




































































































































Текст
А. И. АЛЕКСАНДРОВ. Н.П.НОВИКОВ
РАЗМЕТОЧНОЕ
! ДЕПО
МЛШ Г И 3 Т *3
А. И. АЛЕКСАНДРОВ
канд. техн, наук
Н. П. КОБЯКОВ
мастер-разметчик
РАЗМЕТОЧНОЕ ДЕЛО
МАШГИЗ
ГОСУДАРСТВЕННОЕ НАУЧНО-ТЕХНИЧЕСКОЕ ИЗДАТЕЛЬСТВО
МАШИНОСТРОИТЕЛЬНОЙ И СУДОСТРОИТЕЛЬНОЙ ЛИТЕРАТУРЫ
Москва 1953 Свердловск
Книга предназначена в качестве практического
пособия для повышения квалификации разметчи-
ков машиностроительных заводов.
Рецензент ипж. И. Н. Пошелок
Редактор инж. В. Ю. Беркган
УРАЛО-СИБИРСКОЕ ОТДЕЛЕНИЕ МАШГИЗА
И. о. гл. редактора А. Н. Пятницкий
ПРЕДИСЛОВИЕ
Машиностроительное производство состоит из многочис--
енпых технологических процессов, разделяющихся в свою оче-
редь на огромное количество операций. Одной из таких опера-
ий в технологическом процессе обработки металлов является
разметка.
В задачу разметки входит указание границ обработки поверх-
остсй деталей машин, нанесение на деталях осей симметрии
центров отверстий согласно чертежу, а также и проверка соот-
етствия заготовок размерам чертежа.
В массовом и серийном производстве разметка применяется
олько при изготовлении шаблонов, штампов, приспособлений
прочей оснастки производства. Однако в единичном производ-
ив, особенно в тяжелом машиностроении, без разметки изделий
сновного производства обойтись нельзя.
Разметка деталей машин трудоемкая операция, в которой
рололжает преобладать ручной труд. Последнее обстоятельство
казывает на необходимость механизации разметочных работ
шюбще применения всевозможных приспособлений, ускоряющих
псрацию разметки. Наши стахановцы — разметчики, стремясь
ц- шчить производительность своего труда, добились значитель-
ных успехов в этом деле. Ими сконструированы новые разметоч-
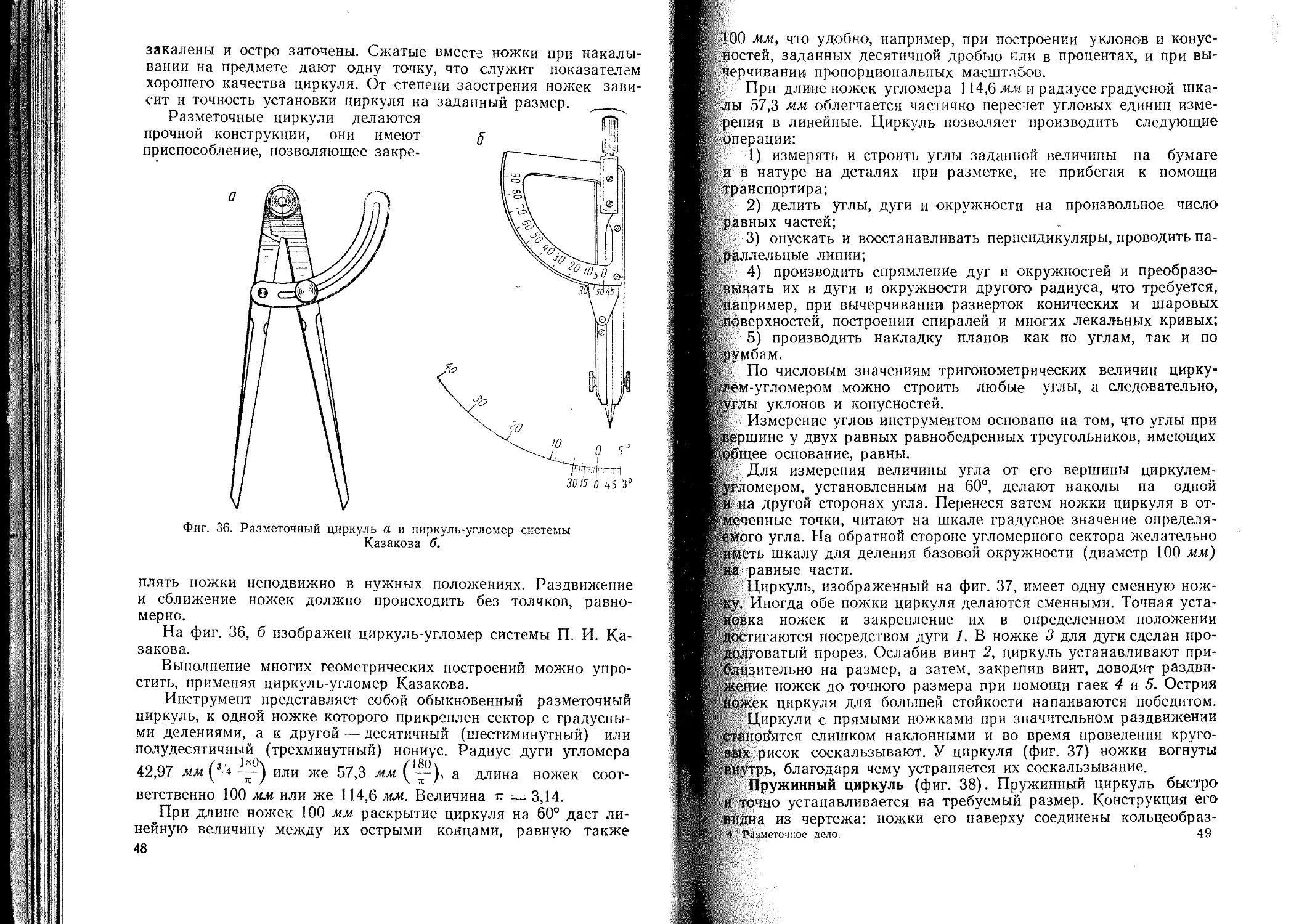
ые инструменты: циркуль-угломер П. И. Казакова, многошиль-
ый рейсмас К. Крючека и др. Одновременно разметчиками разра-
।Иланы новые методы разметки: А. А. Дмитриевым — разметка
оц;|стей гидротурбин, разметчиками Уралмашзавода, под руко-
I.OHTB0M мастера Н. П. Кобякова — производительные методы
1>.| ; метки крупных деталей и т. д.
В старых учебных пособиях рассматривались лишь примеры
ра нметки деталей средних и мелких размеров. Сейчас болыпин-
)>'.<) подобных деталей размечается при помощи специальных
риспособлений, благодаря чему разметка ограничивается только
.1 несением риски для установки по ней детали в приспособле-
ии. Разметка же деталей больших размеров, и прежде всего де
.щей тяжелого машиностроения, получила лишь частичное от-
р.ькение в литературе. Предлагаемое учебное пособие составлено
применительно к программе для индивидуальной и бригадной
|><|;1,готовки разметчиков.
3
В книге обобщены последние достижения машиностроитель-
ных заводов в области разметки, а также стахановская практика
передовиков-разметчиков. Авторы приводят новые высокопроиз-
водительные инструменты и приспособления, излагают методы
разметки, внедренные в производство по инициативе стахановцев.
•Описаны методы разметки сложных по формам и больших по
размерам деталей, значительно дополнен раздел разметки кри-
вых поверхностей.
Кроме того, введен новый раздел о чистоте поверхностей де-
талей, в котором приведены стандарты СССР по классификации
поверхностей, а также дано понятие о системах допусков и по-
садок.
Учитывая важность и необходимость разметочной операции
в единичном машиностроении, авторы приводят примеры по раз-
метке крупнейших и сложных деталей. Изучая эти примеры,
разметчики могут усвоить методику разметки подобных деталей
и значительно повысить свою квалификацию.
Предлагаемая книга рассчитана на лиц, закончивших семи-
летнее образование. При пользовании ею следует прежде усвоить
содержание первых семи глав. В первой главе сосредоточены
сведения о поверхностях деталей, способах их обработки. Далее
последовательно даются понятия о целях разметки, разметочных
инструментах, способах разметки, описывается применение при-
способлений, шаблонов и калибров.
В VIII главе сгруппированы примеры разметки крупных де-
талей. Эта глава особенно важна для разметчиков заводов тяже-
лого машиностроения.
В главе IX даны указания о методах и инструментах точной
разметки, основанных на принципе употребления мерных плиток
и точных измерительных инструментов. В следующих главах
даны краткие указания о нормировании разметочных работ,
о рабочем месте разметчика и технике безопасности.
В конце каждой главы приводятся основные вопросы для
повторения.
Имея в виду, что книга предназначается в качестве учебного
пособия для повышения квалификации разметчиков, а также
учитывая возросший общеобразовательный уровень рабочих
в Советском Союзе, авторы применяют при изложении тех или
иных вопросов тригонометрические и круговые функции, дают
необходимые для разметчика математические формулы и выводы.
ГЛАВА I
ОБЩИЕ СВЕДЕНИЯ
1. ДЕТАЛЬ И ЗАГОТОВКА
Для изготовления какой-либо детали необходимо иметь ее за-
Гоюг.ку. f
Все заготовки из металлов для машиностроительных деталей
Можно разделить на две основные группы. Первая группа —
Лише заготовки, получаемые путем отливки из различных распла-
'Пленных металлов, и вторая — кованые и штампованные заготов-
.Хи. получающиеся путем ковки или штамповки. Заготовка долж-
на иметь большие размеры в тех местах, где требуется механи-
ческая обработка. В противном случае после обработки деталь не
ибу.к т иметь размеров, установленных для нее чертежом. Увели-
чение размеров заготовок в тех местах, где требуется дальнейшая
'механическая обработка, называется припуском на обработку.
Чем меньше величина припусков на обработку у заготовок,
тем меньше затраты на дальнейшие операции по изготовлению
Дошли. Зато работа разметчиков в этих случаях становится труд-
нее. Они должны весьма точно намечать контуры обрабатывае-
мых поверхностей детали. Борьба за экономию материалов про-
является и в уменьшении припусков, излишек которых может
установить разметчик.
Имея дело с литыми заготовками, он должен обращать вни-
мание также на припуски, вызываемые усадкой металла, и сооб-
ща и> технологическому отделу о замеченных излишках1.
Эти излишки утяжеляют деталь и, следовательно, удорожают
ее изготовление.
Таким образом, на разметчика ложится почетная роль в до-
пи л,ении экономии материалов, а следовательно, в снижении за-
ipar на изделия.
2. ПОВЕРХНОСТЬ ДЕТАЛИ
Особое внимание при разметке уделяется состоянию поверх-
ности будущей детали. Разметчик должен уметь быстро разо-
бранзся в назначении той или иной поверхности.
1 Усадка металлов или уменьшение их линейных размеров происходит
и силу общеизвестного закона физики о том, что тела увеличиваются в объ-
еме при нагревании и уменьшаются при охлаждении.
5
По своему назначению поверхности любой детали можно раз-
делить на три категории: 1) свободные; 2) присоединительные
и 3) рабочие.
Свободные поверхности — это такие, к которым не примыкает
какая-либо другая деталь при сборке и, обычно не нуждающие-
ся в какой-либо механической обработке. Обработка этих поверх-
ностей может назначаться для изделий, которые требуют красивого
(эффектного) вида, или в том случае, когда эти поверхности
должны быть гладкими по условию, например рукоятки станков,
маховички и др.
Соблюдение точности при таком требовании обработки не
является обязательным.
Поверхности присоединительные уже по своему названию по-
казывают, что посредством этих поверхностей детали соединяются
друг с другом, или примыкают одна к другой. Эти поверхно-
сти должны иметь геометрически правильное положение по отно-
шению к осям симметрии изделия и точно соответствовать раз-
мерам, заданным рабочим чертежом для. готового изделия.
Степень их чистЪты, в зависимости от необходимой плотности
и правильности соединения, также назначается чертежом.
Рабочие поверхности являются весьма важными, так как на
этих поверхностях совершается работа трения. Взаимное движе-
ние одной детали по другой может быть вращательное или по-
ступательное. Так поверхности шеек (цапф) валов и подшипни-
ков для них являются рабочими, а движение супорта токарного
станка или поршня в цилиндре поступательным.
Разметчик, получив чертеж детали и заготовку, должен разо-
браться, какие геометрически правильные поверхности должна
иметь деталь, установить их правильное взаимное положение не
только между собой, но и по отношению к осям симметрии де-
тали. При этом вся его работа сводится к нанесению границ об-
работки размечаемых поверхностей. Для этого разметчику надо
иметь твердые понятия о чистоте обработанных поверхностей со-
гласно ГОСТ 2789-51.
3. ЧИСТОТА ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ
Рассмотрим вторые две категории поверхностей: присоедини-
тельные и рабочие, обрабатываемые на металлорежущих станках.
Обе эти категории поверхностей будем в дальнейшем называть
сопрягаемыми.
Присоединительные поверхности должны быть геометрически
правильными по отношению к осям симметрии и друг к другу.
Гладкими они могут и не быть, так как между собой неподвижны
после соединения. Рабочие поверхности должны еще иметь до-
полнительное качество: быть достаточно гладкими, так как они
подвижны между собой после соединения.
6
>i.i ч-ш. i поииражсн подшипник прос е ш и конструкции.
Исе рабочие, трущиеся поверхности обозначены «Рабоч», а опор-
ные и присоединительные поверхности «Оп». Нетрудно видеть, что
Яодшинник служит опорой для вала, а так как вал вращается,
ffo между поверхностями соприкосновения шейки (цапфы) вала
вкладышем подшипника происходит трение скольжения, т. е.
Механическая работа. Эти - поверхности называются рабочими,
В оиичие от неподвижных поверхностей, обозначенных «Оп».
На рабочем чертеже детали указываются не только ее раз-
меры, по и точность механической обработки поверхностей при
Нзкловлении. Это указание означает, какие поверхности детали
И в какой степени чистоты должны быть обработаны после отлив-
ки или отковки. Последующая механическая обработка детали
Фиг. 1. Подшипник — обозначение поверхностей.
учшывается при ее отливке или отковке. В этих случаях в местах
обработки даются припуски материала, которые при обработке
•сревнотся.
К При литых и кованых заготовках неровность — шероховатость
" поверхностей ясно видима. Эти поверхности до механической об-
рабоши принято называть черными. Черные поверхности могут
'< бьпь обработаны в различной степени чистоты.
) Механическая обработка производится путем срезания резцом
поверхности детали в несколько приемов. Вначале срезается до-
вольно толстый слой металла; этот процесс называется обдиркой
поверхности. Это самая грубая обработка, при которой остаются
ясно видимые следы резца на обрабатываемой поверхности
в виде пилообразных полос 4, соответствующих профилю заост-
ренной оконечности резца 1 (фиг. 2, а).
При срезании вторичного слоя, менее толстого, следы от рез-
ца становятся менее заметными и поверхность уже называется
получистой (фиг. 2, б).
/[алее путем применения более широких- резцов и снятием
более тонких слоев стружки или применением шлифовки особы-
7
ми наждачными кругами и другими видами тонкой обработки
получают чистые, и весьма чистые поверхности.
Любой металл, который идет на изготовление деталей, имеет
неодинаковую твердость по поверхности. Поэтому, при обработ-
ке резцами и шлифовальными кругами, обработанная поверх-
ность всегда имеет зна-
чительные отклонения
от абсолютно точной
(идеальной) поверхно-
сти1. В местах, где по-
верхность металла име-
ет пониженную твер-
дость, постоянно выры-
ваются частицы метал-
ла, лежащие глубже
линии действия резца.
В местах же повышен-
ной твердости, наобо-
рот, резец как бы пру-
жинит 'и металл сре-
зается несколько выше
линии действия резца.
Если за абсолютно
точную поверхность
взять среднюю, которая
лежит между высту-
пами и углублениями
обработанной поверхно-
сти, то можно предста-
вить себе профиль этих
углублений и выступов
(или отклонений от
средней линии). При
этом средняя линия бу-
дет изображать проек-
цию идеальной, т. е. аб-
солютно точной поверх-
Фиг. 2. Грубая обработка а, получистая
обработка б:
1 — резец; 2 — обрабатываемая деталь; 3 — по-
верхность черная, т. е. до обработки; 4 — по-
верхность грубая; 5 — получистая поверхность.
ности (фиг. 3).
Основные понятия об отклонениях неровностей поверхности
(или микрогеометрия поверхности) изложены в ГОСТ 1789-51.
На фиг. 3 средняя линия профиля неровностей делит этот про-
филь таким образом, что площади по обеим сторонам линии
равны между собой.
Среднее квадратичное отклонение неровностей поверхности
есть корень квадратный из среднего квадрата расстояний точек
’ Идеальная поверхность не имеет никаких неровностей.
8
|||)(>(|>ИЛЯ неровност ДО ГО средней ли ИИ. ли среднее лоадра-
Тлчное отклонение в ГОСТ обозначено через Нгк и определяется
1ПК:
Нск = FMi 4- FM2 + . . Ftu -Fth
или приближенно:
Средним квадратичным отклонением от идеальной поверхности
и подразделяется чистота обработанных поверхностей деталей по
ГОСТ 2789-51. Классификация чистоты поверхностей по группам
и классам чистоты приведена в табл. 1.
Таблица I
Классификация чиеоты поверхностей по г ОСТ 2789-51
Группы ЧИС О!Ы Классы чи ч ты
ci. е наименование поверхностей обозна- чения Нск микроны № по П !р. обозначения HCK МИК[ оиы
III Грубые V 100 до 12,5 1 2 3 V 1 V 2 V з 100 до 50 50 , 25 25 . 12,5
II Полу чистые VV 12,5 до 1,6 4 5 6 VV 4 W 5 W 6 12,5 до 6,3 6,3 „ 3,2 3,2 „ 1,6
III Чис иле VW 1,6 до 0,2 7 8 9 VW 7 VW 8 \7VV 9 1,6 до 0,8 0,8 „ 0,4 0,4 . 0,2
IV Весьма чистые VWV 0,2 до 0 10 11 12 13 14 WW Ю VVW 11 VVVV 12 ww 13 WW 14 0,2 до 0,1 0,1 . 0, 5 0,05 . 0,025 0,025 „ 0,012 0,012 „ 0,000
Степень чистоты поверхностей на чертежах обозначается осо-
оыми знаками согласно ГОСТ 2940-45 (чертежи в машинострое-
нии). ГОСТ предусматривает условные знаки на чертёжах, кото-
рыми обозначается необходимая чистота обработки поверхности:
—этим знаком обозначаются поверхности черные, но ров-
ные;
V~—так обозначаются поверхности после обдирки, обработан-
ные со значением более 100 микрон;
'1 — равносторонним треугольником, одним или несколькими,
указываются группы чистоты поверхностей, а цифры
справа означают класс чистоты..
9
При знаке поверхности получаются при зачистке зубилом,
напильником, наждачным кругом, а также очисткой в барабане
или в пескоструйном аппаоате.
Знакомых/' обозначается грубая обдирка резцом для первого
приближения к чертежным размерам. У таких поверхностей Н Ск
больше 100 микрон.
Знаки обработки и чистоты обрабатываемых поверхностей
проставляются в чертежах на контурных линиях проекций этих
Фиг. 3. Профиль обработанной поверхности (микрогеометрия
поверхности).
%
поверхностей. Они ставятся всегда с той стороны, с которой бу-
дет производиться обработка поверхности. При недостатке места,
на узких поверхностях, знаки обработки ставятся на выносных
линиях. Знак обработки поверхности по возможности не повто-
ряется в проекциях детали.
4. ДОПУСКИ ПРИ ОБРАБОТКЕ ДЕТАЛЕЙ
Чертежом задаются размеры детали в абсолютном значении
единиц измерения. Такие размеры называются номинальными.
Изготовить деталь совершенно точно по заданным в чертеже
размерам практически невозможно. При изготовлении детали не-
избежно получаются большие или меньшие отклонения от назна-
ченных размеров. Эти отклонения могут быть терпимы лишь
в том случае, если они не выходят за пределы, вполне определен-
ные опытом и установленные нормами ГОСТ.
В деталях машин различают размеры сопрягаемые и свобод-
ные. Примером первых может служить диаметр цапфы вала, со-
прягаемый-с диаметром вкладыша подшипника, или диаметр оси,
сопрягаемый с диаметром втулки. К числу свободных размеров
можно отнести наружные диаметры различных фланцев, диамет-
ры заклепочных головок, расстояния между необработанными
свободными Поверхностями и т. д.
Свободные размеры деталей не требуется выполнять с боль-
шой точностью, и, следовательно, они в действительности будут
значительно отличаться от номинальных размеров. Это не при-
несет ущерба качеству детали.
10
('спрягаемые размеры, наоборот, при изготовлении деталей
moi у г иметь отклонения от номинальных лишь в известных пре-
делах. Пределы этих отклонений называются'допусками.
Например, сопряжение поверхности шейки (цапфы) вала
г поверхностью вкладыша подшипника не будет работоспособ-
ным, если диаметры этих двух парных поверхностей будут вы-
полнены по одинаковому допуску. В этом случае в сопряжении
не окажется свободного места (зазора) для смазки. Поэтому на
чертеже задаются для цапфы и для подшипника различные до-
пустимые отступления, но от одного и того же номинального
размера. Истинные размеры диаметров цапфы и подшипника так-
же будут разными. Тогда между цапфой и подшипником полу-
ЧИ1СЯ некоторое пространство—зазор, которое и будет запол-
няться смазкой.
Фиг. 4. Контроль отверстия пробкой.
Установление зазоров при изготовлении деталей диктуется не
io.ii.ho необходимостью смазки, но и величиной допустимого дви-
жения между ними и возможностью взаимозаменяемости деталей
при сборке машины.
Взаимозаменяемость — это свойство деталей занимать свои
•.«•era в узлах механизмов без дополнительной обработки, без
ручной припиловки или вообще какой-либо пригонки. Для этого
о пшаковые детали должны изготовляться по размерам с оди-
наковыми допусками. Это достигается путем государственного
нормирования, или стандартизации, основных типовых размеров
общих деталей и узлов. Так, например, чтобы не иметь в боль-
шом количестве дорогостоящего измерительного инструмента, вве-
дена нормализация диаметров, согласно ОСТ 6270, который уста-
навливает для применения в машиностроении определенное ко-
личество размеров для диаметров от 0,5 до 500 мм.
В случае, когда размер детали задается двумя предельными
<>iк.юнениями, проверка размера производится двумя предель-
ными калибрами или пробками. Один из них имеет наибольший
предельный размер, а другой — наименьший. Проверяемый раз-
мер должен лежать между ними.
У начала поля допуска пробка будет иметь наименьший пре-
дельный размер, поэтому она войдет в любое правильно изготов-
ленное отверстие, будет называться проходной и обозначаться
«Пр».
В отличие от проходной непроходная пробка имеет наиболь-
ший предельный размер и обозначается «Не» (фиг. 4).
5. ПОСАДКИ
При сборке деталей в узлы достигается надлежащее сопряже-
ние парных поверхностей одинаковой формы, которые либо вхо-
дят одна в другую, либо примыкают одна к другой.
В зависимости от назначения, которое сопряжение выполняет
в узле, характер сопряжений бывает различный. Так, например,
сопряжение вкладыша с корпусом подшипника обеспечивает не-
подвижное их соединение, не мешающее, однако, некоторым из-
менениям (деформациям), которые могут иметь место в резуль-
тате тепловых расширений корпуса и вкладыша. Сопряжение же
цапфы с отверстием вкладыша должно обеспечивать легкое вра-
щение вала без значительных колебаний вала.
Характер сопряжения называется посадкой. Посадки зависят
от разности размеров парных деталей, входящих в сопряжение,
в частности, для посадок цилиндрических поверхностей от раз-
ности диаметров отверстия и вала. Разность между диаметром
отверстия и диаметром вала называется зазором. Разность меж-
ду диаметром вала и диаметром отверстия — натягом.
Сопряжения по своему характеру разделяются на две большие
группы: 1) посадки неподвижные и 2) посадки подвижные. Не-
подвижные посадки в свою очередь делятся на прессовые и пере-
ходные. У неподвижных посадок обеспечивается взаимная не-
подвижность сопряженных деталей в работе, а у подвижных по-
садок, наоборот,— возможность взаимного перемещения.
В подвижных посадках диаметр отверстия больше, ч>м
диаметр вала, т. е. они характеризуются положительным за-
зором.
В прессовых посадках диаметр вала до запрессовки больше,
чем диаметр отверстия, т. е. у них имеет место положительный
натяг (отрицательный зазор).
Различие между прессовыми и переходными посадками со-
стоит в том, что прессовые посадки обеспечивают неподвижность
сопряжений путем деформации поверхностей вала и отверстия,
а переходные — посредством крепежных или других деталей, как,
например, шпонок, шплинтов и т. д. В переходных посадках раз-
ность диаметров вала и отверстия относительно мала, здесь мо-
гут иметь место как небольшие зазоры, так и малые натяги.
12
6. СИСТЕМЫ ПОСАДОК и ДОПУСКОВ
При определении посадки и допуски разделяются на две
<11ГК‘МЫ.
I. Система отверстия. При этой системе поле допуска отвер-
riiisi постоянно, а поле допусков у вала изменяется (фиг. 5).
2. Система вала. При этой системе поля допусков для вала
11<к-1<>янны, а поля допусков у отверстий изменяются (фиг. 6).
На чертежах допуски по системе отверстия обозначаются бук-
вой Л с индексом класса точности, а по системе вала буквой В
1лк/кс с индексом класса точности. В системе отверстия основой
Система отверстия Система Сае а
Г Т '1" 111Г11111ТП Лоле допуска
Фиг. 5. Система отверстия.
f' ! Г1111! 11 ПИ Соле допуска
Фиг. 6. Система вала.
является отвепстие. так как поле
допуска в нем постоянно,
л в системе вала, наоборот, основой является вал.
Деталь системы с постоянным полем допуска называется ос-
новной.
11осадки имеют следующие обозначения:
Неподвижные посадки: Подвижные посадки:
Тугая ..........
Напряженная . .
Горячая...............Гр Скользящая .... С
Прессовая.............Пр Движения .... Д
~ Г Ходовая................X
Т Легкоходовая .... Л
Н Широкоходовая . . . Ш
П
4L Основные понятия о допусках и посадках приводятся в ОСТ
LA П)1).? и 1003.
ПЖ ВОПРОСЫ ДЛЯ ПОВТОРЕНИЯ
ИдвГ I. Что называется заготовкой и изделием?
*,, 2. Как подразделяются поверхности деталей?
3. Чем можно охарактеризовать рабочие поверхности по отношению
к 1р|тим поверхностям детали?
13
4. Почему разметчику необходимо изучать назначение поверхностей?
5. Что подразумевается под чистотой поверхности?
6. Как производится обозначение на чертежах поверхностей, подвергаю-
щихся обработке?
7. Как вы понимаете точность изготовления детали?
8. Почему получаются неровности на обрабатываемых поверхностях
в процессе обработки?
9. Что вы понимаете под словами «отклонения от размера»?
10. Какие размеры на чертеже называются номинальными?
11. Что называется допуском?
12. Как проставляются допуски на чертежах?
13. Какие вы знаете поверхности у сопрягаемых деталей?
14. Признаки взаимозаменяемости деталей?
15. Что называется посадкой?
16. На сколько групп (основных) разделяются посадки и как эти группы
называются?
17. Охарактеризуйте подвижные и неподвижные посадки.
18. Как обозначаются классы точности на чертежах?
19. Какими буквами обозначаются системы посадок на чертежах?
ГЛАВА II
РАЗМЕТКА
1. ЦЕЛЬ РАЗМЕТКИ
Разметкой указываются границы поверхностей, до которых
,о обработать кованую или литую заготовку.
Однако прибегают к разметке не во всех случаях. Часто про-
„е по контурам заготовки обрабатывают без предварительной
ЗМегки, в особенности при обработке их на токарных станках.
ЖАК'ром такой обработки без предварительной разметки слу-
!Т обточка кованой заготовки для зубчатого колеса. В этом
учае токарь, устанавливая заготовку в патроне станка, легко
ркет выверить заготовку по ее наружным черным поверхностям,
юбще разметка не всегда обязательна при обточке на токар-
М папке легких по весу заготовок простой формы.
Иначе обстоит дело, когда заготовка имеет большой вес, хотя
конфигурации и является простой. В этом случае предвари-
чьпая разметка заготовки является обязательной. При тяжелых
талях выверить на станке неразмеченную заготовку значитель-
> труднее, кроме того, небольшая погрешность в заготовке, не
1нар\-'женная токарем своевременно, приводит к браковке за-
понки, а следовательно, и к материальным потерям. Из-за этого
.’<• крупные тяжелые заготовки размечаются до обработки.
Посредством разметки можно значительно точнее выкроить из
iHioioBKii изделие нужных размеров, а также своевременно ис-
Иравин. обнаруженные изъяны и недостатки в заготовке.
Предварительная разметка тяжелых заготовок значительно
упрощает и ускоряет выверку их при установке на станке и, сле-
доп.-нельно, уменьшает затраты времени на обработку.
Лпработку деталей по разметочным рискам нельзя считать
M.iiixi лее совершенным методом обработки детали, так как точ-
ного, разметки, следовательно, и самой обработанной детали,
lierin- к, зависит от разметчика.
Но-гюму в серийном производстве наряду с разметкой боль-
ниц применение получили и специальные приспособления.
В лом производстве роль разметки сводится, главным образом,
k iipi верке основных размеров наиболее ответственных отливок
И поковок. Такой проверкой отбраковываются негодные заготовки
К пре о/преждаются ненужные затраты на их обработку, а также
15
своевременно вносятся необходимые исправления в модели
и штампы.
Предварительная разметка служит и для составления из за-
готовок партий примерно одинаковой величины. Каждую та-
кую партию удобно отдавать в обработку отдельно, назна-
чая в зависимости от припуска соответствующий режим обра-
ботки.
Второе, не менее важное значение разметки в серийном про-
изводстве,— это нанесение исходных установочных рисок для
установки заготовок при обработке. Неточности размеров заго-
товки и их неровная поверхность не дают возможности пользовать-
ся черными поверхностями для установки заготовок на станке без
выверки, даже при наличии приспособлений. Такая установка
допустима лишь для отливок и поковок простейших форм, да и то
при условии увеличения припуска на обработку. В большинстве
же случаев при установке заготовки для обработки базовых по-
верхностей приходится ориентироваться на основные размеры
детали, выверяя и подклинивая заготовку, что отнимает много
времени и вызывает простой станка. Поэтому часто оказывается
выгодным предварительно наметить на заготовке исходные уста-
новочные риски и уже по ним проверять правильность установки
и вести обработку базовых поверхностей.
Наконец, нанесение рисок для установки заготовок в при-
способления значительно упрощает обработку и удешевляет
изготовление приспособлений, а также облегчает пользование
ими.
Таким образом, в серийном производстве разметка применяет-
ся для проверки заготовок, нанесения исходных установочных
рисок, от которых ведут дальнейшую обработку, и для нанесения
рисок под кондукторы и приспособления.
В единичном производстве разметка находит более широкое
применение. Ее примеряют для проверки заготовок и указания
границ, до которых следует обрабатывать деталь; для выверки
деталей при установке на станки; для нанесения рисок под кон-
дукторы и приспособления, если их применяют для контроля
правильности обработки.
В массовом производстве, как правило, разметка не приме-
няется.
Однако на заводах с массовым характером производства
разметкой пользуются при изготовлении штампов, моделей, при-
способлений, кондукторов и т. д.
Кроме того, разметочными рисками пользуются: 1) для уста-
новки режущего инструмента; 2) для подбора деталей с одина-
ковыми припусками; 3) для быстрого обнаружения погрешностей
при установке, обработке и т. п.
Методы разметки бывают различны, в зависимости от того,
поступает ли в разметку одна заготовка — деталь или же одно-
временно партия их.
16
2. РОЛЬ РАЗМЕТКИ В БОРЬБЕ С БРАКОМ
Когда заготовка детали по размерам не соответствует чер-
тежу или в материале ее обнаруживаются трещины, раковины,
плены или другие пороки, из-за которых невозможно выдержать
заданные размеры детали, тогда детали обычно считаются не-
годными. Иногда исправление детали удается, например, пере-
мещением контура, если не были выдержаны размеры, или завар-
кой раковин, трещин и т. д. При невозможности устранить или
обойти эти недостатки детали не могут быть пущены в обработку
и их приходится браковать.
Брак детали получается либо по вине заготовительных, либо
обрабатывающих цехов. К первому случаю относятся все недо-
статки, связанные с изготовлением заготовок, в том числе и не-
достатки самого материала заготовок, а ко второму—относятся
все ошибки и недостатки, связанные с обработкой деталей, в том
числе и ошибки разметки.
Обнаружить брак и установить его причину не всегда удает-
ся сразу. Брак часто выявляется уже в процессе механической
обработки. После того, как с заготовки срезан припуск, на обра-
ботанных поверхностях могут обнаружиться неисправимые черно-
вины, раковины, перекосы и т. п. Тогда возникает вопрос, по
чьей вине получился брак — по вине ли цеха-заготовителя (ли-
тейный, кузница), выпустившего заготовки с недостаточными при-
пусками, или же по вине механического цеха, неправильно раз-
метившего и обработавшего заготовку.
При проверке заготовки прежде всего устанавливают, нет ли
в заготовке недостатков в виде раковин, трещин, посторонних
включений и т. д., ослабляющих прочность металла и делающих
заготовку непригодной для дальнейшей обработки. Также про-
веряют, достаточны ли припуски, чтобы после обработки не ока-
«алось на изделии необработанных мест.
Заготовки проверяются: а) путем наружного осмотра; б) по
п-.уку, издаваемому металлом при ударе; в) гидравлическим
испытанием па прочность и плотность; г) промером основных
размеров заготовки; д) предварительной приближенной раз-
меткой.
Заготовки обычно проверяются приемщиками контрольного
отдела. Заготовку сложной конфигурации можно проверить толь-
ко па разметочной плите при помощи специальных инструмен-
те,. В этих случаях приемщик контрольного отдела ограничивает-
ся наружным осмотром заготовки и главным образом проверкой
качества металла, а на обязанности разметчика лежит проверка
ра шеров заготовки. Разметчик должен «выкроить» из заготов-
ки |ребуемое изделие с необходимыми припусками на обра-
ботку.
Заготовки попадают к разметчику в виде катаного сортового
металла, в виде поковок или отливок.
Разметочное дело.
17
В первом случае проверка заготовок никаких трудностей не
представляет. Разметчик должен только проверить соответствие
основных размеров заготовки размерам будущего изделия.
При проверке поковки необходимо обратить особое внимание
на ее форму, главным образом, на правильность ее контура, про-
верить не погнута ли она. Очень часто после проверки приходит-
ся возвращать поковки обратно в кузницу для выпрямления,
а иногда для осаживания. В некоторых случаях прибегают и к на-
варке поковок.
Хотя припуски в кузнечном деле очень большие, но они не
всегда равномерно расположены по всей поверхности заготовки.
Поэтому до окончательной разметки сложных поковок необхо-
димо произвести «выкраивание» изделия, т. е. убедиться в том,
что все основные размеры изделия укладываются на поковке
и что припуски на обработку при этом достаточны.
Наибольшие трудности возникают при проверке размеров
и формы отливок, в особенности сложных, и больше всего у тех,
которые приближаются по своей форме к готовому изделию.
При проверке отливок обнаруживают отклонения в размерах
от ожидаемых по модели, причем эти отклонения совершенно не
поддаются предварительному учету.
Прежде чем приступить к работе разметчик должен выявить
недостатки заготовки и найти возможность выкроить деталь. Осо-
бенно тщательно нужно производить проверку в тех случаях,
когда на разметку поступает новая отливка, никогда ранее на
заводе не изготовлявшаяся.
Без разметки можно обрабатывать довольно значительное ко-
личество деталей на универсальных станках, при этом даже не
требуется специальных приспособлений. Но установка заготовки
па станке этим усложняется, а также приводит к увеличению
брака. Таким образом, главным мероприятием для уменьшения
брака является разметка, так как она не пропускает в обработку
заготовки, имеющие недостатки.
При механической обработке могут быть различные неточно-
сти и отклонения от рисок, нанесенных разметчиком. Кроме того,
во многих случаях после обдирки заготовка коробится, а иног-
да это коробление может послужить причиной брака полуобрабо-
танных заготовок. Вследствие этого между отдельными станоч-
ными операциями применяют повторную разметку, чтобы про-
верить предыдущую обработку и увязать ее с последующей.
Посредством разметки периодически проверяются модели
и штампы, находящиеся в обращении на заводе, тем самым пре-
дупреждается появление негодных заготовок.
Работу разметчика обычно никто не проверяет, а ошибки, до-
пущенные им, выявляются почти всегда после окончания обра-
ботки детали, причем исправить ошибку разметчика бывает очень
трудно, а чаще и совсем невозможно. Вследствие этого ошибки
в разметке недопустимы.
3. ВИДЫ РАЗМЫЛИ
Все разметочные работы на заводах можно подразделить на
три основные группы: 1) разметка в машиностроении; 2) котель-
ная разметка и 3) судовая разметка. Последние два вида размет-
ки нами не рассматриваются, так как им посвящена специальная
литература.
Разметку в машиностроении следует также разграничить на
плоскостную и пространственную.
Плоскостная разметка применяется при разметке плоских
изделий, изготовляемых из листового металла. При этой раз-
метке риски обычно наносятся на одной плоскости изделия. Так-
же к плоскостной разметке можно отнести разметку отдельных
поверхностей деталей, когда эти поверхности не увязываются
в одно целое, а являются совершенно независимыми друг от друга.
Инструменты, употребляющиеся при плоскостной разметке,
в значительной степени близки к обычным чертежным инструмен-
там, а сам процесс разметки по своим приемам также весьма
сходен с техническим черчением.
Распространенная в машиностроении пространственная раз-
метка по своим приемам существенно отличается от обычного
черчения и плоскостной разметки. Пространственная разметка
значительно труднее плоскостной. Она делается обычно на
разметочной плите. При помощи разметочной плиты производит-
ся увязка отдельных поверхностей изделия между собой.
В книге рассматривается в основном пространственная раз-
метка, описываются необходимые для нее инструменты и харак-
терные ее приемы.
ВОПРОСЫ ДЛЯ ПОВТОРЕНИЯ
1. Что называется разметкой и для каких целей делается разметка?
2. Разметочные риски и их нанесение.
3. Что делает разметчик с деталью, если она не получается по размерам
чертежа?
4. В каких случаях детали не размечаются под обработку?
5. Для чего делается предварительная разметка заготовок?
G. Насколько точной можно считать обработку деталей по разметке?
7. Что такое выкраивание изделия?
h. Какие существуют виды разметки?
9. Особенности пространственной разметки.
^MhiiliiiMiAiiliiiiliiiJ
ГЛАВА Ш
РАЗМЕТОЧНЫЕ ПЛИТЫ
1. УСТРОЙСТВО РАЗМЕТОЧНЫХ ПЛИТ
Простейшие изделия можно размечать непосредственно на по-
лу цеха или на верстаке, откладывая размеры от черных кромок
заготовок.
При более сложных изделиях, в особенности в тех случаях,
когда разметку приходится вести в разных плоскостях, такой
способ может повести к большим ошибкам.
Поэтому прежде чем начинать разметку приходится устанав-
ливать заготовки неподвижно относительно какой-то искусствен-
ной плоскости, и уже от нее, при помощи разметочных инструмен-
тов, откладывать все необходимые размеры. Такой плоскостью
служит разметочная плита.
Разметочные плиты изготовляются из плотного мелкозернисто-
го чугуна, обладающего твердостью рабочей поверхности, равной
150—210 единицам Бринеля.
У литых чугунных плит опасным является коробление, ко-
торое часто обнаруживается спустя некоторое время после их
установки и тщательной выверки. Коробление происходит под
влиянием так называемых внутренних напряжений металла. Эти
напряжения с течением времени уменьшаются, если отливке дать
возможность пролежать длительное время. Если же деталь сра-
зу после отливки подвергается обработке, то после снятия наруж-
ного слоя металла (корки) внутренние напряжения проявляются
особенно сильно, и изделие коробится.
Для уменьшения коробления желательно плиту после отлив-
ки не сразу обрабатывать начисто, а только снять корку — верх-
ний слой и дать ей пролежать продолжительное время (до полу-
тора и более лет). Но не всегда возможно затрачивать столько
времени на изготовление разметочной плиты и на практике огра-
ничиваются тем, что плиту после отливки и обдирки выдержива-
ют 3—6 месяцев и затем окончательно обрабатывают.
Плиты малых размеров, вместо выдержки, подвергают отжи-
гу; их нагревают в печи до температуры 750—800°, а затем мед-
ленно охлаждают.
Чтобы уменьшить коробление и вес плит, их обычно отлива-
ют ребристыми; ребра располагаются под верхней поверхностью
20
плиты. Ребристые плиты, правильно сконструированные, имеют
небольшой вес, обладают значительной жесткостью и коробление
ик незначительно.
Рабочая поверхность разметочной плиты, на которой проис-
ходит разметка деталей, очень тщательно прострагивается на
станках и проверяется по линейке. На ней не должно быть цара-
пин, трещин, раковин и посторонних включений. Боковые грани
должны быть обработаны чисто и перпендикулярны к верхней
плоскости плиты, а также и между собой.
Иногда разметочные плиты после строгания шабрят. На таких
или1.1х обычно производят точную разметку деталей для инстру-
мешов и приспособлений, а также производят окончательную про-
верку обработанных изделий.
Фиг. 7. Малая разметочная плита со шкафчиком.
Размеры плит зависят от величины размечаемых изделий.
Принято считать размеры плиты достаточными, если плита на
•100 -500 мм больше размечаемого изделия. Это необходимо для
loro, чтобы по краям установленного на плиту изделия остава-
лось место для свободного перемещения разметочных инструмен-
IOB.
Конструкция разметочной плиты зависит от ее размеров. Пли-
н>| малых размеров делаются квадратными или прямоугольными.
Обычный размер таких плит 75ОХЮ0О мм или 1000 X 1500 мм.
Высота от пола 800 — 900 мм. Размеры разметочных плит уста-
повлены-j^^- № 20149-39.
< •редкие и большие разметочные плиты делаются также пря-
моу сольной формы и имеют размеры 1500X3000 мм; 3000 X
• 5000 мм; 4000 X 6000 мм и больше.
Установка разметочных плит производится в зависимости от их
В'-, шчин. Малые разметочные плиты устанавливаются на подстав-
ках. - тумбах, чугунных или деревянных, обладающих хорошей
усюйчивостью, а основания их опираются на фундамент или
21
прочный пол. Малые плиты часто устанавливаются на специаль-
ных верстаках со шкафчиками для инструмента (фиг. 7). Глад-
кие боковые поверхности плит для удобства работы иногда за-
крывают деревянными планками, что предохраняет грани плиты
и одежду разметчика от порчи.
Фиг. 8. Разметочная плита на кирпичной кладке.
Средние и большие плиты устанавливаются на сплошных фун-
даментах, реже на домкратах, также поставленных на фунда-
менты.
На фиг. 8 изображена разметочная плита на кирпичной клад-
ке. Она имеет размер 3000 X 5000 мм. На уровне пола в кладке
фундамента плиты по всему периметру устраивается обычно ни-
22
ilia для помещения ног разметчика. Конструкция плиты, как вид-
но на фиг. 8, имеет ребра жесткости и отверстия для ее крепле-
НИЯ.
На современных заводах тяжелого машиностроения разме-
очные плиты достигают огромных размеров. Например, плита
на Ленинградском металлическом заводе имени И. В. Сталина
имеет площадь в 250 м?.
Подобные плиты составляются из нескольких отдельно отли-
тых плит, так как за одно целое плиту таких гигантских размеров
отлить невозможно.
Рабочая поверхность разметочных плит больших размеров
располагается над уровнем пола цеха обычно значительно ниже,
чем у плит малых размеров, и высота ее над полом не превышает
500—600 мм. Причина этого та, что на больших плитах разме-
чаются крупные детали, которые будут значительно возвышать-
ся над поверхностью плиты и разметчику не придется работать
в согнутом положении.
Вне зависимости от размеров все разметочные плиты на рабо-
чей поверхности имеют постоянную сетку из простроганных вза-
ймы) перпендикулярных рисок с расстоянием между ними
200 X 200 мм. Риски служат как для установки деталей, так
и для установки по ним вертикальных разметочных призм и уголь-
ников. Глубина рисок делается небольшой.
2. ПРОВЕРКА РАЗМЕТОЧНЫХ ПЛИТ
Рабочая поверхность разметочной плиты должна быть строго
юризонтальной. Это особенно необходимо в тех случаях, когда
разметчик при установке и выверке изделий пользуется уровнем
или отвесом.
1 [равильность обработки плоскости плиты проверяется при па-
моши точной проверочной линейки и щупа.
Проверочные линейки (фиг. 9) отливаются из специального
чутуна, обладающего большой плотностью. Линейки после грубой
обдирки продолжительное время выдерживают, а затем начисто
обрабатывают и пришабривают по образцовым контрольным ли-
нейкам.
(' проверочными линейками нужно обращаться чрезвычайно
осюрожно, оберегать их от ударов, и никогда не ставить на не-
обработанные поверхности. Эти линейки надлежит хранить в спе-
циальных деревянных футлярах.
Щуп представляет собой набор мерных пластинок определен-
ной толщины (от 0,02 мм и выше), которыми пользуются для
проверки величины зазора между двумя спаренными поверхно-
стями (фиг. 10).
Разметочные плиты проверяются следующим образом. Прове-
рочную линейку устанавливают на плиту и щупом определяют
величину зазоров между поверхностью линейки и поверхностью
23
плиты. Под линейку длиной в один метр не должен проходить
щуп толщиной 0,05 мм. Подобную проверку производят в разных
направлениях плиты.
Фиг. 9. Поверочная линейка.
Пришабренные поверхности точных разметочных плит прове-
ряют поверочными линейками по краске, причем число пятен
в квадрате со стороной 25 мм должно быть не менее 12. Разность
количества пятен в
любых двух таких
квадратах должна
быть не более трех.
Проверка горизон-
тальности рабочей
поверхности плиты
производится уров-
нем, которым также
можно пользоваться
для проверки гори-
зонтального положе-
ния размечаемых из-
делий.
Уровень состоит
из металлической ко-
робки, основание и боковые грани которой точно обработаны
(фиг. 11.) В коробку вставлены неподвижно две трубки 1 и 2, а
третья трубка 3 соединена с коробкой таким образом, что мо-
Фиг. 11. Уровень.
жет поворачиваться вокруг оси 4. При повороте трубки конец ее
будет перемещаться по шкале 5, указывая при этом число гра-
дусов наклона.
Трубку /, применяют для выверки горизонтальных плоскостей,
трубку 2 — для вертикальных, а трубку 3 — для наклонных.
24
Для того чтобы при помощи трубки 3 найти угол наклона по-
верхности в градусах, уровень устанавливают нижней стороной
на проверяемую плоскость, вращают медленно трубку 3 вокруг
оси 4 до тех пор, пока ее пузырек не станет точно посредине
трубки. Конец трубки при этом покажет на шкале 5 угол накло-
на плоскости к горизонтали.
Наибольшая чувствительность уровней, применяемых пои са-
мых точных измерениях, 0,01—0,02 мм на длине 1000 мм. Для
Фиг. 12. Прибор для проверки горизонтальности плит.
ра ‘.метки вполне достаточно пользоваться уровнем с чувствитель-
ностью 0,1—0,12 мм на 1000 мм.
Более точные результаты проверки горизонтальности плиты
дает прибор, изображенный на фиг. 12.
Прибор состоит из массивного основания 1 и стойки 2, в про-
ре ‘.и которой вверх и вниз может перемещаться рычаг 3. Рычаг
открепляется барашком 4. К рычагу 3 при помощи винта с ба-
p.ни ком 8 прикрепляется специальный микрометр 7.
Этот микрометр отличается от обычного тем, что у него среза-
>1.1 верхняя часть вместе с неподвижной измерительной цапфой, а
к выдвижной цапфе 6 микрометра тщательно пригнана игла 9.
Прибором пользуются следующим образом.
Па плите устанавливают специальное корыто для масла (на
фш. 12 корытом служит уголок с заваренными торцами). В ко-
25
рыто наливают масло, жидкая поверхность которого представля-
ет идеальную горизонтальную плоскость. Прибор устанавливают
на плиту и, вращая головку микрометра 5, подводят острие иглы
9 к уровню жидкости так, чтобы острие слегка касалось жидко-
сти, и замечают показание микрометра. Затем прибор осторожно
перемещают по плоскости плиты вдоль уголка. Если плоскость
плиты горизонтальна, то острие иглы 9 должно все время касать-
ся уровня жидкости. Если острие иглы погружается в жидкость
или отходит от нее, то это показывает, что плоскость плиты не
горизонтальна.
Чтобы определить величину перекоса плиты в данной точке,
надо, вращая головку 5 микрометра, снова установить иглу так,
чтобы она слегка коснулась жидкости. Разность показаний мик-
рометра сразу покажет, нужно ли поднять или опустить плиту
в этой точке.
С помощью описанного прибора можно весьма точно выверить
плиту.
3. ПРИЗМЫ ДЛЯ РАЗМЕТКИ
Основой для проведения горизонтальных линий на деталях
служит сама разметочная плита. Вертикальные же линии на де-
тали, пользуясь только одной плитой, проводить нельзя.
Фиг. 13. Разметочные ящики-призмы.
Для проведения вертикальных линий чаще всего пользуются
разметочными ящиками, или призмами (фиг. 13). В особенности
это является неизбежным при разметке крупных деталей, при
этом грани призмы будут дополнительными плоскостями к разме-
точной плите.
Призмы делаются пустотелыми с ребрами жесткости. Наруж-
ные поверхности призм тщательно обрабатываются, шабрятся
и должны быть обязательно перпендикулярны друг другу.
Призмы совершенно необходимы при разметке крупных деталей,
так как рейсмасы больших размеров трудно изготовить достаточ-
но жесткими.
26
Чтобы легко было устанавливать на разметочной плите не-
сколько ящиков-призм так, чтобы стороны отдельных призм были
строго параллельны или перпендикулярны друг другу, пользуют-
ся, как было сказано, взаимно перпендикулярными рисками, ко-
торые нанесены на плите.
4. СТОЛЫ ДЛЯ ЧЕРТЕЖЕЙ
Чертежи поступают к мастеру по разметке, хранятся у него
и по мере надобности выдаются разметчикам. Для того чтобы
иметь представление об узле в целом и взаимодействии деталей
в узле, разметчик, кроме чер-
тежей деталей, получает еще
и общие сборочные чертежи,
а также и технические усло-
вия на изготовление деталей.
Для удобства пользова-
ния во время работы чертеж
обычно закрепляется на спе-
циальном столе (пюпитре),
установленном в непосред-
ственной близости от плиты.
При разметке крупных дета-
лей весьма важным момен-
том является возможное при-
ближение раскрытого черте-
жа к месту работы размет-
чика. Поэтому стол должен
Фиг. 14. Переносный стол для чер-
тежей (пюпитр).
быть легким и легко передвигаемым (фиг. 14). По краям
решетчатой столешницы должны быть зажимы, которыми закре-
пляется чертеж.
ВОПРОСЫ ДЛЯ ПОВТОРЕНИЯ
1. Для каких целей служит разметочная плита?
2. Расскажите об устройстве разметочных плит.
3. Каким требованиям должна удовлетворять разметочная плита?
4. Каким образом производится проверка разметочных плит? Какие
применяются для этого инструменты?
5. Как устроен уровень и для чего он применяется?
6. Для чего применяются разметочные призмы и как они устанавлива-
ются?
7. Как пользуются чертежами при разметке?
ГЛАВА IV
ИНСТРУМЕНТЫ РАЗМЕТЧИКА
1. ОБЩИЕ СВЕДЕНИЯ
Для работы разметчик должен иметь измерительные и спе-
циальные разметочные инструменты и приспособления.
Измерительные и разметочные инструменты надо содержать
в порядке и чистоте, от этого зависит их точность. Постоянный
надзор за инструментами позволит избежать ошибок в размерах,
которые всегда возможны при неисправном инструменте.
Измерительные и разметочные инструменты можно разделить
на следующие группы:
1) измерительные линейки;
2) инструменты для обмера деталей и переноса размеров
с изделия на измерительную линейку;
3) инструменты для нанесения и накернивания рисок;
4) инструменты для разметки окружностей;
5) инструменты для проведения вертикальных и наклонных
рисок;
6) инструменты для отыскания центров деталей.
2. ИЗМЕРИТЕЛЬНЫЕ ИНСТРУМЕНТЫ
Для измерения больших размеров разметчики применяют
стальную рулетку, которая представляет собой ленту из пружин-
ной стали с нанесенными на ней миллиметровыми делениями. Не
следует применять рулеток из полотняной ленты, так как при
употреблении эта лента растягивается и измерения получаются
слишком неточными.
Для измерения небольших длин применяются стальные изме-
рительные линейки, изготовленные из тонкой полосовой стали, на
которой нанесены деления с точностью до 0,5 мм. Длина линеек
может быть от 150 до 1000 мм, ширина от 11 до 35 мм, толщи-
на от 0,3 до 2 мм.
Наряду с тонкими линейками применяют и более толстые
линейки прямоугольного сечения, толщиной 6—8 мм и шириной
30—60 мм, изготовляемые из инструментальной стали. Длина та-
ких линеек доходит до трех метров.
28
Поверхности и грани линеек должны быть ровными, гладки-
ми, без царапин и заусениц. Продольные грани линейки парал-
лельны, а торцы — перпендикулярны к ним. Во время работы
необходимо строго следить за состоянием граней линеек и перио-
дически проверять- их при помощи поверочной линейки.
Толщина делительных
штрихов у линеек соста-
вляет 0,05—0,25 мм, а у
. линеек менее точных 0,2—
0,3 мм.
При измерении детали
при помощи измеритель-
ной линейки необходимо
следить за тем, чтобы ли-
нейка плотно прилегала
к детали и правильно рас-
полагалась на ее плоско-
сти. Так, при измерении
длины деталей цилиндри-
ческой формы необходимо,
чтобы линейка лежала
точно на образующей ци-
линдра, так как при на-
клонном положении ли-
нейки будут получаться
неправильные (увеличенные) размеры. При измерении диаметров
линейку необходимо располагать так, чтобы кромка линейки
проходила через центр детали, иначе получатся также непра-
вильные. (уменьшенные) размеры.
Каждый разметчик обязательно должен иметь в своем распо-
ряжении несколько измерительных линеек.
Угловая линейка. При разметке обработанных цилиндриче-
ских поверхностей обыкновенные линейки нс годятся, так как они
скользят при накладывании. В таких случаях удобно пользоваться
угловой линейкой, которая состоит как бы из двух линеек, соеди-
ненных под прямым углом (фиг. 15).
