


























































































































































































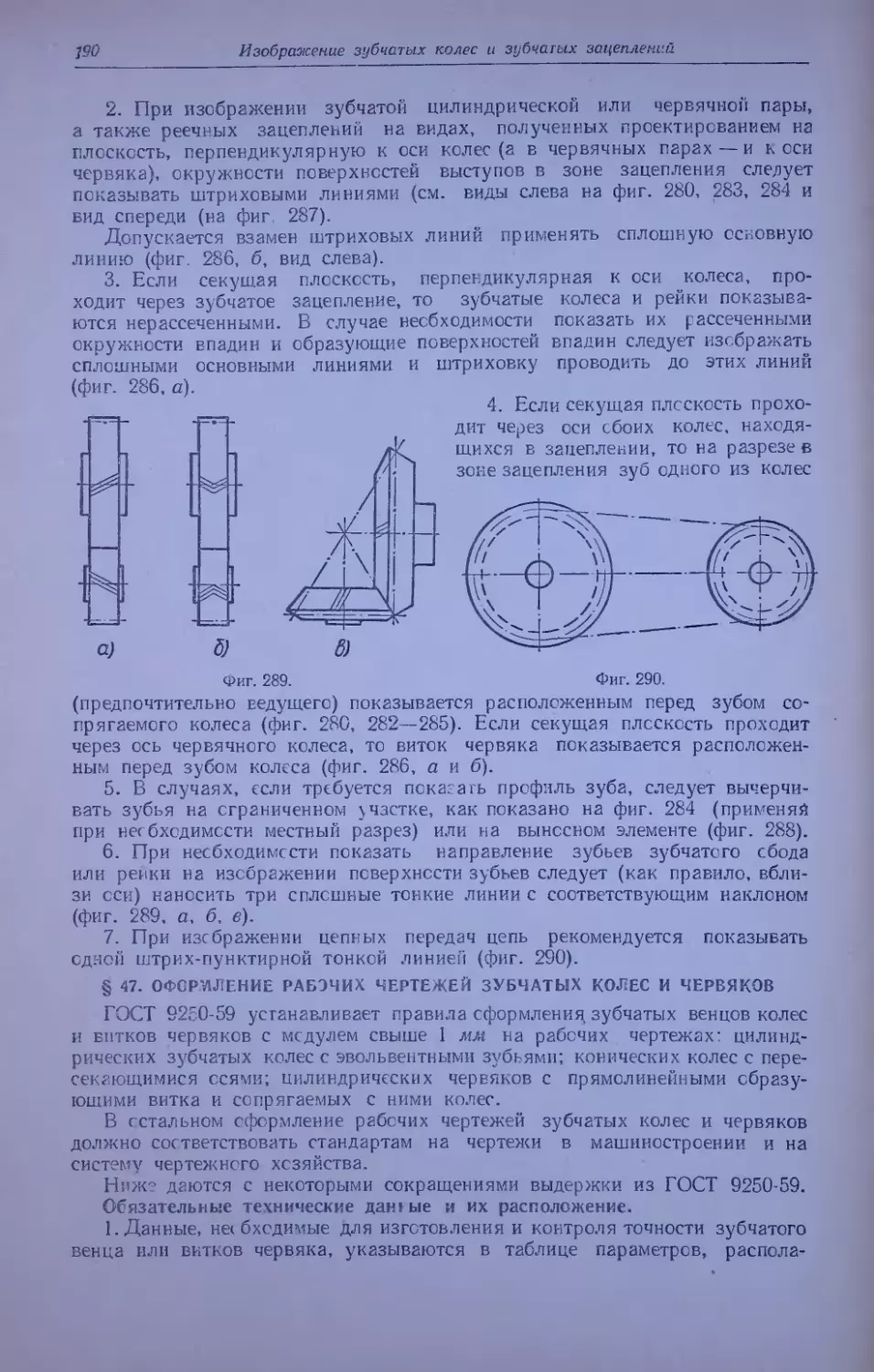











































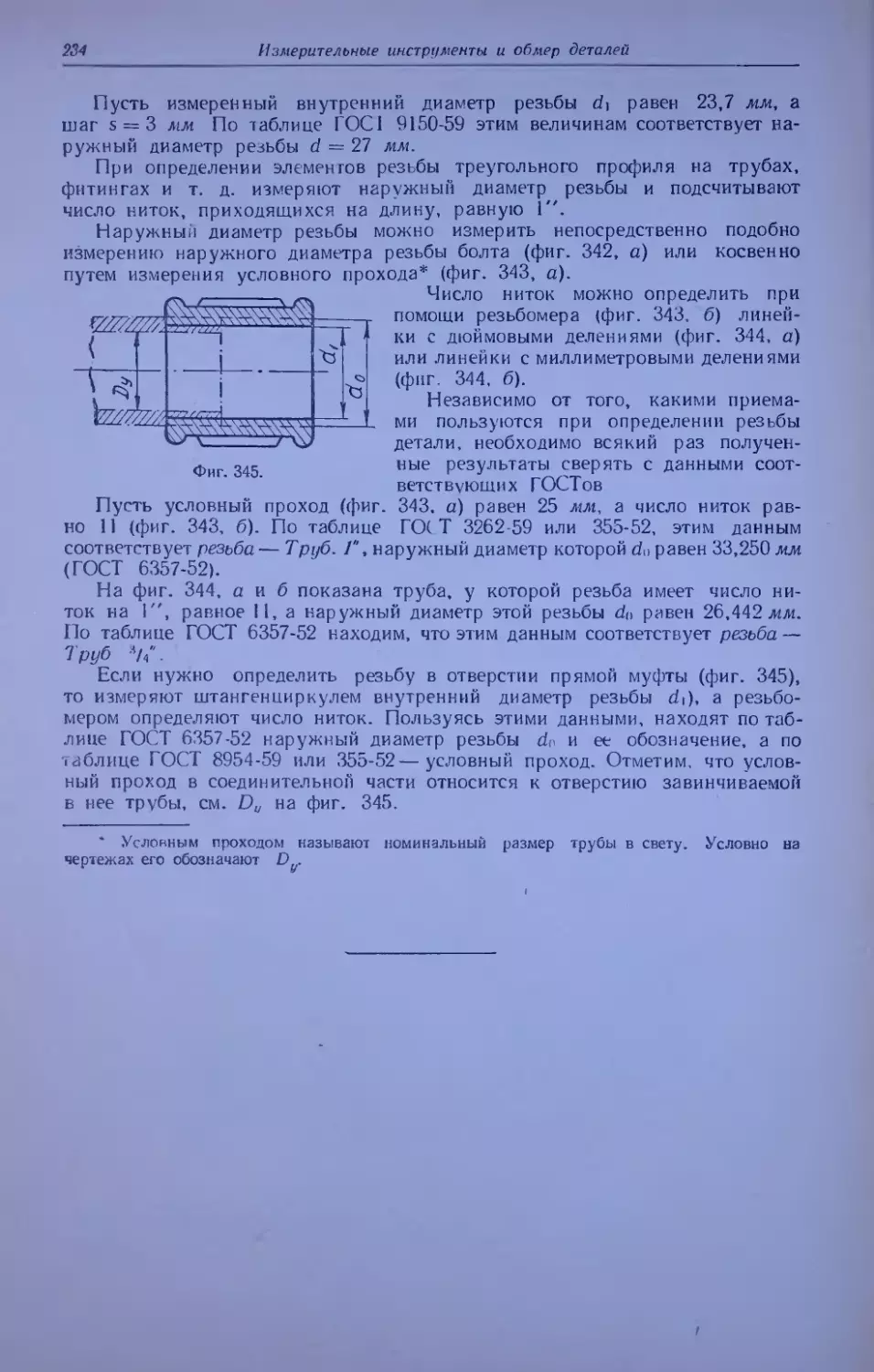


























































































Текст
И. М. МОГИЛЬНЫЙ
ТЕХНИЧЕСКОЕ
ЧЕРЧЕНИЕ
ИЗДАНИЕ 7-е, ПЕРЕРАБОТАННОЕ
Допущено Министерством высшего и среднего
специального образования СССР в качестве
учебного пособия для студентов вузов
ИЗДАТЕЛЬСТВО «МАШИНОСТРОЕНИЕ»
Москва 1964
УДК 744:621 (07Б.8)
Учебное пособие написано в соответствии с учебной про-
граммой по машиностроительному черчению, утвержденной
Министерством высшего и среднего специального образова-
ния СССР
Данное пособие, по сравнению с 6-м изданием, перера
ботано и значительно дополнено новыми материалами.
Рассматриваемые в нем задачи основаны на примерах, взя-
тых непосредственно из производственной практики.
Учебное посо'ие предназначено для студентов втузов
Рецензенты.
кафедра машиностроительного черчения МАИ
и проф. Н. Н. Иванов
Редактор канд техн наук В. С- Левицкий
ВВЕДЕНИЕ
Изучение инженерной графики имеет важное значение в формировании
студентов как будущих специалистов.
Известно, что изготовление на производстве различных изделий выполня-
ется по чертежам. Такие чертежи должны давать полное представление о
форме и размерах этих изделий и содержать необходимые данные для их изготов-
ления.
Чертежи могут быть изготовлены по готовым объектам или путем
проектирования, т. е. творческого процесса. Очевидно, что второй способ
гораздо сложнее, так как он требует технической подготовки в данной об-
ласти, пространственного представления, навыков и умения выполнять сложные
графические построения.
В развитии пространственного представления громадную пользу приносит
изучение курса начертательной геометрии — науки о методах построения изоб-
ражений предметов на плоскости.
Методы изображений находят в первую очередь применение в курсе
черчения, изучение которого дает студенту необходимую подготовку для по-
нимания и лучшего усвоения специальных дисциплин.
Курс черчения преследует следующие цели:
1) обучение способам изображения -различных деталей, машин и т. п.
в прямоугольных и аксонометрических проекциях (выполнение чертежей);
2) привитие навыков мысленного представления пространственных форм
машин, узлов, деталей и т. п., изображаемых на чертежах (чтение чертежей).
В курсе излагаются основные положения, относящиеся к изучению мето-
дов графических изображений деталей и машин с учетом соответствующих
стандартов.
В первой части учебного пособия излагаются общие правила выполнения
и оформления чертежей, в соответствии с государственными стандартами,
геометрическое черчение, упражнения в применении метода ортогональных
проекций при выполнении чертежей и практические приемы построения
изображений в аксонометрических проекциях.
Во второй части приводятся упрощенные и условные изображения дета-
лей, правила и приемы выполнения эскизов, чертежей деталей и сборочных
чертежей.
Для привития навыков самостоятельной работы в пособии приведены со-
ответствующие государственные стандарты, знание которых помогает найти
правильные решения индивидуальных заданий; уделено внимание допускам
и посадкам, знакомство с которыми необходимо студентам машиностроительных
вузов.
При прохождении курса технического черчения студенты должны овла-
деть методами и условностями, принятыми при вычерчивании машин и их
деталей; научиться читать чертежи и подготовиться к изучению специаль-
ных дисциплин.
ГЛАВА ПЕРВАЯ
ОБЩИЕ СВЕДЕНИЯ ПО ВЫПОЛНЕНИЮ ЧЕРТЕЖЕЙ
§ 1. МАТЕРИАЛЫ, ПРИНАДЛЕЖНОСТИ И ЧЕРТЕЖНЫЕ ИНСТРУМЕНТЫ
Для изготовления чертежей нужно иметь чертежную бумагу, карандаши,
резинки, чертежную доску, рейсшину, угольники, лекала, готовальню,
мерительную линейку, транспортир, трафареты, кнопки, тушь, чертежные
перья, инструменты для заточки карандашей и др.
Чертежная бумага изготовляется по ГОСТу 597-56 двух марок: В и О.
Бумага марки В предназначена для выполнения ответственных чертежей, тре-
бующих длительного хранения; бумага марки О служит для выполнения
всех видов чертежных работ тушью, карандашом или акварельными краска-
ми, когда не требуется длительного хранения чертежей. Чертежная бумага
обеих марок имеет лицевую сторону (гладкую) и оборотную (слегка шерохо-
ватую). Чертежи выполняются на гладкой стороне.
Миллиметровка изготовляется по ГОСТу 334-56. Применяется она для
вычерчивания диаграмм, графиков и других работ.*
Кроме названных марок бумаги, широко пользуются прозрачной бумагой —
калькой, изготовляемой по ГОСТу 892-47. Эта бумага служит для получения
подлинников с чертежей.
Для получения светокопий с подлинников применяется светочувствитель-
ная бумага, изготовляемая по ГОСТу 250-53.
Чертежные карандаши разделяются на твердые, средней твердости и мяг-
кие. Твердые обозначаются буквой Т, мягкие — М и средней твердости — МТ.
Цифры, стоящие перед буквами, указывают на степень твердости или
мягкости карандаша. На карандашах средней твердости цифра перед буква-
ми МТ не ставится
Для изготовления чертежей пользуются карандашами марки Т или 2Т.
Чертежи, предназначенные для копирования на кальку (получение подлинни-
ка), а также эскизы выполняют карандашами марки МТ или М.
Заточку карандаша производят на конце, противоположном фабричному
клейму, придавая графиту форму конуса (фиг. 1, а) или лопатки (фиг. 1, б).
Второй способ применяют для заточки графита вставной ножки циркуля и
кронциркуля. Чинить карандаш следует на длину 20—25 мм, при этом гра-
фит должен выступать из древесины на 10—12 мм. После заточки карандаша
графит отшлифовывают на мелкозернистой наждачной бумаге, наклеенной
на дощечку (фиг 2).
Некоторые чертежи, выполненные карандашом, обводят тушью Тушь
выпускается черная и цветная. Для обводки чертежей и копирования их на
кальку пользуются черной тушью.
Для удаления резинкой ненужных линий с чертежа пользуются трафа-
ретами (фиг. 3). Трафарет представляет собой тонкую пластинку с прорезями
различной формы, через которые счищают ненужные линии. Мягкой резин-
*В некоторых учебных заведениях миллиметровой бумагой пользуются для выполнения
на ней эскизов.
Материалы, принадлежности и чертежные инструменты
Б
кой счищают карандашные, а твердой (стеклянной) — линии, выполненные
тушью.
Чертежные доски (фиг. 4) изготовляются по ГОСТу 6671-53 четырех номе-
ров. Для учебных целей пользуются досками № 2, имеющими размеры
1000x650x20 мм. Бумагу следует прикреплять кнопками ближе к левому
торцу доски (фиг. 5). Расстояние от нижней кромки листа до нижнего тор-
ца доски должно несколько превышать ширину линейки рейсшины, чтобы
обеспечить устойчивость рейсшины при нахождении ее в нижней части дос-
Фиг. 1. фиг. 2
Если незаконченный чертеж был снят по каким-либо причинам с доски, то
для повторного прикрепления его поступают следующим образом. При-
крепляют кнопкой верхний левый угол листа, затем накладывают на чертеж
рейсшину. Передвигая планку рейсшины вдоль левого торца доски, повора-
чивают лист вокруг оси кнопки до совмещения одной из горизонтальных
линий чертежа с кромкой рейсшины. После этого закрепляют лист кнопками.
Фиг. 3.
Лучшим способом прикрепления листа к чертежной доске является
наклейка. Для этого обратную сторону листа покрывают, отступив от края
листа на 10—15 мм, тонким слоем клейстера и смачивают водой при помощи
губки.
Затем наклеивают лист на чертежную доску и смачивают водой лицевую
сторону листа. Наклеенный лист бумаги после высыхания будет иметь туго
натянутую гладкую поверхность.
6
Общие сведения по выполнению чертежей
Прямые линии на чертеже проводят при помощи рейсшины и уголь-
ников.
Рейсшины (фиг. 5) изготовляются по ГОСТ 7286-54. Рейсшина представ-
ляет собой длинную линейку с двумя поперечными планками на одном ее
конце, нижней — глухой и верхней — свободно вращающейся. Положение
верхней планки фиксируется гайкой-барашком. Рейсшиной пользуются для
проведения преимущественно горизонтальных и реже — вертикальных и на-
клонных прямых линий.
Чтобы провести горизонтальную линию с помощью рейсшины, необходимо
линейку рейсшины плотно прижать к бумаге, а поперечную планку — к ле-
вому торцу чертежной доски. Карандаш
следует вести равномерно, опираясь слег-
ка концом мизинца на рейсшину; локоть
в это время нужно держать на весу. Пе-
редвигать карандаш необходимо всей ру-
кой, а не только кистью.
Прежде чем пользоваться рейсшиной,
ее необходимо проверить. Проверяют
рейсшину так: пользуясь верхней кром-
кой линейки, проводят горизонтальную ли-
нию, например, СЕ (фиг. 5). Затем пово-
рачивают рейсшину гайкой-барашком вниз
и, пользуясь той же кромкой, проводят
через точки С и Е вторую линию (новое положение рейсшины отмечено
штрих-пунктирными линиями). Если обе линии совпадают по всей длине —
рейсшина изготовлена правильно.
Фиг. 6. Фиг. 7.
Для проведения вертикальных и наклонных линий пользуются угольни-
ками (фиг. 6). Они изготовляются двух типов: с углами 45° и с углами
30э и 60е. Длина катета угольника с углами 45е должна быть равна 185—
220 мм, а длина большего катета угольника с углами 30° и 60’—250—300 мм.
Прежде чем пользоваться угольником, его нужно проверить. Для этого
необходимо катег АС угольника плотно прижать к верхней кромке DE
Общие сведения по выполнению чертежей
7
Перекрытие
Фиг. 8.
рейсшины (фиг. 7) и провести вертикальную линию АВ. Затем, повернув
угольник в положение, указанное штрих-пунктирными линиями, снова про-
вести через точку А вертикальную линию АВГ Если обе линии совпадут,
то угольник пригоден для работы.
Пользуясь угольниками, можно пос-
троить также углы, равные 15°, 75°,
105° и 120е.
Лекала (фиг. 8) служат для про-
ведения кривых линий, которые не
могут быть выполнены дугами ок-
ружностей. Обычно точки кривой
сначала соединяют от руки каранда-
шом тонкой линией, а затем подби-
рают лекало к отдельным участкам
кривой и обводят их карандашом или
тушью. Можно получить плавную
кривую линию в том случае, если лекало прикладывать так, чтобы кромка
его совпадала с четырьмя-пятью точками кривой. Опытные чертежники пре*
обводке кривой тушью делают между отдельными ее участками разрывы
в 1—1,5 мм и затем соединяют их от руки. Для выполнения чертежей
необходимо иметь набор разной формы лекал.
Готовалъня (фиг. 9) состоит из чертежных
инструментов, помещенных в футляре. В зави-
симости от количества инструментов в наборе
фабриками выпускаются несколько типов гото-
вален (см. ГОСТ 6447-53).
В практике учебных заведений пользуются
готовальнями У10 или У14. На фиг. 9 показа-
на готовальня У14 (универсальная, содержа-
щая 14 предметов). В ней имеются: 1 — рейс-
федер средний; 2 — рейсфедер малый; 3—цир-
куль чертежный с карандашной ножкой; 4 —
Фиг. 10. удлинитель к циркулю; 5—циркуль разметоч-
ный; 6 — отвертка-пенал; 7—ножка карандаш-
ная к «падающему» кронциркулю; 8—«падающий» кронциркуль с рейс-
федером; 9—кронциркуль комбинированный со вставной игольной ножкой;
10—центрик; 11 — ручка-удлинитель; 12—рейсфедер к циркулю; 13—рей-
8
Общие сведения по выполнению чертежей
сфедер к комбинированному кронциркулю; 14— ножка карандашная к ком-
бинированному кронциркулю.
Рейсфедер служит для обводки тушью прямых и лекальных линий.
Изменение толщины проводимых рейсфедером линий достигается вращением
винта, регулирующего раскрытие створ< к. Положение рейсфедера при работе
должно быть таким, как и ка-
рандаша при черчении (фиг. 10).
Этот инструмент, как и все ос-
тальные, требует самого тща-
тельного ухода.
При пользовании рейсфеде-
ром необходимо следить за тем,
чтобы тушь в его створках не
засыхала. Заливать тушь в рей-
сфедер лучше всего при помо-
щи гусиного пера. Перед обвод-
кой линии на чертеже рейсфедер
необходимо проверить, проведя
на отдельном куске бумаги
(того же качества, что и бума-
га, на которой выполняется чер-
теж) несколько пробных линий.
При обводке линии чертежа не следует чрезмерно нажимать на рейсфе-
дер, так как при этом рейсфедер врезается в бумагу и концы его при-
тупляются.
Когда линия проведена, рейсфедер необходимо отвести от бумаги, а
рейсшину слегка придвинуть к себе. Такая предосторожность необходима
для того, чтобы не размазать проведенную линию.
Нельзя очищать рейсфедер от
туши металлическими предмета-
ми— скребком, лезвием ножа,
пером и т. п. Засохшую тушь
следует удалять влажной тря-
Фиг. 14.
Фиг. 13.
почкой. По окончании работы для предупреждения появления коррозии
рейсфедер следует протереть насухо тряпочкой, а для сохранения упруго-
сти створок ослабить винт.
Циркули бывают двух видов; разметочный (фиг. 11) и чертежный (фиг. 12).
Чертежный циркуль служит для проведения окружностей и их дуг. Чер-
тежный циркуль, кроме основной своей части, имеет (фиг. 13) дополнитель-
ные вставные ножки; для проведения окружностей графитом и специальную
ножку, называемую круговым рейсфедером, служащую для работы тушью.
Если раствор ножек циркуля недостаточен для проведения дуг или
окружностей больших радиусов, то вставляют удлинитель, прием пользо-
вания которым показан на фиг. 14.
Штангенциркуль применяется для проведения окружностей большого
оадиуса (фиг. 15) и входит только в набор специальной готовальни. Штан-
Материалы, принадлежности и чертежные инструменты
9
генциркуль представляет собой длинную рейку, по которой передвигаются
два движка, в один из них вставляют иглу, а в другой — ножку с графи-
том или круговой рейсфедер.
В тех случаях, когда из одного
число окружностей или дуг, пользу
Фиг. 15.
центра должно быть проведено большое
ются металлическим центриком (фиг. 9,
поз. 10), представляющим собой кнопку
с углублением в центре для острия опор-
ной ножки циркуля. Применение цент-
рпка препятствует порче центрового от-
верстия на бумаге.
«.Падающим» кронцир-
кулем (фиг. 16) пользуют-
х ся в тех случаях, когда
Хч нужно начертить окруж-
\ ности малого диаметра.
О 95
C~~~Z
Фиг. 17.
Фиг. 16.
ОООоо
Фиг. 18.
Кронциркуль комбинированный (фиг. 17) применяется в черчении для
разметочных работ. В отличие от обычных разметочных циркулей комби-
нированный кронциркуль позволяет производить более точную настройку
на необходимый размер, которая выш лняется с помощью специального
микрометрического винта.
Помимо приведенных чертежных инструментов и принадлежностей,
в черчении пользуются шаблонами (фиг. 18), при помощи которых вычер-
чиваются окружности, скругления, очертание головок болтов и гаек и др.
ГЛАВА ВТОРАЯ
ОФОРМЛЕНИЕ ЧЕРТЕЖЕЙ
§ 2. СТАНДАРТЫ
Чертежи должны выполняться в соответствии с правилами, указанными
в государственных стандартах, которые сокращенно называют гостами.
Введение стандартов в СССР дало возможность установить единые тре-
бования, предъявляемые к чертежам, составляемым проектными организа-
84!
Фиг. 19.
пиями, конструкторскими отдела-
ми предприятий, научно-исследо-
вательскими институтами и выс-
шими техническими учебными за-
ведениями.
Государственные стандарты не
могут быть нарушены. Они обя-
зательны для всех проектных ор-
ганизаций и учебных заведений,
выполняющих проектные работы.
§ 3. ФОРМАТЫ ЧЕРТЕЖЕЙ
При изготовлении чертежей
пользуются форматами, установ-
ленными ГОСТ 3450-60, в котором
предусматривается выполнение чер-
тежей на отдельных листах или на общем листе с выделением в нем фор-
матов для каждого чертежа (фиг. 19) Основные форматы чертежей приведены
в табл. 1.
Основные форматы
Таблица I
Обозначение формата 11 12 22 24 1
Размеры стерон листа в лоч Соответствующее обозначение по- 297 x 210 297 х 420 594x420 594x841 1189x841
требительского формата бумаги по ГОСТ 9327-60 (для справок) А4 АЗ А2 А1 АО
При м е ч а н и я
1. Формат 11 1297x21'1) принят за единицу измерения остальных форматов
2. Допускается применение формата 148x210, обозначаемого ‘/г-1 и соответствующего потребитель-
скому формату бумаги А5.
При необходимости пользуются дополнительными форматами (табл. 2).
В обозначениях форматов первая цифра указывает кратность одной сто-
роны формата к величине 297 мм, вторая цифра — кратность другой сто-
роны к величине 210 мм.
Шрифты
11
Таблица 2
Дополнительные форматы
13(297x631), 14, 15, 16, 17; 32 (892X420), 42, 52, 62, 72;
25 (594x1051), 26, 27. 28. 29 54 (1486x841), 64, 74, 84, 94
Произведение цифр, составляющих обозначение формата, позволяет
определить количество форматов 11 (т. е. формата 297x210), которое со-
держится в данном формате. Например, формат 32 состоит из 3x2= 6 фор-
матов 11. Для расчета размеров сторон берется 297,25 и 210,25 мм с
округлением до 1 мм в сторону увеличения при значениях величины после
запятой > 0.5 и в сторону уменьшения — при значениях < 0,5.
Кроме форматов, указанных в табл. 1 и 2, в исключительных случаях
допускается применение специальных форматов, образуемых увеличением
формата 11, причем коэффициент увеличения должен быть целым числом.
§ 4. МАСШТАБЫ
Под масштабом изображения подразумевают число, показывающее, во
сколько раз изображение предмета на чертеже увеличено или уменьшено
по отношению к своей натуре.
Масштабы изображений на чертежах стандартизованы ГОСТ 3451-59.
Изображению предмета на чертеже в натуральную величину соответ-
ствует масштаб 1:1.
В зависимости от сложности и величины изображения предмета на чер-
теже пользуются масштабами:
для уменьшения 1:2; 1:5; 1:10; 1:20; 1:50;
для увеличения 2:1; 5; 1; 10:1.
Допускаются масштабы 1 : 2,5; 1:4; 1: 15; 1 : 25; 1 :75; 2,5:1.
Если масштаб вписывают в предназначенную для этого графу, то
буква М из обозначения исключается и надпись выполняется по типу 1:1,
1:2, 2 : 1. В остальных случаях следует обозначать Ml : Г, Ml : 2; М2 : 1 и т. д.
Масштабы изображения, отличающиеся от указанного в основной надпи-
си чертежа, следует указывать непосредственно под надписью, относящейся
к данному изображению (фиг. 71 и чертеж 4.15.005, стр. 192).
§ 5. ШРИФТЫ
Надписи на чертежах должны быть четкими и ясными. Плохое их вы-
полнение может привести к ошибке при изготовлении изображенных на
чертеже объектов. Кроме того, нарушается выразительность чертежа. Пра-
вильно и хорошо выполненные чертежи, но имеющие плохие надписи, остав-
ляют и плохое впечатление.
На технических чертежах надписи должны быть выполнены стандартным
шрифтом по ГОСТ 3454-59. Этот шрифт прост по своему начертанию и
легко осваивается.
Освоение шрифтов рекомендуется начинать с больших размеров шриф-
та, например с 14-го, и постепенно переходить к меньшим размерам, не
стремясь при этом придерживаться алфавитного порядка, а принимая лишь
во внимание степень трудности начертания букв и цифр. При написании
чертежного шрифта необходимо предварительно разметить карандашом
буквы, соблюдая при этом основные соотношения по высоте выбранного
размера шрифта, а затем нанести от руки начертание букв и цифр. Затем
12
Оформление чертежей
Фиг. 20.
можно приступить к обводке карандашом или тушью. Обводка тушью вы-
полняется рейсфедером, специальными трубочками или чертежными перьями
(фиг. 20). Чертежные перъя изготовляются семи номеров 0,5; 0,75; 1,0;
1,5; 2,0; 2,5; 3,0, где номер означает толщину линий обводки шрифта в мил-
лиметрах. Для выполнения надписей и цифр пользуются также трафарета-
ми (фиг. 21), представляющими собой целлулоидные пластинки, в которых
имеются прорези, соответствующие начертаниям элементов букв. Наклады-
вая трафарет на бумагу и пе-
редвигая его по рейсшине или
линейке, можно, не делая пред-
варительной разметки букв, вы-
полнить трубчатыми перьями
соответствующих размеров лю-
бую надпись.
По ГОСТ 3454-59 установ-
лены чертежные шрифты, нано-
симые от руки на чертежах и
предусмотренные стандартами
на систему чертежного хозяй-
ства технических документов.
Указания по выполнению
надписей стандартным шрифтом.
1. Форма букв русского ал-
фавита, арабских и римских
цифр приведена на фиг. 22, /.
2. Установлены следующие размеры шрифтов: 14; 10; 7; 5; 3,5; 2,5*.
3. Размер шрифта определяется высотой h прописных букв в миллиметрах.
4. Высота и ширина букв и цифр и толщина их линий (по отношению
к высоте прописных букв) должны соответствовать примерам, приведенным
на фиг. 22, / и в табл. 3
атШоршщхшд
нЛржяха ац юооооо
Фиг. 21.
5. В особых случаях допускается применёние прямых букв и цифр, а
также при недостатке места — более узких (как прямых, так и наклонных)
букв и цифр, ширина которых для данного размера берется по ближайше-
му меньшему размеру шрифта (фиг. 22, //). При этом должна сохраняться
установленная форма букв**.
* Допускаются шрифты размером больше 14-го с сохранением установленной формы
и соотношения размеров букв и цифр.
** Нижние отростки буквы Д и верхний знак буквы Й должны выполняться за счет
промежутков между строками, а нижние и боковые отростки букв Ц и Щ — за счет про-
межутков между строками и буквами.
13
Ш рифты
Прописные буквы
АБВГДЕЖЗИЙК
/1МН0ПРСТУФХ
ЦЧШЩЪЫЬЭЮЯ
Строчные буквы
аЗвгдежзийклмнопр
сту/рхцчшщъыьэюя
Цисрры
1234567890
/И////И И VI VII VIIIIX X
Фиг 22,1
14
Офс-рмлеше чертежей
f 2 3 4 5 6 7 8 9 Ю Ч (2 13
ПРЗЭ
вёи$§ jdflnt!
Шрифты
16
6. Надписи должны выполняться в соответствии с фиг. 22, // и табл. 3.
7. На чертежах следует применять буквы и цифры высотой не менее 2,5 мм.
Таблица 3
£ £ Соотноше- ние между Размер шрифта
Определяемая величина = s3 высотой и оста льны- 2,5 3.5 5 7 10 14
Ох? ми разме рами MM
Высота прописных букв и цифр Л — 2,5 3,5 5 7 10 14
Высота строчных букв (кроме 2,5 3,5
б, в, д, р, у, ф) Высота строчных букв б, в, д. Р< У, Ф Ширина прописных букв (кроме /ц *1 = * 6/,Л — 5 7 1U
h — 3,5 5 7 10 14
Д.Ж.М, Ф,Ш.Щ, Ъ,Ы,1О) н цифр (кроме 1) . ... . b b » 6/7h 1,8 2,5 3,5 5 7 10
Ширина прописных букв Д, Ж, Ш, Щ, Ю, Ы.Ф . 3,5 14
61 bt=h 2,5 5 7 10
Ширина прописных букв М и ь . . . 62 = 6/7h 2,2 3 4,5 6 9 12
Ширина строчных букв (кроме 1.5 2.2 4.3
зю, м, tn, ф, ш, щ. ъ, ы, ю) Ширина строчных букв ж, м. 63 bs = »/7h — 3 0
2,0 3,0
т, ф, ш, щ, ъ, ы, ю . . Ширина цифры 1 . . . 64 a/7/z — 4 6
65 65 ~ 2/?й 0,7 1,0 1.5 2 3 4
Толщина линий прописных 0,7 1,0 1,5 2,0
букв и цифр ь6 66 » ’/7h 0,35 0,5
Толщина линий строчных букв 6? 0,25 0,35 0,5 0,7 1,0 1,5
Расстояние между буквами в
словах и между цифрами в 1,0 1,5 2,0 3.0 4,0
числах .... А A ~ 2/,/l 0,7
Расстояние между словами и
между числами, не менее . . A, ~ h 2,5 3,5 5 7 10 14
Расстояние между основаниями 7,5 15
строк, не менее . . Да A2~ 4 5,5 11 21
Примеча ни я:
1. При кажущемся увеличении промежутков между смежными буквами (например, между Г и А,
Т и А, Р и Д, Г и Л и т. п. (следует уменьшать эти промежутки, как показано на примерах в словах
«станок», «гайка» (см фиг 22, Ill}. Цифра / должна помещаться на нормальном расстоянии от смеж-
ных цифр и букв.
2. Прописная буква в слове со строчными буквами должна иметь толщину линий ту же, что и у строч-
ных букв, равную Vio/z.
3. При выполнении надписей латинского и греческого алфавита ширина шрифта для прописных и
строчных букв принимается равной
4. В остальном следует руководствоваться соотношениями размеров, указанными для шрифтов
русского алфавита
8. Форма знаков должна примерно соответствовать приведенным на
фиг. 22, II. При этом размер должен соответствовать выбранному разме-
ру шрифта. Ниже приводится название знаков (фиг. 22, //):
1 — равенство; 2 — плюс; 3— минус; 4 — плюс-минус; 5—умножение;
6 —умножение; 7 —деление; 8—черта дроби; 9 — меньше; 10— больше;
11 — равно или менее (не более); 12— равно или более (не менее); 13—про-
центы; 14—градусы; 15 — минуты; 16—секунды, кавычки; /7 и 18 — от.. .до;
19 — приблизительно равно; 20 — точка; 21 — запятая; 22 — точка с запятой;
23 — знак вопросительный; 24 — знак восклицательный; 25 — диаметр;
26—квадрат; 27 — скобки; 28 — черта дроби; 29 — номер.
9. Примеры надписей, содержащих буквы, цифры и знаки равной вы-
соты, приведены на фиг. 22. III.
10. Форма букв латинского и греческого алфавитов приведена на
фиг. 22, IV.
16
Оформление чертежей
Латинский алсрайит
ТИП! If"! IWHWrHJr-n-
// mH t
* Допускаемая форма написания.
Греческий отсрочит
альсра бэта гамма дельта эпсилон дзэта эта
тэта йота каппа ламдда мю ню кои
।
омикрон пи ро сигма may ипсилон
фи хи пси омега
____ Фиг 22,1V
Линии чертежа
17
Надписи без наклона к основанию строки
Щ В М У.'
Mftl
Надписи узкими буквами и цифрами
'(с наклоном и без наклона к основанию строки)
§ 6. ЛИНИИ ЧЕРТЕЖА
При выполнении чертежей пользуются линиями, установленными
ГОСТ 3456-59 (табл. 4).
Таблица 4
Название Начертание Соотноше- ние тол- щин Назначение
Сплошная основная ь Линии видимого контура. Линии перехода видимые. Контур вы- несенного сечения и сечения, входящего в состав разреза. Пол- ки и кружки линий-выносок
Сплошная тонкая — Ь/3 и менее Размерные и выносные линии. Ли- нии-выноски. Штриховка в раз- резах и сечениях. Контур на- ложенного сечения. Оси проек- ций. Следы плоскостей. Линии для изображения пограничных деталей
Сплошная волнистая —* •~ —— 6/2 и менее Линии обрыва (кроме линий об- рыва древесины). Линин разгра- ничения вида и разреза.
Штриховая паота «галеве очм юмг cg-s» От &/2 до 6/3 Линии невидимого контура. Линии перехода невидимые
2 Ю60
18
Оформление чертежей
Продолжение табл. 4
Н азвание Начертание Соотноше- ние тол- щин Назначение
Разомкнутая От b до 1’2/Ь Линии сечений
Штрих-пунк- тирная тон- кая . Ь/3 и менее Линии осевые и центровые; линии сечений, являющиеся осями сим- метрии для наложенных или вы- несенных сечений
Штрих-пунк- тирная утолщен- ная " — ————— — От Ь/2 до 6/3 Линии для изображения элемен- тов, расположенных перед секу- щей плоскостью («наложенная проекция»). Линии для изобра- жения частей изделия в край- нем или промежуточном поло- жении. Линии для изображения разверти , совмещенной с видом. Границы зон с различной отдел- кой поверхности или термообра- боткой
Штрих-пунк- тирная с двумя точ- ками ” ——— — Ь/3 и менее Границы выделяемой поверхности, плавно переходящей в другую; липни сгиба на развертках
Сплошная с изломами V V- Ь/3 и менее Допускается при длинных линиях обрыва
При меча ние. Для рамоч чертежей, таблиц, основных надписей и спецификаций применяют-
ся сплошные линии толщиной от b до Ь/3.
Указания по обводке чертежей.
1. Толщину b следует выбирать в пределах 0,6—1,5 лш в зависи-
мости от величины и сложности изображения, а также от назначения
и формата чертежа. При этом толщины линий должны быть одинаковы
для всех изображений на данном чертеже, вычерчиваемых в одном и том же
масштабе*.
2. Длину штрихов в штриховых и штрих-пунктирных утолщенных ли-
ниях нужно выбирать в пределах 2—8 лш в соответствии с толщиной
линии, а расстояние между штрихами должно быть примерно в 2—4 раза
меньше их длины.
3. Линии перехода (фиг. 23) в местах, нечетко выраженных, не до-
водятся до линий контура (фиг. 24).
4. Линии обрыва выполняются для древесины зигзагообразной, а для
металла слегка волнистой линией (фиг. 25), причем обводятся они от руки.
5. Длина штрихов разомкнутой линии принимается равной 8—20 мм
в зависимости от величины изображения. Примеры обозначения линий
сечения разомкнутыми линиями (штрихами) даны на фиг. 23, 26 и 29.
6. Обводка контура сечений выполняется сплошными линиями тол-
щиной b — для вынесенных сечений (фиг. 26 и 27), а для наложен-
ных— Ь/3> и менее фиг. 28).
* В отдельных случаях, при сочетании на одном и том же изображении крупных
и мелких элементов, допускается для мелких элементов применять более тонкие контур-
ные линии, но не менее 0,4 мм.
Линии чертежа
/О
2*
20
Оформление чертежей
7. Для вычерчивания наложенной проекции (фиг. 29, разрез Б—Б),
контура развертки, совмещенной с видом (фиг. 30), контуров крайнего
или промежуточного положений частей изделия (фиг. 31) применяется
штрих-пунктирная утолщенная линия, длина штрихов которой равна
от 2 до 8 мм.
8. Для вычерчивания контура пограничной детали (фиг. 32) приме-
няется сплошная тонкая линия толщиной Ь/3 и менее.
9. Линии, применяемые для обозначения плоскостей поверхности, сле-
дует проводить толщиной Ь/3 и менее (фиг. 33, а, б).
10. Штрих-пунктирные линии должны
заканчиваться штрихами.
12. Длина штрихов в штрих-пунктир-
ных тонких линиях должна быть пример-
но равна 20 мм; при малых размерах
изображения допускается уменьшение дли-
ны. Центр окружности отмечается пере-
сечением штрихов (фиг. 34).
12. Для окружностей диаметром менее
12 мм центровые линии следует проводить
Фиг. 34. тонкими сплошными линиями (фиг. 34).
§ 7. ШТРИХОВКИ В РАЗРЕЗАХ И СЕЧЕНИЯХ
Штриховки в разрезах и сечениях выполняются по ГОСТ 3455-59
(табл. 5). Наклонные параллельные прямые линии проводятся под углом
45и к осевой линии или линии контура, принятой за основную на дан-
ном изображении <фиг. 35 и 36) или к основной надписи чертежа Наклон
линий может быть как влево, так и вправо, но для всех разрезов и сече-
ний, относящихся к одной и той же детали, следует выполнять штриховку
с наклоном линий в одну сторону.
Таблица 5
Штриховка
Материал
Штриховка
Материал
Кирпич специаль-
ный (огнеупор-
ный, кислотный
и т. п.)
।
Грунт насыпной
Бетон неармирован-
ный
Бетон армирован-
ный
Кирпич строитель-
ный
Штриховки в разрезах и сечениях
21
Продолжение табл. 5
Штрп товка
Сетки
Жидкость
Материал
Неметаллические
материалы
Стекло и другие
прозрачные ма-
териалы
Штриховка Материал
Грунт естественный по контуру
Ю Электрические об
it— -Щ-Ь H-f-j-rti-- мотки, катушки, секции и т. п.
Пакеты листов ро- торов, трансфор- маторов, дроссе- лей и т п.
||||||" •'Hill
Расстояние между прямыми линиями в штриховке для всех выпол-
няемых в одном и том же масштабе разрезов и сечений данной детали
должно быть одинаково. Расстояние между линиями штриховки выбира-
ется в пределах 2—10 мм в зависимости от величины площади штриховки
и необходимости разнообразить штриховку смежшх площадей. Для мел-
ких изображений допускается уменьшение расстояния между линиями
штриховки до 1,5 мм.
Для смежных сечений двух деталей следует брать наклон линий
штриховки для одного сечения вправо, для другого — влево (встречная
штриховка, фиг. 35, а).
В случаях, подобных изображенным на фиг. 35, бив, следует из-
менять расстояние между линиями в штриховке или сдвигать эти линии
в одном сечении по отношению к другому, не изменяя угла их наклона.
Сечения деталей, входящих в сварной узел, изображенный отдельно,
должны штриховаться так, как это показано на фиг. 37, а. Если свар-
ной узел изображен в сборе с другими узлами или деталями, то допуска-
ется штриховать сечения деталей этого узла в одну сторону, не показывая
сварных швов (фиг. 37, б).
Узкие площади сечений, ширина которых на чертеже равна или
менее 2 мм, допускается показывать зачерненными с оставлением про-
светов между смежными сечениями (фиг. 38, а, б).
В тех случаях, когда приходится иметь дело с большими площадями
сечения, следует наносить штриховку лишь у контура (фиг. 39, а, б).
Узкие и длинные площади, например в штампованных, вальцован-
ных и других деталях, рекомендуется штриховать в разрядку, как пока-
зано на фиг. 40, а для металлических изделий или на фиг. 40, б для
неметаллических материалов с выполнением штриховки от руки.
Если линии в штриховках совпадают по направлению с линиями
контура или осевыми, то вместо угла 45° допускаются углы 30э и 60э (фиг. 41).
22
Оформление чертежей
Нанесение размеров
§ 8. НАНЕСЕНИЕ РАЗМЕРОВ
Правильное нанесение размеров на чертежах имеет весьма сущест-
венное значение. Чертеж без размеров дает лишь представление о форме
изображенной на нем детали, машины или механизма, но практического
значения иметь не может, так как он не позволяет судить о действитель-
ных размерах. Правильно проставленные размеры на чертеже обеспечи-
вают соблюдение наиболее рациональной технологии и точности изготовле-
ния. Особенно важное значение имеет правильная простановка и взаимная
увязка размеров на чертежах сложных изделий.
Неверно проставленные размеры могут привести при изготовлении изде-
лия к браку. Избежать ошибок в простановке и увязке размеров можно лишь
при изучении правил нанесения размеров, установленных ГОСТ 3458-59.
Размерные и выносные линии, стрелки и размерные числа. Для того,
чтобы нанести на чертеж размеры, нужно провести размерные линии,
выполнить на концах размерных линий стрелки и нанести размерные
числа. Размерные числа должны соответствовать действительным размерам
предмета независимо ст того, в каком масштабе и
с какой точностью выполнено изображение.
Размерные линии проводятся между линиями види-
мого контура (фиг. 42—размер 0 15), между вынос-
ными линиями (размеры 0 12 и 0 20), а также между
осевыми и центровыми линиями (размер 0 36) Раз-
мерные линии предпочтительно наносить вне контура
изображения. Длина стрелок выбирается в зависимо-
сти от размеров и толщины линий чертежа (фиг 43).
Длина стрелок должна быть по возможности одина-
ковой для всех размерных линий чертежа.
Выносные линии проводятся перпендикулярно к размерным линиям.
Проведение выносных линий не под прямым углом к размерной допускается
как исключение (фиг 47, размер 0 30). Выносные линии для угловых раз-
меров проводятся радиально (см. фиг. 53, а), а для линейного размера ду-
ги— параллельно одна другой (см. фиг. 54)
Выносные линии должны выходить за концы стрелок размерной линии
приблизительно на 2—5 мм.
24
Оформление чертежей
Нанесение линейных размеров.
1. Размеры на чертежах проставляются в миллиметрах без указания
на чертеже единицы измерения. В тех случаях, когда приходится при-
менять другие единицы измерения, к соответстующим размерным числам
следует присоединять обозначение единицы измерения, например 120 м,
или оговаривать наименование принятой единицы измерения общей надписью
на поле чертежа
2. Допускается как исключение указывать в пояснительных надписях
и технических требованиях на чертежах единицу измерения в милли-
метрах (мм) после числового значения размера.
Фиг. 44.
3. Каждый размер указывается на чертеже только один раз. Размер-
ные числа следует проставлять над размерной линией, параллельно ей
и возможно ближе к ее середине (фиг. 42, а). Допускается размерные числа
проставлять и в разрыве размерной линии (фиг. 42, б).
4. Нанесение размеров в виде замкнутой цепочки не допускается,
за исключением случаев, когда один из размеров цепочки показан в виде
справочного без предельных отклонений (в скобках или с оговоркой справ ).
5. Пои недостатке места для нанесения размерны< чисел между вынос-
ными линиями или линиями видимого контура размерные линии следует
наносить так, как показано на фиг. 44.
6. В случае недостатка места для стрелок допускается на выносных
линиях некоторые стрелки заменять точками или штрихами (фиг 45, а, б,).
7 Размерные числа при различных наклонах размерных линий должны
располагаться, как показано на фиг. 46, а.
8. На заштрихованном участке чертежа нанесение размерных линий
размерных чисел следует выполнять, как показано на фиг. 46, б. Не до-
пускается проведение размерной линии на заштрихованном поле параллель-
Нанесение размеров
25
на фтг 47 ограничиться одной проекцией На
(вид сверху) потребовалась только для уяснения
позволило
проекция
но штриховке Место, на котором проставляется размерное число, должно
быть свободным от штриховки.
Нанесение знака и указание размеров диаметра.
1. Знак диаметра 0 является дополнительным средством для поясне-
ния формы предмета или его элементов, представляю цих собой поверхность
вращения Этот знак проставляется перед размерным числом диаметра
во всех случаях (фиг. 42, размеры 0 15, 0 12 и 0 20) В ряде случаев,
пользуясь этим знаком, можно избежать лишних проекций Так, примене-
ние знака 0
фиг. 48 вторая
формы фланца.
2 Размеры
наносить, как
49. Размерные
чаях предпочтительно проводить
с наклоном 30 — 45° к центровой
линии (фиг. 49, а, размеры 0 20
и 0 30).
диаметров
показано
линии в этих слу-
следует
на фиг.
Фиг. 48.
3. Допускается размерную линию для диаметра окружности проводить
с обрывом (фиг 49, б, в) независимо от того, изображена окружность
полностью или нет.
4. В случае недостатка места для нанесения размерного числа следует
поступать, как показано на фиг 50.
Нанесение размеров дуг окружностей.
1. При нанесении размера радиуса дуги перед размерным числом
во всех случаях без исключения должна наноситься прописная буква R,
например R15 (фиг 51, а).
2. Если не требуется показывать положение центра дуги окружности,
то размерная линия обрывается, как это показано на фиг 48 (радиус R40).
Если центр дуги находится на оси симметрии изображения, то размерная
линия проводится, как показано на фиг. 51, в — радиус R20 (для ясности
контурная прямая, пересекающая стрелку размерной линии, выполнена
с разрывом).
3. При малой величине радиуса размерную линию и стрелку рекомен-
дуется располагать с внешней стороны дуги (фиг. 51, г — радиус R4).
26
Оформление чертежей
4. Если центр дуги окружности большого радиуса не может быть помещен
в пределах чертежа, то размерную линию следует выполнять по радиусу
в направлении к центру дуги с изломом (ф<г 51, д — радиус R54)
5. Если центр дуги выходит за пределы чертежа, а показать его поло-
жение необходимо для координирования центра, то следует поступать так,
как показано на фиг. 51, е (радиус R40 и размер 4, указывающий вели-
чину смещения центра радиуса от оси изображения).
Фиг. 49.
6. Если радиусы скруглений на всем чертеже одинаковы или какой-либо
радиус является преобладающим, то вместо нанесения размеров этих ради-
усов рекомендуется делать на поле чертежа надписи типа: Радиусы скруглений
1,5 мм (см. фиг. 56); Радиусы внутренних скруглений 4 мм', Не указанные
радиусы 5 мм и т. п.
7. Для обозначения сферы перед размерным числом радиуса и диаметра
следует добавлять слово Сфера, например, Сфера R10 или Сфера 0 20
,, г™ п R10 0 20
(фиг. 52). Допускается написание на выноске по типу ; ^фера-
Фиг. 50.
Нанесение угловых размеров. При указании размера угла размерную линию
следует проводить радиусом из вершины этого угла; размерное число наносят
над размерной линией параллельно ей и возможно ближе к ее середине
(фиг. 53, а). Допускается наносить размерные числа в разрыве размерной
линии (фиг. 53, б). При недостатке места для простановки размерного числа
оно наносится на выноске (фиг. 53, а, б, — угол 15°).
Нанесение размеров длин дуг окружностей. Для указания длины дуги
окружности размерную линию следует проводить концентрично дуге, как
показано на фиг. 54. Знак дуги о должен быть расположен над размерным
числом.
Нанесение размеров квадратов. Размеры квадрата или квадратного от-
верстия следует обозначать надписью типа 32 у. 32, где 32—номинальный
размер стороны квадрата (фиг. 55, а). Допускается обозначать квадрат зна-
ком □ , который проставляется перед числом, например □ 32 (фиг. 55, б).
Нанесение размеров
27
Фиг. 53.
Оформление чертежей
Нанесение размеров на параллельных размерных линиях.
I. Расстояние между параллельными размерными линиями, а также рас-
стояние от размерных линии до ли-
ний контура, центровых, осевых или
выносных (фиг. 56 и 57) должны быть
не менее 5 мм (рекомендуется 7 —
10 мм).
2. Следует избегать взаимного
пересечения выносных и размерных
линий. Размерные линии не должны
являться продолжением линии кон-
тура, осевой, центровой или вынос-
ной и по возможности не должны
пересекать друг друга.
3. Если параллельные размерные
линии проводятся между выносными,
то первой размерной линией должна
быть проведена линия, относящаяся
по мере возрастания размеров, все после-
к наименьшему размеру, а затем,
дующие (фиг. 56 и 57).
Фиг. 55.
4. Следует избегать расположения смежных чисел одного под другим,
по возможности они должны быть несколько смещены в разные стороны в за-
висимости от i аличия свобод-
ного места (фиг. 56 и 57).
Группирование размеров.
1. Размеры для наружных
и внутренних очертаний по
возможности группируются.
При этом размеры, относя-
щиеся к внутреннему очерта-
нию предмета, рекомендуется
выносить в одну сторону, а
размеры наружного очерта-
ния — в противоположную
Примером может служить
чертеж крышки (фиг. 57) на
котором размеры 4; 10; 2 и
16 относятся к внутренним
элементам крышки, а разме-
ры 7, 2 и 32 — к внешним.
Радиусы скруглений 1,5мм
Фиг. 56.
Размер 4 ввиду неудобства
его простановки с внешней стороны проставлен внутри контура изображе-
ния.
50
Фиг. 58.
30
Оформление чертежей
2. Размеры, относящиеся к одному и тому же элементу (канавке, выступу,
изгибу и т. п.), следует концентрировать в одном месте, располагая их на
том изображении, на котором этот элемент показан наиболее наглядно (фиг. 58).
Нанесение размеров конусности и уклонов.
1. Перед размерным числом, характеризующим конусность, следует на-
носить условный знак < , вершина которого направлена в сторону вершины
конуса (фиг. 59, а). Допускается взамен этого знака давать надпись конус-
ность, располагая ее параллельно оси конуса (фиг. 59, б).
В случаях, когда направление конусности на изображении предмета вы-
ражено не явно, надпись конусность не делается и обозначение конусности
выполняется, как на фиг. 59, а.
2. Перед размерным числом уклона следует добавлять слово Уклон,.
которое пишется параллельно направлению заданного уклона (фиг. 60, а).
Допускается взамен этого слова применять знак , вершина угла которого
должна быть направлена в сторону уклона (фиг. 60, б). Этот знак необхо-
дим в случаях, когда направление уклона не явно выражено на чертеже.
Нанесение размеров фасок. Размеры фасок под углом 45° указываются
в виде произведения величины катета в треугольнике, образованном фас-
кой, на ее угол, как показано на фиг. 61, а, б. Вариант нанесения размера
фаски выбирается в зависимости от наличия свободного места на чертеже
для простановки размеров.
Для фасок с углом, отличным от 45°, нанесение размеров осуществля-
ется по общим правилам — двумя линейными размерами или одним линейным
и одним угловым (фиг. 61, в).
Если на чертеже изделия имеется несколько фасок одинакового размера,
то они обозначаются надписью по типу—2 фаски 2x45° (фиг. 61, г), 3 фас-
2x45°
ки 2x45° и т. д. Допускается написание на выноске по типу ? фас~ ит. д.
Нанесение повторяющихся размеров.
1. Для повторяющихся размеров, определяющих расстояние между оди-
наковыми элементами предмета (например, отверстиями) рекомендуется вме-
сто размерных цепочек (фиг. 62, а) наносить один размер между соседними
элементами и, кроме того, в записи над размерной линией между крайни-
ми элементами указывать на первом месте количество промежутков между
элементами и на втором месте—размер промежутка (фиг. 62,6—запись
5 х 10 — 50). Вместо многократного повторения размеров одинаковых эле-
ментов (отверстий, пазов и т. д.) рекомендуется наносить размер одного
элемента с указанием количества таких элементов (фиг. 62, а, б — запись
6 отв 0 2; фиг. 63, а—г — запись 4 отв. 0 4). Допускается количество
04
элементов указывать записью по типу отв"'
2. Если отверстия расположены по окружности на одинаковом расстоя-
нии друг от друга, то размеры между их центрами обычно не проставля-
ются (фиг. 63, а).
3. При нанесении размеров отверстий, имеющих одинаковый диаметр
(фиг. 63, а и 63, в), можно вычертить только одно отверстие, а остальные
обозначить центровыми линиями (фиг. 63, биг).
Нанесение размеров на криволинейных контурах. При указании коорди-
нат точек криволинейного контура допускается размерные линии проводить,
как показано на фиг. 64, а—в.
Нанесение размеров от общей базы. При простановке линейных и угло-
вых размеров от общей базы следует наносить размерные линии, как пока-
зано на фиг. 65 и 67,а. Допускается проведение одной общей размерной
линии от базы (отметки, обозначаемой 0 и точкой) для линейных размеров
(фиг. 66) и угловых (фиг. 67, б).
Нанесение размеров
Конусность 1
Фиг. 61.
32
Оформление чертежей
Фиг. 64.
Нанесение размеров
33
Размерные числа в этих случаях про-
ставляются в порядке их возрастания, т. е.
всякий последующий размер является сум-
мой предыдущих плюс последний номи-
нальный размер.
Некоторые условности, связанные с на-
несением размеров.
1. Когда из-за отсутствия свободного
места на чертеже не представляется воз-
Фиг. 68.
можным показать на цилиндрических фланцах расположение отверстий
(фиг. 68), проводят осевые линии фланца, а также тонкую штрих-пунктир-
3 1060
34
Оформление чертежей
ную окружность, на которой обозначается расположение отверстий и ука-
зывается их количество и диаметр, например, 12 отв. 0 5.
Фиг. 69.
2. При применении линий обры-
вов на чертеже размерные линии
следует проводить полностью, при
этом размерные числа должны соот-
ветствовать действительным размерам
элементов предмета (фиг. 69 — раз-
меры 75; 90 и 132; фиг. 55 —разме-
ры 120 и 165).
3. Если изображаемый предмет
симметричен по форме и вычерчен с
обрывом (фиг. 51, б, е— размеры
42, 40 и 50) или с неполным раз-
резом (фиг. 57 — размеры М. 20, &21;
0 24), то размерные линии должны
быть проведены за ось симметрии.
4. Допускается координатный способ нанесения размеров (фиг. 70).
5. Для уточнения конструктивных форм предмета и нанесения размеров
могут быть использованы выносные элементы. Эти элементы обводятся на
соответствующем виде или разрезе тонкой окружностью или овальной ли-
нией и отмечаются римскими цифрами на линии-выноске с полкой. Вынос?
ной элемент обозначается, как указано на фиг. 71.
Нанесение размеров
35
6. При схематическом изображении конструкций расстояния между точ-
ками пересечения осевых линий стержней рекомендуется наносить без вы-
носных и размерных линий, как показано на фиг. 72, а,
200
7. При нанесении размеров на сборочных чертежах металлических
конструкций рекомендуется применять условные знаки, схематически отра-
жающие соответствующую форму сечения элементов конструкции (фиг.72 , б).
11600 2050*37*4.5-7000
а.) б)
Фиг. 72.
При нанесении размеров не допускается:
1) проставлять размеры от линий невидимого контура;
2) использовать в качестве размерных линий контурные, осевые, цент-
ровые и выносные линии;
3) разделять или пересекать размерные числа какими бы то ни было линиями;
4) наносить размерные числа в месте пересечения двух линий (в случае
необходимости допускается прервать осевую линию для простановки раз-
мерного числа). »
3*
ГЛАВА ТРЕТЬЯ
ГЕОМЕТРИЧЕСКИЕ ПОСТРОЕНИЯ
В машиностроительном черчении часто приходится прибегать к различ-
ным геометрическим построениям, в частности строить уклоны, конусности,
сопряжения и др. Рассмотрим последовательно, как производят эти по-
строения.
§ 9. УКЛОНЫ И КОНУСНОСТИ
Уклоном прямой ВС относительно прямой АВ
ft ,
отношение i =- = tg ср, где <р — угол наклона
(фиг. 73, а) называется
Конусностью называется отношение разности диаметров двух попереч-
ных сечений кругового конуса к расстоянию между ними (фиг 73, б),
Фиг. 74.
т. е. k = П { d = 2 tg <р = 2i.
Величина уклона и конусности может
быть выражена в градусах, минутах и се-
кундах, отношением двух чисел и в про-
центах. Например, конусности, выраженной
в градусах, равной 11’25'16", соответствует
отношение 1.5, а в процентах — 20%, ук-
лону 5°42'38" соответствует отношение 1 : 10,
а в процентах— 10%.
Конусности стандартизованы ГОСТ 8593-57.
Рассмотрим построение уклонов и конусности
на примерах.
Пример 1. Построим профиль швеллера № 5
(ГОСТ 8240-56) с уклоном полок, равным 10%
(фиг 74)
Данные для построения профиля высота h = 50 лои, шиоина полок b = 37 мс. средняя
толшина полок Z— 7 aim, толщина стенки Д — 4,5 мм и радиусы скруглений В = 6 мм
и г — 2,5 мм.
Сопряжения
37 .
Строим взаимно-перпендикулярные прямые СЕ = b и СС = h. Строим толщину стен-
ки d. Для построения уклона полки откладываем на прямой СЕ от точки Е отрезок АЕ,
b—d
равный —. Из точки А восставляем перпендикуляр к прямой СЕ и на нем откладыва-
ем отрезок АВ = t. Через точку В проводим произвольной длины горизонтальную пря-
мую ВК Из точки К строим перпендикуляр КР, равный 0,1 длины отрезка ВК. Проведя
через точки Р и В прямую, получим искомый уклон полки Далее радиусами R и г вы-
полняем скругления
Пример 2. Построить очертание пробки крана (фиг. 75), имеющей конусность 1 ; 5,
диаметр D = ВС = 20 мм и длину I = 35 мм.
Первый способ. Из формулы k— 2i находим t — 1 : 10. Отмечаем точки Ви Си строим
в одной из них, например, в точке В, треугольник ВКР так, чтобы КР : ВК = 1 : 10. Про-
должив ВР до пересечения с осью конуса, получим вершину конуса S. Точку S соединяем
с точкой С Отложив по оси пробки от ВС отрезок I = 35 мм и проведя через конец это-
го отрезка прямую, перпендикулярную к оси, получим диаметр d=EF—13 мм торца пробки.
D— d 35
Второй способ. Из формулы k = —j— находим d — FE = 20——=— = 13 мм При
необходимости, пользуясь таблицей натуральных тригонометрических величин (танген-
сов), можно найти величину угла при вершине конуса: tg<p=j = 1:10=0,1. Отсюда
<р = 5°40'ЗЬ" и 2у = 11°24'16".
§ 10. СОПРЯЖЕНИЯ
Сопряжением называется плавный переход от одной прямой или кривой
линии к другой кривой линии Построение сопряжений основано на свой-
ствах прямых, касательных к окружностям, или на свойствах касающихся
Фиг. 76.
между собой окружностей. В первом случае необходимо, чтобы центр дуги
и точка сопряжения лежали на перпендикуляре, проведенном к прямой h
(фиг. 76, а, где OA\_h, О—центр сопряжения, А — точка сопряжения);
во втором случае необходимо, чтобы центры дуг и точка сопряжения ле-
жали на прямой, перпендикулярной к общей касательной этих дуг (фиг.
76, бив, где О и Oj — центры дуг, А — точка сопряжения, /—каса-
тельная к обеим дугам).
Точку касания А двух сопрягаемых линий называют точкой сопряжения.
Центром сопряжения называют точку, равноудаленную от сопрягаемых
линий.
38
Геометрические построения
Для определения центра сопряжения необходимо построить геометри-
ческое место точек, равноудаленных от заданных линий, и найти их точ-
ку пересечения (фиг. 77, а. б).
Геометрическим местом точек равноудаленных от прямой линии, явля-
ется параллельная ей прямая, отстоящая от нее на заданном расстоянии
'(фиг. 78,а)*.
Геометрическим местом точек, равноудаленных от окружности, явля-
ется концентричная окружность**. Радиус этой окружности определяется
в зависимости от вида сопряжения, о чем
Фиг. 77.
В черчении чаще приходится строить сопряжение двух пересекающихся
прямых (фиг 77, й); двух параллельных прямых (фиг. 77, б); сопряжение
дуги окружности и прямой линии дугой окружности (фиг. 78, а, б);
сопряжение двух окружностей прямой линией (фиг. 79, а, б и фиг. 80 —
прямая сопряжение двух окружностей дугами окружностей
(фиг. 81, а, б, в, г и фиг. 82).
Сопряжение дуги окружности с прямой***
Пример 1. Построить сопряжение радиусом /?, Дуги радиуса R с прямой I (фиг. 78, а).
Находим центр сопряжения О, и точек сопряжения С и А. Центр О, определяется точкой
пересечения дуги, описанной из центра О радиусом R-]-Rt, с прямой т, проведенной на
расстоянии Я1 параллельно прямой I Точка сопряжения С находится на пересечении линии
центров О и О, с дугой радиуса R. Для определения точки А опускаем из точки О, перпен-
дикуляр на прямую /. Затем радиусом Rx и? центра О, соединяем дугой точки А и С.
Пример 2. Заданы дуга радиуса R, прямая / и точка сопряжения А Найти радиус
сопряжения /?, и точку сопряжения С (фиг. 78, 6). Проводим через точку А перпендику-
ляр к прямой I и на нем откладываем отрезок АК, равный R Соединяем центр (> с точ-
кой К. Для нахождения центра сопряжения О, проводим чеоез середину отрезка ОК
перпендикуляр до пер сечения с прямой АК в точке О,. Соединив О, с О, найдем точку
сопряжения С и радиус сопряжения /?,, равный О,С.
Сопряжение двух дуг окружностей прямой.
Пример 1 (внешнее сопряжение). Даны дуги радиусов 2? и /?, и расстояние между их
центрами 00, = А Построить точки сопряжения С и В прямой, касательной к этим ду-
гам (фиг 79, о)
Проводим из центра О**** окружность радиусом, равным R — R,. Делим отрезок 00, = А
пополам и получаем точку О2. Из точки О2 проводим дугу радиуса 020 до пересечения
* Таких прямых будет две, однако в рассматриваемых ниже случаях требуется про-
ведение только одн >й прямой [Прим. ред.).
** Таких окружностей может быть и две, однако в рассматриваемых ниже построе-
ниях требуется, как правило, проведение только одной окружности (Прим, ред.)
*** Предлагаем читателю самостоятельно найти вторые решение примеров 1 и 2.
**** Резутьтат не изменится (для примеров 1 и 2), если вспомогательные окружности
проводить из центра 0^ (Прим, ред.)
39
Сопряжения
Фиг. 78.
Фиг. 79.
70
Фиг. 80
40
Геометрические построения
с вспомогательной окружностью радиуса R—Rx и получаем точку Е Из центра О про-
водим через точку Е прямую до пересечения с дугой радиуса Д', найдем точку сопряже-
ния С. Для нахождения второй точки—точки В — проводим из центра СД прямую, парал-
лельную ОС. Пересечение этой прямой с дугой радиуса Rx определит точку В. Полученные
точки соедин .ем прямой линией
Пример 2 (внутреннее сопряжение). Даны дуги радиусов /?, /Д и расстояние между
их центрами Л. Построить точки сопряжения С и В прямой, касательной к дугам (фиг. 79, 6).
Из центра О проводим вспомогательную окружность радиуса R-\-Rx- Делим отрезок
00 х = А пополам, найдем точку 02. Из полученной точки проводим радиусом 020 дугу до
пересечения с окр жностью радиуса R-\-Rx, получим точку Е Соединяем точку Е с цент-
ром О. Точка пересечения прямой с дугой окружности радиуса R — искомая точка С.
Для нахождения точки В проводим из центра ()} прямую, параллельную ОС Точка пере-
сечения этой прямой с дугой радиуса Rx определит точку В Полученные точки соединяем
прямой
На фиг. 80 показано построение сопряжений элементов заготовки рычага. Для построе-
ния сопряжений окружностей диаметрами 20 и 30 мм с прямыми BD и ЕН дугами
окружностей применен случай, рассмотренный на фиг. 78, а. Для построения сопряжения
этих же окружностей прямой МК применен случай, показанный на фиг. 79, а.
