ = 65В
Ж - железо,
Н - никель
218
УЗА — устройство зарядное автоматическое.
Предназначено для поддержания аккумуляторных батарей в рабочем
состоянии и устанавливается на всех предприятиях, укомплектованных без-
рельсовым напольным электротранспортом.
Средством заряда АБ постоянным током являются полупроводниковые
выпрямители на тиристорах (управляемых кремниевых вентилях).
Они имеют высокий КПД, бесшумны в работе и надежны в эксплуата-
ции, по сравнению с машинными агрегатами.
Выпрямители могут работать в автоматическом режиме и в режиме руч-
ного управления.
Основные элементы выпрямителя:
• Трансформатор, понижающий, подключаемый к цеховой сети пере-
менного тока.
• Блок тиристоров, собранный по трехфазной мостовой схеме, подклю-
ченный ко вторичной обмотке трансформатора.
• Система управления зарядом, представляющая собой замкнутую САР
с отрицательной обратной связью по току заряда (Дар).
Она обеспечивает:
- поддержание величины заданного значения тока заряда при колеба-
ниях напряжения сети и изменения его в процессе заряда;
Примечание— Регулирование осуществляется изменением угла
отпирания (запирания) тиристоров:
- задание тока заряда задатчиком тока;
- контроль времени заряда и отключение от сети УЗА по истечении
его в автоматическом режиме;
- защиту от токов КЗ и неправильного включения полярности;
- сигнализацию и контроль зарядных параметров по КИП.
Принципиальная электрическая схема управления ЭП
наземной тележки (рис. 3.2-3)
Назначение. Для пуска, управления и защиты электропривода ЭТ-2040.
Основные элементы схемы:
М — двигатель постоянного тока, реверсивный,
АБ — аккумуляторная батарея, состоящая из двух одинаковых секций
АБ1 и АБ2,
Д — разделительные кремниевые вентили, для коммутации цепей па-
раллельного соединения секций АБ1 и АБ2.
ОВ — обмотка возбуждения двигателя «М».
R, Ri — резисторы цепи якоря двигателя.
В — выключатель («отключено» — «включено») питания цепей
управления.
Тручн — контакт ручного тормоза (замкнут при снятии с тормоза).
219
КН и KB — контакторы «назад» и «вперед», для коммутации и блоки-
ровки цепей управления.
К1 — контактор последовательного соединения секций АБ.
К2, КЗ — контакторы, для коммутации цепей с резисторами.
Органы управления.
РП — реверсивный переключатель («вперед» - 0 - «назад»), для выбо-
ра направления движения.
Контроллер — кулачковый с микровыключателями, несимметричный,
для управления пуском и разгоном ЭД, с диаграммой.
Режим управления — ручной, контроллерный, с приводом от педали и
поворотом на угол 60° (7 фиксированных положений).
Работа схемы.
Подготовка к работе.
АБ заряжена, В — «включено», РП — «вперед», электротележка с
ручного тормоза снята (Тручн), контроллер — «0».
Пуск «вперед»
Контроллер — «1» — собирается цепь КВ2 (КР1)
| КВ211 — готовится реверсивный контур (м) (КВ2:1),
— становится на самопитание (КВ2:2),
— блокируется цепь|КН1] (КВ2:3).
Контроллер — «2» — собирается цепь | КВ I |(КР2),
| КВ 111 — собирается реверсивный контур «вперед» (КВ 1:1),
— блокируется цепь | КН2 |(КВ 1:2).
Контроллер — «3» — собирается цепь К2 |(КРЗ),
| К2 11 — шунтируется резистор R (К2).
Контроллер — «4» — собирается цепь | KI | и размыкается цепь К2
(КР4).
К1 || — включаются последовательно секции АБ (К 1),
К2 |1 — включается в цепь якоря резистор «R» (К2).
Контроллер — «5» — собирается цепь | К2 |(КР5),
К2 It — шунтируется резистор «R» (К2).
Контроллер — «6» — собирается цепь КЗ (КР6).
КЗ |t — собирается цепь с «R1» параллельно ОВ (КЗ).
Последовательность изменения регулируемого параметра представлена
в табл. 3.2-3.
Пуск «назад».
Осуществляется аналогично, но при работе целей и элементов «назад».
Таким образом, до выхода электродвигателя на естественную характе-
ристику использованы три возможных варианта регулирования частоты вра-
щения машины постоянного тока:
220
Диаграмма контроллера
Контакт
микропере-
ключатсля
Положение
рукоятки
КР2
_ |низ
КРЗ
КР4
|низ
КР5
КР6
контроллера
Рис. 3.2-3. Принципиальная электрическая схема управления ЭП наземной тележки
• изменением подводимого напряжения к якорю,
• изменением суммарного сопротивления цепи якоря,
• изменением магнитного потока машины.
Реверс.
Изменением полярности напряжения и направления тока в якоре одно-
временно: достигается переключениями в реверсивном контуре.
Остановка.
Контроллер — «О» из любого положения с применением системы тор-
можения на задние колеса или вручную.
Защита.
.j • от токов КЗ — силовая цепь (Пр. 1, Пр.2),
,.г — цепи управления (Пр.З).
22!
Таблица 3.2-3
Последовательность изменения регулируемого параметра
Положение рукоятки контрол- лера Характеристика состояния ПУСК
ступень изменяемая величина частота вращения, об/мин
«0» Готовность к движению Секции АБ1 и АБ2 соединены параллельно — z '\ь —
«1» Подготовка реверсивного кон- тура для движения в выбран- ном направлении — ^АБ
«2» Собран реверсивный контур для движения, пуск ЭД 1 t/AB-t/R разгон — Л|
«3» Шунтируется R, напряжение на якоре увеличено 2 ^АБ «2
«4» Секции АБ1 и АБ2 соединены последовательно, включен R 3 2С/аб - <4 «3
«5» Шунтируется R, напряжение на якоре увеличено до максималь- ного 4 2С/аб
«6» Собирается цепь с Rj параллельно ОВ, ток ОВ уменьшается 5 Фов «н естественная характеристика
Блокировки:
• цепей противоположного назначения (КВ1:2 и КН 1:2, КВ2:3 и КН2:2),
• невозможность пуска на ручном тормозе (Тручн)-
Питание.
= 65 В (при полностью заряженной АБ).
3.3. Конвейеры
Конвейеры (транспортеры) — это механизмы непрерывного транспорта,
предназначенные для транспортировки различных грузов, готовых изделий
продукции внутри цехов и между ними.
К ним относятся конвейеры различного назначения и типов: ленточные,
подвесные, роликовые и другие.
Ленточные (рис. 3.3-1).
Тяговым органом является лента (3) текстильная, прорезиненная, сталь-
ная или изготовленная из другого материала. Замкнутая лента натягиваемся
на барабаны: ведущий (6) и ведомый (1).
Ведущий барабан приводится во вращение через механическую переда-
чу (5) электродвигателем (4).
222
Рис. 3.3-1. Кинематическая схема ленточного конвейера
Передача может быть цепная или ременная.
Для устранения провисания ленты вдоль нее устанавливаются поддер-
живающие ролики (2).
Ведомый барабан (1) имеет перемещающиеся по направляющим под-
шипники (10), связанные с механизмом натяжения (7), который состоит из
груза (8) и отводного шкива (9). Подшипники и груз связаны канатом, пере-
кинутым через шкив.
Груз (8) обеспечивает необходимое натяжение ленты в процессе эксплу-
атации при изменении нагрузки на конвейере.
Для увеличения сцепления между лентой и барабаном его поверхность
покрывается резиной, пластмассой или керамикой. Транспортируемое изде-
лие располагается на ленте.
Разновидностью ленточного является пластинчатый конвейер.
Его тяговый орган представляет собой замкнутое пластинчатое полотно,
пластины которого прикреплены к тяговым цепям. Тяговые цепи перекину-
ты через ведущие и ведомые звездочки барабанов, приводимых во вращение
электродвигателем.
Подвесные (рис. 3.3-2).
Тяговым органом является цепь (3) или канат, который связан с кареткой
(2), перемещающейся в горизонтальной плоскости непрерывно. Цепь через
звездочку приводится в движение электродвигателем приводной станции.
Перемещаемые грузы подвешиваются на специальных подвесках (5)
или крюках к кареткам.
Каретки на роликах (6) перемещаются по монорельсу (1) или балке.
Для предотвращения провисания цепи, складывания звеньев и поломок
кареток применяются натяжные устройства цепи.
223
Рис. 3.3-2. Кинематическая схема подвесного контейнера
Подвесные конвейеры не мешают установке основного технологическо-
го оборудования в цехе, так как монтируются выше вдоль цеховых колонн
на балках перекрытий.
Такие конвейеры способны перемещать грузы массой несколько тонн со
скоростью до 30 м/мин.
Роликовые (рис. 3.3-3).
Роликовые конвейеры (рольганги) представляют собой систему роликов
(1), расположенных горизонтально.
Привод от электродвигателя (3) через шестеренчатую передачу (2) на
группу роликов. Иногда вместо группового привода применяется индивиду-
альный на каждый ролик.
Рольганги обычно применяют на металлургических предприятиях для
перемещения изделий круглой формы и нагретых заготовок.
Достоинства конвейеров'.
• непрерывность действия без остановок на загрузку и выгрузку,
• простота устройства и эксплуатации,
• большая производительность, по сравнению с периодически работаю-
щими кранами и подъемниками.
По способу управления выделяют конвейеры:
• одиночно работающие — при небольших расстояниях,
Рис. 33-3. Кинематическая схема «рольганга»
224
• совместно работающие — при перемещении на большие расстояния,
составляются из нескольких ленточных;
• согласованно работающие — при невозможности соединения механи-
ческим валом, далеко расположенные друг от друга.
Примечание — При совместной работе нескольких конвейеров их называют:
- головными, с которых снимают груз;
- принимающими, на которые груз поступает;
- промежуточными, все остальные.
В многосерийном производстве широко применяются поточно-
транспортные системы (ПТС).
Основным транспортным оборудованием ПТС являются конвейеры раз-
личного типа большой и малой протяженности.
Такая система представляет собой комплекс различного оборудования,
механизмов и устройств, предназначенных для выполнения операций еди-
ного технологического процесса.
Электропривод.
Условия эксплуатации:
- продолжительный режим работы без пауз за время включения,
- редкие пуски и неизменное направление вращения,
- преодоление статических моментов при трогании под нагрузкой (по-
сле внезапной аварийной остановки),
- влияние окружающей среды (перепад температур, агрессивная среда,
запыленность и т. п.).
Требования к электроприводу:
- повышенный пусковой момент (Л/П/Л/Ном ~ 1,6... 1,8);
- плавный пуск и торможение (для предотвращения пробуксовывания
ленты или раскачивания груза у ленточных и подвесных);
- небольшое регулирование скорости в диапазоне 1:2 (для изменения
темпа работы у поточных линий);
- согласованное вращение электроприводов (для нескольких конвейеров).
Электродвигатели.
• АД с КЗ-ротором и повышенным пусковым моментом (Л/п), односко-
ростные или многоскоростные (с переключением числа пар полюсов).
Примечание — Для регулирования скорости однодвигательного при-
вода конвейера применяются дополнительные вариа-
торы механические или регулируемые электрические
и гидравлические муфты.
• АД с фазным ротором:
- на конвейерах, требующих повышенного пускового момента;
- при многодвигательном приводе конвейеров (для выравнивания на-
грузок отдельных двигателей);
- при обеспечении согласованного движения конвейеров.
Многодвигательный привод применяется при большой протяженности
конвейеров.
I Шеховиов В П.
225
Использование нескольких приводных станций позволяет избежать
больших напряжений в механизмах, перегрузки участков, уменьшить габа-
риты тягового органа и величину тяговых усилий.
При этом тяговый орган каждой приводной станции передает усилие,
пропорциональное статическому сопротивлению только одного участка, а
не всего конвейера.
Выбор места установки приводных станций определяется в соответст-
вии с диаграммой изменения усилий натяжения.
Оптимальное количество приводных станций определяется техникоэко-
номическими расчетами.
Приводные АД с КЗ-ротором должны иметь одинаковые параметры, у
АД с фазным ротором характеристики в соответствие можно привести вве-
дением дополнительных сопротивлений в цепь их роторов.
Электропривод синхронного вращения.
Есть механизмы, привод которых состоит из одинаковых двигателей
(два и более), требующих вращения с равными скоростями.
Примерами могут быть механизмы башенных кранов, створов развод-
ных мостов, ворот шлюзов, конвейеров, где требуется согласованное враще-
ние электродвигателей, а соединение их механическим валом невозможно.
В этом случае применяется электрическая связь между роторами асин-
хронных (АД) или синхронных (СД) двигателей, называемая электриче-
ским валом.
Достичь этого можно, применяя специальные схемы, три из которых
рассматриваются.
Схема «электрического вала» с вспомогательным АД представлена на
рис. 3.3-4.
В состав схемы входят два главных двигателя (ГД1 и ГД2), приводящие
в движение, соответственно, «механизм 1» и «механизм 2». Они имеют один
тип, габариты, паспортные данные, а значит, и характеристики.
На каждом валу «ГД1» и «ГД2» смонтированы вспомогательные асин-
хронные двигатели «АД1» и «АД2», фазные роторы которых соединены
Рис. 3.3-4. Схема «электрического вала» с вспомогательным АД
226
1
электрически. Мощность вспомогательных электродвигателей значительно
меньше мощности главных.
Обмотки статоров главных двигателей включены в сеть с прямым чере-
дованием фаз (А, В, С), а вспомогательных — с обратным (С, В, А).
Это означает, что поле статора вспомогательного двигателя направлено
в противоположную сторону (по отношению к вращению ротора).
Таким образом, вспомогательный двигатель работает в режиме проти-
вовключения, при котором скольжение S > 1, а следовательно, и ЭДС наво-
дится в роторе больше.
Ех$- = EiSy
где Ем — ЭДС, наводимая в роторе при его вращении; Е2 — ЭДС, наводи-
мая в роторе при неподвижном состоянии; S— относительное скольжение.
При прочих равных условиях это позволяет получить больший ток и
больший вспомогательный момент, что ускоряет процесс выравнивания
скоростей.
При одинаковой нагрузке на «механизме 1» и «механизме 2» все 4 дви-
гателя вращаются с одинаковой угловой скоростью «<о».
ЭДС роторов вспомогательных электродвигателей равны по величине и
направлены встречно друг другу в каждой фазе.
Следовательно, результирующая ЭДС в каждой фазе равна «нулю»,
уравнительные токи в роторах вспомогательных двигателей не возникают, а
вспомогательные моменты не нужны (тоже отсутствуют).
При увеличении нагрузки на «механизме 1» скорость его уменьшится до
«С0|». Следовательно, нарушится равновесие в фазах роторов вспомогатель-
ных двигателей, т.е. они попарно равны не будут (1ЕА#2ЕА, 1ЕВ*2ЕВ,
1Ес*2Ес).
Возникает результирующая ЭДС (ЕР = 2Е IЕ,), под действием которой
в каждой фазе появятся уравнительные токи (/УР).
Уравнительные токи, взаимодействуя своими полями с вращающимися
полями, вызовут вспомогательные моменты «Л/i» и «Л/2».
Так как причиной, их вызвавшей, является разность угловых скоростей
(ф2 - (0|), то они будут направлены так, чтобы противодействовать вызвав-
шей их причине (закон Ленца).
Вследствие этого «ГД1» будет ускоряться, а «ГД2» — тормозиться.
Процесс согласования закончится, когда угловые скорости «механизма 1»
и «механизма 2» уравняются. Тогда ЭДС в фазах будут попарно равны, а
уравнительный ток и вспомогательные моменты исчезнут.
Достоинства: большая эффективность и жесткая механическая характе-
ристика.
Схема «электрического вала» с резисторами представлена на рис. 3.3-5
В состав схемы входят два приводных асинхронных двигателя с фазным
ротором (АД1, АД2) и резисторы (R).
»•
227
Рис. 3.3-5. Схема «электрического вала» с резисторами
Фазные обмотки двигателей соединяются «электрическим валом», к ко-
торому подключены резисторы (R), трехфазного исполнения.
При одинаковой нагрузке на «механизме 1» и «механизме 2», аналогично
предыдущей схеме, ЭДС попарно равны (1£А = 2£А, 1£в = 2ЕВ, 1£с = 2£с) в
фазах роторов и направлены противоположно.
Уравнительный ток (/ур) и вспомогательные моменты М} и Л/2 отсутст-
вуют, однако рабочий ток (/Р) в роторе замыкается на трехфазный резистор.
Эти токи равны (1/Р = 2/Р) и создают одинаковые главные моменты
(1Л/= 2Л/), под действием которых вращаются роторы.
При увеличении нагрузки на «механизме 2» в контуре АД1 — «электри-
ческий вал» — АД2 появляется результирующая ЭДС (1£ - 2£), которая
обусловливает уравнительный ток (/ур), а следовательно, и вспомогательные
моменты (Л/] и Л/2).
Согласно закону Ленца они будут противодействовать причине их вы-
звавшей, таким образом «сор> будет уменьшаться, а «со2» — увеличиваться
до наступления равновесия.
Недостатки схемы (по сравнению с предыдущей):
- меньшая эффективность, так как вспомогательные моменты значи-
тельно меньше,
- наличие резисторов в цепи ротора уменьшает жесткость характери-
стик и вызывает дополнительные потери электроэнергии.
Достоинства: схема проще, дешевле и меньше по габаритам.
Схема «электрического вала» двойного питания представлена на рис. 3.3-6.
В состав схемы входят два приводных двигателя с фазным ротором Д1
(«механизм 1»), Д2 («механизм 2») и преобразователь частоты (ПЧ).
Статорные обмотки ПЧ, Д1 и Д2 подключены к сети частотой/, а ро-
торные связаны электрически.
При подаче питания и неподвижном преобразователе (ПЧ) частоты в
роторных и статорных цепях будут равны, а значит все машины останутся
неподвижными.
228
Рис. 3.3-6. Схема «электрического вала» двойного питания
Для асинхронных машин справедливы соотношения
2л/ _ пп
со— , /j —«S/J. о)— ,
р зи
где со — угловая частота вращения, рад/с; / — частота сети, Гц; р — число
пар полюсов ротора; S — относительное скольжение; /2 — частота, индукти-
руемая в обмотке ротора, Гц; л — скорость вращения вала ротора АД об/мин.
При вращении «ПЧ» (5^1) частота в роторах будет пропорциональна
скольжению (S), а следовательно, скорость вращения всех машин будет
одинаковой и равной:
« = —(/-/),так как />/2.
Р
Это справедливо при равных нагрузках на механизмах.
При увеличении нагрузки одного механизма (например, первого),
скольжение его увеличится, а скорость снизится.
Так как при новом скольжении (Eis = E^S) ЭДС ротора (1£) «Д1» тоже
увеличится, что приведет к увеличению тока ротора (7pi), а следовательно, и
его момента (Л/]).
Система вернется в исходное состояние и будет работать согласованно.
Для расширения пределов изменения скоростей работающих механиз-
мов можно установить устройство для изменения частоты (например, меха-
нический вариатор).
Это позволит устанавливать (выбирать) величину согласованной скоро-
сти механизмов без изменения скорости АД.
Все рассмотренные схемы можно применять для любого числа согла-
сованно работающих механизмов, причем принцип работы схемы не ме-
няется.
Принципиальная электрическая схема управления ЭП двух совместно
'работающих конвейеров (рис. 3.3-7) предназначена для управления, защиты
и сигнализации электроприводов двух ленточных конвейеров.
229
Рис. 3.3-7. Принципиальная электрическая схема управления ЭП двух
совместно работающих конвейеров
Основные элементы схемы.
Д1, Д2 — приводные асинхронные с КЗ-ротором двигатели конвейеров
1 и 2.
КЛ1, КЛ2 — контакторы линейные для подключения двигателей к сети.
Органы управления.
Кн.ГП, Кн.П2, Кн.С1, Кн.С2 — кнопки «пуск» и «стоп».
Режим управления.
Ручной — от кнопок «пуск» и «стоп».
Примечание— Так как конвейеры предназначены для перемещения
сыпучих грузов в одном направлении, то пуск начина-
ется с конвейера 1, что исключает возможность пере-
полнения приемного бункера с конвейера.
Работа схемы.
Исходное состояние.
Поданы все виды питания (включен В А), засвечены Л31 и Л32 «стоп»,
конвейеры загружены сыпучим грузом.
Пуск.
Кн.П1 — собирается цепь | КЛ1 "|, засвечивается «ЛК1» «работа».
КЛ111 — подключается к сети «Д1»(КЛ 1:1... 3),
— размыкается цепь «ЛЗ1» (КЛ1:4), гаснет «Л31» «стоп»,
— становится на самопитание (КЛ1:5),
— готовится цепь | КЛ2~] (КЛ 1:6).
Кн.П2 — собирается цепь КЛ2|, засвечивается «ЛК2» «работа».
230
| КЛ 2 |Т — подключается к сети «Д2» (КЛ2:1 ...3),
— размыкается цепь и гаснет «Л32» (КЛ2:4)
— становится на самопитание (КЛ2:5).
Работают оба конвейера, засвечены ЛК1 и ЛК2 «работа», погашены
JTK1 и ЛК2 «стоп».
Примечание — При большем количестве совместно работающих лен-
точных конвейеров их все последовательно пускают, на-
чиная с номера 1 и далее.
Если предыдущий конвейер не работает, пуск после-
дующего невозможен (блокировка).
Остановка.
• Нажатием кратковременно «Кн.С1» останавливаются сразу все кон-
вейеры линии.
Примечание—Так как лее двигатели останавливаются практически од-
новременно, блокировка, обеспечивающая последова-
тельность отключения, не предусмотрена.
Зашита.
• От токов КЗ — силовая сеть, цепи управления и сигнализации (группы
из трех предохранителей Пр.),
• от перегрузок — Д] и Д2 (РТ1, РТ2).
Блокировка.
• Невозможен пуск конвейера последующего, если не работает преды-
дущий (КЛ1:6).
Сигнализация.
• ЛЗ «стоп» — лампа зеленая на местном посту,
• ЛК «работа» — лампа красная на местном посту.
В автоматизированных линиях с большим числом конвейеров «пуск»
производится нажатием одной кнопки (последнего по направлению движе-
ния конвейера), а остальные пускаются последовательно.
Для проверки и наладки одного конвейера предусмотрена возможность
пуска и остановки с местного поста каждого конвейера.
Принципиальная электрическая схема управления ЭП двух согласованно
движущихся конвейеров (рис. 3.3-8) предназначена для управления, защиты
и согласования двух электроприводов конвейеров.
Основные элементы схемы.
Д1, Д2 — приводные асинхронные двигатели конвейеров с двойным
питанием.
ПЧ, В, Д — преобразователь частоты с вариатором и приводным ЭД.
РП — реле пусковое.
КЛ1 с РВ1, КЛ2 с РВ2 — контакторы линейные с вмонтированными ма-
ятниковыми реле времени.
РВ1 — для выдержки времени на приведение роторов машин (ПЧ, Д1 и
Д2) в синфазное состояние.
23!
on >
Рис. 3.3-8. Принципиальная электрическая схема управления ЭП согласованно
движущихся конвейеров
РВ2 — для выдержки времени перед пуском «Д» после подачи на «ПЧ»
трехфазного питания.
232
КЛЗ — контактор линейный, для подключения к сети Д.
КУ1, КУ2, КУЗ — контакторы ускорения, для управления ступенчатым
пуском приводного «Д» преобразователя частоты «ПЧ».
РУ1, РУ2, РУЗ — реле ускорения, для коммутации цепей контакторов
ускорения «КУ», выпрямленного тока.
Вп — выпрямитель, для питания цепей «РУ» выпрямленным током.
PCI, РС2 — реле сигнализации, для оповещения ОДП о готовности кон-
вейеров и подготовки пусковой цепи.
Rorp — ограничительный резистор.
Органы управления-.
В А — выключатель автоматический (подача питания на схему),
ВП — выключатели пакетные (подключение машин),
Кн.П, Кн.Г2, Кн.П, Кн.С — кнопки «Готовность» 1 и 2 конвейеров,
«Пуск», «Стоп».
Режимы управления.
Полуавтоматический — от «Кн.П» после подготовки.
Ручной — от «Кн.Г», ВП и В А при подготовке.
Работа схемы.
Исходное состояние.
• Подготовлены цепи электрических машин (включены ВП).
• Поданы все виды питания (включен ВА), при этом |РУ1 f, РУ2 t,
РУЗ |Т и разомкнутся цепи | КУ 11 (РУ 1), | КУ21 (РУ2) и | КУЗ | (РУЗ).
• Оповещена диспетчерская служба о готовности конвейеров, при этом:
Кн.Г1 fj — собирается цепь | РС11, засвечивается ЛС1 «готовность» кон-
вейера 1,
PCI 11 — готовится цепь| РП |(PC 1:1),
— становится на самопитание (PC 1:2).
Кн.Г2|1, — собирается цепь [ РС21, засвечивается ЛС2 «готовность» кон-
вейера 2.
РС2 It — готовится цепь| РП ~|(РС2:1),
— становится на самопитание (РС2:2).
Схема к работе готова, засвечены ЛС1 «готовность».
Пуск.
Кн.П|1 — собирается цепь РП |.
РП It — готовится цепь |КЛ1] и готовятся цепи |КЛ21 и [КЛЗ |(РП: 1),
— становится на самопитание (РП:2).
КЛ 1 |t — подключается однофазное напряжение (КЛ 1:1...2) к роторам
машин, начат отсчет времени приведения их роторов в согласованное со-
стояние.
По истечении выдержки времени «РВ1» собирается цепь | КЛ21 (РВ 1).
КЛ2 It — становится на самопитание (КЛ2:5),
233
— блокируется (размыкается) цепь | КЛ11 (КЛ2:4),
— подключается к сети ПЧ, Д1, Д2 (КЛ2:1...3), начат отсчет
времени «РВ2».
Примечание— Подключение трехфазного питания на роторы машин
только после отключения однофазного. ___________________
По истечении выдержки времени «РВ2» собирается цепь |КЛЗ I (РВ2).
КЛЗ| t — подключается к сети «Д» (КЛЗ: 1 ...3),
— становится на самопитание (КЛЗ:4),
— размыкается цепь | РУ 1 | (КЛЗ:5), начат отсчет выдержки вре-
мени разгона на 1 ступени.
Начат разгон «Д» на 1 ступени при полностью введенном пусковом ре-
зисторе «Rn».
По истечении выдержки времени «РУ1» собирается цепь «КУ1».
КУ111 — выводится часть «Rn» (КУ 1:1 ...2),
— размыкается цепь| РУ2](КУ1:3), начат отсчет времени разгона
на 2 ступени.
Продолжается разгон «Д» на 2 ступени при частично выведенном пус-
ковом резисторе «R^».
По истечении выдержки времени «РУ2» собирается цепь «КУ2».
КУ21Т — вводится еще часть «R„» (КУ2:Ь..2),
— размыкается цепь|РУЗ~| (КУ2:3), начат отсчет времени разго-
на на 3 ступени.
Продолжается разгон «Д» на 3 ступени.
По истечении выдержки времени «РУЗ» собирается цепь «КУЗ».
IКУЗ |Т — выводится полностью «R^» (КУЗ:1...2).
Двигатель разгоняется на 4 ступени (последней) и выходит на естест-
венную механическую характеристику. Оба конвейера работают согласо-
ванно в номинальном режиме.
Примечание —
При изменении нагрузки схема отработает в соответст-
вии с описанием схемы «электрического вала» с двой-
ным питанием (рис. 3.3-6).
Остановка.
Отключение всей системы производится кратковременным нажатием
любой из кнопок «стоп» — Кн.С, Кн.С1, Кн.С2.
Защита.
• От токов КЗ — силовая сеть (ВА),
— цепи управления (Пр.1, Пр.2).
• От перегрузки — двигатели Д, Д1, Д2 (тепловые реле, блоки по 2 реле —
РТ, РТ1, РТ2).
Блокировки.
• Подача трехфазного питания возможна только после отключения од-
нофазного (КЛ2:4),
234
• невозможность пуска конвейеров, если они не приготовлены (PC 1:1,
РС2:1),
• переключение ступеней пусма только по истечению выдержки време-
ни предыдущей (РУ 1, РУ2, РУЗ).
Сигнализация.
• ЛС1 — «готовность» конвейера 1,
• ЛС2 — «готовность» конвейера 2.
Питание.
• 3 ~ 3 80 В, 50 Гц — силовая сеть,
• 1 ~ 380 В, 50 Гц, линейное — цепи управления и согласования,
• ~ 0,9С7НОМ — цепи питания реле ускорения «РУ».
Поточно-транспортные системы (ПТС).
Принципы построения.
• Пуск ЭД производится в направлении, обратном технологическому
потоку (ЭД головного конвейера — первым, принимающего — по-
следним). Это исключает возможность образования завалов транспор-
тируемого груза.
• Остановка одного конвейера вызывает отключение всех следующих за
ним (подающих материал), а остальные могут работать.
• Полная остановка поточной линии большой производительности на-
чинается с отключения конвейера, подающего материал на другие
конвейеры. Остальные отключаются поочередно.
• Пуск двигателей большой мощности производится поочередно. Это
исключает большие провалы напряжения в сети.
• Возможность пуска и остановки любого конвейера, независимо от
других, для опробования и наладки. Обычно «пуск» и «стоп» при на-
ладке — с местного поста.
Блокировки.
• При неисправностях (соскальзывание ленты) отключается двигатель
ведомого барабана по сигналу реле контроля скорости (РКС).
• «РКС» контролирует скорость ведомого барабана, который вращается
от транспортирующей ленты непосредственно.
• Электрические блокировки последовательного пуска и остановки ЭД,
запрета выполнения операций в нежелательной последовательности и др.
• Выполняются контактами пускателей, реле, переключателей и др. ап-
паратов.
Сигнализация, предназначена для:
- контроля состояния механизмов (двигателей),
- оповещения о нормальных и аварийных режимах,
- указания места и причины неисправности.
Звуковая сигнализация применяется для предупреждения персонала при
пуске и остановке механизмов, особенно если они удалены от ОДП (объе-
диненного диспетчерского пульта).
235
Рис. 3.3-9. Принципиальная электрическая схема узла сигнализации для двух конвейеров
Световая сигнализация отображает на мнемосхеме режим работы и по-
ложение арматуры, соответствие положения органов управления состоянию
объекта.
Аварийная и предупредительная сигнализация различаются по цвету
(например, красный и желтый) и тональности (например, ревун и звонок).
Принцип построения узла предупредительной сигнализации представ-
лен на рис. 3.3-9.
Перед пуском конвейеров оператор «ОДП» оповещает обслуживающий
персонал на рабочем месте подачей звукового сигнала (Зв), который вклю-
чается нажатием кнопки (Кн.Зв).
Ответные сигналы с рабочих мест о готовности механизмов к работе
подаются с помощью сигнальных ламп ЛС1 и ЛС2 «готов», установленных
на «ОДП» и включаемых нажатием кнопок оповещения «Кн.О1» и «Кн.О2».
Реле оповещения (РО1 и РО2) срабатывают, собираются цепи ЛС1 и
ЛС2, и они засвечиваются.
После пуска конвейеров лампы гаснут (КЛ1 и КЛ2).
При управлении транспортирующими механизмами ПТС блокировки при-
меняются не только для конвейеров, но и для обслуживающих устройств.
Типичным примером может быть блокировка работы конвейеров с по-
ложением шибера (перекидной заслонки), направляющего поток насыпного
груза в одну или в другую сторону (рис. 3.3-10).
Технологическая схема.
Транспортируемый материал с подающего конвейера 3 попадает в бункер-
распределитель «Б», в который вмонтирован шибер «Ш». Раздача материала
возможна по двум рукавам (влево или вправо) выбор которого определяется
положением шибера, т. е. открытием или закрытием отверстия рукава.
236
Технологическая схема
Конвейер 3 - подающий
Рис. 3.3-10. Технологическая схема управления поточно-транспортной системой
На рисунке показано перекрытие правого рукава и поступление мате-
риала через левый рукав на раздаточный «конвейер 1» и далее в бункер «Б1».
Во избежание завала бункеров материалом или длительного холостого
хода конвейеров следует применить блокировки:
• по положению шибера — пуск конвейера 1 и 3 одновременно возмо-
жен при открытом левом рукаве (замкнут ВКШ1), а 2 и 3 — при от-
крытом правом рукаве (замкнут ВКШ2).
• по неисправностям:
- остановка конвейеров при переполнении бункеров (датчики пере-
полнения ДП1 илиДП2),
- остановка конвейеров при длительной работе на холостом ходу (реле
времени, ограничивающие холостой ход, РВХ1 и РВХ2).
Примечание— Все контакты датчиков (ДП), реле (РВ) и положения
(ВКШ) введены в электрическую схему управления.
Мнемосхема на ОДП (рис. 3.3-11) предназначена для отображения ин-
формации о состоянии механизмов и арматуры. Участки мнемосхемы засве-
чены, если механизм работает (ЛСК1, ЛСКЗ) или открыт шибер (ЛСШ1), а
остальные погашены.
Принципиальная электрическая схема (рис. 3.3-12) предназначена для
управления, защиты и блокировок конвейера 3.
Основные элементы схемы.
ДЗ — приводной ЭД подающего конвейера 3,
КЛЗ — контактор линейный, для подключения к сети ДЗ,
ВКШ — выключатель конечный шибера, путевой,
РВХ — контакт реле времени холостого хода, для ограничения работы
на XX,
237
Мнемосхема
ОДП
Рис. 3.3-11. Мнемоническая схема управления поточно-транспортной системой
ДП — контакт датчика переполнения бункера.
Органы управления.
ПУ — переключатель управления, для выбора режима работы («Н» —
наладка, «А» — автоматическое),
Кн.П, Кн.С — кнопки «пуск» и «стоп».
Режимы управления.
• Автоматическое управление — по сигналам датчиков и состоянию
механизмов и устройств.
• Наладка (ручное управление) — от кнопок (Кн.П, Кн.С).
Работа схемы.
Исходное состояние.
Работает конвейер 1 (КЛ1), открыт левый рукав (ВКШ1).
ПУ — «А», подано питание на схему (ВАЗ f).
На мнемосхеме засвечены участки с ЛСК1 и ЛСШ1.
Рис. 3.3-12. Принципиальная схема управления поточно-транспортной системой
238
Пуск.
Кн.ПЗ fl — собирается цепь КЛЗ .
КЛЗ 11 — подключается к сети (^з) (КЛ3.1 ...3),
— становится на самопитание (КЛЗ:4).
(д?) пускается и выходит на естественную характеристику.
В работе конвейеры 1 и 3 на бункер Б1 через левый рукав.
На мнемосхеме засвечены участки ЛСК1, ЛСШ1, ЛСКЗ.
Остановка.
От «Кн.СЗ», при срабатывании защиты (BA, РТЗ, Пр.З), при остановке
«конвейера 1» (КЛ 1) или по сигналам «РВХ1», «ДП1».
Защита:
• от токов КЗ — силовая сеть (В А),
— цепи управления (Пр.З),
• от перегрузки ДЗ — реле тепловое РТЗ (блок из 2 реле).
Блокировки-.
• при остановке раздаточного конвейера (КЛ1, КЛ2),
• при длительном холостом ходе (РВХ1, РВХ2),
• при переполнении бункера (ДП1, ДП2),
• по положению шибера (ВКШ 1, ВКШ2).
Питание-.
3 ~ 380 В, 50 Гц — силовая сеть,
1 ~ 220 В, 50 Гц — цепи управления.
3.4. Мостовые краны
Общие сведения о мостовых кранах.
Краны — это грузоподъемные устройства для вертикального и горизон-
тального перемещения грузов на небольшие расстояния.
В цехах предприятий наибольшее распространение получили мостовые
краны.
Однотипными узлами всех кранов являются:
- механизм передвижения моста,
- механизм передвижения тележки,
- механизм подъема и опускания груза.
Механизм передвижения моста.
Передвижение моста (несущей конструкции) осуществляется по рель-
сам подкранового пути, вдоль пролета цеха.
Кинематическая схема механизма передвижения представлена на
рис. 3.4-1.
Главные балки коробчатого сечения или в виде решетчатых ферм рас-
положены по ширине пролета цеха и скреплены концевыми балками.
239
А. Общий привод колес
5 )Ходовые колеса
Рис. 3.4-1. Кинематические схемы механизма передвижения моста с общим (А)
и раздельным (Б) приводом колес
К концевым балкам устанавливаются ходовые колеса (5), которые дви-
жутся по рельсам (3).
Привод колес от ЭД (1) с тормозом (2) через редуктор (4) может быть
раздельным или общим. Скорость передвижения моста номинальная — от
2,0 до 2,3 м/с.
Механизм передвижения тележки.
Передвижение тележки осуществляется вдоль моста по проложенным
рельсам на 4 ходовых колесах.
Кинематическая схема механизма передвижения тележки представлена
на рис. 3.4-2.
240
Рис. 3.4-2. Кинематическая схема механизма передвижения тележки
Привод колесной пары от электродвигателя (1) с электромагнитным
тормозом (2) через редуктор (3). Колеса (4) передвигаются по рельсам (5).
На тележке установлена лебедка подъемная для груза. Скорость передвиже-
ния тележки номинальная — от 0,65 до 1,0 м/с.
Механизм подъема представляет собой подъемную лебедку барабанного
типа.
Кинематическая схема механизма подъема представлена на рис. 3.4-3.
241
Барабан лебедки (4) с намотанным на него канатом приводится во вра-
щение двигателем (1) с тормозом (2) через редуктор (3).
К канату крепится грузозахватывающее устройство — крюк (6). Для
механизмов подъема наибольшее применение получили полиспасты (5), ко-
торые передают движение от барабана (4) к крюку (6). Передаточное число
полиспаста — 4 (для данной схемы).
В зависимости от вида транспортируемых грузов на мостовых кранах
могут устанавливаться и другие грузозахватывающие устройства (электро-
магниты, клещи и т.п.).
Наиболее часто применяются крюки или электромагниты. Скорость
движения крюка номинальная — от 0,15 до 0,2 м/с.
По грузоподъемности мостовые краны условно делятся на малые (от 5
до Ют), средние (от 10 до 25 т) и крупные (более 50 т).
На тележках мостового крана грузоподъемностью более 15 т устанавли-
вается два механизма подъема:
• главный — для подъема тяжелых грузов с малой скоростью,
• вспомогательный — для подъема легких грузов с большой скоростью.
Вызвано это тем, что подъем легких грузов тяжелым крюком не выго-
ден, так как производительность не высокая, а расход электроэнергии уве-
личен.
Подвод электропитания — от главных троллеев, уложенных вдоль под-
кранового пути, по скользящим токосъемникам. Питание электромагнитов
грузоподъемных, подвешенных к крюку цепями, осуществляется гибким
кабелем. Кабель намотан на барабан, который вращается через передачу от
барабана лебедки.
Управление механизмами крана из кабины оператора-крановщика, в ко-
торой установлены контроллеры или командоконтроллеры. Для выхода на
мост из кабины предусмотрен верхний люк, так как кабина размещена спра-
ва под мостом. Аппаратура управления и резисторы расположены на мосту.
Электропривод механизмов крана.
Особенности работы кранового оборудования.
• Изменение нагрузки в широких пределах:
- для механизмов передвижения — от 0,5 до 1,0 номинального значения,
- для механизмов подъема — от 0,12 до 1,0 номинального значения.
• Режим работы повторно-кратковременный при большом числе вклю-
чений в час.
• Условия работы тяжелые (тряска, влажность, запыленность и колеба-
ния температуры).
Основные показатели работы кранового оборудования представлены в
табл. 3.4-1.
• Продолжительность включения (ПВ, %) — это отношение времени
работы (/р) двигателя к времени цикла (/Д выраженное в процентах.
Время цикла не должно превышать 10 мин.
242
ПВ = — 102 = ——102 %,
'и 'р+'о
где /р — время работы двигателя за цикл, мин; Го — суммарное время пауз за
цикл, мин.
• Коэффициент использования:
- по грузоподъемности (KIV) — это отношение массы груза, переме-
щаемого за смену (тсм) к номинальной (тном) грузоподъемности,
^ф=—;
- в течение года (Хг) — это отношение числа дней работы в году (А) к
числу дней в году (365),
г 365’
- в течение суток (XJ — это отношение числа часов работы в сутки (Л)
к числу часов в сутках (24),
к,=—.
‘ 24
• Число включений двигателя в час (Л).
Таблица 3.4-1
Основные показатели мостовых кранов
Режим работы ПВ, % Л, вкл/час Область применения
Л — легкий 10...15 60... 100 Строительно-монтажные работы
С — средний 15...25 120...200 Механосборочные работы
Т — тяжелый 25...40 300...400 Крупно-серийное производство
ВТ — весьма 40...60 400... 600 Металлургические заводы
тяжелый
Основное крановое оборудование
Стандартизовано и применяется для комплектации типовых схем.
Электродвигатели на переменном трехфазном токе при напряжениях
220, 380 и 500 В наибольшее распространение получили крановые и метал-
лургические синхронные двигатели:
• с короткозамкнутым ротором — серии «МТК» и «4МТК»,
• с фазным ротором — серии «МТ» и «4МТ».