Одна полка угловой линейки имеет скошенную кромку, с на-
несенными на ней делениями. Она служит для переноса размеров.
Другая полка служит линейкой, вдоль которой чертилкой можно
проводить риски, параллельные оси изделия.
Во избежание повреждений и ржавления, линейки рекомен-
дуется хранить в специальных футлярах.
Угловой масштаб позволяет без вычислений определять по за-
данным катетам гипотенузу прямоугольного треугольника
(фиг. 16). Таким масштабом очень удобно пользоваться в тех слу-
чаях, когда нужно откладывать размер между двумя точками,
не лежащими в одной плоскости, например, если точки заданы
размерами а и Ь, как показано на фиг. 16.
29
При помощи углового масштаба циркуль можно сразу устано-
вить на требуемый размер без дополнительных вычислений. Для
этого горизонтальный движок 2 углового масштаба устанавлива-
Фиг. 16. Угловой масштаб.
ют на размер Ъ, а вертикальный движок 5 на размер а. Устано-
вив затем ножки циркуля в специальные углубления (керны) 3 и
4, имеющиеся на движках, получают необходимый раствор цир-
Фиг. 17. Кронциркуль.
куля.
Винты 1 и 6 слу-
жат для закрепления
движков после соот-
ветствующей уста-
новки.
Кронциркули. При
проверке размеров
заготовки или раз-
мечаемого полуобра-
ботанного изделия
приходится часто
производить обмеры
специальными инст-
рументами. При по-
мощи таких инстру-
ментов отсчитываются размеры с измерительной линейки. Для
обмера наружного диаметра или толщины изделия применяется
кронциркуль.
Самый простой кронциркуль состоит из двух дугообразных
ножек с острыми концами, соединенных посредством шарнира
(фиг. 17). Шарнир устраивается так, чтобы ножки кронциркуля
30
двигались достаточно туго и, таким образом, удерживали тот
размер, на который они установлены. Ось кронциркуля иногда
делают пустотелой, чтобы ее можно было раздать, когда шарнир
ослабнет. Концы ножек кронциркуля, называемые губками, долж-
ны в закрытом состоянии плотно прилегать друг к другу, без про-
сьега. При несоблюдении этого правила возникают неточности
в процессе измерений.
При работе кронциркуль держат большим, указательным
и средним пальцами руки совершенно свободно (фиг. 18). Изме-
ряемый размер изделия, в данном случае его диаметр, охватыва-
ют ножками кронциркуля и слегка передвигают их вверх и вниз.
Фиг. 18. Измерение кронциркулем.
При правильной установке циркуля рука при движении его
должна ощущать слабое сопротивление. Если сопротивление на-
столько велико, что кронциркуль не преодолевает его собствен-
ным весом, то это значит, что ножки циркуля сдвинуты слишком
сильно. Тогда ударяют слегка внутренней стороной одной из
ножек о какой-либо твердый предмет и снова промеряют изделие.
Сила удара зависит от того, насколько должен быть увеличен
раствор кронциркуля. Слишком сильные удары портят кронцир-
куль. Для сближения ножек кронциркуля слегка ударяют одну
из них наружной стороной.
Установленный таким образом кронциркуль прикладывают
к измерительной линейке и определяют размер диаметра изделия.
Правильность полученного размера зависит исключительно от
опытности разметчика. Даже незначительный перекос кронцирг
куля во время измерения приводит к неточности измерения, да-
ст больший размер.
Регулировку раствора кронциркуля описанным способом нель-
зя считать удобной и быстрой. Размер, который показывает крон-
циркуль, легко может быть сбит при неосторожном обращении.
Более удобен пружинный кронциркуль, у которого ножки под
31
действием сильной кольцевой пружины всегда стремятся разой-
тись. Стяжной винт, укрепленный на одной ножке и свободно
проходящий сквозь другую, препятствует этому. Подобный крон-
циркуль хорошо регулируется и ножки его не раздвигаются про-
извольно.
Нутромеры. Для измерения диаметров отверстий и различных
углублений применяются
Фиг. 19. Измерение нутро-
мером.
нутромеры.
Измерения нутромером требуют
еще большей осторожности, чем
кронциркулем.
При измерении внутреннего диа-
метра ножки нутромера должны
быть поставлены точно по диаметру.
При малейшем перекосе или откло-
нении от этого положения, как по-
казано пунктирными линиями на
фиг. 19, снятый размер будет боль-
ше истинного.
У нутромера, изображенного на
фиг. 20, обе ножки загнуты на кон-
цах в одну сторону. Таким нутро-
мером удобно измерять расстояния
между центрами отверстий одинако-
вого диаметра (фиг. 20, а), расстоя-
ния между выступами или кромка-
ми изделия (фиг. 20, б).
На фиг. 21 показано определение
размера раствора нутромера по
линейке.
Точность измерения кронцирку-
лем и нутромером зависит от каче-
ства этих инструментов и, в еще большей степени, от навыка
разметчика. Точность измерений опытного разметчика достигает
0,1 мм, а точность измерений начинающего, неопытного—едва
достигнет 0,5 мм.
На фиг. 22, а изображен усовершенствованный кронциркуль,
снабженный указателем и дугой с делениями, по которой опре-
деляют расстояние между губками. Благодаря этому отпадает не-
обходимость прикладывать инструмент к измерительной линейке.
Этот инструмент особенно незаменим в тех случаях, когда прихо-
дится проверять толщину стенок (фиг. 22, а) или диаметры отвер-
стий в труднодоступных местах деталей (фиг. 22, б).
Толщиномер. Для более точного измерения толщин деталей
в наиболее удаленных от кромок точках применяются своеобраз-
ной конструкции кронциркули, названные толщиномерами
(фиг. 23).
Радиус раскрывающихся ножек у толщиномеров равен 600 мм.
На концах ножек приделаны стальные наставки со сферическими
32
i t’.i меточное дело.
33
Л7 // /2 f3 /4 /j
Фиг. 23. Толщиномер.
34
головками, которые могут сменяться. В растворе рукоятки вде-
лано приспособление с указателем и шкалой, по делениям кото-
рой можно отсчитывать измеряемую толщину. Действие указа-
теля происходит от давления пружины 5 на левое (верхнее) плечо
указателя. При сомкнутых сферических поверхностях 17, пру-
жина удерживает стрелку указателя на нуле, при раздвижении
их стрелка будет перемещаться вправо, показывая на шкале ве-
личину отклонения сферических головок.
Стрелка удерживается серьгой 13, в которой она шарнирно
закрепляется. Серьга надежно закрепляется на правой рукоятке.
Па левой рукоятке закреплен упор 8, гайкой и контргайкой 9
которого выверяется и устанавливается стрелка 4.
Измерительные ножки делаются и выгнутой формы, как это
показано штриховыми линиями на фигуре 23. Применение опи-
санных толщиномеров значительно ускоряет процесс измерений,
а точность измерений будет зависеть от того, насколько точно
выверен указатель. Во всяком случае, в разметке для проверки
толщины стенок в отливках эти толщиномеры полезны. Чертеж:
толщиномера разработан кафедрой графики Ленинградского тех-
нологического института им. Ленсовета совместно со стахановца-
ми-разметчиками ленинградских заводов.
3. ИНСТРУМЕНТЫ ДЛЯ НАНЕСЕНИЯ РИСОК
Разметочные риски прочерчиваются на металлических поверх-
ностях изделий острым закаленным концом чертилки, иногда на-
зываемой разметочным шилом. Острие чертилки должно легко
прочерчивать тонкую риску без всяких заусенцев, не крошиться
и пе слишком быстро срабатываться; бока чертилки не должны
царапать линейку или угольник.
Самодельные чертилки, изготовленные из обыкновенной сталь-
ной проволоки и кое-как закаленные, далеко не всегда отвечают
этим требованиям. Лучшие чертилки изготовлены со вставными
круглыми ножками (наподобие вставных ножек циркуля) из
специальной стали. Ножки эти тщательно закаливаются и острие
их затачивается.
Обычно чертилки изготовляют из инструментальной углероди-
cioii стали (0,8—1,0% углерода), диаметром от 4 до 10 мм. При
нагреве чертилок для закалки необходимо нагревать только са-
мый конец чертилки. Температура нагрева должна быть не выше
760—780° (цвет светлый, вишнево-красный). Охлаждают нагре-
то чертилку в обыкновенной воде комнатной температуры. При
я ом погружать ее в воду нужно в вертикальном положении ост-
рием вниз, несколько глубже места светлокрасного каления.
Затачивать чертилку лучше на песчаном точиле, так как на
нем она не так сильно нагревается и, следовательно, уменьшается
опасность отпуска ее конца. Для повышения стойкости острия
можно на конец чертилки напаять кусочек победита.
35
Фиг. 24, Рейсмас легкой конструкции с
подвижной муфтой а и рейсмас с ми-
крометрическим винтом б.
Победитовая напайка острия чертилок стала постоянным
явлением на современных машиностроительных заводах Совет-
ского Союза. Стахановцы-разметчики нашли новые способы
победитовой напайки. Сейчас на Уралмашзаводе применяют для
напайки победитовые пластинки, которые припаивают к концу
•чертилки в специальную наклонную вырезку — скос на конце
чертилки, и после этого заостряют конец.
Можно также приме-
нять так называемый по-
бедитовый карандаш. Он
делается из стальной про-
волоки — «серебрянки»
диаметром, равным диа-
метру чертилки, длиною
примерно 30—40 мм, ко-
торая разрезается вдоль.
На поверхностях разреза,,
на обеих половинках, про-
страгивают продольные
канавки, по диаметру и
профилю достаточные для
помещения в них победи-
та в виде коротких ци-
линдриков. Победит прива-
ривается или припаивается
к одной из половинок,
потом обе половинки чер-
тилки спаиваются или
свариваются вместе. Та-
ким образом, получается
подобие карандаша, в ко-
тором вместо графита —
победит, а вместо дере-
ва — сталь.
Такой «карандаш» при-
варивается к черенку чер-
тилки и по мере износа сменяется. При затачивании его надо до-
биваться плавного перехода цилиндрической части чертилки в ко-
нус длиной приблизительно 30 мм с переходом в острую вершину.
Чертилка, укрепленная на штативе,— самый распространен-
ный инструмент при разметке деталей,— называется рейсмасом.
Рейсмасы. Этим инструментом проводят на изделии линии —
риски на определенном расстоянии от поверхности плиты,
вертикальной призмы или еще от какой-либо другой плоскости.
Все проведенные рейсмасом риски будут параллельны той
плоскости, по которой движется основание (штатив) рейсмаса.
Рейсмасы изготовляются различных конструкций. Мы не бу-
дем рассматривать простейшие (примитивные) рейсмасы, а раз-
36
беремся в устройстве и работе лучших рейсмасов современной
конструкции.
На фиг. 24, а изображен широко применяемый рейсмас лег-
кой конструкции. Он состоит из круглой металлической основной
плиты 1, в центре которой укреплена вертикальная стойка 2. На
стойку надета подвижная муфта 3, в которой закрепляется чер-
тилка 4. При ослаблении винта 5 можно чертилку вместе с муф-
той передвигать по стойке вверх или вниз и в любом положении
снова затянуть винт 5, закрепив чертилку в нужном положении.
При ослаблении винта 6 чертилка может поворачиваться вокруг
своей оси.
Фиг. 25. Рейсмас с одним винтом.
» Благодаря такому устройству можно острие чертилки устанав-
ливать под любым углом, на любом расстоянии от плиты по вер-
тикали.
Стахановцы-разметчики Уралмашзавода применяют рейсма-
। сы, имеющие только один установочный винт, что значительно
> ;< повышает производительность труда разметчиков.
На фиг. 25 изображен рейсмас конструкции стахановцев-раз-
метчиков Уралмашзавода. Для облегчения веса рейсмаса при-
менена труба вместо сплошной стойки. По стойке передвигается
ю. (овка, в которой и зажимается обычная чертилка.
Головка состоит из маховичка-гайки 1, у которого наружная
поверхность накатана; стойки 2; чертилки 3; хомута 4 с хвостови-
37
Фиг. 26. Универсальный рейс-
мас с микрометрическим вин-
том.
та. При вращении винта 7
ком, имеющим резьбу, на которую навертывается маховичок; за-
жимной шайбы 5; опорной шайбы 6; специального кольца с вы-
резом 7; винта 8 и шайбы со сферической поверхностью 9.
Под действием маховичка 1 ослабляется или натягивается хому-
тик 4, одновременно то же происходит и с зажимной шайбой 5.
Таким образом, разметчик только одним маховичком регулирует
положение чертилки, поворачивая ее, и одновременно может пе-
редвигать хомутик вверх или вниз.
Описанная конструкция рейсмаса
вполне себя оправдала на Урал-
машзаводе и может быть рекомен-
дована.
Рейсмас с микрометрическим вин-
том дает возможность более точно
устанавливать чертилку по высоте
(фиг. 24, б).
В этом случае чертилка закреп-
ляется двумя муфтами 3 и 4, свя-
занными между собой винтом. Чер-
тилка 5 укреплена в нижней муфте
3 при помощи винта с барашком и
может свободно поворачиваться во-
круг своей оси. Муфта же 4 закреп-
ляется на вертикальной стойке 2. не-
сколько выше муфты 3, с которой
она соединена так называемым ми-
крометрическим винтом 7 с круглой
накатанной головкой 6.
Когда острие чертилки приблизи-
тельно правильно установлено по
высоте, муфту 4 закрепляют непо-
движно на стойке 2 и окончатель-
ную установку чертилки производят
при помощи микрометрического вин-
муфта 3 вместе с чертилкой 5 мед-
ленно поднимается или опускается. Другой тип рейсмаса с ми-
крометрическим винтом показан на фиг. 26.
На довольно тяжелом основании 1 установлена и закреплена
на шарнире стойка 2, по которой скользит муфта 5 с державкой
для чертилки.
Винтом 3 державку с чертилкой и муфту закрепляют в опре-
деленном положении. Чертилку 4 сначала ставят приблизительно
в нужном положении, а затем точно устанавливают ее по высо-
те микрометрическим винтом 6, который поворачивает стойку 2
вместе с чертилкой.
Описанные рейсмасы имеют призматические выемки в основа-
нии. Благодаря этому их можно устанавливать на цилиндриче-
ских поверхностях. Вращая рейсмасы вокруг цилиндрической по-
38
Фиг. 27. Специальный
рейсмас.
солидную конструкцию, высокие
верхности, можно чертилкой провести круговую риску. Подоб-
ными рейсмасами удобно пользоваться при выверке изделий на
токарных и расточных станках.
На фиг. 27 изображен специальный рейсмас, которым очень
удобно пользоваться при разметке по шаблону в тех случаях,
когда шаблон не прилегает плотно к изделию.
Штатив этого рейсмаса де-
лается таким же, как и у опи-
санных выше рейсмасов. Иной
делается чертилка 1, которая
может перемещаться по верти-
кали. Чертилка двигается в на-
правляющей 2 и под действием
пружины 3 всегда прижимается
книзу (к размечаемому изде-
лию). При помощи колпачка 4
можно регулировать силу на-
жатия пружины 3.
Штативы рейсмасов изгото-
вляют из машиноподелочной
стали. Поверхность основания,
которая скользит по плите,
подвергается закалке и шли-
фуется до зеркального блеска.
Этим достигается легкость
скольжения рейсмаса по плите.
Высота рейсмасов зависит
от величины размечаемых дета-
лей, но высокие рейсмасы
(2,5 м) очень тяжелы, и поль-
зование ими затруднительно.
Кроме того, несмотря на свою
рейсмасы пружинят и дают волнистую риску.
До сего времени еще нет удовлетворительных конструкций
больших рейсмасов. Этот недостаток восполняется применением
призм, посредством которых можно и рейсмасом малых размеров
прочерчивать риски на значительной высоте от уровня плиты, но
эю трудоемкая и медленная работа.
Многошильный рейсмас. Конструкция многошильного рейсма-
са предложена стахановцем-разметчиком К. Крючеком.
На фиг. 28 изображен этот рейсмас. На стойку 2, укреплен-
ную в основании 1, надета трубка 3 вместе с установленными на
ней втулками 4. Каждая из этих втулок несет на себе чертилку
(шило) 5, закрепленную хомутиком 6.
Иглы настраиваются так, чтобы между наносимыми при раз-
метке рисками было соблюдено указанное в чертеже расстояние.
Устанавливают чертилки путем перемещения хомутика 6 вдоль
тулки 4. Для тонкой регулировки чертилку поворачивают во-
39
круг собственной оси. С этой целью на конце чертилки сделана
лыска. Поворачивают чертилку с помощью ключа.
Настроенной системе чертилок придают нужное положение
относительно плиты, а следовательно, и относительно установлен-
ной на ней детали, перемещая вверх или вниз трубку 3 вместе
с втулками 4 и чертилками 5. С этой целью пользуются винтом 7,
который ввинчивается (или вывинчивается) в резьбе стойки 2.
В нужном положении (по высоте) трубку 3 стопорят к стойке
2 винтом 10.
Во время применения этого рейсмаса чертилки располагаются
веером.
Исходя из соображений техники безопасности, угол веера
не должен превышать 120°. Чертилки располагают под углом,
поворачивая втулки 4. Последние быстро и надежно закрепляются
на трубке 3 гайками 8 и 9.
Однако в большинстве случаев, когда деталь установлена
жестко, а расстояние между наносимыми рисками невелико, вы-
годнее вести разметку, не закрепляя втулки 4. Это позволяет
пользоваться одновременно двумя иглами, а следовательно, на-
носить сразу две риски.
Острия чертилок изготовлены из твердого сплава, что значи-
тельно увеличивает срок службы между переточками по сравне-
нию со стальными остриями. Концы чертилок могут быть закры-
ты, для чего служат специальные наконечники-втулочки 11.
Применение этого рейсмаса, по отзывам разметчиков,
в шесть-восемь раз ускоряет процесс нанесения рисок при размет-
ке даже небольшой партии деталей.
Если на размечаемом предмете надо провести линию, парал-
лельную данной плоскости, то для этого иногда применяется руч-
ной рейсмас с микрометрическим винтом (фиг. 29).
Рейсмас состоит из чертилки 1, закрепленной установочным
винтом 8; валика 2 со шкалой миллиметровых делений, кото-
рые начинаются на расстоянии 35 мм от торца валика; направ-
ляющей плоскости 3, которая может передвигаться по валику 2
и закрепляться в определенных положениях винтом 7.
На вырезе втулки направляющей плоскости 3 нанесены деле-
ния нониуса. Для точной установки чертилки имеется дополни-
тельный хомутик 6, связанный винтом 4 со втулкой направляю-
щей плоскости 3. Действуя гайкой 5, можно с большой точ-
ностью установить чертилку на желаемую величину. В валике 2
имеется продольный паз, служащий направлением для плоско-
сти 3 и для хомутика 6 через посредство винтов 7, концы которых
входят в направляющий паз.
Действие рейсмасом при нанесении рисок понятно из фиг. 29.
Ручной рейсмас применим для проведения рисок, параллель-
ных плоскости при любом положении, т. е. горизонтальном, вер-
тикальном и наклонном. Это является большим достоинством
ручного рейсмаса.
40
Фиг. 28. Многошильный рейсмас.
41
42
Практическое применение ручного рейсмаса, правда, неве-
лико, но этот рейсмас должен быть у каждого разметчика.
Круговой рейсмас. Круговой рейсмас (фиг. 30), или, как его
часто называют на производстве, «обводка», известен передовым
разметчикам давно. Идея этого инструмента заключается в сле-
дующем: круговой рейсмас разметчик перемещает по обработан-
ной наружной или внутренней цилиндрической поверхности де-
тали и на поверхности торца очерчивает концентрические
окружности нужного диаметра. Процесс очерчивания окружно-
сти этим инструментом значительно упрощается, а результат ра-
боты получается более точный.
Применение кругового рейсмаса особенно эффективно при раз-
метке деталей с большим внутренним диаметром. В этом случае,
помимо экономии времени на отыскивание положения центра, не
расходуется время на установку центровой планки.
Круговой рейсмас сокращает время на очерчивание окруж-
ности в 5—6 раз. Такой рейсмас старой конструкции переме-
щался по цилиндрической поверхности скольжением, что требова-
ло от разметчика значительных усилий. На торцевой плоскости
детали рейсмас не имел опорных точек, вследствие чего устой-
чивость его при работе была ненадежной, а точность недостаточ-
ной.
Разметчик-стахановец М. П. Бойцов внес значительные улуч-
шения в конструкцию кругового рейсмаса. Установив два роли-
ка 2 и шарики 3, он обеспечил инструменту две точки опоры на
юрце детали и освободил рейсмас от скользящего трения при
работе. Планка 9 снабжена направляющим штифтом 6, который
входит в прорезь чертилки. Все это сделало инструмент надеж-
ным и точным, а перемещение его по поверхности детали теперь
не требует особых усилий.
Этот рейсмас рекомендуется разметчикам для широкого при-
менения.
Для проведения вертикальных рисок используют стрелку-ли-
нейку (фиг. 31).
Длина стрелки-линейки колеблется от 200 до 500 мм и да-
же более. Нижняя сторона линейки представляет собой плос-
кость, которая хорошо и точно обработана. При перемещении
плоской стороны линейки по вертикальной плоскости кубика или
двух угольников, как показано на фиг. 31, можно острием ли-
нейки наносить риски на самых разнообразных поверхностях раз-
мечаемых деталей.
При применении в качестве опорной поверхности для линейки
угольников их предварительно устанавливают по рискам раз-
меточной плиты. Расстояние между угольниками зависит от дли-
ны стрелки-линейки.
Концы стрелки-линейки остро затачиваются и хорошо закали-
ваются. Заточка возможна только сверху (с затылочной сторо-
ны) и ни в коем случае недопустима со стороны скользящей по
43
44
направляющим кубикам или угольникам. Заточка стрелок-лине-
ек, так же как и чертилок, должна производиться на точильном
камне.
Более совершенный способ проведения вертикальных рисок
достигается применением вертикального рейсмаса (фиг. 32), ко-
торый употребляется и для нанесения вертикальных
рисок на криволинейных поверхностях.
Вертикальный рейсмас состоит из основания 2,
прикрепленных к нему двух щек Л между кото-
рыми расположены мерные вкладыши 3. Кроме то-
го, между щеками расположен барабан 6, скреплен-
ный с двумя камнями 5. Камни перемещаются по
прорезям, имеющимся в щеках. Сквозь барабан про-
пущена чертилка 4 с наконечником 7.
Наличие вращающегося барабана и перемещаю-
щихся в вертикальном направлении камней обес-
печивает чертилке возможность передвигаться по
вертикали при одновременном вращении ее вокруг
оси барабана. Это позволяет прочерчивать риски
на криволинейных поверхностях в вертикальном на-
правлении.
Описанный вертикальный рейсмас применяется
стахановцем А. А. Дмитриевым1.
Кернер разметочный (фиг. 33). Кернер служит для
нанесения небольших углублений на рисках, чтобы
они были более отчетливо видны и не так быстро
стирались. Кернеры изготовляются из круглой или
восьмигранной углеродистой (инструментальной)
стали марки У7А, содержащей 0,7% углерода. Диа-
метр кернера 8—13 мм, длина 90—150 мм. Ниж-
ний конец кернера затачивают конусообразно под
углом 60°. Оба конца кернера на длине 20 Хм
должны -быть закалены и отпущены при 275—285°.
Чтобы удобнее было держать кернер, боковую
его поверхность делают рифленой или накатывают.
При точной разметке на чистых поверхностях
Фиг. 33.
Кернер раз-
меточный
(простой).
пользуются кернерами меньших размеров, диаметром 5—6 мм
и длиной 70 мм с нижним концом, заточенным под углом 30—45°.
Таким кернером наносятся очень точные керны небольшого диа-
метра'. i
Затачиваются кернеры на шлифовальном станке, с закрепле-
нием кернера в патроне, но не вручную.
Автоматический кернер употребляется при более точной раз-
метке (фиг. 34). Корпус этого кернера состоит из трех частей
(1, 2 и 3), соединяемых посредством резьбы. Внутри корпуса пог
1 М. М. Гуревич и А. А. Дмитриев, Новые методы разметки круп-
ногабаритных деталей, Лениздат, 1951.
45
мещен стержень 4, в конец его вставляется легко сменяемое
острие. 5. Пружина 10 действует на заплечики стержня 4, от-
жимая его в крайнее положение. Противоположным концом (не-
большими заплечиками) стержень 4 упирается в курок 8, кото-
рый плоской пружиной 9 прижимается к внутренней поверхности
корпуса кернера 2.
Внутри конуса имеется ударник 6, на который давит силь-
ная пружина 7 и прижимает его к курку 8. Острие кернера 5
устанавливают в вертикальном положении, точно на риске, в том
месте, где желают получить керн, и затем нажимают на корпус
кернера.
Сначала стержень 4, опираясь на курок, начнет входить
внутрь корпуса 1 и перемещать при этом курок 8 вместе с удар-
Фиг. 34. Общий вид и разрез автоматического кернера.
ником 6, сжимая пружину 7. Это происходит до тех пор, пока
курок 8 не дойдет до уступа, имеющегося в части корпуса 2 кер-
нера. Как только курок дойдет до этого уступа, последний за-
ставит курок переместиться влево. При таком перемещении ку-
рок 8 соскочит с заплечика стержня 4 и мгновенно переме-
стится вместе с ударником 6 вниз. При этом ударник 6 под дей-
ствием пружины 7 нанесет по концу стержня 4 сильный удар,
от которого острие кернера углубится в тело размечаемой де-
тали.
Колпачком 3 можно регулировать силу удара путем сжатия
или ослабления пружины 7.
Иногда автоматический кернер служит автоматическим при-
способлением для клеймения, тогда вместо острия 5 в стержень
4 вставляют клеймо.
Автоматический кернер имеет следующие преимущества:
1) нет надобности ударять молотком по кернеру; 2) одна рука
разметчика свободна; 3) углубления от подобного кернера полу-
чаются одинаковыми, так как сила удара пружины одинакова.
Для углубления кернов, намеченных предварительно острым
46
Фиг. 35. Кернеры:
а — переводный;
б—комбинированный.
кернером, например при наметке центров отверстий, употреб-
ляют особый кернер, у которого угол заострения более тупой,
обычно 75°, а сам кернер большей длины и большего диаметра.
Переводный кернер (фиг. 35, а). Им проводятся центры от-
верстий с шаблона на изделие.
Диаметр d переводного кернера де-
лается на 0,2 мм меньше диаметра отвер-
стий шаблона. Разметчик, следовательно,
должен иметь набор переводных кернеров
различных диаметров.
Комбинированный кернер (фиг. 35, б).
Для ускорения работы при разметке от-
верстий употребляется комбинированный
кернер. В обычных условиях при приме-
нении простого кернера после накерни-
вания центров отверстий циркулем про-
водятся окружности, диаметр которых ра-
вен диаметру намечаемых отверстий. При
пользовании комбинированным кернером
центр и окружность отверстия получают-
ся от одного удара по кернеру, прове-
дение окружностей циркулем отпадает.
Длина комбинированного кернера
100—150 мм; он состоит из стального ци-
линдра с закаленной головкой и конусной
кольцевой заточкой. В отверстии сталь-
ного цилиндра свободно, но без качки,
перемещается кернер, который пружиной
постоянно отжимается книзу. Специаль-
ный припорный винт, входящий в продольную выточку кернера,
препятствует его выпадению.
Установив острие кернера по найденному предварительно
центру отверстия, ударом молота по головке одновременно на-
ксрнивают центр и след окружности.
Чтобы иметь возможность размечать окружности разных диа-
метров, разметчик должен иметь набор таких комбинированных
кернеров.
Для точной разметки употребляются кернеры особой кон-
струкции, описанные в главе о точной разметке.
4. ИНСТРУМЕНТЫ ДЛЯ РАЗМЕТКИ ОКРУЖНОСТЕЙ И ДУГ
Для проведения окружностей и дуг пользуются циркулями
различных размеров и конструкций. Циркулями с острыми нож-
ками разметчики также пользуются при измерении и откладыва-
нии размеров, взятых с масштабных линеек.
Разметочный циркуль состоит из двух ножек, соединенных
между собой шарниром (фиг. 36, а). Концы ножек циркуля
47
закалены и остро заточены. Сжатые вместе ножки при накалы-
вании на предмете дают одну точку, что служит показателем
хорошего качества циркуля. От степени заострения ножек зави-
сит и точность установки циркуля на
Разметочные циркули делаются
прочной конструкции, они имеют
приспособление, позволяющее закре-
заданный размер.
Фиг. 36. Разметочный циркуль а и циркуль-угломер системы
Казакова б.
плять ножки неподвижно в нужных положениях. Раздвижение
и сближение ножек должно происходить без толчков, равно-
мерно.
На фиг. 36, б изображен циркуль-угломер системы П. И. Ка-
закова.
Выполнение многих геометрических построений можно упро-
стить, применяя циркуль-угломер Казакова.
Инструмент представляет собой обыкновенный разметочный
циркуль, к одной ножке которого прикреплен сектор с градусны-
ми делениями, а к другой — десятичный (шестиминутный) или
полудесятичный (трехминутный) нониус. Радиус дуги угломера
J«0\ Z180\
42,97 мм ( j или же 57,3 мм а длина ножек соот-
ветственно 100 мм или же 114,6 мм. Величина ~ = 3,14.
При длине ножек 100 мм раскрытие циркуля на 60° дает ли-
нейную величину между их острыми концами, равную также
48
<00 мм, что удобно, например, при построении уклонов и конус-
ностей, заданных десятичной дробью или в процентах, и при вы-
черчивании пропорциональных масштабов.
При длине ножек угломера 114,6 мм и радиусе градусной шка-
лы 57,3 мм облегчается частично пересчет угловых единиц изме-
рения в линейные. Циркуль позволяет производить следующие
операции:
1) измерять и строить углы заданной величины на бумаге
и в натуре на деталях при разметке, не прибегая к помощи
транспортира;
2) делить углы, дуги и окружности на произвольное число
равных частей;
3) опускать и восстанавливать перпендикуляры, проводить па-
раллельные линии;
4) производить спрямление дуг и окружностей и преобразо-
вывать их в дуги и окружности другого радиуса, что требуется,
например, при вычерчивании разверток конических и шаровых
поверхностей, построении спиралей и многих лекальных кривых;
5) производить накладку планов как по углам, так и по
румбам.
По числовым значениям тригонометрических величин цирку-
лем-угломером можно строить любые углы, а следовательно,
углы уклонов и конусностей.
Измерение углов инструментом основано на том, что углы при
вершине у двух равных равнобедренных треугольников, имеющих
общее основание, равны.
Для измерения величины угла от его вершины циркулем-
угломером, установленным на 60°, делают наколы на одной
и па другой сторонах угла. Перенеся затем ножки циркуля в от-
меченные точки, читают на шкале градусное значение определя-
емого угла. На обратной стороне угломерного сектора желательно
иметь шкалу для деления базовой окружности (диаметр 100 мм)
па равные части.
1 (иркуль, изображенный на фиг. 37, имеет одну сменную нож-
ку, Иногда обе ножки циркуля делаются сменными. Точная уста-
новка ножек и закрепление их в определенном положении
достигаются посредством дуги 1. В ножке 3 для дуги сделан про-
долговатый прорез. Ослабив винт 2, циркуль устанавливают при-
блшительно на размер, а затем, закрепив винт, доводят раздви-
жение ножек до точного размера при помощи гаек 4 и 5. Острия
ножек циркуля для большей стойкости напаиваются победитом.
Циркули с прямыми ножками при значительном раздвижении
становятся слишком наклонными и во время проведения круго-
вых рисок соскальзывают. У циркуля (фиг. 37) ножки вогнуты
внутрь, благодаря чему устраняется их соскальзывание.
Пружинный циркуль (фиг. 38). Пружинный циркуль быстро
и точно устанавливается на требуемый размер. Конструкция его
видна из чертежа: ножки его наверху соединены кольцеобраз-
4 Разметочное дело. 49
ной пружиной с рукояткой. От действия пружины ножки цирку-
ля стремятся раздвинуться, а при завертывании гайки 1 они
сближаются — сводятся.
С целью уточнения
стяжном винте нарезка
регулировки раздвижения циркуля на
сделана очень мелкой, а гайка 1 — специ-
фик 37. Циркуль
со сменной ножкой.
нарезкой охватывают
альной конструкции, позволяющей ей бы-
стро перемещаться по стяжному винту.
Гайка состоит из двух половинок.
Нижняя часть плоскости разъема полови-
нок гайки срезана наискось и образует
щель. С обоих боков в половинки гайки
вставлены небольшие стальные кольца,
соединяющие между собой половинки
и одновременно играющие роль шарниров.
Если сжать обе половинки гайки снизу
(где имеется скос), то их верх разойдется.
Винтовая нарезка сделана только
в самой верхней части, а внизу, внутри,
гайка имеет коническую выточку (раззен-
кована). Между ножкой циркуля и гай-
кой на стяжной винт надета гладкая
втулка 2. Один конец этой втулки упи-
рается в ножку циркуля, а другой кони-
ческий конец под действием кольцевой
пружины циркуля упирается в раззенко-
ванную часть гайки 1, вследствие чего
сходятся верхние концы гайки и своей
стяжной винт циркуля. Поворачивая гайку,
можно изменять раздвижение ножек и точно установить нож-
ки на заданный размер.
При значительном увеличении или уменьшении раздвижения
ножек следует их сжать левой рукой. При этом втулка 2 выйдет
из конической части гайки 1- Одновременно двумя пальцами пра-
вой руки сжимают половинки гайки 1 у ее нижнего основания
со скошенными концами. Тогда половинки гайки внизу сойдутся,
а имеющаяся в верхней части гайки нарезка выйдет из зацепле-
ния со стяжным винтом. После этого гайку можно, не вращая,
перемещать вдоль винта, насколько это потребуется.
Переместив гайку, освобождают ножки циркуля. Втулка 2 под
действием кольцевой пружины циркуля снова нажмет на поло-
винки гайки и заставит нарезку гайки снова обхватить стяжной
винт. Таким путем быстро достигается грубая установка ножек
циркуля, а последующая более точная установка достигается уже
вращением гайки 1.
Этот циркуль очень удобен для установки на требуемый раз-
мер, но при разметке черных поверхностей часто сдает, поэтому
пружинные циркули рекомендуется применять только при раз-
метке на чистых поверхностях.
50
Обычные циркули позволяют чертить окружности диаметром
в пределах одного метра. Для проведения больших окружностей
употребляются рычажные штангенциркули.
Фиг. 38. Пружинный циркуль а и специальная гайка
для пружинного циркуля б.
Разметочный штангенциркуль (фиг. 39). Рычажный, или раз-
меточный штангенциркуль служит для вычерчивания окружно-
стей диаметрами больше одного метра. Он состоит из деревян-
Фиг. 39. Разметочный штангенциркуль.
ной или металлической линейки 1, по которой перемещаются две
металлические обоймы 2 и 3 с острыми стальными ножками 4.
В зависимости от размера окружностей линейки можно менять,
। е. применять более длинную или более короткую.
51
Иногда на линейках наносятся миллиметровые деления. Для
•более точной установки одна из обойм снабжена микрометриче-
ским устройством 5*. Ножки обычно делаются сменными, что
дает возможность легко заменять изношенные.
При смене ножек можно штангенциркуль превратить в нутро-
мер или кронциркуль для промеров отверстий больших диамет-
Фиг. 40. Специальный циркуль.
ров. Соответственно
для этого вставля-
ются ножки 6 и 7.
При вставке ножек б
получается нутро-
мер, а при ножках
7— кронциркуль.
Специальный цир-
куль. На фиг, 40 изо-
бражен специальный
циркуль, благодаря
которому, не прибе-
гая к дополнитель-
ным вычислениям,
возможно проводить
окружности, центры
которых не лежат
в одной плоскости
с проводимой окруж-
ностью.
Все описанные циркули изготовляются стальными, с содержа-
нием углерода около 0,6%. Концы ножек на длине 20 мм зака-
ливаются и отпускаются, но это обязательно делается в инстру-
ментальных цехах. Заточку циркульных ножек обычно делают
«сами разметчики на песчаных камнях. После установки любого
циркуля на заданный размер и закрепления его винтом или ба-
рашком совершенно необходимо проверить правильность его
раствора, так как при затяжке винта раствор циркуля иногда
изменяется. Если ножки циркуля после закрепления их винтом
шатаются, то такой циркуль непригоден и им пользоваться нельзя.
При исправном циркуле, при его установке на любой размер, тре-
буется одинаковое усилие.
5. ИНСТРУМЕНТЫ ДЛЯ ПРОВЕДЕНИЯ И КОНТРОЛЯ
ВЕРТИКАЛЬНЫХ И НАКЛОННЫХ РИСОК
Угольники. Вертикальные риски на размечаемых изделиях
иногда можно прочерчивать при помощи специального угольника
(фиг. 41). Изображенный угольник с утолщенной полкой обла-
дает большей устойчивостью и применяется чаще, чем обыкно-
венные с одинаковыми сторонами.
* Описание нониуса см. на стр. 208.
52
Плоскости угольника чисто обработаны, рабочие кромки при-
шабрены
и
строго параллельны друг другу.
Размеры угольников колеблются
вертикальная полка от 300 до 2000
зонтальная от 200 до 1000 мм. Для
веса вертикальные полки больших
в пределах:
мм, а гори-
уменыпения
угольников
облегчают отверстиями, а сами полки делаются
из легкого металла — дюраля и других.
Угольники с особо утолщенной
полкой
(фиг. 42) имеют в этой полке отверстие, в которое
закладывается штифт, препятствующий повороту
угольника при проведении горизонтальных или на-
клонных линий на плоскости. Штифт хорошо обра-
ботан, вставленный в отверстие, не шатается.
На фиг. 43 показан угольник Т-образного ти-
па, применяемый при пространственной разметке.
Им удобно пользоваться в тех
случаях, когда имеется возмож-
ность опирать его полки сразу на
две поверхности изделия.
I Угольники необходимо беречь
£ от забивания, т. е._ обращаться
।' 'и и hi' ill iininrF с ними осторожно. После работы
обтирать начисто и, смазав слег-
ка машинным маслом, хранить
в деревянных футлярах. Периодически следует проверять пра-
вильность углов и ребер угольников.
При помощи точного контрольного угольника проверяют пер-
Фиг. 41. Угольник с полкой.
пендикулярность сторон.
Прикладывая контроль-
ный угольник к проверяе-
мому, по величине просве-
та, если таковой получает-
ся между ними, судят о
степени точности уголь-
ника. Человеческий глаз
имеет способность заме-
чать и воспринимать ма-
лейшие просветы (шири-
ной до тысячных долей
миллиметра) и благодаря
этому легко выявлять
самые ничтожные не-
правильности угольни-
ков.
Фиг. 42. Установка угольника в
горизонтальной плоскости при по-
мощи штифта.
При отсутствии точного контрольного угольника для про-
верки применяют менее точный способ, которым пользуются при
проверке чертежных треугольников. К линейке или кромке
5а
разметочной плиты прикладывают горизонтальную полку уголь-
ника, а вдоль другой его полки аккуратно проводят вертикаль-
ную риску. Затем поворачивают
угольник на 180° и подводят его
к проведенной ранее риске и
вновь аккуратно проводят вто-
рую риску. При правильном
угольнике обе риски совпадают,
но если они не совпадают, то по
их расхождению судят о неточ-
ности угольника.
Отвес. При установке на раз-
меточной плите крупных деталей
для проверки правильности (вер-
тикальности) установки их отно-
сительно плиты иногда нехватает
высоты угольника. Тогда провер-
ка установки производится при
помощи отвеса (фиг. 44), со-
фт. 43. Угольник Т-образного стоящего из металлического кор-
типа. пуса 2 с коническим концом 1.
В верхней части корпуса 2 на-
резана резьба и в нее завинчена гайка 3 со сквозным отверстием
4, через которое пропускают тонкий шнур 5.
Фиг. 44. Отвес.
На фиг. 44 справа схематически показан способ использова-
ния отвеса. При выверке детали по отвесу его шнур приклады-
вают к проверяемой поверхности в высшей точке устанавливае-
54
мой детали, а острие отвеса не должно касаться плиты. После
Фиг. 46. Транспортир.
шнуру отвеса. Расстояние между прове-
прекращения качания отвеса легко обнаружить, в какую сторону
наклонена деталь, которую устанавливают так, чтобы ее поверх-
ность была параллельна ~
ряемой стенкой де-
1али и шнуром отве-
са можно осторожно
промерять нутроме-
ром или мерительной
•| иней кой.
Малка. Риски, на-
клонные к поверхно-
CIH разметочной пли-
ты, иногда проводят-
ся при помощи мал-
ки (фиг. 45). Малка
состоит из двух лине-
ек, шарнирно связан-
ных между собой,
причем одна из ли-
неек имеет продоль-
ный паз, в который
полностью заходит
другая. Установив
линейку под требуе-
мым
пив
НИИ
I айкой, прикладыва-
ют малку к изделию
и по линейке прово-
дят чертилкой риску.
При помощи мал-
ки можно проверять
мол установки изде-
лия на плите. Малка не имеет делений, ею можно пользоваться
углом и, закре-
в этом положе-
ее винтом или
только для копирования угла, или же пользоваться совместно с
транспортиром, при помощи которого устанавливается требуе-
мый угол (фиг. 46).
В центре транспортира имеется поворачивающийся штифт,
у которого срезана половина головки, срез проходит точно через
центр штифта. К срезу штифта приставляется малка при на-
стройке be на желаемый угол.
Па фиг. 47 изображена малка более совершенной конструк-
ции и транспортир к ней. На транспортире / имеются два штиф-
та 2 и 3, на которые надевают малку отверстиями 5 и 4. Эти
отверстия пригнаны к штифтам транспортира так, что при нало-
жении малки на транспортир центр вращения линейки 6 малки
55
точно совпадает с центром транспортира 1. Установив линейку
малки по транспортиру на заданный угол, линейку 6 закрепляют
винтом 7 и снимают малку с транспортира.
Фиг. 47. Усовершенствованная малка и транс-
портир.
Для изменения и нанесения рисок под утлом употребляется
угломер. В угломере скомбинированы малка и транспортир
(фиг. 48).
Угломер состоит из внешнего кольца / с градусными Деле-
ниями. Это кольцо неподвижно соединено с линейкой 2. В линей-
ке сделана щель, куда входит линейка 3, на которой (в пазу 4)
закреплен диск 6 меньшего диаметра. Диск этот вместе с линей-
56
кой 3 может вращаться внутри кольца 1, не выскакивая из
него; на диске закреплен нониус 5 и нанесена указательная
риска.
Если линейки 2 и 3 образуют собой угол 90°, то риска совпа-
дает с штрихом 90°, нанесенным на кольце 1. Деления на кольце
/ нанесены вправо и влево от 90° до 0°. При помощи зажимного
г.ипта 7 можно скрепить диск 6 и кольцо 1. Рукоятка 8 зажи-
мает неподвижно линейку 3. Ослабив винт 7, можно линейки 2
и 3 легко сводить и разводить и устанавливать их под любым
углом: надо только, чтобы указательная риска нониуса1 5 совпа-
дала при этом соответствующим делением кольца 1. После уста-
новки угломера на заданный угол зажимают винт 7.
Линейки угломера перемещаются руками, только при отпу-
щенном (не затянутом) винте 7. Никакие удары линейками
о плиту или о другие предметы не допускаются, так как от уда-
ров угломер теряет свою точность. Точность угломера проверяют
в разных положениях линеек при помощи контрольных угольни-
ков, угловых шаблонов и специальных приборов.
Угломер нужно содержать в чистоте, предохранять от пыли,
грязи и влаги. Сохраняют угломеры в специальных футлярах.
Ось верхнего диска угломера смазывают тонким слоем костяного
масла.
Практически угломеры применяются для сравнительно мелких
деталей, так как для больших величин точность работы с угло-
мером недостаточна. Например, при разметке центров угловых
рычагов размерами около 2 м уже применяется метод координат
(фиг. 49).
$ 1 Описание нониуса см. на стр. 208.
К 57
Если разметку углового рычага делать по углур, то точность
разметки получится недостаточная по сравнению с разметкой по
координатам а, Ь. Ошибка в величине С получится меньше при
разметке по координатам.
6. ИНСТРУМЕНТЫ ДЛЯ ОТЫСКИВАНИЯ ЦЕНТРОВ ДЕТАЛЕЙ
Циркуль-центроискатель является наиболее распростра-
ненным инструментом для отыскивания центров черных изделий
(отливки поковки). Циркуль-центроискатель отличается от обык-
новенного циркуля тем, что одна ножка его прямая, а другая за-
Фиг. 50. Циркуль-центроиска-
тель.
Фиг. 51. На-
хождение цент-
ра центроиска-
телем.
гнута крючком (фиг. 50). При помощи его намечают центры чер-
ных цилиндрических предметов. Касаясь кривой ножкой боковой
поверхности цилиндра, острой прямой ножкой делают четыре за-
сечки, приблизительно через центр (фиг. 51). В середине между
этими засечками должен находиться центр, который намечают иа
глазомер.
Этим же циркулем проводят риски и откладывают размеры от
края изделия, как это показано на фиг. 52.
Острая ножка центроискателя, которой делаются засечки, бы-
стро срабатывается, поэтому ее обычно делают сменной.
С помощью циркуля-центроискателя достаточно точно нахо-
дят центры у обрабатываемых изделий.
Центровочный угольник (фиг. 53). Нахождение центра круга
геометрическим путем довольно просто, но требует тщательного
построения. Известно, что если из середин двух хорд, располо-
58
женных под некоторым углом, восстановить перпендикуляры, то
эти перпендикуляры пересекутся в центре
фиг. 53, а).
Хорды ab и Ьс разделены пополам
и из полученных точек О и К восстано-
влены перпендикуляры. На чертеже вид-
но, что эти перпендикуляры пересеклись
в центре круга, т. е. в точке О{. Для бы-
строты нахождения центров на цилинд-
рических деталях при разметочных рабо-
тах прибегают к различного рода ин-
струментам.
Например, для разметки центра круп-
ных цилиндрических предметов употре-
бляют центровочный угольник с пере-
движным масштабом (фиг. 53, б). Он
устроен следующим образом. Сбоку сталь-
ного, с закаленными поверхностями уголь-
ника скользит закаленная линейка, кото-
рая на одной стороне имеет миллиметро-
вые деления, а на другой —- полумиллиме-
тровые.
Винтом А можно линейку закреплять в
любом положении. Передвижением линей-
заданного круга (см.
Фиг. 52. Прочер-
чивание центро-
искателем риски,
параллельной
кромке.
ки относительно вершины угольника мож-
но определять центры для внутренних и внешних диаметров.
Средняя линия проводится чертилкой вдоль нижнего края линей-
ки, который делит пополам центровочный угольник и дает диа-
метр для каждого круглого предмета, вложенного в угольник.
Если нулевое деление линейки передвинуть до окружности вло-
женного в угольник предмета, то можно прямо прочесть диаметр
59
предмета и от его центра отметить вправо и влево одинаковое
число делений. Эти отметки обозначают границу поверхности,
подлежащей обработке.
Фиг. 54. Угольники-центроискатели.
Также применяются для отыскания центров угольники-центро-
искатели (фиг. 54).
Фиг. 55. Нахождение центра вала
центровой линейкой.
Угольники - центроискатели
представляют собой приспособ-
ления, при помощи которых
размечаются центровые риски
и центры на торцах круглых,
обычно обработанных предме-
тов.
Центровые линейки для на-
хождения центров изделий, об-
работанных снаружи или из-
нутри, соответственно подраз-
деляются на наружные и вну-
тренние.
Наружные центровые линей-
ки состоят из угольника 1 с при-
клепанной к нему линейкой 2,
которая делит прямой угол
угольника пополам. Ес-
ли центровую линей-
ку приложить к торцу
изделия так, чтобы вну-
тренние полки угольни-
ка прикасались к на-
ружной цилиндрической
поверхности изделия,
и вдоль линейки 2
Фиг. 56. Внутренняя центровая линейка.
провести риску, то она будет проходить через центр (фиг. 55).
Повернув линейку вокруг изделия, можно провести таким же
60
образом вторую риску, а центр будет находиться на пересечении
этих двух рисок.
Внутренняя центровая линейка (фиг. 56) служит для проведе-
ния центровых рисок и нахождения центров обработанных отвер-
стий, она состоит из линейки 1 и приклепанной упорной планки 2.
Копцы этой планки расположены таким образом, что линейка 1
делит пополам любые дуги, проходящие через ее концы.
При работе с линейкой ее прижимают к поверхности изделия
так. чтобы концы упорной планки касались стенок отверстия
(фиг. 57),
Фиг. 57. Нахождение цент-
ра отверстия внутренней
центровой линейкой.
Фиг. 58. Центронаметчик.
При малых диаметрах торцев центровыми линейками пользо-
ваться неудобно. В этих случаях применяют центронаметчик,
представляющий собой пустотелую коническую воронку, в центре
которой движется кернер (фиг. 58). Способ применения следую-
щий: воронку опирают на торец изделия, проверяя вертикальное
положение воронки на глаз, молотком ударяют по головке кернера.
Па торце изделия при этом намечается центр. Для более точной
разметки желательно, чтобы торец изделия был правильно под-
резан, тогда воронка при установке не перекашивается. Центро-
наметчик хотя и высокопроизводителен, но применим только для
грубых (не точных) работ.
Штангенрейсмас-центроискатель. На фиг. 59 изображен штан-
гспрейсмас-центроискатель с вертикальной делительной шкалой
и нониусом. Таким штангенрейсмасом можно намечать центры и
одновременно определять высоту центра относительно плоскости.
61
Штангенрейсмас-центроискатель состоит из. основания 10,
стойки 1, рамки 3 с призмой, боковой крышки 4, пружины 0, но-
ниусной линейки 6, стопорного винта 7, ролика 9, центрирующей
вставки 11, шкалы 2, пружины 8 и других деталей.
Фиг. 59. Штангенрейсмас-центроискатель.
Рамка 3 с призмой устанавливается зажимным винтом 7 в
любом положении по высоте. Отжав этот винт, можно передви-
гать рамку 3. При этом рамка роликами 9 катится по левому
ребру линейки, а справа планку прижимают к ребру стойки пру-
жины б.
62
14 рамку 3 можно вставлять центрирующую вставку 11, кото-
рая имеет в центре острие чертилки, дающее возможность прово-
дить риски на высоте найденного центра.
Штангенрейсмас-центроискатель применяется недавно. Чертеж
сю выполнен кафедрой графики Ленинградского технологическо-
го института имени Ленсовета.
7. ВЕРТИКАЛЬНАЯ УСТАНОВКА ИЗМЕРИТЕЛЬНЫХ ЛИНЕЕК
Для установки иглы рейсмаса на определенном расстоянии от
уровня разметочной плиты служит специальная измерительная
линейка, которая закреплена в вертикальном положении на проч-
ной подставке (фиг. 60).
Ио всей длине линеики, за-
крепленной неподвижно, с левой
стороны имеется специальный паз
(фиг. 61), в котором поме-
щается и движется вторая под-
вижная линейка b меньшей длины
и также с миллиметровыми деле-
ниями. С задней стороны непо-
движной линейки в правой ее по-
ловине имеется канавка ti\, ко-
торая дает возможность закре-
плять передвижной указатель вы-
сот ы А. Упомянутые пазы и ка-
навки изображены на поперечном
сечении линейки: для подвижной
линейки паз w, а для указателя
паз п>\.
Подвижная линейка имеет
установочный винт С, посредством
которого достигается точная ее
установка. По канавке п на не-
подвижной линейке движутся
установочные винты, при помощи
которых производится закрепле-
ние подвижной линейки в опреде-
ленном положении. Винт В за-
Фиг. 60. Масштабная стойка со
счетной линейкой.
крепляет движок в определенном положении, но так, что еще
возможна дальнейшая точная установка подвижной линейки при
помощи микрометрического винта С. Подвижность линейки пре-
кращается после закрепления ее винтом D.
На рабочих чертежах деталей размеры выставляются без
jbhskh их с надобностью разметки, т. е. они задаются не всегда
от той поверхности или тех осей, от которых придется их откла-
дывать разметчику. Вследствие этого разметчику довольно часто
приводится вычислять размеры.
63
Комбинация двух линеек позволяет разметчику откладывать
нужные размеры без всяких вычислений, только с помощью пере-
движной линейки и указателя А.
В качестве примера использования вертикальной линейки мо-
жет служить разметка передней су-
портной доски токарного станка
(фиг. 62). На высоте 600 мм устана-
вливается указатель А (фиг.60). За-
тем устанавливают размер 220 мм
подвижной линейки точно против де-
ления указателя А и передвигают
указатель вниз до нулевого деления
подвижной линейки. На эту вы-
соту устанавливается чертилка рейс-
маса и проводится ось основного от-
верстия а. Далее постоянная установ-
ка указателя не меняется, а даль-
нейшая работа производится при по-
мощи подвижной линейки следую-
щим образом: берется по этой ли-
нейке размер 140 мм и намечается
ось отверстия Ь. При этом указатель
остается неподвижным, а меняется
положение острия чертилки. Уста-
навливают нулевое деление подвиж-
ной линейки против острия иглы
чертилки, затем устанавливают иг-
лу чертилки на размер 30 мм
подвижной шкалы и намечают ось
отверстая с. Если таким же обра-
зом отложить 50 мм по подвиж-
ной линейке, то получается размер
до верхнего края изделия, который
может служить для контроля, до-
казывающего, что нанесенные ра-
нее размеры согласуются между
собой.
Фиг. 61. Деления мас-
штабной линейки.
До сих пор производилось сложе-
ние размеров. Размеры же, находя-
щиеся ниже оси отверстия а, получа-
ются путем вычитания. Указатель А ставится против оси отвер-
стия а и остается все время в этом положении. Деление 20 мм
на подвижной линейке устанавливается против делений указате-
ля, а чертилкой рейсмаса берется нулевое деление подвижной
шкалы и размечаются отверстия d и g; таким образом без вы-
числений откладывается 20 мм вниз. Чертилка рейсмаса устанав-
ливается на нулевое деление подвижной шкалы-линейки, послед-
няя передвигается на 170 мм вниз, затем ее нулевое деление бе-
64
Фиг. 62, Передняя супортная доска токарного станка.
009
Фиг. 63. Стойка токарного станка.
Разметочное дело.
65
рется иглой рейсмаса и размечается отверстие е. Также произво-
дится разметка отверстия f.
Другой пример использования вертикальной специальной Ли-
нейки (фиг. 63). Требуется разметить центры отверстий на стой-
ке токарного станка. Рейсмасом берется размер 290 мм и наме-
чается основное отверстие а. Этот постоянный размер оставляется
на неподвижной линейке, и дальнейшая работа производится по-
средством шкалы делений подвижной линейки -следующим обра-
зом. Указатель А устанавливается против только что проведен-
ной риски и закрепляется винтом в этом положении; затем деле-
ние 90 мм подвижной шкалы-линейки устанавливается против
деления указателя, и нулевое деление подвижной шкалы берется
рейсмасом. Таким образом без вычислений откладывается 90 мм
вниз и можно наметить отверстия b и с. Подвижная линейка уста-
навливается по острию иглы рейсмаса, т. е. сдвигается на 92 мм
вниз.
