/



























































































































































































































































































































































































































































































































































































Текст
Доц. k.m.н. инж. Иван Георгиев Тошев
Н.с. инж. Върба Динова Петрова
Доц. к.т.н. инж. Николай Василев Лолов
Доц. к.т.н. инж. Никола Тодоров Тодоров
Доц. к.т.н. инж. Златко ПетроВ Македонски
ТЕРМИНО
ЛОГИЧЕН
РЕЧНИК
ПО ΜΕΤΑΛΘ
ОБРАБОТВАНЕ
Държавно издателство "Техника"
София, 1990
УДК 621.7 + 621.9 (038}
В речника са дадени повече om 500C определения на най-важните термини 8 об
ластта на технологията на металите и металообработването ·— леярство, зава
ряване, спояване, термична и пластично обработване на металите, обработване
чрез рязане и съответните металообработващи инструменти и машини (метало
режещи, ковашко-пресови, заваръчни и др.), а също сглобяването и ремонта на ма
шините. Обхванати са и близките термини по взаимозаменяемост и технически из
мервания, машинни елементи, задвижване, управление, програмиране и др.
Предназначен е за инженерно-техническите и научните работници от всички
специалности и професии 8 машиностроенето, а също и за всички читатели, които
се интересуват от технологията на металите и металообработването (препода
ватели и студенти от ВУЗ, учители и ученици от техникумите, СПТУ, ЕСПУ и др.).
©
Иван Георгиев Тошев,
Върба Динова Петрова
Николай Василев Лолсв
Никола Тодоров Тодоров
Златко Петров Македонски, 1990 г.
с/о J usa utor, Sofia
621.7/.9
ПРЕДГОВОР
Създаването u постоянното усъвършенствуване u поддържане на единна тер
минологична база е необходимо за всяко направление на науката, техниката и произ
водството. С въвеждането на правилна единна терминология се улесняват обработ
ването и обменът на информация, програмирането, управлението и други дейнос
ти и се осигурява по-ефективно използуване на техниката, а това спомага и за по
вишаване на научното и културното равнище на техническите кадри и учащите се.
С предлагания терминологичен речник по металообработване се цели да се по
добри терминологичната база 8 машиностроенето. В него са включени основните
терминологични области на металообработването. Уточнени са наименованията
и определенията на съответните машини, уреди, инструменти и приспособления,
както и термините, използувани при измервания, контрол, експлоатация, ремонт
и изпитване на машините. Дадени са и термини, отнасящи се до машинни елемен
ти, възли и механизми, метали, сплави, галванични и други покрития за защита от
корозия, а също и някои свързани с тях термини — по задвижване, програмиране и
управление на машините, изпитване на материалите и др.
При разработването на терминологичния речник са използувани много речници,
монографии, учебници, справочници, публикации, стандарти и др'.
По-голямата част от общите термини по металообработване са разработени
от н.с. i cm. инж. Върба Д. Петрова, основните термини по металорежещи машини
и автомати — от доц. к.т.н. инж. Иван Г. Тошев, по програмиране — от доц. к.т.н.
инж. Никола Т. Тодоров, по металознание и заваряване — от доц. к.т.н. инж. Николай
В. Лолов, по леярство — от доц. к.т.н. инж. Златко П. Македонски.
При съставянето на речника е проявен стремеж да се утвърждава единната тер
минология, като се запазят възприетите вече български термини. Възможно е да
са допуснати някои неточности и непълноти. Авторите ще приемате благодарност
критичните бележки и препоръки, изпратени на адрес: София 1000, бул. "Руски” 6, ДИ
“Техника".
ASmcpите
УПЪТВАНЕ ЗА ПОЛЗУВАН Е HA РЕЧНИКА
Термините 8 речника са подредени по азбучен ред, като при осноВните термини
е спазен естественият слоВоред. Текстът с разредка непосредствено след терми
на означава или по-малко употребяван синоним на термина, или е пояснение.
Много от термините се състоят от дВе и поВече думи. Такива съставни тер
мини са дадени в най-разпространения в научно-техническата литература вид. Ако
прилагателно и съществително име образуват едно понятие, тогава прилагателно
то стои пред съществителното и статията трябВа да се търси по азбучен ред на
прилагателното име. Термините се gaßam обикновено В единствено число, но някои
от тях В съответствие с приетата научна терминология са В множестВено число.
Тъй като нито една малка статия не е в състояние да обхване достатъчно пъл
но всичко, което се отнася към Въпросите на нейната тема, а много термини са взаимносВързани, В речника широко се използува системата на препращане към други
статии, в които тези въпроси се засягат или разглеждат допълнително. Препрат
ките се правят чрез посочване на съответната статия с Вж. и заглавието й, набра
но с курсив.
За по-лесно свързване на фигурата със съответната статия наименованието на
статията се дава с получер шрифт в текста под фигурата.
Когато думите, образуващи термина, се повтарят в текста на статията, те
се изписват съкратено само с първите букви.
Използуваните погрешно в практиката чужди думи за термини, които имат бъл
гарски наименования, са отбелязани като неправилни термини (непр.т.) и е направе
на препратка към съответните правилни термини.
В речника са използувани различни съкращения (вж. Приети съкращения и услов
ни означения).
ПРИЕТИ СЪКРАЩЕНИЯ И УСЛОВНИ ОЗНАЧЕНИЯ
АСУ — автоматична система за управление
ат.м. — атомна маса
атм. — атмосфера, атмосферен
ат.н. — атомен номер
БДС — Български държавен стандарт
бр. — брой
8ж. — вижте
вкл. — включително
ВЧ — висока честота, високочестотен
ГОСТ — Държавен общосъюзен стандарт (СССР)
ЕИМ —електронноизчислителна машина
е.д.н. — електродвижещо напрежение
ел. — електро-, електрически
ISO (ИСО) — Международна организация по стандартизация
жп — железопътен
ЗН — заводска нормала
коеф. — коефициент
к.п.д. — коефициент на полезно действие
макс. — максимален
мин. — минимален
напр. — например
непр.т. — неправилен термин
ном. — номинален
НЧ — ниска честота, нискочестотен
озн. — означение
OH — отраслова нормала
ППР — планово-предупредителен ремонт
ПУ — програмно управление
произв. — производство, производствени
пром. — промишленост, промишлен
рем. — ремонт, ремонтиране
peen. — респективно
CAP — система за автоматично регулиране
САУ — система за автоматично управление
СВЧ — свръхвисока честота
cm. — статия
ТВЧ — ток с висока честота
т.к. — температурата кипене
т.нар. — така наречен
т.т. — температура на топене
УЗ — ултразвук, ултразвуков
униф. — унифициран, унификация
хим. — химически
ЦЕИМ — цифрова електронноизчислителна машина
ЦПУ — цифрово-програмно управление
ч. — часа
чов. — човек
чов.д. — човекодни
чов.ч. — човекочаса
АБКАНТ...
АБКАНТ МАШИНА (непр. m.) - вж.
Огъваща машина.
АБРАЗИВЕН ИНСТРУМЕНТ - инс
трумент, предназначен за абразив
но обработване на детайли от ме
тал, стъкло и др. материали. Изра
ботва се от раздробени абразивни
материали (зърна) и свързващи ве
щества. Основни А. и. са: шлифовъч
ни дискове, шлифовъчни и протри
ващи брусове, глави, сегменти, абра
зивни листове и ленти (шкурка) и
др„ както и абразивни прахове и пас
ти (вж. фиг.).
те детайли. А.п. се използува главно
при спояване на алуминий (вж. фиг.).
АБРАЗИВЕН ЧЕРВЯК - абразивен
инструмент, с форма на червяк. Из
ползува се за окончателно обработ
ване ■ чрез шлифоване на закалени
зъбни колела.
АБРАЗИВНА ОТРЕЗНА МАШИНА,
отрезна машина с абрази
вен диск - специализирана мета
лорежеща машина за нарязване (от
рязване) на дълги материали (главно
профилни) на отделни заготовки с
помощта на въртящ се абразивен
режещ инструмент - диск.
АБРАЗИВНА ПАСТА - паста, коя
то се състои от шлифовъчен прах,
мазилни и повърхностноактивни ве
щества; служи за довършващо обра
ботване (фино заглаждане и притриване) на метални повърхности.
АБРАЗИВНА СПОСОБНОСТ - спо
собност на материала да въздействува абразивно (шлифоване, заточ
ване, притриване и др.) върху повър
хността на обработвания детайл.
Към cm. Абразивен инструмент
а - шлифовъчни дискове; б - сегмент; 8 брус; г - шлифовъчни глави
АБРАЗИВЕН ПОЯЛНИК - ел. поял
ник, чиято работна част (накрайник)
е изработена от пресован прах на
при пой и азбест и служи като абразив за отстраняване на окисната ко
рица при триенето върху споявани
Към cm. Абразивен поялник
1 - ръкохватка; 2 - кожух; 3 - азбестов
изолатор; 4 - нихромов нагревател; 5 работна част; 6 - медна втулка
АБСОЛЮТНИ ...
АБРАЗИВНИ МАТЕРИАЛИ ес
тествени или изкуствени материа
ли с голяма твърдост, които се из
ползуват за механично обработване
на метали, сплави, стъкло, скъпоцен
ни камъни и др. От тях се изработ
ват абразивни инструменти, прахо
ве и пасти, а също огнеупорни изде
лия и др. Естествени А.м. са: диа
мант, корунд, гранат, кварц (пясък)
и др.; изкуствени - електрокорунд,
карборунд, синтетични диаманти,
борен карбид и др.
АБРАЗИВНО ИЗНОСВАНЕ - 1. Ha
инструмент - механично износване
по контактните повърхности на ре
жещия инструмент със стружката и
обработвания детайл, получено по
ради твърди включвания 8 метала на
детайла. А.и. зависи от много фак
тори - механичните качества на об
работвания и инструменталния ма
териал, скоростта и силата на ряза
не, триенето, загряването и др. 2.
Ha машинна част - нарушаване на
размерите, формата и грапавостта
на контактните повърхности на
триещите се детайли вследствие на
допълнително абразивно въздейст
вие на работната среда при някои ус
ловия на експлоатация на строител
ни, минни, селскостопански и др. ма
шини. Ли. зависи от качествата на
материалите, натоварването, усло
вията (средата) на работа и до.
АБРАЗИВНО КАЛАЙДИСВАНЕ калайдисване с едновременно отде
ляне на окисната корица от повърх
ността на метала при триене с
твърди метални или неметални час
тици, пресовани в припоя.
АБРАЗИВНО ОБРАБОТВАНЕ - об
работване чрез рязане, при което се
отнема тънък слой метал (във вид
на ситни стружки) с абразивен инс
трумент или свободни абразивни
зърна. Към А.о. се отнасят: абразив
но отрязване, шлифоване, хонинговане, заточване, протриване, поли
ране, свръхзаглаждане (суперфиниш), струйно, ултразвуково или
магнитно-абразивно обработване
(вж. фиг.).
Посека на Въртене на
aSpasußHua диск
Към cm. Абразивно обработване
АБСОЛЮТЕН МЕТОД ЗА КОНТРОЛ
- метод за контрол, при който се по
лучава информация за абсолютната
стойност на контролирания пара
метър.
АБСОЛЮТЕН НАЧИН HA ОТЧИТА
НЕ, абсолютни координа
ти - отчитане на всяко моментно
положение на работния орган на ма
шината винаги спрямо едно опреде
лено начало на избрана или зададена
координатна система.
АБСОЛЮТНА ГРЕШКА - 1. Стой
ност на грешката независимо от
нейния знак. 2. Стойност на грешка
та, изразена в същите измервател
ни единици, както и величината, ко
ято включва грешката.
АБСОЛЮТНА НУЛЕВА ТОЧКА, к 0ординатно начало - начало на
зададена или избрана координатна
система.
АБСОЛЮТНИ КООРДИНАТИ - вж.
Абсолютен начин на отчитане.
АБСОЛЮТНО...
-8-
АБСОЛЮТНО ПРОГРАМИРАНЕ ,
координатно програми
ране- програмиране, при което по
редното програмирано положение
на работния орган Всякога се опреде
ля чрез разстоянието до началото
на предварително зададена коорди
натна система.
АВАНГАРДНА ТЕХНОЛОГИЯ
технологичен процес, осъществен с
използуване на най-новите пости
жения на научно-техническата рево
люция, с Висока степен на автома
тизация, високо качество и много
кратно по-висока производител
ност на труда В сравнение с тради
ционните технологии.
АВАРИЕН РЕМОНТ - извънпланов
ремонт, наложен от непредвидени
обстоятелства, неправилна експло
атация или други причини, довели до
повреди в механизмите и частите
на машината.
АВАРИЯ - непредвидено спиране
на машина или агрегат, съпроводено
с нарушаване на производствения
процес и загуби или с повреда на от
говорни механизми и части.
АВИАЛ - сплав на основата на
алуминий, съдържаща 0,45 - 0,9 %
магнезий, 0,5 - 1,2 % силиций, 0,2 0,6 % мед, 0,15 - 0,35 % манган или
хром. А. има голяма пластичност и
добра корозионна устойчивост. За
уякчаване А се подлага на закаляване
и изкуствено стареене. Използува се
за производство на сложни по фор
ма ковани, лети и щамповани детай
ли (носещи витла за вертолети, еле
менти на строителни конструкции
и др.).
АВТОБЛОКИРОВКА - автома
тично променяне режима на работа
на обект за предотвратяване на ава
рия; съвкупност от автоматични
съоръжения, изключващи възмож
ността за погрешни действия при
управляване работата на машини,
апарати и уреди. А се използува 8
производството за предпазване на
обслужващия персонал и машините
от аварийни ситуации, в релейни
схеми - за поддържане на определе
но състояние на системата. Напр.
при разстройване или нарушаване
режима на работа на един агрегат
от автоматична линия А спира ця
лата линия.
АВТОГЕННО ЗАВАРЯВАНЕ - ос
тарял термин, който първоначално
Се е използувал за означаване заваря
ването чрез стопяване, а впоследст
вие за ацетилено-кислородното за
варяване; Вече почти не се употребя
ва.
АВТОЕЛЕКТРОННА ЕМИСИЯ -от
деляне на електрони от метали и по
лупроводници при прилагане към тях
на електрическо напрежение. Тяло
то, отделящо електрони, е катод. А.
е. се използува в електронните оръ
дия при получаването на електронен
лъч, в автоелектронните микроско
пи, в някои видове газови лазери и иг
рае съществена роля при запалване
на ел. дъга.
АВТОКОЛИМАТОР
оптичен
уред за точни ъглови измервания. А.
може да се използува за контрол на
отклонение от праволинейност и
отклонение от равнинност на нап
равляващи с дължина до 30 т (вж.
фиг.).
АВТОМАТ - устройство или съв
купност от устройства, изпълнява
щи по зададена последователност
всички операции в процесите на по
лучаване, преобразуване, предаване
и разпределяне (използуване) на
енергията, материалите и информа
цията без непосредствено участие
на човека (вж. Автоматизация на
производството). В металообра
ботването се използуват А. за из
-9вършване на различни операции, в за
висимост от които се наричат
стругове А., пресови А. и др.
Скала
Огледало
Към cm. Автоколиматор
Принципна схема на визуален автоколи
матор без осветително устройство
АВТОМАТ ЗА БЕЗКАСОВО ФОР
МОВАНЕ -автоматична формовъч
на машина за изработване на безка
сови форми с хоризонтална или вер
тикална делителна равнина, при коя
то се прилагат различни методи на
уплътняване: пресоване, стръскване
с допресоване, изстрелване и пресо
ване. Производителността на
Аб.ф. достига до 500 форми на час.
Устройствата за-бърза смяна на мо
делната екипировка правят Аб.ф.
ефективен и при малкосерийно про
изводство на отливки.
АВТОМАТ ЗА СГЛОБЯВАНЕ - ма
шина, която извършва автоматично
процеса на сглобяване. А.с. биват: в
зависимост от начина на подаване
на детайлите - бункерни, магазинни
или с промишлен робот; по броя на
работните позиции — едно- и многопозиционни.
АВТОМАТИЗАЦИЯ HA ПРОЕКТИ
РАНЕТО - системно използуване на
ЕИТ със специализирана периферия
(графични дисплеи, таблети, дигитайзери, плотери и др.) и базово гра
фично и приложно програмно осигу
ряване при проектиране на детайли,
АВТОМАТИЗАЦИЯ ...
устройства, машини, съоръжения,
технологични процеси и др. при це
лесъобразен избор на машинни ме
тоди за решаване на проектантски
задачи. Проектирането протича в
интерактивен диалогов режим меж
ду специалиста и ЕИТ. Резултатите
от проектирането автоматично се
представят във вид на техническа
документация (чертежи, техноло
гични карти, инструкции и др.), уп
равляващи програми за металореже
щи машини с ЦПУ и т.н. Най-ефек
тивната форма за организация на
А.п. са системите за автоматиза
ция на проектирането (САПР).
АВТОМАТИЗАЦИЯ HA ПРОИЗ
ВОДСТВОТО - приложение на авто
матични машини и съоръжения и
технически средства за управление
и контрол на технологичните про
цеси в производството. Главните
задачи на А.п. са повишаване произ
водителността на труда, подобря
ване на качеството на произвежда
ната продукция, оптимално изпол
зуване на всички производствени ре
сурси с освобождаване на човека от
тежки, опасни и рутинни операции.
В зависимост от степента на авто
матизация на отделните производ
ствени процеси и участието на чо
века в тях А.п. бива частична, комп
лексна и пълна.
АВТОМАТИЗАЦИЯ HA УПРАВЛЕН
СКИТЕ РАБОТИ - използуване на
програмно осигуряване и ЕИТ при ре
шаване и изпълняване на задачи за уп
равление на производството. А.у.р.
повишава качеството и оператив
ността на управлението, намалява
вероятността за грешни решения,
съществено намалява трудопоглъщаемостта на управленските рабо
ти, създава условия за научно плани
ране на производството и ефектив
на организация на труда.
АВТОМАТИЗИРАНА ...
- 10-
АВТОМАТИЗИРАНА
ИНСТАЛА
ЦИЯ ЗА ФОРМОВЪЧНИ СМЕСИ комплекс от технологични смесоподготвителни машини, бункери,
дозатори, транспортни съоръже
ния и вентилационни уредби, обеди
нени със система за централизирано
управление и предназначени за при
готвяне на формовъчни и сърцеви
смеси в леярските цехове.
АВТОМАТИЗИРАНА СИСТЕМА ЗА
ИЗПИТВАНЕ - система за изпитва_не, в която човекът участвува само
в някои моменти, извършва предва
рително настройване на системата,
а понякога и оценява резултатите.
АВТОМАТИЗИРАНА СИСТЕМА ЗА
КОНТРОЛ - система за контрол, 8
която контролът се осъществява с
частично непосредствено участие
на човека, като средствата за конт
рол изпълняват само част от функ
циите на контрольорите.
АВТОМАТИЗИРАНА СИСТЕМА ЗА
УПРАВЛЕНИЕ (АСУ) - система за съ
биране и обработване на информа
ция, изградена на основата на елект
ронноизчислителна техника с прила
гане на организационни, икономичес
ки и математически методи и моде
ли за вземане на оптимални управ
ленски решения за постигане на пос
тавените цели пред управлявания
обект или дейност. АСУ се състои
от осигуряващи и функционални
подсистеми. Към осигуряващите
подсистеми се отнасят техническо
то, математическото, информаци
онното, организационното и кадро
вото осигуряване. Функционалните
подсистеми решават задачите на
отчитането, контрола, планиране
то и управлението на производст
вено-стопанската дейност.
АСУ се внедряват в случаите, когато най-важните управленски реше
ния се основават на опита и интуи
цията на човекг. Той контролира ра
ботата на автоматите и активно
участвува 8 процеса на управление
то: оценява резултатите от обра
ботването на оперативната инфор
мация, взема решения по координи
ране работата на отделните звена
на си.стемата, извършва оператив
ното управление при отказ или нару
шения в подсистемата за обработ
ване на данните и др.
АВТОМАТИЗИРАН ЗАВОД - Вж.
Завод-автомат.
АВТОМАТИЗИРАН ЦЕХ - цех, в
който основните производствени
процеси се изпълняват от автома
тични машини, линии и системи.
А.ц. е най-високата степен на разви
тие на работните машини; функци
ите на управление се осъществяват
с помощта на изчислителна техни
ка.
АВТОМАТИЧЕН ТЕХНОЛОГИЧЕН
МОДУЛ - вж. Гъвкав производствен
модул.
АВТОМАТИЧНА ЛЕЯРСКА ЛИНИЯ
- комплекс от машини и съоръжения,
разположени в технологична после
дователност, обединени от общи
автоматични транспортни средст
ва, работещи в условията на единна
система за управление. А.л.л. е пред
назначена за производство на от
ливки. Тя се състои от линия за фор
моване, участъци за заливане, охлаж
дане и съоръжения за избиване на
формите.
АВТОМАТИЧНА ЛИНИЯ - система
от машини (комплекс от основно и
спомагателно обзавеждане), авто
матично изпълняващи в определена
технологична последователност и
със зададен ритъм целия процес на
изработване или преработване на
продукта на производство или него
ви части. Някои А.л. включват и кон
трола на продукцията. Във функци-
-11-
ume на обслужващия персонал на А.л.
влизат наблюдение или контрол на
работата на агрегати или участъци
на линията, ремонт и настройка.
А.л. според предназначението се де
лят на: специални -за изработ
ване на определени изделия;
специализирани -за изработ
ване на еднотипна продукция с опре
делен диапазон на параметрите, и
универсални, които се прена
стройват бързо за изработване на
по-голяма номенклатура на едно
типна продукция. А.л. осигуряват
стабилно качество на изработвана
та продукция, висок коефициент на
използуване на обзавеждането, на
маляват производствените площи
и работната сила; използват се в ма
шиностроенето, хранителната,
хим., електротехническата, радио
техническата промишленост.
АВТОМАТИЧНА ЛИНИЯ ЗА ЛЕЯРС
КИ СЪРЦА - комплекс от машини,
механизми и транспортни устройс
тва, които изпълняват автоматич
но всички технологични и транспор
тни операции при изработването на
леярски сърца.
АВТОМАТИЧНА МАШИНА - маши
на, която самостоятелно (без учас
тието на работника) и ритмично из
вършва всички главни· и спомагател
ни движения, свързани с обработва
нето, вкл. закрепването и освобож
даването на готовия детайл, напр.
автоматичен струг и др.
В А.М. могат да не са автоматизи
рани действия като смяната на ре
жещите инструменти, контрола на
размерите и формата на обработ
ваните детайли и др., които не се
повтарят при всеки цикъл на маши
ната.
АВТОМАТИЧНА СИСТЕМА - съв
купност от управляван обект (напр.
металообработваща машина) и ав
АВТОМАТИЧНО...
томатично управляващо устройст
во.
АВТОМАТИЧНА СИСТЕМА ЗА ИЗ
ПИТВАНЕ - система за изпитване, в
която изпитванията се осъществя
ват без непосредственото участие
на човека, който извършва само
предварителното настройване на
системата и контролира нейната
работа.
АВТОМАТИЧНА СИСТЕМА ЗА
КОНТРОЛ - система за контрол, в
която контролът се осъществява
без непосредственото участие на
човека, като средствата за контрол
изпълняват всички функции на кон
трольорите.
АВТОМАТИЧНА ФОРМОВЪЧНА
ЛИНИЯ - комплекс от машини и съ
оръжения за изработване на леярски
форми. Ha А-ф.л. за пясъчно-глинес
ти форми се извършват следните
технологични операции: разделяне
на касите; подготовка на моделните
плочи и моделите; поставяне на ка
сите; дозиране, запълване и уплът
няване на фюрмовъчната смес; отде
ляне на формите от моделите; пос
тавяне на сърца; сглобяване на фор
мите.
АВТОМАТИЧНО ЗАВАРЯВАНЕ заваряване, при което всички опера
ции на технологичния процес се из
вършват автоматично (вж. също
Механизирано заваряване).
АВТОМАТИЧНО ЗАЛИВАНЕ HA ЛЕ
ЯРСКИТЕ ФОРМИ - процес на авто
матично запълване на леярските
форми с точно определено количес
тво течен метал. Прилага се при
комплексно механизирани и автома
тизирани поточни линии. При
А.з.л.ф. се използуват различни ви
дове дозатори, работата на които е
свързана с целия комплекс машини и
съоръжения от автоматичната ли
ния. Широко приложение за автома
АВТОМАТИЧНО ...
- 12-
тично заливане на пясъчно-глинести
форми намират устройствата, при
които заливането се регулира и уп
равлява с помощта на фотоклетка
(вж. фиг. а), както и устройства за
подаване на течния метал с помощ
та на сгъстен газ и регулиране по
време (вж. фиг. б). При машините за
леене под налягане и при кокилните
машини широко приложение нами
рат и различни видове обемни доза
тори с автоматично действие.
Към cm. Автоматично заливане на
леярските форми
а - автоматично заливане с помощта
на фотоелемент: 1 - индукционна пещ;
2 - стопорно устройство; 3 - фото
клетка; 4- отливък; 5 - леярска форма
δ - автоматично заливане чрез подава
не на метала във формата с помощта
на газово налягане: 1 - отвор за запълва
не на дозатора с метал; 2 - течен ме
тал; 3 - изходящ отвор; 4 - датчици за
ниво; 5 - калиброван отвор; 6 - леярска
форма
АВТОМАТИЧНО НАТЕЖАВАНЕ HA
ЛЕЯРСКИ ФОРМИ - вж. Натежаване
на леярски форми.
АВТОМАТИЧНО СПОЯВАНЕ - спо
яване, при което всички операции на
технологичния процес се извършват
автоматично.
АВТОМАТИЧНО СРЕДСТВО ЗА
КОНТРОЛ - средство за контрол,
което действува без непосредстве
но участие на човека.
АВТОМАТИЧНО УПРАВЛЕНИЕ управление, при което цялата прог
рама или част от нея при обработ
ване на заготовките на металообра
ботващите машини се записва и из
пълнява чрез използуване на специа
лен програмоносител - запомнящо
устройство. Като програмоносители се използуват: регулируеми опо
ри, командни апарати, гърбици, копири (шаблони), наборни устройст
ва, перфоленти, магнитни ленти,
перфокарти..
АВТОМАТНА СТОМАНА - стома
на, предназначена за обработване на
металорежещи автомати. При ряза
не дава къси, чупливи и лесноотделящи се стружки. Това качество се по
лучава чрез повишаване съдържание
то на сяра (0,08 - 0,2 %), а често и
фосфор (до 0,15 %). От Ах. се изра
ботват болтове, гайки, някои авто
мобилни части и др.
АВТООПЕРАТОР - 1. Устройст
во, осигуряващо подаване нз заго
товки в работната зона на машина
та и снемане на обработените де
тайли. 2. Устройство, което управ
лява работата на двигатели и агре
гати, като подбира най-оптималния
тягов режим в съответствие с ра
ботните параметри.
А. осигуряват голяма точност и
сигурност при работата на машини
те, двигателите и агрегатите.
АВТОТРЕПТЕНИЯ - вж. Собстве
ни трептения.
АГЛОМЕРАЦИЯ - вж. Спичане.
-13АГРЕГАТ -1. Машинен А - вж. Аг
регатна единица. 2. Група от взаимносвързани машини, механизми или
апарати, които работят комплекс
но.
АГРЕГАТЕН РЕМОНТ - форма на
организация на ремонта на машини,
при която вместо отстраняване на
дефекти в износените детайли из
цяло се заменят възли и агрегатни
единици с нови или предварително
възстановени в ремонтни предпри
ятия. А.р. съкращава времето за ре
монта.
АГРЕГАТИРАНЕ - принцип за про
изводство на машини и уреди, бази
ращи се на използуването на унифи
цирани агрегати или модули (възли),
които имат геометрична и функци
онална взаимозаменяемост и се
сглобяват в изделието в различен
брой и комбинации. А. е един от ос
новните методи на стандартизаци
ята. А. намалява трудопоглъщаемостта при проектирането и изра
ботването на изделията, повишава
тяхното качество, позволява да се
извършва агрегатен ремонт.
АГРЕГАТНА ЕДИНИЦА - унифици
ран възел, определен по функциона
лен признак. А. е. представлява за
вършено изделие с конкретни самос
тоятелни функции, което отговаря
на условията за взаимозаменяемост
и може да се използува за създаване
на различни нови машини.
АГРЕГАТНА МАШИНА - машина,
съставена от определен брой норма
лизирани възли (агрегатни единици)
с независимо задвижване, за ефек
тивно извършване на дадена опера
ция или група операции върху един
детайл или група детайли. А.м. се из
ползуват за многоинструментално
обработване на детайли (най-вече
тела) в условията на серийното про
изводство. При тях се съвместват
АДРЕС ...
работни и спомагателни преходи и
операции. Ам. биват едностранни и
многостранни; еднопозиционни и
многопозиционни (вж. фиг.).
АГРЕСИВНА СРЕДА ,k0p03U0Hна среда - среда, причиняваща или
ускоряваща корозията на материа
лите. Ас. въздействува биологично,
физично, химично или електрохимично. Ас. бива течна (вода, водни
разтвори на киселини, соли и основи,
киселини, основи и др.) и газообраз
на (кислород, хлор, азотен окис и
др.). Сухата газообразна Ас. се нари
ча още агресивна (корозионна) ат
мосфера. Особено силна корозия
предизвиква съвместното дейст
вие на Ас. и повишената темпера
тура или Ас. и механичното нато
варване (вж. Корозионна умора, Корозионно напукване).
АДАПТИВНА СИСТЕМА HA УП
РАВЛЕНИЕ, адаптивно управ
ление - автоматична система за
управление на машина, снабдена с из
мервателни устройства, които ав
томатично отчитат изменението
на режима на обработване и приспо
собяват (адаптират) системата
към оптимален режим, като внасят
съответните изменения в работна
та програма. При съвременните сис
теми с ЦПУ - Ас.у. е част от тази
система.
АДАПТИВНО УПРАВЛЕНИЕ - вж.
Адаптивна система на управление.
АДАПТИВНО УСТРОЙСТВО - вж.
Самоприспособяващо се устройст
во за цифрово-програмно управле
ние на машина.
АДРЕС - число, код или част от
инструкция (изречение), която опре
деля мястото на даден операнд. При
програмирането на металообра
ботващите машини с ЦПУ според
стандарта ISO адресът се бележи с
голяма латинска буква.
АДРЕСЕН...
-14-
АДРЕСЕН РАЗПРЕДЕЛИТЕЛ част от командното устройство
за въвеждане на данни от програмоносителя, предназначена за предава
не на данни 8 съответни клетки на
паметта на системата за управле
ние на металообработващата ма
шина.
АДХЕЗИОННО ИЗНОСВАНЕ HA РЕ
ЖЕЩ инструмент - износване 8
резултат на адхезионните сили
между изпъкналостите на контак
туващите повърхности на режещия
инструмент и обработвания де
тайл. При този контакт се получа
ват големи налягания и в близките
до контактуващите повърхности
слоеве се появяват напрежения на
срязване. Ако това напрежение В ин
струменталния материал е по-голямо от якостта му на срязване, от не
го ще се откъснат частици. Такова
откъсване на частици, обуславящо
А-и.р.и., се получава и при периодич
ното разрушаване на образувалата
се наслойка от повърхността на ре
жещия инструмент.
Към cm. Агрегатна машина
а - еднопозиционна с две хоризонтални глави; б - еднопозиционна с хоризонтална и
вертикална глава; 8 - многопозиционна каруселен тип; г - многопозиционна бараба
нен тип
- 15-
АДХЕЗИЯ - образуване на атомни
или молекулни връзки между повърх
ностните слоеве на допиращите се
разнородни твърди или течни тела
(фази). Частен случай на А е кохезията, когато допиращите се тела са
еднородни. А. се характеризира със
силата на отделяне на телата, отне
сена към единица площ. Склонност
та на материалите към Л спомага за
осъществяването на някои техноло
гични операции (спояВане, заварява
не чрез триене) и за работата на
триещите механизми (фрикционни
съединители, спирачки), но е нежела
телна при експлоатация на някои де
тайли в условията на триене (лаге
ри, валове и др.).
АЕРАТОР, р азр o x к в ат елсъоръжение за аериране (разрохкване) на пясъчно-глинести формовъч
ни смеси (вж. дезинтегратор, лен
тов разрохквател).
АЕРИРАНЕ (РАЗРОХКВАНЕ) HA
ФОРМОВЪЧНА СМЕС - процес на
раздробяване на пясъчно-глинести
те формовъчни смеси след пригот
вянето им в смесител с цел подобря
ване на формуемостта им. А.ф.с. се
осъществява с помощта на специал
ни машини - аератори, които имат
различни конструкции.
АЗОТ (N) - хим. елемент, ат.н. 7,
ат.м. 14,008. В нормални условия А.
е безцветен газ, без мирис и вкус, хи
мически е твърде инертен. С някои
елементи образува нитриди. В про
мишлеността А. се получава чрез
втечняване на въздуха със следващо
разделяне в ректификационни коло
ни, като се използува различна
та температура на кипене на А.
(-195,8°С) и кислорода (-182,98°С). А.
се използува за синтез на амоняк и
нитриди, а също така като неутрал
на атмосфера в редица технологич
ни процеси (металургични, химични,
АКТИВЕН ...
заваряване и спояване на мед и мед
ни сплави).
АЗОТИРАНЕ, н и тр и р а н е - химикотермично обработване, което
се състои 8 дифузирнно насищане с
азот на повърхностните слоеве на
изделия от стомани, чугуни и някои
труднотопими метали (напр. ти
тан). Азотираните слоеве имат по
вишена износоустойчивост, корозионна устойчивост В различни агре
сивни среди и повишена граница на
умора и твърдост. А. се извършва В
амонячна среда (газово А.), 8 стопилки от соли на карбамид и цианат
(течно А.) или в тлеещ разряд (йон
но А.). Чрез А. се получават и прахо
ве на нитриди, при което А. се изВършва по целия обем на праховите
частици. А. се прилага широко в про
мишлеността, Включително и за из
делия, работещи при температура
до 500 - 600°С (цилиндроВи Втулки,
колянови валове, детайли на горивните системи на двигатели с Вът
решно горене, зъбни колела, щампи,
пресформи и др.).
АЗОТОНАВЪГЛЕРОДЯВАНЕ
HA
СТОМАНАТА - вж. Цианиране.
АКСИАЛЕН ТЪРКАЛЯЩ ЛАГЕР търкалящ лагер, предназначен да по
ема аксиално (надлъжно, осово) на
товарване и незначително аксиалнорадиално натоварване, при който
изчислителната дълготрайност се
отнася към аксиалното еквивалент
но натоварване. А.т.л. биват сачме
ни (единични и двойни) и ролкови
(цилиндрични и конусни) (вж. фиг.).
АКТИВЕН КОНТРОЛ - контрол на
продукцията или нз технологичния
процес; осъществява се в процеса на
изработване на продукцията, така
че получената информация се изпол
зува за достигане или поддържане на
точността на обработване с разно
образни организационно-техниче-
АКТИВЕН ...
- 16-
eku мероприятия и технически сред
ства, с които се управлява и регули
ра технологичният процес, като се
осигурява неговото правилно и безаварийно протичане.
АКТИВНА СРЕДА - среда, която
може да взаимодействува с матери
ала, намиращ се в нея. А.с. може да
бъде агресивна, възстановяваща, на
сищаща, окисляваща и др.
АКУРАД-ПРОЦЕС - метод за лее
не под налягане за получаване на
плътни отливки от алуминиеви
сплави, най-същественият белег на
който е наличието на сдвоено бута
ло (вж. фиг.). Запълването на форма
та се извършва при едновременно
движение със сравнително малка
скорост на двете бутала. След за
почване на втвърдяването (peen,
свиването) на метала в пресформата вътрешното бутало се придвиж
ва допълнително и вкарва в пресформата нова порция метал за ком
пенсиране на свиването.
Към cm. Аксиален търкалящ лагер
а - единичен сачмен; б - двоен сачмен;
8 - ролков
АКТИВЕН фЛЮС - флюс, чиито
компоненти не само предпазват ме
тала от окисляване, но активно раз
тварят и окисите.
АКТИВИРАН ВЪГЛЕН
- порест
дървен въглен, пречистен от въгле
водороди и др. примеси с голяма сво
бодна повърхност и голяма адсорбционна способност. А.в. се получава
чрез обработка на обикновен дървен
въглен с водна пара при висока тем
пература. В заваръчното производ
ство А.в. се използува в ацетилено
вите бутилки, а в промишлеността
като адсорбент при отделяне на ня
кои органични разтворители и за
създаване на сорбционни помпи.
активна атмосфера - газооб
разна активна среда- Типична А.а. е
СО2 при заваряване в защитна среда
от СОг-
Към cm. Акурад процес
а - запълване на формата; б - вкарване
на допълнителна порция метал в пресформата; 1 - пресформа; 2 - течен ме
тал; 3 - външно бутало; 4 - вътрешно
бутало
АЛфин - метод за нанасяне на
покритие от алуминий върху чугуне
- 17ни u стоманени детайли, които
предварително се почистват, нагря
ват 8 солни Вани и потопяват в сто
пен алуминий. Ha повърхността на
детайла се получава слой от железен
алуминат, здраво свързан с основ
ния материал. Прилага се за детайли
на кокили за леене на цветни сплави;
алуминатът осигурява добра топлопроводимост и предпазва от
окисляване.
АЛГОРИТМИЗАЦИЯ HA ПРОИЗ
ВОДСТВЕН ПРОЦЕС - съставяне на
математическо или математичес
ко-логическо описание на производс
твен процес с цел програмно осигу
ряване на управлението му с ЕИТ.
АЛИТИРАНЕ - химикотермично
обработване, което се състои в дифузионно насищане на повърхност
ните слоеве на метални изделия с
алуминий. А. е частен случай на алуминирането. А. се прилага главно за
повишаване на огнеустойчивостта
и корозионната устойчивост на из
делия от нисковъглеродна стомана и
по-рядко на кобалтови и никелови
сплави. Най-разпространено е ваку
умното и течното А.; прилага се за
обработване «а автомобилни клапа
ни, горивни камери, лопатки на тур
бини, тръби, термодвойки.
алкални МЕТАЛИ -химическите
елементи литий, натрий, калий, рубидий, цезий и франций, образуващи
главната подгрупа на ! група на пери
одичната система на елементите на
Менделеев. Наречени са така, защото техните хидроокиси са най-сил
ните основи. А.м. са хим. най-актив
ните метали, като активността им
расте от лития към франция.
АЛКАЛОЗЕМНИ МЕТАЛИ - хими
ческите елементи калций, строн
ций, барий и радий, спадащи към
главната подгрупа на II група на пе
риодичната система на елементите
2
Терминологичен речник по металообработване
АЛСИфЕР ...
на Менделеев. Наименованието им е
свързано с това, че техните окиси
образуват с водата основни хидро
окиси. А.М. са хим. много активни,
като активността им расте от кал
ция към радия.
АЛНИ - магнитнотвърди сплави
от системата желязо - никел - алу
миний (20 - 34 % никел и 11 - 18 %
алуминий). А. имат изотропни
свойства. Сплавите А. не могат да
се обработват механично и затова
детайли от тях се изработват чрез
леене или чрез спичане. От А. се из
работват постоянни магнити за
електроизмервателни и електронни
уреди, ел. двигатели, генератори и
др·
АЛНИКО - магнитнотвърди спла
ви от системата желязо-кобалтникел-алуминий. По свойства и при
ложение А. са аналогични на сплави
те ални, но имат по-високи магнит
ни свойства. Използуват се главно
за изработване на постоянни магни
ти.
АЛНИСИ -магнитнотвърдиспла
ви от системата желязо-никел-алу
миний-силиций. По механични и фи
зични свойства А. са близки до спла
вите ални. А. се използуват за изра
ботване на постоянни магнити.
АЛОТРОПИЯ - свойство на хим.
елементи да съществуват във вид
на няколко прости вещества, раз
лични по строеж и свойства, напр.
въглеродът съществува като диа
мант и графит. Алотропните фор
ми имат различен брой атоми в мо
лекулата си (напр. кислород Ог и
озон Оз) или различни кристални ре
шетки (полиморфизъм).
АЛОТРОПНО ПРЕВРЪЩАНЕ - вж.
Полиморфно превръщане.
АЛПАКА - вж. Ново сребро.
АЛСИфЕР - Магнитни сплави от
системата желязо-алуминий-сили
АЛУМЕЛ...
-18-
ций. А има специфично съчетание
от магнитни, механични и ел. сВойстВа: Висока износоустойчивост,
магнитна проницаемост, твърдост
и ел. съпротивление. А се използу
ват за изработВане на магнитопроводите на магнитните глави на Ви
деомагнетофоните и за други елек
тромагнити.
АЛУМЕЛ - труднотопима нике
лова сплав с алуминий (1,8 - 2,5 %),
манган (1,8 - 2,2 %) и силиций (0,85 2 %). Използува се за изработване на
термодвойки (алумел - хромел), чрез
които се измерват температури до
1000°С.
АЛУМИНИЯ - съединение на алу
миний с др. метали. А има кристал
на структура, Висока твърдост,
топлопроводност и електропроВодност. А се получава чрез сплавяВане на компонентите в електродъгоВи пещи, чрез синтезиране по ме
тодите на алуминотермията, прахоВата металургия и др. Никеловият
и титановият А се използуват ка
то огнеупорни материали, а А на
редкоземните елементи като моди
фициращи материали.
алуминиев бронз - бронз с ос
новна прибавка от алуминий. Изпол
зува се двукомпонентен Аб., съдър
жащ 4 -11 % алуминий (останалото
мед) и многокомпонентен, напр. алу
миниево-железен (до 4 % Fe), алуми
ниево-манганов (до 2 % Мп). Аб. има
добра корозионна устойчивост,
топлоустойчивост и износоустой
чивост и високи якост и фрикцион
ни свойства. Аб. се използува за раз
лични машинни елементи (валове,
вретена, болтове, винтове, гайки) и
за детайли, работещи при триене
(лагерни втулки, спирачни ленти).
АЛУМИНИЕВИ СПЛАВИ - сплави
на основата на алуминий с добавки
на мед, магнезий, цинк, силиций, ли
тий, манган и др. хим. елементи. Ас.
имат малка плътност (около 3 пъти
по-малка от плътността на стома
ната и медните сплави), висока от
носителна якост, добра корозионна
устойчивост, електро- и топлопро
водност, способност да се покри
ват със здрави декоративни и за
щитни филми посредством оксиди
ране, фосфатиране, емайлиране. Ши
роко се прилагат в самолетостроенето, корабостроенето, автомоби
лостроенето, Вагоностроенето и в
други отрасли на машиностроене
то, в строителството, битовата
техника и др. Според начина на про
изводството им Ас. се делят на деформируеми (листове, пръти,тръ
би), леярски и синтеровани (спечени
по методите на праховата металур
гия). А.с. по приложение заемат вто
ро място след черните метали (вж.
Авиал, Дуралуминий, Магналий, Силумин).
алуминиев чугун - чугун, легиран с алуминий. Ач. бива конструкционен (до 4 % алуминий), отлича
ващ се с високи механични свойства,
и специален (над 5 % алуминий), при
тежаващ високи огнеустойчивост,
износоустойчивост и корозионна
устойчивост. От Ач. се изработ
ват кокили, блокове за облицовка на
високите доменни пещи, улеи на разливъчни машини, спирачни челюсти,
детайли, работещи в морска вода.
АЛУМИНИЙ (Al) - хим. елемент,
ат.н. 13, ат.м. 26,98154. А. есребристобял, лек метал с обемноцентрирана кубична решетка; плътност 2669
кд/тЗ, т.т. 660°С. Ha въздух А. се
покрива с плътен, тънък окисен
филм, който го предпазва от по-на
татъшно окисляване. А. е устойчив
във водз, вкл. кипяща и морска, и на
действието на концентрирана
азотна киселина и редица органични
- 19-
киселини; разтваря се в разтвори на
алкални основи, флуороводородна,
солна и разредена азотна киселина. С
някои метали образува алуминиди, а
с азота - алуминиев нитрид. А е
пластичен и лесно се обработва чрез
деформиране и механично, има висо
ка топлопроводност, електропроводност и отражателна способ
ност. Промишлено А се получава
чрез електролиза на алуминиев окис
(ÀI2O3), разтворен в стопен криолит (NasAIFß) със следващо рафини
ране. Добрите физични и механични
свойства на А и особено малката му
плътност определят неговото ши
роко приложение като конструкционен материал главно във вид на алу
миниеви сплави в електротехниката, машиностроенето, самолетостроенето, строителството. Във
вид на чист метал А се прилага за за
щита на др. метали от атмосферна
корозия посредством химикотермично обработване (алитиране, алуминиране). Широко се използува в
производството на стомана (за дезоксидиране и легиране) и при полу
чаването на някои метали по мето
да на алуминотермията.
алуминиране - нанасяне на
покрития от алуминий или алумини
еви сплави върху повърхността на
метални изделия за защита от коро
зия или с декоративна'цел. А. се осъ
ществява чрез газопламъчно, дифузионно, плазмено или електролитно
нанасяне на покрития, а също и чрез
сублимация на метала във вакуум. Ha
А се подлагат детайли на автомо
били, самолети, покривни и стенни
строителни панели, домакински съ
дове, заварени тръби.
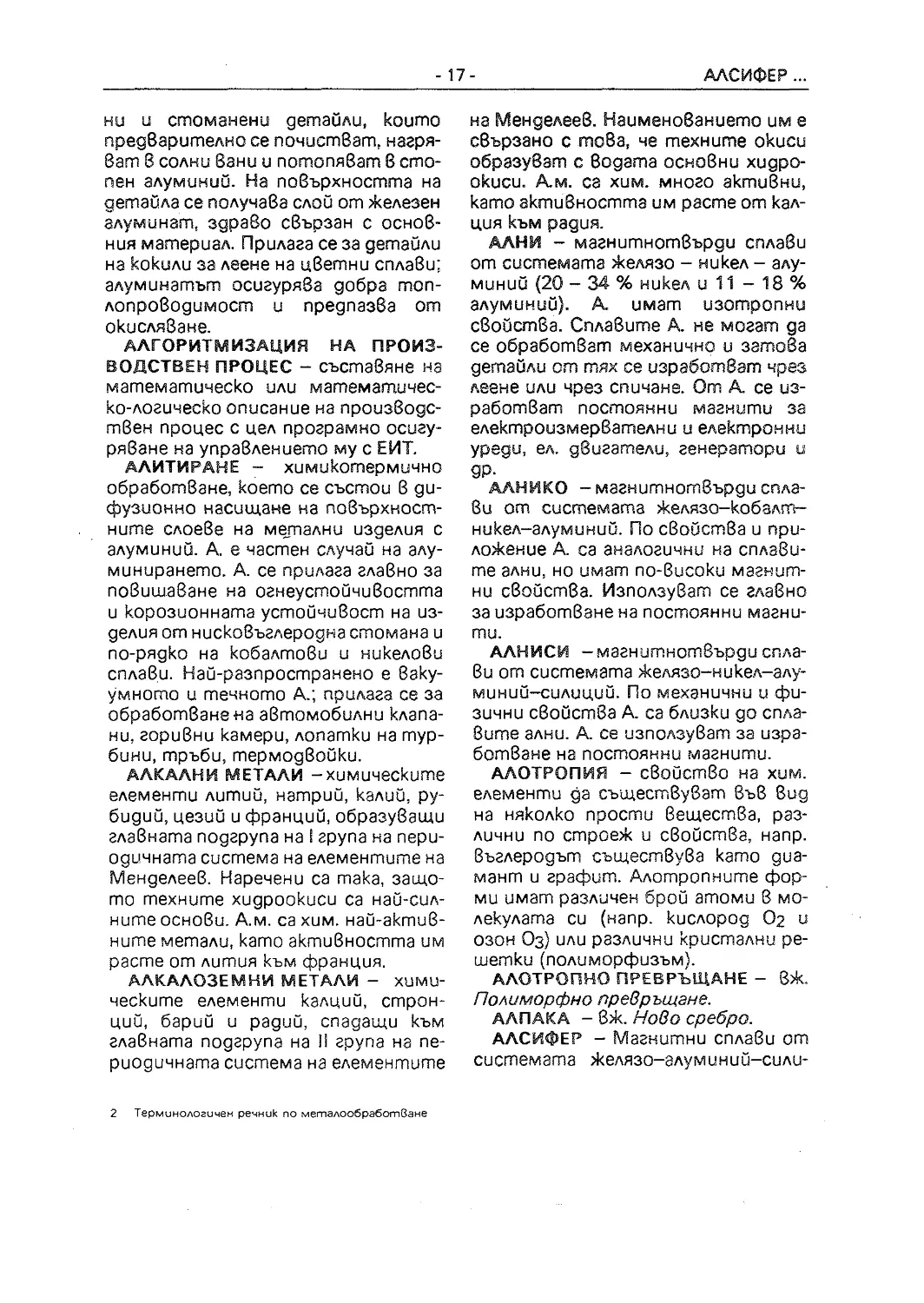
АЛУМИНОТЕРМИЯ, алумотерм u я - съвкупност от методи за по
лучаване или обработване на метали
и сплави, основаващи се на възста
АЛфЕР ...
новяване (редуциране) на метални и
неметални окиси с прахообразен алу
миний. А е разновидност на металотермията. При А се отделя голямо
количество топлина (температура
та се повишава до 3000°С), което се
използува за нагряване до стопяване
на краищата на метални изделия при
тяхното заваряване (термитно за
варяване) - вж. фиг.
Към cm. Алуминотермия
Схема на термитно заваряване на рел
си: 1 - шлака; 2 - тигел; 3 - течен термитен метал; 4 - форма за заваряване
АЛФЕНОЛ - магнитни сплави от
системата желязо-алуминий, съдър
жащи 15,7 -16,4 % алуминий и малки
количества хром, силиций, манган.
Имат специфично съчетание на маг
нитни, механични и електрически
свойства: висока износоустойчи
вост, магнитна проницаемост, доб
ри якост, тВърдост, електрическо
съпротивление. От А се изработ
ват главно магнитопроводите на
записващите и възпроизвеждащите
глави на магнетофонните апарату
ри.
АЛФЕР -магнитни сплави от сис
темата желязо-алуминий, съдържа
щи 7,5 - 13,8 % алуминий. Имат ви
соки магнитострикционни свойст-
АЛЮМЕЛ, ...
-20-
6a, якост, ел. съпротивление. От А.
се изработват магнитопроводите
на магнитострикционните преоб
разуватели В хидроакустичната и
ултразвуковата апаратура.
АЛЮМЕЛ, а лу м ел -термоелектрическа никелова сплав, съдържаща
1,6- 2,4% Aí, 1,8 - 2,7% Мп, 0,6 -1,2%
Co, до 0,03% Fe, 0,85 - 1,5% Si и go
0,1% C. А. е огнеустойчив, има висо
ка термо-е.д.с., която се изменя ли
нейно в твърде широк температу
рен интервал. От А. се изработва
тел, използуван за отрицателен
електрод В хромел-алумеловите
термодвойки.
АМБОР.ИТ - търговско наимено
вание на инструментален материал,
състоящ се от кубичен борен карбид
и метално свързващо вещество
(напр. Co). От А. се изработват инс
трументи за рязане на закалени сто
мани и чугуни. Произвежда се във
вид на пластини чрез горещо пресо
ване на дребни неориентирани зърна
от борен карбид при високи наляга
ния и температури.
АМЕРИКАНСКИ КОВЪК ЧУГУН ковък чугун, темперован в необезвъглеродяваща среда (азот, водо
род, засипване на детайла с пясък,
херметизиране на пещта) до пълно
то ргападане на цементита (до пъл
на графитизация). Структурата на
А.ч. се състои от ферит и графитни
включвания, поради което ломът е
черен и затова А.ч. се нарича още че
рен или феритен ковък чугун.
АМОРТИЗАТОР - устройство за
смекчаване на удари в конструкция
та на машини и съоръжения, за да се
запазят от големи сътресения и пре
товарвания. В конструкцията на А.
се използуват пружини, гумени еле
менти и др., а също течности и га
зове.
АМОРТИЗАЦИОННИ НОРМИ ' норми на износването за възстано
вяване и основен ремонт на основ
ните средства. Определени са с нор
мативни актове.
АМОРТИЗАЦИОННИ
ОТЧИСЛЕ
НИЯ - суми, отделяни за постепен
но възстановяване на стойността
на основните производствени сред
ства (машини, съоръжения) на пред
приятието в процеса на експлоата
цията им. Ао. влизат в себестой
ността на произвежданата продук
ция. Пресмятат се като определен
процент върху стойността на ос
новните средства.
АМОРТИЗАЦИЯ - 1. Смекчаване
на удари и вибрации в машини и съо
ръжения чрез амортизатори. 2. Ес
тествено износване на машини, съо
ръжения и др. в процеса на работата
им.
АМОРФНИ МАТЕРИАЛИ - мате
риали, намиращи се в аморфно със
тояние. А.М. биват природни (смо
ли) и изкуствени (пластмаси, стък
ло). Съвременните методи за свръхбързо охлаждане от течно състоя
ние позволяват да се получат амор
фни прахове от много кристални ве
щества: метали, окиси и др. съеди
нения с уникални физико-хим. свойс
тва. А.М. във вид на композиционни
филми от редкоземни елементи се
използуват за термо-магнитни за
писи и контактен магнитен печат.
Аморфни прахове от недеформируеми леярски суперсплави, които про
явяват свръхпластични свойства
при гореща пластична деформация,
се използуват за високотемпера
турни конструкционни материали в
газовите турбини.
АМОРФНО СЪСТОЯНИЕ - състоя
ние на твърдите тела, характеризи
ращо се с изотропия на структура
та и с липсата на точно определена
-21 -
температура на топене, което пра
ви А.С. противоположно на кристал
ното състояние. В кристалите ато
мите са разположени закономерно в
кристална решетка, характеризира
ща се с далечен порядък на подрежда
не, докато за А.с. на веществото е
характерен само близък порядък на
подреждане. Веществото в Ас. мо
же да се разглежда като преохладена
течност с много висок коефициент
на вискозност. А.с. е термодинамически неустойчиво.
АМПЛИТУДА - максималната аб
солютна стойност, която достига
величината, характеризираща даден
колебателен във времето процес,
напр. най-голямата стойност А, ко
ято достига величината q, извърш
ваща хармонично трептене (вж.
фиг.), т.е. изменяща се във времето
t по закона q = Asin (ω? + φθ), къдеmo A, ω u φ0 са постоянни величини.
Към cm. Амплитуда
АМПЛИТУДА HA НАПРЕЖЕНИЕ
ТО, оа, та - променливата част на
напрежението; средната стойност
нг алгебричната разлика между мак
сималното и минималното напреже
ние.
АНАЛОГОВО-ЦИФРОВ ПРЕОБРА
ЗУВАТЕЛ - устройство за преобра
зуване на данни, представени чрез
непрекъсната функция, в ел. сигнали,
АНИЗОТРОПНИ ...
кодирани в цифров вид, удобен за по
даване на ЕИМ.
АНИЗОТЕРМИЧНО ПРЕВРЪЩАНЕ
- структурно превръщане, развива
що се при непрекъснато изменение
на температурата и характеризира
що се с получаване на неравновесни
структури. Особеностите на това
превръщане се представят в т.нар.
анизотермични (термокинетични)
диаграми. В практиката най-често
се използуват диаграмите на А.п. на
аустенита при охлаждане, на които
е показано получаването на различни
структури в зависимост от услови
ята на охлаждане (скоростта на ох
лаждане), интервала на началото и
края на превръщането. Всяка диагра
ма на А.п. на аустенита се отнася са
мо за стомана с точно определен
хим. състав. Диаграмите на А.п. на
аустенита се използуват при опре
деляне технологията на термична
обработка на дадена стомана, усло
вията на заваряване и т.н.
АНИЗОТЕРМИЧНО РАЗПАДАНЕ
HA АУСТЕНИТА - разпадане (прев
ръщане) на аустенита при непрекъс
нато охлаждане.
АНИЗОТРОПИЯ - разлика, нееднаквост на свойствата на вещест
вата в различни посоки. А. е харак
терна за материали със закономер
на по целия обем вътрешна структу
ра, напр. монокристалите. А. въз
никва и след студена пластична де
формация или при наличието на рекристализационна текстура. Мате
риали с А. на едни свойства могат да
притежават изотропия по отноше
ние на други.
АНИЗОТРОПНИ МАТЕРИАЛИ
материали, притежаващи анизотропия по отношение на някои свойс
тва. А.М. са влакнестите материа
ли, графитът, материалите с текс
тура или с еднопосочно армиране,
АНИХИЛАЦИЯ ...
монокристалите, слоистите мате
риали и др.
АНИХИЛАЦИЯ - взаимно унищо
жаване на дислокации с противопо
ложни знаци при тяхното взаимо
действие.
АНКЕРЕН МЕХАНИЗЪМ - механи
зъм за осъществяване на делителни
движения, при който енергията за
отклоняване на анкера се взема изця
ло от управляващия механизъм на
автомата. А.м. превъзхождат дру
гите делителни механизми по отно
шение на бързодействие, сигурност
и ниска цена (вж. фиг.).
тролизата служат за анод. Прилага
се главно за алуминия и неговите
сплави, като образуващият се оки
сен слой с дебелина 5-25 μm защи
тава метала от корозия и има добри
електроизолационни свойства. А. се
прилага и за декоративни цели.
АНОДНО-МЕХАНИЧНА МАШИНА машина за анодно-механично обра
ботване на токопроводими материали с голяма твърдост, предимно ог
неупорни и твърди сплави, а също и
неръждаеми стомани. Най-разпространени са отрезните дискови и
лентови Α,-м.м. Заточващите А.м.м. се използуват за заточване на
твърдосплавни режещи инструмен
ти.
АНОДНО-МЕХАНИЧНО ОБРАБОТ
ВАНЕ - ерозионно обработване, ко
ето се основава на едновременното
използуване на анодно разтваряне
на метала и механично (електроерозионно или електрохим.) отстраня
ване на продуктите от разпадането
(вж. фиг.).
Към cm. Анкерен механизъм
АНОД -1. Положителният полюс
на източник на ел. ток. Потенциа
лът на А. при работа на източника е
по-висок от потенциала на катода.
2. Електрод на различни ел. уреди,
електролитни вани и др. ел. уст
ройства, който се съединява с поло
жителния полюс на източника на
ток.
АНОДИРАНЕ, анодно оксиди
ране (окисляване) - образуване вър
ху повърхността на метални изде
лия на окисен филм (защитен слой)
от същия метал чрез електролиза. А.
е електрохим. начин за оксидиране
на метални изделия, които при елек
Към cm. Анодно-механично обработ
ване
1 - диск; 2 - дюза; 3 - заготовка
АНОДНО ОБЕЗМАСЛЯВАНЕ
електрохим. обезмасляване, при кое
то почистваното изделие служи за
анод на електролитната вана.
-23АНОДНО ОКИСЛЯВАНЕ - вж. Ано-,
диране.
АНОДНО ОКСИДИРАНЕ -вж.А«Одиране.
АНОДНО РАЗЯЖДАНЕ з а почи
стване- електролитно разяжда
не, при което почистваното изделие
служи за анод на електролитната 8анз
АНОДНО-ХИМИЧНО ОБРАБОТВА
НЕ , е а е k m p o x и м и ч н о обра
ботване- начин на обработване
на изделия 8 поток от електролит
(разтвор на натриев хлорид, нат
риев нитрат и натриев сулфат) при
пропускане на електрически ток от
външен източник, когато обработ
ваният метал е анод. А.х.о. се изпол
зува при изработване на детайли със
сложна форма (щампи, пресформи и
др.), за гравиране, изглаждане на ръ
бове, снемане на мустаци (чепаци) и
др. (вж. фиг.).
Към cm. Анодно-химично обработва
не
1 - обработван детайл; 2 - електрод; 3 електролит; 4 - продукти от разтваря
нето
АНТИКОРОЗИОННА ЗАЩИТА - за
щитата на металите от корозия
чрез различни методи и средства:
АНТРОПОМЕТРИЧНИ ...
легиране, покриване с др. метали или
немвтали(защитно покритие), обезвредяване на корозионната среда.
АНТИКОРОЗИОННО ПОКРИТИЕ вж. Защитно покритие.
АНТИМОН (Sb) - хим. елемент,
ат. н. 51, ат.м. 121,75. Среща се 8 ня
колко алотропни форми. Обикнове
ният А. е сребристо бял метал със
силен блясък, плътност 6690 кд/тЗ,
т,т. 630,5°С, крехък, лесно се разпрашава. При втвърдяване А. за разлика
от повечето метали се разширява.
А. се използува главно в сплави с оло
во, цинк, калай и мед (съдържащи под
50% А), напр. в лагерните сплави до
18%, munoapàc^ckume сплави до 26%,
където разширявайки се, осигурява
точен отпечатък на матрицата. Из
ползува се и в сплави на основата на
калая за художествени отливки, а 35% А. се прибавя към оловото, пред
назначено за акумулатори.
АНТИфРИКЦИОНЕН МАТЕРИАЛ материал (сплав) за детайли, рабо
тещи в условия на триене чрез плъз
гане (лагерни втулки и черупки, нап
равляващи и др.). А.М. са: сплави на
основата на калай и олово (бабит),
мед (бронз), желязо (сив чуаугфщинк
или алуминий; . м«талокерамични
(бронзгсграфит, железографит);
пластмаси (текстолит, тефлон-4,
слоести пластмаси и др.); сложни
композиции от типа метал-пласт
маса (порест бронз, чиито пори са
запълнени с тефлон). Ам. трябва да
осигурява добро сработване, изно
соустойчивост, нисък коефициент
на триене с материала на изделието,
малка склонност към задиране (заяж
дане), равномерно мазане на триещите се повърхности.
АНТРОПОМЕТРИЧНИ ИЗИСКВА
НИЯ КЪМ ИЗДЕЛИЕТО - ергономич
ни изисквания, определящи съот
ветствието на изделието на анато
АНУЛИРАНЕ ...
-24-
мичните особености на човека (ти
пичните размери и формата на чо
вешкото тяло и отделните му час
ти).
АНУЛИРАНЕ - команда, отменя
ща предварително зададена функ
ция.
АПАРАТУРА - група от апарати и
уреди, предназначени за извършване
на определени действия (напр. из
мервателна апаратура).
. АПАРАТУРА ЗА УП РАВАЕ НИЕ
апаратура във веригата за управле
ние на машина (напр. датчик за поло
жение, апарат за ръчно управление,
клапан с електромагнитно задвиж
ване, превключващ апарат и др.).
АРГОН (Ar) - хим. елемент от гру
пата на инертните газове, ат.н. 18,
ат.м. 39,948. Газ без цвят и мириз
ма; плътност 1,780 кд/тЗ, т.к. 196°С. В природата се среща само в
свободен вид главно в атмосферата
(0,93 об.%). Промишлено се получава
в процеса на фракционно разделяне
на въздуха при дълбоко охлаждане
със следваща ректификация. А. се из
ползува като защитна атмосфера в
металургични и хим. процеси, при
арсоноохговото заваряване, при
термичното обработване на лесно
окисляващи се метала (титан, цир
коний и др.) и пр.
АРГОНО-ДЪГОВО ЗАВАРЯВАНЕ електродъгово заваряване в защит
на среда от аргон. А-д.з. се прилага
за заваряване на тънки листове от
неръждаема стомана, никелови спла
ви, алуминий, магнезий и др.
АРМАТУРА - 1. Леярска - различ
ни по вид и форма метални елемен
ти, които се влагат в някои леярски
форми и сърца-(най-често в тънки и
висящи участъци от тях) при изра
ботването им, за да се повиши тях
ната здравина и устойчивост по
време на транспортиране, сглобява
не и заливане с метал. 2. Тръбопро
водна - различни устройства (вен
тили, шибри, кранове и др.), предназ
начени за управляване потока на
флуиди (газ, пара, течност), проти
чащи през тръбопроводи.
АРМАТУРНА МАШИНА - машина
за рязане, огъване и изправяне на ар
матурна стомана; пръти с диаме
тър от 14 до 70 тт се разрязват на
А.М., снабдени с въртящи се ножове,
ножове гилотинен тип, дискови цир
куляри или газо-кислородни резачки
(горелки). Ha огъваща А.м. могат да
се огъват и изправят арматурни
пръти с диаметър до 90 тт.
АРМАТУРНА СТОМАНА - стома
на, използувана за армиране на желе
зобетонни конструкции. Изработва
се във вид на пръти (гладки или с пе
риодичен профил) и тел.
АРМИРАНЕ - усилване, уякчаване
на материал или част от конструк
ция с елементи (армировка) от друг
материал с по-висока якост. Най-голямо приложение има усилването на
бетона със стоманена армировка за
получаване на железобетон. А. се
прилага също за усилване на стъкло
с метална мрежа, за усилване на плас
тмаси, керамика и т.н. Напоследък
голямо приложение в техниката на
мират армираните композиционни
материали (вж. Армирани материа
ли).
АРМИРАНИ МАТЕРИАЛИ - компо
зиционни материали, чиято матри
ца е уякчена с армиращи материали.
По материала на матрицата А.м. се
делят на керамични, метални и поли
мерни, а по ориентацията и типа на
армировката - на анизотропни и
изотропни. А.м. се използуват в самолето- и автомобилостроенето, в
ракетната техника и др. отрасли на
машиностроенето и строителст
вото.
-25АРМИРАЩИ МАТЕРИАЛИ, Арми
ровка- високояки материали, из
ползувани за армиране. Към А.м. спа
дат армиращите влакна, ленти, те
лове, пръти, мрежи, тъкани, а също
отделни частици. А.м. биват мета
ли, неметали, минерали, труднотопими съединения (бориди, карбиди,
нитриди, окиси и др.). А.м. поемат
главното натоварване на армирани
те материали.
АРМКО-ЖЕЛЯЗО - излязло от
употреба наименование на техни
чески чистото желязо (съдържащо
около 99,85 % Fe). А.ж. има Висока корозоустойчивост, магнитно наси
щане, пластичност и електропроводност. А.-ж. се използува в лабора
торните уреди и електромашиностроенето.
АСИМЕТРИЧЕН ЦИКЪЛ - цикъл,
максималното и минималното нап
режение на който имат различни аб
солютни стойности.
АСИМПТОТИЧНА ГРАНИЦА HA
УСТОЙЧИВОСТ - границата на ус
тойчивост, определяща работата
на машината без вибрации при всич
ки технологични режими. Стой
ността на тази граница се използу
ва при определяне на норма за виброустойчивост.
АСОРТИМЕНТ HA ПРОДУКЦИЯТА
- състав и съотношение на отделни
те видове изделия в продукцията на
предприятията и промишлените
отрасли или в партида стоки. Пра
вилното установяване и изпълнение
на производствения план и на плана
за стокооборота по асортимент
допринася за задоволяване потреб
ностите на народното стопанство
и на трудещите се.
АТЕСТАЦИОННО ИЗПИТВАНЕ
изпитване на продукцията за всест
ранна оценка на качеството ú. Про
вежда се с цел подготовка на дър
АУСТЕНИТ ...
жавни, отраслови или заводски
атестации, за.издаване на документ
за качеството.
АТМОСФЕРА HA ТОПИЛНА ПЕЩ газова среда в работното простран
ство на топилна пещ. В зависимост
от нейния състав А.т.п. може да бъ
де окислителна, редукционна или не
утрална.
АТМОСФЕРНА КОРОЗИЯ - коро
зия на металите от атмосферния
въздух.
АТОМНО-ВОДОРОДНО ЗАВАРЯ
ВАНЕ - електродъгово заваряване,
при което дъгата гори между волф
рамови електроди в защитна среда
от водород. Топлината за стопява
не на заваряваните части се получа
ва от дъгата и от асоциацията на
водородните атоми, получени при
дисоциацията на водородните мо
лекули в дъгата.
аустенитизация - превръщане
на изходната структура на стома
ната в аустенитна чрез нагряване
над критичната точка (А^) до тем
пературната област на съществу
ване на устойчив аустенит и задър
жане в нея до пълното превръщане
на ферита в аустенит. А. протича
при термично обработване на сто
маните и може да се провежда спе
циално за издребняване на зърното
или за изравняване (хомогенизиране)
на хим. състав.
АУСТЕНИТ - твърд разтвор на
въглерод (до 2%) и легиращи елемен
ти в γ-желязо - една от структур
ните съставки на желязо-въглерод
ните сплави. В желязо-въглеродните
сплави (стоманите и чугуните) А. е
устойчив само при температура над
723°С. В зависимост от скоростта
на охлаждане на стоманата А. се
превръща (разпада) в други струк
турни съставки: ферит, перлит,
бейнит, мартензит и др. Чрез при
АУСТЕНИТНИ ...
-26-
бавяне 6 стоманата на някои елемен
ти (манган, никел, хром и др.) 8 нея
може да се запази и при обикновена
(стайна) температура известно ко
личество устойчив, т.нар. остатъ
чен аустенит в смес с мартензит.
Аустенитът е немзгнитен. Има рав
нинно центрирана кубична (РЦК)
кристална решетка.
АУСТЕНИТНИ СТОМАНИ - стома
ни, в които аустенитът е стабилен
от стайна температура до темпе
ратурата на топене. Стабилизира
нето на аустенита се осигурява от
легиращи елементи - манган, никел,
азот, които разширяват γ-област
та на желязо-въглеродната диагра
ма на състояние. А.с. са немагнитни,
имат повишена пластичност и жилавост. A.C- се използуват главно като
огнеупорни и корозионноустойчиви
материали.
АУСФОРМИНГ - вж. Термо-механична обработка на ст2^натз
АЦЕТИЛЕН,
- най-прос
тият ненаситен въглеводород с
тройна връзка: безцветен газ,
-8ì,S°C, плътност 1,171 кд/тЗ. При
повишаване на температурата над
500°С и налягане над 150 kPa А. се
взривява. Смесите на А. с въздуха
(2,3 ¿- 80,7 об. % А.) са взривоопасни.
А. лесно образува с медта, среброто
и живака ацетилениди, които се
взривяват в сухо състояние. В про
мишлеността А. се получава от кал
циев карбид при взаимодействието
му с вода. А. се съхранява и транс
портира в стоманени бутилки, за
пълнени с пореста маса (напр. акти
виран въглен), пропита с ацетон. А.
се използува за кислородно рязане и
газово заваряване и спояване на
цветни и черни метали, за загряване
при газопресово заваряване, повърх
ностно закаляване.
АЦЕТИЛЕНОВА БУТИЛКА - сто
манена бутилка за съхраняване и
транспортиране на ацетилен под
налягане. А.6. е запълнена със специ
ална пореста маса (инфузорна
пръст, пемза, азбест, дървен или ак
тивиран въглен и др.), напоена с аце
тон - добър разтворител на ацети
лена, благодарение на което в 40литрова бутилка могат да се събе
рат до 6 m3 ацетилен под налягане
1,6 МРа.
АЦЕТИЛЕНОВА СТАНЦИЯ - учас
тък в промишлено предприятие, където се произвежда газообразен аце
тилен; последният се подава по га
зопроводи в цеховете на потреби
телите или се използува за пълнене
на бутилки. А.с. се разполага в специ
ална взривобезопасна сграда.
АЦЕТИЛЕНОВ ГЕНЕРАТОР — япярат, който се използува за получава
не на газоп5р^д5Н ацетилен (С2Н2)
от калциев карбид (СаСг) при взаи
модействието му с вода (Н2О). По
начина на действие А.г. се делят на:
А.г. от системата "карбид върху воаа"; А.г. от системата “вода върху
карбид“; А·2· от "контактната сис
тема"; а в завий?моот от налягане
то: А.г. за ниско (до 1ик?3) U средно
(до 150 kPa) налягане, които обикно
вено са преносими и се използуват
предимно при газовото заваряване и
рязане; А.г. за високо налягане (над
150 kPa), които са стационарни и
служат за получаване на големи обе
ми ацетилен за хим., фармацевтич
ната и хранителната промишле
ност.
АЦЕТИЛЕНОВ
ГЕНЕРАТОР ОТ
“КОНТАКТНА СИСТЕМА“ - ацетиле
нов генератор, в който карбидът се
поставя в касетка, свързана с газо
вия балон. В зависимост от разхода
на ацетилен и от количеството газ
в балона касетката периодично се
-27потопява u изважда от водата (вж.
фиг.).
Газоб далон-
Ацетилен
.Ацетиленов
резервоар
АЦЕТИЛЕНО-КИСЛОРОДНО^
ция и принцип на действие е анало
гичен на кислородния редуктор. Раз
личава се само по наличието на спе
циална скоба с винт, за закрепване
към вентила на бутилката. Оцветя
ва се в бяло.
- Касетка
сκαράад
Воден
/резервоар
Към cm. Ацетиленов генератор от
контактна система
АЦЕТИЛЕНОВ ГЕНЕРАТОР ОТ
СИСТЕМАТА “ВОДА ВЪРХУ КАРБИД”
- ацетиленов генератор, в който
карбидът се поставя в касетка, по
местена в най-долната част на гене
ратора. Водата се подава периодич
но върху карбида. Ацетиленът пре
минава през водния резервоар и се
събира в газовия балон, който е с
форма на плаваща камбана. Касетки
те обикновено са две или повече, с
което се осигурява непрекъсната ра
бота на генератора (вж. фиг.).
АЦЕТИЛЕНОВ ГЕНЕРАТОР
СИСТЕМА™ ТАРбИД ВЪРХУ ВОДА”
- ацетиленов генератор, в който
карбидът пада във водата, изсипван
от конусно гърло на бункер или пода
ван с елеватор. Долу се задържа вър
ху скара, потопена във водата, и се
разлага на ацетилен и калциев хидро
окис. Калциевият хидроокис е във
вид на каша, която се събира в найдолната част на генератора, откъдето периодично се изпуска (вж.
фиг.).
АЦЕТИЛЕНОВ РЕДУКТОР - редук
тор за понижаване налягането > 4а
ацетилена, намиращ се в ацетиле ,но_
ва бутилка, до стойността н ^ра
ботното налягане. А.р. по кон струк-
с карбит
Към cm. Ацетиленов генератор от
системата "вода върху карбид“
ацетиленокислороден
ПЛА
МЪК - вж. Заваръчен пламък.
АЦЕТИЛЕНО-КИСЛОРОДНО ЗАВА
РЯВАНЕ -газово заваряване, при ko*
за
смес се използува
^ч«пилено-кислородна смес.
Къ?м cm. Ацетиленов генератор от
системата “карбид върху вода
БАБИТ ...
-28-
Б
БАБИТ - вж. Лагерна композиция.
БАБКА (непр. m.) - вж. Войник.
БАЗА - повърхнини, линии и точ
ки от детайла (заготовката), по от
ношение на които се ориентират
другите детайли на изделието при
сглобяването му или по отношение
на които се ориентират другите по
върхнини на дадения детайл при не
говото обработване или измерване.
Б. биват конструкторски, монтаж
ни, измервателни, изходни и установъчни.
БАЗА HA ИЗПИТВАНЕТО HA УМО
РА -предварително зададен брой на
циклите на напрежение, до които се
изпитВат пробните тела на якост
на умора.
БАЗИРАНЕ на заготовките
u g е т а й л и m е-1. Придаване же
ланото положение на заготовката
спрямо траекторията на режещия
инструмент при обработване, така
че в резултат на движението му да
се осигурява съответната повърх
нина на детайла. 2. Осигуряване не
обходимата точност на разположе
нието на детайлите един спрямо
друг при сглобяване на машините и
механизмите, с което се гарантира
правилната им работа.
БАЗИРАЩА ПОВЪРХНИНА - по
върхнина на детайла, по която се
ориентират обработваните му по
върхнини, или повърхнина, взаимно
свързана с другите детайли на изде
лието. Б.п. биват главни, направля
ващи и опорни.
БАЗИЧЕН ЕЛЕКТРОД - електрод
за ръчно електродъгово заваряване,
чиято обмазка съдържа главно кал
циев карбонат (СаСОз) и калциев
флуорид (флусшпат- CaF2). Б.е. съз
дава газошлакова защита на течния
метал. Употребява се при заварява
не на отговорни съединения от въг
леродни и легирани стомани.
БАЗОВА ДЪЛЖИНА - дължина на
базовата линия, избрана за оценка на
грапавостта на повърхнината, с ко
ято трябва да се отсече от измере
ния профил такъв участък, при кой
то да се изключи влиянието на отк
лоненията на формата и вълнообразността на повърхнината.
БАЗОВА ЛИНИЯ - линия, спрямо
която се определят параметрите на
грапавостта на повърхнината и се
извършва тяхната количествена
оценка (вж. cm. Височина на грапави
ните по десет точки).
БАЗОВА ЛИНИЯ HA ПРОФИЛА линия, която служи за количествена
оценка на профила на вълнообразността. Тя се разполага еквидистантно на средната линия на профила.
БАЗОВ ДЕТАЙЛ на машина — осно
вен детайл, служещ да създаде необ
ходимото пространствено разпо
ложение на възлите на машината,
носещи инструмента и обработва
ния детайл, и да осигури тяхното
взаимно разположение при работа.
Б.д. са: телата, основите, колоните,
Стойките, масите и корпусите на
скоростни и вретенни кутии и др.
При технологичните процеси на
сглобяване Б.д. е основният детайл
на групата, от който започва сглобя
ването.
БАЗОВ ПОКАЗАТЕЛ ЗА КАЧЕСТ
ВОТО HA ПРОДУКЦИЯТА - показа
тел за качеството на продукцията,
привт като изходен при определяне
и сравняване на качеството.
-29-
БАЙОНЕТНО СЪЕДИНЕНИЕ - съе
динение на детайли, при което диа
метрално разположени издатини от
единия детайл се Вкарват в съот
ветните им прорези от другия де
тайл и чрез малко завъртане на еди
ния от детайлите около надлъжната
му ос издатините се придвижват по
наклонената поВърхнина на напреч
ния клиновиден прорез, докато две
те челни повърхнини на детайлите
се притиснат силно една към друга
(вж. фиг.). Б.с. се прилага за закреп
ване на детайли В приспособления,
патронници на металорежещи ма
шини, обективи на фотоапарати и
др-
Към cm. Байонетно съединение
а - без спиращо устройство; б - с пред
пазител; 8 - с винтов канал: 1 и 2 - съе
динявани детайли; 3 - шифт; 4 - при
тискаща пружина
БАЙЦВАНЕ - отстраняване на
окисните корици и мазнините от
повърхността на метала по хими
чески или елекрохим. път.
БАРАБАНЕНЕ...
БАЛ - условна единица за количес
твена или качествена оценка и ха
рактеристика на явления и матери
али, напр. балът на зърното опреде
ля услоВно количеството на зърната
на 1 mm2 от площта на шлифа.
БАЛАНС - 1. Равновесие, уравно
весяване. 2. Система от показатели,
които характеризират съотноше
ние или равновесие на някакво пос
тоянно изменящо се явление (напр.
топлинен баланс}. 3. Сравняване на
приходите и разходите. 4. Сравнява
не на нуждите и запасите от мате
риали, инструменти, машини и т.н.
5. Детайл на часовников механизъм
с форма на колело с напречник, прик
репен към оста; регулира хода.
БАЛАНСИРАНЕ - вж. Уравновеся
ване.
БАЛВАНКА - старо наименование
на отлят метален блок (заготовка) с
цилиндрична форма.
барабан - детайл на машини, ме
ханизми, апарати, имащ цилиндрич
на (понякога конусна) форма, чието
работно движение е обикновено
въртеливо, напр. Б. на товаропо
демни машини - телфери, кранове,
парни котли, мелници, сушилни, пе
щи и др. (вж. фиг.).
Към cm. Барабан
Барабан за подемна лебедка
барабанене - почистване на
малки отливки и изковки, щанцовани детайли и др. във въртящи се ба
рабани, в които се постаВят абра
зивни материали или стоманени сач-
БАРАБАНЕН ...
-30-
Mu. Бива сухо и мокро - с използува
не на сапунена вода, слаби лугови раз
твори и др.
БАРАБАНЕН СМЕСИТЕЛ - леярски
смесител, който представлява ци
линдричен барабан 1, въртящ се око
ло хоризонтална ос с помощта на
ролки 2 (вж. фиг.). Формовъчната
смес постъпва в единия край на ба
рабана и попада върху бързовъртящите се лопатки на разрохквателя 3,
които я изхвърлят към наклонените
пластини 4. След разрохкване и
притриване сместа се притрива до
пълнително от притискащия се към
стените на барабана вал 5. Проце
сът на смесване протича непрекъс
нато, като едновременно с това
сместа се премества по оста и изли
за от другия край на барабана.
предназначена за едновременно об
работване на две успоредни челни
повърхности на корпусни детайли
или валове. Те се закрепват в гнезда
та на бавно въртящ се барабан с ди
аметър от 500 до 2000 тт, който
извършва непрекъснато подавателно движение, преминавайки между
два или три реда фрези.
БАРАБАННО ЛЕЯРСКО СИТО - съ
оръжение за пресяване на леярски пя
съци и формовъчни смеси във вид на
въртящ се барабан с форма на ци
линдър, пресечена пирамида или пре
сечен конус с отвори.
Най-голямо приложение в леярство
то намират пирамидалните бара
банни сита (т. нар. полигонални си
та) поради благоприятните условия
за пресяване и лесното поддържане
(вж. фиг.).
Към cm. Барабанно леярско сито
Пирамидално многоъгълно леярско сито
БАРАБАННА МАШИНА - машина,
при която обработваните детайли
се закрепват върху барабан, извърш
ващ непрекъснато подавателно или
делително (въртеливо) движение,
напр. барабанна агрегатна машина.
БАРАБАННА ПЕЩ - вж. Въртяща
се пещ.
БАРАБАННА ФРЕЗОВА МАШИНА специализирана фрезова машина,
БАРБОТИРАНЕ - пропускане през
течност на газ или пара под наляга
не в барботьор (съд за течности, в
долната част на който има тръбич
ка с отвори за подаване на тънки
струи газ или пара). Б. се прилага в
промишлеността и лабораторната
практика за нагряване на течност с
пара или охлаждане с въздух, насища
не на течност с газ, разбъркване на
течни и газови реагенти.
БАРИЙ, Ba - хим. елемент, ат.н.
56, ат. м. 137,34. Б. е сребристобял
-31-
метал с плътност 3760 kg/тЗ, т.т.
710°С. Б. обикновено се получава
чрез редукция на негови окиси с алу
миниев прах. Използува се в сплави с оловото (типографски и антифрикционни сплави), с алуминия, с
магнезия (газопоглъщатели във ва
куумните инсталации). Б. и негови
те съединения се добавят в матери
алите, предназначени за защита от
радиоактивно и рентгеново излъч
ване.
БЕЗБЛОКОВО ВАЛЦОВАНЕ - про
изводство на метални пръти, заго
товки или ленти чрез изливане на
течен метал в специално оформена
междина между въртящи се в про
тивоположни посоки хоризонтални
валци, интензивно охлаждани с вода.
Същността на Б.в. е съчетаване в
един процес на леенето, кристализа
цията и деформацията на метала.
Чрез Б.в. се произвеждат медни, ме
сингови и алуминиеви детайли и лен
ти с дебелина от 2 ао 10 тт.
БЕЗДИАМАНТЕН СЛОЙ - слой СЪС
специален състав на основа на ком
понента на свръзката, към който се
закрепва диамантният слой на диа
мантен инструмент.
БЕЗДИФУЗИОННИ ПРЕВРЪЩА
НИЯ - превръщания на метала, при
които не се извършва изменение на
химическия състав в отделни микрообеми, а само преустройство на
кристалната решетка (вж. напр.
Мартензитно превръщане).
БЕЗКАСОВИ ФОРМИ - пясъчноглинести леярски форми, които след
уплътняване на сместа и изваждане
на модела се отделят от формовъч
ните каси. Уплътняването се извър
шва ръчно или машинно. При ръчно
уплътняване се използуват специал
ни разглобяеми каси. Голямо прило
жение намират специалните маши
ни и автомати за изработване на
БЕЗКОНТАКТНИ...
Б.ф. с производителност около 300
форми/час. При Б.ф. значително се
намаляват разходите за техноло
гична екипировка, повишава се точ
ността на отливките и се облекча
ват товаропотоците в леярните
цехове. По-големите Б.ф. понякога
преди заливане с метал се укрепват
външно със специални рамки (жаке
ти).
БЕЗКИСЛОРОДЕН ФЛЮС - флЮС,
състоящ се от метални хлориди и
флуориди и други несъдържащи кис
лород хим. съединения. Използува се
за заваряване на активни метали и
сплави.
БЕЗКОНЗОЛНА ФРЕЗОВА МАШИ
НА - вж. Фрезова машина.
БЕЗКОНТАКТЕН УРЕД ЗА КОНТ
РОЛ HA ГРАПАВОСТ - 1. За момен
тно преобразуване на профила уред за измерване на грапавостта на
повърхнини по профилния метод,
който дава моментно и цялостно
преобразуване на получената инфор
мация за профила без механичен кон
такт с измерваната повърхнина. 2.
За непрекъснато преобразуване на
профила - уред за измерване грапа
востта на повърхнини по профил
ния метод, който дава непрекъсна
то преобразуване на получената ин
формация за профила без механичен
контакт с измерваната повърхни
на.
БЕЗКОНТАКТНА СИСТЕМА ЗА УП
РАВЛЕНИЕ -електромеханична сис
тема за автоматично управление,
която не съдържа включващи и изк
лючващи контакти в ел. мрежи. Найшироко се прилагат Б.с.у. с безкон
тактни ел. апарати. Основните пре
димства на Б.с.у. са сигурност, по
жарна безопасност, повишено бър
зодействие.
БЕЗКОНТАКТНИ УПЛЪТНЕНИЯ вж. Уплътнения.
БЕЗКРАЙНА ...
- 32 -
БЕЗКРАЙНА ШЛИФОВЪЧНА ЛЕН
щият момент въздействува непре
ТА - шлифовъчна лента във вид на
къснато Върху работния орган.
БЕЗФЛЮСОВО СПОЯВАНЕ — споя
затворен- контур.
БЕЗОКИСЛИТЕЛНО НАГРЯВАНЕ ване, при което не се използува
нагряване на металите (за термообфлюс.
БЕЗЦЕНТРОВА ШЛИФОВЪЧНА
работване или гореща пластична де
МАШИНА - металорежеща машина
формация) В контролирана атмос
за шлифоване на външни и вътреш
фера без окисляване. Извършва се
ни ротационни повърхнини на де
във вакуумни пещи, 8 електрически и
тайли, разположени на опора (без
пламъчни муфелни пещи с възстано
закрепВане) между двата диска (шли
вяваща или неутрална атмосфера
фовъчен и водещ) на машината. Ha
или в солни Вани.
БЕЗОТКАЗНОСТ -свойствона из
Б.ш.м. се извършва безцентрово
делието (обекта) непрекъснато да
шлифоване при радиално подаване
запазва работоспособността си за
на шлифовъчния диск или при осово
определено време или за определена
преместване на детайла.
БЕЗЦЕНТРОВО ВЪНШНО КРЪГЛО
отработка при дадени условия на
ШЛИФОВАНЕ - външно кръгло шли
експлоатация. Б. се оценява числено
фоване на детайл, поддържан на
напр. с вероятност та за безотказна
опорна планка, при което детайлът
работа до οηρ^σ- шс време, с ин
се върти между два диска, единият
тензивността ь j отказите, с отраот които е работен (шлифовъчен), а
>'о ■
<? до отказ.
БЕЗРАЗРУШИТЕЛЕН КОНТРОЛ другият-водещ. Последният прида
вж. Безовзеуизиггзлчи изпитвания.
ва въртеливо движение на детайла,
БЕЗ^АЗРУШАГРЛНИ ИЗПИТВА
а в определени случаи (при наклонени
НИЯ. - безразрушителен
водещ диск или опорна планка под
k о н m p о л - изпитвания, при кои
ъгъл от 1 до 6 градуса) осигурява и
то нв се променят структурата,
надлължното му подаване. Б.в.к.ш.
съставът, формата и геометрични
се прилага за шлифоване на детайли
те размери на изделието. Извърш
с много малък диаметър и голяма
ват се по различни методи - радиог-г дължина, както и на детайли без ценрафичен, ултразвуков, магнитнотрови отвори (вж. фиг.).
прахов, капилярен и др.
БЕЗСТЕПЕНЕН ПРЕВОД - механи
зъм за плавно и непрекъснато из
меняне честотите на въртене на
крайното звено. Б.п. са най-често
електрически, хидравлични и меха
нични. Б.п. може да се реализира чрез
вариатор, чрез високомоментен
двигател, със стъпков двигател и
др. със или без допълнителни пре
давки.
БЕЗУДАРЕНРЪЧЕН ГАЙКОНАВИКъм cm. Безцентрово външно кръг
ВАЧ - ръчен механизиран инстру
ло шлифоване
мент за завиване и отвиване на рез1 - обработван детайл; 2 - опорна план- бови съединения, при който въртя
ka; 3 - шлифовъчен диск; 4 - водещ диск
-33БЕЗЦЕНТРОВО ВЪТРЕШНО КРЪГ
ЛО ШЛИФОВАНЕ - вътрешно кръг
ло шлифоване на детайли, закрепени
между три ролки (водеща, опорна и
притискаща) или на неподвижни
опори, при което детайлът и шли
фовъчният диск се въртят в една
посока. Б.в.к.ш. е особено подходящо
за детайли със строга концентричност между вътрешната и външна
та кръгова повърхнина, напр. гривни
(пръстени) на търкалящи лагери,
както и«за шлифоване на тънкостен
ни детайли (вж. фиг.).
Към cm. Безцентрово вътрешно
кръгло шлифоване
1 - шлифовъчен диск; 2 - обработван де
тайл; 3 - водещ диск; 4 и 5 - опорни рол
ки; 6 - опорна планка
БЕЗЦЕНТРОВ СТРУГ - струг за
надлъжно струговане на тръби и
гладки валове, които практически са
с неограничена дължина. Инструмен
тът, закрепен в многоножова глава,
се върти, а обработваният детайл
извършва непрекъснато постъпа
телно движение.
БЕЗШПОНКОВО СЪЕДИНЕНИЕ съединение на машинни елементи,
които имат по сдружаваните кон
тактни повърхнини плавен некръгъл
контур (без шпонки и заменящи ги
зъби). Най-разпространено е про
филното Б.с.
3
Терминологичен речник по металообработване
БЕРИЛИЕВ...
бейнит - структурна съставка
на стоманата, представляваща дис
персна смес от ферит и иглест цементит. Образува се в резултат на
междинно (бейнитно) разпадане на
аустенита при преохлаждане в тем
пературния интервал на понижена
дифузионна подвижност на желез
ните атоми, но достатъчно висока
скорост на дифузия на въглерода над
температурата на началото на мартензитното превръщане. Във въг
леродните стомани се образува при
изотермично закаляване, а в някои
легирани стомани, (напр. легирани с
хром, молибден и бор) дори при ох
лаждане на въздух. Стоманите с бейнитна структура притежават пови
шена износоустойчивост и якост.
БЕЙНИТНО ЗАКАЛЯВАНЕ вж.
Изотермично закаляване на стома
на.
БЕНЗИНОВ ПОЯЛНИК - поялник с
непрекъснато нагряване на накрай
ника чрез бензиновъздушен пламък.
БЕНЗИНОВ РЕЗАЧ, керосинов
резач- апарат за кислородно ряза
не на металите, в който гориво са
парите на бензин или керосин. Със
тои се от специален резач, резер
воар за бензина или керосина и мар
куч. Б.р. имат специално подгревателно приспособление за изпарение
на течното гориво, по което се раз
личават от газовите резачи. Изпол
зува се за рязане на метали с дебели
на до 300 тт.
БЕРИЛИЕВ БРОНЗ - бронз, чиято
основна легираща прибавка е бери
лият. Има висока якост, еластич
ност, добра електро- и топлопро
водност, а също и добри антифрикционни свойства. Използува се за из
работване на отговорни пружини,
ел. контакти, детайли на часовнико
ви механизми, зъбни колела, втулки,
лагери.
БЕНТОНИТ...
.34.
БЕНУОНИТ - вид глина от вулка
ничен произход с главна съставна
част минерала монтморилонит. Б.
има много добри хидратационни~
свойства, висока дисперсност, голя
ма йонообменна способност и
свойството многократно да се раз
ширява (набъбва) при проникване на
вода в кристалната решетка. Има
много добри свързващи качества и
се използува за приготвяне на син
тетични пясъчно-глинести формо
въчни смеси за изработване на леяр
ски форми. Б. биват натриеви и кал
циеви. Натриевите Б. имат по-доб
ри свойства, но в природата се сре
щат рядко. Качеството на калциеви
те Б. се подобрява чрез "активиране“
- обработване с различни съедине
ния с цел увеличаване на йонообменната способност.
БЕРИЛИДИ - съединения на бери
лия с др. метали. Получават се по ме
тодите на праховата металургия
или чрез сплавяне на компонентите.
Б. на преходните метали (ниобий,
цирконий, тантал и др.) се използу
ват като конструкционни материа
ли в онези области на техниката, където се изисква голяма относител
на якост, малка плътност, голямо
съпротивление срещу термични
напрежения, устойчивост срещу
окисляване, запазване на якостта
при високи температури (до
1700°С).
БЕРИЛИЕВИ СПЛАВИ - сплави НЗ
основата на берилия. Основните
предимства на Б.с. са голямата от
носителна якост и относителна
стабилност до температури 600 800°С, големият топлинен капаци
тет и малкото напречно сечение за
захващане на неутрони; основните
недостатъци - малката пластич
ност при стайни и ниски темпера
тури, токсичността. Изделия и по
луфабрикати от тях се изработват
предимно по методите на прахова
та металургия и по-рядко чрез леене.
Б.с. се използуват в ядрената енер
гетика, космонавтиката, авиация
та, корабостроенето и др. области.
БЕРИЛИЗАЦИЯ - химикотермична обработка, която се състои в по
върхностно дифузионно насищане
на стомана или др. сплави с берилий.
В резултат на Б. се повишава твър
достта, огнеупорността при S00 1100°С и корозионната устойчи
вост на стоманата.
БЕРИЛИЙ (Be) - хим. елемент,
ат.н. 4, ат.м. 9,01218. Б. е лек свет
лосив метал с хексагонална плътноопакована решетка, плътност 1848
кд/тЗ, т.т. 1284°С. Б. е крехък в сту
дено състояние, при температура
от 200 до 400°С преминава в плас
тично състояние. С много метали
образува берилиди. Б. и неговите съ
единения са токсични. В техниката
се използува като легираща прибав
ка в състава на алуминиеви, медни
(берилиев бронз) и магнезиеви спла
ви. Б. се използува в атомната енер
гетика (забавител, отражател или
източник на неутрони), в самолетостроенето, ракетната техника,
радиотехниката, рентгенотехниката. Б. се прилага също за берилизация.
БЕТА-ДЕфЕКТОСКОПИЯ - метод
на дефектоскопия за откриване на
чужди включвания в тънки метални
изделия (фолио, лента и др.) чрез
пропускане на бета-лъчи през тях.
Ефективността на Б.д. зависи от
дебелината, плътността и свойст
вата на материала на контролира
ното изделие.
БИБЛИОТЕКА ОТ ПРОГРАМИ - 1.
Набор от управляващи програми за
металорежещи машини с ЦПУ. 2. На
бор от програми за решаване на ма
- 35 тематически и логически задачи с
ЕИМ.
БИЕНЕ -1. Б. в металообработва
нето - отклонение от правилното
Взаимно разположение на повърхни
ните на Въртящи се машинни еле
менти. Различават се два вида Б. радиално и челно (вж. фиг. към cm.
Радиално биене и Челно биене). 2. Б.
в теорията на трептенията - треп
тене, получено при събирането на
две хармонични трептения с близки
честоти, което има периодично из
менящ се размах.
БИЕНЕМЕР - вж. Уред за контрол
на радиалното биене на зъбния ве
нец.
БИЕНЕ HA БАЗОВАТА РАВНИНА
HA КОЛЕЛОТО - най-голямото коле
бание в осова посока на измервател
ния елемент, допиращ се до базова
та равнина (челото) на зъбното ко
лело в близост- до външния диаме
тър на постоянно разстояние от ра
ботната ос на колелото при върте
нето му.
БИЕНЕ HA ВЪРХОВИЯ КОНУС
най-голямото колебание на измерва
телния елемент, допиращ се до вър
ховия конус, спрямо работната ос на
въртене на конусно зъбно колело.
Определя се в посока, перпендикуляр
на на образуващата на върховия ко
нус на заготовката, напр. на средата
на венеца.
БИЕНЕ HA ЗЪБНИЯ ВЕНЕЦ - найголямата разлика между разстояни
ята от работната ос до елемента на
нормалния изходен контур (едини
чен зъб или междузъбие) на зъбното
колело. Определя се в посока, перпен
дикулярна на образуващата на делителния диаметър на колелото, напр.
в средата на венеца.
БИЛЕТИРАНЕ - първа операция на
коване на метални (стоманени) бло
кове, при която Се отстраняват га
БИНАРНА...
зовите мехури и др. дефекти главно
под кората на блока и се получава по
върхностен слой с повишена плас
тичност, необходима за следВащите операции на коването - сплескВане, изтегляне.БИ МЕТАЛ - материал, състоящ се
от два или повече здраво свързани
един с друг слоя разнородни метали
или сплаВи. Използува се, за да се пес
тят ценни дефицитни метали или
като материал със специални сВойстВа, съчетаващ свойствата на със
тавляващите го компоненти. Раз
личните коефициенти на топлинно
разширение на металите на отдел
ните слоеве се използуват в биме
талните термометри или уреди за
регулиране на температурата на
нагряване. Бе се получава чрез леене
(заливане на леснотопим метал вър
ху труднотопим или потопяване на
труднотопим метал в стопилка от
леснотопим), по галваничен път,
чрез наВаряване или метализация,
чрез плакиране, чрез едновременно
валцоване или пресоване на два ме
тала и т.н.
БИМЕТАЛНА ОТЛИВКА -отливка,
която се състои от два или повече
различни, но здраво свързани помеж
ду си слоеве от метали (сплави) сцел
да се получат заготовки, обединява
щи полезните свойства на отделни
те метали (сплави). Б.о. се получа
ват чрез последователно заливане
на отделните слоеве, най-често чрез
центробежно леене. По този начин
се изработват прокатни валци,
тръби, цилиндрови втулки за двига
тели с вътрешно горене и др.
БИНАРНА СПЛАВ, двукомпо
нентна сплав - сплав, в чийто
състав влиза само един легиращ ком
понент; сплав, състояща се от два
компонента.
БИОКОРОЗИЯ,...
-36-
БИОКОРОЗИЯ, биохимична
корозия - корозия на металите
nog въздействието на организми
(бактерии, гъби, водорасли и др.). То
зи вид корозия се проявява главно
във влажна почва и вода, напр. коро
зия на стоманата в морската вода
под действието на водорасли; коро
зия на желязото и мангана във вода
поради поглъщането им от бакте
рии и гъби и т.н.
БИОУСТОЙЧИВОСТ - способност
на материалите да се съпротивля
ват на действието на организми,
причиняващи различни видове разру
шавания (вж. Биокорозия).
БИОХИМИЧНА КОРОЗИЯ вж.
Биокорозия.
БИСМУТ (Bi) -хим. елемент, ат.н.
83, ат.м. 209,00. Б. е сребристобял
метал с розов оттенък, тригонална
кристална решетка, плътност 9800
кд/тЗ, т.т. 271,3°С. С много метали
Б. образува труднотопими съедине
ния - бисмутиди. Б. се използува в
металургията и хим. промишле
ност. От сплавите на бисмута с
мангана се изработват мощни пос
тоянни магнити. Съединенията на
Б. със селен и телур се използуват в
елементите за пряко преобразуване
на топлинната енергия 6 електри
ческа.
БИСМУТИД - съединение на бис
мута с по-електроположителни еле
менти, главно метали.
БИТ - 1. Единица мярка за количе
ство информация; най-малката еди
ница информация. Б. може да се
представи с един от двата възмож
ни знака от двоичната бройна сис
тема (0 или 1). 2. Двоичен разред.
В управляващата перфолента за
металорежещи машини с ЦПУ един
бит информация съответствува на
един перфориран отвор.
БЛАГОРОДНИ ГАЗОВЕ
- вж.
Инертни газове.
БЛОК, п а кет-1. Съвкупност от
механизми, уреди, инструменти или
от техните части (детайли) с опре
делена взаимна връзка, местополо
жение (напр. пакети на щампи). 2.
Част от управляващата програма за
металообработваща машина с ЦПУ;
състои ceom подредени по определе
ни правила команди.
БЛАГОРОДНИ МЕТАЛИ - злато,
сребро и металите от платиновата
група (иридий, паладий, осмий, пла
тина, родий, рутений), които имат
висока хим. устойчивост. Златото,
среброто и платината са пластични,
а останалите са труднотопими ме
тали. Б.м. се използуват в техника
та като чисти метали или във вид
на сплави за битови цели, за електроконтакти и др.
близък порядък - степен на
правилна (закономерна) подреденост на атомите (молекулите) 8
структурата на веществото само
на разстояние от порядъка на междуатомното (междумолекулното)
разстояние. Б.п. е типичен за
аморфните тела и течностите.
блокиращо устройство - ус
тройство, предназначено да предпа
зи машината от изпълнение на не
съвместими команди, напр. при пре
водите-от едновременно зацепване на две несъвместими кинематич
ни вериги. Б.у. биват механични, хид
равлични, електрични и комбинира
ни.
БЛОКИРОВКА- съвкупност от
методи и средства, осигуряващи
закрепване на работните органи
(елементи) на апарати и машини в
определено състояние, което се за
пазва и след прекратяване на блоки
ращото въздействие. Б. подобрява
безопасността на обслужването и
©
- 37 -
сигурността в работата на транс
портните машини и съоръжения, на
енергосистемите, на промишлени
те предприятия, а също и на различ
ните устройства, уреди и апарати с
производствено и битово предназ
начение. Б. Се осъществява с меха
нична, хидравлична, оптична, маг
нитна или ел. връзка и се прекратя
ва чрез въздействие, което връща
частите на апарата или машината в
изходно положение (както преди
блокировката) или допуска премина
ване в ново работно положение.
БЛОКОВА СХЕМА HA ПРОГРАМА
ТА - графично изображение на
структурата на програмата.
БЛУЖДАЕНЕ HA ДЪГАТА - без
редно преместване на заваръчната
дъга по изделието в резултат на
влиянието на замърсяванията по по
върхността на метала, въздушните
потоци и магнитните полета. Това
явление много често се наблюдава
при заваряване с въгленов електрод.
Б.д. оказва вредно влияние върху
формирането на шева. За отстраня
ване на Б.д. понякога се използува
постоянно надлъжно магнитно поле,
създавано от соленоид, разположен
около електрода.
БЛУМ, б л ю м - полуфабрикат на
металургичното производство;
стоманена заготовка с квадратно
напречно сечение със страна над 140
тт. Получава се от стоманени бло
кове чрез валцоване на блуминг ма
шини.
БЛУМИНГ, блюминг- валцовъчна машина, предназначена за вал
цоване на стоманени блокове с маса
от 2,5 до 201 в блуми: деформиране
то на страничните повърхнини на
блоковете се извършва чрез обръща
нето им на 90°. В някои случаи Б. се
използуват за валцоване на профил
ни заготовки за големи двойно Т-
ВОЛТОВО ...
профили, П-профили и др. профили.
Б. машините биват: с една работна
клетка (реверсивни двувалцови-дуо
и нереверсивни тривалцови-трио),
сдвоени от две последователно
разположени дуо-клетки, непрекъс
нати - от няколко последователно
разположени
нереверсивни
дуоклетки, и специализирани (с една
клетка - реверсивни дуо), на които
се изработват заготовки за широки
греди.
БЛУМИНГ-СЛЯБИНГ, блюмингслябинг - валцовъчна машина за
валцоване на тежки метални блоко
ве в блуми и сляби. В сравнение с блуминга на Б.-с. е увеличена височина
та на подема на горния валец, за да
могат да се валцоват сляби с голяма
широчина.
БАЮ Μ - вж. Блум.
БЛЮМИНГ - вж. Блуминг.
БЛЮМИНГ-СЛЯБИНГ — вж. Блуминг-слябинг.
ВОЙНИК - работна част (ударна
глава) на машина с ударно действие.
Б. извършва полезна работа за смет
ка на енергията на удара при насоче
ното му падане. Като част от ковашко-щамповъчен чук или преса слу
жи съответно за нанасяне на удар
(натиск) върху заготовката при ко
ване и щамповане.
БОЛТ - машинен елемент за осъ
ществяване на разглобяемо съедине
ние между отделни части на машини
и съоръжения; представлява цилинд
рично стъбло в единия край с резба,
а в другия с глава, която има различ
на форма. Стандартните Б. се изра
ботват с диаметри от 6 до 48 тт и
дължина от 14 до 300 тт. Използу
ват се също специални Б.: фундамен
тни, шарнирни, Б. с ухо и др. (вж.
Волтово съединение).
ВОЛТОВО СЪЕДИНЕНИЕ - разгло
бяемо неподвижно съединение на ма
БОЛТОНАРЕЗЕН ...
-38-
шинни детайли с помощта на болт
и гайка (вж. фиг.).
Към cm. БолтоВо съединение
. 1 - глава на болта; 2 - стъбло; 3 - шай
ба; 4 - гайка
БОЛТОНАРЕЗЕН АВТОМАТ, б О лтонарезна машина -метало
режеща машина за нарязВане резби
те на скрепителни болтове, винто
ве, шпилки, тръби и др. Б.н.а. има саморазтваряща се резбонарезна гла
ва с плашки, която след завършване
на обработването автоматично се
отдръпва назад, а детайлът се сваля
без спиране на машината.
БОЛТОНАРЕЗНА МАШИНА - вж.
Болтонарезен автомат.
БОР (В) - хим. елемент, ат. н. 5,
ат.м. 10,82. Структурата на Б. зави
си от начина на получаването му и се
колебае в доста широки граници - от
аморфна до кристална. Плътността
на кристалния Б. е 2360 кд/тЗ, а т.т.
2200°С. При обикновени условия Б.
има висока реакционна способност;
частици от Б. се окисляват бавно на
въздух дори и при стайна темпера
тура. Кристалният Б. е полупровод
ник. С много метали Б. образува бориди. Б. се използува като легираща
прибавка в някои огнеустойчиви и
корозионно устойчиви сплави, а съ
що и за повърхностно насищане на
метали и сплави (бориране).
БОРАКС — сол на тетраборната
киселина във вид на безцветни крис
тали; плътност 1690 - 1720 кд/тЗ;
разтВорим е във вода. Използува се
за почистване на металната повър
хност при спояване, като състаВка
на флюси за заВаряване и спояване,
за приготвяне на специални Видове
стъкла (главно оптично), емайли,
глазури и др.
БОР.ЕН КАРБИД - синтетичен аб
разивен материал, който съдържа
до 94% кристален карбид В4С и при
меси от бор, графит, свободен въг
лерод и др. Характеризира се с голя
ма твърдост, износоустойчивост и
абразивна способност. Б.к. се изпол
зува въВ вид на свободни зърна или
пасти за шлифоване и полиране на
твърдосплавни изделия, металографски образци и др.
БОРИДИ - съединения на бора с
металите (хром, титан, цирконий) и
неметалите (въглерод, азот). Ме
талните Б. имат голяма термоустойчивост и механична якост и се
използуват за изработване на де
тайли на реактивни двигатели и ло
патки на газови турбини. Неметал
ните Б. (борен карбид, кубичен борен
нитрид с търговски наименования
елбор, кубонит и боразон) имат го
ляма твърдост, износоустойчи
вост, термоустойчивост и абразив
на способност, поради което се из
ползуват за пасти за шлифоване и
полиране, за изработване на абра
зивни инструменти, изтеглячни дю
зи и др.
БОРИРАНЕ - химико-термична
обработка, която се състои в дифузионно насищане с бор повърхност
та предимно на стоманени детайли.
Б. се осъществява в течни или твър
ди борсъдържащи среди при 950 1050°С в продължение на 5 - 10 часа.
След бориране обикновено се извър
-39шва закаляване. Б. повишава високо
температурната (go 95(ГС) износо
устойчивост, корозионната устой
чивост и твърдостта на стомани
те, но прави повърхностния слой
твърде крехък. Прилага се при произ
водството на детайли за помпи, ра
ботещи при тежки условия, за щам
пи, пресформи и др.
БОРМАШИНА (непр.т.)-вж. Про
бивна машина.
БОРТ -1. Пръстеновидно удебеление (изпъкнала част) по периферия
та на вал, шайба, маховик, колело,
което образува с тях едно цяло (вж.
фиг.). Б. направлява колелото стра
нично, за да не излезе от релсата, за
държа въжето или ремъка върху шай
бата и т.н. 2. Огънат край на листо
ва заготовка по кръгов контур (огъ
нат праволинеен край- се нарича
кант)..
Към cm. Борт
БОРТОВАНЕ - огъване края на лис
това заготовка с кръгов контур или
на пробит в нея отвор (вж. фиг.).
Към cm. БортоВане
БОРЩАНГА, вретено за р а зстъргване - приспособление за
разстъргване на отвори, изработе
БРОЯЧ...
но във вид на цилиндричен прът с ра
диално разположени отвори, в кои
то се закрепват ножове или блок с
ножове (вж. фиг.). Б. се закрепва в ко
нусния отвор на вретеното на про
би вно-разстъргващи машини или в
ножодържача на стругови машини.
БРОНЗ -сплав на основата на мед.
Главните добавки 8 Б. са калай (ка
лаен Б.) или заместители на калая
(безкалаен Б.), като алуминий (алуми
ниев Б.), берилий (берилиев Б.), сили
ций, олово, хром и др. елементи с из
ключение на цинк (вж. Месинг) и ни
кел (вж. Медно-никелови сплави). Б.
има висока якост, пластичност, корозионна устойчивост, добри антифрикционни свойства и др. ценни
свойства.
БРОНЗИРАНЕ - 1. Покриване по
върхността на металите със защи
тен слой от бронз (сплав на мед с ка
лай) по електролитен или метализационен начин. 2. Придаване на брон
зов оттенък на повърхността на из
делията чрез боядисване с бронзиращи прахове.
БРОНЗОГРАфИТ - спечен компо
зиционен метал, състоящ се от
бронзова матрица и графитни час
тици, разпределени равномерно в
нея. Б. се използува за антифрикционен материал.
БРОЯЧ - интегриращ измервате
лен уред, който показва последова
телно насъбраните стойности на
БРОЯЧЕН ...
-40-
измерваната величина в продълже
ние на известно време.
БРОЯЧЕН МЕХАНИЗЪМ - част от
показващо (отчитащо) устройство
или цяло показващо устройство, су
миращи показанията на измервате
лен уред.
БРЮНИРАНЕ - химикотермично
обработване за образуване по по
върхността на изделия от стомана
или чугун на тънък (1-10 μm) слой
от железен окис. Б. е разновидност
на оксидирането. Различава се тер
мично, киселинно и основно Б. При
термичното Б. изделието се нагря
ва в пещи за обработване с пара при
200 - 500°С в продължение на някол
ко минути. Киселинното Б. се про
вежда в разтвор, съдържащ бариев
нитрат и фосфорна киселина при
100°С в продължение на 20 - 30 min.
Основното Б. се извършва чрез по
топяване на изделието в горещ (140
- 150°С) разтвор на натриева осно
ва с прибавка от окислител - нат
риев нитрат или нитрид. Б. се при
лага за предотвратяване на корози
ята или с декоративна цел - прида
ване на кафяв, тъмносин или черен
цвят на повърхността, с различни
оттенъци при запазване на метал
ния ù блясък.
БУКВЕН КОД - код, символите на
който се състоят само от букви и
специални знаци.
БУКВЕНО-ЦИФРОВ КОД - код,
чиито символи се състоят от букви,
цифри и специални знаци; команди
те 6 управляващата програма за ме
талообработваща машина с ЦПУ са
буквено-цифрови кодове.
БУКСА - лагер на въртящите се
оси в някои транспортни машини и
съоръжения с преобладаващо верти
кално работно натоварване.
БУНКЕР - 1. В леярското произ
водство - съоръжение за складиране
и съхраняване на насипни материали
- пясък, кокс, варовик, формовъчни
смеси и др. Най-често Б. имат приз
матична или цилиндрична форма,
преминаваща в долния край в пресе
чена пирамида или пресечен конус.
Отворът в долния край на Б. завър
шва със затвор, дозатор или питател. 2. В металообработващите ма
шини-захранващо устройство, кое
то съхранява част от заготовките
и ги подава в определено положение
към работната зона на машината. Б.
периодично се запълва със заготов
ки, за да се осигури непрекъснатата
работа на машината. Най-голямо
приложение имат вибрацицонните
Б., които автоматично подават за
готовките, ориентирани в необхо
димото положение за обработване.
БУРГИЯ (непр.т.) - вж. Свредло.
БУТАЛЕН ВИБРОВЪЗБУДИТЕЛ вибровъзбудител, при който силата
се създава от налягане на газ, пара
или течност, привеждащи буталото
във възвратно-постъпателно дви
жение спрямо цилиндъра на възбуди
теля. Съществуват хидравличен
Б.в., пневматичен Б.в. и Б.в. с вът
решно горене.
БУТАЛНА МАШИНА ЗА ЛЕЕНЕ
ПОД налягане с гореща ка
мера - машина за леене под наляга
не, чиято пресоваща камера (цилин
дър и бутало) се намира в тигел с
разтопен метал. При задвижване на
буталото металът от цилиндъра се
вкарва през съединителен канал и
накрайник (мундщук) в предварител
но затворената и притисната пресформа. Машините могат да бъдат с
вертикална или хоризонтална пресо
ваща камера. Използуват се само за
леене на леснотопими сплави (вж.
фиг.).
БУТАН -наситен въглеводород. Б.
е газ с температура на втечняване
-41 0°С. Получава се при преработка на
нефта и от природните газове. Из
ползува се за гориво при газопламъчната обработка на металите, найчесто в смес с пропан (пропан-бутанова смес). Доставя се втечнен под
налягане в бутилки.
БУТОН ЗА УПРАВЛЕНИЕ, коман
ден бутон - комутационен апа
рат с една или няколко групи конт$кти за затваряне или прекъсване на
вериги за управление в системи за
автоматично електрозадвижване,
диспечерско управление и др. Мон
тира се на щитове или на пултове за
управление.
БУФЕР - 1. Памет или програма,
която се използува за компенсиране
на разликата между скоростите на
предаване на данни в различните
блокове на ЦПУ или различните уст
ройства на ЕИМ. 2. Приспособление
БЪРЗ ...
(устройство) за смекчаване на уда
ри, напр. в транспортните машини.
БЪРЗО ОТВЕЖДАНЕ -бързо прид
вижване на даден работен орган на
металообработваща машина, в ре
зултат на което настъпва раздале
чаване на обработвания детайл и ин
струмента.
БЪРЗО ПОДВЕЖДАНЕ
- бързо
придвижване на даден работен ор
ган на металообработваща машина,
в резултат на което настъпва сбли
жаване на обработвания детайл и
инструмента.
БЪРЗОРЕЖЕЩА СТОМАНА - вж.
Инструментална стомана.
БЪРЗ ХОД - установъчно движе
ние, което се извършва със скорост,
значително по-голяма от тази на ра
ботните движения, извършвани по
същите направляващи на машината,
напр. бързо преместване масата на
фрезова машина.
Към cm. Бутална машина за леене под налягане с гореща камера
а - с вертикална камера; б - с хоризонтална камера 1 тигел с разтопен метал; 2 пресоваща камера; 3 - накрайник; 4 - пресформа
БЪЧВООБРАЗНОСТ...
-42-
БЪЧВООБРАЗНОСТ - отклонение
на профила 6 надлъжно сечение, при
което образуващата е дъга от ок
ръжност, а диаметрите се увелича
ват от краищата към средата на се
чението.
Числената стойност на Б. се изразя
ва с полуразликата между най-големия и най-малкия диаметър (вж.
фиг.)
Л = ^max
БЯЛ ЧУГУН - чугун, в който по-голямата част от въглерода е свърза
на във вид на железен карбид (РезС цементит). Б.ч. е със светъл лом,
крехък, много твърд, неподдаващ се
на обработка с режещ инструмент,
не се заварява, но се лее добре.
^min
.2
БЯЛО ТЕНЕКЕ - неправилно наи
менование на студеновалцована покалаена (бяла) ламарина.
Към cm. БъчВообразност
ВАГРЯНКА - шахтова пещ с неп
рекъснато действие за стопяване на
чугун в леярски цехове. В. се класифи
цират по вида на използуваното го
риво (коксови, коксо-газови и газо
ви), по топлотехническите си особе
ности (със студен и с горещ въздух),
по степента на почистване на изхо
дящите газове (открити, полузакрити и закрити). При обикновената
коксова В. със студен въздух шихтовите материали, горивото и при
бавките се подават през отвора за
пълнене и в процеса на топене падат
надолу в шахтата, докато достиг
нат до зоната на горене и стопява
не. Тук коксът изгаря, шихтовите
материали и прибавките се стопя
ват. Полученият течен чугун преми
нава през коксовата подложка, прег
рява се и се събира на дъното в огни
щето или в предния резервоар (вж.
фиг.). В противоположна посока нагоре, се движат изгорелите газо
ве, които отдават акумулираната
си топлина на шихтовите материа
ли и ги загряват. При коксовата ваг
рянка с горещ въздух предварител
ното нагряване на въздуха до 400 500°С спомага за повишаване темпе
ратурата на течния метал, намаля
ване разхода на кокс и увеличаване
производителността на вагрянка
та. При газовите В. като гориво се
използува природен газ. За получава
не на чугун с необходимото количес
тво въглерод се употребяват бога
ти на въглерод шихтови материали
или се прибавя графит.
ВАГРЯНКА С ВОДНО ОХЛАЖДАНЕ
- вагрянка, чиято зона на топене се
охлажда външно с вода, за да се уве
личи издръжливостта на облицовка
та и удължи времето на непрекъсна
та работа (до няколко денонощия).
Водното охлаждане се осъществява
със затворен воден кожух (вж. фиг.)
или чрез оросяване.
-43ВАГРЯНКА С ВТОРИЧЕН ВЪЗДУХ вагрянка, при която подаването на
въздух става от два самостоятелни
въздушни пояса през два реда дюзи.
Въздухът, подаван през горния ред
дюзи, спомага за изгаряне на CO до
СОг и за повишаване на температу
рата в горните слоеве на коксовата
подложка. В резултат на това топе
нето на металната шихта протича
по-горе, капките метал преминават
по-дълъг път през зони с повишена
температура и се прегряват. В.в.в.
в сравнение с обикновените вагрян
ки осигуряват увеличаване на темпе
ратурата на чугуна (с 30 - 40°С) при
еднакъв разход на кокс или намалява
не на разхода на кокс с 20 - 35% при
еднаква температура на метала,
както и нарастване на производи
телността с 20 - 30%.
ВАКАНЦИЯ - точков дефект,
представляващ свободен от атом
възел на кристалната решетка. В. е
най-разпространеният mím дефект
на кристалната решетка. При тем
ператури над абсолютната нула във
всеки кристал съществува опреде
лено равновесно количество В., кое
то се увеличава с повишаване на
температурата. Допълнително неравновесно количество В. възниква
при бързо охлаждане от високи тем
ператури, облъчване с неутрони,
пластична деформация и др. техно
логични процеси. B'. оказва същест
вено влияние върху свойствата на
материала като електропроводност, топлопроводност и плът
ност и на процесите, свързани с дифузията на атомите като отвръща
не, отгряване и др.; с увеличаване
концентрацията на В. се понижават
електропроводността, топлопро
водността и плътността, а се пови
шава относителният топлинен ка
пацитет.
ВАКУУМИРАНЕ ...
ВАКУУМИРАНЕ HA ТЕЧНИ СПЛА
ВИ - метод за извънпещно дегази
ране на стопилки чрез краткотрай
но вакуумиране. В.т.с. се извършва в
специални разливни кофи или във ва
куумни камери. Прилага се главно
при леене на стомана и алуминиеви
сплави.
Към cm. Вагрянка
Схематичен разрез на вагрянка: 1 - металоприемник (преден резервоар); 2 шахта; 3 - отходна тръба; 4 - искрога
сител; 5 - зареждащ кран; 6 - зарежда
ща кофа; 7 - площадка за зареждане; 8 тръбопровод за подаване на въздух; 9 въздушна кутия; 10 - форми (дюзи); 11 огнище
ВАКУУМНА...
ВАКУУМНА
ЕЛЕКТРОДЪГОВА
ПЕЩ - електродъгова пещ, в която
топенето на метала се извършва
под вакуум. В.е.п. биват снестопяем
електрод от волфрам и графит и със
стопяем електрод от стомана, ти
тан, ниобий. Пещите с нестопяем
електрод се използуват за претопя
ване на прахообразни или раздробе
ни метали, а пещите със стопяем
електрод - за получаване на високо
качествени стомани, метали и дру
ги сплави.
'
.
Към cm. Вагрянка с Водно охлаждане
1 - зона на топене; 2 - воден кожух; 3 форми (дюзи); 4 - огнище
ВАКУУМНО ЛЕЕНЕ - заливане на
течния метал в леярски форми, кои
то се намират във вакуум. Обикно
вено се съчетава вакуумното топе
не с В.л. Получените чрез В.л. отлив
ки имат голяма плътност.
ВАКУУМНО СПОЯВАНЕ - безфлюсово спояване, при което за предпаз
ване на повърхностите на споявания
материал и припоя от окисляване и
отделяне на окиси се използува ва
куум.
ВАКУУМНО ТОПЕНЕ - топене на
метали и сплави в специални вакуум
ни пещи (индукционни, електродъго-
ви или електроннолъчеви), при кое
то се осъществява дегазиране на
течния метал, предотвратява се
поглъщането на газове и взаимо
действието им с компонентите на
шихтата. В.т. се прилага главно за
топене на специални сплави с важно
предназначение.
ВАКУУМНО ФОРМОВАНЕ - ме
тод за изработване на леярски фор
ми от чист кварцов пясък без свър
зващи вещества, при който якост
та на формата се получава чрез при
лагане на вакуум. Моделът, поста
вен върху газопропусклива плоча на
специална камера, в която се създа
ва вакуум, се обвива с тънко пласт
масово фолио, нагрято до пластич
но състояние. След това се поставя
касата, която е със специална конс
трукция, позволяваща вакуумиране
на вътрешността ú. Касата се за
пълва със сух пясък, покрива се отго
ре с друго фолио и се вакуумира вът
решността ú, при което полуформата придобива голяма здравина. По
същия начин се изработва и другата
полуформа. След сглобяване получе
ната леярска форма се залива с ме
тал, като вакуумът в касите се под
държа до втвърдяването на метала
(вж. фиг.). Методът осигурява полу
чаване на много точни и с чиста по
върхност отливки при намален раз
ход на пясък, свързващи вещества и
прибавки, облекчено избиване и по
чистване на отливките и снижени
разходи за моделна екипировка.
ВАЛ -1. Машинен елемент, който
служи да предава въртящ момент
или да носи закрепени към него ма
шинни елементи и да предава вър
тящ момент. По конструкция В. би
ват гладки, колянови, шлицови, карданни, вал-зъбни колела (валът и зъб
ното колело са изработени като
един детайл), еластични и др. В зави-
-45cuMocm om предназначението u раз
положението на В. В механизмите
те могат да бъдат водещи (задвиж
ващи) и водими (задвижвани), а
също главни (основни), които освен
детайлите на предавките носят и
работните органи на машините
(турбинни колела, коляно-мотовилкови механизми и др.), разпредели
ВАЛ..
телни и спомагателни, които съот
ветно носят и задвижват различни
разпределителни и спомагателни
механизми (при двигателите с вът
решно горене, при металообработ
ващите машини и др.). 2. Термин, из
ползуван за означаване на външни
(обхващани) повърхнини на детайли
при сглобки.
Към cm. Вакуумно формоване
1 - нагревател; 2 - пластмасово фолио; 3 - модел; 4 - вакуумна камера; 5 - формо
въчна каса; 6 - отливка а - нагряване на пластмасовото фолио; б - обвиване на мо
дела с пластмасово фолио; в - поставяне на формовъчна каса; г- насипване на сух
пясък; g - вакуумиране на пространството във формовъчната каса; е - отделяне
на формата от модела; ж - сглобяване на двете полуформи и заливане с метал; з спиране на вакуума и изваждане на отливката
-46-
ВАЛ ...
ВАЛЗА ПРЕДАВАНЕ HA МОЩНО
СТИ - вж. Трансмисионен вал.
ВАЛЦДРАТ -горещовалцована за
готовка обикновено с кръгло сечение
с диаметър от 5 до 10 тт. В. се по
лучава на специални валцовъчни ма
шини за тел или комбинирани валцо
въчни машини за тел и профили. В.
се използува предимно за производ
ство на студеноизтеглена тел (про
водник) с малък диаметър. От сто
манен В. се изработват също пружи
ни и армировка за стоманобетон.
ВАЛЦИ-деформиращи части (ин
струменти) на валцовъчна машина.
В. се делят на две основни групи: лис
тови (за валцоване на листове, иви
ци и ленти) и профилни (за валцова
не на метални профили с кръгло,
квадратно и правоъгълно сечение,
релси, Т-образни и др. профили) - вж.
фиг. Обикновено В. се въртят в раз
лични посоки, а обработваният ма
териал преминава между тях, като
се деформира последователно до
пстигане на необходимите размери
и форма.
Към cm. Валци
Профилни валци
ВАЛЦОВА КОВАШКО-ЩАМПОВЪЧНА МАШИНА, ковашкощампо въчн и валц и - ковашко-щамповъчна машина с щампи,
разположени на валове, които се
въртят в противоположни посоки.
В.к.-щ.м. се използува за изработва
не (чрез щамповъчно валцоване на
прътови заготовки) на детайли с
плавни и неголеми преходи на нап
речното им сечение (гаечни ключове,
турбинни лопатки, зъби за брани и
др.) и за предварително профилира
не на заготовки, предназначени за
следващо обемно щамповане. С В.к.щ.м. се извършват и операции на ря
зане, огъване и изправяне на заго
товки.
ВАЛЦОВАНЕ - 1. Обработване на
метали чрез пластично деформира
не, при което формата им се изменя,
като преминават между въртящи се
валци. С В. се намалява напречното
сечение на обработвания блок или за
готовка и се постигат необходими
те размери и форма. В. е завършващ
етап в металургичното производс
тво. В зависимост от температу
рата на валцования метал В. бива
студено и горещо. Има три основни
начина за В.: надлъжно, напречно и
напречно-винтово (вж. фиг.). 2. Об
работване на повърхностните слое
ве на метални детайли чрез пластич
но деформиране с инструмент с
набраздяващи ролки (накатяване).
Прилага се за образуване на бразди
(резки) или мрежи върху повърх
ността на машинни елементи и уре
ди (напр. на ръкохватки), а също и за
формообразуване (изработване) на
резби и зъби на зъбни колела. 3. Об
работване на повърхностните слое
ве на метални детайли (оси, валове,
втулки и др.) чрез пластично дефор
миране с инструмент с гладки ролки
или сачми, за да се повишат якост
та, износоустойчивостта и др. тех
ни свойства (вж. Повърхностно
пластично деформиране}.
ВАЛЦОВАНИ ПРОФИЛИ - вж. Ме
тални профили.
ВАЛЦОВАНО ИЗДЕЛИЕ - метално
изделие, получено чрез горещо или
-47студено валцоване (листове, ленти,
релси, греди, тръби и т.н.).
ВАЛЦОВА ОГЪВАЩА МАШИНА огъваща машина, на която огъване
то (на валцовани профили и тръби)
се извършва между валци.
Към cm. Валцоване
Схеми на валцоване: а - надлъжно; б напречно; В - напречно-винтово; 1 - вал
цован метал; 2 и 3 - валци
ВАЛЦОВЪЧНА МАШИНА - маши
на за обработване на металите чрез
валцоване, в която освен процеса на
деформиране се извършват и спома
гателни операции (транспортиране
от нагревателните пещи до валци
те на машината, придвижване на
валцования метал в процеса на вал
цоване, обръщане на металните
ивици, изправяне, изрязване на час
ти, маркиране, навиване на рула).
В.м. биват: с общо предназначениеблуминги, слябинги, за профилни за
готовки, за заготовки за тръби; за
производство на валцовани профи
ли, листове, ленти, тръби, и специа
ВАНАДИЙ (V)...
лизирани - за детайли (бандажи, зъб
ни колела, пръстени и др.) - вж. фиг.
Според броя на валците се разделят
на: двувалцови (машина-дуо), тривалцови (машина-трио), четиривалцови (машина-кварто) и многовалцови (в т.ч. планетарни) - Вж. фиг.,
а според движението - В.м. с посто
янно и възвратно движение; по броя
на работните клетки - с една, две,
три и повече клетки.
ВАЛЦОВЪЧНА МАШИНА ЗА ПРО
ФИЛИ - валцовъчна машина за про
извеждане на метални профили (вж.
Метални валцовани профили.
ВАЛЦОВЪЧНА РЕДУКЦИОННА
МАШИНА за m р ъ б и - валцовъчна
машина за обработване на метални
тръби (обикновено чрез горещо вал
цоване) с цел да се намали диаметъ
рът им. В.р.м. влиза в състава на
тръбовалцовъчните агрегати (вж.
Тръбовалцовъчно производство).
ВАЛЦОВАМ - вж. Валцьор.
ВАЛЦОВЪЧНО ПРОИЗВОДСТВО производство на метални изделия
(полуфабрикати) чрез валцоване. В
зависимост от продукцията В.п. би
ва профиловалцовъчно, листовалцовъчно, тръбовалцовъчно и др.
ВАЛЦЬОР, валцовач - профе
сия на човек, който работи на вал
цов агрегат. Възможни специализа
ции-В. на блуминг-слябинг, В. в тръ
бовалцовъчно производство, В. в
листово-прокатно производство.
ВАНА - съд с различно предназна
чение, съдържащ (съхраняващ за оп
ределено време, напр. до края на ра
ботния процес) течна среда (вода,
разтвор, стопилка).
ванадий (V) - хим. елемент, ат.
н. 23, ат.м. 50,9414. В. е сребристобял, извънредно твърд метал с
обемноцентрирана кубична решет
ка, в чисто състояние е ковък, с
плътност 6110 кд/тЗ, т.т. 1900°С.
ВАННО ...
Отличава се с голяма хим. устойчи
вост. Основен потребител на В. е
черната металургия. В. влиза в със
тава на много стомани, като побишава якостта, жилавостта и изно
соустойчивостта им.
Към cm. ВалцоВъчна машина
Схема на главната линия на четиривалиова машина за валцоване на листове: 1 електродвигател; 2 - съединител; 3 - редуктор за зъбните колела; 4 - карданни ва
лове; 5 - работна клетка
Схема на разположението на валци
те в работната клетка на балцобъчна машина:
1 - двувалцова клетка (дуо); 2 - тривалцова (трио); 3 - четиривалцова (кварто); 4 - шествалцова; 5 - дванадесетвалцова
ВАННО ЗАВАРЯВАНЕ - електродъгоВо заваряване, характеризира
що се с увеличен размер на заваръч
ната вана, образувана между подле
жащите на заваряване краища, пос
тавени във временна (медна) или
постоянна (стоманена) форма с
междина между челата 10-20 тт
(вж. фиг.). Заваряването се извърш
ва с един или няколко електрода,
свързани в пакет, до запълването с
метал на цялата форма. Прилага се
при заваряване на релси, греди, пръ
ти и др.
вариатор - предавателен меха
низъм за плавно предаване на движе
ние от един вал на друг и за безстепенно регулиране на честотата на
въртене на изходния вал. В. биват
механични, хидравлични и електри
чески. При по-разпространените ме
ханични вариатори се използуват
-49-
главно фрикционни (триещи) пре
давки, които могат да бъдат с твър
ди звена при непосредствен кон
такт или с междинно гъвкаво звено
-ремък (вж. фиг.). Осигуряват изме
нение на предавателното отноше
ние от 3 до 6 (рядко до 16) чрез из
менение на радиуса на контактуване
между водещия и водимия елемент.
Главният недостатък на В. е наличи
ето на приплъзване между водещия
и водимия елемент. К.п.д. на В. дос
тига 0.8 - 0.9.
ВЕЛИЧИНА ...
профил) и обвиващата равнина или
права се увеличава от краищата към
средата (вж. фиг.).
ВЕЛИЧИНА - понятие, изразява
що такова свойство на явление или
тяло, което може да бъде разграни
чено качествено и определено коли
чествено. Напр. дължина, маса, вре
ме, ел. съпротивление и т.н.
Към cm. Ванно Заваряване
1 - стоманена форма; 2 - заварявани де
тайли
ВАРИАЦИЯ HA ПОКАЗАНИЕТО разлика в показанията на измерва-,
телно средство за една и съща стой
ност на измерваната величина, дос
тигната при изменение от двете
посоки.
ВАРОВИК - минерал, съдържащ
като основна съставна част СаСОз.
Използува се като шлакообразуваща
прибавка при топене на чугун. При
нагряване се разлага на СОг и СаО.
Последният се свързва с окисите в
метала и образува леснотопима
шлака.
ВДЛЪБНАТОСТ - отклонение от
равнинност или праволинейност,
при което разстоянието между точ
ките на реалната повърхнина (или
4
Терминологичен речник по металообработване
Към cm. Вариатор
а и б - триещи вариатори с твърди зве
на; в - триещ вариатор с междинно гъв
каво звено и-раздвижни шайби
ВЕЛИЧИНА HA СМУЩЕНИЕ, вли
яеща вел и ч и н а - 1. Ha външно
смущение - величина на смущение,
която въздействува на устройство
то (уреда) от заобикалящата го epe-
SEHTM.J -
-so
ga. 2. Há Вътрешно смущение - вели
чина на смущение, която произлиза
от свойствата ма устройството.
ВЕЙТИ -Вж.в®н/»>Ш4УОМ«4/Л1роб. to.
ВЕНТИЛАЦИОННИ ПРОБКИ, в е нт и - елементи, които се вграждат
8 леярската технологична екипиров
ка (кутия м сърца, моделни плочи и
до) и осигуряват вентилация на ра
ботната кухина при уплътняване на
формовъчната смес чрез вдухване,
.изстрелваме, пресоване.
ВЕНТИЛАЦИЯ HA ЛЕЯРСКАТА
ФОРМА - система от канали в леяр‘ ската форма и сърцата, която оси
гурява излизане на въздуха и газове
те от нея при заливане с метал и по
лучаване на качествени отливки.
Обвиваща равнина
ВЕРИЖНА ПРЕДАВКА - предавка
за въртеливо движение, съставена
от две заклинени на успоредни Вало
ве верижни зъбни колела-звездочки,
през които е прекарана затворена
(безкрайна) верига. В.п. се характе
ризира с плавна работа при постоян
но зацапване между веригата и зъби
те на верижните колела. В.п. може да
се използува при значителни разсто
яния (до 8 т) между свързваните ва
лове; една верига може да предава
въртеливо движение на няколко ва
ла; има к.п.д. 0,96 - 0,97. В.п. се из
ползува във велосипеди, металоре
жещи машини и др. главно при прена
сяне на не много големи мощности
(вж. фиг.)
ВЕРИЖНО ПРОГРАМИРАНЕ - вж.
Инкрементално програмиране.
Външна пластина
Реална
повърхнина !
Обвиваща права
Към cm. Вдлъбнатост
ВЕРИГА- многозвенна гъвкава
връзка, състояща се от отделни пос
ледователно съединени твърди зве
на. Според предназначението им В.
биват: предавателни (за предаване
на движение), теглителни (за пре
местване на товари), товароподем
ни (за окачване и издигане на това
ри). Съставните детайли на В. са по
казани на фиг.
Вътрешна
пластина
Ролка
Втулка
Към cm. Верига
Детайли на Втулко-ролкоВа Верига
ВЕРОЯТНОСТ ЗА БЕЗОТКАЗНА РА
БОТА, P(tp) - вероятността в зада
ден интервал от време или в грани
ците на зададена отработка да не
възникне отказ на обекта (машина,
електронна изчислителна техника и
т.н.). Предполага се, че до началото
-61на интервала обектът вече е рабо·’
тил безотказно. В.б.р. оттиетически се определя с отношението на
броя обекти, безотказно работили
до момента бреме ф, към броя обек
ти, работоспособни 8 началния мо
мент бреме t р = 0,
Към cm. Верижна предавка
1 и 2 - верижни зъбни колела; 3 - гъвка
ва връзка (верига); а - междуосово разс
тояние
ВЕРТИКАЛЕН ЛЕЯРСКИ ОХЛАДИ
ТЕЛ С ПРОТИВОТОК - леярски охла
дител, в който формовъчният ма
териал се охлажда, като се пресилва
вертикално по стъпалата на охлади
теля срещу поток студен въздух.
' ВЕРТИКАЛНА КОВАШКО-ЩАМПОВЪЧНА ПРЕСА - ковашко-щамповъчна преса, при която плъзгачът с
инструмента се.премества във вер
тикална равнина. Напр. вертикална
ковашко-щамповъчна механична
преса.
ВЕРТИКАЛНА ПЕЩ з а те р м и чна обработка - пещ за термич
на обработка на изделия с голяма
дължина във вертикално положение
или на метални ивици, които се дви
жат вертикално (нагоре и надолу).
В.п. биват с периодично и с непре
къснато действие. В.п’ от първия
вид (от който най-разпространени
са шахтните пещи) работят с обик
■
ВЗАИМОЗ^НЯЕТЙЮ^^ ·
новено окислително нагряваме (б»
муфел) или с използувене не
w атмосфери, предпазващи издвлижг® от окисляване (муфелни). Използуват œ м закалявай и отвръщане
на валове, ротори н® турбини и да.
дълаи изделия, вкл. и студеноввлцо·
вани листови и ивични маперими.
В.п. с непрекъснато действие биват
вднопроходни (за един проход се
термообработват ивиците) и многопроходни (обработваните ивици
извършват? до 40 вертикални прохова).
. , ·
ВЕРТИКАЛНА ПРОБИВНА МАШИ
НА - пробивна машина с вертикална
ос на вретеното, което освен глав- ·
ното въртеливо движение извърш
ва и преместване надлъжно то оста
си и така се осъществява подавателното движение. В.п.м. биват: едновретенни настолни, едновретенни колонни (вж. фиг.), едновретенни
стойкови и многовретенни.
ВЕРТИКАЛНА ФРЕЗОВА МАШИНА
- вж. фрезова машина.
ВЗАИМОЗАМЕНЯЕМОСТ - свойс
тво на еднакви детайли, възли или
агрегати на машини, механизми, апа
рати и др.конструкции.позволяващо да се свързват детайлите (въз.лите и агрегатите) в процеса на
сглобяване или да се заменят без до
пълнително обработване (предвари
телно нагаждане) при запазване на
всички изисквания, предявени от
носно работата на възела, агрегата
и конструкцията като цяло. Основа
на В. е системата на допуските на
размерите и др. параметри на изде
лията (детайлите, възлите, агрега
тите). В. може да бъде пълна (за
всички детайли) и непълна или час
тична (при разделяне на изделието
■ на групи според присъединителните
размери и др. параметри; детайли
те от групата се използуват вече
ЗЗМШ».
.
-S2-
подбера 8. rwÖöAÄ ga-e® ο»
' ш®£й^и.
u шйм&& to»
опериране Mă прсщзвбддаввт©.
Към cm. Вертикална пробивна маши
на
1 - основа; 2 - колона; 3 - тяло; 4 - маса;
5 - електродвигател; в - вретено; 7 инструмент; 8 - ел.табло *
ВЗРИВ - процес на освобождаване
на голямо количество топлинна и
механична енергия, протичащ в огра
ничен обем за кратък период от вре
ме. Най-често се използува В., който
се получава при окислителни хим. ре
акции (вж. Взривни смеси). В техни
ката се използува също така В., по?
лучен при ел. разряд, лазерно излъч
ване и др. В обработвания материал,
намиращ се около зоната на В., се
разпространява ударна вълна, чиято
енергия служи за взривна обработка
на материалите (Взривно нанасяне
на покрития, Взривно пресоване,
Взривно уякчаване, Взривно заваря
ване).
вЗИ®1Ш СМЕСИ - хим. съедине
ния или stesti на вещества, tourne се
χφΑιηφίΜρνη с бърза хим. peakция, съпроводена с отделяне на голя
мо количество топлина и образува
на на газове.
B.C., използувани за обработвана на
металите, се класифицират 8 чети
ри групи: бавио &орти - барути;
бризантни- амонит, тротил и др.;
горящи газообрезни смеси и сеъстени газове Зафсюмоизменящи опера
ции най-голямо приложение имат
бризантните В.с., при които, време
то за превръщането им в газообра
зен продукт е милионни чести от се
кундата при взривно налягане на по
върхността не заряда около 270.108
Ра.
ВЗРИВНО ЗАВАРЯВАНЕ - метод
на заваряване чрез налягане, при кой
то енергията на газообразни про
дукти от взрив се трансформира в
механична енергия, придаваща на ед
на от заваряваните части голяма
скорост на преместване. Кинетич
ната енергия от удара на движеща
та се част с повърхността на непод
вижната част предизвиква съвмес
тна пластична деформация и нагря
ване на контактуващите слоеве ме
тал, което води до образуването на
заварено съединение. В.з. намира
приложение при производството на
биметални листове, при заваряване
на тръби и др.
ВЗРИВНО НАНАСЯНЕ HA ПОКРИ
ТИЯ - начин за нанасяне на дисперс
ни покрития с ударна вълна, получе
на от взривяването на газова смес,
която носи дисперсните частици
със скорост около 10 000 m/s. Приудрянето на дисперсните частици в
обработваната повърхност Се от
деля топлина, която осигурява здра
во сцепление между частиците и ос
новния материал от повърхността.
ВЗРИВНО УЯКЧАВАНЕ - ftsSîJW , SÄW»-», аШдажда8ане на твъреОотт» u якоаптв на
ни u
·ί
мжтриала n©g действието© на удар8®ЗДйЖй ЛЕЯР^Ш <ЖЛА»
ДМТЕЛ -мярШи QMigumt koto»
на вълна, вммийн®« от енергиите
■ формовъчният мадавраш с· ©mrt«
на взрив.
да, teo ©в ^»8« ra вивроршо
ВЗРИВНО ФОРМОВАНЕ - метод
платно (мнта) чрвв прой^ш е
за изработване на леярски форми
въздух.
чрез кратковременно взривно уп
лътняване на формовъчната смет.
Сместа се насипва гравитационно 8
касата, а В затворено пространство
над нея се запалва смет от горМц газ
(пропан-бутан, земен газ и др.) и въз
дух; взривната Вълна се разпростра
нява в затвореното пространство
и уплътнява формовъчната смес
(вж. фиг.). По този начин се опростя
ва конструкцията и се/|р8ишава на
деждността на формовъчната ма
шина, повишава се плътността и
равномерността на уплътняване
във всички части на формата, нама
ляват се енергийните разходи, пови
шава се производителността на
Към cm. Взривно формован®
труда. В.ф. може да се осъществи и
1 - резервоар за газова смес; 2 - зат
вор за формовъчна смес; 3 - леярска ка
със сгъстен Въздух. Създадените по
са; 4 - уплътнена формовъчна смес
този метод формовъчни машини
имат производителност 140 форми
ВИБРАЦИОНЕН ПИТАТЕЛ - зах
за час при размери на касите
ранващо устройство, при което по
1420x915x500 (430)тт.
даването на насипните материали
ВЗРИВНО ЩАМПОВАНЕ
- вж.
става с помощта на вибрации. В.п.
Щамповане с взрив.
се използува за подаване на леярски
ВИБРАТОР, вибровъзбудикокс, чугун, лом и др.
т е л - устройство за създаване на
ВИБРАЦИОНЕН СТЕНД - вибраци
механични трептения (вибрации),
онна изпитвателна или калиброваизползувано самостоятелно или ка
ща машина, към трептящата плат
то част на друга машина. Използува
форма на която се прикрепват изде
се за избиване на отливки от формо
лия, подлагани на вибрационни из
въчни каси, за извършване на техно
питвания, или датчици на виброизлогични операции (виброударна об
мервателна апаратура, подлагани на
работка, вибрационно рязане и др. ),
калиброване (тариране). В.с. биват в
за уплътняване на материали (фор
зависимост от предназначението
мовъчна смес, бетон, почва и др.),
универсални и специални: според
при изпитване на виброустойчизадвижването на платформата вост на машини, конструкции, уреди
механични, хидравлични, електродии апарати. В. биват: механични,
ВИБРАЦИОНЕН...
-54-
намични, магнитострикционни, пиезоелектрически.
ВИБРАЦИОНЕН ТРАНСПОРТЬОР транспортен улей или тръба, използубани за транспортиране чрез
трептения 8 хоризонтално, накло
нено и вертикално направление на
насипни и дребнозърнести материа
ли, заготовки и детайли на сравни
телно малки разстояния.
■ ВИБРАЦИОНЕН ЧУК инстру
мент с ударно действие с малки
придвижващи се маси, големи ско
рости на придвижване, честота на
ударите до 6000 min-1, най-често с
пневматично задвижване (пневма
тични нитоВъчни чукове, трамбовки и др.).
ВИБРАЦИОННА ДИАГНОСТИКА техническа диагностика въз основа
на анализа на вибрацията на изслед
вания обект. Използува се при обек. ти като скоростни и подаВателни
редукторни кутии за определяне на
техническото им състояние без де
монтиране.
ВИБРАЦИОННА РЕШЕТКА - съо
ръжение за избиване (разрушаване)
на леярска форма с прилагане на виб
рации. Сместа пропада през решетv ката, а отливките остават на нея.
В.р. биват механични и пневматич
ни. Според начина на Възбуждане на
трептенията механичните В.р. би
ват инерционни, ексцентрикоВи и
ударни.
ВИБРАЦИОННА ТЕХНИКА, в U бротехника - съвкупност от ме' mogu и средства за възбуждане, по
лезно приложение и измерване на
Вибрации: вибрационна диагности
ка, Вибрационна защита и вибраци
онни изпитВания.
ВИБРАЦИОННО НАВАРЯВАНЕ,
ВибродъговонаВаряване
- електродъгово на8аряване на по
върхности с вибриращ топящ се
електрод. При допиране края на елек
трода до повърхността на изделие
то става късо съединение на зава
ръчната верига, при отдалечаване на
електрода на 1,5 - 3 тт от повърх
ността заваръчната верига се пре
късва и се запалва ел. дъга, разтопя
ваща метала на електрода, който се
наварява по повърхността на изде
лието (вж. фиг.). Този процес перио
дично се повтаря с честота около
100 Hz. В.н. се прилага главно при ре
монт: за наваряване на оси, Валове,
лопатки на водни турбини и др. сто
манени детайли, а също за изработ
ване на двуслойни изделия (наварява
не на цВетни метали и сплави на
стомана, чугун и др.).
Към cm. Вибрационно наваряване
Схема на уредба за вибрационно нава
ряване с постоянен ток: 1 - генератор;
2 - вибратор; 3 - електрод; 4 - охлажда
ща течност; 5 - наварявано изделие; А амперметър; V - волтметър
ВИБРАЦИОННО НАКАТЯВАНЕ накатяВане с вибриране на инстру
мента В направление, допирателно
към повърхността на заготовката.
ВИБРАЦИОННО ПРЕСОВАНЕ
пресоване под действието на нискоили Високочестотни трептения.
-55ВИБРАЦИОННО РЯЗАНЕ - метод
на обработване на металите чрез
рязане, при който режещият инст
румент (нож, свредло и др.) извърш
ва заедно с основното движение и
допълнителни трептения спрямо
обработваната заготовка. В.р. се
прилага за обработване на труднообработваеми материали (напр. не
ръждаеми и топлоустойчиви стома
ни). При В.р. стружките се раздробя
ват.
ВИБРАЦИОННО СИТО - съоръже
ние за пресяване на формовъчни ма-'
териали и смеси, което извършва
вибрационни движения. В.с. има ви
сока производителност и не се зад
ръства с материал, но се износва
бързо и при работа издава шум. Спо
ред начина на задвижването им В.с.
биват инерционни, електромагнит
ни и ексцентрикови.
ВИБРАЦИЯ, трептене - про
цес на механично трептене на мате
риални точки или тела. В. биват ме
ханични, електромагнитни, елект
ромеханични и. хидравлични. Полез
ните В. се създават от вибратори и
служат за изпълнение на различни
операции, напр. за уплътняване на.
формовъчна смес, бетон и др. Вред
ните В. Възникват при движение на
работните Възли на машините; те
Водят до нарушаване'на режимите
на работа на машините, а при по-голяма интензивност и до повреди. В.
Влошават условията на труд и чес
то стават причина за заболявания,
затова при възникване на вредни В.
се вземат мерки за намаляването
или премахването им.
ВИБРОАБРАЗИВНО ПОЧИСТВАНЕ
- метод за почистване на отливки,
при който те се поставят Във виб
риращ съд заедно с абразиВен мате
риал (начупени абразивни дискове)
или метални сачми и др. При вибри
ВИБРОУСТОЙЧИВОСТ...
ране на съда се получава взаимно
триене и удряне между отливките и
почистващия материал. В.п. осигу
рява качествено почистване на тън
костенни отливки и Вътрешни кухи
ни 8 тях.
ВИБРОВЪЗБУДИТЕЛ - Вж. Вибра
тор.
ВИБРОГРАф -уред, записващ вър
ху хартия криви, характеризиращи
формата, амплитудата и честота
та на вибрациите (трептенията) на
тяло.
ВИБРОДЪГОВО НАВАРЯВАНЕ
вж. Вибрационно наВаряване.
виброизолХция - средство за
вибрационна защита чрез устройс
тва, разположени между източника
на Възбуждане на трептения и защи
тавания обект.
ВИБРОПОГЛЪЩАНЕ - намаляване
на Вибрациите (намаляВане на стой
ностите на някоя Величина, характе
ризиращи вибрациите) вследствие
на разсейване на кинетичната енер
гия. В.се осъществява чрез използу
ване на специални вибропоглъщащи
материали (с по-голямо вътрешно
триене между градивните частици)
или чрез встрояВането на специални
устройстВа, наречени демпфери.
ВИБРОТЕХНИКА - вж. Вибрацион
на техника.
ВИБРОУДАРНА ОБРАБОТКА
вибрационно-ударно повърхностно
пластично деформиране на заготов
ки. Чрез В.о. се увеличава твърдост
та и износоустойчивостта и се на
малява грапавостта на обработени
те повърхнини. В.о. се използува ка
то окончателна обработка за детай
ли, подложени на износВане.
ВИБРОУСТОЙЧИВОСТ н а т е хнологична система -работа
на технологичната система (маши
на-приспособление- инструмент детайл) без недопустими вибрации.
ВИГ-ЗАВАРЯВАНЕ.··
-5Ș-
B,m.c. е един om основните фактори, ; ka гарантирана хлабина; H - с нулева
определящи работоспособността
гарантирана хлабина.
ВИД ПРОИЗВОДСТВО - класифи
на системата.
кационна категория на производст
ВИГ-ЗАВАРЯВАНЕ - електродъговото, определяна от метода за изра
8о заваряване с волфрамов натопим
електрод и защитна среда от инер
ботване на изделията или от пред
назначението на производството.
тен газ - аргон, хелий или аргоно-хе·
В.п. са леярско, заваръчно, ковашко и
лиева смес.
ВИДИИ (непр.т.) - вж. Твърдо
др.; основно, спомагателно, допъл
сплавни пластини.
нително и странично.
ВИДМАНЩЕТЕНОВА СТРУКТУРА ВИЗУАЛЕН КОНТРОЛ - контрол,
структура на сплав с допълнителна
осъществяван само чрез органите
фаза, която е кристалографски ори
на зрението.
ВИНТ - 1. Машинен елемент с ци
ентирана по отношение на матрич
ната фаза. При подевтектоидната
линдрична, по-рядко конусна форма,
стомана напр. В.с. се състои от сво
единият край на който завършва с
боден ферит във вид на игли или
глава, а на другия е нарязана резба (в
пластини, разположени по граници
някои случаи резбата е по цялата
те и вътре в перлитните зърна. В.с.
дължина на стъблото). В. служи за
се наблюдава в случаите на силно
осъществяване на разглобяема връз
прегряване на стоманата и свърза
ка чрез въртеливо движение на него
ното с това получаване на едрозър
вото стъбло, като резбата му се за
неста структура в лети или плас
вива в съответната резба на непод
вижна гайка (отделен елемент или
тично деформирани стомани. В.с. е
характерна за метала на шева и учас
тялото на една от съединяваните
части). В. се употребяват за ходови
тъка на прегряване от зоната на
и силови винтови механизми и пре
термично Влияние на заварени съе
давки, микрометрични В. на инстру
динения от въглеродни и нисколегирани стомани. Стоманените изде
менти, закрепващи В. на разглобяе
ми съединения, установъчни В. и др.
лия с В.с. имат понижени механични
качества.
(вж. Винтово съединение). 2. Детайл
ВИД HA СДРУЖАВАНЕ HA ЗЪБНИ
КОЛЕЛА - характеризира се със
стойността на гарантираната
странична хлабина между неработе
щите профили на зъбите на сдруже
ните колела в предавката и отклоне
нията на изместването на изходния
контур и междуосовото разстоя
ние. В БДС 3296-79 "Предавки зъбни
цилиндрични. Допуски" се препоръч
ват следните В.с.з.к., означени съ
ответно със: А - с увеличена гаран
тирана хлабина; В - с нормална га
рантирана хлабина; C-с намалена га
рантирана хлабина; D - с малка га
рантирана хлабина; Е — с много мал-
с винтови лопатки, взаимодействуващ непосредствено с външна или
работна среда. В. се употребяват за
получаване на движение от движещи
се газове и течности (напр. във вя
търен двигател), за получаване на
теглителна (подемна) сила (напр.
въздушен В. на самолет), за смесва
не (задвижване) на газове, течности,
а също на свързващи, насипни, разд
робени материали (във вентилато
ри, винтови помпи, винтови конве
йери, смесители и др.).
ВИНТОВА ДВОЙКА - резбово съе
динение, предназначено за преобра
зуване на въртеливото движение на
-57-
стеблото на Винта В праволинейно
(постъпателно) движение на гайка
та и обратно (напр. при Винтовия
крик, BuHmoBáma преса, ходовия
винт и гайка на универсален струг и
др.).
ВИНТОВА ДИСЛОКАЦИЯ - дисло
кация, при която атомните равнини
не завършват вътре в кристала, а
преминават от една 8 друга, така че
фактически атомът се състои от
една атомна равнина, огъната по
винтова линия (вж. фиг.). При всяка
обиколка около линията на дислока
цията (оста на винта) равнината се
измества с една стъпка на Винта,
равна на междуатомното разстоя
ние. При В.д. векторът на Бюргере е
успореден на линията на дислокаци
ята.
ВИНТОВО...
ВИНТОВА ПОВЪРХНИНА - повър
хнина, образувана от' отсечка (пра
волинейна образуваща) при движе
нието ù по винтова линия около ге• ометрична ос.
ВИНТОВА ПРЕДАВКА - вж. Вин
това зъбна прадМа.
ВИНТОВА ФРИКЦИОННА ПРЕСА фрикционна преса с ел., хидравлично
или пневматично задвижване на вин
та. В.ф.п. биват: бездискови, еднодискови, двудискови, тридискови.
ВИНТОВО ВАЛЦОВАНЕ - Валцова
не между Валци, осите
които об
разуват с оста на изходното тяло
(заготовката) кръстосани прави. В
процеса на деформиране тялото по
лучава въртеливо и Постъпателно
осово движение.
ВИНТОВО ДВИЖЕНИЕ, х е л и к ο
υ дал но движение-сложнодвижение на твърдо тяло, образувано
от въртеливо движение около даде
на ос и едновременно праволинейно
постъпателно движение успоредно
на тази ос.
Към cm. Винтова дислокация
ВИНТОВА ЗЪБНА ПРЕДАВКА - хиперболоидна предавка от първи род
с винтови зъбни колела, чиито делителни повърхнини са цилиндрични, а
осите им са кръстосани (вж. фиг.).
Допирането на зъбите във В.з.п.
стаВа 6 точка и затова те работят
при високи контактни напрежения и
голямо плъзгане, поради което се из
ползуват само за леконатоварени
механизми. Чрез избиране на различ
ни ъгли на наклона на зъбите може да
се получи голяма разлика в броя на зъ
бите на колелата и съответно поголеми предавателни отношения
при малко различаващи се диаметри
на колелата.
Към cm. Винтова зъбна предавка
Винтова зъбна предавка с ъгъл 90° меж
ду осите
ВИНТОВО КОЛЕЛО - цилиндрично
зъбно колело с винтови зъби, изпол
зувано за предаване на въртене меж-
винтово...
ду кръстосващи се Валове (вж. Вин
това зъбна предавка):
ВИНТОВО СВРЕДЛО - вж. Спирал
но свредло.
винтово съединение - разгло
бяемо неподвижно съединение на де
тайли с помощта на винтове, зави
вани В резба в тялото на един от де
тайлите (Вж. фиг.).
Към cm. Винтово съединете
ВИНТОНАРЕЗЕННОЖ, нож за
резба- Вж. Гребенен нож 2.
■. ВИНТОНАРЕЗНА ДЪСКА - инст
румент за ръчно нар.язВане на резба
глаВно на Винтове и болтове. Изра
ботва се във Вид на дорник или прът
със заварена или набита Втулка В
средата, В която се закрепва реже
щата част на инструмента, т.нар.
нарязваща плашка^
ВИСОКОВЪГЛЕРОДНА СТОМАНА
- Вж. Въглеродна стомана.
ВИСОКОЛЕГИРАНА СТОМАНА Вж. Легиране стомана.
ВИСОКОПРОИЗВОДИТЕЛЕН ЕЛЕК■ ТРОД - електрод за ръчно електродъгово заваряване, 8 обмазката на
който има железен прах. Масата на
вложения от В.е. метал е 1,5 до 2 пъ
ти пс-голяма от масата на елект
родния тел.
ВИСОКОСКОРОСТНО ШЛИФОВА
НЕ - шлифоване при Високи скорос
ти на рязане (80 - 100 m/s) с подхо
дящ шлифоВъчен диск, интензивно
охлаждане В зоната на рязане и из
ползуване на защитни съоръжения.
В.ш. Води до намаляване на силите на
рязане, грапавостта на обработва
ната повърхнина, износването на
шлифовъчния диск и времето за шли
фоване.
ВИСОКОСКОРОСТНО ЩАМПОВА
НЕ - щамповане, при което дефор
мирането на заготовката се осъ
ществява с т.нар. високи скорости
на деформация (над 102 s-1). В зави
симост от използувания енергоно
сител В.щ. бива взривно щамповане,
магнитно-импулсно. щамповане,
електрохидравлично щамповане, Ви
сокоскоростно механично щампова-
ВИСОКОТЕМПЕРАТУРЕН , ПРИПОЙ, т в ъ p g (m p y g н от o п и м)
n p и п o и - припой (труднотопим
метал или сплав на основата на мед,
сребро, никел, кобалт, желязо, алуми
ний и др.), който има температура
на топене над 450°С и голяма якост.
В.п. се използува за спояване на съе
динения, които трябва да запазват
голяма якост и при сравнително Ви
соки температури.
ВИСОКОТЕМПЕРАТУРНА КОРО
ЗИЯ - вж. Газова корозия. ■
ВИСОКОТЕМПЕРАТУРНА ТЕРМОМЕХАНИЧНА ОБРАБОТКА - термомеханична обработка, която се със
тои 8 нагряване на сплавта до пълно
или частично фазово превръщане,
пластична деформация при тази
температура, закаляване след плас
тична деформация или повторно
нагряване (8 случай на пълно или час
тично запазване на нерекристализирала структура), отвръщане или
стареене.
ВИСОКОТЕМПЕРАТУРНО ОТВРЪ
ЩАНЕ HA СТОМАНАТА - отвръща
не на стоманата 8 температурния
-59-
интервал 450 -? 650°С с цел получа
ване (в заВисимост от състава и) на
сорбит от отвръщане (със зърнест
строеж на цементита и висока жилавост) или отвърнат мартензит,
който се характеризира с повторно
твърдеене (уякчаване). Закаляване
то с високотемпературно отвръ
щане се нарича подобряване.
ВИСОКОТЕМПЕРАТУРНО СПОЯ
ВАНЕ - спояване с твърд припой при
температура на спояване над 450°С
(вж. Високотемпературен припой).
ВИСОКОЧЕСТОТНО ЗАВАРЯВАНЕ
- заваряВане чрез налягане, при кое
то заваряваните детайли се нагря
ват 8 мястото на съединяването с
ел. ток с Висока честота (ТВЧ), след
което се притискат един към друг.
ВИСОКОЧЕСТОТНО НАГРЯВАНЕ—
вж. Индукцицонно нагряване.
ВИСОКОЯКА СТОМАНА - стома
на с якост, по-висока от максимална
та якост за даден клас стомани. В.с.
се получава чрез легиране, термична,
механично-термична и др. видове
обработки.
ВИСОКОЯК ЧУГУН - чугун с пови
шени якостни показатели. Получава
се предимно чрез модифициране на
структурата на чугуна с магнезий,
калций, церий и др. елементи. Голя
мата якост се дължи на формата на
графита, която е сфероидална, а не
пластичната, както В обикновения
сив чугун. Използува се вместо сто
мана за изработване на колянови Ва
лове, зъбни колела, мотовилки и др.
отговорни детайли, а също вместо
ковък чугун за изработване на задни
мостове на автомобили, картери,
свързващи части на тръбопроводи
те. Използуването на В.ч. позволява
да се намали масата на отлетите за
готовки приблизително два пъти в
сравнение с масата на заготовката
от ковък чугун.
ВИСОЧИНА...
ВИСОЧИНА HA ВЪЛНООБРАЗНОСТТА, И(г-средноаритметична
та от стойностите на височините
на пет вълни (W1, Wg,... Wg), които
се Определят 8 зоната на петте ед
накви измервани участъци на вълнообразността </wi ·
— 4VS) като
Вертикални разстояния между лини
ите, разположени еквидистантно на
средната линия и допирателни към
измерения профил на Вълнообразността В зоната на отделните из
мервани участъци, съответно на съ
седните най-висока и най-ниска точ
ка на една ^ълна вълна (вж. фиг.)
W2 = -¿-(W, +W2 + IV3 + Ä-4 + W5).
O
Към от.
w
ността
ВИСОЧИНА HA ГРАПАВИНИТЕ Í1O
ДЕСЕТ ТОЧКИ, Rz - средно разсто
яние между пет най-Високи точки на
издатините и пет най-ниски точки
на падините 8 границите на базова
та дължина /, измерено до базова ли
ния 1, която е- екВидистантна на
средната линия на профила и не го
пресича (вж. фиг.)
Ä-s + /?з + ... + Яд -
- {Rļ + Rą + ... + Яю)
Числените стойности на Rz са ре
дица стандартни числа, подредени в
-60-
ВИСОЧИНА...
гшмвтрична'прогресия с показател
1,25 (стандартната редица Я10 - 0,040; 0,05ft ... 400 μm).
Към cm. Височина на грапавините по
десет точки
ВИСОЧИНА HA ИЗХОДНИЯ ТРИЪ
ГЪЛНИК HA РЕЗБАТА, Н - разстоя
нието между върха и основата на из
ходния триъгълник в направление,
перпендикулярно на оста на резбата
(вж. фиг. към cm. Изходен триъгъл
ник на резба).
ВИСОЧИНА HA ПРОФИЛА HA РЕЗ
БАТА -разстоянието между върха и
падината на резбата 8 равнината на
осовото сечение в направление, пер
пендикулярно на оста на резбата
(вж. фиг.)..
Височина на
Височина на
профила
Към cm. Височина на профила на рез
бата
ВИСЯЩ ТРАНСПОРТЬОР - транс
портьор, при който транспортира
щият орган са колички, движещи се
по Висящ път под действието на
теглителна верига или въже. Колич
ките имат окачващи приспособле
ния с куки, траверси, етажерки, люл
ки и др. В поточното производство
В.т. се използува за транспортира
не на единични товари (напр. детай
ли при конвейерен монтаж), на гото
ва продукция от един етаж на друг и
т.н.
ЗИХРОВОКОПИРНА ОБРАБОТКА метод за обработване чрез снемане
на материал, при което върху заго
товката се копира обемната форма
на инструмента. В.о. се осъществя
ва при възвратно-постъпателно
движение на инструмента или заго
товката (вж. фиг.) по криволинейна
(обикновено кръгова) траектория,
чийто радиус е равен на ексцентрицитета λ на вала. Колебанията се из
вършват в равнина, перпендикуляр
на на посоката на приближаване на
инструмента към заготовката. Съ
ществуват механични, електрофизични и електрохимични методи за
В.о. В.о се прилага при изработване
то на изделия със сложна форма от
материали, които се обработват
лесно чрез рязане (графит, дърво, ва
ровик), за абразивно притриване на
метални детайли, за коригиране раз
мерите и формата на изделията, по
лучени чрез отливане, щамповане и
др·
ВЛАКНЕСТА СТРУКТУРА - струк
тура, в която отделните фази имат
влакнест строеж. В.с. се получава
при армиране на материалите с
влакна, при насочено отделяне на фа
зи и при образуване на текстура. Ма
териалите с В.с. проявяват анизотропия на някои свойства, напр. меха
ничните свойства.
ВЛАКНЕСТИ МАТЕРИАЛИ - ком
позиционни материали, състоящи
се от влакна на единия компонент,
- 61 -
разпределени 8 другия компонент
(матрицата). В зависимост от вида
на матрицата В.м. се делят на ме
тални, полимерни и керамични; по
Вида на Влакната - материали, арми
рани с тел, със стъклени, борни, въг
леродни, керамични, синтетични и
др. влакна или нишковидни криста
ли; по ориентацията на влакната материали с еднопосочни или ориен
тирани в едно или повече направле
ния влакна. Използуват се като конструкционни материали в корабос
троенето, в ракетната и космичес
ката техника.
Към cm. Вихровокопирна обработка
Кинематична схема на вихровокопирна
машина с кръгово постъпателно движе
ние: 1 - електродвигател; 2 - вариатор;
3 - вал; 4 - ексцентрик; 5 - планшайба; 6
- режещ инструмент; 7 - работна по
върхнина на инструмента, която се ко
пира върху заготовката; 8 - заготовка;
9 - шарнирен ограничител на завъртане
то на планшайбата; 10 - механизъм за
преместването на заготовката; а - по
сока на движение на заготовката
ВЛИЯЕЩА ВЕЛИЧИНА - вж. Вели
чина на смущение.
вложен метал - вж. Наварен
метал.
ВМЕСТИМОСТ HA ИНСТРУМЕН
ТАЛЕН МАГАЗИН - най-големият
брой инструменти с определени га
ВОДОРОД (H)...
барити, които могат да се поста
вят в магазина на металообработ
ваща машина Обикновено под В.и.м.
се разбира броят на гнездата му (вж.
Г»esso на инструментален магазин).
ВНЕЗАПЕН КОНТРОЛ - контрол
на продукцията или технологичния
процес, времето и мястото на кой
то не са определени предварително.
ВНЕЗАПЕН ОТКАЗ - отказ, харак- .
теризиращ се със .скокообразно из
менение на един или няколко дадени
параметри на изделието (обекта),
които определят изгубената му ра
ботоспособност.
ВОДЕЩА ГАЙКА - вж. Ходова гай
ка.
ВОДЕЩА ПЪТЕЧКА на n е р ф олента- пътечка за задвижване и
транспортиране на перфолентата
от перфоленточетящото устрой
ство на ЦПУ, на ЕИМ.
ВОДЕЩ ВАЛ, задвижващ вал
- вал, който'предава въртящ мо
мент на друг вал и е начален в даде
на кинематична верига или в обосо
бена част от нея.
ВОДИМ ВАЛ, задвижван вал
- вал, който приема въртящ момент
от друг вал и е краен в дадена кине
матична верига или в обособена
част от нея.
ВОДНО СТЪКЛО - воден разтвор
на натриев силикат (nNajÒ. mSi02.
рНгО). Намира широко приложение
като свързавщо вещество при изра
ботване на леярски форми и сърца
по различни методи на втвърдяване
- сушене, продухване с въглероден
двуокис, самовтвърдяване и др.
ВОДОРОД (Н) - хим. елемент,
ат.н. 1, ат.м. 1,0079, плътност
0,0899 кд/тЗ, т.т. -259,1 °C, т.к. 252,6°С. В. е газ без цвят, мирис и
вкус, един от най-активните хим.
елементи. Непосредствено взаимодействува с много метали (образува
хидридй) и неметали, влиза в съста
ва на голям брой неорганични и поч
ти всички органични съединения. В.
ВОДОРОДЕН ...
се получава om природни газове, а съ
що и от водата (чрез електролиза на
водни разтвори на основи). Намира
приложение за производството на
амоняк, метилов и др. алкохоли, сол
на киселина, за хидриране на гориво,
мазнини и др. съединения. В. се из
ползува и като възстановяваща ат
мосфера в редица технологични про
цеси за получаване на метали, сплави
и съединения, като защитна атмос
фера при атомно-водородното за
варяване, като горивен газ при зава
ряването и рязането на металите с
кислородно-водороден пламък.
ВОДОРОДЕН ПОКАЗАТЕЛ HA КО
РОЗИЯТА - обем на отделилия се
при процеса на корозията водород,
отнесен към единица повърхност на
метала и единица време.
ВОДОРОДНА бутилка - газова
бутилка за съхраняване и транспор
тиране на сгъстен водород. В.б. се
оцветява в тъмнозелен цвят.
ВОДОРОДНА КРЕХКОСТ - крехкост на метал или сплав, проявява
ща се при контакт със среда, съдър
жаща водород. В.к. на стоманата и
др. сплави се предизвиква от дейст
вието на абсорбирания водород, съ
държащ се или постъпващ в сплавта
при електролитно наводородяване
или от околната среда при байцване,
обезмасляване и др. процеси.
ВОДОРОДНО-КИСЛОРОДНО ЗА
ВАРЯВАНЕ - газово заваряване, при
което като горивна смес се използу
ва водородно-кислородна смес.
ВОЛТОВА ДЪГА - вж. Електриче
ска дъга.
ВОЛФРАМ (W) - хим. елемент,
ат.н. 74, ат.м. 183/85. В. е тежък
труднотопим метал със светлосив
цвят; плътност 19 300 кд/тЗ, т.т.
3410°С с обемноцентрирана куби
ческа решетка. В природата се сре
ща предимно като минералите волфрамит (Fe. Mn)W04 и шеелит
CaW04, от които се получава. В. се
използува за легиране на стомана, в
производството на твърди, износо
устойчиви и топлоустойчиви спла
ви за металорежещи инструменти,
матрици и др. (вж. Волфрамови
сплави). В. служи също за изработва
не на детайли в радиоелектроника
та и рентгенотехниката.
ВОЛфРАМИРАНЕ - повърхностно
дифузионно насищане на метални
изделия с волфрам или нанасяне на
покрития от волфрам върху метал
ни или неметални изделия. В. се при
лага в радио- и електротехниката,
хим. промишленост, атомната
енергетика, ракетната техника, за
получаване на покрития със специал
ни свойства.
ВОЛФРАМОВ ЕЛЕКТРОД - вж. Нетопим електрод.
ВОЛФРАМОВИ СПЛАВИ - сплави
на основата на волфрам с добавка на
легиращи елементи. За легиране се
използуват метали (молибден, ре
ний, мед, никел, сребро и др.), окиси
(ториев двуокис), карбиди (танта
лов карбид). В.с. се получават по ме
тодите на праховата металургия
чрез сплавяване на компонентите в
електродъгови и електроннолъчеви
пещи. В промишлеността се изпол
зуват главно металокерамичните
В.с. По структурата си В.с. биват:
сплави - твърди разтвори, псевдос. плави със съединения (изкуствени
дисперсни системи) и псевдосплави
с метали. В.с. се използуват за мета
лорежещи инструменти, в електровакуумни уреди, в термодвойки за
работа до 2500°С и др.
ВРЕМЕ ЗА АВТОМАТИЧНА ПОД
ГОТОВКА HA НОВИЯ ИНСТРУМЕНТ
- времето, необходимо на автома
тичния манипулатор или автооператор към металообработваща ма
шина за връщане на стария инстру
мент в магазина, за вземане на след
ващия по програма инструмент и за
транспортирането му до позиция
та за смяна.
-63ВРЕМЕ ЗА АВТОМАТИЧНА СМЯНА
HA ДЕТАЙЛА - времево, изминало
от момента, в който в управляваща
та част се е формирал сигнал за го
товност за автоматична смяна на
палета с детайла, до момента, в кой
то се подава сигнал за готовност за
започване на обработка на следва
щата заготовка.
ВРЕМЕ ЗААВТОМАТИЧНАСМЯНА
HA ИНСТРУМЕНТА - времето, кое
то изминава от момента на тръгва
не на механичната ръка за изваждане
на "стария"(работилия) инструмент
от вретеното, до момента, в който
ръката се връща в изходно положе
ние след поставяне на “новия" инст
румент (който ще работи).
ВРЕМЕ ЗААВТОМАТИЧНАСМЯНА
HA ИНСТРУМЕНТА ОТ СТРУЖКА ДО
СТРУЖКА - времето, което измина
ва от момента на прекъсване на ра
ботния ход на "стария" инструмент
за смяна, до момента на включване в
работен ход на “новия" инструмент.
ВРЕМЕ ЗА ОБСЛУЖВАНЕ HA РА
БОТНОТО МЯСТО, T0Q- времето за
техническо и организационно обс*
лужване на работното място; То§ =
^обт + ЛзбоВРЕМЕ ЗА ОРГАНИЗАЦИОННО
ОБСЛУЖВАНЕ HA РАБОТНОТО МЯС
ТО, Togo _ времето, което се израз
ходва за: подреждане и почистване
на инструментите в началото и в
края на смяната; почистване и маза
не на машината и приспособления
та.
ВРЕМЕ ЗА ОТДИХ И ЕСТЕСТВЕНИ
НУЖДИ, Г0ГПд - времето, използу
вано за отдих и естествени нужди
на работника. То се определя в зави
симост от условията на производ
ството. Време за естествени нужди
се предвижда за всички видове рабо
та, а време за отдих - само в случаи
на изморителни и тежки (физичес
ки) работи и при изпълнението на
краткотрайни, но чести операции
ВРЕМЕ ...
(следващи непосредствено една след
друга).
ВРЕМЕ ЗА ПОЗИЦИОНИРАНЕ
времето от започване на установъчното движение до спиране на
подвижния елемент на металореже
щата машина в зададената позиция.
време за реакция на човека
- времето от началото на подаване
на сигнала до реагирането на човекаоператор. Дели се на три фази: вре
ме за преминаване на нервните им
пулси от рецептора до кората на
главния мозък; време за преработва
не на нервните импулси и организи
ране на ответната реакция в цент
ралната нервна система; време за
реагиране на организма. В.р. зависи
от вида и интензивността на сигна
ла, от тренираността, настроеността за възприемането му, въз
растта на човека, слбжността на ре
акцията (проста или избирателна).
За прости реакции средно В.р. при
най-благоприятни случаи е не помалко от 0,15 min (разпознаване на
образи -'не по-малко от 0,4 min). В.р.
е един от най-важните фактори при
професионален подбор.
ВРЕМЕ ЗА спиране - частта от
времето за позициониране, проти
чаща след първия сигнал за спиране
до пълното спиране на подвижния
елемент.
ВРЕМЕ ЗА ТЕХНИЧЕСКО ОБСЛУЖ
ВАНЕ HA РАБОТНОТО МЯСТО,
- времето за поднастройване на
технологичната система в процеса
на работа, за заточВане и смяна.на
режещия инструмент след износва
нето му, за отстраняване на струж
ките.
ВРЕМЕ ЗА УСПОКОЯВАНЕ - вре
мето, което протича от момента
на внезапно изменение на измерва
ната величина до момента, когато
показанието на измервателното
■средство не се различава от равно
весното показание, отговарящо на
новата стойност на величината.
ВРЕМЕИМПУЛСЕН ...
-.64-
ВРЕМЕИМПУЛСЕН ДАТЧИК- из
мервателен преобразувател на фи
зическа величина в ел. импулс, про
дължителността на който (или ин
тервалът на повтаряне) е пропорци
онална на времето на действие на
измерваната величина. В.д. се изпол
зува главно в телемеханичните сис
теми и в цифровите устройства за
централизиран контрол, напр. за из
мерване на-ъгъла на завъртане на ва
ла, времето за преминаване на аку
стичен сигнал.
време ha престой - време с не
определена продължителност, през
което машината се намира в нерег
ламентирана неработоспособност.
В.п. се определя от продължител
ността на времето за откриване на
отказа (повредата), продължител
ността на времето до започване на
ремонта и продължителността на
ремонта.
ВРЕМЕНЕН ТЕХНОЛОГИЧЕН ПРО
ЦЕС - технологичен процес, прила
ган в предприятието за ограничен
период от време поради липса· на
подходящо обзавеждане или във
връзка с авария и др. причини.
ВРЕМЕННА ЗАЩИТА ОТ КОРО
ЗИЯ, временна консерва
ция - защита от корозия през вре
ме на транспорт и съхранение, а съ
що през време на междуоперационния периодф помощта на лесно от
делящи се средства (масла, инхибцрана хартия, тънкослойни защитни
средства и т.н.).
ВРЕМЕННА КОНСЕРВАЦИЯ - вж.
Временна защита от корозия.
ВРЕТЕНЕН ВЪЗЕЛ - възел на ме
талообработваща машина, който се
състои от едно или повече вретена,
заедно с лагерите и елементите,
предаващи движение (вж. фиг.).
ВРЕТЕННА глава - част от вре
тенен възел, оформена функционал
но и конструктивно самостоятелно
и съдържаща едно или повече Врете
на, напр. вретенна глава на верти
кална фрезова машина.
ВРЕТЕННИ МАСЛА - минерални
(нефтени) мазилни материали, от
насящи се към групата на средните
индустриални масла; кинематичен
вискозитет (10 - 23).10-θ m2/s при
50°С). Използуват се главно за маза
не на металообработващи машини,
предачни и тъкачни машини, венти
латори, помпи и др.
ВРЕТЕНО - работен елемент (де
тайл) на машина, който извършва
главното въртеливо движение и но
си режещия инструмент (напр. при
пробивна машина) или обработва
ния детайл (напр. при струг) (вж.
фиг. към cm. Вретенен възел).
Към cm. Вретенен Възел
Вретенен възел на струг: 1 - вретено; 2 - преден двуредов ролков лагер; 3 - радиалноопорен лагер; 4 - заден двуредов ролков лагер
-65ВРЕТЕНО ЗА РАЗСТЪРГВАНЕ
вж. Борщанга.
,
ВРЪХ HA РЕЖЕЩ ИНСТРУМЕНТ върхът, образуван от съединяване
то на главния и спомагателния ре
жещ ръб на инструмента. Върхът
може да бъде с преходна фаска или
със закръгление (вж. фиг.).
Към cm. Връх и режеща част на ин
струмент
S - главен режещ ръб; S' - спомагате
лен ръб; A-, - предна повърхнина; Аа главна задна повърхнина; А^’ - спомага
телна задна повърхнина
ВРЪХ HA РЕЗБАТА - част от по
върхността на резбата, която съе
динява съседните страни на профи
ла по върха на навивката (вж. фиг.).
ВСМУКНАТИНИ - кухини в отлив
ките, които се образуват при свива
не на метала в течно състояние и в
процеса на кристализация. В. имат
неравна повърхност, по която си ли
чат отделните кристали. В. биват
открити (външни) или скрити (вът
решни), концентрирани или разсея
ни. Сплавите с голям температурен
интервал на втвърдяване образу
ват разсеяни В., а чистите метали,
евтектичните сплави и сплавите с
малък температурен интервал на
кристализация - концентрирани.
Образуване на В. в отливките при
5
Терминологичен речник по металообработване
ВТОРИЧЕН...
еВтектични сплави се избягва чрез
йзползуване на мъртви глави. При
сплави q голям температурен ин
тервал на кристализация разсеяни
те В. могат да се избегнат чрез до
пълнително въздействие, напр. чрез
вибрации в процеса на кристализа
ция с цел инфилтриране на течен ме
тал в междудендритното прост
ранство. За избягване на В. в локал
ните термични възли се използуват
охладители.
ВТЕЧНЕН ГАЗ за газопламъчн а обработка -течност, по
лучена чрез охлаждане и сгъстяване
на газ и намираща се в затворен съд
(бутилка, цистерна) при някакво
свръхналягане (напр. пропан-бутанова смес).
ВТОРА
МНОЖИТЕЛНА ЗЪБНА
ГРУПА - зъбна група, която се прев
ключва трета по ред независимо от
мястото ù 8 превода. При последо
вателното получаване на оборотни
те степени (подавания) тя се превк
лючва само след изреждане на всички
зъбни дВойки от първа множителна
група.
Към cm. Връх на резбата
ВТОРИЧЕН ДВОЙНИК - двойник,
образуващ се при фазово превръща
не или рекристализация на метали с
равнинно центрирана кубична ре
шетка (с изключение на алуминия,
при който не се получават монокристали).
ВТОРИЧЕН МЕТАЛ, Вторична
сплав- метал (сплав), който се по
ВТОРИЧНА...
-66-
лучава om претопяване на метални
отпадъци »a металургичната и ма
шиностроителната промишленост
или на бракувани метални изделия.
Процесът на получаване на В.м. се
състои в претопяване, рафиниране
и дов&ждане до определен хим. със
тав. В.м. служи като суровина при
производството на черни и някои
цветни метали (мед, алуминий, олово и др.).
ВТОРИЧНА КРИСТАЛИЗАЦИЯ
вж. Прекристализация.
ВТОРИЧНА РЕКРИСТАЛИЗАЦИЯ,
събирателна p e k p u c т а л из а ц и я - рекристализация на мета
лите, при която се извършва нарас
тване на зърната. Протича при повисока температура, отколкото
първичната рекристализация.
ВТОРИЧНА СПЛАВ - вж. Втори
чен метал.
ВТОРИЧНА СТРУКТУРА - струк
тура, образувана при прекристализация на метала или сплавта в твър
до състояние.
ВТОРИЧНИ ЧЕРНИ МЕТАЛИ - лом
и отпадъци на черни метали, а също
продукцията на тяхното преработ
ване, използувани като металургич
на суровина при производство на чу
гун, стомана или за други цели.
ВТОРИЧНО ЗЪРНО - зърно, полу
чено при фазова прекристализация 6
твърдо състояние или при рекрис
тализация на металите.
ВТУЛКА - цилиндричен или кону
сен детайл с надлъжен отвор, в кой
то влиза съединяваният детайл. Из
ползуват се В. за плъзгащи лагери, за
закрепване на гривни на търкалящи
лагери и др. детайли на валове и оси,
дистанционни, преходни за устано
вяване на инструменти с конусна
опашка във вретеното на машина
та.
ВХОДЕН ИНКРЕМЕНТ - вж. Ди
скретност на програмиране.
ВХОДЯЩ КОНТРОЛ - контрол,
който се извършва от потребите
лите на суровини, материали, полу
фабрикати, възли, детайли, комп
лектуващи изделия и готова продук
ция, произведени и доставени от
други предприятия или от внос:
ВЪГЛЕНОВ ЕЛЕКТРОД - вж. Нетопим електрод.
ВЪГЛЕРОД (С) - хим. елемент,
ат.н. 6, ат.м. 12,011. В. има две крис
тални полиморфни модификации диамант и графит, съответно сравнинноцентрирана кубична и хексагонална решетка, но може да същест
вува и в аморфно състояние във вид
на сажди, дървен или животински
въглен. С кислорода В. образува въг
лероден двуокис (СО2) или въглеро
ден окис (CO). С повечето преходни
метали, а също с бора и силиция В.
образува устойчиви карбиди, които
се използуват в керамичното произ
водство като пълнители или арми
ращи елементи в композиционните
материали, като изходна суровина
за изготвяне на инструментални
материали. Диамантът се използу
ва като свръхтвърд материал, напр.
за изработване на металорежещи
инструменти, а графитът като ар
миращо или свързващо вещество, за
изработване на графитови или въгленови електроди, графитови тигли
и др. Тъй като В. е силен възстано
вител, той отделя желязото, медта,
цинка, оловото, калая и др. в проце
са на тяхното възстановяване от
окиси. В. е важен компонент на же
лезните сплави - стомана и чугун.
ВЪГЛЕРОДЕН ДВУОКИС (СО2) безцветен газ с кисел вкус, плът
ност 1,98 кд/тЗ. При атмосферно
налягане В.д. се втвърдява при
78,5°С, без да преминава в течно със
тояние. В промишлеността се полу
чава чрез изпичане на варовик при
900- 1300°С. В.д. се използува като
защитна атмосфера при СОг-зава-
-67-
ряване. Съхранява се u се транспор
тира в стоманени бутилки.
ВЪГЛЕРОДЕН ЕКВИВАЛЕНТ, Секв
- еквивалентното съдържание на
въглерод в чугуна, оказващо влияние
върху процеса на кристализация, при
което се отчита влиянието на коли
чествата на силиция и фосфора;
Секв = С +■ 0,3 (Si + Р).
ВЪГЛЕРОДНА СТОМАНА -нелегирана стомана, съдържаща въглерод
(0,04 - 2%), постоянни (Мп, Si, S, Р,
O, N, Н) и случайни примеси, напр. по
падащи при нейното производство.
Към В.с. спадат инструменталната
и конструкционната стомана, сто
маната със специално предназначе
ние, използувана напр. в котлостроенето. В зависимост от въглерод
ното съдържание В.с. бива нисковъглеродна (до 0,25% С), средновъглеродна (0,26 - 0,6% С) и високовъглеродна (над 0,6% С).
ВЪГЛЕРОДОАЗОТИРАНЕ
- вж.
Нитроцементация.
ВЪЖЕ - гъвкав елемент, израбо
тен от стоманени телчета, нишки,
влакна от растителен, синтетичен
или минерален произход. По начина
на изработване В. се делят на усука
ни, неусукани, плетени. Стома
нените В. се изработват от тел
чета с диаметър от 0,5 до 2 mm с
кръгло или профилно сечение. Усука
ните кръгли В. могат да имат еди
нично спирално, двойно, тройно
усукване. Неусуканите В. се състоят
от група стоманени телчета или
спирални В., притиснати плътно ед
но към друго чрез спирална оплетка
или чрез стиски. Плетените В. се из
работват от четен брой (обикнове
но 4) плетени нишки. Неметал
ните В. се усукват от конопени,
памучни или синтетични влакна.
ВЪЖЕНА ПРЕДАВКА - предавка за
въртеливо движение между валове
ВЪЗДУШЕН...
чрез безкрайни (затворени) въжета,
обхващащи дискове с направляващи
канали; може да се използува при зна
чителни разстояния между свърза
ните валове. В.п. имат нисък к.п.д. и
малко се използуват в съвременната
техника.
ВЪЗБУЖДАНЕ HA ДЪГАТА - вж.
Запалване на дъгата.
ВЪЗВРАТНА ЗЪБНА ГРУПА - зъб
на група на преводи, чрез която чес
тотата на въртене след редуциране
се връща на изходния вал, който е съосен с входния. Най-често тези гру
пи имат директен кинематичен
път.
ВЪЗВРАТНО ЦИКЛИЧНО ДВИЖЕ
НИЕ - циклично движение, при кое
то работният орган след изпълне
ние на зададения цикъл в една посока
изпълнява и цикъл в противополож
ната посока така, че в края на цикъ
ла заема началното си положение.
В.ц.д. може да се извършва по право
линейна или кръгова траектория.
Напр. прав работен ход - обратен
празен ход (при стъргателн ите ма
шини), затягане - освобождаване и
др. В.ц.д. може да се изпълнява и със
сложен цикъл.
ВЪЗВРЪЩАНЕ -частичновъзста
новяване на физичните и хим. свойс
тва чрез изправяне на кристалната
решетка на предварително дефор
мирани кристални материали при
нагряването им под температурата
на рекристализация. В. се състои от
два процеса - отдих и полигонизация. В. се прилага за повишаване на
пластичността и понижаване на
твърдостта на материалите след
наклеп, а също и за подобряване на
термичната стабилност на струк
турата и свойствата.
ВЪЗДУШЕН ФИЛТЪР - филтър за
почистване на праха от въздуха, по
даван в помещения чрез системите
ВЪЗДУШНО-ДЪГОВО...
-68-
за вентилация и кондициониране на
въздуха или използуван в техноло
гични процеси. По филтриращата
способност В.ф. се разделят на три
класа. Филтрите от първи клас прак
тически напълно улавят праха от
всички размери, от втори клас ула
вят прах, по-голям от 1 μm, от тре
ти клас - по-голям от 10 μm. В зави
симост от конструкцията на филт
риращото устройство и използува
ните материали В.ф. биват маслени,
влакнести, порести, в които прахът
се задържа при контакта му с пори
те на повърхността на филтрира
щия материал (слой) и електростатически, в които прахът получава
електрически заряд и под действие
то на кулонови ел. сили се отделя на
пластинчати електроди, а от тях
периодично се почиства чрез проми
ване? В.ф., улавящи отпадъчен прах
от технологични процеси, служат и
за опазване на околната среда от за
мърсяване.
ВЪЗДУШНО-ДЪГОВО РЯЗАНЕ
рязане, при което металът по лини
ята на реза се стопява от ел. дъга,
горяща между края на въгленов (нетопим) електрод и метала, а стопе
ният метал се отделя принудително
с въздушна струя. Методът се при
лага главно за повърхностна обра-i
ботка (отстраняване на заваръчни и
леярски дефекти, рязане на мъртви
глави) на въглеродни и легирани сто
мани (чугунът и цветните метали се
обработват по-трудно).
ВЪЗЕЛ -част на изделието, която
представлява съединение на два или
повече детайли, независимо от вида
и характера на връзката между тях
(подвижна или неподвижна, разгло
бяема или неразглобяема и т.н.) В.
може да се сглобява отделно от дру
гите части на изделието.
ВЪЗЕЛ ЗА ИЗМЕНЕНИЕ HA ПРЕДА
ВАТЕЛНОТО ОТНОШЕНИЕ - предав
ка или група от предавки в кинема
тичната верига на машината.
В.и.п.о. осигурява получаването на
необходимото предавателно отно
шение от определен краен или меж
динен вал. Към В.и.п.о. спадат пос
тоянни предавки, предавки с предвижни зъбни колела (блокове), лири
със сменни зъбни колела, зъбни ре
дуктори, скоростни и подавателни
кутии и др.
ВЪЗПРОИЗВОДИМОСТ HA ИЗ
МЕРВАНИЯТА - еднакъв порядък на
резултатите от измерванията на
една и съща величина с различни ме
тоди и средства или в различни ла
боратории и в различно време. В.и.
изисква регламентирани външни ус
ловия на измерване.·
ВЪЗПРОИЗВОДИМОСТ HA РЕЗУЛ
ТАТИТЕ ОТ ИЗПИТВАНЕ - характе
ристика на резултатите от изпит
ване, която се определя от сходст
вото на резултатите с тези при
повторно изпитване на обекта.
ВЪЗСТАНОВИТЕЛ - ^.Възстано
вяване.
ВЪЗСТАНОВИТЕЛНА АТМОСФЕ
РА - вж. Редукционна атмосфера.
ВЪЗСТАНОВЯВАНЕ, редуциран е - присъединяване на валентни
електрони от атомите или йоните
в процеса на окисляване-възстано
вяване. Под В. се разбира и отделя
нето на метали в свободно състоя
ние от техните съединения чрез
възстановители, които лесно се съ
единяват с неметалната съставля
ваща на рудата, главно кислорода. В
пирометалургията като възстано
вители се използуват металургич
ният кокс (съдържащият се в него
въглерод и образуващият се при не
пълното му изгаряне CO) и по-рядко
-69водородът, различни метали (вж.
Металотермия}.
ВЪЗСТАНОВЯВАЩА ЗОНА HA
ПЛАМЪКА - вж. Средна зона на пла
мъка.
ВЪЗСТАНОВЯЕМОСТ - свойство
на изделие - възможност (при опре
делени експлоатационни условия) за
възстановяване на допустимите (в
частен случай на началните) стой
ности на неговите параметри чрез
отстраняване причините и последс
твията на неизправностите (отка
зите). В. е елемент на надеждност
та на изделието. В. се оценява с от
ношението на стойността на пара
метър на изделието след възстано
вяване на неговата изправност (ра
ботоспособност) към началната или
допустимата стойност на този па
раметър. Съществуват възстановяеми и невъзстановяеми, ремонтируеми и неремонтируеми изделия.
Термините "възстановяемо (невъзстановяемо) изделие" и "ремонтируемо {неремонтируемо) изделие" не са
еквивалентни, тъй като последният
характеризира свойство, присъщо
на изделието, а първият отчита и
условията на неговата експлоата
ция. Неремонтируемото изделие е
невъзстановяемо, а ремонтируемото може да бъде възстановяемо или
невъзстановяемо в зависимост от
експлоатационните условия.
ВЪЛНОВА ПРЕДАВКА - механи
зъм, съдържащ твърдо и гъвкаво
звено, генератор на вълни на дефор
мация (вълнообразувател), осигуря
ващ предаване и преобразуване на
движенията посредством деформи
ране на гъвкавото звено. В.п. биват
зъбни, триещи и винтови. Зъбната
В.п. представлява конструктивна
разновидност на планетна предавка
с вътрешно зацепване (вж. фиг.), ха
рактерна особеност на която е гъв
ВЪЛНООБРАЗНОСТ...
кавото сателитно колело, което се
деформира вълнообразно в процеса
на предаване на движението; преда
вателно отношение над 100 до 400,
к.п.д. 0,8-0,9. Триещата В.п. съдър
жа триеща се двойка твърдо и гъв
каво колело и генератор на вълни, а
винтовата В.п. - гъвкаво винтово
звено, взаимодействуващо с твър
дото звено и генератор на вълни.
В.п. се използуват в товароподем
ните механизми, при особено точни
те машини и уреди и др. В.п. могат
да предават големи натоварвания
при сравнително малки габарити.
Към cm. Вълнова предавка
а - Зъбна вълнова предавка (редуктор);
1 - гъвкаво колело; 2 - твърдо колело; 3 вълнов генератор б - зъбна вълнова пре
давка с хидравличен вълнов генератор:
1 - твърдо колело; 2 - генератор; 3 гъвкаво колело
ВЪЛНООБРАЗНОСТ - съвкупност
от периодично повтарящи се по по
ВЪНШЕН ...
-70-
върхнината неравности, образувани
вследствие на нестабилност в сис
темата "машина - инструмент - де
тайл". В. се определя в сечение, пер
пендикулярно на повърхнината и на
направлението на вълните така, че
грапавостта и отклоненията на
формата да се изключват. Към В.
спадат периодичните неравности,
при които съотношението между
стъпката и височината е по-голямо
от 40. В изделията с кръгло сечение
към В. се отнасят отклоненията в
напречни на оста сечения, които
имат стъпка, по-малка от 1/15 от
дължината на окръжността (вж.
фиг.).
Реален профил
Профил на
отклонението
на формата
Профил на бълнообразността
ВЪНШЕН СЛОЙ HA ПОКРИТИЕТО слой от многослойното защитно
покритие, който е в съприкоснове
ние с външната (корозионната) сре
да. Напр. външният слой на двуслой
но покритие, получено при електрохимично отлагане на мед и блестящ
никел.
ВЪНШНА РЕЗБА - резба, образу
вана по външна цилиндрична или ко
нусна повърхнина (вж. фиг. към cm.
Издатина).
ВЪНШНИ УСЛОВИЯ HA ИЗМЕРВА
НЕ - условия на средата, в която се
извършва измерването. В зависи
мост от изискваната точност за
измерването се регламентират до
пустими норми и отклонения за:
температура, влажност, запраше
ност, вибрации, магнитни и елект
рически полета, осветеност, а също
и субективния фактор - квалифика
ция и лични качества на извършва
щия измерването.
ВЪНШНИ ФАКТОРИ HA КОРОЗИЯ
ТА - фактори, които влияят върху
скоростта, вида и разпределението
на корозията и са свързани със със
тава на корозионната среда и усло
вията за корозия (температура, на-,
лягане, скорост на движение на сре
дата, външни напрежения и др.).
Към cm. Вълнообразност и грапа
вост на повърхнината
ВЪНШЕН ДИАМЕТЪР HA РЕЗБА d,D- разстоянието между върхове
те на външна резба или падините на
вътрешна резба 8 равнината на осо
вото сечение в направление, перпен
дикулярно на оста на резбата (вж.
фиг.).
Към cm. Външен и вътрешен диаме
тър на резба
d - външен диаметър на външна резба;
D - външен диаметър на вътрешна рез
ба; dj - вътрешен диаметър на външна
резба; Dj - вътрешен диаметър на вът
решна резба
-71 -
ВЪНШНО КРЪГЛО ШЛИФОВАНЕ шлифоване на външни повърхности
при въртеливо движение на шлифо
въчния диск и детайла, праволинейно
възвратно-постъпателно движение
на детайла или диска по дължината
на тяхната ос и периодично напреч
но движение (подаване t) на диска
към детайла или на детайла към дис
ка (вж. фиг.). При В.к.ш. детайлите
се закрепват в центри, в патронник
или се поддържат от опорен нож
(при безцентрово В.к.ш.).
Към cm. Външно кръгло шлифоване
Схема на външно кръгло надлъжно шли
фоване
ВЪРТЕЛИВО ДВИЖЕНИЕ, вър
тене- един от най-простите ви
дове движения на твърдо тяло и найчесто срещано в машините. В.д. е
това, при което всички точки от тя
лото се движат в успоредни равни
ни и описват окръжности с центро
ве, намиращи се на неподвижна пра
ва, перпендикулярна към равнината
на тези окръжности и наречена ос на
въртенето. Скоростта на произ
волна точка от тялото e V = цу, където ω е ъглова скорост на тялото,
r - радиус-вектор, прекаран към точ
ката от центъра на описаната от
нея окръжност. В.д. бива равномер
ВЪРТЯЩА ...
но (с.постоянна ъглова скорост), каквото е обикновено движението на
валовете на металообработващите
машини, и променливо - най-често
равнопроменливо, при което ъглова
та скорост се увеличава или намаля
ва с една и съща стойност, в зависи
мост от което се нарича съответно
равноускорително или равнозакъснително В.д.
ВЪРТОК - 1. Съединително звено
на две части от механизъм, позволя
ващо всяка от тях да се върти око
ло своята ос независимо от другата.
2. Лост за въртене - ръчен инстру
мент с изработено специално гнез
до за въртене на режещи инстру
менти-свредла, райбери, метчици,
плашки и др. Често В. се правят уни
версални, с подвижни челюсти за за
тягане на квадратни глави с различ
ни размери (вж. фиг.).
ВЪРТЯЩА ДЕЛИТЕЛНА МАСА въртяща се маса с дискретно завър
тане на краен брой позиции (2, 4, 8,
12,16, 24, 32, 48,... 72, 360). Тези ма
си се изпълняват с устройство за
точно ъглово ориентиране, което
може да бъде с твърд упор, фиксира
щи щифтове, точни делителни съе
динения, ел. устройство за деление
и т.н.
! Към cm. Върток
Универсален върток.
ВЪРТЯЩА СЕ МАСА - възел на ме
талообработваща машина (обра
ботващ център, агрегатна машина и
др.), който носи обработвания де
тайл, като го завърта на дискретен
брой позиции (с възможност за ме
ВЪРТЯЩА ...
-72-
ханична обработка на краен брой
страни) или непрекъснато (с въз
можност за обработване на сложни
профили). В.м. биват въртящи седелителни маси и В.м. с управляеми
скорост и ъгъл на завъртане.
ВЪРТЯЩА СЕ ОС - ос, която се
върти в опорите заедно със закрепе
ните на нея детайли.
ВЪРТЯЩА СЕ ПЕЩ - пещ с цилин
дрично работно пространство, вър
тяща се около надлъжна ос. В.п. се
класифицират: по типа на топлообмена (противотокови и правотокови), по начина на нагряване (с газооб
разно, течно и прахообразно гориво
или ел. ток), по начинд на предаване
на енергията (с пряко, косвено и ком
бинирано нагряване). Използуват се
за термично обработване на малки
детайли и за др. цели.
ВЪРТЯЩ СУПОРТ - супорт на ме
талорежеща машина, включващ
част, която може да се завърта
спрямо шейната на машината. Напр.
В.с. на струг.
ВЪТРЕШЕН ДИАМЕТЪР HA РЕЗБА,
dy Dy- разстоянието между пади
ните на външна резба или между вър
ховете на вътрешна резба в равни
ната на осовото сечение в направле
ние, перпендикулярно на оста на рез
бата (вж. фиг.).
ВЪТРЕШНА РЕЗБА - резба, обра
зувана по вътрешна цилиндрична
или конусна повърхнина.
ВЪТРЕШНИ НАПРЕЖЕНИЯ - нап
режения в детайлите, действуващи
без външни натоварвания. Биват:
напрежения от първи род - зонални
вътрешни напрежения, възникващи
между отделните зони на сечението
и между различни части на детайли;
напрежения от втори род - възник
ващи вътре в зърната или между съ
седните зърна в материала на де
тайла; напрежения от трети род -
възникващи в обем от порядъка на
няколко елементарни клетки на
кристалната решетка. Причини за
възникване„на В.н. са неравномерно
то нагряване, пластичната дефор
мация и др. процеси при обработва
нето на металите. В.н. могат да бъ
дат вредни (образуват пукнатини,
ускоряват корозията) или полезни
(уякчават материала). Вредните В.н.
се премахват с отгряване, а полезни
те се създават чрез повърхностна
пластична деформация, химико-термично обработване и др.
ВЪТРЕШНИ ФАКТОРИ HA КОРО
ЗИЯТА - фактори, които влияят
върху скоростта, вида и разпределе
нието на корозията и са свързани с
природата на метала (състав,
структура, вътрешни напрежения).