По исполнению могут быть одно- и многоскоростные, повторно-
кратковременного режима (S3), с ПВ = 40 %.
На постоянном токе при напряжениях 220 и 440 В с последовательным,
параллельным или смешанным возбуждением применяются электродвига-
тели серии «ДП» или новая серия «Д», с ПВ = 25 %.
243
Электродвигатели этих серий удовлетворяют следующим основным
требованиям:
- реверсирование и работа как в двигательном, так и в тормозном режимах;
- широкий диапазон регулирования скорости, так как малая скорость
нужна для перемещения тяжелых грузов и обеспечения точной оста-
новки, а повышенная — для перемещения порожних мостов, тележек
и крюков;
- жесткость механических (особенно регулировочных) характеристик,
обеспечивающих независимость низких скоростей от груза;
- ограничение ускорений в допустимых пределах при минимальной дли-
тельности переходных процессов.
Примечание — Электропривод преодолевает статические нагрузки, обу-
словленные силами тяжести и трения. Для механизма
подъема характерен активный статический момент, на-
правленный против движения при подъеме груза и совпа-
дающий с ним — при опускании груза. Силы трения все-
гда создают реактивный статический момент, который
возрастает при увеличении нагрузки. При опускании лег-
ких грузов или пустого крюка имеет место силовой спуск,
так как их сила тяжести не может преодолеть силы трения
в механизме. При опускании средних или тяжелых грузов
имеет место тормозной спуск. Тормозной момент, созда-
ваемый ЭД предотвращает свободное падение груза и ог-
раничивает скорость спуска. Для механизма передвиже-
ния статический момент обусловлен только силами трения
(помещение закрытое, ветровая нагрузка отсутствует).
Аппаратура управления.
К аппаратуре управления относятся контроллеры, крановые конечные
выключатели и резисторы.
Контроллеры кулачковые предназначены для пуска, остановки, реверса
и регулирования скорости крановых электродвигателей как переменного,
так и постоянного тока.
Применяются в кранах малой грузоподъемности. Для легких «Л», сред-
них «С» и тяжелых «Т» режимов работы. Переключение контактных групп
обеспечивается кулачками вала, приводом которого является маховик (на
постоянном токе) или рукоятка (на переменном токе).
Каждое рабочее и нейтральное «нулевое» положения имеют фиксацию.
Для управления асинхронными двигателями применяются кулачковые
контроллеры типа «ККТ» различных модификаций, а двигателями постоян-
ного тока — типа «ККП».
Магнитные контроллеры предназначены для управления двигателями
механизмов мостовых кранов средней и большой производительности, с1
большой частотой включений, в напряженных режимах работы.
244
Применяются в кранах большой и средней грузоподъемности, рабо-
тающих в средних «С», тяжелых «Т» и весьма тяжелых «ВТ» режимах.
Все переключения в силовых цепях ЭД производятся контакторами, ка-
тушки которых получают питание через малогабаритные командоконтрол-
леры типа «КП», установленные в кабине.
Переключающим органом командоконтроллера является рукоятка.
Магнитные контроллеры наиболее универсальное средство управления
крановым электроприводом.
Для управления двигателями механизмов передвижения применяются
симметричные командоконтроллеры следующих типов:
• для однодвигательного ЭП, серии:
«П» — силовые цепи и цепи управления постоянного тока,
«Т» — силовые цепи и цепи управления переменного тока,
«К» — силовые цепи переменного тока, а цепи управления постоян-
ного тока.
• Для двухдвигательного ЭП, серии «ДП, ДТ и ДК», соответственно.
Для управления двигателями механизмов подъема применяются не-
симметричные командоконтроллеры серии «ПС, ТС и КС», которые позво-
ляют получить низкие посадочные скорости при опускании груза.
Наличие буквы «А» (например, «КСА») свидетельствует о том, что
управление ЭД автоматизировано в функции времени или ЭДС.
Крановые конечные выключатели предназначены для ограничения хода
движущихся устройств (мост, тележка, крюк) или блокировки запирающих-
ся устройств (двери кабины или шкафа, люки).
Они представляют собой рычажные выключатели поворотного типа для
конечных положений. По устройству — проще, а по работе - надежней, чем
нажимные.
По исполнению такие конечные выключатели могут быть:
- с самовозвратом в исходное положение (для механизмов передвижения),
- вращающиеся, связанные с одним из валов механизма подъема (для
ограничения верхнего и нижнего положения крюков),
- рычажные, связанные с грузовым приводом (для ограничения верхне-
го положения крюка).
В схемах управления крановыми ЭП применяются конечные выключа-
тели серии «КУ» различных модификаций.
Резисторы предназначены для пуска, торможения и регулирования ско-
рости ЭП. Кроме того, их устанавливают в других цепях — возбуждения,
управления и подъемных электоромагнитов. Резисторы комплектуются в
ящики на базе элементов чугунных литых (серия «ЯС»), фехралевых лен-
точных (серия «КФ») или константановых проволочных (серия «НС»). Из
комбинаций этих ящиков подбираются любые необходимые сочетания сту-
пеней сопротивлений. Крановые резисторы выбираются по условиям по-
вторно-кратковременного режима («ПВ» больше для ступеней, которые от-
245
ключаются последними). Каждая ступень сопротивления должна выдержи-
вать номинальный ток 30 с, независимо от ПВ, %.
Крановые защитные панели предназначены для защиты и управления
ЭП крановых механизмов.
Применяются:
- при контроллерном управлении электроприводом кранов,
- при командоконтроллерном управлении ЭП кранов, если отсутствуют
собственные аппараты защиты.
На защитной панели установлена аппаратура, обеспечивающая:
- максимальную защиту от токов КЗ и значительных перегрузок (до
2,5/ном) крановых ЭД,
- «нулевую» защиту, исключающую самозапуск ЭД после перерыва ЭСН,
- надежность работы крана и безопасность обслуживания.
Конструктивно панель выполняется в виде металлического шкафа с ап-
паратурой. Шкаф закрыт двумя замками, один из которых сблокирован с
головным выключателем. Защитная панель размещается в кабине крана.
Панели выпускаются для защиты и подключения от 3 до 6 электродви-
гателей.
На переменном токе при напряжениях 220, 380 и 500 В выпускаются
панели типа «ПЗКБ», на постоянном токе при напряжениях 220 и 440 В —
типа «ППЗКБ».
Панель защитная типа ПЗК представлена на рис. 3.4-4. Она предназна-
чена для защиты и управления тремя электродвигателями: механизма пере-
движения моста, механизма передвижения тележки и механизма подъема.
Основные элементы схемы ПЗК:
• ВВ — вводной выключатель, для подключения панели к сети;
• КЛ — контактор линейный, для подключения цепей питания и управ-
ления приводными ЭД;
• РМО и РМ — два блока реле максимального тока, для защиты подво-
дящих линий ЭСН и отдельных ЭД;
• К-М, К-Т и К-П — контроллеры магнитные моста, тележки и подъем-
ного механизма;
• ВА — выключатель аварийного выключения панели,
• ВКЛ — выключатель контактный люка кабины,
• Кн.Р — кнопка «работа», для подготовки панели к работе от контрол-
леров.
• ТК — троллейные контакты.
• ВКВМ и ВКНМ, ВКВТ и ВКНТ, ВККП — выключатели конечные
(путевые) «вперед» и «назад» моста, «вперед» и «назад» те-
лежки, «крюка» подъемного механизма, для ограничения ко-
нечных перемещений.
Включение панели в работу осуществляется при закрытой кабине (ВКЛ —
включен), включенном «ВВ» и «ВА» нажатием «Кн.Р» кратковременно.
246
Рис. 3.4-4. Принципиальная электрическая схема панели защитной
переменного тока типа ПЗК
При этом, КВ t — подключаются силовые цепи механизмов моста, те-
лежки и подъема (КЛ:1...3),
— становится на самопитание (КЛ:4, КЛ:5, контролле-
ры и конечные выключатели всех трех механизмов).
Примечание — Для механизма подъема предусмотрен только один ко-
нечный выключатель «ВККП», так как нижний предел
опускания крюка не ограничивается.
Для защиты трехфазных АД от перегрузок достаточно
иметь «РМ» только в одной фазе.
Защита от токов КЗ обеспечивается установкой в двух фазах реле мак-
симального тока РМО1 и РМО2. «Нулевая» защита обеспечивается контак-
тором «КЛ».
После срабатывания любого аппарата защиты панель в работу включить
можно только после возврата всех контроллеров в положение «О».
Панель защитная типа ППЗК представлена на рис. 3.4-5.
247
Рис. 3.4-5. Принципиальная электрическая схема защитной панели
постоянного тока типа ППЗК
Она предназначена для защиты и управления тремя ЭД постоянного
тока механизмов крана того же назначения.
Основные элементы схемы ППЗК:
• ВВ — вводной выключатель,
• ВА — выключатель аварийный,
• ТК — троллейные контакты,
• КЛО — контактор линейный общий, для подключения общего сило-
вого провода,
• КЛ1, КЛ2, КЛЗ — контакторы линейные «моста», «тележки»,
«подъемного» механизма;
• ЭмТ-М, ЭмТ-Т, ЭмТ-П — электромагниты тормозные «моста», «те-
лежки», «подъемного» устройства;
• Кн.Р — кнопка «работа», для подготовки панели к работе через кон-
троллеры. >
248
• РМО — реле максимального тока общего силового провода,
• РМ1, РМ2, РМЗ — реле максимального тока силовых цепей «моста»,
«тележки», «подъемного» механизма;
• ВКВМ и ВКНМ, ВКВТ и ВКНТ, ВККП — выключатели конечные
(путевые) «вперед» и «назад» моста, «вперед» и «назад» те-
лежки, «крюка» «подъемного» механизма,
• Пр. 1, Пр.2 — предохранители, для защиты цепей управления от токов КЗ.
Включение панели в работу осуществляется при включенном «ВВ» и
«ВА» нажатием «Кн.Р» кратковременно.
При этом, |КЛО| Т — подключается общий силовой провод к ЭП меха-
низмов (КЛО:1),
— становится на самопитание (КЛО:2),
— готовится цепь |КЛЗ |(КЛО:3).
Примечание— Размыкающий контакт «Кн.Р» предотвращает одно-
временное включение всех контакторов (КЛО,
КЛ1...КЛЗ), что при наличии КЗ в силовой цепи или
цепях управления могло бы привести к аварии.
Конечные выключатели включены в цепи своих контакторов, поэтому в
крайних положениях отключается только двигатель данного механизма, что
обеспечивает удобство для работы оператора.
Защита от токов КЗ обеспечивается включением в общий силовой про-
вод реле максимального тока «РМО», а от перегрузки — «РМ», включенных
в главную цепь каждого ЭД.
После срабатывания любого аппарата защиты панель в работу включить
можно только после возврата всех контроллеров в положение «О».
Тормозные устройства. Все крановые двигатели оснащены тормозами,
предназначенными для его торможения при отключении от сети. Пи этом
сокращается не только выбег, но и обеспечивается безопасность (удержание
груза в подвешенном состоянии).
По конструкции применяются механические тормоза колодочные, дис-
ковые или ленточные.
По действию на тормозной элемент — это пружинные (с приводом от
электромагнита) или гидравлические (с приводом от электрогидротолкателя).
Колодочный пружинный ЭМТ представляет собой конструкцию, со-
стоящую из 3 основных частей:
- тормозного шкива с охватываемыми колодками,
- мощной пружины,
- электромагнита.
При подаче питания на электромагнит пружина сжимается, а колодки с
помощью системы рычагов разводятся, освобождая тормозной шкив для
работы ЭД. При снятии питания — наоборот.
В настоящее время тормозные электромагниты применяются как на пе-
ременном токе (одно- и трехфазные), так и на постоянном.
249
Катушки электромагнитов включаются и отключаются одновременно
с ЭД.
Основными показателями электромагнитов являются: рабочее напряже-
ние (Up), продолжительность включения катушки (ПВ), ход подвижной час-
ти (якоря), тяговое усилие (FT), допустимое число включений в час.
Катушки электромагнитов переменного тока подключаются параллель-
но статору АД, а постоянного тока — параллельно или последовательно с
якорем ДПТ.
Катушки параллельного включения имеют большое количество витков,
а следовательно, — большую индуктивность и малое быстродействие.
Для увеличения быстродействия катушки ее рассчитывают на понижен-
ное напряжение, поэтому сразу подается полное напряжение сети, а после
срабатывания в цепь катушки включается добавочный резистор, ограничи-
вающий ток в ней.
Этим достигается форсированное (ускоренное) срабатывание электро-
магнита при большом усилии.
Для удержания втянутого якоря усилие требуется меньше, что обеспе-
чивается включенным резистором.
Для защиты катушки от пробоя изоляции (при отключении ее от сети)
на корпусе электромагнита установлено разрядное сопротивление.
ЭМТ с катушками последовательного включения имеют большее быст-
родействие и простую схему включения (не требуется разрядных и токо-
ограничивающих резисторов).
Существенным недостатком является зависимость тягового усилия (Гт)
от тока нагрузки (1Я) двигателя. Поэтому их целесообразно применять для
механизмов передвижения, где ток якоря в процессе работы меняется срав-
нительно незначительно.
Тормозные электромагниты отличаются формой, массой, тормозным
усилием и выпускаются, как и крановые двигатели с ПВ = 15, 25, 40 и 60 %.
Недостатками таких тормозов являются:
- резкость включения, сопровождающаяся ударами якоря электромагни-
та о магнитопровод,
- большие броски переменного тока,
- возможность перекоса рычагов привода пружин.
Электрогидравлический тормоз (ЭГТ). Такая конструкция позволяет
устранить предыдущие недостатки, что обеспечило в последнее время и
большую применимость.
ЭГТ имеют:
- большую надежность при эксплуатации,
- возможность регулирования быстродействия и плавности торможения,
- легкую управляемость при создаваемых значительных тормозных уси-
лиях.
Такой тормоз состоит из 3 основных частей:
250
- тормозного шкива с охватывающими колодками,
- гидротолкателя, связанного со штоком поршня и пружинами,
- системы гидравлики (гидронасос с приводом от АД с КЗ-ротором,
поршень со штоком, резервуар с маслом).
При включении АД масло из нижней части резервуара перекачивается
под поршень, который, поднимаясь вверх, поворачивает штоком рычаги
гидротолкателя, преодолевающего усилие пружин. Тормозные колодки раз-
водятся системой рычагов, ЭП растормаживается.
При отключении АД насос останавливается, поршень со штоком опус-
кается вниз, тормозной шкив зажимается колодками под действием пружин.
Наша промышленность выпускает электрогидротолка гели с рабочими
усилиями FT = 160, 250, 500, 800 и 1600 Н. Указанные усилия обеспечивают-
ся при U > 0,9 С7Н, числе включений в час от 700 до 2000 и ПВ = 100 %. Вре-
мя срабатывания ЭГТ находится в пределах от 0,6 до 1,5 с. Иногда их можно
использовать как регуляторы скорости электропривода крановых механизмов.
Грузоподъемные электромагниты предназначены для зацепления фер-
ромагнитных материалов при транспортировке и снятия их при доставке на
место.
По форме отечественная промышленность выпускает круглые и прямо-
угольные электромагниты.
Электромагнит состоит из 3 основных частей:
- корпуса с полюсными башмаками,
- катушечной обмотки, залитой компаундной массой,
- устройства токоподвода.
Электромагнит подвешивается к крюку цепями. Токоподвод осуществ-
ляется гибким кабелем, намотанным на барабан. При опускании кабель ав-
томатически сматывается, а при подъеме — наматывается.
Подъемная сила крана определяется температурой и характером подни-
маемого груза.
Груз большой плотности (сплошные металлические изделия в виде
плит, болванок и т.п.) требует увеличения подъемной силы, а малой плотно-
сти (скрап, стружка и т.п.) — уменьшения.
С ростом температуры груза магнитная проницаемость снижается, а при
720 °C достигает нулевого значения. Подъемная сила тоже снижается до
«нуля», что следует учитывать при эксплуатации.
Катушки электромагнитов питаются постоянным током, имеют боль-
шую индуктивность и значительный поток остаточного магнетизма.
Следовательно, должны обеспечиваться меры, ограничивающие (во из-
бежание пробоя изоляции) перенапряжения, и быстрое освобождение груза.
Вся аппаратура управления помещена в кабине крановщика.
Подъемные электромагниты имеют повторно-кратковременный режим
работы с ПВ = 50 % и временем цикла не более 10 мин.
251
Рис. 3.4-6. Принципиальная электрическая схема управления
грузоподъемным электромагнитом
Выбираются по напряжению, режиму работы, потребляемой мощности,
поднимаемому грузу и его температуре.
Управление электромагнитом можно рассмотреть в соответствии с
представленной схемой (рис. 3.4-6).
Основные элементы схемы:
• ЭМ — электромагнит (катушка), для создания подъемной силы уст-
ройства;
• КВ и КР — контакторы включения и размагничивания, для коммута-
ции цепей «ЭМ» для захвата или отпускания груза;
• Rl, R2, R3 — резисторы цепей ЭМ и КР;
• КК — командоконтроллер («отключено» — «включено»), для управ-
ления электромагнитом;
• ВВ — вводной выключатель (рубильник), для обеспечения видимого
подключения (отключения) питания.
• Пр. 1, Пр.2 — предохранители, для защиты от токов КЗ цепей питания
и управления.
Работа схемы.
Исходное состояние. Подано питание на схему (BBJ). Подводится от
сети постоянного тока 220 В или от преобразовательного агрегата.
Грузоподъемное устройство опущено и готово к захвату груза. Коман-
доконтроллер в положении «О». о
Захват груза. Установить КК — «В», при этом: .г
252
КВ Т — собирается реверсивный контур ЭМ для создания намагни-
чивающей силы (КВ:1, КВ:2),
— блокируется цепь | КР |(КВ:3).
Груз захватывается и переносится к месту назначения.
Освобождение груза. Установить КК — «О», при этом:
| КВ |1 — размыкается цепь реверсивного контура (КВ: 1, КВ:2),
— собирается цепь | КР | (КВ:3) на | Эм |.
Примечание — Катушка электромагнита отключена от источника, но
ток в ней мгновенно не исчезает. Под действием ЭДС
самоиндукции на резисторах, протекающий в том же
направлении ток, создает падение напряжения, доста-
_____ точное для срабатывания | КР |. ___
КР |t — собирается цепь обратной полярности ЭМ и
КР:2).
Примечание— Ток прямой полярности в катушке интенсивно умень-
шается, а затем возрастает в обратной полярности до
значения, необходимого для компенсации остаточного
магнетизма. Электромагнит легко освобождается от
груза, даже легкого (например, стружка).
Одновременно уменьшается напряжение на катушке
| КР |, что приводит к его отключению и размыканию
цепи размагничивания.
КР |1 — отключается от источника ЭМ (КР: 1, КР:2), но остается вклю-
ченным на резисторы, что исключает недопустимые перена-
КР~1 (КР:1,
пряжения на катушке электромагнита.
Для повторения процесса операции выполнить аналогично.
Управление электроприводом крановых механизмов.
ЭСН обеспечивается от сети переменного тока при напряжениях 220,
380 и 500 В или от сети постоянного тока при напряжении 220 и 440 В, ис-
точником питания которой являются преобразовательные агрегаты.
Преобразователи, обычно выполняются по одной из схем:
• трансформатор — кремниевые выпрямители (Т-В),
• двигатель — генератор постоянного тока (Д-Г),
• трансформатор — тиристорный преобразователь (Т-ТП).
В качестве ЭП наиболее распространены АД с фазным ротором, что
позволяет путем включения в цепь ротора регулируемого сопротивления
получить широкое и плавное изменение скорости.
Для повышения точности и регулирующих свойств применяются
ЭД постоянного тока с последовательным или параллельным возбуж-
дением.
। В грузоподъемных устройствах применяют ЭД последовательного воз-
буждения, а независимое возбуждение целесообразно для систем генератор —
двигатель (Г-Д) или преобразователь — двигатель (П-Д).
253
Это обеспечивает получение «мягкой» механической характеристики
при последовательном возбуждении и «жесткой» — при параллельном.
Мягкая механическая характеристика повышает точность посадки груза,
перегрузочную способность и скорость при малых грузах без переключений.
В целом, это повышает производительность кранов, упрощает управле-
ние и делает регулирование скорости более экономичным.
Применение в командоконтроллерах серии «К» аппаратов управления
постоянного тока обеспечивает большую надежность в эксплуатации. Кон-
такторы и реле постоянного тока допускают большую частоту включений,
чем на переменном токе.
Для защиты ЭД и линий ЭСН применяются: автоматические выключа-
тели, реле максимального тока и предохранители.
Тепловая защита не применяется, так как в повторно-кратковременном
режиме возможны ложные отключения.
Это связано с тем, что тепловые реле имеют меньшую постоянную вре-
мени нагрева, чем двигатели, а поэтому нагреваются до предельной темпе-
ратуры быстрее их.
Для защиты от большого снижения сетевого напряжения или его исчез-
новения применяется «нулевая» защита. При срабатывании ее самозапуск
ЭД невозможен.
Все металлические конструкции заземляются через подкрановые пути.
Механическая характеристика АД с фазным ротором.
В цепь ротора АД с фазным ротором включены секции пусковых сопро-
тивлений (Rn).
Назначение «Rn» не только ограничивать пусковой ток, но и обеспечи-
вать максимальный момент (Л/Н1иб) на каждой ступени пуска. Процесс пуска
и выхода двигателя на естественную характеристику Ms = F(S) представлен
на рис. 3.4-7.
Количество ступеней пуска соответствует числу фиксированных поло-
жений рукоятки командоконтроллера (или маховика контроллера).
В начальный момент пуска «Rn» подключено полностью, что позволяет
получить наибольший момент и ограничить пусковой ток.
По мере разгона (направление «стрелки») поочередно отключаются
ступени «Rn» таким образом, чтобы весь период разгона проходил при мо-
менте и токе, изменяющихся в установленных пределах (Ммм5-Мншм,
h найм)- Изменение тока в роторе (/2) происходит по характеру анало-
гично (не показано).
Процесс пуска АД заканчивается выходом на естественную характери-
стику, где обеспечена устойчивая работа.
Наибольший КПД двигателя достигается, если момент сопротивления
на валу АД (механизма) будет ниже на 10... 15 % по отношению к номи-
нальному, т.е.
Мс = (0,85—0,9)АУ„ОМ.
254
Рис. 3.4-7. Изменение момента при реостатном пуске АД с фазным ротором, М = F(S)
Принципиальная электрическая схема контроллерного управления ЭИ
механизмов мостового крана (рис. 3.4-8).
Назначение. Для управления и защиты АД механизмов передвижения и
подъема (спуска) с фазным ротором, управляемым с по-
мощью симметричного кулачкового контроллера.
Основные элементы схемы.
Д с ЭмТ — приводной асинхронный двигатель (АД) с электромагнит-
ным встроенным тормозом.
КЛ — контроллер линейный, для подключения АД к сети.
Rn — блок пусковых сопротивлений, для ступенчатого пуска АД.
РМ — реле максимального тока.
ВЛ — выключатель люка.
Органы управления.
К — контроллер, симметричный т.ККТ-61А(5, 4, 3, 2, 1 - 0 - 1, 2, 3, 4, 5)
р кулачкового типа с диаграммой переключений;
. Кн.Р — кнопка «работа», для подготовки цепей управления и разреше-
ния работы;
ВА — выключатель цепей управления («откл.» — «вкл.»).
255
Rl-2
Контроллер
К
380 В, 50 Гц
Рис. 3.4-8. Принципиальная электрическая схема контроллерного управления ЭП
механизмов мостового крана
Режимы управления.
Полуавтоматический — от «К» (контроллера).
Работа схемы.
Исходное состояние.
Поданы все виды питания на «защитную панель» (не показано).
256
К — «О», ВП — «В», люк кабины закрыт (ВЛ).
Кн.Р f | — собирается цепь | КЛ |(Кн.Р),
| КЛ It — готовится силовая сеть (д) (КЛ: 1 ...3), причем фаза «С» дви-
гателя подключается к сети,
— становится на самопитание (КЛ:4),
— собирается цепь движения (КЛ:5).
Схема готова к работе и управлению от «К».
Пуск «вперед».
• К — «1» — подключается к сети (д) на движение «вперед» (КЗ, К7),
растормаживается, пускается,
— размыкается цепь «назад» (К9),
— размыкается параллельная цепь (К 12) исходного состояния.
Начат разгон (д) на 1 ступени при полностью введенном в цепь ротора
пусковом сопротивлении «Яп».
Примечание — Перевод рукоятки контроллера при пуске оператор произво-
дит с выдержкой времени. Эго обеспечивает плавность пус-
ка и исключает возможные броски токов и моментов «Д».
Для определения состояния контактов контроллера в за-
висимости от положения рукоятки использовать диа-
грамму контроллера.
• К — «2» — выводится часть пускового сопротивления «R1 -1» из фазы
(К2),(д) продолжает разгон на 2 ступени.
Примечание— Несимметричный вывод из фаз частей «Rn» позволяет
уменьшить число переключающихся контактов «К»,
обеспечить нужное число ступеней пуска и получить ме-
ханические характеристики требуемого режима работы
механизма.
• К — «3» — выводится еще часть пускового сопротивления «R2-1» из
другой фазы (К4), (д) переходит на 3 ступень и продол-
жает разгон.
• К — «4» — выводится из последней фазы пусковое сопротивление
«R3» (Кб), (д) переходит на 4 ступень и продолжает раз год.
• К — «5» — выводится полностью «Rn» из цепи ротора (К8, К10),(д)
заканчивает разгон на 5 ступени и выходит на естествен-
ную характеристику.
Пуск «Назад».
• К — «1» — реверс (д) изменением порядка следования двух фаз (К 1,
К5).
В остальном элементы схемы работают аналогично описанному выше.
Остановка.
• Нормальная — переводом контроллера — «О».
• Экстренная — снятием питания с цепей управления, переводом ВА —
«откл.», после чего установить К — «О».
У Шеховиож В П.
257
Защита.
Все виды защиты введены в цепь контактора | КЛ |:
• силовой цепи — от токов КЗ и перегрузки (РМ),
• цепей управления — от токов КЗ (Пр.1 и Пр.2),
• в случае открытия люка кабины (ВЛ),
• от самозапуска (не установлен контроллер в положение «О»).
Питание цепей.
• 3 - 380 В, 50 Гц — силовая цепь,
• 1 - 380 В, 50 Гц, линейное — цепи управления.
Принципиальная электрическая схема контакторного управления ЭП
механизма передвижения крана (рис. 3.4-9)
Назначение. Для управления и защиты ЭП кранов с тяжелыми режима-
ми работы.
Основные элементы схемы.
Д ЭмТ — приводной АД с фазным ротором и электромагнитным тор-
мозом независимого подключения (контактором КТ).
КВ, КН, КТ, КП — контакторы реверсирующие «вперед» и «назад»,
«тормозной», «пусковой».
КУ 1, КУ2, КУЗ — контакторы ускорения, для ступенчатого пуска Д.
РУ 1, РУ2, РУЗ — реле ускорения, выпрямленного тока, для управления кон-
такторами ускорения в функции независимых выдержек времени.
РПиРБ — реле противовключения и быстрой остановки.
PH — реле напряжения, для «нулевой» защиты.
Rn — резистор пусковой, для плавного ступенчатого пуска Д.
Вп — выпрямитель, для питания реле ускорения.
Органы управления.
КК — командоконтроллер магнитный, симметричный на 9 положений.
Кн.С — кнопка «стоп», аварийно.
ВКВ, ВКН — выключатели конечные «вперед» и «назад», для ограни-
чения конечных перемещений моста.
Режимы управления.
Полуавтоматический — от «КК».
Работа схемы.
Исходное состояние.
Поданы все виды питания на защитную панель ЗП (не показано). КК —
«О», собирается цепь| PH ].
| PH 11 — становится на самопитание (PH),
— готовятся цепи управления переменного тока.
t — размыкается цепь
f — размыкается цепь
РУЗ If — размыкается цепь
РУ1
РУ2
(РУ О,
КУ2] (РУ2),
КУЗ] (РУЗ),
КУ1
258
3-380 В. 50 Гц
fAfBfC кЗП
Рис. 3.4-9. Принципиальная электрическая схема контакторного управления ЭП механизма передвижения крана
ц]|ц]|ф|[|]| ф| ф
Пр.2
РБ
КТ
Схема готова к работе.
Пуск. _____
1 «вперед», собирается цепь| КВ |.
I КВ IТ — подключается к сети Д (КВ: 1...2),
— готовится цепь КТ 1(КВ:3) через ВКВ,
— блокируется непь| КН |(КВ:4),
— собирается цепь| РБ |(КВ:5).
t — собирается цепь| КТ | (РБ: 1),
— готовятся цепи управления пуском (РБ:2),
— вводится ограничительный резистор в цепь | РП |(РБ:3).
t — подключается к сети ЭмТ (КТ: 1 ...2),(д) растормаживается,
— становится на самопитание (КТ3),
— вводится в цепь | КТ | ВКВ (КТ:4).
(допускается, I ступень при полностью введенном Rn.
КК — 2 «вперед», собирается цепь | КП |.
КП | Т — шунтируется часть Rn (КП: 1.. .2),
— размыкается цепь|РУ1 ] (КПЗ).
@ разгоняется, II ступень при уменьшенном Rn.
| РУ 1 [X — готовится цепь |КУ 11 (РУ1) по истечении времени II ступени.
КК — 3 «вперед», собирается цепь | КУ 11.
КУ11t — шунтируется еще часть Rn (КУ 1:1... 2),
— размыкается цепь | РУ21 (КУЗ).
(д) продолжает разгон, III ступень при еще уменьшенном Rn.
РУ211 — готовится цепь | КУ2 |(РУ2) по истечении времени III ступени.
КК — 4 «вперед», собирается цепь |КУ21.
КУ2It — шунтируется еще часть Rn (КУ2:1 ...2),
— размыкается цепь| РУЗ |(КУ2:3).
\Дупродолжает разгон, IV ступень при еще уменьшенном Rn.
РУЗ 11 — собирается цепь |КУЗ |(РУЗ) по истечении времени IV ступени.
КУЗ It — шунтируется последняя часть Rn (КУЗ:1...2),
— размыкается цепь питания Вп (КУЗЗ).
(д) заканчивает пуск, V ступень при выведенном Rn, выходит на есте-
ственную характеристику. _____
Примечание — После срабатывания!КУЗ | в цепи ротора остается вклю-
ченным небольшое сопротивление, смягчающее естест-
венную характеристику Qjj для уменьшения пика мо-
мента при ускорении.
Быстрая остановка.
КК — 1 «назад», при этом:
260
1
КВ
КП
КУ1
КУЗ
— цепи этих элементов и цепи, на которые они действовали по-
сле срабатывания, приводятся в исходное состояние;
— остаются включенными! РН~|и | КТ |на самопитании,(д)
расторможен;
’ г — срабатывают! РУ 1 , | РУ2 I, | РУЗ | и повторно размыкают цепи
11СУ11, |КУ2|. 1куз1.
i, но продолжает
Кратковременно | РБ Ц, шунтируется «R3», форсированно! РП~|Т и бло-
кирует пусковые цепи.
| КН |Т — подключается к сети (д) на pei
по инерции работать «вперед»;
— шунтируется В КВ (КН:3);
— блокируется цепь | КВ |(КН:4);
— собирается цепь| РБ |(КН:5).
Происходит торможение (д)противовключением при введении в цепь
ротора полностью «Rn».
При скорости св = О, | РП |1> а рукоятка переводится КК — 0.
(д) отключен от сети, расторможен.
Примечание — Для реверса рукоятку из КК — 1 «назад» последователь-
но перевести в следующие положения. Схема отрабаты-
вает аналогично.
Защита, блокировки.
Максимальная — Ди ЭмТ (аппаратами в ЗП), цепей управления (Пр. 1,
Пр.2).
От чрезмерной перегрузки — Д (аппаратами в ЗП).
«Нулевая» — Д от самозапуска (PH) при снижении и восстановлении
напряжения в сети.
От конечных перемещений — ВКВ и ВКН.
Блокировки: — взаимная цепей| КВ |и| КН I,
— невозможность пуска, если рукоятка КК не установлена
КК —«0».
Питание цепей:
3 ~ 3 80 В, 50 Гц — силовая сеть.
1 - 380 В, 50 Гц, линейное — цепи управления.
ЭДС ротора Д — цепь | РП . ___ _____
Выпрямленный ток — цепи | РУ f], | РУ21. | РУЗ |.
Принципиальная электрическая схема контакторного управления ЭП
крана на постоянном токе (рис. 3.4-10)
Назначение. Для пуска механизма передвижения мостового крана в
функции напряжения, защиты силовой цепи и цепей управ-
ления.
261
Рис. 3.4-10. Принципиальная электрическая схема контакторного управления ЭП крана на постоянном токе
Основные элементы схемы.
Д ОВД ЭмТ — электродвигатель постоянного тока, реверсивный с по-
следовательной обмоткой возбуждения и электромагнитным
тормозом.
СП — сопротивление пусковое, четырехступенчатое, в цепи якоря.
РПВ, РПН — реле противовключения «вперед» и «назад», контролиру-
ют процесс торможения противовключением при переводе руко-
яти КК в положение, противоположное фактическому направле-
нию движения.
РУ1, РУ2, РУЗ — реле ускорения с выдержкой времени, контролирует
процесс пуска «Д» в функции напряжения.
КП, КУ1, КУ2, КУЗ — контакторы пуска и ускорения, контролируют
ступенчатый пуск «Д», уменьшая величину СП в цепи якоря по
мере разгона.
КВ1, КВ2, КН1, КН2 — контакторы «вперед» и «назад», для подключе-
ния реверсивного контура при выборе движения в нужном на-
правлении.
КЛ — контактор линейный, для подключения «Д» к сети при пуске.
РМ1, РМ2 — реле максимального тока, для защиты силовой цепи от то-
ков КЗ и токов, значительно превышающих номинальные.
PH — реле напряжения, обеспечивает «нулевую» защиту.
ВКВ, ВКН — выключатели конечные «вперед» и «назад», для отключе-
ния механизма в предельных положениях передвижения.
Пр. I, Пр.2 — предохранители, для защиты цепей управления от токов КЗ.
R5 — ограничительный резистор.
Органы управления:
КК — командоконтроллер, симметричный (4-0-4), на 9 фиксированных
положений рукоятки.
Режимы работы:
Полуавтоматический — управление командоконтроллерное из кабины.
Работа схемы:
Исходное состояние.
Поданы все виды питания (включены выключатели Bl, В2).
Рукоятка КК — «О», при этом:
PH 11 — станет на самопитание, обеспечивая «нулевую» защиту с на-
чалом пуска (д) (PH).
Схема готова к работе.
Пуск.
СК— 1 «вперед», при этом:
КЛ | — подключается к сети (S) (КЛ),
КВ1 | — собирается реверсивный контур «вперед» (КВ1:1, КВ2),
— собирается цепь |РПВ| через ограничительный резистор R5
(КВ1:2),
КВ2
263
— собираются цепи |РУ11, | РУ21, | РУЗ |.
РПВ|Т — готовится цепь питания | КП | (РПВ).
ЭмТ|Т — растормаживается Д начат разгон при полностью включен-
ном «СП». ’
— дополнительно размыкаются цепи | КУ 1|, |КУ2I. |КУЗ |
(РУ1,РУ2, РУЗ).
РУ2
РУЗ
(д) разгоняется на «первой» ступени пуска.
КК — 2 «вперед», при этом:
КП |Т — шунтируется часть «СП» — R1 (КП),
— теряет питание | РУ 11.
I РУ 1Ц — с выдержкой времени готовится цепь | КУ 11 (РУ1).
пт) разгоняется на «второй» ступени пуска.
КК — 3 «вперед», при этом:
|КУ11Т — шунтируется часть «СП» — R2 (КУ 1),
— теряет питание | РУ2|,
РУ2 J. — с выдержкой времени готовится цепь |КУ21 (РУ2).
(д) разгоняется на «третьей» ступени пуска.
КК — 4 «вперед», при этом:
КУ2| t — шунтируется часть «СП» — R3 (КУ2),
_____ — теряет питание |руз |,
КУЗ| t — шунтируется часть «СП» — R4 (КУЗ), СП выведено полно-
стью.
(д) разгоняется на «четвертой» ступени пуска и выходит на естествен-
ную характеристику.
Мостовой кран движется с номинальной скоростью «вперед».
Быстрая остановка.
КК — 2 «назад», при этом
— кратковременно отключается от сети (д), но
ЭмТ| за счет остаточного магнетизма не отпус-
тит, и он останется расторможенным,
— полностью вводится «СП»;
— подключаются | РУ 11, | РУ21, | РУЗ | к участкам СП,
— теряет питание |РПВ| и отключает пусковую цепь (РПВ).
(д) по инерции вращается «вперед».
— подключится к сети Д (КЛ, КН1:1, КН2) «назад»,
— собирается цепь [РПН| через ограничительный резистор «R5»,
— готовятся цепи | КП |, |КУ1|, |КУ2|> |КУЗ •
КУ1, КУ2, КУЗ
КВ1.КВ2, КЛ, КП
I
КЛ, КН1,
КН2
264
РУ1,РУ2,
РУЗ
тормозится противовключением при полностью включенном «СП»,
обороты снижаются.
— дополнительно размыкаются цепи |КУ 11 (РУ 1), |ку2
(РУ2), [КУЦ (РУЗ).
(д) заторможен, обороты — «О».
Примечание— При остановке рукоятку КК установить в — «О». При
«реверсе» рукоятку КК перемещать «назад» до отказа.
Допускается перевод рукоятки КК сразу в любое из по-
ложений 2, 3 или 4, причем «реверс» будет автоматичес-
кий.
Защита.
Максимальная (РМ1, РМ2). От токов КЗ и значительно превышающих
номинальные в силовой цепи.
Максимальная (Пр. 1, Пр.2). Оттоков КЗ в цепях управления.
Нулевая (PH). От больших снижений напряжения питающей сети
(S 0,6 Кном).
От предельных перемещений (ВКН, ВКВ).
Примечание— При срабатывании любой защиты механизм отключа-
ется. Для приведения в исходное состояние рукоятку
КК установить в «0».
Питание цепей.
440 В или 220 В постоянного тока.
3.5. Лифты
Предназначены для перемещения людей и грузов в вертикальном на-
правлении по строго определенному пути.
По назначению лифты делятся на:
- грузовые с проводником и без проводника,
- грузопассажирские,
- пассажирские,
- специального назначения.
По скорости движения кабины лифты делятся на:
• - тихоходные (до 0,71 м/с),
- быстроходные (от 1,0 до 1,6 м/с),
- скоростные (от 2,0 до 4,0 м/с),
- высокоскоростные (более 4,0 м/с).
Сооружение многоэтажных объектов привело к необходимости созда-
ния скоростных пассажирских лифтов.
В зависимости от количества этажей (л3) рекомендуется принимать сле-
дующие скорости (и, м/с) пассажирских лифтов.
265
п, от 2 до 5 от 5 до 10 от 10 до 15 от 15 до 25
и, м/с 1,25...2 1,75...2,5 2,5...3,5 3,5...4 ;
«э от 25 до 35 от 35 до 45 от 45 до 60 более 60
и, м/с 4...5 5...6 6...8 9
С появлением высотных зданий и сооружений возникает вопрос о мак-
симальных скоростях и высотах подъема, побочных эффектах, связанных с
новшествами. Появляются высокоскоростные лифты.
Наша отечественная промышленность выпускает пассажирские лифты
на максимальную скорость 4 м/с при высоте подъема 150 м и максимальной
грузоподъемности до 16 000 кг.
Основные характеристики отечественных пассажирских лифтов пред-
ставлены в табл. 3.5-1.
Таблица 3.5-1
Основные характеристики отечественных пассажирских лифтов
Грузоподъемностъ, кг Номинальная скорость, м/с Максимальная высота подъема, м Наибольшее количество остановок
Жилые здания
320,400 0,71 45 10
320,400, 500, 630 1,0 75 17
500 1,4 100 25
400, 630 1,6 85 25
Общественные и промышленные здания
800 1,0 45 10
500,630, 1000 1,0 75 17
500, 1000 1,4 100 25
630, 800 1,6 65 16
1000 1,6 150 30
1000 2,0 150 40
800, 1000, 1250, 2,5 100. 25
1600 4,0 150 25
1250 4,0 150 40
1600
Производственные здания
320 0,5 125 24
400 0,63 70 10
Лечебно-профилактические здания
500 0,5 45 14
1250 1,0 45 10
1600 1,0 45 10
1600 1,6 65 16
266
При необходимости иметь более высокие показатели лифтовых устано-
вок приходится обращаться к странам-экспортерам. Лифт, особенно высот-
ных сооружений, является сложнейшей конструкцией с высокой степенью
безопасности.
В качестве примера можно привести некоторые известные сооружения,
оборудованные высокоскоростными лифтами.
Останкинская телебашня.
Наряду с отечественными лифтами в высотных гостиницах и больших ад-
министративных зданиях и сооружениях применяются лифты финской фирмы.
Для Останкинской телебашни (высота 532 м, а бетонной части — 384 м) при-
менены лифты немецкой постройки, закупленные в ФРГ. В башне установлены
3 пассажирских лифта грузоподъемностью по 1050 кг, скоростью 7 м/с и один
(до ресторана) лифт грузоподъемностью 500 кг, скоростью 4 м/с.