Устанавливая острие иглы рейсмаса на нулевое деление по-
движной линейки, мы получим среднюю линию для отверстия d.
Размеры, находящиеся выше отверстия а, получаются сложе-
нием размеров при помощи шкалы подвижной линейки. При этом
идут обратным путем. Устанавливают подвижную шкалу подвиж-
ной линейки на нуль, согласовав этот нуль с делением 290 на не-
подвижной линейке, и на ней берут острием иглы рейсмаса соот-
ветствующие размеры. Если нулевое деление подвижной шка-
лы — подвижной линейки совпадает с чертой указателя А и на
подвижной линейке берется размер 150 мм, то получается осевая
линия отверстия f. При этом уже на указатель высоты внимание
не обращается, он заменяется острием чертилки рейсмаса. Нуле-
вое деление подвижной шкалы ставят против острия чертилки,
затем берут иглой размер 180 мм и намечают ось отверстия g
и т. д.
Вертикальная линейка описанной конструкции освобождает
разметчика от вычислений и тем самым сокращает время, необ-
ходимое на разметку.
При пользовании простой линейкой разметчик обязательно
вынужден заниматься пересчетом величин размеров, заданных
чертежом, так как на чертеже обычно нс учитывается требование
разметки при расстановке размеров. Описанные линейки в прак-
тике встречаются, но редко, в основном из-за сложности их из-
готовления. ।
Стойки для укрепления вертикальных линеек. В зависимости от
длины укрепляемой линейки делается и специальная стойка; На
фиг. 64 изображена стойка для закрепления вертикальной линей-
ки длиною до одного метра. Из чертежа видно, что в литом кор-
пусе 1 имеется вертикальный паз, в который входит линейка и
закрепляется в этом пазу винтами 4.
Поверхности корпуса А и Б весьма точно обработаны, отшли-
фованы и'строго перпендикулярны.
66'
Для закрепления в вертикальном положении измерительных
линеек длиною до двух метров применяют аналогичные стойки,
по несколько утяжеленной конструкции и больших размеров.
Па фиг. 65 изображена такая стойка для закрепления спе-
циальными барашками двух линеек, с правой и левой стороны
стойки. Иногда полезно иметь две измерительные линейки; одну
из них с более мелкими делениями.
Фиг. 64. Стойка для укрепления вертикальной линейки.
Условия для изготовления стоек одинаковы и сводятся к тому,
t-тобы поверхности А и Б были тщательно обработаны и перпен-
дикулярны между собой, а крепежные приспособления для ли-
неек были бы надежны.
8. ЦЕНТРОВЫЕ ПЛАНКИ И ИХ ПРИМЕНЕНИЕ
При разметке часто приходится находить центры отверстий
различных диаметров. Для этого в отверстия вставляются спе-
циальные приспособления или иногда просто забиваются дере-
вянные планки.
Па фиг. 66 приведен пример установки центровой планки из
дерева.
67
68
Планка 1 имеет в середине вставленную пластинку из мягкой
стали, которая и служит опорой для ножки циркуля/ Без стальной
планки 2 деревянная планка в центре быстро портится ножкой
циркуля, благодаря чему получаются неправильные окружности
На размечаемой детали. Планки 2 делаются из обычной мягкой
стали размером примерно 35X35 мм и толщиной 1,5—2 мм. Углы
их обычно подгибают для того, чтобы они этими углами входили
в дерево и держались бы в нем.
Фиг. 66. Установка деревянной центровой планки.
В точке пересечения центровых рисок на планке 2 наносят
кернером небольшое углубление, в которое и вставляется ножка
циркуля при вычерчивании размечаемых окружностей.
Па фиг. 67 изображена металлическая центровая планка.
Благодаря прорези на планке 1 раздвижные угольники 2 мо-
гут перемещаться вдоль планки, что дает возможность применять
планку для разных диаметров D.
Винты 3 служат для раскрепления планки при установке.
До сего времени еще нет в наборе разметочных инструментов
хороших центровых планок, в особенности для больших диамет-
ров. К их проектированию еще только приступили.
Выдвижные центры. В некоторых случаях удобно применение
выдвижного центра. На фиг. 68 изображен выдвижной центр
простейшей конструкции. Штатив 1 изготовляется из серого чугу-
на размерами D — 250 мм и h = 250 мм. Зажимной установоч-
ный винт 2 имеет резьбу М20, выдвижной центр 3 делается с пло-
щадкой R = 150 ' 200 мм, которая выдвигается на высоту Н до
400 мм. Подобные выдвижные центры могут применяться для
центров, находящихся вне детали.
Применяются выдвижные центры и более сложных конструк-
ций (фиг. 69).
6»
Фиг. 67. Универсальная центровая планка.
70
Выдвижной центр состоит из массивного основания 1, рукоят-
ки 2, шестерни 3, стержня, имеющего зубчатую рейку 4, площад-
ки для центра 5 и зажимного винта 6.
Фиг. 69. Выдвижной центр с зубчатой рейкой а и по-
ложение выдвижного центра при разметке б.
При помощи выдвижных центров удобно размечать окружно-
сти, расположенные па разных высотах. Применение выдвижных
центров ясно из рисунков.
ВОПРОСЫ ДЛЯ ПОВТОРЕНИЯ
1. Какие инструменты применяются для измерения длины непосредствен-
ным измерением?
2. Каковы требования к хранению мерительных линеек?
3. Расскажите об угловом масштабе.
4. Как измеряются тела вращения?
5. Какова точность измерения кронциркулем и нутромером?
6. Опишите стахановский толщиномер, расскажите о его применении.
7. Расскажите о применяемых инструментах для проведения параллель-
ных рисок.
8. Расскажите о кернерах и для чего нужно кернение.
9. Какие применяются инструменты для разметки окружностей и дуг?
10. Как устроен разметочный штангенциркуль?
11. Какие бывают угольники?
12. Расскажите об отвесе и малке.
13. Что называется угломером?
ГЛАВА V
РАЗМЕТКА В ОДНОЙ ПЛОСКОСТИ
1. ОСОБЕННОСТИ ПЛОСКОСТНОЙ РАЗМЕТКИ
Разметку на плоскости какого-либо контура с отверстиями
или различными вырезами обычно начинают с нанесения взаимно
перпендикулярных осевых рисок. Далее уже от этих рисок от-
кладываются размеры до центров отверстий и крайних контуров
изделия.
В отличие от черчения на бумаге разметчик не всегда может
пользоваться угольником и линейкой для прочерчивания перпен-
дикулярных линий, и часто должен прибегать к специальным по-
строениям. При этом приходится делить прямые линии на равные
части, проводить перпендикулярные и параллельные линии, стро-
ить углы, делить углы и окружности на равные части и т. д. Все
эти построения разметчик должен уметь делать быстро и точно.
При плоскостной разметке, например, при разметке шаблонов
для проведения параллельных линий обычный рейсмас непри-
меним, и только в некоторых случаях можно применить специаль-
ный рейсмас (см. фиг. 52), описанный ранее, но чаще всего поль-
зуются для этого специальным угольником.
Далее будут рассмотрены разнообразные приемы, применяе-
мые для проведения рисок при плоскостной разметке.
2. НАНЕСЕНИЕ ОТРЕЗКОВ, ДЕЛЕНИЕ ИХ НА РАВНЫЕ ЧАСТИ
И ПОСТРОЕНИЕ ПЕРПЕНДИКУЛЯРОВ
Чтобы избежать ошибок при откладывании размеров на за-
данной риске, никогда не следует сносить размеры непосредствен-
но с приложенной к риске линейки, так как это не точно и ведет
к ошибкам.
В практике разметки откладывание длин производится сле-
дующим образом.
На предварительно нанесенной риске намечается точка А
(фиг. 70), от которой требуется отложить заданный размер.
В этой точке ставят неглубокий керн, который препятствует сколь-
жению ножки циркуля, поставленной в эту точку. Далее, цир-
куль, раздвинутый по мерительной линейке на заданный размер,
ставят одной ножкой в углубление керна, т. е. в точку А, а дру-
72
гой ножкой циркуля засекают на риске короткую дугу. В пере-
<д'че.1ии дуги с прямой ставится такой же керн — точка Б.
(Писанным способом откладывают и следующие размеры.
Отложив несколько размеров на прямой, обязательно нужно про-
Фиг. 71. Деление отрезка пополам.
D. Этим же способом восстанавли-
Фиг. 70. Откладывание отрезков.
верить общую длину всех отложенных отрезков с заданной чер-
тежом величиной. При обнаружении ошибки нанесенные керны
уничтожаются, а размеры откладываются вновь более тщательно.
Деление отрезков на равные части. Деление заданной пря-
мой на несколько равных
отрезков путем отмерива-
ния этих отрезков обыч-
ной линейкой допустимо
только при грубой размет-
ке, когда не требуется точ-
ности. Обычно деление
производится путем геоме-
трических построений, на-
пример, чтобы заданный
отрезок разделить на две
равные части, по концам
отрезка ставят неглубокие
корны Л и Б (фиг. 71). За-
тем, раздвинув ножки цир-
куля на величину несколь-
ко большую, чем половина
отрезка, из точек А и Б
проводят дуги аа и бб.
Прямая, проведенная че-
рез точки В и Г пересече-
ния дуг, разделит задан-
ный отрезок пополам в то1
ва/ог и перпендикуляр в середине заданного отрезка.
При большой длине отрезка АБ, когда точки В и Г могут по-
лучиться за пределами контура детали, откладывают равные ве-
личины от точек Л и Б, получают точки К и И и построение де-
лают уже из этих точек. Таким образом, величины радиусов засе-
73
каемых дуг уменьшаются, а точки их пересечения М и Н будут
лежать в пределах контура детали на перпендикуляре ВГ, деля-
щем заданный отрезок пополам. Следовательно, чтобы вписаться
в ограничивающие пределы, величины для построений можно ис-
кусственно уменьшить.
Деление отрезка прямой на равные части. Так же, как и
в предыдущем случае, поставив керны по концам заданного от-
резка в точках А и Б, циркулем берут с линейки размер, равный
одной трети заданного отрезка, и из точки А вправо делают за-
сечку В (фиг. 72). Далее из точки В тем же раствором циркуля,
также вправо, засекают
\ w точку Г. Далее, не ме-
_________£ няя раствора циркуля,
° 1 д из точки Б делают за-
' ' сечку влево. Если эти
Фиг. 72. Деление отрезка на три равные qQq засечки не пеоесе-
части’ кут прямую в одной точ-
ке Г, то, переменив ра-
створ циркуля, снова делают засечки до тех пор, пока не добьются
совпадения засечек в точке Г. Опытный разметчик, обычно, не бо-
лее как с двух перемен раствора циркуля получает точные деления
Деление отрезков на 4, 8, 16 и т. д. равных четных частей
производится ранее описанным способом, последовательным де-
лением отрезков пополам, сначала делят весь отрезок, а затем
каждую половину опять пополам и т. д.
При делении от-
резков на 5 равных V V V
частей поступают о- |----------1-------1------X_______q
следующим образом: АЛАА
вычислив величину
l/s Отрезка, отклады- Фиг. 73. Деление отрезка на пять равных частей,
вают ее циркулем
влево от точки Б (фиг. 73). В полученной засвчке В ставят керн,
а оставшуюся длину АВ делят вышеуказанным способом на
четыре равные части.
Деление заданного отрезка прямой на шесть равных частей
производится так: сначала делят отрезок пополам, а потом каж-
дую половину делят на три части. Можно заданный отрезок раз-
делить и другим путем, если сначала его разделить на три части,
а затем каждую треть разделить пополам.
При делении отрезка на семь равных частей действуют так же,
как и при делении на пять частей, т. е. вычислив >'/7 часть длины
отрезка, откладывают ее от какого-либо конца, а оставшуюся
величину делят на 6 частей.
Можно делить заданную величину на равные части и графи-
ческим способом. Например, требуется отрезок АБ (фиг. 74)
графическим способом разделить на семь равных частей. Тогда
из точки А под произвольным острым углом к риске проводят
74
прямую АВ и на ней от точки А произвольным раствором цирку-
ля откладывают семь равных частей 1, 2, 3, .. ., 7. Последнюю
точку 7 соединяют с точкой Б. Через точки деления 1, 2, 3, . ., 6
проводят прямые линии, параллельные линии 7—Б. Эти линии в
точках 2', 3'.......разделят заданную АБ на семь равных
частей.
Рассмотрим несколько примеров деления заданных величин на
равные части.
1. Разделить отрезок прямой длиной 315 мм на 30 равных
частей. Число тридцать делится пополам, поэтому сначала делим
(аданный отрезок циркулем пополам (фиг. 75). В полученной от
деления точке В ставится слабый керн. Далее каждую половину
Фиг. 74. Графический способ деления отрезков.
делим на 15 частей, а для этого полученную половину делим на
три части, затем каждую треть на 5 частей. При делении на
три и на пять частей применяем ранее описанные способы.
2. Разделить ту же. прямую АБ длиной 315 мм на 31 равную
часть (фиг. 76). Число 31 нечетное и не делится ни на три, ни
на другие простые числа.
Если сразу делить весь отрезок при помощи циркуля, шагая
им от одного конца до другого, то даже при правильной установ-
ке циркуля по вычисленному размеру (315:31 = 10,16 мм) точ-
ного результата получить нельзя. При откладывании размера
циркулем получаются ошибки, и размеры последующих делений
будут отличаться от предыдущих, будут накапливаться ошибки.
В этом случае удобнее всего вычисленную ранее величину од-
ного отрезка, равную 10,16 мм, округлить до 10,2 мм и отложить
от точки Б вправо. Таким образом получим новую точку В, а об-
щая длина заданного отрезка увеличится на 1/зг длины. Это даст
нам возможность делить величину АВ на 32 равные части путем
последовательного деления отрезков прямой пополам: 32 : 2 = 16;
16 : 2 = 8; 8 : 2 = 4; 4 : 2 = 2; 2 : 2 = 1.
75
Из приведенного примера следует, что при делении прямой
линии нужно стараться выбрать такой порядок работы, при ко-
тором можно было бы делить ее последовательно несколько раз
пополам. Для осуществления этого уменьшают или увеличивают
длину заданного отрезка на одно деление, взятое с линейки. Если
это не является возможным, то допускают деление на три части,
но никогда не следует делить всю линию или ее часть сразу на
5 или большее число частей.
я
р-
5 В
о .—о
JfS
Фиг. 76. Деление отрезка на нечетное число частей.
ю,г
движет-
следую-
сторону
прямой,
Черчение перпендикулярных и параллельных рисок. С по-
мощью линейки и плоского угольника можно проводить парал-
лельные линии, перпендикулярные к линейке, по которой
ся угольник, но этот способ не является точным и имеет
щие недостатки.
1. Перпендикуляр можно провести только по одну
от прямой.
Чтобы провести перпендикуляр по обе стороны от
приходится линию перпендикуляра продолжить линейкой в дру-
гую сторону от риски, при этом возможны отклонения линейки и
другие погрешности.
2. Если заданная точка, через которую требуется провести
перпендикуляр, находится непосредственно на прямой, то могут
возникнуть трудности из-за того, что угольник невозможно точно
приложить к заданной точке и приходится его настраивать на
глазомер.
76
3. При малых размерах размечаемого изделия особенно не-
удобно пользоваться этим способом, так как разметочные риски
получаются короткими, и по ним почти невозможно установить
линейку.
Проведение перпендикуляров посредством угольника с полкой.
На фиг. 77 изображен способ применения угольника с полкой на
ра -.меточной плите.
Заготовку располагают на углу разметочной плиты, кромкой
по риске на плите, а для того, чтобы она не сдвигалась, ее при-
жимают каким-либо грузом так, чтобы он не мешал проведению
рисок, а следовательно, и движению угольника.
Фиг. 77. Проведение перпендикуляра посредством
угольника с полкой.
Прикладывая полку угольника 1 к боковой поверхности раз-
меточной плиты, на заготовке проводят риску АБ. Приложив за-
тем угольник к другой боковой поверхности 3 разметочной плиты,
можно провести риску ВГ, которая будет перпендикулярна к рис-
ке АБ.
Таким образом, пользуясь точно изготовленной разметочной
плитой, можно прочерчивать на изделиях взаимно перпендику-
лярные риски, но изделие должно быть неподвижно закреплено
на поверхности разметочной плиты. Для этого некоторые разме-
точные плиты в разных местах имеют нарезанные отверстия не-
большого диаметра, в которые ввертываются винты, крепящие
скобы, прижимающие изделие к плите.
Когда заготовка имеет обработанные на станке боковые по-
верхности, которые взаимно перпендикулярны, то нет необходи-
мости производить разметку от разметочной плиты, в этом случае
можно использовать правильные стороны изделия, как это пока-
зано на фиг. 78.
Возможно проведение перпендикуляров способом прикрепле-
ния угольника к заготовке. Им пользуются, когда изделие не
имеет обработанных кромок. На фиг. 79 показан этот способ.
К поверхности заготовки 1 струбцинами 2 прикрепляют угольник 3.
77
Фиг. 78. Проведение перпендикуляров от об-
работанных кромок изделия.
Фиг. 79. Проведение перпендикуляров способом при-
крепления угольника к заготовке.
78
Прикладывая второй угольник 4 к одной стороне закрепленно-
го угольника, проводят риску АВ. Переместив угольник к другой
Стороне закрепленного угольника, через любую точку заготовки
Можно провести риску СД, перпендикулярную ранее проведенной.
По проведение перпендикуляров при помощи линеек и уголь-
I'iihfi не всегда возможно и удобно. Когда угольник короче той
/пипы, которая требуется для проведения перпендикуляра и рис-
ку приходится удлинять по линейке, тогда неизбежная в этом
случае погрешность увеличивается пропорционально длине риски.
Фиг. 80. Построение
перпендикуляра.
Па поверхностях изделий часто встречаются выступающие
части, мешающие прикладывать угольник. Из-за указанных при-
чин разметчикам приходится прибегать к различным геометриче-
ским построениям, пользуясь циркулем и линейкой.
Рассмотрим некоторые, наиболее важные построения, часто
встречающисся в практике разметчика.
1. Построение перпендикуляра к данной прямой АБ в за-
данной точке С (фиг. 80). В точке С ставят неглубокий керн
и затем произвольным радиусом из этой точки на прямой АБ дела-
ют две засечки Г и Е, которые также неглубоко закерниваются.
Из этих точек увеличенным радиусом проводят две дуги, которые
пересекутся в точке Д. Прямая, проведенная через точки Д и С,
будет искомым перпендикуляром.
2. В конце А данного отрезка прямой построить перпенди-
куляр. В таких случаях накернивают на изделии произвольную
точку О (фиг. 81) и из этой точки радиусом О А проводят через
точку А окружность, которая пересечет прямую АВ в точке Е.
Через точки О и Е проводят прямую до пересечения с окруж-
ностью в точке Д. Соединив точки Д и А, получим искомый пер-
пендикуляр ДА.
3. Из точки С, лежащей вне прямой, провести на данную пря-
мую перпендикуляр. Точку С неглубоко накернивают и из нее,
как из центра радиусом большим, чем расстояние ее от точки С
до прямой, проводят дугу, которая пересекает заданную прямую
в точках К и Л (фиг. 82). Полученные точки К и Л накернивают
79
и из этих точек одинаковыми произвольными радиусами делают
засечки, которые пересекутся в точке Д. Соединив точки Д и С,
получим искомый перпендикуляр.
Проведение параллельных линий. 1. Провести линию, па-
раллельную данной АВ, на заданном расстоянии от нее. Уста-
навливают циркуль по линейке на заданное расстояние и из
двух произвольно накерненных на риске АВ точек С и Д (фиг. 83)
X-------о----------------------------------------о .........В
Фиг. 83. Построение параллельной прямой на заданном рас-
стоянии.
проводят дуги М и Н. Затем, прикладывая к дугам М и Н линей-
ку, проводят чертилкой прямую, касательную к ним, эта прямая
и будет искомой параллельной прямой. Такое же построение
можно выполнить более точно, если на перпендикулярах, восста-
новленных в выбранных точках С и Д, отложить заданную вели-
чину и через полученные точки провести линию МН. Этим спо-
собом, однако, разметчики пользуются редко.
2. Через заданную точку С провести прямую, параллельную
данной прямой АБ (фиг. 84). Из точки С, которую предваритель-
80
о пакернивают, произвольным, возможно большим радиусом
роводят дугу аа, которая пересечет прямую АБ в точке М.
• I очке М ставят керн и из нее тем же радиусом проводят дугу бб,
Фиг. 84. Проведение параллельной прямой через данную точку.
оторая обязательно пройдет через точку С и пересечет прямую
в точке О. Из точки М, как центра, радиусом, равным СО,
Прово тят дугу, которая пересечет дугу аа в точке Д.
Прямая, проведенная через точки С и Д, будет параллельна
3. ПОСТРОЕНИЕ УГЛОВ И ИХ ДЕЛЕНИЕ
Величина углов наклонных линий для их построения может
быть задана на чертеже тремя способами, изображенными на
фиг. 85: а) размерами катетов; б) размером большого катета и
уклона гипотенузы и в) обозначением угла в градусах.
Размеры и обозначения, имеющиеся во всех трех случаях, до-
статочны для разметки наклонной линии.
Фиг. 85. Обозначение наклонной линии на чертеже.
В первом случае (фиг. 85, а) разметку ведут обычными спо-
собами: сначала откладывают линию длиной 120 мм, в конце ко-
торой из точки О восстанавливают перпендикуляр. На перпенди-
куляре откладывают размер 30 мм. Соединив концы линий, полу-
чаем искомую наклонную риску.
Во втором случае наклонная линия задана надписью «уклон
1 :4» (фиг. 85, б). Это означает, что на каждые4мм длины на-
клонная линия поднимается на 1 мм.
6 Разметочное дело.
81
Построение уклона 1 : 4 изображено на фиг. 86, причем для
большей точности построения размеры для нахождения уклона
соответственно увеличены в 10 раз; постооен уклон 10 : 40 —
= 1:4.
Для этого на прямой АБ от точки А отложен отрезок длиной
40 мм и в точке С восстановлен перпендикуляр, на котором отло-
жен отрезок СД длиною 10 мм. Прямая, соединяющая точки
А и Д, будет иметь уклон .1 : 4. Для окончания разметки нужно
на прямой АБ отложить отрезок длиной 120 мм и в конце отрез-
ка восстановить перпендикуляр до
пересечения с продолженной
прямой АД.
В третьем случае (фиг.
85, в) угол задан в градусах.
При разметке этот угол
можно откладывать или не-
посредственно малкой, или
угломером также при помо-
щи тригонометрических от-
ношений или же построени-
ем по длине хорды1 этого
угла.
Пользоваться малкой или
приходится размечать изделия
угломером очень неудобно, когда
малых размеров или, наоборот, большие изделия. При разметке
малых изделий получают слишком короткие разметочные риски
и устанавливать по ним малку или угломер для откладывания
соответствующих углов очень неудобно. При разметке изделий
больших размеров обычно нехватает длины малки и угломера,
из-за этого разметка затрудняется, а точность ее уменьшается.
Из-за упомянутых недостатков избегают пользоваться малкой
и угломером при разметке наклонных линий или углов, а прибе-
гают к построениям при помощи вычислений.
Способ построения углов при помощи тригонометрических от-
ношений никаких особых знаний тригонометрии от разметчика не
требует. Нужно только запомнить, что в прямоугольном треуголь-
нике тангенс угла есть отношение катета, лежащего против этого ‘
угла (противолежащего), к другому катету (прилежащему),
и уметь пользоваться специальными таблицами.
Название тангенс пишется сокращено tg.
В прямоугольном треугольнике АВС (фиг. 87) для угла 14°
противолежащим катетом является катет ВС, а прилежащим
катет АВ.
Поэтому можно написать так:
to-
ВС
14 ==--
АВ
1 Хордой называется прямая линия, соединяющая две точки окружности.
82
этого
катет
Фиг. 87. Построение угла по
тангенсу.
IB таблице тангенсов в справочнике находим, что тангенс 14°
ВВен 0,24933, т. е. вс
tgl4° = дв-0,24933.
При сниженной точности эту величину можно округлить до
„ ВС 25
Или А В ~ 100 ’
Зная тангенс угла, легко построить и самый угол. Для
эоим прямоугольный треугольник, у которого один
1 - 100 мм, а другой катет,
ходящийся против искомо-
угла ВС = 25 мм. Это по-
оение и изображено на
г. 87.
Откладываем отрезок АВ
иной 100 мм, в точке В
им перпендикуляр к ли-
и АВ, на котором откла-
аем длину ВС = 25 мм.
дипяя точки С и А, полу-
м искомый угол САВ, равный 14°, так как отношение катетов
угольника в данном случае будет:
ВС 25
После того, как угол построен, остальная разметка не пред-
авляет трудности, для этого нужно продолжить прямую АВ, от-
жить на ней размер 120 мм и в конце прямой построить пер-
пдикуляр. Остается продлить прямую АС до пересечения с пер-
ндикуляром, и разметка закончена.
Гели бы на чертеже был задан угол в 14°30\ то по таблице
Нашли бы в колонке «30'», что tg 14°30' = 0,25862, или округ-
ленно 0,26.
Для построения этого угла надо построить прямоугольный
треугольник, у которого катет ВС равен не 25, а 26 мм.
Па чертеже иногда мржет быть задан вместо угла САБ = 14°
другой угол АСБ = 76° (пересечение наклонной с вертикальной
прямой, фиг. 88).
Для построения этого угла нужно найти, чему равняется тан-
генс 76°, так как tg 76° = •
tg 7(i =4,01078 или, округляя, tg 76° ^4,0.
3 шя, чему равняется тангенс угла 76° (фиг. 88), строим пря-
моугольный треугольник, у которого один катет СК берем произ-
вольно равным 25 мм. В точке К строим перпендикуляр КЛ. Ве-
личиях' другого катета КМ находим из отношения:
КМ
CK=tg76° = 4.
«•
83
Зная, что СК = 25 мм, находим из этого отношения, что
КМ =100 мм.
На перпендикуляре КЛ откладываем отрезок КМ = 100 мм
и точку М соединяем с точкой С. Получим искомый угол
МСБ = 76°.
Необходимо познакомиться еще с одним тригонометрическим
соотношением — котангенсом.
В прямоугольном треугольнике котангенс есть отношение ка-
тета, прилежащего к этому углу, к катету противолежащему. На-
звание котангенса пишется сокращенно ctg.
В рассмотренном (фиг. 88) треугольнике АБС для угла 76°
прилежащим будет катет БС, а противолежащим — катет АБ.
Поэтому можно писать так:
БС
Выше было найдено:
АБ
Сравнивая правые части этих трех равенств, получаем:
1
ctg 76°= tgT^ = lg 14 •
Можно вывести следующую зависимость между котангенсом
и тангенсом.
1. Котангенс угла есть величина, обратная тангенсу этого же
угла:
, 1
ctga=—— •
tga
84
2. Котангенс угла в прямоугольном треугольнике равен тан-
нсу противолежащего угла:
ctg a = tg b = tg(90 — a),
ак как противолежащий угол прямоугольного треугольника ра-
вен (90°—а).
Зная, чему равняется tg 14°, а также зная зависимость между
tg и ctg углов, можно сразу, не прибегая к помощи таблиц, опре-
елигь, чему равен tg 76°.
ействительно:
куда
tg14° = ctg 76°
1
tg76'
tg76° =
___1
tgl4°
Но tg 14° = 0,25 — 1/4, следовательно,
tg76°=—— = 4.
V*
на том, что любой угол можно рассмат-
Н-------------
Фиг. 89. Построение угла по длине хорды
Я=1.
Углы можно также строить по величинам хорд, которые даны
в справочниках в таблицах для центральных углов при радиусе
окружности, равном единице.
Этот способ основан
ривать как центральный
угол. Имеем отрезок
прямой с кернами в точ-
ках А и Б (фиг. 89).
Проведем из точки А,
как из центра, дугу БД
радиусом АБ = 120 мм.
Затем в справочнике в
таблице «длины дуг,
стрелокв хорд при ра-
диусе 1», находим дли-
ну хорды для централь-
ного угла 14°. Для этого
в левом столбце таблицы, над которым напечатано «Центральный
угол в градусах», находим число 14, а в самом правом столбце
под надписью «Длина хорды» по горизонтали против числа
14 читаем величину 0,2437. Это означает, что длина хорды цен-
трального угла в 14° при радиусе 1 равняется 0,2437.
В' нашем случае радиус дуги не равен единице, а R = АБ =
= 120 мм, длина хорды угла в 14° при этом радиусе будет:
0,2437 X 120 = 29,244 мм.
85
£
Вычислив хорду этого угла, проведем из точки Б циркулем дугу
радиусом 29,244 до пересечения с дугой БД. Дуги эти пересекут-
ся в точке С. Соединив точку С с точкой А, получим искомый
угол САБ.
Описанный способ довольно точный и простой. Практически
в данном примере невозможно взять циркулем величину 29,244 мм.
поэтому приходится величину 0,244 мм отбросить, т. е. заранее
итти на неточность.
Применение геометрических построении углов. Этот спо-
соб разметчиками применяется реже. Например, требуется разме-
тить в точке Л (на прямой К.Л) угол, равный данному углу АВС,
Фиг. 91. Деление угла пополам.
(фиг. 90). Для этого из
точки В, вершины угла
АВС проводят дугу про-
извольным радиусом до
пересечения ее со сто-
ронами угла в точках Д и
Е. Этим же самым ради-
усом из точки Л, где дол-
жна находиться вершина
откладываемого угла, про-
водят такую же дугу, кото-
С рая пересекается с прямой
КЛ в точке М. Затем из
точки М радиусом, рав-
ным расстоянию -между
точками ЕД, делают засечку на дуге угла изделия. Соединяя
полученную точку Н с точкой Л, получают на прямой КЛ тот же
угол.
Деление углов. При разметке приходится иногда делить углы
на несколько частей.
Чтобы разделить угол АВС пополам (фиг. 91), нужно, приняв
вершину его (точку В) за центр, провести произвольным радиу-
сом дугу, пересекающую обе стороны данного угла в точках Е nF.
Из полученных точек произвольным радиусом делают две за-
сечки взаимно пересекающиеся в точке М. Найденную точку М
86
слиняют с вершиной угла АВС. Полученная прямая МВ, назы-
емая биссектрисой, разделит данный угол АВС на две равные
асти.
Фиг. 92. Деление прямого угла на три равные части.
Фиг. 93. Деление угла пополам, вершина ко-
торого находится вне детали.
Применяя подобный способ последовательно несколько раз,
можно разделить любой угол на 4, 8, 16, 32 равные части.
Деление прямого угла на три равные части. Из вершины дан-
ного прямого угла АВС (фиг. 92) проводят произвольным радиу-
сом дугу, пересекаю-
щую обе стороны уг-
ла в точках т и п.
Не меняя раствора
циркуля, принимают
последовательно точ-
ки т и п за центры
и проводят дуги, пе-
ресекающие первую
дугу тп в точках М
и I). Соединяя точки
М и D с вершинами
данного угла прямы-
! ми МВ и DB, тем
самым разделим дан-
ный прямой угол
' АВС на три равные
части.
Иногда угол на изделии бывает представлен двумя наклонны-
ми прямыми АВ и CD (фиг. 93). Эти прямые при продолжении
обязательно пересекаются, но точка их пересечения будет ле-
87
жать вне пределов размечаемой детали. Представим себе, что та-
кой угол, вершина которого находится вне детали, приходится
делить пополам. Для этого в произвольных точках М и Н, прямых
АВ и CD восстанавливают перпендикуляры и на них отклады-
вают равные отрезки МК. и НЛ. Через точки К и Л проводят ли-
нии, параллельные линиям АВ и CD, которые пересекутся в точ-
ке О. Дальше делят угол, полученный между проведенными ли-
ниями, пополам по способу, описанному выше, и проводят пря-
мую линию ЕО. Эта прямая делит пополам угол между линиями
АВ и CD.
4. КОНУСНОСТЬ и уклоны
Обозначение конусности. Рассмотрев уклон и его обозначение,
ознакомимся еще с термином «конусность».
Конусностью называется отношение диаметра окружности
основания прямого конуса к его высоте (фиг. 94), т. е. отношение
D : Н, а для усеченного конуса — отношение разности диаметров
окружностей оснований к высоте и в этом случае конусность вы-
D — d
разится —•
Нетрудно видеть, что конусность равна двум тангенсам угла
наклона образующей конуса к его оси. На чертежах конусность
часто указывают надписью; эту надпись по ГОСТ 3458-46 сле-
дует располагать вдоль осевой линии или у соответствующей
образующей конуса, на особой выносной линии, но параллельно
оси конуса.
Конусность аналогично уклону может быть выражена отно-
шением, например, 1:5, 1 : 4 и т. д., а также в процентах.
88
В машиностроении приняты конусности, соответствующие при-
веденным в табл. 2.
Таблица 2
Нормальные конусности для сопрягаемых деталей
Конусность Угол конуса 2а |
1 : 200 0°17'13"
1 : 100 1°34'23"
1 : 50 1° 8'45"
1 s 30 1°54'35"
1 : 20 2=51'51"
1 : 15 3°49' 6"
1 : 10 5°43'29"
1 : 8 7° 9'11/'
1 : 5 11°2л'16"
1 : 3 18° 55'30"
1 : 1,866 30°
1 : 1,207 45°
1 : 0, 866 60°
1 : 0, 652 75°
1 : 0, 500 90°
1 : 0, 289 120°
Угол уклона а Обозначение
0° 8'37" 1 : 200
0°17'12" 1 : 100
0°34'23" 1 : 50
0°57'18" 1 : 30
1°25'56" 1 : 20
1°54'33" 1 : 15
2°51'45" 1 : 10
3°34'35" 1 : 8
5°42'33" 1 : 5
9°27'45" 1 : 3
15° 30°
22°30' 45°
30° 60°
37°30' 75°
45° 90°
60° 120е
Из приведенной таблицы видно, что конусностью задается
угол при вершине конуса, а также, что конусность при оди-
наковой величине с уклоном, например, при отношении 1 : 200
имеет вдвое большую величину угла, чем при уклоне. Это совер-
шенно ясно видно из чертежа фиг. 94. В таблице величины углов
наклона а округлены.
5. РАЗМЕТКА ОТВЕРСТИЙ НА ОКРУЖНОСТИ
При постройке крупных машин, например паровых машин,
насосов, компрессоров, турбин и т. д., различные детали всегда
размечаются отдельно друг от друга. Здесь приходится приме-
нять сложные способы разметки, и от разметчика требуется осо-
бая сообразительность и опыт.
Особого внимания заслуживает разметка отверстий для бол-
тов и шпилек во фланцах труб и цилиндров. Фланцы снабжают-
ся сквозными отверстиями для болтов и нарезными отверстиями
для шпилек, причем расстояние между отверстиями по окружно-
ст должно точно совпадать с расстояниями между отверстиями
другого фланца или с просверленными по шаблону отверстиями
крышки цилиндра. В следующем примере будет показано, как
поступать цри разметке равномерно расположенных по окружно-
сти отверстий в различных фланцах.
Пример. Требуется разметить отверстия на фланцах кланан-
ной коробки плунжерного насоса (фиг. 95). Коробка, у которой
89
плоскости фланцев заранее обточены, поставлена на разметоч-
ную плиту и выверена при помощи винтовых домкратов. Флан-
цы детали выверяются по угольнику W, а вставленные в отвер-
стия средние центровые планки выравнивают так, чтобы они на-
ходились в одной плоскости с фланцами и не выступали. При
помощи разметочного циркуля по наружным краям фланцев на-
ходят их средние линии и намечают их центры. Если расстояния
Фиг. 95. Клапанная коробка.
центров отверстий Сь С2, С3 и С4 одинаковы от разметочной
плиты, то проводят с помощью рейсмаса среднюю линию АВ —
и при том одновременно для двух передних, для бокового и для
заднего фланцев. Далее измеряют расстояние от середины одно-
го фланца до середины другого, прикладывают вплотную уголь-
ник W к плоскостям фланцев, по ним проводят вертикальные
линии через Сь С2, С3, С4 и С5 и в месте пересечений линий де-
лают на планках углубление, наколов его острием обычной чер-
тилки,— это и будет центр фланца. После этого можно разметить
окружности центров отверстий во фланцах Сь С2, С3, С4, имею-
90
щих сквозные отверстия и для фланца С5, имеющего несквозные.
Во фланце С;1 должно быть 10 отверстий. Фланцы С2, С3 и С4
должны иметь по 6 отверстий.
Окружность отверстий фланца С5 уж'е разделена двумя сред-
ними линиями на 4 равных части. При шести отверстиях берется
циркулем радиус делимой окружности, эта величина и будет
кратчайшим расстоянием между центрами намечаемых болтовых
отверстий. Если требуется нанести 2 или 4 отверстия для болтов,
то места пересечений средних линий с
окружностью сразу дают эти точки. При
трех отверстиях откладывают по окруж-
ности величины радиусов, а кернение про-
изводят через одно деление. Восемь де-
лений для отверстий получается разделе-
нием пополам четырех делений, получен-
ных при пересечении двух перекрещиваю-
щихся рисок с окружностью, на которой
лежат центры намечаемых отверстий.
Другие четные и нечетные числа от-
верстий наносятся с помощью таблицы,
которая приведена ниже, причем диаметр
окружности может иметь произвольную
величину. Наметка точек деления произ-
водится легкими ударами керна, а затем
Фиг. 96. Контрольный
круг для отверстий.
проверяется равномерность расстояния
между этими делениями. Далее прочерчиваются самые окруж-
ности отверстий и намечаются метки керном, обычно 4 или 5
меток. При особенно точной разметке отверстий рекомендуется,
кроме окружностей для отверстий, проводить вторую окруж-
ность несколько большего диаметра (около 15 мм больше
окружности отверстия), так называемую контрольную окружность
(фиг. 96). Она не имеет керновых меток, так как ее назначение —
проверить правильность сверления.
Деления при помощи постепенного приближения к надлежа-
щим размерам путем постепенных проб надо избегать, так как
оно отнимает у разметчика много времени и нередко приводит к
ошибкам. Особенно неприятна разметка нечетного числа отвер-
стий, так как при этом трудно использовать деление круга на
4 части, получающиеся от двух перекрещивающихся осевых ри-
сок. Также разметка большого числа отверстий на окружности
большого диаметра требует много времени, если на чертеже не
дано размера хорды между центрами отверстий.
Обычно чертежом не дается размера хорды, а указывается
только на равномерность расположения отверстий на окружно-
сти. В этом случае разметчик принужден сам вычислять размер
хорды между центрами отверстий, чтобы взять его циркулем. Та-
кое вычисление значительно облегчается при пользовании табли
цей, которая приводится ниже.
91
Таблица 3
Нахождение величин хорд между центрами отверстий,
размечаемых на окружности *
(таблица составлена для ра метки от 2 до 180 центров)
Число отвер- стий Хорды для окружности радиуса, р <в- кого единице Число отвер- стий Хорды для ОКрVЖ КОСТИ рад туса, сан- ного единице Число отвер- стий Хорды для окружности радиуса, рав- ного единице
1 0,0000 28 0,2140 55 0,1143
2 2,0000 29 0,2162 56 0,1122
3 1.7321 30 0,2091 57 0,1103
4 1,4142 31 0,2023 58 0,1084
5 1,1756 32 0,1961 59 0,1064
6 1,0000 33 0,1901 60 0,1047
7 0,8678 34 0,1846 61 0,1030
8 0,7654 35 0,1793 62 0,1014
9 0,6840 36 0,1743 63 0,0996
ю 0,6180 37 0,1697 64 0,0982
11 0,5635 38 0,1652 65 0,0967
12 0,5176 39 0,1609 66 0,0951
13 0,4786 40 0,1569 67 0,0937
14 0,4450 41 0,1531 68 0,0923
15 0,4158 42 0,1494 69 0,0911
16 0,3902 43 0,1459 70 0,0897
17 0,3676 44 0,1426 71 0.0884
18 0,3473 45 0,1395 72 0,0872
19 0,3292 46 0,1365 73 0,0860
20 0.3129 47 0,1336 74 0,0848
21 0,2980 48 0,1308 75 0,0837
22 0,2845 49 0.1282 76 0.0827
23 0,2723 50 0,1256 77 0,0816
24 0,2611 51 0,1231 78 0,0806
25 0,2507 52 0,1207 79 0,0795
26 0,2411 53 0.1184 80 0,0785
27 0,2321 54 0,1164 81 0 0775
Таблица 3 (< кончаиие)
Число отвер- | сти й Хор1Ы для окружности радиуса, рав- ного единице 1 Число отвер- I - тий 1— Хорды для окружное ГИ радиуса, рав- ного единице Число отвер- стий Хорды для окружно ти радиуса, рав- ного е инице
82 0.0766 115 0,0547 148 0,0424
83 0.0757 116 0.0541 149 0.0423
84 0,0748 117 0,0538 150 0 0419
85 0 0740 118 0 0533 151 0,0416
86 0.0731 119 0 0527 152 0.0414
87 0.0722 120 0 0524 153 0,0410
88 0.0714 121 0 0521 154 0.0407
89 0.0705 122 0.0515 155 0.040S
90 0,0698 123 0 0512 156 0,0103
91 0,0691 124 0.0507 157 0.0400
92 0 0684 125 0.0503 158 0.0398
93 0.0675 126 0,0500 159 0,0395
94 0,0668 127 0.0494 160 0 ')393
95 0.0661 128 0,0491 161 0.0391
96 0.0656 129 0.0487 162 0 ,0388
97 0.06:8 130 0.0484 163 0,0386
98 , 0,0641 131 0 0480 164 0,0384 1
99 0.0635 132 0.0477 165 0,0381 i
100 0.0628 133 0.0473 166 0 ,0379
101 0,0621 134 0.0470 167 0,0377
102 0,0616 135 0,0466 168 0 ,0374
103 0.0611 136 0 0463 169 0 ,0372
104 0,0604 137 0.0459 170 0 ,0370
105 0.0599 138 0.0456 171 0,0368
106 0.0594 139 0.0452 172 0,0365
107 0 0587 140 0 0449 173 0,0363
108 0,0581 141 0 0445 174 0,0361
109 0.0576 142 0 0444 175 0,0360
ПО 0.0571 113 0 0440 176 0 ,0358
111 0.0566 144 0.0437 177 0 ,0354
112 0.0561 145 0,0433 | 178 0,0353
113 0,0557 146 0,0431 179 0,0351
114 0,0552 147 0.0428 180 0 ,0349
92
93
В табл. 3 для каждого числа отверстий дается величина.хор-
ды между их центрами на окружности, радиус которой равен
единице.
Для того, чтобы получить величину хорды для заданной
окружности, надо число, взятое из таблицы, умножить на поло-
вину диаметра этой окружности.
Пример 1. По чертежу имеется 25 отверстий на окружности
диаметра D = 700 мм. Надо найти длину хорды между центрами
отверстий.
Выше указано, что длина хорды X равна:
X = S
D
Т’
где S длина хорды для окружности радиуса, равного единице,
взятая ив таблицы против числа отверстий 25. Графа вторая
этой таблицы дает для 25 отверстий длину хорды, равную
S = 0,2507.
Подставляя, получим:
X = 0,2507 • —g— = 87,745 мм. Округляя X = 87,7 мм.
При округлениях размеров обычно дробные цифры меньше
0,05 отбрасываются, как в данном случае, цифры больше 0,05
Фиг. 97. Деление окружности на
пять равных частей.
прибавляются к найденному
числу. Если бы это число было
не 88,745, а, например, 88,765,
то округление следовало бы
произвести в сторону увеличе-
ния его до 88,8.
Таким образом, в результа-
те округления на каждом деле-
нии получается ошибка, равная
87,745—87,7 = 0,045 мм, кото-
рая при последовательном от-
меривании делений на послед-
нем делении достигает величи-
ны 0,045X25= 1,125 мм, т. е.
последнее деление будет боль-
ше на эту величину.
Учитывая необходимость бо-
лее точной разметки, примени
ют следующий прием. Сначала делят окружность на пять частей.
Для этого проводят два взаимно перпендикулярных диаметра
АВ и СД (фиг. 97). Один из радиусов окружности, например
ОД, делят пополам, получают точку М, которую аккуратно на-
кернивают. Принимая точку М за центр, описывают дугу (дела-
ют засечку) радиусом МА-, эта дуга пересекает прямую СД
94
в точке Н. Из точки А радиусом АН описывают дугу НК. Отрезок
прямой АК будет искомым расстоянием, на которое нужно раз-
двинуть циркуль, чтобы разделить окружность на пять равных
частей.
Более точным определением для этого будет применение ана-
литического способа ранее указанного. Далее каждое полученное
деление делят на пять частей, для чего циркуль устанавливают
возможно точнее на ранее определенный размер 87,745 : 25.
Таким образом ошибка делений уменьшается и будет сведе-
на к величине 0,045.5 — 0,225 или в процентах она будет мень-
ше на
A225 :=20%.
1,125
Пример 2. Требуется разметить 72 отверстия на окружност»
диаметра D — 1315 мм.
По формуле
имеем
Х = 0,0872 • -----57,334 мм-
2
Берем циркулем размер 57,3 мм и наносим центры 72 отвер-
стий на окружности диаметром 1315 мм. Точность подобной раз-
метки не высока, так как мы заранее на каждом делении допу-
скаем ошибку, равную 57,334 — 57,3 = 0,034 мм. Следовательно,
если мы от одной точки начнем откладывать все 72 деления, то
получится в последнем делении ошибка, равная 74 • 0,034 =
= 2,448 мм.
Чтобы уменьшить ошибку, так же как и в первом примере,
нужно применить раздельный способ. Сначала при помощи двух
взаимно перпендикулярных осей заданная окружность делится
па 4 части, а затем величиной ее радиуса из полученных четырех
точек засекают в каждой полуокружности по 6 делений. Таким
образом окружность разделится на 12 равных частей. После это-
го каждая полученная часть еще делится пополам и таким обра-
зом получаем по окружности 24 деления. Взяв циркулем воз-
можно точнее величину хорды, ранее определенную в 57,3 мм,
откладываем этот размер в каждом полученном делении по 3 раза.
Так, заданная окружность делится на 72 части, а ошибка в рас-
стоянии между делениями сведется уже к величине 0,034 • 3 =
0,102, т. е. в пределах одной десятой миллиметра, что допустимо
при разметочных работах.
При количестве отверстий на окружности более 180 величину
хорды или, как ее принято называть на практике, шаг отверстий
95
можно подсчитать при помощи тригонометрии. Задача сводится
к решению прямоугольного треугольника.
Ранее мы познакомились с величинами тангенса и котангенса
в прямоугольных треугольниках. Эти величины вытекали из отно-
шений катетов друг
К другу.
Фиг. 98. Определение хор-
ды расчетом.
Если же взять отношение катета
к гипотенузе, то мы получим другие
величины. Например: отношение ма-
лого катета прямоугольного тре-
угольника к гипотенузе принято на-
зывать синусом противолежащего
угла, а отношение большого катета
к гипотенузе,— косинусом прилежа-
щего угла. В дальнейшем синус обо-
значаем sin, а косинус cos.
На фиг. 98 ВС будет величиной
искомой хорды при диаметре D и ко-
личестве делений z на окружности
этого диаметра. Центральный угол а
определится от деления 360° на z. При решении прямоугольного
треугольника АВС, (заштрихованного) мы будем иметь
„ a D
угол при вершине а, равный-^, и гипотенузу, равную у--
1
Тогда хорда одного деления, или — части окружности будет:
X = sin
D-
Вообще решение подобной задачи сводится к определению
хорды при заданном радиусе круга и найденного центрального
угла в градусах. При решении можно пользоваться также табли-
цей определений хорд, помещенной в любом справочнике.
ВОПРОСЫ для ПОВТОРЕНИЯ
1. Дайте определение плоскостной разметки и ее применение.
2. Как наносятся размеры на деталь и как производится отмеривание
величин?
3. Почему нельзя сносить размер непосредственно с линейки?
4. Как производится деление линий на равные части?
5. Нанесение перпендикулярных и параллельных линий.
6. Проведение параллельных линий.
7. Как производится построение углов и каким образом углы делятся на
2, 3 и т. д. части.
8. Способ построения углов с помощью тригонометрических функций.
9. Укажите способы разметки отверстий на окружности.
ГЛАВА VI
УСТАНОВКА ДЕТАЛЕЙ НА РАЗМЕТОЧНУЮ ПЛИТУ
1. ПРИСПОСОБЛЕНИЯ ДЛЯ ПОДЪЕМА И ПЕРЕМЕЩЕНИЯ
ТЯЖЕЛЫХ ДЕТАЛЕЙ
I! механических цехах машиностроительных заводов для
усышовки тяжелых обрабатываемых изделий на станки и разме-
точные плиты применяются мостовые и поворотные краны. Боль-
шее распространение имеют мостовые краны. Они состоят из
Моста, двигающегося на колесах вдоль пролета цеха по высокорас-
положенным рельсам, и тележки с подъемным механизмом, ко-
торая передвигается вдоль моста. Подъемный механизм тележки
Поднимает и опускает детали в любой точке цеха в зоне дейст-
вия грузоподъемного крана.
После подготовки детали к разметке она при помощи крана
поднимается и устанавливается на разметочную плиту в поло-
жение, которое укажет разметчик. Производится это так: рабо-
чий-такелажник по указанию разметчика закрепляет (подвеши-
вает) деталь к крюку крана и, командуя действием крановщика,
устанавливает деталь на плиту. Для избежания порчи обрабо-
танных поверхностей у поднимаемой детали не следует захва-
тывать ее металлическими штропами за эти поверхности. Деталь
устанавливается на плиту на заранее уложенные подкладки.
Для перемены положения детали при ее разметке она обяза-
тельно снимается с плиты краном, отводится на специальную
площадку, приспособленную для поворачивания (кантовки), на
которой и поворачивается в новое, второе положение, необходи-
мое для дальнейшей разметки. Только после этого деталь вновь
устанавливается краном на плиту также на подкладки.
Поворачивать деталь на разметочной плите в новое положе-
ние категорически воспрещается, так как в случае обрыва ка-
нат или просто его соскальзывания, тяжеловесная деталь неиз-
бежно повредит дорогостоящую плиту; из-за этого может оста-
новиться разметочная операция, что неизбежно вызовет простой
металлорежущих станков в этом цехе.
В исключительных случаях бывает, что мало устойчивые де-
тали оставляют при разметке подвешенными к подъемному при-
способлению. Тогда один конец размечаемой детали упирается
в упор, установленный на разметочной плите, а другой конец
7 Г. .меточное дело.
поддерживается краном, которым одновременно выверяют поло-
жение детали относительно разметочной плиты.
Устойчивость детали в различных положениях должна быть
в центре внимания разметчика, так как в случае падения детали
возможны ее порча и несчастные случаи с людьми.
После установки детали на плиту краном ее положение от-
носительно поверхности разметочной плиты выверяется уже точ-
но, а в некоторых случаях и относительно рисок на разметочной
плите. Для этого деталь обычно приходится поднимать и опус-
кать и даже поворачивать в сторону, иногда незначительно пере-
мещать по поверхности разметочной плиты. Такие перемещения
—— д-«-------------two
Фиг. 99. Ломик.
при сравнительно легких деталях совершаются при помо-
щи специального ломика из круглой или квадратной ста-
ли толщиной около 35 мм (фиг. 99). Точкой А ломик упирает-
ся в деталь, а точкой В — на подкладку, уложенную на разме-
точную плиту. Если на конце ломика С разметчик приложит
нормальное усилие Р, то усилие на конце ломика в точке А бу-
дет во столько раз больше, во сколько плечо СВ больше плеча
ВА. Расстояние между точками А и В называется малым плечом
ломика, а расстояние от точки В до точки С большим плечом
ломика, точку В называют «шейкой» ломика.
Предположим, что ВС = 1000 мм, BA = 3Q мм, усилие, при-
лагаемое разметчиком к концу ломика в точке С, равно Р =
= 30 кг. тогда усилие, развиваемое ломиком в точке А, будет
равно:
,, 30 -1000 ,ллл
q —---------= Ю00 кг •
30
Следовательно, при помощи ломика можно при усилии раз-
метчика в 30 таг приподнять груз до 1000 кг. При помощи ло-
мика деталь можно повернуть в любую сторону. Для этого, при-
подняв деталь, нужно конец ломика С повернуть в противопо-
98
ложную сторону, т. е., если деталь нужно повернуть вправо, то
для этого конец ломика поворачивают влево.
Во избежание порчи деталь при перемещении не должна ка-
саться поверхности плиты, а двигаться на подкладках, также и
домик не должен упираться непосредственно на плиту.
2. ОПОРЫ ДЛЯ ДЕТАЛЕЙ НА ПЛИТЕ
Чтобы получить желаемое положение детали на разметочной
плите, применяют опорные подкладки (плоские и призматичес-
кие), клинья, различные домкраты и т. п.
Опорные подкладки. Для того, чтобы не повредить поверх-
НОС1И разметочной плиты, размечаемые детали осторожно опу-
?
Фиг. 100. Опорные подкладки. !
скаются на специальные подкладки и устанавливаются. Незави-
симо от формы размечаемой детали ее рекомендуется устанав-
ливать на трех подкладках, так как на трех опорах деталь мож-
но быстро и легко выверить.
11а фиг. 100, а изображена самая простая подкладка. Раз-
метчику дается набор таких подкладок разной толщины. Чтобы
уменьшить вес толстых подкладок, они делаются пустотелыми
(фиг. 100, б), или в виде двутавра (фиг. 100, в). Подкладки от-
ливаются из чугуна, стороны их обработаны и взаимно перпен-
.Щл’.лярны.
При укладывании на плиту тяжеловесных деталей под них
подкладывают деревянные брусья таких размеров по высоте, ко-
нчая позволит в нужных местах подвести под деталь домкраты.
Окончательная подготовка детали к разметке делается уже
домкратами, приспособленными для этих целей, о них будет ска-
;;ню ниже.
99>
Призматические подкладки. Для установки деталей цилиндри-
ческой формы или вообще имеющих форму тел вращения поль-
зуются точными призматическими подкладками с вырезами под
углом 90° (фиг. 100, г, д, е.). Для удобства разметки необходимо
Фиг. 101. Призматические подкладки с зажимом.
иметь несколько призм одинаковой высоты с одинаковыми вы-
резами, чтобы применять их попарно или отдельно в зависимо-
сти от длины и формы изделия.
Обточенные круглые изделия небольших*размеров устанавлива-
ют на специальные подкладки, позволяющие закрепить изделие
г—(фиг. 101, а и б). Пря-
, _______ моугольный вырез в та-
X. /J ких подкладках должен
✓у . X ______/ I быть изготовлен точно.