Фиг. 81.
Сопряжение дуг окружностей дугой окружности.
Сопряжения могут быть выполнены: 1) когда расстояние А между центра-
ми О и Ох сопрягаемых дуг больше суммы их радиусов 7? и /?, (фиг. 81, а
и в), т. е. А >/? + /?!, и 2) когда А < R + (фиг. 81, б иг).
Во всех случаях решение задачи сводится к нахождению центра сопря-
жения О2 дуги радиуса R2 и точек сопряжения С и В.
Пример 1. Даны дуги радиусов R и Rx, расстояние А между центрами этих дуг
и радиус сопряжения R2. Построить сопряжение для случая, когда А > RA-R\ (фиг. 81, а)*.
Чтобы найти центр 02, проводим из центра О дугу радиуса /?+/?2, а из центра О, —
дугу радиуса /?, + /?» Пересечение этих дуг определит центр сопряжения 02. Соединив
прямыми О и О, с центром О2. найдсм на пересечении этих прямых с соответствующими ду-
гами точки сопряжения С и В. Полученные точки соединяем дугой радиуса R2.
* Для случая, когда А < R 4- Rx (фиг. 81, б), построение выполняется аналогично.
Сопряжения
41
Пример 2. Даны дуги радиусов 7? и Rx, расстояние А между центрами этих дуг
и радиус сопряжения /?2. Построить сопряжение при А > /?-(-/? i (ф«г 81, в). Решение
этой задачи такое же, как и в предыдущих примерах, с той лишь разницей, что из цент-
ров О и О, проводятся дуги радиусом /?2—R и R2—Rt.
Пример 3. На фиг. 81, г приведено построение сопряжения для случая, когда А < Т?-)-/?,.
Центр сопряжения О2 определяется пересечением дуг, проведенных из О и О, радиусами
R—Ri и R)—Ri, точки сопряжения С и В определяются, как и в предыдущем примере.
На фиг. 82 показано построение со-
пряжении элементов рычага. Для постро-
ения сопряжений окружностей диаметров
30 и 20 мм дугами радиусов 60 и
35 мм применен случай, рассмотренный на
фиг. 81, в. Для сопряжения тех же ок-
ружностей с дугой /<Л1 применен случай,
показанный на фиг. 81, а.
Иногда приходится выполнять сопря-
жения по фиг. 83, а, когда сопрягающая
дуга касается меныпей окружности внеш-
ним образом, а большей окружности внут-
ренним образом, и по фиг. 83, б. когда
сопрягающая дуга касается внешним об-
разом большей окружности, а меньшей —
внутренним.
Пример 4. Даны дуги радиусов R и Rt, рас-
стояние А между центрами этих дуг и радиус со-
пряжения R2 (фиг. 83, а). Построить сопряже-
ние при А > R-j-Ri Решение этой задачи основа-
но на способах, применявшихся при решении пре-
дыдущих задач (фиг. 81. а, б) Из центра О} про-
водится дуга радиуса R2+Ri. а из центра О —
Д}га радиуса R2—R: в точке пересечения этих
дуг будет находиться центр сопряжения О2 Сое-
динив прямыми центр О2 с центрами О и Ог, най-
дем на пересечении этих прямых с соответствую-
щими дугами точки сопряжения С и В Получен-
ные точки сопрягаем дугой радиуса R2.
Пример 5. Исходные данные для построения сопряжения те же, что и для первого
случая (фиг. 83, б). Находим центр сопряжения О2 Проводим из центра О радиусом
Rr.-\-R и из О] радиусом R2-^P\ дуги. Точка пересечения этих дуг и будет искомым центром
О2. Соединив прямыми О2 с О и Оь определим точки сопряжения С и В. Полученные точ-
ки соединяем дугой радиуса R2.
Рассмотрим более сложный пример на построение сопряжений.
Построим очертание однорогого крюка грузоподъемностью т по
ГОСТ 6627-59 (фиг. 84).
Вычерчивание крюка выполняем в следующем порядке.
1. Проводим оси и вычерчиваем шейку крюка.
2. Проводим из центра Ог пересечения осей основную окружность внут-
реннего очертания крюка. Радиус этой окружности равен |-.
3. Находим центр 0.2 и проводим из него радиусом Rs основную дугу
окружности внешнего очертания крюка. Для построения центра О2 прово-
дим из Ot прямую п под углом 45 к осям и засекаем ее из точки N дугой
окружности радиуса R3. Точка N удалена от центра (Д на расстояние
1 + Л-
4. Строим сопряжение внешней окружности с правым прямолинейным
контуром верхней части крюка Сопрягаемая дуга имеет радиус Rt. Центр
сопряжения О3 и точки сопряжения К и М находятся по общему правилу
сопряжения дуги с прямой (фиг. 78, а).
42
Геометрические построения
Сопряжения
43
5. Строим сопряжение внутренней окружности диаметра а с левым пря-
молинейным контуром верхней части крюка. Радиус сопряжения ДБ. Центр
сопряжения О4 и точки сопряжения А и В определяются аналогично точ-
кам О3, К и М.
6. Строим очертания носка крюка. Пользуемся построениями, приведен-
ными на фиг. 83, б и фиг. 81, г.
Находим центры О6, О0 и О7. Носок крюка должен касаться прямой е,
проведенной на расстоянии т от горизонтальной оси крюка. Кроме того,
зев крюка должен быть равен размеру О. Расстояние О измеряется по ли-
нии центров дуг О4ОБ, ограничивающих контур зева.
Определяем центр О5 дуги радиуса /?6. Для этого делаем две засечки:
первую из центра 04 радиусом /?5 + Д6 + О; вторую—из центра О2 радиу-
сом -| + Дв. Точка сопряжения Е лежит на линии центров С\— ОБ. Из
центра О6 проводим дугу радиуса /?с, начиная от точки Е.
Находим центр О7 дуги радиуса /?7. Для этого сопрягаем прямую, ог-
раничивающую носок сверху, с дугой радиуса 7?6. На расстоянии /?7 от
прямой е проводим параллельную ей прямую t. Засекаем эту прямую ду-
гой радиуса — Д7 из центра О5.
Точка сопряжения С лежит на линии центров О5—О7. Проводим из
центра О1 дугу радиуса Д7.
Определяем центр О6дуги радиуса Д6, сопрягающей носок крюка с внешним
контуром крюка. Для этого делаем две засечки: первую из центра О7 ра-
диусом /?7 + /?с и вторую из центра О2 радиусом R3 + Re. Точки сопря-
жений Т и Р лежат на линиях центров О6 — О7 и О6 — 0.2.
Из центра Об проводим дугу, соединяющую точки Т и Р.
ГЛАВА ЧЕТВЕРТАЯ
КРИВЫЕ «ЛИНИИ
Очертания отдельных элементов деталей машин и механизмов, аппара-
тов и приборов, а также строительных конструкций и сооружений во мно-
гих случаях содержат различные кривые линии.
Критые линии разделяются на плоские, все точки которых лежат в
одной плоскости (окружность, эллипс, гипербола, парабола и др.), и прост-
ранственные, точки которых не лежат в одной плоскости (винтовые ли-
нии и др.).
Кривые разделяются на закономерные и незакономерные.
Кривые линии могут быть закономерными в том случае, когда форма
их определяется уравнением. Незакономерные кривые не могут быть зада-
ны уравнением. Они могут быть заданы только графическим изображением.
Закономерные кривые, в свою очередь, разделяются на алгебраические
и трансцендентные.
В геометрическом черчении плоские кривые принято разделять на цир-
кульные и лекальные, т. е. в зависимости от того, какими инструментами
выполняется графическое построение кривой.
Лекальные кривые можно приближенно заменять дугами окружностей.
Плавная кривая, состоящая из последовательного ряда дуг окружностей
различных радиусов, представляет собой коробовую (или центровую) кривую.
Рассмотрим построения некоторых из них.
§ 11. КОРОБОВЫЕ КРИВЫЕ ЛИНИИ
Завитки
Завиток представляет собой плоскую кривую (приближающуюся по фор-
ме к спирали), очерченную дугами окружностей различных радиусов. За-
витки могут быть построены при помощи двух, трех, четырех и более
центров. В практике чаще применяются трех- и четырехцентровые завитки.
Построение трехцентрового завитка (фиг. 85. а). Даны три центра, явля-
ющиеся вершинами равностороннего треугольника, сторона которого равна а.
Продолжаем стороны треугольника. Из центра 1 радиусом, равным а,
проводим дугу ЗВ. Затем из центра 2 радиусом 2В, равным 2а, описы-
ваем дугу ВС. Далее построение продолжаем в той же последовательности,
каждый раз увеличивая радиус дуги на величину а.
Построение четырехцентрового завитка (фиг. 85, б). Даны четыре центра,
являющиеся вершинами квадрата, сторона которого равна а.
Продолжаем стороны квадрата. Из центра 1 радиусом, равным а, про-
водим дугу 4В. Затем из центра 2 радиусом 2В, равным 2а, описываем
дугу ВС. Дальше построение выполняется в той же последовательности,
что и при построении трехцентрового завитка.
Трехцентровые завитки применяются, например, при скруглениях
железнодорожной колеи; четырехцентровые—при изготовлении кожухов
гентиляторов (фиг. 86) и т. п. Величина радиуса R назначается конструктором.
Коробовые кривые чинии
15
i
46
Коробовые кривые линии
Овалы
Овал представляет собой замкнутую кривую (обычно приближающуюся
по форме к эллипсу), очерченную дугами окружностей различных радиусов.
Поэтому на практике нередко эллипсы приближенно заменяют овалами.
Имеется несколько приемов построения четырехцентровых овалов*. Наи-
большее распространение получил способ, приведенный на фиг. 87. Дан-
ными для построения служат большая ось АВ и малая CD.
Соединяем концы полуосей прямой АС. Из центра О описываем ра-
диусом, равным ОА, дугу AF. Из точки С описываем радиусом CF дугу EF.
Через середину отрезка АЕ проводим пер-
пендикулярную к ней прямую, пересека-
ющую полуоси ОА и OD в точках 1 и 2.
Полученные точки будут центрами сопря-
жения дуг KL и LM. Для сопряжения дуг
MN и KN строим симметрично центрам 1
и 2 центры 3 и 4.
Овалы широко применяются при кон-
струировании очертаний элементов дета-
лей. В качестве примера применения рас-
смотренного овала могут служить фланец
(фиг 88) и люк в патрубке (фиг. 89).
Применение коробовых линий весьма
разнообразно. По этим кривым выполня-
ются профили кулачков, эксцентриков,
внутренне очертания статоров ротацион-
строительном деле — арки, своды и т. п. При-
кривых может служить очертание кулачка
ных (лопастных) насосов, а в
мером применения коробовых
(фиг. 90).
§ 12. ЛЕКАЛЬНЫЕ КРИВЫЕ ЛИНИИ
Кривые 2-го порядка
Эллипс
Эллипсом называется кривая, являющаяся геометрическим местом точек
плоскости, сумма расстояний которых от двух данных точек FY и F2amou
плоскости (фокусов) есть величина постоянная, равная данному отрезку АВ,
называемому большой осью (фиг. 91): FYK. + F2K = FYM + F2M = AB —
=2a, где К и M — точки эллипса.
Эллипс может быть получен сечением поверхности кругового конуса
плоскостью, наклонной к его оси и пересекающей все образующие.
Существует много способов построения эллипса. Рассмотрим некоторые
из них.
Построение эллипса по его фокусам (фиг. 91). Даны большая ось А В =
— 2а и малая ось CD = 2b.
Находим фокусы FY и F2. Для этого из точки С (или D) проводим
дугу, радиус которой равен большой полуоси эллипса (/? — а). '’ очки пересе-
чения дуги с большой осью эллипса — искомые (можно определить половину
фокусного расстояния с — у а~_ь2). Чтобы построить, например, точку К эл-
липса, задаемся произвольной величиной радиуса-вектора FYK, но так, чтобы
FyK =FyB. Находим величину радиуса F2K = AB — FYK- Затем из фоку-
См. И. М. Могильный, «Технические чертежи», предыдущие издания.
Лекальные кривые линии
47
сов Fj и F2 радиусами FXK и F2K делаем засечки,
тричные точки Д. Аналогично строятся и другие
соединяем при помощи лекала плавной кривой.
Получим четыре симме-
точки. Найденные точки
Фиг. 92.
Фиг. 91.
Построение эллипса по координатам точек (фиг. 92). Эллипс можно по-
строить, пользуясь каноническим (простейшим) уравнением = 1, где
а — большая полуось, b — малая полуось. Построим точку К. Задаемся
значением координаты х, при этом х < а. Определяем для точки К вели-
чину ординаты уу. yi = ~]/а2 — х?. Зная величины х± и г/п построим точ-
ку К. Аналогично строятся и другие точки эллипса.
Фиг. 94.
Построение эллипса по двум осям (фиг. 93). Даны оси АВ и CD. Стро-
им из центра О окружности диаметром АВ и CD. Проводим из центра О
пучок произвольных прямых. Прямые пересекут большую окружность
в точках /, 3, а малую — в точках 2,4. Через точки пересечения большой
окружности проводим прямые, параллельные малой оси эллипса, а через
точки пересечения малой окружности — прямые, параллельные большой оси
эллипса. Полученные в пересечениях точки £ и К принадлежат искомой
кривой.
Эллипсы, как и овалы, имеют большое практическое применение в ма-
шиностроении. На фиг. 94 показано зубчатое колесо, очертание которого
имеет форму эллипса.
48
Кривые линии
Построение эллипса по сопряженным диаметрам*. Первый вариант, когда
сопряженные диаметры пересекаются под прямым углом ^фиг. 95, а) Стро-
им прямоугольник и делим его большую сторону и малую ось на произ-
вольное, но одинаковое число равных частей, например, на восемь. Из кон-
цов большой оси К и L проводим пучки прямых КЕ К2, КЗ и т. д.; LK,
L2'. L3' и т. д. Пересечение одноименных прямых дадут точки А, В, С
и т. д., принадлежащие эллипсу.
Фиг. 95.
Второй вариант, когда угол между сопряженными диаметрами не пря-
мой Строим параллелограмм (фиг. 95, б), делим большую сторону парал-
лелограмма и отрезок ЕМ на равное число частей, например, на шесть. Из точек
К и L проводим пучки прямых — К1, К2 и т. д. и LI', L2' и т. д. Пересе-
чение прямых К1 и LK дает точку Д; прямых К2 и L2' — точку В и т. д.
Построение нормали и касательной к эллипсу (фиг. 96). Нормаль и каса-
тельная к эллипсу являются биссектрисами соответственно внутреннего и
Фиг. 96.
внешнего углов между радиусами-векто-
рами точки касания.
Для построения касательной и нор-
мали, например, в точке К, взятой на
эллипсе, проводим радиусы-векторы
FiK и F2K. Биссектриса п угла FlKF2
является нормалью, а перпендикуляр-
ная к ней прямая t — касательной.
Гипербола
Гиперболой называется геометриче-
ское место точек плоскости, разность
расстояний котооых от двух данных
точек Fj и F2 этой плоскости (фокусов) есть величина постоянная, равная
данному отрезку, называемому действительной осью. На фиг. 97 — это рас-
стояние между вершинами и Д2 гиперболы:
F2Mi — FyMi — Д1А2 — 2а.
Гипербола имеет асимптоты — прямые, к которым ветви гиперболы не-
ограниченно приближаются. Ось у называется мнимой осью гиперболы.
Гиперболу можно получить, пересекая поверхность кругового конуса
плоскостью, параллельной двум ее образующим.
* Диаметры эллипса называют сопряженными, если каждый из них делит пополам
хорды, параллельные другому (если сопряженные диаметры эллипса взаимно-перпендикуляр-
ны, то они являются его осями).
Лекальные кривые линии
49
Существует несколько способов построения гиперболы. Рассмотрим неко-
торые из них
Построение гиперболы по ее фокусам (фиг. 97). Даны: фокусное рас-
стояние 2с и расстояние между вершинами 2а.
Чтобы построить какую-либо точку гиперболы, например точку ЛД,
необходимо, чтобы величина радиуса-вектора FyA^ равнялась F2MX—2а,
при этом F2A1i > F2A. Затем из фокусов F2 и Ft радиусами и /ДЛД
делают засечки. Так определится точка ЛД и ей симметричная ЛД. Ана-
Фиг. 97. Фиг. 98.
i
Точки ЛД и Ki и другие можно построить иначе. Вместо арифме-
тических подсчетов величин радиусов-векторов РХМ}, FtKi и т. д. их опре-
деляют графически. Отложим на действительной оси от вершин А2 отрезок
А22, равный радиусу Г2ЛД. Искомым радиусом FiA'll будет отрезок AY2.
Это построение вытекает из следующего:
FzMr — 2а = FiMt = А22 — 2а = A t2.
Следовательно, достаточно наметить на действительной оси ряд произ
вольных точек, например, 1, 2, 3..
.., и тогда радиусами-векторами соот-
ветственно будут А,1 А^Г, А,2 и Ai2,
А23 и Aj3 и т. д.
Фиг. 100.
Построение касательной и нормали к гиперболе (фиг. 98). Касательная
и нормаль к гиперболе являются биссектрисами соответственно внутреннего
и внешнего углов между радиусами-векторами точки касания.
Пусть, например, нужно построить касательную и нормаль в точке К
(фиг. 98). Строим радиусы-векторы FVK и F2K. Биссектриса I угла F2l{F1
является касательной, а биссектриса гг внешнего угла — нормалью.
4 1060
60
Кривые линии
Гипербола так же, как и другие плоские кривые, встречается в технике.
На фиг. 99 показана шестигранная гайка, у которой грани и коническая
фаска образуют гиперболы. На фиг. 100 гипербола показана на изображе-
нии серьги.
Парабола
Парабола — геометрическое место точек плоскости, равноудаленных от
данной точки F (фокуса) и данной прямой (директрисы), лежащих в этой
плоскости, т. е. ВМ =FM (фиг. 101). Так как вершина О параболы равноудале-
на от директрисы и фокуса, то О А = OF ~ где р— параметр параболы.
Параболу можно получить сечением поверхности кругового конуса
плоскостью, параллельной одной из его образующей.
Существует несколько способов построения параболы. Рассмотрим не-
которы-* из них.
Построение параболы по заданному его параметру р (фиг. 101). На оси х
откладываем отр зок FA, равный р. Делим его пополам Середина-—точка
О будет вершинсй параболы, а точка F — фокусом. Проводим через точку А
директрису, перпендикулярную к оси х, а через фокус—прямую, парал-
лельную директрисе, и описываем из фокуса радиусом-вектором AF дугу
до пересечения с проведенной прямой в течках С и Е Так жэ могут быть
получены и другие течки, например М и /<. Для этого отложим по оси х
произвольный отрезок А1 и проведем через течку 1 вертикальную прямую.
Описав из фокуса дугу радиуса AI до пересечения с этой прямой, полу-
чим точки М и К-
В практике чаще строят параболу при помощи двух пучков прямых линий.
На cj иг. 102, а приведен пример построения параболы для случая, когда
заданы точка К, вершина О и ось параболы. Строим прямой угол ОСК.
Делим сторсгы этого угла на произвольное, но одинаковое число равных
частей. Из вершины О проводим к течкам деления стороны СК пучок прямых
линий, а из точек деления сторо! ы СО прямые, параллельные оси параболы.
Точки пересечения прямых являются течками параболы.
На фиг. 102, б приведен пример построения параболы, которая задана
двумя касательными прямыми СО и СК, пересекающимися под прямым
углом, и точками касания на них К и О. Д -лим СО и СК на прои «вольное, но оди-
наковое число частей. Одно именные точки деления соединяем прямыми линия и.
В полученною ломаную вписываем при помощи лекала огибающую-каса-
тельную кривую.
Лекальные кривые линии
51
На фиг. 103 приведены примеры построения параболы для случаев,
когда касательные прямые, проходящие через точки касания К и М, со-
ставляют острый и тупой углы. Построение параболы выполняется анало-
гично построению, приведенному на фиг. 102, б.
Парабола широко применяется
в технике, например, при затылов-
ке зубьев фрез, со i ряжении отдель-
ных элементов деталей, в стропилах
и мостовых фермах и др.
Нафиг. 104 приведен пример при-
менения параболы в элементах лапы
подвески.
Построение касательной и нормали к параболе (фиг. 105). Касательная
и нормаль к парабсле являются биссектрисами углов между радиусом-век-
тором FM точки касания М и перпендикуляром МВ, опущенным из этой
тс чки на директрису. При этом отрезок касательной к параболе между
точкой касания М и точкой пересечения N касательной с осью х делится
осью у в точке Q на два равных отрезка NQ и QM. Следовательно, отрезки
А'О и СС равны между собой. Поэтому касательную можно построить при
отсутствии фокуса (см фиг. 102, а). Опускаем из точки касания М на ось
параболы перпендикуляр МА Откладываем от вершины О отрезок ОВ,
равный ОА Касательная t проходит через точки В и М, нормаль п пер-
пендикулярна /.
Точка Q (фиг. 105) может быть также получена при помощи прямой BF ± t.
Циклоидальные кривые
Циклоидальной кривой называют траекторию точки круга, перекатыва-
ющегося без скольжения по прямой или неподвижному кругу.
Точка, списывающая при своем движении циклоидальною кривую, на-
зывается производящей. Окружность или прямая, по которым происходит
перекатывание, называется направляющей. К этим кривым относят циклоиду,
гипоциклоиду и эпициклоиду. Все они имеют практическое применение в ма-
шиностроении.
4*
6?
Кривые линии
Циклоида. Циклоидой называется кривая, которую описывает какая-либо
точка кр ,га, катящегося без скольжения по прямой линии.
Фиг 106.
Пусть образующий круг радиуса г и производящая точка К, взятая
на нем (фиг. 106), перекатываются по направляющей прямой Ох. Точка К
опишет за один оборот производя-
щего круга полный цикл кривой и
придет в соприкосновение с нап-
равляющей прямой в точке /(12.
Расстояние между точками К и
К12 соответствует полному оборо-
ту производящего круга и равно
2 тег Для определения промежу-
точных положений точки К через
течку О' проводим ли.1 ию центров
О' — 0'2, равную 2иг. Делим ок-
ружность и линию О' — 0'12 на
одинаковое число равных частей,
например, на 12. Через точки де-
ления окружности /, 2, 3 и т. д.
проводим прямые, параллельные
Ох. Точки О\, O'v О.Л и т. д. —
центры производящего круга, за-
нимаемые им последовательно при
качении по направляющей пря-
мой Ох.
Чтобы построить точки Ki, Кг,
Кя и т. д., нужно из каждого но-
вого положения центра производя-
щего крута О', О2, О3 и т. д. опи-
сать дугу радиуса г до пересече-
ния с соответствующей прямой,
проведенной через точки /, 2, 3,...,
11 деления окружности.
Полученные точки K,Kt. K2.KS....,
Ki2 соединяем плавней кривой,
мая, перпендикулярная к нормали.
Пусть нужно построить касательную I в точке Кв (фиг. 106).
Прямая п. соединяющая точку Кя с точкой 8 касания производящего
круга к направляющей Ох, является нормалью циклоиды; прямая I, пер-
пендикулярная к нормали в точке К6, — касательной.
Лскальные кривые линии
5Ъ
Кроме нормально!! циклоиды, существуют растянутые и сжатые. Если
точку К взять внутри круга, то такая точка опишет удлиненную (растя-
нутую) циклоиду (фиг. 107, а). Если точку К взять за пределами круга,
то она опишет укороченную (сжатую) циклоиду (фиг. 107, б). Такие кри-
вые называют трохоидами. Для построения трохоиды (фиг. 107, а, б) не-
обходимо предварительно найти точки нормальной . циклоиды, например
производящей точки А. Соединив эти точки с соответствующими центрамг
производящего круга прямыми О/Лр О2'А2, OS'A3. О4'Л4 и отложив затем
на них из центров О2'. Оч', О/ и т. д. отрезки, равные О’К, получим точкг
Ki, К2. К8. /<4 и т. д., принадлежащие искомым трохоидам.
Эпициклоида (фиг. 108) Кривая, описываемая производящей точкой про
изводящего круга, катящегося без скольжения по направляющему кругу, ко
саясь его внешним образом, называется эпициклоидой.
Построение точек эпициклоиды подобно построению циклоиды. При ка-
чении производящего круга по направляющему кругу производящая точ-
ка опишет за один оборот окружности один цикл кривой и переместится
в точку К12.
Откладываем по дуге направляющей окружности радиуса R дуг}
К— Ki2, равную 2кг. Удобнее эту дугу получить при помощи соответствующего
ей центрального угла <р = ^360э. Делим дугу К — Л12 и окружность ра-
диуса г на одинаковое число равных частей, например, на 12. Через точ-
54
Кривые линии
ки 1, 2, 3 и т. д. и точку О проводим из центра 0(| концентрические
дуги, а через точки деления /, 11, 111 и т. д. и центр Оо — пучок пря-
мых. Течки гересечения пучка прямых с линией центров О — 012 дадут
12 последовательных положений центра производящего круга Oj, 02, О3
и т. д. Как и в циклоиде, при перекатывании производящего круга на
одно деление, равное ^2кг, центр О .переместится в О1. а точка К займет
положение КА — на первой дуге
деления окружности. Если ок-
ружность перекатится на два
деления, то ее центр переместит-
ся также на два деления и зай-
мет положение О2. а точка К9
соответственно на второй дуге
деления окружности.
Чтсбы построить точки Ki,
К2, Кя и т. д. н\жно из каж-
дого нового положения центра
производящего круга OIt О2,
Оя...описать дугу радиуса г до
пересечения с соответствующи-
ми дугами окружностей, про-
веденными из центра направля-
ющего круга через точки деле-
ния /, 2, 3 и т. д. производя-
щего Kpyia. Найденные точки
соединяют плавной кривой.
Эпициклоида, как и циклоида, может быть удлиненной и укороченной.
В этом случае их называют эпитрохоидами.
Касательная и нормаль к эпициклоиде строятся так же, как касатель-
ная и нормаль нафиг. 106. Проводится прямая п (фиг. 108), соединяющая
точку касания К* с точкой VI11 касания производящего круга с направля-
ющим кругом. Прямая п является нормалью; прямая /, перпендикулярная
к п. — касательной.
Кардиоида (фиг. 109) является частным случаем эпициклоиды или улит-
ки Паскаля.
В первом случае кардиоида определяется как траектория производящей
точки круга, который катится без скольжения по направляющему кругу,
касаясь его внешним
Во втором случае
образом. При этом отношение их радиусов= 1.
(фиг. 109) каждой точке, взятой на направляющем
круге, соответствуют две равноудаленные от нее точки, лежащие на пря-
мой, проходящей через начало координат и данную точку. Расстояние
между этими точками от данной точки есть величина постоянная, равная
27?. Следовательно, ОК = ОЕ + 27?; ОС ~ ОВ ф- 27? и т. д., и ЕК = ЕМ.
ЬС = В А и т. д.
Гипоциклоида (фиг. 110). Кривая, описываемая производящей точкой круга,
катящегося без скольжения по направляющему кругу, касаясь его внутрен-
ним (бризом, называется гипоциклоидой.
Построение гипоциклоиды аналогично построению эпициклоиды (сравни-
те фиг. 108 и 110).
Гипоциклоиды также могут быть удлиненными и укороченными. В этом
случае их называют гипотрохоидами,
г
Форма эпициклоиды и гипоциклоиды зависит от величины модуля m~~R-
Лекальные кривые линии
65
5ь
Кривые линии
В рассмотренных примерах (фиг. 108 и ПО) приведены построения эпи-
г 1
циклоиды и гипоциклоиды при модуле т = -5- = -у. Это отношение показы-
R 8
вает, что производящая точка придет в исходное положение на направля-
ющем круге, после того как производящий круг сделает три оборота,
при этом точка опишет три цикла эпициклоиды или гипоциклоиды. Гипо-
циклоиду с тремя циклами кривых называют кривой Штейнера.
Если модуль т =
Г __1_
R~ 4’
то производящая точка опишет четыре
цикла
кривой. Гипоциклоиду с четырьмя циклами называют астроидой.
При модуле т, равном 1, гипоциклоида явится окружностью, а эпи-
циклоида примет форму кардиоиды. В этом случае производящая точка
за один оборот производящего круга по направляющему кругу опишет один
цикл кривой и соприкоснется с направляющим кругом один раз (фиг. 109).
Эпициклоида и гипоциклоида применяются при профилировании зубьев
цилиндрических, конических и винтовых зубчатых колес. Профиль головки
выполняется по эпициклоиде, а ножки — по гипоциклоиде (фиг. 111). Верх-
няя часть кривой от точки К — эпициклоида получается качением произво-
дящего круга радиуса по направляющему кругу радиуса R вправо от точ-
ки К', нижняя кривая— гипоциклоида по-
| лучена качением производящего круга ра-
/ диуса г2 внутри направляющего круга вле-
/ во от точки /(. Разумеется, что эти кривые
'к используются лишь отдельными участками,
2 Г—•Л как показано на фиг. 112, на которой изо-
/ \ \ бражена часть зубьев цилиндрических зуб-
Рч ] чатых колес. Здесь кривые АР и ВР, вы-
L- черченные утолщенной линией и принадле-
Bjw I жащие головкам зубьев, — части эпициклоид,
/г / / кривые ЕР и СР, принадлежащие ножкам
I у / зубьев, — части гипоциклоид.
| s' Некоторые другие кривые
I к Эвольвента окружности (фиг. 113). Если
I ' прямая линия катится без скольжения по
Фиг. 112. окружности, то каждая точка этой пря-
мой описывает линию, называемую эвольвен-
той (разверткой) окружности. Отсюда легко видеть, что кривая, описы-
ваемая концом натянутой нити, разматывающейся с окружности, является
эвольвентой. Рассмотрим ее построение.
Делим окружность заданного радиуса R на равное число частей, напри-
мер, на 12. Через точки деления проводим касательные. На касательной,
проведенной через точку 12, отложим отрезок, равный 2 kR, и получим
точку XII, принадлежащую искомой кривой. Для определения других то-
чек кривой разделим отрезок 12— XII соответственно числу делений окруж-
ности на 12 частей. Отложив на касательных к окружности от точек Г, 2\
3 и т. д. отрезки, равные 12—12—2'\ 12—3' и т. д., получим соответ-
ственно точки I, II, II/ и т. д., принадлежащие эвольвенте.
Построение касательной. Касательной к эвольвенте является прямая,
перпендикулярная к касательной прямой, проведенной из заданной точки
эвольвенты к окружности. На фиг. ИЗ такой прямой является прямая 1,
перпендикулярная к касательной 7—VII.
Лекальные кривые линии
Эвольвента широко применяется при профилировании зубьев зубчатых
колес, при проектировании кулачков, эксцентриковых рукояток зажимных
приспособлений и др.
фиг Ц5 лес, на котором выделены утолщен-
ные линии АР В и СРЕ— профили
зубьев, выполненные по эвольвентам. На фиг. 115 и 116 изображены эксцентрик
и рукоятка зажимного устройства, у которых профили рабочих участков
выполнены по эвольвентам.
Архимедова спираль (фиг. 117). Архимедова спираль — кривая, описывае-
мая точкой, совершающей одновременно два равномерных движения, одно
из которых совершается вдоль радиуса-вектора р, вращающегося вокруг по-
люса О, а другое — по окружности.
Уравнение спирали в полярных координатах имеет вид
Р = а?,
где р — р ади ус- ве кто р;
а— коэффициент пропорциональности;
<р — угол поворота радиуса-вектора (полярный угол).
68
Кривые линии
Чтобы построить спираль по заданному ее уравнению, необходимо:
1) определить коэффициент а:а = -—, где R — расстояние между дву-
мя последовательными витками
(шаг спирали);
2) задаться для каждой ис-
комой точки соответственным
значением угла ср;
9, Я®
3) решить уравнение р =
= аср для принятого значения ср.
Архимедова спираль имеет две
ветви, одна из которых рас-
кручивается против хода часовой
стрелки и соответствует поло-
жительному значению ср, дру-
гая — по ходу часовой стрелки
и соответствует отрицательно-
му значению ср.
Графический способ пост-
роения Архимедовой спирали
(фиг. 117). Дан шаг спирали
R. Из центра О описываем ра-
диусом R окружность. Делим
R, и окружность на одинаковое равное число
отрезок О — VIП, равный
частей, например, на 8. Получим на отрезке О—VIII точки Г, 2\ 3 и т. д.,
а на окружности — 1, II. Ill и т. д. Из центра О проводим через точки
деления окружности пучок лучей О/, 01 /, 0111 и т. д., затем описываем
из центра О дуги радиусами, равными последовательно 01, 02, 03 и т. д.
до пересечения с соответствующими лучами 01, О!/, 01// и т. д. Получен-
ные точки 2' З'и т. д. соединяем плавной кривой. На фиг. 117 построен
один виток (дуги можно заменить засечками).
Если потребуется несколько удлинить виток или увеличить число вит-
ков, то для их построения необходимо исполыовать точки /', 2', 3' и т. д.
основного витка, отложив от каждой из этих точек на лучах 01, ОН, ОШ
и т. д отрезок, равный шагу спирали R.
Спираль Архимеда широко применяется в технике, в частности при кон-
струировании самоцентрируюших патронов, кулачковых механизмов, зажим-
ных эксцентриковых приспособлений, при конструировании фрез и др.
На фиг. 118 показана фреза с затылованными зубьями; на фиг. 119 —
эксцентриковая рукоятка зажимного приспособления
Логарифмическая спираль (фиг 120). Кривая, пересекающ гя все лучи,
выходящие из асимптотической точки О (полюса) под оОним и тем же
угюм ф, называется логарифмической спиралью. Уравнение спирали в по-
лярных координатах имеет вид
р = ае^,
где k = ctgtp;
а = АО—исходный параметр (любое положительное число]
Легко видеть, что при — 0 радиус-вектор р=а. т. е. геометрический
смысл коэффициента а таков' а есть начальный радиус-вектор ОА;
ф—угол (величина постоянная); —полярный угол (произвольный).
Пользуясь этим уравнением, можно построить точки спирали. Если
ф то k = 0 и кривая преобразуется в окружность.
Лекальные кривые линии
59
Графический способ построения логарифмической спирали (фиг. 120). От-
кладываем на полярной оси отрезок ОА, равный а. Из тонки А, проведя
под углом ф к полярной оси прямую до пересечения с первым лучом, по-
лучим точку /. Из полученной точки, проведя под таким же углом к пер-
вому лучу прямую до пересечения со вторым лучом, найдем точку 2 и т. д.
Логарифмическая спираль применяется, например, при конструировании
кулачков и фрез с затылованными зубьями; в гидротехнике—при конструи-
ровании формы подводящих труб к лопастям турбины и др.
На фиг. 121 показана фреза с затылованными зубьями, профиль кото-
рых выполнен по логарифмической спирали. На фиг. 122, а показан кула-
чок привода контроллера ПГК-162Р, у которого профиль выполнен по ло-
гарифмической спирали. Тонкими линиями показан теоретический профиль
Кривые линии
кулачка, утолщенными — конструктивный. Ветви слизали сопряжены дуга-
ми окружностей. На фиг. 122, б показан тот же кулачок, профиль кото-
рого очерчен дугами окружностей.
Фиг. 122.
Синусоида (фиг. 123). Плоская кривая, изображающая изменение сину-
са в зависимости от изменения его аргумента (угла), называется синусои-
дой. Уравнение синусоиды имеет вид у = sincp.
Фиг. 123.
Построение синусоиды. Проводим оси координат Ох и Оу. На оси
Ох в произвольной, но удобно взятой точке С>! описываем заданным радиусом
R окружность. По оси Ох откладываем от точки О отрезок Т, равный 2л/?. Делим
окружность и отрезок на одинаковое число равных частей Проводим из точек
деления окружности 1,2, 5 и т. д. прямые, параллельные оси Ох, а из точек
деления отрезка 2', 3' и т. д. — прямые, параллельные оси Оу Точки пере-
сечения /, //, /// и т. д. одноименных прямых принадлежат синусоиде.
Если 7> 2vR, то синусоиду называют растянутой, если Т < 2т; R—сжа-
той. Число Т называют периодом колебаний.
Синусоидальными кривыми пользуются при исследовании гармонических
процессов в электрических машинах и аппаратах, при конструировании
профиля некоторых кулачков и др.
ГЛАВА ПЯТАЯ
ПРЯМОУГОЛЬНЫЕ ПРОЕКЦИИ
13. СПОСОБЫ ГРАФИЧЕСКИХ ИЗОБРАЖЕНИЙ
Всякая деталь ограничена различными геометрическими поверхностями,
определяющими в своей совокупности ту или иную ее конструкцию. Кон-
струкция детали по своему устройству может быть простой, средней слож-
ности или сложной.
При выполнении чертежей деталей во многих случаях приходится,
помимо основных изображений, строив дополнительные и местные виды,
выполнять разрезы и сечения, строить линии среза, линии пересечения
поверхностей и т. п. В учебном процессе эти вопросы обычно сначала изу-
чаются при составлении комплексных чертежей геометрических фигур,
а затем технических деталей.
Способы получения изображений излагаются в курсах начертательной
геометрии, а правила и условности, применяемые при выполнении черте-
жей изделий или их составных частей, — в ГОСТах «Чертежи в машино-
строении».
В настоящей главе предполагается, что студент уже имеет необходимые
знания об этих способах. Поэтому здесь основное внимание обращено на из-
ложение правил и условностей, которыми пользуются в черчении.
Существует несколько способов графических изображений. Среди них раз-
личают способ центрального проектирования (центральные проекции) и
способ параллельного проектирования (параллельные проекции). В маши-
ностроительном черчении обычно пользуются параллельными проекциями.
Центральные проекции, основаны на том, что изображение предмета на
плоскости получают посредством пучка лучей, исходящих из центра (фоку-
са, полюса) проектирования (фиг. 124, а). Этим способом, в частности,
пользуются при передаче изображения на экран (эпидиаскопом, киноап-
паратом и т. д.).
Параллельные проекции основаны на том, что изображение предмета на
плоскости получают посредством пучка параллельных лучей (фиг. 124, б).
Здесь центр проектирования мысленно отнесен в бесконечность
Параллельные проекции разделяются на косоугольные и прямоугольные
(ортогональные) проекции.
Одним из видов параллельных проекций являются аксонометрические
проекции. Ими пользуются для получения наглядных изображений предмета.
Отличаясь своей наглядностью, они все же не совсем удобны для опреде-
ления размеров предмета. Этот недостаток исключается при изображении
предмета в прямоугольных («комплексных») проекциях.
Прямоугол ные проекции являются основными при составлении техни-
ческих чертежей Сущность этих проекций заключается в том, что проекти-
руемый предмет предполагают расположенным между плоскостью проекций
и наблюдателем. При этом лучи, идущие от наблюдателя к плоскости про-
екций, составляют с ней прямые углы Отсюда эти проекции и получили
название прямоугольных. Кроме того, при этом способе предмет проектируют
62
П рямоуголъные проекции
не на одну, а на две или три взаимно-перпендикулярные плоскости проекций
(поэтому изображения, получаемые указанным способом, часто называют
комплексными проекциями). Чертеж, выполненный в прямоугольных проек-
циях, отличается от аксонометрического изображения меньшей наглядностью.
Однако он дает полное представление о форме предмета и позволяет судитьо его
размерах. С этой целью предмет ориентируют относительно плоскостей
проекций так, чтобы его основные элементы по возможности проектирова-
лись без искажения. Тогда размеры предмета легко определяются путем
измерения на чертеже по трем еза мно-перпендикулярным направлениям:
длине, высоте и ширине.
Фиг. 124.
На фиг. 125, а приведено построение проекций угольника на трех вза-
имно-перпендикулярных плоскостях: горизонтальной П1. фронтальной Пъ
и профилы ой /7,. Угольник помешен относительно плоскостей проекций
так. что отрезки, параллельные плоскостям проекций /71т /7г и /73, отобра-
жающие длину, высоту и ширину его, проектируются на ^ти плоскости в
натуральную величину. Так, длина выражена отрезком СО||Ол||пл. /7Х
и '7,, высота — ЬС 11 Oz 11 пл. Г/2 и П ч, ширина — Ali 11 Оу 11 пл Пх и П3.
Первые два измерения определяют истинную величину вертикальной полки,
второе и третье—i оризонтальной полки. Толщина полок определяется со-
ответственно отрезками СЛ||пл. Пх и П-, и .411 п.п и /7я. Ребро же-
сткости изобразилось на плоскости П3 в натуральную величину в виде
треугольника Повернув плоскости /7, и Пя до совмещения с пло-
скостью П2, получим плоский чертеж (фиг. 125, 6} В результате совмеще-
ния плоскостей горизонтальная проекция расположится под фронтальной,
а профильная — справа от нее. При этом все точки нахгдятся в проекцион-
ной сгя’и. течки фронтальной и горизонтальной проекций лежат на прямых,
перпег дикулярных к оси Ох, а точки фронтальной и профильной) проекций —
на прямьх, перпендикулярных к оси Oz.
Проекционную св5 зь между горизонтальной и профильной проекциями
точки можно установить несколькими графическими приемами- дугой ок-
ружности (фиг. 126 а), с помощью прямой (фиг. 126, б) или постоянной
прямой чертежа л (фиг. 126, в). Порядок построения профильной проекции
течки А, на этих фигурах указан стрелками. Легко убедиться в том, что
более течное построение точек достигается приемом приь денным на
4 иг. 126, в, так как здесь применяется наименьшее количество графических
операций.
Фиг. 125.
64
Прямоугольные проекции
Расположение видов на чертежах
65
Для пояснения способа прямоугольных проекций на фиг. 125, б приме-
нялись оси проекций, при помощи которых строились проекции точек.
В начертательной геометрии такой способ построения проекции называют
«осным» или «осной системой». В практике производственные чертежи вы-
полняются в «безосной системе» (без указания осей проекций). В безосной
системе при построении проекций предмета пользуются осями симметрии,
центровыми линиями или характерными его плоскостями. Они являются
как бы основными базами при построении изображений. Рассмотрим примеры.
На фиг. 127 даны фронтальная и горизонтальная проекции угольника.
Нужно построить пр(филнн}ю г роекп! ю. Удобно принять в качестве основ-
ной базы заднюю плоскость вертикальней стенки высотой Н и шириной В,
профильная проекция которой—вертикальная прямая, равная Н. Отложим
от нее на линиях проекционной связи отрезки L, S и Ь равные соответст-
вующим отрезкам на горизонтальной проекции. Проведем из концов их
вертикальные линии, равные S2 и Н — (5\ S2) Соединив концы этих
прямых горизонтальными линиями а концы отрезков S, и S2 также и нак-
лонной прямей, завершим построение профильной проекции угольника.
На фиг. 128 дз1 ы фронтальная и профильная проекции угольника,
нужно построить горизонтальною проекцию. И в этом случае удобно вы-
брать заднюю плоскость вертикальной стенки высотой Н и шириной В
Эта плоскость изобразится на горизонтальной плоскости проекций пря-
мой, равней В. Отложив от нее на линиях проекционной связи отрез-
ки, равные L, b и S, и проведя через их концы горизонтальные прямые
в пределах ширины В, получим проекции основных элементов угольника.
Проекция угольника завершается построением ребра, имеющего толщину Ss.
На фиг. 129 дан пример построения профильной проекции крышки,
когда базой служит осевая линия отверстия d.
Строим профильную проекцию. Проводим горизонтальные линии проек-
ционной связи. Откладываем измеренные на горизонтальной проекции отрез-
ки I и В. Через концы этих отрезков проводим вертикальные прямые в
пределах верхней и нижней линий проекционной связи. Отложив отрезки
А и Л(, строим оси отверстий диаметра rf, и т. д.
Изображения на чертеже в зависимости от их содержания разделяются
на виды, разрезы и сечения.
Количество изображений зависит от сложности форм предмета. Основные
правила и указания по расположению изображений на чертежах даются
в ГОСТ 3453-59.
§ 14. РАСПОЛОЖЕНИЕ ВИДОВ НА ЧЕРТЕЖАХ
Вид — изображение обращенной к наблюдателю видимой части поверхности
предмета. При этом предмет располагается между наблюдателем и соответ-
ствующей плоскостью проекций (см. фиг. 125. а).
За основные плоскости проекций принимаются шесть граней куба
(фиг. 130). которые затем совмещаются с плоскостью чертежа, как показано
на фиг. 131.
Виды на чертежах имеют следующие названия: Вид спереди или Глав-
ный. вид: Вид сверху; Вид слева; Вид справа; Вид снизу и Вид сзади. Вид
сзади может быть размещен также рядом с видом справа.
Изображение на фронтальной плоскости проекций принимается на чер-
теже в качестве главного. При этом- предмет следует располагать относи-
тельно этой плоскости так, чтобы изображение на ней давало наиболее
полное представление как о форме, так и о размерах предмета при наилучшем
использовании поля чертежа.
В некоторых государствах, например в США, Англии, Голландии, при-
меняется другой способ расположения видов (фиг. 132). При этом наблю-
Б 1060
66
Прямоугогьные проекции
Расположение видов на чертежах
fit
датель находится за соответствующей плоскостью проекций, и изображения,
-получаемые на плоскостях проекций, являются как бы зеркальными отра-
жениями
При выполнении чертежей предмета нужно стремиться к тому, чтобы
количество видов было наименьшим, но обеспечивавшим полную ясность
чертежа, применяя при этом установленные стандартами условные обозначе-
ния, знаки и надписи. В качестве примера приводится деталь, изображенная
на фиг. 133, а в двух проекциях Использовав условный знак 0 диаметра
и знак □ квадрата, можно обойтись одним изображением (фиг. 133, б).
Фиг. 133.
На фиг. 134 дан чертеж стакана невозвратного клапана инжектора. Для
представления о его конструкции необходимо иметь два изображения.
На фиг 127 и 128 были приведены чертежи угольников, содержащие
по три вида. Легко убедиться, что двух видов для этих деталей недостаточно,
так как без вида слева нельзя судить о форме ребра жесткости, а без вида
сверху неясна форма горизонтальной полки.
Во многих случаях недостаточно и трех видов. В таких случаях поль-
зуются еще видами справа, снизу или сзади.
Фиг. 134. 1
Если виды сверху, снизу, слева, справа и сзади смещены относительно
главного вида то в таких случаях смещенные виды должны быть отмечены
на чертеже надписью по типу Вид Д (фиг. 140), Вид В (фиг. 141) с чертой
внизу. При этом направление взгляда должно быть указано стрелкой с со-
ответствующей буквой (в приведенных примерах они обозначены буквами
Д и В). Аналшично поступают и в тех случаях, когда некоторые виды
отделены от главного изображения другими изобрамниями или распо-
ложены не на одном листе с ним Названия основных видов на чертежах
не надпш ываются, за исключением случаев, когда отсутствует изображение,
у которого может быть дано указание стрелкой. Например, пусть для изо-
бражения предмета нужно иметь два вида главный вид и вид сзади. В этом
случае над видом сзади должна быть сделана надпись Вид сзади, так как
5*
68
Прямоугольные проекции
связанное с этим видом изображение, у которого можно было бы дать
указание стрелкой, отсутствует. Если для этого предмета дать также и вид
сверху, то над последним должна быть псмншена стрелка с соответствующей
буквой, например А. а над видом сзади — надпись Ьид А.
Если вид представляет собой симметричную фигуру, то рекомендуется
вычерчивать половину вида, как показано на чертеже корпуса предохрани-
тельного клапана (фиг. 138, Ьид слева). или как на чертеже корпуса ре-
дуктора (фиг. 141, Ьид В). Если какая-либо часть предмета не может быть
Фиг. 135. Фиг. 136.
показана ни на одном из шести основных видов без искажения ее формы
и размеров, то для получе ня этой части в неискаженном виде пользуются
дополнительными видами, получаемыми на вспомогательных плоскостях.
Вид Л
повёрнуто
Примерами применения дополнительных видов могут служить чертеж фи-
тинга (фиг. 135, а и б, / ид А) и чертеж хомута (фиг. 136). Расположение
видов, показанное на фиг. 135, б. — предпочтительнее.
Дополнительные виды, так же как и смещенные должны сопровождаться
на чертеже надписью, а у связанного с дополнительным видом изображения
Расположение видов на чертежах
69
под чертой слово «повернуто»
должна быть поставлена стрелка, указывающая направление взгляда с со-
ответствующим буквенным обозначением (фиг. 135).
В случаях, подобных показанному на фиг. 136, допускается надпись и
стрелку на чертеже не делать.
Дополнительный вид можно поворачивать, но с сохранением положения,
принятого для данного предмета на главном изображении чертежа. При
этом к надписи должно быть добавлено
/. 1О_ Вид Л \
фиг. 137, ---------1
п жернупн’ J
Изображение отдельного узкоограни-
ченного места на поверхности предмета
называется местным видом. Местный вид
может быть ограничен линией обрыва или
но* В
фланец
\®
Б-Ь
Фиг. 139.
Фиг. 138.
Вид Г
фланец
линией обрыва,’ необходимо,
линией, был по возмож-
местный вид
охватываемый этой
140, Вид Г и фиг. 141, Вид Д). Примеры
" ' " Вид Г \ '
и-^----------------------------------, а
фланец ]’
не ограничен. Ограничивая
чтобы участок элемента,
ности наименьшим (см. фиг.
. ,.>Г1 Вид В
неограниченного местного вида показаны на фиг. 139 ( -------
, , . 1 I Bit' Г 1
также на фиг. 141 —----------.
1 фланец I
Арестные виды должны быть отмечены на чертеже подобно дополнитель-
ным видам надписью. В надписи над чертей может быть указано название
изображаемого элемента, например, фланец, прилив, ребро и т. п. Приме-
, , Вид В Вид Г \
рами могут служить надписи на фиг. 139 —г----------и -г-----
r j j — г t фланец фланец /
Если предмет имеет несколько одинаковых, равномерно расположенных
отверстий (фиг. 137—141), то на изображении этого предмета рекоменду-
ется вычерчивать одно-два отверстия, а остальные показывать условно
центровыми линиями.
ГО
Прямоцгольные проекции
§ 15. РАЗРЕЗЫ
Изображения предметов, на которых внутренние очертания выполнены
линиями невидимого контура (фиг. 129, 134 и 135), на производственных
чертежах применяются относительно редко из-за неудобства нанесения раз-
Фиг. 140.
«леров и различных условных знаков. Кроме того, такие чертежи не всегда
легко читаются.
Поэтому для получения ясного представления о внутреннем устройстве
предмета а также для устранения указанных выше неудобств применяют
тазрезы и сечения (§ 16).
Разрезы
71
Разрез—изображение предмета, мысленно рассеченного плоскостью
(или несколькими плоскостями), при этом мысленное рассечение предмета
относится только к данному разрезу и не влечет за собой изменения дру-
гих изображений того же предмета. На разрезе показывается то, что полу-
чается в секущей плоскости и что расположено за ней (разрез А— А на
фиг. 138). Допускается изображать не все, что расположено на секущей
плоскости, если при этом не нарушается ясность чертежа.
Разрезы разделяются в зависимости от положения секущей плоскости
относительно горизонтальной плоскости проекций на:
горизонтальные — секущая плоскость параллельна горизонтальной пло-
скости проекций (например, разрез Б—Б на фиг. 139);
вертикальные — секущая плоскость перпендикулярна горизонтальной
плоскости проекций (например, разрез на месте главного вида на фиг. 138);
наклонные — секущая плоскость составляет с горизонтальной плоскостью
проекций угол, отличный от прямого (например, разрез В—В нафиг. 140).
Вертикальный разрез называется фронтальным, если секущая плоскость
параллельна фронтальной плоскости проекций (например, разрез Б—Б на
фиг. 140 и разрезы на месте главного вида на фиг. 138 и 141), и профиль-
ным, если секущая плоскость параллельна профильной плоскости проекций
(например, разрез Б—Б на фиг. 141).
В зависимости от числа секущих плоскостей разрезы разделяются на:
простые—при одной секущей плоскости (например, разрез А—А на
фиг. 138 и разрез Б—Б на фиг. 139);
сложные—при двух и более секущих плоскостях (например, разрезы
А — А на фиг. 139 и 140 и разрез Б—Б на фиг. 142).
Сложные разрезы называются ступенчатыми, если секущие плоскости
параллельны (например, ступенчатый фронтальный разрез Л—Л на фиг. 144),
и ломаными, если секущие плоскости пересекаются (например, разрез Л—А
на фиг. 140 и разрез Б—Б на фиг. 142).
Разрезы называются продольными, если секущие плоскости направлены
вдоль длины или высоты предмета (например, разрез на месте главного
вида на фиг. 138, 141 и 143), и поперечными, если секу цие плоскости на-
правлены перпендикулярно к длине или высоте предмета (например, разрез
Б— Б на фиг. 141).
Помимо приведенных разрезов, применяются также местные разрезы,
которые служат для выяснения устройства предмета лишь в отдельном,
узкоограниченном его месте. В отличие от других разрезов местный разрез
ограничивается на виде сплошной волнистой линией, которая не должна сов-
падать с какими-либо линиями изображения. Примеры применения местных
разрезов показаны на чертеже корпуса шестеренчатого насоса (фиг. 143,
см. вид слева).
Допускается соединять часть вида и часть соответствующего разреза,
разделяя их сплошной волнистой линией (фиг. 145, а и б) Если при этом
соединяются половина вида и пслсвина разреза, каждый из которых явля-
ется симметричной фигурой, то разделяющей линией служит ось симметрии
штрих-пунктирная тонкая линия (см. вид сверху на фиг. 138 и виды
сверху и слева на фиг 141). Допускается также разделение разреза и вида
штрих-пунктирной линией, совпадающей со следом плоскости симметрии не
всего предмета, а лишь его части, если эта часть представляет собой тело
вращения (фиг. 146).
Условности, применяемые при выполнении разрезов. Для нанесения линий
сечения применяется разомкнутая линия с начальным, у перегибов (в слож-
ных разрезах) и конечным штрихами. Начальные и конечные штрихи снаб-
жаются стрелками, указывающими направление взгляда (фиг. 138—141).
72
Прямоугольные проекции
Фиг. 142. Фиг. ИЗ.
Разрезы
73
Начало и конец линий сечения во всех случаях должны отмечаться
прописными буквами русского алфавита, а над разрезом должна быть сде-
лана надпись по типу А—А (с чертой внизу).
В случае нес б ходи мости буквы, отмечающие линию сечения, могут быть
поставлены и у перегибов (фиг. 147).
Для разрезов, подобных указанному на фиг. 148, следует проводить одну
общую линию сечения. При этом каждый из этих разрезов отмечается буквами,
которыми обозначена линия сечения
д_д (в данном примере А—А и Б—Б).
Фиг. 144. Фиг. 145.
Если секущая
плоскость совпадает с
плоскостью симметрии предмета и
соответствующее изображение находится
лено какими-либо другими изображениями,
допу кается для горизонтальных, фронталь-
ных и профильных разрезов не отмечать по-
ложение секущей плоскости и сам разрез не
сопровождать надписью (например, разрезы
на месте главного вида на фиг 138 и 141).
Вертикальный разрез при секущей плос-
кости, не параллельной фронтальной или
профильной плоскости проекций, а также
наклонный разрез должны строиться и рас-
в проекционной связи и не разде-
А-А
полагаться в соответствии с направлением.
указанным стрелками на линии сечения. В случае необходимости допускается
располага"'*- такие разрезы на любом месте чертежа (например, разрез Г—Г
на фиг. 142), а также с поворотом, при этом к надписи под чертой должно
, £> _______________________________________________
быть добавлено слово «повернуто» (см. разрез------------ фиг. 140.
г j г г повернуто' r 1
74
Прямоугольные проекции
При ломаных разрезах секущие плоскости, как правило, условно пово-
рачиваются до совмещения в одну плоскость (фиг. 139, 140, 142). Если
совмещенные плоскости окажутся параллельными одной из основных плоско-
стей, то разрез может быть помещен на месте соответствующего вида (разрез
Ь—Б на Фиг 142).
Фиг. 148.
В случае необходимости для выяснения внутреннего устройства пред-
мета в отдельных его местах допускается соединять четверть вида и четверть
трех разрезов; четверть вида, четверть одного разреза и половину другого
ч т. и. при условии, что каждое из этих изображений в отдельности сим-
метрично, причем это до-
пускается и в тех случа-
ях, когда симметрия рас-
пространяется не на весь
предмет, а на его часть,
представляющую собой те-
ло вращения. На фиг. 149
приведен пример соедине-
ния четверти вида слева с
половиной разреза Б—Б
и четвертью разреза А—А.
Для упрощения черте-
жей или сокращения коли-
чества изображений поль-
зуются также наложенной
проекцией. Наложенная
проекция — изображение части предмета, находящейся между наблюдателем
и секущей плоскосттю вычерченное утолщенной штрих-пунктирной линией
непосредственно на разрезе (см. фиг. 29).
§ 16. СЕЧЕНИЯ
Сечение—изображение фигуры, получающейся при мысленном рассече-
нии предмета плоскостью (или несколькими плоскостями). На сечении по-
казывается только то, что получается непосредственно в секущей плоскости.
Сечения разделяются на вынесенные и наложенные. Контур вынесенных
сечений выполняется сплошной основной линией (фиг 150, б и в), а кон-
тур наложенных — сплошной тонкой (фиг 150. а), причем контур изобра-
жения в месте расположения наложенного сечения не прерывается. Пред-
почтение следует отдавать вынесенным сечениям.
Сечения
75
76
Прямоугольные проекции
Ось симметрии вынесенного или наложенного сечения указывается
штрих-пунктирной тонкой линией без обозначения буквами и стрелками,
и линия сечения не проводится (фиг. 150, б и 151, а). Не проводи гея ли-
ния сечения и в случаях, подобных указанным на фиг. 150, в. Во всех
остальных случаях для обозначения линии сечения применяется разомкну-
тая линия с обозначением на ее концах одной и той же буквой русского
алфавита и указанием стрелками направления взгляда, а над сечением долж-
на быть сделана надпись с чертой внизу по типу А—А (фиг. 151, б и 152,а и б).
Фиг. 154.
Сечение должно по построению и расположению соответствовать нап-
равлению, указанному стрелками (фиг. 153, а и 152, а и б).
Допускается располагать сечение на свободном поле чертежа, а также
с поворотом. В последнем случае к надписи должно быть добавлено под
/ д____________________________д
чертой слово «повернуто» ----------фиг. 153. б .
Хповернупы '
В случаях, подобных показанному на фиг. 153, в, секущие плоскости
следует проводить так, чтобы поперечные сечения получались нормаль-
ными
Если секущая плоскость проходит через ось поверхности вращения, огра-
ничиваю цей отверстие или углубление, то контур отверстия или углубле-
ния показывается полностью (см. коническое углубление на фиг. 152, а и
цилиндрическое углубление и отверстие на фиг. 152, б). Для пазов, шпо-
ночных канавок и т. п. сечение выполняется так, как показано на фиг.
152, а для шпоночной канавки
В ряде случаев может применяться в качестве секущей цилиндрическая
поверхность, развертываемая затем в плоскость, при этом над сечением
должна быть сделана соответствующая надпись с добавлением слова раз-
бери jmo, как показано на фиг. 154.
Построение проекций точек, расположенных на поверхности тел
77
§ 17. ПОСТРОЕНИЕ ПРОЕКЦИЙ ТОЧЕК, РАСПОЛОЖЕННЫХ НА ПОВЕРХНОСТИ
ГЕОМ1ТРИЧЕСКИХ ТЕЛ, И ТОЧЕК ПЕРЕСЕЧЕНИЯ ПРЯМЫХ С ТЕЛАМИ
При выполнении упражнений по проекционному черчению приходится
часто решать задачи на построение линий пересечения двух поверхностей.
Для выполнения этих построений необходимо уметь находить точки, распо-
ложенные на поверхности геометрических тел, а также точки пересечения
прямых с телами. В связи с этим полезно ознакомиться с некоторыми при-
емами построения проекции точек, расположенных на поверхности пирами-
ды, конуса и шара.
Построим на пирамиде и конусе (фиг. 155, о и б) по заданным фрон-
тальным проекциям /2 и 22 точек 1 и 2 их горизонтальные Д и 2( и про-
фильные /3 и 29 проекции.
Для нахождения горизонтальной проекции точки проводим через точ-
ку 1 (/2) и вершину фигуры S'(S2) вспомогательную прямую 57<(52К2)—
на пирамиде и вспомогательную образующую 5К(52Л2)— на ког усе.
Искомая проекция будет лежать на горизонтальной проекции £,/(, вспо-
могательной прямой SK. Затем по двум проекциям Д и /2 точки J строит-
ся профильная ее проекция.
78
Прямоугольные проекции
Горизонтальная проекция 2Г точки 2 построена при помощи профиль-
ной проекции 23, так как фронтальная проекция 22 течки 2 находится на
профильном ребре SB || пл. Р3, а на конусе — на образующей, совпадающей
своей фронтальной проекцией с осью конуса. Эти задачи можно решить и
при помощи вспомогательных плоскостей уровня.
Построим проекции точки 3 (фиг. 155, а и б). На пирамиде она задана
фронтальной проекцией 32, а на конусе—горизонтальной проекцией
Через точку 3, расположенную на грани пирамиды BSC, проводим вспо-
могательную секущую плоскость а(а2) и строим линии сечения, параллель-
ные сторонам основания. Проведя из точки 32 линию связи, найдем иско-
мую проекцию — точку 3j.
Чтобы найти фронтальную проекцию 32 точки 3 на конусе, проводим
через точку Зл дугу окружности радиуса S/A, образованную сечением ко-
нуса горизонтальной плоскостью а. Для получения фронтальной ее проек-
ции а2 проводим из точки пересечения дуги с горизонтальной проекцией
образующей конуса, являющейся фронталью. линию связи до пересечения
с фронтальней проекцией этой образующей. Через полученную точку про-
водится фронтальная проекция а2 плоскости а. Искомая проекция 32 точки
3 определяется точкой пересечения линий связи, проведенной из точки Зу
с линией а2.
Для определения проекций точек /, 2 и 3, расположенных на поверх-
ности шара (фиг. 155, в), также примерены вспомогательные секущие плос-
кости уровня.
Пусть точка / задана фронтальной проекцией /2; точка 2—фронтальной
проекцией 22, расположенной на главном меридиане, а точка 3—профиль-
ной проекцией Зя.
Для нахождения горизонтальной проекции /1 точки / применена вспо-
могательная горизонтальная плоскость а. Построение аналогично построе-
нию проекции точки 3 на конусе. Ход построения показан на чертеже
стрелками.
Горизонтальная проекция точки 2 определена при помощи профильной
проекции 23.
Для нахождения горизонтальной и фронтальной проекций точки 3 при-
менена вспомогательная плоскость у(у3). Построена фронтальная проекция
этой точки 32. Затем по двум проекциям найдена горизонтальная проекция Зх.
Построение точек пересечения прямых с поверхностью геометрических
тел. Построим точки пересечения прямой /(/,./2) JL ил. Пу и горизонтали
A(/Zj,/z2) с поверхностью трехгранной пирамиды (фиг. 156, а).
Прямая I пересекает пирамиду в точках 1 и 2 Для нахождения фрон-
тальной проекции точки /, проведем через горизонтальную проекцию пря-
мой 1у вспомогательную прямую и построим фронтальную проекцию этой
прямой. Точка пересечения этой прямой с заданной даст искомую
фронтальную проекцию /2 точки /, а фронтальная проекция 22 точки 2 —
точка пересечения прямой 12 с основанием пирамиды.
Для нахождения точек пересечения горизонтали h(hy,h2) с поверхностью
пирамиды (фиг. 156, а) проводим через горизонталь вспомогательную гори-
зонтальную плоскость а(а2). Строим горизонтальные пооекции линий сече-
ния. Точки пересечения эгих линий с горизонтальной проекцией /zt гори-
зонтали h дают проекции Зу и 4у точек 3 и 4. Фронтальные проекции 32
и 42 этих точек определяются при помощи линий связи.
На фиг. 156, б показано построение точек пересечения прямой l(ly,l2),
J..K пл. П2, и горизонтали h(hy,h2} с поверхностью кругового конуса.
Горизонтальные проекции 1у и 2у точек пересечения / и 2 прямой I с
конусом найдены при помощи плоскости ₽(Р2), проведенной через точку Н-22.
Затем строится на горизонтальной проекции конуса линия сечения — дуга
Линии перехода
79
окружности. Точки пересечения этой дуги с горизонтальной проекцией 1Х
прямой I будут искомыми точками 1Х и 2Х.
Точки 3 и 4 пересечения горизонтали /1 с конусом также построены при
помощи горизонтальной плоскости а(а2), пров денной через горизонталь h.
Горизонтальны? проекции точек Зх и 4t определяются по юбно точкам 1Х и21.
На фиг. 156, в дано построение точек пересечения прямой I. J.K пл. /72,
и фронтали / с поверхностью шара.
Фиг. 156.
Точки пересечения 1 и 2 прямой I с шаром построены при помощи го-
ризонтальной плоскости а(а2). Точки пересечения фронтали f с шаром
найдены при помощи фронтальной плоскости Р(р±). Нахождение точек /, 2,
3 и 4 легко проследить по чертежу.
§ 18. ЛИНИИ ПЕРЕХОДА
При изготовлении чертежей деталей и узлов приходится часто строить
линии пересечения поверхностей (линии перехода). Наиболее важную роль
играют линии пер. хода при построении разверток элементов конструкций,
выполняемых из листового металла (речь о них будет идти несколько поз-
же). Для решения таких задач необходимо знать некоторые положения
начертательной геометрии.
Построение линии перехода упрощается, если наперед известен вид кри-
вой. Так, например, если две поверхности второго порядка имеют общую
плоскость симметрии, то проекция их линии пересечения в направлении,
перпендикулярном к этой плоскости, — кривая второго порядка. Такими
линиями могут быть окружность, эллипс, парабола, гипербола.
При построении линий перехода пользуются «посредниками»—вспомо-
гательными плоскостями или поверхностями.
Посредники Еьбираются так, чтобы они пересекали заданные поверхно-
сти по прямым линиям или по окружностям. В качестве посредников
обычно применяются плоскости уровня, проектирующие плоскости, плоско-
сти общего положения и сферические поверхности.
Выбор посредников зависит от вида пересекающихся поверхностей, их
взаимного расположения и их расположения относительно плоскостей проек-
НО
Прямоугольные проекции
ций. На практике наиболее часто встречаются следующие варианты пере-
секающихся поверхностей вращения: цилиндр — цилиндр; цилиндр — конус;
цилиндр — сф_>ра; цилиндр — тор; конус — конус; конус — сфера; конус —
тор; сф.ра— тор; тор — тор. При этом оси этих поверхностей могут пере-
секаться или скрещиваться.
Некоторые из этих случаев приведены в табл. 2 приложения.
При построении линии перехода, как правило, сначала находят опорные
точки. Затем с помощью посредников находят промежуточные точки. Чем
б.>Л1ше будет найдено промежуточных точек, тем точнее будет построена
линия перехода. Рассмотрим ряд примеров.