Так как шпиль башни может раскачиваться, отклоняясь до 7 м, подвес-
ной кабель не применяется из-за возможного его повреждения при
эксплуатации.
Электроснабжение обеспечивается от аккумуляторной батареи (АБ), ус-
тановленной в кабинах. Масса мощной АБ около 500 кг, подзарядка ее про-
изводится в ночное время, когда лифт остановлен. Энергия аккумуляторов
обеспечивает работу освещения, системы вентиляции, электроприводов
дверей, сигнализации и связи. Нагревательные печи, имеющие такую же
массу, установлены под каждой кабиной.
В шахте через каждые 7 метров установлены деревянные планки из
светлого бука со специальной пропиткой, предотвращающие колебания тя-
говых и уравновешивающих канатов. Планки имеют форму колец и являют-
ся канатоотражателями.
Направляющие в лифтах телебашни подвешены к перекрытию над шах-
той и крепятся к стенкам шахты через каждые 2 или 3 м. Такая конструкция
позволяет легче преодолевать температурные перемещения.
На случай возможной осадки сооружения между секциями шахты ос-
тавлен суммарный зазор 160 мм (8 стыков по 20 мм в каждом). Это сделано
из тех соображений, что до установки лифтов строительный бетон должен
стареть в течение года.
Бетонная шахта подвержена действию вредных факторов: изгибающие
моменты, перепады температур, попадание влаги. Для уменьшения их влия-
ния выполнены следующие мероприятия:
- между отдельными секциями шахты по высоте установлены специ-
альные переходники, обеспечивающие смещения секций на 9 мм от-
носительно друг друга;
- в креплениях направляющих к шахте предусмотрены амортизаторы;
- на ночь кабины лифтов опускаются в нижние теплые помещения.
Уравновешивающие канаты имеют натяжное устройство с вертикаль-
ным ходом 1 м гидроцилиндров.
267
Буферы рассчитаны на улавливание кабины после срабатывания лови-
телей, движущейся со скоростью 7,7 м/с (т.е. 1,1 номинальной). Их гидро-
цилиндры имеют ход 3 м.
Противовесы высотой 7 м оснащены длинными пружинами для компен-
сации неравномерного натяжения канатов.
При проектировании лифтов телебашни уделялось основное внимание
удобству обслуживания и обеспечению большого срока службы.
Лифты имеют систему группового управления. Режим движения опре-
деляется электронной вычислительной машиной.
При пуске лифта кабина за 7,8 с выходит на номинальную скорость,
пройдя путь 27 м. Основная часть оборудования размещена в машинном
отделении.
Таблица 3.5-2
Технические данные высокоскоростных лифтов Останкинской телебашни
Показатели Единица измерения Величина
Вместимость Г рузоподъемность Скорость Масса: кабины противовеса канатов Силы трения при движении в шахте Диаметр канатоведущего шкива Максимальное ускорение в переходных режимах Изменение ускорения в переходных режимах Электродвигатель постоянного тока: мощность максимальный крутящий момент угловая скорость Генератор с преобразователем: мощность генератора угловая скорость Тормоз двухколодочный пружинный: усилие тормозной пружины чел кг м/с кг кг кг н мм м/с2 м/с2 кВт н* 1/мин кВт 1/мин Н 14 1050 7 3400 3925 4760 30 644 1,2 0,5 90 825 208 160 1450 300
Связь беспроволочная с модуляцией частот. Сигнал от станции группо-
вого управления поступает к двум из десяти звуковым генераторам. Их вы-
ходные напряжения суммируются в последовательно включенном усилите-
ле, без обратной связи. Смесь низких частот с помощью модулятора преоб-
разуется в базовую частоту высокого значения. Сигнал высокой частоты
через усилитель и фильтр поступает на управляющую петлю, которая явля-
ется стационарной антенной передающей и принимающей. Высокочастот-
268
ное поле, излучаемое петлей, обеспечивает индуктивную связь с тремя ан-
теннами на кабине (повышенная безопасность).
Диапазон частот от 300 до 3400 Гц.
Имеется пять передающих каналов:
- сигнал к кабине,
- команды из кабины,
- сообщение из кабины о безопасности движения,
- телефонная связь с кабиной,
- телефонная связь из кабины.
Всемирный торговый центр.
Крупнейшим зданием в Нью-Йорке является Всемирный торговый
центр. В нем одновременно может находиться 130 тысяч человек, высота
412 м (ПО этажей). Центр оборудован 95 лифтами грузоподъемностью от
1600 кг (при скорости 2,5 м/с) до 4500 кг (при скорости 8 м/с).
Здание по высоте разделено на 3 зоны, расположенных одна над другой.
На 44- и 78-м этажах построены пересадочные площадки на другие лифты
(вестибюли).
До 78-го этажа ходят экспрессные лифты вместимостью 55 человек при
скорости 8 м/с и высоте подъема 280 м. Всего в здании установлено 255
лифтов, что обеспечивает подъем на высоту 390 м в течение 1 мин.
С возрастанием грузоподъемности до 4...5 т применяют двухэтажные
кабины и пересадочные этажи.
Максимальная скорость лифтов США — 9 м/с (второе место после Япо-
нии), наибольшая высота объекта — 442,25 м (111 этажей здания в Чикаго)
обеспечивает первенство в мире, ход лифта без пересадки — 290 м (первен-
ство).
Лифтостроение в Японии.
Япония занимает первое место в мире в области создания высокоскоро-
стных лифтов (10 м/с) при числе этажей в здании — 60 и грузоподъемности —
1600 кг, ход лифта без пересадки — 220 м (второе место после США). При-
меняются пересадочные этажи и двухэтажные кабины.
В Японии на лифтах применяют тяговые канаты диаметром не менее
12 мм (12, 14, 16 мм и более) при числе не менее 3. Отношение диаметров
шкива и каната — не менее 40. Для расчета принимается масса одного пас-
сажира — 65 кг. Площадь машинного отделения должна быть в 2 раза
больше, чем площадь поперечного сечения шахты.
Масса противовеса принимается на (0,4-0,5)GHOm больше массы каби-
ны.
Электроснабжение по канатному троллею желобчатой формы, так как
кабель мог раскачиваться от ветра.
На кабинах установлены снегоочистители. Япония не только крупней-
ший производитель, но и экспортер высокоскоростных лифтов.
Их лифты отличаются следующими показателями:
269
- тишина и плавность хода,
- наивысшая комфортность в мире,
- хорошая отделка в лучших японских традициях.
Для регулирования скорости применяется обратная связь по скорости с
применением тиристоров, обеспечивающих плавное и точное управление.
Привод работает на постоянном токе с тиристорным возбуждением. Для
точной остановки соседнего лифта при эвакуации пассажиров на всех каби-
нах снаружи сбоку установлены фотоэлементы. В боковой стенке кабины
имеется запасная дверь для выхода пассажиров при аварии через соседний
лифт.
Эти примеры дают представление о сложности конструкции лифтовых
установок и тенденции развития лифтостроения.
Требование безопасности при эксплуатации лифтов является основ-
ным. Оно достигается применением специального оборудования, надежно
действующего при нормальном режиме и неисправностях.
При потере ЭСН — приводной двигатель затормаживается электро-
магнитным тормозом. Это устройство колодочного типа с мощными пружи-
нами, установленное на валу двигателя. При наличии питания «ЭмТ» раз-
жимает колодки, одновременно сжимая пружины. При отсутствии питания
усилием пружин колодки охватывают и прижимают вал двигателя, обеспе-
чивая его затормаживание.
При обрыве (ослаблении) каната или превышении скорости движения
кабины — срабатывают механические ловители, установленные в нижней
части кабины, и клиновидными или клещевыми захватами останавливают и
удерживают кабину. Кроме этого отключается от сети приводной двигатель
и срабатывает «ЭмТ».
При отказе конечных выключателей, ограничивающих перемещение
кабины, — предотвращают удар кабины и противовеса гидравлические или
пружинные буферы (амортизаторы).
Кинематическая схема лифта (рис. 3.5-1)
Лифтовая установка состоит из трех основных частей, в которых раз-
мещено ЭО: машинного отделения, шахты и кабины.
Машинное отделение предназначено для размещения основного обору-
дования. Как правило, оно расположено вверху, что считается более эконо-
мичным, чем внизу. Однако встречаются лифты и с нижним расположением
машинного отделения.
В нем установлены: приводной двигатель с ЭмТ, подъемная лебедка,
редуктор, шкаф управления и органы управления при наладке. Оно имеет
входную дверь и люк для погрузки оборудования.
Лебедки по конструкции могут быть редукторные и безредукторные.
270
Электропривод (10
Тормоз (9
электромагнитный
Редуктор ( 8
Канатоведушнй шкив
Отводной блок
Рнс. 3.5-1. Кинематическая схема отечественного скоростного лифта
У редукторных лебедок канатоведущий шкив крепится к тихоходному ва-
лу редуктора. Они применяются на отечественных пассажирских лифтах со
скоростью не более 1,6 м/с в сочетании с двухскоростным АД с КЗ-ротором.
Скоростные лифты имеют безредукторные лебедки в сочетании с регу-
лируемым приводом постоянного тока независимого возбуждения. Канато-
ведущий трос крепится непосредственно к валу ЭД постоянного тока.
Для зданий и сооружений с большой высотой подъема безредукторные
лебедки применяются в сочетании с электроприводом по схеме: реверсив-
ный тиристорный преобразователь-двигатель.
Под машинным отделением находится блочное, в котором установлены
отводные блоки и ограничитель скорости.
Шахта предназначена для размещения направляющих, по которым
движутся кабина и противовес, этажной аппаратуры и аппаратуры обеспе-
27!
чения безопасности. С наружной стороны шахты (на этажных площадках)
размещена аппаратура «вызова», шахтные двери по всей высоте.
Двери шахты открываются автоматически с помощью привода.
В нижней части шахты (в приямке) расположены гидравлические буфе-
ры кабины и противовеса и натяжные устройства уравновешивающих кана-
тов и ограничителя скорости.
Кабина и противовес подвешены на 8 тяговых канатах.
Кабина предназначена для размещения пассажиров (груза), аппаратуры
управления и сигнализации. Электроснабжение и связь с ЭО вне кабины по
гибкому подвесному кабелю. На кабине установлены: привод дверей, лови-
тели скользящего типа, датчики замедления и точной остановки.
Аппаратура управления.
Этажные переключатели (ЭП) предназначены для коммутации цепей
управления движением. Они регистрируют положение кабины, автоматиче-
ски выбирают направление движения («верх» или «низ») и дают команду на
отключение электропривода при остановке.
Конструктивно — это трехпозиционные рычажные переключатели (пу-
тевые командоаппараты) на три положения (1-0-2), имеющие подвижные
(на рычаге) и неподвижные (на корпусе) контакты.
ЭП устанавливаются в стволе шахты на уровне этажа, а на кабине —
фасонная отводка, которая действует на рычаг ЭП.
При ходе кабины «вверх» поворотом рычага замыкается одна группа
неподвижных контактов, а «вниз» — другая.
Когда кабина находится на уровне этажа, ЭП — в нейтральном положе-
нии «О», а неподвижные контакты разомкнуты.
Переключатели скорости (ПС) предназначены для подачи импульса на
снижение скорости перед остановкой кабины. Применяются в быстроход-
ных лифтах с электроприводом двухскоростного исполнения. Они построе-
ны по принципу действия этажных переключателей, но конструктивный вид
имеют другой.
ПС устанавливаются в стволе шахты комплектно выше и ниже этажа на
расстоянии от 0,5 до 0,6 м.
Рычажные переключатели (РП) предназначены для управления грузо-
выми лифтами с проводником.
Конструктивно — это трехпозиционные рычажные переключатели с
самовозвратом рукояти в нейтральное положение («верх»-0-«низ»), уста-
новленные в кабине.
Поворотом рукоятки выбирается направление движения, что достигает-
ся замыканием пары неподвижных контактов. При отпускании рукоятки
контакты размыкаются, и двигатель останавливается (отключается).
РП одновременно используется как конечный выключатель в крайних
положениях кабины. Это достигается действием на ролик рычага специаль-
ных направляющих в стволе шахты.
272
Индуктивные датчики (ИД) предназначены для применения в быстро-
ходных лифтах в качестве ЭП и ПС. Схема таких датчиков на переменном и
выпрямленном токе представлена на рис. 3.5-2.
В стволе шахты устанавливается П-образный шихтованный магнитопровод
из стали (3), а на кабине стальная скоба (4), представляющая собой магнитный
шунт. На магнитопроводе находится катушка с обмоткой (2), к которой под-
ключается реле управления (1) непосредственно или через выпрямитель «Вп».
При уходе скобы (магнитопровод размыкается) индуктивное сопротив-
ление (XL) катушки мало, что обеспечит срабатывание «РУ». Если стальная
скоба перекрывает магнитопровод, резко возрастает индуктивное сопротив-
ление катушки (ХС) и реле отпускает.
Надежность и четкость срабатывания «РУ» обеспечена включением ем-
кости «С» параллельно катушке, которая выбирается из условия получения
близкого к резонансу токов режима.
Применение «Вп» для питания «РУ» повышает надежность срабатыва-
ния магнитной системы реле.
Кроме того, в путевых датчиках (ДПЭ) нашли широкое применение уст-
ройства с герметичными контактами (герконы).
Применение индуктивных датчиков устраняет такие недостатки «ЭП» и
«ПС», как шумность и радиопомехи, возникающие при работе контактных
устройств.
Рис. 3.5-2. Принципиальная электрическая схема ИД на переменном (а)
и выпрямленном (б)токе
273
Магнитная отводка (МО). Электромагнитное устройство, устанавли-
ваемое на кабине и контролирующее работу замков дверей шахты.
Упор «МО» соединен с якорем электромагнита отводки «ЭмО».
При нахождении кабины на этаже «ЭмО» обесточен, упор под действи-
ем пружины отводит защелку замка двери шахты, позволяя ее открыть.
При движении «ЭмО» под питанием — защелка введена, что запрещает
открытие двери.
Такие защелки применяются в лифтах старой конструкции (или модер-
низированных) с ручным приводом дверей шахты.
Электроприводом должна обеспечиваться:
- реверсивная работа,
- жесткость механической характеристики,
- плавность пуска и торможения при условии, что ускорение и замедле-
ние не превышают допустимых значений,
- минимальное время переходных процессов,
- точность остановки кабины на уровне пола этажа,
- режим работы — повторно-кратковременный или длительный.
Рекомендуется устанавливать на:
• тихоходные лифты — АД с короткозамкнутым ротором или фазным
ротором,
• быстроходные — АД двухскоростные, обеспечивающие понижение
скорости при остановке или с фазным ротором, в случае ограниченной
мощности сети,
• скоростные — систему «Г-Д» с магнитными, электромашинными или
тиристорными усилителями для питания обмотки возбуждения гене-
ратора,
• высокоскоростные — систему «ТП-Д», наиболее перспективную и
обеспечивающую наиболее оптимально законы управления.
Принципиальная электрическая схема управления ЭП
грузового лифта (рис. 3.5-3)
Назначение. Для управления, защиты и сигнализации ЭО грузового
лифта с проводником.
Основные элементы схемы.
Д, ЭмТ — приводной АД с КЗ — ротором и электромагнитным тормо-
зом параллельного включения.
КВ, КН — контакторы реверсирующие «верх» и «низ».
Р У1...РУ5 — реле указательные, для информации диспетчеру о место-
нахождении кабины по вызову.
В КДШ1...ВКДШ5 — выключатели контактные дверей шахты, этажные,
блокировочные.
274
3 ~ 380 В. 50 Гц
КАБИНА
Рис. 3.5-3. Принципиальная электрическая схема управления ЭП грузового лифта
ВКДК, ВКЛ и ВКК — выключатели контактные дверей кабины, уст-
ройств ловителей и обрыва каната, блокировочные.
Т — трансформатор понижающий, для питания цепей сигнализации.
Органы управления.
ПР — переключатель рычажный («Н» — низ, «О» — отключено, «В» —
верх), для выбора направления движения кабины.
Кн.В — кнопки «вызов», этажные, для включения световой и звуковой
сигнализации кабины.
Кн.А — кнопка «авария», в кабине, для включения звукового сигнала
диспетчера при неисправности.
Режимы управления.
Полуавтоматический — от «ПР».
Работа схемы.
Исходное состояние.
Поданы все виды питания (BAJ). Кабина на 5 этаже, ПР — «О». В ка-
бине — проводник. Лифт готов к работе. Груз — на 1 этаже.
Вызов.
КнВ1 ft — собирается цепь [ РУ 11, ЛС1, ЗВ 1.
Проводник воспринимает световой и звуковой сигнал, оп-
ределяет направление движения (этаж) и готовится к дейст-
виям.
— РУ111 —Дает информацию на пульт диспетчера.
Пуск.
ПР — «Н» — собирается цепь | КН |.
Примечание — Замкнуты контакты:
ВКЛ и ВКК — при отсутствии неисправностей,
ВКДШ — при закрытых дверях шахты,
ВКДК — при закрытых дверях кабины.
КН 1 — подключается к сети Д и ЭмТ (КН:1...3), растормаживается и
пускается;
— блокируется цепь КВ (КН:4).
Кабина опускается. При достижении требуемого перемещения провод-
ник останавливает лифт.
Остановка.
ПР — «О» — размыкается цепь КН ,
КН |1 — отключаются от сети Д и ЭмТ (КН:1...3), затормаживается и
останавливается,____
— готовится цепь | КВ | (КН:4).
Примечание — Для точной остановки на уровне этажа в таких лифтах
специальные устройства не применяются.
Если кабина, по каким-то причинам, не остановилась на
уровне этажной площадки, то ее доводка производится
повторным включением Д.
276
, На 1 этаже груз загружается и доставляется на другой. Схема по цепи
КВ | отработает аналогично.
Защита, блокировки, сигнализация.
Д — от токов КЗ и перегрузки (ВА).
Цепи управления — от токов КЗ (ПЗ, П4),
Цепи сигнализации — от токов КЗ (ГН, П2).
Блокировки. Взаимная — цепей | КВ 11 КН |(КН:4, КВ:4).
Невозможность пуска Д при:
— открытых дверях шахты (ВКДШ) или кабины (ВКДК),
— при наличии любой неисправности (ВКЛ или ВКК).
ЗВ 1 и ЛС — звуковая и световая по вызову в кабине,
ЗВ2 — звуковая «аварийная» на пульт диспетчера (Кн.А),
РУ — включение информации о местонахождении кабины по вызову на
пульте диспетчера.
Питание цепей.
3~380 В, 50 Гц — силовая сеть,
1—380 В, 50 Гц, линейное — цепи управления главные,
1-127 В, 50 Гц — цепи сигнализации.
Принципиальная электрическая схема односкоростного
пассажирского лифта (рис. 3.5-4, рис. 3.5-5)
Назначение. Для управления и защиты ЭП односкоростного пассажир-
ского лифта четырехэтажного объекта.
Основные элементы схемы:
М и ЭмТ — приводной АД грузоподъемной лебедки с электромагнит-
ным тормозом, односкоростной, реверсивный.
РПК — реле передвижения кабины.
КВ и КН — контакторы «верх» и «низ», для реверса ЭП.
Л — контактор линейный, для подключения двигателя к сети после
выбора направления движения кабины.
РО — реле освещения, для управления освещением кабины и подсвет-
кой кнопок «вызов».
РВ — реле времени, для обеспечения выдержки времени на операции
пассажира при выходе из кабины.
ЭмО — электромагнит отводки, для управления устройством запирания
дверей.
Тр 1 и Тр2 — трансформаторы освещения и управления устройством от-
водки (питание цепей).
Вп — выпрямитель, для питания цепей управления отводкой, селеновый.
ДШ, ДК, ДЗ — блокировочные выключатели дверей шахты, кабины и
г>* замков дверей кабины.
R ШР — штепсельный разъем, для подключения переносного освещения
или других аппаратов в шахте.
277
ВБ
Рис. 3.5-4. Принципиальная электрическая схема питания электрических цепей лифта
(силовой, управления отводкой, сигнализации)
Рис. 3.5-5. Принципиальная электрическая схема односкоростного
пассажирского лифта
Органы управления.
ППР — переключатель постов работы («НР» — нормальная работа,
«МО» — машинное отделение).
279
ВБ —
ПМО — переключатель магнитной отводки, для коммутации цепей пи-
тания Тр2 от разных мест («НР» — для нормальной работы,
«МО» — при неисправности).
выключатель блокировочный («О» — отключено, «В» —
включено), для отключения цепей кабины и ЭП при неисправ-
ности или ревизии.
Кн. «стоп», Кн. «вверх» и Кн. «вниз» — кнопки управления остановкой,
движением «вверх» и «вниз» из машинного отделения.
Кн.С и Кн.П — кнопки кабины лифта «стоп» и «приказ».
Кн.В — кнопки на этажах «вызов».
ВБП — выключатель блокировочный пола кабины, механический, сра-
батывающий под грузом.
ВКВ — выключатель конечный «вверх», для ограничения подъема ка-
бины при неисправности, механический.
ВП — выключатель питания, механический, отключается при снятии
питания с силовой цепи.
ВЛ — выключатель ловителей, механический, отключается при сра-
батывании ловителей.
ЭП — этажные переключатели, механические, рычажные (положения
1 -«верх»-0-2-«низ»).
Режимы работы.
- полуавтоматический (основной) — от Кн.В (с этажа) и от Кн.П (из ка-
бины)
- ручной (аварийный) — от Кн. «стоп», Кн. «вверх» и Кн. «вниз» из
машинного отделения.
Работа схемы.
Исходное состояние.
Поданы все виды питания (включен ВА, исправны предохранители цепей).
ПМО — «НР», ПНР — «НР», ВК — «В». Двери шахты и кабины закрыты.
Кабина не загружена, находится на 1 этаже (замкнуты нижние контак-
ты), ЛО и ЛЗ — погашены. Электропитание подано в силовую цепь, цепи
управления и сигнализации.
По «вызову» (например, на 3 этаж'
ЗКн.ВЦ — собирается цепь |ЗРЭ (фаза «А» - Пр.1 — ВКВ - к.ДДШ и
дщ — ВП — Кн.С — ВЛ — ВБП:4 — Кн. «стоп» — РВ: 1 —
ППР — «НР» — РПК:3 — ВПБ:3 не загруженной кабины —
ЗКн.В — |ЗРЭ | — «О»);
— готовится цепь KBJ (разомкнут только ЗРЭ: 1).
ЗРЭ 11 — собирается цепь [ кв | (фаза «А» — Пр.1 — ВКВ — кон-
такты ДЦШ и ДШ — ВП — Кн.С — ВЛ — ВБП:4 — Кн.
«стоп» — РВ: 1 — ППР — «НР» — РПК:3 — ВПБ:3 не за-
груженной кабины — ЗКн.В — ЗРЭ: 1 — ЗЭП — 4ЭП —
КН:3 — Гкв~1 — «О»);
280
KBit
gSolt
Д_|Т
PB t
— подключается «резервная шина» (ЗРЭ:2).
— готовится цепь (м)на движение «вверх» (КВ: 1 ...2) и собира-
ется цепь|ЭмО| одновременно с подключением Тр2,
— блокируется цепь | КН |(КВ:3),
— готовится цепь «резервной шины» (КВ:4),
— готовится цепь контактора | J] |(КВ:5).
— втянувшись, магнитная отводка освобождает ригель дверно-
го запора первого этажа (Д3-1э замыкается при замкнутых
остальных),
— собирается цепь | Л ]И^Т](Л:1...2).
— подключается к сети (м) и |ЭмТ [ растормаживается и пуска-
ется на поднятие кабины;
— собирается цепь| РВ ~](Л:3);
— подключается питание «резервной шины» (Л:4);
— размыкается цепь РО |(Л:5);
— снимается питание с «шины вызова» (РВ:1). на время дви-
жения;
— включается в цепь питания |ЭмО| резистор R (РВ:2), что
уменьшает величину тока, а следовательно, нагрев и потери
электроэнергии.
|рр 11 — включается освещение (ЛО) кабины (РО: 1),
— включаются сигнальные этажные ЛЗ «занято» (РО:2).
Кабина лифта поднимается с 1 до 3 этажа. По мере подъема рычага 1ЭП
и 2ЭП переводятся в положение «1» (верхнее).
При подходе кабины к 3 этажу рычаг ЗЭП переводится в нейтральное
положение «О».
При этом| КВ 1(м) останавливается и затормаживается, включено ос-
вещение кабины, включается сигнализация на площадках этажей «занято»,
отключается | РВ | и отсчитывается время.
Примечание — Выдержка времени дает возможность успеть открыть
дверь шахты пассажиру до очередного вызова (блоки-
руются цепи «вызова», контакт РВ: 1).
Пассажир открывает дверь шахты, входит в кабину и закрывает двери
шахты и кабины.
При этом:
— собирается цепь |РПК| (ВБП:1),
— готовится цепь питания «шины приказов» (ВБП:2),
— блокируется цепь питания «шины вызовов» (ВБП:3).
РПК| t — становится на самопитание (РПК: 1),
— собирается цепь питания, «шины приказов» (РПК:2),
— блокируется повторно цепь питания «шины вызовов»
(РПК:3).
281
Для перемещения пассажира на 1 этаж.
1Кн.ГЩ — собирается цепь 11РЭ L
— готовится цепь питания [ КН .
1РЭ It — собирается цепь питания | КН I (1РЭ: 1),
— готовится цепь питания «резервной шины» (1РЭ:2).
КН It — собирается цепь ^ЭмО | и готовится цепь (м) на движение
«низ» (КН: 1...2), ____________
— блокируется цепь| КВ~](КН:3),
ЙО
Л
— готовится цепь питания «резервной шины» (КН:4),
— собирается цепь | Л |(КН:5).
— втягивается и запрещает открытие дверей шахты при дви-
жении.
— подключается к сети (м) (Л:1...2), растормаживается и дви-
жение кабины в направлении «низ»,
— собирается цепь | РВ | (Л:3),
— собирается цепь питания «резервной шины» (Л:4),
— размыкается цепь | РО | (Л:5).
РВ |t —снимается питание с шин «приказов и вызова» (РВ:1) на
время движения,
— подключается «R» в цепь |ЭмО |(РВ:2).
РО || — включается освещение кабины (РО:1),
— включаются ЛЗ (РО:2).
Кабина лифта опускается с пассажиром на 1 этаж. По мере опускания
рычаги «ЗЭП, 2ЭП» переводятся в положение 2 (нижнее). При подходе к 1
этажу «1ЭП» переводится в нейтральное положение «О» двигатель останав-
ливается и затормаживается, по инерции достигая уровня этажа, а «1ЭП»
переводится в положение «2».
Управление из «машинного отделения».
Установить ППР — «МО», ПМО — «МО» при этом:
— обесточены цепи «приказа» и «вызова»,
— магнитная отводка втянута и все двери шахты заперты,
— управление движением только до крайних этажей.
Управление от Кн. «верх». Кн. «низ».
При нажатии Кн. «верх» 14РЭ It» кабина движется «вверх» до верхнего
этажа.
При нажатии Кн. «низ» 11РЭ |, кабина движется «вниз» до нижнего этажа.
При нажатии Кн. «стоп» кабина может быть остановлена в любом месте
между этажами.
Все элементы схемы отрабатывают аналогично описанному выше.
Защита:
282
• от токов КЗ и перегрузки (ВА) — силовая цепь с ЭД
• от токов КЗ — цепи управления движением (Пр. 1),
— цепи освещения и сигнализации (Пр.2),
— цепи штепсельных разъемов и вызывных кнопок (Пр.З),
— цепи питания Тр.2 (Пр.4),
— цепи питания ЭмО и РВ (Пр.5).
Блокировки:
• цепей противоположного назначения (взаимная) — КВ (КН:3), а КН
(КВ:3),
• «запрет» «вызова» при загруженной кабине — отключается шина «вы-
зова» (РПК:3 и ВБП:3),
• управление возможно только из одного места (ППР и ПМО) — с этажа
и из кабины или из машинного отделения,
• «запрет» движения, если не закрыта дверь шахты (ДШ) или дверь ка-
бины (ДК) не закрыта.
Безопасность.
• ЭмТ — затормаживание двигателя при внезапном отключении питания.
• ВЛ — срабатывание ловителей (размыкается в цепи механический
контакт) при превышении скорости движения кабины.
Сигнализация:
• ЛЗ — лампа «занято», установлены на всех вызывных кнопках и
включаются при открывании дверей шахт, нахождении пассажира в
кабине или движении кабины (вместе с освещением),
• Зв с Кн.Зв — звонок с кнопкой звуковой сигнализации. Звонок уста-
навливается в подъезде или на пульте диспетчера ОДС (объединенной
диспетчерской службы). На пульте ОДС вместе со звонком включает-
ся сигнальная лампа.
Питание цепей:
• 3 ~ 380 В, 50 Гц — силовая цепь,
• 1 ~ 220 В, 50 Гц — цепи управления движением и освещение кабины,
• 1 ~ 42 В, 50 Гц — цепи сигнализации и штепсельных разъемов в шах-
тах на этажах,
• = 220 В, выпрямленное — цепи электромагнитной отводки и РВ.
Принципиальная электрическая схема пассажирского
быстроходного лифта (рис. 3.5-6)
Назначение. Для пуска, управления и защиты приводного АД лифта.
•* Основные элементы схемы.
31 Д ЭмТ — приводной АД с КЗ-ротором, двухскоростной и электромаг-
нитный тормоз с раздельным питанием.
КВ, КН — контакторы «верх» и «низ», реверсирующие.
КБ, КМ — контакторы большой и малой скорости.
283
Рис. 3.5-6. Принципиальная электрическая схема пассажирского быстроходного лифта
ПЭ
Примечание — КМ имеет пристроенное маятниковое реле времени РВ,
для контроля времени торможения Д при переходе с
большой на малую скорость.
КО, МО — контактор отводки и электромагнит отводки, для контроля
замков дверей шахты.
Примечание— Магнитная отводка — электромагнитное устройство,
установленное на кабине. Якорь МО имеет упор с
пружиной. Если лифт находится на этаже, МО без
питания и защелка двери шахты отводится упором под
действием пружины, что позволяет открыть дверь. При
движении кабины МО под напряжением — запрет на
открытие двери.
Такие отводки применяются в лифтах старой конструк-
ции с ручным приводом дверей шахты.
КУ — контактор управления, для шунтирования Яд по истечении вре-
мени генераторного торможения Д.
КТ — контактор тормоза.
РЭ — реле этажные, по количеству этажей (9).
ВКДК, ВКДШ, ВКЛ, ВКК — выключатели контактные дверей кабины,
дверей шахты, устройства ловителей, канатов (при обрыве или
ослаблении).
ВКП — выключатели контактные пола кабины.
ВК — выключатель конечный, для ограничения перемещения кабины
вверх.
ВБ — выключатель безопасности, отключается при ревизии и наладке.
ВП — выключатель питания цепей управления.
Кинематическая схема лифта (рис. 3.5-7).
Органы управления.
Кн.К, Кн.В — кнопки кабины и вызова (на этажах).
ПСН, ПСВ, ПЭ — переключатели скорости низа и верха, этажные.
Примечание — Все переключатели трехпозиционные, рычажные, уста-
навливаются в стволе шахты ниже (ПСН) и выше (ПСВ)
этажа на 0,5 м. Предназначены для информации о поло-
жении кабины (ПЭ) и для подачи импульса на снижение
скорости ее (ПСН, ПСВ). При нахождении кабины ввер-
ху — замкнуты верхние контакты. При опускании каби-
ны подвижные контакты переводятся вниз. При нахож-
дении кабины на уровне этажа ПЭ переводятся в сред-
нее положение.
Режимы работы.
Полуавтоматический — от Кн.К, Кн.В, ПСН, ПСВ, ПЭ.
Работа схемы.
Исходное состояние.
285
IРЭ1 It
т
Д - двигатель
Т - тормоз
Р - редуктор
КШ - канатоведущий шкив
К - кабина
П - противовес
НК - несущий канат
Рис. 3.5-7. Кинематическая схема лифта
Поданы все виды питания (BAt, ВЩ, BEt). Кабина не нагружена и на-
ходится на 9 этаже, а пассажир на 1 этаже на площадке.
Двери шахты и кабины закрыты, запоры ДШ без «запрета» на открытие.
«Вызов».
IKh.B tl — собирается цепь | РЭ11 и | КН | (Пр.2 — ВК:1 — Кн.С1 —
Кн.С2 — ВКДК — ВКЛ — ВКК — ВКДШ(1...9) — КУ:2 —
___________КВ:4 — КН:4 — ВКП:2 — 1Кн.В — ПЭ1 — КВ:3 — Пр.1).
и | КН It ~ собирается цепь| КБ 1(РЭ1:1),
— становится насамопитание(РЭ1:2),
— готовится цепь «реверса» (д) «низ» (КН: 1 ...2),
— блокируется цепь | КВ | (КН:3),
— отключается питание кнопочных постов (КН:4),
— собирается цепь | КТ | и | КО | (КН:5).
КБ It и | КО |t практически одновременно
— включается |ЭмТ| (КТ: 1 ...2) и растормаживает двигатель,
— подключается к сети (д) (КБ: 1 ...3) и пускается на БС,
— блокируется цепь| КМ (КБ:4),
— шунтируется «ВБ» (КБ:5),
— собирается цепь | МО I и готовится цепь | КМ |(КО: 1),
— включается электромагнит отводки и запрещает открытие
ДШ на все время движения.
Двигатель работает на БС, открытие ДШ запрещено защелкой, кабина
следует по «вызову» на 1 этаж.
По мере снижения кабины ПСВ, ПСН и ПЭ переключаются в положе-
ние «2» при проходе этажа, подготавливая цепи для движения «вверх».
286
I
КТ I,
МО It
При подходе к 1 этажу и переводе ПСН в «О»:
— размыкается цепь| КБ~
КБ 11 — отключается от сети (д) (КБ: 1... 3),
— собирается цепь КМ (КБ:4),
— размыкается шунтирующая цепь «ВБ» (КБ:5).
| КМ |Т — подключается к сети(д) (КМ:1 ...3) через «Кд», введено в од-
ну фазу, отсчитывается время генераторного торможения (РВКМ)
для перехода на малую скорость (рис. 3.5-8). По истечении
выдержки времени — собирается цепь | КУ | •
КУ | — выводится из фазы сопротивление «Яд» (КУ), двигатель ра-
ботает несколько секунд на МС (до перевода ПЭ1 в «ней-
тральное» положение) и отключается от сети (КН: 1.. .2).
Процесс динамического торможения можно проследить по изменению
параметров характеристик М = F(S).
При работе двигателя на «БС» и моменте (Л/е) сопротивления рабочая
точка — «О (<0р)».
Когда «Д» переключится на «МС», в одну фазу включается резистор
«Кд», который обеспечивает динамическое торможение (участок 0-1-2) до
перехода на другую характеристику (точка 3).
Угловая скорость снижается от рабочей (сор) до малой (сом), при которой
Рис. 3.5-8. Механические характеристики двухскоростного АД лифта
287
По инерции он вращается, затормаживаясь до полной остановки. Точка 5
соответствует скорости остановки «соо», когда М& = Л/с.
Схема находится в исходном состоянии для первого этажа и готова к
работе, разблокированы ДШ.
Пассажир выполняет операции по открытию ДШ и ДК и входит в каби-
ну, закрывая их за собой.
По «командам» из кабины (Кн.К) схема работает аналогично.
Защита'.
• от токов КЗ и перегрузки (ВА) — силовая цепь и Д,
• от токов КЗ (Пр. 1, Пр.2) — цепи управления.
Обеспечение безопасности'.
• при обесточении сети (ЭмТ),
• при превышении скорости (BKJI),
• при ослаблении каната (ВКК),
• при проскоке кабины крайних положений от удара (ВК:1 и ВК:2 в со-
четании с буферными устройствами — амортизаторами).
Блокировки'.
• при открытых ДШ (ВКДШ) и ДК (ВКДК) «запрет» движения,
• при загруженной кабине (ВКП:2) «запрет» вызова,
• цепей противоположного назначения (КБ:4 и КМ:4, КВ:3 и КН:3).
Питание цепей'.
• 3 ~ 380 В, 50 Гц — силовая сеть,
• 1 ~ 380 В, 50 Гц, линейное — цепи управления.
Глава 4
ЭО металлообрабатывающих станков
4.1. Общие сведения о металлообрабатывающих станках
Все металлообрабатывающие станки по принципу воздействия на обра-
батываемый материал условно можно разделить на три вида:
- металлорежущие (резание),
- кузнечно-прессовые (удар и давление),
- электротехнологические (электрическая энергия, преобразованная в
другие виды энергии).
Металлорежущие станки предназначены для механической обработки
металлов режущими инструментами.
В настоящее время имеют наиболее широкое применение на производстве.
По весо-габаритным показателям различают станки:
- нормальные, с массой до Ют;
- крупные, с массой от Ю до 30 т;
- тяжелые, с массой от 30 до 100 т.
По точности обработки станки бывают:
- нормальной точности,
- повышенной точности,
- высокой точности,
- особо высокой точности (прецизионные).
По назначению и характеру выполняемых работ можно выделить 6 ос-
новных групп станков:
- токарные,
- сверлильные и расточные,
- строгальные,
- фрезерные,
- шлифовальные,
- агрегатные.
Краткая общая характеристика этих групп станков представлена в
табл. 4.1-1.
Внутри каждой группы станки подразделяются на типы (модели).
Для выполнения операций на станках необходимо обеспечить три ос-
новных вида движений:
• главное, для резания инструментом металла,
• подачи, для перемещения инструмента или заготовки,
• вспомогательные, для выполнения вспомогательных операций, непо-
средственно не участвующих в процессе резания.
Главное движение и движение подачи - это рабочие (основные) дви-
жения.
10 Шеховцов В.П.
289
Главные движения обеспечиваются электроприводом (иногда гидро-
приводом).
Движения подачи — от главного привода через механическую переда-
чу, либо от отдельного электро- или гидропривода.
Таблица 4.1-1
Общая характеристика металлорежущих станков
Группа станков Характеристика Дополнительные сведения
Токарные станки Предназначены для обработки поверх- ностей любой формы, прорезки кана- вок, нарезки резьбы и т.п. Режущий инструмент — резцы, свер- ла, развертки, метчики, плашки и др. Главное движение — вращение обра- батываемой детали Подача — поступательное перемещение суппорта с режущим инструментом Электропривод (в сочетании с короб- кой скоростей) — одно- и многоскоро- стные АД системы Г-Д или ТП-Д ДПТ Примечание — Привод подачи — от главного ЭП через многоступенчатую коробку подач Для тяжелых станков подача от систем ЭМУ-ДПТ или ТП-ДПТ Универсальные, токарно- винторезные, револьвер- ные, токарно-лобовые, карусельные, токарно- копировальные, токарные автоматы и полуавтоматы
Сверлильные станки Расточные станки Предназначены для получения сквоз- ных и глухих отверстий в деталях, раз- вертывания и чистовой обработки от- верстий после литья или штамповки Режущий инструмент — сверла, раз- вертки Главное движение — вращение инст- румента Подача — поступательное движение инструмента Предназначены для обработки круп- ных деталей с поверхностями различ- ной формы Режущий инструмент — сверла, фре- зы и метчики Главное движение — вращение рас- точного шпинделя Подача — перемещение шпинделя или шпиндельной бабки, перемещение стола вместе с заготовкой Вертикально-сверлильные, радиально-сверлильные Горизонтально-расточные, координатно-расточные
290
Продолжение табл. 4.1-1
Группа станков Характеристика Дополнительные сведения
Электропривод (в сочетании с короб- кой скоростей) — одно- и многоскоро- стные АД, системы Г-Д ТП-Д ЭМУ-Д ПМУ-Д
Строгальные станки Предназначены для обработки пло- ских, горизонтальных и вертикальных крупных деталей большой длины Режущий инструмент — резец Главное движение — возвратно-посту- пательное движение стола Подача — перемещение суппорта, прерывистое, периодическое Электропривод (в сочетании с короб- кой скоростей) — одно- и многоскоро- стные АД системы Г-Д с ЭМУ или МУ, ТП-Д Продольно-строгальные
Фрезерные станки Предназначены для обработки наруж- ных и внутренних, плоских и фасонных поверхностей, прорезки прямых и вин- товых канавок, нарезки наружных и внутренних резьб, зубчатых колес и т.п. Режущий инструмент — фреза Гчавное движение — вращение фрезы Подача — перемещение изделия Электропривод (в сочетании с короб- кой скоростей) — одно- и многоскоро- стные АД, системы Г-Д ТП-Д Горизонтальные, верти- кальные, продольно-фре- зерные, зубо-фрезерные, копировально-фрезерные
Шлифовальные станки Предназначены для чистовой обработ- ки деталей снятием тонкого слоя ме- талла с поверхности Режущий инструмент — абразивный круг Главное движение — вращение шли- фовального круга Подача — возвратно-поступательное движение стола с периодическим пере- мещением в сторону круга и круга на глубину резания или круговое переме- щение круглого стола и вертикальное перемещение круга на глубину резания Электропривод (в сочетании с короб- кой скоростей) — одно- и многоскоро- стные АД, системы Г-Д ТП-Д ПМУ-Д, ЭМУ-Д Вспомогательный привод - АД Круглошлифовальные, внутришлифовальные, плоскошлифовальные, до- водочные, отделочные, резьбошлифовальные и др.
