/









































































Текст
на токари о - карусельный
станок
модель 1541
I. НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ СТАНКОВ
ддостоечные токарно-карусельные станки моделей 1541, I53IM являются универс&д
ми станками и предназначены для обработки разнообразных изделий из-яе!
станках можно производить следующие операции:
.. Обтачивание цилиндрических и конических поверхностей.
тачввание плоских поверхностей.
ерление, эенкеровавие и развертывание.
’^применении специальных приспособлений и устройств, которые изготовляются и постав-
Вводом по особому заказу и за отдельную плату, на станках можно производить:
'^""нарезание резьбы и обработку конических поверхностей.
♦ Обработку фасонных поверхностей тел вращения.
|бработку деталей по заданным размерам
Обработку деталей с охлаждением.
кншмо этого, завод может поставить станки с самоцентрирующей трехкулачковой планшай-
зажимом.
-тйп&анках одновременно могут быть установлены все приспособления. Исключений'составляет
энщирующая планмйба, которая может быть установлена только при отсутствии охлаждаю-
ойства.
•«вязи с тем, что установка приспособлений требует /значительных изменений и доработок
заказы на изготовление приспособлений к
| не могут быть выполнены.
i
ранее поставленный станкам заводом-изго-
шт
lOlUHItUi1
вад токарно-карусельного
я wet* I v«.M 1»*м t и» $
♦ Общий вид. ток^нр-карусельного
станка- модели Г”
-f
*
1.
’ Значительная мощность двигателя главного привода,.высокая жесткость базовых деталей.,
и достаточная прочность всех элементов кинематической цепи в сочетании с широким диапазонов
чисел оборотов планшайбы позволяв! вести на станках высокопроизводительную работу резцам, ,
оснащенными твердыми сплавами, на скоростных режимах резания.
Станки транспортируются к месту установки в упакованном виде. Для подъема упакованной'
Г г I
станка нужно открыть люк в верхней части ящика и пропустить стальной канат через специаГн'
окно в станине -станка.
Транспортирование станка в обхват
за упаковку' и под упаковку
зоспрещается!
Распаковку доставленного на место станка нужно начинать с верха ящика.
(
Станок снимается с салазок (нижнего щита ящика)' перед установкой его на фундамент; j
Рис. 3. Схема транспортирования станка
ФУНДАМЕНТ И УСТАНОВКА СТАНКОВ
ФУНДАМЕНТ СТАНКОВ
Место для установки станка необходимо выбирать с таким расчетом, чтобы можно было
свободно производить демонтаж коробки скоростей, а ползун бокового суппорта мог отходить
в крайнее положение.
Станок устанавливается на фундаменте.
„Основные требования к фундаменту
I. Фундамент должен быть выложен на грунте', не подверженном осадке, и защищен от
проникновения грунтовых вод. Глубина заложения фундамента зависит от рода грунта и назна-
- чается по местным условиям.
2. фундамент должен достаточно выстоять и окрепнуть. Для этого его выкладывают не
менее, чем за 10 дней до начала установки станка. Пустоты и трещины в затвердевшем фундамен-
> те не допускаются.
5. Фундамент закладывается, исходя из условий установки станка, на уровне с полом цеха.
4. При закладке фундамента необходимо предусмотреть прокладку труб для подвода
- приводов и шины для заземления согласно местным условиям.
5. Марка бетона для заливки фундамента не ниже М-150, для заливки шахт не ниже М-200.
♦
УСТАНОВКА СТАНКОВ
После того, как станок снят с нижнего щита упаковочного ящика и поставлен на фундамент,
жеобходамо произвести монтаж демонтированных на время транспортировки узлов станка.
На поворотных салазках вертикального, суппорта шестью крепежными винтами крепится стойка
с грузом, который уравновешивает ползун вертикального суппорта. Стальной канат, связывающий
груз с ползуном, присоединяется к ползуну; для этого канат набрасывают на ось гайки, навер-
нутой на верхний конец ходового винта ползуна.-
На верхней плоскости станины станка устанавливается кронштейн подвесного кнопочного
пульта,и крепится ограждение механизма перемещения поперечины.
Груз, уравновешивающий боковой суппорт, находится во внутренней плоскости станины;
на время транспортировки он отсоединен от суппорта. Для его присоединения необходимо уда-
лить деревянные клинья, расклинивающие груз, поднять его краном вверх; стальной канат,
связывающий боковой суппорт с грузом, закрепить на боковом суппорте и убрать подкладки из-
под груза внутри станины.
По окончании монтажа узлов станка необходимо подтянуть болты, гайки и уплотнение штиф-
тов, соединяющих стол со станиной, для чего боковые крышки стола нужно снять, а по оконча-
нии работы вновь поставить на место.
Затем производится выверка станка по рамному уровню. Выверке подлежат:
I. Горизонтальность планшайбы. Допускаемое отклонение не более 0,04 мм на длине
1000 мм в продольном а поперечном направлениях.
2. Перпендикулярность направляющих сханины к верхней плоскости планшайбы. Допускаемое
отклонение не более 0,04 мм на длине 1000 мм в продольном и поперечном направлениях (см.
"Акт приемки станков").
Регулировка станка производится подклиниванием стола и станины стальными клиньями;
ща установке станка на башмаки производится регулировка башмаками.
На фундамент также устанавливается электродвигатель главного привода, смонтированный
ва салазках. Порядок монтажа электрооборудования приведен в разделе "Электрооборудование
Монтаж гидрооборудования приведен в разделе "Гидрооборудование станков".
До окончании монтажа и выверки станка производится окончательная заливка яахьтф^ша*
шита жжджжм цементным раствором.
Ьсяе затвердевания цемента затягиваются гайки фундаментных болтов. ЗатяжкаДОлжна'
фопвсцрЕЕИя плавно, без рывков, при постоянной контроле уровней правильности положения ставка
-5 -
Перед пуском станка в эксплуатацию надеваются и натягиваются клиновые рении электро»
двигателя главного привода, устанавливается и крепится кожух ременной передачи»
Примечание. фундаментные болты, клинья для установки станка и башмаки в комплект
поставки станка не входят/
1У. ПАСПОРТ СТАНКА
Инвентарный №
«15
Тип станка? одностоечный токарно-карусельный
Модель -/5'4'/__________________________________________________
Заводской fe £ЗДЗ______________________
Год выпуска ______________________________________________________
Завод___________________________________.____
Цех
Место установки ___________
: Время пуска в эксплуатацию _________________
Спецификация органов управления станками
Обозначение на ,пис.6
J
. 135
136
137 ’
138
139
140
ь
...141
142.
-143
144
145
1
146
147
148
149
♦ **” - *
150
♦.
151
**•—Ж
152
154
155
Наименование и назначение органов управления
Рукоятка автомата подключения станка к электросети
Подвесной кнопочный пульт
Рукоятка выбора величины подачи
Рукоятка переключения величины подачи
Рукоятка ручного вертикального перемещения ползуна вертикаль-
ного суппорта
Рукоятка ручного горизонтального перемещения вертикального
суппорта
Квадрат червяка поворота ползуна вертикального суппорта
Гайки крепления поворотных салазок вертикального суппорта
/Рукоятка поворота и крепления револьверной головки
Винт зажима оправки режущего инструмента в гнезде револьвер! й
головки _
। Квадрат винта крепления вертикального суппорта на направляющих
поперечины
Квадрат винта крепления ползуна вертикального суппорта в наира
ляющих суппорта
маховик ручного горизонтального перемещения ползуна боково >
суппорта ..
Маховик ручного вертикального перемещения бокового суппорта
Рукоятка^крепления резцовой головки бокового,суппорта
Квадрат винта крепления бокового суппорта на направляющих
станины. _ ; .
КвадратЩинта креплеЙи ползуна бокового •суппорта в надрав?! -
ющих суппорта
Квадрат|зинта зажима изделия в кулачках . , /'
Квадра^; ручного вертикального перемещения ползуна-вертикали oi
суппорта ;
Квадрат ручного горизонтального перемещения вертикального
суппорта -
4
3!S0
Го ока по л у мала я
/М24ГОСТ6МТВ2
Шао На чистая
24П7СТ WS9S4
SO
~п
О
^\300
-2300
58»
7отб 100*100
О ’
* с
о:
• ‘:8
а.-с
станка
t
17^^~
4om&. 80*80 под
фундаментные *
Нолты салазок
электромотора
---
so
SOO
too
£:
:**о:
Of’-
ЛЬ'
•о
-
а ?>:
- ь:р
г—2400
Крайнее
положение
LLll-lidn
-1000-^
Подход
электроэнергии
54(1 ...
„4^
440 .
440
J
«еж строительного задания на фундамент станка модели 1541
X
1
♦
30S0
SO
I
'4g> II ООО- ^Bj
^172
4 отд. 80*80 под
фундаментные
болты салазок
электромотора
HR й< “Tf
а
Шайба чистая Гайка шучистая
18Г0СТ6959-54 MIS ГОСТ3915-62.
4Ю
Ы Mfet*
£.
-2200
5>
I 7 отд 100*100'''
I под Фондамен-.
тные болты
станка
• я
«aagjta-
—юоо^
раннее
положение
Пвдёрд^
« с^кш^едьного задания на .фувдамеет станка модем 15ЗЙ
юимв I ГлуйиШ: фундамента Н лришиаё«я в зависимоОот." от третей
да сшшов6 аддадонв экспорт в тропическве страна, пос^авжа^!
бяя йод салазки элевтродажгатевн М20.в
Для демонтажа
коробки скоростей
г
Ml
электроэнергии
г
Рис* 4* Чертеж строительного задания на фундамент ст^
о
• <
<5
♦
тг
t
4 отв. 80 х 80 под
фундаментные
болты силагон
электромотора
—8^0
ЗЯд
2536
>ПГ IHI
+2У00
Крайнее
положение
и и И ^-7 —
^50
нН
о.
'.О
t • * •
0*с* ♦ а
i- г
-------
W^wrr 7z?w /Mz?
> \под финдамент-
к. -у -J \ болты
। 1 станка
t I 9 *
И~И
подернуто
fine Демонтажа
коробуркорастеи
U
Тис
й-omS. 80 к ДО под
фундаментные
болты салазок
электромотора
л
О-
!
i
О
I 7 отв. 100*100>
I под фундамен-.
тные &алты
станка
Крайнее
ПодёодЖ
Чвргек с^ромёльного задания на .фундамент сад
Примечания;. 1; Глуйина фуадаменад 8 принимав^
2о ДМдаа. слива наела вшфихь:
• W
. вд|жих ?на аврпрру
§&л® аод сададта='-'ЗЛей»рЬдай
ОСНОВНЫЕ ДАННЫЕ
Габарит и вес
Рис. 6. Органы управления
Модели
»рит станка (длина х ширина х высота), мм
СТ&НК&Р КГ «$•**♦<>*** ♦'•\л
1541
5380x3240x4140
17800
I53IM -
3050x3117x4140 '
I4I50
Основные размеры
больший диаметр устанавливаемого изделия, мм .....
аетр планшайбы, мм ................ .••••*«..*.••*•»
(больший диаметр обработки, мм:
вертикальным суппортом .............
! боковым суппортом .!•................
.большая высота устанавливаемого изделия над
лаииайбой, ми
больший вес обрабатываемого изделия в зависимости
|Т числа оборотов в минуту планшайбы, кг<
ПрМ Ж *• Об/МИН Фа^Фваво********* *«***►♦ .
прж И * G g 3** 1б0 Об^МИН * о•> а а « «t».* а е. а * а а а.л> а.*Ф * • .♦ « о
(для остальных чисел оборотов сы^;трарк, рис. 38)
1больший угол конуса обработка верйДадьным суппортом
5ез приспособления для обтода конусов, град •.» ......
[большая длина обработки по конусу с ааибольший углом
юиуса без приспособления для обточки конусов, мм ..
1600
1400
1600
1400
1000
5000
90
4
1 ’
t
560
1250
1120
1250
1120.
1000
1541
Устройства. механизирующие работу станка
Быстрые установочные перемещения вертикального и боко-
вого суппортов и перемещения поперечины ........
Электрогидравлическое переключение чисел оборотов
Электрическое включение рабочих подач вертикального
и бокового суппортов .................................
имеются
имеется
имеется
Характеристика узлов станка
Суппорты
Количество суппортов:
боковых
вертикальных с револьверной головкой ......
Количество позиций револьверной головки ........
Количество резцов, одновременно устанавливаемых в
резцедержателе бокового суппорта ............
Наибольшие размеры державки резца- (ширина х вы-
сота) ММ ........ .......
I
I
5
4
25x40
Вертикальный суппорт
Наибольшее перемещение, им:
Г0рИ8ОН^8ЛЬМО8
Цена делетая^сйгба* мм:
горизонтального перемещения ..........................
вертикального перемещения ......................
Перемещение за I оборот лимба, мм:
горизонтальное ..................
Ввр^ЖКЙЛЬНОЗ 9 « в « # о $ «#в « в о ве ?эс ss ев s 9® е« о«» о е е <
Скорость быстрого установочного перемещения, м/мин:
. горизонтального
ВОрТЖЖШЕЬНОГО
Наличие выключающих упоров:
горизонтального перемещения ...............
вертикального перемещения .......................
Наибольший угол поворота ползуна (от вертикали), град
Цена деления шкалы поворота ползуна, град ...........
Цена деления лимба поворота ползуна* мин ............
1000
700
0,05
0,05
6
6
2,2
2,2
имеются
имеются
45
I
Боковой суппорт
Наибольшее перемещение, мм:
горизонтальное ..................
.вертикальное ............
Й^леления .лимба, мм:
"-горизонтального перемещения
вертикального перемедения
630
970
0,05
0,05
t ь
(Габарит)
Рис» 8»
Габаритные размеры станка мода
I53IM в плайе
®зй>
9
4ЙЙЖ
—зяо —
(Г1 дарит)
Рис® 7» Габаритные размера станка модели 1541 в планер
л
(Габарит)
Рис» 8» Габаритные размеры станка модели 1531Ы в плане
й‘ 4 *
«я»
Mt)
-tllZU
J
Рис. 9
пространства станка иоде;
Габаритные размеры рабочего
1531м,
I »
-
Ul'F*
п-тг I
ч *
*
Рио* JQi Габаритные ^размеры рабочего
пространства станка модели 1541
i 1
t ♦
н
1
I
1
!