И \ 1 1 При установке на та-
t Qi i" 11 ) кис подкладки цилинд-
__________' '!' у рического стержня его
ось и образующие бу-
Фиг. 102. Регулируемая призматическая под- ДУТ параллельны пло-
кладка. скости разметочной
плиты. При повороте
призматической подкладки вместе со стержнем, как показано на
фиг. 101, стержень автоматически устанавливается перпенди-
кулярно поверхности разметочной плиты. Детали к подобным
подкладкам закрепляются специальными скобами-струбцинами,
которые укрепляются в специальном пазу. Иногда применяется по-
перечная планка с винтом (фиг. 101). Этот вид крепления при
помощи планки выгоден тем, что позволяет устанавливать приз-
му вместе с закрепленной деталью и на боковую поверхность.
Регулируемые призматические подкладки. Для выверки ци-
линдрических изделий хорошо применять регулируемые призма
тические подкладки (фиг. 102). Они очень удобны при разметке
100
кувалдой, совершенно недо-
поэтому они могут изго-
регулировку в незначи-
6
Фиг. 103. Домкрат.
'т ксн фЗхЗ
/ ГОСТ 2073
/винт м 0*8__
ГОСТ £-7073-02
плоскостями таким об-
алов разной толщины (ступенчатых). Вращением винта можно
одиимать или опускать подкладку и благодаря этому устанав-
ившь размечаемое изделие в желаемое положение. Эти под-
чалки нет нужды применять попарно и
шляться менее точными.
Описываемые подкладки допускают
льиых пределах. Значительно боль-
ей величины регулировки можно до-
'игпуть, применяя призматические и
хтпковые домкраты (фиг. 103), опи-
раемые далее.
Клинья. Выверять деталь на разме-
тной плите при помощи обычных
а. । ьных клиньев, подбивая их молот-
эм или
усI имо, так как при этом неизбежно
ортится (царапается и забивается)
оверхность разметочной плиты. Кро-
е того, клинья не дают преимуществ
о сравнению со специальными приспо-
соблениями для целей выверки деталей
на плите.
Деревянные и свинцовые клинья под
дейсвием нагрузки сминаются — сда-
Ю1, и разметка становится неточной.
Более удобно выверять изделия с по-
мощью клиновидных подкладок, изо-
браженных на фиг. 104. Такими сдво-
енными клиньями достигаются самые
ничюжные изменения высоты. Они со-
стоят из двух стальных клиньев, кото-
рые соприкасаются своими наклонными
разом, что при вращении винта 3 верхний клин может переме-
щаться по нижнему клину. При этом верхняя поверхность 2 все
нм VI остается
нос иг нанесена
ровагь высоту
!.езначительна,
разной толщины и с разной высотой подъема.
Клинья должны делаться более легкими. Для
клиньев хорошо применять легкие металлы, например
Недостатком этих клиньев является то, что поверхность
клипа скользит по детали и они даже могут сдвинуть последнюю.
Домкраты. В качестве приспособления для выверки деталей
на разметочной плите чаще всего пользуются винтовыми домкра-
тами различных конструкций и размеров (фиг. 105). Они состо-
ят из корпуса формы усеченного конуса, обращенного верши-
ной вверх, внутри пустого; подошва конуса уширена. В корпус
101
параллельной основанию 1. На боковой поверх-
шкала с указателем, позволяющая точно регули-
клина. Высота подъема сдвоенного клина очень
поэтому надо иметь набор сдвоенных
клиньев
больших
дюраль,
верхнего
ввинчивается стальной винт с прямоугольной нарезкой. На верх
винта надевается стальная головка, которая может поворачивать-
ся и наклоняться. Это особенно важно, когда устанавливаются
изделия, имеющие неправильную форму или наклонные. Чтобы
винт под влиянием тяжести и сотрясений не отвинчивался сам,
домкраты иногда имеют специальный стопорный винт (фиг. 106).
Фиг. 105. Домкрат-
Уралмашзавода.
При разметке тяжелых деталей на Урал-
машзаводе домкраты несколько усовер-
шенствованы. Вместо обычной опорной
головки установлена головка с закален-
ным шариком (фиг. 105), что облегчает
выверку крупных деталей. В основание
домкрата вделано шлифованное стальное
кольцо, благодаря этому домкрат легко
передвигается по плите.
Домкраты по форме головки делятся
на призматические и роликовые.
Призматический домкрат изображен
на фиг. 106. Этот домкрат имеет призма-
тическую головку на конце винта вместо
обычной или шариковой опоры. Призма-
тические домкраты применяют для раз-
метки изделия цилиндрической формы.
Роликовые домкраты (фиг. 107) поз-
воляют не только регулировать изделие
по высоте, но и повертывать его. Например, при разметке тяже-
лых коленчатых валов и прочих тяжёлых деталей цилиндриче-
ской формы.
Особенность роликового домкрата, изображенного на фиг. 107,
заключается в том, что ушки 1, в которых вращаются ролики 2,
закрепляются в прорезях 3, поэтому ролики можно сдвигать и
102
'аздвигать по мере надобности при изменении диаметров разме-
аемых деталей. Ролики этих домкратов делаются несколько вы-
уклыми (бочкообразного вида), их закаливают и шлифуют.
Оправки. Когда изделия имеют точно обработанные отвер-
стия
ПЫХ
(по допускам), их
оправках. Оправки
удобно размечать на специально выточен-
эти прикрепляются к призмам или куби-
Фиг. 107. Роликовый домкрат.
произвести всю не-
ка.м. Вращая деталь вокруг оправки, можно
обходимую разметку.
При установке деталей на оправке никакой выверки не тре-
буется. Разметка на оправках имеет ограниченное применение и
применима только при разметке мелких деталей.
103
3. УСТАНОВКА ДЕТАЛЕЙ НА ДОМКРАТЫ
Установить и выверить деталь в нужном положении на разме-
точной плите- кропотливая и длительная работа.
При разметке детали обычно устанавливают на три дЬм-
крата.
Домкраты устанавливаются так, чтобы центр тяжести де-
тали лежал внутри треугольника, образуемого опорами, и еще луч-
ше, если он (центр тяжести) находится в точке пересечения ме-
дианы этого треугольника. В этом случае все три опоры нагружа-
ются равномерно. При разметке тяжелых деталей в 50—100 т
регулировка деталей требует от разметчика приложения зна-
чительных усилий.
Поэтому приходится
прибегать к помощи кра-
на, но он часто бывает за-
нят. Тогда разметчики
Уралмашзавода под руко-
водством старшего масте-
ра И. П. Кобякова стали
применять в своей прак-
тике (при установке на
плите тяжелых деталей)
следующий метод: опоры
Фиг. 108. Деталь на разметочной плите несколько сдвигаются СО
в плане. своего теоретически нуж-
ного положения, как пока-
зано на фиг. 108 (деталь изображена на разметочной плите в
плане, т. е. дан вид сверху). Теоретически верное расположение
домкратов показано штриховыми линиями. Сдвинув опоры —
домкраты по направлению стрелок, как показано на фиг. 108 в
положение 1, 2 и 3, нагрузка на домкраты изменяется против
ранее намеченной при теоретически правильном расположении
домкратов. Наиболее нагруженным оказывается домкрат 3.
Домкраты 1 и 2 разгружаются, и регулировка их облегчается
и становится осуществимой при нормальных усилиях размет-
чика.
Благодаря этому разметчик, не ожидая мостового крана,
регулирует и настраивает деталь в нужное ему положение
и ускоряет этим работу. Особо тяжелая деталь устанавливается
с таким расчетом, чтобы ее не приходилось поднимать дом-
кратами, а только опускать.
Для наглядности на фиг. 108 расположение домкратов пока-
зано явно преувеличенным. В действительности сдвиг опор неве-
лик и не вызывает нарушения устойчивости детали.
На Уралмашзаводе для облегчения труда разметчиков и по-
вышения их производительности конструируются новые электри-
фицированные домкраты.
104
4. ПРИСПОСОБЛЕНИЯ ДЛЯ КРЕПЛЕНИЯ ИЗДЕЛИЙ
ПРИ РАЗМЕТКЕ
Некоторые изделия, не обладающие достаточной устойчивостью,
для разметки необходимо закрепить в нужном положении.
Для закрепления применяют разные способы, например,
прикрепляют изделия к специальным разметочным кубикам
(фиг. 109). Кубики чугунные, для облегчения веса отливаются
пустотелыми, тщательно обрабаты-
ваю 1ся с соблюдением строгой вза-
имной перпендикулярности всех гра-
ней. На них на различных расстоя-
ниях просверливают отверстия для
закрепления размечаемых деталей.
Фиг. 109. Кубик. Фиг. НО. Струбцина.
Размечаемая деталь выверяется и закрепляется на кубике
и тогда ее можно размечать в разных положениях, поворачивая
кубик вместе с деталью.
Для прикрепления деталей употребляются планки, хомутики,
струбцины, болты и т. п.
Струбцина (фиг. ПО) представляет собой скобу 2, в головке
3 которой нарезана резьба, куда входит винт 4. Винт 4 имеет го-
ловку 5, в которую вставляется ручка 6. Вращением ручки 6
винт может опускаться или подниматься по желанию. Благодаря
тому между винтом 4 и губкой 1 струбцины можно зажать лю-
бое изделие.
Для облегчения закрепления малоустойчивых деталей начи-
нают применять магнитные кубики (фиг. 111), а также поворот-
ные магнитные приборы.
Применяя подобные приборы, не только сокращают время
на крепление деталей, но и упрощают установку детали в лю-
105
|45(»м положении по отношению к разметочной плите, этим повы-
| ищется точность разметки.
’ Прибор (фиг. 112) состоит из массивной стойки 1 и поворот-
ной магнитной плиты 4 размером 240 X 450 мм. Плита поворачи-
вается вокруг двух взаимно перпендикулярных осей. В подшип-
никах стойки 1 закреплена горизонтальная ось 7, на конце кото-
рой насажен большой градуированный диск 3 с нониусом. Диск
этот вместе с горизонтальной осью и магнитной плитой может
поворачиваться на любой угол. Благодаря нониусу поворачивать
Ми/ ю очень точно. Зажимный винт 2 закрепляет диск в любом
положении. Для быстрого поворота плиты на число градусов,
KpaiHoe 15, в диске имеется 24 отверстия, в которые входит сто-
порный штифт 8. Горизонтальная ось 7 имеет перпендикулярно
расположенные к ней две цапфы, которые образуют вторую ось
(вертикальную), вокруг которой магнитная плита может повора-
чиваться на 180°. Магнитная плита насажена на эти цапфы дву-
мя фланцами. Верхний фланец 6 имеет градусные деления с но-
ниусом. Штифт 8 служит для закрепления плиты после поворота.
Такое устройство позволяет устанавливать магнитную плиту
с закрепленной на ней деталью под любым углом и размечать
деталь, не раскрепляя ее.
Магнитная плита описанного прибора моментально притяги-
вает как различные обработанные детали, так и черные отливки
и i чугуна и стали весом до 30 кг.
На магнитной плите нанесены концентрические круги, кото-
рые позволяют быстро устанавливать тела вращения и симмет-
ричные детали в центре плиты, а углубление в центре плиты да-
ci возможность устанавливать оправку для центрирования де-
талей по расточенным отверстиям.
ВОПРОСЫ ДЛЯ ПОВТОРЕНИЯ
1. Какие вы знаете подъемные краны, применяемые в механических
цехах?
2. В чем заключается подготовка для установки детали к разметке?
3. Каким образом тяжелые детали выверяются на разметочной плите?
4. Какие вам известны опоры для деталей на разметочных плитах?
5. Расскажите о регулируемых опорах и подкладках, применяемых на
разметочных плитах.
6. Какие применяются домкраты при разметке?
7. Как детали устанавливаются на домкраты?
8. Какие употребляются приспособления для крепления деталей при раз-
метке?
9. Расскажите о кубиках и электромагнитных плитах.
106
Й'
ГЛАВА VII
РАЗМЕТКА НА ПЛИТЕ
1. ПОДГОТОВКА ДЕТАЛЕЙ К РАЗМЕТКЕ
Очистка поверхностей. Заготовки для деталей, особенно ли-
тые, почти всегда имеют загрязненные поверхности, а это мешает
наносить на них риски и вообще производить разметку. Прежде
чем устанавливать заготовку на разметочную плиту ее поверхно-
сти тщательно очищаются. В зимнее время, когда заготовки по-
ступают со склада, их поверхности бывают покрыты снегом
и иногда льдом. Снег и лед также необходимо тщательно удалить
с поверхностей заготовки, так как очищенные от снега и льда
поверхности быстрее просыхают и позволяют скорее их закрасить
мелом в нужных местах.
При очистке поверхностей заготовок, в особенности при при-
менении механических щеток или сжатого воздуха для обдува-
ния, получается много пыли, которая разносится, оседает на
окружающих предметах, например на станках, и портит воз-
дух. Во избежание этого, полезно в распоряжении разметчиков
иметь специальную камеру для очистки, через которую проходи-
ли бы все поступающие в разметку заготовки.
Очищенные заготовки складываются поблизости от специаль-
но отведенного места для покраски их поверхностей.
Плохо очищенные заготовки загрязняют поверхность плиты;
отпавшие твердые частицы вдавливаются в рабочую поверхность
плиты и портят ее.
Поэтому нужно строго следить за тем, чтобы на разметочную
плиту ставились только хорошо очищенные детали.
Осмотр заготовок перед разметкой. После очистки заготовки
тщательно осматриваются с целью обнаружения на их поверхно-
стях трещин или неисправимых раковин, которые могут послу-
жить причиной брака детали. Проверяются конфигурация заго-
товок и их основные размеры по чертежу.
Особое внимание следует уделить литым заготовкам, которые
имеют значительное количество разнообразных приливов и па-
зов. Целью осмотра является предупреждение напрасных затрат
на установку и разметку негодной заготовки. Предварительный
контроль особенно важен на заводах тяжелого индивидуального
машиностроения.
108
При осмотре также решается вопрос о возможности исполь-
зования заготовки путем допущения в неответственных местах
некоторых отступлений от чертежа, или же возможности навар-
ки поверхностей и заварки обнаруженных трещин у стальных
щталей. Отступления необходимо каждый раз согласовывать с
конструкторским отделом и оформлять актом.
Окраска деталей перед разметкой. Предварительно осмотрен-
ная заготовка окрашивается мелом в местах, где нужно произве-
сти разметку.
Для окраски необработанных поверхностей заготовок (отли-
вок, поковок) берут отмученный мел, растворенный в воде с при-
бавлением, если возможно (для упрочения окраски), небольшо-
К) количества льняного масла и сиккатива.
Прибавки клея надо избегать, так как смесь через короткий
промежуток времени начинает издавать дурной запах. Меловая
краска приготовляется следующим образом: мел разводится в
воде до густоты молока; обычно на 2 3/4 ведра берут 2 кг мела и
кипятят. В полученную смесь добавляется льняное масло и сик-
катив в количестве 50—100 г, и смесь снова подвергается кипя-
чению.
Можно и сухим мелом натирать размечаемые поверхности, но
такая покраска непрочная и ее можно применять при грубой
разметке неответственных деталей.
2. ПОРЯДОК РАЗМЕТКИ
Разметчик начинает разметку с нанесения на деталь средних—
осевых линий изделия, согласно чертежу, от которых уже ведет
дальнейшую разметку, откладывая все размеры, данные в чер-
теже.
Например, на паровом цилиндре с золотниковой коробкой
(фиг. 113, а и б) сначала наносятся средние линии АА и ВВ,
взятые точно по чертежу. От этих линий идет разметка центров
фланцев обрабатываемых плоскостей золотниковой коробки,
разметка паровых каналов и отростков.
Приемы установки рейсмаса. Ранее (в главе IV) описана спе-
циальная вертикальная линейка для установки рейсмаса на за-
данную высоту. Острие чертилки рейсмаса устанавливают на
требуемую высоту при помощи легких ударов молотком по чер-
тилке или при помощи микрометрического винта, при его на-
личии.
Рейсмасы, не имеющие микрометрических винтов, устанавли-
вают от руки сначала примерно на заданный размер, а затем
уточняют установку легкими ударами молотка по чертилке. Эти
удары наносятся по возможности ближе к месту закрепления
чертилки, так как при ударе по закаленному концу чертилки
можно его поломать. Надо следить за тем, чтобы при ударах
109
острие чертилки, во избежание поломки, не касалось заготовки
или масштабной измерительной линейки. Настройка рейсмаса на
заданный размер ударами молотка занимает много времени и
требует большого опыта, поэтому в настоящее время усовершен-
ствованные рейсмасы имеют микрометрический винт (см. фиг. 26,
глава IV), благодаря которому возможно без ударов быстро и
точно устанавливать острие чертилки на заданный размер.
Установив острие чертилки рейсмаса на заданный размер, на-
до надежно затянуть винт, закрепляющий чертилку, ненова про-
Фиг. 113. Разметка парового цилиндра.
верить правильность установки чертилки по размеру. Это совер-
шенно необходимо, так как, часто при затяжке закрепляющего
винта чертилка может сместиться.
Запрещается проверять настройку рейсмаса путем прочерчи-
вания проверочной риски на линейке. Этим линейка портится и
становится негодной для работы.
При установке острия чертилки по вертикальной измеритель-
ной линейке необходимо, чтобы глаз разметчика и острие чер-
тилки рейсмаса находились в одной горизонтальной плоскости,
проходящей также через нужный размер на мерительной верти-
кальной линейке.
Установка чертилки зависит от положения размечаемых по-
верхностей, так как острие чертилки всегда должно быть направ-
лено нормально (или близко к нормали) к размечаемой поверхно-
сти. Если размечают наклонную поверхность детали, то чертилку
110
наклоняют так, чтобы ее острие было приблизительно перпен-
дикулярно к этой поверхности, в противном случае чертилку бу-
дет при ее движении отжимать книзу (фиг. 114, а).
При нанесении рисок на цилиндрической поверхности выше
или ниже диаметральной плоскости соответственно меняется и
положение чертилки (фиг. 115). Положение чертилок: а — не-
правильное, б — правильное.
Фиг. 115. Установка чертилки рейсмаса для нанесения рисок
на цилиндре (а—неправильное положение; б—правильное).
Нанесение рисок. При прочерчивании рисок рейсмасом само
изделие остается неподвижным, а вокруг него перемещается
рейсмас, скользя своим основанием по поверхности разметочной
плиты.
Во время прочерчивания рисок на изделии разметчик плотно
прижийает рукой основание рейсмаса к разметочной плите. При
1П
перемещении по плите рейсмас не должен качаться. Не допу-
скается загрязнение плиты или ее замасливание, так как в этом
случае рейсмас при движении дрожит и точность наносимых ри-
сок нарушается. Во избежание этого рекомендуется не только
плиту, но и основание рейсмаса, скользящее по плите, натирать
графитовым порошком.
При прочерчивании рисок чертилка должна быть неподвижно
закреплена в штативе корпуса рейсмаса, а конец чертилки -дол-
жен все время касаться изделия.
Кроме того, нельзя допускать соскакивания чертилки с изде-
лия. Для этого чертилки всегда должны иметь определенное
изделие
^^\\\\\\\\\\\\\\\\
Правильно
Урлой угол
Неправильно
Направление
перемещения рейсмаса
Фиг. 116. Положение рейсмаса при нанесении рисок.
положение к направлению их движения и должны находиться
под углом 75—80° к направлению движения. Особенно это тре-
буется соблюдать при прочерчивании рисок на черных поверхно-
стях, так как при несоблюдении рекомендуемого положения чер-
тилка неизбежно соскакивает с изделия и точность разметки на-
рушается.
Риски на изделии надо прочерчивать четко с одного раза.
Многократное прочерчивание рисок, т. е., когда прочерчивают
риску по одному месту несколько раз, приводит к расширению
риски и точность разметки от таких широких (разваленных) ри-
сок страдает.
На фиг. 116 изображено правильное и неправильное положе-
ние чертилки по отношению к направлению движения рейсмаса.
Основные приемы прочерчивания рисок. При разметке де-
талей приходится прочерчивать горизонтальные, вертикальные
и наклонные риски.
112
I .|ризонтальными называются те риски, которые параллельны
пдос- ости разметочной плиты.
В ртикальными рисками называются риски, перпендикуляр-
ные к плоскости плиты, т. е. составляющие с ней угол 90°, а ри-
ски, составляющие с плоскостью плиты углы меньше или боль-
ше 90°, называются наклонными.
Горизонтальные риски при разметке на плите прочерчивают-
ся ври помощи рейсмасов различных конструкций.
На фиг. 117 видно, что, например, на всех четырех сторонах
кубика, которые перпендикулярны разметочной плите, можно
проводить горизонтальные, параллельные плите, линии, в любом
Фиг. 117. Разметка горизонтальных линий.
расстоянии от последней, причем не требуется менять положе-
ние кубика. На фиг. 117—120 риски еще отмечены и точками, кото-
рые обозначают знаки кернения. Как на четырех сторонах куби-
ка, так и на всяких других обрабатываемых предметах любой
формы, легко можно проводить горизонтальные линии острием
чертилки, закрепленной в штативе (рейсмас), установленном на
разметочной плите.
Таким образом при помощи рейсмаса можно проводить гори-
зонтальные риски, которые будут строго параллельными плоско-
сти разметочной плиты.
Проведение вертикальных разметочных рисок на тех же по-
верхностях кубика или на других предметах любой формы более
сложно. Здесь возможны три способа.
Первый способ. На разметочную плиту устанавливается
угольник с подставкой (фиг. 118) и его вертикальная полка при-
ставляется плоской стороной к кубику. Тогда можно вдоль этой
полки проводить вертикальную риску разметочной чертилкой, не
меняя положения кубика.
8. Р: неточное дело. 113
Второй способ. Можно проводить вертикальные риски, если
перекантовывать кубик на 90°, прочерчивая после каждого пово-
рота горизонтальные риски. На фиг. 119 показан кубик в его
первоначальном положении
с горизонтальной средней
риской на всех четырех гра-
нях. Для нанесения верти
калиной средней риски пово-
рачивают сторону (грань) /
кубика на 90° так, чтобы
грань 2 заняла положение,
указанное на фиг. 120. Чер-
тилка рейсмаса между тем
сохраняет положение, ука-
занное на фиг. 119. Если те-
перь этим прежним положе-
нием иглы провести горизон-
Фиг. 118. Разметка вертикальных тальную риску на всех четы-
линий. рех сторонах кубика, то по-
лучится, как это видно на
стороне 1, перекрещивание линий, которое дает средину грани 1.
Если еще раз перекантовать кубик, то все шесть его граней по-
лучат перекрестные линии.
После переверты-
вания (перекантовы-
вания) многих дета-
лей на 90е, каждый
раз требуется их но-
вая выверка для
дальнейшей размет-
ки. Горизонтальные
риски, намеченные
в первом положении
детали, должны то-
гда занять верти-
кальное положение.
Проверка произво-
дится с помощью
прикладывания к
риске вертикальной
полки угольника.
Здесь большую поль-
зу приносит кон- Фиг. 119. Кубик в первом положении.
трольная риска. При
нанесении горизонтальных линий в первом положении детали эта
риска прочерчивается параллельно одной из этих разметочных
линий.
Большею частью контрольная риска проводится на глад-
114
Фиг 120. Сторона кубика, перекантованная
на 90°.
Фиг. 121. Контрольная риска.
в*
115
кой кромке основания обрабатываемого предмета, где можно
получить наиболее плотное прилегание полки угольника.
На фиг. 121 показано, как производится выверка стойки для
подшипников с помощью угольника с подошвой и контрольной
риски. Стойка перевернута на 90°.
Третий способ. При этом способе прочерчивание вертикаль-
ных рисок производится при помощи специальных призм (ящи-
ков) квадратного или прямоугольного сечения и высотою
обычно от 600 до 1000 мм. Призмы образуют всюду между по-
верхностями прямые углы. Их поверхности пришабрены, поэтому
основание рейсмаса легко скользит по ним. Отверстия, оставляе-
мые в призмах, служат для их облегчения и для поворачивания
и передвижения их по плите.
При разметке одной рукой прижимают призму к плите, а дру-
гой передвигают рейсмас вдоль вертикальной плоскости вверх и
вниз, зачерчивая вертикальные риски. Рейсмас своим основани-
ем скользит по вертикальной поверхности призмы так же, как
и по разметочной плите. Разметчик держит рейсмас легко, без
особого нажима.
Призмы обычно устанавливают на разметочных плитах по
имеющимся на них рискам-линиям, чем достигается определен-
ная установка призмы по отношению к размечаемой детали.
Имеющаяся сетка рисок на разметочной плите позволяет уста-
навливать призмы в любом положении.
Таким образом, риска на плите является границей основания
вертикальной плоскости разметочной призмы. Если последнюю
установить точно по риске, то расстояние (фиг. 122) от острия
чертилки до плоскости призмы дает в то же время расстояние
до предмета, если он установлен на плите по той же риске, или
по другой— параллельной или перпендикулярной.
Иногда для удобства и более точной установки призмы вдоль
риски в последнюю вставляется закаленная направляющая план-
ка с острой кромкой внизу. На практике, однако, к этому прибе-
гают редко.
Рейсмас высотой 500 мм может при неизменном положении
призмы обслуживать все точки вертикальной плоскости длиной и
высотой в 500 мм, при этом рейсмас передвигается или по пло-
скости разметочной плиты, или по вертикальной поверхности
призмы. Перестановкой в ходе разметки призмы вдоль разме-
чаемой детали на следующую риску плиты получаем возмож-
ность разметить более длинную плоскость. Расстояние между
рисками плиты обычно от 200 до 800 мм и более в зависимости
от размеров плиты.
Если разметочная призма имеет высоту 600 мм и представ-
ляет пустотелый ящик, то, помещая рейсмас на ее верхнюю
грань, можно обслужить размечаемую плоскость высотой до
1100 мм. Разметка более высокой плоскости достигается уста-
новкой более высокой призмы. При перестановке призмы с про-
116
дольных рисок плиты на ее поперечные риски получаем возмож-
ность разметить вторую (боковую) вертикальную плоскость де-
тали. Применяя призму, прочерчивают вертикальные риски на
деталях, не кантуя их.
На фиг. 123 схематически показан способ вертикальной раз-
метки без переворачивания размечаемой детали.
Призма 1 позволяет проводить все вертикальные риски на
длине L, призма 2 —все вертикальные риски на ширине В и
Фиг. 122. Разметка стойки для подшипника с помощью разме-
точных призм.
призма 3 — все риски на высоте Н. Если величины L, В и Н не-
доепаточны для разметки всей плоскости, призмы 1 и 2 перестав-
ляют на другие риски плиты, а призму 3 заменяют более вы-
сокой.
Величина разметочных призм зависит от размеров размечае-
мых деталей. Обычные размеры призм с квадратным основанием
250 X 250 лцм и высотой от 600 до 800 мм. Размеры призм на
Уралмашзаводе более высокие и достигают 1500 мм. К сожале-
нию, до сего времени призмы-ящики не имеют приспособлений
для облегчения их передвижения.
Выбор способа разметки. При проведении вертикальных ри-
сок на изделии любой формы часто возникают трудности. Поэто-
му перед началом разметки надо тщательно выбрать один из
трех способов, ранее описанных. Разметчик должен прежде все-
го прикинуть, что в данном случае будет целесообразнее при-
менить из имеющегося в его распоряжении разметочного ин-
струмента. Большую роль в выборе способа разметки играют вес
117
и размеры размечаемой детали, от этого также зависит и вели-
чина разметочной плиты.
При применении первого способа форма обрабатываемого
предмета, например углубленные поверхности для отверстий
или выступающие плоскости для ступиц, мешает плотному при-
леганию угольника и делает проведение вертикальных рисок со-
вершенно невозможным. Если угольник нельзя приложить плот-
но к плоскости, то надо перейти ко второму способу, который
позволяет проводить вертикальные линии без угольника. Изде-
лие переворачивается на 90° после того, как на нем уже разме-
чены все горизонтальные риски.
Фиг. 123. Установка разметочных призм-ящиков.
При втором способе большой вес предмета затрудняет его
перекантовывание на 90°. Перевертывание (перекантовывание)
тяжелых деталей сложно и требует много времени, так как сно-
ва приходится пользоваться подъемным краном и производить
выверку установки.
Для избежания этих дорогих и продолжительных операций
применяется третий способ, который позволяет обойтись без по-
ворачивания изделия.
Установка призм по рискам разметочной плиты позволяет
наносить все горизонтальные и вертикальные риски без перевер-
тывания и без новой выверки размечаемого изделия.
При третьем способе призмы 2, установленные на плите, мо-
гут оказаться недостаточными по высоте для разметки обраба-
тываемого изделия со всех сторон. Тогда пользуются призмой 3,
которая может быть составлена из двух уложенных друг на дру-
га призм.
118
Деталь устанавливается в правильное положение по отноше-
нию к рискам на плите, если нужно, то закрепляется к плите
IM Р<1 шечается.
* 11а фиг. 122 показан пример разметки стойки для подшипни-
ка на разметочной плите с применением призм. Рейсмас 1 слу-
жит для проведения всех горизонтальных линий, рейсмас 2—
Всех перекрестных центровых линий на выступающих фланцах и
’вертикальных линий для границы обработки вертикальных пло-
ское гей, а рейсмас 3 — верхних попереч-
ных средних линий и линий обработки.
| 11редположим, что отверстие во флан-
це /’ отлито с таким малым припуском,
Коюрый не позволяет передвинуть раз-
мер А несколько вниз для сохранения тол-
щины подошвы по чертежу. Общая кон-
орукция машины не позволяет ни увели-
чила гь размера А, ни изменять толщины
.подошвы. В этом случае необходима пе-
ределка модели и новая отливка.
Если после проверки изделия размет-
чик убедится, что изделие годно для об-
работки, то намечаются рисками и кер-
нами те места, которые подлежат обра-
Гкнке в первую очередь.
Кернение рисок. Кернение рисок про-
исходит только после того, когда все риски
на предмете проведены. Это делается
для того, чтобы во время разметки не
получилось сдвига размечаемого изделия
01 ударов при кернении.
При кернении надо особенно следить
Фиг. 124. Кернение
рисок.
за тем, чтобы керн стоял вертикально по
от шипению к рабочей плоскости и сильно прижимался к риске.
При этом кружок, намечаемый керном, должен делиться риской
пополам, как это показано на фиг. 124 слева. Косое положение
керна (на фиг. 124 справа) сдвигает накерненный кружок от
риски и создает неуверенность при обработке, так как при обра-
бсике привыкли к тому, что риска проходит всегда через средину
накерненного кружка.
Контрольная риска. Для того чтобы облегчить строгальщику
или фрезеровщику, а впоследствии и токарю установку, вывер-
ну и контроль размеченной детали на станке, проводится вторая
риска (обычно на подошве детали, предварительно обработан-
ной), параллельная риске, намеченной по чертежу, и отстоящей
от нее на расстоянии 8—10 мм, как это показано на фиг. 121.
Эту риску называют контрольной риской. Если строгальный ре-
зец установлеи сразу на полную глубину обработки, что имеет
место при небольших припусках, то уже при первом проходе рез-
119
ца риска, срезаясь, теряется, и остаются лишь половинки керно-
вых кружков, которые становятся плохо видимы. Для проверки
возможных изменений в обрабатываемом предмете строгальщик
или фрезеровщик ориентируется по контрольной риске, по
которой можно тщательно устанавливать деталь на станке.
Контрольная риска не должна быть накернена, чтобы при обра-
ботке детали не смешивать ее с рабочей риской.
Фиг. 125 показывает правильно размеченную для обработки
коробку червячной передачи с постаментом для мотора. На этой
коробке контрольная риска, видная на кромке основания, слу-
жит не только для выверки детали при установке на станке, но
Фиг. 125. Коробка червячной передачи.
и при разметке; разметчик пользуется ею при перевертывании
коробки, проверяя по ней точность горизонтальной или верти-
кальной установки предмета на плите.
3. ВЫБОР ПОЛОЖЕНИЯ ДЕТАЛЕЙ ПРИ РАЗМЕТКЕ И РАЗМЕТОЧНЫЕ
БАЗЫ
Разметчик тщательно изучает чертеж детали и самую деталь-
заготовку перед установкой ее на плиту. При изучении чер-
тежа разметчику становится понятным, какие поверхности
у детали будут обрабатываться и с какой степенью чистоты. По-
том он устанавливает связь обрабатываемых поверхностей с
главными осями детали и определяет исходные (базовые) по-
верхности, на которые следует ориентироваться при разметке.
Обычно на чертежах все размеры базируются на средние линии
(оси) обрабатываемой детали. Поэтому и разметчик начинает и
ведет разметку от этих осей, но также учитывает и поверхность,
которая принята за базу и должна быть связана по положению
и размерам с осями изделия. Детали устанавливаются на раз-
меточной плите так, чтобы одна из главных осей детали была
параллельна плоскости разметочной плиты. Главные оси у боль-
120
шинства деталей имеют три направления: по длине, ширине
И высоте. Знакомясь с деталью и изучая чертежи, разметчик в то
же время устанавливает технологию разметки, если она ему не
задана заранее. В этом случае разметчик решает следующие во-
просы: 1) выбирает первое и главное положение детали при ее
разметке, 2) определяет количество положений и 3) последова-
тельность положений. Вне зависимости от количества положе-
ний детали при разметке, ее первое положение должно быть
выбоано таким, при котором возможно разметить и проверить
наибольшее количество поверхностей, наметить наибольшее ко-
личество осей и установить годность детали.
Фиг. 126. Разметка отверстий в стойке.
Необходимо учесть при установке детали на плиту, особен-
но, если она будет размечаться в одном положении, чтобы боль-
шая часть обрабатываемых поверхностей была расположена
параллельно плоскости разметочной плиты.
Если у подшипника (фиг. ,126, а) начисто обработана ниж-
няя (опорная) поверхность, то все остальные размеры следует
откладывать от нее. При разметке оси АБ, независимо от того,
откуда ведется разметка, надо выдержать высоту от основания
до центра детали — размер С. Иногда в этом случае стенки под-
шипника (цилиндра) могут оказаться неодинаковой толщины
х^>у. При значительной разнице между хит/ изделие приходит-
ся браковать.
На фиг. 126, б разметка того же подшипника производится до
обработки опорной поверхности,— тогда разметку надо начинать,
исходя от поверхностей, которые остаются черными. Чтобы выдер-
жать одинаковую толщину стенок цилиндра подшипника х и у,
начинают разметку от поверхности 1, проводят риску АВ через
центр этой цилиндрической поверхности. Затем от этой риски АВ
откладывают размер С и получают риску для обработки нижней
опорной поверхности. Может оказаться, что припуск для обра-
ботки подошвы недостаточен для размера С, тогда центровую
121
риску АВ несколько смещают вверх за счет незначительной раз-
ницы толщин х и у. Если же припуск на обработку нижней по-
верхности окажется слишком большим, а толщина основания S
получается тонкой, то центровую риску АВ опускают вниз, при
этом величина х будет несколько меньше величины у.
В данном случае разметчик сам в процессе своей работы
должен выбрать лучшее решение способа разметки.
» Разметка втулки. Втулка отлита с отверстием, которое из-за
погрешностей формовки смещено на величину L. Требуется обра-
ботать только внутреннюю поверхность втулки (фиг. 127).
Фиг. 128. Разметка втулки.
Фиг. 127. Разметка втулки.
Перед разметкой проверяется толщина стенок х и у по диа-
метральным осям. Если наименьшая толщина отлитой втулки
будет меньше размера, заданного чертежом, то разметка не про-
изводится, а заготовка бракуется.
При наличии достаточного припуска на обработку устанав-
ливают центровую планку и наносят осевую риску / — I, которая
проходит по наименьшей толщине стенки втулки. Далее опреде-
ляют центр О на риске I — /, который будет центром наружной
цилиндрической поверхности втулки. При этом выявляется
эксцентриситет L. Через центр О наносится вертикальная рис-
ка II — II.
В рассмотренном случае за базу принята наружная черная
поверхность втулки.
При обратном положении, т. е. при обработке только одной на-
ружной поверхности втулки, за основную базовую поверхность
принимается внутренняя (черная) поверхность (фиг. 128).
Убедившись в достаточности припуска на обработку и уста-
новив центровую планку, находят по внутреннему диаметру D в
центр О. Через этот цент О проводят риски/ — I и II—II. Далее
описывают из центра О окружность D,; заданную чертежом. При
122
Siom условии толщины стенок втулки по осям будут приблизи-
тельно одинаковы.
Снимаемый при обработке слой заштрихован.
Если же в этом случае начать разметку, взяв за основу на-
ружную поверхность, то получим втулку с неодинаковой толщи-
ной стенок.
Таким образом, разметчик может выправить все литейные
погрешности, если изберет правильно базовые поверхности.
Для получения годных изделий в обоих случаях надо исходить
из поверхностей, остающихся черными.
Следовательно, разметчик во всех случаях должен проявлять
свою инициативу и знания, а не действовать вслепую — меха-
нически.
Разметчик, проводя первую центровую риску, уже пред-
решает ход всей дальнейшей разметки этой детали. Даже в тех
случаях, когда деталь размечается в нескольких положениях, вся
дальнейшая разметка зависит от центровой риски, проведенной
в первом положении детали. Поэтому первую центровую риску
следует наносить, имея в виду поверхности, которые приняты
за базу. Это означает, что эти базовые поверхности строго вы-
держиваются относительно главных осей или основных опорных,
пли рабочих поверхностей, но это еще не значит, что от этой
поверхности можно выдержать все чертежные размеры данной
,щали. Ранее нами уже было установлено, что черные поверх-
ности часто не параллельны друг другу и часто занимают не-
правильное положение по отношению к осям детали и имеют
значительные неровности. В таких случаях на самой базовой
поверхности выбирается «слабая» точка, от которой производит-
ся проверка последующих поверхностей, согласно размерам, за-
данным чертежом. Слабая точка — это наиболее тонкое место
какой-либо стенки детали, которое может быть допущено по
условиям изготовления. После выбора базовой поверхности
шитда встречаются с тем, что некоторые поверхности не имеют
припуска на обработку.
В таких случаях приходится варьировать выбор основной
риски и иногда не выдерживаются некоторые размеры детали,
которые не влияют на ее годность.
В зависимости от конструкции и назначения детали выбира-
ются и базовые поверхности. Иногда за базы выбираются внут-
ренне поверхности, а иногда наружные. В одном случае надо
исходить от отверстия, в другом — от толщины фланца или реб-
ра и т. д.
Для примера значения выбора базовых поверхностей и поряд-
ка разметки рассмотрим несколько случаев.
Разметка призмы. Требуется разметить отлитую разметочную
чугунную призму (фиг. 129), у которой все наружные поверх-
ности должны быть взаимно перпендикулярны и обработаны,
а юлщина всех стенок одинаковой. Отливка хотя и имеет достаточ-
123
пне припуски на обработку поверхностей, но стенки не имеют
одинаковую толщину из-за смещения шишки при формовке.
Проверим возможность разметки при установке на плиту
этой призмы произвольно (фиг. 129). Убедившись в достаточ-
ности припусков на обработку, начнем разметку
у,.,,,,, - =^7) При проведении первой цен-
тровой риски I—1 мы можем
перемещать ее по вертикали так,
как будет удобнее, лишь бы
припуски на обработку верха и
низа призмы при этом остава-
лись достаточными. Наметим
па призме точки, через кото-
рые должна проходить центро-
вая риска, выверим по ним
призму, проведем рейсмасом
центровую риску I—I, а от нее
риски для границ обработки
верха и низа призмы. Этим раз-
метка призмы в первом положе-
нии заканчивается.
Повернув призму на 90°, ус-
тановим ее во второе положе-
Фиг. 129. Неправильно выбран- ние, проверив последнее уголь-
ное первое положение призмы. ником nQ риске на торце.
вых стенках (фиг. 130). Далее
в этом положении нанесем центровую риску II—II и от нее риски
на обработку широких сторон призмы.
Несмотря па наличие достаточных припусков, толщина стенок
призмы получается неодинаковой. Никакое перемещение цент-
ровой риски II — II вверх или вниз по призме не позволяет по-
лучить толщину стенок одинаковой. Верхняя стенка широкой
стороны призмы остается с левой стороны более тонкой, чем
с правой, а нижняя стенка, наоборот,— слева толстой.
Если мы изменим положение риски II—II, наклонив ее, как
показано (фиг. 130) штриховой линией, то окажется, что можно
исправить допущенную в литье ошибку, но этим нарушается
перпендикулярность осевых рисок, вследствие чего, наружные
поверхности призмы не будут взаимно перпендикулярными.
В данном случае разметка начата неправильно и ее следует на-
чать снова.
Очевидно, было неправильно выбрано положение призмы
для разметки. В рассматриваемом случае по условию требуется
выдержать согласно чертежу толщину стенок призмы, внутрен-
ние поверхности которых остаются черными. Следовательно, они
являются исходными — базовыми поверхностями. Поэтому нуж-
но выбрать такое первое положение призмы на плите, при кото-
ром можно было бы начать разметку, т. е. нанести первую цент-
124
ропую риску, исходя именно от этих, остающихся черными, внут-
ренних поверхностей призмы. В положении, изображенном на
фиг. 130, это нельзя было сделать.
Поэтому надо уста-
новить призму сразу в
Положение, изображен-
ное на фиг. 131. Тогда,
исходя из черных внут-
ренних поверхностей
Призмы, намечают точ-
ки средней линии /—I,
которая является осью
BHV1ренней пустоты
Призмы; по этим точ-
кам выверяют призму
относительно плоскости
разметочной плиты и
рейсмасом прочерчива-
ют центровую риску
/—/. Далее от этой
Петровой риски I—I
наносят риски для гра-
ниц обработки широких
поверхностей призмы;
тогда толщина широ-
ких стенок призмы
окажется равномерной.
Эти и заканчивается
разметка призмы в пер-
вом положении.
Второе положение
детали относительно
разметочной плиты, дол-
жно быть обязатель-
но таким, чтобы цент-
ровые риски I—I, про-
веденные в первом по-
ложении, были перпен-
дикулярны поверхно-
сти разметочной плиты.
Во втором положении
двояким образом: в а
Фиг. 130. Второе, неправильно вы-
бранное положение призмы для раз-
метки.
Фиг. 131. Правильное первое по-
ложение призмы при начале раз-
метки.
(фиг. 132) деталь можно установить
и б. На первый взгляд кажется без-
различным, как установлена деталь. Между тем легко доказать,
что положение а будет правильным, так как дает возможность
нанести центровую риску II — II, исходя от принятой базы
(черные внутренние поверхности), а во втором случае этого
сделать нельзя. Действительно, выверяя тщательно призму уголь-
ником по риске /—I в положении а, возможно при этом так
125
установить призму, чтобы внутренние черные ее поверхности 1 и 2
были приблизительно параллельны поверхности разметочной
плиты, а риска I—I была бы перпендикулярна к поверхности
плиты.
Выверив таким образом призму, сначала прочерчивают цент-
ровую риску II—II, а уже от нее риски для обработки наруж-
ных узких сторон призмы. I
При таком способе разметки толщина узких стенок окажется
повсюду равномерной.
При положении призмы, изображенном на фиг. 132, б, этого
достигнуть было бы невозможно.
Фиг. 132. Выбор второго положения призмы при разметке.
Третье положение призмы относительно разметочной плиты
после нанесения рисок I — I и II—II является вынужденным.
В этом положении, как показано на фиг. 133, нужно только
тщательно проверить угольником перпендикулярность обеих ри-
сок I — I и II — //к плоскости разметочной плиты. Далее, исхо-
дя из имеющихся припусков на обработку верха и низа призмы,
разметить центровую риску III—III и от нее—риски для обра-
ботки верха и низа призмы (по третьему положению). После
кернения нанесенных рисок разметка призмы считается закоп-
ченной.
Выбор положения подшипника для разметки. По разме-
ру А, заданному чертежом (фиг. 134), надо найти предваритель-
но центр отверстия подшипника и при помощи рейсмаса нанести
размер высоты А от центра подшипника и нанести на подошве
риску. Если эта риска дает припуск на обработку опорной по-
верхности, то подшипник можно обрабатывать.
При разметке отверстия в подшипнике, у которого нижняя
125
плоскость основания (опорная поверхность) обработана, размет-
ку можно' начинать, установив подшипник на плите обработан-
ной плоскостью. Это вызывается тем, что при разметке отвер-
лия в первую очередь
(нверстия от обработан-
ной поверхности осно-
вания подшипника. При
ином положении под-
тип и ика это сделать
трудно.
Рассмотренные при-
меры показывают, как
важно при разметке
даже самых простых де-
тален правильно вы-
брит .> положения, в ко-
торые следует устанав-
ливать деталь. Особен-
но важно выбрать пер-
вое исходное поло-
нужно выдержать расстояние центра
I
Фиг. 133. Третье положение призмы
при разметке.
жение детали на разме-
точной плите, когда
приступают к разметке.
В первом положении до тех пор, пока не проведена первая
центровая риска, деталь можно свободно перемещать во всех
направлениях, во втором положении, когда одна центровая
риска (главная ось) прове-
дена, свобода в установке и
выверке детали значительно
уменьшается. Третье поло-
жение детали полностью за-
висит от первых двух (две
ранее проверенные центро-
вые риски определяют поло-
жение детали). Убедившись
в том, что второе и третье
положения детали при раз-
метке зависят от первого,
можно сделать обратное за-
ключение: при установке де-
тали в первом положении
можно и нужно проверить,
ретьем положениях, не обна-
ie следует ли из-за этого не-
сколько сместить центровую риску в первом положении. Если
такую проверку своевременно не сделать, то потом, после нане-
сения первой центровой риски, трудно что-либо сделать и раз-
метку приходится начинать снова.
Фиг. 134. Положение подшип-
ника при разметке.
что будет с деталью во втором и т
ежатся ли пои этом пеоекосы и
127
В зависимости от конструкции и назначения детали в каждом
отдельном случае к выбору положения ее при разметке при-
ходится подходить по-разному.
На основе практики выработались указания в отношении вы-
бора положений для разметки деталей, которые ниже перечис-
ляются.
1. Одна из главных осей изделия (обычно нанесенных на чер-
теже) должна быть параллельна плоскости плиты.
2. Только первое положение детали на плите независимое;
остальные положения зависят от первого.
3. Первое положение детали нужно выбрать так, чтобы мож-
но было начать разметку от исходных поверхностей (базы).
4. Если размер детали в одном направлении значительно
больше остальных (например, длина значительно больше высо-
ты и ширины), то первое положение детали желательно выбрать
таким, чтобы можно было провести главную ось (центровую),
проходящую через это направление (если, например, длина боль-
ше, то по длине). )
5. В первом положении нужно1 предусмотреть возможность
тщательной проверки заготовки.
6. Второе и последующие положения детали на плите номере
возможности надо выбирать так, чтобы возможно было вести
разметку от исходных поверхностей (от баз).
7. При прочих равных условиях можно считаться с удобством
установки и выверки детали на плите (устанавливать на обра-
ботанные поверхности и т. д.).
При разметке крупных деталей стремятся их размечать
в одном положении вследствие:
1) большой затраты времени на перемену положения таких
деталей;
2) трудности установки детали во втором положении по рис-
кам первого положения, тай как выверка производится с по-
мощью мостового крана;
3) малой устойчивости детали во втором положении;
4) того, что во втором положении обрабатываемые поверх-
ности получаются очень высоко над разметочной плитой и ста-
новятся труднодосягаемыми.
На выбор положения при разметке крупных и тяжелых де-
талей влияет еще и положение детали в последующей ее обра-
ботке на металлорежущем станке. Если после разметки для
установки на станок тяжелую деталь приходится перекантовы-
вать, то возникает необходимость в дополнительной крановой
операции, что также приплюсовывается к расходам на разметку
детали.
В серийном производстве уже самой практикой разметки уста-
навливается определенная технология разметки для каждой де-
тали и разрабатываются технологические карты.
В индивидуальном тяжелом машиностроении условия работы
128
разметчика значительно труднее, так как он не получает техно-
логической карты на разметку и, несмотря на приведенные труд-
ности, всю технологию разметки решает сам. Поэтому на таких
заводах требуются разметчики самой высокой квалификации.
4. ПОВТОРНАЯ РАЗМЕТКА
Очень часто случается, что не удается разметить изделие за
одни прием. В этих случаях изделие несколько раз возвращается
на разметочную плиту после обработки некоторых поверхностей
или же после предварительной обработки — обдирки.
Естественно, что при каждой настройке детали на станке по-
лучается некоторая неточность, зависящая от трудности установ-
ки по размеченным рискам, получаются некоторые отклонения
от разметочных рисок. Поэтому для устранения неточностей,
вкравшихся при установке детали (неточной установке) на стан-
ке, перед чистовой обработкой деталь подвергается повторной
разметке.
При повторной разметке, когда важно выдержать расстояние
or какой-нибудь обработанной поверхности до оси или расстоя-
ние между поверхностями, необходимо учесть последующие от-
дельные операции обработки на металлорежущих станках. Сле-
довательно, разметчик должен хорошо представлять порядок
обработки изделия.
При повторной разметке, прежде чем воспользоваться следа-
ми ранее произведенной разметки, разметчик должен выявить
все отступления от размеров, происшедшие при обработке.
При отсутствии таких отступлений или же при наличии не-
значительных отступлений в неответственных местах изделия
разметчик может воспользоваться следами старой разметки. На-
до всегда помнить, что при поступлении детали на разметочную
плиту во всех* случаях необходимо начинать работу с проверки
изделия и выявления возможностей «выкроить» деталь.
Чтобы упростить увязку повторной разметки с ранее произве-
денной разметкой и обработкой, полезно прибегать к помощи
вспомогательных рисок. Такие вспомогательные риски часто на-
носятся на изделия на станке во время обработки.
На фиг. 135 изображена заглушка. Трудность ее обработки
заключается в том, что точно на заданном расстоянии L от сфе-
рического углубления 1 нужно просверлить калиброванное от-
верстие 2 и отверстия в приливах 4 на расстоянии Lx. В один
прием разметить сферическое углубление 1 и отверстия 2 и 4 не-
возможно, так как после обработки поверхностей 3 следы раз-
метки отверстия 2 будут срезаны и исчезнут.
Поэтому при первой разметке после проверки отливки нано-
сят центровые риски АА и Б Б и намечают сферическое углубле-
ние 1. На карусельном станке обрабатывают сферическую выем-
ч Разметочное дело. 129
ку 1 и поверхности 3. При этом на поверхности намечается
острием резца круговая вспомогательная риска. Дело в том, что
при обработке сферической выемки
Фиг. 135. Вспомогательная риска на за-
глушке.
7 центр ее уничтожается
и дальнейшую разметку
отверстий 2 и 4 произво-
дить становится затрудни-
тельно. При нанесении на
станке упомянутой вспо-
могательной риски раз-
метка отверстий 2 и 4 уп-
рощается, так как взамен
срезанного центра сфери-
ческого углубления ис-
пользуется круговая вспо-
могательная риска.
Вспомогательными ри-
сками также пользуются
при установке и выверке
деталей при обработке их
на станках. Для этой це-
ли иногда задаются спе-
циальные риски возможно
большей длины, что позво-
ляет повысить степень
точности установки детали
ная при первой разметке круговая
на станке.
В рассмотренном при-
мере (фиг. 135) нанесен-
риска сферической выемки /
имеет слишком малый диаметр, что не позволяет установить де-
таль с достаточной точностью на станке. Поэтому при первой
разметке необходимо задать вспомогательную круговую риску
большого диаметра на поверхности 3, хотя такая риска для об-
работки этой поверхности не нужна, но по ней можно установить
деталь на станок с большей точностью.
На практике разметкой вспомогательными рисками широко
пользуются.
5. РАЗМЕТКА ТЕЛ ВРАЩЕНИЯ
В телах вращения (цилиндрических, конических и т. п.) цент-
ровые риски обязательно должны проходить через центр изде-
лия. От этого зависит точность обработки детали, и поэтому
разметка центровых рисок у тел вращения должна производиться
с весьма большой тщательностью и точностью. Для примера рас-
смотрим приемы для нанесения центровых взаимно перпендику-
лярных рисок у предварительно зацентрованного и обточенного
цилиндра. Цилиндр устанавливают между центрами приспособ-
130
Ленин (фиг. 136) и зажимают подвижным центром, действуя ма-
ховичком 3. При этом никакой выверки не требуется. Установив
рейсмас по горизонтальной риске неподвижного диска1, наносят
па и щелии центровую риску I—I. Затем, не сбивая рейсмас,
указатель 1 вместе с указателем 2 точно- устанавливают под уг-
лом 90° и поворачивают изделие в центрах до тех пор, пока на-
несенная рейсмасом риска не совместится с острием указателя 2.
В этом положении рейсмасом проводят вторую центровую рис-
ку П — II.
Фиг. 136. Разметка центровых рисок с помощью бабки.
Разметка предварительно обработанных и зацентрованных
те. 1 вращения с применением центровых бабок очень проста, так
как не требуется выверять положение изделия относительно раз-
меточной плиты. Установка рейсмаса точно по высоте центров
оабки годится для разметки центровых рисок на телах вращения
любой формы и размера.
Несколько сложнее разметка центровых рисок у обточенных,
чо незацентрованных цилиндрических деталей. Обточенный ци-
линдр устанавливают на две одинаковые призмы и при помощи,
рейсмаса проверяют правильность его горизонтального положе-
ния по отношению к разметочной плите (фиг. 137). Затем рейс-
мас устанавливают приблизительно на высоте центра цилиндра
и намечают на обоих торцах цилиндра, около его образующих,
небольшие риски.
Па фиг. 138, а на торце цилиндра намечены риски 1 и 2. По-
ворачивая цилиндр на 180°, мы изменяем положение этих рисок.
Если при их начертании они были выше центра, то после пово-
1 В центровых бабках другой конструкции Имеются специальные указа-
нии высоты центров бабки, по которым устанавливают рейсмас.
о*
131
рота они окажутся ниже, и наоборот. Не изменяя положения
иглы рейсмаса, намечают две другие риски 3 и 4 (фиг. 138,6).
Измерив расстояние между рисками 2 и 3 или 4 и 1, делят по-
лученный размер пополам и проводят центровую АБ. Правиль-
ность центровой АБ проверяется рейсмасом, для этого цилиндр
Фиг. 137. Проверка горизонтального положения цилиндра.
поворачивают на 180° и при этом АБ должна также совпадать
с острием чертилки рейсмаса. После проверки окончательно про-
водят рейсмасом риску АБна торцах цилиндра и на обеих сто-
Фиг. 139. Нанесение вто-
рой центровой риски на
цилиндре.
ронах цилиндрической поверхности.
Фиг. 138. Разметка пентровей риски на ци-
линдре.
Для проведения перпендикулярной риски и нахождения одног
временно центра цилиндра последний поворачивают на 90°. Рис-
ка АБ проверяется уже по угольнику, который подводится к тор-
цу цилиндра. Тогда рейсмасом с прежней его установки прочер-
чивают риску ВГ (фиг. 139).
При разметке тяжелых валов больших диаметров на разме-
точной плите вместо призм применяют роликовые домкраты.
132
В условиях заводов индивидуального тяжелого машинострое-
ния при разметке тяжелых валов или колонн гидравлических
прессов приходится проверять их заготовки вне разметочной
пли гы. На Уралмашзаводе мастером разметки Н. П. Кобяковым
практикуется следующий способ такой разметки.
Например, для изготовления колонн мощного гидравлическо-
го пресса требуются откованные из стали заготовки диаметром
800 -900 мм, длиной 20—22 м и весом 80—90 т.