На фиг. 157 изображен цилиндр, пересеченный цилиндром и конусом,
оси которых лежат в одной плоскости, параллельной фронтальной плоско-
сти проекций, и пересекают ось основного цилиндра под утлом 90° (случай
1-й и 2-й, табл. 2 приложения).
В качестве посредников в этих случаях рационально принять концентри-
ческие сферические поверхности (см. табл. 2, вариант 1). Плоскости уровня
применить здесь невозможно, так как фигура задана одной проекцией.
Рассмотрим оба случая одновременно. В связи с этим целесообразно
принять одинаковое обозначение точек линий перехода.
Отмечаем опорные точки /2 и 52. Находим третью опорную точку <?2-
Для этого радиусом О2И2 — О2В2, равным наибольшей из двух нормалей,
проведенных из центра О2 к образующим цилиндре и конуса, описываем
сферу, изображенную на чертеже в виде окружности. Эта сфера пересе-
кает заданные поверхности по окружностям, проекции которых на чертеже
изображаются прямыми линиями А2В2 и C2F2. Точка пересечения этих
прямых является искомой точкой 32. Промежуточные точки 2, и 42 нахо-
дим при помощи концентрической сферы несколько большего радиуса, чем
преды А'шая. Эта сфера пересекает заданные поверхности по окружностям,
проекциями которых явятся прямые /72Р2, К22г и М24.,. Точки пересече-
ния этих прямых тадут промежуточные точки 2., и 42. Соединив найденные
точки плавной кривой, получим проекции линий перехода, в данном слу-
чае—ветви гипербол.
Линии перехода
81
Точность построения линий перехода, как уже говорилось, зависит от
числа найденных промежуточных точек. Заметим, что если радиус концентри-
ческой сферы Судет взят большим расстояния 02/2 = О.,52, то точки пере-
сечения окажутся за пределами поверхностей.
Такие точки называются мнимыми. Не следует, однако, пренебрегать
мнимыми точками, так как они позволяют более точно строить линии пе-
рехода (фиг. 159).
На фиг 158 показан пример применения вспомогательных концентри-
ческих сферических поверхностей на чертеже фитинга, у которого кониче-
ский патрубок пересекается с цилиндрической трубой.
Отмечаются опорные точки /3—/2. Для получения опорной точки 32
проведена сфера радиуса О2Л2. Точка 32 определяется пересечением пря-
мых А.,А2 и С.С2. Промежуточные точки
22—22 найдены при помощи сферы нес-
колько большего радиуса, чем предыдущая.
На чертеже фитинга (фиг. 159) дается
построение линии перехода концентричес-
кими сферическими поверхностями для
случая, когда цилиндрические поверхно-
сти диаметра d и dx пересекаются под
некоторым углом (случай 1-й, вариант
2-й, табл. 2 приложения).
Отмечаем опорные точки В2 и /И2.
Третью опорную точку D2 находим при
помощи профильной плоскости проекций.
Строим на этой плоскости проекций вспо-
могательную окружность диаметра d и
образующую / (1А- Точку пересечения
О4 окружности с образующей Z4 проек-
тируем на фронтальную проекцию /4 об-
разующей I. Промежуточные точки С2,
Л"2 находят так же, как и при построении точек на фиг. 157. Для более точного
построения линии перехода построена дополнительная мнимая точка <$2-
Полученная проекция линии перехода является гиперболой.
Построим линию перехода для второго патрубка. Решение этой задачи
можно упростить, пользуясь тем, что внутренняя поверхность трубы диа-
метра d является относительно профильной плоскости проекций проектиру-
ющей поверхностью.
Отмечаем две спорные точки 1 (/.,). Точка 4 (43) является третьей опорной
точкой. Фронтальная проекция этой точки 42 построена с помощью ли-
нии связи.
Для нахождения промежуточных точек строим горизонтальную проекцию
окружности цилиндра диаметра d2. Наметив на профильной проекции ци-
линдра диаметра d несколько произвольных точек, например точки 23 и З3,
находим их горизонтальные проекции 2Х—2, и Зх—Зх. По двум проекциям
этих течек строим фронтальные — 2.,—22 и 32—32. Полученная фронтальная
проекция линии перехода также является гиперболой
Рассмотрим случай построения линии перехода, когда оси пересека-
ющихся поверхностей скрещиваются под некоторым углом <р (фиг. 160). На
этой фигуре дан в двух проекциях цилиндр с цилиндрическим патруб-
ком.
Течки линии перехода для цилиндра с цилиндрическим патрубком можно
получить либо при помощи вспомогательных секущих плоскостей, параллель-
ных осям сбоях цилиндров, либо путем использования профильнс-проекти-
рующей поверхности основного цилиндра (как это показано на фиг. 160).
6 1060
82
П рямоуголъные проекции
Фиг. 159.
Линии перехода
83
84
Прямоугольные проекции
Отмечаем опорные точки 1 (13, /2) и 5(53, 52).
Строим на обеих проекциях цилиндрического патрубка поперечные се-
чения— окружности. Делим их на равное число частей, например, на во-
семь. Через точки делений проводим образующие. Точки пересечения
образующих с проектирующей поверхностью основного цилиндра 2Я, 3S,
4Я и т. д. проектируем на соответствующие образующие фронтальной
проекции патрубка и получаем фронтальные проекции этих точек.
Фиг. 162
При этом необходимо учесть расположение проекций образующих на
фронтальной и профильной проекциях Так, на фронтальной совпадут про-
екции первой и пятой, второй и четвертой, шестой и восьмой образующих,
а на профильной — проекции второй и восьмой, третьей и седьмой, четвер-
той и шестой образующих.
Рассмотрим пересечение цилиндрического патрубка с тором при условии,
что оси скрещиваются (фиг. 161).
В качестве посредников приняты фронтальные плоскости. Опорными
точками являются точки 1 и 5. Точка 3 найдена при помощи касательной
к патрубку плоскости а(а() Эта плоскость рассекает тор по дуге окружно-
сти радиуса /<,/,= 0,Л2. пересекающую прямую ка ания (образующую)
в точке <?(<?], 32). Промежуточные точки 2(2j и 4(42) получены при по-
мощи плоскости ₽ (pi)- Эта плоскость рассекает тор по дуге окружности
радиуса G/Д — О2132, а патрубок по двум образующим. Точки пересечения
Линии перехода
85
дуги с образующими будут искомыми точками 22 и 42. По двум проекциям
точи< линии перехода построены их профильные проекции.
На фиг 162 показан в двух проекциях фитинг. Он состоит из кольце-
вой трубы и двух конических патрубков, оси которых скрещиваются с
осью тора.
В качестве посредников применены эксцентрические сферические поверх-
ности (см. приложения табл. 2, случай 12. пункт «б»).
Построение точек линий перехода целесообразно выполнять одновременно
на внешней и внутренней поверхностях фитинга, приняв для них одина-
ковые обозначения точек, и вспомогательных секциях плоскостей.
Отмечаем опорные точки А (Л, А,) и E(Et, с2). Для построения про-
межуточных точек В(Вг, В2) и С (С,, С2) проводим через ось кольца
/'(),. Д) фронтально проектирующие плоскости а(а2) и Р(Р2). Проследим за
построением точки В(Вг, В2).
Плоскость а (а2) рассекает поверхность кольца по окружности диаметра
ММ (М2М2) с центром / (/а), находящимся на пересечении секущей плоско-
сти со средней линией кольца. Проводим из центра 1 (/2) касательную к
средней линии кольца до пересечения с осью конуса, получим точку О (О2).
Приняв точку 0(02) за центр, проводим сферическую поверхность, окруж-
ность которой проходит через концы диаметра ММ (М2М2). Построенная
сфера nt ресекает поверхность кольца и конуса по окружностям. Их про-
екции на фронтальной плоскости проекций изобразятся в виде отрезков
М2М2 и N2N2, соответственно перпендикулярных к средней линии кольца
и к оси конуса Точка их пересечения В(В2) принадлежит искомой линии
перехода. Аналогично строятся точка С (CtC2) и другие точки линии перехода.
Построение точек линии перехода на горизонтальной плоскости проекций
легко проследить по чертежу.
На фиг. 163 задан тремя проекциями тройник. Тройник состоит из
корпуса, ограниченного поверхностью тора, и цилиндрического патрубка.
Оси поверхностей пересекаются под прямым углом в точке O(Olt 02, О3).
Для построения линии перехода в качестве посредников можно приме-
нить (см. приложения, табл. 2, случай 4, пункт «г») плоскости, перпенди-
кулярные к оси тора, или концентрические сферы. В связи с тем. что
тройник задан тремя проекциями, целесообразно применить в качестве
посредников плоскости.
Построим линию перехода на внешней поверхности тройника. Отмечаем
опорные точки 1 (/,, /2) и З3) и строим их третьи проекции 13 и 32.
Для построения промежуточных точек намечаем на горизонтальной
проекции на внешней поверхности патрубка несколько точек. Пользуясь
вспомогательными плоскостями, проведенными через эти точки, строим их
профильные и фронтальные проекции.
Проследим за построением точки 2(2t 22, 23).
Проводим через точку 2(2.) вспомогательную плоскость а(а,,а2). Эта
плоскость рассечет внешнюю поверхность корпуса по окружности радиуса
Д = патрубок — по образующим Пересечение профильной проекции
дуги окружности радиуса Д с профильной же проекцией образующей дает
проекцию 2Я. Фронтальную проекцию 22 найдем при помощи линии связи.
Полученные точки на проекциях соединяем плавной кривой. Горизонтальная
проекция линии перехода — окружность, фронтальная и профильная проек-
ции— кривые четвертого порядка.
При построении линии на внутренней поверхности тройника поступаем
так же, как и при построении внешних точек. Отмечаем опорные точки
4(4,,43) и 6(6,, 62); проводим вспомогательные секущие плоскости, напри-
мер Р(Р,. р2) для точки 5(5,) и строим профильную и фронтальную про-
екции этой точки 53 и 52.
86
Прямоугольные проекции
На фиг. 164 изображена крышка подшипника. На внешней сферической
поверхности крышки расположены три конических прилива со сквозными
цилиндрическими отверстиями. Внутренняя поверхность крышки — ци-
линдрическая.
Рассмотрим построение линии перехода для левого конического прилива.
Задачу решаем при помощи вспомогательных горизонтальных плоскостей
(см. приложения, табл. 2, случай 6).
Фиг. 163
Отмечаем на очерковой окружности сферы опорные точки /(/2) и 4(4а).
Их горизонтальные и профильные проекции находим при помощи линий
связи.
Промежуточные точки 2 и 3 определяем при помощи плоскостей уровня
а и р. Плоскость а(а2) пересекает сферу и конус по окружностям радиуса
соответственно F«K2 и горизонтальные проекции которых изображены
дугами окружностей. Взаимное пересечение этих дуг дает две точки 2Х и 2Х.
Проведя линии связи из этих точек до пересечения с проекцией а2 плоско-
сти а. получим фронтальную проекцию 22. По двум проекциям строим
третью — 23. Точку 3 находим при помощи посредника р (Р2). Полученные
точки соединяем при помощи лекала. Фронтальная проекция линии пере-
хода является кривой второго порядка.
Линии перехода
9?
88
Прямоугольные проекции
Линия пересечения среднего конического прилива со сферой изобразится
на горизонтальной плоскости проекций окружностью, на профильной и фрон-
тальной— отрезками прямых. Линия перехода, образованная пересечением
цилиндрического отверстия этого прилива с внутренней цилиндрической
поверхностью крышки, изобразится на фронтальной плоскости проекций
дугой окружности M2N2, а на профильной — гиперболой N3M3.
Построим линию перехода, образованную правым цилиндрическим отвер-
стием на внутренней цилиндрической поверхности крышки.
Отметим на фронтальной плоскости проекций опорные точки А? и С2.
Так как цилиндрическая поверхность крышки на этой плоскости проекций
изобразилась в виде дуги окружности, то всякая точка, взятая на ней
между точками А2 и С.,, например точка В2, будет принадлежать линии
перехода, а сама кривая /4ВС(Л2Ь2С2) явится ее фронтальной проекцией.
Построив горизонтальные проекции точек Вг и С\, найдем их профильные
проекции В3 и С3. Профильную проекцию точки Л3 получаем по фронталь-
ной А2- Профильная проекция линии перехода — кривая четвертого порядка.
§ 19. РАЗВЕРТКИ
Чертежи разверток широко применяются при изготовлении элементов
конструкций из листового металла.
Чтобы не допустить ошибок при выполнении чертежей разверток*,
необходимо ознакомиться с некоторыми элементарными сведениями, которыми
пользуются в разметочном деле. Разметчик, прежде чем приступить к по-
строению разверток, изучает по чертежу формы элементов, выясняет толщи-
ны металла, из которых они должны быть изготовлены, уясняет технологию
их изготовления. Пусть, например, требуется выполнить развертку цилин-
дра вращения (фиг. 165). Размеры цилиндра, имеющего некоторую высо-
ту Н, могут быть заданы внешним и внутренним диаметрами D и d
(фиг. 165, а) внешним диаметром D и толщиной стенки s (фиг. 165, б),
внутренним диаметром d и толщиной s (фиг. 165, в). Н=зависимо от того,
какими размерами задан цилиндр, длину развернутого цилиндра рассчиты-
ваем по среднему диаметру, т. е. с учетом толщины s, как показано на
фиг. 165, а, б и в. Если этим правилом пренебречь, то при расчете по
внешнему диаметру длина развернутого цилиндра увеличится на величину its,
а при расчете по внутреннему уменьшится на эту же величину.
Очевидно, в первом случа° внешний и внутренний диаметры увеличатся
на толщину $, во втором случае уменьшатся на эту же величину. Поэто-
му все цилиндрические, конические, сферические и другие элементы кон-
струкций при построении их разверток, как правило, рассчитывают по
средним диаметрам (фиг. 165, а, б, в и г).
На фиг. 166 дан чертеж прямоугольного каркаса, имеющего высоту Н,
длину L, ширину В, толщину стенок s и радиус скруглений R.
В этом примере на длину развертки будут влиять только скругления
углов. Скругления следует рассчитывать исходя из среднего радиуса г —
= R — Остальные величины участков между центрами радиусов, равные
L — 27? и В — 2R, остаются неизменными. Отсюда длина развертки бу-
дет равна:
Ао = 2 (L — 27?) + 2 (В — 27?) + 2кг = 2 (L + В — 47? ф- кг).
В дальнейшем слово «чертеж» для краткости мы будем опускать.
Развертки •
99
Прямоугольные проекции
Рассмотрим примеры построения разверток.
На фиг. 167, а дан цилиндр диаметром D с цилиндрическим патрубком
диаметра d и коническим — радиуса г. При этом D, d и г являются сред-
ними расчетными размерами. Построим развертки всех элементов данной
конструкции (пояснения о том, как строятся линии перехода, здесь опущены).
Построим развертку цилиндрического патрубка диаметром d. Прежде
чем приступить к построению развертки, необходимо выбрать исходную ба-
зу, от которой должны строиться все элементы развертываемого предмета.
В этом примере базой служит торец патрубка — окружность диаметра d,
а на развертке — прямая, равная длине этой окружности nd.
Проведем прямую и на ней отложим отрезок, равный nd (фиг. 167, б).
Разделим его на равное число частей, соответственно числу проведенных
нами образующих на патрубке, в данном случае на 8. Через точки деле-
ния проведем прямые линии
Приняв условно, что патрубок будет разрезан вдоль первой образу-
ющей. отметим эту образующую на развертке. Здесь она изобразится край-
ними прямыми. Отложив на них длину равную расстоянию от торца до
точки /(/2,/4), получим на разьертке точку /. Такую же длину отклады-
ваем и на пятой прямой, так как отрезки 1-й и 5-й образующих равны
между собой. Для построения точек 2, 4, 6 и 8 измерим по тем же при-
чинам длину только одной из соответствующих образующих и отложим ее
на соответствующих прямых на развертке. Аналогично строятся точки 3 и 7.
Полученные точки соединяем плавной кривой.
Построим развертку конического патрубка (фиг. 167, в).
Боковая поверхность конуса вращения, как известно, развертывается
в круговой сектор. Угол сектора подсчитывается по формуле ф = -(-360°,
где г—радиус окружности основания, а I — длина образующей конуса.
Подсчитав угол 6, строим сектор. Разцелим дугу сектора на равное
число частей, соответственно числу принятых нами образующих на патруб-
ке, т. е. на 8. Проведем из вершины S к точкам деления пучок прямых
(образующих). Пусть точка S служит базой для построения точек линии
перехсда (за базу можно принять и дугу основания конуса). Примем также,
что патрубок разрезан вдоль 1-й образующей. Чтобы нанести точки линии
перехода на сектор, необходимо предварительно найти истинные величины
образующих, спроектировавшихся в искаженном виде. К ним относятся
2-я, 4-я, 6-я и 8-я образующие Так как отрезки этих образующих равны
между собой, достаточно определить натуральную величину одной из этих
образующих, например, 2-й. Вращаем эту образующую до положения, па-
раллельного плоскости П2- Получим отрезок S222. Далее наносим нату-
ральные отрезки образующих на соответствующие прямые на секторе. По-
лучим точки /, 2, 3, 4, 5 и т. д., принадлежащие линии перехода. Торец
патрубка развернется в дугу окружности.
Построим линии перехода на развертке цилиндра диаметра D.
Развертка цилиндра—прямоугольник, а форма линий пересечения пат-
рубков с цилиндром — кривые, напоминающие эллипсы.
Строим точки этих кривых. Пользуясь конструктивными размерами
на фиг. 167, а, строим их оси симметрии и откладываем отрезки /—5 на
горизонтальных осях и 3—7 на вертикальных, соответственно равные от-
резку /2—52 и дугам 34—74 и 5Я—73.
Для построения промежуточных точек 2, 4, 6 и 8 измеряем отрезки
22—42 и откладываем их на соответствующих горизонтальных осях. Через
концы отрезков проводим хорды и на них откладываем отрезки 2—8 и 4—6,
равные дугам 24—<6’4 и 44—64 для линии пересечения цилиндрического
патрубка, и отрезки 23—83 и 4а—63— для конического.
Развертки
91
9i
Прямоугольные проекции
а
Развертки
93
Фиг. 168
94
Прямоугольные проекции
Полученные точки соединяем плавной кривой.
На фиг. 168, а изображен бункер с двумя цилиндрическими отводами.
Построим развертки элементов данной конструкции.
Строим развертку отвода. Пусть базой будет служить поперечное сече-
ние цилиндра /—7. Разделим сечение на равное число частей, например
на 12, и проведем через точки деления образующие цилиндра. Легко ви-
деть, что все они проектируются на фронтальную плоскость проекций
в натуральную величину. Проведем теперь прямую линию, равную т-d,
и разделим ее на 12 равных частей по числу образующих на цилиндре.
Если отвод разрезать вдоль самой короткой 1-й образующей, тогда точки
поперечного сечения на прямой расположатся в таком порядке, как пока-
зано на фиг. 168, б. Через точки деления проводим вертикальные прямые.
Отложив затем на них вверх и вниз соответствующие отрезки образую-
щих, получим с каждой стороны по 12 точек. При этом в верхней части
развертки точки /, 2, 3, 4, 12, 11 и 10 принадлежат линии пересечения отво-
да с отводом, а точки 4, 5, 6, 7, 8, 9 и 10—линии пересечения отвода с бунке-
ром (точки 4 и 10 находятся на стыке кривых). В нижней части развертки
все точки относятся к торцу цилиндра. Все эти кривые являются синусоидами.
Строим развертку бункера. Чтобы не затемнять построениями чертеж
(фиг. 168, а), изобразим бункер отдельно (фиг. 168, в). Проанализируем его
поверхности. Из чертежа видно, что стенки его состоят из четырех тре-
угольников: С5В В1К (ВХ1ХКВ и противоположных им, сопря-
женных с частями четырех конических поверхностей, у которых точки
С, В, К, Е являются вершинами, прямые В1 (В^) и В5 (В^) и т. д.—
образующими, а кривые /—5 (1г—5^ и /—6 (1г—6J — частями общего осно-
вания всех четырех конусов, представляющего собой эллипс. Проводим на
одной из конических поверхностей, например из точки В (ВгВ2), вспомо-
гательные образующие Bl (BJi, В212)\ (В121, В222) и т. д. и находим
их натуральные размеры, а также высоты А1 треугольника КВ1. Величи-
ну образующих определяем способом параллельного перемещения, а высоту
А1 — вращением. Пусть базой служит прямая КВ {К1Вг, KvB2), равная а.
Условимся, что бункер разрезан по прямой DI (DAlr, D212).
Проводим теперь прямую КВ и строим треугольник КВ1. Стороны К1
и В1 будут линиями сгиба, а также крайними образующими смежных с
треугольником конусов. Чтобы построить развертку конической поверхности,
нужно найти на развертке положение точек /, 2, 3, 4 и 5.
Эти точки находим при помощи засечек. Так, для построения точки 2
делаем две засечки: одну из точки В радиусом В2 = В'2', другую из точ-
ки 1 радиусом /—2, равным хорде кривой К—2Х. Для построения точек
3, 4 и 5 поступаем аналогично. Прямая В5 явится одновременно крайней
образующей конуса В-1-5 и стороной треугольника В5С. Она также является
линией сгиба.
Чтобы построить точку С треугольника В5С, проводим засечки: из точ-
ки В радиусом, равным b — BjC^ а из точки 5 — радиусом В5 — В'5'.
Прямая С5 являетоя линией сгиба.
Аналогиино строится развертка конуса С-1-5. Левая часть развертки
симметрична правой. Линии сгиба отмечаем штриховыми линиями с дву-
мя точками.
§ 20. ЛИНИИ СРЕЗА
В ряде случаев кривые поверхности деталей по конструктивным сооб-
ражениям бывают частично срезаны плоскостями. Плоскости среза могут
быть получены либо при помощи режущего инструмента на станке (напри-
мер, строганием, фрезерованием), либо кузнечной обработкой. При выпол-
Линии среза
95
нении чертежей таких деталей приходится строить фигуры, ограниченные
линиями среза.
Для решения задач на построение линий среза необходимо прежде
всего знать законы образования поверхностей вращения. Это позволит
легко определять границы соприкосновения между смежными поверхностями,
находить опорные точки линий среза и строить промежуточные точки
между ними. В табл. 1 приложения приводятся в виде справочного мате-
риала формы линий среза для сферических (шаровых), цилиндрических,
конических и торовых поверхностей.
Последовательность решения подобных задач следующая:
1) построение граничных линии, по которым касаются поверхности;
2) уяснение формы линии среза между граничными линиями;
3) определение опорных точек линий среза;
4) построение промежуточных точек линий среза.
Для примера построим линии среза на серьге (фиг. 169, а). Серьга
состоит из головки и стержня. Головка образована сферической и кони-
ческой поверхностями, а стержень — цилиндрической. Серьга срезана двумя
касательными к поверхности стержня фронтальными плоскостями 7 (7j, у3)
и 8 (8Х, 63).
1. Граничной линией, по которой касаются сфера и конус, служит
окружность, фронтальная проекция которой — прямая, проходящая через
точки сопряжения Л2В2 очерковых линий сферы и конуса. Точки А2 и В2
определяются засечкой очерковой кривой сферы радиусом R, равным по-
ловине отрезка O2S2.
Линия, разграничивающая конус и цилиндр, проходит через точки пере-
сечения их образующих.
2. Фронтальные проекции линии среза, образованных плоскостями
Т (Ti> Тз) и 8 (8Х, 83), совпадают. При этом они ограничиваются: на сфере —
дугой окружности /2—8.г—72, на конусе—гиперболой/2—-2—32—42—52—
62—72 (см. табл. 1 приложения).
3. Точки соединения линий среза сферы и конуса / (/2) и 7 (72) лежат
на пересечении дуги окружности радиуса 0282 с линией А,В2. Точка
4 (42) является вершиной гиперболы.
4 Промежуточные точки гиперболы 2 (22) и 6 (62\, 3 (32) и 5 (52) опре-
деляются при помощи вспомогательных секущих плоскостей а (а2) и (3 (р2),
перпендикулярных к оси серьги. Так, плоскость а пересекает поверхность
конуса по окружности, которая на профильную плоскость проектируется
без искажения и пересекает плоскость среза в точках 2 (23) и 6 (63).
Фронтальные проекции этих точек получают при помощи линий связи.
Аналогично строятся точки 32 и 52.
На фиг. 169, б цилиндрический стержень серьги имеет плавный переход
к сферической головке при помощи кругового кольца (тора), образованно-
го вращением дуги радиуса Д вокруг оси серьги. Головка срезана двумя
касательными к стержню фронтальными плокостями у (уь у3) и о (8Х, 83).
Построение линии среза выполняется подобно предыдущему примеру.
Граничные линии, по которым касаются сфера и круговое кольцо, кру-
говое кольцо и цилиндр, отмечены на фронтальной проекции отрезком А2В2
и прямой, проходящей через точку 42.
Фронтальные проекции линии среза, образованные плоскостями 7 и 8,
совпадают. При этом они ограничиваются: на сфере — дугой окружности /2,
82, 72, на поверхности кругового кольца — кривой четвертого порядка—12,
22, 32, 42, . . . ,72
Точками соединения кривых линий среза сферы и кольца являются
точки /(/2) и 7(72). Они определяются пересечением дуги окружности ра-
диуса 02 82 с граничной линией А2 В2. Точка 4(42) является точкой возврата
96
П рямоугольные проекции
Наклонные сечения
97
первого рода. Промежуточные точки этой кривой 2(22)
ся при помощи вспомогательных секущих плоскостей
пендикулярных к оси серьги. Построение этих точек
предыдущем примере.
и определяют-
ся) и ₽(32), пер-
такое же, как и в
§ 21. НАКЛОННЫЕ СЕЧЕНИЯ
При выполнении чертежей деталей машин приходится нередко применять
наклонные сечения.
При решении подобных задач необходимо прежде всего уяснить: какие
поверхности участвуют в сечении и ка-
кая может быть применена наиболее
выгодная секущая плоскость для полу-
чения нужных результатов. Рассмотрим
примеры.
Построим натуральную величину се-
чения четырехгранной пирамиды на-
клонной (фронт ал ьно-проектирующей)
плоскостью А— А (фиг. 170). Пло-
скость А — А рассекает пирамиду по
четырехугольнику BCEF (В2С2Е2р2,
В^С^Е^). Чтобы построить натураль
ную величину этой фигуры, спроектиру-
ем ее на плоскость П4, параллельную пло-
скости А—А. Проведем в этой плоско-
сти на свободном поле чертежа пря-
мую, параллельную А — А, и построим
на ней при помощи линий связи точки
В4 и £4. Точки С4 и £4 строим по го-
ризонтальным проекциям С, и Fx так,
чтобы C4F4 = Cj/7!- Точки Ci и F, найде-
ны при помощи плоскости уровня а(а2).
Рассмотрим более сложный пример.
Фиг. 170.
На фиг. 171 дана четырехгранная
призма с призматическим отверстием, поперечное сечение которого представ-
ляет собой равнобочную трапецию. Построим натуральную величину сечения
призмы наклонной плоскостью А — А.
Проведем в плоскости /74 прямую линию, параллельную А — Л, и построим
на ней при помощи линий связи точки В4 и Р4. Точки Ft и £4 строим по
их горизонтальным проекциям так, чтобы E4Ft — E1F1. Соединив найденные
точки между собой, получим контур полного сечения призмы без учета
отверстия. Чтобы построить остальные точки сечения С, D, L, М, К и N,
проведем из фронтальных проекций этих точек линии связи. Точки их пе-
ресечения с контуром сечения будут искомыми точками С4,04, £4, М4 и N4.
Найденные точки соединяем прямыми линиями и затем наносим на сечение
штриховку.
Рассмотрим примеры построения наклонных сечений на технических
формах.
На фиг. 172 изображена в двух проекциях крышка. Нужно построить
сечение крышки плоскостью А — А.
Проведем в плоскости /74 прямую линию, параллельную линии сечения
А — А, и построим на ней при помсщи линий связи точки В4 и О4. Чтобы
построить толщину фланца, нужно отложить на проведенных линиях связи
отрезки В4С4 = В1С1 и D4E4 ~ D4Ei. Построив таким же образом точки 64,
74; 34> 44 и т. д., получим точки, принадлежащие контуру сечения.
Найденные точки соединяем между собой и затем наносим штриховку.
7 1060
98
Прямоугольные проекции
Составление комплексны? чертежей
99
На фиг. 173 дана деталь, внешняя и внутренние поверхности которой
являются цилиндрами Внутри детали имеется угольник с выведенными на
поверхность двумя цилиндрическими патрубками. Деталь снабжена круглым
фланцем и ребром жесткости.
Истинная величина сечения, образованного фронтально проектирующей
плоскостью А — А, строится в такой последовательности: проводятся в
Фиг. 1/3.
плоскости /74 оси и строятся эллипсы, по которым рассекаются внешняя
и внутренняя цилиндрические поверхности детали; строятся образующие,
по которым рассекаются патрубки с угольником и затем контур сечения
ребра жесткости.
§ 22. СОСТАВЛЕНИЕ КОМПЛЕКСНЫХ ЧЕРТЕЖЕЙ
Как уже указывалось, при выполнении чертежей деталей приходится
строить различные изображения, выполнять разрезы и сечения, строить
линии пересечения поверхностей и т. п. При этом стремятся к тому, чтобы
при минимальном числе изображений детали была получена полная ясность
о форме и ее размерах. В учебном процессе эти вопросы обычно сначала
изучаются на геометрических фигурах, а затем на технических формах.
Рассмотрим примеры.
Пример 1 (фиг. 174). Дана четырехгранная усеченная пирамида с поперечным отвер-
стием, имеющим форму трехгранной призмы. Нужно построить три проекции пирамиды
с отверстием и наклонное сечение фронтально-проектирующей плоскостью А — А.
7*
100
Прямоугольные проекции
Пример 1-й
Составление комплексных чертежей
101
Прежде чем приступить к решению задачи, необходимо наметить план решения. В об-
щем случа он состои' из следующих пунктов:
1) сроят проекции основной фигуры
2) уясняют форму линий пересечения поверхностей;
3) отмечаю, характерные точки линий пересечения поверхностей и строят их проекции;
4) уясняю, форму контура наклонного сечения
5) отмечаю, характерные точки в плоскости сечения и строят их проекции;
6) производят обводку контура сечения и наносят на нем штриховку;
7) проставляют размеры
После изучения и составления плана решения можно приступить к ее выполнению.
1- й этап С,роим проекции пирамиды При этом элементы, требующие уточнения, на*
носим тонкими линиями Отмечаем на фронтальной проекции пирамиды характерные точки
пересечения поверхности пирамиды с призм ,тическим отверстием Нетрудно представить,
что искомые линии пересечения на горизонтальной и профильной проекциях ичобразжся
ломаными линиями Поскольку пирамида является симметричной фигурой, достаточно по-
строить точки на поверхности пирамиды, обращенной к наблюдателю, а остальные точки
строить, как им симметричные.
Характерными ючками являются В(В2), С(С2), ft(ft2) и Е(Е2). Точка В расположена
на фронтальном ребре, точка С—на профильном, а точки ft и Е—на прямой,параллель -
ной плоскости П:, При этом точки В и k лежат в горизонтальной плоскости уровня (Зф2).
Проекиии точки В{ВХ и В3> строим при помощи линий связи. Горизонтальную проек-
цию С] точки С находим при помощи профильной ее проекции С3. Чтобы построить гори-
зонтальную и профильную проекции точки ft, проведем через эту точку плоскость уровня а(а»).
Эта плоскость рассечет пирамиду по четырехугольнику, подобному основанию Пользуясь
линиями связи, строим горизонтальную и профильную проекции ftj и ft3. Проекции точ-
ки Е(Ег и £3) находим при помощи плоскости уровня Рф2)-
2 й этап Чтобы построить контур сечения пирамиды, отметим характерные точки
и спроектируем их на плоскость Д4, параллельную плоскости А—А. Точки /4 и 6t пост-
роены при помощи линий связи Точка 34 и ей симметричная найдены при помощи гори-
зонтальной проекции 3,, построенной при помощи плоскости уровня 7 Полученные точки
соединяем юнкими штрих-пунктирными линиями За,ем при помощи линий связи строим
точки 24, 44, 54 и им симметричные. Пос, роение сечения завершаем обводкой линии и на-
несением штриховки После всех построений проставляем размеры.
Пример 2 (фиг. 175). Дан круговой конус с поперечным отверстием в виде четырех-
гранной призмы. Нужно построить три проекции к .нуса с отверстием и сечение фрон-
тально-проектирующей плоскостью А—А
План решения задачи принимаем тот же, что и для предыдущего примера.
Проанализируем формы линий пересечения боковой поверхности конуса с отверстием.
Нетрудно видеть, что грани призмы пересекают боковую поверхность конуса по кривым
второго порядка. Кривая 1—3—2 является частью эллипса, кривая 2—8—7—6 — парабо-
ла, 4—6—дуга окружности, а кривая 1—5—4 — ветвь гиперболы. Псстро.тм проекции
этих кривых.
1-й этап Проекции 1г, 13 точки /(/») находим при помощи линий связи. Горизон-
тальную проекцию 2г точки 2(2») строим при помощи профильной ее проекции 23. Осталь-
ные точки Зь З3. 8Х, 83, 5,, 53 и т. д находим с помощью плоскостей уровня а(а2),
₽(₽а). 7(7г)-
2-й этап. Строим контур сечения фронтально-проектирующей плоскостью А — А.
Кривая, образованная в сечении, — эллипс Строим в плоскости /74 оси эллипса В4С4 и ft4ftl4.
Точки ft4 и /И4 строим по горизонтальным их проекциям ftt и (эти точки найдены при
помощи плоскости уровня (ф»), при этом ft4/M4=ft,M1. По двум осям строим эллипс (на
чертеже эллипс заменен четырехцентровым овалом) Точки Р4, М4, Et и им симметричные
найдены при помощи линий связи Далее выполняем обводку сечения и нанесем штри-
ховку После всех построений проставляем размеры.
Пример 3 (фиг 176) Дана шестигранная призма с поперечным призматическим отвер-
стием, имеющим форму равнобочной трапеции Нужно построить три проекции призмы
С оттерсгием, выполнить разрезы и сечение фронтально-проектирующей плоскостью Б — Б.
•Пи нией пересечения боковой поверхности призмы с отверстием является ломаная ли-
ния. На горизонтальной проекции она сливается с очертанием шестигранной призмы.
1-й этап. Наносим тонкими линиями проекции призмы. Отмечаем характерные точ-
ки ft(ft2), В(В2) и С(С2). Горизонтальные и профильные проекции этих точек находим при
помощи линий связи.
2-й этап. Строим контур сечения, образованный фронтально-проектирующей плоско-
стью Б —Б. Для этого отмечаем характерные точки 6(6»), 4(4»), 2(2») и /(/2) и проекти-
руем их на плоскость /74 Построив контур сечения, находим при помощи линий связи
точки 54, 34 и им симметричные. Затем делаем обводку сечения и наносим штриховку.
После этого выполняем разрезы плоскостью уровня А — Ди профильный разрез (В соеди-
нении с видом слева). В заключение проставляем размеры.
102
Прямоугольные проекции
Составление комплексных чертежей
103
Пример 3-й
Фиг П6
104
Прямоугольные проекции
Составление комплексных чертежей
105
Фиг 177Б
106
П рямоугольные проекции
В учебной практике иногда даются студентам задания на составление
комплексных чертежей фигур с двойным проницанием подобно приведенным
на фиг. 177. Решение таких задач усложняется тем, что приходится строить
линии пересечения поверхностей, ограничивающих отверстия, с поверхностью
основной фигуры и друг с другом. В остальном решение задач не отли-
чается от рассмотренных выше трех примеров. При этом предыдущий план
решения задачи должен быть пополнен определением точек пересечения поверх-
ностей, пересекающихся внутри фигуры Рассмотрим пример.
Пример 4. Пусть дан круговой цилиндр с двумя отверстиями: одно отверстие распо-
ложено по оси цилиндра и имеет форму четырехгранной призмы; другое — поперечное,
имеющее форму Tpexi ранной призмы (фиг 177 ) Нужно построить три проекции цилинд-
ра с отверстиями, сечение фронтально-проектирующей плоскостью Б — Б и выполнить раз-
резы.
Разберемся в формах линий пересечения Боковая поверхность трехгранной призмы
пересекает боковую поверхность цилиндра по кривым второго порядка Горизонтальная ее
грань пересекает цилиндр по дугам окружности, фронтально-проектирующие грани — по
кривым линиям, являющимся частями эллипсов.
Внутри пересекаются i ранные поверхности. Линиями их пересечения будут ломаные.
Разобьем решение задачи на четыре этапа.
1-й этап. Строим по заданным размерам фронтальную и горизонтальную проекции фи-
гу ры.
2 й этап. По двум проекциям фигуры строим профильную (тонкими линиями). Внеш-
ние точки линий пересечения отмечаем буквами, а вну|ренние—цифрами.
Построим сначала внешние точки, видимые наблюдателю—точки Л(Л2), С(С2), E(EZ)
и В(В2). Эти точки принадлежат эллипсу Горизонтальные их проекции совпадают с окруж-
ностью в точках Л,, С,. и В,. Для построения профильных проекций А3, С3, Е3 и В3
проведены горизонтальные линии проекционной связи и на них отложены соответствующие
ординаты у, как это показано для точки As. Затем строим симметричные им точки. Точки
линий внутреннего пересечения 5(51э 52, 58), 6(6^ 62, 63), 7(71, 72, 73), 8(8^ 82, 83) стро-
ятся аналогично
3-й этап. Строим сечение, образованное плоскостью Б — Б. Внешний контур сечения —
эллипс. Эллипс iiocipoew по двум осям Внутренний контур сечения — прямая и ломаная
линии. Точки 4t и им симметричные строим по горизонтальным их проекциям Зъ 4Х
и т. д. Дальше наносим штриховку на сечении.
4-й этап. Выполняем разрезы На фронтальной и профильной проекциях строим вер-
тикальные разрезы — фронтальный и профильный: на горизонтальной — горизонтальный
разрез А—А. Затем наносим штриховку на разрезах и проставляем размеры.
Примечание. При построении проекций линий пересечения, а также наклонных ееченнй по-
лезно сохранять линии связи для точек, представляющих наибольший интерес.
Преже чем приступить к составлению комплексного чертежа детали,
нужно предварительно изучить ее, а затем наметить порядок построения.
Изу юние начинается с выяснения устройства детали, ознакомления с ее
элементами, а также с их взаимным расположением.
При составлении комплексного чертежа детали должны быть даны изобра-
жения, способствующие наибольшей ясности чертежа Рассмотрим примеры.
На фиг. 178,а даны главный вид и вид слева корпуса подшипника.
Нужно построить вид сверху и выполнить необходимые разрезы и сечения.
Для выявления формы отверстия для валика, кармана, двух пазов и
канала, соединяющего карман с пазами, применяем фронтальный разрез А— А.
Для получения представления о внешней форме корпуса подшипника и
расположенных на нем отверстий, а также о форме фланца применяем раз-
рез Б — Б.
Для уточнения формы паза применяем сечение В — В.
На фиг. 179 дан корпус смесителя. В средней части корпуса сочетают-
ся поверхность тора с коническими поверхностями, переходящими в цилин-
дрические шейки, которые заканчиваются овальной формы фланцами. Сверху
на корпусе расположен цилиндрический патрубок. На внутренней стороне
фланцев, на шейках и на патрубке имеются приливы с отверстиями.
Для выяснения внутреннего устройства корпуса и формы отверстий на
фланцах на месте главного вида выполнен фронтальный разрез. Для уясне-
Составление комплексных чертежей.
107
108
П рямоугольные проекции
ния формы фланца и приливов, расположенных на нем, а также приливов
на шейке и патрубке применен ступенчатый профильный разрез А— А Для
уточнения формы переднего прилива на патрубке и расположе 1ия на нем
отверстий применен местный вид—Вид В.
Фиг. 179.
Форма левого фланца и его приливы уточнены разрезом Б—Б. Других
изображений, в частности вида сверху, не требуется (имеется в виду, что
чертеж будет дополнен необходимыми размерами).
Линия пересечения внутренней поверхности патрубка с внутренней кониче-
ской поверхностью корпуса построена при помощи сферических поверхностей.
ГЛАВА ШЕСТАЯ
АКСОНОМЕТРИЧЕСКИЕ ПРОЕКЦИИ
§ 23 ПОСТРОЕНИЕ АКСОНОМЕТРИЧЕСКИХ ПРОЕКЦИЙ
При выполнении технических чертежей наряду с изображением предме-
тов в прямоугольных проекциях зачастую строят и их аксонометрические*
изображения.
Кроме того, аксонометрические изображения широко применяются при
выполнении кинематических и эксплуатационных схем, иллюстрационных
чертежей, плакатов и т. п. Особое значение они приобретают при проек-
тировании новых изделий, koi да конструктор делает эскизы проектируемо-
го изделия.
Теория и правила построения аксонометрических изображений излага-
ются в курсах начертательной геометрии, здесь же даются лишь некоторые по-
ложения, необходимые для построения аксонометрических изображений
предметов.
Как известно, при построении прямоугольных проекций проектируемый
предмет располагают относительно плоскостей проекций так, чтобы направ-
ления основных его измерений (длины, высоты и ширины) были параллель-
ны осям проекций. В результате на каждой плоскости проекций изобража-
ются в натуральную величину два измерения, а третье вырождается в точ-
ку. Полученные таким образом изображения удобны для нанесения на чер-
теже размеров, но, как правило, они мало наглядны.
Если предмет расположить в пространстве так, чтобы ни одно из его
измерений не было параллельно какой-либо оси проекций, то, очевидно,
при параллельном проектировании на некоторую плоскость все три изме-
рения предмета спроектируются с некоторым искажением. Полученное
таким образом изображение будет неудобными для нанесения размеров,
однако оно может оказаться весьма наглядным.
Сущность рассматриваемого метода аксонометрического проектирования
и заключается в том, что данный предмет вместе с осями прямоугольных
координат, к которым он отнесен в пространстве, параллельно проектиру-
ется на некоторую плоскость. Рассмотрим это на примере (фиг. 180).
Свяжем параллелепипед с прямоугольной системой координат Oxyz так,
чтобы направления осей совпадали с направлениями его основных измере-
ний. Пусть отрезки ех, е„, ег, отложенные на координатных осях, будут
единицами измерения (натуральными масштабами). Пользуясь этими масш-
табами, можно определить величину звеньев координатной ломаной для
любой точки параллелепипеда. Так, например, точка А определяется коор-
динатами А(х, у, z), где х — КМ\ у = МВ и z = В А. Спроектируем парал-
лелепипед вместе с системой координат и натуральными масштабными
отрезками по направлению S на некоторую аксонометрическую плоскость П'.
Полученные проекции всех геометрических элементов на этой плоскости
*Аксонометрия—греческое слово, составлено из двух слов: аксон—ось и метрео —
измеряю, что означает — измерение по осям.
по
Аксонометрические проекции
назовем аксонометрическими. Так, точке А соответствует аксонометрическая
проекция А', прямой АЕ— соответственно А’Е', а натуральным масштаб-
ным отрезкам ех, е,,, е2—аксонометрические масштабные отрезки e'r, е'. ,е^.
Так как при параллельном проектировании отношение отрезков прямой
сохраняется, то для обмера аксонометрической ломаной для любой точки
параллелепипеда можно использовать аксонометрические масштабные отрез-
ки еу, ег.
Фиг. 180.
В общем случае прямоугольная система координат Oxyz наклонена под
различными углами к аксонометрической плоскости проекций, поэтому
звенья натуральной координатной ломаной для какой-либо точки спроекти-
руются на эту плоскость с различным искажением.
Пусть
К'М' . М'В' . В'Д' _
КМ ~ и' MB ~v> ВА ~
легко видеть, что и, v и w являются показателями искажения (или коэф-
фициентами искажения) по аксонометрическим осям. Их можно также по-
лучить из отношения аксонометрических масштабных отрезков к натураль-
ным масштабным отрезкам:
Обычно натуральный масштаб берется по всем трем осям одинаковым,
равным некоторой величине е\ тогда значения показателей искажения опре-
деляются отношениями
В аксонометрических проекциях возможны три случая соотношения
между показателями искажения:
1) все три показателя равны между собой: и = v = w. Такая аксоно-
метрия называется изометрической*;
* Древнегреческое isos — одинаковый.
Прямоугольная изометрическая проекция
111
2) два показателя равны между собой, а третий неравен им, например,
и = w =# V. Такая аксонометрия называется диметрической*;
3) все три показателя искажения имеют разные значения: и #= w =А о.
Такая аксонометрия называется триметрической**.
Аксонометрические проекции разделяются на прямоугольные и косо-
угольные.
Если направление проектирования, указанное стрелкой <5 (фиг. 180, а),
составляет с плоскостью П' угол 90\ то такую проекцию называют пря-
моугольной. Если направление проектирования составляет с плоскостью ГГ
острый угол, то такую проекцию называют косоугольной
§ 24. ПРЯМОУГОЛЬНАЯ ИЗОМЕТРИЧЕСКАЯ ПРОЕКЦИЯ
Если прямоугольные оси Охуг (фиг. 180. а) наклонить в пространстве
относительно плоскости проекции П’ так, чтобы показатели искажения
стали одинаковыми (ц = v — w), то углы между аксонометрическими осями
станут равными 120° (фиг. 180.6).
В курсах начертательной геометрии доказывается, что в этом случае
показатели искажения равны 0,82. В практике же пользуются приведенны-
ми показателями, т. е. принимают u — v — w — 1, так как пользование
коэффициентом 0,82 усложняет построения аксонометрического изображе-
ния. При пользовании привеченными показателями изображения получают-
ся увеличенными в^ = 1,22 раза (см. фиг. 186,6 и в).
Чтобы научиться правильно строить аксонометрические изображения
предметов, полезно сначала изучить построение аксонометрических проек-
ций прямых, плоских и пространственных кривых линий.
Построение аксонометрии прямой. На фиг, 181, а дана прямая АВ. По-
строим .ее ортогональную изометрическую проекцию, приняв показатели
искажения равными единице.
Проводим аксонометрические оси под углами 120э. Аксонометрию пря-
мой строим по координатам двух ее точек. Чтобы найти положение точки А
в изометрической проекции, строим аксонометрическую координатную ло-
маную О'Ах, AfAj, А, А' (фиг. 181, б). Для этого измеряем на орто-
* Г реческое di — двойной.
** Греческое treis — три.
112
Аксонометрические проекции
тональном чертеже соответствующие звенья натуральной координатной ло-
маной ОАК, Л,А1. А,Аг, и откладываем их в системе х', у', z' так, чтобы
О”А> = ОАа At А' = A.At и т. д.
Аналогично строится точка В Полученные точки соединяем прямой.
Построение аксонометрии плоской кривой. На фиг. 182,а дана плоская
кривая АСВ
Чтобы точнее передать форму кривой, нужно построить, помимо проек-
ций основных точек А, С, В, и проекции ряда промежуточных. Чем боль-
ше будет взято таких точек, тем точнее будет построена кривая.
Фиг. 182.
Построение аксонометрических проекций точек кривой ничем не отли-
чается от построения, приведенного на фиг. 181.cz. Так, например, точка А
(фиг. 182.cz) имеет координаты: x=OAx, у = АХАХ z=A,A2 Строя аксо-
нометрическую ломаную, по оси х откладываем отрезок О’А — ОАХ, затем
отрезки А'А'=АЛА1 и А'А'= AiA2- Ломаная О'А' . А' А\ , А'( А'и опре-
делит положение аксонометрической проекции А' точки А. Для построения
проекции точки С измеряем на ортогональном чертеже координатные звенья
0Сх, C,Ci, С,С2 и строим, как и в предыдущем случае, аксонометрическую
ломаную О'Сх , С' С\ , С, С'.
Аксонометрию кривых линий можно строить и другими приемами*.
* Н. Ф Ч е т ве р у х и и, В. С- Л е в и ц к и й, 3. И. Прянишникова, А. ДА. Те в-
лин, Г. И. Федотов. Курс начертательной геометрии, стр. 389 и 390. Гостехиздат,
1956.
Прямоугольная изометрическая проекция
113
Фиг. 183.
На фиг. 182, б дана в ортогональных проекциях кривая АСЕВ || П?.
Задача легко решается при помощи параллельных хорд.
Ориентируем точки кривой относительно вспомогательной прямой АЕ,
параллельной оси Ох. Построив соответственные ломаные, получим пря-
мую А'Е'. Для построения промежуточных точек кривой проводим на орто-
гональном чертеже через характерные точки кривой хорды, а затем строим
их в системе Охуг. Построим, например, точку С. Отложим на прямой А’Е'
отрезок А'2' = А 22. Проведем из точки 2' прямую, параллельную O'z', и
отложим на ней хорду 2'С — 2 С?. Получим искомую точку С. Аналогич-
но находим и другие точки кривей.
Более подробно эта тема излагается в курсах начертательной геометрии.
Ознакомившись с построе-
нием аксонометрических проек-
ций прямых и плоских кривых
линий, покажем на примере
применение этих построений
для получения изображения
технических изделий.
На фиг. 183, а дан чертеж
фасонной планки. Намечаем на
нем оси Ох и Оу. Проводим
изометрические оси О'х'у'г'.
Сначала строим проекции от-
резков прямых линий. Изоме-
трию полуокружности радиуса
£=10 строим по опорным точ-
кам 1—3 и хорде 4—4. Изо-
метрию параболы, заданной вер-
шиной А, осью и точкой В,
строим при помощи пучка пря-
мых, выходящих из точки А'
к точкам деления прямой В'С,
и пучка параллельных прямых,
проведенных из точек деления
прямой А'С'; изометрию пара-
болы, заданной касательными
ЕМ и МК и точками касания
Е и К, строим как огибающую
чек деления прямых К'М' и Л
При построении аксонометрического изображения предмета рекоменду-
ется предварительно наметить следующие этапы:
1) из общего комплекса элементов предмета выделяют основную их часть,
которая должна быть построена в первую очередь. Намечают базовые по-
верхности и оси, от которых будут выполнять построения. Наносят конту-
ры габаритов этих частей;
2) выполняют построения остальных частей предмета;
3) производят окончательную отработку изображения (удаляют оставшие-
ся от построения вспомогательные линии и делают обводку чертежа).
Если изображение строится с разрезом, то нанесение штриховки на
разрезах выполняется при окончательной отработке чертежа.
В процессе построения изображения следует выделять (переходя от од-
ного этапа к другому) основные контурные линии, делая их более утол-
щенными, чем вспомогательные, и удалять последние по мере их исполь-
зования. Рассмотрим пример.
8 1060
касательных прямых, проведенных из то-
(см. фиг. 102).
114
Аксонометрические проекции
Пример. На фиг 184 дан в ортогональных проекциях чертеж заготовки (отливки) кор-
пуса подшипника, а также показано поэтапное построение изометрической проекции. Изо-
метрия построена путем измерения на ортогональном чертеже координатных звеньев ха-
рактерных точек и переноса их на аксонометрический чертеж. Ниже приводятся этапы
Фиг. 184.
построения.
1-й этап. Наносим габаритные
линии для основной части корпуса.
Строим цилиндрическую поверхность
и центрирующие уступы. Изображения
дуг окружностей эллипса строим по
опорным и промежуточным точкам. В
данном примере промежуточные точки
определены при помощи хорды /2—12
(см. также фиг. 182).
2-й этап. Делаем обводку види-
мых участков контурных линий эле-
ментов, полностью выявленных в пер-
вом этапе, и удаляем невидимые их
части. Удаляем также вспомогатель-
ные линии, которые не могут быть
использованы в последующих построе-
ниях.
Строим параболические и цилинд-
рические поверхности, связывающие
основную часть корпуса с его осно-
ванием, и приливы, имеющие форму
полуцилиндров вращения. Для по-
строения парабол пользуемся систе-
мой обертывающих прямых Плоскую
часть приливов, ограниченную дугой
окружности, строим по опорным точ-
кам и вспомогательной хорде Линию
пересечения правого прилива с пара-
болической поверхностью также стро-
им по опорным и промежуточным
точкам (на чертеже дано построение
точек А и В).
3-й этап. Удаляем все вспомо-
гательные линии и делаем обводку
остальных линий чертежа.
Выше были рассмотрены
построения прямоугольной
аксонометрической (изометриче-
ской) проекции случайных пло-
ских кривых. На практике весь-
ма часто приходится строить
аксонометрию окружностей.
Рассмотрим эти построения.
Построение прямоугольной
изометрической проекции окру-
жности. В общем случае окру-
жность проектируется на аксо-
нометрическую плоскость про-
екций в виде эллипса, у кото-
рого большая ось равна диа-
метру окружности d, а малая —
dcoscp, где <р—угол наклона
плоскости окружности к аксо-
нометрической плоскости про-
екций.
Если квадрат и вписанную
в него окружность диаметра d
Прямоугольная изометрическая проекция
115
(фпг. 185) повернуть вокруг диагонали MN так, чтобы он составил с
линией горизонта угол 35°30', то квадрат спроектируется в виде ромба,
стороны его сократятся в 0,82 раза, а оси х, у, на которых построен
квадрат, составят угол 120°, т. е. совпадут с изометрическими осями.
Горизонтальный диаметр АВ не изменит своей величины, а вертикальный
EF сократится до величины, равной E^F? = d sin 35°30' 0,58 d.
Плоскости окружностей могут занимать в пространстве различные по-
ложения относительно плоскостей проекций. Часто они располагаются па-
раллельно какой-либо плоскости проекций, как, например, окружности,
вписанные в грани куба на фиг.* 186, а.
Фиг. 185.
Если куб повернуть вокруг оси z на угол 45° и затем наклонить его
к плоскости горизонта на угол 54°30', то грани куба спроектируются на
аксонометрическую плоскость проекций ромбами, а окружности — эллипса-
ми (фиг. 186, б, в). На фиг. 186, б изометрическая проекция куба и окруж-
ностей построена с показателями искажения, равными 0,82, а на фиг. 186, в —
с показателями искажения, равными единице.
Построение эллипсов требует применения лекал. На практике обычно
вместо эллипсов вычерчивают четырехцентровые овалы. Общий случай по-
строения четырехцентровых овалов приведен на фиг. 87. Вычерчивание ова-
лов можно также выполнять, как показано на фиг. 186, г. Проводят изо-
метрические оси О'х', О’у'. Строят соответственно принятым показателям
искажения большую и малую оси А'В' и CD'. Проводят дугу окружности ра-
диуса О’А', равного половине большой оси А'В’. Точки пересечения М' и N'
этой дуги с продолжением малой оси CD' являются центрами больших дуг.
Отметив точки пересечения дуги с изометрическими осями Г и 2’ и соеди-
нив точку Г с N' или точку 2' с М', получим на пересечении их с боль-
шой осью центр малой дуги овала Е'. Точки 3' и 4' являются точками со-
пряжения дуг овала. Радиусом большой дуги служит отрезок CN' = M'D’,
радиусом малой — отрезок Е’А'.
При построении аксонометрии нередко приходится изображать сферические
поверхности. В изометрической проекции очертанием сферической поверх-
8*
116
Аксонометрические проекции
ности является окружность диаметра d или l,22d в зависимости от при-
нятых показателей искажения.
Сфера может быть рассечена любой плоскостью, например, экваториаль-
ной х', у' (фиг. 187, а) и меридиональными х', z' и/, z (фиг. 187, б и в).
Большая ось эллипса в экваториальном сечении располагается горизонталь
но, а в меридиональных — под углом 60° к линии горизонта, как и у эллип-
сов на фиг. 186, б. На фиг. 187, г сфера рассечена экваториальной плоскостью
Фиг. 186.
н двумя меридиональными — фронтальной и профильной. При построении
сечений целесообразно строить эллипсы полностью, а затем обводить лишь
те участки, которые относятся к контуру сечения. Это позволит более точ-
но передать форму сечения.
При построении сечений сферы можно вместо эллипсов вычерчивать
четырехцентровые овалы (фиг. 186, г), как это показано на фиг. 187, а, б и в.
На фиг. 190 приведен корпус глушителя, средняя часть у которого
представляет собой сферу.
Рассмотрим примеры построения изометрической проекции некоторых
деталей.
Прямоугольная изометрическая проекция
117
Фиг. 187. фиг- 188'
ns
Аксонометрические проекции
На фиг. 188, а дан чертеж кривошипа. Объясним порядок построения
изометрической проекции кривошипа (фиг. 188, б).
Проводим изометрические оси для верхнего торца большого цилиндра.
Отложив по оси г' 22 мм, строим такие же оси для нижнего торца. Отклады-
ваем по оси х’ величину расстояния между центрами отверстий, равную 50 мм.
Проводим вертикальную ось и на ней последовательно откладываем раз-
ность уровней между верхними торцами цилиндров, равную 5 мм, и затем
высоту малого цилиндра, равную 16 мм. Проводим для обоих торцов ма-
лого цилиндра изометрические оси. Строим на торцах обоих цилиндров
Фиг. 189.
эллипсы*. Строим поперечину, предварительно построив точки А', В’, С'
и Е’. Для нахождения этих точек проводим на расстоянии b к а парал-
лельно оси у' хорды, а затем соответствующие образующие цилиндров. От-
ложив от верхних торцов по образующим отрезки, равные 13 мм, на боль-
шом цилиндре и отрезки, равные 8 мм, на малом цилиндре, получим иско-
мые точки А', В' и С, Е' (при этом А'В' = А}В\, С'Е' = С\Е\.) Получен-
ные точки соединяем прямыми — А' с С и В' с Е'. Для построения толщины
поперечины проводим от течки А' или С на расстоянии, равном 6 мм,
прямую, параллельную А'С. Построение ребра жесткости и шпоночной
канавки понятно из чертежа.
На фиг. 189, а дан комплексный чертеж стойки. Построения изометри-
ческого изображения стойки выполняем в такой последовательности
(фиг. 189, б).
Проводим изометрические оси. Ось О'х' является главной осью, так
как относительно нее ориентируются все поверхности стойки. Наносим га-
баритные контуры основания и корпуса. Вписываем в ромбы эллипсы. Сое-
диняем эллипсы касательными образующими наружной конической и
цилиндрической поверхностей. Строим разрез. Затем строим эллипсы.
На чертеже — четырехцентровые овалы.
Прямоугс'льная диметрическая проекция
119
относящиеся к внутренним поверхностям. Делаем обводку всех видимых
линий корпуса. После этого строим основание, отверстия и скруг-
ления основания. Удаляем вспомогательные линии и делаем обводку ли-
ний, не обведенных ранее. Наносим на разрез штриховку (см. схему).
На фиг. 190, а а б дано изображение корпуса глушителя. Построение
изометрической проекции начинается с проведения изометрических осей
для фланцев и сферы. Далее строятся фланцы, сферическая поверхность
(очертанием сферы является окружность радиуса R — 85 • 1,22^104 мм)
и затем цилиндрические поверхности, связывающие фланцы с поверхностью
сферы. Строятся эллипсы-проекции линии пересечения цилиндрических по-
верхностен с поверхностью сферы. Выполняется разрез (секущие плоскости
для поверхности сферы являются меридиональными, см. фиг. 187, б, в и г).
§ 25. ПРЯМОУГОЛЬНАЯ ДИМЕТРИЧЕСКАЯ ПРОЕКЦИЯ
Прямоугольную диметрическую проекцию можно получить путем пово-
рота и наклона координатных осей относительно плоскости П' так, чтобы
показатели искажения по осям О'х' и O'z' приняли равное значение, а по
оси О'у' — вдвое меньшее, т. е. и = w, a v = 0,5ы. В курсах начертательной
геометрии доказывается, что при этом условии показатели искажения по аксо-
нометрическим осям в прямоугольной диметрии получаются: и = w = 0,94
и v — 0,47. На практике пользуются приведенными показателями искаже-
ния: и — w = 0,94 1,06 = 1 и v ~ 0,47 1,06=0,5 (фиг. 191, а и б). Изобра-
жение при этих показателях получается увеличенным в 1,06 раза. Ось О’г
обычно располагают вертикально, тогда оси О’к’ и О'у' образуют с линией
горизонта соответственно углы 7с10' и 41°25'.
120
Аксонометрические проекции
Углы 7°10' и 41°25' можно построить по их тангенсам. Для построения
оси О'х' (фиг. 191, в) откладываем от начала координат О' по линии го-
ризонта восемь равных отрезков и на конце последнего отрезка перпенди-
кулярно к нему — один такой отрезок. Ось О'х' может быть проведена
справа от О' или слева. Для проведения оси О'у' откладывают .по линии
горизонта от О' восемь равных отрезков и на конце последнего отрезка
перпендикулярно к нему — семь таких отрезков. Ось О'у' можно построить .
как биссектрису угла z'O’x' (на практике величины углов принимают рав-
ными 7° и 4Г). ' /
Фиг. 191.
На фиг. 191, г и д даны комплексные проекции прямой АВ и димет-
рическое изображение этой прямой. Прямая построена при помощи аксо-
нометрических ломаных. Так, для точки А' имеем О'А'х = 0Ах, A'xA'i =
— 0,5ЛЛЛ1 и A'jA' = АгАг. Точка В' строится аналогично.
Построение прямоугольной диметрической проекции окружности. Проек-
ции окружности в диметрии получаются на аксонометрической плоскости 77'
в общем случае в виде эллипсов. Однако в связи с тем, что показатели
искажения по аксонометрическим осям в диметрии отличаются от показа-
телей в изометрии, то если эллипсы на гранях «изометрического» куба по-
лучаются одинаковыми (фиг. 186, б и в), то на гранях «диметрического»
куба одинаковыми будут эллипсы, лежащие на горизонтальной и профильной
гранях куба (фиг. 192, а). При этом в приведенной диметрии большая ось
эллипса равна 1,06 d, а малая — 0,35 d. Эллипсы, расположенные на фрон-
тальных гранях, имеют большую ось, равную 1,06 d, и малую, равную 0.95 d.
Вместо эллипсов, так же как и в изометрической проекции, можно вы-
черчивать четырехцентровые овалы.
Построение овалов, расположенных на горизонтальной и профильной гра-
нях куба, выполняется приемом, приведенным на фиг. 192, б.
Центр большой дуги радиуса /? находится на продолжении малой оси
на расстоянии О’Г = 1,06 d от точки О', а центр малой дуги радиуса г ле-
жит на большой оси на расстоянии 0,5 М'О' отточки А' или В' соответ-
ственно. При этом большая ось овала равна 1,06 d, а малая—0,35 d.
Прямоугольная диметрическая проекция
121
122
Аксонометрические проекции
Для построения овала, расположенного на фронтальной грани куба,
пользуются приемом, приведенным на фиг. 87, при этом большая ось ова-
ла А'В' равна 1,06 d (строится как биссектриса угла x'O'z') и малая ось
С'Е' равна 0,95d (фиг. 192, в).
Прямоугольная диметрическая проекция сферы (фиг. 193). Диметри-
ческая проекция сферы диаметра d на плоскости П' изобразится окруж-
ностью диаметра 1,06 d.
Если сфера выполняется с разрезами, то их построения могут быть
выполнены, как на фиг. 193. На этой фигуре показаны три неполных се-
Фиг. 194.
чения. Секущими плоскостями являют-
ся экваториальная и две меридиональ-
ных При помощи этих сечений как бы
отделена восьмая часть сферы. Секу-
щие плоскости рассекают поверхность
сферы по соответствующим им эллип-
Фиг. 195.
тическим кривым. Сами же плоскости пересекаются между собой по пря-
мым, совпадающим с аксонометрическими осями O’x'y'z'.
Если требуется построить разрез, образованный двумя меридиональны-
ми плоскостями (т. е. как бы отделить от сферы четвертую часть), то
сфера в этом случае рассечется по двум полуокружностям, которые изобра-
зятся в диметрии в виде полуэллипсов. Линия пересечения меридиональ-
ных плоскостей совпадет с вертикальным диаметром сферы (с осью O'z')
и образует на его концах полюсы. Контуры сечения в этом случае будут
ограничены полуэллипсами и прямой, соединяющей оба полюса.
Рассмотрим диметрические изображения некоторых деталей.
На фиг. 194 приведена диметрическая проекция крышки. Построение
проекции крышки выполнено при помощи измерения на комплексном чер-
теже координат характерных точек. Сначала построены проекции плоских
поверхностей крышки (верхней и нижней), затем—цилиндрического при-
лива со сквозным отверстием в нем, отверстий, расположенных по углам
крышки, и, наконец, стойки с отверстием.
Косоугольная диметрическая проекция (фронтальная)
123
На фиг. 195 дан комплексный чертеж траверсы (поперечины), выполнен-
ный с разрезом, и диметрическая проекция, построенная по этому чертежу.
Построение диметрии поперечины выполняется точно так же и в той
же последовательности, что и при построении изометрической проекции
кривошипа (см, фиг. 188).
Для ориентировки на некоторых аксонометрических изображениях ос-
тавлены вспомогательные построения
Штриховка сечений выполнена, как показано на фиг. 193: по осям
О'х'г' откладываем произвольной длины отрезок, а по оси О'у" — половину
этого отрезка. Соединив концы этих отрезков прямыми, получим направ-
ление штриховки.
§ 26. КОСОУГОЛЬНАЯ ДИМЕТРИЧЕСКАЯ ПРОЕКЦИЯ (ФРОНТАЛЬНАЯ)
(см. фиг. 180, а) па-
ло этим осям станут
показатели искажения
то
Если расположить координатные оси Ох и Оу
раллельно плоскости ГТ,
равными 1 (u = w—V).
Показатель искажения
по оси О'у' может иметь,
вообще говоря, любые
значения, но обычно
его принимают равным
0,5. Легко видеть, что
в этом случае аксономет-
рические оси О'х' и О'г'
составят прямой угол
х’О'г’, ось О'у' обыч-
но проводят как бис-
сектрису этого угла
(фиг. 196, а и б). Та-
кая проекция носит на-
звание фронтальной ди-
метрии*. Ось О’х' мо-
жет быть направлена
как вправо от оси О’г’
(фиг. 196, а), так и вле-
во (фиг. 196, б и г). Пред-
почтительно пользо-
ваться правой системой,
так как в этом случае
удобнее изображать
предметы в рассеченном
виде (см. фиг. 199).
Построение геометрических элементов во фронтальной диметрии пока-
зано на фиг. 196, в и г. На этой фигуре дано построение фронтальной ди-
метрии А 'В' прямой АВ по ее комплексным проекциям А1В1, А2В2-
Построение фронтальной диметрической проекции окружности. На фиг.
197, а дана фронтальная проекция куба с вписанными в его грани окруж-
ностями.
Окружность, расположенная на фронтальной грани, спроектировалась
в натуральную величину, а окружности, лежащие на горизонтальной и
профильной гранях куба, — в виде эллипсов.
Можно расположить параллельно плоскости П' оси Оу и Ог, тогда v = w = 1, а и = 0,5.
Г24
Аксонометрические проекции
Большая ось у этих эллипсов составляет угол 7° с осью О'х' на верх-
ней грани и с осью О'г' — на боковой. Величины большой и малой осей
такие же, как и в прямоугольной диметрии.