ВЪТРЕШНО КРЪГЛО ШЛИФОВАНЕ
- шлифоване на цилиндрични и ко
нусни проходни и глухи отвори, при
което абразивният диск и обработ
ваният детайл се въртят в проти
воположни посоки, като скоростта
на детайла е значително по-малка от
тази на диска, извършващ също пра
волинейно възвратно-постъпател
но движение и напречно подаване
(вж. фиг.).
Към cm. Вътрешно кръгло шлифоВане
1 - абразивен диск; 2 - обработван де
тайл
-73-
ГАЗОВА...
ВЪТРОМЕР - уред за измерване нз
вътрешни линейни размери на изделия. В зависимост от конструкция-
таимВ.биватмикрометричниииндикаторни.
ГАЕЧЕН КЛЮЧ - ръчен инстру
мент за завиване и отвиване на гай
ки и винтове. Основни видове Г.к. са:
обикновени едно- и двустранни, лос
тови, челни, за кръгли гайки, разтва
рящи се, с тресчотка, ограничаваща
големината на затягащия момент,
динзмометрични (контролируеми и
ограничителни) - вж. фиг. Контролируемите Г.к. имат показател на
стойността на въртящия момент,
при достигането на който се появя
ва светлинен или звуков сигнал. Ог
раничителните Г.к. автоматически
се изключват при достигане на зада
ден въртящ момент, което предот
вратява пренатягането на резбата.
За завиване на гайки в масовото про
изводство се използуват гайконавивачи.
ГАЗИфИЦИРУЕМ МОДЕЛ - леяр
ски модел от пенопластмаса (найчесто от пенополистирол), който се
използува при метода леене в пълни
форми. Г.м. се изработват чрез експандиране на гранули от пенополис
тирол в профилни кутии или чрез
механична обработка от пенополистиролови блокове. Напоследък Г.м.
намират приложение и при изработ
ване на черупкови форми.
ГАЗОВА БУТИЛКА , - затворен
стоманен съд, предназначен за съх
раняване и транспортиране на кис
лород илигоривни и защитни газове
в сгъстено, втечнено или разтворе
но състояние. В зависимост от газа,
за който е предназначена бутилка
та, тя се оцветява в различен цвят:
за ацетилен в бяло, за водород в
тъмнозелено, за кислород в синьо и
т.н.
Към cm. Гаечен ключ
а - обикновен двустранен с открити
отвори за квадратни или шестостенни гайки; б - двустранен със закрити
отвори; в - за кръгли гайки с външен изрез; г - с тресчотка
ГАЗОВА...
-74-
ГАЗОВА ГОРЕЛКА - устройство
за регулируемо смесване на въздух
или кислород с газообразно гориво,
за подаване на сместа към изходния
отвор и за изгарянето ù с устойчив
фронт на горене (факел). В зависи
мост от налягането на подавания
газ има Г.г. с ниско - до 5 kPa, средно
- от 5 до 300 kPa и високо - над 300
kPa налягане. Според начина на изга
ряне на газа Г.г. биват факелни (с час
тично и незавършено смесване на га
за с въздуха) и безфакелни (с пълно
предварително смесване). В зависи
мост от начина на работа (подава
нето на горивния газ в смесителната камера) Г.г. се делят наинжекторни и смесителни, а в зависимост
от броя на пламъците те биват еднопламъчни и многопламъчни. Г.г. се
прилагат за газокислородно заваря
ване, рязане и нагряване(вж. фиг.) и в
промишлени газови пещи.
Към cm. Газова горелка
Горелка от инжекторен тип за газопламъчно заваряване с ацетилен: 1 - нипел за горивния газ; 2 - нипел за кисло
рода; 3 - ръкохватка; 4 - кран за кисло
рода; 5 - кран за горивния газ; 6 - тяло;
7 - холендрова гайка; 8 - смесителна ка
мера; 9 - сменяем накрайник; 10-горив
на дюза; 11 - инжектор
ГАЗОВА КОРОЗИЯ -хим. корозия
на металите в газова среда обикно
вено при високи температури.
ГАЗОВА МЕТАЛИЗАЦИЯ, г а 3 Oпламъчна метализация—
начин на метализация, при който
стопяването на метала за покрива
не (метализиране) се извършва с газокислороден или газовъздушен пла
мък (вж. и Метализация).
ГАЗОВА ПЕЩ, газопламъчна
пещ — пещ, предназначена за изгаря
не на газообразно гориво и предава
не на топлина главно чрез излъчване
от повърхностите на пещта. С Г.п.
се съоръжават както малките водогрейни котли, така и големите ко
телни агрегати, при които се пред
вижда резервно гориво - мазут. Ка
мерните Г.п. се използуват за нагря
ване на материали (заготовки) и за
др. цели.
ГАЗОВА ПОРА - вж. Газова шуп
ла.
ГАЗОВА шупла, газоВа пора
—дефект на отливка във вид на скри
та или открита кухина, със сравни
телно големи размери, заоблена
форма и гладки стени. Образува се
от затворени при втвърдяването
на метала газове. Причини за Г.ш. са:
повишена газотворност и намалена
газопропусклиВост на формите и
сърцата, неправилна леякоВа систе
ма и вентилационни канали, повише
но съдържание на газове в течния
метал и др.
ГАЗОВЕ-ЗАМЕСТИТЕЛИ за г азо-пламъчна обработка—
горивни газове, употребявани вмес
то ацетилен. Към Г.з. се отнасят
пропан-бутаноВата смес, природ
ният газ, нефтеният газ, водородът
и др. газове. Заместители на ацети
лена могат да бъдат също и течни
горива, като бензол, бензин, керо
син. Всички Г.з. дават температура
на пламъка, по-ниска от тази на аце
тилена.
ГАЗОВ ЛАЗЕР — оптичен квантов
генератор, в който за активно ве
щество служи газ. Г.л. изразходва
малко енергия за Възбуждане, отли
чава се с висока монохроматичност.
ГАЗО-ЛАЗЕРНО...
честотна стабилност и работи както В непрекъснат, така и В импулсен
режим с Висока честота на повторе
ние (вж. Лазер}.
ГАЗОВО ЗАВАРЯВАНЕ - Вж. Газо
кислородно заваряване.
ГАЗОВО ПОЧИСТВАНЕ - отделя
не на окиси и окалина от повърх
ността на стоманени детайли чрез
ВъздейстВие Върху тях с газообра
зен сух хлороводород при висока
температура.
ГАЗОВО РЯЗАНЕ - вж. Кислород
но рязане.
ГАЗОВО СПОЯВАНЕ, г а з o п л амъчно спояване -спояване,ко
ето се осъществява от топлината
на газо-кислороден или газо-въздушен пламък.
ГАЗОВ РЕЗАЧ - вж. Газопламъчен
резач.
ГАЗОВ ФЛЮС - вж. Газообразен
флюс.
ГАЗО-ДЪГОВО РЯЗАНЕ,
г а 3 0електрическо рязане -ряза
не, при което металъгп се нагрява и
стопява от топлинната енергия на
ел. дъга, горяща между електрод и
разрязваното изделие, като еднов
ременно с това в зоната на дъгата
се вдухва газова струя, която има
механично, окисляващо, защитно
или друго действие, с което се спо
мага за отстраняването на продук
тите на рязането от зоната на реза. В техниката се използуват след
ните разновидности на Г.-д.р.: Въз
душно-дъгово рязане, кислороднодъгово рязане, плазмено-дъгово ря
зане.
ГАЗОЕЛЕКТРИЧЕСКО РЯЗАНЕ
Вж. Газо-дъгово рязане.
ГАЗО-КИСЛОРОДЕН ПЛАМЪК пламък, образуващ се при горене на
горивни газове в смес с кислород. Из
ползува се за газопламъчна обработ
ка на металите и за газокислородно
заваряване и рязане (вж. и Заваръчен
пламък}.
ГАЗО-КИСЛОРОДЕН РЕЗАЧ - Вж.
Кислороден резач.
ГАЗО-КИСЛОРОДНО ЗАВАРЯВА
НЕ, газово заваряване -за
варяване чрез стопяВане, при което
съединяваните краища на детайли
те се нагряват от газов пламък, а
междината между тях се запълва с
допълнителен (добавъчен) метал,
който спомага и за формирането на
заваръчния шев (вж. фиг.) Газовият
пламък се получава при изгарянето
на горивен газ, най-често ацетилен,
в среда на технически чист кисло
род.
Към cm. Газо-кислородно заваряване
Хоризонтално газокислородно заваря
ване на вертикална стена 1 - заварява
ни детайли; 2 - добавъчен метал (тел);
3 - горелка; 4 - заваръчен пламък
ГАЗО-КИСЛОРОДНО РЯЗАНЕ
вж. Кислородно рязане.
ГАЗО-ЛАЗЕРНО РЯЗАНЕ - рязане,
при което металът по линията на
реза се нагрява и стопява от енерги
ята на лазерен лъч, насочен към мяс
тото на реза. При рязане на метали
обикновено коаксиално с лазерния
лъч се подава кислородна струя, коя
то окислява и издухва продуктите
на рязане от зоната на реза. В този
случай се отделя допълнително коли
ГАЗООБРАЗЕН ...
-76-
чество топлина от окисляването на
метала, което намалява вискозите
та на образуващите се окиси и под
държа непрекъснатостта на проце
са на рязане. При рязането на неме
тални материали вместо кислород
на се подава въздушна струя, която
освен че отделя продуктите от
окисляване и изпарение от зоната на
реза, охлажда съседния на зоната на
реза материал и намалява възмож
ността за протичане на неблагопри
ятни физико-химични процеси.
ГАЗООБРАЗЕН Флюс. г а 3 0 в
ф л ю с - газообразни вещества, съ
единения или смеси, използувани ка
то флюс при газовото заваряване
или спояване, които обикновено се
вкарват в горелката заедно с горив
ните газове. Използуват се предим
но съединения на бора, флуора, маг
незиеви пари и др. Главно предимст
во-липсват флюсови остатъци, до
бър външен вид на шева, равномерно
нагряване на детайлите.
ГАЗООТДЕЛЯНЕ - способност на
металите и сплавите да отделят
при охлаждане и втвърдяване разт
ворените газове, част от които те
са погълнали при стопяване и прегря
ване на стопилката.
ГАЗОПЛАМЪЧЕН РЕЗАЧ, газов
р е з а ч - инструмент, който се из
ползува при газово (газо-кислородно) рязане на метали за подаване към
мястото на реза на загряващ пламък
(най-често ацетилено-кислороден) и
струя режещ кислород. В зависи
мост от предназначението им Г.р.
се делят на ръчни и машинни, универ
сални - за разделително рязане на
стомани с дебелина до 300 тт по
праволинеен, кръгов или криволинеен контур, и специализирани - за
рязане на детайли с голяма дебелина,
за подводно рязане и др. (вж. фиг.).
ГАЗОПЛАМЪЧНА МЕТАЛИЗАЦИЯ
- вж. Газова метализация.
ГАЗОПЛАМЪЧНА ОБРАБОТКА топлинна обработка на метали и
сплави с газо-кислороден или газовъздушен пламък с цел съединяване,
разделяне, изменение на формата,
механичните и физикохимичните
свойства, отстраняване на дефек
ти по повърхностния слой, а също
така и за получаване на покрития със
зададени свойства - вж. Газо-кислородно заваряване и рязане, Термично
почистване, Метализация, Термооб
работка и др.
ГАЗОПЛАМЪЧНА ПЕЩ - вж. Газо
ва пещ.
ГАЗОПЛАМЪЧНО ЗАВАРЯВАНЕ вж. Газо-кислородно заваряване.
ГАЗОПЛАМЪЧНО ИЗПРАВЯНЕ термично изправяне, извършвано
чрез местно нагряване на деформи
раното метално изделие с газова го
релка.
ГАЗОПЛАМЪЧНО СПОЯВАНЕ вж. Газово спояване.
ГАЗОПОГЛЪЩАНЕ - способност
на металите и сплавите да поглъ
щат газове при стопяване и прегря
ване на стопилката при контакт с
атмосферата, облицовката на пещ
та и леярската форма.
Към cm. Газопламъчен резач
ГАЗОПРЕСОВО ЗАВАРЯВАНЕ
заваряване чрез налягане, при което
-77съединяваните части се подлагат на
местно нагряване с газокислороден
пламък до температура, близка до
температурата на топене (до плас
тично състояние) и се притискат ċ
осова сила. За нагряване се използу
ват специални машини с многопламъчни горелки (вж. фиг.). Г.з. може да
се осъществи при постоянно наляга
не - неизменно през време на целия
заваръчен процес, или с променливо
налягане - отначало по-малко и при
достигане на температурата на за
варяване се прилага необходимото
увеличено налягане. Използува се за
заваряване на тръби, пръти, профи
ли и др.
Към cm. Газопресобо заваряване
Схема на челно газопресово заваряване
на тръби: 1 - многопламъчна горелка; 2 заварявана тръба; 3 - пламък на горелка
та; 4 - тръбопровод за газ; 5 - тръбоп
ровод за охлаждащата вода
газопропускливост, г а з опроницаемост - свойство на
твърдите материали да пропускат
въздух и газове под действие на раз
ликата в налаганията. Г. на порести
те материали има голямо значение в
леярството, в строителството и
дрГАЗОПРОНИЦАЕМОСТ - вж. Га
зопропускливост.
ГАЛВАНИЧЕН ...
ГАЗОТВОРНА СПОСОБНОСТ
вж. ГазотВорност.
гАЗОТВОРНОСТ, газотворна
способност - способността на
формовъчните смеси да образуват
газове от нагряването при заливане
на леярската форма с метал. Отде
лените газове затрудняват запълва
нето на формата, предизвикват об
разуването на газови дефекти в от
ливките и замърсяват въздуха. По
ради това Г. на формовъчните сме
си трябва да бъде минимална.
ГАЙКА - машинен елемент, в ци
линдричния отвор на който е наряза
на резба така, че като се навива на
резбата на стъблото на болта или
винта, да притиска към главата му
свързваните части и да образува
резбово съединение. Г. по форма би
ват: шестостенни, квадратни,
тристенни, осемстенни, дванадесетстенни, коронни, калпаковидни,
кръгли, крилчати и др. (вж. фиг.); в
зависимост от височината - ниски,
нормално високи и особено високи, и
в зависимост от точността - с нор
мална и с повишена точност.
ГАЙКОЗАТЕГАЧ - вж. ГайконаВиВач.
ГАЙКОНАВИВАЧ, г а ú козат ег а ч - ръчен механичен, ел. или пнев
матичен инструмент (приспособле
ние, машина), предназначен за зави
ване и развиване на резбови съедине
ния (вж. Ръчни машини).
ГАЙКОНАРЕЗЕН АВТОМАТ, г а йконарезна машина -метало
режеща машина за нарязВане на рез
би в гайки със специални машинни
метчици с удължени опашки. Г.а. би
ват едно- и многовретенни.
ГАЙКОНАРЕЗНА МАШИНА - вж.
Гайконарезен автомат.
ГАЛВАНИЧЕН ЕЛЕКТРОД -елект
род, който представлява електро
нен проводник (от метал, графит и
ГАЛВАНИЧЕН...
-78-
gp.), потопен 6 йонен проводник
(електролит) или допиращ се до не
го; използува се при електролиза, в
галванични източници на ел. ток, в
мощни светлинни източници и др.
ГАЛВАНИЧЕН ЕЛЕМЕНТ - двойка
контактуващи метали с различен
електроден потенциал, потопена 8
електролит. Използува čekamo хим.
източник на ел. ток. Образуването
на Г.е. при експлоатацията на реди
ца изделия и съоръжения е нежела
телно, тъй като води до електрохимична корозия, при която се разру
шава този метал, който има по-ма
лък електроден потенциал. Това оба
че може да се използува и за електрохимична защита, напр. при поцин
кованите ламарини в галваничната
двойка желязо - цинк се разрушава
цинкът.
Към cm. Гайка
Крепежни гайки: а - шестостенна; б кръгла с прорези за ключ; 8 - коронна; г крилчата
галванична вана - съоръже
ние за отлагане на галванични покри
тия или за хим. или електрох. обра
ботване на повърхностите на де
тайли.
галванично покритие - вж.
Електролитно покритие.
ГАЛВАНОПЛАСТИКА -областот
галванотехниката за производство
или репродукция на изделия чрез
електролитно отлагане на метали
върху форми или матрици, които
впоследствие се отделят от издели
ето. Прилага се в полиграфията (галваностереотипия), в производство
то на грамофонни плочи, радиопромишлеността, за изработване на
статуи, барелефи.
ГАЛВАНОСТЕГИЯ - област от
галванотехниката за нанасяне на ме
тални покрития върху метални из
делия посредством електролитно
отлагане. Г. се предшествува от
обезмасляване, байцване, шлифова
не или полиране на повърхнината. Γ.
се извършва 8 галванични вани, където за анод служат метали, разтва
рящи се в електролита за компенса
ция на отлагания метал, а за катод изделието. Г. се прилага за придава
не на изделието определени свойст
ва: повишаване на корозионната ус
тойчивост (поцинковане, кадмиране, никелиране, калайдисване, пооловяване), износоустойчивостта на
триещите се повърхнини (хромиране, пожелезяване) или с декоративна
цел (посребряване, позлатяване). Де
белината на покритието е около 10
μm. Г. се използува в радиотехниче
ската, електронната, авиационната
промишленост и др.
ГАЛВАНОТЕХНИКА - област от
приложната електрохимия, която
обхваща процесите на електролит
но отлагане на метали върху повър
хността на метални и неметални из
делия. Г. се основава на явлението
електрокристализация - отлагане
на катода (на покриваното изделие в
ГЛАВЕН ...
галваностегията или на матрицата
8 галванопластиката) на положител
но заредени йони на металите от
водните разтвори на техните съе
динения при преминаване на постоя
нен ел. ток. Извършва се в галванич
ни вани - стационарни, полуавтома
тични и агрегати, в които автома
тично се осъществява зареждането,
изваждането и транспортирането
на изделията. Постоянният ток се
получава от селенови или силициеви
изправители; плътността на тока
се регулира с многостъпални транс
форматори.
ГАМА-ДЕФЕКТОСКОПИЯ - метод
на дефектоскопията, основаващ се
на различното поглъщане на гама-лъ
чи при разпространението им на ед
накво разстояние 8 различни среди.
Източникът на лъчите (изкуствени
радиоактивни изотопи на метали
те) се установява от едната страна
на проверяваното изделие, а от дру
гата - детектор (фотографски лен
ти, йонизационни камери, броячи
или светещи екрани), регистриращ
тези лъчи. При наличие на дефекти
(пукнатини, всмукнатини, шупли и
др;) интензивността на лъчите в съ
ответните места в равнината на
детектора се отклонява от норма
та, което се открива с уред или ви
зуално. Г.-д. се прилага за контрол на
метални отливки, заваръчни шево
ве, изделия със сложна форма, а също
и за контрол 8 условия, когато при
лагането на рентгенодефектоскопията е затруднено (напр. в полеви
условия).
ГАРАНЦИОНЕН ЗАПАС - опреде
лено количество от производстве
ния запас, предназначено да осигури
непрекъснатост на производстве
ния процес 8 случай на забавяне или
получаване на по-малко количество
от плановата доставка.
ГАРАНЦИОНЕН СРОК след ре
монта, гаранционна o m р аботка след ремонта—период,
8 продължение на който изпълните
лят на ремонта гарантира съответ
ствие на изделието с определените
изисквания при условие на спазване
отстрана на потребителя на прави
лата за експлоатация, съхранение и
транспортиране. Г.с.с.р. се определя
8 техническата документация или в
договорите между производителя и
потребителя.
ГАРАНЦИОННА ОТРАБОТКА
след ремонта - вж. Гаранционен срок след ремонта.
ГАРНИТУРА - детайл за уплътня
ване на неподвижни контактни по
върхнини на разглобяеми части на
двигатели, апарати, редуктори, уре
ди и др. Г. се изработва от мате
риал, който е по-мек от материала
на частите, между които се поста
вя. При високи температури и наля
гания се използуват Г. от мед, алу
миний или мека стомана, а при нис
ки температури - от картон, гума,
азбест и др.
ГЕОМЕТРИЧНИ ПАРАМЕТРИ HA
МЕТАЛОРЕЖЕЩ ИНСТРУМЕНТ, г еометрия на металорежещ
инструмент - форма, страни и
ъгли на заточване на режещата част
на инструмента (вж. фиг.), от които
зависи производителността, трай
ността (времето за използуването
му), а също и качеството на обра
ботваните повърхнини на детайли
те.
ГЕОМЕТРИЯ HA МЕТАЛОРЕЖЕЩ
ИНСТРУМЕНТ - вж. Геометрични
параметри на металорежещ инстру
мент.
ГЛАВЕН ЗАДЕН ЪГЪЛ на инст
румент, «o — ъгълът 8 равнината
на нормалното сечение Pq на инст
румента, сключен между задната по
ГЛАВЕН...
-80-
върхнина Аа и равнината на рязане
Ps (вж. фиг. към cm. Геометрични
параметри на металорежещи инст
рументи).
ва постояннотоков двигател със
или без зъбен превод.
ГЛАВЕН ПРЕДЕН ЪГЪЛ наинċ m р у м е н т, γθ — ъгълът в равни
ната на нормалното сечение Pq на
инструмента, сключен между пред
ната повърхнина Ау и основната
равнина Рг (вж. фиг. към cm. Геомет
рични параметри на металорежещи
инструменти).
ГЛАВЕН ЪГЪЛ HA ЗАОСТРЯНЕ н а
инструмент, ßo - ъгълът в рав
нината на нормалното сечение Pq на
инструмента, сключен между пред
ната повърхнина Ау и задната по
върхнина Аа (вж. фиг. към cm. Гео
метрични параметри на металоре
жещи инструменти)
СД + ßo + Ύ0 = θ°·
ГЛАВНА БАЗИРАЩА ПОВЪРХНИ
НА - базираща повърхнина, която
отнема три степени на свобода на
детайла - възможността му да се
придвижва по посока на оста У и да
се завърта около осите X u Z (вж.
Към cm. Геометрични параметри на
металорежещи инструменти
1 - базова равнина; 2 - основна равнина
Рг; 3 - равнина на рязане Ps;
- главен
заден ъгъл; ß0 - главен ъгъл на заостря
не;
- главен преден ъгъл; г - главен
установъчен ъгъл; Er - ъгъл при върха на
ножа; Xs - ъгъл на наклона на главния ре
жещ ръб
ГЛАВЕН ПРЕВОД - превод или
част от превод, съставен от после
дователно, паралелно или паралелнопоследователно свързани предавки
(зъбни, ремъчни, верижни), поставе
ни в отделно тяло (кутия) или мон
тирани в тялото на машината, кои
то служат за пренасяне и регулиране
честотата на главното въртеливо
движение на машината (вж. фцг.).
При металообработващите маши
ни с ЦПУ често като Г.п. се използу
Към cm. Главен превод
Кинематична схема на главен превод на
струг
ГЛАВНО ДВИЖЕНИЕ - движение,
при което се изразходва цялата или
-81 -
no-голямата част от инсталирана
та мощност на машината пряко в
процеса на обработването. Напр.
при металорежещите машини това
е движението, в резултат на което
се извършва отделяне на стружка.
Г.д. може да бъде въртеливо или пра
волинейно (праволинейно-възврат
но).
ГНЕЗДО ...
изпичане преминават в камъкоподобно състояние. Бентонитовите
Г. се използуват като свързващи ма
териали във формовъчните смеси, а
огнеупорните Г. - в металургията.
ГЛОБОИДНА ПРЕДАВКА - разно
видност на червячната предавка;
при Г.п. образуващата на червяка
има глобоидна (вдлъбната) форма
(вж. фиг.). Г.п. предава по-големи на
товарвания отколкото обикновени
те червячни предавки, което се обус
лавя от едновременното зацепване
на голям брой зъби (4- 7) и благопри
ятно разположение на контактната
линия. Недостатъци: по-сложно из
работване и монтиране в сравнение
с обикновените червячни предавки;
Г.п. се използува главно при големи
натоварвания в установен режим
(напр. в транспортни и минни маши
ни, самолети и др.).
ГЛУХ ОТВОР, непроходен
отвор- отвор, който има изход
само в една посока.
Към cm. Главна базираща повърхнина
А - главна базираща повърхнина; Б - нап
равляваща базираща повърхнина; С опорна базираща повърхнина
гладък ВАЛ - вал с праволиней
на ос, който има еднакви кръгови
напречни сечения (вж. Вал}.
ГЛАСПАПИР (непр.т.) - вж. Шкур
ка.
ГЛИНИ - ситнодисперсни скали,
състоящи се главно от хидроалуминиеви силикати със слоеста крис
тална структура. При навлажняване
набъбват, стават пластични, а след
6
Терминологичен речник по металообработване
Към cm. Глобоидна предавка
ГНЕЗДО на инструментмястото (цилиндричен или конусен
отвор, вилка, канал и т.н.), където се
поставя режещ инструмент за из
пълнение на дадена операция (напр.
Г. във вретено на пробивна машина,
Г. на винтонарезна дъска, револверна глава и т.н.) или за неговото съх
раняване до момента на пренасяне-
ГОЛЕМИНА...
-82-
mo му за изпълнение на съответна
та операция (напр. Г. на инструмен
тален магазин на металорежеща ма
шина).
ГОЛЕМИНА HA ЗЪРНОТО - вж.
Зърненост.
ГОЛЯМО ЗЪБНО КОЛЕЛО - зъб
ното колело от предавка, което има
по-голям брой зъби, peen, по-голям
диаметър.
ГОРЕЛКА - вж. Газова горелка.
ГОРЕЛКА ЗА ЕЛЕКТРОДЪГОВО
ЗАВАРЯВАНЕ - устройство за зак
репване на електрода (при ВИГ зава
ряване) или подаване на електродния
тел (при МИГ и МАГ заваряване), за
подвеждане на ток към него и пода
ване на защитния газ (аргон, СОг и
др.). По конструктивно оформление
Г.е.з. биват прави (пистолетен тип)
и огънати, с въздушно или водно ох
лаждане. Съвременните горелки
обикновено се охлаждат от защит
ния газ или от околния въздух, което
се постига чрез, използуване на топлоустойчиви метали и пластмаси и
правилно оразмеряване на отделни
те елементи на горелката (вж. фиг.).
ГОРЕН БЕЙНИТ -бейнит, получен
при температура, малко по-ниска от
температурата на перлитното
превръщане (вж. Бейнит).
ГОРЕН ГРАНИЧЕН РАЗМЕР - поголемият от двата гранични разме
ра, т.е. размерът на горната грани
ца на допусковото поле на измерва
ната величина (вж. фиг. към cm. Гра
нични размери).
ГОРЕЩА КРЕХКОСТ - вж. Червена
крехкост.
ГОРЕЩА ПУКНАТИНА - пукнати
на, образуваща се в обработваните
изделия (чрез заваряване, леене, ко
ване) при високи температури, близ
ки до температурата на топене. Г.п.
се разполага по границите на кристалитите и има неравна окислена
повърхност. Причина за образуване
то на Г.п. е намаляването на плас
тичността на метала при високи
температури в т.нар. температу
рен интервал на крехкост, поради
което той не може да поеме дефор
мациите, възникващи в процеса на
обработването. Г.п. е нежелан де
фект, който може gä доведе до крех
ко разрушаване на изделието. Когато Г.п. се образува в процеса на крис
тализация при заваряване (в метала
на шева) или при леене, се нарича още
кристализационна пукнатина, при
образуването на която съществена
роля играе неравномерното свиване
на метала при втвърдяването му.
ГОРЕЩИ КУТИИ - вж. Метод “Го
рещи кутии“.
Към cm. Горелка за електродъгово
заваряване
Устройство на горелка с въздушно ох
лаждане за заваряване с топящ се елек
троден тел; 1 - токоподвеждаща дюза;
2 - дюза за газова защита; 3 - изолаци
онна втулка; 4 - канал за електродния
тел; 5 - ръкохватка; 6 - шланг; 7 - мар
куч за подаване на защитния газ
ГОРИВО...
-83ГОРЕЩО ВАЛЦОВАНЕ - Валцова
не в температурно-скоростни усло
вия, осигуряващи горещо пластично
деформиране на заготовката.
ГОРЕЩО ДЕФОРМИРАНЕ - обра
ботване на метали чрез пластично
деформиране, осъществявано в
температурно-скоростни условия,
осигуряващи в процеса на деформи
ране пълна рекристализация на ме
тала. При Г.д. релаксационните про
цеси протичат едновременно с де
формирането, което води до пре
махване ефекта на деформационно
уякчаване и оттам до повишаване
степента на пластично формоизменение на телата. Като правило Г.д.
се провежда при температури, повисоки от температурата на рек
ристализация на метала (сплавта).
ГОРЕЩО ЗАВАРЯВАНЕ на чугун
- заваряване (електродъгово, газо
во, термитно) на чугун след предва
рително цялостно подгряване на за
варяваните детайли до около 500 700°С най-често в пещи или с индук
ционни нагреватели. Мястото на за
варяване обикновено се формова
(огражда) с формовъчна смес или
графитни плочки, за да се избегне из
тичането на течния метал от зава
ръчната вана, която е течноподвижна и има голям обем (8ж. фиг.). Г.з. се
извършва с чугунени електроди или
пръчки във вид на добавъчен мате
риал. След заваряване изделието се
охлажда бавно със скорост под 50 100°С/час. Г.з. на чугуна позволява да
се намалят заваръчните напреже
ния, да се подобри структурата на
метала на шева и на зоната на тер
мично влияние и да се получат зава
рени съединения със свойства, ед
накви с тези на заварявания мате
риал. Прилага се предимно за попра
вяне на дефекти в отливки и корпус
ни детайли. Основен недостатък на
Г.з. на чугуна е голямата трудоем
кост и тежките условия на работа
на заварчика.
i
Към cm. Горещо заваряване на чугун
1 - формовъчна пръст; 2 - графитна
пластинка; 3 - заварявани детайли; 4 електрод
ГОРЕЩО ПОКРИТИЕ - противокорозионно метално покритие, кое
то се получава чрез потопяване на
покриваните детайли в разтопен за
щитен метал. Напр. кадмиране.
ГОРЕЩОЩАМПОВАНА ЗАГОТОВ
КА - заготовка, получена чрез горе
що обемно щамповане в открити
или закрити щампи и с хоризонтал
ни ковашки машини.
ГОРЕЩО ЩАМПОВАНЕ - щампо
ване с горещо деформиране на заго
товката в щампа (вж. Горещо де
формиране).
ГОРЕЩОЩАМПОВЪЧНА ПРЕСА преса за горещо щамповане. Ha Г.п.
се извършва безударно деформиране
на заготовката, при което се получа
ват по-точно щамповани изковки в
сравнение с ударното щамповане с
чук.
ГОРИВО за газопламъчна
обработка - газ или течност,
пр.и изгарянето на които се получава
пламък, пригоден за газопламъчна
обработка. За горивни газове се из
ГОРНА...
-84-
ползуват предимно Въглеводороди
от типа СхНу или смесите им с дру
ги газове (CO, СО2 и др.), а също во
дород; като течни горива се изпол
зуват бензин и керосин. Степента
на пригодност на гориВата за даден
Вид газопламъчна обработка се оп
ределя от следните показатели:
топлотворна способност, темпера
тура на пламъка, количество на не
обходимия за горенето кислород,
удобство и безопасност при рабо
та, транспортируемост, икономич
ност.
ГОРНА ГРАНИЦА HA ИЗМЕРВАНЕ
- стойност на измерваната величи
на, отговаряща на горната граница
на приетия измервателен обхват.
ГОРНО ОТКЛОНЕНИЕ, ES, es - ал
гебричната разлика между макси
малния размер и съответния номи
нален размер.
ГОФРИРАНЕ - огъване на метал
ни листове, при което в отделните
им части (или по цялата повърх
ност) се оформят гънки (вълни) с
трапецовидно, триъгълно, кръгло и
др. напречно сечение с цел повишава
не устойчивостта на изделията сре
щу деформиране.
ГРАВИРАНЕ - нанасяне върху по
върхността на твърди материали
(метал, камък, кост, стъкло и др.) на
надписи, знаци, рисунки и др. чрез
вдълбаване с режещи гравьорски ин
струменти. Полученото при Г. изоб
ражение може да бъде изпъкнало и
вдлъбнато. Г. върху метал може да
се извърши също с киселинно разяж
дане и с пресови инструменти по ме
тода на щамповането ς локално из
менение на дебелината на метала. Г.
се прилага за изработване на печат
ни форми, за украса на бижутерийни
и сувенирни изделия и др.
гравирмашина - фрезова ко
пирна машина с приспособление за
гравиране. Има направляВащ щифт
(датчик), дВижещ се по копир (шаб
лон), при което се създаВат сигнали
В следящата система (механична,
хидравлична или електрична), които
се предават на режещия инстру
мент (опашкоВа профилна фреза и
др.), който извършва обработката,
оставяйки съответни "следи" върху
изделието. Съществуват машини за
гравиране на букви и знаци, барелефни изображения от модели и др.
обемни оригинали.
ГРАДИЕНТ HA СТАТИЧНИЯ ИЗ
МЕРВАТЕЛЕН НАТИСК - изменени
ето на статичния измервателен на
тиск, който действува по оста на
измервателния накрайник на инст
румента, за единица преместване по
повърхнината.
ГРАДУИРАНЕ, разграфяване
- метрологична операция за разгра
фяване скалата на измервателно
средство въз основа на определени
скални знаци. Г. се извършва с по
мощта на по-точни от разграфяваните измервателни средства, по по
казанията на които се определят
действителните стойности на из
мерваната величина.
ГРАНИЦА HA ЗЪРНАТА - преход
на ивица между съседни зърна на поликристален метал. Г.з. има същес
твено влияние върху много от
свойствата на металите: напр. при
пластична деформация са препятс
твие за движението на дислокации
те, служат като места за образува
не на зародиши при фазовите прев
ръщания, обуслаВят междукристалитната корозия.
ГРАНИЦА HA ИЗМЕРВАНЕ
стойност на измерваната величина,
отговаряща на една от двете край
ни допустими стойности от измер
-85вателния обхват на измервателния
уред. Различават се горна и долна
граница на измерване.
ГРАНИЦА HA УСТОЙЧИВОСТ при
рязане- зависимост на гранична
та стружка от скоростта на рязане
за определено подаване при даден
вид обработка и материал на инст
румента и детайла.
ГРАНИЧЕН КАЛИБЪР - калибър,
контролиращ две гранични стойнос
ти на един параметър.
ГРАНИЧНА АМПЛИТУДА HA ЦИ
КЪЛА при натоварване -ам
плитуда на напреженията, съответствуваща на границата на умора.
ГРАНИЧНА ГРЕШКА HA ИЗМЕРВА
ТЕЛНОТО СРЕДСТВО - най-голямата грешка на измервателното сред
ство, която е функция от грешката
на изходното средство (еталонно
или образцово) и метода за провер
ка, с доверителна вероятност 0,997,
приета за равна на 3δ (δ е средно
квадратичното отклонение).
ГРАНИЧНА СТРУЖКА -максимал
ното напречно сечение на срязвания
слой метал при работа на металоре
жещата машина без вибрации. При
определено подаване и определен
главен установъчен ъгъл Г.с. може да
се изрази с максималната широчина
или с максималната дълбочина на
срязвания слой метал при работа на
машината без вибрации, наричани 8
случая съответно гранична широчи
на и гранична дълбочина. При струж
ка, по-голяма от граничната, нас
тъпва рязко увеличаване на ампли
тудата на относителните трепте
ния между инструмента и обработ
вания детайл.
ГРАНИЧНА ФРАКЦИЯ - фракция,
при която размерите на абразивни
те зърна започват да превишават
размерите на зърната на едрата
фракция.
ГРАНИЧНО ...
гранични изпитвания - из
питвания, провеждани за определяне
зависимостите между гранично до
пустимите стойности на парамет
рите на продукцията и стойности
те на параметрите на експлоатаци
онните режими.
ГРАНИЧНИ МЕРКИ, k p а U Щ H U
мерки- мерки за дължина с форма
на правоъгълен паралелепипед или
прав цилиндър с две равнинни (плос
ки) успоредни повърхнини. Най-разпространени са плоскопаралелните
Г.м. (плочки), които са предназначе
ни за пренасяне на линейни размери
от еталона за единица дължина вър
ху изделието (проверка и градуиране
на мерки и измервателни уреди).
Има основен и допълнителен ред
Г.м., както и Г.м. със специални раз
мери. При извършване на измервани
ята Г.м. се съединяват в блокове, ка
то се притриват една към друга (вж.
фиг.).
Към tm. Гранични мерки
Блок от правоъгълни плоскопаралелни
гранични мерки
ГРАНИЧНИ РАЗМЕРИ - двете до
пустими стойности на размера,
между които трябва да се намира
или на които може да бъде равен
действителният размер. Различа
ват се горен граничен (максимален)
размер и долен граничен (минимален)
размер (вж. фиг.).
ГРАНИЧНО НАТОВАРВАНЕ - мак
симални стойности на величините,
характеризиращи изменението на
-86-
ГРАНИЧНО ...
параметрите на работната среда на
датчика и смущаващите въздейст
вия. За избягване на възможни пов
реди на устройството или постоян
ни изменения на функцията и по кон
структивна и якостни причини те
зи стойности не трябв^-да бъдат
превишавани.
į
v
δ
í
Лопусково
ПОЛ Ë
Към cm. Гранични размери
ГРАНИЧНО СЪСТОЯНИЕ
при
e k c п л o а т а ц и я - състояние на
изделието или обекта, при което не
говото по-нататъшно използуване
трябва да бъде прекратено поради
неотстранимо нарушение на изиск
ванията по безопасността, излиза
не на работните параметри извън
допустимите граници, понижаване
ефективността на експлоатация
под допустимата или необходи
мост от извършване на основен ре
монт. Признаците (критериите) за
Г.с. се определят с техническата до
кументация на дадения обект.
ГРАНУЛАЦИЯ - вж. Гранулиране.
ГРАНУЛИ -частициобикновенос
размери до 10 тт най-често със зак
ръглена, форма, които се получават
от компактни материали, стопилки
или прахове чрез гранулиране.
гранулиране, гранулацияобработка, при която на вещество
то се придава формата на малки къс
чета - гранули. Г. подобрява техно
логичните свойства на веществата,
създава възможност те да се изпол
зуват на малки порции, предотвра
тява слепването, улеснява товаре
нето и транспортирането. Прилага
се в металургията (Г. на шлаки, спла
ви, обогатени руди), в енергетиката
(Г. на котлени шлаки), в металообра
ботването (Г. на флюси за металолеене и заваряване) и др. Методите
за Г. са разнообразни! механично раз
дробяване (натрошаване), в мета
лургията течните продукти (вкл.
шлаките) се гранулират с рязко ох
лаждане на стопилки с водна струя,
сгъстен въздух, азот или водна пара
(вж. Гранулометричен анализ).
ГРАНУЛОМЕТРИЧЕН АНАЛИЗ —
съвкупност от начини за определяне
гранулометричния (зърнов) състав
на рохкави породи, пясъци и изкуст
вени материали. Г.а. бива ситов пресяване през стандартен набор
от сита с различни размери на отво
рите, и седиментационен - основа
ващ се на различната скорост на
утаяване на частиците с различни
размери в спокойна вода.
ГРАНУЛОМЕТРИЧЕН СЪСТАВ,
зърнов състав - характери
стика, изразяваща процентното съ
държание на частиците с различни
размери в гранулометричните фрак
ции. Разпределянето на частиците в
отделни фракции по големина става
чрез отсяване на материала, през се
рия от сита, след което се определя
процентното участие на всяка
фракция в общия състав.
ГРАНУЛОМЕТРИЧЕН СЪСТАВ HA
ЛЕЯРСКИЯ ПЯСЪК - относително
разпределение на отделните фрак
ции на промит и изсушен леярски пя-
-87ськ. Г.с.л-п. се определя на специален
лабораторен уред, състоящ се от
комплект сита с различен размер на
отворите. Г.с. оказва влияние върху
технологичните свойства на фор
мовъчните смеси, разхода на свърз
ващи вещества и качеството на от
ливките.
гранулометрична крива -ре
зултат от гранулометричен анализ,
оформен във вид на графична зави
симост между относителните съ
държания на частиците със съот
ветни размери.
ГРАНУЛОМЕТРИЧНА ФРАКЦИЯ група частици (гранули), чиито раз
мери се намират в определени грани
ци; използува се при определянето
на гранулометричния състав на да
ден гранулиран материал.
ГРАПАВОСТ HA ПОВЪРХНИНАТА
- съвкупност от грапавини, които
образуват релефа на повърхнината
и се оценяват в участък, който не
обхваща отклонения от формата и
вълнообразност. Параметрите за
оценка Г.п. са: средноаритметично
отклонение от средната линия на
профила Ra и височина на грапавини
те по десет точки Rz, които са рав
ностойни и се намират в границите
на базовата линия (вж. фиг. към cm.
Вълнообразност). Г.п. определя ка
чеството на изделието, като влияе
на износоустойчивостта, корозионната устойчивост, коеф. на триене
и др.
ГРАФИТ - най-устойчивата кри
стална, полиморфна модификация
на чистия въглерод. Твърдост по ми
нераложката скала 1 ; плътност 2230
кд/тЗ. Цветът му е от черен до сто
манен или сив. Огнеупорен е и елект
ропроводим. Г. се получава чрез наг
ряване на антрацит без достъп на
въздух. Използува се в производст
вото на тигли за топене, електроди,
ГРАфИТИЗИРАНА ...
моливи и т.н., а също и в атомните
реактори. Структурна съставка на
чугуните и стоманите.
ГРАфИТИЗАЦИЯ - образуване на
графитни частици в структурата
на железни, никелови и др. сплави.
Броят на графитните частици, тех
ният размер, формата и взаимното
им разположение зависят от хим.
състав на сплавта, условията на
кристализация и термообработка и
силно влияят върху свойствата на
сплавта. Г. се извършва при повише
ни температури в карбидосъдържащи сплави или в сплави, преситени с
въглерод при кристализация и след
ващо охлаждане или термично обра
ботване. Чрез Г. се получават ковки
чугуни, а също и графитизирана сто
мана, отличаваща се с повишена из
носоустойчивост. Често пъти в ин
струменталните стомани и някои
конструкционни стомани, работе
щи продължително време при висо
ки температури, Г. е нежелателна,
тъй като понижава тяхната плас
тичност и якост.
графитизация ha чугун - об
разуване на графитна фаза (графит
ни включвания) в структурата на чу
гуна. Г.ч. се извършва при получава
нето на сив чугун в процеса на крис
тализация и следващо охлаждане и
при получаване на ковък (темперован) чугун в процеса на темпероване
на бял чугун.
ГРАФИТИЗИРАНА СТОМАНА
високовъглеродна стомана (1,5 - 2%
C), с повишено съдържание на сили
ций (1-2%), който спомага за графйтизирането на цементита. Графитизацията на лети и ковани стома
нени детайли се осъществява след
провеждане на двустепенно отгряване (първоначално при 840°С, а след
това при 700°С) със следващо охлаж
дане заедно с пещта. Структурата
ГРЕБЕНЕН
на Г.с. се състои от феритно-цементитна смес и графит. Г.с. съчетава
положителните свойства на стома
ните и чугуните. Графитовите
включвания изпълняват ролята на
смазка, поради което Г.с. се отлича
ва ,с висока износоустойчивост в ус
ловията на триене при високи наля
гания. От Г.с. се изработват матри
ци за студено щамповане, втулки на
триещи лагери, бутала, лети колянови валове.
ГРЕБЕНЕН нож - 1- Зъбонарезен
нож (гребен) - инструмент с много
режещи ръбове, подобен на зъбен
гребен за нарязване на зъбни колела
по метода на обхождането на зъбостъргателни машини. 2. Винтонарезен нож - инструмент е много реже
щи ръбове за нарязване на пълния
профил на резбата за един проход на
стругове.
ГРЕБЕННА ПРЕДАВКА - вж. Зъбно-гребенна предавка.
ГРЕДА - носещ елемент, с една
или повече опори, чийто най-голям
размер е дължината. Прилага се ши
роко в строителството, транспор
тните средства и машиностроене
то, напр. греда на надлъжно-стъргателна машина, по която се премест
ват супортите. Г. може да бъде с
различна форма на напречното сече
ние (вж. фиг.). В зависимост от броя
на опорите и вида на закрепването
им Г. биват конзолни, с две и повече
опори, със запънати краища, прекъс
нати, непрекъснати.
ГРЕСИ - вж. Консистентни смаз
ки и масла.
ГРЕСОРКА - вж. Масленка.
ГРЕШКА HA ИЗМЕРВАНЕТО - от
клонение на резултата от измерва
не спрямо истинската стойност на
измерваната величина, което може
да бъде изразено като разлика меж
ду тези две стойности (абсолютна
грешка) или като отношение на тази
разлика към стойността на измер
ваната величина (относителна
грешка). Г.и. може да бъде случайна и
груба, грешка на отчитане, грешка на
инструмента, грешка на метода на
измерване.
ГРЕШКА HA ИНСТРУМЕНТА
3 а
измерване - разлика между пока
занията на измервателния инстру
мент (уред) и действителната
стойност на измерваната величина.
Основни съставки на Г.и. са грешка
на нулата (показание на измервате
лен инструмент (уред) за стойност
нула на измерваната величина),
грешка от инертност (грешка пора
ди механична, термична или др.,
инертност на елементите на измер
вателен инструмент), грешка от нелинейност, грешка от хистерезис и
др·
Към cm. Греда
Сечение на греди: Ì - правоъгълно; 2 кутиеобразно; 3 - двойно Т-образно
ГРЕШКА HA МЕТОДА на измер
ване- грешка, присъща на метода
на измерване, неточността на кой
то се поражда от вида на използува
ните измервателни средства. Напр.
при измерване на сила с пружинен динамометър, за който се приема, че
зависимостта между деформация
та и силата е линейна, докато в дейс
твителност тази зависимост не е
напълно линейна.
ГРЕШКА HA НАБЛЮДЕНИЕТО
вж. Грешка на отчитане.
-89ГРЕШКА HA ОТЧИТАНЕ, грешка
на наблюдение - грешка пора
ди неточното отчитане на показа
нието на измервателния уред от
наблюдателя в процеса на измерва
не. Съществува и т.нар. грешка от
интерполиране (грешка поради не
точна оценка на положението на по
казалеца спрямо двата съседни скал
ни знака, между които се намира),
грешка от паралакс (грешка, която
произлиза от това, че при показалец,
намиращ се на известно разстояние
от повърхността на скалата, при
отчитането не се гледа в предписа
ната за уреда посока).
ГРЕШКА HA ПРОДУКЦИЯТА o т
изработването - отклонение
в показателите за качеството на
продукцията от номиналните им
стойности, предписани в техничес
ката документация. Напр. недопус
тимо отклонение в стойностите на
размерите, грапавостта, взаимно
то разположение и др. параметри,
характеризиращи продукцията.
ГРЕШКА HA РЕГУЛИРАНЕТО
разлика между зададената и дейст
вителната стойност на регулируе
мата величина. Г.р. е равна на сума
та от статичната грешка (грешка в
установен режим на системата за
автоматично регулиране) и дина
мичната грешка (грешката, която
възниква в процеса на регулиране).
ГРЕШКА HA ХОДА HA РЕЗБА
разлика между действителното и
номиналното осово преместване на
средна точка на страна от профила
на резбата; тя съответствува на
едно пълно завъртане на точката.
ГРЕШКИ ОТ РАЗСЕЙВАНЕТО
вж. Случайни грешки при обработва
нето.
ГРЕШКИ ПРИ ОБРАБОТВАНЕТО отклоненията между зададените в
чертежа номинални размери, пра
ГРУБА ...
вилна геометрична форма и взаимно
разположение на отделните повърх
нини и оси на готовия детайл и те
зи, които се получават при тяхната
обработка. Г.п.о. биват система
тични, случайни или груби.
При обработване чряз рязане се
различават: грешки от методичен
характер; грешки от схемата на про
цеса на обработване; от неточност
на машините; от неточност на ре
жещите и спомагателните инстру
менти и приспособления; от износ
ване на инструментите; от топлин
ни деформации на машината, инст
румента и детайла; от преразпреде
ление на вътрешните напрежения в
детайла; от неточност на измерва
нето; субективни грешки, свързани
с дейността на работника; грешки
от неточност на базирането, зак
репването и установяването на де
тайлите; грешки от силови (ела
стични) деформации на технологич
ната система "машина - приспособ
ление-инструмент-детайл"; греш
ки от неточност на настройването
на машината на размер.
ГРУБА ГРЕШКА - 1. При измерва
не - грешка, обикновено голяма, по
ради неправилно извършване на'из
мерването, погрешно отчитане на
показанието, използуване на повре
ден измервателен уред, неправилно
използуване на уреда. 2. При обра
ботване - грешка, която се появява
от действието на фактори, неучас
твуващи при нормални условия в
процеса на обработването на де
тайлите. Напр. неправилно подбра
ни зъбни колела при нарязване на рез
ба на струг, неправилно изчислен
брой на завъртанията на ръчката на
делителния апарат при нарязване на
зъбни колела на фрезова машина с
модулна фреза и др.
ГРУБО...
-90-
ГРУБО ОБРАБОТВАНЕ - предва
рително обработване на отлети, ко
вани или валцовани заготовки чрез
рязане обикновено при големи дъл
бочини и подавания. В резултат на
Г.о. се получават повърхнини с гра
павост Ra от 20 до 5 μm {Rz от 80
до 20 μm).
ГРУНД - прилепнал към основния
материал слой от неметално покри
тие, който осигурява здраво сцепле
ние на нанесеното върху него за
щитно покритие и подобрява за
щитните му свойства.
ГРУПА -1. Комплект от машинни
елементи или механизми, които със
тавляват едно цяло от функционал
на или монтажна гледна точка. 2. Ки
нематична верига, имаща, нулева
степен на свобода след присъединя
ване към опора (неподвижно звено
на механизъм).
ГРУПОВА ОБРАБОТКА - метод
за обработване на детайли, основан
на конструктивно-технологичните
признаци на типов детайл - пред
ставител на дадена група детайли,
характеризиращи се с една и съща
конфигурация, близки размери и ед
накви изисквания за точност и ка
чество на повърхнините. Типовият
детайл (наречен комплексен) включ
ва; всички повърхнини на детайлите
от'групата (вж. фиг. към cm. Комп
лексен детайл). По този детайл се
проектира групов технологичен
процес на обработване, който е общ
за цялата група детайли, но при от
делни детайли някои операции се
пропускат, тъй като не са необходи
ми. Г.с. ускорява подготовката на
производството и настройката за
обработване на детайлите, т.е. способствува за повишаване произво
дителността на труда и намаляване
себестойността на продукцията.
ГРУПОВА ОРГАНИЗАЦИЯ HA ПРО
ИЗВОДСТВОТО — форма на органи
зация на производството, характе
ризираща се със съвместно изра
ботване или ремонт на група едно
типни изделия с различни размери и
конфигурация; осъществява се на
специализирани работни места. Тя
може да бъде поточна или непоточна.
ГРУПОВ ЕТАЛОН - група от сред
ства за измерване с едно и също ус
тройство и с еднакви метрологични
характеристики, които заедно из
пълняват ролята на еталон. Стой
ността на Г.е. е средно претеглена
стойност на стойностите, възпро
изведени от отделните средства за
измерване. Напр. групов еталон за
твърдост, съставен от група плоч
ки с определена еднаква твърдост.
ГРУПОВ ПОТОК — поточна форма
на производството, при която вър
ху поточната линия едновременно
се обработват няколко групи разноименни детайли.
ГРУПОВ ТЕХНОЛОГИЧЕН ПРОЦЕС
- вж..Гоупова обработка.
ГЪБЕСТО ЖЕЛЯЗО, желязна
гъба- еднородна, пореста маса от
относително чисто желязо, получе
но чрез директното му възстановя
ване от железни окиси (окалина или
обогатена желязна руда). Възстановяването се извършва при темпера
тури, по-ниски от т.т. на желязото
с въглерод (дървени въглища, кокс,
сажди) или газове (водород, генера
торен газ, природен газ и др.). Г.ж. се
използува за производство на висо
кокачествени стомани след прера
ботване 8 електродъгови пещи.
ГЪВКАВА АВТОМАТИЗИРАНА
ПРОИЗВОДСТВЕНА
СИСТЕМА
(ГАПС) — също като Гъвкаво авто
матично производство.
-91 -
ГЪВКАВ ВАЛ - вал, чиято конст
рукция позволяВа промяна на криви
ната на геометричната му ос в ши
роки граници (в работно и неработ
но състояние). Г.в. се използува за
предаване на въртеливо движение
(въртящ момент) при задвижване
то на ръчни механизирани инстру
менти (напр. шлифовъчни). Г.в. се
състои от тънък вал, изработен от
няколко слоя стоманена тел, обвит
в гъвкава защитна обвивка (броня) и
арматура в краищата за присъеди
няване към задвижването.
ГЪВКАВО АВТОМАТИЧНО ПРОИЗ
ВОДСТВО (ГАП) производство,
осъществявано с помощта на гъвка
ви автоматизирани производстве
ни модули, линии, участъци, цехове,
заводи, функциониращи в условията
на безлюдна технология. В общия
случай ГАП включва: автоматични
технологични машини и съоръжения,
технологична, инструментална и
метрологична екипировка, автома
тични складове, автоматичен тран
спорт и средства за манипулиране
със заготовки, детайли, инструмен
ти и производствени отпадъци. Ра
ботата на всички производствени
компоненти на ГАП се координира
от обща информационно-управляВаща система с ЕИМ, осигуряваща из
менението на програмите и бързо
то пренастройваме на технологич
ната система при смяна на обекти
те на производството.
ГЪВКАВ ПРОИЗВОДСТВЕН МО
ДУЛ, автоматичен техно
логичен модул- пренастройВаема производствена единица за да
дена номенклатура изделия, снабде
на с устройство за програмно управ
ление, смяна на инструмента и на из
делието, отделяне на отпадъците,
контрол и пренастройване на тех
нологичния процес. Г.п.м. осъщест
ГЪРБИЧЕН ...
вява многократни автоматични ра
ботни цикли. Предназначен е за неза
висима (автономна) работа и за
вграждане в система от по-висок
ранг.
ГЪРБИЦА - детайл от гърбичен
механизъм, най-често с триеща ра
ботна повърхнина, профилирана та
ка, че при движението си Г. предава
на работещия с нея детайл (повди
ган, плъзгач или щанга) движение с
параметри, изменящи се по опреде
лен закон. Г. биват равнинни, диско
ви, цилиндрични, конусни, сферични,
глобоидни (вж. фиг.).
Към cm. Гърбица
а - равнинна; б - дискова; 8 - цилиндрич
на; г - конусна ; g - сферична; е - глобоидна
ГЪРБИЧЕН ВАЛ - вж. Разпредели
телен вал.
ГЪРБИЧЕН МЕХАНИЗЪМ - меха
низъм за циклично възвратно дви
жение, който чрез монтирана на Во
дещия Вал гърбица преВръща едно
посочното въртене на вала в циклич
ДАЛЕЧЕН ...
-92-
но възвратно движение на Водимото звено (вж. фиг.). Г.м. биват рав
нинни (гърбицата и взаимодейстВуващото с нея звено извършват рав
нинно движение, успоредно на една и
съща равнина) и пространствени.
Г.м. са едни от най-използуваните
механизми за циклично възвратно
движение, тъй като дават възмож
ност чрез подходящо профилиране
на гърбиците да се получат възв
ратни движения, изменящи се по
различни закони. Г.м. се използуват
широко при двигателите с вътреш
но горене, металорежещите маши
ни, машините-автомати и др.
Към cm. Гърбичен механизъм
а - с ролков повдиаач; б - с плосък повди
гам; 1 - гърбица; 2 - повдигам
Д
ДАЛЕЧЕН ПОРЯДЪК - степен на
правилна (закономерна) подреденост на атомите (молекулите) в
структурата на веществото в съ
ответствие с тяхната концентра
ция по целия обем на материала. Д.
п.. се наблюдава в кристалните
твърди тела (вж. Кристална струк
тура}.
ДАМАСКА СТОМАНА - лята въг
леродна стомана, която поради осо
бения начин на получаване се отлича
ва със своеобразна структура и вид
на повърхността, с голяма твър
дост и еластичност. В средните ве
кове е служила за изработване на
много остри и здрави хладни оръжия
- ножове, мечове, саби.
ДАННИ ОТ ИЗПИТВАНЕТО - ре
гистрирани при изпитването стой
ности на характеристиките на
свойствата на обектите, на услови
ята на изпитване, на обработките,
а също и на други параметри, явява
щи се изходни значения за последва
ща обработка.
датчик - елемент на измерва
телно, сигнално, регулиращо или уп
равляващо устройство на система,
преобразуващ контролираната ве
личина (налягане, температура, чес
тота, скорост, преместване, напре
жение и др.) в сигнал, удобен за из
мерване, предаване, преобразуване,
съхраняване, регистриране и въз
действие на управлявани процеси. Д.
се състои от възприемащ (чувстви
телен) орган и един или няколко меж
динни преобразувателя. Д. според
изходните сигнали биват: електри
чески (капацитивни, индуктивни,
съпротивителни и др.), механични
(лостови и пружинни), пневматични
или хидравлични (мембранни, бутал
ни), а според характера на модулация
на потока енергия - амплитудни,
времеимпулсни, честотни, фазови,
дискретни (кодови).
-93-
ДАТЧИК ЗА ИЗМЕРВАНЕ HA АБСО
ЛЮТНИ МЕХАНИЧНИ ТРЕПТЕНИЯ датчик, предназначен за измерване
на величина, характеризираща меха
ничните трептения спрямо собст
вена неподвижна система.
ДАТЧИК ЗА ИЗМЕРВАНЕ HA МЕХА
НИЧНИ ТРЕПТЕНИЯ - датчик, пред
назначен за измерване на величина,
характеризираща механичните
трептения. В зависимост от вида
на измерваното трептене биват:
Д.и. на праволинейни трептения и
Д.и. на ъглови трептения; в зависи
мост от базата, спрямо която се из
вършва измерването - Д.и. на абсо
лютни механични трептения и Д.и.
на относителни механични трепте
ния; в зависимост от измерваната
величина - датчик за преместване,
скорост, ускорение.
ДАТЧИК ЗА ИЗМЕРВАНЕ HA ОТНО
СИТЕЛНИ МЕХАНИЧНИ ТРЕПТЕНИЯ
-датчик, предназначен за измерване
на величина, характеризираща меха
ничните трептения спрямо коя и да
е точка (елемент, тяло) на система
та.
ДАТЧИК ЗА ИЗМЕРВАНЕ HA ПРА
ВОЛИНЕЙНИ ТРЕПТЕНИЯ - датчик,
предназначен за измерване на някоя
от величините, характеризиращи
механични трептения, извършвани
по праволинейна траектория.
ДАТЧИК ЗА ИЗМЕРВАНЕ HA ЪГЛО
ВИ ТРЕПТЕНИЯ -датчик, предназна
чен за измерване на някоя от величи
ните, характеризиращи механични
трептения, извършвани при върте
ливо или махалообразно (вълнооб
разно) движение.
датчик ЗА налягане - измерва
телен преобразувател на налягане
то или на разликата в наляганията
на течност или газ в ел., пневмати
чен и други сигнали. Д.н. се констру
ират на принципа на прякото преоб
ДВИГАТЕЛ...
разуване на измерваното налягане в
изходен сигнал (напр. магнитоелектрични и пиезоелектрични Д.н.) или с
използуване на междинни преобразу
ватели на налягането в механично
преместване и крайни преобразува
тели, чиято входна величина е меха
ничното преместване.
ДАТЧИК ЗА ПРЕМЕСТВАНИЯ
преобразувател на линейни или ъгло
ви премествания в ел. сигнал, който
е удобен за регистрация, дистанци
онно предаване и по-нататъшни
преобразувания. Напр. фотоелектрическият Д.п. се състои от оптич
на система, която преобразува пре
местването в изменение на светли
нен поток, и един или няколко фотоелемента, преобразуващи тези из
менения в изменение на ел. ток или
напрежение. Малката инерционност
на тези датчици определя използу
ването им за преобразуване както
на големи, така и на малки (1 μm и помалки) премествания. За Д.п. могат
да служат също капацитивни, индук
тивни, съпротивителни и други
датчици.
датчик ЗА размери - преобра
зувател на измененията на линейни
величини (хлабина, деформация, де
белина и др.) в изходен ел. сигнал.
Има малки Д.р. (дебеломери, микро
метри, измерители на грапавост) и
големи - датчици-нивомери. При
малките Д.р. често се използува
междинно преобразуване на измер
ваната величина в механично пре
местване, което след това се преоб
разува в изходящ сигнал.
ДВИГАТЕЛ - машина, преобразу
ваща един вид енергия в друга - ме
ханична енергия (работа). Д. биват:
електродвигатели, генератори,
турбини, двигатели с вътрешно го
рене, вятърни и др. Устройствата,
отдаващи натрупана механична
ДВИГАТЕЛ-РЕДУКТОР...
-94-
енергия, също се отнасят към Д.
(инерционни, пружинни, с тежести).
ДВИГАТЕЛ-РЕДУКТОР - агрегат,
включващ в едно тяло електродви
гател и редуктор. Д.-р. е конструк
ция за Вграждане В машина без до
пълнително редуциране на честота
та на Въртене на изходящия Вал, ко
ето поевтинява конструкцията.
ДВИЖЕНИЯ В МЕТАЛООБРАБОТ
ВАЩАТА МАШИНА - движения, из
вършвани от елементите и Възлите
на машината или от закрепените
към нея инструменти, които участВуВат 8 процеса на обработване
{главни движения) или изпълняват
спомагателни функции - преди за
почване на обработването, през
време на процеса на обработване и
след неговото завършване {спомага
телни движения).
ДВИЖЕНИЯ ЗА ЗАКРЕПВАНЕ И
ОСВОБОЖДАВАНЕ HA ОБРАБОТВА
НИЯ ДЕТАЙЛ - движения, извършва
ни за закрепване на обработвания
детайл към машината и за освобож
даването му след обработването;
спадат към спомагателните движе
ния. Могат да се извършват ръчно
или автоматично.
ДВИЖЕНИЯ ЗА ЗАКРЕПВАНЕ И
ОСВОБОЖДАВАНЕ HA РЕЖЕЩИЯ
ИНСТРУМЕНТ - движения, извърш
вани за затягане на режещия инстру
мент към съответния работен ор
ган на машината или за освобожда
ване на инструмента от него; спа
дат към спомагателните движения.
Могат да се извършват ръчно или
автоматично.
ДВИЖЕНИЯ ЗА ОТСТРАНЯВАНЕ
HA СТРУЖКИТЕ - движения, извър
швани за отстраняване на стружки
те от работното пространство на
машината. Д.о.с. са спомагателни
движения. Могат да се извършват
ръчно или автоматично.
ДВИЖЕНИЯ HA ЕЛЕКТРОДА при
ръчно електродъгово за
варяване - извършваните от за
варчика технологично необходими
сложни движения на преместване на
края на електрода,, които представ
ляват сума от gße едновременни
движения - заваръчно и колебателно. Ha фиг. са посочени примери за
движение на електрода: а-при наваряване на широка ивица, б - при из
пълнението на ъглов шев с повишено
прогряване на краищата му.
Към cm. Движения на електрода
ДВОЙНА ЗЪБНА ГРУПА - зъбна
група, състояща се от две зъбни
двойки.
ДВОЙНИК - дефект на подрежда
нето в кристалната решетка, който
се характеризира с огледално симет
рично разположение на една част на
кристалната решетка спрямо друга.
Д. се образува 8 процеса на нараст
ване на кристалитите (Д. от нарас
тване), в резултат на механично
въздействие с високи скорости или
при ниски температури (механичен
Д.), при полиморфни превръщания
или при рекристализация (рекристализационен Д.).
ДВОЙНИКУВАНЕ - симетрично
преориентиране на определени об
ласти на кристалната решетка, 8 ре
зултат на което се получават двой
-95ници, напр. при бездифузионното
мартензитно превръщане, при плас
тичното деформиране с високи ско
рости или при ниски температури,
при епитаксиалното нарастване
(нарастване върху подложка) на
кристалитите и др.
ДВОЙНО НАПРАВЛЯВАЩА БАЗИ
РАЩА ПОВЪРХНИНА - направлява
ща базираща повърхнина, която от
нема 4 степени на свобода на бази
ран в призма цилиндричен детайл,
чиято дължина е по-голяма от диа
метъра (вж. фиг.). Д.Н.6.П. (цилинд
ричната повърхнина на детайла) съ
държа 4 опорни точки.
Към cm. Двойно направляваща бази
раща повърхнина
ДВОЙНО Т-ОБРАЗЕН ПРОФИЛ вж. Метални валцовани профили.
ДВУГРАНИЧЕН КАЛИБЪР - кали
бър, съчетаващ преминаващата и
непреминаващата страна. Д.к. би
ват едностранни и двустранни.
ДВУКОЛЯНОВА КОВАШКО-ЩАМПОВЪЧНА МЕХАНИЧНА ПРЕСА - ковашко-щамповъчна механична преса,
кинематичната верига на която
включва две колена (два ексцентри
ка).
ДВУКОМПОНЕНТНА СПЛАВ - вж.
Бинарна сплав.
ДВУПОЛЮСЕН ЕЛЕКТРОД в г 3 лванотехниката - електрод,
който не е свързан с източника на
ток, а е потопен в разтвора на елек
тролита, при което частта му, раз
ДВУСТОЙКОВ ...
положена срещу анода, действува ка
то катод, а частта му, разположена
срещу катода - като анод.
ДВУРЕДОВ ТЪРКАЛЯЩ ЛАГЕР търкалящ лагер, 8 който търкалящи
те тела са наредени 8 два реда, раз
положени по дължината на оста на
лагера, (вж. фиг. към cm. Аксиален
търкалящ лагер).
ДВУСТОЙКОВА КОВАШКО-ЩАМПОВЪЧНА ПРЕСА - ковашко-щамповъчна преса, тялото на която е из
пълнено във вид на лята, заварена
или съставна рамка с две стойки.
Напр. двустойкова ковашко-щамповъчна механична или хидравлична
преса.
ДВУСТОЙКОВА НАДЛЪЖНОСТЪРГАТЕЛНА МАШИНА - надлъжно-стъргателна машина с две стой
ки и напречна греда, носещи ножовите супорти. Напречната греда със
супортите извършва вертикално установъчно движение по двете стой
ки. Супортите с ножоВете могат да
се придвижват наляво и надясно по
напречната греда, а тези на Стойки
те - вертикално. Д.н. с.м. са с по-голяма стабилност от едностойковите и се използуват за обработване
на по-големи корпусни детайли. Ня
кои Д.н. С.М. са снабдени с допълни
телни фрезови глави и се използу
ват като надлъжно-фрезови машини
(вж. Надлъжно-стъргателна маши
на).
ДВУСТОЙКОВА
НАДЛЪЖНОФРЕЗОВА МАШИНА - вж. Надлъж
но-фрезова машина.
ДВУСТОЙКОВ КАРУСЕЛЕН СТРУГ
- каруселен струг, вертикалните су
порти на който са разположени на
напречна греда, придвижваща се по
две стойки, закрепени към тялото
на машината (вж. фиг.). Предназна
чен е за обработване на детайли с го
лям диаметър - до 25000 тт.
ДВУСТОЙКОВ ...
-96-
ДВУСТОЙКОВ КОВАШКО-ЩАМПОВЪЧЕН ЧУК - също kamo ДвустойкоВа ковашко-щампоВъчна пре
са.
ДВУСТРАНЕН ДВУГРАНИЧЕН КА
ЛИБЪР - двуграничен калибър, чииmo преминаваща и непреминаваща
страна са разположени на противо
положните страни (краища) на кали
бъра.
ДВУСТРАНЕН ШЕВ - комбинация
от два заваръчни шева в едно съеди
нение, образувана в резултат на пре
местване на заваръчния топлоизточник от двете страни на сечение
то на заваряваните детайли, при ко
ето последователно се образуват
двата шева /вж. фиг./.
ДВУСТРАННА МОДЕЛНА ПЛОЧА моделна плоча с две работни страни,
към които са закрепени nacrħume на
модела и леяковата система. С една
Д.м.п. се изработват двете леярски
полуформи /вж. фиг./.
ДВУСТРАННО ЗАВАРЯВАНЕ - за
варяване чрез стопяване, характери
зиращо се с преместване на заваръч
ния топлоизточник от двете стра
ни на сечението на заваряваните де
тайли, при което се образува двуст
ранен шев.
1
Към cm. Двустойков каруселен струг
1 - основа; 2 - планшайба; 3 и 3 - стойки; 4 - портална греда; 5 - напречна греда; 6,
6', 6” - подавателни кутии; 7, 7’ и 7” - супорти; 8 - реВолверна глаВа; 9 и 9’ - ножодържачи; 10 - подВижен пулт
ДЕГАЗИРАНЕ...
ДВУСТРАННО ПРЕСОВАНЕ - пре
соване, при което горният и дол
ният работен елемент на пресформата се движат по посока към обра
ботвания детайл.
ДЕБАЛАНС -1. Въртящ се неурав
новесен инерционен елемент на цен
тробежен виброВъзбудител, преда
ващ центробежна смущаваща сила в
системата. 2. Неуравновесеност на
масата на въртящ се детайл или въ
зел, в резултат на която се получава
центробежна сила.
ДЕБЕЛИНА HA СРЯЗВАНИЯ СЛОЙ
МЕТАЛ, а - елемент на рязането,
който се измерва по нормалата към
повърхнината на рязане/вж. Елемен
ти на рязането!.
ват индикаторните Д. и Д. микро
метричен тип (вж. фиг.). За измер
ване дебелината на стените на ме
тални резервоари, магистрални
тръбопроводи и др. метални конст
рукции при едностранен достъп към
тях се използуват ултразвукови,
импулсни, електромагнитни и др. Д.
а
Към cm. Двустранна моделна плоча
а - едностранна; б - двустранна; 1 - пло
ча; 2 и 4 - модели; 3 - направляващи
щифтове; 5 - направляващи отвори
Към cm. Двустранен шев
а - на челно съединение; б, в - на ъглови
и Т-образни съединения; г- на съедине
ния чрез припокриване
ДЕБЕЛОМЕР - уред за определяне
дебелината на детайлите. В маши
ностроенето най-често се използу
7
Терминологичен речник по металообработване
ДЕГАЗАТОР - материал, с помощ
та на който се извършва дегазиране
на течния метал (вж. Дегазиране).
ДЕГАЗИРАНЕ - обработване на
металната стопилка с цел отделяне
на разтворените 8 нея газове. Д. се
прилага главно при алуминиеви спла
ви, които при стопяване разтварят
голямо количество газове. То се из
вършва чрез продухване с хлор, аргон
или с помощта на съдържащи хлор
прибавки /дегазатори/, при което
разтворените газове /главно водо
род/ по дифузионен път насищат
преминаващите газови мехурчета и
по този начин стопилката се дегази
ДЕГАЗИРАНЕ ...
-98-
ра. Едновременно с Д. се отделят u
неметалните включвания. Д. се осъ
ществява и чрез обработка на стопилката nog вакуум, с ултразвук и по
други начини.
Към cm. Дебеломер
Индикаторен дебеломер
■ ДЕГАЗИРАНЕ на стомана отстраняване от течната стомана
на разтворените в нея газове, вло
шаващи качеството й. Д. се извърш
ва при кипене на стопилката, раз
бъркване, редуциране на Si в метала
в процеса на топене и разливане.
Особено ефективен метод за Д. на
стоманата преди разливане е вакуумирането (вж. фиг.) - вж. Вакуумира
ме на течен метал.
ДЕЗИНТЕГРАТОР - дискова разрохкваща машина, при която разби
ването и разрохкването, напр. на ле
ярската формовъчна смес, се извър
шва между щифтове, закрепени на
въртящи се в различни посоки съосни дискове, затворени в кожух. Д. се
използува и за раздробяване на по
лезни изкопаеми, строителни мате
риали и др.
ДЕЗОКСИДАТОРИ - вж. Откисляване на металите.
ДЕЗОКСИДИРАНЕ HA МЕТАЛИТЕ вж. Откисляване на металите.
ДЕЙСТВИТЕЛЕН РАЗМЕР - раз
мер, стойността на който е получе
на чрез измерване с допустима не
точност.
ДЕЙСТВИТЕЛНО ОТКЛОНЕНИЕ,
ЕЕ, ее - алгебрична разлика между
действителния размер и съответ
ния номинален размер.
ДЕЙСТВИТЕЛНО ПОЛОЖЕНИЕ HA
ВЪЗЕЛ - положение на възел на ма
шината, достигнато с ръчно или ав
томатично заемане на позицията,
определено чрез измерване по даде
на координатна ос и определена посокз
ДЕКАДЕН ПРЕВКЛЮЧВАТЕЛ - ме
ханизъм за превключване с 10 пози
ции. Използува се за внасяне на ко
рекции при управлението на метало
режещи машини с ЦПУ.
Към cm. Дегазиране на стомана
вакуумираме на метала в кофата; б вакуумираме на струята при разливане
а -
ДЕКАПИРАНЕ - образуване по хи
мичен или електрохимичен начин на
много тънки окисни слоеве по ме
тална повърхност. Д. се извършва
преди пасивиране, оксидиране, нана
-99сяне на галванични покрития на ме
тални изделия и за получаване на декапирана ламарина. При Д. настъпва
слабо разяждане на метала, което
увеличава сцеплението между галва
ничното покритие и основата. Д. се
извършва със слаби разтвори на сол
на, сярна или азотна киселина, също
и с калиев и натриев цианид.
ДЕКОДИРАНЕ - 1. Процес на пре
образуване на кодираната информа
ция в нейната изходна форма. 2. Оп
ределяне на смисъла на дадена коди
рана инструкция, команда или. съоб
щение.
ДЕКОРАТИВНО ПОКРИТИЕ - пок
ритие, което подобрява външния
вид на изделието. Д.п.могат да бъ
дат блестящи, матови, цветни и
ДЕЛИТЕЛЕН ...
др., а също метални, композицион
ни, окисни, лакови, полимерни и др.
Най-често се нанасят по електроли
тен път. Обикновено Д.п. служи и за
защита на материала от корозия
(защитно-декоративно покритие).
ДЕЛЕНИЕ HA СКАЛАТА - разстоя
нието между две съседни скални чер
тички.
ДЕЛИТЕЛЕН АПАРАТ,
g е лителна глава - делително
приспособление към металорежещи
машини (предимно фрезови), завър
тащо обработвания детайл на опре
делен ъгъл. С помощта на Д.а. с мо
дулни фрези сефрезоват зъбни коле
ла, зъбни гребени, винтови канали,
многостени. Д.а. биват механични и
оптични (вж. фиг.).
Към cm. Делителен апарат
1 - основа; 2 - тяло; 3 - вретено; 4 - делителен диск; 5 - застопоряващ пръстен; 6делителна ръчка; 7 - фиксатор; 8 - ножица; 9 - спомагателен делителен диск: 10 спомагателен фиксатор; 11 - лира
ДЕЛИТЕЛЕН
- 100-
ДЕЛИТЕЛЕН ДИАМЕТЪР - диаме
търът на делителната окръжност
на зъбно колело, който се определя
от израза
ната стъпка и ъгъла на профила на
зъбонарязващия инструмент (напр.
зъбен гребен).
„
t
Dț = 2 — = mz,
TT
където z e броят на зъбите, í - стъп
ката и т- модулът на зъбното коле
ло.
ДЕЛИТЕЛЕН MЕХАНИЗЪM
С
ПРОСТРАНСТВЕНА ГЪРБИЦА - ме
ханизъм за циклично делително дви
жение, на Водещия Вал на който е
• монтирана пространствена гърби
ца, а на Водимия - делителен диск с
конусни ролки, равномерно поставени по делителната окръжност на
диска. Пространствената гърбица
има gßa участъка. Единият е образу
ван от две симетрични конусни по
върхнини, които почти без хлабина
влизат между две съседни ролки.
Вторият участък представлява
плавно очертан пространствен гърбичен· канал, който отговаря по про
фил и размери на конусните ролки,
чрез които се завърта делителният
диск на едно деление. Поради плав
ността на канала този механизъм
превъзхожда Малтийския механи
зъм в динамично отношение (Вж.
фиг.).
ДЕЛИТЕЛНА ГЛАВА - вж. Делите
лен апарат.
ДЕЛИТЕЛНА МАШИНА, р а з г р аф я ваща машина - машина за
нанасяне на деления (щрихи) на из
мервателни скали. Най-разпространени са автоматичните режещи
Д.м. за нанасяне деления на линейни
и ъглови скали на измервателни инс
трументи и уреди.
ДЕЛИТЕЛНА ОКРЪЖНОСТ - ок
ръжност на зъбно колело, по която
неговата стъпка и ъгъл на профила
са съответно равни на геометрич
Към cm. Делителен механизъм с
пространствена гърбица
1 - гърбица; 2 - пространствен канал; 3
- ролки; 4 - делителен диск; 5 - две си
метрични конусни повърхнини
ДЕЛИТЕЛНО ДВИЖЕНИЕ
при
металорежеща машина движение, извършвано периодично
или непрекъснато през време на опе
рацията от обработвания детайл
или режещия инструмент, или от де
тайла и инструмента, в резултат на
което настъпва изменение на взаим
ното разположение на обработва
ния детайл и режещия инструмент с
определена големина, напр. перио
дичното завъртане на Вала на опре
делен ъгъл при шлифоване на шлицоВи ВалоВе, или непрекъснатото вър
тене на детайла и режещия инстру
мент при зъбофрезоване и др.
делително устройство - уст
ройство за завъртане на детайли на
- 101 различни ъгли или преместване на
отрязъци на различни дължини. Из
ползува се при обработване и ораз
меряване на повърхнини, нарязване
на зъби на режещи инструменти и
зъбни колела, шлици, многоходови
резби и спирали. Основен тип Д.у. е
делителният апарат (делителната
глава). Към Д.у. се отнасят също ме
ханизмите за периодично или непре
къснато завъртане масите на делителни машини, разчертаващо-разстъргващи, зъбонарязващи и др. ма
шини, барабани и револверни глави.
С универсални Д.у. обикновено се об
работват сложни детайли, които не
трябва да се закрепват между центрите на делителната глава.
ДЕМОНТАЖ - разглобяване на
различни машини, уреди и апарати на
техните съставни части. Д. означа
ва още и отделяне на машина от
фундамент или на някоя част (възел)
от тялото на машината.
ДЕМПфЕР - устройство за гасене
или предотвратяване на вредни ме
ханични трептения на звената на
машини и механизми чрез поглъщане
на енергията. Д. биват с използува
не на удари на тела, сухо триене,
триене на течност или газ при тях
ното изтичане през специални кана
ли, с електромагнитна индукция (вж.
фиг.).
ДЕМПфЕРИРАНЕ на система
- процес, в резултат на който при
нудително се разсейва енергията на
свободните трептения на система
та, докато амплитудата им намалее
до допустими граници.
ДЕНДРИТ - кристал с разклоне
ния, подобни на формата на дърво с
характерни оси от първи, втори,
трети .... ред. Образува се от стопилки, пари или разтвори в условия
та на неравновесна кристализация,
ДЕСУЛФУРАЦИЯ,...
при силно преохлаждане вследствие
ликвация на примесите.
дендритна ликвация - неедно
родност на XUM.състав 6 дендритната структура.
ДЕНДРИТНА СТРУКТУРА - струк
тура на материал, кристализирал
във вид на дендрити. Д.с. е следст
вие от ликвацията на примесите
при бавната кристализация на стопилките, а също при лошото им раз
бъркване или силно преохлаждане.
Д.с. придава анизотропия на свойс
твата и влошава качеството на ма
териала.
Към cm. Демпфер
а - с удари на тела; б - със сухо триене;
8 - с триене на течност или газ; г - с
електромагнитна индукция
десулФурация, обезсеряван е - физико-химичен процес за от
страняване на сярата от стопения
метал или сплав (напр. чугун, стома
на). Сярата се свързва в неразтвори
ми трайни съединения - сулфиди
(напр. калциев сулфид), и преминава
ДЕТАЙЛ...
- 102-
В шлаката. За Д. на стоманата 8 про
цеса на нейното получаВане се изпол
зуват основни шлаки, съдържащи
свободен калциев окис, а за Д. на чу
гуна извън вагрянката (в леярските
кофи) се използува калцинирана сода
или прехообразна негасена вар.
ДЕТАЙЛ - елемент на изделие, из
работен от еднороден материал без
използуване на операция сглобяване.
Д. в металообработването носи
всичката изходна информация за
технология, планиране, снабдяване,
отчитане, коопериране на производ
ството.
ДЕТАЙЛНА РАЗМЕРНА ВЕРИГА размерна верига, звената на която
са размери, определящи относител
ното разстояние или ъгловото по
ложение на повърхнините на един де
тайл.
ДЕФЕКТ - несъответствие на
стойностите на показателите за
качеството на продукцията на изис
кванията на стандартите, техни
ческата документация и (или) ут
върдените към нея мостри (образ
ци), което води до понижаване опре
деленото равнище на качеството.
ДЕФЕКТЕН ИНСТРУМЕНТ - инст
румент, неотговарящ поне на един
от контролираните показатели на
изискванията на стандарта, черте
жа или техническите изисквания.
ДЕФЕКТИ В ЗАВАРЕНИТЕ СЪЕДИ
НЕНИЯ - вж. Заваръчни дефекти.
ДЕФЕКТИ В КРИСТАЛИ, дефек
ти на кристална решетка
- нарушаване правилността на крис
талния строеж, т.е. нарушаване на
закономерното разположение на
частиците 8 кристалната решетка
(8ж. фиг.). Д.к. биват точкови (ва
канции, междувъзлови атоми и др.),
линейни (дислокации) и повърхност
ни (граници на зърна и субзърна, де
фекти на подреждане). Д.к. влияят
значително върху механичните
свойства на материалите, процеси
те на пластична деформация, разру
шаването, рекристализацията, ста
реенето и др.
Към cm. Дефекти в кристали
Схематично изобразяване на нормално
(3) и деформирано (б - дислокация, 8 приплъзване) състояние на кристална
та решетка
ДЕФЕКТИ HA КРИСТАЛНА РЕШЕТ
КА - вж. Дефекти в кристали.
ДЕФЕКТИ HA МЕТАЛИ - отклоне
ния от предвиденото в технически
те условия качество на метала по
хим. състав, структура, плътност,
състояние на повърхността, меха
нични и др. свойства. Д.м. се появя
ват поради несъвършенство или на
рушаване на технологичните проце
си при топене на метала и получава
нето на отливки (неметални включ
- 103 -
вания, всмукнатини, газова порестост и др.), при обработване под на
лягане (разслоявания, подгъвания,
пукнатини, флокени и др.), при тер
мична, химикотермична, електрохим. и механична обработка (пукна
тини, обезвъглеродяване и др.), при
заваряване, спояване, занитване
(пукнатини, недозаваряване, прогаряне, корозия и др.). Някои Д.м. мо
гат частично или напълно да бъдат
отстранени през следващите про
изводствени стадии - чрез кориги
ране на процеса или допълнително
обработване. Д..м. могат да бъдат
допустими за едни условия на рабо
та, а за други - недопустими. Напр.
резките от ножа са допустими за
статично натоварени детайли и не
допустими за детайли, подложени
на циклични натоварвания, тъй като
те служат като огнища (концентратори) за поява на пукнатини от умо
ра на материала. С откриване Д.м.
без разрушаване се занимава дефектоскопията.
ДЕФЕКТ HA ПОДРЕЖДАНЕ - ло
кално нарушение на закономерната
последователност в разположение
то на атомните равнини на криста
ла, получаващо се при пластично де
формиране, полиморфни превръща
ния, разпадане на твърдй разтвори
и др. процеси.
ДЕфЕКТОГРАМА - автоматична
регистрация на показанията на дефектоскоп.
ДЕфЕКТОСКОП - уред за открива
не на дефекти (пукнатини, разслоя
вания и др.) в материали и изделия по
методите на контрол без разруша
ване.
ДЕфЕКТОСКОПИЯ - съвкупност
от физически методи за контрол на
качеството на материали, полуфаб
рикати и изделия с дефектоскопи,
без да бъдат разрушавани. Чрез Д. се
ДЕФОРМАЦИОННА ...
откриват дефектите в тях - откло
ненията от изисквания хим. състав,
от нормалната макро- и микроструктура, шупли, всмуквания, включ
вания на чужди тела в отливки, недозаварени места в заваръчни шевове,
повърхностни и вътрешни (скрити)
пукнатини и др. Д. бива гама-дефектоскопия, бета-дефектоскопия, рентгенодефектоскопия, магнитна, ул
тразвукова, електростатична, ин
дукционна, термоелектрична и капи
лярна Д.
ДЕфОРМАЦИОНЕН ДВОЙНИК
двойник, образуващ се при пластич
на деформация на металите и спла
вите.
ДЕФОРМАЦИОНЕН МАРТЕНЗИТ мартензит, образуван вследствие
на пластична деформация на аустенита при температура, по-висока
от температурата на началото на
мартензитното превръщане в ре
зултат на бързо охлаждане.
ДЕфОРМАЦИОНЕН СЛОЙ - харак
терен слой от заготовка, образуван
при обработването й чрез пластич
на деформация.
ДЕФОРМАЦИОННА СУБСТРУКТУРА - субструктура на металите и
сплавите, образуваща се при плас
тична деформация.
ДЕФОРМАЦИОННА ТЕКСТУРА mekcmypa, образуваща се при плас
тична деформация. Д.т. зависи от
степента на деформация (изразява
се слабо при деформация 5%, а найсилно- при 90%), типа на кристална
та решетка, структурата, хим. със
тав на метала и схемата на дефор
миране. Текстурата довежда 8 някои
случаи до невъзможност да се про
дължи процесът на деформиране
или да се приложи друг технологичен
метод на обработване, а в други слу
чаи - до получаване на изделие с из
вестни недостатъци.
ДЕФОРМАЦИОННО...
-104-
ДЕФОРМАЦИОННО СТАРЕЕНЕ н а
стомана - стареене на стомана
та непосредствено след пластична
деформация при температура, пониска от температурата на рекристализация. Осъществява се В про
дължение на около 15 денонощия при
20°С или за 5 - 10 минути при 250 300°С (термодеформационно ста
реене). В резултат на Д,с. се поВишава температурната граница на сту
дена крехкост.
ДЕФОРМАЦИОННО-ТЕРМИЧНО ОБ
РАБОТВАНЕ HA СТОМАНАТА - об
работване при едновременно тер
мично въздействие и пластична де
формация с цел изменение на струк
турата и свойствата на стомана
та.
ДЕФОРМАЦИОННО УЯКЧАВАНЕ вж. Наклеп.
ДЕФОРМАЦИЯ, деформира
не - изменение на формата или раз
мерите на тялото (или на част от
тялото), настъпило под влияние на
външни въздействия (сила, налягане,
температура, облъчване и др·), пре
дизвикващи изменения на относи
телното положение на частиците
на тялото без нарушаване непрекъс
натостта на материала. При твър
дите тела има два вида Д. - е лас
тична, която изчезВа след прекра
тяване на външното въздействие
(тялото напълно възстановява сво
ята форма и размери), и пласти чн а (вж. фиг.), която се запазва след
прекратяване на външното въздейс
твие. За еластичната Д. е в сила за
конът на Хук. Пластичната Д. (от
сили) може ga се извърши в студено
или горещо състояние - студено или
горещо деформиране, и може да об
хваща целия детайл
пълна или
т.нар. обемна, част от детайла частична, или само повърхността
му - повърхностна пластична де
формация за получаване на уякчаване (наклеп).
ДЕФОРМИРАНЕ - вж. Деформа
ция. '
ДЕФОРМАЦИЯ HA ОТЛИВКИТЕ Вж. Изкривяване на отливките.
ДЕФОРМИРУЕМ МЕСИНГ вж.
Ковашки месинг.
ДЕФОСФОРИРАНЕ - вж. Обезфосфоряване.
ДЕЦЕНТРАЛИЗИРАНА СИСТЕМА
HA УПРАВЛЕНИЕ на металообра
ботваща машина - управляваща сис
тема, чрез която управлението се
осъществява с помощта на датчици
/най-често пътни превключватели и
крайни изключватели/, включвани
последователно от движещите се
изпълнителни органи на машината.
Предимството на тези системи е
липсата на сложна блокировка, тъй
като командите се подават след за
вършване на операцията на предшествуващата команда.
Към ст. Деформация
. hņ - дебелина на заготовката преди де
формацията; hļ - дебелина на заготов
ката след деформацията
ДИАГРАМА - графично изображе
ние, нагледно показващо съотноше
нието между сравняваните величи
ни, или графично изображение на за
-105-
»>
кона за изменение на една величина в
зависимост от други величини.
ДИАГРАМА HA ДЕФОРМИРАНЕТО
- графично изображение на зависи
мостта между напреженията или
натоварванията и деформацията на
материала или преместванията при
деформиране. Всеки вид натоварва
не има своя Д.д. - диаграма на опън,
диаграма на Hèmuck, диаграма на
плъзгане, диаграма на огъване, диаг
рама на усукване. По Д.д. се изчисля
ват характеристиките на съпро
тивлението на материалите при де
формиране и разрушаване - якостна
характеристика. Д.д. могат да се
построят при различни температу
ри.
ДИАГРАМА HA РАВНОВЕСИЕТО вж. Диаграма на състоянието.
ДИАГРАМА HA СЪСТОЯНИЕТО,
диаграма на равновесие
то, фазова диаграма - гра
фично изображение на зависимост
та между параметрите на състоя
нието /температура, налягане/ на
физико-хим. система или между тях
и някои др. параметри, напр. състав
или концентрация в условията на
термодинамично равновесие. За
построяването на Д.с. се използува
тримерна правоъгълна координатна
система, по осите на която се разпо
лагат температурата /77, налягане
то lpl и концентрацията /с/. Тъй ка
то пространствената Д.с. е неудоб
на за работа, на практика се изпол
зуват проекциите ù върху една от
координатните равнини. Напр. Д.с.
на двукомпонентните и трикомпонентните системи се представят
във вид на графики, при координати
състав-температура /най-често при
атмосферно налягане/, а еднокомпонентните в координати темпера
тура-налягане. Видът на Д.с. на двуи многокомпонентните системи се
ДИАМАНТЕН ...
определя от взаимодействието на
компонентите на системата 8 теч
но и твърдо състояние и отразява
концентрационните и температур
ни точки и интервали на образуване,
разпадане и превръщане на твърди
разтвори, съединения, перитектикуми, евтектикуми и др. фази. Д.с. се
използува широко в металургията,
металознанието и химията за опре
деляне режима на термично обра
ботване, температурата на топене
на сплавите и съединенията, темпе
ратурата на фазовите превръщания
и др.
Диамант -полиморфна модифи
кация на въглерода с кристален
строеж и кубична структура. Цвят
жълтеникав, зеленикав, по-рядко син
и черен, понякога безцветен. Твър
дост по минераложката скала 10;
плътност 3500-3600 кд/тЗ. Хи м. ус
тойчив. Д. бива естествен (приро
ден) и изкуствен (синтетичен). Из
ползува се за режещи части на фини
стругарски ножове, за шлифовъчни
дискове, за изтеглячни дюзи и др.
■ ДИАМАНТЕН БРУС - диамантен
инструмент или негов работен еле
мент с призматична форма, с разпо
ложение на диамантния слой по една
или няколко негови ■ повърхности.
Д.б. се употребява за шлифоване, хонинговане, свръхзаглаждане, изпра
вяне и др.
ДИАМАНТЕН ДИСК инстру
мент във вид на шлифовъчен диск,
на който работната част е покрита
с диамантен слой. Използуват се за
обработване на твърди сплави,
труднообработваеми стомани, чу
гуни, цветни метали и сплави, кера
мика и др.
ДИАМАНТЕН ЗАГЛАЖДАЧ - инс
трумент за повърхностно пластич
но деформиране, който има цилинд
рична форма и сферична работна
част от диамант. Използува се за
ДИАМАНТЕН...
-106-
фина обработка на повърхнини с
малка височина на грапавините.
ДИАМАНТЕН ИЗТЕГЛЯМ - инстру
мент-дюза с работна част от диа
мант с определен профил. Д.и. се из
ползува за изтегляне на проводници
и др. профили с малко напречно сече
ние.
ДИАМАНТЕН ИНСТРУМЕНТ - инс
трумент, работната част на който
е от диамант или диамантен слой.
Напр. диамантен брус, диск, сег
мент, молив, накрайник, игла, заглаждач, изтеглян и др. Д.и. се изра
ботват с органични, метални и кера
мични свръзки; използуват се за за
точване на твърдосплавни инстру
менти, шлифоване на твърдосплав
ни и стоманени закалени детайли,
хонинговане на чугунени и стомане
ни детайли с голяма твърдост и др.
ДИАМАНТЕН КОМПЕНСАТОР инструмент с определена форма и
работна част от диамант с равнин
на работна повърхнина. Д.к. се из
ползуват за компенсиране износва
нето на шлифовъчния диск напр. при
зъбошлифоване.
ДИАМАНТЕН МОЛИВ - инстру
мент с цилиндрична форма, чиято
работна част е от диамант, разпо
ложен на челото и ориентиран по ос
та на инструмента. Използува се за
профилиране и изправяне на абра
зивни дискове.
ДИАМАНТЕН НАКРАЙНИК - еле
мент на контролно-измервателен
уред или апаратура; има вид на пира
мида или конус с диамантна работ
на част.
ДИАМАНТЕН ПРАХ - съвкупност
от диамантни зърна с размери, помалки от 800 μm. Когато размерите
на зърната на основната фракция са
от 1 до 60 μm, нарича се диамантен
микропрах, а когато размерите са
по-малки от 1 μm - диамантен субмикропрах. :
ДИАМАНТЕН ПРИТИР - npumup,
работната част на който се състои
от диамантен слой. Д.п. се използу
ва за довършващо работи.
ДИАМАНТЕН СЕГМЕНТ - инстру
мент или негов работен елемент с
криволинейна повърхнина, по която
е разположен диамантен слой. Д.с. се
употребява за шлифоване.
ДИАМАНТЕН СЛОЙ - слой на ра
ботната част на диамантен инстру
мент, състоящ се от диамант и
свръзка.
диамантна игла инстру
мент във вид на игла, работната
част на която е диамантен кристал.
Д.и. се използува за гравиране, за
звукозапис и звуковъзпроизвеждане.
ДИАМАНТНА ПАСТА -смес от ди
амантен прах и свързващо вещест
во в пастообразно или твърдо със
тояние. Д.п. се използува за полира
не и заглаждане на изделия с висока
точност и минимална грапавост на
повърхнините.
ДИАМАНТНА ПИЛА - пила, работ
ната част на която е с диамантен
слой. Д.п. се използува за довършва
щи и шлосероматричарски работи.
ДИАМАНТНА РОЛКА — инстру
мент във вид на стоманено ротаци
онно тяло с определена форма с ди
амантен слой, разположен по пери
ферията му. Д.р. се използува за про
филиране и изправяне на абразивни
дискове.
ДИАМАНТНА ШКУРКА - лист или
лента от еластична основа със зак
репен на нея диамантен слой. Д.ш. се
използува за довършващи работи.
ДИАМАНТНА ШЛИФОВЪЧНА ГЛА
ВА - шлифовъчна глава, чиято ра
ботна част е с диамантен слой. Из
ползува се за шлифоване на точни
отвори или профилни повърхнини. ,
-107-
ДИАМАНТНО ЗАТОЧВАНЕ за
точване с диамантен инструмент.
ДИАМАНТНО ХОНИНГОВАНЕ
хонинаоване с диамантни брусове на
детайли от сив и легиран чугун, сто
мана, алуминиеви сплави и др. С Д.х.
се коригират добре овалността, конусността и неправолинейността
на хонингованите отвори, намалява
се значително грапавостта, пови
шава се с 20 - 30% производител
ността и около два пъти точност
та в сравнение с тези на абразивно
то хонинговане.
ДИАМАНТНО ШЛИФОВАНЕ -шли
фоване с диамантни инструменти
на цилиндрични, равнинни и профил
ни повърхнини на детайли от твър
ди сплави, бързорежещи стомани,
чугуни и др. твърди метали. Чрез
Д.ш. се увеличава трайнортта на де
тайлите (в сравнение с тези, обра
ботени с електрокорундови или карборундови инструменти), намалява
се грапавостта на обработените
повърхнини, намалява се трудопоглъщаемостта на обработката и се
бестойността на продукцията.
диафрагма, мембрана-1.
Детайл на машини, приспособления,
уреди и апарати, който представля
ва пластинка или тънка преградна
стеничка (плътна или с отвор) за от
деляне на пространство от общ
обем и за преобразуване изменения
та на налягането в линейни премес
твания и обратното. 2. Полупроницаема или перфорирана преграда, ко
ято се поставя в електролита, за да
се отдели анодното пространство
от катодното.
ДИЛАТОМЕТРИЧЕН АНАЛИЗ - ме
тод за изследване на физичните и
физико-хим. свойства на материа
лите посредством измерване изме
нението на размерите на образци
от тези материали главно при про
ДИНАМИЧНА...
мяна на температурата. Д.а. се осъ
ществява със специални уреди - дилатометри.. Използува се за изслед
ване на процесите на кристализа
ция, топене, фазови превръщания.
ДИНАМИКА HA МАШИНИТЕ И МЕ
ХАНИЗМИТЕ - раздел от теорията
на машините и механизмите, в кой
то се изучава движението на меха
низмите и машините, като се взе
мат под внимание действуващите
върху тях сили. Една от основните
задачи на Д.м.м. е да се намерят за
коните на движението на звената на
механизмите под влиянието на вън
шните сили. Д.м.м. се занимава и с
важните за практиката задачи по
подбора на масите за уравновесява
не на динамичните сили на натиск на
машината върху фундамента; урав
новесяване на динамичните нато
варвания в кинематичните двойки
на механизмите.
ДИНАМИЧЕН ТОВАР - товар, кой
то се характеризира с бързо измене
ние във времето на големината, по
соката или приложната му точка.
Д.т. предизвиква значителни инер
ционни сили в елементите на конст
рукцията.
ДИНАМИЧНА ГРЕШКА HA C А Р отклонение на действителната
стойност на регулируемата величи
на от зададената стойност. Харак
теризира работата на системата в
неустановен режим.
ДИНАМИЧНА СИСТЕМА - съвкуп
ност от взаимодействуващи си
обекти, чието състояние се изменя
във времето. Свойствата на всяка
Д.с. се определят от нейните пара
метри (маса, коеф. на триене, коеф.
на еластичност, индуктивност, ак
тивно съпротивление, ел. капаци
тет и т.н.). Пример за Д.с. са систе
мите за автоматично регулиране
(CAP), чието състояние се определя
ДИНАМИЧНА...
- 108-
om съВкупните стойности на регу
лируемите Величини и В редица слу
чаи от допълнителната съвкупност
на параметрите, независещи от
външни въздействия.
ДИНАМИЧНА ХАРАКТЕРИСТИКА
HA ИЗМЕРВАТЕЛЕН УРЕД - степен
та на затихването, съответствуВаща на зададената времеконстанта на измервателния уред. ТоВа е ха
рактеристиката, смятана за задо
волителна въз основа на съответен
метод за изпитване. Д.х.и.у. се озна
чава c F (бързо), S (бавно) или J (им
пулс) - при измерване на импулсни
шумове.
динамична якост
- способ
ност на материала да се съпротив
лява на действието на динамични
натоварвания, без да се разрушава
или без съществени изменения на
формата.
ДИНАМИЧНО БАЛАНСИРАНЕ вж. Динамично уравновесяване.
ДИНАМИЧНО УРАВНОВЕСЯВАНЕ,
динамично балансиранеуравновесяване на детайли, което се
извършва върху стенд за уравнове
сяване, като на детайла се придава
Въртеливо движение и се определя
стойността на мястото на неурав
новесената маса.
ДИНАМНА СТОМАНА - електро
техническа стомана, съдържаща 0,8
- 2,5% силиций и до 0,1% въглерод.
Характеризира се с голяма магнитна
проницаемост и малка коерцитивна
сила. Д.с. се използува за изработва
не на детайли за ел. машини и апара
ти.
ДИНАМОГРАф - силомер със за
писващо устройство (вж. Силомер).
ДИНАМОМЕТЪР - вж. Силомер.
ДИРЕКТНО ПОЛУЧАВАНЕ HA ЖЕ
ЛЯЗО - получаване на желязо непос
редствено чрез пряка редукция от
железни руди. В зависимост от тем
пературата на процеса крайният
продукт се получава във вид на гъ
бесто желязо (желязна гъба), блокове
(крици) или в течно състояние. Про
дуктите на Д.п.ж. се използуват за
получаване на стомана, в праховата
металургия, 8 хим. и др. отрасли на
промишлеността. Д.п.ж. е перспек
тивно направление в производство
то на стомана без използуване на
доменни пещи и металургичен кокс.
ДИРЕКТНО ПРОГРАМИРАНЕ н а
металорежещи машини с
ЦПУ- съставяне на управляващата
програма от технолога-програмист
непосредствено на пулта за управле
ние на металорежещата машина с
ЦПУ; върху бутоните на пулта са оз
начени символите и командите, не
обходими за съставяне на управлява
щата програма.
ДИРЕКТНО ЦИФРОВО ПРОГРАМ
НО УПРАВЛЕНИЕ (DNC) на маши
ни- непосредствено управление
от ЕИМ на група обработващи ма
шини или единични обработващи
машини с ЦПУ. Управляващите прог
рами се съставят от ЕИМ и се изп
ращат в устройствата за ЦПУ на
машините последователно изрече
ние след изречение, блок след блок
или изцяло.
ДИСБАЛАНС - векторна величи
на, равна на произведението на неу
равновесената маса на въртящия се
детайл и нейния ексцентрицитет.
ДИСКОВА ОТРЕЗНА МАШИНА вж. Циркуляр.
ДИСКОВА РЪЧНА НОЖИЦА
пневматична или електрическа ръч
на ножица, при която за режещ инс
трумент служат два въртящи се
диска. С Д.р.н. може да се реже лис
тов материал с дебелина до 5 тт.
ДИСКОВА ФРЕЗА - фреза, която
има форма на диск с остро заточени
зъби по периферията. В зависимост
-109 pm разположението на зъбите Д.ф.
биват едностранни, двустранни и
тристранни. Едностранните Д.ф.
имат режещи зъби само по цилинд
ричната част на тялото, двустран
ните Д.ф. - по цилиндричната и ед
на от челните повърхнини, а трист
ранните Д.ф. - по цилиндричната и
по двете челни. Съществуват и
сглобяеми Д.ф. с ножове от бързорежеща стомана или твърда сплав.
Д.ф. се използуват за обработване
на канали, прорези и стъпални повър
хнини (вж. фиг.).
Към cm. Дискова фреза
а - тристранна дискова фреза с прави
зъби; б - тристранна дискова фреза с
кръстосани зъби
ДИСКРЕТЕН СПЕКТЪР - спектър
на трептения или честоти, в който
множеството от Възможните им
стойности не образуват непрекъс
ната последователност.
ДИСКРЕТНО ПРОИЗВОДСТВО вж. Прекъсваемо производство.
ДИСКРЕТНОСТ HA МАШИНА С
ЦПУ - най-малката стойност на
преместването, която може да се
програмира и въведе в системата за
управление и съответно да се изпъл
ни от машината.
ДИСПЕРСНА...
ДИСКРЕТНОСТ HA ПРЕМЕСТВА
НЕ, изходен инкремент най-малкото преместване, което
Може да се изпълни от система за
ЦПУ.
ДИСКРЕТНОСТ HA ПРОГРАМИРА
НЕ, входен инкремент - наймалкото преместване на работния
орган на машината, което може да се
зададе в управляващата програма.
ДИСКРЕТНОСТ HA СИСТЕМАТА
ЗА ЦПУ - вж. Дискретност на маши
на с ЦПУ.
ДИСЛОКАЦИЯ - линеен дефект на
кристалната решетка, около и по
дължината на който е нарушено пра
вилното разположение на атомните
равнини. Характеризира се с образу
ване на граница на преместване /ръ
бова Д/ или на завъртане /винтова
Д./ в кристалната решетка. От
плътността и характера на Д. зави
сят механичните свойства на мате
риалите. Напр. значителното увели
чаване на плътността на Д. в мета
ла повишава якостните му свойства
- това се наблюдава при пластично
то деформиране, което се осъщест
вява главно поради образуване и дви
жение на Д.
ДИСОЦИАТОР - апарат, в който
се извършва разлагането (разпадане
то) на дадено химическо вещество
за получаване на контролируема (за
щитна) атмосфера за заваряване,
спояване, химикотермична обра
ботка и др.
ДИСПЕРГИРАНЕ - процес на меха
нично раздробяване на твърди тела
до частици с малък размер или разпрашаване (пулверизиране) на течнос
ти. Извършва се в мелници, диспергатори и др. Д. е един от методите
в производството на праховата ме
талургия.
ДИСПЕРСНА СИСТЕМА - физико
химична система, състояща се от
ДИСПЕРСНО...
-110-
фино раздробени частици (дисперс
на фаза), разпределени ß определена
среда (дисперсна среда). Д.с. има спе
цифични физико-химични свойства
поради наличието на силно развита
гранична повърхност между диспер
сната фаза и дисперсната среда.
ДИСПЕРСНО ТВЪРДЕЕНЕ, g и сперсно уякчаване - процес на
отделяне на дисперсни частици в
металите и сплавите при кристали
зация или разпадане на твърдия раз
твор (напр. при стареене), в резул
тат на което материалите повиша
ват твърдостта и якостта си. Д.т.
се прилага за получаване на дисперсно-твърдеещи материали.
ДИСПЕРСНО-ТВЪРДЕЕЩИ МАТЕ
РИАЛИ - материали, на които
свойствата се изменят в резултат
на стареене. Д.т.с. се получават на
основата на алуминий (напр. дуралуминий), желязо (напр. мартензитностареещите стомани), мед, никел и
др. Използуват се като огнеупорни и
огнеустойчиви материали, конструкционни материали и материали
със специални свойства.
ДИСПЕРСНО УЯКЧАВАНЕ вж.
Дисперсно тВърдеене.
ДИСПЕРСНОУЯКЧЕНИ МАТЕРИА
ЛИ, композиционни g u c п ерсноуякчени материали,
металокерамични диспер
сно у я к ч е.н и м атериали високояки композиционни материа
ли на метална основа, получени по
методите на праховата металур
гия, в структурата на които се съ
държат дисперсни включвания от
слабопластична фаза, представлява
ща най-често карбиди, нитриди, оки
си и др. труднотопими съединения.
Д.-у.м. се произвеждат на основата
на алуминий, берилий, волфрам, мед,
никел, платина, сребро и др. метали
и се прилагат в самолетостроенето, ракетостроенето, хим. промиш
леност, електротехниката и др.
ДИСПЕЧЕРИЗАЦИЯ - централизи
ран оперативен контрол и коорди
нирано управление на произв. проце
си. Целта на Д. е осигуряване на съг
ласувана работа на отделните звена
на предприятието или на група пред
приятия за достигане на най-високи
технико-икономически показатели,
изпълнение на графиците на работа
и произв. програма. Д. е насочена към
осигуряване на равномерно нато
варване на всички звена в предприя
тието, непрекъснатост, ритмич
ност и икономичност при изпълне
ние на всички процеси от основното
и спомагателното производство. Д.
включва контрол и управление на
технологичните процеси, разпреде
ляне материалните и енергийните
ресурси и транспортните средства,
отчитане работата на машините и
механизмите, осигуряване безопас
ност и точност на транспорта. Д.
спомага за предотвратяване на
престоите и загубата на работно
време и за изпълнение на поръчките
в срок, с което оказва положително
влияние на икономиката на произ
водството. Структурата на Д. за
виси от особеностите на техноло
гичния процес. Осъществява се от
един или няколко диспечерски пунк
та.
ДИСПЕЧЕРСКИ ПУЛТ - устройст
во с едно или няколко контролни
табла, понякога в съчетание с коман
ден пулт, на който е разположена
мнемонична схема, индикатор за
състоянието на съоръженията, из
мервателни уреди, апаратура за
връзка, а също и органи за дистанци
онно управление на обектите. Из
ползува се при централизиран конт
рол и управление на производствени
-111-
процеси, често с прилагане на средс
тва от телемеханиката. Монтира
се 8 диспечерския пункт.
ДИСПЕЧЕРСКИ ПУНКТ - център
на система за диспечерско управле
ние на произв. процеси, където пос
тъпва информация за хода на произ
водството, движение на транспор
тните средства и др. (вж. Диспечеризация) и от който се осъществя
ват контролът и управлението. Раз
мерите и оборудването на Д.п. зави
сят от особеностите на техноло
гичните процеси, които се контро
лират и управляват, в съвременни
те промишлени предприятия с раз
вито автоматизирано производст
во управлението се осъществява с
помощта на ЕИМ. Д.п. се разполага
близо до информационния изчисли
телен център на предприятието
или те образуват единно звено на
автоматизирана система за управ
ление (АСУ).
ДИСТАНЦИОННО УПРАВЛЕНИЕ управление, при което командите се
дават с помощта на технически
средства в зона, удобна за обслужва
не и намираща се на голямо разстоя
ние от машината. Д.у. се осъщест
вява чрез хидравлична, електрохидравлична или електромеханична сис
тема за управление. Използува се
при тежки и уникални металообра
ботващи машини или когато маши
ните са в изолирано от оператора
помещение.
ДИФЕРЕНЦИАЛЕН МЕТОД HA ИЗ
МЕРВАНЕ - метод на измерване,
при който се отчита разликата меж
ду две величини, едната от които е
базова. Извършва се по механични,
пневматични, ел. и др. схеми на из
мерване. Д.м.и. се използува при про
верки на измервателни средства,
при изпитване на материали и изде
лия чрез сравняването им с образци.
ДИФУЗИОННО...
В областта на линейните измерва
ния Д.м.и. се нарича относителен
метод на измерване.
ДИФЕРЕНЦИАЛЕН МЕХАНИЗЪМ механизъм, чрез който се получава
резултантно движение като сума
или разлика от съставни движения.
Д.м. с една степен на свобода се из
ползува за осъществяване на точни
премествания (напр. в уредите) или
големи усилия (напр. винтов механи
зъм на металорежещи машини, ди
ференциални лостове и т.н.). Найразпространен е Д.м. с две степени
на свобода, в който движението се
предава от конусни зъбни колела
(напр. диференциал на автомобил,
механичен превод и т.н.).
ДИФУЗИОНЕН СЛОЙ - слой в ос
новния метал или сплав, образуващ
се при дифузионно насищане седин
или няколко елемента.
ДИФУЗИОННА МЕТАЛИЗАЦИЯ вж. Метализация.
ДИФУЗИОННА ПОРЕСТОСТ - П0pecmocm, появяваща се при спичане
на материалите, съставени от ком
поненти с различни коефициенти на
хетеродифузия при дадена темпера
тура.
ДИФУЗИОННО ЗАВАРЯВАНЕ - за
варяване в твърдо състояние, при
което съединяваните части с добре
почистени и пасвани повърхности
се поставят във вакуум, притискат
се силно и се загряват до определена
температура /до 0,8. от т.т./. При
тези условия протича взаимна дифузия на атомите от едната част в
другата и се получава съединение
при незначителна пластична дефор
мация. Прилага се за съединяване на
труднозаваряеми метали, неметали
и метали с неметали в електронна
та промишленост, при производст
вото на металорежещи инструмен
ти. Д.з. се извършва и в контролира
ДИФУЗИОННО...
-112-
на атмосфера /аргон, хелий, водо
род/.
ДИФУЗИОННО НАСИЩАНЕ - химикотермична обработка, която се
състои в дифузионнр обогатяване
на повърхностния слой, напр. на сто
манени , детайли при определена
температура с метали или неметали с цел изменение на състава,
структурата и свойствата й. Напр.
алитиране, хромиране, азотиране,
бориране и др.
ДИФУЗИОННО ОТДЕЛЯНЕ HA
ПРИМЕСИ - химикотермична обра
ботка, която се състои в дифузионно отделяне на елементите (приме
сите) от повърхностния слой на ме
тала или сплавта при определена
температура и съответна среда с
цел да се изменят хим. състав,
структурата и свойствата на ме
тала или сплавта.
ДИФУЗИОННО ПОКРИТИЕ - пок
ритие, което се получава чрез дифузия на атоми от защитното вещес
тво в основния (защитавания) ме
тал. В зависимост от материала на
покритието съществуват различни
видове процеси за образуване на пок
ритието - алуминиране, азотиране,
силициране, хромиране и т.н.
ДИФУЗИОННО СПОЯВАНЕ - споя
ване, при което образуването на ше
ва става чрез разтваряне на твър
дия метал в течния и следваща изо
термична кристализация, огранича
ваща дифузията на атоми в твърда
та фаза. Прилага се за спояване на
алуминий, магнезий, стомана, ак
тивни и труднотопцми метали.
ДИфУЗИЯ - процес на насочено
движение на атомите (йоните, мо
лекулите) в многокомпонентните
системи, водещ до разпростране
ние на едно вещество в среда от
друго или до взаимно проникване на
допиращи се вещества едно в друго.
Д. се обуславя от топлинното дви
жение на градивните частици и се
извършва в посока на намаляване на
концентрацията на веществата. Д.
в твърдите тела бива обемна, из
вършваща се напр. в обема на крис
тала; погранична, извършваща се по
границите на зърната; повърхност
на, т.е. Д. по свободната повърх
ност. Д. има голямо практическо
значение, тъй като силно влияе вър
ху скоростта на много физико-хим.
процеси (адсорбция, абсорбция, раз
тваряне, кристализация, фазови
превръщания и др.) и е в основата на
термичното и химикотермичното
обработване на металите.
ДОБАВЪЧЕН МЕТАЛ при зава
ряване - вж. Допълнителен ме
тал.
ДОБАВЪЧНА МАСА при ба
лансиране - маса, която се до
бавя към детайл, възел или изделие с
цел статично или динамично балан
сиране. Д.м. в някои машини и съоръ
жения изпълнява ролята на противотбЯсбст
ДОВЪРШВАЩО ОБРАБОТВАНЕ вж. Окончателно обработване.
ДОЗАТОР за течен металустройство, с което се извършва за
пълване на леярската форма с точно
определено количество течен ме
тал. Д.т.м. имат различна конструк
ция и принцип на действие: механич
ни, пневматични, вакуумни, елект
ромагнитни и др. /вж. Автоматично
заливане на леярските форми/.
ДОЗАТОР за формовъчни
материали и смеси - уст
ройства за автоматично подаване
на точно определени количества
формовъчни материали и готови
формовъчни смеси. Използуват се
обемни и тегловни,Д. При тегловни
те Д. има по-голяма възможност за
изменение на съотношението меж-
-113-
ду компонентите и за управление на
процеса на дозиране. Тегловните Д.
се прилагат при комплексно механи
зирани и автоматизирани смесоподготвителни отделения на леярс
ките цехове. При формовъчните ле
ярски машини се използуват различ
ни видове обемни Д. (вж. фиг.).
ДОКУМЕНТАЦИЯ ПРИ РЕМОНТ конструктивна, технологична и др.
документация, предназначена за
подготовката и извършването, на
ремонта и за контролиране на изде
лието след ремонтирането му.
Напр. при приемане на машината за
ремонт (акт за предаване на маши
ната за ремонт); при текущ ремонт
-дневник за текущ ремонт, а при ос
новен ремонт - ведомост за дефек
тите, технологична карта, график
за ремонт, изпитвателен протокол
и др., и акт за предаването на ремон
тираната машина за експлоатация.
ДОМЕН...
ДОЛЕН БЕЙНИТ - бейнит, получен
при температури малко над темпе
ратурата на началото на мартензитното превръщане.
ДОЛЕН ГРАНИЧЕН РАЗМЕР - ПОмалкият от двата гранични размера,
т.е. размерът на долната граница на
допусковото поле на измерваната
величина (вж. фиг. към cm. Гоанични
размери).
ДОЛНА ГРАНИЦА HA ИЗМЕРВАНЕ
- стойност на измерваната величи
на, отговаряща на долната граница
на приетия измервателен обхват.
ДОЛНО ОТКЛОНЕНИЕ, EJ, ei - ал
гебричната разлика между минимал
ния размер и съответния номинален
размер.
ДОМЕН - област във феромагнитния кристал с определена маг
нитна ориентация и отделена от съ
седните области чрез магнитни гра
ници.
Към cm. Дозатори за формовъчни материали и смеси
а - бункерен дозатор; б - завъртащ се дозатор; 8 - кутиеобразен дозатор; г - ши
бърен дозатор
8
Терминологичен речник по металообработване
ДОПУСК,...
-114-
ДОПУСК, gonye k на разме
ра - разликата между най-големия
и най-малкия допустим размер или
абсолютната стойност на алгебрич
ната разлика между горното и дол
ното отклонение на размера.
ДОПУСК HA ПРИБАВКАТА - раз
ликата между стойността на найголямата и най-малката прибавка.
ДОПУСК HA РАЗМЕРА - вж. Допуск.
ДОПУСК HA СГЛОБКАТА - арит
метичният сбор от допуските на
дВата елемента на сглобката на ва
ла и на отвора.
ДОПУСКОВА ЕДИНИЦА - множител в системата за допуски и сглоб
ки, който зависи от номиналните
размери и служи за изчисляване на
основните допуски в системата.
ДОПУСКОВО ПОЛЕ - поле, ограни
чено от горното и долното откло
нение, peen, от най-големия и най-
малкия размер. Д.п. се определя от
големината на допуска и от разполо
жението му спрямо номиналния раз
мер. При" графично изобразяване Д.п.
е заключено между двете линии, съответствуващи на горното и дол
ното отклонение спрямо нулевата
линия (вж. фиг.).
ДОПУСТИМА ГРЕШКА HA ИЗМЕР
ВАТЕЛНОТО СРЕДСТВО стой
ността на грешката (положителна
или отрицателна), установена от
стандартизационните документи
към измервателните средства.
ДОПУСТИМА ЧАСТ HA БРАКА определена величина, лежаща в осно
вата на плана за контрол на извадка
и изразяваща такава стойност на
действителната част на брака в
партидата, при която планът за
контрол допуска приемане на парти
дата само с дадена малка вероят
ност.
Отбор
Към cm. Допусково поле
Графично изобразяване на допусково поле в система основен отвор (а) и в систе
ма освен вал (б)
-115ДОПЪЛНИТЕЛЕН метал, g о б авъчен метал при заваряВ а н е - метал, предназначен за
стопяване 6 заваръчната зона и за
въвеждане в заваръчната вана при
образуване на шева. Д.м. бива във
вид на заваръчна пръчка или тел.
ДОПЪЛНИТЕЛНА НАСТРОЙКА поддържане неизменен размера на
детайлите от дадена партида (напр.
•диаметъра или дебелината), за кой
то е настроена металообработва
щата машина. Д.н. се изВършВа ав
томатично чрез измерване на Всеки
(или Всеки Втори, пети и т.н.) обра
ботван детайл и коригиране наст
ройката на машината, ако контроли
раният размер е извън границата,
установена при настройката.
ДОПЪЛНИТЕЛНА ОПЦИЯ - техни
ческа принадлежност на система за
ЦПУ или машина с ЦПУ, чието Включ
ване в системата или машината не е
задължително, а по желание на пот
ребителя.
ДОРНИК - приспособление, на кое
то се закрепват заготовки с цент
рален отвор при обработването им
на металорежещи машини. Д. биВат
цели и съставни (регулируеми).
Най-простите Д. са във Bug на ци
линдричен прът и се използуват В
коВашко-пресоВото произВодстВо
за изправяне и калиброване на тръб
ни и други детайли с отбор.
Д. или опашка се нарича и частта
от фрезови, пресови и др. инстру
менти, която служи за закрепването
им към работните елементи на ма
шината или приспособлението.
ДОРНОВАНЕ - метод за обработ
ване на кръгли или профилни (шлицови, многостенни и др.) отвори с калиброващи дорници чрез повърхнос
тно пластично деформиране. Дорниците работят чрез изтегляне
ДУРАЛУМИНИЙ ...
през отвора (както при протегляне)
или чрез изтласкване през отвора
(както при прошиване).
ДРЕБНА ФРАКЦИЯ - фракция, на
която размерите на зърната са помалки от тези на осноВната фрак
ция с един интервал (номер).
ДРЕБНОЗЪРНЕСТА СТРУКТУРА структура на метал с малка едрина
на зърната. Д.с. се отличава с по-голяма якост, пластичност и жилавост.
ДРЕЛКА - ръчна пробивна машина
за изработване на отвори в метали,
дървесина и др. материали.
ДРОБЕСТРУЕН НАКЛЕП - вж. Сачмоструен наклеп.
ДРОБЕСТРУЙНА ОБРАБОТКА
вж. Сачмоструйна обработка.
ДРОБИНКА - Вж. Сачма.
ДУБЛИРАНЕ В техниката начин за поВишаВане надеждността
на работа на устройство, агрегат
или техническа система, при който
заедно с основния елемент същест
вува още един - резервен. Д. може да
бъде общо - дублира се цялата сис
тема, или разделено - дублират се
отделни елементи на системата.
ДУПЛЕКС-ПРОЦЕС - комбинация
между два различни начина на топе
не на чугун с цел поВишаване темпе
ратурата на течната стопилка, хо
могенизиране на състава и придаване на определени свойства на чугуна.
Прилагат се следните Д.п.: вагрянкаелектродъгова пещ; вагрянка - ин
дукционна пещ /тиглова или канал
на/; електродъгова пещ - индукцион
на тиглова пещ и др.
ДУРАЛУМИНИЙ - сплав на алуми
ния с мед (2,2 - 5,2%), манган (0,2 1,0%) и магнезий (0,2 - 2,7%). Д. има
добра деформируемост, малка
плътност (2750 - 2850 кд/тЗ) и ви
сока якост, която се получава след
.ДЪГА ...
-116-
термично обработване, състоящо
се в нагряване до около 500°С, зака
ляване във вода със следващо естес
твено или изкуствено стареене. Д.
има малка корозионна устойчивост,
поради което се подлага на анодиране или плакиране с чист алуминий
(плакираниятД. е типичен биметал).
Д. не се заварява и споява добре и за
това се съединява чрез нитоване. Д.
се използува в самолетостроенето,
транспорта, корабостроенето и
електротехниката.
ДЪГА С НЕПРЯКО ДЕЙСТВИЕ,
непряка дъга - заваръчна дъга,
която не е електрически свързана
със заваряваното изделие. При из
ползуване на Д.н.д. изделието, което
не е включено в заваръчната верига,
се нагрява само вследствие на топлообмена с газовете на стълба на дъ
гата. Д.н.д. се използува например
при атомноводородното заваряваДЪГА С ПРЯКО ДЕЙСТВИЕ, пря
ка дъга - заваръчна дъга, в чиято
ел. верига влиза изделието, което
служи за един от електродите на дъгата и се нагрява чрез бомбандиране
на неговата повърхност с ел. зареде
ни частици. Тази разновидност на
заваръчната дъга се използува поч
ти при всички начини на електродъгово заваряване (вж. фиг,).
дъгова пещ - вж. Електродъгова пещ.
ДЪГОВО ЗАВАРЯВАНЕ - вж. Електродъгово заваряване.
дълбане - обработване чрез ря
зане, при което главното движение
/праволинейно-възвратно/ се извър
шва от инструмента - дълбачен
нож, зъбодълбачно колело или дълба
чен гребен, а подавателното движе
ние - от обработвания детайл. По
този начин се обработват правоъ
гълни и профилни канали, шпонкови
канали, зъбни колела и др.
ДЪЛБАН, дълбачно колело
- вж. Зъбодълбачно колело.
ДЪЛБАЧНА МАШИНА - металоре
жеща машина с вертикално главно
праволинейно-възвратно движение
на режещия инструмент и праволи
нейно периодично подавателно дви
жение на обработвания детайл, зак
репен на масата. Някои Д.м. имат
кръгла маса, предаваща на обрабопъ
вания детайл периодично въртеливо
подавателно движение. Д.м. се из
ползуват за обработване на трудно
достъпни външни и вътрешни по
върхнини и канали /вкл. и непроходни/ с различни профили (вж. фиг.).
Към cm. Дъга с непряко действие
Схема на нагряване с дъга с непряко
действие
ДЪЛБАЧНО КОЛЕЛО - вж. Зъбо
дълбачно колело.
ДЪЛБОКО ИЗТЕГЛЯНЕ - пластич
но деформиране на плоска или куха
листова заготовка до превръщане
то ù в кух, открит от едната стра
на, детайл със затворен контур. Д.и.
бива без намаляване дебелината на
заготовката (Д.и. без изтъняване) и
със зададено намаляване дебелината
на заготовката в участъци, оформя
щи стената на изделието (Д.и. с из
тъняване) - вж. фиг.
- 117-
ДЪЛБОКО ИЗТЕГЛЯНЕ С ИЗСТУ
ДЯВАНЕ - дълбоко изтегляне с мес
тно изстудяване (от -160°С до 180°С) на част от дъното u прехода
към стените на изтегляното изде
лие, в резултат на което се получава
значително уякчаване на метала в
опасното (преходното) сечение и
може да се увеличи степента на де
формация при дълбоко изтегляне с
около 20-30%.
Към cm. Дъга с пряко действие
Схема на нагряване с дъга с пряко дейс
твие
ДЪЛБОКОМЕР - уред за измерва
не дълбочината на отвори и канали,
височината на издатини, прагове и
др. В зависимост от вида на отчи
тащото устройство Д. биват: с ли
неен нониус, с микрометър и с из
мервателен часовник (индикатор).
Д. с линеен нониус имат обхват на
измерване до 500 тт и точност на
отчитане 0,1,0,05 и0,02тт; микро
метричните Д. и Д. с измервателен
часовник имат точност на отчита
не 0,01 тт, първите измерват в об
хвати от 0-25 до 0-100 mm, а вто
рите - от 0-10 до 0-100 тт, като
обхватите на измерването се изме
нят чрез смяна на измервателните
удължители.
ДЪРЖАВЕН ...
ДЪЛБОКОПРОВАРЯВАЩ . ЕЛЕКТ
РОД - електрод, който осигурява
голяма дълбочина на проваряването
- 3-4 пъти по-голяма, отколкото
при заваряване с обикновен елект
род.
дълбочина ha рязане, t - еле
мент на рязането, определящ се ка
то разстояние между обработвана
та и обработената повърхнина, из
мерено rio нормалата към последна
та /вж. Елементи на рязането/.
ДЪЛБОЧИННО ШЛИФОВАНЕ
процес на шлифоване с увеличена
дълбочина на рязане, намалена ско
рост на подаване и голям разход на
мазилно-охлаждаща течност под ви
соко налягане.
ДЪЛГА ШЛАКА при заваря
ване- шлака, имаща широк тем
пературен интервал на втвърдява
не.
ДЪЛГОТРАЙНОСТ - свойство на
изделието да запазва работоспособ
ността си до настъпване на опреде
лено гранично състояние при даден
режим на работа и установена сис
тема за техническо обслужване и ре
монти. Д. е елемент на надеждност
та на изделието; измерва се в часо
ве.
ДЪЛЖИНА HA ЗАВИВАНЕ - дъл
жината на взаимното припокриване
на резбови детайли с външна и вът
решна резба в осово направление.
ДЪЛЖИНА HA ИЗМЕРВАНИЯ
УЧАСТЪК - дължина на базовата ли
ния, необходима за определяне пара
метрите на грапавостта на прове
ряваната повърхнина. Д.и.у. включва
една или няколко базови дължини.
ДЪЛЖИНА HA ПРЕМЕСТВАНЕ ПО
КООРДИНАТНА ОС - най-голямата
дължина на пътя, по който може да
се премества подвижният възел на
машината по една координатна ос.
ДЪРЖАВЕН ЕТАЛОН - вж. Нацио
нален еталон.
ДЪРЖАВНИ ...
- 118-
ДЪРЖАВНИ ИЗПИТВАНИЯ - прие
мателни изпитвания, провеждани
от държавна комисия.
ДЪРЖАЧ - 1. Машинен елемент,
поставян на машината или пред
ставляващ нейна съставна част,
който служи за базиране и закрепва
не, на режещите инструменти, напр.
ножодържач. В зависимост от броя
на закрепваните ножове ножодържачите биват едно- и мноаоножови. 2.
Машинен елемент на приспособле
ние или инструмент; служи за зак
репване на приспособлението или
инструмента към машината. Д. по
някога се нарича дорник или опашка.
Към cm. Дълбачна машина
1 - тяло; 2 - стоика; 3 - въртяща маса;
4 - надлъжна шейна; 5 - напречна шейна;
6 - ножодържач; 7 - наклоняема глава; 8 плъзгач
ДЮЗА - 1. Тръбна наставка (нак
райник), служеща за насочване на из
тичаща струя от газ, пара или теч
ност. Д. обикновено има конусен от
вор, от чиято форма зависят ско
ростта и характерът на струята. Д.
се използуват широко в техниката:
в парни и газови турбини, реактив
ни двигатели, разходомери, горелки
и др. 2. Стоманена втулка с калиброван отвор, през който се прекарва
под налягане разтвор или стопилка,
напр. при шприцване, или през която
се изтегля метален профил, за да се
намали диаметърът му /вж. 'Изтег
ляща машина!.
ДЮЗА HA ЗАВАРЪЧНА ГОРЕЛКА 1. В газова горелка - това е сменяе
мата част, която служи за формира
не на газокислородната струя. В за
висимост от номера на дюзата се
определя разходът на горивна смес,
а оттам и мощността на получава
ния пламък (вж. фиг. към cm. Заваръ
чен пламък). 2. В горелка за електродъгово заваряване в защитна газова
среда - частта, която провежда и на
сочва защитния газ в заваръчната
зона.
ДЮЗИ HA ВАГРЯНКАТА - отвори
те, през които се подава въздух във
вътрешността на вагрянката за
осъществяване на горивните проце
си.
ДЯСНА РЕЗБА - резба, чиято на
вивка, гледана надлъжно на оста и по
посока на въртене на часовниковата
стрелка, се отдалечава от наблюда
теля (резба с дясна посока на навив
ката).
ДЯСНО ЗАВАРЯВАНЕ - газово за
варяване, при което допълнител
ният метал - добавъчната пръчка
(тел), се движи зад пламъка на горел
ката. В този случай за заварчика е
най-добре да премества горелката
отляво надясно. Използува се за за
варяване при по-големи дебелини,
особено при изпълнение на корено
вия слой (вж. фиг.).
-119-
ДЯСНО...
Към cm. Дясно заваряване
Челно дясно заваряване във вертикално
положение
Към cm. Дълбоко изтегляне
а - без изтъняване; б - с изтъняване
Е
ЕВОЛВЕНТНА ЗЪБНА ПРЕДАВКА зъбна предавка със зъбни колела с
еволвентен профил на зъбите.
ЕВОЛВЕНТНО ЗЪБНО ЗАЦЕПВАНЕ
-зъбно зацепване, при което теоре
тичните повърхнини на зъбите на
зъбните колела са с еволвентен про
фил.
ЕВОЛВЕНТОМЕР - зъбоизмервателен уред, предназначен за измер
ване еволвентния профил на зъба на
зъбно колело в сечение, перпендику
лярно на оста на колелото. Действи
ето на Е. се основава на сравнение
то на контролирания профил на зъ
ба с теоретичната еволвента, въз
произвеждана от уреда. Според ме
ханизма, възпроизвеждащ еволвентата, Е. биват индивидуално-диско
ви и универсални. В индивидуалнодисковите се използуват дискове с
диаметри, равни на диаметъра на
основната окръжност на проверява
ните колела, а в универсалните Е. специално устройство, настройва
но на различните радиуси на основ
ната окръжност.
ЕВРОПЕЙСКИ КОВЪК ЧУГУН - ко
вък /темперован/ чугун, при който
темпероването е извършено само
до първия стадий на графитизация
на цементита в окисляваща среда
от желязна руда или окалина. Тъй ка
то в повърхностния слой се получа
ва обезвъглеродяване, ломът е бял, а
вследствие на непълната графити
зация на цементита микроструктурата на сърцевината съдържа перлит и затова Е.ч. се нарича още бял
или перлитен ковък чугун. Поради
обезвъглеродяването на повърхно
стния слой неговата твърдост се
понижава, а обработваемостта се
подобрява.
ЕВТЕКТИКУМ - фина смес от две
или повече фази на твърди вещест
ва, едновременно кристализиращи
от стопилка с определен състав при
постоянна температура (т.нар. евтектична), която е по-ниска от т.т.
на отделните компоненти.
ЕВТЕКТИЧЕН...
-120-
ЕВТЕКТИЧЕН ЧУГУН -чугун със съ
държание на въглерод 4,3% и микросmpykmypa ледебурит.
евтектична КЛЕТКА - зърно, об
разувано при . кристализация на
сплав с евтектичен състав при пос
тоянна температура.
ЕВТЕКТИЧНА СТРУКТУРА - струк
тура, образуваща.се при кристализа
ция на сплав с евтектичен състав
при постоянна температура.
ЕВТЕКТОИД - фина смес от две
или повече фази, получена след разпа
дане на твърд разтвор с определен
състав при постоянна, т.нар. евтектоидна, температура.
ЕВТЕКТОИДНА СТОМАНА — вж.
Перлитна стомана.
ЕВТЕКТОИДНА СТРУКТУРА структура, образуваща се при разпа
дане на сплав с евтектоиден състав
при постоянна температура.
ЕДИНЕН КЛАСИФИКАТОР HA ПРО
ДУКЦИЯТА (ЕКП) - система за кла
сифициране и кодиране на промиш
лената продукция с 10- значен ши
фър, съставена от 99 класа. Всеки
клас се състои от 10 подкласа, всеки
подклас - от 10 групи, всяка група от 10 подгрупи, всяка подгрупа - от
10 вида; последните 4 цифри означа
ват разновидностите на вида. Напр;
клас 38 Оборудване металообработ
ващо и дървообработващо се със
тои от подкласове: 1 Машини мета
лорежещи, 2 Машини ковашко-пресови, 3 Оборудване дървообработва
що, 4 Оборудване за леярско произ
водство, 5 Оборудване за галванич
ни покрития на изделията на маши
ностроенето и др.
ЕДИНИЧЕН ЕТАЛОН - средство за
измерване, което може самостоя
телно да изпълнява ролята на ета
лон. Напр. еталон за маса 1 kg от пла
тина (копие на международния ета
лон), чугунен еталон за маса 1 kg за
проверка на работните теглилки,
еталон на краищна мярка за дължина
и т.н.
ЕДИНИЧЕН ПОКАЗАТЕЛ ЗА НА
ДЕЖДНОСТ - показател за надежд
ност, отнасящ се към едно от свойс
твата, определящи надеждността
на обекта. Напр. средно време на
възстановяване (ремонтопригодност) и т.н.
ЕДИНИЧНО ВРЕМЕ, Тед - време
за изпълнението на единица работа
(или на една операция). Е.в. се състои
от оперативното време 7"оп (основ
но То и спомагателно Тс), времето за
•обслужване на работното място
7"об (техническо /”обт и организаци
онно 7"обо) и времето за отдих и ес
тествени нужди на работника Готд^ед ~ ?оп + Т"об + Tørng - Tq +
+'c + Тобт + Tq6o + ^отд min·
ЕДИНИЧНО ПРОИЗВОДСТВО
тип производство, при което изра
ботването или ремонтирането на
едно или няколко изделия обикнове
но не се повтаря, или се повтаря след
неопределено време, т.е. не се пред
вижда периодично изработване или
ремонтиране на едно и също изделие
или няколко изделия. Е.п. се характе
ризира с широка номенклатура и ма
лък обем на изработваните или ре
монтираните изделия (вж. Тип на
производството).
ЕДИННА СИСТЕМА ЗА КОНСТРУК
ТОРСКА ДОКУМЕНТАЦИЯ (ЕСКД) комплекс от държавни стандарти,
определящи взаимосвързаните пра
вила и положения по реда на разра
ботването, оформянето и движени
ето на конструкторската докумен-.
тация в организациите и предприя
тията на НРБ.
ЕДИННА СИСТЕМА ЗА ТЕХНОЛО
ГИЧНА ДОКУМЕНТАЦИЯ (ЕСТД) държавна система (комплекс от
стандарти) за технологична доку
-121-
ментация, определяща правилата за
водене на технологичните процеси,
изпълняването и работата с карти,
инструкции и др. технологични до
кументи, използувани при изработ
ването на пром. продукция.
ЕДИННА СИСТЕМА ЗА ТЕХНОЛО
ГИЧНА ПОДГОТОВКА HA ПРОИЗ
ВОДСТВОТО (ЕСТПП) - комплекс от
държавни стандарти и-форми, опре
делящи системата за организация и
управление на технологичната под
готовка на производството и неп
рекъснатото ù усъвършенствуване
въз основа на научните и техничес
ките постижения. Тя предопределя
широко прилагане на прогресивни
типови технологични процеси,
стандартизирана технологична еки
пировка, средства за механизация и
автоматизация на инженерно-тех
ническите и управленските дейнос
ти.
ЕДИННА ФОРМОВЪЧНА СМЕС пясъчно-глинеста формовъчна смес,
използувана при висока степен на
механизация и автоматизация на
процесите на изработване на леярс
ките форми. С Е.ф.с. се изработва
цялата леярска форма. Тя играе роля
та и на облицовъчна, и на пълнежна
формовъчна смес.
ЕДНОВРЕТЕННА МАШИНА - ма
шина само с едно главно вретено,
напр. универсален струг.
ЕДНОГРАНИЧЕН КАЛИБЪР - кали
бър само с преминаваща или само с
непреминаваща страна.
ЕДНОДВИГАТЕЛНО ЗАДВИЖВА
НЕ - вж. Индивидуално задвижване.
ЕДНОКОЛЯНОВА
КОВАШКОЩАМПОВЪЧНА МЕХАНИЧНА ПРЕСА
- ковашко-щамповъчна механична
преса, кинематичната верига на коя
то включва едно коляно (кривошип,
ексцентрик).
ЕДНОПОЗИЦИОНЕН ...
ЕДНОКОМПОНЕНТНА СИСТЕМА физико-хим. система, образувана са
мо от един компонент, състояние
то на който се определя от два па
раметъра, напр. температура и на
лягане или температура и обем.
Броят на параметрите на състояни
ето (вариантността) на Е.с., който
може произволно да се изменя, без да
се измени броят на фазите, е равен
на 2 за еднофазна Е.с., 1 - за двуфаз
на (напр. вода-пара) и на нула - за
трифазна (напр. лед-вода-пара).
ЕДНОКООРДИНАТНА ИЗМЕРВА
ТЕЛНА МАШИНА - машина с оптико-механично устройство, предназ
начена за измерване на вътрешни и
външни линейни размери на детай
лите. Е.и.м. имат горна граница на
измерването 1, 2, 4, 6, 8 и 12 т. Ка
то отчитащо устройство се изпол
зува тръбата на оптиметър или йнтерферометър. Измерването се из
вършва чрез сравняване на размера
на контролирания детайл с размери
те на образец или чрез директно из
мерване на размера на контролира
ния детайл. Използува се предимно
за проверка и настройка на вътромери, контрол на големи размери и
за измерване на краищни мерки. По
някога терминът се използува за на
именование на сложни стационарни
измервателни средства.
ЕДНОКРАТНИ ЛЕЯРСКИ ФОРМИ обобщено наименование на леярски
те форми, с които се изработва са
мо една отливка; за всяка следваща
отливка се изработва нова форма.
Е.л.ф. са всички пясъчни форми. Поголяма част от обема на отливките
се произвежда в Е.л.ф.
ЕДНОПОЗИЦИОНЕН КОВАШКОПРЕСОВ автомат - ковашкотресов автомат с една позиция на инс
трумента.
ЕДНОПОЗИЦИОННА...
- 122 -
ЕДНОПОЗИЦИОННА МАШИНА металообработваща машина, която
има само една позиция за заготовка
та или за група едновременно обра
ботвани заготовки. Заготовката не
променя своята позиция през време
на обработването; към нея последо
вателно или едновременно се под
веждат обработващите инстру
менти.
ЕДНОРЕДОВ ТЪРКАЛЯЩ ЛАГЕР търкалящ лагер, в който търкалящи
те тела са разположени в един ред
(вж. фиг. към cm. Аксиален търкалящ
лагер).
ЕДНОРЪЧКОВО УПРАВЛЕНИЕ ръчно управление на металообра
ботваща машина, при която с една
ръчка се осъществява превключване
на всички честоти на въртене или
подавания в целия обхват на регули
ране. Е.у. е с последователно дейст
вие или с предизбиране.
ЕДНОРЪЧКОВО УПРАВЛЕНИЕ С
ПОСЛЕДОВАТЕЛНО ДЕЙСТВИЕ
ръчно управление на металообра
ботваща машина, при което има
строга последователност на превк
лючване. За да се измени честотата
на въртене /подаването/, често се
налага да се извършва междинно не
нужно превключване, което е осно
вен недостатък на това управление.
Е.у.п.д. е просто и с голяма надежд
ност (вж. фиг.).
ЕДНОРЪЧКОВО УПРАВЛЕНИЕ С
ПРЕДИЗБИРАНЕ - управление с пре
дизбиране, при което командните
операции за управление са концент
рирани в един команден орган /ръч
ка/. Изпълнителният орган на Е.у.п.
се изработва с един селективен
диск.
ЕДНОСЛОЕН ШЕВ
- заваръчен
шев, образуван от един слой. Ha фиг.
е показан еднослоен шев на челно съ
единение.
ЕДНОСТОЙКОВА
КОВАШКОЩАМПОВЪЧНА ПРЕСА - ковашкощамповъчна преса, тялото на която
е изработено във вид на една Стой
ка с кутиеобразно или друг вид сече
ние. Напр. едностойкова ковашкощамповъчна механична или хидрав
лична преса.
д
is
Y
YI
Към cm. Едноръчково управление с
последователно действие
ЕДНОСТОЙКОВА НАДЛЪЖНОСТЪРГАТЕЛНА МАШИНА - надлъжно-стъргателна машина с една Стой
ка и конзолно закрепена напречна
греда, носеща ножовите супорти.
Напречната греда със супортите
може да извършва вертикално установъчно движение по Стойката. Су
портите с ножовете могат да се
придвижват наляво и надясно по
напречната греда, а тези на Стойка
та - веркитално. Е.н.-с.м. са по-нестабилни от двустойковите и се из
ползуват за обработване на по-мал
ки детайли (вж. НадлъЖно-стъргателна машина).
ЕДНОСТОЙКОВА НАДЛЪЖНОФРЕЗОВА МАШИНА - вж. НадлъЖно-фрезова машина.
-123-
ЕДНОСТОЙКОВ
КАРУСЕЛЕН
СТРУГ- каруселен струг с една
стойка и един супорт. Предназначен
е за обработване на детайли с диа
метър до 1 600 тт (вж. фиг.).
ЕДНОСТОЙКОВ КОВАШКО-ЩАМПОВЪЧЕН ЧУК - също като Едностойкова ковашко-щамповъчна пре
са.
ЕДРА...
няваните детайли, при което се об
разува едностранен заваръчен шев.
ЕДНОСТРАННО ПРЕСОВАНЕ
пресоване, при което работният
елемент на пресформата се прид
вижва от една страна спрямо обра
ботвания детайл.
ЕДНОУДАРЕН КОВАШКО-ПРЕСОВ
АВТОМАТ - ковашко-пресов (щамповъчен) автомат, супортът на кой
то извършва един работен ход за ци
къла на изработване на изделието.
ЕДНОХОДОВА РЕЗБА - резба, об
разувана от един непрекъснат вин
тов канал.
Към cm. Еднослоен шев
Еднослоен шев на челно съединение
ЕДНОСТРАНЕН ДВУГРАНИЧЕН
КАЛИБЪР -двуграничен калибър, чиято преминаваща и непреминаваща
страна са разположени последова
телно една след друга на единия край
на калибъра.
ЕДНОСТРАНЕН КАЛИБЪР вж.
Едностранен двуграничен калибър.
ЕДНОСТРАНЕН ШЕВ - заваръчен
шев, образуван в резултат на еднос
транно преместване на заваръчния
топлоизточник спрямо сечението
на съединяваните детайли /вж.
фиг./.
ЕДНОСТРАННА МОДЕЛНА ПЛОЧА
- моделна плоча с една работна
страна, към която са закрепени час
тите на модела и леяковата систе
ма /вж. фиг. към cm. Двустранна мо
делна плоча/. За изработване на леяр
ската форма í са необходими две
Е.м.п.
ЕДНОСТРАННО ЗАВАРЯВАНЕ
заваряване чрез стопяване, характе
ризиращо се с преместване на зава
ръчния топлоизточник само от ед
ната страна на сечението на съеди
Към cm. Едностойков каруселен
струг
1 - основа; 2 - планшайба; 3 - стойка; 4 напречна греда; 5 и 5 - супорти; 6 и в подавателни кутии; 7 - револверна гла
ва; 8 - ножодържач
ЕДРА ФРАКЦИЯ -фракция, на коя
то размерите на зърната са по-големи с един интервал (номер) от тези
на основната фракция.
ЕДРОЗЪРНЕСТА...
- 124-
ЕДРОЗЪРНЕСТА СТРУКТУРА
структура на метал с голяма едрина
на зърната. Е.с. се отличава с по-мал
ка якост, пластичност и жилавост в
сравнение с дребнозърнестата
структура.
Към cm. Едностранен шев
а - на челно съединение; б - на Т-образни
съединения; В - на ъглови съединения
ЕЗИК ЗА ПРОГРАМИРАНЕ - опре
делен набор от символи, букви, циф
ри и правила, описващи начина и пос
ледователността на свързването
им в смислови конструкции при под
готовка на програми. Е.п. биват ма
шинни и алгоритмични.
ЕКЗОГЕННО включване - неме
тално включване, получено в резул
тат на попадане на огнеупорни ма
териали, шлака и др. в стопилката.
ЕКРАН - устройство с повърх
ност, която поглъща, преобразува
или отразява излъчванията на раз
лични видове енергия с цел използу
ване на тези излъчвания или защита
от тяхното действие. Напр. Е. на
пещ, Е; на рентгенова уредба, свет
линен Е. и др.
ЕКСПЛОАТАЦИОНЕН КОНТРОЛ контрол, осъществяван през етапа
на експлоатация на продукцията.
Обекти на Е.к. могат да бъдат експ
лоатираните изделия и процесът на
експлоатация.
ЕКСПЛОАТАЦИОНЕН ОТКАЗ - от
каз, възникнал поради нарушаване на
установени правила и (или) условия
на експлоатация.
ЕКСПЛОАТАЦИОНЕН СРОК - пе
риодът от време от началото на ек
сплоатация на изделието или от въ
зобновяването му след основен ре
монт до настъпване на граничното
състояние или до бракуването на из
делието. Е.с. на изделието включва
времето за работа и времето за
престои по технически и (или) орга
низационни причини за обслужване и
ремонт.
ЕКСПЛОАТАЦИОННА ТЕХНОЛОГИЧНОСТ - свойство на конструк
цията на машината, което характе
ризира нейните възможности за
бързо включване и изключване при
работа. Е.т. включва технологичност при техническото обслужване
и технологичност при извършване
на спомагателните работи при екс
плоатация.
ЕКСПЛОАТАЦИОННИ ИЗПИТВА
НИЯ - изпитвания на продукцията,
провеждани в условията на експлоа
тация.
ЕКСПЛОАТАЦИЯ н а изделие съвкупност от периодите на същес
твуване на изделието, в които се
включват: съхраняване и транспор
тиране от потребителя, подготов
ка за използуване и използуване по
предназначение, всички видове тех
-125-
нически обслужвания и ремонти. На
чалото на Е. се определя от момен
та на получаването на изделието от
потребителя.
ЕКСЦЕНТРИК - машинен елемент:
колело, диск, коляно, цилиндър или
др., чиято ос на въртене не съвпада
с геометричната му ос, а е на извес
тно разстояние от нея, наречено ексцентрицитет. Е. е основен еле
мент на ексцентриковия механизъм.
ЕКСЦЕНТРИКОВА ПРЕСА - колянова преса, в която ходът на плъзга
ча може да се регулира по дължина
чрез изменение на радиуса на коляно
то (ексцентрицитета) на коляномотовилковия механизъм.
ексцентрикова решетка - ме
ханична вибрационна решетка за из
биване на леярски форми, в която
вибрациите се възбуждат от ексцентриков механизъм (вж. фиг.).
ЕКСЦЕНТРИКОВ ВАЛ - вал с уде
белена част във вид на ексцентрик
(коляно) или гладък вал с поставени
и закрепени на него ексцентрици.
ЕЛАСТИЧЕН ВАЛ - вж. Гъвкав вал.
ЕЛАСТИЧЕН СИЛОИЗМЕРВАТЕЛ силоизмервател, в който силата,
действуваща на образеца, се опреде
ля от големината на деформацията
на еластичен елемент.
ЕЛАСТИЧЕН ФУНДАМЕНТ, ела
стична основа - плот (плоча),
чиято маса е минимум 10 пъти помалка от тази на изпитваната ма
шина и осигурява свобода за вибра
ционни премествания на машината
и добавъчните маси във всички посо
ки на пространството. Закрепване
то на машината върху такъв фунда
мент се нарича еластично закрепва
не.
ЕЛАСТИЧНА ДЕФОРМАЦИЯ - де
формация, изчезваща след отстра
няване на предизвикалото я нато
варване. За твърдите тела Е.д. обик
ЕЛАСТИЧНОСТ...
новено са малки и пропорционални
на приложеното натоварване. В об
ластта на еластичните деформации
на твърдите тела е валиден законът
на Хук.
ЕЛАСТИЧНА ОСНОВА - вж. Елас
тичен фундамент.
ЕЛАСТИЧНА СИСТЕМА на ма
шина- съвкупност от всички еле
менти и възли, образуващи дадена
машина.
ЕЛАСТИЧНА
ТЕХНОЛОГИЧНА
СИСТЕМА, система Μ П И Д система, съставена от металообра!ботващата машина (Μ) заедно с
всички приспособления (П) към нея
(за закрепване на инструмента и де;
тайла), инструмента (И) и детайла
(Д) при работа.
ЕЛАСТИЧНО ЗАКРЕПВАНЕ - вж.
Еластичен фундамент.
Към cm. Ексцентрикова решетка
1 - избивана форма; 2 - подвижна рама;
3 - ексцентрични шийки; 4-лагери; 5 работен вал; 6 - двигател
ЕЛАСТИЧНОСТ - свойство на
твърдите тела да възстановяват
формата и обема си, а течните и га
зообразните - само обема си, след
прекратяване на действието на вън
шни сили или други причини (напр.
нагряване), предизвикващи дефор
ЕЛЕКТРИЧЕСКА ...
- 126-
мация на телата. Тяло с такова
свойство се нарича еластично.
ЕЛЕКТРИЧЕСКА ДЪГА, волто
ва дъга - вид ел. разряд в газова
среда, характеризиращ се с голяма
плътност на тока, висока темпера
тура и малък катоден пад на напре
жението. Разрядът е съсредоточен
в тесен ярко светещ плазмен канал,
чиято температура достига до
5000-6000 К и повече (вж. фиг.). Е.д.
се използува при заваряване, при по
лучаване на висококачествени легирани труднотопими метали (вж.
Електродъгова пещ) и др.
Анод
500
I000
2000
3000.
4000
-5000
6000
7000
8000
9000
10000
11000
12000
Катод
Към cm. Електрическа дъга
Ел. дъга между вертикално разположе
ни въгленови електроди
ЕЛЕКТРИЧЕСКА ПЕЩ - пещ, в която за източник на топлина се изпол
зува ел. енергия. В зависимост от на
чина на преобразуване на ел. енергия
в топлинна се различават индукци
онни, електросъпротивителни,
електродъгови пещи и др.
ЕЛЕКТРИЧЕСКИ ПРЕКЪСВАЧ - вж.
Прекъсвач.
ЕЛЕКТРИЧЕСКИ ФИЛТЪР ЗА ГРА
ПАВОСТ -устройство, използувано
в профиломери, за ел. разделяне на
сигналите за грапавостта от сигна
лите за вълнообразността, което
действува така, че деформираната
от грапавостта късовълнова част
от амплитудата се пропуска демпферирано в съответствие с харак
теристиката на филтъра. Е.ф.г. се
характеризира числено с граничната
дължина на вълните на филтъра за
грапавостта, а тя е дължина на въл
ната със синусоидален профил, амп
литудата на който се пропуска през
филтъра на 75 ±5%.
ЕЛЕКТРИЧЕСКИ ФИЛТЪР ЗА ФОР
МАТА - устройство, използувано в
профиломери за ел. разделяне на сиг
налите за отклонението на форма
та от тези за вълнообразността,
което действува също както ел.
филтър за грапавост.
ЕЛЕКТРИЧЕСКО ЗАВАРЯВАНЕ,
електрозаваряване - зава
ряване, което се осъществява с по
мощта наел. ток. Е. бива електродъгово, електрошлаково, електросъпротивително и електроннолъчево. В
сравнение с другите видове заваря
ване Е. има най-голямо приложение в
почти всички отрасли на промишле
ността за получаване на неразглобя
еми съединения.
ЕЛЕКТРИЧЕСКО ЗАДВИЖВАНЕ също като Електрозадвижване.
ЕЛЕКТРИЧЕСКО НАГРЯВАНЕ
нагряване на материали и, детайли,
при което за източник на полезна
топлина се използува ел. енергия. В
зависимост от начина на преобразу
ване на ел. енергия в топлина Е.н. би
ва съпротивително (при пряко про
тичане на ел. ток през нагряваното
тяло), индукционно, диелектрично,
електродъгово (за сметка на топли
ната, възникваща в ел. дъга) и елект
роннолъчево нагряване.
ЕЛЕКТРОД - вж. Заваръчни елект
роди и Галваничен електрод.
-127електродвигател - ел. машина,
преобразуваща електрическата
енергия в механична. По Вида на кон
сумирания ток Е. се разделят на Е. за
постоянен ток, основното предимсmßo на които е Възможността за
плаВно регулиране на честотата на
Въртене, и Е. за променлиВ ток/син
хронни и асинхронни/. За задВижВане
на металообработващи машини
най-разпространени са трифазните
асинхронни Е. с късосъединен ротор:
те са лесни за произвеждане, сигур
ни и икономични при експлоатация.
ПостояннотокоВите Е. напоследък
намират Все по-голямо приложение
В металорежещите машини с ЦПУ.
ЕЛЕКТРОДЕН ПОТЕНЦИАЛ - раз
ликата В потенциалите, получаваща
се на повърхността на съприкосно
вение на метал с електролит и ха
рактеризираща способността на
метала към разтваряне /вж. Електрохимична корозия!.
ЕЛЕКТРОДЕН ТЕЛ - тел, използуВан при заВаряВането като топим
електрод.
ЕЛЕКТРОДОДЪРЖАЧ -1. При ръч
но електродъгово заваряване - прис
пособление за закрепване на елект
рода и подвеждане на ток към него.
Типове Е.: (вж. фиг.) със стоманени
челюсти и обикновено затягане на
електрода (а); със затягане на елект
рода чрез пружина и подаване на ел.
ток чрез два кабела (б); съставен от
две пресовани ламаринени части, из
държащи ток до 400А при продължи
телно натоварване, тъй като и на
двете челюсти е поставена медна
подложка в мястото на захващане
то на електродите (в) и др. 2. Част
от електросъпротивителна зава
ръчна машина, в която се закрепва
електродът при работа.
ЕЛЕКТРОДЪГОВА МЕТАЛИЗАЦИЯ
- начин на метализация, при който
ЕЛЕКТРОДЪГОВО...
стопяването на метала за покрива
не се извършва чрез ел. дъга.
ЕЛЕКТРОДЪГОВА ПЕЩ, дъгова
пещ- пещ, в която за нагряване на
материалите се използува топлина
та на електрическа дъга. В Е.п. се
достига температура до 2500°С. По
начина на действие Е.п. биват с кос
вено действие (дъгата гори между
електроди на известно разстояние
от нагряваното тяло), с пряко дейс
твие (дъгата гори между електроди
и нагряваното тяло -Вж. фиг.) и пе
щи със закрита дъга (дъгата гори
под слой от твърда шихта, в която
са потопени електродите). За полу
чаване на висококачествени матери
али се използуват вакуумни Е.п. с топими електроди.
Към cm. Електродържач
а - със стоманени челюсти и обикнове
но затягане; б - с пружина; 8 - с медна
подложка
ЕЛЕКТРОДЪГОВО ЗАВАРЯВАНЕ заваряване чрез стопяване, при кое
то металът се нагрява от ел. дъга
/вж. Аргонодъгово заваряване, Зава
ряване в защитна газова среда, Подфлюсово заваряване. Ръчно електро
дъгово заваряване!.
ЕЛЕКТРОДЪГОВО...
-128-
ЕЛЕКТРОДЪГОВО НИТОВАНЕ,
електронитоване - елект
родъгово заВаряВане, при което съе
динението се получава чрез т. нар.
електродъгоВи нитоВе, образуВани
при пълното проВаряВане на единия
от съединяваните елементи. При
сравнително голяма дебелина на
проварявания детайл в него предва
рително се пробива отвор, който се
запълва с течен електроден метал
(вж. Електронит). Прилагат се ме
тодите на ръчно електродъгово за
варяване, подфлюсово заваряване и
CÓ2 - заваряване на съединения чрез
припокриване на краищата.
Към cm. Електродъгова пещ
Електродъгова пещ с пряко действие
ЕЛЕКТРОДЪГОВО РЯЗАНЕ - тер
мично рязане, при което металът на
реза се стопява от топлината на ел.
дъга и се отделя под действието на
собственото тегло на капките и
незначителното налягане на дъгата.
Понякога за отделяне на метала съдействува и газовият поток, който
се образува при изгаряне на флюса
или електродната обвивка. Е.р. се
прилага за термообработваеми високовъглеродни и неръждясващи
стомани, чугун, мед и др.
ЕЛЕКТРОДЪГОВО СПОЯВАНЕ
спояване, което се осъществява
чрез топлина, получавана при горе
нето на ел. дъга между въгленови
електроди.
ЕЛЕКТРОЕРОЗИОННА МАШИНА машина за електроерозионно обра
ботване на токопроводими матери
али с различна жилавост и твър
дост. Според предназначението си
Е.м. биват: копирно-пробивни - за
изработване на изделия със сложна
конфигурация (ковашки щампи,
пресформи, кокили и др.), за проби
ване на отвори, за гравьорски и др.
операции; заточни - за заточване на
твърдосплавни инструменти; реже
щи - за рязане на твърди и крехки ма
териали.
ЕЛЕКТРОЕРОЗИОННО ОБРАБОТ
ВАНЕ - обработване на метали, ос
новано на топлинното действие на
ел. ток, който се подава във вид на
краткотрайни импулси (ел. разряди)
между електродите - инструмента
и обработваната заготовка. При
Е.о. се получават детайли с опреде
лена форма и размери или се изменя
структурата и качеството на по
върхностния слой с цел той да се
уякчи. Е.о. бива електроискрово,
електроимпулсно, анодно-механич
но.
ЕЛЕКТРОЗАВАРЯВАНЕ - Вж. Елек
трическо заваряване.
ЕЛЕКТРОЗАДВИЖВАНЕ, е л. з адВижване - електромеханично
устройство за привеждане в движе
ние на механизъм или машина, при
което за източник на мех. енергия
служи електродвигател. Съществу
ват три начина на Е.: единично, гру
пово и многодвигателно. При еди
ничното Е. всяка работна машина се
привежда в движение от отделен
електродвигател, напр. при обикно
вените инструментални машини,,
помпи, вентилатори и др. Предим
ства: бързо пускане и спиране, най-
-129-
подходящи за работния процес ъгло
ви скорости, лесно сменяване посо
ката на въртене, удобно и безопасно
обслужване. При груповото Е. дви
жението се предава от един елект
родвигател чрез трансмисии на гру
па работни машини. То има много
недостатъци и затова рядко се из
ползува (вж. Трансмисия). При многодвигателно Е. отделните работни
органи на машината се привеждат в
движение от различни електродви
гатели, напр. при валцовъчни маши
ни, товароподемни кранове и др. Е.
бива нерегулируемо и регулируемо. В
нерегулируемото Е. (с постоянна
честота на въртене) се използуват
трифазни асинхронни и синхронни
електродвигатели, а в регулируемо
то (с плавно изменение на честота
та на въртене) - електродвигатели
за постоянен ток, по-рядко колек
торни и безколекторни асинхронни
двигатели.
ЕЛЕКТРОИМПУЛСНА МАШИНА металообработваща машина за
електроимпулсно обработване на
детайли. Е.м. се различава от електроискровата машина по генератора
на дъгови импулси, който има диапа
зон на работните напрежения от 20
до 60 V.
ЕЛЕКТРОИМПУЛСНО ОБРАБОТ
ВАНЕ - електроерозионно обработ
ване, което се основава на използу
ването на еднопосочни продължи
телни импулси на ел. разряди с тем
пература на плазмата 4000 - 5000°С,
създавани от специален импулсен ге
нератор. Формообразуващият инс
трумент е анодът, а обработвана
та заготовка служи за катод. Е.о. се
прилага при предварително обра
ботване и при обработване на слож
ни профили на детайли от магнит
ни, топлоустойчиви и труднотопими сплави.
9
Терминологичен речник по металообработване
ЕЛЕКТРОИСКРОВО ...
ЕЛЕКТРОИНСТРУМЕНТ - ел. ръч
на машина, задвижвана от електрод
вигател. Основни видове Е. са: про
бивни, триони, ножици, гайконавивачи, дълбачи, заточващи машини и
др. (вж. Ръчни машини).
ЕЛЕКТРОИСКРОВА МАШИНА
металообработваща машина за
електроискрово обработване на де
тайли. По предназначение биват
универсални, специализирани и спе
циални, по точност на обработване
то - с нормална точност, повишена
точност и прецизни. Е.м. се със
тоят от устройство за закрепване
и преместване на инструмента (за
готовката), хидросистема, уст
ройство за автоматично регулира
не на междуелектродното прост
ранство (между заготовката и инс
трумента). Генераторите на искрови импулси са изработени отделно и
диапазонът на работните им напре
жения е от 60 до 200 V.
ЕЛЕКТРОИСКРОВО ОБРАБОТВА
НЕ - електроерозионно обработва
не на метали, което се основава на
разрушаването им под действието
на импулсен ел. разряд в диелектрич
на течна среда (керосин или масло с
малка вискозност). По повърхност
та на заготовката протичат много
къси искрови разряди, през време на
които се отделя голямо количество
топлина, която стопява и частично
изпарява метала, като осигурява
взривоподобно изхвърляне на части
ци от повърхността на заготовка
та (анода). Катодът е инструмент с
форма, представляваща огледален
образ на зададената форма на по
върхността на детайла. Е.о. се при
лага при изработването на щампи,
пресформи, кокили, твърдосплавни
дюзи за изтегляне; при обработва
нето на отвори и канали, вкл. и криволинейни; при уякчаване на повърх-
ЕЛЕКТРОКОНЖКТНА ...
-130 -
Hocmume на режещите части на ме
талорежещи инструменти и др.
ЕЛЕКТРОКОНТАКТНА МАШИНА металообработваща машина за
електроконтактно обработване на
детайли.
ЕЛЕКТРОКОНТАКТНО ОБРАБОТ
ВАНЕ - електромеханично обработ
ване, което се основава на действи
ето на импулсни ел. дъгови разряди,
които осигуряват нагряване в мяс
тото на обработване. Инструмен
тът катод представлява метален
диск, а обработваната заготовка
служи за анод. Размерното формообразуване се получава чрез стопя
ване на повърхностните слоеве на
метала и отделянето им с инстру
мента от зоната на обработване.
Е.о. се прйлага за почистване на чугу
нени и стоманени отливки, за ряза
не на валцовани изделия, за грубо об
работване на повърхнини и др.
електрокорозия - електрохимична корозия на металите под въз
действието на електрическо поле.
ЕЛЕКТРОКОРУНД - синтетичен
абразивен материал, който се със
тои от корунд и примеси от други
минерали. В зависимост от съдър
жанието на AÍ2O3 и метода на про
изводство Е. бива: нормален (EH) —
91-96% AI2O3; бял (ЕБ) - над 97%
ĄI2O3; легиран -титанов (ЕТ), цирко
ниев (ЕЦ), хромов (ЕХ), рубин корунд
(ЕР) и монокорунд (ЕМ), съдържащи
до 99% AI2O3. Е. намира по-широко
приложение от други абразивни ма
териали. Използува се при производ
ството на почти всички видове аб
разивни инструменти и изделия.
ЕЛЕКТРОЛИЗА -хим. процес, про
тичащ между два електрода, пото'пени в електролит при преминаване
то на постоянен ел. ток през него. Е.
се съпровожда с отделянето на йони
на електролита върху електродите
в съответствие със знака на техния
заряд, т.е. катиони на катода и аниони на анода (вж. фиг.). Е. се използу
ва за получаване на много метали и
други продукти, за получаване на
различни галванични покрития, за
създаване на хим. източници на ток
идр.
Електрони
Към cm. Електролиза
Схема на движението на електричните
заряди при електролиза
ЕЛЕКТРОЛИТИ — разтвори на ки
селини, основи и соли, които провеж
дат ел. ток в резултат от движени
ето на йоните, образувани от разпа
дането на молекулите на разтворе
ното вещество. В зависимост от
степента на електролитната дисоциация а Е. са силни (а е близо до 1)
и слаби (а е близо до 0). Силни Е. са
обикновено минерални киселини, ос
нови и техните соли, а слаби - орга
нични киселини и основи. Е. се прила
гат в електропромишлеността (вж.
Електролиза, Галванотехника).
ЕЛЕКТРОЛИТНО ПОКРИТИЕ, гал
ванично покритие - метал
но покритие, получено по електроли
тен начин. В зависимост от мате
риала на покритието съществуват
различни процеси за Е.п.: хромиране,
никелиране, помедняване и др.
ЕЛЕКТРОЛИТНО РАЗЯЖДАНЕ
обработване повърхността на ме
тали под действието на ел. ток в
галванична вана с цел отделяне от
повърхността на метала на окиси,
- 131 ръжда u окалина или получаване на
релефни повърхнини (напр. при изра
ботване на клишета, при което учас
тъците на метала, непокрити от
копирен слой, се разтварят под
действието на тока и върху метала
се образуват вдлъбнатини).
ЕЛЕКТРОМАГНИТЕН БЕЗРАЗРУ
ШИТЕЛЕН КОНТРОЛ - контрол без
разрушаване на материала, който се
основава на регистрацията на изме
нението на променливо във време
то възбуждащо магнитно поле
вследствие противодействието на
магнитното поле, създавано от индуктирани в контролираното изде
лие вихрови токове.
ЕЛЕКТРОМАГНИТЕН СЕПАРАТОР
в леярството - съоръжение за
отделяне на метални феромагнитни
частици чрез електромагнит от из
ползуваната формовъчна смес. Е.с.
биват барабанни, лентови и диско
ви. Те се включват в транспортния
поток на формовъчната смес след
отделяне на отливките от форми
те.
ЕЛЕКТРОМАГНИТНА ПРЕСА
преса, при която под действието на
електромагнитна сила се спуска
плъзгач с ударник (бойник). Чрез пре
късване на тока се осъществява об
ратният ход - пружината връща
котвата в първоначално положение.
Е.п. имат проста конструкция - ня
мат механизъм за управление, махо
вици, въртящи се части, електрод
вигатели. Използуват се за щанцо
ване на малки детайли (вж. фиг.).
ЕЛЕКТРОМЕХАНИЧНО ОБРАБОТ
ВАНЕ - метод за окончателно обработввне на метални детайли чрез
рязане или налягане едновременно с
местно нагряване на повърхността
им с ел. ток близо до формообразуващия инструмент. Към Е.о. спадат
електромеханичното струговане,
фрезоване, сбиване и др.
ЕЛЕКТРОНИТ.
ЕЛЕКТРОМОНТАЖНИ РАБОТИ работите по монтажа (сглобяване,
спояване, заваряване) и разполагане
то на електрически части на маши
ни и съоръжения (проводници, кабе
ли, шини, ел. устройства на автома
тиката - системи за управление, ел.
апаратура и др.).
77777777777
Към cm. Електромагнитна преса
Схема на електромагнитна преса: 1 плъзгач с ударник; 2 - електромагнити;
3 - пружина; 4 - котва
ЕЛЕКТРОНЕН ГРАВИРЕН АВТО
МАТ — апарат за електромеханично
изработване на клишета за висок пе
чат. При Е.г.а. фотоелементът "чечте" изображението, което ще се въз
произвежда, преобразува отразена
та от оригинала светлина с различ
на сила в ел. ток, който, преминавай
ки през усилвателни елементи, зад
вижва режещия инструмент, отне
мащ материал от клишето (метал,
пластмаса), при което се възпроиз
вежда зададеното изображение.
ЕЛЕКТРОНИТ-елемент на заваре
но по електродъгов начин съедине
ние, отличаващ се от заваръчната
точка по това, че за неговото обра
зуване се изисква пълно проваряване
ЕЛЕКТРОНИТОВАНЕ...
- 132 -
на единия om съединяваните елемен
ти /вж. Електродъгово нитоване!. Е.
прилича на обикновения нит и се из
работва при едностранен достъп до
съединението. Ha фиг. е показано из
работване на Е. без предварително
пробиване на отвор lai и с предвари
телно пробиване на отвор /б/.
Към cm. Електронит
Примери за изпълнение на електронитове: а - без пробиване на отвор; б - с
пробиване на отвор
ЕЛЕКТРОНИТОВАНЕ - вж. Електродъгово нитоване.
ЕЛЕКТРОННОЛЪЧЕВА ПЕЩ-ваку
умна пещ за получаване на особено
чисти и труднотопими метали и
сплави, в която нагряването се из
вършва вследствие превръщането
на кинетичната енергия на ускорени
в електростатично поле електрони
в топлинна енергия при удрянето им
върху повърхността на нагрявания
материал.
ЕЛЕКТРОННОЛЪЧЕВО ЗАВАРЯВА
НЕ, заваряване с електро
нен л ъ ч - заваряване чрез сто
пяване, при което загряването на за
варяваните краища се извършва от
фокусиран високоенергиен електро
нен поток. Електронният поток, на
ричан още електронен лъч, се получа
ва в специален уред, наречен елект
ронно оръдие. Обикновено Е.з. се из
вършва във вакуумна камера при на
лягане 10 -? 0,1 mPa. При попадане на
електроните върху повърхността
на заваряваното изделие почти ця
лата кинетична енергия на елект
ронния лъч се.превръща в топлинна,
която нагрява и стопява заварявани
те краища. Е.з. се характеризира с
голяма плътност на енергията (до
5.108 W/cm2), при което се получава
тесен и дълбок провар. Прилага се за
заваряване на труднотопими мета
ли и сплави, разнородни метали със
значителни разлики в дебелината и
свойствата и др.
ЕЛЕКТРОННО СЪЕДИНЕНИЕ - съ
единение на два метала, характери
зиращо се с определено гранично съ
отношение (3/2, 21/13 или 7/4) меж
ду валентните електрони и броят на
атомите, при което на всяко отно
шение отговаря определена крис
тална решетка, отличаваща се от
кристалната решетка на образува
щите го метали. Е.с. заема междин
но положение между хим. съединение
(с характерно строго закономерно
подреждане на образуващите го
атоми) и твърдия разтвор (с произ
волно разположение на атомите).
Е.с. се среща в редица важни за тех
никата сплави - мед -цинк, мед - ка
лай, желязо - алуминий и др.
ЕЛЕКТРОСБИВАЩА МАШИНА машина за сбиване (удебеляване) на
заготовки от прътов материал чрез
горещо деформиране, при което наг
ряването на метала се осъществява
електросъпротивително. Чрез пос
тепенно подаване на заготовката в
зоната на нагряване с Е.м. може да се
получи сбиване на значително по-голяма дължина от тази, постигана с
хоризонтално-ковашки машини.
- 133-
ЕЛЕКТРОСТАТИЧНА ДЕФЕКТОСКОПИЯ - метод на дефектоскопия,
който се основава на регистриране
нехомогенността на електроста
тичното поле в зоната на повърх
ностните дефекти в изделия от неелектропроводими материали
(пластмаси, порцелан, стъкло), а съ
що и в изолационни покрития от ке
рамика или емайл, нанесени върху ме
тали. Дефектите се откриват по
отлагането на положително наелектризирани частици от пулверизи
ран прах (от титанов двуокис, меди
цински талк, ксерографски пудри) в
краищата на пукнатините.
ЕЛЕКТРОСЪПРОТИВИТЕЛНА ПЕЩ
- пещ, в която се използува топли
ната, отделена при преминаването
на ел. ток през нагревателни елемен
ти (проводници) с активно ел. съп
ротивление. Използуват се нагрева
телни елементи във вид на спирали
от проводник или зигзагообразни
ленти от сплави с голямо специфич
но ел. съпротивление (нихром, хромал), карборундови пръти или зър
нести смеси, насипани в метални
улеи или вани, и нагреватели от молибденов двусулфид. Използуват се
също Е.п. с пряко действие, при кои
то за работно съпротивление служи
самото нагрявано изделие. Е.п. се из
ползуват за нагряване на метални
детайли, за термично и химико-термично обработване; в праховата ме
талургия; за леене на л’еснотопими
метали и сплави; за сушене на мате
риали и боядисани изделия и др.
ЕЛЕКТРОСЪПРОТИВИТЕЛНО ЗА
ВАРЯВАНЕ -заваряване чрез наляга
не, при което се осъществява висококонцентрирано местно нагряване
с топлина, отделяна при преминава
нето на ел. ток от единия от съеди
няваните детайли към другия, пер
пендикулярно на повърхността на
ЕЛЕКТРОТЕРМИЧНО ...
техния контакт (вж. фиг.). Място
то на максималното нагряване в то
зи случай е ел. контактът между де
тайлите. Съществуват челно Е.
з., точково Е. з., ролково и
релефно Е. з. (вж. фиг.). Машини
те, използувани за Е.з., се наричат
електросъпротивителни заваръчни
машини.
Към cm. ЕлектросъпротиВително
заваряване
а - челно; б - точково; в - шевно (ролко
во); 1 - заварявани детайли; 2 - електро
ди; 3 - заваръчен трансформатор; Р сила на притискане
ЕЛЕКТРОСЪПРОТИВИТЕЛНО СПО
ЯВАНЕ - спояване, което се осъщес
твява чрез топлина, отделена при
преминаване на ел. ток през споява
ните изделия.
ЕЛЕКТРОТЕРМИЧНО ОБРАБОТ
ВАНЕ - метод за термично обра
ботване на металите и техните
сплави, при който нагряването (ин
дукционно, контактно и др.) се осъ
ществява с ел. ток. Е.о. позволява да
се нагряват отделни места на де
тайлите (напр. при закаляване в
електролит) или само повърхност
та им (напр. при повърхностно зака
ЕЛЕКТРОТЕРМИЯ...
-134-
ляване с ТВЧ, което се отличава с го
ляма скорост на нагряване, висока
производителност, лесно регулира
не дълбочината на закаления слой,
подобрени условия на труда).
ЕЛЕКТРОТЕРМИЯ - област от
техниката, занимаваща се с про
мишленото използуване на нагрява
нето с ел/ток при протичането му
през твърди проводници или прово
дящи газове/ел. дъга/. Намира прило
жение в ел. пещи - електродъгови,
електросъпротивителни, индукци
онни, в електрометалургията, електрозаваряването и др.
ЕЛЕКТРОТЕХНИЧЕСКА СТОМАНА
- група нисковъглеродни /до 0,1% С/
легирани със силиций /1
5%/ сто
мани с голяма магнитна проницае
мост, малки хистерезцсни загуби и
повишено ел, съпротивление, които
се използуват като магнитно мек
материал в конструкциите на ел.
машини и апарати. Съществуват
динамна и трансформаторна Е.с.
ЕЛЕКТРОТЕХНИЧЕСКО ЖЕЛЯЗО използувано в електротехниката
технически чисто желязо /до 0,05%
С и минимално количество други
примеси/ с голяма магнитна прони
цаемост и малки хистерезисни загу
би. Използува се в магнитопроводите на постояннотокови ел. машини
и апарати /релета, ел. магнити, по
люси на ел. машини/. Основен недос
татък е високата електропроводност. Вид Е.ж. е Армко-желязото.
ЕЛЕКТРОФИЗИЧНО ОБРАБОТВА
НЕ -обработване, което се извърш
ва чрез използуване на ел. заряди,
магнитострикционни ефекти, елек
тронно или оптическо излъчване,
плазмена струя.
ЕЛЕКТРОХИДРАВЛИЧЕН ЕФЕКТ въздействие върху твърдо тяло на
импулсни налягания, възникващи при
ел. разряд с високо напрежение в
течност. Е.е. се използува за раздро
бяване на шлаки, отстраняване на
окалина от отливки и изковки, за
щамповане, пресоване и изтегляне
на метални листови материали и др.
ЕЛЕКТРОХИДРАВЛИЧНО ПОЧИСТ
ВАНЕ - метод за почистване на от
ливки, при който се използува меха
ничната енергия на хидравличен
удар, възникващ при създаване на ел.
разряд В съд с течност, където са
потопени отливките.
ЕЛЕКТРОХИДРАВЛИЧНО ЩАМПО
ВАНЕ - щамповане (предимно лис
тово), при което за деформиране се
използува енергията на ел.разряд с
високо напрежение в съд с течност.
ЕЛЕКТРОХИМИЧНА ЗАЩИТА - за
щита на металите от корозия чрез
електрохимична поляризация, при
която при контакт на два различни
метала в електролит металът ċ понисък електроден потенциал се раз
рушава, като защитава от разруша
ване метала с по-висок потенциал.
Материалът, който се разрушава, се
нарича протектор. Най-често като
протектор се използуват цинкът и
неговите сплави. Е.з. се прилага за
предпазване от корозия на подземни
кабели, тръбопроводи, нефтопро
води.
ЕЛЕКТРОХИМИЧНА КОРОЗИЯ
корозия, възникваща при взаимо
действието на металите с електро
лити (разтвори на соли, киселини и
основи, които провеждат ел. ток).
Е.к. е най-разпространеният вид ко
розия. При Е.к. металът, като взаимодействува с електролита, изпра
ща в разтвора положително зареде
ни йони (катиони) и самият той се
обогатява на електрони. Разтваря
нето на метала в електролита е
толкова по-бързо, колкото е по-отрицателен неговият електроден по
тенциал.
-135 ЕЛЕКТРОХИМИЧНО ОБРАБОТВА
НЕ - вж. Айодна-химично обработ
ване.
ЕЛЕКТРОХИМИЧНО ПОЧИСТВАНЕ
- повърхностно почистване на ме
тални изделия, като се използува
въздействието на ел. ток, премина
ващ през електролит, в който по
чистваното изделие е потопено и
изпълнява ролята на анод.
ЕЛЕКТРОШЛАКОВО ЗАВАРЯВАНЕ
-заваряване чрез стопяване, при ко
ето топлината за нагряване се от
деля при преминаването на ел. ток
през течна шлакова вана. Ha фиг. е
показана схемата на Е.з. В простран
ството, образуващо се от заварява
ните краища 1 и формиращото
приспособление 3, се създава ваната
от стопена шлака 2, в която се по
топява електродът 6. Електродът и
краищата на изделието се стопя
ват, като образуват заваръчната
метална вана 5, която след това при
кристализацията си образува шева
4. За електрод се използува тел или
лента. Е.з. се използува за заварява
не на големи дебелина - до 500 тт,
както и за изваряване - вж. фиг.
ЕЛЕКТРОШЛАКОВО ЛЕЕНЕ - ме
тод за получаване на отливки във
водоохлаждаема метална форма
/кристализатор/ чрез електрошлаково претопяване /вж. фиг./: работ
ната кухина на кристализатора има
формата на отливката. При Е.ш.л. се
създават благоприятни условия за
интензивно взаимодействие на
стопилката с шлаката, последова
телна и насочена кристализация с го
ляма интензивност на охлаждане,
благодарение на което от стопилка
та се отделят разтворените газове
и неметалните включвания, избяг
ват се всмукнатините и ликвационната нееднородност, подобряват се
ЕЛЕКТРОШЛАКОВО ...
микроструктурата, механичните
качества и пластичността на мета
ла. Поради сложната и скъпа леярска
форма Е.ш.л. е подходящо да се при^
лага само за отливки от специални
сплави и стомани с високи изисква
ния за качеството.
Към cm. Електрошлаково заваряване
1 - заварявани краища; 2 - шлакова вана;
3 - медни плъзгачи; 4 - заваръчен шев; 5
- метална вана; 6 - метален електрод
ЕЛЕКТРОШЛАКОВО ПРЕТОПЯВА
НЕ - метод за рафиниращо прето
пяване на метали и сплави /вж. фиг./.
Заготовката във вид на прът като
топим електрод се потопява във ва
на от стопена електропроводима
синтетична шлака, която се намира
във водоохлаждаем меден или от немагнитна неръждаема стомана
кристализатор. Между заготовката
/електрода/ и дъното на кристализа
тора се подава променлив ел. ток. В
резултат на отделената в шлаката
топлина вследствие на ел. съпро
тивление потопеният край на заго
товката се стопява, като стопе-
ЕЛЕМЕНТАРЕН ...
I
-136-
ният метал преминава през шлака
та, без ga контактува с атмосфера
та, и се втвърдява в охлаждаемия
кристализатор. Шлаковата вана из
пълнява функции на топлинен из
точник и служи като защитно и ра
финиращо средство. Процесът на
топене и втвърдяване протича неп
рекъснато и едновременно, като се
осигурява насочена кристализация и
в резултат на това подобрена
структура и голяма плътност на по
лучения метал. Шлаката се състои
от AL2O3, CaO, МдО, CaF2, SiO2, кои
то осигуряват намаляване на съдър
жанието на азот и кислород 1,5
2
пъти, на сяра -1,5 ť 4 пъти и на не
металните включвания-2 Зпъти.
В резултат на това значително се
повишават механичните свойства и
се подобрява пластичността на ме
тала. Е.ш.п. се прилага ефективно
при изработване на заготовки за
следваща пластична обработка, за
профилни отливки с високо качест
во и отливки от скъпи легирани стомани /вж. Електрошлаково леене/.
ЕЛЕМЕНТАРЕН ПРЕВОД - превод
само с една зъбна група. Е.п. биват:
с придвижни зъбни колела; с посто
янно зацепени зъбни колела и със
сменни зъбни колела, а според броя
на скоростите - двускоростни,
трискоростни и четирискоростни
(вж. фиг.).
Към cm. Електрошлаково претопява
не
1 - топим електрод; 2 - кристализа
тор, охлаждан с вода; 3 - стопена шла
ка (шлакова вана); 4 - отлят блок
Към cm. Електрошлаково наваряване
1 - основен материал; 2 - електродни
шини; 3 - меден плъзгач; 4 - наварен ме
тал; 5 - метална вана; 6 - шлакова вана
ЕЛЕМЕНТАРНА КЛЕТКА вж.
Кристална решетка.
ЕЛЕМЕНТЕН КАЛИБЪР - калибър,
предназначен за контрол само на
един параметър (елемент) на обек
та.
ЕЛЕМЕНТИ HA РЯЗАНЕТО - вели
чини, характеризиращи процеса на
рязане на металите. Е.р. са: дълбочи
на на рязане С подаване 5; широчина
на срязвания слой метал b и дебели
на на срязвания слой а (вж. фиг.).
-137-
ЕЛЕМЕНТНА ГРЕШКА HA ЗЪБНО
КОЛЕЛО - грешката на някой от ге
ометричните елементи (парамет
ри) на зъбното колело, напр. на про
фила на зъба, стъпката, дебелината
или направлението на зъба и др.
Към cm. Елементарен превод
Елементарен превод с придвижни зъб
ни колела
Zl и Z2 - придвижни зъбни колела на вал
I; Z1 ’ и Z2’ - неподвижни зъбни колела на
вал II (вретено)
ЕЛЕМЕНТ HA ПОХВАТА - най-мал
ката по време част от похвата, коя
то може да бъде измерена и предс
тавлява отделно и завършено дви
жение на работника.
ЕЛЕМЕНТООБРАЗНА СТРУЖКА стружка, която се получава при ряза
не на пластични метали при малки
скорости, голяма дебелина на сряз
вания слой и малки .предни ъгли на ре
жещия инструмент. Е.с. се състои
от свързани помежду си силно де
формирани елементи от отрязания
метал с правилна геометрична фор
ма. Външната ù повърхнина е стъпалообразна, а вътрешната (контак
туваща с предната повърхнина на
инструмента) - гладка.
ЕЛИНВАР
- желязно-никелова
сплав с добавка на хром (7 - 9%), манган (2-3%) и други елементи, които
имат близък до нула коефициент на
модул на еластичност. Използува се
за изработване на мембрани, пружи
ЕМАТААИРАНЕ...
ни и други детайли, които трябва да
запазят еластичните си качества в
интервал приблизително от -40 до
60°С.
ЕМАЙЛИРАНЕ - електрохимичен
процес на покриване на метални, ке- '
рамични и стъклени изделия с емай
ли за защита от корозия, изтриване,
високи температури и др., а също и
за подобряване на външния им вид.
Процесът се състои в нанасяне на
емайл върху повърхността на изде
лието и закрепването му чрез изпи
чане. За подобряване качеството на
покритието Е. се извършва два иповече пъти. Ha Е. се подлагат освети
телна арматура, медицински инст
рументи, съдове, украшения (худо
жествено Е.), детайли на строител
ни конструкции и др.
ЕМАЙЛНО ПОКРИТИЕ —
покри
тие, получено чрез емайлиране.
ŕ
Към cm. Елементи на рязането
а - при струговане; б - при пробиване
ЕМАТАЛИРАНЕ - електрохим. ок
сидиране на алуминиеви сплави с цел
да се получат непрозрачни емайловидни тънки покрития с млечен
цвят. Ha Е. се подлагат домакински
съдове, осветителна арматура, ме
дицински инструменти и други из
делия.
ЕМУЛСИОННИ ...
г138-
ЕМУЛСИОННИ МАСЛА - минерал
ни масла, които благодарение на до
бавки от сапун или други емулгатори могат да се смесват с Водата.
Е.М. се използуват като мазилно-охлаждащи течности при обработва
не на металите.
ЕМУЛСИЯ -1. Дисперсна система,
състояща се от две неразтварящи
се една в друга течности, едната от
които (дисперсна фаза) е разпреде
лена в другата (дисперсма среда). 2.
Млечнобяла или с по-тъмен цвят мазилно-охлаждаща течност, получена
чрез смесване на маслени концент
рати (емулсоли) с вода, която се из
ползува при обработване на метали
те чрез рязане. Емулсолите съдър
жат минерални масла с по-нисък вис
козитет, йоногенни или нейоногенни емулгатори, инхибитори на коро
зията и др.
ЕНДОГЕННО ВКЛЮЧВАНЕ - неме
тално включване, получено в резул
тат на ендогенни реакции, протича
щи в стопилката.
ЕНЕРГЕТИЧЕН СПЕКТЪР - спек
тър на трептения, в който величи
ните, характеризиращи хармонич
ните съставки на трептенията, са
квадратите на амплитудите на ско
ростта, които характеризират
тяхната относителна енергия.
ЕРГОНОМИЧЕН ПОКАЗАТЕЛ ЗА
КАЧЕСТВОТО HA ИЗДЕЛИЕТО - по
казател за качеството, използуван
за определяне съответствието на
изделието на ергономичните изиск
вания. Е.п.к.и. биват: хигиенен, антропометричен, физиологичен, пси
хофизиологичен и психологичен.
ЕРГОНОМИЧНИ ИЗИСКВАНИЯ
КЪМ ИЗДЕЛИЕТО - изисквания към
изделието, определяни от ергоно
мичните свойства на човека и пос
тавяни с цел да се подобри и улесни
дейността му. В процеса на разра
ботка, конструиране и експлоата
ция (употреба) на изделието те се
предявяват напр. към размерите,
формата, цвета, елементите на из
делието и тяхното взаимно разположение. Ефективността на човеш
ката дейност при контакт с издели
ето може да се характеризира напр.
с производителността, точност
та, сигурността на системата "чо
век-изделие-среда“, с умората и възможността за развитие на способ
ностите на човека (оператора).
ЕРГОНОМИЯ — наука, която изс
ледва "човешкия фактор" в произ
водствената и битовата дейност
на "човека оператор" и “човека пот
ребител“. Научна основа на Е. е ком
плексният, системен подход към
изучаване на системата “човек-изде
лие", “човек-изделие-среда“, който
има следните аспекти: хигиенен, антропометричен, физиологичен, пси
хофизиологичен, инженерно-психо
логичен. Е. определя ергономичните
изисквания към изделията с цел да се
осигурят оптимални условия за ви
сокопроизводителен труд и за раз
витие на способностите на човека
(оператора).
ЕРОЗИЯ HA МЕТАЛИТЕ - разруша
ване на повърхността на метални
изделия под действието на ел. разря
ди (ел. ерозия) или механично въз
действие (механична ерозия). Меха
ничната ерозия се получава от въз
действието на газове, кондензирани
фази (течности или твърди части
ци) или техните смеси (газоабразивна Е.М., хидроабразивна Е.м.). Интен
зивността на Е.м. зависи както от
природата на материала и състоя
нието на неговата повърхност, та
ка и от работните условия и състо
янието на кондензираната фаза.
Разновидност на механичната Е.м. е
кавитацията. За борба с механична-
-139 ma Е.м. се използуват ерозоустойчиви материали и покрития. Ел. Е.м.
(електродъгова и искрова) се проявя
ва при работа на електроконтактните материали и се изразява в то
пене на повърхностните микроучастъцц на метала. За борба с ел. Е.м. се
използуват специални електроконтактни сплави и искрогасители. Яв
лението Е.м. се използува 8 редица
технологични процеси на обработ
ване на металите (песъкоструйно,
сачмоструйно, електроерозионно и
ултразвуково обработване).
ЕСТЕСТВЕН ДИАМАНТ - вж. При
роден диамант.
ЕСТЕСТВЕНО СТАРЕЕНЕ - старее
не, което протича при естествени
условия без прилагане на нагряване
(вж. Стареене):
ЕТАЖНО ЛЕЕНЕ - начин за изра
ботване на отливки в хоризонтално
разположени, пясъчно-глинести или
черупкови леярски форми, които са
наредени една върху друга и са свър
зани с общ леяк. Всяка хоризонтална
част от комплекта има две работни
повърхнини. При Е.л. се подобрява
използваемостта на метала и се на
малява разходът на формовъчна
смес /вж. фиг./.
ЕТАЛОН на единица - средс
тво за измерване, предназначено да
определи или да материализира, да
запази или да възпроизведе измерва
телната единица на дадена величина
(или нейните кратни).
ЕТАЛОНИРАНЕ - вж. Калибриране.
ЕТИЛСИЛИКАТ /C2H5O/4-Si,
свързващо вещество във вид на хид
ролизиран разтвор, което се изпол
зува за изработване на черупкови
форми при леене по стопяеми моде
ли и при метода Шоу.
ЕФЕКТИВЕН КОЕФИЦИЕНТ
н а
концентрация на напре
жението,^- отношението на
ЕФЕКТ ...
границата на умора на материала на
пробно тяло без концентратор на
напрежението към границата на
умора на материала на пробно тяло
с концентратор на напрежението
при еднакъв брой цикли и еднакви ус
ловия за изпитване и обработка.
ЕФЕКТИВЕН ФОНД ПРОИЗВОДСТ
ВЕНО ВРЕМЕ на съоръжения
та - сумарно време за експлоата
ция на технологичните съоръжения
през плановия период, пресметнато
за приетите експлоатационни усло
вия и разходи на време за ремонт.
ЕФЕКТИВНА МОЩНОСТ Ne мощността, измервана на вала на
двигателя и представляваща разли
ката между индикаторната мощ
ност (N/) и механичната мощност,
изразходвана за преодоляване сили
те на триене в двигателя (Л/тр), т.е.
Ne = Nį-Nfyp.
ЕФЕКТ HA ПАМЕТ HA ФОРМАТА явление, свързано с мартензитното
превръщане на някои сплави; изразя
ва се в това, че локалната деформа
ЖАРОУСТОЙЧИВИ...
-140-
ция, Възникваща при правото прев
ръщане, напр. аустенит-мартензит,
изчезва напълно при обратното
превръщане - мартензит-аустенит. Ако детайл от сплав, при която
има Е.п.ф.. се деформира при темпе
ратура под точката на началото на
мартензитното превръщане, т.е. в
мартензитно състояние, а след то
ва се нагрее над точката на начало
то на обратното превръщане, тога
ва детайлът ще заеме предишната
си форма. Е.п.ф. се използува напр.
за създаване на устройство, в което
топлинната енергия пряко се прев
ръща в механична. Най-силно Е.п.ф.
се наблюдава в интерметалното съ
единение NiTi.
ж
ЖАРОУСТОЙЧИВИ м е т а л и и
сплави (непр.т.) - вж. Топлоустойчиви метали и сплави.
ЖЕЛЕЗАРИЯ - вж. Метални изде
лия.
ЖЕЛЕЗНИ ОТПАДЪЦИ - 1. Ошлаковани отпадъци на черни метали,
образуващи се при производство,
транспортиране и разливане на чу
гун и стомана. 2. Отпадъци, предим
но от черни метали, получени от об
рязването на щамповани или щанцовани детайли, а също и отпадъци от
бракувани изделия.
ЖЕЛЕЗОГРАфИТ - метало-керамичен антифрикционен материал,
който Съдържа 95-98% желязо и 25% графит. Порестостта му е 1530%. Получава се по методите на
праховата металургия. Използува се
за изработване на лагерни втулки.
ЖЕЛЯЗНА ГЪБА - вж. Гъбесто же
лязо.
ЖЕЛЯЗО (Fe) -хим. елемент, ат.н.
26, ат.м. 55,847. Ж. е сребристобял
феромагнитен метал; има 3 полиморфни модификации, които се раз
личават по кристалната си струк
тура. При обикновена температура
до 910°С е устойчиво а- Ресобемно-
центрирана кубична решетка и
плътност 7874 кд/тЗ. Между 910 и
1400°С е устойчиво y Fe сравнинноцентрирана кубична решетка и над
1400°С δ- Fe, което е също с обемноцентрирана кубична решетка; т.т.
1539°С. Ж. е пластично - лесно се ко
ве, поддава се на валцоване, щампо
ване и изтегляне. В природата Ж. е
широко разпространено - сред ме
талите заема второ място (след
алуминия). Ж. се получава от Ж. руди
(магнетит, хематит и др.) във вид
на различни сплави с въглерода. Из
ползува се главно във вид на железовъглеродни сплави - стомани и чугу
ни. От технически чистото Ж. се из
работват сърцевини за електромаг
нити, котви на електрически маши
ни и др.
ЖЕЛЯЗО-ВЪГЛЕРОДНА ДИАГРА
МА - диаграма на състоянието на
двукомпонентната система желязовъглерод (стабилна система) и желязо-цементит (метастабилна систе
ма). В практиката се използуват Ж.
-в. д. при съдържание на въглерод до
6,67%. С помощта на Ж. -в. д. може
да се определи равновесната струк-
- 141 -
тура на желязо-въглеродните сплави
- стомана и чугун, критичните точ
ки на фазовите и структурните
превръщания при бавно охлаждане
или нагряване в зависимост от хим.
състав и областите на съществува
не на отделните фази и структурни
съставки, а именно: стопилка, делта-ферит, аустенит, ферит, цементит, перлит, ледебурит, графит.
ЖИЛАВОСТ HA МАТЕРИАЛА в
твърдо състояние - способ
ността на материала да поглъща
ЗАВАРЧИК...
при пластична деформация значи
телни количества механична енер
гия, без да се разрушава. В зависи
мост от характера на натоварване
то се различава статична жилавост
- при бавно прилагане на натоварва
нето, ударна - при бързо (ударно, ди
намично), и циклична - при многок
ратно повтарящо се прилагане на
натоварването. Ж.м. е свойство,
противоположно на крехкостта.
ЖЛЕБОВО СЪЕДИНЕНИЕ (непр.т.]
- вж. Шлицово съединение.
3
ЗАБАВИТЕЛ HA КОРОЗИЯТА - вж.
Инхибитор.
ЗАВАРЕНА КОНСТРУКЦИЯ - ме
тална конструкция, получена чрез
заваряване на отделни части. З.к. са
по-голямата част от съвременните
стоманени конструкции. В сравне
ние с нитованите конструкции З.к.
имат по-ниска себестойност и на
мален разход на метал.
ЗАВАРЕНА ТРЪБА - метална, найчесто стоманена тръба, изработена
чрез заваряване на краищата на сто
манени листове или ленти, завити
на тръба. З.т. бива с праволинеен
или със спирален шев.
заварено съединение - нераз
глобяемо съединение, в което отдел
ните елементи са съединени чрез за
варяване. В зависимост от взаимно
то разположение на заварените еле
менти се различават следните ос
новни типове 3.C.: челно, Т-образно,
ъглово, с припокриване на краищата
(вж. фиг.).
ЗАВАРЧИК - професия на човек,
който извършва заваряване на ме
тали. Възможни Специализации:
електрозаварчик, газозаварчик, за
варчик на машини за електросъпротивително заваряване, заварчик на
машини за заваряване в защитна га
зова среда, настройчик на заваръчни
машини и съоръжения.
[^66888888881.8888888888^1
Към cm. Заварено съединение
Видове заварени съединения: 1 - челни;
2 - с припокриване; 3 - ъглови; 4 - Т-образни;5 -с планки
ЗАВАРЪЧЕН...
-142-
ЗАВАРЪЧЕН АВТОМАТ - заваръч
на машина, при която Всички движе
ния, необходими за получаване, под
държане и придвижване на дъгата по
дължина на шева, се извършват без
участието на човек в продължение
на целия процес на образуване на ше
ва. З.а. биват: според вида на зава
ръчния шев -универсални и специа
лизирани; според начина на форми
ране на шева - със свободно и с при
нудително формиране; по броя на
електродите (дъгите) - едноелектродни (еднодъгови) и многоелектродни (многодъгови); според вида на
електрода - с електроден тел и с лен
тов електрод; по начина на регулира
не на дъгата - със саморегулиране и
с външно регулиране. Към З.а. спа
дат механизираните заваръчни гла
ви и самоходните заваръчни трак
тори.
ЗАВАРЪЧЕН АГРЕГАТ - източник
на постоянен ток за електродъгово
заваряване, състоящ се от заваръ
чен генератор и механично съединен
с него двигател най-често с вътреш
но горене. З.а. биват стационарни и
преносими. Преносимите З.а. се из
ползуват при монтажни и ремонтни
работи в полеви условия.
ЗАВАРЪЧЕН АПАРАТ - заваръчна
глава, конструктивно обединена с
механизми за установяване и прид
вижване по дължината на шева, с ус
тройство за подаване на флюс или
защитен газ, с барабан за тел, с пулт
за управление и др.
ЗАВАРЪЧЕН ГЕНЕРАТОР - специ
ален генератор за постоянен или
променлив (с повишена честота)
ток с външна (волтамперна) харак
теристика, осигуряваща устойчиво
горене на заваръчната дъга. Най-разпространени са З.г. с падаща външна
характеристика, подходяща за ръч
но заваряване с обмазани електроди
и с апарати за подфлюсово заварява
не, при които скоростта на подава
не на тела се регулира по напрежени
ето. З.г. с твърда или възходяща ха
рактеристика се използуват за ме
ханизирано заваряване при постоян
на скорост на подаване на тела (са
морегулиране на дъгата) или като
многопостови източници на захран
ване.
ЗАВАРЪЧЕН ИЗПРАВИТЕЛ - из
точник на постоянен заваръчен ток,
състоящ се от заваръчен трансфор
матор с регулиращо устройство и
блок от полупроводникови вентили
/селенови или силициеви/. Същест
вуват две типови схеми на изправя
не: еднофазна мостова схема и три
фазна мостова схема. При втората
се получава по-малко пулсиране на
напрежението, по-добро използува
не на трансформатора и по-равномерно натоварване на трифазната
мрежа. 3. и. е по-надежден, по-прост
за експлоатация и има по-висок к.п.д.
в сравнение със заваръчния генера
тор.
ЗАВАРЪЧЕН КОНДУКТОР - прис
пособление за монтиране и закреп
ване на заваряваните части в опре
делено положение една спрямо друга.
ЗАВАРЪЧЕН МАНИПУЛАТОР - ус
тройство от каруселен тип за за
въртане на заготовката при монти
ране и заваряване с различни ъгли на
наклона на оста на въртене. З.м. оси
гурява по-голяма производителност
при заваряване и точност на заваря
ваните изделия.
ЗАВАРЪЧЕН ПИСТОЛЕТ - малък
преносим, подобен на пистолет апа
рат, използуван за някои видове за
варяване - точково електросъпротивително заваряване, точково ул
тразвуково заваряване, електродъ
гово приваряване на шпилки и др.
-143-
ЗАВАРЪЧЕН ПЛАМЪК, г а 3 о 8
пламък, гззокислороден
пламък, ацетиленокислороден пламък-пламък, изпол
зуван за заваряване, който се получа
ва 8 резултат на изгаряне на горивен
газ /напр. ацетилен/, смесен 8 опре
делено съотношение с кислород В
специална горелка /вж. Газова горелkaf. З.п., получен при оптимално съ
отношение на газовете в горивната
смес, се нарича нормален или възстановяваш /редуциращ/ пламък. При
излишък в сместа на гориво или кис
лород се получава съответно навъглеродяВащ или окисляващ пламък. В
нормалния /ацетилено-кислороден/
пламък има три зони: ядро на пламъ
ка - 2, средна /заваръчна/ зона - 4, и
факел - 5 18^. фиг./.
Към cm. Заваръчен пламък
Схема на нормален ацетилено-кислоро
ден пламък: 1 - канал на дюзата, на го
релката; 2 - ядро на пламъка; 3 - слой
въглерод; 4 - средна зона; 5 - факел на
пламъка
ЗАВАРЪЧЕН ПОЗИЦИОНЕР - при
способление за закрепване и завър-.
тане на заготовката 6 удобно за за
варяване положение. За разлика от
манипулатора З.п. не върти издели
ето със скоростта на заваряване, а
само го поддържа В необходимото
положение (позиция).
ЗАВАРЪЧЕН ПОЛУАВТОМАТ - заваръчна машина, при която са меха
низирани само движенията, необхо
ЗАВАРЪЧЕН ...
дими за получаване и поддържане на
дъгата, а придвижването ù по дъл
жината на шева се извършва ръчно.,
ЗАВАРЪЧЕН ПОСТ - работно мяс
то за ръчно заваряване, обзаведено
с необходимото заваръчно оборуд
ване. З.п. биват (Стационарни, разпо
ложени 8 цеха, и преносими, разпола
гани в различни места от територи
ята на завода, на монтажните пло
щадки при полеви условия.
ЗАВАРЪЧЕН ПРЕОБРАЗУВАТЕЛ
електромашинен преобразувател,
използуван като постояцнотоков
източник за електродъгово заваря
ване. Състои се от заваръчен генера
тор и механично свързан с него елек
тродвигател (най-често асинхро
нен), затворени 8 общ кожух.