Прежде чем установить такую заготовку на токарный станок,
экономически полезно решить два вопроса. Во-первых, убедиться
путем обмера, может ли получиться нужных размеров деталь из
данной заготовки. Во-вторых, определить центры заготовки на ее
торцах, необходимые при обточке на токарном станке.
Заготовка лежит на полу цеха на нескольких подкладках
(фиг. 140). На торцах заготовки обычным приемом определяют
Фиг. 140. Разметка заготовки на полу цеха.
центры О и проводят через них, пользуясь уровнем, горизонталь-
ные оси АА. Ориентируясь на эти оси-риски, временно привари-
вают к торцам заготовки уголки У с расчетом, чтобы приварен-
ные уголки У не мешали перекатывать заготовку по подкладкам.
По осям АА примерно на равных расстояниях от центра О по
обеим сторонам, опираясь на уголки У, натягивают вдоль заго-
'овки тонкие стальные проволоки диаметром 1—1,5 мм. Натя-
жение этих проволок — струн обеспечивается грузами Р весом
по 25—30 кг.
Потом на заготовке по длине наносят через каждые 800—
1000 мм деления С, С\, С2 и т. д. После этого промеряют ве-
личины а от проволоки до заготовки на каждом делении С и за-
писывают их. Далее посредством построения проводят на торцах
шготовки вертикальные оси ВВ, перпендикулярные осям АА, че-
рез найденные центры О. Заготовку поворачивают — перекаты-
вают по подкладкам на 90° и на осях ВВ привариваются, как
и ранее, вспомогательные уголки У, показанные на фиг. 140штри-
<овыми линиями.
Таким же способом, как выше описано, замеряются величины
и и также записываются. Путем арифметических подсчетов, зная
расстояние между натянутыми струнами и величины а, опреде-
133
ляется кривизна заготовки, диаметр ее, а следовательно, возмож-
ность получения из этой заготовки колонны нужных размеров.
При наличии на заготовке глубоких забоин, получаемых при от-
ковке, делается аналогичным способом еще дополнительная про-
верка по осям X—X и Xi—Xj,. Если установлено, что центр О
следует сместить, чтобы получить более равномерную толщину
стружки при обточке, то на основании полученных замеров а
подсчитывается наивыгоднейшее смещение центра О, который
но °
конце оси
Фиг. 141. Приспособление стахановки М. К. Федотовой
для разметки конических деталей
уже окончательно намечается на торцах заготовки. Правильно
намеченный центр ускоряет процесс обточки на станке, т. е. эко-
номится машинное время.
Такой способ решения поставленной задачи освобождает то-
карный станок от излишней траты времени на нахождение цент-
ров, а при неправильной заготовке избавляет от траты времени
на ненужную установку заготовки в станок.
Приспособление для разметки конических деталей. Приспо-
собление служит для разметки конусов, конусных переходных
втулок, конусных оправок и других деталей1.
1 Из опыта разметчицы Ленинградского Кировского завода М. К. Федо-
товой.
134
Приспособление состоит из основания 1 и призмы 2, рабочие
(опорные) плоскости которой расположены между собой под
углом 90° (фиг. 141).
Призма может устанавливаться на нужный угол к основанию
по градуированному лимбу. Выбранный угол закрепляется ба-
рашком и храповичком.
Размечаемая коническая деталь устанавливается на призме и
в случае необходимости может быть закреплена с помощью вин-
тов и планок, затем призма устанавливается под нужным углом
так, чтобы ось детали заняла горизонтальное положение, после
чего деталь размечается обычными приемами.
Фиг. 142. Поворотная головка, примененная М. К. Федотовой.
Эго приспособление позволяет вдвое сократить время на раз-
мен ку конусных деталей против обычных методов разметки.
Также с большим успехом М. К. Федотова применяет пово-
ротую головку (фиг. 142) с трехкулачковым самоцентрирую-
пшм патроном.
1 [риспособление состоит из: корпуса 1, в котором вращается
шпиндель Д, градуированного лимба 3 и обычного самоцентри-
рующего патрона 4. Трехкулачковый патрон и градуированный
на 360° лимб жестко соединены со шпинделем головки. На кор-
пусе головки укреплен указатель, позволяющий делать по лимбу
отсчет градусов при повороте шпинделя.
1 Ьэворотная головка служит для разметки деталей вращения —
валиков, втулок, шестерен, фланцев и др., требующих при раз-
мена! поворотов на нужный угол или деления по окружности на
равные части.
Деталь, подлежащая разметке, обработанной цилиндрической
поверхностью зажимается в патроне, при этом автоматически
получают центр детали.
135
Высота центра головки — величина постоянная, достаточно
рейсмасом провести риску через центр головки на размечаемой
детали, чтобы получить ее диаметр. Проведение рисок под лю-
бым углом не вызывает затруднений, для этого достаточно по-
вернуть шпиндель на заданный угол и отсчитать деления по
лимбу.
Поворотная головка позволяет размечать конические детали;
для этой цели в шпинделе головки имеется конус Морзе. С по-
мощью переходных втулок можно размечать достаточно большое
количество конических деталей.
Это приспособление позволяет сокращать время разметки от
двух до четырех раз против обычных приемов разметки.
ВОПРОСЫ ДЛЯ ПОВТОРЕНИЯ
1. Почему нужен осмотр детали перед разметкой после очистки?
2. Какой краской производится окрашивание деталей перед разметкой?
3. На что нужно обращать внимание при проверке деталей перед раз-
меткой?
4. Расскажите' о приемах для установки рейсмаса на заданную высоту.
5. Как нужно располагать острие чертилки по отношению к детали при
прочерчивании риски?
6. Почему риску следует прочерчивать четко с одного раза?
7. Как можно прочерчивать вертикальные риски при помощи рейсмаса?
8. Расскажите о выборе способа разметки.
9. Для чего делается кернение рисок и почему кернение производится
только после нанесения всех рисок?
10. Для чего проводятся контрольные риски?
11. Чем следует руководствоваться при выборе первого положения дета-
лей для разметки?
12. Какая поверхность у детали принимается за базу при разметке?
13. Для чего делается повторная разметка?
14. Расскажите о разметке тел вращения, нахождении центров тел
вращения.
15. Как размечаются на полу тяжеловесные заготовки цилиндрической
формы?
ГЛАВА VIII
ПРИМЕРЫ РАЗМЕТКИ
1. РАЗМЕТКА ДЕТАЛЕЙ С ОДНОЙ УСТАНОВКИ
Разметка деталей с одной установки имеет большое распро-
странение, особенно на заводах тяжелого машиностроения. Поль-
зуясь этим методом, разметку производят не изменяя положения
тяжелой и большой детали на разметочной плите.
Разметка крупных и тяжелых деталей в одном положении
обычно производится способом, который называется в практике
«разметкой с плана». Положение детали на разметочной плите
выбирается в зависимости от ее конфигурации. На разметочной
плите вычерчивается план детали, т. е. ее горизонтальная проек-
ция соответственно выбранному положению для разметки. Иног-
да же для удобства некоторые контуры на плите наносятся
с отступлением от истинных размеров в сторону плюса или мину-
са. Если вес детали незначителен, до 80—100 кг, то прежде вы-
черчивается на плите ее план, а потом уже сама деталь устанав-
ливается, совмещаясь с планом.
При вычерчивании плана детали плита предварительно за-
крашивается меловой краской. Риска и контуры детали нано-
ся гея чертилкой, причем так, чтобы на поверхности плиты после
удаления краски не было следов от чертилки. Материал чертил-
ки в этом случае должен быть мягче материала плиты.
Разметка с плана успешно применяется при разметке плоских
деталей: зубчатых секторов, колес и др. Она также применима
и к цилиндрическим деталям, имеющим приливы, расположенные
под разными углами и на разных высотах.
Рассмотрим некоторые примеры разметки с плана.
2. РАЗМЕТКА ПОЛУКОЛЬЦА С РАДИАЛЬНЫМИ ОПОРАМИ
На фиг. 143 изображено полукольцо специального назначе-
ния. Особенностью этой детали является наличие радиально рас-
положенных кронштейнов — опор.
Эту и подобные ей детали удобнее размечать с плана. На
разметочной плите под соответствующими углами наносятся оси.
Деталь устанавливается на разметочную плиту на подкладки
высотою 150—200 мм и выверяется в горизонтальном положении
137
по поверхности П-б, которая и считается базой для этой вывер-
ки. Одновременно производится совмещение фактических осей
кронштейнов детали с осями, предварительно вычерченными на
разметочной плите. Для этого проверяются размеры а и at на
всех кронштейнах.
Затем устанавливается наличие припусков на обработку сты-
ков кольца по поверхности 2 и припуска под расточку поверхно-
сти 1.
Убедившись, что оси детали при ее установке совпали с ося-
ми, вычерченными на плите, их переносят с плиты на деталь по-
средством рейсмаса и вертикальной призмы. Далее из центра О
Фиг 143. Полукольцо специального назначения.
при помощи специального штангенциркуля проводятся круговые
риски для расточки отверстия диаметром 1910 мм и осевая ли-
ния центров отверстий, т. е. дуга радиуса /?. Разметка отверстий
для болтов на полках кронштейнов выполняется при помощи
призмы и рейсмаса.
Призмы устанавливаются параллельно соответствующим осям
OY и OW на произвольном расстоянии от них. При помощи рейс-
маса, настроенного на размер Е, проводятся риски для осей от-
верстий на полках кронштейнов.
Остальные поверхности, расположенные горизонтально, разме-
чаются при помощи рейсмаса от плиты.
3. РАЗМЕТКА КОРПУСА ЗАСЫПНОГО АППАРАТА ДОМЕННОЙ ПЕЧИ
Названная деталь (фиг. 144) размечается в одном положе-
нии. При этом частично используется и способ разметки
«ю плана».
138
Деталь устанавливают на разметочную плиту при помощи
мостового крана на три опоры, одной из которых является дом-
крат. Расстояние между поверхностью разметочной плиты и ниж-
ней поверхностью детали принимается не менее 150—200 мм
(фиг. 145).
При установке деталь выверяется по внутренней цилиндриче-
ском поверхности диаметром 2380 мм при помощи угольника,
хтчановленного на поверхности разметочной плиты. При этом
нужно, чтобы образующие цилиндрической поверхности совмеща-
лись бы с вертикалью угольника. Горизонтальное положение
поверхностей 1, 2, 3 и 4 проверяется при помощи рейсмаса. Убе-
дившись в достаточных припусках на обработку у этих поверх-
ностей, проверяют остальные поверхности и расположение при-
ливов.
После этого на разметочной плите вычерчиваются две вспо-
могательных окружности из центра внутренней поверхности ци-
линдра. Этот центр находят следующим образом. На произволь-
139
ной высоте по внутренней поверхности цилиндра наносится при
помощи рейсмаса горизонтальная риска. На ней произвольно
намечаются точки a, b, с, d и приблизительно в диаметрально
противоположных положениях (точка d на чертеже не указана).
Из намеченных точек штихмасом или циркулем произвольным
радиусом, но большим чем 0,5X 0 2380, наносятся на плите дуги-
Фиг. 145. Разметка корпуса засыпного аппарата.
засечки, пересечение которых и даст центр горизонтальной про-
екции внутреннего цилиндра.
Вспомогательные окружности на плите вычерчиваются из
этого найденного центра — одна диаметром, меньшим на 80 мм
диаметра 2380 мм, а другая диаметром, большим на 80 мм, чем
самый большой наружный диаметр детали. Большая окруж-
ность прерывается в местах против опор. Таким образом, мень-
шая окружность будет как бы внутренней окружностью, а боль-
шая — наружной окружностью.
На обеих окружностях в четырех местах, диаметрально про-
тивоположных, намечаются точки, которые обязательно должны
140
лежать на взаимно перпендикулярных диаметрах. При помощи
намеченных точек на окружностях угольниками производится изме-
рение величин F и Q.
Зная расстояние между окружностями на плите и измерив
величины F я Q, можно вычислить размер V\, который и будет
равен L — (F -|- Q), где L — расстояние между угольниками,
установленными на окружностях, вычерченных на плите.
Таким же образом можно проверить толщину стенок и в ниж-
ней расширенной части внутреннего цилиндра.
Для разметки положения осей приливов и отверстий посту-
пают следующим образом.
За основу принимают ось выступающего прилива СС (фиг.
!45. вид снизу). Эту ось находят на детали путем деления шири-
ны прилива. Затем точку С этой оси при помощи угольника сно-
сят на плиту. Соединив точку С с центром О прямой, продол-
жают ее до полного пересечения вспомогательных окружностей,
нанесенных на плите. Таким образом, ось СС как бы спускают
на плиту, чтобы уже от нее можно было наметить оси XX, YY,
ЕЕ, DD, ZZ, ММ, КК, NN, ЖЖ, 33.
Для нанесения осей, имеющих равные центральные углы
меж iy собой (30°), делят внутреннюю окружность на 12 равных
частей от основной точки С2. Соединив полученные точки на
окружности, проведенной на плите, с центром О, получают оси
пазов, расположенных на поверхности 3.
Затем найденные, оси продолжают за пределы детали до пе-
ресечения с наружной окружностью. Полученные точки на вспо-
могательной наружной окружности при помощи призмы и рейс-
маса переносятся на вертикальную наружную поверхность дета-
ли в ее нижней части.
Таким же способом наносятся оси приливов (фиг. 145, разрез
но ВВ) и оси отверстий (разрез ПП).
Для нанесения горизонтальных рисок на детали за базу при-
нимается поверхность За. От нее откладываются размеры, со-
гласно чертежу, до поверхности 3. Далее от поверхности 3 вы-
держиваются размеры до поверхностей 4, 2, 1.
Следовательно, при разметке описанным способом пользуются
вспомогательными окружностями, вычерченными на самой раз-
меточной плите.
Имея, с одной стороны, вспомогательные окружности, а с дру-
гой. взяв за основу положение оси СС, получают возможность
точно разметить оси приливов и оси отверстий, расположенные
на разных высотах детали.
Разметка отверстий на приливах поверхности 3 производится
на основе намеченных осей, но при монтаже. Разметка отверстий
на фланце производится обычным способом с применением цент-
ровой планки и перенесением центра О на планку. При такой
разметке разметчику помогает вспомогательный рабочий-под-
ручный.
141
4. РАЗМЕТКА СТАНИНЫ ШЕСТЕРЕННОЙ КЛЕТИ ПРОКАТНОГО СТАНА
Общий вид станины дан на фиг. 146. Ее вес после обработки
составляет 47 т. Размеры клети видны из фиг. 147.
Разметка производится в одном положении. Разметчик пред-
варительно осматривает деталь и сравнивает ее с чертежом.
Фиг. 146. Аксонометрическое изображение шестеренной клети.
Деталь устанавливается на разметочную плиту поверхностью /
на подкладках высотой 100 150 мм. Установка производится
при помощи мостового крана, а для удобства выверки между
опорной поверхностью детали и плитой вводится домкрат, спо-
собствующий быстрой установке детали (фиг. 148).
При установке детали за базу принимаются поверхности А, Б
и С, их положение при установке подгоняется к вертикали ’по
угольнику, который устанавливается на разметочной плите. По-
верхности S устанавливаются параллельно постоянным рискам
на разметочной плите. и
После того, как поверхности А, Б и С будут установлены
fiporo вертикально, а поверхности S будут параллельны рискам
разметочной плиты, деталь считается установленной для разметки.
Для отсчета расстояний по вертикали за основу принимается
поверхность N. От этой поверхности откладывают чертежные
размеры до поверхности 1, от которой в дальнейшем проверя-
ются все вертикальные размеры до поверхностей.
Затем определяется наличие припусков на обработку, пра-
вильность расположения приливов и отверстий. Если при про-
верке не окажется отступлений от чертежных размеров, то раз-
метчик наносит все горизонтальные риски рейсмасом от разме-
точной плиты.
На боковых поверхностях наносятся осевые риски ZZ, ZxZt
И Z2Z... При нанесении высоко расположенных от плиты рисок,
например для разметки поверхностей 2, 6, 9 и 10 и нанесения
осевых линий Z2Z2, используются призмы.
При нанесении оси XX за‘базу принимается поверхность С.
Полученный фактический размер Е сравнивается с размером
чертежа. Осевая линия XX намечается на половине величины
г. е. она отстоит от поверхностей С на величину — . Осевая
риска XX наносится рейсмасом от вертикальных угольников,
имеющих большие размеры.
Поверхность С выбирается за базу потому, что необходимо
точно выдержать размер от нее до оси XX, в противном случае
могут не поместиться шестерни. При такой симметричной раз-
метке при сборке клети зазоры между поверхностями С и край-
ними элементами шестерен получатся одинаковыми.
От оси XX проверяются размеры до вертикальных поверхно-
cieii 3, 4, 7, 8, 11 и 12 и расположения приливов по размерам
/) и Д1, а также и размер площадок (величина Е).
Убедившись в правильности расположения площадок, прили-
вов и наличия припусков на обработку, размечают и наносят
рейсмасом, передвигая его по вертикали угольника, осевые риски
A'lXi; Х>Х,, Также наносятся риски для обработки поверхностей
3. /. 7, 8, И, 12 и 20.
Для нанесения оси YY и разметки поверхностей 13, 14, 15,
16. 17, принимая за базу поверхность Si, проверяют размер К
до противоположной поверхности. При соответствии размера К
i ра шером по чертежу, его делят пополам и через полученную
точку наносят осевую риску YY. Для этого передвигают рейс-
мас по вертикальной поверхности призмы. Если же размер К не
будет соответствовать точно размеру по чертежу, то все равно
через его середину наносится ось YY.
От оси YY проверяется расположение литых отверстий 21,
22. 23, 24 и 25, а также приливов по размерам Н и Н}. Прове-
ряется наличие припусков на обработку у поверхностей 13, 14,
15, 16 и 17.
142
143
/070
Фиг. 147. Рабочий чертеж
144
3420
1) Разметочное дело.
145
146
И В соответствии с техническими условиями размер между по-
Иррмюетями 15 и Si после обработки должен быть одинаков на
Креих сторонах, поэтому ось YY всегда должна проводиться по
Ирре.нше величины К.
И От оси YY производится отсчет размеров согласно чертежу
Мр обрабатываемых поверхностей.
К Осевые риски Y4Yi, Y2Y2, Y3Y3 и Y4Y4 наносятся рейсмасом
Вт вертикальной поверхности призмы или угольника. При раз-
Ветке поверхностей 13 и 16, представляющих приливы, которые
Обрабатываются, риски для их обработки наносятся с наружных
Втором, а для поверхностей 15 с внутренней стороны прилива,.
В е. на поверхностях 3 и 4.
В Риски 13 и 16 наносятся с наружной стороны, так как обра-
Во'1ка начинается прежде с поверхностей 15, 3 и 4 и, если бы
Виски 13 и 16 были также нанесены на внутренней поверхности,
Вин при этом были бы срезаны и обработка поверхностей 13, 16
Вга.та бы невозможной. Пересечением рисок YY, Y4Y\, Y2Y2,
BjKt и Y4Y4 и осевых рисок ZZ, Z]Zi и Z2Z2 определяются цент-
Вы отверстий на продольных стенках станины. Из полученных
Венгров контролируются эти литые отверстия и поверхности 18,
Ш9, 21, 22, 23, 24 и 25.
В Далее проверяются отлитые отверстия диаметром 203 мм
В?м- фиг. 148, разрез по ММ}. Для этого на одну из рисок пли-
Кы устанавливают угольник и замеряют размер z от угольника
Ко уже нанесенной риски Хз^з, который и запоминается. Далее
угольник переставляется соответственно на риску разметочной
Кляты. но против риски YiYi. Мерительной линейкой измеряется
размер от угольника до края отверстия г,.
К Это измерение сделать возможно, так как между разметочной
Плшой и телом станины имеется пространство в 100—150 мм.
I После получения размера z'j производится сравнение его
|с размером 1. Если размер 0 меньше размера z на величину no-
il л'н-.ины диаметра отверстия, то отлитые размеры отверстий и их
I расположение соответствуют чертежу, т. е. они правильны. Пра-
Е ви. гьпость этих отверстий должна быть проверена и со стороны
I Подошвы станины, а по положению станины на плите — в верх-
I ж । ее части. Для этой проверки в отверстия вставляются цент-
I ровые планки, а риски осевых линий YiY\ и Х3Х3 соответственно
I прочерчивают на подошве. Пересечения указанных рисок дадут
I пошры отверстий на планках, из которых циркулем проверяется
К правильность отлитых отверстий.
К Толщины стенок и ребер проверяются непосредственным из-
I меренном их линейкой, а в местах, не доступных для таких изме-
I рений, применяют специальный прибор толщиномер, имеющий
Г миллиметровые деления.
| На этом проверка размеров и разметка детали заканчивается,
' после чего производится кернение осевых рисок и также рисок,
* называющих границы обработки поверхностей.
. !<>-. 147
L
В. РАЗМЕТКА ПОСТАМЕНТА ТРУБОПРОКАТНОГО СТАНА
Постамент представляет собой металлическую сварную кон-
струкцию длиной 12,2 м и весом в 60 т. Уникальность данной
детали можно представить себе по ее фотографии (фиг. 149). На
фотографии постамент показан на разметочной плите в размет-
ке. Видны поверхности, окрашенные меловой краской и накер-
ненные риски.
Для разметки постамент представляет большие трудности,
•связанные с весьма значительными его размерами.
Разметка производится в одном положении, которое, указано
яа фиг. 150. В этом положении возможно произвести полную
проверку и разметку детали.
При помощи мостовых кранов деталь устанавливается на
разметочную плиту так, чтобы поверхность / всех секций была
параллельна продольной риске разметочной плиты. Для этого на
выбранную риску разметочной плиты против крайних секций
постамента устанавливаются два угольника или коробчатые
призмы, а расстояния крайних секций до угольников выверяются
на размер Р.
Горизонтальные поверхности 2 всех секций должны отстоять
от поверхности плиты на расстоянии F.
Установка детали по величинам Р и F считается предвари-
тельной, так как еще не проверена поверхность 11. Последняя
проверяется при помощи малки, настроенной на заданный черте-
жом угол по отношению к горизонту, и коробчатой призмы, уста-
новленной на разметочной плите.
Только при согласовании размеров Р и F и угла поверхности
11с горизонтальной плоскостью деталь считается установленной
для разметки.
Установка детали в нужное положение делается при помощи
домкратов, на которые опирается правая половина секций.
Разметка начинается с нахождения точки О. Для этого, точ-
но выдерживая толщину К фланца, от поверхности 11 отклады-
вается согласно чертежу размер Б и через полученную точку
при помощи малки наносится риска YY, параллельная поверх-
ности 11, которая на кромках детали дает точки и т. Рас-
стояние между точками mt и т делится пополам и получается
точка О, причем это проделывается на обоих концах детали.
Если расстояния от точек О будут на обоих концах равны раз-
мерам, ранее определенным Р и F, и угол наклона поверхности
11 совпадает с углом, ранее установленным на малке, то деталь
считается установленной правильно.
Точки О являются основной базой, по которой выдержива-
ются чертежные размеры до обрабатываемых поверхностей.
Через точки О на всех секциях проводятся рейсмасом горизон-
тальные риски 2, также проверяется размер и прочерчиваются
риски 3, 5, и 8 (фиг. 150).
148
Фиг. 149. Постамент трубопрокатного стана.
149
Поверхности 1 размечаются по угольнику; при его помощи
через точки О проводятся вертикальные риски. Также при помо-
щи угольника согласно чертежным размерам размечаются по-
верхности 4, 6 и 7, а от поверхности 1. проверяются размеры h.
Для нанесения на торце детали риски XX из точек т{т,
взятых на равных расстояниях от точки О, делаются засечки
радиусом, большим половины величины Z, и получают точку Т.
Соединив точки Т и О при помощи линейки, получим риску XX.
Отложив от риски YY размер N, прочерчиваем при помощи
линейки риску DDi, которая служит для получения чертежного
размера центров отверстий в стенках секции.
150
Далее производится проверка секций по размерам С.
Выдерживая размер А между торцами детали, т. е. длину
детали, на торцах проводят риски 16 и 17 рейсмасом от верти-
кальных призм.
После этого определяется ось секций ZZ и от нее проверяются
посредством угольника поверхности 14 и 15. Отверстия 18 и дру-
гие части на подошве постамента размечаются согласно чертежу
методом плоскостной разметки.
6. РАЗМЕТКА СТАНИНЫ (ПРАВАЯ ЧАСТЬ)
Деталь имеет длину 5175 мм, ширину 4635 мм и вес около
18 it (фиг. 151). ।
Размечаемая деталь устанавливается на разметочную плиту,
опираясь поверхностью 2 на две подкладки и поверхностью 8
на домкрат, установленный также на подкладку (фиг. ,152).
Устанавливают деталь так, чтобы ее поверхности были па-
раллельны рискам разметочной плиты. За основу берется по-
верхность, отмеченная точками К и /Q. Для этого на риску раз-
меточной плиты устанавливаются два угольника против точек
К и К,, а расстояния от угольников до этих точек выверяются
перемещением детали, причем расстояние от точки К\ до уголь-
ника будет на 848 мм больше, чем от другого угольника до
точки К.
По горизонтали деталь выверяется по поверхности А, которая
в данном случае принимается за базу.
После описанной выверки положение детали на плите будет
готово для ее проверки и разметки.
Проверка детали. От поверхности А до поверхности 2 откла-
дывается по вертикали размер согласно чертежу, и рейсмасом
прочерчивается риска 2. Для этого рейсмас настраивается на
разность расстояний от поверхности разметочной плиты до по-
верхности Л и от поверхности А до поверхности 2.
При помощи рейсмаса и измерительной линейки проверяется
наличие припусков на обработку на поверхностях 1, 3, 4, 5, 6, 7,
8 и 9.
Одновременно проверяются соответствующие толщины пло-
щадок у этих поверхностей, расположение площадок по разме-
рам N, М, Mi, 7.1 и Ж и высота фланца поверхности 16.
От поверхности 2 проверяется расположение отверстий диа-
метрами 390, 454 и 2000 мм и наличие припусков на обра-
ботку.
Поверхность 2 является фланцем ванны станины, у которой
в продольных стенках имеются четыре отверстия: два диаметром
по 390, другие два имеют размеры 454 и 2000 мм. Для нанесе-
ния центровых разметочных рисок в эти отверстия на плите
устанавливаются призмы, на которых намечены их центры, из
151
Фиг. ,151. Правая часть станины.
152
5/75
е
вид снизу
X;
/5ы
1
070,
X
/5й
/Онто
го-*
Продень р'азме/поч-
£7юй я/Шпю--------|
- г
0590
/6
'У/ризмы^
то /О
-~-А
2_
Мнернеш^В призме flp/j^a Лодмадни
вид по стре/же А /
^гз
вид едоку
/5
095д
Х1А==
Подкладки
Фвд. 152. Положение правой части станины при разметке.
15»
которых штангенциркулем прочерчиваются круговые риски со-
гласно чертежу (см. фиг. 152).
У поверхностей 3, 4, 5, 6, 7 и 8 толщина стенок проверяется
через имеющиеся в них отверстия.
Разметка. Проверив правильность расположения всех пло
щадок и наличие припусков на обрабатываемых поверхностях,
можно приступить к разметке детали.
Взяв за базу поверхность А и прочертив риску поверхности 2.
от последней откладывают размеры по чертежу до всех обраба
тываемых горизонтальных поверхностей и наносят рейсмасом
соответственные риски.
По размерам N, М, Mh Ж наносятся осевые линии площадок
и проверяется их высота по размеру Z.
При нанесении риски для поверхности 2 эту риску также на
носят и на призмах в отверстиях диаметрами 390, 494 и 2000 мм.
Основываясь на этом, размечают отверстия указанных диамет
ров, как уже об этом говорилось ранее.
После нанесения рейсмасом всех горизонтальных рисок на-
носят риски XX, XiXi, Х2Х2, Х3Х3 и проверяют припуски на обра
батываемых поверхностях 21, 22, 23 и 24 и расположение прили-
вов у отверстий диаметрами 70 мм.
Для нанесения рисок XX, XiXi, Х2Х2, Х3Х3 (продольные рис-
ки) пользуются тем, что деталь соответственными поверхностями
выверена параллельно рискам разметочной плиты. Принимая за
базу поверхности К и Кь устанавливают против них на риску
плиты два угольника. Затем определяют фактический размер or
угольника до поверхности Ki и к нему прибавляют размер /. По
лученная величина таким образом откладывается от угольников
на поверхность разметочной плиты, на рисках параллельных
плоскостям Б и Bi. Установив затем призмы против поверхно-
стей Б\ и £>i строго параллельно риске на плите, наносят рейсма-
сом от этих призм риски на поверхностях Б и взяв настройку
рейсмаса по рискам, только что нанесенным на плите. Эти риски
пересекутся и на призмах, вставленных в отверстия диаметрами
454 и 2000 мм, с риской поверхности 2, и точки их пересечений
дадут центры для разметки указанных отверстий.
Далее с помощью вертикальных призм и при помощи рейсма-
са наносятся осевые линии Xi, Х2 и Х3. При нанесении оси Х2Х->
на ванне одновременно наносятся осевые линии на призмах,
вставленных в отверстия. Пользуясь вертикальными призмами
и рейсмасом, наносят риски поверхностей 22 и 24 в соответствии
с размерами по чертежу. Наносятся осевые линии на приливах,
имеющих отверстия диаметром 70 мМ.
Размеры С, С,, С2, С3, С4 и С5 берут уже от оси Х2Х2 по чер-
тежу и проверяют правильное расположение площадок на де-
тали.
От оси Х3Х3 размером 5 определяется осевая линия отвер-
стий, которая и наносится от вертикальной призмы.
154
Разметка поверхностей 21 и 22 и приливов для отверстия
диаметром 70 мм со стороны П производится также с помощью
вертикальных призм. Размер до поверхностей 21 и 23 и прили-
вов для отверстий берется от оси XX.
После того, как будут нанесены все риски в продольном на-
правлении детали, приступают к нанесению перпендикулярных
к пни поперечных рисок YY.
Для нанесения риски YY за базу принимаются внутренние
поверхности ванны по размеру Г, который делится пополам,
и через полученную точку наносится риска YY строго перпенди-
кулярно рискам XX, XiXi. Риска YY выносится и на наружные
поверхности ванны.
От оси YY откладываются размеры и и е. При помощи боль-
шого угольника контролируется толщина фланца поверхно-
сти \16.
Убедившись в правильности отливки детали по размерам
и и е, размечают поверхность 12 и 13, определяя также возмож-
ность выточки канавок 14, 15 и 12а.
Используя вертикальные призмы, установленные на риске
плиты параллельно риске YY, откладывают от последних чер-
тежные размеры и наносят осевые риски YiYi, Y2Y2, У3У3, Y-Xi,
y-.y5, y6y6, y7y7, ГХ.
Так же наносятся от вертикальных призм риски на приливах
для отверстий диаметром 70 мм и риски поверхностей 16 и 19.
После окончания разметки детали контролируют размеры
между осевыми линиями согласно чертежным размерам, а также
расположение площадок 3, 4, 5, 6, 7, 8 относительно осей иксов
и Игреков. На этих поверхностях расположены отверстия для
закрепления устанавливаемых подшипников. Наносятся кру-
говые риски отверстий.
Убедившись в правильности нанесенных рисок, приступают к
их кернению. Особенно тщательно кернятся осевые риски, так как
они нужны для последующих операций, при сборке кожуха со
шаниной. Осевые риски на кожухе и станине совмещаются
и делается подметка, после чего приступают к сборке.
Производя разметку станины в одном рассмотренном положе-
нии, разметчику некоторое время приходится работать в полу-
согнутом положении, но это неудобство кратковременно. Если
же для избежания этого неудобства разметку производить
г. двух положениях, то затрата времени возрастет почти вдвое,
причем для разметчика могут возникнуть неудобства другого
рода.
Например, при установке детали на сторону R, при разметке
г. двух положениях, возникают следующие затруднения.
1. При установке детали на бок необходима кантовка, а при
значительной ширине, которая при кантовке превращается в вы-
соту, деталь получает неустойчивое положение и появляется не-
обходимость поддерживать детали краном.
155
2. Некоторые риски приходится наносить на значительной
высоте от плиты.
На основании сказанного и имеющегося опыта разметку дета-
лей описанного типа следует производить в одном положении.
7. РАЗМЕТКА ЛИТОГО КОНУСА
Весьма интересной деталью, в смысле трудности ее разметки,
является конус засыпного аппарата доменной печи, о размерах,
и контурах которого можно судить по фиг. 153 и 154.
Разметчики нашли возможным разметить конус весом 19 г
без каких-либо дополнительных поворотов и подъемов краном.
Конус размечается в одном положении, которое указано на
фиг. 154. Он устанавливается на специальные домкратики, опи-
санные выше, расположенные в трех точках (фиг. 155). Домкра-
тики, в свою очередь, установлены на особых, точно обработан-
ных призмах-подставках, устанавливаемых на разметочную
плиту.
Таким образом, конус приподнимается над разметочной плитой
на 600—700 мм, что дает возможность доступа внутрь его.
При помощи малки, угол которой настраивается соответствен-
но углу наклона поверхности конуса, указанного на чертеже, вы-
веряется положение конуса в четырех, диаметрально противопо-
ложных местах, взятых произвольно.
Путем регулировки домкратов достигается такое положе-
ние, при котором наклон малки наиболее близко совпадает
с внутренними образующими конуса во всех четырех принятых
местах.
Удобнее прежде регулировать домкратики 1 и 2, а потом уже
домкратик 3 (см. фиг. 1155).
После установки конуса по малке приступают к проверке
положения поверхностей, которые должны быть обработаны.
Также проверяется параллельность нижнего основания конуса
по отношению к плите и толщина стенок боковой поверхности
конуса.
Прежде всего определяется вертикальная геометрическая ось
конуса, соответствующая внутреннему его очертанию.
Для этого возможно выше от основания конуса рейсмасом
наносятся четыре противоположные риски на одном уровне и на
них берутся четыре точки а, расположенные диаметрально про-
тивоположно (см. фиг. 154). Из точек а штангенциркулем или—
еще лучше — специально приспособленным штихмасом нано-
сятся радиальные засечки (дуги) на разметочную плиту и опре-
деляется центр конуса. Из полученного центра описываются
дуги на плите, в пространствах между опорами домкратиков^
радиусом произвольным, но большим, чем наружный радиус ос-
нования конуса. На этих дугах берутся 4 диаметрально проти-
156
Фиг. 153. Изометрическое изображение конуса засыпного
аппарата.
Фиг. 154. Определение геометрической оси конуса.
157
воположные точки в, расположенные на взаимно перпендикуляр-
ных диаметрах.
Из полученных точек в при помощи штангенциркуля 22 де-
лаются засечки на наружной поверхности 1 ступицы. Таким об-
разом, центр конуса, найденный на
плите, переносится на поверхность 1.
Так приходится поступать потому,
что при отливке конуса в ступице
сквозного отверстия не делают и пе-
ренести центр конуса с плиты на по-
верхность ступицы при помощи отвеса
не представляется возможным.
Полученный центр на ступице уже
дает возможность определить, насколь-
ко правильно получились при отлив-
ке ступица и фланец 3 по отношению-
к найденной геометрической оси кону-
са. Основываясь на этой оси, можно
разметить поверхность ступицы 1 и по-
верхность фланца 3.
возможная разностенность боковой по-
Фиг. 155. Расположение
домкратов (план).
Затем определяется
верхности конуса и эллиптичность его основания.
Дело в том, что конус должен быть изготовлен так, чтобы
центр тяжести его находился на вертикальной геометрической
оси, следовательно, разностенности не должно быть (теоретиче-
ски). Кроме того, нужно еЩе наметить риски для обработки по-
верхностей основания конуса, которые должны быть перпенди-
кулярны к найденной вертикальной оси конуса.
Для определения разностенности поступают так, как показа-
но на фиг. 156.
На ранее определенных рисках, проведенных на плите через
точки в, устанавливаются два угольника: один внутри конуса, на
его центре, а Другой — снаружи. На боковой поверхности конуса
при помощи рейсмаса с внутренней стороны наносятся риски а
и б. Расстояния этих рисок от поверхности плиты берутся про-
извольно, но расстояние между ними должно быть по возможно-
сти большим.
На фиг. 156 видно, что расстояние между угольниками извест-
но и равно С.
Замеряя величины В и В\, по верхней риске легко определить
величину D], которая будет равна С — (В + Bi). Так же опреде-
ляется величина по нижней риске. Такие определения следует
сделать по всем намеченным четырем диаметрально противопо-
ложным точкам, по обеим рискам а и б.
Сравнивая полученные результаты измерения, можно судить
о разностенности отливки. Также, путем расчета можно убедить-
ся, соответствует ли толщина стенок размеру по чертежу. Для
этого расчетом определяется величина S (фиг. 157). Как видно
158
фшуры, угол а равен углу а,, как внутренние накрестлежа-
с. Следовательно, угол, образуемый сторонами D и S, будет,
юн 90° — 53° — 37°, так как заданный чертежом угол равен
Величина S = D cos 37°.
Фиг. 156. Определение толщины стенок конуса.
Фиг. 157. Определение
величины S.
' К сожалению, на чертеже конуса размер D не указывается,
ц ра метчикам приходится его определять самим, расходуя на это
дополнительное время.
Определение эллиптичности осно-
вания производится так, как пока-
зано на фиг. 158. На точки ранее
проведенной на плите окружности
устанавливаются два угольника. Пу-
тем сравнения размеров К опреде-
ляется правильность отливки. Изме-
рения следует делать в четырех диа-
метрально противоположных точках,
нежащих на одинаковой высоте от
ПЛИ1ы.
Полученные,замеры разностенно-
сти и эллиптичности необходимо записать в документах, чтобы
ука шть на необходимость дополнительной обработки, вызывае-
мой этим обстоятельством. Кроме того, следует сообщить в ли-
тейный цех об ошибках в отливке, с целью избежать повторения
подобных ошибок в будущем.
Псе горизонтальные риски наносятся при помощи рейсмаса
от плиты.
Для этого за базу принимается нижняя поверхность фланца
3 (см. фиг. 154). От нее откладываются все остальные размеры
по вертикали.
Фиг. 158. Определение эллиптичности конуса.
На наружной поверхности конуса необходимо наметить диаметр
основания конуса, заданный чертежом. Для этого используют, ч
вертикальные призмы 1 и линии делительной сетки плиты
(фиг. 159). Этими линиями являются линии, проведенные на плите
Фиг. 159. Определение точек на поверхности конуса,
необходимых для выверки его на станке.
перпендикулярно к осям XX и YY, в точках, в которых оси пересека-
ют ранее проведенную окружность. Используя вертикальную по-
верхность призм 1, установленных по оси XX, при помощи рейсма-
са наносят на наружной поверхности конуса риски, совпадающие
160
осмо Лл, которые зачерчиваются на большую длину, чем вели-
ки обработки наружной поверхности основания конуса.
Да гее, вычитая из величины I (см. фиг. 158) диаметр кону-
D. заданный чертежом, и, разделив разность пополам, получим
личину R. Эту величину R при помощи рейсмаса засекаем на
лько что намеченной на конусе оси XX, от той же призмы, по-
рпутой на 90° и установленной на делительной линии, как по-
нято пунктиром (фиг. 159). Таким образом получают точки а
«I на поверхности конуса.
Перенося призмы 1 на ось YY, повторяем то же самое и по-
учаем точки а2 и а3. Таким образом, полученные на поверхно-
ГИ конуса точки лежат на окружности заданного наибольшего
иаметра основания конуса и будут служить для его настройки
я станке (для обработки).
( тедует отметить, что основание конуса имеет значительную
шейную прибыль, следовательно, получение точек а на самом
зрце основания конуса невозможно.
Все необходимые отступления от размеров чертежа, которые
f>n:i тяются при разметке, согласовываются с конструкторами.
В разметке конуса участвуют два человека: старший (высо-
си квалификации разметчик) и подсобный рабочий.
8. РАЗМЕТКА КОНУСНОЙ ДРОБИЛКИ
Деталь имеет форму конуса. Диаметр нижнего основания
2100 мм, высота 996 мм, вес 5 т.
Обработке подвергаются поверхности 1, 2, 5,7,8, 10 (фиг. 160).
11оверхности 3 и 6 обрабатываются только в случае плюсовых
отступлений от чертежа при обнаружении значительных выступов
На этих поверхностях. По техническим условиям не допускается
умещение и перекос осей сферической опорной поверхности ра-
диксом 1100 мм и внутренней расточки диаметром 480 мм.
Деталь размечается в одном положении. Она устанавливает-
ся па плиту верхней плоскостью усеченного конуса на 3 клина
подкладки (фиг. 161). При установке исходят от наружной ко-
нусной поверхности 3. Вертикальность оси конуса достигается
установкой детали по малке, настроенной по чертежу под углом
50". Регулируя клиньями положение детали, добиваются того,
чтобы малка совпала с образующими конуса в четырех проти-
воположных положениях малки.
После этого в отверстие диаметром 2000 мм вставляется цент-
ровая планка и от поверхности 6 центроискателем находят центо
О. И> найденного центра проводят две круговые риски диаметром
2000 и 2100 мм (см. фиг. 160). Это необходимо для проверки
припуска на обработку поверхности 10 и правильности наружной
пи. 1индрической поверхности 6.
Если в отливках не обнаружено отступлений от чертежа, то
можно приступить к нанесению на детали осевых рисок
1< Разметочное дело. 161
(фиг. 162). Для этого на торец детали накладывается линейкi
так, чтобы ее кромка совпала с центром О, а концы находили. !
на равном расстоянии а от разметочных призм, установленных с
противоположных сторон детали по одной риске плиты ев. По
Фиг. 160. Конус дробилки.
линейке чертилкой на торце детали проводится риска I—I, а за
тем от вертикальных стенок призм рейсмасом она сносится на
образующие конуса.
Переставив призмы в диаметрально противоположное поло-
Фиг. 161. Установка конуса на
разметочной плите.
жение, повторяют только что
описанную операцию и проводя!
вокруг детали риску II—II, пер
пендикулярную риске I—I, пост'
чего центровая планка выбивает
ся, и переходят к проверке раз-
меров конуса по высоте. Для
определения припусков на обра-
ботку поверхностей 5, 7 и 9 за
базу выбирается черная поверх-
ность 4 (фиг. 163).
Через отверстие диаметром 480 мм опускают линейку до упора
ее в поверхность 4 и рейсмасом отмечают размер, полученный
на ней. Сравнивая этот размер с чертежным размером С, опре-
деляют припуск на обработку поверхности 9. Для определения
припуска на обработку поверхности 5, не сбивая рейсмаса, под
водят его к вертикальной мерительной линейке.
162
Разность между этим размером и отмеченным ранее на линей-
№ дает положение поверхности 4 над плитой. Теперь легко опре-
делим, толщину основания и припуск на обработку поверхности 5.
Мем асом от плиты проводятся горизонтальные риски вокруг де-
•али для обработки поверхностей 5 и 9.
Наиболее сложной задачей является определение толщины
сферической поверхности в конусе радиусом 1100 мм и проверка
припуска на обработку, так как внутренняя поверхность сферы
че юступна для замеров. Проверка припуска производится при-
ближенно. Используя только что описанный прием, при помощи
рейсмаса и линейки определяем размер и сравниваем с чертеж-
ным. На фиг. 163 положение чертилки рейсмаса дано штриховой
линией. Полученная разность будет представлять собой припуск
на обработку сферической поверхности, который приближенно
можно считать радиальным, так как угол невелик. Сказанное
будет ясно, если взглянуть на чертеж (фиг. 164), где части
п* 163
сферической поверхности даны в увеличенном масштабе.
Для приближенной проверки припуска в других точках сферы
поступают следующим образом. На разметочной плите, предвари-
тельно закрашенной мелом, в натуральную величину вычерчи-
вается часть сферы и линия поверхности 5 нижнего торца
Фиг. 164. Определение толщи-
ны сферической поверхности.
Фиг. 165. Определение толщины сфе-
рической поверхности.
(фиг. 165). На дуге радиуса
точки а и в и замеряются их
поверхности 5 (размеры т, п
Фиг. 166. Определение толщи-
ны сферической поверхности.
R, равного 1100 мм, берутся две
расстояния от вертикальной оси и
и I, h). Теперь необходимо точки
снести на деталь. В отверстие
диаметром 480 мм вставляется
планка и на нее сносится ра-
нее найденный центр Ох, что
легко сделать штангенциркулем
от круговой риски диаметром
2000 мм, ранее проведенной на
верхнем торце.
Из полученного центра О
циркулем на поверхности сфе-
ры проводим две круговые рис-
ки 1—1 и 2—2 радиусом Оха
и Охв, взятым с чертежа на плите (фиг. 166). Затем рейсмасом
замеряем расстояние от плиты до рисок. Вычтя из полученных
результатов расстояние от плиты до поверхности 5 и сравнив ре-
зультаты с размерами h и в на плите, получаем припуск на об-
работку, взятый по вертикали.
Хотя данный метод не дает точного определения радиально-
го припуска (так как здесь имеет место ряд допущений), но для
164
рактического решения вопроса о наличии припусков по всей
оверхности сферы он вполне приемлем. Центр используется
'1Я проведения круговой риски диаметром 480 мм, после чего
Планка выбивается, риски накерниваются. Разметка в основном
з;п- 1 [Чена.
Нужно еще снести риски /—I и II—II с образующих конуса
На поверхность 5 (см. фиг. 160 и 162). Это делается при помощи
линейки и чертилки после того, как деталь поставлена на по-
верхность 9, причем это можно сделать даже на полу цеха. Пос-
ле получения центра на поверхности 5 наносится циркулем
окружность диаметром 320 мм. Нанесенная окружность опреде-
ляет припуск на обработку диаметра 320 мм.
В деталях, которые имеют отступления от чертежных разме-
частности в таких частях детали, как сферическая поверх-
конуса, по указанию разметчиков в сферической поверх-
сверлятся два-четыре отверстия диаметром 10 мм, чтобы
них проверить толщину стенки сферической поверхности,
промера стенки дается окончательное решение о допуске
ров, в
НОС! 1>
НОС ! II
мере!
После
де ими на механическую обработку. При возможном применении
толщиномера сверление отверстий отпадает.
9. РАЗМЕТКА СТАНИНЫ КОНУСНОЙ ДРОБИЛКИ
Конфигурация детали ясна из фиг. 167 и 168. Диаметр верх-
него фланца детали равен 3050 мм, общая высота 2370 мм, вес
По техническим условиям требуется точное соблюдение па-
раллельности поверхностей 1, 3, 4 и горизонтальной оси отвер-
стия диаметром 620 мм. Кроме того, требуется, чтобы эта ось
была перпендикулярна к вертикальной оси отверстия диаметром
680 мм, а последняя должна быть перпендикулярна к поверх-
ности 3. Также требуется строгая концентричность расточек диа-
метрами 3000, 1500, 730 и 680 мм.
Отклонение от этих требований допускается в пределах от 0,1
до 0,3 мм.
Прежде чем размечать деталь, в отверстия диаметром 620,
(580 и 1500 мм вставляются и закрашиваются центровые планки.
Деталь размечается в трех положениях.
На фиг. 169 показана разметка в первом положении. В пер-
вом положении деталь устанавливается на плиту боковыми
поверхностями фланца диаметром 3050 мм (поверхность 2) и квад-
ратным фланцем 2900X 2900 (поверхность 12). За базу прини-
маются черные поверхности 5 и 11. При помощи угольников про-
веряется вертикальность этих поверхностей. Регулировка осуще-
швляется двумя клиньями — подкладками, на которые опирает-
ся квадратный фланец (поверхность 12).
Третьей опорной точкой служит фланец диаметром 3050 мм,
опирающийся непосредственно на плиту, на тонкую подкладку.
165
Затем от наружных поверхностей цилиндров диаметрами 830,
760 и 1660 мм находят и предварительно намечают на планках
центры О1; О2 и О3 (см. фиг. 169). Из этих центров проверяется
припуск на обработку отверстий диаметром 680, 620 и 1500 мм.
Положение центров проверяется от плиты рейсмасом. Все
центры должны лежать в одной горизонтальной плоскости. Кро-
ме этих центров, от наружной поверхности бобышек намечаются
Фиг. 167. Изображение станины конусной дробилки.
центры приливов а и проверяется расстояние между ними С, что-
бы узнать получится ли чертежный размер.
Если после такой проверки окажется, что в отливке нет боль-
ших отступлений от чертежа, тогда через центры О рейсмасом
от плиты проводится горизонтальная риска 1—1 вокруг всей де-
тали. Она сносится также на поверхность 3. Затем проводятся
горизонтальные риски через центры приливов а и риски ее для
отверстий под фундаментные болты диаметром 72( jwjk.
Последней операцией в данном положении детали является
нанесение вертикальных рисок III—III на боковых поверхностях
квадратного фланца 13 и 14. Риски эти проводятся от угольника
с противоположных сторон детали. Они являются вспомогатель-
ными и будут нужны при установке детали в третье положение.
166
л? с
Фиг 169 Первое положение конусной дробилки при
разметке.
167
После этого деталь поворачивается во второе положение
и устанавливается на поверхности 2 и 13 на три подкладки
(фиг. 170).
Здесь вновь проверяется по угольнику вертикальность поверх-
ностей 5 и 11, а также вертикальность рисок I—1 и ее в прили-
вах а.
Затем проверяются расстояния между центрами О, и а. Если
отступлений нет) то через центры проводится от плиты вокруг
всей детали вторая горизонтальная риска II—II. Она также сно-
сится на поверхность 3.
Фиг. 170. Второе положение конусной дробилки при
разметке.
Если же окажется, что центры приливов а значительно сме-
щаются от средины бобышек, то центр О, слегка смещают по рис-
ке I—I до тех пор, пока ошибка в отливке не распределится рав-
номерно между верхними и нижними бобышками. Только после
этого через центр проводят вокруг детали риску II—II.
Теперь в пересечении рисок 1—I и II—II на планках, встав-
ленных в отверстия цилиндров диаметрами 680 и 1500 мм, име-
ются точно зафиксированные центры и О3.
Из них проводят круговые риски для проверки припусков на
обработку отверстий диаметрами 680 и 1500 мм. Одновременно
проверяется толщина стенок цилиндров.
После этого можно приступить к нанесению от плиты других
горизонтальных рисок. Согласно чертежным размерам проводятся
горизонтальные риски сс для приливов а, для фундаментных бол-
тов, и риска для подрезки торца цилиндра диаметром 760 мм
(поверхность 8).
В этом же положении проверяется под обработку диаметр
3050 мм, для чего в отверстие диаметра 2560 мм вставляется
центровая планка, в пересечении рисок I—I и II—II находится
центр, из которого штангенциркулем и проводится круговая рис-
ка указанного диаметра.
168
1 ак же, как в первом положении, проводятся вспомогатель-
ные вертикальные риски III—III на поверхностях 12, 15, и раз-
метка во втором положении заканчивается.
В третье положение деталь устанавливается торцевой сто-
роной круглого фланца (поверхность 1) к плите на три домкрата
(фиг. 171).
Установка осуществляется по рискам III—III. Регулируя дом-
кратики, добиваются того, чтобы контрольные риски были парал-
лельны плите. Через ранее нанесенный центр О2 проводят от пли-
ты горизонтальную риску IV—IV, перпендикулярную риске I—I.
Фиг. 171. Третье положение конусной дробилки при
разметке.
Из этого центра проверяется припуск на обработку отверстия
диаметром 620 мм и равномерность толщины стенки этого ци-
линдра. Центр <?2 служит теперь базой, от которой откладыва-
ются размеры для обработки поверхностей 1, 3, 4, 6, 7 и 9 (по-
верхности 3 и 9, см. фиг. 168). Горизонтальные риски для обра-
OoiKii этих поверхностей проводятся от плиты.
Для проведения риски под обработку поверхностей 3 и 9 при-
ходится ставить рейсмас внутрь детали. Доступ туда для размет-
чика возможен через литые окна — отверстия. Изнутри же прове-
ряется глубина ванны (размер 320 мм, см. фиг. 168).
Разметка окончена. Риски накерниваются, деталь идет
в механическую обработку. Таковы методы работы стахановцев-
разметчиков Уралмашзавода.
10. РАЗМЕТКА КРУПНЫХ КОЛЕНЧАТЫХ ВАЛОВ
Для разметки крупных коленчатых валов (фиг. 172, а) нуж-
но иметь делительную головку больших размеров, но это гро-
моздко и пока еще не применяется.
Стахановцы-разметчики Уралмашзавода нашли достаточно
ючный способ для разметки коленчатых валов без применения
длительной головки.
Для примера приводим разметку коленчатого вала шестици-
линдрового двигателя, изображенного на фиг. 172, а.
169
170
Прежний способ разметки коленчатых валов был основан на
{несении на торцах вала углов расположения колен в градус-
ом исчислении. Это требовало многих установок и поворотов ва-
да, а следовательно, и значительной затраты времени.
Новый способ, применяемый на Уралмашзаводе, заключается
В том, что градусное измерение углов заменено линейным, угол
определяется величиной катетов А и В (фиг. 172, б).
Величина этих катетов определяется тригонометрическим пу-
тем (фиг. 172, бив). Проверка положения колен (их разворот)
производится при помощи специальных треугольников с соответ-
ствующими углами в 30, 45 и 60° (фиг. 172, г) соответственно
количеству колен вала.
При подготовке к разметке коленчатого вала, кроме проверки
Маркировки, необходимо проверить расположение колен и разме-
ры согласно чертежу. После этой проверки выбирается первое
положение вала на разметочной плите.
Опорами для коленчатого вала при разметке служат роли-
ковые домкраты (фиг. 172, д и е), которые устанавливаются на
разметочную плиту и подводятся под концы вала с расчетом,
чтобы вал на них мог поворачиваться, не задевая коленами за по-
верхность разметочной плиты. Окраска поверхностей вала мелом
производится вне плиты.
При установке ваЛа, после выяснения величины припусков,
необходимо, чтобы ось одного из колен была расположена
горизонтально, т. е. параллельно поверхности разметочной
пл ты.
Ось коренных шеек устанавливается строго параллельно разме-
точной плите с одновременной проверкой углов каждого колена
специальными треугольниками. При этом все поверхности А
(фиг. 172, г) различных колен обычно не совпадают с соответ-
ствующей стороной этих треугольников (фиг. 172, ж).
Поворачивая вал домкратом (фиг. 172, ж), добиваются рав-
номерного распределения неточностей в углах на все колена
(фиг. 172, з) так, чтобы величины неточностей а, b и с были
примерно равными.
После этого разметчик проверяет величину припусков, остав-
шихся для механической обработки на обрабатываемых поверх-
ностях первого положения. Фактические величины припусков за-
писываются мелом на соответствующих поверхностях. Запись не-
обходима для того, чтобы учесть имеющийся припуск и, если
потребуется, несколько смещать ось вала (поднимать или опу-
скать один из концов вала). Это может потребоваться тогда, ког-
да припуск на какой-либо поверхности окажется или слишком
мал, или будет отсутствовать, в то время как на других поверх-
ностях имеется избыток припуска.