Вычерчивание эллипсов можно заменить четырехцентровыми овалами.
Для их построения (фиг. 197, б) проводят аксонометрические оси и строят
большую и малую оси: А'В' = 1,06 d и M'N' ~ 0,35 d.
Чтобы построить большие и малые дуги овала, необходимо найти их
центры. Центр большой дуги радиуса R находится на продолжении малой оси-
на расстоянии ОТ = 1,06 d от
точки О', центр малой дуги
радиуса г— на большой оси на
расстоянии 0,5 М'О' отточки А'
или Вг.
Фронтальная диметрия сфе-
ры. На фиг. 198 приведена
фронтальная диметрическая
проекция сферы. Очерковой кри-
вой является эллипс, описан-
ный вокруг экваториального и
двух меридиональных сечений,
проектирующихся в виде эллип-
сов. Большая ось очеркового
эллипса совпадает с направле-
нием оси О’у’ и равна 1,125 d,
а малая ось перпендикулярна
большой оси и равна d — диа-
метру сферы.
При изображении в косо-
угольной диметрии предмета,
имеющего форму поверхности
вращения, удобно располагать
его ось вдоль оси О'у’ (фиг. 199),
тогда окружности, расположен-
ные в плоскостях, перпенди-
кулярных к этой оси, спроек-
тируются в натуральную вели-
чину.
Нанесение на разрезах штриховки в косоугольной диметрической про-
екции вып лняется, как и в прямоугольной диметрии (фиг. 199). Откла-
дывают по осям О’х' и ОТ отрезки произвольной, но одинаковой величи-
ны, а по оси О'у' — половину этого отрезка. Линии, соединяющие концы
этих отрезков, определяют направление штриховки: в плоскости О'х'г'—
для фронтального сечения, в плоскости О'х'у' — для горизонтального, в
плоскости О'у'г' — для профильного.
§ 27. ПОСТРОЕНИЕ АКСОНОМЕТРИЧЕСКОЙ ПРОЕКЦИИ ЛИНИИ СРЕЗА
При вычерчивании аксонометрических изображений деталей типа пока-
занной на фиг. 169 возникает необходимость в построении линии среза и
очерковых линий криволинейных поверхностей вращения. Линия среза
строится, как всякая плоская кривая, при помощи вспомогательных хорд.
Построение очертания криволинейной поверхности вращения рассмотрим на
примере. Так, на фиг. 200 показано построение аксонометрических проекций
по комплексному чертежу серьги (фиг. 200, а), срезанной двумя фронталь-
ными плоскостями. Головка серьги изображена в диметрических проек-
Построение аксонометрической проекции линии среза
125
б)
Аксонометрические проекции
Построение на аксонометрических изображениях линий пересечения
/27
циях — косоугольной и прямоугольной (фиг. 200, бив) — и изометрической
(фиг. 200 г). Рассмотрим эти построения одновременно.
Проводим аксонометрические оси O'x'y'z'. Удобнее начать построение
с линий среза. Отложим от точки О' по оси О'у' (с учетом показателя
искажения по этой оси отрезок О—1, равный половине толщины головки Ь,
получим точку /'. Проводим через эту точку в плоскости среза параллель-
но О'х' линию симметрии Г—4’ и строим точки А', В'. С'. Проследим за
построением точек В" — В’. Измерим на комплексном чертеже отрезок О242
и, отложив его на линии симметрии 0'4’ = О242, получим точку 4'. Про-
ведем через эту точку линию, параллельную О'?', и, отложив симметрично от
точки 4' отрезок, равный 42В2, получим искомые точки В' — В'. Аналогич-
но строятся и другие точки.
Построение очертания стержня серьги выполняется при помощи вспо-
могательных поперечных сечений серьги (очертание поверхности вращения
можно так же построить, как огибающую кривую вписанных в нее вспомо-
гательных сфер). Построим, например, проекции сечения, образованного
плоскостью р2. Точка N (TV2) является центром окружности данного сечения.
В аксонометрической проекции ему соответствует точка N'— центр эллип-
са. Проведем большую ось эллипса под углом 7° относительно оси O’z'
для диметрии и 30“ — для изометрии. Отложив на этих осях соответствен-
но показателям искажения длины больших осей и на перпендикулярных к
ним малые, строим эллипсы. Построив таким же образом эллипсы и для
других сечений, проводим к ним касательные кривые.
Если сравнить полученные изображения между собой, то наиболее вы-
разительной является прямоугольная диметрическая проекция (фиг. 200, в).
§ 28. ПОСТРОЕНИЕ НА АКСОНОМЕТРИЧЕСКИХ ИЗОБРАЖЕНИЯХ ЛИНИЙ
ПЕРЕСЕЧЕНИЯ ПОВЕРХНОСТЕЙ
Задачи на построение линий пересечения двух поверхностей (линии
перехода) в аксонометрии решаются, как и подобные задачи в ортогональных
проекциях, введением вспомогательных посредников, при помощи которых
находятся точки пересечения заданных поверхностей.
В качестве посредников обычно применяются плоскости уровня, плос-
кости общего положения, цилиндрические, конические и сферические поверх-
ности*. При выборе посредников стремятся к тому, чтобы они давали на
чертеже простые для построения линии. Рассмотрим примеры.
На фиг. 201, б построена линия пересечения двух цилиндрических по-
верхностей при помощи вспомогательных плоскостей, параллельных аксо-
нометрической плоскости проекции x'O'z'. Прием построения точек линии
перехода показан на фиг. 201 а. Проведена вспомогательная плоскость а',
пересекающая оба цилиндра по образующим (при этом е’ = Ь'). Точки пе-
ресечения этих образующих С и К' являются точками, принадлежащими ли-
нии перехода. Аналогично построены точки А', Е' и др. (фиг 201, б).
Так, точка А' получена при помощи сечения цилиндров плоскостью x'O'z',
точка Е'— плоскостью, параллельной x'O'z', для которой а' = с', и т. д.
Решение задач упрощается, когда линия пересечения является кривой
второго порядка.
На фиг. 202 дан пример, когда в качестве посредников применены
«вращающиеся» плоскости. На этой фигуре показано построение линии
пересечения конической и цилиндрической поверхностей, оси которых пе-
ресек; ются в плоскости x'O'z'.
* Е. А. Глазунов и Н. Ф. Четверухин. А,-сонометрия, § 53.
Н. Ф. Четверухин и др. Курс начертательной геометрии, § 10.
Построение на аксонометрических изображениях линий пересечения
129
Строим в плоскости х'О'у' основание конуса Проводим через вершину S'
конуса прямую лиы ю, параллельную оси цилиндра (осью цилиндра явля-
ется аксонсметрнчесная cct О'л'). и находим на плоскости i ’O'z' ее след.
Так как вершина конуса и проведенная через нее прямая линия лежат
в плоскости x'0'z', то следом этой прямей будет ичка Т', лежащая на
оси О’г'. Определим «зону проницания» поверхности цилиндра поверх-
ностью конуса. Для этого строим в плоскости у'О'г' вторичную проекцию
конуса — его вершины S", основания В" F" и образующих S"B" и S"F”.
Вторичная проекция основания F"B" определяет зену проницания. Пересе-
чем теперь конус и цилиндр некоторой вращающейся вокруг T'S' плос-
Фиг. 203.
костью и построим для каждого ее сечения образующие. Точки пересече-
ния образуй щих одной поверхности с соответствующими образующими
другой дают искомые точки линии перехода.
Построим, например, точки 2' и 4'.
Повернем секущую плоскость а' вокруг оси вращения T'S' так, чтобы
она совместилась с образующими вторичной проекции конуса S"C" и S"E".
Тогда плоскость а' пересечет основание конуса по прямой СЕ', а поверх-
ности по образующим S'C и S'Е'— на конусе и Р'4'—на цилиндре. Точ-
ки пересечения соответствующих образующих и будут искомыми течками 2' и 4'.
Для построения наиболее удаленней от вершины конуса точки 3' вра-
щаем плоскость до совмещения с образующей S"B". В этом случае след
В"В' плоскости а' на плоскости z'0'y' коснется основания конуса в точ-
ке В', а сама плоскость—боковой поверхности конуса по образующей S'B'.
Одновременно плоскость а' пересечет основание цилиндра по прямей B"D",
а его боковую поверхность по образующей D"3'. Точка пересечения обра-
зующей D"3' с S'B' явится искомой точкой 3'. Вращая таким образом плос-
9 тот
130
Аксонометрические проекции
кость вокруг T'S' в пределах «зоны проницания», получим и другие точ-
ки линии пересечения.
Приведенным приемом линию перехода можно строить и для случаев,
когда оси конуса и цилиндра пересекаются под некоторым углом и когда
Оли скрещиваются.
Построим линию перехода при помощи координат точек.
На фиг. 203 дана кры пка подшипника, имеющая сферическую поверх-
ность и конический прилив.
Отмечаем на комплексном чертеже опорные точки / и 5 и несколько
промежуточных точек 2, 3 и 4 линии пересечения конической поверхности
со сферической. Построение аксонометрии опорных точек не вьнывает за-
труднений, так как эти точки расположены в плоскости хОг и для их по-
строения достаточно иметь по две координаты: для точки 1 абсциссу х, и
аппликату гь для точки 5 — абсциссу х5 и аппликату г6. Построив по ним
аксонометрические ломаные, получим точки Г и 5'.
Для нахождения промежуточных точек, например точки 2' и ей симмет-
ричной, нужно иметь три координаты: х2, н гг Построив по этим коорди-
натам аксонометрическую ломаную, получим точку 2'. Отложив затем от
полученной точки на прямой линии, пров‘денной параллельно О'у', отрезок,
равный 2.д/2 = 2121, найдем симметричную ей точку 2'.
Аналогично строятся и другие точки.
Построение точек линий перехода можно также выполнить при помощи
вспомогательных плоскостей уровня*.
§ 29. ОТТЕНЕНИЕ ИЗОБРАЖЕНИЙ ПОВЕРХНОСТЕЙ
Для придания аксонометрическому изображению большей наглядности
поверхности оттеняют. Существует несколько способов оттенения поверх-
ностей (фиг. 204 и 205)**. В учебной практике применяются также упро-
Фиг. 205.
щенные способы, показанные на фиг. 205 и 207. При этих способах лишь
подчеркиваются формы части поверхностей при помощи густоты нанесения
тонких линий штриховки. Так. например, на цилиндре и конусе штриховка
наносит._я в виде образующих, густота которых возрастает по мере прибли-
жения их к крайним образующим, на сферической — окружностями, кон-
центричными очертанию сферы; на поверхности тора — эллиптическими кри-
выми, плавно соприкасающимися с очертанием тора, и т. д.
Нанося штриховку, нужно стремиться к тому, чтобы линии, оттеняющие
поверхности, наиболее четко отображали их форму.
Ниже приводятся примеры нанесения штриховки на аксонометрических
изображениях деталей и узлов.
* В. И. Каменев, Курс машиностроительного черчения, Машгиз, 1954, § 65, фиг. 401.
** В. В. Щербина, «Техническое рисование», Машгиз, 1952, § 23.
Оттенение изображений поверхностей
131
На фиг. 206 показана изометрическая проекция рукоятки. В ней сочета-
ются сферическая, коническая, торовая и цилиндрические поверхности.
Фиг. 206.
Фиг. 207.
Поверхность сферы оттенена концентрическими окружностями; кониче-
ская— прямыми линиями, идущими к ее вершине; поверхность тора—эл-
липтическими кривыми, а цилиндрическая — прямыми, параллельными оси.
Фиг. 208.
На фиг. 207 дана фронтальная проекция цилиндрической шестерка
с эвольвентным профилем зубьев. Оттенение боковых цилиндрических по-
верхностей ее зубьев выполнено прямыми линиями, параллельными оси
шестерни.
На фиг. 208 показан в прямоугольной диметрии хомутик. Поверхности
хомутика оттенены прямыми линиями.
9*
ГЛАВА СЕДЬМАЯ
ВИНТОВЫЕ «ЛИНИИ И ВИНТОВЫЕ ПОВЕРХНОСТИ
Винтовые поверхности широко применяются в технике. Так, винтовые
поверхности ограничивают поверхности резьб, червяков, шнеков, сверл,
пружин и т. п.
Направляющими линиями при образовании винтовых поверхностей явля-
ются винтовые линии. Поэтому необходимо вспомнить некоторые положения
из курса начертательной геометрии, относящиеся к образованию и изображе-
нию винтовых линий.
§ 30. ВИНТОВЫЕ линии
Винтовые линии относятся к пространственным кривым. Среди них
различают цилиндрические, конические, сферические и другие винтовые
линии. Рассмотрим некоторые из них.
Цилиндрическая винтовая линия. Цилиндрическая винтовая линия описы-
вается точкой, которая совершает равномерное двих<ение вдоль образующей
кругового цилиндра, а образующая вращается с постоянной угловой ско-
ростью вокруг оси цилиндра. Представление об образовании винтовой ли-
нии можно получить по фиг. 209.
Если острие резца подвести к поверхности цилиндрического стержня
в точке /, а затем стержень и резец привести в движение так, чтобы
стержень вращался вокруг своей оси с постоянным числом оборотов, а резец
равномерно перемещался вдоль оси стержня, то резец оставит на поверх-
ности стержня след — винтовую линию.
Винтовые линии разделяются на правые и левые. Правой винтовой ли-
нией называют линию, совершающую подъем вокруг своей оси против часо-
вой стрелки, а левой — винтовую линию совершающую подъем по часовой
стрелке. Элементами винтовой линии являются шаг, виток и угол подъема
(фиг. 209—211).
Шагом h винтовой линии называют расстояние между смежными вит-
ками, измеренное вдоль образующей кругового цилиндра.
Витком называют винтовую линию, описанную точкой за один оборот
образующей вокруг оси круювого цилиндра.
Углом подъема винтовой линии называют отношениегде d — диаметр
цилиндра (фиг. 211).
На фиг. 210 показано образование правой цилиндрической винтовой ли-
нии, описываемой движением точки К вдоль образующей АВ, которая,
в свою очередь, равномерно вращается вокруг оси цилиндра. Для построе-
ния винтовой линии достаточно определить на каждом витке 8—12 положе-
ний движущейся точки. Пусть образующая занимает 12 последовательных
положений: А"В°, А'В1, А2В2 и т. д. При этом дуги Л"Л1, А‘А2, А2А3 и т. д.
- „ Л 1 ,
равны между собой и каждая равна —, где d— диаметр цилиндра, а п—
число делений (в этом примере п — 12).
Винтовые линии
1.33
Начальному положению образующей АВ соответствует А'73°, а точке
Д—до. При перемещении образующей в положение А'В1 точка К займет
положение А'1, и поднимется по образующей на величину отрезка, равную
Л1/\1=р?. При последующем перемещении образующая займет положение
А2В2, а точка К положение К2 и поднимется на высоту, равную А2Д2 —
— 2А'КХ = и т. д Когда образующая совершит полный оборот и займет
начальное положение, точка К поднимется по ней на высоту A°Kri = IZA'K1,
равную шагу А винтовой линии. При этом
длина кривой А°Д6Д12, описанной точ-
кой К, равна одному витку.
На фиг. 211 показано построение ци-
линдрической винтовой линии диаметра d
Фиг. 210.
Фиг. 2G9.
и шага А, фронтальная проекция которой представляет собой синусоиду,
а горизонтальная — окружность.
Для I остроения проекций винтовой линии шаг А и окружность диаметра d
разделены на восемь равных частей. Начальное положение точки К отмечено
на проекциях точками ДУ и Д°, а промежуточные ее положения — точ-
ками Д{, До, Дг и т. д. Положение точки Д8 (Д®, Д®) соответствует пол-
ному ее обороту. Описав один виток, точка поднимется на высоту, равную А.
При дальнейшем перемещении она начнет описывать второй виток и т. д.
При построении развертки цилиндра его боковая поверхность развер-
нется в прямоугольник, а винтовая линия преобразуется в прямую Д°Д&.
равную L ~ У(ш)* + hi и имеющую угол подъема ср.
Винтовая линия может быть также получена и на конической поверх-
ности. В этом случае точка совершает равномерно-поступательное движение
вдоль образующей прямого кругового конуса, а сама образующая вращается
вокруг его оси с постоянной угловой скоростью (фиг. 212, а). На этой
фигуре показаны восемь положений образующей ЗА и соответствующие
положения течки Д. Расстояние между точками смежных витков, измерен-
ное параллельно оси конуса, является шагом А конической винтовой
линии.
Проекция винтовой линии на фронтальной плоскости проекций пред-
ставляет собой синусоиду с затухающим колебанием (затухающей волной),
а на горизонтальной — спираль Архимеда. Чтобы не затемнить чертеж по-
строениями, линии проекционной связи между проекциями точки Д (на
фиг. 212, а) опущены.
134
Винтовые линии и винтовые поверхности
При построении развертки боковой поверхности конуса винтовая линия
развернется в спираль, а конус—в сектор, угол при вершине которого
равен ф = — 360°, а длина дуги радиуса I, со-
§ 31. ВИНТОВЫЕ ПОВЕРХНОСТИ
Винтовые поверхности могут быть образованы прямой линией или ее
отрезком, окружностью или ее дугой, сферической поверхностью, какой-либо
кривой и т. п.
Винтовые поверхности, образованные винтовым движением прямой линии,
относятся к поверхностям, называемым линейчатыми геликоидами. Среди
них различают прямой геликоид (винтовой коноид), наклонный или архи-
медов геликоид, ьвольвентный и конволютный геликоиды Все они имеют
широкое применение в технике. Так, прямой и наклонный геликоиды при-
меняются при конструировании ходовых винтов станков, ручных прессов,
домкратов и 1. гк, имеющих витки прямоугольного или соответственно
трапецеидального профиля.
Геликоиды эвольвентный и конволютный применяются при конструирова-
нии червяков, шпеков и т. п.
Геликоиды применяются также при образовании поверхностей цилиндри-
ческих пружин, рессор, змеевиков винтовых канавок в сверлах и т. п.
Рассмотрим геликоиды, имеющие применение в резьбовых изделиях.
Прямой геликоид (фиг 213, а) образуется при вращении производящей
прямой линии I, которая пересекает ось i геликоида под прямым углом,
вокруг этой оси и одновременном перемещении вдоль нее на расстояние,
пропорциональное углу поворота.
На фиг. 213. а дано 12 положений производящей прямой I, 1°, I1, I2 и т. д.
При одном обороте вокруг оси t эта прямая переместится вдоль нее на
величину, равную шагу 1г, т. е. на величину, равную расстоянию между
начальным положением прямой /° и 12-м — /,г, или, иначе, равную расстоя-
нию между точками 0—12.
Винтовые поверхности
135
Фиг. 212.
136
Винтовые линии и винтовые поверхности
Производящая прямая при своем перемещении образует геликоидальную
поверхность, ограниченную двумя соосными винтовыми линиями — направля-
ющими геликоида.
Наклонный геликоид (фиг. 213, б) образуется при вращении вокруг оси I
и одновременном перемещении вдоль нее на расстояние, пропорциональ-
ф| г. 213.
ное углу поворота производящей прямой линии /, пересекающей ось i
винтовой линии под некоторый углом Ср.
Произвмящая прямая I геликоида, пересекая при своем движении ось i
прямого кругового цилиндра и винтовую линию на этом i и шндре, остается
параллельной образующим некоторого прямого кругового конуса, соосного
с винтовой пи иеи
На фиг. 213. б приведен комплексный чертеж наклонного геликоида.
Данными для построения служат цилиндр диаметра d, производящая пря-
мая I, пересекающая ось i под углом ср, и шаг винтовой линии h.
Винтовые поверхности
137
строим направляющий конус с вершиной S (Si, 52) и fro образующие,
составляющие с осью < угол ср и делящие его основание на 12 равных частей.
Затем делим на то же число частей окружность диаметра d и шаг винто-
вой линии h. Через точки деления фронтальной проекции t2 оси t— точки
Кг» Лг и т. д. проводим параллельно соответствующим фронтальным проек-
циям образующих направляющего конуса фронтальные проекции производя-
щей прямой I, т. е. Г, = 02К'>; I2 = <2К'> и т. д Производящая прямая,
переходя в новое последовательное положение, перемешается вдоль оси i
h „ 2л
на величину р и совершает поворот на угол, равный —Совершив таким
образом полный оборот, производящая прямая переместится вдоль оси на
величину, равную шагу h, займет положение /'2. С2, описав при этом
винтовую поверхность наклонного геликоида.
Очертание геликоида на фронтальной плоскости проекций представляет
собой огибающую кривую ряда положений производящей прямой.
Поверхность наклонного геликоида пересекается плоскостью, перпенди-
кулярной к его оси, по спирали Архимеда
Так, на фиг. 213 плоскость а2 пересекает показанные на чертеже по-
ложения производящей прямей в точках А (/2), В (В>), С (С2) и 6 (62) Гори-
зонтальные проекции этих точек 6,, С\, В} находим по линиям связи. Для
нахождения проекции At точки А нужно отложить на горизонтальной проек-
ции производящей прямой /| от оси i, одну чшвертую ее часть, равную Ct6i
(построение спирали Архимеда см. нафиг. 117). Найденные точки Ач. В,, Ci
и их соединяем плавной кривой.
Познакомившись с построениями прямого и наклонного геликоидов, рас-
смотрим их применение для образования резьб. Предварительно познакомимся
с понятиями: профиль резьбы, шаг и ход резьбы, число заходов резьбы и
некоторыми другими.
Профилем резьоы называют плоскую фигуру, полученную сечением витка
резьбы осевой плоскостью. В зависимости от формы профиля различают
резьбы треугольные, прямоугольные, трапецеидальные, круглые и т. п. На
фиг. 215 и 216 дано построение правой однозаходной резьбы. Однозаходная
резьба образуется винтовым движением одного профиля. Если производя-
щими являются два профиля, получается двухзаходная резьба (см. на фиг. 217
двухзаходную правую трапецеидальную резьбу), при трех производящих
профилях — трехзаходная и т. д.
У мыогозаходных резьб различают шаг резьбы и ход резьбы.
Шагом резьбы называют расстояние, измеренное вдоль образующей между
смежными витками, и обозначают его буквой s.
Ходом резьбы называют расстояние, измеренное вдоль образующей между
двумя точками одного и того же витка, ,и обозначают его буквой Л. Так,
например, на фаг. 217 показана двухзаходная трапецеидальная резьба,
у которой ход h — 2s .У однозаходных резьб шаг s равен ходу h (см. фиг. 216).
Многозаходные резьбы широко применяются в машиностроении
В практике применяются различные профили резьбы. Среди них наи-
большее распространение получили профили, показанные нафиг. 214, а. б,в. г.
Так, на фиг. 214, а показан профиль резьбы, имеющий форму треугольника;
на фиг. 214, б профиль имеет форму равнобочной трапеции. Резьбы, вы-
полненные по этому профилю, называют трапецеидальными (фиг. 217). На
фиг. 214, в профиль резьбы представляет собой неравнобочную трапецию.
Этот профиль применяется для образования упорных резьб На фиг 214, г
показана прямоугольная резьба. Построение витка этой резьбы показано
на фиг. 215.
133
Винтовые линии и винтовые поверхности
Данными для построения служат тар уж; ый и внутренний диаметры
резьбы D и d, производящий прсфиль резьбы — прямоугольник АВСЕ и
шаг резьбы s (фиг. 215).
Совершая поступательное и вращательное движение относительно оси
винта, профиль резьбы опишет винтовой выступ, ограниченный двумя пря-
мыми геликоидами и цилиндрической поверхностью. Так, производящие
прямые АЕ и ВС образуют прямые геликоиды, а производящая АВ — ци-
линдрическую поверхность.
Фиг. 214.
Для построения витка необходимо прежде всего построить винтовые ли-
нии, описываемые точками А. В, С и Е. Построение винтовых линий вы-
полняется, как показано на фиг. 210. 211 и 213. а.
Совершив полный оборот вокруг своей оси производящий профиль под-
нимется на величину шзга $ винтовой линии и опишет винтовую поверх-
ность— виток. При дальнейшем движении производящий прсфиль будет
образовывать последующие випси.
Если винт рассечь плоскостью Б—Б, перпендш улярной к его оси, то
d
получим в сечении фигуру, ограниченную дугой окружности радиуса g-,
двумя радиальными прямыми Л4/(Л4,А|) и и дугой К,—5,.
Секущая плоскость Б—Б пересекает винтовые линии в точках /И(Л1, /И»),
A(VltA2) и L(Lt,Lz)- К(К,. /<->). Точки М(М^М2) и ЛТЛ\,А'2) находятся
на цилиндре диаметра d, a точки L(Lt.L2) и Л(К|.К2)— на цилиндре диа-
метра D Горизонтальные проекции этих точек строим при помощи линий
связи.
На фиг. 216 показано построение витка винтового выступа резьбы, об-
разованной движением производящего треугольника АВС (А,В\,С,2), при-
мыкающего к образующей цилиндра диаметра dt стороной £С(Д? С^).
Прямые АВ и АС при своем движении, пересекая ось винта под уг-
лом 60 . образуют наклонные геликоиды, ограничивающие витки резьбы.
Для построения витков необходимо сначала построить винтовые линии,
описываемые точками А, В и С.
Винтовые поверхности
139
Построим сечение винта плоскостью Б—Б. Из рассмотренного выше
примера на фиг 213, б следует, что поверхность наклонного геликоида,
рассеченная плоскостью, перпендикулярной к его оси. да т на поверхности
кривую—спираль Архимеда Для построения точек спирали рассекаем виток
радиальными плоскостями, например а(а,), РФ,) и т. д. Строим для каждой
секущей плоскости при помощи линий связи фронтальные проекции сече-
ний витка — треугольники A^B^Cf, А?В'?С?2 и т. д. Плоскость Б—Б пе-
ресекает стороны А3С3 н А.,С? и т. д. в течках /И(Л)2). К(1\2) и т. д. Строим
их горизонтальные проекции и и т. д. Полученные точки соединяем
плавной кривей.
Как видно из чертежа, сечение ограничено двумя ветвями архимедовой
спирали—правого и леве го ходов При этом течка С (Су, Су) расположи-
лась на образующей цилиндра диаметра dx, а течка А(А2,А2) — на образу-
ющей цилиндра диаметра d.
Получение точек М (A1S), L (Бл} и т. д. можно упростить, используя
общепринятый способ шетреения стирали Архгхеда (с! иг 117).
На фиг 217 показано образование витков прав, го двухзаходного винта
движением двух Одинаковых производящих профил й, имеющих форму рав-
нобочной трапеции EFMN (E"F При этом ее стороны FM(F^M^)
и EN (Ду 7V°) пересекают ось винта под углом 75°. Эти стороны при -воем
140
Винтовые линии и винтовые поверхности
движении образуют наклонные геликоиды, а сторона EF(E?Fty образует
цилиндрическую поверхность.
Для построения витков винта нужно предварительно построить винтовые
линии, образуемые точками Е, F, М и N.
Построим сечение винта плоскостью Б—Б. Эта плоскость рассекает
винт по спиралям Архимеда и дугам окружностей. Так, кривая между точ-
ками /?(&!,Ь'2) и С(СЬС2) и ей симметричная являются дугами окруж-
ности радиуса а кривая
СК5(С,5i) и ей симметрич-
ные— спиралями Архимеда.
Точки Ь’(А2) и С(Сг) нахо-
дятся на боковой поверхности
цилиндра диаметра d, в точ-
ках пересечения плоскости
Б—Б с винтовыми линиями,
описанными этими точками.
Горизонтальные их проекции
построены при помощи линий
связи. Точка D(D2) находит-
ся на пересечении плоскости
Б—Б с винтовой линией,
описанной точкой F(F2) на
боковой поверхности цилиндра.
Точки С(СЬС2) и D(DlyD2)
принадлежат спирали Архи-
меда. Для построения проме-
жуточных ее точек, например,
точки /<(/<!,/\2). проводим ра-
диальную плоскость ». (а,). Эта
плоскость пересечет виток по
трапеции. Одна из сторон этой
трапеции — отрезок / — II (/г—
Hi, 1-2—^Д)- Точка пересече-
ния плоскости Б — Б с этим
отрезком дает промежуточную
точку К (Ki, К2). Остальные
спирали строятся как симмет-
ричные спирали СК5.
лучающиеся винтовым движе-
нием производящей прямой линии. Как уже указывалось, геликоиды могут
быть получены также движением окружности или ее дуги.
Если производящая окружность находится в плоскости, нормальной к вин-
товой линии, образованной движением ее центра, то винтовую поверхность
называют геликоидальным цилиндром круглого нормального сечения. Эту
же поверхность можно получить движением шара, центр которого переме-
щается по винтовой линии.
Примером практического применения этих поверхностей могут служить
цилиндрические пружины, рессоры, змеевики, винтовые канавки в сверлах
и т. п. Рассмотрим построение проекций цилиндрической пружины (фиг. 218).
Данными для построения служат диаметр D осевой винтовой линии, ее
шаг h и диаметр d нормального сечения витка пружины (на фиг. 218 нор-
мальное сечение условно повернуто, как это обычно делается на произ-
водственных чертежах, до положения, параллельного фронтальной плоско-
сти проекций).
141
Винтовые поверхности
Делим горизонтальную проекцию осевой винтовой линии и шаг на 12
равных частей. Примем, что точки деления 0, 1, 2, 3... 23t, .. .) яв-
ляются центрами производящего шарика. Для получения фронтальных
проекций этих центров строим фронтальную проекцию осевой винтовой
линии.
Описываем из центров 12, 22, 32 окружности радиуса-^—фронтальные
проекции .последовательных положений производящего шарика.
Огибающие кривые, проведенные к семейству этих окружностей, дают
очертание фронтальной проекции
пружины.
В учебной практике приходится
часто строить пружины в аксономе-
Фиг. 218.
Фиг. 219.
трических проекциях, поэтому целесообразно рассмотреть эти построения.
На фиг. 219 показана изометрическая проекция пружины правого хода,
имеющей осевой диаметр D, шаг h винтовой линии и диаметр d нор-
мального сечения витка*.
В нижней части чертежа показано построение винтовой линии, в верх-
ней— очерк пружины.
Найдем Етсричвую проект ю осевой винтовой ливни, считая, что ось
винтовой линии совпадает с со ю Cz. Проекцией винтовой лиг пи на пло-
скость хОу является окружность диаметра D, а ее изометрической проек-
цией— эллипсе центром О', большая ось которого равна D, а малая— 0,580.
Если пользоваться приведенной изометрией, то большая ось равна 1,220,
1953.
Е. А. Глазунов и Н. Ф. Четверухин, Аксонометрия, § 54. Гостехиздат,
142
Винтовые линии и винтовые поверхности
а малая Q,1D. Точки эллипса строим так, как показано на фиг 92, для пост-
роения взято восемь точек. Разделим на восемь равных частей и шаг h.' ~
Фиг.'220.
=0,82/z (в приведенной изометрии h' — h).
Отложив по вертикальным направлениям от
точек 2,, 4'} и т. д. соответствующие им отрезки,
найдем аксонометрические проекции точек, при-
надлежащих винтовой линии. Так, отложив
от точки 2\ отрезок, равный^-/?', получим точ-
ку 2'\ отложив от точки 3t отрезок, равный
О
^h', найдем точку 3', и т. д. Величина от-
резка для всякой последующей точки возра-
стет относительно предыдущей на -^/1'. Соеди-
нив точки между собой, получим аксонометри-
ческую проекцию осевой винтовой линии пру-
жины.
Опишем теперь радиусом -(или —— в при-
веденной изометрии) проекции производящих
шариков — окружности, центры которых нахо-
дятся на винтовой линии. Затем проведем к
их семейству огибающие. Они и будут яв-
ляться очертанием пружины.
Расстояние между центрами производящих
шариков с увеличением кривизны рекомендует-
ся уменьшать для обеспечения большей точ-
ности построения.
Цилиндрическое сверло (фиг. 220). На ци-
линдрической поверхности сверла имеются два
калибрующих винтовых выступа и две винто-
вые канавки для выхода стружки.
Данными для построения изображения
сверла служат поперечное его сечение А — А
и шаг h винтовых линий.
Делим внешнюю окружность, проходящую
через калибрующие выступы, и шаг h на рав-
ное число делений, например на восемь. Поль-
зуясь известным нам приемом построения вин-
товых линий, строим фронтальные проекции
винтовых линий сверла*.
* Более подробные сведения о построении проекций сверл см. А. С. Куликов
Начертательная геометрия в применении к черчению, конструированию и проектированию,
Машгиз, 1959.
ГЛАВА ВОСЬМАЯ
РАЗЪЕМНЫЕ И НЕРАЗЪЕМНЫЕ СОЕДИНЕНИЯ
§ 32. ОБЩИЕ СВЕДЕНИЯ
Всякое изтелие состоит из отдельных частей—деталей, которые тем или
иным способом соединяют между собой. Соединения могут быть разъемны-
ми или неразъемными.
Соединения, в которых детали разъединяются без их разрушения, на-
зывают разъемными, в ином случае соединение называется неразъемным.
Разъемные соединения
1. Неподвижные
Неразъемные соединения
Фиг. 221.
111
Разъемные и неразъемные соединения
, ж), сваркой (фиг.
Существует два вида разъемных соединений — неподвижные и подвиж-
ные. К неподвижным относятся такие соединения, в которых детали не
могут перемещаться одна относительно другой, как, например, в соеди-
нениях деталей болтами (фиг 221,а), винтами (фиг. 221,в), шпильками
(фиг.221 б). фитингами (фиг. 221 г),
К подвижным соединениям относятся такие соединения, в которых воз-
можны взаимные перемещения деталей, например, в шпонсчьых соедине-
ниях (фиг. 221, 0), шлицевых (фиг. 221, е) и т. п.
Неразъемные соединения могут быть выполнены, например, клепкой
221, з) или пайкой. Заметим, что заклепочные
швы все более и более вытесняются свар-
ными.
В современном машиностроении наибольшее
применение среди рапемных соединений по-
лучили резьбовые соединения.
Прежде чем приступить к их рассмотре-
нию. ознакомимся с деталями и элементами
этих соединений.
Если,
зец (фиг.
например, к повер
222.а)*, затем при
§ 33. РЕЗЬБЫ, ОСНОВНЫЕ ИХ ТИПЫ
И ИХ ОБОЗНАЧЕНИЯ
Всякая резьба представляет собой винтовую
поверхность (см предыдущий параграф, в ко-
тором (бразевание винтовой поверхности рас-
сматривалось как движение некоторого произ-
водящего профиля по цилиндрической поверх-
ности). Практически для образования резьбы
производящим профилем является конец зато-
ченного резца или какого-либо другого режу-
щего инструмента, предназначенного для полу-
чения нужного профиля резьбы.
хности цилиндрического стержня подвести ре-
(вести стержень и резец в движение так, чтобы
стержень вращался вокруг своей оси, а резец углублялся в тело стержня, то
на стержне получится канавка—проточка.
Если же резец поставить в положение / (фиг. 222, б) и сообщить ему
поступательное движение, то на стержне образуется резьба.
Резьба может быть также выполнена фрезами, плашками, гребенками,
метчиками и накаткой. Резьбы, как уже указывалось, бывают треугольного
профиля, трапецеидального прямоугольного и др.
Все резьбы, за исключением прямоугольной, стандартизованы. Профи-
ли некоторых стандартных резьб приведены в габл 6.
Резьбы независимо от их профиля могут выполняться как правыми,
гак и левыми.
Метрическая резьба представляет собой винтовую поверхность, образу-
ющий профиль которой (теоретический) имеет вид равностороннего тре-
угольника (см. табл. 6, Метрич ская резьба, ГОСТ 9150-59). Эта резьба
выполняется с крупными и мелкими шагами. С крупными — для диаметров
от 1—68 мм, и с мелкими —от 1—6U0 мм. Конструктив ые размеры мет-
рической резьбы приведены в ГОСТ 9150-59 и 8724-58
Метрическая резьба выполняется на болтах, гайках, шпильках, вин-
тах и т.
* Чертеж заимствован из книги 11. С. Дружинина и II. П. Цылоова, Курс
черчения, чань 3, фиг. 97.
Резьбы, основные их типы и их обозначения
145
Таблица 6
Метрическая резьба
гост 9150-59
Грудная цилиндрическая
ГОСТ 6357- 52
Трудная коническая резьба
с углом просриля 55 ‘Т0СТ621Т52
Коническая резьба дюймовая
с углом профиля 50°
ГОСТ 611/-52
Трапецеидальная резьба
ГОСТ 9964 -60
Резьба упорная
ОСТ ВКС 7739 -7741
10 i060
146
Разъемные и неразъемные соединения
Условное обозначение метрической резьбы состоит из буквы М и число-
вого значения наружного диаметра резьбы. Например, М24 — резьба метри-
ческая диаметром 24 мм. В обозначении метрических резьб с мелким шагом
дополнительно указывается величина шага. Например, М24 х Обозначает —
резьба метрическая диаметром 24 мм и шагом 1,5 мм.
Если на чертеже нужно обозначить левую резьбу, то к общему обозна-
чению резьбы делают в конце приписку — лев. Например, МЗблев.
Резьба трапецеидальная применяется в ходовых винтах металлорежущих
станков, прессов, в крюках большой грузоподъемности и др. Профиль
этой резьбы показан в табл. 6, см. также ГОСТ 9484-60. Трапецеидальные
резьбы выполняются однозаходными и многозаходными. Трапецеидаль-
ные резьбы условно обозначают буквами Трап, диаметром и шагом.
Например, Трап 62x4. То же для резьбы трапецеидальной двухзаходной
левой с диаметром ПО и шагом для одной нитки 5 мм: Трап 110х
х (2 х 5) лев.
Резьбы упорные разделяются на крупную — ОСТВКС 7739, нормаль-
ную ОСТВКС 7740 и мелкую ОСТВКС 7741*.
Применяются эти резьбы главным образом в винтах, нагруженных значи-
тельными осевыми усилиями, действующими в одном направлении, например:
в домкратах, тисках и др.
Упорная резьба может быть однозаходной и многозаходной, правой
и левой.
Обозначаются упорные резьбы буквами Уп., диаметром и шагом.
Например, Уп. 36x10 или Уп. 40x6 и т. д.
То же для резьбы упорной двухзаходной левой с диаметром 90 мм
и шагом 8 мм', Уп. 90 х (2x8) лев.
Трубные резьбы разделяются на цилиндрические и конические.
Резьба трубная цилиндрическая применяется на водо-газо-
вых трубах и их соединительных частях — фитингах, предназначенных для
работы под небольшим давлением. Эта резьба выполняется по ГОСТ 6357-52,
ее профиль показан в табл. 6.
Резьба трубная цилиндрическая обозначается буквами «Труб » и услов-
ным диаметром резьбы в дюймах (обозначение размера резьбы), напри-
мер, Труб. 1".
Резьба трубная коническая служит для присоединения арма-
туры к коммуникациям, работающим с повышенным давлением, а также
во всех устройствах, где требуется обеспечить надежное и плотное соеди-
нение, подключенных к сети приборов и т. п.
Профиль трубной конической резьбы показан в табл. 6. Основные раз-
меры этой резьбы по ГОСТ 6211-52 приведены в приложениях.
Пример условного обозначения конической трубной резьбы: К Труб. 3/4",
здесь К—начальная буква слова — коническая, значение Труб. 3/4" то^же,
что и для цилиндрических трубных резьб, выполняемых по ГОСТ 6257-52.
Резьба коническая дюймовая имеет треугольный профиль с углом при
вершине 60°, при этом вершины притуплены. Профиль этой резьбы по
ГОСТ 6111-52 показан в табл. 6.
Пример условного обозначения конической дюймовой резьбы:К \Х/Т,
где К—начальная буква слова коническая, а Н/г"—условный диаметр
резьбы (обозначение размера резьбы).
Обозначение резьбы в общем случае относится к ее наружному диа-
метру (см. фиг. 234, а и б). Обозначение конических резьб и трубной
цилиндрической резьбы следует показывать, как на фиг. 234, в, г и д.
* С 1.1.1964 г. вводится ГОСТ 10177-62, заменяющий указанные три стандарта.
Изображение и обозначение классов точности резьбы
147
§ 34. СБЕГ РЕЗЬБЫ, ПРОТОЧКИ И КОНЦЫ РЕЗЬБОВЫХ ИЗДЕЛИЙ
Резьба может быть выполнена со сбегом (фиг. 223, а) или полного про-
филя на всей длине резьбы (фиг. 223, б и в).
Сбегом резьбы называют участок резьбы, на котором происходит умень-
шение профиля до его исчезновения. Для получения резьбы полного про-
Q) б) б)
Фиг. 223.
филя необходимо сначала выполнить в конце резьбы
канавку) для выхода режущей части инструмента,
резьба. Ширина и глубина проточек выполняются в
метров резьбы. Диаметр про-
точки для наружной резьбы
должен быть меньше внутренне- 1 1 j
го диаметра резьбы, а для вну- j I ।
тренней проточки — больше на- । I I
ружного диаметра резьбы. Раз- ' j
меры сбегов и проточек приве- —
дены в ГОСТ 8234-56.
проточку (кольцевую
которым нарезается
зависимости от пара-
Для того чтобы резьба
Фиг. 224.
гайки легко устанавливалась
на резьбу болта, шпильки и винта, концам последних придают по ОСТ
1713 форму конуса, сферы или цилиндра (фиг. 224). С этой же целью де-
лают фаски и в отверстиях гаек.
§ 35. ИЗОБРАЖЕНИЕ И ОБОЗНАЧЕНИЕ КЛАССОВ (СТЕПЕНЕЙ) ТОЧНОСТИ РЕЗЬБЫ.
ОБОЗНАЧЕНИЕ СПЕЦИАЛЬНЫХ РЕЗЬБ
Изображение резьбы. Резьба на чертежах стержней должна изобра-
жаться сплошными основными линиями по наружному диаметру резьбы
и штриховыми — по внутреннему (см. фиг. 225, а и б).
Если резьба должна быть показана в отверстии детали, изображенной
в рассеченном виде, или на плоскости, перпендикулярной к оси, то сплош-
ные основные линии проводятся по внутреннему диаметру резьбы, а штри-
ховые— по наружному (фиг. 226). Допускается взамен штриховых линий
применять сплошную тонкую линию, а на плоскости, перпендикулярной
к оси, должна проводиться сплошной тонкой линией дуга, приблизительно
равная 3/4 окружности (фиг. 227, 228 и 236, б).
Для указания границы резьбы применяется сплошная основная линия,
причем сбег резьбы включается в ее длину (фиг. 229 и 230).
10*
148
Разъемные и неразъемные соединения
Изображение резьбы
фиг 22£ а) 5)
Граница резьбы и указания длины резьбы
Изображение и обозначение классов (степеней) точности резьбы
149
Пояснение профиля резьбы
Резьба трехза-
\ ходная
"кжЗ
Фиг. 233
Обозначение резьбы
М24КЛ-3 Трап24*5М
а) s) ф»г. гзй г> ’ д>
Изображение резьбы на разрезах
резьбового соединения
А ’ Д-Д
А Фиг 235
Изображение резьбы на бинтах для дерева
G)
Фиг 236
150
Разъемные и неразъемные соединения
. Если нужно указать длину резьбы полного профиля, то начало сбега
резьбы показывается сплошной тонкой линией, засекающей с одной сто-
роны линии, изображающие резьбу (фиг. 229 и 230).
При необходимости указывается и длина сбега.
Конец глухого резьбового отверстия следует изображать, как показано
на фиг. 231, а.
На чертежах, по которым резьба не выполняется, изображение согласно
фиг. 231, б допускается и при наличии разности между глубиной отверстия
под резьбу и длиной резьбы.
Если торец резьбовой детали выполнен с фаской, то в проекции на
плоскости, перпендикулярной к оси резьбы, она не указывается (фиг. 232).
Штриховая линия резьбы (фиг. 232, а) не должна пересекать линию, ука-
зывающую границу фаски.
При необходимости пояснения профиля резьбы следует поступать, как
показано на фиг. 233, а и б, или показывать их как выносной элемент
(фиг. 233, в).
Штриховку в разрезах и сечениях следует доводить до линии наруж-
ного диаметра резьбы на стержне и линии внутреннего диаметра — в от-
верстии (фиг. 234, б, г и д и фиг. 235).
На разрезах резьбового соединения следует в отверстии показывать
только ту часть резьбы, которая не закрыта резьбой стержня (фиг. 235).
Обозначение классов (степеней) точности для резьб, у которых стандарти-
зован только один класс (степень) точности, условное обозначение резьбы
выполняется соответственно существующим стандартам, например: К 3/4"
(см. фиг. 234, в); К труб. 7/2" (см. фиг. 234, а); Уп 40x6 и т. д.
Для резьб, у которых стандартизовано несколько классов (степеней)
точности, в условное обозначение резьбы входят номинальный размер резьбы
и обозначение класса (степени) точности, например: М24 кл. 3 (фиг. 234, а);
Трап. 24х5М (см. фиг. 234, б); Труб 2кл. 3 (фиг. 234, д) и т. д.
Обозначение специальных резьб. Специальная резьба со стандартным
профилем, но отличающаяся от стандартной диаметром или шагом, обозна-
чается на чертеже сокращенно Сп. и условным обозначением профиля
Например, Сп М 36; Сп. Трап. 24x6.
§ 36. КРЕПЕЖНЫЕ ДЕТАЛИ
Болты состоят из стержня и головки. Стержень имеет форму цилиндра
и снабжен резьбой. Конец нарезанной части стержня выполняется в виде
сферы, усеченного конуса или цилиндра (см. фиг. 224/. Головки болтов
имеют форму шестигранника, квадрата, прямоугольника и т. п. Болты
изготовляются нормальной точности и повышенной. Сведения о некоторых
из них приведены в приложениях.
Наибольшее применение находят болты с шестигранной головкой. На
чертежах они часто изображаются упрощенно. На фиг. 237 приведен
пример построения упрошенного изображения болта с шестигранной
головкой по его диаметру d — М36 и длине 1 = 75 мм.
Размеры остальных элементов болта определяют приближенно (округляя
их до целых чисел) в зависимости от размера наружного диаметра d резьбы
болта. Так, внутренний диаметр резьбы принимают равным d1 = 0,85d;
высоту головки Н = 0,7d; диаметр описанной окружности головки D = 2d;
длину резьбы /0 = l,5d. Конец болта может быть выполнен в виде сферы
радиуса, равного d, конической фаски или плоско срезанным. На
фиг. 237, б конец болта выполнен с фаской. Построение легко понять из
чертежа (фиг. 237, а).
Крепежные детали
151
Законченный чертеж показан на фиг. 237, б. Более упрощенное изобра-
жение болта дано на фиг. 237, в.
Гайки изготовляются следующих типов: шестигранные, квадратные,
прорезные, корончатые, круглые, гайки-барашки и др. Шестигранные гай-
ки по высоте разделяются на нормальные, низкие и высокие, с одной и
двумя фасками. Гайки изготовляются
нормальной точности и повышенной.
Сведения о некоторых из них приве-
дены в приложениях.
Обыкновенные шестигранные гай-
ки являются наиболее распростра-
ненными в машиностроении. Их при-
меняют для скрепления деталей и
механизмов, не подверженных со-
трясениям. В авиа-, авто- и тракто-
ростроении, где соединения подвер-
жены переменной нагрузке и вибра-
циям, пользуются корончатыми гай-
ками со шплинтами, предотвращаю-
щими их от самоотвинчивания, либо
самоконтрящимися гайками.
Гайки, как и головки болтов,
обычно на чертежах изображают
упрощенно, определяя размеры эле-
ментов гайки по соотношениям, ука-
занным на фиг. 238, а.
Фиг. ?37
Отметим, что гиперболы, образованные пересечением конических фасок
с гранями болта и гайки, заменяют при их вычерчивании дугами окруж-
ностей радиусов l,5d и d (фиг. 237, а и 238, а).
Построение проекций гайки в обоих примерах (фиг. 238) понятно из
чертежа.
152
Разъемные и неразъемные соединения
При вычерчивании узлов рекомендуется изображать болты и гайки,
как показано на фиг. 237, в и 238, б.
Шпильки, так же как и болты, применяются для скрепления деталей. Они
изготовляются по ОСТ 20001-38.
Шпилька представляет собой цилиндрический стержень с резьбой на обоих
концах. Та часть шпильки, которая ввинчивается в тело детали, называ-
ется посадочным концом, а
часть, на которую навинчивает-
ся гайка, — стяжным концом
(фиг. 239). При завинчивании
посадочного конца в сталь или
бронзу его длина принимается
равной диаметру d, а при за-
винчивании н чугун — 1,35 d,
где d— наружный диаметр резь-
бы шпильки
На фиг. 240 показано обра-
зование гнезда для ввинчива-
ния в него посадочного конца
шпильки:
фиг. 240, а — устанавлива-
ется сверло на накернованное
углубление;
фиг. 240,6 — сверлится гнез-
до на заданную глубину;
фиг. 240, в— выполняется фа-
ска и устанавливается метчик;
фиг. 240, г — выполняется
резьба в гнезде.
На фиг. 240, д дано натураль-
ное изображение резьбы после
прохода метчиками, а на фиг.
240, е — условное изображение
на чертеже гнезда с резьбой.
Шпильки, имеющие длину
посадочного конца = l,35d,
обозначают условно римской
цифрой I, а с длиной ^=6 —
римской цифрой II
Шпильки изготовляются
двух типов: со сбегом резьбы —
тип А и с проточкой — тип Б
(фиг. 241),
В зависимости от длины стяжного конца шпильки изготовляются: под
гайки обыкновенные и под корончатые. В условных обозначениях гайкам
обыкновенным присвоена буква «О», а корончатым — «А». Приведем приме-
р ы условных обоз ачений шпилек.
1) Шпилька МЮхбО А! — О ОСТ20001-38, что означает М— метриче-
ская резьба; 10 — наружный диаметр резьбы; 60 — стяжная длина
шпильки; А— шпилька со сбегом резьбы; I — глубина завинчивания поса-
дочного конца, равная l,35d~, О—шпилька под гайку обыкновенную.
2) Шпилька МЮхбО Б11 — К ОСТ 20001-38. МЮхбО —значение этой
части такое же, как и в предыдущем примере. Буква Б — означает, что
шпилька с проточкой; цифра II —глубина завинчивания посадочного кон-
ца равна d', буква К — шпилька предназначена под корончатую гайку.
Крепежные детали
153
Шпильки вычерчиваются на чертежах по номинальным размерам, при-
веденным в ОСТ 20001-38 (см. приложение).
Винты для металла выполняют ту же роль, что и болты, и шпильки.
Винты состоят из цилиндрического стержня, снабженного резьбой, и го-
Фиг. 239.
ловки со шлицем (см. фиг. 248). Винты изготовляются с различной формой
головки (см. приложение). Вычерчивание винтов выполняется по номи-
нальным размерам. Примеры условных обозначений винтов:
7. Винт М 16x45 ГОСТ 1491-62,
что означает: М — метрическая резь-
ба, 16 — наружный диаметр резьбы,
45— длина винта.
2. Винт Ml 6x1,5x45 ГОСТ
1491-62. В этом обозначении после
знака х (умножения) — шаг резьбы,
равный 1,5 мм. Такое обозначение
делается для винтов с мелким шагом
резьбы.
Фвг. 240.
Шайбы разделяются на обыкновенные, пружинные и др. Шайбы обык-
новенные служат для предохранения поверхности деталей от повреждения
при скреплении деталей крепежной парой (болт — гайка; шпилька — гайка)
154
Разъемные и неразъемные соединения
или винтом, а также для
детали.
Обыкновенные шайбы
(фиг. 242, б).
равномерной передачи усилия на соединяемые
изготовляются чистые (фиг. 242, а) и черные
Тип А
Фиг. 241.
Чистые шайбы изготовляют по ГОСТ 6959-54, а черные по ГОСТ 6957-54.
Шайбы также обычно изображают упрощенно, принимая толщину шай-
бы s равной 0,15с?; внешний диаметр — 2,2d и величину фаски — 0,2£#Ь.
где d — диаметр резьбы болта, шпильки или винта.
Фиг 242.
Примеры условного обозначения шайбы чистой для болта, винта или
шпильки диаметром 16 мм:
Шайба 16 ГОСТ 6959-54, то же для черной шайбы:
Шайба 16 ГОСТ 6957-54.
Пружинные шайбы (фиг. 242, в) применяют в случаях, когда нужно
предохранить гайку от самоотвинчивания при сотрясениях, вибрации или
толчках. Изготовляются они по ГОСТ 6402-61.
Пример условного обозначения пружинной шайбы для болта или шпиль-
ки диаметром 16 мм:
Шайба пружинная 16 ГОСТ 6402-61.
Резьбовые соединения
155
Шплинты (фиг. 243) служат для предотвращения гайки от самоотвинчи-
вания. Шплинт пропускается через шлицы корончатой или прорезной гай-
ки и отверстие болта или шпильки до упора головки шплинта в поверх-
ность гайки, а затем его концы разводят в стороны (см. фиг. 247). Если
применяется гайка обыкновенная, то
шплинт пропускается над гайкой, ка-
саясь ее торца, через отверстие в стер-
жне болта или шпильки.
Шплинты изготовляются из прово-
локи по ГОСТ 397-54.
Пример условного обозначения
шплинта диаметром d—9,5 мм и дли-
ной /—80 мм\
Шплинт 9,5'Х.ЗО ГОСТ 397-54.
Фиг. 243
§ 37. РЕЗЬБОВЫЕ СОЕДИНЕНИЯ
Вычерчивание соединения деталей болтами (фиг. 244, а, б). При изобра-
жении такого соединения на чертеже болты, гайки и шайбы вычерчиваются
изложенными выше приемами (фиг. 237, а, б и фиг. 238).
Для оформления чертежа необходимо нанести размеры (фиг. 244. б),
заменив буквенные обозначения числовыми значениями.
Длина болта / при вычерчивании соединения обычно не задается, и ее
определяют подсчетом:
I = -J- b ф- s ф- Д -1- и ф- с,
где b и bi — толщины скрепляемых деталей;
s — толщина шайбы;
Н — высота гайки;
а — запас резьбы на выходе из гайки;
с—высота фаски болта.
В формулу подставляются номинальные размеры элементов, а не их ус-
ловные соотношения, которые были приняты при вычерчивании данного
соединения по приближенным размерам. Поэтому все входящие величины
должны быть взяты из таблиц соответствующих ГОСТов.
Пример. Даны толщины скрепляемых деталей 6=20 мм и 61=30 мм;
болт диаметром d— МЗО ГОСТ 7798-62; гайка МЗО ГОСТ 5915-62 и шай-
ба 30 ГОСТ 6957-54.
Нужно определить длину болта /.
Выписываем из ГОСТов величины, соответственные основному парамет-
ру— диаметру резьбы d:
s-—толщина шайбы по ГОСТ 6957-54 равна 5 мм;
Н — высота гайки по ГОСТ 5915-62 равна 24 мм;
а — запас резьбы на выходе из гайки по ГОСТ 8234-56 равен 3,5 лш;
с—величина фаски по ГОСТ 7798-62 равна 4 мм.
Подставив полученные значения в формулу, найдем
I — 25 4- 20 ф- 5 ф- 24 ф- 3,5 4- 4 = 81,5 мм.
Полученную величину сравниваем с таблицей ГОСТ 7798-62. Находим
в графе (длина болта /) два ближайших размера— 80 и 85 мм. Останав-
ливаемся на длине болта 80 мм, так как разница между величиной, полу-
ченной подсчетом, и принятой по ГОСТ составляет незначительную вели-
чину.
I»------------—“-----------------------------“-------“------------------------ ' 8;
Фиг. 244.
Разъемные и неразъемные соединения
Ррзьбовыь соединения
157
245.
Фиг
Длина нарезанной части стержня болта /0 берется по таблице соответ-
ствующих ГОСТов на болты. В частности, для рассмотренного примера
/о = 50 мм (см. таблицу ГОСТ 7798-62).
Если требуется составление спецификации деталей резьбового соединения,
то номера позиций наносятся на чертеже, как показано на фиг. 244, б,
или как на фиг. 247 (правила нанесения номеров позиций и составления
спецификации рассматриваются в § 66 и 64).
При изображении резьбовых соединений на сборочных чертежах и об-
щих видах шестигранные и квадратные гай-
ки и головки болтов вычерчивать упрощен-
но, как показано на фиг. 245, а. Допу-
скается на изображении резьбового соеди-
нения, подобного фиг. 245, б, не показывать
зазор между стержнем болта и отверстием,
если нет причины для его показа.
Вычерчивание соединения деталей шпиль-
ками. Шпильки обычно ставятся там, где
не могут быть поставлены болты. Иногда
постановка шпилек диктуется экономиче-
скими соображениями, связанными с габа-
ритами и весом машины.
На шпильку может быть навинчена обы-
кновенная, корончатая или прорезная гайка.
Если шпилька изображается совместно
с обыкновенной гайкой, то обычно шпильку
вычерчивают по номинальным размерам (см.
ГОСТ 20001-38), а гайку и шайбу — по при-
ближенным (фиг. 246).
Если шпилька изображается совместно с
гайкой, то все крепежные детали вычерчиваются по их номинальным раз-
мерам, указанным в ГОСТах. Пример вычерчивания такого соединения по-
казан на фиг. 247.
корончатой или прорезной
При определении длины шпильки поступают точно так же, как и при
определении длины болта.
Для соединения, выполненного на фиг. 246, длина I может быть най-
дена по формуле
I = b -|- s ~Г Н Н- о -f- с,
где b — толщина скрепляемой детали;
з—толщина шайбы;
И — высота гайки;
а — запас резьбы на выходе из гайки;
с—высота фаски шпильки.
Подставив в формулу числовые величины элементов соединения, опреде-
лим длину шпильки.
Полученный результат сравниваем с данными таблицы ОСТ 20001-38 и
принимаем по ней величину I, близкую к расчетной.
Аналогично может быть определена длина шпильки и для соединения,
показанного на фиг. 247
При необходимости наносятся номера позиций деталей и составляется
спецификация.
Вычерчивание соединений деталей винтами. На фиг. 248. показаны со-
единения деталей винтами, головки которых снабжены шлицем под отвертку.
Отверстие, в которое ввертывается винт, может быть нарезано на всю
толщину детали, как показано на фиг. 248, а, или выполнено как глухое
15*
Разъемные и неразъемные соединения
Резьбовые соединения
159
отверстие (фиг. 248, б, в, г) Глухое отверстие для винта может быть изоб-
ражено так же, как на фиг. 246.
На чертежах деталей изображения шлицев выполняют -по номинальным
размерам (фиг. 249), на сборочных чертежах и общих видах рекомендуется
их выполнять утолщенными линиями (фиг. 248).
Для вычерчивания соединения деталей винтами исходными параметрами
являются диаметр винта d длина винта I и толщина скрепляемых деталей
b и
Вычерчивание трубных резьбовых соединений. Трубные соединения при-
меняются в коммуникациях, транспортирующих жидкость, газ или пар от
места их производства до потребителя. Соединительными частями являются
угольники, муфты, тройники и т п., а соединяемыми — трубы. Соедини-
тельные части имеют резьбу в отверстиях, а трубы — снаружи на концах.
На фиг 250 показаны соединения труб при помощи тройника, прямой муф-
ты, переходной муфты, угольника, а также показано перекрытие отверстия
трубы колпаком. Во всех соединениях трубы показаны в недовернутом по-
ложении. Такие изображения даны с учебной целью для показа взаимо-
связи между наружным и внутренним диаметрами резьбы соединяемой
трубы и соединительной части..
Трубные соединения вычерчиваются по номинальным размерам деталей,
приводимым в соответствующих ГОСТах.
При определении длины резьбы на концах трубы исходят из характера
соединения трубы с фитингом. Если труба завинчивается в фитинг и контр-
гайка в этом соединении не предусматривается, то длина резьбы на конце
трубы должна быть не менее:
^тр I "Г Гр
где I —длина резьбы в отверстии фитинга;
/j — величина сбега резьбы на трубе.
/60
Разъемные и неразъемные соединения
Если в трубном соединении предусматривается контргайка, а следова-
тельно, должно быть предусмотрено и уплотнение между торцом фитинга
и контргайкой, то длина резьбы на трубе должна быть не менее:
Imp I + П + /7 + G + Н),
где I — длина резьбы в отверстии фитинга;
п — толщина уплотнения (принимают от 2—Б/лжв зависимости от диа-
метра резьбы трубы);
Н — высота контргайки;
li — сбег резьбы на трубе;
(/4-/7)—запас резьбы, необходимый при соединении или разъединении
трубного соединения.
Для соединения труб крестом, тройником или прямой муфтой эту фор
мулу можно представить в следующем виде:
I =21 + п + 2Н + Г.,
тр 11 II
Уплотнение обычно делается пеньковым волокном из конопли.
Фиг. 251.
При вычерчивании трубных соеди-
нений с контргайкой обычно уплотне-
ние на чертеже не показывают (фиг 250).
В учебной практике иногда показыва-
ют и уплотнение (фиг. 251).
На чертежах трубных соединений
размеры проставляются только основ-
ные (фиг. 250). Конструктивные разме-
ры соединительных частей приведены
в приложениях.
При необходимости составления спе-
цификации деталей трубного соедине-
ния на чертеже наносят номера пози-
ций.
§ 38. ПОДВИЖНЫЕ СОЕДИНЕНИЯ
Шпоночные соединения
Основным элементом в подвижных соединениях являются шпонки или
шлицы. Шпонка служит для соединения вала с посаженной на него де-
талью, например, с зубчатым колесом, червяком, храповиком, шкивом и
* В случае соединения труб переходной муфтой формула принимает следующий вид:
. = / + л -|- 2/7 + I, + /(;,
где t0— длина резьбы на противоположном конце Фитинга
Подвижные соединения
161
11 1060
162
Разъемные и неразъемные соединения
Фиг. 253.
Подвижные соединения
163
др. Существует несколько типов шпонок: клиновые, призматические и сег-
ментные (см. приложение). Клиновые шпонки служат для передачи кру-
тящего момента и осевой силы; призматические и сегментные — для пере-
дачи только крутящего момента
Вычерчивание соединения призматической шпонкой Нафиг. 252,а дано
изображение соединения вала и детали призматической шпонкой исполне-
ния А (со скругленными торнами). Для предупреждения осевого смещения
детали предусмотрен установочный винт. Фаски на чертеже соединения не
указываются Сети шпонка изображается в виде рабочего чертежа то на
нем должны быть показаны фаски, а также размеры всех элементов шпон-
ки (фиг 252, б).
Шпонки вычерчиваются по размерам, приводимым в ГОСТ 8789-58, а
паз — в ГО Т H78S-58.
Аналотчно выполняется чертеж соединения призматической шпонкой
исполнения Б.
Вычерчивание соединения кпиновой шпонкой (фиг. 253, п). При изо-
бражении клиновой шпонки на чертеже соединения необходимо, чтобы рас-
стояние между головкой шпонки и торцом соединяемой детали соответство-
вало величине h. При этом фаски показывают только на головке.
Если шпогка изсбражаотся на рабочем чертеже, то должны быть пока-
заны гее ее элементы и размеры (фиг. 253, б). Шпонка вычерчивается по
размерам, приводимым в ГОСТ 8793-58, а паз — в ГОСТ 8791-58.
При вычерчивании соединения клиновой шпонкой исполнения А или Б
по ГОСТ 8792-Г.8 терец уте/шеннсго конца шпонки должен совпадать с
торцом соединяемой детали (см. приложение).
Шлицевые соединения
Шлицевые соединения широко применяются в станкостроении, автотрак-
торостроении и др.
Таблица 7
Размеры шлицевых соединений средней серии (фиг. 254, й)
Номинальные размеры г X d х D Ч исло зуг»ьен *2 (1 в мм D в мм ъ в мм Tft н мм не менее а в мм не менее 1 в мм г в мм не более
коми наль ный пречель ное откло- нение
6 X 11 X И 6 11 14 3 9,9 — о.з +0,2 0,2
6 X 13 X 16 6 13 16 3,5 12,0 — 0,3 +0,2 0,2
6 X 16 X 29 6 16 20 4 14,54 — О.з + 9,2 0,2 I
6 X 18 X 22 6 18 22 5 16,7 — 0,1 + 0,2 0,2 I
6 х 21 X 25 6 21 25 5 19,5 1.95 0,3 +0,2 0.2 I
6 X 23 X 28 6 23 28 6 21.3 1,34 0,3 -4-3,2 0,2
6 х 26 х 32 6 26 32 6 23,4 1,6т 0,4 +0,2 0,3
6 х 28 х 3-1 6 28 34 7 25,9 1,70 0,4 +0,2 0,3
8 X 32 х 38 8 32 38 6 29,4 — 0,4 +0,2 0,3
8 х 36 х 42 8 36 42 7 33,5 1,02 0,4 -4-0,2 0,3
8 х 42 X 48 8 42 48 8 39,5 2,57 0,4 +0,2 0,3
8 х 45 х 54 8 46 54 9 42,7 — 0,5 -|-0,3 0,5
8 х 52 х 69 8 52 60 10 48,7 2.44 0,5 +0,3 0,5
8 х 56 х 65 8 56 65 10 52.2 2,5 0,5 +0,3 0,5
b х 62 х 72 8 62 72 12 57,8 2,4 0,5 + 0,3 0,5
10 X 72 X 82 10 72 82 12 67.4 — 0,5 +0,3 0,5
16 х 82 х 92 10 82 92 12 77,1 3,0 0,5 +0,3 0,5
10 X 92 х Ю2 10 92 102 14 87,3 4,5 0,5 +9,3 0,5
10 X 102 х 112 10 102 112 16 97,7 6,3 0,5 +0,5 0,5
'0 х 112 х 125 10 112 125 18 106,3 4,4 0,5 +0,3 0,5
11’
164
Разъемные и неразъемные соединения
ш
ных на валу и в отверстии втулки
Таблица 8
лицевые соединения представляют собой ряд радиально
зубьев. Опорные
расположен-
поверхности этих зубь-
ев могут иметь форму прямобочную
или криволинейную— по эвольвенте.
Шлицевые соединения по сравне-
нию со шпоночными обладают боль-
шей прочностью. Кроме того, детали
на шлицевых валах хорошо центри-
руются и легко перемещаются вдоль
оси вала.
Шлицевые соединения разделя-
ются на три серии: легкую, сред-
нюю и тяжелую.
Легкая серия применяется для
неподвижных или слабо нагружен-
ных соединений.
Средняя серия применяется для
средненагруженных соединений.
Тяжелая серия предназначена для
более тяжелых условий работы и от-
личается от предыдущих серий боль-
шим числом зубьев и их размерами.
На фиг. 254, а показано попе-
речное сечение шлицевого соедине-
ния с прямобочными зубьями, а так-
же фермы сечения вала и втулки.
На фиг. 254. б приведен пример
условного изображения прямоточно-
го зубчатого соединения и нанесе-
ния размеров.
В табл. 7 приводятся конструк-
тивные размеры для шлицевых со-
единений средней серии по ГОСТ
1139-58.