ю*
291
Продолжение табл. 4.1-1
Группа станков Характеристика Дополнительные сведения
Агрегатные станки Предназначены для выполнения работ в условиях крупносерийного и массо- вого производства Режущий инструмент — сверла, фре- зы и др. (в зависимости от операции) Гпаевое движение — движение инст- румента (вращение шпинделя) Подача — поступательное движение шпиндельной головки с инструментом При обработке нескольких деталей — стол поворотный Электропривод (в сочетании с короб- кой скоростей) — одно- и многоскоро- стные АД системы Г-Д ТП-Д ЭМУ-Д ПМУ-Д
Примечание — Системы:
Г-Д — генератор-двигатель,
ТП-Д— тиристорный преобразователь-двигатель,
ЭМУ-Д — электромашинный усилитель-двигатель,
ПМУ-Д — предварительный магнитный усилитель-двигатель,
Г-Д с ЭМУ или МУ — генератор-двигатель с электромашинным
усилителем или магнитным усилителем.
Вспомогательные движения — вручную, либо от отдельного электро-
или гидропривода.
Основные требования к электроприводу движений:
- надежность и простота обслуживания (наладки),
- соответствие характеру изменяющейся нагрузки,
- широкий и плавный диапазон регулирования скорости рабочего про-
цесса,
- жесткость механических характеристик, т.е. при изменении нагрузки
на валу ЭД от холостого хода до номинальной изменение скорости
вращения не должно превышать 5... 10 %.
Регулирование скорости главного привода возможно одним из трех спо-
собов:
• механическим, с помощью механизма передачи с регулируемым пере-
даточным отношением,
• электрическим, изменением частоты вращения ЭД,
• электромеханическим, комбинированием двух первых.
292
Механическое регулирование, обычно — ступенчатое, а электрическое —
ступенчатое и бесступенчатое.
Диапазон регулирования от 3 : I до 120: 1 (для главного движения) и
1000:1 (для подачи).
Электродвигатели.
В современном станкостроении характерно приближение двигателя к
рабочему органу станка, что ведет к органическому слиянию электрической
и механической частей станка.
Это позволяет упростить кинематические схемы, улучшить энергетиче-
ские показатели и сделать привод более компактным.
Как правило, требуются двигатели специального исполнения верти-
кального и горизонтального, со станиной без лап или с фланцевым присое-
динением.
Влияние окружающей среды (масло, эмульсия, металлическая и абра-
зивная пыль и т.п.) требует защищенного и закрытого исполнения ЭД.
Рекомендуется применять следующие серии ЭД.
• Переменного тока:
«4А» с короткозамкнутым ротором (одно- и многоскоростные) и
их модификации (приложение А),
«4ЛВ» и «4АП» — встраиваемые и повышенной точности.
• Постоянного тока:
«2П» или «ПС» — специальные закрытые с естественным охлаж-
дением,
«ПСТ» и «ПБСТ» — с встроенным тахогенератором,
«ПГТ» — для следящих систем, с гладким якорем, допускают
кратковременную перегрузку по току до 8/ном при номинальном
магнитном потоке,
«ПЯ» — для систем программного управления, с печатными об-
мотками якоря,
«ПБВ» — для систем программного управления, малоинерцион-
ные, высокомоментные (до 7Л/НОМ), с постоянными магнитами.
Шаговые двигатели — для систем программного управления.
Общая характеристика кузнечно-прессовых машин представлена в
табл. 4.1-2.
Основные варианты электропривода КИМ:
- АД с КЗ-ротором или фазным ротором,
- АД с частотным и импульсным управлением,
- АД в комплекте с электромагнитной муфтой скольжения (ЭМС),
- ДПТ параллельного или смешанного возбуждения.
293
Таблица 4.1-2
Общая характеристика кузнечно-прессовых установок
Группа станков Характеристика Дополнительные сведения
Молоты Предназначены для деформации металла ударами падающих час- тей Инструмент — ударный молот Главное движение — возвратно- поступательное ползуна Подача — поступательное, вра- щательное или комбинирован- ное движение обрабатываемого изделия Электропривод в сочетании с кривошипным или фрикцион- ным механизмом Выполняемые операции — го- рячая штамповка, свободная ковка мелких изделий (осадка, вытяжка, прошивка, рубка и т.п.) Примечание — Требуется мас- сивный и сложный фундамент Кузнечные молоты (кривошип- ные, фрикционные и другие), кузнечные автоматы, кузнечно- штамповочные автоматы для горячей и холодной высадки
Прессы Предназначены для деформации металла постепенным давлением Инструмент — штамп Главное движение — возвратно- поступательное ползуна Подача — поступательное дви- жение заготовки (например, стальной полосы) Электропривод в сочетании с кривошипным или фрикцион- ным механизмом, эксцентрико- вой или реечной передачей и т.п. Примечание — Не требуется больших и сложных фундамен- тов Прессы ковочно-штамповочные, различного назначения, пресс- автоматы (например, листо- штамповочные)
Электротехнологические установки, в том числе станки, изложены в
главе 1 настоящего учебника.
294
4.2. Токарные станки
Предназначены для обработки поверхностей вращающихся заготовок
(изделий) резцами и другими применимыми инструментами.
Основные узлы станка:
• станина, для размещения и крепления оборудования,
• передняя и задняя бабки,
• суппорт,
• шкаф с электрооборудованием.
Станина является несущей конструкцией станка. По ее направляющим
перемещается нижняя каретка суппорта и задняя бабка.
Передняя бабка (шпиндельная) совмещена с коробкой скоростей.
Шпиндель имеет полый вал, через который можно пропускать прутко-
вый материал при его обработке.
На шпиндель навертывается патрон или планшайба для закрепления обра-
батываемого изделия, а при обработке изделия в центрах — передний центр.
Задняя бабка используется в качестве второй опоры при обработке в
центрах длинных деталей.
Она имеет выдвижную пиноль для закрепления заднего центра или ин-
струмента для обработки отверстий (сверла, метчики и др.)
Суппорт используется для закрепления резца и обеспечения продоль-
ной и поперечной подач.
Фартук суппорта соединен с нижней кареткой и перемещается вдоль
станины. На фартуке размещен механизм, передающий движение от ходово-
го винта или ходового вала коробки подач.
Ходовой винт используется при нарезании резьбы, а ходовой вал - при
всех других операциях.
В серийном производстве для обработки деталей сложной формы при-
меняются токарно-револьверные станки.
Процесс обработки включает несколько последовательных операций
различными инструментами.
Инструмент закрепляется в револьверной головке, установленной на
суппорте.
Суппорт с головкой может быстро перемещаться по направляющим ста-
нины в продольном направлении.
Револьверная головка, обычно, шестигранная. Режущий инструмент
(резцы, сверла, метчики и др.) крепится в радиальных отверстиях (гнездах)
головки, что обеспечивает их быструю смену.
Применение таких станков повышает производительность, по сравне-
нию с токарно-винторезными, до трех раз.
Для обработки наружных и внутренних цилиндрических поверхностей
крупных изделий большого диаметра (до 13 м и более) применяются кару-
сельные станки.
295
Изделие закрепляется на планшайбе. Станки имеют два верхних суп-
порта, расположенных на поперечной траверсе и один боковой суппорт.
Суппорты перемещаются вертикально по двум стойкам.
Управление от кнопочного подвесного поста.
Копирование на токарных станках.
Принцип копирования применяется для обработки тел вращения слож-
ной формы (конусной, ступенчатой или криволинейной).
Требуемый профиль воспроизводится по шаблону.
Копирование поверхности производится автоматически копировальным
пальцем, который имеет форму резца.
Характер перемещения передается в систему управления, которая выра-
батывает сигнал на перемещение суппорта с резцом. Траектория движения
резца повторяет траекторию движения копировального пальца.
В конце обработки заготовки получается готовая копия шаблона.
По сравнению с универсальными станками, копировальные обладают
большей производительностью, а полученные изделия — большей схожестью.
По принципу действия выделяют три основных вида токарных копиро-
вальных станков:
• с непосредственным механическим управлением,
• с гидравлическим следящим управлением,
• с электрическим следящим управлением.
Широкое применение получили копировальные системы с электриче-
ским следящим управлением (рис. 4.2-1).
Такой вариант дает представление о принципе действия системы и взаи-
модействии узлов станка.
Копировальный палец (1) перемещается по профилю шаблона (8). Он
может двигаться к шаблону или от шаблона. Перемещение воспринимается
копировально-измерительным прибором (2), вследствие чего, замыкается
механический контакт (КИП:1) при перемещении к шаблону или контакт
(КИП:2) — от шаблона. Контакт в цепи реле аварийного | РА | (КИП:3) по-
стоянно замкнут и размыкается только при чрезмерном нажатии на копиро-
вальный палец.
Копировально-измерительный прибор (КИП) имеет жесткую связь с
суппортом (6), который вместе с резцом (3) управляется ведущей передачей
(4) и следящей передачей (5).
Ведущая передача обеспечивает ведущую подачу в двух направлениях
(±5,) с помощью электромагнитов |ЭмП| или |ЭмЛ|, выбор которых произ-
водится переключателем «П (Л — левое, П — правое)».
Следящая передача обеспечивает следящую подачу в двух направлени-
ях (±5С) с помощью электромагнитов |ЭмВI или ЭмН|, включение которых
производится при срабатывании реле РП1 |или [ РП21-
В зависимости от подач (5, и 5С) резец (3) обрабатывает вращающуюся
заготовку (7) в соответствии с формой шаблона.
296
Рис. 4.2-1. Электрокопировальная система токарного станка
Примечание — При чрезмерном нажатии копировального пальца ра-
зомкнется цепь | РА | (КИП:3) и отключатся цепи
управления всеми электромагнитами (РА).
Ведущая и следящая передачи имеют свои отдельные
приводы.
Электропривод.
Для получения выгодной скорости резания следует иметь плавные ее
изменения в диапазоне от 80:1 до 100:1.
Малые скорости применяются для нарезания резьбы метчиками, обточ-
ки сварных швов и др.
Рекомендуется применять
Для главного привода
• Асинхронные двигатели с КЗ-ротором:
- для токарных и карусельных станков малых и средних размеров ши-
рокого применения,
- для токарных станков малых размеров в сочетании с фрикционными
муфтами.
• Многоскоростныс асинхронные двигатели с КЗ-ротором применять
целесообразно, когда требуется переключение скорости шпинделя на
ходу и упрощается коробка скоростей.
• Двигатели постоянного тока:
- для тяжелых токарных и карусельных станков со ступенчато-плав-
ным регулированием скорости.
297
Примечание — В этом случае коробка скоростей простая, имеет до
трех зон регулирования скорости в диапазоне от 3 : 1
до 5 : 1 изменением магнитного потока двигателя.
Обеспечивается плавный пуск с постоянным ускоре-
нием для изделий с большой массой.
При отсутствии сети постоянного тока на объекте ус-
танавливаются отдельные машинные («Г-Д») или
статические («ТП-Д») преобразователи.
- для автоматизации станков со сложным циклом работы и бесступен-
чатым плавным регулированием скорости (токарно-револьверные
автоматы, прецизионные и др.)
Для привода подач
• Двигатели постоянного тока для современных тяжелых токарных и ка-
русельных станков, включенные по системе ЭМУ-Д ПМУ-Д или
ТП-Д. Это широко регулируемый привод с изменением скорости дви-
гателя в диапазоне от 100 : 1 до 200 : 1 и более.
Примечание — Во всех остальных случаях отбор мощности для подачи от
главного привода через многоступенчатую коробку подач.
Переключение скоростей вручную или дистанционно с
помощью электромагнитных фрикционных муфт.
Для вспомогательного привода
• Асинхронные двигатели с КЗ-ротором (например, для ускоренного пе-
ремещения каретки суппорта, зажима изделия, насоса охлаждения).
Принципиальная электрическая схема управления ЭП
токарно-винторезного станка (рис. 4.2-2)
Назначение. Для пуска, управления и защиты ЭО токарно-винторезного
станка.
Основные элементы схемы.
Д, Д, Д, Дб — приводные АД шпинделя, насоса, гидроагрегата, быст-
рого перемещения суппорта.
КШ, КБ — контакторы двигателей шпинделя и быстрого перемещения
суппорта.
РВ — реле времени, пневматическое, для ограничения времени работы
(Д) на холостом ходу.
ШР — штепсельный разъем, для подключения (д)при применении на
станке гидрокопировального устройства.
Примечание — Регулирование угловой скорости шпинделя производит-
ся переключением шестерен в коробке скоростей, а из-
менение продольной и поперечной подачи — в коробке
подач, с помощью рукояток.
298
Рис. 4.2-2. Принципиальная электрическая схема управления ЭП
токарно-винторезного станка
Включение (выключение) шпинделя станка и его ревер-
сирование — с помощью многодисковой фрикционной
муфты, с помощью рукояток.
Механическое перемещение суппорта в любом направ-
лении производится (Дб)с помощью одной рукоятки.
ЛМО — лампа местного освещения.
Тр. — трансформатор понижающий, для питания цепей управления и
местного освещения.
Примечание — При напряжении в цепи местного освещения 12 или 36 В
в качестве одного из проводов, обычно, используют ста-
нину станка.
Для быстрой остановки шпинделя станка служит меха-
нический тормоз в передней бабке.
Органы управления.
ВП1, ВП2 и ВО — выключатели пакетные питания станка, пуска насоса
охлаждения и включения освещения.
Кн.П, Кн.С — кнопки «пуск» и «стоп».
ВКб, ВКх — выключатели контактные рукояток быстрого перемещения
суппорта и холостого хода щА
299
Примечание — Если пауза в работе превышает 3...8 мин, то^уотклю-
чается от сети и останавливается, что ограничивает его
работу вхолостую с низким cos <р и уменьшает потери
энергии.
Режимы управления.
Полуавтоматический — от механических рукояток, кнопок и выключателей.
Работа схемы.
Исходное состояние.
Поданы все виды питания (ВП1 — «В»), Цепи управления и освещения
получают питание от «ТР». Деталь закреплена и готова для обработки.
Включение в работу:
Кн.ПЦ, — собирается цепь | KLJJ ].
| КШ 11 — подключается к сети(д?) (КШ: 1...3) и пускается,
— становится на самопитание (КШ:4).
Примечание — Перед обработкой детали пускается (Д?)при ВП2 — «В».
Включение шпинделя производится фрикционной муф-
той с помощью рукоятки.
Управление быстрым перемещением суппорта от руко-
ятки; замыкается ВКб, | КБ пускается.
Дб остановится при повороте этой рукоятки, располо-
женной на фартуке станка, в среднее положение.
Автоматическая остановка.
По окончании обработки рукоятка управления муфтой отключается, при
этом:
на х.х.;
— собирается цепь пневмореле | РВ | (ВКХ),
РВ t и по истечении времениЦ...8 мин) разомкнет цепь КШ |(РВ).
КШ 1 —отключается от сети Ну (КШ:1...3) и останавливается,
— размыкается цепь самопитания (КШ:4).
Примечание — Отключение станка плановое — от Кн.С.
Защита.
Максимальная: силовая сеть (Пр.1, Пр.2, Пр.З),
цепи управления (Пр.5),
цепь освещения (Пр.4).
Тепловая: Дш (РТШ1, РТщ2), Д (РТН1, РТН2), Д . (РТГ1, РТГ2).
Нулевая: контактором | КШ , при кратковременном «провале» напря-
жения.
Питание цепей:
3 ~ 380 В, 50 Гц — силовая сеть;
I ~ 110 В, 50 Гц — цепи управления;
1 ~ 36 В, 50 Гц — освещение.
300
Принципиальная электрическая схема
токарно-револьверного станка модели 1П 365 (рис. 4.2-3)
Назначение. Для пуска, управления и защиты силовой цепи, цепей
управления и сигнализации токарно-револьверного станка.
Примечание — Станок применяется для обработки чугунных и стальных
изделий диаметром до 500 мм, изготовление которых
требует выполнения последовательных операций: точе-
ния, сверления, растачивания, нарезания резьб и др.
Основные элементы схемы:
Д1, Д2 и ДЗ — приводные АД шпинделя, гидросистемы и насоса охла-
ждения.
Примечание — Скорость шпинделя регулируется ступенчато гидроси-
стемой, переключающей блок шестерен в коробке скоро-
стей.
Направление вращения шпинделя изменяется с помощью
фрикциона, управляемого электромагнитными муфтами.
Эм1, Эм2 и ЭмЗ — Электромагниты муфт изменения направления вра-
щения шпинделя и гидротормоза (при быстрой остановке
шпинделя).
Примечание — Электромагниты управляют золотниками гидросистемы,
включающими муфты на прямое и обратное вращение,
гидротормоз.
КЛ — контактор линейный для подключения(дТ) и(Д$) к сети.
РП2 — реле промежуточное цепей электромагнитов,
РПЗ — реле промежуточное электромагнита тормоза (ЭмЗ),
РП4 и РП5 — реле питания цепей шпинделя «вправо» и «влево»,
РКС — реле контроля скорости, для подготовки цепей быстрой оста-
новки шпинделя при переключении скоростей, изменении на-
правления вращения шпинделя и подачи суппорта.
Примечание — РКС включается при разгоне (^1) до п = (0,2...0,3) ин
РВ — реле времени, для контроля времени, необходимого для оста-
новки (лТ).
ЛО — лампа освещения (местного).
Органы управления:
ВН — выключатель (пакетный) насоса охлаждения, для прямого пус-
ка (^З).
ВО — выключатель (пакетный или тумблер) освещения (местного).
Кн.П, Кн.С1 — кнопки «пуск» и «стоп»(щ) и (щ) одновременно.
Кн.С2 — кнопка «стоп» шпинделя, для остановки шпинделя при рабо-
тающих (щ) и
Кн. «вправо» и Кн. «влево» — кнопки включения правого и левого вра-
щения шпинделя.
Кн. «перекл.» — кнопка переключения.
РВ —
301
Рис. 4.2-3. Принципиальная электрическая схема токарно-револьверного станка модели 1П365
Примечание — Используется при изменении направления вращения
шпинделя, скорости обработки и подачи суппорта.
Скорость обработки набирается предварительно, перед
нажатием Кн. «перекл.».
При переключении все валы и шестерни получают мед-
ленное вращение от специального гидромеханизма мед-
ленного поворота.
Режимы работы:
Полуавтоматический.
• Кн. «вправо» и Кн. «влево» — изменение направления вращения
шпинделя,
• Кн. «перекл.» — переключение направления вращения шпинделя, ско-
рости обработки изделия и подачи суппорта.
Работа схемы.
Исходное состояние.
Поданы все виды питания (BBJ), при этом получат питание цепи управ-
ления, сигнализации и местного освещения от трансформатора.
Заполнена и приготовлена система гидравлики.
ВО — «В» (включено местное освещение).
Станок к работе готов.
Включение в работу.
Нажать кратковременно Кн.П, при этом:
| КЛ It — подключатся и пустятся (Д1)и(Щ), подготовятся цепи пита-
ния электромагнитов (КЛ: 1.. .3),
— собирается цепь самопитания (КЛ:4).
ВН — «В» — пуститсяЩЗ) (насос охлаждения).
Нажать кратковременноКн. «вправо», при этом:
РП4 It — собирается цепь Эм1 (РП4:1),
— собирается цепь ЛС2 (РП4:2), загорается ЛС2 «работа»;
— становится на самопитание (РП4:3),
— блокируется (размыкается) цепь | РП5 ] (РП4:4),
— сбирается цепь | РПЗ |(РП4:5).
Эм1 t — подключится фрикцион вращения шпинделя «вправо»,
РПЗ |t — готовится цепь[3m3J(РПЗ: 1)
— готовится цепь| РВ ](РПЗ:2)
Примечание — Цепи| ЭмЗ| и | РВ | подготовлены на случай возможного
переключения.
Шпиндель вращается «вправо» с обрабатываемой деталью, подача суп-
порта от гидросистемы.
Переключения.
• Для изменения скорости вращения шпинделя или подачи суппорта при
работающем станке (Д1, Д2, ДЗ, Эм1 — включены).
303
I
г
t
г
J
Примечание — Выбор скорости обработки и подачи производится пред-
варительно в коробках скоростей.
Шестерни в коробках скоростей и подачи переключают-
ся гидроцилиндрами.
Нажать кратковременно Кн. «перекл.» (2...3 с), при этом:
РП2 It — разомкнутся цепи|Эм 11 и |Эм21 (РП2:1), фрикцион отключа-
ется (1эм111); ______________
— собирается цепь| ЭмЗ |(РП2:2),
— загорается ЛС1 (РП2:3),
— гаснет ЛС2 (РП2:4),
— становится на самопитание (РП2:5),
— собирается цепь | рв | (РП2:6 и РП2:7).
РП2 II — собирается цепь
РВ t — начат отсчет времени торможения, по истечении которого ра-
зомкнется цепь | РП2| (РВ) и затормозится шпиндель,
(РП2:1) и включается фрикцион на вра-
щение шпинделя в прежнюю сторону,
— размыкается цепь | ЭмЗ I (РП2:2) и отключается гидротормоз,
— гаснет ЛС1 (РП2:3) и загорается ЛС2 (РП2:4),
— размыкается цепь самопитания (РП2:5),
— размыкается цепь (РП2:6 и РП2:7).
I РВ II — готовится цепь | РП21 (РВ).
Шпиндель вращается «вправо» с измененной скоростью обработки и
подачи суппорта.
Примечание — Процесс переключения при вращении «влево» произво-
дится аналогично.
• Для реверса шпинделя:
Кратковременно нажать Кн.С2, при этом:
— отключается кратковременно (на момент включения Кн.С2)
питание цепей управления, сигнализации и освещения,
РП4 |l — размыкается цепь I Эм 1 |(РП4:1), отключается фрикцион,
— гаснет ЛС2 (РП4:2),
— размыкается цепь самопитания (РП4:3),
— готовится цепь | РП5] (РП4:4),
— размыкается цепь [РПЗ I (РП4:5).
в работе на холостом ходу, а(ДЗ) в
Примечание — Двигатели (Д1),
номинальном режиме.
Кратковременно нажать Кн. «влево», при этом:
|РП5 |t — собирается цепь | Эм21(РП5:1), включается фрикцион,
— загорается ЛС2 (РП5:2),
— блокируется цепь|РП4](РП5:3),
— становится на самопитание (РП5:4),
— собирается цепь РПЗ |(РП5:5).
304
РПЗ 11 — готовится цепь [ЭмЗ (РПЗ: 1),
— готовится цепь | рв (РПЗ :2).
Шпиндель вращается «влево» с обрабатываемой деталью, подача суп-
порта от гидросистемы.
• Для изменения скорости шпинделя и подачи суппорта при останов-
ленных
Кратковременно нажать Кн. «перекл.», при этом: _____
[ РП21Т. но не сработают |РПЗ I (РП4:5 или РП5:5), | РВ | (РП4:3 или
РП5:4), а следовательно, |ЭмЗ | (РПЗ: 1), т.к. торможение не требуется.
Переключение осуществит гидросистема. __
Примечание — Аналогично происходит переключение, если Qj?) не ра-
зогнался (не сработало РКС).
• Для изменения скорости шпинделя и подачи суппорта при отключен-
ном фрикционе (Эм1 или Эм2) и работающих (Др, (Д2), (ДО). При этом
шпиндель не вращается.
Одновременно нажать Кн. «перекл.» и Кн. «вправо» (или Кн. «влево»),
при этом:
- цепь электромагнитов будет разомкнута,
- удерживать кнопки 2...3 с, пока не произойдет переключение.
Примечание — Такие действия необходимы, чтобы исключить включе-
ние |ЭмЗ | (РПЗ: 1, РП2:2 — замкнуты).
Вывод из работы.
Кратковременно нажать КкСЕпри этом:
|КЛ 11 — отключаются(Щ),(g), ^J3)(КЛ:1...3),
— размыкается цепь самопитания,
— отключается питание цепей управления, сигнализации и ос-
вещения,
— гаснет ЛС2.
Примечание — При отпускании Кн.С1 питание цепей восстанавли-
вается.
ВН — «О» (возвращен в исходное положение).
Станок в исходном состоянии, готов к работе.
Примечание — Для полного отключения нужно снять питание отклю-
чением «ВВ».
Защита, блокировки, сигнализация:
- Силовая сеть оттоков КЗ (Пр.1, Пр.2, Пр.З);
- АД — от перегрузок: «Д1» (РТ1), «Д2» (РТ2), «ДЗ» (РТЗ);
- Цепи управления и сигнализации — оттоков КЗ (Пр.4);
- Силовая сеть и цепи управления — от провалов напряжения в сети
«нулевая» (КЛ);
- Блокировка цепей включения «Эм1» и «Эм2» (РП5:3 и РП4:4);
- ЛС1 «красная», «переключение»,
- ЛС1 «зеленая», «работа».
305
Питание цепей:
3 ~ 380 В, 50 Гц — силовая сеть,
1 ~ 380 В, 50 Гц — трансформатор,
1 - 127 В, 50 Гц — цепи управления,
1 ~ 36 В, 50 Гц — сеть местного освещения,
1 ~ 5 В, 50 Гц — цепи сигнализации.
4.3. Сверлильные и расточные станки
Сверлильные и расточные станки относятся к одной группе.
К сверлильным станкам общего назначения относятся вертикально-
сверлильные и радиально-сверлильные.
Представление о конструкции сверлильных станков дает общий вид ра-
диально-сверлильного станка на рис. 4.3-1.
Станок предназначен для сверления отверстий в торцах станин электри-
ческих машин, в подшипниковых щитах и т.п. Применяется в электромаши-
ностроении. '
Сверлильные станки, обычно, вертикального исполнения и содержат
следующее основное оборудование:
- фундаментную плиту (1), на которой установлена неподвижная ко-
лонна (2);
- пустотелую гильзу (4), надетую на колонну (2) и поворачивающуюся
на 360° вокруг колонны;
Двигатель колонны
Сб}
Двигатель
траверсы Винт
7) (Т)
Механизм перемещения
9 ^Двигатель
(главный)
1 (л Шпиндельная бабка
(сверлильная головка)
Гильза ( 4
Кольцо зажимное
(Т)
1 ПТраверса (горизонталь-
ный рукав)
12) Шпиндель
Колонна(2
Плита( 1
Рис. 43-1. Общий вид радиально-сверлильного станка
306
- надетую на гильзу траверсу (11), которая может подниматься и опус-
каться вдоль колонны с помощью винта (8);
- шпиндельную бабку (10), которая может перемещаться в горизонталь-
ном направлении по траверсе (11);
- шпиндель (12) для закрепления сверла (13), приводимый во вращение
главным двигателем (9);
- кольцо зажимное (3) для закрепления гильзы (4) с траверсой (11) на
колонне (2); разрезное кольцо стягивается с помощью дифференци-
ального винта, вращаемого вручную или от отдельного ЭД;
- стол (14), на котором устанавливается обрабатываемое изделие; стол
может перемещаться по направляющим назад и вперед к колонне;
- электропривод, состоящий из двигателя (9), обеспечивающего главное
движение и подачу шпинделя; двигателя (6) поворота гильзы (4) с тра-
версой (11) вокруг колонны (2); двигателя (7) перемещения траверсы
по вертикали;
- механизм перемещения (5), который обеспечивает снижение частоты
вращения ЭП до требуемой.
Расточные станки предназначены для обработки крупных деталей и
имеют, обычно, горизонтальное исполнение.
Кроме операций сверления, можно выполнять фрезерование, нарезание
резьбы и др.
Применение бортштанги с резцами позволяет растачивать цилиндриче-
ские и конические поверхности.
Особенностью расточных станков является возможность с одной уста-
новки детали обрабатывать в ней различные отверстия со взаимно парал-
лельными и перпендикулярными осями. В электромашиностроении широко
применяют горизонтально-расточные станки для обработки внутренней
цилиндрической поверхности корпусов электрических машин.
Основными узлами станка являются:
- передняя стойка (неподвижная), по которой в вертикальном на-
правлении перемещается шпиндельная бабка с коробками скоро-
стей и подач;
- задняя стойка (подвижная) перемещается по направляющим станины
вдоль нее, на ней установлен люнет для поддержания бортштанги,
обеспечивающий необходимую жесткость в процессе резания,
- поворотный стол, расположенный между передней и задней стойками,
перемещающийся по направляющим станины;
- электропривод, обеспечивающий главное движение и подачу; при рас-
точке коротких отверстий подача сообщается шпинделю; при обра-
ботке длинных и соосных отверстий с использованием бортштанги
подача в продольном направлении сообщается столу; шпиндель может
перемещаться в осевом направлении или вертикально вместе со шпин-
дельной бабкой по направляющим стойки.
307
3
Координаторно-расточные станки применяются для обработки отвер-
стий с высокой точностью без предварительной разметки поверхности дета-
ли (в пределах от 0,005 до 0,01 мм).
Выполняемые операции: сверление, разметка, растачивание и фрезеро-
вание торцевыми фрезами.
Установка координат центров отверстий по двум осям прямоугольной
системы координат — путем перемещения стола с изделием (в одностоеч-
ных станках) или шпиндельной бабки с инструментом (в двухстоечных
станках).
Электропривод
Требования к ЭП сверлильных станков:
- привод шпинделя должен быть реверсивным, если производится наре-
зание резьбы;
- перемещение траверсы с ограничениями;
- блокировка, запрещающая перемещение траверсы, если она зажата;
- запрет работы станка с незажатой колонной;
- диапазон регулирования скорости главного движения от 2 до 10:1 (для
вертикально-сверлильных), от 20 до 70:1 (для радиально-сверлильных);
- диапазон регулирования скорости подачи от 2 до 24 : I (для верти-
кально-сверлильных), от 3 до 40 : 1 (для радиально-сверлильных);
- привод перемещения траверсы и зажима колонны — от отдельных
асинхронных двигателей;
- регулирование частоты вращения шпинделя — переключением шесте-
рен коробки скоростей;
- привод подачи через коробку подач — от главного двигателя.
Требования к ЭП расточных станков:
- изменение на ходу скорости резания и подачи, так как при выдвиже-
нии расточного шпинделя в процессе обработки изменяется жесткость
системы станок-инструмент-деталь;
- бесступенчатое изменение частоты вращения шпинделя для обеспече-
ния высокого качества обрабатываемой поверхности;
- диапазон регулирования скорости вращения шпинделя от 250 : 1 и более;
- диапазон регулирования скорости подачи до 2000 : 1, отклонение ско-
рости подачи от начального значения при изменении момента от «ну-
ля» до номинального — не более 10 %;
- высокое быстродействие и точная остановка привода подачи;
- работа привода подачи только при вращении шпинделя;
- перемещение механизмов подачи — независимо от работы главного
привода;
- автоматическое ограничение шпинделя, шпиндельной бабки или стола;
- защита силовых элементов и цепей управления оттоков КЗ.
Тип электропривода.
• сверлильных станков:
308
главный — АД с КЗ-ротором в сочетании с коробкой скоростей;
— АД с КЗ-ротором, многоскоростной, в сочетании с короб-
кой скоростей, если требуется уменьшить число промежу-
точных передач;
подача — от главного привода через коробку подач.
• расточных станков:
главный — АД с КЗ-ротором, одно- или многоскоростные, в сочета-
нии с многоступенчатой коробкой скоростей, для станков
общего назначения с диаметром расточного шпинделя до
175 мм,
— ДПТ в сочетании с двух- или трехступенчатой коробкой
скоростей, для тяжелых горизонтально-расточных стан-
ков; регулирование частоты вращения шпинделя от 5 до
60 об/мин — изменением напряжения на якоре, свыше
60 об/мин — ослаблением потока возбуждения;
— системы ПМУ-Д, ЭМУ-Д ТП-Д с бесступенчатым регу-
лированием скорости, для координантно-расточных стан-
ков;
подача — система ПМУ-Д или ЭМУ-Д для легких станков,
— система Г-Д постоянного тока, для универсальных и тя-
желых расточных станков;
— система ТП-Д, для универсальных и тяжелых расточных
станков, новой конструкции.
Система ТП-Д
Система ТП-Д предназначена для привода подач в расточных станках
новой конструкции. Она упрощает кинематическую схему станков и полно-
стью удовлетворяет требованиям.
Система автоматического регулирования (САР) представляет собой
комплектное устройство, выполненное на печатных платах с разъемами, что
позволяет быстро сделать замену неисправного электронного узла.
На рис. 4.3-2 представлена структурная схема управления ЭП подачи
расточного станка по системе ТП-Д.
Показан только канал управления одной фазы (например, А).
Каналы фаз В и С выполнены аналогично, но со сдвигом фаз на 120°
относительно друг друга.
Основными элементами схемы являются:
• Д — двигатель постоянного тока с тахогенератором (ТГ),
• ТП — тиристорный преобразователь,
• БП — блок питания,
• PC — регулятор скорости,
• БУТ — блок управления тиристорами,
• БПУ — блок промежуточного усилителя.
309
Исполнительным элементом (Д) являются двигатели постоянного тока
серии «ПБС Т».
Эти двигатели постоянного тока (П), закрытого исполнения с естест-
венным охлаждением (Б), для станкостроения (С) и встроенным тахогенера-
тором (Т) имеют диапазон регулирования до I : 2000 и предназначены для
применения в широкорегулируемых электроприводах.
Промышленность выпускает пять габаритов (от 2 до 6) двигателей с
диапазоном номинальных мощностей от 0,36 до 11,3 кВт при напряжении от
110 до 440 В, с номинальной частотой вращения от 1000 до 3000 об/мин.
Они выполнены с установочными размерами повышенной точности,
допускают работу с малыми частотами вращения от 0,5 до 1,5 об/мин при
номинальном (независимом) возбуждении и моменте.
Предельные отклонения частоты вращения от номинальной при номи-
нальной нагрузке, номинальном напряжении на якоре и обмотке возбужде-
ния при установившемся тепловом режиме от «минус» 5 до «плюс» 15 %.
Допускается перегрузка: по току от 2 до 4 номинального и по моменту
от 2,5 до 3 номинального в течение 10 с при номинальном возбуждении.
Допустимое число реверсов в час — не более 400.
Встроенный тахогенератор типа ТС-1М имеет следующие показатели:
мощность (5 Вт), напряжение якоря (100 В), частота вращения (3000 об/мин),
возбуждение от постоянных магнитов.
Двигатели постоянного тока имеют средний срок службы — 15 лет, ре-
сурс — 24 000 ч при КПД — от 70 до 91,5 %.
Тиристорный преобразователь (ТП), реверсивный, выполнен из двух
групп вентилей, включенных по трехфазной нулевой встречно-параллель-
ной схеме с общим силовым трансформатором.
Предназначен для питания якоря двигателя постоянного тока выпрям-
ленным током.
Группы тиристоров управляются совместно, что позволяет согласовы-
вать нелинейные характеристики регулирования и систему управления при
начальном угле включения тиристоров (а,^) от 100 до 105°.
Для ограничения уравнительного тока между группами вентилей вклю-
чены дроссели.
Защита ТП от токов КЗ — автоматический выключатель, а Д (от пере-
грузки) — реле максимального тока (например, при заклинивании механиз-
ма подачи станка).
Блок питания (БП) предназначен для питания блоков управления (БУТ,
БУН), усилителей (БПУ), регулятора скорости (PC), а также всех их элементов.
Блок питания состоит из 4 трехфазных выпрямителей на кремниевых
диодах и стабилизатора напряжения на стабилитронах, от которого получает
питание через реверсивный контактный мостик регулятор скорости.
Регулятор скорости (PC) предназначен для формирования сигнала за-
дающего напряжения (СД) в зависимости от значения выпрямленного на-
пряжения (C7d) и представляет собой делитель напряжения. :Г1 ’
310
Рис. 4.3-2. Структурная схема ЭП подачи расточного станка по системе
тиристорный преобразователь-двигатель
Блок управления тиристорами (БУТ) предназначен для формирования,
распределения по тиристорам и смещения управляющих импульсов (С/Им),
что обеспечивает регулирование выпрямленного напряжения ((/d) ТП.
БУТ состоит из трех однотипных каналов (по числу фаз), каждый из ко-
торых выполнен аналогично, но работает со сдвигом фаз на 120° по отно-
шению друг к другу.
Каждый канал на выходе имеет два импульсных трансформатора, вто-
ричные обмотки которых подключены к управляющим электродам тиристо-
ров одной фазы разных групп.
На вход каналов поступает напряжение (С/к), которое является суммой
трех напряжений (UK = + Un +
• Uyn — напряжения управления преобразователем, поступающего с
промежуточного усилителя (БПУ);
• Un — переменного напряжения, поступающего из блока управляющих
напряжений (БУН), синхронизированного с анодным сетевым напря-
жением тиристоров;
• Ucu — напряжения смещения.
Блок промежуточного усилителя (БПУ) включает 6 основных частей:
- реверсивный транзисторный одноканальный усилитель (ОУ) напря-
жения,
- усилитель мощности (УМ),
- корректирующий узел (КУ),
- токоограничивающий узел (ТО),
- звено (31) преобразования напряжения ТГ (С/тг) в напряжение обрат-
ной связи ((/ос),
- звено (32) преобразования напряжения ТГ ((Дг) в напряжение отсечки
(U^).
На вход ОУ поступает управляющее напряжение (Ц), которое является
разностью двух напряжений (t/y = U3 - (/ос):
311
• — задающего напряжения, поступающего с регулятора скорости (PC),
• Uoc — напряжения обратной связи, поступающего с ТГ через звено
преобразования (31).
Далее управляющее напряжение (£7У) поступает на усилитель мощности
(УМ), где усиливается до напряжения управления преобразователем (£/уп),
которое подается на вход БУТ.
Токоограничивающий узел (ТО) предназначен для ограничения тока яко-
ря двигателя при переходных режимах (например, при пуске).
Ни при каких обстоятельствах ток якоря (Л) не должен превышать пус-
ковой ток (/п) двигателя.
В этом случае применяется упреждающее токоограничение и выпол-
няется условие
, Е — Ея .
I _ _гп---«. = / = const,
Я.
где Е-™ — ЭДС тиристорного преобразователя, Ея — ЭДС якоря двигателя,
Ri — суммарное сопротивление цепи якоря.
В процессе разгона двигателя изменяется его частота вращения (со),
следовательно, для того, чтобы поддерживать ток якоря (/я) постоянным,
нужно соответственно увеличению «со» изменять «Ел,», выполняя условие
(Ел, - Е„ = const).
Это достигается введением в «ТО» сигнала отсечки по скорости (С^гсД
обеспечивающего в зависимости от «со» на выходе «ОУ» требуемое значе-
ние напряжения управления (£/уп) преобразователем.
Каждому значению «со» должны соответствовать «£/,», «£7уп» и «£4-»,
т.е. выполняться регулирование в функции скорости вращения двигателя.
При работе узла токоограничения (ТО) отрицательная обратная свзяь по
скорости (£7ос) отключается (САР размыкается), что обеспечивает защиту
интегрального усилителя (ОУ) от перегрузок в переходных режимах.
Блок управляющих напряжений (БУН) предназначен для формирования
трех периодических напряжений (£/п) сложной формы, сдвинутых между
собой на угол 120°. Каждое из этих напряжений состоит из суммы синусои-
дального и импульсного напряжений, что обеспечивает достаточно широкий
диапазон изменения фазы управляющих импульсов (£/им), подаваемых на
тиристоры, и устойчивую работу «БУ» в переходных режимах.
Блок состоит из трех одинаковых схем, получающих питание от транс-
форматоров, первичные обмотки которых соединены в «треугольник», а
вторичные (питающие БУН) — в «зигзаг». Это обеспечивает начальный
угол включения тиристоров (схо) от 100 до 105° и уменьшение габаритов
уравнительных дросселей в «ТП».
Корректировка «Оо» предусмотрена переключением отпаек вторичной об-
мотки трансформатора или изменением напряжения смещения (L4»,) в «БУТ».
j
312 1
Принципиальная электрическая схема управления ЭП
радиально-сверлильного станка (рис. 4.3-3)
Назначение. Для управления и защиты ЭО радиально-сверлильного станка.
Основные элементы схемы.
Д1, Д2, ДЗ, Д4, Д5 — приводные АД с КЗ-ротором шпинделя, траверсы,
гидрозажимов колонны и шпиндельной головки насоса.
PH — реле напряжения.
КШЛ, КШП — контакторы шпинделя левого и правого вращения.
КТВ, КТН — контакторы траверсы, для перемещения в направлении
верха и низа.
КЗ, КО — контакторы зажима и отжима, для управления «ДЗ» и «Д4»
гидрозажимов.
ВКВ, ВКН — выключатели конечные крайних положений траверсы.
ПАЗ — переключатель автоматического зажима, механический.
Тр., ЛО — трансформатор и лампа местного освещения.
КТ — кольцевой токосъемник, для ЭСН подвижных частей ЭО.
Примечание — Все ЭО, кроме насоса, установлено на поворотной части
станка, распределительный шкаф — на траверсе.
Органы управления.
ВВ, ВН, ВО — выключатели: вводной, насоса, освещения.
КП — крестовый выключатель, для выбора направления вращения
шпиндельной головки и перемещения траверсы («верх» — «ле-
вое» — «отключено» — «правое» — «низ»).