И
I
ВидА
Рис» II. Посадочные и присоединительные базы станков:
I -эскиз Т-образных пазов планшайбы;
2-эскиз гнезда револьверной головки
Перемещение за I оборот лимба, мм:
горизонтальное
2,5
2,5
2,5
2,5
Скорость (Острого установочного перемеще-
ния, ы/мин:
горизонтального ....
вертикального ......
Наличие выключающих упоров:
<«««**<►#»**$**#*<>**
горизонтального перемещения .....................
вертикального перемещения .......................
2,2
2,2
имеются
имеются
2,2
2,2
имеются
имеются
Наиболмее перемещение, мм
Скорость перемещения, м/мин
Наличие выключающих упоров
Поперечина
♦
© t-t «еелеееееееоеееееееее
»
»** о*********
620
0,4
имеются
620
О'А
давайся
II •”*
Механика главного движения
Регулирование механизма главного движения - ступенчатое
Число оборотов, КПД, крутящий момент и мощность на планшайбе станка
й сту-
пени
Число оборотов план
шайбы в минуту
прямое
вращение
обратнее
вращение
Расчет-
ный КПД
станка
Наиболыий
допустимый
крутящий
момент на
планиайбе,
кгм
Эффективная мощность
на планшайбе, квт
по при-
воду
по наи-
более сла-
Слабые звенья
в цепи главного
движения
гол
I?
100
160
200
10
II
12
465
370
По станку модели 1541
10
17,6
14
43
183
145
107
80
0,72
0,73
0,73
10
0,73
0,73
0,-73
9 I 25
10 .
14
17
40
160
2500
2500
2500 .
2000
1590 .
1240
1000
800
гол
Шестерня й 21
Электродвигагег
главного привод
172-
130
17.6
14
По станку модели
I53IM
2000
20,2
естернЯ й rf
0,73
0,73
1590
1240
995
500
Электродвигате
главного щ 'вс
Механика подач
Оф
Регулирование механизма подач - ступенчатое
Подача суппортов, мм на I оборот планаайбы
1 ступени
Вертикальный суппорт
везикальные
"подачи
Боковой суппорт
горизонтальные
подачи
горизонтальные
подачи
вертикальные
подача
0,04
0,09 '
0,09
0,09
*
0,72
10
II
14
17
11,2
16,0
16,0
ИЙ»
ока
Паибольнее допускаемое усилие резания, кг:
для вертикального суппорта - 2800 *
дли бокового суппорта - 2240
Наибольиее допускаемое суммарное усилие резания двумя суппортами - 4500 кг
Сведения- о ремонте станка
* Категория сложности ремонта V 1 Ремонтный цикл работы станка в часах J;
Вид ремонта г По годовому плану < • * з ’ ’ / т. •* w- Л -
Фактически
Дата ремонта * • 4 , * • • — * • л , _
А Отметка о выполнении ремонта, подпись - - "• 4 • 1 - ?' <г * ‘ “j > > *- «: > I 1 ‘г- f —
15 -
Изменения в станке
й! п/п Узел или группа Причина изме- нения- « 4> ч Краткое описа- ние произведен- ных изыенений “• О Данные по- сле изме- нения ъ . Изменения вне- сены J Дата и подпись
I стр. pyJ КОВОДСТ1 пози- <а ция 1
* А < а. л С 1 » ' ж 9 . <•. ♦ . 0 0 * г >* ?> '% »'v .-•. • V г>, ‘Л*** - ч я» . * • * * Г ♦ * л Z < • ♦ f *< л* Ч 4 Г Я* * г * •» Ч ч ; ч % f ч 1 J й ’< ' * ч ь 1 г* ♦ > • 1 > t * 1 X i * 1 * ’ ♦ 1 •* . • ч 1 <1 II * • ’ b 1 *• г ч • • к ♦♦ а < ♦ лЛ Л ла * 1 ч А * 1 4 •3 ’ » * > к. * ’Ч- 9
««. 1^4- —
п/п
10
II
12
13
14
ведомость КОМПЛЕКТАЦИИ
Одностоечные токарно-карусельные станки моделей 1541, I53IM
Обозначение
Наименование
Станок в сборе
54109002
54109003
54109006
54109215
541090®
54109202
54109207А
ГОСТ 11737-66
ГОСТ 11737-66
ГОСТ 11737-66
ГОСТ 11737-66
ГОСТ 2839-62
ГОСТ 2839-62
ГОСТ 3106-62
Количе -
ство комп-
лектов на
I изделие
Основная характеристика
наименование
параметра
размер,
показатель
Принадлежности, входящие в комплект и стоимость станков
Кулачок
Державка многорез-
цовая
Державка расточная
Втулка для конуса•
Ключ кулачковый
Ключ к щеткам элек-
тромагнитных муфт
кулачков
Ключ для деталей с
шестигранным углуб-
лением “под ключ
Ключ для деталей с
шестигранным углуб-
лением "под ключ
Ключ для деталей с
шестигранным углуб-
лением "под ключ"
Ключ для деталей с
шестигранным углуб-
лением
п
п
и
сторонний
Ключ гаечный дву-
сторонний
Ключ гаечный дву-
сторонний
Ключ гаечный дву-
сторонний
Клич I для круглых
гаек
Ключ I для круглых
гаек
Приме-
чание
Ход кулачка
Наибольшее сече-
ние резца
Наибольшее сече-
ние резца
Конус Морзе
Размер внутрен-
него квадрата
Зев ключа
Размер шести-
гранника
Размер шести-
гранника
Размер нести
гранника
Размер шести-
гранника
Размер шести-
гранника
Зев ключа
Зев ключа
Зев ключа
Наружный диа-
метр гайки
Наружный диа-
метр гайки
60 ми
25x40
18x18
24
24
мм
мм
мм
мы
им
8 мм
12 мм
14 им
мм
мм
мн
мм
мм
100-110 »
15 -
*
п/п
Обозначение
Наименование
Колнче
ство комп-
лектов на
I изделие
Основная характеристика
наименование|р азмер,
параметра показатель
Прайс
!
ИС63-2
Х9
i
063-2
20
ИС63-3
Ключ торцовый
изогнутый
Ключ торцовый
изогнутый
Ключ регулировочный
Размер квадрата
Размер квадрата
12
мм
21
I
'С63-3
Д73-72
ГОСТ 3643-54
24
Размер шестяграя- 8
Ключ регулировочный
Ключ к двери электро-
икафа
Шприц итоковый для
смазки
Размер жесягран- 10
Емкость
Техническая документация
Руководство к станку
Акт приемки станка
Материалы по запасным
деталям
ЮЛ мм
таи I
Принадлежности, поставляемые вместе со ставком
по особому заказу и за особую плату
Приспособление для
нарезания резьб и
обточки конусов
Приспособление для ра-
бом по упорам вер-
тикальным суппортом
Приспособление для ра-
боты по упорам пол-
зуном вертикального
суппорта
Предельные вага
нарезаемых резьб:
а) метрическая
резьба, ваг
б) дюймовая резь-
ба, число ни-
ток на I"
Наибольжий угол
конуса обработай
Количество позж-
Количество поэм
1М1й
1-50 им
164°
I
16
Ф*
Обозначение
Наименованае
Количе -
ство комп-
лектов на
I наделив
Основная характеристика
наименование
параметра
размер,
показатель
Приме-
чаде
Приспособление для
работы по упорам
ползуном бокового
суппорта
Приспособление для
обработки фасонных
поверхностей тел
вращения по копиру
(электрокопиро-
вальное устрой-
Количество по-
зиций
Устройство для обра-
ботки деталей с
охлаждением
Самоцентрирующая
планиайба
Диаметр зажима-
емого изделия:
наибольший
наименьший
1240
960
100
100
мм
им
мм
мм'
ры, от-
носящие-
ся к
станку
модели ‘
153 И
♦ •
У. КРАТКОЕ ОПЙЗЙйЕ КОНСТРУКЦИИ И РАБОД1 СТАНКОВ
I. Г. I I w мт—ин ’iiMm———мпЕжщь>юм^мЕжя»т шли гост—mmti*
ОПИСАНИЕ КИНЕМАТИЧЕСКОЙ СХЕМЫ СТАНКОВ
Кинематические схемы станков моделей 1541 и I53IM (рис. 12) сходны между собой а
отличаются друг от Друга лишь кинематикой цепи механизма передача на подачу и числом зубь-
ев венцовых шестерен стола.
_ Вследствие разного числа зубьев венцовых шестерен 28 стола, станки 1541 и I53IM имеют
при одинаковой коробке скоростей различные пределы чисел оборотов планшайбы, как это видне
из графика скоростей.
Кинематика цепей механизма передачи на подачу у* станков различна, но их передаточные
отношения ’подобраны таким .образом, что общее передаточное число кинематической цепи от
планшайбы до коробки подач одинаково для обоих станков. Это позволяет использовать одни и .
те же коробки подач и получать одни и те же величины подач (см. график подач для станков).
Кинематические цепи стола, поперечины и механизма перемещения ее, вертикального и
бокового суппортов просты и не требуют пояснения.
Кинематика цепи коробки скоростей и обеих коробок подач дана в описании этих узлов.
II
ОБЩАЯ КОМПОНОВКА СТАНКОВ
-Одностоечные токарно-карусельные станки моделей 1541, I55IM состоят из следующих
узлов (рис.15):
I. Станина.
2. Коробка скоростей.
3. Механизм передачи на подачу.
,4. Стол.
. 5..Ограждение. .
6. Гидроуправление.
7. Коробка, подач вертикального суппорта.
8. Коробка подач бокового суппорта.
'9. Поперечина.
Вертикальный суппорт.
Набоковой суппорт.
12^/Механизм перемещения поперечины,
-Маслопровод.
Принадлежности.
Электрооборудование.
,16^Подвесной кнопочный пульт.
Общая компоновка станков приведена на рис. 13. Отличительной особенность® .конструкции
етажов является выполнение большинства узлов в отдельных корпусах, что облегчает их сбор'
ку не только в процессе изготовления
но и при ремонте станков. д
Станки широко унифицированы между собой. Такие узлы, как коробка скоростей, обе короб-
жж подач, вертикальный и боковой суппорта, гидроуправление, принадлежности-, эледтр’ооборуд<
нанке «верненно одинаковы в обоих станках.
Ййстжти узлы станков имеют много общих унифицированных деталей и ошиавтся .же
щетжи, в основном• корпусными деталями.
f
18
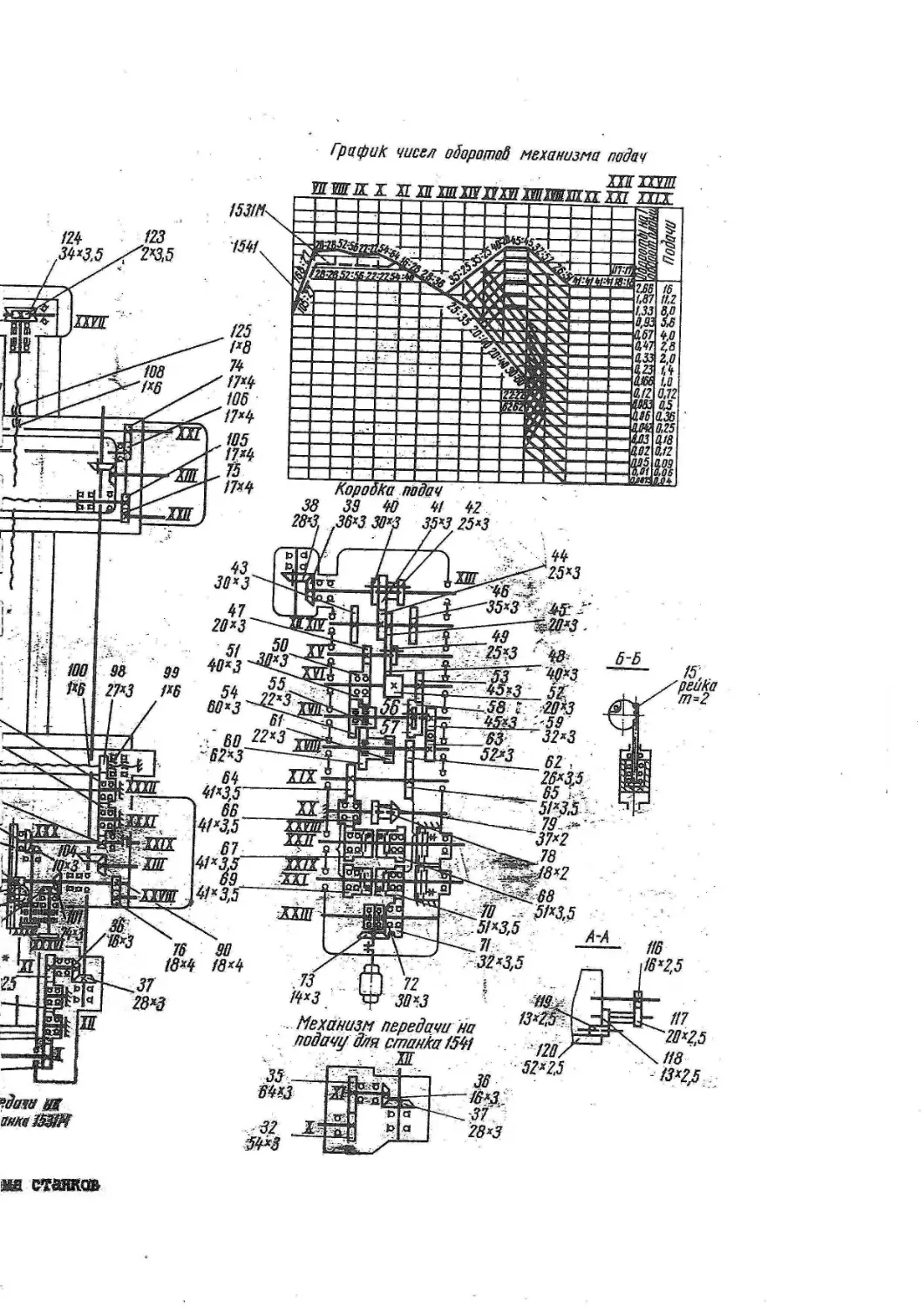
График чисел оборотов механизма подач
4
График чисел оборотов главного приводи.
Механизм пёремещенир
поперечины
Ги дроодорудобание
Станина
9
Вертикального
суппорта
Коротка скоростей
Боковой суппорт
х-
Механизм передачи
на подачу
КороБка подач
Бокового- сйппорта
Станина
Механизм перем ей
поперечины
Ограждение
.X’NWKSA
Подвесной
кнопочный
пульт
Вертикальный
Планшайва
13. Общая кейлона
ОСОБЕННОСта ОТДЕЛЬНЫХ УЗЛОВ
Станина
Станина служит для всех узлов станков основанием, обеспечивающим правильное взаимное
узлов
сравни-
со сто—
апилек,
расположение и перемещение их. Она воспринимает воздействие от сил резания и веса
и представляет собой пустотелую отливку» усиленную ребрами жесткости, так что при
гельно небольшой весе она обладает достаточной прочностью и жесткостью.