Указания по вычерчиванию шли-
цевых соединений. При вычерчива-
нии шлицевых соединений следует
руководствоваться ГОсТ 9510-60 —
«Уело в1 ые изображения зубчатых
(шлицевых) соед и н е н и й ».
1. Окружности и образующие по-
верхностей выступов (зубьев) как па
валах так и в отверстиях следует по-
казывать на всем протяжении сплош-
ными основными линиями (табл. 8,
фиг. 1—7).
2. Окружности и образующие по-
верхностей впадин на видах валов,
а также окружности впадин в отвер-
стиях, проектируемых на плоскость,
перпендикулярную к их оси, сле-
дует показывать сплошными тонки-
ми линиями (фиг. 1, 2, 4, 5 и 6).
Образующие поверхностей впадин
на продольных разрезах как на ва-
Подвижные соединения
165
лах, так и в отверстиях следует показать сплошными основными ли-
ниями.
3. Делительные окружности и образующие делительных поверхностей на
изображениях деталей эвольвентных шлицевых соединений следует пока-
зывать тонкой штрих-пунктирной линией (фиг. 5, 6 и 7).
4. На изображениях изделий со стандартным профилем шлииев, получен-
ных проектированием на плоскость, перпендикулярную к оси шлицевого
вала или отверстия, следует изображать профиль одного зуба и двух впадин
Фиг. 254.
упрощенно, без фасок, проточек и тому подобных элементов (фиг. 1, 2,5,6
и 7) и указывать необходимые размеры профиля. При необходимости до-
пускается изображать бэлгшее число зубьев и впадин.
5. Границу между шлицевой и остальной поверхностью летали, а также
между шлицами полного профиля и сбегом следует указывать сплошной
тонкой линией (фиг. 1 и 5).
6. При изображении шлицевого соединения в сборе показывается только
та часть поверхности выступов отверстия, которая не закрыта валом (фаг. 4).
166
Разъемные и неразъемные соединения
7. Радиальный зазор между зубьями и впадинами вала и отверстия,
как правило, не показывается (фиг. 3, 4 и 7).
8. При необходимости нанесения размеров шлицевых соединений на
сборочных чертежах они должны указываться условными обозначениями по
соответствующим стандартам.
9. Указание длины I шлицев полного профиля (без сбега) является обя-
зательным (фиг. ! и 5). Полную длину L шлицев (фиг. 1), длину /( сбега
(фиг. 5), а также радиус скругления R допускается не указывать.
Если требуется изобразить, наряду с изображением шлицевого соедине-
ния, и форму исполнения шлицев, а также проставить размеры, то следует
поступать так, как показано на фиг 254.
§ 39. СВАРНЫЕ ШВЫ
Существует несколько видов сварных соединений деталей. Особое место
среди них занимает электродуговая сварка.
По виду сварные швы соединений разделяются на стыковые, угловые,
тавровые, внахлестку и др. (табл Ц).
Шьы стыковых соединений применяются при скреплении частей резервуаров
корпусов кораблей, мостовых ферм и других металлических конструкций.
Ш ы угловых соединений применяются для скрепления днищ баков
фланцев, угольников, ребер жесткости в корпусах редукторов и т. п.
Швы тавровых соединений применяются при изготовлении тавров, дву-
тавров, ребер жесткости, подкрановых балок и т. п.
Швы внахлестку служат для скрепления листовой и полосовой стали.
§ 40. УСЛОЕНЫЕ ОБОЗНАЧЕНИЯ СВАРНЫХ ШВОВ НА ЧЕРТЕЖАХ
Условные обозначения сварных швов и правила выполнения их на
чертежах установлены ГОСТ 5263-58. Примеры обозначения швов сварных
соединений приведены • в табл. 10, а вспомогательные знаки — в табл. 9.
Таблица 9
Знаки
{ paj ичес
кое и об
ряжение
Размеры чнака
Назначение
Знаки, характеризу-
ющие взаимное рас-
положение учаш ков-
швов
Илина 2—9 мм
Уюл наклона к пол
ке 60°
(Обозначение прерывистого и то-
чечного шва при цепном рас-
пол< женин mhoi «рядных и
двусторонних швов
Высок- 6—9 мм
Ширина 4—6 мм
Обозначение прерывистою и то-
чечною шва при шахматном
расположении швов
Знаки, характеризу-
ющие расположение
шва
Высота 4—7 мм
Длина 6—10 мм
О<тозна"сние расположения
швов по периметру
Обозначение расположения швов
по незамкнутому контуру
1. Сварные швы обозначаются на чертеже ломаной линией, состоящей
из горизонтального и наклонного участков, последний заканчивается одно-
сторонней стрелкой, указывающей место расположения шва (фиг. 255, а).
Условные обозначения сварных швов на чертежах
167
Таблица 10
Типь! швов Обозначения швов на чертежах
по виду соединения по форме подготов- ленных кромок по ха- рактеру выпол- ненного шва Изображение види- мых и невидимых сварных швов Изображение сварных швов в поперечном разрезе Топ щи на свариваемого материала в мм Условные буквенно цифровые знаки типа шва
видимые невиди- мые
Швы стыковых соединений без скоса кромок односто - ранние F 3-8 02
<ь О to о 1 со сносом одной кромки односто- ронние и fv г 3-26 С6
со скосом двух кромок односто- ронние Г^~ /\7 1 V 3-26 СО
X- образные с двумя сим- метричными .„скосами двух кромок двусто- ронние X Т] X 12-60 015
Швы угловых соединений без скоса кромок односто- ронние JC _zz_ л 1-6 УЗ
двусто- ронние сл Л' Ьк 2-3J У4
односто- ронние ьк я kK 1-30 У5
168
Разъемные и неразъемные соединения
Продолжение таол. 10
Тисы швов Обозначения швов на чертежах
поводу соединения по срорме подготов- ленных кромок по ха- рактеру выпол- ненного шва Изображение види- мых и невидимых сварных швов Изображение сборных швов 6 поперечном разрезе Толщина, свариваемого материала б мм Условные буквенно цифровые знаки типа шва
видимые невиди- мые
HJ 3 ы тавровых соединений дез скоса кромок дб ус торонн и е ^-К /м< h>K 2-30 Т 1
ыу 1 2^K-l2t % / Ьк- [Zt 2-30 Т2
односто- ронние ' / LX 2-30 ТА
двусто- ронние прерывистые ьк-1-t JZ Jb, к-П '/ Т ЬК-1-t 2-30 Т5
со скосом одной кромки односто- ронние V Г~ 1 < 1 N i i Li rq И / gj/ / 4-26 T9
с двум я скосами одной кромки д 3 у с торонние к Г £k -j к "Ж ч Sv! 12-60 тю
Шбы соедин внахлестку без скоса кромок м г укк 2-60 Ht
Условные обозначения сварных швов на чертежах
169
2. Допускается двойной излом линии выноски, а также сведение не-
скольких выносок, указывающих одинаковые швы, к общему горизонталь-
ному участку (фиг. 255, б).
3. Все условные знаки и размеры швов проставляются для видимого
шва над горизонтальным участком выноски, а для невидимого шва — под
ним (фиг. 256, а и б).
4. Допускается изображать шов штриховыми линиями, перпендикуляр-
ными к линиям шва (фиг. 257, а).
5. Швы подлежащие выполнению при монтаже узлов и изделий (мон-
тажные швы), обозначаются дополнительно буквой М над наклонным уча-
стком выноски (фиг. 257).
Фиг. 256.
6. При выполнении всех швов изделия или узла сваркой одного и того
же вида последний указывается в примечании к чертежу или в технических
условиях.
В случае применения для одного и того же изделия или узла различ-
ных видов сварки на горизонтальном участке стрелки проставляются:
а) при выполнении швов электродуговой сваркой — буква Э;
б) » » » газовой сваркой — » Г;
в) » » » в среде защитных газов— » 3;
г) » » » контактной сваркой — » Кт.
170
Разъемные и неразъемные соединения
Фиг. 258.
При выполнении швов электрод у го вой сваркой, как наиболее распро-
страненной, допускается букву J на стрелке не проставлять.
Если явится необходимость в указании способа выполнения электроду-
говой сварки, то на горизонтальной полке стрелки обозначают:
ручную сварку — буквой Р.
полуавтоматическую сварку—буквой /7;
автоматическую сварку — буквой А.
7. При необходимости обработки сварных швов знак шероховатости поверх-
ности проставляется на наклонном участке
выноски (фиг. 258)
Видимым швом условно считается для
угловых тавровых соединений и соедине-
ний внахлестку шов, расположенный на
чертеже по отношению к наблюдателю
своей внешней поверхностью; для стыко-
вых соедш ений — шов. расположенный по
отношеш ю к наблюдателю более широкой
своей поверхностью.
Швы в сечениях или в разрезах штрихуются или зачерняются.
Швы на ви tax из( бражаются аналогично швам, попавшим в сечение
или в разрез, но без заливки или штриховки их.
Высота графического знака типа шва должна быть в пределах 4—7 мм.
Расстояние между смежными линиями графического знака должно быть
не менее 0.8 мм
§ 41 ПОРЯДОК НАНЕСГНИЯ УСЛОВНЫХ ОБОЗНАЧЕНИЙ СВАРКИ НА ЧЕРТЕЖЕ
Условные обозначения на чертежах проставляются в следующем порядке:
Швы стыкнвых с<единений"
1 Буква соответствующая виду сварки (п. 6 на стр 169)
2 . Условный знак типа еварного соединения (табл. 10).
/С\5сэ
Фиг. 260.
Пример условного обозначения стыкового V-образного одностороннего
шва с подкла (кой, со скос< м двух кромок (С 10), выполненного электроду-
говой сваркой, приведен на фиг. 259.
Швы углогых соединений-
1. Буква, соответствующая виду сварки (п. 6 стр 169).
2. Условный знак типа шва (табл. 10).
3. Катет шва К.
4. Знак сварки при расположении швов по периметру (табл. 9).
Пример условного обозначения одностороннего углового шва без скоса
кромок (У5) с катетом К — 5 мм, выполненного по периметру газовой
сваркой, приведен на фиг. 260.
Швы тавровых соединений:
1. Буква, состветствуюшая виду сварки (п. 6 на стр. 169).
2. Условный знак типа шва (табл. 10).
Заклепочные швы
!71
3. Катет шва Д'.
4. Длина участка I для прерывистых швов или диаметра точки d jijw
ТОЧСЧ 1ЫХ швов.
5. Знак сварки при расположении швов по периметру (табл. 9).
6. Шаг прерывистого или точечного шва t
^5-5С7!50 ^5-502’50
Фиг. 261
Пример условного обозначения таврового шахматного шва (Т2) без скоса
кромок с катетом /(-5 мм при длине провариваемого участка I = 50 мм
и шаге / = 150 мм. выполненного электродуговой сваркой, приведен на
фиг. 261.
Шгы соедине) ий внахлестку:
1. Буква, соотв'тствук щая виду свар-
ки (и. 6 на стр. 1(9).
2. Условный знак типа шва (табл 10).
3. Катет шва К.
Пример условного обозначения дву-
стороннего шва внахлестку (///) с кате-
том шва Д =5 мм дан на фиг. 262.
Фиг. 262.
Фиг. 263.
На фиг. 263—265 приведены примеры нанесения условных обозначений
сварных швов для подпятника и узла подкрановой балки. Исполнение
чертежа узла подкрановой балки дано в двух вариантах. Предпочтитель-
ное исполнение показано на фиг. 265. Заметим, что при вычерчивании узлов
металлических конструкций, элементы которых скрепляются при помощи
сварных швов, необходимо, чтобы линии центров тяжести z„ угольников
или каких либо других профилей, входящих в узел, имели в своем пере-
сечении общую точку.
На фиг 266 даются примеры вычерчивания соединения болтами привар-
ных труб к фланцам. На соединении фланца по ГОСТ 1255-54 с трубой
высота катета К принимается равной толщине стенки трубы. Болты и гай-
ки во всех соединениях вычерчены упрощенно.
§ 42. ЗАКЛЕПОЧНЫЕ ШВЫ
Соединения деталей заклепками представляют собой один из способов
получения неразъемного соединения.
Заклепка представляет собой цилиндрический стержень, снабженный на
конце головкой. В зависимости от назначения головкам заклепок придают
17!
Разъемные и неразъемные соединения
Заклепочные швы
173
Фиг 266
Соединение Солтами труд
приборных к фланцам на резьбе.
Фланцы по ГОСТу 1245-54
Соединение болтами труб
приборных к срланцам.
Фланцы по ГОСТу 1260-54
Соединение болтами
труб приборных
к солонцом. Г
Фланцы по ГОСТу 1255'5^
CSK □ I
174
Разъемные и неразъемные соединения
форму полукруглую, плоско-коническую, плоскую, полупотайную, кони-
ческую и коническую с подголовкой,
ha фиг. 267 показана заклепка с полукруглой головкой.
Заклепочные швы разделяются на проч 1ые и плотно-прочные.
Плотно-прочные швы применяются при изготовлении паровых котлов и
сосудов, подвержен! ых bi утреннему давлению газа, пара или жидкости.
Для скрепления заклепками в соединяемых деталях делают отверстия.
Диаметр отверстия под закл гку должен сыть больше диаметра стержня
заклепки примерно на 1 мм. Это необходимо
_______________________ для того, чтобы заклепка в нагретом состоя-
/______________________нии свободно входила в него. Например, при
I диаметре не поставленной заклепки 19 мм ди-
\ ___________________аметр отверстия под заклепку должен быть ра-
XJ вен 20 мм (подробзее см. ГОСТ 885 60».
Фиг. 267. Замыкающая головка заклепки образуется
путем расклепывания выступающего ее конца.
Клепка производится вручную, обыкновенными или пневматическими молот-
ками, пневматическими машинами — скобами или гидравлическими прессами.
Независимо от того, каким способом производится клепка шва, заклеп-
ки должны быть нагреты до температуры приблизительно 900— 1000°. В
Фиг. 268.
практике обычно подвергают нагреву заклепки диаметром от 12 мм и выше.
Заклепки диаметром менее 12 мм ставят в холодном состоянии. Как при
горячей, так и при х лодной клепке стержень заклепки осаживается и за-
полняет отверстие. П этому диаметр поставленной заклепки становится
равным диаметру отверстия.
При определении д швы непсставлепнсй заклепки I к толщине склепы-
ваемых деталей прибавляют на заполнение отверстия и образование замы-
Заклепочные швы
175
кающей головки длину, равную 1,5 d, — для полукруглой головки и d— для
потайной, где d — диаметр заклепки.
В заклепочных соединениях различают соединения внахлестку и в стык.
Если склепываемые листы накладываются один на другой, то такое
соединение называют соединением внахлестку (фаг. 258. а). Если же скле-
пываемые листы примыкают один к другому, то образуется соединение в
стык. В этом случае для скрепления листов применяются накладки
(фиг. 268, б).
Фиг. 26У.
Швы могут быть с одной или двумя накладками. На фиг. 268, б показан
шов с двумя накладками. Заклепки в шве могут быть расположены в один
или несколько рядов. Соответственно швы называют однорядными и много-
рядными. По располож?нию заклепок различают .ивы шахматные (фиг. 268, в)
и параллельные (фиг. 268, б). К >личество заклепок, необходимое для об-
разования шва определяется расчетом на прочность и на плотность сое-
динения. При известной толщине склепываемых листов 8 диаметр заклепки d
обычно принимают равным d — В -}- (6 8) мм. Расстояние между центрами
заклепок в ряду (шаг t) берется по эмпирическим формулам.
При вычерчивании шва должно быть показано на виде сверху не менее
двух-трех заклепок в одном ряду. Обрывы листов рекомендуется делать
тащ чтобы частично был виден нижний лист (фиг. 268).
Прочные швы выполняются главным образом в стропильных фермах,
мостах, колоннах, анкерных опорах и др. Заклепки располагают по спе-
циальным линиям, называемым рисками. Положение рисок определяется раз-
мером а, который для уголков до № 10 принимают рав :ым а = —-—, где
b — ширина и d — толщина полки уголка. Для уголков большего размера
заклепки располагаются на двух рисках.
Шаг заклепок t для прочных шзов принимают в пределах I = (Зч-12)(/,
где d—диаметр заклепки. Расстоя.зие сот торца угольника до первой за-
клепки принимают равным (2-n-2,5)d (фиг. 26У).
ГЛАВА ДЕВЯТАЯ
ПРУЖИНЫ
§ 43. УСЛОВНЫЕ ИЗОБРАЖЕНИЯ ПРУЖИН
Пружины разделяются на цилиндрические, конические, пластинчатые,
спиральные и тарельчатые.
ГОСТ 3461-59 установлены следующие правила условного изображения
пружины.
1 При изображении винтовых (цилиндрических и конических) пружин
на плоскости, параллельной оси пружины, витки следует изображать пря-
мыми линиями, соединяющими сечения (фиг. 270. а, в, г, е, з и фиг. 271, а)
или соответствующие участки контура (фиг. 270, б, б).
2. При изображении винтовых пружин с числом витков более четырех
рекомендуется показывать с каждого конца пружины один-два витка не считая
опорных, а остальные витки не изображать, ограничиваясь лишь проведе-
нием осевой линии через центры сечения витков на всей длине пружины
(фиг 270, а, б, г, д). При этом допускается уменьшенное изображение
пружины по ее длине.
3. Для конических пружин некруглого сечения витков контур условно
не показанной части пружин следует изображать тонкими сплошными ли-
ниями (фиг. 271, в).
4. Витки винтовых пружин толщиной на чертеже 2 мм и менее следует
изображать в виде прямых утолщенных линий (фиг. 270, и). Сечение витков
диаметром или толщиной на чертеже 2,5 мм и менее следует зачернить
(фиг. 270, в, г, д, е, ж, з и фиг. 271, б, в).
5. При изображении пружин с заданным направлением навивки на чертеже
следует делать надпись Направление навивки правое или Направление на-
вивчи левое и изображать пружину с соответствующим направлением навивки
(фиг. 275, а).
При безразличном направлении навивки следует давать изображение с пра-
вой навивкой и делать надпись Направление навивки безразлично (фиг 2766).
На табличных чертежах, предназначенных для пружин с правей, или с
левой навивкой, следует изображать правую навивку, а направление ука-
зывать в таблице (фиг 275).
6. На сборочном чертеже, если секущая плоскость проходит через ось
винтовой пружины, допускается ограничиваться изображением лишь сечения
витков (фиг. 270, ж).
7. Пластинчатые пружины с толщиной пластин на чертеже 2 мм и ме-
нее следует изображать сплошной утолщенной линией (фиг. 272, а).
8 Спиральные пружины рекомендуется изображать лишь начальным и
конечным витками, отмечая их продолжение штрих-пунктирной утолщенной
линией (фиг. 272. б).
9. Тарел1чатые пружины на сборочных чертежах и общих видах следует
изображать, как показано на фиг. 273, а и б При этом тарелки толщиной
на чертеже 2 мм и менее следует изображать на разрезе утолщенными
линиями.
Условные изображения пружин
177
12 iogo
178
Пружины
Тарельчатые пружины
Фиг. Z74
Условные изображения пружин
179
Нг
Число побочйх оиткоо п
5 Queло биткой полное п, П+2
Направление на- биоки пружины - Прайсе
Диаметр по гильзе Ъ
Диаметр по стержню •' pQ
Длина разверну- той пружины L
70 -* 8 _/5._
(Технические требования)
а)
fz
Число рабочих Ьиткоо п
Число биткой полное п.
Направление набивки прижимы - Правое
Диаметр по гилозе Ъ
Диаметр по стержню По
Длина разверну- той пружины L
(Технические требования)
Число рабочих витков п
Число битков полное
Направление нобибки пружины - Правое
(Технические требования)
12
180
Пружины
При изображении тарельчатых пружин с числом пакетов более четырех
рекомендуется с каждого конца пружины изображать один-два пакета, а
контур условной удаленной части пружины изображать сплошными тонкими
линиями (фиг. 273, а, б).
10. На сборочных чертежах многослойные пластинчатые пружины типа
рессор следует изображать по внешнему контуру пакета пружин (фиг. 274).
§ 44. ОФОРМЛЕНИЕ РАБОЧИХ ЧЕРТЕЖЕЙ ПРУЖИН
Рабочие чертежи пружин следует оформлять в соответствии с правилами,
указанными в ГОСТ 4444-60, выдержки из которого приводятся ниже.
В остальном рабочие чертежи пружин должны выполняться в соответ-
ствии со стандартами на чертежи в ма-
шиностроении и на систему чертежного
хозяйства.
На фиг. 275, а. б, е показаны цилин-
дрические и конические* пружины, рабо-
тающие на сжатие, с поджатыми подшли-
фованными крайними витками. У пру-
жин, изображенных на фиг. 275, а и б,
подшлифован один виток, а у пружины,
изображенной на фиг. 275, в, —3/4 витка.
На фиг. 275, г изображена пружина, ра-
ботающая на растяжение.
Основные размеры и параметры пру-
жин должны указываться в соответствии
с примерами, приведенными на фиг. 275.
Таблицу рекомендуется размещать в
правом верхнем углу чертежа.
Конструктивное исполнение пружин
чертежами, приведенными на фиг. 275, а,
б, е, г, не устанавливается. Можно изо-
бражать их так, как показано на фиг.
276, о, б, в.
Вид пружины с торца дается лишь
при необходимости.
Указанные на фиг. 275 буквенные
обозначения размеров должны на рабо-
чих чертежах пружин (кроме табличных
чертежей) заменяться числовыми величи-
нами.
На чертежах винтовых пружин вместо
наружного диаметра допускается указы-
вать внутренний диаметр Dy.
Указание в таблице на чертеже винто-
вых пружин размеров по контрольному стержню D( и по контрольной
гильзе а такж развернутой длины L пружины не обязательно Развер-
нутую длину пружины допускается указывать в качестве справочной вели-
чины.
Диаграммы силовых испытаний пружин следует строить исходя из зави-
симости между размерами пружины и нагрузками или между деформациями
и нагрузками.
* При изображении конических пружин с постоянным шагом (фиг. 275, 6) витки, как
правило изображаются без изменения их наклона, а к величине шага t добавляется ука-
зание на то, что шаг есть постоянная величина, например, 8 const.
Оформление рабочих чертежей прчжин
181
J82
Пружины
Примеры построения диаграмм приведены на фиг. 275, а, б, в, г.
Для указания параметров на чертежах пружин устанавливаются следу-
ющие обозначения*:
высота (длина) пружины в свободном состоянии — Но;
высота (длина) пружины под нагрузкой — Н1г Н2, Н3',
осевая нагрузка пружины — Pit Р2, Р3',
линейная деформация пружины — Fj, F2, F3.
В качестве примера оформления учебного рабочего чертежа может слу-
жить чертеж (4. 15 004) цилиндрической пружины, работающей на сжатие,
с поджатыми подшлифованными крайними витками на 3/4 витка.
* Обозначения параметров с индексом 1 применяются для указания величин, соответ-
ствуй Щчх наименьшей (предварительной) нагрузке, с индексом 2 — для наибольшей рабо-
чей нагрузки и с индексом 3—для наибольшей испытательной нагрузки.
ГЛАВА ДЕСЯТАЯ
ИЗОБРАЖЕНИЕ зубчатых колес
И ЗУБЧАТЫХ ЗАЦЕПЛЕНИЙ
« 45. ОСНОВНЫЕ ПОНЯТИЯ
Зубчатые колеса служат для передачи вращательного движения от ве-
дущего вала к ведомому В зависимости от их взаимного расположения
применяется та или иная зубчатая передача.
Фиг. 277.
Передача движения от ведущего вала к ведомому при параллельном
распплс жении валов осуществляется цилиндрическими зубчатыми колесами
(фиг. 277, а). Зацепление может быть внешним (фиг, 277, а) или внутрен-
ним (фиг. 284).
Если валы расположены под прямым углом (фиг. 277, б) или под углом,
отличным от прямого (фиг. 277, в), то передачу движения производят ко-
ническими зубчатыми колесами. При скрещивающемся расположении валов
применяют винтовые зубчатые колеса. Если валы скрещиваются под прямым
углом1, то передачу о ушествляют винтовыми колесами или червяком, рабо-
тающим в папе с чеовячным колесом (фиг. 278),
Помимо приведенных видов зубчатых зацеплений, существуют реечные
зацепления (фиг. 287). В этих зацеплениях вращательное движение преоб
разовывается в поступательное.
Особым видом передачи является цепная передача, при которой движение
от ведущей оси к ведомой осуществляется при помощи звездочек и цепи
(фиг. 288 и 290).
В зубчатых зацеплениях различают зубчатые колеса и шестерни Ко-
лесо с большим числом зубьев, работающим в паре с другим колесом
называют зубчатым колесом, а с меньшим числом — шестерней.
184
Изображение зубчатых колес и зубчатых зацеплений
В зависимости от числа зубьев на зубчатом колесе и шестерне ведомый
вал получает то или иное число оборотов. Отношение числа оборотов веду-
щего вала к числу оборотов ведомого, иначе передаточное отношение в
направлении силового натяга называют передаточным числом I. Оно может
быть большим или равным единице. Передаточное число может быть выра-
жено так:
/==щ
«г г,
где п1 и ?i — соответственно число
оборотов и число зубьев ведущего вала
и шестерни а п2 и z-> — число оборотов
и число зубьев ведомого вала и зубча-
того колеса.
Цилиндрические зубчатые колеса
Согласно ГОСТ 3460-59 зубья колеса
на плоскости, перпендикулярной к оси
колеса, изображаются условными тремя
окружностями (фиг. 280)—окружностью
выступов диаметра De, впадин — D, и
начальной — d.
Окружность выступов выполняется сплошной основной линией, окруж-
ность впадин—штриховой, а начальная — штрих-пунктирной утолщенной
линией.
Начальная окружность делит высоту зуба h на две части (фиг. 279).
Верхнюю часть А' называют головкой зуба, а нижнюю h"— ножкой.
Размер s (измеренный по дуге начальной окружности) определяет толщи-
ну зуба, a s„ (также измеренный по дуге начальной окружности) — ширину
впадины. Сумму s 4- se — t называют шагом зацепления*.
Между шагом /, числом зубьев z и диаметром начальной окружности
d существует зависимость, которая выражается формулой d ~ Величину
= т называют модулем зацепления. Подставив эту величину в формулу,
получим d = mz. Отсюда модуль можно выразить так же, как отношение
диаметра начальной окружности к числу зубьев: m = у
Через модуль можно определить высоту головки и ножки зуба. В нор-
мальных прямозубых колесах чаще всего ппикимают h'— m; h"=l,2m.
Модуль является основным параметром зубчатлх зацеплений.
ГОСТ 9563-60 устанавливает следующие модули в миллиметрах (модули
от 0,05 до 0,9, а также от 60 до 100 здесь не приводятся).
Первый ряд
4 5
1 1,25 1,5 2 2,5 3
6 8 10
12
16
20
25 32 40 50
Второй ряд
1,125 1,375 1,75 2,25 2,75 3,5
4,5 5,5
9 11 14 18 22 28 36 45 55
* В дальнейшем предполагается совпадение начальной и делительной окружностей.
Основные понятя
/85
На практике при составлении эскиза зубчатого колеса диаметр началь-
ной окружности d определяют посредством измерения высоты зуба h и под-
счетом числа зубьев г Зная, что d — mz и что h — h' + h" = rn 4- 1,2m =
= 2,2 /п, нахоаят величину модуля m — Отсюда d = Правильность оп-
ределения диаметра d следует проверить так: измерить диаметр окружности
Ширина
Опадинь/
Толщина
Основной шаг
Корень зуба
высота
зуба
Окружность
выступов /
Линия центров
Шаг
зацепления
'Высота ножки
Начальная /
окружность'/
Основная /
окружность^//
Окружность 7
впадин I
Фиг. 279.
выступоз /Л и затем по формуле D „ = m{z2] определить модуль т. Если
подсчитанная величина модуля окажется равной модулю, полученному ра-
нее, то диаметр начальной окружности определен правильно.
Диаметр окружности впадин D, определяется по формуле Dt = d— 2h" —
= m(z— 2,4), или что то же, Dt — De~ 2h = m(z— 2,4) Для вычерчивания
зубчатого колеса необходимо знать модуль т и число зубьев z, остальные
величины определяются подсчетом.
Если, например, при обмере зубчатого колеса были определены De =
D 252
=252 мм и число зубьев z = 16, то т = — у6 3-9 = 14 мм; d — mz =
- 14 16 = 224 мм; Dt — De — 2 • 2,2т = 252 — 2 • 2,2 • 14 = 190,4 мм, или
Dt = d — 2,4m = 224 —2,4 • 14 = 190,4 мм.
186
И зображение зубчатых колес и зубчатых зацеплений
Фиг. 280.
из точки В на основной окружности засечку
ку %, из которой описываем дугу FBK. Точки С
При вычерчивании зубчатого зацепления (фиг. 280) необходимо, чтобы
начальные окружности имели точку касания на линии центров зубчатых
колес и чтобы между окружностями выступов и впадин был радиальный
зазор, равный 0,2 т. Зубья, попавшие в разрез, вычерчиваются нерас-
сеченными.
Зтбчатые колеса и шестерни могут иметь эвольвентный, циклоидальный
и другой профиль зубьев. Построение эвольвенты и циклоиды было рас-
смотрено в § 12. На практике вычерчивание профилей зубьев выполняют
приближенным способом.
Вычерчивание зубьев эвольвентного профиля приближенным способом.
Этот способ применяется при необходимости указания на рабочем чертеже
классов чистоты и простановки
размеров элементов зубьев зубча-
того колеса. Рассмотрим пример.
Пусть даны: d = 324 мм £>е=360 мм;
D(= 280,8 мм: т= 18 мм. г= 18; шаг
t — 56,56 мм и 5 = 28 мм требует-
ся вычертить профиль зубьев (фиг 281).
Из центра О проводим дуги окружностей
диаметром d, и Dt Определяем диа-
метр основной окружности по формуле
Dn = dcos 20" = 324 0,94 = 304 мм и
строим ее Намечаем на начальной окруж-
ности произвольную точку А и отклады-
ваем на окружности толщину зуба s =
=28 мм — АВ Соединяем точку А
с центром О. Разделив ОА попо-
лам, получим центр О, Радиусом R.
ОА d
равным —- = из центра О, описываем
дугу до пересечения с основной окруж-
ностью в точке Ы, Из этой точки радиу-
сом /?, проводим дугу САЕ Сделав
тем же радиусом получим точ-
А, Е. F, В. К принадлежат очертанию
головки зуба. Ножка зуба строится по прямим линиям, имеющим направления отточек С
И 6 к центру О Сопряжение линии профиля ножки с окружностью впадин выполняется
радиусом R2, равным 0,2 т Для пос1роения смежных зубьев откладываете я по начальной
окружности шаг t и толщина зуба s, затем радиусом /?, строится очертание головки
зуба и т. д.
Конические зубчттые колеса
Эти колеса применяются, как уже говорилось, в тех случаях, когда
вращательное движение от ведущего вала к ведомому осуществляется под
каким-либо углом, чаше всего под углом 90" (фчг. 282). Особенностью ко-
нических зубчатых колес является то, что зуб имеет по длине переменный
модуль, т. е. на большой начальной окружности он больше чем на малой.
Конические колеса рассчитывают исходя из большого диаметра начальной
окружности На изображениях конических колес в отличие от цилиндри-
ческих окружность впадин не вычерчивается
При выполнении чертежа конического зубчатого колеса с натуры, по
аналогии с цилиндрическими колесами измеряют высоту зуба h. а затем
определяют модуль т и угол ср, bi ешнего конуса (по выступам зуб(ев).
Диаметр начальной окружности определяют по формуле d = тг Если из-
вестно передаточное число зубчатой пары, иначе число зубьев большого
колеса г, и число зубьев малого z2, то величину половины угла при вер-
187
Основные понятия
<Ьцг. 282.
/ед
И юдражение зубчатых колес и зубчатых зацеплений
шине начального конуса <р, большого колеса можно определить (при угле
Мижду осями валов, равном У0с) по формуле
г.
tg?i =7--
г2
Если передаточное число неизвестно, то угол 2ср внешнего конуса можно
получить измерением при помощи угломера. Таким же путем может быть из-
мерен и угол конуса впадин (приемы измерения угломером рассматри-
ваются в $ 57). Легко видеть, что
De = d 4- 2m cos = mz 4- 2m cos <p = m (z 4 2 cos <p),
где <p = <рг или cp2 соответственно (фиг. 282).
При вычерчивании элементов конического зацепления необходимо, чтобы
вершины начальных конусов обоих колес находились на пересечении их
осей (за исключением гипоидных и наллоидных зацеплений)*.
Фиг. 283.
Червячные зубчатые колеса
Червячные передачи, как уже указывалось, применяются в тех случаях,
когда оси валов скрещиваются под углом 90‘ .
На фиг. 283 и 286 приведены примеры изображения червячной пере-
дачи, Как видно, окружность впадин на их изображениях подобно кони-
ческой передаче не вычерчивается.
§ 46. УСЛОВНЫЕ ИЗОБРАЖЕНИЯ ЗУБЧАТЫХ ЗАЦЕПЛЕНИЙ И ЦЕПНЫХ ПЕРЕДАЧ
При выполнении чертежей зубчатых колес, реек, червяков и звездочек
цепных передач, а также при выполнении сборочных чертежей, содержа-
щих указанные детали, должны соблюдаться следующие правила, установ-
ленные ГОСТ 3450-59 (часть правил была приведена в § 45).
1 На видах, полученных проектированием на плоскость параллельную
оси колеса и червяка, образуюцие поверхностей впадин зубьев, как пра-
вило, не показываются (см. виды слева на фиг. 282, 283 и 286, б и вид
сверху на фиг. 287).
* См. ГОС1 3460-59.
Условные изображения зубчатых зацеплений и цепных передач
189
Коническая
дудчатая передача
Цилиндрическая
зудчатая передача
цепной передачи
реечное зацепление
Фиг 2S6
190
Изображение зубчатых колес и зубчатых зацеплений
2. При изображении зубчатой цилиндрической или червячной пары,
а также реечных зацеплений на видах, полученных проектированием на
плоскость, перпендикулярную к оси колес (а в червячных парах—и коси
червяка), окружности поверхностей выступов в зоне
показывать штриховыми линиями (см. виды слева на
вид спереди (на фиг 287).
Допускается взамен штриховых линий применять
линию (фиг. 286, б, вид слева).
3. Если секущая плоскость, перпендикулярная
ходит через зубчатое зацепление, то зубчатые колеса и рейки показыва-
ются нерассеченными. В случае необходимости показать их рассеченными
окружности впадин и образующие поверхностей впадин следует изображать
сплошными основными линиями и штриховку проводить до этих линий
зацепления следует
фиг. 280, 283, 284 и
сплошную основную
к оси колеса, про-
4. Если секущая плоскость прохо-
дит через оси обоих колес, находя-
щихся в зацеплении, то на разрезе в
зоне зацепления зуб одного из колес
Фиг. 289. Фиг. 290.
(предпочтительно ведущего) показывается расположенным перед зубом со-
прягаемого колеса (фиг. 280, 282—285). Если секущая плоскость проходит
через ось червячного колеса, то виток червяка показывается расположен-
ным перед зубом колеса (фиг. 286, а и б).
5. В случаях, если требуется показагь профиль зуба, следует вычерчи-
вать зубья на ограниченном участке, как показано на фиг. 284 (применяй
при несбхсдимссти местный разрез) или на выносном элементе (фиг. 288).
6. При несбхсдимссти показать направление зубьев зубчатого сбода
или рейки на изображении поверхности зубьев следует (как правило, вбли-
зи оси) наносить три сплошные тонкие линии с соответствующим наклоном
(фиг. 289, а, б, в).
7. При изображении цепных передач цепь рекомендуется показывать
одной штрих-пунктирной тонкой линией (фиг. 290).
§ 47. ОФОРМЛЕНИЕ РАБЭЧИХ ЧЕРТЕЖЕЙ ЗУБЧАТЫХ КОЛЕС И ЧЕРВЯКОВ
ГОСТ 9250-59 устанавливает правила сформления, зубчатых венцов колес
и витков червяков с модулем свыше 1 мм на рабочих чертежах: цилинд-
рических зубчатых колес с эвольвентными зубьями; конических колес с пере-
секающимися осями; цилиндрических червяков с прямолинейными образу-
ющими витка и сопрягаемых с ними колес.
В остальном оформление рабочих чертежей зубчатых колес и червяков
должно соответствовать стандартам на чертежи в машиностроении и на
систему чертежного хозяйства.
Ниже даются с некоторыми сокращениями выдержки из ГОСТ 9250-59.
Обязательные технические дантые и их расположение.
1. Данные, нес бхедимые для изготовления и контроля точности зубчатого
венца или витков червяка, указываются в таблице параметров, распола-
Оформление рабочих чертежей зубчатых колес и червяков
/о/
ч Модуль т
Число зубьев Z
Угол наклона зцбьеб fid
Направление зубьев —
.<9 20 _
70
Модуль
Число зубьев
Тип зубьеб
Направление зубьев
Высота головки
зуба
Высота зуба
Модуль осебой т$
Число заходов z,
Тип червяка
Направление битка
Ход бинтовой
линии____________
Высота битка
Модуль осебой ms
Число зубьев z2
Число заходов zt
Направление битка -
Фиг. 291
192
Изображение зубчатых колес и зубчатых зацеплений
Оформление рабочих чертежей зубчатых колес и червяков 193
гаемой в правой верхней части поля чертежа и непосредственно на изобра-
жении (фиг. 291).
2. Данные о ферме зубьев или витков или о форме терцовых крон ок или
головок указываются в технических требованиях, которые должны рас-
полагаться под таблицей или, при недостатке места, рядом с таблицей
с левой стороны.
При необходимости допускается помещение дополнительного изображе-
ния на поле чертежа в виде выносного элемента или местного вида (см.
чертеж шестерни 4 15. 005).
Допускается обусловить рабочий профиль зубьев колеса нереверсивной
передачи в таблице записью. Рабочий профиль по стрелке А правый (ле-
вый )*.
3 Данные о термообработке и классах чистоты поверхностей зубьев
колеса или витков червяка указываются по ГОСТ 2940-52**.
4. Таблица параметров зубчатого венца или витков червяка подразде-
ляется на три части, содержащие данные: I) для изготовления; 2) для
контроля; 3) для справок.
При выполнении учебных чертежей заполнение таблицы параметров
по пунктам 2 и 3 обычно не требуется, в сокращенном виде дается и пункт 1.
На фиг. 291 приведены сокращенные таблицы параметров для зубчатых
колес: цилиндрических, конических, червячных и червяков.
На чертеже 4. 15. 005 показан пример оформления чертежа цилиндри-
ческой косозубой шестерни ***.
* Правым профилем считается ведущий профиль зуба при вращении колеса по часо-
вой стрелке, а левым — ведущий профиль при обратном вращении.
** Класс чистоты поверхности нераб-чих частей впадины зубьев указывается отдельно
от классов чистоты поверхностей рабочих профилей в технических требованиях или ука-
вывается на изображении (фиг. 291К
*** Для прямозубых колес графы «Угол наклона зубьев» и «Направление зубьев» или
исключаются нз таблицы параметров, или прочеркиваются.
13 1060
ГЛАВА ОДИННАДЦАТАЯ
ДОПУСКИ и посадки
§ 48. ПОНЯТИЕ О ДОПУСКАХ И ПОСАДКАХ
(ОСНОВНЫЕ ОПРЕДЕЛЕНИЯ ПО ГОСТ 7713-62)
В соединениях двух деталей, входящих одна в другую, различают ох-
ватывающую и охватываемую поверхности соединения.
У цилиндрических соединений охватывающая поверхность носит общее
название отверстие, а охватываемая — вал*.
В соединениях двух деталей различают посадку, зазор и натяг.
Посадкой называется характер соединения деталей, определяемый вели-
чиной получающихся в нем зазоров или натягов. Посадка характеризует
большую или меньшую свободу
относительного перемещения соеди-
няемых деталей или степень со-
противления их взаимному сме-
щению.
Зазором называется положи-
тельная разность между разме-
рами отверстия и вала (размер
отверстия больше размера вала,
ф 1г. 2Э2, а).
Натягом называется положи-
2д2 тельная разность между размерами
вала и отверстия до сборки де-
талей (размер вала больше размера отверстия, фиг. 292, б).
Установленные наибольшее и наименьшее значения размера, между ко-
торыми должен находиться действительный размер, называются наибольшим
и наименьшим предельными размерами. Предельными размерами ограничи-
ваются действительные размеры с допустимой погрешностью.
Доп чеком размера называется разность меж iy наибэлышл и наименьшим
предельными размерами (допуск отверстия и допуск вала, фиг. 293).
Действительным размером называется размер, полученный в результате
измерения с допустимой погрешностью.
Номинальным размером соединения называется размер, общий для от-
верстия и вала, составляющих соединение, т. е. номинальный размер, слу-
жащий началом отсчета отклонений.
Для поверхностей, не являющихся охватывающими или охватываемыми,
номинальный размер также служит началом отсчета отклонений.
Алгебраическая разность между результатом измерения и номинальным
размером называется отклонением размера. Отклонение является положи-
тельным, если размер больше номинального, и отрицательным, если раз-
мер меньше номинального.
* Названия «отверстие» и «вал» условно применимы также и к другим охватывающим и
охватываемым поверхностям.
Понятие о допусках и посадках
195
Алгебраическая разность между наибольшим предельным размером и
номинальным называется верхним предельным отклонением, а алгебраиче-
ская разность между наименьшим предельным размером и номинальным
называется нижним предельным отклонением.
На фш. 293. а, г предельные отклонения положительные; на фиг. 293, в,
е— отрицательные; нафиг. 293, б верхнее отклонение равно нулю, а ниж-
нее— отрицательное; нафиг. 293, д нижнее отклонение равно нулю, а верх-
нее— положительное.
До г иск отверстия Допуск отверстия
Фиг. 293.
Если у номинального размера на чертеже стоит только один предельный
размер, например 25+1)л или 25-0,1, то это значит, что другой предельный
размер совпадает с номинальным. Знак плюс показывает, что предельный
размер больше номинального, а знак минус, что предельный размер мень-
ше номинального.
Пссадки подразделяются на три группы:
1) посадки с зазором-, скользящая С, движения Д, ходовая X, легкохо-
довая Л, широкоходовая Ш\ тепловая ходовая — ТХ.
пссадки с натягом: горячая Гр, прессовые Пр, легкопрессовая Пл",
3) посадки переходные: глухая Г, тугая Т, напряженная Н, плотная П.
Допуском посадки называется разность между наибольшим и наимень-
шим зазорами (в посадках с зазором) или наибольшим и наименьшим на-
тягами (в посадках с натягом).
В переходных посадках допуск посадки равен алгебраической разности
между наибольшим или наименьшим натягами или сумме наибольшего на-
тяга и наибольшего зазора.
13*
196
Допуски и посадки
Во всех посадках, установленных стандартами на допуски и посадки,
либо нижнее отклонение отверстия, либо верхнее отклонение вала равно
нулю.
Посадки с нижним отклонением отверстия, равным нулю, составляют в
совокупности систему отверстия, которая характеризуется тем, что в ней
для всех посадок одного класса точности при одинаковых номинальных
размерах предельные размеры отверстия остаются постоянными, а осуще-
ствление разных посадок достигается за счет соответствующего изменения
предельных размеров вала.
Посадки с верхним отклонением вала, равным нулю, составляют в со-
вокупности систему вала, которая характеризуется тем, что в ней для всех
посадок одного класса точности при одинаковых номинальных размерах
предельные размеры вала остаются постоянными, а осуществление разных
посадок достигается за счет соответствующего изменения предельных раз-
меров отверстия.
§ 49. КЛАССЫ ТОЧНОСТИ
Посадки в системе отверстия и в системе вала группируются по клас-
сам точности.
Стандартами на допуски и посадки установлены следующие классы
точности посадок (в порядке убывания точности): 1, 2, 2а, 3, За, 4 и 5.
Отверстия с нижним отклонением, равным нулю, называются основны-
ми отверстиями. Поля допусков основных отверстий обозначаются буквой
А с числовым индексом класса точности (для 2-го класса точности индекс
2 опускается): А,, А, А2а, А3, Aia, А, и А5.
Валы с верхним отклонением, равным нулю, называются основными ва-
лами. Поля допусков основных валов обозначаются буквой В с числовым
индексом класса точности (для 2-го класса точности индекс 2 опускается):
В1, В, В2а, В3, В3а, В4 и В5.
На чертежах допуски и посадки должны указываться в соответствии с
ГОСТ 9171-59.
При отсутствии необходимости в ограничении допусков величинами, пре-
дусмотренными для валов и отверстий стандартных посадок, установлены
«большие допуски»:
а) для размеров не менее 1 мм — классы 6-й и 7-й по ГОСТ 3047-54;
б) для размеров от 1 до 500 мм—классы 7-й, 8-й и 9-й по ОСТ 1010;
в) для размеров свыше 500 до 10000 мм — классы 7-й,8-й, 9-й, 10-й и
11-й по ГОСТ 2689-54.
§ 50. УВЯЗКА РАЗМЕРОВ И ДОПУСКОВ
Изготовить деталь, размеры которой абсолютно точно были бы равны
заданным, практически невозможно, да в этом и нет необходимости. В каж-
дом отдельном случае конструктор должен указать пределы, в которых
должны оказаться действительные размеры детали. При этом он должен
учитывать, что излишнее ужесточение допусков приводит к удорожанию
производства.
Целесообразный выбор размеров и допусков, обеспечивающих техноло-
гичность деталей и требования взаимозаменяемости, сводится к соблюдению
следующих двух основных условий:
1) разработка размеров и допусков, проставляемых на рабочих черте-
жах деталей, обеспечивающих правильное взаимодействие деталей;
2) разработка размеров и допусков, связанных с технологическим про-
цессом изготовления деталей.
Увязка размеров и допусков
197
В первом случае размеры и допуски должны рассматриваться как кон-
структивные, а во втором — как производственные.
Конструктивными называются те допуски, которые обусловливают ка-
чество работы механизма и взаимозаменяемость деталей или узлов. К этим
допускам относятся допуски на размеры, входящие в сборочные цепи.
Производственными называются допуски, устанавливаемые по соображе-
ниям рациональности производства с целью получения размеров деталей,
отвечающих заданным конструктивным допускам.
Связь размеров между собой выражается размерными цепями.
Размерной цепью называется замкнутый контур, образованный взаимно-
связанными размерами.
Сборочной размерной цепью называется размерная цепь, определяющая
взаимную связь деталей или узлов механизма.
Фиг. 294.
Подетальной размерной цепью называется размерная цепь, определя-
ющая взаимную связь окончательных чистовых размеров одной и той же
детали.
Различают размерные цепи: линейные, плоскостные и пространственные
Рассмотрим на примере составление уравнения линейной размерной
сборочной цепи для представленного на фиг. 294, а устройства.
Сборочные размерные цепи выявляются на сборочных чертежах, а за-
тем проверяются на замкнутость контура. Для этой цели составляют схе-
му размерной цепи, обходя цепь по часовой или против часовой стрелки
так, чтобы конец каждого предыдущего звена и начало последующего
встречались в одной точке. Когда схема готова, составляют уравнение це-
пи, для чего обходят систему по контуру, выписывая со знаком плюс или
минус звенья цепи, имеющие одно и то же направление. Показанную на
фиг. 294, а сборочную размерную цепь можно представить уравнением
A-pB~C2 — L~S~C1 = 0.
Звеньями этой цепи являются размеры элементов деталей, входящих
в эту цепь. Следовательно, данная сборочная цепь состоит из одной линей-
ной цепи, связывающей различные детали. Для получения этой связи
достаточно ввести в сборочную цепь только один размер каждой детали
198
Допуски и посадки
этой цепи; поэтому было бы неправильно в размерной цепи (фиг. 294, б)
размер А заменить размерами р и и, так как ни тот, ни другой размер
не могут повлиять на характер сопряжения деталей, а следовательно, на ве-
л1чину зазора S.
Размеры А, р и и представляют собой подетальную размерную цепь,
уравнение которой будет
А — р + и — 0.
Такая сборочная размерная цепь, кроме размеров деталей, включает
и звено (в данном примере зазор S), определяющее характер сопряжения
деталей. Такое звено называется замыкающим.
aj. 5)
2O'oM32w7
162t,£
55
ъ)
Фиг. 295.
При расчетах размерных цепей
в сборочных единицах, особенно е
большим количеством составляющих
размеров, прибегают к введению ре-
гулировочных устройств, называемых
обычно компенсаторами (применение
передвижных или переставных дета-
лей, упругих компенсаторов, сменных
деталей и т. д.).
На фиг. 295, а дан пример поде-
тальной размерной цепи для валика,
уравнение которой имеет следующий
вид:
L — А — В — С~ К = 0.
Следует заметить, что стоимость изготовления деталей при таких раз-
мерных цепях увеличивается, так как они требуют применения допусков
повышенного класса точности.
Пусть звенья этсй размернсй цепи равны А = 55; £ = 20; C=32_0,i7;
К = 55. Если все ликйные размеры, креме размера 32_o,i7, заданные
номинальными, должны быть выполнены с тсчност! ю класса А (({иг 295, о),
то в результате подстановки в уравнение размернсй цепи значения звеньев
с учетом допусков по этому классу точности получим
L — А — В — С — К = 162+‘>b — 55+1-'-—
_20+°-а< — 32-OJ7 — 55+'-2 = 1,47 мм,
т. е. длина валика получается большей на 1,47 мм. Чтобы не выйти за пределы
допуска длины вала, очевидно, нужно было принять для размеров цепи
более высокий класс точности, что в данном случае не вызывается необхо-
димостью с экономической точки зрения.
Нецелесообразность простановки размеров цепочкой можно видеть также
из следующего. Поскольку в процессе получения каждого размера валика
действительные размеры будут колебаться в пределах назначенных допусков,
Увязка размеров и допусков
199
то и длина валика будет также изменяться. Если составляющие цепь раз-
меры окажутся наибольшими, то и размер длины валика получится наиболь-
шим, и наименьшим, если составляющие размеры окажутся наименьшими:
LHauC = 55+’-2 + 20+о.м + 32 + 56+1-2 = 165,24 мм;
LHauM = 55 -f- 20 -f- 32_o,i7 4“ 55 = 161,83 мм.
Отсюда наибольшая возможная погрешность в длине валика будет равна:
Д = LHau6------------- Lhoum— 165,24— 161,83 = 3,41 мм,
что превышает допуск на длину вала, равный 1,6 мм.
Поэтому такие цепи называют «замкнутыми» и они возможны лишь для де-
талей, не требующих точного изготовления.
Если необходимо изготовить звенья той же детали с большей точностью,
то «замкнутую» размерную цепь заменяют операционной. Операционная
размерная цепь может быть взята от одной или нескольких технологических
баз (фиг. 296, а, б).
Фиг. 296.
Технологической базой называют ту исходную поверхность детали, по отно-
шению к которой ориентированы все размеры детали (или определенная
их часть) Размеры в этом случае называют технологическими. При нанесе-
нии конструктивных размеров на рабочих чертежах деталей необходимо
всегда считаться с удобством обработки деталей в производстве.
На фиг. 296, а технологическими базами для того же валика приняты
его торны (две базы). На фиг. 296, б намечены три базы. В обоих при-
мерах без размера оставлено звено В (фиг. 295, а).
На фиг. 297 дан пример нанесения размеров (для валика ротационного
насоса) от четырех баз. Базами 1 и 3 служат торцы валика, а 2 и 4 — торцы
буртика. Ниже, под чертежом, показана последовательность получения раз-
меров валика в процессе его изготовления на токарном станке.
Базовый способ простановки размеров имеет в срав »ении с простанов-
кой размеров «замкнутой» цепочкой несомненное преимущество. При этом
способе погрешности размеров не накапливаются и не влияют на общий
результат. Кроме того, такая простановка размеров указывает последова-
тельност) операций при обработке детали на станке.
В операционных размерных цепях выражается связь между операцион-
ными и окончательными размерами. От выбора технологической базы за-
висят величины припусков на обработку и, в свою очередь, операционные
размеры.
Припуском называют толщину слоя металла, который необходимо удалить
при обработке детали.
200 Допуски и посадки
Ксытрольно-мерительные инструменты
201
Все размеры детали, подлежащие контролю, должны быть снабжен^
предельными отклонениями, выбор которых определяется требуемой точ-
ностью обработки детали и соответствующей посадкой.
Ниже приводятся выдержки из ГОСТ 9171-59—«Нанесение предельных
отклонений размеров».
§ 51. НАНЕСЕНИЕ ПРЕДЕЛЬНЫХ ОТКЛОНЕНИЙ РАЗМЕРОВ
1. Предельные отклонения линейных размеров указываются на чертежах
непосредственно после номинального размера условными обозначениями со-
гласно действующим стандартам на допуски и посадки, или числовыми вели-
чинами в миллиметрах*.
2. Верхнее отклонение, определяющее наибольшее допустимое значение
размера, должно наноситься над нижним.
Отклонение, равное нулю, не указывается. В этом случае наносится
только одно отклонение — плюсовое на месте верхнего, а минусовое на месте
нижнего предельного отклонения (фиг. 298, а, б).
3. Размер шрифта буквенных обозначений такой же, как для размер-
ных чисел. Цифровые величины отклонений и индексы наносятся более мел-
ким шрифтом (фиг. 298).
При симметричном расположении поля допуска величина отклонения
наносится со знаками + рядом с размерным числом и шрифтом того же
размера (фиг. 299, а).
4 Предельные отклонения угловых размеров указываются на чертежах
непосредственно после номинального размера числовыми величинами в гра-
дусах, минутах, секундах, при этом градусы и минуты должны выражаться
целыми числами (фиг. 299, б).
5. Предельные отклонения размеров деталей, изображенных на чертеже
в сборе, указываются в виде дроби: в числителе указывается условное обо-
значение или числовые величины отклонений отверстия (охватывающей
детали), а в знаменателе — условное обозначение или числовые величины от-
клонений вала (охватываемой детали, см. фиг 300, а). При указании число-
вых величин отклонений допускаются надписи, поясняющие, к какой из
деталей относятся отклонения (фиг. 300, б). Допускается также вместо од-
ной проводить две размерные линии и отдельно указывать отклонения вала
и отклонения отверстия с надписями, к какой детали эти отклонения от-
носятся (фиг. 300, б).
6. Если на сборочном чертеже необходимо указать предельные отклоне-
ния размера только одной из двух сопрягаемых деталей, то следует по-
яснить надписью, к какой детали относятся отклонения (фиг 301, а).
7. При разных предельных отклонениях для участков поверхности
с одним номинальным размером граница между ними наносится тонкой
сплошной линией, а номинальный размер указывается вместе с соответствую-
щими предельными отклонениями для каждого участка отдельно (фиг. 301, б).
§ 52. КОНТРОЛЬНО-МЕРИТЕЛЬНЫЕ ИНСТРУМЕНТЫ
Для контроля указанных на чертеже размеров пользуются как универ-
сальными, так и специальными мерительными инструментами- скобами,
пробками, конусными калибрами, шаблонами и др.
Скобы бывают односторонние (фиг. 302, а) и двусторонние (фиг. 302, б).
В двусторонней скобе одна сторона соответствует верхнему предельному
размеру диаметра детали и является проходной (обозначается ПР), а другая
* В виде исключения допускается указывать наряпу с условными обозначениями число-
вые величины отклонений — справа в скобках (фиг. 298, з)
202
Допуски и посадки
100 +0'г
<М50Пр13
Ы50$
ж) F
Фиг. Z95
6OaIO'f3C"
Контрольно-измерительные инструменты
203
сторона соответствует нижнему предельному размеру и является непроход-
ной (обозначается НЕ). Деталь считается годной в том случае, если про-
ходная сторона скобы при измерении проходит без усилия по диаметру
вала, а другая сторона—не проходит.
al
Фиг. 302.
Фиг. 303.
Пробки также бывают односторонние и двусторонние. Они служат для
контроля цилиндрических отверстий В двустсрон их пробках (фиг. 303)
различают проходную и непроходную стороны. Диаметр проходной стороны
(конца) пробки соответствует нижнему предельному размеру отверстия,
а непроходной — верхнему предельному размеру измеряемого отверстия.
Непроходной конец в отличие от
проходного делают по длине более
коротким. Деталь считается год-
ной в том случае, если проходной
конец прсбки входит в отверстие
без усилия, а непроходной не
входит
Конусные калибры. Для про-
верки конусности изделия, кроме
универсальных измерительных
инструментов, применяют нор-
мальные и предельные калибры.
Для проверки наружного конуса
пользуются конусным кольцом.
Проверку делают так: проводят
мягким карандашом на поверх-
ности конуса вдоль его оси две
риски так, чтобы расстояние между
ними было не менее четверти окружности конуса Затем осторожно вводят
конус в конусное кольцо и, слегка повернув несколько раз, вынимают для
осмотра. Если обе риски на всем протяжении будут размазаны, то угол ко-
нуса изделия равен углу калибра. Если же риски размазаны лишь на
отдельных участках, то угол изделия не совпадает с углом калибра.
204
Допуски и посадки
Часто калибры снабжают срезом (фиг. 304, а). В этом случае на пло-
скости среза конусного кольца наносят две риски, между которыми должно
расположиться меньшее основание конуса.
Чтобы проверить предельным калибром правильность изготовления
конического отверстия, на поверхности калибра делают две кольцевые ри-
ски (фиг. 304, б). Если отверстие детали
имеет одинаковый угол с калибром, то
калибр не должен входить дальше второй
риски и ближе первой.
Изделия, имеющие коническую поверх-
ность, обычно проверяют на краску, кото-
рую наносят тонким слоем на конусную
поверхность соответствующего контроль-
ного калибра, и по характеру распреде-
ления пятен краски на проверяемой ко-
нической поверхности изделия судят о
качестве ее изготовления.
Фиг. 304.
Плоские калибры. При помощи плоских калибров проверяют на' про-
свет элементы детали по длине (фиг. 305).
Описание некоторых наиболее употребительных универсальных измери-
тельных приборов дается в главе четырнадцатой.
ГЛАВА ДВЕНАДЦАТАЯ
НАНЕСЕНИЕ НА ЧЕРТЕЖАХ ОБОЗНАЧЕНИЙ
ШЕРОХОВАТОСТИ ПОВЕРХНОСТЕЙ И НАДПИСЕЙ,
ОПРЕДЕЛЯЮЩИХ ОТДЕЛКУ
И ТЕРМИЧЕСКУЮ ОБРАБОТКУ
§ 53. ТЕРМИНЫ, КЛАССИФИКАЦИЯ И ОБОЗНАЧЕНИЯ, ОТНОСЯЩИЕСЯ
К ШЕРОХОВАТОСТИ ПОВЕРХНОСТЕЙ
Всякая машина или механизм состоит из ряда взаимно связанных де-
талей, из которых одни соединены неподвижно, другие перемещаются одна
относительно другой. В зависимости от условий работы и характера соеди-
нений деталей поверхности их должны быть соответствующим образом об-
работаны. При обработке деталей режущим инструментом на их поверх-
ностях остаются следы — микронеровности, которые представляют собой
различные по величине и форме впадины и выступы. Эти неровности соз-
дают шероховатость поверхности. Ознакомимся с некоторыми терминами,
классификацией и обозначениями шероховатости поверхностей, установлен-
ными ГОСТ 2789-59.
Термины
Геометрическая поверхность — поверхность заданной геометрической
формы, не имеющая неровностей и отклонений формы.
Шероховатость поверхности — совокупность неровностей с относительно
малыми шагами, образующих рельеф поверхности и рассматриваемых в
пределах участка, длина которого выбирается в зависимости от характера
поверхности и равна базовой длине (фиг. 306).
Базовая длина I — длина участка поверхности, выбираемая для измере-
ния шероховатости без учета других видов неровностей, имеющих шаг
более I.
Средняя линия профиля* т — линия, имеющая форму геометрического
профиля и делящая измеренный профиль таким образом, что в пределах
базовой длины сумма квадратов расстояний (гц, у2, уп) точек профиля
до этой линии минимальна.
Среднее арифметическое отклонение профиля Ra — среднее значение рас-
стояний (г/ъ z/2,..., z/„) точек измеренного профиля до его средней линии
(фиг. 306, а).
* Средняя линия профиля служит базой для пределения числовых значений шерохо-
ватости.
При определении положения средней линии на прсфилограмме допускается использо-
вать следующее условие: средняя линия должна иметь направление измеренного профиля
и делить его таким образом, чтобы в пределах базовой длины площади по обеим сторонам
от этой линии до линии профиля были равны между собой (фиг. 306, б):
Г1 + -Ез + • • - + Fn—i = 7"2 + + В п-
206
Нанесение на чертежах обозначений шероховатости поверхностей
Расстояния до средней линии суммируются без учета алгебраического
11 ОД
знака Ra = -\y(dx) или приближенно Ra= -_______
О
Высота неровностей Rz — среднее расстояние между находящимися в
пределах базовой длины пятью высшими точками выступов и пятью низ-
шими точками впадин, измеренное от линии, параллельной средней линии
(фиг. 306, а).
г> __ (^г1 + + - + h<i) — (к? ~Ь 'Ы ~Ь Ч~ ^1п)
Классификация и обозначения
Шероховатость поверхности определяется одним из следующих пара-
метров.
а) средним арифм тическим отклонением Ra‘,
б) высотой неровностей Rz.
Таблица /Г
Класс чистоты поверхности Среднее а рифме 7 иче» кое от кло- нен не профиля Ra в мк не более Высота неров- ностей В МК Базовая дли- на Z в мм
VI 8Э 320
V2 40 160 8
V3 20 80
V4 10 40 2,5
V5 5 20
V6 2,5 10
V7 1,25 6,3 0,8
V8 0.63 3,2
V9 0,32 1,6
V10 0,16 0.8 0,25
VI1 0,08 0,4
V12 0.04 0,2
V13 0,02 0,1 0,08
V14 0,01 0,05
Примечай не классы чистоты поверхности 6—14 разделя-
ются еще на раз| яды.
Чи< ловы * знач'ния ш'роховатости поверхности относятся к
нормально му сечению геометрической гк верхности.
Для классов 6—12 основной является шкала а для классов
12, 13 и 14 — шкала Rz
Терцины классификация и обозначения шероховатости поверхностей
207
Устанавливается 14 классов чистоты поверхности, для которых макси-
мальные числовые значения шероховатости Вп или Rz при базовых дли-
нах I должны соответствовать указанным в табл. 11.
Для обозначения всех классов чистоты поверхности устанавливается
один знак — равносторонний треугольник v, рядом с ним указывается но-
мер класса и разряд, например, v?> V^6.
Шероховатость поверхности грубее 1-го класса, установленного настоя-
щим стандартом, обозначается знаком V, над которым указывается высота
неровностей в микронах, например, 500.
Числовое значение выбирается из ряда 10 по ГОСТ 8032-56: 400, 500,
630, 800....
Начертание и размеры знака берутся по ГОСТ 2940-62.
В табл. 12 приведены примерные шероховатости поверхностей деталей,
получаемые при различных способах механической обработки.
Таблица t2
Эбозначе ние Высота н ровно тей в мн Характеристика поверхности Примеры поверхностей, обозначаемых данным знаком Способы получения данной поверхнос г и
400, 500, 630, 800 Поверхности с весьма замет ними следами обработки Кромки после штамповки и резания» поверхности литых деталей Зачистка абразивным кругом, напильником, зубилом резка авто>е- ном и т. п
VI V2 V3 320 160 80 Заметные следы обработки Подошвы станин, поверх ности прилегания, от- верстия под болты, вин- ты и шпильки Обработка обдирочным резцом фрезой абра- зивным кругом свер- лен не
V4 V5 V6 40 20 10 Малозаметные следы обра- бот ки Отверстия под подпиши и ки качения и под втул- ки подшипников сколь- жения; направляющие отверстия в незакален- ных деталях; плоскости направляющих под шабрение Обработка чистовым рет- цом, чистовой фрезой, разверткой, зенкере м, личным напильником, шлифовальнььм круюм
V7 V8 V9 6,3 3,2 1,6 Без видимых не- вооруженным глазом следов обработки Шейки и цапфы валов и шпинделей, цилиндри- ческие направляющие, центрирующие и базо- вые шейки для инстру- мента. шейки и цапфы под подшипники каче- ния Шлифование, полирова ние, об точка алмазным резцом, чистовое раз- верть ванне, чистовая протяжка и т. п.
V10 VII V12 V13 V14 0,8 0,4 0,2 0,1 0.05 Высшая степень чистоты Поверхности i рения осо- бо ответственных дета- лей: рабочие поверх- ности точного меритель кого инструмента Особо гонкое шлифова- ние, ручная доводка, обработка на притироч- н ы х ил и до во до иных станках
Нанесение на чертежах обозначений
ГОСТ 2940-62 устанавливает следующие правила нанесения на черте-
жах сбозначений классов чистоты поверхности соответственно ГОСТ 2789-59,
а также надписей, определяющих отделку поверхностей и термическую
обработку.
208
Нанесение на чертежах обозначений шероховатости поверхностей
M8*f
Термины, классификация и обозначения шероховатости поверхностей
209
Если все поверхности детали должны быть одной и той же шерохо-
ватости, то в правом углу чертежа следует нанести общин знак класса
чистоты (фиг. 307, о, б)*.
Если поверхности детали должны быть различной шероховатости, то
на каждой поверхности следует нанести обозначение соответствующей ше-
роховатости. Допускается для большей ясности чертежей или для сокра-
щения сроков работ по их изготовлению поступать, как показано на
фиг. 307, г. При этом обозначение шероховатости, относящееся к большей
части поверхностей, на изображение детали не наносят.
Обозначение класса чистоты одной и той же части поверхности или по-
вторяющихся поверхностей (отверстий, зубьев и т. п.) следует наносить
только один раз (фиг. 308, а).
Фиг. 311
Обозначение шероховатости поверхности на изображении детали сле-
дует располагать на линиях контура изображения. В случае недостатка
места, а также в тех случаях, когда это требуется для ясности чертежа, сле-
дует применять вспомогательные линии типа выносных (фиг. 307, г и 308, а)
Не следует ставить обозначения шероховатости поверхности на линиях
невидимого контура.
Обозначения шероховатости поверхности следует ставить на тех видах
и разрезах, на которых поставлены размеры, относящиеся к соответству-
ющим частям детали.
Для тел вращения рекомендуется обозначения ставить на образующих
линиях (фиг. 307, г и 308, б).
Если шероховатость поверхности детали на различных участках должна
быть различной, то между этими участками следует проводить границу
сплошной тонкой линией с нанесением соответствующего размера и ука-
зывать знаки классов чистоты (фиг. 308, б и в).
Обозначение классов чистоты рабочих поверхностей зубьев шестерен,
эвольвентных шлиц и т. д., если на чертеже пе дается их профиль, сле-
дует относить условно к делительной поверхности, как показано на фиг. 309,
а, б и в.
При необходимости дать обозначение шероховатости рабочих сторон
резьбы на чертеже его следует проставлять по оЬшим правилам (фиг. 310 в)
или условно у размера диаметра резьбы (фиг. 310, а и б).