Кн. «зажим», Кн. «отжим» — кнопки управления «ДЗ», «Д4».
Примечание — Все органы управления, кроме ВВ и ВН, находятся на
сверлильной головке, что сокращает время операций
при работе.
Режимы управления.
Ручное — от КП, Кн. «зажим» и Кн. «отжим», ВН с местного поста.
Работа схемы.
Исходное состояние.
Поданы все виды питания (BBJ). ВО — «В», горит ЛО, «КП» — «О». Пе-
ред началом работы зажимается шпиндельная головка и колонна, для чего:
Кн. «зажим» t — | КЗ It — подключается к сети (д^ и (Д4) (К3:1...3),
пускаются.
— блокируется цепь | КО | (К3:4),
— собирается цепь | PH | (КЗ:5).
[ рн 11 — становится на самопитание и готовит цепи управления (PH).
Примечание — При работе (Д^ и (Д^, приводятся в действие гидравли-
-< ческие зажимные устройства, Кн. «зажим» — отпустить.
Траверса поднята.
Управление.
313
Рис. 4.3-3. Принципиальная электрическая схема управления ЭП радиально-сверлильного станка
I
и пускается,
КП — «П» — собирается цепь КШ |
KllinlТ — подключается к сети (д?) (КШП: 1...3) и пускается,
— блокируется цепь |к!ПЛ| (КШП:4).
Примечание — Скорость вращения шпинделя регулируется коробкой
скоростей (12 скоростей) в диапазоне 30... 1500 об/мин.
Подача через коробку подач от Д1 регулируется в пре-
делах 0,05... 2,2 мм/об.
КП — «Н» — собирается сеть |КТН|,
КТН IТ — подключается к сети (Д2)(КТН: 1
— блокируется цепь [ КТВ |(КТН:4).
Примечание — Траверса может поворачиваться на 360° и вертикально пе-
ремещаться по колонне на 680 мм со скоростью 1,4 м/мин.
«отжим» и «зажим» траверсы производится автоматиче-
ски.
Д2 сначала работает вхолостую, передвигая гайку на ходовом винте, что
вызывает «отжим» траверсы и замыкание ПАЗ-1 (готовится цепь КТВ ).
При достижении сверлом рабочего положения установить КП — «П».
КТН1| — отключится отсети(Д2)(КТН:1...3),
— собирается цепь | КТВ1 (КТН:4).
I КТВ It — подключается к сети (Д2)(КТВ: 1...3), реверсируется,
— блокируется цепь| КТНДКТВ:4) кратковременно.
Примечание— Траверса остановится.)®), поработав вхолостую, пере-
двинет гайку на ходовом винте, что вызывает «зажим»
траверсы, размыкание ПАЗ-1 и остановку (®).
Установить ВН — «В», пускается (Д5) насоса охлаждения.
Выбрать требуемую подачу на коробке подач и произвести сверление
детали на нужную глубину при автоматической подаче.
По окончании операции установить ВН — «0», КП — «В», при этом:
|КШП11 — отключится от сети (Д^)(КШП: 1...3),
— собирается цепь|кшл| (КШП:4).
|КШЛ|Т — подключается к сети @ (КШЛ:1...3), реверсируется,
— блокируется цепь |кшп (КШЛ:4).
КТВ It — подключается к сети (д£) (КТВ
— блокируется цепь| КТН~| (КТВ:4).
Примечание — Изменение направления вращения инструмента облегча-
ет его извлечение из отверстия.
Д2 сначала, работая вхолостую, передвинет гайку на ходовом винте, что
вызовет «отжим» траверсы и замыкание ПАЗ:2 (готовится цепь КТН )•
на подъем траверсы,
315
Траверса и механизм подачи начнут перемешаться вверх в исходное по-
ложение.
Для прекращения перемещения траверсы установить КП — «О», при этом:
КТВ 11 — IКТН| f —(ДО) кратковременно реверсируется (до размы-
кания ПАЗ-2), что вызовет «зажим» траверсы в поднятом положении.
Схема возвращена в исходное состояние.
Для замены детали и выбора нового положения по горизонтали травер-
сы и шпиндельной головки произвести их «отжим», для чего:
Кн. «отжим» f — [ КО It — подключается к сети (дз) и (Д4) (КО: 1 ...3)
на «отжим»;
— блокируется цепь КЗ |(КО:4);
— размыкается цепь рн | (КО:5).
PH Ц — отключается питание цепей управления (PH).
Для полного отключения — «ВВ»
Защита, блокировки.
- Силовая сеть и «Д1», оттоков КЗ (Пр.1:1...3),
- «Д1», от перегрузки (РТ1, РТ2),
- «ДО, ДЗ, Д4» и цепи управления, оттоков КЗ (Пр.2:1 ...3),
- Цепь освещения от токов КЗ (Пр.З),
- Взаимная блокировка цепей КШП и КШЛ, КТН и КТВ, КЗ и КО,
- «нулевая» защита (PH), предотвращающая самозапуск Д1 и Д2 при
снятии и восстановлении питания,
- Запрет работы станка при «отжатых» колонне и шпиндельной головке.
Питание цепей:
3 ~ 380 В, 50 Гц — силовая сеть,
I - 380 В, 50 Гц, линейное — цепи управления,
1 ~ 24 В — местное освещение.
Принципиальная электрическая схема управления ЭП
расточного станка модели 2620 (рис. 4.3-4, 5)
Назначение. Для управления и защиты ЭП универсального горизон-
тально-расточного станка среднего размера.
Примечания:
1. Главное движение — вращение расточного шпинделя осуществляет-
ся от двухскоростного АД мощностью 10 кВт при 1460/980 об/мин.
2. Частоту вращения шпинделя можно изменять в пределах от 12,5 до
1600 об/мин с помощью коробки скоростей и переключения числа
пар полюсов двигателя.
Основные элементы схемы.
ДШ и ДН — приводные АД с короткозамкнутым ротором шпинделя и
насоса смазки.
РКС — реле контроля скорости шпинделя, для контроля торможения.
316
Рис. 4-3-4. Принципиальная электрическая схема силовой цепи расточного станка модели 2620
Рис. 4.3-5. Принципиальная электрическая схема управления ЭП
расточного станка модели 2260
КН — контактор насоса.
КШВ1 и KLLIH1 — реверсивные контакторы шпинделя «вперед» и «назад».
КШМ — контактор шпинделя малой скорости, для подключения обмот-
ки статора, соединенной в «треугольник».
КШБ1 и КШБ2 — контакторы шпинделя большой скорости, для под-
ключения обмотки статора, соединенной в «двойную звезду».
КШВ2 и КШН2 — контакторы шпинделя «вперед» и «назад», для
управления шпинделем при наладке.
РТ1 и РТ2 — реле тормозные, для подготовки цепей контакторов КШН2
и КШВ2 к торможению. w
РВС — реле времени, для контроля времени разгона ДШ на малой скорости
с переключением, по истечении времени, на большую скорость.
РПС — реле переключения скоростей.
318
ВК1, BK2 — выключатели коробки скоростей, для переключения ско-
ростей в шпиндельной коробке при остановленном двигателе.
Органы управления.
Кн.П и Кн.Н — кнопки выбора направления вращения шпинделя «впе-
ред» и «назад».
Кн.С — копка «стоп», для полной остановки станка.
Кн.Т-В и Кн.Т-Н — кнопки «толчок-вперед» и « толчок-назад» для
управления ДШ при наладке.
BKI и ВК2 — выключатели коробки скоростей, механические, для пе-
реключения скоростей.
Режимы управления.
Полуавтоматический (основной) — от Кн.В, Кн.Н и Кн.С.
Ручной (при наладке) — Кн.Т-В и Кн.Т-Н.
Работа схемы.
Исходное состояние.
Поданы все виды питания (3 ~ 380 В и 1 ~ 220 В, 50 Гц), установлен ре-
жим работы на большой скорости (BKI и ВК2 — замкнуты). При этом,
РПС t — подготовится цепь] РТ1~| (РПС).
Схема готова к работе.
Примечание— Схема управления главным приводом представлена в
упрощенном виде.
Пуск.
Кн.В — собирается цепь |КШВ1|,
— готовятся цепи | КН | и КШН1|.
КШВI |Т— готовится силовая сеть для
(КШВ1:1...3),
движения «вперед»
— собирается цепь | КН |(КШВ 1:4),
— блокируется цепь KILIH1I (КШВ 1:5),
— готовится цепь [ РТ1 ККШВ1:6).
КН It — подключается к сети(дн) и пускается (КН: 1...3),
— становится на самопитание (КН:4),
— собирается цепь |КШМ|и | РВС |(КН:5),
— блокируется цепь |КШВ2| (КН:6).
|КШМ|f — подключается к сети ЩШИКШМ: 1.. .3) на движение «вперед»,
— блокируется цепь |КП1Н2| (КШМ:4).
| РВС It — начатотчетвремени работы на малой скорости работыЦЩЛ.
•* Статорные обмотки (ДШ) соединены в «треугольник», идет разгон на
малой скорости при вращении «вперед».
,<! По истечении выдержки времени:
- размыкается цепь |КШМ|(РВС:1),
319
I
-собирается цепь|кШБТ|(РВС:2),
-блокируется цепь |КШН2| (РВС:3).
|КШМ |Х — кратковременно отключается от сети (ДШ)(КШМ:1 ...3),
— готовится цепь |КШН2 (КШМ:4).
|К1 ПБ111 — подключается к сети (ДШ)на большой скорости (КШБ1: I.. .3),
— собирается цепь |КШБ2|(КШБ1:4).___
1КШБ2 t — соединяются статорные обмотки (ДИВ в «двойную звезду»
(КШБ2:1 ...2).
Двигатель шпинделя разгоняется на «двойной звезде» и выходит на ес-
тественную характеристику, вращаясь «вперед».
Во время пуска (ДШ) сработает | РКС | (РКС: 1) и соберется цепь
I PTI |.
РТ] |Т — блокируется цепь| РТ2 |(РТ1:1),
— становится на самопитание (РТ 1:2),
— готовится цепь |КШН2](РТ1:3).
Таким образом подготовлена цепь торможения на случай остановки или
переключения скоростей.
Переключение скоростей.
Примечание — Переключение скорости окончательное возможно толь-
ко при неподвижном положении шпинделя.
Воздействием на устройство переключения скоростей в шпиндельной
коробке размыкается ВК1, при этом, схема отработает следующим образом.
РПС
КШБ1
КШБ2
РВС
— размыкается параллельная цепь питания ТР1 (РПС),
— двигатель отключается от сети (КШБ1:1...3, КШБ2:1...2),
4 — собирается цепь |КШН2|(РВС:3).
дщ) вращается на «выбеге», поэтому контакт РКС:1 в цепи останется в
замкнутом состоянии.
КП1Н211 — (дш) подключается на обратную последовательность фаз к
сети (Al, Cl, В1) через резисторы Rn (КШН2:1...3),
— блокируется цепь |КЩВ2| (КШН2:4).
Осуществляется процесс торможения противовключением при введении
в цепь статора резисторов Rn, ограничивающих тормозной ток двигателя.
Контроль за процессом торможения выполняет реле | РКС I» контакт
которого (РКС: 1) в цепи катушки | ру] | размыкается при скорости, близ-
кой к «нулю».
PTI 11 — блокируется цепь| РТ2 I(РТ 1:1),
— снимается с самопитания (РТ1:2),
320
— размыкается цепь |кшН2| (РТ 1:3).
КШН211 — (ДШ) отключается от сети (КШН2:1 ...3),
— блокируется цепь |КШВ2| (КШН2:4).
(ДШ) остановлен, а по окончании операции переключения скорости на-
жатие на ВК1 прекратится, и он снова замкнется, собрав цепи | РПС1, КШМ
и| РВС |.
Произойдет самозапуск двигателя на малой скорости с последующим
переходом на новую скорость. ___
При включенных |КШВ 11 и | КН
ложенному.
Остановка.
Кн.С И — при этом:
процесс пуска аналогичен выше из-
КШВ1
КН
КШБ1
КШБ2
РВС
отключается от сети (КШВ1:1... 3),
OTJ отключается от сети (КН: 1...3),
— собирается цепь |КШН2|(РВС:3).
КШН2| f —подключается на обратную полярность фаз (Al, С1,
В1) к сети через резисторы Rn (КШН2:1...3),
— блокируется цепь |КШВ2| (КШН2:4).
Двигатель тормозится, | РКС 11, | РТ1 |1, |КШН2|1-
Схема приходит в исходное состояние.
Наладка.
Поворот шпинделя в нужное положение производится кратковремен-
ным нажатием «Кн.Т-В или Кн.Т-Н».
При этом |КШВ2| t или |КШН2|Т на короткое время, достаточное для по-
ворота шпинделя.
В цепь статора вводятся резисторы Rn, ограничивающие пусковой ток и
обеспечивающие плавный пуск.
При наладочных режимах двигатель насоса смазки не пускается.
Защита.
От токов КЗ — силовая сеть двигателей (Пр.1 ...6),
— цепи управления (Пр.7).
От перегрузки — двигатель шпинделя (РТШ1, РТШ2),
—двигатель насоса (РТН1, РТН2).
Блокировки.
- цепей противоположного назначения (КШВ1 и КШН1, РТ1 и РТ2,
КШВ2 и КШН2),
- возможность переключения скоростей в шпиндельной коробке только
при отключенном двигателе (ВК1).
11 Шмовцоа В.П.
321
Питание.
3 ~ 380 В, 50 Гц — силовая сеть двигателей,
1 ~ 220 В, 50 Гц — цепи управления.
Вывод
Система управления главным приводом универсального горизонтально-
расточного станка обеспечивает:
- возможность вращения шпинделя в обоих направлениях,
- рабочий и наладочный режимы,
- одновременное включение приводов шпинделя и насоса смазки,
- возможность переключения скоростей в шпиндельной коробке,
- переключение числа пар полюсов у двигателя шпинделя,
- быструю остановку двигателя шпинделя при торможении противо-
включением,
- блокировки цепей противоположного назначения,
- защиту цепей от токов КЗ и двигателей — от перегрузок.
4.4. Строгальные станки
Предназначены для обработки горизонтальных и вертикальных плоских
поверхностей у крупных деталей большой длины.
Детали средних размеров устанавливаются на столе рядами и обрабаты-
ваются одновременно.
Кроме основной операции (строгание) на этих станках можно прорезать
прямолинейные канавки различного профиля, пазы и т.п.
Конструктивное исполнение.
По конструкции продольно-строгальные станки разделяются на одно-
стоечные (с консольной траверсой) и двухстоечные (портальные).
На рис. 4.4-1 представлено расположение основных узлов двухстоечно-
го продольно-строгального станка.
Станина (I) станка имеет направляющие (плоские пазы, V-образные), по
которым совершает возвратно-поступательное движение стола (2) с обраба-
тываемой закрепленной деталью.
Главное движение (перемещение стола) обеспечивается от электродви-
гателя стола (11) через редуктор (12) и реечную передачу.
Реечная передача состоит из рейки (прямозубой, косозубой или червяч-
ной), прикрепленной снизу к столу по всей его длине, и реечного колеса
(или расположенного под углом червяка).
Снятие стружки с обрабатываемой детали (строгание) производится при
ходе стола «вперед» (прямой или рабочий ход) со скоростью резания. Ход
стола «назад» (обратный ход) совершается без снятия стружки (холостой
ход) при поднятом резце (13) и с повышенной скоростью. Резцы отводятся и
подводятся к обрабатываемой поверхности автоматически.
322
Рис. 4.4-1. Расположение основных узлов продольно-строгального станка
Портал (5) станка образован двумя вертикальными стойками и верхней
балкой.
По вертикальным направляющим стоек портала перемещается траверса
(3) и боковой суппорт (8). Некоторые станки имеют два боковых суппорта.
Траверса (поперечина) имеет горизонтальные направляющие, по кото-
рым перемещаются вертикальные суппорты (4).
Движение вертикальным суппортам (4) обеспечивается от отдельного
ЭД (6) через коробку подач (7).
Движение боковому суппорту (8) обеспечивается от отдельного ЭД (9)
через коробку подач (10).
Суппорты станка с закрепленными в них резцами осуществляют преры-
вистую периодическую подачу за время реверса стола с обратного хода на
прямой.
Технологические возможности продольно-строгальных станков опреде-
ляются:
- ходом стола (Z) — наибольшей длиной строгания (от 1,5 до 12 м),
- наибольшей шириной (В) обработки (от 0,7 до 4 м),
- наибольшим тяговым усилием (Гт) на рейке стола (до 70 кН и более).
Особенности работы.
На таких станках процесс обработки - циклический. Каждый цикл
включает:
и»
323
- рабочий (прямой) ход стола, во время которого происходит обработка;
- холостой (обратный) ход стола, при котором он возвращается в исход-
ное положение и производится подача резцов (в период реверса стола
с обратного хода на прямой).
Скорость резания (нормативная при прямом ходе) устанавливается в за-
висимости от твердости обрабатываемого материала, свойств режущего ин-
струмента и вида обработки (черновая или числовая).
В современных станках наименьшая скорость резания:
• при черновой обработке — от 4 до 6 м/мин,
• при чистовой обработке — от 75 до 100 м/мин.
Производительность станка зависит от времени цикла (одного двойного
хода стола — вперед и назад).
Чем меньше время цикла (Гц), тем выше производительность.
Временные составляющие цикла показаны на рис. 4.4-2.
Гц — /п] + /пр + /т| + /п2 + /обр + Ай.
где /П1 и /п2 — время пуска при прямом и обратном ходе; /т1 и /т2 — время
торможения при прямом и обратном ходе; /пр и /обр — время прямого и об-
ратного установившегося движения стола.
Изменение пути и скорости стола за один цикл показывает, что при неиз-
менной скорости резания (ц«) для конкретных условий, уменьшить время
цикла (Гц) можно за счет времени пуска (/пЬ /„2), торможения (/тЬ /т2) и увели-
чения скорости холостого хода (v„), которая всегда больше скорости резания.
На практике производительность станка оценивается количеством
двойных ходов в минуту (Л'дахУмин), которое может быт определено по фор-
муле
60Лл> ъ'.
N =--------------—------• К = -—
~ 601(1+*)-н^лч/
где vnp, vo6p — скорости прямого и обратного хода стола, м/мин; L — длина
хода стола, м; /ре. — время реверсирования стола, с.
Из этого выражения видно, что увеличить производительность (число
двойных ходов) станка можно следующими способами:
- увеличением скорости обратного хода (т^), но до определенного пре-
дела;
- уменьшением времени реверсирования (/ре.).
Примечание — Скорость прямого хода (и^) для конкретного изделия
неизменна и определяется технологическим процессом.
При малых длинах строгания эффективным средством повышения про-
изводительности станка является уменьшение времени реверса.
324
Рис, 4.4-2. Изменение пути (/) и скорости стола (Un-) за один цикл
Это достигается повышением быстродействия привода и выбором оп-
тимальной скорости обратного хода.
При больших длинах строгания эффективным является увеличение ско-
рости обратного хода.
Примечание — Чрезмерное увеличение скорости обратного хода при
малых и средних длинах строгания может привести к
росту Гре., при котором повышения производительности
не будет.
Сокращение времени реверса (Гре,) ограничено, так как производится
подъем и опускание резцов, а также — поперечная подача суппортов.
Кроме того, с уменьшением времени реверса возрастают динамические
нагрузки в передачах станка.
Время протекания переходного процесса при реверсировании зависит
от момента инерции движущихся частей, поэтому решение должно быть
оптимальным.
Учитывая изложенное выше, можно сделать вывод, что производитель-
ность станка и качество обработки изделий зависит, в основном, от электро-
привода стола.
Электропривод.
12 Шехоыю» В П
325
• Основные требования:
- повышенная перегрузочная способность и пониженный момент инер-
ции, так как такие двигатели имеют меньше время пуска и торможения;
- поддержание заданной скорости двигателя во всем диапазоне (при
изменении нагрузки от 0,1 до 1,2 номинальной) с точностью — не
более ± 10 %;
- обеспечение динамического перепада скорости при входе резца в ме-
талл — не более 20 % от номинального значения, а возникающий
при этом переходный процесс должен быть длительностью — не бо-
лее 0,2 с.
- диапазон регулирования скорости стола при резании должен быть от
15 до 25: 1; '
- в зоне небольших скоростей (до 25 м/мин) момент на валу двигателя
должен был. неизменным, а в зоне больших скоростей (более 25 м/мин)
— неизменной должна быть мощность, так как тяговое усилие в диа-
пазоне скоростей резания изменяется от максимального (FTlf„e) до
минимального (FTHM)-
Примечания:
1. Опыт эксплуатации показывает, что в продольно-строгальных стан-
ках момент инерции ЭД составляет наибольшую часть (от 80 до 85%)
от общего приведенного момента инерции движущихся поступательно
и вращающихся частей привода, поэтому реверсирование двигателя
стараются исключить.
2. Изменение направления хода стола можно достичь одним из трех
способов:
- при помощи реверсивной электромагнитной муфты;
- использованием двигателя с удлиненным якорем (ротором), у кото-
рого момент инерции уменьшен;
- применением вместо одного ЭД двух, но с половинной мощностью.
• Типы электропривода:
- АД с КЗ-ротором в сочетании с коробкой скоростей и реверсивной
электромагнитной муфтой, применяется для небольших станков (L до
4 м, Fr до 50 кН) в диапазоне регулирования скорости стола до 4 : 1;
- система Г-Д у которой в качестве возбудителя применяется МУ
(или ЭМУ) в сочетании с промежуточным магнитным (или полупро-
водниковым) усилителем; эта система позволяет обеспечить требуе-
мый вид характеристик, диапазон и плавность регулирования скоро-
сти движения стола, небольшое время реверсирования;
Примечания:
1. Недостатком системы Г-Д является завышение мощности электриче-
ских машин (приводного АД и генератора постоянного тока Г), так
как определяющей является мощность приводного двигателя стола
(Д), которая зависит от наибольшего тягового усилия или момента.
326
2. Завышение мощностей, по сравнению с отдаваемой ими, особенно
заметно при регулировании скорости вращения двигателя изменением
ЭДС генератора.
Поэтому, с целью уменьшения мощности электрических машин, по-
вышения загрузки двигателя и КПД главного привода тяжелых стан-
ков следует применять двухзонное регулирование:
- изменением ЭДС генератора (при малых скоростях резания),
- ослаблением магнитного потока двигателя (при больших скоростях
резания).
- система ТП-Д в сочетании с унифицированной блочной системой
регулирования (УБСР) применяется для современных тяжелых стан-
ков; она позволяет сравнительно просто обеспечить высокое быст-
родействие привода и качество переходных процессов при меньших
весо-габаритных показателях.
Примечание — Для продольно-строгальных станков применяются дви-
гатели постоянного тока серии 4П; они предназначены
для работы в крупных электроприводах в условиях значи-
тельных воздействий внешних механических факторов, с
частыми пусками, остановками, реверсами, с резкими на-
бросами и неравномерностью нагрузки; рассчитаны на
питание от полупроводниковых преобразователей или от
электромашинных агрегатов; возбуждение — независимое
110 или 220 В; номинальное напряжение — 440 В; венти-
ляция принудительная — от постороннего вентилятора;
средний срок службы — 20 лет.
Они выполняются с тахогенераторами постоянного тока и
реле скорости.
Управление главным приводом
Система Г-Д с МУ.
Особенности такого электропривода можно рассмотреть на примере
продольно-строгального станка модели 7242Б.
Станок предназначен для обработки изделий размером 4000 х 1500 мм и
имеет следующие основные показатели:
• максимальное тяговое усилие при i’np = 5...25м/мин — 90 кН,
• диапазон регулирования скорости резания — от 5 до 75 м/мин,
• привод стола — два последовательно соединенных двигателя посто-
янного тока мощностью по 32 кВт при напряжении 110 В,
• генератор, питающий двигатели мощностью 70 кВт при напряжении
230 В,
• регулирование скорости двигателей в диапазоне 15:1 производится
только изменением напряжения генератора.
Принципиальная электрическая схема управления ЭП стола в упрошен-
ном варианте представлена на рис. 4.4-3.
12*
327
Рис. 4.4-3. Принципиальная электрическая схема управления ЭП стола
продольно-строгального станка по системе Г-Д с МУ
Замена одного двигателя полной мощности двумя двигателями поло-
винной мощности уменьшает момент инерции привода стола, а значит, по-
тери энергии уменьшаются, производительность может быть увеличена за
счет повышения ускорения.
Основные элементы схемы.
ОВГ-1 и ОВГ-2 — обмотка возбуждения генератора, разделенная на две
секции, которые включены в плечи уравновешенного моста;
Rbi и Rez — балластные резисторы плеч моста;
МУ-1 и МУ-2 — магнитные усилители, включенные в диагональ моста,
с внутренней обратной связью и выходом на постоянном токе;
Примечание — Полярность напряжения на выходе обеспечивает суммиро-
вание токов (7му-1 + /му-г) на балластных (Rbi и Rk) сопро-
тивлениях и вычитание (Ллу-1 - /му-г) в полуобмотках.
ОТ1 и ОТ2 — обмотки ограничения тока якорной цепи генератора и Д1, Д2;
ОГ1 и ОГ2 — обмотки генератора, управляющие;
328
031 и 032 — обмотки задающие магнитных усилителей;
Осм 1, Осм2 — обмотки смещения.
Примечание — Ограничение тока якорной цепи обеспечивается при пере-
грузках и переходных режимах (пуск, торможение, реверс).
ТО — узел токовой осечки, выполненный на стабилитронах, для огра-
ничения тока;
ОН — узел ограничения напряжения, если резко изменяются значения
задающего (t/3) напряжения и напряжения обратной связи (С/»);
ТГ — тахогенератор.
Принцип действия.
Управляющее напряжение (t/y) магнитных усилителей, поступающее в
обмотки задающие (031 и 032), от которого зависит ток возбуждения и на-
пряжение генератора (Г), определяется выражением:
t/y = t/зад ~ Uoc = С4ад ~ Кос ~
"тг
где t/мд — напряжение задания, поступающее от регулятора скорости (точки
1 и 2); иж — напряжение обратной связи по скорости, поступающее с тахо-
генератора; Кж — коэффициент обратной связи по скорости, величина кото-
рого определяется диапазоном регулирования скорости и требуемой жест-
костью механической характеристики.
Например, если при заданном значении нагрузка на двигатели Д1 и
Д2 увеличится, то угловая скорость кратковременно снизится. При этом,
напряжение обратной связи (£/«.) уменьшится, результирующий сигнал (1/у)
увеличится, что вызовет рост напряжения генератора (t/^-), а следовательно,
и угловой скорости двигателей. Процесс стабилизируется.
В переходных процессах и при перегрузках требуется ограничение
управляющих сигналов по напряжению и току якоря.
Узел ТО обеспечивает управляющий сигнал в обмотках (t/TO) ОТ1 и
ОТ2, который определяется выражением
t/w — t/д,, — t/пр,
где t/д, — напряжение, снимаемое с дополнительных полюсов генератора
(ДПГ); t/np — напряжение пробоя стабилитронов (ДСЗ и ДС4), которое вы-
бирается согласно условию
t/np “ (1>8...2,0)/НОмВ-дп — /отсДдп-
Если t/д, > и„р, то в якорной цепи ток превышает величину тока отсечки
(/отс), стабилитроны (ДСЗ и ДС4) пробиваются и в обмотки (ОТ1 и ОТ2) по-
ступает ток, обусловленный напряжением токовой отсечки (t/TO).
Магнитодвижущая сила этих обмоток направлена встречно МДС за-
дающих обмоток (031 и 032), что вызовет снижение напряжения генератора
и ограничение дальнейшего возрастания тока в якорной цепи.
329
Если U№ < то стабилитроны заперты и узел токовой отсечки не дей-
ствует.
Узел ограничения напряжения (ОН) обеспечивает ограничение напря-
жения на задающих обмотках (031 и 032) магнитных усилителей с помощью
стабилитронов (ДС1 и ДС2).
Это возможно при переходных режимах, в случае резких изменений
и Ux, когда Uy > U^ стабилитронов.
При этом стабилитроны пробиваются, а обмотки задания шунтируются.
Коррекция системы осуществляется путем подключения обмоток гене-
ратора (ОГ1 и ОГ2) к якорю через корректирующую цепочку (R«- Ск).
Выбор рабочей точки усилителей производится с помощью обмоток
смещения (Осм 1 иОсм2).
Питание системы.
На рис. 4.4-4 представлена схема питания системы Г-Д с МУ.
При включении вводного выключателя (ВВ) подается напряжение:
- на Тр.1, предназначенный для питания обмоток возбуждения (ОВД1 и
ОВД2) и схемы управления через выпрямитель (В1),
- на Тр.2, со вторичных обмоток которого получают питание через вы-
прямители магнитные усилители (МУ-1 и МУ-2);
- на силовую часть схемы и в схему управления АД, приводящего во
вращение генератор постоянного тока.
Циклограмма движений стола
В автоматическом режиме управление приводом осуществляется в
функции пути, контролируемого путевыми переключателями.
На рис. 4.4-5 показано расположение переключателей и упоров, с по-
мощью которых производится их переключение нажатием на соответст-
вующий рычаг.
На столе установлены упоры А (рабочего хода) и Б (обратного хода) для
переключения ходов стола «вперед» (ПХВ), «назад» (ПХН) и скоростей
прямого (ПС1), обратного ходов (ПС2).
Рис. 4А-4. Схема питания системы Г-Д с МУ
330
Исходное положение (точка О):
- нажаты ПС2 (замкнут) и ПХВ (ПХВ:2),
- освобождены ПС1 (разомкнут) и ПХН (ПХН:1).
Разгон на пониженной скорости до входа резца в изделие (точка 2):
- освобождается ПХВ (ПХВ: 1).
Рабочий ход на установленной скорости резания (до точки 3):
- освобождается ПС2 (разомкнут),
- нажимается ПС1 (замкнут).
Торможение до выхода резца из изделия (точка 5):
- освобождается ПС 1 (разомкнут),
- нажимается ПХН (ПХН:2).
Реверс до установленной скорости обратного хода и обратный ход с ус-
тановленной скоростью (до точки 6):
- освобождается ПХН (ПХН:1).
В конце обратного хода упором Б:
- нажимается ПС2 (замкнут), стол тормозится и перемещается с пони-
женной скоростью (до точки 7),
- нажимается ПХВ (ПХВ:2),
стол переходит с пониженной скорости обратного хода на пониженную
скорость прямого хода (точка 1).
В дальнейшем цикл работы станка повторяется.
331
Принципиальная электрическая схема управления возбуждением
ДПТ продольно-строгального станка (рис. 4.4-6)
Назначение — Для пуска и управления режимами движения системы Г-Д.
Основные элементы схемы.
ОВД1 и ОВД2 — обмотки возбуждения приводных двигателей Д1 и Д2,
УЗС — узел задания скорости, включающий:
ЗС — задатчик скорости, для задания скоростей с помощью рукояток
«обратный ход», «рабочий ход» и «наладка»,
Ro-ПЗ — потенциометр задающий, для снятия напряжения (JAm), соот-
ветствующего заданной скорости и подачи его в САР системы,
РОП — реле отсутствия питания в ОВД двигателей,
КЛ — контактор линейный для пуска АД привода генератора и ком-
мутации цепей управления,
КБ — контактор блокировочный,
КВ и КН — контакторы «вперед» и «назад»,
РЗ — реле задания скорости,
РПВ и РПН — реле промежуточные «вперед» и «назад»,
R-Д — цепь защиты ОВД от перенапряжения,
Кэ — резистор экономический.
Органы управления.
Кн.П, Кн.С! и Кн.С2 — кнопки «пуск», «стоп» АД и «стоп» системы.
Кн.В и Кн.Н — кнопки «вперед» и «назад» движений стола.
Кн.Т-В и Кн.Т-Н — кнопки «толчок-вперед» и «толчок-назад» при на-
ладке.
ПС — переключатели скорости, путевые.
ПХВ и ПХН — переключатели ходов «вперед» и «назад», путевые.
ВКБ — выключатель контактный больших скоростей.
ВК1 и ВК2 — выключатели конечные путевые ограничения перемеще-
ний стола.
Режимы управления.
• «Автоматическое управление» — по сигналам ЗС и путевых переклю-
чателей скоростей и ходов,
• «наладка» — от Кн.Т-В и Кн.Т-Н,
• «ручное управление» — от Кн.В и Кн.Н.
Работа схемы.
Исходное состояние.
Стол станка в начальном положении (замкнуты ПС2, ПХВ2, ПХН1 и ра-
зомкнуты ПС1, ПХВ1, ПХН2).
Рукоятка «рабочий ход» установлена в положение, соответствующее
скорости хода стола до 12 м/мин (разомкнут ВКБ).
Поданы все виды питания на систему (ВВ J), при этом:
POnJt — собирается цепь | КБ |(РОП), зашунтированного вспомога-
тельной цепью с Кн.В, Кн.Н и КЛ:6, КБ:3.
332
Рукоятки
Обр.х. Рабх. Наладка j
Рис. 4.4-6. Принципиальная электрическая схема управления возбуждением ДПТ
продольно-строгального станка
Подготовка к работе.
Кн.П TJ, — | kj] 11 — подключается к сети ГАД) генератора (КЛ: 1.. .3),
пускается и выходит на естественную характеристику (рис. 4.4-4);
333
— готовится цепь «ЗС»(КЛ:4),
— готовятся цепи | КВ |и | КН |(КЛ:5),
— готовится (окончательно) цепь| КБ ] через R3 (КЛ:6),
— становится на самопитание (КЛ:7).
Система готова к работе, при этом «Г» вращается от АД без возбужде-
ния, ДНТ неподвижны, ОВД под питанием.
Автоматическое управление.
Установить рукоятки: — «рабочий ход» — более 12 м/мин (скорость ре-
зания),
— «обратный ход» — более 12 м/мин (скорость
холостого хода),
При этом готовится цепь| рз | (ВКБ замыкается).
Кн.В fj — собираются цепи [ КВ | и | КБ |,
— собирается реверсивный контур «Ro-ПЗ» для «вперед»
(КВ:1,КВ:2),
— блокируется цепь задания скорости обратного хода «РС» (КВ:3),
— блокируется цепь | КН |(КВ:4),
— готовится цепь | РП1 |(КВ:5),
— становится на самопитание (КВ:6),
— готовится цепь задания скорости в «толчковом режиме» (КБ: 1),
— готовятся цепи задания скорости в «ходовом режиме» (КБ:2),
— размыкается параллельная шунтирующая цепь | КБ |(КБ:3),
— готовится цепь| КВ | без кнопок (КБ:4),
— собираются цепи РЗ, РПВ, РП11 (КБ:5),
— готовятся цепи |РПН, РП2](КБ:5),
___________— подключается корректирующая цепочка к ОГМУ (КБ:6).
РЗ, РПВ, РП1 t — собирается цепь задания ц<ин «ЗС» (РЗ: 1, Р3:2),
— готовится дополнительно цепь | КВ |(РПВ:1),
— шунтируется РП1 (РПВ:2),
— готовится цепь | рз | через ПС2 и РПВ:2 (РП1).
Пониженное задающее напряжение (+L7JweJ> снимаемое с потенцио-
метра (Ro-ПЗ), поступает на задающие обмотки (031 и 032) МУ-1 и МУ-2,
генератор (Г) возбуждается и двигатели разгоняются.
Стол с изделием движется в соответствии с циклограммой (рис. 4.4-5).
При разгоне скорость стола не зависит от положения рукояток, вход в
изделие (точка 1) производится при ч* = 12 м/мин (пониженной).
Затем (точка 2):
— размыкается цепь | РПВ | (ПХВ2 размыкается),
— готовится цепь | КН (ПХВ1 замыкается).
1
>
334
РПВ|I — размыкается цспь| РЗ ~| (РПВ:2),
— цепь| КВ~|остается на самопитании (РПВ:1).
Регулятор скорости перестраивается на скорость резания (Р3:2, РЗ: 1).
На 031 и 032 магнитных усилителей поступает задающее увеличенное
напряжение (+С^ад.р), что приведет к увеличению напряжения «Г».
ДПТ увеличивают скорость до заданного значения, процесс резания
осуществляется при ttr = чР = > 12 м/мин.
В процессе движения ПС2 размыкается, а в конце рабочего процесса
(точка 3) «Упор А» нажимает на «ПС1»:
— собирается цепь РЗ (ПС1 замыкается).
«ЗС» перестраивается (РЗ: 1, Р3:2), на 031 и 032 МУ-1 и МУ-2 с потен-
циометра (Ro-ПЗ) поступает снова задающее напряжение (+САадмни) мини-
мальное, напряжение «Г» снижается, ДПТ тормозится до ц,р = 12 м/мин.
На этой скорости резец выходит из изделия (точка 4), а затем «Упор А»
нажимает на «ПХН» (точка 5): ______
— размыкается цепь| КВ ~| (ПХН1),
_____ — собирается цепь |рпн| (ПХН2).
КВ |1 — реверсивный контур «Ио»размикается (КВ:1, КВ:2),
— готовится цепь «ЗС» обратного хода (КВ:3),
— готовится цепь | КН |(КВ:4).
— размыкается цепь |РП11 (КВ:5),
РПН| t — собирается цепь | КН |(РПН),
КН |t — собирается реверсивный контур «Ro» (КН:1, КН:2),
— перестраивается цепь «ЗС» (КН:3),
— блокируется цепь | КВ | (КН:4),
— собирается цепь РП2 |(КН:5),
— становится на самопитание (КН:6).
РП211 — шунтируется «ВКБ» (РП2:1),
— размыкается параллельная цепь| РЗ~|(РП2:2).
На 031 и 032 МУ-1 и МУ-2 с потенциометра (Ro-ПЗ) поступает полное
задающее напряжение (-САалобД ток в 031 и 032 быстро уменьшается до
«нуля», а затем возрастает в обратном направлении. Напряжение генератора
изменяется аналогично. ДПТ реверсируются с пониженной скорости прямо-
го хода до установленной рукояткой «обратный ход».
При движении стола обратным ходом переключатели освобождаются
(ПХН2 и ПС1 размыкаются, а ПХН1 замыкается).
При окончании обратного хода (точка 6) нажимается и замыкается ПС2
снова упором Б:
— собирается цепь | РЗ | (ПС2).
«ЗС» перестраивается (РЗ: 1, Р3:2) на пониженное напряжение (-£7WMHM),
335
которое снимается с потенциометра (Ro-ПЗ) и подается в 031 и 032 МУ-1 и
МУ-2.
Двигатели (Д1 и Д2) переходят в тормозной режим с рекуперацией
энергии в сеть через генератор (Г), работающий в двигательном режиме, и
АД работающий в генераторном режиме.
Стол перемещается с пониженной скоростью до нажатия упором Б на
ПХВ (точка 7), при этом:
— размыкается цепь | КН | (ПХВ 1 разомкнут),
— собирается цепь | ppjB I (ПХВ2 замкнут).
КН |1 — размыкаются цепи реверсивного контура (КН:1, КН:2),
— готовится цепь «ЗС» (КН:3) для перестройки на рабочий ход,
— готовится цепь | КВ |(КН:4),
— размыкается цепь |РП2|(КН:5),
— размыкается цепь самопитания (КН:6).
РПВ| t — собирается цепъ| КВ 1 (РПВ: 1),
— собирается цепь рз (РПВ:2) через «ПС2» и РПВ:2,
рщ|| — подключается в цепь| рз | контакт «ВКБ» (РП2:1),
— размыкается цепь с «ПС1» (РП2:2).
КВ |t — собирается реверсивный контур «Ro» (КВ: 1, КВ:2),
— блокируется цепь «ЗС» (КВ:3) обратного хода,
— блокируется цепь | КН | (КВ:4),
— собирается цепь | pni |(КВ:5),
— становится на самопитание (КВ:6).
| РП111 — размыкается цепь, параллельная «ПС2» (РП1).
Привод реверсируется с пониженной скорости обратного хода на пони-
женную скорость прямого хода (точка 1).
В дальнейшем циклы работы следуют один за другим до полной обра-
ботки детали.
Остановка.
Кн.С2 Л — отключаются цепи | КБ |, I КВ LI КН I.
— отключаются цепи «ЗС» (КБ:1, КБ:2),
КБ,
КВ или КН| — снимается самопитание (КБ-3),
— размыкается повторно цепь | КВ |(КБ:4),
— отключаются цепи | РЗ, РПВ, РПН, РП1, РП2~| (КБ:5),
— выводится из цепи «ОГ» корректирующая цепочка (КБ:6),
— отключается потенциометр R« от реверсивного контура
(КВ:1 иКВ:2, КН:1 и КН:2).
РЗ || — отключается цепь пониженного напряжения (-£/ЗМин) регу-
лятора скорости (Р3:1).
? X ХХХ^? X ХХХХ, X X.I?
336
Напряжение задания на 031 и 032 МУ-1 и МУ-2 становится равным
«нулю» (£/, = 0), возбуждение с обмоток генератора снимается, двигатели
быстро затормаживаются.
Наладка.
____Производится при скоростях стола до 5 м/мин, при этом реле задания
| РЗ | отключено (ВКБ — разомкнут).
Задание скорости передвижения стола менее 5 м/мин осуществляется
рукояткой «Наладка».