Спереди к станине приваливается стол с планшайбой. Платик соединения станины
лом выполнен с развитым периметром; предусмотрено достаточное количество болтов и
обеспечивающих нормальную безвибрационную работу станка и получение высокой точности обра-
батываемых деталей.
На лицевой стороне станины имеются направляющие, по которым перемещаются поперечина
и боковой суппорт,
J Справа'к станине приваливается корпус механизма передачи , на пбдачу, а сверху крепится
...механизм перемещения поперечины.
‘ Сзади, внутрь станины вставляется коробка скоростей.. Нижняя внутренняя полость ста-
'нины использована как резервуар для масла, которое питает централизованную систему смазки
,коробки скоростей и стола. Сзади станины имеется ниша,, в которой размещается электрообору-
дование станка.
Коробка скоростей
Коробка скоростей (рис. 14, 15 и 16) служит для передачи вращательного движения от
электродвигателя к планшайбе, а также пуска, останова и изменения чисел оборотов ее.
Коробка состоит из двух соединенных между собой частей: собственно коробки скоростей 160
и коробки перебора 161. Она имеет шесть основных валов, смонтированных на.подшипниках
качения,. Вращение на входной вал коробки передается от эдектрбдвнгателя главного привода-'
через клиноременную передачу (количество ремней 6).-
Пуск и останов планшайбы осуществляются при помощи фрикционной многодисковой'муфты .
двустороннего действия-. Внутренние диски муфты связаны с вадом 170, а наружные - у р'абрчегЖ
фрикциона-с корпусом фрикциона 2, у тормозного - с корпусом тормоза 181. При перемещении
гильзы переключения 163 вправо происходит сцепление за счет сил трения внутренних 16.4 и
наружных 165 дисков рабочего фрикциона,. Вал 170 получает вращение, и планшайба включается.
При перемещении гильзы влево включается тормозной фрикцион, и планшайба останавливает- .
ся. Для создания Шбтоянного давления на диски фрикциона и смягчения ударов при включении
в муфту встроены Жесткие тарельчатые пружины 166, которые значительно улучшают условия
работы фрикциона.
Изменение чисел оборотов планшайбы осуществляется ступенчато. Это дос ж?-
редством переключения блоков шестерен. Коробка скоростей сообщает планшайбе!
чисел оборотов. Вал 1У коробки путем переключения: тройчатки 5-6-7, сидящей:?®
двойного блока 12-15, сидящего на ваду 1У, получает 6 ступеней чисел оборс®«ж
передача может идти, либо непосредственно с вала 1У науз.ад.У! через зубчату»^^^ -
вестерни 17 и 18,- либо чере^Цёребор; Включение перё^^^§рущеб4вляется пут’ейгздэремещецщя
двойчатки 16-17 .в положение зацепления с .иеютерией 19, ^сЖяадЙ- на- валу У; затем ч6рез: сколь-
зящий блок 20-21 передача идёт на выходной вал Уйорбёки .^op.pc<ей. Всего через перебор
жжню:«ключить 12 ступеней чисел оборотов планиайЬы
Др® пуске или останове планшайбы происходит, перемещение штанги 158 вместе с вилкой
359, которая в свою очередь перемещает^гильзу-переключения фрикциона 163, тем самым вкдют;
II
Й^емедевме подвижных;.блоков шестерен по шлицевым валам коробки скорое
166 181 ПЗ174 175 176 163 1811 165 164 172 178 171* АП-
M&cmo!
179
X
РКС
170
.19
IGI
г***
21 20 22
!§*5~ 48*5 48*5
0®
48*4.
25
28*75
юн
«*»>*
!М ^>'И l>IJ |
30*5
у^йг
*^F**T>
SSSSSSSSSSSSis
«ккетга
/8 /7
24*4 24*4 * 24*4
l\W\
• 14 182 1_13_ 12 : 160
78*2 Ш5 Ш5 30*ШКг
24*5
- JL-
2745
ЙМ
Л9«/
SSS^xws^ews
ММ44.
24
52*3
I »l ....
2 -}. .,•
wr-Й'уй »
S3333
МММ*
iVzZZA?
W7
К
ЖПЗПЗЗПЗЗСЕХЗЖ
-*W
*5
•< ««VMWBW •»••• ’
Рис. !*♦. Развертка коробки скоростей
а также, расфиксирование, перемещение и последующая фиксаци»
" * А» • *
фиксатором 169. При переключении чисел оборотов планшайбы поднимается фиксатор ж происхг
дит*расфиксирование и перемещение штанг 168 с сидящими на них вилками, которые перемещав
в требуемое положение подвижные блоки шестерен. По окончании переведения фиксатор опуска-
ется и фиксирует штанги.
Перемещение штанги 158
штанг 168 осуществляются электрсгвдравлической системой|ста&а (подробное описание ее *'
работы дано в разделах "Электрооборудование станков" и •Г^рооборудоваше станков"). Прд
^.упрощает управление корб^^чСкорвйЬМ^яозволяет веся |
1ОПОЧН0Г0 пульта. :
жвв.в :зацёпленй%^еели они цосдеЦер^к^^ёния
J-' • ''.'’I'
иенение гидравлики зната
его дистанционно с подвёё
Для того, чтобы шестёр®
стали "зуб на зуб", пред^отрё|^
тонной муфты 182, посменной на‘вал
др а 184. При включении вращения плаййй|ёы реЙка-шток^ачнетйМ!
разделе "Гидрооборудование станков"), ;-йёреыедедёь^оЖ'^^ащШ^
обгонную муфту медленно поворачивает вал 1У, а вместе о
<3^тем рейка-шток возвращается в исходное положение пружиноЩ!
переключения чисел оборотов планша'МЙЯВ^^ёЛШ^--- .
на валу П ус танов лён® реле жонтррда 'своими
ч
ться (подробнее см
К» скоростей-
- -для предотвращения
вращения, что могло бы привести к аварии, на валу П установлён®реле контррда скорости
РК'С. Благодаря РКС переключение чисел оборотов переключателем возможно тод^сгяржтёстан^0-
ленной планшайбе (подробнее см. в разделе "Электрооборудование станков").
Стол
.А. Стол (рис. 17) является наиболее важным узлом, от которого зависят геометрическая
точность и-чистота обрабатываемых деталей.
' Принципиальных конструктивных отличий между столами станков 1541 и I53IM нет. Детай
узлов подобны и отличаются друг от друга, в основном, размерами; поэтому описание узла
дается общее, а на рис. 17 приведен чертеж стола станка модели 1541.
Узел состоит из корпуса стола 185, планшайбы 186 со шпинделей 187, круговых направД
ющих 188 и привода пладаайсйд.
Корпус стола - чугунная отливка с развитой системой pe6q>, придающих ему большую
жесткость.' Для жесткого скрепления со станиной у корпуса стола имеется развитый по пери-
метру платик с отверстиями для крепления. На верхней плоскости корпуса стола имеется кольце
ван канавка, в которую входит соответствующий выступ плана ай бы, образуя лабиринт. Это
препятствует разбрызгиванию смазки и защищает от попадания внутрь стола стружки, чугуны!
пыли, эмульсии и т.п.
Привод планшайбы осуществляется от коробки скоростей. На вертикальном валу УП стола
^бсакёна коническая шестерня 26, которая находится в зацеплении с конической ««зтерней
Ф5|дрробки скоростей. Шестерни имеют круговой зуб.
'Далее передача идет с вала УП на шпиндель с планшайбой через зубчатую пару с косым
Зубом - шестерню 27 и венцовую шестерню 28, жестко связанную с планшайбой. Наличие шесте! >в
с круговым и косым зубом обеспечивает плавность работы зубчатых передач при значительной
быстроходности станков. : :
. ^.Шпиндель,жестко связанный с планшайбой, имеет в качестве'опор двухрядные ройндовые
йЖйипники сценическим посадочным отверстием внутреннего кольца. Подаипшки овладеют
|ыеокой точностью-долговечноей»®, жесткостью, мадам коэффициентом трения, возможностью
Дударовадия радиального зазора, позволяядёй доводить ёго до очень малых величин или
дале-создадать натяг. Все это обеспечивает необходимую точность в.плавность вращения
дд&^айбД^равшДа регулирования|поджипникав приведени в разделе "Регулирование станка".
. ^^ЙШрйннтия^вертикальных усйШйй от веса дбрЙ^даиармрй 'детали и планиайСй, а также,
СеШШМяйхлсостйвляющих’ сил резалия,.с.дужа£.;'Шлбё№^Й!5лЬдевые направляющие из текстолита.
4*", *•' • •1 ♦
Рис. 17. Разрез стола
1541 текстолитовые направляющие крепятся к нижней плоскости планшайбы, в
по центру деталей и;
__________________________„____________ v_______ки по центру деталей идачустановоцных
приспособлений в планшайбе сделана центрирующая расточка, предохраняемая от забои^г сце-
В станке модели
станке I53IM - к торцу венцовой шестерни.
Планшайба представляет собой полый диск с рядом внутренних радиальных ребер. На
верхней плоскости планшайбы имеются Т-образные пазы (си. рис. II), которые служат для
крепления зажимных кулачков, специальных приспособлений или даже непосредственногокреп-
ления обрабатываемых деталей. Для точной уставов!
_с____________ „ ______. ...... . - .............................
циальной заглушкой. Станок в основной исполнении поставляется с четырьмякулачками для
крепления обрабатываемых деталей. Каждый кулачок имеет независимое перемещение. Для предот-
вращения сбрасывания незакрепленных кулачков с планшайбы, во время ее вращения, в подошву
корпуса кулачка запрессован штырь, головка которого входит в отверстие в планшайбе. План-
шайба имеет достаточное количество таких отверстий для перестановки кулачков при закреплении
деталей разных размеров.
Коробки подач
суппорта - непосредственно к его корпусу.
. Привод коробки подач осуществляется от вертикального я;
Коробка подач (рис. 18 и 19) служат для сообщения суппортам рабочих подач-, а бысцшх
установочных перемещений. Конструкция коробок подач бокового и вертикального суппортщг
одинакова.
Коробка подач вертикального суппорта крепится на правом торце поперечаны, а боковой^'
«лицевого валаХЦ, подучающем
Рис» 'Развертка коробки пода»
Развертка, no штангам
^w^wmwwww^
ВидК
заменив с выходного вала У1 коробка скоростей через механизм передачи на подачу (см.
анематическую схему станка).
Коробки подач сообщают суппортам 18 различных подач от 0,04 до 16 мм/об. Посредством
зтановки в различные положения тройчатки 40-41-42 и двойного блока 48-49 вал ХУ1 коробки
эдач получает 6 ступеней оборотов. Далее, в зависимости от положения тройчатки 56-57-58,
ередача идет или непосредственно с вала ХУ1 на вал ХУЛ через зубчатую пару 53 и 58, или
врез перебор, причем могут включаться либо все шестерни перебора, либо часть их.
Когда шестерня 57 тройчатки 56-57-58 находится в положении сцепления с шестерней
I, включается весь перебор (шестерня 47, блоки 50-51, 54-55, 60-61). Если же передача
дет через зубчатую пару с внутренним зацеплением (шестерни 55 и 56), включается часть
еребора (шестерня 47, блоки 50-51, 54-55), Затем передача с вала ХУЛ идет на валы ХУШ и
ix коробки.
На валу XIX коробки посажены шестерня 65, находящаяся в зацеплении с шестернями 68 и
О, ж шестерня 64, которая через промежуточную шестерню 66 связана с шестернями 67 и 69.
естерпи 68, 70 и 67 , 69, смонтированные на подшипниках качения, установлены на выходных
длах XXI и ХХП коробки подач горизонтального и вертикального перемещений суппорта. На
тих же валах установлены электромагнитные муфты, по три на каждом валу (две рабочих и
дна тормозная). Наружные диски' рабочих муфт связаны с шестернями 67 , 68, 69 , 70, а
«утренние - с валами. В зависимости от требуемого направления подачи (вверх, вниз, вправо,
;:ево), включается одна из рабочих муфт, происходит сцепление внутренних и наружных дисков,
'выходной вал получает вращение, передавая его суппорту. Тормозные муфты служат для
ашения инерции суппортов и устранения их перебегов.
Применение электромагнитных муфт обеспечивает дистанционность управления рабочими
сдачами и быстрыми установочными перемещениями с подвесного кнопочного пульта и позволяет
роизводить переключение подач при вращающейся планшайбе.
Быстрые установочные перемещения'суппортов осуществляются от отдельных электродвига-
елей переменного тока.
Для предотвращения поломок зубьев шестерен при включении быстрых установочных переме-
ений во время вращения планшайбы на валу ХУШ установлена обгонная муфта 195, которая в
том случае автоматически отключает рабочую подачу.
Переключение величин подач осуществляется преселективным методом (рис. 19), сущность
второго состоит в следующем: два спаренных диска 196, 197, имеющих специальные прорези,
[ри помощи рукоятки 137 поворачиваются в положение, соответствующее определенной подаче,
«тем поворотом рукояти 138 (через коническую и реечную передачи - детали 77, 78; 79, 80)
деки перемещаются вправо. Часть штырей реек 81 проходит через прорези дисков, другие упи-
раются в них, в результате чего рейки перемещаются. При этом поворачиваются шестерни-
войчатки 82-83, 85-86 и шестерня 84, перемещая штанга 87 , 88, 89, на которых сидят вилки
98, 199, 200, перемещающие шестерни коробок подач.
Поперечина и механизм переведения поперечины
вка, поперечное сечение которой имеет коробчатую форму с развитой сиб'
НК
Поперечина размещается на вертикальных направляющих станины (рис. 20). Корпус попер.ё-
ины - чугунная от,
емой ребер. Спереди корпус поперечины имеет горизонтальные прямоугольные направляющие, по
которым перемещается вертикальный суппорт.
Между горизонтальными направляющими в ниже размещены ходовой вал и ходовой винт, ко*
орые ^монтируются на подшипниках качения, расположенных в расточках перемычек ИоперечйЖ.
Поперечина имеет вертикальное установочное перемещение по направляющим станины,
руществляемое механизмом перемещения поперечины и ограничиваемое конечными выключателями.