* В некоторых случаях допускается указывать два или несколько классов, когда ше-
роховатость поверхности должна заключаться в их пределах (фиг. 307, е).
14 1060
210
Нанесение на чертежах обозначений шероховатости поверхностей
Треугольники для обозначения классов чистоты поверхности должны
быть равносторонними с высотой ье менее 2,5 мм.
Если треугольник выносится на поле чертежа (см. фиг. 307), то его
высота должна быть больше, чем высота треугольников, поставленных на
изображении детали.
Цифры в изображении класса или разряда чистоты поверхности следует
ставить справа от треугольника (фиг. 307—310).
Знак V (приме шемый для обозначения поверхностей с шероховатостью,
превышающей 320 мк) должен наноситься согласно тем же правилам, что
и знаки класса чистоты. Примеры размещения знака даны на фиг. 311.
Цифры числа, указывающего допустимую величину неровностей в микронах,
должны наноситься над знаком (не сливаясь с ним) и иметь высоту ПрИ-
йПО
мерно 2/3 от высоты знака (например: V).
Допускается применение знака со на чертежах, на которых нет необ-
ходимости специально определять шероховатость отдельных участков поверх-
ностей, например, в случаях, когда поверхности деталей и заготовок,
полученных прокаткой, отливкой, штамповкой, ковкой и т. п., должны
быть оставлены без дополнительной обработки (фиг. 312).
Форма. и примерное построение знака показаны на фиг. 312, справа.
§ 54. НАДПИСИ, ОПРЕДЕЛЯЮЩИЕ ОТДЕЛКУ
И ТЕРМИЧЕСКУЮ ОБРАБОТКУ
Отделку и термическую обработку, относящиеся ко всей детали, реко-
мендуется указывать соответствующей надписью в правом верхнем углу
чертежа*.
Места детали, подлежащие отделке или термической обработке, следует
обводить штрих-пунктирной утолщенной линией (фиг. 313, а)
Если поверхности детали после механической обработки подвергаются
отделке (лакокрасочное, гальваническое покрытие и т п.), что указывает-
ся на поле чертежа отдельно, то проставленные на чертеже знаки классов
чистоты поверхности характеризуют эти поверхности до отделки
Если для поверхности одновременно дано обозначение шероховатости
и указана отделка или термическая обработка и на чертеже нет специаль-
ной надписи, то обозначение шероховатости в данном случае характеризу-
* Содержание надписей, указывающих отделку или термическую обработку, устанавли-
вается соответствуют। м.1 стандартами.
Терманы, классификация и обозначения шероховатости поверхностей
211
ет поверхность после отделки или термической обработки. Например, на
фиг. 313, в обозначение v 7 характеризует класс чистоты поверхности пос-
ле хромирования.
Отделку (шпаклевку, специальную окраску, серебрение, чернение, нике-
лировку и т д) и термическую обработку (цементацию, местную закалку
и т. д.) отдельных мест детали следует указывать соответствующей надписью
(фиг. 314.)
Эмалировать
Воронить
Пескоструить
Фиг. 314.
Технические требования к отделке и термической обработке со ссылкой
на документ следует указывать на поле чертежа.
14*
ГЛАВА ТРИНАДЦАТАЯ
СОСТАВЛЕНИЕ ЭСКИЗОВ
§ 55. НАЗНАЧЕНИЕ ЭСКИЗОВ
Рабочие чертежи деталей обычно изготовляются по сборочному черте-
жу изделия при помощи чертежных инструментов. В некоторых случаях
рабочие чертежи выполняют от руки с натуры по изготовленным деталям.
Полученные таким образом чертежи называют эскизами. Эскизы являются
чертежами временного характера, выполненные, как правило, без приме-
нения чертежных инструментов и без точного соблюдения масштаба Как
правило, эскизы служат для разового использования их в производстве
и при проектировании.
Особое значение они приобретают в работе конструкторских бюро при
проектировании новых машин, механизмов и других изделий, когда при по-
мощи эскизов разрабатывают конструкции деталей. Эскизы также состав-
ляются при ремонте и паспортизации производственного оборудования.
Изображения на эскизах выполняются по правилам прямоугольного про-
ектирования с соблюдением проекционной связи между ними и сохранени-
ем пропорциональности и форм изображаемых элементов детали.
Эскизы следует выполнять так, чтобы всё изображения детали в своей
совокупности давали ясное представление о ее форме, а также обеспечи-
валось место для простановки размеров и пояснительных надписей.
Если деталь по своим размерам является крупногабаритной или, на-
оборот, малогабаритной, то ее следует изображать в первом случае в умень-
шенном виде, а во втором—в увеличенном.
Эскизы следует выполнять аккуратно, так, чтобы они были понятны
каждому технически грамотному лицу Чем больше эскиз по своему внеш-
нему виду приближается к чертежу, выполненному при помощи чертежных
инструментов, тем выше его качество.
§ 56. ПОРЯДОК СОСТАВЛЕНИЯ эскизов
При составлении эскизов деталей следует придерживаться определенной
последовательности
Прежде чем приступить к снятию эскиза с детали, нужно всесторонне
ознакомиться с ней В процессе ознакомления необходимо выяснить:
а) наименование детали и ее назначение в изделии;
б) общую форму детали и ее элементов;
в) положение детали для построения ее главного изображения (изобра-
жения на фронтальной плоскости проекций);
г) необходимое число изображений (видов, разрезов и сечений);
д) материал, из которого она изготовлена;
е) шероховатость поверхностей.
Полезно также продумать процесс изготовления детали, представив себе
положения, которые при этом она будет занимать.
Порядок составления эскизов
1-й этап
t ПроЁодится ось
симметрии
2 Вычерчивается Внеш-
ний контур тонкими
линиями
2-й этап
i Выполняется разрез
тонкими линиями
3-й этап
1 Наносятся обозначе
ния шерохобатэстей
и размерные и
Выносные линии
Фиг. 315.
4-й этап
1 Производится обмер
детали и наносятся
размерные числа
2 Выполняется оббодка
чертежа сплошнь ми
основными линиями.
214
Составление эскизов
f-й этап
I Проводятся оси сим-
метрии
2 . Вычерчивается внеш-
ний контур.
3 Наносятся центровые
пинии отверстии
4 Вычерчиваются
элементы детали
2-й этап
I Выполняется разрез
тонкими линиями
3-й этап
1 Наносятся оБозначе-
нця шероховатости
и размерные и
выносные линии
<-о Остальное
690
4-й этап
1 Производится оБмер
элементов детали
и наносятся размер-
ные числа
ол Остальное
R20
925 2 Выполняется оБдод-
^4 отв
64Q
Фиг. 3lb.
Порядок составления эскизов
215
Следующим этапом является составление эскиза. Эскизы выполняются
карандашом марки М на обычной писчей бумаге или на бумаге, графлен-
ной в клетку. Порядок выполнения эскизов следующий:
1) выбирается формат листа и положение рамки для основной надписи;
2) проводятся оси симметрии изображений;
3) наносится тонкими линиями внешний контур детали;
4) проводятся осевые и центровые линии элементов детали;
5) наносится очертание элементов
детали;
6) выполняются разрезы и сечения;
7) производится обводка линий чер-
тежа;
8) наносятся обозначения шерохо-
ватости поверхностей;
9) наносятся выносные и размерные
линии и условные знаки, характе-
ИЗО
Фиг. 318.
Фнг. 317.
ризующие форму поверхностей (0, □), а также буква /? для указания
радиусов скруглений и дуг окружностей;
10) производится обмер детали и наносятся размерные числа;
11) выполняются пояснительные надписи (если в этом есть необходи-
мость);
12) заполняется надписями рамка (угловой штамп).
Рассмотрим примеры.
На фиг 315 показано составление эскиза нагнетательного конуса ин-
жектора
Конструкция детали позволяет выявить особенности одним изображе-
нием Деталь малогабаритная, поэтому целесообразно изобразить ее в уве-
личенном виде. Последовательность составления эскиза данной детали лег-
ко видеть на приведенных четырех этапах (рамка поля чертежа и основ-
ная надпись на фиг. 315 не показаны).
216
Составление эскизов
На фиг. 316 показана плита винтового пресса. Для детали данной кон-
струкции потребовалось дать два изображения. Плита имеет большие га-
бариты. Она изображена в уменьшенном виде. Как и в предыдущем при-
мере, рамка и основная .'адпись на эскизе се показаны.
Примерами соответствующим образом оформленных эскизов могут слу-
жить эскизы деталей шестеренчатого насоса, приведенные на фиг. 351, а, б.
Иногда эскизы выполняют в аксонометрии.
Если требуется пояснить только формы детали, то эскиз выполняется
подобно фиг. 31/ (изображен корпус домкрата).
В случае необходимости, помимо формы детали, показывают также и ее
размеры В таком случае их следует наносить подобно тому, как показа-
но на фиг. 318.
ГЛАВА ЧЕТЫРНАДЦАТАЯ
ИЗМЕРИТЕЛЬНЫЕ ИНСТРУМЕНТЫ И ОБМЕР ДЕТАЛЕЙ
§ 57. ИЗМЕРИТЕЛЬНЫЕ ИНСТРУМЕНТЫ
Одним из наиболее важных этапов при составлении эскизов является
обмер деталей и простановка размеров
Прежде чем приступить к обмеру деталей, нужно ознакомиться с изме-
рительными инструментами и приемами, применяемыми при обмере. В § 52
были рассмотрены :• екоторые специальные контрольно-мерительные инстру-
менты. В настоя цел пив? да?тся описание различных универсальных из-
мерительных инструментов, применяемых при обмере деталей. Эти инстру-
менты изготовляются для измерения линейных размеров и величин углов.
Фиг. 31 У.
Простейшими универсальными измерительными инструментами являются
стальные линейки, стальные рулетки, кронциркули, нутромеры, угломеры
И др.
Стальная линейка (фиг. 319). Для измерения небольших длин пользу-
ются стальными линейками. Они изготовляются длиной от 30 до 500 мм.
Точность измерения стальной линейкой зависит от навыка лица, произво-
дящего измерения. Обычно она составляет 0,25—0,5 мм.
Стальная рулетка (фиг. 320). Для измерения больших длин применяются
стальные рулетки. Они изготовляются метровыми, двухметровыми и боль-
ших размеров. Точность измерения такими рулетками составляет 0,25-—
0,5 мм, т. е. такая же, как и при измерении стальными линейками.
Кронциркули и нутромеры. Они являются вспомогательными инструмен-
тами. Измеренные при их помощи размеры прочитываются по линейке.
Кронциркулями (фиг. 321, а) измеряются наружные размеры деталей,
а нутромерами (фиг. 321, б, в) — внутренние. Кронциркули и нутромеры
состоят из двух стальных ножек, соединенных шарниром. Точность изме-
рения этими инструментами зависит от опыта лица, производящего изме-
рения. Кронциркули и нутромеры выпускаются также со шкалами, позво-
ляющими производить измерения с точностью до 0,1 мм.
Для более точных измерений применяются более совершенные инстру-
менты. штангенциркули, микрометры, микрометрические нутромеры (штих-
масы), угломеры и др.
Штангенциркуль. Этот инструмент является одним из широко распро-
страненных измерительных инструментов, применяемых в заводской практике.
21Я
Измерительные инструменты и обмер деталей
Штангенциркули изготовляются различной точности измерений. В прак-
тике чаще пользуются штангенциркулями, позволяющими измерять размеры
с точностью до 0,1 мм', 0,05 и 0,08 мм.
На фиг 322 показан штангенциркуль, при помощи которого произво-
дятся измерения с точностью до 0,1 мм.
Штангенциркуль имеет штангу / с
губки 4. На штангу надета рамка 2,
нанесенными на ней делениями и две
снабженная нониусом и двумя губ-
ками 3. Для прикрепления рамки к
штанге предусмотрен винт 5. К зад-
ней стенке рамки прикреплена на-
глухо узкая линейка 6. Верхние
губки штангенциркуля предназначе-
ны для измерения внутренних раз-
меров детали, а нижние — для на-
ружных размеров. С помощью ли-
нейки 6 измеряют глубину детали.
В связи с этим линейка 6 получила
название «глубиномер».
Шкала на штанге имеет 155 миллиметровых делений, а шкала на нони-
усе— 10 делений; 10 делениям нониуса соответствуют 19 делений на шкале
штанги.
Точность измерения штангенциркулем определяется отношением единицы
измерения шкалы к числу делений нониуса, т. е. I : п.
Единицей измерения на шкале штанги во всех конструкциях штанген-
циркулей является ’ мм, а число делений на нониусе различно. Поэтому
точность измерений зависит от числа делений на нониусе. Нониус штан-
генциркуля (фиг 322) имеет 10 делений, следовательно, точность измере-
ний равна 1:10 = 0,1 мм.
При определении размера какой-либо части детали сначала отсчитывают
по шкале штанги число целых миллиметров до нулевого штриха нониуса,
а затем по шкале нониуса определяют число десятых долей миллиметра.
Для этого смотрят, какой штрих нониуса точно совпадает со штрихом
шкалы штанги. Совпавший штрих нониуса укажет число десятых долей
миллиметра.
Прочтем размер на штангенциркуле (фиг. 322). Нулевой штрих нониуса нахо-
дится межау 12 и 13 штрихами шкалы штанги, следовательно, число целых
миллиметров— 12. Затем смотрим, какой штрих нониуса совпал со штрихом
шкалы штанги. Таким штрихом является 5-й. Отсюда число десятых долей
0,5 мм. Таким образом, полный размер составляет 12,5 мм.
На фиг. 323 и 324 приведены примеры измерения размеров дета-
лей при помощи нижних и верхних губок, а на фиг. 335—при помощи
глубиномера.
На фиг 325 показана иная конструкция штангенциркуля, отличающаяся
от предыдущей повышенной точностью измерений.
Измерительные инструменты
?/ч
В этом штангенциркуле изменена форма верхних и нижних губок, пре-
дусмотрено дополнительное устройство для установки губок на заданный
размер и исключен глубиномер.
Штангенциркуль состоит из штанги 1 с нанесенными на ней делениями
и двух губок 4. На штангу i адета рамка 2 с двумя губками 3. К рамке
прикреплен при помо ни двух винтов нониус, снабженный 20 делениями.
Для прикрепления рамки к штанге предусмотрен винт 5. С правой стороны
рамки надет на штангу и шпильку 7 ползунок 6 с навинченной на шпильку
гайкой 8. Для закрепления ползунка к штанге предусмотрен винт 9.
Точность измерения для данной конструкции штангенциркуля определяется
из отношения 1:20 = 0,05 мм.
Фш.
Фиг. 324.
Для получения наружных размеров детали пользуются внутренними
плоскостями верхних или нижних губок. Для получения внутренних раз-
меров пользуются только внешними скругленными поверхностями нижних
губок. При этом необходимо уменьшать полученный результат на величину,
равную толщине двух губок, — на 10 мм.
Если, например, нужно измерить расстояние между двумя внутренними
поверхностями детали или измерить диаметр отверстия, то необходимо
ввести внутрь нижние губки и раздвинуть их до упора в поверхности,
между которыми производится измерение, и закрепить винтом 5 рамку.
И змсрительные инструменты и обмер деталей
Отделив штангенциркуль, прочитывают по штанге и нониусу результат из-
мерения. Полученный результат уменьшают на 10 мм.
Если нужно измерить расстояние между двумя внешними поверхностями
детали или измерить внешний диаметр какого-либо элемента детали, поль-
зуются внутренними плоскостями верхних или нижних губок. Освобождают
винты 5 и 9, перемещают рамку с ползунком вправо по штанге и охваты-
вают губками поверх ости, мекцу которыми производятся измерения. За-
крепив рамку винтом 5, штангенциркуль отделяют и по делениям на штанге
и нониусу прочитывают полученный размер. При наружных измерениях
уменьш ть на 10 ми полученным результат не требуется.
Пользуясь дополнительным устройством штангенциркуля — ползунком
6 и гайкой 8, навинченной на штлтьку 7, можно устазовзть губ <и штан-
генциркуля более точно. Этим усгрэ.нтз зм пользу отел глзвзыл образом
при настройке штангенциркуля на прзд.даззачезныл ддя проверки один
какой-либо размер выпускаемых серийно деталей.
А1икрометр (фиг. 326, а). Он является более совершенным измеритель-
ным инструментом в срав зениз со штангенциркулем С помощью м зкрэметра
можно производить измерения с точностью до 0,01 мм.
Микрометр состоит из скобы /, пятки 2, стебля 5, зажимного устройства
— стопора 4, барабана 6' с микрометрическим винтом 3, колпачка 7 с на-
сечкой, навинченного на правую часть барабана, и трещотки, присоединен-
ной при помощи винта к торцу шейки колпачка.
Отсчеты измерений производятся при помощи шкалы на стебле 5 и шкалы
на коническом нониусе барабана 6.
Шкала на стебле имеет 25 миллиметровых делений, состоящих из рисок,
нанесенных вдоль оси стебля, и перпендикулярных к ней сверху и снизу
штрихов, расстояние между которыми равно 1 мм. При этом штрихи, рас-
положенные над риской, смещены вправо относительно нижних штрихов
на 0,5 мм По штрихам, находящимся под риской, отсчитывают целое число
миллиметров, а по штрихам над риской — 0 5 мм. Сотые доли миллиметра
определяются при помощи делений на нониусе, поверхность которого разде-
лена штрихами в виде образующих конуса на 50 равных частей.
При повороте барабана на один полный оборот микрометрический винт
переместится вдоль оси на 0,5 мм, т. е. на одно деление между верхним и
нижним штрихами шкалы стебля. Следовательно, при повороте барабана на
одно деление нониуса, равное ’/60 части полного оборота, микрометрический
Измерительные инструменты
винт переместится на 1/60 часть деления между теми же штрихами шкалы
стебля, т. е. 1/50 часть от 0,5 мм, что равно 0,01 мм. Эта величина опреде-
ляет точность измерения микрометра.
Для определения какого-либо размера детали микрометром ее помещают
между пяткой 2 и торном микрометрического винта 3. Затем поворачивают
барабан до тех пор, пока торец микрометрического винта не приблизится
к поверхности детали. Дальнейшее продвижение винта 3 производится при
Фиг. 326.
помощи колпачка 7 с трещоткой. Услышав характерный треск, подобный
треску пружины часов при заводе, поворот колпачка прекращают. Появив-
шийся треск указывает на то, что торец микрометрического винта плотно
прижат к поверхности детали, т. е. достигнуто постоянство давления винта
на поверхность измеряемого элемента детали. После этого м п<ромегрический
винт стопорят, отделяют микрометр от детали и прочитывают размер.
Сначала определяют число целых миллиметров, пользуясь штрихами
под риской стебля. Для этого смотрят, какой штрих приблизился к кром-
ке нониуса. Этот штрих укажет число целых миллиметров. Затем смотрят
на верхнюю часть шкалы, нет ли на ней штриха, который расположился
правее последнего под риской штриха. Если такой штрих имеется, то к
полученному числу целых миллиметров нужно прибавить 0,5 мм. В случае
отсутствия такого штриха к -целому числу миллиметров нужно прибавить
результат отсчета, полученный по нониусу.
Для определения по нониусу сотых деталей миллиметра смотрят, какой
штрих нониуса совпадает с риской стебля. Совпавший штрих укажет сотые
доли миллиметра.
На фиг. 326, а показано измерение диаметра шарика. Число целых
миллиметров — 7. Половинной доли миллиметров нет, так как на верхней
части шкалы не виден штрих правее последнего под риской штриха. Смотрим
на шкалу нониуса. С риской стебля совпадает 5-й штрих, которому соот-
ветствует 0,05 мм Таким образом, полный! размер составляет 7,05 мм.
На фиг. 326, б и в приведены примеры для чтения размеров. В первом
случае полный размер составляет 14.31 мм, во втором— 12.38 мм.
Прежде чем производить измерение размеров микрометром, необходимо
его проверить. У микрометров, в которых отсутствуют дефекты, при упоре
микрометрического винта в пятку кромка ' нониуса совпадает с нулевым
222
Измерительные инструменты и обмер деталей
штрихом шкалы стебля, а нулевой штрих нониуса — с риской. Несовпаде-
ние нулевого штриха нониуса с риской стебля указывает на неточность
микрометра. Погрешность, установленная проверкой, дзлжна учитываться.
Если эта погрешность положительная, то полученный результат измерения
уменьшают на величину погрешности. При отрицательном значении погреш-
ности результат измерения увеличивают на ее величину.
Погрешность для микромет-
ров данной конструкции не
должна превышать + 0,004 мм.
Микрометрический нутромер
(штихмас). Этот инструмент
служит для измерения внутрен-
них размеров деталей, а также
размеров диаметров отверстий.
Точность измерения нутромера
Фиг 327 такая же, как и у микрометра,—
0,01 мм.
Микрометрический нутромер состоит из головки (фиг. 327) и набора
калиберных стержней (удлинителей). На фиг. 328, а показана головка с
навинченныгл на нее удлинителем размера 13 мм, а на фиг. 328, б показан
удлинитель размера 50 мм. Этот прибор позволяет производить измерения
размеров до L00 мм.
Микрометрическая головка (фиг. 327) состоит из микрометрического
винта 1, расположенного внутри барабанчика <3; колпачка 2\ стебля 4\
стопорного устройства 5 и измерительного наконечника 6. Торцам наконеч-
ника и микрометрического винта придана форма в виде сферы.
Микрометрический винт / соединен с барабанчиком при помощи кол-
пачка 2. При этом он может ввинчиваться или вывинчиваться в стебле 4.
На поверхности стебля имеется шкала, состоящая из риски и перпенди-
кулярных к ней штрихов. По верхним штрихам определяется число целых
миллиметров, а по нижним—половинные доли миллиметра. Сотые доли
отсчитываются по нониусу барабанчика 3. Как и у микрометра, на нониусе
имеется 50 делений, а на шкале стебля 19 миллиметровых делений. Если
Измерительные инструменты
барабанчик 3 сделает один полный оборот, то винт переместится на 0,5 мм,
следовательно, при повороте барабанчика на одно деление шкалы нониуса,
т. е. на ‘/5|, часть оборота, винт переместится на 0,01 мм
На ({иг. 327 микрометрическая головка показывает, что расстояние
между мерительными торцами наконечника и микрометрического винта
равно 60,65 мм.
Эта величина получается от сложения следующих размеров: номиналь-
ного размера головки нутромера, равного 50 мм, и отсчетам по шкале
стебля и шкале нониуса. За номинальный размер головки принимается
величина расстояния между мерительными торнами наконечника и микро-
метрического винта, получающаяся при установке нулевого штриха нониуса
до совпадения с риской, а его кромки —с нулевым штрихом шкалы стебля.
Число целых миллиметров отсчитываем по верхней части шкалы. Оно
равно 10 мм. Прибавляем к этому числу еще 0,5 мм, так как виден штрих
у кромки нониуса (правее 10-го штриха) в нижней части шкалы. Далее
смотрим, какой штрих нониуса совпал с риской шкалы стебля. Таким штрихом
является 15-й, или 0 15 мм. Таким образом, полный размер равен 50 +
+ 10 + 0,5 + 0,15 = 60,65 мм
Если под риской внизу не виден штрих правее штриха верхней части
шкалы, то сумма размеров будет меньше на 0,5 мм, т. е. полный размер
будет складываться из номинального размера головки плюс отсчеты по
верхней шкале стебля и шкале нониуса.
На фиг. 328, а приведен пример измерения размера между внутренними
поверхностями детали. Для измерения оказалось недостаточно длины самой
головки. Потребовался удлинитель, имеющий размер 13 мм. В данном
случае полный размер является суммой номинальных размеров головки и
удлинителя, а также отсчетов по шкале стебля и нониуса — 50+ 13+10 +
+ 0,5 + 0,15 = 73,65 мм
Таким образом, для получения размера при измерениях микрометри-
ческим нутромером подбирают удлинители необходимого размера с учетом
размера микрометрической головки и составляют мерительный блок, который
затем навинчивают на микрометрическую головку.
Угломер. Это инструмент, при помощи которого производятся измерения
углов деталей. Угломеры изготовляются с нониусом и без нониуса. Наи-
большее применение получили угломеры с нониусом заводов «Красный ин-
струментальщик» и «Калибр».
Угломер этой конструкции (фиг. 329) смонтирован на основании 1 в
виде кольцевого диска, жестко скрепленного с линейкой 3. По дуге осно-
вания перемещается сектор 4, несущий нониус 2; к сектору посредством
державки 5 может быть прикреплен угольник 6 или съемная линейка 7,
имеющая возможность перемещаться по грани сектора 4. Съемная линейка
при помощи державки 8 может прикрепляться и к короткой стороне уголь-
ника Точная установка рабочей грани сектера относительно рабочей грани
линейки основания осуществляется при помощи реечного зацепления, рас-
положенного между нониусом и рейкой в верхней части кольцевого диска
с обратной стороны угломера Основная шкала разделена на 130°, однако
путем установки в различные положения измерительных звеньев угломера
можно измерять углы от 0 до 320°.
Отсчет, полученный при измерении угловых величин или при установке
заданного угла, производится по шкале и нониусу. Число градусов отсчи-
тывают по шкале основания, а минуты—по шкале нониуса.
Чтсбы сделать, например, отсчет угла <р, когда угольник занимает по-
ложение, отмеченное буквой А (фиг. 329), необходимо прежде всего опреде-
лить, между какими штрихами расположился нулевой штрих нониуса. На
фигуре этот штрих находится между 33-м и 34-м штрихами шкалы основания.
224
i
Измерительные инструменты и обмер деталей
Измерительные инструменты
225
Фиг. 331.
Фиг. 332.
'5 iot>i>
226
Из мерительные инструменты и обмер деталей
Следовательно, число целых градусов равно 33°. Для определения числа
минуг смотрят, какой штрих нониуса совпадает со штрихом основной шкалы.
В данном случае совпадает 10-й штрих нониуса с 38-м штрихом основной
шкалы; 10-й штрих нониуса указывает число минут, равное 10'. Таким
образом, полный размер равен
сумме двух отсчетов — 33°10'.
Пусть, например, требуется изме-
рить угол ф, соответствующий положе-
нию угольника Б. Легко видеть, что
угол ф является тупым углом, состо-
ящим из суммы угла <р и прямого.
Величина угла <р определена раньше и
равна 33°10'. Таким образом, угол
ф = + 90° = 33°10' + 90' = 123°10'
На фиг. 330 и 331 показаны прие-
мы измерения угла конуса центриру-
ющего устройства и угла заготовки
конической шестерни.
Рейсмас. Рейсмасом (фиг. 332) поль-
зуются при нанесении на детали парал-
лельных линий при разметочных ра-
ботах и измерении недоступных мест
деталей, которые не могут быть изме-
рены обычно применяемыми инстру-
ментами. Простейший рейсмас состоит
из стального стержня, перемещающегося
на стойке и закрепляемого на ней в ну-
жном положении при помощи барашка.
Стойка рейсмаса укреплена на под-
ставке. Работают с рейсмасом на раз-
меточной плите.
Штангенрейсмас (фиг. 333). Для
точных измерений и разметочных ра-
бот применяют штангенрейсмас с но-
с ножкой / для измерения высот или
Подвижное устройство
ножки 6 для разметки передвигается по штанге 5 и закрепляется
ниусом,
сменной
в нужном положении винтами 4. Точная установка по нониусу 3 произво-
дится так же, как и у штангенциркуля.
2
§ 58. ПРИМЕРЫ ОБМЕРА ДЕТАЛЕЙ ПРОСТЕЙШИМ ИНСТРУМЕНТОМ
Измерение линейных размеров. На фиг. 334 приведен пример обмера
стальной линейкой стакана высотой Н и глубиной /?. Измеренные величины
Н и А позволяют определить толщину донышка Ь, равную разности Н — h =
= 6 = 80 — 72=8 мм.
На фиг. 335 приведен пример измерения глубины детали при помощи
глубиномера штангенциркуля.
Измерение с помощью глубиномера позволяет получить более точные
результаты.
Измерение диаметров. На фронтальном разрезе (фиг. 334) показан прием
измерения кронциркулем внутреннего диаметра стакана, а на виде сверху —
наружного .диаметра D. Разделив разность результатов этих измерений
D — dy , п
пополам ---- получим толщину стенки стакана 6о- Для получения
более точных результатов необходимо пользоваться штангенциркулем или
микрометрическим нутромером.
Примеры обмера деталей простейшим инструментом
227
Измерение толщины стенок. В тех случаях, когда измерить толщину
стенки непосредственно невозможно, так как кронциркуль нельзя извлечь
без раскрытия ножек, измерение производят при помощи кронциркуля и
линейки (фиг. 336). Вводят внутрь ножку разведенного кронциркуля, упи-
рают ее в какой-либо точке внутренней поверхности стенки и прикладывают
к внешней стенке линейку, как показано на чер- ________
Фиг. 335.
Фиг. 334.
ней ножки и внешней поверхностью детали, равная с, и между ножками
кронциркуля, равная о, и определит толщину стенки Ь = а — с.
Определение расстояния от опорной поверхности до центра отверстия.
Для того чтобы определить размер /?2 от опорной поверхности стакана до
центра отверстия диаметра d (см. фиг. 334), прикладывают линейку так,
чтобы ее кромка с делением заняла положение, показанное на главном виде.
По линейке производят отсчет величины hlt а затем измеряют диаметр
отверстия d.
Центр отверстия будет расположен на высоте h2 = Расстояние
до центра отверстия можно определить с помощью линейки или с помощью
кронциркуля и линейки (фиг. 336).
15*
228
Измерительные инструменты и обмер деталей
• В первом случае располагают линейку вдоль вертикальной оси фланца
и делают отсчеты: /гг — 34 мм и h = 86 мм.
Тогда
h0 = ± h = 60 мм.
Во втором случае располагают линейку, как и в предыдущем примере,
и отсчитывают величину — 34 мм. Кронциркулем измеряют диаметр
фланца D = 52 мм.
Тогда
hh = hy-\- ~^ = 60 мм.
Фиг. 336.
Величина вылета фланца (размер /о), определяется так же, как и рас-
стояние от центра отверстия до опорной поверхности.
Определение расстояния между центрами отверстий. Отверстия на дета-
лях могут быть расположены в один ряд, параллельными рядами в шах-
матном порядке, по окружности и т. д. Приведем несколько при-
меров определения размеров между центрами отверстий
Пример I (фиг. 337, а). Определение размера между центрами двух отверстий одина
нового диаме<ра
Нутромер устанавливают так, как это показано на чертеже, затем его вынимают, при-
кладывают к линейке с делениями и отсчитывают измеренное расстояние Что расстояние,
обозначенное на чертеже размером I = /0, и будет искомым размером между центрами,
этих отверстий
При определении размера между центрами при помощи линейки прикладывают ее так.
как эю показано на виде сверху (фиг 337 а) Размер /0, показывающий расстояние между
кромками отверстий, и будет искомым размером, т. е. /0 = I.
Примеры обмера деталей простейшим инструментом
229
Для более точного измерения размера между центрами отверстий применяют штанген-
циркуль или микрометрический нутромер.
Пример 2. Оиредаление размера между центрами двух отверстий разного диаметра
d= 20 мм и (1, = 8 мм (фи 337 б).
Расстояние между центрами можно определить при помоши нутромера или линейки,
измеряя расстояние I, или /2 между кромками отверстий. Результаты измерений в обоих
случаях будут одинаковыми.
Фиг. 337.
В первом случае для положения / нутромера размер между центрами
d — d, 20 — 8
I - lA + ——1 = 36 + —— = 42 мм.
Во втором случае для положения 2 нутромера
d — d, 20 — 8
I — /, — —п----- 48 — —n— — 42 мм.
i 2 2
Пример 3. Определение диаметра D окружности центров отверстий, расположенных
на цилиндрическом фланце При четном числе отверстий (фиг. 338).
Диаметр D может быть определен при помощи кронциркуля, нутромера, мерительной
линейки и других инструментов
Нетрудно видеть, что для определения диаметра D нужно прежде всего измерить
диаметр отверстия d и в зависимости от применяемого измерительного инструмента опреде-
лить размер I или L
При Измерении отрезка I диаметр D=l-\-d, а при измерении L диаметр О =
= L — d
Некоторые отверстия в результате неточного сверления могут оказаться смещенными
относительно их действительных центров, поэтому приходится делать несколько замеров
отрезков I или L и затем подсчитывать их среднюю арифметическую величину.
_ G + ^2 . ^-1 + ^-2
При двух измерениях 1ср = —>— 11 Lcp~------2--'
Отсюда D = lcp + d или D = Lcp — d.
Примео 4. Определение диаметра окружности центров отверстий, расположенных иа
цилиндрическом фланце, при нечетном их числе !фиг. 339).
Измерительным инструментом в этом примере служит нутромер. Для получения раз-
мера d предварительно измеряют диаметры отверстий d и dv Затем измеряют величину отрезков
между точками 1 и 2, 3 и 4 и т. д. Находят среднюю арифметическую величину этих от-
резков и определяют искомый размер по формуле D — lcp — {d -j- dx). Средняя величина
/ =Д + ^2
отрезка I определяется из равенства 1СР —9— .
ПО
Измерительные инструменты и обмер деталей
Обмер криволинейных очертаний поверхностей. В ряде случаев при со-
ставлении эскизов приходится определять форму криволинейных очертаний
элементов деталей, затем путем обмеров получить данные для их построе-
ния: для кривых, очертания которых выполняются дугами, определить их
радиусы; для парабол и других кривых — координаты характерных точек
и т. п.
На фиг. 340, а изображен подшипник, у которого основание выполне-
но по дуге окружности, а ребро жесткости — по кривой параболы.
Фиг. 338.
Фи1. 339.
Для определения радиуса дуги окружности 1—3 накладывают кусок
бумаги и делают обжатие по кромке криволинейной поверхности. Наме-
чают на обжатой кривей несколько точек и соединяют их хордами. Через
середины этих хорд проводят перпендикуляры. Точка пересечения перпен-
дикуляров будет центром дуги окружности. На фиг. 340. а на обжатой
кривой взято три точки /, 2 и 3. Точка О является центром дуги 1 — 3,
a R — радиусом этой дуги.
Можно вместо обжатия криволинейного контура наложить деталь кром-
кой на лист бумаги и обвести контур карандашом. Затем поступить, как
и в предыдущем случае.
На фиг. 340. б ребро жесткости имеет очертание параболы. Она может
быть получена на бумаге при помощи обжатия или обводки ее контура
карандашом. Наложив затем эту кривую на чертеж, делают несколько
проколов (имеется в виду, что остальные части детали уже вычерчены).
Полученные от прокола на чертеже точки соединяют при помощи лекала.
Параболу можно построить графически, определив угол ОАВ и точки
касания В и О.
Парабола может быть построена также при помощи координат несколь-
ких точек. Для этого удобно пользоваться штангенрейсмасом. По штанге
измеряется координата г, а по линейке—координата х. Так, для точки С
координата г=41 мм, а координата х=49 мм. Наметив на кривой ряд то-
чек, производят измерения их координат и строят по ним кривую.
§ 59. ОПРЕДЕЛЕНИЕ НОМИНАЛЬНЫХ РАЗМЕРОВ РЕЗЬБЫ
При составлении эскизов деталей приходится часто иметь дело с дета-
лями, снабженными резьбой. В связи с этим возникает необходимость в
установлении профиля и номинальных размеров резьбы — диаметра и шага.
Резьбу трапецеидальную, упорную и прямоугольную легко отличить
одну от другой по форме их витков. Резьбы же треугольного профиля,
как уже говорилось, выполняются с углом при вершине 60° и с углом 55°.
Определение номинальных размеров резьбы
231
Фиг. 340.
232
Измерительные инструменты и обмер деталей
Отличить их на глаз (без резьбомера, фиг. 341)* представляет некоторую
трудность.
Рассмотрим примеры (фиг. 342).
Диаметр резьбы болта определяем при помощи штангенциркуля
(фиг. 342, а). В данном примере он равен 16 мм. Для определения шага
Фиг. 341.
резьбы подбираем на резьбомере соответствующего профиля гребенку и на-
кладываем ее на резьбу болта (фиг. 342, б). Если профиль гребенки совпа-
дает с резьбой болта, то гребенка подобрана правильно. Число, обозначен-
ное на гребенке, указывает величину шага резьбы болта, в данном случае —
2 мм. Полученные результаты нужно сверить по таблице ГОСТ 9150-59.
Фиг. 342.
При необходимости определения этих же элементов в отверстии детали
постенаем так же, как и в рассмотренном примере. Шаг резьбы s опреде-
ляем при помощи резьбомера, а наружный диаметр d измерением внутрен-
него диаметра резьбы d\. Полученные результаты сверяем по таблице
ГОСТ 9150-59 и по ним находим соответствующий наружный диаметр резь-
бы а.
* Резьбомер представляет собой колодку с набором различного профиля гребенок.
На них указан шаг резьбы — для метгическсй резьбы или число ниток на дюйм — для
дюймовой резьбы. На колодках указывается угол при вершине: 60° или 55°. Угол 60° —
для метрической резьбы и 55° с буквой Д перед ним— для дюймовой.
Определение нопиначьных размеров резьбы
233
Фиг. 343.
Фиг. 344.
234
Измерительные инструменты и обмер деталей
Фиг. 345.
Пусть измеренный внутренний диаметр резьбы dy равен 23,7 мм, а
шаг s = 3 мм По таблице ГОС1 9150-59 этим величинам соответствует на-
ружный диаметр резьбы d — 27 мм.
При определении элементов резьбы треугольного профиля на трубах,
фитингах и т. д. измеряют наружный диаметр резьбы и подсчитывают
число ниток, приходящихся на длину, равную 1".
Наружный диаметр резьбы можно измерить непосредственно подобно
измерению наружного диаметра резьбы болта (фиг. 342, а) или косвенно
путем измерения условного прохода* (фиг. 343, а).
Число ниток можно определить при
помощи резьбомера (фиг. 343, б) линей-
ки с дюймовыми делениями (фиг. 344, а)
или линейки с миллиметровыми делениями
(фиг. 344, б).
Независимо от того, какими приема-
ми пользуются при определении резьбы
детали, необходимо всякий раз получен-
ные результаты сверять с данными соот-
ветствующих ГОСТов
Пусть условный проход (фиг. 343, а) равен 25 мм, а число ниток рав-
но 11 (фиг. 343, б). По таблице ГО< Т 3262-59 или 355-52, этим данным
соответствует резьба — Труб. Г, наружный диаметр которой d,< равен 33,250 мм
(ГОСТ 6357-52).
На фиг. 344, а и б показана труба, у которой резьба имеет число ни-
ток на I", равное 11, а наружный диаметр этой резьбы du равен 26,442 мм.
По таблице ГОСТ 6357-52 находим, что этим данным соответствует резьба —
Труб */«'.
Если нужно определить резьбу в отверстии прямой муфты (фиг. 345),
то измеряют штангенциркулем внутренний диаметр резьбы dy), а резьбо-
мером определяют число ниток. Пользуясь этими данными, находят по таб-
лице ГОСТ 6357-52 наружный диаметр резьбы de и ее обозначение, а по
таблице ГОСТ 8954-59 или 355-52—условный проход. Отметим, что услов-
ный проход в соединительной части относится к отверстию завинчиваемой
в нее трубы, см. Du на фиг. 345.
* Условным проходом называют номинальный размер трубы в свету. Условно на
чертежах его обозначают Dy.
!
ГЛАВА ПЯТНАДЦАТАЯ
МАШИНОСТРОИТЕЛЬНЫЕ ЧЕРТЕЖИ
§ 60. ПОНЯТИЯ ОБ ИЗДЕЛИЯХ И ИХ СОСТАВНЫХ ЧАСТЯХ
Работники всех отраслей машиностроительной промышленности в про-
цессе проектирования изделий основного и вспомогательного производства
и их составных частей руководствуются при изготовлении чертежей и тех-
нической документации сборником ГОСТ 5290—5097-60, 5298-50 и 5302-ЬО
(«Система чертежного хозяйства»).
Пример деления простого изделия но составные части
Изготовляемые на производстве изделия разделяются на две группы ос-
новного производства и вспомогательного.
К изделиям основного производства относятся предметы производства,
включаемые, как правило, в номенклатуру продукции предприятия, на-
пример: машина, станок, аппарат и др.
К изделиям вспомогательного производства относятся конструктивно
законченные предметы производства предприятия, предназначенные для
технологического оснащения, как правило, собственного производства, на-
пример: приспособление, штамп, режущий инструмент и др.
236
Машиностроительные чертежи
В изделие могут входить следующие составные части: деталь, узел,
группа и др.
Деталь—часть изделия, изготовленная без применения сборочных опе-
раций Основным техническим документом является чертеж детали.
Н»—разъемное или неразъемное соединение составных частей изделий.
Основным техническим документом является сборочный чертеж.
Группа — разъемное или неразъемное соединение составных частей изде-
лий, для которого целесообразна самостоятельная организация производ-
ства, т. е.:
а) соединение, являющееся основной частью изделия, например: суппорт
токарного станка, коробка перемены передач автомобиля, шасси радио-
приемника;
б) соединение, для которого предусматривается возможность многократ-
ного применения, например объектив фотоаппарата. Основными техниче-
скими документами для группы являются сборочный чертеж и сводная
спецификация.
Изделия в зависимости от их состава подразделяются на некомплексные
(простые), если в них не входят группы или другие изделия, кроме покуп-
ных (фиг. 346), и комплексные, если в них входят группы и (или) другие
изделия.
Покупными называются изделия и составные части изделия, не изготов-
ляемые на данном предприятии, а получаемые им в готовом виде (кроме
получаемых в порядке кооперирования).
§ 61. ВИДЫ ЧЕРТЕЖЕЙ
Все чертежи по ГОСТ 5291-60 разделяют по следующим признакам:
а) по их целевому назначению; б) по способу исполнения и в) по их
содержанию.
Чертежи в зависимости от их целевого назначения подразделяются на
следующие виды:
Чертежи изделий основного производства, предназначаемые для изготов-
ления изделий основного производства и их составных частей.
Чгппгмс'Л изделий вспом нательного производства, предназначаемые для
изготовления изделий вспомогательного производства и их составных час-
тей.
Чертежи текнологические, предназначаемые для выполнения и контроля
отдельных технологических операций при изготовлении деталей и сборке
изделий (операционные чертежи).
Чертежи эксплуатационные, предназначаемые для использования только
при эксплуатации и обслуживании изделий и их составных частей.
Чертежи изделий основного производства в зависимости от стадии проек-
тирования подразделяются на проектные и рабочие.
Чертежи проектные* подразделяются на:
а) чертежи эскизного проекта, дающие общее представление об устрой-
стве и принципе работы проектируемого изделия (предназначены для разра-
ботки чертежей технического проекта);
б) чертежи технического проекта, определяющие основное конструктив-
ное устройство изделия (предназначены для разработки рабочих чертежей).
Чертежи рабочие, предназначаемые дня изготовления, ремонта и конт-
роля изделий и их составных частей; подразделяются на чертежи для се-
рийного или массового производства, чертежи индивидуального производ-
ства ч чертежи ремонтные.
* Проектным чертежам допускается присвоение литер «Э» (эскизный) и «Т» (техниче-
ский)
Виды чертежей
237
Чертежи, предназначаемые для серийного или массового производства,
в зависимости от степени конструктивной и технологической обработки изделия
и стадии освоения производства подразделяются на следукщие виды:
а) чертежи установочной серии, отработанные по результатам изготов-
ления и испытания установочной серии и предназначенные для изготовле-
ния последующих серий или для подготовки и ведения установившегося
серийного или массового производства; этим чертежам присваивается лите-
ра «А» (см. фиг. 354 б);
б) чертежи установившегося серийного или массового производства,
окончательно отработанные и проверенные в производстве изготовлением
изделий по зафиксированному и полностью оснащенному технологическому
процессу, этим чертежам присваивается литера «Б>' (см. фиг. 352).
Чертежи индивидуального производства, предназначаемые для разового
изготовления одного (или более) изделия. Этим чертежам присваивается ли-
тера «И»
Чертежи ремонтные—чертежи деталей и других составных частей из-
делия, в которых выделены элементы, требующие исправления или замены,
а также чертежи, предназначаемые для изготовления деталей узлов с ре-
монтными размерами отдельных элементов (по ГОСТ 5298-50), этим черте-
жам присваивается литера «Р».
В зависимости от способа исполнения все чертежи подразделяются на
следующие виды.
Эскизы — чертежи временного характера, выполненные, как правило,
без применения чертежных инструментов на любом материале без точного
соблюдения масштаба. Предназначаются для разового использования при
проектировании и в производстве (см. фиг. 351).
Оригиналы — чертежи, выполненные на любом материале и служащие
для изготовления по ним подлинников.
Подлинники—чертежи, выполненные на материале (кальке, фотокальке),
позволяющем многократное снятие с них копий (светокопий, фотокопий
и т. п.), и оформленные подлинными установленными подписями должност-
ных лиц.
Дубликаты — чертежи — копии подлинников, выполненные способом,
обеспечивающим полное воспроизведение подлинников (на диазокальке, фо-
токальке, фотопленке и др.), которые предназначаются для последующего
снятия с них копий.
Копии—чертежи, выполненные способом, обеспечивающим их идентич-
ность с подлинником или дубликатом. Предназь ачаются для непосредствен-
ного использования в производстве, при проектировании и при эксплу-
атации.
Чертежи в зависимости от их содержания подразделяются на следую-
щие виды:
Чертежи деталей, содержащие изображения деталей и необходимые
данные для их изготовления и контроля.
Чертежи сборочные, содержащие изображения изделий, групп или узлов
и необходимые данные для их изготовления (сборки) и контроля (см.
фиг. 352).
Чертежи общих (наружных) видов, содержащие виды изделий или со-
ставных частей изделий и их основные характеристики.
Чертежи габаритные, содержащие контурное или упрощенное изобра-
жение изделий, или составных частей изделий и габаритные размеры.
Чертежи монтажные, содержащие контурное или упрощенное изобра-
жение изделий или составных частей изделий, а также необходимые дан-
ные для установки их на месте монтажа.
238
Машиностроительные чертежи
L d а. d? I ~5~ t /, 1-2 c Обозначение
180 20 26 20 30 6 16,5 125 40 2,5 16.240 105
240 24 30 24 35 6 21,5 t85 60 3 A82.124.002
Фиг. 34.
Общие требования к рабочим чертежа и 239
Табличный чертеж (фиг. 347) — сводный чертеж, содержащий данные,
необходимые для изготовления и контроля или для применения ряда одно-
типных изделий или составных частей изделий, отличающихся размерами,
материалом, покрытием, окраской или другими данными.
Бланк-чертеж (фиг. 348) — «немой» чертеж — заготовка чертежа, содер-
жащая постоянные данные (изображение, отдельные размеры, обозначения
шероховатости поверхности и др.) однотипных изделий или составных ча-
стей изделий, на которой впоследствии проставляют в соответствующих
местах переменные параметры (недостающие размеры, обозначения шерохо-
ватости поверхности, материал, вес и др.). Эти чертежи служат для уско-
рения выпуска рабочих чертежей.
§ 62. ОБЩИЕ ТРЕБОВАНИЯ К РАБОЧИМ ЧЕРТЕЖАМ
Рабочие чертежи в совокупности с техническими условиями должны со-
держать необходимые данные об устройстве изделия, а также все парамет-
ры, определяющие форму, размеры, допуски, материал, отделку и другие
сведения, необходимые для изготовления и контроля изделий и их состав-
ных частей.
Количество сборочных чертежей должно быть минимальным, нс доста-
точным для того, чтобы обеспечить проведение по ним рационального про-
цесса сборки и контроля изделий, групп и узлов. При необходимости
сборочные чертежи могут содержать некоторые данные о конструкции
изделия, его работе и взаимодействии его частей. При этом на рабочих
чертежах изделий основного производства не допускается помещать техно-
логические указания. Исключения составляют указания по выбору вида
заготовки (отливка, поковка и т. д.), а также по применению определен-
ных приемов и способов обработки и сборки в тех случаях, когда послед-
ние предусматриваются как единственные, гарантирующие требуемое каче-
ство изделий например, совместная обработка, притирка, доводка совмест-
ная гибка или развальцовка и т. п.
Каждый чертеж изделия или составной части его следует выполнять на
отдельном листе стандартного формата по ГОСТ 3450-60 Допускается раз-
мещение одного чертежа на нескольких листах предпочтительно одинако-
вого формата.
При размещении чертежа, содержащего разрезы, сечения, выносные
элементы и дополнительные виды, на нескольких листах возле одного из
концов линии сечения, около полки выносного элемента и возле стрелки
дополнительного вида рекомендуется указывать номера листов, на которых
эти изображения помещены, а над вычерченными изображениями, под их
обозначениями, должны указываться номера листов, на которых указаны
соответствующие линии сечения, полки выносных элементов или стрелки
дополнительных видов.
На каждом чертеже, а также на каждом его листе (при размещении
чертежа на нескольких листах) должны быть помещены основная надпись
и дополнительные графы к ней в соответствии с ГОСТ 5293-60. На сбороч-
ных и монтажных чертежах, кроме основной надписи, должна быть поме-
щена угловая спецификация.
При записях на чертежах не должно быть сокращенных слов, за исклю-
чением общепринятых по правилам орфографии и установленных стандар-
тами. В основных надписях, дополнительных графах к„ней, на выносках,
в угловых спецификациях и таблицах чертежей, кроме условных сокращен-
ных обозначений и сокращений слов, предусмотренных стандартами, допус-
каются сокращения слов, указанные в приложении к ГОСТ 5292-60.
24V
Машиностроительные чертежи
Условные знаки выполняются без соблюдения масштаба, но с сохране-
нием одинаковой величины при повторении их на том же чертеже.
63. ВЫПОЛНЕНИЕ РАБОЧИХ ЧЕРТЕЖЕЙ
Рабочие чертежи деталей, как правило, разрабатываются на каждую
деталь* На рабочем чертеже деталь следует изе бражать с теми размерами,
обозначениями шероховатости поверхности и другими параметрами,, подле-
жащими выполнению по данному чертежу, которые деталь должна иметь
перед сборкой.
Если в изготовленной детали требуется сохранение центровых гнезд, то
они изображаются на чертеже с указаниями всех данных по соответствую-
щему стандарту. Если гнезда в готовой детали i едопустимы, то на чертеже
делается указание: «Центровые гнезда не допускаются».
Центровые гнезда на чертеже детали не изображаются и никакими при-
мечаниями не оговариваются, если их наличие конструктивно безразлично.
На чертежах деталей, изготовляемых из материала, имеющего лицевую
и нелицевую сторону (кожа, некоторые ткани и др.), при необходимости
помещается надпись' «Лицевая сторона».
Допускается оформлять одним чертежом две детали или другие состав-
ные части, конфигурации которых являются зеркальным отражением одна
другой, с присвоением самостоятельного обозначения каждой детали или
другой составной части.
При этом одну из деталей следует изображать по общим правилам, для
второй же детали можно ограничиться только изображением (в том числе
упрощенным и выполненным в уменьшенном масштабе) с соответствующей
пояснительной надписью.
Рабочие сборочные чертежи разрабатываются, как правило, на каждое
изделие, группу и узел.
Сборочный чертеж должен содержать:
а) изображение предмета (изделия, группы, узла, см. фиг. 352, 355 и 35R),
а при необходимости схему соединения или расположения его составных
частей или другой связи между ними;
б) размеры и другие параметры, проверяемые при сборке, а также раз-
меры, обозначения шероховатости поверхности и другие данные только для
тех элементов, которые обрабатываются в процессе сборки или после нее;
в) указания по необходимой обработке деталей в процессе сборки
или после нее;
г) указания по характеру сопряжения, методу его обеспечения и кон-
троля, если точность сопряжения обеспечивается не заданными предельны-
ми отклонениями, а подбором или пригонкой, а также указания по способу
соединения для неразъемных соединений (сварных, паяных и др );
д) выноски с указанием на них номеров позиций (или обозначений) со-
ставных частей изделий, непосредственно входящих в изображенное изделие,
группу, узел;
е) требования к готовому изображенному изделию, группе или узлу,
если эти требования графически не изображены и не подлежат записи
в схемы или в технические условия (ТУ), издаваемые отдельными доку-
ментами;
ж) угловую спецификацию, в которой должны быть перечислены изделия
и составные части изделий, непосредственно входящие в изображенное
* Они могут не выполняться для деталей, изготовляемых из фасонного или сортового
материала путем среза их под прямым углом, и некоторых дру1 их случаях (см. ГОСТ
5192-60, п. 14).
Выполнение рабочих чертежей.
241
изделие, группу или узел, а также материалы, применяемые при сборке,
с указанием потребного их количеств,.
Допускается выполнение угловой спецификации сборочного чертежа на
отдельных листах, входящих в общее количество листов данного чертежа.
Чертежи, предназначенные для изготовления неразъемных соединений
деталей (сварных, клепаных, паяных, склеенных и выполненных посредством
опрессовки резиной, пластмассой и другими материалами или путем заливки
их в металл или наплавкой металлом и т. п.), должны быть оформлены
как сборочные чертежи. Чертежи деталей, входящих в указанные соедине-
ния, оформляются по общим правилам.
Размеры и предельные отклонения. Количество размеров на чертежах
должно быть минимальным, но достаточным для изготовления и контроля
изделия или составной части изделия.
Не допускается повторения одного и того же размера какого-либо эле-
мента (отверстии, резьб, бобышек, канавок и т. п.) на изображении и в
технических требованиях чертежа.
Не рекомендуется проставлять размеры невидимого контура, изображен-
ного на чертеже штриховыми линиями.
Размеры, определяющие расположение сопрягаемых поверхностей, сле-
дует проставлять от конструктивных баз с учетом возможности выполнения
и контроля этих размеров.
На все размеры, проставляемые на рабочих чертежах, как правило, наз-
начаются предельные отклонения.
Допускается не назначать отклонения:
а) размеров, определяющих зоны различной шероховатости одной и той
же поверхности, зоны термообработки, покрытия, отделки (при этом непо-
средственно у таких размеров наносится знак^);
б) размеров справочных и необходимых для построения.
Допускается не указывать предельные отклонения размеров деталей,
изготовляемых из листового, катаного, калиброванного или других разно-
видностей стандартных профилей материалов, отдельные части которых не
подлежат обработке, изменяющей профиль и размеры сечения материала.
Допуски на чертежах должны быть установлены возможно более широ-
кими, но обеспечивающими условия работы детали в изделии, условия
взаимозаменяемости и другие требования, предъявляемые к качеству изделия.
При необходимости на рабочих чертежах указываются допускаемые от-
клонения формы взаимного расположения поверхностей.
Запись материала. На чертежах деталей следует помещать необходимые
данные, полностью характеризующие свойства материала готовой детали
и материала, из которого она изготавливается. При этом в основной над-
писи указывается материал, применяемый для изготовления детали, из чи-
сла установленных стандартами, а при отсутствии таковых — техническими
условиями.
Материалы обозначаются на чертежах и в спецификациях в соответствии
О' присвоенными им в стандартах марками.
В графах спецификации и основной надписи чертежа детали допускается
не указывать наименование «Сталь», «Серый чугун», «Ковкий чугун» и «Брон-
за» в случаях, когда в марке перечисленных материалов содержатся сокра-
щенные наименования данного материала «Ст», «СЧ», «КЧ» и «Бр».
При многократном повторении в одной угловой спецификации сборочного
чертежа одних и тех же марок материалов, поставляемых по одному стан-
дарту, допускается в записи материала каждой детали номера стандартов
не писать, а оговариваться о них на свободном поле чертежа надписью
«Марки материалов ... по ГОСТ . . .».
16 1060
242
Машиностроительные чертежи
Указание веса. На чертежах деталей и сборочных чертежах, а также
в угловых спецификациях сборочных чертежей, выполняемых по форме 7
ГОСТ 3293-60, указывается фактический чистый вес детали, узла, группы или
изделия в килограммах без нанесения единицы измерения (см. фиг. 357 и 359).
Допускается при необходимости указывать вес в других единицах измере-
ния с нанесением этих единиц, например: 0,25 г, 102 т.
На чертежах общих (наружных) видов, а также на чертежах, деталей
и сборочных чертежах опытных образцов указывать вес необязательно.
Наименования. Наименования изделий и их частей должны соответ-
ствовать принятой терминологии и быть по возможности краткими.
Все наименования долж ы быть записаны в именительном падеже един-
ственного числа. Предпочтение следует оказывать однословным наименова-
ниям, например: «Подшипник», «Втулка», «Ось», «Планка».
В наименованиях, состоящих из двух и более слов, на первом месте
помещается имя существительное, например: «Насос шестеренчатый».
Наименования одних и тех же составных частей изделия должны быть
одинаковы на чертежах и в спецификациях сборочного чертежа.
§ 64. ОСНОВНЫЕ НАДПИСИ И УГЛОВЫЕ СПЕЦИФИКАЦИИ НА ЧЕРТЕЖАХ
ГОСТ 5293-60 устанавливаются формы и порядок заполнения основной
надписи, дополнительных граф к ней и угловой спецификации на чертеже
основного и вспомогательного производства.
Основная надпись длт чертежей изделия, группы, узла или детали долж-
на выполняться по форме 1*.
Для чертежей деталей, изделий вспомогательного производства в случае
размещений нескольких таких чертежей на одном листе допускается при-
менять форму 2**
Основную надпись следует располагать в правом нижнем углу чертежа.
На листах формата II основную надпись следует располагать вдоль ко-
роткой стороны листа, а на листах остальных форматов ее рекомендуется
располагать вдоль длинной стороны листа.
В графах основной надписи и дополнительных графах (номера граф на
формах показаны в скобках) указываются:
графа 1 — наименование изделия или составной части изделия (в соот-
ветствии с требованиями ГОСТ 5292-60), на которое выпущен данный чер-
теж или другой технический документ;
графа 2 — обозначение технического документа по ГОСТ 5294-60;
графа 3—условное обозначение материала детали (на чертежах общих
видов, габаритных и монтаж 1ых и в схемах графа не заполняется);
графа 4 — литера, присвоенная данному до<ументу: по ГОСТ 5291-60
литера «Б» должна проставляться в крайней правой клетке;
графа 5—вес изделия или его части (детали узла, группы);
графа 6— масштаб, в котором изображен предмет на данном чертеже;
графа 7-—порядковый номер листа (в чертежах и других технических
документах, выполненных на сцном листе, графа не заполняется; в основ-
ной надписи, исполняемой по форме 2, графа не заполняется в случаях,
когда все чертежи изделия выполнены на одном листе);
графа 8 — общее количество листов документа; допускается указывать
общее количество листов только на первом листе Для чертежей изделий
* Форму 1 в некоторых институтах применяют на учебных чертежах только при вы-
полнении сборочных чертежей и на общем листе чертежей деталей, как показано на
фиг. 352 и 359.
** Форму 2 обычно применяют на учебных чертежах при выполнении чертежей дета-
лей (см. фиг. 357 и 358 ).
Основные надписи и угловые спецификации на чертежах
243
(29)
(28)
(27)
/9
(30)
90
Форма t
Осмобная надпись и допел нательные грасры для чертежей
56
63
08)
(/9)
(Гб)
(15)
U)
№ док ум
ПоЗп
Кол
Нотс
(12)
U3)
(10)
(11)
(3)
Копировал . ... (31) формат
(2/)
(20)
Инд Н*гюдлинникщПодгись и догпсАвзоменинд м\Инб №ду5л |<л
<80 (спроо >.
(2)
Литера
(ЧГ '5 5 55
'лист (7)
Листов (3)
(9)
. (32)
Вес
масшт
^Г~
t8
Ферма 2
Основная надпись для чертежей изделий дспогтогательнаео производства
16*
2-14
Машиностроительные чертежи
вспомогательного производства при размещении нескольких таких черте-
жей деталей на одном листе указываемся количество листов, на которых
выполнены все чертежи данного изделия;
графа 9 — наименование, товарный знак, различительный индекс или шифр
предприятия (организации), выпустившего чертеж, или предприятия,
хранящего подлинники. Допускается на чертежах, содержащих основную
надпись по форме 2, указать только наименование или шифр отдела;
гра([а 10—характер работы, выполненной лицом, подписывающим до-
кумент, например: Разработал, Проверил, Нормализационный контроль,
Утвердил;
графа 11—фамилии лиц, подписавших документ;
графа 12 — ш дписи;
графа 13— даты подписания документа;
графа 14 — обозначение зоны, в которой находится изменяемый элемент;
графы 15—19 — графы таблички изменений заполняются в соответствии
с требованиями ГОСТ 5296-60;
Угловая спецификация
Форма 5
графа 20 — данные, заполняемые заказчиком Допускается правую часть
графы использовать по усмотрению проектирующей организации;
графа 21 — дополнительные данные, не предусмотренные ГОСТ 5292-60;
графы 22 . 23—инвентарный номер подлинника, подпись лица, приняв-
шего подлинник в технический архив, и дата приемки;
графа 24 — инвентарный номер подлинника, взамен которого выпущен
данный;
графы 25, 26 — инвентарный номер дубликата на предприятии-дублере,
подпись лица, принявшего дубликат в технический архив, и дата приемки;
графа 27 — обозначение чертежа, повернутое на 180°;
графа 28 — шифр заказчика, утвердившего документ;
графа 29 — регистрационный номер, присвоенный документу при реги-
страции заказчиком;
графа 30 — подпись заказчика, утвердившего документ, и дата утверж-
дения или номер документа об утверждении;
графа 31 —фамилия лица, копировавшего чертеж;
графа 32 — обозначение формата листа по ГОСТ 3450-60*.
Угловая спецификация. Содержание, расположение и размеры граф
угловой спецификации должны соответствовать форме 5. В отдельных от-
Графы 14, 21, 28, 29 и 30 вводятся в случае необходимости.
Основные надписи и угловые спецификации на чертежах
245
раслях машиностроения допускается применение угловой спецификации по
форме 6 (здесь она не приводится).
Для чертежей изделий вспомогательного производства рекомендуется
применять спецификацию по форме 7*.
В графах спецификации (номера граф показаны в скобках) должны ука-
зываться:
графа 36**— обозначение зоны расположения составной части изоб-
раженного на чертеже предмета (графа вводится только в случаях, когда
предусматривается разбивка поля чертежа на зоны);
графа 37—номера позиций по порядку составных частей изделий, со-
ответствующие номерам позиций, нанесенным на выносках сборочного или
монтажного чертежа по ГОСТ 3466-59, включаемых в угловую специфика-
цию в соответствии с ГОСТ 5292-60 (графа не заполняется, если на изоб-
ражении изделия указаны не номера позиций, а обозначения составных
частей);
Угловая спецификация орма 7
для чертежей изделий индивидуального и вспомогательного
производства
графы 38—40 — обозначения, наименования и количество составных час-
тей изделий, включаемых в угловую спецификацию, в соответствии с тре-
бованиями ГОСТ 5292-60. Для составных частей изделий, записываемых
в спецификацию как материал, в графе 40 указывается количество мате-
риала в килограммах или в других соответствующих для этих материалов
единицах измерений;
графа 41— вес записанной составной части изделия (одной);
графа 42 — условное обозначение материала детали;
графа 43—номер листа, на котором помещен чертеж данной детали
(графа 43 заполняется в чертежах изделий индивидуального или вспомога-
тельного производства, выполненных на двух и более листах);
графа 44 — необходимые дополнительные данные.
* На учебных чертежах форму 7 желательно применять, когда учебной программой
предусмотрена одна работа на составление чертежа сборки; при двух чертежах желательно
применить на первом чертеже форму 5, а на втором — форму 7.
** Графы 33—35 содержатся в формах 3 и 3 а, применяемых на некоторых техниче-
ских документах (см. ГОСТ 5293-60), ознакомление с которыми не входит в программу
курса черчения.
246
Машиностроительные чертежи
§ 65. ОБОЗНАЧЕНИЕ ЧЕРТЕЖЕЙ ИЗДЕЛИЙ ОСНОВНОГО ПРОИЗВОДСТВА
Общие положения. Чертежам деталей и сборочным чертежам узлов, групп
н изделий должны быть присвоены обозначения изображенных на них
предметов (обозначения не присваиваются составным частям изделий, изго-
товляемым без чертежей и записываемым в спецификацию как материал).
Устанавливаются две системы обозначения технических документов —
обезличенная и предметная.
При обезличенно!! системе изделия и их составные части (и соответ-
ственно их чертежи) обозначаются по предварительно разработанному
классификатору независимо от их принадлежности к тому или иному из-
делию.
При предметной системе составные части изделия обозначаются в пре-
делах конкретного изделия.
Обезличенная система обозначения рекомендуется при большой номен-
клатуре одинаковой и (или) однотипных составных частей изделий, широко
применяемых в различных изделиях.
Обезличенная система обозначения. При обезличенной системе чертежи
изделий и их составных частей обозначаются по десятичной системе.
Обозначение чертежей изделий или их составных частей состоит из раз-
личительного индекса предприятия или отрасли, присваивающей обозначе-
ние, десятичной характеристики и порядкового номера Части сбозначе ия,
как правило, ‘отделяются между собой точками, например: АБ7.536.359,
где АБ —различительный индекс предприятия, 7.536 — десятичная харак-
теристика и 359—порядковый ном р (см. также фиг. 355). Различитель-
ный индекс предприятия или отрасли может состоять из арабских цифр,
или из прописных букв русского алфавита, или из их сочетания.
Десятичная характеристика — совокупность цифр, устанавливающих к
какому классу, сектору, типу и виду относится данное изделие или часть
изделия. Например:
7 5 3 6
класс сектор тип вид
Каждый класс, сектор и т. д. обозначается одной цифрой (0—9), т. е.
изделия и их составные части изделий могут быть подразделены на 10
классов, каждый класс на 10 секторов, каждый сектор на 10 типов, каж-
дый тип на 10 видов и т. д.
Предметная система обозначения. При предметной системе чертежи изде-
лий и их составных частей получают обозначения, в общем случае со-
стоящие из индекса изделия, классификационного или порядкового номера
комплексной группы, классиф|икационнсго или порядкового номера группы,
входящей в комплексную группу, классификационных или порядковых но-
меров узлов или деталей.
Устанавливается единая структура обозначения чертежей изделий и их
составных частей (схема 1).
И 00 00
<---Знаки для указания Вариантных исполнений
ООО - 00
-------Знаки для указания номеров узлов и деталей
Знаки для указания номеров групп, входящих
б комплексные группы
Знаки для указания намерив комплексных групп
Индекс изделия
Нанесение номеров позиций на сборочных чертежах
24?
В зависимости от структуры изделия допускается использование части
приведенных знаков, а именно:
а) Для комплексных изделий с некомплексными (простыми) группами
(схема II)
И 00 000
T1Z__________Знаки для указания номерсб узлов и деталей
----------------— Знаки для указания номеров групп
----------------— Индекс изделия
В качестве примера см. фиг. 357. В отдельных случаях допускается
применение структуры И 0С0.000.
б) Для некомплексных (простых) изделий: И.000, где И—индекс изде-
лий, а ООО — знаки для указания номеров узлов и деталей.