Управление — от одной из кнопок «Кн.Т-В» или «Кн.Т-Н» в «толчко-
вом» режиме при нажатии. _____
При этом, кратковременно включаются контакторы | КВ | или | КН |, а
на вход МУ-1 и МУ-2 подается пониженное задающее напряжение. Двига-
тели будут перемещать стол в прямом или обратном направлении с малой
скоростью.
При отпускании кнопки отключается соответствующий контактор и
двигатели быстро останавливаются.
Это позволяет остановить стол в любом промежуточном положении и
произвести наладочные работы.
Аварийное торможение.
Такое торможение может быть вызвано:
- отключением | РОП | при отсутствии тока возбуждения в ОВД двига-
телей постоянного тока,
- срабатыванием реле максимального тока | рм | при КЗ в цепи якоря
ДПТ или чрезмерных перегрузках двигателей,
- нажатием стола на ограничители хода «ВК1» или «ВК2».
При любом варианте отключается | КБ |, схема отрабатывает как при
«остановке».
Напряжение задания (С73) равно «нулю», якорь генератора подключается
на «0Г1» и «0Г2» магнитных усилителей.
Выходной ток «МУ-1» и «МУ-2» размагничивает генератор, система
быстро останавливается.
Защита'.
от токов КЗ — силовые сети переменного тока (ВВ),
— силовые сети постоянного тока (РМ).
от перегрузок — двигатели постоянного тока (РМ),
— АД (контакт реле теплового РТА).
«нулевая» — всей системы, в случае глубокого «провала» напряже-
ния в сети с последующим его восстановлением самозапуск невозможен.
Блокировки:
Электромеханическая — цепей | КБ | и | КВ |, | КН | (Кн.В, Кн.Н).
Электрическая (цепей противоположного назначения) - «вперед» и «на-
зад» (КН:3 и КВ:3, КН:4 и КВ:4, КН:5 и КВ:5).
337
Питание'.
3 ~ 380 В, 50 Гц — силовая сеть переменного тока,
= 440 В — силовая сеть постоянного тока (UT),
= 110 или 220 В — цепи возбуждения и управления системы.
Система ТП-Д.
При всех своих достоинствах:
- большая надежность,
- достаточно высокое быстродействие,
- широкое и точное регулирование частоты вращения ДПТ,
система Г-Д с МУ обладает существенным недостатком — низким КПД
(до 25 %) возбудительного устройства.
Вследствие этого, перспективным считается возбудительное устройство
на тиристорах или реверсивная система ТП-Д.
В настоящее время наиболее перспективной для главного привода про-
дольно-строгальных станков является замкнутая система электропривода с пи-
танием ДПТ от реверсивного ТП с подчиненным регулированием параметров.
Основным элементом является унифицированная блочная система регу-
ляторов — УБСР.
Один из вариантов такой системы представлен на рис. 4.4-7.
Рис. 4.4-7. Принципиальная электрическая схема управления ЭП стола
продольно-строгального станка по системе ТП-Д
338
Управление движениями стола станка осуществляется в соответствии со
схемой рис. 4.4-6 по сигналу, подаваемому от узла задания скорости (УЗС).
Основные элементы схемы.
ТП — тиристорный преобразователь, состоящий из двух групп (ТП-В и
ТП-Н), соединенных по встречно-параллельной мостовой схеме.
ТОР — токоограничивающий реактор на стороне питающий сети.
УД — уравнительный дроссель на стороне выпрямленного тока, четы-
рехобмоточный с электромагнитной связью контуров уравни-
тельных токов.
СД— сглаживающий дроссель в цепи якоря двигателя постоянного
тока «Д».
PC — регулятор скорости, представляющий собой пропорциональный
регулятор (П-регулятор).
РТ — регулятор тока, представляющий собой пропорционально-
интегральный регулятор (ПИ-регулятор).
ДТ и Ш — датчик тока и шунт, для усиления отрицательного сигнала
(до ад), снимаемого с шунта и ввода его на вход «РТ».
БФУ — блоки фазового управления группами тиристоров (БФУ-В и
БФУ-Н).
ТГ — тахогенератор (в комплекте с Д), для получения напряжения об-
ратной связи (ад и подачи его в «РС».
УЗ — узел защиты, состоящий из трансформатора тока (ТТ), датчика
тока максимального (ДТМ) и блока защиты (БЗ).
УЗС — узел задания скорости, выполненный в соответствии с рис. 4.4-6.
Примечание — УЗС в системе ТП-Д является автономным и получает
питание от стабилизированного источника постоянного
тока напряжением «24В».
Принцип действия.
При работе продольно-строгального станка управляющий сигнал (Цп)
формируется по внешнему контуру.
Внешний контур.
На вход регулятора скорости (РС) подается сигнал (ад, - ад), равный
разности задающего напряжения, поступающего от УЗС (адЭ, и напряже-
ния обратной связи (ад), снимаемого с тахогенератора (ТГ).
На выходе формируется сигнал (С4рт)» который подается на вход регу-
лятора тока (РТ).
Внутренний контур.
На вход регулятора тока (РТ) подается сигнал (ад), снимаемый с шунта
(Ш) и усиленный датчиком тока (ДТ).
На выходе «РТ» формируется сигнал (t/yn), который подается на блоки
фазового управления (БФУ).
Выходной сигнал (ад) состоит из двух составляющих:
- пропорциональной величине (адрт) задающего сигнала,
- пропорциональной интегралу по времени этого же сигнала.
339
Такой регулятор способен поддерживать значение тока якоря двигателя
(Д) в соответствии с заданием ((4рт)« Поэтому, считается, что контур регу-
лирования тока (внутренний) является подчиненным контуру PC (внешне-
му), а вследствие этого, возникает термин «подчиненное регулирование».
В переходных процессах и при перегрузках управляющий сигнал огра-
ничивается по напряжению и току якоря с помощью ввода в «РС» стабили-
тронов и резисторов.
Пуск двигателя производится нажатием «Кн.В» релейно-контактной
схемы (рис. 4.4-6).
Пусковым сигналом является задающее напряжение (С/зад), поступаю-
щее на вход регулятора скорости (РС).
Так как задающее напряжение много больше входного сигнала, то «РС»
быстро входит в зону ограничения и на его выходе действует сигнал «t/orp».
Контур регулирования скорости становится как бы разомкнутым, а кон-
тур тока вступает в действие, и двигатель быстро разгоняется практически
при постоянном токе якоря.
По мере разгона возрастает сигнал обратной связи (UK) от тахогенера-
тора (ТГ). При достижении угловой скорости двигателя значения близкого к
заданному регулятор «РС» выходит из зоны ограничения и вступает в дей-
ствие обратная связь по скорости.
Разгон «Д» заканчивается и он переходит в установившийся режим при
угловой скорости и токе якоря, соответствующим нагрузке стола при пря-
мом ходе.
В конце прямого хода стола изменяется полярность задающего сигнала
(-^Аад) И «РС» входит в зону ограничения при новом его значении.
Сигнал управления преобразователем (t/yn) на входе обеих «БФУ»
уменьшается. Преобразователь «ТП-В» закроется, а «ТП-Н» будет работать
в инверторном режиме. Ток якоря, изменив направление, станет тормозным
и регулятором «РТ» будет поддерживаться на уровне ограничения. Проис-
ходит рекуперативное торможение двигателя «Д» и разгон в направлении
обратного хода стола.
В установившемся режиме работы привода сигнал на входе (С7,хрт =
= U3 рт - Um) равен «нулю», а на выходе присутствует, так как он нако-
плен в процессе разгона двигателя вследствие интегрирующего действия
регулятора тока.
Величина этого сигнала обеспечивает «ЭДС» преобразователя (Еп.пр,
Епобр), необходимую для работы двигателя с прямой или обратной скоро-
стью при соответствующей нагрузке.
Закон регулирования скорости двигателя может быть выражен соотно-
шением
СО = —
—I, или со = со--——М.
• д т к к
340
где о)д — угловая скорость двигателя, рад/сек; рт — задающий сигнал, по-
ступающий с РС, В; /, — ток якоря, А; — момент на валу двигателя, Нм;
Кс — коэффициент обратной связи по скорости, ;
рад
д- ил ник ,
С СО
млхс
Ку — коэффициент обратной связи по току, Ом;
г = ^22™ •
К„ — коэффициент передачи двигателя,----;
Нм
Крс — коэффициент передачи регулятора скорости;
К =
* 4ТЛС ’
где Тм — машинная постоянная времени, с; Тп — некомпенсированная по-
стоянная времени контура тока, с. Принимается Тп = 0,01 с; С — постоянная
В с Нм
двигателя по ЭДС---- или по моменту-----, которые в системе СИ имеют
рад А
одинаковое численное значение
Е М
Q __ ИОМ = МОМ
со /
ном ном
Жесткость характеристик двигателя на этом участке определяется соот-
ношением параметров Ку, Кс, К^ и может быть достаточно высокой.
Применение подчиненного регулирования на базе унифицированной
блочной системы регуляторов упрощает монтаж, наладку и эксплуатацию
сложных ЭП. Переходные процессы электропривода корректируются более
удобно и эффективно.
Аналогично выполняется подчиненное регулирование в других систе-
мах (например, Г-Д с тиристорным возбудителем генератора).
Подача суппорта.
Подача суппортов продольно-строгальных станков осуществляется пе-
риодически при реверсировании с обратного хода на прямой и заканчивает-
ся до начала резания.
Подача может производиться одним из четырех способов:
- механическим,
- электромеханическим,
341
Рис. 4.4-8. Схема электромеханического устройства подачи
- электрическим,
- гидравлическим.
В современных станках для периодической подачи суппортов широко
применяется электромеханический способ.
Пример такого устройства представлен на рис. 4.4-8.
П ривод подачи обеспечивает регулирование подачи в диапазоне от 40
до 80 : 1 за время не более десятых долей секунды (время реверса стола).
Автоматическое перемещение выполняется асинхронным двигателем,
который включается в нужный момент цикла, производит операцию и авто-
матически выключается.
Устройство подачи работает следующим образом.
Электродвигатель (5) через коробку передач (6) перемещает суппорт (7)
по направляющей (8) с помощью винтового механизма.
Другой конец вала двигателя через червячную передачу (4) связан с ва-
ликом (1).
На валике установлены несколько дисков (3) одинакового диаметра, но
с различным числом выступов (2).
Расстояние между соседними выступами должно соответствовать тре-
буемой подаче суппорта.
Количество дисков равно числу подач для данного передаточного от-
ношения коробки передач (обычно три ступени).
342
Над дисками устанавливается электромагнитное реле (11), которое с помо-
щью каретки (9) и реечной передачи (13) может перемещаться вдоль оси валика
(1). Нижняя часть якоря реле имеет наконечник (12), а верхняя — контакты (10).
В конце обратного хода станка одновременно получают питание двига-
тель (5) и реле (11), якорь которого втягивается, наконечник опускается, а
контакты (10) замыкаются.
Одновременно с подачей суппорта (7) вращается валик (1) с диска-
ми (3). Выступ (2) диска воздействует на наконечник (12), якорь реле (11)
поднимается, контакты (10) размыкаются. Двигатель подачи отключается от
сети и быстро останавливается. Механизм подачи готов к следующему циклу.
4.5. Фрезерные станки
Фрезерные станки предназначены для обработки наружных и внутрен-
них плоских и фасонных поверхностей, прорезки канавок, нарезки наруж-
ной и внутренней резьбы, зубчатых колес и т.п.
Особенностью этих станков является рабочий инструмент — фреза,
имеющая множество режущих лезвий.
Главное движение — вращение фрезы, а подача — перемещение изде-
лия вместе со столом, на котором оно закреплено.
В процессе обработки каждое лезвие фрезы снимает стружку в течение
доли оборота фрезы, а сечение стружки изменяется непрерывно от наи-
меньшего до наибольшего.
Выделяются две группы фрезерных станков: общего назначения (на-
пример, горизонтальные, вертикальные и продольно-фрезерные) и специа-
лизированные (например, копировально-фрезерные, зубофрезерные).
Вертикально-фрезерные применяются в основном для обработки плос-
костей торцевыми фрезами или для фрезерования пазов, шпоночных кана-
вок и т.п.
Представление о составе и расположении оборудования таких станков
дает рис. 4.5-1.
Все оборудование крепится на станине (6), в верхней части которой ус-
тановлена поворотная фрезерная головка (1).
На консоли (4) размещаются салазки (3) и рабочий стол (2), на котором
крепится изделие.
Консоль может перемещаться вверх и вниз по направляющим станины
(6), а салазки (3) способны перемещаться по горизонтальным направляю-
щим консоли (4). В свою очередь, рабочий стол (2) перемещается по на-
правляющим салазок (3).
Таким образом, станок имеет три взаимно перпендикулярных движения,
которые осуществляются электродвигателем подач (7), встроенным в ко-
робку подач (5).
343
Рис. 4.5-1. Общий вид вертикально-фрезерного станка
В головке фрезерной (1) устанавливают фрезу (инструмент), движение
(вращение) которой сообщается от электродвигателя (8) через коробку ско-
ростей, расположенную внутри станины (1).
Горизонтально-фрезерные применяются для обработки плоскостей ци-
линдрическими фрезами, для прорезания канавок дисковыми фрезами, для
обработки линейных плоскостей фасонными фрезами и т.п.
В отличие от вертикально-фрезерных, где шпиндель расположен верти-
кально, эти станки имеют горизонтальное расположение шпинделя.
Разновидностью станков являются продольно-фрезерные, на которых
производится фрезерование любых плоских поверхностей изделий крупного
размера.
Продольная подача сообщается столу с деталью, а вертикальная и попе-
речная — инструменту.
Копировально-фрезерные применяются для обработки пространственно
сложных плоскостей методом копирования по шаблонам.
В качестве примера можно назвать поверхности штампов, прессовых
форм, рабочих колес гидротурбин и др.
На универсальных станках обработка таких поверхностей слишком
сложна или вообще невозможна.
Разновидностью этих наиболее распространенных станков являются
электр о копировальные, имеющие электрическое следящее управление.
Представление о составе и расположении основного оборудования стан-
ка дает рис. 4.5-2.
344
Плита
Рис. 4.5-2. Общий вид электрокопировального фрезерного станка модели 6441Б
На станине (1) установлены две вертикальные стойки: подвижная (3) и
неподвижная (8). Подвижная стойка размещена на столе (2), который пере-
мещается по направляющим станины.
Для закрепления шаблона и заготовки на передней плоскости предна-
значена крепежная плита (4).
На неподвижной стойке (8) находится траверса (9) со шпиндельной баб-
кой (10) и пультом (11).
В корпусе шпиндельной бабки (10) находится двигатель шпинделя, ко-
робка скоростей и шпиндель (5) для фрезы.
Шпиндельная бабка (10) перемещается по направляющим траверсы (9)
вдоль своей оси, а траверса, в свою очередь, — по неподвижной стойке (8),
имеющей вертикальные направляющие. На кронштейне (7) шпиндельной
бабки (10) установлена копировальная головка (6) с копировально-
измерительным прибором.
Таким образом, станок имеет три взаимно перпендикулярных движения:
- горизонтальное перемещение стола (2),
- вертикальное перемещение шпиндельной бабки (10) вместе с травер-
сой (9),
- поперечное перемещение шпиндельной бабки (10) вдоль своей оси.
Объемная обработка производится горизонтальными или вертикальны-
ми строчками.
Рабочий инструмент: пальцевые цилиндрические и конусные или тор-
цевые фрезы.
Система копирования
Основным элементом копировальной системы является копировальный
прибор, который жестко связан со шпиндельной бабкой.
13 Шеховцов В.П.
345
Рис. 4.5-3. Схема бесконтактной индуктивной копировальной головки
В процессе копирования по поверхности модели (шаблона) движется
копировальный палец, форма которого точно соответствует режущему ин-
струменту.
Перемещения копировального пальца передаются инструменту через
промежуточную систему управления. В связи с этим выделяют два вида ко-
пирования:
- с непосредственным механическим управлением,
- со следящим управлением.
Системы электрического копирования, получившие наиболее широкое
распространение, разделяются на два типа:
• системы прерывистого релейного управления с контактным копиро-
вально-измерительным прибором, который управляет электромагнит-
ными муфтами подач (например, для токарно-копировального станка,
рис. 4.2-1),
• системы непрерывного управления с бесконтактной копировальной
головкой (КГ) и бесступенчатым регулированием скорости подач.
Бесконтактная индуктивная КГ представлена на рис. 4.5-3, который
дает представление об ее устройстве и принципе действия.
Копировальный палец (8), расположенный на шпинделе (9), связан с
корпусом головки шаровым шарниром (10).
Шпиндель через шарик (11) упирается во втулку (12), закрепленную на
рычаге (13), на конце которого установлен якорь (1).
Якорь (1) находится между сердечниками дифференциального транс-
форматора, магнитная система которого состоит из двух «Ш-образных»
сердечников (2 и 3).
346
На средних стержнях уложены первичные (4 и 7) и вторичные (5 и 6)
обмотки. Первичные обмотки соединены последовательно-согласно и вклю-
чены в сеть (~Л7С), а вторичные — последовательно-встречно и включены в
систему управления (Ц).
Выходной сигнал (Uy) копировальной головки определяется положени-
ем якоря (1) между сердечниками (2 и 3), которое зависит от степени нажа-
тия на палец (8).
Якорь в среднем положении (рассогласование 5 = 0). Магнитные потоки
в сердечниках (2 и 3) будут одинаковые, ЭДС вторичных обмоток равны, но
направлены встречно, напряжение на выходе отсутствует (Uy = 0).
Якорь смещен вверх (рассогласование 5 > 0). Магнитный поток в сер-
дечнике (2) возрастет, а в сердечнике (3) уменьшится. На выходе появится
напряжение (Uy> 0).
Якорь смещен вниз (рассогласование 5 < 0). Магнитный поток в сердеч-
нике (2) уменьшится, а в сердечнике (3) возрастет. На выходе появится на-
пряжение (С/у < 0).
Примечание — Амплитуда и фаза Uy зависят от знака и величины рас-
согласования.
Электропривод
Основные требования к ЭП:
- диапазон регулирования скоростей шпинделя от 20 до 60: 1 при по-
стоянной мощности двигателя и ступенчатом регулировании;
- диапазон регулирования подачи до 30 : 1;
- режим работы — продолжительный при постоянной нагрузке.
Электродвигатели:
• АД с КЗ-ротором — для вспомогательных приводов (насосы смазки,
охлаждения, гидросистем, для быстрого перемещения и др.).
• АД с КЗ-ротором, одно- или многоскоростные в сочетании с коробкой
скоростей (для главного движения с отбором мощности на подачу).
Станки малой и средней мощности.
Примечания'.
1. В станках, не предназначенных для зуборезных работ, для подачи
целесообразно применять отдельный ЭД, что значительно упрощает
конструкцию станка.
2. В тяжелых продольно-фрезерных станках главный привод от АД со
ступенчатым регулированием скорости вращения шпинделя (без от-
бора мощности на подачу).
• Система Г-Д с ЭМУ в качестве возбудителя или ТП-Д (наиболее со-
временная) с ДШ — для привода подачи стола и фрезерных головок
тяжелых продольно-фрезерных станков.
347
Г
Принципиальная электрическая схема управления ЭП
вертикально-фрезерного станка (рис. 4.5-4)
Назначение. Для управления режимами работы и ЭО фрезерного станка
модели 654.
Примечания'.
1. Шпиндель станка приводится во вращательное движение от АД
мощностью 13 кВт при угловой скорости 141 рад/с через коробку
скоростей с 18 ступенями и изменением скорости от 2,5 до 125 рад/с.
Переключение скоростей — вручную.
2. Продольное и поперечное перемещение стола в диапазоне регулиро-
вания скоростей подачи от 10 до 1000 мм/мин и вертикальное пере-
мещение шпиндельной бабки в диапазоне регулирования от 4 до 400
мм/мин — от двигателя постоянного тока (ДП) через коробку подач
при бесступенчатом электрическом регулировании угловой скорости
в диапазоне 10:1. Электромеханическое регулирование скорости
обеспечивают рабочие подачи и быстрые перемещения стола и
шпиндельной бабки станка.
3. Изменение направления движения осуществляется электромагнит-
ными муфтами, встроенными внутри корпуса коробки подач. Элек-
тромагнитные муфты обеспечивают как независимое включение
всех трех перемещений, так и их одновременное действие.
Основные элементы схемы.
ДШ, ДС, ДО — приводные АД с короткозамкнутым ротором шпинделя,
насоса смазки, насоса охлаждения.
ДП — двигатель постоянного тока для движений подач.
МУ — магнитный усилитель для питания и регулирования ДП.
Примечания'.
1. Трехфазный магнитный усилитель имеет обмотки:
- рабочие (Wp), включенные через диоды (Д1 ...Д6);
- управления (wy), включенные на регулятор скорости (РС).
2. Обратная связь выполнена в двух вариантах:
- отрицательная обратная связь по напряжению (Um) на зажимах якоря;
- положительная обратная связь по току (17^), получаемому от вы-
прямителя (ВП2), подключенного к трансформатору тока (ТТ).
КШ, КП и КТ — контакторы шпинделя, пусковой и торможения.
РОП и PH — реле отсутствия питания в обмотке возбуждения двигателя
постоянного тока (ОВДП) и реле напряжения на якоре ДП.
РМ— реле максимальное, для ограничения тока якоря до значения
Л * 2/ном.
РП1 — реле промежуточное, для размножения контактов цепей на-
ладки.
РП2 — реле промежуточное, для коммутации цепей быстрого устано-
вочного перемещения стола или шпиндельной бабки станка.
348
ABC
Рис. 4.5-4. Принципиальная электрическая схема управления ЭП вертикальнофрезерного станка
ВП1, ВП2, ВПЗ — выпрямители для цепей торможения, управления,
возбуждения.
Тр. — трансформатор цепи торможения.
Органы управления.
ВШ — выключатель шпинделя, для выбора направления вращения («ле-
вое» — «откл.» — «правое»).
Кн.Ш и Кн.П2 — кнопки «пуск» ДШ и ДП.
Кн.Б и Кн.Т — кнопки «быстро» и «толчок», для управления быстрым
перемещением стола (шпиндельной бабки) и в толчковом ре-
жиме.
Кн.С1 и Кн.С2 — кнопки «стоп» ДШ и ДП.
Режимы управления.
Рабочий (полуавтоматический) — отКн.Ш, Кн.П2 и ВШ.
Наладочный — от Кн.Т.
Работа схемы.
Исходное состояние.
Поданы все виды питания (ВА1 и ВА2 — включены, ВПЗ), выбрано на-
правление вращения шпинделя (ВШ — «правое»).
Трансформатор Тр. подключен. Схема готова к работе.
Управление шпинделем.
Кн.Ш И — собирается цепь| КШ
— готовятся цепи | РП 11, |РП2|, | КП |.
КШ 11 — подключается к сети (ДШ)(КШ: 1...3), пускается,
готовится цепь торможения (ДШ);
— собирается цепь | РП1 |(КШ:5),
— готовится цепь | КП |(КШ:4),
— блокируется цепь | КТ |(КШ:6).
Примечание—Пуск двигателя подачи возможен только после пуска
двигателя шпинделя (цепь КП).
РП111 — собирается цепь самопитания (РП 1:1),
— блокируется цепь наладочного режима (РП 1:2).
(ДИ1) вращается вправо, работает на естественной характеристике, под-
готовлен к пуску двигатель подачи (ДЛ).
Управление подачей.
Примечания'.
1. Для движений подач применяется комплектный привод типа ПМУ
(предварительный магнитный усилитель).
2. Угловая скорость ДП регулируется двумя способами:
- изменением напряжения, подводимого к якорю, в диапазоне от 15 до
150 рад/с;
350
- ослаблением магнитного потока в диапазоне от 150 до 300 рад/с.
3. После подачи питания на ВПЗ получает питание ОВДП и |РОП|?»
подготавливая цепь самопитания | КП I (РОП).
Кн,П2 11 — собирается цепь | КП 1
КП | Т — подключается к сети магнитный усилитель (МУ), от которого
получает питание якорь
— становится на самопитание (КП:4).
Пуск ДП.
Напряжение управления (С7У), поступающее в обмотки управления (©у)
включает следующие составляющие:
Uy = U3 + [7<ж + С4т (алгебраическая сумма),
где U3 — задающее напряжение, снимаемое с регулятора скорости (PC) по-
тенциометрического; Uw — сигнал отрицательной обратной связи по на-
пряжению, снимаемый с зажимов якоря ДП; Um — сигнал положительной
обратной связи по току, сформированный с помощью ТТ и ВП2.
Двигатель пускается при ограниченном пусковом токе до 7П « 27НОМ.
Функцию ограничителя тока выполняет реле максимальное (РМ).
В начальный момент (включение КП) в обмотках управления возникает
ток управления (7У), превышающий свое номинальное значение (7У ном), что
приводит к «открытию» МУ. Пусковой ток резко возрастает до 7П = 27НОМ, что
приводит к срабатыванию РМ.
РМ || — размыкается цепь задающего напряжения (РМ) и от обмоток
управления (wy) отключается задающее (£73) напряжение.
При этом напряжение на выходе МУ снижается, а ток якоря уменьшает-
ся до значения, при котором РМ отключится, а цепь задающего напряжения
снова подключится контактом (РМ).
Ток якоря снова возрастает до величины срабатывания и т.д. Таким об-
разом реле (РМ) будет работать в режиме переключения до окончания пуска
ДП, когда ток якоря достигнет установившегося значения.
Быстрое перемещение (стола или шпиндельной бабки).
Кн.Б If — собирается цепь РП2 .
РП21Т — переключается цепь, задающая напряжение, на максималь-
ное значение ((/, = С4ши®) независимо от PC (РП2:1, РП2:2),
__ — собирается цепь | PH | (РП2:3).
(ДП) разгоняется, а при угловой скорости, близкой к номинальной, сра-
батывает| рн |-
PH |Т — вводится добавочный резистор в цепь ОВДП (PH), что при-
водит к уменьшению тока возбуждения (ослаблению магнитно-
го потока).
Двигатель разгоняется до максимальной скорости (300 рад/с).
351
Быстрое перемещение будет по времени продолжаться столько, сколько
будет нажата Кн.Б.
Наладка.
Применяется для проверки правильности установки обрабатываемых
изделий и инструмента или опробования в работе отдельных узлов станка.
Кн.Т f — собирается цепь |РП1~|. ______
ТпГ]Т — готовится (кратковременно) цепь [ КШ |(РП1:1),
— размыкается цепь | РП11 (РП 1:2).
ГкПЛт — подключается (кратковременно) к сети (ДШ) (КШ: 1...3).
Примечания.
1. Реле РП1 работает как пульс-пара, поэтому движения будут в виде
«толчков» механизмов.
2. Переход на «толчковые» движения возможен как при работающем,
так и при остановленном ДШ.
«Толчки» будут продолжаться до тех пор, сколько будет нажата кнопка
«Толчок», периодически повторяясь.
При отпускании Кн.Т двигатель остановится. Для повторения «толчко-
вого» режима следует снова нажать Кн.Т.
Остановка.
Кн.С | (1,5...2 с), при этом:
— размыкаются цепи, находящиеся под питанием | КП |, |КШ |, IРП1 ;
— готовится цепь| КТ |. —
КП, —отключается МУ (К11:1...3), а значит и (дгу.
КШ || —собирается цепь (при удержании кнопки) кт |(КШ:6),
— двигатель отключается от сети (КШ:1...3).
| КТ |t — подключается цепь торможения (КТ:1...2, КТ:3).
Обмотка статора ДШ присоединяется к выпрямителю ВП 1 и происхо-
дит динамическое торможение работающего на «выбеге» двигателя с реку-
перацией энергии в сеть через трансформатор.
Защита.
• От токов КЗ — силовых цепей (BAI, ВА2),
— цепей управления (ПР1, ПР2).
• От перегрузок — двигателей (РТШ, РТИ, РТО, РТС).
• От «обрыва» цепи возбуждения ДП — (РОП).
Блокировки.
- Рабочих цепей и цепей торможения (электрическая — КШ:6, КШ:4 и
электромеханическая — Кн.С1),
- невозможность пуска ДП, если остановлен ДШ (КШ:4).
Питание.
3 - 380 В, 50 Гц — силовая сеть переменного тока,
1 - 380 В, 50 Гц — цепи управления переменного тока,
— от независимого источника переменного тока,
352
[/му — выпрямленное напряжение с выхода МУ для силовых цепей и
цепей управления постоянного тока.
Примечание — На схеме не показан узел переключения электромагнит-
ных муфт механизмов подачи стола и шпиндельной бабки.
Принципиальная электрическая схема управления ЭП
копировально-фрезерного станка модели 6441Б (рис. 4.5-5)
Примечания',
1. Это копировально-фрезерный полуавтомат с непрерывным управле-
нием для обработки объемных поверхностей и плоских контуров.
Копирование выполняется по моделям или шаблонам, изготовлен-
ным в масштабе 1:1 из металла, дерева, гипса и другого материала.
2. Привод шпинделя от двухскоростного ЛД мощностью 2,6 кВт при
1430/2850 об/мин. Частота вращения шпинделя регулируется ступенча-
то электромеханическим способом в диапазоне от 75 до 850 об/мин.
3. Привод подач (горизонтальной, вертикальной и поперечной) от от-
дельных регулируемых по системе ЭМУ-Д двигателей постоянного
тока, мощностью 0,37 кВт при 1000 об/мин. Скорости подач регули-
руются плавно в диапазоне от 25 до 315 мм/мин.
4. Питание двигателей подач от двух электромашинных усилителей
(ЭМУ1 и ЭМУ2) поперечного поля мощностью по 0,5 кВт при на-
пряжении 110 В и генератора постоянного тока (Г).
Основные элементы схемы.
ДТП — двигатель горизонтальной подачи, обеспечивает ведущую по-
дачу (5,).
ДВП — двигатель вертикальной подачи, обеспечивает периодическую
подачу (Sn).
ДПП — двигатель поперечной подачи, обеспечивает следящую подачу
(5с).
ДТП — двигатель шпинделя, обеспечивает вращение шпинделя.
Ml и М2 — приводные АД электромашинных усилителей и генератора
постоянного тока (Г).
ОВД и ОВГ — обмотки возбуждения двигателей и генератора.
РВ и PH — реле управления реверсированием ЭМУ2 (представлены
контактами РВ: 1, РВ:2 и PH: 1, РН:2).
ОУ — обмотки управления ЭМУ.
КГ — копировальная головка, для формирования сигнала управления
(ОД
ВУ — входной электронный усилитель, для формирования сигналов
следящего управления по рассогласованию:
U\ = А"|5 — пропорционального значению и знаку рассогласования,
Ui = K2db/dt — пропорционального скорости изменения рассогласования,
353
Рис. 4.5-5. Принципиальная электрическая схема управления ЭП копировально-фрезерного станка
U) = tfjfedr — пропорционального интегралу по времени рассогласования.
БС — блок связи ВУ с УВП.
Примечание — Задающее напряжение ((/,), подаваемое на БС, опреде-
ляет заданную наибольшую скорость горизонтальной подачи по условиям
технологического процесса.
УСП — усилитель следящей подачи, для формирования сигнала в об-
мотки управления ЭМУ1.
УВП — усилитель ведущей подачи, для формирования сигнала в об-
мотку управления ЭМУ2.
Работа системы управления.
Копировальный палец, перемещаясь по шаблону, изменяет положение
якоря между сердечниками дифференциального трансформатора копиро-
вальной головки (КГ), которая формирует сигнал управления (t/y) в зависи-
мости от величины и знака рассогласования (5).
Сигнал управления ({/у) подается на входной усилитель (ВУ), где пре-
образуется в напряжения Ui и L73, поступающие на усилитель следящей
подачи (УСП) и на блок связи (БС).
В УСП все три напряжения суммируются, а результирующее напряже-
ние поступает в обмотки ЭМУ1 (1-ОУ1 и 2-ОУ1), которые включены
встречно. ЭДС электромаш ин ного усилителя будет изменяться по величине
и знаку в соответствии с выходным напряжением с УСП, что обеспечит с
помощью ДПП перемещение шпинделя к заготовке (2) или от нее, повторяя
форму поверхности шаблона (1).
От БС результирующее напряжение с учетом задающего ({/,) подается
на усилитель ведущей подачи (УВП), выход которого через реверсивный
контактный мостик подключен к ОУ2 ЭМУ2, управляющего двигателем
горизонтальной подачи (ДГП).
Примечание— В процессе копирования подача (5,) в пределах гори-
зонтальной строчки изменяется только по значению,
сохраняя неизменное направление.
Узлы управления следящей и ведущей подачами работают взаимосвяза-
но. При изменении скорости следящей подачи скорость ведущей подачи из-
меняется таким образом, чтобы результирующая скорость движения вдоль
профиля сохранялась неизменной и равной заданной.
Таким образом система предусматривает и сочетает три вида управления:
• линейное — по рассогласованию,
• дифференциальное — по скорости изменения рассогласования,
• интегральное — по времени рассогласования.
Такой вариант позволяет системе быстрее реагировать на всякое изме-
нение наклона профиля шаблона, что значительно повышает точность и
качество.
В конце прохода горизонтальной строчки упор нажимает на путевой пе-
реключатель (не показан), ДГП отключается (размыкаются все контакты РВ
355
и PH реверсивного контура), включается ДВП (контакт КЛ) и осуществляет-
ся периодическая подача (Sn). Длительность подачи определяется специаль-
ным реле времени (не показано), которое отключает ДВП.
После отработки периодической подачи (£п) снова включается ОУ2
ДТП, но на противоположное направление.
Примечание — При обработке вертикальными строчками поменять мес-
тами ДТП и ДВП.
4.6. Шлифовальные станки
Шлифовальные станки получили распространение во всех отраслях
промышленности в качестве станков общего и специального назначения.
На них можно выполнять как черновое, так и чистовое шлифование
плоских, цилиндрических, зубчатых и других поверхностей с помощью аб-
разивных кругов.
Основными технологическими узлами всех шлифовальных станков яв-
ляются: шлифовальная бабка со шпинделем и шлифовальным кругом, сис-
тема привода и передач, рабочий стол.
Шлифовальная бабка размещается на станине горизонтально или верти-
кально в зависимости от вида станка.
Для закрепления инструмента (шлифовального круга) предназначен
шпиндель.
Перемещение шпиндельной бабки по направляющим вдоль своей оси
горизонтально или вертикально.
Шпинделю сообщается вращательное главное движение от отдельного
электропривода.
Привод.
Патрон получает вращение от электродвигателя через плоскоременную
передачу и предназначен для крепления круглых деталей.
Главное движение шлифовальному кругу сообщается от главного элек-
. тродвигателя через клиноременную передачу.
На внутришлифовальных станках обработка ведется небольшими кру-
гами, поэтому в них применяются ускоряющие передачи от двигателя к
шпинделю или специальные высокоскоростные двигатели, встраиваемые в
корпус шлифовальной бабки.
Такие устройства, объединяющие двигатель и шлифовальный шпиндель
конструктивно в один узел, называются электрошпинделем.
В качестве привода вспомогательных механизмов применяются АД с
КЗ-ротором.
Примерами таких механизмов являются насосы гидравлики, охлажде-
ния, смазки и другие.
356
Рис. 4.6*1. Схемы движений шлифовальных станков
Рабочий стол.
У круглошлифовальных и внутришлифовальных станков непосредст-
венно в обработке стол либо участвует (тогда ему сообщается движение),
либо нет (он неподвижен). Основное его назначение — это крепление дета-
ли между передней и задней бабками стола.
В плоскошлифовальных станках рабочий стол участвует в процессе об-
работки и по форме может быть прямоугольным или круглым.
Прямоугольные столы движутся возвратно-поступательно, а круглым
столам обеспечивается круговое движение, поэтому располагаемая на них
деталь имеет движение стола.
Движения шлифовальных станков различного назначения представлены
на рис. 4.6-1.
Круглошлифовальные станки (А) предназначены для шлифования ци-
линдрических тел вращения, пологих конических и торцовых поверхностей.
Шлифовальный круг (1) и деталь (2) вращаются в разные стороны.
357
Подача на глубину резания (52) осуществляется шлифовальным кругом,
а по длине обработки (50 — изделием.
Круговая подача производится за счет скорости (ц,) вращения изделия,
а резание осуществляется со скоростью (vj вращения шлифовального круга.
Шлифовальный круг совершает поперечную подачу (50 относительно
детали.
Если требуется шлифование детали на длину, превышающую ширину
круга, то движение подачи (50 сообщается столу, с установленной на нем
деталью.
В тяжелых круглошлифовальных станках при больших габаритах изде-
лий стол с закрепленной в передней и задней бабках деталью остается не-
подвижным, а все движения совершает шлифовальная бабка с кругом.
Внутришлифовачьные станки (Б) предназначены для шлифования внут-
ренних цилиндрических и конических поверхностей тел вращения. Обычно
у таких станков деталь (2) вращается, осуществляя круговую подачу (ии).
Шлифовальный круг (1) вращается, обеспечивая скорость резания (и0 в
противоположном направлении.
Возвратно-поступательное движение детали (2) или круга (1) обеспечи-
вает продольную подачу (51). Поперечная подача (52) производится путем
периодического перемещения шлифовальной бабки в конце каждого прохо-
да поверхности обрабатываемой детали.
Обработка ведется кругами небольших размеров.
Плоскошлифовальные станки предназначены для обработки наружных
поверхностей плоских деталей.
В станках с прямоугольным столом (В) и горизонтальным расположени-
ем шлифовального круга обработка производится периферией круга.
Стол совершает возвратно-поступательное движение подачи (ин) или
периферическое перемещение (50 на величину, меньшую, чем величина
круга после каждого хода стола.
Перемещение (50 может осуществляться шпиндельной бабкой.
Подача на глубину резания (5:) после очередной обработки всей плос-
кости шлифования производится кругом (1).
В станках с круглым (Г) столом и вертикальным расположением шли-
фовального круга обработка ведется торцом круга. Столу сообщается дви-
жение круговой подачи (сои), а кругу (I) — вертикальное периодическое
перемещение (5о).
Детали (2) размещаются и крепятся на столе.
Электропривод
В шлифовальных станках применяются следующие виды электроприво-
дов: главный (вращение шлифовального круга), вращение изделия, подачи,
вспомогательных механизмов,
358
АД с КЗ-ротором, односкоростные:
- для главного привода станков малых и средних размеров (до 10 кВт),
- для вращения круглого стола плоскошлифовальных станков,
- для привода вспомогательных механизмов.
Примечание— На круглошлифовальных станках с крупными шли-
фовальными кругами (диаметр до 1000 мм, ширина до
700 мм) применяют понижающие ременные передачи
от ЭД к шпинделю и электрическое торможение для
быстрой остановки.
АД с КЗ-ротором, многоскоростные, в сочетании с многоступенчатой
коробкой подач:
- для продольных подач стола тяжелых плоскошлифовальных станков.
Примечание — Такой привод применяется редко, так как он не обес-
печивает плавного регулирования и постоянства за-
данной скорости (допустимая погрешность до 5 %).
Высокоскоростные АД встраиваемые в корпус шлифовальной бабки
(электрошпиндели):
- для главного привода внутришлифовальных станков с кругами не-
больших размеров.
Примечание — Возможно применение ускоряющей передачи; часто-
та вращения таких двигателей составляет от 24 000 до
48 000 об/мин, а при диаметрах шлифовального круга
до 7 мм — от 150 000 до 250 000 об/мин.
ДПТ (двигатели постоянного тока) с независимым возбуждением и
регулированием скорости изменением потока возбуждения в диапа-
зоне 3:1:
• для главного привода шлифовального круга.
Примечания'.
1. Питание таких двигателей от полупроводниковых выпрямителей.
2. При работе шлифовальный круг постепенно изнашивается, что
приводит к уменьшению скорости резания.
Для получения хорошего качества шлифуемой поверхности и по-
вышения производительности станка скорость резания должна вы-
держиваться неизменной (даже при износе круга).
Системы Г-Д ЭМУ-Д ПМУ-Д и ТП-Д:
- для вращения изделия на тяжелых круглошлифовальных станках с
диапазоном регулирования скорости от 8 до 25 : 1 и более (Г-Д), а
на мощности от 0,1 до 8 кВт применяются ТП-Д или ПМУ-Д;
- для подачи тяжелых плоско- и круглошлифовальных станков с диа-
пазоном регулирования скорости до 50 : 1.
Примечание— На шлифовальных станках небольших размеров по-
дача (возвратно-поступательное движение стола, про-
дольное и поперечное перемещение шлифовальной
бабки) производится от гидропривода.
359
Во всех шлифовальных станках скорость резания (ик) определяется ок-
ружной скоростью круга и, обычно, находится в пределах от 30 до 50 м/с,
иногда достигая 75 м/с.
Толщина снимаемого слоя металла при таких скоростях резания
незначительна.
Специальное оборудование.
На плоскошлифовальных станках для быстрого и надежного закрепле-
ния обрабатываемых деталей из стали и чугуна применяются электромаг-
нитные устройства.
Электромагнитные плиты.
Удержание детали на плитах производится силами магнитного поля,
создаваемого электромагнитами.
Удельное тяговое усилие современных электромагнитных плит в преде-
лах от 20 до 130 Н/см2.
Такая плита для прямоугольного стола выполняется из малоуглероди-
стой стали. На ней располагаются надетые на сердечники катушки, соеди-
ненные последовательно и подключенные к источнику постоянного тока.