Механизм перемещения поперечины <(рис. 12) состоит из приводимого в движение от оэде»*
юго, реверсивного электродвигателя червячного редуктора (червяк 123, червячное колесе 121)
Рис. 20. Общий вид поперечины
IHI
так как создается
хедовоГо винта *125, по которому перемещается гайка 108, жестко связанная с поперечиной,
йеханиам монтируется на верхней плоскости корпуса станины.
Поперечина^бжет устанавливаться на направляющих станины в любом положении, при этом
на надежо фиксируется,что способствует повышению точности обработки,
-жесткий сяа ж стабильность положения поперечины относительно планшаййа
А а
Для предотвращения падения поперечины при случайном срезе витков основной гайки 108
леется стальная гайка-ловитель 108а с прослабленной резьбой, которая в случае падения
поперечины поймает ее. Гайка-ловитель установлена на винте так, что по обеим боковым сто-
омам профмля нмтхк резьбы имеется осевок-зазор не менее 0,1 мм. Наличие осевого зазора
снижает мнтеасюннй износ винтовой пары, который может возникнуть при соприкосновении
витков стальной-’йвп-ловитеж с винтом. ’’ . .
• •
Зажим поперечины на направляющих станины осуществляется зажимными рычагами 260, 261,.
которые-тарельчатыми пружинами 262 плотно прижимаются к поверхностям станины. Усилие за-
-”мма поперечины можно регулировать. Правила регулировки см. в разделе "Регулирование
танков". Перед перемедением поперечины посредством электрогидравлической системы происхо-
дит освобоя^енже ее (раб<^ электро- и гидроаппаратов см. в разделе "Электрооборудование"
"Гидрооборудование станков"), .при этом масло, поступая-на мембрану 263 с поршнем, давит
а рычаг 264, который в свою очередь воздействует на планку 267, снимая тем самым тарель-
чатые пружны и освобождая от их действия зажимные рычаги. По окончании перемещения цр°“
"(Сходит автоматический зажим поперечины.
Вертикальный суппорт
Вертикальный суппорт состоит из нижней части - поперечных салазок I2I;'перемещающихся /
по горизонтальным направляющим поперечины; верхней части - поворотных салазок 226, которые
эгут поворачиваться вокруг своей оеи; ползуна 227- с револьверной головкой, перемещающегося
направляющих поворотных салазок,и механизмов привода движения суппорта и ползуна,
if
Поперечные салазки имеют форму чугунной плиты, усиленной ребрами жесткости/С задней
.тороны салазки имеют плоские направляющие, форма и размеры которых соответствуют Передним
направляющим поперечины. На направляющих салазок сделаны текстолитовые накладки, сцособству-
дне гажению вибрации и повышению износоустойчивости направляющих. Планки 228, 229 и /
ланья 250, уставов Ленине с задней стороны поперечных салазок, удерживают их на направляю-
щих поперечины. При помощи шВм осуществляется регулировка зазора между направляющими
компенсируется износ, возникающий’ в процессе эксплуатации станка (подробнее см. раздел
Регулировка станков").
’ ♦
Кроме того, для выборки; зазора между нижней направляющей поперечины и суппортом, а
акже уменьшения взноса средне® .набавляющей и облегчения перемещения суппорта, установле-
ны два разгрузочных устройства. Ролик 258, смонтированный на игольчатом подшипнике, натится-
по верхней направляющей поперечины, тарельчатыми пружинами 259 суппорт подтягивается вверх
Припмается К нижней направляющей поперечины.
На передней плоскости пененных салазок сделан круговой Т-образный паз^ -в жозд^йй
ходят Т-образные болты 231 крёйлёния поворотных; салазок. Помимо болтов, имеется дополни-
тельное крепление двумя винтами с задней сторойн)в верхней части поперечных салазок, в ко-
-«ojex для этого предусмотрены двапаза.-
-27-
жестко связанной с суппортом. Ходовой винт получает
>уб
Поворотные салазки могут поворачиваться на ветре 232 на 45° как в одну, так и в
сторону. Поворот осуществляется вручную при помощи червяка 122, закрепленного на, овс
салазках,! колеса, зубья которого нарезаны на периферии поперечных салазок.
Горизонтальные перемещения суппорта по направляющим поперечины осуществляются
помощи ходового винта 107 и гайки 109
вращение от выходного вала горизонтального перемещения коробки подач. Гайка состоит и
двух половин, одна из которых неподвижна относительно суппорта, а другая- имеет регули
вечное осевое перемещение, что дает возможность регулировать зазор в резьбовом со <ин
в случае износа гайки (подробнее см. в разделе "Регулировка станков”) .
> *
Горизонтальные перемещения суппорта ограничены конечными выключателями. Для
установки суппорта по центру предусмотрен жесткий откидной упор 233. Точная установка
производится по индикатору.. Для зажима вертикального суппорта на направляюще попере»
служит винт 145.
Ползун суппорта перемещается по направляющим поворотных салазок. Перемещение' огра
чивается конечными выключателями. Движение ползуну передается от коробки подач на ходовой
вал поперечины и далее через две пары конических шестерен ПО, III; 112, Из на гайке
144 и ходовой винт 115, жестко связанный с ползуном. Конструкция гайка позволяет регули
вать зазор в резьбовом соединении (см. раздел "Регулировка станков").
'^Корпус ползуна отлит из чугуна и имеет прямоугольное сечение с развитой системой
диагональных ребер, что обеспечивает ему достаточную жесткость. По бокам ползуна имеют
прямоугольные направляющие. На направляющих поворотных салазок ползун удерживается при
мощи планок и клиньев. Наличие клиньев обеспечивает возможность регулировки зазорй
компенсации износа направляющих; для зажима ползуна на направляющих поворотных салазок
служит винт 146.
На жесткий цилиндрический палец ползуна 234 посажена револьверная головка с пятью
/гнездами-отверстиями для крепления инструмента. Посредством рукоятки 143 револьверную i
ловку можно поворачивать на 360° и фиксировать в пяти основных положениях, когда ось. oi
стая совпадает с осью стола или параллельна ей. Передаточное отношение шестерен II? ! I
револьверной головр равно 1:5, т.е. подобрано таким образом, что за один оборот pytaiai
143 головка делает поворот на 1/5 часть окружности (72°), Помимо этого, револьверная гс
ловка может быть установлена в 80 положениях, если требуется специальная установка
углом резцедержателя. В этом случае зажимная рукоятка будет установлена в положений по.
углом. -
Для поворота головки рукоятку нужно опустить вниз, при этом корпус го-
ловки 235 под действием пружин 236 отходит от ползуна, и зубья плоских шестерен выйдут
контакта. После поворота на 360° рукоятка снова ставится в верхнее положение. Эксцентри
рукоятки, нажимая на подкладное кольцо 239, вводит в контакт зубья плоских шестерен,; тем
самым надежно фиксируя и зажимая головку в новом положении.
9
Крепление оправок режущего инструмента в гнездах револьверной головки осуществляется
при помощи тангенциальных втулок 247 с, винтами. • \
1ОД
Помимо механического перемещения, вертикальный суппорт и его ползун имеют ручное
перемещение, которое производится рукоятками-трещотками 139 и 140, расположенными на
ходовом валу и ходовом винте поперечины (см. рис,20).
ч > . -
.уйая.облет’чейя руЙЫх перемещений ползуна, а также для односторонней выборки зазор
црлзун с рёзользарной головкой уравновешивается грузом 248, который расположен на стойке
Й^?да®анс»лённдй.да поворотных салазках, и связан с ползуном через блоки стальййм
в*- 28
Рис» 21. Общий вид вертикального суппорта
г ' . * * *
Рис. 22, Разрезы вертикального суппорта
в
Боковой суппорт
Боковой суппорт перемечается по вертикальным направляющим станины. Ползун 209 боко-
суппорта переминается в горизонтальном направлении. Корпус бокового*суппорта 210
ставляет собой чугунную коробку, усиленную внутренними стенками.и ребрам жесткости.
*ри его размещаются механизмы для осуществления перемещений суппорта и ползуна. С
:ей стороны корпуса имеются направляющие для вертикального перемещения суппорта, а с
дней - направляющие, по которым перемещается ползун. Суппорт удерживается на направля-
с станины планками 212, 213 и клином 2II, наличие которого обеспечивает возможность
. д! : „ . .. ! Л .• • • <
лировки зазора м компенсации износ а направляющих* Вертакальнмг перемещения суппорта
ничиваются конечными выключателями. Ползун удерживается на направляющих планками 214
и клином 216. Перемещение ползуна также ограничивается конечными!выключателями.
Для защиты направляющих от стружки и пыли установлены защитные скребки.
•’:< J
... /• ’
зажим пол-
Л.
Зажим бокового суппорта на направляющих станины производится винтом 150,
. на направляющих суппорта - винтом 151.
' Ползун и суппорт могут перемещаться как вручную, , так и механически.
Рабочие подачи и быстрые установочные перемещения сообщаются суппорту коробкой подач.
;ение с выходного вала ХХУй коробки подач (вертикальное перемещение) передается на вал
'J суппорта и далее через червячную пару (червяк 91, червячное колесо 92) на конечную
перемещения - реечную шестерню 93 и рейку 94;, жестко связанную со станиной. При гори-!
альном перемещении движение с выходного вала XXIX короби подач передается на вал XXX
орта и далее через систему яестерен на кинематическую пару - винт и г|
жестко связан с ползуном, а гайка 99 с суппортом. Гайка выполнена з^
ей %. Конструкция гайки предусматривает возможность ее регулировки. '
Додовой винт
1ёлое!с вес-
Ручное горизонтальное перемещение осуществляется маховиком 147, вертикальное - махо
1 148. Для включения маховика в кинжатическую це
произойдет включение кулачковой муфты. 217, 310. Дамб 311 можно повернуть и установить
глевое деление. Для этого необходимо отпустить гайку 3.12 и нажать на тягу 313, которая
.гом 314 связана с конусной втулкой 315лПереыёщаясь, конусная втулка освобождает лимб
я он получает возможность поворачиваться.
. Ползун бокового суппорта имеет четырехгранную поворотную резцовую головку. Головка
кена на палец 218, жестко связанный с ползуном. В рабочем положении корпус головк® 2I9 -
но прижат к ползуну при помощи эксцентрика рукоятки 149. При повороте>резцовой головки1
,4тка переводится из положения I в положение П, при этом под действием пружины.220
ус головки отходят от ползуна. По окончании поворота рукоятка ставится в исходное по^
} _fci'^jj|opnyc головки опять плотно, прижимается к ползуну. Фиксадая резцовой.’толЬвки!:.
Зв6,^ф^» помощи фиксаторной планка 221. Для удобства родовая голов|®^помцмо ос- •
Положений» может фиксироваться в положено под углом 45° к лйибвнбму.
[ . 1J ' ' - *' ’ ‘ 5
яюнней^вЕ^ршЙЬазоров ли облегчения ручного пе$ещещеиия, :в^а-< суйцор^>!«:
плени’ I / ням коробу подач уравнбЬемв аются. Ураввовеетв вос производится.^
1 пом ! этся во ви^^н^^полости станины в связан с боковым?^^иортом су^
*
нужно дослать его вперед, при
•«
1 ,./ЯА
у ж- -в-
;т
Общий вид бокового суппорта
Рис. 24. Общий вид бокового суппорта
У1. ЯЛВДРООБОРУДОВШЕ СТАНКОВ
1,1,1 I I II 1 1 -- / -
В- расположены на подвесном кнопочном пульте станка,
и значительно облегчает работу оператора на станке.
Электрооборудование станков состоит из электродвигателей, электрических органов
звлеиия станком, конечных выключателей для ограничения перемещений подвикнйх?узлов стан^
1 аппаратуры управления. ' ’ --МВ
На станках установлены пять трехфазных короткозамкнутых асинхронных электродвигаТ^л^^
1ного прйвода*1М7''насоса--гидросистемы 2М, быстрых установочных перемещений вертинай^^р
! бокового 4М суппортов, подъема и опускания поперечины 5М. ,;
JBce электрические органы управления и контроля - кнопки, переключатели, лампочки;
что централизует управлёниёдй^ем
_ ОХХС1ЧЛ1Xvve^v* — л ?’
Аппаратура управления (панель станка) размещается в нише станины, в задней верхйёЙ
Электрическая схема станков предусматривает вменение-следуЖЙ
I. -Пуск и останов' электроДнигателй? главного привод?!. Й'кнасос^гйй>01сй^|^^’
2.. Перек-лочение чйсёл оборотов, "йус.к;Ц;.останов пла®Ж^.^4И
* к»;.* ---К -W
твййчеокие хлршерисмеи гидроаппаратов
Насосы
ЛОД21С5НЫЙ НИСОС $ ф ф • • <► ♦ ««t*»** *****ф»»*4
Число оборотов приводного вала насоса, об/мин
2
Наибольнее допускаемое давление, кг/см .....
Рабочее давление, кг/см2 ....................
Производительность при 950 об/мин и давлении
(—5 кг/см , л/мин .««•«•«....*.««.
Потребляемая модность при 950 об/мин и давле-
нии 25 кг/см , квт
Возможность регулирования расхода масла ........
Г12-22А
950
64
20
12,0
2,0
отсутствует
Гидравлические цилиндры
Обозначения по схеме
Диаметр цилиндра, мм Диаметр штока, мм
I лев.
I прав.
II лев.
II прав.
III лев.
III прав.
1У лев.
1У 'прав.
У лев.
У прав.-
У1 ц •
УН ц
50*3/504
504Л04
50*3
В
й 0 25П притереть с цилиндром У 1ц до зазора 0,015 - 0,02 мм
Четырехходовой золотник
(поршневой перек;
НИ
чатель)
Тип « о
Наибольший расход, л/иин ....
Рабочее давление, кг/см2 .....
»«««»« в».**?#*-»**»**
Тяговое усилие от электромагнита
Ход якоря электромагнита, мм
кг
о. »
Клацан;ллредохранительный с
переливным золотником
. ♦
Тип ф о 0 $ е » $ о ф а е & ф ф $ $ о © о&вфзйвав ф<> ««. » ф ф
Рекомендуемый наибольший расход, л/иин .......>
Наименьший •расход, л/мин .......
Г73-21Н
8
50
от электромагнита
3
10
С
2
Рабочее давление, кг/см :
наибольшее
наименьшее
Давление разгрузки, кг/см2 ........................
УКАЗАНИЯ ПО МОНТАЖУ ГИДРООБОРУДОВАНИЯ
Монтаж гидрооборудования нужно начинать с установки в яме фундамента гидробака. Затеи-
производится присоединение тех трубопроводов, которые были отсоединены при упаковке станка.
Присоединение производить, руководствуясь рис. 29.