ЗАВАРЪЧЕН РЕДУКТОР - вж. Ре
дуктор и ацетиленов редуктор.
ЗАВАРЪЧЕН СТЕНД - специализи
рано устройство за монтаж и установяване (фиксиране) на големогабаритни изделия (барабани, резервоа
ри, котли и др.) 8 положение, удобно
за заваряване. Съществуват U З.с. за
въртене на заваряваните изделия,
напр. ролкови стендове и др.
ЗАВАРЪЧЕН ТЕЛ - Вж. Допълни
телен метал при заваряване.
ЗАВАРЪЧЕН ТОК - работен ток
на заваряВане, използуван за нагря
ване на съединяваните детайли.
ЗАВАРЪЧЕН ТОКОИЗТОЧНИК
източник на работен ток за заваря
ване. За 3. т. се използуват заваръ
чен трансформатор, заваръчен гене
ратор, заваръчен преобразувател,
заваръчен изправител.
ЗАВАРЪЧЕН ТОПЛОИЗТОЧНИК - .
източник на топлина за нагряване на
краищата на детайлите при заваря
ване. Обикновено се използуват кон
центрирани З.т., които биват по
върхностни —ел. дъга, газов пламък,
плазмена струя, електронен лъч, ла
зерен лъч, светлинен лъч, и обемни —
ЗАВАРЪЧЕН ...
-144-
електросъпротивителни (контакт
но съпротивление, електрошлакова
вана).
ЗАВАРЪЧЕН ТРАКТОР - прено
сим, самоходен заваръчен автомат,
който се движи в хоризонтална рав
нина непосредствено върху заваря
ваното изделие или по направлява
щи релси, разположени успоредно на
шева. З.т. се използува за механизи
рано заваряване на големогабаритни
изделия (вж. фиг.).
след стопяване метал по линията на
преместване на заваръчния топлоизточник (вж. фиг.). В зависимост
от формата на напречното сечение
З.ш. биват челни и ъглови. Отличи
телен белег на челните шевове е
формата на скосяване на краищата
преди заваряване, по който белег те
се делят на З.ш.: с подгънати краи
ща, без скосяване на краищата, с
V-образно скосяване, U-образно ско
сяване, К-образно скосяване, Х-образно скосяване и др. В зависимост
от броя на слоевете се делят на ед
нослойни и многослойни; в зависи
мост от вида на заварения участък
от шева - непрекъснати, прекъсна
ти и точкови шеврве; в зависимост
от външната форма на шева - нор
мални, усилени и отслабени.
Към cm. Заваръчен трактор
Универсален заваръчен трактор
ЗАВАРЪЧЕН ТРАНСФОРМАТОР специален понижаващ трансформа
тор, използуван за захранване на за
варъчната дъга с променлив ток, ка
то едновременно с това изпълнява
ролята на реактивно съпротивле
ние, необходимо за устойчивото ù
горене. В зависимост от магнитоелектрическата система З.т. се де
лят на: трансформатори с нормал
но магнитно разсейване с дросел
/монтиран отделно или обединен с
тялото на трансформатора/ и
трансформатори с увеличено маг
нитно разсейване /с подвижни на
мотки, с магнитен шунт или със
степенно регулиране/ - вж. фиг.
ЗАВАРЪЧЕН ШЕВ - конструкти
вен елемент на завареното съедине
ние, образуван от кристализиралия
Към cm. Заваръчен трансформатор
Схема на заваръчен трансформатор с :
подвижна намотка (когато разстояние- 1
то между първичната и вторичната на
мотка се увеличи, големината на зава
ръчния ток намалява): 1 - ръчка на регу
латора за големината на тока; 2 - под
вижна намотка; 3 - неподвижна намот
ка; 4 - магнитопровод; 5 - заварявано
изделие; 6 - електрод
ЗАВАРЪЧЕН ЩИТ за електродъгово заваряване - защит
но приспособление, предназначено
да предпази очите и лицето на за
-145варчика om пръски стопен метал, ис
кри и от Вредното излъчване на дъ
гата. През Време на заваряването
заварчикът държи З.щ. с лявата ръ
ка. 3. щ. се състои от тяло с дръжка
и прозорче за наблюдение, в което е
поставен светофилтър и покривно
стъкло /вж. фиг./.
а^Ь=стъпка на шева
ЗАВАРЪЧНА...
ЗАВАРЪЧНА ГОРЕЛКА - вж. Газо
ва горелка и Горелка за електродъгово заваряване.
ЗАВАРЪЧНА ДЪГА - ел. дъга /ел.
разряд в газова среда/, използувана
за нагряване и разтопяване на мета
ла при заваряване. З.д. гори между
намиращи се под напрежение елект
роди в силно йонизирана смес от га
зове и пари на различни материали
/метал от електродите, електродна
обмазка, флюси и др./ и се характери
зира с висока температура и голяма
стойност на преминаващия през нея
ток.
ЗАВАРЪЧНА КАБИНА - част от
площта на цех, в която е разположен
стационарен заваръчен пост за ръч
но електродъгово заваряване, огра
дена със защитен екран, преграда
или брезент за предпазване на хора
та около нея от излъчванията на
електрическата дъга.
Към cm. Заваръчен шев
а - еднослоен; б - многослоен; В - прекъс
нати шевове
ЗАВАРЪЧНА ВАНА - относител
но малък обем течен метал, образу
ван от стопен основен и допълните
лен метал под действието на зава
ръчен топлоизточник. При следва
щото кристализиране (втвърдява
не) на 3.8. се получава заваръчен шев.
ЗАВАРЪЧНА ГЛАВА - електроме
ханично устройство за автоматич
но подаване на заваръчен ток и то
пим електрод в зоната на дъгата и
за поддържане на устойчив електродъгов разряд.
10
Терминологичен речник по металообработване
Към cm. Заваръчен щит
ЗАВАРЪЧНА МАСКА - предпазно
приспособление, поставяно върху
главата на заварчика през време на
работа. З.м. е предназначена да
предпазва лицето и очите от пръс-
ЗАВАРЪЧНА ...
-146-
ku om стопен метал, искри и вредни
излъчвания (вж. също Заваръчен
щит).
ЗАВАРЪЧНА МАШИНА - машина,
на която се извършва механизирано
заваряване на детайли. Съществу
ват З.м. за различните начини за за
варяване на металите. Газовите
З.м. работят обикновено с многопламъчни заваръчни горелки и се из
ползуват за изработване на тънкос
тенни тръби. Газопресовите З.м.
нагряват заваръчния шев по цялата
му дължина до висока температура,
след което притискат заготовката.
Точковите електросъпротивителни
З.м. са предназначени за високопро
изводително точково заваряване.
Ролковите З.м. с електроди във
формата на ролки създават непре
къснат плътен и здрав шев. З.м. за
електродъгово заваряване се разде
лят на източници на заваръчен ток
(заваръчни агрегати) и апарати, кои
то извършват заваряването (зава
ръчни глави, заваръчни трактори).
ЗАВАРЪЧНА ПРЪЧКА - допълнипаелен метал за заваряване във вид
на пръчка.
ЗАВАРЪЧНА ПУКНАТИНА - пукна
тина в зоната на завареното съеди
нение, възникнала в резултат на за
варяването. З.п. е най-опасният де
фект на съединението, който може
да доведе до неговото разрушаване
при нормални и понижени натовар
вания. З.п. може да се образуват в
метала на шева или в околошевната
зона. Бива студена и гореща.
ЗАВАРЪЧНА УРЕДБА - уредба,
състояща се от източник на заваръ
чен ток, апарат или машина за зава
ряване, механично и спомагателно
обзавеждане.
ЗАВАРЪЧНИ ДЕФЕКТИ, дефек
ти 8 заварените съедине
ния- отклонения от техническите
условия, които предизвикват вло
шаване на механичните, физико-хим.
и други качества на метала в заваре
ното съединение. З.д. биват: дефек
ти вследствие неправилна подго
товка, събиране и монтаж на издели
ето; дефекти на формата и разме
рите на шева; технологични дефек
ти (непровари, подрези, натрупване
и стичане на метал, кратери и прогаряне), металургични дефекти (га
зови шупли, шлакови включвания и
пукнатини), ниски механични качес
тва.
ЗАВАРЪЧНИ ЕЛЕКТРОДИ -детай
ли, включени в заваръчната верига за
подвеждане на ток към заварявано
то изделие. 1. Електродът за елект
родъгово заваряване във вид на ме
тална или въглеродна пръчка, тел,
метална лента и т.н. обикновено
служи за единия от електродите на
дъгата. Другият електрод обикно
вено е самото изделие. З.е. може да
се топи като добавъчен метал 8 про
цеса на заваряване и непрекъснато
да се премества /подава/ в зоната на
горене на дъгата /топим електрод вж. фиг./ или да се изразходва срав
нително бавно, т.е. практически да
запазва своите първоначални разме
ри /нетопим електрод/. 2. Електро
дите на електросьпротивителните
заваръчни машини са части от сама
та машина и служат обикновено не
само за подаване на тока към заваря
ваните детайли, но и за притискане
то им с определена сила.
ЗАВАРЪЧНИ КЛЕЩИ - общо наи
менование на малогабаритни прено
сими апарати с формата на клещи,
предназначени за заваряване на де
тайли с малка дебелина чрез наляга
не, напр. за точково електросъпротивително заваряване, за челно сту
дено пресово заваряване.
-147-
ЗАВАРЪЧНИ КРАИЩА — вж. Зава
рявани краища.
ЗАВАРЪЧНИ напрежения - нап
режения, причинени от заваръчния
технологичен процес; съществуват
в завареното съединение и когато
то не е натоварено. З.н. се делят на
напрежения от еластични и пластич
ни деформации при събиране, мон
таж или изправяне на заварените
конструкции или поради неравно
мерно нагряване на детайлите; от
неравномерно изменение обема на
детайлите при фазовите превръща
ния. Те могат да бъдат временни съществуващи през време на зава
ряване, и остатъчни - запазващи се
устойчиво и след заваряването в
продължение на дълъг период от
време.
Към cm. Заваръчни електроди
Обмазан електрод:
d - диаметър на електрода; е - дължина
на края на захващане; I - дължина на
електрода; D - диаметър на обмазката
ЗАВАРЯВАНЕ -технологичен про
цес за получаване на неразглобяемо
монолитно съединение между две
части чрез местното им стопяване
или съвместно пластично деформи
ране, в резултат на което между тях
възникват междуатомни (молекул
ни) връзки. Съществуват повече от
150 метода на 3., които се разделят
на две основни групи: чрез стопява
не и чрез налягане.
ЗАВАРЯВАНЕ В ЗАЩИТНА ГАЗО
ВА СРЕДА - електродъгово заваря
ване, при което в заваръчното прос
ЗАВАРЯВАНЕ ...
транство се подава инертен газ (ар
гон, хелий) или активен газ (водород,
азот, въглероден двуокис) с цел да се
защити електрическата дъга, елект
родът и заваръчната вана от вред
ното влияние на въздуха. З.з.г.с. се
извършва с нетопими и с топими
електроди; с пряка или косвена дъга;
ръчно или механизирано.
ЗАВАРЯВАНЕ В ЗАЩИТНА СРЕДА
ОТ СО2, СО2- заваряване- раз
новидност на заваряването в за
щитна газова среда, при което за за
щитен газ се използува СО2.
ЗАВАРЯВАНЕ В КОНТРОЛИРУЕМА АТМОСФЕРА - електродъгово
заваряване, извършвано в специална
херметична камера. За защита на за
варяваното изделие камерата се на
пълва със защитен газ с определен
контролиран състав /напр. инертен
газ с висока чистота/. Заваряването
се извършва ръчно или механизира
но. Ръчното заваряване се осъщест
вява с помощта на специални
херметични ръкавици от вакуумноплътна гума, монтирани в стена
та на камерата, а механизираното
заваряване се осъществява посредс
твом дистанционно управление. За
заваряването на сложни, големогабаритни, скъпоструващи изделия се
използуват обитаеми камери. В то
зи случай операторът /заварчикът/,
облечен в скафандър, работи вътре
в камерата. З.к.а. се прилага за про
изводството на заварени изделия
от хим. активни или труднотопими
метали и сплави.
ЗАВАРЯВАНЕ В ТВЪРДО СЪСТОЯ
НИЕ - вж. Заваряване чрез налягане.
ЗАВАРЯВАНЕ ПОД СЛОЙ ОТ
ФЛЮС - вж. Подфлюсово заварява
не.
ЗАВАРЯВАНЕ С ВЗРИВ
- вж.
Взривно заваряване.
ЗАВАРЯВАНЕ ...
-148-
ЗАВАРЯВАНЕ С ВЪРТЯЩА СЕ ДЪ
ГА - заваряване чрез налягане, при
което челата на детайли със затво
рен контур се нагряват от ел. дъга,
преди да се притиснат осово. Дъга
та се възбужда между челата на де
тайлите и се премества (върти) по
техния контур под влиянието на
магнитно поле, създавано от боби
ни, които обхващат тези детайли.
По такъв начин се осъществява наг
ряване до температурата на стопя
ване само на тънък слой метал от
повърхността на краищата. З.в.д. се
прилага за заваряване на тръби,
фланци и др.
ЗАВАРЯВАНЕ С ЕЛЕКТРОНЕН ЛЪЧ
- вж. Електроннолъчево заваряване.
ЗАВАРЯВАНЕ С ЛАЗЕРЕН ЛЪЧ вж. Лазерно заваряване.
ЗАВАРЯВАНЕ С ЛЕЖАЩ ЕЛЕКТ
РОД - електродъгово заваряване с
обмазан електрод, който не се пода
ва в зоната на дъгата, а се поставя
да лежи в заваръчната междина. Дъ
гата се възбужда между челото на
електрода и заварявания метал и се
премества по дължината на елект
рода, като постепенно го стопява.
З.л.е. е особено удобно за заваряване
в труднодостъпни места.
ЗАВАРЯВАНЕ С НЕТОПИМ ЕЛЕКТ
РОД - електродъгово заваряване,
при което електродът /волфрамов,
графитов или въгленов/ не се топи в
процеса на заваряване, а служи само
за поддържане на електрическата
дъга /вж. ВИГ-заваряване/.
ЗАВАРЯВАНЕ С ОБМАЗАН ЕЛЕКТ
РОД - ръчно електродъгово заваря
ване с топим електрод с обмазка, ко
ято предпазва стопения метал от
окисляване и насищане с азот, дезоксидира, рафинира и легира метала на
шева и стабилизира горенето на дъ
гата. З.о.е. е един от най-разпрост-
ранените методи за изработване на
заварени конструкции поради прос
тотата и преносимостта на упот
ребяваното заваръчно обзавеждане,
възможността за заваряване В раз
лични пространствени положения и
в места, труднодостъпни за меха
низираните методи на заваряване.
Недостатъци - малка производи
телност и необходимост от висока
квалификация на заварчика.
ЗАВАРЯВАНЕ С ТВЧ - вж. Високо
честотно заваряване.
ЗАВАРЯВАНЕ С ТОПИМ ЕЛЕКТ
РОД - електродъгово заваряване,
при което електродът, който е ме
тален, се топи в процеса на заваря
ване. Стопените електроден и осно
вен метал се размесват и образуват
обща заваръчна вана (вж. Електродъ
гово заваряване с обмазани електро
ди, Подфлюсово заваряване, СОд- за
варяване, МИГ- заваряване, МАГ- за
варяване).
ЗАВАРЯВАНЕ С ТРИФАЗНА ДЪГА
- особен вид електродъгово заваря
ване, при което се използува три
фазна дъга, състояща се от три от
делни дъги, като всяка се захранва
от отделна фаза на трифазен ток,
но горят в общо топилно простран
ство. Съществуват различни схеми
на заваряване с трифазна дъга. Найразпространена е схемата, при коя
то две от фазите на токоизточника се свързват с два електрода, а
третата - с изделието. При това
две от дъгите горят между всеки от
електродите и изделието, а трета
та - между самите електроди.
ЗАВАРЯВАНЕ СТРЪВЕН ТЕЛ
електродъгово заваряване с елект
род във вид на тръбен тел /вж. Тръ
бен тел/.
ЗАВАРЯВАНЕ С УЛТРАЗВУК - вж.
Ултразвуково заваряване.
-149 ЗАВАРЯВАНЕ СЪС СВЕТЛИНЕН
лъч, фотонно заваряване
- заваряване чрез стопяване, осъ
ществявано с помощта на фокуси
рана лъчиста енергия от различни
източници - оптически квантов ге
нератор /вж. Лазерно заваряване/,
въгленова дъга, електродъгови газо
разрядни,лампи. Като източник мо
же да се използува и слънцето при
т.нар. хелиозаваряване. З.с.л. има ре
дица предимства в сравнение с дру
гите методи на заваряване, а имен
но: възможност за нагряване на ма
териалите независимо от техните
електрически и магнитни свойства,
безконтактно подаване на енергия
та към изделието /източникът и
нагряваният обект могат да се на
мират на голямо разстояние един
от друг/, незначително механично
въздействие върху зоната на нагря
ване, възможност за подаване на
енергията през оптически прозрач
ни прегради, което позволява зава
ряването да се извършва в контро
лирана атмосфера или във вакуум.
ЗАВАРЯВАНЕ ЧРЕЗ НАЛЯГАНЕ заваряване, което се осъществява
чрез съвместно пластично дефор
миране на метала на съединяваните
части в зоната на заваряване чрез
прилагане на налягане. За облекчава
не на пластичното деформиране се
прилага и нагряване, което обикно
вено е под температурата на топе
не на заварявания материал. КъмЗ.н.
спадат: електросъпротивителното, взривното и ултразвуковото за
варяване, заваряването чрез триене,
дифузионното и студенопресовото
заваряване и др.
ЗАВАРЯВАНЕ ЧРЕЗ СТОПЯВАНЕ заваряване, което се осъществява
чрез местно стопяване и сплавяване
на металите без прилагане на наляга
не. Съединението се получава при
ЗАВАРЯЕМОСТ...
взаимно разтваряне на стопените
метали със следваща кристализа
ция, в резултат на което се образу
ва заваръчен шев с типична лята
структура. Във формирането на ше
ва може да участвува и допълните
лен (добавъчен) метал. В зависи
мост от вида на използувания за за
варяване топлинен източник се раз
личават: електродъгово, газово,
термитно, електрошлаково, плазме
но, електроннолъчево и лазерно за
варяване.
Заваряване чрез триене - за
варяване чрез налягане, при което
повърхностните слоеве на метала
се нагряват до температура, близка
до температурата на топене чрез
притискане и триене на съединява
ните детайли. Прилага се за съединя
ване на кръгли детайли с плътно или
тръбно сечение, като напр. части на
валове, режещи инструменти от
разнородни материали и др.
ЗАВАРЯВАНИ КРАИЩА, з а в аръчни краища - съединявани
те при заваряване краища на детай
лите. Преди заваряване краищата се
скосяват и монтират по подходящ
начин /вж. Заваръчен шев/.
ЗАВАРЯЕМОСТ - комплексна ха
рактеристика, която се определя от
възможността за образуване на мо
нолитно съединение чрез заваряване
по даден метод със съответен ме
тал и технология на конструкция
/изделие, възел, част/ с необходими
те свойства за надеждна експлоата
ция. За количествено оценяване на 3.
служат т. нар. показатели на 3. Те
изразяват в абсолютни или относи
телни величини резултатите от
сравняването на нормативните
/стандартните/ стойности на от
делните свойства на завареното съ
единение или негов участък с получе
ните при изпитване стойности. По
ЗАВИВАНЕ...
-150-
казатели на 3. са напр. съпротивле
нието срещу образуване на различни
видове пукнатини /горещи, студени
и др./, якостта на завареното съеди
нение при различни натоварвания
/статично, динамично, циклично/ и
експлоатационни условия и т.н.
ЗАВИВАНЕ в металообра
ботването- образуване на зак
ръгления на краищата (или цялост
но) на заготовка от тел или лист
(лента) чрез огъване (вж. фиг.).
Към cm. Завиване в металообработ
ването
ЗАВИСИМ ДОПУСК HA РАЗПОЛО
ЖЕНИЕТО - допуск на разположени
ето на обхващащата и обхващаната
повърхнина, стойността на който
зависи не само от зададеното гра
нично отклонение на разположение
то, но и от действителните откло
нения на размерите на разглеждани
те повърхнини на същия детайл. При
зависими допуски трябва да се пред
писват гранични отклонения на раз
положението, които съответствуват на най-малките гранични разме
ри на обхващащите повърхнини (от
вори) и най-големите гранични раз
мери на обхващаните повърхнини
(валове).
ЗАВОД - промишлено предприя
тие за изработване на средства за
производство или за потребление, в
което производствените процеси
са предимно механизирани.
ЗАВОД-АВТОМАТ, автомати
зиран завод - завод, в който
всички производствени процеси
(подготовка на производството,
технологични процеси за обработ
ване и контрол на качеството на
продукцията и др.) са автоматизи
рани. Основна задача на обслужва
щия персонал е общо управление и
контрол на работата на производс
твеното обзавеждане, ремонта и
настройването на машините-авто
мати и автоматичните линии.
ЗАГЛАЖДАНЕ, изглаждане в
металообработването повърхностно пластично деформи
ране, намаляващо грапавостта на
обработваната повърхнина или от
страняване на неравности пр нея
(вж. Повърхностно пластично де
формиране).
ЗАГЛУШЕНА КАМЕРА - затворе
но пространство със звукопоглъща
щи стени, 8 което могат да се пос
тигнат условия на свободно звуково
поле.
ЗАГОТВИТЕЛНИ ЦЕХОВЕ - цехове
или участъци на промишлено предп
риятие, изработващи от листов,
профилен и друг материал заготов
ки, обработвани 8 цеховете от ос
новното производство.
ЗАГОТОВКА, полуфабрикат
- изходният материал, приведен в
състояние, удобно и необходимо за
по-нататъшно механично, термич
но и друго обработване с цел получа
ване на готов детайл (изделие). В ма
шиностроенето се използуват след
ните метални 3.: отлети, изковани
(щамповани), валцовани и изрязани
от прътов, листов и лентов мате
риал.
ЗАДАВАНЕ HA РАЗМЕРИ В АБСО
ЛЮТНИ СТОЙНОСТИ - начин на за
даване на размери в програмата на
управление на машина, при който
всички координати се определят
спрямо началото на предварително
приета координатна система.
- 151 -
ЗАДАВАНЕ HA РАЗМЕРИ ЧРЕЗ НА
РАСТВАНЕ - начин на задаване на
размери в програмата за управление
на машина, при който всички коорди
нати се определят спрямо координа
тите на предходното крайно поло
жение на изпълнителния орган на ма
шината.
ЗАДАВАЩО УСТРОЙСТВО 8 CAP
- елемент от CAP, с помощта на
който се установява изискваната
стойност или се задава законът
(програмата) на изменението на ре
гулируемата величина. Като З.у. се
използуват калибри, пружини, те
жести, ел.съпротивления, еталонни
източници на ток (напрежение) и др.
За задаване на закона (програмата)
на изменението на регулируемата
величина в най-простите CAP се из
ползуват профилирани гърбици,
шаблони, фигурни реостати, а в посложните — изчислителни устройс
тва. Като пример за З.у. може да слу
жи поплавъкът, поставен в карбура
тора на автомобилен двигател за
регулиране подаването на гориво.
ЗАДАДЕНО ПОЛОЖЕНИЕ HA ВЪ
ЗЕЛ - положението на подвижен въ
зел на машина, което трябва да бъде
достигнато с ръчно или автоматич
но преместване на възела в опреде
лена посока по координатна ос.
ЗАДВИЖВАН ВАЛ - вж. Водим
вал.
ЗАДВИЖВАНЕ, задвижващо
устройство - устройство за
привеждане на машините или меха
низмите в действие; състои се от
източник на енергия, механизъм за
предаване на енергията (движение
то) и апаратура за управление. За из
точник на енергия служи двигател
(топлинен, ел., пневматичен, хидрав
личен и др.) или устройство, отдава
що предварително акумулирана ме
ЗАДВИЖВАЩО ...
ханична енергия (пружинно, инерци
онно, с тежести и др.). В някои слу
чаи 3. се извършва с мускулна сила
(напр. при ръчни лебедки, велосипеди
и др.). В зависимост от начина на
разпределение на енергията 3. се де
лят на групови, индивидуални и многодвигателни. При групово 3. движе
нието се предава от един двигател
на група работни машини или меха
низми чрез една или няколко транс
мисии; при индивидуалното 3. всяка
работна машина има отделен двига
тел и предавки; при многодвигателното 3. отделните работни органи
на машината се задвижват самосто
ятелно чрез собствени двигатели и
предавки. В зависимост от предназ
начението 3. на машините се делят
на стационарни, монтирани върху
неподвижна рама или върху фунда
мент; преносими, които се използу
ват при преносими работни маши
ни; транспортни, които се използу
ват при различни транспортни
средства. Най-раз'пространеното
стационарно 3. е електрозадвижването, при което източникът на ме
ханична енергия е ел. двигател; при
преносимите работни и транспорт
ни машини се използуват топлинни
двигатели с непосредствени меха
нични или ел. предавки. В производс
твото се използуват също хидрав
лично и пневматично 3. на машини
те и вибрационно 3. в захранващите
бункери. 3. биват регулируеми и нерегулируеми; реверсивни и. нереверсивни и т. н.
ЗАДВИЖВАНО ЗЪБНО КОЛЕЛО зъбно колело в предавката, на което
се предава движението от задвиж
ващото зъбно колело.
задвижващ ВАЛ - вж. Водещ
вал.
ЗАДВИЖВАЩО ЗЪБНО КОЛЕЛО зъбно колело в предавката, което
ЗАДВИЖВАЩО...
-152-
предава движението на задвижвано
то зъбно колело.
ЗАДВИЖВАЩО УСТРОЙСТВО вж. Задвижване.
ЗАДВИЖВАЩ РЕМЪК - безкраен
ремък, използуван 8 ремъчните пре
давки. 3. р. се изработва от текс
тилни (памучни), гумирани тъкани,
кожа и др. материали, има кръгло,
правоъгълно или юхиновидно сечение
(вж· Клинов ремък).
ЗАДНА ПОВЪРХНИНА HA ИНСТ
РУМЕНТ - повърхнина или съвкуп
ност от повърхнини на режещата
част на инструмент, които са обър
нати към повърхнината на обработ
вания детайл в процеса на рязане.
Различават се главна (Аа) и спомага
телна (A¿) задна повърхнина (вж.
фиг.).
Спомагателен _
режещ ръб
я Тяло
Спомагател
на задна
повърхни
на
Връх на нОжа
Режеща частглаба
ЗАДЪРЖАНЕ - 1. В металолеенето - престояване на метала или
сплавта при определена температу
ра, в течение на определено време,
необходимо за протичане на съот
ветните физико-хим. процеси. 2. В
механичното обработване - задър
жане (спиране) за кратко време на ра
ботния орган на машината с цел осъ
ществяване на реверсивно движе
ние, делително движение и др.
ЗАКААЪЧНАСРЕДА, закалява
ща среда - среда, обикновено теч
на, която се използува за охлаждане
на детайлите при закаляване. Свойс
твата на З.с. са: начална температу
ра, температура на кипене и парообразуване, вискозност и топлопро
водност. Най-често употребявани
З.с. са водата и минералните масла.
Студената Вода се отнася към охла
дителите със силно охлаждащо
действие; чрез разтваряне в нея на
соли или основи (сода, готварска сол,
натриева основа) се повишава ско
ростта на охлаждане при закаляване.
Минералните масла се отнасят към
охладителите с умерено охлаждащо
действие; прилагат се предимно при
закаляване на легирани стомани.
Гладен режещ
ръб
Гладна задна
повърхнина
Към cm. Задна повърхнина на инстру
мент
ЗАДНО СЕДЛО - възел на метало
обработваща машина, който е мон
тиран подвижно върху тялото (ма
сата) и служи за задна опора на обра
ботваните по-дълги детайли или за
закрепване на допълнителни инст
рументи (вж. фиг.).
ЗАКАЛЯВАНЕ - термична обра
ботка на металите и сплавите, коя
то се състои в нагряването им до
температури, по-високи от критич
-153ните, следващо задържане u охлаж
дане със скорост, no-ßücoka от кри
тичната, за да се получи неравновесна структура, неЬвойствена за нор
мална температура (20°С). Същ
ността на 3. се изразява в това, че
при нагряване над критичните точ
ки в сплавите протичат фазови
превръщания, а при бързото охлаж
дане не могат да се развиват обрат
ните процеси, водещи до равновес
но състояние. Haū-голямо значение
за практиката има 3. на стоманите
с цел получаване на мартензитна
структура с голяма твърдост, а съ
що на алуминиеви, титанови и др. сплави.
ЗАКАЛЯВАНЕ HA СТОМАНА —
термична обработка, която се със
тои в нагряване на стрманата до
аустенитната област, задържане и
следващо бързо охлаждане за получа
ване на неравновесна структура. Ос
новната структура на закалената
стомана е мартензитна. Получава
нето на закалено /мартензитно/ със
тояние се постига чрез охлаждане на
стоманата в областта на перлитното превръщане с надкритична ско
рост. За въглеродните стомани кри
тичната скорост на охлаждане е 300
K/s, а за легираните е значително пониска и може да се постигне при ох
лаждане в масло или въздух. В резул
тат на З.с. се повишава нейната
твърдост и якост и се понижава
пластичността ú. З.с. бива: непре
къснато /в една среда/, с прехвърля
не /в две среди/, степенно, изотер
мично, със самоотвръщане, повърх
ностно, обемно, местно.
ЗАКАЛЯВАНЕ HA СТОМАНА С
ПРЕХВЪРЛЯНЕ - закаляване на сто
мана в две охлаждащи среди, първа
та с по-голяма охлаждаща способ
ност (напр. вода), а втората с помалка (напр. масло), за получаване на
ЗАКРЕПВАНЕ...
мартензитна структура и намаля
ване на остатъчните вътрешни нап
режения в сравнение с тези, получе
ни при непрекъснато закаляване.
ЗАКАЛЯВАНЕ HA СТОМАНА СЪС
САМООТВРЪЩАНЕ - закаляване с
охлаждане само на повърхността
или на част от изделието с цел из
ползуване на останалата (акумули
раната) топлина за отвръщане на
закалената част или повърхност.
Обикновено се извършва чрез пре
късване на охлаждането при темпе
ратура под точката на началото на
мартензитното превръщане. Полу
чава се отвърнат мартензит или
структури на продукти от разпада
нето на мартензита.
ЗАКАЛЯВАНЕ ОТ ТЕЧНО СЪСТОЯ
НИЕ - получаване на аморфно със
тояние чрез охлаждане на стопилки
с много големи скорости (над
10®°C/s), при което се задържа обра
зуването и нарастването на кристализационни зародиши. Чрез З.т.с. е
възможно да се получи аморфно със
тояние на чисти метали, като никел,
молибден, волфрам, на полупровод
ници и др.
ЗАКАЛЯВАЩА СРЕДА, вж. Закалъчна среда.
ЗАКАЛЯЕМОСТ на стомана
та - способност на стоманата в ре
зултат на закаляване при определе
ни условия да получи максимална
твърдост. 3. зависи главно от съ
държанието на въглерод в алфа-же
лязото.
ЗАКЛЮЧИТЕЛЕН КОНТРОЛ (непр.
т.) - вж. Приемателен контрол.
ЗАКРЕПВАНЕ на заготовки
те и детайлите - фиксиране
положението на заготовката спря
мо машината (приспособлението)
при обработване и на детайлите
един спрямо друг при сглобяване. 3.
става чрез прилагане на сили (тегло-
ЗАКРЕПВАЩИ..
-154-
mo на заготовките и детайлите,
еластичните сили на материалите
им, еластичните сили на различни
обикновени и специални закрепващи
елементи, детайли или механизми),
които осигуряват контакт между
базиращите повърхнини на детайла
и установъчните повърхнини на
приспособлението.
ЗАКРЕПВАЩИ ДЕТАЙЛИ - вж.
Свързващи детайли.
ЗАКРИТА КОВАШКО-ЩАМПОВЪЧНА МЕХАНИЧНА ПРЕСА - ковашкощамповъчна механична преса с тяло,
изработено във вид на затворена
рамка, чието работно пространст
во е достъпно от две страни.
ЗАКРИТО ОБЕМНО ЩАМПОВАНЕ
- обемно щамповане 8 закрито деформационно пространство, обра
зувано от работните части на
т.нар. закрити щампи (вж. фиг.).
Щамповките, получени чрез З.о.щ.,
нямат технологичен израстък както при открито обемно щамповане,
което води до икономия на метал и
.намаляване на силата за щамповане.
За осъществяване на З.о.щ. е необ
ходимо точно дозиране на заготов
ката по обем.
ЗАЛИВАНЕ HA ЛЕЯРСКИ ФОРМИ процес на запълване на леярски фор
ми с течен метал. З.л.ф. се извърш
ва с определена скорост и без пре
късване. В едросерийното и масово
то производство на отливки се при
лага механизирано и автоматизира
но З.л.ф. със заливъчни съоръжения,
чийто такт на работа съответствува на такта на формовъчната ли
ния.
ЗАЛИВЪЧНИ ЛЕЯРСКИ УСТРОЙ
СТВА - устройства за заливане на
течен метал в леярски форми. З.л.у.
биват пневматични и магнитнодинамични.
ЗАМАЗВАНЕ HA АБРАЗИВЕН ИН
СТРУМЕНТ - дефект на абразивен
режещ инструмент, причинен от
проникване или полепване на части
ци от обработвания материал или
свръзката върху работната повърх
ност на инструмента, което влоша
ва режещите му качества.
Към cm. Закрито обемно щамповане
Схеми на щамповане
а - в открита щампа; б - в закрита
щампа (закрито щамповане); 1 - долна
половина на щампата; 2 - израстък; 3 горна половина на щампата; 4 - щамповка (щамповано изделие); 5 - подви
жен ограничител
ЗАМРАЗЕНИ ЛЕЯРСКИ СЪРЦА леярски сърца, изработени от влаж
на пясъчно-глинеста смес, която
след уплътняване в кутиите се ох
лажда до ниска температура с по
мощта на течен азот; водата зам
ръзва и свързва пясъчните зърна. Те
зи сърца имат голяма якост, образу
ват малко газове при заливане с ме
тал и лесно се избиват от отливки
те. З.л.с. могат да се съхраняват на
открито до 60 минути, а в хладилни
камери — до 5 - 6 часа.
ЗАНИТВАНЕ - вж. Нитоване.
ЗАПАЛВАНЕ HA ДЪГАТА, в Ъ 3буждане на дъгата — начин за
получаване на заваръчна дъга. Найчесто З.д. се извършва чрез кратков
ременно затВаряне на заваръчната
верига при допиране на края на елек-
-155-
mpoga go повърхността на изделие
то и бързо отдръпване на малко раз
стояние от нея, при което се получа
ва ел. разряд и дъгата започва да го
ри. Прилага се също така и начинът
на наслагване на импулси с високо
напрежение върху заваръчния ток,
без електродът да се допира до из
делието. За целта се използува спе
циално устройство - осцилатор.
ЗАПЪЛНЯЕМОСТ HA ЛЕЯРСКАТА
ФОРМА - способност на леярската
форма да бъде добре запълнена със
стопен метал или сплав. З.л.ф. зави
си не само от свойствата на форма
та (материал, грапавост на стени
те, топлопроводност, вентилация,
газопропускливост и др.), но и от
свойствата на стопените метали и
сплави (вискозитет, тънколивкост,
умокряне и др.), и условията на ней
ното запълване (налягане на метала,
конструкция на леяковата система и
др·)·
ЗАРЯЗВАНЕ, засичане, n р оцепване - 1. Непълно отделяне
(по отворен контур) на части от
листова заготовка чрез пластично
деформиране и разрушаване, без да
се отстранява отделената част (вж.
фиг. а). 2. Ковашка операция, състо
яща се в проникване на деформира
щия инструмент само в малка част
от дебелината на заготовката (вж.
фиг. б).
ЗАСИЧАНЕ - вж. Зарязване.
ЗАТВАРЯЩО ЗВЕНО HA РАЗМЕР
НА ВЕРИГА - звеното, което се
включва (получава) последно при по
строяването на размерната верига,
като непосредствено свързва по
върхнините или осите на детайли
те, относителното разстояние или
ъгловото положение на които тряб
ва да се осигури или измери.
ЗАТИЛОВЪЧЕН ...
ЗАТВОР - 1. Устройство за пери
одично изпускане на материали от
бункери без точно дозиране. При
бункери за леярски формовъчни ма
териали и смеси се използуват раз
лични видове 3., като секторен, че
люстен, шибърен /вж. фиг./. 2. Под
вижна хидротехническа конструк
ция за пълно или частично затваря
не на пропускателен отвор на хидро
техническо съоръжение /преливна
стена, тръбопровод и др./.
Към cm. Зарязване
ЗАТВОРЕНА АВТОМАТИЧНА СИС
ТЕМА - автоматична система с на
сочено действие и обратна връзка.
З.а.с. има два автопотока от инфор
мация: единия от четящото уст
ройство, а другия - от датчика за
обратна връзка.
ЗАТВОРЕНА СИСТЕМА HA УПРАВ
ЛЕНИЕ - система с обратна връзка,
която осигурява автоматично уп
равление на машина.
ЗАТИЛОВАНЕ - метод за обра
ботване на задните повърхнини на
зъбите на режещ инструмент с цел
запазване профила на инструмента
при презаточване на предната по
върхнина на зъбите и осигуряване на
постоянен заден ъгъл (вж. фиг.). 3. се
извършва на затиловъчни стругове
и затиловъчни шлифовъчни машини.
ЗАТИЛОВЪЧЕН СТРУГ - специали
зиран струг за обработване на зад-
ЗАТИЛОВЪЧНА...
-156-
Hume повърхнини на зъбите на раз
лични инструменти, като цилинд
рични, червячни и дискови /модулни/
и други фрези, метчици, а също и
плоски гърбици. Най-често затилованзто се извършва по архимедова
или логаритмична спирала.
ни заточващи машини, а също и с из
ползуване на електрохимични и електрофизични методи на обработва
не. Производителността на обра
ботването чрез рязане, грапавост
та на обработените повърхнини на
детайлите, а също и трайността на
инструмента в голяма степен зави
сят от качеството на 3.
ЗАТОЧВАЩА МАШИНА - машина
за заточване на режещи инструмен
ти с абразивни /вкл. и диамантни/
шлифовъчни дискове. Най-голямо
разпространение JKiam специализи
раните З.м. за заточване на ножове,
свредла и инструменти с много ре
жещи зъби /фрези, зенкери, райбери,
метчици и др./. Използуват се също
и З.м. за безабразивно заточване
/анодномеханични, електроискрови,
ултразвукови и др./.
Към cm. Затвор
а - секторен; б - челюстен; в - шибърен
ЗАТИЛОВЪЧНА МАШИНА -мета
лорежеща машина за затиловане на
режещи инструменти - червячни,
дискови и профилни фрези, метчи
ци, свредла и др. Например затиловъчен струг, затиловъчна заточна
машина.
ЗАТИХВАНЕ HA ТРЕПТЕНИЯТА постепенно намаляване на трепте
нията с течение на времето поради
загуби на енергия на трептящата
система. З.т. в мех. трептящи сис
теми се предизвиква главно от три
ене и възбуждане на еластични въл
ни в околната среда.
заточване, наточване операция, осигуряваща оптимална
геометрия на режещата част на ин
струмент при производството му
или за възстановяване на режещите
му свойства след затъпяване. 3. се
извършва на универсални и специал-
Към cm. Затиловане
1 - нож; 2 - дискова фреза; 3 - гърбица
ЗАТЯГАЩ ДОРНИК - затягащо
средство за механизирано закрепва
не на детайли с отвор при обработ
ване на външните им повърхнини.
Центроващият и затягащ елемент
може да бъде тялото на дорника (ци
линдрично или с малък конус), елас
тична (раздвижна) дорникова втул-
- 157ka, еластична цангова втулка (ман
гов дорник) или отделни съставни
сегменти на дорника (вж. фиг.).
Към cm. Затягащ дорник
1 - затягащи сегменти; 2 - конусна
част; 3 - кръгова пружина
ЗАТЯГАЩ ЕЛЕМЕНТ - елемент
(болт, планка, подложка, втулка и
др.), който служи за затягащо сред
ство при обработването на заго
товките или при сглобяването на
машините. Ha фиг. е показан универ
сален затягащ елемент.
Към cm. Затягащ елемент
Универсален затягащ елемент
1 - подложка във формата на диск с от
вори и ексцентрична ос; 2 - болт; 3 планка; 4 - заготовка
ЗАХРАНВАЩО УСТРОЙСТВО - ус
тройство за подаване на насипни и
единични заготовки (материали) от
бункери, улеи, магазини и други товарачни устройства към транспор
ЗАЩИТЕН ...
тни и преработващи машини. З.у.
биват гравитационни и с принуди
телно подаване (вибрационни, вин
тови и др.); неуправляеми и управля
еми (обемни и тегловни). Разходът
на материал в З.у. се регулира със
сигнал на датчик. Най-разпространени са тегловните З.у., осигурява
щи автоматично регулиране и дис
танционно управление на дозиране
то на материалите.
ЗАЧИСТВАНЕ вметалообраб о т в а н e m о - отделяне на мал
ки прибавки или остатъци от израс
тъци (мустаци, ръбове) чрез снема
не на стружка за подобряване грапа
востта на повърхнината и точ
ността на детайла.
ЗАЩИТЕН ГАЗ призаваряван е - газ, вкарван в заваръчната зо
на, за предпазване на нагретия и раз
топения метал от действието на
въздуха. За З.г. се използуват инер
тни газове - аргон и хелий, а също и
активни газове - въглероден двуо
кис, азот и др. Може да се използу
ват и газови смеси, напр. аргон - хе
лий, аргон - въглероден двуокис, въг
лероден двуокис - кислород и др.
ЗАЩИТЕН КОЖУХ, щит-защит
но (предпазно) съоръжениее на ма
шина, наричано кожух (щит), което
не позволява на парчета от инстру
мента или детайла (стружки) да из
литат извън работната зона или не
позволява пряк допир до въртящите
се части на машината (валове,- шай
би, зъбни колела). З.к., използувани
при шлифовъчните и заточните ма
шини, биват: с деформиращи еле
менти със или без пряк допир с пар
четата от разрушения диск и комби
нация от двете конструктивни ре
шения; ,с автоматично затваряне 8
момента на разрушаване на диска и
без автоматично затваряне, но с до
пълнителни капаци (вж. фиг.).
ЗАЩИТЕН...
-158-
ЗАЩИТЕН филм - тънък слой,
който се образува върху метала в ес
тествени условия при взаимодейст
вието му с корозионната среда или
се създава по изкуствен начин чрез
хим. или електрохим. обработка.
З.ф. затруднява протичането на корозионния процес.
ЗАЩИТНА АТМОСФЕРА - газооб
разна защитна среда. По характера
' на взаимодействие с обработвания
материал З.а. бива възстановяваща
(редукционна) и неутрална. За З.а. се
използуват азот, аргон, водород, хе
лий, дисоцииран амоняк и др.
към cm. Защитен кожух
Защитни кожуси с деформиращи се
елементи:
а - от вълнообразна ламарина; б - от
пластичен материал
ЗАЩИТНА СРЕДА - среда, създа
дена за предпазване на повърхност
та на материалите от вредни въз
действия (напр. от окисляване) при
загряване, обработване или съхраня
ване. З.с. може да бъде газообразна
(вж. Защитна атмосфера), течна или
твърда.
ЗАЩИТНА ШАЙБА - шайба, която
се закрепва за външния пръстен на
търкалящ лагер и е предназначена да
защити вътрешната му кухина от
влиянието на външната среда и да
задържи смазката.
ЗАЩИТНИ ОЧИЛА - 1. При електродъгово заваряване - очила с без
цветни стъкла, които се използуват
при почистване на шевовете за
предпазване на очите от абразивни
частици или парчета шлака. 2. При
газово заваряване - очила с цветни
филтърни стъкла за защита на очи
те от излъчването на заваръчния
пламък и от метални пръски.
ЗАЩИТНО-ДЕКОРАТИВНО ПОК
РИТИЕ - повърхностно покритие за
придаване на декоративен вид на из
делието и за защита от корозия.
ЗАЩИТНО ПОКРИТИЕ - покриващ
слой, предпазващ повърхността на
изделията от действието на окол
ната среда. Според материала З.п.
могат да бъдат метални или неме
тални (керамични, пластмасови, ла
кови, окисни), а по предназначение корозионноустойчиви, топлоустойчиви, износоустойчиви и др.
ЗАЯКЧАВАНЕ, уякчаване -по
вишаване на якостта и твърдостта
на материала в резултат на термич
на, химико-термична, деформационна, деформационно-термична или
механична обработка; чрез 3. найчесто се изменя характерът на
структурата на материала по по
върхността на детайла (вж. Уякчаваща обработка).
ЗВЕНО-КОМПЕНСАТОР - вж. Компенсатор.
ЗВЕНО-ЛИНЕЙНА ХЛАБИНА н а
размерна верига - разстоя
нието между успоредните повърх
нини или оси на сглобяваните детай
ли от типа вал-отвор (или канал-из
датина).
ЗВЕНО на м е x а н и з ъ м - едно
или няколко неподвижно съединени
твърди тела, влизащи в състава на
механизма.
ЗВЕНО HA РАЗМЕРНА ВЕРИГА всеки един от размерите, които on-
-159ределят относителното разстоя
ние или ъгловото положение на по
върхнините на детайлите или тех
ните оси. Всяка размерна верига има
едно изходно или затварящо и наймалко две съставни звена. З.р.в. спо
ред техния вид биват: линейни раз
мери, ъглови размери, линейни и ъг
лови хлабини (вж. фиг.).
Към cm. Звено на размерна верига
NA - затварящо звено; А1, А2, A3, A4,
As - съставни звена; Al, А2, А5 - нама
ляващи звена; A3, A4 - увеличаващи зве
на; Аз - компенсиращо stato
ЗВЕНО-ЪГЛОВА ХЛАБИНА - ъгъ
лът между повърхнините или осите
на сглобяваните детайли. В идеал
ния случай, когато осите на отвора
и вала съвпадат, номиналната стой
ност на това звено се приема равна
на нула.
ЗВУК — механично трептене, кое
то се характеризира с параметрите
на движение на частица от еластич
на среда, а при наличие на вълново
движение - с параметрите на звуко
во поле. При разпространението на
3. са възможни явленията отраже
ние, пречупване, поглъщане, рефрак
ция, дисперсия, дифракция и интерференция на звука.
ЗВУКОВО ПОЛЕ —област в прост
ранството, в която съществуват
ЗЕНКЕР...
звукови вълни. 3. п. бива свободно,
дифузно, с преки звукови вълни, с
отразени звукови вълни, близко и да
лечно.
ЗВУКОВ СПЕКТЪР - представяне
на съставящите величини на звука
във функция на честотата. З.с. бива
линеен (съдържащ само съставя
щи на дискретни честоти), непре
къснат (съставящите на който са
непрекъснато разпределени в раз
глеждан честотен интервал) и с м ес е н (съставен от непрекъснати и
дискретни съставящи в разглеждан
честотен интервал).
ЗВУКОИЗОЛАЦИЯ - намаляване
нивото на шума чрез технически
средства главно чрез ограждащи
конструкции (звукоизолиращ кожух,
звукоизолираща кабина).
ЗВУКОИЗОЛИРАЩА КАБИНА пространствено разглобяемо или
неразглобяемо звукоизолиращо тех
ническо съоръжение, което възпре
пятствува проникването на шум в
него.
ЗВУКОИЗОЛИРАЩ КОЖУХ - прос
транствено разглобяемо или нераз
глобяемо звукоизолиращо техничес
ко средство, ограждащо изцяло из
точника на шум или отделен негов
шумен възел, с което се намалява
вредният шум извън източника.
ЗВУКОПОГЛЪЩАНЕ - вж. Поглъ
щане на звука.
ЗЕЛЕН СИЛИЦИЕВ КАРБИД - вж.
Силициев карбид.
ЗЕНКЕР — режещ инструмент с
много режещи ръбове (3-4 и повече)
за разширяване (зенкероване) на ци
линдрични отвори и за обработване
на конусни и челни повърхнини на ме
тални, пластмасови и други детай
ли. По конструктивни признаци 3. се
делят на цилиндрични, конусни (зенковки) и челни (цековки) (вж. фиг.). 3.
се изработват цели от инструмен
-160-
ЗЕНКЕРОВАНЕ...
тална стомана u сглобяеми (състав
ни) - снабдени с твърдосплавни
пластини.
КалиОроващдчаст
Центроби отВар
Режеща част
уч ъгьл на на
клона наоинтаВата /
линия
шийка
Цилиндрична
опашка
конусна опашка
Към cm. Зенкер
а - цилиндричен зенкер; б - конусен зен
кер (зенковка); в - сглобяем зенкер
ЗЕНКЕРОВАНЕ — дообработване
(разширяване) на отвори след проби
ване, отливане, щамповане и др. с ре
жещ инструмент зенкер (вж. фиг.
към cm. Зенкер). 3. се прилага и като
междинна операция преди райбероването на отвори. Извършва се на
стругове, пробивни и разстъргващи
машини. При 3. може да се постигне
3 ¿- 4 степен на точност и грапа
вост Ra до 1,25 μm.
ЗЕНКОВАНЕ, фрезенковане,
цековане - обработване на ко
нусни а или цилиндрични Ő уширения
(гнезда за главите на винтове) и на
опорните равнини около отворите
в (вж. фиг.). В единичното производ
ство 3. се осъществява на пробивни
машини, а в серийното и масовото на специални машини със свредла или
зенкери.
ЗЕНКОВКА - вж. Конусен зенкер.
ЗИК-МАШИНА (непр.т.) - ролкова
сгъваща машина за направа на вдлъб
натини и издатини на листов мате
риал (вж. Огъваща машина).
ЗЛАТО/Au/ - хим. елемент, ат.н.
79, ат.м. 196,9665. 3. е жълт метал
от групата на благородните мета
ли, има стенноцентрирана кубична
решетка; „ плътност 19320 кд/тЗ,
т.т. 1064°С. 3. притежава твърде
висока корозионна устойчивост - не
се разтваря в киселини и основи.
Има висока пластичност, топлопро
водност и електропроводност. В
природата се среща главно като самородно - златни частици в скали
те и златен пясък в наносите на ре
ките. При извличане на 3. се използу
ват процесите амалгамация и цианиране. 3. изпълнява функцията на
всеобщ паричен еквивалент. 3. и не
говите сплави се използуват в зъбопротезирането и бижутерийно
то производство, в авиационната и
космическата техника, в радиотехниката и електротехниката.
Към cm. ЗенкоВане
ЗНАК HA КАЧЕСТВО - единен дър
жавен знак, определен със стандарт,
удостоверяващ, че дадена продук-
- 161 ция е минала през атестация за ка
чество. З.к. се поставя на самата
продукция или на опаковката и съп
роводителната документация. Дър
жавният знак за качество е опреде
лен с БДС 5545-72.
ЗНАКОПОСТОЯНЕН ЦИКЪЛ - ци
къл на работа, при който напрежени
ята (деформациите) са с еднакви
знаци и се изменят само по големи
на.
ЗНАКОПРОМЕНЛИВ ЦИКЪЛ - ци
къл на работа, при който напрежени
ята (деформациите) се изменят по
големина и знак. Напр. цикъл на нап
режения на опън и натиск.
ЗОНАЛНАЛИКВАЦИЯ - неедно
родност в XUM. състав u структура
та,на различни части от отливката
(вж. Ликвация).
ЗОНА HA НЕЧУВСТВИТЕЛНОСТ HA
УРЕДА - обхват, в който при изме
нение на големината на входния сиг
нал се изменя съответно и големина
та на изходния сигнал на уреда.
ЗОНА HA ПРОПОРЦИОНАЛНОСТ
HA УРЕДА - обхват, в границите на
който може да се изменя големина
та на входния сигнал при едновре
менно пропорционално изменение на
чувствителността на уреда само в
определен обхват от нейните посо
чени стойности. Долната граница
на работния обхват се определя от
зоната на нечувствителност, а гор
ната- от граничното натоварване.
ЗОНА HA ТЕРМИЧНО ВЛИЯНИЕ
при заваряване - зона от ме
тала около шева на заварено съеди
нение, чиято структура и свойства
са изменени в сравнение със струк
турата и свойствата на основния
(изходния) метал в резултат на наг
ряването при заваряване. В общия
случай З.т.в. включва областта на
прегряване на метала до температу
ри, близки до температурата на то
11
Терминологичен речник по металообработване
ЗЪБЕН ...
пене, и се характеризира с едрозър
неста структура и намалена жилавост. В стоманите, претърпяващи
фазови превръщания, в З.т.в.юе наб
людават още област на нормализа
ция, на непълна прекристализация,
на рекристализация и на стареене.
Големината на З.т.в. и характерът
на структурните изменения в нея
зависят от начина на заваряване,
хим. състав на метала и др.
ЗОНА HA ЧАСТИЧНО СТОПЯВАНЕ
при заваряване - зона на гра
ницата между основния метал и ше
ва, в която се намират частично
стопени зърна на метала.
ЗОННО ТОПЕНЕ - метод за рафи
ниране, който се състои в последо
вателно стопяване с бавно преме
стване на стопената зона по дължи
ната на твърд прът от рафинира
ния метал или сплав. Основава се на
различната разтворимост на от
делните елементи в течната и
твърдата фаза на един и същ мате
риал. Чрез З.т. могат да се получат
много чисти метали /концентрация
на примесите 10~7 - 10~θ%/. Изпол
зува се при получаването на монокристали, за равномерно разпреде
ление на примесите и др.
ЗЪБЕН ВЕНЕЦ - част от зъбно ко
лело, по която са нарязани зъбите.
ЗЪБЕН ГРЕБЕН - част от цилинд
рично зъбно колело, при която диа
метрите на делителната и едно
типните съосни повърхнини са без
крайно големи, вследствие на което
тези повърхнини са успоредни рав
нини, а концентричните окръжнос
ти - успоредни прави. Като детайл
от зъбно зацепване обикновено З.г.
е призматично или цилиндрично
стебло (прът), на една от страните
на което са нарязани зъби.
ЗЪБЕН МЕХАНИЗЪМ, зъбен
превод - предавателен механи
ЗЪБЕН ...
- 162-
зъм, 6 който се използуват зъбни ко
лела като средство за предаване на
въртеливото движение /7q и регули
ране скоростта на движение на зад
вижвания работен орган. Според на
чина на предаване на движението би
ват: с придвижни зъбни колела или
зъбни блокове, с постоянно зацепени зъбни колела с придвижен клин
или шпонка и със сменни зъбни коле
ла (вж. фиг.).
на зъбно колело. З.п. бива най-често
еволвентен и циклоиден.
Към cm. Зъбен съединител
Към cm. Зъбен механизъм
а - с придвижни зъбни колела; б - с пос
тоянно зацепени зъбни колела; 8 - със
сменни зъбни колела
ЗЪБЕН ПРЕВОД - вж. Зъбен меха
низъм.
ЗЪБЕН ПРОФИЛ - профил (форма)
на страничната повърхнина на зъба
ЗЪБЕН СЪЕДИНИТЕЛ - съедини
тел, твърдо свързващ два вала и
предаващ въртящ момент посред
ством зъбно зацепване. З.с. се със
тои от две втулки (главини) с външ
ни зъби (надянати неподвижно на
краищата на съединяваните валове)
и две втулки с вътрешни зъби (кои
то се зацепват с главините и се съ
единяват помежду си с болтове) (вж.
фиг.). Чрез хлабините в зъбното за
цепване на съединителя се компен
сират ъгловото изкривяване (до 1°)
и неголямото отклонение от съосността на валовете. В автомобил
ните предавателни кутии се изпол
зуват специални З.с. със синхронизатори, които осигуряват безударно
включване при тръгване.
ЗЪБНА ГРУПА - съвкупност от
зъбни двойки между два съседни по
движение вала в даден механизъм.
Най-често З.г. биват единични,
двойни и тройни, по-рядко четвор
ни. Единичните З.г. се наричат пос
тоянни предавки.
ЗЪБНА ПРЕДАВКА - механизъм за
предаване на въртеливо движение
между валове и за изменение често-
- 163-
mume на Въртене; състои се от зъб
ни колела, от зъбно колело и гребен
или червяк и черВячно колело, едното
от които е задвижващо, а другото
задвижвано. Според взаимното раз
положение на осите на валовете З.п.
биват: при успоредни оси - цилинд
рични, при пресичащи се оси - конус
ни, при кръстосани оси - винтови,
червячни и хипоидни (вж. фиг.). З.п.
се отличава с компактност, посто
янно предавателно отношение, ви
сок к.п.д., голяма дълготрайност и
надеждност. Те могат да се вграж
дат в машините или да се използу
ват като самостоятелни закрити
механизми - редуктори.
ЗЪБНО ...
ЗЪБНА ПРЕДАВКА С ВЪНШНО ЗАЦЕПВАНЕ - зъбна предавка, в която
аксоидните повърхнини на зъбните
колела са разположени външно една
спрямо друга, т.е. зъбна предавка
между две зъбни колела с външни зъ
би (вж. фиг.).
Към cm. Зъбна предавка с външно зацепване
1 и 2 - зъбни колела
Към cm. Зъбна предавка
а - цилиндрична с прави зъби; б - цилин
дрична с наклонени зъби; в - шевронна
(със стреловидни зъби); г - конусна
ЗЪБНА ПРЕДАВКА С ВЪТРЕШНО
ЗАЦЕПВАНЕ -зъбна предавка, в коя
то аксоидните повърхнини на зъб
ните колела са разположени една в
друга, т.е. зъбна предавка между две
зъбни колела, от които едното (поголямото) е с вътрешни зъби, а дру
гото (по-малкото) - с външни зъби и
е разположено вътре 8 голямото
(вж. фиг.).
ЗЪБНА РЕЙКА (непр.т.) - вж. Зъ
бен гребен.
ЗЪБНО-ГРЕБЕННА ПРЕДАВКА,
гребенна предавка - зъбна
предавка, при която цилиндрично
зъбно колело се зацепва със зъбен
гребен. 3.-г.п. се използува за преоб
разуване на въртеливото движение
на колелото в постъпателно движе
ние на гребена и обратно.
ЗЪБНО ЗАЦЕПВАНЕ - кинематич
на двойка, образувана при съвмест
на работа на две зъбни колела; две
зацепени зъбни колела в кинематич
на двойка за предаване на движение
ЗЪБНО ...
- 164-
om едното на другото чрез зъби. З.з.
може да бъде външно и вътрешно.
Най-големи експлоатационни и тех
нологични предимства има еволвентното З.з., при което профилът на
зъбите е еволвентен. Използува се
също циклоидно зацепване и зацепване на Новиков, в което профилът
на зъбите се очертава като дъга от
окръжност (вж. Еволвентно зацеп
ване, Циклоидно зацепване, Зацепва
не на Новиков).
Към cm. Зъбна предавка с вътрешно
зацепване
1 - зъбно колело с външни зъби; 2 - зъб
но колело с вътрешни зъби
ЗЪБНО КОЛЕЛО - основен еле
мент от зъбна предавка; има рота
ционна форма и най-често е във вид
на диск със зъби. Според формата
З.к. биват цилиндрични, конусни,
червячни и др.; според профила на зъ
бите - еволвентни, циклоидни, на
Новиков и др.; според вида на назъб
ването - с външни и вътрешни зъби;
според надлъжната линия на зъбите
- с прави, наклонени, стреловидни и
криволинейни зъби. З.к. се изработ
ват от черни и цветни метали и
сплави, както и от пластмаси.
ЗЪБНО КОЛЕЛО С ВЪНШНИ ЗЪБИ
- зъбно колело, зъбите на което са
нарязани по външна повърхнина;
върховете на зъбите се намират на
по-голямо разстояние от оста на ко
лелото, отколкото техните основи.
ЗЪБНО КОЛЕЛО С ВЪТРЕШНИ ЗЪ
БИ - зъбно колело, зъбите на което
са нарязани по вътрешна повърхни
на; върховете на зъбите се намират
на по-малко разстояние от оста на
колелото, отколкото техните осно
ви.
ЗЪБНО-РЕМЪЧЕН МЕХАНИЗЪМ предавателен механизъм (превод), в
който се използуват ремъчни и зъб
ни предавки за предаване на върте
ливо движение и регулиране на ско
ростта на движение на задвижвания
орган.
ЗЪБНО СЪЕДИНЕНИЕ - вж. Шлицово съединение.
ЗЪБОВАЛЦОВЪЧНА МАШИНА зъбообработваща машина за изра
ботване на зъби на зъбни колела без
снемане на стружка, при която заго
товката получава осово подаване и
преминава между два въртящи се
инструмента - зъбни колела (или
гребени), които имат конусна под
веждаща част и са установен^ на не
обходимото междуосово разстоя
ние. Има и машини, работещи с един
инструмент. Зъбни колела с модул,
по-малък от 1,5 тт, се валцоват на
студено, а с по-голям - в горещо със
тояние. Валцованите зъбни колела
са по-дълготрайни от нарязаните,
тъй като влакната не се прерязват
и повърхностният слой на зъбите се
уякчава (получава наклеп).
ЗЪБОДЪЛБАЧЕН ГРЕБЕН - мета
лорежещ инструмент, представля
ващ зъбен гребен с прави или накло
нени (обикновено под ъгъл 30°) зъби
и положителни предни и задни ъгли
(вж. фиг.). Използува се за нарязване
- 165-
на цилиндрични колела с прави, нак
лонени и шевронни зъби на зъбостъргателни машини.
Към cm. Зъбодълбачен гребен
а - с прави зъби; б - с наклонени зъби
ЗЪБОДЪЛБАЧНА МАШИНА - ЗъбообработВаща машина за нарязва
не на цилиндрични зъбни колела с
външно и вътрешно назъбване с пра
ви и наклонени зъби и зъбни гребени
по метода на обхождането с режещ
инструмент - зъбодълбачно колело.
Инструментът извършва праволи
нейно-възвратно движение и върте
не, съгласувано с въртеливото дви
жение на заготовката, която извър
шва и отцепното движение при ма
шините от среден типоразмер (при
големите машини отцепното дви
жение се извършва от плъзгача със
зъбодълбачното колело) - вж. фиг.
Съществуват З.м., работещи Лс
зъбонарезен гребен, които нарязват
само зъбни колела с външни зъби.
ЗЪБОДЪЛБАЧНО КОЛЕЛО, g ъ лб а ч - зъбонарезен инструмент за
нарязване на зъбни гребени, цилинд
рични зъбни колела с вътрешно и
външно зацепване, с прави, наклоне
ни и шевронни зъби на зъбодълбачни
машини. З.к. има формата на зъбно
колело, зъбите на което са израбо
тени със съответна геометрия ка
то ножове, за да могат да режат (вж.
фиг.). З.к. се изработват главно от
бързорежеща стомана.
ЗЪБОЗАКРЪГЛЯВАЩА МАШИНА зъбообработваща машина за закръг
ЗЪБОНАРЕЗНИ ...
ляване челата на зъбите на зъбни ко
лела чрез фрезоване с палцова'фреза
с ос на въртене в равнина, успоред
на или перпендикулярна на челната
равнина на зъбното колело, при неп
рекъснато делене и синхронно пра
волинейно-възвратно движение на
обработваното колело или на палцовата фреза по оста на колелото. Съ
ществуват и З.м. с периодично деле
не на всеки зъб на обработваното
колело при въртеливо и колебателно-възвратно движение на палцовата фреза по радиус около челото на
зъба. Някои модели З.м. работят с
обхващаща профила /тръбна/ фреза,
с ножова глава, с профилна (червячна
или дискова) фреза или с абразивен
профилен диск. Произвеждат се
З.м., които обработват само фаска
на челото на зъба или почистват ръ
бовете на челото.
Към cm. Зъбодълбачно колело
а - дисково; б - опашково
ЗЪБОМЕР - уред за измерване на
някои показатели за точност на зъб
ни колела, напр. 3. с линеен нониус,
тангенциален 3. и др. (вж. Уред за
контрол на изместването на изход
ния контур и Шублер-зъбомер).
ЗЪБОНАРЕЗНИ ИНСТРУМЕНТИ инструменти за нарязване зъбите
на зъбни и червячни колела, зъбни
гребени, шлицови валове и др. Найшироко разпространени З.и. за на
рязване на зъби по метода на обхож
дането са: червячна фреза, зъбонаре-
ЗЪБОНАРЕЗЕН ...
- 166-
зен гребен u зъбодълбачно колело. За
окончателно обработване на зъби
те се използуват шевери, абразивни
дискове и др. З.и.
ЗЪБОНАРЕЗЕН НОЖ - 8ж. Гребенен нож.
Към cm. Зъбодълбачна машина
1 - основа; 2 - тяло; 3 - инструмент
(зъбодълбачно колело); 4 - заготовка; 5 маса
ЗЪБОНАРЕЗНА машина за на
рязване на конусни зъбни
колела с криволинейни зъ
би - зъбообработваща машина за
нарязване на конусни зъбни колела с
криволинейни (кръгови и епициклоидни) зъби с ножова глава по метода
на обхождане. Главното работно
движение е въртеливо и се извърш
ва от ножовата глава, обхождащо
то движение се извършва от люлка
та, носеща инструмента, и заготов
ката, а делителното движение е пре
къснато (при нарязване на кръгови
зъби) или непрекъснато (при наряз
ване на епициклоидни зъби) и се из
вършва от заготовката. Нарязване
то на епициклоидните зъби може да
се извършва и на З.м., работеща с ко
нусна червячна фреза при непрекъс
нато деление.
ЗЪБОНАРЕЗНА НОЖОВА ГЛАВА режещ инструмент с много ножове
за нарязване на конусни зъбни колела
с криволинейни зъби по метода на
обхождане.
ЗЪБОНАРЯЗВАНЕ - вж. Нарязване
на зъбни колела.
ЗЪБООБРАБОТВАЩА МАШИНА металорежеща машина за нарязване
зъбите на зъбни колела. В зависи
мост от вида на колелата, начина на
обработване и използувания инст
румент З.м. биват: зъбофрезови,
зъбодълбачни, зъбостъргателни, зъбонарезни машини за нарязване на
конусни зъбни колела с кръгови зъби,
зъбозакръгляващи, зъбошевинговъчни, зъбошлифовъчни, зъбовалцовъчни, зъбопритриващи, зъбохонинговъчни.
ЗЪБОПРИТРИВАЩА МАШИНА зъбообработваща машина за окон
чателно обработване на зъбите на
термично обработени цилиндрични
и конусни зъбни колела с помощта на
притир и дребнозърнест абразив.
З.м. биват: З.м. с един притир, кой
то е с ос, успоредна на оста на зъб
ното колело, и извършва въртеливо
и праволинейно възвратно-постъ
пателно движение; З.м. с два или
три притира, които извършват
въртеливо движение, а зъбното ко
лело - праволинейно възвратно-пос
тъпателно движение - при два при
тира осите на притирите и зъбно
то колело са кръстосани както вин
това зъбна предавка, а при машини-
- 167-
me c mpu npumupa оста на един от
притирите е успоредна на оста на
зъбното колело.
При протриването се увеличаВа кон
тактната поВърхнина по дължина и
височина на зъбите и се намалява
грапавостта на повърхнините на зъ
бите.
ЗЪБОСТЪРГАТЕЛНА МАШИНА
за нарязване на конусни
зъбни колела с прави зъби
- зъбообработваша машина за на
рязване на конусни зъбни колела с
прави зъби по метода на обхождане
с един или дВа ножа с праволинейни
режещи ръбове, извършващи право
линейно- възвратно-постъпателно
движение и съгласувано въртеливо
със заготовката, която извършва и
периодично делително движение.
Съществуват два вида зъбостъргателни машини за обработване на ко
нусни зъбни колела с прави зъби - ед
ните работят по метода на Билгрем
/с един нож/, а другите - по метода
на Глисон /с дВа ножа/. По-голямо
разпространение са получили З.м.,
работещи по метода на Глисон, по
ради no-голямата им производител
ност и по-лесно конструктивно из
пълнение.
ЗЪБОСТЪРГАТЕЛНА МАШИНА,
работеща със зъбен гре
бен- зъбообработваща машина за
нарязване на цилиндрични зъбни ко
лела с прави, наклонени и стреловидни външни зъби по метода на обхож
дане със зъбен гребен, извършващ
праволинейно възВратно-постъпателно движение, съгласувано с кръгоВото и праволинейното движение
на заготовката, при което се получа
ва обхождане на работната права на
зъбния гребен от делителната ок
ръжност на зъбното колело. В зави
симост от положението на оста на
обработваното зъбно колело З.м.
ЗЪБОФРЕЗОВА ..
биват: вертикални - тип МААГ /с
един или два зъбни гребена/, и хори
зонтални - тип Паркинсон /с два на
срещни зъбни гребена за обработва
не на цилиндрични зъбни колела със
стрелоВидни зъби без изходни кана
ли за гребена/.
ЗЪБОФРЕЗОВА машина, рабо
теща по метода на копи
ране- зъбообработваща машина,
работеща по метода на копиране, за
нарязване на цилиндрични зъбни ко
лела с външно назъбване с прави и
наклонени зъби и за предварително
обработване на конусни зъбни коле
ла с прави зъби с дискови и палцови
модулни фрези, които извършват
главното работно движение/върте
ливо/, а подавателното/относител
но преместване на инструмента по
дължина на образуващата на зъба/ и
делителното /периодично завърта
не на заготовката на един зъб след
обработване на поредното междузъбие/ се извършват от заготовка
та. Най-често З.м. се използуват в
условията на масовото производ
ство като специални машини, рабо
тещи на полуавтоматичен цикъл, за
предварителна обработка на зъби
те.
ЗЪБОФРЕЗОВА МАШИНА, рабо
теща по метода на обхож
дане- зъбообработваща машина,
работеща по метода на обхождане,
за нарязване на цилиндрични зъбни
колела с външно назъбване с прави и
наклонени зъби и на червячни зъбни
колела с режещ инструмент - цилин
дрична червячна модулна фреза, коя
то извършва главното работно дви
жение (въртеливо), съгласувано с
въртеливото движение на заготов
ката, а вертикалното и радиалното
подаване се осъществяват съот
ветно от фрезовия супорт и масата
със заготовката. З.м. обработват
ЗЪБОФРЕЗОВАНЕ...
-168-
no-mo4Hu зъбни колела при по-голяма
производителност в сравнение със
З.М., работещи по метода на копира
не. Някои модели З.м. са снабдени с
осови фрезови супорти, които се из
ползуват при нарязване на червячни
зъбни колела при осово подаване,
при което се получават по-точни
червячни зъбни колела. З.ф.м. биват
с маса с вертикална или хоризонтал
на ос на въртене. Машините с хори
зонтална ос на въртене на масата се
използуват при нарязване на валзъбни колела при голяма дължина на
вала (вж. фиг.).
ЗЪБОФРЕЗОВАНЕ - нарязване на
цилиндрични зъбни колела с външно
назъбване с прави и наклонени зъби
и на червячни зъбни колела с модулни
(дискови, палцови, червячни) фрези.
3. може да се извърши по метода на
копиране или по метода на обхожда
не.
ЗЪБОФРЕЗОВАНЕ по метода
на копиране - нарязване на зъб
ни колела с дискови и палцови модул
ни фрези, профилът на които точно
съответствува на формата на междузъбието (вж. фиг.), при което
главното работно движение е вър
теливо и се извършва от фрезата, а
подавателното и делителното (пре
къснато) - от заготовката (вж. Фре
зова машина}.
Към cm. Зъбофрезоба машина
1 - основа; 2 - тяло; 3 - конзола; 4 - колона; 5 - маса; 6 - вретенен супорт; 7 - дорник за инструмента; 8 - дорник за заготовката
-169-
ЗЪБОФРЕЗОВАНЕ по метода
н а об хождане - нарязване на
зъбни колела на зъбофрезова маши
на с червячна модулна фреза, при ко
ето делителното и обхождащото
движение са непрекъснати, а главно
то работно движение е въртеливо и
се извършва от фрезата, която се
придвижва и по направление на оста
на заготовката до нарязване на зъ
бите по цялата им дължина (вж.
фиг.).
ЗЪРНА...
метод се копира профилът на шли
фовъчния диск, който може да бъде
едностранен или двустранен. При 3.
по метода на обхождане се възпро
извежда зацепване на зъбно-гребенна предавка /шлифовъчният диск
представлява един зъб от въобра
жаем зъбен гребен/ или на червячна
предавка /инструментът червяк е
изработен от абразивен материал/
- вж. фиг.
ЗЪБОШЛИфОВЪЧНА МАШИНА зъбообработваща машина за шли
фоване на цилиндрични зъбни колела
по метода на обхождането с единич
но деление: с един шлифовъчен диск
(машина тип Найлес - вж. фиг.), с два
шлифовъчни диска (машина тип
Мааг) и с абразивен червяк. Има и
З.м. за шлифоване на конусни зъбни
колела по метода на обхождането.
Към cm. Зъбофрезоване по метода
на копиране
а - с дискова модулна фреза; б - с палцова модулна фреза; в - с профилен моду‘ '
лен нож
ЗЪБОХОНИНГОВЪЧНА МАШИНА зъбообработваща машина за окон
чателно обработване на зъбите на
шевинговани и термообработени
зъбни колела с инструмент - зъбен
хонинг (абразивно зъбно колело),
който придава принудително вър
тене на обработваното зъбно коле
ло, имащо праволинейно възвратнопостъпателно движение.
ЗЪБОШЛИфОВАНЕ - окончателно
обработване на зъбни колела за по
лучаване на 5 -? 6 степен на точност
и грапавост на повърхнините на зъ
бите Ra 1,25 ■? 0,32 μm чрез шлифо
ване по метода на копиране или по
метода на обхождане. При първия
Към cm. ЗъбофрезоВане по метода
на обхождане
ЗЪРНА - малки кристали с непра
вилна форма, от които е изградено
едно поликристално тяло. Различа
ват се първични 3., образуващи се
при кристализация от стопилка, и
вторични, образуващи се при дефор
миране, рекристализационно отгряване и други технологични операции.
3. са съставни части на микроструктурата на металните сплави /вж.
Кристалити, Поликристали/.
ЗЪРНЕНОСТ,...
- 170-
ЗЪРНЕНОСТ, големина на
зърното - размер на зърната на
основната фракция на абразивния
материал, означена с номер съгласно
БДС 9985 - 72:200,160,125,100,80,
63,50,40, 32,25,20,16,12,10,8,6,5,
4.
Към cm. Зъбошлифоване
1. Зъбошлифоване по метода на копи
ране:
а - с едностранен диск; б - с двустра
нен диск; в - схема на работа при шли
фоване на прави зъби; г - схема на рабо
та при шлифоване на наклонени зъби 2.
Зъбошлифоване по метода на обхожда
не: а - с едностранен диск; б - с двустра
нен диск; 8 - с два едностранни чиниеобразни диска на машина тип Мааг
ЗЪРНЕСТА СТРУКТУРА - струк
тура на метали и сплави, образувана
от зърна. В зависимост от размери
те на зърната се различава едро- и
дребнозърнеста структура. Крис
талните решетки на отделните
зърна обикновено са разориентирани /от един до няколко десетки гра
дуси/. З.с. се изследва с методите на
металографския анализ. От З.с. за
висят редица свойства на материа
лите, напр. механичните свойства —
якост, жилавост, пластичност и др.
Към cm. Зъбошлифовъчна машина
(тип Найлес)
1 - основа; 2 - колона; 3 - плъзгач; 4 - абразивен диск; 5 - стойка; 6 - заготовка;
7 - вретенен супорт
ЗЪРНОВ СЪСТАВ - вж. Гранулометричен състав.
ЗЪРНО HA ЛОМА - зърно, наблю
давано на повърхността на лома на
образците или детайлите.
- 171 -
ИЗБИВАНЕ ...
И
ИВИЦА HA ДЕФОРМАЦИЯ - об
ласт на деформираните кристали с
определена кристалографска ориен
тация, отличаваща се от съседните
области и отделена от тях с тънки
преходни ивици от удължени клет
ки.
ИВИЦА HA ПРЕГЪВАНЕ - ивица,
представляваща преходна зона меж
ду два монокристални участъка на
деформирания образец, получена
вследствие нееднородното разпре
деление на напреженията.
ИВИЧНА СТРУКТУРА, слоеста
структура - хим. нееднородна
структура на метал или сплав, на ко
ято различните съставки образуват
разслоени ивици; възниква в резул
тат на ликвацията на легиращите
елементи или неметалните включ
вания при кристализацията на мета
ла и следващата обработка чрез
пластична деформация (напр. валцо
ване). Може да бъде намалена или от
странена чрез термично обработва
не.
ИГЛЕНА РОЛКА- цилиндрична
ролка за търкалящ лагер, диаметъ
рът на която е по-малък от 5 тт и
отношението на работната дължи
на към диаметъра е от 4 до 10.
ИГЛЕНА ФРЕЗА - фреза, състоя
ща се от множество плътно долепе
ни игли от високояка стоманена тел
с диаметър 0,2 - 0,8 тт. В зависи
мост от размерите и конструкция
та на фрезата броят на иглите е от
200 хил. до 40 млн. В процеса на ра
бота иглите се самозаточват, кое
то се постига чрез реверсиране вър
тенето на И.ф. И.ф. се използуват
при иглофрезоване на детайли (вж.
Иглофрезоване).
ИГЛЕН ЛАГЕР - ролков лагер, в
който търкалящите тела са иглени
ролки. Стандартните И.л. имат
вътрешен диаметър 1,6-6 тт и
дължина, превишаваща 4-10 пъти
диаметъра. И.л. са компактни, из
държат големи натоварвания, но са
по-малко точни и сигурни, отколкото други търкалящи лагери.
ИГЛОФРЕЗОВАНЕ - обработване
на металите чрез рязане с иглена
фреза; прилага се за окончателно об
работване на равнинни и цилиндрич
ни повърхнини, а също за почиства
не на детайли от корозия, за почи
стване на окисния слой на горещощамповани детайли и на точни от
ливки.
ИЗБЕЛВАНЕ HA ЧУГУНА - процес
на получаване на избелен чугун в по
върхностния слой на отливките; за
виси от хим. състав на чугуна, ско
ростта на охлаждане на формата и
др. /вж. Избелен чугун/.
ИЗБЕЛЕН ЧУГУН - чугун, чийто
повърхностен слой до определена
дълбочина представлява бял чугун.
Характерна особеност на И.ч. е съче
таването на високи износоустойчи
вост и твърдост на повърхностния
слой с якост на останалия обем. На
мира приложение в машиностроене
то, металургичните съоръжения и
др. От И.ч. се изработват чукове и
наковални, барабани за лебедки, вал
ци за валцови машини, барабанни
мелници и др. В обикновените от
ливки, които подлежат на следваща
механична обработка, получаването
на И.ч. е нежелателно.
ИЗБИВАНЕ HA ЛЕЯРСКИТЕ ФОР
МИ -процес на разрушаване на леяр
ските форми от пясъчно-глинести
ИЗБИВАЩА ...
- 172-
смеси след втвърдяване на отливки
те в тях, при което сместа изпада
от касата заедно с отливките. В за
висимост от степента на механиза
ция и автоматизация на производ
ството И.л.ф. става с вибриращи
скоби или траверси, на избивни ре
шетки или на специални съоръжения.
ИЗБИВАЩА ТРАВЕРСА - травер
са (греда) с вибратори, на която се
окачва формовъчна каса за избиване
от нея на отливките и отработена
та смес.
ИЗБИВНИ решетки - съоръжения
за избиване на леярските форми след
втвърдяване на отливките в тях.
Представляват стоманени рамки с
решетъчна конструкция, върху кои
то се поставят леярските форми.
При създаване на вибрации формата
се разрушава, формовъчната смес
пада през решетката, касите се връ
щат за изработване на нови форми,
а отливките се изпращат за почи
стване. Според начина на създаване
на вибрациите И.р. биват инерцион
ни, ексцентрикови и ударни.
ИЗБИРАТЕЛНА (СЕЛЕКТИВНА) КО
РОЗИЯ - корозия, разрушаваща пре
димно една структурна съставка
или един от компонентите на сплав
та.
ИЗБУТВАН, изхвъргач-детайл
на щанца или щампа, предназначен за
избутване на отпадъците от поансона или матрицата, а в някои конс
трукции служи и за точно направля
ване на поансона. И. биват подвиж
ни и неподвижни, отворени и затво
рени. Вж. също Отлепвач.
извадка при контрол част от продукцията - няколко изде
лия, избрани от подлежаща на конт
рол партида за получаване информа
ция за качеството, която може да
послужи като основа за вземане на
решения за приемане на контролира
ната партида. Обемът на И. е броят
на съставящите я изделия.
ИЗВАДЬЧЕН КОНТРОЛ - контрол
на случайно подбрани проби от пар
тиди или от потока продукция.
ИЗВЪНПЛАНОВ РЕМОНТ ре
монт, който се осъществява в извънпланов ред. Необходимостта от
И.р. възниква при откази или аварии
на изделието, намиращо се в експло
атация.
ИЗГЛАЖДАНЕ в металооб
работването- вж. Заглаждане.
ИЗГЛЕД - правоъгълна проекция
(изображение) на обърнатата към
наблюдателя видима част от повър
хнината на предмета. И. биват: гла
вен (даващ възможно най-пълна
представа за предмета), допълните
лен, завъртян, частичен, разгънат.
ИЗДАТИНА при резбови де
тайли - част от материала, зак
лючена между две съседни винтови
повърхнини (вж. фиг.).
Ос
на pezâamQ
а
Ос на резбата
δ "
Към cm. Издатина и Канавка
Външна цилиндрична резба (а) и Вът
решна цилиндрична резба (б)
ИЗДЕЛИЕ - крайният продукт на
производствения процес. И. може да
бъде машина, отделен възел или де
тайл в зависимост от това, какъв е
обектът на разглежданото произ
водство.
ИЗДРЪЖЛИВОСТ в съпроти
вление на материалите способност на материалите и кон
-173-
струкциите ga се съпротивляват на
действието на натоварвания, вкл.
циклични.
ИЗКОВКА - заготовка, получена
чрез ко,ване. Изковка или щамповка
се нарича и заготовката, получена
чрез горещо обемно щамповане. Ме
талът на И. има по-съвършена
структура и по-добри механични
свойства от тези на отлетите и
валцованите заготовки. И. служат
за изработване на детайли, напр.
фланци, лостове, някои видове зъб
ни колела и втулки, сравнително
прости по конфигурация корпусни
детайли и др.
ИЗКРИВЯВАНЕ HA ОТЛИВКИТЕ,
деформация на отливки
те - изменение на формата на от
ливките, без да се нарушава целост
та им. Дължи се на възникване на го
леми вътрешни напрежения при ох
лаждане, неправилно разположение
на отливката при термообработка,
на преразпределение на напрежения
та при механична обработка.
ИЗКУСТВЕН ДИАМАНТ - вж. Син
тетичен диамант.
' ИЗКУСТВЕНО СТАРЕЕНЕ - ускоре
но стареене при повишена темпера
тура /вж. Стареене!.
ИЗКЪЛЧВАНЕ в съпротивле
ние на материалите - огъ
ване на първоначално прав прът
вследствие загуба на устойчивост
под влияние на центрично действу
ваща натискова сила. И. възниква
при достигане на критични стой
ности на натисковата сила и напре
жението. Изчисляването на конст
рукции с вземане под внимание на И.
се свежда до намаляване (за натисна
ти пръти) на стойностите на изчис
лителните напрежения.
ИЗЛАЗ -1.В машините за
електросъпротивително
заваряване - разстояние от
ИЗМЕРВАНЕ...
предната стена на тялото на маши
на за челно заваряване до външния
ръб на захващащата челюст или раз
стояние от предната стена на тяло
то до оста на електродите на точ
ковата или ролковата електросъпротивителна машина. 2. П р и е л ектродъгово заваряване разстояние от точката на подаване
на тока до края на електрода, къдетогори дъгата. 3. При метало
режещите инструменти разстояние от челото на захваща
щото приспособление до върха на
инструмента. Напр. разстоянието
от края /челото/ но опорната повърххнина на ножодържача до върха
на стругарския нож, разстоянието
от челото на челюстите на патрон
ника до върха на свредлото и т.н.
ИЗМЕРВАНЕ - сравняване на една
величина с друга, еднородна с първа
та и избрана за единица мярка; из
вършва се с измервателни техничес
ки средства. При И. се определя кол
ко пъти единицата мярка се съдър
жа в измерваната величина или как
ва част от единицата мярка съста
вя измерваната величина. И. биват
преки (непосредствени, директни) и
непреки (посредствени, индирект
ни). При прякото И. измервана
та величина се сравнява непосредст
вено с единицата мярка (напр. И. ди
аметър на вал с шублер, микрометър
или оптиметър). При непряко
то И. търсената стойност се полу
чава чрез изчисления с помощта на
една или няколко други измервани ве
личини (напр. определяне радиуса на
сегмента чрез пряко измерване на
височината и дължината на хордата). И., при което се определя направо цялата стойност на измерваната
величина, се нарича абсолютно
И. на отношения на величини спрямо
едноименна величина, която се прие
ИЗМЕРВАНЕ ...
- 174-
ма за изходна, се нарича o m н осител н о И. (напр. И. диаметъра на
вал с оптиметър). Всяко И. е неиз
бежно свързано с грешки поради не
достатъчна точност на измерва
телните средства и несъвършенст
во на човешките сетива.
ИЗМЕРВАНЕ HA ДЕФОРМАЦИЯТА
- комплекс от измервания, извърш
вани обикновено за определяне на
механичните напрежения в конст
рукциите. За И.д. служат оптикомеханични и ел. тензометри.
ИЗМЕРВАНО ЗЪБНО КОЛЕЛО
зъбно колело, чийто зъбен венец се
подлага наконтрол за установяване
точността на параметрите на зъ
бите.
ИЗМЕРВАТЕЛЕН ИНТЕРВАЛ, / разстоянието между две съседни
точки на измерване, в които се опре
деля отклонението на действител
ното положение на подвижния възел
спрямо зададеното положение в гра
ниците на дължината на премества
не L. И.и. се избира така, че / ~ 1/10
до 1/20 от дължината на премества
не.
ИЗМЕРВАТЕЛЕН КОНТРОЛ - кон
трол, при който задължително се
използуват измервателни средст
ва.
ИЗМЕРВАТЕЛЕН МИКРОСКОП,
инструментален микро
скоп - измервателен уред, чието
визиращо устройство е микро
скоп (вж. фиг.). Отчитащото уст
ройство на И.м. може да бъде оптич
но или механично. И.м. е предназна
чен за измерване в правоъгълни и по
лярни координати на линейни и ъгло
ви размери на детайли със сложна
форма, напр. на елементите на зъб
на предавка и резбови съединения,
профилни шаблони, режещи инстру
менти и др.
ИЗМЕРВАТЕЛЕН НАТИСК - сила
та, с която измервателният лост
(осезателят) натиска измерваната
повърхнина, в т.ч. динамичната със
тавка, възникваща в процеса на пре
местването му по повърхнината.
И.н. при измерване трябва да осигу
рява непрекъснат контакт между
осезателя и измерваната повърхни
на.
Към cm. Измервателен микроскоп
1 - основа; 2 - осветител; 3 - конзолна
стойка; 4 - окулярна глава; 5 - наблюда
телен микроскоп; 6 - обръщателна ма
са; 7 и 9 - винтове за преместване на
шейната на обръщателната маса; 8 маховик на обръщателната маса
ИЗМЕРВАТЕЛЕН ОБХВАТ - обх
ват от стойности на измерваната
величина, за които показанията на
средството за измерване, получени
при определени работни усилия само
при едно измерване, не трябва да съ
държат грешка, по-голяма от макси
мално допустимата.
измервателен пергел - инст
румент във вид на пергел с прави или
дъгообразни рамена, използуван за
разчертаване на окръжности и дъги,
делене на отрязъци, геометрични
построения, а също за сравняване
3,
хаО
țoe'
^3
^at'
^a-
-175------------- ----- ----- —
диаметрите на детайли и други раз
нзблюдателя. В замери, Взети по измервателна линий
оффмХеИ.у^°2₽^
ка, плоскопаралелни краищни мерки
за дължина или калибри. Към И.п. спа
нични
am-Aocmoeo-Mexaметър, ми^®^, лостов микпп
дат и обикновените дебеломери и
вътромери (вж. фиг.).
механични (мвтор и др ) п
ултраоптиметъ^кс, оптим^'
рументален микро^^
интерференционни
онен микроскоп, интерф ®кт°Р),
пневматични, електрични 2ениибиват още: показващи, peauċ^P),
щи, интегриращи, сумиращи; ак
гови и цифрови; за пряко ú за отн·..
сително измерване; неавтоматич
ни, полуавтоматични, автоматич
ни; контактни и безконтактни; ед
номерни и многомерни; стационар
ни и портативни.
ИЗМЕРВАТЕЛЕН УРЕД С ОБЩО
Към cm. Измервателен пергел
ПРЕДНАЗНАЧЕНИЕ универса
лен измервателен уред измервателен преобразува
измервателен уред, предназначен за
тел - УР*9 (датчик), който служи за
измерване на дължини и (или) на ъгли
преобр^У^3*13 п0 определен закон на
независимо от конфигурацията на
изме^аната величина (или величиизмервания детайл. Напр. универса
μαπρ θ която е преобразувана изм^Ваната величина) 8 друга величи
лен измервателен микроскоп, проекна или в друга стойност на същата
тор, уред за измерване на дължина и
валичина с определена точност. И.п.
т.н.
в фактически измервателно средст
ИЗМЕРВАТЕЛЕН УРЕД СЪС СПЕ
во за преработване на сигнала на из
ЦИАЛНО ПРЕДНАЗНАЧЕНИЕ - из
мервателната информация във
мервателен уред, предназначен за
форма, удобна за предаване (вкл.
измерване на точно определени гео
дистанционно), за по-нататъшно
метрични и кинематични парамет
преобразуване и за обработване и
ри, действуващ на основата на вза
(или) съхраняване, но непригодна за
имната връзка на линейни и ъглови
непосредствено възприемане от
величини, или размери на детайли с
наблюдателя. И.п. обикновено е
определена конфигурация. Напр. уре
оформен като отделен уред и може
дите за измерване на зъбни колела да се използува самостоятелно.
еволвентомер, стъпкомер и т.н.
Напр. измервателен трансформа
ИЗМЕРВАТЕЛЕН ЧЕРВЯК - червяк
тор, тензометър и др.
с повишена точност, използуван ка
ИЗМЕРВАТЕЛЕН УРЕД - измервато еталонен елемент в уред за едтелно средство за преработване на
нопрофилен или многопрофилен
информация от измерване във фор
комплексен контрол на червячни зъб
ма, достъпна за непосредствено
ни колела.
ИЗНОСОУСТОЙЧИВИ ...
е
О
Mí
на
Ща
бан
нен,
изм,
ИЗ
cmoN
500,
графе
^modį
е 0,5 с
става,
емайла c
т° се п
90 AU^
JAU перг
'e 03Πζ)Λ1
за
ъР*ач.
-178-
изделието (инструмент, детайл,
елемент) поради разрушаване на по
върхностния слой от сили на трие
не или други натоварвания и въз
действия. И. на машинни елементи,
елементи на строителни конструк
ции и др. зависи от условията на
триене (натоварване) и свойствата
на материала на изделията. И. на ин
струментите зависи от вида и
свойствата на материала им и на
обработвания материал, характера
на обработването (грубо, чисто,
фино), стабилността на металоре
жещата машина и режимите на ра
бота. Различават се абразивно, кавитационно, от умора и други видо
ве И. И. води до понижаване качест
вата на изделията и тяхната стой
ност (вж. Износоустойчивост}.
Към cm. Изместване
а - заготовка; б - изковка след коване с
изместване
ИЗНОСОУСТОЙЧИВИ МАТЕРИА
ЛИ - материали, отличаващи се с
повишена износоустойчивост при
работа в конкретни условия /даден
материал може да има висока изно
соустойчивост при работа в едни
условия и малка - в други/. Към И.м.
спадат: износоустойчивите стома
ни /високомангановата хатфилдова
стомана, графитизираната стома
на, лагерните стомани и др./,чугуни
те, материали на карбидна основа
/волфрамов, титанов, хромов кар
бид/ и др.
ИЗНОСОУСТОЙЧИВОСТ - съпро
тивление на материалите, машин
ните елементи и други триещи се
тела на износване. И. се определя
чрез изпитвания на материалите
или изделията на стендове или в ек
сплоатационни условия според тях
ната продължителност на работа
до предварително зададена или гра
нична стойност на износване. За
увеличаване на И. на изделията спо
мага усъвършенствуването на конс
трукцията им (компенсиране на из
носването, равномерното му разп
ределяне по повърхността и др.) и
намаляването на триенето (мазане,
предпазване от абразивно действие
идр.).
ИЗНОСОУСТОЙЧИВОСТ HA УМО
РА наантифрикционния
материал - свойство на антифрикционния лагерен материал да се
съпротивлява срещу образуване на
пукнатини и откъртвания при про
менливи натоварвания.
ИЗОБРАЖЕНИЕ - графично предс
тавяне на детайл, възел, машина в
определен мащаб, изпълнено по ус
тановен метод на проектиране и
при спазване на основните правила
за опростяване. И. показва формата
на детайла, възела, машината и вза
имната връзка на съставните им
части (елементи). И. биват изгледи,
разрези, сечения.
ИЗОТЕРМИЧНО ЗАКАЛЯВАНЕ H а
стоманата - метод на закаля
ване със задържане, при който нагре
тият до аустенитната област стс
манен детайл се потопява в сред
нагрята малко над температураг
на началото на мартензитног
превръщане, и се задържа достат
но време за превръщането на аус
нита в долен бейнит. Получен
структура има висока якост, r
тичност и жилавост. При И.з.с
- 179-
чително се намаляват деформации
те 6 детайлите поради избягване на
термичните напрежения.
ИЗОТЕРМИЧНО ОТГРЯВАНЕ - отгряване на стомана или чугун, състо
ящо се в нагряване до температура
над A3 или Ai, задържане при тази
температура до пълно завършване
на фазовите превръщания и прена
сяне на изделията в солна вана или
пещ с температура 12О-18О°С под
Aļ, където се извършва задържане
до пълното разпадане на аустенита.
Получава се еднородна феритно-цементитна смес в целия обем на из
делието.
ИЗОТРОПИЯ - еднаквост на фи
зичните свойства на материала във
всички посоки; съответните мате
риали се наричат изотропни. Такива
са напр. аморфните материали, поликристалите, които нямат текстура, а също и някои монокристали
по отношение на определени свойс
тва (напр. в кубичните монокриста
ли се наблюдава И. на оптичните
свойства и електропроводността, а
анизотропия по отношение на елас
тичността). За повечето конструкционни материали И. е необходимо
свойство. Постига се чрез съответ
но обработване на материалите,
напр. термично обработване - хо
могенизиращо отгряване.
ИЗПИТВАНЕ HA МАТЕРИАЛИТЕ определяне на различните свойства
на материалите със специални ма
шини, уреди или приспособления.
И.м. биват: механични - статични
(изпитване на опън, натиск, огъване,
усукване, срязване, твърдост) и ди
намични (изпитване на удар, на умо
ра); физични - определяне на елект
ропроводимост, топлопроводимост, коефициент на разширение,
магнитни свойства, модули на елас
тичност и др.; химични - определя
ИЗПИТВАНЕ ...
не на хим. състав, устойчивост сре
щу корозия и др.; металографски определяне на макро- и микроструктурата, кристалната структура и
т.н.; технологични - определяне
пластичността на материала, спо
собността му да се заварява, да се
закалява и т.н.
ИЗПИТВАНЕ HA МАШИНИТЕ - ек
спериментално определяне на конс
труктивните и експлоатационните
свойства на машините за изяснява
не на тяхното съответствие с тех
ническите изисквания или за опитно
изучаване на процесите, извършва
щи се в машините. И.м. биват лабо
раторни, заводски, експлоатацион
ни, пътни и др. Според предназначе
нието могат да бъдат приемател
но-предавателни, контролни, изсле
дователски и др. Особено внимание
при И.м. се отделя на изпитването
на надеждност. Общи за всички от
расли на машиностроенето са усло
вията за И.м. на новите конструк
ции, провеждани с модели или образ
ци в натура (естествени изпитва
ния), И.м. за серийно производство
и научноизследователските И.м.
ИЗПИТВАНЕ HA ПРОДУКЦИЯТА експериментално определяне на па
раметрите и показателите на качес
твото на продукцията както в про
цеса на нейната експлоатация, така
и при специални експериментални
условия. И.п. за доусъвършен
ствуване - извършва се в проце
са на разработване на продукцията
за оценяване влиянието на внесени
те в нея изменения с цел достигане
на необходимите показатели за ка
чеството. И.п. за представя
не- извършва се от отдела за тех
нически и качествен контрол на
предприятието производител пре
ди приемането ù от представител
на заявителя, потребителя или дру
ги органи за приемане.
ИЗПИТВАНЕ...
-180-
ИЗПИТВАНЕ HA СЪХРАНЯЕМОСТ
- изпитване на продукцията на на
деждност, извършвано за определя
не или контролиране на показатели
те за съхраняемост.
ИЗПИТВАНИЯ БЕЗ ВЪЗСТАНОВЯ
ВАНЕ - изпитвания, при които ра
ботоспособността на обекта в слу
чай на възникване на откази в проце
са на изпитване не се възстановява.
ИЗПИТВАНИЯ HA БЕЗОТКАЗНОСТ
- част от изпитванията на надежд
ност за определяне или контролира
не на показателите за безотказност.
ИЗПИТВАНИЯ HA НАДЕЖДНОСТ изпитване на продукцията за опре
деляне или контролиране на нейните
показатели за надеждност (безотказност, дълготрайност, ремонтопригодност, съхраняемост).
ИЗПИТВАНИЯ HA РЕМОНТОПРИГОДНОСТ - част от изпитванията
на надеждност за определяне или
контролиране на показателите за
ремонтопригодност.
ИЗПИТВАНИЯ HA ЯКОСТ - изпит
вания за определяне стойностите
на въздействуващите фактори, ко
ито предизвикват излизане на якос
тните характеристики на свойст
вата на обекта от определени грани
ци или неговото разрушаване. Спо
ред вида на натоварването И.я. са:
на опън, натиск, огъване, твърдост,
умора и др.
ИЗПИТВАНИЯ С ВЪЗСТАНОВЯВА
НЕ - изпитвания, при които рабо
тоспособността на обекта в случай
на възникване на откази се възста
новява, след което изпитването
продължава.
ИЗПИТВАТЕЛЕН СТЕНД - техни
ческо съоръжение (устройство),
чрез което изпитваният обект се
поставя в определени условия; съз
дават се въздействия, получава се
информация и се управляват проце
сът на изпитване и (или) изпитва
ния обект.
ИЗПИТВАТЕЛНА КАМЕРА - зат
ворено пространство (камера) за из
питване на изделия на налягане, хер
метичност, шум и др. За изпитване
на изделията на налягане или херме
тичност се използува И.к. с течност
или без течност, а на шум - реверберационна и звукозаглушена камера.
ИЗПИТВАТЕЛНА ПРЕСА - машина
(преса) за изпитване на материали
на натиск.
ИЗПИТВАТЕЛНА СКОРОСТ
н а
абразивния инструмент
- скорост на абразивния инстру
мент, измервана по най-големия му
диаметър, при която се извършва
неговото изпитване на якост.
ИЗПРАВНО СЪСТОЯНИЕ, изпра
вност - състояние на изделието,
при което неговите основни (работ
ни) и второстепенни параметри от
говарят на изискванията, установе
ни с техническата документация, и
освен това изделието е без откази
на работните си възли и агрегати.
ИЗПРАВНОСТ - вж. Изправно съ
стояние.
изправяне в металообра-'
ботването - операция за от
страняване дефекти (огъвания, из
кривявания и др.) на заготовки от
листов, лентов или прътов мате
риал, а също и на изделия чрез плас
тично деформиране. И. се извършва
в студено състояние или със загря
ване, ръчно (с помощта на шлосерс
ки инструменти) или със специални
съоръжения - валцовъчни машини,
чукове, преси и др.
ИЗПРАВЯЩА МАШИНА - машина
за отстраняване на кривината (вълнообразността, овалността и др.)
на метални заготовки и изделия
(валцовани листове, профили, из-
- 181 -
ковки и др.) чрез пластична деформа
ция. И.м. биват: ролкови - за изпра
вяне на листове и профили; роторни
- за изправяне с висока точност и за
отстраняване на овалност в напреч
ното сечение на тръби; с наклонени
валци - за изправяне на профили и
тръби (вкл. тънкостенни); разсукващи - за отстраняване усуканост на
тръби; опъващи - за изправяне на
тънки листове и ленти чрез опън;
изправящи преси - за изправяне на
профили, релси и тръби с големи раз
мери и др. (вж. фиг.).
ИЗПЪЛНИТЕЛЕН ...
щи се пружини (вж. фиг.). И.с. се из
ползуват в различни машини и напр.
при велосипедите.
Към cm. Изпреварващ съединител
а - острозъбен; б - зъбно-палцов; в триещ с цилиндрични ролки; г - триещ
със затягащи спирални пружини; 1 - зве
но, предаващо въртящ момент само в
една посока (показана със стрелка); 2 звено, приемащо въртящ момент
Към cm. Изправяща машина
Двустранна колянова изправяща преса
1 - маса; 2 - ролка; 3 - поансон
ИЗПРЕВАРВАЩ СЪЕДИНИТЕЛ,
механизъм за свободен ход
- механизъм, позволяващ ускорено
задвижване (свободно въртене) на
водимия вал, без да се прекъсва дви
жението в кинематичната верига.
И.с. биват според броя на посоките
на предаваното въртене - еднопо
сочни и двупосочни; според конст
рукцията -зацепващи (острозъби вж. Храпов механизъм), гърбични и
триещи - с ролки и със самозатяга-
ИЗПЪКНАЛОСТ, Δ - отклонение
от равнинност или праволинейност, при което разстоянието меж
ду точките на реалната повърхнина
(профил) и обвиващата равнина или
права се намалява от краищата към
средата (вж. фиг.).
ИЗПЪКНАЛОСТ HA ШЕВА - част
от метала на шева, издигащ се над
повърхността на заваряваните час
ти на челен шев или образуващ из
пъкнала повърхност на ъглов шев
(вж. Ъглов шев).
ИЗПЪЛНИТЕЛЕН МЕХАНИЗЪМ 1.И. м. на машина - механизъм,
изпълняващ непосредствено опре
делена технологична операция. И. м.
определя предназначението на ра
ботната машина. 2. Ч a c m o т
автоматична система за
ИЗПЪЛНИТЕЛНО ...
- 182-
регулиране, която в съответствие с
постъпващите на входа ù сигнали
осъществява механично въздейст
вие върху регулируемия обект.
Обвиваща праВа
ботния слой върху основата на шли
фовъчната шкурка; равна е на маса
та на изронващия се слой за единица
време при дадени условия.
ИЗРЯЗВАНЕ - пресова операция за
пълно отделяне на материала по
затворен контур, при което отделе
ната част представлява изделието
(вж. фиг.).
ИЗСИЧАНЕ - пълно отделяне на
част главно от листова заготовка
(понякога и от профилен материал)
по затворен или отворен контур
чрез пластична деформация и сряз
ване. И. може да се извърши с коваш
ки или шлосерски секач (върху нако
валня или шлосерска стиска), а също
и с ножови щанци или замби при не
метални или тънки метални мате
риали (вж. фиг.). Вж. Отсичане.
Към cm. Изпъкналост
ИЗПЪЛНИТЕЛНО ЗВЕНО, рабо
тен възел, работен орган
- звено (възел) на металообработ
ваща машина, носещо работния ин
струмент или обработвания де
тайл.
ИЗПЪЛНИТЕЛСКИ РАЗМЕРИ HA
КАЛИБЪРА - гранични размери, по
които се изработва новият калибър
или се осъществява контрол на из
носването на калибъра при експлоа
тация.
ИЗРАБОТКА, отработка продължителност на функционира
не на изделието (машината) или обе
мът на извършената от него работа
за определено време. И. бива часова,
дневна, месечна, И. до първия отказ,
И. между отказите на изделието, ко
ето може да се ремонтира, и т.н.
ИЗРОНВАНЕ HA ШЛИФОВЪЧНА
ШКУРКА - величина, характеризира
ща здравината на закрепване на ра-
Към cm.
Изрязване
ИЗСИЧАЩА РЪЧНА НОЖИЦА
пневматична или електрическа ръч
на ножица, чиито режещи инстру
менти са поансон и матрица.
ИЗСЛЕДОВАТЕЛСКИ ИЗПИТВА
НИЯ - изпитвания, извършвани при
различни условия и фактори на влия
ние, за изучаване на определени
свойства на обекта. И.и. се извърш
ват на стадиите технико-икономическо задание, проектно задание,
идеен проект, работен прорект с
цел: определяне или оценка на пока
зателите за качеството на функци
- 183-
ониране на изпитбания обект; изби
ране на най-подходящи режими за из
ползуване на обекта или най-добри
характеристики на свойствата на
обекта; сравняване на множество
то от варианти за реализиране на
обекта при проектиране и атеста
ция.
ИЗТЕГЛЯНЕ - ковашко-пресова
операция за удължаване на заготов
ка (или на части от нея) за сметка на
намаляване площта на напречното ù
сечение или за превръщане на плоска
заготовка в кухо тяло с дъно.
ИЗТЕГЛЯНЕ ПРЕЗ ДЮЗА - плас
тично деформиране (обикновено
студено) на метални заготовки с
кръгло или профилно напречно сече
ние (пръти, тел, тръби и др.) чрез
прекарването им през отвор (дюза)
с площ на напречното сечение, помалка отколкото на изходната заго
товка (вж. фиг.). При изтегляне се
намаляват напречните и се увелича
ват надлъжните размери на обра
ботваните заготовки.
ИЗТЕГЛЯЩА ...
ни (за определени детайли). Задвиж
ването на И. е ръчно или механизира
но (вкл. автоматично) - вж. фиг.
Към cm. Изтегляне през дюза
а. Схема на изтегляне на тел през дю
за: 1 - изтеглячна дюза: 2 - заготовка;
3 - захват; 4 - заострен край на заго
товката; б. Схема на изтегляне на тръ
би през дюза: 1 - без дорник; 2 - на къс
неподвижен дорник; 3 - на дълъг дви
жещ се дорник
Към cm. Изсичане
а - с ножова щанца; б - със секач върху
плоча
ИЗТЕГЛЯМ, скоба - приспособ
ление, облекчаващо сглобяването и
разглобяването на машинни възли и
агрегати и изваждането на отделни
детайли, като втулки, лагери и др. И.
биват универсални и специализира
ИЗТЕГЛЯЩА МАШИНА - машина
за обработване на метали чрез плас
тична деформация, при което пред
варително валцованият материал
се изтегля еднократно или многок
ратно през изтеглящи дюзи с нап
речно сечение, по-малко от това на
материала. По своето устройство и
начин на работа И.м. се делят на два
основни вида: машини с праволиней
но движение (верижни) и машини с
кръгово движение (барабанни). Ве
рижните И.м. се използуват за из
тегляне на тръби и пръти, а барабан-
източник...
- 184-
Hume - за изтегляне на тел, като го
навиват на кангали.
ви; по предназначение - универсални
и специализирани.
ИЗХВЪРГАЧ - вж. Избутвач.
ИЗХОДЕН ИНКРЕМЕНТ - вж. Дис
кретност на преместване.
ИЗХОДЕН ТРИЪГЪЛНИК HA РЕЗБА
- триъгълник, чиито върхове се об
разуват от пресечните точки на
продължените страни на номинал
ния (основния) профил на резбата
(вж. фиг.).
Към cm. Изтеглян
Изтеглян за външни пръстени на тър
калящи лагери:
1 - тяло; 2 - винт; 3 - гайка; 4 - лостове
ИЗТОЧНИК hatok за захран
ване на заваръчната дъга
- електромеханично устройство,
създаващо или преобразуващо ел.
енергия за захранване на заваръчна
дъга. И.т.трябва да отговарят на
редица изисквания, най-важните от
които са: лесно запалване на зава
ръчната дъга, устойчиво горене на
дъгата при всички режими на рабо
та, възможност за ограничаване то
ка на късо съединение. Те се разделят
така: по вида на тока - променливо
токови (заваръчни трансформато
ри и еднофазни електромашинни ге
нератори с повишена честота), постояннотокови (заваръчни изправи
тели и електромашинни генератори
за постоянен ток); по начина на ус
тановяване-стационарни, преноси
ми; по броя на обслужваните посто
ве- еднопостови, многопостови; по
мощността - малка, средна и голя
ма; по схемата на включване към
мрежата-многофазови и еднофазо-
Към cm. Изходен триъгълник на рез
ба и Височина на изходния триъгъл
ник на резбата
ИЗХОДНА БАЗА - повърхнина или
геометричен елемент на детайла
(напр. ос), спрямо които обработва
ната повърхнина трябва да има
строго определено положение (вж.
фиг.).
ИЗХОДНА ЗАГОТОВКА - заготов
ка за първата технологична опера
ция.
ИЗХОДНА ТОЧКА - точката, от
която започва и в която завършва
цикълът на програмираното движе
ние на работен орган на машината
при изпълнение на управляващата
програма; обикновено този работен
орган носи режещия инструмент.
- 185-
ИЗХОДНА ТОЧКА HA ИНСТРУМЕН
ТА, инструментална репер на точка - постоянна точ
ка, спрямо която се определят коор
динатите на инструмента и държа
на. Тази точка се избира върху ра
ботния орган, носещ режещия инст
румент.
Към cm. Изходна база
Μ - обработвана повърхнина; N - из- ,
ходна база
ИЗХОДНО ЗВЕНО HA РАЗМЕРНА
ВЕРИГА -звеното, с което се започ
ва построяването на размерната
верига; то непосредствено свързва
повърхнините или осите на детай
лите, чието относително разстоя
ние или ъглово положение трябва да
се осигури или измери.
ИЗХОДЯЩ КОНТРОЛ (непр. т.) вж. Приемателен контрол.
ИЗЧИСЛИТЕЛНА ПРИБАВКА - вж.
Номинална прибавка.
ИЗЧИСЛЯВАНЕ HA КОНСТРУКЦИЯ
- определяне на условията на якост,
коравина и устойчивост на конст
рукцията на съоръженията и на от
делни техни елементи под действие
на зададени динамични и статични
товари. Една от основните задачи
при И.к. е оптималното оразмерява
не, гарантиращо сигурната им рабо
та при минимален разход на матери
али.
ИМПЛАНТАЦИЯ в м е т а л ознанието - въвеждане в повър
ИНВАР...
хностния слой от материала на легиращи прибавки чрез бомбардиране
то му с поток от йони на легиращия
материал (йонно легиране). И. обик
новено се съчетава с термично обра
ботване, за да се отстранят дефек
тите, получени от въвеждане в ма
териала на високоенергийни йони.
Прилага се напр. за изменение на микроструктурата и свойствата на по
върхностните слоеве на инструмен
тални материали (бързорежещи
стомани, твърди сплави), в резул
тат на което се увеличава трай
ността на инструментите.
ИМПРЕГНИРАНЕ - запълване на
порите на материалите с течно ве
щество (масло, смола), което не об
разува с тях хим. съединение, а им
придава специални свойства. Опера
цията на И. се състои от вкарване
на течното вещество в материала,
сушене и ако е необходимо, термич
но обработване.
ИМПУЛСНО НАГРЯВАНЕ - крат
ковременно топлинно въздействие
върху материалите за повишаване
на температурата им. Характеризи
ра се с високи скорости на нагряване
над 1OOO°C/s (днес са постигнати
скорости go 1O1o°C/s). И.н. се осъ
ществява по различни методи: с ел.
ток, с лазерен лъч, с променливо
електромагнитно поле (индукцион
но нагряване). Използува се за подоб
ряване на качеството на повърхнос
тния слой и за други цели.
ИНВАР - общо наименование на
група феромагнитни сплави на осно
ва на системата желязо-никел, съ
държащи 34,5-39% Ni, както и Мп, Si,
С, Си, Cr, Co. И. има аномално малък
температурен коефициент на ли
нейно разширение /1,5.1О"6°С_1 в
температурния интервал от -80 до
+ 100°С/. И., легиран с кобалт, се на
рича суперинвар, а желязокобалтова-
ИНДИВИДУАЛНО ...
- 186-
ma сплаВ, легирана с хром - неръждясващ И. Ή. се използуВа за изра
ботване на еталони за дължина, еле
менти на измервателни уреди, като
конструкционен материал за крио
генни устройства и др.
ИНДИВИДУАЛНО ЗАДВИЖВАНЕ,
еднодвигателно задвиж
ване - ел. задвижване с един дви
гател, монтиран към металорежеща
машина, конвейер и друга машина
или механизъм за привеждане в дви
жение на работните им органи; при
групово задвижване един
двигател обслужва няколко машини.
индий/Jn/- хим. елемент,
ат.н.49, ат.м. 114,82. И. е сребристобял, леснотопим мек метал с
тетрагонална кристална решетка;
плътност 7362 кд/тЗ, т.т. 156,2°С.
И. спада към разсеяните елементи,
среща се в многомалки количества В
различни руди /главно сулфидните
руди на цинка и оловото/; получава
се от отпадъците и полупродукти
те на тези метали. И. се използуВа
за антикорозионни покрития, за по
лучаване на леснотопими сплави, В
зъболекарската техника, за припои
за сВързване на стъкло с метал, ВъВ
Високотемпературните кВарцоВи
термометри и др. И. и неговите съ
единения /нитрид JnN, фосфид JnP,
антимонит JnSb/ намират приложе
ние в полупроводниковата техника.
ИНДИКАТОР - 1. Средство (уред)
от часовников тип за измерване на
дължини чрез преобразуване на ли
нейното преместване на измерва
телния прът (накрайник) в кръгово
движение на показващата стрелка
(Вж. фиг.). Преместването на измер
вателния прът на 0,01 тт предиз
виква преместване на стрелката с
едно деление. Изработват се със
следните граници (обхват) на измер
ване; от 0 до 3 тт; от 0 до 5 тт; от
0 до 10 тт и от 0 до 25 тт. Изпол
зува се в машиностроенето за точ
но установяване размерите на де
тайлите и инструментите при об
работването им, за контрол на де
тайлите и възлите на машините при
сглобяването и настройването им.
2. Елемент или вещество, което по
казва хода на процеса или състояни
ето на обекта на наблюдение във
форма, която е удобна за възприема
не от човека.
Към cm.
Индикатор
индикатор на температу
рата- леснотопимо вещество с
известна т.т., което с температу
рата на размекването си служи за
приблизително определяне на тем
пературата на наблюдавания процес
или обект. И. във вид на термокреда
се използува напр. за определяне
температурата на подгряване на
частите, подлежащи на заваряВане.
ИНДИКАЦИЯ - начин за символич
но изразяване на данни за състояни
ето на обект или за хода на процес
във вид на букви и цифри.
ИНДИКАЦИЯ HA ИНСТРУМЕНТА електронна цифрова индикация на
кодовия номер на режещия инстру
мент, който работи или е готов за
-187-
работа. И. u. се дава върху екрана на
монитора на системата с ЦПУ.
ИНДИКАЦИЯ HA ПРОГРАМАТА електронна цифрова индикация на
тази част от управляващата прог
рама, която е въведена чрез перфочетящо или друго въвеждащо уст
ройство.
ИНДУКТОР - електромагнитно
устройство, предназначено за ин
дукционно нагряване. Състои се от
две основни части - проводник, съз
даващ променливо магнитно поле, и
проводници за включването му към
източника на ел. ток. Показаният на
фиг. И. се използува за повърхност
но закаляване c ток с висока често
та (ТВЧ). Закаляваният детайл се
поставя в електромагнитното поле
на И. за загряване до необходимата
температура, след което И. се изк
лючва и се пуска охлаждащата (зака
ляващата) вода.
ИНДУКТОСИН - вж. Линеен дат
чик.
ИНДУКЦИОННА ДЕфЕКТОСКОПИЯ - метод на дефектоскопия,
който се основава на възбуждане на
вихрови токове в изследваните
(контролираните) изделия от елект
ропроводими материали (метали,
графит и др.) чрез променливо маг
нитно поле от датчика на дефектоскопа и измерване на взаимодействи
ето на електрическите и магнитни
те полета от индикатора на дефектоскопа. И.д. се прилага за контро
лиране хим. състав на материали и
тяхното структурно състояние, ка
чеството на термична и химикотермична обработка, изследване на
заваръчни шевове, определяне оста
тъчните напрежения в изделия, ел.
проводимост на немагнитни мате
риали и др.
ИНДУКЦИОННА ПЕЩ - електри
ческа топилна пещ, в която металът
ИНДУКЦИОННО...
се поставя в променливо електро
магнитно поле, в резултат на което
в него се индуктират нагряващи го
вихрови токове (вж. фиг.). Канални
те И.п. се използуват предимно за
прегряване на стопения метал в
цветната металургия, а тигловите
И.п. - за стопяване на стомана и чу
гун. Предимствата на И.п. са получа
ване на много чиста сплав, голяма
скорост на нагряване, малко изгаря
не на метала, възможност за стопя
ване в защитна атмосфера или във
вакуум.
Към cm. Индуктор
1 - тръбопровод за подаване на закаля
ващата вода в камерата 2; 3 - индуктиращ проводник с отвори за закаляваща
та вода; 4 - тръбопровод за водното
охлаждане на индуктиращия проводник
ИНДУКЦИОННО НАГРЯВАНЕ, в исокочестотно нагряване
- нагряване на токопровеждащи те
ла чрез индуциране в тях на вихрови
токове с ТВЧ. Телата се поставят в
електромагнитно поле, което се
създава от индуктор, включен не
посредствено или чрез трансформа
тор на напрежение към източник на
променлив ток с ниска (обикновено
50 Hz); средна (до 10 kHz) или висока
(над 10 kHz) честота (вж. фиг.). Ос
ИНДУКЦИОННО ...
- 188-
новни области на приложение на
И.н.: топене на черни и цветни ме
тали (Вж. Индукционна пещ), нагря
ване на метални заготовки преди ко
ване или щамповане, повърхностно
закаляване на детайли и др.
з
?
Към cm. Индукционна пещ
а. Тиглова индукционна пещ:
1 - индуктор; 2 - облицовка; 3 - стопя
ван метал; 4 - кондензатор; 5 - генера
тор; б. Канална индукционна пещ: 1 - ин
дуктор; 2 - стопяван метал; 3 - тигел;
4 - магнитна сърцевина; 5 - подоВа опо
ра с канал за топлоотделяне
ИНДУКЦИОННО СПОЯВАНЕ -спо
яване, при което топлината на спо
яване се получава чрез индуциране на
ток с висока честота В мястото на
спояването.
ИНДУСТРИАЛНИ МАСЛА - група
нефтени масла, използувани за маза
не на машини и съоръжения. И.м. би
ват: леки (вазелинно, сепараторно
и др.) с кинематичен вискозитет
(3,5-10).10-6 m2/s при 50°С - изпол
зуват се за малко натоварени и триещи се с голяма скорост части; сре
дни (вретенно, машинно и др.) с ки
нематичен Вискозитет (10-58).10~6
m2/s при 50°С - използуват се за понатоварени триещи се части; т е жк и (цилиндрово, за валцовъчни ма
шини, преси и др.) с кинематичен
вискозитет (11-96).10~θ m2/s при
100°С - използуват се за тежко на
товарени триещи се части. Към И.м.
се отнасят също и маслата за уреди
с ниска температура на замръзване
(от -30°С до -60°С) - масло за фини
часовникови механизми, телеграфно
масло и специални масла на синте
тична основа.
ИНЕРТНА АТМОСФЕРА - вж. Не
утрална атмосфера.
ИНЕРТНА СРЕДА - вж. Неутрална
среда.
ИНЕРТНИ ГАЗОВЕ, благород
ни газоВе - хим. елементи от
VIII група на периодичната система
на МенделееВ: хелийдгнеон, аргон,
криптон, ксенон, радон. И.г. се отли
чават с химична инертност. Хелият
и по-често аргонът се използуват за
защитна атмосфера при термично
обработване, заваряване и други
технологични операции.
ИНЕРЦИОНЕН ВИБРОВЪЗБУДИТЕЛ - вибровъзбудител, силата на
който се предизвиква от колебателно или въртеливо движение на инер
ционен елемент.
ИНЕРЦИОНЕН ЕЛЕМЕНТ еле
мент, движението на който се опре
деля от неговата маса и (или) от
инерционния му момент.
ИНЕРЦИОННА РЕШЕТКА
- Вж.
Вибрационна решетка.
Към cm. Индукционно нагряване
Схема на индукционно нагряване:
1 - индуктор; 2 - нагрявано изделие; 3 трансформатор; 4 - кондензатор; 5 генератор
инжекторна горелка - газова
горелка, при която горивният газ с
ниско налягане (от 1 до 10 kPa) се зас
муква В смесителната камера пора
ди инжекторното действие на кис
- 189-
лорода, който е с налягане 100-400
kPa. И.г. се прилагат широко при газо-кислородното заваряВане и ряза
не на металите.
ИНКОНЕЛ - огнеупорна сплав на
никелова основа, съдържаща 12-15%
Cr, 6-9% Fe, Mn, Gi, Cu, C. Притежа
ва огнеупорност при температури
до 800°С и може да рработи в агре
сивни среди до 1000°С. Използува се
за изработване на детайли за хими
ческата промишленост, газови тур
бини, реактивни двигатели и др.
ИНКРЕМЕНТ - Вж. Нарастване.
ИНКРЕМЕНТАЛЕН НАЧИН HA ОТ
ЧИТАНЕ, инкрементални ко
ординати - отчитане на всяко
моментно положение на работния
орган на машината спрямо предиш
ното му положение.
ИНКРЕМЕНТАЛНИ КООРДИНАТИ вж. Инкрементален начин на отчи
тане.
ИНКРЕМЕНТАЛНО ПРОГРАМИРА
НЕ, верижно програмира
не - програмиране, при което по
редното програмирано положение
на работния орган се задава като
разстояние спрямо предидущото му
положение при предварително зада
дена координатна система.
ИНКРЕМЕНТНА КОРЕКЦИЯ HA ИН
СТРУМЕНТА -инкрементно измене
ние на зададената стойност за ком
пенсация на инструмента (напр. из
носването) в съответствие с под
брана математична функция.
ИНКРЕМЕНТНО ПОДАВАНЕ - ръч
но задаване големината на премест
ването на работния орган на маши
ната при режим "ръчен импулсен ге
нератор” и "стъпково подаване” в съ
ответствие с подбрана матема
тична функция.
ИНМЕТ - медно-манганова сплав с
прибавка на алуминий и желязо, коя
то се употребява за изработване на
прецизни ел. съпротивления.
ИНСТРУМЕНТАЛЕН ...
ИНСПЕКЦИОНЕН КОНТРОЛ - вне
запен контрол на продукцията или
на технологичния процес, осъщест
вяван от специално упълномощени
органи след оперативен или приема
телен контрол.
ИНСТРУМЕНТ - оръдие на труда,
предназначено за непосредствено
въздействие върху предмета на
труда с цел качествено или количес
твено изменение или измерване на
този предмет. Напр. режещи И., из
мервателни И., И. за обработване
чрез пластична деформация, И. за ле
ене (напр. кокили) и др. И. биват ръч
ни (чук, клещи и др.), машинни (ножо
ве, свредла, фрези и др.) и механизи
рани И., вкл. ръчните машини (резач
ни, пробивни, уплътняващи и др.).
ИНСТРУМЕНТАЛЕН МАГАЗИН възел на металорежеща ма
шина- обработващ център, в
който по определен ред или произ
волно са поставени режещите инст
рументи, необходими за извършване
на комплекс от работни операции.
Всеки инструмент преди започване
то на операцията се изважда авто
матично от магазина и се поставя
във вретеното. И.м. биват: кръгли,
верижни, винтови /спирални/ и сте
лажни.
ИНСТРУМЕНТАЛЕН МИКРОСКОП
- вж. Измервателен микроскоп.
ИНСТРУМЕНТАЛЕН МОДУЛ - инс
трументален магазин и автооператор, оформени като самостоятел
но изделие и разположени извън ме
талорежещата машина за автома
тична смяна на инструментите.
ИНСТРУМЕНТАЛЕН ОТДЕЛ - съв
купност от участъци, цехове и служ
би за планиране, изработване, ре
монтиране, възстановяване и запаз
ване на инструментите (режещи,
измервателни, приспособления и
др.). В състава на И.о. обикновено
ИНСТРУМЕНТАЛЕН ...
- 190 -
влизат инструменталният цех, цен
тралният инструментален склад и
заточващият участък към него.
ИНСТРУМЕНТАЛЕН УЧАСТЪК участък на завод, в който се изра
ботват, проверяват и поддържат
инструментите.
ИНСТРУМЕНТАЛЕН ЦЕХ - СЪЩО
както Инструментален участък.
ИНСТРУМЕНТАЛНА ЕКИПИРОВКА
- инструменти и приспособления за
тяхното закрепване върху машини
те, предназначени за изпълнение на
определени части от технологичния
процес. И.е. бива универсална и спе
циална. Универсалната И.е. бива
стандартна (изработена по БДС и
СТ на СИВ) - металорежещи, измер
вателни, затягащи, спомагателни и
други инструменти, и нормализира
на (изработвана по ЗН или OH и на
мираща приложение само в предпри
ятието, подотрасъла или отрасъла).
ИНСТРУМЕНТАЛНА РЕПЕРНА
ТОЧКА - вж. Изходна точка на инст
румента.
ИНСТРУМЕНТАЛНА СТОМАНА стомана с голяма твърдост, износо
устойчивост и якост; използува се
за изработване на различни инстру
менти. За инструменти, работещи
при малки скорости на рязане, реже
щите ръбове на които се нагряват
до 200-300°С, се използува въглерод
на И. стомана с 0,6-1,3% С, а при поголеми скорости на рязане -легирана И. стомана с добавки от хром,
волфрам, ванадий и други елементи
и бързорежеща стомана с 9 или 18%
волфрам, устойчива дори при нагря
ване до червено.
ИНСТРУМЕНТАЛНА ФРЕЗОВА МА
ШИНА - вж. Широкоуниверсална
фрезова машина.
ИНСТРУМЕНТАЛНИ МАТЕРИАЛИ
в металообработването
- материали, използувани за изра
ботване на металообработващи ин
струменти. И.м. са: инструментал
ни стомани (въглеродни, легирани,
бързорежещи), металокерамични
твърди сплави (волфрамови, титановолфрамови, титанотанталволфрамови), минералокерамични, абра
зивни, естествени и изкуствени
свръхтвърди материали.
ИНСТРУМЕНТАЛНО ПРОИЗВОД
СТВО - производство на инстру
ментална екипировка (инструменти
и приспособления), предназначена за
изработване на машиностроителна
продукция. И.п. може да бъде органи
зирано на предметен, технологичен
или предметно-технологичен прин
цип. При предметния принцип всич
ки технологични фази на производс
твения цикъл са в самостоятелно
обособени звена - участъци за про
изводство на щанци, за пресформи,
за металорежещи инструменти и
т.н.; прилага се при масовото и се
рийното производство на определе
ни видове инструменти. При техно
логичния принцип всеки производс
твен участък е специализиран за из
вършване на еднакви или сходни тех
нологични процеси - заготовително
отделение, ковашки участък, учас
тък за машинна обработка, шлосер
ски участък, термично отделение и
др. При предметно-технологичния
принцип в организираните на пред
метен принцип участъци извършва
нето на някои частични производс
твени процеси е обособено в звена,
работещи по технологичен принцип
- напр. термообработването е об
що за цялото инструментално сто
панство.
ИНСТРУМЕНТАЛЧИК - професия
на лице, което се занимава с произ
водство или поддържане на инстру
менти в предприятията на метало
обработващата промишленост.
ИНТЕНЗИВНО...
-191-
ИНСТРУМЕНТИ ЗА АВТОМАТИЗИ
РАНО ПРОИЗВОДСТВО - различни
по вид и конструкция металореже
щи инструменти (както и при неавтоматизирано производство), кои
то поради специфичните условия на
работа и характера на автоматизи
раното производство отговарят на
следните специфични изисквания:
голяма и гарантирана трайност и
якост; точно и бързо установяване
върху машината; възможност за извънмашинно настройване; възмож
ност за поднастройване в процеса
на работа; бързо ръчно или автома
тично подменяне; малка конзолност
на режещата част; сигурно начупва
не и отвеждане на стружките.
ИНСТРУМЕНТИ ЗА НАРЯЗВАНЕ
HA ЗЪБНИ КОЛЕЛА - вж. Зъбонарезни инструменти.
ИНСТРУМЕНТИ ЗА НАРЯЗВАНЕ
HA РЕЗБА - вж. Резбонарезни инст
рументи.
ИНСТРУМЕНТИ ЗА ОБРАБОТВАНЕ
HA ОТВОРИ - инструменти, пред
назначени за пробиване на отвори в
плътен материал (свредла), за раз
ширяване на готови отвори (зенкери; райбери; разстъргващи инстру
менти - ножове, борщанги, глави;
протяжки и прошивки) и за нарязва
не на резба в отвори (метчици).
ИНСТРУМЕНТИ ЗА ПОВЪРХНОСТ
НО ПЛАСТИЧНО ДЕФОРМИРАНЕ инструменти, предназначени за об
работване чрез студено повърхнос
тно пластично деформиране (без
снемане на стружка) на повърхнини
на заготовки, предварително обра
ботени чрез рязане с определена
точност и грапавост. В зависимост
от степента на пластичната дефор
мация на повърхностния слой и из
менението на формата и размерите
на повърхнината на заготовката ин
струментите се разделят на две ос
новни групи: уякчаващо-калиброващи (гладилки, калиброващи дорници,
инструменти с калиброващи ролки и
сачми) и формообразуващи (инстру
менти за обработване на резби и
зъбни колела чрез валцоване с ролки
и плашки, пластично деформиращи
метчици).
ИНСТРУМЕНТИ С ЛИНЕЕН НОНИУС - инструменти за измерване
или разчертаване на линейни разме
ри (дълбочини, диаметри, дължини и
т.н.); състоят се от линия с нанесе
на върху нея основна скала и нониус.
Към този вид инструменти спадат:
шублер; шублер-чертилка; шублердълбокомер; шублер-зъбомер и др.
(вж. Шублер).
ИНСТРУКЦИЯ -документ (заводс
ки, ведомствен, отраслов), с който
се дават указания за обслужването
на машина или за извършване на оп
ределен производствен процес.
Обикновено И. е част от техническа
та документация.
ИНТЕНЗИВНОСТ HA ОТКАЗИТЕ, λ
-отношението на броя на отказали
те еднородни изделия n(t) към броя
на изделията N{t), които работят
изправно в даден интервал от време
η(ί)
И.о. характеризира надеждността
на изделията.
ИНТЕНЗИВНО ШЛИФОВАНЕ
шлифоване с повишени режими на
рязане, голям разход на мазилно-охлаждаща течност и повишена мощ
ност. И.ш. обикновено се осъщест
вява по два начина: 1) с повишена
скорост на рязане и вследствие на
това намалена сила на рязане при
нормална скорост на подаване - по
добрява се качеството на обработе
ните повърхнини, вкл. и при труднообработваеми материали; 2) с пови-
ИНТЕРКРИСТАЛЕН ...
- 192-
шена скорост на рязане u вследст
вие на това намалена сила на рязане
при повишена скорост на подаване увеличава се производителността
на обработката (снема се по-голям
обем метал за единица време).
ИНТЕРКРИСТАЛЕН ЛОМ -лом, об
разуван в резултат на разрушаване
на металите по границите на зърна
та.
ИНТЕРКРИСТАЛИТНА КОРОЗИЯ вж. МеЖдукристалитна корозия.
ИНТЕРМЕТАЛИД - вж. Интерметално съединение.
ИНТЕРМЕТАЛНО СЪЕДИНЕНИЕ,
интерметалид - хим. съеди
нение между метали, което за раз
лика от други хим. съединения често
не се подчинява на стехиометрията
- на законите за постоянството на
състава и простите кратни отно
шения. Характеризира се с подреде
но разположение на атомите и крис
тална структура, отличаваща се от
структурата на образуващите го
елементи. И.с. проявява чисто ме
тални свойства - високи топлопро
водност и електропроводност, ме
тален блясък, обикновено има висо
ка твърдост и крехкост. Някои от
И.с. притежават висока точка на
топене, а за други са характерни маг
нитни или полупроводникови свойс
тва. И.с. се срещат често в промиш
лените сплави и оказват силно влия
ние върху свойствата им; в редица
случаи увеличават тяхната огнеу
порност и твърдост, придават им
антикорозионни свойства, магнит
ни свойства, полупроводникови
свойства и др. В някои сплави /алу
миниеви, никелови, магнезиеви и др./
И.с. се отделят при разпадането на
твърдите разтвори, като увелича
ват тяхната якост.
ИНТЕРЕПОЛАТОР на система
за ЦПУ - изчислително устрой
ство на система за ЦПУ на машина,
което задава последователността
на управляващите сигнали за пре
местване на работните органи на
машината по координатните ù оси
в съответствие С определена функ
ционална зависимост (линейна, ли
нейно-кръгова, линейно-параболич
на).
ИНТЕРПОЛАЦИЯ - определяне на
точки (стойности), намиращи се
между известни точки (стойности)
на желания път или контур в съот
ветствие със зададена математична функция (линейна, кръгова, от по
виеш порядък). С И. се осигурява ед
новременно и съгласувано движение
на работните органи на металоре
жеща машина по няколко оси, за да се
обработи желаният контур.
ИНТЕРФЕЙС - програмно или тех
ническо средство за връзка между
две устройства, а също между об
ласти или регистри от паметта,
достъпни на две или повече програ
ми. При металорежещи машини с
ЦПУ чрез И. се осъществява връзка
та на системата за ЦПУ и машина
та.
ИНТЕРФЕРЕНЦИЯ на вълни наслагване на взаимносвързани въл
ни (звукови, светлинни или радио
вълни) при тяхното срещане, застигане или кръстосване, при което на
някои места в пространството се
получава усилване, а на други - от
слабване на вълнообразното движе
ние в зависимост от съотношение
то на фазите на вълните. Могат да
интерферират само кохерентни
вълни, т.е. вълни, чиято фазова раз
лика не зависи от времето. И. на въл
ните намира широко практическо
приложение /вж. Интерферометър!.
ИНТЕРФЕРЕНЦИЯ НАЗЪБИТЕ
явление при зъбно зацепване, когато
част от пространството се оказва
ИСКРОВА...
-193-
едновременно заето от двата взаимнозацепени зъба.
ИНТЕРФЕРОМЕТЪР - оптически
измервателен уред, използуващ яв
лението интерференция на свет
линните вълни. Измерването става
най-често чрез сравняване, като
един начален светлинен лъч се разде
ля на два кохерентни лъча, единият
от тях минава или се отразява от
еталон с определена дебелина, а дру
гият минава през измерваното тя
ло, като на определено място се наб
людава интерференция на двата лъ
ча. И. са едни от най-точните измер
вателни уреди - използуват се за
проверка на дължините на краищни
мерки, отклонение от успоредност
на стени, в оптиката, в дефектоскопията и др.
ИНХИБИТОР, з а б а в u тел на
корозията
вещество, което
забавя скоростта на хим. реакции.
Различават се И. на корозията на ме
талите, И. на окисляване на нефто
продуктите,. И. на полимеризацията
и др. Най-голямо значение за мета
лургията имат И. на корозията на
металите, които забавят процеса
на корозия при добавянето им в аг
ресивната среда. И. се използуват
също така за консервация на мате
риалите и изделията. И. на корозия
та биват за водни разтвори и за за
щита от атмосферна корозия, а по
механизма на действие - анодни и
катодни, т.е. забавящи съответни
те електрохимични процеси.
ИРИДИЙ /Jr/ - хим. елемент, ат.н.
77, ат.м. 192,22, принадлежи към гру
пата на платиновите метали. И. е
сребристобял метал, крехък и мнрго
твърд: с хексагонална плътноопакована кристална решетка; плътност
22 400 кд/тЗ, т.т. 2410°С. И. е хим.
устойчив, не реагира с обикновени
13
Терминологичен речник по металообработване
те киселини. От сплавите на иридия
и платината, отличаващи се с висо
ка твърдост и хим. устойчивост, се
изработват еталонни мерки и тег
лилки, от сплавите с осмия, които са
твърди и немагнитни - триещите
се части на някои механизми, а от
сплавите с рутения или родия - термоелементи.
НискобъглероЗна
СреЗнобъглероЗна
Инструментална.
Чугун
Манганоба
Към cm. Искрова проба
Приблизително определяне марката на
стоманата посредством искрова проба
ИСКРОВА ПРОБА - начин за приб
лизително определяне марката на
стоманата по характера и цвета на
искрите, които възникват при допи
рането ù до въртящ се абразивен
диск. Нисковъглеродната стомана
дава дълъг жълт сноп искри почти
ИСО...
- 194-
----------------- <
султативен статут на ООН. Работ
ни органи на ИСО са 152 технически
комитета (ТК) за различни отрасли
на техниката, напр. ТК 29 Инстру
менти, ТК 39 Машини, ТК 41 Диско
ве и ремъци (в т.ч. клинови), ТК 97
Системи за обработване на инфор
мация. Те разработват рекомендации и международни стандарти.
НРБ е постоянен член на Съвета на
ИСО.
без звездички, средноВъглеродната
- сноп с много на брой светли звез
дички, високовъглеродната (инстру
менталната) - широк сноп искри с
голям брой малки светли звездички;
бързорежещата - прекъснати тъм
ночервени линии, мангановата - къс
сноп бяло-жълти линии със звездич
ки и т.н. (6ж. фиг.).
ИСО - международна организация
по стандартизация, която е създа
дена през 1946 год. и се ползува с кон
И
ЙОНИЗАЦИЯ в газовете - от
късване от атома или молекулата на
газа на един или повече електрони. В
резултат на Й. в газа възникват сво
бодни носители на заряд (електрони
и положително заредени йони) и той
става ел. проводим. Й. на газ става
под действието на ултравиолето
во, рентгеново и гама-излъчване, от
удара на електроните, йоните и т.н.
Й. има голямо значение при горенето
на ел. дъга, напр. при електродъговото заваряване.
ЙОННО ЛЕГИРАНЕ - вж. Имплантация.
К
КАВИТАЦИОННО ИЗНОСВАНЕ износване, възникващо в условията
на кавитация - нарушаване на плът
ността на течностите, чрез образу
ване на обеми, запълнени сгазове или
пари на течностите, при обтичане
повърхността на детайлите (греб
ни винтове на корабите, лопатки на
хидротурбините и др.). К.и. може да
възникне и под действието на ул
тразвук.
КАДМИЙ (Cd) - хим. елемент, ат.
н. 48, ат.м. 112,40. К. е мек сребристобял метал с хексагонална решет
ка; плътност 8650 кд/тЗ, т.т.
320,9°С. Ha въздух К. се покрива с
окисен слой, който го предпазва от
по-нататъшно окисляване. При наг
ряване изгаря. Добре се разтваря в
разредена азотна киселина и не се
разтваря в основи. К. е твърде пла
стичен— добре се кове и валцова.
-195-
Парите на K. u неговите съединения
са токсични. К. се отнася към редки
те елементи; получава се от полиме
тални цинкови руди. К. се използува
като защитно покритие при кадмиране на стомани, като компонента
на антифрикционни, леснотопими и
др. сплави. Най-голямо приложение
има в ядрените реактори за управля
ване на верижните реакции.
КАДМИРАНЕ - нанасяне върху ме
тали на покритие от кадмий, главно
за защитарт корозия. Понякога К. се
използува *и за нанасяне на декора
тивни покрития.
КАЛАЕНА ЧУМА - разрушаване на
калаени изделия в резултат на полиморфното превръщане на ß-модификацията (бялкалай) в «-модифика
ция (сив калай), свързано с рязко уве
личаване на специфичния обем (с
25,6%). Превръщането започва при
13,2°С, но протича с максимална ско
рост при -33°С. За предпазване от
К.Ч. калаят и изделията от него
трябва да се съхраняват в топли по
мещения. Поразеният от К.ч. калай
се претопява.
КАЛАЙ (Sn) - хим. елемент, ат.н.
50, ат.м. 118,69. К. е сребристобял,
мек и пластичен метал, бавно по
тъмняващ на въздуха. Има две полиморфни модификации: « (сив K.) с
кристална решетка от типа на диа
манта и β (бял K.) с тетрагонална решетка. При β- а-превръщането, ко
ето започва да протича при 13,2°С,
специфичният обем се увеличава с
25,6%, което води до разпрашаването на метала (вж. Калаена чума), β К. има плътност 7298 кд/тЗ и т.т.
231,9°С, а а-К. плътност 5847 кд/тЗ.
При обикновени температури на
Въздух К. не се окислява поради обра
зуването на тънък слой от SnO2· К.
се използува за производство на раз
лични сплави: бабит, бронз, месинг.
КАЛИБРОВАНА...
мек припой, леснотопими сплави,
топографски сплави. Употребява се
също за нанасяне на покрития (калайдисване), при производството на
т.нар. бяла ламарина (бяло тенеке) за
консервната промишленост, тъй ка
то е устойчив на корозия, а продук
тите от корозия са безвредни. Кала
еният сулфид SnS2, наречен варак,
влиза в състава на боите за “позла
тяване", а калаеният двуокис SnÛ2 се
използува за получаване на топлоустойчиви емайли и оловно-калаени
глазури.
КАЛАЙДИСВАНЕ - нанасяне на
тънък слой калай върху метални,
предимно стоманени и медни, изде
лия или полуфабрикати (ленти, лис
тове, нишки) за защита от корозия
или за облекчаване на процеса споя
ване. К. се извършва чрез потапяне
на предмета в разтопен калай, в раз
твор, съдържащ калай, или в елект
ролит и следващо стапяне на калая в
маслени вани, пещи или индуктори.
Преди К. обработваната повърх
ност се почиства от окиси със сол
на киселина.
калибриране, еталониран е - нанасяне положението на скал
ните знаци (в някои случаи само на
главни скални знаци) на измервате
лен уред в зависимост от стойнос
тите на измерваната величина.
КАЛИБРОВАНА СТОМАНА,
к 3либровани пръти -горещовалцована профилна стомана (пръ
ти), подложена на допълнително об
работване чрез студено изтегляне
през дюза за калиброване при ниска
степен на деформация. Калиброваните пръти имат повишена точ
ност на формата и размерите на
напречното сечение по дължина, помалка грапавост.на повърхнината и
понякога по-високи механични
свойства; обикновено са с кръгло,
z КАЛИБРОВАНЕ ...
- 196-
квадратно, шестоъгълно u gp. сече
ние.
КАЛИБРОВАНЕ - 1. K. npu валцовъчно производство - а) точно изра
ботване на калиброващи канали на
валцовъчни валци; б) изтегляне с
малка степен на деформация на ме
тални пръти, тел и др. валцовачни
профили на студено през калибровъчния отвор на изтегляща машина
за получаване на точни размерии по
върхностно деформационно уякчаване. 2. К. на отвори - обработване
на отвори за повишаване точност
та на формата и размера им, както
и качеството на повърхнината след
обработване чрез рязане; извършва
се чрез прокарване през отвори на
стоманена сфера или дорник.
КАЛИБРОВАНИ ПРЪТИ - вж. Калибрована стомана.
КАЛИБЪР - 1. К. в метроло
гията- безскален измервателен
инструмент, предназначен за про
верка на размерите, формата, раз
положението и разстоянието меж
ду частите на машина, механизъм и
др. К. не определя числената стой
ност на измерваната величина. К. се
делят по начина на проверката на из
делията на нормални, които имат
размер, равен на номиналния размер,
и гранични, които имат два размера,
съответно равни на най-малкия и
■най-големия граничен размер; по
предназначението си - за проверка
на валове (скоби и втулки), за отво
ри (пробки), за линейни размери, за
конусни съединения (пробки и втул
ки), за резбови и шлицови съедине
ния, за разстояния между равнини и
др. (вж. фиг.); според използуването
им - работни (Р), бракувателни (Б),
приемателни (П), контролни (К); по
измерваното гранично отклонениепреминаващи (ПР) и непреминаващи
(НЕ); в зависимост от конструктив
ното изпълнение - едностранни и
двустранни, регулируеми и нерегулируеми. 2. К. във валцовъчното
производство - профилът на
отвора, образуван от каналите, из
рязани по периферията на валците,
за получаване на необходимите фор
ма и размери на напречното сечение
на валцованото изделие.
в
Към cm. Калибър
а - калибър-пробка; б - калибър-втулка;
В - двустранен калибър-скоба
КАЛИБЪР-ВТУЛКА, калибъргривна- калибър за контролиране
на външни диаметрални размери с
измервателни повърхнини, разполо
жени по вътрешната част на втул
ката (вж. фиг. към cm. Калибър}.
КАЛИБЪР-ГРИВНА - вж. КалибърВтулка.
КАЛИБЪР-ПРОБКА - калибър 33
контролиране на вътрешни, обикно
вено диаметрални, размери с измер
вателни повърхнини, разположени
по външната част на пробката (вж.
фиг. към cm. Калибър}.
КАЛИБЪР-СКОБА - калибър за
контролиране на външни размери с
измервателни повърхнини, разполо
- 197 -
жени по Входната част на скобата. В
зависимост от това, колко гранични
размера контролират, Ķ.-c. биват
едногранични и двугранични, които
от своя страна се делят на едност
ранни и двустранни (вж. фиг. към cm.
Калибър}.
КАЛИЕВО ВОДНО СТЪКЛО - во
ден разтвор на калиев силикат К2О
(SiO2)/7. Употребява се като свърз
ваща и стабилизираща компонента
в обмазките на електродите за ръч
но електродъгово заваряване.
КАЛИЙ (К) - хим. елемент, ат.н.
19, ат.м. 39,100. К. е сребристобял,
много мек метал с обемно центри
рана кубична решетка; плътност
860 кд/тЗ, т.т. 62,3°С. К. е хим. мно
го активен, бързо се окислява на вла
жен въздух, като се превръща в ос
нова (КОН). Бурно взаимодействува
с водата, при което отделя водород,
при нагряване на въздух лесно се за
палва. Непосредствено се съединя
ва, особено при нагряване, с халогенните елементи, кислорода, сярата и
др. Около 90% от получаваните ка
лиеви соли се използуват за торене.
К.-се използува за изработване на.
фотоелементи, в производството
на стъкло, сапун и др. Сплавта на К.
с натрия се употребява в атомните
реактори като топлоносител.
КАЛЦИЕВ КАРБИД, СаСг - съеди
нение на калция с въглерода; без
цветни кристали; плътност 2210
кд/тЗ, т.т. 2300°С. Взаимодейству
ва с водата и се образува ацетилен.
При нагряване се свързва с азота, ка
то образува калциев цианамид СаСгК.к. се използува за производство на
ацетилен, на калциев цианамид (азо
тен тор) и за редукция на алкални ме
тали.
КАЛЦИЙ (Са) - хим. елемент, при
надлежи към алкалоземните метали,
ат.н. 20, ат.м. 40,8. К. е сребристо-
КАНАЛ...
бял мек метал с обемнрцентрирана
кубична решетка; плътност 1540
кд/тЗ, т.т. 851°С. Главни минерали:
калцит СаСОз (креда, мрамор, варо
вик), анхидрид СавОф
гипс
CaS04.2hļ20, флусшпат СаРг- К. се
използува за възстановяване (реду
циране) на редица редки и труднотопими метали от техните съедине
ния, за дезоксидиране на стомани
(във вид на силикокалций и алуминокалций), бронз и др. сплави, за моди
фициране на чугун, при производст
вото на антифрикционни сплави.
Съединенията на К. (вар, гипс и др.)
намират широко приложение като
строителни материали.
КАМЕРА-АВТОКЛАВ - херметич
на камера с регулируемо налягане за
извънпещно модифициране на течен
чугун. К.а. се използува за получаване
на сферографитен чугун.
КАМЕРНА ПЕЩ - пещ с приблизи
телно еднаква дължина, широчина и
височина на работното простран
ство (камерата) и с приблизително
еднаква температура по целия обем.
К.п. работят с твърдо, течно или га
зообразно гориво или използуват
електрическо нагряване. Използу
ват се за нагряване при термично
обработване.
КАНАВКА -1. При резбови детай
ли К. е празнината, която се намира
между две съседни винтови повърх
нини (вж. фиг. към cm. Издатина}. 2.
При равнинни (призматични) и ро
тационни детайли - вж. Канал.
КАНАЛ - изрез с определен про
фил, изработен с функционално
предназначение по повърхността на
детайл. В зависимост от разполо
жението им спрямо оста на детайла
К. биват надлъжни и околовръстни,
а според предназначението им шпонкови, шлицови, разделителни,
изходни.
КАНТ...
-198-
КАНТ - огънат праволинеен край
на листова заготовка.
КАНТОВАНЕ - огъване по цялата
дължина на края на листова заготов
ка с праволинеен контур; заготовка
та може да бъде предварително огъ
ната или изтеглена (вж. фиг.). К. мо
же да се извърши и по всички страни
на заготовката.
Към cm. Кантоване
КАПАЦИТЕТ HA ПАМЕТТА - мак
сималното количество информация,
което може да се съхрани в паметта
на запомнящото устройство на сис
темата за ЦПУ на металообработ
ваща машина. Съвременните систе
ми за ЦПУ имат голяма памет, част
от която може свободно да се прог
рамира съобразно с извършваната
обработка.
КАПИЛЯРНА ДЕФЕКТОСКОПИЯ метод на дефектоскопия, който се
основава на проникването на теч
ност в кухината на дефектите на из
делията под действие на капилярно
то налягане и адсорбирането или дифузията на течността в дефекта.
При това се повишава светло- или
цветоконтрастът на дефектирания участък в сравнение с др. части
на изделието. Съществуват луми
несцентен и цветов метод на К.д.
Използува се за определяне на повър
хностни дефекти - пукнатини, пори,
неспоявания и др. нарушения на
плътността на повърхността на де
тайли от топлоустойчиви неферо-
магнитни материали, алуминиеви,
медни, магнезиеви сплави, а също и
пластмаси, имащи сложна конфигу
рация и неподаващи се на контрол по
др. методи.
КАПИЛЯРНО СПОЯВАНЕ - споя
ване, при което разтопеният припой запълва междината между споя
ваните детайли, задържа се в нея
под действието на капилярни сили и
дифундира (прониква) в основния
метал, като разтваря кристалите
му, вследствие на което се осигуря
ва равномерно запълване на капиляр
ните междини с припой и с атоми на
основния метал. К.с. се прилага глав
но за спояване на стоманени детай
ли с мед.
КАПИЛЯРНОСТ - способността
на течностите, вкл. течните спла
ви, да запълват междината между
детайлите в резултат на междумолекулните сили на взаимодействие
върху равновесието и движението
на свободната повърхност на грани
ците на течности с твърди тела.
Пример за явлението К. е покачване
то и понижаването на течност 8
тесни междини или тръбички (капи
ляри) и в порести среди (вж. фиг.). К.
намира приложение при спояване на
металите (вж. Капилярно спояване}.
КАПИТАЛЕН РЕМОНТ (непр.т.) вж. Основен ремонт.
карбиди - съединения на въгле
рода с металите и някои неметали.
Свойствата и областта на приложе
ние на К. са изключително разнооб
разни. Т.нар. металоподобни К. са
най-труднотопими от всички мате
риали, твърди са, износоустойчиви
и устойчиви на механични натовар
вания при високи температури. Металокерамичните материали, съ
държащи К. на волфрама, титана,
тантала, ниобия и др., са най-доб
рият материал за металорежещи
-199-
KAPyCÉAHA ...
КАРБОНИТРИДИ - твърди разт
вори на карбиди и нитриди на пре
ходните елементи. Повечето К.
(карбиди и нитриди) образуват неп
рекъснат ред от твърди разтвори.
К. се отделят напр. в микролегираните стомани с повишено съдържа
ние на азот.
КАРБОНИТРИРАНЕ - вж. Нитроцементация.
КАРБОРИЗАТОР - навъглеродяващо вещество, използувано при
твърдата цементация на стомане
ни детайли. За К. обикновено се из
ползуват дървени въглища с различ
ни прибавки.
КАРБОРУНД - вж. Силициев кар
бид.
КАРДАНОВ ВАЛ - вал, съставен
от две или повече части, осите на
които са наклонени една спрямо дру
га и имат относително изместване
при работа. Частите на К.в. са свър
зани помежду си с карданови съеди
нители.
~
КАРДАНОВ СЪЕДИНИТЕЛ, съе
динител с кръстата ста
ва, ш а р н и р на Хук - съедини
тел, свързващ частите на карданов
Към cm. Капилярност
вал (вж. Съединител).
а - изкачване на течността, умокряща
КАРТА ЗА ОПЕРАЦИЯ - вж. Опе
стените на капилярите; б - спадане на
течността, неумокряща стените на карационна карта.
пилярата
КАРТА ЗА ТЕХНОЛОГИЧЕН ПРО
ЦЕС - вж. Технологична карта.
каруселен СТРУГ - струг, чиеКАРБИДНА СТОМАНА - виСОкото главно въртеливо движение се
въглеродна стомана, съдържаща го
извършва от въртяща се маса, носе
лямо количество карбидообразуваща обработвания детайл, а подаващи елементи. К.с. е надевтектоидна
телното движение - от страничен и
стомана, в лято състояние съдържа
(или) вертикален супорт. Предназна
ледебурит, а в деформирано - пър
чен е за обработване на ротационни
вични и вторични карбиди. Типичен
детайли с голям диаметър и маса и
представител на К.с. е бързорежемалка височина. К.с. биват едносщата стомана.
КАРБИДООБРАЗУВАЩИ ЕЛЕМЕН
тойкови и двустойкови.
ТИ - легиращи елементи, които об
КАРУСЕЛНА МАСА - маса на ме
разуват в металните сплави хим. съ
талообработваща машина, която се
единения с въглерода - карбиди.
върти около постоянна ос (най-чес-
инструменти; от тях се изработ
ват също лопатки за турбини, де
тайли за реактивни двигатели и др.
Ковалентните К. (К. на бора и сили
циевият К.) са много твърди и хим.
устойчиви материали. От солоподобните К. най-известен е калцие
вият карбид. К. на желязото (вж. Цементит) е важна структурна със
тавка на чугуна и стоманата.
КАРУСЕЛНА...
-200-
mo вертикална) и е с голям диаметър
* - от 0,5 до 18 т. К.м. се използува за
базиране и закрепване на големогабаритни заготовки.
КАРУСЕЛНА МАШИНА - метало
обработваща машина, при която
главният работен елемент, извърш
ващ въртеливо движение (главно
или подавателно), е маса с вертикал
на или наклонена ос нд въртене, напр.
каруселен струг. К.м. служат за обра
ботване на детайли със значителна
маса и относително малка дължина.
КАРУСЕЛНА ФРЕЗОВА МАШИНА фрезова машина, масата на която
получава само кръгово работно по
даване и напречно установъчно дви
жение, а вретенната глава - верти
кално по направляващите на Стойка
та, като вретеното може да се
придвижва по направление на своята
ос спрямо вретенната глава. К.ф.м.
могат да имат едно, две или три
вертикални врдтена.
КАСКАДЕН ШЕВ - заваръчен шев,
получен чрез многослойно ръчно за
варяване с обмазани електроди, ха
рактеризиращо се с последователно
нанасяне на частично припокриващи
се един след друг слоеве с малка дъл
жина така, че всеки последващ слой
да се нанася върху още неизстиналия
предшествувани а посоката на нана
сяне на отделните слоеве да бъде
противоположна на посоката на ше
ва като цяло. К.ш. се изпълняват за
намаляване на заваръчните дефор
мации.
Към cm. Каскаден шев
Схема на заваряване на каскаден шев
КАТЕТ HA ШЕВА - вж. Ъглов шев.
КАТОД - 1. Отрицателен полюс
на галваничен елемент или ел. акуму
латор. 2. Електрод на уред (апарат),
съединен с отрицателния полюс на
източник на ел. ток.
КАТОДНО ЗАЩИТНО ПОКРИТИЕ метално защитно покритие, което
в дадената среда има по-отрицателен електроден потенциал отколкото този на покривания метал.
КАТОДНО РАЗПРАШВАНЕ - раз
пръскване на материала на катода
при газов разряд вследствие бом
бардирането му с положителни йо
ни. Материалът на катода се отде
ля от него във вид на неутрални ато
ми (метали) или молекули (окиси). В
газоразряднитеуреди К.р. е неотст
ранимо вредно явление - влошава
междуелектродната изолация, раз
рушава окисните катоди, потъмня
ва стените на колби, т.е. повишава
вакуума. К.р. се използува за нанася
не на съвсем тънки (части от микро
на) метални покрития върху различ
ни материали (метали, стъкло, тъ
кан, хартия), за почистване на по'върхности чрез разяждане на струк
турата на веществата (йонно байцване). К.р. оказва положителна роля
при ВИГ и МИГ-заваряване на алуми
ний, магнезий и техните сплави, ка
то разрушава окисния слой, възпре
пятствуващ заваръчния процес.
КАЧЕСТВЕНА СТОМАНА - въгле
родна конструкционна стомана, към
изготвянето на която се предявя
ват по-високи технически изисква
ния, отколкото при стоманата с
обикновено качество. К.с. превъз
хожда обикновената по еднород
ност на строежа, по чистота (помалко сяра, фосфор, неметални
включвания, газове) и механични
свойства.
-201-
КАЧЕСТВО HA МАШИННИТЕ ДЕ
ТАЙЛИ - съвкупност от свойства
на материала на детайлите (наличие
на остатъчни вътрешни напреже
ния, структура, твърдост и др.) и ге
ометричните свойства на повърх
нините (характер и големина на от
клоненията от геометричната фор
ма - грапавост, вълнообразност и
др., и взаимното разположение на
повърхнините и осите). От К.м.д.
зависи качеството на машиностро
ителните изделия(експлоатационни показатели, якост, износоустой
чивост, корозионна устойчивост и
др·)·
КАЧЕСТВО HA ПРОДУКЦИЯТА съвкупност от свойсвата на продук
цията, които определят степента ù
на годност да задоволява потреб
ностите, за които е предназначена.
К.п. зависи от равнището на техни
ката, технологията, качеството на
изходните суровини и материали,
квалификацията на работниците и
организацията на производството ·
в предприятията. Изискванията
(технически, експлоатационни, кон
структивно-технологични, ергоно
мични, икономически), на които
трябва да отговаря продукцията, за
да бъде качествена, се установяват
чрез Български държавни стандарти
(БДС), а когато няма такива - чрез
нормали и технически условия. В
предприятията за К.п. следят отде
лите за технически и качествен кон
трол (ОТКК).
КВАЛИМЕТРИЯ - научна област
за методите за количествена оцен
ка на качеството на продукцията.
Основни задачи на К. са: обосновава
не номенклатурата от показатели
на качеството, разработване на ме
тоди за определяне показатели на
качеството на продукцията и тях
ното оптимизиране, оптимизиране
КЕРАМИЧНА...
на типоразмери и параметрични ре
дове на изделия, разработване на
принципите за построяване на
обобщени показатели на качество
то и обосноваване на условия за из
ползуването им в задачите на стан
дартизацията и управлението на ка
чеството. К. използува математи
чески методи: линейно, нелинейно и
динамично програмиране, оптими
зиране на управлението и'др.
КВАЛИТЕТ (непр.т.) - вж. Клас на
точност.
КВАРЦОВ ПЯСЪК - пясък, чиято
основна съставка е чист кварц
(SÌO2). Използува се като огнеупорен
пълнител при изработване на пясъч
ни леярски форми и сърца, в леярст
вото се използува промит-К.п. с ми
нимално съдържание на глина и дру
ги компоненти, които понижават
огнеупорността му. Голямо значе
ние за качеството на леярските фор
ми и сърца има гранулометричният
състав на К.п.
КЕРАМИЧЕН ФЛЮС - флюс за
подфлюсово заваряване, получен
чрез смесване на прахообразни шлакообразуващи, легиращи, дезоксидиращи и др. компоненти и свързващо
вещество - водно стъкло. Сместа
се подлага на гранулация, сушене и
прокаляване. Използува се за заваря
ване на легирани стомани.
керамична свръзка - неорга
нична свръзка, която се получава от
смесването на шпат, огнеупорна
глина, талк, кварц и др. К.с. се харак
теризира с голяма якост, топлоустойчивост, твърдост, хим. устой
чивост и водоустойчивост, малка
еластичност и голяма крехкост, кое
то затруднява изработването на
тънки абразивни дискове с големи
диаметри и работата с големи ско
рости, удари и вибрации.
КЕРАМИЧНИ...
Нормалната работна периферна
скорост на абразивните инструмен
ти c К-с. е до 35 rp/s.
КЕРАМИЧНИ ПОКРИТИЯ - тънки
покрития (15 -150 μm) предимно на
основата на огнеупорни метални
окиси и кермет. Нанасят се чрез
емайлиране, газопламъчно или плаз
мено метализиране, сгъстяване от
течна .фаза и свързващи вещества и
др. начини върху метална или друга
(напр. граозитаЗа) повърхност с цел
повишаване на нейната химична,
термична и механична устойчивост.
Използуват се за покриване повърх
ностите на лопатки на турбини, бу
тала и глави на цилиндри на двигате
ли с вътрешно горене и др. детайли.
КЕРМЕТИ —композиционни материали, получени по методите на пра
ховата металургия, които се със
тоят от керамични и метални ком
поненти. За керамични компоненти
се използуват бориди, карбиди, оки
си и нитриди на труднотопимите
метали, а за метални — чисти мета
ли — кобалт, никел и др. К. имат ви
сока огнеустойчивост, износоустойчйвост, якост и твърдост. От
тях се изработват детайли и инст
рументи за работа при високи тем
ператури и в агресивни среди (напр.
лопатки на турбини).
КИНЕМАТИКА на механизми
— раздел от теория на машините и
механизмите, в който се изучава
движението на звената на механиз
ма независимо от приложените към
тях сили, решават се задачи на кине
матичния анализ и синтез. Основни
задачи на кинематичния анализ са:
определяне положенията на звената,
траекториите на отделните точки
на механизма, ъгловите скорости и
ускоренията на отделните точки на
механизма при зададени основни
размери, определящи кинематична
та схема и законите на движение на
водещите звена. Задачите на К.м;
могат да се решават графично, ана
литично и експериментално.
КИНЕМАТИЧЕН МЕТОД - метод
на възпроизвеждане на производяща
линия, при който има строга съгла
суваност между главното и подавателните движения. К.м. се използува
при всички металорежещи машини
със сложни формообразуващи дви
жения (напр. резбонарезни, зъбонарезни и др ), които имат вътрешни
(затворени) кинематични вериги.
КИНЕМАТИЧНА ВЕРИГА -съвкуп
ност от свързани помежду си дви
жещи се и предаващи един на друг
движение детайли (елементи и прос
ти механизми). К.в. е съставна част
на кинематичната система на маши
ната.
i
КИНЕМАТИЧНА ВРЪЗКА - връзка
между допиращи се и движещи се
елементи (възли) на машина, осъ
ществена ро кинематичен път. К.в.
се изразяват чрез структурни схеми
(Вж. Структурна схема}.
КИНЕМАТИЧНА ГРЕШКА HA ВИН
ТОВА ДВОЙКА — разлика между
действителното и номиналното
осово преместване на един от съе
динените резбови детайли на двой
ката при тяхното относително
движение.
КИНЕМАТИЧНА ГРЕШКА HA РЕЗ
БА - разлика между действително
то и номиналното осово премест
ване на точна едноходова гайка в еднопрофилен контакт при даден ъгъл
на завъртане на винта. К.г.р. е ком
плексна грешка, която включва греш
ките на хода (стъпката), изменение
то на грешките на средния диаме
тър и на ъгъла на наклона на страна
та на профила на резбата.
-ЙВ-
КИНЕМАТИЧНА. ГРЕШКА HA ЧЕРВЯЧНА ПРЕДАВКА - разлика между
дейетвигвелншпе » номинамите ъг
ли на завъртане на червячното коле
ло при еджтрофилмо зацепваме с
червяк 8 сглобената предавка Изра
зява се в линейни единаци е дължина
та на дъгата по делшиеянапа окръж
ност на ч®р8гячн«по кале»
кинематична двойка - съеди
нение на две допиращи œ звена, на
които е осигурено . ояжоайпелно
движение. Повърхнините, линиите и
точките, с които звеното, може да
œ допира до друг« звена, œ наричат
елемента на звеното. К-д. се делят
на низши — допиращи œ с повърхни
ни, и висши —допиращи се по линии
и точки. Според броя «а възможни
те движения (степен на свобода} се
различават 5 класа К-д. (вж. фиг.}.
Въртящо. Itocmwairawa ВвиЬ
Към cm. Кинематична gtoāka
S а й клас — Висши; И до V — низши
КИНЕМАТИЧНА СИСТЕМА HA МА
ШИНА — структура на основните
елементи и механизми, служещи за
пренасяне u регулиране на скорост
та на движение на работните орга
ни на машината
кинетостатика
КИНЕМАТИЧНА СХЕМА HA МАШИ
НА — схема изобразяваща в разгъ
нат и опроопен вид (с условни озна
чения) взаимното разположение на
основните елементи и механизма»
служещи за пренасяне и регулиране
скоростта на движение на работни
те органи на машината (вж. фиг. към
cm. fJpeß^).
КИНЕМАТИЧНА ТОЧНОСТ HA КИ
НЕМАТИЧНА ВЕРИГА - точността
на абсолютното преместване на
двата крайни елемента на затворе
на Вътрешна кинематична верига.
К.т.к.в. е основен фактор, опреде
лящ геючноспипа на металорежещи
те машини със сложно формообразуване, напр. на зъбообработващите, резбонарезните и др.
КИНЕМАТИЧНА ТОЧНОСТ HA МЕ
ТАЛООБРАБОТВАЩА МАШИНА точността на връзките на вътреш
ните кинематични Вериги на мета
лообработваща машина
КИНЕМАТИЧНО ПРОГРАМНО УП
РАВЛЕНИЕ — управление на метало
обработваща машина, при което ин
формацията за последователност
та на движенията, действията и па
раметрите на обработването (eko-,
расти на рязане» подавания) се Въ
веждат 8 управляващата система
чрез два програмоносителя: функци
онален и размерен. При К.п.у. се из
ползуват за програмоносители бутонни комутатори и програмни ко
мандни апарати с превключватели.
«НЕМАТОМЕТЪР - измервате
лен уред, служещ за измерване на ки
нематичната точност на затворе
ни вътрешни кинематични вериги. ·
КИНЕТОСТАТИКА на механиз
ми m е — раздел от динамиката на
машините и механизмите, в който
се разглежда определянето на реак
циите на елементите на кинематич
ните двойки на механизъм при усло-
КИСЕЛА...
-204-
8ue, че е известен законът за негово
то движение. В този случай механизмът като цяло и отделните му час
ти може да се разглеждат условно
като намиращи се в състояние на
равновесие, ако към всички външни
сили, приложени към звената на ме
ханизма, се прибавят и инерционни
те сили. Методите на К. се използу
ват при проектиране на нови маши
ни за изчисляване на тяхната якост.
КИСЕЛА ОБЛИЦОВКА HA ПЕЩ огнеупорна облицовка (зидария или
набивна маса) на топилна пещ за чу
гун и стомана, предназначена за об
разуване на кисела шлака. За К.о.п. се
използуват шамотни материали.
КИСЕЛИНОУСТОЙЧИВИМАТЕРИ
АЛИ - материали, устойчиви срещу
разрушаващото действие на кисели
ните. Използуват се в хим. промиш
леност за изработване на апарату
ра, резервоари и др. К.м. могат да бъ
дат минерали (андезит, белитаунит, фелзит, кварц, гранит), керами
ка, пластмаси, метали и метални
сплави. Към К.м. спадат: киселиноустойчивата аустенитна хром-никелова стомана, легирана с молибден,
силиций, алуминий и др.; киселиноустойчивият чугун, легиран със сили
ций, никел и хром; монел металът;
нихромът; труднотопимите мета
ли - молибден, ниобий, тантал.
КИСЕЛИНОУСТОЧИВОСТ - спо
собност на материалите да издър
жат на разрушаващото действие на
киселините и техните пари, разтво
ри и смеси. К. на металите се опре
деля от загубата на маса на единица
повърхност (g/m2h), а на неметалите - по степента на набъбване или
по изменението на масата на мате
риала след обработването с кисели
на (в %). К. зависи от гранулометричния състав, кристалната струк
тура, грапавостта на повърхност
та. Голяма К. имат карбидите и нитридите на бора и силиция и силицидите на преходните метали.
КИСЛОРОД (О) - хим. елемент,
ат. н. 8, ат.м. 16. В нормални условия
К. е безцветен газ, без мириз и вкус.
Образува съединения (окиси) с всич
ки елементи с изключение на инерт
ните газове. В промишлени мащаби
К. се получава чрез фракционна дес
тилация на втечнен въздух, а също и
при електролиза на вода. Използува
се в металургията, хим. промишле
ност, машиностроенето и др. облас
ти за получаване на високи темпера
тури (2500 - 3200°С) чрез изгаряне
на смеси от гориво с К., за интензи
фициране на окислителните проце
си, за газокислородно заваряване и
рязане. При нормално налягане К.
преминава в течно състояние при
-182,97°С. Течният К. е основата на
мощни взривни вещества, използу
ва се в ракетните двигатели като
окислител, а също и като хладилен
агент. К. се съхранява и транспорти
ра в кислородни бутилки.
КИСЛОРОДЕН РЕДУКТОР ре
дуктор за регулиране налягането на
кислорода при заваряване. Оцветява
се 8 син цвят и се закрепва към вен
тила на кислородната бутилка.
КИСЛОРОДЕН РЕЗАЧ, г а 3 0 - к ислороден резач - основен ра
ботен инструмент за газо-кислородно рязане, в който конструктив
но са обединени подгряващата и ре
жещата част. Подгряващата част е
аналогична на газовата горелка и мо
же да бъде инжекторна или смесителна (безинжекторна). Относител
ното разположение на каналите за
подаване на горивната смес и реже
щия кислород бива последователно
(подгряващият пламък се движи пре
ди режещия кислород) и концентрич
но (каналът за режещия кислород е в
- 205 - ■
центъра, a каналът за горивната
смес е концентричен - вж. фиг.). К.р^
биват за праволинейно и кръговофязане и универсални - за рязане по
произволен контур.
i
Към cm.
Кислородно рязане
КИСЛОРОДНА БУТИЛКА - бутил
ка за съхраняване и транспортиране
на сгъстен кислород. Високото наля
гане на газа в К.б. и способността на
някои вещества, напр. масла и маз
нини, да се самовъзпламеняват В
среда от сгъстен кислород изискват
при работа с К.б. строго да се спаз
ват правилата за техническа безо
пасност. К.б. се изработват от сто
мана и се оцветяват в син цвят.
КИСЛОРОДНО-ДЪГОВО РЯЗАНЕ рязане, при което металът по лини
ята на реза се стопява от ел. дъга,
горяща между края на електрод и ме
тала. Окисляването на метала и из
духването на продуктите на рязане
извън реза се Осъществява от кисло
родна струя, която обикновено се
подава през канал, направен в елект
рода. Използуват се въгленови и ке
рамични (нетопими) електроди или
метални (топими) електроди.
H...
КИСЛОРОДНО КОПИЕ - вж. Ряза
не с кислородно копие.
КИСЛОРОДНО РЯЗАНЕ, г а 3 0 кислородно рязан е- термич
но рязане, което се състои 8: подгря
ване на метала 6 началото на реза до
температурата на неговото въз
пламеняване с газо-кислороден пла
мък; изгаряне на подгретия метал в
кислородна струя, при което се от
деля голямо количество топлина и се
образуват лесно топими окиси; из
духване на тези окиси заедно със
стопения метал по действието на
кислородната струя (вж. фиг.). Раз
личават се повърхностно К.р. (сряз
ва се повърхностният слой метал),
разделително (металът се разделя
на части) и пробивно ( в метала се
прогаря дълбок отвор) К.р. По харак
тера на подгряването К.р. се дели на
газо-кислородно, кислородно-флюсово, кислородно-дъгово, плазменокислородно рязане. Извършва се с
кислородни резачи ръчно или механи
зирано.
КИСЛОРОДНО-ФЛЮСОВО РЯЗА
НЕ - кислородно рязане, при което
в зоната на реза се подава флюс.
Прилага се за рязане на легирани сто
мани и цветни метали.
КЛАПАН - детайл или устройст
во, управляващо движението на газ,
пара или течност в машините и тръ
бопроводите, като затваря прохо
ден отвор или изменя неговото се
чение. Според предназначението си
К. са: о б p а т н и (възвратни) - про
пускат работния флуид само в една
посока; предпазни - ограничи
телни, които се отварят при дости
гане на определено налягане, и пре
ливни, които пропускат част от де
бита, а останалата част отвеждат
обратно, като осигуряват постоян
но налягане; регулиращи - регу
лират налягането или дебита; р е -
КЛАСИФИКАЦИЯ...
-206-
g y k ц u o h h u - понижават (редуци
рат) налягането u го поддържат в
определени граници. Според начина
на действие К. са а&шж-ж»жи (самодейопвуващи) и управляеми, a по
вида на затварящата утътнителна
повърхнина — плоски, конусни,
рични и дз. Главните съставна час
ти на автоматичните Ķ. сз затвор
(подвижна част), гнездо (седло - не
подвижна част) и пружина.
КЛАСИФИКАЦИЯ на абразив
ния материал- процес на раз
пределяне œ зърнистоси? на ймж
•абразивен материал в съответст
вие с приета клаш(1шкационна сис
тема. Извършва се в класификато
ри, работещи обикновено на грави
тационен принцип.
КЛАСИФИКАЦИЯ на промиш
лената n p e g у к ц и я — разделя
не на промишлената продукция на
класове. подкласове, групи, подгрупи,
видове и т_н. (вж. Единен класафикатор на продукцията}.
КЛАС HA ТОЧНОСТ - съВк^ноот
от допуски с еднаква степен на точ
ност за всички номинални размери В
стандартизираната система от до
пуски и сглобки.
КЛАС HA ТОЧНОСТ HA СРЕДСТВО
ЗА измерване - обобщаваща ха
рактеристика на средствата за из
мерване; определя се от границите
недопустимите основни и допълнителйи грейки (отронения), а също и
от други свойства на средствата за
измерване, влияеща върху точност
та, стойностите на които се опре
делят в нормативни документи за
отделните видове средства за измерване. К.т.с.и. характеризира
свойствата на средствата за из
мерване по отношение на точност
та, но не е неп-осредстВен показател
за точността на измерванията, из-
вчетбанв с тези средства. Напр.
К.т. на граничните мерки ss дължи
на се характеризира с доближаване
то на техния размер да номиналния
та с допустимото отклонение от
усмредн«»
КЛЕНОВО СЪЕДИНЕНИЕ -'mpu«щр-винтово ръединение; служи за
за!фепване с винтове върху валове
или оси на различни детайли (лосто
ве, пръстени, шайби и др.), които са
разглобяеми или имат прорези. Съе
динението се осигурява чрез силите
на триене, действуващи между повърмостите на Вала и отвора на детайла. За разлика от шпонковото и
зъбното съединение K.C. позволява
детайлът да се закрепи върху Вала
под желан ъгъл и на желаното място
по дължината му, с което се облекча
ва монтажът (вж. фиг.).
Към cm. Кленово съединение
Клемово съединение на разглобяема де
тайли (а) и детайли с прорези (6).
Рзат — ома на затягане с Винтовете
-207-
КЛЕЩИ -ръчен шлосерски монта
жен инструмент във Bug на щипци с
пирамидална форма на челюстите,
които могат да бъдат с правоъгъл
но или кръгло напречно сечение с на
зъбване на работните повърхности
(вж. фиг.). Използува се за хващане и
завиване (огъване) на проводници,
малки тънкостенни изделия и др.
операции при шлосерските и най-ве
че при електромонтажните работи.
Към cm. Клети
а - плоски клещи; б — комбинирани кле
щи ·
КЛИМАТИЧНИ ИЗПИТВАНИЯ
изпитвания, при които основен вид
въздействие са климатичните фак
тори температура, влажност, оро
сяване и др.
КЛИН - машинен елемент с една
или две наклонени равнинни работни
повърхнини и напречно сечение три
ъгълник или трапец - прилага се за
създаване на неподвижнб разглобяе
ми съединения (Вж. Клиново съедине
ние) и като установъчен или регули
ровъчен детайл. К. биват надлъжни
и напречни (вж. фиг.). Надлъжните К.
служат за закрепване на ремъчни
шайби, зъбни колела, дискове на съе
динители и др. към валовете (осите)
главно за предаване на въртящи мо
менти. Те биват фрикционни, тан
генциални и жлебови. К. могат да бъ
клиново...
дат със или без глава; при всички нак
лонът между двете работни повър
хнини е 1:100. Напречните К. служат
за неподвижно свързване и за регули
ране взаимното положение на двете
свързани части.
Към cm. Kaum
a - напречен клин с два наклона; б - нап
речен клин с един наклон; в - надлъжен
клин сглава
КЛИНОВА ПРОБА — проба от чу
гун, получена по експресен техноло
гичен метод за определяне склон
ността на чугуна към избелване при
определени условия (хим.съапав и
температура). За целта течен чугун
се залива в специална клинова форма
и след втвърдяване до тъмночервен
цвят се охлажда във вода. След счуп
ване на пробата се наблюдава ломът
и по широчината на избелената зона
при върха на клина се съди за склон
ността на чугуна към избелване при
конкретните условия.
КЛИНОВО СЪЕДИНЕНИЕ - разг
лобяемо неподвижно съединение на
детайли, осъществено с помощта
на клин. За предотвратяване на саморазглобяването ъгълът на накло
КЛИНОВ...
-208-
на на повърхнината на клина на К.с.
се прави по-малък от ъгъла на трие
не между контактните повърхнини
(вж. фиг. към cm. Клин).
клинов ремък - гумиран ремък
с трапецовидно напречно сечение,
използуван в клиноремъчните пре
давки. В сравнение с плоския ремък
К.р. предава по-големи мощности,
но предавката с такъв ремък има понисък к.п.д. поради по-голямото
триене между него и ремъчната шай
ба.
КЛИНОРЕМЪЧНА ПРЕДАВКА
механическа предавка между двавала с един или няколко клинови ремъ
ка, поставени върху ремъчни шайби
с канали. Профилът на каналите е
такъв, че те ce-допират с ремъците
само по страничните им стени (вж.
фиг. към cm. Ремъчна предавка).
КОБАЛТ (Co) - хим. елемент,
ат.н. 27, ат.м. 58,9332. К. е метал със
сребристобял цвят и червеникав от
тенък, плътност 8900 кд/тЗ, т.т.
1493°С. Под 450°С има хексагонална
плътноопакована решетка (а-модификация), а над тази температураравнинноцентрирана кубична ре
шетка (ß-модификация). Получава се
от никеловите руди. При темпера
тури до 300°С компактният К. не се
окислява, а над тази температура се
покрива с тънък окисен филм. К. вли
за в състава на бързорежещи, огнеу
порни и магнитни сплави (вж. Кобал
тови сплави), а също в състава на
емайли и бои. Използува се за нанася
не на покрития (вж. Кобалтиране) и
като основен катализатор в орга
ничния синтез.
КОБАЛТИРАНЕ - нанасяне върху
метални повърхност^ на кобалтови
покрития чрез хим. ú електрохим.
методи. К. повишава износоустой
чивостта и твърдостта на повърх
ността на изделията. Хим. нанесе
ните кобалтови покрития имат осо
бени магнитни свойства и се изпол
зуват в магнитните елементи на па
метта на ЕИМ.
КОБАЛТОВИ СПЛАВИ - сплави на
основата на кобалта с добавки на
хром, никел, молибден, волфрам и др.
К.С. имат високи огнеупорност
(напр. сплавта виталуим - 32% Ni,
27% Cr, 5% Mo), износоустойчивост
(вж. Стелит) и корозионна устойчи
вост. Служат за свързващ материал
в твърдите метало-керамични спла
ви, за изработването на металоре
жещи инструменти, матрици, сон
ди и др.
КОБИЛИЦА - детайл, най-често
изработван във вид на двураменен
лост, който при работа извършва
непълно завъртане около неподвиж
на ос. Използува се в лостови меха
низми, уреди (напр. везни) и машини.
КОВАНЕ, свободно коване
- начин за обработване на металите
чрез пластично деформиране пре
димно в нагрято състояние, при ко
ето инструментът оказва прекъс
нат натиск (удар) върху заготовка
та (или върху части от нея), дефор
мира я, като ù придава определена
форма и размери, несъответствуващи напълно на формата и разме
рите на работните повърхнини на
инструмента. Основни операции
при К. са: сплескване, сбиване, изтег
ляне, изместване, пробиване и др.
Свободното коване се прилага при
дребносерийното и единичното
производство с използуване на раз
лични ковашки инструменти и ма
шини, в зависимост от което бива
ръчно и машинно; при масовото и
едросерийното производство се
прилага коване в щампи. Заедно с из
менението на формата и размерите
при коването се изменя и структу-
209-
pama на метала, kamo се подобряват
u неговите механични свойства.
КОВАНЕ В ЩАМПИ - вж. Щампо
ване.
KŐBAP - търговско наименова
ние на желязно-никелово-кобалтова
сплав, съдържаща 29% Ni и 18% Co.
Има постоянен коефициент на ли
нейно разширение (5.10~®), еднакъв с
този на стъклото, с което добре се
споява. Използува се в производст
вото на интегрални схеми, полупро
водникови уреди, радиоелектронни
лампи.
КОВАЧЕСТВО - обработване на
метали чрез коване (вж. Коване).
КОВАЧ-ПРЕСЬОР - професия на
човек, който обработва метали чрез
пластична деформация (коване, пре
соване и щамповане). Възможни спе
циализации - ковач за ръчно коване,
ковач за машинно коване, пресьор, К.п. по художествено коване, настройчик на ковашко-пресови машини.
ковашки инструменти - ин
струменти, предназначени за ръчно
и машинно коване. К.и. се използу
ват за деформиране, захващане, пре
местване, поддържане и измерване
на заготовките при извършване на
ковашко-щамповъчни операции (вж.
фиг.).
КОВАШКИ КЛЕЩИ - инструмен
ти, които се употребяват при ръч
ното коване за захващане и задържа
не на заготовката. К.к. биват ръчни
и механични (вж. Механични клещи).
КОВАШКИ МЕСИНГ, деформируем месинг - медно-цинкова
сплав, съдържаща 57-61% мед, по
някога с добавка на олово. Отличава
се с висока корозионна устойчивост
и пластичност, лесно се поддава на
рязане и обработване чрез пластич
на деформация. Използува се в реди
ца машиностроителни производст
ва.
14
Терминологичен речник по металообработване
КОВАШКО... ,
КОВАШКО ВАЛЦОВАНЕ - обра
ботване на металите чрез пластич
но деформиране в ковашки валци,
при което се получават валцовани
заготовки за мотовилки, гаечни клю
чове, скоби, ножици, клещи и т.н.
(вж. фиг.). Производителността на
К.в. е значително по-голяма в сравне
ние с щамповането на такива заго
товки.
’ Към cm. Ковашки инструменти
1. Ковашки инструменти за ръчно кова
не: а - наковалня; б - боен чук; в - ръ
чен чук; г - клещи; g - пробой; е - се
кач; ж - подбивка (засечник); з - оправка
2. Ковашки инструменти за машинно
коване: а - плоски бойници; б - бойни
ци с изрези; 8 - заоблени бойници; г оправки; g - точилки (дорници) за разплескване; е - засечници; ж - патронни
ци
КОВАШКО...
-210-
КОВАШКО ЗАВАРЯВАНЕ - зава
ряване чрез налягане, при koemo съе
диняваните части се подлагат на об
що нагряване в ковашко огнище или
в пламъчни пещи до температури,
близки до т.т. със следващо съвме
стно деформиране (коване). К.з. се
прилага главно за нисковъглеродни
стомани. Остарял метод с ниска
производителност, прилага се мно
го рядко.
Към cm. Ковашко валцоване
Схема на валцоването
а - изходно положение; б - работно по
ложение; 1 и 5 - валци; 2 и 4 - щампи;
3 - заготовка
КОВАШКО-ПРЕСОВ АВТОМАТ,
ковашко-щампоВъчен ав
томат - коВашко-пресова машина
с Вградени cpegcmßa за автоматич
но подаване на изходната заготовка,
преместване от позиция'на позиция
и изваждане. Ha К.-п.а. чрез пластич
но деформиране (коВане и щампова
не) се изработват заготовки и изде
лия от тел, пръти, ленти или ивици
за няколко прехода без участието на
работник. К.-п.а., които се използу
ват предимно в масовото производ
ство, биват студено- и горещощамповъчни, листощамповъчни и др.
КОВАШКО-ПРЕСОВА МАШИНА машина за изработване на заготов
ки (изделия) от метални и неметал
ни материали чрез коване и (или)
щамповане и пресоване. Според на
чина на задвижването К.-п.м. се раз
делят на: napo-въздушни, които се
задвижват от пара или сгъстен въз
дух; пневматични, които работят
чрез разреждане и сгъстяване на въз
дух, намиращ се между работните и
компресорните бутала; механични,
чиито задвижващи части са меха
нично свързани с двигателя; хидрав
лични, които се задвижват от теч
ност с високо налягане, и др. (вж.
фиг.). Според начина на действие К.п.м. биват с просто и двойно дейст
вие - във втория случай падащите
части се ускоряват допълнително.
Съществуват и К.-п.м. без наковал
ня, които имат дВа кинематично
свързани бойника, движещи се един
срещу друг с еднакви скорости, пора
ди което енергията на удара не се
предава върху фундамента на маши
ната. Получават разпространение и
високоскоростните К.-п.м., при кои
то скоростта на бойника достига
до 25 m/s, а не 5 - 6 m/s, както е при
обикновените.
КОВАШКО-ЩАМПОВЪЧЕН АВТО
МАТ - Вж. Ковашко-пресоВ авто
мат.
КОВАШКО-ЩАМПОВЪЧЕН ЧУК ковашко-щамповъчна машина с удар
но действие, при която деформира
нето на заготовката се осъществя
ва чрез удар от енергията на пада
щите ù части - механичен чук, от
енергията от течност под налягане
20 - 50 МРа - хидравличен чук, или за
сметка на енергията на пара или
-211-
сгъстен газ (Въздух) - паро-Въздушен
чук. К.-щ.ч. биват с просто и двойно
действие — във втория случай пада
щите части се ускоряват допълни
телно от енергията на течност или
въздух под налягане.
Към cm. Ковашко-пресоВа машина
Принципна схема на основни типове
ковашко- пресови машини
а - паро-въздушна; б - пневматична;
В - механична; г - хидравлична
КОВАШКО-ЩАМПОВЪЧНА
МА
ШИНА - 8ж. Ковашко-щампоВъчен
чук и Ковашко-щамповъчна преса.
КОВАШКО-ЩАМПОВЪЧНА МЕХА
НИЧНА ПРЕСА - ковашко-щампо
въчна преса, в която преобразуване
то на движението и предаването на
силата от задвижването към супор-
КОВАШКО-ЩАМПОВЪЧНА...
та се осъществява чрез твърда ки
нематична верига - с коляно-мотовилкови, винтови, лостови и др. ме
ханизми. К.-щ-м.п. може да бъде: с
просто действие - с един супорт; с
двойно действие - с два супорта външен притискащ и вътрешен
щамповъчен (деформиращ), или с
тройно действие - с три супорта в.ъншен притискащ и два вътрешни
щамповъчни (деформиращи), които
се движат срещуположно.
КОВАШКО-ЩАМПОВЪЧНА ПРЕСА
- преса за изработване на заготов
ки (изделия) чрез пластично дефор
миране-коване, щамповане и пресо
ване с неударно (статично) въздейс
твие върху обработвания материал.
Според начина на преобразуване на
движението и предаването на сила
та от задвижването към супорта К.щ.п. се разделят на хидравлични (с
работна течност под налягане) ù ме
ханични (с твърди механични еле
менти - звена).
КОВАШКО-ЩАМПОВЪЧНА ХИД
РАВЛИЧНА ПРЕСА - ковашко-щам
повъчна преса, в която преобразува
нето на движението и предаването
на силата от задвижването към су
порта се осъществява чрез работна
течност под налягане. Според зад
вижването К:-щ.х.п. биват: с горно
задвижване - силовите цилиндри са
разположени над нивото на масата,
и с долно задвижване - разположени
под нивото на масата ú; с индивиду
ално задвижване - когато захранва
нето с течност се осъществява от
една или повече помпи, и с помпеноакумулаторно задвижване - когато
захранването c'течност при рабо
тен ход се осъществява от помпено-акумулаторна станция. В зависи
мост от действието К.-щ.х.п. би
ват: с просто действие - с един су
порт; с двойно действие - с два су-
КОВАШКО-ЩАМПОВЪЧНИ ...
- 212 -
порта - външен притискащ и вътре
шен щамповъчен (деформиращ); с
тройно действие - с три супорта външен притискащ и два вътрешни
щамповъчни (деформиращи), които
се движат срещуположно.
КОВАШКО-ЩАМПОВЪЧНИ ВАЛЦИ
- вж. Валцова ковашко-щамповъчна
машина.
КОВАШКО-ЩАМПОВЪЧНО ПРО
ИЗВОДСТВО - производство на ме
тални заготовки и изделия чрез ко
ване и щамповане.
КОВКОСТ - способност-на мета
лите и сплавите да изменят своята
форма при обработване чрез плас
тично деформиране - коване, щам
поване, валцоване, изтегляне, пресо
ване. К. се характеризира с допусти
мата степен на деформация без на
рушаване на плътността и с големи
ната на необходимата за това отно
сителна работа (за единица измест
ван обем). К. се променя с темпера
турата.
ковък чугун - вж. Темперован
чугун.
КОД - означение на обект или
представяне на информация със
символ или комбинация от символи
от дадена система.
КОД EIA-R С8В - 6-битов код
(стандарт EIA/R 244). Необходима
та информация, записана в управля
ващата програма на машината с
ЦПУ, се нанася върху програмоносителя като комбинация от отвори
(записи) върху шестте му пътечки.
Контрол на нечетност се извършва
върху седмата пътечка. Кодът EIA-R
С8В се използува в САЩ. Съвремен
ните машини с ЦПУ работят в код
EIA и код ISO (вж. Код /SO-7 bit).
КОД ISO-7bit - 7-битов код (стан
дарт ISO R840). Необходимата ин
формация, записана в управляваща
та програма на машината с ЦПУ, се
нанася върху осемпътечков програмоносител като комбинация от от
вори (записи) върху седемте пътеч
ки. Осмата пътечка служи за конт
рол на четност. Кодът ISO-7bii се из
ползува в страните в Европа. Съвре
менните ЦПУ работят в код ISO и
код EIA (вж. Код EIA-R С8В).
КОДИРАНЕ - 1. Преобразуване на
данни чрез използуване на код, при
което съдържанието на информаци
ята се запазва и може да се декодира
при необходимост. 2. Процесът на
записване на алгоритъма на дадена
програма на програмен език.
К. се нарича и процесът на преоб
разуване на информация от една
знакова система в друга с цел преда
ване, преработване или съхраняване
на информацията.
КОЕФИЦИЕНТ HA АВТОМАТИЗА
ЦИЯ - отношение между трудови
те разходи за изпълнение на опреде
лена производствена задача, свърза
ни с използуването на автоматизи
рана техника, вкл. ЕИМ, и сумарните
трудови разходи за изпълнение на
тази задача.
КОЕФИЦИЕНТ HA АГРЕГАТИРАНЕ,
Ka - отношение на броя на агрегат
ните възли (Ba) към общия брой въз
ли (Во) в изделието или отношение
то на броя на детайлите (Да), влиза
щи в агрегатните възли, към общия
брой детайли (До) в изделието.
Ka = Ва/Во или Ka = Да/До·
К.а. характеризира степента на агрегатиране, постигната при конст
руиране на определено изделие.
КОЕФИЦИЕНТ HA ГОТОВНОСТ, кг
- вероятността, че обектът, нами
ращ се в установен процес на експ
лоатация, ще се окаже работоспосо
бен в произволно избран момент от
време освен в планираните периоди,
КОЕфИЦИЕНТ ...
-213-
през koumo не се предвижда използу
ване на обекта по предназначение:
кг = Т0ЦТ0 + Γβ),
където Го е средното време на изра
ботка до отказ, характеризираща
безотказността; Γβ-средното вре
ме на възстановяване, характеризи
ращо ремонтоприаодността.
КОЕФИЦИЕНТ HA ДИфУЗИЯ - ве
личина, изразяваща масата· на ве
щество, преминало в процеса на дифузия през повърхност с площ 1 cm2
за 1 секунда при градиент на концен
трация 1 мол (cm2/s). К.д. определя
скоростта на изравняване на кон
центрацията. В кристалните твър
ди тела К.д. нараства с температу
рата по експоненциален закон.
КОЕФИЦИЕНТ HA ЗАГУБИТЕ при
електродъгово заварява
не - показател, който характеризи
ра загубите от стопения допълни
телен метал от изгаряне и пръскообразуване; изразява се в проценти
от масата на стопения допълните
лен метал.
КОЕФИЦИЕНТ HA ЗАИМСТВУВАНЕ, *з~ отношение на броя на заимствуваните от други конструкции и
усвоени в производството детайли
(Дз) към общия брой детайли (До) в
изделието:
кз = Дз/ДоК.з. характеризира конструктив
ната приемственост на изделието и
в отделни случаи показва степента
на унификация.
КОЕФИЦИЕНТ HA ЗАКРЕПВАНЕ
HA ОПЕРАЦИИТЕ, кзо - отношение
на броя на всички различни техноло
гични операции (0), изпълнявани или
предстоящи за изпълнение, към броя
на работните места (Р) за изпълня
ване на различните операции:
*зо = 0/Р.
Стойността на К.з.о. се определя
за планов период, равен на един ме
сец. Този коефициент характеризи
ра минимизацията на работните
операции при изработката на де
тайли.
КОЕФИЦИЕНТ HA ЗАМЯНА HA
АЦЕТИЛЕНА - отношение на разхо
да на газове - заместители, към раз
хода на ацетилен при еднаква ефек
тивна топлинна мощност на пламъ
ка при даден технологичен процес на
газопламъчна обработка.
КОЕФИЦИЕНТ HA ИЗПОЛЗВАНЕ
HA МАТЕРИАЛА
- отношение на
масата Сд на готовото изделие към
масата G3 на изходния материал (за
готовката), употребен за изработ
ване на детайла (изделието).
За детайли *^д = G^IGy а за из
делие
*МИ = ( ¿ N¡. Gļļj ) / (ÍN/. G-ļi ),
i=1
i=1
където N¡ е броят на i -тия вид де
тайли.
КОЕФИЦИЕНТ HA ИЗПОЛЗУВАНЕ
HA ПРОИЗВОДСТВЕНАТА МОЩ
НОСТ - отношение между факти
ческия обем на производство на из
делия в предприятието или цеха и
съответствуващата производст
вена мощност, определени за едини
ца време. Най-пълно използуване на
производствените мощности има
при трисменна работа.
КОЕФИЦИЕНТ HA ИЗПОЛЗУВАНЕ
HA СЪОРЪЖЕНИЯТА - отношение
между фактическото време на рабо
та на технологичното съоръжение
(технологичната екипировка) и
ефективния фонд от време.
КОЕФИЦИЕНТ HA КОНСТРУКТИВ
НА НОРМАЛИЗАЦИЯ И СТАНДАРТИ
ЗАЦИЯ, *нс - отношение между
броя на нормализираните и стандар
тизираните детайли Л/нс към общия
брой детайли No в изделието:
*нс = Л/нс / No-
КОЕфИЦИЕНТ ....-214-
К.к.н.с. характеризира степента
на използуване на нормализирани и
стандартизирани детайли В издели
ето.
КОЕФИЦИЕНТ HA КОНСТРУКТИВ
НА УНИФИКАЦИЯ - вж. Коефи
циент на унификация на конструк
тивните елементи.
КОЕФИЦИЕНТ HA НАВАРЯВАНЕ
при електродъгово з а В ар я В а н е - величина, изразяваща
увеличаването на масата на издели
ето в g за един час в резултат на пос
тъпването в шева на стопен допъл
нителен метал, отнесено към ток 1
A (g/A.h). К.н. характеризира произ
водителността на заваряване.
КОЕФИЦИЕНТ HA ОПЕРАТИВНА
ГОТОВНОСТ, ког - вероятността,
че обектът, намиращ се В устаноВен
процес на експлоатация, ще се окаже
работоспособен В произволен мо
мент от време и след този момент
ще работи безотказно в течение на
даден интервал от време:
ког = кг P (tp),
където кг е коефициент на готов
ност; P {tp) - вероятност за безот
казна работа на обекта 8 течение на
време tp.
КОЕФИЦИЕНТ HA ПОЛЕЗНО ДЕЙ
СТВИЕ (к.п.д.) - безразмерна вели
чина η, която характеризира сте
пента на използуване или преобразу
ване на енергията от дадена машина,
механизъм, устройство и т.н. К.п.д.
показва каква част (И/полез ) от общатачюдадена енергия W се използу
ва полезно ( η = Млолез/ W). Напр. за
ел. двигател Мполез е работата на
вала на двигателя, извършена за
сметка на изразходвана ел. енергия
W. Полезната работа винаги е помалка от подадената, тъй като част
от нея се изразходва за преодолява
не на вредни съпротивления (напр.
триене) и др. загуби, поради което
к.п.д. винаги е по-малък от 1. Напр.
к.п.д. на двигатели с вътрешно горе
не е 0,4 - 0,5, на ел. генераторите
0,95, на трансформаторите 0,98, на
редукторите 0,6 - 0,9, на скоростни
те кутии 0,75-0,9. В зависимост от
вида на енергията или отчитаните
загуби к.п.д. бива механичен, електричен, ефективен и т.н.
КОЕФИЦИЕНТ HA ПРЕДАВАНЕ вж. Чувствителност на измервате
лен уред.
КОЕФИЦИЕНТ HA ПРЕСТОЯ - от
ношение на сумарното време на при
нудителните престои (вкл. и време
то за съхранение и престоя като ре
зерва) към общото време на изправ
ната работа и принудителните
престои за определен период на екс
плоатация. К.п. характеризира прес
тоя (непроизводителното Време) на
машината и по стойност е равен на
допълнението на коефициента на
готовност до единица.
КОЕФИЦИЕНТ HA СМУЩЕНИЕ 1. Коефициент на абсолю
тно смущение - отношение на
големината на страничния (смуща
ващ) сигнал към изходния сигнал. 2.
Коефициент на относи
телно смущение - отношение
на големината на страничния (сму
щаващ) сигнал към чувствител
ността на устройството.
КОЕФИЦИЕНТ HA СТОПЯВАНЕ
при е л e k m p o g ъ г ο в о зава
ряване- величина, изразяваща ко
личеството на стопения електро
ден метал в g за един час, отнесено
към ток 1 Ą (g/A.h). К.с. характеризи
ра скоростта на топене на елект
родния метал.
КОЕФИЦИЕНТ HA ТЕХНИЧЕСКО
ИЗПОЛЗУВАНЕ, Amu - отношение
на математически очакваното вре
ме на работоспособно състояние на
обекта за определен експлоатацио-
КОЖУХ
215-
нен период към сбора на математи
чески очакваните времена на рабо
тоспособно състояние на обекта и
на престоите, обусловени от техни
ческото обслужване и ремонта за съ
щия експлоатационен период. Ста
тистически (според резултатите
от наблюденията на няколко едно
типни обекта) fanu се определя по
израза
Armu = /сум / (ícyM + /рем + /обсл),
където ícyM е сумарната изработка
на всички наблюдавани обекти; фем
- сумарните престои поради ремон
ти на всички обекти; /обсл - сумар
ните престои поради техническо
обслужване на всички обекти.
КОЕФИЦИЕНТ HA УНИФИКАЦИЯ
HA ДЕТАЙЛИТЕ ИЛИ ВЪЗЛИТЕ, ку отношение на броя на унифицирани
те детайли или възли Л/у към общия
брой детайли или възли No в издели
ето:
ку = Ny ¡N0.
К.у. характеризира степента на
използуване в изделието на унифи
цирани, усвоени в производството
детайли и (или) възли.
КОЕфИЦИЕНТНА УНИФИКАЦИЯ
HA КОНСТРУКТИВНИТЕ ЕЛЕМЕНТИ,
Луке - отношение на броя на типоразмерните конструктивни елемен
ти Λ/ț-резби, отвори, радиуси и др.,
към общия брой конструктивни еле
менти No в изделието:
fyke = N^INq .
К.у.к.е. характеризира разнообра
зието на конструктивните елемен
ти в изделието; увеличаването му
води до намаляване на необходими
те режещи и измервателни инстру
менти, приспособления, изходни ма
териали и суровини и до увеличаване
производителността на машините.
КОЕФИЦИЕНТ HA УСИЛВАНЕ,
предавателен коефи
циент - параметър на линеен еле
мент (система) с насочено дейст
вие, числено равен на отношението
на нарастването на изходния сигнал
към предизвикващото го нараства
не на входния сигнал.
КОЕФИЦИЕНТ HA УТОЧНЯВАНЕ отношение на грешката на обрабо
тения детайл (ед) към грешката на
заготовката (ез). К.у. характеризира
влиянието на неточността на заго
товката върху точността на обра
ботения детайл.
КОЕфИЦИЕНТНА ФОРМАТА HA
ШЕВА, ψ - геометричен показател
за формата на заваръчния шев в нап
речно сечение, представляващ отно
шение между широчината Е на шева
и дълбочината Н на провара
(ψ = Е /Н) - вж. фиг.
К.ф.ш. определя в значителна сте
пен технологичните, якостните и
експлоатационните показатели на
завареното съединение.
Към cm.
Коефициент на формата на
шева
а - челен шев; б - ъглов шев
КОЕФИЦИЕНТ HA ШЛИФОВАНЕ отношението на масата на сваления
обработван материал на заготовка
та към масата на изразходваната
част от абразивния инструмент.
КОЖУХ - външна обвивка (капак)
на машина, уред, механизъм или апа
рат, която им придава гладка, често
обтекаема форма. К. служи за топ
линна изолация, за закрепване и под
държане на отделни елементи на
КОКИЛА...
-216-
конструкцията и (или) за защитно
ограждане на стърчащи и движещи
се части.
КОКИЛА - метална леярска фор
ма за многократно използуване при
изработване на отливки по метода
на кокилното леене. В зависимост
от конструкцията на отливките и
технологията за изработването им
К. биват неразглобяеми и разглобяе
ми - с хоризонтално; вертикално
или комбинирано разделяне (вж.
фиг.). В К. при изработване на от
ливките се залагат метални или пя
съчни сърца. К. се закрепват към кокилни машини. Изработват се пре
димно от чугун чрез леене и механич
на обработка.