Убедившись в достаточности припусков для механообработки,
наносят рейсмасом кругом вдоль вала, а также и на его тор-
цах, горизонтальную осевую риску коренных шеек.
171
Не сбивая установку рейсмаса по высоте, определяющей по
ложение оси вала по коренным шейкам над разметочной плитой,
разметчик переносит эту установку h на измерительную линейку
(фиг. 172, м). При этом линейка закрепляется в стойке так, что-
бы игла рейсмаса совпадала с каким-либо «круглым» числом —
50, 60 и т. д., так как абсолютная величина высоты h не имеет
значения.
По фиг. 172, б и в размер катета А легко определяется^
sin 60 , А = 360 sin 60°;
360 ’
Л — 360 • 0,866 = 311,76 мм.
Зная величину катетов А (фиг. 173) и размеры h, наносят го-
ризонтальные риски через точки С (величина колена) на торце-
вых поверхностях соответствующих колен, наклоненных (ввер-
ху и внизу) под углом 60° к горизонту.
Фиг. 173. Засечка разме- Фиг. 174. Засечка размеров рейсма-
ров рейсмасом. сом.
С целью упрощения установки вала во второе положение
разметчик выбирает более удобную поверхность вала и наносит
рейсмасом произвольную горизонтальную или вертикальную
вспомогательную риску.
Этим заканчивается разметка вала в первом положении.
Для разметки во втором положении вал при помощи мосто-
вого крана поворачивается на роликах домкратов примерно на
90°. Окончательная выверка его горизонтального положения де-
лается по вспомогательным рискам соответствующими инстру-
ментами. Если вспомогательная риска была нанесена по угольни-
ку, то выверка производится по рейсмасу; если же вспомогатель-
ная риска была нанесена рейсмасом, то положение вала выве-
ряется по угольнику, так как при повороте горизонталь переходит
в вертикаль и наоборот.
Установив вал во второе положение, проверяют припуски на
механическую обработку у всех обрабатываемых поверхностей,
которые в первом положении не размечались.
172
Проверив наличие припусков, наносят горизонтальную осевую
риску коренных шеек вала во втором его положении (повернутом
на '.'0°). Эта риска так же, как и в первом положении, наносится
рейсмасом кругом вала.
В этом положении припуски у тех колен, которые в первом
положении не были горизонтальны, проверяются по тем же спе-
циальным треугольникам. Так же, как и в первом положении,
определяется катет А рейсмасом, наносятся горизонтальные рис-
ки. Нанесенные вновь риски пересекутся с ранее нанесенными
в точках С (фиг. 174).
Фиг. 175. Установка вала на коренные шейки.
Таким образом будет определена ось ОС каждого колена,
проходящая через центры мотыльных (коленных) и коренных
шеек вала. На коленах, расположившихся во втором положении
вертикально, точка С определяется непосредственно откладыва-
нием с помощью рейсмаса размера ОС согласно чертежу.
Закончив разметку во втором положении, вал устанавливают
в третье положение по нанесенным центрам коренных шеек па-
раллельно рискам на разметочной плите, не обращая внимания
на смещение от горизонтального и вертикального направления
рисок, нанесенных ранее на торцевых поверхностях колен.
В третьем положении проверяются размеры припусков по
лчине вала и наносятся соответственно риски для обработки.
Эчи риски наносятся по угольнику от призм. Затем размечаются
торцы вала под центровку. После разметки в третьем положении
закерниваются все намеченные риски.
Размеченный вал передается на токарный станок для обточ-
ки коренных шеек и подрезки щек у колен (боковые поверхности).
После обточки вал снова возвращается на разметочную плиту
для вторичной разметки.
Вал вновь укладывается на роликовые домкраты и опирается
па них уже коренными шейками, а не концами, причем так, что-
бы не было прогиба от собственного веса (фиг. 175). Торцы всех
щек колен покрываются меловой краской.
Предварительная установка вала выверяется по осевой риске
того колена, которое при первой установке было горизонталь-
173
Фиг. 176. Проведение риски
центра мотылевой шейки.
катетов
которо-
между
и ко-
ным; эта риска приводится в положение, параллельное разме-
точной плите. Окончательно положение вала выверяется по его
обработанным коренным шейкам, их ось должна быть строго' па-
раллельной разметочной плите. При этой установке не допускает-
ся поворота вала относительно вертикальной оси, перпендику-
лярность которой к плите долж-
на быть сохранена, а риски на
торцах щек колен должны сохра-
нить свое горизонтальное поло-
жение.
Убедившись в правильности
установки, разметчик при помо-
щи рейсмаса берет центр корен-
ных шеек и замеряет на верти-
кальной линейке расстояние это-
го центра от разметочной плиты
(фиг. 176).
Определяют величины
треугольника, гипотенузой
го является расстояние
центрами шеек, колен
репных шеек. Прибавляя и вычитая из размера h размер катета
Ai, рейсмасом проводят риски центров мотылевых (коленных)
шеек так же, как это делалось при первой разметке для точек
С (фиг. 173).
После этого вал поворачивается на 90° и устанавливается во
второе положение, при этом нанесение вспомогательных рисок
уже не требуется, так как используются риски на торцах щек.
Во втором положении, после выверки, повторяются те же опе-
рации откладывания катетов. В этом положении получается пере-
сечение рисок так же, как на фиг. 174, но теперь эти пересече-
ния дают уже центры коленных шеек. Найденные центры колен-
ных шеек, накерниваются, но для получения наибольшей точно-
сти керн ставится неглубоким.
На этом и заканчивается разметка коленчатого вала. После'
повторной станочной обработки вал обычно снова поступает на
разметочную плиту для проверки.
В этом случае установка вала на плите производится с вывер-
кой по осям как коренных, так и коленных
рины щек производится обязательно после
обработки.
11. РАЗМЕТКА ЛОПАСТИ РАБОЧЕГО КОЛЕСА
Лопасть рабочего колеса водяной турбины отливается из не-
ржавеющей стали. Вес ее достигает нескольких десятков тонн.
Лопасть состоит из пера и фланца. Фланец отливается заодно
с пером и служит для крепления лопасти к ступице рабочего во-
дяного колеса.
174
шеек. Контроль ши-
повторной станочной
ВОДЯНОЙ ТУРБИНЫ
Перо лопасти представляет собой приближенно винтовую по-
верхность и имеет переменную толщину в разных сечениях. Ра-
бочее колесо гидротурбины состоит из нескольких лопастей. Все
они толжны иметь одинаковые поверхности и должны быть пра-
вки.но расположены по отношению к оси колеса.
Мастер разметки Ленинградского металлического завода име-
ни 1'[. В. Сталина А. А. Дмитриев предложил новый способ про-
верки и разметки лопасти с применением специального шаблона.
Ниже описывается способ изготовления этого шаблона и ори-
гинальный метод разметки сложной кривой поверхности.
Фиг. 177. Лопасть рабочего колеса гидравлической турбины а,
сечение 4 — IV пера лопасти и схема пересчета координат б.
Изготовление шаблона. Шаблон представляет собой сварную
конструкцию, состоящую из жесткого основания — каркаса и
свальцованных по определенным радиусам стальных листов тол-
щиной 6—8 мм. Расположение листов строго соответствует за-
данным по чертежу цилиндрическим сечениям пера лопасти, по
которым должен производиться замер толщин пера (пять ци-
линдрических сечений). На фиг. 177, а лопасти сечения пера обо-
значены через 00, 1—I,..., 4—IV.
175
Конструкция шаблона выполняется так, что его основание яв-
ляется базовой плоскостью. Путем наложения лопасти на шаб-
лон (при малых габаритах лопасти) или шаблона на лопасть
(при больших габаритах) можно ее разметить под механиче-
скую обработку в расчетном положении при заданном угле «
(фиг. 177, б).
Листы каждого сечения шаблона в развернутом виде имеют
приближенную форму прямоугольного треугольника, в котором
гипотенуза представляет не прямую линию, а развернутую кри-
вую сечения профильной поверхности лопасти. Высотные раз-
меры шаблона доходят до 2 м, а вес его до 3 т.
Переходя к описанию разметки шаблона, заметим, что коор-
динаты точек пера лопасти по цилиндрическим сечениям даны
на чертеже в системе прямоугольных координат XOY
(фиг. il77, б).
Для нанесения точек отдельных сечений на профильной по-
верхности шаблона необходимо перейти на новую координатную
систему Х0У0 и пересчитать величины координат точек пера ло-
пасти, заданные чертежом, по известным формулам:
Ао= Y sin а -ф- X cos а ;
Yo = Y cos а — X sin а ;
где Хо и Ко — координаты точек в новой системе;
X и Y — координаты точек в старой системе;
а — угол поворота осей координат.
Произведем пересчет для точки А. Из фиг. 177, б имеем:
X = —288,9 + (— 11,3) = —300,2;
+ 658,9 • 3 = + 1976,7.
Определяем угол л по двум катетам прямоугольного тре-
угольника:
1535,6 л-7,7
tga= 21i2>G 0./17,
откуда:
а == 35° 37' 45"; sin а = 0,58259; cos а = 0,81276.
Координаты точки А в системе X0OY0 будут равны:
Хо = 1976,7 X 0,58259 — 300,2 X 0,81276 = 907,5.
Ко = 1976,7 X 0,81276 + 300,2 X 0,58259 = 1785,3.
Аналогично производят пересчет всех остальных точек дан-
ного сечения и точек всех заданных других сечений.
176
Разметку точек, принадлежащих профильной поверхности
Шаблона, покажем на примере шаблона для вогнутой поверхно-
сти пера лопасти. Она не отличается от разметки шаблона для
Выпуклой поверхности.
Порядок разметки шаблона следующий.
]. На разметочной плите вычерчивают план (фиг. 178), явля-
ющийся проекцией расчетного положения лопасти. Из точки О
Фиг. 178. Схема разметки профильного шаблона:
а — разметка на плите; б — сечение 00 шаблона в рас-
четном положении; i — шаблон; 2 — разметочная плита.
радиусами R\, R^, R3, R4 и Rs наносят дуги, соответствующие ци-
линдрическим сечениям пера лопасти 00, 1—I, 2—II, 3—III
и 7- -IV (см. фиг. 177, а).
2. Через точку О проводят ось ZZ, которая является проек-
цией оси вращения лопасти.
Ч. Из точки К пересечения оси ZZ с дугой радиуса Ri хор-
дами Si и S6 засекают точки Т и Т\. Длину хорд Si и Sg под-
считывают по данным чертежа пера лопасти.
4. Точку О соединяют с точками Т и Т\ прямыми, которые яв-
ляю! ся проекциями входной и выходной кромок при расчетном
Г2 Р,: «меточное дело. «77
0си pacae/woe#
ло/юхения
вси для разметки
лвлас/леи
входная хромна
М вращения
Фиг. 179. Схема установки шаблона для раз-
метки лопастей:
1 — шаблон; 2 — места упоров линейки; 3 — разме-
точная плита.
положении лопасти и составляют с осью ZZ углы у и п, за-
данные чертежом.
5. Из точки К на дуге радиуса Ri засекают хордами S2, S3,
S4 и S5 точки, которые соединяют с центром О и получают та-
ким образом лучи А, В, С, D.
6. На план, вычерченный на плите, устанавливают шаблон,
выгнутый по соответствующему радиусу, профильной поверх
ностыо вверх так, что-
бы профильная кромка
листа шаблона совпа-
дала со своей проекци-
ей, вычерченной на пли
те (см. фиг. 178). Про-
верку совпадения ли-
стов с планом произво-
дят посредством уголь-
ника по трем точкам
для каждого листа ша-
блона.
7. Посредством уголь-
ника наносят с плана
на каждом листе вер-
тикальные риски, соот-
ветствующие лучам А,
В, С, D и проекциям
входной и выходной
кромок.
8. Посредством рейс-
маса на листах наносят размеры hi, h2, hx, h4, h5 и h6, соответст-
вующие вогнутой стороне каждого цилиндрического сечения пера
лопасти.
9. По размеру й7 определяют и фиксируют на двух крайних
листах шаблона (сечения 00 и 4—IV) ось вращения лопасти О.
10. Полученные от пересечения вертикальных рисок с высотны-
ми размерами hi, h2,..., h6 точки соединяют плавной кривой и за-
тем накернивают их. Эту операцию производят для каждого ци-
линдрического сечения.
После прирубки и припиловки профильной части шаблон
вновь поступает на разметочную плиту.
Вторичная разметка шаблона заключается в том, что на нем
наносят точки замера толщин пера и соответствующую ось для
разметки лопасти в горизонтальном положении.
Порядок разметки шаблона в данном случае следующий.
1. Шаблон 1 устанавливают на разметочной плите 3 профиль-
ной поверхностью вниз (фиг. 179).
2. Установку шаблона производят по четырем точкам двумя
рейсмасами. Посредством одного из них регулируют установку
шаблона в горизонтальном положении по точкам Т и Tt, нахо-
178
дящимся на листе сечения 1—I (h=hi). Вторым рейсмасом ре-
гулируют шаблон в горизонтальной плоскости по точкам О, со-
ответствующим оси вращения лопасти на листе сечения 00 и на
листе сечения 4—IV.
3. Через точку О проводят взаимно перпендикулярные оси
YY и XX, а также наносят на каждом листе шаблона точки А,
/1, С, D для замера в этих листах толщин лопасти.
I. На двух крайних листах шаблона, соответствующих сече-
ниям 00 и 4—IV (фиг. 179), вырезают по оси XX места для
укрепления упоров линейки.
5. По данным чертежа подсчитывают угол з (см. выше),
который сверяют с фактически полученным углом Zlt OY либо
ХО7.. Найденный угол фиксируют в соответствующей техниче-
ской документации.
I [айденные и нанесенные на шаблон оси XX и YY служат ис-
ходными базовыми осями для дальнейшей разметки лопастей не
в расчетном, а в горизонтальном положении.
Проверка и разметка отливки лопасти. Новый способ про-
верки и разметки кривых поверхностей лопасти состоит в сле-
дующем.
Для проверки и разметки под обработку поверхности пера
лопасть рабочего колеса устанавливают с помощью крана на
разметочную плиту вогнутой (рабочей) поверхностью вверх на
три точки опоры — фланец и два домкрата 4 (фиг. 180).
После очистки и закраски на перо лопасти накладывают шаб-
лон 3.
Шаблон устанавливают краном на рабочую поверхность ло-
пасти с наилучшим прилеганием, т. е. с наименьшими зазора-
ми. При этом положение шаблона на лопасти регулируется так,
чтобы расстояние от тыльной поверхности фланца до крайнего
листа шаблона было достаточно для выдерживания заданного
чертежом размера в до цилиндрического сечения лопасти.
Далее' посредством домкратов лопасть вместе с шаблоном
устанавливают в такое положение, чтобы плоскость, проходящая
через ось YY, нанесенная на шаблоне, заняла горизонтальное
положение (h — hi). При этом заданная чертежом ось лопасти
ZZ будет повернута относительно расчетного положения на угол
а. В этом положении ось YY переносят рейсмасом с шаблона на
фланец лопасти и на прилив заднего центра.
В упоры 5, имеющиеся на шаблоне, укладывают линейку б
(см. фиг. 180 и 181, а).
Концы линейки, выступающие за пределы лопасти, проекти-
руют на разметочную плиту. Параллельно перенесенным отрез-
кам прямой на произвольном расстоянии от них т проводят
дополнительную прямую.
Это вызвано тем, что соединить в одну прямую спроектиро-
ванные на плиту концы линейки невозможно, так как этому ме-
шает фланец лопасти, лежащий на плите. К одной из этих пря-
12*. 179
мых в точке Р на произвольном расстоянии I от тыльной поверх-
ности фланца проводят перпендикуляр ЕЕ. С помощью угольника
замеряют расстояние по горизонтали от перпендикуляра ЕЕ до
точки, наиболее удаленной от него, лежащей на верхней части
Фиг. 180. Схема разметки лопасти рабочего колеса:
t — фланец лопасти; 2 — перо лопасти; 3 — шаблон; 4 — домкраты;
5 —упоры для линейки; 6 —линейка; - —круговая риска на торце
фланца; — круговая риска на боковой поверхности фланца.
тыльной поверхности фланца лопасти, через которую проходит
заданная расчетная ось ZZ.
Из фактически замеренной величины вычитают заданный чер-
тежом размер а и на расстоянии, равном полученной разности,
проводят прямую СС, параллельную ранее проведенному перпен-
дикуляру ЕЕ. С помощью угольника и рейсмаса, пользуясь пря-
180
мой СС, на боковой поверхности фланца лопасти наносят риску
Q, определяющую размер припуска по толщине фланца. Затем
на торец фладца и на прилив заднего центра с разметочной пли-
ты переносят ось XX. Переноска оси поворота лопасти с плиты
на фланец показана на фиг. 181, б.
Фиг. 181. Установка линейки на шаблоне а и нане-
сение рисок на торце фланца б.
Точки пересечения осей XX и YY определяют положение оси
вращения (поворота) лопасти, проходящей через фланец и при-
лив заднего центра.
Из этой точки на торце фланца штангенциркулем проводят
круговую риску W радиусом R (см. фиг. 180).
Проверив таким образом наличие припусков у фланца и уста-
новив его пригодность для обработки, на поверхность лопасти
181
Фиг. 182. Схема разметки
фланца лопасти для уста-
новки кондуктора.
переносят с шаблона линии и точки (см. фиг. 177, а), в которых
следует замерить толщины пера лопасти.
Затем в присутствии представителя ОТК производят замер
расстояний между шаблоном и поверхностью пера лопасти,
а после снятия шаблона специальным удлиненным кронциркулем
или специальным толщиномером заме-
ряют толщину пера в соответствую-
щих точках.
Результаты замеров заносят в спе-
циальный формуляр. На основании
этих данных производят дальнейшую
обработку лопасти.
Новый способ разметки дает воз-
можность:
а) устанавливать лопасть на разме-
точную плиту не в расчетном положе-
нии, а в горизонтальном, и благодаря
этому значительно упростить установ-
ку и процесс разметки;
б) добиться единообразия проверки
отливок и разметки всех лопастей оди-
накового профиля;
в) благодаря упрощению установки и уменьшению затраты
времени на установку и разметку увеличить производительность
труда на разметке в 3—4 раза.
Разметка отверстий на фланце лопасти. После обработки па
карусельном станке торца и боковых поверхностей фланца лопа-
сти производят разметку расчетных осей ZZ и ZtZb являющихся
базовыми 'при установке кондуктора для расточки отверстий во
фланце (см. фиг. 177, а).
Эту операцию теперь производят без установки детали на
разметочную, плиту,— прямо на полу.
Разметку производят в следующей последовательности. Сохра-
нившуюся на тыльной необработанной поверхности фланца ось
YY (фиг. 182) проектируют на боковую обработанную поверх-
ность фланца путем перенесения точек А и В. Далее верхнюю
полуокружность делят на две равные части и намечают точку С.
Зная величину диаметра D обработанного фланца, подсчитывают
величину хорды S при центральном угле а. Угол а есть тот
угол, на который была повернута лопасть от расчетного положе-
ния во время первой ее разметки. Отложив хорду S? получйют
точку D. Имея точку D, определяют обычными геометрическими
построениями оси ZZ и Z^i, которые с помощью угольника пе-
реносят на торцевую обработанную поверхность фланца лопасти.
Найденные оси являются расчетными и по ним обычным построе-
нием производят разметку отверстий.
Описанный способ разметки позволил выполнить данную опе-
рацию за 2—3 часа, вместо 8 часов, затрачиваемых ранее.
182
Разметка отверстий. Отверстия 1, 2, 3 и 4 на пере лопасти
фиг. 183) предусмотрены во всех лопастях рабочего колеса тур-
ины и предназначены для подвески рабочего колеса на спе-
.иалыгом монтажном приспособлении при спаривании вала гене-
атора с валом турбины. Все отверстия должны быть строго увя-
аны с осью лопасти ZZ. Технологическим процессом преду-
сматривалась и
практи-
чески осуществлялась
разметка этих отвер-
<1111; на уже собранном
рабочем колесе.
I1овая технология
разметки отверстий на
пере лопасти и наруж-
ной поверхности флан-
ца заключается в сле-
дующем.
I. Лопасть устанав-
ливают на разметочной
плите торцевой плоско-
стью фланца, под кото-
рую подкладывают об-
работанные призмы 9
одинакового размера по
высоте (см. фиг. 183).
2. Из точки D, про-
извольным радиусом г
на произвольных рас-
сюяниях b от плоско-
С1И К наносят на боко-
вой поверхности флан-
ца две точки Т„ симме-
трично расположенные
относительно оси ZZ.
Фиг. 183. Схема разметки отверстий на
пере лопасти и боковой поверхности фланца.
3. Из точек Т засечками циркуля определяют положение оси
ZZ, которую наносят на перо лопасти со стороны вогнутой по-
верхности.
4. Для разметки отверстий 1, 2, 3 и 4 чертежом заданы раз-
меры /?ь /?2) S2, Дз и
Непосредственное нанесение циркулем размеров Ri и R2 не-
возможно из-за выступающей части фланца лопасти. Поэтому
определяют расчетным путем координаты центров отверстий: рас-
стояния аь а2, а-. и а4 от оси ZZ и расстояния hi и h2 от тор-
цевой плоскости фланца.
Из треугольника АОВ по заданным сторонам его Ri и IS)
определяют угол р:
sin f. 2/?i •
183
По найденному из таблиц значению угла р определяют а{:
ах = sinp.
Из треугольника АОС определяют размер ОС:
ОС = R, cos р.
По размеру ОС определяют размер h2:
h2 = OC-Rs-{-E,
где /?3 и Е заданы чертежом.
Аналогично определяют координаты остальных центров отвер-
стий а2, а3, 0,4 и hi.
5. Устанавливают рейсмас на размеры hi и h2 и, перемещая
его по разметочной плите, наносят горизонтальные риски на пе-
ре лопасти. Из точек пересечения этих рисок с осью ZZ цирку-
лем засекают координаты at, а2, аз и а4, определяющие искомые
центры отверстий.
Описанный способ разметки дал возможность совместить
в одной операции и разметку тыльной поверхности 7 фланца.
Тыльная поверхность фланца лопасти со стороны вогнутой
поверхности пера представляет собой цилиндр, а в нижней ча-
сти переходит в конус.
Для разметки линии пересечения поверхности 7 с цилиндри-
ческой поверхностью фланца диаметра d изготовляют из тонкого
кровельного железа шаблон, который представляет собой поло-
вину развертки цилиндрической поверхности диаметра d.
Очерчивая шаблон, обтянутый вокруг половины фланца, по-
лучают заданный контур боковой поверхности фланца. Разметку
производят сначала по одну, а затем по другую сторону от точ-
ки D. Кромка Ki шаблона должна быть совмещена с плоскостью
К фланца лопасти. Очерченный контур накернивают.
Таким образом, использование обработанных поверхностей
фланца лопасти как базы позволило производить разметку каж-
дой лопасти в отдельности, а не в сборе со втулкой рабочего ко-
леса,-как это имело место ранее. Кроме того, применение ша-
блона-развертки и удобная для разметки установка лопасти на
плите (в вертикальном положении) дали возможность совме-
стить две операции по разметке в одну. При этом получается
большая точность при меньшей затрате времени: 2—3 часа вме-
сто 5—6 часов, предусмотренных по норме на одну лопасть.
Применение шаблона при разметке лопаток направляющего
аппарата водяных турбин. ‘Оригинальное решение вопроса за-
ключается в том, что, применяя шаблон, разметка выполняется
в одном положении детали, тогда как без применения шаблона
лопатка размечалась в двух положениях. Кроме того, при изго-
товлении значительного количества лопаток этот новый способ
очень выгоден и экономически, а также дает более точную разметку
184
Для разметки лопатки изготовляется специальный щаблон по
ра«мерам чертежа профиля лопатки из листовой стали толщиной
2 3 мм (фиг. 184).
В центре шаблон имеет вырез, равный максимальному диа-
метру заготовки шейки
лопатки, а внизу базо-
вую поверхность С,
строго параллельную
нанесенной на шаблоне
оси XX (h~htX).
Разметка произво-
дится в следующем по-
рядке.
1, Краном лопатка ус-
тава шшвается на трех
домкратах горизонталь- Фиг. 184. Профильный шаблон для разметки.
ио к плите (фиг. 185).
2. Прикладывая шаблон к торцевым плоскостям Т лопатки
при совмещении плоскости С шаблона с плоскостью плиты, дом-
кратами регулируют лопатку так, чтобы ее фактически отлитый
профиль вписался в профиль шаблона.
3. При помощи рейсмаса, установленного по размеру шабло-
на, на лопатке наносится ось XX.
4. Посредством рычага лопатка вместе с двумя домкратами
несколько передвигается по разметочной плите так, чтобы обра-
зующая К оказалась параллельной имеющейся на плите риске.
Рейсмасом проверяется ранее нанесенная ось XX.
185
5. Определяется расстояние Р = д -[- а, где д берется с чер
тежа, а размер а ст кромки К до риски на плите. Затем на пли-
те проводится ось YY, которая затем переносится по угольнику
на торцы цапф.
6. Пересечение осей XX и YY определяет центры О.
7. Производится проверка диаметров шеек 1 и 2 и других
размеров обмером линейкой.
В результате сокращения количества установок с двух до од-
ной и применения шаблона тов. Дмитриев сократил время, за-
трачиваемое на разметку лопатки, с 4—8 часов (в зависимости
от габаритов) до 0,75—2,5 часа. При этом профильный шаблон
дал возможность использовать для определения осей полный
фактический профиль заготовки.
12. СПОСОБЫ РАЗМЕТКИ ГРЕБНЫХ ВИНТОВ
Гребные винты, несущие ответственную работу в движителе
судна, требуют самого тщательного изготовления при весьма
сложной форме поверхности лопасти винта.
Разметка гребных винтов, а также и контроль выполнения
представляют значительные трудности.
В нашу задачу не входит описание конструкций различных
гребных винтов, их очень много. Методика же разметки и конт-
роль исполненных винтов представляют значительный интерес
для разметчика. Поэтому приведем типичный случай разметки
гребного винта. Напомним кратко о винтовых линиях и винто-
вых поверхностях.
На фиг. 186 изображен в двух проекциях прямой циллндр.
Винтовая линия на поверхности этого цилиндра получится, если
186
исгавить к его поверхности острие карандаша и начать яви-
ть карандаш вдоль цилиндра параллельно его оси, и одновре-
чшо. вращать цилиндр вокруг его продольной оси.
В практике такой случай получения винтовых линий встре-
ются при обточке цилиндра на токарном станке. Цилиндр вра-
ается, а резец движется параллельно образующей цилиндра
прочерчивает на поверхности его винтовую линию.
Графически винтовую линию на поверхности цилиндра можно
юбразить следующим способом. Зададимся шагом винтовой
инии t, т. е. величиной подъема винтовой линии на один его
борот.
Разделим окружность и шаг t на 8 равных частей. Через
эчки деления на вертикальной проекции проведем линии, па-
аллсльные основанию, а от точек деления на окружности про-
едем вертикальные проектирующие линии на вертикальную про-
екцию. Занумеровав точки деления, будем так рассуждать: если
•очку 1 на круге двигать одновременно по окружности и вверх,
пройдя при этом ’/в окружности (окружность разделена на 8
частей), точка 1 займет положение точки 2, одновременно она
поднимается по высоте на % t. Таким образом, истинное поло-
жение точки на вертикальной проекции будет в пересечении го-
ризонтали 2 (параллельной основанию цилиндра) и вертикаль-
ной проектирующей 2—8.
Дальнейшее движение точки аналогично. Двигая точку /
описанным способом, мы получим винтовую линию 1—5—1. По-
ловина винтовой линии будет видимая, так как она расположена
на видимой половине цилиндра.
Можно представить себе образование винтовой линии и дру-
гим путем (см. правую часть фиг. 186). Построенный прямо-
угольный треугольник имеет катеты, из которых один равен дли-
не окружности цилиндра ~ D и второй катет равен шагу винто-
вой линии t. Тогда гипотенуза этого треугольника представит
развернутую винтовую линию. Если треугольник навернуть на
цилиндр так, что большой катет -D совместится с основанием
цилиндра, то гипотенуза совпадет с винтовой линией /—5—1.
Угол а называется углом подъема винтовой линии.
Винтовые линии бывают правые и
ния поднимается слева вверх направо,
а если наоборот, то левой.
Нам интересно обосновать теперь
верхиостей. В качестве примера образования винтовой поверх-
ности рассмотрим следующее.
Будем двигать прямую линию по полученной винтовой линии
так, чтобы двигаемая прямая линия была всегда направлена
к цилиндру радиально. В этом случае прямая опишет винтовую
поверхность. Если прямая взята перпендикулярно к оси ци-
линдра, то винтовая поверхность будет называться прямой. Мож-
но взять прямую линию и под другим каким-либо углом к оси
187
левые. Если винтовая ли-
то она называется правой,
получение винтовых по-
цилиндра, тогда и поверхность будет называться наклонной
винтовой поверхностью.
На фиг. 187 представлена правильная прямая винтовая по-
верхность, на той же фигуре внизу — косая винтовая поверхность.
Фиг. 187. Винтовые поверхности.
Устройство гребных винтов основано на применении винтовых
поверхностей и имеет-весьма большое разнообразие форм. Греб
ные винты изготовляют путем отливки, сварки и штамповки.
Рассмотрим разметку литого гребного винта.
Первый способ разметки
После отрезки прибыли литой гребной винт подвергается
предварительной разметке, которой проверяются: форма и раз
меры заготовки, положение оси гребного винта, положение осе-
вых линий лопастей и величины припусков на обработку.
В процессе этой разметки решается вопрос о пригодности
заготовки для обработки и, в случае необходимости, вопрос
о возможности исправления брака по литью путем наплавки ме-
талла в местах, лишенных припуска на обработку, или правки
покоробленных лопастей. При невозможности исправить недо-
статки заготовка бракуется.
При этой операции на годной заготовке уже размечаются и
наносятся риски, необходимые для ее установки и обработки на
станках, а также для контроля при обработке.
В основу разметки гребных винтов положен принцип нанесе-
ния горизонталей и фронталей.
Для уяснения терминологии и отдельных специфических по-
нятий, относящихся к гребным винтам, рассмотрим общий чер-
теж винта.
188
На фиг. 188 и 189 обозначены горизонтали, фронтали ,и ра-
диальные сечения лопасти.
I[рипуск на обработку в любой точке О сечения радиуса
нагнетательной поверхности лопасти винта (фиг. 189) может
бым> выражен так:
tn — a cos а=С cos a sin а =С= Сх, (1)
Где a = arctg—— угол подъема винтовой линии в се-
чении радиуса R;
С — расстояние по дуге радиуса R меж-
ду точками пересечения следов
фронтальной плоскости II—II и го-
ризонтальной плоскости /—I, про-
веденными через данную точку О с
контуром заготовки в сечении ради-
уса /?;
х __ sln 2а_коэфициент пропорциональности для
~ 2 сечения радиуса R.
Припуск на засасывающей поверхности лопасти определяется
по формуле:
t.= Z-h-tH, (2)
где о — толщина заготовки в данной точке, измеренная кронцир-
кулем;
h — толщина лопасти в данной точке по чертежу.
Так как засасывающая сторона лопасти при отливке является
верхней и на ней оказывается больше пороков (включений шла-
ка, воздушных или газовых пузырей и др.), припуск на обработ-
ку по толщине лопасти желательно распределить так, чтобы
с нагнетательной стороны удалить меньше металла,- чем с заса-
сывающей. Этим будет удалено наибольшее количество пороков
с поверхностей заготовки.
В производстве могут встретиться следующие случаи распре-
деления припуска по лопасти (фиг. 190).
Первый случай (точка А). Припуск положительный (t н >0),
точка пересечения фронтали с контуром заготовки лежит выше
точки пересечения горизонтали, т. е. С>0.
Второй случай (точка Б). Припуска нет (tH =0), точки пе-
ресечения фронтали и горизонтали совпадают с контуром лопа-
сти. т. е. С = 0.
Третий случай (точка D). Припуск отрицательный (tH <0),
т. е. на поверхности лопасти имеется углубление, которое надо
заварить, точка пересечения горизонтали с контуром лопасти
лежит выше точки пересечения фронтали, т. е. С<0.
189
190
Следовательно, разметка гребного винта сводится к выпол-
нению следующих операций.
1. Проведение фронтален в вертикальных плоскостях, прохо-
дящих через ось винта и секущих лопасти в радиальных направ-
лениях через интересующие нас точки чертежного профиля се-
чения лопасти.
2. Проведение го-
ризонталей через эти
же точки.
3. Замер расстоя-
ний С по дугам лопа-
ciных сечений и опре-
деление припуска.
4. Построение кон-
туров лопастей.
Для выполнения
этих операций необ-
ходимо определить
положение оси греб-
ного винта, провести
на лопастях дуги фиг. що. Возможные случаи распределения
тех радиусов, по ко- припусков на лопасти.
торым в чертеже вин-
ia даны сечения лопастей, провести осевые линии лопастей, от
которых в чертежах ведется отсчет координат отдельных точек
сечений, и построить контуры лопастей.
Бригада стахановцев-разметчиков в составе С. О. Антонова
и Н. Д. Голубкова применила интересные приспособления, зна-
чительно ускоряющие и облегчающие сложную разметку греб-
ных винтов. Ниже кратко излагается рекомендуемый ими техно-
логический процесс разметки и описание с успехом применяв-
шихся приспособлений.
Нахождение оси гребного винта и проведение дуг лопастных
сечений. Выверку положения гребного винта на плите размет-
чики производят с помощью трех обычных винтовых домкратов
(фиг. 191).
На другом заводе с успехом применяют специальные пово-
ротные столы для разметки винтов (фиг. 192).
Гребной винт выверяется с помощью домкратов 7 и кулачков
4, которыми снабжен поворотный стол, установленный на разме-
точной плите. Стол состоит из основания 1 и поворотной верх-
ней части 2, центрируемой относительно основания шипом 9.
Поворот отсчитывается по угловым делениям лимбов 3 и 6.
В трех радиальных пазах верхней части перемещаются ку-
лачки 4 с помощью винтов 5. Планки 8 служат для упора вин-
тов 5. Для уменьшения трения и облегчения поворота гребного
винта при разметке между основанием 1 и верхней частью 2
в кольцевых канавках помещены шарики 10.
191
Применение такого стола значительно облегчает и ускоряет
процесс разметки гребных винтов.
Определяется центр О верхней части ступицы и керном де-
лается в нем углубление. В это углубление ставится центр 5 осо-
бого приспособления — «кошки» (см. фиг. 191), состоящей из
двух дисков 3 и 4, между которыми с помощью болтов 2 зажаты
лапы «кошки» 1. Между ди-
Фиг. 191. Установка винта для разметки.
дикулярности оси винта и «кошки»
сками, до их закрепления,
можно сдвигать или раздви-
гать лапы, чтобы получить
на лопасти нужный ради-
ус R.
Во втулку верхнего диска
свободно помещен центр 5,
закрепляемый в нужном
положении болтом 6. Острия
лап лежат на равных рас-
стояниях на окружности,
описанной из центра «кош-
ки», и в плоскости, перпен-
дикулярной оси этого цент-
ра. Число лап «кошки» со-
ответствует числу лопастей
размечаемого винта.
С помощью рейсмаса и
домкрата проверяют положе-
ние винта на плите так,
чтобы все острия лап «кош-
ки» были на одинаковой
высоте от плиты, т. е. что-
бы ось «кошки», а значит и
заготовка винта, стала пер-
пендикулярной к разметоч-
ной плите.
После проверки перпен-
по отношению к разметочной
плите «кошку» снимают с центра ступицы и устанавливают на
плиту приспособление с передвижным рейсмасом и постоянным
центром (фиг. 193). Постоянный центр 1 этого приспособления
устанавливают на центр ступицы винта и с помощью чертилки
2, свободно перемещающейся в вертикальном и горизонтальном
положениях в ползунке 3, наносят на заготовку винта дуги ра-
диусов лопастных сечений (фиг. 194, а). Для выполнения этой
операции приспособление перемещают по плите вокруг центра
заготовки гребного винта или поворачивают стол (см. фиг. 192).
Верхняя линейка с миллиметровой шкалой для отсчета ра-
диусов должна быть установлена параллельно плите. Для повы-
шения точности отсчета на ползунке имеется нониус.
192
Фиг. 192. Поворотный стол для разметки гребных вин-
тов с домкратами.
Фиг. 193. Приспособление для разметки гребных винтов.
1, Разметочное дело.
i
I
—1
193
Проведение осевых линий лопастей. На одной из лопастей
по дуге радиуса R с помощью гибкой линейки отмеряют от вхо
дящей или выходящей кромки винта расстояние до осевой, взя-
тое из чертежа, с прибавлением припуска на обработку покром-
кам. Накернив эту точку и установив на нее одну из лап «копт
ки», пользуясь другими лапами «кошки», намечают на осталь-
ных лопастях точки осевых линий, которые закернивают (точки
А, Б и В на фиг. 194, а).
Фиг. 194. Разметка гребного винта а и приспособление
для проведения фронталей б.
Через эти точки проводят осевые линии с помощью другого
приспособления, отличающегося от предыдущего широкой верх-
ней линейкой 3 без шкалы и без ползунка (фиг. 194, б).
Установив центр 1 приспособления в центр ступицы и при-
жимая плоскую чертилку 2 к вертикальной плоскости широкой
линейки 3, через требуемые точки проводят острием чертилки ра
диальные прямые.
После замеров, по дугам других сечений, уточняют положе-
ние осевых. Чтобы не делать повторных разметок в серийном
производстве, разметчики применяют особые гибкие шаблоны
для каждого сечения лопасти (фиг. 195, а).
Шаблон» изготовляют из полоски кровельного железа, кото-
рую прижимают струбцинками к винту, на ней наносят дугу ра-
диусом лопастного сечения, а затем вторую радиусом, большим
на 20 мм\ также наносятся и риски против осевой и габаритных
точек лопасти. После этого шаблон обрезают по контуру дуг.
Готовый шаблон вновь накладывают на винт и наносят риски
промежуточных точек с указанием требующихся толщин сечения
194
и -лих точках. Всю разметку на шаблоне выполняют с обеих
ci ирон, чтобы его можно было использовать для правого и лево-
го винтов (у двухвинтовых судов один винт правый, другой ле-
вый). На каждом шаблоне выбивают также порядковый номер
сечения.
Этими шаблонами пользуются следующим образом: после
нанесения на заготовке дуг лопастных сечений накладывают
шаблоны так, чтобы внутренняя кромка шаблона совпала с ду-
говой риской, а края равно отстояли от кромок заготовки. Затем
против осевой риски шаблона на заготовке ставят керн. После
Фиг. 195. Гибкие шаблоны для разметки дуговых сечений а, скоба для
разметки контура лопасти б и комплект скоб Для разметки контура
лопасти в.
того, как в каждом сечении поставлены керны, проводят осевую
линию лопасти, которая должна совпасть с кернами.
11остроение осевых на остальных лопастях производится, как
указывалось выше.
Построение контуров лопастей. На каждой дуге лопастного
сечения по обе стороны от осевой линии откладывают длины ло-
пастных сечений в соответствии с рабочим чертежом винта
и через полученные точки с помощью гибкой линейки или специ-
альных шаблонов проводят плавную кривую контура лопасти.
Длины лопастных сечений по их дугам обычно откладывают
гибкой линейкой. Эта кропотливая работа требует участия двух
разметчиков и не дает достаточной точности.
Стахановцы предложили для построения точек контура лопа-
с'ш особые скобы (фиг. 195, б), изготовленные комплектом по
паре на каждое сечение.
Скобы изготовляются из прутков углеродистой стали диамет-
ром 6—8 мм. Расстояние I между остриями скоб берут равным
В- 195
хорде дуги каждого сечения от осевой линии до кромки лопасти
по обработанному или тщательно размеченному гребному винту.
Концы скоб затачивают остро на точиле и закаливают,
гпосле чего окончательно проверяют расстояние между ними.
Комплект скоб каждого типа гребного винта целесообразно
для удобства и ускорения разметки расположить на дере
вянной доске с отверстиями, как показано на фиг. 195, в. Скобы
•следует замаркировать по номерам сечений и окрасить разными
цветами: например, скобы для выходящей кромки — белыми по-
лосками по черной окраске, скобы для входящей кромки — чер-
ными полосками по белой окраске.
Пользоваться такими скобами просто и удобно, при этом до-
стигается экономия во времени и повышение точности разметки.
Проведение горизонталей и фронталей. Для контроля толщи-
ны лопасти и припуска необходимо на поверхности лопасти на-
нести сетку из дуг, горизонталей и фронталей.
Первую горизонталь проводят через точку F сечения на осе-
вой линии лопасти. Для этого по дуге До (фиг. 196, а) от точки
F на осевой вниз (к входящей кромке) откладывают величину
FC = Со, соответствующую минимальному припуску Fo- Затем
из уравнения (1) определяют величину Со:
где а —угол .подъема винтовой линии на радиусе До.
Накернив точку G, проводят через нее штангенрейсмасом пер-
вую горизонталь через все лопасти. Пересечение осевых с пер-
выми горизонталями выносят на кромки лопастей (фиг. 196,
точка А). Эти точки в дальнейшем необходимы для выверки
установки гребного винта на станке.
От первой горизонтали вверх и вниз на всех лопастях одно-
временно проводят остальные горизонтали с шагом е (фиг. 196,
а и б), величина которого зависит от шага, диаметра и от ши-
рины лопастей гребного винта. Сетку на лопасти рекомендуете.!
делать достаточно густой.
Практически удобно е округлить до величины, кратной пяти
(30, 40, 50, 75, 100 и т. д.). Для винта с шагом Н = 1000 и диа-
метром 700 мм можно рекомендовать е = 50 мм.
Для проведения фронталей по дуге радиуса До — необходимо
отложить величину: FK — L,
где L = дт-у- - (4>
Но практически удобнее находить точку К, откладывая от осе-
вой по перпендикуляру величину КМ = h.
Нетрудно видеть, что /г =/? (} sin р, (5)
196
Определив величину h, проводят на лопасти сетку фронталей
обычным рейсмасом и приспособлением, приведенным на
фиг. 194, б. Установив приспособление так, чтобы совместить
плоскость линейки 3 с осевой линией лопасти, настраивают рейс-
мас на размер h от поверхности линейки до острия чертилки
и, установив его на плоскость линейки 3, делают засечку на дуге
ратиуса Ro, как показано на фиг. 197 (I-е положение).
Фиг. 196. Проведение горизонталей при разметке а и сетка дуг
фронталей и горизонталей на лопасти винта б.
Повернув приспособление, через эту точку проводят фронталь
плоской чертилкой 2, а затем рейсмасом засекают на дуге ради-
уса Ro следующую точку. Так проводят фронтали от осей линии
лопасти вниз до входящей кромки.
Для нанесения фронталей вверх от осевой до выходящей
кромки прижимают рейсмас к широкой линейке 3 и поворачива-
ют приспособление вокруг центра гребного винта до совпадения
острия чертилки рейсмаса с точкой F и, сняв рейсмас, проводят
плоской чертилкой фронталь. Для проведения следующих фрон-
талей снова поворачивают приспособление с рейсмасом и повто-
ряют цикл операций до выходящей кромки (фиг. 197, П-е поло-
жение) .
197
Аналогичным способом проводят фронтали на всех лопастях.
На фиг. 197, б показана лопасть с нанесенной на ней осевой
линией и фронталями, а на фиг. 196, б изображен винт с нане-
сенными дугами, фронталями и горизонталями.
При разметке заготовок винтов в практике встречаются сле-
дующие случаи (см. фиг. 196, б).
Первый случай — фронталь и горизонталь идут параллельно.
Это свидетельствует о постепенно уменьшающемся к периферии
припуске на обработку в данном радиальном сечении.
Второй случай — фронталь и горизонталь имеют вид кри-
вых, расходящихся посередине. Это свидетельствует о неравно-
мерном распределении припуска и о чрезмерной его величине в
средней части данного радиального сечения.
Фиг. 197. Способ проведения фронталей а и фронтали на лопасти б.
Третий случай — фронталь и горизонталь имеют вид пересе-
кающихся кривых. Это свидетельствует о неравномерном при-
пуске и даже об отсутствии его в местах, где горизонталь лежит
выше фронтали.
Четвертый случай — фронталь и горизонталь совпадают. Это
свидетельствует о том, что припуск на обработку заготовки винта
равен нулю. Такой случай может иметь место только на точно
обработанной лопасти.
Если в результате разметки обнаружены места, в которых hoi
припуска для обработки, то иногда можно использовать заготов-
ку, произведя новую разметку для увеличенного припуска, сни-
маемого в сечении по осевой. Практически это означает смеще-
ние ниже всех горизонталей, при этом надо убедиться в наличии
достаточного припуска на засасывающей стороне лопастей. Если
это невозможно выполнить, то в местах недостаточного припуска
наплавляют металл или бракуют отливку.
Для облегчения подсчетов разметчикам и ОТК рекомендуется
вести запись отсчетов, определяющих припуск, по _ следующей
форме:
198
Определение припуска на обработку нагнетательной стороны лопастей
гребного винта
D = мм, шаг Н = мм, чертеж №
Фиг. 198. Прибор для определения
припуска.
Припуск подсчитывается по уравнению (1), а величина С из-
меряется по дуге соответственно лопастного сечения. Ее можно
измерить гибкой линейкой, что недостаточно точно, поэтому раз-
метчики применили прибор,
позволяющий автоматически
определять /величину припу-
ска в каждой точке.
Прибор похож на ножни-
цы, имеющие по одну сторо-
ну от шарнира острые когр
цы, а по другую сторону —
на одной ножке указатель
номера сечения, а на вто-
рой — шкалу, выражающую
припуск в миллиметрах
(фиг. 198).
Пользуются прибором сле-
дующим образом: острыми
концами измеряют расстояние
между фронталью и горизон-
талью в данной точке, а на
шкале против соответствую-
щего номера сечения читают
величину припуска, отсчет
набивают цифрами на по-
верхности лопасти и заносят
на особый эскиз, а также в
приведенную выше форму.
Шкалы на приборе строят расчетно-опытным путем. Раздви-
нув острые концы на величину хорды дуги, длина которой С со-
ответствует припуску 10 мм на одном лопастном сечении, дела-
ют против первого указателя на шкале риСку и ставят цифру
10, а расстояние от начала шкалы до деления 10 делят на* десять
равных частей, затем находят деление 20 и т. д.
199
Эти шкалы строят отдельно для каждого типа гребных винтов.
Применение этого прибора во время разметки серии гребных
винтов экономит много времени.
Если по чертежу контур нагнетательной стороны сечения ло
пасти отклоняется от теоретической винтовой поверхности (на-
пример, при аксиально-переменном шаге)1, то для точного опре-
деления припуска надо к полученной величине прибавить откло-
нение f контура сечения от теоретической винтовой поверхности
в данной точке с соответственным знаком (фиг. 199).
Фиг. 199. Отклонения отдельных точек сечений от теоретической вин-
товой поверхности.
Разметка нагнетательной стороны заканчивается кернением
всех линий и нанесением цифрами величины припуска в точках
пересечения фронталей с дугами. Кроме того, для контроля уста-
новки гребного винта на станке при расточке и подрезке ступи-
цы необходимо вынести на торцы кромок лопастей точки пересече-
ния осевых с первыми горизонталями и накернить их (см. точку Л
на фиг. 196, а).
При разметке гребных винтов с отогнутыми лопастями необ-
ходимо учитывать отклонения лопасти при проведении горизон-
талей.
Разметка засасывающей стороны. Так как весь контроль об-
работки засасывающей поверхности производится от нагнетатель-
ной, особой разметки на ней не выполняют.
На засасывающей стороне набивается лишь цифрами величи-
на припуска в разных точках лопасти. Эта величина подсчиты-
вается, как указано выше, по уравнению (2).
Проверка шага заготовки гребного винта. По разметке, нане-
сенной на нагнетательной стороне лопасти, легко определить
шаг винта на любом участке по следующим зависимостям:
Н е360
(7)
(8)
1 Аксиальный, или осевой в отличие от радиального по окружности.
203
где е — разность высот от плиты конечных точек контролируемо-
го участка лопастного сечения радиуса R;
L— длина отрезка винтовой линии, измеренная по дуге меж-
ду конечными точками;
Р — центральный угол между проекциями на плиту фронта-
лен, проведенных через конечные точки.
Разметка ступицы. В соответствии с чертежом винта от пер-
г.ой горизонтали вверх и вниз откладывают отрезки высоты сту-
пицы /1 и 1ч (см. фиг. 196, а), очерчивают через эти точки вокруг
ступицы линии, до которых надо подрезать торцы ступицы при
обработке, и накернивают их.
Для контроля установки заготовки винта на станке при ра-
сточке отверстия ступицы на торце ее проводят циркулем окруж-
ность произвольного радиуса и накернивают ее.
При освоении отливок с незначительными припусками можно
изменить обычный порядок обработки заготовки винта. В этом
случае, после отрезки прибыли надо начинать обработку со
шлифовки нагнетательных сторон лопастей, а затем после раз-
метки обрабатывают засасывающие стороны, растачивают сту-
пицу, сверлят отверстия и балансируют винт. При этом сочетают
разметку с предварительной статической балансировкой.
Второй упрощенный способ разметки винтов
По второму способу разметка основывается на методе ради-
альных сечений с применением шаблонов и шаговых угольников.
Этот способ не требует каких-либо сложных приспособлений, но
он менее точен, чем первый.
В качестве примера рассмотрим разметку тоже четырехло-
пастного винта.
На фиг. 200, а даны в развернутом виде девять сечений ло-
пасти и шаг винта в 3800 мм. Сечения эти проходят по девяти
концентрическим цилиндрическим поверхностям, проведенным из
центра винта.
После удаления литейной прибыли винт поступает на разме-
точную плиту для проверки отливки, разметки отверстия под рас-
точку и торцев ступицы для подрезки.
После обработки ступицы на карусельном станке винт снова
возвращается на разметочную плиту для разметки под обрубку
и зачистку лопастей.
При грубой обработке винта лопасти его обрубают и зачи-
щают пневматическим зубилом. После обработки лопастей винт
снова подают на разметочную плиту, где размечают цилиндриче-
ские сечения, чтобы проверить правильность обработки лопастей
(приемку лопастей производят на плите),. Одновременно с этим
размечают и шпоночную канавку, которую затем прострагивают
па долбежном станке.
201
Рассмотрим проверку отливки гребного винта и разметку сту-
пицы винта для обработки на карусельном станке.
Для этого необходимо предварительно изготовить провероч-
ные шаблоны (шаговые угольники), нужные для проверки отлив-
ки винта.
Фиг. 200. Четырехлопастной гребной винт а и проверочный шаблон
(шаговой угольник) б.
На стальном листе толщиной 1—2 мм вычерчивают в развер-
нутом виде сечения винта с учетом подъема винтовой линии
в каждом сечении. Из предыдущего известно, что винтовую линию
можно получить навертыванием прямоугольного треугольника на
цилиндр, но один катет такого треугольника должен быть равен
длине окружности цилиндра, а другой катет равен шагу винта.
Гипотенуза такого треугольника и даст винтовую линию на за-
данном цилиндре (фиг. 200, б).
Затем шаблоны выгибают по радиусам окружности цилиндри-
ческих сечений. На фиг. 200, б справа изображен шаблон для
202
сечения III, который выгнут по радиусу R, равному 860 мм.
Вырез на шаблоне z показывает осевую сечения лопасти. Всю
разметку гребного винта производят в одном положении.
Па разметочной плите предварительно устанавливают три
домкрата и стойку-рейсмас. Винт краном ставят в горизонталь-
ном положении на домкраты, рабочей поверхностью кверху
(фиг. 201). Положение винта предварительно проверяют рейсма-
Фиг. 201. Разметка гребного винта.
сом и угольником по ступице, регулируя домкратами. Стойку-
рексмас 8 устанавливают в центре ступицы, проверку производят
центроискателем. Затем надевают на стойку рейку 7, которую
закрепляют при помощи стопорного кольца 9 по возможности
ближе к винту. Чертилкой 5 на лопастях наносят одно из наибо-
лее удаленных от центра цилиндрических сечений, например, се-
чение VIII. Для этого устанавливают обойму 4 стойки рейсмаса
на размер 1760 мм от центра стойки и закрепляют.
Затем рукой берут чертилку 5 у самого ее острия и, прижи-
мая ее к винтовой поверхности лопасти, поворачивают рейку во-
203
круг стойки. При этом чертилка 5, скользя в обойме 4, опишет
на винтовой поверхности лопасти круговую риску. Не сбивая
обоймы, таким образом наносят круговую риску на остальных
лопастях.
После того как на всех четырех лопастях нанесена круговая
риска /?== 1760 мм, на каждой лопасти отдельно на этой риске пред-
варительно намечают точки Л, через которые должны проходить
центровые лопасти. Затем штангенциркулем проверяют расстоя-
ния между двумя соседними точками Л, намеченными независи-
мо друг от друга. Расстояния эти должны быть равны. Для этого
намеченные предварительно точки А приходится иногда несколь-
ко перемещать по круговым рискам, но не следует сбивать, осо-
бенно в сторону, одну какую-нибудь из четырех точек. Наметив,
таким образом, окончательно на каждой лопасти по точке, регу-
лируя домкраты, добиваются, чтобы все эти точки находились
в одной горизонтальной плоскости; проверку производят от плиты
рейсмасом 10.
Проверку нужно производить особенно тщательно, так как
перекос винта при разметке может повести к тому, что на ло-
пастях не окажется надлежащих припусков на обработку. Выве-
рив таким образом винт, по намеченному цилиндрическому
сечению проверяют профиль лопастей, пользуясь проверочным
шаблоном (шаговым угольником) 6. Прикладывая шаблон 6 по на-
несенной риске сечения, необходимо, чтобы катет шаблона зани-
мал вертикальное положение. Вертикальность катета проверяют
разметочным угольником 1. Если обнаружатся значительные пе-
рекосы в сечении хотя бы одной лопасти, то приходится домкра-
том винт переместить относительно плиты и разметить вновь.
Выверив окончательно винт относительно плиты, вторично
проверяют положение стойки, наносят на лопастях остальные ци-
линдрические сечения и измеряют кронциркулем толщину каж-
дого сечения в нескольких точках. При этом проверяют доста-
точность припусков на обработку лопастей в сечениях. Если при-
пуски хотя бы на одной лопасти окажутся недостаточными, то
приходится переместить несколько в сторону стойку-рейсмас
и заново разметить цилиндрические сечения лопасти.
После того как отливка винта разметчиком окончательно
проверена и на всех лопастях нанесены цилиндрические сечения,
на ступице наносят круговую риску для обработки ее, а на ло-
пастях — центровые риски.
Центровые риски прочерчивают па верхней и нижней по-
верхностях лопастей стрелкой-линейкой 2 от разметочного ящика.
Затем описанным выше способом, устанавливая проверочные
шаблоны по всем цилиндрическим сечениям так, чтобы вырезы
z на шаблонах совпали с центровыми линиями лопастей, прове-
ряют профили лопастей.
Иногда для удобства пользования шаблоны закрепляют
в специальных' стойках в строго вертикальном положении. Тогда
204
отпадает необходимость после установки шаблона по сечению
проверять вертикальность их разметочным угольником, как это
показано на фиг. 201.