УКАЗАНИЯ ПО ОБСЛУЖИВАНИЮ ГИДРООБОРУДОВАНИИ
Перед пуском станка необходимо залить масло (80 л) в гидробак гидравлической системы
через масляный фильтр. Масло - марки "Турбинное 22" (турбинное I) по ГОСТ 32-53, кинемати-
ческая вязкость при 50°С 20-23 ост - это соответствует маслу иностранного производства фирм].
Shell Turbo Oil 27.
шестерен
iftf
В процессе эксплуатации станка необходимо периодически контролировать уровень масла
в гидробаке. Завод-изготовитель производит полную регулировку гидравлической системы, поэто!
потребителю не следует без особой надобности снимать .защитный кожух гидропанели и регулиро-
вать ее механизмы.
? ~ Если при эксплуатации станка все же возникнет необходимость произвести разборку или
’подрегулировку механизмов гидропанели, нужно иметь в виду следующее:
Ч. Регулировка давления в системе производится переливным клапаномД|В-13.)Давление
додано быть достаточным для четкого переключения фиксатора, фрикциона и
(примерно 20 кг/см2)’. 'Ж
2. -Регулировкой тайками 304 на штоках цилиндров рабочего и тормозного фрикциона I лев.
i I прав', устанавливается передаваемый фрикционом крутящий момент при включения "ползучей-’'
скорости !.- При правильно произведенной регулировке рабочий фрикцион должен проскальзывать,
медленно проворачивая валы коррбки скоростей вч период переключения шестерен.
3. Регулировкой дросселя 11Др ‘добиваются, чтобы фиксатор прн переключении четырехходово
rg -8олотник^^З“21Й^ четко поднимался, плавно опускался и не -ловил тройчатку в среднем
положении, когда' она переходит из одного крайнего положения в другое. -
-Дроссель 2ф служит для регулирования времени включения рабочего и тормозного
Фрикционов. Необходима помнить, что быстрое включение фрикциона может привести к аварии.
Й^Мй’ль'йбЙь-. регулировки, ‘нужно проверять на максимальных числах оборотов планшайбы.
' -.. 5. Если гильза фрикциона перестает вжимать шарики и полностью включать рабочий фрик-
цион, то причиной этого явления может быть неопускание фиксатора, вследствие
цйон, то причиной этого явления моиет рыть неопускание фиксатора, вследствие чего цилиндр.
Г.ДеД*' работает на слив (слив ‘масла по магистралям ДзЗ’С?)’ в этои случае регулировку фрик-
диона производить не требуется. Нужно выяснить и устранить причину неопускания фиксатора.
:ены золотника Г73-21Н^Ц1 новым необходимо заглушить в нем сливные
как указано на рис. 30, так как иначе золотник будет работать.на сдав,.
отверстия пробка!
в гильза .фрикциона не будет полностью включаться. Для сбрасывания' масла в золотнике
Г?3“2ЩЬУП предусмотрен дренаж’^7. .
Для- увеличения’срока . служба нанометра рекомендуется манометр включать'только
wyrae необходимости контроля давлениями гидросистеме. -
наглядности кожух, снят
° О с* а о о - о о
О* >0 °о ’ л /
О °» ° ° о ° о
fr * ° ° ° 'О
d Vе 1 J&r 1
р а
О О
& V 0
а °
л О
р р
р а
0 а э
V-
о а о
*° 4
о f o'
Место рассоедине-
ния трубопровода
О q ol
-3——J° a о
" » о о о
О о а $ '
2 ? о О а0 °о
Место рассоедине-
ния трубопровода
р *
Рис.29. Присоединение трубопроводов
гидросистемы
Рис.30. Доработка золотника
-47-
УШ. СМАЗКА СТАНКОВ
Сыазка отдельных узлов станков производится различными способами.
Коробка скоростей и стол (см.рис.32) имеют свою централизованную систему смазки.
Резервуаром для масла служит нижняя внутренняя полость станины, откуда масло через
подпорный клапан К подается насосом Н к масляному фильтру Ф и дал^е идет к смазываемым иЙ
ханизмам. -
Установленное в схемё реле контроля подачи масла РК служит для подачи светового сигна-
ла при отсутствии смазки в системе.
мазка бокового суппорта также центра;
зована и осуществляется от плунжерного насоса,
смонтированного на коробке подач бокового суппорта. Насос приводится в действие кулачком-
f
эксцентриком 205, установленным на валу XIX коробки подач (см. рис. 18). Масло насосом ие_
нижней полости бокового суппорта через подпорный клапан подается в масляную ванночку, распо-
ложенную в верхней части корпуса бокового суппорта и оттуда по медным трубкам стекает к
смазываемым механизмам.
Смазка обеих коробок подач станка, механизма передачи на подачу и механизма перемеще-
ния поперечины производится разбрызгиванием масла вращающимися зубчатыми колесами.
Вертикальный суппорт и поперечина смазываются через пресс-масленки.
Места заливки масла, расположение масленок, количество заливаемого масла и сроки
смаз’ки указаны на общей схеме смазки станков (рис. 31) и в спецификации к ней.
Рис. 31. Схе&а смазки станков
♦
.(рис. 31)
Й
по схе-
ме
Наименование сма-
зываемых частей
механизмов
Шестерни и подшипни-
ки коробки скоростей
и стола, круговые на-
правляющие стола
Шестерни и подаипники
механизма передачи
на подачу
Шестерни и подинпнвка
верхней коробка
подач
Шеетерна и
кн ншнед
подач
Шестерня и
и бокового суппорта
подвипни-
коробки
подшпни-
Червячный редуктор и
подаипники механиз-
ма переведения по- ,
перечини
Направляюще попере-
чины (9 точек)
<
10
Способ
смазки
От насоса
Разбрызгива-
нием
Разбрызгм-
Разбрызги-
ванием
От насоса
Разбрызги-
ванием
Марка смазочных
материалов по
ГОСТ 1707-51
Индустриальное 50"
"Индустриальное 50"
’Индустриальное 20“
йндустрнальное 20"
"йндустрнальное 50?
"Индустриальное 50"
Периодичность
смазки и запол-
нения резервуа-
ра маслом
Полная сиена
масла I раз в
6 месяцев
Полная смена
масла I раз
в 4 месяца
Полная смена
масла I раз
3 месяца
Полная смена
масла I раз
3 месяца
Полная смена
масла I раз
4 месяца
Полная смена
масла I раз
4 месяца
в
в
в
Количество
масла8 за-
ливаемого
в резер-
100
II
Подапники ходового
вала н ходового
винта поперечины
(6 точек)
Храповые втулки ру-
кояток ручного пе-
ремещения верти-
кального суппорта
Шприцем че-
рез пресс-
масленки
Шприцем че-
рез пресс-
масленки
Шприцем че-
рез пресс-
масленкж'
"Индустрвальное 50"
"Индустриальное 50"
"Индустриальное 50"
I- раз
в
в
смену
смену
смену
Гайка ходового вин-
та перемедевня по-
перечина (I точка)
Ось револьверной
головни (I точка)
Шприцем че-
рез пресс-
масленки
Шприцем че-
рез пресс-
Индустриальное 50"
"Индустриальное 50”
смену
-JU-
<**
- 49
по схе-
ме
Наименование сма-
зываемых частей
механизмов
Способ
смазки
Марка смазочных
материалов по
ГОСТ 1707-51
Периодичность
смазки и запол-
нения резервуа-
ра маслом
ство ко-
ла, зада-
ваемого
в рез^р-
12 '
14
16
Направляющие верти-
кального суппорта
а ползуна верти-
кального суппорта
(5 точек)
Гайка ходового вин-
та горизонтального
перемещения, под-
иипнижи, конические
аестерни вертикаль-
ного суппорта
(I точка)
Винт и гайка ползуна
вертикального суппо
рта, конические вес
терна,
(I точка)
Индустриальное 50я
смену
подопникн
Ось блоков груза ура
вновеииваниа пол-
зуна вертикального
суппорта (2 точки)
рез пресс-
масленки
Шпрацем че-
рез пресс-
масленки
Шприцем че-
рез пресс-
Шприцем че-
рез пресс-
Ось блоков груза ура- Шприцем че
вноввживания боко-
вого суппорта
(2 точки)
Маслоуказатель
рез пресс
масленки
"Индустриальное 50я
Индустриальное 50*
"Индустриальное 50"
Индустриальное 50"
раз в
смену
смену
Слкв масла (6 точек)
X
9
50 -
Спецификация к схеме смазки стола и коробки скоростей
Примечание
Способ смазки
коробки ско-
Проточная
перебора ко-
Проточная
механизма
Проточная
Проточная
Проточная
Под давлением
Проточная
Проточная
i ft
! по схеме
Наименование смазываемых частей
и механизмов
zzzzzzzzzzz.
-51
Рис. 32.'Схема смазки стола и коробки
скоростей станков
*
Фрикцион коробки скоростей
Шестерни и подшипники
ростей
Шестерни и подшипники
робки скоростей
Шестерни и подшипники
передачи на подачу
Венцовая шестерня стола
Круговые направляющие стола
Подшипники шпинделя стола
Конические шестерни стона ж
коробки скоростей
Марка смазочного ма-
териала,. места залив
ни масла и сроки
заливки указаны на
общей схеме смазки
станка и в специфи-
I
Спецификация аппаратуры к схеме смазки коробки скоростей и стола
Обозначе-
ние на
схеме
Типоразмер
Г11-23А
ФМС-12
Наименование
насоса
0,5055-51
Число обо-
ротов при-
водного ва-
ла в мин
Наименование
аппаратуры
Шестеренчатый насос левого
врадения
фильтр магнитносетчатый
сдвоенный
Реле контроля подачи
масла
Клапан подпорный
Маслораспределитель
Количество
на I станок
Техническая характеристика насосов
Диаметр
Ход
Производи-
тельность,
л/мин
Примечание
Пропускная ciL--
собность IB
л/мин при п« ё-
паде давлениТ
I кг/са^
в
Производи тел;
НОСТЬ 8 Л/МЖН,
давление
Шестеренчатый
(ГП-23А)
Плунжерный-
(ICI3-I2).
ра, мм
25 при
1450
кера,
мм
25
жера
100 двой-
Наиболь-
шее дав-
ление, о
кг/см
Рабочее
давление,
— 11 ( ».
, I
Потре€_8
емая moi
НОС ТЬ,
КВТ
л
5
ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА МАСЕЛ, ПРИМЕНЯЕМЫХ ДЛЯ СМАЗКИ СТАНКОВ
(по ГОСТ 1707-51)
*
Масло марки "Индустриальное 20” ("веретенное 3") имеет кинематическую вязкость при
пературе 50°С 17-23 сот - это соответствует маслу иностранного производства фирмы Shel.
Tellos Oil 27 » масло "Индустриальное 50" ("матанное СУ") при этой же температуре имеет
вязкость, равную 42-58 сот - это соответствует маслу иностранного производства фирмы
Tellos Oil зК
УКАЗАНИЯ ПО ОВСЛУИВАНИЮ СИСТЕМ1; СМАЗКИ
Перед пуском станков необходимо:
I» Заполнить масляные резервуары I, 2, з, 4
марки, указанной в спецификации к схеме.
5, 6 (си. схему смазки, рис. 31) масд-
2. Смазать маслом при помочи пресс-масленок все точки, указанные на схеме.
После первых двух недель эксплуатации станка промзвес:
полную замену масла во всех
асляных резервуарах с промывкой их керосином.
Последующие замены производить в сроки, указанные в спецификации.
Два раза в смену необходимо производить очистку пластинчатого фильтра поворотом ручки;
за раза в неделю производить полную очистку его.
На протяжении всей работы станка необходимо следить за уровнем масла в маслоуказателях
своевременно пополнять масляные резервуары.
ВНИМАНИЕ! При отсутствии смазки в коробке скоростей и столе на подвесном кнопочном
глые горит красная лампочка светового сигнала "Смазки нет”. В этом случае работа на
ганке недопустима.
Наиболее часто встречающиеся причины отсутствия смазки:
I. Низок уровень масла в резервуаре.
2. Не работают насосы.
3. В системе маслопровода имеют место подсосы воздуха (недостаточная плотность масло-
ювода).
4. Забита линия маслопровода.
5. Забит фильтр.
6. Западает варик подпорного клапана К.
В случае отсутствия смазки необходимо произвести проверку и устранить причину, мешаю-
ю нормальному поступлению смазки.
IX. ПЕРВОНАЧАЛЬНЫЙ ПУСК СТАНКОВ.
................. । । । ....’
УКАЗАНИЯ ПО ТЕХНИКЕ БЕЗОПАСНОСТИ
ПЕРВОНАЧАЛЬНЫЙ ПУСК СТАНКОВ
иным маслом,
к
"Радиооборудование" и "Смазка стакков").
Антикоррозионные покрытая, нанесенные на обработанные поверхности станка перед его упа-
1вкой, следует удалить путем протирки обработанных поверхностей чистыми салфетками, смочен-
ми уайт-спиритом, а затеи для предохранения от коррозии смазать чистым ма
Перед пуском станка должны быть выполнены ранее- изложенные указания, относя»
ску станка (см. разделы "Электрооборудование
Перед пуском станка необходимо:
Отпустить зажимы суппортов и ползунов, которые были затянуты перед упаковкой станка..
Произвести тщательный осмотр станка и удалить с него все посторонние предметы.
Проверить ^положение рукояток управления.
Опробовать перемещение всех подвижных частей суппортов вручную,
предварительного детального ознакомления со станком рекомендуется обкатать его
। холостом ходу, усвоить назначение и действие органов управления (см. спецификацию к
с. 6), опробовать переключение скоростей планшайбы и рабочих подач суппортов, проверить
отупление смазки.
При этом нужно иметь в виду следующее:
Переключение скоростей планшайбы возможно только при
Отключение двигателя главного привода кнопкой "Стоп"
кдачения планаайбы рукояткой "Стоп планяайба".
При переключении величин подач рукоятки переключения
2.
остановленной планвайбе.
может произойти только послй
нужно доводить до упора
! Переключение величин подач можно производить как при
ейся планшайбе, но рабочие подачи желательно выключить.
остановленной, так в при'арда-
I
♦
1
ч
и
быстрых перемещений необходимо проверить, отпужеш
чением работах подач и;
ля зажины суппортов или ползунов.
Несоблюдение этого правила ведет к аварии!
Перед переведением поперечины плашайба должна быть остановлена.
УКАЗАНИЙ ПО ПРЙРАБОТОЧНОМУ Pi
МУ СТАНКОВ
Ш
В течение первых
1200 часов работы на станке необходимо соб;
дать следующий прнрабо-
Ж
точай режим:
I, Вес обрабатываемой детали не должен превышать 60% веса, допустимого пра нормальной
работе (см. рис. 38).