Към crņ. Кокила
а - цяла (неделима) кокила; б - делима
_:
кокила с вертикална делителна повърх
нина: 1 - гнезда; 2 - леякова система
КОКИЛНА МАШИНА -леярска ма
шина, в която се извършВа заливане
на метала в кокила, а след втвърдя
ването на отливката - отваряне на
кокилата и изваждане на отливката,
почистване и обмазване на разтво
рената кокила, поставяне на сърца
та и затваряне на кокилата. К.м. би
ват универсални и специализирани;
еднопозиционни и многопозиционни
(каруселни). Ha всяка позиция от кръ
га на каруселната К.м. са поставени
еднакви кокили; при завъртане на
кръга на една стъпка се извършва по
редната операция.
КОКИЛНО леене -вж./leeweő ме
тални форми.
КОКС - твърд въглероден оста
тък, образуван при загряване на раз
лични горива (каменни въглища,
торф и др. органични вещества) до
950- 1050°С без достъп на въздух. В
черната металургия най-разпространен е каменовъгленият К., използу
ван като гориво във високите (до
менните) пещи и вагрянките; съдър
жанието му на въглерод е 96 - 98%.
Нефтеният K. с остатък от произ
водството на електроди, смола и
катран се използуват за изработва
не на въгленови (графитни) и графитизирани електроди, по-рядко като
гориво.
КОКСОВИ БРИКЕТИ - коксов ситнеж, механично уплътнен и свързан с
помощта на прибавки във вид на
парчета с еднаква форма и големина,
които могат да заменят частично
леярския кокс при топене на чугун
във вагрянка.
КОКСО-ГАЗОВА ВАГРЯНКА - ваг
рянка със специална конструкция,
• при която част от кокса (20 - 35%)
се заменя с природен газ. Стопяване
то на чугуна при К.-г.в. се извършва
в зоната на горене на природния газ,
а прегряването му - в коксовата
подложка. При работа с К.-г.в. може
да се повиши температурата на чу
гуна с 40 - 70°С, да се повиши произ
водителността на вагрянката и да
се намали съдържанието на сяра в чу
гуна.
КОЛЕЛО - детайл с ротационна
форма (диск или венец със спици),
част от предавателен или ходов
(транспортен) механизъм. К. е ос
новно средство за предаване и пре
образуване на въртеливото движе
ние в механичните предавки (ремъч-
• 217-
на, зъбна, червячна). В транспортни
те машини К. е основен орган за дви
жението им.
КОЛИМ ATOP -оптичен уред, кой
то служи за получаване на успоредни
снопове лъчи. К. (вж. фиг.) се състои
от дългофокусния обектив 3, във
фокусната равнина на който ė раз
положен обектът 2, осветяван от
į устройството Л Използува се при
контрола на сглобяването, центровката и качеството на.образа на
оптичните уреди.
■КОЛЯНО...’
<. в строителните и др. съоръже
ния представлява вертикална опор
на (носеща) част за поемане на вер
тикални натоварвания.
КОЛОННА KO ВАШ КО-Щ АМ ПОВЪЧНАХИДРАВЛИЧНА ПРЕСА - ковашко-щамповъчна хидравлична пре
са, при която неподвижната напреч
на греда и масата са свързани с коло
ни, които са и направляващи на супорта.
КОЛОННА ПРОБИВНА МАШИНА едновретенна вертикална пробивна
машина, чиято основна носеща част
е вертикална колона, по която се
движи и застопорява работната ма
са (вж. фиг.).
Към cm. Колиматор
1 - осветително устройство;
' 2 - обект; 3 - дългофокусен обектив
КОЛИЧЕСТВЕНА ОЦЕНКА HA КА4ÉČTBOTO на продукциятаопределяне на числените стойности
на показателите на качеството на
продукцията. К.о.к. се използува за
избор на оптимален вариант на про
изводството от даден брой сравня
вани варианти, изучаване на динами
ката, планирането, контрола и оцен
ката на качеството на продукцията,
обосноваване на избора на оптимал
ни решения при управляване на качес
твото на продукцията и др.
КОЛОНА - вертикална цилинд
рична машинна част с относително
голяма височина, която носи основ
ните механизми и ‘работни органи на
машината, напр. К. на колонна про
бивна машина.
, Към cm. Колонна пробивна машина ,<
КОЛЯНО -звеноотколянов меха
низъм, което може да извършва пъл
но завъртане около неподвижна ос.
К. има цилиндричен издатък - шип,
оста на който е. изместена спрямо
оста на въртене на К. на разстояние
КОЛЯНОВ...
-218-
1 π>·Ι Ί z1 z ?
r (Вж. фиа), което може ga бъде пос
тоянно или регулируемо.
Към cm. Коляно
Типове колена: а - с постоянен радиус
r на разположението на шипа; S и 8 - с
регулируем радиус r (с помощта на
• плъзгач и въртящ се диск)
КОЛЯНОВ ВАЛ — въртящо се зве
но на колянов механизъм, което се
състои от няколко съосни основни
шийки, лежащи на лагери, и едно или
няколко колена, като Всяко е съста
вено от дВе рамена и една шийка. За
уравновесяване на К.В. при работа
рамената обикновено имат проти
вотежести. К.8. се използуват при
двигателите с Вътрешно горене,
помпите, компресорите, ковашкопресовите машини и т.н.
КОЛЯНОВА ПРЕСА - преса, 8 коя
то заготовката се деформира под
дейстВието на силата на работен
орган, задвижван от колянов меха
низъм, свързан с електродвигател.
Според начина на задвижване на
главния плъзгач К.п. биват: колянови, ексцентрикови, коляно-лостови
и коляно-лостоВо-гърбични, а според
броя на колената на коляновия вал едно-, дву-, три- и четириколянови.
Ha К-п. се извършва обемно и листо
во щамповане, огъване, изправяне и
ДОКОЛЯНОВ МЕХАНИЗЪМ - меха
низъм, преобразуващ един вид движение в друг, напр. равномерно вър
теливо 8 постъпателно, кръгово, неравномерно въртеливо и др. Въртя
щото се звено на К.м. е изп ълнено
във Вид на коляно, свързано със
стоика и с другото звено на кинема
тичната двойка (вж. фиг.).
К.М. се използуват 8 металообра
ботващи машини напр. за задвижва1
не на многовретенни пробивни гла
ви, за получаване на големи сили на
плъзгача в ковашко-пресови машини,
в превода на главното движение на
напречностъргателни машини.
КОМАНДА -указаниеза начало на
движение (действие) или функция. К.
биват: подготвителни, за движение
и спомагателни. Според стандарта
ISO 8 управляващата програма К. се
записва с буквено-цифрово означе
ние, което се състои от адрес (ла
тинска буква) и последователност
от цифри.
КОМАНДЕН АПАРАТ - ел.-механичен апарат за автоматично прев
ключване и изключване на необходи
мите работни и спомагателни дви
жения при автоматичните и полуав
томатичните металорежещи ма
шини. Напр. за автоматично включ
ване на необходимите за всеки пре
ход честота на въртене на обработ
вания детайл и подаване, а при ре-
-219-
КОМБИНИРАНИ.
.
вие, задвижване ú др.), за регулиране
ВолВерните стругове и за авпоматично завъртане на 1№®оЛернта
(»tamțxAa, превключване от един
режим на работа на друг, усилване,
гьаВаипр.
КОМАНДЕН БУТОН - Вж. В^М . отслабване); увеличение - намале
за управление.
ние, Водете и др.; за спиране (изключ
вай, прекратяване на действие и
Към <ж КолиноВ механизъм
Равнинни коляноВа механизми '
■ -коляно-квбшшчен; б — колянмлотовилков; в—Ь/шкмс/иасеи; Ηtaws»;
2 - мотовилка; 3 - кобилица; 4 - пльзгач; 5-кулиса
КОМАНДЕН ОРГАН - част от.
техническо уотфойстВо за упраВление, която човекът задвижва жжредствено, за да осъществи една
щц няколко управленски операции
при работа с машини, апарати, ел.
инструменти и др. К-с. биват: В заВисимост от начина на задейству
вана - ръчни, крачни, преместващи
(бутони, клавиши, микролостови
пр^ключВатели, лостове, ръчки, пе
дали), въртящц се (волайи, колела с
ръчки, манивели, превключватели,
педали); В зависимост rørs предназна
чението им - обикновени (за работа
в нормални условия), аварийни (за ра
бота само в аварийни ситуации); в
зависимост от функциите им'- за
пускане (включване, raws на дейст
ilfllSäii&äS;®
..
др.).
КОМБИНАТ -1. Обединение на ня
колко свързани по технологичен про
цес предприятия. 2. Администра
тивно обединение на предприятия
røn един отрасъл, несвързани с еди
нен технологичен процес.
КОМБИНИРАНА ЕАЕКТРОХИМИЧНА ОБРАБОТКА - елеипрохммцчна
обработка, при която механизмът
на отнемай на метал се етдтайява с различни електрофизични про
цеси. 1Саа бива ерозионна и контак
тна, ултразвукова и ултразвукова
със свободен абразив и т.н.
КОМБИНИРАНА машина - ма
шина, която е в състояние да изпълнява функциите на две или повече,
металообработващи машини. Напр.
металорежеща машина, която може
да изпълнява две или повече от след
ните операции: струговане, фрезоване, стъргане, шлифоване, заточва
не и до. Благодарение rø универсал
ността им К.М. се използуват както
в подвижни, така и в стационарни
ремонтни работилници и в плава
телни съдове.
КОМБИНИРАНА СИСТЕМА ЗА УП
РАВЛЕНИЕ - Вж Смесена система
КОМБИНИРАНА УЯКЧАВАЩА ОБ
РАБОТКА - уякчаваща обработка,
изпълнявана последователно по няколко метода Напр. термична уякчаВаща обработка със следваща по
върхностна пластична деформация.
КОМБИНИРАНА ЩАНДА вж.
Мн&гоопераци&нна щанца.
КОМБИНИРАНИ КЛЕЩИ - ръчен
шюсерско-монтажен и електромон-
Й
;
■
, КОМБИНИРАН...
-220-
тажен инструмент, 8 който са съче
тани клещи с плоски челюсти, резач
ка за проВодници и две Вдлъбнатини
със зъби за обхващане и завиване на
малки тръбички, съединителни му
фи, нипели, гайки и др. (вж. фиг. към
cm. Клещи). При К.к. за електромонтажни работи дръжките са покрити
с електроизолационен материал.
КОМБИНИРАН ИНСТРУМЕНТ металорежещ инструмент за после
дователно извършване на дВе или
повече операции (напр. комбинирано
свредло-зенкер) - Вж. фиг.
Към cm. Комбиниран инструмент
■ Комбиниран зенкер-свредло
КОМБИНИРАНО ЦИФРОВО ПРОГ
РАМНО УПРАВЛЕНИЕ HA МАШИНА
- цифрово програмно управление,
което съчетава функциите на кон
турно и позиционно цифрово прог
рамно управление на машината.
КОМБИНИРАНО ЩАМПОВАНЕ едновременно изпълняване в една
щампа на няколко различни операции
за един ход на пресата при една ус
тановка на заготовката.
КОМПЕНСАТОР, компенсиращ о з В е н о на"размерна ве
рига, звено-компенсатор
- звено, използувано за компенсира
не на грешките на съставните звена
на размерната верига с цел намаля"ване грешката на затварящото зве
но. Конструкцията на К. се определя
от граничните стойности и необхо
димата точност на компенсацията.
Съществуват неподвижни К. (под
ложки, шайби, пръстени, запълпители и др.) и подвижни К. (регулировъч
ни винтове, ексцентрикови втулки,
двоен шарнир - шарнир на Хук и др.).
Използуването на К. спомага за ши
рокото внедряване на взаимозаме
няемостта на детайли, повишава
дълготрайността и ремонтопригодността на машините при по-мал
ка точност на изработване на от
делните елементи.
КОМПЕНСАЦИЯ HA ИНСТРУМЕН
ТА - вж. Отместване цр инстру
мента.
КОМПЕНСАЦИЯ HA РАДИУСА HA
ЗАКРЪГЛЕНИЕТО на върха на
инструмента - допълнително
преместване на инструмента, кое
то автоматично се добавя към прог
рамираното преместване, за да се
отчете разликата между номинал
ното и действителното закръгле
ние на режещ връх на инструмент.
КОМПЕНСАЦИЯ ПРИ СГЛОБЯВА
НЕ - съвкупност от операции и
средства при сглобяване на машини
или на техни части (възли) за кори
гиране на грешките във взаимното
разположение на повърхнините на
детайлиггуе, В отклоненията, в тех
ните размери и форми, получени при
обработката или при предварител
но сглобяване. К.с. се осъществява
със специални детайли - компенсатори, или за сметка на конструк
тивните особености на детайлите.
Към К.с. се отнасят следните опера
ции: сортиране на детайлите по гру
пи съобразно размерите или форми
те им, подбиране на детайлите, ре
гулиране положението на детайли
те, индивидуално напасване. В про
изводство с пълна взаимозаменяе
мост на детайлите и възлите няма
K.C.
КОМПЕНСИРАЩО ЗВЕНО HA РАЗ
МЕРНА ВЕРИГА - вж. Компенса
тор.
-221-
КОМПЛЕКСЕН ДЕТАЙЛ - реален
или условен детайл, който съдържа
всички основни елементи и повърх
нини, характерни за дадената група
обработвани детайли (вж. фиг.). К.д.
е конструктивно-технологичен
представител на всички детайли от
групата и се използува за основа при
проектирането на групови техноло
гични процеси (вж. Групов техноло
гичен процес).
КОМПОЗИЦИОННИ...
чик, което се използува като състав
на част (детайл, възел или агрегат)
на изделие, произвеждано от друго
предприятие.
КОМПЛЕКТОВЪЧНА КАРТА
технологичен документ, съдържащ
данни за детайлите, сглобяемите
единици и материалите, влизащи в
комплекта на сглобяваното изделие.
КОМПЛЕКТ ОТ БАЗИ
- съвкуп
ност от две или три бази, образува
щи координатна система, спрямо
която се определя допускът на раз
положението на разглеждания еле
мент (детайл). Базите се разграни
чават по реда на намаляване на сте
пените на свобода, който те отне
мат. Напр. на фиг. база А отнема 3
степени на свобода на детайла, база
В - 2, а база С -1 степен на свобода.
Към cm. Комплексен детайл
А - външна цилиндрична повърхнина;
Б - външна конусна повърхина: В - вън* ■
шен канал и др.
КОМПЛЕКСЕН КАЛИБЪР - кали
бър, предназначен за едновременен
контрол на няколко параметъра на
обекта, напр. диаметър, стъпка на
резбата, дължина между челни по
върхнини и др.
КОМПЛЕКСНА ГРЕШКА HA ЗЪБНО
КОЛЕЛО, ГРЕБЕН ИЛИ ПРЕДАВКА грешката на един от функционални
те параметри на зъбно колело, зъбен
гребен или зъбна предавка, напр.
грешка на кинематичната точност,
плавността на работата или на кон
такта между зъбите.
КОМПЛЕКТОВАЩО ИЗДЕЛИЕ изделие на предприятието достав
Към cm.
Комплект от бази
КОМПОЗИЦИОННИ ДИСПЕРСНОУЯКЧЕНИ МАТЕРИАЛИ - вж. Дисперсноуякчени материали.
КОМПОЗИЦИОННИ МАТЕРИАЛИ хетерофазни материали, състоящи
се от два или повече хим. разнород
ни материали с ясна разделителна
граница между тях. Имат свойства,
които не са присъщи за нито един
от компонентите, взет отделно.
К.м. се класифицират според мате
риала на матрицата на керамични,
метални и полимерни; по конструкционен признак - на влакнести, дис-
обикновено за управление на сложни
перени и слоести. Особен Bug предс
машини, автоматични технологичтавляват К.м. с насочена кристали
нимадули, гъвкави производствени
зация, при които се образува уякчаклетки.
ваща фаза от стопилката В момен
КОНВЕЙЕР - вж. Грачсяарлтьор.
та на кристализацията на материа
КОНВЕЙЕРНАПЕЩ -промишлена
ла. Като се комбинира съдържание
то на компонентите, могат да се ' пещ. в която изделиипа впроцеса на
получат К.м. с необходимата здра
нагрявайте преместват mt вход
ния към иЖздния отвор с вътрешен
вина, огнеупорност, модул на елас
тичност, абразивна износоустойчи
транспортьор (лентов. Верижен,
вост, а също с определени магнитни,
люлков, загребващ}. В зависимост
диелектрични и др. свойства. К.м. се
от разположението на транспор
прилагат в редица отрасли на про
тьорите К.п. биват подподови, по
мишлеността и новата техника
дови и надсводови, а според нагрява
(напр. в самолетостроенето, косми
нето - с газ, течно гориво и ел. наг
ческата техника и др.}.
реватели. К.П. се използуват за наг
КОМПОНЕНТИ на фазова eu
ряване на метални заготовки преди
ern е м а - отделни Вещества, от ко
обработване чрез пластична дефор
ито при определени условия се обра
мация и при термично обработване,
зуват всички фази на дадена систе
за сушене на леярски форми, боядиса
ма. Брой на К. на сиапемата е мини
ни издешя и др.
малният брой самостоятелни ве
КОНВЕРТОРНА СТОМАНА - сто
щества, необходими за образуване
мана, получена В конвертор чрез Бето на фазите на системата.
семеров шш ТомасоВ процес.
КОМПЮТЪРНО ЦИФРОВО ПРОГ
КОНДЕНЗАТОРНО ЗАВАРЯВАНЕ РАМНО УПРАВЛЕНИЕ (CNQ - сис
заваряване, при което нагряването
тема за цифрово програмно управ
на съединяваните краища става с
ление, при която алгоритмите за уп
краткотраен^ мощен токов импулс,
равлението са гъвкави и се реализи
получаван от кондензаторна бате
рат чрез микропроцесори или чрез
рия. К.З. се прилага ефективно при
процесори на мини- или макро-ЕИМ.
заваряване на детайли с малка дебе
Системите за К.ЦПУ (CNC) се харак
лина.
теризират със сравнително голяма
КОНДЕНЗАЦИОННО ПОКРИТИЕ свободнопрограмируема памет, да
покритие,
получено при взаимодейс
ваща възможност за създаване на
твието на газове и пари на летливи
подпрограми, удовлетворяващи спе
съединения и вещества с повърх
цифични нужди на потребителя.
ността на нагрети заготовки. Пари
При съвременното К.ЦПУ броят на
те се разлагат на газообразни и
управляваните координати надх
твърди продукти; първите се отде
върля 16, разделителната способ
лял от зоната на реакцията, а вто
ност е под 1 μm, възможни са значи
рите кондензират върху повърх
телен брой интерфейси с външни ус
ността на материала. По такъв на
тройства- При К.ЦПУ на основата
чин могат да се получат защитни
на процесори на мини- или макропокрития от метали, неметали, съе
ЕИМ програмното осигуряване се
динения (бориди, нитриди, силицисъздава чрез език за програмиране
да, карбиди) и сплави.
от високо ниво. Те се използуват
КОНДЕНЗАЦИЯ - преминаване на
към машината, съоръжението или
веществото от газообразно в
стената, в която се монтира лаге
твърдо или течно състояние. Изпол
рът.
зува се за нанасяне на покрития от
КОНЗОЛЕН ЛАГЕР - плъзгащ ла
парогазова фаза (кондензационно гер, тялото на който е изпълнено ка
то едно цяло с конзолата.
покритие), получаване на метални
КОНЗОЛНА ГРЕДА - носеща гре
прахове от парогазова фаза и др.
да, закрепена неподвижно (запъната)
КОНДУКТОР -1. К. в механи
от едната страна.
чното обра бo т в а н е—прис
КОНЗОЛНА ФРЕЗОВА МАШИНА пособление за насочване на режещия
Фрезова машина.
инструмент и осигуряване на пра
КОНСЕРВАЦИЯ на машинивилното му пространствено ориен
комплекс от технически мероприя
тиране спрямо обработвания де
тия,
осигуряващи корозионната за
тайл, а също и за придаване на ста
щита и изправността на машините
билност и устойчивост на инстру
при продължително съхраняване или
мента (вж. фиг.). К. осигурява точно
транспортиране. През вре^е на К.
взаимно разположение на групите
върху обработените повърхности и
обработвани отвори без разчертасъединителни елементи на машини
ване. Обработването c К. позволява
те се нанася защитен слой от мазилда се реализира взаимозаменяемост
но вещество. Опаковката на машина детайлите, възлите и агрегатите f ните (ако се предвижда) бива обик
на машините. 2. К. в металолееновена, морска, арктична и тропич
н e m о - приспособление, 8 което се
на.
поставят леярски сърца за контро
лиране на формата и размерите им,
както и за почистване или приспо
собление, 8 което се.извършва сгло
бяването (обикновено чрез залепва
не) на блок от леярски сърца за от
ливки със сложна вътрешна конфигу
рация (напр. глави и блокове за дви
гатели с вътрешно горене).
КОНДУК^ОРНО ПРИСПОСОБЛЕ
НИЕ - вж. Кондуктор.
КОНЗОЛА - опорна част, влизаща
в състава на носещата конструкция
на машината, която се издава обик
новено хоризонтално (подобно на
Към cm. Кондуктор
конзолна греда) и е закрепена от ед
Кондуктор за пробиване на отвори в
ната страна неподвижно или под
двата фланеца на малък детайл:
вижно върху колоната или тялото
t - шарнирен болт; 2 и 3 - затягащи
на машината, напр. конзола на кон
гайки; 4 и 3 - направляващи втулки; 5 золна фрезова машина.
шарнирна кондукторна плоча; 6 - шарКОНЗОЛА ЗА ЛАГЕР - част от
нир; 7 — опора; 8 — тяло; 10 - фикси
ращ дорник
опората на вала, закрепена конзолно
КОНСИСТЕНТНИ ...
-224-
консистентни смазки, г р ес u - полутечни (полутвърди) мазилни вещества, които не изменят
формата си под влияние на собстве
ната си маса, но лесно се деформи
рат от незначителни сили. К.с. се по
лучават от мазилни масла с помощ
та на различни сгъстители, опреде
лящи групите смазки: смазки на са
пунена основа (калциеви, натриеви,
алуминиеви, оловни и др.); въглево
дородни смазки; смазки с неорганич
ни или органични сгъстители. К.с. се
използуват за мазане на търкалящи
лагери с гресорки или със специални
шприцове (текалемити), за консер
виране на детайли и механизми при
продължително съхраняване.
КОНСТАНТАН - термоелектрическа сплав от системата мед-никел-манган (39 - 41 % Ni, 1 - 2 % Mn,
0,5 % Fe). Специфичното ел. съпро
тивление на К. не зависи от темпе
ратурата и е от порядъка на 5.10s
П.т. При контакт на K. с мед се по
лучава висока е.д.с., което е в ochot
вата на изработването на медноконстантанови термодвойки. К. се
използува също в уредостроенето,
радиотехниката и електронната
техника за резистори и елементи на
измервателни уреди.
КОНСТАНТА HA ИЗМЕРВАТЕЛЕН
УРЕД - коефициент, с който тряб
ва да се умножи показанието на уре
да, за да се получи резултатът от из
мерването (стойността на измере
ната величина). К.и.у., който показва
направо стойността на измерената
величина, е 1.
КОНСТРУКТИВНА ДОКУМЕНТА
ЦИЯ (непр.т.) - вж. Конструкторс
ка документация.
КОНСТРУКТИВНИ ДЕТАЙЛИ н а
технологична и инстру
ментална екипировка - де
тайли, осигуряващи сглобяването на
конструкцията на екипировката и
правилното ù функциониране. К.д. се
разделят на следните групи: опорни
и поддържащи (за сглобяване на тех
нологичните детайли и предаване на
необходимата сила); направляващи
(за направляване движението на ра
ботните части на екипировката
през време на работа); закрепващи
(за закрепване на отделните детай
ли помежду им или за закрепване на
екипировката към машината) и др.
КОНСТРУКТИВНИ ИЗПИТВАНИЯ
(непр.т.) - вж. Изпитване на продук
цията.
КОНСТРУКТИВНО-УНИфИЦИРАН
РЕД - съвкупност от изделия с ед
накво конструктивно решение и ед
нообразно функционално предназна
чение, на който стойностите на
главния параметър са от определен
параметричен ред. К.-у.р. обхваща
всички основни модификации маши
ни, съоръжения, уреди, напр. универ
салните стругове, универсалните
кръглошлифовъчни машини и др.
КОНСТРУКТОРСКА БАЗА - съв
купност от повърхнини, линии или
точки, по отношение на които се
Ориентират другите детайли на из
делието според изчисленията на раз
мерните вериги от конструктора.
За К.б. се избират геометрични еле
менти (осовите линии на валовете и
отворите, осите на симетрия, ъглополовящите линии и др.) или опреде
лени материални повърхности на де
тайлите.
КОНСТРУКТОРСКА ДОКУМЕНТА
ЦИЯ - графични и текстови доку
менти, които съдържат данни за из
делието, необходими за неговото
разработване, изработване, конт
ролиране, приемане, експлоатация и
ремонт. Към К.д. се отнасят: черте
жи, спецификации на комплектува
щите детайли, схеми, изчисления,
- 225 -
обяснителни бележки, технически
услоВия и др. Видът и комплект
ността на К.д. се устаноВяВа от
БДС.
КОНСТРУКЦИОНЕН ОТКАЗ - от
каз, Възникнал Вследствие грешки на
конструктора или несъВършенстВо
на методите на конструиране.
КОНСТРУКЦИОННИ МАТЕРИАЛИ
- материали, използуВани за изра
ботването на детайли на машини и
механизми, елементи на конструк
ции на сгради, транспортни съоръ
жения и др. К.м. се отличават с по
вишена конструкционна якост. Кри
терии за качестВото на К.м. са: жилаВостта, пластичността, якост
та, сигурността, а също и техноло
гичните свойства. К.м. биВат ме
тални, неметални и композиционни.
КОНСТРУКЦИОННИ СТОМАНИ стомани, използуВани за изработва
не на машинни детайли, строителни
конструкции и съоръжения. К.с. от
говарят на следните изисквания: ви
сока якост и достатъчна пластич
ност при сложно напрегнато състо
яние (триосно статично и ударно
натоварване), добри технологични
свойства, икономичност. В зависимост от състава К.с. се делят на
въглеродни (обикновено качество и
качествени) и легирани.
КОНТАКТЕН ДАТЧИК - датчик,
механически свързан с изследвания
(измервания) обект.
КОНТАКТЕН УРЕД ЗА НЕПРЕКЪС
НАТО ИЛИ МОМЕНТНО ПРЕОБРАЗУ
ВАНЕ HA ПРОФИЛА -уред за измер
ване грапавостта на повърхнините
по профилния метод; дава непрекъс
нато или моментно преобразуване
на информацията, получена за про
фила (грапавостта) през време на
механичния контакт с измерваната
повърхнина, който може да бъде неп
рекъснат или прекъснат на интерва
ли.
15
Терминологичен речник по металообработване
КОНТАКТНО ...
КОНТАКТНА КОРОЗИЯ -електрохим. корозия, предизвикана от кон
такт на метали, имащи различни по
тенциали в даден електролит.
КОНТАКТНА ЛИНИЯ на повър
хнина на зъб -линия на повърх
нината на зъб на зъбно колело от
предавка, по която в дадения мо
мент се допират ВзаимодейстВуващите зъби.
КОНТАКТНО ЗАВАРЯВАНЕ - Вж.
Електросъпротивително заварява
не.
КОНТАКТНО-РЕАКТИВНО С П О Я ВАНЕ - контактно спояване между
детайли от метали или сплави, обра
зуващи помежду си евтектикум или
непрекъснат ред от твърди разтво
ри; съединяваните повърхности на
двата детайла се допират плътно и
се нагряват малко над температура
та на образуване на еВтектикума
или над т.т. на метала с по-ниска
т.т. и се задържат при тази темпе
ратура до образуването между тях
на течна сплав, изпълняваща ролята
на припой. Когато металите не об
разуват евтектикум или непрекъс
нат ред от твърди разтвори, се из
ползува като подложка трети ме
тал, който образува леснотопими
сплави с всеки от съединяваните ме
тали поотделно. К.-р.с. се прилага
при изработване на изделия от зла
то и сребро, при съединяване на алу
миниеви сплави със сребро, за съеди
няване на огнеупорни сплави и труднотопими метали (ниобий, молиб
ден, тантал, волфрам) и т.н.
КОНТАКТНО СПОЯВАНЕ - споя
ване, при което нагряването на съе
диняваните детайли се осъществя
ва от ел.ток, преминаващ през мяс
тото на техния контакт. Обикнове
но се осъществява с преносими кле
щи за спояВане. Клещите имат ВъгленоВи или графитови сменни кон-
KOHTAKTOMEP ...
- 226 -
makmu, между koumo се притиска
спояваното изделие. Прилага се за
спояване на малки детайли от електропромишлеността, битовата
техника и др.
KOHTAKTOMEP - вж. Уред за кон
трол на формата и разположението
на контактната линия.
КОНТРАГАЙКА - гайка, навивана
на болт или шпилка допълнително
над основната гайка за предпазване
от самоотвиване.
КОНТРА-КАЛИБЪР (непр.т.) - вж.
Контролен калибър.
КОНТРОЛ -проверка на степента
на съответствие между зададените
fu фактическите параметри и свойс
тва на предмета на труда. К. може
да се извърши без разрушаване или с
разрушаване на контролирания
предмет; по качествен или количес
твен признак.
КОНТРОЛ БЕЗ РАЗРУШАВАНЕ,
безразрушителен контрол
- контрол на качеството на продук
цията, който не трябва да нарушава
годността ù за използуване по пред
назначение. Той се основава напр. на
магнитни, рентгеноскопски, изо
топни и др. методи.
КОНТРОЛ ВЪРХУ СРЕДСТВАТА ЗА
ИЗМЕРВАНЕ - контрол, който
включва: изпитване на типовите
средства за измерване с оглед на
тяхното одобряване; проверка или
атестиране на средствата за измер
ване и метрологичен надзор.
КОНТРОЛЕН АВТОМАТ, к 0 н тролно-сортировъчен ав
томат - автомат, предназначен
за контролиране на качеството на
изработени детайли със сортиране,
т.е. за отделяне поправимия и не
поправимия брак от годните детай
ли. К.а. сортират детайлите по
действителните размери на някол
ко групи за селективно сглобяване в
границите на допусковото поле. К.а.
биват едномерни и многомерни в за
висимост от броя на параметрите,
които контролират. Многомерните
биват комплексни - когато на една
измервателна позиция се контроли
рат няколко параметъра, групови когато се контролира само един па
раметър, и еднопозиционни и многопозиционни в зависимост от броя
на измервателните позиции.
КОНТРОЛЕН ДОРНИК - дорник С
определени размери, който се пос
тавя в даден отвор на проверявания
възел (напр. вретеното) на метало
режеща машина, и с предписана точ
ност възпроизвежда осовата линия,
радиалното биене или положението
спрямо други детайли на машината,
което се проверява.
КОНТРОЛЕН КАЛИБЪР - калибър,
използуван за контрол на новите ка
либри (работни, приемни и др.). К.к.
биват преминаващи и непреминаващи; К.к. - гривна; К.к. - пробка и т.н.
КОНТРОЛЕН ОБРАЗЕЦ на про
дукцията- единица продукция
или част от нея, взета като проба,
която е избрана и утвърдена по оп
ределен начин и показателите ù са
приети за основни при производст
вото и контрола на същата продук
ция.
контролиран признак - коли
чествена или качествена характе
ристика на свойствата на обекта,
подложена на контрол.
КОНТРОЛИРУЕМА АТМОСФЕРА газова среда с определен контролируем състав.
КОНТРОЛИРУЕМА СРЕДА - среда
с определен състав, позволяваща да
се предотврати или управлява изме
нението на състава на повърхност
та на обработвания материал, напр.
при термична или химикотермична
обработка. Терминът К.с. включва
КОНТРОЛНИ...
-227-
понятията вакуум, защитна среда и
насищаща среда.
КОНТРОЛНА БАЗА -^.Измерва
телна база.
КОНТРОЛ HA ЗЪБНИ КОЛЕЛА ИЛИ
ПРЕДАВКИ - измерване на геомет
ричните и кинематичните парамет
ри на зъбни колела или предавки за
определяне на комплексните и еле
ментните грешки с цел установява
не съответствието им на определе
ните норми за точност.
КОНТРОЛ HA КАЧЕСТВОТО н а
продукцията' дейност, насо
чена към осигуряване на информация
чрез проверки по част или по целия
производствен процес за качество
то на продукцията (параметрите и
свойствата на изделията) и наличи
ето на необходимите предпоставки
за неговото осигуряване и повиша
ване с оглед своевременното и ефек
тивно въздействие върху качество
то. В зависимост от мястото и об
хвата на провеждане контролът би
ва входящ (предварителен) - на пос
тъпващите материали и полуфаб
рикати, текущ (на технологичните
операции и процеси) и окончателен
(краен) - на готовата продукция. В
зависимост от равнището на про
веждане контролът може да се разг
лежда като държавен, ведомствен,
обществен и др. К.к. се извършва от
контрольорите на отделите за тех
нически и качествен контрол (ОТКК),
които след контрола обикновено
поставят специални знаци на про
дукцията, отговаряща на изисквани
ята в техническата документация.
КОНТРОЛ HA КОРОЗИЯТА - про
цес на ограничаване на скоростта на
корозията. К.к. бива аноден, като
ден, дифузионен, омичен и поляризационен.
контролна линия - вж. Прове
рочна линия.
КОНТРОЛНА ПАРТИДА - съвкуп
ност от изделия с еднакво наимено
вание и от един и същи типоразмер,
едновременно представяни за конт
рол. Обемът на К.п. е броят на изде
лията, които я съставят.
КОНТРОЛНА ПЛОЧА - чугунена
монолитна плоча с добре обработе
на равнинна повърхнина за проверка
равнинността на машинни детайли
и за разчертаване (вж. фиг.).
—
Към cm. Контролна плоча
КОНТРОЛ HA ПРОЕКТИРАНЕТО контрол върху процеса на проекти
ране на конструкторската и техно
логичната документация в етапа на
нейното разработване.
КОНТРОЛ HA ТЕХНОЛОГИЧНИЯ
ПРОЦЕС - проверка за съответст
вието на характеристиките - пара
метрите, режимите и др. показате
ли на технологичния процес, на уста
новените в технологичната доку
ментация изисквания.
КОНТРОЛНА ТОЧКА - местопо
ложение на първичния източник на
информация за контролирания приз
нак на обекта на контрола. К.т. на
обекта за контрол може да бъде
част (елемент) от контролирания
предмет, определено място по хода
на технологичния процес.
КОНТРОЛНИ ИЗПИТВАНИЯ - из
питвания на обекта, провеждани за
контрол на неговото качество през
определен период от време или из
КОНТРОЛНО-ОБХОЖДАЩА ...
-228-
питвания на обекти през определен
брой.
КОНТРОЛНО-ОБХОЖДАЩА МА
ШИНА -вж. Уред за контрол на кон
тактното петно и страничната
хлабина.
КОНТРОЛНО-СОРТИРОВЪЧЕН АВ
ТОМАТ - вж. Контролен автомат.
КОНТРОЛ ПО КОНТРОЛЕН ОБРА
ЗЕЦ - контрол на качеството на
продукцията, осъществяван по ме
тода на сравняване на показателите
ù с показателите на контролния об
разец.
КОНТРОЛ по ЧЕТНОСТ - нанася
не върху програмоносителя на конт
ролна единица (перфорация) за до
пълване на броя на единиците (пер
форациите) в даден масив до четно
или нечетно число.
КОНТРОЛ С РАЗРУШАВАНЕ контрол на качеството на продукци
ята, който може да наруши годност
та ύ за използуване по предназначе
ние.
КОНТУРНА СКОРОСТ н а пода
ване- резултантната скорост на
подаване на работния орган на ма
шината, направлението на която
съвпада с направлението на допира
телната във всяка точка на зададен
контур на обработката.
КОНТУРНО ЦИФРОВО ПРОГРАМ
НО УПРАВЛЕНИЕ на машинацифрово програмно управление на
металообработваща мащина, при
което движението на инструмента
и (или) заготовката се извършва по
непрекъсната траектория при нали
чие на функционална зависимост
между движенията на носещите ги
работни органи.
КОНУС -1. В елементарната гео
метрия - тяло, образувано от вър
тенето на правоъгълен триъгълник
около един от катетите му. 2. В ма
шина - детайл с конусна или близка
до нея форма; устройство или меха
низъм, чийто основен детайл е К.
Напр. инструментален К. - конусна
преходна (междинна) втулка, конус
на опашка на инструмент или гнездо
за него във вретеното на металоре
жеща машина или уред (вж. фиг.); К.
на дробилка или мелница (класифика
тор), състоящ се от няколко конус
ни сита; подвижен профилен К. за₽егулиране проходното сечение на ре
активната дюза на самолетни дви
гатели и др.
Към cm. Конус
Инструментални конуси:
а - на тричелюстен патронник; б - на
преходна втулка
КОНУСЕН ЗЕНКЕР, зенковказенкер, чиито режещи зъби са разпо
ложени по конусна повърхнина, с
ъгъл на конуса 2φ = 60, 75, 90 и 120°.
За облекчаване на рязането зъбите
при върха се срязват през един на
дължина /1 = 1,5 - 5 тт (вж. фиг.).
К.з. се използуват за обработване
(зенкероване) на конусни гнезда за
главите на винтове, за центрови
отвори, за скосяване острите ръбо
ве на отвори и др.
-229-
КОНУСЕН ЛИНЕАЛ - нормализи
рано приспособление, установявано
обикновено на стругове за водене на
напречната шейна на супорта при
обработване на конусни повърхнини
(вж. фиг.).
Към cm. Конусен зенкер
КОНУСЕН райбер -райбер за об
работване на конусни отвори За
морзови и метрични инструментал
ни конуси, конусни отвори за щиф
тове и за конусни резби. К.р. рабо
тят при по-тежки условия от цилин
дричните - те снемат стружка ед
новременно по цялата дължина на
отвора. При тях няма отделно реже
ща и калиброваща част, а режещата
изпълнява функцията и на калибро
ваща (вж. фиг.). Зъбите биват прави
иЛи винтови с наклон, обратен на по
соката на въртене на райбера, за да
не се получи самозатягане на инст
румента при работа.
Към cm. Конусен линеал
КОНЦЕНТРАЦИЯ ...
КОНУСНА ЗЪБНА ПРЕДАВКА
зъбна предавка с пресичащи се оси и
зъбни колела, на които аксоидните,
началните и делителните повърхни
ни са конусни. В К.з.п. началните по
върхнини на зацепените зъбни коле
ла съвпадат с аксоидните (вж. Зъбна
предавка).
КОНУС HA РАЗПРАШВАНЕ - ко
нусната форма на струята от час
тици на разпратения метал, изли
защ от дюзата на метализационния
апарат към покриваната повърх
ност.
Конусност 1-.К
опашна
] напраОляВаш конус
Режеща част
Към cm. Конусен райбер
КОНУСНА ФРЕЗА - вж. Ъглова
фреза.
КОНУСНО ЗЪБНО КОЛЕЛО - Зъб
но колело, на което аксоидната, на
чалната и делителната повърхнина
са конусни.
КОНУСНОСТ, Δ - отклонение на
профила в надлъжно сечение, при ко
ето образуващите са прави неуспоредни линии (вж. фиг.). Числената
стойност на К. се изразява с полуразликата между най-големия и наймалкия диаметър:
.
^тах ~ ^min
Д--------- 2-------- .
КОНЦЕНТРАЦИОНЕН КОРОЗИОНЕН ЕЛЕМЕНТ - вж. Корозионен
елемент.
КОНЦЕНТРАЦИЯ HA ДИАМАНТ концентрацията (съдържанието) на
диамантния прах, изразена в процен-
·:
КОНЦЕНТРАЦИЯ ...
-230-
mu по отношение на масата му в ди
амантната паста или в диамантния
слой на инструмента
^д.прах
(-7^------ -WO).
ьд.паста
КОНЦЕНТРАЦИЯ HA НАПРЕЖЕНИ
ЕТО -рязко увеличаване на напреже
нието, възникващо в местата на
резки изменения на формата на де
тайла (в края на отвори, закръгле
ния, в ъгли). Зоните на К.н. са найпретоварени и в тях започва плас
тична деформация или разрушаване.
Най-голямото напрежение в място
то на К.н. се нарича местно напреже
ние. К.Н. се отчита с коефициент за
К.н. (отношението на местното
напрежение към номиналното).
Т.нар. вътрешна К.н. възниква при
нееднородна структура на материа
ла или при наличието на пори и микропукнатини.
Към cm. Конусност
КООПЕРИРАНЕ на производ
ството- планирано взаимно из
ползуване на производствените
мощности на няколко взаимносвързани специализирани предприятия
или техни подразделения при изра
ботването или ремонта на опреде
лени изделия. Степента и формата
на развитие на специализацията оп
ределят съответно степента и
формата на К. на производството предметно К. (готово изделие
на дадено предприятие се използува
и самостоятелно, и като съставна
част на други изделия), подетайлн o К. (между предприятия, които
произвеждат детайли, и предприя
тия, които ги сглобяват в готови
изделия), и стадийно (техноло
гично) К. между предприятията. В
зависимост от характера на взаим
ните производствени връзки К. мо
же да бъде вътрешноотраслово,
междуотраслово и международно.
КООРДИНАТНА МАШИНА - ме
талообработваща машина, при коя
то нагласяването на инструмента
спрямо обработвания детайл се из
вършва в система от правоъгълни
или полярни координати (оттук ид
ва и наименованието) и с голяма
точност чрез прилагане на специал
ни оптични, механично-оптични и
други измервателни устройства,
напр. координатна пробивна маши
на. Наличието на точни механичнооптични и други измервателни уст
ройства за отчитане на координа
тите позволява К.м. да се използу
ват също и като много точни измер
вателни машини,
КООРДИНАТНА ОС HA МАШИНА
ТА - направление, в което се пре
мества работният орган на машина
та. Металообработваща машина с
ЦПУ може да има различен брой ко
ординатни оси в зависимост от ви
да и техническите ù възможности.
КООРДИНАТНА СИСТЕМА HA ДЕ
ТАЙЛА - декартова координатна
система, спрямо която се изготвя
управляващата програма за обра
ботване на даден детайл. Осите на
тази система обикновено минават
през характерни геометрични еле
менти на детайла (напр. при рота
ционен детайл една от осите на ко
ординатната система съвпада с ос
та на симетрия на детайла).
-231 -
КООРДИНАТНО НАЧАЛО - вж.
■Абсолютна нулева точка.
КООРДИНАТНО ПРОГРАМИРАНЕ
- вж. Абсолютно програмиране.
КООРДИНАТНО-РАЗСТЬРГВАЩА
МАШИНА - разстъргваща метало
режеща машина, обикновено с вер
тикално вретено и стабилна конст
рукция с точно измервателно уст
ройство, предназначена за обработ
ване на отвори, равнинни повърхни
ни, канали и др. с голяма точност на
тяхното взаимно разположение по
изделието. Точността на линейните
премествания е до 2 μm, а на ъглови
те- до 5". К.-р.м. се изработват ка
то едностойкови и двустойкови
(портални).
КОПЕЛ - сплав на медно-никелова
основа (42,5
44% Ni, 0,1
1% Mn,
0,15% Fe, 0,1% Si, go 0,1% C, остана
лото Си). К. има високо ел. съпро
тивление, което практичесеки не за
виси от температурата. В контакт
с хромела К. дава по-висока термоЕ.Д.С. в сравнение с алюмела, но има
по-ниска топлоустойчивост, пора
ди което се използува за термодвойки до 600°С. Употребява се също за
компенсационни проводници, в ра
диотехническите уреди и др.
КОПИР - вж. Копирен шаблой.
КОПИРАЩО УСТРОЙСТВО
приспособление към металорежеща
машина, използувано за обработва
не на криволинейни (профилни) по
върхнини. К.у. обикновено осъщест
вява едно от подаванията, което
осигурява сложното движение на ин
струмента, съответствуващо на
необходимия профил (вж. фиг.).
КОПИРЕН струг - вж. Копирен
стругов полуавтомат.
КОПИРЕН СТРУГОВ ПОЛУАВТО
МАТ, копирен струг - едновретенен стругов полуавтомат,
имащ копирен супорт, с помощта на
КОПИРНА ...
който могат да се обработват заго
товки със сложна конфигурация с
един нож по установен на машината
копир (шаблон) или еталонен детайл,
а обработването на чела и подрязва
нето на канали става с един или два
странични супорта.
КОПИРЕН ШАБЛОН, k o n и р - де
тайл на копиращо устройство,
имащ сложен профил (профилна ли
ния, извивка, кръг и др.); служи за съз
даване на направляваща производяща линия при формообразуване чрез
копиране.
Кьм cm. Копиращо устройство
Принципна схема на копиращо устрой
ство на фрезова машина
КОПИРНА МАШИНА - металоре
жеща машина, която при обработва
нето възпроизвежда чрез копирно
устройство дадена профилна по
върхнина върху обработвания де
тайл, напр. копирен струг, копирна
фрезова машина. В зависимост от
принципа на действие К.м. може да
бъде с пряко (твърдо) механично или
хидравлично следящо устройство.
КОПИРНА ФРЕЗОВА МАШИНА фрезова машина, предназначена за
обработване на сложни профилни
повърхнини чрез копиране. К.ф.м. би
ват: според технологичните въз
можности - за контурно копиране
(обработване на плоски гърбици,
шаблони, матрици и др.) и за обемно
КОРЕКЦИЯ...
-232-
копиране; според броя на Вретената
- еднобретенни и многовретенни;
според принципа на действие - с
пряко действие и със следяща систе
ма; според разположението на вре
тената - хоризонтални и вертикал
ни.
КОРЕКЦИЯ - поправяне на греш
ките или недостатъците на машини
и механизми, на резултатите от
тяхната работа, на измерванията,
на траекторията на движението и
т.н. К. се извършва чрез изменение
на конструкциите или с помощта на
специални устройства - коректори.
КОРЕКЦИЯ HA ИНСТРУМЕНТА коригиране местоположението (по
траектория, дължина, радиус, диа
метър) на режещия връх на инстру
мента В резултат от неточности
те от устаноВяВането му или износ
ването му в процеса на работа.
КОРЕКЦИЯ HA УПРАВЛЯВАЩА
ПРОГРАМА за машина с ЦПУ
- изменение на команди или на стой
ностите на параметрите на коман
ди, съставящи управляващата прог
рама на машината.
КОРЕН HA ШЕВА - част от зава
ръчния шеВ (при еднослоен шев) или
от първия слой на шеВа (при многос
лоен шев), където дъното на зава
ръчната вана пресича повърхността
на основния метал (вж. фиг.).
Към crn. Корен на шеба
КОРИГИРАНЕ на зъбите-ме
тод за подобряване формата на зъ
бите при еВолвентно зъбно зацепВане, който се състои В това, че при
нарязване на зъбните колела стан
дартният изходен контур на изра
ботващия инструмент се измества
в радиална посока така, че неговата
делителна права не се допира до делителната окръжност на колелото.
В този случай се използува нормален
гребенен зъбонарезен инструмент
(зъбонарезен гребен, черВячна фреза
и др.) или дълбач. Обработката се из
вършва на зъбонарезни машини по
метода на обхождането. К. може да
бъде използувано за повишаване ка
чеството на зацепване на две колела
или на колело с гребен, за изменение
на междуосовото разстояние В зъб
ните предавки, за избягване на под
рязването на зъбите. Целесъобраз
ният избор на изместването при К.
може да намали преплъзването, да
намали опасността от задиране и
износване и да повиши к.п.д. на пре
давката.
КОРИГИРАЩ МЕХАНИЗЪМ
н а
зъбофрезоВа машина - ме
ханизъм, който е част от кинема
тичната верига, свързваща инстру
мента и масата на машината, и пре
дава допълнителни движения на ма
сата, които компенсират грешките
на кинематичната верига.
КОРОЗИОНЕН ЕЛЕМЕНТ - галва
ничен елемент (съчетание от анод и
катод 8 среда на електролит), пре
дизвикващ корозия на металите.
К.е. Възниква при следните условия:
наличие на различни метали (контак
тен К.е.), на различни структурни
съставки или покрития в един ме
тал, хетерогенност на електролита,
различно съдържание на кислород
(кислороден елемент), различие във
физическите условия, напр. темпе
ратурата (термогалваничен еле
мент) и в концентрацията на със-
-233-
главните части на електролита в
различни области от повърхността
на метала (концентрационен еле
мент).
КОРОЗИОНЕН МАКРОЕЛЕМЕНТ корозионен елемент, чиито елект
роди имат малки размери,, но се раз
личават добре с неВъоръжено око.
Макроелемент, който има само два
електрода, се нарича макродвойка.
КОРОЗИОНЕН МИКРОЕЛЕМЕНТ корозионен елемент, чиито елект
роди са видими само с оптически
микроскоп. Микроелемент, който
има само два електрода, се нарича
микродвойка.
КОРОЗИОНЕН СУБМИКРОЕЛЕМЕНТ -корозионен елемент,.чиито
електроди са незабележими с опти
чески микроскоп.
КОРОЗИОННА КРЕХКОСТ - крехкост на металите, която се получа
ва вследствие на корозия.
КОРОЗИОННА СРЕДА - вж. Агре
сивна среда.
КОРОЗИОННА УМОРА - намаля
ването на якостта на умора на ма
териала, причинено от едновремен
ното действие на корозионната
среда и знакопроменливи или пулси
ращи опънови напрежения; в резулп»ат се образуват вътрешнокристалитни пукнатини и разрушаване от
умора.
КОРОЗИОННА УСТОЙЧИВОСТ,
корозиоустойчивост- спо
собност на материалите да се съп
ротивляват на действието на корозизонните среди. К.у. зависи от ко
розионната среда, температурата,
състоянието на повърхността и от
др. условия. К.у. се оценява качестве
но по измененията на повърхността
и структурата и количествено по
измененията на дебелината или ма
сата на материала за единица време
спрямо повърхността, подложена на
КОРОЗИЯ...
корозия. Използува се стандартизи
рана бална система за оценка на К.у.
К.у. на материалите се повишава
чрез консервация, легиране, нанасяне
на корозионноустойчиви покрития,
използуване на инхибитори и т.н.
КОРОЗИОННИ ЗАГУБИ - количес
тво метал, което се е превърнало в
продукти на корозията за определе
но време.
КОРОЗИОННИ ИЗПИТВАНИЯ
изпитвания на корозионно разруша
ване на метали, метални изделия и
средства за защита в съответна корозионна среда и условия на работа.
К.и. могат да се извършват лабора
торно в изкуствено създадени про
изводствени условия и при естест
вени условия - в атмосферата, в мо
рето, в почвата и т.н.
КОРОЗИОННО ОГНИЩЕ - малък
участък от повърхността на мета
ла, в който започва корозиоонният
процес.
КОРОЗИОННО НАПУКВАНЕ
разрушаване на металите под ед
новременното действие на корозионна среда и механични напрежения с
образуването на междукристалитни или вътрешнокристалитни пук
натини.
корозия в пукнатини - усил
ване на корозията в пукнатини,
вдлъбнатини и в места с недоста
тъчно плътен контакт на метала с
метални и неметални материали.
КОРОЗИЯ на металите -раз
рушаване на метала вследствие на
химично или електрохимично въз
действие на външната· среда. К. би
ва атмосферна, високотемператур
на, газова, електрохим., контактна,
междукристална, местна, повърх
ностна, неравномерна, равномерна,
петниста, повсеместна, послойна,
точкова и т.н. В резултат на К. из
делията постепенно загубват
КОРОЗИЯ ...
-234-
cSoücmBama cu go пълно разрушава
не на метала. За ga се предотврати
К., в металите се добавят устойчи
ви компоненти (така се получават
корозионноустойчиви стомани) или
по повърхността на Металите се на
насят защитни покрития.
КОРОЗИЯ ПОД НАПРЕЖЕНИЕ корозия на метала при едновремен
но действие на корозионна среда и
механични напрежения. В зависи
мост от вида на натоварването би
ва корозия при постоянно натовар
ване (корозионно напукване) и коро
зия при променливо натоварване
(корозионна умора).
КОРОЗИЯ ПРИ ПОТОПЯВАНЕ корозия на металите, когато са по
топени в течна корозионна среда.
К.п. бива корозия при непълно пото
пяване — когато металите са частич
но потопени в течната корозионна
среда, и корозия при пълно потопя
ване- когато са напълно потопени в
течната корозионна среда; ако сре
дата е вода, К.п. се нарича подводна
корозия.
корозия при триене - разру
шаване на метала, предизвикано от
едновременното въздействие на ко
розионна среда и механично триене.
КОРПУС - вж. Тяло. *
КОРУНД - естествен минерал,
който се състои предимно от двуалуминиев триокис (AÌ2O3 до 80 95%) и др. примеси. Цвят обикнове
но сив, а по-рядко бял, червеникав,
жълтеникав и зеленикав до черен.
Твърдост по минераложката скала 9;
плътност 3950 -4100 кд/тЗ. Киселиноустойчив и труднотопим (т.т.
над 2000°С). К. бива благороден и
обикновен. Обикновеният К. е при
роден абразивен материал, който се
използува във вид на прахове и микропрахове за шлифоване и полиране
на оптични и др. стъкла, за изработ
ване на абразивни шлифовъчни дис
кове, ленти и листове (шкурка). Бла
городните (прозрачни) К. (червен рубин, син и др. цветове — сапфир,
безцветен - лейкосапфир} са скъпо
ценни камъни и важен материал за
лазерната техника. Техническият,
шлифованият и абразивният К. се
получават предимно изкуствено
чрез стопяване на прах на AI2O3 8
електропещи.
КОСВЕНА ДЪГА - вж. Дъга с неп
ряко действие.
КОСВЕН МЕТОД HA ИЗМЕРВАНЕ
- метод на измерване, при който
стойността на измерваната вели
чина се получава от преки измерва
ния на други величини, свързани с из
мерваната по позната зависимост.
Напр. измерване плътността на тя
ло посредством .измерване на него
вата маса и геометричните му раз
мери.
косвено нагряване - нагрява
не, при което топлината се предава
от източника към материала или из
делието чрез междинна среда. Към
K.H. се отнася нагряването в отра
жателни пещи или пещи с топлоизлъчващи тръби. К.н. се използува и
при атомноводородното заварява
не. Прилага се, когато не се допуска
контакт на нагрявания материал
или заготовка с продуктите от из
гарянето на горивото.
КОСМИЧЕСКА ТЕХНОЛОГИЯ
раздел от технологията на матери
алите, отнасящ се към тяхното по
лучаване и обработване в космичес
кото пространство..Основни особе
ности на технологичните процеси в
космоса са съществуването на
свръхвисок вакуум и безтегловност.
Началото на К.т. е поставено в 1969
г. на орбиталния кораб "Съюз-6“, ко
гато за първи път В света е напра
вен опит за електроннолъчево зава
-235-
ряване u рязане на материалите. В
условията на космоса може ga се ра
боти с лесно окисляващи се вещест
ва в различни фази, ga се осигури
тяхното идеално смесване, да се създадат свръхчисти материали, да се
произвеждат идеални сфери или монокристали с недостъпни за земни
те условия размери и др.
КОТЕЛЕН райбер - райбер за
съвместно обработване на отвори
за нитови съединения (при изработ
ване на.котли, мостове, корабни об
шивки и др.). Режещата част е конус
на, като ъгълът на работния конус е
2φ = 3 - 5°. Това дава възможност
предният край на райбера да влиза в
разместените един спрямо друг от
вори и постепенно да ги разширява.
След режещата следва калиброващата част, която дава окончателния
размер на отвора. Зъбите са винто
ви с наклон, обратен на посоката на
въртене на райбера, за да не се полу
чи самозатягане на инструмента
(вж. фиг.).
Към cm. Котелен райбер
КОХЕЗИЯ, сцепление - обра
зуване на атомни или молекулни
връзки между повърхностните сло
еве на допиращи се еднородни твър
ди или течни тела, което води до
обединяването им в едно тяло. К. ле
жи в основата на заваряването на
металите. В редица случаи К. е неже
лателна, тъй като води до увелича
ване коефициента на външно трие
КРЕХКИ ...
не, напр. в лагери, триещи съедини
тели и др.
КОХЕЗИЯ HA ПОКРИТИЕТО
здравината на сцепление между нап
ластените частици на покритието.
КОХЕРЕНТНА ГРАНИЦА -граница
между две фази или участъци от ме
талното зърно, характеризираща се
с непрекъсната междуатомна връзкз
КРАЕН КОНТРОЛ (непр. т.) - вж.
Приемателен контрол.
КРАИЩНИ МЕРКИ - вж. Гранични
мерки и Плоскопаралелна краищна
мярка за дължина.
КРАТЕР при електродъг ово заваряване-1. Вдлъбване
на повърхността на заваръчната ва
на под силовото действие на дъгата
върху стопения метал. 2. Вдлъбване
на повърхността на шева в мястото
на прекъсване на дъгата (напр. в края
на шева). К. е зона с натрупване на
вредни примеси поради повишената
скорост на кристализация на мета
ла; в него е възможно образуването
на горещи пукнатини. Размерите на
К. са различни и зависят от начина и
режима на заваряване.
КРЕЙЦВАНЕ -обработване на по
върхността на основния метал или
покритието с четка от метал (тел),
пластмаса или естествен косъм за
отстраняване на нагара, ръждата и
неметалните включвания по повърх
ността и за получаване на декорати
вен вид.
КРЕХКИ МАТЕРИАЛИ - материа
ли, притежаващи свойството крехкост. По-правилно е да се говори за
крехко състояние на материала, тъй
като в зависимост от условията на
деформация (скорост, температура
и др.) и вида на напрегнатото състо
яние един и същ материал може да
бъде крехък или пластичен. Така нап
ример редица стомани и сплави са
KPÇXKOCT ...
-236-
пластични при високи температури,
но преминават в крехко състояние
при ниски температури.
КРЕХКОСТ - свойство на твърди
те тела да се разрушават при меха
нично въздействие без значителна
пластична деформация. В завиеш
мост от температурата, при която
се проявява, К. бива студена и горе
ща.
КРЕХКОСТ ha покритието - на
пукване на покритието без или с нез
начително въздействие на дефор
миращо натоварване.
КРЕХЪК ЛОМ - лом, получен в ре
зултат на разрушаване на кристали
те на материала по определени кристалографски равнини; характеризи
ра се с липса на следи от пластична
деформация.
КРИВОШИП (непр.т.) - вж. Коля
но.
КРИОГЕННИ СТОМАНИ И СПЛАВИ
- метални материали за машини и
съоръжения, предназначени за полу
чаване, транспортиране и съхраня
ване на втечнени газове и следова
телно експлоатирани при ниските
температури на кипене на тези газо
ве, напр. за кислорода - 183°С, азота
- 196°С, водорода - 253°С, и др. Таки
ва материали са напр. хром-никеловите неръждясващи стомани, нике
ловите стомани сби 9% никел и др.
КРИСТАЛ - 1. Твърдо тяло, обик
новено прозрачно, което има естес
твено получена форма на правилен
многостен (вж. фиг.). 2. Твърдо тя
ло с кристална структура. В идеал
ния К. градивните частици (атоми,
йони, молекули) са подредени строго
периодично, като образуват крис
тална структура, която се характе
ризира с анизотропност на свойст
вата и еднородност в различните
точки. Повечето технически мате
риали (метали, сплави) се състоят
от множество различно ориентира
ни зърна (кристалити - кристали с
неправилна форма). Такива материа
ли се наричат поликристали. Ha
практика се използуват всички ви
дове К., нишки - за армиране на ком
позиционни материали, монокристали - в електрониката, поликрис
тали - в техниката.
ПиримиЗа
РомЗоеЗър
ОктаеЗър
ДипирамиЗа
ТетраеЗър
Пентагон-триоктаеЗьр
Към cm. Кристал
Някои форми на кристали
КРИСТАЛИЗАТОР -технологичен
елемент от инсталациите за непре
къснато леене, в който металът
кристализира (вж. Непрекъснато ле
ене}. Формата на кухината на K. on-
-237-
ределя конфигурацията на отливка
та.
КРИСТАЛИЗАЦИОНЕН ЗАРОДИШ
- частици от кристализиращото
(прекристализиращото) вещество
или от др. вещества с минимални
разбери, които служат като центри
на нарастване на бъдещия кристал
(кристалит).
КРИСТАЛИЗАЦИОННА ПУКНАТИ
НА - гореща пукнатина, която се
образува в процеса на кристализа
ция на металите и сплавите при
тяхното заваряване или леене. К.п.
представлява крехко междукристалитно разрушаване, има неравна
окислена повърхност, на която поня
кога се виждат дендрити.
КРИСТАЛИЗАЦИЯ - процес на об
разуване на кристали от пари, теч
ности (стопилки, разтвори) и амор
фни твърди тела. К. протича и при
различни превръщания в твърдите
кристални тела, като прекристализация, рекристализация и др. К. се из
вършва в два стадия - образуване на
кристализационни зародиши и тях
ното нарастване. К. е основен про
цес в металургията и леярското
производство; използува се за полу
чаване на метални покрития и тън
ки слоеве, полупроводници, оптич
ни, пиезоелектрични и др. материа
ли. К. се използува също в химична
та, фармацевтичната, хранителна
та промишленост.
КРИСТАЛИТ -монокристалс неп
равилна форма. К. са мозаичните
блокове, зърната от микроструктурата на металите и минералите,
дендритите.
КРИСТАЛНА РЕШЕТКА - опреде
лено разположение на градивните
частици (атоми, йони, молекули) в
кристалите и кристалните матери
али, което се характеризира с пери
одична повторяемост в простран
КРИСТАЛНА ...
ството. К.р. се състои от повтаря
щи се елементарни клетки (вж. фиг.),
в чиито възли са разположени части
ците и които дават представа за
К.р. на едно или друго вещество. При
металите най-разпространени са
равнинно и обемно центрираната
кубична и хексагоналната К.р. С К.р.
се обяснява анизотропията на
свойствата на кристалите.
Към cm. Кристална решетка
Елементарни кристални решетки на
металите:
а - обемно центрирана кубична;
б - равнинно центрирана кубична;
В - хексагонална
КРИСТАЛНА СТРУКТУРА - струк
тура на материала, характеризира
ща се в подреждане на градивните
частици (атоми, молекули, йони) в
един от видовете кристални решет
ки. К.с. е характерна за металите и
техните сплави, минералите, някои
неметали и-хим. съединения.
КРИСТАЛНИ...
-238-
КРИСТАЛНИ МАТЕРИАЛИ - ма
териали с кристална структура.
КРИСТАЛНИ ЗЪРНА - малки крис
тали, които нямат ясн'о изразена
мноаостенна, кристалографски пра
вилна форма (вж. също Поликристал).
КРИТЕРИЙ ЗА ГРАНИЧНО СЪСТО
ЯНИЕ - отличителен признак или
съвкупност от признаци за настъп
ването на граничното състояние на
конкретно изделие (вж. Гранично
състояние).
КРИТЕРИЙ ЗА ОТКАЗ - отличи
телен признак или съвкупност от
признаци, по които се установява
възникването на отказ за конкрет
но изделие.
КРИТИЧЕН ДЕФЕКТ дефект,
който нарушава основните функции
на изделието или води до възниква
не на опасни условия за хората, обс
лужващи даденото изделие (машина,
инструмент и др.) или имащи някак
во отношение към него.
критичен диаметър при за
каляване- максималният диаме
тър на цилиндричен прът от дадена
стомана, при закаляването на който
в определена закалъчна среда в цен
търа му се получава 50% мартензитна структура. К.д. се използува
за оценяване на прокаляемостта на
стоманите.
КРИТИЧЕН ОБЕМ - специфичен
обем на веществото в критично
състояние. Обратната величина на
К.о. е критичната плътност на ве
ществото в критичното състоя
ние, която е еднаква за течната и га
зообразната фаза.
КРИТИЧНА ВЛАЖНОСТ - стой
ност на относителната влажност,
над която настъпва бързо увелича
ване на скоростта на атмосферна
та корозия на даден метал.
КРИТИЧНА СКОРОСТ HA ЗАКАЛЯ
ВАНЕ - най-малката скорост на ох
лаждане на една стомана от аустенитната област, при която аустенитът се превръща направо в мартензит, без да са се образували др.
фази.
КРИТИЧНА СКОРОСТ HA ОХЛАЖ
ДАНЕ - най-малката скорост на ох
лаждане на сплавта, при която про
тича разпадане на преохладения
твърд разтвор или само процес на
превръщане в маотензит.
КРИТИЧНА ЧЕСТОТА HA ВЪРТЕНЕ
на вал- честота на въртене, при
която възникват най-големи ампли
туди на вибрациите на вала. Затова
честотата на въртене на роторите
на високоскоростните машини,
напр. турбините, се избира или помалка, или по-голяма от критичната
(отличава се от К.ч.в. с не по-малко
от 15 - 20%). Валовете, работещи
при честота на въртене под критич
ната, се наричат корави, а над кри
тичната - гъвкави. При пускане на
машини с гъвкави валове К.ч.в. тряб
ва да се премине бързо, за да се из
бегне появата на трептения с голя
ма амплитуда.
КРИТИЧНА ТЕМПЕРАТУРА - тем
пература на веществото при него
вото критично състояние. За чис
тите вещества К.т. е най-високата
температура, при която е възможно
равновесие на течността с парите.
Втечняването на газ може да се из
върши само при неговото охлаждане
под К.т.
КРИТИЧНИ ТОЧКИ на метали
те и сплавите -температури,
при които в металите и сплавите се
извършват полиморфни, фазови,
магнитни (вж. точка на Кюри) и др.
превръщания, изменящи съществе
но техните свойства. К.т.м опреде
лят протичането на редица важни
-239-
технологични процеси, напр. от
термичното обработване на мета
лите.
КРИТИЧНО НАЛЯГАНЕ - налягане,
съответствуващо на критичното
състояние. За чистите Вещества
К.Н. е най-Високото налягане, при ко
ето е възможно съВместното съ
ществуване на течност и пара.
КРИТИЧНО СЪСТОЯНИЕ - състо
яние на двуфазна система, при коя
то двете фази, намиращи се в термодинамично равновесие, имат ед
накви физични свойства. За чисти
те вещества К.с. съществува в една
критична точка с критични пара
метри (критични температура, на
лягане и обем), при които е възмож
но равновесие на течностите с па
рите. В двукомпонентните систе
ми K.C. се изразява с критична крива,
характеризираща се със следните
критични параметри: температура,
налягане, обем и състав.
КРЪГЛОШЛИфОВЪЧНА МАШИНА
- шлифовъчна машина, при която
шлифовъчният диск извършва глав
ното работно движение (въртели
во), а обработваният детайл - две
подавателни движения: кръгово и
праволинейно. К.м. са предназначени
за шлифоване на челни, външни и
Вътрешни цилиндрични, конусни и
профилни повърхнини. К.м. биват:
универсални, за външно кръгло шли
фоване, за вътрешно кръгло шлифо
ване и безцентрови кръглошлифовъчни. Ha универсалните К.м. маса
та, шлифовъчният супорт и предно
то седло могат да се завъртат око
ло вертикалните си оси за шлифова
не на конуси; те обикновено са снаб
дени с приспособление и за вътреш
но шлифоване. Ha К.м. за външно
кръгло шлифоване се шлифоВат вън
шни цилиндрични, конусни, профил
ни, а също и челни повърхнини, а на
КУБИЧЕН ...
К.М. за вътрешно кръгло шлифоване
- проходни и глухи отвори и челни
повърхнини.
В зависимост от степента на ав
томатизация К.М. биват полуавто
мати и автомати.
КРЪСТАТА ВЪРТЯЩА СЕ МАСА кръстата маса, която освен право
линейните премествания в две взаимноперпендикулярни направления
се завърта около ос, перпендикуляр
на на равнината на праволинейните
премествания. Напр. К.в.м. на обра
ботващ център.
КРЪСТАТА МАСА -маса, която се
премества праволинейно в две взаимноперпендикулярни направления надлъжно и напречно.
КРЪСТАТ СЕКАЧ - тесен секач, на
който режещият ръб е перпендику
лярен на плоскостта на тялото му;
служи за шлосерска обработка на
твърди материали (сечене, изсичане
на тесни канали и др.) (вж. фиг.).
Към cm. Кръстат секач
КРЪСТАТ СУПОРТ - супорт, кой
то има надлъжни и напречни шейни
за преместване съответно в над
лъжно и напречно направление.
КРЪСТОСВАНЕ HA ОСИ ИЛИ ПРА
ВИ Ду - отклонението от успоредност на проекциите на осите (пра
вите) върху равнина, която е перпен
дикулярна на общата равнина на оси
те и преминава през една от осите
(базовата ос) (вж. фиг.).
КУБИЧЕН БОРЕН НИТРИД (КБН) свръхтвърд синтетичен абразивен
материал, който се получава в спе
циални контейнери на хидравлични
КУБИЧНА ...
-240-
mpecu, осигуряващи високо налягане
(300.106 - 980.106N/m2) и темпера
тура около 2000°С. Благодарение на
голямата си твърдост и топлоустойчивост (1400 - 1800°С) К.б.н. се
използува за шлифоване на закалени
до висока твърдост труднообработваеми стомани и сплави, при ко
ето осигурява значително по-малко
адхезионно и дифузионно износване
на инструментите в сравнение с ди
аманта.
телно движение. Плъзгачът, движещ
се по канала между направляващите,
обикновено се нарича кулисен камък.
Според вида на движението К. биват
въртящи и люлеещи се.
КУЛИСЕН МЕХАНИЗЪМ - лостов
механизъм, преобразуващ въртели
вото или колебателното движение
във възвратно-постъпателно и об
ратно. Приложение имат синусните
и тангенсовите К.м. В тях премест
ването на кулисата (вж. фиг.) е про
порционално на синуса или тангенса
на ъгъла на завъртане на коляното.
К.м. се използува в задвижването на
металорежещи машини, в пароразпределителните механизми на парни
те машини, в уредите и т.н.
Към cm. Кръстосване на оси или пра
ви
КУБИЧНА РЕШЕТКА - кристална
решетка, чиято елементарна клетка
представлява куб.К.р. може да бъде
равнинно центрирана и обемно цен
трирана.
КУБОБОРНИТРИДНО ШЛИФОВА
НЕ -окончателно точно шлифоване
с инструменти от кубичен борен
нитрид. Прилага се за детайли от
бързорежещи стомани (Р18, Р6МЗ,
Р14Ф4, Р9Ф5, Р9К10, Р9К), лагерна
стомана ШХ15, неръждаема стома
на 9X18, закален чугун.
КУЛИСА - звено от кулисен меха
низъм с праволинейни направлява
щи, което се върти или извършва са
мо колебателно движение около не
подвижна ос и предава на друго под", вижно звено възвратно-постъпа-
Към cm. Кулисен механизъм.
Синусен кулисен механизъм:
rsinç- преместване на кулисата при за
въртане коляното на ъгъл φ
КУТИЯ ЗА СЪРЦА - кутия за изра
ботване на леярски сърца, чиято ра
ботна кухина, представляваща фор
мата на леярското сърце, се запълва
и уплътнява със сърцева смес.
Втвърдяването на сместа протича
в К.с. или извън нея. Материалът, от
който се изработват К.с. (дърво,
-241 -
пластмаса, метал), u конструкцията
им се подбират според вида на сърцевите смеси и използуваните ма
шини за леярски сърца.
КУХА РОЛКА - цилиндрична ролка
с отвор по надлъжната ос.
КУХ ВАЛ - вал с отвор с произ
волно сечение по оста му.
ЛАГЕРНА...
КЪСА ЦИЛИНДРИЧНА РОЛКА
цилиндрична ролка, при която отно
шението на дължината към диаме
търа е по-малко от 2,5.
КЪСА ШЛАКА при заварява
не-шлака с тесен температурен ин
тервал на втвърдяване.
л
ЛАБИРИНТНО УПЛЪТНЕНИЕ
безконтактно уплътнение между
два или няколко елемента, движещи
се един спрямо друг, чието действие
се основава на дроселирането на по
тока от течност, пара или газ пос
редством резки изменения на про
ходното сечение. Л.у. се състои от
тесен извит процеп (лабиринт)
между подвижните и неподвижните
елементи или последователно раз
положени хлабини и разширителни
камери. Л.у. се използува при сравни
телно големи относителни честоти
на въртене на елементите, при ви
соки температури и когато не се
изисква пълна херметизация.
ЛАБОРАТОРНИ ИЗПИТВАНИЯ изпитвания на продукцията (мате
риалите) в лабораторни условия.
ЛАГЕР -основна част от опора на
вал, състояща се от един или повече
детайли, която поема натоварване
то от вала и осигурява безпрепятс
твеното му въртене или осцилиране. Според вида на поеманото нато
варване Л. биват радиални, осови
(аксиални) и радиално-осови (радиално-аксиални), а според принципа на
16
Терминологичен речник по металообработване
работа -плъзгащи и търкалящи (вж.
фиг.).
ЛАГЕРЕН БЛОК - група плъзгащи
лагери, основите на телата или те
лата на които са изработени като
едно цяло.
ЛАГЕРНА ВТУЛКА - сменяема
част от плъзгащ лагер във вид на
втулка, на която шийката се опира
непосредствено в тялото на лагера.
Различават се втулки, неподвижно
закрепени в тялото на лагера, втул
ки с възможности за осово измест
ване (регулиране) и втулки, свободно
поставени - т.нар. плаващи втулки.
ЛАГЕРНА КОМПОЗИЦИЯ, бабит
- общо наименование на антифрикционни сплави на основата на калай
или олово с добавки на антимон, мед
и др. елементи. Използува се за зали
ване на лагерни черупки, работещи с
мазане, при високи натоварвания и
скорости на тлъзгане. Характеризи
ра се с добро сработване с шийката
на вала, ниска температура на зали
ване (300 - 420°С) и малък коефи
циент на триене, peen, с малко из
носване на триещите се повърхни
ни.
-242-
ЛАГЕРНА ...
ЛАГЕРНА СТОМАНА - стомана,
използувана за изработване елемен
ти на търкалящи лагери (пръстени,
ролки, сачми). Л.с. има голямо съпро
тивление на контактна умора и из
носване. По хим. състав Л.с. се отна
ся към класа на инструменталните
стомани, съдържащи около 1%С, ка
то за увеличаване на прокаляемостта се прибавя 0,6 -? 1,5% Сг, а поня
кога силиций и манган. За изработ
ване на лагери, работещи в агресив
ни среди, се използува Л.с., съдържа
ща 18% Сг.
б
S
где
Към cm. Лагер
Търкалящи лагери: а - сачмен; б - рол
ков; В - двуреден самонагаждащ се рол,ков; г - конусен ролков; g - иглен; е опорен сачмен (със стрелка е показана
посоката на поеманото от лагера на
товарване)
ЛАГЕРНА ЧЕРУПКА - сменяем де
тайл на плъзгащ лагер, на който се
опира шийката на въртящия се вал.
Л.ч. обикновено се изработва биме
тална; тънък антифрикционен слой
се напластява върху стоманена или
чугунена основа, а в някои случаи и
върху бронзова (вж. фиг.). В зависи
мост от лагерните шийки, за които
са предназначени, черупките биват
цилиндрични, конусни, сферични и
гребеновидни. Комплектът черупки
в разглобяемите лагери обикновено
се състои от две (по-рядко от Зили
4) черупки.
ЛАГЕРНИ МАТЕРИАЛИ - матери
али, използувани за изработване на
машинни елементи, работещи с
триене при плъзгане (лагерни черуп
ки, направляващи втулки и др.). От
личават се с малък коефициент на
триене, сравнително голямо съпро
тивление на износване (но по-малко
от това на вала), минимална склон
ност към задиране, добра топлопроводимост, голяма устойчивост сре
щу корозия при различни условия на
работа и при употреба на различни
смазки, способност да издържат не
обходимите механични натоварва
ния. Л.м. са: метални -бабити, бронзи, чугуни, порести металокерамични материали; неметални - някои
пластмаси (текстолит, полиамид,
тефлон), материали на основата на
дървесина или графит, и комбинира
ни - порести метали, пропити с
пластмаса, пластмаси с пълнеж от
метал, графит или слоести Л.м. от
вида метал - пластмаса.
ЛАГЕР САМОНАГАЖДАЩ СЕ
вж. Самонагаждащ се лагер.
ЛАЗЕР, оптичен квантов
генератор - уред, в който се осъ
ществява генерация на монохроматични електромагнитни вълни 8 оп
тичния диапазон вследствие на индуктирано излъчване. Според ра
-243-
ботната среда Л. биват газови, теч
ни, твърди, полупроводникови. А. се
характеризирате мощност, к.п.д. на
преобразуване на някакъв вид енер
гия в енергия на излъчване, енергия
на импулса и др. параметри.
Л. се използува за срязване на мно
го твърди и труднотопими матери
али, за обработване на метали чрез
рязане, пробиване (вж. фиг.), заваря
ване (вж. Заваряване с лазерен лъч), в
метрологията за точни измервания
и др·
Към cm. Лагерна черупка
а - дебелостенна; б - тънкостенна; 1 фиксиращ борт; 2 - антифрикционна
сплав; 3 - фиксиращи зъби
ЛАЗЕРНО ЗАВАРЯВАНЕ - заваря
ване чрез стопяване, при което зава
ряваните краища се нагряват от
концентриран лазерен лъч; използу
ва се предимно газов СОг-лазер, кой
то осигурява непрекъснато излъчва
не с висока енергия при сравнително
висок к.п.д. на преобразуване на
енергията. Л.з. се характеризира с
голяма плътност на енергията на лъ
ча - до 109 W/cm2. Предимствата му
в сравнение с др.методи на заваря
ЛАНТАНИРАН ...
ване са: възможност за заваряване
на различни материали независимо
от техните ел. и магнитни свойст
ва (могат да се заваряват както ме
тални материали, така и неметални
-като керамика, пластмаси), безкон
тактно подаване на енергията към
заваряваните детайли (източникът
и нагряваният обект могат да бъ
дат разположени на значително раз
стояние един от друг), незначител
но механично въздействие върху
нагряваната зона, възможност за
предаване на енергията през опти
чески прозрачни пластини, което
позволява процесът да се води 8 кон
тролирана атмосфера или във ва
куум.
ЛАКОБОЯДЖИЙСКО ПОКРИТИЕ,
лаково покритие -защитно
покритие, получено чрез нанасяне
върху метала на тънък слой от лакобояджийски материали (лакове, бои,
грунтове), които, като изсъхнат,
образуват филм (тънко лаково пок
ритие), задържан на повърхността
от силите на адхезия. Главните
изисквания на тези покрития за за
щита от корозия са: газо- и водонепроницаемост, механична здравина,
износоустойчивост и хим. устойчи
вост.
ЛАКОВО ПОКРИТИЕ -вж.ЛакобоядЖийско покритие.
ЛАМАРИНА - вж. Листов метал.
ЛАНТАНИДИ - хим. елементи с
атомни номера от 58 до 71 (церий,
празеодим, неодим, прометий, сама
рий, европий, гадолиний, тербий,
диспрозий, холмий, ербий, тулий,
итербий, лютеций). По хим. свойст
ва са сходни с лантана, което се
обяснява със сходство на техните
електронни обвивки. Л. са съставна
част на редкоземните елементи.
ЛАНТАНИРАН ЕЛЕКТРОД з а е л ектродъгово заваряване-
ЛЕГИРАНА ...
-244-
нетопим електрод от волфрам, в
чийто състав има лантан за повиша
ване устойчивостта на дъгата и на
маляване разхода на електродния ме
тал при ВИГ-заваряванес променлив
ток на алуминий, магнезий и техни
те сплави.
фор и сяра) съдържа и легиращи еле
менти,, които подобряват механич
ните и физико-химичните ù свойст
ва. Л.с. бива нисколегирана (съдържа
до 2,5% легиращи елементи), среднолегирана (2,5 ■? 10% легиращи еле
менти) и високолегирана (над 10%
легиращи елементи). По вида на легиращите елементи Л.с. бива манга
нова, хромова, ванадиева, хромникелова и др. В зависимост от главни
те свойства, определящи областта
на приложение, Л.с. бива конструкционна, инструментална и стомана
с особени свойства (отнеупорна, неръждясваща и т.н.).
йггиплиг
Към cm. Лазер
Блок-схема на лазерна технолс
уредба:
1 - зарядно устройство; 2 - kan
но натрупващо устройство; 3
ма за управление; 4 - блок за заг
5 - лазерна глава; 6 - система зг
дане; 7 - система за стабилизг
енергията на излъчване; 8- пре
вател на енергията; 9 - оптичн;
ма; 10 - фокусиран лазерен лъч;
работван детайл; 12 - координатна ма
са; 13 - система за програмно управле
ние
ЛЕГИРАНА СТОМАНА - стомана,
която освен въглерод и обикновени
те примеси (силиций, манган, фос
η. Ω
л -- - --
н ·
К ЛЕГИРАЩИ ПРИБАВКИ - техни
чески чисти хим. елементи или тех
ните сплави, прибавяни към състава
на черните и цветните метали и
техните сплави, за да им придадат
определени свойства. В стоманите
и чугуните Л.п. са главно силиций,
-245-'
манган, хром, никел, Ванадий, молиб
ден; 8 медните сплави - алуминий,
желязо, калай, олоВо, цинк, фосфор и
т.н.
легиращ ФЛЮС - флюс за зава
ряване, който В течно състояние В
резултат на обменни реакции може
да легира метала на заваръчната Ва
на.
ЛЕДЕБУРИТ - структурна със
тавка на желязо-въглеродните спла
ви, представляваща евтектична
смес от аустенит и цементит (вж.
ЕВтектикум).К се образува предим
но в чугуните. В нелегираните чугу
ни Л. съдържа 4,3 % въглерод и съ
ществува в температурния интер
вал 1130- 723°С. Под 732°С аустенитът се превръща във феритно-цементитна смес - получава се т.нар.
видоизменен ледебурит.
ЛЕЕНЕ - процес за получаване на
изделия (отливки) чрез запълване на
кухина със зададена форма и разме
ри. с течен материал (метал, сплав,
керамичен материал, пластмаса и
др.) и следващото му втвърдяване.
За получаване на метални отливки в
леярското производстВо се използу
ват повече от 50 разновидности-на
Л.: в пясъчни форми, в кокили, със
стопяеми модели, центробежно,
под налягане, в черупкови форми и
др. Л. е един от икономичните начи
ни за получаване на детайли и заго
товки със сложна форма, с големи и
малки размери.
ЛЕЕНЕ В МЕТАЛНИ ФОРМИ, к окилно ле е н е-метод за изработ
ване на отливки, при който стопе
ният метал запълва по гравитацио
нен път кухината на метална леярс
ка форма, наречена кокила. Преди да
се запълни със стопилка, кокилата се
нагрява, а през време на работа се
поддържа в определен топлинен ре
жим. При Л.м.ф. могат да се изпол
ЛЕЕНЕ ...
зуват метални вложки и пясъчни
сърца, което дава възможност да се
изработват отливки със сложна
вътрешна конфигурация. Характер
ните особености на метода са: ин
тензивно топлинно взаимодейст
вие между отливката и формата и
ускорено охлаждане, при което се
получават отливки с дребнозърнес
та структура и повишена якост (при
леене на чугун това създава опас
ност от избелване на структурата);
неподатливост на металната фор
ма, което затруднява свиването и
предизвиква вътрешни напрежения,
деформации и пукнатини в отливка
та. Предимствата наЛ.м.ф. са: уве
личената производителност на тру
да, повишеното качество на отлив
ките, подобрените условия на рабо
та, възможността за механизация и
автоматизация на технологичния
процес. Методът се прилага при се
рийно производство на отливки от
цветни сплави и чугун. За Л.м.ф. се
използуват различни видове кокилни
машини.·
ЛЕЕНЕ В ПЪЛНИ ФОРМИ - група
методи за изработване на отливки,
при които се използува еднократен
газифицируем леярски модел от пенопластмаса, оставащ във формата
при изработването ú. При заливане
моделът се газифицира и. кухината
на формата се запълва с метал. Ле
ярските форми могат да се израбо
тят от обикновен пясък (без свърз
ващо вещество или по метода ваку
умно формоване), от пясъчно-гли
нести смеси, самовтвърдяващи се
смеси, от феромагнитни материали
(по метода магнитно формоване) и
др·
ЛЕЕНЕ В ПЯСЪЧНИ ФОРМИ - ме
тод за изработване на отливки в ед
нократни леярски форми от влажни
пясъчно-глинести формовъчни сме-
ЛЕЕНЕ ...
-246-
cu. Прилага се главно за чугунени и
стоманени отливки. Л.п.ф. е най-ши
роко разпространеният метод на
леене, по който се получават над
60% от общия обем на отливките.
ЛЕЕНЕ В ЧЕРУПКОВИ ФОРМИ
метод за получаване на отливки, при
който леярската форма е съставена
от две черупкови полуформи от плакиран пясък (вж. фиг.), изработени
върху нагрята метална моделна пло
ча на специални машини. Óm топлин
ното взаимодействие се втвърдява
необратимо един слой с дебелина
8 -? 20 тт (в зависимост от темпе
ратурата, продължителността на
нагряване и свойствата на свързва
щото вещество), който образува
черупковата полуформа. След изсип
ване на невтвърдения пясък черупка
та се отделя от моделната плоча с
избутвачи. След изработване на
втората полуформа двете черупки
се съединяват (механично или чрез
залепване), като в кухината при не
обходимост се залагат и черупкови
сърца. Основните предимства на
Л.ч.ф. са: голяма геометрична точ
ност на отливките, чиста повърхни
на, малък разход на формовъчни ма
териали. Прилага се при едросерийно и масово производство на отлив
ки от стомана, чугун и цветни спла
ви.
Към cm. Леене 8 черупкови форми
а - изработване на черупка; б - изработване на сърца; В - събиране на полуформите и заливане с метал; 1 — моделна плоча; 2 - бункер; 3, 7 — смес;· 5 - избутвачи; 6 кутия за сърца; 4,8 — черупки; 9 — готови полуформи; 10 — кутия (каса); 11 - пясък
или чугунени сачми; 12,— отливка
-247-
ЛЕЕНЕ ПОД НАЛЯГАНЕ - метод
за получаване на отливки, при който
стопеният метал се вкарва в метал
ната форма (пресформата) със ско
рост от 0,5 до 120 m/s под налягане
от 300 go 500.105N/m2. При леене с
малки скорости запълването на
формата става от плътен ламинарен поток (à), при средни скорости от плътен турбулентен (б), а при ви
соки скорости - от разпръснат
(емулсионен, дисперсионен) (в) - вж.
фиг. Получените чрез Лп.н. отливки
имат голяма точност и малка грапа
вост, високи плътност и херметич
ност, много добри механични свойс
тва, като размерите и формата им
са много близки до тези на готовия
ЛЕЕНЕ ...
детайл, което позволява да се нама
ли или да се избегне съвсем следва
щата им механична обработка. За
Л.п.н. се използуват различни видо
ве машини с голяма производител
ност. Прилага се в масовото и едросерийнотО производство главно на
отливки от цветни метали и спла
ви. Л.п.н. се извършва по следния на
чин: течният метал се налива в ци
линдър, свързан с металната леярс
ка форма; върху стопилката се наля
га с бутало, в резултат на което тя
запълва формата и се втвърдява, ка
то приема нейните очертания (вж.
фиг.).
а
Към cm. Леене под налягане
а - с ламаринен поток метал; б - с турбулентен поток метал; 8 - с дисперсен по
ток метал
ЛЕЕНЕ ПО СТОПЯЕМИ МОДЕЛИ метод на леене на метални сплави 8
неделима гореща и необразуваща га
зове черупкова форма, чието работ
но пространство се получава чрез
отстраняване на леярския модел
чрез изгаряне, разтваряне или сто
пяване.
Отливката се получава в черупка
от огнеупорния материал, с който е
облицован моделът преди заливане
то (вж. фиг.). След втвърдяването
ЛЕЕНЕ ...
-248-
на отливката формата се разруша
ва, т.е. тя е еднократна. Чрез Л.с.м.
се получават отливки с голяма точ
ност и малка грапавост, което поз
волява те да се използуват като го
тови детайли без допълнителна ме
ханична обработка.
ЛЕЕНЕ С ГАЗИфИЦИРУЕМИ МО
ДЕЛИ - вж. /еене в пълни форми.
ЛЕЕНЕ С ПРОТИВОНАЛЯГАНЕ метод за получаване на отливки, при
който в пространството около и в
пресформата и в пространството
над метала в пещта първоначално се
установява постоянно налягане p¡.
След това се изпуска част от възду
ха и около формата налягането се
намалява, вследствие на което ме
талът се издига по леяковата тръба
във формата (вж. фиг.). Най-харак
терната особеност на метода е, че
металът през време на запълването
на формата и при втвърдяването се
намира под налягане, което спомага
за получаване на плътни отливки с
много добри механични свойства.
По този начин могат да се леят раз
лични метали и сплави, като форма
та, размерите и масата на отливки
те са неограничени. За метода са
разработени специални машини.
Към cm. Леене под налягане
Схема на леене под налягане на машини
с npecoßu камери:
а - студена хоризонтална; б - студена
Вертикална; В - гореща камера; 1 - пло
ча за закрепване на подвижните части
на формата; 2 - изтласквани; 3 - под
вижна част на формата; 4- отливка; 5
- неподвижна част на формата; 6 - пре
сова камера; 7 - бутало; 8 - остатък; 9
- тигел на нагревателната пещ; 10 нагряван канал
Кьм ст~Хеене по стопяеми модели
1 - керамична кора - облицовъчен слой;
2 - кухина; 3 - кварцов пясък - пълнеж
ЛЕКИ ...
-249-
ЛЕЕНЕ ЧРЕЗ ВАКУУМНО ВСМУК
ВАНЕ - метод на леене в тънко
стенни, охладени с вода или въздух
метални леяярски форми (кристализатори), които се запълват чрез създаВане в тях на подналяаане, под
действието на което, сплавта се
всмуква във формата (вж. фиа.). Ме
талът се втвърдява във формата,
като приема нейните размери и кон
фигурация. Методът е икономичен
(няма загуби на метал в леяковата
система), осигурява добро качество
на отливките, но е малко производи
телен, поради което приложението
му е ограничено (предимно за рота
ционни детайли от типа на втулки
те с диаметър до 80 тт).
ЛЕКИ МЕТАЛИ - метали с плът
ност, по-малка от 5000 кд/тЗ. Упот
ребяват се като основа за изработ
ване на леки сплаВи, а също и като ле-
гиращи прибавки и др. сплави. От
Л.м. най-голямо приложение имат
алуминият, магнезият, титанът,
берилият, литият.
Към cm. Леене чрез вакуумно всмук
ване
1 - камера; 2 - форма; 3, 4 - сменяеми
огнеупорни втулки
ЛЕКИ ...
-250-
ЛЕКИ СПЛАВИ - метални сплави
с плътност, по-малка от 5000 кд/тЗ.
Л.с. се характеризират с Висока от
носителна якост, което au прави це
нен конструкционен материал за самолетостроенето, ракетостроенето, космическата техника. Най-мно
го се използуват алуминиевите спла
ви, които имат висока корозионна
устойчивост. Магнезиевите сплави
са най-леки от конструкционните
материали, а титановите сплави
имат най-висока корозионна устой
чивост на въздух, във вода и в раз
лични агресивни среди.
ЛЕНТОВА ОТРЕЗНА МАШИНА отрезна машина с безкрайна лента;
специализирана металорежеща ма
шина с режещ инструмент - безк
райна назъбена лента, извършваща
главното движение за нарязване на
дълъг профилен материал на отдел
ни парчета (заготовки), а също за
отрязване на заготовки в инстру
менталното производство (вж.
фиг.).
ЛЕНТОВ ЕЛЕВАТОР -съоръжение
за вертикален транспорт и охлажда
не на отработената формовъчна
смес в леярските цехове. Топлата
формовъчна смес се подава с тран
спортна лента в долния край на еле
ватора, където се поема от прагове
те на гумената лента и се придвиж
ва нагоре. Поради голямата скорост
на лентата сместа в горния край на
елеватора се разпръсква и раздробя
ва при удара в стените. Основен бе
лег на Л.е. е наличието на принуди
телна аспирация, при което възду
хът отнема влагата от сместа и по
нижава температурата ù (вж. фиг.).
ЛЕНТОВ ЕЛЕКТРОД -топим елек
трод във вид на безкрайна лента. Из
ползува се за механизирано наваряване.
ЛЕНТОВ ЛЕЯРСКИ ОХЛАДИТЕЛ леярски охладител, в който формо
въчният материал се охлажда чрез
овлажняване и продухване с въздух
на транспортираща лента (вж.
фиг.).
Към cm. Лентова отрезна машина
Схема на работа на лентова отрезна
машина
Към cm. Лентов елеватор
1 — подаваша лента; 2 — транспортна
лента с напречни прагове; 3 - принуди
телна вентилация
-251 -
ЛЕНТОВО ШЛИФОВАНЕ - шлифо8ане на профилни детайли, вътреш
ни и външни повърхнини, дълги тръ
би и др. при въртеливо движение на
шлифовъчната лента и постъпател
но подаване на обработвания де
тайл (вж. фиг.). Особеност на проце
са е еластичното и пластичното де
формиране на лентата, което при
обработване на профилни повърхни
ни е неравномерно. При замяна на ня
кои плоскошлифовъчни операции с
Л.ш. се получава по-малка грапавост
на обработените повърхнини и уве
личение на производителността до
20 пъти.
ЛЕСНОТОПИМИ ...
тиране на различни насипни и паке
тирани материали, единични заго
товки и др.
ЛЕНТООБРАЗНА СТРУЖКА - вж.
Непрекъсната стружка.
ЛЕНТОШЛИфОВЪЧНА РЪЧНА МА
ШИНА - шлифовъчна ръчна машина,
чийто работен инструмент е без
крайна абразивна лента.
ЛЕПЕНЕ - операция за получаване
на неподвижни неразглобяеми съеди
нения главно между тънки детайли с
помощта на свързващи вещества
(лепила) вследствие на образуване на
адхезионна връзка между филма от
лепило и повърхността на залепва
ните материали - метали и неметали.
ЛЕСНОТОПИМИ МЕТАЛИ - мета
ли с т.т. под 420°С (т.т. на цинка),
като цинк, калай, олово, бисмут, ан
тимон, индий, галий, живак и др. Л.м.
се използуват за изготвяне на леснотопими сплави (напр. за припои, за
лагерни композиции и др.).
Към cm. Лентов леярски охладител
ЛЕНТОВ РАЗРОХКВАТЕЛ, ройер
- леярски разрохквател, който разрохква формовъчната смес, като я
изхвърля чрез винкели, закрепени на
бързодвижеща се безкрайна лента,
върху сито.
ЛЕНТОВ ТРАНСПОРТЬОР - тран
спортьор, при който товароносещият и едновременно теглителен
орган представлява гъвкава гуменотекстилна, тънка стоманена или
теленомрежеста лента. Л.т. се из
ползуват във всички отрасли на про
мишлеността, селското стопанст
во и строителството за транспор-
Към cm. Лентово шлифоване
Схема на работа:
1 - шлифовъчно зърно; 2 - основа на
лентата; 3 - свръзка; 4 - ролка; 5 - об- работван детайл; φ - ъгъл на контакта
ЛЕСНОТОПИМИ ...
-252-
ЛЕСНОТОПИМИ СПЛАВИ - спла
ви с m.m. nog 232°С (m.m. на калая).
Л.с. съдържат различни концентра
ции от метали с ниска т.т. (олово,
калай, бисмут, индий, живак, анти
мон, галий и др.). Л.с. се използуват
за нискотемпературни припои, за
топими предпазители в ел. и топ
линните уреди, за модели за изра
ботване на отливки със сложна фор
ма, за уплътнители и др.
ЛЕСНОТОПИМ ПРИПОЙ вж.
Нискотемпературен припой.
ЛЕТЛИВИ ВЕЩЕСТВА - вещест
ва, които преминават в газообразно
състояние при сравнително ниска
температура.
ЛЕТЛИВИ КОРОЗИОННИ ИНХИБИТОРИ - летливи парофазни забавители на атмосферната корозия.
ЛЕТЛИВОСТ - свойство на твър
дите и течните материали'да пре
минават в газообразно състояние пари.
ЛЕЯК - основен елемент от леяковата система на леярска форма,
който подвежда метала от леяковата чаша към шлакоуловителя. Л.
обикновено е вертикален, с кръгъло
сечение и малък конус. При леякови
системи без чаша началото на Л. е
направено с малко конусно уширение
(фуния), което поема струята метал
от кофата, като я предпазва от раз
пръскване (вж. Леякова система).
ЛЕЯКОВА СИСТЕМА
- съвкуп
ност от свързани в определена пос
ледователност канали и др. елемен
ти, които служат за запълване на ле
ярската форма със стопен метал, за
задържане на попадналата шлака и
неметални включвания, за отвежда
не на въздуха и газовете и за под
хранване на отливката в процеса на
кристализация. Основните елемен
ти на Л. с. са леякова чаша, леяк, шла-
коуловител, питател, отливък, мър
тва глава и др. (вж. фиг.).
Към cm. Леякова система
а - основни елементи; б - разположе
ние на елементите във формата: 1 леякова чаша; 2 - леяк; 3 - шлакоуловител; 4 - питателни канали; 5 - отливък; 6 - кухина на формата
ЛЕЯКОВА ЧАША - елемент от леяковата система на леярска форма,
който поема струята метал от разливната кофа и я предпазва от раз
пръскване. С Л.ч. се намалява влияни
ето на динамичното налягане на ме
тала при заливане на формата, под
държа се постоянно статично наля
гане в леяковата система и се задърржа част от шлаката. При малки ско
рости на заливане на формата (под
5 kg/s) Л.ч. се оформя във вид на лея
кова фуния (вж. Леякова система).
ЛЕЯРСКА машина - общо наи
менование на технологична машина
за леярското производство, която
осъществява една от следните фун
кции: приготвяне на формовъчни
или сърцеви смеси; изработване на
леярски форми или леярски сърца;
дозиране и заливане с метал; отде
ляне на отивките от формите и сър
цата; почистване на отливките и
т.н. Към Л.м. спадат формовъчните
-253-
машини, кокилните машини, маши
ните за леене nog налягане, машини
те за центробежно леене и др. Спо
ред степента на автоматизация
Л.м. могат да бъдат полуавтомати
и автомати. При комплексната ав
томатизация на леярското произ
водство леярските машини-автома
ти се свързват чрез транспортни
системи в автоматични линии.
ЛЕЯРСКА ФОРМА - използувана в
леярското производство форма за
получаване на отливки. Работната
част на Л.ф. представлява кухина, в
която металът се залива, охлажда,
втвърдява и приема желаната фор
ма и размери. Л.ф. се състои от фор
ма за възпроизвеждане на външните
контури на отливките и леярски
сърца за образуване на вътрешни ку
хини и отвори (вж. фиг.). Л.ф. може
да се използува само веднъж (едно
кратна Л.ф.) или многократно. Като
материали за Л.ф. се използуват
кварцов пясък, бентонит и др. глини
(вж. Сърцеви смеси, Формовъчни
смеси), а също и метали, напр. при ле
ене в кокила и леене под налягане.
ЛЕЯРСКИ КОКС - твърдо гориво,
получавано от въглища, което се из
ползува във вагрянките за топене на
чугун. Л.к. трябва да има големи
якост и плътност и малка реакцион
на способност (способност да въз
становява СОг go CO). .
леярски колерганг - леярска
машина за приготвяне на формовъч
ни и сърцеви смеси чрез притриване,
размесване, притискане и разрохкване на материалите. Според конст
руктивните си особености и начин
на работа Л.к. биват: с вертикални
ролки и с хоризонтални центробеж
ни ролки; с периодично и с непрекъс
нато действие (вж. фиг.).
ЛЕЯРСКИ ...
Към cm. Леярска форма, Леярски мо
дел и Леярско сърце
Основни елементи на леярското обза
веждане при получаването на отливки
в еднократни форми:
а и б - комплект от горна и долна каса
и горна и долна част на модела; 8 и г горната и долната каса след формова
нето; g - готова за заливане леярска
форма; 1 - направляващи щифтове; 2 подмоделна плоча; 3 - маса на формо
въчната машина; 4 - място за поставя
не на сърцето; 5 - леярски модел; 6 формовъчна смес; 7 - леярско сърце
ЛЕЯРСКИ МОДЕЛ - приспособле
ние за получаване на работна кухина
за отливката в леярската форма.
Л.м. имат размери и конфигурация,
ЛЕЯРСКИ ...
- 254 -
отговарящи на тези на отливката,
като се отчетени прибавките за
свиването на втвърдяващата се
сплав. Когато във вътрешността на
отливката трябВа да има кухини или
отбори, Върху Л.м. се предВиВждат
специални издатини - марки, чиито
отпечатъци Върху формата служат
за опори на леярските сърца. При
единичното производство Л.м. се
изработват обикновено от дърво и
след това се боядисват, при масово
то и едросерийното производство
- от метал и пластмаса. При леене
по стопяеми или газифицируеми мо
дели се използуват еднократни Л.м.
от леснотопими материали или от
пенопластмаси (вж. фиг.).
Към cm. Леярски колерганг
а — с вертикални ролки; б - с хоризонтални ролки
ЛЕЯРСКИ ОХЛАДИТЕЛ - леярска
машина за охлаждане на нови (неиз
ползувани) и стари (използувани)
формовъчни материали. Л..о. биват
смесващ, лентов, вибрационен, вер
тикален с противоток и охладител
с кипящ слой; охлаждането се пости
га главно чрез овлажняване и продух
ване на материалите с въздух (вж.
фиг. към cm. Лентов леярски охлади
тел).
ЛЕЯРСКИ ПОДПОРИ - метални
елементи с различна форма и разме
ри, които се залагат в леярската
форма при изработването ύ или
след това ù служат да фиксират по
-255-
ложението на сърцето, като не до
пускат неговото разместване и де
формиране при заливане на форма
та с метал (вж. фиг.).
Към cm. Леярски подпори
а — едностранна; б - двустранна и
8 - спирална подпора
ЛЕЯРСКИ СВОЙСТВА на мета
лите и сплавите — съвкупност
от физични, хим. и физико-хим.
свойства, характеризиращи способ
ността на металите и сплавите да
образуват отливки без шупли, пук
натини, порестост и др. дефекти.
Най-важните Л.с. са тънколивкост,
свиване, склонност към поглъщане и
отделяне на газове, склонност към
ликвация.
ЛЕЯРСКИ СМЕСИТЕЛИ - леярски
машини за приготвяне на формовъч
ни смеси чрез смесване на формовъч
ните материали. За да се постигне
равномерно обвиване на пясъчните
зърна със свързващо вещество, при
смесването трябва да има протри
ване и въртене на зърната, уплътня
ване (притискане) и разрохкване на
сместа. По конструктивни призна
ци те се разделят на барабанни, лопатъчни, колерганги и др.
ЛЕЯРСТВО ...
ЛЕЯРСКИ СУШИЛНИ - пещи и до
пълнителни съоръжения, използува
ни в леярското производство за из
сушаване на материалите, формите
и сърцата, за да се увеличи тяхната
газопропускливост и якост и намали
влажността им. Л.с. биват с перио
дично действие (камерни, стацио
нарни и преносими) и с непрекъснато
действие (различни конвейерни и
тунелни пещи). В Л.с. се извършва
т.нар. конвекционно сушене.
ЛЕЯРСКИ ЧУГУН
- основният
компонент на металната шихта при
топене на чугун във вагрянка. Л.ч. се
произвеждат в доменни пещи, като
в зависимост от предназначението
им се подразделят на различни марки с определен хим. състав.
ЛЕЯРСКО СИТО - леярско съоръ
жение за пресяване на формовъчни
пясъци и смеси. Л.с. са: барабанно
въртящо се с цилиндрична, конусна,
призматична, пирамидална форма и
плоско вибрационно.
ЛЕЯРСКО СЪРЦЕ - отделна част
на леярската форма, оформяща вът
решните кухини на отливката. В слу
чаите, когато конфигурацията на
леярския модел затруднява изважда
нето му от формата, Л.с. се изпол
зува и за формиране на външни час
ти на отливката. Л.с. се закрепват
към специални опорни повърхнини в
леярската форма. За еднократни ле
ярски форми и често при леене в ко
кила се използуват Л.с., изработва
ни на машини за сърца от специални
сърцеви смеси със следващо сушене
или втвърдяване (вж. фиг. към cm.
Леярски модел).
ЛЕЯРСТВО - област от метало
обработването, което обхваща про
изводството на отливки по различ
ЛЕЯР-ФОРМОВЧИК ...
- 256 -
ни методи. Включва процесите на
топене на метала, изработването
на леярските форми и сърца, залива
нето на формите с метал и почист
ването на отливките.
ЛЕЯР-ФОРМОВЧИК г професия на
човек, който изготвя леярски форми
и сърца от формовъчни смеси, кон
тролира технологичния процес в
топилните пещи ű агрегати, конт
ролира качеството и температура
та на течния метал и осигурява пра
вилно заливане на формите. Въз
можни специализации формовчик,
сърцар, леяр, оператофнастройчик.
либела - уред за проверка на хоризонталността на линии и повърх
нини и за измерване на малки ъгли на
наклон. Главната част на Л. е стък
лена тръбичка, напълнена със спирт
или етер, с изключение на малък обем
(мехурче). Л. е важна част в астроно
мични, геодезични и други инстру
менти. Използува се в строителст
вото и машиностроенето (вж. фиг.).
ЛИГАТУРА в металургията
- 1. Спомагателна сплав, прибавяна
към стопения метал или сплав с цел
въвеждане на легиращи елементи
(вж. Легиране), дезоксидиране, моди
фициране или увеличаване на тънколивкостта на стопилката. А. се при
лага тогава, когато легиращите еле
менти, въведени поотделно, се усво
яват трудно от стопилката. В чер
ната металургия А. се нарича феросплав. 2. Метали, въвеждани в среб
рото, златото и други благородни'
метали, за придаване на определени
свойства, напр. твърдост, или за на
маляване на себестойността на по
лучените изделия.
ЛИКВАЦИЯ - нееднородност на
XUM. състав на сплавите в твърдо
състояние, възникваща в процеса на
тяхната кристализация. А. се полу
чава в резултат на изтласкване на
хим. елементи в течната фаза от
преместващия се кристализационен
фронт и следващото им преразпре
деление чрез дифузия и конвекционно размесване. Различават се дендритна А. - хим. нееднородност във
вътрешността на всеки кристалит,
и зонална А. - хим. нееднородност в
различни части на отливката. В тех
нически чистите метали А. се изра
зява в неравномерно разпределение
на примесите, а в сплавите - на при
месите и основните елементи. А.
влияе отрицателно върху механич
ните свойства на отлетите метали
и сплави.
ликвидус - графично изображе
ние върху диаграмата на състояние
на определена сплав, изразяващо за
висимостта на температурата на
началото на равновесната криста
лизация от хим. състав.
ЛИМБ - метален (стъклен или
пластмасов) цилиндричен или кону
сен пръстен или диск, разграфен по
края на равни части от окръжност
та (градуси, минути). А. е главна
част на ъгломерни инструменти и
служи за отчитане на големината на
измерените ъгли. С А. са снабдени
ръчките на винтовете за придвиж
ване на супорти и работни маси на
металорежещи машини.
ЛИНЕЕН ДАТЧИК, и н g y k т ос и н - стоманена линийка с намот
ки, нанесени по електрохимичен път
в една равнина и плъзгач с две къси
аналогични намотки, отместени на
1/4 стъпка една спрямо друга. Сто
манената линийка е закрепена към
неподвижна част на машината, а
-257-
плъзгачът - към подвижна част. Л.д.
се използува като обратна връзка
при машини със затворена система
на програмно управление. Изработ. ват се и кръгови Л.д. (индуктосини)
за ъглови премествания.
Към cm. Либела
а - микрометрична; б - обикновена
призматична; 8 - ролкова либела; 1 надлъжна тръбичка; 2 - напречна тръ
бичка
ЛИНЕЕН МАЩАБ - изобразен гра
фично мащаб за непосредствено из
мерване на положението на праволи
нейно преместващите се елементи.
ЛИНЕЙНА ЕНЕРГИЯ на заваря
ване- количеството топлинна
17
Терминологичен речник по металообработване
ЛИСТОВИ ...
енергия, предавано от заваръчния
топлоизточник на единица дължина
от изделието. Определя се като от
ношение на ефективната топлинна
мощност на топлоизточника към
скоростта на заваряване (g/v) и се
измерва в J/cm. Л.е. се използува при
пресмятане на топлинните процеси
при заваряване.
ЛИНЕЙНАРАЗМЕРНА ВЕРИГА размерна верига, звената на която
са успоредни помежду си линейни
размери.
линии ha Плъзгане при пла
стична обработка на ме
талите- серия от микролинии,
преминаващи през отделните крис
тали, образувани при пластична де
формация.
ЛИРА на металорежеща
машина- приспособление към ме
талорежеща машина за закрепване и
зацепване на сменяеми зъбни колела
между два и повече валове с посто
янно или променливо разстояние
между осите им (вж. фиг.). Л. служи
за изменение на предавателното
отношение на кинематичните вери
ги, в които участвува.
ЛИСТОВАЛЦОВЪЧНА МАШИНА вж. Валцовъчна машина.
ЛИСТОВИ КОНСТРУКЦИИ - ме
тални конструкции, изработени от
листов материал от стомана и алу
миниеви сплави. Използуват се глав
но за хранилища с различно предназ
начение (резервоари, бункери, сило
зи, тръбопроводи с големи диамет
ри и др.). Рационалната форма на
Л.к. ù осигурява работа на опън при
действие на натоварвания, т.е. поз
волява най-пълно да се използуват
якостните свойства на листовия
материал. Резервоари и тръбопро
води с вътрешно нелягане се изра-
ЛИСТОВ ...
-258-
ботват с кълбовидни, капковидни u
цилиндрични форми om стомана с
повишена якост. Алуминиеви сплави
се използуват с цел повишаване корозионната устойчивост и намаля
ване масата на Л.к., а също при рабо
та на Л.к. при ниски температури.
Към cm. Лира
а, б, 8 и г- сменяеми зъбни колела; I и
II - валове с постоянно разстояние
между осите
ЛИСТОВ МЕТАЛ - листове (лама
рина) и широки ленти от черни и
цветни метали и сплави, получени
чрез горещо и студено валцоване.
От листовете черни метали найголямо приложение имат стомане
ните, които в зависимост.от дебе
лината си биват тънколистови (от
0,9 до 4 тт) и дебелолистови (от 4
до 60 тт). Според повърхностната
обработка биват обикновени (без
повърхностна обработка), декапирани, поцинковани, покалаени (бели)
и др. '
От листовете цветни метали и
сплави най-голямо приложение имат
медните, медн.оцинковите, алуми
ниевите, цинковите и др. (от някои
се получават листове и ленти с мал
ка дебелина от 2 до 100 μm - фолио).
ЛИСТОВО ЩАМПОВАНЕ, щ а нц о в а н е — щамповане (на листови
и тръбни заготовки), при което пре
разпределението на метала (при
формоизменящи операции) се осъ
ществява главно в равнината на за
готовката с незначително измене
ние на нейната дебелина. При Л.щ. се
получават изделия с равнинна или
пространствена форма. В Л.щ. има
разделителни (изрязване, изсичане,
пробиване и др.) и формоизменящи
(огъване, усукване, дълбоко изтегля
не и др.) операции. Л.щ. се прилага в
автомобилостроенето (при изра
ботване на каросерии, врати, капаци
и др.), радиолектрониката и други
отрасли на промишлеността. При
дебелина на материала до 10-12 тт
Л.щ. се извършва без предварително
нагряване, а при по-голяма дебелина
- с нагряване. Студеното Л.щ. в
практиката се нарича щанцова
не.
ЛИСТОИЗПРАВЯЩА МАШИНА машина за изправяне на метални листРве чрез студено или горещо де
формиране с цел отстраняване на
изкривявания, вълнообразност, измятания и други външни дефекти,
образували се при обработването
им под налягане или в резултагб на
термообработване, транспортира
не и съхранение. С ролковите Л.м.
листовете се изправят чрез много
кратни прегъвания при преминава
нето им през два реда шахматно
разположени ролки. С опънови Л.м.
изправянето на листа се осъществя
ва под действието на създадени в
него опънови напрежения със стой
ност, близка до границата на пров-
-259-
лачане. Използува се u комбиниран
метод за изправяне на ленти чрез
огъване и опън.
Към cm. Листово щамповане
Схема на установяване на заготовката
в изрязващата щанца при листово
щамповане:
1 - изрязван детайл; 2 - матрица; 3 поансон; 4 - държач на поансона; 5 горна плоча; 6 - заготовка; 7 - щанца
ЛИСТООГЪВАЩА МАШИНА - ма
шина за огъване на метални листове
и ленти. Л.м. биват: преси с въртя
що огъващо рамо (абкант) и ротаци
онни валцови. Л.М. с въртящо огъва
що рамо са предназначени за студе
но огъване по праволинейни контури
на заготовки с дебелина от 0,8 до
5тт. Ротационните валцови маши
ни служат за огъване на елементи на
котли, съдове за високо налягане,
тръби с диаметър над 400 тт и др.
С тях се огъват заготовки с дебели
на от 1 до 150 тт в горещо и студе
но състояние.
ЛОПАТЪЧЕН ...
ЛИСТОЩАМПОВЪЧЕН АВТОМАТ
- ковашко-щамповъчен автомат за
изработване чрез листово щампо
ване на метални изделия - детайли
на машини, на електро- и радиоапаратури, на изделия за широко пот
ребление и др. Към Л.а. спадат също
някои преси-автомати за изработ
ване на гилзи.
ЛИТИЙ (U) - хим. елемент, ат.н.
3, ат.м. 6,941. Л. е сребристобял ме
тал с обемноцентрирана кубична ре
шетка; плътност 534 кд/тЗ (най-лек
от металите) т.т. 180,5°С. Ha въз
дух се покрива с окисен и нитриден
филм. Енергично се съединява с халогенните елементи, реагира с водата
и киселините, като се отделя водо
род. Л. се получава чрез електролиза
на стопена смес от литиев и калиев
хлорид. В черната металургия Л. се
използува за редуциране, легиране и
модифициране на стоманите и чугу
ните, а в цветната - за получаване
на леки сплави. Съединенията на Л.
се използуват при производството
на специално стъкло, термоусутойчив порцелан и керамика, в акумула
торната промишленост, във фо
тографията, в медицината.
ЛОМ - повърхността, образува
ща се в мястото на разрушаване на
метални образци или изделия. Ви
дът на Л. зависи от свойствата и
структурата на материала. По ха
рактера на разрушаванеЛ. бива плас
тичен или крехък при вътрешнозърнено или междузърнено (интеркристалитно) разрушаване.
ЛОПАТЪЧЕН АЕРАТОР - машина
за разрохкване на пясъчно-глинести
формовъчни смеси, при която смес
та попада през отвора 7 върху вър
тящите се лопатки 2. Последните
ЛОПАТЪЧЕН ...
,
-260-
изхвърлят сместа върху прътове
(или вериги) 3. При ударите формо
въчната смес се разрохква. За omċmряняване на прилепналата към капа
ка 4 формовъчна смес аераторът се
подлага на периодични удари с по
мощта на гърбичния механизъм 5
(вж. фиг.).
ЛОПАТЪЧЕН СМЕСИТЕЛ - леяр
ски смесител, представляващ коритообразен кожух, в който се върти
вал с винтообразно разположени ло
патки. При въртене на вала компонентите (леярските материали) се
смесват и придвижват към изходя
щия отвор, от който излиза готова
та смес. За увеличаване на обслужва
щата площ Л.с. могат да бъдат от
две части (ръкави), които се въртят
един спрямо друг (вж. фиг.). Л.с. се
използуват главно за приготвяне на
самовтвърдяващи се формовъчни и
сърцеви смеси.
Към cm. Лопатъчен аератор
1 -отвор; 2-лопатки; 3- прътове
(вериги); 4- капак; 5 - гърбичен механи
зъм
ЛОСТОВА РЪЧНА НОЖИЦА - ме
ханична, пневматична или ел. ръчъна
ножица, при която режещ инстру
мент са два шарнирносъединени но
жа.
ЛОСТОВ МЕХАНИЗЪМ - механи
зъм, който се състои от звена (лос
тове), съединени така, че образуват
само низши кинематични двойки. В
равнинните Л.м. звената са свърза
ни с въртящи (ставни) или плъзгащи
връзки (напр. ставният четиризвенен механизъм, коляно-мотовилковият механизъм, кулисният механи
зъм и др.). В пространствените Л.м.
се употребяват връзки и от по-ви
сок клас. В сравнение с гърбичните и
зъбните механизми Л.м. са по-лесноизпълними (в конструктивно и тех
нологично отношение), имат по-голяма якост и износоустойчивост, но
не могат да възпроизвеждат всеки
закон за движение на воденото зве
но, а при работа в тях възникват
значителни инерционни сили. Л.м. се
използуват за предаване на големи
сили в двигатели, преси, ковашки ма
шини и др.
ЛУБРИКАТОР
- автоматично
действуващо устройство за пода
ване на мазилно вещество под наля
гане към триещи се повърхнини на
парни машини и бутални двигатели
с вътрешно горене. Л. обикновено се
задвижва от колянов вал. При нали
чие на няколко места за мазане тях
ното мазане се обединява в центра
лизиран Л.
ЛЮЛКА - 1. Движещ се работен
орган на металообработваща маши
на, извъършващ възвратни циклич
ни движения по кръгова траектория,
напр. Л. на зъбостъргателна машина
за нарязване на конусни зъбни коле
ла. 2. Зъбна двойка, която се прид
вижва осово и се колебае около оста
на едното от зъбните колела; при
-261 -
moßa се постига заиепване между
зъбни колела с постоянно междуосово разстояние и различен брой зъби,
напр. Л. на Нортонов подавателен
механизъм.
3
1
2
1
ЛЯТА .
никовата стрелка, се отдалечава от
наблюдателя (резба с лява посока на
навивката).
ляво заваряване - газово за
варяване, при което допълнителна
та пръчка се движи пред пламъка. В
този случай за заварчика е най-удоб
но да премества горелката отдясно
наляво (вж. фиг.). Л.з. се използува
при заваряване на тънки ламарини с
дебелина 3-4 тт.
Към cm. Лопатъчен смесител
метален кожух; 2 - винтообразни
лопатки; 3 - хоризонтални валове
ЛЮНЕТ - нормализирано приспо
собление към металорежеща маши
на, служещо като допълнителна опо
ра за намаляване на деформацията и
трептенията от силата на рязане и
масата на детайла при обработване
на дълги детайли с малък диаметър
(нестабилни детайли). Л. може да бъ
де подвижен или неподвижен ( Вж.
Подвижен люнет и Неподвижен лю
нет).
ЛЯВА РЕЗБА - резба, която, като
се гледа надлъжно на оста ù по посо
ка, обратна на въртенето на часов
Към cm. Ляво заваряване
Челно ляво заваряване във вертикално
положение
ЛЯТА СТОМАНА - стомана, пре
минала през процес на преработка в
течно състояние. Най-старият на
чин за получаване на Л.с. е тигловият
процес. Сега почти цялата произ
веждана в света стомана е Л.с., по
лучавана в кислородни конвертори,
мартенови пещи, дъгови пещи и дру
ги топилни агрегати.
S
МАГАЗИН ...
- 262 -
M
магазин в m ехн u kam a-npucпособление за поместване на едно
редни бройни изделия или набор от
еднотипни елементи, обединени в
едно тяло. Μ. е принадлежност на
някои машини (напр. пакетоформиращи), автоматични металорежещи
машини (напр. обработващи цент
рали) и др.
МАГ-ЗАВАРЯВАНЕ - електродъарво заваряване с топим електрод и
външна защитна среда от газ, акти
вен по отношение на заварявания
метал. Като активни газове се из
ползуват СОг, газови смеси - Ar +
+ 02, Ar + СО2 и др. М.-з. може да бъ
де механизирано или полумеханизирано.
МАГНАЛИЙ - сплав на алуминия с
магнезий (3,2- 13%) и малки прибав
ки от силиций, манган, титан, бери
лий, цирконий. Μ. има добра корозионна устойчивост, пластичност и
заваряемост. Μ. бива леярски (4,5 13% Мд), който се използува за про
филни отливки, и деформируем (3,2
- 6% Мд), който е предназначен за
производството на листове, тело
ве и изделия, получени чрез дълбоко
изтегляне. Μ. се прилага в корабост
роенето, ракетната техника, като
декоративен материал.
МАГНЕЗИЕВИ СПЛАВИ - сплави
на основата на магнезия с прибавки
от алуминий, цинк, манган, цирконий
и други елементи. Те са леки конструкционни материали с демфериращи качества и плътност, около 4 пъ
ти по-малка от тази на стоманата
и 1,5 от тази на алуминия и негови
те сплави. М.с. биват деформируеми и леярски. От деформиреумите
сплави се изработват детайли за ав
томобили, текстилни машини, са
молети. В повечето случаи те имат
добра заваряемост. От леярските
сплави се изработват детайли за
двигатели, уреди, телевизори.
МАГНЕЗИЙ (Мд) - хим. елемент,
ат.н. 12, ат. м. 24,305. Μ. е сребристобял лек метал с хексагонална
плътноопакована решетка; плът
ност 1739 кд/тЗ, т.т. 651°С. Нагрят
на въздух до 550 - 600°С, Μ. се запал
ва и гори с ослепителна бяла светли
на; на въздух се окислява (образува
филм от МдО); разтваря се в пове
чето минерални киселини, но е ус
тойчив в разтвори на алкалните ос
нови. В природата е широко разп
ространен - магнезит МдСОз, доломит СаСОз-МдСОз, карналит
KCI.MgCI2.6H2O. Μ. се получава чрез
електролиза на безводен MgCl2 при
700°С и по други методи. Използува
се главно в производството на
свръхлеки сплави (вж. Магнезиеви
сплави)', в металургията - за дезоксидиране и обезсеряване на някои ме
тали и сплави, като модификатор за
получаване на чугун със сфероидален
графит, за получаване на трудноредуцируеми метали (цирконий, уран,
хафний и др. - вж. Магнезотермия)',
смесите на магнезиев прах с окисли
тели се използуват за приготвяне на
осветителни и запалителни ракети,
в осветителната техника, кино- и
фототехниката. Магнезиевите съе
динения се употребяват в производ
ството на строителни материали
(цимент, ксилолит, фибролит и др.).
МАГНЕЗОТЕРМИЯ
- разновид
ност на металотермията, състоя
ща се във възстановяване на кислородосъдържащи и други съединения
- 263 -
на метали и неметали с помощта на
магнезий. По методите на Μ. се до
биват например цирконий, хафний,
уран. В процеса на Μ. се отделя голя
мо количество топлина, поради кое
то се прилага Също за нагряване на
изделия, топене на малки количест
ва от леснотопими сплави за изра
ботване на отливки, получаване на
прахове от труднотопими менели и
сплави.
МАГНИКО - магнитно-твърди
сплави, съдържащи 23,5 -? 26% Co,
12 - 15,6% Ni, 7,5 -? 9% Al, 2 ~ 4,5%
Си, останалото Fe. Използуват се за
изработване на малогабаритни
мощни постоянни магнити.
МАГНИТЕН БАРАБАН - магнитен
носител на информация във вид на
барабан, покрит с материал с маг
нитни свойства. Служи за записване
на информация.
магнитен ДИСК - магнитен но
сител на информация във вид на
диск, покрит с материал с магнитни
свойства. М.д. превъзхожда маг
нитния барабан по информационен
капацитет. При някои съвременни
устройства за ЦПУ като носител на
информация се използуват гъвкави
магнитни дискове (дискети).
МАГНИТЕН СЕПАРАТОР вж.
Електромагнитен сепаратор.
МАГНИТНА ДЕФЕ.КТОСКОПИЯ методи на дефектоскопия, които се
основават на откриване полетата
на разсейване (зоните с дефекти) в
намагнитени изделия от феромагнитни материали, главно конструкционни стомани, с помощта на чув
ствителни индикатори. В зависи
мост от сложността на геометрия
та на контролираното изделие, не
обходимата чувствителност и про
изводителност се използуват раз
лични индикатори: магнитен прах,
утаен в краищата на пукнатината
МАГНИТНОИМПУЛСНО ...
(магнитнопрахов метод); прах, оц
ветен със светещи в ултравиолето
ва светлина цветове (магнитнолуминесцентен метод) - за контрол на
изделия с тъмна повърхност; специ
ален магниточувствителен еле
мент - феросонда (феросондов ме
тод); магнитна лента, приложена
към контролираното изделие и намагнитваща се в различна степен в
дефектните и бездефектните зони
(магнитографичен метод). М.д. се
осъществява с магнитни дефектоскопи.
МАГНИТНА ЛЕНТА - магнитен
носител на информация във вид на
метална или пластмасова лента,
покрита с материал с магнитни
свойства. М.л. служи за записване на
информацията. Използува се при ня
кои съвременни ЦПУ.
МАГНИТНО-АБРАЗИВНО ОБРА
БОТВАНЕ -обработване, което съ
четава механично притриване с по
върхностен ефект от появилите се
микротокове в процеса на трепте
нето на магнитния абразивен прах в
свободното магнитно поле. Обра
ботваният детайл извършва две
движения - въртеливо и осцилиращо
(възвратно-постъпателно) по дъл
жината на оста си (вж. фиг.).' М.а.о.
се прилага за окончателно фино шли
фоване на метални повърхнини.
МАГНИТНО ДУХАНЕ
- явление
при електродъгово заваряване - вза
имодействие на дъгата със собстве
ното магнитно поле на заваръчния
ток и с големи феромагнитни маси;
често пъти затруднява изпълнение
то на заваряването.
МАГНИТНОИМПУЛСНО
ОБРА
БОТВАНЕ - метод на обработване,
при който се използува енергията,
създавана от взаимодействието на
мощни импулсни магнитни полета с
материала на заготовката. М.о. се
МАГНИТНОИМУЛСНО ...
-264-
прилага главно за формообразуване
на детайли от листова стомана
(магнитноимпулсно щамповане); за
увеличаване на размери на отворив
заготовки и др.
МАГНИТНОИМУЛСНО ЩАМПО
ВАНЕ - вж. Магнитноимпулсно об
работване.
МАГНИТНО ПРЕВРЪЩАНЕ - из
менение на магнитните свойства на
феромагнитните материали при оп
ределена температура, нар. "точка
на Кюри"; над тази температура те
губят способността си да се намагнитват. М.п. се различава от полиморфното превръщане по това, че
не е свързано с изменение на крис
талната решетка.
не на магнитно поле металният пя
сък се "свързва" и формата придоби
ва голяма якост. Заливането на фор
мата с метал и кристализацията на
последния се извършва при включен
електромагнит.
Към cm. Магнитно формоване
1 - модел; 2 - каса; 3 - електромагнит
Към cm. Магнитно-абразивно обра
ботване
1 - обработван детайл; 2 - електромаг
нит; 3 - абразивни зърна; Ру - радиална
магнитна сила; Pz — тангенциална маг
нитна сила; Fmp - сила на триене, дейс
твуваща върху абразивните зърна, гра
ничещи с обработваната повърхнина
МАГНИТНО ФОРМОВАНЕ - ме
тод за леене с газифицируеми (пенополистиролови) модели, при които
формата се изработва чрез насипва
не върху модела на метален феромагнитен пясък в каса (рамка, кутия),
поставена между полюсите на елек
тромагнит (вж. фиг.). При създава
МАГНИТОДИНАМИЧЕН ДОЗАТОР
- устройство за заливане на леярс
ките форми с течен метал, при кое
то металът се транспортира под
действието на бягащо магнитно по
ле. При това индуцираният ток ос
вен основната функция на премест
ване осъществява и прегряване на
метала.
МАГНИТОСТРИКЦИОНЕН ВИБРОВЪЗБУДИТЕЛ - вибровъзбудител,
силата на който се създава от пери
одичните изменения на дължината
на една или няколко феромагнитни
сърцевини под действието на про
менлив или пулсиращ ток, поддър
жан в намотките.
МАГНИТОСТРИКЦИОНЕН ЕФЕКТ
- вж. Магнитострикция.
МАГНИТОСТРИКЦИОНЕН ПРЕОБ
РАЗУВАТЕЛ - устройство, преоб
разуващо електромагнитната енер
гия в механична или обратно на осно
-265-
вата на явлението магнитострикция. Haū-голямо значение измежду
М.п. имат магнитострикционните
излъчватели, използувани за генери
ране на ултразвукови трептения.
Активният елемент на излъчвателя
представлява пакет от тънки плас
тини от магнитострикционен ма
териал, около който е намотан про
водник. При пропускане през провод
ника на променлив ток с подходяща
честота се образува променливо
магнитно поле, което предизвиква
периодично удължаване и скъсяване,
т.е. трептене на магнитострикционния пакет. М.п. се използува за ул
тразвукова обработка на металите,
ултразвуково заваряване, ултразву
кова дефектоскопия и т.н.
МАГНИТОСТРИКЦИОННИ МАТЕ
РИАЛИ -магнитномеки материали,
при които силно се проявява магнитострикционният ефект. М.м. са
никелът, алферът, пермалоят, пермандурът, а също и някои магнитно
меки ферити. М.м. се използуват за
преобразуване на електромагнитна
та енергия в механична и обратно
(напр. в приемници и излъчватели на
ултразвукова енергия), за преобразу
ване на радиочестотите (напр. в
магнитострикционните филтри), в
датчиците за налягане и др.
МАГНИТОСТРИЦИЯ, магнито
стрикционен ефект - изме
нение на размерите и свойствата на
4>еромагнитните материали при
тяхното намагнитване.
МАЗИЛНИ МАТЕРИАЛИ, масла
- продукти от преработването на
нефт или различни синтетични ма
териали, а по-рядко растителни и
животински, използувани за мазане
на триещи се машинни детайли и ме
ханизми. В зависимост от кинема
тичния вискозитет М.м. са леки,
средни и тежки, а в зависимост от
МАКРОСТРУКТУРА...
предназначението - авиационни, мо
торни (за дизелови и бензинови дви
гатели); машинни с общо предназна
чение, редукторни, трансмисионни,
за хладилни машини, за въздушни
компресори, трансформаторни,
турбинни, хидравлични и др. Показа
тели за качеството на М.м. са кине
матичен вискозитет, температура
на замръзване, пламна температура,
стабилност на окисление, антикоро
зионни свойства, противозадирни
свойства, демулгиращи свойства,
противоизносни свойства и др. (вж.
Индустриални масла).
МАКЕТ ЗА ИЗПИТВАНЕ - изделие,
предназначено за изпитване; предс
тавлява опростено възпроизвежда
не на обекта или на част от него без
или с определен мащаб или коефи
циент на подобие.
МАКРОСТРУКТУРА - структура
(строеж на твърдите тела, в част
ност на металите и сплавите), коя
то се наблюдава с невъоръжено око
или при малко увеличение (до 30 пъ
ти). Μ. в зависимост от характера
и разпределението на структурни
те елементи се изучава върху необ
работената повърхност на изделия
та, върху повърхността на макрошлиф или повърхността на лом. Вър
ху необработената повърхност се
провеждат наблюдения за наличие
то на пори, пукнатини и други де
фекти. Изследванията на лома да
ват информация за преходната
температура, огнището на начало
то на разрушаване и т.н. Върху обра
ботени, но неразядени микрошлифове се наблюдават шлакови включва
ния, шупли и др., а върху разядената
със съответния реактив структура
- разпределението на неметалните
включвания (сулфидите при отпеча
тъка на Бауман), дендритната
структура, ликвацията и др.
МАКРОСТРУКТУРЕН...
-266-
МАКРОСТРУКТУРЕН АНАЛИЗ
изследване макроструктурата на
металите и сплавите с невъоръжено
око или под лупа при увеличение до
20 пъти.
МАКРОШЛИф - образец за из
следване на макроструктурата.
Подготовката на Μ. се състои в от
деляне на проба от изследвания
обект, шлифоване и разяждане с раз
твор на киселини или основи, за да се
прояВи макроструктурата.
МАКСИМАЛЕН РАЗМЕР - ПО-2Олемият от двата гранични размера
на детайла.
МАКСИМАЛНА СТЕГНАТОСТ
абсолютната стойност на отрица
телната разлика между минималния
размер на отвора и максималния раз
мер на вала преди сглобяването при
сглобките със стегнатост или пре
ходните сглобки.
максимална хлабина - - раз
ликата между максималния размер
на отвора и минималния размер на
вала при сглобките с хлабина или при
преходните сглобки.
МАКСИМАЛНО НАПРЕЖЕНИЕ,
íTmax" "плах _ най-голямата алгебрич
на стойност на напрежението за
един цикъл на изменението му.
МАЛКО ЗЪБНО КОЛЕЛО - зъбно
колело от предавката, което има помалък брой зъби. При еднакъв брой
зъби на зъбните колела от предавка
та М.з.к. се нарича задвижващото
колело.
малтийски КРЪСТ - вж. Мал
тийски механизъм.
МАЛТИЙСКИ МЕХАНИЗЪМ, мал
тийски кръст - механизъм за
циклично делително движение: пре
образува непрекъснатото въртене
на водещия вал чрез закрепен на него
палец, влизащ в прорезите на кръс
та на водимия вал, в периодично за
въртане на едно деление на водимия
вал. Междуосието на водимия и во
дещия вал се подбира така, че осова
та линия на прореза да е допирател
на към окръжността, описана от
центъра на кривошипа (вж. фиг.).
М.м. се използува 8 машините (напр.
струговите автомати), в уредите,
кинопрожекционните апарати и др.
Към cm. Малтийски механизъм
1 - Водещ диск с палец; 2 - Водим диск
(кръст)
МАНГАН (Μп) - хим. елемент,
ат.н. 25, ат.м. 54,938. Μ. е сребристобял метал с плътност 7440 кд/тЗ
и т.т. 1245°С. Μ. има четири полиморфни модификации: до 710°С е ус
тойчив α-Мп със сложна обемноцентрирана кубична решетка, в ин
тервала от 710 - 1079°С — ß-Mn със
сложна модификация на кубичната
решетка, 8 интервала 1079 - 1143°С
—у-Мп с равнинноцентрирана кубич
на решетка и над 1143°С - δ-Μη обемно-центрирана кубична решет
ка. Μ. се получава чрез възстановя
ването му от окиси (със силиций в
електрически пещи или по метода на
алуминотермията) и чрез електро
лиза на водни разтвори на мангано
вия сулфат. Μ. се използува главно в
производството на специални и въг
-267-
леродни стомани, като обезсерител, легираща прибавка или дезоксидатор; като компонент на различни
цветни сплави; за полчаване на корозионноустойчиви покрития върху
алуминий, мед, стомана, цинк.
МАНГАНИН - медна сплав с 11 13,5% манган и 2,5 — 3,5% никел. Има
високо ел. съпротивление, което
слабо зависи от температурата. От
Μ. се изработват нишки и ленти,
прилагани в електротехническата
промишленост, предимно В точни
те уреди.
МАНГАНОВА СТОМАНА, х а дфилдова стомана — стомана
с висока износоустойчивост при го
леми налягания или при ударни нато
варвания. М.с. има високо съдържа
ние на манган (11 - 14%) и въглерод
(0,9 - 1,3%). В промишлеността ши
роко се използуват профилни от
ливки от М.с. (челюсти на трошачки,
топки за мелници, релсови кръстовки, жп стрелки и др.).
МАНИПУЛАТОР - устройство с
твърдо циклйво управление за из
вършване на спомагателни опера
ции, напр. захранване на металооб
работващи машини със заготовки,
вземани от конвейер, или с режещи
инструменти - от инструментален
магазин. В зависимост от начина на
задвижване Μ. биват механични (8ж.
фиг.), електромеханични, хидравлич
ни, пневматични, а в зависимост от
извършваните движения се делят на
координатни (равнинни), които пре
местват заготовките или инстру
ментите в една или повече равнини,
и пространствени, които могат и
да завъртат заготовките под всяка
къв ъгъл.
МАНШЕТ —уплътнение В съедине
ние главно на въртящи се машинни
елементи, което служи за предотв
ратяване протичането на течност
МАРКА...
или газ от област с високо налягане
в област с по-ниско налягане. Μ.
имат форма на пръстен и се изра
ботвал от гума, кожа и до. матери
али.
Към cm. Манипулатор
Механичен манипулатор:
1 — стомани» тръба; 2 — изпълнител
на ръка; 3 - управляваща ръка (през
тръбата преминават теглителни елементи, свързващи съответните звена
на двете ръце; със стрелка са показани
степените на свобода на манипулато■ Ра)
МАРКА — указание (указателен
знак) на производителя на продукци
ята, поместено на самото изделие
или на неговата опаковка. Μ. трябва
да съдържа пълно или съкратено на
именование на предприятието про
изводител, качеството на изделие
то и номера на стандартизационния
документ (БДС, СТ на СИВ, OH и др.).
Μ. е средство за увеличаване отго
ворността на предприятията за качеството на произвежданата про
дукция.
МАРКИРАНЕ ...
-268-
МАРКИРАНЕ - вж. Маркировка.
МАРКИРОВКА, маркиранесъвкупност от условни знаци (бук
ви, цифри, надписи, графични озна
чения), характеризиращи изделието
по експлоатационни показатели или
свойства на материала, напр. озна
чение, номер на партидата (серия
та), пореден номер, дата на произ
веждането, търговска марка на
предприятието производител, мар
ка на материала, якостни показате
ли, група на селективност, монтаж
ни знаци, транспортни знаци, показ
ващи начините на отношение към
товара при неговото транспорти
ране. Μ. се нанася върху изделието,
върху негови части, върху етикети
или опаковката му чрез гравиране с
натиск, щемпеловане, надписване и
т.н.
МАРКУЧ, ш л а н г — гъвкава тръ
ба, изработена от няколко слоя гуми
рани тъкани. За повишаване на здра
вината понякога се армира с тел във
вид на метална спирала. Μ. се изра
ботват от гума или пластмаса. Из
ползуват се за подаване на газове и
течности. Специален шланг се из
ползува при някои методи на заваря
ване за подаване на заваръчния тел
до зоната на заваряване.
МАРТЕНЗИТ - структурна със
тавка, която се получава при закаля
ване на метални сплави, чисти мета
ли и неметали, за които е свойстве
но полиморфното превръщане. Μ.
се образува чрез бездифузионно-фазово превръщане; в металите и
сплавите има иглеста структура. Μ.
е особено типичен за строежа на за
калената стомана и представлява
преситен твърд разтвор на въгле
род в ct-желязо, чиято кристална ре
шетка се изкривява и преминава от
обемноцентрирана кубична в тетрагонална. Стоманите, подложени
на закаляване до Μ., притежават
най-висока якост и твърдост. Мартензитното превръщане се наблю
дава и в графита и в някои съедине
ния (напр. борен нитрид).
МАРТЕНЗИТНА СТОМАНА - леги
ране стомана с мартензитна струк
тура, която се получава дори при помалка скорост на охлаждане (напр.
при охлаждане на въздух). Използува
се като конструкционен материал
за изработване на детайли за водни
и парни турбини (лопатки, клапани,
тръби, болтове), в хим. промишле
ност и др.
МАРТЕНЗИТНО ПРЕВРЪЩАНЕ фазово превръщане, осъществявано
чрез закономерно преустройство на
кристалната решетка. М.п. е частен
случай на полиморфните превръща
ния, протича бездифузионно чрез
подредено преместване на градив
ните частици (атоми, йони, молеку
ли) от изходната в мартензитната
фаза. Отличава се с висока скорост
на зараждане и нарастване на нова
та фаза. В резултат на М.п. се полу
чава структура, която се състои от
мартензитни кристали (най-често
пластини, игли) и остатъчна фаза.
М.п. протича в широк температурен
интервал както при охлаждане (пра
во М.п.), така и при нагряване (об
ратно М.п.).
МАРТЕНЗИТНОСТАРЕЕЩА СТО
МАНА -стомана, при закаляването
на която се получава почти безвъглероден мартензит, а след това при
отвръщане при около 500°С се из
вършва отделяне на интерметални
фази и значително повишаване на
якостта. Обикновено М.с. съдържат
15% никел и са допълнително легирани с титан и алуминий или кобалт и
молибден. Прилагат се в ракетната
техника, самолетостроенето и ko-
-269-
рабостроенето за изработване на
отговорни възли на агрегати.
МАРТЕНОВА СТОМАНА - стома
на, получена чрез мартенов процес.
МАРТЕНОВ ЧУГУН - чугун, полу
чен в доменни пещи и предназначен
за преработване в мартенови пещи
до стомана. Има по-високо съдържа
ние на силиций в сравнение с леярс
кия чугун. Може успешно да заменя
част от леярския чугун (при топене
във вагрянка) или изцяло (при топе
не в индукционна пещ).
МАРШРУТЕН ТЕХНОЛОГИЧЕН
ПРОЦЕС, маршрутна техно
логии- технологичен процес, из
пълняван по маршрутна карта, в ко
ято се посочва последователността
на обработване (маршрутът) на де
тайла, като съдържанието на опера
цията се дава без указания за прехо
дите и режимите на обработване.
Използува се при единичното произ
водство.
МАРШРУТНА КАРТА - техноло
гичен документ, съдържащ описание
на технологичния процес за изра
ботване или ремонт на изделието
(включително контрола и премест
ването) по операции в технологична
последователност с посочване на
данните за използуваните машини,
екипировка, материални и трудови
нормативи, без да дава преходите и
режимите на обработка.
МАРШРУТНА ТЕХНОЛОГИЯ - вж.
Маршрутен технологичен процес.
МАСА на машина -част(напр.
маса на фрезова машина) или възел
(напр. маса на агрегатна машина) с
форма на плоча, ограничена от една
страна, с равнинна повърхнина
(обикновено с канали). Μ. е поставе
на обикновено хоризонтално и служи
за базиране и закрепване на обработ
ваните изделия директно или в при
МАСЛООТХВЪРЛЯЩ ...
способления. Μ. могат да бъдат не
подвижни или подвижни.
МАСЛА - вж. Мазилни материа
ли.
МАСЛА ЗА УРЕДИ - масла с висо
ка чистота и ниска точка на замръз
ване, които се използуват за мазане
и консервация на уреди, апарати, ча
совникови механизми. M.у. с общо
предназначение се произвеждат от
нефт. Голяма група специални Μ.у.
се произвеждат на синтетична ос
нова, като се включват и прибавки.
МАСЛЕНКА - устройство за по
даване на мазилни вещества към
триещи се повърхности на машини
и механизми. За автоматично течно
мазане често се използуват фитилни Μ., навити в детайла срещу мазилния канал, и лубрикатори. За по
даване на грес се използуват гресорки (вж. фиг.).
Към cm. Масленка
а - фитилна масленка; б - гресорка
МАСЛООТХВЪРЛЯЩ БОРТ
борт, скосен по периферията под ос
тър ъгъл (вж. фиг.), който служи за
отхвърляне на маслото от вала.
МАСЛООТХВЪРЛЯЩ ПРЪСТЕН пръстен, който е закрепен на вала и
МАСОВО ...
-270-
служи за отхвърляне на маслото от
него (вж. фиг.).
Към cm. Маслоотхвърлящ. борш
МАСОВО ПРОИЗВОДСТВО - тип
произВодстбо, характеризиращо се
с голям брой еднотипни изделия,
непрекъснато изработвани или ре
монтирани продължително Време
без съществена промяна на тяхната
технология (вж. Тип на производст
вото).
Към cm. МаслоотхВърлящ пръстен
МАТЕРИАЛОЕМКОСТ -В^.Материалопоглъщаемост.
МАТЕРИАЛОЗНАНИЕ ' — наука за
състава, строежа u свойствата на
материалите, а също и за законите
на тяхното изменение при различни
Въздействия (топлинни, химични,
механични, електромагнитни, ради
оактивни и др.). Един от разделите
на Μ. е металознанието.
МАТЕРИАЛОПОГЛЪЩАЕМОСТ,
материалоемкост— показа
тел, който характеризира относи
телния разход на материални ресур
си (основни и спомагателни матери
али, гориво, енергия, амортизация на
основнитефондове) за изработване
на единица продукция. Μ. се изразя
ва стойностно и натурално. Показа
телят Μ. се използува при анализ на
производствено-стопанската дей
ност на предприятията, в частност
на себестойността на продукцията,
при сравнителен анализ на относи
телните разходи в различни отрас
ли на промишлеността, при уедрени
методи на планиране на материал
но-техническите ресурси, установя
ване на оптимални цени на готова
та продукция и др.
МАТИРАНЕ - химико-термична
или електрохим. обработка на по
върхността на основния метал или
покритието, за да ù бъде придаден
матов оттенък.
МАТРИЦА — основна работна
част на щампа за студено и горещо
щамповане, имаща отвор или вдлъб
натина, в която влиза другата (из
пъкналата) част на щампата - поансонът. Контурът на отвора или
формата на вдлъбнатината на Μ.
съответствуват на профила на по
лучаваното изделие. Според конст
рукцията си Μ. биват цели и състав
ни.
МАТРИЦА на матери ал-неп
рекъсната твърда фаза на материа
ла, в която са разположени (вместе
ни) другите фази.
махаловиден чук - машина за
изпитване на материалите на якост
на удар, 8 която за нанасяне на удари
по образеца се използува енергията
на отклонено на определен ъгъл и па
дащо махало, оформено като чук.
-271 -
МАХАЛО HA ШАРПИ, чук на
Ш a p n u - вж. Махаловиден чук.
МАХОВИК, махово колеломасивно колело, закрепено на Вала на
машина за намаляване неравномерността на хода ú. Μ. е акумулатор на
енергия. Той набира кинетична енер
гия, когато двигателните сили над
вишават съпротивителните, и я
отдава на вала, когато съпротиви
телните сили стават по-големи от
двигателните. По този начин Μ.
поддържа изменението на ъгловата
скорост в тесни граници. Μ. се при
лага в буталните двигатели, компре
сори, помпи и др. машини с неравно
мерен въртящ момент на главния
вал. Μ. се наричат и по-големите ко
лела, с които ръчно се задвижват ня
кои части и механизми на металооб
работващи машини.
МАХОВО КОЛЕЛО - вж. Маховик.
МАШИНА — механично устройст
во - съвкупност от двигателен, пре
давателен и изпълнителен механи
зъм - със съгласувано работещи час
ти, които осъществяват определе
ни движения за преобразуване на
енергия, материали или информа
ция. Основното предназначение на
Μ. е частично или изцяло да замени
производствените функции на чове
ка с цел облекчаване и повишаване на
производителността му.
В зависимост от функциите Μ.
биват: енергийни - предназначени за
преобразуване на енергия, и работни
- осъществяващи промяна на фор
мата, свойствата, състоянието и
положението на предмета на труда
или предназначени за събиране, пре
работване и използуване на инфор
мация. В машиностроенето се из
ползуват различни металообработ
ващи Μ. - стругове, фрезови, стъргателни, шлифовъчни, ковашко-пресови и др.
МАШИНА...
МАШИНА ЗА ВАЛЦОВАНЕ - вж.
Валцовъчна машина.
МАШИНА ЗА ДЪЛБОКО ПРОБИ
ВАНЕ - пробивна машина с хоризон
тална ос на въртене на обработва
ния детайл (при малки заготовки)
или на инструмента (при големи за
готовки, които съответно извърш
ват и осовото подаване). М.д.п. би
ват едно- и двустранни, т.е. за обра
ботване на отвори от една или две
страни едновременно. Предназначе
ни са за пробиване и разстъргване на
отвори, дължината на които е мно
го пъти по-голяма от диаметъра им.
МАШИНА ЗА ЕЛЕКРОХИМИЧНО
ОБРАБОТВАНЕ — машина, предназ
начена за работа по метода на елекетрохимичното анодно разтваря
не в електролит. С М.е.о. може да се
обработват детайли от токопроВодими материали с различна кон
фигурация.
МАШИНА ЗА ЗАГОТОВКИ - ма
шина за подготовка (изработка) на
заготовки чрез отрязване, валцова
не, коване, щамповане, щанцоване
или чрез др. технологични методи.
Като М.з. се използуват отрезни,
ковашко-пресови и др. машини.
МАШИНА ЗА ИЗПИТВАНЕ - ма
шина за изпитване на материали и
изделия с цел да се установят опре
делени техни свойства или експлоа
тационни показатели, като якост,
износоустойчивост и др. Напр., М.и.
на пълзене, която служи за изпитва
ния на материали при постоянно на
товарване и определена температу
ра с цел установяване на границата
на провлачане.
МАШИНА ЗА ЛЕЕНЕ ПОД НАЛЯГА
НЕ — леярска машина за получаване
на отливки чрез подаване на метал в
пресформа под определено налягане.
Според вида на пресовата камера
МАШИНА...
-272-
М.Л.Н. биват машини с гореща и със
студена камера, а според принципа
на действие - бутални и компресор
ни.
МАШИНА ЗА ЛЕЕНЕ ПОД НАЛЯГА
НЕ СЪС СТУДЕНА КАМЕРА - маши
на за леене под налягане, чиято пре
соваща камера (цилиндър и бутало)
се намира извън тигела с разтопена
та сплав. При всяко заливане се до
зира и налива стопилка в пресоваща
та камера и буталото я вкарва под
налягане в пресформата. Машините
биват с вертикална или хоризонтал
на пресоваща камера. Последните
имат по-широко приложение, защото осигуряват по-големи сили на
пресоване и изработване на отлив
ки с по-голяма маса. М.л.н.с.к. се из
ползуват при производството на
отливки от алуминиеви, медни и
магнезиеви сплави, а по-рядко от чу
гун и стомана.
МАШИНА ЗА ЛЕЯРСКИ СЪРЦА машина за изработване на леярски
сърца от сърцеви смеси. Ha М.л.с.
става уплътняването на сместа в
кутиите за сърца, втвърдяването и
изваждането на сърцата. В едросерийното и масовото производство
на отливки се използуват механизи
рани и автоматизирани М.л.с., при
които уплътняването на сместа се
извършва чрез изстрелване или
вдухване, а втвърдяването протича
чрез загряване (методите "горещи
кутии" и "черупкови сърца") или на
студено (методите "студени кутии"
и "СОг”).
МАШИНА ЗА СУПЕРфИНИШ -ме
талорежеща машина за окончателно
обработване (свръхзаглаждане) на
външни и вътрешни цилиндрични ко
нусни и др. повърхнини с меки дреб
нозърнести абразивни брусове, из
вършващи колебателно праволиней
но-възвратно движение с голяма
честота и малък ход по повърхнина
та на въртящия се детайл. Абразив
ните брусове през време на работа
се притискат към обработваната
повърхнина с пружини или с хидрав
лични устройства.
МАШИНА ЗА ЦЕНТРОБЕЖНО ЛЕЕ
НЕ - вж. Центробежни леярски ма
шини.
МАШИНА ЗА ЧЕРУПКОВИ ФОРМИ
- машина за изработване на черуп
кови леярски полуформи от плакиран пясък. Според начина на насипва
не на сместа върху моделната плоча
М.ч.ф. биват със свободно насипва
не (гравитационно) и с вдухване или
изстрелване със сгъстен въздух.
МАШИНА ЗА ШЛИФОВАНЕ HA
ПЛОСКОСТИ - вж. Плоскошлифовъчна машина.
МАШИНА С ПРОГРАМНО* УПРАВ
ЛЕНИЕ - полуавтоматична или ав
томатична машина с кинематично
или цифрово-програмно управление,
в която процесът на работа се уп
равлява по програма, предварително
записана на носители на информа
ция.
МАШИНА С РЪЧНО УПРАВЛЕНИЕ
- машина, при която всички или повечето от движенията и дейности
те, свързани с управлението при ра
бота (напр. включване и изключване
на електродвигателите, изменение
скоростта на главните и подавателните движения, изменение посоката
на движение на работните елемен
ти), се извършват ръчно.
МАШИНЕН АДРЕС - адрес, опре
делящ клетка от паметта на систе
ма с ЦПУ или на ЕИМ.
МАШИНЕН ПАРК - броят, съвкуп
ността от машините в дадено пред
приятие (по вид, мощност и т.н.),
които са включени в производство
то.
-273-
МАШИНЕН ЧУК -вж. Ковашка ма
шина.
машинни ЕЛЕМЕНТИ - 1. От
делно детайли (части) и техните
най-прости съединения, от които се
състоят машини, уреди, апарати,
приспособления и др.; болтове, ни
тове, валове, зъбни колела, вериги,
лагери и др. 2. Научна дисциплина за
теорията, пресмятането и конст
руирането на Μ.е.
МАШИННИ МАСЛА - вж. Индуст
риални масла.
МАШИННО ВРЕМЕ, 7"м - време
то, което се изразходва за обработ
ването, извършвано от машината
без непосредственото участие на
работника. При различните машин
ни обработки Μ.в. съвпада с основ
ното време, което се изразходва за
непосредственото изпълнение на
дадена операция.
МАШИННО ПРОГРАМИРАНЕ
изготвяне на управляващи програми
за металообработващи машини с
ЦПУ с помощта на ЕИТ (вж. Автома
тично програмиране).
МАШИНОЗНАНИЕ - научна об
ласт, която обхваща най-общите
въпроси, свързани с машините неза
висимо от тяхната конструкция,
специфика и технологично предназ
начение. В Μ. влизат: теория на ме
ханизмите и машините; дисципли
ните, изучаващи свойствата на из
ползуваните в машиностроенето
материали (напр. металознание,
технология на металите); дисципли
ните, позволяващи да се определят
якостта и носещата способност на
възлите и детайлите на машините в
различни експлоатационни условия
(теория на еластичността, теория
на пластичността, машинни елемен
ти); теория на триенето и изследва
не на износването на детайли и въз
ли, на основата на които се решават
18
Терминологичен речник по металообработване
МЕАНДРОВ ...
въпросите за повишаване на к.п.д.,
увеличаване на дълготрайността на
машините, необходимото качество
на съединяваните повърхнини; на
деждността и производителност
та на машините и др. Μ. е тясно1
свързано с изследванията и пости
женията на много области от наука
та: автоматика, газодинамика, термодинаМика, електроника, електро
техника и др.
МАШИНОСТРОЕНЕ - основен от
расъл на промишлеността, който
произвежда средствата на труда машини, апарати, уреди и съоръже
ния за народното стопанство, пред
мети за потребление, продукция с
отбранително предназначение и др.
Μ., осигурява материална основа на
техническия прогрес и икономичес
ката и военната мощ на страната.
Равнището на Μ. е един от показа
телите за икономическото разви
тие на страната. Задачата на Μ. е да
създава високопроизводителни ма
шини и инструменти, системи и
комплекси от машини, съоръжения,
средства и уреди за комплексно тех
ническо превъоръжаване, за механи
зация и автоматизация на произ
водството и транспорта.
МАЩАБ - отношение на линейни
те размери на изобразен на чертеж,
карта или снимка обект към негови
те естествени размери. Μ. може да
се изрази с число или да се.изобрази
графично и се нарича съответно
числен или линеен (графичен)
Μ.
МЕАНДРОВ МЕХАНИЗЪМ - тривалов множителен механизъм, със
тавен от редица еднакви блокове от
по две зъбни колела и придвижна
люлка или зъбно колело по оста на
третия вал (вж· фиг.). М.м. е с малки
осови размери и едноръчково.управ
ление (вж. Множителен механизъм).
МЕД (Cu)...
-274-
• МЕД (Cu) *—хим. елемент, am.н. 29,
ат.м. 63,546. M. е тежък розо8о-червен метал с равнинноцентрирана ку
бична решетка, плътност 8960
kg/тЗ, т.т. 1083°С. Главни минерали
-халкопирит (меден пирит) CuFeS2,
халкоцит Cu2¿ и др. Μ. се получава
главно от обогатени сулфидни руди.
В сух въздух при обикновена темпе
ратура Μ. е хим. устойчива. Разтва
ря се в азотна и концентрирана сяр
на киселина, лесно взаимодействува
с халогенните елементи и сярата. Μ.
има висока електро- и топлопровод
ност, пластичност и корозионна ус
тойчивост. Широко се използува в
електротехническата промишле
ност за кабели, контакти, проводни
ци, шини и др. токопроводящи еле
менти. Използува се също в хим. апа
ратура (във вакуумапарати, топло
обменници, дестилационни апара
ти). Широко се употребяват различ
ните медни сплави (бронз, месинг,
медно-никелови сплави и др.).
МЕДНИ СПЛАВИ - сплави на ос
новата на мед с прибавки на цинк, ка
лай, алуминий, берилий, силиций,
манган, никел, фосфор и др. По тех
нологични свойства М.с. се делят на
леярски и деформируеми, а по спо
собността си да се уякчават чрез
термично обработване - на уякчаеми и неуякчяеми. В зависимост от
хим. състав се делят на месинги,
бронзи и медно-никелови сплави. Из
ползуват се в машиностроенето като конструкционен материал с
висока якост и корозоустойчивост,
6 електротехниката - като сплави с
високо електросъпротивление
(напр. манганин и никелин) и др.
МЕДНО-НИКЕЛОВИ СПЛАВИ
сплави на основата на мед с преобла
даващ легиращ елемент никел. М.н.с. се разделят условно на конструкционни и електротехнически.
Към първите спадат корозиоустойчивите сплави от типа на мелхиор,
алпака (ново сребро), а към вторите
- сплави от типа на константен и
ЯРМЕЖДИНА ЗА СПОЯВАНЕ - прос
транство между спояваните повър
хнини на детайлите, което се запъл
ва от припоя.
МЕЖДИНЕН ВАЛ - вал от преда
вателен механизъм, който е еднов
ременно водещ и водим.
МЕЖДИНЕН КОНТРОЛ (непр.т) вж. Операционен контрол.
МЕЖДИННА ПРИБАВКА, Z,
слоят материал, който се снема за
изпълнението на един технологичен
преход (или операция) при обработ
ването на дадена елементарна по
върхнина (вж. фиг.). М.п., наричана
още и операционна, се определя от
разликата между размерите, получа
вани при изпълнението на два съсед
ни (предшествуващияЛ/—·] и дадения
Lj) преходи (или операции):
Z¡ = Lj—у - Lj - за външни повърх
нини;
Zj = L¡ - Lj—- за външни повърх
нини.
-275-
МЕЖДИННА СТРУКТУРА - струк
тура, образуваща се при разпадане
на високотемпературна фаза в усло
вията на понижена дифузия на ато
мите на основния метал, но доста
тъчно висока дифузионна подвивжност на атомите на разтворените
елементи. М.с. се образува при тем
пература по-висока от температу
рата на мартензитното превръща
не. Типичен пример за междинна
структура е бейнитът.
Към cm. Междинна прибавка
МЕЖДИННИ РАЗМЕРИ - разме
рите на детайла при различните
етапи (операции) от неговото обра
ботване, напр. L¡-] е междинния раз
мер, получен при предшеествуващата операция, a L¡ - междинният раз
мер, получен при дадената операция
МЕЖДУВЕДОМСТВЕНИ ИЗПИТ
ВАНИЯ - приемателни изпитвания
на продукцията, провеждани от ко
мисия, съставена от представители
МЕЖДУОПЕРАЦИОНЕН ...
на няколко заинтересовани ведом
ства.
МЕЖДУЗЪРНЕНО РАЗРУШАВАНЕ
- вид разрушаване, при което повър
хността на разрушаване на поликристален материал преминава по
границите на зърната (кристалите).
МЕЖДУКРИСТАЛНА КОРОЗИЯ,
интеркристална корозия
- разрушаване на металите по гра
ниците на зърната вследствие на
електрохимична корозия; води до за
губа на якост и пластичност и преж
девременно разрушаване на конст
рукциите. Дължи се на понижена корозионна устойчивост на граници
те на зърната поради отделянето
по тях на примеси или обедняването
им на легиращи елементи. Възниква
под действието на водни разтвори
на различни соли (нитрати, сулфати,
фосфати), водна пара с високи пара
метри и др. Наблюдава се при хромо
вите и хромникеловите стомани,
някои никелови, алуминиеви и др.
сплави. В стоманите М.к. ре отст
ранява чрез понижаване съдържание
то на въглерод и азот, легиране със
стабилизиращи (карбидо- и нитридообразуващи) елементи, стабили
зиращо отгряване и др.
МЕЖДУНАРОДЕН ЕТАЛОН - ета
лон, приет с международно съглаше
ние като международна основна
мярка за сравняване стойностите
на всички други еталони на дадена
величина.
МЕЖДУОПЕРАЦИОНЕН ЗАПАС запас (задел, резерв) от заготовки
или детайла между две операции
(при механична обработка или сгло
бяване) за осигуряване на непрекъс
натост при изпълнение на техноло
гичния процес.
МЕЖДУОПЕРАЦИОНЕН КОНТРОЛ
(непр.т.) - вж. Операционен конт
рол.
МЕЖДУОСОВО...
-276 -
МЕЖДУОСОВО РАЗСТОЯНИЕ HA
ПРЕДАВКА - разстоянието между
осите на елементите на предавка
та. Напр. при ремъчна (или верижна)
предавка - между осите на шайбите,
върху които е поставен ремъкът
(веригата), при зъбна предавка между осите на валовете на зацепените зъбни колела.
МЕЖДУРЕМОНТЕН ПЕРИОД - пе
риодът от работа на машината
между два съседни планови ремон
та. Продължителността на М.п. се
отчита по отработени часове, но за
удобство при металорежещите ма
шини - по календарно време (месеци,
години) на експлоатация в зависи
мост от това, на колко смени рабо
тят. Средно за металорежещите
машини при двусменна работа про
дължителността на М.п. е 9 -12 ме
сеца. ?
МЕЖДУРЕМОНТЕН ПРЕГЛЕД. вж. Преглед между плановите ре
монти.
МЕЖДУРЕМОНТЕН ресурс - из
работка в часове, дни, месеци или го
дини на изделието между два после
дователни ремонта.
МЕЖДУРЕМОНТНО ОБСЛУЖВА
НЕ - операция на обслужване с про
филактичен характер, която включ
ва наблюдение и контрол на състоя
нието на машината (особено на ме
ханизмите на управление, огражда
нията и ^мазилните устройства);
спазване,от работниците на прави
лата за експлоатация; своевременно
регулиране на механизмите и отст
раняване на появилите се малки не
изправности от дежурните работ
ници на ремонтната служба по иска
не на производствения ръководи
тел.
Добре е М.о. да се изпълнява без
престой на машината, като се из
ползуват времето за отдих и есте
ствени нужди, подготвително-зак
лючителното време и др. прекъсва
ния в нейната работа.
МЕК ПРИПОИ - вж. Нискотемпературен припой.
МЕЛХИОР - общо наименование
на група медно-никелови сплави с
прибавки на желязо и манган (18 33% Ni, 0,6 -1 % Fe, 0,3 - 1,3% Mn, ос
таналото Си), които имат голяма
корозионна устойчивост, високи
топло- и електропроводност, добра
обработваемост чрез студена и го
реща пластична деформация. Изпол
зуват се за изработване на медицин
ски инструменти, изделия за бита,
монети, в хим. машиностроене, в
електровакуумната промишленост
и дрМЕМБРАНА - вж. Диафрагма.
МЕМБРАНЕН ПАТРОННИК - пат
ронник, предназначен за механизира
но затягане на детайли (зъбни коле
ла и др. ротационни детайли с обра
ботена базова повърхнина за закреп
ване) чрез челюсти, неподвижно
свързани с деформираща се мембра
на (вж. фиг.).
МЕНГЕМЕ (непр.т.) - вж. Стиска.
МЕСИНГ - сплав на медта с цинка
(до 45%), често с прибавки на малко
количество (до 10%) на др. елементи
- алуминий, желязо, манган, никел,
олово. Μ. е като медта с високи електро-и топлопроводност, висока ко
розионна устойчивост и пластич
ност, но същевременно има по-висо
ка якост, обработва се по-добре чрез
рязане, има добри леярски свойства.
В зависимост от броя на компонен
тите Μ. се делят на двукомпонент
ни и многокомпонентни, а в зависи
мост от предназначението - на ле
ярски и деформируеми.
МЕСИНГОВАНЕ - електролитно
нанасяне на месингов слой (70% мед
и 30% цинк) с дебелина от 1 до 10 μm
-277-
върху повърхността на стоманени
изделия. Μ. се прилага за предпазва
не на изделията от корозия, за съз
даване на първоначален слой преди
нанасяне на никелово или др. покри
тие, а също и за по-добро сцепление
на стоманата с гумата преди гуми
ране.
Към cm. Мембранен патронник
1 - мембрана; 2 - пневматичен цилин
дър; 3 - бутало; 4 - втулка
МЕСТНО ЗАКАЛЯВАНЕ - закаля
ване само най-отговорните работ
ни части на стоманени детайли глави на винтове, краища на врете
на и др.
МЕТАЛЕН ЕЛЕКТРОД - вж. Топим
електрод.
МЕТАЛЕН ЛОМ - метални изде
лия или метални части на изделия,
сгради и съоръжения, излезли от
употреба и подлагани обикновено на
вотрична преработка чрез претопя
ване. Понякога към М.л. се отнасят
и отпадъците от металургичното
производство, които могат да се
МЕТАЛИЗАЦИЯ ...
използуват чрез претопяване, и то
гава се употребява наименованието
скрап.
МЕТАЛИ - вещества с голяма
топло- и електропроводност, ковки,
с блясък и др. характерни свойства,
които са обусловени от голямата
концентрация на свободно движещи
се електрони в тяхната кристална
решетка. Такива свойства имат око
ло 80 хим. елемента и много метал
ни сплави.
Μ. и сплавите се делят на черни желязото и неговите сплави, и цвет
ни - всички останали метали и спла
ви. В зависимост от физичните и
хим. свойства на Μ. и тяхното раз
пространение в земната кора те се
делят на следните групи: леки, теж
ки, труднотопими, леснотопими,
благородни, разсеяни, редкоземни и
радиоактивни (вж. съответните
статии).
Μ. имат голямо значение за съвре
менната техника. Обикновено не се
използуват в чист вид, а във вид на
сплави (съществуват над 10 000
сплави). Във връзка с развитието на
полупроводниковата и ядрената
техника постоянно нараства произ
водството и използуването на осо
бено чистите Μ.
МЕТАЛИД - вж. Интерметално
съединение.
МЕТАЛИЗАТОР - апарат за газопламъчна метализация чрез пулвери
зиране, който стопява метала, пулверизира го и го издухва със сгъстен
въздух върху обработваната повър
хност. Основни части на Μ. са газо
вата горелка 1 (най-често ацетилено-кислородна) и устройртвото за
подаване на нанасяния материал
(прах или тел) 2 - вж. фиг..
МЕТАЛИЗАЦИЯ - процес на нана
сяне на покритие от метали или
сплави върху повърхността на изде
МЕТАЛ...
-278-
лие. В зависимост от технологични
те особености на процеса на Μ. се
различават: 1. Μ. чрез пулверизира
не, която се състои в напластяване
на метал. Извършва се със специал
ни апарати - метализатори, които
стопяват метала, пулверизират го
и го издухват със сгъстен газ върху
обработваната повърхност. В зави
симост от топлинния източник за
стопяване на метала се различават
газопламъчна Μ., плазмена Μ. и др. 2.
Дифузионна Μ. - насищане на повър
хностен слой от метално изделие с
различни елементи (предимно мета
ли - алуминий, цинк, хром, бор, бери
лий и др.) чрез дифузия на тези еле
менти от околната среда при висо
ка температура. Тук спадат хим. Μ.,
йонната Μ., електролитната Μ. и
др. Μ. е един от най-разпространените методи за получаване на деко
ративни, износоустойчиви, корозиоустойчиви и др. покрития, а също и
за възстановяване на износени ма
шинни части.
Към cm. Метализатор
Общ вид на газов метализатор
МЕТАЛ HA ВУД - леснотопима
сплав на основата на бисмут (50%
Bi, 25% Pb, 12,5% Sn, 12,5% Cd) c m.m.
68°C. Има добри леярски свойства.
Използува се в противопожарни ус
тройства и сигнална апаратура, за
изработване на топими модели, за
ливане на микрошлифове и др.
МЕТАЛНА СВРЪЗКА - свръзка,
изготвена на основата на метални
прахове и сплави (напр. мед и нейни
сплави с калай, алуминий, никел и др.)
по методите на праховата металур
гия или по галваничен път; използу
ва се за изработване на диамантни
инструменти.
МЕТАЛ HA ШЕВА - претопен в
процеса на заваряване и кристализи-.
рал метал, образуван от стопяване
на основния или на основния и допъл
нителния метал.
МЕТАЛНИ ВАЛЦОВАНИ ПРОФИЛИ
- метални профили, получени чрез
валцоване. М.в.п. са един от основ
ните видове продукция на валцовъчното производство. Делят се услов
но на прости профили (кръг, квад
рат, шестоъгълник, лента), сложни
профили (релси, греди, ъглови про
фили, П-образни профили, двойно Тобразни профили) и различни специ
ални профили (колела, бандажи и др.)
- вж. фиг. към cm. Метални профи
ли.
МЕТАЛНИ ИЗДЕЛИЯ, железа
рия- неголеми метални детайли с
общо предназначение (предимно зак
репващи), използувани при сглобява
не, монтаж, строителни работи, в
бита и др. - скоби, болтове, винто
ве, гайки, нитове, гвоздеи, шплинтове, щифтове, ключове, ъгълници,
дръжки и др. Към Μ. и. условно се от
насят студеновалцованите ленти,
телта и изделията от тях (напр.
стоманени въжета). Стандартните
Μ.и. обикновено се изработват от
-279-
предприятия за масово производст
во.
МЕТАЛНИ КОНСТРУКЦИИ
строителни и др. конструкции, из
работени от метали и техните
сплави (стомана, чугун, алуминий,
алуминиеви сплави и др.). Най-разпространени са стоманените и алу
миниевите строителни конструк
ции.
МЕТАЛНИ ОТПАДЪЦИ - отпадъ
ци oni производството на метални
изделия и полуфабрикати (стружки,
изрязани краища и др.), а също така
възникналият в процеса на тяхното
производство брак, който не подле
жи на поправка.
МЕТАЛНИ ПОКРИТИЯ -покрития
от метали или метални сплави, на
насяни върху повърхността на ме
тални (с друг химически състав) или
неметални изделия. М.п. служат за
МЕТАЛНИ...
защита на изделията от корозия, за
повишаване на тяхната 'износо- и
топлоустойчивост, за декоративни
цели.
МЕТАЛНИ ПРАХОВЕ - отделни
частици от метали и сплави, обик
новено със сложна поликристална
структура, с различни размери (от 1
до 200 μm) и форми. Използуват се
за изработване на машинни елемен
ти по методите на праховата мета
лургия и като оцветители.
метални профили - изделия с
различна форма на напречното сече
ние и значителна дължина, израбо
тени главно от стомана или цветни
метали чрез валцоване, студено
формоване или заваряване. Μ. п. би
ват ъглови, Т-образни, П-образни
профили, листове, ленти, квадрати,
тръби, релси и др. (вж. фиг.).
Към cm. Метални ηροφυλυ
1—10-прости; 11-18-сложни; 19-34 - специални профилй
МЕТАЛНО...
-280-
МЕТАЛНО ВКЛЮЧВАНЕ - дефект
В отливка или заваръчен шев, който
представлява включено в тях разно
родно метално тяло с изразена раз
делителна повърхнина по отноше
ние на метала в отливката или шева.
Μ.в. може да бъде неразтопен легиращ компонент, модификатор и
т.н.
МЕТАЛНИ ФОРМИ - постоянни
леярски форми за многократно из
ползуване, изработени от метал.
М.ф. се използуват при леене под на
лягане, с противоналягане, при леене
в кокили и др. методи.
МЕТАЛОГРАфИТ -порест,спечен
материал на метална основа с гра
фитни включвания (вж. Бронзографит и Желязографит:}
МЕТАЛОГРАфИЯ - раздел от металознанието, занимаващ се с изу
чаване на структурата във връзка с
изменението на хим. състав в усло
вията на обработване на металите
и сплавите. Основните методи на
Μ. включват изучаването на макроструктурата, микроструктурата,
субмикроструктурата на металите
и сплавите при стайна и висока тем
пература (високотемпературна металография) посредством металографски анализ, рентгенографски
анализ и др. видове анализ.
МЕТАЛОГРАФСКИ АНАЛИЗ - ана
лиз на микроструктурата с помощ
та на металографски микроскоп, в
който се наблюдава светлината, от
разена от повърхността на микрошлиф.
МЕТАЛОГРАФСКИ МИКРОСКОП оптически уред, предназначен за наб
людаване и изследване, а в някои слу
чаи и за фотографиране на повърх
ността на металите и сплавите им
в отразена светлина от повърх
ността на микрошлиф при увелича
ване до 2000 пъти. М.м. биват с хо
ризонтална и вертикална конструк
ция. Наблюдаването може да се из
върши в светло или в тъмно поле, да
се използува поляризована или улт
равиолетова светлина.
МЕТАЛОГРАФСКИ ШЛИф - вж.
Микрошлиф.
МЕТАЛОЗНАНИЕ - наука за със
тава, строежа u свойствата на ме
талите и сплавите, а също и за зако
ните на тяхното изменение при раз
лични въздействия (топлинни, хи
мични, механични, електромагнит
ни, радиоактивни и др.). Условно Μ.
се дели на теоретично и приложно.
Теоретичното разглежда общите
закономерности на строежа на ме
талите, механизмите на процесите
и измененията, извършващи се в тях
при различни видове въздействия.
Приложното Μ. разглежда различни
те начини на обработване на мета
лите (термично обрабо'тване, леене,
обработване чрез пластична дефор
мация, заваряване и др.) и тяхното
въздействие върху свойствата на
готовите изделия. Основната зада
ча на приложното Μ. е определяне
при дадени условия на оптимален
състав на материала и начин на не
говото обработване, за да се полу
чат желани свойства. Съставна
част на Μ. е металографията.
МЕТАЛОИДИ - остаряло наиме
нование на неметалите.
МЕТАЛОКЕРАМИЧЕН ПРИПОЙ npunoü, състоящ се от смес на ме
тални частици (разтопяващи се на
пълно) и частици на пълнител (неразтопяващи се при температура на
спояване), които способствуват за
запълване с течен припой на некапилярна междина между спояваните
детайли.
МЕТАЛОКЕРАМИЧНИ ДИСПЕРСНОУЯКЧЕНИ МАТЕРИАЛИ вж.
Дисперсноуякчени материали.
-281 -
МЕТАЛОКЕРАМИЧНИ МАТЕРИА
ЛИ, спечени сплаВи, си н m еровани сплави -материали, по
лучени чрез спичане на насипни пра
хове или смеси от влакна и прахове;
произвеждат се обикновено от пра
хове на метали, сплави и съединения
по методите на праховата металур
гия. Могат да се получат материали
с уникални свойства и да се съче
таят в един материал разнородни
фази и компоненти. М.м. се използу
ват в почти всички отрасли на тех
никата като конструкционни, инст
рументални, антифрикционни, маг
нитни, електроконтактни и др. ма
териали.
МЕТАЛООБРАБОТВАНЕ - подот
расъл на машиностроенето, обхва
щащ процесите на преработване на
металите и сплавите в заготовки
или готови изделия. Μ. включва об
работване на металите чрез рязане,
пластично деформиране, леене, зава-.
ряване и по др. методи (вж. Рязане
на металите, Обработване чрез
пластично деформиране, Термично
обработване, Леене, Заваряване,
Сглобяване).
МЕТАЛООБРАБОТВАЩИ ИНСТРУ
МЕНТИ - инструменти за обработ
ване на материали и заготовки от
метали или техни сплави. Биват
главно режещи и деформиращи.
МЕТАЛООБРАБОТВАЩИ ИНСТРУ
МЕНТИ ЗА АВТОМАТИЗИРАНО ПРО
ИЗВОДСТВО -вж. Инструменти за
автоматизирано производство.
МЕТАЛООБРАБОТВАЩИ МАШИ
НИ - машини за обработване на за
готовки от метали или техни спла
ви чрез рязане, пластична деформа
ция, леене, заваряване и др. М.м. би
ват металорежещи, ковашко-пресови, леярски, заваръчни и др.
МЕТАЛОРЕЖЕЩИ ИНСТРУМЕНТИ
- инструменти за обработване на
МЕТАЛОТЕРМИЯ
заготовки (предимно метални) чрез
отделяне на стружка. Μ.и. имат оп
ределена геометрия и притежават
необходимата устойчивост в про
цеса на обработване. Основните ви
дове машинни Μ.и. са ножове, свред
ла, протяжки, фрези, зъбонарезни
инструменти, резбонарезни .инст
рументи, абразивни инструменти и
др. Към ръчните Μ.и. се отнасят се
качи, пили, ножовки, шабъри и др.
МЕТАЛОРЕЖЕЩИ МАШИНИ - ма
шини, предназначени за обработва
не чрез рязане с отделяне на струж
ка предимно на детайли от метали
или от някои пластмаси и др. неме
тални материали. По технологични
признаци и вид на използуваните ин
струменти М.м. се разделят на
стругове, пробивни, разстъргващи,
фрезови, шлифовъчни, хонинговъчни, протриващи, заточващи, стъргателни, протеглящи, зъбообработващи, резбообработващи, отрезни,
обработващи центри, електромеха
нични, електроерозионнни, ултраз
вукови. По степен на специализация
биват универсални, специализирани
и специални. В зависимист от сте
пента на автоматизация има М.м. с
ръчно управление, полуавтомати,
автомати (вкл. с програмно управ
ление).
МЕТАЛОТЕРМИЯ - отрасъл от
металургията, използуващ процеси
те на възстановяване (редуциране)
на метали от окиси или др. съедине
ния с помощта на по-актиВен метал
или негово съединение с отделянето
на топлина. За метални възстанови
тели (редуктори) се използуват алу
миний, калций, магнезий, натрий или
техните смеси. Металотермичните процеси биват: вакуумен (реакци
ята протича във вакуум поради летливостта на някои странични про
дукти); извънпещен (топлината на
МЕТАЛУРГИЯ ...
- 282 -
реакцията е достатъчна за възста
новяване u стопяване на преработ
ваните продукти); електропещен
(част от топлината се подава чрез
електронагряване). Μ. се използува
за получаване на високи температу
ри при заваряване на релси, за полу
чаване на труднотопими метали и
сплави. Разновидности на Μ. са алуминотермията и магнезотермията.
МЕТАЛУРГИЯ - отрасъл от про
мишлеността, който обхваща процесите на получаване на метали и
сплави от руди или др. материали,
процесите на пречистването им от
нежелани примеси и изменянето на
хим. състав и строежа (структура
та) им чрез термична, химикотермична и термомеханична обработка,
обоработка чрез пластична дефор
мация и леене. Μ. бива черна и цвет
на; пиро- и хидро-М.
МЕТАСТАБИЛНИ ФАЗИ - струк
турни фази, намиращи се 8 метастабилно състояние. Пример за метастабилна фаза е мартензитът,
който при отвръщане се превръща
(в зависимост от температурата) в
троостит, сорбит или перлит.
МЕТАСТАБИЛНО СЪСТОЯНИЕ н а
фазова система -относител
но устойчиво състояние на систе
мата, osn което тя може да премине
в по-устойчиво състояние спонтан
но (напр. при естествено стареене)
или принудително под действието
на външни фактори (при изкуствено
стареене, отвръщане и др.). В М.с. се
намират напр. преохладената стопилка, преситеният твърд разтвор
и др. М.с. възниква най-често при
термична обработка на метали и
сплави.
МЕТОД'C02', СОг-процес-метод за изработване на леярски фор
ми и сърца от формовъчна смес със
свързващо вещество водно стъкло.
При продухване на уплътнената в ка
сите или кутиите за сърца смес с,
въглероден двуокис се образува гел
на силициевата киселина, който
свързва пясъчните зърна.
МЕТОД ‘ГОРЕЩИ КУТИИ' (■Hotbox·) — метод за изработване на ле
ярски сърца от формовъчна смес със
свързващи вещества различни термореактивни смоли (фуранови, фенол-формалдехидни, карбамид-формалдехидни и др.). При М.г.к. се из
ползуват нагрети метални кутии за
сърца, в които сместа се уплътнява
чрез изстрелване. Сместа се втвър
дява за кратко време и сърцата
имат голяма точност. М.г.к. се при
лага при масово производство.
МЕТОДИКА ЗА ИЗПИТВАНИЯ нормативно-технически документ,
даващ начините и средствата за
провеждане на изпитванията (за ма
териали, детайли и изделия) и за със
тавяне на отчетните документи за
резултатите от изпитванията.
МЕТОД ЗА КОНТРОЛ - съвкуп
ност от правила за прилагане на оп
ределени принципи за осъществява
не на контрола върху качеството на
продукцията.
МЕТОДИ 'СТУДЕНИ КУТИИ' ('ColdBox') - група методи за изработва
не на леярски сърца, при които
втвърдяването на сместа, съдържа
ща специални свързващи вещества
и прибавки, протича за много крат
ко в^еме 8 кутиите за сърца без топ
линно въздействие. Известни са ня
колко метода. При метода "Ashland
Cold-Box” се използува формовъчна
смес със свързващо вещество от
два компонента - фенолна смола и
полиизоцианат. Сместа се уплътня
ва 8 кутиите за сърца чрез изстрел
ване, след което се продухва с ката
лизатор - триетиламин във вид на
мъгла’(вж. фиг.). При това се получа-
-283-
ßa твърда уретанова cmg«, която
свързва пясъчните зърна При мето
да "Gïsag-Cold-Box* като свързващо
вещество се използува фенолна смо
ла, а като катализатор — силна кисе
лина (паратолуолсулфонова кисели
на). Сместа се приготвя в бързодейстВуВащ смесител на песъкострелна машина и веднага се изстрелва
8 кутията за сърца, където проце
сът на втвърдяване на сместа про
тича без допълнително въздейст
вие. При метода Tas-coW се изпол
зуват формовъчни смеси със свързавщо вещество Виоокореактивна
фенолна или карбамидна смола, мо
дифицирана с фурфурилов алкохол, а
като катализатор - силни органични
или неорганични киселини. Ha специ
ални машини с паралелно дейстВуВащи смесители се смесват отделно
пясък + смола и пясък + катализа
тор. След смесване -двата потока се
събират в реакционна камфа, където много бързо се с.месВат, и хомо
генизираната смес се уплътнява в
кутиите за сърца и там се самовтвърдява за кратко време. M.C.Ł оси
гуряват висока производителност,
много добро качество на сърцата и
малък разход на енергия при изра
ботване.
Към ст. Методи 'студени кутии*
1 - тръбопровод за подаване на триетЛамин; 2 — кутия; 3—уплътнена
смес: 4 — неутрализационна камера
МЕТОД...
МЕТОДИЧНА ПЕЩ — нагревател
на пад, при която посоките на движението на металните заготовки и
пещните газове са противополож
ни, при което се постига висока сте
пен на използуване на топлината.
Заготовките се придвижват от вхо
да навътре в пещта и постепенно
(мелодично) се нагряВат от движе
щите се срещу тях все по-горещи га
зове. М.п. биват според начина на
транспортиране на заготовките — с
тласкачи и с подвижни греди; според
конструктивните им особености —
с долно нагряване, с наклонен -под и
др.; според вида на горивото и начи
на на подаваното му — М.п. с газооб
разно или течно гориво, подавано
чрез горелки или дюзи. Използуват
се за нагряване на метални заготов
ки преди валцоване, коване или щам
пована
МЕТОД ЗА АВТОМАТИЧНО ПОЛУ
ЧАВАНЕ HA РАЗМЕРИТЕ - метод
на обработвана при който размери
те на детайла, дадени В чертежа, се
получават при работа с размерни
инструменти (свредла, зенкери, рай
бери, протяжки и др.) или с различни
устройства (приспособления за во
дене на инструмента — водачи, копири и др.), или с предварително наст
роени на размер машини, 8 т.ч. и ма
шини с ЦПУ. Точността на размери
те завист от точността на размер
ните инструменти, тяхното пра
вилно центроваме и направляване
или от правилното регулиране на
опорите и автоматичните ограни
чители.
МЕТОД HA БРИНЕЛ - метод за
определяне твърдостта на матери' алите чрез проникване в изпитвана. та повърхност на закалена стомане
на сфера с диаметър D 2,5, 5 или 10
тт при зададен товар (сила) Р от
625N до 30 kN. Числото на твърдост
МЕТОД...
-284-
no Бринел - HB, е отношението на
натоварването (в N) към площта (в
mm2) на отпечатъка. Изпитванията
по М.Б. се извършват с уред твърдомер (често наричан преса на Бринел),
осигуряващ плавно прилагане на си
лата и постоянното ù поддържане
през установеното време (обикно
вено 30 s).
МЕТОД HA ВИКЕРС - метод за
определяне твърдостта на матери
алите чрез проникване в изпитвана
та повърхност на диамантен на
крайник с форма на правилна чети
риъгълна пирамида с върхов ъгъл
136°. Твърдостта по Викерс - HV, е
отношението на натоварването
върху накрайника към площта на от
печатъка. Натоварването (силата)
се избира в зависимост от твър
достта и дебелината на изпитвани
те образци или изделия (50,100, 200,
300, 500, 1000 N). Изпитванията по
Μ.В. се извършват с твърдомери,
позволяващи провеждането на опи
та при стационарни условия, като се
измерва всеки от двата диагонала на
отпечатъка (с грешка до 1 μm).
МЕТОД ЗА ДИФЕРЕНЦИРАНЕ HA
ОПЕРАЦИИТЕ - метод за построя
ване на технологичните процеси за
обработване на детайлите, който
се характеризира с разчленяване на
всеки процес на прости операции.
Пълна диференциация се получава,
когато технологичният процес се
раздели на такива прости операции,
които се състоят само от един пре
ход, напр. ако обработването на де
тайл чрез стругови и пробивни опе
рации се извършва на отделни маши
ни.
МЕТОД HA ИЗМЕРВАНЕ - начин
на сравняване на стойността на
конкретна величина със съответна
единица.
МЕТОД HA ИЗПИТВАНЕ - съвкуп
ност от правила за прилагане на оп
ределени принципи при осъществя
ване на изпитването на материали
и изделия.
МЕТОД HA ИНДИВИДУАЛНО ПО
ЛУЧАВАНЕ HA РАЗМЕРИТЕ ме
тод на обработване, при който да
дените в чертежа размери на детай
ла се получават чрез снемане на
пробни стружки или чрез разчертаване. При снемането на про
бни стружки се обработва част
от повърхнината на детайла със
снемане на значително по-малка при
бавка от необходимата, Лмерва се
размерът на обработената повърх
нина и се снема втора пробна струж
ка. След като се получи желаният
размер, се включва механичното по
даване на машината и се обработва
цялата повърхнина на детайла. P а зчертаването се прилага при об
работване на отвори, канали и др.
повърхнини в тела, плочи и др.
М.и.п.р. се използува в единичното
производство.
МЕТОД HA КОНЦЕНТРИРАНЕ HA
ОПЕРАЦИИТЕ - метод за построя
ване на технологичните процеси за
обработване на детайлите, който
се характеризира със съсредоточа
ване в една операция на обработка
та на възможно най-голям брой об
работвани повърхнини. Пълна кон
центрация се получава, когато де
тайлът се обработва изцяло на една
операция. Съществуват два вида
концентрация на операции - успо
редна и последователна. При успо
редна концентрация едновременно
се обработват няколко повърхнини
на детайла (обработване на многоинструментна машина) или еднов
ременно се обработват няколко де
тайла или техните елементи (обра
ботване на многоинструментални
-285-
или многопозиционни машини). При
последователна концентрация Вър
ху една машЗйа се изпълняват после
дователно няколко настроени пре
хода (обработване на револверен
струг или на обработващи центри).
МЕТОД HA КОПИРАНЕ -методза
формообразуване чрез рязане, при
който образуващата производяща
линия 1 представлява огледално ко
пие на режещия ръб на инструмента
(Вж. фиг.).
МЕТОД HA ЛЕЕНЕ "ШОУ" - метод
за получаване на точни отливки, при
който се използуват керамични
форми, изработени от Високоогнеупорен пълнител със сВързващо ВещестВо хидролизиран разтВор на
етилсиликат и специален Втвърди
тел, предизвикващ бързо коагулира
не и втвърдяване на сместа. След
МЕТОД...
втвърдяването формата се прокалява и залива с метал. Чрез този ме
тод могат да се получат, отливки с
отклонения в размерите ±0,2 тт и
грапавост на повърхнината Ra =
20μk; той се прилага за изработване
на лята технологична екипировка щампи, кутии за сърца, модели и др.
МЕТОД HA ОБХОЖДАНЕ - метод
за формообразуване чрез рязане, при
който образуващата производяща
линия представлява обвиваща крива
на редица геометрични положения
на режещия ръб на инструмента в
резултат на негоВото обхождащо
движение спрямо обработвания де
тайл (Вж. фиг.).
МЕТОД HA ПРОБНИ СТРУЖКИ Вж. Метод на индивидуално получа
ване на размерите.
Към cm. Метод на копиране (а и б). Метод на обхождане (8), Метод на следа
та (г) и Метод на тангиране (д и е)
МЕТОД...
-286-
МЕТОД HÄ рокуел - метод за
определяне твърдостта на материралоте (главно метали) чрез проник
ване в изпитваната повърхност на
диамантен конус с ъгъл при върха
12CF (скали А и Q или закалена сто
манена сфера с диаметър 1/16 цола
или 1,588 тт (скала В). Твърдостта
по Рокуел се измерва в условни еди
ници. За единица твърдост е прие
та големината, отговаряща на осо
во преместване на накрайника с
0,002 μm. Изпитванията no М.Р. се
извършват със специални настолни
уреди (тбърдомери), снабдени с ин
дикатори, които показват единици
те твърдост веднага след завърш
ване на изпитването (вж.'фиг.).
МЕТОД HA СЛЕДАТА - метод за
формообразуване чрез рязане, при
който образуващата производяща
линия 1 представлява следа от дви
жението на реална точка — върха на
режещия инструмент (вж. фиг.).
МЕТОД HA СРАВНЕНИЕ С МЯРКА
— метод на измерване, при който ця
лата стойност на измерваната ве
личина се сравнява с една известна
стойност на същата величина, въз
произведена от мярка, което участ
вува пряко в измерванията (напр. из
мерване на дължина с линия с деле
ния).
МЕТОД HA СЪВПАДАНЕ - дифе
ренциален метод на измерване, при
който една малка разлика между
стойността на измерваната вели
чина и известна стойност на вели
чина от същия вид, с която измерва
ната величина се сравнява, се опре
деля от съвпадането на знаци или
сигнали (напр. измерване на дължина
с шублер с нониус).
МЕТОД HA ТАНГИРАНЕ - метод
на формообразуване чрез рязане, при ■
който производящата линия 7 пред
ставлява тангента към редица по
следователно геометрични положе
ния на спомагателните линии 2, об
разувани от движението на реална
точка — режещ ръб на инструмент
(в*. фиг.).
Към cm. Метод на Рокуел
Уред за определяне на материала по
/
метода на Рокуел:
1 - маховик; 2 — подемен винт; 3 - ма
са; 4 — изпитван образец,; 5 — индика
тор, показващ дълбочината на потъва
не на диамантния конус; 6 — ръкохват
ка за освобождаване на товара 8, създа- ■
ващ. сила на натиск-върху диамантния
конус 7, който «влиза в материала
МЕТОД HA ФОРМОВАНЕ *SO2* метод за изработване на леярски
форми и сърца, при който се изпол
зува формовъчна смес със свързва
що Вещество фураноВа смола, а
втвърдяването се извършва при
продухване на уплътнената смес със
серен двуокис.
-287-
МЕТОД HA ФОРМОВАНЕ *СИНКОР" - метод за изработване на ле
ярски сърца от формовъчна смес със
свързващо вещество полиестерна
смола, разтворена във въглена кисе
лина. Кутиите за сърца се запълват
с формовъчна смес чрез изстрелва
не, а втвърдяването се осъществя
ва чрез продухване със сгъстен въз
дух·
МЕТОД HA ФОРМООБРАЗУВАНЕ
- метод, чрез който се придават оп
ределени размери и геометрична
форма на обработваните детайли.
Напр. М.ф. при обработване чрез ря
зане, чрез пластична деформация и
дрМЕТОД HA ФОРМООБРАЗУВАНЕ
ЧРЕЗ ПЛАСТИЧНА ДЕФОРМАЦИЯ метод на формообразуване, при кой
то формата и размерите на обра
ботваните чрез пластична дефор
мация детайли се получават без от
немане на метал, а само с деформи
ране главно чрез копиране формата
на деформиращия инструмент,
напр. чрез щамповане, чрез изтегля
не през дюза и др.
МЕТОД HA ФОРМООБРАЗУВАНЕ
ЧРЕЗ РЯЗАНЕ - метод на образува
не на производящц линии при рязане
на металите. Известни са четири
метода на образуване на производящи линии: метод на копиране, метод
на обхождане, метод на следата и
метод на тангиране (вж. фиг.).
МЕТОД'САНДВИЧ- - метод за
получаване на сферографитен чугун,
при който модификаторът се пос
тавя на дъното в специален "джоб”
на кофата и се покрива с подходящ
материал (стоманени изрезки,
стружки, решетки от чугун) — вж.
фиг. При запълване на кофата с те
чен чугун струята не трябва да попа
да въръху модификатора. Главното
предимство на метода е лесното му
МЕТРОЛОГИЯ...
осъществяване без необходимост
от специални съоръжения.
Към cm. Метод "СандВич“
1 — модификатор; 2 - стоманени отпа
дъци; 3 — струя чугун; 4 — леярска кофа
МЕТРОЛОГИЧЕН КОНТРОЛ — кон
трол, който се извършва при произ
водството, пускането в действие и
ремонта на средствата за измерва
не или при тяхната експлоатация, за
да се гарантира, че те са изправни и
използувани правилно. Той обхваща
също и контрола на точността на
величините, означени върху готови
те изделия.
МЕТРОЛОГИЧНА АТЕСТАЦИЯ съвкупност от действия, с които се
определят стойностите на грешки
те на дадено измервателно средст
во, а ако е необходимо — и др, метро
логични характеристики.
МЕТРОЛОГИЧНА ЕКСПЕРТИЗА съвкупност от действия на компе
тентен орган, които имат за цел из
следването и освидетелствуването
на състоянието, в което се намира
дадено средство за измерване, и оп
ределянето на неговите метроло
гични качества в момента по отно
шение на съответните нормативни
документи.
МЕТРОЛОГИЯ - наука за измерва
нията, методите и средствата за
осигуряване на тяхното единство и
МЕТЧИК ...
-288-
начините за постигане на изисквана
та точност. Има теоретична
Μ., разглеждаща общите теоретич
ни проблеми, приложна Μ., зани
маваща се с въпросите за практическото прилагане на методите и
средствата за измерване, и зако
нодателна Μ., обхващаща вза
имната връзка на общите правила,
изисквания и норми, както и др, въп
роси, изискващи регламентиране и
контрол от страна на държавата. С
въпросите за осигуряване единство
на измерванията и еднаквост на из
мервателните средства се занима
ва Международната организация за
законодателна метрология (МОЗМ).
МЕТЧИК - металорежещ инстру
мент за нарязване на вътрешни рез
би в детайлите. Представлява
винт, на който са прорязани винто
ви или прави стружкови канали, и та
ка получените зъби са затиловани.
Μ. биват ръчни и машинни, гайкови,
плашкови, тръбни и др. (вж. фиг.).
Към cm. Метчик
1р —работна част; Ю - опашка; 11 - режеща част; 12 - калиброваща част; 1 - ре
жещ зъб; 2 - стружков канал; 3 - режещо перо; 4 - сърцевина
МЕХАНИЗАЦИЯ на производ
производствени операции) и комп
ството- частинна или пълна за
лексна ( за всички основни и спомага
мяна на човешкия труд от механиз
телни операции); тя създава пред
ми и машини. Μ. обхваща също и
поставки за автоматизация на про
сферата на умствения труд. Главни
изводството.
МЕХАНИЗИРАНА ЗАТЕГАТЕЛНА
цели на Μ. са повишаване на произ
водителността на труда и освобож- , ОПЕРАЦИЯ - операция за закрепва
не на обработвания детайл в меха
даване на човека от изпълняването
низирано затягащо средство. Към
на тежки и трудопоглъщзщи опера
М.з.о. при обработване чрез рязане
ции. Μ. е едно от главните направ
се предявяват следните изисквания:
ления на научно-техническия прог
рес; осигурява развитие на произво
осигуряване срещу приплъзване или
изпадане на детайла от затягащото
дителните сили и повишаване ефек
средство; защита срещу случайно
тивността на производството. Μ.
отваряне или разхлабване на затягаможе gá бъде частична (за отделни
-289-
щото cpegcmBo през Време на рабо
та; Възпрепятствуване на Включва
нето на работно движение, преди да
е затегнат детайлът; осигуряване
срещу недопустими деформации на
затяганите детайли и запазване на
базовите им повърхнини от повре
ди; гарантиране на постоянна сила
на затягане и сигурност срещу раз
рушаване или недопустимо дефор
миране на елементи и възли от затя
гащото средство.
МЕХАНИЗИРАН ИНСТРУМЕНТ вж. Ръчна машина.
МЕХАНИЗИРАНО ЗАВАРЯВАНЕ заваряване, при което всички движе
ния (подаването и спирането на те
ла, флюса или защитния газ, постъ
пателното движение и др.) се извър
шват механизирано. Понякога не
правилно се използува терминът ав
томатично заваряване.
МЕХАНИЗЪМ - съвкупност от
подвижно съединени тела (звена),
които под действие на приложени
сили извършват зададени движения,
като на всяко положение на едно зве
но съответствува определено поло
жение на другите зВена. През Време
на работа едно от звената на Μ.
обикновено е неподвижно или може
да се разглежда като неподвижно. По
структурно-конструктивни приз
наци Μ. биват шарнирни (лостови),
гърбични, зъбни, винтови, триещи, с
прекъсвано движение, клинови, с гъв
каво звено, с хидравлично и електро
магнитно устройство и др., а спо
ред предназначението - спирачни,
блокиращи и др. Μ., точките на зве
ната на които описват траектории,
лежащи в една или В успоредни рав
нини, се наричат равнинни, напр. ексцентрикови, гърбични, шарнирни,
коляно-мотовилкови и др., а Μ., точ
ките на звената на които описват
траектории, лежащи в пресичащи се
19
Терминологичен речник по металообработване
МЕХАНИЧЕН...
равнини, се наричат пространстве
ни, напр. зъбни, винтови, червячни и
др. M. са с една или повече степени
на свобода. Най-разпространени са
M. с една степен на свобода, на кои
то движението на Всички звена е ед
нозначно определено от движение
то на едно звено с просто движение.
Методите на изследване и проекти
ране на Μ. са част от теорията на
механизмите и машините (вж. Тео
рия на механизмите и машините).
МЕХАНИЗЪМ ЗА ДЕЛИТЕЛНО
ДВИЖЕНИЕ - устройство, осъщес
твяващо съгласувани движения на
режещия инструмент и заготовка
та, необходими за формообразуване
на определен брой зъби върху заго
товката.
МЕХАНИЗЪМ ЗА ОРИЕНТИРАНЕ
HA ЗАГОТОВКИ - устройство за
периодично изменяне на положение
то или направлението на движение
на заготовките, а също и за привеж
дане на заготовките В ориентирано
положение.
МЕХАНИЗЪМ ЗА СВОБОДЕН ХОД
- също като Изпреварващ съедини
тел.
МЕХАНИЗЪМ С НЕПЪЛНОЗЪБИ
ЗЪБНИ КОЛЕЛА - механизъм за
циклично делителено движение, на
водещия вал на който е монтирано
зъбно колело с един или няколко на
зъбени сектора с равен или различен
брой зъби. Това зъбно колело се зацепба с Видимо зъбно колело, монти
рано на Водимия Вал и разделено на
няколко-участъка с отрязан зъб до
делителната окръжност, служещ за
фиксиране (Вж. фиг.). Този тип меха
низми осигуряВа удобно изменение
на ъглите, на които може да бъде за
въртяно водимото колело.
МЕХАНИЧЕН ФИЛТЪР - филтър,
в който почистването на работна
та течност става В резултат на ме
МЕХАНИЧЕН ...
-290-
ханичен контакт на филтриращия
елеме(#п с частици от замърсяващи
те примеси. В зависимост от филт
риращия елемент М.ф. биват пластинкови, мрежести и порести.
Към cm. Механизъм с непълнозъби
зъбни колела
А - водещо колело; Б - водимо колело
МЕХАНИЧЕН ФИЛТЪР ЗА ВЪЛНООЪРАЗНОСТ - устройство за отс
траняване влиянието на вълнообразността при измерване на откло
ненията на формата на равнинна
(плоска) повърхнина по механичногеометричен начин с опипвач (осезател), който има радиус, по-голям от
стъпката на вълнообразността.
МЕХАНИЧЕН ФИЛТЪР ЗА ГРАПА
ВОСТ -устройство за отстранява
не влиянието на грапавостта при
измерване на вълнообразността на
равнинна (плоска) повърхнина по ме
ханично-геометричен начин с опип
вач (осезател), който има радиус, поголям от стъпката на грапавините.
МЕХАНИЧЕН ЧУК - вж. Ковашкощамповъчен чук.
МЕХАНИЧНА ВРЪЗКА - ограниче
ние, наложено на положението или
движението в пространството на
механична система. Μ.в. се осъщес
твява обикновено чрез някакви тела
(напр. нишки или пръти, с които е
свързано разглежданото тяло; ста
ви, шарнири, шлици, зъбни колела,
свързващи звената на механизмите,
лагери и т.н.).
МЕХАНИЧНА НЕЕДНОРОДНОСТ различие на механичните свойства в
отделни части на изделието (мате
риала).
МЕХАНИЧНА НОЖОВКА - вж. НоМЕХАНИЧНА ПРЕСА - вж. Ковашко-щамповъчна механична преса.
МЕХАНИЧНА РЪЧНА МАШИНА ръчна машина, в която енергията за
задвижване се предава на работния
орган чрез междинен преобразувателен механизъм.
МЕХАНИЧНИ ИЗПИТВАНИЯ - из
питвания за определяне на мехничните свойства на материалите и из
делията, при които основен вид въз
действие са механичните натовар
вания. В зависимост от характера
на изменението по време на дейст
вуващото натоварване Μ.и. биват:
статични (на опън, натиск, огъване
и усукване), динамични или често на
ричани ударни (на якост, на удар, на
твърдост) и на умора (при много
кратно циклично натоварване). От
делна група образуват продължи
телните Μ. и. обикновено при по-ви
сока температура (на пълзене, на из
дръжливост, на релаксация). Μ.и. мо
гат да се извършват при различни
температури, в агресивни среди,
при наличие на концентратори на
напреженията и изходни пукнатини,
при нестационарни режими, при об
лъчвания и др. въздействия.
МЕХАНИЧНИ КЛЕЩИ - ръчен ин
струмент във вид на щипци за зах
ващане,задържане, преместване и
завъртане на детайли в процеса на
обработването (ковашки К.), за зах
ващане на заварявани детайли и осъ
ществяване на добър контакт меж
ду тях (заваръчни К.).
-291 -
механични свойства - харак
теристика на поведението на мате
риалите и телата (най-често твър
дите) под въздействието на външни
сили, температура, налягане и др.
М.с. се характеризират с механични
напрежения (вж. Якост), деформа
ции (вж. Пластичност), дълготрай
ност (вж. ИздръЖливост) и др. М.с.