Подводя стойку с шаблоном, например, к сечению VIII, раз-
метчик видит, что с одной стороны сечения шаблон плотно ка-
сается лопасти, а с противоположной имеется зазор в 3 мм. Со-
ответствующие отметки 0 и 3 разметчик делает на лопасти вин-
та. Такую проверку и отметки производят по всем сечениям.
Чтобы шаблон плотно касался всей поверхности сечения в том
месте лопасти, где имеется отметка 0, нужно снять слой мате-
риала толщиной не менее 3 мм, чтобы ликвидировать просвет
с противоположной стороны. Кроме того, с той стороны, где имел-
ся просвет шириной 3 мм, нужно снять корку, т. е. углубить по-
верхность лопасти ещё на 1—2 мм. Следовательно, для плотности
касания всей поверхности сечения с противоположной стороны
надо срубить слой металла толщиной не менее 4—5 мм. Таким
способом определяют наибольший слой металла, который прихо-
дится снимать в каждом сечении каждой лопасти.
Высоту проверочных шаблонов делают с учетом уклона лопа-
сти: если уклон лопасти выдержан, то кромки всех шаблонов 6,
установленных по сечениям, расположатся в одной горизонталь-
ной плоскости (см. фиг. 201). Такую проверку легко осуществить
при помощи рейсмаса, установленного на определенный размер.
Если при проверке окажется, что один какой-то шаблон, напри-
мер в сечении Y, выступает на 4 мм, то это означает, что в се-
чении Y следует срубить дополнительный слой металла толщиной
в 4 мм.
Указанным способом в каждом сечении, в том числе и в на-
иболее удаленном, определяют толщину слоя металла, который
должен быть снят. Равняться приходится по сечению, где обна-
ружен наибольший просвет по шаблону или где при проверке рейс-
масом окажется, что проверочный шаблон просел ниже
других.
Толщину слоя металла, которую нужно снять с последнего
сечения каждой лопасти, отмечают на кромках винта, делая
легкие засечки.
Рейсмасом 11 определяют, какая из этих засечек находится
ниже, т. е. ближе к плоскости плиты, по ней устанавливают рейс-
мас 11 и наносят им на кромках всех четырех лопастей неболь-
шие горизонтальные риски.
Не сбивая чертилки, подводят рейсмас к вертикальному мас-
штабу, замечают размер и записывают. Откладывая по верти-
кальной измерительной линейке вниз от этого размера 400 мм
(см. фиг. 200, а), составляющие расстояние между кромкой ло-
пасти и осевой, устанавливают на полученный размер рейсмас
и дают на ступице горизонтальную центровую риску I—I. От-
кладывая вверх и вниз от этой риски размеры ступицы, взятые
с чертежа винта, наносят риски для подрезания плоскостей ступицы.
205
При проверке контура лопастей устанавливают по цилиндри
ческим сечениям проверочные шаблоны и переносят с них точки
начала и конца сечений (точка входной и выходной кромок).
Затем эти точки соединяют гибкой линейкой, поставленной на
ребро. По такой линейке ручной чертилкой или циркулем с пэд
бором радиусов проводят риски, показывающие границы контура,
и проверяют припуски на обработку.
На этом проверка отливки и разметка ступицы винта для
обработки заканчивается, риски накернивают.
Одновременно размечают шпоночную канавку. Готовый винт
надевают на оправку и устанавливают в призмы для проверки
уравновешенности.
ВОПРОСЫ для ПОВТОРЕНИЯ
1. В каких случаях применяется разметка с плана?
2. Какие особенности в разметке с плана?
3. Что вы знаете о способе определения толщины стенок пустотелого
усеченного конуса?
4. Расскажите о способе нахождения вертикальной оси для пустотелого
усеченного конуса, когда верхнее основание не имеет отверстия.
5. Расскажите о способе разметке крупных коленчатых валов способом
линейного измерения катетов для определения центров мотылей.
6. Что вы знаете о способе разметки лопастей водяных турбин по спо-
собу разметчика т. Дмитриева?
7. Как строится винтовая линия и что такое винтовые поверхности?
8. Как размечаются гребные винты?
9. Какие приспособления применяются при разметке гребных винтов?
10. Что следует брать за основу при разметке винтовых или родственных
им поверхностей?
ГЛАВА IX
ТОЧНАЯ РАЗМЕТКА
1. ИНСТРУМЕНТЫ ДЛЯ ТОЧНОЙ РАЗМЕТКИ
Ошибки измерений при разметке получаются от применения
несовершенных методов разметки и измерительных инструментов.
Для получения наибольшей точности при разметке небольших
деталей применяются особые измерительные и разметочные ин-
струменты и особые методы самой разметки.
Для достижения необходимой точности при измерениях глав-
ное1 значение имеет инструмент. Грубые измерения получаются
при пользовании обыкновенной измерительной линейкой, крон-
циркулем и нутромером. Более точными будут измерения, полу-
ченные при пользовании штангенциркулем и микрометром, а еще
более точные измерения достигаются применением мерных пли-
ток, индикаторов и специальных оптических приборов.
При измерениях с помощью наиболее употребительных ин-
струментов практически достигается следующая точность измере-
ния (в мм):
Кронциркуль (нутромер) с масштабной
линейкой........... ... от ±0,25 до ±0,5
Штангенциркуль обыкновенный...... >±0,1 >±0.15
Штангенциркуль точный.......... »±0,02 »±0.05
Микрометр........................ >±0,01 »±0.02
Для получения точности в пределах 0,1 мм и точнее недопу-
ciHMO пользоваться обычными измерительными и разметочными
инструментами, с установкой инструментов или отсчетов делений
на глаз.
Точность зависит и от толщины (ширины) рисок, от возмож-
ности постепенного накопления ошибок при применении обыч-
ных инструментов и последовательного откладывания измере-
ний. В этих случаях может быть достигнута точность в пределах
0,5 мм.
Приведем некоторые инструменты, применяемые при точной
ра шетке.
Штангенрейсмас, или точный высотомер (фиг. 202). Он может
быть рекомендован для нанесения рисок при точной разметке.
207
Его преимуществом является то, что острие чертилки можно
весьма точно установить на заданный размер.
Штангенрейсмас
1 с укрепленной в
Фиг. 202. Штангенрейсмас.
представляет собой, массивное основапп"
нем вертикально-измерительной линейкой 2.
По линейке перемещается
движок 3 с указателем V,
закрепляемый винтом 5.
этом движке крепится при
помощи винта 9 сменная
чертилка 10х, у которой
нижняя грань 11 должна
быть точно пригнана и
строго параллельна пло-
скости основания 12.
Второй движок 6 свя-
зан с первым движком 3
микрометрическим винтом
8 и закрепляется винтом 7.
При установке острия
чертилки на заданный раз-
мер поступают так.
Освободив винты 5 и 7,
устанавливают чертил-
ку 10 приблизительно на
заданный размер по высо-
те, выверяя на этот размер
поверхность 11. Затем,за-
крепив винтом 7 движок
6 на месте, при помощи
микрометрического вин-
та 8 доводят по указате-
лю 4 движок 3 с чертил-
кой до точного размера и
закрепляют его винтом 5.
При точной разметке
часто требуется устанав-
ливать штангенрейсмас с
точностью до 0,1 лри и даже более точно. Наносить такие мелкие
деления непосредственно на линейку 2 было бы весьма затрудни-
тельно, а еще труднее было бы устанавливать движок 3 по этим де-
лениям. Поэтому для достижения большей точности применяют
нониус.
Нониус состоит из маленькой дополнительной линейки, кото-
рой снабжается указательный движок 4. Принцип устройства но-
ниуса легко понять из следующего примера.
1 Ножка может иметь острие из твердого сплава или иметь износоупор-
ное покрытие.
208
11'усть имеются две пластинки А и В точной длины: пластинка
А (основная шкала) длиной 10 мм, пластинка В (нониус) дли-
ной 9 мм (фиг. 203) .
Пели обе пластинки разделить на 10 равных частей, то дли-
на каждого деления пластинки А будет равна 1 мм, а каждого
деления пластинки В равна 0,9 мм.
О /О 20 20 00 50
О 10 20 00
Фиг. 203. Принцип устройства нониуса.
Приложив одну пластинку к другой так, чтобы их нулевые
деления совпали, как это показано в увеличенном масштабе на
фиг. 203, а, увидим, что одно деление пластинки В на 0,1 мм
короче одного деления пластинки А, два деления — на 0,2 мм и,
наконец, девять делений короче на 0,9 мм, а десять — на 1,0 мм.
Если несколько передвинуть пластинку В, например так, что-
бы четвертые риски обеих пластинок совпали, то расстояние
между нулевой риской пластинки А и нулевой риской пла-
И Разметочное дело. 20J
стинки В будет равняться 0,4 мм, так как четыре деления пл.
станки В на 0,4 мм короче четырех делений пластинки I
(фиг. 203, б). Отсюда можно сделать вывод, что, когда совпал;
ют первые риски пластинок, их нулевые деления сдвинуты др\,
относительно друга ровно на 0,1 мм, когда совпадают вторые
риски, нулевые деления сдвинуты на 0,2 мм и т. д.
На фиг. 203, в пластинка В передвинется несколько больше.
Нуль пластинки В находится между первым и вторым делением
пластинки А и при этом четвертая риска пластинки В точно па
ходится против пятой риски пластинки А. Чему же будет в этом
случае равняться расстояние между нулевыми рисками обеих
пластинок?
Для этого важно знать, чему будет равняться расстояние
между риской 1 пластинки А и нулевой риской пластинки В. Из
фиг. 203, s видно, что это расстояние равняется 0,4 мм, так как
расстояние от риски 0 до риски 4 пластинки В короче расстояния
риски 1 до риски 5 пластИнки А ровно на 0,4 мм (четыре деле1
ния).
Следовательно, расстояние между нулевыми рисками пла-
стинки А и В составит 1,4 мм.
Поэтому при пользовании нониусом к числу миллиметров, от
считанному по основной шкале (указателем служит нулевая
черта нониуса), надо прибавить столько десятых долей милли-
метра, сколько делений до риски нониуса, совпадающей с любой
риской основной шкалы.
Встречаются штангенрейсмасы, дающие возможность отсчиты
вать размеры с точностью 0,1; 0,05 и 0,02 мм. У последних обыч-
но основной масштаб бывает разделен до полумиллиметра, а но-
ниус длиной 12 мм разделен на 25 равных частей.
Каждое деление нониуса равно 14/гз полумиллиметра, или
48/юо мм. Кроме того, каждое деление нониуса на ‘Дв часть по-
лумиллиметра, или на 2/юо мм меньше деления основного мас-
штаба. Иными словами, одно деление основной шкалы равно
0,5 мм, а одно делейие нониуса равно 0,48 мм.
Для уяснения отсчетов измеренных величин рекомендуется
разобраться в примерах, приведенных на фиг. 203 (1, 2, 3, 4,
5 w. 6).
В этих примерах основная шкала разделена с точностью до
0,5 мм, а точность измерения достигает до 0,02 мм.
Штангенциркуль-рейсмас изображен на фиг. 204, а. Он при-
меняется для нанесения рисок, параллельных обработанной
кромке изделия. Отличие его от обыкновенного штангенциркуля
заключается в том, что его неподвижная ножка делается не-
сколько короче. Подвижную ножку штангенциркуля прижима-
ют плотно к обработанной кромке размечаемого изделия и остри-
ем короткой ножки прочерчивают риску на поверхности изде-
лия. Штангенрейсмас можно установить по нониусу с точностью
до 0,1 мм.
210
Разметочный штангенциркуль заменяет обычный штанген-
циркуль в точной плоскостной разметке (фиг. 204, б) и острия
ножек его служат для разметки круговых рисок.
Особенностью разметочного штангенциркуля является уши-
ренная ножка таврового сечения, которую можно использовать
как упор при откладывании размеров от чисто обработанных
кромок изделия.
Мерные плитки. Для более точных измерений при очень точ-
ной разметке и обработке применяют мерные плитки. Мерные
плитки позволяют путем комбинированного их применения на-
бирать различные размеры с большой точностью. Располагая на-
бором плиток, можно получить любые размеры от 1 до 500 мм
с точностью до 0,001 мм. Применяя дополнительный набор круп-
ных плиток, можно измерять величины до 1 м. На фиг. 205
представлен набор мерных плиток.
Вставляя плитки в специальную подставку, можно ими поль-
зоваться вместо штангенрейсмаса. На фиг. 205, б изображена
такая подставка, состоящая из массивного, точно пригнанного
основания 1 и обоймы 2, имеющей винт 3. В такую обойму мож-
но вставить любой набор точных мерных плиток, в зависимости
от требуемого размера, на который должна быть проведена рис-
ка. Поверх плиток накладывают плоскую чертилку 4, у которой
точно пригнана каждая поверхность. Затем все плитки и чертил-
М-. 211
ка плотно зажимаются винтом 3, а острием чертилки проводят
риску по размечаемому предмету.
При подборе плиток надо учитывать величину подставки, на
которую укладываются плитки. Эта величина обычно равна точ-
но 35 мм.
Плоская чертилка. На фиг. 206, а
'тилка, приспособленная для возмож-
ности пользования плитками-калиб-
фами без специальной подставки —
обоймы.
изображена плоская чер-
Фиг. 205. Мерные плитки а, точная подставка к измерительным плиткам-
калибрам б.
в о па а ас
BW.Cl “ D„a
Требуемый размер достигается соответственным набором мер-
ных плиток, на которые и накладывается выверенная поверх-
ность плоской чертилки.
Точные кернеры. Нанесенные точные риски обычно не кер-
нятся, а по ним производится обработка. Кернение необходимо
при назначении центров окружностей и дуг в точках пересечений
центровых рисок.
На фиг. 206, б представлен кернер с подставкой с тремя нож-
ками, в которые вставлены опоры — ножки, оканчивающиеся'кли-
ном с углом 55°. Опорные клинья / и 2 расположены точно по
одной прямой, опора 3 расположена перпендикулярно им. Ост-
рие керна отшлифовано под углом 60° при вершине, а ось его
находится точно в точке пересечения всех трех ребер и строго
перпендикулярна плоскости этих ребер.
После нанесения двух взаимно перпендикулярных рисок кер-
нер устанавливают так, чтобы его ножки 1 и 2 совпали с направ-
лением одной риски, а третья ножка совпала с направлением
второй, перпендикулярной первой, риской. После этого легким
ударом молотка по кернеру намечают центр, который будет на-
ходиться точно в точке пересечения рисок. Перед кернением ре-
комендуется бруском аккуратно зачистить риски от заусениц
в местах, где придется устанавливать кернер. Это нужно потому,
что при прочерчивании рисок получаются заусеницы, хотя
и очень малых размеров, но вредные при точной разметке.
21з
Точным кернером только предварительно намечают центро-
вые углубления. Окончательное накернивание для сверления де-
лается кернером, заточенным под
углом 30°, по которому молот-
ком наносятся уже сильные удары.
Индикатор применяется для
точной разметки при проверке
установки размечаемых деталей
на плите (фиг. 207).
Фиг. 206. Плоские чертилки а, точные кернеры б.
Индикатор устанавливают относительно выверяемого изделия
так, чтобы его стерженек слегка нажимал на изделие. Переме-
щая затем подставку с индикатором по поверхности плиты,'смотрят
на циферблат, не откло-
няется ли стрелка. Посте-
пенно регулируя подкли-
ниванием изделие, мож-
но выверить индикатором
его параллельность повер-
хности разметочной плиты
с точностью до 0,01 мм.
2. ИНСТРУМЕНТЫ ДЛЯ
ТОЧНЫХ ИЗМЕРЕНИЙ
При точной разметке
•Применение кронциркуля, Фиг. 207. Индикатор.
нутромера и обычной из-
мерительной линейки не рекомендуется.
Для измерения наружных и внутренних размеров изделия
пользуются штангенциркулем, микрометром и штихмасом.
213
Микрометры широко применяются для точных измерений, но
в разметочном деле ими пользуются редко.
Современные штангенциркули дают высокую точность изме-
рений и позволяют ими пользоваться при внутренних измерениях,
т. е. применять их и как нутромеры.
При точных измерениях глазомерного отсчета делений на из-
мерительных инструментах не делается, так как это искажает
точность.
Вместо малок при точной разметке пользуются универсаль-
ным угломером, оптическим угломером, синусной линейкой
и угольниками.
Угломер с нониусом отличается от обычного тем, что имеет
нониус, с помощью которого можно производить отсчеты с точ-
ностью до 5 минут. Нониус градуирован так, что в нем 12 деле-
ний лежат на дуге той же длины, на которой умещаются 23 гра-
дусных деления основной шкалы круга угломера. Следовательно,
одно деление нониуса равно 23/i2 = 1 1V12 делений основного круга.
Разность между одним делением нониуса и двумя деления-
ми круга равна */12 деления на круге, т. е. одно деление на но-
ниусе на l’/i2 градуса, или на 5 минут, меньше одного деления на
круге.
Количество целых градусов отсчитывают по нулевому деле-
нию нониуса, а затем смотрят, какое ближайшее деление но-
ниуса совпадает с каким-либо делением на круге. Напри-
мер, если совпадает третье (от нуля) деление нониуса, то к це-
лому числу градусов следует прибавить 3X5=15' (минут).
Синусная линейка. Синусом угла в прямоугольном треуголь-
нике, как было сказано ранее, называется отношение малого ка-
тета к гипотенузе.
Синусная линейка служит для наиболее точного построения
углов с помощью мерных плиток.
На фиг. 208 изображена схема синусной линейки, которая
состоит из стального закаленного и отшлифованного бруска пря-
моугольного сечения, укрепленного на плите П посредством
косынок М и пальца О, являющегося шарниром. На расстоянии
Г = 100 мм от центра пальца О также на косынках укреплен
ролик Р, вращающийся свободно на оси Ot.
Расстояние центра оси от плиты П равно радиусу R ролика Р.
Верхняя поверхность линейки строго параллельна линии центров
О и
При установке линейки на желаемый угол, по отношению
к проверочной плите, под ролик Р подкладывают мерные плитки
на величину, в сто раз большую синуса заданного угла (при рас-
стоянии Г = 100 мм). Величину синуса находят в тригонометри-
ческой таблице по величине заданного угла.
При обозначениях согласно фиг. 208 имеем:
= sin », т. е. малый катет прямоугольнрго треугольника, раз-
214
деленный на гипотенузу, дает величину синуса угла « Тогда
а будет равен:
К = sin v- • 100.
Постоянство величин Г и К, шарнирность в осях О и О, по-
зволяют точно настраивать линейку. Опорная поверхность плиты
П должна быть закаленной, точной и шлифованной.
Фиг, 208. Синусная линейка:
----горизонтальное положение;---------- положение под углом а; К — вы-
сота подобранных плиток; П — плита шарнирной опоры; Р — ролик, свободно
вращающийся на оси О.
Фиг. 209. Настройка синусной линейки на заданный
угол.
Нанесение точных рисок, наклонных к плите. Наклонную рис-
ку 1 под углом 42° 20' можно нанести при помощи точного уг-
ломера или синусной линейки (фиг. 209).
Рассмотрим сначала нанесение заданной наклонной риски при
помощи синусной линейки и мерных плиток.
215
Для определения высоты необходимых мерных плиток, т. е.
величины К, пользуются формулой:
К = о sin 42°20',
где с—расстояние между осями опор линейки, равное 100 мм.
По таблице тригонометрических функций находят, что
sin 42°20' = 0,6734, тогда разность высот роликов будет К =
= 100 • 0,6734 = 67,34 мм.
На получившуюся величину 67,34 мм и подбирают мерные
плитки.
Из примера видно, что величина R не имеет какого-либо зна-
чения, т. е. эта величина может быть любой.
При использовании для этой цели точного угломера вопрос
разрешается значительно проще и точность разметки наклонной
риски не будет ниже, чем при синусной линейке, так как у послед-
ней могут быть погрешности в центрах опор и в величине R.
Для контроля или отметки величин с большой точностью при-
меняется индикатор.
Синусный угольник применяется для нанесения наклонных
рисок и точного измерения углов, отличных от 90°.
Синусный угольник основан на принципе устройства синусной
линейки, к которой под углом 90° неподвижно и точно прикреп-
ляется вторая, но вертикальная линейка. Если под ролик Р
(см. фиг. 208) положить мерную плитку толщиной в 1 мм, то
вертикальная полка угольника отклонится на угол, синус кото-
рого равняется = 0,01 в. Зная угол, под которым следует
нанести риску, можно определить толщину плитки, которую сле-
дует подложить под ролик Р.
Толщина плитки должна быть такой, чтобы синус угла, под
которым устанавливается угольник, равнялся бы 0,01 толщины
плитки.
3. ПРИЕМЫ ТОЧНОЙ РАЗМЕТКИ
Для выполнения точной разметки необходимо, во-первых,
пользоваться более точными измерительными и разметочными
инструментами, рассмотренными ранее, во-вторых, необходимо
тщательно подготовить к разметке поверхности заготовок.
Поверхности заготовок, подлежащих точной разметке, долж-
ны быть чистыми и ровными. Для этого поверхности заготовки
вручную очищают от грязи и окалины или зачищают на наждач-
ных кругах или на специальных шлифовальных станках. Послед-
ний способ более выгоден, так как поверхности получаются не
только чистыми, но и ровными.
При обработке поверхности плоских заготовок с закреплением
их на электромагнитных плитах необходимо после обработки
размагничивать и только после этого начинать разметку.
216
Окраска заготовок мелом не рекомендуется, так как при ра-
боте мел попадает на руки разметчика, а с них на измеритель-
ные инструменты и загрязняет последние.
Наиболее употребительные материалы для окраски:
1. Медный купорос. При такой окраске поверхность заготов-
ки смачивают водой и натирают куском медного купороса. По-
верхность сначала краснеет, а потом темнеет. Можно употреблять
также крепкий раст-
вор медного купоро-
са в воде. Медный
купорос окисляет ма-
териал заготовок; за-
крашенная медным
купоросом заготовка
за одну ночь по-
крывается ржавчи-
ной. Поэтому после
высыхания окрашен-
ной поверхности ее
протирают минераль-
ным маслом.
2. В качестве кра-
сителя применяется
также берлинская
лазурь, растертая на
олифе
3. Черный или
бордовый спиртовые
лаки не дают ржав-
чины на заготовках.
Закрашивание заго-
Фиг. 210. Разметка при помощи пли-
ток-калибров.
товок следует делать твердой кистью, нанося краску быстро и
тонким слоем.
Точная разметка на плоскости. Применяемые для такой раз-
метки угольники, линейки, циркули и прочие инструменты долж-
ны быть достаточно точными. Если разметка ведется от кромок
заготовки, то эти кромки должны быть взаимно перпендикуляр-
ны и чисто обработаны.
При точной разметке для проведения риски на точно задан-
ном расстоянии можно пользоваться только мерными плитками
или точными штангенциркулями.
На фиг. 210 показано нанесение при помощи мерных
плиток перпендикулярных и параллельных рисок на заготовке,
к которой предварительно прикреплен угольник.
Риски наносят, перемещая по угольнику плитку вместе с при-
ложенной к ней плоской чертилкой. В этом случае можно весьма
точно выдержать расстояние между перпендикулярными и па-
раллельными рисками.
217
Наклонные риски при точной разметке наносят обычными
приемами, но инструмент (угломеры) должен быть проверенным,
а все построения надо производить возможно тщательнее.
Окружности и дуги можно намечать только при помощи
штангенциркуля с остро заточенными ножками, отказавшись от
обычного циркуля.
При разметке на заданном расстоянии друг от друга центров
отверстий, дуг, точек пересечения рисок по возможности не сле-
дует пользоваться построениями, а лучше применять мерные
плитки и точный кернер.
Фиг. 211. Точная разметка шаблона.
Точная разметка шаблона. На окрашенной заготовке укреп-
ляют струбцинами 2 разметочный угольник 4 и по его кромке
плоской чертилкой наносят риски аа (фиг. 211). Далее, к кром-
ке угольника 4 прикладывают набор плиток 3, равный 30 мм,
и плоскую чертилку. Перемещая ее вместе с плитками 3 по
кромке угольника 4, наносят риску бб.
Прикладывая к угольнику поочередно наборы плиток в 45,
70 и 80 мм, таким же способом наносят остальные риски вв, гг
и дд, параллельные риске аа. Точные расстояния этих рисок от
риски аа гарантируются точностью плиток. Прикладывая к дру-
гой полке угольника наборы плиток в 25, 45, 165 и 185 мм, ана-
логичным способом наносят все остальные риски, перпендику-
лярные риске аа.
Центр полуокружности О намечают точным кернером при по-
мощи плиток, длина которых должна быть па-^-^—мм меньше
размеров 80 + 0,02; 45 +0,02 мм (С — длина стороны квадрата
кернера).
Полуокружность радиуса R, равную 45 мм, наносят из цент-
ра О штангенциркулем.
После окончания разметки накернивают риски, по которым
обрабатывают контуры шаблона.
Кернение необходимо выполнять весьма тщательно остро за-
точенным кернером. Керны надо наносить неглубокие, иначе на
готовом шаблоне могут остаться следы кернов, что нежелательно.
218
Точная разметка на плите. При точной разметке чаще всего
Применяется способ с поворотом и установкой детали в несколь-
ко положений.
Две взаимно перпендикулярные стороны размечаемого изде-
лия до точной разметки обрабатывают и тщательно пригоняют
по проверочной линейке и угольнику. Это делается*для того, что-
бы иметь полную гарантию, что поворот будет сделан точно на
90°, а обработанные стороны будут служить базой для разметки
и последующей обработки этого изделия на станках.
Фиг. 212. Кондукторная плита.
Уже при выполнении рабочего чертежа выбираются эти
базовые поверхности и все размеры координируются от этих
поверхностей, которые до начала разметки тщательно обрабаты-
ваются.
Например, на фиг. 212 изображена кондукторная плита, у ко-
торой все размеры заданы от двух взаимно перпендикулярных
сторон, являющихся базами для последующей разметки и обра-
бо гки.
Некоторой особенностью при точной разметке является раз-
метка отверстий, расположенных по окружности. В рассматри-
ваемом примере размеры для центров отверстий диаметром
20 мм заданы координатами от базовых поверхностей, несмотря
2П
на то, что центры этих отверстии расположены на одной окруж-
ности. Такая простановка размеров на чертеже облегчает тру
разметчика. Если бы размеры на чертеже были заданы, как
обычно, т. е. был бы указан диаметр окружности, на котором
расположены центры этих отверстий, то разметчику пришлось бы
заняться вычислением необходимых размеров.
Стороны А и Б плиты по чертежу должны быть отшлифованы
или пришабрены, как указывает знак обработки (фиг. 212). В<
остальные стороны плиты простроганы.
После покраски одной поверхности кондукторной плиты при-
ступают к точной разметке. Для того, чтобы убедиться в пра
Фиг. 213. Разметка кондукторной плиты.
вильности произведенной обработки, разметчик проверяет штан-
генциркулем (или микрометром) размер 15 ±0’2 мм между по-
верхностями А и В и размер 25010,2 мм между поверхностями
В и Г, а также точным угольником проверяет перпендикуляр-
ность сторон А и Б.
После проверки кондукторную плиту устанавливают стороной
Б на точную контрольно-проверочную плиту. Центровые риски
отверстий для кондукторных втулок размечают при помощи мер-
ных плиток и точной подставки для них (фиг. 213, а).
Первой проводится риска /—/ на высоте 35 мм от плиты, что
соответствует размеру 35 ~ по чертежу, при этом допускается
ошибка 0,05 мм. Для проведения этой риски в обойму вставляет-
ся только плоская чертилка, острие которой отстоит на 35 мм от
основания обоймы, чертилка зажимается винтом 1.
Следующей проводится риска 77—II на высоте 65 + 0,0'> мм
от поверхности Б. Для этого под чертилку в обойму вставляют
мерную плитку длиной 30 мм, которую зажимают вместе с чер-
220
тилкой винтом 1. Проведенная риска будет отстоять на 65 мм от
•кромки, при этом допущенная неточность равна 0,05 мм.
Заменяя плитки в обойме таким же способом, проводят все
остальные горизонтальные риски III—III, IV—IV и V—V.
1 (осле этого плиту поворачивают на 90° и ставят на поверх-
ность А.
Вставив в обойму мерную плитку толщиной 5,2 мм, получают
ра ;мер 40 +0,2 мм и наносят риску VI—VI, а потом, меняя плит-
ки, прочерчивают остальные вертикальные риски. Точная размет-
ка этим и заканчивается. Риски VII—VII на приваренных ушках 2,
не требующих особой точности, наносятся обычным рейсмасом от
поверхности разметочной плиты. Для этого поворачивают плиту
и ставят ее поверхностями 3 на мерные подкладки в горизон-
тальном положении так, чтобы ушки не упирались в разметоч-
ную плиту.
После разметки всех центровых рисок на кондукторной плите
приступают к накерниванию точек пересечения этих рисок, вы-
полняя это особо тщательно. Из накерненных центров отверстий
острыми ножками штангенциркуля аккуратно вычерчивают окруж-
ности отверстий диаметром 20, 30 и 60 мм и отверстия под
резьбу на ушках, а также контрольные окружности, которые сле-
дует наносить штангенциркулем также тщательно, так как они
служат для контроля правильности просверленных отверстий.
Диаметры отверстий проверяют специальными калибрами, ру-
ководствуясь сведениями из главы I в разделе о калибрах.
4. СОВМЕЩЕНИЕ ТОЧНОЙ РАЗМЕТКИ С ОБРАБОТКОЙ
В зависимости от тщательности работы, применяя описанные
приемы разметки точными инструментами, достигается точность
разметки до + 0,03 мм.
К сожалению, не всегда сама разметка решает успех дела.
Так, при высокой точности разметки неточной настройкой дета-
ли на станке или неточной обработкой можно свести на нет всю
точность разметки.
Для настройки деталей для их обработки на металлорежущих
станках пользуются линиями точной разметки. При этом неиз-
бежны погрешности, к которым еще приплюсовываются ошибки
от неточности самой обработки. Поэтому при обработке по точ-
ной разметке нельзя гарантировать точность выше + 0,2 мм.
Применяя для точной установки деталей специальные индикато-
ры и инструменты, при хорошем состоянии оборудования и вни-
мательном отношении к работе, можно довести точность обработ-
ки по разметке до + 0,05 мм, редко выше.
Современная техника нуждается и требует более высоких сте-
пеней точности обработки. Для этого применяются различные
приспособления, кондукторы, упоры и специальные измеритель-
ные инструменты.
221
Точные приспособления, как кондукторы, лекала и т. п. до
недавнего времени изготовляли после их точной разметки, приме
няя специальные приемы обработки. Но подавляющее большин-
ство точных работ лекальщики выполняли вручную. Все это об-
ходилось дорого и отнимало много времени. Для упрощения
и ускорения изготовления точных приспособлений стали отказы
ваться от разметки и применять другие способы.
В некоторых случаях стараются совместить точную разметку
с точной обработкой, т. е. размечать изделия при помощи спе-
циальных приспособлений непосредственно на тех станках, на
которых производят точную обработку, пользуясь для разметки
механизмами станка, обрабатывающего изделия, где это воз-
можно.
Иногда, вместо доводки до размеченных рисок вручную, ста-
раются механизировать обработку и улучшить технику измере-
ния. Это дало возможность даже в таком точном производстве,
как изготовление лекал, заменить точную разметку обычной
и значительно упростить и удешевить их изготовление.
ВОПРОСЫ для ПОВТОРЕНИЯ
1. Назовите инструменты для измерений при точной разметке.
2. Что такое нониус и его устройство?
3. Расскажите о разметочном штангенциркуле.
4. Как устроены мерные плитки и для чего они применяются?
5. Как устроены точные кернеры и как они применяются?
6. Какой прибор для точных измерений называется индикатором и как
этим прибором пользуются?
7. Расскажите об инструментах для точного измерения углов.
8. Как устроена синусная линейка?
9. В чем заключается подготовка поверхностей для точной разметки?
10. Как проводятся риски на точно заданном расстоянии?
11. Какими инструментами наносятся окружности?
12. Расскажите о точной разметке шаблона путем прикрепления .уголь-
ника к заготовке.
13. Расскажите о роли кондукторной плиты при разметке отверстий.
14. Какой степени точности можно достигнуть при точной разметке?
15. Что вам известно о современных методах точной разметки?
16. Приспособления для точной разметки на станках.
ГЛАВАX
ГРУППОВАЯ РАЗМЕТКА И РАЗМЕТКА ПО ШАБЛОНАМ
И КАЛИБРАМ
1. ОДНОВРЕМЕННАЯ РАЗМЕТКА ПАРТИИ ДЕТАЛЕЙ НЕСКОЛЬКИМИ
РЕЙСМАСАМИ
Для ускорения разметочных работ применяется способ одно-
временной разметки целой партии одинаковых деталей. Детали
устанавливаются в одинаковом положении и выверяются отно-
сительно разметочной плиты по одному определенному месту:
обработанной кромке, отверстию и т. д.
Если при этом заранее подготовить рейсмасы по количеству
рисок и работать в определенной последовательности, то можно
значительно повысить производительность.
В случае, когда рейсмасов недостаточно, применяется вспомо-
гательная линейка — «сноска», на которую выносятся все риски,
а на последующих партиях риски со «сноски» переносятся на де-
тали.
В качестве примера рассмотрим групповую разметку корпуса
подшипника (фиг. 214).
Корпуса подшипников устанавливаются по одной линии на
плите и выверяются по поверхностям А. Для проведения горизон-
тальных рисок три рейсмаса настраиваются на величины Б, В
и Г.
Для разметки корпуса подшипника за базу принимают по-
верхности размеров N, Nt и N2, т. е. те, которые не будут обра-
ботаны.
Ось I—I находится в середине размера Nx, но эта же
ось должна делить пополам размер N2. Эта ось на верхней по-
верхности корпуса подшипника и на других поверхностях нано-
сится рейсмасом при помощи призмы. Вторая главная ось X
выбирается по середине АГ и уже от нее размечают оси отверстий
в основании подшипника по размеру Ki- Разметка поверхностей
по размерам Сь В и Н делается так, чтобы срезаемые припуски
распределялись более или менее равномерно.
Риски 1, 2 и 3 наносятся соответственно настроенными рейс-
масами от вертикальных призм, устанавливаемых вдоль конт-
рольной риски на разметочной плите.
223
Для нанесения центровых рисок и проведения круговых ри-
сок 5 заранее вставляются центровые планки, на которых цир-
кулем отыскиваются центры отверстий.
В практике обычно эти круговые риски не наносятся, так как
расточка отверстия для вкладыша производится вместе с крыш-
кой подшипника, которая перед расточкой надевается на корпус.
Групповая разметка при серийном и массовом производстве и
при правильной организации труда дает значительное увеличение
производительности труда разметчиков.
2. РАЗМЕТОЧНЫЕ ШАБЛОНЫ И ПРИСПОСОБЛЕНИЯ
Для разметки деталей, которые часто повторяются в изготов-
лении и формы которых не подлежат дальнейшим изменениям,
применяются разметочные приспособления и шаблоны. Эта воз-
можность упрощения работы и сбережения времени всегда ис-
пользуется стахановцами-разметчиками.
Каждый осмысленно работающий разметчик в короткое время
находит способы использования преимуществ разметки по шабло-
нам.
Опытные разметчики сами изготовляют для себя простые
шаблоны из жести. Более сложные шаблоны изготовляются в ин-
струментальных мастерских.
224
На фиг. 215 изображен разметочный центрирующий прибор,
позволяющий поворачивать закрепленный предмет на любой
угол.
Если на торцевой поверхности тела вращения надо провести
пересекающиеся риски, то при помощи рейсмаса проводится на
закрепленном между центрами предмете горизонтальная риска.
Затем эта риска приводится в вертикальное положение и рейс-
масом наносят вторую риску — пересекающую первую и пер-
пендикулярную ей. Прибор представляет станину и две бабки
Фиг. 215. Разметочный центрирующий прибор.
с центрами, между которыми закрепляется изделие. На одной из
бабок имеется диск с делениями (на 360°) и с двумя связанными
между собой указателями. Один из них А может вращаться по
окружности диска, а другой В передвигается по высоте и таким
образом определяет данное положение закрепленного предмета.
Указатели В и А вращаются вместе, так как они жестко связаны
с втулкой С. Диск имеет, кроме делений на градусы, еще вер-
тикальную и горизонтальную риски для проверки положения рейс-
маса по отношению к размечаемому предмету. Эти риски видны
на левой стороне делительного диска.
На фиг. 215 показан прибор с закрепленной деталью — ци-
линдром, у которого на торцевой поверхности требуется разме-
тить 5 отверстий. Так как цилиндр должен быть просверлен по
всей его длине, то следует разметить оба торца, чтобы проверить
правильность отверстий.
15. Разметочное дело. 22а
После закрепления цилиндра между центрами передвижной
указатель В устанавливают так, что его острие почти касается
поверхности цилиндра. Далее поворачивают указатель А точно
Збо
на угол >. ==72 от горизонтальной риски диска, причем ука
затель В вместе с цилиндром повернется также на этот угол.
Рейсмасом проводят риску а, поворачивают предмет так, чтобы
риска а встала как раз против указателя В, и проводят вторую
риску в (фиг. 216, а). Этот процесс повторяется (фиг. 216 б, в,
г, д), пока не будет окончено деление.
Из сказанного видно, что не приходится переставлять ни ука-
зателя, ни рейсмаса. Оставляя указатели А и В, намечают иглой
окружность центров отверстий, причем цилиндр вращается, а
острие иглы чертилки прижимается к торцевой поверхности.
Этим заканчивается разметка центров отверстий.
Фиг. 216. Поворот цилиндра.
Таким прибором можно производить разметку деталей, кото-
рые требуют разметки сквозных гнезд. При этом всегда полу-
чается сбережение времени по сравнению с обычной разметкой
при помощи разметочных призм.
Обрабатываемые предметы, имеющие готовые отверстия,
укрепляются между центрами или на оправке прибора и могут раз-
мечаться так же, как тела вращения. Более мелкие фасонные
части, как вилки, рычаги и т. д., легко могут быть размечаемы
на приборе после нанесения керном на их концах углублений.
Кроме разметки, этот прибор может служить для проверки
готовых частей машин, коленчатых валов, рычагов, тяг, шпоноч-
ных гнезд и т. д.
Делительная головка. Для точной разметки отверстий, равно-
мерно расположенных на окружности, применяют делительные
головки.
На фиг. 217 изображена обычная делительная головка, на
шпинделе которой закреплен самоцентрирующий патрон 1.
Поворот делительной головки производится при помощи ру-
коятки 3 и делительного диска 2.
Обычно делительные головки устраиваются таким образом,
что рукоятку делительного приспособления нужно повернуть 40
раз, чтобы изделие совершило один полный оборот. Благодаря
этому ошибка в повороте рукоятки значительно слабее сказы-
226
Фиг. 218. Делительный диск с рукояткой а, раз-
движной сектор б.
15*
227
вается на повороте изделия (в 40 раз меньше). Встречаются
делительные головки и с другим соотношением передаточных
чисел.
Для поворота делительного приспособления на любой угол
« корпусу делительной головки неподвижно прикреплен так на-
зываемый делительный диск (фиг. 218, а).
В делительном диске просверлены небольшие отверстия, рас-
положенные по концентрическим окружностям, центры которых
совпадаютус центром самого диска. Валик 1, на который наса-
жена рукоятка 5, проходит свободно сквозь отверстие в дели-
тельном дискеч2. Сквозь рукоятку 5 проходит стопорный штифт
6, который своим концом может входить в любое отверстие де-
лительного диска, давая возможность устанавливать рукоятку
вместе с стопором в любом положении относительно диска. Пру-
жина, скрытая внутри рукоятки 5, постоянно стремится втолкнуть
стопор в отверстие делительного диска.
Отверстия каждого ряда находятся на равном расстоянии
друг от друга, т. е. делят окружность, на которой они располо-
жены, на равные части. В каждом ряду равное число отверстий.
Обычно на делительном диске шесть рядов таких отверстий.
Часто можно встретить делительные головки с тремя сменны-
ми дисками. Каждый диск имеет шесть рядов отверстий,
а именно:
1 диск ..................15—16—17—18—19—20
2 » ............ 21—23—27—29—31—33
3 » ............37--3') 'г1—-43 47--49
Чтобы повернуть рукоятку, нужно потянуть к себе головку
стопора 6 (сжать пружинку) и, после того, как конец стопора
выйдет из отверстия, повернуть рукоятку 5 на требуемое число
делений; при этом стопор 6 должен оказаться против нужного
отверстия в диске 2. При повороте рукоятки 5 повернется-валик
1 и связанный с ним шпиндель делительной головки, а следова-
тельно, повернется и изделие. Освободив гайку 4, можно бла-
годаря пазу передвинуть рукоятку настолько, что стопор окажет-
ся против того ряда отверстий в делительном диске, которым
предполагается пользоваться при делении.
Для избежания ошибок в тех случаях, когда приходится пово-
рачивать изделие несколько раз на одинаковое число делений,
очень удобно пользоваться раздвижным сектором-указателем 3,
который автоматически отсчитывает число отверстий, на какое
нужно повернуть рукоятку.
Раздвижной сектор состоит из двух ножек 1 и 5, которые
могут поворачиваться одна относительно другой (фиг. 218, б).
Для закрепления их в нужном положении служит винт 3.
Предположим, что нам нужно разметить на шаблоне 100 от-
верстий, равномерно расположенных по окружности. Для того,
чтобы повернуть шаблон на ’/юо окружности (’Лоо оборота), чис-
228
ло оборотов рукоятки делительной
раз больше, т. е.
головки п должно быть в 40
40
« ЧОО
8
20
Таким образом, для разметки центра очередного отверстия
нужно каждый раз поворачивать рукоятку на 8/ао окружности.
Выбрав на делительном диске круг с 20 отверстиями, придется
каждый раз поворачивать рукоятку на 8 отверстий. Для этого
нужно освободить гайку 4 и установить стопор 6 в одно из от-
верстий круга 20 на делительном диске (см. фиг. 218, а). После
этого, освободив винт 3, подвести вплотную к стопору рукоятки
ножку 1 сектора-указателя (см. фиг. 218, б).
Отсчитав 8 делений по кругу 20, т. е. 8 расстояний между
соседними отверстиями, подводят к последнему отверстию вторую
ножку 5 сектора-указателя и закрепляют сектор винтом 3.
Следует обратить внимание на то, что отложено 8 делений
круга, ограничиваемых 9 отверстиями на диске. Таким образом,
для установки угла раствора сектора-указателя нужно отсчиты-
вать не деления, а отверстия круга, но при этом число их необ-
ходимо брать на одно больше, чем число делений круга.
Когда будет окончена разметка одного отверстия на шаблоне,
оттягивают стопор и поворачивают рукоятку до тех пор, пока
стопор не заскочит в отверстие у другой ножки 5. Дальше сек-
тор-указатель снова повертывают так, чтобы левая его ножка 1
дошла до стопора и т. д. Считать при каждом повороте рукоятки
отверстия на делительном диске при пользовании сектором-указа-
телем не приходится.
Делительную головку следует все время вращать; в одном
направлении и до начала пользования ею нужно дать в этом
направлении рукоятке несколько полных оборотов. Последнее не-
обходимо для того, чтобы выбрать в делительном i механизме
головки так называемый мертвый ход. 1
3. РАЗМЕТОЧНЫЙ КАЛИБР ДЛЯ ПОЛЫХ ПРЕДМЕТОВ
На фиг. 219 представлена заготовка детали в разрезе, в ко-
торой толщина донышка при обработке должна быть точно вы-
держана и во всяком случае не переходить определенного разме-
ра. Поэтому требуется разметка толщины донышка по наружной
стенке перед обрезкой детали.
Для этой цели изготовляется разметочный шаблон из железа
толщиной 5 мм. Выступ А шаблона делается для уменьшения из-
носа из закаленной стали и прилегает к внутренней поверхно-
сти донышка. Направляющая часть В имеет вне детали форму
рукоятки с приклепанной планкой С и приклепанным бюгелем D,
который может вращаться. На конце бюгеля укреплена закален-
ная стальная часть Е, на уступах которой нанесены допускаемые
размеры.
229
Чтобы предохранить направляющую часть В от сдвига, на обе-
их сторонах приварены две стальные полосы, так что получается
крестообразная форма, которая точно соответствует среднему от-
верстию.
На фиг. 220 дан заштрихованный разрез детали с открытым
дном и отверстием в вершине. Требуется точно выдержать на-
Фиг. 219. Разметочный калибр для полых изделий.
ружные размеры и толщину стенок по размерам внутреннего
очертания, полученного при прессовке. Длина детали и положе-
ние канавки для медного пояска определяется при помощи раз-
меточного калибра.
Е
Фиг. 220. Разметочный калибр с отверстием в
днище.
Для этой цели изготовляется калибр из железа толщиной
5 мм, который своей направляющей частью точно пригнан по
внутренней части детали и закален. Направляющая часть вне
стакана имеет форму рукоятки. К последней прикреплена планка
В, а на ее конце может вращаться рычаг (бюгель) С, на конце
которого прикреплена стальная, закаленная часть D с конечным
размером детали. На рычаге С прикреплена стальная планка Е,
которая определяет положение канавки для медного пояска.
Направляющая часть калибра А также снабжена приварен-
ными в крест ребрами, предохраняющими ее от сдвига и гаран-
тирующими центральное положение калибра А.
230
4. РАЗМЕТОЧНЫЙ ШАБЛОН ДЛЯ КАНАВОК
На фиг. 221 изображен разметочный шаблон для гнезд яко-
ря. Якорь А электростатора имеет цилиндрический уступ В, на
который впоследствии насаживается коммутатор. Якорные листы
равномерно направляются четырьмя шпонками а, б, с и d по окруж-
ности, и эти шпонки должны
к двум шпонкам с nf ком-
мутатора таким образом,
чтобы обе шпонки ком-
мутатора соответствовали
положению двух противо-
тежаших шпонок якоря.
Для этой цели и слу-
жит разметочный шаблон.
На чугунной втулке С при-
литы 4 крестообразно рас-
положенных плеча, в ко-
торые ввинчены 4 болта.
быть выверены по отношению
несущие кованое кольцо фиг 221. Разметочный шаблон для
D. Обе части, кольцо и гнезд якоря.
втулка С, должны быть
расточены концентрично, чтобы их можно было без заклинивания
надвигать на якорь двигателя.
Четыре канавки (гнезда-пазы) а, б, с и d в кольце D и две
канавки е и f во втулке С размечены с большой точностью, с со-
блюдением относительного их расположения по окружности, что-
бы ими можно было пользоваться для точной разметки канавок
на обрабатываемом предмете.
Шаблон надвигается на обрабатываемый .предмет и закреп-
ляется болтом Е. Затем хорошо заостренной чертилкой прово-
дятся риски вдоль внутренних сторон канавок шаблона. На
фиг. 221 шаблон намеренно надвинут на предмет дальше, чем
это требуется, чтобы яснее показать расположение рисок.
После проведения рисок шаблон удаляется и риски слегка на-
керниваются, гнезда выдалбливаются или фрезеруются. Шабло-
ном можно проверять обработку гнезд, причем его снова надви-
гают, а в канавки вставляют профильные шаблоны для проверки
обработанных канавок.
5. РАЗМЕТКА ЦИЛИНДРИЧЕСКИХ ВЫЕМОК
При получении цилиндрических выемок на цилиндрических
вогнутых поверхностях и часто на поверхностях параболоидов
вращения встречаются с интересной особенностью разметки
(фиг. 222).
Подобные выемки обычно получаются после фрезерования
шециальной фрезой. Величина радиуса Ri соответствует половине
диаметра фрезы. На фиг. 222, а видно, что /? больше /?ь так как
231
R является гипотенузой, a Ri катетом, если точки а, в и с при-
нять за вершины прямоугольного треугольника. Таким образом,
кривая, проходящая через точку а (1, 2, 3 на фиг. 222, б), не
будет циркульной кривой и ее не следует строить, поскольку эта
кривая получится как след от фрезы. Таким образом, перед раз-
метчиком не ставится задача построения этой кривой, а он дол-
жен лишь наметить границы фрезерования. Получение этих гра-
ниц достигается следующим образом.
Фиг. 222. Разметка выемок на криволинейных вогнутых по-
верхностях:
а — вертикальный разрез по оси выемки и отверстия; б—разрез по
оси XX', в — вид сбоку; г — вид по стрелке К..
От оси XX (фиг. 222, в) откладывается размер Ri и прово-
дится риска CiC. На этой риске в ее пересечении с цилиндриче-
ской поверхностью в точке Ci прочерчивается горизонтальная
риска БАВ (фиг. 222, г). Также проводятся риски вертикальные
BBi и BBi. Риска YY служит горизонтальной границей глубины
фрезерования.
Подобные выемки на цилиндрических вогнутых поверхностях
встречаются у подошв подшипников, стоек, крышек подшипников
и у станин. Такие же выемки приходится иногда размечать и на
выпуклых цилиндрических поверхностях.
На фиг. 223, а изображено цилиндрическое углубление на вы-
пуклой цилиндрической поверхности. Так же, как и в предыдущем
случае, выемка получается путем фрезерования; циркулем ее кри-
вую АВ разметить нельзя, кривая получится сама. Необходимо
232
разметкой только наметить касательную к крайнему положению
фрезы, т. е. линию ССЬ
Разметчик, наметив ось XX (фиг. 223, б) на торце, переносит
ее и на наружную цилиндрическую поверхность в виде риски
(—1. Наметив на цилиндрической поверхности ось УК, получают
центр выемки, а чтобы получить границу выемки в вертикальной
плоскости от оси XX, откладывают величину R и проводят вер-
тикальную риску, которая пересечет цилиндрическую поверх-
ность, и через точку пересечения прочерчивается горизонтальная
риска к точке С. Полученная риска и будет касательной к край-
нему элементу фрезы и служит границей фрезерования.
Фиг. 223. Разметка цилиндрических углублений на выпуклых поверхностях.
Глубина фрезерования намечается горизонтальной риской на
высоте S от основания.
Таким образом, цилиндрические углубления на вогнутых
и выпуклых цилиндрических поверхностях размечаются только для
установления границ фрезерования, а риски даются только в ви-
де прямых линий.
Описанные способы разметки на криволинейных поверхностях
применимы не только в серийном производстве, но и в единичном.
ВОПРОСЫ ДЛЯ ПОВТОРЕНИЯ'
1. В каких случаях применяют групповую разметку?
2. Что достигается одновременной групповой разметкой?
3. В каких случаях необходимо применять шаблоны при разметке?
4. Расскажите о центрирующих приборах.
5. Что вы знаете о применении калибров для разметки полых предметов?
6. Каким образом размечаются цилиндрические выемки на выпуклых и
вогнутых поверхностях?
ГЛАВА XI
НОРМИРОВАНИЕ РАЗМЕТОЧНЫХ РАБОТ
1. ЗНАЧЕНИЕ ТЕХНИЧЕСКОГО НОРМИРОВАНИЯ
Правильное техническое нормирование имеет большое значе-
ние для повышения производительности труда в любой отрасли
промышленности. Но не всякие нормы способствуют повышению
производительности труда. Применение заниженных норм, так на-
зываемых опытно-статистических норм, которые нс соответству-
ют современному уровню техники производства и не отражают
опыт передовых рабочих,— не стимулирует роста производитель-
ности труда.
Для постоянного роста производительности труда необходимо
стремиться к повышению технических норм на основе достиже-
ний передовиков производства лучших предприятий. При этом
решающее значение имеет механизация трудоемких работ.
И. В. Сталин учил, что «механизация процессов труда является
той новой для нас и решающей силой, без которой невозможно
выдержать ни наших темпов, ни новых масштабов производства»1.
Примером механизации трудоемких работ при разметке в тя-
желом единичном машиностроении можно считать:
1. Облегчение веса инструментов, применяемых при размет-
ке и достижение более легкого перемещения тяжелых инструмен-
тов по разметочной плите. Для этого тяжелые рейсмасы, угольни-
ки и призмы снабжают шариковыми или роликовыми опорами,
действующими только при перемещении этих инструментов па
плите.
2. Применение электрифицированных домкратов, приспособ-
ленных для разметки, посредством которых поднимаются тяжелые
детали при выверке их на разметочной плите.
3. Широкое применение приспособлений, кондукторов и шаб-
лонов, сокращающих время на разметку.
4. Изыскание более выгодных положений деталей при размет-
ке, исключающих вторичные настройки детали.
5. Применение механизированных кернеров и т. п.
Техническое нормирование неразрывно связано с технологи-
ческим процессом и его улучшением. Технологический процесс
1 И. В. Сталин, Вопросы ленинизма, изд. И, стр. 333.
234
разметочных работ зависит от форм и размеров деталей, а также
•т характера производства. В серийном и массовом производстве
разметочные работы организуются иначе, чем в единичном ма-
шиностроении.
В серийном или массовом производстве разметочные операции
стараются сократить или даже исключить совершенно для боль-
шинства деталей. Для этого применяются шаблоны и кондукторы.
Применение первых в большой степени ускоряет разметку
и дает возможность выполнить работу рабочими более низ-
ких разрядов, а применение вторых позволяет исключить размет-
ку совершеннее Если же разметка некоторых деталей является
неизбежной, то для ее выполнения разрабатываются инструк-
ционные карты. Иногда эти карты совмещаются с технологиче-
скими.
В инструкционных картах разметочных работ подробно ука-
зывается, в каких положениях надлежит установить деталь на
разметочной плите, каким образом выверять, от каких по-
верхностей следует прочерчивать основные риски — главные оси
детали, указывается способ разметки, перечисляются необходи-
мые инструменты и дается перечень всех работ по элементам.
В качестве примера приводим инструкционную карту по раз-
метке подшипника (стр. 236).
Изображение подшипника дает наглядное представление
о размечаемой детали, о применяемых приспособлениях и инстру-
ментах. Так же наглядно представлено нанесение рисок, которым
присвоены номера соответственно инструкционной карте.
При разметке больших партий одинаковых деталей в инструк-
ционных картах даются упрощенные эскизы установок деталей
во всех положениях на плите при разметке, а в серийном про-
изводство к инструкционным картам прилагаются специальные
операционные чертежи, на которых проставляются только те раз-
меры, которые нужны для данной операции.
Заранее составленные инструкционные карты с эскизами уста-
новки детали при разметке значительно упрощают работу раз-
метчика и способствуют ее ускорению.
Они дают возможность' более тщательно продумать процесс
•разметки, учесть порядок обработки детали и составить план
самой разметки. При этом заранее можно определить время для
разметки каждой детали и знать загрузку разметочных плит.