2. Наибольшее усилие резаная на одном суппорте не должно превшая 1500 кг.
3. Наибольшее суммарное усилие резания на обоих суппортах не до;
4. Не затягивать сильно клинья ж ;х«жимные планки суппортов и поперечины.
5* Работать с минимально возможными вылетами ползунов«
По истечении приработочного режима рабом станок необходимо подвергнуть перепроверке ж
прп необходимости пронзвеста дополнительное регулирование клиньев, фрикционов, гаек ходовня
внзтов и др. согласно разделу XI “Регулировка станков".
IKE БЕЗОПАСНОСТИ
' Пр1 работе на станке необходимо соблюдать правила по технике безопасности:
I. Работать на станке разрежается только лицам, получивиим подробный инструктаж по
технике безопасности и хорошо изучившим управление станком и правила руководства.
2. Перед пуском станка проверять каждый раз крепление кулачков на планиайбе.
3. Тщательно проверять крепление обрабатываемой детали.
4. Перед уборкой и очисткой станка остановить электродвжгатель главного привода. Кате-
горически запрещается очищать станок во время работы. Очищать станок от стру
можно
только предназначенным для этого ннструиентом.
5. Замеры деталей производить только при остановленной планиайбе.
б. Не работать на станке с неисправным электрооборудованием и не производить никакой
ремонта на подключенном к сети станке.
7. При высоких числах оборотов планиайбы (100 об/мин и выше) работать в защитных очках
в с ограждением.
8. Не оставлять станок под напрлениек.
9. Не оставлять на планиайбе посторонние предметы (ключи, подкладки, воротки и т.п.)
10. Прп работе н® станке на больнжх оборотах для защиты от отлетающей стружки необхо
дано устанавливать на ограждающем барьере защитные щитки, поставляемые со станком.
Если обрабатываемая деталь значительно выка или ниже поставляемых щитков,
следует сделать новые щитки необходимой высоты согласно рис. 33.
Приварить точечкой
электросваркой
или приклепать
заклепками Фз^в гост
Ручку приварить
электросваркой
Размер в зависимости
от высоты одра да-
тываемои детали
Ряс* 33• Ограждение
я (ЯМ для ст мтм)
X, НАСТРОЙКА И НАЛАДКА СТАНКОВ. РЕДШЫ РЕЗАНИЯ
"Стоп" главного привода. Выбор и установка требуемого чае-
кнопкой "Пуск" планшайбы, а выключение вращения ее -
управление главный приводом стайка производится от подвесного кнопочного пульта
(рис,34).
Пуск и останов двигателя главного привода и одновременно двигателя насоса гидросистемы
рсуществляется кнопками "Пуск"
да оборотов планшайбы производятся поворотом в соответствующее положение рукоятки выбора
оборотов; включение вращения планшайбы -
рнопкой "Стоп" планшайбы.
Переключение чисел оборотов" планшайбы возможно только при остановленной планшайбе.
Если рукоятку выбора оборотов повернуть при включенной планшайбе, переключение скоростей
де произойдет, и планшайба будет продолжать работать на ранее установленной скорости.
Резкий пуск и останов планшайбы необходимы для установка, выверки и крепления изделия
аа станке и возможны только на двух нижних ступенях чисел оборою? планшайбы (4 и 5 об/мин
цля станка 1541; 6,3 и 8 об/мин для станка I53IM). Для резкого пуска планиайбы необходимо
установить одно из указанных чисел оборотов и нажать кнопку "Пуск" планшайбы, при этом
манок включается в нормальном режиме; затем нажать на кнопку "Стоп” планшай(& и снова, на
хнопку "Пуск" планшайбы. Только после этого произойдет резкое включение план® айхНажатиёй
fa кнопку "Стоп" планшайбы производится резкий останов ее.
55 -
ОбОРОТЫ ЛЛАНШАЙбЫ 8 МИН Л
Рис, 34. Подвесной, кнопочный пулы
УПРАВЛЕНИЕ РАБОЧИМИ ПОДАЧАМИ И БЫСТРЫМИ УСТАНОВОЧНЫМИ
ПЕРЕМЕЩЕНИЯМИ СУППОРТОВ
« ' . f
' >
Управление рабочими подачами и быстрыми установочными перемещениями.вертикально?
бокового суппортов совершенно 'Ьдинаково.
Управление рабочими подачами осуществляется рукоятками на коробке подач соответству'
ющего суппорта (си. рис. 35) и кнопками того же суппорта на подвесном кнопочном пульте
Переключение величин подач производится следующим образом: рукоятка переключения величи
подач 138 отводится вправо до упора; поворотом рукоятки выбора величин подач
137 устанавливается нужная подача, затем рукоятка 138 вновь отводится влево в прежнее
положение. Если главный привод и планшайба отключены, производится их включение после чего
нажатием кнопки включения направления ("вверх"', "вниз", "вправо", "влево"), расположенн
56
на подвесном кнопочном пульте, включается работая по-
дача нужного направления.Выключение рабочих подач про-
(изводится кнопкой "Стоп" соответствующего суппорта,
расположенной на подвесном пульте.
При применении максимальных величин подач на
больших оборотах планшайбы (от 160 до 315' об/мин)
скорости перемещения суппортов превышают установленные
для станка скорости быстрых установочных перемещений,
что вредно сказывается на работе механизмов. Поэтому
для обеспечения нормальной работы станка не допускает-
ся включение подач больших, чем указано в таблице.
138
Рис. 35.
Число оборотов планшайбы в минуту
Пределы величин допустимых подач, ми/об
ч»
160, 200
315
ДО
ДО
ДО
до
16
Управление быстрыми установочными перемещениями осуществляется от подвесного кнопоч-
ного пульта. Для вк.
HI
чения быстрого перемещения необходимо нажать кнопку "Быстро** нужного
суппорта и одну из кнопок включения направления движения, причем быстрое установочное пере-
мещение длится до тех пор, пока обе кнопки нажаты. Рабочие подачи перед включением быстрых
перемещений должны быть otkj
чены кнопкой ”Стбп‘*.
РУЧНОЕ ПЕРЕМЕЩЕНИЕ ВЕРТИКАЛЬНОГО И БОКОВОГО СУППОРТОВ
Ручные перемещения бокового суппорта осуществляются маховиками 147, 148 (см.рис.б и 24),
Для включения маховиков в кинематическую цепь перемещения суппорта или ползуна маховик
нужно дослать вперед. Маховики снабжены лЛбами.
Для установки лимба на нулевое деление нужно отпустить гайку 312 и нажать на тягу 313.
После установки гайку следует вновь затянуть.
Ручное перемещение вертикального суппорта осуществляется рукоятками 139, 140 (см.рис.б)
снабженными лимбами. Ручное перемещение суппорта и ползуна можно осуществить также поворотом
квадратов выходных валов коробки подач вертикального суппорта (155, 154).
ОБСЛУЖИВАНИЕ РЕВОЛЬВЕРНОЙ ГОЛОВКИ / .
во время работы револьверной головки рукоятка 143 должна находиться в верхнем положении
(см. рис. 45). Для перестановки головки в следующую позицию рукоятку-143 нужно опустить
вниз и повернуть на 360°, при этом головка повернется на 72° и займет’новуй позицию,•затеи
рукоятку 143 нужно вновь поднять вверх.
— 57 —
ОБСЛУЖИВАНИЕ РЕЗЦОВОЙ ГОЛОВКИ
Во время работы рукоятка 149 должна находиться в положении I (см.рис.46).Для поворот
резцовой головки на новую позицию рукоятка 149 переводится в положение П, после чего про-
изводится поворот головки, затеи рукоятка 149 вновь ставится в положение I.
УПРАВЛЕНИЕ ПЕРЕМЕЩЕНИЯМИ ПОПЕРЕЧИНЫ
длится до тех пор, пока нажата кнопка или пока попере
и не нажмет на один из конечных выключателей, ограни
Управление перемещениями поперечины осуществляется двумя кнопками - "Поперечина вверх
и "Поперечина вниз", расположенными на подвесном кнопочном пульте. Перемещение происходит
только при остановленной планшайбе и
чина не дойдет до крайнего положения
чиваюдих ее перемещение.
Частое, многократно повторяемое
Разрешается производить не более двух-трех включений в час.
При перемещении поперечины вертикальный суппорт должен, находиться справа от оси
планшайбы против винта перемещения поперечины.
Поперечина после опускания должна быть обязательно приподнята на 20-50 мм для сохра^е
ния стабильности положения.
включение механизма перемещения поперечины недопустим
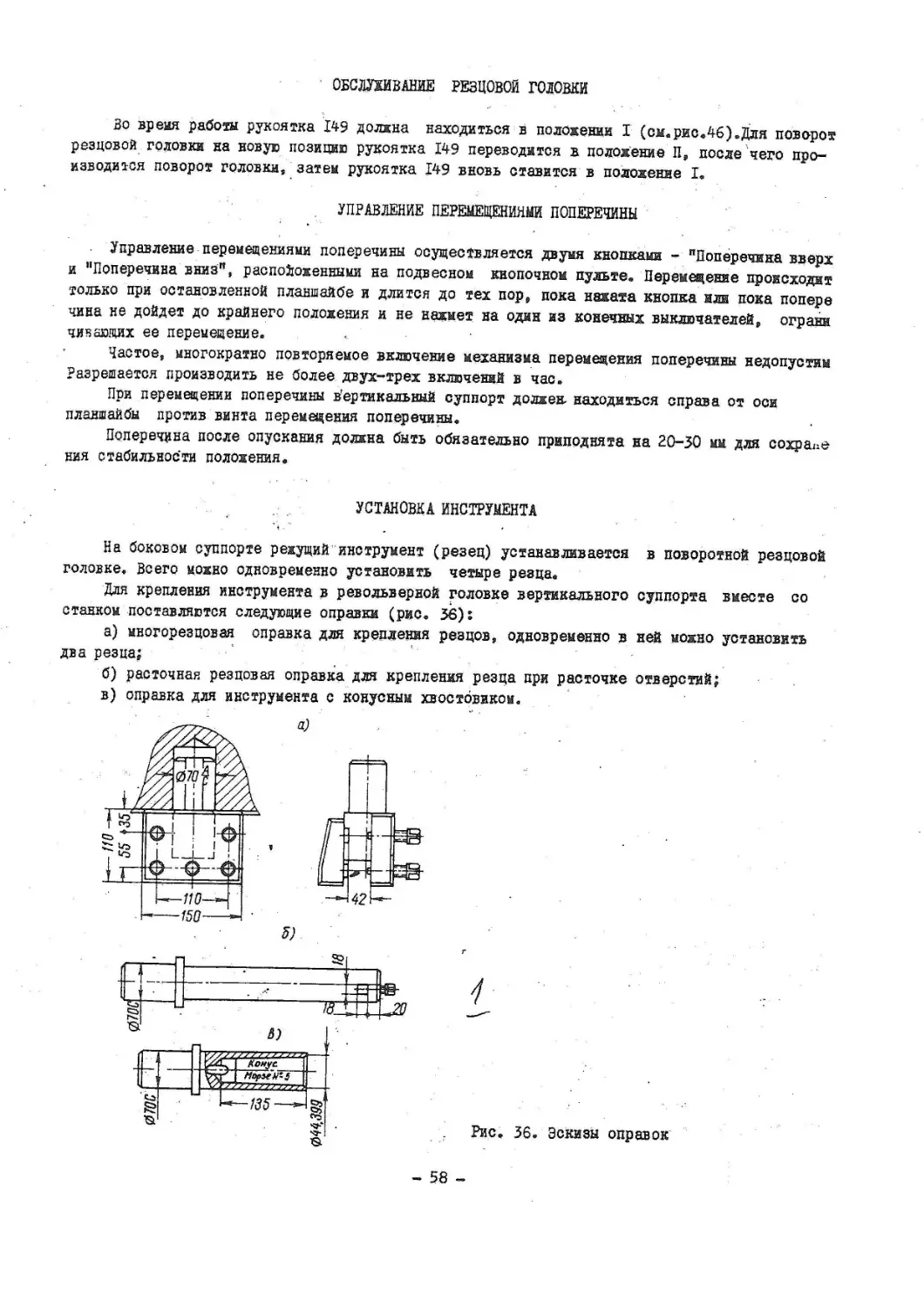
УСТАНОВКА ИНСТРУМЕНТА
i •
На боковом суппорте режущий инструмент (резец) устанавливается
головке. Всего можно одновременно установить четыре резца.
Для крепления инструмента в револьверной головке вертикального
станком поставляются следующие оправки (рис. 56):
а) многорезцовая оправка для крепления резцов, одновременно в
два резца;
б) расточная резцовая оправка для крепления резца при расточке отверстий;
в) оправка для инструмента с конусным хвостовиком.
в поворотной резцовой
суппорта вместе со
ней можно установить
в)
135
Рис. 36. Эскизы оправок
Конус
Норм К'5
58 -
Обрабатываемые изделия могут жр«ш®ет sa ст
входят з кошшект нрн надежностей , исстазжевх bi
установочных пржспособленнях® В некоторых &яу?йх иадеиз юту® крениться непосредственно
на вланнайбе прнитавм плаякаш.
На рис. 37 приведены эскизы рекомендуемых методов кретленжя обрабатываем! изделий
кулачками. При этом необходимо иметь в виду, что в случае чрезмерного з;1|вгад изделия
кулачками происходит деформация нланыайбы, вызывающая неведение Форш круговой направляющей
а это влечет за собой повнменме удельных давжевий и нарушение точносв станка» В целях
уменьшения деформаций
ж центру планаайбы, т.е. размер
вать нзлииние усилия зажима *Р®
кжмнах кулачков, которые
в® хе а специальных
дланзай&г рекомендуется располагать корпуса кулачков возможно бдаже
' * - - - _
а" должен бить минимальным. Кроме того, не следует созда-
«
*
Рис, 37, Рекомендуемые способа
закрепления изделия
; *
РЕИМЫ.РАБОШ НА СТАНКАХ
В зависимости от числа оборотов планиайбН меняется наибольший допускаемый вес обраба-
тываемой детали. График этой зависимости представлен на ряс, Ж. Ups работе на стаже
вес обрабатываемой детали не должен превышать данных графика®
Допускаемое усилие резания на сушюртах зависит от вылетов ползунов. На рас, 39
вряиедеш гр^аи этой замсамося® При работе на станках необходимо, игскй' усилия реза-
Небольшое суммарное усилие резания при
4500 жг.