не са "чисти“ константи на матери
ала, зависят съществено от форма
та и размерите на тялото, скорост
та на натоварване, вида на структу
рата и състоянието на повърхност
та, влилянието на околната среда,
температурата на изпитване и мно
го др. фактори. М.с. се определят
въз основа на резултатите от меха
ничните изпитвания.
МЕХАНИЧНИ УСТАНОВЪЧНИ
ДВИЖЕНИЯ - установъчни движе
ния на работните органи на машини
те, които се осъществяват от си
лов механичен елемент (електродви
гател, хидравличен или пневматичен
цилиндър и др.).
МЕХАНИЧНО ОБРАБОТВАНЕ обработване на материали или заго
товки чрез механично.въздействие
при определени температури, наля
гане и т.н., напр. рязане на метали
те.
МЕХАНИЧНО ПОЧИСТВАНЕ - по
върхностно почистване, основава
що се на механично отделяне на за
мърсявания, окиси и др. чрез сачмоструйно или песъкоструйно обра
ботване, обработване 8 барабан, об
работване с образивен диск, с телена четка и др.
МЕХАНИЧНО СТАРЕЕНЕ HA СТО
МАНАТА (непр.т.) - вж. Деформационно стареене на стоманата.
МЕХАНИЧНО-ТЕРМИЧНО ОБРА
БОТВАНЕ (МТО) на стоманата
- обработване, което се състои в
предварително пластично деформи
МИКРОКАТОР ...
ране и следващо термично въздейс
твие. Напр. стоманата може да се
подложи на незначително предвари
телно студено пластично деформи
ране и следващо стареене при 200 300°С. В резултат на М.-т.о. се по
вишава якостта на умора в резул
тат от блокирането на дислокации
те от атомите на въглерода, нами
ращи се в твърдия разтвор, а също
и от отделящите се при стареене
карбиди и нитриди. Ефектът се уве
личава при многократно деформира
не и стареене.
МЕХАНИЧНО УЯКЧАВАНЕ - вж.
Наклеп.
МИГ-ЗАВАРЯВАНЕ - електродъгово заваряване с топим метален
електрод и външна защитна среда
от инертен газ (аргон, хелий или аргоно-хелиева смес), вдухван в зава
ръчната зона; може да бъде полумеханизирано или механизирано.
МИКРОЗАВАРЯВАНЕ - заварява
не на особено малки детайли, напр.
при производството на миниатюр
на радиоелектронна апаратура. Μ.
се осъществява със специална мало
габаритна заваръчна апаратура и
обикновено с използуване на оптич
ни уреди за наблюдаване зоната на
заваряване. Μ. са ултразвуковото
заваряване, микроплазменото зава
ряване и др.
МИКРОКАТОР - уред за измерва
не на линейни размери на калибри и
детайли по относителния контак
тен метод. Преобразувателният
елемент на Μ. е усукана в средната
част лентова пружина, която при
опъване се завърта.заедно със закре
пения към нея показалец (вж. фиг.).
Измерваната дължина е пропорцио
нална на ъгъла на завъртане на пру
жината. При измерване Μ. се закреп
ва към стоика. Настройването на Μ.
на контролирания размер се осъщес
МИКРОМЕТЪР ...
-292-
твява обикновено с плоскопаралелни
краищни мерки за дължина. Обхвати
на измерване с Μ. ± (4 - 400) μm.
Към cm. Микрокатор
Схема на механизма на микрокатора:
1 - пружина, усукана в средната част и
закрепена в краищата; 2 - показалец; 3
- демпфер; 4 - ъглов лост; 5 - измерва
телен прът
МИКРОМЕТЪР - 1. Универсален
измервателен инструмент за из
мерване на линейни размери по абсо
лютния метод с точност на отчи
тане 0,01 тт. Работата на Μ. се ба
зира на преобразуването на върте
ливото движение в постъпателно
чрез прецизна резбова двойка - мик
рометричен винт и гайка. Според
предназначението си Μ. са: за измер
ване на външни размери (вж. фиг.), за
вътрешни размери; тръбни - за из
мерване дебелината на стените на
тръби; резбови - за измерване сред
ния диаметър на резби; зъбомерни за измерване дължината на общата
нормала на зъбни колела и др. Същес
твуват и т.нар. лостови Μ., които
имат допълнителен предавателен
механизъм - лостово-зъбен, който
дава възможност да се измерва с поголяма точност - 0,002 тт. 2. Мяр
ка за дължина, равна на 1/1000 от
тт. Старото ù наименование е мик
рон.
МИКРОПЛАЗМЕНО ЗАВАРЯВАНЕ
- плазменодъгово заваряване с мно
го малки стойности на заваръчния
ток (0,1 до 10 А). Използува се за за
варяване на тънки листове и фолии
с дебелина 0,025 - 0,8 тт в радио
електрониката и уредостроенето.
МИКРОПОРЕСТОСТ - неплътност на микроструктурата.
МИКРОПРОЦЕСОРНО УПРАВЛЕ
НИЕ - управление на машина или
производствена система, осъщест
вявано чрез микропроцесорни уст
ройства. Съвременните устройст
ва за цифрово програмно управление
на металообработващи машини са
микропроцесорни.
Към cm. Микрометър
1 - скоба; 2 - пета; 3 - стебло; 4 - мик
рометричен винт; 5 - барабан; 6 - зас
топоряващ пръстен; 7 - тресчотка
МИКРОПУКНАТИНА - малка пук
натина в метала (в заварения шев, в
отливката и т.н.), която не може да
се наблюдава с невъоръжено око.
МИКРОСКОП - оптичен уред за
изследване и измерване на малки
обекти, невидими с невъоръжено
око. Μ. биват стереоскопични, проекционни, рентгенови, телевизион
ни, електронни, високотемператур
ни и др. (вж. фиг.).
-293-
МИКРОСТРУКТУРА - структура
на метала или сплавта, която се наб
людава под металоарафски или елек
тронен микроскоп. Основни елемен
ти на Μ. са границите на зърната и
субзърната, фазовият състав, раз
личните видове микродефекти - по
ри, пукнатини и др. Характерът на
Μ. оказва съществено влияние вър
ху свойствата на металите и спла
вите.
Към cm. Микррскоп
МИКРОСТРУКТУРЕН АНАЛИЗ
изследване Mukpocmpykmypama на
металите и сплавите с помощта на
оптически, електронен и емисионен
микроскоп, по рентгеноструктурни
и рентегеноспектрални методи, с
уреди за микротвърдост и др. при
различни температури.
МИКРОТВЪРДОСТ - съпротивле
ние на избран участък от материала
срещу пластичното проникване на
твърдо тяло (обикновено пирамида
от диамант). Разликата между из
питванията на Μ. и обикновеното
изпитване на твърдост е в много
малкото натоварване и малките
размери на отпечатъка при Μ. Чрез
измерване на Μ. на специален уред
МИНИМЕТЪР ...
(микротвърдомер) е възможно да се
оценяват свойствата на отделните
структурни съставки на много тън
ки повърхностни слоеве, на покри
тия, на много малки детайли, на тън
ки нишки, а също и на много крехки
тела (от стъкло, фолио, емайл и др.),
които се разпукват при прилагане на
обикновените методи за измерване
на твърдостта. Големината на Μ. се
пресмята както твърдостта по ме
тода на Викерс (вж. Метод на Виkepe}
микроФиниш - вж. Свръхзаглаждане.
микрошлиФ, металографeku шл u ф - образец за изследване
на Mukpocmpykmypama. Подготовка
та на Μ. се състои в отделяне на
проба от изследвания обект, шлифо
ване, полиране и разяждане с разт
вор на киселина или основа, за да се
прояви микроструктурата.
МИКСЕР в металолеенето
- резервоар за течен метал с индук
ционно или газово нагряване, в кой
то се хомогенизира и прегрява стопилката (вж. фиг.).
МИНИМАЛЕН РАЗМЕР - по-малкият от двата размери на детайла.
минимална стегнатост - аб
солютната стойност на отрица
телната разлика между максималния
размер на отвора и минималния раз
мер на вала преди сглобяването на
сглобките със стегнатост.
МИНИМАЛНА ХЛАБИНА - разли
ката между минималния размер на
отвора и максималния размер на ва
ла при сглобките с хлабина.
МИНИМАЛНО НАПРЕЖЕНИЕ,
Omin’ Tmin - най-малката алгебрична
стойност на напрежението за един
цикъл на изменението му.
МИНИМЕТЪР -уред слостов пре
давателен механизъм за измерване
на външни линейни размери по отно
-294-
МИНУТНО ...
сителния контактен метод (Вж.
фиг.). Μ. се изработват с обхват на
измерване 0,02; 0,04; 0,1 ; 0,2 тт. Точ
ност на отчитане съответно 0,001 ;
0,002; 0,005 и 0,01 тт. Грешката при
измерване ± 0,5 от точността на
отчитане. Разновидност на Μ. са
микротастът, ортометърът, ултраортометърът и ортотестът.
/
жени във вид на схема на лицевата
страна на сигнално табло или на
пулт за управление. М.с. обикновено
е съставена от символи, изобразява
щи елементи от контролирани и уп
равляеми обекти или процеси. Със
тоянието на контролирания обект
или процес се отразява автоматич
но на М.с. чрез сигнални лампи, вър
тящи указатели и др. индикатори.
МНОГОВРЕТЕНЕН СТРУГОВ АВ
ТОМАТ -стругов автомат с много
вретена - най-често 4,6 и 8. Най-разпространени са прътовите М.с.а.,
но се произвеждат и М.с.а, пригоде
ни за обработване и на отделни мал
ки заготовки, захранвани с магазин,
т.нар. патронникови или магазинни
многовретенни стругови автома
ти.
Към cm. Миксер В металолеенето
1 - отвор за наливане на чугуна; 2 улей за изливане на чугуна; 3 - механи
зъм за наклоняване
МИНУТНО ПОДАВАНЕ - вж. Ско
рост на подаване.
МНЕМОНИЧНО УПРАВЛЕНИЕ управление, при което командите са
свързани логично с движението на
работните органи и се изпълняват с
минимални разсъждения. Такова е
например управлението, при което
посоката на движението за включва
не на даден команден орган е еднаква
с посоката на движение на изпълни
телния орган. При Μ.у. ръчките за
управление са с подходяща форма, а
бутоните - с различни цветове.
МНЕМОНИЧНА СХЕМА - съвкуп
ност от условни означения, разполо
Къмст. Миниметър
1 - измервателен накрайник; 2 - отвеж
дащ лост; 3 - затягащ винт; 4 - тяло;
5 - стрелка; 6 - показалец за отклоне
нието; 7 — скала; 8 — присъединителна
тръба; 9 - скоба
МНОГОВРЕТЕНЕН СТРУГОВ ПРЪТОВ АВТОМАТ с последова
тел-но действие - многовре-
-295-
тенен хоризонтален cmpyaoß авто
мат, при който всяко вретено с прътовия материал последователно се
подава от позиция на позиция. Ha
всяка позиция се извършват една
или няколко операции съгласно тех
нологичния цикъл на обработване,
който се построява така, че за един
оборот на вретенния блок да се из
върши пълното обработване на за
готовката (вж. фиг.).
Към cm. Многовретенен стругов
прътоВ автомат
(шестВретенен) с последователно
действие:
1 - многовретенен блок; 2 - напречни
супорти; 3 - задвижващ вал; 4- цент
рална втулка на надлъжния супорт; 5 надлъжен супорт; 6 - вретено; 7 - зад
вижващо зъбно колело
МНОГОВРЕТЕННА ГЛАВА - при
ставка към пробивна или агрегатна
машина; има няколко вретена, които
се задвижват едновременно от глав
ното вретено на машината. М.г. се
използуват за едновременно проби
ване на няколко отвора в обработва
ното изделие. Те биват с неподвиж
ни или подвижни вретена, т.е. с вре
тена с постоянно взаимно разполо
жение или изменящи взаимното си
, разположение.
МНОГОЕЛЕКЕТРОДНО ...
МНОГОВРЕТЕННА ПРОБИВНА
МАШИНА - пробивна машина с ня
колко вретена за едновременно про
биване на отвори. М.п.м. могат да
бъдат: според носещия елемент колонни и Стойкови; според разполо
жението на вретената- вертикални
и хоризонтални; според подвиж
ността на вретената - с неподвиж
ни вретена, разположени в опреде
лен ред, и с пренастройваеми шар
нирни вретена.
МНОГОДИСКОВА НОЖИЦА - вж.
Ножица.
МНОГОДЪГОВО ЗАВАРЯВАНЕ разновидност на механизираното
електродъгово заваряване, при кое
то шевът се изпълнява едновремен
но от няколко разделени дъги, допус
кащи независимо регулиране на пара
метрите на техния режим. Този ме
тод изисква специално обзавеждане
(многодъгови автомати), осигуря
ващо едновременно подаване на ня
колко заваръчни тела при отделно
захранване на дъгите. При М.з. дъги
те могат да горят в общо топилно
пространство (М.з. в обща вана) или
в отделни пространства (М.з. в от
делни вани).
МНОГОЕЛЕКЕТРОДНО
ЗАВАРЯ
ВАНЕ - 1. Разновидност на електродъговото заваряване; извършва
се едновременно с няколко електро
да, но с една дъга. М.з. бива със сдво
ени електроди или със сноп електро
ди, които се установяват в общ
електрододържач. Прилагането на
М.з. повишава значително произво
дителността на труда. 2. Разновид
ност на точковото електросъпротивително заваряване, при което за
един работен цикъл на машина с ня
колко електрода се заваряват еднов
ременно няколко точки. Използува
се в масовото производство на из
делия с много заварени точки. Маши-
многоклинов...
-296-
Hume за М.з. са специализирани и се
конструират за всеки отделен слу
чай. Захранването на електродите
се осъществява от един или няколко
трансформатора.
МНОГОКЛИНОВ РЕМЪК -ремъкс
напречно сечение, което представ
лява няколко трапеца, свързани чрез
големите си основи към правоъгъл
на форма. Използува се 8 случаите,
когато конструктивно е невъзмож
но да се осъществи необходимата
широчина на ремъчните шайби за
предаване на зададената мощност.
МНОГОКОМПОНЕНТНА СПЛАВ сплав на два и повече метала, напр.
мед-цинк; никел-силиций-желязо и
др·
МНОГОКООРДИНАТНА ИЗМЕР
ВАТЕЛНА МАШИНА - оптико-механично измервателно средство с фотоелектрични ckàAu, предназначено
за измерване на вътрешни и външни
линейни размери на детайлите по
повече от една ос (2, Зи4оси). М.и.м.
се използуват предимно за проверка
на корпусни детайли или калиброване на сложни измервателни приспо
собления.
МНОГОКРАТНО ПОВТОРЯЕМ ЦИ
КЪЛ - последователност .от някол
ко фиксирани цикъла, характерни за
определен вид обработка, които мо
гат да се програмират с един блок.
МНОГОНОЖОВ АВТОМАТ - вж.
Многоножов полуавтомат.
МНОГОНОЖОВ ДЪРЖАН - вж.
Ножов блок.
МНОГОНОЖОВ ПОЛУАВТОМАТ едновретенен стругов полуавто
мат, при който полуавтоматич
ният цикъл на обработване на закре
пената във вретеното въртяща се
заготовка се извършва с няколко ед
новременно работещи ножа, закре
пени на надлъжен и напречни супорти (вж. фиг.). Ако е автоматизирано
и установяването, и свалянето на
детайлите, тогава е многоножов ав
томат.
Кьм cm. МногоножоВ полуавтомат
(схема на работа)
МНОГОНОЖОВ СТРУГ - специа
лизиран високопроизводителен
струг, предназначен за едновремен
на работа с няколко режещи инстру
мента при обработване (в патрон
ник или между центри) на детайли
от типа на стъпални валове, зъбни
блокове и др. в условията на серий
ното и масовото производство. В
зависимост от степента на авто
матизация М.с. биват: многоножов
полуавтомат (вж. фиг.) и многоно
жов автомат.
МНОГООПЕРАЦИОННА ЩАНЦА,
комбинирана щ а н ц а - щанца, с която се изпълняват няколко
различни операции при производст
вото на определен детайл. М.щ. мо
же да бъде с последователно или съв
местно действие. Напр. ножова
щанца с горен притискан за пробива
не на отвори и канали, за изрязване,
изтегляне, огъване и отрязване на
детайли.
МНОГОПЛАМЪЧНА ГОРЕЛКА газова горелка, която има две или по
вече дюзи, при което всяка от тях
образува отделен пламък. При газо
вото заваряване може да се използу
-297-
ва дву- или трипламъчна горелка. В
горелките за газопресово забаряване броят на пламъците може да до
стигне до 100.
МНОГОПЛАМЪЧНО ЗАВАРЯВАНЕ
- разнобидност на газоВото зава
ряване; изВършВа се с многопламъчна горелка.
МНОГОПОЗИЦИОНЕН КОВАШКОПРЕСОВ АВТОМАТ - ковашко-преcoß (щампоВъчен) аВтомат с някол
ко работни позиции на инструмен
тите.
МНОГОПОЗИЦИЦОННА МАШИНА
- металообработваща машина, при
която заготовката заема последо
вателно няколко позиции през време
на обработването. Обработването
се извършва само докато заготовка
та се намира в определена позиция.
В отделните позиции се изпълняват
различни операции от технологич
ния процес. При тези машини е ха
рактерно, че щом заготовката изле
зе от първата позиция, на нейното
място идва следващата заготовка.
Пример за М.м. е многовретенният
стругов прътоВ автомат с последо
вателно действие. М.м. се използу
ват В едросерийното и масово про
изводство.
МНОГОРЕДОВ ТЪРКАЛЯЩ ЛАГЕР
- търкалящ лагер, в който търкаля
щите тела са наредени в няколко ре
да, разположени по дължината на ос
та на лагера.
МНОГОРЪЧКОВО УПРАВЛЕНИЕ ръчно управление на металообра
ботваща машина, при което превк
лючването на всички честоти на
въртене (подавания) за целия обх
ват на регулиране се осъществява с
повече от една ръчка. Системата на
управление при Μ.у. е проста, но е не
обходимо повече спомагателно вре
ме при превключване.
МНОЖИТЕЛЕН ...
МНОГОСЛОЕН ШЕВ - заваръчен
шев, образуван от няколко последо
вателно нанесени слоя (вж. фиг.).
Към cm. Многослоен шеВ
Многослоен шев на челно съединение
МНОГОСУПОРТНА МАШИНА
машина с два и повече супорти, кои
то могат да работят едновременно
или последователно, напр. напречнопрофилен аВтомат.
МНОГОУДА^ЕН КОВАШКО-ЩАМПОВЪЧЕН АВТОМАТ - коВашкощампоВъчен автомат, супОртът на
който извършва няколко работни
хода за цикъла на изработване на издели$то. Служи за горещо и студено
щамповане на детайли главно от
типа на скрепителните елементи.
МНОГОХОДОВА РЕЗБА - резба,
образувана от две или повече винто
ви канавки с равномерно разположе
ни начала (вж. Ход на резбата}.
МНОЖИТЕЛЕН МЕХАНИЗЪМ
механизъм, свързан последователно
с подавателния превод с цел увелича
ване броя на подаванията (резбите)
и обхвата на подавателния превод.
М.м. на металорежещи машини е с
предавателни отношения, подреде
ни в геометрична прогресия (с φ = 2),
най-често със стойности 2/1;
1/1 ;1/2; 1/4. Като М.м. се използуват
меандров механизъм и множителен
механизъм с придвижни зъбни коле
ла.
МНОЖИТЕЛЕН МЕХАНИЗЪМ С
ПРИДВИЖНИ ЗЪБНИ КОЛЕЛА
множителен механизъм със степе
МОДЕЛ...
-298-
нен зъбен превод, при който преда
вателните отношения се получават
чрез зацепване на различни зъбни
двойки с помощта на придвижни
зъбни блокова М.м.п.з.к. има до че
тири предавателни отношения, кои
то са подредени в геометрична
прогресия (с φ = 2), а именно — 1/4,
1/2,1/1 и 2/1. Този механизъм е с помалък брой зъбни колела от меандровия множителен механизъм и с повисок к-п.д. Използува се в подавателни преводи на универсални стру
гове.
МОДЕЛ — 1. Образец на изделие,
служещ като еталон за по-нататъш
но серийно или масово производст
во (Μ. на хладилник, Μ. на автомобил
и т.н.). 2. Изделие, изработено от
дърво, глина, восък, гипс и др., от ко
ето се снема формата за възпроиз
веждане от друг материал (метал,
камък и др.). Вж. също Леярски мо
дел.
МОДЕЛ ЗА ИЗПИТВАНЕ - изде
лие, предназначено за изпитване, къето възпроизвежда (имитира) пост
рояването и действието на някакъв
действителен обект или на част от
него в определен мащаб или коефи
циент на подобие.
МОДЕЛЕН БЛОК, моделен
комплект — един или няколко сто
пяеми модела, съединени с модела на
леяковата система и на мъртвата
глава (когато това е необходимо).
Съединяването се извършва чрез за
лепване, събиране в кондуктори или
механично закрепване на моделите.
МОДЕЛЕН КОМПЛЕКТ - вж. Мо
делен блок.
МОДЕЛИРАНЕ - 1. Метод за из
питване и изследване на сложни из
делия и процеси чрез заместването
им с математични или физични мо
дели и следващо пренасяне на резул
татите върху тях. (вж. Моделиране
на призводствени процеси}. 2. Изра
ботване на модели на новоконструирани промишлени изделия за усъвършенствуване на техните опти
мални конструкции и форми - един
от основните методи в художест
веното конструиране.
МОДЕЛИРАНЕ HA ПРОИЗВОДСТ
ВЕНИ ПРОЦЕСИ - изследване на
производствени процеси чрез създа
ване на модели, отразяващи струк
турата и характеристиките на про
цесите и обектите. М.п.п. на ЕИМ
позволява, без да се прибягва до скъ
поструващи опити, да се оценяват
много характеристики на проекти
раните производствени процеси, да
се решат задачите, които възник
ват в етапа на разработване, наст
ройване и въвеждане в експлоатация
на сложното производствено обза
веждане, а също да се оцени и ефек
тивността от различните техноло
гични методи и варианти на струк
турата на производствените комп
лекси. При автоматизирането на
системите за управление чрез М.п.п.
се прави оценка на управляващите
алгоритми и структурните схеми за
управление.
МОДЕЛНА ПЛОЧА - плоча, върху
която се поставя (закрепва) леярски
модел (вж. Едностранна моделна
плоча и Двустранна моделна плоча).
МОДЕЛНО-КАСОВА ЕКИПИРОВКА
- комплект от всички видове тех
нологични елементи, необходими за
изработване на отливки. М.-к.е. за
виси от метода на формоване и лее
не, вида на отливката, степента на
механизация и др. Комплектът от
М.-к.е. за леене в пясъчно-глинести
форми обхваща модели, моделни
плочи, кутии за сърца, каси, сушилни
плочи (драери), различни шаблони и
др-
-299-
МОДЕРНИЗАЦИЯ -усъвършенствуване на намиращите се ß експлоа
тация изделия за отстраняване на
моралното износване (остаряване)
и повишаване на технико-икономическите параметри до равнището
на съвременните изисквания.
МОДИФИКАТОРИ — материали,
които се въвеждат в метални стопилки за регулиране на кристализационния процес. Μ. се делят на: ма
териали, които образуват допълни
телни кристализационни зародиши
(инокуланти), и материали, които
възпрепятствуват нарастването
на зърната (инхибитори). Μ. са ин
дивидуални за всеки металеи сплав.
Μ. спомагат да се получи дребнозър
неста структура, да се намали коли
чеството на неметалните включва
ния и да се повиши пластичността
на модифицирания материал. Като
Μ. на чугуна и стоманата напр. се из
ползуват магнезий, феросилиций,
силикокалций, алуминий, церий и др.
(вж. Модифицирана стомана, Моди
фициран чугун).
МОДИФИЦИРАНА СТОМАНА
стомана, подложена на модифици
ране. В течно състояние има висока
тънколивкост и малко линейно сви
ване, а в твърдо - подобрени меха
нични свойства. За модификатори
се използуват силиций, литий, маг
незий, редкоземни елементи, феросплави и някои съединения. М.с. са ня
кои огнеупорни, инструментални
конструкционни и неръждясващи
стомани.
МОДИФИЦИРАНЕ ВЪВ ФОРМАТА
- метод за модифициране, при кой
то модификаторът се поставя не
посредствено в леярската форма в
специална реакционна камера. Теч
ният метал преминава през камера
та, влиза в реакция с модификатора
и навлиза в кухината на формата.
МОДУЛЕН ...
М.ф. се прилага при масово и серий
но производство на отливки от
сферографитен чугун на механизи
рани и автоматизирани формовъч
ни линии. М.ф. може да се извърши и
с тръбен тел, в който се намира мо
дификаторът. При заливане на чугу
на във формата специално устрой
ство подава тела с определена ско
рост в леяка.
МОДИФИЦИРАНЕ на метали
и сплави - въвеждане в метални
стопилки на модификатори, за да се
получи дребнозърнеста структура,
да се измени формата, размерите и
разпределението на неметалните
включвания (напр. графита в чугуни
те) и в резултат на това да се подоб
рят механичните свойства на мета
лите и сплавите.
МОДИФИЦИРАН ЧУГУН - чугун,
подложен на модифициране. Прите
жава по-добри механични свойства
от обикновения сив чугун. За моди
фикатори се използуват калций,
магнезий, церий и др., които изме
нят формата и размерите на гра
фитните включвания, а също и
структурата на металната матри
ца (вж. напр. Сферографитен чугун).
М.ч. се използуват за изработване
на машинни детайли, работещи при
високи натоварвания (детайли от
турбини, колянови валове, зъбни ко
лела и др.).
МОДУЛ - 1. Наименование на оп
ределен особено важен коефициент
или величина (напр. вж. Модул на зъ
би). 2. Унифициран възел, състоящ
се от взаимозаменяеми детайли и
изпълняващ самостоятелна функ
ция в различни типове машини и ус
тройства.
МОДУЛЕН ПРИНЦИП - начин на
конструиране и сглобяване на маши
ни, уреди и системи от унифицира
ни възли (модули) вместо от отдел
МОДУЛ ...
-300-
ни елементи или специални констру
ирани възли. М.п. облекчава произ
водството, сглобяването, експлоа
тацията и проверката на отделни
те възли, а също и процеса на въз
становяване на работоспособност
та чрез замяна на излезлите от
строя модули с нови.
МОДУЛ HA ЕЛАСТИЧНОСТТА
характеристика на съпротивление
на материалите на еластична де
формация (вж. Диаграма на дефор
мирането). Μ. е. е величина, равна на
отношението на напрежението към
предизвиканата от него еластична
деформация. Μ. е. биват: при осов
опън-натиск - модул на линейната
деформация; при плъзгане-модул на
ъгловата деформация; при всестра
нен натиск - модул на обемна дефор
мация. Μ.е. е важен при изчисляване
на якост, стабилност и устойчи
вост, а също и като Mapķa за силата
на междуатомната връзка.
МОДУЛ HA ЗЪБИ - линейна вели
чина, тт пъти по-малка от стъпката
на зъбите. В зависимост от това,
каква стъпка се дели на -п·, М.з. бива
окръжен mt, осов тх и нормален тп.
Всеки от тях може да бъде делителен, начален и др. Обикновено се за
дава стандартен делителен норма
лен модул тп= рп!^, където рп е
нормалната стъпка на зъбите на
зъбното колело.
МОЗАИЧНА СТРУКТУРА
- Субструктура, изградена от мозаични
блокове (вж. Мозаични блокове).
МОЗАИЧНИ БЛОКОВЕ, с у б 3 ъ рн а - части от зърната (кристали
те), с относително правилен
строеж, без значителни дефекти на
кристалната решетка. Кристални
те решетки на съседните М.б. в ед
но зърно са завъртени една спрямо
друга на части от градуса. Размери
те на М.б. влияят съществено вър
ху механичните свойства на мате
риала, например якостта намалява с
увеличаване размерите на М.б.
МОЛИБДЕН (Mo) - хим. елемент,
ат.н. 42, ат.м. 95,94. Μ. е светлосив
труднотопим метал с обемноцентрирана кубична решетка; плътност
10200 кд/тЗ и т.т. 2620°С. При обик
новена температура е устойчив на
въздух и кислород. Започва да се
окислява при нагряване над 400°С.
Устойчив е на солна и сярна кисели
на, но реагира с азотната киселина и
царската вода. С неметалите от IV
- VI група на периодичната система
на Менделеев образува съединения карбиди, нитриди, силициди, сулфи
ди и др. Получава се чрез възстано
вяване на чист тримолибденов окис
с водород. Μ. се използува при про
изводство налегирани стомани и чу
гуни и огнеупорни и киселиноустойчиви сплави. Използува се за ел. осве
тителни лампи и електровакуумни
уреди, a M0S2 е твърда смазка за ла
гери и др. триещи се метални части
на машини.
МОЛИБДЕНИРАНЕ - нанасяне на
покрития от молибден върху метал
ни изделия или дифузионно насища
не на повърхностния им слой с мо
либден. Прилага се в електро- и радиотехниката, ядрената техника, елек
трониката, ракетостроенето, ваку
умната техника и др.
МОЛИБДЕНОВИ СПЛАВИ - спла
ви на основата на молибден с добав
ки от волфрам, рений, цирконий, ти
тан, ниобий, въглерод и др. елемен
ти. От конструкционните огнеу
порни М.с. добре известна е сплавта
на молибдена с 0,5% титан, 0,08%
цирконий и 0,02% въглерод. Детай
лите от М.с. могат да работят при
температура 1100- 1800°С. М.с. се
използуват при производството на
детайли на ракети, в атомните ре-
-301 -
akmopu, електрониката u gp. облас
ти на техниката. Основно предимс
тво на М.с. е голямата им якост при
високи температури, а недостатък
- малката пластичност.
МОМЕНТ HA ОТКАЗА - момен
тът на преминаване на обекта от
работоспособно състояние в нера
ботоспособно.
МОНЕЛМЕТАЛ - корозоустойчива никелово-медна сплав (27 - 29%
Си, 2 - 3% Fe, 1,2 - 1,8% Mn, остана
лото Ni). Има голяма пластичност и
якост в горещо и студено състоя
ние, висока корозионна устойчи
вост във вода, на въздух, в много ки
селини и основи. Използува се в ма
шиностроенето, корабостроенето
и уредостроенето, в хим. и нефте
ната промишленост.
МОНИТОР - програмно или апа
ратно средство, предназначено за
контрол, управление или проверка на
действието на определена система
или процес. Μ.е. е съставна част на
съвременните устройства за ЦПУ.
МОНОКРИСТАЛ, единичен
кристал - кристал на метал, ми
нерал или сплав, в който кристална
та решетка има една и съща ориен
тация по целия му обем. Съществу
ват природни Μ..на някои минерали
(кварц, каменна сол, диамант и др.).
За повечето вещества Μ. се получа
ват изкуствено от стопилки, разт
вори, парообразна и твърда фаза. Μ.
на металите се отличават с голяма
степен на чистота и малък брой де
фекти на кристалната решетка. Μ.
може да се получи, ако се създадат
условия за нарастване на кристал са
мо от един кристализационен заро
диш. Μ. се използуват за изучаване
на някои физични свойства извън
влиянието на съседните зърна, в из
числителната и полупроводникова
МОНТАЖНА ..
та техника, квантовата електрони
ка и др.
МОНТАЖ, монтиране -сгло
бяване и установяване на съоръже
ния, конструкции, технологична еки
пировка, агрегати, машини и уреди
на мястото на експлоатацията им.
Μ. включва установяването и зак
репването в проектираното поло
жение и на допълнителните техно
логични съоръжения, присъединява
нето към тях на средства за авто
матизиране и контрол, а също и на
комуникациите, осигуряващи пода
ване на сгъстен въздух, материали,
ел. енергия и др., и отстраняване на
отпадъците от производството.
Μ. се извършва при изграждане на
нови и реконструкция на действува
щи промишлени предприятия. В не
го се включва и подготовката на съ
оръженията за експлоатация.
МОНТАЖЕН ЧЕРТЕЖ - документ,
съдържащ контурно опростено
изображение на изделието и данни
те, необходими за неговото сглобя
ване и (или) монтаж на мястото на
експлоатация. Към М.ч. се отнасят
и чертежите на фундаменти, разра
ботени специално за монтажа на из
делието.
МОНТАЖНА БАЗА - съвкупност
та от повърхнини, линии или точки
на детайла, по отношение на които
се ориентират другите детайли на
изделието. М.б. биват опорни и про
верочни. При съвпадане на М.б. с кон
структорската може значително да
се повиши точността на възела.
МОНТАЖ HA МАШИНИ вж.
Монтаж.
МОНТАЖНА РАЗМЕРНА ВЕРИГА
-размерна верига, звената на която
са размери, определящи относител
ното разстояние или ъгловото по
ложение на повърхнините на детай
лите в монтажните единици и хла
МОНТАЖНИ ...
-302-
бините, включени като звена на раз
мерните вериги в процеса на сглобя
ването на машините и техните мон
тажни единици.
МОНТАЖНИ ПРИСПОСОБЛЕНИЯ
— присподобления и устройства за
монтаж на машини и на сглобяеми
строителни конструкции. М.п. би
ват: захващащи (куки, траверси, че
люсти); за временно закрепване и ре
гулиране (проверяване) на конструк
циите (центриращи приспособле
ния, стеги).
МОНТАЖНО ЗАВАРЯВАНЕ - за
варяване в процеса на монтаж на из
делия и конструкции.
МОНТИРАНЕ - вж. Монтаж.
МРЕЖЕСТА СТРУКТУРА - микроструктура, при която една от фа
зите се наблюдава във вид на мрежа
по границите на друга фаза или
структурна съставка. Такава е напр.
структурата на една надефтектоидна стомана, която се състои от
цементитна мрежа около перлитни
зърна.
МУЛТИПЛИКАТОР - устройство
за усилване действието на някакъв
механизъм, за увеличаване на преда
вателното отношение, за повиша
ване на налягането на течност и др.
В зависимост от предназначението
си Μ. имат различни конструктивни
изпълнения. Механичните Μ. често
се използуват в предавките на из
мервателни уреди за увеличаване на
предавателното отношение. Хид
равличните Μ. се използуват в хид
равлични преси (за увеличаване на си
лата на пресоване), в пневмохидравличните усилватели (напр. в точни
те затягащи устройства на метало
режещи машини) и др.
МУНДЩУК - накрайник на зава
ръчна глава за направляване на топимия електрод в зоната на заварява
не и за подвеждане на ток към него.
МУНЦМЕТАЛ - медно-цинкова
сплав (вид месинг), съдържаща 57 61% мед, понякога с добавка на 0,8 1,9% олово. М.-м. се отличава с висо
ка пластичност, лесно се обработва
чрез рязане и пластична деформация
в нагрято състояние, устойчив е на
корозия. Използува се в много произ
водства на машиностроенето и уре
достроенето.
МУСТАК, ч e n а к - дефект при
пресово рязане (щанцоване), който
се изразяВа в неравност на ръба (по
него има издаден, недобре срязан ма
териал). Μ. се получава и по делителната повърхнина на отливки и изковки (щамповки), когато между
двете половини (части) на леярска
та форма и на щампата излезе ме
тал обикновено във вид на тънка
ивица.
МУфЕЛНА ПЕЩ
- промишлена
пламъчна или ел. пещ, при която наг
ряваното изделие се поставя във
вътрешността на пещта 6 затворе
на тънкостенна камера от огнеупо
рен материал или топлоустойчива
стомана — м у ф л а (муфел). В М.п.
изделието е защитено от прякото
въздействие на пламъка, окислява се
по-малко и не се замърсява от сажди
и пепел. Освен това в муфлата може
да се вкарва защитен газ и по такъв
начин да се провежда безокислително нагряване на метала. М.п. се из
ползува напр. при химикотермична
обработка на металите.
МУфЛА, муфел- вж. Муфелна
пещ.
МЪРТВА ГЛАВА
- изкуствено
създаден технологичен придатък
към отливката, който служи за под
хранване с течен метал на нейните
масивни части през време на втвър
дяване,, когато те са свързани с др.
масивни части чрез по-тънки и по-
-303-
бързо втвърдяващи се части. По то
зи начин всмукнатината от обемно
то свиване на метала се образува в
М.г., а не в отливката. М.г. се изпол
зуват при сплави с повишено свива
не-стомана, сферографитен, ковък
и бял чугун, безкалаен бронз, месинг
и др. Според разположението им
спрямо отливките М.г. биват горни
и странични (открити или закрити),
а според начина на действие - обик
новени, под атмосферно налягане,
под газово налягане и с топлинна
изолация или екзотермична обмазка
(вж. фиг.). М.г. се отстраняват при
почистването на отливката (или
преди валцоването на металния
блок).
МЯРКА -1. Единица за измерване,
чрез която се измерва количество,
маса, размер или друг параметър. 2.
Средство за измерване, неизменно
възпроизвеждащо по време на из
ползуването му една или повече из
вестни стойности на дадена физич
НАБРАЗДЯВАНЕ ...
на величина'. Напр. теглилки, краищни мерки, гранични калибри и т.н.
Към cm. Мъртва глава
а — пряка открита; б — пряка закрита;
в — странична; г — пряка открита с
топлоизолационна или екзотермична
втулка; g - пряка закрита с топлоизола
ционна или екзотермична обвивка; е —
пряка закрита лесноотделима; 1 — газообразуваш. патрон; 2 - разделителна
пластина
н
НАБОР СМЕННИ ЗЪБНИ КОЛЕЛА
- броят на наличните сменни зъбни
колела за дадена лира на металореже
ща машина. Н.с.з.к. зависи от функ
циите на лирата. Основният набор
съдържа 89 зъбни колела с брой на зъ
бите от 20 до 100. Много често се
използуват Н.с.з.к. с намален брой
зъбни колела.
НАБРАЗДЯВАНЕ - дефект на по
върхността на отливките, израбо
тени ß пясъчно-глинести форми, във
вид на неправилни удебеления (браз
ди), съдържащи обикновено слой от
формовъчна смес. Образува се пора
ди отделяне на слой формовъчна
смес от повърхността на формата
при малка скорост на заливане, неза
доволителни физико-механични
свойства на сместа, наличие на голе
ми хоризонтално разположени плос
кости на отливката, преуплътняване на формата и др.
НАВАРЕН ...
-304-
НАВАРЕН метал, вложен ме
тал- претопяваният при заваря
ване допълнителен метал във вид на
електроди или тел, необходим за за
пълване на заваръчната междина.
Н.м. се смесва с разтопения осноВен
метал и образува метала на заваръч
ния шев.
НАВАРЯВАНЕ - нанасяне на слой
метал върху детайли по методите
на заваряване чрез стопяване. Н. се
прилага напр. при възстановяване
размерите на износени детайли или
при изработване на нови изделия за
наваряване на слоеве с особени
свойства - износоустойчиви, киселиноустойчиви и др. (вж. фиг.). Осо
бено широко се прилага Н. на твърди
сплави. Според използувания източ
ник за нагряване се различават електродъгово Н., електрошлаково Н.,
газово Н., плазмено Н. и др. Н. може
да се извърши ръчно или механизира
но.
Към cm. НаваряВане
Наваряване на износени цилиндрични
повърхнини с надлъжни шевове (цифри
те 1,2...8 показват последователност
та на наваряване)
НАВИВАНЕ в металообра
ботването - образуване на спи
рална заготовка или детайл чрез пос
ледователно огъване най-често по
винтова линия, напр. навиване на
пружина.
НАВЪГЛЕРОДЯВАНЕ - дифузионно насищане на повърхностния слой
на метала с въглерод. Частен случай
на Н. е цементацията. Н. се осъщес
твява чрез нагряване на материала
или изделието в насищаща среда, съ
държаща CO, въглеводороди и др.
Чрез Н. се изменят структурата и
хим. състав на повърхностните сло
еве, увеличава се тяхната твърдост
след закаляване.
НАВЪГЛЕРОДЯВАЩ ПЛАМЪК газокислороден заваръчен пламък, в
чиято средна зона се намира свобо
ден въглерод. При превръщането на
нормален пламък в Н-п. ядрото на
пламъка губи своето рязко очерта
ние, разликата в оттенъците на
средната зона и факела изчезва и
пламъкът става червеникав. В зави
симост от количеството на излиш
ното гориво пламъкът отделя пове
че или по-малко сажди. При нагрява
не на стомана с такъв пламък се по
лучава насищане на повърхността ù
с въглерод /навъглеродяване/, което
води до повишаване на твърдостта
и влошаване на нейната обработваемост.
НАГАР - отложени сажди в резул
тат на процес на горене.
НАГРЯВАНЕ - физически процес,
който се състои в повишаване тем
пературата на метала или сплавта 8
процеса на обработването им. Н. се
характеризира с температура и ско
рост. Под температура на Н. се раз
бира крайната температура, при ко
ято металът се задържа или изваж
да от пещта. Температурата и ре
жимът на нагряване зависят от ви
да на материала и вида на обработ
ването. Н. се извършва в пламъчни
или ел. пещи, солни вани и др. Разли
чават се безокислително Н., индук
ционно Н., пламъчно Н., радиационно
Н. и др.
- 305 -
НАГРЕВАТЕЛЕН ИНДУКТОР
~
електромагнитно устройство,
предназначено за индукционно наг
ряване. Състои се от две основни
части - проводник, чрез който се
създава променливо магнитно поле,
и токоподвеждащи проводници за
включването му към източника на
ел. енергия.
НАГРЕВАТЕЛНА ВАННА ПЕЩ
пещ за нагряване на материали в
течна среда. Н.в.п. се използуват в
термичният цехове при нагряване
на метални ^детайли за закаляване,
отвръщане, нбрмализация, цианиране, цементиране, а също за патентиране на нишки и ленти. Предимство
на нагряването в течни среди в срав
нение с нагряването в обикновените
пещи е бързото и равномерно нагря
ване, както и липсата на окисляване
по повърхностите на детайлите.
Най-широко разпространение в про
мишлеността имат едно- и трифаз
ните електродно-солни Н.в.п., в кои
то като нагревател се използуват
стопени соли.
НАДЕВТЕКТИЧЕН ЧУГУН - чугун
със съдържание на въглерод повече
от 4,3% и микроструктура цементит + ледебурит.
НАДЕЖДНОСТ - свойство на из
делието да изпълнява дадени функ
ции, запазвайки във времето стой
ностите на установени показатели
в дадени граници, съответствуващи на определени режими и условия
на експлоатация, техническо об
служване, ремонт, съхранение и
транспортиране. Н. е комплексен
показател, който в зависимост от
предназначението на обекта и усло
вията на неговата експлоатация мо
же да включва безотказност, дъл
готрайност, ремонтопригодност и
съхраняемост поотделно или в опре
делено съчетание. Най-често за Н. се
20
Терминологичен речник по металообработване
НАДЛЪЖНО-ПРОФИЛЕН ...
съди по вероятността в зададен ин
тервал от време и в границите на
определена отработка да не възник
не отказ. За основните обработва
щи машини и съоръжения този пока
зател е 500-1000 и повече часоБе бе
зотказна работа. От Н. в най-голяма
степен се съди за качеството на ма
шиностроителната продукция.
НАДЛЪЖНА ШЕЙНА - шейна, коя
то има направление на преместване,
успоредно н.а избраното основно
направление /напр. спрямо оста на
вретеното на машината/. Премест
вайки се по направляващите на ма
шината, Н.ш. осигурява точността
на траекторията на инструмента
спрямо заготовката или обратно
то.
надлъжно валцоване - вал
цоване между успоредни, въртящи
се в противоположни посоки валци,
при което на заготовката се прида
ва само надлъжно-постъпателно
(осово) движение. От силите на три
ене между валците и заготовката
тя се придвижва между валците и
пластично се деформира, като висо
чината ù се намалява, а дължината и
широчината се увеличават.
надлъжно-винтово валцова
не - валцоване между валци, осите
на които са разположени под ъгъл,
при което на заготовката се прида
ва и надлъжно-постъпателно (осо
во) движение със скорост, по-голяма
от скоростта на въртенето й. Н,8.в. се прилага напр. при производс
твото на свредла.
надлъжно-профилен
авто
мат -едновретенен стругов авто
мат, при който заготовката се зак
репва във въртящо се вретено с цангов патронник и извършва и надлъж
ното подавателно движение при
преместване на вретенната глава
по направляващите на тялото. Н.-
НАДЛЪЖНО-СТЪРГАТЕЛНА ...
-306-
n.a. има напречен cynopm, няколко
вертикални супорта и завъртащ се
около оста си супорт от балансиран
тип с два ножа. Обработването на
отвори и нарязването на резби с
метчици и плашки се извършва с по
мощта на специално приспособле
ние, поставено на тялото срещу
вретенната глава. Н.-п.а. е предназ
начен за изработване на дълги де
тайли с малък диаметър от прътов
материал в условията на масово
производство - най-вече за часовни
карската промишленост, приборостроенето, радиотехническата про
мишленост и др. (вж. фиг.).
само в надлъжно направление, а във
вертикално и напречно направление
се придвижват вретенните глави и
вретената, фрезовите глави с хори
зонтални оси на вретената са разпо
ложени върху Стойките и се прид
вижват по тях, а тези с вертикални
оси на вретената - върху напречна
та греда и се придвижват заедно с
нея и по нея. При някои Н.-ф.м. фре
зовите глави могат да се завъртат
спрямо средното си положение на
ъгъл до 30°. Н.-ф.м. са предназначени
за обработване на големогабаритни
детайли. Според броя на Стойките
Н.-ф.м. биват едностойкови и двустойкови /вж. фиг./.
НАДРОБЯВАНЕ, натрошаван е - раздробяване на даден твърд
продукт (материал) на дребни час
тици. Главни съоръжения за Н. са
мелниците и трошачките. Н. се при
лага в металургията, химията и мно
го други отрасли на промишленост
та.
Към cm. Надлъжно-профилен авто
мат (схема на работа)
НАДЛЪЖНО-СТЪРГАТЕЛНА МА
ШИНА - стъргателна машина, при
която главното работно движение е
праволинейно възвратно-постъпа
телно и се извършва от масата със
заготовката по направление на найголемия размер на работното прос
транство на машината, а режещият
инструмент извършва праволиней
но периодично подавателно движе
ние. Н.-с.м. са предназначени за обра
ботване на големи равнинни повър
хнини. Н.-с.м. биват едностойкови и
двустойкови (вж. фиг.).
НАДЛЪЖНО-ФРЕЗОВА МАШИНА
- безконзолна фрезова машина, ма
сата на която може да се придвижва
Към cm. Надлъжно-стъргателна ма
шина
а - едностойкова; б - двустойкова; 1 напречна греда; 2 - стоика; 3 - маса
НАЙ-ГОЛЯМА ВИСОЧИНА HA
ВЪЛНООБРАЗНОСТТА, Wmax - раз
стояние между най-високата и найниската точка от вълнообразността на профила в границите на отдел
ните измервани участъци от lWi до
-307-
Zw,· измерено за една пълна вълна
(вж. фиг. към cm. Височина на вълнообразността).
НАЙ-ГОЛЯМА ВИСОЧИНА HA ГРА
ПАВИНИТЕ - разстоянието между
две линии, еквидистантни на сред
ната линия на профила и допирател
ни към профила на повърхнината в
най-високата и най-ниската точка в
границите на базовата дължина.
НАКЛЕП,...
на къс цилиндър, чрез който се осъ
ществява процес на накатяване. Н.р.
за накатяване на външна резба имат
по повърхността си многоходова
резба с ъгъл на наклона, равен на ъгъ
ла на подема на обработваната рез
ба. Комплектът от Н.р. се състои
от 2-3 ролки.
НАКЛЕП, деформационно
уякчаване - промяна на струк
турата и физико-механичните ха
рактеристики на метала чрез студе
но пластично деформиране. Н. пови
шава якостните характеристики на
метала (границата на провлачане,
границата на якост и твърдостта)
и намалява пластичността му. Н. се
осъществява чрез различни процеси
на студено пластично^еформиране
(валцоване, изтегляне през дюза, ко
ване, щамповане). Чрез повърхност
на пластична деформация се получа
ва Н. в повърхностните слоеве на
телата повърхностен наклеп), с ко
ето се повишава тяхната якост на
умора, напр. при валове, зъбни коле
ла (вж. фиг.).
Към cm. Надлъжно-фрезова машина
1 - тяло; 2 -маса; 3 - стоика; 4 - нап
речна (супортна) греда; 5 - супорти; 6 портална греда
НАКАТВАНЕ - вж. Накатяване.
НАКАТЯВАНЕ, н a k а т в а н е повърхностно пластично деформи
ране, осъществявано чрез налягане и
търкаляне на деформиращия инст
румент (ролка) по обработваната
повърхнина на заготовката, в резул
тат на което тя се набраздява (вж.
Валцоване с набраздяващи ролки) -
Към cm. Накатяване
вж. фиг.
НАКАТЯВАЩА РОЛКА - метало
обработващ инструмент с форма
Накатяване (а) и видове накатявания
(б): 1 - заготовка; 2 — накатяваща рол
ка; 3 - държач
*
НАКЛОНЕНО ...
-308-
НАКЛОНЕНО СЕЧЕНИЕ - сечение
на повърхнина с равнина, разположе
на под ъгъл, различен от 90°, спрямо
номиналната повърхнина (вж. фиг.
към cm. Измерена повърхнина).
Към cm. Наклеп
Схема на повърхностно уякчаване на
зъбни колела:
1 - изделие (уякчавано колело); 2 - инст
рументи (зъбовалцовъчни валци)
НАКОВАЛНЯ - 1. Неподвижен,
опорен ковашки инструмент (ма
сивна стоманена отливка), който се
използува при свободното ръчно ко
ване. 2. Основа (обикновено стома
нена отливк8), върху която се поста
вя долната част на ковашко-щамповъчния инструмент.
НАЛЯГАНЕ ПРИ ПРЕСОВАНЕ
силата на единица площ, необходима
за получаване на заготовка с опреде
лена форма и плътност. Напр. сила
та, отнесена към площта на напреч
ното сечение на поансона на щампа.
намаляващо Звено на раз
мерна верига - съставнозвено.на размерна верига, увеличаване
то на което води до съответно на
маляване на нейното изходно или.
затварящо звено.
нанасяне ha покритие - ме
тод на обработване, при който вър
ху повърхността на детайл се нана
ся слой от материал, разли^н от
материала на детайла, с цел прида
ване на определени свойства на по
върхността, като корозионна ус
тойчивост, износоустойчивост, за
декоративни цели и др.
НАПАСВАНЕ, n p u n а с в а н е шлосерска операция, която се извър
шва за окончателно прилагане на де
тайлите и постигане на определена
точност без просвет и заклинване.
Ha Н. се подлагат направляващи на
машини, супорти, ножодържачи, ла
гери, шаблони, щанцови инструмен
ти (поансони и матрици) и др.
НАПРАВЛЯВАЩА БАЗИРАЩА ПО
ВЪРХНИНА Б - базираща повърх
нина, която отнема две степени на
свобода на детайла - възможност за
преместване по оста X и завъртане
около оста У (вж. фиг. към cm. Глав
на базираща повърхнина). Н.б.п. съ
държа две опорни точки. При еднов
ременно базиране по главната бази
раща повърхнина А и Н.б.п. Б се оси
гурява необходимата точност на
размерите luh.
НАПРАВЛЯВАЩА ПРОИЗВОДЯЩА ЛИНИЯ - линията, по която при
движението на образуващата производяща линия се формира дадена
геометрична повърхнина на обра
ботвания детайл (вж. фиг. към cm.
Производящи линии).
направляващи - части от ба
зов детайл на машината, които оси
гуряват точност на траекторията
на преместване на заготовката и
/или/ инструмента и на свързаните
с тях възли на машината. Според на
чина на работа Н. биват плъзгащи,
търкалящи и комбш>ирани. Според
вида на търкалящите тела търкаля
щите Н. биват сачмени и ролкови. В
зависимост от траекторията на
преместване Н. биват праволинейни
и кръгови, а от положението в про
-309-
странството - хоризонтални, Вер
тикални и наклонени. По формата на
напречното сечение Н. биват рав
нинни /плоски/, триъгълни /призма
тични/, трапецовидни /тип лясто
вича опашка/ и кръгли /вж. фиг./.
Към cm. Направляващи
а - плъзгащи; б - търкалящи
НАПРАВЛЯВАЩИ ВТУЛКИ
втулки на кондукторно приспособ
ление, които служат за направлява
не (водене) на свредлата, зенкерите
и райберите през време на работа.
Н.в. биват стандартни (постоянни,
сменяеми, бързосменни) и специал
ни. Подобни Н.в. се използуват и в
пресовите инструменти за направ
ляване на отделните им части при
работа.
НАПРЕЖЕНИЕ HA ДЪГАТА - пад
на напрежението в участък от зава" ръчната верига, заключен между
електрода и изделието. Н.д. включва
пада на напрежението между елект
родните петна на дъгата /вж. Зава
ръчна дъга/, наричано истинско нап
режение на дъгата, и пада на напрежениетов токоподвеждащата дюза
и в излаза на електрода.
НАПРЕЧНО-ВИНТОВО ...
НАПРЕЖЕНИЯ В ОТЛИВКИТЕ
вътрешни напрежения в отливките,
възникващи вследствие неравно
мерно, неедновременно и затрудне
но втвърдяване и свиване на мета
ла. Н.о. биват термични, фазови и
механични; временни и остатъчни.
Напреженията са причина за образу
ване на пукнатини /горещи и студе
ни/ и деформации в отливките. Н.о.
се предотвратяват или намаляват
чрез правилно конструиране на от
ливките с оглед избягване на затруд
неното и неедновременно свиване,
чрез използуване на охладители за
удебелените части и чрез увеличава
не на податливостта на леярските
форми и сърца. Н. в произведените
отливки се намаляват чрез естест
вено и изкуствено стареене, с тер
мичен удар, чрез’динамично въздейс
твие и други начини.
НАПРЕЧНА ГРЕДА - хоризонтал
на греда, опираща се на две верти
кални стойки; част от различни кон
струкции и машини (предимно от
рами и тела), напр. Н.г. при двустойкова надлъжно-стъргателна и над
лъжно-фрезова машина.
НАПРЕЧНА ШЕЙНА - шейна, коя
то има направление на премебтване,
перпендикулярно на избраното ос
новно направление/напр. спрямо ос
та на вретеното на машината/.
НАПРЕЧНО ВАЛЦОВАНЕ - валцо
ване, при което на заготовката се
придава само въртеливо (спрямо
нейната ос) движение и тя се дефор
мира в напречно направление. Н.в. се
прилага само за обработването на
ротационни тела.
НАПРЕЧНО-ВИНТОВО ВАЛЦОВА
НЕ - валцоване между валци, осите
на които са разположени под ъгъл,
при което на заготовката се прида
ва и надлъжно-постъпателно (осо
во) движение със скорост, по-малка
НАПРЕЧНО ...
-310-
om скоростта на въртенето ú. Н.в.в. се прилага при производство на
сфери (сачми), оси, безшевни тръби
и др. ротационни детайли.
НАПРЕЧНО ПЛЪЗГАНЕ - движе
ние на винтовата дислокация чрез
плъзгане в друга атомна равнина, на
мираща се под ъгъл към началната.
НАПРЕЧНО-ПРОФИЛЕН АВТОМАТ
- едновретенен стругов автомат с
два, три или четири супорта, които
се преместват само в напречно нап
равление и носят профилни и отрезни ножове. Заготовката се затяга
във въртящо се вретено с цангов
патронник. Дължината на детайла
се получава при осово подаване на за
готовката до ограничител. Н.-п.а. е
предназначен за изработване на къ
си детайли с малки диаметри от
прътов материал 8 условията на едросерийно и масово производство
(вж. фиг.).
телно, се извършва от режещия ин
струмент, поставен в ножодържача
на плъзгача, и е по направление, пер
пендикулярно на най-големия размер
на работното пространство на ма
шината, а праволинейното перио
дично подавателно движение се из
вършва от заготовката, закрепена
на конзолна маса. Н.-с.м. са предназ
начени за обработване на равнинни
повърхнини на детайли със сравни
телно по-малка дължина (вж. фиг.).
Към cm. Напречно-стъргателна ма
шина
1 - ножодържач; 2 - работна маса; 3 плъзгач; 4 - тяло
Към cm. Напречно-профилен авто
мат (схема на работа)
НАПРЕЧНО-СТЪРГАТЕЛНА
МА
ШИНА - стъргателна машина, при
която главното работно движение праволинейно възвратно-постъпа
НАРАСТВАНЕ, инкремент изменение стойността на дадено
число чрез добавяне на друга положи
телна стойност.
НАРАСТЪК - дефект на повърх
нината на отливка във вид на изда
тина с неправилна форма, образу
ващ се от замърсен с формовъчни
материали метал вследствие мест
но разрушаване на леярската форма.
НАРЯЗВАНЕ HA ЗЪБНИ КОЛЕЛА,
зъбонарязване -формообразуване на зъбите на зъбни колела
чрез рязане, осъществявано по ме
тода на копиране и по метода на об
-311 -
хождане (вж. фиг.). При метода на
копиране профилът на междузъбието се получава като копие на профи
ла на режещия инструмент (диско
ва или палцова модулна фреза, про
филен нож, протяжка); извършва се
на универсални фрезови, дълбачни
или протеглящи машини. При по
точния и по-производителен метод
на обхождане се възпроизвежда зад
ружната работа на две взаимно зацепени зъбни колела, едното от кои
то е заготовката, а другото - зъбонарезният инструмент (дълбачен
гребен, дълбачно колело, червячна
модулна фреза); използуват се зъбостъргателни, зъбодълбачни или
зъбофрезови машини. (Вж. Зъбообработваши машини и Зъбонарезен
инструмент. )
НАСИПНА ...
извършва ръчно или на универсални
и резбообработващи стругове, фре
зови, пробивни и специални резбооб
работващи машини. Н.р. със стру
гарски ножове се извършва по схеми
те, показани на фиг. В производст
вото се използува и високопроизво
дителният вихров метод за Н.р. с
ножова глава (вж. фиг.), разположена
ексцентрично спрямо оста на заго
товката и завъртяна на ъгъл, равен
на ъгъла на подема на резбата.
Към cm. Нарязване на резба
1. Схема на вихрово нарязване на резба:
а - по метода на обхождането; б - по
Към cm. Нарязване на зъбни колела
а - с дискова фреза; б - с палцова фре
за; В - с червячна фреза
НАРЯЗВАНЕ HA РЕЗБА - образу
ване на резба на болтове, винтове,
гайки, тръби, резбонарезни инстру
менти и др. чрез рязане с резбови но
жове, гребени, фрези, метчици,
плашки, резбови глави и др. Н.р. се
метода на тангирането; 1 - заготовка:
2 - ножова глава; п3 - честота на вър
тене на заготовката; пр — честота на
въртене на ножовата глава
2. Схема на нарязване на резба на
струг: а - по профилна схема на рязане;
б - по генераторна схема; 1 - профил
на резбата; 2 - нож; S - подаване на но
жа - равно на стъпката на резбата;
Sp - радиално подаване; S6 - странич
но подаване -
НАСИПНА ПЛЪТНОСТ - отноше
ние на масата на свободно насипания
НАСЛЕДСТВЕНО ...
-312-
npax (материал) към заемания от не
го обем.
НАСЛЕДСТВЕНО ЗЪРНО - зърно
на поликристален материал, което
се получава след нагряване до опре
делена температура. Н.з. е свързано
с явлението структурна наследст
веност /вж. Наследственост! и ха
рактеризира склонността на мате
риала към нарастване на зърното.
НАСЛЕДСТВЕНОСТ при мета
лите и сплавите - запазване
на някои особености на изходната
структура в металите и сплавите
след структурно или фазово превръ
щане - структурна и фазова Н. Фа
зовата Н. се характеризира със за
пазване на дефекти на кристалната
решетка, възникнали напр. след плас
тично деформиране или термично
обработване. Структурната Н. се
изразява във възстановяване до оп
ределена степен на размерите и
формата на изходното зърно след
фазовото превръщане (напр. наслед
ствено дребнозърнеста и наследст
вено едрозърнеста стомана). Н. е
твърде устойчива, понякога се за
пазва до температурата на топене
на метала.
НАСЛОЙКА - силно деформирани
частици от обработвания мате
риал, задържали се при определени
условия върху предната повърхнина
на режещия инструмент. Н. изменя
предния ъгъл на режещата част на
инструмента и оказва влияние вър
ху грапавостта на обработената
повърхнина, големината на силата
на рязане, износването на инстру
мента и на възникването на вибра
ции при рязането.
НАСОЧЕН ЗВУКОИЗТОЧНИК
звукоизточник, излъчващ звука пре
димно в определена посока.
НАСТОЛНА ПРОБИВНА МАШИНА
- едновретенна вертикална пробив
на машина, малка по.размери, при ко
ято основната плоча изпълнява ро
лята на работна маса. Н.п.м. работи
поставена върху маса (вж. фиг.).
Към ст. Настолна пробивна машина
НАСТРОЕЧНА КАРТА - карта C
данни, необходими за настройване
на машината за определена работа
(операция).
НАСТРОЕЧНА УСТАНОВЪЧНА БА
ЗА - установъчна база, която е
свързана с размери пряко с обработ
ваните повърхнини и се образува
при една установка с разглежданите
обработвани повърхнини на детай
ла (вж. фиг.). Н.у.б. се използуват в
едросерийното и масовото произ
водство, при обработването на де
тайли с револверни автомати, спе
циализирани фрезови машини и ма
шини с програмно управление, където се изпълняват сложни операции.
Към ст. Настроечна установъчна ба
за
А - настроечна опорна установъчна ба
за; Б, В - обработвани повърхнини
НАТРИЙ /Na/
-313-
НАСТРОЙВАНЕ - 1. Съвкупност
от действия за довеждане на сред
ствата за измерване и на др. уреди
до Състояние на точност, необходи
ма при тяхната употреба. 2. Въз
действие на технологичната систе
ма за изпълнение на даден процес, в
резултат на което показателите на
качеството на произвежданата про
дукция се привеждат в съответст
вие с изискванията на техническата
документация.
НАСТРОЙВАНЕ HA МАШИНА
съвкупност от действия по подго
товка и регулиране на машината и
принадлежностите ù за изпълнение
на определена технологична опера
ция. Н.м. обхваща превключване на
скоростни и подавателни преводи
(кинематични вериги), подбиране и
поставяне на сменни зъбни колела в
настроечните звена (лирите), уста
новяване и регулиране на приспособ
ления, инструменти, копири, ограни
чители и др.
НАСТРОЙВАНЕ HA ПРЕСА - съв
купност от действия за регулиране
на натиска или силата на удара при
преса без ограничение на хода (пнев
матична, хидравлична, хидромеханична, фрикционна) и на хода и зат
ворената височина при преса с опре
делен ход. При необходимост се из
вършва регулиране на хлабината на
плъзгача, регулиране на притискащи
те устройства, на спирачките, на
командните механизми и др.
НАСТРОЙЧИК -професияналице,
което настройва за работа различ
ни видове металообработващи ма
шини и автоматични линии. Въз
можни специализации - Н. на полуав
томати и автомати с електромеха
нично управление, Н. на машини с
програмно^правление.
НАСТРОИЧИК-ОПЕРАТОР - настройчик, който извършва дейности
те и на оператор.
НАТЕЖАВАНЕ HA ЛЕЯРСКИТЕ
ФОРМИ - допълнително притиска
не на горната полуформа към долна
та/чрез тежести, винтови механиз
ми, скоби и по др. начини/, за да се
предотврати разтварянето им от
възникващата подемна сила при за
ливане с течен метал. При комплек
сно механизирани и автоматизира
ни формовъчни линии широко прило
жение намират съоръженията, при
които от клона на линията за зале
ти форми след втвърдяване на ме
тала се прехвърлят тежести с опре
делена маса и форма върху формите,
които ще се заливат /вж. фиг./.
Към cm. Натежаване на леярските
форми
1 - тежести; 2 — колички; 3 - силови
цилиндри за придвижване на колички
те; 4-силови цилиндри за повдигане
на тежестите; 5 - ролганг; 6 - залята
форма; 7 - незалята форма
НАТИЧАНЕ - дефект в заварено
или споено съединение, получен в ре
зултат на разХиване върху основния
метал на течен метал, който не се
сплавява с основния метал /вж.
фиг./.
НАТОЧВАНЕ (непр. т.) - вж. За
точване. _
НАТРИЙ/Na/ - хим. елемент, ат.
н. 11, ат. м. 22,9897. Н. е лек, сребристобял метал с обемно центрирана
кубична решетка; плътност 968
кд/тЗ, т.т. 97,83°С. Химически е мно
го активен, съхранява се в керосин,
НАТРОШАВАНЕ ...
-314-
тъй като на Въздух бързо се окисля
ва. Бурно разлага водата, като се
отделя Водород. Н. се получава чрез
електролиза на стопени NaCI или
NaOH. Н. и сплавите на H. с калий се
използуват като течни метални
топлоносители в атомните реакто
ри. В металургията Н. се използува
като редуктор при получаването на
някои редки метали - титан, цирко
ний, тантал /вж. Металотермия! и
като уякчаваща прибавка 8 някои
сплави /напр. на основата на олово
то/. В органичния синтез Н. се изпол
зува за катализатор /напр. при полу
чаване на синтетичен каучук/.
Към cm. Натичане
Натичане 8 заварено съединение
НАТРОШАВАНЕ - вж. Надробява
не.
НАЦИОНАЛЕН ЕТАЛОН - еталон,
приет с официален държавен доку
мент да служи В страната за основа
при определяне стойностите на др.
еталони и образцови средства за из
мерване на дадена величина.
НАЧАЛЕН ПОТЕНЦИАЛ HA ПАСИВАЦИЯ — потенциал, сьответствуващ на началото на преминаването
на метала от областта на активно
състояние В областта на пасивно
състояние.
НАЧАЛО HA ПРОГРАМАТА - ко
манда в първото изречение на прог
рамата, предизвикваща началото на
изпълнение на програмираната ра
ботна операция на машината.
НАЧАЛО HA РЕЗБАТА - началото
на образуване на винтовата канавка
на резбови детайли. Според броя на
винтовите канавки резбите се раз
делят на едноходови и многоходови
(двуходови, триходови и т.н.).
НЕБАЛАНСИРАНОСТ на ротор
- състояние на ротора, характери
зиращо се с такова неравномерно
разпределение на масите, което при
въртене предизвиква променливи
натоварвания на лагерите му.
НЕВЪЗСТАНОВЯЕМ ОБЕКТ, н еремонтируем обект — обект
(изделие), чиято работоспособност
при Възникване на отказ не подлежи
на възстановяване Напр. освети
телната лампа практически винаги е
невъзстановяемо изделие. Н.о. се за
меня след първия отказ, т.е. В процеса на експлоатация той може да има
само един отказ.
НЕДОЗАЛИВАНЕ - дефект в от
ливката Във вид на непълно образу
ване на нейното тяло Вследствие
частично незапълване на леярската
форма с разтопен метал.
НЕДОРЯЗЪК — непълен контур на
изрязаното (щанцованото) изделие,
който се получава, когато лентата е
тясна (Вж. фиг. а) или когато стъп
ката t не е точна (вж. фиг. в).
НЕЕДНОРОДНОСТ В МЕТАЛА
нехомогенност В метала, изразена
като нееднаквост на хим. състав,
физичните и механичните свойства
или структурата В различните
обемни части на метала. (Вж. Хими
ческа нееднородност. Физическа не
еднородност, Механична нееднород
ност, Структурна нееднородност.)
НЕЗАВИСИМА СИСТЕМА HA УП
РАВЛЕНИЕ — Вж. Централизирана
система на управление.
НЕЗАВИСИМ ДОПУСК HA РАЗПО
ЛОЖЕНИЕТО - допуск на разполо
жението на обхващащите и обхва
-315-
щаните повърхнини, стойността на
който се определя от зададените в
чертежа гранични отклонения на
разположението и не зависи от
действителните отклонения на раз
глежданите или базовите повърхни
ни на същия детайл.
НЕЗАВИСИМО ЗЪБНО КОЛЕЛО зъбно колело, което работи в пре
давката само като водещо.
НЕИЗПРАВНОСТ - вж. Неизправ
но състояние.
Към cm. Недорязък
а - недорязък от тясна лента; б - год
но изделие; 8 - недорязък от неспазена
стъпка
НЕИЗПРАВНО СЪСТОЯНИЕ, н еизправност - състояние на из
делието или системата, при което
те не съответствуват на едно или
на няколко изисквания на техничес
ката документация по отношение
на основни параметри, експлоата
ция, външен вид, комплектоване и
т.н. Н.с. е по-общ термин, отколкото отказът; не всички Н.с. са причи
на за отказ. Н.с., неводещи до отказ,
понякога се наричат дефекти.
НЕКАПИЛЯРНО СПОЯВАНЕ -спо
яване, при което разтопеният припой запълва междината за спояване
под действието на силата на те
жестта без забележимо участие на
капилярните сили.
НЕПОДВИЖЕН ...
НЕКОХЕРЕНТНА ГРАНИЦА - гра
ница между две фази или участъци
от зърното с разкъсана междуатомна връзка.
НЕЛЕГИРАНА СТОМАНА вж.
Въглеродна стомана.
НЕМЕТАЛНО ВКЛЮЧВАНЕ - де
фект на металите и сплавите (найчесто след отливане или заваряване)
във вид на неметални частици, по
паднали по механичен път или обра
зували се вследствие хим. взаимо
действие на компоненти при разто
пяване или заливане на сплавта. Н.в.
може да бъде окис, графит, огнеупо
рен материал, шлака, сулфид, сили
кат и др.
НЕМЕТАЛНО ИЗОЛИРАЩО ПОК
РИТИЕ - неметално защитно пок
ритие, механично изолиращо защи
тавания метал от въздействието
на корозионната среда.
НЕНАСОЧЕНЗВУКОИЗТОЧНИК звукоизточник, излъчващ звука рав
номерно във всички посоки.
НЕОБЕЗЛИЧЕН РЕМОНТ
- ре
монт, при който възстановителни
те работи се извършват с отчита
не на принадлежността на възста
новяваните детайли и възли към оп
ределена машина.
НЕОРГАНИЧНИ СВЪРЗВАЩИ ВЕ
ЩЕСТВА - свързващи вещества от
неорганичен произход, които нами
рат приложение в леярската практи
ка. Най-голямо значение от Н.с.в.
имат водното стъкло, циментът и
етилсиликатът.
НЕПОДАТЛИВОСТ HA ТЕХНОЛО
ГИЧНАТА СИСТЕМА - вж. Стабил
ност на технологичната система.
НЕПОДВИЖЕН ЛЮНЕТ - люнет,
'който не изменя положението си
спрямо обработвания детайл в про
цеса на рязане; най-често е закрепен
върху направляващите натялото на
машината и служи като неподвижна
НЕПОДВИЖЕН ...
-316-
onopa за намаляване на деформация
та на обработвания детайл от сила
та на рязане при обработването му
(вж. фиг.).
Към cm. Неподвижен люнет
НЕПОДВИЖЕН СЪЕДИНИТЕЛ,
постоянен съединител съединител за неподвижно (твърдо)
свързване на съосни валове, преда
ващ въртящи моменти. Към Н.с. се
отнасят втулковите и фланцовите
(черупковите) съединители.
НЕПОДВИЖЕН ЦЕНТЪР -център,
изработен като цял елемент (де
тайл), оставащ неподвижен при вър
тене на базирания и закрепен към не
го обработван детайл (вж. фиг.*).
НЕПОДВИЖНА ОС - ос, която е
неподвижна спрямо опорите си и но
си въртящите се на нея детайли.
НЕПОДВИЖНО СЪЕДИНЕНИЕ съединение на детайли, което осигу
рява, неизменност на тяхното вза
имно разположение в процеса на ра
бота на механизма, уреда, машина
та, без да допуска относително дви
жение на същите. В зависимост от
това, дали те могат или не могат
многократно да се разглобяват или
сглобяват, Н.с. биват разглобяеми и
неразглобяеми. Получават се чрез
пресоване на единия детайл към дру
гия, нитоване, заваряване, спояване
или със скрепителни детайли.
НЕПОПРАВИМ ДЕФЕКТ - дефект,
отстраняването на който е техни
чески невъзможно или икономически
нецелесъобразно.
НЕПРЕКЪСНАТА СТРУЖКА, л е нтообразна стружка - струж
ка, която се получава при рязане на
меки и жилави метали с голяма ско
рост и голям преден ъгъл на реещия
инструмент. Външната ù повърхни
на е леко назъбена, а вътрешната гладка и лъскава.
НЕПРЕКЪСНАТО ДВИЖЕНИЕ движение, което се извършва от ра
ботен орган на машина без промяна
на параметрите на движението.
Напр. непрекъснато въртене на аб
разивен диск при шлифоване и др.
Към cm. Неподвижен център
НЕПРЕКЪСНАТО ЗАКАЛЯВАНЕ на
стомана - закаляване на стома
на в един охладител без прекъсване
до пълното ù охлаждане.
НЕПРЕКЪСНАТО ЛЕЕНЕ - метод
на леене, при който течният метал
от междинен резервоар преминава
във водоохлаждаема форма-кристализатор, където се втвърдява. Спе
циално устройство от противопо
ложната страна непрекъснато из
тегля втвърдената част, която по
лучава формата на отвора в кристализатора (вж. фиг.). Н.л. осигурява
-317-
голяма плътност на отливките; из
ползува се за получаване на заготов
ки във вид на прътов материал с
кръгло, квадратно или многостенно
напречно сечение.
Към cm. Непрекъснато леене
1 - резервоар за течен метал; 2 - кристализатор; 3 - водно охлаждане на
кристализатора; 4 - втвърден метал;
5 - ролки за изтегляне
НЕПРЕКЪСНАТОСТ HA ПОКРИТИ
ЕТО - липса на пори, пукнатини и
разслоявания в дифузионния слой на
покритието.
НЕПРЕКЪСНАТ ПОТОК - поточна
форма на организация на производс
твото, която се осъществява при
еднаквост или кратност на времет
раенето на операциите с производ
ствения такт. Придвижването на
изделията от първата до последна
та операция се извършва непрекъс
нато.
НЕПРЕМИНАВАЩА ГРАНИЦА граничният размер, който съответствува на минималното количество
материал, а именно минималният
размер на вала и максималният раз
мер на отвора. При използуването
на гранични калибри Н.г. е гранич
НЕРАВНОМЕРНА ...
ният размер, проверяван с непреминаващия калибър.
НЕПРЕМИНАВАЩ КАЛИБЪР - ка
либър, контролиращ горния грани
чен размер на отвора или долния гра
ничен размер на вала. При контрол
калибърът не трябва да преминава.
Допуска се малко влизане на калибъ
ра, напр. 1/10 от дължината му.
НЕПРЕНАСТРОИВАЕМА АВТОМА
ТИЧНА ЛИНИЯ - автоматична ли
ния, предназначена за обработване
на строго определено изделие (де
тайл). Може да бъде съставена от
унифицирани, типови, специални и
специализирани машини и съоръже
ния. Н.а.л. се нарича още и твърда ав
томатична линия.
НЕПРОВАР - дефект на заварено
то съединение, който представлява
местно несплавяване между основ
ния метал и метала на шева или при
многослойно заваряване - между съ
седни слоеве на метала на шева. Н.
възниква поради непълно стопяване
на краищата или повърхността на
по-рано изпълнен слой. Н. бива по
краищата /а/ и по сечението /б/ /вж.
фиг./. Причини за Н. са неправилното
провеждане на заваръчния процес,
замърсяване на металните повърх
ности, малка стойност на тока и др.
Н. е нежелан дефект, тъй като пони
жава значително якостта на заваре
ното съединение.
НЕПРЯКА ДЪГА - вж. Дъга с неп
ряко действие.
НЕРАБОТОСПОСОБНОСТ - със
тояние на машината, при което тя
не може да извърши нормално една
или повече от зададените функции.
НЕРАВНОМЕРНА СКАЛА - квадратична, логаритмична и др. скала,
при която разстоянието между де
ленията, съответствуващо на една
и съща стойност на измерваната ве
личина, не е еднакво.
НЕРАЗГЛОБЯЕМО ...
-318-
НЕРАЗГЛОБЯЕМО СЪЕДИНЕНИЕ
- съединение на детайли, при което
демонтажът на възела е възможен
само чрез разрушаване на закрепва
нето или на самите детайли. Към
Н.с. се отнасят нитовите, заварени
те, пресовите и лепените съедине
ния.
Към cm. Непровар
а - по краищата; б - от незапълване на
шева
НЕРАЗГЛОБЯЕМ ПЛЪЗГАЩ ЛАГЕР
- плъзгащ лагер с втулка, тялото на
който е изработено като едно цяло
(без разделяне) - вж. фиг.
Към cm. Неразглобяем плъзгащ лагер
НЕРЕМОНТИРУЕМ ОБЕКТ - вж.
Невъзстановяем обект.
НЕРЪЖДЯСВАЩА СТОМАНА
стомана, устойчива на корозия във
въздух и някои слаби агресивни сре
ди. Корозионната устойчивост на
Н.с. зависи от структурата и хим. ù
състав (легиращите прибавки), със
тава на агресивната среда и предва
рителното обработване. Основна
легираща прибавка на Н.с. е хромът
(11-19%/. Н.с. биват хромови, хромникелови, хром-никел-манганови и
др·
НЕСАМОДЕИСТВУВАЩА СИЛОВА
ГЛАВА - силова глава, в която има
вграден превод само за въртеливо
движение на вретеното (вретена
та). Най-често тези глави се монти
рат неподвижно на преместваща се
силова маса, която има подавателен
превод, намиращ се вън от силовата
глава.
НЕСАМОЦЕНТРИРАЩ СЕ ПАТРОН
НИК - затегателен патронник с не
зависимо придвижване на челюсти
те /най-често четири на брой/. Н.п.
се използува при обработване на за
готовки с несиметрична форма,
със сложна конфигурация, ексцент
рични (отливки, изковки, арматура)
и др. Той се среща и под названието
планшайба. Н.п. се произвежда
в четири класа на точност: нормал
на, повишена, висока и особено висо
ка точност.
НЕСВОБОДНО РЯЗАНЕ - рязане,
при което участвуват два и повече
режещи ръбове или един криволинеен режещ ръб (вж. фиг.).
НЕСИЛОВ ОГРАНИЧИТЕЛ - меха
низъм, ограничаващ движението.
От неговото действие подвижният
възел на машината се спира в резул
тат на това, че достигайки до огра
ничителя, привежда в действие уст
ройството за управление, което
спира задвижващия механизъм, по
точно прекъсва и изключва неговата
верига за управление, а в някои слу
чаи привежда в действие спирачна-
-319-
ma верига. Н.о. не оказва съществе
но съпротивление на движението.
НЕСЛИВАНЕ — дефект във вид на
отвор с произволна форма в тънка
та стена на отливка, образуващ се
вследствие несъединяване (неслива
не) на метала при неговото залива
не.
Към cm. Несвободно рязане
НЕСПОЯВАНЕ -1. При леене - де
фект на отливка, подобен на пукна
тина, но със заоблени ръбове, който
се получава при несливане на два или
повече потоци метал при запълване
на леярската форма. Z При спояване
- дефект във вид на прекъсвания на
шева; получава се, когато припоят
не запълва междината на споявани
те детайли или поради лошата им
подготовка не я умокря.
НЕСТАРЕЕЩА СТОМАНА - нисковъглеродна (до 0,15% въглерод) сто
мана със стабилизирани механични
свойства (вж. Стареене на метали
те). Желаните свойства се пости
гат чрез специална технология на по
лучаване на стоманата — редукция с
алуминий, а също чрез термично об
работване и добавяне на малки коли
чества (0,03 — 0,15%) алуминий, ти
тан, ванадий или ниобий- Н.с. се из
ползува предимно 8 котлостроенето.
НЕТОПИМ ЕЛЕКТРОД - електрод
за електродъгово заваряване, чийто
НЕУТРАЛНА ...
материал не се топи в процеса на за
варяване. Н.а обикновено се изра
ботва от волфрам, но също и от
специален електротехнически въг
лен или графит.
НЕУРАВНОВЕСЕНОСТ на абра
зивен инструмент - състо
яние на абразивен инструмент, ха
рактеризиращо се с такова разпре
деление на неговата маса, че при вър
тене се пораждат неуравновесени
радиални сили, които предизвикват
променливи натоварвания на лаге
рите. В зависимост от големината
на неуравновесената маса се опреде2
лят класовете на Н.а.и. Недопусти
мата Н.а.и. се отстранява чрез ста
тично или динамично балансиране
(уравновесяване), чрез отнемане на
материал от тялото на инструмен
та, чрез уравновесяващи тежести
във фланците и чрез устройства за
динамично балансиране.
НЕУТРАЛЕН АНОД - анод, от кой
то не преминават йони в електроли
та през време на електролизата и
който служи само като проводник на
тока.
НЕУТРАЛНА АТМОСФЕРА,
инертна атмосфера - вид
защитна атмосфера, която пред
пазва моталите и сплавите при об
работване /термообработване, за
варяване, нагряване и др./ от обезвъглеродяване, окисляване и др. не
желателни процеси, оказващи вред
но хим. въздействие върху повърх
ността на обработвания материал.
Като Н.а. се използуват азот, аргон,
хелий и др. газове.
НЕУТРАЛНА СРЕДА, инертна
среда — среда, която практически
не Взаимодейстбува с намиращия се
8 нея материал. Н.с. може да бъде
твърда /насипен материал/, течна
/солна вана/ или газообразна /вж. Не
утрална атмосфера!.
НИКЕЛ /Ni/ ...
-320-
НИКЕЛ/Ni/ - хим. елемент, ат.н.
28, ат. м. 58,7. H. e сребристобял,
пластичен металc равнонноцентрирана кубична решетка; плътност
8900 kg/тЗ, т.т. 1453°С. Н. не се
окислява на въздух при обикновени
температури; разтваря се бавно в
разредени киселини, не реагира с ос
нови. Добре поглъща водорода, при
което възниква водородна крехкост. Н. еферомагнитен материал с
точка на Кюри 358°С. Получава се от
обогатена руда, която чрез окисли
телно нагряване преминава в NiO;
последният се редуцира в ел. дъгови
пещи с въглерод. Използува се глав
но за получаване на легирани стома
ни и сплави със специални свойства,
като огнеупорност, корозионна ус
тойчивост, феромагнитни свойст
ва, високо ел. съпротивление и др. Н.
се използува също за производство
на електроди за алкални акумулато
ри, за защитни покрития /никелира
не/, за изработване на апаратура за
хим. промишленост и като катали
затор на редица хим. процеси /напр.
при хидрогенизиране на органични
те съединения/.
НИКЕЛИН -меднасплав, съдържа
ща 25-35% Ni u примеси от желязо,
манган, цинк и др. /сумарно до 2,5%/.
Притежава високо ел. съпротивле
ние и относително висок темпера
турен коефициент. Използува се.
главно в реостатите.
никелиране - нанасяне на нике
лови покрития върху метални и не
метални изделия за защита от коро
зия, повишаване на износоустойчи
востта или придаване на декорати
вен вид. Н. се осъществява чрез елек
тролиза /вж. Галванотехника!, при
което се получават слоеве с дебели
на 15 - 30 μm, или по хим. път чрез
възстановяване на никелови соли
/NiCIj или N1SO4/ най-често с нат
риев хипофосфат. Намира приложе
ние при производството на авто
мобили, медицински инструменти,
уреди, апарати и др.
НИКЕЛОВА СТОМАНА - стомана,
която е легирана с никел за повиша
ване на прокаляемостта, якостта,
пластичността, жилавостта и за
получаване на някои специални
свойства/немагнитност, корозион
на устойчивост и др./. Н.с., съдържа
ща 6 и 9% Ni, се използува в криоген
ното производство /вж. Криогенни
стомани и сплави!.
НИКЕЛОВИ СПЛАВИ - сплави на
никелова основа с прибавки от желя
зо, хром, манган, молибден, алуми
ний, волфрам, титан и др. елементи.
Н.с. притежават редица специални
свойства, като висока магнитна
проницаемост /вж. Пермалой!, висо
ко ел. съпротивление /вж. Нихром!,
голяма якост и корозиоустойчивост
/вж. Монел-метал/, голяма термоелектродвижеща сила /вж. Хромел,
Алумел! и др.
НИМОНИК - огнеупорна никелова
сплав, съдържаща освен никел 19,3319,90% Сг, 1,15 - 19,10% Co, 0,35 2,84% Ti, 0,12 - 1,70% Al u 0,032 0,13% C. Използува се за изработва
не на детайли за газови турбини и
др. конструкции, работещи при
температури до 1000°С.
НИОБИЕВИ СПЛАВИ - сплави на
основата на ниобий с добавки на мо
либден, волфрам, цирконий, титан,
ванадий и др. елементи. Имат висо
ка огнеупорност, корозионна устой
чивост в много агресивни среди и в
контакт с течни метали - топлоно
сители; някои Н.с. са свръхпроводи
ми. Използуват се в ядрената енер
гетика, хим. промишленост.
НИОБИЙ (Nb) - хим. елемент,
ат.н. 41, ат.м: 92,9064. Н. е светло
сив, труднотопим метал с обемно-
-321-
центрирана кубична решетка; плът
ност 8570kg/m3, т.т. 2468°С. Н. е ус
тойчив срещу окисляване при ниски
температури във въздух и вода, не
реагира с много киселини, но се раз
тваря в гореща концентрирана сяр
на киселина и в стопени основи. Във
вид на прах Н. се получава чрез възс
тановяване на K2NbT4 с натрий, а
компактен Н. - чрез спичане на пра
хообразен Н. или чрез електродъгово
вакуумно или електроннолъчево пре
топяване. Н. притежава висока огне
упорност, относително висока тем
пература на преминаване в свръх
проводимо състояние (9,22 К). Н. се
използува в металургията, като
прибавка (до 1%) в стоманите за по
вишаване на устойчивостта им към
междукристалитна корозия, като
конструкционен материал, във ваку
умната техника, в атомната енерге
тика и др.
НИПЕЛ - детайл, представляващ
къса метална съединителна тръба с
резба. Използува се за плътно свър
зване на края на тръбопровод към
шуцер с гайка, за съединяване на тръ
би на уреди, машини и др. H. с външ
на резба служи за свързване на радиаторни секции на отоплителни уре
ди (вж. фиг.).
Към cm. Нипел
Двоен нипел (фитинг)
НИСКОВЪГЛЕРОДНА СТОМАНА вж. Въглеродна стомана.
НИСКОЛЕГИРАНА СТОМАНА вж. Легирана стомана.
21
Терминологичен речник по металообработване
НИСКОТЕМПЕРАТУРНО...
НИСКОТЕМПЕРАТУРЕН ПРИПОЙ,
леснотопим n p u n o й.- припой (леснотопим метал или сплав на
основата на калай, бисмут, кадмий,
олово, цинк, индий), който има тем
пература на топене до 450°С, малка
твърдост и сравнително ниски ме
ханични свойства. Н.п. се използу
ват за спояване на съединения, кои
то работят при ниски температури
(от 50 до 200°С) и от които не се
изисква особено голяма якост.
НИСКОТЕМПЕРАТУРНО ОТВРЪ
ЩАНЕ HA СТОМАНАТА - отвръща
не на стоманата при температура
под 250°С с цел получаване на струк
тура "отвърнат мартензит" и нама
ляване на вътрешните напрежения.
НИСКОТЕМПЕРРАТУРНО С П О Я ВАНЕ -спояванесмек (нискотемпературен) припой, при което темпе
ратурата на спояване не превишава
450°С.
НИСКОТЕМПЕРАТУРНО ТЕРМИЧ
НО-МЕХАНИЧНО ОБРАБОТВАНЕ термично-механично обработване,
което се състои в пластично дефор
миране на преохладен твърд разт
вор до температура, по-ниска от на
чалото на рекристализация, със
следващо закаляване и отвръщане
или стареене.
НИСКОТЕМПЕРАТУРНО ТЕРМИЧ
НО-МЕХАНИЧНО ОБРАБОТВАНЕ HA
СТОМАНА - термично-механично
обработване, което се състои в наг
ряване на стоманата до аустенитно
състояние, охлаждане до темпера
тура, която е по-висока от началото
на мартензитното превръщане
/400-600°С/, но по-ниска от темпе
ратурата на рекристализация на
стоманата, следващо обработване
чрез пластична деформация и зака
ляване с нискотемпературно отвръ
щане. Получава се мартензит със
специфична структура и високи ме
НИТ...
'
·
-322-
ханични качества, но с намалена
пластичност.
НИТ - машинен елемент за обра
зуване на неразглобяемо съединение.
Представлява плътно или кухо ци
линдрично тяло - стебло, което в
единия край завършва с опорна глава
с полусферична, конусна, лещовидна
и др. форма. Размерите на нитовото стебло, както и формата и раз
мерите на нитовата глава са стан
дартизирани. При нитоване свобод
ният край на стеблото се сбива и об
разува затварящата глава на Н. Из
работват се от мека стомана, мед,
месинг; материалът на Н. обикнове
но се избира еднороден с материала
на съединяваните детайли, за да се
избегне възникването на сили в нитовото съединение, породени от
разликите в температурните де
формации на различните материали
и електрохим. корозия. Използуват
се и взривни Н. (вж. фиг.).
НИТОВАНА КОНСТРУКЦИЯ - ме
тална конструкция на съоръжения и
а
.
б
,в
технологично обзавеждане, елемен
тите на която са съединени с нито
ве. Отворите на нитовете отслаб
ват сечението на елементите, а из
работването на Н.к. е много трудопоглъщащо. Това ги прави по-неиз
годни в сравнение със заварените
конструкции, които ги изместват.
НИТОВАНЕ - процес на създаване
на неразглобяемо съединение на еле
ментите на конструкции от листов
и профилен материал посредством
нитове. Н. включва операциите из
равняване на повърхнините на еле
ментите, притискането им, проби
ване и зенкероване на отворите,
поставяне на нитовете и оформяне
то на затварящите им глави чрез
удари (с ръчен чук, преса, пневмати
чен пистолет или на нитовъчен ав
томат) - вж. фиг. В общото маши
ностроене Н. се извършва обикнове
но с подгрети нитове, а във фината
механика - в студено състояние.
г
д
Взрибно
бещестбо
Към cm. Нит ,
1. Видове нитове: а - с полукръгла; б - със скрита; ß - с полускрита; г - с плоска
глава; g - с конусна глава и конусна шийка; 1 - стебло на нита; 2 - глава; 3 - затва
ряща глава
2. Взривен нит: а - преди поставянето; б - след изпълнение на съединението
нитово съединение - нераз
глобяемо съединение на детайли
посредством нитове; В зависимост
от предназначението си Н.с. биват:
здрави, предназначени да понасят
само силите, които действуват във
връзката, напр. при стоманени кон
струкции, мостови конструкции и
др.; здравоплътни - понасят дейст
вуващите сили и осигуряват плът
ност на връзката, напр. в резервоа
ри с флуид под налягане, парни kom-
i
- 323 -
ли u gp., u плътни - нитовете пона
сят малки сили, но трябва ga поддър
жат необходимата плътност между
свързваните части. В зависимост
от начина на свързване на частите и
тяхното взаимно разположение Н.с.
биват с припокриване и с една или с
две планки. При голям брой нитове
те се нареждат верижно или шах
матно в редове. В зависимост от
броя на редовете Н.с. биват едноредови, двуредови и многоредови.
Според броя на сеченията на нита,
подложени на срязване, Н.с. биват
едносрезнй, двусрезни и многосрезни. В съвременната техника Н.с. се
заместват от по-икономичните за
варени и залепени съединения.
а
б
Към cm. НитоВане
а - пробиване на отвор; б - обработва
не на гнездото под скритата глава; в поставяне на нита; г- образуване на
затварящата глава; 1 - глава; 2 - стеб
ло; 3 - затваряща глава; 4 - главичар;
5 - държан
НИТОВЪЧЕНЧУК - пневматична
ръчна машина с ударно действие, ко
ято се използува при нитоване за об
разуване на затварящата глава на
нита.
НИТОВЪЧНА МАШИНА - машина,
предназначена за нитоване. Н. м. би
ват нитовъчни преси (подвижни и
стационарни) и нитовъчни автома
ти. С пресите се извършва само опе
рацията образуване на затварящи
те глави на нитовете, като ръчните
НИХРОМ ...
(подвижните) преси се използуват в
труднодостъпни места на конст
рукцията. С нитовъчните автома
ти се изпълнява целият процес ни
товане: изравняване на повърхнини
те на детайлите, притискане на де
тайлите, пробиване на отворите,
поставяне на нитовете и образува
не на затварящите им глави.
НИТРИДИ -съединения на азота с
по-електроположителни елементи,
главно метали. Н. биват неметални
/напр. алуминиев, силициев, борен
нитрид/, които имат висока хим. и
топлоустойчивост, и металоподобни /напр. титанов, циркониев нитрид/ с голяма твърдост, висока тем
пература на топене и хим. устойчи
вост. Н. се използуват като огнеустойчиви материали, инструментал
ни и конструкционни материали и
дрНИТРИРАНЕ - вж. Азотиране.
НИТРОЦЕМЕНТАЦИЯ, k а р б 0 н Um p u р а н е, въглеродоазотир а н е - химикотермично обработ
ване, което се състои в дифузионно
насищане на повърхността на сто
манени или чугунени детайли едно
временно с азот и въглерод. Може да
се извърши в твърда, течна или газо
образна фаза. Н. повишава износоус
тойчивостта, твърдостта, якост
та на умора и корозионната устой
чивост. Разновидност на Н. е цианирането.
НИХРОМ - сплав на никел /65—
80%/ и хром /10—30%/, съдържаща
още силиций /до 1,5%/ или алуминий
/до 3,5%/ и малки прибавки от редкоземни елементи и алкалоземни ме
тали. Има висока огнеустойчивост
/до 1250°С/и високо ел. съпротивле
ние. Добре се обработва чрез гореща
и студена пластична деформация,
добре се заварява и обработва чрез
рязане. Н. се използува за електронагреватели, реостати и др.
НИШКОВИДЕН ...
-324-
НИШКОВИДЕН КРИСТАЛ - монокристал с нишковидна форма, съ
държащ минимален брой дефекти на
кристалната решетка. Получава се
чрез кристализация от стопилка или
разтвор или с отлагане от газова
фаза. Последният начин се използу
ва за получаване на Н.к. от метали,
полупроводници и труднотопими
съединения. Механичната якост на
Н.к. се приближава до теоретичната
якост (напр. Н.к. от желязо имат
якост на опън 1300Ó МРа). Н. к. се из
ползуват главно като армировка на
композиционни материали с висока
механична якост.
НИШКОВИДНА КОРОЗИЯ - коро
зия, разпространяваща се във вид на
нишки предимно под неметалните
защитни покрития.
НОВО СРЕБРО, алпака - сплав
на медта с 20% цинк и 15% никел.
Отличава се с корозионна устойчи
вост, повишена якост и задоволи
телна пластичност в студено и го
рещо състояние. Употребява се за
направа на музикални инструменти,
домакински съдове, телефонна апа
ратура, художествени изделия.
НОЖ - металорежещ инстру
мент с правоъгълно, квадратно или
кръгло сечение на тялото, режещата
част на който има определена гео
метрична форма и се изработва от
материал с голяма твърдост. Н. се
състои от глава (режеща част) и тя
ло. Н. биват: според вида и формата
на обработваната повърхнина проходни, подрязващи, отрязващи,
разстъргващи, резбонарязващи и
др, (вж. фиг.); според метода на об
работване и вида на металорежеща
та машина - стругарски, стъргателни, дълбачни; според характера на
обработката - ножове за грубо, за
чисто и за фино обработване; спо
ред посоката на подаването - десни
и леви, радиални и тангенциални;
според конструкцията на главата -
прави, извити, огънати и изтънени;
според материала на режещата част
- от въглеродна инструментална
стомана, легирани, бързорежещи,
металокерамични (твърдосплавни),
минералокерамични, диамантни и
др.; според начина на изработване и
съединяване - цели, съставни (зава
рени, споени) и сглобяеми (вж. фиг.).
Н. се използуват за обработване на
цилиндрични, винтови, равнинни,
конусни и др. повърхнини на струго
ве, стъргателни, дълбачни и др. ма
шини.
Към cm. Нож
Стругарски ножове
1 - проходен прав десен; 2 - проходен
упорен десен; 3 - подрязващ ляв; 4 прорезен; 5 - проходен извит десен; 6 отрезен; 7 - профилен; 8 - подрязващ
десен; 9 - за външна резба; 10 - разстъргващ упорен; 11 - за разширяване
на отвори (в борщанга); 12 - разстъргващ за проходен отвор; 13 - за вът
решна резба
НОЖИЦА в металообрабо
тването - машина за рязане на
листов метал. Съществуват H. с ус
поредни ножове за рязане на заго
товки в горещо или студено състо
яние; H. с наклонени ножове (т. нар.
гилотини), режещите ръбове на кои
то са разположени под ъгъл 2-8°
един спрямо друг, за нарязване на
листов материал на тънки ивици
(вж. фиг.); дискови Н., при които ря
зането се осъществява от въртящи
-325-
се guckoßu ножове, биват gßyguckoви (с два диска) - за право и криволинейно рязане на листов материал, и
мноаодискови (с няколко диска) - за
надлъжно рязане на листов мате
риал; вибрационни Н. - горният нож
при тях е неподвижен, а долният е
свързан с ексцентрика, закрепен на
вала на електродвигателя (вж. фиг.).
Към cm. Нож
а - прав нож; б - извит нож със споена
пластина; 8 - сглобяем (съставен) нож
Към cm. Ножица
а - схема на ножица с успоредни ножо
ве; б - схема на ножица с наклонени но
жове
НОЖОВА РЪЧНА НОЖИЦА
пневматична или електрическа ръч-
НОЖОВКА ...
на ножица, при която режещ инстру
мент са два ножа, единият от които
е подвижен и се премества спрямо
другия, който е неподвижен.
НОЖОВ БЛОК, многоножов
държан - металорежещ инстру
ментален блок (държан) с няколко ин
струмента за обработване на външ
ни и вътрешни повърхнини. Н.б. се
използува най-често при пробивноразстъргващи машини, стругове и
обработващи центри. Н.б. осигуря
ва висока производителност и точ
ност на обработваните повърхнини
и дава възможност за бързо сменяне
и настройване на инструментите.
Към cm. Ножица
Електрическа ножица
НОЖОВКА - 1. Ръчен металоре
жещ инструмент (ръчна ножовка),
на който работен орган е режещ
лист със зъби (вж. фиг.). 2. Отрезна
металорежеща машина с праволи
нейно главно възвратно-постъпа
телно движение и периодично подавателно движение, извършвани от
режещия инструмент - режещ лист
със зъби (вж. фиг.). Биват с електро
механично (механична Н.) или хид
равлично (хидравлична Н.) задвижва- >
не. Служат за отрязване на тръби и
различен профилен материал.
НОЖОДЪРЖАЧ ...
-326-
НОЖОДЪРЖАЧ — приспособление
за поставяне и закрепване на ножове
към стругове, пробивно-разстъргващи машини, обработващи центри
и др. металорежещи машини. Пози
ционирането на отделните инстру
менти може да се извършва ръчно с
допълнително настройване или ав
томатично без допълнително наст
ройване. Н. дава възможност за извънмашинна размерна настройка на
инструментите.
НОМЕР HA ЗЪРНЕНОСТТА - раз
мерът на отворите на сито, в кое
то зърната се задържат при сорти
рането им.
Към cm. Ножовка
Ръчна шлосерска ножовка
1 и 5 - глави с прорези; 2 - винт с крилчата гайка; 3 - рамка; 4 - ръчка; 5 - ре
жещ лист
Към cm. Ножовка
Схема на работа на ножовка
НОМИНАЛЕН ДИАМЕТЪР HA РЕЗ
БАТА - диаметърът, който услов
но характеризира диаметралния
размер на резбата и се използува при
нейното означение.
НОМИНАЛЕН ПРОФИЛ - профи
лът на номиналната повърхнина (вж.
фиг. към cm. Измерена повърхнина).
номинален размер - разме
рът по чертежа, спрямо който се оп
ределят граничните размери й кой
то служи и като начало за отчитане
на отклоненията.
НОМИНАЛЕН РАЗМЕР HA СГЛОБ
КАТА - еднаквата стойност на но
миналните размери на двата еле
мента (вал и отвор) на сглобката.
НОМИНАЛЕН РЕЖИМ HA РАБОТА
- режим на работа, предписан за ма
шината от производителя. Дава се
в паспорта или в табелка на машина
та.
НОМИНАЛНА ПОВЪРХНИНА
повърхнина, определена в техничес
ката документация, без да се вземат
под внимание каквито и да са откло
нения на реалната повърхнина (вж.
фиг. към cm. Измерена повърхнина).
НОМИНАЛНА ПРИБАВКА, изчи
слителна прибавка z/н -су
мата от най-малката прибавка z¡ м
за даден технологичен преход и до
пуска на размера от предшествуващия преход δ/-ļ (z, н = z, м + δ/—ļ).
номограма - графично изобра
жение на функционални зависимос
ти, използувано за получаване /без
изчисления/ на приблизителни реше
ния, на уравнения. Напр. по Н. може
да се изчисли стойността на един
от ъглите ау /вж. фиг./ на установя
ване на ножз на заточна машина по
зададени стойности на ъглите a и φ,
свързани със зависимостта tgoy =
tga/sinç. H. е от три скали, съответствуващи на изброените по-горе ъг
ли, и е построена така, че трите
точки, изобразяващи на скалите
стойностите ау, a и φ, винаги лежат
на една права. Ha фиг. е показано с
пунктир положението на правата,
когато за дадени a = 10,5° и φ = 9°
се определя ау = 50°
НОНИУС - спомагателна скала за
отчитане на дробни части от деле
нието на основната скала при измер
ване на линейни или ъглови величини
с шублери, оптически уреди и др. (вж.
-327-
фиг.). Н. не изменя предавателното
отношение на измервателния еле
мент. Величината на отчитане при
линейните Н. е обикновено 0,1; 0,05
или 0,02 тт.
НОРМАЛА в стандартиза
цията - нормативно-технически
документ, установяващ за отрасъла
като цяло (отраслова Н.) или за от
делни предприятия (заводска Н.)
правила, методи, норми, изисквания
към параметрите, размерите, въз
лите и детайлите на машините, ме
ханизмите, уредите, апаратите,
приспособленията и т.н.
Към cm. Номограма
НОРМАЛЕН ДИАМЕТЪР - линеен
диаметрален размер на отвор или
вал, избиращ се от възможните чис
ла за диаметри в съответствие със
стандартните редове на предпочи
таните числа, които се образуват
от геометрична прогресия със зна
менател 1,6; 1,25; 1,12; 1,06. Н.д. се
използува с цел да се намали броят
на размерите на кръглите заготов
ки, на металорежещите и измерва
телните инструменти и т.н. За ня
кои изделия са се наложили практи
чески редове на Н.д., които не са об
разувани от геометрична прогресия.
НОРМА ...
Напр. за търкалящи лагери - 10, 12,
15, 17, 20, 25, 30 тт и т.н.
НОРМАЛИЗАЦИЯ - 1. Стандар
тизационна дейност, свързана с из
работване на отраслови и заводски
нормали. 2. Термична обработка на
стоманата, която се състои в нагря
ването ù до аустенитно състояние
- от 30 до 50° над критичната точ
ка Асз, задържане при тази темпера
тура и охлаждане на въздух. Получа
ва се дребнозърнеста (нормализира
на) структура с подобрени механич
ни свойства (твърдост, якост, жилавост). Чрез Н. се отстраняват ос
татъчните напрежения и структур
ните дефекти от пластичната де
формация.
НОРМАЛНА РАВНИНА - равнина,
перпендикулярна на режещия ръб на
инструмента в разглежданата точ
ка от него. При криволинеен режещ
ръб нормалната равнина е перпенди
кулярна на допирателната в разглеж
даната точка от ръба.
НОРМАЛНО СЕЧЕНИЕ - сечение
на повърхнината с равнина, разполо
жена перпендикулярно на номинална
та повърхнина (вж. фиг. към cm. Из
мерена повърхнина).
НОРМАЛОМЕР - вж. Уред за кон
трол на дължината на общата нор
мала.
НОРМА HA ВРЕМЕ, Нв - макси
малното време, за което трябва да
се изпълни дадена операция (работа)
или за изработване на единица про
дукция при оптимални (научно опре
делени) организационно-технически
условия. Н.в. се състои от нормата
на подготвително-заключителното
време Тпз и нормата на единичното
време Тед; измерва се в секунди, ми
нути, часове и т.н. и се определя по
формулата
където Т е продължителността на
НОРМА ...
-328-
смяната, a HP - нормата на изработ
ка. Н.в. е обратно пропорционална
на нормата на изработка.
Към cm. Нониус
а-линеен (отчита 17, 14 тт); б-ъгломерен (отчита 34°26’) (стрелките со
чат съвпадащите деления)
НОРМА HA ИЗРАБОТКА - мини
малното количество продукция, кое
то трябва да се произведе от един
работник или бригада за единица
време (минута, час, смяна и др.) при
оптимални (научно определени) ор
ганизационно-технически условия.
Н.и. се използува предимно при изра
ботването на малки детайли и се
приема за основа при определяне на
сделното заплащане на труда. Н.и.
зависи от равнището на технологи
ята и организацията на производст
вото и от техническата му съоръженост
НОРМАТИВНО-ТЕХНИЧЕСКА ДО
КУМЕНТАЦИЯ (НТД) - графични и
текстови конструкторски и техно
логични документи, определящи за
дължителни или препоръчителни
изисквания, норми, методи или кон
струкция на изделие; използуват се
при проектиране, изработване, из
питвания, експлоатация или ре
монт. Към Н.-т.д. се отнасят всич
ки видове стандарти, ръководни
технически материали (РТМ), общи
технически изисквания, ръководст
ва за експлоатация, типови техно
логични процеси (ТТП), типови ме
тодики за изпитвания и др.
НОРМЕН КОНТРОЛ - вж. Нормоконтрол.
НОРМИ HA КИНЕМАТИЧНА ТОЧ
НОСТ HA ЗЪБНО КОЛЕЛО - норми,
определящи големината на пълната
грешка на ъгъла на завъртане на зъб
ното колело за един оборот или за
част от него.
НОРМИ HA КОНТАКТА МЕЖДУ ЗЪ
БИТЕ HA КОЛЕЛАТА - норми, опре
делящи точността на допиране на
работните повърхнини на зъбите на
зацепени зъбни колела.
НОРМИ HA ПЛАВНОСТ ПРИ РАБО
ТА HA ЗЪБНО КОЛЕЛО - норми, оп
ределящи стойността на съставки
те на пълната грешка на ъгъла на за
въртане на зъбното колело, много
кратно повтаряща се за един обо
рот.
НОРМИ HA СТРАНИЧНАТА ХЛА
БИНА - норми, определящи стой
ността на гарантираната странич-.
на хлабина между съседните нерабо
тещи профили на работещите заед
но зъбни колела и възможните гра
ници за изменение на страничната
хлабина.
НОРМИ HA ТОЧНОСТ HA ЗЪБНИ
КОЛЕЛА И ПРЕДАВКИ - комплекс
от регламентирани показатели на
експлоатационните характеристи
ки на зъбните колела и предавки.
НОРМОКОНТРОЛ, н O р м е н
контрол — 1. Контрол на опреде
лени числови характеристики (нор
ми) на стандартите; обхваща тези
характеристики от стандартите,
които имат най-голямо значение за
спазването им или са характерни за
определена област, в която е насоче
на стандартизационната дейност.
-329-
2. Контрол на техническата доку
ментация за съответствието ù с
предписанието' (нормите) на стан
дартите и с др. нормативно-техни
ческа документация; осъществява
се от службите по стандартизация
на предприятията, чийто предста
вител проверява и подписва техни
ческата документация преди преда
ването ù за размножение и ползуване.
НОСЕЩ ШЕВ - заваръчен шев,
който поема работното натоварва
не в конструкцията.
НОСИТЕЛ HA ИНФОРМАЦИЯ
средство, на което се записват в ко
диран вид и съхраняват (запомнят)
данни за следващо обработване (из
ползуване) чрез въвеждащо или из
веждащо устройство. Като Н.и. се
използуват твърди и гъвкави маг
нитни дискове, магнитни ленти,
перфоленти, перфокарти, програ
ОБВИРАЩА ...
мируеми бутони (вж. Програмоносител).
НУЛЕВА ЛИНИЯ - права линия, съответствуваща на номиналния раз
мер, спрямо която се отчитат от
клоненията на размерите при гра
фично изобразяване на допусковите
полета и сглобките. Обикновено Н.л.
е разположена хоризонтално и поло
жителните отклонения са над нея, а
отрицателните - под нея.
НУЛЕВА ТОЧКА - предварително
фиксирано положение на работните
органи на металообработващата
машина, което се използува като из
ходна точка или т. нар. нула за отчи
тане на координати; тя е точка с оп
ределени координати, спрямо която
се определят всички координати на
размерите в програмата за управле
ние на машината.
о
ОБВИВАЩ ПРОФИЛ
- профил,
който има формата на номиналния
профил, допира се до реалния профил
и е разположен извън материала на
детайла така, че отклонението от
него на най-отдалечената точка на
реалния профил в границите на нор
мирания участък да има минимална
стойност.
ОБВИВАЩА ОКРЪЖНОСТ - ок
ръжност с минимален диаметър,
описана около реалния профил на
външна ротационна повърхнина, или
с максимален диаметър, вписана в
реалния профил на вътрешната ро
тационна повърхнина (вж. фиг.).
обвиваща ПОВЪРХНИНА - гео
метрична повърхнина, която има
форма на номиналната повърхнина,
допирателна е на реалната повърх
нина и е разположена извън матери
ала на детайла така, че отклонение
то от нея до най-отдалечената точ
ка на реалната повърхнина в грани
ците на нормирания участък да има
минимална стойност.
ОБВИВАЩА ПРАВА - права, коя
то последователно се допира до
реалния профил и е разположена из
вън материала на детайла така, че
отклонението Δ от нея до най-отда
лечената точка на реалния профил в
границите на нормирания участък
да има минимална стойност (вж.
фиг.).
оБгар
...
-330-
ОБГАР - продукт на окисляване
то, който се образува на повърх
ността на стоманата и някои .спла
ви при нагряването им във въздуш
на или др. среда, съдържаща кисло
род. Той влошава качеството на по
върхността и води до загуби на ме
тал. 0. се премахва по механичен и
хим. начин (разяждане, разтваряне) вж. също Окалина.
OSSuėauįa окръжност
кислород и водород, с които въгле
родът се съединява и образува газо
образни продукти. Когато 0. е неже
лателно и трябва да се предотвра
ти, нагряването се извършва в за
щитни газови среди или във вакуум.
ОБЕЗКИСЛОРОДЯВАНЕ - химикотермична обработка, която се
състои в дифузионно отстраняване
на кислорода от повърхностния
слой на метала или сплавта при об
работка в съответна среда и темпе
ратура.
ОБЕЗЛИЧЕН РЕМОНТ - ремонт,
при който възстановителните ра
боти се извършват без отчитане на
принадлежността на възстановява
ните детайли и възли към определе
на машина.
ОБЕЗМАСЛЯВАНЕ - отстранява
не от повърхността на металите
(изделията) на замърсявания, съдър
жащи мазнини и минерални масла,
чрезхим. или електрохим. методи на
обработка.
OSSuBauįpnpį^.
Към cm. Обвиваща окръжност
а - при външна ротационна повърхни
на; б - при вътрешна ротационна по
върхнина
ОБЕЗВОДОРОДЯВАНЕ - химикотермична обработка, която се със
тои в дифузионно отстраняване на
водорода от повърхностния слой на
метала или сплавта при обработка в
съответна среда и температура.
ОБЕЗВЪГЛЕРОДЯВАНЕ - химикотермична обработка, при която се
намалява въглеродът в повърхност
ния слой на сплавта при нагряване в
съответна среда, съдържаща напр.
Към cm. Обвиваща права
ОБЕЗСЕРЯВАНЕ - вж. Десулфурация.
ОБЕЗФОСФОРЯВАНЕ, g е ф О Сфориране — физико-хим. проце
си за отделяне на фосфора от чугу
на и стоманата през време на топе
нето.
-331-
ОБЕЗЦИНКОВАНЕ - избирателно
разтВаряне на месинга, Водещо към
обедняване на сплавта откъм цинк и
образуване на гъбеста медна утайка
Върху повърхността ú.
ОБЕКТ HA ИЗПИТВАНЕ - продук
ция (главно изделия или материали),
подложена на изпитване.
ОБЕКТ HA КОНТРОЛ - продукция
или процес, подложени на контрол.
Към обектите на техническия конт
рол се отнасят предметите на тру
да (напр. продукцията на основното
и спомагателното производство
Във Вид на изделия, материали, тех
ническа документация и т.н.), сред
ствата на труда (напр. обзавежда
нето на промишлените предприя
тия) и трудовите (производствени
те) процеси.
ОБЕМЕН ПОКАЗАТЕЛ HA КОРОЗИ
ЯТА -обемът нартделилия се водо
род или погълнатия кислород В про
цеса на корозията, отнесен към еди
ница повърхност на метала и едини
ца Време, т.е. О.п.к. обединява В един
термин "Водородния показател на
корозията" и "кислородния показа
тел на корозията".
ОБЕМНА КОНЦЕНТРАЦИЯ HA ДИ
АМАНТ - концентрация на диа
мант, изразена с произведението на
отношението на масата на диаман
тния прах В g към обема на диаман
тния слой в cm3 и отношението 100
към 0,88, където 0,88 е съдържание
то на диамант В g 81 cm3 диамантен
слой при концентрация 100%.
ОБЕМ HA ПРОИЗВОДСТВЕНАТА
СЕРИЯ - общият брой детайли,
Възли или изделия с определени наи
менования, типоразмери и изпълне
ния, изработвани или ремонтирани
по неизменна конструкторска доку
ментация.
ОБЕМ HA ПРОИЗВОДСТВОТО общият брой изделия с определени
ОБЛИЦОВАНИ...
наименования, типоразмери и из
пълнения, изработвани или ремон
тирани 8 обединението, предприя
тието или подразделенията му през
планоВия период. О.п. се изразяВа с
брой изделия или със стойността
им В леВа.
ОБЕМ HA СЕРИЯТА - вж. Обем на
производствената серия.
ОБЕМНА УЯКЧАВАЩА ОБРАБОТ
КА - обработка, създаваща обемно
(цялостно) уякчабане на материала
на заготовката.
ОБЕМНО ЗАКАЛЯВАНЕ - закаля
ване с цел получаване на закалена
структура В целия обем на изделие
то. Ha О.з. се подлагат стоманени
зъбни колела, ВалоВе, гърбици, вре
тена и др.
ОБЕМНОИЗМЕНЯЩИ ОПЕРАЦИИ
при пластична обработка
- операции за пластична обработка,
при които размерите на сеченията
на обработваните материали се из
менят. Напр. О.о. са пресоването,
Валцоването, щампоВането и др.
ОБЕМНО-ЦЕНТРИРАНА КУБИЧНА
РЕШЕТКА - ОЦК-решетка е крис
тална решетка с елементарна клет
ка, представляваща куб с допълни
телен възел в точката на пресичане
на телесните диагонали. ’О.ц.к.р.
притежават напр. а -желязото, ал
калните метали и др.
ОБЕМНО ЩАМПОВАНЕ - щампо
ване с подчертано обемно прераз
пределение на метала на заготовка
та, при което се променят съизме
римо всичките ù размери; заготов
ката приема формата на работното
пространство на инструмента
(щампата) - Вж. фиг. Прилага се в се
рийното и масовото пройзводстбо
за изработване на заготовки - изковки /щамповки/.
ОБЛИЦОВАНИ КОКИЛИ - комби
нирани леярски метално-пясъчни
ОБЛИЦОВКА...
-332-
форми, при които металната форма
/кокилата/ има увеличени размери на
кухината спрямо модела. Образува
ната между тях междина се запълва
чрез вдухване или изстрелване на
формовъчна смес/най-често с плакиран пясък/. След втвърдяване на тази смес се образува облицовъчен
слой, който е захванат към кокила
та. Чрез изменение на неговата де
белина може да се влияе върху проце
са на кристализация и структурата
на отливката. Получените в О.к. от
ливки имат голяма точност и подхо
дяща структура, а процесът на изра
ботването им осигурява висока сте
пен на механизация при намален раз
ход на формовъчни смеси.
Към cm. Обемно щампоВане
1 - долна половина на щампата; 2 - гор
на половина на щампата; 3- поансон; 4
- матрица; 5 - изтласквам
ОБЛИЦОВКА HA ТОПИЛНА ПЕЩ огнеупорна зидария или набивна ма
са на топилна пещ. Тя трябва да има
висока огнеупорност и добра меха
нична яко^п. В процеса на топене
О.т.п. се ошлакова и по такъв начин
оказва голямо влияние върху проти
чащите металургични процеси,
peen, върху качеството на метала.
ОБМАЗАН ЕЛЕКТРОД -топимза
варъчен електрод, състоящ се от
метална сърцевина, върху която е
нанесена обмазка /вж-. Обмазка на
електрод!. В зависимост от типа на
обмазката О.е. биват оксидиращи,
рудно-кисели, рутилови, базични, це
лулозни и др., а в зависимост от де
белината на обмазката - тънкообмазани, среднообмазани, дебелообмазани и свръхдебелообмазани. О.е.
се използуват за ръчно електродъгово заваряване.
ОБМАЗКА HA ЕЛЕКТРОД за зава
ряване- смес от минерални вещест
ва, железни и манганови руди, феросплави и др. /напр. кварц, каолин, до
ломит, варовик, флуорид, магне
тит, хематит, феросилиций, фероманган и др./, нанесена чрез потопя
ване или пресоване по повърхност
та на заваръчен електрод. О.е. служи
за стабилизиране горенето на ел. дъ
га /чрез подобряване на йонизацията/, за защита на стопения метал
от кислорода и азота на Въздуха и за
металургична обработка на стопе
ния метал /легиране, дезоксидиране,
рафиниране/. О.е. бива стабилизира
ща, оксидираща, рудно-кисела, рутилова, базична, целулозна и др. По ви
да на обмазката се определя и наиме
нованието на съответния електрод
/вж. Обмазан електрод!.
ОБОРОТ -^.Честота на върте
не.
ОБОРОТОМЕР, тахо метър уред за измерване честотата на
въртене (ъгловата скорост) на ма
шинни детайли и механизми. 0. би
ват: магнитни, вибрационни, интег
риращи, магнитоиндукционни, магнитоелектрически, електронни,
пневматични и др. Границите на из
мерване на 0. са от 0 до 1000000
min-1. Допустимата грешка в гра
ниците на работния обхват е от
-333-
±0,05 go ±4%. O. с автоматично за
писване на показанията се нарича
тахограф.
ОБРАБОТВАЕМОСТ на мета
лите и сплавите - свойство
на металите и сплавите ga се обра
ботват чрез рязане, пластично де
формиране, заваряване и др., откъдето произлизат и съответните
термини - изтегляемост, заваряемост и т.н.
ОБРАБОТВАНА ПОВЪРХНИНА изходната повърхнина на обработ
вания детайл, която се отделя (из
меня) частично или изцяло при обра
ботване (вж. фиг.).
Към cm. Обработвана повърхнина
и Обработена повърхнина
а - схема на струговане; б - схема на
фрезоване; 1 - обработвана повърхни
на; 2 - обработена повърхнина; 3 - по
върхнина на рязане
ОБРАБОТВАНЕ - физико-механично въздействие чрез налягане,
температура и т.н. върху изходната
суровина или заготовка за получава
не на детайли и изделия. Най-широко
разпространение има 0. на метали
те чрез рязане и пластично дефор
миране.
* ОБРАБОТВАНЕ HA СТОМАНАТА
СЪС СТУД - допълнително охлаж
дане след закаляване на стоманени
ОБРАБОТВАНЕ ...
детайли в областта на отрицател
ните температури до температури
под точката на края на мартензитното превръщане. Обикновено за ох
лаждаща среда се използува сух лед.
В резултат се получава допълнител
но превръщане на аустенипгф в мартензит, увеличава се твърдостта и
се подобрява износоустойчивост
та. След О.С.С. се провежда нискотемпературно отвръщане.
ОБРАБОТВАНЕС
АБРАЗИВНА
ТЕЧНОСТ - механично обработване
за почистване, полиране на детайли,
а също за частично уякчаване на тех
ните повърхности с помощта на
водно-абразивна суспензия (до 35 %
абразивен материал), подавана под
налягане. В резултат на това обра
ботване се заглаждат микрограпавините по повърхността н'а детай
лите.
ОБРАБОТВАНЕ С
МЕХАНИЧНА
ЧЕТКА - повърхностно пластично
деформиране на металите от удари
те на краищата на стоманените
телчета на въртяща се механична
четка. Предимство на метода е, че
могат да се обработват и профилни
повърхнини.
ОБРАБОТВАНЕ СЪС САЧМИ - по
върхностно пластично деформира
не на метални детайли, при което
работните елементи са сачми (вж.
Повърхностно пластично деформи
ране).
ОБРАБОТВАНЕ ЧРЕЗ ПЛАСТИЧНО
ДЕФОРМИРАНЕ - обработване, в
резултат на което се извършва из
менение на формата на заготовка
та, без да се нарушава нейната ця
лост и да се променя обемът ú·, т.е.
формоизменяне чрез пластично де
формиране под действието на вън
шно налягане. При О.ч.п.д. метаХът
претърпява структурни изменения,
като физико-механичните му свой
ОБРАБОТВАНЕ ...
- 334 -
ства обикновено се подобряват. Ос
новните методи на О.ч.п.д. са: вал
цоване, коване, изтегляне, щампова
не, пресоване.
ОБРАБОТВАНЕ ЧРЕЗ РЯЗАНЕ вж. Рязане на метали.
ОБРАБОТВАЩ център - метало
режеща машина с ЦПУ, с въртяща
маса, инструментален магазин и ус
тройство за автоматична смяна на
инструментите, която може да из
вършва автоматично и в необходи
мата последователност редица опе
рации: пробиване, струговане, разстъргване, фрезоване, резбонарязване и др., върху различни страни на
обработвания детайл без повтор
ното му установяване.
ОБРАБОТЕНА ПОВЪРХНИНА повърхнината на обработвания де
тайл, образувала се след осъществя
ване на обработването (вж. фиг.).
ОБРАЗЕЦ ЗА ИЗПИТВАНЕ, про
бно тяло - единица продукция,
част от която (проба, образец) е
предназначена за изписване. Има
стандартни О.и., напр. О.и. на якост
на опън, образец с надрез за изпит
ване на якост на удар с махаловиден
чук и др. (вж. фиг.).
Към cm. Образец на изпитване на
якост на удар
ОБРАЗУВАЩА ПРОИЗВОДЯЩА
ЛИНИЯ - линията, чието непрекъс
нато множество от последовател
ни геометрични положения при дви
жение по направляващата производяща линия формира дадена геомет
рична повърхнина на обработвания
детайл (вж. фиг. към cm. Производящи линии).
ОБРАЗЦОВИ СРЕДСТВА ЗА ИЗ
МЕРВАНЕ - измервателни средст
ва, които служат за съхраняване и
предаване размера на измервателна
та единица от еталоните на работ
ните средства за измерване. Съхра
няват се и се използуват от всички
метрологични служби в страната.
обратен УДАР на заваръч
ния пламък - мигновено проник
ване на пламъка във вътрешността
на горелката и разпространението
му срещу потока на горивната смес
с възможност за навлизане в марку
ча и газовата линия. За защита на
ацетиленовите генератори и газо
вата линия от О.у. се поставят
предпазни затвори между горелката
и източника за горивен газ /генера
тор или тръбопровод/.
ОБРАТНА ВРЪЗКА обратно
въздействие на управлявания обект
върху управляващото устройство
(системата на управление) с цел да
намали големината на разсъгласуване между изходната и входната ко
ордината, като я доведе до мини
мум. Информацията от въздейст
вието постъпва по веригата за О.в.
към управляващия орган, който по
дава съответни сигнали за кориги
ране.
ОБРАТНА ЛИКВАЦИЯ -ликвация,
характеризираща се с това, че по
върхностната зона на отливката е
обогатена с легиращи елементи, ко
ито понижават температурата на
топене на сплавта.
-335-
ОБРАТНА ПОЛЯРНОСТ - вж. По
лярност.
ОБРАТНО ИЗТЕГЛЯНЕ - изтегля
не чрез обръщане на края на матери
ала в обратна посока на вече изтег
леното изделие (вж. фиг.).
ОБХВАТ ...
ОБХВАТ HA РАБОТНИТЕ ЧЕСТОТИ
HA УСТРОЙСТВОТО - граници на
честотите, в които изменението на
чувствителността на устройство
то остава в допустимия интервал.
ОБХВАТНА РЕГУЛИРАНЕ HA ПО
ДАВАНЕТО - област на изменение
на стойността на подаването - от
Srnin до Smax· О.р.п. на металообра
ботващите машини се дава обикно
вено с отношението на максимално
то към минималното подаванеDs = Smax / Smin.
Към cm. Обратно изтегляне
ОБРАТНО МАРТЕНЗИТНО ПРЕ
ВРЪЩАНЕ - превръщане на мартензита в нова фаза, стабилна при
високи температури (за стоманите
в аустенит) по бездифузионен начин
8 процеса на нагряване. О.м.п. е в ос
новата на ефекта на запомняне на
формата.
ОБРЪЩАН - механизъм за обръ
щане на заготовки, детайли, изделия
при тяхното обработване, контро
лиране, опаковане и т.н. В ковашко
то производство, при валцоването,
в складовете и т.н. се използуват 0.
с различни конструкции", като лос
тови механизми, обръщащ ролганг и
дрОБРЯЗВАНЕ - разделителна пре
сова операция за пълно отделяне на
прибавката от заготовката по зат
ворен или отворен контур, при кое
то отделяните части (при изковките и отливките) представляват от
падъкът (вж. фиг.).
ОБСТЪРГВАНЕ - струговане на
външни ротационни повърхнини
обикновено с проходен нож при над
лъжно подаване (вж. фиг.).
Към cm. Обстъргване
Схема на обстъргване
ОБХВАТ HA РЕГУЛИРАНЕ HA ЧЕС
ТОТАТА HA ВЪРТЕНЕ HA ВРЕТЕНО
ТО - област на изменение на често
тите на въртене на вретеното - от
/7min доптах- О.р.ч.в.в. на металооб
работващите машини се дава обик
новено с отношението на максимал
ОБХОЖДАНЕ,...
-336-
ната към минималната честота на
въртене на вретеното Dn = nmax / «minОБХОЖДАНЕ, отъркалване
- процес на съвместна работа с об
хождане (отъркалване) на две зъбни
колела от предавка или на едно коле
ло с друго еталонно зъбно колело.
Прилага се при окончателно обра
ботване или при контрол на зъбни
колела и предавки (вж. Обхождаща
машина}.
ОБХОЖДАЩА МАШИНА - 1. Ма
шина за окончателно обработване
на зъбите на незакалени зъбни коле
ла, при която зъбното колело се зацепва и обхожда (отъркалва) от за
калено еталонно зъбно колело при
прилагане на притискаща сила меж
ду тях, при което се постига слабо
намаляване на височината на грапа
вините и уякчаване (наклеп) на обра
ботваното зъбно колело. 2. Машина
за контрол на точността на изра
ботване на зъбни колела чрез опреде
ляне на контактните петна по ра
ботните повърхнини на зъбите,
чрез проверяване на страничната им
хлабина и нивото на шума при рабо
та с обхождане на зацепените коле
ла или на едно колело с друго еталон
но зъбно колело. От разположение
то на контактните, петна се прави
заключение за точността и се вна
сят корекции в настройката на зъ® бообработващите машини.
ОБХОЖДАЩО ДВИЖЕНИЕ - дви
жение при операция на зъбонарязване, извършвано от обработвания де
тайл или режещия инструмент, или
от детайла и инструмента, в резул
тат на което последователно се
формира необходимият зъбен про
фил. О.д. може да съвпада с непрекъс
натото делително движение или се
извършва самостоятелно. Напр.
О.д. съвпада с непрекъснатото дели
телно движение при зъбофрезовите
машини, а се извършва самостоя
телно при зъбостъргателните ма
шини за нарязване на конусни зъбни
колела с прави зъби.
ОБЩА ПРИБАВКА Zo - слоят ма
териал, който е необходим за изпъл
нение на технологичния процес за
обработване на дадена елементарна
повърхнина. О.п. се определя от раз
ликата между размерите на заго
товката и готовия детайл, т.е. О.п.
представлява сумата от всички
междинни прибавки на технологич
ния процес:
го = Ь/,
където Z¡ е междинната прибавка за
/ -тия преход, а Z-броят на преходи
те.
ОБЩО ЗВЕНО ЗА РАЗМЕРНИ ВЕ
РИГИ - съставно звено, което при
надлежи на две или повече размерни
вериги.
ОВААНОСТ, Δ - отклонение от
кръглост, при което реалният про
фил е овална фигура, най-големият и
най-малкият диаметър на която са
взаимноперпендикулярни. Числена
та стойност на 0. се изразява с полуразликата между най-големия и
най-малкия диаметър (вж. фиг.):
Δ = (с/тах - </min)/2.
Към cm. ОВалност
-337-
ОГЛЕДАЛЕН чугун - чугун с по
вишено съдържание на манган /1025%/, който се използува като при
бавка за повишаване съдържанието
на мангана в процеса на топене на чу
гуна при производството на стома
на; при счупване повърхнината на ло
ма му има огледален блясък.
ОГЛЕДАЛНО ОБРАБОТВАНЕ обработване, при което се получава
контур, представляващ огледален
образ на зададения (програмирания)
контур.
ОГНЕВО ПОЧИСТВАНЕ (непр.т.)вж. Термично почистване.
ОГНЕВО РЯЗАНЕ (непр.т.) - вж.
Газокислородно рязане.
ОГНЕУПОРНИ МАТЕРИАЛИ - ма
териали с висока огнеупорност /спо
собност да издържат без стопяване
при температури над 1500°С/, с кои
то се изгражда вътрешността на
топилните и нагревателните пещи.
Свойствата на О.м. се определят
преди всичко от минералогичния им
състав и имат голямо значение при
топенето на металите, тъй като
взаимодействуват с шихтата и
участвуват в шлакообразуването. В
леярството като О.м. се използуват
шамот, доломит, динас, магнезит,
хром-магнезит и др. Разделят се на
кисели, неутрални и основни.
ОГНЕУПОРНИ СПЛАВИ - сплави,
които могат да се съпротивляват
на деформиране и разрушаване под
действието на продължително на
товарване при високи температу
ри. Най-голямо значение имат О.с. на
основата на желязо, никел, кобалт,
титан, молибден, ниобий, берилий.
Тези сплави се използуват за изра
ботване на лопатки и дискове на
турбини, пламъчни тръби и детайли
на двигатели, за обшивки и външни
детайли на свръхзвукови самолети.
22
Терминологичен речник по металообработване
ОГНЕУПОРНОСТ...
ОГНЕУПОРНИ СТОМАНИ - сто
мани, които са устойчиви на коро
зия, деформиране и разрушаване под
действието на продължително на
товарване при високи температу
ри. Основни легиращи елементи на
О.с. са хромът, никелът и алуми
ният, а допълнителни - бор, вана
дий, волфрам, молибден, ниобий, ти
тан, церий и др. Преди употреба О.с.
се подлагат на закаляване за запазва
не на аустенитна структура със
следващо стареене, при което сеотделят дисперсни карбиди или интерметалити, които уякчават аустенита.
ОГНЕУПОРНОСТ - способност на
материалите да се съпротивляват
на продължително деформиране
(пълзене) и разрушаване под дейст
вието на непрекъснато натоварва
не при високи температури. Оценя
ва се чрез изпитване на пълзене в оп
ределен температурен интервал.
ОГНЕУПОРНОСТ HA ФОРМОВЪЧ
НИ МАТЕРИАЛИ И СМЕСИ - спо
собността на формовъчните мате
риали и смеси да издържат на висо
ки температури, без да се размек
ват, ошлаковат или стопяват.
О.ф.м.с. зависи главно от техния хи
мически и минерален състав. Много
висока огнеупорност имат циркони
евите, хромитовите и оливиновите
'пясъци. Чистият кварцов пясък, кой
то при съдържание на силициев дву
окис над 98% има висока огнеупор
ност, се топи при температура
1710°С. Неблагоприятно влияят
върху огнеупорността железните
окиси и окисите на алкалните и алкалноземните метали (Na, K, Мд, Са),
които участвуват в състава на
сложните минерали. Ниската
О.ф.м.с. е причина за образуване на
пригар по повърхността на отлив
ките.
ОГНЕУСТОЙЧИВИ ...
-338-
ОГНЕУСТОЙЧИВИ СПЛАВИ
сплави, които могат ga се съпротив
ляват на химическото действие на
работната среда при високи темпе
ратури и малко натоварване. Найголямо значение имат О.с. на желязо
то с хрома. За повишаване на огнеустойчивостта те допълнително се
легират с алуминий и силиций (до 4
%). Също така се използуват и О.с.
на никелова основа, съдържащи още
хром, желязо, титан. О.с. се използу
ват за изработване на детайли на га
зови турбини, двигатели, атомни
реактори, филтри за горещи газове
и др.
ОГНЕУСТОЙЧИВИ СТОМАНИ
стомани, устойчиви срещу окисля
ване под действието на въздух или
газова среда при температура над
550°С и малко натоварване. Огнеустойчивостта се постига в резул
тат на образуването на повърх
ността на плътен окисен слой от легиращи елементи - алуминий, сили
ций, хром. По структура О.с. се де
лят на аустенитно- феритни и мартензитни. Използуват се като конструкционен материал за малко на
товарени детайли на газови турби
ни и двигатели на атомни реактори,
за тигли, за филтри за горещи газо
ве, облицовъчни елементи на пещи и
др·
ОГНЕУСТОЙЧИВОСТ
- способ
ност на материала да се съпротив
лява на окисляване под действието
на въздух или газова среда при висо
ки температури. 0. се оценява по за
губата на маса от материала на еди
ница повърхност при въздействие
то на агресивна атмосфера в опре
делен температурен интервал.
ОГНИЩЕ - част от металургична
или нагревателна пещ, осигуряваща
възможност за изгаряне на опреде
лено гориво и за използуване на топ-
лотворната му способност. О. би
ват за твърди горива, поставяни
върху неподвижни или механично
движещи се скари, за въглищен прах,
подаван чрез горелки, и за течни и га
зообразни горива, впръсквани под
налягане.
ОГРАНИЧИТЕЛ - детайл на щанца, стругов автомат или полуавто
мат и др., предназначен за огранича
ване подаването на обработвания
материал. 0. биват постоянни и
подвижни; нерегулируеми и регули
руеми.
ОГРАНИЧИТЕЛЕН ПРЪСТЕН - не
подвижно закрепен върху вала пръс
тен, който ограничава осовото из
местване на вала или на монтирани
те на него детайли (вж. фиг.).
Към cm. Ограничителен пръстен
ОГРАНИЧИТЕЛ HA ДВИЖЕНИЕТО
- средство за ограничаване при
движването на даден работен орган
на металообработваща машина, до
определена точка. О.д. по предназна
чение биват крайни и междинни, по
начин на изпълнение — механични,
електрични и др.
ОГЪВАНЕ -1. Метод на обработ
ване чрез пластично деформиране за
образуване или изменяне на' ъглите
между части на заготовката или
придаване на заготовката на криволинейна (огъната) форма. Към 0.
спадат: завиване, кантоване (огъва
-339-
не на краищата), профилиране (полу
чаване на извити и огънати профи
ли и тръби), свиване (за получаване
на заварени тръби), навиване на пру
жини и т.н. (вж. фиг.). 0. се извърш
ва ръчно с шлосерски инструменти
или на огъващи машини и преси (вж.
фиг.). 2. Bug деформация в съпро
тивлението на материалите, харак
теризираща се с изкривяване (огъва
не) на оста или на средната равнина
Há деформируемия обект (греди,
пръти, плочи, черупки и др.) под
действието на външни сили или то
вари.
,
Към cm. Огъване
а - V-образно огъване; б и 8 - О-образ
но огъване; г- Z-образно огъване;
g - сложно огъване
огъваща машина - машина за
огъване (горещо или студено) на ме
тални изделия. Листовите метали
се огъват с листоогъващи машини с
праволинейно работно движение
(преси), с кръгово работно движе
ние, с машини с въртяща се огъваща
греда (абкант) и с три- и четиривалцови О.м. с повдигащ се горен валец.
За огъване на валцовани профили и
тръби се използуват ролкови профилоогъващи (зикмашини) и тръбоогъващи машини. Малки изделия от
калибрована тел или лента (шплинтове, кламери, детайли на радиоапа-
ОКИСЛЯВАЩА...
ратура, фиби и др.) се изработват с
огъващи автомати.
ОГЪНАТИ МЕТАЛНИ ПРОФИЛИ метални профили, получени чрез огъ
ване на листова заготовка. Огъване
то се извършва на профилоогъващи
машини или преси.
ОКАЛИНА - продукт от окислява
не на метали и сплави, образуващ се
на тяхната повърхност при нагрява
не в окисляващи среди; представля
ва слой от окиси. Хим. състав на 0.
зависи от състава на сплавта и тем
пературата на нагряване. Образува
се върху детайли, работещи при ви
соки температури, върху заготовки,
подложени на нагряване за термично
обработване или обработване чрез
пластична деформация, върху крис
тализиращите блокове и др. Най-голямо количество О. се образува в це
ховете за валцоване на стомана, където тя представлява 1 до 2,5% от
масата на нагрявания блок. 0. се от
странява от повърхността по меха
ничен път или чрез химично обра
ботване. 0. се използува за получава
не на железен прах или като компо
нент в шихтата на доменната пещ.
ОКИСЛЯВАНЕ HA МЕТАЛИТЕ съединение на металите с кислоро
да; хим. реакция, при която окисли
телят отнема електрони от атоми
те или йоните на метала (вж. Коро
зия на металите).
окисляваща атмосфера - га
зова окисляваща среда. За повечето
метали и сплави О.а. е въздухът, кис
лородът, водните пари, продуктите
от изгаряне на горива и др. Обикно
вено в О.а. върху повърхността се
образуват окисни слоеве,- които вло
шават технологичните и експлоата
ционните свойства на изделията. В
някои случаи обработването в О.а.
има положителна роля и се използу
ва за защита от корозия при следва
ОКИСЛЯВАЩА...
-340-
ща експлоатация /вж. напр. ОксидиpdHGį
ОКИСЛЯВАЩА СРЕДА - среда,
имаща окисляващи свойства по от
ношение на намиращия се в нея ма
териал. О.с. може да бъде газова или
течна.
окисляващ пламък - газов
пламък, в чиято средна зона има из
лишък от свободен кислород. О.п.
има синкав оттенък и по-малки раз
мери в сравнение с размерите на
нормалния пламък вследствие поенергичното окисляване. Скъсеното
ядро на пламъка има формата на ко
нус. О.п. гори с шум.
ОКОНЧАТЕЛЕН КОНТРОЛ (непр.т.)
- вж. Приемателен контрол.
ОКОНЧАТЕЛНО ОБРАБОТВАНЕ,
финишно обработване -до
вършващи операции при механично
то обработване на детайлите, из
вършвани на машини, осигуряващи
голяма точност и малка грапавост
на обработваните повърхнини. О.о.
бива: фино струговане, диамантно
разстъргване, фино фрезоване, шевийговане, фино шлифоване, полира
не, хонинговане. О.о. чрез пластично
деформиране: изтегляне, валцоване,
калиброване, развалцоване.
ОКСИДИРАНЕ на металите
- повърхностно обработване, про
веждано в окисляваща среда, с цел
върху повърхността на металните
изделия да се образува окисен филм
(слой), който ги предпазва от коро
зия, повишава износоустойчивост
та им или има декоративна цел (вж.
Анодиране, Брюниране). 0. се извър
шва по различни начини; стоманата
се оксидира по термичен начин - наг
ряване в окисляваща атмосфера най-често на въздух, или хим. начин
— обработване с киселини или осно
ви.
ОКСИДИРАЩ ЕЛЕКТРОД - елект
род с оксидираща обмазка, чиято
главна съставна част са окисните
руди, мангановите руди и силикати
те. При О.е. дъгата се запалва лесно
и поради окислителното действие
на рбмазката е “гореща". 0:е. се
употребяват за заваряване на неотговорни съединения от нисковъглеродна стомана. Подходящи са за
прихващане на ламарини и за рязане.
ОЛИВИНОВ ПЯСЪК - леярски пя-·
сък на основата на минерала оливинит, чиято огнеупорност е в грани
ците 1750-1830°С. О.п. има по-мал
ка склонност към взаимодействие с
железните окиси и се използува като
огнеупорен пълнител в облицовъч
ните смеси при производството на
големи чугунени и стоманени отлив
ки.
ОЛОВНИ СПЛАВИ - сплави на ос
новата на олово с добавки на калай,
антимон, мед и др. елементи. Харак
теризират се с малка твърдост,
ниска температура на топене, голя
ма плътност, добри технологични и
антифрикционни свойства, корозионна устойчивост. Използуват се
като лагерни материали, типограф
ски и др. леснотопими сплави, за
производство на сачми, за облицо
ване на ел. кабели и др.
ОЛОВО/РЬ/ - хим. елемент, ат.н.
82, ат.м. 207,2. 0. есинкавосив, мек,
пластичен метал с равнинно-центpuf>aH3 кубична решетка; плътност
11340 кд/тЗ, т.т. 327,4 °C. Ha въздух
0. се покрива с окисен слой, който го
предпазва от по-нататъшно окисля
ване. Устойчиво е в разредена сярна
и солна киселина, но лесно се разтва
ря в азотна киселина и в-основи. По
лучава се чрез преработване на сулфидни концентрати. Поради корозионната си устойчивост О. и спла
вите му се използуват за изработ
-341-
ване на хим. апаратура, за облицова
не на ел. кабели и др. Използува се
главно за изработване на плочи за
акумулатори. 0. е основен материал
за защита от радиоактивно излъч
ване.
ОМИЧЕН КОНТРОЛ HA КОРОЗИЯ
ТА - ограничаване на скоростта на
електрохим. корозия чрез по-голяма
стойност на омичното съпротивле
ние на корозионния елемент.
ОПАШКА HA ИНСТРУМЕНТ част на инструмента, служеща за
закрепването му по неговите външ
ни повърхнини, които обикновено
биват конусни и цилиндрични.
ОПЕРАТИВЕН ЗАПАС - количест
во неразпределени ресурси в плана за
материално-техническо снабдяване,
предназначени да задоволяват не
предвидени в плана нужди.
ОПЕРАТИВНО ВРЕМЕ, ТОп - вре
мето, което пряко се изразходва за
изпълнението на дадената опера
ция. О.в. се разделя на основно и спо
магателно: Топ = То + ȚcnОПЕРАТОР - 1. Работник, който
управлява даден вид металообра
ботваща машина и извършва обс
лужването ù в процеса на работа. 2.
Най-малката самостоятелна струк
тура (алгоритмична, машинна, ези
кова), която дава пълно описание на
определено действие или изчисле
ние. 3. Геометрично описание на еле
менти от геометричната структу
ра на машинен детайл, използувано
При въвеждане на входните данни
при автоматизирано проарамиране
на металообработващи машини с
ЦПУ. Напр. геометричният елемент
"точка" може да се представи като
пресечница на две зададени прави ли
нии (0. за геометрични описания).
ОПЕРАЦИОНЕН КОНТРОЛ - кон
трол на продукция или процеп про
веждан през време на изпълнението
ОПИТНО...
или след завършването на определе
на операция.
ОПЕРАЦИОНЕН ТЕХНОЛОГИЧЕН
ПРОЦЕС - технологичен процес, из
пълняван по документация (операционна\арта), в която съдържание
то на операциите се дава с указания
за преходите и режимите на обра
ботка.
ОПЕРАЦИОННА КАРТА, карта
за операция - технологичен до
кумент, съдържащ описание на тех
нологичната операция с посочване
на преходите, режимите за обра
ботване ù данните за средствата на
технологичната екипировка.
ОПЕРАЦИОННА ПАРТИДА - про
изводствена партида или нейна
част, постъпваща на работното
място за изпълнение на определена
технологична операция.
ОПЕРАЦИЯ - завършена част от
технологичния процес за обработ
ването на един детайл (или на група
едновременно обработвани детай
ли) или за сглобяването на една сгло
бяема единица (или на група едновре
менно сглобявани единици), изпълня
вана непрекъснато на определено ра
ботно място от един работник или
бригада работници.
ОПИПВАЧ - вж. Осезател.
ОПИТЕН ОБРАЗЕЦ за изпит
ване- образец за изпитване, по
лучен при опитното производство.
ОПИТНА ЕКСПЛОАТАЦИЯ - екс
плоатация на обекта, провеждана за
изучаване на неговите експлоатаци
онни показатели от специално под
готвен персонал по определена прог
рама, регламентираща условията и
режима на експлоатация, контроли
рането на състоянието на обекта и
отчитането на грижите за негова
та експлоатация.
ОПИТНО ПРОИЗВОДСТВО - про
изводство на образци, партиди или
ОПОРА...
-342-
cepuu om изделия за провеждане на
изследователски работи или разра
ботване на конструкторска и тех
нологична документация за редовно
то производство.
ОПОРА — част от конструкция
(съоръжение, машина), поемаща на
товарването от едни елементи (де
тайли) и предаваща го (съсредоточе
но) на др. елементи или на основата
(напр. лагерна опора).
ОПОРА HA ВАЛА - съвкупност
от детайли, които определят поло
жението на вала, като осигуряват
възможност за въртенето му, пое
мат натоварването на вала и го пре
дават на основата (рамата, фунда
мента и т.н.). О.в. могат да бъдат:
част от тялото на машината; отде
лен лагер, свързан с тялото или ос
новата, и др.
ОПОРЕН ЛАГЕР, аксиален ла
гер - лагер, поемащ осово натовар
ване. Има плъзгащи и търкалящи О.л.
ОПОРНА БАЗИРАЩА ПОВЪРХНИ
НА С - базираща повърхнина, коя
то отнема една степен на свобода
на детайла (вж. фиг. към cm. Главна
базираща повърхнина).
ОПОРНА МОНТАЖНА БАЗА монтажна база, базиращите повърх
нини на която се допират непосред
ствено до повърхнините на другите
детайли. За О.м.б. се избират само
материални повърхнини на детайла.
ОПОРНА НАПРАВЛЯВАЩА БАЗИ
РАЩА ПОВЪРХНИНА - направлява
ща базираща конусна повърхнина,
която отнема пет степени на свобо
да на детайла.
ОПОРНА ТОЧКА - положение на
работен орган на машина с програ
мирано движение, в което той се ус
тановява с помощта на пътни из
ключватели. Разстоянието между
О.т. и началото на координатната
система на конкретна металообра
ботваща машина с ЦПУ е постоянна
величина. В О.т. работният орган
може да отиде както на ръчен, така
и на автоматичен режим и това се
извършва винаги когато поради пре
късване на работата или поради ава
рия е необходимо наново да се иден
тифицира положението му.
ОПОРНА УСТАНОВЪЧНА БАЗА установъчна база, с която обработ
ваният детайл се опира непосредст
вено върху повърхнините на маши
ната или приспособлението (вж.
фиг. към cm. Настроечна установъч
на база).
ОПРАВЯНЕ - възстановяване на
дадената геометрична форма и ре
жещата способност на работната
повърхнина на абразивен инстру-мент.
ОПРЕДЕЛИТЕЛНИ ИЗПИТВАНИЯ изпитвания на продукцията, про
веждани за определяне стойности
те на нейните параметри при опре
делена точност и достоверност.
ř ОПРОСТЯВАНЕ - вж. Симплификация.
ОПТИМЕТЪР - уред за особено
точни линейни измервания по отно
сителния метод - чрез сравнение с
плоскопаралелни краищни мерки за
дължина. За преобразуващ елемент
в 0. служи лостово-оптичен механи
зъм. Лостовата предавка на меха
низма е с люлеещо се огледало, а оп
тичен преобразувател е автоколиматорна тръба (вж. Автоколиматор). О. са вертикални (вж. фиг.) и
хоризонтални. Изработват се с оку
ляр или с проекционен апарат. Стой
ност на делението 0,2 и 1 μm, грани
ца на измерването - 500тт. Изпол
зуват се за измерване на калибри и
др·
ОПТИЧЕН КВАНТОВ ГЕНЕРАТОР вж. Лазер.
-343-
ОПЪВАЩА РОЛКА - свободно
въртящо се допълнително колело
(ролка, шайба, верижно зъбно колело)
в задвижваща система <į гъвкава
връзка, напр. при ремъчните предав
ки, въжените и верижните предавки.
Оста на О.р. обикновено е закрепена
към края на рамо, завъртащо се при
нудително около неподвижна точка,
напр. под действието на товар или
пружина. О.р. притиска задвижвана
та част на гъвкавата връзка (ремък,
верига, въже и др.) на съответната
предавка, в резултат на което гъвка
вата връзка обхваща задвижващото
и задвижваното колело при по-голяма дъга и създава постоянно опъва
не (вж. фиг.).
ОРЕБРЯВАНЕ ...
водството и подготовка на инфор
мационно, математическо и техни
ческо осигуряване, необходимо за из
пълняване функциите на техноло
гичната подготовка на производст
вото.
Към cm. Опъваща ролка
Схема на ремъчна предавка с опъваща
ролка:
1 - тежест; 2 и 4 - шайби; 3 - опъваща
ролка; 5 - ремък
Към cm. Оптиметър
ОРГАНИЗАЦИЯ HA ТЕХНОЛОГИЧ
НАТА ПОДГОТОВКА HA ПРОИЗВОД
СТВОТО - организационни и техни
чески условия за извършване на тех
нологичната подготовка на произ
ОРГАНИЧЕН електрод - вж. Це
лулозен електрод.
ОРГАНИЧНА СВРЪЗКА - свръзка
(бакелитова, вулканитова, шеллакова, глифталова и др.), изготвена на
основата на органични вещества,
която се използува за изработване
на абразивни и диамантни инстру
менти.
ОРГАНИЧНИ СВЪРЗВАЩИ
ВЕ
ЩЕСТВА - свързващи вещества от
органичен произход, които се изпол
зуват за приготвяне на формовъчни
леярски смеси.
ОРГАНОЛЕПТИЧЕН КОНТРОЛ контрол, при който информацията
се възприема само чрез сетивните
органи без отчитане числените
стойности на контролираните
признаци.
ОРЕБРЯВАНЕ - 1. Образуване на
местни вдлъбнатини (ребра) чрез
ОРИЕНТАЦИЯ ...
-344-
пластична деформация на плоска за
готовка обикновено без голяма про
мяна на дебелината ù (вж. фиг.). 2.
Образуване на местни издатини
(ребра) на отлети детайли с изпол
зуване на съответни модели и вложки.
вена калиброваща лентичка f = 0,20,5mm. Предният ъгъл е 0°, главният
установъчен ъгъл - 90° (вж. фиг.).
О.с. работи по предварително про
бит отвор или се направлява от кондукторно приспособление. Има кон
струкции на О.с. с отвор през стеб
лото до върха му, през който се по
дава охлаждаща течност под наляга
не.
Към cm. Оребрябане
ОРИЕНТАЦИЯ HA ЗАГОТОВКАТА
при машини с програмно
управление - базиране на заго
товката спрямо нулевата точка /на
чалото на отчитане на координати
те на системата/ на машината с ПУ.
ОРИЕНТИРАЩ МЕХАНИЗЪМ в
машините - механизъм, който
се изполузва за ориентиране на заго
товки или детайли при обработката
им на автомати и автоматични ли
нии (по определен геометричен или
др. признак). О.м. изпълнява три ос
новни операции: отделя заготовка
та от общата маса, придава ù необ
ходимото положение и го запазва в
условията на транспортиране и съх
ранение в бункери, улеи и т.н.
ОРЪДЕЙНО СВРЕДЛО, оръжей
но свредло - свредло за свредловане (пробиване) на дълбоките от
вори на дулата на оръжия. Представ
лява цилиндрично стебло (прът),
единият край на което е срязан и има
лопатообразна форма. Главният ре
жещ ръб е разположен перпендику
лярно спрямо оста на свредлото.
Откъм режещия ръб цилиндричната
част е скосена под 30°, като е оста
Към cm. Оръдейно свредло
ОРЪЖЕЙНО СВРЕДЛО - вж. Оръ
дейно свредло.
ОС - машинен елемент обикнове
но с удължена цилиндрична форма,
който се опира на опори и носи зак
репени или лагерувани към него ма
шинни елементи, извършващи вър
теливо или въртеливо-колебателно
движение. 0. може да участвува в
движението им, но не предава вър
тящ момент и издържа само на нап
режения на огъване (постоянни или
знакопроменливи).
ОСЕЗАТЕЛ, o n и п в а ч — чувстви
телен накрайник напр. на измервате
лен инструмент или на копирно уст
ройство, следяща система и др., кой
то е в непрекъснат контакт с измер
ваната или еталонната повърхнина
и предава сигнали за измененията по
тази повърхнина.
ОСЕМПЪТЕЧКОВА ПЕРФОЛЕНТА
- перфолента с широчина 25,4 mm, с
- 345 -
осем сигнални (информационни) пъ
течки и една водеща (транспортна)
пътечка.
ОСИГУРИТЕЛНИ ЕЛЕМЕНТИ . елементи, които възпрепятству
ват саморазвиването на гайки и др.
крепежни детайли през време на ра
бота на машината. 0. е. биват:
щифт, шплинт, пружинна или осигу
рителна шайба и др. /вж. фиг./.
Към cm. Осигурителни елементи
а - с коронна гайка и шплинт; б - с оси
гурителна шайба между гайката и де
тайла
' ОС HA МАКСИМАЛНАТА ЧУВСТ
ВИТЕЛНОСТ HA ДАТЧИК - направ
ление, в което чувствителността
на датчика при измерване на една и
съща величина има най-голяма стой
ност.
ОС HA РЕЗБА - правата, около ко
ято се извършва винтово движение
■на линията, образуваща винтовата
повърхнина на резбата.
ОСНОВА - масивна долна непод
вижна част във вид на плоча, която
носи останалите елементи и детай
ли, образуващи носещата конструк
ция на машината (приспособление
то). О. обикновено служи за закреп
ване към фундамент или работна
маса.
ОСНОВЕН ...
ОСНОВЕН ВАЛ - вал в системата
за допуски и сглобки, горното откло
нение на който е равно на нула, т.е.
вал, избран за основа на сглобките в
система на нагаждане основен вал.
ОСНОВЕН ЛАГЕР - лагер на ос
новния вал; лагер в основата на тя
лото или в тяло, което представля
ва едно цяло с рамата или картера на
машината.
ОСНОВЕН МАТЕРИАЛ - изходен
продукт, използуван за заготовката
на дадено изделие.
ОСНОВЕН МЕТАЛ - метал на съе
диняваните части, който се подлага
на заваряване, или метал, на който
се извършва наваряване.
ОСНОВЕН ОТВОР - отвор в сис
темата за допуски и сглобки, долно
то отклонение на който е равно на
нула, т.е. отвор, избран за основа на
сглобките в система на нагаждане
основен отвор.
ОСНОВЕН ПАРАМЕТЪР - параме
тър, който относително пълно ха
рактеризира експлоатационните
или производствените показатели
на машината. Напр. О.п. на универса
лен центрови струг е най-големият
диаметър на обработвания детайл
над направляващите.
ОСНОВЕН РЕМОНТ - най-големият по обем планов ремонт, обхва
щащ комплекс от технически, орга
низационни, технологични и конст
руктивни мероприятия, с които се
цели да се възвърнат напълно първо
началните технически характерис
тики и възможности на машините и
съоръженията, цялостно да се заме'Nçm всички износени и дефектни час
ти, да се възстановят основните
детайли, да се извърши пълно наст
ройване и регулиране. При О.р. се из
вършва, ако е необходимо, и модер
низация на машините и съоръжения
та. Изпълнението на О.р. е свързано
ОСНОВНА ...
-346-
с производствен престой на маши
ната в границите на приетите нор
мативи.
ОСНОВНА ЗЪБНА ГРУПА В ПРЕ
ВОДА - зъбна група, която се пре
включва първа, независимо от мяс
тото ù в превода. При последова
телното получаване на оборотните
степени /подавания/ тя се превключ
ва непрекъснато при преминаване
от една оборотна степен /подаване/
към друга.
ОСНОВНА ОБЛИЦОВКА н а т Опилна пещ - облицовка на то
пилни пещи за чугун и стомана, предназначена дз обрззувз основнз шла
ка. За О.о. се използуват огнеупорни
материали от доломит, магнезит
или хроммагнезит.
ОСНОВНА ПЛОЧА, фундамен
тна плоча - призматична чугу
нена отливка, оребрена отвътре за
по-голяма стабилност, служеща за
неподвижна опора на металообра
ботваща машина, а в някои случаи
горната ù равнина се използува и за
закрепване на тежки заготовки. При
някой металообработващи машини
(вертикални и радиални пробивни)
О.п. се използува и като резервоар за
мазилноохлаждаща течност.
ОСНОВНА ПЛОЧА HA ЛАГЕР част от лагерния възел във вид на
плоча, към която се закрепва лаге
рът.
ОСНОВНА РАВНИНА - равнина,
преминаваща през разглежданата
точка от режещия ръб на инстру
мента и перпендикулярна на векто
ра на скоростта на главното движе
ние.
ОСНОВНА УСТАНОВЪЧНА БАЗА установъчна база, разположението
на която спрямо обработваната по
върхнина има съществено значение
за работата на детайла 8 готовото
изделие.
ОСНОВНО ВРЕМЕ, технологи
чно в р е м е. Го ~ времето, което
се изразходва за непосредствено из
пълнение на дадена операция — вре
мето, през което се изменят форма
та, размерите или състоянието на
повърхнината на обработвания де
тайл, или времето. През което се из
менят взаимното разположение и
връзката между отделните детайли
при тяхното сглобяване. При раз
личните машинни обработки О.в.
съвпада с машинното време ГмОСНОВНО ОТКЛОНЕНИЕ - едно
от двете отклонения (горното или
долното), условно прието за опреде
ляне положението на допусковото
поле спрямо нулевата линия.
ОСНОВНО ПРОИЗВОДСТВО
производство на готова продукция
или на нейни части в основните це
хове и участъци на промишлено
предприятие.
ОСНОВНОСТ HA ШЛАКАТА - по
казател, който разделя вагрянъчнитешлаки на кисели и основни. О.ш. се
определя от отношението на съдър
жащите се в нея основни и кисели
окиси - (СаО + MgO)/SiO2; когато
то е по-малко от 1, шлаката е кисе
ла, а ако е по-голямо от 1 — основна.
ОСОВА ХЛАБИНА HA ТЪРКАЛЯЩ
ЛАГЕР - най-голямото осово измес
тване на единия пръстен на търка
лящ лагер спрямо другия при запазва
не съосността на геометричните
им оси.
ОСТАТЪЧЕН АУСТЕНИТ -вж. Лустенит.
ОСТАТЪЧНА ДЕФОРМАЦИЯ
част от деформацията, която оста
ва след отстраняване на предизви
калите я въздействия.
-347-
ОСТАТЪЧНИ НАПРЕЖЕНИЯ - за
пазващи се във времето вътрешни
напрежения. Основна причина за въз
никване на О.н. е нееднородността
на деформациите в различните точ
ки на тялото вследствие неравномерност на температурите, неравномерност на пластичните дефор
мации (напр. при повърхностно
пластично обработване), нееднакво
изменение на дължината в магнит
ните и ел. полета (напр. магнитострикционни О.н.) и др. причини. О.н.
могат да бъдат вредни (да предиз
викват недопустими пукнатини, да
ускоряват корозията) и полезни
(увеличават якостта), ако се създадат в натоварените зони на издели
ето. Вредните О.н. се намаляват
напр. чрез отгряване, а полезните се
създават чрез повърхностно-плас
тично деформиране, химико-термично обработване и др.
ОСТАТЪЧНО ОТКЛОНЕНИЕ
HA
УРЕД - отклонение на измервате
лен уред с механичен противодействуващ момент, което остава, след
като предизвикалата го причина е
изчезнала.
ОСТРОЗЪБ ДЕЛИТЕЛЕН МЕХАНИ
ЗЪМ - механизъм за циклично деле
ние, при който рамото на палеца (зъ
беца) се задвижва от гърбиче^ или
колянов механизъм и при непрекъс
натото въртене на водещия вал се
извършва периодично завъртане на
водимия вал, на който е монтирано
острозъбото колело (вж. Храпов ме
ханизъм).
ОСЦИЛАТОР при заварява
не - апарат за създаване на високо
честотни импулси с високо напреже
ние. Служи за повишаване устойчи
востта на променливотоковите дъ
ги иза облекчаване запалването/въз
ОТГРЯВАНЕ...
буждането/ на дъгите чрез допълни
телно йонизиране на газовата среда.
Включва се паралелно на заваръчния
токоизточник.
ОТВЕРТКА - шлосерски монта
жен инструмент за завиване и отви
ване на винтове и др. резбови детай
ли, на главата на които има канал. 0.
представлява стебло с острие, кое- то при работа влиза в канала. Краят
на стеблото е поставен в дървена
или пластмасова дръжка. За по-бър
зо завиване се използуват механизи
рани 0. (вж. Гайконавивач).
ОТВОР - термин, използуван за
означаване на вътрешни (обхваща
щи) повърхнини на детайли.
ОТВОРЕНА АВТОМАТИЧНА СИС
ТЕМА ЗА УПРАВЛЕНИЕ - автома
тична система за управление с пос
ледователно включени звена без об
ратна връзка.
Отвръщане - термично обра
ботване, което се състои в нагрява
не на закалена сплав до температу- /
ра, по-ниска от долната критична
точка, със задържане и следващо ох
лаждане за получаване на по-устой
чиво структурно състояние. 0. на
закалената стомана се прилага за на
маляване на твърдостта и крехкостта, повишаване на жилавостта
и пластичността, подобряване на
обработваемостта, отстраняване
на вътрешните напрежения. За сто
маните се различават нискотемпературно (120-250°С), среднотемпературно (300-400°С) и високотем
пературно Отвръщане (450-650°С)
0. (вж. също Подобряване).
отгряване - термично обра-'
ботване, което се състои в едно- и
многократно повтарящо се нагрява
не на метала или сплавта до опреде
лена температура, задържане и след
ващо бавно охлаждане с цел получа
ОТДЕЛЯНЕ ...
-348-
ване на относително по-равновесна
структура. 0. протича без или с фа
зова прекристализация; извършва се
главно за подобряване на обработваемостта, за увеличаване на плас
тичността и намаляване на оста
тъчните вътрешни напрежения, за
-получаване на еднородна дребнозър
неста структура.
ОТДЕЛЯНЕ - процес, при който
от преситен твърд разтвор се от
делят фини дисперсни нови фази и
сплавта преминава в относително
по-равновесно състояние. 0. проти
ча както при понижаване на темпе
ратурата (напр. сплави Fe-C), така и
при повишаването ù (напр. сплави
Cu-Zn).
ОТДУШНИК - вж. Отливък.
ОТКАЗ - загубване на работоспо
собността на изделието. Признаци
те (критериите) на 0. се определят
с техническата документация на да
деното изделие. Напр. 0. при прето
варване вследствие на натоварване,
надвишаващо границата, установе
на в документацията на машината.
i ОТКИСЛИТЕЛ, де з оксид атор - вещество, употребявано за
отделяне на кислорода от течния
метал (откисляване). 0. възстановя
ват металите от техните окиси, ка
то се съединяват с кислорода. За от
кисляване на стомана като 0. се из
ползуват различни феросплави /фе
росилиций, фероманган/, както и ме
тали /хром, алуминий и др./.
ОТКИСЛЯВАНЕ HA МЕТАЛИТЕ,
дезоксидиране на метали
те - технологична операция при ра
финирането на металите, изразява
ща се в отделяне от течния метал
на кислорода, съдържащ се във фор
ма на окиси, чрез свързването му с
откислители (дезоксидатори), кои
то имат по-голямо сродство към
кислорода, отколкото откисляваните метали. За откислители се изпол
зуват метали (алуминий, манган и
др.), неметали (въглерод, силиций)
или сплави с желязото (феросили
ций, фероманган и др.). Продуктите
от О.м. изплават във вид на шлака
(окиси на мангана, силиция и др.) или
се отделят във вид на газ (окиси на
въглерода).
ОТКЛОНЕНИЕ
- алгебричната
разлика между действителен или
граничен размер и съответния но
минален размер. Съществуват гор
но и долно 0. и действително 0. (вж.
фиг. към cm. Гоанични размери).
ОТКЛОНЕНИЕ HA НАКЛОНА HA ОС
• ИЛИ ПРАВА СПРЯМО ОС ИЛИ РАВ
НИНА, Δ- отклонение на ъгъла меж
ду оста на ротационната повърхни
на (правата) и базовата ос или базо
вата равнина от номиналния ъгъл,
изразено в линейни единици на дъл
жината L на нормирания участък
(вж. фиг.).
Към cm. Отклонение на наклона на
ос или права спрямо ос или равнина
ОТКЛОНЕНИЕ HA НАКЛОНА HA
РАВНИНА СПРЯМО РАВНИНА ИЛИ
ОС, Δ - отклонение на ъгъла между
равнината и базовата ос (права) от
номиналния ъгъл, изразено в линейни
-349-
единици на дължината L на нормира
ния участък (вж. фиг.).
ОТКЛОНЕНИЕ HA ПРОФИЛА - вж.
Отклонение на формата.
ОТКЛОНЕНИЕ HA РАЗПОЛОЖЕНИ
ЕТО - отклонение от номиналното
разположение на разглежданата по
върхнина, ос или равнина на симет
рия спрямо базата или отклонение
от номиналното взаимно разполо
жение на проверяваните повърхни
ни, оси или равнини на симетрия. Но
миналното разположение се опреде
ля с номиналните линейни и (или) ъг
лови размери, обвързващи разглеж
даните повърхнини, оси или равнини
на симетрия. Напр. отклонение от
успоредност на равнинни повърхни
ни, отклонение от перпендикулярност между две равнинни повърхни
ни и т.н.
Към cm. Отклонение на наклона на
равнина спрямо равнина или ос
ОТКЛОНЕНИЕ HA СТРУКТУРАТА дефект в структурата, изразяващ
се в несъответствие на изисквания
та към структурните съставки по
брой, характер на разпределение, го
лемина и форма на кристалите.
ОТКЛОНЕНИЕ HA У^ЕД - стой" ността на отдалечаването на под
.
ОТКЛОНЕНИЕ...
вижната част на измервателен уред
от предварително установено поло
жение. Ако това положение не е по
сочено, за такова се разбира нулева
та черта на скалата.
ОТКЛОНЕНИЕ HA ФОРМАТА
отклонение на формата на реалната
повърхнина от формата на обвива
щата повърхнина или на реалния
профил от обвиващия профил. Чис
лената стойност на О.ф. е равна на
най-голямото разстояние между из
мерваната реална повърхнина и об
виващата повърхнина или между из
мервания реален профил и обвива
щия профил в границите на норми
рания участък. Грапавостта на по
върхнината не се включва в О.ф.
Напр. отклонение от праволинейност, от равнинност, кръглост, цилиндричност и т.н.
ОТКЛОНЕНИЕ HA ФОРМАТА HA
ПОВЪРХНИНА Δ - най-голямото
отклонение на точките на реална
та повърхнина от номиналната по
върхнина, измерено по перпендику
ляра, спуснат към номиналната по
върхнина в границите на нормира
ния участък (вж. фиг.).
ОТКЛОНЕНИЕ ОТ ДАДЕНО ПОЛО
ЖЕНИЕ HA ВЪЗЕЛ -разликата меж
ду действителното и даденото по
ложение на възела на машината при
позициониране.
ОТКЛОНЕНИЕ ОТ КРЪГЛОСТ
най-голямото разстояние от точки
те на реалния профил до обвиваща
та окръжност.
ОТКЛОНЕНИЕ ОТ ПЕРПЕНДИКУЛЯРНОСТ МЕЖДУ ДВЕ ОСИ - раз
лика между действителния ъгъл
между проверяваните оси и номи
налния ъгъл 90°, изразена в линейни
единици на определена базова дъл
жина на измерване или в ъглови еди
ници.
-350-
- ОТКЛОНЕНИЕ...
ОТКЛОНЕНИЕ ОТ ПЕРПЕНДИКУ
ЛЯРНОСТ МЕЖДУ ДВЕ РАВНИННИ
ПОВЪРХНИНИ - разликата между
действителния ъгъл между проверя
ваните повърхнини и номиналния
ъгъл 90°, изразена в линейни единици
на определена базова дължина на из
мерване или в ъглови единици.
Номинална
cmи накоорвинатите
Към cm. Отклонение на формата
на повърхнина
ОТКЛОНЕНИЕ ОТ ПЕРПЕНДИКУЛЯРНОСТ МЕЖДУ ПРЕМЕСТВАНИЯ
ТА HA ВЪЗЛИ ИЛИ ДЕТАЙЛИ - от
клонение от перпендикулярност
между правите линии, съединяващи
крайните точки от траекторията
на проверяваните премествания на
определена дължина на премества
не.
ОТКЛОНЕНИЕ ОТ ПЕРПЕНДИКУ
ЛЯРНОСТ HA ОС ИЛИ ПРАВА СПРЯ
МО РАВНИНА - отклонение на ъгъ
ла между оста на ротационната по
върхнина (правата) и базовата рав
нина от правия ъгъл (90°), изразено в
линейни единици на дължината на
нормирания участък.
ОТКЛОНЕНИЕ ОТ ПЕРПЕНДИКУ
ЛЯРНОСТ HA ПРЕМЕСТВАНЕТО HA
ВЪЗЕЛ ИЛИ ДЕТАЙЛ - отклонение
от перпендикулярност на права, ко
ято съединява две крайни точки от
траекторията на преместването на
възела (детайла) за определена дъл
жина на измерване, спрямо проверя
ваната равнина или ос.
ОТКЛОНЕНИЕ ОТ ПЕРПЕНДИКУ
ЛЯРНОСТ HA РАВНИНА ИЛИ ОС
(ПРАВА) СПРЯМО ОС (ПРАВА) отклонение на ъгъла между равнина
или ос (права) и базовата ос от пра
вия ъгъл (90°), изразено в линейни
единици на дължината на нормира
ния участък.
ОТКЛОНЕНИЕ ОТ ПЕРПЕНДИКУ
ЛЯРНОСТ HA РАВНИНИ - отклоне
ние на ъгъла между равнините от
правия ъгъл (90°), изразено в линейни
единици на дължината на нормира
ния участък.
ОТКЛОНЕНИЕ ОТ ПРАВОЛИНЕЙНОСТ в равнина, Δ - най-голямото разстояние от точките на реал
ния профил до обвиващата права в
границата L на нормирания участък
(вж. фиг.). Частни видове О.п.р. са
изпъкналост и Вдлъбнатост.
Към cm. Отклонение от праволинейност в равнина
-351 -
ОТКЛОНЕНИЕ ...
ОТКЛОНЕНИЕ ОТСИМЕТРИЧНОСТ
Δ - най-голямото разстояние меж
ду равнината на симетрия на разг
леждания елемент (или елементи) и
равнината на симетрия на базовия
елемент или общата равнина на си
метрия на няколко елемента в грани
ците на дължината на нормирания
участък (вж. фиг.).
ОТКЛОНЕНИЕ ОТ СЪОСНОСТ най-голямото разстояние между ос
та на разглежданата ротационна
повърхнина и общата ос на няколко
ротационни повърхнини или оста на
базовата повърхнина в границите
на дължината на нормирания учас- *
тък.
ОТКЛОНЕНИЕ ОТ УСПОРЕДНОСТ
МЕЖДУ ПРЕМЕСТВАНИЯТА HA ВЪЗ
ЛИ ИЛИ ДЕТАЙЛИ - отклонение от
успоредност между правите линии,
съединяващи крайните точки от
траекторията на проверяваните
премествания на определена дължи
на на преместване.
ОТКЛОНЕНИЕ ОТ УСПОРЕДНОСТ
HA ОС ИЛИ ПРАВА СПРЯМО РАВНИ
НА - разликата между най-голямо
то и най-малкото разстояние от ос
та (правата) до обвиващата равни
на в границите на нормирания учас
тък.
ОТКЛОНЕНИЕ ОТ УСПОРЕДНОСТ'
HA ПРАВИ В РАВНИНА - разликата
между най-голямото и най-малкото
Реална ос
разстояние между правите в грани
ците на нормирания участък.
ОТКЛОНЕНИЕ ОТ УСПОРЕДНОСТ
HA ПРЕМЕСТВАНЕТО HA ВЪЗЕЛ ИЛИ
ДЕТАЙЛ - отклонение от .успоред
ност на права, която съединява две
крайни точки от траекторията на
преместването на възела или детай
ла
за определена дължина на измер
Към cm. Отклонение от праволиней- '
ване спрямо проверяваната равнина
пост на ос или праВа в равнина с да
или ос.
дено направление
ОТКЛОНЕНИЕ ОТ ПРАВОЛИНЕЙНОСТ HA ОС ИЛИ ПРАВА В ПРОСТ
РАНСТВОТО - най-малката стой
ност на диаметъра на цилиндъра, В
който е разположена реалната ос
(права) в границите на нормирания
участък.
ОТКЛОНЕНИЕ ОТ ПРАВОЛИНЕЙНОСТ HA ОС ИЛИ ПРАВА В РАВНИНА
С ДАДЕНО НАПРАВЛЕНИЕ, Δ - наймалкото разстояние между две ус
поредни равнини, перпендикулярни
на равнината със зададеното нап
равление, между които е разположе
на реалната ос (права) в границата L
на нормирания участък (Вж. фиг.).
ОТКЛОНЕНИЕ ОТ ПРАВОЛИНЕЙНОСТ HA ПРЕМЕСТВАНЕ HA ВЪЗЕЛ
— най-голямата алгебрична разлика
от разстоянието между траекто
рията на движение на една точка на
възела и базовата права, съединява
ща крайните точки на траектория
та.
ОТКЛОНЕНИЕ ОТ РАВНИННОСТ най-голямото разстояние от точки
те на реалната повърхнина до обви
ващата равнина в границите на нор
мирания участък.
ОТКЛОНЕНИЕ ...
-352-
ОТКЛОНЕНИЕОТ УСПОРЕДНОСТ
HA РАВНИНИ - разликата между
най-аолямото и най-малкото разс
тояние между обвиващите равнини
в границите на нормирания участък.
ОТКЛОНЕНИЕ ОТ ЦИЛИНДРИЧНОСТ - най-голямото разстояние
от точките на реалната повърхнина
до обвиващия цилиндър, измерено в
границите на нормирания участък.
Към cm. Отклонение от симетричност спрямо базов елемент
ОТКЛОНЕНИЕ ОТ ЪГЛОВОТО ПО
ЛОЖЕНИЕ HA ВЪЗЕЛ - най-голямата алгебрична разлика от изменени
ето на ъгловото положение на възе
ла спрямо хоризонталната равнина
при преместването му на определе
на дължина.
ОТКРИТА КОВАШКО-ЩАМПОВЪЧНА МЕХАНИЧНА ПРЕСА - ковашкощамповъчна механична преса с тяло
със С-образна форма, чието работ
но пространство е достъпно от
три страни.
ОТКРИТА ПОРЕСТОСТ HA ПОКРИ
ТИЕТО -отношение на обема на от
критите пори към общия обем на
покритието; изразява се в процен
ти.
ОТКРИТО ОБЕМНО ЩАМПОВАНЕ
- обемно щамповане в открито деформационно пространство, обра
зувано от работните части на т.
нар. открити щампи; характерно
при О.о.щ. е, че готовото изделие
има технологични израстъци, които
се отстраняват чрез допълнителни
операции за обрязване (вж. фиг. към
cm. Закрито обемно щамповане).
ОТКЪРТВАНЕ HA ДИАМАНТНИЯ
СЛОЙ -1. Дефект на диамантен ин
струмент, обусловен от недоста
тъчната здравина на свързване на
диамантния слой с тялото на инст
румента. 2. Отделяне на диамант
ния слой от тялото на инструмента
при големи сили на рязане или при
удари.
ОТКЪРТВАЩА СЕ С ТРУЖКА
разновидност на βΛβί .ентообразна
стружка: получава се при рязане на
твърди и крехки материали с голяма
дебелина на срязвания слой и голям
преден ъгъл на режещия инстру
мент. Последователно се формират
елементи, които се откъртват с
неправилен лом от основния метал
и не по линията на срязване.
ОТЛЕПВАЧ, изхвър^ач - въ
зел на щанца с комбинирано дейст
вие, който служи за принудително
избутване на детайлите от нея. 0.
биват щифтови и сачмени. Избутването /изхвърлянето/ може да се
осъществи и с насочено подаване на
сгъстен въздух.
ОТЛИВКА - заготовка, получена
чрез заливане и втвърдяване на стопилка в леярска форма. За получава
не на 0. се прилагат разнообразни
методи на леене/в пясъчно-глинести
форми, в черупкови форми, кокилно
леене, под налягане, чрез противоналягане и др./ в зависимост от вида
-353-
на метала, серийността и изисква
нията към 0. След изваждане от
формите 0. се подлагат на почист
ване, отстраняване на леяковата
система, контрол, термична обра
ботка /при необходимост/ и грунди
ране. 0. се изработват от различни
видове и марки чугуни, стомани и
сплави на цветните метали. В раз
мерите на 0. са включени необходи
мите прибавки за следващата меха
нична обработка.
ОТЛИВЪК, отдушник - вер
тикален канал, елемент на леяковата
система, разположен в горната полуформа над високите части на ку
хината за отливката, който служи
за излизане на газовете при залива
не на формата с течен метал, за кон
тролиране на запълването на фор
мата и за захранване на отливката с
метал през време на втвърдяването
ù /вж. Леякова система/.
ОТМЕСТВАНЕ HA ИНСТРУМЕНТА,
компенсация на инстру
мента - допълнително премест
ване на инструмента, което авто
матично се добавя към (изважда от)
програмираното преместване, за да
се обработи програмираният кон
тур с режещия връх на инструмен
та. О.и. се налага поради износване
на режещата част на инструмента
или за да се коригира неточното ус
тановяване на инструмента.
ОТНОСИТЕЛЕН МЕТОД HA ИЗ
МЕРВАНЕ - метод, основан на из
мерване на величините, влизащи в
определението на измерваната ве
личина. Напр. измерване на налягане
с помощта на бутален манометър,
при който се използува определени
ето на налягането като частно на
силата и площта, върху която тази
сила действува.
23
Терминологичен речник по металообработване
ОТРАЖАТЕЛЕН...
ОТНОСИТЕЛНА ГРЕШКА - част
ното от делението на абсолютната
грешка със стойността за сравне
ние (действителната или средноа
ритметичната стойност на резул
татите от редица измервания), из
ползувана за пресмятане на тази аб
солютна грешка.
ОТПАДЪК - остатък от матери
али (заготовки), получен при получа
ването или преработването им. По
някога 0. съдържат ценни компонен
ти и намират приложение в произ
водството, напр. 0., съдържащ
кварц- като флюс, 0., съдържащ алу
миниев окис - като суровина за про
изводството на алуминий, 0. от
стружки, изрезки и парчета от чер
ни метали, вкл. израстъци, отливъци, мъртви глави и др. - като добав
ки към шихтата за вагрянка, марте
нова пещ и т.н.
ОТПЕЧАТЪК HA БАУМАН - кафе
никав отпечатък върху покрита със
сребърен бромид фотохартия, кой
то определя местоположението на
сулфидните включвания, с които
фотохартията се е намирала в до
пир. За получаване на О.Б. фотохар
тията се намокря с разтвор на сяр
на киселина, притиска се за няколко
минути към повърхността на макрошлиф, а след това се фиксира.
ОТРАБОТЕНА ФОРМОВЪЧНА
СМЕС - пясъчно-глинеста смес, коя
то се отделя от леярските каси след
изваждане на отливките. За да се из
ползува отново за изработване на
форми, трябва да се подложи на пре
работване: раздробяване, пресява
не, магнитно сепариране, охлаждане,
прибавяне на нови материали, смес
ване, навлажняване и аериране.
ОТРАБОТКА - вж. Изработка.
ОТРАЖАТЕЛЕН ПРЪСТЕН - пръс
тен, който се закрепва върху вала и
ОТРАЗЕН ...
-354-
е предназначен за предпазване на ла
гера от прах, абразивни частици,
влага и др. (вж. фиг. към cm. Маслоотхвърлящ пръстен).
ОТРАЗЕН ЗВУК - звук, чиято
енергия се дължи на звуковите въл
ни, отразени от предмети, намира
щи се по пътя на разпространение
на вълните.
ОТРЕЗЕН ДИАМАНТЕН ДИСК
инструмент във вид на тънък диск
с пръстеновидно непрекъснато раз
положение на диамантния слой. Диск
с диамантен слой, разположен по пе
риферната му повърхнина, се изпол
зува за рязане на твърди материали
/метали и неметали/, а диск с диа
мантен слой, разположен по повърх
нината на централния му отвор, се
използува за рязане на благородни
метали.
ОТРЕЗЕН СТРУГ - специализиран
струг (с къси направляващи и без
задно седло), предназначен за наряз
ване на дълъг материал на отделни
заготовки или снемане на част от
материала (прорязване) с режещ ин
струмент - стругарски нож.
ОТРЕЗНА МАШИНА - металоре
жеща машина, която извършва на
рязване на дълъг материал на отдел
ни парчета - заготовки, снемане на
част от материала (прорязване), от
рязване на мъртви глави и леяци на
отливки. О.м. работят със: абрази
вен диск, стругарски нож, циркуляр,
безкрайна лента, отрезен лист (но
жовка), фрикционен диск чрез трие
не и др. Материалите с много голя
ма твърдост се разрязват с машини
за електроискрова, ултразвукова
или лазерна обработка.
ОТРЕЗНА МАШИНА С АБРАЗИВЕН
ДИСК - вж. Абразивна отрезна ма
шина.
ОТРЕЗНА МАШИНА С БЕЗКРАЙНА
ЛЕНТА — вж. Лентова отрезна ма
шина.
ОТРЕЗНА МАШИНА С ОТРЕЗЕН
ЛИСТ - вж. Механична ножовка.
ОТРЕЗНИ ИНСТРУМЕНТИ - инст
рументи, предназначени за отрязва
не на материали на отделни части и
за направа на тесни канали и прорези. Основните типове О.и. са: отрезни ножове, циркуляри, отрезни
ленти и листове.
ОТРЯЗВАНЕ, разрязване-пълно разделяне на части от детайли
(заготовки) по незатворен контур
(вж. фиг.). О. може да се извърши на
отрезни машини, ножици, преси или
чрез газово, електродъгово, електрохим. и електроерозионно отряз
ване, а също и ръчно - с ръчна ножи
ца, ножовка и др.
ОТРЯЗВАНЕ ПО КОНТУР - разде
лителна пресова операция, при коя
то се отделят части от изходния
материал по затворен или незатво
рен контур (вж. Изрязване).
ОТСИЧАНЕ - пълно разделяне на
части от детайли (заготовки) по не
затворен контур чрез деформиращ
инструмент, проникващ 8 профилна
или листова заготовка. Извършва се
ръчно (със секач) или машинно (на
преса). Вж. Изсичане.
ОТСТРАНЯВАНЕ HA НАКЛЕПА вж. Разякчаване.
ОТЪРКАЛВАНЕ - вж. Обхождане.
ОХЛАДИТЕЛ - метална вложка в
леярската форма, предназначена да
ускори охлаждането, peen, втвърдя
ването на метала в определена зона
с цел да се предотврати образуване
то на някои леярски дефекти /всмукнатини, вътрешни напрежения и
др./. О. трябва да има по-голяма топлопроводимост и по-висока топлоакумулираща способност от основ
ния материал на леярската форма.
Понякога с помощта на 0. се цели по
лучаване на избелени зони при чугу
-355-
нени отливки, които имат повише
на износоустойчивост.
Към cm. Отрязване
ОХЛАЖДАНЕ - понижаване на
температурата на материалите и
изделията по зададен режим. Харак
теризира се със скоростта на охлаж
дане, която е в зависимост от из
ползуваната охлаждаща среда. 0. се
провежда непрекъснато или с пре
късване (степенно).
ОХЛАЖДАНЕ HA ЛЕЯРСКИ ПЯСЪК
-технологична операция за понижа
ване на температурата на леярския
пясък след изсушаването му за под
държане на оптимални свойства на
формовъчните и сърцевите смеси,
което е много необходимо, особено
при съвременните методи за изра
ботване на леярски форми и сърца
/черупкови форми и сърца, горещи и
студени кутии; вакуумно формова
не и др./ О.л.п. се извършва в охлади
тели, които често се съчетават със
сушилни. Най-добри показатели
имат охладителите, при които се
създава "кипящ слой1' /вж. Флуидна
сушилня за пясък!.
ОХЛАЖДАНЕ HA ФОРМОВЪЧНА
СМЕС - технологична операция за
понижаване на температурата на
отработената пясъчно-глинеста
формовъчна смес след избиване на
отливките, за да се поддържат в оп
тимални граници технологичните
свойства на готовата формовъчна
смес. Частично О.ф.с. се постига при
ОХРАНА ...
нейното транспортиране до смесопрдготвителните отделения и при
престояване в бункерите. При масо
во производство на отливки често
се налага О.ф.с. да се извършва в спе
циални охладители.
ОХРАНА HA ТРУДА - система от
технически, санитарно-хигиенни и
правни мероприятЬя, непосредстве
но насочени към осигуряване безо
пасни за живота и здравето на чове
ка условия на труда. В НРБ опазване
то здравето на трудещите се, пре
махването на професионалните заболявания и производствения травматизъм е една от главните грижи
на държавата. Основните положе
ния в областта на О.т. са дадени в
общи, междуотраслови и отраслови
правила по техника на безопасност
та и в санитарно-хигиенни норми.
Профилактиката на професионал
ните заболявания се осигурява чрез
подобряване на микроклимата, ос
ветлението и отоплението, намаля
ване нивото на шума и т.н.; намаля
ването на травматизма - чрез меха
низация на тежките, трудопоглъщащите, опасните и вредните работи;
улавяне и обезвреждане на отпадъ
ците; прилагане на заСцитни уст
ройства, уреди, системи (ограждане,
блокиране, заземяване, зануляване,
автоматично изключване и др.); сиг
нализация и маркировка; създаване
на нормални условия за работа (ре
жим за работа и почивка и др.), под
готовка (инструктиране, обучение)
и екипиране на персонала по О.т.
В НРБ мероприятията по О.т. се
провеждат от администрацията на
предприятията под контрола на
профсъюзните и специализирани
държавни органи. Общият контрол
за спазване на законността по О.т.
се извършва от Прокуратурата на
НРБ.
ПАДИНА ...-356-
Π
ПАДИНА на резбата - част
от повърхнината на резбата, която
съединява съседните страни на про
фила по дъното на винтовата канав
ка (канал). П. може да бъде с плоскосрязана форма или закръглена с ра
диус R /вж. фиг. към cm. Връх на рез
бата/.
ПАКЕТИ на щампи - нормали
зирани блокове от основни възли на
щампите (щанците), представлява
щи комплекти от горни и долни пло
чи с елементи за закрепване на мат
риците и поансоните, с направлява
щи колонки и с (или без) елементи за
освобождаване на заготовката.
ПАКЕТНО РЯЗАНЕ - начин на ря
зане (газо-кислородно, механично и
др.), при което едновременно се ре' жат няколко листа (детайла), поста
вени един върху друг.
ПАЛАДИЙ (Pd) -хим. елемент, от
групата на платиновите метали,
ат. н. 46, ат.м. 106,7. П. есивкавобял
метал, мек и ковък с равнинноцентрирана кубична решетка, плътност
11970 kg/nrí3; m.rņ. 1552°С. В природа
та се среща заедно с други платино
ви метали. Получава се главно от
сулфидни медно-никелови руди. По
ради своята пластичност и сравни
телно ниска цена (около 5 пъти пониска от тази на платината) се из
ползува в техниката по-често от
други платинови метали. От П. се
изработват реторти за дестилация
на флуороводородна киселина, съдо
ве за разделяне на изотопи, а сплави
те на П. се използуват в съобщител
ната техника, за терморегулатори,
термодвойки, зъбни протези, бижу
терия и като катализатори.
ПАЛАДИРАНЕ - нанасяне на паладиево покритие върху метални изде
лия за защита от корозия или за при
даване на високи отражателни ка
чества на повърхността им.
ПАЛЕТ - 1. Товарна поставка с
две плоскости, разделени една от
друга посредством дистанционни
греди или трупчета, или с една плос
кост върху крачета, която има ми
нимална височина, необходима за
осъществяване на подемно-транс
портни операции. Видове П.: плоска,
с отстъпи, Стойкова, палета-каса
(обръщаема); двупроходна, четирипроходна. 2. Възел на металорежеща
машина, който представлява сменя
ема част на работната маса; служи
за базиране и закрепване на детайли,
въвеждането им в работната зона
за обработване и транспортиране
между отделни технологични и скла
дови позиции.
ПАЛЦОВИ ФРЕЗИ - фрези с ци
линдрични и конусни опашки, чрез ко
ито се закрепват конзолно към ма
шините. Те са с неголеми диаметри
- обикновено до 63 тт, но има и до
100 тт със зъби по цилиндричната и
челната повърхнина. Изработват се
цели (монолитни) П.ф. - от инстру
ментална стомана и съставни П.ф.
със споени твърдосплавни пластини
(вж. фиг.). П.ф. намират широко при
ложение за обработване на равнинни
и стъпални повърхнини, канали
(шпонкови П.ф.) и др.
ПАЛЦОВ ПАТРОННИК - специа
лен патронник, предназначен за ме
ханизирано осово затягане на обра
ботвания детайл, базиран на цент
роващо стъпало, чрез притискане с
палците към центроващата плоча.
-357-
При освобождаване на детайла пал
ците се завъртат и детайлът може
да се свали от патронника (вж. фиг.).
ПАРАМЕТЪР ...
ПАРАМЕТРИЧЕН РЕД - ограниче
на съвкупност от дискретни стой
ности на основни параметри; стой
ностите са изразени в еднакви из
мервателни единици на физически
те величини и построени по стан
дартни геометрични редици с пока
зател φ, равен на 1,06, 1,12, 1,26,
1,41,1,58,1,76 и 2. П.р. определя ос
новните конструктивни, експлоа
тационни или технологични харак
теристики на изделията.
Към cm. Палцова фреза
а - монолитна с едри зъби; б - шпонкова; 8 - с твърдосплавна коронка
ПАРАЛЕЛНА ЧЕРТИЛКА - инст
румент за нанасяне на разчертаващи (маркиращи) линии успоредно на
избрана базова линия, за пренасяне
на размери от мащабна линия върху
разчертаваната заготовка и др. (вж.
фиг.).
ПАРАМЕТРИ HA РЕШЕТКАТА
дължините на ръбовете на елемен
тарната клетка на кристална ре
шетка. Стойностите на П.р. се оп
ределят експериментално с помощ
та на рентгеноструктурен анализ,
електронна дифракция и др.
Към cm. Паралелна чертилка
1 - основа; 2 - стоика; 3 — държач;
4 - чертилка; 5 - затегателен винт
ПАРАМЕТЪР в техниката величина, която е съществена харак
теристика на система, техническо
устройство, явление или процес. П.
могат да бъдат постоянни и про
менливи (да зависят от времето или
от координатната система), основ
ни и спомагателни. Напр. П. на центрови струг е разстоянието между
центрите, а постоянен основен П. най-големият диаметър на обработ
вания детайл.
ПАРАМЕТЪР HA ПОТОКА HA ОТ
КАЗИТЕ λ(ί) - показател за надежд
ността на ремонтируемите изде
лия. Характеризира средния брой
ПАРОВЪЗДУШЕН ...
- 358 -
откази на изделието за единица вре
ме и се определя чрез първата произ
водна на водещата функция на по
тока на отказите: X(ř) = nÁt, къдеmo /? e броят на отказите за време
Át.
ПАРОВЪЗДУШЕН КОВАШКОЩАМПОВЪЧЕН ЧУК
- ковашкощамповъчен чук, подвижните части
на който се привеждат в действие
от пара или въздух под налягане.
ПАСИВАТОР - вещество, способствуващо в определени условия за
преминаването на метала в пасивно
състояние. Напр. хромати, нитрати
и др.
ПАСИВАЦИЯ, пасивиране привеждане на повърхностните сло
еве на металите от активно в хим.
отношение състояние в пасивно, за
да се увеличи устойчивостта им
срещу корозия. П. се осъществява
чрез обработване на детайлите с пасиватори - разтвори на окислители
от типа на хромати, нитрати и др.,
за да се образуват върху повърх
ността тънки окисни слоеве. Изпол
зуват се също и електрохимични ме
тоди на П. — анодна и катодна П.
ПАСИВИРАНЕ - вж. Пасивация.
ПАСИВНОСТ HA МЕТАЛА - със
тояние на относително висока корозионна устойчивост, предизвика
но от забавянето на анодната реак
ция на йонизация на метала.
паспорт ha машина - доку
мент, който се отнася за определе
на машина и съдържа технически
данни (основни параметри - оборо
ти, подавания, мощност, товаропо
демност, размери и др.) и указания за
експлоатацията и обслужването ú.
ПАТЕНТ - документ, удостоверя
ващ държавно признаване на техни
ческо решение за изобретение и да
ващ на лицето, на което е издадено
(патентопритежателя), изключи
телното право върху изобретение
то. П. се издава от държавно патен
тно ведомство - в НРБ Института
за изобретения и рационализации
(ИНРА), на изобретателя или него
вия правоприемник. Действието на
П. се простира само на територия
та на държавата, в която е издаден.
Срокът на действие на П. се регла
ментира от държавното законода
телство (обикновено 15-20 г. - у нас
е 15 г.). П. може да се оспори или ану
лира въз основа и според реда, уста
новен от това законодателство.
ПАТЕНТЕН ФОРМУЛЯР доку
мент, съдържащ сведения за патен
тната чцртота на изделието, а съ
що и за създадените и използваните
при неговото разработване нацио
нални изобретения.
ПАТЕНТИРАНЕ - термо-механично обработване, състоящо се в наг
ряване на стомана до аустенитно
състояние (870-950°С), бързо охлаж
дане до 450-550°С (обикновено чрез
потопяване във вана от течно оло
во) и следващо охлаждане на въздух.
При това протича изотермично раз
падане на преохладения аустенит с
образуване на фин пластинчат троостит, който позволява да се прове
де следващо студено изтегляне с го
ляма степен на пластучна деформа
ция (над 95%), с получаване на висо
ка якост - до 450Ó МРа. Прилага се
при производството на високояк
тел от въглеродна стомана (0,45 0,85% С).
ПАТИНА - съвсем тънък слой с
различни цветови оттенъци (от зе
лен до кафяв), който се образува по
повърхността на изделията от мед,
бронз и месинг в резултат от окис
ляването им под действието на
околната среда (обикновено атмос
ферата или влажна почва) или в ре
зултат от специална обработка с
-359-
окислители (патиниране). П. пред
пазва от корозия и придава декора
тивен вид, напр. на изделията на де
коративно-приложното изкуство.
ПАТИНИРАНЕ - вид оксидиране
на изделия от мед, месинг и бронз, за
увеличаване на корозионната им ус
тойчивост и придаване на декора
тивен вид на повърхността им,
имитиращ естествената патина.
ПАТРОННИК - стандартно при
способление за базиране, закрепване
и центроване спрямо оста на върте
не и предаване на въртеливо движе
ние на обработван детайл или ре
жещ инструмент. П. биват самоцентроващи и несамоцентроващи;
тричелюстни (вж. фиг.), четиричелюстни; палцови и цангови; специал
ни, а според начина на задвижване механични, електромагнитни, хид
равлични и пневматични.
------
Към cm. Патронник
ПАТРОННИКОВА МАШИНА - ме
талорежеща машина, предназначена
предимно за обработване на детай
ли с малка дължина и значително поголям диаметър, закрепени в пат
ронник, напр. патронников струг.
ПЕМЗОВИДЕН флюс
- топен
флюс, приготвен във вид на порести
непрозрачи зърна с малка насипна
ПЕНОПЛАСТИ ...
маса. За получаването на П.ф. стопе
ната шихта, нагрята до 1550 1600°С, се излива във вода. Водните
пари разпенват стопилката, която
при следващото охлаждане се
втвърдява и образува П.ф. П.ф. се
използува при подфлюсово заваря
ване при високи стойности на тока
и големи скорости на заваряване.
При тези условия осигурява по-доб
ро формиране на шева в сравнение с
обикновените стъкловидни флюси.
ПЕНОАЛУМИНИЙ - алуминий или
негова сплав, наситени с водород за
образуване на пореста (клетъчна)
структура. Плътността на П. е 230750 кд/тЗ в зависимост от количес
твото газови мехурчета, съдържа
щи се в единица обем (плътността
на алуминия е 2699 кд/тЗ). П. е перс
пективен конструкционен материал
в машиностроенето, корабострое
нето, строителството и др.
пеноматериали - материали с
пореста (клетъчна) макроструктура. В металните и неметалните П.
порите се образуват при разпенване
на стопилки с газове или вкарване в
стопилките на газообразуващи при
бавки /напр. хидриди/. П. се отлича
ват с високи демпфиращи свойства
и ниска топлопроводност. Тяхната
якост след подходяща уякчаваща об
работка може да достигне якостта
на летите материали при значител
но по-малка плътност /вж. Пеноалуминий и Пенопласти/.
ПЕНОПЛАСТИ - термопласти,
преработени чрез леене под наляга
не, при което полимерната стопилка е разпенена и е получена пореста
структура. П. се използуват като
изолационен и конструкционен ма
териал при производството на оле
котени изделия (вж Пеноматериа
ли}.
ПЕРГЕЛ...
-360-
ПЕРГЕЛ - инструмент за изчертаВане на дъги и окръжности, за ли
нейни измервания и за пренасяне на
размери. Има следните видове П.:
делителен; нулев-за изчертаване на
окръжности с малък диаметър, трасажен - за изчертаване на окръжнос
ти с голям диаметър и за снемане на
размери; пропорционален - позволя
ващ снеманите размери да се увели
чават или намаляват в постоянно
отношение. Съществуват и П. за из
чертаване на елипси.
ПЕРЕСТО СВРЕДЛО - свредло С
лопатообразна къса работна част.
Двата главни режещи ръба сключ
ват ъгъл Xr с оста и се съединяват
с напречния ръб, разположен под
ъгъл ψ (вж. фиг.). Предните ъгли γ0
са равни на нула или отрицателни,
което значително затруднява ряза
нето и за облекчаването му върху
задната повърхнина на режещата
част Се правят стружкоразделителни канали. Поради нерационалната
геометрия и трудното отвеждане
на стружката П.с. намират ограни
чено приложение - за обработване
на много твърди материали и за
свредловане на профилни отвори
(стъпални, с К-образен профил).
Към cm. Пересто свредло
а - обикновено; б - стъпално
ПЕРИОДИЧЕН КОНТРОЛ - конт
рол, при който постъпването на ин
формация за контролираните пока
затели става през отпределени ин
тервали от време.
ПЕРИОДИЧЕН ПРОФИЛ - разно
видност на променливия профил, в
която измененията на формата и
размерите на напречното сечение се
повтарят периодично по дължината
на изделието.
ПЕРИОДИЧНИ ИЗПИТВАНИЯ
контролни изпитвания на продукци
ята, провеждани периодично в обем
и срок, установен в съответната
техническа документация.
ПЕРИОДИЧНИ ТРЕПТЕНИЯ - тре
птения, при които всички величини,
характеризиращи вибрационния
процес, се повтарят след еднакъв
интервал от време, наречен период
на трептенето.
ПЕРИОДИЧНОСТ HA ТЕХНИЧЕ
СКОТО ОБСЛУЖВАНЕ - изработка
та или времето между две последо
вателно провеждани технически об
служвания от един и същи вид.
ПЕРИОД HA СПИРАНЕ HA МАШИ
НАТА - период на неустановено
движение на машината след изключ
ване на двигателя, т.е. движение по
инерция за сметка на кинетичната
енергия на движещите се части.
ПЕРИОД HA ТРЕПТЕНИЯ
- наймалкият интервал от време при пе
риодични трептения, след който ха
рактеризиращата величина се пов
таря.
ПЕРИОД HA ЦИКЪЛА, Г - време
то за изпълнение на един работен
цикъл при полуавтоматично и авто
матично обработване на детайли.
ПЕРИТЕКТИКУМ - твърда фаза,
обрауваща се в някои бинерни систе
ми при постоянна температура в
резултат на взаимодействие на две
фази /твърда и течна/ с определен
- 361 състав. Реакцията на образуване на
П. се нарича перитектична.
ПЕРЛИТ - структурна съставка
на стоманата, евтектоидна смес от
ферит и цементит, съдържаща
0,83% С. В равновесни условия се об
разува в резултат на евтектоидното разпадане на аустенита при
723°С. В зависимост от формата на
цементита П. бива зърнест /глобуларен/ и пласти нчат (ламенарен).
Дисперсните разновидности на П.
се наричат сорбит и троостит.
ПЕРЛИТНА СТОМАНА - стомана
с перлитна (евтектоидна) структу
ра. П.с. има висока якост и пластич
ност.
ПЕРМААОЙ - група сплави на ни
кела и желязото, които се характе
ризират с голяма магнитна проница
емост, малка коерцитивна сила и
малки загуби от хистерезис. В зави
симост от процентното съдържа
ние на никела П. биват нисконикелови (40-50% никел) и високоникелови
(70-83% никел). П. са магнитномеки
материали. Използуват се в произ
водство на релета, трансформато
ри, измервателни уреди и др.
ПЕРМЕНДУР
- магнитномека
сплав на желязото с кобалт (50%) и
ванадий (2%), която се характеризи
ра с големи стойности на магнитно
насищане и на проницаемост при ви
соки индукции. Използува се за про
изводство на детайли на телефонни
мембрани, сърцевини на магнитострикционни преобразуватели и мало
габаритни електрически машини.
ПЕРМЕНОРМ - магнитномека
сплав, която съдържа 48% никел,
около 1% манган и 51% желязо. П. е с
повишени магнитни свойства и се
използува за производство на де
тайли на релета, трансформатори,
дросели, работещи с подмагнитване.
ПЕСЪКОДУВНА ...
ПЕРМИНВАР - магнитномека же
лязно-никелова сплав (29,4% желязо,
45% никел) с добавка на кобалт (25%)
и манган (0,6%) или молибден (до
7,5%), която се характеризира с го
ляма и постоянна магнитна прони
цаемост. Използува се за производ
ство на детайли на трансформато
ри, дросели, във високочестотната
телефонна и радиотехника.
ПЕРСПЕКТИВЕН ТЕХНОЛОГИЧЕН
ПРОЦЕС - технологичен процес, съответствуващ на съвременните
постижения на науката и техниката,
чието частично или пълно усвояване
в предприятието е предстоящо.
перфокарта, перфорирана
карта - правоъгълна карта от
плътна хартия или специален мате
риал с определени размери и стан
дартна форма за записване на коди
рана информация чрез пробиване
(перфориране) на отвори или изряз
ване на определени участъци.