Иначе обстоит дело с разметкой на заводах единичного ма-
шиностроения. Повторяемость изготовления тяжелых машин до-
вольно редкое явление, а поэтому детали редко повторяются па
разметке. Чтобы правильно выкроить изделие и правильно разме-
тить тяжелую деталь, разметчик должен знать назначение детали,
условия ее работы и порядок обработки. На указанные дополни-
тельные мероприятия по знакомству с работой детали в механиз-
ме разметчик тратит дополнительное время, так как ему прихо-
дится подробно разбираться в сборочных чертежах, что не при-
235
Инструкционная карта разметки подшипника
'^Призма g
Клиньв
Заготовка: чугунная отливка
Количество: 10 штук
Рабочее чаесто, название операции и инструкция по установке и разметке Приспособ- ления И ИН< Т 1 у Ml Н ' W Характер ИСТИННОЙ вели ,ины Время в мину ах Приме- чание
основное вспо' о' а- тельное
Разменчния п^и>а
№ 2
Проверка отбивки и ризмежа для строга ния, сверления и точе- ния ф
Ьставить центровую Молоток и 200 — 1,2
планку планка
Закрасить места для Малярная 50X1800 0,5
рисок KWC1 ь
Положить деталь на Клиновая 2.8 Простая
клиновые подкладки подала ка, сверка
основанием к пчите, рейсмас,
выверить по поверх- кр^-нцир-
ности и проверить ос- но ные ) азмеры под- шипника куль
. Провести риски рейс- масом от плиты 1, 2, 3 Рейсмас 2 х 350 3,5
и 5
Провести риски 6, 7, Рейсмас и 850 5,3
8 и 9 призма
О।метить на планке Керн и 2-6,0 1,2
центр и провести цир- ку лем кр\ говую рнск\ циркуль
Наметить цешры от- верстий для болтов но ри- кам 9 и ци( к\ То же 2—180 1,5
лем провгсти окруж- ности —
Накериить риски . Кернер — 3
итого — — 14,5 4,5
Дополнительное вре- мя 13% 1,8 0,6
Всего 16,3 5,1
Норма на 1 шт. 16,3 + 5,1=21,4 мин. Разряд работы—3.
Подготови1ельно-заключи1ельнос вр< мя 10 мин. на всю партию.
236
ходится делать разметчикам в серийном и массовом производстве.
На заводах тяжелого машиностроения подробно не разраба-
тывается технологический процесс разметки технологическим
бюро, так как это обходится дорого. В лучшем случае ограничи-
ваются кратким указанием о способе разметки, выборе исходных
поверхностей, числе установок (положений) детали и их после-
довательности. В основном вопросы технологии разметки реша-
ются мастером участка разметки совместно с ведущими размет-
чиками. Вследствие таких особенностей на подобных заводах раз-
метчики должны иметь более высокую квалификацию, позволя-
ющую им самим решать весь комплекс вопросов, связанных
с разметкой.
В главе VIII разобраны примеры разметки тяжеловесных уни-
кальных деталей и на этих примерах изучающий разметку может
составить представление о технологии разметки этого рода дета-
лей. На основе технологии разметки решаются и вопросы норми-
рования.
2. ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ И СОСТАВ НОРМ
Нормой времени называется время, устанавливаемое рабочему
на выполнение определенной работы.
Разметчики на большинстве заводов работают сдельно. При
сдельной оплате на разметку любой детали разметчику дается
определенная норма, т. е. время на выполнение этой работы
и сдельная цена (расценок). Разметчик получает за работу со-
гласно норме, т. е. вне зависимости от того, сколько он затратит
времени на порученную ему работу.
Опытно-статистические нормы отражают достигнутую произ-
водительность труда при фактически существующих условиях
работы, включая и всякого рода потери в рабочем времени
и в использовании оборудования. В силу этого опытно-статисти-
ческие нормы являются отсталой формой нормирования труда,
тормозящей работу промышленности.
Технически обоснованные нормы в отличие от опытно-статис-
тических содействуют наиболее эффективному использованию
производственных возможностей оборудования, наиболее полному
использованию рабочего времени с учетом передовой технологии
и возросшей технической вооруженности труда.
При установлении технических норм времени необходимо ис-
ходить из производительности труда рабочих соответствующей
квалификации, овладевших необходимыми навыками и техникой
производства на данном рабочем месте, производительность ко-
торых выше средней производительности рабочих данного произ-
водственного участка.
Технические нормы времени зависят от:
I) наиболее рационального построения технологического про-
цесса;
237
2) применения наиболее эффективных для данных условий
работы инструментов и приспособлений; •
3) наивыгоднейших режимов работы;
4) наиболее рациональной в данных условиях организации
труда, с отделением вспомогательных и подготовительных работ
от основных;
5) наиболее рациональной в данных условиях организации
обслуживания рабочего места всем необходимым для беспере-
бойной работы;
6) целесообразного совмещения во времени действий рабо-
чего (одновременное выполнение операций обеими руками, 'а так-
же выполнение ручной работы во время автоматической работы
оборудования) и связанное с этим обслуживание одним рабочим
нескольких станков или агрегатов;
7) применения одновременной обработки (разметки) несколь-
ких деталей и одновременной работы несколькими инструментами;
8) совмещения во времени работы отдельных рабочих при
групповой и бригадной организации труда и т. д.
При установлении нормальных затрат рабочего времени не
включают потери времени как зависящие, так и не зависящие от
рабочего.
Не включается в норму времени время на излишнее ожи-
дание мастера, контролера, подсобных рабочих, на исправле-
ние брака и иные организационно-технические неполадки и от-
ступления от нормального порядка работы. За всякого рода от-
ступления от нормальных условий работы (не по вине рабочего)
устанавливается дополнительная оплата по специальным доплат-
ным листкам.
Норма выработки, выражающая задание рабочему в штуках
на единицу времени, обратно пропорциональна норме времени.
Норма выработки в штуках за смену определяется делением про-
должительности смены на штучное время.
В практике технического нормирования установлена система
группировки затрат времени на производстве. Все затраты рабо-
чего времени с точки зрения технического нормирования делятся
на нормируемые, т. е. входящие в норму времени, и ненормируе-
мые, не подлежащие учету в норме времени.
Группировка затрат рабочего времени на производстве иллю-
стрируется схемой (стр. 239).
Эта схема является типичной для любого случая техническо-
го нормирования, ее можно использовать и для нормирования
разметочных работ, но прежде надо ознакомиться со значением
принятых названий.
Подготовительно-заключительным временем называется время,
затрачиваемое на ознакомление с заданием' и чертежом, на под-
готовку рабочего места, на наладку оборудования, на установку
и снятие инструмента и приспособлений, на оформление и сдачу
готовой продукции.
238
Подготовительно-заключительное время не зависит от разме-
ров партии (числа штук). Поэтому, чем больше штук в партии,
тем в меньшем размере на штуку приходится затрат подготови-
тельно-заключительного времени.
Операционным временем называется время, затрачиваемое на
работу, непосредственным результатом которой является выпол-
нение заданной операции. Операционное время на каждую де-
таль партии одинаково. При выполнении различных обработоч-
ных операций операционное время подразделяется на основное
и вспомогательное.
Основным временем называется время, в течение которого
происходит изменение обрабатываемого изделия, которое и яв-
ляется целью данного технологического процесса. Сюда входит
изменение формы и размеров изделия ковкой, штамповкой, гнуть-
ем, точением, сверлением и т. д.; изменение структуры и свойств
материала путем термической и химической обработки; изменение
внешнего вида окраской, полировкой и т. д.
Основное время может быть машинным, если изделие обра-
батывается механизмом без непосредственного участия рабочего,
машинно-ручным, если обработка ведется механизмом при непо-
средственном участии рабочего (на станке с ручной подачей,
электро- и пневмоинструментом и т. д.) и ручным, если измене-
ние свойств или формы изделия производится рабочим без уча-
стия механизма.
Вспомогательным временем называется время, затрачиваемое
рабочим на подготовку к выполнению основной работы, при ус-
ловии, что подготовка повторяется либо с каждым обрабатывае-
мым изделием, либо в определенной последовательности через
некоторое количество изделий.
239-
Так, вспомогательным считается время на установку, закреп-
ление и снятие обрабатываемых изделий, на управление обору-
дованием и перестановку инструмента, на промеры и т. д.
Время обслуживания рабочего места — так называется время,
расходуемое на уход за своим рабочим местом и на поддержание
его в рабочем состоянии. Это время делится на время техниче-
ского обслуживания рабочего места при выполнении заданной ра-
боты (сметание стружки, смена затупившегося инструмента,
регулирование инструмента и др.) и время организационного об-
служивания рабочего места, к которому относится время, необходи-
мое на уход за рабочим местом в течение рабочей смены (на-
пример, уборка, смазка, опробование).
Время перерывов на отдых зависит от условий работы
и включается в нормированное время только при выполнении ра-
бот физически тяжелых, производимых ускоренным темпом в не-
удобном положении, при высокой температуре окружающей сре-
ды и т. д. В остальных случаях затраты времени на отдых не
учитываются.
Ненормируемое время в расчет нормы не входит. Ненормиру-
емое время включает:
1) время непроизводительной работы, т. е. не предусмотрен-
ной заданием и возникающей в силу организационных и техниче-
ских неполадок, например, поиски инструмента, материалов, мас-
тера, исправление брака, мелкого внепланового ремонта обору-
дования и т. д.;
2) потери времени, не зависящие от рабочего, куда входят
перерывы в работе, вызванные неисправностью и поломкой обо-
рудования не по вине рабочего, потери из-за нарушений установ-
ленного порядка обслуживания рабочего места, например, ожи-
дание чертежа, задания, инструментов, наладчика, отсутствия
электроэнергии и т. д.;
3) потери времени, зависящие от рабочего, по существу одно-
значные с нарушением трудовой дисциплины (опоздания, преж-
девременное окончание работы, отлучки с места работы и т. д.).
Для определения фактических затрат времени в течение ра-
бочего дня применяют систематическую запись этих затрат, на-
зываемую фотографией рабочего дня.
Фотографией рабочего дня определяются затраты времени на
повторяющиеся подготовительно-заключительные действия, на об-
служивание рабочего места и т. д., и на этой основе разрабаты-
ваются нормативы затрат времени с соответствующими поправ-
ками.
В отличие от фотографии рабочего дня хронометражем изме-
ряют затраты времени на отдельные элементы операций также
в целях определения нормативов времени.
Хронометраж и фотография рабочего дня, дополняя друг дру-
га, создают основу для деления нормативов на составные части
нормы времени.
240
Методами технического нормирования определяются все со-
ставные части технологического процесса.
Основной составной частью технологического процесса являет-
ся операция. Операцией называется часть технологического про-
цесса, осуществляемая одним или несколькими рабочими на од-
ном рабочем месте и охватывающая все последовательные дей-
ствия рабочего над деталью или группой деталей до перехода
к следующей детали или группе деталей.
При анализе и нормировании операции расчленяются на прие-
мы и движения.
Приемом называется законченное действие рабочего, имеющее
частное целевое назначение. Прием может состоять из нескольких
движений (например, взять инструмент, поднести, нажать или по-
вернуть, положить инструмент на место).
Движением называется простейшая часть приема, заключаю-
щаяся либо в прикосновении к предмету, либо в перемещении
последнего.
Обычная практика нормирования такова, что при единичном
и мелкосерийном производстве технологическая карта цеха стро-
ится сразу на деталь или группу операций и сливается с норми-
ровочной картой в одну карту.
При массовом и крупносерийном производстве этот укрупнен-
ный способ расчета уже недостаточен. Так, через рабочее место
ежедневно проходят сотни, а иногда и тысячи однородных де-
талей, даже небольшая ошибка в расчете времени повлечет за
собой значительные потери.
Поэтому в крупносерийном и массовом производстве опре-
деляются работы уже не по деталям в целом, а по каждой от-
дельной операции.
Первой составной частью нормы времени является подготови-
тельное время, которое расходуется на подготовку к заданной ра-
боте, т. е. на изучение чертежа, приготовление инструмента, со-
ставление плана разметки и установку приспособлений.
Продолжительность подготовительного времени не зависит от
количества партии деталей (количества одинаковых деталей), од-
новременно поступающих в разметку. Будут ли размечать одно
изделие или сразу несколько одинаковых деталей, разметчик за-
тратит одинаковое время на чтение чертежа, подготовку инстру-
мента и т. д. Поэтому подготовительное время дается сразу на
всю партию.
Второй составной частью нормы принимается основное вре-
мя, т. е. время, непосредственно необходимое для самой разметки
каждого изделия — па нанесение рисок и кернение.
Третьей составной частью, нормы считается вспомогательное
время, г. е. время, затрачиваемое на различные дополнитель-
ные работы: выверку деталей, обмер, закрепление, окрашивание,
подбор рейсмаса и других инструментов на заданные размеры
и т. д.
16. Разметочное дело.
241
Четвертой составной частью нормы является заключительное
время, отводимое на сдачу работы, чертежа, наряда, уборку ин-
струмента, приспособлений и т. п. Так же, как и подготови-
тельное время, заключительное время не зависит от размеров
партии.
Пятой последней частью нормы является прибавочное время.
В счет этого времени включаются уборка плиты, смазка ее гра-
фитом, чистка инструмента и т. п. Чем больше продолжительность
работы, тем больше должно быть 'прибавочное время, поэтому
прибавочное время обычно отдельно не определяют, а дают его
в процентах от всей установленной нормы.
Подготовительное и заключительное время дается на всю пар-
тию изделий.
В крупносерийном и массовом производстве вопросы норми-
рования разметочных работ не стоят в центре внимания, так как
в этих производствах они являются незначительной величиной.
В единичном тяжелом машиностроении нормирование разметоч-
ных работ является повседневной работой цеховых работников-
мастеров. Повторяемость изделий довольно редкое явление, а при
новых деталях требуется нормирование работ па их разметку.
Кроме того, в тяжелом машиностроении значительными фактора-
ми трудоемкости при разметке является не только сложность
форм деталей, но и их вес.
При нормировании разметочных работ в тяжелом машино-
строении процесс разметки складывается несколько иначе, чем
в крупносерийном и массовом производстве. Производственный
процесс разметки в тяжелом машиностроении складывается из
следующих операций:
I. Ознакомление с чертежом и изучение детали.
2. Внешний осмотр детали и грубая предварительная провер-
ка ее путем сравнения с чертежом, выбор положения при размет-
ке и указание мест покраски.
3. Окраска детали в местах нанесения рисок.
4. Установка детали на плиту.
5. Проверка детали по чертежным размерам с помощью раз-
меточных инструментов. На эту операцию иногда приходится
увеличивать время, когда по принятой за основу риске деталь
не выкраивается и приходится варьировать (изменять положение
основной риски) с выбором основной риски.
6. Собственно разметка.
7. Установка детали в последующее второе положение, если
это необходимо при разметке данной детали.
8. В случае установки детали во второе положение повто-
ряются работы по пункту 5.
9. Кернение рисок.
10. Снятие деталей с плиты и уборка инструментов и приспо-
соблений.
Работы, исполняемые по пунктам 1, 2 и 3, относятся к под-
242
готовительным, а время, затрачиваемое на их исполнение, назы-
вается подготовительным временем.
Работы, указанные в пунктах 5, 6 и 9, а иногда в 7 и 8,
относятся к основным операциям собственно разметки деталей.
Время, затрачиваемое на эти работы, называется основным вре-
менем.
Работы, выполняемые согласно пункту 10, как завершающие,
учитываются во времени, которому присвоено название заклю-
чительное, а иногда в этом же пункте учитывается время при-
бавочное (пятая составная часть нормы).
Пункт 2 является характерным пунктом для разметки в тя-
желом единичном машиностроении, так как при крупносерийном
и массовом производстве упоминаемые в этом пункте операции
отсутствуют.
Для выработки норм на разметочные работы в тяжелом еди-
ничном машиностроении приходится пользоваться аналогией (по-
добием) размечаемых деталей. Почти все изготовляемые машины
и горнозаводское оборудование имеют значительное количество
одноименных деталей, различающихся между собой размерами и
некоторыми конструктивными особенностями. Например, у всех
машин и большинства оборудования имеются подшипники, валы,
оси, коленчатые валы, муфты, станины, постаменты и т. д. На
основе этой общности составляются технические нормы на раз-
метку подобных деталей, различающихся между собой размерами.
Таблица 4
Подготовительно-заключи-
тельное время к наряду
в минутах
Способ разметки Разряд работы
2-з|4-5 5—7—8
На призмах и кубиках на плоскости плиты 10 15 20
На оправке 15 20 25
Таблица 5
Коэфициенты к подготовительно-
заключительному времени
Количество деталей Норма времени та деталь в минутах
по наряду
5 10 20 30 50 70
До 2 деталей 0.2 0,4 0,6 0.7 0,8 1,0
» 5 » 0.3 0,5 0,7 0,8 1,0 1,0
» 10 0.5 0.7 0,9 1,0 1.0 1,0
э 15 2> 0,7 0,9 1,0 1,0 1,0 1.0
2> 20 0.9 1,0 1,0 1,0 1.0 1,0
В качестве примера построения технических норм на разме-
точные работы приводятся табл. 4 и 5.
По табл. 4 определяется подготовительно-заключительное
время в минутах для исполнения разметочных работ по каждому
наряду. Можно заметить, что затрата времени зависит от спосо-
ба разметки, необходимого для данного случая и от разряда ис-
полнителя. Последнее вытекает из того, что если исполнитель
16а. Разметочное дело. 243
Разметочные работы
Таблица b
Глухие подшипники Фланцевые (сальниковые) подшипники
Разметка отверстий после обработки Разметка под строжку и расточку Проверка литья, разметка под строжку и нанесение центровой риски под вто- рую разметку 1 точку пос- метка отверстия после эжки, одновременно с меткой под расточку ) Вес в кг Разряд работы Разметка под фрезерование контура и двух отверстий под сверловку Разметка двух отверстий под сверловку Разметка под фрезерование по контуру Разметка под фрезерование по контуру и трех отвер- стий под сверловку
Вес в кг Рафяд работы Проверка литья; разметка под обра отку и сверлен те отверстий
Количестю отверстий Разряд работы метка под рас строжки
3 5
Раз ле Раз стр< раз
До 25 3 13 15 1,5 10 6 3 5 1,5 До 5 3 .6 3 5 7
„ 100 3 17 20 1.5 15 8 3 7 1,5 „ ю 3 7 3 5 8
„ 2С0 4 '20 23 1.5 20 10 3 10 1,5 „ 20 3 8 3 б 10
„ 300 4 25 28 1.5 23 12 4 10 1,5 » 40 3 10 4 8 12
Свыше ЗСО 4 30 33 1,5 25 15 4 12 1,5 Св. 40 .3 12 4 10 14
Примечание. На подшипники с выступом на подошве добавлять к норме 3 минуты.
Разметочные работы
Рычаги и балансиры
Вес в кг Разряд Проверка разметки под расючку или сверление, подрезку торнов и нанесение центров для второй разметки - ! | Количество отверстий i При разметке сначала к норме времени добавлять Проверка детали, размегка под строжку головок и центров для 2-й разметки За головки сверх двух па каждую добавлять к норме При разметке гнутых ры- чагов к норме добавлять время на установку 1 Проверка и разметка под сверление или расточку без подрезки головки ЕС 1 Отверстия после об- рабо1ки под сверление или расточку по дан- ным рискам Разряд Разметка шпоночных канавок Примечание
с ровными го- ловками с неровными головками круглые эллипти- ческие по центру под углом
До 10 3 8 10 2 2 8 3 2 5 3 1,5 3 3 4 5
„ 25 3 10 12 . 2 3 10 4 3 6 3 1,5 3 3 4 5
. 100 3 12 15 2 3 13 5 4 7 3 1,5 3 3 4 5 При раз- метке шпо-
„ 300 4 15 20 2 3 18 5 4 7 3 1.5 3 4 5 6
„ 5Ю 4 20 30 2 4 25 8 5 9 3 2 4 4 5 6 нок в на- клонных
„ 1000 4 30 40 2 4 30 8 5 10 4 2 4 4 5 6 отверстиях
, 2000 5 40 45 2 5 35 10 6 12 4 2 4 4 6 7 добавлять
„ -5000 5 45’ 55 2 5 40 10 6 12 4 2 4 4 6 7 времени
.8000: 5 -5 55 60 2 7 45 12 8 15 4 2 4 4 6 7 2 мин.
Д 15000* .Свыше: 5 2 60 65 2 7 50 12 8 15 4 2 4 4 7 8
-1§000 - 5. : (>5 -' -'З ? до : 2 7 55 15 ’ 10 18 4 2 4 4 7 1 8 1
Размсто
Коленчатые валы с прямыми щеками
1 вес в ка разряд работы вал — про- разметка ентра для с увелич. колен, за сле- дующие добавл. к первой разметке колено под углом за устан. добавлять к норме на 1 уст. разметка под обточку мо-; тылевых шеек в кольце Моля I за разметку подрезки тор- цев щек добавлять на 1 колено с увелич. колен добавлять за каждое след, к 2-й разм. разметка под строжку щек на 1 колено после термообработки раз- метка центров коренных' шеек для валов с фланц. на ко- | рен. шеек добавлять на 1 фланец разряд работы
одноколенчатый верка поковки и под обрезку и ц 2-й разметки
До 50 4 1 10 Е 20 2 5 5 20 3 4
» 100 4 30 10 8 20 2 8 8 20 3 4
» 300 4 35 10 8 20 9 8 8 20 3 4
500 4 40 15 8 25 3 10 10 25 4 4
» 1000 4 50 15 10 30 3 10 10 30 4 4
3000 5 65 15 10 30 3 10 10 35 4 4
» 4000 5 80 20 12 35 5 12 12 40 5 4
6000 5 95 20 12 40 5 12 15 50 5 4
» 8000 5 110 25 15 50 5 15 15 60 5 4
Свыше 8000 5 120 25 15 60 5 15 15 65 5 4
Приме чан ИЯ. 1. При разметке по д стро жку щек отдельно та( 5 л ич
2. При разметке валов с коленами под углом разряд повышать с 4 на
ку от веса 4000 кг считать по 6 разряду колено, под углом — по 7 разряду.
имеет более высокий разряд, то ему поручаются более сложные
работы, на которые, естественно, требуется и больше времени.
В табл. 5 даны коэфициенты к подготовительно-заключитель-
ному времени, которое уточняется в зависимости от количества
размечаемых деталей за один раз и на основе определенного вре-
мени на основную работу. Например, при количестве размечаемых
деталей до двух и при норме затраты времени 5 минут на деталь
вводится поправочный коэфициент 0,2, а при двух дета-
лях, но с трудоемкостью на деталь 70 минут коэфициент равен 1.
Таким образом, при помощи табл. 4 и 5 уточняются техни-
ческие нормы и учитываются условия работы. В качестве примера
приводятся табл. 6, 7, 8 и 9, в которых даются указания для опре-
деления норм на разметку часто встречающихся одноименных
деталей, но различных размеров и, следовательно, веса.
Изучая эти таблицы, мы видим, что от увеличения веса де-
талей увеличиваются и нормы времени на их разметку. Например,
в табл. 6 для разметки глухого подшипника весом 25 кг норма
на разметку в сумме составляет 27 минут, а для глухого под-
246
Таблица 8
чные работы
Коленчатые валы с круглым» щеками
Ф к я 'о © & * В * Н ft © © *5 О. ft Й 5 ° ч *=£ 5*0 й W К( О G
03 ф о . X 03 ж® со ь оз О & « и* оз * Q Е а © S о Е &
£ф о с я * ф о си = га “ § 3 2 ф a s а &* Я . О га ft © = cug \о к
У £ •О 05 О ft о Си ® £ ф 5 «Во 03 . О, s 5 £ 3 S ft >1 о * м ft ф ф ф «=( эобраб. тр вад К >? я Е( Ф s 3 ф с уто< корен Г к н 3 в- >сле о ДВУХ
С § о ю Я С5, • \о ft о S я 2 & Я Ф 2 * ю ft о с
ОЗ ю 03 я S—. га О. _ О о оз -г © 3 С Ф Си
S Си JS Ф В- Ф м 3 * н 10 «а 2 _ к 2 9S ю К )Bept под кон © а Ф 2 от с * 5 ® ф и ф CQ * “ Н ф «=( к CL Ь Й О И 5- Ф
05 W 03 ф 5 н Е 8 Си 03 га 03 о Ф га ф га
euS Л Си а о 2 сх Си* с й а о га О § зсо'° си сио»
12 8 3 До 50 4 25 20 20 10 5 4 12
12 8 3 100 4 30 20 20 10 8 4 12
15 8 4 » 300 4 35 20 20 10 8 4 12
15 8 4 . 500 4 40 25 24 15 10 4 15
15 10 4 > 1000 4 50 30 30 15 10 4 15
15 10 5 > 3000 5 70 40 35 15 12 4 18
20 10 5 » 5000 5 90 55 45 20 12 4 18
20 10 5 - » 8000 5 ПО 70 55 20 15 4 20
20 12 5 Св. 8000 5 120 85 70 20 15 4 20
20 12 5
ную норму удваивать.
5; с 5 па 6 — от веса 300 кг-, крупные валы свыше четырех колен в растяж-i
шипника весом 300 кг норма времени на разметку принимается
равной 73 минутам. Для разметки детали весом до 25 кг на-
значается разметчик 3 разряда, а для подшипника весом 300 кг
назначается разметчик уже 4 разряда. Это объясняется тем, что
с увеличением веса детали повышается и ответственность размет-
чика за свою работу, так как повышается стоимость заготовки
летали, которая при ошибочной разметке может быть забрако-
вана после обработки.
В прилагаемых таблицах в различных комбинациях приво-
дятся затраты времени на разметку отдельных элементов
деталей. Пользуясь даже незначительным количеством таб-
лиц, можно, на основе подобия форм деталей и подобия
отдельных элементов разметки, составлять технические нормы на
разметку деталей, которые размечаются впервые. Обычно в рас-
поряжении мастера разметки и нормировщика имеется значи-
тельное количество подобных таблиц. Чем больше имеется по-
добных таблиц в распоряжении нормировщика, тем точнее он
может определять технические нормы.
247
3
£
<u
я
£
S
С
Хиьохэеё ton
с
OHHdh'ddsj ton
BHxodoaxo омкэвьэмевс!
tfou яойхнай эинэ1раонвхээод
tosdEBj
Разметочные работы
Станины шестеренных клетей
ихэеь иэнхёэя а эмгпмйм
; он уихосЕэяхо l’miok’c'ojj
MEadodu ।
вн -xirog щчнжапаЗя iron
oamoiron a usddodjj
-ou iron иигпАтг BBlnoiBifaBdUBH Ю LQ io о О о Ю IO ю о о
indeed 1.Q Ю Ю tQ ю о ю СО О со о
•Xsixogudgo АШНГВИЯ J ВЦ iron HHiilTBiig" соосоюсососососососо
•эинэЕйэаэ onxodoaxo । epj iron BHxodoaxQ см см см CM CM CM CM CM (N см см
AHxogudgo ХЯ1ГВ1ПО!ГИ { ВЦ fOU ИЯ1ГВ1ПО1ГЦ Tf Tf яф tQ LO LO Ю LO со со
Подошва c прямыми над правляющ. на 1 йзправл. 1 XMiaweed ви 222^’“,’™4г*чСЧ,СМО1СМ
XadaaodH ви 00 00 00010100)0000
ва иа- нощая ю на- : УКЛОН. Kxxaweed uh CM CM CM rf тЬ rf Tf b—
Подош правд? на оди правл. с Xxdaaodn bh 0002*сЧ|:ЧСЧЧ5,0 10. КЭ
aodxiioti Х1ЧНЯОНОО эин -эээнвн и HifBioir BHdaaodpj OOOOOOOOQOO — СОЮОСМЮОСООЮО — ’ч — CM CM См CO ’Ф Tf IO
BEdEBg to LQ co co CO ь- b- t- C- b- Г-
Вес в кг 8 OOOOQOOOOO JOOiOOOOOOOO ® СП10Г^Оц-,ООЮЮю щ — гч co co ю a , о, 3 g& <) A ff*l О
248
Ранее мы убедились в значении правильного технического
нормирования. Поэтому при установлении норм выработки надо
исходить из организационно-технических условий производства,
необходимости внедрения передовых приемов и способов работы
лучших разметчиков.
Усиление внимания к техническому нормированию — это важ-
нейшее условие скорейшего подъема производительности труда.
В борьбе за выполнение и перевыполнение производственных
планов большое организующее и мобилизующее значение имеет
внедрение передовых, прогрессивных норм труда на предприяти-
ях. Социалистические планы ориентируются не на среднеарифме-
тические нормы, достигнутые в производстве, а на нормы, которые
исходят из опыта передовых рабочих, цехов и предприятий.
Внедрение новых прогрессивных норм выработки способству-
ет развитию творческой инициативы масс, стимулирует примене-
ние новых, более совершенных методов труда, передовой техноло-
гии производства.
ВОПРОСЫ для ПОВТОРЕНИЯ
1. Расскажите о назначении инструкционных карт при разметочных
работах.
2. Из каких составляющих слагается норма времени?
3. Какая норма называется технической?
ГЛАВА XII
РАБОЧЕЕ МЕСТО РАЗМЕТЧИКА И ТЕХНИКА
БЕЗОПАСНОСТИ В РАЗМЕТОЧНОМ ДЕЛЕ
1. РАБОЧЕЕ МЕСТО РАЗМЕТЧИКА
Рабочим местом разметчика является не только та часть пло-
щади цеха, па которой работает сам рабочий. Сюда входят так-
же и площадь, занимаемая предметами, необходимыми рабочему
для его работы, и прилегающие места, служащие для хранения
размечаемых деталей.
Производительность труда зависит как от правильной орга-
низации труда рабочих, так и от правильной организации рабо-
чего места. Данное положение распространяется и на разметоч-
ные работы.
Рабочее место разметчика включает предметы и материалы,
состоящие из:
1) разметочной плиты;
2) приспособлений для подъема деталей (подъемные краны);
3) приспособлений для разметки (разметочные ящики-призмы,
подкладки, домкраты и т. п.);
4) инструментов разметочных (рейсмасы, чертилки, циркули
и т. п.) и измерительных (кронциркули, измерительные линейки
и т. п.);
5) инвентаря (шкафы, стеллажи для приспособлений, ящики
для инструментов); '
6) материалов вспомогательных (краска, графитовый поро-
шок и т. п.);
7) документов (чертежей, нарядов, таблиц, инструкционных
карт и т. п.). ,
Рабочее место должно быть организовано с наибольшей тща-
тельностью. На первый взгляд кажется «мелочью» лишнее движе-
ние, например, для того чтобы взять инструмент. Но если эти
движения повторяются, то разметчик утомляется быстрее, а про-
изводительность его уменьшается. Неудобная поза, вынужденная
процессом труда разметки, также отражается на производитель-
ности. Например, некоторые разметочные плиты построены так,
что разметчик вынужден становиться далеко от плиты, так как
он не имеет возможности поместить ноги под плиту. Эта «мелочь»
250
заставляет разметчика работать в наклонном положении, чго
приводит к быстрому утомлению.
При неправильно организованном рабочем месте таких не-
заметных «мелочей» набирается много, что в конечном счете вы-
зывает большие потери рабочего времени. Разметчик должен сам
организовать свое рабочее место, а не надеяться, что кто-то со
стороны сделает это. Хорошее рабочее место не организуется сра-
зу, оно налаживается постепенно и зависит от осуществления
рационализаторских предложений разметчиков. Этим вопросом
надо заниматься систематически и постепенно совершенствовать
и улучшать рабочее место. Прежде всего необходимо себя при-
учить к чистоте и определенному порядку, чтобы каждый инстру-
мент располагался в установленном для него месте так, чтобы
при его использовании не вызывалось лишних движений.
Стахановцы-разметчики Уралмашзавода Н. И. Панов,
Ф. X. Чашин, Ф. В. Сташков и другие; знатные разметчики ленин-
градских заводов Г. М. Дубинин, А. А. Дмитриев, М. П. Бойцов,
М. А. Федотова, А. Г. Степанов и многие другие, умело органи-
зуя рабочие места и совершенствуя методы разметки, добились
высокой производительности труда.
На основании их опыта при организации рабочего места раз-
метчика рекомендуется обращать внимание на следующее:
1. Разметочная плита должна быть расположена в светлой
части цеха, а для достижения нормальных условий труда в зим-
ний период разметочная плита должна обогреваться батареями
центрального отопления. Плита должна быть правильной, доста-
точных размеров и должна свешиваться с фундамента на вели-
чину не менее 200 мм.
2. Инструменты, приспособления и шаблоны должны хранить-
ся в специальном шкафу на предназначенных местах.
3. Для изготовления и мелкого ремонта несложных шаблонов,
приспособлений и инструментов в непосредственной близости от
разметочной плиты должен быть небольшой верстак с слесарны-
ми тисками, а также заточной станок с двумя наждачными кру-
гами разной зернистости.
4. В соответствии с характером разметки нужны все не-
обходимые для этого приспособления, иметь возможность поль-
зоваться делительной головкой, например, для разметки тел
вращения, электромагнитными поворотными плитами, кубиками
и т. д.
5. Для удлинения срока работы острия чертилок напаивать
твердым сплавом; инструменты и приспособления во время
работы держать в определенном порядке и «под рукой». После
каждого пользования инструментом или приспособлением воз-
вращать его на определенное место. Этим создается экономия
времени, которое не приходится затрачивать на розыски того
или другого предмета.
Большое значение имеет подбор инструментов. Нужно иметь
251
всегда готовыми к работе пять-шесть точных штангенрейсмасов и
один универсальный. Это- позволит в случае наличия пар-
тии одинаковых деталей применять групповой (фронтальный)
метод разметки, при котором на каждый размер детали настраи-
вается отдельный рейсмас. Это также позволяет значительно со-
кращать время на настройку рейсмаса,— точнее — для всей пар-
тии деталей рейсмас настраивается один раз. То же относится
и к другим инструментам — циркулям, линейкам и пр.
Фиг. 224. Стеллаж разметчицы М. А. Федотовой.
6. Не допускать складывания деталей, поступающих в размет-
ку в беспорядке, навалом вокруг разметочной плиты, так как
тогда трудно определить, какие детали и в какой последователь-
ности должны быть размечены. При таком беспорядке планиров-
щики цеха часто отрывают разметчика от его работы, заставляя
разыскивать детали. Во избежание этого для каждого рабочего
места необходимо установить двойной стеллаж (фиг. 224).
На полки с правой стороны укладывают детали, подлежащие
разметке, причем на верхнюю полку кладутся более срочные де-
тали. На полках с левой стороны складываются детали, прошед-
шие разметку.
Рабочий или иногда сам планировщик, доставляющий детали,
подлежащие разметке, кладет их с правой стороны стеллажа и
берет нужные детали, уже прошедшие разметку, с полок левой
стороны стеллажа, не отвлекая разметчика от работы.
Кроме того, наличие такого стеллажа позволяет разметчику
заблаговременно подготовляться к предстоящей работе, группи-
ровать детали, готовить нужный инструмент и приспособления.
252
2. ОБРАЩЕНИЕ С ИНСТРУМЕНТАМИ
Инструменты, требующие бережного обращения, например
измерительные инструменты, не должны лежать в беспорядке и
особенно один на другом. Они должны храниться в выдвижных
ящиках с перегородками и отделениями для различных типов ин-
струментов. Масштабные линейки, угольники, угломеры и т. и.
для лучшей их сохранности помещаются в деревянных футлярах
Нельзя допускать ударов по инструментам, не предназначае-
мым для этого, и падения их на пол. Во избежание порчи
точного инструмента нельзя его брать грязными, потными
или мокрыми руками. Каждый инструмент следует использовать
только по его прямому назначению, например, нельзя употреб-
лять чертилку вместо кернера, угломер вместо линейки и т. д.
Чертежи, инструкции и таблицы следует хранить в одном мес-
те, которое должно быть сухим и чистым. Для рабочих чертежей
надо иметь специальные переносные столы — пюпитры. "Таблицы,
которыми часто пользуются, следует вставлять в рамки под
стекло.
Разметчик должен следить за исправностью инструментов.
Неисправный инструмент сдавать в инструментальную мастерскую
для исправления, а негодный инструмент своевременно заменять
новым.
Рейсмасы, циркули, чертилки и т. п. должны быть закален-
ными и остро заточенными, так как от их состояния в значитель-
ной степени зависят быстрота и точность работы.
Ежедневно разметчик сметает пыль щеткой и протирает свои
инструменты. Все ответственные инструменты перед началом ра-
боты проверяют, чтобы убедиться в их исправности и годности.
3. УСТАНОВКА И УХОД ЗА РАЗМЕТОЧНЫМИ ПЛИТАМИ
Организация работ по разметке зависит от характера произ-
водства. Иногда все разметочные плиты сосредоточиваются в од-
ном месте и образуют разметочный участок, а иногда они рас-
полагаются по принципу поточности производственных опе-
раций. При концентрации разметки на одном участке цеха улуч-
шаются руководство и надзор за разметкой и сокращается коли-
чество инструментов и приспособлений. При наличии в цехе
потоков деталей разметочные плиты устанавливают, сообразуясь
с этими потоками.
Поэтому выбор места для установки разметочных плит так
же, как и выбор мест для остального оборудования цеха, зави-
сит от общего хода работ в данном цехе.
Разметочные плиты устанавливаются по возможности ближе
к основным станкам, так как в этом случае сокращается время
на транспортировку обрабатываемых деталей. При установке плит
обязательным условием является возможность обслуживания их
мостовыми крйнами. Д
253
Работа разметчика немыслима без хорошего освещения. Ве-
чернее освещение плиты (электрическое) должно быть достаточ-
но сильным, но вместе с тем и рассеянным во избежание резких
теней. Разметчик должен иметь возможность в любом месте пли-
ты пользоваться переносной лампой, которую можно было бы
поднимать, опускать и поворачивать в любом направлении. Для
этого вдоль боковых сторон плиты устраивают несколько штеп-
селей. При разметке тяжелых деталей этими же штепселями мо-
гут быть обслуживаемы и электрифицированные домкраты.
Разметочные плиты устанавливают так, чтобы вокруг 'них
было свободное место, чтобы к плите можно было подходить
для работы с любой стороны. Кроме того, возле плиты должно
быть выделено специальное место для подготовки деталей к раз-
метке, позволяющее производить их очистку, вставку центровых
планок, окраску и т. д., а также место для хранения разметоч-
ных приспособлений и инструментов.
Разметочные плиты не могут быть устанавливаемы близ ма-
шин, дающих сильные сотрясения (кузнечные молоты, прессы и
т. д.). Дело в том, что правильно установленная деталь от сотря-
сений может на плите переместиться, и точность разметки от это-
го нарушится.
Качество разметки во многом зависит от точности разметоч-
ной плиты, поэтому она должна быть правильной и сохраняться
в исправности. Периодически следует проверять плиту при помо-
щи поверочной линейки и уровня.
Поверхность плиты всегда должна быть сухой и чистой. При
попадании на поверхность плиты какой-либо жидкости необходи-
мо ее сейчас же насухо вытереть. В противном случае плита
может заржаветь и потеряет свою гладкость, а в будущем и пра-
вильность. После окончания работы поверхность плиты и ее рис-
ки (канавки) необходимо тщательно очистить жесткой щеткой и
протереть тряпкой с керосином. Мелкие царапины зачищают наж-
дачной шкуркой с керосином. Еженедельно, перед днем отдыха
рабочую поверхность плиты тщательно промывают керо-
сином.
Для облегчения скольжения призм, рейсмасов, кубиков и дру-
гих приспособлений поверхность плиты перед началом работы
сначала протирают сухой тряпкой, а затем посыпают порошком
графита. Не рекомендуется вытирать плиту мелкими чугунными
стружками. Поверхность плиты надо беречь от царапания и за-
боин; поэтому, как уже указывалось, не следует передвигать по
плите размечаемые изделия.
Также, с целью сохранения плиты, категорически воспрещается
бить по плите молотком, выпрямлять на ней изделия и уподоблять
ее наковальне.
Плиты небольших размеров, когда на них не производятся
работы, рекомендуется закрывать деревянными щитами для пред-
охранения от пыли и случайных ударов.
251
4. О РАЗДЕЛЕНИИ ТРУДА ПРИ РАЗМЕТКЕ
Увеличение производительности труда разметчиков зависит
не только от усовершенствования методов разметки, по и от
правильного разделения труда при разметке, которое должно
предусматривать выполнение всех подсобных работ отдельными
рабочими. К подсобным работам относятся: 1) доставка загото-
вок для разметки и получение чертежей и нарядов; 2) организа-
ция работы крана; 3) очистка заготовок и вообще подготовка их
к разметке; 4) получение инструмента, его заточка и т. п.
Для выполнения перечисленных работ необходимо выделять
вспомогательных рабочих, которые, выполняя подобные работы,
постепенно квалифицируются, так как знакомятся при этом с раз-
меткой; им же поручается разметка простейших деталей.
Разметчики должны равномерно загружаться, что должно
предусматриваться планированием в цехе.
5. ТЕХНИКА БЕЗОПАСНОСТИ И ГИГИЕНА ТРУДА ПРИ РАЗМЕТОЧНЫХ
РАБОТАХ
Во избежание несчастных случаев при работе разметчиков
необходимо соблюдать правила техники безопасности. Эти прави-
ла в основном сводятся к следующему.
1. Не находиться в зоне действия грузоподъемного мостового
крана и вообще быть осторожным при проходе под подвешенным
грузом.
2. При разметке деталей непосредственно на металлорежущем
станке запрещается производить разметку во время работы
станка, он должен быть на время работы разметчика оста-
новлен.
3. При переворачивании (при кантовке) тяжелых деталей не
находиться в зоне вращения детали, не устанавливать подкладок
при перевертывании детали во время ее движения, не оставлять
детали в неустойчивом положении.
4. При изменении положения тяжелых деталей методом пере-
катывания по подкладкам необходимо предварительно устано-
вить поперечные подкладки, ограничивающие перекатывание и
препятствующие падению детали. Перекатывание осуществлять
постепенно, не допуская большой скорости, а поперечные под-
кладки конечного положения укреплять с полной гарантией надеж-
ности, закрепляя их болтами, гвоздями и упорами. Перекатыва-
ние тяжелых деталей по подкладкам на разметочной плите не
допускается.
5. Поворачивание деталей цилиндрической формы, установ-
ленных на роликовых домкратах, допускается только при закреп-
ленных на плите домкратах, если центр тяжести детали не сме-
щен, т. е. деталь может свободно лежать на роликах домкрата
в любом ее положении. Неуравновешенные детали поворачивать
без предохранительных приспособлений нельзя.
255
6. Не оставлять большой угольник на плите в вертикальном
(стоячем) положении без надежной опоры. Свободно стоящий
большой угольник может упасть даже при незначительном слу-
чайном толчке каким-либо предметом и вызвать несчастный
случай.
7. При пользовании лестницей для разметки крупных деталей
необходимо, чтобы на концах лестницы, опирающихся на поверх-
ность разметочной плиты, были прочно укрепленные резиновые
наконечники, . которые препятствовали бы соскальзыванию
лестницы. Лестницу следует устанавливать под углом 60—70°
к плите.
8. При сбивании окалины с поверхности заготовок и при зата-
чивании инструмента на наждачных точилах разметчик обязан
надевать защитные очки.
9. После окончания разметки на концы чертилок рейсмасов
немедленно надевать специальные предохранительные колпачки
или пробки. Все находящиеся на плите рейсмасы, не употребляю-
щиеся в‘данный момент, должны иметь иглы-чертилки, защищен-
ные колпачками.
10. При разметке несколькими рейсмасами расставлять их на
плите так, чтобы при работе разметчик не мог уколоться ост-
риями чертилок.
И. Детали весом свыше 30 кг устанавливать на разметочную
плиту разрешается только при помощи кранов, талей или других
подъемно-транспортных приспособлений.
12. Устанавливая размечаемые детали на разметочную пли-
ту, надо следить, чтобы деталь находилась в устойчивом положе-
нии, т. е. чтобы центр тяжести детали не выходил за пределы
точек опоры. Особенно это важно при разметке крупных деталей.
Выбирая положения детали при разметке, разметчик должен счи-
таться с устойчивостью детали в выбираемых положениях. В осо-
бо сложных деталях, когда трудно на глаз определить положение
центра тяжести детали в разных положениях, необходимо реше-
ние этого вопроса передавать технологу цеха или в конструктор-
ское бюро. Несоблюдение этого правила может повлечь тяжелые
увечья самого разметчика и даже его гибель, а также падение
и поломку размечаемой детали.
13. Следить за исправностью молотка. Рукоятку молотка после
насадки необходимо расклинить металлическими клиньями так,
чтобы выступающий за обушек молотка конец рукоятки сделался
шире и толще, чем. до расклинивания.
14. Не допускать вблизи разметочной плиты движущихся ме-
ханизмов, не защищенных щитами или кожухами, открытых лю-
ков, ям, капав и т. п. Все подобные места должны иметь соот-
ветствующие ограждения.
15. Не допускать загромождения деталями и вообще каки-
ми-либо предметами проходов вокруг разметочной плиты. Сле-
256
дить, чтобы подаваемые к разметке детали устанавливались на
отведенные для этого места и при этом устойчиво и в определен-
ном порядке, а не сваливались бы навалом, нагроможденными <
друг на друга.
16. Следить за исправностью электропроводки, не устанавли-
вать на провода переносных ламп предметов, деталей и вообще
не допускать порчи изоляции на проводах.
17. При пользовании переносными электролампами надо с ни-
ми обращаться осторожно. При освещении пустот в деталях при
осмотре их не допускать положения головы осматривающего пу-
стоту ниже светильника лампы. Не пользоваться переносными
лампами без предохранительных щитков.
18. При разметке крупных деталей вис разметочной плиты в
зоне постоянного действия мостового или какого-либо другого
крана разметчик должен особое внимание, уделять на сигнализа-
цию крановщиков и не находиться под движущимся или подве-
шенным на крюке крана грузом. Кроме того, разметчик должен
предупредить крановщиков о своей работе и отметить место сво-
ей работы флажком.
19. Доставленные на разметку плохо очищенные детали воз-
вращать поставщикам, т. е. не принимать к разметке. При на-
добности произвести небольшую очистку; в процессе разметки не-
обходимо это делать осторожно, не поднимая пыли, а при нали-
чии пылесосов пользоваться ими.
6. краткие гигиенические правила для разметчика
К гигиеническим правилам для разметчика относятся следую-
щие:
1. Разметчик должен всегда работать в специальной одежде,
которая предохраняет его платье от загрязнения и износа. Спец-
одежду следует хранить в раздевалке, в специальном шкафчике, и
надевать, приходя на работу.
2. После работы обязательно тщательно мыть руки мылом
с мягкими древесными опилками. Керосин и масло для мытья
рущ применять не следует.
3. При установке разметочных плит недалеко от входа ворота
цеха должны иметь защитный тамбур, предохраняющий размет-
чиков от действия сквозняков.
Под сильно охлажденную металлическую плиту рекомендуется
устанавливать радиаторы отопления, чтобы предохранить размет-
чиков от простуды.
4. Боковые поверхности плиты, на которые часто опираются
разметчики, следует обшивать деревянными планками.
5. При работе в вечернюю смену пользоваться только рассе-
янным электрическим освещением.
257
ВОПРОСЫ ДЛЯ ПОВТОРЕНИЯ
1. Из каких элементов состоит рабочее место?
2. На что следует обращать внимание при организации рабочего места
разметчика?
3. Какое имеет значение подготовка деталей к разметке?
4. Расскажите, как надо обращаться с инструментом.
5. Расскажите об установке разметочных плит и о необходимом уходе
за ними.
6. Какие меры,, предосторожности необходимы для сохранения поверхности
плиты?
7. Каким образом следует разделить труд рабочих при разметочных
операциях?
8. Расскажите о правилах по технике безопасности при производстве
разметочных работ
9. Расскажите о гигиенических правилах для разметчиков.
ЛИТЕРАТУРА
ЕД. Е. Гринберг, Разметочное дело в машиностроении, Машгиз, 1945.
2. Ф. Ф. Дмитриев и М. М. Гуревич, Новые методы разметки
крупногабаритных деталей, Лепиздат, 1951.
3 II. П. Кобяков. Разметка крупных деталей, Машгиз, 1950.
4. Из опыта разметчика М. П. Бойцова. Стахановский листок, январь
1949 г., изд. Ленинградского Дома техники.
5. Н. П. Кузин и Д. Л. Б ел го рай, Опыт работы знатных разметчи-
ков Кировского завода, 1948.
6. Е. Б. Юровецкий, Производство гребных винтов, изд. Министер-
ства речного флота СССР, 1949.
ЗАМЕЧЕННЫЕ ОПЕЧАТКИ
Стр. Строка 1 1 Напечатано Следует читать 11> ч ьей вина
46 7 сверху Внутри конуса Внутри корпуса Корр.
46 16 снизу Курок переместится влево Курок переместится Авт.
47 4 сверху проводятся переводятся Abi.
64 8 сверху (фиг. 60) (фиг. 61) Ред. j
104 7'8 свер' ху медианы медиан Корр. I
137 6 сверху обычно иногда А в г.
143 21 сверху Е 1 2 Тип.
143 18 снизу Фиг. 148 (величина Е) (величина /:2) Авт.
146 (рисунок справа) Е /с Авт. | Ко, р.
158 3 сверху 22
160 22 сверху конусной конуса Корр.
186 15 сверху в движителе в движении Ред.
179 7 сверху листах местах Авт.
209 Фиг.203,6 размер 0,3 до цифры 1 слева размер 0,3 брать вверх о г цифры 1 Авт.
209 Фиг.203,в размер 0,1 размер 0,3 Авт.
255 25 снизу и вообще быть осторожным и ие находиться Ред.
5
»
5
5
5
)
>
1
J
5
>
7
)
1
I
1
1
А. И. Александров, H. П. Кобяков, Разметочное дело.
Машгиз, 1953.
— пиширгНИЯ..................
Глава VI. Установка деталей на разметочную плиту ......
*>’ Пппп5°С0°ЛеНИЯ ДЛ-Я подъема н перемещения тяжелых деталей
Опоры для деталей на плите
3. Установка деталей на домкраты
4. Приспособления для крепления изделий при разметке
Вопросы для повторения
96
97
97
99
104
105
10?
259
ВОПРОСЫ для ПОВТОРЕНИЯ
1. Из каких элементов состоит рабочее место?
2. На что следует обоашать внимание ппи 'nir:n!u13.IO„ пойл,,
Pl
пл
ОЕ
ра
Кру
i
194£
ков'
ства
ОГЛАВЛЕНИЕ
Стр.
Предисловие :............................................... . . 3
Глава I. Общие сведения............................................. 5
1. Деталь и заготовка .......................................... 5
2. Поверхность детали..................... . . . - 5
3. Чистота поверхностей деталей...................... . . . 6
4. Допуски при обработке деталей............................. 10
5. Посадки .................................................. 12
6. Системы посадок и допусков................................. 13
Вопросы для повторения ...................... • . 13
Глава И. Разметка ..................................... ... . . 15
1. Цель разметки ................................ . . . 15
2. Роль разметки в борьбе с браком ... . . . . 17
3. Виды разметки.............................. ... . . 19
Вопросы для повторения................ . .... 19
Глава Ш. Разметочные плиты........................................ 20
1. Устройство разметочных плит .... .............20
2. Проверка разметочных плит .... .........23
3. Призмы для разметки........................................ 26
4. Столы для чертежей ....... .27
Вопросы для повторения ...... . . 27
Глава IV. Инструменты разметчика .... ... . . 28
1. Общие сведения.............................. ... .28
2. Измерительные инструменты........................ 28
3. Инструменты для нанесения рисок..............................35
4. Инструменты для разметки окружностей и дуг...................47
5. Инструменты для проведения и контроля вертикальных и наклон-
ных рисок .......................................................52
6. Инструменты для отыскания цен i ров деталей................ .58
7. Вертикальная установка измерительных линеек................. 63
8. Центровые планки и их применение..................... . . 67
Вопросы для повторения................................. ... 71
'Глава V. Разметка в одной плоскости................................72
1. Особенности плоскостной разметки.............................72
2. На/.есенис отрезков, деление их на равные части и построение
перпендикуляров ................................................ 72
3. Построение углов и их деление................................81
4. Конусность и уклоны......................................... 88
5. Разметка отверстий на окружности......................... . 89
Вопросы для повторения.....................................96
Глава VI. Установка деталей на разметочную плиту....................97
1. Приспособления для подъема и перемещения тяжелых деталей . 97
2. Опоры для деталей па плите...................................99
3. Установка деталей на домкраты............................. 104
4. Приспособления для крепления изделий при разметке...........105
Вопросы для повторения.....................................107
259
Глава VII. Разметка на плите........................................108
1. Подготовка деталей к разметке................................108
2. Порядок разметки.............................................109
3. Выбор положения деталей при разметке и разметочные базы . . 120
4. Повторная разметка...........................................129
5. Разметка тел вращения........................................130
Вопросы для повторения.....................................136-
Глава VIII. Примеры разметки........................................137
1. Разметка деталей с одной установки...........................137
2. Разметка полукольца с радиальными опорами....................137
3. Разметка корпуса засыпного аппарата доменной печи...........138
4. Разметка станины шестеренной клети прокатного стана .... 142
5. Разметка постамента трубопрокатного стана....................148
6. Разметка станины (правая часть)..............................151
7. Разметка литого конуса..................................... 156
8. Разметка конуса дробилки . . . 161
9. Разметка станины конусной дробилки................... . . 165
10. Разметка крупных коленчатых валов . . 169
11. Разметка лопасти рабочего колеса водяной турбины.............174
12. Способы разметки гребных винтов............................ 186
Вопросы для повторения .................................... 206
Глава IX. Точная разметка...........................................207
1. Инструменты для точной разметки . ч........................207
2. Инструменты для точных измерений . 213
3. Приемы точной разметки.............. .....................216
4. Совмещение точной разметки с обработкой......................221
Вопросы для повторения .................................... 222
Глава X. Групповая разметка и разметка по шаблонам и калибрам 223
1. Одновременная разметка партии деталей несколькими рейс-
масами .........................................................223
2. Разметочные шаблоны и приспособления .... . . . 224
3. Разметочный калибр для полых предметов . . .... 229
4. Разметочный шаблон для канавок .... . .... 231
5. Разметка цилиндрических выемок........... . . . 231
Вопросы для повторения...................... . . 233
Глава XI. Нормирование разметочных работ ... . . . 234
1. Значение технического нормирования...........................234
2. Техническое нормирование и состав норм.......................237
Вопросы для повторения ...................................... 249
Глава XII. Рабочее место разметчика и техника безопасности в раз-
меточном деле...................................................... 250
1. Рабочее место разметчика.............’.......................250
2. Обращение с инструментами....................................253
3. Установка и уход за разметочными плитами.....................253
4. О разделении труда при разметке..............................25b
5. Техника безопасности и гигиена труда при разметочных работах 255
6. Краткие гигиенические правила для разметчика ............... 257
Вопросы для повторения .................................... 258
Литература .............................................. 258
Технический редактор Н. А. Дугина. Корректоры Л. Ф. Мизер, С. С. Воронова.
НС 00149. Сдано в производство 28/1-1953 г. Подписано к печати 29/VI-1953 г.
Печ. л. 16,25. Уч.-изд. л. 16,33, Бум. л. 8,13. Формат бумаги бОХОЙЩа.
Тираж 13000. Заказ 666. Индекс ЗСТ2. Номинал по прейскуранту 1952 г.
г. Новосибирск. Тип. № 1 Полиграфиздата. Красный проспект, 20,