работе двумя суппортайж не должно быть более
Р2для бокового суппорта- як завжсШосж-бт^ны»
дета ползуна? 2 - граф№
Рис® 38. График допускаемого веса изделия в
зависвмосм от числа оборотов плаииайбй
резания В да веряйвЭвньтб сушщрта в завис -
сжиоетж ст вылета' ползла
XI. РЕГУЛИРОВКА СТАНКОВ
W * ИЩИ r«
В процессе эксплуатации станка возникает необходимость в регулировке отд ельннх узлов
и элементов с целью восстановления их нормальной рабом.
. Регулировка натяжения ремней клиноременной передачи (рис. 40).
В целях предупреждения преждевременного наноса ремней необходимо следить за тем, чтобы
выходной вал электродвигателя главного привода был параллелен оси коробки скоростей. При
ослаблении ремней вследствие их растяжения необходимо сеять верхний часть кожуха, отпустить
винты 276 крепления электродвигателя и натянуть ремни путем смешения электродвигателя.
Правильно натянутые рёмни не-должны иметь заметного на глаз провисания.
По окончании регулировки винты 276 вновь затягивается, в верхняя часть кожуха ставится
на место.
* •• “' .. «
Рис. 40.
Регулировка рабочего фрикциона и тормоза (рис. 41),
Если в процессе эксплуатации станка рабочий фрикцион начнет работать с проскальзыванием,
и планшайба не включается, то причиной этого явления может бйть либо износ дисков рабочего,
фрикциона, 'Либо неопускание фиксатора. В последней случае гадроцилиндр I лев. работает
слив ( см. раздел "Гидрооборудование станков"), и рабочий фрикцион полностью не включается
Если при отключении планаайбы она не останавливается, причиной этого чаае всего является
износ дисков тормозного фрикциона.
на
m 173
Прежде чей приступить к регулировке фрикциона, нужно отсоединить контакты злектродвига
гильзу перв-
176 вниел жз
то это значат, что фиксатор не опустился
ая главного привода в электронкафу, снять верхнюю щжжку коробки скоростей ж
вченжя 163 установить в нейтральное положение. Затея фиксирующую заделку 175 регулируемо-
фрикциона нужно оттянуть, повернув ее на некоторый угол так, чтобы фиксатор
версия в шайбе 173, и зацелка удерживалась в оттянутом положено. Далее следует рассла-
бь регулируемый фрикцион, отпустив гайку 174,
Если при расслабленном рабочем фрикционе гильза 163 попреанему не вжимает шарики
может подойти к гайке 174 с зазором. 2-5 мм
гвдродалжндр I лев. работает на слив, В этом случае производить регулировку рабочего
акциона не требуется. Нужно найти и устранить' причину задержки фиксатора. Если же при
зслабленном рабочем фрикционе гильза 163 подходит к гайке 174 о зазором 2-5 мм, то это
ачит, что диски рабочего фрикциона износились и необходимо произвести регулировку его.
гулировка осуществляется следующим образом: гайкой 174 производится постепенное подтягж-
ние дисков до достаточно плотного сцепления их так, чтобы гильза попрежнему могла
дходить к гайке с зазором 2-5 нм, но с усилием. При этом необходимо, чтобы вилка 159
и включенном фрикционе доходила до своего крайнего положения (гайка 304 должна упираться
корпус цилиндра I прав. см. рис. 28), свободно сидела в пазу гильзы 163 и не нажимала
чками на гильзу. Затем положена© гайки фиксируется фиксатором 176.
Тормозной фрикцион регулируется аналогичным способом.
По окончании регулировки ставится на место верхняя крынка коробки скоростей подключа-
ся провода э лектродвигателяуглавного привода.
Регулировка подиипников айинделя (рас. 42) сводится к уменьшению радиального зазора
счет увеличения наружных диаметров знутрез
снимается
гильза
положение
адедем вверх; из корпуса
конические вейки апннделя 187.
Порядок регулировки следующий:
рхняя крынка коробка скоростей, и
реключения ставится в нейтральное
анмайба со ипинделем и внутренними кольцами
диипников поднимается краном и устанавлива-
ся на подкладки ж
ола демонтируются наружные кольца подиипни-
в, затем отпускаются стопорные винты 189, и
разводится подтяжка подйнпников гайками 190
191.
В правильно отрегулированном подшипнике
ружнбе кольцо не должно перемещаться по ро-
кам под действием собственного веса, но
лжно перемещаться от .легкого нажима руки.
'Необходимо помнить, что при чрезмерном
|дтягиванни могут,>лопнуть внутренние кольпа
(ДШИПНИКОВ.
По окончании регулмройки затягиваются
спущенные перед регулировкой стопорные винты
х колец подшипников путем нацрессовка их
и ставит
>н- устанавливаются в^гй^да.- сто
г на место планжайба со /ипинделем.
При затрудненном деиов^а» наружных
(пников$ регулировка йодипет-
олец по
:ов производится йо^епенаш • подтягивани-
W внутренних колец указанным методом.
Правильность регулировки проверяется Bfpapote
-61-
Обслуживание электромагнитных муфт коробок подач (рис. 43). В процессе эксплуатации
муфта не требует, никакой регулировки.
Следует периодически контролировать износ дисков'и щетка.
Износ щетки контролируется по запасу хода, оставиегося у изношенной щетки. Если при
повороте щеткодержателя 202 (при вывертывании) на один оборот контакт прерывается, щетку
203 следует заменить новой.
Необходимо следить за чистотой масла. Масло должно быть совершенно чистым, без всяких
механических примесей, особенно металлических частиц.
Не реже I раза в 6 месяцев необходимо продлять величину сопротивления изоляции.
При работе муфт встречаются неполадки, причиной которых являются либо неисправности
в схеме, либо неисправности в самой муфте.
Во всех случаях неполадок сначала необходимо тщательно проверять аппаратуру управле-
ния муфтой и правильность включения муфты, а потом производить осмотр муфты
Встречающиеся неисправности и способы их устранения приведены в нижеследующей таблица
Приз нам
неисправности
е
неисправное»
Причины
ненспдавности
Муфта не срабатывает
Отсутс^ие контакта
?.
Проверить токоподвод, устрй
нить разрыв его
Повышенный остаточный
момент
It
Недостаточно свободное
перемещение диенов в
поводке и на втулке
из-за перекоса
Поломка диска.
Произвести осмотр дисков
устранить перекос
Муфта передает полный
Произвести заиену дисков.
Устранить заклинивание
Регулировка усилия зажима поперечины ( рис. 44) осуществляется следующим образом:
ускаются контргайки 2Q3; ввинчиванием или вывинчиванием винтов 267 изменяется натяг
ельчатых пружин зажимного устройства. Затем контргайки 2&3 затягиваются вновь. После
эго необходимо проверить правильность положения винтов 269 и 270. Винт 270 должен быть
вгулировад таким образом, чтойа он касался планки 265, когда поперечина зажата на нап-
ляющих. Регулировкой винта 269 обеспечивается своевременное срабатывание конечного вне-.
чателя (по окончании освобождения зажимных рычагов).
(рис,45) при износе эксцентрика 241 и под-
кладного кольца 239 осуществляется вращением
колпака 240, при этом стопорные винты 242
нужно предварительно отпустить.
—* 63 “
Необходимость в регудровке задана резцовой головка (рир.4б) возникает вследствие
износа эксцентрика рукоятки 149 и опорной поверхности втулки 222. Регулировка осуществляется
резьбовой втулкой 222, стопорящейся контргайкой 225.’
Регудровка зазора в резьбовом соединении винта и гайки горизонтального перемещения
вертикального суппорта (рас. 47).
В случае износа разрезной бронзовой гайки 109 и появления люфта в резьбовом соединении
следует произвести регулировку зазора. При этом гайка 250, освобоаденная от предохранитель- '
ной шайбы 245, поворачивается на резьбовой части гайки 109а, оттягивая последнюю от гайку
1096 и выбирая тем самым зазор. По окончании регулировки натганая гайка 250 закрепляется»
предохранительной шайбой 245 от саиоотвинчивания.
Рис. 47.
Регулжровка зазора в резьбовом соединеняд винта и гайка ползуна вертикального суппорта
'ряс. 48) осуществляется следующим образом, взимается крика 251. ж ползун своим окном
устанавливается против вдацевых гаек 252 , 253. Затем отгибаются стопорящие зубпы предох-
ранительной майбн 254s отпускается контргайка 252, и гайкой 253 проазводатся необходимая
регулировка. По окончании регулжров
дохранмтельной жайбой от самоотвмнования; крыака 251 ставится на место..
Регулировка зазора в резьбовом соединении винта ж гайки ползуна бокового суппорта
осуществляется способом, аналогичным вышеизложенному.
вновь затягивается контргайка 252 н закрепляется пре-
Рис. 48.
станка возникает люфт, что отрицательно сказывается на то
ности станка. Для компенсация, износа и выборка люфтов нео
ходимо производить регулировку клиньев. Регулировка про^
.^вводится следующий образом: отпускается одна из гаек 246,
*а Другой гайкой клин перемещается так, чтобы он плотно
прилегал к плоскости.скольжения и к плоскости прилегания.
При этом щуп 0,04 мй не должен заходить между сопряженны-
ми поверхностями. Допускается закусывание щупа на глубину
до 20 мм, но не на всей иирине клина, а лииь в отдельных
местах. По окончании регулировки гайки 246 затягиваются.
Рис. 4-9.
Необходимо помнить, что чрезмерная затяжка клиньев
вызывает быстрый износ направляющих, а слабая - снижает
точность станка.
Регулировка устройства для разгрузи направляющих (ряс. 50) производатсячследуэщим
образом: отпускается гайка 224 и вращением винта 225 регулируется зажатие тарельчатых дру
хин 259, при этом суппорт должен легко перемещаться по направляющим поперечины, что ipoi
ряется в процессе регулировки перемещением суппорта вручную рукояткой-трещоткой.
Необходимо помнить, что как чрезмерная, так и слабая'затяжка тарельчатых прухин-ведет
к ухудшению условий работы вертикального суппорта.
По окончании регулировки контргайка 224 затягивается. •
Не рекомендуется производить без надобности регулировку разгрузочных устройств, так
как отрегулированная при сборке система может работать в течение нескольких лет.
ХП. ОСОБЕННОСТИ РАЗБОРКИ И СБОРКИ СТАНКОВ ПРИ РЕМОНТЕ
И ТЕХНИЧЕСКАЯ ДОКУМЕНТАЦИЯ ПО РЕМОНТУ
В случае разборки станков необходимостиеть в виду следующее:
I. Прежде чем приступить к разборке станков нужно установить все подвижные узлы
станка в положения, удобные для намеченного демонтажа, а затем вводным рубильником обя-
зательно отключить станок от электросети.
2. При демонтаже отдельных узлов соблюдать порядок демонтажа, указанный нике.
3. При разборке отдельных механизмов станков следует руководствоваться приведен-
ии ни в настоящем руководстве сборочными чертежами.
* . • -
ПОРЯДОК ДЕМОНТАЖА КОРОБКИ СКОРОСТЕЙ И МЕХАНИЗМА
ПЕРЕДАЧИ НА ПОДАЧУ
I. Отсоединить электропровода и маслопроводящие Трубки, идущие от гидропанели
устройству для освобождения закимных рычагов поперечины.' ••
3. Отсоединить всасывающую трубу маслопровода смазки, а также трубку, подводя-
щую саазку к столу, что можно сделать через -левое окно стола.
4. Снять кожух я клиновые ремни электродвигателя главного привода.
5» Вытащить вертикальный вал механизма передачи на подачу,” для чего снята •вертитсп
крышку корпуса механизма
шестерни 37.
_ 6. Вытащить соединительный вал механизма, передаии^шподаду. Для этого нужно
•о^вйлить корпус механизма и снять фланец крепления вала.
подняв ее вверх,‘ и отвинтить вин» ,крещения кольца конический
66
7. Застроить стальным канатом коробку скоростей (лучше всего "петлей-удавхсой", причем
jiHai подводить как можно ближе к станине), вытащить штифты и отвернуть винты, крепящие
соробку скоростей к станине; поддерживая краном ж осторожно покачивая, вытащить коробку
3 станины.
1Ш№
Прежде чем снять коробку подач, нужно отсоединить от нее электропровода и'-удалить вер-
тикальный вал механизма передачи на подачу. Помимо этого, при демонтаже нижней коробки по-
дач нужно снять задние крышку бокового суппорта и отсоединить трубку, подводящую смазку к
боковому суппорту от плунжерного насоса, установленного на коробке подач. Ползун бокового
Суппорта должен находиться в крайнем левом положении. Затем для подъема канатом ввернуть
рым-болты в имеющиеся в верхней плоскости коробки резьбовые отверстия; вытащить штифты, от-
вернуть крепежные винты и снять коробку подач..
ПОРЯДОК ДЕМОНША СТОЛА
При демонтаже стола необходимо боковой суппорт поднять в крайнее верхнее положение, а
ползун отвести в крайнее правое.
Далее порядок демонтажа следующий:
I. Снять боковые крышки с правой и левой сторон стола, кроме того, слева снять масло
отражающую крышку.
2. Через левое окно отсоединить трубку, подводящую смазку к столу.'
3. Прежде чем демонтировать планшайбу со шпинделем, снять верхнюю крышку коробки ско-
ростей и гильзу переключения фрикциона поставить в нейтральное положение.
4. В противолежащие пазы планшайбы вставить стержни и накинуть на них канат. Краном
"оторвать” планшайбу от круговых направляющих стола, , а затем, слегка поворачивая, осторожно
поднять ее вверх. /
5. Удалить три штифта между столом и станиной,отваркуть по четыре гайки с правой и левой
сторон стола через боковые окна в нем и две внутри стола около круговых направляющих.
6. Присоединить канат к рым-болтам, которые нужно ввернутьв резьбовые отверстия в
нише стола, и отделить стол от станины.
ПОРЯДОК ДЕМОНТАЖА ВЕРТИКАЛЬНОГО СУППОРТА
При демонтаже вертикального суппорта необходимо сначала снять стойку с грузом, затем
ползун с поворотными салазками, после чего снять поперечные салазки.
Для снятия стойки с грузом нужно стальной канат, связывающий груз с ползуном, отсое-
динить от ползуна, а затем, зачалив стойку, отвернуть винты ее крепления.
• Демонтаж ползуна и поворотных салазок производится следующим образом:
I. Стальной канат заводится в рым-болты, которые нужно ввернуть в резьбовый отверстия,
на’боковых сторонах поворотных салазок. . .— .••••
2. Отвертываются шесть гаек спереди поворотных салазок и два винта сзади них, и пол-
зун с поворотными салазками краном отделяется от поперечных салазок.