ПЕРФОЛЕНТА, перфорирана
лента - хартиена, пластмасова
или целулоидна лента с определени
размери и стандартна форма за за
писване на кодирана информация по
определен начин чрез пробиване
(перфориране) на отвори. Използу
ваната П. при металорежещи маши
ни с ЦПУ има осем пътечки (седем за записване и една транспортна)
съгласно стандарта ISO или седем
пътечки (шест - за записване и една
транспортна) според американския
стандарт EIA. В НРБ се използуват
осемпътечкови П.
ПЕРФОРИРАНА КАРТА - вж. Пер
фокарта.
ПЕРФОРИРАНА ЛЕНТА - вж. Перфолента.
ПЕСЪКОДУВНА МАШИНА - ма
шина за изработване на леярски сър
ца от плакиран пясък, който се уп
лътнява в кутията чрез вдухване със
ПЕСЪКОМЕТ ...
-362-
сгъстен Въздух. Прилагат се П.м. с
горно и долно Вдухване на сместа.
Налягането на Въздуха действуВа
Върху сместа В кутията през време
на втвърдяването, което осигурява
плътност и здравина на сърцето
(вж. фиг.).
7
5
лажда принудително, за да се пре
дотврати втвърдяването на смес
та в нея.
ПЕСЪКОСТРЕЛНА МАШИНА - ма
шина за изработване на леярски сър
ца, при която формовъчната смес се
уплътнява в кутията със сгъстен
въздух чрез изстрелване (вж. фиг.),
П.м. се използуват при методите
“горещи кутии", "студени кутии”,
CQž ~ процес и др. Те са с висока сте
пен на механизация и автоматиза
ция, имат голяма производител
ност и осигуряват високо качество
на леярските сърца.
4
Към cm. Песъкодуб «а машина
Песъкодувна машина за леярски сърца:
1 - резервоар; 2 - стра шчен улей; 3 цилиндър; 4-гилза; 5 - утия за сърца;
6 - пневматичен цилинд »p; 7 - маса; 8 песъкодувна n хоча
ПЕСЪКОМЕТ - машина за изра
ботване на леярски 4орми и сърца
чрез изхвърляне на оормовъчната
смес В касите или кугг иите за сърца
от песъкометна глава П. биват ста
ционарни и подвижни
ПЕСЪКОСТРЕЛНА Г,\АВА - сме
няема част, закрепвана към песъкострелния механизъм на песъкострелна машина за леяр жи сърца /вж.
фиг./. П.г. има стесняв ащ се в долния
край отвор, който осигурява предва
рително уплътняване на формовъч
ната смес. Към П.г. е захваната пло
ча с отвори за изстре хване и венти
лационни пробки за излизане на въз
духа от кутията. Видът на П.г., формата.и разположението на изстрел
ващите отвори се тределят от
размерите и конфигурацията на
сърцата. При изработване на леяр
ски сърца в нагрети ю тии П.г. се ох
Към cm. Песъкострелна глава
1 - глава; 2 - вложка с отвор за изст
релване; 3 — плоча; 4 — вентилационни
пробки
Към cm. Песъкострелна машина
1 — пневматичен цилиндър; 2 - маса; 3 стиска; 4 — кутия за сърце; 5 - изстрел
ваща глава; 6 - шибър; 7 - бункер за
смес; 8 - тръба; 9 — ресивер; 10 - тяло
-363-
*
ПЕСЪКОСТРУЕН БАРАБАН - Вър
тящ се барабан, 8 който отливките
се почистват от струя пясък, създа
вана от специална Въздушна дюза
/вж. също Сачмоструен барабан/.
ПЕСЪКОСТРУЙНО ПОЧИСТВАНЕ
- почистване повърхността на Вал
цовани материали, отливки, заваре
ни съединения и др. изделия чрез ме
ханично Въздействие на струя рт
сгъстен Въздух и пясъчни зърна, съз
давана В специални песъкоструйни
апарати. П.п. често се прилага преди
нанасянето на боя или защитно-де
коративно покритие.
ПЕТА - опорна част на Вала, В ко
ято се осъществява аксиалното му
лагеруване и се предава аксиалната
сила.
ПЕТНИСТА КОРОЗИЯ - местна
корозия Във вид на отделни петна.
ПЕЩ - устройство, в което В ре
зултат от изгаряне на гориво или от
трансформиране на ел. енергия· се
отделя топлина, използувана за заг
ряване с цел стопяване, термообра
ботка на материалите и др. В зави
симост от източника на топлина П.
биват пламъчни и електрически, а В
зависимост от областта на приложение —битови и промишлени. Спо
ред технологичното си предназначе
ние се разделят на следните ВидоВе:
нагревателни, топилни, за сушене, за
изпичане и за разлагане на материа
ли /коксоВа П./.
ПЕЩНО ЗАВАРЯВАНЕ - Вж. Ко
вашко заваряване.
ПИЛА - металорежещ инстру
мент с много режещи ръбове за от
немане на тънък слой от метала. Ha
работната част на П. се нанасят насечки, образуващи режещите зъби.
П. биват с прътовидна или ротаци
онна форма. Прътовидните П. рабо
тят чрез надлъжно движение, а ро
тационните - чрез въртеливо дви
ПИНОЛА ...
жение на рязане. Според начина на
задвижВане П. биват ръчни и машин
ни, според предназначението и конс
трукцията-обикновени, (едри, сит
ни и шлифовъчни), рашпили, часовни
карски, дискови и др.; според напреч
ното сечение - с правоъгълно, квад
ратно, триъгълно, кр>гло, полукръг
ло и др. сечение (вж. фиг.). П. се изра
ботват от въглеродна инструмен
тална стомана и се подлагат на по
върхностно закаляване. Използуват
се предимно за шлосерски работи.
Към cm. Пила
Приложение на.шлосерски пили:
а - на плоски; б - на квадратни; 8 - на
триъгълни; г- на кръгли; g - на полук
ръгли; е - на ромбоидни; ж - на ножови
пилене - шлосерска операция за
срязване и снемане на слой от мате
риала на заготовката във вид на
стружки с пила ръчно или машинно.
ПИНОЛА - детайл на металоре
жеща машина, изработен обикнове
ПИРОМЕТАЛУРГИЯ ...
-364-
но във формата на цилиндър, който
може да се премества осово, напр.
пинолата на задното седло на струг.
В П. се закрепва режещия инстру
мент или приспособление за поддър
жане на обработвания детайл.
ПИРОМЕТАЛУРГИЯ - съвкупност
от протичащи при високи темпера
тури процеси за получаване и пре
чистване на метали и сплави. Пирометалургични процеси са напр. високопещното (доменното) топене,
мартеновото топене, топенето в
конвертори, дъгови и индукционни
пещи. Почти 100% от световното
производство на чугун, стомана и
олово, около 95% от производство
то на мед и над 60% на цинк е по ме
тодите на П.
ПИРОМЕТЪР - уред за измерване
на температурата по безконтактен
метод. Действието на П. е основа
но за използуване топлинното из
лъчване на нагретите тела. Най-разпространени са оптичните П., кои
то се състоят от оптична система
(обектив, окуляр, диафрагма и монохроматичен. светлинен филтър),'
поглъщащи стъкла, пирометрична
лампа и електроизмервателен уред.
Пирометричната лампа служи за
еталон на измерваната яркост на
температурата. Монохроматичният светлинен филтър дава въз
можност в лъчите на определен
цвят да се наблюдава нишката на
лампата на фона на образа на наже
женото тяло. Границите на измер
ване на температурата с оптични
те П. са от 800 до 6000°С. ,
ПИРОТЕХНИЧЕСКИ КОНТРОЛ
контрол на метален лом и метални
отпадъци с цел откриване и отделя
не от тях на взривоопасни предме
ти и лесновъзпламеняващи се ве
щества.
ПИРОФОРНОСТ HA ПРАХА - спо
собност на праха да се самозапалва
при съприкосновение с въздуха.
ПИСТОЛЕТ - 1. Метализационен
П. - уред за нанасяне на метални пок
рития върху повърхността на изде
лия чрез впръскване на стопен метал
със струя сгъстен въздух. Стопява
нето на метала става чрез ацетилено-кислороден пламък или ел. дъга. 2.
Заваръчен П. - облекчена ръчна зава
ръчна глава за електродъгово или
електросъпротивително заварява
не (вж. фиг.). Прилага се в случаите,
когато използуването на автомат,
заваръчни глави или заваръчни трак
тори е нецелесъобразно или много
трудно. 3. Бояджийски П. - уред за
боядисване на повърхности с различ
ни бои. Най-разпространени са боя
джийските пневматични П. с ниско
(до 90 kPa) и високо (90 kPa и повече)
налягане, чийто принцип на дейст
вие се основава на разпръскването
на боята от струя сгъстен въздух,
който излиза под налягане от дюза.
ПИТАТЕЛ - елемент от леяковата система на леярската форма,
през който течният метал навлиза
в кухината на формата. Разположе
нието на П. във'формата се избира
с оглед подобряване на захранване
то при втвърдяване и намаляване на
напреженията в отливката. П. тряб
ва да осигури лесно отделяне на леяковата система без повреждане на
отливката. Много често една от
ливка се запълва през няколко П. /вж.
фиг. към cm. Леякова система/.
ПЛАЗМА - йонизиран газ, със
тоящ се от неутрални атоми и мо
лекули, йони и електрони, т.нар. чет
върто агрегатно състояние на ве
ществото; концентрацията на по
ложително и отрицателно зареде
ните частици е приблизително ед
наква, а хаотичното движение на
-365-
частиците преобладава над насоче
ното им движение в ел. поле. П. се ха
рактеризира с електропроводност
и твърде висока температура. При
лага се при плазменото заваряване и
рязане, плазмената метализация и
дрПЛАЗМЕНА ГОРЕЛКА - вж. Плазмотрон.
ПЛАЗМЕНА МЕТАЛИЗАЦИЯ - вж.
Плазмено нанасяне на покрития.
ПЛАЗМЕНА СТРУЯ - насочен поток от плазма, получаван в специал
ни горелки - плазмотрони, и издух
ван. от токопроводящия стълб на
плазмената дъга.
Към cm. Пистолет
а. Схема на електросъпротивително
заваряване с пистолет върху неподвиж
на медна подложка
6. Заваръчен пистолет за заваряване
на шпилки: 1 - заварявана шпилка (из
пълнява ролята на един от електроди
те); 2 - ръкохватка; 3 - електромаг
нитно устройство (за запалване на дъ
гата); 4 - устройство за вбиване на
шпилките в изделието; 5 - проводник
на веригата за управление на пистоле
та; 6 - проводник от трансформатора
ПЛАЗМЕНОДЪГОВА ПЕЩ ел.
пещ, в която нагряването и топене
то стават чрез плазмена дъга. За ка
ПЛАЗМЕНОДЪГОВА ...
тод служи катодът на плазмотрона
(обикновено от волфрам или специ
ална труднотопима сплав), а за анод
— материалът във ваната. Дъгата в
П.п. се обдухва със завихрен инертен
газ (обикновено аргон), което, пър
во, стабилизира дъгата и повишава
температурата ù до 10 000 20 000 К и, второ, създава неутрал
на атмосфера над стопения метал.
Топенето в П.п. протича около анод
ното петно на дъгата, което позво
лява да се изключи съприкосновение
то на течния метал с огнеупорната
облицовка на пещта. Това (заедно с
неутрална атмосфера) обуславя съ
щественото увеличаване на чисто
тата на метала, получаван в П.п. в
сравнение с метала, получаван в пламъчните пещи. П.п. се използуват за
произвеждане на особено отговорни
стомани и специални сплави (вж.
фиг.).
Към cm. Плазменодъгова пещ
1 - плазмотрон; 2 - газонепронциаема
капачка на изпускателния отвор; 3 - до
лен електрод; 4-устройство за раз
бъркване на метала; 5 - пясъчно уплът
нение
ПЛАЗМЕНОДЪГОВО...
-366-
ПЛАЗМЕНОДЪГОВО ЗАВАРЯВА
НЕ - Bug електодъгово заВаряВане,
при който за стопяване на заварява
ните краища се използуВа насочен
поток от плазма, съвпадащ с токопроВодящия стълб на създаващата го
дъга с пряко действие - вж. фиг.
(единият от електродите е заваря
ваното изделие). П. з. се прилага при
изделия от неръждясваща стомана,
титан, никелови сплаВи и др. в самолетостроителната и електронната
промишленост.
Към cm. Плазменодъгово заваряване
S - нетопим електрод; 2 - газова
струя (аргон, хелий, азот, водород, въг
лероден окис) под налягане; 3 - медна
дюза, охлаждане с вода; 4 - дъга с пряко
действие
ПЛАЗМЕНОДЪГОВО РЯЗАНЕ,
плазмено рязане -виделектродъгово рязане, при което мета
лът по линията на реза се стопява
от плазмена дъга, горяща между
плазмена горелка (плазмотрон) и ме
тала, а стопеният метал се отделя
принудително с плазмена струя, об
разуваща се в дъгата. Прилага се за
разделително и повърхностно ряза
не на метали, които не могат да се
режат по др. начини, напр. високолегирани стомани, алуминий, мед, ме
синг, бронз и др.
ПЛАЗМЕНО ЗАВАРЯВАНЕ - вж.
Плазменодъгово заваряване и Плазменоструйно заваряване.
ПЛАЗМЕНО НАНАСЯНЕ HA ПОК
РИТИЯ, плазмена метализац и я -начин за нанасяне на покри
тия, при който материалът на пок
ритието се топи, разпрашава и
транспортира до обработваната
повърхност 8 плазмена струя, полу
чавана в плазмотрон. Поради висо
ката температура на плазмата (око
ло 10 000 К) и липсата 8 нея на кисло
род чрез П. н. п. се получават плът
ни покрития от различни материа
ли, включително и труднотопими,
без окисляване. Методът се прилага
за получаване на метални (плазмена
метализация) и композиционни за
щитни и износоустойчиви покри
тия.
ПЛАЗМЕНО ОБРАБОТВАНЕ
съвкупност от технологични проце
си за обработване на материали с
високотемпературна плазма, полу
чавана в плазмотрон: плазмена ме
тализация, плазмено нанасяне на
покрития, плазменодъгово- рязане,
плазменодъгово заВаряване, плазменоструйно заВаряВане, плазмено ра
финиране и др.
плазмено рафиниране - ра
финиращо претопяване, състоящо
се в отстраняване на примесите от
метала чрез местното му прегрява
не с плазмена дъга. Температурата
на местното прегряване при П.р. се
подбира така, че да превишава точ
ката на кипене на примесите, но да е
по-ниска от точката на кипене на ра
финирания метал. Примесите се из
паряват в създадената над повърх
ността на метала инертна атмос
фера (напр. от аргон) или се окисля
ват; ВъВ втория случай съставът на
■атмосферата трябва да осигурява
окисляването на примесите.
-367ПЛАЗМЕНО РЯЗАНЕ - Вж. Плазменодъгово рязане.
ПЛАЗМЕНОСТРУЙНО ЗАВАРЯВА
НЕ - Bug електродъгоВо заваряване,
при който металът се стопява от
насочен поток плазма, издухван от
стълб на дъга с непряко действие,
която гори 8 плазмотрон (вж. фиа).
Има ограничено приложение поради
ниския си ефективен к.п.д.
Към cm. Плазменоструйно заварява
не
1 — нетопим електрод; 2 - газова
струя (аргон, хелий, азот, водород, въг
лероден окис) под налягане; 3 — медна
дюза, охлаждана с Вода; 4- дъга с непря
ко действие; 5 - плазмена струя
ПЛАЗМОТРОН, ПАЗЗменя го
релка— газоразрядно устройство
за създаване на насочен плазмен по
ток с голяма скорост и голям запас
от енергия. За плазмено заваряване,
рязане и др. видове обработка на ме
талите се използува плазма с темпе
ратура до 30 000 К и свръхзвукова
скорост на изтичане.
плакиране - нанасяне по термомеханичен начин върху повърх
ността на метални листове, плочи,
тръби и проводници на тънък слой
от друг метал или сплав. П. се извър
шва при горещо валцоване (напр. П.
на листове и плочи) или пресоване
(П. на тръби). П. може да бъде едно-
ПЛАНЕТАРНО ...
и двустранно. Използува се за полу
чаване на биметал и триметал, за
създаване на антикорозионни слоеве
и др. покрития, напр. нанасяне на ме
сингово покритие върху стоманени
листове (вместо електролитно пок
ритие) и т.н.
ПЛАМЪЧНА ПЕЩ - пещ, в която
топлината за нагряване или стопя
ване на материала се получава непос
редствено от изгаряне на горивото.
Топлопредаването се извършва чрез
излъчване и конвекция. Използува се
за нагряване на материали и заго
товки, за стопяване на метали и др.
ПЛАМЪЧНО ЗАВАРЯВАНЕ - вж.
Газо-ки£лородно заваряване.
ПЛАМЪЧНО НАГРЯВАНЕ - пряко
нагряване на материалите и заго
товките с пламък от горелка. П.н.
обикновено е локално (местно), по
върхностно или обемно. Прилага се
за нагряване на детайли при обемно
и повърхностно термично обработ
ване, при изправяне на деформирани
изделия и конструкции, за предвари
телно загряване (подгряване) при за
варяване и др.
ПЛАНЕТАРЕН ВИБРОВЪЗБУДИТЕЛ - центробежен възбудител, из
граден нз принципа на планетарен
механизъм с едно или няколко води
ла. Има фрикционно-П.в., зъбно-П.в.
и др.
ПЛАНЕТАРНА ВАЛЦОВЪЧНА МА
ШИНА - валцовъчна машина, в коя
то деформирането на метала се из
вършва при преминаването му през
голям брой свободно въртящи се
(планетарни) валци с малък диаме
тър, носени от два опорни вала, из
вършващи въртеливо движение. С
П.в.м. се постига голяма (до 90%)
степен на деформация за един пре
ход на валцоване.
ПЛАНЕТАРНО ШЛИФОВАНЕ разновидност на вътрешното кръг
ПЛАНЕТНА...
-368-
ло шлифоване; детайлът се закрепва
неподвижно за масата на машината,
а шлифовъчният диск се върти както около своята ос, така и около ос
та на обработвания отвор, като из
вършва също надлъжното и напреч
ното подаване (вж. фиг.).
Към cm. Планетарно шлифоване
1 - шлифовъчен диск; 2 - обработван
детайл; 3 - траектория на движение
то на шлифовъчния диск
ПЛАНЕТНА ПРЕДАВКА - зъбнолостова предавка с една степен на
свобода, съставена от сателитни
зъбни колела, които се въртят око
ло собствените си оси, лагерувани
във водилото, и заедно с него около
друго зъбно колело с неподвижна ос
- планетно, централно колело (вж.
фиг.). П.п. се използува за предаване
на въртеливо движение между два
вала с успоредни или пресичащи се
оси. П.п. осигурява получаване на го
леми предавателни отношения с ма
лък брой зъбни колела при компакт
ни размери, малка маса и сравнител
но висок к.п.д. Употребява се В зад
вижващите устройства на метало
режещи, подемни и др. машини и уре
диПЛАН ЗА ИЗПИТВАНЕ - правила,
които определят рбема на извадки
те или пробите, реда на провеждане
на изпитванията и критериите за
прекратяването им.
ПЛАН ЗА КОНТРОЛ HA ИЗВАДКА
-, правила за контрол, позволяващи
да се направи заключение за съот
ветствието или несъответствие
то на партиди изделия с изисквани
ята въз основа на изследвания, нап
равени върху избрани от дадената
партида извадки. План за двустепе
нен контрол е план за контрол, при
който решението за контролирана
та партида се взема въз основа на
резултатите от контрола на не по
вече от две извадки от нея.
ПЛАНИРАНЕ КАЧЕСТВОТО
HA
продукцията - определяне обхва
та на стойностите на показатели
те за качеството на продукцията,
които трябва да бъдат достигнати
в даден момент или за даден период
от време.
ПЛАН HA ОБОРОТИТЕ - вж. План
на честотите на въртене.
Към cm. Планетна предавка
Четиризвенен (а) и петзвенен (б) плане
тен механизъм: 1 и 4- подвижни зъбни
колела; 2 - сателити; 3 - неподвижно
зъбно колело; Н - водило
ПЛАН HA ЧЕСТОТИТЕ HA ВЪРТЕ
НЕ, план на оборотите- ус
ловно изображение в логаритмичен
мащаб на различните кинематични
вериги в превода със съответните
стойности на предавателните от
ношения и честотите на въртене п-1,
-369-
n2... Ha Всеки Вал (8ж. фиг.). При пос
трояване на П.ч.В. Валовете на пре
вода се изобразяват символично с
хоризонтални прави, честотите на
въртене - с вертикални прави /може
и обратното/, а предавателните
отношения - с лъчи. От П.ч.В. се оп
ределят частните предавателни
отношения и броят на зъбите на от
делните зъбни двойки и се извърш
ват якостните пресмятания на пре
вода.
'o
I
к
ш
Я; Пг т'3
^6 ^7 nS Яg
W
π1ι11П
Към cm. План на честотите на вър
тене ,
ПЛАНОВО-ПРЕДПАЗЕН РЕМОНТ
(непр. т.) - вж. Планово-предупреди
телен ремонт.
ПЛАНОВО-ПРЕДУПРЕДИТЕЛЕН РЕ
МОНТ -ремонтниоперации, извър
швани през определен брой отрабо
тени часове за всяка машина. П. -п.р.
може да бъде профилактичен прег
лед или определен вид планов ре
монт, чието редуване и периодич
ност се определят от предназначе
нието на машината, нейните особе
ности и условия на експлоатация.
ПЛАНОВО-ПРОФИЛАКТИЧЕН ПРЕ
ГЛЕД - преглед, извършван по пла
нов ред, чрез който с проверки и из
мервания се установява степента
на износването и отклоненията от
точната и безотказна работа на ма
шините и съоръженията, като се
подготвя ведомост за дефектите.
24
Терминологичен речник по металообработване
ПЛАСТИНЧАТА...
ПЛАНОВО ТЕХНИЧЕСКО ОБСЛУЖ
ВАНЕ - техническо обслужване,
предвидено в нормативно-техни
ческата документация за изделието
и осъществявано по планов ред. Пе
риодичността на П.т.о. се характе
ризира с показателя "периодичност
на техническото обслужване11. .
ПЛАНОВ РЕМОНТ ремонт,
предвиден в нормативната доку
ментация и осъществяван по планов
ред; с П.р. се привеждат в изправ
ност износените при експлоатация
та елементи, части и възли на маши
ните и съоръженията, като се възв
ръща напълно тяхната първоначал
на точност и производителност.
П.р. биват текущи и основни.
ПЛАНШАЙБА -стандартно прис
пособление, служещо за закрепване с
планки, скоби, болтове, челюсти и
др. на големи или сложни детайли и
инструменти и предаващо им вър
теливо движение. П. се използуват,
когато не е възможно да се осигури
затягане в самоцентроващи пат
ронници. Кръглата въртяща се маса
на каруселния струг също се нарича
П. (вж. фиг.).
Към cm. Планшайба
а - закрепване с планки; б - закрепване
с помощта на ъгълник
ПЛАСТИНЧАТА СТРУКТУРА
микроструктура на метална сплав,
ПЛАСТИФИКАТОР ...
- 370 -
чиито структурни съставни еле
менти имат формата на редуващи
се тънки пластинки. Типичен пример
за П.с. е структурата на пластинчатия перлит. Механичните свойства
на металите с П.с. се определят от
разстоянието между пластинките;
колкото е по-голямо, толкова е повисока якостта на опън и границата
на провлачане и по-ниска преходната
температура.
пластификатор * - вещество,
прибавяно в прахообразен материал
за подобряване на неговото формо
ване поради намаляване коефициен
та на триене между праховите час
тици и подобряване на свързването
им. Като П. се използуват вискозни
течности и вещества, напр. спирт
ни разтвори на бакелита, стеарино
ва киселина, декстрин, бентонит и
др. П. се прибавя в пластмасовите и
праховометалургичните материа
ли, в обмазката на електроди за за
варяване.
ПЛАСТИЧЕН ПОТОК, поток
при пластично теченемакродВижение на метала в една по
сока в резултат на деформационни
премествания (поради несвиваемост) при обработването на мета
лите под налягане.
ПЛАСТИЧНА ДЕФОРМАЦИЯ - вж.
Пластичност и Деформация.
ПЛАСТИЧНОСТ - способност на
твърдите тела да се деформират
пластично (вж. Деформация) под
влияние на външно въздействие, без
да се нарушава непрекъснатостта
на материала им. П. зависи от усло
вията на деформиране-скорост, си
ла, температура, напрежения. П. е
важно свойство на твърдите тела
да изменят формата и размерите си
под действието на външни сили, без
да се разрушават и да запазват но
вополучените форма и размери след
премахване на тези сили. П. на мета
лите е важно условие за обработва
нето им чрез пластична деформа
ция.
ПЛАСТИЧНОСТ HA ПОКРИТИЕТО
- способност на покритието да из
държа постоянни деформации под
въздействието на външни сили, без
да се появяват пукнатини и отслояване.
ПЛАСТИЧНО ТЕЧЕНЕ - пластично
деформиране (^.Деформация), осъ
ществявано под действие на непре
къснато нарастващо напрежение.
П.т. може да бъде студено (под тем
пературата на рекристализация) и
горещо (над тази температура). Те
орията на П.т. се разглежда в различ
ни раздели от физиката на твърдо
то тяло.
ПЛАТИНА (Pt) - хим. елемент,
ат.н.78, ат.м. 159,09. П. е сребристобял метал с равнцнноцентрирана
кубична решетка: плътност 21 450
кд/тЗ, т.т. 1769 °C. П. е благороден
труднотопим метал. Ha въздух не се
окислява, дори и при нагряване; при
обикновени температури е устой
чива на минерални и органични кисе
лини, лесно се разтваря в "царска во
да", корозира в стопени основи, оки
си, цианиди и сулфиди на алкалните
метали. П. е един от най-пластичните метали, но примесите, дори и в
незначителни количества, намаля
ват пластичността й. Главна суровиназа получаване на П. е никело
вият и медният шлам, богати на пла
тинови метали /П. се среща и в самородно състояние/. П. се използува
за производство на апаратура за
хим. промишленост, за термодвойки и термометри, за ел. контакти и
нагреватели, за бижутерийни изде
лия. С П. се покриват детайли на
точни уреди, хим. и електротехни
-371 -
ческа апаратура, хирургически инст
рументи и др. /вж. Платиниране!.
ПЛАТИНИРАНЕ - електролитно
нанасяне на защитно-декоративни
платинови покрития върху метални
изделия.
ПЛАТИНОВИ МЕТАЛИ - група от
шест сходни помежду си по физични
и хим. свойства метала, разделени
на две триади: леки - рутений, ро
дий, паладий, и тежки - осмий, ири
дий, платина. П.м. спадат към наймалко разпространените в природа
та елементи и обикновено се сре
щат в самороден вид като сплави
помежду си или с др. метали.
ПЛАТИНОВИ СПЛАВИ -сплави на
основата на платина обикновено с
добавки от др. благородни метали
най-често родий (до 40%) и паладий
(до 50%). Използуват се за нагрева
тели на съпротивителни пещи, ел.
контакти, термодвойки, като огне
упорни и корозионноустойчиви ма
териали в хим. апаратура и др.
ПЛАШКА - инструмент за ръчно
или машинно нарязване, калиброване
или валцоване на външни резби на
болтове, винтове, шпилки и др. П. за
ръчно нарязване на резби представ
ляват кръгли, квадратни или шестостенни гайки, на които са напра
вени няколко стружкови отвори (ка
нали), образуващи режещи ръбове
(вж. фиг.); при работа те се поста
вят в държател (върток). Нарязват
резби с диаметър приблизително до
50 mm, а при по-големи диаметри се
употребяват специални П., с които
се калиброва предварително наряза
ната по др. методи резба. За наряз
ване на резба върху автоматични и
револверни стругове се използуват
тръбни П. с форма на тръба, в пред
ния край на която е нарязана вът
решна резба и са образувани струж
кови канали. П. за валцоване на рез
ПЛОСКО ...
би имат върху работната си повър
хнина точно обработен резбов про
фил.
Към cm. Плашка
Кръгла прорязана плашка
ПЛОСКИ КЛЕЩИ - вж. Клещи.
ПЛОСКОПАРАЛЕЛНА КРАИЩНА
МЯРКА ЗА ДЪЛЖИНА
- призма
тично тяло с две равнинни успоред
ни помежду си измервателни повър
хнини, разположени на точно опре
делено разстояние; използува се за
еталониране на др. измервателни
средства за дължина. П.к.м.д. имат
свойството притриваемост, т.е.
могат да прилепнат една към друга
при незначителен натиск вследст
вие на точна равнинност и адхезион
ни сили. П.к.м.д. биват в комплекти
с различен брой или класове на точ
ност.
ПЛОСКО ШЛИФОВАНЕ - шлифо
ване на равнинни повърхнини, при
което главно движение на рязане е
въртеливото движение на шлифо
въчния диск, а надлъжното и напреч
ното подаване е праволинейно възв
ратно-постъпателно или кръгово и
се извършва от диска или обработ
вания детайл. В зависимост от ра
ботната повърхнина на шлифовъч
ния диск П.ш. бива; шлифоване с пе
риферията на диска и шлифоване с
челото на диска. П.ш. се прилага за
шлифоване на детайли с високи
ПЛОСКОШЛИФОВЪЧНА...
-372-
изисквания за равнинност /контрол
ни плочи, ъгли, линии, допирни по
върхнини и др./, детайли с борд (от
стъп), тънки детайли, подлежащи на
изкривяване, детайли с нестабилна
опорна повърхнина, профилни де
тайли и др. (вж. фиг.).
Към cm. Плоско шлифоване
I. Плоско шлифоване с периферията на
диска: а - без напречно подаване т. нар.
шлифоване чрез врязване; б - с голямо
подаване на дълбочина t и малко нап
речно подаване s; 8 - с малко подаване
на дълбочина t и голямо напречно пода
ване s
II. Плоско шлифоване с челото на диска:
1 - шлифовъчен диск; 2 - обработван
детайл; 3 - маса на машината
ПЛОСКОШЛИФОВЪЧНА МАШИ
НА, машина за шлифоване
на плоскости - шлифовъчна
машина, при която масата с обра
ботвания детайл извършва праволи
нейно възвратно или въртеливо
движение. Шлифовъчният диск из
вършва рязането, като се върти и се
придвижва напречно или вертикално
за всеки двоен ход на масата. П.м. са
предназначени за шлифоване с пери
ферията или челото на шлифовъч
ния диск на плоски детайли.
ПЛОЧА - 1. Елемент на носещата
конструкция на машината с форма
на паралелепипед, чиято височина е
значително по-малка от останалите
размери; най-често служи за базира
не и закрепване на обработваните
детайли. 2. Плоска чугунена или сто
манена призматична плоча съот
ветно за разчертаване или изправя
не на метални листове, пръти и др.
заготовки и за шаброване на детай
ли.
ПЛЪЗГАНЕ -1. При пластична де
формация - преместване на една
част от кристала по отношение на
друга, извършващо се по определена
кристалографска равнина. 2. В съп
ротивление на материалите - вид
деформация, характеризираща се с
изменение на ъглите на елементар
ния паралелепипед от тялото без из
менение на размерите на страните
му; предизвиква тангенциални нап
режения т. При П. е валиден законът
на Хук: τ = G γ, където G е модулът
на ъгловата деформация, а -у - ъгло
вата деформация.
ПЛЪЗГАЧ - движещ се работен
орган на металообработваща маши
на, извършващ възвратно циклично
движение по праволинейна траекто
рия, напр. плъзгач на стъргателна
м§шина.
ПЛЪЗГАЩ ЛАГЕР -лагер, при кой
то има режим на относително плъз
гане между работната повърхнина
на шийката или петата и съответ
ната работна повърхнина на лагера.
П.л. биват неразглобяеми и разгло
бяеми (вж. фиг.).
-373-
ПЛЪТЕН ВАЛ - вал с плътно сече
ние по цялата си дължина.
ПЛЪТНОСТ HA ДИСЛОКАЦИИТЕ брой на дислокационните линии,
пресичащи повърхност с лице 1 cm2.
П.д. зависи от състоянието на ма
териала. За отгретите м'етали П.д.
е 10θ - 10® ст~2, а за претърпелите
студена пластична деформация 1011 -1012 ст-2.
ПНЕВМАТИЧЕН ...
ПНЕВМАТИЧЕН КОВАШКО-ЩАМПОВЪЧЕН'ЧУК - ковашко-щамповъчен чук, чиито подвижни части се
привеждат в движение чрез сгъстен
въздух, подаван от вграден компре
сор (вж. фиг.).
ПНЕВМАТИЧЕН СИГНАЛ - сигнал,
при който носител на информация е
налягане /при повишаване или пони
жаване/ или разход на сгъстен газ
(най-често въздух), получаван на из
хода на пневматичното устройст
во. П.с. може да бъде непрекъснат
/изменящ се пропорционално на из
менението на даден параметър/ и
дискретен /приемащ само определен
краен брой стойности, отговарящи
на отделни стойности на даден па
раметър/.
Към cm. Плъзгащ лагер
Плъзгащ лагер с двуделна черупка и мазилен пръстен:
1 - тяло; 2 - вал; 3 - черупка; 4 - мазилен пръстен
ПЛЪТНОСТ ПРИ СТРЪСКВАНЕ в
праховата металургия отношение на масата на праха към
заемания от него обем при макси
мално плътно подреждане на части
ците, достигнато при стръскване.
ПНЕВМАТИЧЕН ИЗПЪЛНИТЕЛЕН
МЕХАНИЗЪМ - вж. Пневматично
задвижване.
ПНЕВМАТИЧЕН ИНСТРУМЕНТ ръчна машина с пневматично зад
вижване. П.и. се изработват с бу
тални, ротационни, винтови U др.
двигатели. Разпространени са про
бивни и резбонавиващи П.и. (вж.
фиг.), нитовъчни и пробивни чукове,
метализиращи пистолети, песъкодувни и песъкострелни машини.,
пневматични шабъри и др.
Към cm. Пневматичен инструмент
Ръчна пробивна пневматична машина:
1 - щуцер; 2 - ръкохватка; 3 - спусък; .
4 - тяло на вретеното; 5 - тричелюстен патронник
ПНЕВМАТИЧЕН ТРАНСПОРТ н а
леярски ма териали - прена
сяне на насипни материали в леярс
ките цехове с помощта на различни
видове пневматични транспортни'
системи /нагнетателни и смукател
ни/. Прилага се главно за транспор
тиране на пясък, бентонит и каме
новъглен прах и по-рядко - на гото-
ПНЕВМАТИЧЕН ...
-374-
ßa формовъчна u сърцева смес /вж.
фиг./.
Към cm. Пневматичен ковашко-щамповъчен чук
Схема на работа на пневматичен чук: а
- с просто действие; б - с двойно дей
ствие
Към cm. Пневматичен транспорт на
леярски материали
1 - компресор; 2 - резервоар за сгъс
тен въздух; 3 - бункер; 4 - разклоне
ние; 5 — тръбопровод; 6 - бункер; 7 циклон
ПНЕВМАТИЧЕН УРЕД
- уред
/обикноВено за измерване и конт
рол/ с изходен пневматичен сигнал.
ПНЕВМАТИЧЕН ЧУК - машина за
нанасяне на удари, при която се из
ползува енергията на сгъстен въздух
(газ).
ПНЕВМАТИЧНА ЗАЛИВЬЧНА ЛЕ
ЯРСКА УСТАНОВКА - леярска уста
новка за заливане на течен метал В
леярски форми под действието на
свръхналягане на газ.
ПНЕВМАТИЧНИ ИЗПИТВАНИЯ изпитвания на пневматични систе
ми и др., при които основен вид въз
действие е налягането на газа.
ПНЕВМАТИЧНО ЗАДВИЖВАНЕ,
пневматичен изпълните
лен механизъм - пневматич
но силово устройство, предназначе
но за въздействие върху регулиращ
или изпълнителен орган В система за
автоматично управление. В зависи
мост от начина на работа П.з. може
да бъде с постъпателно и ВъртелиBo движение. В промишлената пневмоавтоматика са най-разпространени П.з. с постъпателно движение,
които биват бутални и мембранни.
Буталното П.з. представлява
цилиндър, В който под действие на
сгъстен Въздух или на пружина се
движи бутало с бутален прът. Мем
бранното П.з. представлява хер
метична камера, разделена на две ра
ботни камери чрез мембрана. Изме
нението на налягането на Въздуха В
едната камера предизВиква огъване
на мембраната и преместване на
свързания с нея прът. П.з. се изпол
зува също и за задвижване на работ
ни машини.
ПОАНСОН - една от основните
части на инструменти, използувани
при щамповане и пресоване на мета
ли. Формата му се определя от фор
мата на изделието. При щамповане
-375-
П. действува непосредствено върху
обработваната заготовка, която се
намира в матрицата; в зависимост
от предназначението бива за дефор
миране, отрязване, прорязване, про
биване, изсичане и др. При пресоване
П. предава силата за деформиране
върху заготовката чрез пресшайба,
при което обработваният материал
"изтича" през отвора на матрицата.
ПОВИШАВАЩА ЗЪБНА ПРЕДАВ
КА - предавка, в която ъгловата
скорост на задвижваното зъбно ко
лело е по-голяма от тази на задвиж
ващото зъбно колело.
ПОВИШАВАЩА ПРЕДАВКА - вж.
Повишаваща зъбна предавка.
ПОВРЕЖДАНЕ, повреда - на
рушаване изправността на обекта.
П. може да бъде незначително (нару
шаващо изправността при запазва
не на работоспособността) и значи
телно (довеждащо до отказ на обек
та).
ПОВТОРНО-КРАТКОВРЕМЕНЕН
режим ha работа - работа при
последователно редуване на еднакви
цикли; всеки от тях включВа период
на работа при определено натовар
ване, след което следва период на по
чивка, през който машината работи
на празен ход или се изключва.
ПОВТОРНО-КРАТКОВРЕМЕНЕН
РЕЖИМ HA РАБОТА HA КОМУТАЦИ
ОНЕН АПАРАТ - режим, при който
комутационният апарат периодич
но се включва и изключва, като про
дължителността на натоварването
и паузата са толкова къси, че части
те на апарата не достигат устано
вените си температури нито при
нагряване, нито при охлаждане.
ПОВТОРЯЕМОСТ HA
ИЗМЕРВА
НИЯТА - степен на доближаване на
резултатите от последователни
измервания на една и съща величина
по един и същи метод, от един и съ
ПОВЪРХНОСТНО...
щи наблюдател, със същите измер
вателни средства, в същата лабора
тория, извършени през кратки ин
тервали от време при регламенти
рани неизменни външни условия на
измерване.
ПОВТОРЯЕМОСТ HA ПОКАЗАНИЯ
ТА HA ИЗМЕРВАТЕЛЕН УРЕД - по
казател, който характеризира спо
собността на измервателен уред да
дава за една и съща стойност на из
мерваната величина сходни показа
ния, като не се вземат под внимание
систематичните грешки на отчита
не на стойностите, т.е. отчитат се
само случайните грешки при регла
ментирани външни условия на из
мерване.
ПОВЪРХНИНА HA РЯЗАНЕ - вре
менна повърхнина, която се възпро
извежда от главния режещ ръб на ин
струмента в движение при рязане;
по нея се извършва разкъсване на ма
териала под действие на силата на
рязане (вж. фиг. към cm. Обработва
на повърхнина).
ПОВЪРХНОСТЕН НАКЛЕП - вж.
Наклеп.
ПОВЪРХНОСТНА КОРОЗИЯ
местна корозия, която започва от
повърхността на метала и се разп
ространява предимно по нея. Обик
новено огнището на корозия не се за
белязва при обикновено макроскопично изследване на повърхността,
но се забелязва винаги при микроско
пично изследване.
ПОВЪРХНОСТНА УЯКЧАВАЩА ОБ
РАБОТКА - обработка, създаваща
повърхностно уякчаване (наклеп) на
материала на заготовката чрез по
върхностна пластична деформация.
ПОВЪРХНОСТНО ЗАКАЛЯВАНЕ закаляване, при което значително се
нагрява само повърхностният слой
на детайла, за да се получи закалява
не на определена дълбочина; нагрява
ПОВЪРХНОСТНО...
-376-
нето може ga се извърши с газокислороден пламък или с ТВЧ. Ha П.з. се
подлагат стоманени валове, втулки,
зъбни колела, зъбни гребени и др.
ПОВЪРХНОСТНО ПЛАСТИЧНО ДЕ
ФОРМИРАНЕ - обработване чрез
пластично деформиране на повърх
ностните слоеве на метални детай
ли (оси, валове, втулки и др.). П.п.д.
става обикновено чрез обхождане на
повърхността на телата с твърди
деформиращи елементи (ролки, сач
ми, дорници и др.). Тези еХементи
под действието на натискови сили
осъществяват в мястото на кон
такта процес на пластично дефор
миране. Обработването с П.п.д. се
прилага за намаляване грапавостта
на повърхнините, за уякчаване на ме
тала или за образуване на релеф по
повърхността на метални изделия.
Според скоростта на деформиране
П.п.д. бива квазистатично и дина
мично (ударно). За П.п.д. се констру
ират специални машини и инстру
менти или приспособления, когато
се осъществява на универсални
стругове, пробивни машини и др.
ПОВЪРХНОСТНО ПОЧИСТВАНЕ технологична операция за отделяне
от повърхността на метала на окалина, ръжда, маслен слой и др. замър
сявания, възпрепятствуващи про
веждането на следващия технологи
чен процес, като заваряване, споява
не, метализация и др. Различават се
газопламъчно (термично) почиства
не, механично, ултразвуково, хим.,
електрохим. и др.
ПОВЪРХНОСТНО ТЕРМИЧНО РЯ
ЗАНЕ -кислороднорязане, характе
ризиращо се с това, че кислородната
струя е насочена под много малък
ъгъл към повърхността на метала
/почти е успоредна на нея/. Такова ря
зане позволява да се снеме слой ме
тал от повърхността на обработ
ваната заготовка /кислородно хобеловане/, да се издълбае канал /кисло
родно изсичане/ и т.н. П.т.р. се при
лага за отстраняване на дефекти от
повърхността на отливки и дебели
ламарини, за скосяване краищата на
ламарини. Извършва се ръчно и меха
низирано.
ПОГЛЪЩАНЕ HA ЗВУКА, 3 в у к Опоглъщане - намаляване на зву
ковата енергия, предизвикано от
преобразуване на звуковата вълна в
друг вид вътрешна енергия на среда
та, в която се разпространява въл
ната. П.з. е обусловено от топлопроводимостта, вътрешното трие
не (вискозитета) и някои релаксационни процеси, които възникват в
средата при изменение на нейното
налягане и температурата на звуко
вата вълна.
ПОДАВАНЕ, S - елемент на ряза
нето; големината на преместване
то на режещия ръб на инструмента
по направлението на скоростта на
подавателното движение. При вър
теливо главно движение П. най-чес
то се измерва в тт/об, а при право
линейно - тт/дв.х. или подаване за
зъб - mm/зъб (вж. Елементи на ряза
нето).
ПОДАВАТЕЛЕН МЕХАНИЗЪМ - 1.
Механизъм на металообработваща
машина, който осигурява подавателно движение на работните орга
ни на машината. П.м. често регулира
и големината на подавателното
движение, напр. механизмът за осо
во подаване на вретеното на про
бивна машина. 2. Механизъм на зава
ръчна глава, предназначен за подава
не на топимия електроден тел в за
варъчната зона; състои се от елект
родвигател, редуктор и подаващи и
притискащи ролки.
ПОДАВАТЕЛЕН ПРЕВОД, n o g авателна кутия - превод или
-377-
част от превод, служещ за пренася
не u регулиране на подавателните
дВижения на машините. П.п. биВат
регулируеми и нерегулируеми. Регу
лируемите П.п. биват степенни и
безстепенни. Безстепенните П.п. се
изграждат с Вариатор или със стъпкоВ двигател, или с постояннотоков
/високомоментен/ двигател и със
или без зъбни предавки. Степенните
П.п. биват: със сменни зъбни колела
с постоянно междуосово разстоя
ние; с придвижни блокове от зъбни
колела; с насрещни конуси от цилин
дрични зъбни колела с придвижна
шпонка; с нортоноВ механизъм, с меандров механизъм и др. При метало
режещите машини с ЦПУ като подавателен превод най-често се изпол
зува стъпков или високомоментен
ел. двигател.
ПОДАВАТЕЛНА КУТИЯ - вж. Подавателен превод.
ПОДАВАТЕЛНА КУТИЯ С НАСРЕЩ
НИ КОНУСИ И ПРИДВИЖНА ШПОН
КА - двувалова подавателна кутия,
при която подаването се получаВа
от постоянно зацепени Зъбни двой
ки, образуващи два насрещни конуса,
като изборът на подаването става
чрез преместване на придвижната
шпонка под съответната зъбна
двойка. Тези подавателни кутии се
използуват за осъществяване на 8
до 10 подавания, но са с малка ста
билност поради използуването на
придвижна шпонка (вж. фиг.).
ПОДАВАТЕЛНА КУТИЯ С НОРТО
НОВ МЕХАНИЗЪМ - дВувалова по
давателна кутия, при която на един
от валовете са монтирани зъбни ко
лела с различен брой зъби във възхо
дящ или низходящ ред така, че обра
зуват Нортонов конус, а върху дру
гия вал се придвижва осово и се коле-„
бае около оста си люлка със зъбно ко
лело, което може да се зацепи с вся
ПОДАВАТЕЛНА ...
ко колело от Нортоновия конус и да
осъществи желаното подаване. Тези
подавателни кутии осигуряват го
лям брой подавания/10 12/ в голям
диапазон и в аритметичен ред. Из
ползуват се за винтонарезни и уни
версални стругове (вж. фиг.).
Към cm. Подавателни кутии с на
срещни конуси и придвижна шпонка
Към cm. Подавателна кутия с Нор
тонов механизъм
1 - люлка; 2 - щифт с ръчка за при
движване на люлката
ПОДАВАТЕЛНА КУТИЯ С ПРИД
ВИЖНИ БЛОКОВЕ ОТ ЗЪБНИ КОЛЕ
ЛА с коригирани зъби - по
давателна кутия, при която подава
нията се получават при включване
на различни зъбни двойки с помощ
та на придвижни зъбни блокове.
П.к.п.з.к. са сголеми осови размери и
могат да осъществят много подава
ния в голям диапазон .и да предадат
голям въртящ момент. Обикновено
се изпълняват с коригирани зъбни
ПОДАВАТЕЛНА...
-378-
коледа, тъй като едно неподвижно
зъбно колело се зацепва с две придвижни зъбни колела с различен брой
зъби при постоянно междуосово
разстояние.
ПОДАВАТЕЛНА
КУТИЯ
СЪС
СМЕННИ ЗЪБНИ КОЛЕЛА - подавателна кутия, при която регулиране
то на подавателното движение се
извършва със сменяеми зъбни коле
ла. Те са с малки осови размери и до
пускат голям брой подавания, но с
ограничени стойности на предава
телното отношение. Използуват се
при металорежещи машини, които
не изискват честа промяна на пода
ванията - автомати, полуавтома
ти, специални металорежещи маши
ни, използувани в едросерийното и
масовото производство.
ПОДАВАТЕЛНА СКОРОСТ - вж.
Скорост на подаване.
ПОДАВАТЕЛНО ДВИЖЕНИЕ
движение, извършвано от инстру
мента или обработваното изделие,
осигуряващо обработване на цялата
подлежаща на обработка повърхни
на на детайла. Напр. при металоре
жещите машини това е движение
то, извършвано от режещия инст
румент или обработвания детайл,
което поддържа процеса на врязване на режещия ръб на инструмента
в нови слоеве материал от детайла.
ПОДАВАЩО УСТРОЙСТВО - уст
ройство (механизъм) за автоматич
но подаване напр. на заготовки, за
Осигуряване на автоматичен режим
на работа на машина.
ПОДВАРЪЧЕН ШЕВ - шев, изпъл
няван при подваряване.
ПОДВАРЯВАНЕ - заваряване на
слой от обратната стренв на зава
ръчния шев, за отстранявана на непровара в корена на шева или »e и®бягване протичането на степания ме
тал от заваръчната междина при
следващо заваряване с голяма линей
на енергия /напр. Подфлюсово зава
ряване/. П. обикновено се изпълнява
ръчно електродъгово.
ПОДВИЖЕН ЛЮНЕТ -люнет, кой
то запазва постоянно разположени
ето си спрямо силите на рязане при
обработване на нестабилни детай
ли. Най-често е закрепен върху шей
ната на супорта на МЯшината и слу
жи като подвижна опора за намаля
ване на деформацията на обработ
вания детайл от силата на рязане
(вж. фиг.).
Към cm. Подвижен люнет
ПОДВИЖЕН ПЕСЪКОМ ЕТ - песъкомет, който при изработване на
леярските форми се премества във
формовъчния участък. П.п. биват
конзолни, мостови и др.
ПОДВИЖЕН СЪЕДИНИТЕЛ - съе
динител, който осигурява малка подгвижност между двата свързани вала
в осово или радиално направление.
П.с. са зъбните, кардановите, елас
тичните.
ПОДВИЖЕН ЦЕНТЪР - център,
който има относително въртеливо
движение спрямо тялото си. Базира
щият конус на П.ц. се върти заедно
с обработвания детайл (вж. фиг.).
-379-
ПОДВИЖНА МАСА - маса на ме
талообработваща машина, която се
премества в едно или две направле
ния или се завърта около постоянна
ос.
ПОДВИЖНА ЧАСТ HA ИЗМЕРВА
ТЕЛЕН УРЕД - част на измервате
лен уред, чието отклонение се наб
людава през време на измерването.
Има подвижна част с апериодично
затихване (достигаща положението
на равновесие без трептения) и под
вижна част с периодично затихване
(достигаща положението на равно
весие след няколко трептения около
това положение).
Към cm. Подвижен (въртящ) център
ПОДВИЖНО СГЛОБЯВАНЕ
сглобяване, което се извършва при
преместване на сглобявания обект
от едно работно място на друго
непрекъснато или периодично в про
дължение на целия процес на сглобя
ване, като необходимите детайли
или възли се подават на съответни
те работни места. Прилага се при
поточна организация на производс
твото.
ПОДВИЖНОСТ HA ФОРМОВЪЧ
НАТА СМЕС - свойство на формо
въчната смес, което се характеризи
ра със способността ù да се премес
тва под действието на собствено
то си тегло или на приложен товар,
като изтика от обемите с по-голя-
ПОДГОТВИТЕЛНА ...
ма плътност към тези с по-малка
плътност. П.ф.с. се увеличава при
намаляване на якостта на сместа в
мокро състояние, като се използу
ват маслени свързващи вещества,
овален пясък и др. Увеличената
П.ф.с. повишава производителност
та, намалява разхода на енергия при
изработването на форми и сърца, и
спомага за намаляване разликата в
степента на уплътняване между
различни зони на една леярска фор
ма.
ПОДВИЖНО СЪЕДИНЕНИЕ - вж.
Съединение на детайли.
ПОДВОДНА КОРОЗИЯ - вж. Коро
зия при потопяване.
ПОДВОДНО ЗАВАРЯВАНЕ И РЯ
ЗАНЕ - газокислородно или електродъгово и плазмено заваряване и
рязане на метали под вода. Използу
ва се при строителство и демонтаж
на подводни конструкции (тръбоп
роводи, ВЕЦ, пристанищни съоръже
ния и др.), при повдигане на разруше
ни мостове и потънали кораби и др.
При подводно електродъгово зава
ряване дъгата гори в газово мехурче,
образувано и непрекъснато възобно
вявано вследствие изпаряване и раз
лагане на околната вода от топлин
ното действие на дъговия разряд.
При газокислородно и газоплазмено
подводно рязане режещите апарати
създават мощни топлинни полета,
компенсиращи охлаждащото дейст
вие на водната среда.
ПОДГОТВИТЕЛНА КОМАНДА
команда, определяща какво трябва
да бъде следващото преместване на
работния орган на машината.
ПОДГОТВИТЕЛНА СПЛАВ - полу
фабрикат, получен прц претопяване
на нискокачествени отпадъци и лом
на цветни метали и сплави и пред
назначен за определено производст
во.
ПОДГОТВИТЕЛНО-ЗАКЛЮЧИТЕЛНО ... - 380 ПОДГОТВИТЕЛНО-ЗАКЛЮЧИТЕЛ
НО ВРЕМЕ, Тпз - времето, през ко
ето работникът се запознава с ра
ботата и разчита чертежа, подгот
вя работното място, настройва
технологичната система, снема ин
струментите и приспособленията
след завършване на обработването
на серията детайли. П.-з.в. се израз
ходва един път за цялата серия об
работвани детайли и неговата про
дължителност не зависи от броя на
тези детайли.
ПОДГОТОВКА HA КРАИЩАТА 3 а
заваряване - вж. Скосяване на
краищата,
ПОДГРЯВАНЕ при заварява
не чрез стопяване - спома
гателно /предварително/ нагряване
на заваряваните детайли без стопя
ване на метала. П. спомага за пре
дотвратяване образуването на пук
натини в заварените съединения, за
повишаване на тяхната пластич
ност и намаляване на заваръчните
напрежения.
ПОДГЪВАНЕ в металообра
ботването - образуване на зак
ръгление или борт (кант) по целия
контур или по някои от краищата на
равнинна или куха заготовка (лист,
лента, тръба, тел) чрез пластично
деформиране.
ПОДДЪРЖАНЕ В ИЗПРАВНОСТ определени дейности от система за
ефективно стопанисване, експлоа
тация, ремонт и модернизация на
машините и съоръженията с цел те
да отговарят на всички изисквания
в съответствие с технико-икономическите им параметри с оглед на
ефективно използуване.
ПОДЕВТЕКТИЧЕН ЧУГУН - чугун
със съдържание на въглерод от 2 до
4,3% и микроструктура перлит +
цементит + ледебурит.
’ПОДЛОЖКА -1. При заваряване детайл във вид на метална или кера
мична пластина, лента, пръстен и
т.н., който се установява при зава
ряване чрез стопяване под заваръч
ните краища за подобряване форми
рането на обратната страна на ше
ва и предотвратяване изтичането
на стопения метал от заваръчната
междина. П. биВат временни и пос
тоянни. Временните подложки са
медни, медно-флюсови, флюсови, ке
рамични и др. Постоянните П. се из
работват от заварявания материал
и се приваряват към обратната
страна на шева. 2. При нанасяне на
покрития - материал, върху чиято
повърхност се формира покритие;
то. Изборът на материала на П. за
виси от предназначението на покри
тието и условията на неговото на
насяне. П. може да служи не само за
основа на покритието, но и да му
придаде конструктивна якост.
ПОДНАСТРОЙВАНЕ HA ТЕХНОЛО
ГИЧНАТА СИСТЕМА - допълнител
но регулиране на технологичната
система (екипировка) в процеса на
работа за възстановяване на пос
тигнатите при настройването
стойности на параметрите. П.т.с.
при машини с ЦПУ може да стане без
спиране на машината, т.е. в процеса
на работа по предварително зададе
на програма или чрез използуване на
система за адаптивно управление.
ПОДОБРЯВАНЕ HA СТОМАНАТА
-термично обработване, състоящо
се в закаляване и следващо високо
температурно отвръщане на сто
маната. При подобряване се запазва
достатъчно висока якост на стома
ната при повишена пластичност и
якост на удар.
ПОДОБРЯЕМИ СТОМАНИ - сто
мани, които могат да се подлагат на
подобряване - закаляване и следва
-381-
що отвръщане. Обикновено това са
средновъглеродни и легирани стома
ни, съдържащи 0,35 ¿-0,60% С и раз
лично количество легиращи елемен
ти - хром, никел, молибден, волф
рам, манган, силиций и др.
ПОДРЕДЕНА СПЛАВ - вж. Подре
ден твърд разтвор.
ПОДРЕДЕН ТВЪРД РАЗТВОР,
подредена сплав - твърд раз
твор, който се характеризира с да
лечен порядък на подреждане на ато
мите на разтвореното вещество те заемат определени места във
възлите на кристалната решетка, а
не са разпределени в безпорядък както при обикновените твърди разт
вори. П.т.р. са междинни фази меж
ду хим. съединения и твърдите раз
твори. Подреждането на твърдия
разтвор Води до изменение на реди
ца механични и физични свойства на
подредените сплави; по-малки ел.
съпротивление и обем, повишени
модул на еластичност и твърдост и
др·
ПОДРЕЗ - заваръчен дефект във
вид на вдлъбване в основния метал
по линията на сплавяване на заваръч
ния шев с основния метал. Най-чес
то причина за образуването на П. е
много голямата скорост на заваря
ване.
ПОДРЯЗВАНЕ - обработване на
челни повърхнини на струг с подряз
ващ нож с подавателно движение,
напречно на оста на обработвания
детайл.
ПОДРЯЗВАНЕ HA ЗЪБА - срязва
не на част от номиналната повърх
нина при основата на зъба на обра
ботваното зъбно колело в резултат
на проникване на върха на режещия
инструмент в нея при нарязване на
зъбни колела с брой на зъбите, по-ма
лък от граничния.
ПОЖЕЛЕЗЯВАНЕ...
ПОДСЛОЕВЕ HA ПОКРИТИЕТО всички слоеве на метално покритие
с изключение на външния слой.
ПОДУТОСТ - дефект във вид на
местно удебеляване на тялото на чу
гунена отливка вследствие разпук
ване на неравномерно или недоста
тъчно уплътнената пясъчна леярска
форма, залята с метал.
ПОДфЛЮСОВО ЗАВАРЯВАНЕ, 3 аваряване под слой от
флю с
електродъгово заварява
не, осъществявано с топим елект
род под защитен слой от гранулиран
флюс, който напълно закрива дъга
та. флюсът частично се стопява, ка
то създава около дъгата подвижна
защитна обвивка, преместваща се
заедно с дъгата. Според степента на
механизация на процеса П.з. бива полумеханизирано и механизирано. Ha
фиг. е показана схема на механизира
но П.з. Ел. дъга гори под слой от'
флюс 3. Електродвигателят 1 с ре
дуктора 5 върти подавателната
ролка 4. Електродният тел, поста
вен на барабан 6, минава между пода
вателната и притискащата ролка 2
и се подава в дъгата със скоростта
на стопяване. Флюсът под действи
ето на собствената си маса се из
сипва от бункера надолу и закрива
заваръчната вана. Едновременно с
това целият апарат се движи по ли
нията на заверяване.
ПОЖЕЛЕЗЯВАНЕ - нанасяне на
железни покрития върху повърх
ността на метални изделия. Найчесто П. се извършва електролитно.
Прилага се за повишаване на корозионната устойчивост и повърхност
ната твърдост, за възстановяване
на размерите и формата на износе
ни части, подобряване на сцепление
то на калаените и цинковите покри
тия с повърхността на чугунени из
делия. П. се използува в автомобил-
ПОЗИЦИОННО... ,
-382-
натз, тракторната, полиграфската
промишленост и др.
ПОЗИЦИОННО ЦИФРОВО ПРОГ
РАМНО УПРАВЛЕНИЕ HA МАШИНА
- цифрово програмно управление на
металообработваща машина, при
което режещият инструмент или
детайлът се премества 8 определе
на работна позиция - позиционира
не; през време на позиционирането
не се извършва обработване. Пре
местванията на работните органи
по координатните оси на машината
се извършват последователно, тъй
като липсва функционална зависи
мост между движенията им.
Към cm. Подфлюсово заваряване
Схема на механизирано подфлюсоВо за
варяване
ПОЗИЦИЯ -всяко едно фиксирано
положение, заемано от обработван
детайл или сглобяема единица заед
но с приспособлението, при неиз
менно закрепване спрямо инстру
мента или неподивжна част от ма
шината за изпълнение на определена
част от операцията.
ПОЗЛАТЯВАНЕ - 1. Нанасяне на
покрития от злато върху метални и
неметални изделия. Чрез П. се полу
чават антикорозионни, декоратив
ни, оптически, електропроводими и
др. покрития. Прилага се 8 бижуте
рията, часовникарското производс
тво, в полупроводниковата техни
ка, в електро- и радиотехниката и
др. 2. Нанасяне на лаково-бояджийс
ко покритие със златист цвят.
ПОКАЗАЛЕЦ - детайл, предназна
чен за показване положението на
подвижната част на измервателен
Уред.
показател - качествено опреде
лена променлива величина, на която
съответствува множество от въз
можни количествени значения, конк
ретизирани с редица допълнителни
признаци.
ПОКАЗАТЕЛ ЗА КАЧЕСТВОТО HA
ПРОДУКЦИЯТА - количествен из
раз на едно или няколко свойства на
дадена продукция, характеризиращ
неговото (тяхното)проявление при
определени условия на създаването,
използуването или потреблението
ú. Напр. П.к.п. на металорежеща ма
шина са: геометрична и работна
(технологична) точност (отклоне
ния от праволинейност, ра8нинност, успоредност, радиално биене и
т.н., измерени в тт), надеждност
(средна изработка между отказите
-6h или брой цикли) и т.н.
ПОКАЗАТЕЛ ЗА НАДЕЖДНОСТ количествена характеристика на ед
но или няколко свойства, определя
щи надеждността на обекта (вж. На
деждност).
ПОКАЗАТЕЛИ HA ТОЧНОСТ HA
ЗЪБНИ КОЛЕЛА И ПРЕДАВКИ грешката на експлоатационните па
раметри - кинематична точност,
плавност при работа, контакт на
зъбите (комплексни показатели) или
на геометирчните елементи (еле
ментни показатели) на колелата и
предавката, чиито стойности са ог
ПОЛИГОНИЗАЦИЯ...
-383раничени и могат ga бъдат контро
лирани.
ПОКАЗАТЕЛ HA А Б РАЗИВНАТА
СПОСОБНОСТ — отношение на ма
сата на снетия материал към маса
та на изразходвания абразивен прах
за определено време при установен
режим на изпитвана
ПОКАЗАТЕЛНА РЕДА HA ЧЕСТО
ТИТЕ HA ВЪРТЕНЕ HA ВРЕТЕНАТА И
HA ПОДАВАНИЯТА, φ — показате
лят, определящ начина на подрежда
не на честотите на въртене и на по
даванията на даден превод. Той е
частното на геометрична прогресия
със стойности най-често 1,06,1,12,
1,26, 1,41, 1,58 и 2; в случаите на
аритметичен ред той е разликата на
аритметичната прогресия. Подреж
дането на честотите на въртене и
на подаванията обикновено е в гео
метричен ред, тъй като с малък
брой оборотни степени може да се
покрие голям обхват и относител
ните загуби на скорост са постоян
ни при обработване на еднородни
материали.
ПОКАЗВАЩ ИЗМЕРВАТЕЛЕН
УРЕД - измервателен уред, който
дава стойността на измерваната
величина само с показание (без печа
тане или регистриране на това пока
зание). Показанието може да бъде
непрекъснато (аналогово) или пре
къснато (дискретно). Напр. шублер,
амперметър, манометър.
ПОКАЗВАЩО УСТРОЙСТВО
съвкупност от части на средство за
измерване, предназначени да показ
ват резултата от измерването.
Напр. в средствата за измерване,
снабдени с просто показващо уст
ройство, то обикновено се състои
от скала и показалец.
ПОКОВКА (непр. т.) - вж. Изковка.
ПОКРИВНА ЛАМАРИНА - тънки
листове (дебелина 0,25-2 тт) от
нисковъглеродна стомана, предназ
начени предимно за покривни конст
рукции на сгради, а също за изработ
ване на палети и изделия за широко
потребление. За предпазване от
ръжда П.л. се покрива с тънък слой
цинк (поцинкована П.л.). П.л. се про
извежда също във вид на вълнооб
разни (гофрирани) листове.
ПОКРИВНОСТ -способността на
лакобояджийския материал при рав
номерно нанасяне върху едноцветна
повърхнина да прави невидим цвета
ù или в случай н»нанасяне върху чер
но-бяла подложка да намали контрастността между черните и белите
повърхнини до изчезване на разлика
та между тях. П. на лакобояджийс
кия материал (Уи) в д/т2 се изчисля
ва по формулата
Уи=^.Ю0,
п
където Уп е пълната покривност на
покритието, д/т2; Н - съдържание
то н$ нелетливи вещества в лакобо
яджийския материал,%.
ПОКРИТИЕ ЗА ЛЕЯРСКИ ФОРМИ вж. Противопригарно покритие.
ПОКРИТИЕ ОТ БОЯ - защитно
покритие, получено чрез нанасяне на
боя върху метала.
ПОКРИТИЕ СЪС ЗАБАВИТЕЛ - не
метално изолиращо (защитно) пок
ритие, в което е поставен инхибитор на корозията.
ПОЛИГОНИЗАЦИЯ - Образуване,
нарастване и преориентиране на
субзърната посредством раздробя
ване на зърната при нагряване до
температура, по-ниска от темпера
турата на рекристализация. П. се
определя от движението на дислока
циите и е в основата на явлението
възвръщане на металите след сту
ПОЛИКРИСТАЛ...
-384-
дена пластична деформация (наклеп).
ПОЛИКРИСТАЛ - твърдо тяло,
съставено от множество кристалити (зърна), при което всеки кристалит се различава от съседните си по
ориентация на кристалната решет
ка или по вида на кристалната ре
шетка и хим. състав. П. се характе
ризира с размера на кристалитите
(зърната). Повечето метали и спла
ви са П.
полимерен уплътнител - гу
мена, текстилно-гумена или пласт
масова част от уплътнителен възел
на апарат, машина или съоръжение.
ПОЛИМОРФИЗЪМ - свойството
на някои вещества да кристализи
рат в различни кристални решетки с
различни физични свойства или да
изменят /модифицират/ кристал
ния си строеж при изменение на
температурата и налягането. Раз
личните полиморфни /кристални/
модификации се означават с малки
те букви на гръцката азбука α, ß, -у,
и т.н. напр. a-Fe - с обемно центри
рана кубична решетка, и y-Fe- с рав
нинно центрирана кубична решетка.
ПОЛИМОРфНО ПРЕВРЪЩАНЕ изменение на кристалната структу
ра на веществата при преминаване
то от една в друга полиморфна мо
дификация. /вж. Полиморфизъм/.
ПОЛИРАНЕ - довършващо обра
ботване главно на метални детайли
до получаване на огледален блясък на
повърхнината им. П. се извършва на
полировъчни машини с бързовъртящи се дискове от филц или сукно или
с бързодвижещи се ленти, върху по
върхността на които е нанесена полировъчна паста, а също на установ
ки за течностно-абразивно обра
ботване (вж. фиг.). Съществува и П.
чрез електролиза, химическо П.
ПОЛОЖЕНИЕ HA ЗАВАРЯВАНЕ пространствено положение на лице
вата страна на шева при заваряване
чрез стопяване в момента на заваря
ването. Съществуват следните ос
новни положения на заваряване: дол
но, вертикално, хоризонтално, таванно и в "ладийка" (само при ъглови
те шевове) (вж. фиг.).
Към cm. Полиране
Схема на установка за течностно-абразивно полиране на метали:
1 - работна камера; 2 - обработван де
тайл; 3 - дюза; 4 - помпа; 5 - течност,
наситена с абразивен прах; 6 - елект
родвигател
полуавтомат - металообра
ботваща машина, при която са ав
томатизирани всички основни и
спомагателни движения, необходи
ми за изпълнение на технологичния
цикъл на обработване, като само ус
тановяването на заготовките и
свалянето на обработените детай
ли се извършва ръчно, т.е. за повто
рение на цикъла се изисква намеса на
работника, който понякога извърш
ва и пускането на машината за след
ващия цикъл. П. биват: стругови,
фрезови, шлифовъчни, пробивни и
др·
-385-
ПОЛУАВТОМАТИЧНА ЛИНИЯ
система от машини (комплекс от ос
новни и спомагателни съоръжения),
които изискват непосредствено
участие на човека при изпълнение на
технологичния процес - напр. пуска
не и спиране на отделните машини,
закрепване или преместване на обра
ботвания детайл.
Към cm. Положение на заваряване
ПОЛУАВТОМАТИЧНА МАШИНА вж. Полуавтомат.
ПОЛУФАБРИКАТ - изделие, обик
новено на предприятието достав
чик, подлежащо на допълнителна об
работка или сглобяване до получава
не на готова продукция. За дадено
предприятие П. са всички продукти
на труда, на които предстои да пре
минат през по-нататъшна обработ
ка (вж. Заготовка).
ПОЛУШЕВРОН - част от венеца
на шевронно цилиндрично зъбно ко
лело, в границите на която линиите
на зъбите имат еднакво направле
ние.
ПОЛЯРИЗАЦИЯ - при електрохим. обработка - изменение на по
25
Терминологичен речник по металообработване
ПОПРАВИМ ...
тенциала на електрода в резултат
от протичането на ток.
ПОЛЯРНОСТ при е л e k m р одъгово заваряване - начин
на свързване на полюсите на токоизточника към електродите на дъга
с постоянен ток. П. бива права, когато катодът /отрицателният по
люс/ е свързан със заваръчния елект
род, а анодът (положителният по
люс) с изделието, и обратна, когато
анодът е свързан със заваръчния
електрод, а катодът с изделието.
От вида на П. зависи стабилността
на горене на дъгата, скоростта на
стопяване на електрода, дълбочина
та на провара и др.
ПОМЕДНЯВАНЕ - нанасяне на
покрития от мед върху метални из
делия, най-често по електролитен
начин. Прилага се за защита на част
от повърхността на стоманени из
делия от цементация, за повишава
не на електропроводността на сто
маните/в биметалите/, за получава
не на междинен слой, подобряващ
сцеплението при хромиране и нике
лиране на стомана и др.
ПОМЕТАЛЯВАНЕ - вж. Метализация.
ПОНИЖАВАЩА ЗЪБНА ПРЕДАВ
КА - предавка, в която ъгловата
скорост на задвижваното зъбно ко
лело е по-малка от тази на задвижва
щото зъбно колело.
ПОНИЖАВАЩА ПРЕДАВКА - вж.
Понижаваща зъбна предавка.
ПООЛОВЯВАНЕ - нанасяне на
оловно покритие върху метални из
делия за предпазването им от коро
зия. Осъществява се чрез потопява
не на изделието във вана от стопе
но олово, чрез метализация, по елек
тролитен начин и др.
ПОПРАВИМ ДЕФЕКТ - дефект,
отстраняването на който е техни-
ПОПРАВКА...
-386-
чесИЬ Възможно u икономически це
лесъобразно.
ПОПРАВКА - стойност, която
трябВа ga се прибави алгебрично към
непосредствено получения резул
тат от измерването, за да се полу
чи действителната стойност на из
мерваната Величина. П. е раВна на аб
солютната грешка на непопраВения
резултат на измерВане с обратен
знак.
ПОПРАВЪЧЕН МНОЖИТЕЛ - чис
ло, по което трябВа да се умножи ре
зултатът от измерВане или данни
те от таблица, за да се получи дейс
твителната стойност на измерва
ната Величина.
ПОРА - малка кухина с непраВилна
форма, която се образува В матери
алите В процеса на тяхната техно
логична обработка, като напр. леене,
4 заВаряВане, спичане (В праховата ме
талургия), метализация и др. (8ж.
Шупла).
ПОРЕСТОСТ - наличие на многобройни малки кухини (пори) В телата.
П. се изразяВа като отношение на
обема на порите към пълния обем на
тялото. Най-Висока П. имат глини
те (40 до 60%) и пясъците (30 до
40%). П. е Важна характеристика на
абразиВните материали и пенопластите, където тя изкуствено се съз
дава. П. е дефект на отливки, зава
ръчни шевове и покрития ВъВ вид на
газови пори (шупли) и др.
ПОРООБРАЗУВАЩ МАТЕРИАЛ използуван в праховата металургия
материал, който прибавен към пра
ха, способствува за образуването на
пори. П. м., често наричан разпенВащ, се използува и за получаване на
полимери с пореста структура (пенопласти, пореста гума).
ПОРТАЛ - П-образна най-често
носеща част на конструкция или ме
талообработваща машина, напр.
опорната част на портален товаро
подемен кран.
ПОРТАЛЕН МАНИПУЛАТОР - ма
нипулатор, движещ се по портал над
обслужваната работна зона, с което
се разширява зоната му на действие.
П.м. биват със или без Въртене на
хващащите механизми, със или без
махаловидно движение на захваща
щата ръка. Използуват се за авто
матично захранване на металообра
ботващи машини с детайли, за кон
тролни станции и др.
ПОРТАЛНА МАШИНА - метало
обработваща машина, чиято носеща
конструкция има форма на портал и
се състои от две колони или стойки,
свързани допълнително с напречна
греда, напр. портална координатнопробивна машина.
ПОРЬОЗНОСТ (непр. т.) - вж. Порестост.
ПОСЛЕДОВАТЕЛНО ЩАМПОВАНЕ
- последователно изпълняване в ед
на щампа на няколко различни опера
ции на щамповане за няколко хода на
пресата чрез последователно пре
местване на заготовката.
ПОСЛОЙНА КОРОЗИЯ - корозия,
разпространяваща се предимно в
направление на пластичната дефор
мация на метала.
ПОСОКА HA ГЛАВНОТО ДВИЖЕ
НИЕ - линията, определена от раз
положението на вектора на ско
ростта на главното движение в раз
глежданата точка на допиране на ръ
ба на режещия клин и обработвания
детайл (вж. фиг.).
ПОСОКА HA ПОДАВАТЕЛНОТО
ДВИЖЕНИЕ - линията, определена
от разположението на вектора на
скоростта на подавателното дви
жение в разглежданата точка на до
пиране на ръба на режещия клин и об
работвания детайл (неподвижен) вж. фиг.
-387-
ПОСОКА HA СУМАРНОТО ДВИЖЕ
НИЕ - линията, определена от раз
положението на вектора на ско
ростта на сумарното движение в
разглежданата точка на допиране на
ръба на режещия клин и обработва
ния детайл (неподвижен) - вж. фиг.
Към cm. Посока на главното движе
ние, Посока на подавателното дви
жение и Посока на сумарното дви
жение
1 - посока на главното движение; 2 посока на подавателното движение; 3 посока на сумарното движение; V - ско
рост на рязане; Vf - скорост на подава
не; Ve - сумарна скорост на рязане; φ ъгъл на посоката на подавателното
движение; η - ъгъл на посоката на су
марното движение
ПОСРЕБРЯВАНЕ - нанасяне на
покрития от сребро върху метални
и неметални изделия. Извършва се
чрез катодно разпрашаване,конден
зация на метални пари във вакуум,
по електролитен или хим. начин и др.
Използува се за защита от корозия,
за повишаване на отражателната
способност, за намаляване контакт
ПОТОЧНА ...
ното електросъпротивление, за де
коративни цели и др.
ПОСТЕПЕНЕН ОТКАЗ - отказ, ха
рактеризиращ се с постепенно из
менение на един или няколко дадени
параметри на изделието, които оп
ределят работоспособността му.
П.о. се дължат главно на износване
то на изделието и затова често се
наричат откази от износване.
ПОСТОЯНЕН ПОТОК - поточна
форма на производството, при коя
то в течение на неопределено про
дължителен интервал от време вър
ху поточната линия се извършва
един и същи технологичен процес.
ПОСТОЯНЕН СЪЕДИНИТЕЛ - вж.
Неподвижен съединител.
ПОСТОЯНЕН ЦИКЪЛ - вж. Фикси
ран цикъл.
ПОСТОЯННА ПРЕДАВКА - пре
давка (зъбна, ремъчна, верижна или
др.), в която винаги работят съв
местно едни и същи елементи, като
предавателното отношение е само
едно и има постоянна стойност.
ПОСТОЯННИ СИСТЕМАТИЧНИ
ГРЕШКИ ПРИ ОБРАБОТВАНЕТО вж. Систематични грешки при обра
ботването.
ПОСТОЯННИ ФОРМИ - вж. Ме
тални форми.
ПОСТОЯНСТВО HA СРЕДСТВО ЗА
ИЗМЕРВАНЕ - показател, който ха
рактеризира способността на сред
ството за измерване да запазва
метрологичните си качества посто
янни в течение на времето.
ПОТОК ПРИ ПЛАСТИЧНО ТЕЧЕНЕ
- вж. Пластичен поток.
/
ПОТОК продукция - еднородна
продукция с едно или няколко наиме
нования, типоразмери и изпълнения,
която се намира в движение в проце
са на изработване.
ПОТОЧНА ЛИНИЯ - комплекс от
взаимносвързани машини и съоръ
ПОТОЧНО...
-388-
жения, koumo работят съгласувано с
даден такт: на всяко работно място
се изпълняват определени операции
върху една или няколко технологич
но сходни заготовки. П.л. осигурява
непрекъснатост на технологичния
процес и възможност за механизи
ране и автоматизиране. П.л. се при
лагат главно при масово производ
ство.
ПОТОЧНО ПРОИЗВОДСТВО
производство, при което работни
те места са разположени в зависи
мост от последователността на из
пълняваните операции, като обра
ботваните изделия се преместват
обикновено механизирано (напр. с
конвейери) и без задържане, т.е. при
П.п. има съгласуваност и непрекъс
натост на производствения процес.
В П.п. се използуват високопроизво
дителни специални и специализира
ни машини с голяма степен на авто
матизация.
ПОТОЧНО СГЛОБЯВАНЕ - сглобя
ване, при което движението на сгло
бяваните обекти или на работници
те е непрекъснато или периодично с
определен такт.
ПОЦИНКОВАНЕ -нанасяне на пок
рития от цинк главно върху стома
нени и чугунени изделия. П. бива го
рещо /потопяване на изделията във
вана от стопен цинк/, дифузионно
/вж. Дифузионно насищане/, елект
ролитно /вж. Електролитно покри
тие/ и чрез напръскване със стопен
цинк /вж. Метализаиия/. П. подобря
ва корозионната устойчивост на
стоманите и чугуните във влажна
среда.
ПОЧЕРНЯНЕ - създаване на черен
окисен слой върху повърхността на
стоманени изделия. П. е разновид
ност на оксидирането и има за цел
повишаване на корозионната устой
чивост или създаване на декоратив
но покритие. Извършва се чрез по
топяване на изделието в стопени
соли или обработване във водни раз
твори на киселини, соли или основи
/вж. също Брюниране/.
ПОЧИСТВАНЕ В БАРАБАН - вж.
Барабанене.
ПОЧИСТВАНЕ HA ОТЛИВКИ
съвкупност от операции, които се
изпълняват след изваждане на от
ливките от формите: премахване на
остатъците от формовъчна смес,
отрязване на мъртвите глави и леяците, отстраняване на външните
леярски дефекти (чепаци, израстъци
и др.). След това отливката се обра
ботва с песъкоструйни апарати,
сачмометни и сачмоструйни апара
ти, в почистващи барабани и камери
и т.н.
ПОЧИСТВАЩ БАРАБАН
- вър
тящ се метален барабан с цилинд
рична или призматична форма, в
който се почиства повърхността на
отливките и изковките от прилеп
нала формовъчна пръст и нагар. В
П.б. се поставят абразивни матери
али, стоманени топчета (сачми), пя
сък, пемза и др. (за грубо почиства
не): вар, прах за полиране, кожа (за
полиране). П.б. биват обикновени ба
рабани за почистване на отливки,
песъкоструйни или сачмоструйни и
сачмометни барабани.
ПОЯЛЕН ФЛЮС -вж. Флюс.
ЛОЯЛНА ВАНА - вана с разтопен
флюс и припой, в която се извършва
спояване чрез потопяване.
ПОЯЛНАЛАМПА - лека, преноси
ма, нагреваема лампа с насочен пла
мък (вж. фиг.). Използува се за нагря
ване на детайли и поялници, а също
за стопяване на припоя в процеса на
спояването.
ПОЯЛНА ПАСТА - пастообразна
смес, използувана при спояване; със
тои се от прахообразен припой и
-389-
флюсуващо вещество (напр. цинков
хлорид или нишадър), смесени с ети
лов спирт, глицерин и др. вещества.
ПОЯЛНА ПЕЩ - пещ с периодично
или непрекъснато действие, в която
се осъществява спояването (напр.
Капилярно спояване). П.п. може да
бъде пламъчна или електрическа със
защитна атмосфера.
ΠΡΑΧΟΒΑ...
ПРАВА ПОЛЯРНОСТ - вж. Поляр
ност.
ПРАЗЕН ХОД - движение на меха
низъм, работен орган или машина,
при което не се извършва полезна ра
бота.
ПРАХ в праховата мета
лургия - насипен материал, кой
то се състои от несвързани помеж
ду си частици, размерите на основ
ната маса на които не са по-големи
от 1 тт.
Към cm. Поялна лампа
Керосинова поялна лампа:
1 - тръба; 2 - Ваничка; 3 - отвор за за
реждане; 4 - кранче за Въздух; 5 - резер
воар; 6 - ръкохватка; 7 - помпа; 8 вентил
ПОЯЛНА ТЕЧНОСТ - течен флюс
за спояване, представляващ най-чес
то воден разтвор на цинков хлорид.
ПОЯЛНИК - ръчен инструмент за
спояване; с нагретия работен край
на П. се загряват спояваните краища
и добавъчния материал. ПсТначина на
нагряването П. се разделят на три
групи: без постоянно нагряване, с
непрекъснато нагряване с газ или с
течно гориво и с електрическо наг
ряване (вж. фиг.). Съществува и ул
тразвуков П., при. който трептени
ята на работния край разрушават
окисния слой на споявания метал под
стопения слой припой и така се оси
гурява възможност за безфлюсово
спояване.
Към cm. Поялник
а - бензинов (резервоарът за горивото
е в ръкохватката); б - електрически; В
- газов с нагряване с открит пламък; г газов с нагряване в затворена камера
прахова металургия -област
от науката и техниката, която обх
ваща производството на прахове
от хим. елементи и съединения и
производството на изделия от пра
хове или смеси чрез формоване и
спичане (синтероване). Често мате
риалите, получени по методите на
П.м., се наричат спечени материали.
П.м. дава възможност да се произве
дат нови материали, които не мо
гат да се получат по други методи.
Чрез П.м. напр. се получават порес-
ПРАХОВА ...
- 390,-
mu метални материали, труднотопими и твърди метали и сплави, ком
позиционни материали, състоящи
се от метали и неметали и др.
ПРАХОВА ЧАСТИЦА в прахо
вата металургия - отделна
съставна част от насипен материал,
която може да се отдели, без да се
прилагат методи на разрушаване.
П.ч. биват със сфероидална, пластинчата, на люспи, дендритна и иг
ловидна форма.
ПРАХОВИ МАТЕРИАЛИ - вж. Спе
чени сплави.
ПРЕВКЛЮЧВАНЕ HA ЗЪБНИ ГРУ
ПИ - начин за образуване на различ
ните кинематични вериги в зъбния
предавателен механизъм.
ПРЕВОД, предавателен ме
ханизъм - съвкупност от елемен
ти (механични, хидравлични, пневма
тични и др.), които пренасят движе
нието от източника на задвижване
(електродвигател или работен еле
мент на друг превод) към определен
работен орган на машината или друг
превод и освен това регулират ско
ростта на движението. В зависи
мост от начина на регулиране на ско
ростта на движение П. биват сте->
пенни и безстепенни, а в зависимост
от движението, за което са предназ
начени - главни, подавателни и спо
магателни; в зависимост от вида на
движението, което предават на ра
ботния, орган, са за въртеливо или
праволинейно движение (вж. фиг.).
ПРЕВОДЕН КОЕФИЦИЕНТ HA РАЗ
МЕРНА ВЕРИГА, преводно от
ношение на размерна ве
рига, dN^ / dA¡- число със знак, ха
рактеризиращо големината и влия
нието на съставното звено {Ai) вър
ху затварящото звено {Пд). За уве
личаващите звена преводният кое
фициент има знак плюс ( + ), а за на
маляващите - знак минус (-).
ПРЕВОДНО ОТНОШЕНИЕ HA РАЗ
МЕРНА ВЕРИГА - вж. Преводен кое
фициент на размерна верига.
Към cm. Превод
Кинематична схема на главен степенен
превод за въртеливо движение
ПРЕВОДС ВЪЗВРАТНА ЗЪБНА
ГРУПА -превод на механизъм или
машина, 8 който се използува възв
ратна зъбна група. При тези прево
ди високите честоти на въртене се
предават директно от по-къси кине
матични вериги с по-висок к.п.д., а
по-ниските— през възвратна зъбна
група (вж. фиг.).
ПРЕВОД С МНОГОСКОРОСТЕН
двигател превод, задвижван
от многоскоростен ел. двигател. В
структурата на превода многоскоростният двигател се разглежда ка
то фиктивна множителна група (с
брой на зъбните двойки, равен на
броя на честотите на въртене на
двигателя), която може да бъде само
първа по място, докато по ред на
превключване - всяка, за която е из
пълнено условието
^в.-----
ф =V
(Pm' "
— фконстр. =ξ/ε(14)
,
където Хдз и Xm’.ļ са характеристи
ките съответно на двигателната и
последната по ред на превключване
зъбни групи, Рт- - броят на зъбните
двойки на последната по ред на прев
-391 -
ключване зъбна група, φ u фконстр.степенните показатели, съответно
по който се строи преводът и полу
ченият от конструктивното огра
ничение.
ПРЕВОД С МНОЖИТЕЛНА СТРУК
ТУРА - сложен превод, получен от
последователно свързани зъбни гру
пи. Общият брой на честотите на
въртене при П.м.с. се получава като
произведение от броя на зъбните
двойки на всяка' група - z = PyPļ —
рт, където z е общият брой на чес
тотите на въртене, a p¡ - броят на
зъбните двойки на i -mama група.
ПРЕВОД С ПРИПОКРИТИ ЧЕСТО
ТИ HA ВЪРТЕНЕ - превод, който
има честоти на въртене, получава
щи се по различни кинематични ве
риги. Използува се, когато се налага
да се разшири обхватът на превода
или да се получи увеличена стъпка с
определено число на увеличаване и
ПРЕГАРЯНЕ ...
др. П.п.ч.в. е с по-голям брой зъбни
колела от превод без припокриване.
ПРЕВОДС ПРОПУСНАТИ ЧЕСТО
ТИ HA ВЪРТЕНЕ - превод, при кой
то има частично пропускане /раз
реждане/ в геометричния ред на чес
тотите на въртене, с което се пос
тига увеличаване на обхвата на регу
лиране при даден показател на реда
φ и брой на честотите z. Разрежда
нето е най-често 8 двата края на ре
да на честотите на въртене и се по
лучава само ако се увеличи характе
ристиката на основната група - xq c
цяло число c с такава големина, че но
вата характеристика х ’θ = χθ + с
да не е кратна на характеристиката
на първата множителна група, т.е.
χ’θ/χι = (xq + c)/xi
цяло число.
Броят на пропуснатите честоти за
виси от стойността на с.
ПРЕВОД СЪС СМЕННИ ЗЪБНИ КО
ЛЕЛА -превод, при който различни
те честоти на въртене се получават
от сменни зъбни колела. Те биват с
постоянно или променливо междуосово разстояние.
ПРЕВОД СЪС СУМИРАНА СТРУК
ТУРА - сложен превод, получен при
успоредно свързване на няколко пос
ледователно свързани превода. Пре
димство на П.с.с. пред превод с мно
жителна структура е, че високите
честоти на въртене се получават по
къси кинематични вериги, т.е. с повисок к.п.д. П.с.с. имат по-голям
брой зъбни колела и валове от прево
дите с множителна структура.
ПРЕГАРЯНЕ - дефект на метала,
характеризиращ се с появата на не
обратими процеси по границите на
зърната /обикновено окисляване/
при неправилна термична обработ
ка на изделието, в резултат на кое
то се понижава пластичността му.
П. се получава при нагряване на ме
тала до температури, близки до
ПРЕГЛЕД ...
-392-
m.m. За разлика om прегряването П.
не може ga бъде отстранено, т.е. то
е непоправим дефект.
ПРЕГЛЕД МЕЖДУ ПЛАНОВИТЕ РЕ
МОНТИ, междуремонтен
преглед - периодична ремонтна
операция, която се изпълнява по гра
фик от работниците по ремонта.
При прегледа се отстраняват само
тези дефекти на машините, които
възпрепятствуват правилната им
експлоатация до близкия планов ре
монт. Заедно с това се уточняват и
дефектите, които подлежат на от
страняване при плановия ремонт.
ПРЕГРЯВАНЕ - 1. Степен на наг
ряване на метална стопилка над ликвидус температурата, за да се оси
гури необходимият температурен
интервал на заливане, по-добра тънколивкост и др. 2. Дефект от нагря
ване до високи температури (за
стоманата над 1100 °C), при което
се получава уедряване на зърната и
съответно понижаване на пластич
ността и жилавостта. П. се получа
ва при неправилно избран режим на
термично обработване, при заваря
ване (вж. Зона на термично влияние).
Може да се отстрани чрез повторно
термично обработване (напр. нор
мализация) или термично-механично
обработване (напр. пластична де
формация със следващо рекристализационно отгряване).
ПРЕДАВАТЕЛЕН КОЕФИЦИЕНТ вж. Коефициент на усилване.
ПРЕДАВАТЕЛЕН МЕХАНИЗЪМ вж. Превод.
ПРЕДАВАТЕЛЕН РЕМЪК
- вж.
Задвижващ ремък.
ПРЕДАВАТЕЛНО ОТНОШЕНИЕ HA
КИНЕМАТИЧНА ВЕРИГА - отноше
нието между ъгловите или линейни
те скорости на водимото и водещо
то звено, изразяващо се с произве
дението на предавателните отно
шения на последователно свързани
те предавки, участвуващи в прена
сянето на движението:
ω(ν)
'"W·'”'2
където ω е ъгловата скорост на во
димото звено, ωο - ъгловата ско
рост на водещото звено, U - линей
ната скорост на водимото звено, Уg
- линейната скорост на водещото
звено. При / < 1 предавателното
отношение на кинематичната вери
га е намаляващо, а при i > 1 - увели
чаващо.
ПРЕДАВАТЕЛНО ОТНОШЕНИЕ на
предавка - вж. Предавателно
число на предавка.
ПРЕДАВАТЕЛНО ЧИСЛО на пре
давка, предавателно от
ношение на предавка - от
ношение на честотата на въртене
на водещото звено на механизма
към честотата на въртене на води
мото. В ремъчните и др. триещи
предавки П.о. се изразява чрез отно
шението на диаметрите на водимата (D) към водещата (d) шайба
(i = Dld), в зъбните предавки - чрез
отношението на броя на зъбите на
водимото {Z-¿ и водещото (Zi) зъб
но колело (/=Ζ2/Ζι). В новите стан
дарти вместо / се въвежда означе
ние«/.
ПРЕДАВКА - механизъм за преда
ване на движение с дадени сили (вър
тящи моменти), и скорости. П. би
ват силови - характеризират се с
отношението на големината на пре
даваните сили (въртящи моменти)
и скоростни - характеризират се с
предавателните отношения на ско
ростите. П. биват механични, хид
равлични, пневматични и ел., а също
степенни и безстепенни. При мета
лообработващите машини се изпол
-393-
зуват най-често механичните П.
(зъбна, ремъчна и др.).
ПРЕДАВКА С ВЪНШНО ЗАЦЕПВАНЕ - вж. Зъбна предавка с външно
зацепване.
ПРЕДАВКА С ВЪТРЕШНО ЗАЦЕП
ВАНЕ - вж. Зъбна предавка с вът
решно зацепване.
ПРЕДАВКА С НАКЛОНЕНИ ЗЪБИ вж. Цилиндрична зъбна предавка.
ПРЕДАВКА С ПРАВИ ЗЪБИ - вж.
Цилиндрична зъбна предавка.
ПРЕДВАРИТЕЛНИ ИЗПИТВАНИЯ контролни изпитвания на опитни
образци или партиди от продукция
та; провеждат се, за да се определи
възможността за представянето на
образците или партидите на прием
ни изпитвания.
ПРЕДВАРИТЕЛНО ТЕРМИЧНО-МЕ
ХАНИЧНО ОБРАБОТВАНЕ - обра
ботване, което се състои в предва
рителна пластична деформация
/наклеп/, бързо нагряване до темпе
ратурата на фазовите превръщания
/за стоманите до аустенитно със
тояние/ със следващо бързо охлаж
дане, при което в определена степен
се запазва уякченото (наклепаното)
състояние.
ПРЕДНА ПОВЪРХНИНА HA ИНСТ
РУМЕНТ Αγ - повърхнина или съв
купност опггповърхнини на режещия
инструмент, по които се отвежда
стружката (вж. фиг. към cm. Задна
повърхнина на инструмент).
ПРЕДНО СЕДЛО - Възел на мета
лообработваща машина, който е
монтиран неподвижно върху тяло
то и носи главния работен орган Вретеното.
ПРЕДПАЗЕН КЛАПАН - Вж. Кла
пан.
ПРЕДПАЗЕН СЛОЙ - слой, найчесто от мазилни неизсъхващи ма
териали, нанесен Върху метала и
предназначен за Временна защита
ПРЕКЪСВАЧ, ...
от корозия (напр. при съхранение и
транспортиране на метални изде
лия).
ПРЕДПАЗНО СРЕДСТВО - техни
ческо средство за предпазване на да
ден механизъм или негова част от
недопустимо голямо натоварване.
Като П.с. се използуват сачмени
предпазни съединители, триещи
предпазни съединители, разрушава
щи се предпазни средства, напр.
срязващ се щифт и др.
ПРЕКОНСЕРВАЦИЯ - повторна
консервация на изделие след разконсервация.
ПРЕКРИСТАЛИЗАЦИЯ, вторич
на кристализация - образу
ване на кристали от твърдата фаза
/фазова П./; изменение на кристал
ния строеж на даден материал при
нагряване или охлаждане без промя
на на агрегатното му състояние. П.
е обусловена от полиморфните
превръщания. П. се прилага за издребняване на зърното при стомани
те чрез нормализиране или отгряване, а също и за уякчаване чрез закаля
ване. Явлението П. трябва да се взе
ма под внимание при избора на ре
жим при всяко обработване, свърза
но с нагряване, напр. горещо коване,
обемно щамповане, заваряване.
ПРЕКЪСВАЕМО ПРОИЗВОДСТВО,
дискретно производст
во - производство на отделни из
делия, получени в резултат на прекъсваем производствен процес, раз
членен на отделни операции.
ПРЕКЪСВАЧ, електрически
прекъсвач - комутационен апа
рат, който многократно свързва,
прекъсва или разединява ел. вериги.
Биват: несамовъзвръщащ (задър
жащ) се Π., П. с далечно задействуване, П. с моментно дейстВие, П. с при
нудително отваряне, главен, ава
риен, контролен, граничен П. и др.
ПРЕКЪСНАТ...
-394-
ПРЕКЪСНАТ ПОТОК - поточна
форма на производството, при коя
то между някои операции предвари
телно се предвижда прекъсване на
технологичния процес.
ПРЕКЪСНАТ РОЛКОВ ШЕВ - шев,
получаван при точково заваряване с
ролкови електроди или при прекъс
нато ролково заваряване.
ПРЕМЕСТВАНЕ: 1. В металознанието - елементарно изменение в
разположението на атомите в крис
талната решетка при пластична де
формация или фазово превръщане.
2. В механиката - вектор, характе
ризиращ изменението в положение
то на движеща се материална точка
спрямо система на отчитане и ра
вен на нарастването Δτ на радиусвектора r на тази точка за разглеж
дания интервал от време. Елемен
тарното П. на материална точка за
малък интервал от време di е равно:
dr = dVdt, където V е скоростта на
тази точка.
ПРЕМИНАВАЩА ГРАНИЦА -един
от двата гранични размера, който
съответствува на максималното
количество материал на детайла, а
именно максималният размер на ва
ла и минималният размер на отвора.
Използуван при гранични калибри,
терминът П.г. е граничният размер,
проверяВан с преминаващия кали
бър.
ПРЕМИНАВАЩ КАЛИБЪР - кали
бър, контролиращ горния граничен
размер на вала или долния граничен
размер на отвора. При контрол кали
бърът трябва да преминава през
проверяваната повърхнина.
ПРЕНАСТРОЙВАЕМА АВТОМА
ТИЧНА ЛИНИЯ - автоматична ли
ния, предназначена за обработване
на еднотипна продукция с различни
размери; съставена е от специални
и специализирани машини предимно
с програмно управление. П.а.л. се
пренастройва при смяна на детайла.
ПРЕНАСТРОЙВАЕМА ЩАНЦА вж. Универсална щанца.
ПРЕОБРАЗУВАТЕЛ - част от
датчик, преобразуваща сигнала от
възприемащия елемент (входния) в
друг сигнал (може да бъде друга фи
зическа величина), необходим за по
нататъшна обработка, така че него
вият изходен сигнал да съответст
вува на входния.
ПРЕОБРАЗУВАЩ ЕЛЕМЕНТ - из
мервателен преобразувател, който
е част от измервателна уредба, но е
оформен 8 отделен блок и не може
да се използува самостоятелно.
ПРЕОХЛАЖДАНЕ - охлаждане на
материала под температурата на
равновесно образуване на нова фаза
/напр. под температурата на крис
тализация или фазово превръщане/,
което води до получаването на метастабилно състояние. П. е необхо
димо условие за образуването и на
растването на нова фаза при крис
тализация и фазово превръщане.
Течности и стопилки, очистени от
чужди примеси и газове, се поддават
на значително П. Напр. обикновено
то втвърденохтъкло е преохладена
до висока степен течност.
ПРЕПАСИВАЦИЯ - рязко увеличе
ние на скоростта на анодното разт
варяне на метала (при преместване
на потенциала в положителната
страна) вследствие нарушаване на
пасивното състояние. При това са
мо на отделни участъци на повърх
ността се наблюдава пробив на па
сивния слой.
ПРЕСА - машина за осъществява
не на неударно силово въздействие
на натиск. П. се използуват за обра
ботване чрез пластично деформира
не, за механични изпитвания, за уп
лътняване на метални и неметални
ПРЕСОВАЩА ...
-395-
материали, за монтажни операции и
разрушаване на тела. Според пред
назначението си П. биват ковашки,
щамповъчни, обрезни, тръбопрофилиращи, огъващи, изправящи, брике
тиращи и др., а според задвижване
то - хидравлични и механични /колянови, винтови, фрикционни и т:н./.
ПРЕС-ЕфЕКТ — повишаване на
якостта на металите и сплавите
при пресоване. Най-силно изразен П.е. се наблюдава при алуминиевите
сплави.
ПРЕСИТЕН ТВЪРД РАЗТВОР
твърд разтвор, съдържащ атоми на
един от компонентите в количест
во, превишаващо съдържанието им
в равновесно състояние при дадени
те условия. Напр. твърд разтвор на
Си в Al, който съдържа над 5,5% Си;
на Zu в Си - над 39% Zn.
ПРЕСИЩАНЕ - процес, с който се
възпрепятствува пълно или частич
но отделяне на предварително разт
ворената в твърдия разтвор фаза и
се получава неравновесен (метастабилен) преситен твърд разтвор.
ПРЕСОВАНЕ - 1. Технологичен
процес на обработване на материа
лите с преси под налягане в студено
или нагрято състояние. 2. Метод на
обработване чрез пластично дефор
миране, при който формообразуването на метални изделия (пресовани
профили) се осъществява чрез при
нудително изтичане на метала през
отвора (дюзата) на матрицата (вж.
фиг.). Формата и размерите на от
вора определят формата и размери
те на напречното сечение на получа
вания профил. П. се осъществява
чрез силово въздействие с инстру
мент (поансон) или с течност под
високо налягане. 3. Метод за получа
ване на изделия от пластмаса или гу
ма в специални форми под действи
ето на натискови сили върху предва
рително размекнатия материал. 4.
Метод за получаване на изделия от
метални и неметални прахове чрез
подлагането им на нагряване и наля
гане; прилага се в праховата мета
лургия.
2 3 4
ƒ
Įj8aaa8888jS8S88ag88a8iž:^:Ž::;
δ
Към cm. Пресоване
a - схема на право пресоване; б - схема
на обратно пресоване; 1 - изделие; 2 —
матрица; 3 - пресован материал; 4 контейнер; 5 - поансон
ПРЕСОВАНЕ С ПРОТИВОНАЛЯГАНЕ - пресоване, при което се осигу
рява движение на матрицата срещу
положно на движението на горния
работен елемент (поансона).
ПРЕСОВАНИ МЕТАЛНИ ПРОФИЛИ
- метални профили, получени чрез
пресоване. По формата на напречно
то си сечение те биват плътни и ку
хи (тръбни).
ПРЕСОВАЩА ФОРМОВЪЧНА МА
ШИНА, формовъчна преса машина за изработване на леярски
форми от пясъчно-глинести смеси,
при която уплътняването се извър
шва чрез пресоване. П.ф.м. биват: по
начина на пресоване — пневматични,
хидравлични, електромагнитни; по
начина на изваждане на моделите от
ПРЕСОВО ...
-396-
полуформите - с щифтоВи повдига
ни, с рамкови поВдигачи, с изтегля
щи модели или плочи, с Въртяща се
или обръщаема маса и с Въртящо се
тяло. П.ф.м. са най-широко разпрос
транените машини за изработване
на леярски форми, като често пъти
cä с комбинирано действие: стръскВане и пресоване, изстрелване и пресоВане и др.
ПРЕСОВО СЪЕДИНЕНИЕ - непод
вижно неразглобяемо съединение на
детайли, изпълнено чрез пресоВане.
ПРЕСТАРЕЕНЕ - стареене при поВисока температура или с по-голямо
задържане, отколкото при пълно изкустВено стареене, с цел по-пълно
разпадане на тВърдия разтбор, коа
гулация на фазите, уВеличаВане на
пластичността, корозионната ус
тойчивост и др. сВойстВа.
престой ЗА ремонт - измере
ното В дни или В машиночасоВе Вре
ме от момента на изключване на ма
шината (съоръжението) от произ
водството за извършване на планов
ремонт до момента на предаването
ù за нормална експлоатация след за
вършване на ремонта и техническо
то приемане.
ПРЕСФОРМА -приспособлениеза
изработване на обемни заготовки
или изделия от метали, пластмаса,
гума и др. материали чрез пресоване
под действието на налягане, създа
вано на специални леярски машини
или преси. П. биват разглобяеми, полуразглобяеми и цели с хоризонтал
ни и вертикални разделителни рав
нини. В П. може да има една или ня
колко формовъщи повърхнини, съответствуващи на конфигурация
та на изделието. П. се използуват за
производство на детайли за радио
техническата, електротехническа
та, автомобилната промишленост
и др.
ПРЕСЯВАНЕ - механично разделя
не на материалите по едрина на
фракции (класове, сортове) със си
та.
ПРЕХОД - част от операцията,
която се извършва над една повърх
нина (или група повърхнини) с един
инструмент (или група инструмен
ти) при неизменен или закономерно
изменящ се режим на работа.
ПРЕХОДНА СГЛОБКА - сглобка,
при която Може да има или хлабина,
или стегнатост (допусковите поле
та на отвора и вала се припокри
ват). П.с. се означават с буквите JS
до N за отвор и съответно js до п за
вал.
ПРЕЦИЗНИ СПЛАВИ - метални
сплави с точен хим. състав, специ
фични физико-механични свойства
и определена структура, получавани
при точно определен режим на обра
ботване. П.с. са магнитните сплави,
сплавите със зададени електричес
ки, топлинни и др. свойства. Техно
логията на получаване на П.с. включ
ва: стопяване в рафиниращи среди,
прилагане на зонно, плазмено или
електроннолъчево претопяване, на
сочена кристализация, специално
термично обработване. Използуват
се за изработване на детайли за точ
ни уреди, часовници, еталони на мер
ките за дължина, за камертони и др.
ПРЕЦИЗНОРАЗСТЪРГВАЩА МА
ШИНА - разстъргваща машина,
предназначена за фино разстъргване
на отвори с диамантни или твър
досплавни ножове при високи ско
рости на рязане, малки подавания и
дълбочини на рязане.
ПРИБАВКА - слоят метал, който
в процеса на обработване на детай
лите се отделя (при обработване
чрез снемане на стружка) или плас
тично се деформира (при обработ
ване без снемане на стружка). П. би-
-397-
8am междинни (операционни) и об
щи.
Големината на П. се измерва по
нормалата към обработваната по
върхнина и се определя аналитично
(вж. фиг.):
- за едностранно разположени
прибавки
zi
+
+ lp(/-1) + $yh
- за двустранно симетрично раз
положени прибавки
δ^-1) į 21^(/-11 +
+ T{¡-1)1 + 2IP(/-1) + Ъу I·
където δ(/_η е допускът за размера;
- средната височина на грапа
вините;
- дълбочината на по
върхностния дефектен слой; р
векторната сума на пространстве
ните отклонения (грешки) на взаимносвързаните повърхнини на обра
ботвания детайл, получени след из
пълнението на предшествуващия
технологичен преход;
- грешката
от установяването, т.е. векторна
та сума от грешките от базирането
и закрепването при изпълнението на
дадения технологичен преход.
а
δ
Към cm. Прибавка
а - едностранна прибавка; б - симет
рична двустранна прибавка
ПРИВАРЯВАНЕ - заваряване за
присъединяване на спомагателна
част към основната част на издели
ето, напр. П. на шпилки, планки и т.н.
ПРИЛЕГАЕМОСТ ...
ПРИГАР - повърхностен дефект
на отливка, който представлява
здраво свързан слой от формовъчни
материали, образуван от механич
ното, хим. и топлинното взаимо
действие на метала с формата, по
ради което П. бива механичен, хими
чен и термичен. При механичния П.
връзката между отделните пясъчни
зърна се осъществява от проникна
лия в порите на формата метал. При
хим. П. - от хим. съединения, получе
ни при взаимодействие на метала и
окисите в него с компонентите на
формовъчната смес. При термичния
П.- от стопяването на формовъчна
та смес или на някои от компонен
тите ú. За намаляване или избягване
на П. се използуват подходящи фор
мовъчни смеси и противопригарни
покрития.
ПРИЕМАТЕЛЕН КОНТРОЛ - конт
рол върху готовата продукция, по
чиито резултати се взема решение
за нейната годност и използуване.
ПРИЕМАТЕЛНИ ИЗПИТВАНИЯ контролни изпитвания на опитни
образци или партиди от продукция
та, а също и на изделия от единично
то производство; провеждат се за
вземане на решение за целесъобраз
ността на внедряването или преда
ването ù в експлоатация.
ПРИЕМАТЕЛНО-ПРЕДАВАТЕЛНИ
ИЗПИТВАНИЯ - контролни изпит
вания на готовата продукция, про
веждани при приемателния контрол.
ПРИЕМЕН КАЛИБЪР - калибър,
използуван за контрол на изделията
от потребителя.
ПРИЛЕГАЕМОСТ HA АНТИФРИКЦИОННИЯ МАТЕРИАЛ - свойство
на антифрикционния лагерен мате
риал да компенсира незадоволител
ното начално допиране към вала чрез
еластична и пластична деформация
на слоя материал.
ПРИЛЕПВАЕМОСТ...
-398-
ПРИЛЕПВАЕМОСТ HA ФОРМО
ВЪЧНАТА СМЕС —свойство на фор
мовъчната смес ga прилепва към ле
ярските модели, моделни плочи и ку
тии за сърца. Определя се от адхези
онните сили между свързващото ве
щество и материала на технологич
ната екипировка. Намаляване на
П.ф.с. при пясъчно-глинести форми
се постига чрез намаляване на влага
та 8 сместа, чрез нагряване на мо
делните плочи или чрез използуване
на разделителни средства /ликоподий, кварцово брашно, петрол и др./.
При използуване на модели от епок
сидна смола П.ф.с. значително нама
лява. При метода "горещи кутии“ и
при черупкови сърца и форми работ
ните повърхнини на екипировката
периодично се напръскват със силиконова емулсия /силиконово масло +
вода/ за намаляване на П.ф.с.
ПРИЛОЖНА МЕТРОЛОГИЯ -част
от метрологията, която се занима
ва с измервания с определено прило
жение. П.м. включва промишлена
метрология, техническа метроло
гия, астрономическа метрология,
медицинска метрология и т.н.
ПРИМЕСИ - хим. елементи, съе
динения или фази, намиращи се в ма
териала, без да са вкарани в него спе
циално; по това П. се отличават от
прибавките /легиращите елементи/,
които се вкарват в материала целе
насочено.
принудени трептения - треп
тения на система, предизвикани и
поддържани от променливо външно
силово и (или) кинематично възбуж
дане /въздействие/. Харакгрерът на
П.т. се определя както от свойства
та на външното въздействие, така
и от свойствата на системата. С
приближаване на честотата на вън
шното въздействие към честотата
на собствените трептения на сис
темата амплитудата на П.т. рязко
нараства - настъпва резонанс.
ПРИНЦИП HA ИЗМЕРВАНЕ - фи
зическо явление, на което се основа-'
ва дадено измерване. Напр. термоелектричен ефект, приложен за из
мерване на температура; пад на на
лягане, използуван за измерване на
дебита, и т.н.
ПРИНЦИПНА СХЕМА - схема, оп
ределяща пълния състав на елемен
тите и връзките между тях и дава
ща детайлна представа за принци
пите на работа на изделието. П.с. е
основа за разработване на конст
рукторска документация и се изпол
зува при настройване, регулиране,
контрол и ремонт на изделията.
ПРИПАСВАНЕ - вж. Напасване.
ПРИПОЙ
- добавъчен метал
(сплав), който стопен, запълва меж
дината между съединяваните чрез
спояване части и при застиване ги
свързва в монолитно споено съеди
нение. П. трябва да има т.т., по-нис
ка от тази на съединяваните мета
ли (60-100 °C по-ниска от т.т. или
размекване на по-лесно топимия ме
тал). П. трябва добре да умокря спо
яваните материали при температу
рата на спояване, а също да има ви
сока адхезионна способност, тънколивкост, капилярни свойства и
коеф. на топлинно разширение, бли
зък до този на осноВния метал. П.
биват високотемпературни (труднотопими, твърди) с т.т. над 450 °C
и нискотемпературни (леснотопими, меки) с т.т. под 450 °C. В зависи
мост от основния компонент на
сплавта П. биват: алуминиеви, бисмутови, галиеви, железни, златни,
индиеви, кадмиеви, оловно-калаени,
медни, никелови, оловни, платинови,
сребърни, титанови, циркониеви.
-399-
ПРИПОКРИВАНЕ HA ЧЕСТОТИТЕ
HA ВЪРТЕНЕ - получаВане на членоße с раВна стойност В геометричния
ред на честотите на Въртене на Вре
теното.
ПРИПОКРИВАНЕ HA ЧЕСТОТИТЕ
HA ПОДАВАНИЯТА — също като
Припокриване на честотите на вър
тене.
ПРИПОКРИТА ЧЕСТОТА HA ВЪР
ТЕНЕ - честота на Въртене на Вре
теното или на друг работен орган на
машината, която се получаВа по поВече от една кинематична Верига на
npeßoga.
ПРИПОЯВАНЕ - нанасяне на сто
пен метал (припой) Върху метални
повърхности по методите на споя
ването. Прилага се при изработва
нето на биметални детайли, за нана
сяне на метално покритие върху ка
белни краища и др.
природен диамант, естест
вен диамант - диамант, обра
зуван в природни условия. ЦВят
светложълт, сВетлозелен, по-рядко
син и черен, а понякога безцветен.
Твърдост по минераложката скала
10, плътност 3500
3600 кд/тЗ.
ПРИСВИВАНЕ - изтегляща опера
ция с цел образуване на гърлоВина на
кухо цилиндрично изделие (фиг. а)
или тръба (фиг. б) чрез намаляване
на диаметъра му.
ПРИСПОСОБЛЕНИЕ ЗА ПРЕДВА
РИТЕЛНО НАСТРОЙВАНЕ HA РЕЖЕ
ЩИЯ инструмент - приспособле
ние, което се използува в металоре
жещите машини с ЦПУ за предвари
телно извънмашинно настройване
на режещите инструменти на даден
размер и определено положение
спрямо координатната система на
машината.
ПРИСПОСОБЛЕНИЯ - спомага
телни устройства, които се изпол
зуват при обработването, контро
ПРИТРИВАНЕ ...
лирането (контролни П.) или сглобя
ването (монтажни П.) на детайли
те. В зависимост от броя на конст
руктивните разновидности на де
тайлите, които се обработват в ед
но приспособлеине, П. биват: уни
версални, специални, универсални
сглобяеми и универсални настроечни (групови) П.
ПРИТИР — абразивен инструмент
въВ вид на твърдо тяло, на повърх
ността на което има абразивни зър
на в свободно състояние.
Към cm. Присвиване
ПРИТРИВАЕМОСТ HA МЯРКА свойството на измервателните по
върхнини на краищни (гранични)
мерки да прилепват една към друга,
а също и към стъклена или кварцова
плочка при допиране и притискане на
едната мярка към другата или към
плочката. Използува се за създаване
на определени стойности на конт
ролирания размер чрез набор от от
делни плоскопаралелни краищни мер
ки за дължина.
ПРИТРИВАНЕ в металообра
ботването - 1. Довършващо
обработване на шлифовани метални
повърхнини с помощта на абразивна
паста (дребнозърнест абразиВ, при
месен със смазка), нанесена върху по
върхнината на обработващия инст
румент - притир. Извършва се при
малки скорости и променливо нап
равление на работното движение,
ръчно или на специални притриВащи
машини (6ж. фиг.). Чрез П. се пости
ПРИТРИВАЩА...
-400-
га голяма точност на размерите и
малка грапавост на повърхнината
/?а 0,16 - 0,008 μm. 2. Заглаждане на
работните повърхнини на детайли,
които работят заедно, за осигурява
не на по-добър контакт между тях.
Извършва се с абразивна паста при
натиск и променливи въртеливи
движения на протривания детайл.
Напр. П. на клапаните на двигатели
те към гнездата, П. на зъбни предав
ки (вж. фиг.).
ПРИТРИВАЩА МАШИНА - маши
на за заглаждане на повърхнини на
детайли чрез притриване. Универ
салната П.м. има два равнинни чугу
нени диска (притири), между които
чрез държачи (сепаратори) се закреп
ват детайлите (вж. фиг. към cm.
Притриване). Притриването се из
вършва с дребнозърнест абразивен
прах или паста при триене между об
работваните повърхнини на детай
лите и притирите, които имат
сложно относително движение. Към
специализираните П.м. се отнасят
машини за притриване на отделни
детайли, напр. шийките на коляновите валове, гърбиците на разпредели
телните валове, плоскопаралелните
краищни мерки за дължина, калибри
и др.
ПРИХВАТКА - вж. Прихващане на
краищата.
ПРИХВАЩАНЕ HA КРАИЩАТА
при заваряване - предвари
телно прикрепване на съединявани
те части с къси заваръчни шевове
или точки, често наричани прихватки, с цел осигуряване подходящо по
ложение на частите през време на
заваряване.
ПРИЩИПВАНЕ - локално разсплескване на прътови или телени из
делия (вж. фиг.).
ПРОБЕНХОД - действие, което
позволява автоматичното изпълне
ние на управляващата програма на
металорежеща машина с ЦПУ, като
се пренебрегне програмираната в
нея скорост и движението се извър
шва с ръчно установена скорост.
Към cm. Притриване
а. Схема на притриване на плоски де
тайли на притриваща машина: 1 - притир; 2 - сепаратор с обработваните
детайли; 3 - диск на машината
б. Схема на притриване на зъбни коле
ла: 1,2 и 4 - притири (чугунени зъбни
колела); 3 - обработвано колело
ПРОБИВАНЕ - 1. Операция за об
работване на проходни и глухи отво-
-401 -
pu в плътен материал чрез снемане
на стружки със свредло на пробивни,
пробивно-разстъргващи, агрегатни
машини, стругове (вж. фиг.). Главно
то движение на П. е въртеливо, а подавателното - постъпателно. При
работа на пробивни машини двете
движения извършва свредлото, а
при др. машини (пробивно-разстър
гващи и стругови) въртенето из
вършва обработваната заготовка, а
постъпателното осово движение свредлото. 2. Операция при ковашко-пресова обработка за получаване
на отвори с различен профил чрез
вбиване на поансон в тялото на за
готовката или чрез пълно отделяне
на материала от заготовката по
затворен контур, при което отделе
ната част е отпадък. 3. Операция за
отстраняване на вътрешни израс
тъци (мустаци), които остават по
щамповани заготовки при П. на про
ходни отвори. 4. Операция при про
изводство на безшевни дебелостенни къси тръби и гилзи, която се из
вършва на преси, като се използува
пробивен дорник.
ПРОБИВНО-РАЗСТЬРГВАЩА ...
ПРОБИВНА МАШИНА - метало
режеща машина, при която главното
работно движение и подавателното
се извършват от .вретеното, носе
що режещия инструмент, а заготов
ката се закрепва на работна маса, из
вършваща само установъчни пре
мествания. Предназначена е за след
ните операции: пробиване на про
ходни и глухи отвори, разширяване
на предварително пробити отвори
(изцяло или на стъпала), зенкероване, райбероване, нарязване на вът
решни резби, снемане на фаски на
отвори. П.м. биват настолни,
колонни и Стойкови.
Към cm. Пробиване
Пробиване със спирално свредло
t - дълбочина на рязане (t = D/2); Ь широчина на стружката; az - дебелина
на стружката; Sz - подаване на един ре
жещ-зъб
Към cm. ПрищипВане
ПРОБИВНА ГЛАВА - вретенен
възел на металорежеща машина, но
сещ въртящия се инструмент
/свредло, зенкер и др./ за обработва
не на отвори. Използува се предим
но при радиалнопробивните и агре
гатни машини, а също и при автома
тични стругове.
26
Терминологичен речник по металообработване
ПРОБИВНО-РАЗСТЬРГВАЩА МА
ШИНА - универсална металореже
ща машина с голяма концентрация
на операциите, при която главното
въртеливо движение се извършва
от инструмента, закрепен в хори
зонтално или вертикално вретено, а
постъпателното подавателно дви
жение - от инструмента или от об
работваното изделие в зависимост
от условията на обработване. П,р.м. може да извършва грубо и чисто
ПРОБКА,...
-402-
разстъргВане на отбори, стругова
не на челни плоскости, пробиване,
зенкероВане, райбероВане, нарязване
на вътрешни и външни резби, фрезоване на плоскости и др. операции.
Голямата концентрация на операци
ите позволява в редица случаи да се
избърши пълна обработка на детай
ла без преместването му на други
машини, което е особено важно за
тежкото машиностроене. П.-р.м.
обикновено биват хоризонтални
(Вж. фиг.), координатни и прецизни.
ПРОВЕРКА HA УРЕД - определяне
на съотношението между показани
ята на измервателен уред и стой
ностите на действителните разме
ри на измерваната величина.
ПРОВЕРОЧЕН ЪГЪЛНИК - инст
румент с ъгъл 90° за проверка на перпендикулярността на повърхнини на
детайли (вж. фиг.).
Към cm. Проверочен ъгълник
Към cm. Пробивно-разстъргваща ма
шина
ПРОБКА, тапа - детайл, който
напълно отделя (прегражда) Вът
решни кухини една от друга или от
. околната среда.
ПРОБНО ТЯЛО - вж. Образец за
изпитване.
ПРОВЕРКА НА ПРОГРАМА
3 а
металорежеща машина с
ЦПУ- контролиране верността на
изготвената управляваща програма
за металорежеща машина с ЦПУ. Из
вършва се чрез визуализиране траек
торията на движението на режещия
инструмент Върху екрана на графи
чен дисплей, чрез изчертаВане Върху
плотер или чрез изработване на пър
ви детайл на металорежеща машина
с ЦПУ.
ПРОВЕРОЧНА линия, контро
лна линия - инструмент за про
верка на праволинейността и paßнинността на повърхнините на ма
шиностроителни детайли и изде
лия. П.л. биват: с остър ръб - двуст
ранно скосени, тристенни, четирис
тенни, и плоски с широка работна
повърхнина с правоъгълно или двой
но Т-образно сечение. Дължината на
П.л. е от 50 до 4000 тт. Изработват
се от инструментална стомана или
от си В чугун с голяма якост. Плоски
те П.л. се използуват също и за пасВане на детайли.
ПРОВЕРОЧНА МОНТАЖНА БАЗА
- монтажна база, чиито базиращи
повърхнини служат за определяне
положението на детайла спрямо
другите детайли на изделието. За
П.м.б. се избират както материални
-403-
повърхности, така и геометрични
елементи на детайла.
ПР0ВЕРОЧНА УСТАНОВЪЧНА БА
ЗА - установъчна база, по която
стаВа центроването на обработва
ния детайл върху машината или ус
тановяването на режещия инстру
мент (вж. фиг.). П.у.б. се използува в
единичното и дребносерийното
производство, когато се работи по
метода на индивидуално получаване
на размерите.
Към cm. Проверочна установъчна ба
за
А — опорна установъчна база; Б - прове
рочна установъчна база
ПРОВЕРОЧНИ ИЗПИТВАНИЯ
контролни изпитвания на продукци
ята, за които не се изисква опреде
ляне стойностите на нейните пара
метри; провеждат се при зададена
точност и достоверна Вероятност.
ПРОГАРЯНЕ HA ЗАВАРЪЧЕН ШЕВ
—дефект въВ вид на проходен отвор
в заваръчен шев, образуван в резул
тат на протичане на заваръчната
03НЗ
ПРОГРАМА - 1. Вж. Управляваща
програма за металорежеща машина
с ЦПУ. Z Определена последовател
ност от действия за изпълнение на
дадена задача. 3. Записана пълно и
точно на определен език последова
телност от операции (действия) за
решаване на дадена задача с помощ
та на ЕИМ.
ПРОГРАМИРАНЕ ...
ПРОГРАМА ЗА ИЗПИТВАНИЯ
документ, определящ и конкретизи
ращ показателите на изделието, ко
ито ще подлежат на изпитване, а съ
що правилата, реда и методите за
контролирането им при изпитвани
ята.
ПРОГРАМА за работа на
машина - съвкупност от подре
дени команди, които трябва да из
пълнява машината за осигуряване на
определен последователен процес за
обработване на дадени обекти.
ПРОГРАМИРАНЕ В ДИАМЕТЪР задаване на размерите по ос X като
диаметри при обработване на рота
ционни детайли на струг с ЦПУ.
ПРОГРАМИРАНЕ HA МЕТАЛОРЕ
ЖЕЩИ МАШИНИ С ЦПУ подго
товка и изготвяне на управляваща
програма за металорежещи машини
с ЦПУ. В общия случай включва поре
дица от дейности: анализиране на
чертежа и материала на детайла; ви
да на заготовката; избор на бази и
начин на установяване и закрепване
на детайла; избор на начало на коор
динатната система на детайла; оп
ределяне последователността на
преходите за снемане на прибавка
та; определяне необходимите реже
щи инструменти и режими на ряза
не; създаване на задания-скици за
проектиране на специални режещи
инструменти и приспособления за
установяване и закрепване на детай
ла; построяване и кодиране последо
вателността на движение (траек
торията) на режещите инструмен
ти при снемане на прибавките; от
печатване на управляващата, прог
рама, peen, изготвяне на програмоносител (перфолента, магнитна
лента, дискета), и извършване про
верката му на металорежещата ма
шина; окончателно коригиране и дублициране.
ПРОГРАМИРАН ...
-404-
ПРОГРАМИРАН СТОП - спомага
телна команда за спиране движение
то на работните органи на машина
та след изпълнение на предидущите
команди в блока от програмата.
ПРОГРАМНО ОСИГУРЯВАНЕ
набор от програми, процедури и раз
лична документация, който се из
ползува при работа на електронно
изчислителните системи или на ме
талорежещи машини с ЦПУ. П.о. би
ва базово (системно) и приложно.
При съвременните металорежещи
машини c CNC управление редица
техни функции се осъществяват
чрез разработване на системното
програмно осигуряване.
ПРОГРАМНО УПРАВЛЕНИЕ - уп
равление на процес (режим) на рабо
та на обект по предварително зада
дена програма, при което алгоритъ
мът на управление, записан или нане
сен на програмоносител, е предназ
начен за осигуряване изменението
на управляваната величина чрез пре
образуване на програмата в управля
ващи сигнали в съответствие с
предварително зададената последо
вателност на изменение.
ПРОГРАМНО УПРАВЛЕНИЕ HA
МАШИНА - управление на машина
по предварително зададена програ
ма с команди, които осигуряват
функциониране на работните орга
ни на машината за извършване на оп
ределена обработка (функция) - вж.
фиг.
,
ПРОГРАМОНОСИТЕЛ - физичес
ки носител на кодираната информа
ция в управляващата програма за
металообработваща машина с ЦПУ.
Като П. могат да се използуват циф
рово кодирани (програмируеми) бу
тони, магнитна лента, перфолента,
гъвкав магнитен диск и др.
ПРОДУКТИ HA КОРОЗИЯТА
хим. съединения, образуващи се в ре
зултат на взаимодействието на ме
тала с корозионната среда.
ПРОДУКЦИОНЕН СТРУГ -специа
лизиран високопроизводителен
струг обикновено без ходов винт,
предназначен за струговане на де
тайли от типа на стъпални валове в
условията на серийното производс
тво. Най-често П.с. се произвеждат
с повече от един супорт, поради ко
ето имат и по-висока производи
телност.
ПРОДУКЦИЯ - общо наименова
ние на всички видове продукти от
всякаква степен на обработка - суро
вини, материали, полуфабрикати,
комплектуващи и готови изделия.
Към cm. Програмно управление на
машина
Структурна схема на програмно управ
ление на металорежеща машина с об
ратна връзка:
1 - устройство за въвеждане на програ
мата; 2 - междинна памет; 3 - сравня
ващо устройство; 4 - изпълнителен
механизъм; 5 - възел на обратната
връзка
ПРОДЪЛЖИТЕЛЕН РЕЖИМ HA РА
БОТА на машина - работа при
нормално (предписано от произво
дителя) натоварване в продължение
на неограничен период от време.
-405-
ПРОДЪЛЖИТЕЛНА ЯКОСТ - изд
ръжливостта на материала, нами
ращ се продължително време в нап
регнато състояние при висока тем
пература. Характеризира се обикно
вено с граница на П.я., т.е. с напреже
нието, предизвикващо разрушаване
на образеца при зададено време на
действие на натоварване и темпе
ратура. Границата на П.я. се опреде
ля най-често при опън. С увеличава
не на температурата П.я. на повечето материали се понижава; тя зави
си също и от хим. състав, от макроструктурата, от състоянието на
повърхността на образците (нама
лява се при увеличаване на грапа
востта), от околната среда (може
рязко да се понижи при взаимодейс
твие на образеца с леснотопими
течни метали). П.я. е важна характе
ристика при избора на огнеупорни
сплави.
ПРОДЪЛЖИТЕЛНОСТ HA РЕМОН
ТА - измереното в дни или в часове
време от момента на започване до
завършването на ремонта, вкл. и
времето за извършване на проби и
измервания.
ПРОДЪЛЖИТЕЛНОСТ HA ТЕХНИ
ЧЕСКОТО ОБСЛУЖВАНЕ -времето
за едно техническо обслужване на из
делието (машината).
ПРОИЗВОДИТЕЛНОСТ HA РАБОТ
НА МАШИНА - количеството про
дукция, произвеждана от машината
за единица време.
ПРОИЗВОДИТЕЛНОСТ HA ТРУДА
- продуктивността на производст
вената дейност на хората. П.т. се
определя от количеството продук
ция, произведена от работника в
сферата на материалното произ
водство за единица работно време
(час, смяна, месец, година) или от
времето, използувано за произвеж
дане на единица продукция.
ПРОИЗВОДСТВЕН ...
ПРОИЗВОДСТВЕНА МОЩНОСТ
на предприятие - изчисле
ният (установен планово) максимал
но възможен (в определените усло
вия) обем на произвежданата про
дукция за единица време при пълно
използуване (в съответствие със
зададените режими на работа) на
производствените машини, съоръ
жения и площи.
ПРОИЗВОДСТВЕНА ПАРТИДА група еднакви заготовки, които се
обработват едновременно или пос
ледователно непрекъснато в про
дължение на определен интервал от
време.
ПРОИЗВОДСТВЕНА ПРОГРАМА
на изделията - списък с наи
менованията и броя на изработва
ните или ремонтираните изделия за
определен срок.
ПРОИЗВОДСТВЕНА СТРУКТУРА съставът от цеховете и отделите
(службите) на предприятието с ус
тановени между тях зависимости.
ПРОИЗВОДСТВЕН ЗАПАС - коли
чество материали, уреди, инстру
менти и др. средства за производс
тво, собственост на потребителя,
предназначени за производствени
нужди, осигуряващи непрекъсна
тост на производствения процес до
следващата планирана доставка.
ПРОИЗВОДСТВЕН КОНТРОЛ контрол на производствения про
цес и неговите резултати на етапа
на производството на продукция
та. П.к. обхваща спомагателните,
подготвителните и технологични
те операции. Затова контролът на
технологичния процес е частен слу
чай на П.к.
ПРОИЗВОДСТВЕН ОТКАЗ - от
каз, възникнал вследствие нарушава
не установен процес на производст
во (изработване или ремонт) на из
делието (обекта).
ПРОИЗВОДСТВЕН...
-406-
ПРОЙЗВОДСТВЕН ПОТЕНЦИАЛ най-големите производствени въз
можности (обем на произвежданата
продукция за единица време) на да
ден завод, изчислени въз основа на
производителността на всичките
му машини, съоръжения и площи при
пълно използуване (натоварване в
съответствие със зададените ре
жими на работа).
ПРОИЗВОДСТВЕН ПРОЦЕС - съв
купност от отделни процеси, извър
швани в дадено предприятие, пряко
или косвено свързани с обработва
нето, или преработването на пос
тъпващите суровини, материали и
полуфабрикати в готови изделия
или полуфабрикати на машиностро
енето. П.п. включва не само процеси
те, непосредствено свързани с из
менение на формата, размерите и
свойствата на обработваните де
тайли и сглобяването им в изделия,
но и всички необходими спомагател
ни процеси, като подготовка на про
изводството, контролиране качес
твото на продукцията, цехов и вът
решнозаводски транспорт, обслуж
ване на работните места, поддър
жане на машините и съоръженията и
др.
ПРОИЗВОДСТВЕН РИТЪМ - брой
изделия от един вид, типоразмер и
изпълнение, изработени за единица
време. П.р. характеризира пропуска
телната способност на поточната
линия.
ПРОИЗВОДСТВЕН ТАКТ - интер
вал от време, през който се изра
ботва едно изделие. С помощта на
П.т. се определя пропускателната
способност на поточната линия производственият ритъм, й се оси
гурява ритмично протичане на про
изводствения процес.
производствен цикъл - пе
риод (интервал) от календарно вре
ме за изпълнение на периодично пов
тарящ се производствен процес (из
работване или ремонт на изделия) —
от пускането в производството на
изходния материал /полуфабрикат/
по установения технологичен про
цес до окончателното изработване
и предаване на продукцията 8 скла
да. П.ц. се характеризира с продъл
жителност и структура на цикъла,
определящ продължителността на
операциите и времето за прекъсва
нията в цикъла.
ПРОИЗВОДСТВО в машино
строенето - стопанско-техни
ческа дейност за създаването на
продукция (материали, машини, ин
струменти и др.), главно средства
за производство, необходими за
осъществяване на различни произ
водствени процеси. Съществуват
следните видове машиностроител
ни производства: основно, спомага
телно, допълнително и странично;
леярско, ковашко-пресово, заваръчно
и др., и следните типове производс
тва - единично, серийно и масово.
ПРОИЗВОДЯЩИ ЛИНИИ - линии
те, множеството от непрекъснати
те последователни геометрични по
ложения на които образува дадена
геометрична повърхнина на обра
ботвания детайл. П.л. биват образу
ваща и направляваща (вж. фиг.).
Към cm. Производящи линии
1 - образуваща производяща линия;
2 - направляваща производяща линия
-407-
ПРОИЗВОДЯЩ КОНТУР на зъб
но колело - вж. Производящо
зъбно колело.
ПРОИЗВОДЯЩО ЗЪБНО КОЛЕЛО
- въображаемо зъбно колело (8 час
тен случай гребена 1), при което
страничните повърхнини са производящи - повърхнините 3, обхваща
щи режещите ръбове на инструмен
та или образувани при тяхното дви
жение. . Обвиващата производяща
повърхнина при относителното
движение е исканата странична по
върхнина на зъба на обработваното
зъбно колело 4. Контурът 2 на зъби
те на П.з.к. се нарича производящ
контур на зъбното колело.
Към cm. Производящо зъбно колело
ПРОКАЛЯЕМОСТ - способност
на стоманата да се закалява на опре
делена дълбочина. П. зависи от хим.
състав, размера на зърното и едно
родността на аустенита. Оценява
се по критичния диаметър - диаме
тър на стоманен цилиндричен прът,
в чийто център, при закаляване в да
дена охлаждаща среда, се получава
мартензитно-трооститна струк
тура с 50% мартензит. Колкото то
зи диаметър е по-голям, толкова поголяма е Π. П. влияе съществено вър
ху закаляемостта на стоманата и
осигурява постигането на определе
ни свойства по сечението на издели
ето.
ПРОМИШЛЕН ...
ПРОКОВАВДНЕ на шев а - на
чин за намаляване на заваръчните де
формации и напрежения; състои се в
леко коване с пневматичен или ръчен
чук на отделните слоеве от многос
лоен шев в горещо състояние. Темпе
ратурата, при която се извършва П.,
не трябва да попада в температур
ния интервал на синя крехкост.
ПРОМЕНЛИВА ПРЕДАВКА - зъб
на или ремъчна предавка, при която
желаното предавателно отношение
се получава чрез смяна на зъбни коле
ла /шайби/, които имат постоянно
положение на оста на въртене.
ПРОМЕНЛИВИ СИСТЕМАТИЧНИ
ГРЕШКИ при обработване
то - вж. Систематични грешки.
ПРОМЕНЛИВ МЕТАЛЕН ПРОФИЛ метален профил (валцован или пре
сован полуфабрикат) с изменящо се
по дължината му по форма и разме
ри напречно сечение.
ПРОМЕНЛИВ ПОТОК - поточна
форма на производството, при коя
то върху една и съща поточна линия
последователно се извършват раз
лични технологични процеси, перио
дично сменящи се един с друг.
ПРОМИВАНЕ - технологична опе
рация за отстраняване на замърся
вания от повърхността на изделия
посредством вода или подходящи
течни разтворители. Прилага се за
очистване на повърхност преди
електролитно, нанасяне на покри
тия, след обезмасляване и разяждане
(байцване), след хим. обработване и
т.н.
ПРОМИШЛЕН ДИАМАНТ вж.
Технически диамант.
ПРОМИШЛЕН РОБОТ - програми
руема многофункционална автома
тична машина, предназначена да въз
произвежда частично или напълно
някои двигателни и умствени функ
ции на човека за изпълнение на мно
ПРОМУШВАНЕ
-408-
жество производствени задачи. П.р.
в зависимост от броя на манипула
торите биват с 1. 2 и повече мани
пулатори; според степените на сво
бода на робота (включвайки уст
ройствата за придвижване) - с 2, 3
и повече степени на свобода; според
типа на задвижване - пневматичен,
хидравличен, електромеханичен, с
комбинирано задвижване; според
системата за управление - с циклово, позиционно, контурно и комби
нирано управление; според начина на
осъществяване на управлението пряко или дистанционно; според
точността на позициониране - клас
0, 1,2, 3; според типа на изпълнение
- с нормално, защитено от прах и
(или) топлина, взривобезопасно из
пълнение. П.р. се използуват пре
димно за работа в условия на отно
сителна недостъпност или в опасни
и вредни за човека условия и др.
промушване - пресова обра
ботка за образуване на проходни от
вори в листова заготовка без или с
отпадък, при което материалът се
разкъсва (вж. фиг.).
изделие
Към cm. Промушване
а — промушване без отпадък; б - про
мушване с отпадък
ПРОПАН - безцветен горящ газ,
получаван при преработка на нефте
ни газове и крекиниране на нефта.
Взривоопасни обемни концентра
ции в смеси с въздуха са при 2,1 -?
9,5%. Използува се най-често в смес
с бутан (пропан-бутанова смес) за
битови нужди и при газопламъчната
обработка като гориво в газообраз
но и по-често във втечнено състоя
ние.
ПРОПИВАНЕ - процес на запълва
не на порите на изделие, получено по
методите на праховата металур
гия, с течен метал или сплав с точка
на топене, която е по-ниска от тази
на пропивания материал. П. се осъ
ществява чрез потопяване, под
действието на капилярни сили или
под налягане. В резултат на П. се на
малява порестостта и се подобря
ват свойствата на материала (яко
стни и експлоатационни). Чрез П. се
получават различни материали - антифрикционни, инструментални
(напр. материал на основата на хро
мов карбид се пропива със стопилка
от бързорежеща стомана), конструкционни (напр. на основата на си
лициев карбид, пропити с алуминий)
и др.
ПРОПУСКЛИВОСТ на матери
ал - способност на порест мате
риал да пропуска течност или газ, ко
ято се определя по техния разход за
единица време при дадени условия.
ПРОРЕЗЕН ШЕВ - заваръчен шев,
образуван в резултат на запълване с
течен метал от топим електрод на
прорез, предварително подготвен в ·
един от съединяваните детайли.
П.ш. се изпълнява чрез ръчно заваря
ване; прилага се само като свързващ
шев.
ПРОРЕЗНА РЪЧНА НОЖИЦА
пневматична или ел. ръчна ножица,
при която режещият инструмент
представлява два неподвижни ножа
и един подвижен, преместващ се
между тях.
ПРОРЯЗВАНЕ - пресова операция
за пълно отделяне на материала в
края на контура на изделието, при
ПРОТЕГЛЯЩА ...
-409-
koemo отделената част е отпадък
(вж. фиа.).
Към cm. Прорязване
ПРОСТО ФОРМООБРАЗУВАЩО
ДВИЖЕНИЕ - формообразуващо
движение, при което производящите линии на повърхнината са прави
или окръжности. За получаване на
П.ф.д. в металообработването е
достатъчно или праволинейно- въз
вратно, или въртеливо движение на
режещия инструмент или на обра
ботвания детайл.
ПРОСТРАНСТВЕНА РАЗМЕРНА
ВЕРИГА -размерна верига,звената
на която са разположени в неуспоредни равнини. При изчисляването и
анализирането на съществуващите
връзки звената на П.р.в. могат да се
проектират върху трите коорди
натни равнини, чрез което П.р.в. мо
же да се замени с три равнинни раз
мерни вериги.
ПРОСТРАНСТВЕН МЕХАНИЗЪМ механизъм, звената на който се дви
жат в различни равнини в простран- ството. Широко разпространение
имат сферичните П.м., при които
траекториите на точки на звената
се разполагат на концентрични сфе
ри. Тези механизми се използуват за
предаване на въртеливо движение
между пресичащи се оси (напр. конус
ни зъбни предавки и др.), между кръс
тосващи се оси (напр. червячни пре
давки, хипоидни предавки и др.). Лос
товите П.м. се използуват в мани
пулаторите и промишлените робо
ти за възпроизвеждане на движения,
имитиращи движения на човешката
ръка, а също и в някои устройства на
космическата техника.
ПРОТЕГЛЯНЕ -начин на обработ
ване на вътрешни и външни повърх
нини чрез рязане с протяжки на протеглящи машини. Чрез П. се получа
ват шпонкови канали, проходни от
вори с различни форми, прорези и др.
Производителността при П. е ня
колко пъти по-голяма от тази при
стъргането, дълбането или фрезоването. П. осигурява 1-3 степен на
точност и грапавостта на обрабо
тената повърхнина достига Ra 2,5 0,16 μm (вж. фиг.).
Опорна
Втулка
р
маса на машината
_Летайл
Цилиндрична
/тотржка
приоаока
Към cm. Протегляне
а - с цилиндрична протяжка; б - със
спирална протяжка
ПРОТЕГЛЯЩА машина - мета
лорежеща машина за обработване
чрез протегляне на външни и вът
решни проходни повърхнини. П.м.
имат праволинейно главно движе
ние без подавателно движение /по
даването се осъществява от стъпа
ловидното разположение на зъбите
на протяжката/. П.м. биват: хори
зонтални - използуват се най-много
за вътрешно протегляне; вертикал
ПРОТИВОПРИГАРНО...
-410-
ни-за всички видове протегляне; зъбопротеглящи машини с въртящи се
дискови протяжки за нарязване на
зъби на цилиндрични и конусни зъб
ни колела и др.
ПРОТИВОПРИГАРНО ПОКРИТИЕ,
обмазка - слой върху работната
повърхнина на леярските форми и
сърца, чието предназначение е да
предотврати образуването на меха
ничен и хим. пригар, шупли и др. де
фекти по отливките. П.п. оказва
влияние и върху процесите на топлоомбен между метала и формата,
като увеличава и повърхностната ù
якост. П.п. се приготвят от различ
ни видове прахообразни огнеупорни
материали /талк, графит, циркон,
маршалит и др./, свързващи вещест
ва и прибавки.
ПРОТИВОЖЕСТ - елемент с опре
делена маса, използуван за уравнове
сяване на сили и моменти на сили,
действуващи в машините, съоръже
нията или в техните части.
ПРОТОКОЛ ОТ ИЗПИТВАНЕТО документ, оформен по установен
ред и съдържащ необходимите све
дения за обекта на изпитване, изпол
зуваните методи, средства и усло
вия на изпитване, резултатите от
изпитването, а също и заключение
то от тези резултати.
ПРОТЯЖКА - металорежещ инс
трумент с много режещи зъби за
обработване чрез протегляне, кой
то снема прибавката от метал за
сметка на увеличаване размера (ви
сочина и широчина) на всеки следващ
зъб спрямо предидущия. Силата се
прилага към предния край на инстру
мента, като той се изтегля през от
вора и работи при натоварване на
опън. По предназначение и конструк
тивни особености П. се разделят йа:
П. за вътрешни повърхнини — цилин
дрични, многостенни, еволвентни,
шпонкови и др., и П. за външйи по
върхнини (вж. фиг.).
ПРОТЯЖКА ЗА ДЪЛБОКИ ОТВОРИ
- протяжка, предназначена за обра
ботване на дълбоки отвори. При
малки диаметри на отвора (до 20 25 тт) зъбите на протяжката се
правят винтов*, тъй като винто
вите канали дават възможност
стружката добре да се отвежда при
работа на протяжката. Охлаждаща
та течност се подава под голямо на
лягане от предната страна на инст
румента по двете скосени повърхни
ни на направляващата част. За поголеми диаметри П.д.о. се правят
със закръглени зъби с осови и ради
ални канали през тялото, по които
се подава охлаждащата течност
(вж. фиг.).
Ì 2 3
I
ί
4
I -—·—
5
*
6
n. í
OlíiWBHlHÍlÍl!
Към cm. Протяжка
Кръгла протяжка: 1 - опашка; 2 - ший
ка; 3 - предна направляваща част; 4 работна част; 5 - калиброваща част; 6
- задна направляваща част
Към cm. Протяжка за дълбоки отво
ри
/
ПРОТЯЖКА С УПЛЪТНЯВАЩИ ЗЪ
БИ - протяжка за разширяване на
отвори чрез пластично деформира
-411-
не на метала (Вж. фог.). Обработена
та повърхнина се получава с малка
грапавост u с огледален блясък, с повисока якост, увеличена твърдост и
износоустойчивост. П.у.з. се използуват главно за окончателно обра
ботване на цилиндрични отвори в
детайли от стомана, месинг, бронз,
алуминий, мед и до., а също и за калиброване на шлицови закалени от
вори с цел да се премахнат деформа
циите от термообработката.
Към cm. Протяжка с уплътняващи
зъби
а — с наклонена и цилиндрична лента; б радиусма
ПРОТЯЖНА МАШИНА - вж. /7ротегляща машина.
ПРОТЯЖНАПЕЩ - пещ за тер
мична или химикотермична обра
ботка на метални ивици или нишки,
непрекъснато изтегляни през ра
ботното пространство. Според
конструкцията си fin. биват: хори
зонтални (тунелни, едно- и многое
тажни) и вертикални (кулови); спо
ред използуваното гориво — газови,
мазутни и електрически. П.п. обик
новено са многокамерни: камери за
нагряване, задържане, бавно и бързо
охлаждане, сушене и др., разполагани
последователно.
ПРОФИЛ - линията на пресичане
на повърхнината с равнина или с да
дена повърхнина. Ако в техническа
ПРОФИЛНОШЛИФОВЪЧНА...
та документация не е посочено нап
равлението на секущата равнина, то
се приема по перпендикуляра към по
върхнината.
ПРОФИЛАКТИЧНО ОБСЛУЖВАНЕ
(непр. т.) — вж. Техническо обслужва-
ПРОФИЛЕН ВАЛ — праволинеен
вал, който има променливи по фор
ма или размери напречни сечения.
ПРОФИЛЕН МЕТОД ЗА ИЗМЕРВА
НЕ ГРАПАВОСТТА HA ПОВЪРХНИ
НИТЕ - метод, при който определя
нето на параметрите за оценка на
грапавостта на повърхнините се из
вършва по измерения профил на гра
павините.
ПРОФИЛИРАЩА МАШИНА, n р Oфилиращо—огъваща машина,ролково—огъваща маши
на — машина за произвеждане на раз
лични профили (тънкостенни ъглови
профили, греди, П-образни профили
и до.) чрез надлъжно студено огъва
не на лентов материал между ролки.
ПРОФИЛИРАЩО-ОГЬВАЩА МА
ШИНА - вж. Профилираща машина.
ПРОФИЛНА ВЪЛНООБРАЗНОСТТА — измерен профил, от който са
изключени грапавостта на повърх
нината и отклоненията на формата.
ПРОФИЛ HA РЕЗБАТА - контура
на издатината и канавката в равни
ната на осовото сечение на резбата.
П.р. бива: триъгълен, квадоатен,
трапецовиден, кръгъл, трионовиден
и до.
ПРОФИЛНА ФРЕЗА - фреза с ост
ро заточени или затиловани зъби,
която се използува за обработване
на сложни профилни повърхнини по
метода на копирането главно в ма
совото и серийното производство
(вж. фиг.).
ПРОФИЛНОШЛИФОВЪЧНА
МА
ШИНА — специализирана шлифовъч
на машина за окончателно обработ
ПРОФИЛОГРАФ...
-412-
ване на детайли със сложен профил,
напр. шаблони, профилни ножове, поансони, матрици и др. Тези машини
са с пантоараф и оптическо уст
ройство или с два пантографа и ек
ран. Профилът на детайла се шлифо
ва по неговия чертеж, увеличен 50 и
повече пъти.
ПРОФИЛОГРАФ - уред за измер
ване грапавостта на повърхнините
по профилния метод чрез автома
тично записване координатите на
точките на профила на повърхнина
та.
Към cm. Профилна фреза
а - полукръгла Вдлъбната; б - радиусна
Вдлъбната
ПРОФИЛОМЕТЪР - уред за непос
редствено автоматично измерване
параметрите на грапавостта на по
върхнините (вж. фиг.).
ПРОХОД - част от операцията,
която се извършва над една повърх
нина при еднократно преместване
на инструмента по посока на пода
ването, като се снема само един
слой материал при постоянен режим
(освен дълбочината на рязането).
ПРОХОДЕН ОТВОР - отвор, кой
то има изход в двете посоки.
ПРОХОДНА ПЕЩ - нагревателна
пещ с непрекъснато действие; в нея
нагряваните заготовки се движат
по дължината на пещта под дейст
вието на тласкачи, ролганги, конве
йери или др; механизми. Зареждане
то и изпразването на П.п. става чрез
отвори в челните ù стени или в
страничните стени, близо до чела
та.
w
ПРОЦЕПВАНЕ - вж. Зарязване.
ПРОЦЕС HA ИЗМЕРВАНЕ - после
дователност от действия, необхо
дими за извършване на измерване,
вкл. и необходимите пресмятания за
определяне стойността на измерва
ната величина.
ПРОЧИТАНЕ HA БЛОК от про
грама- въвеждане и обработване
на информация така, че група от ко
манди се прочитат и изпълняват ка
то блок (като едно цяло).
прошиване -1. Обработване на
вътрешни повърхнини чрез рязане с
инструмент прошивка на протегляща машина. 2. Получаване на кухини
в заготовката чрез изтласкване на
материала с поансон при пластично
деформиране.
ПРОШИВКА - металорежещ инс
трумент с много режещи зъби за об
работване чрез прошиване, който
снема прибавката от слой метал за
сметка на увеличаване размера (ви
сочина и широчина) на всеки следващ
зъб спрямо предидущия. Силата се
прилага към задния край на инстру
мента, като той се изтласква през
отвора и работи при натоварване
-413-·
на натиск. П. са по-къси от протяжките- нямат захващаща част и ший
ка (вж. фиг.).
ПРЪСКАЩА ...
ПРУЖИННИ СТОМАНИ - стома
ни, предназначени за изработване на
пружини, ресори и др. подобни де
тайли. П.с. са конструкционни сто
мани с повишено съдържание на въг
лерод (0,5 - 0,7%), често с прибавки
на манган и силиций.
ПРУЖИНОНАВИВАЩА МАШИНА
- машина за навиване на винтови
пружини и за изработване на пру
жинни шайби от тел. Пружините от
тел с диаметър от 0,1 до 16 тт
обикновено се навиват в студено
състояние, а от тел с диаметър над
16 до 75 тт - в горещо.
Към cm. Профилометър
1 - диамантна игла; 2 - проверяван де
тайл; 3 - преобразувател; 4 - електроизмервателен уред
ПРУЖИНА - машинен елемент,
който се деформира еластично при
натоварване и възстановява фор
мата си (като същевременно отда
ва натрупаната енергия) при премах
ване на натоварването. Според на
товарването, при което работят,
те биват П. на опън, П. на натиск
(вж. фиг.), П. на усукване, П. на огъва
не, а според формата си -плоски,
винтови (цилиндрични, конусни,
профилни) и др. Изработват се пре
димно от пружинни стомани. Изпол
зуват се за поглъщане на енергията
на удара и смекчаване на неговото
действие, в задвижващите механиз
ми, в спирачните устройства и др.
ПРУЖИННА РЪЧНА МАШИНА
механична ръчна машина, в която
предаването на енергията на работ
ния орган се осъществява посредст
вом еластично звено.
Към cm. ПрошиВка
ПРЪСКАЩА СЕ СТРУЖКА - стру
жка, която се получава при рязане на
крехки метали с голяма скорост,
малка дълбочина на рязане и малък
преден ъгъл на режещия инстру
мент. П.с. е във вид на надробени
люспи, които се отделят още в слоя
метал до ножа при малка пластична
деформация и без да се плъзгат по
предната повърхнина на инструмен
та.
ПРЪСКИ...
-414-
ПРЪСКИ ОТ МЕТАЛ - дефект във
Bug на застинали метални kanku по
повърхността на отливка или зава
рено съединениа
ПРЪТОВА МЕТАЛОРЕЖЕЩА МА
ШИНА - металореида машина, пред
назначена предимно за обработване
на детайли от прътов материал,
преминаващ, през отвора на Врете
ното, както е напр. при прътов
стругоВ автомат.
Към cm. Пружина
Цилиндрични пружини:
а — работещи на опън; б — работещи на
натиск
ПРЪТОВ МАТЕРИАЛ - метално
изделие (полуфабрикат) с голяма
дължина, получавано обикновено
чрез валцоване; бива с кръгло, квадратно, трапецовидно и др. многостенно напречно сечение
ПРЯКА ДЪГА - вж. Дъга с пряко
действие.
ПРЯК МЕТОД HA ИЗМЕРВАНЕ метод на измерване, при който
стойността на измерваната Вели
чина се получава непосредствено,
без допълнителни пресмятания.
Напр. измерване на дължина с по
мощта на линия с деления «ли с шублер.
ПРЯКО НАГРЯВАНЕ - нагряване,
при което изделието се подлага на
непосредствено действие на източника на топлина. П.н. се получава
напр. при пламъчното нагряване,
нагряването чрез пропускане на ел.
ток през изделието или чрез пото
пяването му В солна вана и др.
ПСЕВДОСПЛАВ - композиционен
материал, състоящ се от дВе или по
вече метални фази, които са Взаимнонеразтворими и не взаимодействуват помежду си. П. се характери
зират с високи т.т_, устойчивост
срещу разрушаващото действие на
ел. дъга, механична якост и пластич
ност.
ПСИХОЛОГИЧНИ ИЗИСКВАНИЯ
КЪМ ИЗДЕЛИЕТО — ергономични
изисквания определжци съответс
твието на изделието на психичните
особености на човека (особености
те на Възприемането, паметта,
мисленето, създаването на навици
те).
ПСИХОФИЗИОЛОГИЧНИ ИЗИСК
ВАНИЯ HA ИЗДЕЛИЕТО ~ ергоно
мични изисквания, определящи съ
ответствието на изделието на осо
беностите на сетивната дейност
на човека (границите на слуха, зрени
ето, осезанието и др.).
пулверизиран прах - метален
прах, получен чрез разпзашване на
разтопен метал със струя от газ или
течност.
ПУЛТ ЗА управление -елемент
на система за управление — устрой
ство с форма на маса, колонка, плат
форма и пън. с разположени на лице
вата му страна уреди за информа
ция и органи за управления чрез кои
то човекът оператор (или групата
оператори) ВъздействуЗа върху уп
-415-
раВляВаните обекти и процеси, вър
ху техните качествени или количе
ствени характеристики. П.у. могат
ga бъдат локални - разположени око
ло обслужвания обект, и дистанци
онни. При проектирането на П.у. се
спазват изискванията на инженерната психология и ергономията за
вида и разположението на основни
те уреди, органите за управление и
' работното място на оператора.
ПЪЛЗЕНЕ при пластично деформиране - бавно нарастване
на пластичната деформация на ма
териала с течение на времето при
постоянно по стойност силово въз
действие, но по-малко от това, кое
то може да предизвика остатъчна
деформация, напр. при изпитване с
нормална продължителност П. се
съпровожда с релаксация на напреже
нията. За стоманите и чугуните П.
е съществено само при високи тем
ператури, а при метали с ниска тем
пература на топене (олово, алуми
ний) и за полимерни материали (кау
чук, пластмаси) то е добре забележи
мо и при стайна температура.
ПЪЛНА ПОКРИ8НОСТ - способ
ност на лакобояджийския материал
да прави напълно невидима черно-бя
лата подложка; изразява се с масата
за единица площ на покритието, ко
ято осигурява коефициент на контрасност, не по-малко от 0,98.
ПЪЛНИТЕЛ
- компонент на
свръзката, ВъВеден за придаване не
обходимите физико-механични,
технологични и експлоатационни
свойства на материала. Напр. П. за
полимерни материали може да бъде
прахообразен или влакнест.
ПЪЛНИ ФОРМИ - еднократни ле
ярски форми с газифицируем модел
от пенопластмаса, който остава
ПЪТЕЧКА...
във формата при изработването ú,
а при заливане се газифицира и кухи
ната на формата се запълва с метал
(вж. Леене в пълни форми).
ПЪЛНО РЕКРИСТАЛИЗАЦИОННО
ОТГРЯВАНЕ — отгряване на наклепан (уякчен) метал или сплав при
температура, превишаваща темпе
ратурата на края на рекристализацията (при дадено състояние на ме
тала или сплавта и съответно за
държане) с цел да се отстрани наклепът или да се получи необходимата
едрина на кристалните зърна.
ПЪРВА МНОЖИТЕЛНА ЗЪБНА
ГРУПА В ПРЕВОДА - зъбна група,
която се превключва втора по ред
независимо от мястото ù 8 прево
да. При последователно получаване
на оборотните степени (подавания)
тя се превключва само след изрежда
не на всички зъбни двойки от основ
ната зъбна група.
ПЪРВИЧЕН ПРЕОБРАЗУВАТЕЛ чувствителен елемент, който възп
риема измененията или стойността
на измерваната Величина и ги преоб
разува в сигнал, подходящ за отчи
тане.
ПЪРВИЧЕН ЦЕМЕНТИТ - цеменmum, отделил се от стопилката при
кристализация на желязо-въглерод
ните сплави.
ПЪРВИЧНА РЕКРИСТАЛИЗАЦИЯ вж. Рекристализачия.
ПЪРВИЧНА СТРУКТУРА - струк
тура, получаваща се непосредстве
но след кристализация на металите
и сплавите.
ПЪРВОНАЧАЛНА ЗАГОТОВКА вж. Изходна заготовка.
ПЪТЕЧКА — надлъжен ред за запис
на информация върху перфолента
или магнитна лента.
РАБОТЕН ...
РАБОТЕН ВЪЗЕЛ - 8ж. Изпълни
телно звено.
РАБОТЕН КАЛИБЪР -калибър, из
ползуван за контрол на изделията 8
процеса на тяхното изработване.
РАБОТЕН ОРГАН - вж. Изпълни
телно звено.
РАБОТЕН ХОД - движение, при
което се извършва непосредствено
технологично въздействие върху
обработвани^ материал. Техноло
гичното въздействие може да бъде
обработване, контрол или сглобява
не.
РАБОТНА СРЕДА - физическите
условия (температура, влажност,
запрашеност, шум, вибрации, ат
мосферно налягане, магнитни и ел.
полета и др.), в които работи механизмът; уредът, машината, чове
кът. Р.с. оказва съществено влияние
върху точността на уредите и ма
шините и работоспособността на
човека.
РАБОТНИ ДВИЖЕНИЯ - движе
ния, извършвани от работните ор
гани на машината заедно с обработ
вания детайл или с инструмента, не
обходим за осъществяване на тех
нологичния процес. Р.д. биват глав
ни и подавателни.
РАБОТНО МЯСТО
- първично
производствено звено; част от
пространството, снабдена с необ
ходимите машини, инструменти,
приспособления, суровини, материа
ли и др., на които работникът (или
група работници) изпълняват опре
делени производствени функции.
Р.м. в машиностроителните предп
риятия биват: според професията
на работниците - Р. м. на стругар, на
фрезист, на шлосер, на ковач и т.н.;
според специализацията на работа
та-специализирани и неспециализирани Р.м.; според броя работници,
които работят на дадено Р.м. - ин
дивидуални и бригадни Р.м.; според
броя машини - едномашинни и многомашинни Р.м.; според категория
та на работниците - Р.м. за основ
ни, спомагателни и обслужващи ра
ботници; в зависимост от това, да
ли Р.м. се намира на постоянно мяс
то или пък е подвижно - стационар
ни и подвижни Р.м.; според степен
та на механизацията-Р.м. смеханизирана, частично механизирана и
ръчна работа.
РАБОТНО ПРОСТРАНСТВО
н а
машина- пространството, в ко
ето се извършва обработване или
изпитване на детайли. Р.п.м. се оп
ределя от граничните положения на
работните елементи на машината
при обработване или изпитване на
детайли с най-големи допустими
размери за дадената машина. Напр.
най-голям диаметър и дължина на
стругования детайл - за универсал
ни стругове; размерите на работна
та повърхнина и придвижванията на
работната маса (надлъжно, напреч
но и вертикално) - за конзолна фре
зова машина.
РАБОТНО СРЕДСТВО ЗА ИЗМЕР
ВАНЕ - средство за обикновени из
мервания в производството, а не за
проверка на други измервателни
средства. Напр. работен калибър за
контролиране на обработваните де
тайли при технологичния процес.
РАБОТОСПОСОБНОСТ - вж. Ра
ботоспособно състояние.
РАБОТОСПОСОБНО СЪСТОЯНИЕ,
работоспособност - състо
яние на изделието, при което то мо
-417же ga изпълнява зададени функции,
като запазва стойностите на опре
делени параметри в граници, уста
новени с техническата документа
ция. Параметрите, характеризира
щи изпълнението на дадените функ
ции от изделието, обуславят експ
лоатационните му показатели за
производителност, икономичнрст
и др.
РАВНИНА HA НОРМАЛНОТО СЕ
ЧЕНИЕ, Р01-равнина, минаваща през
разглежданата точка от режещия
ръб на инструмента и перпендику
лярна на основната равнина Рг и на
равнината на рязане Ps.
РАВНИНА HA ПЛЪЗГАНЕ - кристалографска равнина, по която се
извършва взаимното относително
преместване на атомите от крис
талната решетка .в процеса на плас
тична деформация. Р.п. обикновено
се отличава с повишена плътност на
опаковане на атомите.
РАВНИНА HA РЯЗАНЕ, Ps - рав
нина, допирателна към режещия ръб
на инструмента в разглежданата
точка от него и перпендикулярна на
основната равнина Рг.
РАВНИНА HA СРЯЗВАНЕ - равни
на, в която се извършва премества
не в кристалната решетка при плас
тична деформация или при фазово
превръщане.
РАВНИНЕН МЕХАНИЗЪМ - меха
низъм, в който движещите се точки
на всички звена се преместват в рав
нини, успоредни на една и съща не
подвижна равнина. Р.м. широко се
използува в машини и уреди за пре
образуване на движение и предаване
на сила. Към Р.м. се отнасят коляновият механизъм, кулисният механи
зъм и др.
РАВНИННА РАЗМЕРНАДЕРИГА размерна верига, звената на която
са разположени в една или няколко
27
Терминологичен речник по металообработване
РАДИАЛЕН ...
успоредни равнини и могат да се
проектират върху една от тези рав
нини без изменение на големините
им.
РАВНИЩЕ HA КАЧЕСТВОТО HA
ПРОДУКЦИЯТА - относителна ха
рактеристика на качеството на про
дукцията, показваща степента на
задоволяване на определени потреб
ности и основаваща се на сравнява
нето ù със съвкупността от базови
показатели. При определяне Р.к.п. за
базови показатели се приемат пока
зателите на продукцията, произ
веждана в страните, чието равнище
на качеството е най-високо. За Р.к.п.
в машиностроенето са важни пока
зателите надеждност, енергопоглъщаемост, материалопоглъщаемост
и др.
РАВНИЩЕ HA ТЕХНОЛОГИЧНОСТ
HA КОНСТРУКЦИЯТА на и з де
ли e m о - показател за технологич
ност на конструкцията на изделие
то, изразен чрез отношението на
стойността на достигнатата тех
нологичност на изделието към
стойността на приетия базов пока
зател за технологичност на конст
рукциите на еднотипни изделия.
РАВНОМЕРНА СКАЛА - ckàAa C
равни деления, всяко от които съответствува на една и съща стойност
на измерваната величина.
РАДИАЛЕН ПЛЪЗГАЩ ЛАГЕР плъзгащ лагер, който е предназначен
да поема главно радиални натовар
вания.
радиален търкалящ Лагер търкалящ лагер, предназначен да по
ема главно радиално натоварване и
незначително радиално-аксиално на
товарване, при което изчислителна
та дълготрайност се отнася към ра
диалното еквивалентно натоварва
не.
РАДИАЛНА ...
-418-
РАДИАЛНА ПРОБИВНА МАШИНА
- пробивна машина, при която вре
теното заедно с главния и подавателния превод (вретенната глава)
може да се придвижва установъчно
хоризонтално по рамото, а заедно с
рамото може да се завърта около ко
лоната и да се придвижва вертикал
но, т.е. вретеното може да описва
дъги от окръжност с различни ради
уси и в различни хоризонтални рав. нини. Р.п.м. е предназначена за обра
ботване на отвори в големи корпус
ни детайли и в детайли с много отÀ вори (вж. фиг.).
съвместното влияние на отклоне
нието от кръглост на профила в раз
глежданото сечение и на отклонени
ето на неговия център спрямо базо
вата Ос. То не включва отклонение
то на формата и разположението на
образуващата на ротационната по
върхнина.
Към cm. Радиално биене
Към cm. Радиална пробивна машина
1 - колона; 2 - рамо; 3 - Вретенна глава
РАДИАЛНА ХЛАБИНА HA ТЪРКА
ЛЯЩ ЛАГЕР -сборът от хлабините
между търкалящите тела и пръсте
ните в търкалящия лагер, които се
определят в едно диаметрално нап
равление.
РАДИАЛНО-АКСИАЛЕН ТЪРКА
ЛЯЩ ЛАГЕР -търкалящ лагер, пред
назначен да поема едновременно ра
диални и осови натоварвания.
РАДИАЛНО биене - разликата
между най-голямото Атах и най-мал
кото -4min разстояние от точките
на реалния профил на ротационната
повърхнина до базовата ос в сечение
с равнина, перпендикулярна на базо
вата ос (вж. фиг.). Р.б. е резултат от
РАДИАЛНО БИЕНЕ HA ЗЪБНИЯ
ВЕНЕЦ - най-голямата разлика на.
действителните гранични положе
ния на изходния контур спрямо оста
в границите на зъбното колело.
РАДИАЛНО БИЕНЕ HA НАВИВКА
ТА HA ЧЕРВЯКА - най-голямата
разлика на разстоянието от оста на
въртене на червяка до повърхнина
та, на която широчината на междузъбието (или дебелината на навивка
та) остава неизменна в границите
на едно завъртане на червяка. За
многоходови червяци се определя за
всяка навивка поотделно.
РАДИАЛНО БИЕНЕ HA ОСТА HA
ВЪРТЕНЕ - най-голямото радиално
изменение на положението на оста
на въртящ če с постоянни обороти
възел или детайл спрямо теоретич
ното положение на оста.
РАДИАЦИОННО НАГРЯВАНЕ нагряване на материали и заготовки
посредством топлоизлъчване на
нагрети елементи на пещи или дру
ги Съоръжения.
-419-
РАДИАЦИОННО СПОЯВАНЕ
спояване чрез радиационно нагрява
не с кварцови лампи, разфокусиран
електронен лъч или усилен светли
нен лъч.
РАДИЙ (Ra) - радиоактивен хим.
елемент, ат.н. 88, ат.м. 226,0254.
Изотопът с най-дълъг живот - 226
Ra, има период на полуразпадане
1620 години. Р. е сребристрбял ме
тал, плътност 5500 кд/тЗ, т.т. 700960°С. Продуктът от разпадане на
226 Ra е инертният газ радон. В при
родата се среща в урановите руди,
от които се добива. В техниката се
използува за контрол на качеството
на леярски изделия, заваръчни шево
ве и др. (гама-дефектоскопия), но
отстъпва място на по-евтини ради
оактивни изотопи.
РАЗВАЛЦОВАНЕ - обработване
чрез пластично дефоромиране на
пръстеновидна заготовка с цел да се
увеличи външният ù диаметър за
сметка на намаляване дебелината на
стената ù или да ù се придаде пра
вилна пръстеновидна форма. Р. се
извършва на развалцовъчни машини
с развалцовъчни ролки; използува се
за изработване на пръстеновидни
детайли с относително големи диа
метри, напр. бандажи на колела,
пръстени на големи търкалящи лаге
ри и др. В тръбовалцовъчното про
изводство Р. е операция при произ
водството на безшевни тръби, коя
то се осъществява на машини за
винтово валцоване с цел увеличава
не на диаметъра на тръбата, а също
изравняване и намаляване на дебели
ната на стената ù. Р. на края на тръ
ба се прилага и за получаване на фланцово съединение (вж. фиг.).
РАЗВАЛЦОВЪЧНА МАШИНА
машина за производство на метал
ни изделия чрез развалцоване (бж.
Тръбовалцовъчно производство).
РАЗГЛОБЯЕМО ...
РАЗВИТА СТРУКТУРНА ФОРМУЛА
HA ЗЪБЕН ПРЕВОД - формула за
получаване броя на честотите на
въртене (подаванията), в която са
записани и характеристиките на
зъбните групи. Тя има следния найобщ вид:
z = Pl(*o] ^2[х1]-Рз(х21 -
където z e броят на честотите на
въртене (подаванията), p¡ - броят
на /-та по място зъбна група
(/ = 1
m), xq - характеристиката
на основната група, Xļ - характерис
тиката на първата множителна гру
па, х2 - характеристиката на втора
та множителна група,... х^^ - ха
рактеристика на последната по ред
на превключване зъбна група.
Въз основа на развитата струк
турна формула на превода се
строят структурните мрежи и пла
новете на честотите на въртене.
Към cm. Развалцоване
Развалцоване на тръба за получаване на
фланцово съединение:
1 - тръба; 2 - канали; 3 и 4 - ролки; 5 фланец
РАЗГЛОБЯЕМО СЪЕДИНЕНИЕ неподвижно или подвижно съедине
ние на детайли, при което разглобя
ването на възела е възможно без раз
рушаване на самите детайли. Към
Р.с. се отнасят резбовите, шлицовите, зъбните и др. съединения.
РАЗГЛОБЯЕМ ...
-420-
1 - '
РАЗГЛОБЯЕМ ПЛЪЗГАЩ ЛАГЕР плъзгащ лагер, тялото на който е из
работено от gßa отделни детайла основа и капак на лагера, свързан
обикновено чрезшпилки (вж. фиг.).
на част на заготовката се отделя от
друга по даден отворен илй затво
рен контур. P.Ò. са отрязване, изряз
ване, пробиване, подрязване, разряз
ване, обрязване, зачистване и просичане. Характерът на деформиране
то при тези операции (освен при за
чистване и просичане) е еднакъв.
РАЗДЕЛИТЕЛНА ЩАМПА вж.
Щампа.
Към cm. Разглобяем плъзгащ лагер ' .
fАЗГРАФЯВАНЕ - вж. Градуира
не.
РАЗГРАфЯВАЩА МАШИНА - вж.
Делителна машина.
РАЗДАТЪЧНА ПЕЩ, р а 3 л и в н а
пещ- пещ, в която се прехвърля
стопеният метал или сплав от топилна пещ. В Р.п. стопилката се хо
могенизира, обработва (дегазира,
модифицира и др.) и се поддържа не
обходимата температура. От Р.п.
се взема течен метал за заливане на
леярските форми. Р.п. се използуват
най-вече при производството нг
отливки от цветни сплави.
РАЗДЕЛЕН ГЛАВЕН ПРЕВОД превод на металообработваща ма
шина, при който скоростната кутия
и вретеното са изградени като от
делни възли, разположени на изВестно разстояние един от друг и свър
зани чрез еластична или зъбна връз
ка. Използува се предимно при мета
лообработващи машини от по-ви
сок клас на точност (вж. фиг.).
РАЗДЕЛИТЕЛНА ОПЕРАЦИЯ при
обрабо т ван е чрез пла
стична g ефор м а ц и я- пресо
ва операция, в резултат на която ед
Към cm. Разделен главен превод 1 - скоростна кутия; 2 - ремъчна пре
давка; 3 - съединител; 4 - вретено;
Z1/Z2 и Z3/Z4 - зъбни предавки за обръ
щане (реверсиране) посоката на върте
не на вретеното
РАЗДРОБЯВАНЕ - процес на раз
рушаване на твърд материал на мал
ки частици. Р. принципно не се раз
личава от смилането. Условно се
приема, че при Р. се получават части
ци, по-големи от 5 mm, а при смила
нето - по-малки. Основните начини
на Р. са чрез смачкване, разцепване
(напукване) и удар, но има и хидро-
-421 -
взривни, термични и електротермични начини на Р.
РАЗДУВАНЕ - пресова (изтегля
ща) операция с цел локално разшире
ние на кухо изделие или тръба (вж.
фиг.).
Към cm. Раздуване
РАЗКОНСЕРВАЦИЯ - отделяне на
средствата за временна защита от
корозия от изделията.
РАЗКРОЯВАНЕ - изрязване с но
жица или изсичане със секач или на
преса на детайли от метални листо
ве, ивици или ленти. При Р. е важно
рационално да се вместят контури
те на детайлите или техните разгъвки^за да се използува най-пълно
материалът.
РАЗЛИВАНЕ на метал - напъл
ване на леярски форми с течен ме
тал; като се втвърдява в тях, мета
лът образува блокове, балванки или
профилни отливки. Р. се предшествува от изливането на метала от
топилния агрегат в разливъчна ко
фа. Във високопещните цехове и в
заводите за цветна металургия за Р.
на метала се използуват различни
видове разливъчни машини. В сто
манодобивните цехове течната
стомана се разлива в метални фор
ми отгоре или със сифон (вж. фиг.).
Широко разпространение има непре
къснатото разливане на стомана и
др. метали. За да се повиши качест
вото на стоманата, в процеса на Р.
понякога тя се подлага на различни
РАЗМЕРЕН ...
видове обработка (вакуумна, със
синтетични шлаки и др.).
РАЗЛИВНА ПЕЩ - вж. Раздатъчна пещ.
РАЗМЕР - числена стойност на
линейна величина (диаметър, дължи
на и т.н.) в избрани единици за из
мерване.
РАЗМЕРЕН АНАЛИЗ - анализ на
конструкцията на изделието за оп
ределяне на размерно-точностните
му характеристики, осигуряващи не
говото сглобяване и правилно функ
циониране. Р.а. се прилага при техно
логичната подготовка на производ
ството.
Към cm. Разливане на метал
а. Схема на горно разливане на стома
на: 1 - кофа; 2 - междинна фуния; 3 - до
бавка за компенсиране на свиването; 4 метална форма.
б. Схема на долно разливане на стома
на (със сифон): 1 - облицована централ
на вана; 2 - добавка за компенсиране на
свиването; 3 - метална форма; 4 - чугу
нена поставка; 5 - сифонни канали; 6 опора
РАЗМЕРЕН ПРОГРАМОНОСИТЕЛ
- носител на информация за големи
ната на преместванията на работ
ните органи на машината, който се
състои от настройващи гърбици
(програмоносители).
РАЗМЕРНА ...
- 422 -
РАЗМЕРНА ВЕРИГА
- съвкуп
ност (последователен ред) от раз
положени по затворен контур раз
мери, които определят относител
ното разстояние или ъгловото по
ложение на повърхнината на един
или няколко детайла на машината.
Р.в. биват: равнинни, линейни, прос
транствени, детайлни, монтажни,
измервателни, технологични. В ма
шиностроенето Р.в. позволяват по
аналитично-вероятностен път да се
определи рационалната система за
нанасяне на размерите върху черте
жите и да се определят оптимални
те допуски при спазване на условие
то за пълна взаимозаменяемост на
конструкцията или минимално на
пасване при сглобяване. Графичното
изобразяване на Р.в. като затворен
контур, образуван от последовател
ното нанасяне на размерите, се на
рича схема на Р.в. (вж. фиг. към cm.
Звено на размерна верига).
РАЗМЕСТВАНЕ - дефект във вид
на изместване на едната част на от
ливката спрямо оста на повърхнина
та на другата част по делителната
повърхнина на модела, кутията за
сърцето или касата. Р. възниква
вследствие неточно установяване
на частите на модела при формова
не и на сърцата и касите при събира
не.
РАЗНОСТЕННОСТ - дефект във
вид на взаимносвързано увеличаване
и намаляване дебелината на стени
те на отливка вследствие измест
ване или деформиране на сърцето.
РАЗПАДАНЕ HA АУСТЕНИТА
фазово превръщане на аустенита
при неговото охлаждане, 8 резултат
на което се образува феритно-цементитна смес (перлит, сорбит,
троостит, бейнит).
РАЗПЛЕСКВАНЕ - ко8ашко-пресова операция за увеличаване широ
чината на части на заготовката за
сметка на намаляване на нейната ви
сочина.
РАЗПОЯВАНЕ - разединяване на
споеното изделие при нагряване над
температурата на топене на припоя
в шева.
РАЗПРЕДЕЛИТЕЛЕН ВАЛ, г ъ рбичен вал— машинен елемент, вал
с гърбици, които при работа задейс
твуват повдигани. Въртенето на
PB. осигурява определен ред за из
пълняване на различни операции и
цикличност на целия процес на рабо
та на машината. Р.в. извършва едно
или няколко пълни завъртания за
един работен цикъл на машината.
Използува се като програмно уст
ройство напр. при металорежещи
те машини - автомати.
РАЗПРЕДЕЛИТЕЛНА РАМПА - ус
тройство за разпределяне и подава
не на кислород, горивен или защитен
газ. Р.р. се състои от тръбен колек
тор с щуцери и тръби за съединява
не към газови бутилки. Р.р. биват
стационарни и преносими, а също
кислородни, ацетиленови, водород
ни и др. Използуват се за подаване
на газове, необходими за провежда
не на различни технологични проце
си, като газово заваряване и ряза
не,термично и химико-термично об
работване, за създаване на защитна,
редукционна или окисляваща атмос
фера и др.
РАЗРЕД - степен на диференци
ране на работата съобразно нейна
та сложност, точност и отговор
ност. В Тарифно-квалификационния
справочник са определени от I до VIII
Р. за различните професии.
РАЗРЕЗ - проекция...на мислено
разрязан с равнина предмет върху
проекционна равнина, успоредна на
секущата. В Р. се изобразява фигура
та, която се получава 8 секущата
-423-
равнина, и частта от предмета, на
мираща се зад нея. В зависимост от
броя на секущите равнини Р. биват
прост (с една секуща равнина) и сло
жен (с няколко секущи равнини).
Сложните Р. са начупени, ако секущи
те равнини се пресичат под ъгъл, поголям от 90°, и Стъпални, ако секу
щите равнини са успоредни. В зави
симост от положението на секущата равнина Р. биват: хоризонтален
(секущата равнина е успоредна на хо
ризонталната проекционна равни
на); вертикален (секущата равнина е
перпендикулярна на хоризонталната
проекционна равнина) и наклонен (се
кущата равнина не е успоредна на нито една от основните проекционни
равнини). Р-, който се прави за изяс
няване на формата само на отделна
част от изобрзявания предмет, се
нарича частичен.,
РАЗРОХКВАНЕ HA ФОРМОВЪЧНА
ТА СМЕС - вж. Аериране на формо
въчната смес.
РАЗРУШАВАНЕ - нарушаване на
непрекъснатостта на твърдо тяло
в резултат на някакви външни въз
действия или процеси, протичащи в
него. Р. бива начално (зараждане и
развитие на пори, пукнатини и др.
нарушения на непрекъснатостта) и
пълно (разделяне на тялото на*две
или повече части); пластично (жила
во) - Р., което се предшествува от
значителна пластична деформация,
и крехко (трошливо) - без значител
на пластична деформация; Р. от
умора и др. видове. Теорията на Р. се
базира на физични, механично-математични, структурни и физико-хим.
обяснения на закономерностите на
Р.
РАЗРУШАВАЩА СКОРОСТ HA АБ
РАЗИВНИЯ ИНСТРУМЕНТ - пери
ферна скорост на абразивния инст
румент, при която настъпва негово
РАЗСТЪРГВАНЕ ...
то разрушаване вследствие на. цен
тробежните сили и силите на рязане
РАЗРУШАВАЩИ ИЗПИТВАНИЯ изпитвания с разрушаване, след кои
то проверената продукция става не
годна за експлоатация.
РАЗРЯЗВАНЕ - разделяне на заго
товката на части по незатворен
контур чрез процес на пластично де
формиране и разрушаване. Р. може
да се извърши на ножица или преса
(вж. Отрязване), а също с ножовка,
циркуляр, стругарски нож и др.
РАЗСВРЕДЛОВАНЕ - вж. Разши
ряване на отвор.
РАЗСЕЙВАНЕ HA ПОКАЗАНИЯТА
- получаване на различни показания
при редицата измервания на една и
съща стойност на измерваната ве
личина с даден измервателен уред.
Р.п. количествено може да се изрази
със средноквадратичното отклоне
ние или размаха на разсейването на
показанията.
РАЗСИЧАНЕ - ковашка операция
за разделяне на заготовка на части
по незатворен контур чрез дефор
миращ инструмент - секач.
РАЗСЛОЯВАНЕ - дефект на ма
териала, който се изразява в разде
лянето му на слоеве в отделни облас
ти от обема. Р. се получава в мате
риалите със слоеста (ивичеста)
структура при обработване чрез
студена пластична деформация: из
тегляне, огъване, щамповане, валцо
ване и др. Р. води до разрушаване при
прилагането на незначителни нато
варвания, напр. на валцованите лис
тове, перпендикулярно на равнина
та на валцоване. Р. се дължи на разноосност на зърната, разполагане
то на неметалните включвания във
вид на ивици и др.
РАЗСТЪРГВАНЕ - обработване с
ножове на предварително пробити
РАЗСТЬРГВАЩА...
-424-
отвори; извършва се на разстъргващи и пробивно-разстъргващи маши
ни, стругове, фрезови машини и др.,
за ga се получи необходимият диаме
тър и да се осигури съвпадане на ос
та на отвора с оста на въртене на
изделието или инструмента.
РАЗСТЬРГВАЩА ГЛАВА
- 1.
Приспособление към разстъргваща
машина, в което се закрепват един
или няколко ножа, установени на не
обходимия размер на обработвания
отвор с помощта на микрометрич
ни винтове или получават радиално
подаване в процеса на разстъргване.
Използува се за разстъргване на от
вори с големи диаметри (над 100
тт). 2 Преносим възел на голяма
разстъргваща машина - многовретенна глава, с която може едновре
менно да се обработват няколко от
вора с успоредни оси.
РАЗСТЪРГВАЩА МАШИНА - ме
талорежеща машина, чието главно
движение е въртеливо и се извърш
ва от вретеното с режещия инстру
мент (в някои случаи От детайла);
вретеното осъществява и осовото
подаване. Р.м. са предназначени пре
димно за обработване на отвори с
точни разстояния между осите в де
тайли със сложна форма; имат голя
ма универсалност и позволяват ос
вен разстъргване да се извършват и
пробиване, зенкероване, райбероване, фрезоване и нарязване на резби.
Те биват хрризонтално-разстъргващи, координатно-разстъргващи,
прецизно-разстъргващи и специали
зирани.
РАЗСТЬРГВАЩ БЛОК
- бързосменяемо приспособление към мета
лорежещи машини, състоящо се от
тяло с един или няколко чифта сме
няеми регулиращи се ножове, изпол
зувани пр"и разстъргване на отвори.
Р.б. осигурява висока производител
ност и качество на обработката.
Използува се в едросерийното про
изводство.
РАЗТВАРЯНЕ - процес на преми
наване на една или няколко фази в
разтвор или равномерно разпреде
ление на едно вещество 8 среда на
друго.
РАЗХОДНА АБРАЗИВНИЯ ИНСТ
РУМЕНТ - стойността на отноше
нието на масата или обема на израз
ходвания работен слой на абразив
ния инструмент към продължител
ността на обработването при зада
дени условия.
РАЗХОДОМЕР, рота метърl. Уред за измерване на скорост или
разход на течност, пара или газ. Из
ползува се при тяхното производс
тво, пускане, потребление и съхра
нение, а също служи и за регулиране
на технологични и точностни про
цеси в автоматични системи за кон
трол и регулиране. 2. Пневматичен
уред за измерване на линейни разме
ри; границите на измерване ċa от 20
μm до 10 тт; грешка 8 показанията
- от 0,5 до 4 μm;
РАЗЧЕРТАВАНЕ в
метало
обработването- нанасяне вър
ху заготовките на линии и точки, по
казващи контура на подлежащите на
механично обработване повърхни
ни, както и знаци за центроване на
заготовката при установяване вър
ху металорежеща машина; подгот
вителна операция в механичните це
хове. Прилага се в единичното и
дребносерийното производство с
използуване на различни инструмен
ти (вж. фиг.). В инструменталните
цехове Р. на точни отговорни де
тайли се извършва с координатни
машини.
РАЗШИРЯВАНЕ в
металоо б р а б о т в а н e m о - увеличава
не периметъра на напречното сече
-425-
ние на куха заготовка или на нейни
части чрез пластично деформиране
или рязане.
РАЗШИРЯВАНЕ HA ОТВОР, р а 3свредловане - обработване със
свредло или зенкер на предварител
но пробит или отлят отвор в заго
товка. Р.о се извършва за повишава
не точността на отвора и при обра
ботване на отвори с голям диаме
тър.
:
РАЙБЕРОВАНЕ ...
ходимите размери и форма (размер
но Р.) или върху тях да се образуват
определени релефи (художествено
Р.). Художественото Р. на метала
замества трудопоглъщащото ръч
но гравиране.
РАЗЯКЧАВАНЕ - намаляване на
съпротивлението на материала сре
щу пластично деформиране, в резул
тат на което обикновено се понижава якостта и се повишава пластич
ността. При експлоатация Р. се дъл
жи на различни въздействия на окол
ната среда (напр. високи темпера
тури), продължително натоварване
и др.,.при което от метастабилно
състояние, характерно за уякченото
, състояние, материалът преминава
в по-устойчиво равновесно състоя
ние.
РАЙБЕР - металорежещ инстру
мент с голям брой режещи зъби,
предназначен за обработване на ци
линдрични и конусни отвори с висок
клас на точност и малка грапавост
Към cm. Разчертаване в метало
(вж. РайбероВане). Според конструк
обработването
Инструменти и приспособления, изпол
цията си Р. биват цилиндрични и ко
зувани за разчертаване:
нусни, с прави и винтови зъби, цели
1 - трасажна маса; 2 - шаблон за разчер
и раздвижни, а според задвижването
таване; 3 - център; 4- чертилка; 5 си - машинни и ръчни. Р. се изработ
пергел; 6 - призма за захващане на ци
ват от инструментална стомана
линдрични детайли; 7 - ъгълник; 8 - ъглоили се снабдяват с твърдосплавни
мер; 9 - шублер - чертилка; 10 - паралел
пластини (вж. фиг,).
на чертилка; 11 - либела
РАЙБЕРОВАНЕ - окончателно обработванена
цилиндрични и конусни
РАЗЯЖДАНЕ, байцване -хим.
отвори с инструмент - райбер, при
обработване на твърди материали с
което главното въртеливо и подаразтвори или стопилки на киселини,
вателното праволинейно движение
основи или соли с цел да се измени
се извършват от инструмента, ед
видът на повърхността им или да се
новременно. За да се получи висока
отстранят някои окиси, масла и др.
точност и малка грапавост на обра
(напр. при почистване на метални
ботената повърхнина, трябва отво
заготовки от обгар преди спояване,
рът предварително да бъде зенкерокалайдисване или поцинковане, за
проявяване на структурата на ме
ван или разстърган до определен
тални щлифове), а също и да се дове
размер, след това да се райберова
дат металните заготовки до необ
грубо, а накрая - чисто.
PAMA ...
-426-
PAMA -геометрически неизменяема система, състояща се от греди,
които във всички или в някои възли
са неподвижно съединени. В зависи
мост от конструкцията биват це
ли, съставни, затворени, отворени.
Р. се използува като носеща конст
рукция, на която се установяват
(закрепват или съединяват шарнир
но) опори, направляващи, задвижва
щи и др., възли на машини и механиз
ми. Напр. Р. на валцовъчна машина.
Към cm. Райбер
Видобе райбери
а - ръчен цилиндричен цял райбер; б ръчен цилиндричен раздвижен райбер;
в - машинни райбери
РАМО - конзолна греда, закрепена
на колона (стойка), по която може да
се премества вертикално (напр. ра
мо на надлъжно-стъргателна маши
на с една стойка),.да се завърта в хо
ризонтална равнина или да извърш
ва и двете посочени движения (напр.
рамо на радиална пробивна машина).
Р. носи преводните механизми и ра
ботните органи на машината.
РАФИНИРАНЕ - отделяне на при
месите от стопилки на метали и
сплави. Р. се осъществява чрез фи
зични, хим., електрохим. и др. проце
си, като зонно топене, вакуумно-дъ
гово, плазмено-дъгово, електронно
лъчево и електрошлаково претопя
ване, обработка със синтетична
шлака, продухване с инертен газ и др.
РАФИНИРАНЕ HA АЛУМИНИЕВИ
СПЛАВИ - процес на пречистване
на алуминиеви стопилки от разтво
рени газове и неметални включва
ния. Р.а.с. се провежда чрез вакуумиране, понижаване на температурата
след стопяване и прегряване, обра
ботка със соли на хлора и флуора,
продухване с азот или хлор, чрез ул
тразвуково въздействие и др. Ши
роко приложение намират т.нар.
филтри, представляващи поресто
керамично тяло или мрежа от огнеу
порни нишки, които се поставят в
леяковата система на леярската
форма и задържат неметалните
включвания.
РАФИНИРАНЕ HA МЕДНИ СПЛА
ВИ - процес на отделяне от медни
стопилки на разтворените газове и
неметалните включвания. При Р.м.с.
се провежда разкисляване с фосфор
на мед (мед със съдържание на Р 7 11%). Дегазирането се провежда
чрез продухване с азот или чрез вакуумиране.
РАФИНИРАНЕ HA СТОМАНА
процес на почистване на стоманена
стопилка с цел обезсеряване, разкис
ляване и отделяне на някои др. неме
тални включвания. Извършва се със
синтетични шлаки, които се стопя
ват и поставят 8 разливната кофа,
а върху тях се налива стопената
стомана. Струята течен метал по
пада върху шлаката, активно взаимодействува с нея и в резултат на
протичащите хим. процеси става
Р.с. Синтетичната шлака съдържа
главно AI2O3 (около 65%), и СаО (око
ло. 30%). Р.с. се получава и чрез елек
трошлаково претопяване и извън-
-427-
пещно вакуумираме. Провежда се и
при топилния процес чрез избиране
на подходящ състав на шлаката и
употреба на разкислители.
РАФИНИРАНЕ HA ТЕЧНИ СПЛАВИ
- процес на пречистване на метални
стопилки от разтворени газове,
вредни примеси и неметални включ
вания. Методите за Р.м. зависят от
шихтовите материали, вида на спла
вите, изискванията към отливките
и др.
рафиниране ha чугун - пре
чистване на чугунена стопилка от
неметални включвания - сяра, фос
фор и др. При производството на
отливки от сферографитен чугун
намаляване на съдържанието на сяра
се постига главно чрез продухване на
стопилката с азот и с CaCj.
РАЦИОНАЛИЗАЦИЯ - ново тех
ническо решение, насочено към усъвършенствуване на използуваната
техника, на технологията или орга
низацията на производството с цел
повишаване производителността
на труда, подобряване на качество
то и снижаване себестойността на
продукцията и др. Нововъведение
то в Р. има местен характер, т.е.
има значение само за дадено предп
риятие или за група сродни предпри
ятия.
РАШПИЛА - пила с редки, едри и
остри зъби, обикновено полуконусни
и шахматно разположени по дължи
ната ú. В зависимост от предназна
чението си биват: с общо предназна
чение (плоски с тъп или остър връх,
кръгли и полукръгли) и специални. Р.
се изработват от въглеродна инст
рументална стомана. Използуват се
за груба обработка на меки метали,
пластмаси, дърво, кожи и др.
РЕАКТИВЕН флюс -флюс, изпол
зуван за спояване или калайдисване
без допълнително въвеждане на при-
РЕВЕРСИВНО...
пой (вж. Реактивно-флюсово споя
ване).
РЕАКТИВНО-ФЛЮСОВО СПОЯВА
НЕ - спояване, при което припоят
се образува в резултат на възстано
вяване на метали от соли, съдържа
щи се в реактивния флюс, който ре
агира със споявания метал. Прилага
се за спояване главно на алуминий и
алуминиеви сплави.
РЕАЛЕН ПРОФИЛ - профилът на
реалната повърхнина на детайла.
РЕАЛНА ПОВЪРХНИНА - повърх
нина, която ограничава детайла и го
отделя от околната среда.
РЕВЕРБЕРАЦИОННА КАМЕРА
помещение с голямо време на реверберация (затихване на звука след
прекъсване действието на звукоизточника), в което приблизително
могат да се постигнат условия на
дифузно звуково поле.
РЕВЕРСИВЕН МЕХАНИЗЪМ - ме
ханизъм, осигуряващ обръщане на
посоката на движение на изходното
звено спрямо входното. Р.м. се със
тои от две звена: едното предава
въртене в една посока, а другото я
изменя противоположно. Превключ
ването от един режим на друг се осъ
ществява с външно въздействие или
автоматично в границите на зада
дения цикъл на движение. В метало
обработващите машини са най-разпространени Р.м. със зъбни предав
ки (вж. фиг. към cm. Разделен главен
превод).
РЕВЕРСИВНО ЕЛЕКТРОЗАДВЙЖВАНЕ - електрозадвижване, при ко
ето по технологични съображения е
необходимо да се изменя посоката
на въртене на електродвигателя
(напр. при валцовъчните машини,
механизмите на металорежещите
машини - работна маса, супорт и
др.). Р.е. обикновено работи в нап
РЕВЕРСИВНОСТ...
-428-
регнат повторно-кратковременен
режим с чести пускания и спирания.
РЕВЕРСИВНОСТ HA СРЕДСТВОТО
ЗА ИЗМЕРВАНЕ - показател, който
характеризира способността на
средството за измерване да дава ед
но и също показание при достигане
на една и съща стойност на измер
ваната величина след непрекъснато
увеличаване или непрекъснато нама
ляване на величината.
реверсиране - изменение на по
соката на движение на даден рабо
тен възел на мащината, напр. ревер
сиране на въртенето на главното
вретено.
РЕВОЛВЕРЕН СТРУГ - струг, чийто надлъжен супорт носи многопозиционна въртяща се револверна
глава със закрепени различни реже
щи инструменти. Предназначен е за
обработване на детайли със сложна
конфигурация в серийно производс
тво. Според направлението на оста
на въртене на револверната глава
Р.с. биват с хоризонтална или вер
тикална револверна глава.
РЕВОЛВЕРЕН СТРУГОВ АВТОМАТ
-едновретенен прътов стругов ав
томат, при който заготовката се
закрепва във въртящо се вретено с
помощта на цангов патронник, осъ
ществяващ главното движение, ка
то подаването на пръта за следва
щата заготовка се осъществява от
подавателен механизъм; надлъжно
то подаване се извършва от надлъ
жен супорт с шестпозиционна ре
волверна глава, а напречното пода
ване - от два или три напречни супорта с отрезни и профилни ножо
ве. Р.с.а. е предназначен за изработ
ване на детайли със сложна конфигу
рация в условията на масово произ
водство. При някои модели е пред
видена възможност за захранване
от магазинно устройство при обра
ботване на дребни детайли от от
делни заготовки. Р.с.а. спада към
напречно-профилните
стругови автомати.
РЕВОЛВЕРЕН СТРУГОВ ПОЛУАВ
ТОМАТ -едновретенен стругов по
луавтомат, който има надлъжен су
порт с многопозиционна револверна
глава и два или три напречни супорта с отрезни и профилни ножове, а
заготовката се закрепва обикновено
в патронник на въртящото се вре
тено, изпълняващо работното дви
жение (подавателните движения се
извършват от супортите и револ
верната глава). Р.с.п. има вертикал
на, хоризонтална или наклонена ре
волверна глава. Предназначен е за из
работване на детайли със сложна
конфигурация в условията на серий
но производство.
револверна глава - приспо
собление към металорежещи маши
ни, периодично извършващо върте
ливо движение. Използува се за зак
репване на инструменти, работещи
в определена последователност. В
зависимост от положението на ос
та, спрямо която се върти главата,
Р.г. биват хоризонтални, вертикал
ни и наклонени, а в зависимост от
броя на позициите за закрепване на
режещите инструменти - с шест,
осем и т.н. позиции.
РЕВОЛВЕРНА МАШИНА - мета
лорежеща машина с револверна гла
ва.
РЕГЕНЕРИРАН ДИАМАНТ - диа
мант, възстановен от бракувани,
използувани и преждевременно из
лезли от употреба инструменти.
РЕГЕНЕРИРАНЕ HA ФОРМОВЪЧ
НИ СМЕСИ - възстановяване на ог
неупорния пълнител на леярски фор
мовъчни смеси с цел повторното му
използуване. Р.ф.с. се състои в от
деляне на свързващото вещество и
-429-
прибавките u се извършва по терми
чен, механичен, хидравличен и др. ме
тод в специални съоръжения. Преди
регенериране формовъчните смеси
се раздробяват, сепарират и преся
ват. Отработените формовъчни
смеси с органични свързващи вещес
тва най-често се подлагат на тер
мично регенериране, а смесите с не
органични свързващи вещества
(бентонит, воодно стъкло и др.) - на
механично и хидраавлично регенери
ране.
РЕГИСТРАЦИОНЕН КОНТРОЛ
-
РЕДУКТОР...
множителна, втора множителна,
трета множителна и т.н.
РЕДОВНО ПРОИЗВОДСТВО -
производство на изделия по оконча
телно разработена конструкторска
и технологична документация.
РЕДУКТОР -1. Механизъм, съста
вен от взаимодействуващи си зве
на, затворени в общо тяло, предназ
начен за предаване на движение с из
менение на ъглови скорости и вър
тящи моменти. Биват зъбни, хид
равлични и електрически. 2. Уред за
редуциране на налягането на рабо
тен флуид - течност или газ. Служи
за понижаване налягането на флуид
от съд с по-високо’ налягане до наля
гането, при което той се изразход
ва, а също и за поддържане на работ
ното налягане постоянно, независи
мо от колебанията му в съда (вж.
I фиг.)
F
контрол, осъществяван въз основа
на резултатите от отчитането и
(или) регистрацията на определени
изделия, събития или качествени
признаци на продукцията.
РЕДКИ МЕТАЛИ - метали, които
се срещат рядко в земната кора или
се добиват в малки количества пора
ди трудности от икономически или
технологичен характер. Р.м. са ня
ä
кои леки метали (берилий, литий, рубидий, цезий), някои радиоактивни
метали (актиний, akmuHuę8ume ме
тали, полоний, радий, технеций,
франций), някои разсеяни (галий, ин
дий, талий) и труднотопими мета
ли и редкоземните метали.
РЕДКОЗЕМНИ ЕЛЕМЕНТИ - хим.
елементи от III група на периодична
та система на Менделеев: скандий,
итрий, лантан и лантанидите.
РЕД HA ПРЕВКЛЮЧВАНЕ - после
дователността, в която се превк
лючват групите в даден зъбен пре
I
вод. Р.п. не зависи от мястото на
зъбната група в превода, а се избира
въз основа на конструктивното ог- '
раничение, като се цели да се получи
Към cm. Редуктор
компактен превод при желания пока
Редуктор за налягане
1 - задържаща пружина; 2 - редукционен
зател на реда на честотите на вър
клапан; 3 - мембрана; 4 - регулировъчна
тене φ. Според реда на превключва
пружина
не групите биват: основна, първа
,
РЕДУКЦИОНЕН ...
-430-
РЕДУКЦИОНЕН КЛАПАН - основ
на част на редуктора (редуцирвентила), предназначена за понижаване
на налягането (вж. фиг. към cm. Ре
дуктор).
РЕДУКЦИОННА АТМОСФЕРА,
възстановителна атмо
сфера - вид защитна атмосфера;
предпазва повърхността на метала
от окисляване, като редуцира окиси
те до метали.
РЕДУЦИРАНЕ - 1. Изтегляне на
прътов материал и тръби в горещо
или студено състояние за намалява
не на напречното им сечение. Р. се
извършва на ротационни ковашки
машини, редукционни машини и др.
2. Намаляване налягането на работ
но вещество (течност, газ), което
постъпва от магистрала (или резер
воар); осъществява се с прмощта на
редуционни клапани, вентили и др. 3.
Фзико-химичен процес на откисляване на металите (вж. ВъзстановяваРЕДУЦИРАН ПРАХ метален
прах, получен чрез редукция на хим.
съединения на металите (обикнове
но на окиси).
РЕДУЦИРАЩ ПЛАМЪК -^.Зава
ръчен пламък.
РЕЕЧНА ПРЕДАВКА (непр.т.) вж. Зъбно-гребенна предавка.
РЕЖЕЩА СПОСОБНОСТ н а и нструмент - характеристика на
режещ инструмент, която се изра
зява с отношението на масата или
обема на снетия материал от обра
ботвания детайл към продължител
ността на обработване при зададе
ни условия.
РЕЖЕЩА СТРУЯ - струя при кис
лородното рязане, която представ;
лява поток от технически чист кис
лород, излизаща от горелката през
специална дюза. Р.с., насочена към
предварително нагретия метал, в
мястото на реза осигурява окисляване(изгаряне) на метала и механично
отделяне на окисите и шлаката.
РЕЖЕЩА ЧАСТ HA ИНСТРУМЕНТ
- част или части на режещия инст
румент, които извършват самото
рязане. Режещите ръбове, предната
и задната повърхнина образуват
Р.ч.и. (вж. фиг. към cm. Връх на ре
жещ инструмент).
РЕЖЕЩ ДИСК -1. Режещ инстру
мент с формата на диск със зъби
(циркуляр) за рязане, който работи
на циркулярни отрезни машини или
на универсални фрезови машини. 2.
Режещ инструмент с формата на
диск без зъби, работещ чрез триене.
Дискът се върти с голяма честота и
при допиране с материала поради го
лямото триене контактната повър
хност се загрява и се стопява; раз
топеният метал се увлича от диска
и се изхвърля от прореза.
РЕЖЕЩ ИНСТРУМЕНТ - инстру
мент, предназначен за обработване
на различни материали чрез рязане.
Р.и. са ножове, свредла, фрези и др.
РЕЖЕЩ ЛИСТ - металорежещ ин
струмент във вид на лента със зъби
от едната страна (Р.л. за машинни
ножовки) и от двете страни (Р.л. за
ръчни ножовки). Зъбите на Р.л. имат
триъгълна форма с преден ъгъл γο =
= 0 - 12° и заден ъгъл сад = 30 - 35°.
За намаляване на триенето на Р.л. по
прорязваните повърхнини зъбите се
подлагат на леко странично огъване
(чапразене). Р.л. се изработват от
инструментална стомана.
РЕЖЕЩ РЪБ - линията на преси
чане на предната и главната задна
повърхнина на режещия инстру
мент (главен Р.р.) и на предната и
спомагателната задна повърхнина
(спомагателен Р.р.) - вж. фиг. към
cm. Връх на режещ инструмент.
- 431 -
РЕЖИМ HA ЗАПИС И РЕДАКТИРА
НЕ HA УПРАВЛЯВАЩА ПРОГРАМА
- режим на работа на металообра
ботваща машина с ЦПУ, който дава
Възможност за запис на управлява
ща програма от пефорлента (или
магнитна лента, гъвкав магнитен
диск) със следващо многократно из
ползуване на програмата в паметта
на системата за ЦПУ или чрез ръчно
въвеждане. Този режим позволява и
редактиране на намираща се в па
метта управляваща програма.
РЕЖИМ HA ПАМЕТ - автомати
чен режим на работа на металообра
ботваща машина с ЦПУ, при който
управляващата програма се извикВа
за изпълнение от паметта на систе
мата за ЦПУ.
РЕЖИМ HA РЯЗАНЕ - режим на
работа с подбрани (установени) еле
менти на процеса на рязане (скорост
v, дълбочина t и подаване s). Иконо
мически най-изгоден Р.р. е този, при
който за даден материал на инстру
мента на дадена машина се получава
най-голяма производителност при
най-малка себестойност на обра
ботването. Р.р. се определя по раз
лични методи - аналитичен, графи
чен, чрез използуване на номограми
и ЕИМ.
РЕЖИМ HA РЪЧНО ВЪВЕЖДАНЕ автоматичен режим на работа на
металообработваща машина с ЦПУ,
при който командите се Въвеждат
от пулт за ръчно Въвеждане и инди
кация.
РЕЖИМ HA РЪЧНО ПОДАВАНЕ режим на работа на металобработВаща машина с ЦПУ, при който сезаgaßam посоката и скоростта на пре
местване по една ос на работните
органи на машината чрез задейстВуВане на съответния орган за ръчно
управление.
РЕЗБА ...
РЕЗ - мястото на срязване, кое
то се оформя при термично рязане
на металите. Р. е ограничен от
фронтална, странична и долна по
върхнина.