Плита помещена в диамагнитный кожух, который крепится на столе станка
и закрывается крышкой с вставками из немагнитного материала (например,
латунь), расположенными над сердечниками катушек.
Если сверху положить деталь, то возникающее поле будет надежно при-
тягивать шлифуемую деталь к плите.
Перед снятием детали катушки отключаются от источника и замыкаются
на разрядный резистор, магнитное поле исчезает, а деталь освобождается.
Электромагнитные столы.
Круглые столы применяют, обычно, на плоскошлифовальных автоматах
и полуавтоматах с непрерывной обработкой изделий, закрепленных на вра-
щающемся электромагнитном столе.
Подача и снятие изделий производится непрерывно.
По конструкции такой стол состоит из неподвижной и подвижной
частей.
Вращающаяся часть выполнена из магнитно-мягкой стали с радиальны-
ми прорезями и выточками по окружностям, которые заполнены проклад-
ками из немагнитной латуни.
Неподвижная часть состоит из 6 магнитов, расположенных в зоне шли-
фования (под кругом), и одного — в зоне съема деталей.
В зоне шлифования создается поле для удержания деталей, а в зоне
съема — размагничивающее (поток противоположного направления). Обра-
ботанные детали размагничиваются и легко снимаются с вращающейся час-
ти стола при помощи съемных щитков.
По условиям техники безопасности и во избежание повреждения изде-
лий в схемах управления станками с электромагнитным столом предусмот-
рена блокировка.
360
1
Блокировка обеспечивает отключение и быструю остановку шлифо-
вального круга при обрыве цепи питания катушек электромагнитов.
Примечание — Электромагнитные плиты и столы питаются постоянным
током от полупроводниковых выпрямителей напряжени-
ем 24, 48, ПО или 220 В; потребляемая мощность кату-
шек составляет от 100 до 300 Вт.
Демагнитизаторы применяются для снятия остаточного магнетизма с
деталей, сошедших с электромагнитных плит и столов.
Демагнитизаторы выполняются как для одиночной обработки, так и для
массовой (поточное производство).
Одиночный демагнитизатор состоит из магнитопровода (из листовой
стали) с полюсными башмаками (из магнитно-мягкой стали) и катушки,
включенной в сеть переменного тока частотой 50 Гц. Башмаки разделены
немагнитными прокладками. Деталь кладется на полюсные башмаки, не-
сколько раз перемещается взад и вперед и под действием переменного маг-
нитного поля размагничивается.
Демагнитизаторы массового производства действуют на таком же
принципе, но перемещение их производится по наклонному немагнитному
лотку внутри катушки сверху вниз.
Плиты с постоянными магнитами применяются в прецизионных (вы-
сокоточных) шлифовальных станках для закрепления деталей.
Они не требуют источника питания, имеют длительный срок службы,
более надежны в эксплуатации, так как на них исключена возможность сры-
ва деталей с поверхности плиты в случае прекращения электропитания.
Плита имеет корпус, внутри которого расположен пакет, набранный из
постоянных магнитов в форме пластин. Магниты разделены прокладками из
немагнитного материала.
Деталь, положенная на плиту, притягивается постоянными магнитами.
Для съема детали с плиты пакет сдвигается вручную с помощью приспособ-
ления (эксцентрик). При новом положении полюсов их магнитные потоки
замыкаются, минуя деталь, что позволяет ее легко снять.
Средняя сила тяги плит составляет от 60 до 70 Н/см2.
Устройства активного контроля.
Для повышения производительности и получения высокой точности об-
работки современные шлифовальные станки всех типов оснащены устрой-
ствами активного контроля (АК).
Такие устройства предназначены для автоматического контроля разме-
ров шлифуемых деталей в процессе их обработки и подачи соответствую-
щих команд в схему управления станком.
По достижении требуемого размера детали станок автоматически отклю-
чается. Оператор не останавливает станок для проверки размеров изделия, а
лишь снимает готовую деталь и устанавливает новую, пуская станок.
361
Рис. 4.6-2. Механические измерительные устройства
В этом случае под контролем одного оператора могут работать несколь-
ко станков.
Это увеличивает производительность труда, уменьшает брак и облегча-
ет обслуживание станков.
Представление об измерительных механических устройствах дает
рис. 4.6-2.
Пробочный калибр (А) применяется на внугришлифовальных станках
для контроля внутренних диаметров обрабатываемых изделий и является
простейшим измерительным устройством.
Когда диаметр шлифуемой детали (2) достигнет заданного значения, ка-
либр (3) войдет в отверстие. При этом замыкаются контакты электрической
цепи (не показано), подается команда на отвод шлифовальной бабки в ис-
ходное положение и остановку шпинделя станка.
Если калибр (3) не вошел в отверстие детали (2), то обработка продол-
жится вошедшим в отверстие кругом (1).
Обычно калибр состоит из двух пробок разного диаметра. Меньшая
входит в отверстие после черновой, а большая — после чистовой обработки.
Это позволяет произвести автоматический переход с чернового шлифо-
вания на чистовое и отключить привод при достижении заданного размера.
Электроконтактное устройство (Б) применяется на плоскошлифо-
вальных станках с непрерывной загрузкой деталей для автоматической
подналадки станка.
Обработанные детали (9), закрепленные на магнитном столе (1) станка,
после выхода из-под шлифовального круга (8) измеряются по высоте.
Если высота больше допустимой, то деталь (9) нажимает на наконечник
(10), закрепленный на лапе (2) устройства.
362
Б. Полупроводниковый
переключатель
Контактный
Пружина
А. Измерительная головка
Отверстие
контрольное
омутик
ычаг
ток
Втулка
верхняя
орпус
Пружина
витая
Рис. 4.6-3. Электроконтактный датчик
лка
нижняя
Вследствие этого рычаги (7) поворачиваются вокруг оси (3) и контакт-
ная группа (6) замыкается, включая механизм подачи шлифовальной бабки.
Шлифовальный круг опускается и производится дополнительная обработка.
Если размер детали соответствует заданному, то нажатия на наконечник
(10) не произойдет, а рычаги (7) будут прижаты к упору (4) пружиной (5).
При этом контактная группа (6) будет разомкнута и электромагнит по-
дачи шлифовальной бабки будет отключен.
Электроконтактный датчик применяется на шлифовальных станках с
постоянным контролем размера обрабатываемой детали и последующим
переходом с чернового на чистовое шлифование.
Схема такого датчика представлена на рис. 4.6-3.
Он состоит из измерительной головки и полупроводникового переключа-
теля.
Измерительная головка (А) представляет собой механическое устройст-
во для измерения размера обрабатываемой детали.
Внутри корпуса (3), устанавливаемого на шлифовальной бабке станка, смон-
тирован шток (6), который может перемещаться вертикально во втулках (1).
На штоке закреплен хомутик (2), который воздействует на контактный
рычаг (5), связанный плоской пружиной (9) с корпусом из изоляционного
материала. Шток заканчивается наконечником (7) с алмазным или твердо-
сплавным зерном.
Во время шлифования изделия алмазное зерно опирается на обрабаты-
ваемую поверхность и прижимается к ней пружиной (4).
При уменьшении размера детали, вследствие снятия припуска, шток (6)
опускается вниз, хомутик (2) нажимает на упор контактного рычага (5), ко-
363
торый поворачивается и отходит от контактного винта (10), растягивая пру-
жину (11).
При дальнейшем уменьшении размера детали нижний конец рычага (5)
замыкается с контактным винтом (8).
Таким образом, последовательное замыкание контактов ВК1 (10) и ВК2
(8) позволяет перейти с чернового шлифования на чистовое автоматически и
обеспечить последующий отвод круга.
При установке новой детали шток (6) поднимается и рычаг (5) под дей-
ствием пружины (11) прижимается к верхнему контактному винту (10).
Настройка контактных винтов (8 и 10) производится маховичками, на
которых имеются шкалы с делениями.
Для визуального наблюдения за размером обрабатываемой детали в
контрольное отверстие (12) устанавливается индикатор, на который будет
воздействовать верхний конец штока (6).
Полупроводниковый переключатель (Б) управляет процессом обработки
и исключает подгорание контактов ВК1 и ВК2, так как они коммутируют
слаботочные цепи.
Если ВК1 замкнут, то транзистор Т1 закрыт, так как на его базу подает-
ся положительный потенциал.
В это время транзистор Т2 открыт, так как на его базу подается отрица-
тельный потенциал через делитель напряжения R3-R4, а реле РП2 включе-
но. Такое состояние соответствует черновому шлифованию.
По окончании чернового шлифования контакт ВК1 разомкнется (ВК1 и
ВК2 разомкнуты оба), транзистор Т1 откроется, а реле РП1 включится. Та-
кое состояние соответствует чистовому шлифованию.
По окончании чистового шлифования контакт ВК2 замкнется, транзи-
стор Т2 закроется, реле РП2 отключится и в схему управления поступит
сигнал на отвод круга.
Диоды Д1 и Д2 предназначены для защиты транзисторов Т1 и Т2 от им-
пульсов напряжения при отключении РП1 и РП2.
Принципиальная электрическая схема управления ЭП
круглошлифовального станка модели ЗА161 (рис. 4.6-4,5,6)
Назначение. Для управления и защиты ЭП круглошлифовального станка.
Примечание — Этот станок предназначен для наружного шлифования ци-
линдрических поверхностей изделий длиной до 1000 мм и
диаметром до 280 мм, наибольший диаметр шлифовально-
го круга 600 мм; на задней бабке стола установлен прибор
для правки шлифовального круга алмазом.
Основные элементы схемы.
ДШ, ДГ, ДН и ДИ — приводные двигатели шлифовального круга, гид-
росистемы, насоса смазки и изделия.
364
3-380 В, 50 Гц
Рис. 4.6-4. Принципиальная электрическая схема питания шлифовального станка
модели 3AI61
Примечания:
1. ДШ — асинхронный двигатель с КЗ-ротором, мощность 7 кВт, угло-
вая скорость 98 рад/с; за счет смены шкивов клиноременной
передачи можно получить два значения угловой скорости кру-
га 111 и 127 рад/с.
2. ДИ — двигатель постоянного тока параллельного возбуждения типа
ПБС-22; мощность 0,85 кВт; угловая скорость плавно регули-
руется в пределах от 35 до 250 рад/с изменением напряжения,
подводимого к якорю от МУ.
3. ДГ — асинхронный двигатель с КЗ-ротором; мощность 1,7 кВт; уг-
ловая скорость 93 рад/с.
4. ДН— асинхронный двигатель с КЗ-ротором; мощность 0,125 кВт;
угловая скорость 280 рад/с.
МУ — магнитный усилитель (в комплекте с ЭП типа ПМУ-5М).
Примечание — Усилитель собран по трехфазной мостовой схеме и име-
ет 6 рабочих обмоток (wp), включенных последовательно
с диодами Д1...Д6; диоды предназначены для выпрям-
ления переменного тока и, одновременно, для обеспече-
ния внутренней положительной обратной связи по току;
365
Рис. 4.6-5. Принципиальная электрическая схема управления ЭП шлифовального
станка модели 3А161
Wy] — обмотка управления задающая;
wy2 — обмотка управления, обеспечивающая положитель-
ную обратную связь по току якоря двигателя;
Wyj — обмотка управления, обеспечивающая смещение в МУ.
ВП1 и ВП2 — выпрямители положительной обратной связи по току и
питания обмотки возбуждения двигателя изделия (ОВДИ).
ЭмО и ЭмДП — электромагниты отвода и доводочной подачи.
КШ, КГ, КН, КИ и КТ — контакторы управления электродвигателями
шлифовального круга, гидросистемы, насоса охлаждения, изде-
лия и торможения. «
РОП — реле отсутствия питания в ОВДИ.
РП1 и РП2 — реле промежуточные чистовой обработки и отвода.
РВ — реле времени, для обеспечения времени «выхаживания».
РД — реле давления масла в гидросистеме.
Примечания'.
1. Стол станка движется гидравликой возвратно-поступательно (про-
366
дольная подача) со скоростью от 100 до 600 мм/мин; реверсирование
стола в конце каждого хода переключением золотника гидроцилинд-
ра при помощи упоров, установленных на столе.
2. Поперечная подача шлифовальной бабки при наладочных работах
выполняется вручную, а при автоматической работе — от системы
гидравлики и управляется электромагнитами (ЭмО и ЭмДП).
РКС — реле контроля скорости.
ПЗ — потенциометр задающий.
Rl, R2, R3, Ид — резисторы регулировочные.
Органы управления.
Кн.ПШ, Кн.ПГ, Кн.ПИ — кнопки «пуск» двигателей ДШ, ДГ, ДИ.
Кн.СО, Кн.СИ — кнопки «стоп» общая и ДИ.
ВН, ВА1, ВИ — выключатели режимов работы («РУ» — ручное управ-
ление, 0, «АР» — автоматическая работа).
ВА2 — выключатель («упор»-0-«скоба») для выбора режима работы.
ВАК — выключатель прибора активного контроля (АК).
Примечание — Прибор АК дает 2 команды: на чистовую обработку и на
быстрый отвод.
ВО — выключатель местного освещения, для выключения лампы ос-
вещения (ЛО).
МПО, МПД — микропереключатели отвода и доводки.
Режимы управления.
Автоматический — от ВН, ВИ, BAI, ВА2, АК и «выхаживание».
Наладка — вручную.
Работа схемы.
Исходное состояние.
Поданы все виды питания (включен выключатель линейный ВЛ), при
этом подключаются (рис. 4.6-4): силовые цепи ДШ, ДГ и ДН; схема ПМУ-
ДП; трансформаторы Тр. 1 и Тр.2; цепи электромагнитов ЭмО и ЭмДП. Сис-
тема гидравлики заполнена и приготовлена.
От Тр. 1 получает питание схема управления (рис. 4.6-5), а от Тр.2 —
выпрямитель ВП2 (рис. 4.6-6), подключается цепь ОВДИ.
РОП| Т — готовится цепь | КИ (РОП).
Кн.ПГ f| — собирается цепь КГ .
КГ |t — подключается к сети (Д^) (КГ:1...3) и пускается, в системе
гидравлики давление повышается (РД — замкнут), готовится
цепь | КШ |;
— готовится цепь | КШ |(КГ:4);
— становится на самопитание (КГ:5).
Кн.ПШ П — собирается цепь |КШ|.
КШ 11 — подключается к сети (ДШ) (КШ: 1...3) и пускается,
— готовится цепь автоматической работы | КИ | (КШ:4),
367
Рис. 4.6-6. Система ПМУ-Д шлифовального станка модели ЗА 161
— становится на самопитание, готовится цепь ручного управле-
ния I КН |(КШ:5).
Работает гидронасос, вращается шлифовальный круг, подключена об-
мотка возбуждения ДИ.
Автоматическая работа.
Установить выключатели: ВН, ВИ и ВА1 — «Автоматическая работа»,
ВА2 — «упор», ВАК — «отключено», ВО — «вкл.»
При этом засвечивается лампа местного освещения «ЛО».
Примечание — Работа осуществляется в следующей последовательности:
• быстрый подвод к изделию шлифовальной бабки гидро-
приводом, включение ДИ и ДН;
• шлифование при черновой подаче, а затем переход на
чистовую подачу с работой «до упора»;
• автоматический отвод шлифовальной бабки и выключе-
ние ДИ и ДН.
368
и пускается,
Начало процесса обработки производится наклоном на себя ГРУ (глав-
ной рукоятки управления) станком. При этом гидросистема быстро подво-
дит шлифовальную бабку до нажатия кулачком механизма врезания круга
на микропереключатель (МПИ), собираются цепи | КН |и | КИ |. Установить
ГРУ в «нулевое» положение.
КН, КИ| t — подключается к сети (ДО) (КН
— блокируется цепь) КТ | (КН:4),
— подключается к сети | МУ | и (ДИ) (КИ: 1... 3),
— становится на самопитание (КИ:4),
— блокируется повторно цепь| КТ~|(КИ:5).
Работает насос охлаждения, включается гидропривод стола, начинает
вращаться (ДИ), ПРИ этом:
- в заданную обмотку (wyl) поступает сигнал (J7, - ^оос), равный разно-
сти заданного (£/3) и обратной связи (t/ooc), снимаемого с якоря двига-
теля.
Примечание — Угловая скорость двигателя регулируется изменением
t/3 посредством перемещения общей рукоятки рези-
сторов ПЗ и R2.
- в обмотке положительной обратной связи (wy2) сигнал пропорциона-
лен току якоря (1/пое).
Примечание — Вторичный ток трансформатора тока (ТТ) пропорцио-
нален рабочему току усилителя (/р = 0,815/,), следова-
тельно, и по wy2 проходит ток (/у2) тоже пропорцио-
нальный току якоря двигателя; токи в обмотках и
wy2 направлены согласно; таким образом результи-
рующий сигнал управления будет состоять из трех со-
ставляющих (С/3 - Umc + t/noc).
- в обмотке смещения (и^) сигнал смещения (£7СМ) задается резистором R3.
Таким образом, осуществляется автоматический разгон ДИ до выхода
на естественную характеристику (wH0M), начата черновая обработка, сработа-
ет «РКС» и подготовит цепь | КТ |(РКС).
По окончании черновой обработки кулачок механизма врезания шлифо-
вального круга нажимает на микровыключатель (МДП), собирается цепь
РП11 .
РП1 |t — подключается |ЭмДП (РП1) и переключает золотник гидро-
привода шлифовальной бабки на уменьшение скорости посту-
пательного движения. Осуществляется чистовое (доводочное)
шлифование.
По достижении заданного размера изделия нажимается микропереклю-
чатель отвода (МПО), собирается цепь | РП21»
369
РП2 |Т — подключается ЭмО (РП2:1) и переключает золотник гидро-
привода на быстрый отвод.
При возвращении шлифовальной бабки в исходное положение размыка-
ется микропереключатель (МПИ), а следовательно, и цепи | КИ | и [ КН | •
Отключаются от сети и останавливаются двигатели (ДИ) и (ДН)-
Шлифование закончено.
Работа с прибором АК. (Установить ВА2 — «скоба», ВАК — «АК»),
Работа со «скобой» осуществляется так же как и «до упора», команды те
же, но поступают они от прибора активного контроля (АК).
Выхаживание.
Если в цикл работы круглошлифовального станка включена операция
«выхаживание», т.е. шлифование с выключенной подачей, то в схему
(рис. 4.6-4) вводится реле (РВ) времени (прерывистая линия), контакт кото-
рого включается в цепь | ЭмО |вместо контакта РП2:1.
Реле времени контролирует продолжительность «выхаживания».
Наладка. (Установить ВН, ВИ, ВА1 — «ручное управление», а ВА2 —
«упор»), работает , остановлен (Zujj) •
Включение ДИ производится нажатием Кн.ПИ, а остановка — Кн.СИ.
Кн.ПИ — собирается цепь КИ .
КИ 11 — подключается МУ и^ди) к сети (КИ: 1...3) и пускается,
— становится на самопитание (КИ:4),
— блокируется цепь | КТ |(КИ:5).
Двигатель быстро разгоняется, срабатывает РКС и готовит цепь КТ
(РКС). _____
Кн.СИ | — размыкается цепь | КИ ].
— собирается цепь| КТ |(КИ:4).
| кт 11 — происходит процесс динамического торможения ДИ, а при
скорости, близкой к «нулю» РКС отключит | КТ |.
Защита.
• От токов КЗ — силовые цепи (Пр. 1, Пр.2, Пр.З) переменного тока;
— цепь управления (Пр.5),
— цепь освещения (Пр.4).
• От перегрузки — двигатели (РТШ, РТГ, РТИ).
Блокировки.
• Невозможность пуска при отсутствии давления в гидросистеме (РД),
при отсутствии питания в цепи возбуждения (РОП), при торможении
(КТ:2).
370
Питание.
3 ~ 380 В, 50 Гц — силовая сеть переменного тока.
Выпрямленный ток — цепи постоянного тока (ДИ, ОВДИ).
I ~ 220 В, 50 Гц — цепи управления.
4.7. Агрегатные станки
Агрегатные — это специальные многоинструментальные станки, соби-
раемые из стандартных узлов и агрегатов специального назначения.
К стандартным узлам относятся силовые (шпиндельные) головки, пово-
ротные столы, станины, гидравлические устройства (гидроприводы, гидро-
насосы, гидропанели) и др.
Предназначены для применения в крупносерийном и массовом произ-
водстве.
Выполняемые технологические операции: сверление, растачивание,
резьбофрезерование и т.п.
Изделия на таких станках обрабатываются одновременно несколькими
инструментами как с одной, так и с нескольких сторон.
Поэтому агрегатные станки отличаются высокой производительностью,
по сравнению с универсальными.
Применение агрегатных станков на производстве позволяет при том же
объеме продукции сократить число рабочих и производственные площади
станочного парка.
Конструкция двухстороннего агрегатного сверлильного станка пред-
ставлена на рис. 4.7-1 общим видом и разрезом силовой головки.
На станине (1) установлены две силовые головки, которые в горизон-
тальном направлении могут перемещаться по направляющим станины.
Головки имеют одинаковое устройство и состоят из корпуса (14), шпин-
дельной коробки (13) и приводного электродвигателя (2).
Обрабатываемое изделие закрепляется в приспособлении (5), которое
устанавливается на столе (12).
Примечание — При последовательной обработке нескольких изделий
вместо неподвижного приспособления (5) применяется
поворотный стол, на котором крепятся заготовки.
Силовые головки выполняются с механической или гидравлической по-
дачей.
В современных станках наибольшее распространение получили сило-
вые головки с гидроприводом и делятся на самодействующие и несамодей-
ствующие.
Самодействующие силовые головки имеют гидронасос и гидропансль,
встроенными в головку и движущимися поступательно вместе с ней.
Гидропанель представляет собой распределительное устройство систе-
мы гидравлики.
371
Рис. 4.7-1. Общий вид двухстороннего агрегатного станка и самодействующей силовой головки (в разрезе)
Резервуаром для масла является корпус головки, а привод шпинделей и
насоса от одного электродвигателя.
Очевидно, что подача при невращающихся шпинделях не может быть
произведена.
Более полное представление о работе гидросистемы самодействующей
силовой головки дает ее разрез на рис. 4.7-1.
На передней стенке корпуса головки болтами закреплена шпиндельная
коробка (13), а на кронштейне задней — электродвигатель (2).
В корпусе (14) головки находятся гидронасос (8) и гидропанель (7).
Вращение двигателя через шестеренчатую передачу (3) передается гид-
ронасосу (8), а через вал получают вращение шпиндели (4) с инструментом (6).
Низ корпуса жестко соединен с гидроцилиндром (11), шток (9) поршня
(10) которого прикреплен к станине станка.
При подаче масла в левую полость гидроцилиндра головка будет дви-
гаться к изделию, а при подаче масла в правую полость — от изделия.
Реверсирование осуществляется электродвигателем.
Промышленность выпускает самодействующие головки с приводными
двигателями от 1,1 до 22 кВт и усилием подачи от 10 до 100 кН при макси-
мальном ходе головок от 250 до 1000 мм.
Несамодействующие силовые головки применяются в агрегатных мно-
гопозиционных станках, имеющих несколько силовых головок. В этом слу-
чае система гидравлики выполнена централизованной.
Гидронасос и гидропанель установлены на станине (вне силовой голов-
ки) и приводятся в действие от отдельного электродвигателя, а главный
привод вращает только шпиндели. Резервуар для масла тоже отдельный.
Централизованная система сокращает количество гидронасосов и при-
водов к ним, но усложняет систему трубопроводов.
Для нарезания резьбы на агрегатных станках применяют стандартные
электромеханические резьбовые головки. Подача таких головок от винтово-
го механизма, приводимого во вращение главным двигателем. В этом случае
достигается наиболее точное согласование движений резания и подачи.
Реверсирование шпинделей и подачи осуществляется реверсированием
двигателя.
Циклограмма — это совокупность движений силовой головки от начала
и до конца цикла.
За время цикла выполняются все технологические операции по обра-
ботке изделия.
Наиболее распространенные циклы состоят из трех основных видов
движений:
- быстрый подвод (БП), при котором силовая головка быстро подводит-
ся к детали, а затем скорость ее снижается до рабочей;
- рабочий проход (РП), при котором происходит обработка изделия на
рабочей подаче;
373
А.
В.
Пуск БП
СтоДжБО
Пуск__БП
Пуск__БП
Стоп ТБО
РП
Г.
ПУС^ БП I
БП1
^БОЗ
БПЗ
С,%'^ОЗ
РП1
РП2
РПЗ
1-й
проход
2-й
проход
3-й
проход
Б
Рис. 4.7-2. Схемы циклов движений силовых головок агрегатных станков
- быстрый отвод (БО), при котором (по окончании обработки) головка
быстро отводится в исходное положение.
Основные схемы циклов представлены на рис. 4.7-2.
Управление циклами производится автоматически в функции пути с
помощью путевых выключателей, установленных на станине станка по ходу
движения головки.
При обработке отверстий за один проход применяется циклограмма по
схеме А.
При обработке отверстий под болты комбинированным инструментом
применяется циклограмма силовой головки по схеме Б.
После быстрого подвода (БП) и снижения скорости до рабочей подачи
(РП1) производится сверление (подача S|), а затем с переходом на меньшую
подачу (52) — зенкерование (РП2).
Примечания:
1. Последовательность рабочих операций может быть другой (сначала —
зенкерование, а затем — сверление).
2. Зенкерование — это обработка цилиндрических и торцовых поверх-
ностей (полученных сверлением, отливкой, холодной и горячей про-
бивкой) для образования углублений (гнезд) под цилиндрические
или конические головки (или шейки) винтов, для получения конус-
ных фасок и др.
3. Цековка — это обработка торцовых поверхностей около рассверлен-
ных отверстий вращением инструмента без подачи.
При цековке применяется циклограмма по схеме В на жестком упоре.
Силовая головка после выполнения операции останавливается, упираясь в
специальный винт, установленный на кронштейне.
При этом давление масла в гидросистеме повышается, выдержка време-
ни определяется настройкой реле давления, после чего силовая головка воз-
вращается в исходное положение.
При сверлении глубоких отверстий применяется циклограмма по
схеме Г.
374
Обработка производится за три прохода, так как технологический про-
цесс требует периодического вывода сверла для удаления стружки и его ох-
лаждения.
При каждом проходе глубина сверления увеличивается, а по окончании
сверления головка с инструментом отводится в исходное положение.
Основным средством управления цикла является электроавтоматика, а
циклы движений силовых головок возможны и другие.
Электропривод.
Асинхронные двигатели с короткозамкнутым ротором серии 4А (ос-
новного исполнения) или АИ (совместная разработка со странами Интерэ-
лектро).
В перспективе АД серии АИ предназначены для полной замены серии
4А и ее модификаций (Приложение А).
Принципиальная электрическая схема управления ЭП
агрегатного станка (рис. 4.7-3,4)
Назначение. Для пуска, управления, остановки и защиты ЭП агрегатно-
го станка глубокого сверления.
Основные элементы схемы.
Дсп Дно — приводные двигатели силовой головки с гидронасосом, насо-
са охлаждения.
ЭмВ, ЭмН — электромагниты «вперед» и «назад», для переключений в
гидросистеме в соответствии с направлением движения в си-
ловой головки.
КЛ1, КЛ2 — контакторы линейные приводных двигателей ДсГ, Д<0.
РП1, РП2, РПЗ, РП4 — реле промежуточные, для формирования цепей
управления в соответствии с циклограммой.
Органы управления.
Кн.П, Кн.В — кнопки «пуск» ДсГ и «вперед» силовой головки.
Кн.Н — кнопка «назад», для возврата силовой головки из любого про-
межуточного положения.
Кн.С — кнопка «стоп» аварийно.
ВП — выключатели путевые, для управления режимом движения сило-
вой головки.
Режимы управления.
Полуавтоматический — от Кн.В и ВП.
Ручной — от Кн.П, Кн.Н, Кн.С.
Работа схемы.
Исходное состояние.
Поданы все виды питания (BBlf). Система гидравлики заполнена и
приготовлена. Силовая самодействующая головка в исходном положении
(замкнуты ВП1 и ВП2:1, разомкнут ВП2:2).
375
1 - деталь
2 - сверлильная силовая головка
У-упор
Р - рычаг
ВП - выключатель путевой
Рис. 4.7-3. Кинематическая схема силовой самодействующей головки
агрегатного станка глубокого сверления
Примечание — Расположение выключателей путевых, упоров и рычага
показано на рис. 4.7-3.
Пуск.
Кн.П И — собирается цепь | КЛ 1 h
КЛ11 t — подключается к сети (КЛ 1:1... 3) и пускается,
— становится на самопитание (КЛ 1:4),
— готовит цепи управления рабочим циклом (КЛ1:5).
Примечание — Обеспечено вращение шпинделей сверлильной головки,
работает гидронасос для создания давления в системе гид-
равлики.
Рабочий цикл в соответствии с циклограммой станка
включает:
- быстрые подводы (БП1, БП2, БПЗ),
- рабочие проходы (Ш, П2, ПЗ),
- быстрые отводы (БО1, БО2, БОЗ).
376
Рис. 4.7-4. Принципиальная электрическая схема управления ЭП агрегатного станка
Управление.
Кн.В И — собираются цепи |КЛ21, |РП11, [ЭмВ].
? — подключается к сети (КЛ2:пускается,
_____ — подается эмульсия к месту сверления;
РП! It — становится на самопитание (РП 1).
ЭмВИХ — переключается электромагнитный золотник гидросистемы
на движение силовой головки «вперед».
Примечание — Силовая головка быстро (под действием гидравлики) дви-
жется «вперед» и подводится к детали, где скорость пере-
ключением в гидросистеме снижается до рабочей подачи.
Осуществляется Ш, при этом: __________________
- размыкаются цепи |ЭмВ|(ВШ) и I РПЗ |(ВП2:1),
- готовится цепь |ЭмН|(ВП2:2).
В конце первого прохода (Ш) упор УЗ нажмет ВПЗ, при этом:
— собирается цепь |РП2|(ВПЗ).
РП2 |Т — собирается цепь |ЭмН| (РП2:1),
— готовится цепь | РПЗ |(РП2:2),
— становится на самопитание (РП2:3).
14 Шахоаиов В П.
377
|Эм an — переключается электромагнитный золотник гидросистемы
на движение силовой головки «назад».
Примечание —Силовая головка быстро (под действием гидравлики)
движется «назад» в исходное положение (БО1).
ВПЗ разомкнется, но РП2 останется на самопитании; |ЭмН|! (ВП2:2),
собирается цепь | РПЗ |(ВП2:1); собирается цепь |ЭмВ| (ВП1).
| РПЗ | Т — размыкается цепь | РП4 |(РПЗ: 1) вторично,
— становится на самопитание (РПЗ:2),
— размыкается цепь |РП2|(РПЗ:3).
| РП2II — вторично размыкается цепь |ЭмП| (РП2:1),
— размыкается параллельная цепь | РПЗ] (РП2:2),
— размыкается цепь самопитания (РП2:3).
ЭмВ| tl — переключается электромагнитный золотник гидросистемы
на движение силовой головки «вперед».
Примечание — Силовая головка аналогично выполняет БП2 и П2, увели-
чив глубину сверления.
В конце П2 упор УЗ нажимает ВПЗ, готовится цепь | РП21 (ВПЗ).
По ходу головки упор УЗ нажимает ВП4 и сходит с ВПЗ:
- размыкает цепь РПЗ |(ВП4: ]),
- готовится цепь РП4 |(ВП4:2),
- размыкается цепь | РП2 |(ВПЗ) вторично.
РПЗ I — собирается цепь | РП41 (РПЗ: 1),
— размыкается цепь самопитания (РПЗ:2),
— готовится цепь|рП2](РПЗ:3).
РП4| t — готовится цепь |рп21 и | РПЗ | (РП4:1),
— становится на самопитание (РП4:2).
В конце хода головки упор У2 снова нажимает ВПЗ, собирается цепь
~рш]-
РП21? — собирается цепь |ЭмН|(РП2:1),
— готовится цепь [РПЗ |(РП2:2),
— становится на самопитание (РП2:3).
переключается электромагнитный золотник гидросистемы
на движение силовой головки «назад».
ИП -
Примечание — Силовая головка снова быстро возвращается в исходное
положение (БО2), аналогично выполняется БПЗ и ПЗ до
окончания сверления.
По ходу головки упоры УЗ и У2 дважды нажимают на ВПЗ и один раз
на ВП4, но | РПЗ | и | РП4 [остаются включены (на самопитании).
В конце ПЗ упор У4 нажимает на рычаг Р, который нажимает на ВП5,
размыкаются цепи управления силовой головки (ВП5:1), собирается цепь
[Э^н| (ВП5:2).
378
ЭмН|Т1 — переключается электромагнитный золотник гидросистемы
на движение силовой головки «назад» в исходное положение (БОЗ).
В исходном положении силовая головка остановится, так как отключено
(РП1), питание цепей управления силовой головкой отключено. Цикл окон-
чен, (дЛ остановлен.
Примечание — После установки очередной детали и нажатия Кн.В нач-
нется новый цикл работы силовой головки в соответст-
вии с циклограммой.
Защита, блокировки.
ДсГ — оттоков КЗ (П1-1, П1-2, П1-3) и перегрузок (РТ1-1, РТ1-2);
Д„о — от токов КЗ (П2-1, П2-2, П2-3) и перегрузок (РТ2-1, РТ2-2);
Цепи управления — оттоков КЗ (ПЗ-1, ПЗ-2);
Блокировки: от самозапуска станка при глубоком снижении и последую-
щем восстановлении напряжения в сети (КЛ1, КЛ2, РП1);
цепей управления силовой головки при остановке ДсГ;
цепей ЭмВ и ЭмН в исходном положении (ВП1, ВП2), в
промежуточном положении силовой головки (Кн.Н).
Питание цепей.
3 ~ 3 80 В, 50 Гц — силовая сеть;
1 ~ 380 В, 50 Гц, линейное — цепи управления.
4.8. Кузнечно-прессовые установки
По сравнению с металлорежущими станками, кузнечно-прессовые об-
ладают рядом преимуществ:
- отходов металла значительно меньше,
- качество и механические свойства обрабатываемых изделий лучше,
- производительность выше.
Предназначены для обработки металлов давлением в холодном и горя-
чем состоянии.
По принципу воздействия на металл можно выделить три основные
группы:
• молоты кузнечные, для свободной ковки,
• прессы штамповочные, для горячей и холодной штамповки,
• кузнечно-штамповочные установки, сочетающие в себе функции
молотов и прессов.
Молоты.
Наибольшее распространение получили механические молоты с элек-
троприводом.
В основном, они применяются для изготовления большого количества
изделий (не сложного профиля, мелких) при массовом производстве.
14’
379
Ударное действие — от кривошипно-шатунного или фрикционного ме-
ханизмов (приводятся в движение электродвигателем), сочлененных с инст-
рументом (молот или штамп).
При включении «ЭД» молот поднимается вверх, в верхней точке двига-
тель отключается и он падает вниз, нанося удар по заготовке. Для молотов
необходим сложный и массивный фундамент, исключающий влияние удар-
ной нагрузки на окружающую среду.
Фрикционные молоты выполняются с массой подающих частей до 3000
кг и применяются в промышленности для горячей обработки.
Кривошипные молоты выполняются с массой подающих частей от 25 до
250 кг и применяются на производстве для свободной ковки мелких изделий.
Легкие удары следуют один за другим с частотой от 200 до 500 ударов в
минуту.
Кривошипно-шатунный механизм сочленяется с молотом (ползуном)
через эластичное устройство в виде рессор, пружин или резиновых буферов.
Примечание — Основная операция молотов — ковка, но он, при соот-
ветствующей настройке, может выполнять операции
штамповки и др.
Прессы.
Наибольшее распространение на производстве получили механические
прессы с электроприводом.
Они не требуют массивных фундаментов, так как обработка произ-
водится давлением.
Усилие давления — от кривошипно-шатунного, фрикционного или дру-
гих механизмов (приводятся в движение электродвигателем), сочлененных
со штампом (верхний штамп).
Механические прессы — это самое распространенное средство обра-
ботки давлением.
Фрикционные прессы выполняют с усилием до 6000 кН и числом ходов
ползуна в минуту — до 90.
Кривошипные прессы выполняют с усилием от 60 до 80000 кН и чис-
лом ходов ползуна в минуту — до 90.
Штамповка на прессах, по сравнению со штамповкой на молотах, имеет
ряд преимуществ:
- производительность выше,
- точность штамповки больше,
- удельный расход электроэнергии меньше.
В массовом производстве для штамповки листовых изделий применя-
ются специальные листоштамповочные пресс-автоматы.
Кинематическая схема такого пресс-автомата представлена на рис. 4.8-1.
Она дает представление об основных узлах пресса и их взаимодействии.
От электродвигателя (8) через вариатор (7) и ременную передачу (5) вра-
щение передается маховику (4), который находится на кривошипном валу (6).
380
Валки
приемные
Маховик
Передача
ременная
Вал
кривошипный
Рис. 4.8-1. Кинематическая схема пресс-автомата с нижним приводом.
Вал располагается в нижней части пресс-автомата и через кривошип сооб-
щает возвратно-поступательное движение цилиндрическим колонкам (2), в
верхней части которых установлена траверса (1) с верхним штампом (11).
Стальная полоса через подающие валки (9), нижний штамп (11) и при-
емные валки (3) перемещается в процессе работы.
Валки имеют свою передачу, связанную с кривошипным валом (не по-
казана). При ходе траверсы вверх полоса перемещается, а при ходе вниз — не-
подвижна.
Пресс-автоматы с нижним приводом имеют высокую производитель-
ность. Доступное расположение штампов обеспечивает быструю замену их
для штамповки изделий различной формы и размера.
Электропривод.
Кузнечные молоты и прессовые машины работают в условиях резкопе-
ременной ударной нагрузки, когда пиковые моменты (при ударе) чередуют-
ся с моментами холостого хода (при паузах).
Главные электроприводы кузнечно-прессовых машин делятся на две
группы:
• ЭП с маховиками (ковочные машины, кривошипные прессы и др.),
• ЭП без маховиков (реечные прессы, правильные и отрезные маши-
ны и т.п.)
Маховики применяются для выравнивания нагрузки на двигателе и ус-
танавливаются на быстроходном валу привода. В периоды снижения на-
грузки ЭД работает на маховик, в котором запасается кинетическая энер-
гия. В периоды пиков нагрузки скорость двигателя снижается, а часть на-
381
грузки компенсируется за счет энергии маховика, что значительно снижает
потери.
Наличие маховика позволяет использовать ЭД с меньшей мощностью и
меньшим перегрузочным моментом, чем без него. Например, номинальная
мощность ЭД уменьшается почти в 10 раз.
Необходим регулируемый электропривод, обеспечивающий различную
скорость деформации, технологического процесса и наладки.
Регулирование скорости в диапазоне до 4: 1 возможно всеми сущест-
вующими видами (механическими и электрическими).
Сюда относятся коробки скоростей, механические вариаторы, переклю-
чение пар полюсов АД и бесступенчатое регулирование машин постоянного
тока.
В настоящее время для регулирования скорости рекомендуется приме-
нять:
• АД с частотным импульсным управлением, т.е. с регулированием
скорости изменением частоты или подводимого напряжения к дви-
гателю.
• Асинхронные электромагнитные муфты скольжения (ЭМС) в ком-
плекте с нерегулируемым АД.
Такая муфта позволяет плавно изменять скорость рабочего органа за
один ход от максимальной до почти нулевой простым способом (из-
менением тока возбуждения муфты и тормоза).
В настоящее время промышленность выпускает «ЭМС» мощностью
до 1000 кВт и выше на усилия до 1 000 Н и более.
• Двигатели постоянного тока регулируемые (изменением магнитного
потока двигателя), источником питания которых являются силовые
выпрямители на кремниевых вентилях.
Выбор варианта зависит от условий технологического процесса и опре-
деляется технико-экономическими расчетами.
Двигатели.
Электродвигатели кузнечно-прессовых машин (КПМ) работают в про-
должительном, повторно-кратковременном и кратковременных режимах.
Наиболее полно отвечают требованиям двигатели:
• серии 4АС — это АД с короткозамкнутым ротором повышенного
скольжения (от 4 до 14%), продолжительного или повторно-кратко-
временного режима (ПВ = 40 %) мощностью от 0,4 до 63 кВт, закры-
того обдуваемого исполнения.
• серии 2П — это двигатели постоянного тока новой серии, охватываю-
щие высоты осей вращения от 90 до 315 мм и диапазон мощностей от
0,37 до 200 кВт.
Машины этой серии предназначены для работы в широкорегулируемых
электроприводах. Они заменяют машины серии П, а также специализиро-
ванные машины серий ПС(Т), ПБС(Т), ПР.
382
По сравнению с предшествующими сериями у машин серии 2П:
- повышена перегрузочная способность,
- расширен диапазон регулирования частоты вращения,
- улучшены динамические свойства,
- уменьшены шум и вибрации,
- повышена мощность на единицу массы,
- увеличены надежность и ресурс работы.
Управление электроприводом КПМ.
Основными принципами управления кузнечно-прессовых машин явля-
ются:
• Выполнение заданного режима движения основного рабочего органа
(например, ползуна), при этом должны обеспечиваться производи-
тельность машины и качество изделия.