Для демонтажа поперечных салазок необходимо:
I. Снять коробку подач вертикального суппорта.
2. Вытащить ходовой вал и ходовой винт перемещения вертикального суппорта, д
•удалить .фланцы крепления их на поперечине. .
3. Застрогать канатом поперечные салазки, вытащить клинья; отвернув винта, чудали^
Эёрхнюю и нижнюю планки, удерживающие поперечные салазки^’8инаправляющих поперечины, а
/затем снять салазки.
для чего
- 67
ПОРЯДОК ДЕМОНТАЖА МЕХАНИЗМА ПЕРЕМЕЩЕНИЯ ПОПЕРЕЧИНЫ
Демонтаж механизма перемещения поперечины ведется следующим образом:
I. Прежде всего, чтобы при демонтаже механизма не упала поперечина, нужно ее опуст^щь
на подставки, установленные на планшайбе.
2. Со станины снять кожух, закрывающий механизм перемещения поперечины.
3. Рассоединить муфту, соединяющую вад электродвигателя с валом червяка редуктора.,
4. Сняв верхнюю крышку корпуса редуктора, удалить пружинное кольцо и полукольца кр (i-
ления винта перемещения поперечины, ~
5. Вытащив штифты и отвернув винты крепления, снять корпус редуктора механизма пере
мещения поперечины. При этом винт перемещения останется в гайке поперечины.
ПОРЯДОК ДЕМОНТАЖА ПОПЕРЕЧИНЫ
При демонтаже поперечины нужно опустить ее на подставки, установленные на планшайбе,
а затем для удобства демонтажа снять механизм перемещения ее, коробку подач вертикально;
суппорта, а также груз со стойкой и ползун с поворотными салазками вертикального суппор-'
Далее порядок демонтажа следующий:
.1 . Отсоединить гибкий шланг подвода масла под диафрагму цилиндра освобождения заза
ных рычагов поперечины.
2. Отпустив контргайки, при помощи винтов регулирования усилия зажима поперечины
освободить рычаги зажима от воздействия тарельчатых пружин и снять рычаги.
5. Если демонтаж механизма перемещения поперечины не производится, нужно вытащить
дтифт и отвернуть винты крепления гайки перемещения поперечины к корпусу поперечины.
4-. Застропив канатом поперечину за демонтажные отверстия, вытащить клин и компенсг гор-
ную планку, сйЯть прижимные планки и вывести подеречину из направляющих станины.
ПОРЯДОК ДЕМОНТАЖА БОКОВОГО СУППОРТА
При демонтаже бокового суппорта рекомендуется для удобства снять обе коробки подач
рейку со станины. Затем от бокового суппорта нужно отсоединить стальной канат, связывал» й
его с грузом, который предварительно устанавливается на подставки внутри станины.
Дало порядок демонтажа следующий: вытащить клин вниз, снять тормозную и прижимную
планки и, захватив пеньковым канатом за ползун, вывести боковой суппорт из направляющих
станины.
ТЕХНИЧЕСКАЯ ДОКУМЕНТАЦИЯ ПО РЕМОНТУ СТАНКОВ
Ремонт токарно-карусельных станков на заводе-потребителе должен осуществляться в
соответствии с "Единой системой планово-предупредительного ремонта и эксплуатации техноло-
гического оборудования машиностроительных предприятий” (Москва, Машгиз). Техническая до-
кументация по ремонту станков должна оформляться в соответствии с указанной "Единой си ст! -
мой ППР", ' . '
РУКОВОДСТВО К СТАНКАМ НЕ ОТРАЖАЕТ НЕЗНАЧИТЕЛЬНЫЕ КОНСТРУКТИВНЫЕ
ИЗМЕНЕНИЯ В СТАНКАХ, ВНЕСЕННЫЕ ЗАВ0Д0М-ИЗГ0Т0ВИТЕЛШ ПОСЛЕ
ПОДПИСАНИЯ К ПЕЧАТИ, ДАННОГО РУКОВОДСТВА.
- 68 -
АКТ
ПРИЕМКИ ОДНОСТОЕЧНОГО
ТОКАРНО-КАРУСЕЛЬНОГО СТАНКА
Модель /^/
й I <1 nfi ft дуталкц Ц'Л I >й 1।М. Lffll 11 I itmu i я
Заводском Н» 23/3
ВЫВЕРКА СТАНКА ПЕРЕД ИСПЫТАНИЕМ
Установка станка должна производиться таким образе ч
неперпенднкулярность направляющих станины к рабочей позЦжв
планшайбы была не более 0^4 мм в длоскосмх;
1000
а) параллельной поперечине,
б) перпендикулярной поперечине.
При выверке станка верхний суппорт должен находить я п
направляющих* станины. ' '
Замеры точности производятся на предварительно обкатан
станке непосредственно после разогрева станка путем общ еки
холостом ходу при скорости вращения планшайбы, составлявшей
0,5 от п „в течение одного часа,
max.
ИСПЫТАНИЕ СТАНКА НА СООТВЕТСТВИЕ НОРМАМ ТОЧНОСТИ
I. ПРОВЕРКА ТОЧНОСТИ СТАНКА
7 /.
Что
проверяется
Плоскостность ра-
бочей поверхности
планшайбы
по ГОСТ 44-56
Допускаемые отклонения,
мм
гаранти-
руемые
заводом
0,05 0,01В
на I м диамет-
ра планшайбы
0,04 0,024
на весь диаметр
планшайбы: (до-
пускается только
вогнутость)
Факи
суче
К Ш
Торцовое биение
рабочей поверхности
планшайбы
0,04 0,024
на диаметре
планшайбы
в*
70 -
4
Что
проверяется
Эскиз
Допускаемые отклонения,
мм
по ГОСТ 44-56
гаранти-
руемые
заводом
Фактиче-
ские от-
клонения;
мм
Радиальное биение
пояска на боковой
поверхности план-
Перекос поперечины
4 при ее перемещении
(верхний суппорт ус-
танавливается в ис-
ходном положении, т.е.
против направляющих
станины)
I
а) Параллельность
направления перемеще-
ния верхнего суппорта'по
поперечине относительно
5 рабочей поверхности
планшайбы
б) Прямолинейность этого
перемещения
на всей длине
хода попаре-
0,022
t
I
I
0,023
на I м хода
суппорта
(допускается
наклон только
к центру план-
дог
/ООО
9
0,0/7
на всей длине
хода суппорта
I
поо-
вёр~
Что
проверяется
Прямолинейность переиеще-
ния ползуна верхнего суп- ‘
порта в плоскостях:^
а) параллельной попере-
чине;
б) перпендикулярной к
поперечине
Эскиз
Допускаемые отклонения*
мм
по ГОСТ 44-56 ™ы^₽У“
cd
ведом
Факотч!
окне о;
клонеж
мм
L
>
Совпадение оси оп-
равки, вставленной
в отверстие для ин-
струмента в револь-
верной головке (в ее
рабочем положении),
с осью вращения план-
шайбы в плоскостях:
а) параллельной по-
перечине;
б) перпендикулярной
к поперечине ./
Перед проверкой станок '
подвергается обкатке
на максимальных оборо-
тах планшайбы до уста-
новившейся температуры
масла в корпусе стола
(в пределах 40°-50°С),
после чего производит-
ся данная проверка
Параллельность оси оп-
равки, вставленной в
отверстие для инстру-
мента в револьверной
головке (в ее рабочем
положении), направле-
ния движения ползуна
револьверного суппорта
в плоскостях:
а) параллельной попе-
речине;
б) перпендикулярной к
поперечине
*
на всей длине
хода ползуна
на всей длине
хода ползуна
7 5) цац
(3,023
300 мм
(2,02.4
W23
0^723
- 72
Эскиз
по ГОСТ 44-56
на всю длину
хода ползуна
Что
проверяется
на всей длине •
хода суппорта
на 5 (X) мм хода
суппорта
Проверка II не производится
а) Параллельность
направления перемеще-
ния ползуна бокового
суппорта рабочей по-
верхности планмайбы
б) Прямолинейность
этого пер ем едения
а) Перпендикулярность
направления перемеде-
ния бокового суппорта
к рабочей поверхности
планшайбы
б) Прямолинейность
этого перемещения
Допускаемые отклонения
на I м хода
ползуна
(Допускается
наклон только
к центру план-
пай бы)
А
гаранти-
руемые
заводом
Фактиче-
ские от-
клонения,
мм
0/723
/0770
0,018
0,0/6
U
ООО
0,0/
П. ПРОВЕРКА СТАНКА В РАБОТЕ
Правильность геометри-
ческой формы образца
после его чистовой об-
точки на станке рез-
цом, закрепленный:
в верхней суппорте; .
в боковом суппорте
а) овальность
б) конусность, бочко-
образное» и седло-
видность
в) плоскостность
обраб. изд.
;0^2%, но не
более 1000 и
на диаметр
образца
Вертикальный суп-
порт
Боковой суппорт
б) 0,03.
разца
Вертикальный суп-
порт
Боковой суппорт
обраб. изд
на дааиетре о
разца (допус
кается только
вогнутость)
Вертикальный суп
порт .
Боковой суппорт
0,026
Что
проверяется
про
Относительное пере-
мещение под нагруз-
кой планшайбы и
оправки, закрепленной
в резцедержателе верх-
него суппорта
наибольший ди-
аметром обра-
батываемого
изделия и при-
лагаемой си-
Наибольшее допустимое
перемещение, мм
по ГОСТ 44-561 пурмоГ"
vMUv
заводом
ское
Проверка
не менее
позициях
головки
1600
а
400
335
400
335
производится
чем в двух
револьверной
Направление действия
сида Р на резцедержа-
тель
I» Индикатор
2. Планшайба
Для станков с наи-
большим диаметром об-
рабатываемого изде-
лия
1250
2120 кгс
2500 кгс
; 74 -
ИСПЫТАНИЕ СТАНКА НА СООТВЕТСТВИЕ ТЕХНИЧЕСКИМ
УСЛОВИЯМ " ,
эк отвечает всем предъявленным к нему требованиям по ГОСТ 7599-55 "Станки метал-
!и деревообрабатывающие. Общие технические условия " и техническим условиям,
йым на данную модель станка.
ПРИНАДЛЕЖНОСТИ И ПРИСПОСОБЛЕНИЯ К СТАНКУ
зок укомплектован согласно утвержденным техническим условиям на данную модель.
ОБЩЕЕ ЗАКЛЮЧЕНИЕ ПО ИСПЫТАНИЮ СТАНКА
основании осмотра и проведенных испытаний станок признан годным к
ДОПОЛНИТЕЛЬНЫЕ ЗАМЕЧАНИЯ
анок оборудован испытанными под соответствующим напряжением электроаппаратурой
фрдвигателявд переменного тока.
А
/
штеипелз
месте/;
19 # г.
ачадьник ОТК завода
1У
У1
УП
УШ
содазинив
ТРАНСПОРТИРОВАНИЕ И РАСПАКОВКА СТАНКОВ
Фундамент станков ............................
Установка станков . .......................
ПАСПОРТ СТАНКА
Общи е св едения
Спецификация органов управления станками
Основные данные
Механика главного движения ...........
Механика подач ..............
Сведения о ремонте станка
Изменения в станке .....
Ведомость комплектации • •
КРАТКОЕ ОПИСАНИЕ КЬНСТРУКЦИИ И РАБОТЫ СТАНКОВ
Описание кинематической схемы
Общая компоновка станков .
Особенности отдельных узлов
Станина
Коробка скоростей
Сто & ftftttftftftftftftftftftft
Коробки подач .........
Поперечина и механизм
I Г. tit.
lit
ft
ft
ft
5 •
«
ft
ft
ft
ft
ft
ft
ft
О
ft
ft
станков
перемещения
ft
ft ft
ft ft
поперечины
ft
ft
ft
ft
Cip.
14-'
13
<*
Боковой суппорт
принципиальной' электросхеыы
ft
ft
9
ft
по монтажу электрооборудования
по обслуживанию электрооборудования
Общие сведения
Описание
Защита
Указания
Указания
ГИДРООБОРУДОВАНИЕ СТАНКОВ ..
Общие сведения ...........
Описание работы гидросхемы
Спецификация гидроаппаратуры
Технические характеристики гидроаппаратов
Указания по обслуживанию гидрооборудования
о
»
станков
ft
«
ft
Спецификация
Спецификация
и стола
к схеме смазки станков ....
к схеме смазки стола и коробки
аппаратуры к схеме смазки коробки скоростей
скоростей
ft
Техническая характеристика насел, применяемых для смазки станков
Указания по обслуживанию системы смазки .................
22
23
25
27
31
34
37
44
A5
46
48
48
49
IX.
ПЕРВОНАЧАЛЬНЫЙ ПУСК СТАНКОВ. УКАЗАНИЯ ПО ТЕХНИКЕ БЕЗОПАСНОСТИ ...
Первоначальный пуск станков ..............................
Указания по приработочному режиму станков ...............
Указания по технике безопасности ...................
НАСТРОЙКА И НАЛАДКА СТАНКОВ. РЕЖИМЫ РЕЗАНИЯ ...............
Управление главным приводом . ..............................
Управление рабочими подачами и быстрыми установочными
перемещениями суппортов
ое#********^?**»**********
Ручное перемещение вертикального и
Обслуживание револьверной головки
Обслуживание резцовой головки
Управление перемещениями поперечины
Установка инструмента
крепление обрабатываемого изделия
Режимы работы на станках ......
РЕГУЛИРОВКА СТАНКОВ .............
ОСОБЕННОСТИ РАЗБОРКИ И СБОРКИ СТАНКОВ
ТЕХНИЧЕСКАЯ ДОКУМЕНТАЦИЯ ПО РЕМОНТУ
Порядок демонтажа коробки скоростей
бокового
суппортов
*
ft
4
на
* * *
9
55
55
54
54
55
55
56
57
57
58
58
58
59
59
60
ПРИ
и
об
>и механизма
передачи на подачу ♦
Порядок демонтажа коробок подач (верхней и нижней) ..............
Порядок демонтажа стола
Порядок демонтажа вертикального суппорта ..........................
Порядок демонтажа механизма перемещения поперечины ............
Порядок демонтажа поперечины ..................................
Порядок демонтажа бокового суппорта ............
- -Техническая документация по ремонту станков .....................
АКТ ПРИЕМКИ ОДНОСТОЕЧНОГО ТОКАРНОЧ^РУ^РЛЬНОГО СТАНКА ...............
I
об
67
6?
67
68
68
68
68
Ь9
- 77 -