РЕЗАЧ - Вж. Газопламъчен резач.
РЕЗАЧКИ - клещи с остри челюс
ти за рязане на проводници, тел,
гвоздеи и др. В зависимост от пред
назначението на Р. челюстите са с
различна форма и ъгли на наклона
спрямо дръжките. За шлосерски и
електромонтажни работи често се
използуват P. с челюсти под прав
ъгъл спрямо дръжките.
РЕЗБА - винтова повърхнина, об
разувана Върху ротационно тяло;
прилага се като средство за съединя
ване, уплътняване или придвижване
на машинни елементи, механизми и
уреди. В зависимост от повърхнина
та, Върху която е образувана Р. бива
цилиндрична или конусна (Външна
или Вътрешна); в зависимост от по
соката на навивките (отляво надяс
но или обратно) - дясна или лява; в
зависимост от броя на ходовете едноходова и многоходоВа; В зависи
мост от формата на напречното се
чение на издатината - триъгълна,
трапецовидна, полукръгла, трионоВидна и др. Основни елементи на Р.
са: Външен диаметър d (за Външна
Р.), О(за Вътрешна Р.); среден диаме
тър oį, Р2> Вътрешен диаметър dy,
D] ; стъпка Р и ъгъл при Върха на про
фила а (вж. фиг.) По-голямата част
от резбовите съединения са с триъ
гълна Р., която според БДС се разде
ля на метрична (а = 60°) и тръбна
(а = 55°). Метричната P. с едра
стъпка се означава с букВа Μ и чис
ло, показващо стойността на Външ
ния диаметър в тт - М6, М8 и т.н.,
а при ситна стъпка се добавя число,
изразяващо големината на стъпка
та 6 тт, напр. М8х1. Тръбната Р.
РЕЗБОВАЛЦОВЪЧНА...
-432-
има почти същия профил като мет
ричната, но по-малки разбери. Вън
шна и вътрешна тръбна цилиндрич
на Р. се означава с буква G, число, по
казващо стойността на средния ди
аметър в цолове (1 цол е равен на
25,4 тт) и буква, определяща класа
на точност на резбата {А, В, С), а за
лява резба се допълва с буквите LH,
напр. G1 -A,G1 -A-LH; конусната
тръбна резба се означава с буквата
R, напр. външна тръбна конусна резба - ΡΊ,
- LH, и вътрешна тръбна
конусна резба - Rcî ,В(Л~ LH.
носоустойчиви От получените чрез
резбонарязване. Р.м. са с голяма про
изводителност.
РЕЗБОВАЛЦОВЪЧНИ
ИНСТРУ
МЕНТИ, резбонакатни и нс m р у м е н.т и - инструменти за
изработване на външна резба на де
тайли по метода на пластична де
формация в студено състояние. Би
ват кръгли ролки или равнинни
(плоски) плашки с профилирана (рифелована) работна повърхнина за
валцоване на съответна резба (вж.
фиг. към cm. Резбовалцовъчна маши
на).
РЕЗБОВИ КАЛИБЪР
- калибъргривна или пробка за комплексен кон
трол на минималния или максимал
ния размер на средния диаметър на
външна или вътрешна резба (вж. Ка
либър).
Към cm. Резба
Профил на милиметрова резба:
H = 0.86603Р; h = 0.54125Р; r = Н/6
РЕЗБОВАЛЦОВЪЧНА МАШИНА,
резбонакатна машина -ма
шина за изработване на външна рез
ба чрез пластична деформация В
студено състояние. Заготовката се
поставя върху опора между две кръг
ли плашки (ролки), като при съгласу
Към cm. Резбовалцовъчна машина
вано въртене на двете плашки върху '
Схема на работа на резбовалцовъчна
притиснатата между тях заготовка
машина:
а - с плоски резбовалцовъчни инстру
се валцова резба. Някои машини ра
менти; б - с кръгли резбовалцовъчни ин
ботят с плоски плашки, едната от
струменти
които е неподвижна, а другата е под
вижна и извършва възвратно-пос
РЕЗБОВО СЪЕДИНЕНИЕ - съеди
тъпателно движение (вж. фиг.). Ма
шините с плоски плашки осигуряват
нение на два резбови детайла, еди
ният от които има вътрешна резба,
по-точна резба от тези с кръгли
плашки. Валцованите резби са по-иза другият - външна. Р.с. има 8 меха
- 433 низмите на бинтова преса, крик, супорт на струг и др.
РЕЗБОИЗМЕРВАТЕАНИ ИНСТРУ
МЕНТИ - средства за комплексна
проверка на резбата или за измерва
не на отделни елементи от профила
ú. Напр. резбови калибри, шаблони,
микрометри, микроскопи и др.
РЕЗБОМЕР - вж. Уред за измерва
не на резба.
РЕЗБОНАВИВАЩА РЪЧНА МАШИ
НА - ръчна машина с електромеха
нично или пневматично задвижване
за навиване и отбиване на резбови
съединения (вж. Ръчна машина).
РЕЗБОНАКАТНА МАШИНА - вж.
Резбовалцовъчна машина.
РЕЗБОНАКАТНИ ИНСТРУМЕНТИ вж. Резбовалцовъчни инструменти.
РЕЗБОНАРЕЗНА ГЛАВА - режещ
инструмент с много зъби за наряз
ване на външна резба. Най-простите
Р.г. са кръглите плашки. Р.г. най-чес
то се състои от тяло и сменяеми
резбонарезни ножове с кръгла или
призматична форма. Най-голямо
приложение имат самоотварящите
се Р.г., позволяващи бързо освобож
даване от нарязвания детайл. Изра
ботват се Р.г. и за нарязване на вът
решни резби.
РЕЗБОНАРЕЗНА МАШИНА - ме
талорежеща машина за нарязване на
резба на детайли. По технологично
предназначение Р.м. биват: винтонарезен струг; резбофрезова маши
на за нарязване на дълга резба с дис
кова фреза или на къса - с гребенна
фреза; резбошлифовъчна машина за
окончателно обработване на точна
резба; гайко- и болтонарезна маши
на и др.
РЕЗБОНАРЕЗНИ ИНСТРУМЕНТИ инструменти за изработване на
резба на различни детайли чрез ряза
не. Р.и. се използуват за нарязване на
външна резба на винтове, шпилки,
28
Терминологичен речник по металообработване
РЕЗБОФРЕЗОВАНЕ ...
болтове и др. детайли и за нарязва
не на вътрешна резба в гайки, втул
ки и др. Към Р.и. се отнасят: резбо
нарезни ножове и фрези, резбонарез
ни глави, метчици, плашки и др.
РЕЗБООБРАБОТВАНЕ - образува
не на резби чрез рязане ç металоре
жещи инструменти (резбови ножо
ве, специални шлифовъчни дискоВе,
гребени, фрези, метчици, плашки,
резбонарезни глави и др.) на универ
сални стругове, фрезови, пробивни и
специализирани резбонарезни и резбошлифовъчни машини, и валцоване
с профилирани ролки или плоски
плашки на специални резбовалцовъч
ни машини.
РЕЗБОФРЕЗОВА машина - ме
талорежеща машина за фрезоване
на резби с режещ инструмент диско
ва профилна фреза; инструментът
има профила на нарязваната резба и
извършва въртеливо главно движе
ние. Подавателното движение се из
вършва чрез бавно въртене на де
тайла (кръгово подаване) и надлъж
но преместване по неговата ос (или
преместване на фрезовия супорт)
на една стъпка от нарязваната рез
ба за едно завъртане на детайла (вж.
фиг.).
РЕЗБОФРЕЗОВАНЕ - обработва
не на външни и вътрешни главно
трапецовидни резби с голяма стъп
ка и голям диаметър чрез рязане с
металорежещи инструменти - дис
кови или гребеновидни фрези и ножови глави на резбофрезова машина
(вж. фиг.). Рязането се осъщестВява
при въртеливо главно движение на
инструмента и кръгово подавателно движение на детайла при едновре
менно надлъжно подаване по оста му
(So е големината на надлъжното по
даване по оста на детайла за един не
гов оборот, равно на стъпката на
резбата).
РЕЗБОШЛИфОВАНЕ ...
-434-
РЕЗБОШЛИфОВАНЕ - довършва
що обработване на точни резби или
резби на детайли от труднообработваеми сплави и закалени стома
ни, а също и цялостното обработва
не на ситни резби (със стъпки до 2
тт) чрез шлифоване. Необходимите
движения при Р. са: въртеливо глав
но движение на шлифовъчния диск;
въртеливо (кръгово) подавателно
движение на заготовката; надлъжно
подавателно движение, извършвано
от заготовката или от шлифовъч
ния диск (последното винаги е съгла
сувано с въртеливото подавателно
движение на заготовката); радиално
врязващо движение, което може да
бъде само установъъчно или перио
дично подавателно движение (вж.
фиг.).
Към cm. РезбофрезоВа машина
(схема на работа)
а - с дискова резбова фреза; б и в - с гре
беновидна резбова фреза; t - инстру
мент; 2 - обработван детайл
Към cm. Резбофрезоване
Резбофрезоване с дискова резбова фре
за
РЕЗБОШЛИфОВЪЧНА МАШИНА -
специализирана шлифовъчна машина
за окончателно обработване на точ
ни резби. Има следните основни дви
жения: въртене на абразивния инст
румент - главно работно движение;
въртене на обработвания детайл кръгово подаване; праволинейно
движение на обработвания детайл
или абразивния инструмент - над
лъжно подаване, равно на стъпката
на шлифованата резба; напречно
преместване на абразивния инстру
мент спрямо заготовката — напреч
но подаване. Р.м. се използуват за
шлифоване на резби на метчици, резбови калибри, резбовалцовъчни рол
ки, резбонарезни фрези, резбата на
точни винтове, червяци и др. При
Р.м. се използува инструмент - про
филен абразивен диск с една навивка
(когато се изисква висока точност),
или профилен цилиндричен абрази
вен диск с много навивки със зададе
ната стъпка (при къса резба с малка
височина) или профилен конусен аб
разивен диск с малко навивки (при
шлифоване на дълги резби) - вж. Резбошлифоване. Резби със стъпка до 2
тт се шлифоват без предварително
нарязване.
-435-
РЕЗЕРВИРАНЕ - метод за пови
шаване надеждността на обекта
чрез въвеждане на структурен,
функционален, информационен и по
време излишък. Излишък са допълни
телните средства и възможности
над минимално необходимите за из
пълнение на определени функции от
обекта. Ако няма Р., отказът на ня
кой работен елемент е едновремен
но и отказ на обекта. Р. бива със или
без възстановяване на работоспо
собността на всеки основен и резер
вен елемент на обекта 8 случай на
отказ. Р. по време осигурява изпъл
няването от обекта на поставената
задача за сметка на резерва от вре
ме, използуван за възстановяване на
работоспособността на обекта при
възникване на отказ.
Към cm. РезбошлифоВане
а - с еднонавивков абразивен диск; б - с
цилиндричен винтов многонавивков аб
разивен диск; В - с цилиндричен гребено
виден абразивен диск; г - с конусен гре
беновиден абразивен диск
РЕЗЕРВНИ части -предварител
но изработени детайли и възли на
машини, предназначени за замяна на
излезлите от работа в процеса на
експлоатация главно бързоизносва-
РЕЗОНАНСНА ...
щи се детайли (втулки, лагери, зъбни
колела, бутала и др.). Р.ч. обикновено
се изработват със същите размери
както тези на основните детайли
или с размери, отчитащи износване
то на работещите с тях детайли.
Установените номенклатури и раз
ходни норми за Р.ч. за планов ре
монт в дадено производство тряб
ва да осигуряват непрекъснато об
служване на машините при експлоа
тация, да опростяват техния ре
монт и да намаляват стойността
на ремонтните работи.
РЕЗОНАНС - режим на принудени
трептения, съответствуващ на
един от максимумите на амплитуд
но-честотната характеристика на
системата. Р. се получава, когато
честотата на външните въздейст
вия върху трептящата система се
приближава към някоя от честоти
те на нейните собствени трепте
ния. При конструкции, подложени на
променлиВи външни механични на
товарвания, Р. е вреден, тъй като
може да предизвика разрушаване на
конструкцията.
РЕЗОНАНСЕН МЕТОД на конт p о л - метод на ултразвуковата
дефектоскопия, основан на промяна
та на честотата на ултразвуковите
вълни, за да се получи максимална ам
плитуда на вибрациите в едно тяло
или в част от тяло обикновено с цел
да се определи дебелината му само с
достъп от една страна. Прилага се
за измерване дебелината на метални
листове, стени на тръби и др. при
едностранен достъп до изделието.
РЕЗОНАНСНА ДЕФЕКТОСКОПИЯ метод на ултразвуковата дефек
тоскопия, основан на изменението
на режима на пиезоелектрически
вибратор, възбуждан от променли
во ел.напрежение с периодично изме
няща се честота. Използува се за от
РЕЗОНАНСНА...
-436-
криване на дефекти в тънкостенни
изделия, споени съединения и др.
РЕЗОНАНСНА ЧЕСТОТА HA ДАТ
ЧИКА - честота на входния сигнал,
при която се проявяват резонансните свойства на датчика.
РЕЗУЛТАТ ОТ ИЗМЕРВАНЕ
стойност на измервана величина,
получена в процеса на измерване.
РЕЗУЛТАТ ОТИЗПИТВАНЕ
оценка на характеристуките на
свойствата на обекта; установява
не съответствието на обекта на за
дадените изисквания; анализ на ка
чеството на работа на обекта в про
цеса на изпитване.
РЕКРИСТАЛИЗАЦИОННО 0ТГРЯВАНЕ - отгряване, състоящо се в
нагряване на студенодеформиран
метал над температурата на нача
лото на рекристализацията, задър
жане (за премахване на наклепа) и
следващо охлаждане.
РЕКРИСТАЛИЗАЦИЯ - процес на
нарастване на едни зърна на поликристални тела за сметка на други,
протичащ над определена темпера
тура. Р. протича особено интензив
но в пластично деформирани мате
риали. Р. бива първична, вторична и
събирателна. При първичната Р. се
зараждат и нарастват зърна с по-съвършена структура (издребнени и
закръглени зърна) за сметка на из
ходните деформирани зърна. При
събирателната Р. зърната растат
за сметка на съседните. Примесите,
особено дисперсните включвания,
задържат на места първичната и съ
бирателната Р. и стават причина за
вторична Р., която-се изразява в ано
мално нарастване на отделни едри
зърна. Р. протича при отгряване
(рекристализационно отгряване) и
след пластично деформиране.. В ре
зултат на Р. се понижават якостта
и твърдостта и се повишава плас
тичността на метала.
РЕЛАКСАЦИЯ HA НАПРЕЖЕНИЯ
ТА - намаляване на напреженията в
твърдо тяло с течение на времето
при запазване на линейните му раз
мери; получава се в резултат на пре
минаването на еластичните дефор
мации, обуславящи напреженията, в
пластични, при което сумарната де
формация остава постоянна. Ин
тензивността на процеса на Р.н. се
определя от началните напрежения,
времето и температурата; намаля
ва се с времето и расте с темпера
турата. Способността на материа
ла да се съпротивлява срещу Р.н. оп
ределя неговата релаксационна ус
тойчивост, която се оценява по ос
татъчните напрежения в материала
след определено време. Този показа
тел е особено важен за материали
те, от които се изработват пружи
ни.
РЕЛЕ - автоматично действува
що устройство, което при въздейс
твие с дадени стойности на управ
ляващите величини, характерни за
определени външни явления, предиз
виква скокообразно изменение в
стойността на изходната (управля
ваната) величина. По действие Р. би
ват: електрически (за сила на ток,
напрежение, мощност, съпротивле
ние, честота и др.), механични (за
време, скорост, налягане и др.), топ
линни, магнитни и др., а в зависи
мост от изпълняваните функции за защита, контрол, управление, сиг
нализация и др.
РЕЛЕ ЗА СКОРОСТ - реле, контак
тите на което се задействуват при
определена скорост на контролира
ната подвижАа част с цел регулира
не на скоростта на въртене.
РЕЛЕФНО ЗАВАРЯВАНЕ - Особен
вид точково електросъпротивител-
-437-
но заВаряване, при който разположе
нието на точките се определя от
предварително изработени издати
ни Въърху детайлите (вж. фиг.).
,РЕМЪЧЕН ...
тация в зависимост от това, на кол
ко смени работят); средно при ме
талорежещите машини при двусменна работа продължителността
на Р.ц. е 7 - 8 г.
РЕМОНТНА ДОКУМЕНТАЦИЯ -
Към cm. Релефно заваряване
Схема на релефно заваряване:
1 и 3 - съединявани .детайли; 4 и 5 - кон
тактни плочи; 6 - трансформатор; Р ' притискаща сила
РЕЛЕФНО ФОРМОВАНЕ - образу
ване на неголеми издатини с различ
на форма чрез местно пластично де
формиране на листова заготовка.
РЕМОНТ - технологичен процес
на поддържане и (или) възстановява
не на изправността или работоспо
собността на машините, съоръже
нията и екипировката чрез отстра
няване на отказите и възстановява
не на изразходваните ресурси. Р. би
ват: основен, текущ, аВариен; пла
нов, извънпланов; обезличен и необезличен.
РЕМОНТЕН цикъл - периодът
от работа на машината между два
основни ремонта или за нова маши
на от пускането ù в експлоатация до
първия основен ремонт. През този
период в определена последовател
ност и през определени интервали
от време се извършват прегледите
и текущите ремонти. Продължи
телността на Р.ц. се отчита по от
работени часове, а при металореже
щите машини - за удобство по ка
лендарно време (години на експлоа
вж. Документация при ремонтира
нето.
РЕМОНТНА СЛОЖНОСТ - слож
ността и обемът на извършвания
ремонт за отделното изделие, обус
ловени от специфичните конструк
тивни и технологични особености и
от ремонтопригодността на възли
те и елементите му.
РЕМОНТОПРИГОДНОСТ - свой
ство на изделието, което представ
лява приспособеността му за пре
дотвратяване и откриване на при
чините за възникване на неговите
откази или повреди и тяхното от
страняване чрез ремонт или техни
ческо обслужване. Р. е елемент на на
деждността на изделието. Р. се оце
нява числено, напр. с вероятността
за провеждане на техническо об
служване или ремонт в установено
време, със средното време за техни
ческо обслужване или ремонт или с
интензивността на техническо об
служване или ремонт. За повишава
не на Р. се използуват напр. автома
тични устройства за откриване на
неизправността, предвиждат се
възможности за бърза замяна на
повредените детайли и др.
РЕМЪК - предавателно гъвкаво
междинно звено в ремъчна предавка.
Ремъците биват плоски, зъбни, клинови (трапецовидни) и кръгли в за
висимост от формата на напречно
то им сечение. Изработват се от
различни материали: кожа, гумирана
тъкан, текстилна тъкан и др.
РЕМЪЧЕН ПРЕВОД - предавате
лен механизъм, в който като сред
ство за предаване и регулиране на
РЕМЪЧНА...
-438-
ckopocmma на движение на задвиж
вания работен орган се използуват
ремъчни предавки.
РЕМЪЧНА ПРЕДАВКА - предавка,
съставена от закрепени на валове
шайби и предавателен ремък между
тях; служи за предаване на въртели
во движение (вж. фиг.). В зависи
мост от напречното сечение на ре
мъка Р.п. биват плоскоремъчни, клиноремъчни и кръглоремъчни. Р.П; се
използуват в задвижването на електрогенератори, някои металореже
щи машини, текстилни машини и др.
Към cm. Ремъчна предавка
а - предавка с няколко успоредни клинови ремъка; δ - клинов ремък, гофриран
по вътрешната повърхност; в - многоклинов ремък; г - зъбен ремък
РЕНИЙ (Re) — хим. елемент, ат.н.
75, ат.м. 186,207. Реният е сребристобял, труднотопим метал с
хексагонална плътноопакована ре
шетка; плътност 21 030 кд/тЗ, т.т.
3180 ± 20°С. Спада към групата на
разсеяните елементи. Получава се
главно от молибденови руди. С вол
фрама, молибдена и тантала образу
ва огнеупорни и труднотопими
сплави, които се използуват 8 свръх
звуковите самолети и ракетите.
Покритията от Р. служат за защита
на метали от корозия и износване.
РЕНТГЕНОГРАМА
- негативно
изображение на непрозрачни обекти
върху фотографска плака или лента,
получено с помощта на рентгенови
лъчи. В дефектоскопията Р. пред
ставлява снимка на изследван обра
зец с рентгенови лъчи, която показ
ва макроскопичния му строеж (напр.
наличие на шупли, всмукнатини, недозаварени места, чужди частици,
пукнатини и др.).
РЕНТГЕНОДЕфЕКТОСКОПИЯ
метод на дефектоскопия, който се
основава на различното поглъщане
на рентгеновите лъчи при разпрост
ранението им на еднакво разстоя
ние 8 различни среди. За контрол на
изделия с дебелина до 80 тт от сто
мана и до 250 тт от леки сплави за
източници на лъчи се използуват
рентгенови тръби, а за контрол на
стоманени изделия сдебелина до 500
тт-бетатрони. Рентгеновите апа
рати, използувани при Р. са стацио
нарни и преносими. Р. се прилага за
откриване на кухини, пори, пукнати
ни и др. дефекти в отливки и зава
ръчни съединения (вж. фиг.).
РЕНТГЕНОСТРУКТУРЕН АНАЛИЗ
- метод на изследване строежа на
телата чрез облъчване с рентгенови
лъчи, които вследствие на дифракция в някои посоки на разпростране
ние в телата имат максимална ин
тензивност. Тъй като кристалите
представляват естествена дифракционна решетка за рентгеновите
лъчи, чрез Р.а. могат да се определят
видът и размерите на кристалните
решетки на металите и сплавите и
разпределението на вътрешните
-439-
напрежения 8 тях, ga се изучат де
фектите 8 кристалните решетки и
др. Р.а. се прилага 8 металообработ
ването за изучаване и контрол на
процесите на механична и термична
обработка на металите и сплавите.
РОЛКА...
ли предимно чрез студено пластич
но деформиране.
РОДИЙ (Rh) - хим. елемент от
групата на платиновите метали,
ат.н. 45, ат.м. 102,9055, P. ė сребристосинкав метал с равнинноцентрирана кубична решетка, твърд и труднотопим; плътност 12 420 кд/тЗ,
т.т. 1960°С. Хим. е много пасивен.
Получава се главно от продуктите
на пречистването на платината. Из
ползува се във вид на сплави с плати
ната (за катализатори, термодвойки, хим. съдове и др.) или за галванич
ни покрития.
РОЙЕР - вж. Лентов разрохквател.
Към cm. Рентгенодефектоскопия
Схема на рентгеново пролъчване:
1 - източник на рентгеново излъчване;
2 - сноп рентгенови лъчи; 3 - детайл; 4 вътрешен дефект на детайла; 5 - неви
димо за окото рентгеново изображе
ние зад детайла; 6 - регистратор на
рентгеновото изображение
РЕСУРС - обработка на изделие
то от началото на експлоатация или
Om неговото възстановяване след
основен ремонт до достигане на
гранично състояние, посочено 8 тех
ническата документация. Р. може да
се изрази с времето на работа (годи
ни, дни, часове), с изминат път, про
изведена продукция и др.
РИНГОВА ПЕЩ
- промишлена
пещ, 8 която нагряването на заго
товката или изделието се извършва
върху кръгъл, въртящ се под (вж.
фиг.). Използува се при ковашкото,
тръбното и др. производства и за
термична обработка на метални из
делия.
РИТЪМ - вж. Производствен ри
тъм.
РИХТОВАНЕ - изправяне на изк
ривени метални листове или профи
Към cm. Рингова пещ
Схема на рингова пещ:
1 - отвор за запълване; 2 - отвор за из
важдане; 3 - нагрявано изделие; 4 - опор
на ролка; 5 - пръстеновиден въртящ се
под; 6 - механизъм за задвижване на по
да; 7 - горелка; 8 - димоотвод; 9 - разде
лителна преграда
РОЛКА -ротационно тяло с една
ос на въртене. Р. биват бъчвообразни, иглени, цилиндрични, конусни,
спирални и др., а също с форма на ко
РОЛКОВА ...
-440-
лело с канал по периферията за ре
мък, въже или верига.
РОЛКОВА ОГЪВАЩА МАШИНА огъваща машина, при която огъване
то на валцовани профили и тръби се
извършва между ролки.
РОЛКОВА ПЕЩ - проходна нагре
вателна пещ с непрекъснато дейст
вие, в която движението на заго
товките се осигурява от паралелно
разположени върху пода ролки с ин
дивидуално или групово задвижване.
Р.п. се използуват за' нагряване на
листов материал, релси и др.
РОЛКОВ ЗАВАРЪЧЕН ШЕВ - шев,
получен при ролково електросъпротивително заваряване.
РОЛКОВ ЛАГЕР - търкалящ ла
гер, чиито търкалящи тела са ролки.
По предназначение и конструкция
Р.л. може да бъде радиален, аксиален
и радиално-аксиален, а в зависимост
от ролките - č цилиндрични, конус
ни и бъчвообразни ролки (вж. фиг.
към cm. Търкалящ лагер).
РОЛКОВО ЕЛЕКТРОСЪПРОТИВИТЕЛНО ЗАВАРЯВАНЕ -видточково
електросъпротивително заварява
не, при който отделните заваръчни
точки частично се препокриват ед
на с друга, като образуват непрекъс
нат плътен заваръчен шев. Р.з. се
постига със специализирани машини
с въртящи се електроди във вид на
ролки.
РОТАМЕТЪР - вж. Разходомер.
РОТАЦИОННА КОВАШКА МАШИ
НА - ковашка машина за ротацион
но коване, чийто работен орган из
вършва въртеливо движение заедно
с инструмента, въздействуващ вър
ху заготовката от различни страни
на напречното ù сечение.
РОТАЦИОННО ДЕЛИТЕЛНО ДВИ
ЖЕНИЕ - ротационно циклично
движение, при което работният ор
ган се завърта периодично в една по
сока на някакъв предварително зада
ден ъгъл. Завъртането може да е на
равни или на неравни ъгли, като чес
то се извършва с бързо движение и
подминаване на точното положе
ние, а след това с бавно въртене в
обратна посока до точно установя
ване на работния орган в необходи
мото положение. Напр. Р.д.д. извър
шват делителните маси на агрегат
ните машини.
РОТАЦИОННО ДЪЛБОКО ИЗТЕГ
ЛЯНЕ, спининговане - дълбо
ко изтегляне на въртяща се около ос
та си листова заготовка (плоска или
предварително деформирана) чрез
обхождане на повърхността ù с де
формиращ инструмент. Заготовка
та се притиска в средата и се офор
мя с деформиращите елементи (рол
ки) на инструмента около дорник
както при развалцоването. За по
добряване на центроването на заго
товката в процеса на нейното де
формиране дънната ù част понякога
се оформя предварително (вж. фиг.).
Дебелината на стената на получения
детайл зависи от неговата геомет
рична форма; при цилиндрична и полусферична форма дебелината се
увеличава по дължината на детайла,
а пои конусна - намалява.
РОТАЦИОННО КОВАНЕ - коване,
което се осъществява чрез перио
дично преместване на деформира
щите инструменти радиално на за
готовката. Р.к. се осъществява с
т.нар. ротационни ковашки машини
и се прилага за намаляване на напреч
ните размери и удължаване на заго
товките (тръби или пръти) по цяла
та им дължина или в отделни учас
тъци. Изделията, получени чрез Р.к.,
обикновено са тела с ротационна
форма.
-441 РОТАЦИОННО ЦИКЛИЧНО
ДВИ
ЖЕНИЕ - ротационно движение, из
вършващо се по определен цикъл.
Р.ц.д. най-често обхваща включване
на движението, реверсиране, изме
нение на скоростта на въртене и
спиране.
Към cm. Ротационно дълбоко изтег
ляне (спининговане)
а - начало на изтегляне на изделие с
оформена дънна част; б - завършен про
цес на изтегляне на изделие
РУДНО-КИСЕЛ...
контролни, термични и др. Р.а.л. мо
гат да обработват едновременно
няколко различни изделия; такива
многономенклатурни Р.а.л. могат
ефективно да се използуват в серий
ни производства.
РОТОРНА АВТОМАТИЧНА МАШИ
НА - автоматична металообра
ботваща машина, чийто работен
орган е ротор. Заготовките, уста
новени в позициите на ротора, се
пренасят от него и заедно с това се
подават инструментите и се извър
шва обработването.
РУДНО-КИСЕЛ ЕЛЕКТРОД - елек
трод с рудно-кисела обмазка, съста
вена от железни и манганови окисни
руди, кварц и значителни количест
ва фероманган. В процеса на дезоксидация при взаимодействието на
феромангана с окисите се отделя до
пълнително количество топлина,
която прегрява заваръчната вана.
Употребява се за заваряване на неотговорни конструкции от въгле
родна стомана. -
РОТОРНА АВТОМАТИЧНА ЛИНИЯ
- комплекс от роторни машини,
транспортни устройства, уреди и
др., обединени от единна система за
автоматично управление, в който
заготовките се подават, придвиж
ват и обработват, като се премес
тват по дъги от окръжности (вж.
фиг.). Работните и транспортните
ротори работят синхронно, при ко
ето заготовките преминават пое- ■
ледователно от операция на опера
Към cm. Роторна автоматична ли
ция. Най-разпространени са Р.а.л. за
ния
операции, изпълнявани посредст
Схема на работа на роторна автома
вом праволинейно работно движе
тична линия:
ние - щамповане, изтегляне, пресо
1 - работен ротор; 2 - линия за премес
ване, сглобяВане, контролиране. Ha
тване на изделието при обработване
то му; 3 - затягащ механизъм; 4 - тран
Р.а.л. могат да се изпълняват опера
спортиращ ротор; 5 - инструмента
ции с различна продължителност и с
лен блок; 6 - копирен шаблон
различен характер, напр. пресови,
РУЛЕТКА...
-442-
РУЛЕТКА - разграфен инстру
мент, предназначен за измерване на
линейни размери. Дължината на ме
талните Р. е от 1 до 100 т, а на не
металните-от 1 до 20 mm. Р. се из
ползуват в различни области на про
мишлеността и В бита.
РУТИЛОВ ЕЛЕКТРОД - електрод
с обмазка, главна съставна част на
която е титанов двуокис (TīO^-ВъВ
вид на минерала рутил Р.е. формира
добре шева, образува лесно отделима шлака и е най-често използува
ният електрод за заваряване на нисковъглеродни стомани
РЪБОВА ДИСЛОКАЦИЯ - дисло
кация, образувана около края на до
пълнителна полура8нина в кристал
ната решетка (вж. фиг.).
Към cm. РъбоВа дислокация
РЪБОВАТОСТ - отклонение от
кръглост, при което реалният про
фил е многостенна фигура (вж. фиг.).
Р. се определя по броя на стените. Р.
с нечетен брой на стените се харак
теризира с това, че диаметрите на
профила на напречното сечение във
всички направления са еднакви. Коли
чествено Р. се определя като най-голямото разстояние Δ от точките на
реалния профил до обвиващата ок
ръжност.
РЪЖДА - продукти на електрохим. корозия на желязото и сплави
те му, които се състоят от смес на
окиси (често пъти хидратирани).
РЪЧНА ВИНТОВА ПРЕСА - преса
с ръчно задвижване на винта. Р.в.п..
намират Все още приложение поради
простата им конструкция и безаварийна работа. Използуват се при ня
кои операции на сглобяване, при обработване на термореактивни пластмаси, гумени изделия и др.
РЪЧНА ЕЛЕКТРИЧЕСКА МАШИНА
- преносима машина с вградено ел.
задвижване, предназначена за извър
шване на различни технологични
операции. Р.ем. лесно може да бъде
пренесена до мястото на използува
не, а през Време на работа се държи
с ръце или се окачва на стойка (може
да бъде снабдена и « гъвкав вал). По
своето предназначение Р.е.м. биват:
пробивни, шлифовъчни и др. (вж.
Ръчна машина!). δ зависимост) от
изолацията на детайлите, намира
щи се под напрежение, Р.е.м. се из
пълняват В три класа -1, И и Ш.
РЪЧНА КОРЕКЦИЯ HA СКОРОСТ
ТА — функция, чрез която се осигу
рява изменение на" зададената ско
рост на движение на работните ор
гани на металорежеща машина чрез
ръчното ù коригиране 8 процентно
превишаВане или намаляване спрямо
избраната стойност.
Към cm. Ръбоватост
ръчна машина, механизи
ран инструмент — технологич
на машина с вграден двигател, при
работа на която масата ù изцяло или
частично се поема от ръцете на ра
- 443 ботника, извършващ подавателното движение и управлението. За
привеждане в действие на работния
орган в Р.м. се използуват главно
пневматично или ел. задвижване (порядко хидравлично). Според предназ
начението си Р.м. биват: пробивни
(за пробиване, зенкероване, зенковане), резбонавиващи (за завиване и
отвиване на резбови съединения гайконавивачи, винтонавивачи,
шпилконавивачи), шлифовъчни (за
шлифоване, полиране и почистване
на повърхности), резачни (дискови,
ножови, верижни и др.), ножици (дис
кови, лостови и др.), чукове (секачни,
занитващи и др.). Обикновено Р.м.
се комплектуват с различни сменяе
ми работни инструменти и приспо
собления, които разширяват произ
водствените им възможности.
РЪЧНА НОЖИЦА - вж. Ножица.
ръчна НОЖОВКА - вж. Ножовка.
РЪЧНИ УСТАНОВЪЧНИ И ПОДАВАТЕЛНИ ДВИЖЕНИЯ - установъчHU u подавателни движения, които
се извършват ръчно от работника,
обслужващ машината.
РЪЧНО ЕЛЕКТРОДЪГОВО ЗАВА
РЯВАНЕ - електродъгово заварява
не, при което двете главни работни
движения - подаването на електро
да и относителното му премества
не по изделието - се извършват ръч
но (вж. Електродъгово заваряване).
РЪЧНО УПРАВЛЕНИЕ - управле
ние, при което изпълнението на
програмата за обработване на изде
лието се извършва от оператора
РЯЗАНЕ ...
въз основа на изходна (чертеж, тех
нологична документация) и текуща
информация по резултатите от из
мерванията и наблюденията за ра
ботата на машината. Р.у. бива едноръчково, многоръчково и дистанци
онно.
РЯЗАНЕ HA метали - обработ
ване на метали чрез снемане на
стружки за придаване на изделието
на зададени форма и размери и за
осигуряване на определено от тех
нологията качество на повърхнини
те. Р.м. се осъществява с металоре
жещи машини или ръчно с помощта
на металорежещи инструменти.
РЯЗАНЕ С КИСЛОРОДНО КОПИЕ кислородно рязане чрез изгаряне на
метала в кислородна струя, преми
наваща през стоманена тръба - кис
лородно копие, чийто свободен край
е притиснат към повърхността на
метала. Не се използува газов пла
мък, а необходимата топлина се от
деля от бързото изгаряне на самата
тръба. Рязането започва с подгрява
не на мястото на реза или края^на ко
пието със заваръчна горелка или дъ
га. При пропускането на кислород ко
пието бързо се запалва и по-ната
тъшно подгряване не е необходимо.
8 някои случаи тръбата се запълва с
железен прах или стоманен тел, за да
се увеличи количеството топлина,
отделяно в мястото на реза. Освен
за рязане на нисковъглеродна и неръждясваща стомана, чугун и др.
кислородното копие може да се из
ползува и за рязане на железобетон.
САЛНИКОВО ...
-444-
C
САЛНИКОВО УПЛЪТНЕНИЕ - уп
лътнение, което херметизира хла
бината между подвижна и неподвиж
на машинна част (напр. между бута
лен прът и цилиндър) чрез мека (аз
бестова, конопена, гумена и др.) или
твърда (метална) набивка. Използу
ва се също и С.у. във вид на метален
пръстен с еластична сърцевина от
азбестови влакна и графит. Уст
ройството, в което се поставя и
притиска С.у., се нарича салник.
САМОВТВЪРДЯВАЩИ СЕ
ФОР
МОВЪЧНИ СМЕСИ - смеси за изра
ботване на леярски форми и сърца;
след уплътняване в касите и кутии
те за сърца те се самовтвърдяват
без топлинно въздействие. Втвър
дяването на смесите се дължи на
протичащите хим. процеси между
свързващото вещество и втвърди
теля. Според състоянието си С.ф.с.
биват пластични и течни. Като
свързващи вещества се използуват
различни видове органични и неорга
нични материали, които се втвърдя' ват под въздействието на подходя
щи катализатори за сравнително
кратко време -20-30 min.
САМОДЕЙСТВУВАЩА СИЛОВА
глава - силова глава, в която има
вградени механизми за осъществя
ване на въртеливото и подавателното движение на вретеното.
САМОДИфУЗИЯ в металите
- процес на дифузия, изразяващ се в
безпорядъчно преместване на ато
мите на металите в собствената
кристална решетка под действието
на топлинното им движение.
САМОЗАТОЧВАНЕ HA РЕЖЕЩИЯ
ИНСТРУМЕНТ - възстановяване на
режещата способност на инстру
мента в процеса на неговата рабо
та. Такива инструменти се наричат
самозаточващи се, каквито са напр.
абразивните инструменти.
САМОЗАЩИТЕН ТЕЛ
тръбен за
варъчен тел, в чиято сърцевина има
компоненти за газошлакова защита
на стопения метал на електрода и
заваръчната вана от вледеното въз
действие на въздуха.
САМОНАГАЖДАЩ СЕ ЛАГЕР
търкалящ или плъзгащ лагер, който
при работа позволява малки ъглови
измествания на геометричната ос
на вала спрямо оста на опората.
САМОНАСТРОЙВАЩА СЕ СИСТЕ
МА - система за автоматично уп
равление, която при случайно изме
нящи се условия на работа автома
тично изменя параметрите на наст
ройката, като непрекъснато под
държа оптималната настройка. Та
кива са системите за автоматично
търсене, самонастройващите се ав
томати и др. (вж. Самоприспособяваша се система).
САМООТВРЪЩАНЕ - отвръщане
на закалени детайли за сметка на
топлината, останала в тях от нагря
ването за закаляване, напр. при ох
лаждане във вода само на отделни
части на детайлите или при охлаж
дане с прекъсване (вж. Отвръщане).
САМОПРИСПОСОБЯВАЩА
СЕ
СИСТЕМА, адаптивна систе
ма - система за автоматично уп
равление, в която автоматично се
изменя начинът на функциониране
на управляващата част с цел да се
постигне най-оптимален режим на
работа (вж. Адаптивно управление).
САМОПИШЕЩ УРЕД - регистри
ращ уред (най-често контролен),
-445-
който 6 зависимост от типа си мо
же ga бъде използуван като индикатор. С.у. има часовников механизъм
и пишещо устройство, което изчертава получените резултати на диаг
рама в определен мащаб и в опреде
лени измерения.
САМОПРИСПОСОБЯВАЩО СЕ УС
ТРОЙСТВО за цифрово прог
рамно управление на ма
шина, адаптивно устрой
ство - устройство за цифрово
програмно управление на машина,
което осигурява автоматично прис
пособяване на режима на работа на
машината към изменящите се усло
вия на обработването с цел поддър
жане на оптимален режим.
САМОЦЕНТРОВАЩ ПАТРОННИК патронник, при който придвижване
то на челюстите става едновремен
но. С.п. са тричелюстни и четиричелюстни и се използуват напр. при
обработване на детайли на струг и
дрСАТЕЛИТ - зъбно колело от пла
нетна предавка с подвижна ос на
въртене, което едновременно се
върти около оста си и се движи за
едно с водилото.
САЧМА, дробинка -ротацион
но тяло със сферична форма и с без
брой оси на въртене.
САЧМЕН ЛАГЕР - търкалящ ла
гер, при който търкалящите се тела
са сачми. По предназначение и конс
трукция С.л. може да бъде радиален,
радиално-опорен или опорен (вж. Ла
гер).
САЧМЕНО-АБРАЗИВНО
ОБРА
БОТВАНЕ - едновременно повърх
ностно пластично деформиране и
полиране, извършвано при обработ
ка със струя от сачми и абразивни
частици.
САЧМЕНО-ВИНТОВА ПРЕДАВКА предавка от типа винт-гайка с меж
САЧМОСТРУЕН ...
динни тела (сачми) между винтови
те канали. При относително движе
ние на гайката и винта сачмите се
търкалят по каналите и предават
натоварването при малки загуби от
триене (вж. фиг.). Предимства - тя.
е предавка без хлабина, осъществява
точни линейни премествания (пози
ционирания) в подавателните дви
жения на металорежещите машини
и има по-висок к.п.д. в сравнение с
др. винтови предавки.
Към cm. Сачмено-винтова предавка
САЧМОМЕТЕН БАРАБАН - 1. Вър
тящ се около хоризонтална или нак
лонена ос барабан, 6 който поставе
ните отливки се почистват от из
хвърляни върху тях сачми. 2. Непод
вижен барабан, в чието вътрешно
работно пространство се движи
лентов или пластинчат транспор
тьор; отливките върху транспор
тьора се почистват от изхвърляни
върху тях сачми.
С.б. се използуват за почистване
на по-компактни и малки отливки.
САЧМОСТРУЕН БАРАБАН - вър
тящ се барабан, в който отливките
се почистват от струя сачми, създа
вана от специална въздушна дюза
(вж. също Песъкоструен барабан).
САЧМОСТРУЕН НАКЛЕП, g p о б еструен наклеп - наклеп, полу
чен от струя чугунени или стомане
ни сачми, удрящи се сголяма скорост
в повърхността на детайла при сачмоструйно обработване.
САЧМОСТРУЙНО ...
-446-
САЧМОСТРУЙНО ОБРАБОТВАНЕ,
дробеструйно обработва
не - обработване на повърхността
на метални детайли и заготовки със
струя от чугунени или стоманени
сачми, удрящи се в повърхността на
детайла с голяма скорост. С.о. се
прилага за повърхностно механично
почистване, за повърхностно уякчаване - самоструен наклеп, за пови
шаване якостта на умора на заваре
ни съединения и повишаване качест
вото на метални конструкции.
СБИВАНЕ - пластично деформи
ране на заготовката или на част от
нея с цел създаване на местно удебе
ляване за сметка на намаляване на
дължината ù (вж. фиг.). С. се извър
шва на ковашки преси или чукове в
студено или горещо състояние на за
готовката.
Към cm. СбиВане
СБОРЕН ЧЕРТЕЖ - графичен до
кумент, представляващ пълно или
опростено изображение на сглобена
та единица, което дава представа за
разположението и взаимната връз
ка между съставните части и включ
ва размери, технически изисквания и
др. данни, определящи еднозначно
функционалните ù свойства, получе
ни в резултат на сглобяването.
СВЕТЛИННОЛЪЧЕВО ЗАВАРЯВА
НЕ, фотонно заваряванезаваряване чрез стопяване, при кое
то заваряваните части се нагряват
от мощен светлинен лъч, получаван
от въгленова дъга, електродъгова
газоразрядна лампа и др. източници.
Възможно е С.з. със слънчев лъч(вж.
Хелиозаваряване). Използува се за
заваряване на метали и някои неме
тални материали.
СВИВАНЕ HA ОТЛИВКИТЕ - нама
ляване на обема и линейните разме?
ри на отливките при охлаждане. С.
протича в течно състояние (от
температурата на заливане до ликвидус линията) в процеса на криста
лизация (между ликвидус и солидус
линиите) и след втвърдяване (до
достигане температурата на окол
ната среда). С.о. е причина за образу
ване на всмукнатини и за създаване
на вътрешни напрежения в отливки
те.
СВОБОДНО КОВАНЕ - вж. Кова
не.
СВОБОДНО РЯЗАНЕ -рязане, при
което участвува само един праволи
неен режещ ръб на инструмента.
С.р. бива правоъгълно, когато реже
щият ръб сключва прав ъгъл с нап
равлението на вектора на скорост
та на главното движение, и наклоне
но - при ъгъл, различен от 90°
(вж.фиг.). С.р. се прилага по-рядко 8
практиката, а по-често - при теоре
тично и експериментално изследва
не на процеса на рязане и свързани
те с него явления за опростяване на
схемата на рязане.
СВРЕДЛО - металорежещ инст
румент, предназначен за пробиване
на отвори в плътен материал, а съ
що и за разширяване на предвари
телно пробити отвори. Представ
лява стебло, чиято работна част
'има режещи елементи, а задната
-ΆΊчаст (опашката) служи за предаване
на работното движение и за закреп
ване на С. в патронника или врете
ното на машината. С. при работа из
вършва две движения — въртене
(главно движение) и осово праволи
нейно подаване, които не винаги са
съгласувани. Според предназначени
ето и конструкцията си С. биват:
спирални, перести, центрови, свред
ла за дълбоки отвори, свредла за
пръстеновидно свредловане, оръ
дейни и др. С. се изработват от ин
струментална легирана стомана, от
бързорежеща стомана или със спое
ни твърдосплавни пластини (вж.
фиг.).
СВРЕДЛО...
от заготовката. При С. на фрезови
машини свредлото извършва глав
ното движение, а заготовката - по
давателното. При С. на струг глав
ното движение се извършва от заго
товката, а подавателното - от ин
струмента. При С. може да се пос
тигне до 4 степен на точност и гра
павост Ra до 2,5 μm.
СВРЕДЛО ЗА ДЪЛБОКИ ОТВОРИ
- свредло, предназначено за обра
ботване на отвори, чиято дължина
надвишава 5-6 пъти диаметъра им
при значително влошени условия на
работа: голямо загряване на работ
ната част поради затруднено охлаж
дане; трудно отвеждане на стружка
та; намалена стабилност на инстру
мента поради голяма дължина при
малък диаметър. За да се получи пра
волинеен отвор, въртеливото дви
жение се извършва от обработвания
детайл, а подаването - от инстру
мента. В зависимост от конструк
цията С.д.о. биват многоръбови (с
няколко режещи ръба) и едноръбови
(с един режещ ръб) - оръдейни свред
ла.
Към cm. Свободно рязане
а - правоъгълно при струговане; б - нак
лонено при стъргане
СВРЕДЛОВАНЕ - пробиване на
проходни и глухи отвори 8 плътен
материал чрез рязане със свредло. С.
най-често се извършва на пробивни
машини, но е възможно и на струго
ве, пробиВно-разстъргващи и фре
зови машини. При С. на пробивни ма
шини инструментът извършва ед
новременно главното въртеливо и
подавателното праволинейно дви
жение. Същото е положението и при
С. на пробивно-разстъргВащи маши
ни, при които е възможно подава
телното движение да се извършва и
Към cm. Свредло
Спирално (а) и пересто (б) свредло
СВРЕДЛО ЗА ПРЪСТЕНОВИДНО
СВРЕДЛОВАНЕ - свредло, което
снема материала чрез пръстеновид
но изрязване, като се оставя сърце
вина, която след свредловането се
премахва. Режещата част на свред
лото има къса тръбоВидна форма и
СВРЪЗКА ...
-448-
се съединява чрез резба със стебло
то. Откъм предната страна са пос
тавени няколко режещи ножа, снаб
дени със стружкоразделителни кана
ли (вж. фиа.). Точното направляване
на свредлото се извършва от нап
равляващите планки. Охлаждащата
течност се подава под голямо наля
гане в пространството, образувано
между вътрешната стена на свред
лото и сърцевината и се отвежда за
едно със стружките в пространст
вото между външната стена на
свредлото и обработения отвор.
Към cm. Свредло за пръстеновидно
свредловане ,
СВРЪЗКА - вещество или съвкуп
ност от вещества, използувани за
свързване на абразивните или диа
мантените зърна в инструменти
те. С. биват: неорганични - керамич
ни, силикатни, магнезитови; орга
нични - бакелитови, вулканитови,
шеллакови, глифталови и др., и ме
тални.
СВРЪХЗАГЛАЖДАНЕ, су пер фи
ниш, ми крофиниш - особено
фина окончателна обработка на рав
нинни, цилиндрични, сферични, ко
нусни и изпъкнали повърхнини на де
тайлите; извършва се чрез сложно
движение (осцилиращо възвратнопостъпателно движение и надлъжно
подаване) на дребнозърнести абра
зивни брусове, които се притискат
към обработваната повърхнина с
определено налягане (вж. фиг.). Чрез
С. се получават повърхнини с грапа
вост Ra от 0,16 до 0,005 μm, вълнообразност под 0,1 μm и ръбоватост
под 1 μm.
Към cm. Свръхзаглаждане
а - между центри на цилиндрични и ко
нусни детайли; б - безцентрово на ци
линдри и конусни детайли; в - на отво
ри; г - на вътрешни сферични повърхни
ни
СВРЪХПЛАСТИЧНОСТ - способ
ност на материала да понася големи
равномерни пластични деформации,
без да се уякчава или разрушава. Про
явява се при бавно деформиране на
метали и сплави с дребнозърнеста
структура при високи температури
( приблизително 0,7 - 0,8 от абсо
лютната т.т.) и при температури,
малко по-ниски от температурата
на фазовите превръщания, напр. за
стоманата при 680 - 720°С.
СВЪРЗАНО ЗЪБНО КОЛЕЛО
зъбно колело, което работи в пре
давката и като водещо, и като водимо.
СВЪРЗВАЩИ ВЕЩЕСТВА - орга
нични или неорганични материали,
- 449 -
koumo, прибавени към формовъчни
те смеси и смесите за сърца, създа
ват връзка между пясъчните зърна и
придават необходимата якост на
формите и сърцата. С.в. се използу
ват и 8 обмазката на заваръчните
електроди. С.в. биват: според про
изхода - органични и неорганични;
според разтворимостта във вода
та - хидрофобни и хидрофилни; спо
ред механизма и характера на обра
зуване на връзката и придаване на
якост - хим. (необратимо втвърдя
ващи се), физически (обратимо
втвърдяващи се) и физикохим. (сме
сено втвърдяващи се).
СВЪРЗВАЩИ ДЕТАЙЛИ, C k р епителни детай ли, закреп
ващи детайли - детайли за не
подвижно съединяване на елементи
на машини и конструкции. Към С.д.
се отнасят болтове, винтове, гайки,
шпилки, нитове и др. подобни изде
лия, а също и спомагателните де
тайли - шайби и шплинтове. С.д. са
стандартизирани и се изработват
обикновено в специализирани пред
приятия.
СВЪРЗВАЩИ КОМПОНЕНТИ
компоненти на свръзката, използу
вани напр. за закрепване на диаман
тените или абразивните зърна с
пълнителя.
СВЪРЗВАЩИ МАТЕРИАЛИ -
вж.
Свързващи вещества.
свързващ метал - метален
компонент в състаВа на металокерамичните сплави на база труднотопими метали и съединения, който
свързва , частиците на основната
труднотопима фаза.
свързващ шев в заварена
k о н c m p y к ц и я - заваръчен шев,
който свързва детайлите на конст
рукцията, но не носи и не предава на
товарване.
29
Терминологичен речник по металообработване
СГЛОБЯВАНЕ ...
СГЛОБКА - съединение на два де
тайла с еднакъв номинален размер.
С. се характеризира с големината на
получаващите се 8 нея хлабини или
стегнатости. В зависимост от раз
положението на допусковите поле
та на отбора и 8ала С. може да бъде
с хлабина, със стегнатост, преходна
С. (с хлабина или стегнатост).
СГЛОБКА С ХЛАБИНА - сглобка,
осигуряваща винаги хлабина (допусковото поле на отвора е над това на
вала). Към С.х. се отнасят също
сглобките, в които долната граница
на допусковото поле на отвора съв
пада с горйата граница на допуско
вото поле на Вала.
СГЛОБКА СЪС СТЕГНАТОСТ
сглобка, осигуряваща винаги стегна
тост (допусковото поле на отвора
е разположено под допусковото по
ле на вала).
СГЛОБЯВАНЕ - съвкупност от
операции по съединяване, взаимно
нагаждане, регулиране и фиксиране
на окончателно обработените де
тайли 8 подгрупи, групи и изделие,
което напълно да отговаря на предя
вяваните към него технически и
функционални изисквания. С. може
да се извърши при групова, пълна или
частична взаимозаменяемост, с на
гаждане или регулиране.
СГЛОБЯВАНЕ ПРИ ГРУПОВА ВЗА
ИМОЗАМЕНЯЕМОСТ - селективен
метод на сглобяване, при който не
обходимата точност на затварящо
то звено се постига чрез Включване
в размерната верига на всяко изде
лие на съответни съставни звена,
принадлежащи към една от групите,
на които са предварително разпре
делени.
СГЛОБЯВАНЕ ПРИ ПЪЛНА ВЗАИ
МОЗАМЕНЯЕМОСТ
- метод на
сглобяване, при който необходима
та точност на затварящото звено
СГЛОБЯВАНЕ ...
-450-
се постига във всички сглобявани из
делия чрез включване в размерната
вери» на съставните звена, без каквото и да е подбиране или изменение
на техните големини. Напр. при
сглобяване в предавателни кутии на
лагери, валове и зъбни колела те се
вземат без избор и се съединяват
без довършващи обработки или ре
гулиране.
СГЛОБЯВАНЕ ПРИ ЧАСТИЧНА
ВЗАИМОЗАМЕНЯЕМОСТ - метод
на сглобяване, при който необходи
мата точност на затварящото зве
но се постига не във всички, а в поголямата част от сглобяваните из
делия чрез включването в размерна
та верига на съставните ù звена, без
каквото и да е подбиране или изме
нение на техните големини.
СГЛОБЯВАНЕ С НАГАЖДАНЕ
метод на сглобяване, при който не
обходимата точност на затварящоino звено на размерната верига се
постига за сметка на изменение го
лемината на едно предварително оп
ределено звено чрез снемане на необ
ходимия слой от материала. Напр.
сглобяване на предавателната ку
тия и седлото към тялото на струг
с нагаждане чрез дообработване.
СГЛОБЯВАНЕ С РЕГУЛИРАНЕ
метод на сглобяване, при който не
обходимата точност на затварящо
то звено на размерната верига се
постига чрез изменение на големина
та на едно предварително определе
но звено, без снемане от него на слой
от материала, а само с регулиране.
Напр. регулиране на хлабината на
различните видове направляващи в
металорежещите машини с клинове,
комплект подложки и др.
СГЛОБЯЕМ КОМПЛЕКТ - група
от съставни части на изделието, ко
ито трябва да се подадат на работ
ното място за сглобяване на издели
ето или неговите съставни части.
СДРУЖЕНО ЗЪБНО КОЛЕЛО зъбно колело от предавка, разглеж
дано по отношение на другото зъб
но колело от дадената предавка.
СЕГМЕНТЕН ДИСК - сглобяем аб
разивен диск, съставен от отделни
сегменти.
СЕГМЕНТЕН ЛАГЕР - плъзгащ ла
гер, работната част (черупката) на
който е съставена от отделни сег
менти. С.л. се използуват при хидро
динамични опори за точно лагерува
не на вретена на металорежещи ма
шини.
СЕДЛО на машина - част на
металорежеща машина, която служи
за опора на вретеното, предаващо
въртеливо движение на заготовка
та (напр. предното С. на струг) или
на инструмента (С. на шлифовъчна
машина), или на устройство, под
държащо заготовката (задното С.
наструг).
СЕДЛООБРАЗНОСТ Δ - отклоне
ние на профила на ротационно тяло
в надлъжно сечение, при което обра
зуващите са криволинейни, а диа
метрите се намаляват от краищата
към средата на сечението (вж. фиг.).
Числената стойност на С. се изразя
ва с полуразликата между най-големия и най-малкия диаметър.
Към cm. Седлообразност
СЕИЗМИЧНА СИСТЕМА - меха
нична система на датчик за измерва
- 451 -
не на абсолютни механични трепте
ния. Състои се от маса, пружина или
редица пружини и демпфер, поста
вен на рама; демпферът работи про
порционално на скоростта на движение на масата на инерционната
система спрямо рамата.
СЕКАЧ - металорежещ инстру
мент с форма на клин, при който си
лите на рязане се създават посредс
твом удари по него с чук. С. служи за
изсичане на канали, разсичане на ме
тали и др. материали. За обработва
не на нагрети метални заготоВки се
използуват ковашки С., а за студени
- шлосерски плоски и кръстати С.
Използуват се също и механични С.
с пневматично задвижване и ударен
механизъм (вж. фиг.).
Към cm. Секач
а - ръчен ковашки; б - ръчен шлосерски;
8 - пневматичен
СЕКЦИОННА ПЕЩ
- пламъчна
проходна пещ за скоростно нагрява
не преди валцоване на кръгли заго
товки с диаметър до 200 тт и за
термообработка на тръби. Състои
се от нагревателни секции с разпо
ложени между тях въртящи се и ох
лаждащи се с Вода ролки. Ролките се
монтират под ъгъл към посоката на
движението на заготовката, чрез
което се постига нейното завърта
не и равномерно нагряване. Скорос
СЕРОВЪГЛЕРОДОАЗОТИРАНЕ, ...
тното нагряване се постига вследс
твие интензивния топлообмен по
ради голямата температурна разли
ка между заготовката и пещта
(температурата на пещта е 1300°С
и повече). С.п. се загряват с течно го
риво.
СЕЛЕКТИВНО СГЛОБЯВАНЕ - вж.
Сглобяване при групова взаимозаме
няемост.
СЕПАРАТОР HA ТЪРКАЛЯЩ ЛА
ГЕР - детайл на търкалящ лагер,
който поддържа сачмите или ролки
те на определено разстояние една
от друга. Може да бъде цял или да се
състои от две части, изработени
от метален или неметален мате
риал.
СЕРИЙНО ПРОИЗВОДСТВО тип производство, характеризира
що се с ограничена номенклатура на
изделията, изработвани или ремон
тирани в периодично повтарящи се
партиди (серии) и сравнително го
лям обем на производството им
(вж. Тип на производството). В за
висимост от броя на изделията в
партидата (серията) съществуват
дребносерийно, средносерийно и едросерийно производство.
СЕРИЯ - група от еднакви изде
лия, обработвани по неизменяща се
конструкторска и технологична до
кументация.
СЕРОВЪГЛЕРОДОАЗОТИРАНЕ,
сулфоцианиране на сто
маната - химико-термично обра
ботване, което се състои в дифузионно обогатяване на повърхностния
слой на стомана със сяра, въглерод и
азот при обработване в съответна
среда и температура. С.с. се прилага
за уякчаване на детайли, подложени
на триене; серовъглеродоазотираният детайл има висок коефициент
на триене (около 0,4) и много голяма
износоустойчивост.
СЕРТИФИКАТ ...-452-
СЕРТИФИКАТ за качество
то на продукцията - доку
мент, който съдържа данни за про
веряваните основни качествени по
казатели и дава информация за ка
чеството на определено количество
продукция от даден вид.
СЕЧЕНИЕ - проекция на мислено
разрязан с равнина детайл или възел,
като е изобразена само фигурата,
която се получава в секущата равни
на. С. биват наложени и изнесени.
СЕЧЕНИЕ HA ремъка - равнин
ната фигура, получена при пресича
нето на праволинеен участък от ре
мъка с нормална равнина. В зависи■ мост от вида на ремъка С.р. може да
бъде трапец, правоъгълник и др.
СИ (SI) - международна система
»измервателни единици. В нея са ут
върдени седем основни, две допъл
нителни и определен брой производ
ни единици. Основната единица за
дължина е метър (m) с кратни мили
метър (тт) и микрометър (μm).
СИВ ЧУГУН - чугун, в които по-голямата част от въглерода се намира
в свободно стояние във вид на гра
фит, което определя сивият цвят
на повърхността на лома и дава На
именованието на С.ч. Механичните
и експлоатационните качества на
С.ч. се определят от структурата
на металната основа и формата и
размерите на графитовите включ
вания. С.ч. е крехък материал, добре
се лее и обработва с режещи инстру
менти, поглъща вибрациите, поради
което е един от широко разпростра
нените конструкционни материали.
Използува се за изработване на кор
пусни детайли, спирачни барабани,
шайби и др.
СИЛАЛ - легиран чугун с 5 - 6 %
силиций. Характеризира се с голямо
съпротивление срещу пълзене и
топлоустойчивост при нагряване
до 800 - 900°С. Изпползува се за из
работване на скари, части на въздухонагреватели на парни котли, пещи
и т.н.
СИЛИКО-ЕСТЕРНИ ФОРМОВЪЧ
НИ Смеси - самовтвърдяващи се
формовъчни смеси за изработване
на леярски форми и сърца, при които
за свързващо вещество се използу
ва водно стъкло, а за втвърдител различни видове естери. Изработе
ните от С.-е.ф.с. леярски форми и
сърца се втвърдяват бързо, отде
лят много малко количество газове
при заливане с метал, имат висока
термоустойчивост и много добра
избиваемост.
СИЛИЦИЕВ КАРБИД, k а р б 0рунд- синтетичен абразивен ма
териал, който е хим. съединение на
силиция с въглерода (SiC), получено
при взаимодействието им при висо
ки температури (2100 - 2200°С). В
зависимост от състава и количест
вото примеси има от светлозелен
до черен цвят. Зеленият С.к. съдър
жа над 98 % SiC и се характеризира с
no-голяма твърдост и крехкост.
Употребява се като абразив предим
но за заточване на твърдосплавни
режещи инструменти. Черният С.к.
съдържа 96- 98 % SiC и се употребя
ва за шлифоване на метали с малка
якост на опън - сив и избелен чугун,
мед, алуминий, месинг, бронз и за не
метални материали.
СИЛИЦИРАНЕ - химико-термично обработване, което се състои в
повърхностно дифузионно насища
не на метални и неметални изделия
със силиций за повишаване на тяхна
та огнеустойчивост, износоустой
чивост, корозионна устойчивост и
дрСИЛОВА ГЛАВА - самостояте
лен нормализиран възел на агрегат
на машина, обединен с ел. двигател,
-453-
придаващ на вретеното главно вър
теливо, а при някои конструкции и
праволинейно подавателно движе
ние, и пригоден за установяване в не
обходимото работно положение
при компоновка на агрегатните ма
шини. В зависимост от това, дали
имат или не вграден подавателен
механизъм, С.г. биват самодействуващи и несамодействуващи, като
всяка може да бъде с един или пове
че инструменти (вж. фиг.).
СИЛОВА МАСА - самостоятелен
нормализиран възел, който служи за
извършване на подавателното дви
жение на инструмента или обработ
вания детайл при агрегатните ма
шини. Най-често С.м. се използува
заедно с несамодействуващи силови
глави. В някои случаи С.м. се използу
ват за базиране и закрепване на об
работваните детайли.
СИЛОВА ПРЕДАВКА
- механи
зъм, предназначен за предаване на
мощност от двигателя към потре
бителя на енергия с увеличаване на
силите (въртящите моменти) за
сметка на намаляване на честотата
СИЛОИЗМЕРВАТЕЛ...
на въртене, а понякога и за променя
не характера на движението.
СИЛОВИ ВЕРИГИ - предавателни
вериги, използувани за разпределяне
на енергия от източника на захран
ване към звена, предназначени не
посредствено за изпълнение на тех
нологични операции. Напр. различни
те кинематични вериги в разпреде
лителния механизъм на фрезова ма
шина.
СИЛОВ ОГРАНИЧИТЕЛ - механич
но устройство, което ограничава
движението на подвижния възел на
машината. В някои случаи съпротив
лението на ограничителя е толкова
голямо, че уравновесява силата на
подаването от задвижващия меха
низъм на подвижния възел и спира
неговото движение. В други случаи
при достигане на определена стой
ност на силата на подаването С.о.
изключва задвижващия механизъм
или прекъсва веригата му за управле
ние.
СИЛОВО ПРЕДАВАНЕ - вж. Тран
смисия.
СИЛОИЗМЕРВАТЕЛ - вж. Силомер.
Към cm. Силова глава
Схема на компоновката на агрегатни машини със силови глави и други нормализи
рани елементи: а, б и в - с подавателно движение на вретената заедно с тялото
на силовата глава; г - с подавателно движение на вретената с пинолата; 1 - тяло;
2 - силова глава; 3 - вретенна кутия с вретена; 4 - приспособление за закрепване на
обработваните детайли ; 5 - опора; 6 - стоика
СИЛОМЕР, ...
-454-
СИЛОМЕР, силоизмерваm е л, динамометър - уред за
измерване на сила (тягов С.) или мо
мент (ротационен С.); състои се от
силово звено (еластичен елемент) и
отчитащо устройство. В силовото
звено измерваната сила се преобра
зува в деформация, която непосред
ствено или чрез предавка се предава
на отчитащото устройство. Спо
ред принципа на действие С. биват
механични (пружинни или лостови),
хидравлични и ел.; според предназна
чението - еталонни и работни (с об
що и специално предназначение).
Еталонните С. се използуват за про
верка и градуиране на работни С. и
за контрол на силите при изпитване
на механичните свойства на различ
ни материали и изделия. Работните
C. с общо предназначение се използу
ват за измерване на теглителни си
ли и на усилията, възникващи в кон
струкциите при прилагане на външ
ни сили, а тези със специлано пред
назначение-за измерване на сили на
рязане или моментите им, възниква
щи при обработване на металите
(инструментални С.), за измерване
масата на тела (пружинни везни), за
определяне на мускулна сила (меди
цински С.) и др.
СИЛУМИН - общо название на
група леярски сплави на основата на
алуминий - силиций. Според съдър
жанието на силиция С. биват подевтектични (Si от 5 до 10%), евтектични (Si от 10 до 13%) и надевтектични (Si до 28%). Подевтектичните и евтектичните С. имат много
добри леярски свойства (тънколивкост, плътност, устойчивост на
пукнатинообразуване). Надевтектичните С. имат по-лоши леярски
свойства, но са с по-малък коефи
циент на топлинно разширение, по
ради което се използуват за отлива
не на бутала и цилиндрови глави за
двигатели с вътрешно горене. За по
добряване на механичните свойства
С. се модифицират с натрий или
натриеви соли и се легират с магне
зий, мед, никел и др. елементи.
симплификлция, опростя
ване- подход при конструиране и
производство за опростяване и об
лекчаване на производството чрез
ограничаване на детайлите, Марки
те и асортимента на основните и
спомагателните материали, комп
лектуващите изделия и др. и чрез из
ключване на излишните типоразмери детайли, инструменти и машини.
СИНТЕРОВАНИ СПЛАВИ
- вж.
Металокерамични материали.
СИНТЕТИЧЕН ДИАМАНТ - диа
мант, синтезиран при висока тем
пература и налягане от вещества,
съдържащи въглерод. Цвят от-черен
до бял; полупрозрачен или непрозра
чен в зависимост от технологията
на производството. С.д. има крис
тална структура и свойствата на
естествения диамант. Използува се
за изработване на диамантни инст
рументи, а също и за пасти и прахо
ве за шлифоване и притриване.
СИНТЕТИЧЕН ЧУГУН - чугун за
отливки, който се получаВа чрез
стопяване на стоманени отпадъци в
индукционни или електродъгови пе
щи. За овъглеродяване в шихтата се
поставят различни графитосьдържащи материали (напр. отпадъци
от графитни електроди за електро
дъгови пещи). За получаване на С.ч. с
определен хим. състав се използу
ват и съответни феросплави. С.ч.
има ниско съдържание на S, Р, N, 0 и
неметални включвания. Отливките,
получени от С.ч., имат по-високи ме
ханични показатели (якост и твър
дост), по-голяма устойчивост сре
щу образуване на горещи пукнатини,
-455-
по-добра плътност u износоустой
чивост спрямо отливките от същи
те Марки чугун, получен от доменен
леярски чугун, по-малка тънколивкост, която се повишава чрез прег
ряване в топилната пещ. Тези свойс
тва определят и областта на прило
жение на С.Ч.: за отливки с изисква
ния за повишени механични свойст
ва (особено 8 условия на знакопроменливи и динамични натоварва
ния), за отливки с голяма хидравлич
на плътност, за отливки със сложна
конфигурация и затруднено свиване
(със склонност за образуване на го
рещи пукнатини).
СИНТЕТИЧНА
ФОРМОВЪЧНА
СМЕС - смес за изработване на ле
ярски форми, крято се приготвя от
промит и сух пясък, бентонит и др.
прибавки. Всички съвременни леярни
работят със С.ф.с., тъй като нейни
те свойства могат да се регулират
и поддържат в желаните граници.
синтетична шлака -шлака, по
лучена отделно от металната стопилка, чрез стопяване на метални
окиси и др. компоненти в пещ (найчесто електродъгова). Служи за ра
финиране на метала.от вредни при
меси. Напр. обработването на теч
на стомана в разливъчната кофа със
С.ш., състояща се от алуминиев окис
и калциев окис, позволява значител
но да се понижи съдържането на ся
ра и кислород.
синусна линийка - специална
линийка във вид на правоъгълен паралелепипед с две цилиндрични рол
ки (сфери) на краищата, предназна
чена за установяване на даден ъгъл а
при обработване или за измерване
на ъгли на детайли (напр. конуси, кли
нове и др.). Този ъгъл се определя от
равенството b = / sin а (вж. фиг.).
Със С.л. се измерват ъгли от 0 до 45°
с грешка до 15", зависяща от разсто
СИСТЕМА ...
янието между ролките (обикновено
от 100 до 500 тт), големината на
ъгъла и от точността на изработва
нето на С.л.
2
Към cm. Синусна линийкаСхема на измерване със синусна
линийка:
1 - синусна линийка; 2 - точно изработе
ни ролки с еднакъв диаметър; 3 - набор
от гранични мерки с размер "В"
СИНУСОИДНИ ТРЕПТЕНИЯ - вж.
Хармонични трептения.
СИНЯ КРЕХКОСТ на стомана
та - намаляване на пластичността
и жилавостта при едновременно
увеличаване на якостта, наблюдава
ни в стоманата при температури
200 - 400°С, предизвикващи, синия
цвят на нагряване.
СИСТЕМА -1. Съвкупност от два
или повече взаимносвързани и съв
местно действуващи елементи,
предназначена за самостоятелно из
пълнение на дадени функции. С. би
ват статични и динамични. Според
характера на взаимоотношенията
на С. и средата - закрити (затворе
ни) и открити (отворени). Съвре
менната научно-техническа револю
ция доведе до необходимостта от
разработване и изграждане на авто
матизирани системи за управление
(АСУ), автоматични С. за събиране и
обработване на информация и др. 2.
Вещество или съвкупност от ве
щества в твърдо, течно или газооб
СИСТЕМА...
-456-
разно състояние, съществуващи ка
то дадена цялост при Определени ус
ловия - температура, налягане, със
тав и др.
СИСТЕМА ЗА АВТОМАТИЗИРАНО
ПРОГРАМИРАНЕ (САП) - система
за автоматизирано изготвяне на
програми за управление на обработ
ваща машина (металорежеща, ерозионна и др.) с помощта на ЕЙТ и при
ложно програмно осигуряване. САП
се състои от обща част (процесор),
където се проектира траекторията
на движение на режещия инстру
мент спрямо координатната систе
ма на обекта на обработка, и специ
ална част (постпроцесори), адапти
раща резултата от процесора към
конкретните технически парамет
ри и изисквания на обработващата
машина и нейното ЦПУ. Входните
данни (геометрия на обработвания
обект, технически изисквания и др.)
се описват чрез специален програмноориентиран език или директно се
въвеждат от пакета за автомати
зирано конструиране чрез интер
фейсни програми.
СИСТЕМА ЗА АВТОМАТИЧНО РЕ
ГУЛИРАНЕ (CAP) - автоматична
система със затворена верига на
въздействията, в която управлява
щите импулси (сигнали) се задават в
резултат на сравнението между ре
гулираната величина и зададената
стойност.
СИСТЕМАЗА АДАПТИВНО УП
РАВЛЕНИЕ на машина - систе
ма за управление, която събира и ло
гически преработва информация засмущенията (въздействията), въз
никващи в процеса на обработване
на детайли, с цел съответно измене
ние на режима на работа по предва
рително избран критерий на опти
мизация.
СИСТЕМА ЗА ИЗПИТВАНЕ - съв
купност от методи и средства за
изпитване; средствата взаимодействуват с обектите на изпитване по
програма и правила, определени от
съответната нормативна докумен
тация.
СИСТЕМАЗА КОНСТРУКТОРСКА
ДОКУМЕНТАЦИЯ - вж. Единна сис
тема за конструкторска документа
ция (ЕСКД).
СИСТЕМА ЗА КОНТРОЛ - съвкуп
ност от методи и средства за кон
трол, определени по правила и съот
ветна нормативна документация. В
зависимост от използуваните сред
ства за контрол С.к. биват автома
тизирани и автоматични.
СИСТЕМАЗА ПРОГРАМНО УП
РАВЛЕНИЕ на машина - систе
ма за управление на металообработ
ваща машина по предварително за
дадена програма, записана на програмоносител - перфокарта, перфолента, магнитна лента илц магнитен
диск.
СИСТЕМА ЗА ТЕХНОЛОГИЧНА ДО
КУМЕНТАЦИЯ - вж. Единна систе
ма за технологична документация
(ЕСТД).
СИСТЕМАЗА ТЕХНОЛОГИЧНА
ПОДГОТОВКА HA ПРОИЗВОДСТВО
ТО - вж. Единна система за техно
логична подготовка на производст
вото (ЕСТПП).
СИСТЕМАЗА ТЕХНИЧЕСКО ОБ
СЛУЖВАНЕ И РЕМОНТ - комплекс
от взаимносвързани правила и изис
квания, определящи организацията и
реда за провеждане на техническото
обслужване и ремонта на изделията
при определени условия на експлоа
тация с цел осигуряване показатели
те на качеството и производител
ността, предвидени в нормативнотехническата документация.
-457-
СИСТЕМА ЗА УПРАВЛЕНИЕ
н а
машина - съвкупност от техни
чески средства за управление, осигу
ряващи по зададена програма точно
и съгласувано във времето въздейс
твие върху работните органи на ма
шината. Според степента на цент
рализация С.у. биват: централизира
ни, децентрализирани и смесени.
СИСТЕМА ЗА УПРАВЛЕНИЕ С ГЪР
БИЦИ И РАЗПРЕДЕЛИТЕЛЕН ВАЛ механична система за управление,
която има като програмоносител
различен вид гърбици (дискови, чел
ни, цилиндрични, плоски и др.), раз
положени на разпределителния вал.
СИСТЕМА ЗА УПРАВЛЕНИЕ С КОПИР -система за управление, която
има за програмоносител копир, ус
тановен в устройство за въвеждане
на програмата (вж. фиг.). С.у.к. би
ват: силови копирни системи и cuc-,
теми с функционално управление.
Към cm. Система за управление с ко
пир
1 - работна маса; 2 - обработван де
тайл; 3 - режещ инструмент; 4 - сило
ва глава; 5 - обратна връзка; 6 - копирна
глава; 7 - безконтактно следящо уст
ройство; 8 - програмоносител; Sļ - сле
дящо подаване; S2 - зададено подаване;
S - резултантно подаване на режещия
инструмент; δ - въздушна междина
СИСТЕМА...
СИСТЕМА ЗА УПРАВЛЕНИЕ С ОГ
РАНИЧИТЕЛИ - децентрализирана
система за управление, при която
управлението се остьществява с по
мощта на неподвижни ограничите
ли, въздействуващи върху датчици
(вж. фиг.). Ограничителите са обик
новено пътни превключватели или
крайни изключватели. Всички изпъл
нителни органи на машината, авто
мата или автоматичната линия се
управляват със система от ограни
чители по такъв начин, че всяко след
ващо движение на един изпълните
лен орган се извършва след завърш
ване на движението на предшествуващия.
Към cm. Система за управление с ог
раничители
1 - краен изключвател; 2 - ролки; 3 пътни превключватели (ограничите
ли); 4 - вретено; 5 - силова глава; 6 електродвигател
СИСТЕМА ЗА УПРАВЛЕНИЕ С ПРЕДИЗБИРАНЕ - система за управле
ние на машина, която дава възмож
ност да се избира друг режим още
докато машината работи на даден
режим, с оглед системата да се под
СИСТЕМА...
-458-
готВи за необходимата операция за
упраВление. След завършване на еле
мента на работния цикъл работни
кът-оператор чрез кратковременна
намеса преВключВа предварително
избраната скорост или подаване.
С.у.п. могат да бъдат механични или
смесени (8 които се използуват за
едно с механичните и хидравлични,
ел. или др. елементи). Прилагат се в
металорежещите машини.
СИСТЕМА ЗА ЦПУ С ПОСТОЯННА
СТРУКТУРА HA УПРАВЛЕНИЕ (NC) система за ЦПУ с постоянен алгори
тъм на работа, която се осъществя
ва по реализирана конструктивна
схема на устройството за ЦПУ. Съ
образно този алгоритъм се съставя
и управляващата програма за мета
лообработващата машина. Функци
оналните Възможности на такава
система се поддържат от програм
но осигуряване В постоянна памет
тип ROM, т.е. само за четене.
СИСТЕМА ЗА ЦПУ С ПРОМЕНЛИ
ВА СТРУКТУРА HA УПРАВЛЕНИЕ система за ЦПУ с гъвкав алгоритъм
на работа, задаван програмно, апа
ратно или апаратно-програмно и из
менян в зависимост от предназначе
нието на устройството за ЦПУ. То
зи тип системи се изграждат на ос
новата на мини- или микро-ЕИМ или
микропроцесор. Към тези системи
се отнасят устройствата CNC за
автономно упраВление на металоре
жещи машини, а също и устройства
та SNC с достатъчна по обем памет
за съхраняване на Въвежданите уп
равляващи програми.
СИСТЕМА МПИД - вж. Еластична
технологична система.
СИСТЕМА HA НАГАЖДАНЕ - Вж.
Система сглобки.
СИСТЕМА HA ПЛАНОВО-ПРЕДУП
РЕДИТЕЛЕН РЕМОНТ - съвкупност
от организационни и технически ме
роприятия по поддържането, обс
лужването и ремонта, провеждани
профилактично по предварително
съставен план с цел да се предпазят
машините от неочаквани повреди.
СИСТЕМА HA СРЕДНАТА ЛИНИЯ
HA ПРОФИЛА - система за оценка
на грапавостта на повърхнината,
при която за базова линия служи
средната линия на профила.
СИСТЕМА СГЛОБКИ, система
на нагаждане -систематизира
на съвкупност от сглобки между ва
лове и отбори, от дадена система за
допуски и сглобки. Биват С.с. осно
вен вал и С.с. основен отВор.
СИСТЕМА СГЛОБКИ ОСНОВЕН
ВАЛ - система сглобки, при която
хлабините и стегнатостите се по
лучават чрез сглобяване на различни
отвори с един и същ вал или с вало
ве от различни класове на точност,
но с едно и също основно отклоне
ние, като валът се нарича "основен
вал".
СИСТЕМА СГЛОБКИ ОСНОВЕН
ОТВОР - система сглобки, при кол
то хлабините и стегнатостите се
получават чрез сглобяване на различ
ни валове с един и същ отвор или с
отвори от различни класове на точ
ност, но с едно и също основно отк
лонение; отворът се нарича "осно
вен отвор".
СИСТЕМА SSS - система за оп
ростяване на машиностроително
то производство в САЩ, носеща на
именованието си от първите букви
на думите симплификация, стандар
тизация, специализация - нейни със
тавни звена. Основно звено на тази
система е симплификацията, а в ос
новата на приложението ù стои
- 459 -
технологичностша на конструкция
та.
СИСТЕМА С ЦИФРОВО-ПРОГРАМ
НО УПРАВЛЕНИЕ (ЦПУ) - вж. Циф
рово-програмно управление на ма
шина.
СИСТЕМАТИЧНА ГРЕШКА при
измерване - грешка, която при
няколко извършени при едни и същи
условия измервания на една и съща
стойност на дадена величина оста
ва постоянна по абсолютна стой
ност и знак или се изменя по опреде
лен закон, когато условията се изме
нят. Постоянна С.г. - грешка, която
се появява, когато градуирана при
0°С линия се използува при 20°С без
внасяне на съответна поправка;
променлива С.г. - грешка в показани
ята на измервателен уред при после
дователни измервания на една и съ
ща стойност поради непрекъснато
изменение на температурата.
СИСТЕМАТИЧНИ ГРЕШКИ n р и
обработван е.т о - грешки при
обработването, които остават
постоянни за всички детайли от
разглежданата съвкупност или се из
менят закономерно при преминава
не от обработване на един детайл
към друг. Напр., когато се работи на
машина, настроена на размер, вслед
ствие неправилно установяване на
режещия инструмент се получават
постоянни С.г., а в резултат на пос
тепенното износване на инстру
мента - променливи С.г.
СИСТЕМА "ЧОВЕК-МАШИНА"
сложна система, в която човекът
оператор взаимодействувас техни
чески средства в процеса на произ
водството, управлението, обра
ботването на информация и т.н. С.
"ч.-м." е предмет за изследване от
инженерната психология, ергономи
ята. Във връзка с бързото развитие
на АСУ и нарастването на изисква
СКОБА ...
нията към операторите, управлява
щи работата на сложни технологич
ни, енергетични и изчислителни ком
плекси, взаимоотношението ”човекмашина“ стана един от най-важните
проблеми на научно-техническата
революция на XX век. Основното при
изграждането на С."ч.-м.“ е разпреде
лението на функциите между опера
тора и машината, като се съчета
ват способностите на човека и въз
можностите на машината с цел оси
гуряване необходимата ефектив
ност на функциониране на система
та.
СИТО - устройство за разделяне
по големина на частиците (късове
те) на насипни материали (въглища,
руди, абразиви, пясък и др.) чрез пре
сяване през мрежи или решетки с
точно определени размери на отво
рите. С. биват плоски (вибрационни,
люлеещи се) и барабанни (въртящи
се).
СИТОВ АНАЛИЗ - определяне ед
рината на раздробени материали
чрез пресяване с комплект стандар
тни сита с различни размери на от
ворите.
СКАЛА - част от измервателен
уред, която представлява съвкуп
ност от подредени знаци (черти,
цифри и др. символи), съответствуващи на редица последователни
стойности на измерваната величи
на.
СКИЦА в техниката -изоб
ражение на детайл, възел, машина,
план и др., предназначено за по-ната
тъшно разработване и използуване.
За разлика от чертежа се изпълнява
опростено на ръка. Използува се при
изработване на макети на изделия и
техни съставни части, а така също
при разработка на чертежи или схе
ми.
СКОБА - вж. Изтеглян.
СКОРОСТ...
-460-
СКОРОСТ HA ГЛАВНОТО ДВИЖЕ
НИЕ - вж. Скорост на рязане.
СКОРОСТ HA ЗАЛИВАНЕ HA ЛЕЯР
СКИТЕ ФОРМИ - количеството те
чен метал, който навлиза в леярска
та форма за една секунда. Зависи от
вида на сплавта, масата и габарит
ните размери на отливката, от на
чина на заливане, вида и размерите
на леяковата система.
СКОРОСТНА КОРОЗИОННОТО
ПРОНИКВАНЕ - дълбочината на корозионното разрушаване на метала
за единица време.
СКОРОСТ HA КОРОЗИЯТА - корозионни загуби от единица повърх
ност на метала за единица време.
скоростна кутия - многозвенен механизъм от предавки, помес
тени в отделно тяло или в общо тя
ло с др. механизми, предназначен да
променя честотата на въртене на
задвижвания вал чрез промяна на
предавателното отношение на пре
давките (вж. Главенпревод).
СКОРОСТ HA НАГРЯВАНЕ - вели
чина, която характеризира повиша
ването на температурата на мета
ла или сплавта при нагряване за еди
ница време.
СКОРОСТ HA ОХЛАЖДАНЕ - ве
личина, която характеризира пони
жаването на температурата на ме
тала или сплавта при охлаждане за
единица време.'
СКОРОСТ HA ПОДАВАНЕ, П O g авателна скорост -моментна
скорост на разглежданата точка на
режещия ръб на инструмента или на
обработвания детайл по посока на
подаването. Измерва се в mm/min минутно подаване.
СКОРОСТ HA РЯЗАНЕ, скорост
на главното движение -мо
ментна скорост на разглежданата
точка на режещия ръб на инструмен
та или на обработвания детайл. Из
разява се с отношението на премес
тването на разглежданата точка
към времето и се измерва в m/min
или m/s. С.р. е най-важният елемент
на процеса на рязане на металите,
определящ производителността,
качеството на обработката, трай
ността на инструмента и др.
СКОСЯВАНЕ HA КРАИЩАТА п р и
заваряване - подготовка на кра
ищата на детайлите за заваряване
чрез стопяване или снемане на част
от метала по заваряваните краища,
като им се придава определена фор
ма в съответствие с условията на
заваряване. С.к. се осъществява чрез
стъргане, фрезоване, кислородно ря
зане и т.н. В резултат на скосяване
то между събраните за заваряване
краища се образува канал с определе
на форма, предназначен за запълване
с допълнителен метал. Типът на ско
сяването се определя от напречно
то сечение на канала, напр. V-образ
но, U-образно, К-образно, Х-образно
и т.н.
СКРАП - вж. Метален лом.
СКРЕПИТЕЛНИ ДЕТАЙЛИ - вж.
Свързващи детайли.
СЛЕДОПЕРАЦИОНЕН КОНТРОЛ
(непр.т.) - вж. Операционен конт
рол.
СЛЕДЯЩА СИСТЕМА - автома
тична система, в която с помощта
на обратна връзка се възпроизвежда
с определена точност входната ве
личина, чийто характер на измене·
ниее неизвестен преди това. Струк
турната схема на С.с. включва права
верига на въздействие и главна об
ратна връзка. По характера на рабо
тата си С.с. се разделят на системи
с непрекъснато действие, импулсни
и релейни. С.с. биват едноконтурни
(с една обратна връзка) и многоконтурни (с няколко обратни връзки).
Най-важната характеристика на С.с.
- 461 -
е точността на действието ù (сле
денето).
СЛЕДЯЩО ЗАДВИЖВАНЕ - уст
ройство за преобразуване на мало
мощен сигнал в пропорционална за
него скорост на преместване на уп
равлявания обект при зададено на
товарване. От С.з. зависи точност
та на обработеното изделие, качес
твото на повърхнините, произво
дителността, надеждността и др.
Основните параметри на С.з. са
мощност, скорост, бързодействие
и точност; С.з. се използуват както
в контурни системи с програмно уп
равление, така и в позиционни.
СЛОЕСТАХТРУКТУРА - вж. Ивична структура.
СЛОЕСТИ МАТЕРИАЛИ - компо
зиционни материали, състоящи се
от няколко успоредни слоя на различ
ни компоненти с различни свойства.
С.м. са например биметалните ма
териали, получени чрез плакиране
или валцоване, металните и поли
мерните композиционни материа
ли, армирани със слоеве от влакна, и
др. С.м. намират приложение като
звукопоглъщащи и конструкционни
материали, магнитни и оптически
материали, материали с битово
предназначение и др.
СЛОЖЕН ПРЕВОД - предавате
лен механизъм, състоящ се от после
дователно или паралелно-последова
телно свързани зъбни групи. С него
се постига по-голям брой честоти
на въртене със сравнително по-ма
лък брой зъбни колела. С.п. биват с
множителна или със сумирана
структура.
СЛОЖНО ФОРМООБРАЗУВАЩО
ДВИЖЕНИЕ - формообразуващо
движение, в резултат на което сле
дите от точките на режещия ръб на
инструмента върху обработвания
детайл са криволинейни, различни
СЛЯБА ...
от окръжност. С.ф.д. е резултат от
едновременно извършване на две, а
понякога и повече съставни или еле
ментарни движения и може да се раз
глежда като тяхна сума. Напр. при
зъбообработване, резбообработване и др.
СЛОЙ - 1. Зона от метала или
сплавта, отличаваща се от основния
материал по физико-хим. свойства.
2. Част от метала на заваръчен шев,
получена при заваряване за един про
ход.
случайна грешка при из
мерване- грешка,, която при мно
гократни измервания и отчитания
на една и съща стойност на дадена
величина при практически еднакви
условия се изменя по абсолютна
стойност и знак по начин, невъзмо
жен за предвиждане.
СЛУЧАЙНИ ГРЕШКИ ПРИ ОБРА
БОТВАНЕТО, грешки от раз
сейването- грешки при обра
ботването, които са различни за от
делните детайли от разглежданата
съвкупност; тяхното появяване и
точната им стойност не могат
предварително да се определят, тъй
като не се подчиняват на някаква оп
ределена закономерност. Напр. при
обработване на серия отвори с един
райбер се получава различие в техни
те размери, тъй като твърдостта
и структурата на материала на от
делните детайли е различна, същес
твува разлика в големината на тех
ните прибавки и др.
СЛЯБА - полуфабрикат на мета
лургичното производство, който
представлява плоско стоманено тя
ло с правоъгълно напречно сечение.
С. се получават чрез непрекъснато
леене на стомана или чрез надлъжно
валцоване на стоманен блок на слябинг (по-рядко на блуминг). С. са
СЛЯБИНГ...
-462-
предназначени за производството
на валцоВани стоманени листове.
СЛЯБИНГ - валцовъчна машина,
предназначена за преработване на
метални блокове в сляби. Отличи
телна конструктивна особеност на
С. в сравнение с блуминга е наличие
то и на вертикални валци, предназ
начени за деформиране на странич
ните стени на металния блок.
СМАЗКИ - твърди, пластични и
полутечни материали, които лесно
се деформират при плъзгане и лесно
се задържат върху движещи се по
върхнини, не изтичат под действи
ето на собственото си тегло или на
центробежни сили. С. се използуват
за мазане на машинни детайли и ме
ханизми, където задържането на
течни масла е невъзможно. Според
хим. състав С. са: литиеви, калциеви,
бариеви, натриеви, бентонитови и
др. Според предназначението си С..
са: антифрикционни - предназначе
ни за намаляване триенето и износ
ването на триещи се възли и детай
ли; консервационни (защитни) - за
предотвратяване или намаляване
корозията на металните изделия
при експлоатация и съхранение; уп
лътнителни - за херметизиране хла
бините В механизмите.
СМЕСВАЩ ЛЕЯРСКИ ОХЛАДИТЕЛ
-леярски охладител, В който формо
въчният материал се охлажда чрез
смесване, разбъркване и продухване
с въздух.
СМЕСЕНА СИСТЕМА ЗА УПРАВЛЕ
НИЕ, комбинирана систе
ма за управление - система за
управление на металорежеща маши
на, при която някои елементи на ци
къла се управляват децентрализира
но, напр. от датчици, а останалите
— централизирано от централно ко
мандно устройство.
СМЕСИТЕЛНА ГОРЕЛКА - газова
заваръчна ?орелка, при която горив
ният газ и кислородът постъпват с
еднакВо налягане 50 - 70 kPa и се
смесват направо в смесителната ка
мера на накрайника. С.г. се употребя
ват при наличност на ацетилен с ви
соко налягане или на разтворен аце
тилен в бутилки.
СМЕСОПОДГОТВИТЕЛНА ЛЕЯР
СКА МАШИНА - леярска машина за
приготвяне на формовъчни и сърцеви смеси, напр. колерганг, лопатъчен
смесител и др.
СМЕСОПОДГОТОВКА - процес на
приготвяне на формовъчни смеси за
леярски форми и сърца. С. включва
отделни етапи, които зависят от
вида на формовъчните смеси, обема
на производството и степента на
механизация. При най-широко изпол
зуваните влажни пясъчно-глинести
(бентонитови) смеси С. се състои
от следните етапи: подготовка на
отработената формовъчна смес
(раздробяване, сепариране, охлажда
не, пресяване); подготовка на свежия
кварцов пясък (сушене, охлаждане,
пресяване); приготвяне на свързва
щото Вещество - бентонЪта (в су
хо състояние или във вид на водна
емулсия), и на др. компоненти; дози
ране и смесване в колерганг или друг
вид смесител; аериране на сместа.
С. в механизираните леярни цехове
се извършва в специализирани смесоподготвителни инсталации, кои
то се състоят от съответните
технологични съоръжения и транс
портни средства (лентови транс
портьори, елеватори и др.).
СМИЛАНЕ в праховата ме
талургия - процес на намаляване
едрината на праховите частици, из
вършван в апарати с механично
действие. С. бива сухо - безизползу-
-463
ване на течности, и мокро - 6 течна
среда.
СМУЩАВАЩА СИЛА
- външна
променлива сила, приложена към еле
мент (звено) и възбуждаща в него
трептения или други смущаващи яв
ления.
С-ОБРАЗНИ КРИВИ - кратко наи
менование на диаграмите на изотер
мичното фазово превръщане на аустенита, построени в координати
температура - време (вж. фиг.).
Върху диаграмите се нанасят точки
те, които отговарят на времето на
началото и края на превръщане за
всяка температура. Точките образу
ват криви, подобни на буквата C. С о.к. имат голямо значение при анали
за на превръщането на преохладения
аустенит в стоманите.
Към cm. С-образни криви
С-образни криви за евтектоидна сто
мана:
А - аустенит; П - перлит; С - сорбит; Т
- троостит; Иг. Т - иглен троостит; Μ
- мартензит; 1 - начало на превръщане
то на преохладения аустенит; 2 - край
на превръщането; 3 - начало на превръ
щането на аустенита в мартензит; 4край на превръщането
СМЯНА HA МАСЛАТА
- перио
дична ремонтна операция, която се
извършва от цеховите механици
СОРБИТ...
през време на прегледите и планови
те ремонти по план-графика за ППР.
СОБСТВЕНИ ТРЕПТЕНИЯ, а в т отрептения - трептения (вибра
ции), които възникват в система
без променливо външно въздейст
вие - без постъпване на енергия от
вън, а вследствие на произволно на
чално отклонение на тази система
от устойчиво състояние. Характе
рът на С.т. се определя главно от па
раметрите на системата (маса,
еластичност, инерционни моменти,
индуктивност, ел. капацитет, ел.
съпротивление и т.н.), а тяхната интезивност - от енергията, съхране
на в системата. В реалните системи
поради разсейването на енергията
С.т. винаги затихват.
СО2 ЗАВАРЯВАНЕ - ^ Заваря
ване в защитна среда от СО2·
СОЛИдол' - консистентна антифрикционна смазка, използувана
в плъзгащите и търкалящите лагери
на различни машини. Отнася Се към
групата на сапунените мазилки ве
щества. За основа се взима промиш
лено масло със среден вискозитет, а
като сгъстител - калциева сол на
висша мастна киселина. С. са маст
ни, получени с използуването на мас
тни киселини на растителни масла,
и синтетични , когато се използу
ват сапуни на синтетични мастни
киселини.
СОЛИДУС - темпратурата на за
вършване на кристализацията на
сплав или на началото на топенето.
СОЛНА ВАНА - стопена смес от
соли, напр. в тигел, която се изпол
зува за нагряване на изделията или за
поддържане на постоянна темпера
тура при термообработка или сто
пяване.
СОРБИТ - структурна съставка
на стоманата, която представлява
смес на ферит и цементит, образу-
СОРБИТИЗАЦИЯ...
-464-
8аща се от аустенита 8 резултат на
дифузионно превръщане при охлаж
дане. Отличава се от перлита с пофина дисперсна структура, която
осигурява по-висока якост и износо
устойчивост на стоманата.
СОРБИТИЗАЦИЯ - разновидност
на закаляването; термична обра
ботка на средновъглеродна стома
на, състояща се в нагряването ù до
800 - 950°С, задържане при тази
температура и охлаждане с опреде
лена скорост обикновено в масло,
топла вода или струя сгъстен въз
дух. В резултат на С. стоманата по
лучава сорбитна структура. С. се
прилага широко при изработване на
релси и бандажи за колелата на жп
транспорта.
СОРБИТ ОТ ЗАКАЛЯВАНЕ - сорбит, който се образува непосредст
вено от преохладен аустенит при
закаляване на стомана и се характе
ризира с пластинчата форма на цементитна фаза.
СОРБИТ ОТ ОТВРЪЩАНЕ -
СОр-
бит, който се образува при високо
температурно (450 - 650°С) отвръ
щане на закалена стомана и се харак
теризира със сферична форма на цементитната фаза. При еднаква
твърдост със сорбита от закалява
не С.о. е по-пластичен и по-жилав.
СОРМАЙТ - наименование на гру
па лети високовъглеродни и 8исокохромови железни сплави, съдържа
щи също никел и силиций и отлича
ващи се с голяма твърдост. Изпол
зуват се за наваряване на бързоизносващи се повърхнини на детайли и
инструменти.
СОРТИРОВЪЧНА МАШИНА - ма
шина за сортиране на детайли (заго
товки) в групи по размери; в съот
ветствие с резултата от измерва
нето се отваря нужният "прозорец",
през който детайлът (заготовката)
изпада в съответния приемен бун
кер.
СПЕКАЕМОСТ - способност на
праховете, използувани в праховата
металургия, да се превръщат в мо
нолитно тяло при спичане. С. се оп
ределя от състава и свойствата на
праховете, като зърненост, окисленост, състояние на кристалната ре
шетка и др.
СПЕКТРАЛЕН АНАЛИЗ:
1. H а
m p e n т е н и я - метод за определя
не спектъра на трептенията (вибра
циите) или спектъра на честотите
им. 2. H а в е ще c т в а - физически
метод за качествен и количествен
анализ на вещества, основан на изу
чаването на техните спектри - на
изпускане (емисионен С.а.), на поглъ
щане (абсорбционен С.а.), на комбинационно разсейване на светлината,
луминесценция, рентгенови. Прила
га се в химията, астрофизиката, ме
талургията, машиностроенето, при
проучване на руди и т.н.
СПЕКТЪР HA ТРЕПТЕНЕТО - съв
купност от сьответствуващи на
хармоничните съставляващи стой
ности на величината, характеризи
раща трептенето (вибрацията), в
която дадените стойности се раз
полагат по реда на нарастване на
честотите на хармоничните със
тавляващи.
Ha периодичните трептения съответствува дискретен спектър, на
непериодичните - непрекъснат
спектър.
СПЕКТЪР HA ЧЕСТОТАТА,
Ч е С-
тотен спектър -съвкупност
от честоти на хармоничните със
тавляващи на трептения, разполо
жени по реда на нарастване. С.ч. би
ва дискретен и непрекъснат.
СПЕЦИАЛЕН ПАТРОННИК - пат
ронник, предназначен за механизира
но закрепване на детайли с по-слож-
- 465 -
на конфигурация (зъбни колела, тела
на арматурни елементи и др.), както
и на детайли, изискващи определено
усшновяване 8 процеса на обработ
ването. С.п. биват: двучелюстни, с
изравнително действие, мембран
ни, палцови, със специални челюсти
идр.
СПЕЦИАЛИЗАЦИЯ HA ПРОИЗВОД
СТВОТО - ограничаване номенкла
турата на изработваните или ре, монтираните изделия, близки по
предназначение и конструкция, или
ограничаване номенклатурата на
процесите за изработване или ре
монт на различни по предназначение
и конструкция изделия. С.п. е пред
поставка за по-рационална организа
ция на производртвото, тъй като за
сметка на намаляване на номенкла
турата се увеличава серийността на
произвежданите или ремонтирани
те изделия. С.п. се осъществява по
промишлени отрасли, по групи пред
приятия, отделни предприятия и
техни цехове и участъци. С.п. бива:
предметна - по еднородна номенкла
тура на продукцията (напр. струго
ве, пробивни машини); технологична
- по отделни видове технологични
процеси (напр. леярско производст
во); детайлна - по производство на
отделни типове детайли и възли
(напр. лагери, оси, валове, зъбни ко
лела). С.п. осигурява условия за меха
низация и автоматизация на произ
водството, внедряване на поточни
методи, намаляване на трудопоглъщаемостта и стойността на изде
лието.
СПЕЦИАЛИЗИРАНА АВТОМАТИЧ
НА ЛИНИЯ - автоматична линия за
обработване на еднотипни изделия
с определен диапазон на параметри
те.
30
Терминологичен речник по металообработване
СПЕЦИАЛНИ ...
СПЕЦИАЛИЗИРАНА МЕТАЛООБ
РАБОТВАЩА машина - машина,
предназначена за обработване на
един или няколко типа детайли,
сходни по конфигурация, с еднакви
технологични изисквания, но различ
ни по размери.
СПЕЦИАЛИЗИРАНА ЩАМПА
щампа за изработване само на даден
детайл, съставена от монтажни
единици и (или) детайли, използува
ни 8 различни щампи.
СПЕЦИАЛНА АВТОМАТИЧНА ЛИ
НИЯ - автоматична линия за обра
ботване на точно определени по
форма и размери изделия: при изме
нение на обекта на производство
тези линии се преустройват (прера
ботват). Използуват се главно в ма
совото производство.
СПЕЦИАЛНА МЕТАЛООБРАБОТ
ВАЩА МАШИНА -машина, предназ
начена за обработване на точно оп
ределени детайли от един типоразмер.
СПЕЦИАЛНА ЩАМПА - щампа за
изработване само на даден детайл,
съставена от монтажни единици и
(или) детайли, използувани само в
дадената щампа.
СПЕЦИАЛНИ ПРИСПОСОБЛЕНИЯ
- приспособления, които се използу
ват при обработване на определен
вид детайли. Те разширяват техно
логичните възможности на машини
те и повишават производителност
та на труда. С.п. се конструират в
конструкторските бюра на техно
логичния отдел и се изработват в
инструменталния цех на съответ
ния завод. Някои С.п. във вид на до
пълнителни принадлежности се дос
тавят заедно с машините от завода
производител при заявяване от
потребителя.
СПЕЦИФИКАЦИЯ ...
-466-
СПЕЦИфИКАЦИЯ HA ЕКИПИРОВ
КАТА - технологичен документ, съ
държащ списък на технологичната
екипировка, необходима за изпълне
ние на дадения технологичен процес.
СПЕЦИФИКАЦИЯ HA МАТЕРИА
ЛИТЕ И детайлите - технологи
чен документ в таблична форма, съ
държащ данни за заготовките или
детайлите като означение, наиме
нование, материал, количество и
разходни норми за материалите за
всички съставни части на изделие
то. Заедно с конструкторската до
кументация С.м.д. е основен доку
мент, който се използува за комп
лектоване на изделията, за планира
не на производството и за др. цели.
СПЕЦИФИКАЦИЯ HA ТЕХНОЛО
ГИЧНИТЕ ДОКУМЕНТИ - документ,
който определя състава и комплект
ността на технологичните доку
менти за изработване или ремонт
на изделието. С.т.д. в общия случай
се състои от следните раздели: из
делие, сглобяеми единици, детайли,
комплекти, материали. С.т.д. е за
дължителен документ при предава
не на комплекта документи за микрофилмиране или от едно предприя
тие (организация ) на друго.
спечени сплави - вж. Металокерамични материали.
СПИНИНГОВАНЕ - вж. Ротацион
но дълбоко изтегляне.
СПИРАЛНО СВРЕДЛО, винто
во свредло - свредло с винтови
канали, което се използува за обра
ботване на отвори в плътен мате
риал или за разширяване на отвори,
в които ще се нарязва резба или ко
ито ще се зенкероват или райбероват. С.с. има следните, конструк
тивни елементи: работна част,
шийка и опашка (вж. фиг.). Работна
та част има стружкови винтови ка
нали, образуващи отпред съответ
но два режещи ръба. Винтовите ка
нали биват с десен или ляв наклон, ка
то свредлата с леви канали се изпол
зуват предимно при работа на авто
мати. Двата главни режещи ръба са
свързани с напречния режещ ръб под
ъгъл ψ. При работа свредлото из
вършва въртеливо главно и подавателно осово движение.
Към cm. Спирално свредло
СПИРОИДНА ПРЕДАВКА - хиперболоидна предавка от втори род,
при която началните повърхнини на
зъбните колела са конусни и малкото
зъбно колело - червякът — има вин
тови зъби. С.п. работи като червячна предавка и осигурява предавател
ни отношения до 300 и повече. Пора
ди сложността на изработване и
ниския к.п.д. С.п. имат ограничено
приложение.
СПИЧАНЕ, агломерация -про
цес на получаване на твърди мате
риали във вид на късове от прахооб
разни (дребнозърнести) материали
при нагряване без стопяване на ком
понентите (С. в твърда фаза) или
стопяване на един от компоненти
те (С. в течна фаза). С. може да се из
вършва и с прилагане на известно на
лягане (С. под налягане). Намира при
ложение в праховата металургия.
СПЛАВИ - сложни вещества, със
тоящи се от два или повече мета
-467-
лургично взаимодействуващи ком
понента (хим. съединения или твър
ди разтвори). С. биват метални и
неметални. Металните С. се със
тоят или само от метали (напр. месингите са С. на мед и цинк), или от
метали, съдържащи малки количест
ва неметали (напр. стоманите и чу
гуните са С. на желязото и въглеро
да). Вж. Алуминиеви сплави, Берили
еви сплави, Волфрамови сплави и
т.н. Неметалните С. се състоят от
неметални вещества (напр. гранита
и базалта са С. на естествени сили
кати; стъклото - С. на изкуствени
силикати и т.н.). Обикновено С. се
получават при втвърдяване на стопилки от два или няколко компонен
та, но могат да се получат и чрез дифузионно насищане, отлагане от га
зова фаза, спичане. Свойствата на
сплавите зависят от техния хим.
състав и структура.
СПЛЕСКВАНЕ - ковашко-пресова
операция - пластично деформиране,
в резултат на което се намалява ви
сочината на заготовката, а се увели
чава площта на напречното ù сече
ние (вж. фиг.). С. се извършва в горе
що или студено състояние на заго
товката на ковашко-пресови маши
ни и автомати. В някои случаи С. се
прилага като междинна операция
при коването за повишаване на плас
тичността и жилавостта на мета
ла.
СПОЕНА КОНСТРУКЦИЯ - конст
рукция, изработена чрез спояване на
детайлите. Напр. твърдосплавен
металорежещ инструмент, чиито
режещи пластини са споени към тя
лото.
споено съединение - неразг
лобяемо съединение на две или пове
че части, получено чрез спояване.
С.с. биват: челни, с припокриване, ъг
лови и др.
СПОМАГАТЕЛЕН ...
СПОМАГАТЕЛЕН КАТОД - допъл
нителен катод, който е разположен
по такъв начин, че може да поема
върху себе си част от тока от някои
повърхнини на електролитно покри
ваният детайл, върху които при отсъствивие на спомагателен катод
би се получила плътност на тока, повисока от необходимата.
СПОМАГАТЕЛЕН МАТЕРИАЛ материал, изразходван заедно с ос
новния при изпълнение на техноло
гичен процес. Напр. охлаждаща теч
ност при рязане, флюс при заварява
не или леене.
СПОМАГАТЕЛЕН ПРЕВОД - пре
вод, служещ за предаване и регулира
не на спомагателните движения на
машината. Напр. превод за бързо установъчно придвижване на работен
орган на металорежеща или др. ма
шина.
Към cm. Сплескване
СПОМАГАТЕЛЕН ХОД - завърше
на част от преход, състояща се от
еднократно преместване на инстру
мента спрямо обработвания де
тайл, което не е съпроводено с изме
нение на формата, грапавостта на
повърхнините и свойствата на об
работвания детайл, но е необходимо
за изпълнение на работния ход.
Напр. напречното преместване на
ножа при струговане на стъпален де-
СПОМАГАТЕЛНА ...
-468-
гпайл при преминаване от един диа
метър на друг.
СПОМАГАТЕЛНА КОМАНДА - ко
манда, определена по стандарта на
ISO за изпълняване на спомагателна
функция. Това са команди за включВане-изключване на охлаждащата
течност, смяна на инструмент, за
тягане, освобождаване и т.н.
СПОМАГАТЕЛНА УСТАНОВЪЧНА
БАЗА - устанрвъчна база, разполо
жението на която спрямо обработ
ваната повърхнина няма съществе
но значение за работата на детайла
в готовото изделие.
СПОМАГАТЕЛНИ ДВИЖЕНИЯ движения, извърщвани от възлите
или агрегатите на машината, които
изпълняват спомагателни функции
преди започване на обработването,
през време на обработването и след
неговото Завършване. Към С.д. се
отнасят движенията за закрепване
и освобождаване на обработвания
детайл, за затягане и освобождава
не на металообработващия инстру
мент, установъчни, делителни, об
хождащи движения и др.
СПОМАГАТЕЛНО време -време
то, през което се извършват дейст
вия, спомагащи изпълнението на ос
новната работа, които се повтарят
на всяко изделие, или след обработ
ването на определен брой изделия.
С.в. се изразходва за: управление на
машината; подвеждане и отвеждане
на инструмента; установяване и
снемане на детайла; установяване и
снемане на инструмента през време
на работа; измерване на детайла при
неговото обработване. С.в. бива
ръчно, машинно-ръчно и машинноавтоматично в зависимост от сте
пента на механизация на операции
те и припокрито или неприпокрито
в зависимост от това, дали съвпада
или несъвпада с основното време.
СПОМАГАТЕЛНО ПРОИЗВОДСТ
ВО - производство и (или) подго
товка на материали, заготовки и
средства, необходими за основното
производство. Напр. изработване и
ремонт на технологичната екипи
ровка, производството или подава
нето на сгъстен въздух, топлинна и
ел. енергия и т.н. С.п. се осъществя
ва в спомагателните цехове и учас
тъци на предприятието, обслужва
щи основното производство.
СПОМАГАТЕЛНО СРЕДСТВО ЗА
ИЗМЕРВАНЕ - средство за измер
ване, което служи за измерване на
влияещите величини или на величи
ните, които характеризират мет
рологичните качества на дадено
средство за измерване по време на
неговото използуване или изпитва
не. Напр. либела за проверка хоризонталността на везни и т.н.
СПОЯВАНЕ
технологичен про
цес за получаване на монолитно не
разглобяемо съединение между де
тайли чрез допълнителен метал или
сплав (припой) с точка на топене, пониска от тази на материала на де
тайлите. Припоят в течно състоя
ние умокря спояваните детайли, за
пълва междината между тях под
действието на капилярни сили, а
след това се втвърдява и образува
съединението. С. се прилаа· 88 съе
диняване на метали, неметали или
метали с неметали (напр. керамика,
стъкло и др.). С. на металите услов
но се дели на C. с мек (нискотемпературен, леснотопим) припой и с
твърд (високотемпературен, труднотопим) припой.
СПОЯВАНЕ В ПЕЩ - спояване с
твърд припой, при което темпера
турата на спояване се постига чрез
загряване на детайлите В пещ (пламъчна или електрическа - със или без
защитна атмосфера или с вакуум).
-463-
СПОЯВАНЕ С поялник - споява
не с нискотемпературен припой, ко
ето се осъществява с поялник, т.е.
от топлината, акумулирана в метал
ната маса на поялника, който служи
и за подаване на отделни порции от
припоя и.за разпределянето му по
шева.
СПОЯВАНЕ ЧРЕЗЗАЛИВАНЕ спояване, при което припоят запъл
ва междината между спояваните
части (по-аоляма от 0,5 тт), като се
излива в нея.
СПОЯВАНЕ ЧРЕЗ ПОТОПЯВАНЕ спояване, което се осъществява
чрез потопяване на спояваните де
тайли в разтопен припой, сол или
флюс.
СРАБОТВАЕМОСТ HA ЛАГЕРНИЯ
материал - свойство на антифрикционния лагерен материал да на
малява силата на триене, темпера
турата и интензивността на износ
ване в процеса на работа при посто
янни външни условия.
СРАВНИТЕЛЕН КОНТРОЛ (непр.
т.) - вж. Контрол по контролен об
разец.
СРАВНИТЕЛНИ ИЗПИТВАНИЯ провеждани в еднакви условия из
питвания на два или повече обекта
за сравняване характеристиките на
тяхното качество.
СРЕБРО (Ад) - хим. елемент,
ат.н. 47, ат.м. 107,868. С. е бял, плас
тичен, благороден метал с равнинноцентрирана кубична решетка;
плътност 10 500 кд/тЗ; т.т.
960,8°С. Получава се от оловни и
медни концентрати по пирометалургичен начин. С. е хим. устойчиво
- при стайна температура не се
окислява. От металите.има най-ви
сока отражателна способност, топ
лопроводност и електропроводност. Лесно се обработва чрез плас
тична деформация. С. се използува
СРЕДНА...
предимно във вид на сплави за сече
не на монети, за изработване на би
жутерийни и битови изделия, във
фотографията, електротехниката,
електрониката и др. Чистото С. се
употребява за изработването на
контакти и припои, за посребряване
на електровакуумни уреди в сребър
но-цинковите акумулатори и др.
СРЕДЕН ДИАМЕТЪР HA РЕЗБА диаметър на въображаем цилиндър,
съосен с резбовата повърхнина, чиято образуваща пресича профила на
резбата по такъв начин, че отрязъ
кът от пресичането с канавката да
бъде равен на половината от номи
налната стъпка (вж. фиг.).
Към cm. Среден диаметър на резба
d2 - среден диаметър на външна резба;
D-, - среден диаметър на вътрешна рез
ба; Р - стъпка на резбата
СРЕДНА ЗОНА HA ПЛАМЪКА,
възстановяваща зона на
пламъка, - зона на нормален зава
ръчен пламък, намираща се в непос
редствена близост др ядрото на
пламъка и характеризираща се с лип
са на свободен кислород или въгле
род.
СРЕДНА ЛИНИЯ HA ПРОФИЛА, т
- линия, която има формата на но
миналния профил и дели измерения
профил така, че в границите на ба
зовата дължина / сборът на квадра
тите на разстоянията (ур /2. —<
СРЕДНА ...
-470-
Уп-v yn) на точките на измерения
профил до тази линия да бъде мини
мален (вж. фиг.). С.л.п. в границите
на базовата дължина дели измерения
профил така, че сумите от площите
Fj ú Q¡, затворени между тази линия
и профила от двете ù страни, са рав
ни помежду си, т.е.
k
Р
^Fį = ΣΟ/,
i=1
j=1
където i е броят площи над средна
та линия, a j-броят площи под сред
ната линия.
С.л.п. се използува при определяне на
грапавостта на повърхнини.
Към cm. Средна линия на профила
СРЕДНА ОТРАБОТКА МЕЖДУ ОТ
КАЗИТЕ - средноаритметичното
отработено време или обем работа
между отказите на машини или съо
ръжения за установен процес на екс
плоатация.
СРЕДНОАРИТМЕТИЧНО ОТКЛО
НЕНИЕ ОТ СРЕДНАТА ЛИНИЯ HA
ПРОФИЛА, Ra - средноаритметич
но от абсолютните стойности на
отклоненията на измерения профил
(/Ъ /2- —> Уп) 9° средната му линия в
границите на базовата дължина
1
/
«а = 7 ƒ Μdx;
1 о
Σ lwi
i =1
приблизително Ra =------------- ,
n
където i са дискретните стойности
на функцията у в границите на базо
вата дължина. Използува се при оп
ределяне на грапавостта на повърх
нините. Числените стойности на/?а
са редици стандартни числа, подре
дени в геометрична прогресия с по
казател 1,25 (стандартната редица
Л10 - 0,008; 0,010; ...100) - вж. фиг.
към cm. Средна линия на профила.
СРЕДНО ВРЕМЕ ЗА ВЪЗСТАНОВЯ
ВАНЕ РАБОТОСПОСОБНОСТТА средно време за откриване и отст
раняване на един отказ в изделието.
С.в.в.р. зависи от професионалната
подготовка на обслужващия персо
нал, наличните резервни части, със
тава на апаратурата за контрол и
средствата за търсене и локализи
ране на местата на отказа.
СРЕДНОВЪГЛЕРОДНА СТОМАНА
- вж. Въглеродна стомана.
СРЕДНОКВАДРАТИЧНО ОТКЛО
НЕНИЕ ОТ показанията - показа
тел, характеризиращ разсейването
на показанията на средството за из
мерване при редица от п измерва
ния, определен с формулата
i
S=V-------- r~’
y
n -1
където X¡ e / -momo показание на
уреда (1, 2, 3 ...), аХ е средноаритме
тичното на разглежданите n показа
ния.
СРЕДНОЛЕГИРАНА СТОМАНА вж. Легирана стомана.
СРЕДНО НАПРЕЖЕНИЕ, от ^т ~
статичният компонент на напреже
нието; средноалгебрично на макси
малното и минималното напреже
ние.
СРЕДНОТЕМПЕРАТУРНО ОТВРЪ
ЩАНЕ HA СТОМАНАТА - отвръща
не на стоманата в температурния
интервал 250 - 500°С, с цел получа
-471-
ване на дисперсни продукти от раз
падане на мартензита и намаляване
на вътрешните напрежения. Обик
новено се получава структура "троостит от отвръщане".
СРЕДСТВА ЗА ИЗМЕРВАНЕ технически средства, предназначе
ни за извършване на измервания и
имащи нормирани метрологични
свойства. С.и. обхващат мерките и
измервателните уреди и се разде
лят на С.и. на линейни размери и С.и.
на ъглови размери, а има и комбини
рани - за измерване на линейни и ъг
лови размери.
СРЕДСТВА ЗА ИЗПИТВАНЕ - пре
образуватели, инструменти, уреди,
стендове и машини, с които се осъ
ществява изпитването на материа
лите и изделията. Към С.и. се отна
сят и средствата за обработване на
информацията от изпитването.
СРЕДСТВА ЗА КОНТРОЛ - сред
ства, използувани за определяне на
зададените гранични стойности на
измерваната величина. Към С.к. се
отнасят калибри, преобразуватели
с дискретни сигнали, гранични инди
катори и др.
СРЕДСТВА ЗА ТЕХНОЛОГИЧНО
ЕКИПИРАНЕ - съвкупност от ма
шини, технологична екипировка и
средства за автоматизация и меха
низация на основните и спомагател
ните операции.
СРОК HA СЪХРАНЯЕМОСТ, Тсх времето на съхранение и (или) тран
спортиране на изделието при-опре
делени условия, в течение на което
се запазват стойностите на дадени
показатели в установени граници.
Тъй като съхраняемостта е елемент
на надеждността, С.с. зависи и от
надеждността на изделието.
СРЯЗАН ЦЕНТЪР - неподвижен
център, на който е изрязана част от
базиращия конус по дължината на
СТАБИЛНОСТ...
оста му, което дава възможност
при струговане да се обработи с ре
жещия инструмент челната повърх
нина на детайла (вж. фиг.).
Към cm. Срязан център
СРЯЗВАНЕ - разрушаване, при ко
ето под действието на две равни си
ли, насочени противоположно по две
близки успоредни директриси, час
тите на материала се плъзгат една
спрямо друга по равнина. С. се съпътствува винаги от смачкване,
огъване и др. С. означава също разру
шаване на болтове, нитове, шпилки
перпендикулярно на оста им (вж.
фиг.).
Към cm. Срязване
срязване ha зъба - срязване
на част от номиналната повърхнина
на зъба на обработваното зъбно ко
лело в резултат на интерференция
на зъбите при зацепването по време
на обработването.
СРЯЗВАН СЛОЙ - част от при
бавката, която се снема от обра
ботвания детайл за един проход и се
превръща в стружка (вж. фиг.).
СТАБИЛНОСТ HA ТЕХНОЛОГИЧ
НИЯ ПРОЦЕС - способност на тех
нологичния процес да запазва пара
метрите си в зададени граници в те
СТАБИЛНОСТ...
-472-
чение на определено време без външ
на намеса, като осигурява необходи
мото качество на произвежданата
продукция.
СТАБИЛНОСТ HA ТЕХНОЛОГИЧ
НАТА СИСТЕМА, j - способността
на технологичната система да се
съпротивлява на действуващите в
процеса на обработването сили.
С.т.с. се изразява чре^ отношение
то между нормалната (радиалната)
съставка на силата на рязането Fy и
отместването у на режещия ръб на
инструмента спрямо детайла при
деформирането, отчитано 8 съща
та посока, т.е.
Fy
i =----- N/m.
У
Към cm. Срязван слой
1 - срязван слой; 2 - непрекъсната елементообразна стружка
СТАНДАРТЕН РЕД ОТ ЛИНЕЙНИ
РАЗМЕРИ -ред от нормални линей
ни размери (диаметри, дължини, ви
сочини и др.), определени от стан
дарта и предназначени за избор на
номиналните размери на изделията
от всички отрасли на промишле
ността. С.р.л.р. представлява реди
ца от стандартни числа, образувани
от геометрична прогресия, препоръ
чани с цел намаляване на разходите
на материали, енергия и т.н. (вж.
Нормален диаметър).
СТАНДАРТИЗАЦИОНЕН КОНТРОЛ
- 1. Проверка на действително по
лучените стойности на всички ха
рактеристики, включени в стандар
тите, и на стандартите като цяло.
2. Научнообоснована проверка на за
кономерностите, водещи до опти
мално внедряване, спазване и прило
жение на стандартите и на всякакви
видове стандартизационни разра
ботки.
СТАНДАРТИЗАЦИЯ - дейност за
установяване и прилагане на единни
норми, правила, методи, величини,
означения, качествени и технически
изисквания, параметрични редове,
процеси и др. в определена област и
при участие на всички заинтересова
ни страни, за да се постигне опти
мална икономия и запазване (съхра
няване) на материалните ценности
за нуждите на обществото при
спазване на условията за експлоата
ция (използуване) и изискванията за
безопасност. С. има за основа прог
ресивните резултати на науката и
практиката и определя не само нас
тоящото, но и бъдещото развитие,
като насочва към повишаване на
производителността на труда и ка
чеството на продукцията.
СТАНДАРТНИ ОБРАЗЦИ - веще
ства (материали) с достатъчно
точно известни и удостоверени
стойности на специфичните за тях
параметри, наричани еталони. С.о.
количествено характеризират съ
държанието на елементи, на съеди
нения: свойствата на дадено веще
ство, някои технически параметри.
С.о. се използуват при провеждане
на метрологични работи и контрол
на качеството на суровини, метали,
сплави, гориво-смазочни материали
и др. Общите изисквания към С.о. са
-473-
стандартизирани. В народното
стопанство на НРБ се допускат са
мо С.о., утвърдени от БДС.
СТАНИОЛ - сребърнобели, лъска
ви и много тънки (0,008
0,13 тт)
листове или ленти от калай или не
гови сплави с оловото. Използуват
се в електротехниката за изработ
ване на кондензатори, в хранителна
та промишленост за опаковки и за
др. цели. С. се измества в промишле
ната практика от алуминиевото
фолио.
СТАРЕЕНЕ - изменение на свой
ствата и структурата на металите
и сплавите с появата на нови фази в
резултат на разпадане на преситен
твърд разтвор и довеждане до поравновесно състояние. С. бива ес
тествено, когато портича без наг
ряване при по-продължително вре-’
ме, и изкуствено, когато металът се
нагрява и задържа до определена
температура. Върху С. оказват вли
яние легирането, студената плас
тична деформация и др. фактори. В
резултат на С. се изменят същест
вено механичните, електрическите
и магнитните свойства на сплави
те. С. се прилага за уякчаване на ме
тали и сплави, за подобряване на ха
рактеристиките на магнитнотвърдите материали, за стабилизиране
свойствата и размерите на издели
ята и др.
СТАРЕЕЩИ СПЛАВИ - сплави, на
които свойствата се изменят в ре
зултат на стареенето им.
СТАТИЧНО БАЛАНСИРАНЕ - вж.
Статично уравновесяване.
СТАТИЧНО УРАВНОВЕСЯВАНЕ,
статично балансиранеуравновесяване на детайла с проти
вотежест с определена маса в про
изволно избрана равнина, въз основа
на условието, че детайлът е в равно
СТЕНД ...
весие, ако центърът на тежестта
му лежи на оста на въртене.
СТАЦИОНАРЕН ПЕСЪКОМЕТ
неподвижен песъкомет с две въртя
щи се рамена, чрез които песъкометната глава се премества. С.п. об
служва сравнително голяма площ и
дава възможност за равномерно
ууплътняване на леярските форми.
При С.п. леярските каси и моделните
плочи се подават в работната зона
на песъкомета.
СТАЦИОНАРЕН ПОТЕНЦИАЛ HA
КОРОЗИЯТА - потенциал, който
металът добива при протичане на
корозионния процес без външна по
ляризация.
СТАЦИОНАРНО СГЛОБЯВАНЕ сглобяване, извършвано на едно ра
ботно място, където се подават
всички необходими детайли или въз
ли.
СТЕГНАТОСТ
- абсолютната
стойност на разликата между диа
метрите на отвора и на вала преди
сглобяването в случаите, когато та
зи разлика е отрицателна, т.е. кога
то размерът на вала е по-голям от
размера на отвора.
СТЕЛИТ - общо наименование на
група твърди сплави на кобалтова
основа, съдържащи още хром, волф
рам, желязо, никел, силиций, въгле
род, а по-рядко бор или молибден. С.
има голяма твърдост при високи
температури, износоустойчивост,
корозионна устойчивост и др.; не е
ковък и не може да се обработва чрез
рязане. Използува се във вид на от
ливки или за наваряване на метало
режещи инструменти и детайли, чиито повърхности са подложени на
износване чрез триене; наварените
слоеве не се подлагат на допълни
телно термично обработване.
СТЕНД ЗА УРАВНОВЕСЯВАНЕ стенд за динамично уравновесяване
СТЕПЕНЕН...
-474-
на въртящи се детайли (ротори на
турбини, валове, вретена и др.), при
които стойността и мястото на
неуравновесената маса се определя
от индукционни преобразуватели и
др. чрез измерване на амплитудата
и фазата на трептенията.
СТЕПЕНЕН ПРЕВОД — предавате
лен механизъм, при journo честоти
те на въртене на крайното звено са
подредени дискретно в някакъв ред
— геометричен или аритметичен.
С.п. биват ремъчни, зъбни, зъбно-ремъчни. Според вида на движението
С.п. биват: главни и подавателни, а
според структурата — с множителна и със сумарна структура.
СТЕПЕН HA ДЕФОРМАЦИЯ - от
носителната деформация, характе
ризираща общото формоизменение
на подложеното на деформиране тя
ло.
СТЕПЕН HA ИЗКОВАВАНЕ - сте
пен на деформация при коване, коя
то се определя като отношение на
площта на напречното сечение на за
готовката към тази на готовата изковка. От стойността на С.и. зави
си структурата на метала, която
определя разликата в механичните
свойства в надлъжно (спрямо нап
равлението на влакната) и напречно
направление. С.и. влияе върху плас
тичните свойства на стоманите напречно свиване, удължаване, якост
на удар, а също върху издръжливост
та им (якостта на циклично нато
варване).
СТЕПЕН HA КАЧЕСТВО HA ПРО
ДУКЦИЯТА - равнище на качество
то на продукцията спрямо стойнос
тите на показателите, определени
от стандартите, техническата до
кументация и договорите.
СТЕПЕН HA ТОЧНОСТ HA ЗЪБНИ
КОЛЕЛА И ПРЕДАВКИ - зададено
то за определени зъбни колела и пре
давки, допустимо несъответствие
между действителните и номинал
ните стойности на техните пара
метри, определено по нормите на
точност. Определят се дванадесет
С.т.з.к.п., оеначавани по реда на на
маляване на точността с числата 1,
2, 3,4, 5, 6, 7, 8, 9,10,11 и 12, съглас
но БДС 3296-79.
степен HA УЯКЧАВАНЕ - отно
сително повишаване стойността на
даден параметър на съпротивляемостта на материала на разрушава
не или пластична деформация в ре
зултат на уякчаваща повърхностна
пластична и (или) термична обра
ботка.
СТЕПЕННО ЗАКАЛЯВАНЕ на сто
маната - закаляване, при което наг
ретият до аустенитната област
стоманен детайл първо се поставя
(потопява) в среда с температура,
малко по-висока от температурата
на началото на мартензитното
превръщане и се задържа за изравня
ване на температурата по цялото
сечение и след това се охлажда на
въздух. В резултат на С.з.с. аустенитно-мартензитното превръщане
протича по целия обем на детайла
едновременно, поради което се на
маляват фазовите вътрешни напре
жения и деформациите при закаля
ване.
СТЕПЕННО ОТВРЪЩАНЕ
- от
връщане със задържане отначало
при една, а след това при друга, пониска температура.
СТЕПЕННО СПОЯВАНЕ - споява
не, при което за едно и също изделие
се използуват няколко вида припои с
различна температура на топене,
като най-напред се спояват съедине
нията с прцпоя, който има най-висо
ка температура на топене.
степенно стареене - стареене
със задържане отначало при една, а
-475след moßa при друга температура с
цел да се получат желаните свойст
ва.
СТИЛОМЕТЬР — оптичен уред с
фотометерично устройство за
бърз количествен спектрален анализ
на метални сплави и минерали.
СТИЛОСКОП - оптичен уред за
бърз качествен анализ на хим. със
тав на стомана и др. сплави по спек
търа Hą излъчването.
СТИСКА - приспособление за за
тягане .и задържане на детайли, 8
процеса на обработване или сглобя
ване. С. се състои от тяло и две че
люсти (неподвижна и подвина), меж
ду които се затяга детайлът (вж.
фиг.). Приближаването на челюсти
те и затягането им се осъществява
чрез винт или ексцентрик ръчно,
пневматично или хидравлично. С би
ват ковашки, шлосерски и машинни.
СТОЙКА — 1. В машините и уреди
те - вертикален призматичен еле
мент с относително голяма височи
на, носещ основните механизми и
работни органи на мамината. Z В
теорията на машините и механиз
мите-звено от механизма, прието
за неподвижно.
СТОЙКОВА МАШИНА - машина,
при която главният елемент на но
сещата конструкция е Стойка, напр.
Стойкова пробивна машина; едностойкова или двустойкова надлъжнофрезова машина и др.
СТОЙКОВА ПРОБИВНА МАШИНА
- едновретенна вертикална пробив
на машина, чиято основна носеща
част (тялото) е вертикална стойка,
върху която са изработени направ* дяващи за водене на подавателния
механизъм с Вретеното и работна
та конзолна маса (вж. фиг.).
СТОЙНОСТ HA ЕДНО ДЕЛЕНИЕ HA
СКАЛАТА — разликата 8 стойнос
тите на дадена величина, съответ-
СТОЙНОСТ...
ствуващи на две съседни резки на
скалата.
Към cm Стиска
'Шлосере*1 и стиски:
а - ръчна; б - паралелна (с въртяща осно
ва): в - ковашка
СТОЙНОСТ HA РЕМОНТА - сума
та от всички разходи, свързани с ре
монта, в т.ч. разходите за труд и
материали при изработване на доку
ментация, демонтаж, изработване
на нови детайли, възстановяване на
износени детайли, транспорт, мон
таж и др.
СТОЙНОСТ HA ТЕХНИЧЕСКОТО
ОБСЛУЖВАНЕ - стойността на
разходите за извършване на едно
СТОМАНА ...
-476-
техническо обслужване на изделие
то (разходите за труд, резервни час
ти, материали и др.).
Към cm. Стойкова пробивна машина
1 - конзолна маса; 2 - вретено; 3 - подавателен механизъм; 4 - стойка
СТОМАНА - деформируема сплав
на желязо с въглерод (до 2%) и др.
елементи. Според хим. си състав С.
биват въглеродни и легирани; въгле
родните биват нисковъглеродни (до
0,25% С), средновъглеродни (от 0,25
до 0,60% С) и високовъглеродни (от
0,60 до 2% С), и съдържат манган (до
0,8%), силиций (до 0,5%), мед (до
0,3%) и др. елементи. Легираните С.
биват нисколегирани (до 2,5% легиращи елементи), среднолегирани над 2,5 до 10% и високолегирани над 10%. Според предназначението
си С. биват конструкционни, инст
рументални и със специално пред
назначение. Според съдържанието
на вредни примеси С. биват - обик
новено качество, качествени и висо
кокачествени, а според степента на
откиСляване - кипящи, спокойни и
полуспокойни С; Основни агрегати
за поризводството на С. са марте
новите, конверторите и ел. пещи;
получената в тях С. се нарича съот
ветно мартенова, конверторна и
електростомана. При означаването
на С. първите две цифри показват
средното съдържание на въглерода в
стотни от процента, зз конструкционните С., а в десети от порцента за легираните инструментални
С. Легиращите елементи се означа
ват с букви: хром - X, манган - Г, си
лиций - С, никел - Н, молибден - Μ,
ванадий - Ф, волфрам - В, цирконий
- Ц, титан - Т, бор - Р, алуминий Ю, мед - Д, ниобий - Б, кобалт - К,
азот - А, фосфор - П, а с цифри вдясяно от буквата - тяхното средно
процентно съдържание над 1,5%.
Напр. С. марка 1Х17Н2А съдържа
0,11 - 0,17% въглерод, 16-18% хром,
1,5- 2,5 никел, а буквата А означава,
че С. е висококачествена. Ако след
буквата няма цифра, това означава,
че съдържанието на легиращия еле
мент е по-малко от 1,5%, напр. С.
марка 12ХН2А съдържа по-малко от
1,5% хром. С. е основен конструкционен материал за машиностроенето
и др. отрасли на техниката.
СТОПРОЦЕНТОВ КОНТРОЛ (непр.
т.) - вж. Пълен контрол.
СТОПЯЕМ МОДЕЛ - еднократен
леярски модел, който служи за изра
ботване на отливки по метода на ле
ене със стопяеми модели. С.м. се из
работва чрез пресоване в разглобяе
ма форма (метална, пластмасова
или гипсова) на пастообразна или
течна смес от леснотопими мате
риали (парафин, стеарин, церезин,
каменовъглен восък, полиетилен и
др.) с т.т. 6Ö - 140°С и температура
на размекване над 40°С. След втвър
дяване на моделната смес пресформата се отваря и готовият модел се
изважда (вж. Леене със стопяеми мо
дели).
-ΜΊСТОЯЩ МАНИПУЛАТОР - мани
пулатор, закрепен неподвижно към
пода или зад машината в непосредс
твена близост на обслужваната ра
ботна зона и системата (палет, кон
вейер или др.), доставяща заготов
ките и отвеждаща детайлите след
изпълнение на предвидената опера
ция. С.м. биват без и с въртящи се
хващащи механизми. Използуват се
за автоматично захранване на, ме
талорежещи машини с ЦПУ със заго
товки.
СТРАНА HA РЕЗБАТА - част О.т
винтовата повърхнина на резбата,
която в равнината на осовото сече
ние е права линия (вж. фиг. към cm.
Връх на резбата).
СТРАНИЧНА ХЛАБИНА HA ЗЪБНА
ТА ДВОЙКА - разстояние между
страничните повърхнини на зъбите
на зъбната двойка, осигуряващо сво
бодното завъртане на едно от зъб
ните колела при неподвижно друго
колело. Измерването на С.х.з.д. се
извършва на контролно-обкатна
(контролно-обхождаща) машина при
положение на зъбната двойка, съответствуващо на исканите условия
на зацепване по разположение, фор
ма и-размери на петното на допира
не и кинематичните свойства.
СТРЕЛКА - показалец, прикрепен
към подвижна част на измервателен
уред и предназначен за наблюдаване
на стойности върху ckàAa при измер
ване. Размерите на стрелката се
регламентират в зависимост от
размерите на деленията на ckàлama
и разстоянията между тях.
СТРУГ - металорежеща машина,
при която главното работно движе
ние е въртеливо и се извършва от
детайла, а подавателното е право
линейно в две взаимноперпендикулярни направления и се извършва от
режещия инструмент - нож; реже
СТРУГАР ...
щият инструмент извършва и установъчните движения. С. могат да об
работват външни и вътрешни ци
линдрични, конусни, челни и профил
ни повърхнини, да нарязват външни
и вътрешни резби, да пробиват, зенкероват и райбероват отвори, да
извършват отрязване, прорязване и
др. операции. Основен параметър на
струговете е максималният обра
ботваем диаметър на заготовката
над тялото на машината, а на обра
ботващите само прътов материал
- максималният диаметър на обра
ботваемия прът, С. биват: универ
сални, револверни, копирни, каруселни, многоножови, продукуционни,
челни, затиловъчни, автомати, по
луавтомати и др. (вж. фиг.). Според
степента на универсалност С. се
разделят на универсални, специали
зирани и специални. Универсалните
стругове са предназначени за обра
ботване на широка номенклатура
ротационни детайли от единично
то и дребносерийното производст
во. Те могат да бъдат с ръчно или с
програмно управление. Специализи
раните С. обработват сходни по
конфигурация детайли, но от раз
лични типоразмери. Те имат висока
степен на автоматизация и се из
ползуват в едросерийното произ
водство, където се налага рядко пренастройване. Такива са например
многоножовият струг, затиловъчният струг и др. Специалните С. са
предназначени за обработване на де
тайли от един типоразмер. Според
броя на вретената С. биват едновретенни и многовретенни, а според
разположението на оста на врете
ното - хоризонтални и вертикални.
СТРУГАР - професия на лице, кое
то работи на струг, пробивно-разстъргваща и координатна машина
или обработващ център. Възможни
СТРУГАРСКИ ...
-478-
специализации — С. на универсални
стругове, С. - автоматчик.
СТРУГАРСКИ НОЖ -&k.Hojk.
СТРУГАРСТВО - Вж. Струговане.
Към on. Струг
МногоножоО струг с кинематично прог
рамно управление
1 - ножодържачи; 2 - супорти; 3 - лайстни с гърбици
СТРУГОВ АВТОМАТ - струг, при
който са автоматизирани всички
основни и спомагателни движения,
необходими за изпълнение на техно
логичния цикъл. С.а. е предназначен
за обработване с няколко инстру
мента на ротационни детайли със
сложна конфигурация. Ако установя
ването и свалянето на обработва
ните детайли се извършва ръчно,
тогава е стругов полуавтом а т. С.а. и струговите полуавто
мати биват според:'броя на врете
ната — едновретенну и многоВретенни; разположението на вретена
та — хоризонтални и вертикални;
предназначението — универсални и
специализирани; Вида на заготовка
та — прътови и патронникови; ха
рактера на работата - напречнопрофилни (револверни) и надлъжнопрофилни.
струговане — обработване чрез
рязане на външни, вътрешни и челни
повърхнини на струг с режещ инст
румент — стругарски нож. Според
изискванията към обработената по
върхнина С. може да бъде грубо, получисто, чисто и фино, като се пос
тига до втора степен на точност на
повърхнините и грапавост Äa до
0,32 μm. Според обработваните по
върхнини С. бива: обстъргване, разстъргване, подрязване, отрязване,
прорязване и резбонарязване.
СТРУГОВ ПОЛУАВТОМАТ - Вж.
Стругов автомат.
СТРУЖКА — деформираният и
отделен от заготовката слой от
прибавката чрез рязане. В зависи
мост от физико-механичните свой
ства на обработвания материал, ге
ометричните елементи на режещия
инструмент и режима на рязане С.
биват:· непрекъснати (лентообразни) и прекъснати — елемейтоообразни, откъртващи се и пръсъкащи се
(вж. фиг. към cm. Срязван слой}.
СТРУЙНО ПОЧИСТВАНЕ - начин
за почистване на отливки със струя
сачми или пясък, създавана от специ
ален струен апарат с помощта на
сгъстен въздух. С.п. се извършва в
камери, във въртящи се проходни
маси и в барабани.
СТРУКТУРА HA АБРАЗИВЕН ИН
СТРУМЕНТ — характеристика на аб
разивния инструмент, определяща
се от количественото съотношение
и взаимното разположение на абра
зивните зърна, свръзката и порите.
Инструментите се произвеждат с
12-13 разновидности (номера) на
структурата. По-малките номера
съответстВуват на по-плътна
структура (разстоянието между
зърната е по-малко), а по-големите
номера — на по-открита — пореста
структура.
-479СТРУКТУРА HA ДИАМАНТНИЯ
СЛОЙ - взаимното разположение и
количественото съотношение на
диамантните зърна и свръзката в
диамантния слой.
СТРУКТУРА на метал -харак
тер и взаимно разположение на крис
талните зърна в микроструктурата, на фазите в микроструктурата
и на атомите в кристалната решет
ка. С. зависи от хим. състав^ начина
на получаване, условията на криста
лизация, условията на обработка
чрез налягане, термична обработка и
т.н. Главните методи за изучаване
на С. са светлинната и електронна
та микроскопия, рентгеноструктурният анализ и наблюдението на
микрошлифове с невъоръжено око
или c Aýna.
СТРУКТУРА HA ПРЕДАВАТЕЛЕН
механизъм — условно графично
или математично изразяване на ки
нематичните връзки в предавател
ния механизъм.
СТРУКТУРА HA РЕМОНТНИЯ ЦИ
КЪЛ - ред на ремонтните операции
- планови прегледи (П), текущи (Т) и
основни (О) ремонти, който зависи
от характерните особености на ма
шината и производствените усло
вия. С.р.ц. при металорежещите ма
шини може да има следния вид: О-ПТ-П-Т-П-Т-П-Т-П-Т-П-Т-П-0 или О-ПП-Т-П-П-Т-П-П-П-Т-П-П-Т-П-П-П-Т-ПП-П-П-О.
СТРУКТУРНА КОРОЗИЯ - коро
зия, свързана със структурната не
еднородност на метала.
СТРУКТУРНА МРЕЖА на пре
вод- условно и опростено изобра
жение на начините за създаване на
различните кинематични вериги в
зъбен превод при симетрично разп
ределение на обхвата на регулиране
на честотите на въртене на всяка
СТРУКТУРНА...
зъбна група. С.м. дава възможност
да се проследят възможните начини
за превключване на различните зъб
ни групи, да се определи обхватът на
регулиране на честотите на върте
не на всяка зъбна група и да се прове
ри конструктивното ограничение.
При построяване на С.м. валовете
на превода се изобразяват условно с
хоризонтални прави, честотите на
въртене - с вертикални прави (въз
можно е и обратното), а предава
телните отношения - с лъчи. От
С.м. се избира най-изгодния вариант
на подреждане и превключване на
зъбните групи 8 превода (вж. фиг.).
Към cm. Структурна мрежа
Umax - максимално предавателна отно
шение; Umtn - минимално предавателно
отношение; ψ - степенен показател на
геометричния ред за честотите на
въртене
СТРУКТУРНА НЕЕДНОРОДНОСТ различие на микроструктурата ß
отделни части от материала на из
делието.
СТРУКТУРНА СХЕМА на пре
вод- условно изображение в разгъ
нат вид на съществуващите кине
матични връзки в превода и на еле
СТРУКТУРНА ...
-480-
ментите за кинематична настрой
ка. В С.с. междинните звена на кине
матичните връзки се изобразяват
услоВчо с прекъсната линия, а еле
ментите на настройката in, is, iv-c
ромб (вж. фиа.).
Към cm. Структурна схема на пре
вод
Структурна схема на превод на струг,
настроен за нарязване на резба със
стъпка t
СТРУКТУРНА СЪСТАВКА
н а
сплав- част от микроструктурата на сплавта, характеризираща се с
еднакъв среден хим. състав и едно
образно разпределение и форма на
кристалните зърна, образуващи
нейната фаза или фази. С.с. възник
ва при всяко фазово превръщане.
Микроструктурата се, състои от
една или няколко С.с. Кристалите от
една и съща фаза на сплавта могат
да се съдържат в различни С.с.
СТРУКТУРНИ ПРЕВРЪЩАНИЯ
изменения в структурата на мате
риалите в процеса на тяхното обра
ботване. С.п. може да са свързани с
явлението полиморфизъм, при кое
то се изменя типът на кристалната
решетка с изменение на формата и
размерите на зърната (вж. Рекрис-
тализация), с появяването на нови
фази (вж. Стареене).
СТРУПВАНЕ HA ДИСЛОКАЦИИ локално повишаване плътността на
дефектите в кристалната решетка.
СТРЪСКВАЩА ФОРМОВЪЧНА МА
ШИНА - машина за изработване на
леярски форми от пясъчно-глинести
смеси, при която уплътняването се
извършва чрез стръскване. Стръскващият механизъм работи със сгъс
тен въздух и представлява пневма
тичен цилиндър и бутало, към което
е закрепена моделната плоча и каса
та с насипаната формовъчна смес.
При подаване на въздух буталото
повдига касата и плочата на опреде
лена височина (40-80 mm), а след из
пускане на въздуха под действие на
гравитацията те падат надолу: по
лучава се удар и формовъчната смес
се уплътнява. Често тези машини се
комбинират като стръскващо-пресоващи, което осигурява по-равномерно уплътняване на сместа в каса
та.
СТУДЕНА КРЕХКОСТ - склонност
на материала да преминава в крехко
състояние при ниски температури.
С.к. е характерна за сплавите на ос
новата на метали с обемно центри
рана кубична решетка (волфрам, же
лязо, хром, молибден и др.). Обикно
вено С.к. се определя по критичната
температура на преминаване в крех
ко състояние при статични или ди
намични натоварвания, която зави
си от състава на материала, съдър
жанието на вредни примеси, видът
на натоварването (огъване, опън и
др.), наличието на дефекти и др. С.к.
се намалява чрез легиране, рафинира
не или термично обработване.
СТУДЕНА ПУКНАТИНА - дефект
в отливката или в заваръчен шев,
който представлява нарушаване на
-481 -
непрекъснатостта на метала в оп
ределен участък; образува се от
вътрешни напрежения, получени в
процеса на охлаждане при темпера
тури, при които сплавта се намира
в зоната на еластични деформации.
С.п. се образуват и от остатъчните
вътрешни напрежения при механич
на обработка или механично въз
действие. С.п. е с чист метален лом.
СТУДЕНИ КУТИИ - вж. Методи
“Студени кутии“.
СТУДЕНО ВАЛЦОВАНЕ - валцо
ване в температурно-скоростни ус
ловия, осигуряващи студено плас
тично деформиране на заготовка
та. Прилага се при производството
на тънки листове и ленти, тънкос
тенни тръби и профили с малко нап
речно сечение от стомана и цветни
метали и сплави.
СТУДЕНО ДЕФОРМИРАНЕ - плас
тично деформиране в температур
но-скоростни условия, при които в
процеса на деформиране не се осъ
ществява възвръщане и рекристализация на метала. С.д. се извършва
при стайна температура или при
температури, по-ниски от темпера
турата на възвръщане на метала.
Чрез С.д. се получава наклеп на мета
ла и изделията са с чисти повърхни
ни и точни размери. С.д. е много про
изводителен начин за обработване
на металите при незначителни загу
би на метал. Към С.д. спадат: студе
но валцоване, студено щамповане,
студено сплескване, студено изтег
ляне на тел, пръти, тръби и др., вал
цоване на резба, огъване, изправяне.
СТУДЕНО ЗАВАРЯВАНЕ - 1. Сту
дено пресово заваряване, което се
извършва без загряване на съединя
ваните краища и без използуване на
допълнителен материал. С.з. се осъ
ществява чрез силно притискане на
31
Терминологичен речник по металообработване
СТУДЕНО ...
заваряваните детайли един към
друг, така че между техните атоми
да започнат да действуват силите
на сцепление. Напр. студено пресово
заваряване на проводници от алуми
ний, мед и техните сплави, заварява
не на разнородни метали и др. мате
риали. Чрез С.з. се облицоват алуми
ниеви шини с мед, изработват се
тънкостенни алуминиеви тръби и
черупки. С.з. се характеризира с мал
ка консумация на енергия и с висока
производителност. 2. Заваряване
чрез стопяване на чугун, осъществя
вано без предварително подгряване
на метала до температура на преми
наване в пластично състояние (срав
ни сГорещо заваряване}.
СТУДЕНО ИЗТИЧАНЕ - пресова
операция за получаване на тънкос
тенно кухо изделие от дебела заго
товка чрез пластично деформиране
при въздействие с бързо приложено
високо налягане. С.и. бива право (а),
обратно (6) и смесено (Ö) - вж. фиг.
Към cm. Студено изтичане
СТУДЕНО ПРЕСОВО ЗАВАРЯВАНЕ
- вж. Студено заваряване.
СТУДЕНО ЩАМПОВАНЕ -щампо
ване чрез студено пластично дефор
миране на заготовката (вж. Студе
но деформиране). Чрез С.щ. се полу
чават заготовки и готови изделия
СТУДЕНО...
-482-
om листов u лентов материал - от
детайли за часовникови механизми
до автомобилни каросерии. При С.щ.
обикновено се получава повърхност
но уякчаване на метала.
СТУДЕНО ЩАМПОВАНА ЗАГО
ТОВКА - заготовка, получена чрез
студено листово или обемно щам
поване.
стъкловиден флюс за електродъгово заварява н е топен флюс с прозрачни стъкловид
ни зърна, получен чрез изливане на
стопилка с температура 1100 1200°С в съд с течаща вода.
СТЪЛБЧАФ КРИСТАЛ - кристал
на поликристален материал, чиято
форма е удължена по посока на крис
тализацията.
СТЪПКА HA РЕЗБАТА, Р-разстОянието между средните точки на
две съседни едноименни страни на
профила, които лежат в една осова
равнина от едната страна на оста.
Под средна точка се разбира пресеч
ната точка на страната на профила
с образуващата на въображаем ци
линдър, чийто диаметър е равен на
средния диаметър на резбата (вж.
фиг. към cm. Среден диаметър на
резба).
СТЪПКОВ ДВИГАТЕЛ -синхронен
електродвигател, в който електро
магнитните импулси се преобразу
ват в дискретни ъглови (или линей
ни) премествания, при което на все
ки импулс на входа съответствува
определено ъглово завъртане на ва
ла (ротора) на двигателя, наречено
стъпка. Стъпката зависи от броя на
полюсите на ротора р и броя на на
мотките на статора к, т.е.
360°
а - ñ—r·
2р.А
С.д. биват силови и с малка мощ
ност. Силовите С.д. се използуват
за непосредствено преместване на
изпълнителния орган на металоре
жещата машина с ЦПУ или на авто
мата,- а тези с малката мощност
служат за управляване на друг пре
вод, който премества изпълнител
ния орган. С.д., използувани за зад
вижване на металорежещи машини с
ЦПУ, дават възможност да се полу
чи голяма точност на обработвани
те повърхнини със зададените пре
мествания без използуването на об
ратна връзка.
СТЪПКОМЕР - вж. Уред за конт
рол на стъпката на зацепването.
СТЪРГАНЕ - обработване чрез
рязане на равнинни и профилни по
върхнини с праволинейна образува
ща. С. се извършва на надлъжностъргателни (надлъжно С.) и напречно-стъргателни (напречно С.) маши
ни със стъргателни ножове (подрезни, прорезни и др.). При относител
но праволинейно възвратно-постъ
пателно движение на обработвания
детайл (надлъжно С.) или на режещия
инструмент (напречно С.) - вж. фиг.
СТЪРГАТЕЛНА машина - мета
лорежеща машина, чиито работни
движения са праволинейни.- главно
то движение е праволинейно възв
ратно-постъпателно, а подавателното движение е праволинейно пери
одично. С.м. служи за обработване
на равнинни и профилни повърхнини
с праволинейна образуваща. С.м. би
ват напречно-стъргателни (шепинг), при които ножът с плъзгача
извършва главното движение, надлъжно-стъргателни (хобел) - детай
лът с масата извършва главното
движение, и вертикално-стъргателни, наричани дълбачни (щос) - ножът
извършва главното движение (вж.
Стъргане).
-483-
СУБЗЪРНО - малка част от зърно
на поликристален материал с прави
лен строеж на кристалната решет
ка. Обикновено зърното е съставено
от множество субзърна, чиито
кристални решетки са разориентирани една спрямо друга на малък ъгъл
(до 5°).
Към cm. Стъргане
Vhc, Shc - главно и подавателно движе
ние при надлъжно стъргане; Унп, Знп главно и подавателно движение при нап
речно стъргане; S - широчина на струж
ката; t - дълбочина на рязане
СУБСТРУКТУРА
Вътрешна
структура на монокристал или на
зърната на поликристален мате
риал, която се определя от количес
твото и разпределението на дисло
кациите. С. зависи от условията на
получаване на монокристала или
кристализацията на поликристалите, параметрите на деформиране и
термично обработване на материа
ла и др. фактори. С. се изследва с по
мощта на рентген оструктурен ана
лиз, електронна микроскопия и др- С.
Влияе значително върху свойствата
на металите и сплавите (якост,
пластичност и др.).
СУМАРНО .„
СУЛфИДИРАНЕ - насищане на по
върхностния слой (0,1 - 0,15 тт) на
детайли от метали и сплави със ся
ра заповишаване на тяхната износо
устойчивост и да се предотвратят
задиранията по повърхността им.
Ha С. се подлагат колянови валове,
направляващи, ходови винтове,
пресформи за леене под налягане и
др·
СУЛфОЦИАНИРАНЕ HA СТОМАНА
- вж. Серовъглеродоазотиране на
стоманата.
СУМАРНА СКОРОСТ HA РЯЗАНЕ геометрична сума от моментната
скорост на главното и подавателното движение. Измерва се в m/min или
m/s.
СУМАРНО ДВИЖЕНИЕ HA РЯЗАНЕ
-геометрично сумарно относител
но движение на инструмента и обра
ботвания детайл в процеса на ряза
не.
СУМАРНО ОТКЛОНЕНИЕ O т у споредност и праволиней
но c т на две равнинни по
върхнини- най-голямата разли
ка на разстоянията между повърхни
ните в определени посоки и на опре
делена дължина.
СУМАРНО ПЕТНО HA ДОПИРАНЕ
- част от активната странична по
върхнина на зъба, на която се разпо
лагат следите (петната) от допира
не на зъбите на зацепеното зъбно
колело при завъртане на сглобената
предавка, като на другото зъбно ко
лело се прилага малък спирачен мо
мент. Относителните размери на
С.п.д. се определят в проценти: по
дължина на зъба - отношение на раз
стоянието между крайните точки
от следите на допиране към дължи
ната на зъба; по височина - отноше
ние на средната височина на допира
не към средната височина на зъба,
СУПЕРфИЙИШ, ...
-484-
съответствуващи на · активната
странична повърхнина.
СУПЕРфИНИШ, микрофиниш
- вж. Свръхзаглаждане.
СУПОРТ - работен орган на ма
шина, извършващ подавателно дви
жение заедно с базираните и закре
пени върху него режещи инструмен
ти, предимно ножове (напр. супорт
на струг, супорт на надлъжно-стъргателна машина) и др. Основни час
ти на С. са придвижващите се шей
ни. С. биват: надлъжен, напречен,
кръстат, радиален, револверен, вър
тящ се и др.
СУПОРТНА КУТИЯ - разпредели
телна кутия с механизми, които пре
дават необходимите установъчни и
подавателни движения на различни
те работни органи на машината,
напо. С.к. на универсален струг, коя
то се закрепва неподвижно към
предната част на надлъжната шейна
на супорта.
СУПОРТНА ПЛОЧА - детайл на
металорежеща машина, върху която
е разположен супортът. С.п. може да
осигурява надлъжно или напречно
придвижване на супорта.
СУСПЕНЗИОННО ЛЕЕНЕ - метод
за получаване на отливки, при които
в процеса на запълване на леярската
форма в обема на стопилката се съз
дават допълнителни активни кристализационни центрове (локализи
рана твърда фаза от ендогенен или
екзогенен произход), които увелича
ват скоростта на втвърдяване, спо
магат извънредно много за осъщес
твяване на обемно втвърдяване и
диспергират структурата на от
ливката.
СУШЕНЕ - отделяне на влага и
масла от материалите с използува
не на горещи газове, открит пламък,
конвективно, контакатно и радиа
ционно излъчване и по др. методи.
СУШИЛНА ПЕЩ за леярски
форми и сърца - топлинна пещ,
в която леярските форми и сърца се
подлагат на изсушаване с цел увели
чаване на якостта и газопропускливостта и намаляване на газоотделянето им при запълване на формите
с метал. Процесите, които проти
чат в С.п., зависят от вида на фор
мовъчните смеси. При влажни пясъч
но-глинести форми става отделяне
на влагата и увеличаване на якостта
на бентонита. При смеси с хим.
втвърдяващи се свързващи вещест
ва в С.п. протича интензивно проце
са на втвърдяване. С.п. за леярски
форми и сърца биват с периодично
(сушилни шкафове, камерни и прено
сими пещи) и с непрекъснато (конвейерни и тунелни пещи) действие.
СУШИЛНИ ПЛОЧИ -метални пло
чи с равнинна или профилна повърх
нина, върху която се поставят уп
лътнените леярски сърца за изсуша
ване и втвърдяване. С.п. се изработ
ват обикновено от чугун с подходя
щи опорни повърхнини за удобно по
даване в сушилни пещи.
СУШИЛНЯ ЗА ПЯСЪК - съоръже
ние, в което чрез топлинно въздейс
твие се отстоанява влагата в пясъ
ка за приготвяне на. формовъчни и
сърцеви смеси. В леярското произ
водство най-голямо приложение на
мират барабанните и флуидните су
шилни; последните обикновено са
снабдени със система за охлаждане
на пясъка след изсушаване.
СФЕРОГРАфИТЕН ЧУГУН -чугун С
повишени якостни показатели, кои
то се дължат на сферичната форма
на графита, получена чрез модифи
циране (вж. Високояк чугун).
-485-
СФЕРОИДИЗАЦИЯ -процес на об
разуване на частици със сферична
форма в структурата на сплавите.
С. се получава при термично обра
ботване на сплави, съдържащи
трудноразтворима втора фаза,
напр. Ç. на пластинчатите карбиди
в инструменталните сплави, във
въглеродните стомани и др.
СфЕРОИДИЗИРАЩО ОТГРЯВАНЕ
HA СТОМАНАТА - отгряване на
стоманата, което се Състои в нагря
ване до температура малко над или
под Aci (точка на перлит-аустенитното превръщане) или циклично из
менение на температурата около
Aci и следващо охлаждане с цел полу
чаване на сфероидален цементит
или зърнест перлит. Прилага се при
високовъглеродните инструмен
тални стомани, за намаляване на
твърдостта им и подобряване обработваемостта им чрез рязане.
СфЕРОМЕТЪР - уред за измерва
не на малки дебелини и радиуси на
сферични повърхнини чрез пряко из
мерване на височината и дължината
на хордата на централното сечение.
С. биват механични с микрометри*
чен винт и оптични. Измерват ради
уси от 40 тт до 40 т, като грешка
та не превишава 0,5 %. С. се използу
ват в оптиката и машиностроене
то.
. СХЕМА - съвкупност от изобра
зени елементи и свързващи звена,
разясняващи принципното устройс
тво или процесите на работа на ме
ханизми, уреди, машини, съоръжения
и др. С. се прави с условни графични
означения, без да се спазва мащаб. С.
биват ел., хидравлични, пневматич
ни и кинематични, а в зависимост
от предназначението - принципни,
СЪЕДИНИТЕЛ...
функционални, структурни, общи,
С. на свързване; включване и разпо
лагане.
СЪБИРАТЕЛНА РЕКРИСТАЛИЗАция - вж. Вторична рекристализация.
СЪВМЕСТИМОСТ HA АНТИфРИКЦИОННИЯ МАТЕРИАЛ - свойство
на антифрикционния лагерен мате
риал да предпазва (предотвратява)
свързването му с материала на вала
при триене при плъзгане.
СЪВМЕСТНА УЯКЧАВАЩА ОБРА
БОТКА - уякчаваща обработка, из
вършвана едновременно по няколко
метода. Напр. уякчаваща химикотермична обработка, уякчаваща деформационно-термична обработка
и т.н.
СЪЕДИНЕНИЕ HA ДЕТАЙЛИ
връзка на детайли, обусловена от
конструкцията на машината, уреда,
агрегата и т.н. или отделни техни
части. С.д. са необходими за разделя
не на машината на сборни единици и
отделни детайли, опростяване на
технологичните процеси за изра
ботване и сглобяване на машините,
осигуряване на ремонта, възстано
вяване и замяна на детайли, за тран
спортиране на машини и възли, мон
таж и др. С.д. биват подвижни и не
подвижни; здрави и здравоплътни
(за съединяване на тръби, апарати,
съдържащи течност или газ). Непод
вижните С.д. биват разглобяеми и
неразглобяеми.
СЪЕДИНЕНИЕ С ПРИПОКРИВАНЕ
- заварено или споено съединение, на
което краищата на съединяваните
детайли частично се припокриват.
‘ СЪЕДИНИТЕЛ - машинен еле
мент, който служи за свързване на
два вала така, че при запазване на
оборотите да пренася пълния вър
СЪПРОТИВЛЕНИЕ ...
-486-
тящ момент от единия на другия
8ал, или от вал на свободно монти
ран на него детайл, като напр. диск,
зъбно колело и др. Според начина на
свързване и изискванията спрямо
връзката С. биват неподвижни и
подвижни, които осигуряват извес
тна подвижност между двата вала в
осово или радиално направление.
Предаването на момента в С. може
да се извърши чрез механична връзка
между детайлите му (напр. твърди,
зъбни, еластични палцови, с кръста
та кулиса, шарнирни и др. С.); чрез
силата на триене или чрез силата на
магнитно привличане (напр. фрикци
онни и електроиндукционни синх
ронни Ċ.), чрез индукционни сили или
чрез индукуционно взаимодействие
на електромагнитни полета (напр.
хидравлични и електроиндукционни
асинхронни С.). В зависимост от на
чина на работа С. се делят на: неуп
равляеми (неподвижни, твърди, ела
стични); управляеми (триещи и др.)
и самоуправляеми (автоматични),
които се включват и изключват в за
висимост от режима на работа.
Конструкцията на някои видове С. е
показана на фиг.
СЪПРОТИВЛЕНИЕ HA МАТЕРИА
ЛИТЕ - научна област за якостта
(на срязване, на умора и др.) и деформируемос.тта на детайлите на ма
шините и съоръженията; С.м. уста
новява методите на изчисляване на
якостта, коравината и устойчи
востта им при статични и динамич
ни натоварвания.
СЪПРОТИВЛЕНИЕ НАУМОРАЗА/V
ЦИКЛИ - стойността на напреже
нието, при което дадено пробно тя
ло има дълготрайност N цикъла. Оп
редели се с методите на статисти
ката въз основа на резултатите en
изпитванията.
СЪПРОТИВЛЕНИЕ HA УМОРА ПРИ
ОГРАНИЧЕНА ДЪЛГОТРАЙНОСТ вж. Съпротивление на умора за N
цикли.
СЪРЦЕВИ СМЕСИ - формовъчни
смеси за изработване на леярски сър
ца. Съставът на С.с. се определя от
вида на отливаната сплав, слож
ността на сърцата, метода за изра
ботване на отливките и серийността на производството. С.с. трябва
да имат необходимата подвижност
и уплътняемост. да осигуряват след
втвърдяване достатъчна якост, да
имат ниска газотворна способност
и висока газопропусклиВост. Напос
ледък най-голямо приложение нами
рат С.с. със синтетични смоли, кои
то се втвърдяват 8 нагрети сърцеви кутии (метод "горещи кутии“ и
"черупкови сърца“) или на студено
(метод "студени кутии").
СЪСТАВЕН фЛЮС — флюс, който
се състои от два или повече компо
ненти.
СЪСТАВНО ЗВЕНО HA РАЗМЕРНА
ВЕРИГА -звено на размерна верига,
изменението на големината на кое
то оказва влиляние върху големина
та на изходното или затварящото
звено на веригата. С.з. биват увели
чаващи, намаляващи, компенсиращи,
общи.
СЪХРАНЯЕМОСТ - свойство на
изделието непрекъснато да запазва
определени експлоатационни пока
затели, т.е. да е в изправно и рабо
тоспособно състояние по време на и
след съхранение и (или) транспорти
ране при дадени условия. С. се оценя
ва числено, напр. със среден срок на
съхраняемост.
-487-
СЪХРАНЯЕМОСТ ...
Към cm. Съединител
Съединители: а - твърд некомпенсиращ втулков; б - твърд подвижен зъбен; в - съ
четание от два единични карданови съединителя с междинен вал; г - с кръстата ку
лиса; g - еластичен с палци; е - еластичен с торообразна гумена обвивка; 1 - свърз
вани валове; 2 - съединителна втулка; 3 - главини с външни зъби; 4 - дискове с вът
решни зъби; 5 - полусъединители; 6 - междинен вал; 7 - гумен пръстен; 8- торооб
разна еластична обвивка; Δ - напречно разместване на валовете; δ - ъглово размес
тване на валовете
TAKT ...- 488-
TÄKT - вж. Производствен такт.
ТАЛИЙ (Tl) - xuM. елемент, ат.н.
81, ат.м. 204,37. Т. е мек синкавобял
метал, плътност 11 850 kg/тЗ, т.т.
303°С. Получава се от отпадъците и
полупродуктите на оловно-цинко
вите и меднодобивните заводи и за
водите за сярна киселина. Непосред
ствено се съединява с повечето неметали, разтваря се в киселини, не
реагира в основи. Т. участвува в със
тава на сплави, главно с калай и оло
во - киселиноустойчиви сплави, ла
герни сплави и др. Съединенията на
Т. са силно токсични; използуват се
в производството на силно пречуп
ващи светлината стъкла, на фотоелементи, в селското стопанство за
борба с гризачите и др.
ТАНТАЛ (Та) - хим. елемент, ат. н.
73, ат.м. 180,9479. Т. е стоманеносив пластичен труднотопим метал
собемноцентрирана кубична решет
ка, плътност 16 650 kg/тЗ, т.т.
2996°С. Спада към редките метали;
в природата се среща съвместно с
ниобия. Т. е устойчив в повечето аг
ресивни среди поради образуването
по повърхността на плътен окисен
филм. Използува се за изработване
на детайли на ел. лампи, ел. конден
затори, ел. нагреватели, детайли за
хим. апаратура и за вакуумни пещи,
работещи при температури над
1700°С. Танталовите прахове се из
ползуват за изработване на оксидно-полупроводникови кондензато
ри, за легиране на стомани и др. Тан
таловият карбид се използува за
производство на твърди сплави за
режещи инструменти.
ТАНТАЛОВИ СПЛАВИ - сплави на
основата на тантал с добавки на ни
обий, волфрам, цирконий, хафний и
др. елементи. Отличават се с висо
ка огнеупорност и корозионна ус
тойчивост в агресивни среди. Из
ползуват се за изработване на де
тайли на реактивни двигатели, електровакуумни уредби и др.
ТАПА - вж. Пробка.
ТАРИРАНЕ - 1. Определяне или
проверка на стойностите на скалите на измервателни уреди чрез съ
поставяне на техните показания с
еталонни мерки. 2. Проверка на пока
занията на теглилки чрез сравняване
с показанията на контролни уреди.
Т. в уредостроенето е една от пос
ледните операции при изработване
то на уреди, включваща и регулира
не, ако показанията на уреда се отк
лоняват от стойностите, дадени в
стандартите или техническите ус
ловия. Уредите се тарират при пренастройване или при периодичен
контрол на показанията им.
ТАРИРАН ИНСТРУМЕНТ - инст
румент, който позволява огранича
ване на предавания въртящ момент.
Най-разпространени са тарираните
гаечни ключове и отвертки за резбови съединения. Т.и. осигурява посто
янна (еднаква) стегнатост на резба
та и спомага за повишаване качест
вото на монтажа.
ТАХОГРАф - вж. Оборотомер.
ТАХОМЕТРИЧНО РЕЛЕ - вж: Реле
за скорост.
ТАХОМЕТЪР - вж. Оборотомер.
ТВЪРДИ СПЛАВИ -сплави, които
се получават по методите на прахо
вата металургия на основата на
труднотопими твърди карбиди на
волфрама, титана и тантала с до
бавки на кобалт като свързващ ма
-489-
териал. Т.с. съдържат 70 - 98% кар
биди; имат голяма твърдост и висо
ка износоустойчивост, която се за
пазва и при високи температури.
Т.с. имат относително голяма елек
тропроводимост и топлопроводимост. Според състава на карбидна
та основа Т.с. са еднокарбидни, двукарбидни и трикарбидни. Т.с. се из
ползуват за изработване на метало
режещи, щамповъчни и измервател
ни инструменти и др.
ТВЪРДО ЗАКРЕПВАНЕ - начин на
закрепване на тяло към друго тяло,
при което липсва възможност за
относително преместване в прост
ранството.
ТВЪРДОСПЛАВНИ ПЛАСТИНИ стандартни инструментални реже
щи пластини, работната част на ко
ито съответствува на геометрия
та на режещата част на ножа, фре
зата, свредлата и др.„а присъединя
ващата на тялото на инструмен
та. Т.п. се изработват от твърди
сплави и се спояват или закрепват
по механичен начин към тялото на
инструмента. Т.п. имат голяма
трайност, устойчивост и позволя
ват да се работи с повишени скорос
ти на рязане.
ТВЪРДОСТ - съпротивлението,
на материала срещу проникване в не
го' на по-твърдо тяло - накрайник,
под действието на външна сила. В
зависимост от метода на изпитва
нето и свойствата на накрайника и
на изпитвания материал Т. може да
се оценява по различни критерии.
Най-често Т. се определя по размери
те на оставения върху повърхност
та на образеца отпечатък - вж. Ме
тод на Бринел, Метод на Викерс, Ме
тод на Рокуел.
ТВЪРДОСТ HA АБРАЗИВЕН ИНСТ
РУМЕНТ - свойство на абразивния
инструмент да се съпротивлява на
ТВЪРД ...
нарушаването на сцеплението меж
ду зърната и свръзката при запазва
не характеристиките на инструмен
та в границите на установени нор
ми. У нас и в СССР се произвеждат
следните абразивни инструменти
според степента на твърдост: меки
(М1, M2, M3); средно меки (СМ1,
CM2); средни (С1, С2); средно твър
ди (СТ1, СТ2, СТЗ); твърди (Т1, Т2);
много твърди (МТ1, МТ2), извънред
но твърди (ИТ1, ИТ2).
ТВЪРДОСТ HA СВРЪЗКАТА
свойство на свръзката да се съпро
тивлява срещу проникване на потвърдо тяло в нейната повърхност.
Изразява се в съответните единици
за твърдост. Т.с. влияе върху експло
атационните показатели на абра
зивните и диамантните инструмен
ти - повишаването ù води до увели
чаване якостта на инструментите.
ТВЪРДОСТ ПО ШОР -начин за оп
ределяне твърдостта на материали
по височината, на която отскача те
жест, падаща върху повърхността
на изпитваното тяло от определена
височина. Т.Ш. се определя в условни
единици, пропорционални на височи
ната на отскачането на тежестта.
твърд ПРИПОЙ - вж. Високо
температурен припой.
ТВЪРД РАЗТВОР
- еднородно
кристално вещество, състоящо се
от разтворител и един или повече
разтворени в него компоненти, за
пазило типа на кристалната решет
ка на разтворителя. Т.р. остава ед
нороден при изменение на съотно
шението на компонентите в опреде
лени граници. Т.р. се образува чрез
вместване на атомите на разтворе
ното вещество между възлите на
кристалната решетка на разтвори
теля (Т.р. чрез вместване, Интерстициален Т.р.) или чрез заместванеатомите на разтвореното вещест-
ТВЪРД...
-490-
8о заемат част от Възлите на крис
талната решетка на разтворителя
(Т.р. чрез заместВане, Субституционен Т.р.). Атомите на компоненти
те В Т.р. обикновено са разположени
безпорядъчно по Възлите (между
Възлите) на решетката, но при опре
делена температура може да настъ
пи подреждане (вж. Близък порядък и
Далечен порядък}.
ТВЪРД ФУНДАМЕНТ
- фунда
мент, чиято маса е най-малко 10.пъ
ти по-голяма от тази на изпитвана
та машина; няма собствени дефор
мации 8 даден честотен диапазон и
е 8 определена степен изолиран от
вибрационни смущения на околната
среда.
ТЕЖКА СПЛАВ ' — материал, полу
чен по методите на праховата ме
талургия с плътност над 16 500
кд/тЗ. Към Т.с. се отнасят главно
сплави на основата на волфрам, съ
държащи още желязо, никел, мед, мо
либден и др.; имат голяма устойчи
вост на разрушаващото действие
на ел. дъга. Високи модул на еластич
ност, якост, коефициент на поглъ
щане на -у-лъчение и нисък коефи
циент на топлинно разширение. Т.с.
се използуват за защита от проник
ваща радиация, за изработване на ел.
контакти, за електроди за електросъпротивително заваряване и др.
ТЕЖКИ МЕТАЛИ — метали с плът
ност над 8000 кд/тЗ, но невлизащи В
групата на благородните и редките
метали; те са бисмут. Волфрам, ко
балт, мед, никел, живак, тантал, то
рий, уран.
ТЕКСТОЛИТ — слоеста пластмаса
на база памучни тъкани, напоени със
синтетично свързващо вещество
(предимно фенолформалдехидни или
крезолформалдехидни смоли). Т. се
изработва на листове, пръти и тръ
би. Използува се 8 производството
на зъбни колела, черупки на лагери,
предавателни шайби, втулки, уплът
нения, пръстени и др. В електротехниката от него се изработват разп
ределителни табла, монтажни пане
ли и др.
ТЕКСТУРА — преобладаваща ори
ентация на кристалната решетка на
зърната 8 един поликристален ма
териал. Т. се получава при студена
пластична деформация, рекристализация, фазови превръщания и др. и е
свързана с анизотропия на свойст
вата на кристалните вещества. На
личието на Т. оказва влияние върху
якостта и твърдостта на материа
лите, анизотропността на магнит
ните, оптичните и ел. свойства и
т.н.
ТЕКУЩ РЕМОНТ — най-малкият по
обем планов ремонт, при който със
замяна или възстановяване на него
лямо количестево износени детайли
(срокът на работа на който е равен
на един-два междуремонтни перио
да) и с регулиране на механизмите се
осигурява нормалната експлоатация
на машините и съоръженията до
следващия пореден планов ремонт.
За Т.р. се разрешава производствен
престой на машината в границите
на приетите нормативи.
ТЕЛ — метално изделие (полуфаб
рикат) с голяма дължина и незначи
телни размери на напречното сече
ние, обикновено с кръгла, по-рядко
шестоъгълна, квадратна, трапецо
видна или овална форма. Произвеж
да се от стомана, алуминий, мед, ни
кел, титан, цинк и техните сплави,
от труднотрпими и благородни ме
тали чрез валцоване и изтегляне. В
редица случай Т. се термообработва
(отгрява, нормализира, закалява).
Стоманената Т. може да има анти
корозионно покритие (поцинкована,
оксидирана, лакирана). Т. се използу-
-49 í -8a за произвеждане на ел. проводни
ци, въжета, мрежи, пружини, термодвойки, електроди и др. изделия, а
също за опаковане и свързване на
различна продукция.
ТЕЛЕСКОПИЧЕН ВАЛ - вал, със
тоящ се от съосно съединени еле
менти, които нямат относително
въртене, но могат осово да се пре
местват един спрямо друг (вж.
фиг.).
Към cm. Телескопичен вал
ТЕМПЕРАТУРЕН ИНТЕРВАЛ HA
ТОПЕНЕ — интервалът от началото
на топенето (солидус) до пълното
стопяване (ликвидус) на метала или
сплавта.
температурен режим - тем
пература, при която се извършват
измерванията, както и температу
рата, при която са валидни гранич
ните размери, определени в систе
мата ИСО за допуски и сглобки 293К (2(УС), съгласно БДС.
ТЕМПЕРАТУРНА ГРЕШКА - греш
ка на измервателно средство пора
ди разликата на температурата
спрямо стойността ù при условия
та на градуиоане.
ТЕМПЕРАТУРНИ НАПРЕЖЕНИЯ,
термични напрежения — нап
режения, възникващи в твърдо тяло
поради неравномерно разпределение
на температурата 8 различните му
части или поради ограничаване въз
можността на топлинно разшире
ние на тялото. Т.н. могат да предиз
викат пластична деформация и раз
ТЕНЗОДАТЧИК...
рушаване на детайлите на машини
те, съоръженията и конструкциите.
ТЕМПЕРАТУРНО РЕЛЕ -реле, кон
тактите на което се задействуват
при зададена температура.
ТЕМПЕРОВАНЕ HA ЧУГУН - тер
мично обработване на бял чугун, ко
ето се състои 8 бавно равномерно
нагряване до температура 950 —
100ÍFC за графитизация на първич
ния цементит (първи стадий на гра
фитизация); бавно охлаждане до 750
- 72CFC; задържане за графитизация
на вторичния цементит и цементита, съдържащ се 8 перлита (втори
стадий на графитизация) и охлажда
не с пещта до 500—4(XFC, а след то
ва на въздух. Полученият чугун се на
рича темперован или ковък чугун.
ТЕМПЕРОВАН ЧУГУН, kО вък чу
гун - чугун, получен чрез термично
обработване (темпероване) на бял
чугун; характеризира се с повишена
пластичност и може да понася удар
ни натоварвания. Т.ч. се използува за
изработване на изделия чрез леене.
Добре се обработва чрез рязане, но
не се подлага на коване. Т.ч. се упот
ребява в автомобилостроенето,
селскостопанското машиностроене
и др.
ТЕНЕКЕДЖИИСТВО - раздел от
шлосерството; изработване на раз
лични изделия от ламарина, а също и
от тръби и профили със сравнител
но малки напречни сечения. Т. обхва
ща комплеекс от металообработва
щи операции — срязване, изчукване,
огъване и др.
ТЕНЗОДАТЧИК - чувствителен
елемент, който под влияние на меха
нични деформации изменя някои
свои ел. параметри (съпротивление,
индуктивност или капацитет); със
тавна част на ел. тензометър. T. с
изменяемо съпротивление се със
тои от нагънат или навит тънък
ТЕНЗОМЕТЪР ...
-492 -
проводник om манганин, константан, сплави на основата на никел и
молибден, легиран нихром и др., кой
то се залепва заедно с книжна под
ложка към повърхността на изслед
вания детайл.
ТЕНЗОМЕТЪР -уредза измерване
на линейните деформации на детай
ли, конструкуции и съоръжения. Спо
ред принципа на дейсйтвие Т. са: ме
ханични, оптико-механични, оптич
ни, звукови, електромеханични и
електрически (вж. фиг.). Ел. Т. позво
ляват дистанционно измерване на
статични и динамични деформации
в сложни условия (в агресивни среди,
при високи или ниски температури и
налягания и т.н.).
Към cm. Тензометър
Схема на механичен тензометър:
Ì - скала; 2 - рамена; 3 - стрелки; 4 призми; 5 - детайл
ТЕОРЕТИЧЕН КОЕФИЦИЕНТ HA
КОНЦЕНТРАЦИЯ HA НАПРЕЖЕНИЕ
ТО - отношението на максимално
то напрежение в областта на концентратора на напрежение към номиналнотонапрежение; изчислява се
по формулите на теорията на елас
тичността.
ТЕОРЕТИЧНА МЕТРОЛОГИЯ
част от метрологията, която се за
нимава с теоретичните проблеми
на метрологията. Към нея принадле
жат и теорията на величините и из
мервателните единици, теорията
на грешките при измерванията, ин
формационната теория на измерва
нията и др.
ТЕОРИЯ HA ЕЛАСТИЧНОСТТА раздел от механиката "на непрекъс
натите среди, изучаващ предизвика
ните от физически въздействия
(външни сили, изменение на темпе
ратурата и др.) еластични деформа
ции в твърди тела и възникващите
при това вътрешни напрежения. Т.е.
е научна основа за изчисляване на
якостта и устойчивостта на части
те на машините и съоръженията; из
ползува се в машиностроенето,
напр. за определяне напреженията в
лопатките на хидравличните и пар
ни турбини, в елементите на търка
лящи лагери и др.
ТЕОРИЯ HA МЕХАНИЗМИТЕ И МА
ШИНИТЕ - наука за общите методи
на изследване и проектиране на ме
ханизми и машини. В Т.м.м. се изуча
ва строежът, кинематиката и дина
миката на механизмите и машини
те. В теория на механизмите се раз
глеждат свойствата, общи за всич
ки (или за определена група) същест
вуващи механизми и проектиране на
нови механизми по дадени кинематически и динамически условия, а в
теория на машините - общите ме
тоди на изследване и поректиране
на машините от различни области
на техниката. Основни раздели на
Т.м.м. са: кинематика.на механизми
те (кинематика на твърдо тяло, на
равнини и пространствени механиз
ми, на машините автомати, синтез
на механизмите), кинетостатика на
механизмите (силов анализ, реакции
във връзките, трансформиране на
-493енергията при машините) и динами
ка на машините и механизмите.
ТЕОРИЯ HA ПЛАСТИЧНОСТТА дял от механиката, който изучава
общите закони за възникване и раз
пределение на напреженията и де
формациите в твърдите тела под
действието на външни причини (си
ли, темепратури и т.н.) с отчитане
на пластичните (остатъчните) де
формации.
ТЕРМАЛОЙ
- термомагнитна
сплав на желязо с никел (33%) и алу
миний (1 %), който има голяма маг
нитна индукция.
ТЕРМАНОЛ
- магнитно мека
сплав на желязото с алуминия (15 16%) и молибдена (3,3%), която има
голяма магнитна проницаемост.
ТЕРМИСТ - професия на лице, ко
ето извършва термично обработва
не на металите. Възможни специа
лизации -Т. на пещи и вани, Т. на съ
оръжения с ТВЧ, Т. на съоръжения за
газова цементация.
ТЕРМИТ - вж. Термитна смес.
ТЕРМИТНА СМЕС, , m е р м и т прахообразна или зърнеста горивна
смес на метал и окислител, която
при изгарянето си отделя голямо ко
личество топлина и развива висока
температура. Т.с. съдържат алуми
ний, магнезий, титан или цирконий
и теомодинамично неустойчиви
окиси. Най-разпространена е Т.с.,
състояща се от железен окис (окалина) и алуминий. Има и безкислородни
Т.с., основаващи се на взаимодейст
вието на нитриди, сулфиди и хлори
ди с различни метали. Т.с. се изпол
зуват за получаване на безвъглеродни метали (манган, хром и др.) и феросплави (вж. Алуминотермия, Магнезотермия, Металотермия), за за
варяване и спояване на масивни ме
тални детайли (вж. Термитно зава
ТЕРМИЧНО...
ряване), като запалителни смеси и
др·
ТЕРМИТНО ЗАВАРЯВАНЕ - зава
ряване, при което топлината за заг
ряване и стопяване се получава в ре
зултат на изгаряне на термитна
смес. Съществуват следните начи
ни на Т.З.: заваряване чрез налягане;
заваряване чрез стопяване; комби
нирано' заваряване; заваряване с
вложка; муфелно заваряване и зава
ряване в кокила. Т.з. намира широко
приложение при заваряване на про
водници, тръби, релси и др. профили
и детайли с голямо напречно сечение.
ТЕРМИТНО СПОЯВАНЕ - споява
не, при което топлината за нагрява
не на детайлите и разтопяване на
припоя се получава при изгоряне на
термитна смес.
ТЕРМИЧНА ПЕЩ - промишлена
пещ за различни операции на тер
мична и химико-термична обработ,ка на метални изделия. Т.п. се класи
фицират според предназначението
- за закаляване, за отгряване, за це
ментация и др.; според начина на наг
ряване - ел., пламъчни, за косвено
нагряване; според средата в работ
ното пространство - с въздух, с
контролируема газова среда, с течна
среда; според конструкцията - ка
мерни, ванни и др.; според метода на
работа - периодични (ванна пещ, камерена пещ и др.) и непрекъснати
(проходна пещ, протяжна пещ и др.).
ТЕРМИЧНИ НАПРЕЖЕНИЯ - вж.
Температурни напрежения.
ТЕРМИЧНО ИЗПРАВЯНЕ - изпра
вяне на метални детайли, като се
създават деформации с противопо
ложен знак чрез локално нагряване по
определена схема. Като топлинен
източник се използува газов пламък
или въгленова ел. дъга.
ТЕРМИЧНО-МЕХАНИЧНО ...
- 494 -
ТЕРМИЧНО-МЕХАНИЧНО ОБРА
БОТВАНЕ — термична обработване
на материала, съчетано с пластично
деформиране. Деформирането на
материала може да се извършва оре
ди термичното обра» «пвзне, В про
цеса на термичното обработване
или след него. Различава се Високо
температурно термично-механич
но обработване и нискотемпературно термично-механично обра
ботване. Чрез Т.-м.о. може същест
вено да се повишат якостта на умо
ра, устойчивостта срещу крехко
разрушаване при ниски температу
ри и др. Важни cBoūcmSā на стомани
те.
ТЕРМИЧНО-МЕХАНИЧНО ОБРА
БОТВАНЕ на стоманата, а у С φορму н г — обработване, което се със
тои В нагряване на стоманата до
аустенитната област над точката
Арз, пластично деформиране на аустенита и бързо охлаждане с цел по
лучаване на мартензит с особена
структура и Високи механични
свойства.
ТЕРМИЧНО ОБРАБОТВАНЕ - об
работване на метали и сплави в
твърдо състояние чрез термично
въздействие (нагряване или охлаж
дане), а понякога в съчетание с друго
въздействие с цел да се изменят
структурата, хим. състав и свойст
вата им. Т.о. се прилага като меж
динна операция за подобряване на
технологичните свойства на мета
ла или сплавта (обработваемост
при пластична деформация, рязане и
др.) и като окончателна - за да се
придадат комплекс механични, фи
зични. и хим. свойства, осигуряващи
необходимото качество на изделие
то. Основни видове Т.о. са: отгряване, нормализация, закаляване, отв
ръщане, термично-механично обра
ботване, стареене, химико-термич-
нр обработване, обработване на
стоманата със студ, електротермично обработване, патентиране.
ТЕРМИЧНО ПОЧИСТВАНЕ - по
върхностно почистване, осъщест
вявано чрез нагряване повърхност
та на детайла с газов пламък или
друг източник на топлинна енергия.
термично РЯЗАНЕ - рязане чрез
стопяване на метала 8 мястото на
реза и отнемане или изгаряне на сто
пения метал в газова или плазмена
струя и отстраняване на образува
лите се окиси. В зависимост от на
чина, по който се доставя необходи
мата за стопяването тооплина и се
отнема металът. Т.р. бива: газопламъчно, електродъгово, газо-дъгово,
кислородно-дъгово, плазмено и др., а
8 зависимост от оформянето на ре
за — разделително, повърхностно и
пробивно (напр. Рязане с кидлородно
копие).
ТЕРМИЧНО СТАРЕЕНЕ HA СТОМА
НАТА — стареене на стоманата,
дължащо се на. изменение на разтво
римостта на Въглерода и азота във
ферита с изменение на температу
рата. При ускорено охлаждане от
650 - 700Х (напр. при охлаждане на
тънки листове след валцоване или
заваряване) в нисковъглеродните
стомани се фиксира преситен
твърд разтвор. При следващото за
държане при стайна или при повише
на (от 50 — 150°С) температура от
преситения твърд разтвор се отде
лят дисперсни частици цементит
или железен нитрид. В резултат на
това се повишава якостта и твър
достта, но се понижнава ударната
якост и се повишава температурна
та граница на студена крехкост.
ТЕРМОДВОЙКА — термоелемент,
който се използува в измервателни
и преобразувателни * устройства
(вж. Термоелемент}.
-495ТЕРМОДИНАМИЧНО ИЗНОСВАНЕ
HA ИНСТРУМЕНТ - износване на ре
жещ инструмент, за което основна
причина е увеличеното топлинно ко
лебание на атомите 8 кристалната
решетка при §исоки температури,
стремящо се чрез дифузия към термодинамично равновесие в система
та инструмент-обработван детайл-околна среда. Тъй като в кон
такта с режещия инструмент вли
зат все нови и нови участъци от об
работвания материал, получава се
интензивна дифузия, което от своя
страна води до интензивно износва
не на режещия инструмент.
ТЕРМОЕЛЕКТРИЧНА ДЕфЕКТОСКОПИЯ - метод на дефектоскопия,
който се основава на измерваното
на термоелектродвижещо напреже
ние, възникващо 8 мястото на кон
такт на контролираното изделие с
нагрят електрод от “еталонония"
материал - железовъглеродна сплав,
платина. Т.д. се прилага за открива
не на дефекти 8 отливки, за опреде
ляне дебелината на галванични пок
рития (до 30 μm) и качеството на
сцепление на биметални пластини и
дрТЕРМОЕЛЕМЕНТ - свързани 8
затворена верига два разнородни
проводника или полупроводника, на
свободните (неспоените) краища на
които възниква е.д.н. на постоянен
ток, зависещо от разликата 8 тем
пературите на спойката и свобод
ните краища (вж. фиг.). C Т. може да
се преобразува пряко топлинната
енергия в ел., а също да се постига ох
ладителен и нагревателен ефект. Т.
за измерване на различни темпера
тури се изработват от различни
двойки метали (термодвойки): от 250 до + 600°С—мед-константан; до
1200°С- никел-хромникел; до 2500°С
— волфрам-молибден и др. Т. се из
ТЕХНИКА...
ползуват и в хладилни инсталации, 8
термогенератори и др.
Към cm. Термоелемент .
То и Те - температура на сВобединте
краища и спойката
ТЕРМОМАГНИТНИ СПЛАВИ
сплави, чиято магнитна индукция 8
температурния интервал от -60 до
+ 60°С се изменя почти линейно и
много пъти по-силно отколкото при
другите магнитни материали. Из
ползуват се за стабилизиране пока
занията на магнитоелектрически
уреди при колебания на температу
рата на околната среда. Съществу
ват следните системи Т.с.: Ni — Си
(калмалой), Fe — Ni (термалой) и Fe —
Cr (компенсатор).
ТЕРМОМЕТАЛ — биметал, много
чувствителен към измененията на
температурата, който се използува
8 тбрмостатични регулатори.
ТЕРМО-МЕХАНИЧНО ОБРАБОТ
ВАНЕ — вж. Термично-механично об
работване.
ТЕРМООБРАБОТВАНЕ - вж. Тер
мично обработване.
ТЕРМООБРАБОТЕН СЛОИ - слой
от повърхността на детайла с изме
нена структура и свойства В сравне
ние с останалата му част, получен 8
резултат на повърхностно термич
но обргботВане.
ТЕХНИКА HA БЕЗОПАСНОСТ
система от организационно-техни
чески мерки и средства, които пре
дотвратяват въздействието на
ТЕХНИКА...
-496-
onacHu производствени фактори
върху работниците. Провеждането
на мероприятия по Т.б., а също и съз
даването и прилагането на техни
чески средестева по Т.б. се осъщест
вява на основата на нормативнотехническа документация - стан
дарти, правила, норми, инструкции.
ТЕХНИКА HA ЗАВАРЯВАНЕ при
ръчно електродъгово за
варяване- осъществяваното от
заварчика сложно движение на края
на електрода, необходимо за проти
чане на заваръчния процес и правил
но формиране на заваръчния шев;
представлява сума от основни и до
пълнителни (колебателни) движе
ния. Основните движения обхващат
подаването на електрода в зоната
на заваряването със скорост, равна
на скоростта на стопяването му,
така че да се поддържа постоянна
дължина на дъгата, и преместване
то. на електрода по дължината на
шева, което определя скоростта на
заваряване. Допълнителните движе
ния спомагат за формирането на
шев с определени размери и могат да
се извършват по различни траекто
рии. По аналогичен начин се работи
и със заваръчна горелка (пистолет) с
тази разлика, че едно от основните
движения - подаването на електро
да-е механизирано.
ТЕХНИКА HA ИЗМЕРВАНИЯТА част от метрологията, която се за
нимава с техниката на извършване
на измерванията.
ТЕХНИЧЕСКА ДИАГНОСТИКА определяне и изучаване на признаци
те, характеризиращи състоянието
на изделия, за установяване на въз
можните отклонения на техните па
раметри (вкл. и над допустимите
граници, при които настъпват от
кази), а също разработване на мето
ди и средства за експериментално
определяне на състоянието на изде
лията с цел своевременно предотв
ратяване нарушаването на· нормал
ните режими на работа. Методите
на Т.д. се прилагат за рационална ор
ганизация на контрола по работата
и надеждността на изделията, за
търсене и прогнозиране на неизп
равности на техни детайли, възли,
системи.
ТЕХНИЧЕСКА ДОКУМЕНТАЦИЯ съвкупност от графични и тексто
ви документи, използувани при кон
струиране, изработване, изпитва
не, експлоатация и ремонт на про
мишлени изделия (детайли, възли,
машини, агрегати), а също и при про
ектиране, строителство, експлоа
тация и ремонт на сгради и съоръже
ния. Основни видове Т.д.: конструк
торска и технологична (в промишле
ността), проектна и работна (в
строителството) и нормативнотехническа. Т.д. за промишлени изде
лия се регламентира от Единната
система за конструкторска доку
ментация (ЕСКД) и Единната систе
ма за технологична документация
(ЕСТД), влизащи в държавната сис
тема за стандартизация на НРБ.
ТЕХНИЧЕСКИ ДАННИ HA МЕТАЛО
ОБРАБОТВАЩА МАШИНА - данни,
които характеризират машината в
технико-експлоатационно отноше
ние: данни за обработваните детай
ли (максимални размери и маса); дан
ни за инструментите; данни за броя
на работните възли и начина на пос
тавяне и закрепване на обработва
ните детайли и инструменти; гра
нични стойности на параметрите
на работа (допустими сили и въртя
щи моменти, мощност на електрод
вигателите); скорост на главните и
подавателните движения (брой и об
хват на скоростите, подаванията и
др.); данни за спомагателните възли
- 497 -
(производителност на помпите, ра
ботно налягане и др.); габаритни
размери и маса на машината без и с
опаковка и т.н.
ТЕХНИЧЕСКИ ДИАМАНТ
- диа
мант, използуван за технически це
ли в промишлеността. Късовете от
естествен диамант с размери 3-4
тт се използуват за пластини за
стругарски ножове, а по-малките къ
сове се разтрошават до прахообраз
на маса с различна едрина на зърна
та, от която се изработват диаман
тни шлифовъчни дискове.
ТЕХНИЧЕСКИ МАСЛА гъсти
масловидни течности от растите
лен или минерален произход, които
се използуват за промишлени цели,
напр. за мазане на машини с цел да се
намали триенето, за предпазване от
корозия и др.
ТЕХНИЧЕСКИ ПРЕГЛЕД - конт
рол на машините и съоръженията,
осъществяван с помощта на сетив
ните органи или със средствата за
контрол, номенклатурата на които
е определена от съответната доку
ментация.
ТЕХНИЧЕСКИ УСЛОВИЯ - норма
тивно-технически документ, съдър
жащ качествени характеристики на
машини, възли, детайли, заготовки,
материали, а също условия за обра
ботване, сглобяване, приемане и из
питване. Т.у. се разработват въз ос
нова на съответни стандарти или
като допълнение към тях за изделия,
предназначени за самостоятелно
доставяне на потребителя, с когото
се съгласуват, и за съставни части
на сложни изделия. Т.у. влизат в тех
ническата документация.
ТЕХНИЧЕСКО ЗАДАНИЕ -изходен
документ, установяващ поредица
та от технически задачи и условия
та за извършавнето им: етапите и
обемът на работа, сроковете за из
32
Терминологичен речник по металообработване
ТЕХНИЧЕСКИ ...
пълнение и изпълнителите, основни
те изисквания към разработваната
документация, към изследването
или проектирания обект, експлоата-.
цицонните, икономическите и качес
твените му показатели, източници
те за финансиране.
ТЕХНИЧЕСКО НОРМИРАНЕ - на
учно определяне на количеството
обществено необходим труд за из
вършване на дадена работа при оп
ределени организационно-техничес
ки условия. Чрез Т.н. се съставят
трудови норми, които биват: един
ни (държавни), ведомствени, отрас
лови, местни; индивидуални и бри
гадни; норма на време, норма на из
работка, норма на обслужване. Т.н.
спомага за подобряване степента на
използуване на машините, усъвършенствуване на технологичните
процеси и системата на заплащане
на труда.
ТЕХНИЧЕСКО ОБСЛУЖВАНЕ етап от експлоатацията,· включващ
организационни и технически мерки
за поддържане сигурността и го
товността на използуваните или
съхранявани съоръжения, машини,
уреди и др. В Т.о.- се включват рабо
тите по непосредственото осигу
ряване работоспособността, както
и конкретни мероприятия за техни
ческа подготовка за работа - регули
ране, зареждане и екипиране, мазане,
профилактика и др. работи, по-голямата част от които се извършват
без сваляне и разглобяване на отдел
ните възли.
ТЕХНИЧЕСКИ СРЕДСТВА ЗА ЗА
ЩИТА ОТ ШУМ - технически реше
ния (средства) за намаляване на шу
ма в самия източник (намаляване на
звукоизлъчването) или при негово
то разпространение извън източни
ка (поглъщане или отразяване на зву
ковата енергия). Т.с.з.ш. биват: зву
ТЕХНОЛОГИЧЕН ...
- 498 -
копоглъщащи, звукоизолиращи и звукозащитни.
ТЕХНОЛОГИЧЕН ИЗРАСТЪК - ме
тал, който изтича ß специални кана
ли от деформационното простран
ство на щампата при открито
обемно щамповане.
ТЕХНОЛОГИЧЕН МАРШРУТ - пос
ледователно преминаване на заго
товката, детайла или сглобяемата
единица по производствените цехо
ве и участъци на предприятието при
изпълнение на технологичния процес
за изработване или ремонт. Същес
твуват междуцехови и вътрешноцехови Т.м.
ТЕХНОЛОГИЧЕН ПРОЦЕС, - част
от производствения процес - съв
купност от всички действия, непос
редствено свързани с изработване
на готови детайли и възли чрез из
менение на хим. и физичните свойс
тва на материалите, формата, раз
мерите и взаимното разположение
на детайлите, връзката между тях и
външния вид на обекта на производ
ството. Всеки Т.п. се изпълнява в оп
ределена последователност, с опре
делени инструменти, машини и ме
тоди,, описани в технологична кар
та.
ТЕХНОЛОГИЧЕН РАЗМЕР - раз
мер, който е необходим за осъщест
вяване на технологичния процес, но
не е нанесен върху конструктивния
чертеж.
ТЕХНОЛОГИЧНА ДИСЦИПЛИНА точно спазване на съотоветствието между технологичния процес за
изработване или ремонт на издели
ето и изискванията по конструк
торската и технологичната доку
ментация.
•ТЕХНОЛОГИЧНА ДОКУМЕНТАЦИЯ
- графични и текстови документи,
определящи технологичните проце
си за изработване на продукцията.
Към Т.д. се отнасят технологичните
карти, маршрутните карти, опера
ционните карти и чертежи и др. до
кументи, използувани в основното
производство, вкл. поръчките и нор
мите за разход на материали, полу
фабрикати, инструменти, приспо
собления и др.
ТЕХНОЛОГИЧНА ЕКИПИРОВКА инструменти и приспособления към
машините и съоръженията, предназ
начени за изпълнение на определени
части от технологичния процес. Т.е.
бива универсална и специална; за
контрол на качеството на продуукцията, за увеличаване на производи
телността ù разширяване на техно
логичните възможности на машини
те и др. Напр. режещи инструменти,
щанци, пресформи, модели, леярски
форми, кутии за сърца, измервател
ни инструменти, приспособления за
базиране и (или) закрепване на заго
товките и инструментите и др.
ТЕХНОЛОГИЧНА ИНСТРУКЦИЯ технологичен документ, съдържащ
описание на определени методи на
работа или на технологични проце
си за изработване или ремонт на из
делие (вкл. контрол и преместване),
правила за експлоатация на техноло
гична екипировка или описание на
физически и хим. явления, възниква
щи при отделни операции.
ТЕХНОЛОГИЧНА КАРТА, карта
за технологичен процестехнологичен документ, съдържащ
описание на технологичния процес
за изработване или ремонт на де
тайл, група детайли или изделие, вкл.
контрола и преместването по опе
рации, изпълнявани в един цех от
един работник’ или група работници
в определена технологична последо
вателност. Т.к. описва последова
телните операции и съдържа данни
за технологичната екипировка, ма
-499-
териалите u трудовите нормати
ви. Т.к. може да бъде за определен
единичен технологичен процес и за
типов технологичен процес за група
изделия.
ТЕХНОЛОГИЧНА ОПЕРАЦИЯ - вж.
Операция.
ТЕХНОЛОГИЧНА ПЛАНКА П р и
електродъгово заваряван е - спомагателна метална планка,
прихваната към събраните за зава
ряване краища на детайлите; в нея се
разполага началото на шева - входя
ща планка, или се извежда кратерът
на шева — изходяща планка.
ТЕХНОЛОГИЧНА ПОДГОТОВКА HA
ПРОИЗВОДСТВОТО - съвкупност
от взаимносвързани процеси, осигу
ряващи технологичната готовност
на предприятията (или предприяти
ето) за производство на определени
изделия със зададено равнище на ка
чеството при установени срокове,
обем на производство и разходи: Ос
новните направления на работа по
Т.п.п. са: осигуряване пълен комп
лект конструкторска и технологич
на документация и технологична
екипировка (проектиране и изработ
ване на нестандартна екипировка),
управление на порцесите на Т.п.п.
ТЕХНОЛОГИЧНА
ПРИЕМСТВЕ
НОСТ HA ИЗДЕЛИЕТО - свойство
на изделието, определящо възмож
ността да се използуват прилагани
те в предприятието технологични
процеси, отделни технологични опе
рации и средства за технологично
екипиране при неговото изработва
не или ремонт.
ТЕХНОЛОГИЧНА ПРОБА - метод
за определяне способността на ме
тала да се деформира без пукнатини
и разслоявания при условия като те
зи, в които той е през време на ра
бота или обработване (в студено
или горещо състояние). Т.п. на мета
ТЕХНОЛОГИЧНА...
лите са: проби на свиване, щампова
не, валцоване, прошиване, огъване и
др.(вж. фиг.). Някои*Т.п. са стандар
тизирани.
Към cm. Технологична проба
а - на определен ъгъл на огъване; б - на
огъване до получаване на успоредни
страни; в - на огъване до допиране на
страните; г - на тел на навиване; g - на
сплескване на тръби; е - на огъване на
тръби
ТЕХНОЛОГИЧНА РАЗМЕРНА ВЕ
РИГА - 1. Размерна верига, звената
на която са размери, определящи от
носителното разстояние или ъгло
вото положение на повърхнините на
обработвания детайл, получавани
при изпълнението на технологичния
процес (вж. фиг. а). 2. Размерна вери
га, звената на която са размери, оп
ределящи относителното разстоя
ние или ъгловото положение на по
върхнините на детайлите на систе
мата "машина-приспособление-инс
трумент-заготовка (детайл)"; обра
ботваният детайл е включен със
свой размер като затварящо звено
(вж. фиг. 6).
ТЕХНОЛОГИЧНА СИСТЕМА - вж.
Еластична технологична система.
ТЕХНОЛОГИЧНА ...
-500-
ТЕХНОЛОГИЧНА ЯКОСТ на заваре
но съединение — якост на съедине
нието при действието на напреже
ния и деформации, възникващи в
процеса на заваряване. Ниската тех
нологична якост може да доведе до
образуването на горещи (кристализационни) или студени пукнатини.
ТЕХНОЛОГИЧНО ВРЕМЕ - вж. Основно време.
ТЕХНОЛОГИЧНО ОБЗАВЕЖДАНЕ
- машини и съоръжения, с които се
взаимодействува върху материали
или заготовки за изпълнение на оп
ределени части от технологичния
процес (при необходимост са и из
точници на енергия) или се извърш
ва междуоперационен транспорт,
напр. леярски машини, ковашко-пресови машини, металорежещи маши
ни, галванични вани, пещи, изпитва
телни стендове, манипулатори,
транспортьори и др.
Към cm. Технологична размерна вери
га
ТЕХНОЛОГИЧНОСТ HA ДЕТАЙЛИ
ТЕ т комплексен показател, изразя
ващ възможността да се произведе
определен детайл по даден метод с
необходимото качество при мини
мални разходи на средства, труд и
материали. Показаният на фиг. тех
нологичен детайл може по-лесно, побързо и по-качествено да се израбо
ти чрез формоване, отливане и след
ващо механично обработване отколкото нетехнологичния. Т.д., коя
то се постига още при тяхното кон
струиране, осигурява удобство u '
малка трудопоглъщаемост както
при изработването, така и при сгло
бяването и ремонта им.