Индекс изделия может состоять из арабских цифр или из прописных
букв русского алфавита, или из их сочетаний, которыми условно обозна-
чаются изделия, например: индекс автомобиля 51, вагона 13, самолета М,
паровой турбины ПТ5.
Порядковые номера группам, узлам и деталям присваиваются в преде-
лах спецификационной единицы (изделия и группы), в которую они непо-
средственно входят.
Знаки, предназначенные для указания порядковых номеров узлов и де-
талей, используются следующим образом:
а) узлы обозначаются числами, оканчивающимися нулем, — от 010 до
990;
б) детали обозначаются числами, оканчивающимися значащей цифрой, —
от 001 до 999.
Число знаков, определяющее группы и узлы или детали (за исключе-
нием заимствованных, обезличенных и вариантов исполнения), в обозначе-
нии чертежей одного изделия должно быть постоянным.
При использовании в новом изделии или группе ранее применявшихся
деталей, узлов, групп и изделий (т..е. при заимствовании), для них сохра-
няют первоначальное обозначение.
§ 66. НАНЕСЕНИЕ НОМЕРОВ ПОЗИЦИЙ НА СБОРОЧНЫХ ЧЕРТЕЖАХ
1. Номера позиций составных частей изделий на сборочных чертежах
должны указываться на выносках, заканчивающихся полками (фиг. 349, а
и 352), размещаемых вне контура проекций. Допускается указание но-
меров позиций в «кружках» (фиг. 349, б).
2 Номера позиций следует указать на том виде, разрезе, сечении или
выносном элементе, на котором данная составная часть изделия приекти-
руется как видимая.
3. Номер позиции дается на чертеже один раз. Одинаковые повторя-
ющиеся составные части изделия указываются одним и тем же номером по-
зиции или обозначением. При этом повторное указание выделяют двойной
полкой или соответственно двойным кружком (см. фиг. 349, в и 356, поз.
3 и 10).
Допускается одинаковые повторяющиеся составные части изделия ука-
зывать различными номерами позиций.
Допускается выноски от ряда одинаковых составных частей изделия
располагать так, чтобы они могли заканчиваться одной общей полкой.
4. Номера позиций или обозначения следует располагать параллельно
основной надписи чертежа и группировать в строчку или колонку, по
возможности на одной линии.
248
Машиностроительные чертежи
5. Номера позиций на выносках должны располагаться по одному из
двух указанных ниже способов.
а) в возрастающем порядке (за« исключением повторяющихся позиций)
по часовой или против часовой стрелки, причем, если на одном листе вы-
черчивается несколько изображений, то номера должны возрастать с соб-
людением принятого направления, как правило,
а не одного изображения (см. фиг. 356);
б) в соответствии со спецификацией данного
фиг. 352).
6. Шрифт номеров позиций или обозначений
в пределах всего листа,
сборочного чертежа (см.
на выносках должен быть
на 1—2 размера крупнее, чем
шрифт, выбранный для раз-
мерных чисел на том же чер-
теже.
7. Полки и кружки нано-
сятся сплошными основными
линиями.
8. Линии-выноски нано-
сятся сплошными тонкими
линиями. Линии-выноски не
должны пересекаться между собой, не должны быть параллельны линиям
штриховки (если выноска проходит по заштрихованному полю) и, по
возможности, не должны пересекать изображений других составных час-
тей и размерных линий чертежа. Допускается применять линии-выноски с
одним изломом.
9. Одним концом линия-выноска должна
заходить на изображение указываемой со-
ставной части изделия и заканчиваться утол-
щением в виде точки, другой конец линии-
выноски должен соединяться с концом пол-
ки (или с кружком). Допускается в случае,
когда линия не может заходить на изобра-
жение (например, у тонких деталей), закан-
чивать ее стрелкой к контуру (фиг. 358,
поз. 8).
10. Допускается общая линия-выноска:
Фиг. 350.
а) для группы крепежных деталей,
месту крепления;
б) для группы деталей с отчетливо
относящихся к одному и тому же
выраженной и исключающей раз-
личное понимание взаимосвязью, когда
вести линию-выноску к каждой детали
условия чертежа не позволяют под-
(например, на фиг. 350: позиция
10—крышка; 12 — прокладка; 15 — болт; 18— гайка; 20— шайба).
В указанных случаях полки (кружки) должны располагаться колонкой
и соединяться тонкой линией. Линия-выноска одним концом должна захо-
дить на изображение составной части, номер позиции или обозначение ко-
торой расположены на верхней полке (в верхнем кружке); другой конец
линии-выноски должен соединяться с концом соответствующей полки (или
с кружком).
ГЛАВА ШЕСТНАДЦАТАЯ
СОСТАВЛЕНИЕ РАБОЧИХ ЧЕРТЕЖЕЙ
В учебной практике рабочие чертежи составляются по эскизам деталей
или при деталировании сборочного чертежа. Кроме того, по эскизам де-
талей (фиг. 351, А, Б) изготовляются сборочные чертежи (фиг. 352). Поря-
док составления эскизов в общем виде был рассмотрен в § 55 и 56.
Изготовление рабочих чертежей деталей по эскизам обычно не вызы-
вает затруднений, так как эта работа сводится лишь к тому, чтобы при
помощи чертежных инструментов точно построить по размерам изображе-
ния детали и все то, что показано на эскизном чертеже (разрезы, сече-
ния, местные и дополнительные виды, обозначения шероховатости поверх-
ности, размеры и т. п.).
Большое затруднение вызывает составление сборочных чертежей по эс-
кизам деталей, а также изготовление рабочих чертежей деталей по сбороч-
ному чертежу (так называемая деталировка сборочного чертежа).
§ 67. СОСТАВЛЕНИЕ СБОРОЧНЫХ ЧЕРТЕЖЕЙ ПО ЭСКИЗАМ ДЕТАЛЕЙ
Прежде чем приступить к составлению сборочного чертежа изделия, не-
обходимо предварительно проработать по ГОСТ 5290-60 «Общие требования
к чертежам», выдержки из которого приведены в § 63—65.
При составлении сборочного чертежа изделия по эскизам следует при-
держиваться такой последовательности.
1. Выбирается соответственно размерам изделия масштаб чертежа (по
ГОСТ 3451-59) и формат листа (по ГОСТ 3450-60).
2. Наносится рамка чертежа по ГОСТ 3450-60.
3. Выделяется поле для основной надписи и угловой спецификации по
ГОСТ 5293-60.
4. Устанавливаются основные изображения, дополнительные виды, раз-
резы и сечения.
5. Проводятся оси симметрии изображений.
6. Строятся намеченные изображения с учетом принятых разрезов.
7. Строят местные и дополнительные виды, местные разрезы и сечения,
руководствуясь при этом правилами ГОСТ 3453-59
8. Наносится штриховка на разрезах и сечениях по правилам ГОСТ 3455-59.
9. Проставляются размеры (габаритные, между центровые, присоедини-
тельные и др.).
10. Наносятся номера позиций деталей (по ГОСТ 3466-59), выдержки
из которого приведены в § 66.
11. Наносятся пояснительные надписи (если в этом есть необходимость).
12. Заполняется основная надпись и угловая спецификация по
ГОСТ 5293-60*.
В качестве примера составления и оформления сборочного чертежа но
эскизам см. фиг. 351, а, б и 352 (чертеж шестеренчатого насоса).
Надписи, указанные в пп. 9—12, выполняются шрифтом по ГОСТ 3454-59.
Радиусы скруглений 3 мм
лл I
Чертил Петрова 3462 корпус
Проверил 5462 Чугун
Чертил Петрова 3462\Крь1Шка
Пробери^ 54.62 Уугун
Фиг 351А
517003
4$
Составление сборочных чертежей по эскизам деталей
251
А
16
5£.
3Z£
92
Ю,
Зв
И74 Остальное
А-
Рроаски 1x45°
Чертил Петрова 3462 Валин
Проверил Йрьой. 5462 Сталь
12
46________,
12
2 таски 1*45'
5.17005
34.0стальное
V3
Чертил Петрова 3462 Валик
Проверил ^Lf-Ptc~^2 5462 Сталь
5. 17006
жж
Модуль т 1,75
Число зубьев Z 12 1
24
5Ж8®
Чертил Петрова 3462 Шестерня
Проверил 54.62 Сталь
5.17.002
;sjggms%;
ф25,4
20.
Фиг. 3516 Чертил I Петрово. 3462 сальтико^ая 5.17.007
Проверив 5462 Сталь
Составление рабочих чертежей
Фиг. 352
Составление сборочных чертежей по эскизам деталей
25 >
Чертеж шестеренчатого насоса содержит три основных изображения.
Кроме того, дан местный вид — hlbilu~a-
На месте главного изображения дан ступенчатый фронтальный разрез,
а на виде слева сделано два местных разреза. Основная надпись (угловой
штамп) выполнена по форме 1, а угловая
спецификация — по форме 7.
Форма и содержание основных надпи-
сей на эскизах деталей (фиг. 351, а, б)
упрощены*.
Количество изображений на сборочном
чертеже зависит от сложности форм из-
делия. Так, например, для напорного
клапана (фиг. 355) потребовалось пять
изображений: фронтальный разрез, соеди-
нение частей разрезов с частями видов на
горизонтальной и профильной проекции,
„ Вид Б
местный вид—р, а также выносной
Крышка
элемент.
В практике встречаются изделия, для
которых приходится применять разрезы
по типу фиг 353. Здесь корпус рассечен
фронтальной плоскостью, крышка изобра-
жена с двумя местными разрезами, а изо-
бражение маховичка представляет собой
соединение половины вида с половиной
фронтального разреза.
Нередко приходится встречаться так-
же и со сложными разрезами, например
ломаными (фиг 354).
Фиг. ЗаЗ
Фиг. 354.
* В ряде втузов эскизы выполняются на стандартных форматах и с основной
надписью по форме 1 или 2 (прим, редактора).
254
Составление рабочих чертежей
§ 68. ЧТЕНИЕ СБОРОЧНЫХ ЧЕРТЕЖЕЙ
Прочесть чертеж — это значит ясно представить форму и размеры дета-
лей, из которых состоит изделие; уметь разобраться в способах соединения
деталей между собой, а также уяснить принцип работы подвижных частей
изделия. Уяснение взаимодействия частей изделия является наиболее слож-
ной задачей и поэтому требует больших навыков в чтении чертежей.
С целью облегчения чтения чертежей изделий сложной конструкции их
обычно сопровождают техническим описанием. Такие описания позволяют
легко разобраться в принципе работы изделия, а также познакомиться с
особенностями и назначением отдельных его деталей. Прочтем чертеж,
приведенный на фиг. 355.
На этом чертеже изображен регулятор, применяющийся на воздушных
компрессорах для ручного регулирования в них вредного пространства.
Чертеж содержит фронтальный разрез (главное изображение), соедине-
ние половины вида сверху с половиной горизонтального разреза А—А,
местные виды Б и В, а также выносной элемент резьбы /.
Регулятор состоит из корпуса/, крышки 2, штока 3, клапана 14, крыш-
ки сальника 8 и маховичка 9.
Крышка 2 скреплена с корпусом восемью шпильками 4. В центре крыш-
ки имеется вместе с ней отлитая втулка, в которую ввернут шток 3. На
нижнем конусе штока насажен клапан 14, перекрывающий отверстие сед-
ла 15, а на верхнем — маховичок 9. При помощи маховичка осуществляется
вручную закрытие и открытие клапана.
Для обеспечения плотности в крышке предусмотрено сальниковое уст-
ройство, состоящее из выточки, заполненной пеньковой просаленной набив-
кой 12, которая сверху уплотняется крышкой сальника 8, крепящейся дву-
мя шпильками 6.
Ознакомившись с описанием конструкции регулятора, приступают к изу-
чению форм деталей.
Чтобы представить, например, форму крышки 2, находят ее на всех
изображениях и зрительно обходят по внешнему контуру, а затем по внут-
реннему, при этом попутно выясняют формы ее элементов.
Для удобства чтения характерные точки крышки на фронтальном разре-
зе отмечены цифрами. Пусть точка 1 является исходной. Движемся по
контуру вправо к точке 2: сначала по прямой линии, а потом по кривой
(малого радиуса) Из точки 2 движемся по прямой к точке 3. Затем
опускаемся по кривой (малого радиуса) и проходим по прямой к точке 4,
дальше вниз по образующей 4—5. От точки 5 движемся влево к точ-
ке 6, а затем, огибая выступ, приходим к точке 7. Опускаемся вниз
к точке 8 сначала по кривой, потом по образующей и снова по кривой
и образующей. От точки 8 движемся к точке 9 по кривой, а затем по
образующей конуса Дальше проходим влево к точке 10 по торцу конуса.
Поднявшись по образующей конуса к точке // и т. д., придем к исходной
точке /.
На виде сверху внешним очертанием крышки будет окружность, равная
диаметру ее фланца. На этом виде изображена половина фланца.
Чтобы ясно представить форму каждой детали, помимо уяснения внеш-
него и внутреннего ее очертания, необходимо также уметь строить проек-
ции точек, расположенных на поверхностях деталей изделия. Пусть, напри-
мер, даны фронтальные проекции точек: С2, Е2, М2 и К2- Нужно построить
горизонтальные проекции Clt Et, и Ki- Прежде чем их строить, нужно
уяснить, на каких деталях они расположены и какая форма поверхности
элемента, на котором обозначена точка.
Чтение сборочных чертежей 256
Точка С2 расположена на ребре жесткости крышки; точка Е2— на внут-
ренней конической поверхности крышки; точка Мг — на внутренней ци-
линдрической поверхности корпуса, а точка Д'2 — на ребре клапана.
Построение горизонтальных проекций точек и легко проследить
по чертежу. Чтобы найти точку /Иг, нужно провести на горизонтальной
плоскости проекций дугу окружности радиусом, равным половине диаметра
внутренней цилиндрической поверхности корпуса. Затем при помощи линии
проекционной связи построить точку Л1,.
Точка Е, находится при помощи горизонтальной плоскости уровня.
Строится контур сечения и затем при помощи линии проекционной связи
определяется положение точки Ег. Точки и Mt являются невидимыми
точками.
Прочтем чертеж, приведенный на фиг. 356. На чертеже изображен на-
порный клапан, применяющийся для получения требуемых давлений масла
в гидравлических системах металлорежущих станков. Чертеж напорного
клапана содержит три ochobi ых изображения фронтальный разрез на месте
главного вида, соединение половины вида сверху с половине! горизонталь-
ного разреза и соединение части вида слева с частями профильного разре-
за. Помимо этого, на профильной проекции даны два местных разреза:
один — для показа глубины завинчивания винтов 10, другой—для уточне-
ния взаимной связи каналов с полостью крышки 11. С целью выяснен ’я
расположения винтов, скрепляющих крышку 11 с корпусом /, дан вид Б.
Форма и размеры цилиндрических выточек, расположенных на поверхноши
золотника, пояснены на выносном элементе /. Кроме того, устройство на-
порного клапана поясняется на изометрической проекции.
Напорный клапан состоит из корпуса 1, двух крышек 2 и 11, золотни-
ка 9, пружины 8, регулировочного винта 6, колпачка 7 и фиксирующей
гайки 5.
Под давлением пружины 8 золотник 9 закрывает проход масла из по-
лости высокого давления (в нижней части корпуса), сообщающейся с на-
гнетательным трубопроводом гидросистемы, в полость (расположенную
в средней части корпуса), сообщающуюся с трубопроводом слиьного резер-
вуара.
Для создания сопротивления проникновению масла из одной полости
в другую на поверхности золотника предусмотрены кольцевые пазы. Регу-
лирование давления производится посредством винта 6.
Для предупреждения просачивания масла через резьбовое соединение
винта 6 предусмотрены медные прокладки 4.
Крышки 2 и 11 могут устанавливаться в различное положение относи-
тельно корпуса /.
Ознакомившись с описанием работы клапана, приступаем к изучению
формы деталей. ,
Чтобы представить, например, форму корпуса, находим его на всех изо-
бражениях и зрительно обходим по внешнему контуру, затем по внутренне-
му, выясняя при этом общую его форму и форму его элементов. Внутри
корпуса, сверху вниз, сделано цилиндрическое отверстие для помещения зо-
лотника, цилиндпическая выточка и дв? цилиндрические полости. Кроме
того, на торцовых частях Ktpiyca сверху и снизу имеется по одному отвер-
стию, сообщающемуся с каналами в крышках 2 и 11. Крепление крышек
к корпусу осуществляется винтами.
Крышка 2 снаружи имеет цилиндрическую форму с коническим прили-
вом в верхней ее части, а внутри — цилиндрическое отверстие с резьбой,
предназначенное для завинчивания в крышку регулировочного винга 6,
и цилиндрическую полость, а также канал, сообщающийся с цилиндриче-
ской полостью корпуса.
256
Составление рабочих чертежей
Фиг. 355.
Чтение сборочных чертежей
Вид Б
срланеи, Видв
/5 7. 25. 008 Седло 1 Bp OUC 6-6-3
/4 7. 25. 007 Клапан f Bp one 6-6-3
/5 7. 25 006 Прокладка t Поранит
12 Уплотнение Пенька
ft Гайка И20 гост 59/5-62 1 Cm 3
Ю Шайба 20 ГОСТ 6957- 54 t Cm 3
9 7 25. 005 Маховичок 1 Cu t5 32
8 7 25. ООП Крышка сальника t Сч /5-32
7 Гайка Ш6 гост 55/5 -62 2 Сталь Ю
6 Шпилька 206^65 МО 20^,'.^ 2 Cm 3
5 Гайка к 18 ГОСТ5915-62 8 Сталь Ю
4 Шпилька М/8х/10 М-020001-38 8 Сталь Ю
3 7 25 003 Шток / Сталь 25
2 7 25 002 Крышка f Сч 29 Ой
! 7 25 00! корпус 1 Сч 29 - 44
Поз Обозначение Наименование Кол. Вес Материал Лис/ Примечание
__ -
Регулятор 725 000
—
Изм КОЛ ЛАдонум Подпись Дата
Литера Вес Масштаб
Чертил Петров 5 т 62
Д - / 4
Проверил Сидоров 6362
При ял Сидоров
73362 Лист Листоб. /
— - — —
кп И, кафедра инж графики, Теплотехнич ф-т АТП-90
17 1ибо
254
Составление рабочих чертежей
чриг. 356.
Чтение сборочных чертежей
249
и г54 115 6l! Крышка нижняя 4
10 — ВинтМ10*25Г0СТ 5993-62 8 покупная
9 Г 54.Н5.00 9 Золотник 1
8 Г 54.115.008 Пружина 1 П=14 витков
7 Г54.115 007 Колпачок 1
6 Г 54 Н5 006 Винт регулировки 1
5 Г54.Н5.005 Гайка 1427*1 специальная 1
4 Г54.115-004 Прокладка 2
3 Г54.115.003 Пробка НЮ 1
2 Г54.Н5.002 Крышка 1
1 Г54115.00! Корпус 1
пози- ции Обозначение Наименование Коли- чест- 00 Примечание
Клапан напорный Г54.115ОЮ
изм. КОЛ. Н°докимента Мнись Опта
Чертил Сидоров 44Б2 Литера Вес Масштаб
Пробери/ Ивонов 6462 А 4,35 1-1
Принял Ивонов 7.4.62
Лист Листов 1
260
Составление рабочих чертежей
Регулировочный винт 6 имеет снаружи метрическую резьбу М27х1 и
квадратный выступ под ключ Внутри винта выточена цилиндрическая по-
лость для помещения в нее пружины 8.
§ 69. ДЕТАЛИРОВАНИЕ СБОРОЧГЫХ ЧЕРТЕЖЕЙ
Изготовление чертежей деталей изделия производится по сборочному черте-
жу (;м фиг. 359). Такой процесс изготовления чертежей называют деталирова-
н нем.
Рабочие чертежи деталей должны изготовляться в соответствии с требо-
ваниями, указанными в ГОСТ 5292-60, выдержки из которого приведены
в § 63
Прежде чем приступить к деталированию сборочного чертежа, нужно
изучить устройство изображенного на нем изделия: установить характер со-
единения деталей между собой и взаимодействие подвижных частей, уяснить
форму каждой детали.
После этс го необходимо:
а) определить число основных, местных и дополнительных видов, а так-
же разрезов и сечений для каждой детали;
б) установить масштабы чертежей и форматы листов;
в) разметить лист на форматы с выделением в них места для нанесения
основной надписи чертежа
Дальше придерживаются следующего порядка:
1) строят в соответствии с принятым масштабом намеченные основные
изображения, при этом размеры элементов деталей определяют путем об-
мера сборочного чертежа,
2) строят местные и дополнительные виды, а также местные разрезы
и сечения, руководствуясь правилами ГОСТ 3453-59;
Деталирование сборочных чертежей
261
Трф/Ж
Тр^/2"
•j Вцд А
V 4 Остальное
40x40
Чертил Петрой 45Б2
Пробери/ ТДанЛ ~й562
Корпус
бронза Бр0Ц10~2
."№613-50
2479.07!
Вес мосш Лист
0,56 1:1 2
V4 Остальное
Чертил Петров 4.562
Пройерил 5562
Ниппель
бронза бр ОЦ10-2
ГОСТ 613-50
2479.082
Вес Насш. Лист
0,18 1:1 2
Фиг. 358, I.
262
Составление рабочих чертежей
\74 Остальное
И 2-1
М5-!
ХЗД парная
Столь 20
ГОСТ /050-60
24.790/9
вес Масш Лист.
0,05 /•7 2
Фиг. 358, II-
Деталирование сборочных чертежей
263
^75 Остальное
А-А
Честил Петрой '24.й Втулка 24 79 033
Проверив *34 S
Ст 5 ГОСТ 380 -50 Вес Маси Лист
0.05 2
Изм\Кол М°дскум. Подпись Дата
Чертил Петров /2462
Проверил Ивонов /3462
Принял Иванов (РРймН. ^/462
Вентиль
24.79.000
Литера Вес Масштаб
б
Лист 2 листаб2
'Фиг. 358, III
264
Составление рабочих чертежей
Ч'иг. 369,
Деталироеание сборочных чертежей
?Г,5
Bud б
/3 29 79082 Ниппель 1 0,18 втг№1№'2 2
12 — Прокладка 1 0,00ч Резина —
11 — Винт М5* 10 ГОСТ1976-58 1 0,001 Ст.З ГОСТ 380-60 —
Ю — Втулка 1 0,002 Ст 3 ГОСТ 380-60 2
9 — Гайка П5 ГОСТ 5915-62 1 0,003 Ст.З ТОСТ380-60 —
8 — Шайба 5 ГОСТ6951-59 1 0,001 Ст 2 ГОСТ 380-60 —
7 /6.33091 Рукоятка 1 0,05 Пластмасса 2
6 29.79.023 <Фонарь 1 0,18 С фоль 20 ГОСТ /050-60 2
5 29.79.0/9 Игла запорная / 0,05 Сталь 20 ГОСТ 1050-52 2
4 29 79033 Гайки специальная 1 0,05 Ст 5 ГОСТ380-60 2
3 29 79092 Втулка 1 0,009 Сталь 20 ГОСТ 1050-60 2
2 29 79059 Кольцо (Уплотнитель) 7 00003 Полихлорвинил -
/ 29.79.071 Корпус 1 0,56 ьронзаЕр ОЦ Ю-2 гост 6(3-5/) 2
Поз Обозначение Наименование Кол Вес Материал Лист Примечай
Вентиль 29.79.000
Изм Кол №докум Подпись Дата
Чертил Петров 'jitPf.K 129.6Л Питера Вес Масштаб
Проверил Иванов 19 А 62 Б Л/ 1--1
Принял Иванов 15961
Лист 1 Листов Z
266
Составление рабочих чертежей
3) наносят на разрезах и сечениях штриховку материалов по
ГОСТ 3455-59;
4) наносят обозначения шероховатости по ГОСТ 2940-62;
5) проставляют необходимые размеры, руководствуясь правилами
ГОСТ 3458-59;
6) наносят основную надпись по ГОСТ 5293-60.
Фиг. 360.
Основное внимание
личестве изображений
Фиг. 361.
выполнении
условности.
На фиг. 357 показан пример выполнения рабочего чертежа втулки, а и»
фиг. 358, /, 358, //и 358, 111 — рабочие чертежи вентиля, изготовленные
по сборочному чертежу, фиг. 359.
Показанные на фиг. 358, /, //, 111 рабочие чертежи деталей вентиля
являются примерами выполнения учебных чертежей при деталировании уз-
лов и изделия*.
здесь обращено на то, чтобы при минимальном ко-
можно было ясно представить формы деталей, нл
правильную простановку раз-
меров, простановку условных
знаков шероховатости поверх-
ностей а также на опрятное
оформление чертежей (в дан-
ном примере чертежи оформ-
лены по системе, допускае-
мой для чертежей изделий
вспомогательного производ-
ства)
рабочих чертежей приходите»
изображать линии пересечения поверхностей.
Если по условиям производства не требуется точное их построение, то
вместо лекальных кривых допускается проводить дуги окружностей
(фиг 360, а и чертеж втулки 24.79.033, фиг 358, III) и прямы»
(фиг. 360, б и чертеж шестеренчатого насоса, фиг. 352, поз. 5).
Если грань квадратного стержня или отверстия показана лишь на од-
ном изображении (фиг. 361, а), то для отметки плоскости рекомендуется
проводить на ней диагонали сплошными тонкими линиями При необходи-
мости допускается проводить диагонали и при наличии второго изображения.
На чертежах деталей со сплошной сеткой, плетенкой, орнаментом, рель-
ефом, накаткой и т. д. допускается изображать эти элементы частично,
с возможным упрощением, как на фиг. 361, б.
* На чертеже 24 79.000 (см. фиг. 358, /// — «Вентиль*) обычно дается изображение
изделия, рабочие чертежи деталей которого помешаются на одном и том же листе.
В этом примере оно не изображено из-за малогоформата книги и дано в виде отдельиог»
чертежа иа фиг. Зо9.
ГЛАВА СЕМНАДЦАТАЯ
МЕХАНИЗАЦИЯ ЧЕРТЕЖНЫХ РАБОТ
§ 70. ЧЕРТЕЖНЫЕ КОМБАЙНЫ
При пользовании обычными инструментами для черчения нужно иметь
рейсшину, набор угольников, транспортир и другие чертежные принадлеж-
ности. Наличие на столе большего числа отдельных чертежных инструмен-
тов и принадлежностей не способствует ускорению и облегчению трудоем-
ких процессов изготовления чертежей. Поэтому наряду с развитием меха-
низации и автоматизации трудоемких процессов в производстве, появилась
необходимость в механизации чертежных работ. За последние 20 лет, осо-
бенно в послевоенные годы, начали появляться различной конструкции
механизированные чертежные столы, которые в значительной мере облегчи-
ли работу конструкторов. Такие столы теперь широко применяются как
в конструкторских бюро, так и в учебных заведениях.
На фиг 362, а показан чертежный механизированный стол типа ЧС-1,
вавода «Укрполиграфмаш».
Изменение угла наклона чертежной доски в этом механизированном
столе осуществляется специальным механизмом, а рационализация чертеж-
ных приемов достигается при помощи рычажного чертежного прибора.
Чертежный стол состоит из станины С, чертежной доски Д. пово-
ротных кронштейнов, противовеса П, зажима с воротком В, закрепляющего
доску на необходимой высоте, и зажима с маховичком Р, фиксирующего
наклон доски. Для облегч'ния п?рэме.ц?ния и поворотов доски шарнирная
система стола уравн >вешивается противовесом П.
Чертежный прибор состоит из двух шарнирно соединенных параллело-
граммов, образованных двумя парами штанг, которые прикреплены к коль-
цу /. Верхние штанги соединены с кронштейном 5, к торым прибор кре-
пится к доске. Нижние штанги прикреплены к головке 6. На кронштейне
5 закреплен рычаг 2, несущий штангу 3 с грузом 4, уравновешивающим
меха! изм при положениях доски, близких к вертикальному. Головка (фиг. 362,6)
снабжена транспортиром и устройством для поворота и фиксации. К го-
ловке прикреплены расположенные под прямым углом две линейки (на
фиг. 362, б малая линейка снята), на которых нанесены деления в мил-
лиметрах. При перемещении головки по чертежной доске линейки переме-
щаются параллельно самим себе и сохраняют между собой угол 90°.
На головке имеется курок защелки 12. нажав на который большим
пальцем левой руки, можно повернуть ручку 16 и установить линейки
под любым углом относительно линии горизонта. Угол отсчитывается по
делениям на транспортире 7. Защелка под действием пружины автомати-
чески фиксирует положение линеек через каждые 15°. Таким образом, линейки
можно быстро установить на угол 15°, 30э, 40', 60°, 75° и 90°. Для закреп-
ления головки при установке линеек на другие углы пользуются специаль-
ным барашком 10. Перед началом работы линейки необходимо установить
под прямым углом. Для этого слегка освобождают винт 11, устанавливают
длинную линейку в горизонтальное положение по верхней кромке чертеж-
268
Механизация чертежных работ
нои доски и закрепляют ее тем же винтом Начертив затем на доске по
этой линейке горизонтальную линию, поворачивают головку на 90J, выстав-
ЛЯ1 т короткую линейку по начерченной линии и закрепляют ее.
Если линии вторично прикрепленного к доске незаконченного чертежа
не совпадаюг с положением линеек, необходимо освободить головку, по-
вернуть ее до совпадения кромок линеек, с линиями чертежа и закрепить
головку в этом положении, пользуясь барашком 15, помещенным в нижней
части транспортира.
Механизмы для черчения и преобразования проекций
269
При отсутствии жесткой фиксации головки при защелкивании необхо-
димо подтянуть винты 13, на которых вращается защелка, и закрепить их
контргайками 14. Если нулевое деление транспортира не совпадает с рис-
кой указателя 9, то следует отпустить винты 8, установить правильно
указатель и закрепить его в этом положении.
Необходимо периодически проверять затяжку гаек и винтов чертежно-
го прибора и систематически удалять слегка увлажненной керосином мяг-
кой тряпочкой осевшую на него пыль.
Оси рычагов рекомендуется раз
Остальные части механизма не
маслом.
смазываются. Стол оборудован чер-
тежной доской размером 12G0X
Х860 мм, которая может устана-
вливаться от пола на высоте 240—
860 мм.
§ 71. МЕХАНИЗМЫ ДЛЯ ЧЕРЧЕНИЯ
И ПРЕОБРАЗОВАНИЯ ПРОЕКЦИЙ
Кривые конических сечений
обычно выполняются построением
отдельных точек и последующего
соединения их при помети лекал.
Этот способ является трудоемким
и отнимает много времени. По-
этому с давних пор стремились
выполнять эти кривые при помо-
щи специальных механизмов.
Рассмотреть существующие ме-
ханизмы здесь не представляется
возможным, так как их достаточно
много*. Поэтому ограничимся опи-
санием некоторых из них.
Эллиптический циркуль**. При-
бор, показанный на фиг. 363, ос-
в месяц смазывать машинным
Фиг. 363.
новая на принципе сечения ци-
линдра вращения наклонной плоскостью.
Вокруг ножки циркуля 1 вращается муфта 3 вместе с линейкой 4
и пишущей ножкой 5 с грифелем. Муфта 3 совместно с линейкой 4 совершает
одновременно вращательное и поступательное движение. Осуществляя дви-
жение гайки 2 большим и указательным пальцами, грифелем вычерчивают
эллипс.
Малая ось эллипса устанавливается при помощи нониуса, большая —
путем изменения угла а. Наряду с развитием механизмов для вычерчи-
вания кривых второго порядка за последние годы появилось много других
приборов, в частности, аксонографы для вычерчивания аксонометрических
изображений по ортогональным и ортогональных по аксонометрическим.
Познакомимся с некоторыми из них.
Универсальный упрощенный аксонограф конструкции А. В. Кузнецова
(фиг. 364). Аксонограф предназначен для вычерчивания прямоугольных
* Г. Б Вальц, Г. А Ушаков Механизмы для черчения и преобразования про-
екций Изд-во Харьковского ордена Трудового Красного Знамени государственного Уни-
верситета им А М Горького, 1960,
** Конструкция Г. Б Вальца.
76
Механизация чертежных работ
Фиг. 365.
Механизмы для черчения и преобразования проекций
271
аксонометрических проекций по ортогональным. Он состоит из двух соеди-
ненных под углом раздвижтых линеек, одна из которых всегда располага-
ется вертикально, а другая может устанавливаться по отношению к пер-
вой под требуемыми углами, отсчитываемыми по шкале с нониусом,
расположенным на рычаге, посредством которого прибор крепится к головке
обычного чертежного комбайна.
Аксонометрические проекции точек предмета отмечаются в вершине уг-
ла между линейками, когда кромки последних проходят через соответствующие
точки главного изображения и вида сверху, повернутых на определенные
углы.
Универсальный аксонограф конструкции А. М Крота (фиг. 365). Аксо-
нограф предназначен для вычерчивания не только изометрических и ди-
метрических изображений, но и триметрических.
Аксонограф представляет собой плоскую систему взаимосвязанных чер-
тежных и направляющих линеек, смонтированных на чертежной доске.
Линейки 1 и 2 являются направляющими, которые прикрепляются к
доске, и в процессе работы остаются неподвижными. Линейки 3—6 явля-
ются чертежными и закрепляются в обоймах 7—9, которые могут свободно
скользить по направляющим линейкам и перемещать параллельно себе чер-
тежные линейки. На обоймах имеются шкалы с градусными делениями для
установки линеек под необходимыми углами. Передвигая обоймы 7 и 9,
подводят кромки чертежных линеек 3 и 4 к ортогональным проекциям то-
чек изображаемого предмета, и в пересечении кромок второй пары чертеж-
ных линеек 5 и 6 отмечают карандашом аксонометрические проекции этих
точек Линейки 5 и 6 определяют также направление главных линий ак-
сонометрического изображения. Перенося таким образом точки с комлекс-
ного чертежа на аксонометрический и проводя через найденные точки по
кромкам чертежных линеек главные линии изображения, можно ст рсить
аксонометрические изображения как простых, так и сложных по форме
предметов.
ГЛАВА ВОСЕМНАДЦАТАЯ
ПОДЛИННИКИ ЧЕРТЕЖЕЙ И ИХ РАЗМНОЖЕНИЕ
§ 72. ИЗГОТОВЛЕНИЕ ПОДЛИННИКОВ ЧЕРТЕЖЕЙ
Подлинники (см. § 61) обычно выполняются на кальке. Кальку наклады-
вают на прикрепленный к чертежной доске чертеж, выполненный на чер-
тежной бумаге, и закрепляют ее у верхнего обреза чертежа двумя-тремя
кнопками. Чтобы калька плотно прилегала к чертежу, ее слегка натяги-
вают, разглаживая образовавшиеся выпуклости, и затем закрепляют кноп-
ками у нижнего обреза чертежа.
Копируют чертеж в такой последовательности — наводятся:
1) осевые и центровые линии;
2) окружности и дуги, имеющие радиусы свыше 6 мм;
3) скругления, имеющие радиусы до 6 мм;
4) сплошные основные горизонтальные линии;
5) сплошные основные вертикальные линии;
6) сплошные основные наклонные и кривые (лекальные) линии;
7) штриховые линии;
8) линии штриховки материалов в разрезах и сечениях;
9) выносные и размерные линии с нанесением на их концах стрелок;
10) размерные числа, обозначения шероховатости поверхностей;
11) поясняющие надписи и основная надпись.
§ 73. РАЗМНОЖЕНИЕ ЧЕРТЕЖЕЙ
Изготовление подлинников на кальке является промежуточным процес-
сом для последующего размножения чертежей светокопир. вальным спо-
собом.
Чертежи размножают контактным способом на светочувствительной
бумаге—«синьке» или «аммиачной». Наибольшее распространение получил
способ печатания на аммиачной бумаге, как более простой и дешевый.
Отпечаток чертежа i а аммиачной бумаге получается темно-коричневый на
светлом (jone. а на синьке — белый на темно-синем фоне. Процесс свето-
копирова 1ия производится «мокрым» или «сухим» способом. Первый способ
применяется при светокопировании на синьке, а второй — преимуществен-
но на аммиачной бумаге. Современные процессы размножения чертежей
механизированы.
Кроме указанных способов размножения чертежей, пользуются также
фотографическим и диазотипным способами.
Фотографическим способом можно получить на фотобумаге нужное ко-
личество копий, однако этот способ дорог.
Наиболее практичным, получившим наибольшее распространение,
является диазотипный способ. Сущность его заключается в тем, что чертеж,
предназначенный для получения с него kohuji, вычерчивается мягким ка-
Размножение чертежей
273
рандашом четкими линиями на специальной прозрачной шероховатой кальке,
с которой получают на светочувствительной диазотипией бумажной кальке,
изготовляемой по ГССТ 7821-55, диазокопию. Затем ее проявляют и на
аммиачной бумаге печатают нужное количество светокопий. Диазокопии
получают также и с чертежей, выполненных на обычной кальке. Диазо-
типный способ размножения чертежей позволяет ускорить процесс печата-
ния светокопий. Для этого необходимо лишь иметь достаточное количество
диазокопий, обеспечивающих полную загрузку светокопировального аппарата.
Фиг. 366.
Преимущества способа изготовления подлинников чертежей на шерохо-
ватой кальке для последующего получения диазокопий вполне очевидны,
так как при нем отпадает надобность в копировании тушью и исключаются
ошибки и неточности, которые неизбежно вносятся при копировании на
кальку. Значительно ускоряя и удешевляя процесс размножения чертежей,
этот способ является одним из наиболее важных элементов, ускоряющих
изготовление чертежей.
На фиг. 366 приведена конструкция светокопировального аппарата СКА-1
предназначенного для печатания на светочувствительной бумаге копий с
чертежей, скопированных на кальку- Печатание на этом аппарате может
производиться с двух сторон.
Светокопировальный аппарат состоит из двух стоек 7 и двух групп
валов, каждая из которых имеет ведущий вал 2 и два гладких ведомых
вала 3. Каждая группа валов обтянута бесконечной обкатной лентой 4.
С помощью вала 3, помещенного в специальных подшипниках-ползунах 7,
осуществляется регулировка натяжением обкатной ленты 4. Натянутые
на валы обкатные ленты прижимаются к цилиндрическим стеклам 5, кото-
рые закреплены в резиновых прокладках между двумя обоймами 8. Внизу
на нижней плите помещены редуктор 10 и электродвигатель 11, связанные
между собой посредством ступенчатых шкивов 12 и 13 ременной пере-
дачей.
Передача движения от редуктора 10 к ведущим валам 2 осуществляет-
ся велосипедными цепями. При этом лента 4 скользит по стеклу 5.
В верхней части аппарата предусмотрены ящики 6 для помещения ру-
лонов светочувствительной бумаги. Бумага движется сверху между обкат-
18 Ю60
274 Подлинники чертежей и их размножение
ной лентой 4 и стеклом 5. Подлинники, с которых снимаются светокопии
вакладываются сверху между стеклом и светочувствительной бумагой и,
увлекаемые обкатной лентой 4, вместе с последней движутся по стеклу 5.
В это время под действием света ламп 14 происходит копирование черте-
жей. Выход светокопий и подлинников из аппарата осуществляется по
лотку 9.
С помощью ступенчатых шкивов скорость протяжки светочувствитель-
ной бумаги может быть получена равной 0,36; 0,52 или 0,71 м в минуту.
Скорость протяжки обычно подбирается опытным путем в зависимости
от качества светочувствительной бумаги и прозрачности кальки.
КРАТКИЙ ОЧЕРК
РАЗВИТИЯ ИНЖЕНЕРНОЙ ГРАФИКИ
И НАЧЕРТАТЕЛЬНОЙ ГЕОМЕТРИИ
В НАШЕЙ СТРАНЕ
Передача изображений предметов на плоскости получила свое начало
с древних времен. Архивные документы и археологические раскопки сви-
детельствуют о том, что графика существовала еще в древней Руси. Однако
освещение истории ее развития, достижений отечественной науки в этой
области получило широкое распространение лишь при советской власти.
Так, например, проф. Н. А. Рынин написал труд «Материалы к истории
начертательной геометрии» (1938 г.); проф. В. В. Данилевский в своей
книге «Русская техника» (1938 г.) привел богатый материал, освещающий
развитие графики и техники в России: проф. Н. И. Фальковский в своем
труде «Москва в истории техники» (1950 г.) также затронул вопросы раз-
вития инженерной графики в России. Большой интерес представляет рабо-
та инж. IO. К. Вахтина «Русская школа инженерной графики» (1952 г.).
Из более ранних трудов по этому вопросу следует отметить работы
Ф. Ф. Ласковского «Материалы для истории инженерного искусства в Рос-
сии», В. В. Суслова «Очерки по истории древнерусского зодчества XIV—
XVII веков» и некоторые другие.
О состоянии графики в древней Руси имеются лишь отрывочные сведе-
ния. Однако и они все же позволяют судить о техническом уровне испол
нения гр<фич‘. ских изсбражений того времени и тех инструментах, при
помощи которых они выполнялись. Время появления первых чертежей по-
ка не установлено. Известно, что потребность в чертежах появилась задолго
до XVII в. Так, например, еще при Иване Грозном было организовано
собирание сведений для составления географических карт. Тогда же был
организован ведавший инженерным и артиллерийским делом «Пушкарский
приказ», в котором упоминается о так называемых «знамочеванпах», что
соответствует современному названию «чертежник» Затем было составлено
первое руководство по низшей 1еодезии под названием «Книга именуема
Геометрия или Землемерие радиксом и цирку нем глубокомудрая, дающая
легкий способ измерять места самые недоступные, плоскости, дебри». По
имеющимся сведениям в половине XVI в. уже существовал «Чертеж Мос-
ковской Руси», а в начале XVII в. «Чертеж ветхой городам русским и
шведским до Варяжского моря».
При Борисе Годунове в 1597 г. был составлен глазомерный план города
Москвы, так называемый «Петров чертеж». Изучение чертежа в те времена
на Руси в основном сводилось к умению составлять графические и военные
карты, а также планы городов.
В области изобразительного искусства пользовались параллельной про-
екцией, применявшейся главным образом в иконописи. Понятия о кониче-
ской проекции в то время не имели. Поэтому впечатления пространства
пытались достичь путем соединения различных видов «аксонометрии» в од-
ном общем изображении.
18’
276 Развитие инженерной графики и начертательной геометрии в нашей стране
В книгах по графике того времени излагались некоторые геометриче-
ские построения и давалось описание чертежных принадлежностей: кружа-
ла (циркуля), правила (линейки), угольника и угломерных снастей, графли
(чертилки). Рисунки и чертежи изготовлялись на пергаменте, коже или
дереве. Чертежи обводились чернилами с помощью гусиных перьев.
Особый интерес представляют проекты времен Петра I, по которым
осуществлялось строительство военных и гражданских сооружений. Петр I
придавал особое значение инженерной графике. Когда по его указу в
1713 г. была впервые организована подготовка военных инженеров, в сво-
ем уставе в 1716 году, называемом «Регламент», Петр I учил военного инже-
нера так: «Инженер должен прежде начатия всякой работы рисунок учи-
нить, и оный командующему генералу для осмотру, и его на то соизволение
вручить», или «Когда место какое имеет осажено быть, тогда надлежит
оным с высшими генералами оное примером осмотреть и сколько можно
рисовать, при этом свое мнение подать, где крепость наилучше и спсссб-
нейше атаковать». Подготовка ивжеьерсв грсЕсдилась в то время по ариф-
метике, геометрии и геометрическим построениям, изучению масштабов и по-
левой фортификации.
Распространение военно-инженерного дела способствовало также разви-
тию графики и в промышленности. Живший в то время изобретатель
А. К. Нартов (1683—1756 гг.) конструировал металлообрабатывающие стан-
ки с супортами, т. е. те технические средства, которые только на исходе
XVIII в. стали известны в Англии.
Посланный Петром I в Лондон для ознакомления с производством
А К. Нартов писал ему: «Здесь таких токарных мастеров, которые прев-
зошли российских мастеров, не нашел и чертежи машинам, которые ваше
царское величество приказал сделать, я мастерам казал и оные сделать
не могут».
Сохранившиеся рисунки и чертежи конца XVIII и начала XIX вв. да-
ют возможность судить о том состоянии, в котором находились теория
и практика черчения в России. Особого внимания заслуживают чертежи
Фиг. 367, а
Развитие инженерной графики и начертательной геометрии в нашей стране
277
Фиг. 367, б.
27Х
Развитие инженерной графики и начертательной геометрии в нашей стране
машин и конструкций, созданные выдающимися людьми русской науки,
как, например, чертежи паровой машины И. И. Ползунова (1763 г.), про-
ект деревянного моста через реку Неву И. П. Кулибина (1776 г.), чертежи
первого паровоза в России Е. А. и М. Е. Черепановых (1834 г.) и др.
И. И. Ползунов (1728-1766 гг.) изобрел «огнедействующую машину»
для заводских нужд, которую он рассматривал как новый двигатель
для всеобщего применения в производстве. Это была первая в истории че-
ловечества «огнедействующая машина», предназначенная не для подъема
воды, а для приведения, в движение заводских механизмов (фиг. 367 а и б).
Проект машины включал большое число отдельных талантливых изобрете-
ний Взамен ранее известных коромысел и балансиров он предложил шкивы.
Им впервые были разработаны вращающиеся детали передаточного меха-
низма в паровой машине и создано оригинальное крановое паро-и водорас-
пределение.
Русские машиностроители Е. А. и М. Е. Черепановы успешно продол-
жали дело И. И. Ползунова. В 1824 г. на Демидовском заводе они построи-
ли паровую машину, а затем еще дв? машины. Машины, созданные Че-
репановыми, позволили построить первую русскую железную доро-
гу с паровой тягой. Первый русский паровоз (фиг. 368), вступивший
в эксплуатацию в 1834 г., передвигался по рельсам, проложенным на про-
тяжении 800 м. Он перевозил 3 m груза со скоростью 15 км/ч. Труды Че-
репановых позволили нашей стране стать в число стра ., первыми осущест-
вившими постройку железной дороги с паровой тягой.
И П. Кулибин, живший в 1735—1818 гг., был новатором, сделавшим
много ценнейших изобретений. Наибольшую известность получили изготов-
ленные им «часы яичной фигуры». В часах, величиной несколько меньшей
гусиного яйца, показывавших время и отбивавших часы, половины и чет-
верти часа, изобретатель поместил крохотный театр-автомат. Часы испол-
няли гимн, а фигуры—театральное представление В 1776 г. он разработал
проект арочного однопролетного моста через реку Неву (фиг. 369).
В конце 1794 г. И. П. Кулибин создал свой образец оптического теле-
графа для передачи на расстояние условных сигналов при помощи системы
семафоров. Помимо этого, И. П. Кулибин занимался вопросами конструи-
рования водоходных судов, подъемников, сеялок и т. д.
Рост промышленности того времени вызвал необходимость применения
более точных методов графического изображения предметов на чертеже.
Большую роль в этом сыграла наука—начертательная геометрия.
Во второй половине XVIII в французский ученый Гаспар Монж,
обобщив свой опыт и достижения ученых зарубежных стран в области ре-
шения пространственных и метрических задач графическим способом, опуб-
ликовал в 1798 г. труд «Начертательная геометрия».
Основоположником начертательной геометрии в России является проф.
Я. А Севастьянов (1796—1849 гг.), который в 1818 г. начал читать лек-
ции по начертательной геометрии в Петербургском корпусе инженеров пу-
тей сообщения. В 1821 г. он издал труд «Основания начертательной гео-
метрии», который стал первым учебником по начертательной геометрии
в России. Я. А. Севастьянов особое внимание уделил вопросам применения
начертательной геометрии для решения практических задач в инженерном
деле.
В 1841 г. П. К. Галактионов издал «Курс начертательной геометрии»,
который был одобрен Академией наук и предложен в качестве учебного по-
собия для всех военных учебных заведений.
В 1855 г. А. X. Редер напечатал статью «Об изометрической проекции»,
которая в 1861 г. вышла отдельной книгой В 1858 г. вышла в свет пер-
вая часть его труда «Приложение начертательной геометрии к рисованию»
Развитие инженерной графики и начертательной геометрии е нашей стране
279
«Теория теней, блестящие точки и правила тушевания». А. X. Редер осве-
тил в своих трудах вопросы аксонометрии и проекции с числовыми отмет-
ками.
В 1S63— 1864 гг. Н. П. Дуров издал труд «О кривых линиях и кри-
вых поверхностях», в 1870 г.— «Руководство к геометрическому черчению»,
написанное совместно с Е. С. Сидоровым, и лекции под заглавием «Общие
начала начертательной геометрии и приложение их к составлению черте-
жей».
Фиг 368.
Среди ученых, работавших в то время в области графики, известен
акад. П. Л. Чебышев (1821 — 1894 гг.), который занимался исследовани-
ем вопросов черчения географических карт и разработкой некоторых воп-
росов, связанных с прикладной графикой.
Особенно выдающимся ученым конца XIX в. был профессор Института
инженеров путей сообщения В И. Курдюмов (1853— 1904 гг ), являющий-
ся автором большого количества капитальных трудов по начертательной
геометрии и основоположником нового направления в изложении этой науки.
Им было написано 14 крупнейших работ, охватывающих все разделы на-
чертательной геометрии. Его труды отличаются исключительной теоретиче-
ской глубиной и полнотей изложения.
В пгрио'1 с 1894 по 1895 г г В. И. Курдюмов выпустил в свет свою
классическую книгу — «Курс начертательной геометрии», которая издава-
лась по частям: в 1894 г.—«Аксонометрия в прямоугольных и косоуголь-
ных проекциях» и «Проекции с числовыми отметками», в 1895 г. — «Проек-
ции точек, прямых линий и плоскостей».
2в0
Развитие инженерной графики и начертательной геометрии в нашей стране
Проф. Н. И. Макаров (1824—1904 гг.) издал в 1870 г. обширный труд
«Полный курс начертательной геометрии», который переиздавался на про-
тяжении многих лет. В этом курсе он подробно изложил способ перемены
плоскостей проекций, а в 1885 г. теоретически обосновал изометрическую
проекцию как частный случай прямоугольной аксонометрии.
Проф. Н. А. Рынину (1877 — 1942 гг.) принадлежат несколько класси-
ческих трудов, в том числе учебник «Начертательная геометрия», по кото-
рому обучаются еще и теперь. Н. А. Рынин показал в своих работах ши-
роту практического применения начертательной геометрии в решении про-
изводственных и других задач.
Советские ученые составили много учебников и учебных пособий по на-
чертательной геометрии. Проф. М. А. Дешевой (1865— 1942 гг.) написал
Фиг. 369.
«Курс начертательной геометрии», где использовал свою оригинальную ра-
боту «Основания для объединения главнейших методов проектирования»,
опубликованную в 1913 г. М. А. Дешевой ввел в начертательную геомет-
рию метод координат и внес тем самым новое направление в развитие этой
науки.
Проф. Д. И. Каргин (1889—1949 гг.) написал работу «О точности гра-
фических построений», а также перевел на русский язык книгу «Начерта-
тельная геометрия» Гаспара Монжа.
Большое значение имеют труды крупного ученого проф. А. И. Добря-
кова (1895—1947 гг.), который составил «Курс начертательной геометрии»
и «Задачник по га<-ертателы-1сй гесметрии». Креме того, им глубоко исследо-
ваны мюгие вопросы, относящиеся к теории построения теней и теории
перспективы в приложении к архитектурному и инженерно-строительному
проектированию. В последние годы своей жизни проф. А. И. Добряков по
заданию правительства работал над вопросами перспективы, связанными
с построением высотных зданий в Москве.
Среди имен, с которыми связано широкое развитие в СССР научной ра-
боты в области теории изображений, следует отметить имя крупного уче-
ного, действительного члена Академии педагогических наук, заслуженного
деятеля науки Н. Ф. Четверухина.
Развитие инженерной графики и начертательной геометрии в нашей стране W
Преф. Н. Ф. Четверухин посвятил большую часть своих трудов проек-
тивной и начертательной геометрии. Его докторская диссертация на тему «Тео-
рия условных изображений» проложила путь к новому разделу в начерта-
тельной геометрии, изучающему числовые характеристики изображений.
Многие работы проф. Н. Ф. Четверухина посвящены аксонометрии и гео-
метрии многомерного пространства.
Значительный вклад в теорию кривых линий и поверхностей внес проф.
М. Я. Громов— автор оригинального курса начертательной геометрии (1930 гл.
Наряду с многочисленными исследованиями в проективной и начерта-
тельной геометрии советские ученые занимаются также уточнением и усо-
вершенствованием «классических» способов изображений. ]В. О. Гордон,
Н. А Попов (умер в 1947 г.), Е. А. Глазунов, В. С. Левицкий, К- С. Кип-
шидзе и др.].
В частности, большой интерес представляют работы проф. С. М. Коло-
това «Новая теория теней» и «Метод вспомогательного проектирования».
С развитием промышленности появилась необходимость в широком вы-
пуске учебников и учебных пособий по курсу черчения. Так, в начале XX в.
были изданы учебные пособия Н К- Пафнутьева по аксонометрическим
проекциям, И. И. Куколевского, М. Нетыкса: «Техника черчения», «Прак-
тика геометрического черчения» и «Начала заводского черчения». Позже
появились пособия проф. И. М. Холмогорова — «Машиностроительное чер-
чение» и проф. В. И Крыжановского — «Пособие по техническому черчению».
Особо следует отметить совершенствование способов графических реше-
ний практических задач при советской власти, когда Партия и Правительство
поставили вопрос об индустриализации нашей страны. За это время издан
ряд учебных пособий по черчению: С. К. Руженцева, И. Ф. Маслова,
И. Г. Попова, С. М. Куликова, Д. И. Каргина, А. М. Иерусалимского,
В. О. Гордона, Н. А. Попова, М. А. Леонтьева, И. Ярмоловича, В. И. Ка-
менева и др.
В связи с развитием заочного обучения в нашей стране потребовались
специальные учебные пособия по начертательной геометрии и по машино-
строительному черчению. Большой вклад в создание таких пособий внесли
В. С. Левицкий и Н. Н. Иванов.
Значительную организующую роль сыграло составление и широкое внед-
рение в практику проектных организаций сборника стандартов «Чертежи
в машиностроении», благодаря которому удалось установить единые требо-
вания при составлении и оформлении чертежей.
Первый выпуск стандартов по черчению был осуществлен в 1929 г.
Эта работа была проведена специально созданной комиссией под руководством
проф. М. А. Саверина. Особо большое участие в работе этой комиссии при-
нимали профессора В. О. Гордон и С. М. Куликов.
В области графики ведется систематическая работа по дальнейшему
улучшению стандартов, повышению точности графических расчетов, методике
преподавания черчения и т. п. В крупнейших центрах научной мысли
с этой целью созданы научно-методические семинары.
Первый постоянно действующий научный семинар по начертательной
геометрии и инженерной графике был организован в 1944 г проф. Н. Ф. Чет-
верухиным при кафедре начертательной геометрии (теперь прикладной гео-
метрии) Московского авиационного института На заседаниях этого семинара
заслушиваются и обсуждаются доклады и информации о научных исследо-
ваниях.
В 1961 г. Московский авиационный институт отмечал 200-й семинар,
в котором приняли участие ученые всего Советского Союза.
Организация таких семинаров открыла широкий путь к обмену науч-
ной мыслью и опытом преподавания графических дисциплин
282 Развитие инженерной графики и начертательной геометрии в нашей стране
В настоящее время такие семинары действуют во всех крупных науч-
ных центрах — Ленинграде, Киеве, Харькове, Тбилиси, Ташкенте, Ачинске,
Риге. Львове и др.
Помимо научных семинаров периодически, через 2—3 года, устраиваются
Всесоюзные и Республиканские совещания, на которых более широко пред-
ставляются научные доклады и научные сообщения. На этих же совещаниях
намечаются пути дальнейшего развития научных исследований, , а также
пути по повышению качества преподавания графических дисциплин.
Особое значение приобретает в наше время закон о связи школы с жизнью.
Советские ученые, осуществляя связь школы с практикой, стремятся
к всемерному подъему научной и научно-методической работы для получе-
ния наилучших результатов в вопросах, разрешаемых нашей Родиной.
ПРИЛОЖЕНИЕ
7 ао iu а /
Поверхность
Секущая
плоскость
1. Сфера
, (шер)
Меридиан
Форма линий
сечения
Окружность
Произвольная
плоскость
ХШЛ
/Экватору
Параллель
3. Конус
прямой
круговой
аКи-перпендику лярна к оси Окружность
б)Д-параллель- на оси Ж? образующие
ft) У -наклонна коси Эллипс
а№-перпенди- килярна коси Окружность
д)(Ь-проходит через верши- ну Две Образующие
б) /-пересекает дсе образу- ющие и наклонна коси Эллипс
г)а-параллель- на одной образующей Парабола
д)а-параллель-
на двум
образующим
Гипербола
Построение линии
сечения
284
Приложение
Продолжение табл. 1
Приложение
285
-------------(
Таблица 2
С/Щ: чаи Варианты пересекаю- щихся пооерхноотеи Взаимное положение осей поверхностей сращения Рациональные посредники
Ц илиндр-цилиндр f" ' ГН~1 Р) Оси пересекаются и П-ы плоскости про- екций Варианты /ив Плоскости И-ые к осям цилиндров, Сферы концентрические
— 1
1 гО^ Ll 1 б) Оси скрещиваются Ваоиант / Плоскости, И-ые осям цилиноров
ГЛ7 проекций В>арионт /и 2 Плоскости, П-ые осям цилиндров
7 др- конус а) оси пересекаются Вариант / Плоскости,1-ые оси конуса, ссреры концентрические Вариант?
п U irb! плоское гл и проекций Сферы концентрические
2. Аг — /Тл V *" 7 5) оси скрещиваются и И- ы плоскости проекции Плоскости, 1 -ые к оси конуса
Ци/iuni fy-c срера а) оси лежат б одной плоскости, И-ы плос- носкости проекций Плоскости уровня, П-ые илийлые оси цилиндра-, сореры концентрические и эксцентрические.
3
5)оси скрещиваются, но И-ы плоскости про- екций Плоскости уровня, П-ы или!-Ы оси цилиндра, а также плоскость, проходящая через ось цилиндра и ось шара Примечание- Применяя спосод перемены плоскос- тей проекций или 6роще ния задачу можно свести к предыдущей
286
П пи южение
Продолженье табл. 2
Слц чай Варианты тересекаю- щихся поверхностей взаимное положение осей поверхностей вращения Рациональные посредники
Ццлиндр - тор С) оси пересекаются и П-ы или 1-ыплос- кости проекций соответственно Плоскости уровня,!-ые оси тора-, и ср еры концентрические.
д m
LLC\X\ ’>-х zr > й) оси скрещиваются но П-ы или 1-ы плос- кости проекций соответственно Плоскости уровня, 1-ые оси тора: среры эксцентрические
St V f 1
Ч№4
Л 'Т \ чц. —1—I---+ <1/ 1 в) оси И-ы между совой и плоскости проекции Плоскости уровня ,1-ые оси тора
X. /
\ I 8) оси пересекаются и П-ы плоскости про- екций. Плоскости,1-ые оси тора
5 Конус- кону c Оси пересекаются и Н-ы плоскости проек- ций. Переры концентрические
6 К опус- -hh i wi ctpep a Оси лежат в одной плоскости, И-ой плоскости Плоскости уровня, '1-ыеоси конуса. Сферы концентрические и эксцентрические
7 / £ <онус-> mop n а) оси пересекаются и Н-ы или 1 -ы плоскос- ти проекций соответ- ственно: в) оси скрещиваются, но П-ы или 1-ы плос- кости проекций соот- ветственно Сферы концентрические Сферы эксцентрические
\ б 17/' J
1 1 1 _L^ в) Оси пересекаются и Н-ы одной плоскости проекций. Сферы концентрические
J
П риложение
287
Резьоа метрическая (по ГОСТу 9150-59) для диаметров от 1 до В(!() мм
1. ГОСТ 9150-59 распространяется на метрические резьбы с крупными шагами для
диаметров от 1 до 68 л:и и с мелкими шагами для диаметров от 1 до 600 мм по ГОСТу
8724-58
2. Форма впадины резьбы болта стандартом не регламентируется и может выпол-
няться как плоскосрезанной, так и закругленной с г—-g—0,144 s
Размеры в мм
Наружный d Средний d В нутреи* ни Г- dt L1J аг резьбы s Наружны и d С[ едний d Внутрен ний dt Шаг резьбы s
1 0,838 0,730 0,25 12 10,863 10.106 1,75
1,1 0.938 0,830 0,25 14 12,701 11,835 2
1,2 1.038 0,930 0,25 16 14,701 13,835 2
1,4 1.205 1,075 0,30 18 16,376 15,294 2,5
1,6 1,373 1,221 0,35 20 18,376 17,294 2,5
1.8 1,573 1,421 0,35 22 20,376 19,294 2,5
2 1.740 1,567 0,40 24 22,051 20.752 3
- 2,2 1,908 1 713 0,45 27 20,051 23,752 3
2,5 2,208 2,013 0,45 30 27,727 26,211 3,5
3 2,675 2,459 0,50 33 30,727 29,211 3,5
3,5 3,110 2,850 0,60 36 33,402 31.670 4
4 3,546 3,242 0,70 39 36,402 34,670 4
4,5 4,013 3,688 0,75 42 39,077 37,129 4,5
5 4,480 4,134 0,80 45 42,077 40,129 4,5
6 ,350 4,918 1 48 44,752 42,587 5
7 6,350 5,918 1 52 48,752 46,587 5
8 7 188 6,647 1,25 56 52 428 50,016 5,5
9 8,188 7,647 1,25 60 56,428 50,046 5,5
10 9,026 8,376 1,5 64 60,103 57,505 6
11 10.026 9,376 1.5 68 64,103 61,505 6
Примечание. Основные размеры приведены только для резьб с крупными шагами.
288
П риложение
Резьба трапецеидальная (по ГОСТу 9484-60)
Трап. 50 у. 3 ГОСТ 9484-60
Пример условного обо-
значения трапецеидаль-
ной резьбы'
1,8665
ti^0,5S-rz
h-0,5S
dy-d-0,5S
d,*d-2ht
d'=d*2z
d’, = d~S
Размеры в мм
В и ит Винт и гайка Гайка В и ит Винт и гайка Гайка
Диаметр Сред- Диаметр Диаметр Сред- Диаметр
резьбы ВИЙ Шаг резьбы резьбы НИЙ Шаг резьбы
ди а- резьбы ди а- резьбы
наруж внут- метр наруж- внут- Н уж 1 внут- метр виут- наруж-
ный ренний ный ренний ный ре н н и й ренний | ный
dG Чу rf.. S rfo d. do 1 й. dt 5 d„ । di
10 7,5 9 10,5 8 16 11,5 14 16,5 12
12 9.5 11 12,5 10 18 13,5 16 18,5 14
14 11,5 13 14,5 12 20 15,5 18 20,5 16
16 13,5 15 16,5 14 62 57,5 60 62,5 58
18 15,5 17 2 18,5 16 65 60,5 63 4 65,5 61
20 17,5 19 20,5 18 70 65,5 68 70,5 66
22 19,5 21 22,5 20 75 70,5 73 75,5 71
24 21,5 23 24,5 22 78 73,5 76 78.5 74
26 23,5 25 26,5 24 80 75,5 78 80.5 76
28 25,5 27 28,5 26 22 16 19,5 23 17
10 6,о 8,5 10,5 7 24 18 21,5 25 19
12 8,5 10,5 12,5 9 26 20 23,5 27 21
14 10,5 12,5 14,5 11 28 22 25,5 29 23
30 26,5 28,5 30,5 27 85 79 82,5 86 80
32 28,5 30,5 3 32,5 29 90 84 87,5 5 91 85
34 30,5 32,5 34,5 31 95 89 92,5 96 90
36 32,5 34,5 36,5 33 100 94 97,5 101 95
38 34,5 36,5 38,5 35 НО 104 107,5 111 105
40 36,5 38,5 40,5 37 30 23 27 31 24
42 38,5 40,5 42,5 39 32 25 29 33 26
44 40,5 42,5 44,5 41 34 27 31 35 28
46 42,5 44,5 46,5 43 36 29 33’ 6 37 30
48 44,5 46,5 48,5 45 38 31 35 39 32
50 46.5 48,5 50,5 47 40 33 37 41 34
52 48,5 50,5 52,5 49 42 35 39 43 36
55 51,5 53,5 55,5 52 120 ИЗ 117 121 114
60 56,5 58,5 60,5 57 130 123 127 131 124
Примечания: 1. Наружный диаметр винта является одновременно и номинальным диамет-
ром резьбы
2 Для многоходовых трапецеидальных резьб применяются те же профили, что и для одноходовых.
Я. Резьба для шагов: 8, 12. 16. 20. 24, 32. 40 и 48 мм в этой таблице ие приводится.
П риложение
289
Резьба трубная цилиндрическая (по ГОСТу 6357-52)
Гп= 0.96049 S;
Гг- 0.6403 S;
г = 0,13733 5.
Пример
Профиль закругленный
Пуфта
обозначения трубной резьбы.
чТруб. 2"»
Размеры в мм
условного
Обозначе- ние размера резьбы 'в дюймах Диаметр резьбы Шаг резьбы •$ Ч ИС Л<) Н ИТО’С Высота профиля Радиус
наружный внутрен НИЙ средний на 1" на 127 мм
d rfo ^ср S *
Р/в» 9,729 8,567 9,148 0,907 28 140 0,581 0,125
’/4 13,158 11,446 12,302 0,337 19 95 0,856 0,184
3/я 16,663 14,951 15,807 1,337 19 95 0,856 0,184
’/г 20,956 18,632 19,794
(5/в) 22,912 20,588 21,750 1,819 14 70 1,162 0,249
S/4 26,442 24,119 25,281
(’/в) 30,202 27,878 29,040
1 33,250 30,293 31,771
(1’/я) 37,898 34,941 36,420
1’/4 41,912 38,954 40,433
13/8 44.325 41,367 42,846
1’/» 47,805 44.847 46,326
lS/4 53,748 50,791 52,270
2 59,616 56,659 58,137 2,309 И 55 1,479 1,317
(2’Л) 65,712 62,755 64,234
2*/2 75,187 72,230 73,708
(28/4) 81,537 75,580 80,058
3 87,887 84.930 86,409 1
(37J 93,984 91.026 92,505
3>/2 - 100,334 97,376 98,855
(33/4) 106,684 103.727 105,205
4 113,034 110,077 111,556
резьб, взятыр в скобки, по возможности не применять.
Примечание.
Диаметры
19 iu6J
Резьба трубная коническая (по ГОСТу 6211-52)
t0 = 0,96024 S;
/2= 0,64033 S;
г = 0,137285;
<р= Г47'24".
Конусность
(2tg<p) = 1 : 16
Шаг резьбы измеряется параллельно оси трубы.
Биссектриса угла профиля перпендикулярна оси трубы.