• Точное взаимодействие ползуна со вспомогательными механизмами
(например, подачи, выталкивателя изделий и др.).
• Безопасность работы оператора (например, отклонение машины при
любых нарушениях, приводящих к авариям и травматизму).
Примерами обеспечения безопасности работы оператора могут быть
- отключение КПМ при нарушении взаимодействия частей,
- обязательное одновременное нажатие оператором двух кнопок обеими
руками,
- применение фотоэлементов, отключающих КПМ, в случае попадания
в рабочую зону руки оператора или посторонних предметов.
Ниже рассматриваются два варианта кинематических схем и принципи-
альных электрических схем управления электроприводом КПМ:
- для кривошипного ковочно-штамповочного пресса,
- для фрикционного винтового штамповочного пресса.
Кинематическая схема ковочно-штамповочного пресса (рис. 4.8-2)
Механический кривошипный ковочно-штамповочный пресс с ЭП пред-
назначен для обработки металлических заготовок постепенным давлением.
Выполняемые операции: свободная ковка, горячая и холодная штамповка.
Кинематическая схема включает в себя следущее.
Приводной электродвигатель Д (1), который через ведущий (2) и ведо-
мый (4) шкивы посредством клино-ременной (3) передачи передает враще-
ние к шестеренчатой передаче (5).
Ведомый шкив (4) одновременно является маховиком, обеспечивающим
равномерное движение.
Шестеренчатая передача (5) связана с кривошипным валом (7) и
подключается с помощью дисковой электромагнитной муфты ЭмМ (6),
в которую подается сжатый воздух при открытии электромагнитного
клапана.
383
1 - электродвигатель
2 - шкив ведущий
3 - клино-ременная передача
4 - шкив ведомый
5 - передача шестеренчатая
6 - муфта дисковая
7 - кривошипный вал
8 - шатун
9 - ползун
10 -штамп верхний
11 - штамп нижний
12 - выключатель конечный верх-
ний
13 - выключатель конечный ниж-
ний
14 - электромагнитный тормоз
15 - эластичное устройство
Рис. 4.8-2. Кинематическая схема ковочно-штампового пресса
Движение от ведомой шестерни передачи через кривошипный вал (7) и
шатун (8) передается ползуну (9), движущемуся вертикально.
К ползуну (9) крепится верхний штамп (10), а к столу пресса — нижний
(11), между которыми помещается обрабатываемое изделие.
Перед включением дисковой фрикционной муфты (6) с пневматическим
нажимом отжимается электромагнитный тормоз ЭмТ (14) и кривошипный
вал (7) растормаживается. После отключения муфты включается ЭмТ и вал
затормаживается.
Для контроля положения и управления ЭП установлены путевые конеч-
ные выключатели (13, 12) «верха» (ВКВ) и «низа» (ВКН), которые включе-
ны в электрическую схему управления прессом.
384
Принципиальная электрическая схема управления ЭП
кривошипного ковочно-штамповочного пресса (рис. 4.8-3)
Назначение. Дпя пуска, управления, защиты и сигнализации кривошип-
ного ковочно-штамповочного пресса.
Основные элементы схемы.
Д — приводной АД с КЗ-ротором, реверсивный.
ЭмТ, ЭмМ — электромагнитный тормоз, для затормаживания и растор-
маживания кривошипного вала;
электромагнитная муфта фрикционная, дисковая, для подключения (от-
ключения) ведомой шестерни передачи к кривошипному валу.
Т — трансформатор понижающий — 380/220/24 В, для питания цепей
управления и сигнализации переменным током.
КЛ1, КЛ2 — контакторы линейные, для подключения к сети Д и комму-
тации цепей питания Д.
Основное направление вращения — правое (КЛ1), противоположное —
левое (КЛ2).
РП1, РП2, РПЗ — реле промежуточные:
для подключения к сети ЭмТ и ЭмМ,
для коммутации цепей управления,
для коммутации цепи наладки.
ВА — выключатель автоматический, для коммутации и защиты силовой
цепи двигателя.
ЛС1, ЛС2, ЛСЗ, ЛС4 и МО — лампы сигнальные и местного освещения.
Органы управления:
УП1 — универсальный переключатель 1 («левое» — «правое»), для вы-
бора направления вращения реверсивного Д
УП2 — универсальный переключатель 2 («ручное» — «наладка» — «пе-
даль»), для выбора режима управления,
Кн.П, Кн.С, Кн.Х1 и Кн.Х2 — кнопки «пуск», «стоп», «ход»,
ВКВ, ВКН — путевые выключатели конечные «верх», «низ»,
НП (НП:1, НП:2)— ножная педаль.
Режимы управления:
ПУ2 — «Р» — «ручное управление», от кнопок Кн.Х1 и Кн.Х2,
— «Н» — «наладка», от кнопки Кн.Х2,
— «П» — «педаль», от ножной педали.
Работа схемы.
Исходное состояние.
Органы управления: УП1 — «П», УП2 — «Р», управление от Кн.Х1 и
Кн.Х2. Поданы все виды питания (ВА — включен), при этом горят лампы:
- МО — «местное освещение» (возможно подключение переносного),
- ЛС4 — «питание» включено,
- ЛС1 — «ручное управление» от кнопок.
Подано питание на цепи управления (~ 220 В).
385
Рис. 4.8-3. Принципиальная электрическая схема кривошипного
ковочно-штамповочного пресса
Ползун находится в верхнем положении (ВКВ — разомкнут).
|РП2 |Т — готовится цепь |РП 1 | (РП2:1),
— становится на самопитание (РП2:2).
Кратковременно нажать Кн.П, при этом:
|KJII |Т — подключается к сети (д) (КЛ1:1...3), пускается,
— становится на самопитание (КЛ 1:4),
— размыкается цепь | КЛ21(КЛ 1:5), блокировка.
Пресс готов к работе. В работе Д, заготовка в штампе.
Засвечены «МО», ЛС4, ЛС1 — «ручное».
«Ручное управление».
Нажать кратковременно и одновременно Кн.Х1 и Кн.Х2, при этом:
РП1 It — собирается цепь Ьмт| и |ЭмМ| (РП 1:1...2),
— готовится цепь самопитания (РП1:3).
|ЭмТ, ЭмМ~]Т — растормозится кривошипный вал,
— кривошипный вал подключается к шестеренчатой передаче,
— ползун начнет движение «вниз», ВКВ замкнется и
самопитание. _____
После отпускания Кн.Х1 и Кн.Х2 | РП21 останется «включено» по двум
собранным параллельным цепям (верхней и нижней).
386
встанет на
«Внизу» ползун разомкнет только нижнюю цепь самопитания | РП2 и
начнет движение «наверх», снова подключится нижняя цепь самопитания.
«Наверху» ползун разомкнет цепь|РП1 J(BKB).
| РП1 II — разомкнется цепь |ЭмМ, ЭмТ Я (РП 1:1.. .2),
— разомкнется цепь самопитания (РП1:3).
ЭмМ, Эм ПI — отключится фрикционная дисковая муфта, кривошип-
ный вал отсоединится от передачи,
— затормозится кривошипный вал.
Рабочий цикл закончен. Для повторения рабочего цикла нужно снова
нажать обе Кн.Х1 и Кн.Х2.
Примечание — Нажатие одновременно двух кнопок обеими руками исклю-
чает попадание рук в рабочую зону (мера безопасности).
Возможно применение фотоэлементов, отключающих
пресс при попадании в рабочую зону руки оператора или
посторонних предметов.
Управление «от педали».
Установить УП2 — «педаль», при этом:
— готовится верхняя цепь |РП 1 ](У П2 — «П»), управление «от педали»,
— собирается цепь |РПЗ | (УП2 — «П»).
| РПЗ 11 — размыкается средняя цепь |РП1 | (РПЗ: 1),
— готовится нижняя цепь |РП1 J (РПЗ:2),
— размыкается верхняя цепь|рП2 |(РПЗ:3),
— собирается средняя цепь }РГ12| (РПЗ:4),
— размыкается цепь ЛС1 (РПЗ:5), лампа гаснет,
— собирается цепь ЛС2 (РПЗ:6), лампа зажигается.
Примечание — Перед изменением режима управления пресс в исходном
состоянии.
Пресс готов к работе «от педали». Засвечены «МО», «ЛС4 — питание»,
«ЛС2 — от педали».
Нажать кратковременно педаль, при этом:
— собирается нижняя цепь |РП 1 |(НП:1),
— размыкается средняя цепь |РП2 | (НП:2), но самопитание обес-
печено по нижней цепи.
Примечание — Далее рабочий цикл выполняется аналогично, а для его
повторения нужно снова нажать отпущенную педаль.
«Наладка».
Установить УП2 — «наладка», при этом:
— готовится цепь |РП1 | (УП2 — «Н»), управление от Кн.Х2,
— собирается цепь ЛСЗ (УП2 — «Н»), лампа зажигается.
Пресс готов к работе при «наладке». Засвечены «МО», «ЛС4 — пита-
ние», «ЛС2 — от кнопок», «ЛСЗ — наладка».
Примечание — Ползун будет перемещаться только при нажатой Кн.Х2 и
может быть остановлен в любом положении после от-
пускания Кн.Х2.
387
Логика срабатывания элементов — аналогична.
Остановка.
Кратковременно нажать Кн.С, при этом:
— снимается питание с цепей управления до отпускания Кн.С,
КЛ111 — отключается Гд) (КЛ 1: 1.. .3), останавливается,
— размыкается цепь самопитания (КЛ1:4),
— снимается блокировка цепи |КЛ2 |(КЛ1:5).
Примечание — Полное отключение производится снятием всех видов
питания (ВА — отключен).
Защита, блокировки, сигнализация:
• силовая сеть — от токов КЗ и перегрузки (ВА с комбинированным
расцепителем),
• цепи управления и сигнализации — от токов КЗ (Пр.1 и Пр.2),
• цепи 1КЛI. КЛ21— взаимная блокировка (КЛ2:5, КЛ 1:5),
• цепи|рП1, РП2 — взаимная блокировка (Кн.Х1, Кн.Х2, НП:1, НП:2),
• ЛС 1 — управление «от кнопок»,
• ЛС2 — управление «от педали»,
• ЛСЗ — «наладка»,
• ЛС4 — «питание» цепей управления и сигнализации.
Питание цепей.
3 ~ 380 В, 50 Гц — силовая сеть,
1 ~ 220 В, 50 Гц — цепи управления,
1 ~ 24 В, 50 Гц — цепи сигнализации и местного (или переносного) ос-
вещения.
Кинематическая схема винтового фрикционного пресса (рис. 4.8*4)
Механический фрикционный винтовой пресс может развивать усилие
до 6000 кН и выполнять следующие основные операции: холодная (листо-
вая) и горячая (объемная) штамповка, чеканка, выдавливание, ковка.
Кинематическая схема включает:
Электродвигатель Д приводной (1), который через клино-ременную (2)
передачу непрерывно вращает два диска (3), которые могут перемещаться
влево и вправо, попеременно прижимаясь к маховику (5).
Маховик (5) скреплен с вертикальным винтом (6), связанным с ползу-
ном (7). Маховик может изменять направление вращения, а винт завинчи-
ваться или вывинчиваться, увлекая за собой ползун вверх или вниз.
Изменение направления вращения маховика (5) осуществляется при-
жимными дисками (3), которые перемещаются устройствами пневмосисте-
мы, управляемыми электромагнитами (4).
При включении Эм1 (4) к маховику прижимается левый диск, а ползун
(7) движется вниз; при включении Эм2 к маховику прижимается правый
диск, ползун движется наверх.
388
1 - электродвигатель
2-клино-ременная пере-
дача
3 - диски прижимные
4 - электромагниты пнев-
мосистемы
5 - маховик
6 - винт вертикальный
7 - ползун
8 - верхний штамп
9 - нижний штамп
10 - выключатели ползуна
конечные
11 - направляющие
12-толкатели
Рис. 4.8-4. Кинематическая схема фрикционного пресса
Обрабатываемый материал помещается между верхним (8) и нижним
(9) штампами.
Контроль нижнего и верхнего положений ползуна осуществляется путе-
выми выключателями (10) ползуна, контакты которых включены в электри-
ческую схему управления (ВПН1, ВПН2 и ВПВ1, ВПВ2).
Принципиальная электрическая схема управления ЭП
фрикционного пресса (рис. 4.8-5)
Назначение. Для пуска, управления и защиты ЭП механического фрик-
ционного пресса.
Основные элементы схемы.
Д — приводной АД с КЗ-ротором.
Эм1,Эм2 — электромагниты пневмосистемы, для управления движени-
ем ползуна «вниз» и «наверх».
КЛ, КВ, КН — контакторы: линейный, «вниз», «наверх».
РВ — реле времени, для обеспечения выдержки времени на затормажи-
вание маховика при изменении направления вращения, когда пол-
зун находится «внизу».
ВПН (ВПН1, ВПН2), ВПВ (ВПВ1, ВПВ2) — выключатели путевые, для
управления движением ползуна.
389
Рис. 4.8-5. Принципиальная электрическая схема управления фрикционного пресса
фф ф ф
Органы управления:
ПУ — переключатель управления («непрерывно» — «одиночное»), для
выбора способа управления.
ВПН и ВПВ — выключатели путевые, для управления циклами движе-
ний ползуна пресса.
Кн.П, Кн.С, Кн.В, Кн.Н — кнопки «пуск», «стоп», «вниз», «наверх».
Режимы управления:
ПУ — «одиночное» — одиночный режим работы, рабочий цикл состоит
из движений ползуна только «вниз» и «наверх».
ПУ — «непрерывно» — непрерывный режим работы, применяется при
ковке заготовки; рабочий цикл состоит из боль-
шого количества одиночных.
Работа схемы.
Исходное состояние.
Поданы все виды питания (включен ВА). ПУ — «одиночно».
Пневмосистема под давлением.
Ползун наверху (ВПВ1 — разомкнут, ВПВ2 — замкнут).
Кратковременно нажать Кн.П, при этом: __
I КЛ 11 — подключается (КЛ: 1.. .3) к сети (д) и пускается,
— становится на самопитание (КЛ:4),
— подключаются цепи управления (КЛ:5).
Пресс готов к работе. Работает приводной Д, заготовка в штампе.
Одиночный режим.
Кратковременно нажать Кн.В, при этом:
390
I KB 11 — подключается |Эм11 (КВ: 1. ..2),
— становится на самопитание (КВ:3),
— размыкается цепь| КН~|(КВ:4).
Эм1 |t— левый диск прижмется к маховику, он начнет вращаться,
опуская ползун «вниз».
В нижнем положении ползуна размыкаются ВПН2 и ВПВ2, замыкаются
ВПН1 и ВПВ1, при этом:
КВ 11 — отключается |Эм11 (КВ: 1 ...2), левый диск отожмется,
— снимается самопитание (КВ:3),
— готовится цепь | КН |(КВ:4).
Вводится в работу | рв | (ВПН1), начат отсчет времени на затормажива-
ние маховика.
По истечении времени собирается цепь КН |(РВ).
| КН IТ — подключается | Эм21 (КН: 1...2),
— размыкается цепь| КВ |(КН:3).
_____ — становится на самопитание (КН:4).
Эм2 |Т — правый диск прижмется к маховику, он начнет вращаться, в
противоположную сторону, поднимая ползун «наверх».
В верхнем положении ползуна размыкаются ВПН1 и ВПВ1, замыкаются
ВПН2 и ВПВ2, при этом:
| КН 11 — отключается |Эм2|(КН: 1 ...2), правый диск отожмется,
— готовится цепь| КВ ](КН:3).
— снимается самопитание (КН:4).
Ползун останется в верхнем положении, рабочий цикл окончен.
Для повторения рабочего цикла нужно снова кратковременно нажать
Кн.В.
Многократный режим.
Установить ПУ — «непрерывно».
Ввод в работу осуществляется как и при «одиночном» режиме кратко-
временным нажатием Кн.В.
По окончании одиночного рабочего цикла согласно изложенной логики
остановки не будет, так как функцию нажатой Кн.В выполняет шунтирую-
щий замкнутый контакт ВПВ2.
Процесс повторяется в виде чередующихся «одинаковых» циклов в не-
обходимом количестве.
Для прекращения режима необходимо установить ПУ — «одиночное»,
при этом ползун остановится «наверху».
Остановка.
Кратковременно нажать Кн.С, при этом:
| КЛ | Т — отключается от сети (КЛ: 1...3) и останавливается,
— снимается самопитание (КЛ:4),
— отключается питание цепей управления (КЛ:5).
Пресс отключен полностью.
391
Примечание — Если ползун при остановке находится в промежуточном
положении, то при наличии питания в цепях управления
вернуть в исходное положение его можно кратковремен-
ным нажатием Кн.П при ПУ — «одиночное».
Защита, блокировки:
• силовая сеть — от токов КЗ и перегрузок (ВА с комбинированным
расцепителем),
• цепи управления — от токов КЗ (Пр.1 и Пр.2),
• блокировка цепей | КВ | (КН:3) и | КН | (КВ:4), исключающая их од-
новременное срабатывание.
Питание цепей.
3 - 380 В, 50 Гц — силовая сеть,
1 ~ 380 В, 50 Гц — цепи управления, линейное напряжение.
Приложение А
(справочное)
Рекомендуемые электродвигатели для электропривода установок
и их условное обозначение (маркировка)
Серия «4А» асинхронных двигателей (АД) является основной и массо-
вой, на базе которой разработаны различные их модификации.
К электрическим модификациям относятся АД с повышенным пусковым
моментом, с повышенным номинальным скольжением и многоскоростные.
К конструктивным модификациям относятся АД с фазным ротором, со
встроенным электромагнитным тормозом, малошумные и со встроенной
температурной защитой.
На основании этих модификаций, в соответствии с табл. А-1, рекомен-
дуется для электропривода установок промышленного назначения приме-
нять указанные серии ЭД.
Для АД применяется следующая структура условных обозначений, со-
стоящая из 8 групповых знаков.
1 — Серия
2 — Исполнение по способу защиты (цифра):
Н —IP23
• —IP24.
3 — Исполнение по материалу станины и щитов (буква):
А — алюминиевые,
X — станина алюминиевая, щиты чугунные или наоборот,
• — станина и щиты чугунные или стальные.
4 — Высота оси вращения (цифры), мм.
5 — Код установочного размера по длине станины
(буква иностранного алфавита):
S — меньший,
М — средний,
L — больший.
6 - Код длины сердечника (буква):
А — меньшая при сохранении установочного размера,
В — большая при сохранении установочного размера,
• — только одна длина при данном установочном размере (S, М или
L).
7 — Число полюсов (одна или две цифры).
8 - Климатическое исполнение (до 3 букв) и категория размещения
(цифра).
393
Условное обозначение степени защиты электрических машин
I IP 1ГПГЛ
IP — две прописные буквы латинского алфавита (International Pro-
tection).
1 — Степень защиты обслуживающего персонала от соприкосновения с
токоведущими и вращающимися частями электротехнических из-
делий и от попадания твердых тел внутрь корпуса (цифра):
2 — защита от проникновения внутрь оболочки пальцев или пред-
метов длиной не более 80 мм и от проникновения твердых тел
размером свыше 12 мм;
4 — защита от проникновения внутрь оболочки проволоки и от
проникновения твердых тел размером более 1 мм;
5 — проникновение внутрь оболочки пыли не предотвращено пол-
ностью, однако пыль не может проникнуть в количестве, дос-
таточном для нарушения работы изделия.
2 — Степень защиты от проникновения воды (цифра):
3 — защита от дождя: дождь, падающий на оболочку под углом 60°
от вертикали, не должен оказывать вредного воздействия на
изделие;
4 — защита от брызг: вода, разбрызгиваемая на оболочку в любом
направлении, не должна оказывать вредного воздействия на
изделие.
Условное обозначение климатического исполнения
электрических машин
Исполнение
Электрические машины, предназначенные для эксплуатации
на суше, реках, озерах для микроклиматических районов:
с умеренным климатом
с холодным климатом
с влажным тропическим климатом
с сухим тропическим климатом
как с сухим, так и влажным тропическим климатом
общеклиматическое исполнение на суше
Электрические машины, предназначенные для эксплуата-
ции в макроклиматических районах с морским климатом:
с умеренно-холодным морским климатом
с морским тропическим климатом на судах
каботажного плавания
неограниченного района плавания
Электрические машины, предназначенные для всех макро-
климатических районов на суше и на море
Обозначение
ХЛ
ТВ
ТС
Т
О
М
тм
ОВ
в
394
Условное обозначение категории размещения
электрических машин Исполнение Обозначение
Для эксплуатации на открытом воздухе Для эксплуатации на открытом воздухе или в помещениях, где колебания температуры и влажности воздуха несущест- венно отличаются от колебаний на открытом воздухе (от- сутствие прямого воздействия солнечной радиации и атмо- сферных осадков) 1 2
Для эксплуатации в закрытых помещениях с естественной вентиляцией без искусственно регулируемых климатиче- ских условий Для эксплуатации в помещениях с искусственно регули- руемыми климатическими условиями (например, в закры- тых отапливаемых производственных помещениях) Для эксплуатации в помещениях с повышенной влажно- стью (например, в неотапливаемых помещениях, в том чис- ле в шахтах) 3 4 5
Модернизация серии 4А в 4АМ позволила снизить уровень шума на 5
дБ, уменьшить массу АД и повысить основные показатели.
Серия АИ разработана совместно со странами Интерэлектро и отвечает
перспективному уровню развития мирового машиностроения.
Шкала мощностей аналогична серии 4А — 34 ступени от 0,025 до
400 кВт. Высота оси вращения от 45 до 355 мм — 18 габаритов.
Группы исполнений унифицированной серии АИ аналогичны серии 4А:
- основная (общего назначения);
- модифицированная (по электрическим параметрам, конструкции и ус-
ловиям окружающей среды);
- специализированная.
Привязка мощностей к установочным размерам по двум вариантам:
I вариант — в соответствии с РС-3031-71 для АД с высотами оси вра-
щения от 45 до 355 мм, степенями защиты IP44 (IP54) и
IP23 для внутри-российских и экспортных поставок;
II вариант — в соответствии с нормами CENELEK-DOCUMENT 28/64
для АД с высотами оси вращения от 56 до 315 мм, степе-
нями защиты IP44 (IP54) только для экспортных поставок.
В соответствии с требованиями МЭК (международной электротехниче-
ской комиссии), в отличие от АД серии 4А, серия АИ имеет
395
- улучшенные энергетические показатели;
- улучшенные пусковые характеристики;
- повышенные показатели надежности;
- снижение уровня шума на 10... 15 дБ;
- сниженный расход активных материалов (меди — на 2,5 %, а электро-
технической стали — на 4 %);
- сниженную массу (на 10... 15 %) и расход конструктивных материалов
(на 15...20 %).
Двигатели выполняются на питающие напряжения
• 220, 380 В — при мощности от 0,025 до 0,37 кВт с тремя выводами и
соединением обмоток в «звезду» или «треугольник»;
• 220, 380 и 660 В — при мощности от 0,55 до 11 кВт с тремя выводами
и соединением обмоток в «звезду» или «треугольник»;
• 220/380 и 380/660 В — при мощности от 15 до 110 кВт с 6 выводами и
соединением обмоток в «треугольник» или «звезду»;
• 380/660 В — при мощности от 132 до 400 кВт с 6 выводами и соеди-
нением обмоток в «треугольник» или «звезду».
Показатели надежности
• вероятность безотказной работы за 20 000 часов наработки — не
менее 0,9;
• ресурс между операциями восстановления (замена подшипников и об-
мотки) — не менее 20 000 часов;
• средний срок службы до списания — не менее 15 лет, но не более
20 000 часов.
Примечания'.
1. Структура обозначения типоразмеров АД серии АИ аналогична серии
4А и отличается только первой группой знаков: АИР — асинхронный,
ИНТЕРЭЛЕКТРО, привязка по первому варианту (Р) или по второму
варианту (С).
2. Различные модификации и специализированные исполнения АД се-
рии 4А обозначаются дополнительными буквами, место которых оп-
ределено особо
- после обозначения серии 4А и степени защиты (перед четвертой
группой знаков:
• Р — с повышенным пусковым моментом;
• С - с повышенным скольжением;
• К — с фазным ротором;
• В — встраиваемые;
• Ф — с пристроенным вентилятором с ЭП (лифтовые);
• Б2П — закрытое исполнение с естественным охлаждением (Б), с
регулированием частоты вращения (2П);
• Д — деревообрабатывающий.
396
- После обозначения числа полюсов (седьмая группа знаков):
• Н — малошумный;
• Е — с встроенным электромагнитным тормозом;
• Б — со встроенной температурной защитой;
• Ж — для моноблочных ЦН;
• X — химостойкий;
• С — для с/х;
• СХ — для с/х химостойкий;
• PH — рудничный для невзрывоопасной среды;
• УП — с устройством пылезащиты;
• ОМ — основное морское исполнение;
• П2 — повышенной частоты (высокочастотный);
• НЛБ — малошумный, лифтовый, со встроенной температурной
защитой;
• ПБ — повышенной точности, со встроенной температурной защи-
той;
• П — повышенной точности.
3. Структура обозначения серии 4ДМ аналогична серии 4А, но дополнена
буквой «М», которая для АД с высотой оси вращения от 50 до 63 мм
ставится после третьей группы знаков (4ААМ), а от 71 до 250 мм —
после первой группы знаков (4АМ).
Таблица А-1
Типоразмеры АД (примеры) Исполнение Степень защиты Область применения
1 2 3 4
СЕРИЯ 4А
4АА 50 А4 УЗ 4АН 355 А4 УЗ 4АР 160 S8 УЗ 4АР 250 М4 УЗ 4АС 71 В8 УЗ 4АС 250 М4 УЗ 4А56 А 4/2 УЗ 4А180 М 12/8/6/4 УЗ 4АК 160 S8 УЗ 4АНК 355 М4 УЗ 4A132S4H УЗ 4А 160 М4Е УЗ или 4АС 132 S4E УЗ 4АВ 56 А4 УЗ Основное с повышенным пусковым мо- ментом с повышенным скольжением многоскорост- ное (2, 3 или 4) с фазным ро- тором малошумное с встроенным электромаг- нитным тормо- зом встраиваемое IP44 или IP23 IP44 IP44 IP44 IP44 или IP23 IP44 1Р44 IP44
для промышленных механизмов, рабо- тающих от сети 3 - 380 В, 50 Гц для ЭП механизмов с большими стати- ческими и инерционными нагрузками при пуске для ЭП механизмов с пульсирующей нагрузкой для ЭП механизмов со ступенчатым регулированием частоты вращения для ЭП механизмов с плавным регули- рованием частоты вращения или с осо- бо тяжелыми условиями пуска для ЭП механизмов с повышенными требованиями к уровню шумности для ЭП механизмов повторно- кратковременного режима с частыми пусками под нагрузкой и фиксирован- ной остановкой для встраивания ЭП в специализиро- ванные механизмы
397
Продолжение табл. А-1
Типоразмеры АД (примеры) Исполнение Степень защиты Область применения
4А 160 S4B УЗ 4А 200 М4Ж УЗ 4А 250 М6Т 2 4А 180 М4Х УЗ 4АА 50 А2СУ5 4А 150 82СХУ2 4А 132 М4 ХЛ2 4 А 160 S4 PH У2 4А 250 М2 УП УЗ 4А 180 М2 ОМ2 4АН 180 М4 ОМ2 4А 90 LA8 П2 4А 225 М4/2 П2 У4 4АН 200 L6/24 НЛБ 4АФ 225 М6/24 НЛБ 4АХ Б2П 90 L4 ПБ 4АХД 1ООБВ2ПУЗ с встроенной температурной защитой моноблочное тропическое химостойкое сельскохозяй- ственное химостойкое влагоморозо- стойкое рудничное пылезащищен- ное судовые высокоточное лифтовое частотно-ре- гулируемое для деревооб- работки IP44 IP44 IP54 1Р54 IP54 1Р54 IP54 IP54 1Р44 или IP23 IP44 IP23 IP44 IP54 для ЭП механизмов с частыми пуска- ми, значительными перегрузками и тяжелыми условиями эксплуатации для ЭП центробежных моноблочных насосов для ЭП механизмов, работающих в условиях влажного или сухого тропи- ческого климата для ЭП механизмов, работающих в химически активной невзрывоопасной среде, при общей продолжительности действия аварийной концентрации до 120 ча-сов за время срока службы для ЭП механизмов сельхозтехники для ЭП механизмов, работающих при низкой температуре (до «-4О0») окру- жающей среды и высокой влажности (до 100 %) для ЭП механизмов рудничного, карь- ерного и обогатительного производст- ва, работающих в невзрывоопасной среде при запыленности воздуха до 100 мг/м3 и наличии агентов коррозии для ЭП механизмов в нсазрывоопасной среде с повышенным содержанием пыли для ЭП вспомогательных механизмов речных и морских судов гражданского и морского флота неограниченного района плавания для ЭП высокоточных металлорежу- щих станков для ЭП лифтов жилых зданий (общест- венных) и производственных сооруже- ний для ЭП подач и главного движения станков с числовым программным управлением (ЧПУ) для ЭП деревообрабатывающих стан- ков
СЕРИЯ 4АМ
4ААМ 50 В4 УЗ 4АМХ 112 М2 УЗ модернизиро- ванное IP44 для замены ЭП перечисленных выше исполнений (основного, модифициро- ванного, специализированного)
СЕРИЯ АИ
АИР 112 М2 АИРХ 132 Мб АИС 160S8 с повышенны- ми показате- лями IP44 IP23 1Р54 для замены АД серии 4А, ее модифи- каций и серии 4 AM
398
Приложение Б
Условные буквенно-цифровые обозначения
в электрических схемах (ГОСТ 2.710-81)
Таблица Б-1
Группа устройств, Обозначение Вид устройства,
элементов код смысл. элемента
1 2 3 4
1. Устройства А — общее обозначение
электрические АА APT автомат, регулятор тока
АК БР блок реле
AKS АПВ автомат, повторное включение
AKV APH автомат, регулятор напряжения
2. Преобразователи не- В — общее обозначение
электрических величин ВА ГГ громкоговоритель
в электрические, датчи- BF ТЛ телефон
ки ВК ДТ датчик тепловой
BL ФЭ фотоэлемент
ВМ МФ микрофон
ВР ДД датчик давления
BR ТГ * тахогенератор
BV дс датчик скорости
3. Конденсаторы С —- общее обозначение
СВ СБ силовая батарея
CQ БЗ блок зарядный
4. Сх. интегральные, мик- D — общее обозначение
росборки DA — сх. интегр аналоговая
DD — цифровая, логический элемент
DS — устр-во хранения информац.
DT — устр-во задержки информац.
5. Элементы Е — общее обозначение
разные ЕК НЭ нагревательный элемент
EL ЛО лампа освещения
ЕТ — пиропатрон
6. Разрядники, IF — общее обозначение
предохранители, за- FA — устр-во мгновенного действия
щитные устр-ва FP — устр-во инерционного действия
FU Пр. предохранитель плавкий
FV p разрядник
7. Генераторы, G — общее обозначение
источники GB АБ аккумуляторная батарея
питания GC CK синхронный компенсатор
GE r,B генератор, возбудитель
8. Устройства H — общее обозначение
сигнальные HA 3C звуковая сигнализация
HG ИС индикатор символьный
HL ЛС лампа сигнальная
HLA ЛТ ламповое табло
HLG ЛЗ лампа зеленая
HLR ЛК лампа красная
HW ЛБ лампа белая
HLV ИИ индикатор ионный, полупровод
399
Продолжение табл. Б-1
Группа устройств, элементов Обозначение Вид устройства, элемента
код смысл.
9. Реле, К — общее обозначение
контакторы, КА PM токовое
пускатели КН РУ указательное
КК PT электр отепловое
км ПМ, к пускатель, контактор
кт РВ реле времени
ксс — реле включения
кст — реле отключения
KL РП реле промежуточное
KV PH реле напряжения
10. Катушки L — общее обозначение
индуктивности, LL Др. дроссель
дроссели, LR — реактор
реакторы LG ОВГ обмотка возбуждения генерат.
LE овв ОВ возбудителя
LM ОВД ОВ двигателя
11. Электродвигатели М • общее обозначение
12. Контрольно- Р — общее обозначение
измерительные, РА А амперметр
регистрирующие PF Hz частотометр
приборы PI Wh счетчик активной энергии
РК varh счетчик реактивной энергии
PR n омметр
РТ Ч часы
PV V вольтметр
PW w ваттметр
РО N осциллограф
PS T синхроноскоп
13. Коммутационные Q — общее обозначение
аппараты в QF BA выключатель автоматический
силовых цепях QK КЗ короткозамыкатель
QS P разъединитель
QR 0 отделитель
QW BH выключатель нагрузки
QSG 3 заземлитель
14. Резисторы R —. общее обозначение
RK R<. терморезистор
RP ПЭ потенциометрический элемент
RS Ш шунт измерительный
RU — варистор
RR R реостат
15. Коммутационные S — общее обозначение
аппараты в цепях SA любое выключатель, переключатель
управления, SB Кн. кнопка
сигнализации, SF A автомат
измерения SBC — Кн. включения
SBT — Кн. отключения
SL РУ выкл. уровня
400
Продолжение табл. Б-1
Группа устройств, элементов Обозначение Вид устройства, элемента
код смысл.
SP РД выкл. давления
SQ вк выкл. путевой
SR ВС выкл. скорости
SK вт° выкл. температуры
16. Трансформаторы, Т — общее обозначение
автотрансформаторы ТА ТТ тока
TS тс стабилизатор
TL тп промежуточный
ТЛ’ TH напряжения
17. Приборы V общее обозначение
электровакуум ные, VD д диод, стабилитрон
полупроводников. VL электровакуумный
VT т транзистор
VS « тиристор
18. Контактные X — общее обозначение
соединения ХА тк токосъемник контактный
ХР ШР штырь
XS — гнездо
XT — разборное
XW — неразборное
хв п перемычка
19. Привод Y — общее обозначение
электромагнитный YA Эм. электромагнит
YAB — Эм. замок
YAC ЭмВ Эм. включения
YAT ЭмО Эм. отключения
YB ЭмТ тормоз
YC ЭмМ муфта
YH — плита, патрон
Приложение В
(рекомендованное)
Принципы составления и понимания электрических цепей
элементов принципиальных электрических схем
1. Составление цепи питания элемента
- Найди ближайший «источник ЭЭ», к которому подключен элемент
(см. по аппаратам защиты в начале и в конце линии) и проследи
формирование цепи от начала до конца по главной линии.
- Изобрази и обозначь положения всех коммутирующих элементов
(контактов, переключателей и т.п.) главной линии и дополни вспо-
могательными (параллельными) участками цепи.
- Проверь составленную цепь на правильность выполнения.
2. Назначение
- Найди главные контакты элемента (они нумеруются первыми но-
мерами) в цепях схемы (сначала см. силовую, а затем — цепи
управления, сигнализации и так далее).
- Сформулируй конкретно назначение по главным контактам, при-
меняя слова:
• «для подключения (или отключения) ЭУ»,
• «для замыкания (или размыкания) цепи» и т.п.,
• укажи контакты в скобках.
- Проверь формулировку и улови четкий смысл.
3. Обоснование условий срабатывания элемента
Рассмотри главную цепь, а затем параллельные и примени смысловую
формулировку в последовательности:
- наличие питания в цепи и исправность АЗ,
- положение коммутирующих элементов (контактов, переключателей
и т.п.), собирающих цепь элемента для срабатывания по главной и
вспомогательным цепям отдельно,
- убедись, что все возможные варианты охвачены.
4. Действие элемента после срабатывания определи по его контак-
там в последовательности:
- найди все контакты этого элемента на схеме и выдели цепи, где они
изображены;
- сформулируй по их состоянию после срабатывания элемента, ка-
кую функцию они выполняют, применяя обороты речи:
• «собирается цепь...» — если она будет замкнута;
• «готовится цепь...» — если она не будет собрана полностью;
• «размыкается цепь...» — если контакт разъединяет участки цепи;
- проверь и улови смысл.
5. Питание цепи
402
- По принципиальной электрической схеме определи для цепи эле-
мента род тока (переменный, постоянный, выпрямленный), фаз-
ность (для - тока), полюсность (для постоянного и выпрямленного
тока), величины напряжения (ЭДС) и частоты в именованных еди-
ницах.
- Запиши, применяя условные обозначения, например,
• 1 -380 В, 50 Гц, Ул;
• 1 -220 В, 50 Гц, Уф;
• = 440 В или 440 В, постоянный ток;
• 60 В, выпрямленный ток;
- Убедись в правильности записи.
Внимание! Изображение электрической цепи не допускает
небрежности.
Приложение Г
(рекомендованное)
Методика изучения и описания принципиальных электрических схем
управления электроприводом механизма
Любую принципиальную электрическую схему управления ЭП меха-
низма следует рассмотреть в следующей последовательности.
1. Назначение электрической схемы ЭП.
2. Составные элементы схемы.
Назначение, функции.
3. Органы управления.
Назначение, положения рукояток.
4. Режимы работы ЭП.
Определить по положению переключателей.
5. Работа схемы на всех режимах.
Пуск (простейший), АУ и другие.
6. Защита, блокировки, сигнализации.
Виды и действие.
7. Питание цепей, род тока.
Силовых, управления, контроля и сигнализации.
Примечания',
1. Положение контактов на всех схемах изображено для обесточенного
состояния катушек и освобожденных от защелок пружин.
2. Нормально-закрытые контакты схемы изображаются внизу или спра-
ва от линии цепи, нормально-открытые — сверху или слева.
3. Условные буквенные обозначения изображаются сверху или справа
от элемента, допускается — внутри катушки.
4. По МЭК обозначения являются обязательными, допускаются — рос-
сийские рядом в скобках.
5. Для удобства нахождения контактов горизонтальные цепи нумеруют-
ся сверху вниз, указывается функциональное назначение цепи.
КМ
~Р~
юГ
Символические обозначения в описании работы схем
— срабатывание (включение) элемента,
отпускание (отключение элемента),
— элементы схем с катушками,
Т ( КМЦ) — срабатывание (отпускание) контактора магнитного,
Т ( Р >1) — срабатывание (отпускание) реле,
Т — подключается к сети (д) (КЛ:1...3), это означает, что после
срабатывания контактора линейного подключается двигатель
к сети тремя сблокированными контактами,
Кн.П 14 — кратковременное (около 2 с) нажатие кнопки «пуск»,
404
ПР - «А» — переключатель режимов установлен в положение «А» (ав-
томатическое управление),
В - «О» — выключатель установлен в положение «отключено».
Литература
1. Е. Н. Зимин и др. Электрооборудование промышленных предприятий и
установок. — М.: Энергоатомиздат, 1981.
2. А. В. Болотов и др. Электротехнологические установки. — М.: Высшая
школа, 1988.
3. А. Ф. Голыгин и др. Устройство и обслуживание ЭО промышленных
предприятий. — М.: Высшая школа, 1986.
4. Б. Т. Шаповалов. Электрооборудование насосных станций. — М.: Агро-
промиздат, 1986.
5. Е. Я. Иоффе. Высокоскоростные лифты. — М.: Стройиздат, 1988.
6. Справочник по электрическим машинам (под ред. И. П. Копылова) —
М.: Энергоатомиздат, 1988.
7. Справочник по проектированию электрических сетей и электрооборудо-
вания (под ред. Ю. Г. Барыбина) — М.: Энергоатомиздат, 1991.
8. Л. А. Сена. Единицы физических величин и их размерности. — М.: Нау-
ка, 1977.
9. К. К. Александров, Е. Г. Кузьмина. Электротехнические чертежи и схе-
мы. — М.: Энергоатомиздат, 1990.
Шеховцов Вячеслав Петрович
Электрическое
и электромеханическое оборудование
Учебник
Редактор В. Г. Овсянникова
Корректор В. Г. Овсянникова
Компьютерная верстка С. Ч. Соколовского
Оформление серии В. А. Лотовой
Сдано в набор 26.02.2004. Подписано в печать 01.06.2004
Формат 70x100 1/16. Гарнитура Таймс. Бумага типографская
Усл. печ. л. 32,9. Уч.-изд. л. 29,58. Тираж 6000 экз.
Заказ № 2897
ДР № 071629 от 20.04.98
Издательский Дом «ФОРУМ»
101831, Москва-Центр, Колпачный пер., 9а
Тел./факс: (095) 925-32-07, 925-39-27
E-mail: fomm-books@mail.ru
ЛР№ 070824 от 21.01.93
Издательский Дом «ИНФРА-М»
127214, Москва, Дмитровское ш., 107
Тел.: (095) 485-70-18, 485-74-00
Факс: (095) 485-53-18.
Робофакс: 485-54-44
E-mail: books@infra-m.ru
http://www.infra-m.ru
Отпечатано с готовых диапозитивов во ФГУП ИПК
«Ульяновский Дом печати». 432980, г. Ульяновск, ул. Гончарова. 14
Вячеслав Петрович ШЕХОВЦОВ
преподаватель специальных дисциплин
электротехнического цикла технического
отделения Обнинского Политехникума.
Автор учебников и учебных пособии "Расчет
и проектирование схем ЭСН", "ЭО
производственных установок", "Методическое
пособие для расчетно-практических занятий
по ЭО ПП и установок" и др.