Към cm. Технологичност на детайли
те
Корпусен детайл: а - нетехнологичен: б
- технологичен
ТЕХНОЛОГИЧНОСТ HA КОНСТ
РУКЦИЯТА на изделието -съв
купност от свойствата на конст
рукцията на изделието, които га
рантират оптимални разходи на
труд, средства, материали и време
в техническата подготовка, изра
ботването, експлоатацията и ре
монта на изделието в сравнение с
еднотипни подобни конструкции
при зададени стойности на показа
телите за качество и условията на
производство. За постигане Т.к на
изделието е необходимо да се осигу
ри Т.к. на заготовките, детайлите,
сглобяемите единици и др. Важно ус
ловие за постигане на Т.к. е осигуря
ването на технологичната приемс
твеност на изделието и използува
- 501 -
нето на стандартизирани детайли и
възли.
ТЕХНОЛОГИЧНОСТ ПРИ ИЗВЪРШ
ВАНЕ HA СПОМАГАТЕЛНИ РАБОТИ
- приспособеност на конструкция
та на машината към работите при
подготовката за включване в експ
лоатация (енергозахранване, наст
ройка на работните органи и др.)
през време на експлоатация (управ
ляване на работните органи, превк
лючване на механизмите, наблюда
ване на показанията на уредите) и
след спиране от експлоатация (сва
ляне на работните органи, изключва
не на електро- и топлозахранването
и др).
ТЕХНОЛОГИЧНОСТ ПРИ РЕМОНТ
- вж. Ремонтопригодност.
ТЕХНОЛОГИЧНОСТ ПРИ ТЕХНИ
ЧЕСКОТО ОБСЛУЖВАНЕ - приспо
собеност на конструкцията за удоб
но и леко обслужване при работа и
при консервиране. Т.т.о. е свързана с
достъпността, лесния демонтаж,
контрола, унификацията на възли
те, взаимозаменяемостта и възстановяемостта им.
ТЕХНОЛОГИЯ - 1. Съвкупност от
различни физически, хим. и др. мето
ди за преработване и съответно об
работване на суровини, материали и
заготовки, използувани в производ
ствени процеси за получаване на го
това продукция. В предприятията Т.
е отразена в технологични карти,
инструкции и др.; спазването ú-е
главно условие за произвеждане на
висококачествена продукция. 2. Нау
ка за начините на въздействие вър
ху суровините, материалите и заго
товките със съответните средст
ва за производство. Разработване
то на Т. се извършва в съответст
вие с характера на производството
(Т. на металите, Т. на машинострое
нето и др.).
' ТЕЧНО ...
ТЕХНОЛОГИЯ HA МАШИНОСТРО
ЕНЕТО -наука за явленията и проце
сите, свързани с подготовката на
машиностроителното производст
во, изработването на детайли и
сглобяването им в механизми, маши
ни, уреди, апарати, технически сред
ства за управление на процесите.
ТЕХНОЛОГИЯ HA металите -на
ука за явленията и процесите при по
лучаване на метали и сплави и при
тяхното обработване чрез леене,
пластична дефоромация, рязане, за
варяване и др.
ТЕЧНИ САМОВТВЪРДЯВАЩИ се
ФОРМОВЪЧНИ смеси
- самовтвърдяващи се формовъчни смеси,
които в процеса на приготвяне пре
минават в течно състояние и така
се наливат в кутиите за сърца или в
касите, като запълват гравитаци
онно много добре всички кухини, без
да са необходими др. въздействия.
За преминаване на смесите в течно
състояние при приготвянето им се
прибавят повърхностноактивни ве
щества, които намаляват вътреш
ното триене, а голямо значение има
и включването на въздушни мехурче
та. Като свързващи вещества за
Т.с.ф.с. се използуват различни неор
ганични (водно стъкло, цимент) и
органични (синтетични смоли) ма
териали и съответните втвърди
тели.
ТЕЧНО-АБРАЗИВНО ОБРАБОТВА
НЕ - механично обработване за по
чистване, шлифоване, полиране на
детайли, както и за уякчаване на по
върхността им с помощта на водноабразивна суспензия (до 35% абрази
вен материал), подавана под наляга
не. В резултат на Т.-а.о. се заглеж
дат микрограпавините по повърхни
ната на изделията.
ТЕЧНО ЩАМПОВАНЕ, щампо
ване на течен метал -про-
- 502 -
ТИГЕЛНА ...
цес на щамповане, при който долна
та част на щампата се запълва с те
чен метал, който се подлага на натисково въздействие от гЪрната
част на щампата и така кристализи
ра при високо налягане. При Т.щ. се
получава плътна структура (без по
ри) и се повишават механичните
свойства на детайлите в сравнение
с отлетите.
ТИГЕЛНА ПЕЩ - вж. Тиглова пещ.
ТИГЛОВАПЕЩ, тигелна пещ
- пещ за стопяване или нагряване на
метали и сплави в тигли. Т.п. биват
обикновено с електрическо или пламъчно нагряване. Прилагат се найчесто за стопяване на цветни мета
ли и сплави.
ТИПИЗАЦИЯ - метод на стандар
тизацията, чрез който се съкращава
голямото разнообразие на изделия
та и се определят най-рационалните
типове и параметрични редове на
изделията или най-прогресцвните
методи на работа (типови техноло
гични процеси) в съответствие с
изискванията на развитието на на
родното стопанство.
ТИП HA ПРОИЗВОДСТВОТО
класификационна категория на про
изводството, определяна от приз
наците обхват на номенклатурата и
обем (бройки) на произвежданите
изделия. Типовете производства са:
единично, серийно (дребно-, и едросерийно) и масово (вж. табл. ТипоВе
производства в машиностроенето
в зависимост от габаритите и
сложността на детайлите).
ТИПОВЕ ЗЪБНИ ПРЕДАВКИ -гру
па предавки, определени В зависи
мост от вида на зъбните колела: ци
линдрични еволвентни; цилиндрич
ни нееволвентни; конусни; хипоидни; червячни цилиндрични; червячни
глобоидни; със зъбен гребен.
ТИПОВЕ ПРОИЗВОДСТВА В МАШИНОСТРОЕНЕТО В ЗАВИСИМОСТ
ОТ ГАБАРИТИТЕ И СЛОЖНОСТТА HA ДЕТАЙЛИТЕ
Тип прсизДе-'\водство
тайли,^\.
изделия
Големи и сложни
детайли, бр.
Малки, средни и
относително
прости детайли,
бр.
Типични из
делия
Единично
Серийно
МасоЗо
до 10
над 10 до 300
над 300
до 300
над 300 до 10 000
над 10000
турбини; пом
пи; котли; ма
шини за рудодо
бива, металур
гията, произ
водството на
цимент; теж
ки металообра
ботващи ма
шини и машини
с ЦПУ
металорежещи ма
шини; големи ел. дви
гатели; електротех
нически изделия; вен
тилатори; kapu, хла
дилници; селскосто
пански машини; тран
сформатори; маши
ни за хранително-вку
совата промишле
ност
автомобили; общомашиностроителни
детайли (болтове,
гайки и др.); хладилниницй; апарати и
уреди; хидравлични
изделия; съедините
ли; изделия на елект
рониката; пишещи
машини
-503-
ТИПОВИ ИЗПИТВАНИЯ — конт
ролни изпитвания на произвеждания
тип продукция до и след внасяне на
изменения в конструкцията или в
технологията на производството;
прцвеждат се от производителя за
оценяване ефективността и целесъ
образността на внесените измене
ния.
ТИПОВО ИЗДЕЛИЕ - изделие, при
надлежащо към група близки по кон
струкция изделия, които се характе
ризират с обща технология на обра
ботване на основните повърхнини.
Т.и. съдържа най-голяма част от кон
структивните и технологичните
признаци на групата и служи за раз
работване на типов технологичен
процес.
ТИПОВ ТЕХНОЛОГИЧЕН ПРОЦЕС
- технологичен процес за изработ
ване или ремонт на типов предста
вител на група изделия, близки по
конструкция, характеризиращи се с
общност на технологичните и конс
труктивните признаци и имащи об
ща техенология за обработване на
основните повърхнини (при еднакви
производствени условия). Чрез
Т.т.п. може комплексно да се решат
всички задачи при осъществяването
на технологичните процеси за всяка
квалификационна група изделия.
ТИТАН (Ti) - хим. елемент, ат.н.
22, ат.м. 47,90. Т. е светлосив метал,
сравнително лек (плътност 4500
кд/т3)> труднотопим (т.т. 1668°С).
Има две полиморфни модификации:
а (стабилна до 882,5°С) с хексагонална плътноопакована решетка и ß
(високотемпературна) с обемноцент
трирана кубична решетка. Т. има ви
соки механични свойства в шир.ок
температурен интервал и корозионна устойчивост при ниски и сред
ни температури. При високи темпе
ратури реакционната му способ
ТОВАРЕН...
ност рязко нараства. Над 1000°С об
разува труднотопими съединения бориди, карбиди, нитриди и др. Т. се
получава чрез металотермия, по йодидния метод и др. Т. е един от важ
ните материали, използувани в тех
никата, - в хим. промишленост, самолетостроенето, ракетостроенето, корабостроенето и др. (вж. Титанови сплави).
ТИТАНИРАНЕ -нанасяне на mumaнови покрития върху метални и не
метални изделия или обогатяване с
титан повърхностния им слой. Т. се
осъществява чрез дифузно насища
не, газопламъчна или плазмена метализация, плакиране, пиролиза, субли
мация и др. Прилага се за повишава
не корозионната устойчивост на
желязовъглеродните сплави, месин
га, цинка и др. С титан се покрива
повърхността на топлообменните
апарати за повишаване интензив
ността на топлоотдаването.
ТИТАНОВИ СПЛАВИ - сплави на
основата на титан с добавки от алу
миний, молибден, ванадий, манган,
хром, калай, желязо и др. елементи.
Характеризират се с висока якост,
сравнително малка плътност, голя
ма корозионна устойчивост в мор
ска вода и някои агресивни среди при
стайна и повишена температура.
Т.с. се използуват в авио- и ракетостроенето, енергомашиностроенето, корабостроенето, хим. промиш
леност и др. области.
Т-ОБРАЗНО СЪЕДИНЕНИЕ - съе
динение, най-често заварено, в кое
то заварените елементи са разполо
жени в две взаимноперпендикулярни
равнини; челото на единия елемент
приляга към страничната повърх
ност на другия, така че да се образу
ва буквата "Т".
ТОВАРЕН СИЛОИЗМЕРВАТЕЛ
силоизмервател, в който силата,
ТОМПАК ...
-504-
действуваща на образеца за изпит
ване, се определя от големината на
уравновесяващ тоВар.
ТОМПАК - месинг, съдържащ 3 12% цинк. Има Висока корозионна ус
тойчивост. ИзползуВа се за изра
ботване на биметала стомана-ме
синг, за детайли за кондензационнохладилно обзавеждане, за художест
вени изделия.
ТОПЕН ФЛЮС - флюс, получен
чрез стопяване на шихта и следваща
гранулация.
ТОПИМ ЕЛЕКТРОД, метален
електрод - електрод за електродъгово заваряване, чийто материал
се топи В процеса на заВаряване.
ТОПЛОУСТОЙЧИВИ СПЛАВИ
сплаВи, запазващи експлоатацион
ните си свойства при повишени
температури. Към тях се отнасят
топлоустойчивите стомани, рабо
тещи при температури до 600°С, ог
неупорните стомани - до 750°С, вол
фрамовите сплави - до 1800°С и др.
ТОПЛОУСТОЙЧИВОСТ - способ
ност на материалите да запазват
експлоатационните си свойства
при повишени температури.
торзиометър -уред за измерва
не на усукващия момент.
ТОРИРАН ЕЛЕКТРОД - нетопим
електрод от волфрам, в чийто със
тав има ториев двуокис за повиша
ване устойчивостта на дъгата и на
маляване разхода на електроден ма
териал.
ТОЧКА HA КЮРИ - температура,
под която феромагнитните мате
риали запазват способността си да
се намагнитват спонтанно, а над
нея стават парамагнитни, т.е. гу
бят способността си да се намаг
нитват.
ТОЧКОВАКОРОЗИЯ - местна ко
розия във вид на отделни точки.
ТОЧКОВО ЕЛЕКТРОСЪПРОТИВИТЕЛНО ЗАВАРЯВАНЕ — електросъпротивително заваряване, изпълня
вано в отделни точки. Обикновено
се прилага за съединяване на тънки
листове чрез припокриване. В мяс
тото на заваряване (вж. фиг.) листо
вете се притискат с два медни елек
трода, през които се пропуска ел.
ток. При това вътрешната част на
образуващия точката обем метал се
нагрява до стопяване, а външната до
пластично състояние. След прекра
тяване действието на ел. ток, сто
пеният обем метал кристализира и
се получава заварена точка. Изпълня
ва се на специцални машини за точ
ково заваряване.
Към cm. Точково електросъпротиВително заваряване
а - на извита заготовки: б - на плоски
заготовки
ТОЧНОСТ HA ИЗМЕРВАНЕТО показател, който характеризира
степента на доближаване на резул
татите от измерването към дейст
вителната стойност на измервана
та величина. Количествено Т.и. мо- -
-505-
же ga се изрази с обратната стой
ност на модула на относителната
грешка. Ако напр. грешката от из
мерването е 2.10-2% = 2.1СГ4, тога
ва Т. и. е 1/(2). КГ4 = 5.10-3.
ТОЧНОСТ HA МЕХАНИЗМИТЕ степента на доближаване на зависи
мостите, съществуващи между
движенията на звената на механиз
мите, към зададените зависимости,
за чието осъществяване са проекти
рани и изработени механизмите; за
висимостта може· да бъде геомет
рична, аналитична, логическа. За ме
ханизмите на някои уреди и матема
тически машини се дават зависи
мости във вид на система от урав
нения. Разликата между съществу
ващата в механизма зависимост от
зададената зависимост се нарича
грешка на механизма. Колкото греш
ката на механизма е по-малка, толко
ва Т.м. е по-голяма.
ТОЧНОСТ HA ОБРАБОТВАНЕТО
на детайл - степента на съот
ветствие между формата, размери
те, взаимното разположение, грапа
востта и вълнообразността на об
работените повърхнини и изисква
нията по чертежа на детайла и тех
ническите условия. Т.о. се изразява с
клас, определян по графики и табли
ци, съставени за определени групи
металообработващи машини. От
т.о. на детайлите зависи точност
та на механизмите и машините..
ТОЧНОСТ HA ПОЗИЦИОНИРАНЕ степента на ръчно или автоматич
но постигане на предварително за
даденото преместване на подвижен
възел на машина. Т.п. се оценява по
разликата между фактическото и
зададеното линейно или ъглово по
ложение на възела. За машини, при
които се извършва позициониране
на подвивжния възел в зададено по
ложение само в една посока, Т.п. се
ТРАНСМИСИОНЕН ...
определя от точността на повтор
ното позициониране и максимално
то отклонение от зададеното поло
жение, а за машини с позициониране
в две посоки - и от максималната ва
риация при реверсиране.
ТОЧНОСТ HA СРЕДСТВО ЗА ИЗ
МЕРВАНЕ - показател, който ха
рактеризира възможността на из
мервателен уред да дава показания,
близки до действителената стой
ност на измерваната величина.
ТРАЙНОСТ HA МЕТАЛОРЕЖЕЩ
ИНСТРУМЕНТ -времето на работа,
през което нов или въъзстановен
инструмент запазва без съществе
ни изменения режещите си качест
ва, т.е. времето на работа на инст
румента между две последователни
заточвания. Т.м.и. и износването му
са пряко свързани. Те зависят от ма
териала на инструмента и на обра
ботвания детайл, режима на рязане
и съответно температурата на ря
зане, използуваните мазилно-охлаждащи течности и т.н. Върху ТГм.и.
преобладаващо влияние имат меха
ничното или физико-химичното из
носване. В зависимост от степента
на износване на инструмента и оси
гуряваната точност на обработва
не Т.м.и. бива обща и размерна. Об
щата трайност То е времето на ра
бота на инструмента до неговото
пълно износване. Размерната трай
ност Тр е времето на работа, през
което се осигурява необходимата
точност на размерите на обработ
ваната повърхнина.
ТРАНСМИСИОНЕН ВАЛ
- вал,
който предава въртящ момент от
един общ двигател на една или някол
ко машини едновременно чрез меж
динен превод или непосредствено
(вж. фиг.). Т.в. могат да бъдат плът
ни и кухи.
ТРАНСМИСИОННИ...
-506-
ТРАНСМИСИОННИ МАСЛА -мас
ла, koumo се използуват за мазане на
зъбни предавки 8 машините и меха
низмите или като хидравлична сре
да, запълваща регулиращите систе
ми на хидро-механични предавател
ни кутии. УниверсалнитеТ,м. се при
готвят от екстракти при фенолното очистване, разредени с дестила
ционни масла. Т.м. биват летни,
зимни и за всички сезони. Вискози
тетът на такива Т.м. е (9 -17).10~®
m2/s при 100°С, температура на
втвърдяване — от -10 до -50°С. Т.м.
съдържат противозадиращи, антиокислителни и др. прибавки. Т.м. за
Към cm. Трансмисионен Вал
трансмисия, силово пре
даване- механизъм за предаване
на движение (най-често въртеливо)
от двигателя към ^потребителя на
енергия — работни машини (струго
ве, дробилки, сепаратори и др.). Пре
даването от Т. към работните ма
шини се извършва главно от задвиж
ващи ремъци, непосредствено или
чрез малка междинна Т. В по-широк
смисъл Т. се нарича всеки механизъм,
който предава движение от двига
тел към работен механизъм, напр. Т.
на автомобила предава движението
от двигателя към водещите ходови
колела.
транспортьор, конвейертранспортно средство с непрекъс
нато действие за пренасяне на на
сипни материали или единични то
вари. Според конструкцията си Т.
биват лентови, пластинкови, кофъчни, количкови, висящи люлкови,
греблови, винтови, ролкови, вериж
ни, инерционни и др. Лентовият Т.
предф1авлява безкрайна лента от
гумиран плат, по-рядко текстилна
или стоманена, опъната между опъ
ващ и задвижващ барабан и поддър
жана от ролки. Пластинковият Т.
има една или две безкрайни галови
теглителни вериги с напречни плас
тини; обикновено пластините се
припокриват и образуват обща дви
жеща се платформа. Кофъчният и
количковият Т. се състоят съответ
но от непрекъснат ред кофички или
колички, закачени на осите на шарнирите на две теглителни вериги, а
гребловият — от една или две тегли
телни вериги с напречни гребла, кои
то се движат 8 ламаринен улей; из
ползуват се за пренасяне на насипни
материали. Висящият люлков Т. се
състои от звена, на които са окаче
ни отделни платформи (люлки) за
единичен товар. Ролковият T.’ (ролганг) се състои от близо лагерувани
ролки, по които се преместват на
къси разстояния тежки единични
товари. Люлковите и ролковите Т.
се използуват в машиностроенето
за пренасяне на детайли или механиз
ми по технологичния път, на обра
ботването или сглобяването им и за
малка механизация на товарни рабо
ти; ролковите Т. се използуват и
-507-^^^ТРУДНОТОПИМИ ...
Във Валцовъчното производство.
Винтовият Т. (за насипен или течен
материал) пренася материала чрез
Винт (шнек), Въртящ се В улей или
тръба, а инерционният (за лесноподвижни ситни и дребнозърнести ма
териали) -, чрез колебателно ВъзВратно-постъпателно движение на
улея с ускорен обратен ход.
ТРАНСФОРМАТОРНА СТОМАНА електротехническа силициева сто
мана (2,8—4,5% силиций) с малко съ
държание на въглерод (до 0,06%);
има голяма магнитна проницаемост
и малка коерцитивна сила. Употре
бява се за изработзВане на магнитопроводи на трансформатори, елек
тромагнити и релета, В ел. машини
и до.
ТРАСАЖНА ПЛОЧА
- чугунена
плоча с точно обработена горна рав
нинна повърхнина’, която служи за
базова равнина за разчертаване на
заготовки. Разполага се върху маси
или поставки. В тежкото машино
строене се използуват съставни Т. п.
от отделни елементи.
ТРЕПТЕНЕ - вж. Вибрация.
ТРЕПТЯЩА СИСТЕМА - система,
която може да извършва свободни
трептения (Вибрации).
ТРЕТА МНОЖИТЕЛНА ЗЪБНА ГРУ
ПА HA ПРЕВОД — зъбна група, коя
то се превключва четвърта поред
независимо от мястото ù 8 прево
да. При последователното получава
не на оборотните отелени тя се
превключва само след изреждане на
всички зъбни двойки от втора множителна група.
ТРИЕЩА ПРЕДАВКА - механична
предавка за предаване на въртеливо
движение между Валове чрез силите
на триенето, възникващи между
дискове, цилиндои или конуси, мон
тирани на валовете на предавката и
притискащи се едни към доуги. Т.п.
се използуват в безстепенните пре
давки, фрикционните преси и др.
■ТРИЕШ МЕХАНИЗЪМ - механи
зъм за предаване или преобразуване
на движение чрез силите на триене
между неговите елементи. Т.м. са
триещи предавки, триещи съедини
тели и спирачки, механизми за затягане и освобождаване посредством
триене.
ТРИЕШ СЪЕДИНИТЕЛ - съедини
тел за Валове, предаващ въртящ мо
мент чрез силите на триене между
работните повърхнини на Водеща- ;
та и Водимата част; осигурява плав
но зацепВане на валовете при раз
лични честоти на въртене, предпаз
ва механизмите от големи динамич
ни натоварвания и работи с. малък
шум при ВключВането. Според триещите повърхнини Т.с. биват диско
ви, конусни и ' др. Използува се В
транспортните машини, за съединя
ване на валовете на електродвига
телите с валовете на задвижваните
механизми и Възли, 8 спирачни уст
ройства и др.
ТРОЙНА ЗЪБНА ГРУПА - зъбна
група, състояща се от три зъбни
двойки.
ТРООСТИТ — структурна състав
ка на стоманата във вид на диспер
сна смес от ферит и цементит (подисперсна от перлита и сорбитз).
Образува се при разпадането на преохладен аустенит В температурния
интервал от 500 до 4ОТ°С (Т. на за
каляване) или при отвръщане на за
калена стомана при 350 - 400“С (Т. на
отвръщане). Стоманите със струк
тура Т. имат повишена твърдост и
якост.
ТРУДНОТОПИМИ метали - ме
тали, чиято температура на топене"
е по-Висока от тази на желязото.
Към тях спадат титан, цирконий,
хафний, ванадий, ниобий, тантал.
ТРУДНОТОПИМ ...
-508-
хром, молибден, волфрам, рений, а
също и платиновите MemaÅu (руте
ний, родий, осмий, иридий, платина).
ТРУДНОТОПИМ ПРИПОЙ - вж.
Високотемпературен припой.
ТРУДОПОГЛЪЩАЕМОСТ HA РЕ
МОНТА -разходите на труд в чов.ч.
за извършване на демонтажно-мон
тажните работи по механичната и
ел. част на машините и съоръжения
та, за възстановяване на износени
те детайли и изработване на нови
детайли.
ТРЪБЕН ТЕЛ - топим заваръчен
електрод, представляващ тел, изра
ботен от тънка метална обвивка
със запресована в нея прахообразна
смес, която както при електродната
обмазка повишава устойчивостта
на заваръчната дъга и подобрява ка
чеството на метала на шева.
ТРЪБИ - кухи изделия, обикнове
но с пръстеновидно напречно сече
ние и сравнително голяма дължина.
Според начина на изработване ме
талните Т. биват с шев (заварени
или споени) и безшевни (валцовани,
изтеглени или лети).
ТРЪБОВАЛЦОВЪЧНА МАШИНА машина за производство на безшев
ни тръби чрез валцоване (вж. Тръбовалцовъчно производство).
ТРЪБОВАЛЦОВЪЧНОПРОИЗВОД
СТВО - производство на стомане
ни безшевни тръби посредством
валцоване на специални тръбовалцовъчни машини. Т.п. включва основ
ни (валцоване) и спомагателни
(транспортиране, загряване, охлаж
дане, изправяне, изрязване) опера
ции. При първата валиовъчна опера
ция (пробиване)'се получава дебелостенна тръба, която се обработва на
удължителна машина, като се удъл
жава за сметка на намаляване дебе
лината на стените ù до необходими
те размери. След удължаването ù
тръбата се калиброва, охлажда, изп
равя и контролира.
ТРЪБОЗАВАРЪЧНО ПРОИЗВОД
СТВО - производство на метални, предимно стоманени тръби с голям
диаметър чрез заваряване на листо
ве или ленти. Процесът се състои
от две операции - огъване на листа
или лентата в тръба и заваряване,
което може да бъде с надлъжен или
спирален шев. Според характера на
производството тръбозаваръчните машини се разделят н^непрекъснати, в които огъването става пос
тепенно при надлъжното премест
ване на лентата, и периодични, в ко
ито отначало лентата се огъва в
тръба по цялата дължина.
ТРЪБООБРАБОТВАЩА МАШИНА
- специална металорежеща машина
за обработване на тръби. Т.м. би
ват: тръбоотрезни - за отрязване
на тръби, направа на външни и вът
решни фаски; тръбопротеглящи-за
обработване на вътрешните по
върхнини на пробивни, компресорно-помпени и геологопроучвателни
тръби чрез протегляне; тръбонарезни - за обработване краищата на
тръбите и нарязване на резба; тръбоогъващи - за огъване на тръби под
различен радиус.
тръбопровод
- съоръжение,
съставено от тръби, плътно съеди
нени помежду си. Т. служи за транс
портиране на газообразни, течни и
твърди продукти, вкл. материали и
готови изделия, а също контейнери,
документация и др.
ТРЪБОРЕЗАЧКА - ръчен инстру
мент за рязане на тръби с помощта
на ролки; тръбата се закрепва в
стиски или притискани, а Т. се върти
около нея; силите на рязане се регу
лират чрез винт (вж. фиг.).
ТЪНКОЛИВКОСТ - технологично
свойство на металите и сплавите в
- 509 -
течно състояние ga запълват добре
леярската форма, като дават точен
отпечатък от нея в плътни и здра
ви отливки. Т. на металите и сплави
те зависи главно от техните физич
ни, хим. и физико-хим. свойства. Т.
се определя експериментално чрез
технологични проби - форми с кана
ли с постоянно сечение (прави, спи
раловидни, U-образни и др.) или кухи
ни с променливо сечение (клиновид
ни и др.), които се запълват с метал
и Т. се изразява със степента на тях
ното запълване.
Към cm. Тръборезачка
Тръборезачка (а) и притискам (б) за
тръби:
1 - тяло; 2 и 3 - режещи ролки; 4 - регу
лиращ винт; 5 - ръкохватка
ТЪРКАЛЯЩ ЛАГЕР - лагер, преда
ващ натоварването чрез триене при
търкаляне. Обикновената конструк
ция на Т.л. представлява комплект
от търкалящи се тела, пръстени
(външен и вътрешен) и сепаратор,
който задържа търкалящите се те
ла на постоянно разстояние едно от
друго. В зависимост от формата на
търкалящите се тела Т.л. биват дро-
ТЯЛО ...
бинкови (сачмени) и ролкови; според
направлението на натоварванията,
които лагерът може да поема - ра
диални, аксиални и радиално-аксиални; според броя на редовете търка
лящи се тела - едноредни, двуредни
и многоредни; според степента на
точност - с нормална, повишена и
висока точност, прецизни и др. (вж.
фиг. към cm. Лагер).
тяло ha машина — основна
част на машина, върху и в която са
разположени останалите части и
механизми - главният и подавателният превод,, супортният механи
зъм или работната маса, а при някои
машини (шлифовъчни, зъбофрезови,
стругови и др.) - и допълнителната
опора за заготовката или за реже
щия инструмент и др. части и прис
пособления на машината. Т. се изра
ботват като отливки, заварени или
стоманобетонни конструкции. Т.
служи да поддържа частите и меха
низмите на машината в процеса на
работа, като им осигурява стабилно
положение, движение и взаимодейс
твие. Обикновено Т. служат и като
основа за закрепване на машините
към фундамент или работна маса.
ТЯЛО HA ИНСТРУМЕНТ - част от
инструмент, на която са закрепени
елементите на режещата част или
върху която те са изработени. Т.и.
често служи и за закрепването му
към приспособлението или машина
та за работа.
ТЯЛО HA ПЛЪЗГАЩ ЛАГЕР -част
или комплект от няколко части (ос
нова, капак) на плъзгащ лагер, в коя
то се поставя черупка или втулка и
която поема натоварването и го
предава на съоръжението или Стой
ката.
ТЯЛО HA ТЪРКАЛЯЩ ЛАГЕР
част (или комплект от няколко час
ти), в която се поставя търкалящ
УВЕЛИЧАВАЩО...
-510-
лагер (или няколко лагера) и която по
ема натоварването от лагера и го
предава на съоръжението или Стой
ката. В някои случаи Т.юл. като са
мостоятелен детайл може да липсва
и неговите функции да се изпълня
ват от съответна част на съоръже
нието или машината.
УВЕЛИЧАВАЩО ЗВЕНО HA РАЗ
МЕРНА ВЕРИГА - съставно звено,
увеличаването на което води до съ
ответно нарастване на изходното
или затварящото звено на размер
ната верига.
УДАРЕН ГАЙКОНАВИВАЧ -меха
низиран гайконавивач, на чийто ра
ботен орган при завиване и отвива
не на резбово съединение въздействуват силови импулси В равнина,
перпендикулярна на оста на работ
ния орган. ,
УДАРЕН ЧУК -1. Машина с ударно
действие за изпитване на материа
ли на якост на удар. Z Машина с удар' но действие за изсичане, занитване,
къртене.
УДАРНА БАРАБАННА ОБРАБОТ
КА — повърхностно пластично де
формиране на закрепени в барабан
заготовки от ударите на работни
тела, падащи вследствие на върте
нето му или насочвани като струя.
УДАРНА ВЪЛНА — енергийно въз
действие, което се разпространява
в материална среда със скорост, повисока от скоростта на звука, и пре
дизвиква скокообразно изменение на
налягането, плътността и темпера
турата на средата. Получава се при
взрив и се прилага при всички мето
ди на взривно обработване на мате
риалите.
УДАРНА РЕШЕТКА - механична
вибрационна решетка за избиване на
леярски форми, която по принцип на
работа е инерционна- формовъчна
та каса се поставя на неподвижна ра
ма над инерционната решетка (вж.
фиг.). При трептенето решетката
нанася удари отдолу Върху касата,
при която сместа и отливката се из
биват от нея.
Към cm. Ударна решетка
1 - избивана форма; 2 - инерционна ре-шетка; 3 - неподвижна рама
УДАРНО НАКАТЯВАНЕ - накатяВане при ударно взаимодействие на
инструмента с деформирания мате
риал.
УДЪЛЖЕНИЕ — характеристика
на пластичността на материала, ко
ято се определя по увеличаването на
дължината на образец от този ма
териал,, подложен нз опън. Ha прак
тика обикновено се определя т.нар.
относително Y¿ — отношението в %
-511-
на нарастването на дължината на
образеца до разрушаването му към
началната му дължина.
УЛОВИТЕЛ' - детайл на щанца с
последователно действие за фикси
ране на щанцоВания материал по
предварително пробити отвори В
него. Броят и Видът на У. се опреде
ля конструктивно.
УЛТРАЗВУК -звукови трептения
с честоти, по-Високи от звуковите
(от 20 kHz до 16 Hz). У. намира широ
ко приложение В съвременната тех
ника и В металообработването — ул
тразвуково обработване, ултразву
ков наклеп, ултразвукова дефектоскопия, ултразвуково заваряване и
дрУЛТРАЗВУКОВА ВАНА - метален
резервоар, съединен чрез метален
вълновод с магнитострикционен
вибратор. Под дъното на резервоа
ра може да се разположи ел. нагрева
телен елемент. У. В. се използува 6
уредбите за ултразвуково калайдисване, за ултразвуково почистване и
др·
УЛТРАЗВУКОВА ДЕфЕКТОСКОПИЯ - дефектоскопия, основана
върху способността на ултразвуко
вите трептения да се разпростра
няват в хомогенна твърда среда на
голяма дълбочина, без забележимо
отслабване и да се отразяват, когато тази среда се нарушава (напр.
пукнатини, шупли, всмукнатини и
др.). Чрез У.д. се откриват дефекти
в метални изделия, като се определя
и големината им. У.д. се осъществя
ва по метод на сенките, метод на
свободните трептения, резонансен,
импедансен и ехо-метод.
ултразвукова машина - ма
шина за обработване с ултразвук на
материали с голяма твърдост (диа
манти, твърди сплави, закалени
стомани и др.) и крехки материали
УЛТРАЗВУКОВО...
(силиций, керамика, стъкло и др.) —
вж. Ултразвуково обработване.
УЛТРАЗВУКОВ ДЕфЕКТОСКОП електронноакустичен уред, с който
се откриват дефекти В материали
те посредством предаване, приема
не и регистриране на ултразвукови
вълни (вж. фиг.).
Към cm. Ултразвуков дефектоскоп
Блокова схема на ултразвуков еходефектоскоп:
1 - генератор на ел. импулси; 2 - пиезоелектричен преобразувател (глава за
търсене на дефекти); 3 - приемно-усил
вателен Възел; 4 - хронизатор; 5 - гене
ратор за развивка; 6 - електроннолъче
ва тръба; 7 - контролиран детайл; Н начален сигнал; ДФ - ехосигнал от де
фекта; Д - дънен ехосигнал
УЛТРАЗВУКОВ НАКЛЕП - наклеп,
получен при използуване на ултраз
вукови трептения с определени па
раметри. СУ.н. се повишават физич
ните и механичните свойства на по
върхностния слой — твърдостта на
раства, а височината на грапавини
те се намалява.
УЛТРАЗВУКОВО ЗАВАРЯВАНЕ,
заваряване с ултразвук—
заваряване чрез налягане, сходно със
заваряването чрез триене, при кое
то силите на триене между детай
УЛТРАЗВУКОВО ...
-512- .
лите възникват nog действието на
ултразвукови трептения. Уредбата
за У.з. се състои от ултразвуков ге
нератор и машина за У.з., чрез която
се осигурява налягането и управлява
нето на заваръчния процес. Същест
вуват машини за точково и ролково
У.з. Прилага се за заваряване на тън
ки детайли от еднородни и разно
родни материали в уредостроенето
и радиоелектронната промишле
ност.
УЛТРАЗВУКОВО КАЛАЙДИСВАНЕ
- калайдисване с едновременно от
деляне от повърхността на метала
окисната корица под действие на кавитацията на течния припей, нами
ращ се в ултразвуково поле.
УЛТРАЗВУКОВО ОБРАБОТВАНЕ обработване на детайли с ултразвук
чрез металоотнемане. У.о. се със
тои в насочено разрушаване на обра
ботваната повърхнина от ударите
на абразивните зърна, намиращи се
в суспензия между обработваната
повърхнина и инструмента, извърш
ващ трептения с улутразвукова чес
тота (вж. фиг.). У.о. се извършва с
газо- у хидроструйни излъчватели,
електроакустични, главно магнитострикционни преобразуватели,
като за усилване амплитудата на ул
тразвука се използуват акустични
концентратори. У.о. се прилага за
пробиване на отвори със сложен
профил, за обработване на'профил
ните повърхнини на пресформи и
щампи, а в друга разновидност и при
процесите на изтегляне, калайдисва
не, заваряване, спояване и др.
УЛТРАЗВУКОВО ПОЧИСТВАНЕ повърхностно почистване от окалиΉ3, ръжда, маслени филми и др. за
мърсявания чрез потопяване на по
чиствания детайл в ултразвукова
вана с абразивен прах.
УЛТРАЗВУКОВ ПОЯЛНИК - поял
ник, нагретият край на който полу
чава ултразвукови трептения, раз
рушаващи окисната корица върху
спояваните повърхности и осигуря
ващи високо качество на спояване.
У.п. дава възможност за безфлюсово спояване. Използува се най-често
при спояване на алуминий и сплави
те му.
Към cm. Ултразвуково обработване
Схема на ултразвуково обработване на
отвори:
1 - вход за охлаждащата вода; 2 - магнитострикционен вибратор; 3 - супорт;
4 - изход на водата; 5 - сменяемо стеб
ло; 6 - инструмент; 7 - подаване на сус
пензия; 8 - обработван детайл; 9 - пре
ходно звено
УЛТРАОПТИМЕТЪР - уред с оп
тично-лостов предавателен меха
низъм за относително или абсолют
но измерване на линейни размери на
плоскопаралелни краищни мерки за
дължина, калибри и много точни де
тайли (вж. фиг.). Граници на измер
-513ване 0 - 250 mm. Грешка на измерва
не 0,001 mm.
Към cm. Ултраоптиметър
Ултраоптиметър ИКП-1:
1 - основа; 2 - маса; 3 - измервателна
глава; 4 - осветител; 5 - колона
УМОКРЯНЕ - проява на междумолекулното взаимодействие на теч
ност с повърхността на твърдо тя
ло, което се изразява в разливане на
течността по тази повърхност. У.
играе основна роля в различни мета
лургични процеси, спояването, зава
ряването, нанасянето на лакобояджийски покрития, калайдисването
и т.н.
УМОРА HA МАТЕРИАЛИТЕ - про
цес на прогресивно локализиране на
постоянни структурни изменения
на материалите при периодично
цикличното им натоварване и кой
то може да доведе до образуване на
пукнатини или пълно разрушаване
след достигане на определен брой
цикли. Съпротивлението срещу
умора се характеризира с границата
33
Терминологичен речник по металообработване
УНИВЕРСАЛНА ...
на издръжливост - якост на умора,
т.е. най-голямото напрежение, кое
то материалът може да издържи
без разрушаване за даден брой цик
ли. У.м. зависи от състоянието на
повърхността и размерите на из
питваните образци, от вида на нап
регнатото състояние и честотата
на натоварването.
УНИВЕРСАЛЕН ИЗМЕРВАТЕЛЕН
УРЕД - вж. Измервателен уред с об
що предназначение.
УНИВЕРСАЛЕН СТРУГ вж.
Струг.
УНИВЕРСАЛЕН УРЕД ЗА ИЗМЕР
ВАНЕ HA ТВЪРДОСТ -уред, с който
твърдостта се определя по два или
повече начини.
универсален ъгломер -инст
румент с нониусза точно измерване
и пренасяне на различни ъгли (вж.
фиг.).
Към cm. УниВерсален ъгломер
1 - неподвижен диск; 2 - подвижен диск
с нониус; 3 - подвижна линия; 4 - винт
универсална маса - маса на
машина, която дава възможност за
нагласяване на работната ù повърх
нина в произволно положение по оси
те X и Y, ограничени от работното
пространство на машината, и има
УНИВЕРСАЛНА...
-514-
ща възможност за придвижване и по
оста Z.
УНИВЕРСАЛНА МАШИНА -мета
лообработваща машина с общо
предназначение, отличаваща се с ши
рок обхват на работните парамет
ри и голямо разнообразие на извърш
ваните технологични операции,
напр. универсален струг СУ 400; уни
версална фрезова машина ФУ 320,
универсална кръглошлифовъчна ма
шина и др.
УНИВЕРСАЛНА МАШИНА ЗА ИЗ
ПИТВАНЕ -машиназа изпитване на
материали на различни видове де
формации поотделно.
УНИВЕРСАЛНА ФРЕЗОВА МАШИ
НА - вж. Фрезова машина.
УНИВЕРСАЛНА ЩАМПА - щампа
за изпълнение на едноименни опера
ции, която се пренастройва за изра
ботване на различни детайли.
УНИВЕРСАЛНА ЩАНЦА, п р е н астройваема щанца -щанца,
която се пренастройва за обработ
ване на различни детайли, напр. У.щ.
за огъване на ъглови, V-образни, Uобразни профили, при която пренастройването се извършва чрез об
ръщане на матрицата и поансона от
страната на желания профил и регу
лиране на снемащите се ограничите
ли (вж. фиг.).
УНИВЕРСАЛНИ
НАСТРОЕЧНИ
ПРИСПОСОБЛЕНИЯ - приспособле
ния, които се използуват при обра
ботване на различни заготовки от
определена конструктивно-техно
логична група. При изработването
на отделните видове заготовки от
групата се извършва пренастройване или смяна само на тези детайли
(елементи), които служат за ориен
тиране на заготовките и за водене
на инструментите. Използуват се в
серийното производство, когато се
прилагат групови и типови техноло
гични процеси.
УНИВЕРСАЛНИ ПРИСПОСОБЛЕ
НИЯ - приспособления, които се из
ползуват при обработване на раз
лични видове детайли. Към У.п. се
отнасят универсалните патронни
ци, водещите шайби, обикновените
патронници (планшайби), различни
те видове стиски, въртящите се ма
си, делителните апарати и др. У.п. се
конструират и изработват в специ
ализирани заводи и влизат в комп
лекта от спомагателни устройства,
които се доставят като нормални
принадлежности със съответната
металорежеща машина. Използуват
се в единичното и дребносерийното
производство.
Към cm. Универсална щанца
Универсална щанца за огъване:
1 - дорник; 2 - поанСон; 3 - матрица; 4ограничител
УНИВЕРСАЛНИ
СГЛОБЯЕМИ
ПРИСПОСОБЛЕНИЯ - приспособле
ния, които се сглобяват от нормали
зирани детайли и възли в специални
бази, обслужващи различни заводи.
След обработването на дадена пар
тида детайли приспособленията се
разглобяват и техните детайли се
използуват за сглобяване на други
-515-
приспособления. Броят на детайли
те в типовите комплекти на У.с.п.
може да достигне до 20 000. У.с.п.
дават възможност значително да се
ускори и поевтини подготовката на
новото производство (вж. фиг.).
Към cm. Универсални сглобяеми
приспособления(УСП)
УНИФИКАЦИЯ - метод на стан
дартизацията, чрез който се уеднак
вяват техническите характеристи
ки на две или повече изделия, доку
ментации, понятия, термини, тех
нологични порцеси, означения, мето
ди и др. по такъв начин, че да се оси
гури взаимозаменяемост или еднак
во разбиране. У. води до подобрява
не на качеството и до рационално
съкращаване на броя на обектите с
еднакво функционално предназначе
ние и оттам до намаляване на разхо
дите по изработването и експлоа
тацията им с прилагане на специали
зация, механизация и автоматиза
ция.
УНИФИЦИРАН ТЕХНОЛОГИЧЕН
ПРОЦЕС - технологичен процес за
група изделия, различни по размери и
наименования, но с еднаква техноло
гия на изработване или ремонт неза
висимо от типа на производство.
УПЛЪТНЯВАНЕ ...
УПЛЪТНЕНИЯ - устройства за
предотвратяване или намаляване
изтичането на течност, пара или газ
през хлабините на неподвижни и
движещи се детайли на машини, апа
рати и съоръжения. У. биват: кон
тактни (триещи) - филцови, азбес
тови, маншетни от кожа, гума или
пластмаса, метални пластини и др.;
безконтактни - лабиринтни, цент
робежни и др., и комбинирани (вж.
фиг.).
УПЛЪТНЕНО ЗАЩИТНО ПОКРИ
ТИЕ -защитно покритие, в порите
на което е вкарано някакво органич
но или неорганично вещество с цел
да се подобрят защитните му
свойства.
УПЛЪТНЯВАНЕ HA ПОКРИТИЕТО
- намаляване на порите в покритие
то чрез сачмоструйна обработка,
импрегниране, обработка с механич
на четка и др.
Към cm. Уплътнения
Конструкции радиални уплътнения на
въртящи се валове: а и б - контактни с
маншети; 8 - безконтактни лабиринт
ни; 1 - пружина; 2 - уплътнители (ман
шети); 3 - метално тяло
УПЛЪТНЯВАНЕ ЧРЕЗ ВДУХВАНЕ метод за уплътняване на формовъч
УПЛЪТНЯВАНЕ ...
-516-
на смес при изработване на леярски
сърца, при който се използува енер
гията на сгъстен въздух, формовъч
ната смес се намира в резервоар,
който има вдухващи отвори; при по
даване на сгъстен въздух в резерво
ара, през вдухващите отвори в сърцевата кутия навлиза пясъчно-въз
душна смес, която се уплътнява под
действието на придобитата кине
тична енергия и от филтрацията на
въздуха през вентилационните ка
нали на кутията. У.в. се прилага при
песъкодувните машини за изработ
ване на черупкови сърца от плакирани смеси.
УПЛЪТНЯВАНЕ ЧРЕЗ ИЗСТРЕЛВА
НЕ - метод за уплътняване на фор
мовъчната смес при изработване на
леярски форми и сърца, при който се
използува енергията на сгъстен въз
дух (вж. фиг. към cm. Песъкострелна
машина). У. и. се различава от уплът
няването чрез вдухване с по-съвършения песъкострелен механизъм,
който осигурява рязко повишаване
на налягането в резервоара със смес.
Освен това песъкострелния цилин
дър в долния край се стеснява, което
осигурява предварително уплътня
ване на сместа и предотвратява из
лизане на сгъстен въздух заедно със
сместа. У. и. осигурява добро уплът
няване на сместа, по-малко износва
не на моделната екипировка и по-ма
лък разход на енергия в сравнение с
уплътняването чрез вдухвнане. При
лага се за изработване на леярски
сърца и форми по методите "горещи
кутии'1, "студени кутии", СОг - про
цес и др. методи, както и за комби
нирано уплътняване (изстрелване +
пресоване) при изработване на леяр
ски форми от пясъчно-бентонитови
смеси.
УПЛЪТНЯВАНЕ ЧРЕЗ ПРЕСОВАНЕ
- метод за уплътняване на пясъчно-
глинести формовъчни смеси при из
работване на леярски форми. Със
тои се в прилагане на пресоващо уси
лие върху насипана във формовъчна
каса смес, която се уплътнява и при
добива необходимата якост. У.п. се
извършва с пресоващи формовъчни
машини (формовъчни преси). Прила
га се като основен метод за изра
ботване на пясъчно-глинести форми
(касови и безкасови). Използува се и
в комбинация с др. методи на уплът
няване (изстрелване, стръскване и
др·)·
УПЛЪТНЯВАНЕ ЧРЕЗ СТРЪСКВА
НЕ - метод за уплътняване на пя
съчно-глинести смеси при изработ
ване на леярски форми. Състои се в
повдигане на моделната плоча и фор
мовъчната каса с насипаната в нея
смес на определена височина с по
мощта на пневматичен цилиндър и
следващо падане, при което сместа
в касата се уплътнява под действие
на придобитата кинетична енергия.
За да се достигне необходимата
якост, този процес се повтаря ня
колко пъти. Уплътняването на гор
ните слоеве смес се постига чрез
поставяне на допълнителна тежест
или чрез насипване предварително
на по-голямо количество формовъч
на смес, която след уплътняването
се отстранява. У.с. има голям разход
на енергия, недостатъчна произво
дителност и е източник на шум.
Комбинира се с уплътняване чрез
пресоване. УПЛЪТНЯЕМОСТ HA ФОРМОВЪЧ
НАТА СМЕС - свойство на сместа
за изработване на леярски форми,
изразяващо се в намаляване на обема
ù под действието на външни сили.
Оптималната У.ф.с. се определя от
метода на уплътняване: най-ниска е
при машини за изработване на безка
сови форми чрез пресоване под висо-
-517-
ko налягане, а най-висока - при ръчно
формоване.
УПРАВЛЕНИЕ - дейност, свърза
на с ръководството на процеси или
системи (обекти), тяхната органи
зация, практическо осъществяване
и контрол, отчитане, анализ и регу
лиране на процесите с цел поддържа
не или подобряване на функционира
нето на системата (обекта) в съот
ветствие със съществуващата
програма (алгоритъм) или с целите
на функционирането.
УПРАВЛЕНИЕ HA КАЧЕСТВОТО HA
ПРОДУКЦИЯТА - дейността по оп
ределяне, осигуряване и повишаване
равнището на качеството на продукуцията по целия процес на негово
то формиране или на части от него;
обхваща планиране, контрол и регу
лиране на качеството.
УПРАВЛЕНИЕ HA ТЕХНОЛОГИЧ
НАТА ПОДГОТОВКА HA ПРОИЗВОД
СТВОТО - разработване и осъщес
твяване на мероприятия за осигуря
ване провеждането на технологич
ната подготовка на изделията и ко
ригирането ù при възникване на от
клонения.
УПРАВЛЯВАЩА ЛЕНТА - лента,
на която е записана управляващата
програма за машина с ЦПУ. У.л. може
да бъде хартиена, пластмасова или
магнитна. В НРБ се използуват
осемпътечкови У.л. (вж. Перфолента).
УПРАВЛЯВАЩА ПРОГРАМА н а
металорежеща машина с
ЦПУ-кодирана буквено-цифрова ин
формация (команди), нанесена върху
програмоносител в последовател
ност, в която се обработва детай
лът. Във всеки момент от обработ
ката У.п. определя еднозначно поло
жението на режещия инструмент
спрямо обработвания детайл по от
ношение на избрана координатна
УРАВНЕНИЕ ...
система. Заедно с тази "пътна" ин
формация в У.п. се съдържат и тех
нологични команди за необходимите
честоти на въртене, подаване, вид
на режещия инструмент и др. У.п. се
въвежда в ЦПУ на машината чрез
програмоносител (перфолента, маг
нитна лента, дискета) или директно
от ЕИМ чрез кабелна връзка (DNC ре
жим) или ръчно чрез набирането ù
върху клавиатурата.
УПРАВЛЯВАЩО УСТРОЙСТВО главната част на системата за ЦПУ,
осигуряваща изпълнението на зада
дена програма: въвеждане на управ
ляваща информация, декодирането
ú, междинна обработка, извеждане
на информация към средствата за
визуализация, изработване и пода
ване на управляващи сигнали към из
пълнителните елементи.
УРАВНЕНИЕ HA КИНЕМАТИЧЕН
БАЛАНС - уравнение, даващо връз
ката между честотата на въртене
(скоростта на движение) на начал
ния и крайния елемент на кинема
тичната верига. У.к.б. за верига с
въртеливо движение ома вида
no· i =
min-1,
където n0 и
e честотата на вър
тене на началното и крайното звено
на веригата в min-1, / - предавател
ното число на кинематичната вери
га. У.к.б. за верига, в която начално
то звено има въртеливо движение, а
крайното - праволинейно, има вида
S = п&Н, mm/min или тт/об,
където Н е ходът на кинематичната
двойка, преобразуваща въртеливо
то движение в праволинейно, в
mm/min или тт/об.
У.к.б. за винтова двойка (винтгайка) е
H = k.tb,
където lp е стъпката на ходовия
винт в mm, а к - броят на ходовете.
УРАВНОВЕСЯВАНЕ,...
-513-
У.к.б. за зъбно-гребенна предавка е
Н — n.mz,
където т е модулът на предавката в
mm, а 2 - броят на зъбите на зъбногребенното колело.
УРАВНОВЕСЯВАНЕ, балансир а‘н е - определяне на стойността
и мястото на неуравновесената ма
са и отстраняване на неуравновесе
ността на детайли и механизми на
машини. У. бива динамично и ста
тично.
УРЕД -общо наименование на ши
рок клас устройства и приспособле
ния, предназначени за измерване,
производствен контрол, защита на
съоръженията, управление на маши
ни и уредби, регулиране на техноло
гични процеси, изчисления, отчита
не.
УРЕД ЗА АКТИВЕН КОНТРОЛ
измервателен уред на металореже
ща машина, предназначен за измер
ване на детайлите в процеса на об
работването и даване на визуална
информация на оператора за необ
ходимостта от изменение на режи
мите, прекратяване на обработва
нето или пренастройване на инст
румента на машината; при автома
тично действие уредът подава съ
ответната команда в управляваща
та верига на машина за изменение
без намесата на оператор.
УРЕД ЗА ИЗМЕРВАНЕ ГРАПА
ВОСТТА HA ПОВЪРХНИНИТЕ ПО
ПРОФИЛНИЯ МЕТОД - уред, с кой
то се определят параметрите на
грапавостта на повърхнината по
нейния измерен профил. Биват: кон
тактен (опипващ с игла) уред за неп
рекъснато преобразуване на профи
ла, безконтактен уред за непрекъс
нато преобразуване на профила, кон
тактен уред за моментно преобра
зуване на профила и безконтактен
уред за моментно преобразуване на
профила.
УРЕД ЗА ИЗМЕРВАНЕ HA ГРАПА
ВОСТ - измервателен уред, пред
назначен за измерване на геометрич
ни параметри на грапавост на по
върхнините {Ra, Rz u др.).
УРЕД ЗА ИЗМЕРВАНЕ HA РЕЗБИ измервателен уред, предназначен за
измерване на линейни и ъглови пара
метри на резби - среден диаметър,
ъгъл на профил, стъпка (вж. Шаблон
и Стъпкомер).
УРЕД ЗА ИЗМЕРВАНЕ HA ФОРМА
ТА И РАЗПОЛОЖЕНИЕТО - измер
вателен уред, предназначен за из
мерване на линейни и ъглови пара
метри, характеризиращи формата
и разположението на повърхнините
- овалност, съосност и др.
УРЕД ЗА ИЗМЕРВАНЕ HA ШУМА вж. Шумомер.
УРЕД ЗА КОНТРОЛ HA ВИНТОВА
ТА ЛИНИЯ HA ЧЕРВЯКА - уред за
определяне отклонението на дейст
вителната от номиналната линия на
пресичане на страничната повърх
нина на навивката на червяк, съосен
на цилиндър, близък до делителния.
. УРЕД ЗА КОНТРОЛ HA ГРЕШКАТА
HA СТЪПКАТА - уред за определяне
натрупаната грешка на стъпката,
натрупаната грешка на цели (ъглови)
стъпки и разликата на стъпките на
зъбно колело по диаметър, близък до
делителния.
УРЕД ЗА КОНТРОЛ HA ДЕБЕЛИНА
ТА HA ЗЪБА, хордов зъбомер
- уред за измерване на разстояние
то между разноименните повърхни
ни на зъба на зъбното колело по хорда, разположена на определено раз
стояние от върха на зъба или от др.
спомагателна база.
УРЕД ЗА КОНТРОЛ HA ДЪЛЖИНА
ТА HA ОБЩАТА НОРМАЛА, н 0 рмаломер- уред за определяне от
-519-
клонението на действителната дъл
жина на общата нормала от номи
налната, а също изменението на дъл
жината на общата нормала (вж.
фиа.).
Към cm. Уред за контрол на дължина
та на общата нормала
1 - измервателна челюст; 2 - тяло; 3 отчитащо устройство; 4 - стебло; 5 подвижна челюст
УРЕД ЗА КОНТРОЛ HA ИЗМЕСТВА
НЕТО HA ИЗХОДНИЯ КОНТУР уред за определяне положениетр на
елемента на изходния контур на зъб
ното колело спрямо неговата ос на
въртене или спрямо повърхнината
на върховете на зъбите.
УРЕД ЗА КОНТРОЛ HA КИНЕМА
ТИЧНАТА ГРЕШКА HA ЗЪБНО КОЛЕ
ЛО - уред за определяне разликата
между действителния и номиналния
ъгъл на завъртане на зъбното коле
ло или червяка при непрекъснато еднопрофилно зацепване с измерва
телния елемент - колело, зъбен гре
бен и др., или при възпроизвеждане
на това зацепване.
УРЕД ЗА КОНТРОЛ HA КОНТАКТ
НОТО ПЕТНО И СТРАНИЧНАТА ХЛА
БИНА - уред за определяне контакатното петно на зъбното колело
при зацепване с измервателното ко
лело или на двойка колела, а също и
УРЕД ...
стойността на измерената стра
нична хлабина.
УРЕД ЗА КОНТРОЛ HA НАПРАВЛЕ
НИЕТО HA ЗЪБА - уред за определя
не отклонението на действителна
та от номиналната линия на преси
чане на страничната повърхнина на
зъба на колелото, съосна на цилин
дър, близък до делителния.
УРЕД ЗА КОНТРОЛ HA ОСОВАТА
СТЪПКА - уред за определяне разли
ката между действителното и но
миналното разстояние между съсед
ните едноименни (десни или леви)
профили в осово сечение по линия,
успоредна на оста на цилиндър, бли
зък до делителния (за зъбни колела и
червяци).
УРЕД ЗА КОНТРОЛ HA ПРОФИЛА
HA ЗЪБА - уред за определяне отк
лонението на действителния про
фил на зъба от номиналния, възпро
извеждан от уреда.
УРЕД ЗА КОНТРОЛ HA РАДИАЛ
НОТО БИЕНЕ HA ЗЪБНИЯ ВЕНЕЦ,
биенемер - уред за измерване на
разликата в разстоянията от оста
на колелото до постоянната хорда
на зъбите (междузъбията), по която
дебелината на зъба и широчината на
междузъбието са неизменни.
УРЕД ЗА КОНТРОЛ HA СТЪПКАТА
HAЗАЦЕПВАНЕТО, стъпкомер
- уред за определяне разликата меж
ду действителното и номиналното
разстояние между две успоредни до
пирателни към два съседни еднои
менни (десни или леви) профила на
зъбите на колелото.
УРЕД ЗА КОНТРОЛ HA ФОРМАТА
И РАЗПОЛОЖЕНИЕТО HA КОНТАКТ
НАТА ЛИНИЯ, контактомеруред за определяне отклонението
от номиналното направление и от
праволинейност на образуващите
повърхнини на зъб с еволвентен про
фил.
УСКОРЕНИ ...
- 520 -
УСКОРЕНИ ИЗПИТВАНИЯ из
питвания по методи и условия, оси
гуряващи получаване на необходи
мия обем информация за характе
ристиките на обекта в по-кратък
срок отколкото при неговата експ
лоатация в условия, установени от
техническата документация. Напр.
ускорени корозионни изпитвания,
У.и. на надеждност.
УСЛОВИЯ HA ИЗПИТВАНЕ - съв
купност от въздействуващи външ
ни и вътрешни фактори и (или) ре
жими на работа на обекта при из
питване.
УСЛОВИЯ HA ПЛАСТИЧНА ДЕ
ФОРМАЦИЯ -условията, при които
се извършва пластичната обработ
ка на метала. У.п.д. се определят от
силата и скоростта на деформация
та, от степента и температурата
на деформацията и от характера на
контакта между инструмента и де
формирания метал, поради което
биват силови, скоростни, деформационни, контактни и температурни
условия на деформация.
УСЛОВИЯ HA ТРАНСПОРТИРАНЕ
- съвкупност от ограничителни ус
ловия за външни фактори, вкл. меха
ничните, влияещи на състоянието
на изделията при транспортиране.
УСТАНОВКА - част от операция
та, която се извършва при едно пос
тавяне, центриране и закрепване на
детайла или на няколко едновремен
но обработвани детайли в приспо
собление или затягащо устройство
на машината.
УСТАНОВЪЧНА БАЗА - съвкуп
ността от повърхнини, линии и точ
ки, спрямо които се ориентира обра
ботваната повтфхнина при изра
ботването на детайла. В зависи
мост от начина на използуването
У.б. биват опорни, настроечни и
проверочни, а според значението им
за готовото изделие - основни и
спомагателни.
УСТАНОВЪЧНИ ДВИЖЕНИЯ
движения, които привеждат мета
лообработващия инструмент 8 не
обходимото положение спрямо об
работвания детайл или детайла
спрямо инструмента преди започва
не на обработването за определяне
на размера - краен, получаван в ре
зултат на цялостното обработва
не, или междинен, получаван през
време на обработването, напр. при
многопреходно обработване. У.д. се
извършват механично и ръчно.
УСТАНОВЪЧНО ПРЕМЕСТВАНЕ преместване, с което предварител
но се установяват режещият инст
румент и обработваният детайл по
направленията на координатните
оси на металообработващата ма
шина и peen, един спрямо друг.
УСТАНОВЯВАНЕ на заготов
ките и детайлите -базиране
и закрепване на заготовките спрямо
металообработващия инструмент
при обработването и на детайлите
един спрямо друг при сглобяването.
У. на заготовките е свързано със си
гурността, точността и продължи
телността на тяхното обработва
не, а У. на детайлите - с правилното
функциониране на изделието.
УСТРОЙСТВО ЗА ИЗМЕРВАНЕ HA
АБСОЛЮТНИ ТРЕПТЕНИЯ уст
ройство, с което се измерват вели
чини, характеризиращи механични
те трептения спрямо инерционна
та маса на сеизмичната система на
датчика.
УСТРОЙСТВО ЗА ИЗМЕРВАНЕ HA
гранични величини -устройст
во, реагиращо само на граничните
стойности на измерваните величи
ни.
УСТРОЙСТВО ЗА измерване ha
МЕХАНИЧНИ ТРЕПТЕНИЯ
- уст
ройство за измерване на величини,
-521 -
характеризиращи механичните
трептения (вибрациите) - вибропреместване, виброскорост, виброускорение.
УСТРОЙСТВО ЗА ИЗМЕРВАНЕ HA
ОТНОСИТЕЛНИ ТРЕПТЕНИЯ - уст
ройство за измерване на величини,
характеризиращи механичните
трептения спрямо коя и ga е подвиж
на точка или елемент (тяло).
УСУКВАНЕ - 1. вид деформация
на материала, характеризираща се с
взаимно завъртане на напречните
сечения, напр. на прът, вали др., под
действието на въртящ момент
(двоица сили), действуващи в тези
сечения. 2. Завъртане на части от
заготовката около надлъжната ù ос.
При плоска заготовка - промяна на
равнинноста ù чрез местно завър
тане до получаване на винтова по
ФАКЕЛ...
върхнина в областта на усукването
(вж. фиг.).
Към cm. Усукване
УЯКЧАВАНЕ - вж. Уякчаваща об
работка.
УЯКЧАВАЩА ОБРАБОТКА, уякч а в а н е - обработка, повишаваща
якостта на материала на заготовка
та. Напр. уякчаваща термична, химикотермична, термомеханична обра
ботка, повърхностна пластична де
формация и т.н. на метали и сплави.
ф
ФАЗА - еднородна част на хете
рогенна система, устойчива при оп
ределени условия (температура, със
тав, налягане) и отделена от други
части на системата с разделна (гра
нична) повърхност. Напр. перлитът
се състои от две фази - ферит и цементит.
ФАЗОВА ДИАГРАМА - вж. Диаг
рама на състоянието.
ФАЗОВ АНАЛИЗ - анализ на вида,
количеството, структурата и хим.
състав на фазите в даден материал.
За ф.а. се използуват различни ме
тоди: металографски анализ, рентгенофазов анализ, термичен анализ,
електронна микроскопия и др.
ФАЗОВО превръщане - измене
ние на състоянието на веществото
в резултат на превръщане на една
негова фаза в друга, устойчива при
дадените условия, ф.п.се извършва
при изпарението и кондензацията,
топенето и кристализацията, полиморфните превръщания и др.
ФАКЕЛ - 1. Ha заваръчен пламък зоната на заваръчния пламък, грани
чеща с атмосферния въздух. 2. Ha
пещна горелка - възпламенен поток
от смес на въздух, нагорещени про
дукти на горене и диспергирани в
тях частици гориво, ф. се образува с
пещна горелка при изгаряне на прахо
образно, течно или газообразно го
риво.
ФАЛЦ ...
- 522 -
ФАЛЦ - мястото на съединяване.
на части от тънколистов метал
чрез съвместно огъване на краища
та (вж. фиг.).
Към cm. фалц
Видове фалцове при съединяване на де
тайли от тънколистов метал:
а - прост стоящ; б - прост лежащ; в двоен стоящ; г - ъглов
ФЕРИТ - твърд разтвор на въгле
род и (или) легиращи елементи в ре
шетката на алфа-желязото. Ф. е мек
и пластичен и има кубична обемно
центрирана решетка.
ФЕРИТНА МРЕЖА -ферит, отде
лен при бавно охлаждане по граници
те на зърната на подевтектоидните стомани.
ФЕРИТНА СТОМАНА - стомана,
съдържаща определено количество
легиращи елементи, като хром, си
лиций, молибден и др., които стаби
лизират ферита в целия температу
рен интервал до т.т. ф.с. е подевтектоидна стомана и има феритна
или феритно-карбидна структура.
Притежава висока огнеупорност,
корозионна устойчивост и киселиноустойчивост, поради което се из
ползува за съоръженията в хим. про
мишленост, хранително-вкусовата
промишленост и др.
ФЕРОСПЛАВИ -сплави на желязо
то с др. елементи. Използуват се за
откисляване и легиране на стомана.
Ф. се получават чрез топене на руда
или руден концентрат и редукция с
въглерод, силиций или алуминий в ел.
редукционни пещи и специални феросплавни пещи. Най-важните Ф. са:
феросилиций, ферованадий, феротитан, феросиликоцирконий, ферониобий, феробор, ферофосфор.
ФЕРОХРОМОВА ШЛАКА - C3MOразпадаща се шлака, получавана като
отпадък при производството на
безвъглероден или нисковъглероден
ферохром по силикотермичен ме
тод. Намира приложение в леярско
то производство като втвърдител
при самовтвърдяващи се формовъч
ни смеси със свързващо вещество
водно стъкло.
ФИЗИОЛОГИЧНИ ИЗИСКВАНИЯ
КЪМ ИЗДЕЛИЕТО - ергономични
изисквания, определящи съответс
твието на изделието на физиоло
гичните особености на човека.
ФИЗИЧЕСКА НЕЕДНОРОДНОСТ наличие в метала на точкови и ли
нейни дефекти на кристалната ре
шетка, а също и на граници на зърна
та, междуфазови граници и други не
съвършенства.
ФИКСАТОР - 1. Детайл на щанца,
щампа или затягащо приспособле
ние, предназначен за точно устано
вяване на заготовките (по външен
контур или по отвори). Броят на Ф.
се определя в зависимост от конст
рукцията на детайла. 2. Детайл от
металообработваща или др. маши
на, предназначен за точно установя
ване на положението на инструмен
тите или работните органи. Напр.
фиксатор на позициите на револверна глава.
ФИНИШНО ОБРАБОТВАНЕ - вж.
Окончателно обработване.
ФИЛТЪР - устройство за пречис
тване на работната течност от
твърди замърсяващи примеси чрез
прецеждане през пореста преграда
(от въглища, кокс, пясък, сгурия, фи
-523-
ни решетки u gp.), no центробежен
начин u gp. Процесът на пречиства
нето (отделянето на примесите) се
нарича филтрация.
ФИТИНГИ - съединителни детай
ли за тръбопроводи, с които се оси
гурява свързване на тръби, разкло
нения, преходи и др. Към ф. се отна
сят и спомагателни детайли като
тапи (пробки), подложки и др. (вж.
фиг.).
Към cm. фитинги
а и б - муфи; 8, г и g - ъгълници; е кръст; ж - пробка- запушалка; з - капакзапушалка; и - седло; к - нипел; л - съеди
нителна гайка; м - вложка
ФЛАНЕЦ - съединителна част на
тръбопроводна арматура, на валове
и др. Обикновено ф. е отделен (занитен, заварен) или оформен от мате
риала на свързаните части във вид
на диск с по-голям диаметър и равно
мерно разположени отвори за свър
зващи болтове или шпилки. За пос
тигане на херметичност между съе
динителните ф. на тръбопроводни
арматури и резервоари се поставят
уплътнителни медни пръстени или
гарнитури от каучук, азбест, картон
ФЛУИДНА ...
и др. материали. При свързване на
валове ф. осигуряват необходимата
стабилност за предаване на въртящ
момент.
ФЛАНЦОВ ВАЛ -вал, единият или
двата края на който са оформени ка
то фланци (вж. фиг.).
ФЛАШКА (непр. т.) - вж. Плашка
ФЛОКЕНИ - вътрешни дефекти в
стоманата, представляващи микрои макропукнатини и пори, образува
ни в процеса на кристализация
вследствие на наличието на водород
в стопилката, който подпомага ликвацията и образува газови пори. ф.
понижават механичните свойства
на стоманените отливки, изковките и валцованите заготовки.
Към cm. фланцов вал
ФЛУИДНА СУШИЛНЯ 3 8 пясък
- съоръжение за сушене на леярски
пясък, при което влажният пясък по
пада в камера, където се продухва с
горещи газове, като се образува
т.нар. кипящ слой. При този начин
на сушене протича интензивен топлообмен и пясъкът се изсушава мно
го бързо. Много често ф.с. се съче
тава с допълнителна камера, в коя
то изсушеният, но горещ пясък се
продухва със студен въздух и се ох
лажда, което позволява директното
му използуване за приготвяне на
формовъчни и сърцеви смеси.
ФЛЮСИ...
-524-
ФЛЮСИ - спомагателни материа
ли, използувани при заваряване, спо
яване и леене на металите главно за
почистване и защита от окислява
не.
но подфлюсово заваряване с пълен
провар, който се притиска към зава
ряваните краища от обратната
страна на шева под действието на
сгъстен въздух (фиг. а), от собстве
ната маса на заваряваното изделие
(фиг. б) или от специално приспособ
ление (фиг. в). Ф.в. подобрява фор
мирането на обратната страна на
шева и предотвратява протичане
то на заваръчната вана.
ФОЛИЯ - тънки листове или лен
ти (от 2 до 100 μm) от метали или
метални сплави. Произвеждат се
следните Ф.: алуминиева-за конден
затори в електротехническата про
мишленост, за термоизолация, за
хидроизолация; медна, калаена, кала
ено-оловна и медно-никелово-цинкова - за електротехническата про
мишленост, уредостроенето и др.
Към cm. флуидна сушилня
1 - бункер за влажен пясък; 2 - затвор; 3
- шнеков питател; 4 - вентилатор; 5 горивна камера; 6 - сушилен бункер тип
"кипящ слой"; 7 - циклон
ФЛЮСИ за заваряване и
c n о я в а н е - материали, използу
вани при заваряване и спояване за
почистване и защита на съединява
ните повърхности от окисляване, за
понижаване температурата на то
пене на шлаката и др. Освен това при
заваряване ф. стабилизират горене
то на дъгата и подобряват форми
рането на шева, а при спояването на
маляват повърхностното напреже
ние, подобряват разливането на
припоя и др. В зависимост от особе
ностите на заваряването или споя
ването ф. могат да бъдат във вид на
зърна, паста, прах, в течно или в га
зообразно състояние.
ФЛЮСОВА ВЪЗГЛАВНИЦА - слой
от флюс, използуван при едностран
Към cm. флюсова Възглавница
ФОРМАТ HA БЛОКА - определено
подреждане (разполагане) на коман
ди в управляваща програма на мета
лообработваща машина с ЦПУ. ф.б.
може да бъде нефиксиран и фикси
-525-
ран; при последния броят и последо
вателността на командите са пос
тоянни.
ФОРМИРАНЕ HA ШЕВА при за
варяване чрез стопяване
- 1. Процес на образуване на шева
при кристализацията на заваръчна
та вана. 2. Външните очертания на
шева и характерът на неговата по
върхност, определящи се от равно
мерността на неговото усилване и
др. параметри.
ФОРМОВАНЕ - процес на изра
ботване на леярски форми от фор
мовъчни смеси. При най-широко из
ползуваните пясъчно-глинести сме
си ф. се състои в ръчно (при единич
но и малкосерийно производство)
или машинно (при големосерийно и
масово производство) уплътняване
на формовъчна смес в леярските ка
си, разположени върху моделни пло
чи, при което формата придобива
необходимата якост. Машинното
ф. се осъществява на формовъчни
машини чрез стръскване, пресоване,
изстрелване, вдухване, чрез комби
нирани методи и по др. начини.
ФОРМОВЪЧЕН ПЕСЪКОМЕТ - съ
оръжение за изработване на леярски
форми от пясъчно-глинести смеси,
при което формовъчната смес чрез
транспортна лента постъпва в спе
циална въртяща се песъкометна гла
ва, чиито лопатки я изхвърлят във
формовъчната каса на порции; кине
тичната енергия на порциите смес
се изразходва за уплътняване на
сместа. По този начин касата еднов
ременно се запълва и уплътнява, ка
то песъкометната глава обхожда
последователно цялата площ на ка
сата. Ф.п. биват стационарни и под
вижни. По-широко приложение нами
рат стационарните песъкомети,
ФОРМОВЪЧНА...
към които последователно се пода
ват формовъчните каси. Подвижни
те песъкомети се преместват във
формовъчното отделение от каса
към каса. Използуването на ф.п. пос
тепенно намалява поради разширя
ващото се прилагане на различни ви
дове самовтвърдяващи се. формо
въчни смеси (вж. фиг.).
Към cm. формовъчен песъкомет
Схема на работа на песъкомета:
1 - конвейер; 2 - лопатки; 3 - кожух; 4формовъчна каса
Формовъчна каса - метална
рамка със здрава неподатлива конс
трукция, в която се насипва и уплът
нява пясъчно-глинеста формовъчна
смес при изработване на еднократ
ни леярски форми. Ф.к. има различни
елементи (центроващи и направля
ващи втулки, уши, шийки и др.), c ko-
ФОРМОВЪЧНА...
-526-
umo тя се центрова, обръща u тран
спортира в процеса на формоване
(вж. фиа.). ф.к. се изработват обик
новено чрез леене от чугун или сто
мана и по-рядко - чрез заваряване на
стоманени профили.
ФОРМОВЪЧНА ЛЕЯРСКА МАШИ
НА - машина за изработване на ед
нократни леярски полуформи от пя
съчно-глинести смеси. Ha ф.л.м. се
уплътнява формовъчната смес и се
извършват операциите по изработ
ване на леярските полуформи. ф.л.м.
се разделят, както следва: според
метода на уплътняване - пресова
щи, стръскващи, стръскващо-пресоващи, песъкометни, за взривно
(импулсно) формоване, за вакуумно
формоване, за комбинирано уплът
няване и др.; според вида на форма
та - за формоване в каса и за безка
сово формоване.· Съвременните
ф.л.м. са с висока степен на механи
зация и автоматизация и се включ
ват като основни звена в механизи
раните и автоматизирани поточни
линии за изработване на отливки.
Към cm. формовъчна каса
ФОРМОВЪЧНА ЛИНИЯ
- комп
лекс от леярски формовъчни .маши
ни, механизми и подемно-транспор
тни устройства, които изпълняват
в определена технологична последо
вателност формовъчни и др. опера
ции и междуоперационно транспор
тиране, започвайки от разделянето
на касите до събиране на формите.
Когато ф.л. работи автоматично
със зададен такт, тя се нарича авто
матична Ф.л.
ФОРМОВЪЧНИ ГЛИНИ - финодиспергирани частици от хидроалуминиеви силикатни скали. Ф.г. биват
каолинови, хидрослюдени и монтморилонитови (бентонити). Те имат
добра термохимическа устойчи
вост и хидратационна (водопоглъщаща) способност, което ги прави
подходящи за свързващи вещества
в леярски формовъчни смеси. Найподходящи свойства като свързва
що вещество за пясъчно-глинести
формовъчни смеси имат монтморилонитовите глини.
ФОРМОВЪЧНИ ИНСТРУМЕНТИ инструменти, използувани при ръч
ното и машинното формоване. Към
Ф.и. се отнасят: ръчните и пневма
тичните набивачки (трамбовки),
различните стъргалки, иглите за
пробиване на вентилационните ка
нали. и др. (вж. фиг.). Поправянето и
дообработването на формите ста
ва с равнинни и профилни гладилки,
лъжички, ланцети и др.
ФОРМОВЪЧНИ МАТЕРИАЛИ материали, които се използуват в
леярското производство за пригот
вяне на формовъчни и сърцеви сме
си за изработване на еднократни
форми и сърца. Ф.м. биват основни
и спомагателни. Към основните спа
дат огнеупорните леярски пясъци
(кварцови, хромитови, цирконови,
оливинови и др.), а към спомагател
ните - свързващите вещества и
-527-
прибавките за придаВане на специал
ни свойства на формовъчните и
сърцеви смеси (подобряване на избиваемостта, намаляване на приаара и
др·)·
ФОРМОВЪЧНИ СМЕСИ - смеси,
които се използуват за изработване
на еднократни пясъчни леярски фор
ми. Съдържат огнеупорен материал
(кварцов, хромитов, цирконов и др.
вид пясък), свързващи вещества
(бентонит, водно стъкло, расти
телни масла, синтетични смоли и
др.) и прибавки за придобиване на оп
ределени свойства (за намаляване на
пригара по отливките, за подобрява
не на пластичните свойства на ф.с.
и др.). В зависимост от вида на свър
зващите вещества и условията на
втвърдяване Ф.с. биват пясъчноглинести, самовтвърдяващи се сме
си, плакиран пясък и др.
ФОРМОИЗМЕНЯЩА ОПЕРАЦИЯ
при обработване чрез пла
стична деформация - пресо
ва операция, в резултат на която за
готовката получава дадена форма
чрез пластична деформация на ма
териала, като обикновено се запазва
дебелината на заготовката. Напр.
присвиване, раздуване, огъване, из
тегляне и др.
ФОРМООБРАЗУВАНЕ -процеси в
металообработването, чрез които
на обработваните детайли се при
дават зададени геометрична форма
и размери. Ф. може да се извърши по
два метода: чрез механична обра
ботка (рязане) или чрез пластична
деформация.
ФОРМООБРАЗУВАЩО
движе
ние — движение, което определя
формата ча получаваната повърхни
на на обработвания детайл.
ФОРМУЕМОСТ ...
ФОРМУЕМОСТ - сВойстйво на
смесите за изработване на леярски
форми, характеризиращо кохезионната връзка между пясъчните зърна.
Ф. се определя чрез пресяване на 200
g смес в продължение на 10 s в цилин
дрично барабанно сито с диаметър
155 тт и отвори 3x3 тт при често
та на въртене 57 min“1. Като крите
рий за Ф. се използува отношението
на масата на преминалата смес към
първоначалната маса на пробата.
Към cm. Формовъчни инструменти
а - ръчни трамбовки; б - гладилки; в ланиети; г - игли; g - дървени чукчета;
е - ъгълници; ж - сито
ФОРМУЕМОСТ HA ПРАХА в n р аX о в а т а металургия - способ
ност на праха да запази определена
форма след пресоване при минимал
но налягане.
ФОРСИРАНИ ...
-528-
ФОРСИРАНИ ИЗПИТВАНИЯ - ус
корени изпитВания чрез интензифи
кация на процесите, предизвикващи
откази или повреди, чрез увеличава
не на натоварването (температура,
налягане, скорост u' т.н.).
ФОТОННО ЗАВАРЯВАНЕ - вж. За
варяване със светлинен лъч.
ФРАКТОГРАФСКИ АНАЛИЗ - ме
тод на изследВане строежа на лома
на металите и сплавите чрез визуал
но наблюдение, оптична и електрон
на микроскопия. С помощта на ф.а.
се оценява качеството и структура
та на материала, изучават се зако
номерностите на процеса на разру
шаване и др.
ФРАКЦИЯ - съвкупност от абра
зивни зърна в интервал на два съсед
ни размера. Ф. бива едра, дребна, гра
нична, основна, комплексна.
ФРЕЗА - металорежещ инстру
мент с много режещи зъби за обра
ботване чрез фрезоване. Ф. биват:
според формата на повърхнините,
върху които са разположени зъбите
- цилиндрични, челни, челно-цилинд
рични (палцови), дискови, конусни
(ъглови), червячни и профилни; спо
ред формата на зъбите - с прави и
винтови зъби, острозаточени, затилоВани с кръгови и винтови задни
повърхнини; според връзката между
зъбите и тялото на ф. - цели, със
тавни и сглобяеми; според начина на
закрепването им към машината дорникови (с базов отвор за дорник)
и опашкоВи (с конусна или цилинд
рична опашка) (вж. фиг.); според
предназначението им - ф. за общо
предназначение (за равнинни, стъ
пални и др. повърхнини) и специални
(за винтови, профилни и др. повърх
нини). Ф. се изработВат от легирана
и бързорежеща инструментална
стомана, металокерамика, минералокерамика и свръхтвърди материа
ли.
ФРЕЗЕНКОВАНЕ - Вж. Зенковане.
ФРЕЗИСТ - професия на лице, ко
ето работи на фрезоВа машина. Въз
можни специализации-Ф. на универ
сални машини, Ф. на надлъжнофрезови машини, Ф. - зъбонарезчик, Ф. на
машина с ЦПУ.
ФРЕЗОВ АВТОМАТ - фрезова ма
шина, при която са автоматизирани
всички основни и спомагателни дви
жения за изпълнение на технологич
ния цикъл. Ако установяването на
заготовката и свалянето на обра
ботвания детайл се извършва ръчно,
тогава е фрезов полуавтомат.
ФРЕЗОВА ГЛАВА - 1. Възел на
фрезова машина, носещ вретеното.
Ф.г. биват хоризонтални, вертикал
ни и наклонени, вкл. въртящи се. 2.
Фреза (режещ инструмент), състоя
ща се от тяло и закрепени В него ножоВе с твърдосплавни пластини.
б
Към cm. Фреза
Видове фрези:
а - цилиндрична с винтови зъби; б - чел
но-цилиндрична; А - режеща част; Б тяло; В - закрепваща част
ФРЕЗОВА МАШИНА - металоре
жеща машина, чието главно работно
- 529 движение е въртеливо и се извърш
ва от режещия инструмент - фреза,
а подаването е праволинейно, кръго-.
во или въртеливо и се извършва от
заготовката, а 8 някои случаи и от
режещия инструмент, ф.м. могат да
обработват външни и вътрешни
равнинни, винтови и профилни по
върхнини. Основен параметър на
Ф.м. е широчината на работната ма
са. В зависимост от компанОвката
Ф.м. биват - конзолни и безконзолни. При конзолните ф.м. работната
маса е установена върху конзола и
може да извършва три движения надлъжно, напречно и вертикално за
едно с конзолата. При безконзолните ф.м. работната маса е установе
на върху тялото на машината и мо
же да се придвижва само надлъжно и
напречно, а вертикалното придвиж
ване се извършва от вретенната
глава. Те са no-стабилни от конзол
ните, но са по-малко универсални.
Според разположението на вретено
то и степента на универсалност
Ф.м. биват хоризонтални, вертикал
ни, универсални, широкоуниверсални
и специализирани (вж. фиг.). Универ
салните Ф.м. са предназначени за об
работване на широка номенклатура
детайли от единичното и дребносерийното производство; работната
им маса има и възмомжност за за
въртане около вертикалната си ос.
Специализираните Ф.м. са предназ
начени за обработване на сходни по
конфигурация детайли, но от раз
лични типоразмери. Към тях се от
насят копирните, шлицо-фрезовите, каруселно-фрезовите и др.
ФРЕЗОВАНЕ - обработване на
метали чрез рязане на фрезови ма
шини, при което режещият инстру
34
Терминологичен речник по металообработване
ФРЕЗОВ ...
мент-фрезата, извършва главното
въртеливо движение, а обработва
ният детайл - подавателното пра
волинейно, въртеливо или винтово
движение (при ф. на винтови кана
ли); при работа на обработващи
центри и пробивно-разстъргващи
машини обикновено главното и по
давателното движения се извърш
ват от инструмента. Ф. с цилинд
рична фреза бива еднопосочно и нас
рещно (вж. фиг.). При насрешнотоф.
векторите на двете движения (глав
ното и подавателното) са противо
положни, а при еднопосочното си
съвпадат. Насрещното Ф. се харак
теризира с изменение на дебелината
на стружката от нула до максимум,
а еднопосочното ф. обратното - от
максимум до нула. Ф. се прилага за
обработване на равнинни и профил
ни повърхнини, на резби, зъби, кана
ли и др., като се постига до 4-та сте
пен на точност и грапавост Ra до
0,63 μm.
Към cm. Фрезова машина
Хоризонтална (а) и вертикална (б) фре
зова машина
ФРЕЗОВ ПОЛУАВТОМАТ
Фрезов автомат.
- вж.
ФРЕТИНГ ...
-530-
ФРЕТИНГ КОРОЗИЯ - крехко раз
рушаване на материала при едновре
менното въздействие на агресивна
среда и сили на външно триене. При
чината е адсорбирането от матери
ала на частици от средата, което
води до избирателна корозия, усил
вана от триенето. Ф.к. е една от
причините за бързо износване на ма
шинни детайли, като винтове, вало
ве, втулки и др.
Към cm. фрезоВане
а - насрещно; б - еднопосочно
ФРИКЦИОННА КОВАШКА МАШИ
НА - ковашка машина, в която за из
дигането (по-рядко спускането) на
ударната част се използува силата
на триенето между детайлите
(фрикционните дискове и шайби),
свързани с ударната част, и детай
лите на задвижващия механизъм.
Енергията на удара на Ф.к.м. зависи
от масата на падащите части, от
ускорението им и от височината на
падането, ф.к.м. биват: дискови,
винтови, рейкови, ремъчни. Винто
вите Ф.к.м. се наричат фрикционни
преси.
ФРИКЦИОННА ПРЕСА - винтова
преса, в която задвижването на ра
ботния орган се извършва чрез сили
на триене (фрикционно взаимодейс
твие между маховика и въртящите
се дискове). Според типа на фрикци
онното задвижване ф.п. биват едно,
дву- и тридискови. Използуват се за
горещо щамповане, студено листо
во щамповане, студено и горещо
огъване, студено изправяне.
ФУНДАМЕНТНА ПЛОЧА - 8ж. ОсноВна плоча.
Функционална схема -схема,
която служи за изясняване на опреде
лени процеси, настъпващи в отдел
ни части на изделието или в цялото
изделие; използува се за изучаване
принципите на работа на изделие
то, а също и при настройване, регу
лиране, контрол и ремонт.
ФУНКЦИОНАЛНИ ИЗПИТВАНИЯ изпитвания, провеждани за опреде
ляне стойностите на показателите,
свързани с функционалното пред
назначение на обекта.
фУРАНОВИ СМОЛИ - група син
тетични органични смоли, получени
на основата на карбамидни, карбамид-формалдехидни, фенолни и др.
видове смоли, модифицирани с раз
лично количество (20 - 60%) фурфурилов алкохол, ф.с. се втвърдяват
много бързо при нагряване, а в при
съствие на кисел катализатор (ортофосфорна киселина, различни сулфонови киселини) се самовтвърдяват. ф.с. широко се използуват в ле
ярството за приготвяне на плас
тични и течни самовтвърдяващи се
формовъчни смеси.
-531 -
ХИДРАВЛИЧЕН ...
X
ХАДФИЛДОВА СТОМАНА - Вж.
Манганова стомана.
ХАРАКТЕРИСТИКА HA ЗЪБНА ГРУ
ПА -числото, което показва на как
ва степен трябва ga се повдигне по
казателят на реда, на честотите на
въртене (подаванията) φ, за да се ус
танови как се отнасят помежду си
предавателните отношения на две
междинни зъбни двойки от дадена
зъбна група. За основната зъбна гру
па характеристиката е xq = 1. За
първа множителна група
= р където р ’ е броят на зъбните двойки
в основната група. За втора множи
телна група Х2 - Р ’~Р "> където р " е
броят на зъбните двойки в първа
множителна група и т.н.
ХАРМОНИЧНИ ТРЕПТЕНИЯ, C Uнус.оидни трептения - при
нудени трептения, честотата на ко
ито е равна на честотата на смуща
ващото въздействие и характери
зиращата ги величина е синусоидна
функция на времето (вж. фиг.).
Към cm. Хармонични трептения
Зависимост на хармонично трептяща
та величина s от времето t
ХЕКСАГОНАЛНА РЕШЕТКА
кристална решетка, на коята еле
ментарната клетка представлява
прав паралелепипед с основа ромб с
ъгли 60 и 120°. Три такива клетки об
разуват правилна шестоъгълна
призма. Х.р. бива проста, напр. при
а-Со, Se, Те, WC, и плътноопакована,
напр. при Zn, Mg, Be; последната ce
характеризира с максимално плътно
взаимно разположение на образува
щите я атоми и отношение на висо
чината на елементарната клетка
към дължината на ръба на основата
1,633.
ХЕЛИКОИДАЛНО ДВИЖЕНИЕ
вж. Винтово движение.
ХЕЛИОЗАВАРЯВАНЕ - вж. Зава
ряване със светлинен лъч.
ХЕТЕРОГЕНИЗАЦИЯ - процес на
създаване в материала на хетероген
на структура, напр. чрез термично
обработване. X. е един от начините
за уякчаване на материала. При ком
позиционните материали чрез X. се
повишават жилавостта, огнеупор
ността и др. свойства.
ХЕТЕРОГЕННА система - неед
нородна физико-хим. система, във
вътрешността на която съществу
ва разделителна повърхност, отде
ляща една част (фаза) на системата
от друга, различаваща се по свойст
ва.
ХЕТЕРОГЕННА СТРУКТУРА
структура на материала, съставена
от различни фази.
ХЕТЕРОГЕННОСТ
- нееднород
ност на хим. състав и структурата
на металите и сплавите.
хетеродиФузия - взаимна дифузия на атомите (йоните, молеку
лите) на две допиращи се тела или
фази с различен химически състав.
ХИДРАВЛИЧЕН ДВИГАТЕЛ - хид
равлична машина, която преобразу
ва енергията на поток от течност в
механична енергия на задвижваното
звено (вал, бутален прът). Според
начина на действие Х.д. биват дина
мични, при които задвижваното
ХИДРАВЛИЧЕН ...
-532-
звено се задействува вследствие из
менение на кинетичния момент на
потока течност (хидравлична тур
бина, водно колело), и обемни, когато работното звено (бутало, плас
тина) се задвижва от хидравличния
напор на течността.
ХИДРАВЛИЧЕН ИНСТРУМЕНТ
ръчна машина с хидравлично задвиж
ване, която се използува за затягане
на резбови съединения, за запресоване и др. Х.и. могат да бъдат с бутал
ни, ротационни, винтови и др. дви
гатели. Предимство на Х.и. пред
пневматични и ел. инструменти е
възможността за получаване на поголеми сили при едни и същи разме
ри.
ХИДРАВЛИЧЕН СЪЕДИНИТЕЛ
хидродинамична предавка с две коле
ла - помпено и турбинно (вж. фиг.).
Х.с. имат еднакви въртящи момен
ти на водещия и водимия вал (без да
се отчитат загубите в самия Х.с.).
Използуват се в задвижванията ка
то включващи и предпазни съедини
тели и особено когато се ускоряват
машини с големи инерционни маси.
ХИДРАВЛИЧЕН ЦИЛИНДЪР
хидравличен задвижващ механизъм с
възвратно-посгръпателно движение
на буталото. Широко се използува за
главно задвижване на металообра
ботващи машини, за преместване на
работните органи на строителни и
пътни машини, в притискащи уст
ройства и др.
ХИДРАВЛИЧЕН ЧУК - вж. Ковашko-щамповъчен чук.
ХИДРАВЛИЧНА НОЖОВКА - вж.
Ножовка.
хидравлична преса - преса, в
която носител на енергия е течност
под налягане (вж. фиг.). Ha Х.п. се из
вършват щамповачни и др. опера
ции (вж. също Ковашко-щамповъчна
хидравлична преса).
ХИДРАВЛИЧНО ЗАДВИЖВАНЕ
на машини - задвивжваща систе
ма, която включва източник на меха
нична енергия и устройства за ней
ното преобразуване и предаване към
задвижваната машина посредством
течност. Х.з. бива регулируемо, нерегулируемо; хидростатично, хид
родинамично и смесено.
Към cm. Хидравличен съединител
1 - задвижващ вал; 2 - помпено колело;
3 - задвижван вал; 4 - турбинно колело
(стрелките показват посоката на по
тока работна течност)
ХИДРАВЛИЧНО ПОЧИСТВАНЕ HA
ОТЛИВКИ -метод за почистване на
отливки от формовъчната смес и
сърцата чрез водна струя под наля
гане. Извършва се в специални хид
равлични камери, в които отливки
те се завъртат, а водната струя се
насочва към тях от хидромонитор с
дистанционно управление. Прилага
се за почистване на отливки с голе
ми размери и маса.
ХИДРОВЗРИВНО ДЕФОРМИРАНЕ
- високоскоростно пластично де
формиране, при което енергията на
взрива на взривно вещество (найчесто бризантно) се предава на де
формираната листова заготовка
-533-
чрез течна междинна среда (вода или
масло). При Х.д. настъпват струк
турни изменения в материала на за
готовката - раздробяване на зърна
та, двойникуване и др., които проме
нят свойствата на метала - намаля
ва се пластичността, корозионната
устойчивост, увеличава се якостта
и др. (вж. Щамповане с взрив}.
Към cm. Хидравлична преса
ХИДРОДИНАМИЧЕН ЛАГЕР
плъзгащ лагер, предназначен за рабо
та в режим на хидродинамично маза
не, т.е. мазане чрез създаване на товароносим маслен слой - по естест
вен път при определени скорости
от центробежните сили (при ради
ални Х.л.) и чрез скосяване на отдел
ни сегменти от работната повърх
ност или чрез самонагаждащи се сег
менти (при аксиални Х.л.).
ХИДРОДИНАМИЧНА ПРЕДАВКА механизъм за предаване и безстепенно изменение на въртящ момент
от задвижващия (водещия) вал към
ХИДРОФОБНИ ...
задвижвания (водимия) вал за смет
ка на динамичното налягане на дви
жещата се работна течност. Спо
ред конструкцията си Х.п. работят
като хидравлични съединители и
хидравлични трансформатори. Х.п.
намират голямо приложение като
автоматично действуващи безстепенни предавки в транспортните и
др. машини и агрегати.
ХИДРОЕКСТРУЗИЯ - вж. Хидростатично пресоване.
ХИДРОСТАТИЧЕН ЛАГЕР - плъз
гащ лагер, предназначен за работа В
режим на хидростатично мазане,
т.е. масленият слой между триещите се повърхнини се създава чрез по
даване на масло под налягане от пом
па. Коефициентът на триене на Х.л.
е малък и практически няма износва
не. Х.л. се използуват за отговорни
бавно въртящи се валове и ротори.
ХИДРОСТАТИЧНО ПРЕСОВАНЕ,
хидроекструзия - пресоване,
при което силата на деформиране се
предава върху заготовката посред
ством течност (вода, масло, стопе
ни соли или метали) под високо наля
гане.
ХИДРОФИЛНИ СВЪРЗВАЩИ ВЕ
ЩЕСТВА - органични (декстрин,
сулфитна луга и др.) и неорганични
(бентонит, водно стъкло, цимент и
др.) вещества, които се използуват
при приготвяне на леярски формо
въчни смеси като свързващи вещес
тва. След разтваряне във вода те
придобиват способност да свърз
ват пясъчните зърна и да се втвър
дяват, с което придават необходи
мата якост на формовъчната смес.
ХИДРОФОБНИ ОРГАНИЧНИ СВЪР
ЗВАЩИ вещества
- органични
свързващи вещества за формовъч
ни леярски смеси, които не се разт
варят във вода и не се умокрят от
нея. Към Х.о.с.в. спадат изсъхващи-
ХИМИКО-МЕХАНИЧНО ...
- 534 -
me растителни масла (ленено масло,
памучно масло и др.) и тези, получе
ни от преработка на земно масло и
рибни мазнини или др. продукти.
ХИМИКО-МЕХАНИЧНО ОБРАБОТ
ВАНЕ - обработване, при което
разрушеният по хим. начин повърх
ностен окисен слой.на материала се
отделя чрез механично въздействие.
За правилното протичане на проце
са трябва да се осигури непрекъсна
то редуване на химичното разруша
ване на повърхностния слой и него
вото отделяне по механичен начин.
Х.-м.о. бива химико-механично по
чистване, химико-механично притриване, химико-механично заточва
не и химико-механично полиране с
пасти. Х.-м.о. повишава производи
телността на обработването и ка
чеството на обработените повърх
нини.
ХИМИКО-МЕХАНИЧНО ПОЧИСТ
ВАНЕ -химико-механично обработ
ване на металните повърхнини чрез
потопяване на детайлите в концен
трирани разтвори на сярна кисели
на, като хим. разрушеният слой от
материала се снема с помощта на
ръчни или механизирани метални
четки и др. инструменти. Х.-м.п. се
използува за почистване повърхни
ните на отливки или изковки с цел да
се премахне твърдата и замърсена
кора и да се улесни тяхното обра
ботване чрез рязане.
ХИМИКО-МЕХАНИЧНО ПРИТРИВАНЕ И ПОЛИРАНЕ - притриване и
полиране с пасти, които съдържат
хим. активни вещества; съчетават
се процесите на хим. и механичното
разрушаване; материалът на повър
хностния слой влиза в хим. реакция с
въвежданите 8 зоната на обработ
ване повърхностноактивни вещес
тва, образувайки лесно разрушавано
хим. съединение или се подлага на аб
сорбционно-хим. въздействие на ве
ществата. Разрушеният повърхнос
тен слой на метала се отделя чрез
механично действие на притриващи
дискове и прахове и съответно на
полиращи шайби и ленти.
ХИМИКОТЕРМИЧНО
ОБРАБОТ
ВАНЕ - термично обработване,
провеждано в активна външна среда,
която осигурява определено измене
ние на хим. състав, структурата и
свойствата на повърхността на ма
териала на обработваното изделие.
Х.т.о. се извършва чрез дифузия на
един или няколко елемента на външ
ната среда в материала на изделие
то. По характера на активната сре
да бива газово, течно и твърдо.
Х.т.о. е напр. азотирането, алитирането, борирането и др. Чрез Х.т.о. се
повишават износоустойчивостта,
корозионната устойчивост, твър
достта и др. свойства на изделие
то.
ХИМИЧЕСКА КОРОЗИЯ - корозия
на метала, при която окислението
на метала и редукцията на окислени
те компоненти на корозионната
среда протичат едновременно.
ХИМИЧЕСКА НЕЕДНОРОДНОСТ неравномерно разпределение на легиращите елементи и примесите в
метала; бива макро- и микрохим. не
еднородност.
ХИМИЧЕСКО ИЗНОСВАНЕ HA ИН
СТРУМЕНТ - износване на режещ
инструмент, което се дължи на про
тичащите между материала на инс
трумента и околната среда хим. ре
акции, които се ускоряват от висо
ката температура при работа на ин
струмента.
ХИМИЧЕСКО НАНАСЯНЕ HA ПОК
РИТИЕ -начин на нанасяне на покри
тие чрез хим. реакция на повърх
ността на материала на обработва
ния детайл с хим. реагент, напр. по-
-535-
медняване, никелиране, посребряване, оксидиране, фосфатиране и др.
Често такова покритие се нарича хи
мическо.
ХИМИЧЕСКО ОБРАБОТВАНЕ
обработване на материалите с хим.
активни вещества. Прилага се за
обезмасляване и разяждане на повър
хностите, получаване на декоратив
ни или защитни покрития, активи
ране или пасивиране на материалите
и др.
ХИМИЧЕСКО ПОКРИТИЕ - 8ж. Хи
мическо нанасяне на покритие.
ХИМИЧЕСКО ПОЛИРАНЕ - хим.
обработване, при което върху по
върхността на поставен в хим. ак
тивна среда детайл се образува окисен слой с различна дебелина - на
микровърховете той е по-тънък, а в
микропадините-по-дебел. Слоят на
микровърховете се разтваря побързо, а в микропадините се задър
жа, в резултат на което се получава
заглаждане на малките грапавини.
ХИМИЧЕСКО ПОЧИСТВАНЕ - по
върхностно почистване, извършва
но чрез разтваряне на повърхност
ния метален слой в разтвор на кисе
лини, соли или основи в специално съ
оръжени вани, в които се поставят
почистваните детайли.
ХИМИЧЕСКО РАЗЯЖДАНЕ - хим.
обработване, при което върху по
върхността на детайла се нанася
чрез потопяване във вана или чрез
разпръскване защитно покритие
(каучуково лепило, нитролак, каолин
и др.). След изсушаване на покритие
то върху детайла по шаблон се очер
тават контурите и се снема покри
тието от подлежащите на обра
ботване части. Разяждането на ма
териала може да бъде киселиннохим. или алкално-хим. Х.р. позволява
едновременно да се обработват
много заготовки - производител
ХЛАБИНА ...
ността се ограничава само от габа
ритните размери на ваната. Защит
ното покритие се премахва чрез по
топяване на детайла във вана с под
ходящ разтворител. Точността на
получаваните размери е ±50 μm, а
грапавостта на повърхнината - fía
20 — 5 μm.
ХИПЕРБОЛОИДНА ПРЕДАВКА
зъбна предавка с кръстосващи се
оси, на която аксоидите на зъбните
колела са част от еднообемни рота
ционни хиперболоиди. Колелата за
Х.п. са много сложни, трудно се изра
ботват и затова в практиката се за
менят от по-простите хипоидни
предавки.
хипоидна предавка - винто
ва зъбна предавка, съставена от две
конусни колела с кръстосващи се
оси. Обикновено зъбите на колелата
са кръгови, но могат да бъдат накло
нени и винтови. С Х.п. може да се
осъществи предавателно отноше
ние над 10, понякога до 30 и повече.
Х.п. се отличава с плавна и безшумна
работа, допуска по-големи натовар
вания, по-компактна е от конусната
предавка, но изисква по-добро маза
не и по-точно сглобяване. Х.п. се из
ползуват в задвижването на авто
мобили, трактори, дизелови локо
мотиви, текстилни машини, пре
цизни металорежещи машини и др.
Към cm. Хипоидна предавка
ХЛАБИНА - положителната раз
лика между размерите на отвора и
ХЛАБИНОМЕР ...
-536-
на Вала преди сглобяването, т.е. когато размерът на отбора е по-голям
от размера на Вала.
ХЛАБИНОМЕР - измервателна
пластина, използубана за контрол на
хлабината между раВнинни повърхнини. X. се състои от набор от плас
тини с дебелина от 0,02 до 1 тт (Вж.
фиг.).
ответствува на един неин пълен
оборот спрямо оста на резбата. За
едноходови резби X. е равен на стъп
ката. За многоходови резби номи
налната стойност на X. е равна на
произведението от номиналната
стойност на стъпката Р по броя на
ходовете п на резбата (Рр = Р.п).
ХОДОВА ГАЙКА, Водеща гай
ка - гайка с двигателна резба, рабо
теща с ходоВия Винт на металооб
работваща машина. Х.г. участвува В
преобразуване на Въртеливото дви
жение, получено от превода, в право
линейно движение на работния ор
ган или на др. възли на машината (супорт, работна маса и др.).
ХОДОВ ВИНТ -детайлна метало
режеща машина с нарязана двигател
на резба, участвуващ при преобразу
ване на въртеливото движение, по
лучено от превода, в праволинейно
движение на работен орган или др.
възел от машината (супорт, работ
на маса и др.).
Към cm. Хлабиномер
а - проверка на хлабините между стени
те на буталните прорези и буталните
пръстени с хлабиномер; б - комплект
хлабиномери
ХОБЕЛМАШИНА (непр.т.) - вж.
Надлъжно-стъргателна машина.
ХОБОТ -1. Част от тялото на ма
шината ВъВ вид на хоризонтална
конзолна греда, която обикновено
може да се премества в надлъжно
направление, напр. X. на хоризонтал
на фрезова машина. 2. Работен орган
на машина за въвеждане на шихта в
стоманодобивна пещ.
ХОД HA РЕЗБА, Рр - постъпател
ното преместване на средната точ
ка на страната на профила, което съ-
Към cm. Ход на резба
Р - стъпка на резбата; Ph - ход на резба
та (в случая е двуходова)
ХОМОГЕНИЗИРАНЕ - създаване
на еднородна структура в сплавите
чрез отстраняване на хим. неедно
родност посредством отгряване.
Основава се на дифузията на хим.
елементи в твърдия разтвор. Чрез
X. на сплавите се подобряват плас
-537-
тичността u обработваемостта,
стабилизират се мех. свойства и се
намалява анизотропността им.
ХОМОГЕНИЗИРАНЕ HA СТОМА
НАТА - отгряване на стоманата,
което се състои в нагряване при ви
соки температури (над 950°С) и про
дължително задържане с цел намаля
ване на хим. нееднородност, подоб
ряване на пластичността и обра
ботваемостта ú.
ХОМОГЕННОСТ - еднородност
на хим. състав и структурата на ме
талите и сплавите.
ХОНИНГОВАНЕ - довършващо
обработване на отвори и по-рядко
на валове със специален инструмент
- хонинговъчна глава, на която са
закрепени абразивни или диамантни
брусове. Главата извършва върте
ливо и праволинейно-възвратно
движение (вж. фиг.). Едновременно с
това брусовете се разтварят, т.е.
отдалечават се един от друг (ради
ално подаване), като осигуряват
постепенно снемане на прибавката.
При X. се достига точност на обра
ботените повърхнини до 5 μm и гра
павост Ra до 0,04 μm.
ХОНИНГОВЪЧНА ГЛАВА - сгло
бяем и регулируем инструмент за
хонинговане, на който на външната
или вътрешната повърхнина са зак
репени абразивни или диамантни
брусове. Х.г. е свързана с вретеното
на машината и извършва въртеливо
и възвратно-постъпателно движе
ние по оста си при хонинговане на
отвори и валове. Устройството на
Х.г. е показано на фиг.
ХОНИНГОВЪЧНА МАШИНА - ме
талорежеща машина за окончателно
обработване на отвори с хонинговъчни глави. Инструментът извър
шва въртеливо и праволинейно-въз
вратно движение, а обработваната
заготовка е неподви^а. Х.м. биват
ХОРИЗОНТАЛНА ...
с общо и специално предназначение,
едно- и многовретенни, с вертикал
но, хоризонтално и наклонено разпо
ложение на вретеното.
Към cm Хонинговане
Схема на хонинговане:
1 - вретено на машината; 2 - стебло на
главата; 3 - тяло на главата; 4 - обра
ботван детайл; 5 - брус
хордов зъбомер - вж. Уред за
контрол на дебелината на зъба.
ХОРИЗОНТАЛНА КОВАШКА МА
ШИНА - ковашка машина, инстру
ментът на която се премества в хо
ризонталната равнина.
ХОРИЗОНТАЛНА МАШИНА - ма
шина с хоризонтална ос на въртене
то на главното вретено или хоризонталноразположение на направля
ващите на работните елементи, ко
ито извършват главното праволи
нейно работно движение, напр. хо
ризонтална фрезова машина.
ХОРИЗОНТАЛНА ПРОБИВНО-РАЗСТЪРГВАЩА машина - разстъргваща машина с хоризонтално врете
но, предназначена за обработване на
отвори с точни междуосови разсто
яния в корпусни детайли със сложна
форма. Х.п.-р.м. се отличават сголя-
ХОРИЗОНТАЛНА ...
-538-
ма универсалност; освен разстъргване с тях може ga се извършва и
пробиване, зенкероване, райбероване, фрезоване, челно обстъргване и
нарязване на резба (вж. фиг. към cm.
Пробивно-разстъргваща машина).
ХОРИЗОНТАЛНА
ФРЕЗОВА МА
ШИНА - вж. Фрезова машина.
Към cm. Хонинговъчна глава
1 - тяло; 2 - дорник; 3 - щифт; 4 - брус;
5 - челюсти; 6 - шайба
ХРАПОВ МЕХАНИЗЪМ - механи
зъм за предаване на периодично вър
теливо движение на вал само в една
посока; състои се от храпово острозъбо колело с външни или вътрешни
зъби със специална форма, шарнирно
съединено с лостов механизъм, лю
леещ се около центъра на храповото
колело (вж. фиг.). Х.м. се използува
като задържащо устройство (напр.
в спирачни уредби на ръчните лебед
ки, крикове и др.), а също в предавки
за периодично въртеливо еднопо
сочно движение с прекъсване (напр. в
подавателен механизъм на напречностъргателна машина или автома
тична линия).
ХРОМ (Сг) - хим. елемент, ат.н.
24, ат.м. 51,996. X. е сребрист метал
с обемно центрирана кубична ре
шетка, плътност 7190 кд/тЗ, т.т.
1900°С, при обикновени температу
ри на въздух не се окислява, не се раз
тваря в азотна киселина и "царска
вода". X. влиза в състава на неръждясващи, киселиноустойчиви и топлоустойчиви стомани. От сплави
те, съдържащи X., се изработват корозионноустойчиви детайли, напр.
за корпуси на подводни лодки, за хим.
апаратура и др. X. се нанася върху по
върхността на др. метали (вж. Хромиране)', съединения на X. се използу
ват като бои, окивлители, дъбилни
вещества и др.
ХРОМАЛ - огнеупорна сплав с ви
соко специфично ел. съпротивление,
използувана като материал за нагре
вателни елементи на ел. пещи. Съ
държа 23 - 27% хром, 4,5 - 6,5% алу
миний, 0,05-0,12% въглерод и оста
налото е желязо. Специфичното ел.
съпротивление на X. е 1,3 - 1,5 piim
(при 20°С), работна температура
1100-1300°С.
ХРОМАНСИЛ - конструкционна
среднолегирана стомана, съдържа
ща приблизително по 1% хром, ман
ган и силиций. Използува се за отго
ворни конструкции.
Към cm. Храпов механизъм
1 - острозъбо колело; 2 - присъедини
телно звено на четиризвенния лостов
механизъм; 3 - палец; 4 - допълнителен
палец
ХРОМЕЛ -сплав на никел с9 —10%
хром, използувана като материал за
електроди на термодвойки. Специ
фичното му ел. съпротивление е
-539-
около 1 μΩm, граничната работна
температура 1000°С.
ХРОМИРАНЕ - нанасяне на покри
тия от хром върху метални изделия.
Хромовите покрития се получават
чрез електролиза или дифузионно
насищане. Първият метод се прила
га за изделия от въглеродна стома
на, алуминий, магнезий, мед, цинк и
техните сплави, а вторият за легирана стомана и чугун. X. повишава
огнеустойчивостта, износоустой
чивостта, корозионната устойчи
вост и твърдостта или служи за де
коративна цел.
ХРОМОВА СТОМАНА - легирана
стомана, съдържаща хром или хром
в съчетание с др. елементи (комплекснолегирана Х.с.). Към Х.с. спадат ин
струменталната (0,6 - 1,5% въгле
род, 1 - 4% хром), лагерната (1 % въг
лерод, 0,5 -1,5% хром), неръждаема
та (0,05 - 0,45% въглерод, 13 - 27%
хром), стоманата за магнити (0,9%
въглерод, 3% хром) и др. Сред комплекснолегираните Х.с. по-известни
са хром-никеловата и хром-никелмолибденовата стомана, хромансилът и др.
хромови сплави - сплави на
основата на хром с добавки от ни
кел, титан, ванадий и др. елементи;
отличават се с голяма якост при ви
сока температура. По якостните си
свойства при температура 1100 —
1200°С Х.с. заемат средно положе
ние между сплавите на основата на
по-труднотопимите метали (нио
бий, молибден, волфрам). Детайли
те от Х.с. могат да работят в агре
сивни, течни и газообразни среди.
Основен недостатък на Х.с. е малка
та им якост на удар.
ХРОНОМЕТРИРАНЕ - метод за
изучаване разходите на работното
време чрез наблюдение и измерване
на циклично повтарящи се елементи
на дадена операция. Извършва се със
секундомер или друг уред за измерва
ХЪЛМООБРАЗЕН ...
не на време. X. обхваща разчленява
не на изследваната операция на със
тавните ù елементи, наблюдение и
измерване на тези елементи по вре
ме, в хода на тяхната последовател
ност, анализ на получените резулта
ти и изводи. Данните от X. се изпол
зуват за разработване на нови или
за коригиране на действуващите
норми за време и норми за изработ
ване, за определяне на най-рационал
ния начин и режим на изпълнение на
операцията, за изучаване и предава
не опита на първенците.
ХУДОЖЕСТВЕНО КОВАНЕ - изра
ботване чрез коване на различен обков, орнаменти, барелефи и др. пред
мети с естетическа стойност.
ХУДОЖЕСТВЕНО ЛЕЕНЕ - изра
ботване от бронз, месинг или чугун
чрез леене на статуи, бюстове, баре
лефи, орнаменти и др. предмети с
естетическа стойност.
ХЪЛМООБРАЗЕН ШЕВ - заваръ
чен шев, изпълнен чрез многослойно
ръчно заваряване собмазни електро
ди при последователно нанасяне от
средата на дължината на заварява
ните краища навън (едновременно в
двете посоки) на частично припок
риващи се слоеве с относително
малка дължина по такъв начин, че
всеки следващ слой се нанася върху
още незастиналия предишен. Х.ш. се
изпълнява едновременно от двама
заварчици. Той спомага за намалява
не на заваръчните деформации, из
бягване образуването на заваръчни
пукнатини и подобряване на заваре
ното съединение (вж. фиг.).
Към cm. Хълмообразен meß
Схема на заваряване на хълмообразен
шев
ЦАНГА ...
-540-
ц
ЦАНГА - приспособление във вид
на пружинираща разрязана закалена
стоманен ¡ втулка за затягане нвщилиндрични или призматични детай
ли (вж. фиг.). Ц. се използуват в ме
талорежещи машини и др. затегателни устройства.
Към cm. Цанга
Конструкции на цанги
а - изтегляща се; б - неподвижна; в - из
бутваща се
ЦАНГОВ ПАТРОННИК - патрон
ник, при който обработваният прътов материал се затяга чрез цанга.
Той може да затяга прътов мате
риал с различно напречно сечение квадратно, кръгло, многостенЛ. В
зависимост от вида на пръта се из
ползуват два вида Ц.п.: обикновени
несамонастройващи се - за закреп
ване на студеноизтеглени (калибровани) пръти, и самонастройващи се
- за закрепване на горещовалцовани
(некалибровани) пръти. Според на
чина на получаване на затягащата
сила Ц.п. може да бъде с придвижва
ща се назад цанга (а), с неподвижна
цанга (б) или придвижваща се напред
цанга (б) (вж. фиг.). Ц.п. се използу
ват в револвери urne металорежещи
машини, автомати, полуавтомати
и др.
ЦАПфА (непр.т.) - вж. Шийка.
цветни метали - промишлено
наименование на всички метали с из
ключение на желязото. По физически
Към cm. Цангов патронник
ЦЕЛЕВИ
- 541 -
u хим. свойства и характера на зале
жите в земната кора Ц.м. се разде
лят на следните групи: леки - алуми
ний, магнезий, титан, берилий, ли
тий и др.; тежки - мед, никел, ко
балт, олово, калай, цинк и др.; труднотопими - волфрам, молибден, ни
обий, тантал, хром, цирконий и др.;
благородни или скъпоценни - злато,
сребро, платина и платинови мета
ли; разсеяни - галий, индий, талий;
редкоземни - скандий, итрий, лантан и всички лантаниди; радиоак
тивни - технеций, франций, радий,
полоний, актиний, торий, протактиний, уран и всички трансуранови
елементи.
ЦВЯТ HA НАГРЯВАНЕ - оцветя
ване с цветовете на дъгата, което
възниква върху чистата повърх
ност на нагрята стомана вследст
вие образуването на тънък окисен
слой. За въглеродната стомана са ха
рактерни следните Ц.н.:
Температура,°C
220
230
240
250
260
280
300
320
330 - 350
Цвят
Сламен
Златист
Кафяв
Червено-кафяв
Пурпурен
Виолетов
Син
Светлосинкав
Светлосив
При легираните стомани тези Ц.н.
се появяват при по-високи темпера
тури.
ЦВЯТ HA НАЖЕЖАВАНЕ - цвят, с
който свети металът в зависимост,
от температурата на нагряването
му. За стоманата са характерни
следните Ц.н.:
Температура,°C
550
630
680
740
770
800
850
900
950
1000
1100
1200
1300
Цвят
Тъмнокафяв
Кафяво-червен
Тъмночервен
Тъмновишнев
Вишнев
Ярко- или
светловишнев
Ярко- или
светлочервен
Яркочервен
Жълто-червен
Жълт
Ярко- или
светложълт
Жълто-бял
Бял
ЦЕВЕН МЕХАНИЗЪМ - зъбен ме
ханизъм за предаване на въртене
между успоредни валове, в които ед
ното от колелата, наричано цевно,
има зъби във вид на кръгли цилиндри
- цеви (вж. фиг.). Предимство на
Ц.м. пред другите зъбни механизми
е, че цевите могат да се въртят око
ло осите си, при което се намаляват
загубите от триене в зъбното зацепване и износването на повърхни
ните на зъбите. Ц.м. могат да бъдат
с външно и вътрешно зацепване.
Ц.м. с вътрешно зацепване имат го
лямо предавателно отношение (до
1:100) при относително висок к.п.д.
(около 0,75) и компактност на пре
давката. Ц.м. се използуват в пла
нетни редуктори, точни уреди, хид
равлични съоръжения и др.
ЦЕКОВАНЕ - вид зенкероване за
обработване на опорните равнини
около отворите с челен зенкер - цековка (вж. фиг. към cm. Челен зенкер).
ЦЕКОВКА - вж. Челен зенкер.
ЦЕЛЕВИ МЕХАНИЗЪМ HA АВТО
МАТ - изпълнителен орган на авто
мат заедно със съответния превод,
ЦЕЛУЛОЗЕН ...
-542-
предназначен за изпълнение на от
делни елементи на работния цикъл.
ЦЕЛУЛОЗЕН ЕЛЕКТРОД .орга
ничен електрод - заваръчен
електрод с обмазка, съдържаща зна
чителни количества органични ве
щества - най-често целулоза. При
заваряване с Ц.е. се отделя голямо
количество газове, което осигурява
добра газова защита на метала на
шева и ел. дъга. Ц.е. се препоръчват
за заваряване 8 труднодостъпни
места. Използува се широко за зава
ряване на нефто- и газопроводи, тъй
като осигуряват добро формиране
на корена на шева, без да е необходи
мо подваряване.
Към cm. Цебен механизъм
Схема на невен механизъм:
1 - зъбно колело; 2 - цевно колело;
3 - цев
ЦЕМЕНТАЦИЯ - химикотермична
обработка на метални изделия (пре
димно стоманени), състояща се в
дифузионно насищане на повърхнос
тните слоеве с въглерод при 900 950°С (навъглеродяване). Целта на Ц.
е да се увеличат твърдостта, изно
соустойчивостта и границата на
якостта на умора. Ц. се извършва в
газови смеси (газова Ц.), във вани с
разтопени соли (течна Ц.), в елект
ролит (електролитна Ц.). Оптимал
ното съдържание на въглерод в це-
ментирания слой е 0,8-0,9%. Дълбо
чината на навъглеродавяния при Ц.
слой е най-често от 0,5 до 3 тт.
ЦЕМЕНТИТ - структурна състав
ка на стоманите и чугуна, железен
карбид (РезС). Ц. влиза 8 състава на
бейнита, ледебурита, перлита, сорбита и троостита. Образува се при
охлаждане на железо-въглеродни
сплави, а също и при отвръщане на
мартензитна структура. Ц. е твърд
и крехък феромагнитен материал с
точка на Кюри 210-215°С.
ЦЕМЕНТИТНА МРЕЖА - цеменmum, отделен по границите на зър
ната на надевтектоидните стома
ни.
ЦЕНТРАЛИЗИРАНА СИСТЕМА ЗА
управление на металореже
ща машина - независима систе
ма за управление, при която управле
нието на всички технологични цикли
на машината се извършва с централ
но командно устройство (команден
апарат, пулт, разпределителен вал,
лентопротеглящо устройство, ба
рабан, копир) независимо от дейст
вията и положенията на изпълни
телните работни органи. В тези
системи за управление продължи
телността на работния цикъл за
всеки изпълнителен орган на маши
ната е постоянна величина. Те нами
рат приложение при металорежещи
те автомати поради простата схе
ма на управление, голямата надежд
ност и удобство за настройване и
обслужване.
ЦЕНТРОБЕЖЕН ВИБРОВЪЗБУДИТЕЛ - инерционен вибровъзбудител с въртеливо движение на инерционония елемент.
ЦЕНТРОБЕЖЕН КОЛЕРГАНГ - вж.
Леярски колерганг.
ЦЕНТРОБЕЖНИ ЛЕЯРСКИ МАШИ
НИ - специализирани леярски маши
ни за изработване на отливки по ме-
-543-
moga центробежно леене. Те осигурябат въртене на закрепените към
тях форми с необходимата честота
на Въртене В зависимост от изиск
ванията на технологичния процес.
Ц.л.м. биват: според предназначени
ето си - универсални (за отливане на
втулки, венци, колела и др.) и специ
ализирани (за изработване на едно
типни отливки-тръби, цилиндрови
втулки за двигатели с вътрешно го
рене, биметални отливки, прокатни
валове); според конструкцията си вретенни и ролкови; според положенето на оста на въртене - с хоризон
тална, с вертикална и с наклонена ос.
ЦЕНТРОБЕЖНО ЛЕЕНЕ - метод
на леене, при което запълването на
формата с течен метал и втвърдя
ването на отливката протичат под
действието на центробежни сили.
Оста на въртене на формата може
да бъде хоризонтална или вертикал
на (вж. фиг.). При Ц.л. с хоризонтал
на ос на Въртене се получават кухи
цилиндрични отливки без използува
не на сърца, чиято външна повърх
ност се определя от формата, а
вътрешната (свободната) повърх
ност се формира под действието на
центробежните сили. За получаване
на отливки с точни вътрешни диа
метри е необходимо точно тозиране на метала. Този вариант на Ц.л.
има много високрандеман, тъй като
не се изразходва метал за леякова
система. Прилага се широко за изра
ботване на тръби, Втулки, валци за
прокатното производство и др. Ц.л.
с вертикална ос на въртене (вж.
фиг.) се прилага при изработване на
пръстени, бандажи и профилни от
ливки. Формите при Ц.л. могат да
бъдат метални, пясъчни, керамични
и др. Отливките, получени чрез Ц.л.,
имат висока плътност и голяма
якост.
ЦЕНТРОВАНЕ ...
ЦЕНТРОВА МАШИНА - машина, в
която основен, но не единствен на
чин за базиране и закрепване на обра
ботвания детайл, извършващ вър
теливо движение, е опиране в центри, единият от който е поставен
във вретеното, а другият - в задно
то седло на машината, напр. центрови струг.
Към cm. Центробежно леене
а - в метална форма с вертикална ос на
въртене; б - в метална форма с хори
зонтална ос на въртене
Към cm. Центробежно леене
Получаване на отливка със сложна фор
ма чрез центробежно леене на машини
ċ вертикална ос на въртене:
1 и 2 - долната и горната половина на
формата; 3 - леяк; 4 - сърце; 5 - работ
но пространство
ЦЕНТРОВАМЕ - 1. Нанасяне на
точковидни вдълбавания с шлосер
ски център за ориентиране при по
нататъшното обработване или за
ЦЕНТРОВЪЧНА ...
-544-
подВеждане на свредлото при след
ващо пробиване (Вж. фиг.а). 2. Обра
ботване на центрови отвори в чела
та на ротационни заготовки за по
нататъшното им механично обра
ботване между центри (вж. фиг. б).
Често се изпълнява едновременно
от двете страни на специализирани
центровъчни машини. От точност
та на Ц. зависи и точността на след
ващата механична обработка на
всички повърхнини на заготовката.
3. Операция при сглобяване, състоя
ща се в проверка и регулиране на съ-.
осността на детайла с базовата по
върхнина или централната ос.
ЦЕНТРОВЪЧНА МАШИНА - мета
лорежеща машина от типа на пробиВните за обработване на центро
ви отвори в челата на ротационни
заготовки. Ц.м. може да бъде и спе
циализирана за едновременно обра
ботване на центровете отвори от
двете страни на Заготовката.
npaßu с gßa работни края. Стружкоßume канали 6ußam npaßu или накло
нени nog ъгъл ω = 5 - 8°. Предната
режеща част под ъгъл φ и конусната
част под 60° се затилоВат за образу
ване на необходимите задни ъгли
(Вж. фиг.). За предпазване на центpoßume отбори от подбивания и на
ранявания се използуват Ц.с. с до
пълнителен конус под 120°.
Към cm. Центровъчно свредло
а - центровъчно двустранно свредло с
конус 60°; б - центровъчно свредло с до
пълнителен конус под 120°
а
δ
Към cm. Центроваме
ЦЕНТРОВЪЧНО СВРЕДЛО
свредло за изработване на техноло
гични центрови отвори, представ
ляващо комбинация от обикновено
свредло (цилиндрична работна част)
и зенковка (конусна работна част).
За по-рационално използуване Ц.с. се
ЦЕНТРОИДНИ ИНСТРУМЕНТИ
металорежещи инструменти, при
които през време на работа се осъ
ществява Взаимно обтъркалване
без плъзгане на ценетроидите на за
готовката и на инструмента. Ц.и.
осигуряват автоматично получава
не на формата и размерите на слож-,
ни профилни повърхнини на детай
лите (еволвентни, циклоидни, дъго
образни, шлицови и др.). Ц.и. -зъбодълбачни гребени, черВячяни фрези,
зъбодълбачни колела, шевери - се из
ползуват за обработване на зъбни
колела, шлицови валове, зъби на режещи инструменти, резби, черВяци,
плоски гърбици, зъбни гребени и др.
- 545 ЦЕ НТЬР -1. Стругарски център нормализирано приспособление, слу
жещо за базиране и закрепване на об
работваните ротационни детайли
от типа на валове, имащи 8 челните
си повърхнини центрови отвори. Ц.
биват въртящи се и неподвижни, ко
ито от своя страна се делят на: цял
Ц., срязан Ц., използуван при обра
ботване на челото на заготовки; Ц.
със сферичен край, използуван при
обработване на дълги конуси, тъй
като позволява оста на центъра и
оста на базирания обработван де
тайл да сключват известен ъгъл по
между си (вж. фиг.). 2. Шлосерски
център - инструмент във вид на за
острено стебло от закалена стома
на, използуван за вдълбаване на точ
ки при размерване на заготовки,
подлежащи на механична обработка.
Ц. биват обикновени и автоматич
ни - пружинни и електрически (вж.
фиг.)
Към cm. Център
а - цял; б - изрязан; 8 - със сферичен
край
център ha инструмента - фи
зическа точка от инструмента, чието движение се програмира, напр.
центърът на фрезата.
35
Терминологичен речник по металообработване
ЦИКЛИЧЕН ...
ЦЕХ - основно производствено
подразделение на промишлено пред
приятие, където се извършват едно
родни технологични операции (напр.
механична обработка, термична об
работка, сглобяване) или се произ
вежда определена продукция (заго
товки, детайли, възли). Ц. биват ос
новни (подготвителни, обработва
щи и за сглобяване), спомагателни
(ремонтни, инструментални, елект
ростанции и др.), допълнителни (за
производство на опаковки и амба
лаж) и странични (за производство
на стоки за широко потребление от
отпадъчни материали). В зависи
мост от типа и организацията на
производството Ц. се делят на учас
тъци, отделения, секции, поточни
линии и др., а те от своя страна - на
бригади и работни места.
ЦИАНИРАНЕ - 1. Химикотермично обработВане на стоманени изде
лия, състоящо се 8 едновременно по
върхностно насищане с Въглерод и
азот (азотонавъглеродяване, нитроцементзция). Ц. се извършва във
вани от стопени соли, съдържащи
натриев хлорид, натриев карбонат,
натриев цианид и др. Използува се за
повишаване на повърхностната
твърдост, износоустойчивост и
якост на умора на скрепителни де
тайли, малки зъбни колела и др. Не
достатък - токсичност на солите и
висока стойност на процеса. 2. Ме
тод за извличане на злато и сребро
от смлени руди чрез селективното
им разтваряне в разтвори на цианидна основа; протича успешно само
при наличието на кислород в разтвооите.
ЦИКЛИЧЕН МЕХАНИЗЪМ - меха
низъм, превръщащ непрекъснатото
еднопосочно въртене на водещия
вал в циклично движение (възвратно
циклично..
-545-
или ротационно) на Водимото зве
но »Типични Ц.м. за възвратно дви
жение са: коляно-мотовилков меха
низъм, механизъм с шарнирни многозвенници, гърбичеч механизъм и
др.; типични Ц.м. за ротационно делително движение сз малтийски ме
ханизъм, делителен механизъм с
пространствена гърбица, механи
зъм с непълнозъби зъбни колела, острозъби делител-й механизми и др.
Ц.м. имат предимството, че движе
нието се получава непосредствено
от непрекъснато Въртящи се звена
и че извършват своя цикъл за един
оборот на водещия вал, което поз
волява дз се осъществи лесно пълна
синхронизация на няколко Ц.м. при
наличие на твърда връзка.
Към cm. Център
Шлосерски центри:
а - обикновен; б - пружинен
ЦИКЛИЧНО ДВИЖЕНИЕ - движе
ние. извършвано от работен орган
на машина с промяна на параметри
те на движение по определен затво
рен цикъл с даден закон на движение.
Ц.д. биват: възвратни циклични по
праволинейна или кръгова траекто
рия, ротационни циклични и ротаци
онни делителни.
ЦИКЛОВА ДИАГРАМА - Вж. Циклогоама.
ЦИКЛОВА КОМАНДА - команда,
осигуряваща превключване на опре
делен елемент от работния цикъл на
машината: скорост, подаване, реверсиране, включване и изключване
на охлаждане, а при металорежещи
машини с ЦПУ - и избор на инстру
мент, позициониране на »работен ор
ган (ножодържач, супорт).
ЦИКЛОВО УПРАВЛЕНИЕ
- 1.
Програмно управление, при което в
програмата се въвежда само логич
ната информация, а размерната нас
тройка се осъществява от машина
та с помощта на регулируеми огра
ничители.
2. Управление на машина по пред
варително определен повтарящ се
цикъл.
циклОграма, ц и к л о в а диа
грама- графично изображение на
зависимостта между преместване
то на работните органи на машина,
работеща по зададен цикъл, и теку
щото време. Ц. биват разгънати и
кръгови. Ц. се съставя за машини със
сложен работен цикъл, за да се съгла
суват движенията на различните
механизми по време и да се определи
конструкцията на изпълнителните
органи. Напр. кръговата Ц. е основа
за пресмятане на гърбиците за зад
вижване на съответните механиз
ми на металорежещия автомат, а
също и за настройването му.
-547-
ЦИКЪЛ 6 техниката -съвкуп
ност от процеси в система от пери
одично повтарящи се явления, при
които обектът, подложен на изме
нения в определена последовател
ност, се връща в изходно състояние.
ЦИКЪЛ HA ДВИЖЕНИЕ - съвкуп
ност от работни и спомагателни
ходове, извършвани от работен ор
ган на металорежеща машина с ЦПУ
през време на обработката на един
детайл.
ЦИКЪЛ HA НАПРЕЖЕНИЕ - съв
купност от измененията на напре
жението за един пълен период при
установен режим за натоварване на
изделието или образеца (при изпит
ване на издръжливост). Съществу
ват симетричен Ц.н. - когато найголемите и най-малките напрежения
са равни по големина, но противопо
ложни по знак, и асиметрични Ц.н. когато не са равни по големина.
ЦИКЪЛ HA ОБРАБОТВАНЕ - съв
купност от относителни премест
вания (ходове) между обработвания
детайл и режещия инструмент, пов
тарящи се при обработване на все
ки детайл. Движенията на цикъла се
делят на две групи: основни - за ря
зане и подаване, и спомагателни - за
поставяне и затягане на заготовка
та, за ускирено подвеждане и отвеж
дане на режещия инструмент и др. .
ЦИКЪЛ HA ПРОИЗВОДСТВОТО вж. Производствен цикъл.
ЦИКЪЛ HA ТЕХНИЧЕСКОТО ОБС
ЛУЖВАНЕ -най-малкият повтарящ
се период на експлоатация на издели
ето, в течение на който в дадена
последователност се извършват оп
ределени видове техническо обслуж
ване, предвидени в нормативнотехническата документация.
ЦИЛИНДРИЧЕН РАЙБЕР - райбер
за грубо или чисто обработване на
цилиндрични отвори. Ц.р. според
ЦИЛИНДРИЧНА ...
задвижването биват ръчни и ма
шинни. Те имат режеща и калиброваща част, шийка и опашка (вж. фиг.).
За правилното ориентиране на Ц.р.
в отвора и за предпазване на зъбите
от счупване режещата част има вхо
дящ конус с ъгъл при върха 90°. Ц.р.
биват с прави или винтови зъби, ка
то последните се използуват за от
вори с прекъснати цилиндрични по
върхнини. Наклонът на зъбите е об
ратен на посоката на въртене на
райбера, за да не се получи самозатягане на инструмента.
Pafønwa
Към cm. Цили.^Г^'^“ ™«ö6ep
а и б - цилиндрични райбери с пра8и зъ
би (съответно ръчен и машинен); 8 цилиндричен райбер с винтови зъби
ЦИЛИНДРИЧНА ЗЪБНА ПРЕДАВ
КА -зъбна предавка с успоредни оси
на зъбни колела,
зксоиднй, на
чални и делителни повърхнини са ци
линдрични. В Ц.з.п. началните повър
хнини съвпадат с аксоидните. Ц.з.п.
ЦИЛИНДРИЧНА ...
-548-
биват с прави, наклонени и стреловидни зъби на колелата.
цилиндрична резба - резба с
постоянен профил, образувана на
повърхнината на цилиндър.
ЦИЛИНДРИЧНА ФРЕЗА - фреза С
остро заточени или затиловани пра
ви или винтови зъби, разположени
по външна цилиндрична повърхнина.
Ц.ф. биват цели и сглобяеми с ножо
ве от бързорежеща стомана или
твърди сплави (вж. фиг.). Ц.ф. се из
ползуват за обработване на равнин
ни повърхнини.
част от окръжност, еволвента, циклоида и др.
ЦИЛИНДРИЧНО ЗЪБНО КОЛЕЛО с
НАКЛОНЕНИ ЗЪБИ - цилиндрично
зъбно колело, при което теоретич
ните линии на зъбите са еквидистантни и на разгъвката на делител- ната повърхнина са успоредни накло, нени прави линии.
ЦИЛИНДРИЧНО ФРЕЗОВАНЕ
фрезоване с цилиндрична фреза; би
ва еднопосочно и насрещноЦвж. Фре
зоване).
ЦИНК (Zn) - хим. елемент, ат.н.
30, ат.м. 65,38. Ц. е сребристо-син
кав метал с хексагонална плътно
опакована решетка, плътност 7132
кд/тЗ; т.т. 419,5°С. В природата е
широко разпространен: главен мине
рал - сфалерит ZnS. Ha влажен въз
дух се окислява и покрива със слой от
основен цинков карбонат, който го
предпазва от по-нататъшна коро
зия. Ц. се използува за противокорозионни покрития на стоманени и чу
гунени изделия (вж. Поцинковане), за
.получаване на сплави (бронз, месинг)
и бои; във фотоцинкографията, галванотехниката и др.
цинкови сплави - сплави на
основата на цинк с добавки на алуми
ний, мед и магнезий; използуват се
за отливане на корпуси «а карбура
тори, помпи, черупки на плъзгащи ла
Към cm. Цилиндрична фреза
гери и за декоративни цели.
а - цяла цилиндрична дорникова фреза;
циркониеви сплави - сплави
б - съставна цилинерш"= дорникова
на основата на цирконий с добавки
фреза
на калай, желязо, хром, никел и др.
елементи. Отличават се с малкото
ЦИЛИНДРИЧНО ЗЪБНО КОЛЕЛО си ефективно сечение на захващане
зъбно колело с цилиндрична делителна топлинни неутрони, задоволи
на повърхнина.
телна якост при температура 500ЦИЛИНДРИЧНО ЗЪБНО КОЛЕЛО с
600°С, добра корозионна устойчи
КРИВОЛИНЕЙНИ ЗЪБИ - цилинд
вост при високи температури във
рично зъбно колело, при което на
водни, основни и някои'кисели сре
разгъвката на делителната повърх
ди.Ц.с. се използуват в ядрената
нина надлъжните линии на зъбите са
енергетика.
-549 ЦИРКОНИЙ (Zr) - хим. елемент,
ат.н. 40, ат.м. 91,22. Ц. е труднотопим сребристобял метал с хексагонална плътноопакована решетка (аZr) до 862°С и обемноцентрирана ку
бична решетка (ß-Zr) при по-високи
температури, плътност на a-Zr
6450 кд/тЗ, т.т. 1852°С. Основни
промишлени източници на Ц. са ми
нералите циркон Zr[SiO4] и баделит
ZrO2- U- се използува в атомната
енергетика, хим. промишленост,
електровакуумната техника; въвеж
да се в стоманата и алуминиевите и
магнезиевите сплави за подобрява
не на механичните им свойства.
ЦИРКОНОВ ПЯСЪК - леярски пя
сък на основата на минерала циркон
(Zr02-SiO2) с много висока огнеупор
ност, малък коефициент на топлин
но разширение, голяма топлопро
водност и хим. инертност спрямо
течните метали и сплави при висо
ки температури. Тези качества пра
вят Ц.п. най-подходящ като огнеу
порен пълнител за формовъчни сме
си при производството на стомане
ни отливки. Поради високата цена и
голямата дефицитност той се из
ползува най-вече като цирконово
брашно (пудра), с което се пригот
вят различни видове противцрригарни обмазки за леярски форми и
сърца.
ЦИРКУЛЯР - отрязващ инстру
мент, който работи на циркулярни
отрезни машини или Há универсални
фрезови машини. В зависимост от
конструкцията и начина на работа
Ц. са работещи чрез рязане - цели и
сглобяеми, и работещи чрез триене.
Целите Ц. представляват стомане
ни дискове с острозаточени зъби с
малка широчина. Сглобяемите Ц. се
ЦИФРОВО ...
изработват с отделно закрепени зъ
би и със сегментни зъби. Ц., работе
щи чрез триене, представляват дис
кове без зъби. Те се въртят с голяма
честота и при допиране с материа
ла вследствие на голямото триене
контактната повърхнина на разряз
вания материал се загрява и стопя
ва. Разтопеният метал се увлича от
диска и се изхвърля от прореза.
ЦИРКУЛЯРНА ОТРЕЗНА МАШИ
НА, циркуляр - металорежеща
машина за отрязване на тръби, ме
тални профили и пръти с режещ ин
струмент циркуляр, който извърш
ва главно въртеливо движение и подавателно праволинейно-постъпа
телно движение (вж. фиг.).
Към cm. Циркулярна отрезна машина
Схема на работа на циркулярна стрезна машина
I - з-лЩч.Зка; 2- циркуляр
ЦИФРОВО ПРОГРАМНО УПРЛВ
ЛЕНИЕ н а м а ш и н а - управлени
на полуавтоматична или автомг
тичнг металообработваща машин,
при което информацията за хода на
работа, параметрите на обработва
не и големините на преместванията
на работните органи се задава в сис
темата за ЦПУ на машината от уп
равляваща програма.
ЧАПРАЗЕНЕ ...
-550-
ч
ЧАПРАЗЕНЕ - леко странично
огъване на зъбите на режещи листо
ве (ленти), което се извършва по
следните начини: при лентите за
ръчни ножовки с малка стъпка на зъ
бите (до 0,8 тт) няколко зъба (3 - 4)
се огъват наляво, а следващите 3-4
- надясно, и т.н. - получава се вълно
образно Ч.; при големи стъпки зъби
те последователно се огъват - еди
ният наляво, следващият надясно и
т.н. При средни стъпки Ч. може да се
извърши, като след всеки един или
два огънати съседни зъба се оставя
един прав зъб. Широчината на раз
клонените (огънатите) зъби е 1,251,5 от дебелината на лентата. Бла
годарение на Ч. се получава прорез,
по-широк от дебелината на лента
та, и се осигурява свободно разряз
ване на материала.
ЧАСТИЧЕН отказ - отказ, след
възникването на който стойности
те на един или няколко параметъра
на изделието са извън допустимите
граници и използуването му по пред
назначение е частично възможно.
ЧЕКАНЕНЕ - повърхностно плас
тично деформиране при постъпа
телно преместване на инструмента
по повърхността на обработваната
заготовка. В зависимост от пред
назначението си Ч. бива: релефно при което по повърхността на заго
товката се образуват релефни изоб
ражения; уякчаващо - при което се
извършва уякчаване с повърхностен
наклеп; уплътняващо - уплътняване
около главите на нитове. Ч. се из
вършва ръчно или на чеканъчни пре
си. Прилага се при изработване на
монети, медали и различни художе
ствени изделия и за уплътняване и
уякчаване.
ЧЕКАНЪЧНА ПРЕСА - вертикална
механична преса с коляно-мотовилков механизъм, която се използува
за чеканене и др. пресови операции,
изискващи малки работни ходове и
относително големи сили (до 40
MN). Шарнирният механизъм между
мотовилката и плъзгача осигурява
голяма сила в края ни работния ход
на плъзгача при мал^к въртящ мо
мент на задвижващото коляно.
ЧЕЛЕН ЗЕНКЕР, цековка - зенкер, чиито режещи зъби са разполо
жени само по челната повърхнина
(вж. фиг.). При голяма дължина на ре
жещите ръбове за облекчаване на ря
зането върху зъбите се правят шах
матно разположени стружкоразделителни канали. Ч.з. се изработвате
опашка или като дорников инстру
мент и се използуват за обработва
не на челни повърхнини, напр. опор
ни повърхнини около отвори. За во
дене на зенкера и осигуряване на перпендикулярност на челото му към
оста на отвора Ч.з. имат водеща
шийка, която може да се сменя. Из
ползува се дорников Ч.з. с режещи
зъби и по двете челни повъръхнини,
при което, след като се износи една
та страна, инструментът се обръ
ща и се работи с другата страна.
челен струг
- специализиран
струг, предназначен за струговане
на детайли с голям диаметър и мал
ка дължина. С него се извършва стру
говане на външни цилиндрични и ко
нусни повърхнини, на челни повърх
нини, разстъргване на вътрешни ци
линдрични и конусни повърхнини.
- 551 ЧЕЛЕН ШЕВ - заваръчен шев, кой
то се получава при челно заваряване
на ламарини и заготовки от плосък
профилен материал без скосяване на
краищата - едностранно (при дебе
лина от 2до 4тт) и двустранно (при
дебелина от 4 до 8 тт), и със скося
ване на краищата - еднослоен шев
(при дебелина от 4 до 8 тт) и мно
гослоен шев (при дебелина над 8 тт).
ЧЕЛНО ...
фил чз челната повърхнина до равни
на, перпендикулярна на базовата ос.
Ч.б. се определя в сечението на чел
ната повърхнина с цилиндър с опре
делен диаметър, съосен на базовата
ос, а ако диаметърът не е определен,
се приема най-големият диаметър
на челната повърхнина (вж. фиг.).
Към cm. Челна фреза
Към cm. Челен зенкер
ЧЕЛНА ФРЕЗА - фреза, зъбите на
която са разположени по челната по
върхнина, а за някои конструкции и
на известна дължина върху цилинд
ричната повърхнина. Ч.ф. биват це
ли и сглобяеми. Целите Ч.ф. се изра
ботват с малки зъби - за чисто фрезоване, и с по-големи зъби - за грубо
фрезоване. Ч.ф. се закрепват чрез
дорник към машината - дорникови
Ч.ф. (вж. фиг.), или чрез опашка - то
гава фрезите се наричат палцови.
Ч.ф. се използуват за обработване
на една или две взаимноперпендикулярни равнинни повърхнини, а палцовите фрези - и за обработване на ка
нали.
ЧЕЛНО БИЕНЕ - разликата между
най-голямото и най-малкото раз
стояние от точките на реалния про
Към cm. Челно биене
Челно биене А на окръжност с диаме
тър D
ЧЕЛНО ЕЛЕКТРОСЪПРОТИВИТЕЛНО заваряване - заваряване чрез
налягане с местно нагряване на де
тайлите по челната повърхнина на
допиране, предварително притисна
ти по нея от осова сила. Нагряване
то се извършва от ел. ток, премина
ващ през контакта на челата на де
тайлите, перпендикулярно на равни
ната на челата, до температура,
близка до т.т. Притискането на за-
ЧЕЛНО ...
-552-
Варябаните детайли се извършва с
постоянна или нарастваща сила към
края на заваряването.
ЧЕЛНО ЗАВАРЯВАНЕ - заварява
не, при което изделията се заваря
ват по цялата повърхност на допи
рането, обикновено по челата. Може
да бъде електросъпротивително, газопресобо, газокислородно (вж.
фиг.).
ЧЕЛНО СЪЕДИНЕНИЕ - споено
или заварено съединение, при което
частите на изделието се съединя
ват по своите челни повърхнини.
Напр. челно съединение на релси, гре
ди, ленти, листове и до.
ЧЕЛНО ФРЕЗОВАНЕ - вж. Челноцилиндрично фрезоване.
пълно симетрично, непълно симет
рично и непълно несиметрично (вж.
фиг.).
Към cm. Челно-цилиндрично фрезова
не
а - пълно симетрично; б - непълно си
метрично; в и г - непълно несиметрич
но; ψ - ъгъл на контакта
Към cm. Челно заваряване
Челно газокислородно заваряване - таваннс
ЧЕЛНО-ЦИЛИНДРИЧНО ФРЕЗОВА
НЕ, челно фрезоване -фре
зоване, извършвано от челните и съ
ответно страничните зъби на ци
линдрична или челно-цилиндрична
фреза. Според начина на разположе
ние на дълбочината t на обработва
ната повърхнина и прекараната през
центъра на фрезата и успоредна на
направлението на плдавателното
движение линия О - 0 Ч.-ц.ф. бива
ЧЕ ПАК - вж. Мустак.
червена КРЕХКОСТ, гореща
k p е x k o c т, червена m p о шл и в o c т - склонност на стомани
те и др. сплави към крехко междукристалитно разрушаване при горе
ща пластична деформация поради
образуването на течни фази по гра
ниците на зърната. В стоманите с
високо съдържание на сяра Ч.к. въз
никва в резултат на образуването
на леснотопими сулфидни ебтектикуми. Ч.к. на стоманите се предот
вратява чрез легиране с елементи,
образуващи труднотопими сулфиди
(Al, Cr, Mn, Zr, Се), или с продължител
но отгряване при 1000- 1050°С, во
дещо до по-равномерно разпределе
ние на леснотопимите включвания
по обема на зърната.
ЧЕРНИ ...
ЧЕРВЕНА МЕД - остаряло наиме
нование на медта и на някои медни
сплави, имащи характерния за мед
та червен цвят.
ЧЕРВЕНА ТРОШЛИВОСТ вж.
Червена крехкост.
ЧЕРВЕНА УСТОЙЧИВОСТ - вж.
Червена якост.
ЧЕРВЕНА ЯКОСТ, червена ус
тойчивост- способност на ма
териала да запазва висока твърдост
и износоустойчивост при нагряване
до червено. Такова свойство трябва
да имат стоманите и др. материали
за изработване на инструменти, ра
ботещи при големи скорости на ря
зане.
ЧЕРВЯК - звено на червячна пре
давка. Разглежда се като малко вин
тово зъбно колело с един, два или по
вече зъби или като едно- дву- или
многоходов винт с трапецовидна
резба и модулна стъпка. Според фор
мата си в осово и перпендикулярно
на оста сечение Ч. бива цилиндричен
Архимедов, цилиндричен еволвентен и глобоиден (вж. Червячна пре
давка).
ЧЕРВЯЧНА ПРЕДАВКА - винтова
зъбна предавка между валове, чиитс
оси са кръстосани (обикновено под
90°), като малкото колело (червякът) предава въртеливо движение
на голямото (червячното) колело
(вж. фиг.). Според формата на червяка Ч.п. биват цилиндрични (архимедови и еволвентни) с линейно допи
ране на зъбите и глобоидни с повър
хностно допиране и обхващане на
по-голям брой зъби. Ч.п. се използу
ва, където е необходимо голямо пре
давателно отношение (от 30 до
500), малка скорост на задвижвания
вал, предаване на голям въртящ мо
мент и плавна работа. Недостатъ
ци на Ч.п. са: сравнително нисък
к.п.д. (от 0,6 за едноходови до 0,9 за
четириходови червяци) и бързо из
носване. К.п.д. може да се увеличи
чрез използуване на глобоидно зацепване (Вж. Глобоидиа предавка).
Към cm. Червячна предавка
червячяна Фреза - зъбонарезен инструмент, който представля
ва червяк с фрезоВани надлъжни
стружкови канали, оформящи от
делните режещи гребени. Зъбите на
гребените са затиловани по задната
повърхнина, за да се осигурят поло
жителни задни ъгли. Ч.ф. се използу
ват за обработване на Външни пра
ви и винтови зъби; Вътрешни зъби в
отвори с големи диаметри могат да
се нарежат с Ч.ф. със специални кон
струкции.
ЧЕРВЯЧНО КОЛЕЛО - зъбно коле
ло, звено на червячна предавка, производящата повърхнина на което
съвпада с теоретичната работна
повърхнина на зъбите на сдружено
то звено (червяка) - вж. Червячна
предавка.
ЧЕРЕН СИЛИЦИЕВ КАРБИД - Вж.
Силициев карбид.
черни метали -промишленона
именование на желязото и неговите
сплави. Най-широко се използуват
въглеродсъдържащите сплави - чу
гуни и стомани, а също и феросплавите.
ЧЕРНО...
-554-
ЧЕРНО ТЕНЕКЕ - остаряло наиме
нование на черна студеновалцована
стоманена ламарина.
ЧЕРТЕЖ HA ДЕТАЙЛ
- основен
документ, съдържащ изображение
то на детайла, размерите му и др.
данни, определящи геометрични,
физико-механични и др. показатели,
изисквания и функционални свойст
ва на детайла, необходими за изра
ботването му, за сглобяване или за
самостоятелно използуване. Съдър
жа основната информация за разра
ботване на технологични процеси и
организиране, ръководство и управ
ление на производството. Правила
та за изпълнение на Ч.д. са установе
ни от Единната система за конст
рукторска документация (ЕСКД).
ЧЕРУПКА HA ПЛЪЗГАЩ ЛАГЕР вж. Лагерна черупка.
ЧЕРУПКОВИ ЛЕЯРСКИ ФОРМИ вж. Леене в черупкови форми.
ЧЕСТОТА HA ВЪРТЕНЕ - величи
на, изразяваща отношението на
броя на оборотите (завъртанията)
на въртящо се тяло към единица
време на въртене. В Международна
та система единици (СИ) Ч.в. се из
разява в s-1; извънсистемните еди
ници на Ч.в. са обороти в минута
(об/min) и обороти в секунда (об/s).
ЧЕСТОТА HA ТРЕПТЕНИЯТА - ко
личествена характеристика на пери
одичните трептения, равна на от
ношението на броя на циклите на
трептенията към времето на из
вършването им. Ч.т. е величината v
(в техниката често се означава с /),
обратна на периода на трептенията
T (v = 1/Г). В Международната сис
тема единици (СИ) Ч.т. се изразява
в херци (Hz).
ЧЕСТОТЕН АНАЛИЗ HA ТРЕПТЕ
НИЯ - определяне съвкупността на
честотите (дискретна или непре
късната) на периодичните съставля
ващи на трептенията, разположени
по реда на нарастване.
ЧЕСТОТЕН СПЕКТЪР - вж. Спек
тър на честотата.
ЧЕСТОТНА ЛЕНТА - съвкупност
от честоти на периодични трепте
ния в разглеждани граници. Ч.л. бива:
декадна, октавна, полуоктавна и
терцоктавна.
ЧЕСТОТНИ ХАРАКТЕРИСТИКИ характеристики, изразяващи зави
симостта на амплитудата, фазата,
чувствителността или някакъв друг
параметър на линейната стационар
на система от честотата на синусоидните трептения. Съществуват
амплитудно-фазова честотна ха
рактеристика, фазово-честотна ха
рактеристика и т.н.
ЧЕТЯЩО УСТРОЙСТВО
- уст
ройство за автоматично четене
(извличане) на информацията (прог
рамата) от програмоносител. Ч.у. са
фотоелектрически - при програмо
носител перфолента, и многопистова магнитна глава-при програмоно
сител магнитна лента или гъвкав
магнитен диск.
ЧИСТИ МЕТАЛИ - метали с ниско
съдържание на примеси. Съществу
ват технически Ч.м. със съдържание
на основния елемент до 99,99%, хим.
Ч.м. със съдържание на основния еле
мент до 99,999% и свръхчисти ме
тали със съдържание на основния
елемент 99,99999% и повече.
ЧИСТОТА HA ПОВЪРХНИНИТЕ вж. Гоапавост на повърхнините.
ЧУВСТВИТЕЛНОСТ КЪМ КОНЦЕН
ТРАЦИЯ HA НАПРЕЖЕНИЕТО q
мярка на степента на съответст
вие между теоретичния коефи
циент на концентрация на напреже
нието Kí и ефективния коефициент
на концентрация на напрежението
Kí - за пробно тяло с дадени разме
ри и материал, имащо концентра-
ЧУПЕНЕ ...
-555-
mop на напрежение с определена
форма и размери. Определя се по
формулата
q = К/-(1/№-1).
За високояките легирани стомани q
е близко до 1; за конструкционни
въглеродни стомани q = 0,6 ¿- 0,8
{q нараства с увеличаване на якост
та). За чугуни q е близко до 0.
ЧУВСТВИТЕЛНОСТ HA ИЗМЕРВА
ТЕЛЕН УРЕД, к - показател, който
характеризира способността на из
мервателния уред да реагира на мал
ки изменения на измерваната вели
чина. Ч.и.у. за дадена стойност на из
мерваната величина се изразява с
отношението на нарастването на
наблюдаваната променлива (dl) към
съответното нарастване на измер
ваната величина (dG):
Ha практика като стойност за
Ч.и.у. със ckàAa може да се вземе от
ношението на дължината на делени
ето към стойността му.
ЧУВСТВИТЕЛНОСТ HA СИСТЕМА
ТА ЗА ЦПУ - вж. Дискретност на
системата за ЦПУ.
ЧУГAA - огнеупорен и корозиоустойчив чугун, съдържащ 20 - 25%
алуминий.
ЧУГУН - сплав на желязото с въг
лерода (повече от 2%, обикновено 3
-4,5%), манган (до 1,5%), силиций (до
4,5%), сяра (не повече от 0,08%), фос
фор (до 1,8%), а понякога и др. еле
менти. Въглеродът 8 Ч. може да се
намира в свързано състояние във
вид на цементит (бял Ч.) или в сво
бодно състояние във вид на графит
(сив Ч.). Ч. е първичен продукт от
преработката на железни руди в до
менни пещи. По предназначение и
хим. състав Ч. биват за преработва
не в стомана (повече от 80% от ця
лата продукция на доменните пещи),
леярски - предназначени за отливки,
и специални - с увеличено съдържа
ние на силиций или манган. С цел да
се повишат качествата на чугунени
те отливки се използуват модифи
цирани Ч., получени чрез добавяне на
малки количества модификатори
(напр. магнезий), и легирани Ч. с раз
лични елементи (хром, никел и др.).
Специалните Ч., наречени още до
менни феросплави (феросилиций,
фероманган, силикоманган, огледа
лен Ч.), се добиват в много ограниче
ни количества и се използват за дезоксидация и легиране на стомана.
чук - 1. Ръчен инструмент за
ударни работи (вж. фиг.). 2. Ударна
ръчна машина с ел., пневматично или
хидравлично задвижване.
ШнЯ
a
б
в
г
д
е
*
Към cm. Чук
Видове ръчни чукове:
шлосерски - с квадратни (а) и кръгли (б)
глави; 8 - ковашки; г - мебелни; g и е дървени за изправяне на метални лис
тове; ж - метален със сферични глави
за изковаване на обемни изделия от лис
тове (ламарини)
ЧУК-СЕКАЧ -чук (ударна ръчна ма
шина) с пневматично или ел. задвиж
ване, предназначен за отделяне на леяци, мъртви глави, мустаци и др. де
фекти на отливки и метални блоко
ве, а също и за обрязване на ръбове
със секач.
чупене вметалообработв а н e m о - разделяне на заготовка
та на части посредством разруша
ване чрез огъване и удар.
ШАБЛОН ...
-556-
LU
ШАБЛОН -1. Пластина (метална,
пластмасова и др.) с контури, съответствуващи на формата на де
тайл, букви, цифри; служи за очерта
ване контури на детайли, надписи и
др. или за изпълнение операция на
огъване, напр. Ш. за огъване на тръ
би. 2. Контролен инструмент, кой
то съответствуВа на формата на
проверяваната повърхнина, обикно
вено със сложен контур; служи за
проверка правилността на изработ
ване на детайли чрез визуална оцен
ка по просвета между Ш. и детайла,
напр. Ш. за определяне стъпката на
стандартни резби (Ш. за резба) - вж.
фиг., за проверка радиусите на кри
вина на изпъкнали и вдлъбнати по
върхнини (Ш. за радиуси), за провер
ка профила на детайли (профилен
Ш.).
на площ 25 х 25 тт. Прибавките за
Ш. сз от 0,05 до 0,2 тт в зависимост
от размерите и материала на детай
лите. Ш. подобрява точността, на
формата и размерите на повърхни
ните, намалява грапавостта им и
осигурява точно прилягане на напасваните повърхнини. Прилага се за на
пасване на работните повърхнини
нз плъзгащи лагери, за обработване
на паралелите на металообработва
щи машини и др. '
ШАБЪР - 1. Шлосерски инстру
мент, заострен от едната страна;
има вид на призматично (правоъгъл
но или тристранно) стоманено
стъбло с дръжка (вж. фиг.). Използу
ва се за обработване (шаброване) на
повърхнини, най-често пасвани при
сглобяване и ремонт на машините.
2. Ръчна машина с пневматично или
ел. задвижване, предназначена за ме
ханизиране на шаброването. Работ
ният инструмент се задвижва с коляно-мотовилкоВ механизъм, преоб
разуващ въртенето във възвратнопостъпателно движение на инстру
мента (вж. фиг.).
Към cm. Шаблон
Шаблон за резби (резбомер)
Ш АБРОВАНЕ - окончателно обра
ботване на метални повърхнини
чрез снемане на тънки стружки ръч
но с помощта на шабри или механич
но със специални шабровъчни прис
пособления. Качеството на Ш. се
оценява по броя на петната от боя
Към cm. Шабър
а - плосък съставен; б - триръбест
(триъгълен); 8 - лопатков
-557-
ШАЙБА 8 машиностроенет о„- 1. Подложна шайба - плосък
пръстен, който се поставя под гай
ка или глава на болт. Ш. предпазва
повърхността на детайла при затя
гане на гайката и увеличава опорна
та повърхнина. За предпазване на
гайката от самоотвиване се изпол
зуват разрязани пружинни Ш., Ш. с
насечка, Ш. във вид на звезда с огъна
ти краища и др. (вж. фиг.). 2. Ремъчна шайба - детайл от ремъчна пре
давка. Съществуват ремъчни Ш. с
гладка работна повърхнина и ремъч
ни Ш. за клинови ремъци - с един или
повече канали, образувани от завър
тането на клиновиден профил около
оста на въртене на шайбата.
ШАРНИРЕН ...
разивен материал (прах или паста).
Съществува пряк и косвен метод на
Ш.. При прекия метод частици от
абразива се вкарват чрез притиска
не в притира преди началото на ра
ботата, а при косвения - в процеса
на работата.
Към cm. Шайба
а - пружинна разрязана; б - с огънати
краища
ШАРНИР - подвижно съединение
на детайли, допускащи въртене око
ло обща ос или обща точка.
шарнирен лагер - плъзгащ ла
гер, който се състои от външна
гривна със сферичен канал и сферич
на вътрешна гривна, чрез които оси
гурява малки ъглови премествания
на вала (вж. фиг.).
Към cm. Шабър
Електромеханичен шабър:
1 - електродвигател; 2 - количка; 2 - ре
дуктор; 4 - гъвкав (еластичен) вал; 5 криВошип; 6 - шабър
ШАРЖИРАНЕ — насищане повърх
ността на притир с частици от аб
Към cm. Шарнирен лагер
ШАРНИРЕН ...
-558-
ШАРНИРЕН МЕХАНИЗЪМ - меха
низъм, при който всички звена са съ
единени с въртящи връзки (шарнири). Ш.м. биват равнинни и прост
ранствени. Най-често се използуват
равнинните шарнирни четиризвенници, съдържащи три подвижни зве
на и стоика, а по-рядко и шестзвенници. Ш.м. имат проста изработка,
висок к.п.д., дълготрайност; прила
гат се като направляващи механиз
ми и като съставни части на различ
ни уреди и работни машини.
шарнирнахук - вж. Карданов
съединител.
ШАРНИРНО СЪЕДИНЕНИЕ - вж.
Шарнир.
шахматен ШЕВ - двустранен
прекъснат шев на Т-образно съеди
нение, при който заварените от ед
ната страна участъци се намират
срещу незаварените от другата
страна участъци (вж. фиг.).
Към cm. Шахматен шев
Схема на шахматен шев
ШАХТНА ПЕЩ - промишлена пещ
с вертикално работно пространст
во - шахта с кръгла (цилиндрична, ко
нусна) или правоъгълна форма. Обра
ботваният материал се подава от
горе, а готовият продукт се получа
ва отдолу; газообразните продукти,
получени при изгарянето на гориво
то, се движат срещу спускащия се
материал. Ш.п. се използуват за по
лучаване на метали от руди, за сто
пяване на метали (вж. Вагрянка}. Из
ползуват се също ел. Ш.п. за термообработване на метални изделия.
ШЕВЕР - металорежещ инстру
мент във вид на закалено зъбно ко
лело или зъбен гребен, по чиито
странични повърхнини на зъбите
има канали за образуване на режещи
ръбове (вж. фиг. към cm. Шевингова
не}. Ш. се използуват за довършваща
обработка (шевинговане) на зъбите
на незакалени цилиндрични зъбни ко
лела чрез отнемане на тънки струж
ки от страничните им повърхнини.
За шевинговане на червячни зъбни
колела се използуват Ш. във вид на
червячна фреза.
ШЕВИНГМАШИНА -&к.ШевингоВъчна машина.
ШЕВИНГОВАНЕ - довършващо
обработване на страничните по
върхнини на зъбите на незакалени
или закалени с малка твърдост (до
HRC 30) цилиндрични колелз с прзви
или нзклопбни зъби и червячни зъбни
колела чрез снемане на тънка струж
ка със cneuüSASH инструмент - шевер, на шевинговъчн8 машина. Спо
ред направлението на относителни
те движения на дисковия шевер Ш.
бива: с надлъжно, с диагонално, с на
пречно или с тангенциално подаване.
В машиностроенето най-много се
прилага Ш. с надлъжно подаване, ха
рактеризиращо се с кръстосване на
осите на обработваното зъбно ко
лело и шевера, които работят като
двойка зъбни колела с винтови зъби.
Заготовката изВършва въртеливо
движение и бъзбратно-постъпателно движение надлъжно на остз си.
Шеверът се задвижва принудител
но, а обработваното зъбно колело се
върти от шевера, тъй като е зацепено с него без хлабина. В края на все-
-559ku ход заготовката се подава ради
ално, докато се получи необходима
та дебелина на зъба (вж. фиг.).
Към cm. ШеВингоВане
Схема на шеВинговане на цилиндрични
зъбни колела с гребенен шевер (а) и с
дисков шевер (б)
ШЕВИНГОВЪЧНА МАШИНА, ш евинг машина-зъбообработваща машина за окончателно обработ
ване на зъбите на незакалени зъбни
колела с инструмент шевер, който
придава принудително въртене на
зъбното колело, извършващо право
линейно възвратно-поспъпател^с
движение спрямо щеЗсра, без да из
лиза от зацслбане с него. Шеверът и
обработваното зъбно колело са с
кръстосани оси под ъгъл от 10 до 15°
с цел да се осъществи процесът на
рязане. В някои модели Ш.м. праволи
нейното възвратно-постъпателно
движение се извършва от инстру
мента.
ШЕВРОННА ЦИЛИНДРИЧНА ПРЕ
ДАВКА - цилиндрична зъбна пре
давка, чиито зъбни колела са шевронни.
ШЕВРОННО ЦИЛИНДРИЧНО ЗЪБ
НО КОЛЕЛО - цилиндрично зъбно
колело, венецъът на което по широ
чина се състои от участъци с десни
и леви V-образни (стреловидни) зъ
би, понякога разположени на няколко
ШИП ...
реда. Има Ш.ц.зж. с непрекъснат ве
нец и с разделен (полушеврони). В
сравнение със зъбните колела с пра
ви зъби Ш.ц.з.к. понасят по-добре
огъващите напрежения и работят с
по-малък шум. За Ш.ц.з.к. не са необ
ходими опорни лагери, тъй като осо
вите сили, действуващи на всяка по
ловина от зъба, взаимно се уравновесяват (вж. фиг.).
ШЕЙНА, плъзгач-машинен еле
мент във формата на плоча с нап
равляващи повърхнини, представля
ващ основа на възлите на машина,
премествани праволинейно от воде
щите звена (супорт, вретенна ку
тия и др.).
ШЕПИНГМАШИНА (непр.т.) - вж.
Напречно-стъргателна машина.
ШИЙКА на машинен де
тайл- опорна част на вал или ос;
Ш. се опира на лагера радиално и по
нася напречната реакция. В зависи
мост от разположението ù Ш. може
да бъде вътрешна или крайна, а в за
висимост от фор^д^д _ цилиндрич
на, конуса, οφ6ρυ4Κ3 и гребеновид
на.
Към cm. ШеВронно колело
ШИП - издатък, образуван на че
лото или на страничната повърхни
на на детайл, влизащ в съответен по
форма и размери канал или гнездо В
друг детайл, за да осъществи поето-
ШИРОКОУНИВЕРСАЛНА...
-560-
янно или периодично съединение.
Най-разпространени са шипоВите
съединения при изработване на дър
вени строителни изделия (прозор
ци, врати и др.), мебели, леярски мо
дели и др. (вж. фиг.).
Към cm. Шип
ШИРОКОУНИВЕРСАЛНА ФРЕЗО
ВА МАШИНА, инструментал
на фрезова машина-универ
сална конзолна фрезова машина с до
пълнително вретено, завъртащо се
около вертикалната и хоризонтал
ната си ос. Има и Ш.ф.м. с две Вре
тена (хоризонтално и вертикално) и
маса, завъртаща се около хоризон
талната си ос, които са е големи
технологични възможности.
ШИРОЧИНА HA СРЯЗВАНИЯ СЛОЙ
МЕТАЛ, b - елемент на рязането,
съответствуващ на частта от дъл
жината на главния режещ ръб, учас
твуваща В процесг на рязане (вж.
Елементи на рязането).
ШИХТА - смес от изходни насип
ни твърди материали, Взети 8 опре
делени съотношения.и предназначе
ни за преработване по различни тех
нологични процеси до получаване на
окончателен продукт със зададени
свойства и хим. състав, напр. мета
ли и сплави, флюси, обмазки на зава
ръчни електроди и др.
ШКАФ ЗА УПРАВЛЕНИЕ - затво
рена метална конструкция със съот
ветна- защита от действието на
околната среда, в която е монтира
на ел. апаратура за управление на на
миращи се в близост машина, агре
гат или поточна линия. Ш.у. може да
бъде и неразделна част от машина
или агрегат.
ШКУРКА - вж. Шлифовъчна шкур
ка.
ШЛАЙФАНЕ (непр.т.) - вж. Шли
фоване.
ШЛАЙФИСТ (непр.т.) - вж. Шли
фовчик.
ШЛАЙФМАШИНА (непр.т.) - вж.
Шлифовъчна машина.
ШЛАКА - 1. Металургична Ш. стопилка (след втвърдяване - камъкообразно или стъклообразно ве
щество), която покрива повърх
ността на течния метал при металодобивните или др. металургични
процеси (напр. при получаване на
стомана). Състои се от Вложени в
пещта флюси и от изплавали на по
върхността продукти на металур
гични реакции, а също от подлежа
щите на отстраняване примеси към
метала и отпадъци (пепел) от гори
вото. В зависимост от състава си
Ш. биВа осноВна или кисела. Ш. има
голямо значение за металургичните
процеси: покрива течния метал и го
защитава от вредното действие на
пещната газова среда, поглъща из
плавалите примеси и др. Emo защо
при металургичните процеси и лее
нето на металите трябва внима
телно да се следи за шлаковия режим,
т.е. да се поддържат хим. състав,
температурата и вискозитетът на
Ш. 6 определени граници. 2. Горивна
Ш. - остатъци, получени при изгаря
нето на твърдо гориво В пещите на
парните котли; частици от пепел
Във вид на спечена или застинала на
късове маса.
ШЛАКОВА ШУПЛА - дефект на
отливка Във Вид на шлакоВо Включ
ване на повърхността или В обема на
- 561 метала. Получава се от проникване
на шлака във формата при заливане
на метал.
ШЛАКОВИНА - дефект на метал
ните заготовки и изделия, изработ
вани чрез валцоване или коване. Ш.
представлява неметални включва
ния (предимно шлака и частици от
огнеупорни облицовки с дължина до
няколко тт), обикновено попаднали
в метала в процеса на разливането
му. Ш. са разположени по повърх
ността на метала или В съседните
слоеве. Отделят се по механичен на
чин, напр. чрез изсичане, зачистване
и др.
ШЛАКОВО ВКЛЮЧВАНЕ - вж. Не
метално включване.
ШЛАКОУЛОВИТЕЛ - хоризонта
лен канал, елемент от леяковата сис
тема на леярска форма, който служи
за задържане на попадналите в стопилката неметални включвания
(шлака, формовъчна смес и др.) и за
разпределяне на метала към отдел
ните питатели. Ш. има трапецовид
но сечение с по-голяма площ и по· го
ляма височина от тези на питателите, поради което скоростта на гпечмиг метал в него намалява и неметзлните включвания изплуват в гор
ната му част (вж. Леякова система).
ШЛАНГ -гъвкав кабел във вид на
тръба с вътрешен направляващ ка
нал, образуван от метална спирала,
пс който се подава заваръчният тел
до зоната на заваряване. В кабела се
намират проводникът за заваръч
ния ток и проводникът на управля
ващата верига. При някои методи на
заваряВане, напр. заваряване в за
щитна газова среда, по Ш. се подава
защитният газ, а също иохлаждзщата вода.
ШЛИКЕР - еднородна концентри
рана суспензия на прах (напр. от силикатни материали) в течност (во3-6
Терминологичен речник по металообработизне
ШЛИФОВЪЧЕН ...
да). Използува се при изработване на
профилни огнеупорни блокове, кера
мични изделия и др.
ШЛИф - образец от метал или ме
тална сплав, подготвен за макроили микроскопски изследвания. Ш. е
с равнинна повърхност, която се по
чиства, шлифова (макрошлиф) или се
притрива и полира до огледален бля
сък (микрошлиф), а после се подлага
на разяждане с разтвор на киселини
или основи или се загрява в окисли
телна газова среда или вакуум. Пора
ди различните физико-хим. свойст
ва на отделните съставни материа
ли протича избирателно разяждане,
окисляване и изпаряване, в резултат
на което на Ш. се образува макроили микрорелеф, който се изследва в
отразена светлина.
ШЛИФОВАНЕ -- окончателно об
работване на повърхнини на детай
ли с абразивни или диамантни инст
рументи на шлифовъчни машини. В
зависимост от конфигурацията на
шлифованата повърхнина и използу
ваните инструменти и методи Ш.
бива външно кръгло, вътрешно кръг
ло; плоско; профилно (на резба, зъб
ни колела, шлици); високоскоростно;
интензивно; диамантно; кубоборнитридно, центрово, безцентрово
и др.
ШЛИФОВЧИК - професия на лице,
което работи на шлифовъчна маши
на. Възможни специализации - Ш. на
универсални машини, Ш. на резбошлифовъчни и зъбошлифовъчни ма
шини и Ш.-оператор на машини с
ЦПУ.
ШЛИФОВЪЧЕН АВТОМАТ - шли
фовъчна машина, при която са авто
матизирани всички основни и спома
гателни движения, необходими за
изпълнение на технологичния цикъл.
Когато установяването на заготов
ките и свалянето на обработваните
ШЛИФОВЪЧЕН ...
- 562 -
детайли става ръчно, тогава е шли
фовъчен полуавтомат.
ШЛИФОВЪЧЕН БРУС - абразивен
инструмент с призматична, цилин
дрична или др. форма (вж. фиг.), кой
то се използува за ръчно или машин
но заглаждане; поставя се в хонинговъчна или суперфинишна глава.
Към crn. ШлифоВъчен брус
ШЛИФОВЪЧЕН ДИАМАНТЕН ПРАХ
- шлифовъчен прах от диамантни
зърна, чиито размери на основната
фракция са в обхвата от 800 до 40
μm.
шлифовъчен диск - абразивен
инструмент във вид на ротационно
тяло, работещо при въртеливо
главно движение и подавания във
всички направления. Ш.д. са различни
по форма (цилиндрични, конусни,
чашковидни и др.), размери, мате
риал (корундови, карборундови, диа
мантни и др.), зърненост, свръзка на
зърната (керамична, бакелитова,
вулканитова, метална и др.). Ш.д.
трябва да отговарят на изисквания
та за якост, балансираност и без
опасност при работа с периферна
скорост (80 m/s и повече).
ШЛИФОВЪЧЕН ИНСТРУМЕНТ вж. Абразивен инструмент и Диа
мантен инструмент.
ШЛИФОВЪЧЕН МАТЕРИАЛ смлян, обогатен и класифициран аб
разивен материал, използуван за аб
разивно обработване или за изра
ботване на абразивни инструмен
ти.
ШЛИФОВЪЧЕН ПОЛУАВТОМАТ вж. Шлифовъчен автомат.
ШЛИФОВЪЧЕН СЕГМЕНТ - абра
зивна съставна част на сегментен
шлифовъчен диск.
ШЛИФОВЪЧНА ГЛАВА - 1. Малък
ротационен абразивен инструмент
с различна форма и с глух отвор за
закрепване. Използува се за вътреш
но шлифоване и за ръчно почиства
не на детайли чрез машини, задвиж
ващи Ш.г. с гъвкав вал. 2. Сглобяем
абразивен инструмент, към тялото
на който са закрепени шлифовъчни
сегменти. Ш.г. работят с челната си
повърхност и се използуват за шли
фоване на равнинни повърхнини(вж.
фиг.).
Към cm ШлифоВъчна глава
а - шлифовъчни сегменти: б - закрепва
не на сегментите към шлифовъчната
глава
-563-
ШЛИФОВЪЧНА ЛЕНТА - шлифо
въчна шкурка във вид на дълги ивици
с правоъгълна форма.
ШЛИФОВЪЧНА МАШИНА - мета
лорежеща машина за обработване на
металите с абразивен инструмент,
чието главно работно движение е
въртеливо. Ш.м. се използува за по
лучаване на точни размери, правилни
геометрични форми и малки грапавости на повърхнините на обрабо
тените чрез шлифоване детайли.
Ш.м. биват кръглошлифовъчни универсални, безцентровошлифовъчни, външнокръглошлифовъчни и
вътрешнокръглошлифовъчни, плоскошлифовъчни, а също и специализи
рани - за заточване, за шлифоване на
резби, зъбни колела, шлици и др. про
фили (вж. фиг.).
Към cm. Шлифовъчна машина
Схеми на работа на шлифовъчни маши
ни:
а - кръглошлифовъчни; б - безцентровошлифовъчни; 8 - вътрешнобезцентровошлифовъчни; г- вътрешношлифовъчни; g - планетарно-вътрешношлифовъчни; е - плоскошлифовъчни, работе
щи с периферията на диска; ж - плоскошлифовъчни, работещи с челото на
диска; 1 - шлифовъчен диск; 2 - сърце
(хамутче); 3 - обработван детайл; 4 патронник; 5 - водещ диск; 6 - опорен
нож, 7 - ролки
шлицов...
шлифовъчна шкурка -абрази
вен инструмент във вид на лист или
лента на гъвкава основа с нанесен
върху нея слой абразивен материал
(карборунд, електрокорунд, кварц и
др.), закрепен със свръзка. В зависи
мост от материала на основата има
хартиена, платнена, комбинирана и
др. шкурки. В зависимост от свой
ствата на свръзката Ш.ш. бива: во
доустойчива, неводоустойчива,
термоустойчива и др. В зависимост
от това, дали абразивният слой е на
несен от едната страна или от две
те ù страни, Ш.ш. бива едностранна
и двустранна. Използува се за почис
тване, шлифоване и полиране на ме
тални и др. повърхнини.
ШЛИЦОВАНЕ - изработване на
канал за отвертка в скрепителни
елементи. Най-често се извършва с
дискова фреза.
ШЛИЦОВА ПРОТЯЖКА - протяжка, предназначена за обработване на
шлицови отвори с правоъгъълна,
триъгълна, еволвентна или др. фор
ма. Конструкцията на Ш.п. зависи
от схемата на изрязване, по която
ще работи - генераторна или групо
ва. Съществуват и комбинирани
Ш.п., които обработват цилиндрич
ния отвор, шлицовите канали и фаските.
шлицов вал - профилен вал,
който на част от дължината си има
надлъжни прави или винтови канали
- шлици, които служат за предаване
на въртящ момент на плъзгащи се
по вала или неподвижно монтирани
на него части (вж. Шлииово съедине
ние).
шлицов калибър - калибъргривна или пробка за комплексен кон
трол на минималните или максимал
ните размери на профила съответ
но на шлицов вал или отвор. Ш.к. би
ват правостенни и еволвентни.
шлицово
-564-
ШЛИЦОВО СЪЕДИНЕНИЕ, зъб
но съединение - съединение на
два детайла посредством издатини
(зъби на вала) и съответни падини
(шлици) в отвора.на детайла. В зави
симост от профила на зъбите Ш.с.
биват правостенни (най-разпространени), еволвентни и триъгълни
(вж. фиг.). За осигуряване на концентричност на детайлите на правостенните Ш.с. те се ценетроват по
външния диаметър, по вътрешния
диаметър или по страничните по
върхнини на зъбите; веволвентните Ш.с. - по страничните повърхни
ни на зъбите или по външния диаме
тър, а в триъгълните Ш.с. - само по
страничните повърхнини на зъбите.
В зависимост от условията на рабо
та се използуват подвивжни (с плъз
гаща сглобка) и неподвижни (с плът
на сглобка и закрепване на детайла
срещу осово изместване) Ш.с.
фреза, чрез стъргане с профилен
нож, чрез протегляне - с шлицова
протяжка. Ш. на отвори се извърш
ва и чрез протегляне на всички шли
ци едновременно с една комбинира
на протяжка, осъществяваща про
тегляне на цилиндричния отвор и
шлицовите канали.
ШЛИЦОФРЕЗОВА МАШИНА
фрезова машина, работеща по ме
тода на обхождане, за фрезоване на
шлицови валове със специална шли
цова червячна фреза, която извърш
ва главното работно въртеливо
движение, съгласувано с въртенето
на заготовката и надлъжното пода
ване по оста на заготовката (вж.
фиг.).
Към cm. ШлицофрезоВа машина
Към crn. ШлицоВо съединение (еле
менти)
1 - шлицов вал; 2 - зъбно колело с шлицов отвор
шлицонарязване - нарязване
на шлици на валове и в отвори. Ш. на
валове се извършва по метода на ко
пиране с профилна дискова фреза, с
две двустранни и една профилна
дискова фреза, с две специални про
филни дискови фрези, по методата
обхождането с червячна шлицова
ШЛИЦОШЛИфОВАНЕ - шлифова
не на шлицови валове по вътрешния
диаметър и по страничните повър
хнини на специални шлифовъчни ма
шини. Съществуват различни начи
ни на Ш.: едновременно шлифоване
на шлиците по дъното и странични
те повъърхнини с профилен абрази
вен диск (а) - най-производителен
начин за обработване на шлицови
валове, центроващи се по вътреш
ния диаметър; едновременно шли
фоване с три диска (6); последова
телно (отделно) шлифоване на стра-
-565 ничните повърхнини (в и г) и дъното
на шлица (д) (вж. фиг.).
Към cm. Шлицошлифоване
а - едновременно шлифоване на дъното
и страничните повърхнини; б - едновре
менно шлифоване с три диска; 8, г - са
мостоятелно (отделно) шлифоване на
страничните повърхнини; g - самостоя
телно шлифоване на дъното
ШЛОСЕР-МОНТЬОР - професия
на лице, което обработва детайли с
шлосерски инструменти и машини,
сглобява механизми и машини, като
при необходимост пасва детайлите
им; центрова и пуска машините, ре
монтира ги и т.н. Възможни специа
лизации - Ш.-м. по металообработ
ващи машини, Ш.-м. по инструмен
тална екипировка (шлосер-инструменталчик), Ш.-м. по двигатели с
вътрешно горене (шлосер автомон
тьор) и др.
ШЛОСЕРСКИ ИНСТРУМЕНТИ
ръчни и механизирани инструменти,
използувани при възлово и общо
сглобяване на машини за съединява
ШМИРГЕЛ ...
не на техните елементи и за пасва
щи операции. За съединяване на ма
шинни елементи се използуват гаеч
ни ключове, отвертки, пневматични
и ел. резбонавиващи ръчни машини
(гайконавивачи); обикновени, пнев
матични и ел. чукове за пресоване и
нитоване; стиски, клещи и др. За
пасващи операции (пилене, шаброване, притриване, пробиване и райбероване на отвори на място и др.) се
използуват стандартни ръчни инс
трументи (пили, шабъри, притири,
свредла и др.) и ръчни пневматични
или ел. пробивни машини, машини за
пилене и шаброване. При шлосерски
те работи се използуват и различни
контролно-измервателни инстру
менти.
шлосерски работи, ш л o с ep
em в 0 - обработване на метални за
готовки и детайли, обикновено до
пълващо или завършващо механич
ното обработване при сглобяване и
монтиране на механизми и машини,
а също и при техния ремонт и регу
лиране. Ш.р. се извършват с ръчни
или механизирани шлосерски инст
рументи, като се използуват прис
пособления и машини. Към Ш.р. се
отнасят: разчертаване, изсичане,
изправяне, 0'гъване, пилене, пробива
не, зенкероване, райбероване, наряз
ване на резба, шаброване, притрива
не и полиране, нитоване, спояване и
др.
ШЛОСЕРСКИ ЦЕНТЪР - вж. Цен
тър.
ШЛОСЕРСТВО - вж. Шлосерски
работи.
ШМИРГЕЛ - смес от дребнозър
нест корунд (до 60 %) и магнетит,
хематит, фелдшпат, кварц. Ш. е ес
тествен абразивен материал с че
рен или тъмнозелен цвят, който се
използува за изработване на диско
ве с'магнезитова свръзка, полиро-
-566-
ШПИЛКА ...
въчни дискове, шлифовъчна шкурка и
шлифовъчен (абразивен) прах.
ШПИЛКА - резбови скрепителен
детайл за разглобяеми съединения,
представляващ цилиндричен прът с
резба на двата си края. Единият край
на Ш. се завива в нарязан отвор на
един от съединяваните детайли, а
на другия ù край се завива гайка (вж.
фиг.).
Към cm. Шпилка
ШПИНДЕЛ (непр.т.) - вж. Врете
но.
ШПЛИНТ - машинен елемент,
направен от подходящо оформен
тел, който се вкарва в радиален от
вор на детайли (гайка и болт, щифт
и ос и др.) с цел тяхното взаимно
фиксиране, а също за предпазване на
гайките от саморазвиване. Стан
дартните Ш. се изработват с диа
метър от 0,6 до 20 тт и дължина от
4 до 280 тт (вж. фиг.).
Към cm. Шплинт
ШПОНКА - детайл на механизъм,
поставен едновременно в надлъжни
канали на вала и главината на свърз
вания елемент - зъбно колело, шай
ба, съединител, барабан, ръчка и др.
(вж. Шпонково съединение). Ш. би
ват призматични, клинови, сегмен
тни, тангенциални. Размерите на Ш.
са стандартизирани и се подбират в
зависимост он съответния диаме
тър на вала. Призматичните Ш., ко
ито служат за направляващи на еле
ментите с постъпателно движение,
се закрепват към вала с винтове.
ШПОНКОВАПРОТЯЖКА —
протяжка, предназначена за обработва
не на шпонкови канали в цилиндрич
ни отвори. Ш.п. биват: с призматич
на форма или с цилиндрична форма с
шпонков издатък. Призматичните
Ш.п. са по-технологични и по-удобни
за експлоатация (вж. фиг.).
Към cm. ШпонкоВа протяжка
ШПОНКОВА ФРЕЗА - челно-ци
линдрична фреза с минимален брой
режещи зъби (два), за да се осигури
пространство за стружката. Про
цесът на рязане се извършва главно
от челните зъби. За да се запази пос
тоянен диаметърът на фрезата,
презаточването се извършва само
по челните зъби. Стружковите кана
ли, peen, цилиндричните зъби, се пра
-567-
вят прави или винтови. Ш.ф. се из
ползуват за обработване на шпонкови канали (вж. фиг.).
ШПОНКОВА ФРЕЗОВА МАШИНА специализирана фрезова мамшина,
предназначена за фрезоване на
шпонкови канали във валове с палцова фреза. В зависимост от разполо
жението на вретеното може да бъ
де хоризонтална и вертикална, а в
зависимост от броя на вретената едновретенна и многовретенна.
ШУМОЗАГЛУШИТЕЛ ...
дебелината на зъбите на зъбни коле
ла (вж. фиг.); Ш.-чертилка - инстру
мент за точно разчертаване, нана
сяне на резки и измерване на височи
ни; комбиниран Ш.-дълбокомер - за
измерване на диаметри, дълбочини и
широчини на канали и др. (вж. фиг.).
ШУБЛЕР-ЗЪБОМЕР - вж. Шублер.
ШУМ в машините - нежелан
звук, който оказва вредно физиоло
гично въздействие на човека; води
до намаляване на неговата работо
способност и до увреждане на здра
вето му. Намаляването на Ш. в ма
шините е една от задачите, свърза
ни с охраната на труда в машино
строенето.
Към cm. Шпонкова фреза
ШПОНКОВО СЪЕДИНЕНИЕ - съе
динение на вал и надянат върху него
детайл (зъбно колело, шайба, съеди
нител, барабан, ръчка и др.), осъщес
твявано с помощта на шпонка (вж.
фиг.). Ш.с. биват затягащи (танген
циални, клинови) и незатягащи
(призматични, сегментни). Главно
то предназначение на Ш.с. е да пре
дават съответния въртящ момент
от вала към закрепените върху него
детайли и обратно от тях към вала.
При големи въртящи моменти се
поставят две и повече шпонки или се
използуват тангенциални и триещи
шпонки.
ШУБЛЕР - инструмент с линеен
нониус за измерване на външни и
вътрешни размери (граница на из
мерване от 125 до2000тт).Ш. се из
работват с точност на отчитане
0,1, 0,05 и 0,02 тт. Те биват: Ш.-зъбомер - инструмент за измерване
Към cm. Шпонково съединение (еле
менти)
1 - вал с шпонков канал; 2 - шпонка; 3 зъбно колело с канал
шумозаглушител - устройст
во, което възпрепятствува раз
пространението на шума от източ
ника към околната среда. По принци
па на действие се делят на активни,
реактивни и комбинирани. Ш. се из
ползуват в двигатели с вътрешно
горене, вентилатори и всички маши
ни, механизми и съоръжения, за кои
то се изисква да се намали шумът.
ШУМОМЕР ...
-568-
ШУМОМЕР - уред, предназначен
за измерване на звуковото налягане
(гръмкостта на звука), имащ опреде
лени честотни характеристики. Ш.
се състои от микрофон, усилвател
на ел. трептения с коригиращи фил
три, изправител, отчитащ уред. В
зависимост от точността Ш. би
ват 4 класа: 0, 1, 2 и 3. Ш. от класове
0 и 1 се използуват за контролни и
лабораторни измервания, а от кла
сове 3 и 4 - за експлоатационни из
мервания.
Към cm. Шублер
1 - линия; 2 - плъзгач с нониус; 3 - неподивжна челюст; 4 - подвижна челюст; 5 и 6 обратни челюсти за измерване -на вътрешни повърхнини; 7 - линийка за измерване
на дълбочини; 8 - застопоряващ палец
Към cm. Шублер
Шублер-зъбомер
ШУПЛА - 1. Ш. на отливка - кухи
на с различни форма и размери, обра
зувана във вътрешността или по по
върхността на отливка. Ш. биват
газови, шлакови и Ш. от свиване всмукнатини. 2. Ш. на заваръчно съ
единение - металургичен дефект на
заваръчен шев във вид на малка кухи
на, най-често със сферична, понякога
с продълговата форма, с размери на
сечението от няколко стотни от
милиметъра до 1 - 2 тт, запълнена
с газове - водород, азот, въглероден
двуокис. Ш. се разполагат, поединич
но или във вид на натрупвания във
вътрешността, а по-рядко и по по
върхността на шева.
- 569 -
ЩАМПОВЪЧЕН ...
щ
ЩАМПА - инструмент за обра
ботване на метали чрез пластично
деформиране (щамповане). Основни
детайли на Щ. са поансон и матрица,
работните повърхнини на които
възпроизвеждат формата на повър
хнината на щампованата заготовка.
Има Щ. за листово и обемно щампо
ване, а в зависимост от температу
рата на заготовката - Щ. за студе
но и горещо щамповане. Ш„ за листо
во щамповане биват: разделителни,
формоизменящи и комбинирани. Щ.
за обемно щамповане биват: офор
мящи, сплескващи, пробивни; откри
ти и закрити; с последователно,
просто и съвместно действие.
ЩАМПА
С ПОСЛЕДОВАТЕЛНО
ДЕЙСТВИЕ - щампа за изпълнение
нз няколко операции или преходи с
няколко подавания на заготовката и
съответен брой ходове на подвиж
ната част на щампата.
ЩАМПА С ПРОСТО ДЕЙСТВИЕ щампа за изпълнение на една или ня
колко едноименни операции в грани
ците на едно подаване на заготовка
та за един ход на подвижната част
на щампата.
ЩАМПА СЪС СЪВМЕСТНО ДЕЙС
ТВИЕ - щампа за изпълнение на разноименни операции или преходи в
границите на едно подаване на заго
товката за един ход на подвижната
част на щампата.
ЩАМПОВАНЕ, коване в щам
па - обработване чрез пластично де
формиране, при което обработвана
та заготовка получава форма и раз
мери, съответствуващи на форма
та и размерите на деформационното пространство, създадено от ра
ботните части на инструмента.
При Щ. се осъществява формообра-
зуване без отнемане на метал и при
висока производителност на труда.
Щ. бива горещо и студено (в зависи
мост от температурата на заго
товката) и листово или обемно (в
зависимост от формата на заго
товката и преразпределението на
метала). При едросерийното и масо
вото производство Щ. осигурява
значителна икономия на материал и
ниска себестойност на изделието.
ЩАМПОВАНЕ HA ТЕЧЕН МЕТАЛ вж. Течно щамповане.
ЩАМПОВАНЕ С ВЗРИВ, взрив
но щамповане - щамповане на
метални сплави, при което налягане
то за деформиране се създава от
взрива на взривно вещество. Енер
гията на взрива може да се използу
ва непосредствено (контактно
взривно щамповане) или чрез енер
гоносител - междинна среда от теч
ност, газ или ускоряван дефоромиращ инструмент. Извършва се в
стоманобетонна или метална фор
ма чрез мигновено прилагане на нап
режения, значително по-високи от
границата на еластичност на обра
ботвания метал. Чрез Щ.в. се получа
ват и едрогабаритни детайли от
сплави с висока якост, които по точ
ност и физико-механични свойства
не отстъпват на щампованите на
преса, а често дори ги превъзхож
дат.
ЩАМПОВКА - заготовка (изде
лие), получена чрез щамповане. Поня
кога Щ., получена чрез обемно щам
поване, се нарича щампована изковкз
ЩАМПОВЪЧЕН АВТОМАТ ЗА БОЛ
ТОВЕ - автомат за изработване на
болтове, като се съчетават няколко
операции: отрязване нз заготовка-
ЩАМПОВЪЧНО ...
-570-
ma om стоманена пръчка със съот
ветна дебелина; изтъняване на този
край на заготовката, където ще бъ
де резбата; разширяване,на края на
главата; оформяне на главата с шестостенна форма; зачистване на дру
гия край на болта и направа на резба.
За осигуряване на точно затягане на
заготовката и подлагането ù на ед
на или друга операция се използува
ЕИМ.
ЩАМПОВЪЧНО ВАЛЦОВАНЕ
валцоване с ковашко-щамповъчни
валци. Използува се за получаване на
изделия с плавни преходи на напреч
ното им сечение или за предварител
но профилиране на заготовки за
следващо щамповане.
ЩАНЦА - щампа за студено лис
тово щамповане (щанцоване); бива
с последователно или съвместно
действие - вж. Щампа.
ЩАНЦАС ПОСЛЕДОВАТЕЛНО
ДЕЙСТВИЕ - щанца, с която се из
пълняват последователно няколко
различни операции за няколко хода на
пресата и съответен брой установ
ки на заготовката. Напр. ножова
(стъпкова) щанца за пробиване на
отвори и оформяне на канали и за из
сичане на детайла.
ЩАНЦА СЪС СЪВМЕСТНО ДЕЙСТ
ВИЕ - щанца, с която се изпълняват
едновременно няколко различни опе
рации за един ход на пресата при ед
на установка на заготовката. Напр.
щанца за съвместно изсичане на кон
тура на детайла от ивици и проби
ване на отвори.
ЩАНЦОВАНЕ - вж. Листово щам
поване.
ЩЕКЕР - електротехнически еле
мент за бързо включване или из
ключване на свързващи кабели, ел.
задвижване на уреди, машини и др.
Щ. биват дву-, три- и четириполюсни.
ЩЕМПЕЛ -знак във вид на клеймо
(печат), удостоверяващ, че изделие
то е проверено от работника или
контролния орган и съответствува
на установените от стандарта или
техническата документация изиск
вания.
ЩЕМПЕЛОВАНЕ - нанасяне на
щемпел.
ЩЕПСЕЛЕН ПРЕКЪСВАЧ - ел. пре
късвач с изваждаемо присъединява
не, при който всички места, където
се извършва разединяването, са раз
положени на една обща или на две
отделни свързващи основи.
ЩЕПСЕЛНО СЪЕДИНЕНИЕ - ко
мутационен апарат (електромеха
нично устройство), състоящ се от
две разделяеми части, които могат
да се съединяват или разединяват
електрически. Представлява вилка с
ножови или цилиндрични контакти
и розетка с контактни гнезда.
ЩИТ - вж. Защитен кожух.
Към cm. Щамповане с взрив
а. Схема на взривно щамповане на изде
лие от листова заготовка в закрита
щампа: 1 - щампа; 2 - ос на притягащи
те болтове; 3 - заготовка; 4 - тяло; 5 опорна плоча; 6 - вода; 7 - заряд от бризантно ВВ; 8 - пръстеновиден канал
б. Схема на взривно щамповане на изде
лия от тръбна заготовка: 1 - щампа; 2 пръстен за притискане краищата на за
готовката; 3 - тръбна заготовка; 4 - за
ряд от бризантно ВВ; 5 - вода; 6 - опор
на плоча
- 571 -
ЩИФТ - цилиндрично или конусно
стебло за неподвижно съединяване
на два машинни детайла или за зак
репване на детайли при монтаж.
ЩИФТОВО СЪЕДИНЕНИЕ
- не
подвижно съединение на два машин
ни детайла чрез щифт.
ЪГЛОВА ...
ЩОСМАШИНА
(непр.т.) - вж.
Дълбачна машина.
ЩУЦЕР - присъединителна тръб
на част, завършваща в единия си
край с фланец или с външна резба.
Служи за присъединяване на тръби
към резервоари или към отклонения
от тръбопроводи чрез заваряване,
спояване или завиване.
ъ
ЪГЛИ HA НАКЛОНА HA СТРАНИТЕ
HA ПРОФИЛА HA РЕЗБА, ß U γ - ъг
лите между съответната страна на
профила и перпендикуляра към оста
на резбата в равнината на осовото
сечение. За резба със симетричен
профил номиналните стойности на
ъглите на наклона на страната на
профила са равни помежду си β =
= γ = α/2. За резби с несиметричен
профил ъгълът с по-малка номинал
на стойност се означава с γ (вж.
фиг.).
ЪГЛОВА мярка -средствоза из
мервания, предназначено за възпро
извеждане на определен равнинен
ъгъл.
ЪГЛОВА РАЗМЕРНА ВЕРИГА
размерна верига, звената на която
са ъглови размери.
ЪГЛОВА РЪЧНА МАШИНА - ръч
на машина с въртящ се работен ор
ган, чиято ос е разположена под ъгъл
спрямо оста на двигателя за осигу
ряване на възможност за работа в
труднодостъпни места.
ЪГЛОВА СКОРОСТ -векторна ве
личина, характеризираща честота
та на въртене на твърдо тяло. Ъ.с.
е числено равна на ъгъла на въртене
на тялото за единица време.
Към cm. Ъгли на наклона на страни
те на профила на резба и Ъгъл на
профила на резба
Резба с несиметричен профил (а) и си
метричен (б)
ЪГЛОВА ФРЕЗА, конусна
фреза- фреза, зъбите на която са
разположени върху една или две ко
нусни повърхнини. Ъ.ф. биват едноъглови и двуъглови (със симетричен
и несиметричен профил (вж. фиг.).
Ъ.ф. имат най-голямо приложение в
инструменталната промишленост
- за изработване стружковите кана
ли на режещите инструменти, но се
използуват и за направа на различни
ъглови...
- 572 -
канали om muna на лястовича опашка
и др·
ЪГЛОВИ ПРИЗМАТИЧНИ МЕРКИ едноразмерни или многоразмерни
ъглови мерки (плочки и многостенни
призми), предназначени за съхраня
ване и предаване единицата на рав
нинния ъгъл, за проверка и градуировка на ъгломерни уреди и за про
верка на ъглите на детайлите. Те оп
ределят един или няколко ъгъла меж
ду равнинни повърхнини. Ъ.п.м. се
изработват в три типа: ъглови
плочки с един работен ъгъл, ъглови
плочки с четири работни ъгъла и
многостенни призми с брой на сте
ните от 4 до 72. ·
Ъ.ш. представлява правоъгълен три
ъгълник. То се характеризира с два
размера : катет К и височина h (вж.
фиг.).
ЪГЛОМЕР - уред за измерване по
контактен метод на ъглите на ма
шинни елементи и др. изделия. Ъ. би
ват универсални, нониусни и оптич
ни. Грешката при измерване на ъгъ
ла е 2- 5'. За по-точни измервания на
ъгли се използуват синусни линии,
измервателни микроскопи и др.
ЪГЪЛ HA ПОДЕМА HA РЕЗБА
ъгълът, който се образува между до
пирателната към винтовата повър
хнина на резбата в точка, лежаща на
средния диаметър, равнината, пер
пендикулярна на оста на резбата.
ЪГЪЛ HA ПОСОКАТА HA ПОДАВАТЕЛНОТО ДВИЖЕНИЕ - ъгълът в
установъчната равнина между посо
ките на подавателното движение и
главното движение.
ЪГЪЛ HA ПРОФИЛА HA РЕЗБА
ъгълът между съседните страни на
профила на резбата в равнината на
осовото сечение (вж. фиг.).
a
Към cm. Ъглова фреза
а - опашкова едноъглова фреза; б - двуъглова фреза
ЪГЛОВО СЪЕДИНЕНИЕ - споено
или заварено съединение, при което
частите на изделието се съединя
ват под ъгъл.
ЪГЛОВ ШЕВ - заваръчен шев, чието напречно сечение запълва двуст?
ранен ъгъл между съединяваните
елементи. Работното сечение на
ff
δ
Към cm. Ъглов шев
Основни типове ъглови шевове
а - нормален; б - изпъкнал (усилен); 8 вдлъбнат (отслабен)
ЪГЪЛНИК - инструмент за про
верка или разчертаване на прави ъг
ли. В зависимост от точността на
изработването на правия ъгъл Ъ. би-;
ват прецизни и обикновени;с тясна
или с широка основа (вж. фиг. към cm.
Проверочен ъгълник).
-573 -
ЯКОСТ ...
я
ЯДРО HA ПЛАМЪКА - Вътрешна
та част на газов пламък при въглево
дородно гориво, ограничена от на
жежена светеща обвивка.
ЯКОСТ - свойство на материали
те при определени условия да пое
мат, без да се разрушават, различни
въздействия - натоварвания, нерав-,
номерни температурни, магнитни и
ел. полета и др. Критериите за Я. са:
граница на пропорционалност, гра
ница на провлачане, граница на пъл
зене и др. Съществуват: 1) теоре
тична Я. - изчислена чрез силите на
междуатомното сцепление, прибли
зително равна на 1/6 от модула на
линейна деформация; 2) техническа
Я. - постигната в материалите (за
някои стомани тя представлява
1/10 от теоретичната, а за някои
твърди тела - стотни и даже хиляд
ни от теоретичната); 3) конструкционна Я. - вж. Якост на конструк
цията', 4) динамична Я. -свойство на
материалите да поемат динамични
натоварвания, без aa се разрушават.
ЯКОСТ HA КОНСТРУКЦИЯТА
свойство на конструктивните еле
менти (заварени възли, колянови ва
лове, болтове и др.) при определени
условия да възприемат, без да се раз
рушават, едни или други въздейст
вия - натоварвания, неравномерни
температурни, магнитни, ел. поле
та и др. Несъответствието между
Я.к. и якостта на материала зависи
от размерите, формата и техноло
гията на изработване на конструк
цията, от повърхностните дефек
ти, вътрешните напрежения и др.
ЯКОСТ HA УДАР - механична ха
рактеристика на материала, която
се изразява с отношението на рабо
тата за разрушаване на надрязан об
разец от удар с махаловиден чук (чук
на Шарпи) към площта на напречно
то сечение в мястото на надреза
(вж. фиг.). В международната систе
ма единици (СИ) Я.у. се измерва в
J/m2.
Към cm. Якост на удар
а - схема на махаловиден чук; б - положе
ние на образеца при изпитването; 1 махало; 2 - образец; 3 - стрелка; 4 ckàAa
ТЕРМИНОЛОГИЧЕН РЕЧНИК ПО МЕТАЛООБРАБОТВАНЕ
Автори: дои. к.т.н. инж. Иван Георгиев Тошев
н.с. инж. Върба Динова Петрова
доц. к.т.н. инж. Николай Василев Лолов
дои. к.т.н. инж. Никола Тодоров Тодоров
доц. к.т.н. инж Златко Петров Македонски
Рецензент-редактори: доц. к.т.н. инж. Златко Петров Македонски, доц. к.т.н.
инж. Николай Василев Лолов, cm.н.с. к.т.н. инж. Дими
тър Георгиев Тодоров, доц. к.т.н. инж. Стефан Кирилов
Даскалов, доц. к.т.н. инж. Йордан Генов Генов, к.т.н
инж. Петър Иванов Хаджийски, доц. к.т.н. инж. Крум
СамуилоВ Захариев, инж. Веселин Борисов Шопов,
cm. н. с. инж. Пенко Пенков Сомлев
Националност българска
Първо издание
Код 03
340576631-5-90
Изд. № 11464
Научен редактор инж. Стоян Величков
Художник Алиса Русинова
Художествен редактор Слав Даскалов
Технически редактор Любчо Иванчев
Коректор Цветанка Лулчева
Дадена за набор м. юпи 1988 г.
Подписана за печат м. ноември 1989 г.
Излязла от печат м. декември 1989 i:
Формат 60x84/16
Печ. коли 36,00
Изд. коли 33.59
УИК 44,84
Тираж 4750+ 111
Цена 5,40 лв.
Държавно издателство «Техник;, .. бул. Руски 6-Спфия
Държавна печатница
"Л;.< ;ратиев" - Хасково.