Условное обозначение конической трубной резьбы 3/4":
/( Труб. ГОСТ 6211-52
Размеры в мм
Обози ачеиие размера резьбы Число ниток на 1" Шаг резьбы S Длина резьбы Диаметры в основной плоскости Внутренний диаметр резьбы у торца трубы dT Рабочая высота витка V Радиус закруглений г
рабочая L) от торца трубы до основной плоскости Ао средний dcp наружный d внутренний d 1
1/’ 28 0,907 9 4,5 9,148 9,729 8,567 8,270 0,581 0,125
1J /у 19 1,337 11 6 12,302 13,158 11,446 11,071 0,856 0,184
/ 4 3/_" 19 1,337 12 6 15,807 16,663 14,951 14,576 0,856 0,184
Vo" 14 1,814 15 7,5 19,794 20,956 18,632 18,163 1,162 0,249
3/." 14 1,814 17 9,5 25,281 26,442 24,119 23,524 1,162 0,219
1" И 2,309 19 11 31,771 33,250 30,293 29,606 1,479 0,317
Р/а" 11 2,309 22 13 40,433 41,912 38,954 38,142 1,479 0,317
1V," 11 2,309 23 14 46,326 47,805 41,847 43,972 1,479 0,317
2" И 2,309 26 16 58,137 59,616 56,659 55,659 1,479 0,317
21/-’ 11 2,ЗС9 30 18,5 73,708 75,187 72,230 71,074 1,479 0,317
3" 11 2,309 32 20,5 86,409 87,887 84,930 83,649 1,479 0,317
Приложение
Резьба коническая дюймовая с углом профиля 60° (по ГОСТу 6111-52)
Линия, параллельная
' оси резьЬы _
' Сбег резьбы
t0 = 0,866 S;
/2= 0,8 S;
<р = 1°47'24*
Конусность
2tgT = 1 : 16
« I,
Ось резьбы
Шаг резьбы измеряется параллельно оси резьбы.
Биссектриса угла профиля перпендикулярна оси резьбы.
Условное обозначение конической резьбы 3/4":
К V/ ГОСТ 6111-52
Обозначение размера резьбы в дюймах Число ниток на 1" п Размеры в мм
Шаг резьбы S Длина резьбы Диаметр резьбы в основной плоскости Внутренний диаметр резьбы у торца трубы Рабочая высота витка ‘2
рабочая L] от торца трубы до основной ПЛОСКОСТИ 1-2 средний dcp наружный d внутренний d/
*/8 27 0,941 7,0 4,572 9,519 10,272 8,766 8,480 0,753
V4 18 1,411 9,5 5,080 12,443 13,572 11,314 10,997 1,129
3 18 1,411 10,5 6,096 15,926 17,055 14,797 14,416 1,129
vs 14 1,814 13,5 8,128 19,772 21,223 18,321 17,813 1,451
’/< 1 14 1,814 14,0 8,611 25,117 26,568 23.666 23,128 1,451
1Р/2 2,209 17,5 10,160 31,461 33,228 29,694 29.059 1,767
141 11 Vs 2,209 18,0 10,668 40,218 41,985 38,451 37,784 1,767
1‘/2 IP/s 2,209 18,5 10,668 45,287 48,054 44,520 43,853 1,767
2 11 Vs 2,209 19,0 11,074 58,325 60,092 56,558 55,866 1,767
П рилом-ение
СБЕГИ, ПРОТОЧКИ И ФАСКИ (по ГОСТу 8234-56), МЕТРИЧЕСКАЯ РЕЗЬБА
п ( Проточки внешние
r-1 Tunlnpub*2m типП при Ь* 2,5мм Гип Ш- упрочненный
Размеры в мм
Диа- метр резьбы d Шаг резьбы S Наружная проточка Внутренняя проточка Запасы резьбы, глубины сверления, выходы конца болтов и шпилек из гайки
ь "h R Г С А ft, <8 Л, Г1 Cl
•’Б’ 45’ Т ип Тип
1 1 1 1) 1 И L = 6-2 С, а
6 1 1 5 0.7 2 1,5 4,5 0,5 — 0,7 2 2 1,5 6.2 0,5 — 0,7 3,5 2 6 1,5- 2,5
8 1,25 2 0,9 1,8 6,2 1 2,5 3 1.8 82 1 0.5 1 4 2,5 8 2—3
10 1,5 -2,5 1 2 3 2,5 7,8 1 0,5 1,5 3 2,5 10,3 4,5 3 9
12 1,75 1,5 4 9,5 3,5 4 12,3 1,5 5,5 3,5 11
14 16 2 3 3,5 11 4 5 3,5 14,4 1,5 6 4 12 3,5—4
12 16,4
Приложение
Диа- метр резьбы d Шаг резьбы S Наружная проточка
а ь d. R Г С
25° 45° Тип
1 1 1 11
18 20 22 2,5 4 1,5 5 3,5 14,4 1 0,5 2
16,4 1,5
4,5 18,4
24 27 3 4,5 2 6 19,5 1
22,5
30 3,5 5,5 2,5 8 24,8 2 2,5
36 4 6 3 5,5 30 3 --
42 4,5 7 10 6 35 2 3
48 5 7,5 3,5 6,5 40,5 3,5
56 5,5 8,5 7,5 47,8 4
64 6 9 4 8 55
68 59
Продолжение
Внутренняя пр точка
1, 6, d, R, Г1 *1 Запасы, резьбы, глубины сверления, выходы конца болтов н шпилек из гайки
Тип
1 1! L = Lt L, a
5 6 3,5 18,4 1,5 1 2 7 5 15 2,5—4
20,4
22,4
6 4,5 24,6 8 b 18 3,5—5
27,6
7 8 30,6 2 2,5 9 7 21
8 5,5 36,8 3 10 8 24 4-7
9 10 6,5 42,8 3 11 9 27
10 48,8 1,5 3,5 13 10 30 6-10
12 7,5 57 4 16 11 33
8 65 18 12 36
69
Приложение
294
П риложение
БОЛТЫ С ШЕСТИГРАННОЙ ГОЛОВКОЙ
Пример условного обозначения болта диаметром 20 мм, длиной 100 мм с классом точ-
ности резьбы 3 из материала подгруппы 00, без покрытия, (группа 0) с крупным ша-
гом резьбы (исполнения I):
Болт М20 х 100 ГОСТ 7798-62
Пример условного обозначения такого же болта с мелким шагом резьбы (исполнения II):
Болт М20 х 1,25 х 100 ГОСТ 7798-62
Диаметр резьбы 6 8 10 12 (14) 16 (18)
Крупный 1 1,25 1,5 1,75 2 2 2,5
Мелкий - 1 1,25 1,25 1,5 1,5 1.5
Ра2М£р «ПОЧ КЛЮЧ* 10 14 17 19 22 24 27
Высота головки 4 '5,5 7 8 9 10 12
Диаметр описанной окружности 11,5 16,2 19,6 21,9 25,4 27,7 31,2
Радиус закругления 0,5 0,5 0,5 0,8 0.8 1 1 1 1
Длина болта Длина резьбы включая сбег резьбы) и расстояние от опорной поверхности
14 16 (18) 20 (22) 25 (28) 30 (32) 35 (38) 40 (42) 45 (48) 50 55 60 65 70 75 80 (85) 90 (95) 100 (Ю5) ПО (П5) 120 12 14 16 18 21 24 26 28 31 34 36 38 41 44 46 51 56 61 66 71 X X X X 18 18 12 14 16 18 21 24 26 28 31 34 36 38 41 44 46 51 56 61 66 71 76 81 X X X X X X 22 22 14 16 18 21 24 26 28 31 34 36 38 41 44 46 51 56 61 66 71 76 81 X X X X X X 26 26 X X X X 30 30 X X X X X X X X X X X X 38 38 X X X X X X 42 42
20 23 25 27 30 33 35 37 40 43 45 50 55 60 65 70 75 80 85 90 95 100 105 ПО 116 20 23 25 27 30 33 35 37 40 43 45 50 55 60 65 70 75 80 85 90 95 100 105 ПО 115
24 26 29 32 34 36 39 42 44 49 54 59 64 69 74 79 84 89 94 99 104 109 114
29 32 34 36 39 42 44 49 54 59 64 69 74 79 84 89 94 99 104 109 114
34 34
86 91 96 101 106 111 116
Примечания: I Размеры болтов, заключенные в скобки, по возможности не пвим< ив-г.
лять с длиной резьбы до головки. 3, Знаком X отмечены болты с резьбой ни всей длине стержня.
Приложение
295
(нормальней точности) (по ГОСТу 7798-62)
О, г 0,955
Примечания-
1. Для болтов нз мате-
риала подгруппы 00, без
покрытия (группа 0), ма-
териал и покрытие в ооо-
значснии ге укалывать
2 Класс точности резь-
бы 3 в обозначении не
указывать.
20 (22) 24 1 (27) | 30 1 36 | 42 | 48
2.5 2,5 | 3 1 з | 3.5 1 4 | 4,5 5
1,5 1.5 | 2 1 2 | 2 1 з | 3 1 з
30 32 | 36 1 41 | 46 1 55 | 65 1 75
13 14 15 1 17 | 19 1 23 | 26 | 30
34.6 36,9 | 41.6 1 47.3 | 53,1 | 63,5 75 1 86,5
1 1_ 1,2 1 1,2 | 1,2 1 1,5 I 1,5 | 1,5
головки до осн отверстия в стержне
X X X X X X X X X X X 50 X X X X X X
32 34 36 39 42 44 49 54
33 35 38 41 43 48 53
41 43 48 53
46
52 51
59 64 69 74 79 84 89 94 99 104 109 114 46 58 63 68 73 78 83 88 93 98 103 108 113 50 58 63 68 73 78 83 88 93 98 102 108 113 54 54 57 62 67 72 77 82 87 92 97 103 107 112 X 60 60 56 61 66 71 76 81 86 91 96 101 106 111 |х X X X X 78 78 X X X X X 1 р cj X X XXX
Ь6 66 65 70 75 80 85 90 95 100 105 НО
68 73 78 83 88 93 98 103 108
78 83 88 93 98 103 108
90 90
Болты, для которых величины и 10 расположены над ломаной линией, допускается изготов-
296
П DuAowcHue
ШПИЛЬКИ
(по ОСТу
Пример условного обознач°ния шпильки чистой без пплточки:
Шпилька МЮхбО -1 1-0 ОСТ 20001-38
Диаметр резьбы d 6 я 10 12 14 16 18
Г к 1.35 d 1 лубина завинчивания 10 12 15 10 18 12 20 14 22 16 25 18
Величина фаски С 1 1 1,5 1.8 9 2 2,5
Диаметр проточки для метрической резьбы с крупным шагом d 4,5 6,2 7,8 9,5 11,0 13,0 14,4
Ширина проточки f 2 2 3 4 4 4 5
Отверстие под шлинт 1,5 2 45 3,0 3,0 4.0 4,0
Длина шпильки 1 Длина 10 нарезанной части шпильки, включая сбег резьбы
16 18 20 22 25 28 30 32 35 40 45 50 55 60 65 70 75 80 85 90 95 100 ПО 12 12 15 15 15 15 18 18 — 15 15 18 18 18 Iй 20 20 ___ 18 18 20 20 2< 20 2L 22 22 22 28 25 25 3 3 28 32 30 ’0 35 35
25 28 28 32 30 35 32 38 35 40
Примечание. Размеры 1Л в колонках слева тносягс к шпилькам под ганку оГ» гниую. •
Приложение
297
ЧИСТЫЕ
20001-38)
Шпилька типа Б (с проточкой)
Тип Б
it, С ^5'
Пример условного обозначения шпильки чистой с проточкой:
Шпилька М10-Х6ПБ1-0 ОСТ 20001-38
Диаметр резьбы d 20 22 24 27 30 36 42 48
Г е 1,35 d Глубина завинчивания 28 20 30 22 35 24 38 27 42 30 50 35 58 42 65 48
Величина фаски С 2,5 2,5 3 3,5 4 4,5 5 6
Диаметр проточки дтя метри- ческой резьбы с крупным шагом do 16,4 18,4 19,5 22,5 24,8 30,0 32,5 40,5
Ширина проточки f 5 5 6 6 8 8 10 10
Отверстие под шплинт d;/ 4,0 5,0 5,0 5.0 6,0 6,0 8,0 8,0
Длина шпильки 1 Длина 1п нарезанной части шпильки, включая сбег резьбы
45 50 55 60х 65 • 70 75 80 85 90 95 100 ПО
32 32 38
38 35 35 42 42
38 38 45 45 42 42 и0 50 501 60
55 feu
65 75 /0 /5 80
38 42 4(1 48 45 50 48 55
справа - пол гайку ооыкновенну-о с прошилинтовкон или корончатую
2°8
П риложение
ГАЙКИ ШЕСТИГРАННЫЕ (нормальной точности) (по ГОСТу 5915-62)
Примечания:
1. Для гаек из материала подгруппы 00, без
покрытия (группа 0), материал и покрытие в обоз-
начении не указывать
3. Класс точности резьбы 3 в обозначении не
указывать.
Примеры условных обозначений гайки диаметром 12 мм, с классами точности резьбы
2 и 2а, из материала подгруппы 01, с покрытием по группе 1:
с крупным шагом резьбы (исполнение 1):
Гайка М12 кл. 2-011 ГОСТ 5915-62;
с мелким шагом резьбы (исполнение I):
Гайка М 12x1,25 кл. 2а-011 ГОСТ 5915-62;
с крупным шагом резьбы (исполнение II):
Гайка II М12 кл. 2-011 ГОСТ 5915-62;
с мелким шагом резьбы (исполнение II):
Гайка 11 М12%1,25 кл. 2а-011 ГОСТ 5915-62
Размеры в мм
П!аг резьбы Номиналь- ный диа- метр резьбы Размер под ключ Высота Диаметр описанной окружно- сти Шаг резьбы Номиналь- ный диа- метр резьбы Размер ПОД КЛЮЧ Высота Дна- метр опи- санной окруж- ности
круп- ный мел- кий кр ул- ный мелкий
ь ° d 1 * н D
1 — 6 10 5 11,5 2,5 1,5 (22) 32 18 36,9
1,25 1 8 14 6 16,2 3 2 24 36 19 41,6
1,50 1,25 10 17 8 19,6 3 2 27 41 22 47,3
1,75 1,25 12 19 10 21,9 3,5 2 30 46 24 53,1
2 1,5 (14) 22 11 25,4 4 3 36 55 28 63,5
2 1,5 16 24 13 27,7 4,5 3 42 65 32 75,0
2,5 1,5 (18) 27 14 31,2 5 3 48 75 38 86,5
2,5 1,5 20 30 16 34.6
Пр и меч ан не. Размеры гаек, заключенные в скобки, по возможности не применять.
П риложение
299
ГАЙКИ ШЕСТИГРАННЫЕ ПРОРЕЗНЫЕ И КОРОНЧАТЫЕ (повышенной точности)
(по ГОСТу 5932-62)
Остальное,
Исполнение И
Примечания:
1. Для гаек из материала подгруп-
пы 00, без покрытия (г| уппа 0), ма-
териал и покрытие в обозначении
не указывать.
2. Класс точности резьбы 3 в обоз-
начения не указывать.
Примеры условных обозначений гайки диаметром 12 мм, с классами точности резьбы
2 и 2а, из материала подгруппы 01, с покрытием по группе 1:
с крупным шагом резьбы (исполнение I):
Гайка MI2 кл. 2-011 ГОСТ 5932-62;
с мелким шагом резьбы (исполнение I):
Гайка М 12x1,25 кл. 2а-011 ГОСТ 5932-62
с крупным шагом резьбы (исполнение II):
Гайка II М12 кл. 2-011 ГОСТ 5932-62;
с мелким шагом резьбы (исполнение II):
Гайка II М12х1,25 кл. 2а-011 ГОСТ 5932-62
Размеры в мм
Шаг резьбы Диа- метр резьбы d Размер под ключ S Высота Н Диаметр описанной окружно- сти D Расстоя- ние от опорной поверхно- сти ЛО ос- новной прорези и коронки h Диаметр коронки d2 Число прорезей Ширина прорези b
круп- ный мелкий
1,75 1,25 12 19 14 21,9 10 17 3,5
2 1,5 (14) 22 16 25,4 11 20 3,5
2 1,5 16 24 19 27,7 13 22 4,5
2.5 1,5 (18) 27 20 31,2 14 25 6 4,5
2,5 1,5 20 30 22 34,6 16 28 4,5
2,5 1,5 (22) 32 25 36,9 18 30 6,0
3 2 24 36 26 41,6 19 34 6,0
3 2 (27) 41 28 47,3 22 38 6,0
3,5 2 30 46 32 53,1 24 42 7,0
4 3 36 55 38 63,5 28 50 7,0
4,5 3 42 65 44 75,0 32 58 9,0
5 3 л8 75 50 86,5 38 65 9,0
Примечание. Размеры гаек, заключенные в скобки, по возможности ие применять.
309
П риложение
контргайки из ковкого чугуна с цилиндрической РЕЗЬБОЙ
ДЛЯ ТРУБОПРОВОДОВ (по ГОСТу 8961-59)
Примеры условных обозначений контргайки
с Г> / = 50 мм:
неоцинкованной:
Контргайка ~>0 ГОСТ 8961-59;
оцинкованной:
Контргайка 0-50 ГОСТ *961-59
Условный н 1 л 1 D 1 Ог 1 : словный н л о ! о,
проход Резьба Р ?зьба
1 JMJW W и м м.м Dlf F ММ
8 Груб ‘/4“ 6 22 25,4 20 40 Труб Р/г" 12 60 69,3 56
10 » 8'я" 7 27 31,2 25 50 » 2" 13 75 86.) 70
15 » 1/ г" 8 32 36,9 30 ( 70) » 21/г" 16 95 110 90
20 » ®/ 9 36 41;6 33 ( 80) » 3" 19 105 121 100
25 » 1" 10 46 53,1 43 (ЮО) » 4" 21 135 156 128
32 » Р/4" 11 55 63,5 52
Примечание. *<онтпгайки г Dlf, взятые r скобки, применять не рекомендуется
ШАЙБЫ
Четные (по ГОСТу 6957-54)
Чистые (по ГОСТ v 6959-э4)
Пример условного обозна-
чения шайбы черной для
болта диаметром 10 мм:
Шайба 10 ГОСТ 6957-54
Пример условного обозна-
ння шайбы чистой для бол-
та диаметром 1U мм:
Шайба 10 ГОСТ 6959-54
Ч оми на ле пый див метр (див м тр резь бы болта винта ШПИЛЬКИ) d D s С Номиналь- ный ди а мегр (диа- метр речь- бы. болта, винта, нпи ЛЫКИ) а D S С
О 5,5 12 1,2 0,2 20 21 38 4,0 1
6 6,5 14 1,5 0,4 22 23 42 4,0 1
8 8,5 18 1,5 0,4 24 25 45 4,0 1
10 10,5 22 2,0 0,5 27 28 52 5,0 1,2
12 12,5 26 2,0 0,5 (30 31 55 5,0 1,2
14 14,5 28 3,0 0.8 36 38 68 6,0 1,5
16 16,5 32 3,0 0,8 42 44 80 6,0 1,5
18 19,0 36 3,0 0,8 48 50 90 8,0 2
П риложение
301
ШАЙБЫ ПРУЖИННЫЕ (по ГОСТу 6402-61)
Пример условного обозначения шайбы пру-
жинной для болта диаметром 10 мм:
Шайба пружинная 10 ГОСТ 6402-52
Размеры в мм
Диаметры резьбы болтов и винтов d D ь | н т нс бо ’< * ДилМ'ТрМ резьб |>Т ОЛТОВ W РИПТО* d D н т н** бол> е
ном ин ном ин. но МНР. » ом ин
2 2,2 3,4 0,6 1,2 0,4 14 15 23 4 8 2
2,3 2,5 4,1 0.8 1.6 0,4 16 17 25 4 8 2
2,6 2,8 4,4 0,8 1.6. 0,4 18 19 28 4,5 9 2.25
3 3,2 5,2 1 2 0,5 20 2) 31 5 10 2,5
3,5 3.7 6,1 1,2 2,4 0.6 22 23 33 5 10 2.5
4 4,4 6,8 1.2 2.4 0.6 24 25 37 6 12 3
5 5.4 8,6 1,6 3.2 0.8 27 28 40 6 12 3
6 6,5 10,5 2 4 1 30 31 44 6.5 13 3,25
8 8,5 13,5 2,5 5 1,25 36 37 51 7 П 3,5
10 10,5 16,5 3 6 1,5 42 43 59 8 16 4
12 12,2 19,5 3.5 7 1.75 50 68 9 18 1.5
ШПЛИНТЫ РАЗВОДНЫЕ ПРОВОЛОЧНЫЕ СТАЛЬНЫЕ (по ГОСТу 397-54)
Пример условного обозначения шплинта разводного диаметром d — 7,5 мм и длиной
I — 50 мм:
Шплинт 7,5 У 50 ГОСТ 397-54
Размеры в мм
h
Услов-
ный
диа-
метр
Номи-
наль-
ный
дна
метр d
Длина шплинта I
1 0,9 2.1 1.5 1 6 8 10 12 15 30 25
1,5 1,3 3,5 2 1.5 8 10 12 15 2( 25 30 35 4(
2 1,8 5 2 2 8 10 12 15 20 25 30 35 40
2,5 2,2 6 3 2,5 10 12 11 20 25 30 35 40 45
3 2,7 7.5 3 3 12 15 20 25 30 35 4( 45 50 6(
4 3,6 9 5 3,5 15 20 25 30 35 40 45 5.0 60 70
5 4,6 11,5 5 4,5 15 20 25 30 35 41 45 5( 60 7( 80
6 5,6 14 5 5/ 20 25 36 35 4( 45 50 60 70 *0 90 кт
8 7,5 16 6 6 45 50 61 71 8( 90 100 120
10 9,5 21 6 8 60 70 8( Q( 10( 120 110 )6( 180
11,5 25 6 10 80 90 100 120 140 160 180 200
302
П риложение
ВИНТЫ С ПОТАЙНОЙ ГОЛОВКОЙ (по ГОСТу 1490-62)
Примеры условных обозначе-
ний винта диаметром 12 мм,
с классами точности резьбы 2
и 2а, из материала подгруппы
01, с покрытием по группе 1:
с крупным шагом резьбы (ис-
полнение I):
Винт М 12x40 кл. 2-011 ГОСТ
1490-62;
с крупным шагом резьбы (ис-
полнение 11):
Винт П М12 х 40 кл. 2-011
ГОСТ 1490-62
V4 Остальное
Исполнение О
1. Для винтов из материала 00, без покрытия (группа 0),
материал и покрытие в обозначении не указывать
2 Класс точности резьбы 3 в обозначении не указывать
Номинальные диаметры резьбы 3 4 5 6 8 10 (12) (14) 16 (18) 20
Шаг резьбы s Крупц. 0,5 0,7 0,8 1 1,25 1,5 1.75 2 2 2,5 2,5
Мел к. — — — — 1 1,25 1,25 1,5 1,5 1,5 1,5
Диаметр стержня d. 3 4 5 6 8 10 12 14 16 18 20
Диаметр головки D 6,0 7,5 9,0 11,0 15,0 18,0 22,0 25,0 29,0 32,0 36,0
Высота головкн Н 1,6 2,0 2,5 3,0 4,0 4,8 5,6 6,3 7,0 8,0 9,0
Ширина шлица b 0,8 1,0 1,2 1,6 2,0 2,5 3,0 4,0
Глубина шлица h 0,9 1,1 1,2 1,5 2,0 2.5 3,0 3,5 4,0
Радиус под головкой г не более 0,2 0,4 0,5 0,6 0,8 1.0
Длина вннта 1 Длина резьбы Zo, включая сбег резьбы (знаком Xотмечены винты с резьбой на всей длине стержня)
(18) 20 (22) 25 (28) 30 (32) 35 (38) 40 (42) 45 (48) 50 55 60 65 70 12 12 12 12 X 14 14 14 14 X X 16 16 16 16 X X X 18 18 18 18 X X X X X X 22 22 22 22 X X X X X X X 26 26 26 26 X X X X X X X X 30 30 30 30 X X X X X X X X X 34 34 X X X X X X X X X 38 38 X X X X X X X X 42 42 X X X X X X X 46 46
Примечания:
1. Размеры винтов, заключенные в скобки, по возможности не применять.
2. Винты (исполнение I), для которых величины 10 расположены в таблице над ломаной линией,
допускается изготовлять с длиной резьбы до головкн
3. Винты» отмеченные знаком X- в исполнении II не изготовляются.
Приложение
303
ВИНТЫ С ПОЛУПОТАЙНОЙ ГОЛОВКОЙ (по ГОСТу 1475-62)
Примеры условных обозначений
винта диаметром 12 мм, длиной
40 мм, с классом точности резьбы
2 и 2а, из материала подгруппы 00,
с покрытием по группе 0:
с крупным шагом резьбы (ис-
полнение 1):
Винт М12 х 40 кл. 2-011 ГОСТ
(1475-62);
с мелким шагом резьбы (исполне-
ние 11):
Винт II М12 х 1,25 х 40 кл.
2а-011 ГОСТ 1475-62
А
•V4 Остальное
Исполнение! Исполнение]!
D?
Н
Примечания-
1 Для винтов из материала подгруппы 00, бет покры-
тия (группа 0). материал и покрытие в обозначении не ука-
зывать.
2 Класс точности резьбы 3 в обозначении не указывать
Номинальные диаметры резьбы d 3 4 5 6 8 10 12 (14) 16 (18) 20
Шаг резьбы s Крупн 0,5 0,7 0,8 1 1,25 1.5 1,75 2 2 2,5 2,5
Мелк — — — — 1 1,25 1,25 1,5 1,5 1,5 1,5
Диаметр стержня 3 4 5 6 8 10 12 14 16 18 20
Диаметр головки D 6,0 7,5 9,0 11,0 15,0 18,0 22,0 25,0 29,0 32,0 36,0
Высота головки (беч сферы) Н 1,6 2,0 2,5 3,0 4,0 4,8 5,6 6,5 7,0 8,0 9,0
Высота сферы 0,8 1,0 1,3 1,5 2,0 2,5 3,0 3,5 4,0 4,5 5,0
Ширина шлица Ъ 0,8 1,0 1,2 1,6 2,0 2,5 3,0 4,0
Глубина шлица h 0,9 1,2 1,8 2,0 2,5 3,2 3,6 4,5 5,5 6,0
Радиус под головкой г не бо- лее 0,2 0,4 0,5 0,6 0,8 1.0
Радиус сферы головки R. 6,0 7,5 8,4 10,8 15,8 17,5 21,7 24,1 28,3 30,7 34,9
Длина винта 1 Длина резьбы /0, включая сбег резьбы (знаком X отмечены винты с резьбой на всей длине стержня)
(18) 20 (22) 25 (28) 30 (32) 35 (38) 40 (42) 45 48 50 55 60 65 70 12 12 X 14 14 X X 16 16 X X X 18 18 X X X X X X 22 22 X X X X X X X X X X X X X X X X 30 30 X X X X X X X X X 34 34 X X X X X X X X X X 38 38 X X X X X X X X 42 42 X X X X X X X 46 46
16 16 18 18 22 22 26 26
26 26
30 30 30
Примечания: 1. Размеры винтов, заключение 2. Винты (исполнение I), для допускается изготовлять с длиной । 3. Винты, отмеченные знаком ле в скобки, по возможности не применять. которых величины Zo расположены в таблице над ломаной линией, резьбы до головки. <, в исполнении II не изготовляются.
304
П риложение
Винты с полукруглой головкой (по ГОСТу 1489-62)
04 Остальное
Исполнение И
И
г' г
00, без вскрытия (группа 0),
Примем 4 и и я:
1 Для винтов из материала »подгруппы . . . ,
материал и покрытие i обозначении не указывать.
2 . Класс точности резьбы 3 в обозначении не указывать.
Примеры условных обозначений винта диаметром 12 тилг, длиной 40 мм, с клас-
сами точности резьбы 2 и 2а, из материала подгруппы 01, с покрытием по группе 1:
с крупным шагом резьбы (исполнение I):
Винт М 12x40 кл. 2-011 ГОСТ 1489-62,
с мелким шагом резьбы (исполнение I):
Винт М 12x1,25 x 40 кл. 2а-011 ГОСТ 1489-62
Номинальные диаметры резь- бы d 3 4 | 5 6 8 >0 12 (14) 16 (18) 20
1 Крупи 0,5 0,7 | 0,8 1 1,25 1,5 1,75 2 2 2,5 2,5
Мел к — — — - 1 1,25 1,25 1,5 1.5 1.5 1.5
Диаметр стержня dt 3 4 5 6 8 10 12 14 16 18 20
Диаметр головки Л 5,5 7,0 9,0 10,5 13,0 16,0 18,5 21,0 24,0 27,0 30,0
Высота головки Н 2,5 3,2 4,0 4,5 6,0 7,5 9,0 10,0 11,0 12,5 14,0
Ширина шлица Ь 0,8 1,0 1,2 1.6 2,0 2,5 3,0 4,0
Глубина шлица h 1,4 1,8 2,2 2,5 3,2 3,8 4,2 4,5 5,0 5,5 6,0
Радиус сферы головки Р 2,8 3,5 4,5 5,3 6,5 8,0 9,3 10.5 12,0 13,5 15,0
Радиус под головкой г, не более 0,2 0,4 0,5 0,6 0,8 1,0
Длина винта 1 Длина резьбы 4, включая сбег резьбы («неком X отмечены винт с резьбой на всей длине стержня)
16 (18) 20 (22) 25 [28) 30 32 35 (38) 40 [42) 45 (48) 50 55 60 65 70 12 12 X 14 14 X X 16 16 X X X 18 18 X X X X X 22 22 X X X X X X 26 26 X X X X X 30 30 ХХХХ X XS д X X X X X X 38 38 х хх хх х$г s X X X X X 46 46
12 12
14 14 16 16 18 18 22 22
26 26
30 30 34 34
38 38 42 42
46 46
Примечания. 1. Размеры винтов, заключенные в скобки, по возможности не применять. 2. Вннты (исполнение I). для которых величины расположены в таблице над ломаной лини- ей, допускается изготовлять с длиной резьбы до головки 3 Винты, отмеченные знаком X» в исполнении 11 не изготовляются.
Приложение
305
головкой (по ГОСТ 1491-62)
Исполнение I V4 Остальное Исполнение И Примечания: С 1. Для винтов из материа*
1 1
•о । с?, Vi? - Ъ<т э-- t 4 — тия (групп покрытие указывать. а 0), материал и обозначении не
£ Io 2. Класс точности резьбы 3
к- ‘Ъ Г^'2 <1 £ бозначений винта диаметром 12 мм, длиной 40 мм, с клас- и 2а, из материала подгруппы 01, с покрытием по группе 1: ‘зьбы (исполнение I): ГОСТ 1491-62 ьбы (исполнение I): кл. 2а-011 ГОСТ 1491-62
Д' | . 1
Примеры условных с сами точности резьбы 2 с крупным шагом ре Винт М12 х 40 кл.2-011 с мелким шагом рез Винт М12 X 1,25 X 40
Номинальные диаметры резьбы d 3 4 5 6 8 10 12 (14) 16 (18) 20
Крупп 0,5 0,7 0,8 1 1,25 1,5 1,75 2 2 2,5 2,5
Шаг резьбы $ Мели. — — — — 1 1,25 1,25 1,5 1,5 1,5 1,5
Диаметр стержня dt | 3 4 5 1 6 8 101 12 14 16 181 20
Диаметр головки D | 5,0 7,0 8,5 | 10,0 12,5 15.0 | 18,0 21,0 24,0 27,0 | 30.0
Высота головки Н 2,0 2,8 3,5 4,0 5,0 6,0 7,0 8.0 9,0 10.0 11,0
Ширина шлица b 0,8 1,0 1,2 1,6 2,0 2,5 3,0 4,0
Глубина шлнца h 1,0 1,4 1,7 2,0 2,5 3,0 3,5 4,0 4,5
Радиус под головкой г, не более 0,4 0,5 0,6 0,8 1,0
Длина винта 1 Длина резьбы 10, включая сбег резьбы (знаком х отмечены винты с резьбой на всей длине стержня)
16 (18) 20 (22) . 25 (28) 30 32 35 (38) 40 (42) 45 (48) 50 55 60 65 70 12 12 X 14 14 X X 16 16 X X X 18 18 X X X X X 22 22 X X X X X X 26 26 X X X X X 30 30 X X X X X X 34 34 X X X X X X 38 38 X X X X X X 42 42 X X X X X 46 46
12 12
14 14 16 16 18 18 22 22
26 26
30 30 34 34
38 38 42 42
46 46
Примечания: 1. Размеры вннтов, заключенные в скобки, по возможности не применять. 2. Винты (исполнение I), для которых величины 10 расположены в таблице над ломаной линией, допускается изготовлять с длиной резьбы до головки 3. Винты, отмеченные знаком X, в исполнении II не изготовляются.
20 Ю60
Ю6
П риложение
ОТВЕРСТИЯ (гнезда) ЦЕНТРОВЫЕ, УГОЛ КОНУСА КОТОРЫХ РАВЕН 60“
(по ОСТу-3725)
Рачм р j в мм
Диаметр Для отверстий типа А и Б и отверстий с нарезкой Для отверстий с нарезкой Ориентирыночные данные для выбо- ра размера цент- рового отверстия
отверстий ти- па А и Б отверстий с нарезкой D не более 1 не менее С с Диаметр от- ।ерстия под резьбу d2 d, 1, наи меньший диаметр кон на заготов- к и Ро га та с = та X 3 т »- ° Qr VO S § га t= га н Ч га s о та х ej i_ га
для чугуна ДЛЯ стали
1 1,5 2 2,5 3 4 5 6 8 12 МЗхО,5 М 4x0,7 М 5X0,8 М 6х 1 М 8x1,25 М 12x1,75 2,5 4 5 6 7,0 10 12,5 15 20 30 2,5 4 5 6 7,5 10 12,5 15 20 30 1,2 1,8 2,4 3 3,6 4,8 6 7,2 9,6 14 0,4 0,6 0,8 0,9 1 1,2 1,5 1,8 2 2,5 2,5 3,3 4,1 4,9 6,6 10 2,5 3,3 4,2 5 6,7 10 3,2 4,3 5,3 6,4 8,4 13 0,8 1 1,2 1,5 2 3 4 6,5 8 10 12 15 20 25 30 42 От 4 до 7 » 7» 10 » 10» 18 » 18» 30 » 30 » 50 » 50» 80 » 80» 120 » 120» 180 » 180» 220 От 220 и более
Примечание. Величина Lo определяется в зависимости от размеров крепежного винта, но
не дол/кна быть менее L
ШПОНКИ КЛИНОВЫЕ (по ГОСТу-8791-58)
Размеры сечений шпонок и пазов
Размеры в мм
Номннальн ые размеры Радиусы закрут-
Диаметры валов D сечении шпонок 1 луониа пазов леиий пазов г,
1 ь 1 h 1 G не более
От 5 до 7 2 2 1,1 0,6
» 7 » 10 3 3 2,0 0,7
» 10 » 14 4 4 2,5 1,1 U,z
» 14 » 18 5 5 3 1,6
» 18 » 24 6 6 3,5 2,1
» 24 » 30 8 7 4,0 2,6
» 30 » 36 10 8 4,5 3,0 0,3
» 36 » 42 12 8 4,5 3,0
» 42 » 48 14 9 5,0 3,5
» 48 » 55 16 10 5,0 4,5
» 55 » 65 18 11 5,5 5,0
» 75 » 75 20 12 6,0 5,5 0,5
» 65 » 90 24 14 7,0 6,4 •
П риложение
307
ШПОНКИ КЛИНОВЫЕ С ГОЛОВКОЙ (по ГОСТу 8793-58)
Пример условного обозначения шпонки с размерами b = 10 мм. Л = 8 лмг, I = 50 мм:
Шпонка 10y.8y.5U ГОСТ 8793-58.
Размеры в лл
b
4
5
6
8
10
12
14
16
18
20
24
h
4
5
6
7
8
8
9
10
10
12
14
h
7
8
9
10
12
12
14
16
16
20
22
с или г
0,25
0.4
0,6
Радиусы за
круглений
пазов г
по ГОСТ
8791-58
0,2
0,3
0,5
I
Предельные размеры для шпонок
14 14 14 14
16
18 20 18
22 25 22
28 32 28
36 36
40
45 45
50
56 56
63 70 70
80 90 90
100 ПО ПО
125
180
140
250
20
308
П риложение
шпинки ПРИЗМАТИЧЕСКИЕ ОБЫКНОВЕННЫЕ (по ГОСТу 8789-58)
Пример условного обозначения
шпонки со скругленными торцами
с размерами b = 10 мм; Л = 8 мм;
I = 50 мм;
Шпонка 10x8x50 ГОСТ 8789-58.
Пример условного обозначения та-
кой же шпонки с плоскими торцами:
Шпонка Б 10x8x50 ГОСТ 8789-58.
исполнением
vj остальное
Исполнение Б
„ь
* г
Д4 I
Vi---
b
2
3
4
5
6
8
10
12
14
16
18
20
24
h
2
3
5
б
7
8
8
9
10
11
12
14
С ИЛИ Г
0,25
'»,4
0.6
Радиусы за
круг лений
пазов по
ГОСТу
9788-58
0.2
0,3
0.5
Предельные размеры для шпонок
/
6 6 6
8 8
10 10
12
14 14
16
18 18
20 20
22 22
' 25
28 28
32 28
36 36
36
40
45 45 "за
50 “50
56 56 56
63 63
70 70
80
90 ' 90
100
ПО
110
125
125 125 125 125 125
П риложение
309
ФИТИНГИ
Основные размеры
'< Тройник прямой
ГОСТ 8998-59
Угольник прямой
ГОСТ 8996-59
Мусрта прямая
ГОСТ 8959-59
Условный проход Пу, мм 10 /5 20 25 32 90 50
Резьба трубная, д 3/8" ’/2" 3/9" 1" 1'/9" 2"
Угольники и тройники L, мм 25 28 33 38 95 50 58
Муфты L,mm 30 36 39 95 50 55 65
Число ребер 2 2 2 9 9 9 6
Условное давление Ру /8/см2 16 16 16 16 16 16 10
Примеры условных обозначений неоиинкобанных соеди-
нительных частей с Пу 90
Угольник 90 ГОСТ 8996-59;
Тройник 90 ГОСТ 8998-59;
Му ср та короткая ГОСТ 8959-59.
То же, оцинкованных.
Угольник 0-90 ГОСТ 8996-59,
Тройник 0-90 ГОСТ 8998-59;
Мусрта короткая 0-90 ГОСТ8959-59
Муфта переходная
ГОСТ 8957-59
Условный проход Пи, мм Резьба L,mm Число ребер 2 ке/смг
а d'
15 х 10 Труб. 72" Труб. 3/8" 36 2 16
20 X Ю 3/9" ^ТбИ 39 2 16
20 х 15 3/9" /2" 39 2 16
25 х 15 1" ,/2" 95 9 /6
25 X 20 Iй 3/9" 95 9 16
32 X 15 НАН f/2" 50 9 16
32 х 20 3/9" 50 9 16
32 X 25 1’/9" Г1 50 9 16
90Х 20 ~17н 3/9" 55 9 16
90 X 25 172" 1" 55 9 16
90 X 32 W ПАИ 55 9 16
50Х 25 2" 1" 65 6 10
Примеры условных обозначений:
Митты переходной неоцинкованнои с Пу 32x25:
1 Мусрта 32^25 ГОСТ 8957-59.
Тоже, оцинкованной: Муфта 0-32x25 ГОСТ 8957- 59.
310
П риложение
ФИТИНГИ
Общие конструктивные размеры па ГОСТ 8945-59
d
d'
45
d'
Ia
O4,5\
Услоон. проход м d е з нарцжн. Ь 0 с. бнцтрен. длина Конструктивные размеры
do d, - 1 d‘ 3 Зг h 5 bi Ьг С
15 Труб.Щ 20,956 18,632 12 21,5 2,8 4,2 2 2 4 2 17
20 „ З/J 26,442 24,119 13,5 27,0 3,0 4,4 2,5 3,5 2 4 2 22
25 » 1" 33,250 30.293 15.0 34,0 3.3 5,2 4 2,5 4,5 2,5 22
32 ” Г/4 41, 9/2 38, 954 17,0 42,5 3,6 5,4 2,5 4 ^,5 5 3 24
40 - /7/ 47, 805 44,847 19,0 48,5 5,8 3 4 3 5 3,5 26
50 » 2" 59, 6Ю 56,659 21,0 60,5 4,5 6,4 3,5\ 5 3 6 4 26
Труды стальные бодогазопроводные (газовые) ГОСТ3262'бг
— ... .
Примечание:
Плана I
дана в табл,
до сбега
резьбы.
Услобн проход
Гу______
ММ
15
20
25
32
40
50
дюймы
3/р
1
Т/2
2
О
2(25
26,75
33,5
42,25
45
60
обык-
нов.
8
2,75
2,75
3,25
J/5
Усилен.
8
3,25
3,5
3,5
4
4
4,25
4,5
d
Труб Уг"
» W
» 1"
» iW
- /7/
» 2"
Р е
наружи
dp
20 956
26,442
33,250
4/, 912
47,805
59,616
з ь 5 а
бнитрен.
dt
18,692
24,119
30,293
38,954
44,847
56,659
число
нит на!
14
14
Н
11
11
1!
цили-
ндр. I
14
16
18
20
22
2н
кони-
чес (
~ЙГ
17
!9
22
23
26
П риложение
311
СТАЛЬ УГЛЕРОДИСТАЯ ОБЫКНОВЕННОГО КАЧЕСТВА (по ГОСТу 380-60)
По ГОСТу 380-60 изготовляется углеродистая горячекатаная сталь обыкновенного ка-
чества: сортовая, фасонная, листовая и широкополосовая сталь.
Марки
1. Сталь изготовляется в мартеновских печах (спокойная, кипящая, полуспокойная)
и в бессемеровских конвертерах (спокойная и кипящая).
2. В зависимости от назначения и гарантируемр!х характеристик сталь подразделяется
на две группы и одну подгруппу:
Группа А—поставляемая по механическим свойствам
Группа Б—поставляемая по химическому составу.
Подгруппа В — поставляемая по механическим свойствам и с дополнительными требо-
ваниями по химическому составу.
Ниже приводится таблица марок сталей.
Группа стали Марки стали
А Ст. 0, Ст. I, Ст. 2, Ст. 3, Ст. 4, Ст. 5, Ст. 6, Ст. 7
Б Мартеновская МСт. 0, МСт. 1кп, МСт 2кп, МСт. Зкп, МСт. 3, МСт. 4кп, МСт 4, МСт. 5. МСт. 6, МСт. 7
Б Бессемеровская БСт. 0, БСт Зкп, БСт. 3, БСт. 4кп, БСт. 4, БСт. 5, БСт. 6
Подгруппе В Мартеновская ВСт.2кп,' ВСт.Зкп, ВСт.4кп, ВСт.4, ВСт.5
Примечаний । В обозначении марок кипящей стали добавляется индекс «кп», полуслокойной — индекс «пс» (Ст. Зкп, Ст 4пс иг д.) В обозначении мягок полуслокойной стали добавляется индекс «пс» (например, МСт Зпс) 3 Р обозначении марок полуспокойной стали добавляется индекс «пс» (например, ВСт Зпс)
Пример условного обозначения:
Ст. 3 ГОСТ 380-60.
Примерное назначение некоторых марок стали
Марка стали Предел прочное ти при растяжении в кГ /мм2 Наименование деталей
Ст. 0, БСт. 0 Неответственные металлоконструкции: ограждения, перила, кожухи, баки, резервуары низких давлений неответственные болты, шпильки, анкерные болты, прокладки, шайбы, насти- лы и подножки
Ст. 1 32—40 Малоответственные металлические конструкции водяные, паро- вые и газовые трубы: резервуары, применяемые для работы при относительно небольших давлениях, анкеры в паровых котлах; прокладки, кожухи и т. п
Ст. 2 34—42 Дымогарные и жаровые трубы, барабаны паровых котлов; це- пи сварные и пластинчатые: валики, оси, кулачки, зубчатые колеса, шайбы ключи плоские для кранов, шплинты и др
312
Приложение
Продолжение
Марки стали Предел прочности при растяжении в к Г /мм2 Наименование деталей
Ст. 3, БСт. Зкп. БСт.З 38—47 Металлоконструкции: баки и резервуары для работы под дав- лением, котлы, болты откидные, гайки, шайбы, шплинты, установочные винты; заклепки с полукруглой головкой для прочных и плотно-прочных швов, детали тормозов, валики, ушки, лапки, стяжки, рычаги, скобы, серьги, муфты; не- ответственного назначения валики, оси, зубчатые колеса и др.
Ст. 4, БСт. 4 42—52 Металлоконструкции: откидные болты, гайки-барашки, валы и оси передач; тяги, стрелы крановые и т. п.
Ст. 5, БСт. 5 50—62 Валы и оси приводов и грузоподъемных механизмов; вагон- ные оси; муфты, кованые катки, дышла, пальцы кривоши- пов, зубчатые колеса больших диаметров; оси ходовых ко- лес, блоков, барабанов, ключи рожковые и др.
Ст. 6, БСт. 6 60—72 Бандажи крановых ходовых колес, кованые катки кранов, шпонки, муфты кулачковые и фрикционные; буксы; валы и зубчатые колеса, воспринимающие большие статические нагрузки; тормозные ленты; установочные винты; шпонки; ведущие зубчатые колеса и червяки и т. д.
СТАЛЬ УГЛЕРОДИСТАЯ КАЧЕСТВЕННАЯ КОНСТРУКЦИОННАЯ
(по ГОСТу 1050-60)
Настоящий стандарт распространяется на углеродистую качественную конструкцион-
ную горячекатаную и кованую сортовую сталь размером (диаметром или толщиной)
до 250 мм.
Марки
1. Сталь изготовляется в мартеновских и электрических печах (спокойная, кипящая)
и полуспокойная).
2. В зависимости от химического состава сталь подразделяется на две группы:
1 — с нормальным содержанием марганца;
II-—с повышенным содержанием марганца.
3. Сталь изготовляется следующих марок:
Группа стали Марки стали
Группа I 05кп; 08кп; 08; Юкп; 10, 15кп; 15; 20кп; 20; 25; 30; 35; 10, 45; 50; 55; 60; 65; 70; 75; 80; 85
Группа 11 15Г. 20Г; 25Г; ЗОГ; 35Г; 40Г; 45Г; 50Г; 60Г: 65Г; 70Г
Примечание. В марке стали двузначные цифры обозначают среднее содержание углерода в сотых долях процента, буква о.Г» — повышенное содержание марганца. Марки кипящей стали име- ют в конце индекс «кг»^
Пример условного обозначения:
Сталь 45 ГОСТ 1050-60.
П риложение
313
Примерное назначение некоторых марок стали
Марки стал и Наименование деталей
10 15 Крепежные детали: болты, гайки, винты, заклепки; детали, подвергающиеся трению при относительно малых напряжениях: пальцы, оси, валики и др.; тормозные диски: барабаны грузоподъемных механизмов, грузоподъемные кованые крюки, серьги и т. п
20 Распределительные валы; валики, оси и рычаги коробки скоростей и тормо- зов поршневые пальцы, кулачковые валики, ролики и зубчатые колеса; подвергающиеся цементации втулки: болты, шурупы, грузоподъемные крю- ки, (айки для крюков
25 30 Неответственные поковки; приводные валы, поршни, штоки, оси, зубчатые колеса и т. п
35 40 Ответственные поковки малых и средних размеров (автотракторные детали; оси, полуоси, валы, шатуны; рычаги, зубчатые колеса); детали управле- ния в станкостроении, рукоятки, рычаги, ступицы, гаечные ключи и др.
45 50 Ответственные поковки; коленчатые валы, шатуны, зубчатые колеса, диски сцепления, карданные валы, поршни, детали управления в станкостроении: рукоятки, ступицы, фиксаторы и т п
15Г Детали, изготовляемые ковкой и штамповкой в горячем состоянии, детали, под нежащие цементации, кулачковые валики, тяги, шарнирные муфты
50Г Пружины спиральные, диски шлицевые, валики, зубчатые колеса
60Г Пружины спиральные из холоднотянутой проволоки диаметром 2,5 мм, пру- жинные шайбы, тормозные диски, фрикционные диски, упорные кольца
45Г2 Рессоры, коленчатые валы, бандажи колес
50Г2 Оси и валы
СТАЛЬ ЛЕГИРОВАННАЯ КОНСТРУКЦИОННАЯ
(по ГОСТу 4543-61)
Классификация
В зависимости от химического состава и механических свойств легированная маши-
ностроительная сталь подразделяется на качественную и высококачественную
Высококачественная сталь отличается от качественной суженными пределами по со-
держанию углерода, меньшим содержанием вредных и посторонних примесей, большей
гарантированной чистотой по неметаллическим включениям и повышенными механическими
свойствами.
Группа стали Марка стали
Качественная 15Х, 20Х, ЗОХ, 35Х, 40Х, 45Х, 15ХФ, 20ХГ, 40ХН, 12ХН2, 15ХМ
Высококачественная 38ХА, 12ХНЗА, 20ХНЗА, 40ХФА, 35ХСА, ЗОХГСНА, 25Х2ГНТА, 40ХНМА, 40ХГНВА, 30ХН2ВФА
Примечание. В обозначении марки стали двузначное число слева указывает среднее содер- жание углерода в процентах; буквы справа от цифр обозначают- X — хром, Г — марганец, Н — ни- кель, В — вольфрам, М — молибден, Ф — ванадии, Ю — алюминий, Р — бор, Т — титан, С — крем- ний. Цифры после перечисленных букв указывают примерно процентное содержание соответствующе- го летирующто элемента в цетых единицах, а при отсутствии цифры следует понимать, что содержа- ние легирующего элемента равно примерно 1% и менее 2- Марки высококачественной стали имеют в <онце обозначения букву А.
Пример условного обозначения:
Сталь 20Х ГОСТ 4543-61.
374
П риложение
Примерное назначение некоторых марок стали
Марка стали Наименование деталей
15Х Цементуемые детали: поршневые пальцы, валики, зубчатые колеса и др.
20Х Цементуемые детали: кулачковые муфты, коленчатые валы, конические зуб- чатые колеса
ЗОХ, 35Х, 38ХА Валики коробок скоростей, оси, зубчатые колеса дифференциалов, шатуны
40Х, 45Х Детали с большой износостойкостью: зубчатые колеса коробок скоростей, рессоры
40ХН Термически обрабатываемые детали: коленчатые валы, шлицевые валики, цепные звенья, зубчатые колеса
12ХН2 Детали, нормализуемые перед механической обработкой: шатуны, коленча- тые валы
12ХНЗА Цементуемые, тяжело нагруженные детали, подвергающиеся знакоперемен- ным динамическим нагрузкам червячные колеса, зубчатые колеса, валы
20ХНЗА Термически обрабатываемые детали, работающие в тяжелых эксплуатацион- ных условиях
ОТЛИВКИ ИЗ УГЛЕРОДИСТОЙ СТАЛИ (поГОСТу 977-58)
Отливки по качественным показателям разделяются на гри группы: 1 — обыкновенного
качества. 11 — повышенного качества. 111—особою качества. В зависимости от содержа-
ни я углерода в стали и механических свойств стали отливки каждой группы разделяются
на марки: 15Л, 20Л, "25 Л, ЗОЛ, 35Л, 40Л. 45Л, 50Л и 55Л
Примерное назначение
Марка стали Наименование деталей
15Л, 20Л, 25Л Ь ронштейны, рамы, колонки и др.
ЗОЛ, 35Л Зубчатые колеса, стаканы для пружин, вилки, поворотные кулачки
40Л. 45Л Зубчатые колеса, работающие в тяжелых эксплуатационных условиях, хо- цовые колеса, колесные центры для железнодорожного подвижного со- става
50Л, 55Л Фасонные огливки с повышенным сопротивлением истиранию
Пример условного обозначения отливки из стали марки 15Л i руипы 1:
Cmaib 15Л-! ГОСТ 977-58.
П риложение
315
ОТЛИВКИ ИЗ СЕРОГО ЧУГУНА (по ГОСТу 1412-54)
Классификация
В зависимости от предела прочности при растяжении и предела прочности при изгибе,
определяемых на испытательных образцах, устанавливается следующая классификация от-
ливок серого чугуна по маркам: СЧ 00. СЧ 12-28, СЧ 15-32; СЧ 18-36; СЧ 21-40; СЧ 24-44;
СЧ 28-48, СЧ 32-52, СЧ 36-56 и СЧ 38-60.
Примерное назначение
Марки чугунз Наименование петалей
СЧ 00 Неответственное литье (крышки, патрубки, стаканы, кронштейны
СЧ 12-28 Тонкостенные отливки 1вердые или средней твердости: блоки, бара- баны, корпуса подшипников, центры ходовых колес, грузы, под- ставки и стойки
СЧ 15-32 Отливки средней твердости и со стенками средней толщины: зубча- тые колеса, червячные колеса, ролики, втулки, детали для электри- ческих машин и приборов, элементы сопротпв тения и пр
СЧ 18-35 Кожухи, корпуса, корыта, крышки, подшипники и втулки
СЧ 21-40 Массивные мягкие или средней твердости отливки: крупные червяч- ные и зубчатые колеса, картеры, станины; детали топок и печей, работающие при температурах 850—930°
СЧ 24-4-1 Особо О1ве1ственные отливки, арматура и детали аппаратов и машин, насосов и приборов в химическом, нефтяном, текстильном, бумаж- ном и других производствах взамен деталей из медных сплавов для клапанов, соединительных частей труб, зубчатых колес и армату- ры, гильзы и выхлопные трубы длй авиационных двш ателей, порш- невые кольца, кожухи, корпуса, корыта, крышки подшипников, втулки
СЧ 38-60 Отливки простой конфигурации с незначительным переходом в сече- ниях не толще 20 мм
СЧ 36-56 Корпуса насосов, гидроприводов, крупные коленчатые валы, катки, звездочки, колеса мостовых, велосипедных и консольных кранов грузоподъемностью до 10 m; ходовые колеса тяжелых мостовых кра нов грузоподъемностью до 3 т
СЧ 32-52 Отливки сложной конфш урации, разностенные с минимальной тол- щиной сечения 10 мм\ барабаны, цилиндры, крышки, малые ко- ленчатые валы, тормозные шкивы, зубчатые колеса, поршневые кольца
СЧ 28-48 Отливки особо сложной конфигурации с резкими переходами в се- чениях при минимальной толщине сечений 8—6 мм: поршневые коль- ца, муфты, зубчатые колеса, клапаны, кулачки
Пример условного обозначения:
Чугун СЧ 21-40 ГОСТ 1412-54
316
П риложение
ОТЛИВКИ ИЗ КОВКОГО ЧУГУНА (по ГОСТ 1215-59)
Классификация
В зависимости от величины предела прочности при растяжении и относительного уд-
линения ковкий чугун разделяется на марки: КЧ 37-12; КЧ 35-10; КЧ 33-8. КЧ 30-6
и др.
Примечание. В марках приняты следующие обозначения: К — ковкий, Ч — чугун, первые
две цифры — предел прочности прн растяжении в кг/мм2, цифры после черточки — относительное уд-
линение в %.
Примерное назначение
Марка чугуна Наименование деталей
КЧ 37-12 КЧ 35-10 КЧ 33-8 КЧ 30-6 Части арматуры; соединительные части труб, рычаги, рукоятки, плас- тинчатые цепи, шкивы, колодки муфт, кулачки, гайки-барашки, контргайки
Пример условного обозначения:
Чугун КЧ 35-10 ГОСТ 1215-41
БРОНЗЫ ОЛОВЯНИ1 ТЫЕ ВТОРИЧНЫЕ ЛИТЕЙНЫЕ (по ГОСТу 613-50)
БЕЗОЛОВЯНИСТЫЕ (по ГОСТу 493-54) И СПЕЦИАЛЬНЫЕ
Примерное назначение
Марка бронзы Наименование бронзы
Бр ОЦ 10-2 (ГОСТ 613 50) Венцы червячных колес, клапаны, клапанные коробки и корпуса на- сосов. гайки с крупной нарезкой арматура для работы под дав- лением до 15 ат
Бр. ОЦ 4-3 (ГОСТ 1761-50) Пружины; мелкие летали, обрабатываемые на металлорежущих стан- ках (втулки, шайбы, части арматуры, поковки для деталей)
Бр. ОЦС6-6-3 (ГОСТ 613-50) Мелкие подшипники; втулки, сальники; арматура для рабочих дав- лений не выше 10 ат
Бр АЖ 9-4 (ГОСТ 493-54) Изделия из прутков
Бр АЖН 10-4-4 (ГОСТ 493-54) Изделия из прутков и трубы
Бр. АЖН 11-6-6 (ГОСТ 493-44) Фасонное литье
Пример условного обозначения:
Бронза Бр. ОЦС 6-6-3 ГОСТ 613-50.
ЛАТУНИ (по ГОСТу 1019-47)
Примерное назначение
Марка латуни Наименование изделий
Л96 Л62 ЛС 59-1 ЛАЖ 59-3-2 ЛМц 58-2 Радиаторные трубки Полосы, листы, ленты, трубы и проволока Листы, полосы, ленты, прутки, трубы й проволока Трубы и прутки Полосы, прутки, проволока и листы
Пример условного обозначения:
Латунь Л62 ГОСТ 1019-47
Приложение
317
Допуски большие. Классы точности 7-й, 8-й и 9-й (по ОСТу 1010)
Номинальные Классы точности Номинальные Классы точности
7-й 8-й 9-й 7-й 8-й 9-й
диаметры н мм Допуски Н микронах 1ц= 0,001 (микрон = мл:). диаметры в мм Допуски в микронах — 1р. = 0.001 (микрон — XI м)
От 1 до 3 250 400 600 Свыше 50 до 80 740 1200 1900
Свыше 3 до 6 300 480 750 Свыше 80 до 120 840 1400 2200
» 6 » 10 380 580 900 Свыше 120 до 180 1000 1600 2500
» 10 » 18 430 700 1100 Свыше 180 до 2(0 1150 1900 2900
» 18 » 30 520 840 1300 Свыше 260 до 360 1350 2200 3300
» 30 » 50 620 1000 1600 Свыше 360 до 500 1550 2500 3800
ЛИТЕРАТУРА
1. Баталов Н. М., Малкин Д. М. Технические основы машиностроительного
черчения. Машгиз, 1962.
2 Боголюбове. К. Задания по детали рован ию. Машгиз, 1961.
3 Бояджиев. Машинно чертане. София, 1961.
4 ВальцГ Б и Ушаков Г А Механизмы для черчения и преобразования
проекций Изд-во Харьковского университета, 19ГЮ.
5. В а х т и н Ю. К. Русская школа инженерной графики. МВО, ВЭИ, 1952.
6. Глазунов Е. А иЧетверухинН Ф. Аксонометрия Гостехиздат, 1953.
7 Гончаров Г И. Нанесение размеров на чертежах. Ленинградский электротех-
нический институт им. В. И. Ульянова (Ленина), 1957
8. Г о н ч а р е н к о Г. Т Чтение и деталировка сборочных чертежей. Машгиз, 1961.
9. Гордон В. О Курс начертательной (еометрии Гостехиздат, 1961.
10. Иванов Н. Н. Руководство по машиностроительному черчению и выполнению
контрольных работ Гос. изд-во «Советская наука», 1959.
И. Иванов Н Н. и Храмова М. С. Начертательная геометрия. Гос. изд-во
«Советская наука», 1959.
12. Каменев В. И. Курс машиностроительного черчения Машгиз, 1958.
13. К у л и к о в А С. Проекционное черчение. Машгиз, 1953.
14. Куликов А. С. Начертательная геометрия. Машгиз, 1959.
15. Левицкий В. С. Машиностроительное черчение Гос. изд-во «Высшая школа»,
16. Могильный И. М. Сборник задач по черчению. Машгиз, 1955.
17. Покровская А Н. Машиностроительное черчение. Машгиз, 1960.
18. Пузанова В. П. Размерный анализ и простановка размеров в рабочих черте-
жах. Гостехиздат, 1958.
19. Пшеничный Н И., Репина М. И. и Марченко Л. И. Начертательная
(еометрия. Гос. изд-во «Советская наука», 1956.
20. Савелов А. А. Плоские кривые. Физматгиз, 1960.
21. Система чертежного хозяйства. Сборник ГОСТов, 1960.
22. С о к о л о в с к и й А. П. Научные основы технологии машиностроения. Машгиз,
1955.
23. Федоренко В. А. и Шошин А. И. Справочник по машиностроительному чер-
чению. Машгиз, 1961.
24. Чертежи в машиностроении. Сборник ГОСТов, 1959.
25. Ч е т в е р у х и н Н. Ф., Л е в и ц к и й В. С., П р я н и ш н и к о в а 3. И. и др.
Курс начертательной геометрии. Гостехиздат, 1956. •
ОГЛАВЛЕНИЕ
Сведение.................................................................... 3
Глава первая. Общие сведения по выполнению чертежей........................... 4
§ 1 Материалы, принадлежности и чертежные инструменты.................... 4
Глава вторая Оформление чертежей............................................. 10
§ 2. Стандарты .................................................. 10
§ 3 Форматы чертежей...............................................- . . 10
§ 4. Масштабы ....................................................... 11
§ 5. Шриф1Ы .................................................... ... 11
§ 6. Линии чертежа................................................... I7
§ 7. Штриховки в разрезах и сечениях................................. 20
§ 8 Нанесение размеров 23
Глава третья. Геометрические построения...................................... 36
§ 9. Уклоны и конусности................................................ 36
§ 10 Сопряжения ...................................................... 37
Глава четвертая Кривые линии ................................................ 44
§ 11. Коробовые кривые линии............................................. 44
§ 12. Лекальные кривые линии............................................. 46
Глава пятая. Прямоугольные проекции.......................................... 61
§ 13. Способы графических изображений.................................... 61
§ 14. Расположение видов на чертежах.................................... 65
§ 15. Разрезы........................................................... 70
§ 16. Сечения.................. . .... ..................... 74
§ 17. Построение проекций точек, расположенных на поверхности геометри-
ческих тел, и точек пересечения прямых с телами . ....................... 77
§ 18. Линии перехода.................................................... 79
§ 19. Развертки.......................................................... 88
§ 20. Линии среза........................................................ 94
§ 21. Наклонные сечения.................................................. 97
§ 22 Составление комплексных чертежей................................... 99
Глава шестая Аксонометрические проекции......................................109
§ 23. Построение аксонометрических проекций......•....................109
§ 24. Прямоугольная изометрическая проекция . . . . •....................111
§ 25 Прямоугольная димегрическая проекция...............................119
§ 26. Косоугольная диметрическая проекция (фронтальная)..................123
§ 27 Построение аксонометрической проекции линии среза................. 124
§ 28 Построение на аксонометрических изображениях линий пересечения поверх-
ностей . . . ........................127
§ 29. Оттенение изображений поверхностей ................................130
Глава <едьмая Винтовые линии и винтовые поверхности..........................132
§ 30. Винтовые линии . 132
§ 31. Винтовые поверхности...............................................134
Глава восьмая. Разъемные и неразъемные соединения............................143
§ 32. Общие сведения................................................... 143
§ 33. Резьбы, основные их типы и их обозначения.........................144
§ 34. Сбег резьбы, проточки и концы резьбовых изделий....................147
§ 35. Изображение и обозначение классов (степеней) точности резьбы. Обозна-
чение специальных резьб............................................... 147
§ 36. Крепежные детали ....................................... 150
§ 37 Резьбовые соединения............................................ 155
§ 38 Подвижные соединения.............................................160
§ 39. Сварные швы .........................................166
§ 40. Условные об- зна 1ения сварных швов на чертежах.................. 166
§ 41. Порядок нанесения условных обозначений сварки на чертеже...........170
§ 42. Заклепочные швы....................................................171
320
Оглавление
Глава девятая Пружины ... ....................................... иь
§ 43. Условные изображения пружин......................................J76
§ 44. Оформление рабочих чертежей пружин...............................180
Глава десятая. Изображение зубчатых колес и зубчатых зацеплений ...........183
§ 45 Основные понятия ... .............1^
§ 46. Условные изображения зубчатых зацеплений и цепных передач........188
§ 47. Оформление рабочих чертежей зубчатых колее и червяков............190
Глава одиннадцатая. Допуски и посадки.........................................
§ 48. Понятие о допусках и посадках........................................194
§ 49. Классы точности . . 196
§ 50. Увязка размеров и допусков ..........................................196
§ 51 Нанесение предельных отклонений размеров..............................201
§ 52. Контрольно-мерительные инструменты 201
Глава двенадцатая. Нанесение на чертежах обозначений шероховатости поверхнос-
тей и надписей, определяющих отделку и термическую обработку . . 205
§ 53. Термины, классификация и обозначения, относящиеся к шероховатости
поверхностей .......................................................... 205
§ 54. Надписи, определяющие отделку и термическую обработку............210
Глава тринадцатая. Составление эскизов ...................................212
§ 55. Назначение эскизов.................................................212
§ 56 Порядок составления эскизов.........................................212
Глава четырнадцатая Измерительные инструменты и обмер деталей ............217
§ 57 Измерительные инструменты ...............217
§ 58 Примеры обмера деталей простейшим инструментом . . . - - 226
§ 59. Определение номинальных размеров резьбы . ..................230
Глава пятнадцатая. Машиностроительные чертежи ...............................235
§ 60 Понятие об изделиях и их составных частях..........................235
§ 61. Виды чертежей . 236
§ 62. Общие требогания к рабочим чертежам................................239
§ 63. Выполнение рабочих чертежей 240
§ 64. Основные надписи и угловые спецификации на чертежах ...............242
§ 65 Обозначение чертежей изделий основного производства................246
§ 66. Нанесение номеров позиций на сборочных чертежах....................247
Глава шестнадцатая Составление рабочих чертежей ..................249
§ 67 Составление сборочных чертежей по эскизам деталей...................249
§ 68 Чтение сборочных чертежей .........................................256
§ 69. Деталирование сборочных чертежей...................................260
Глава семнадцатая Механизация чертежных работ................................267
§ 70. Чертежные «комбайны» . . .....................................267
§ 71 Механизмы для черчения и преобразования проекций..................269
Глава восемнадцатая Подлинники чертежей и их размножение.....................272
§ 72. Изготовление подлинников чертежей .... 272
§ 73. Размножение чертежей ........... .........................272
Краткий очерк развития инженерной графики и начертательной геометрии в нашей
стране.............................................................................273
Приложение.............................................................. 283
Литература....................................................................318
Технические редакторы Т. Ф. Соколова и А. Я Тиханов. Корректор 3- И. Пивоварова
Переплет художника Е. В. Бекетова
Подписано к печати 26/IX 1963 г. Т 10582
Тираж 385 П00 эка (7-й <авод 306 001—35000ь экз.| Печ л. 27,4. Бум л. 10
Уч изд л. 25,75 Формат 70Х1081,, Цена I руб Заказ 598.
Отпечатано с матриц в типографии им. Анохина, с. Петрозаводск, ул. .Правды", 4.